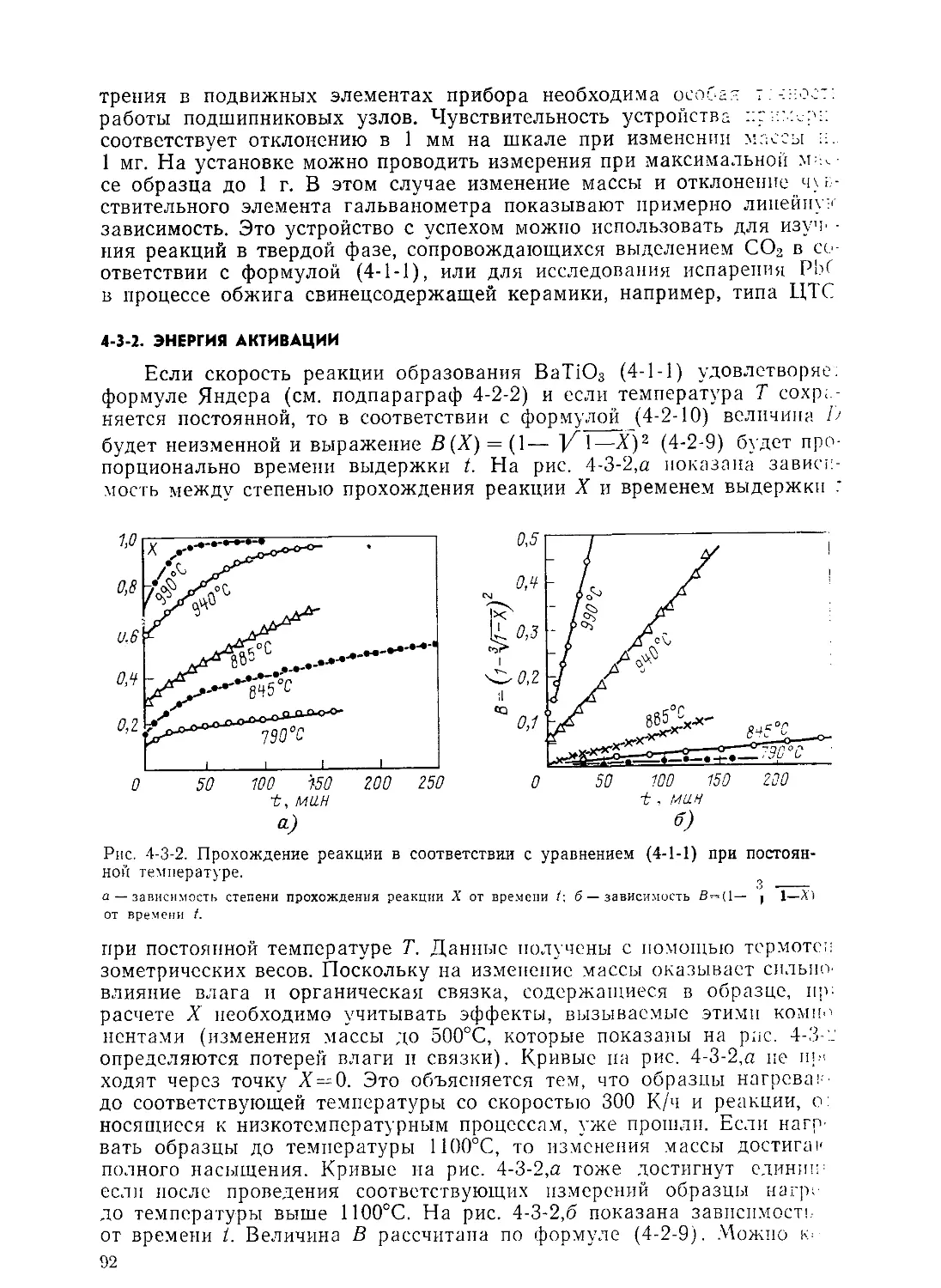
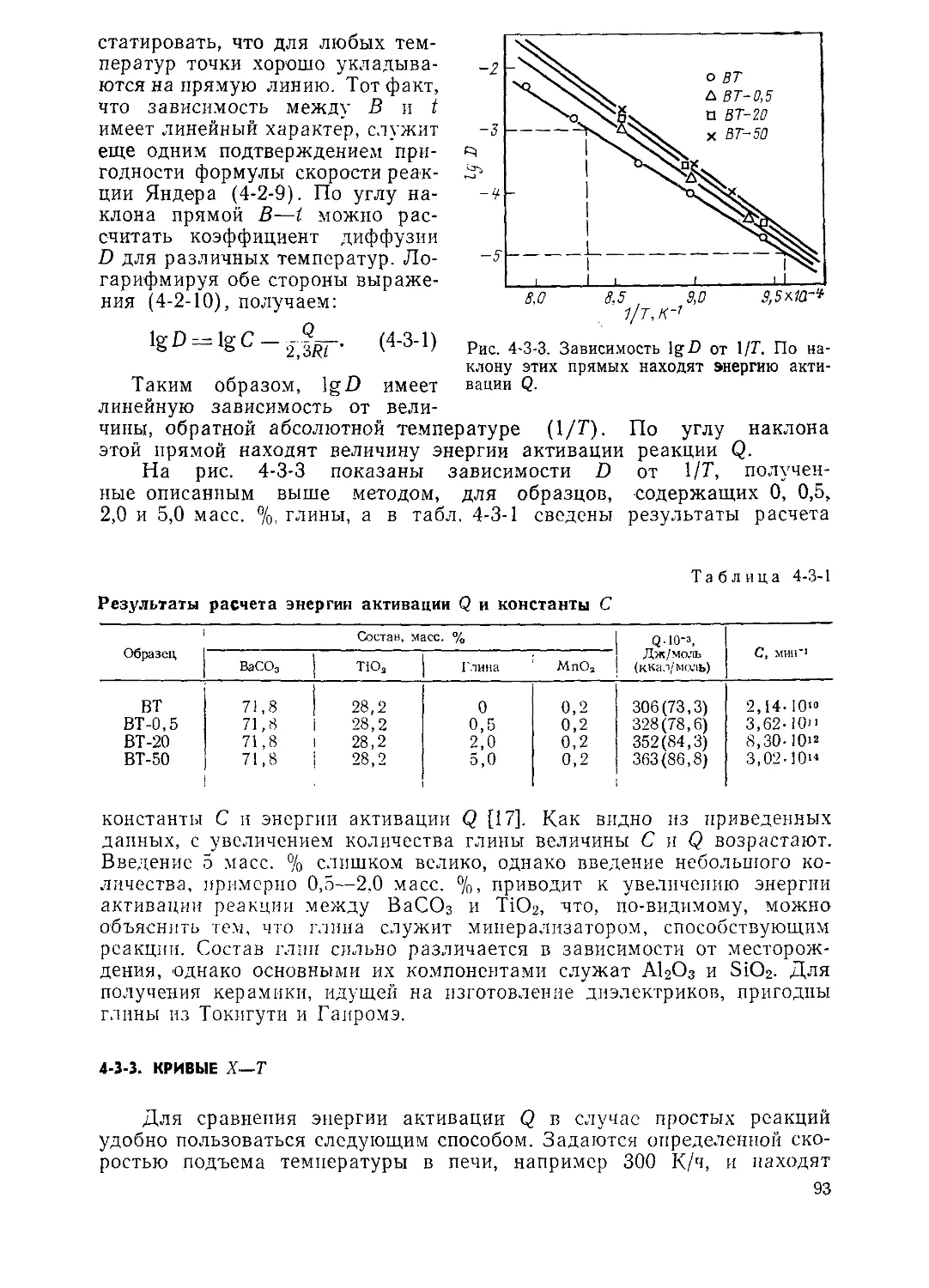
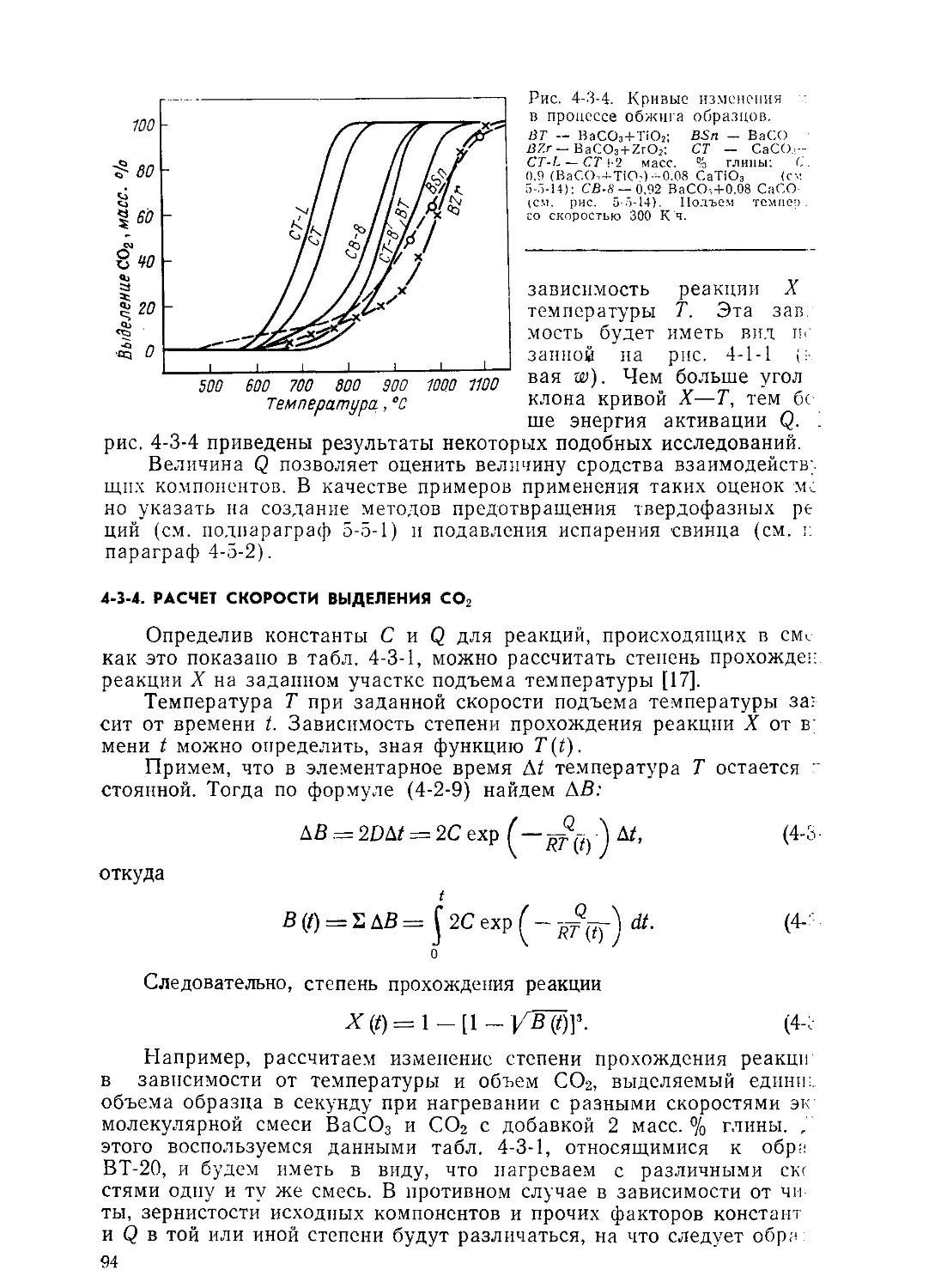
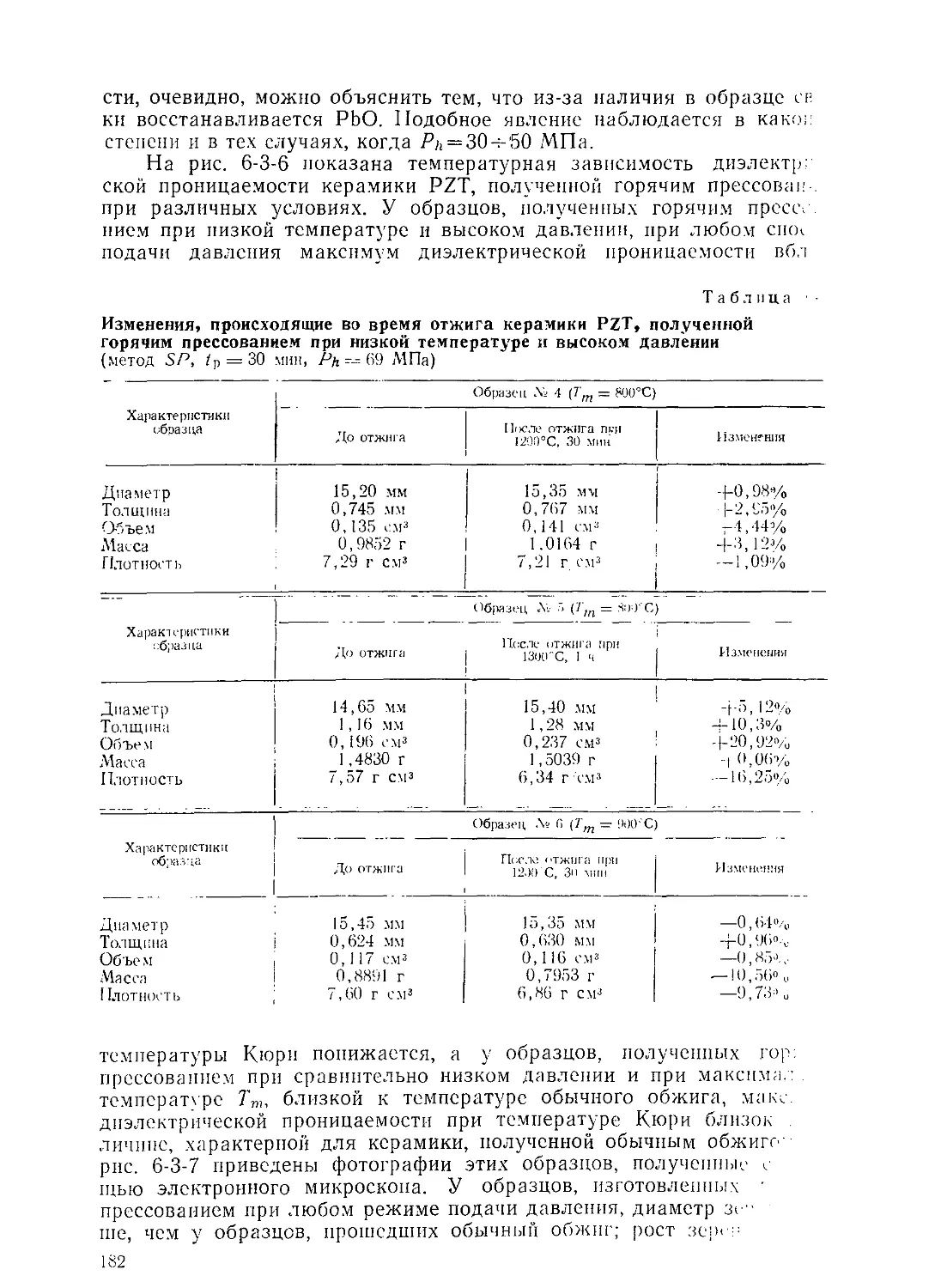
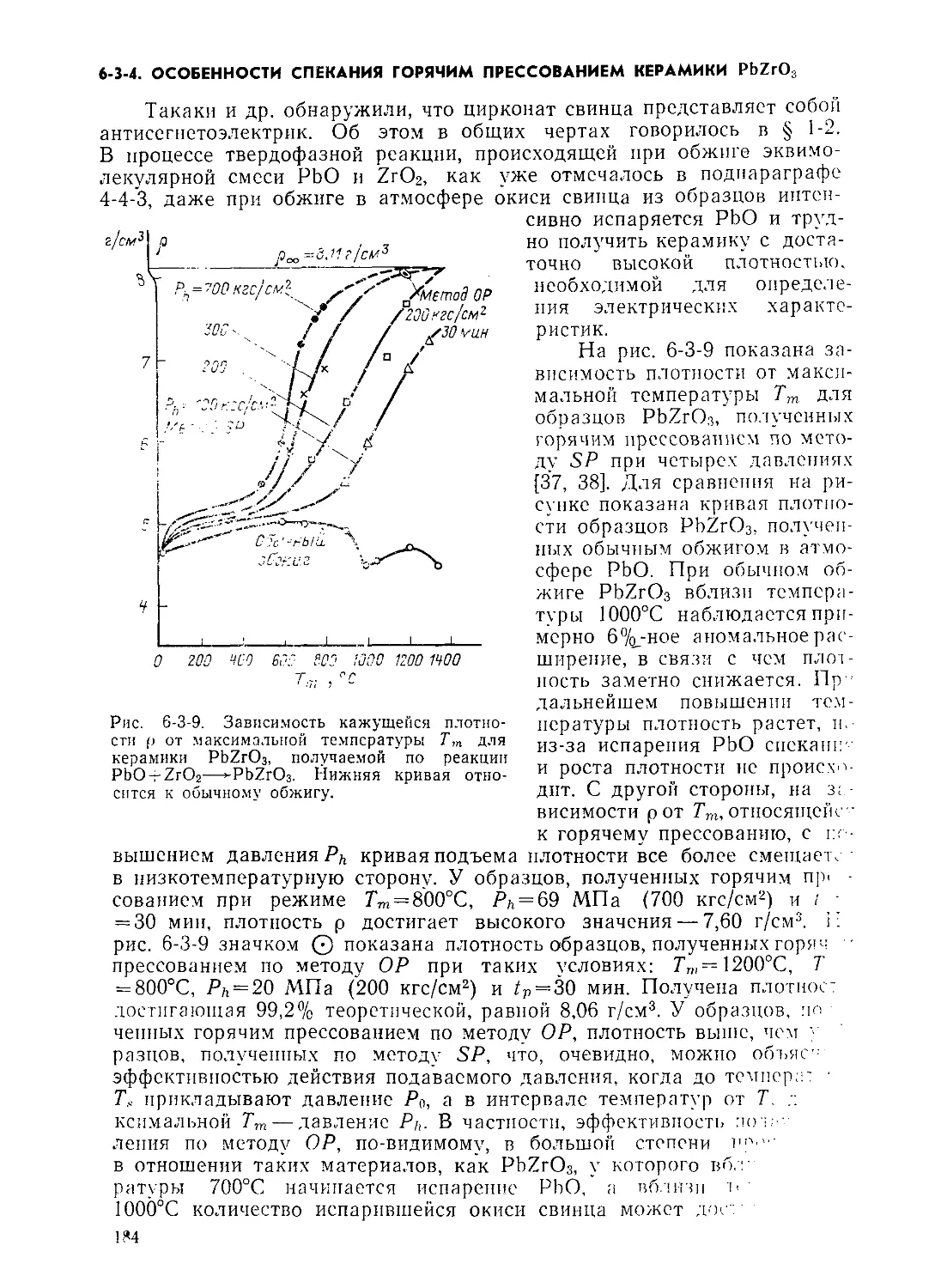
/






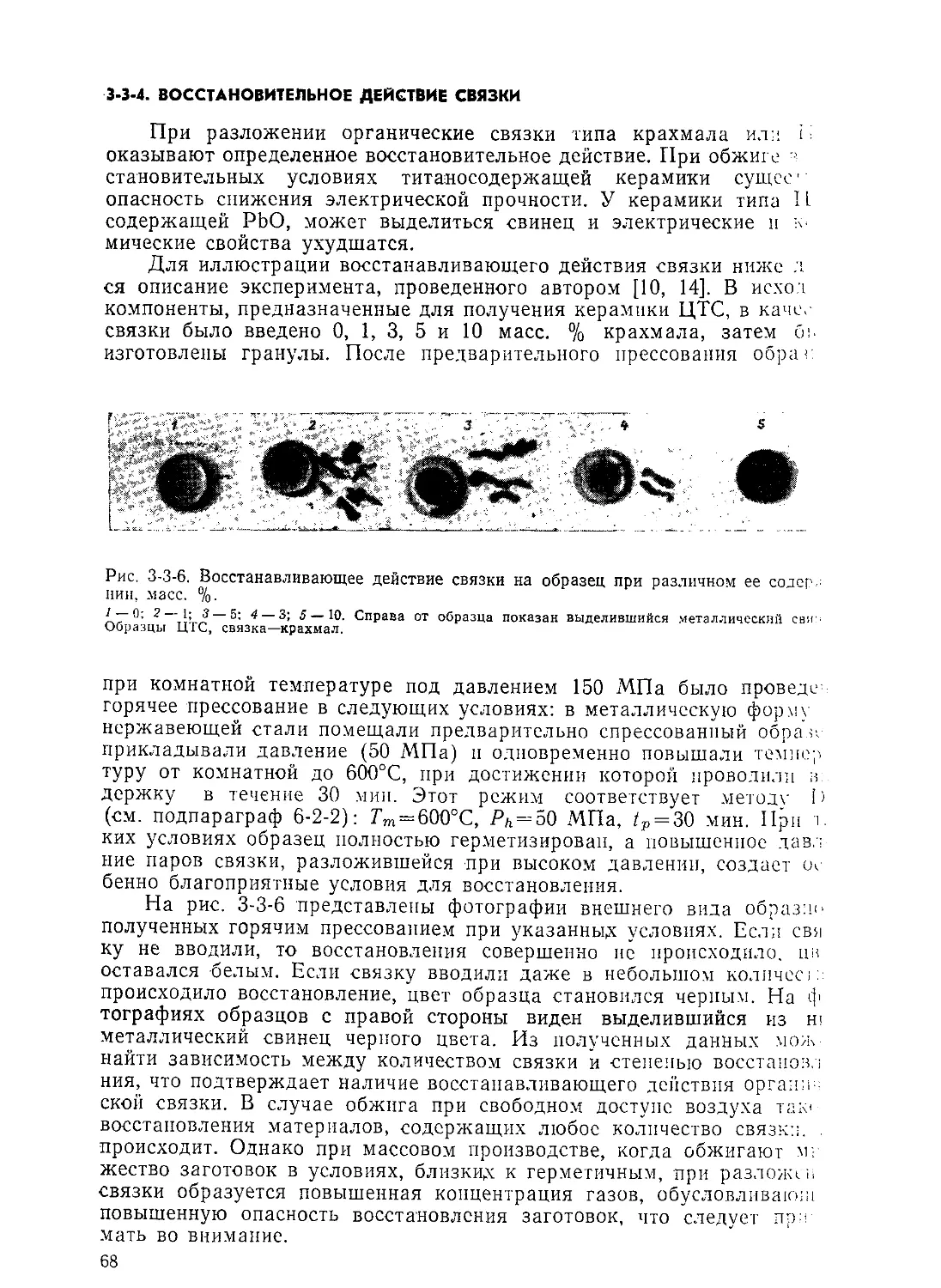
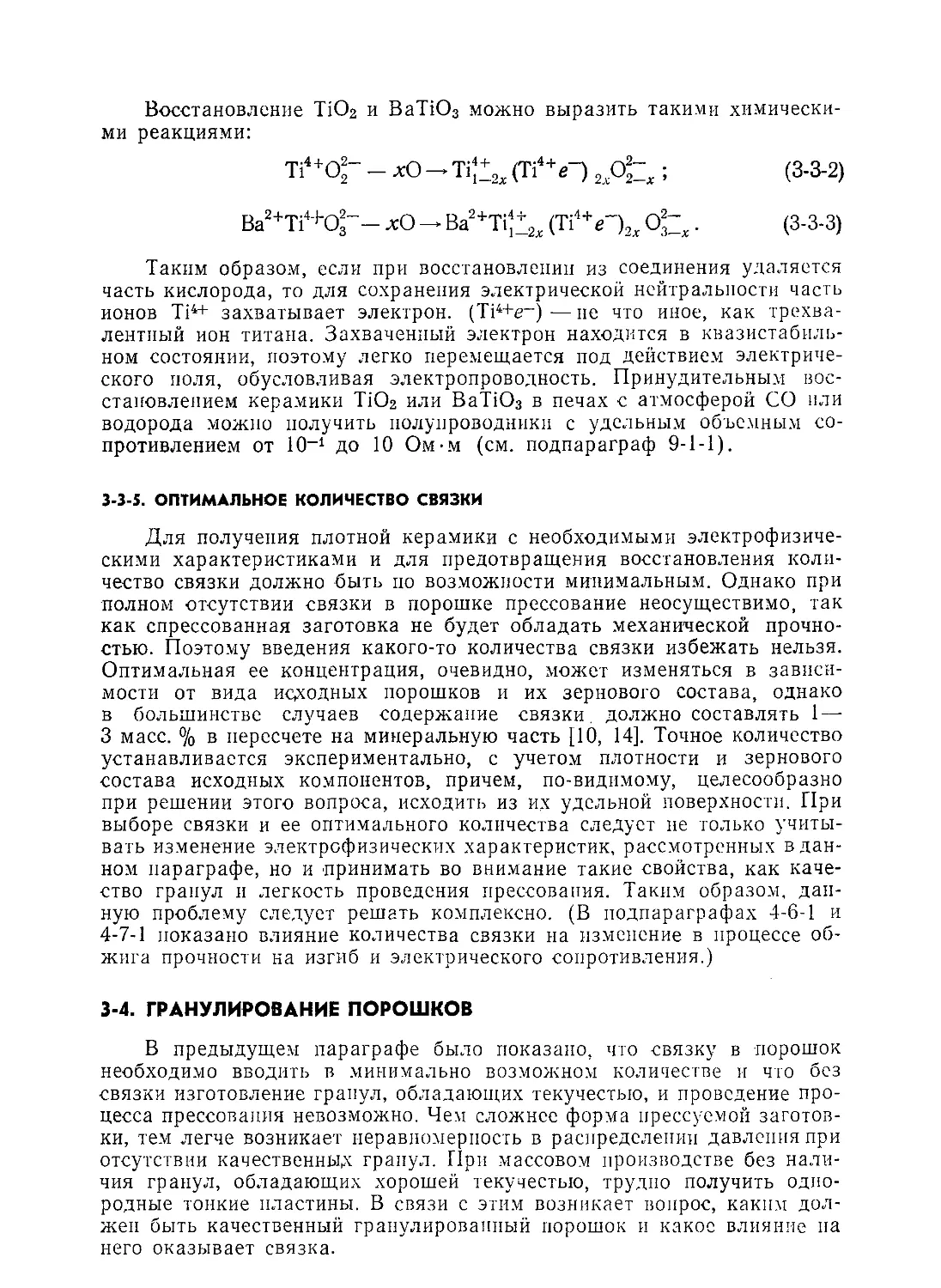
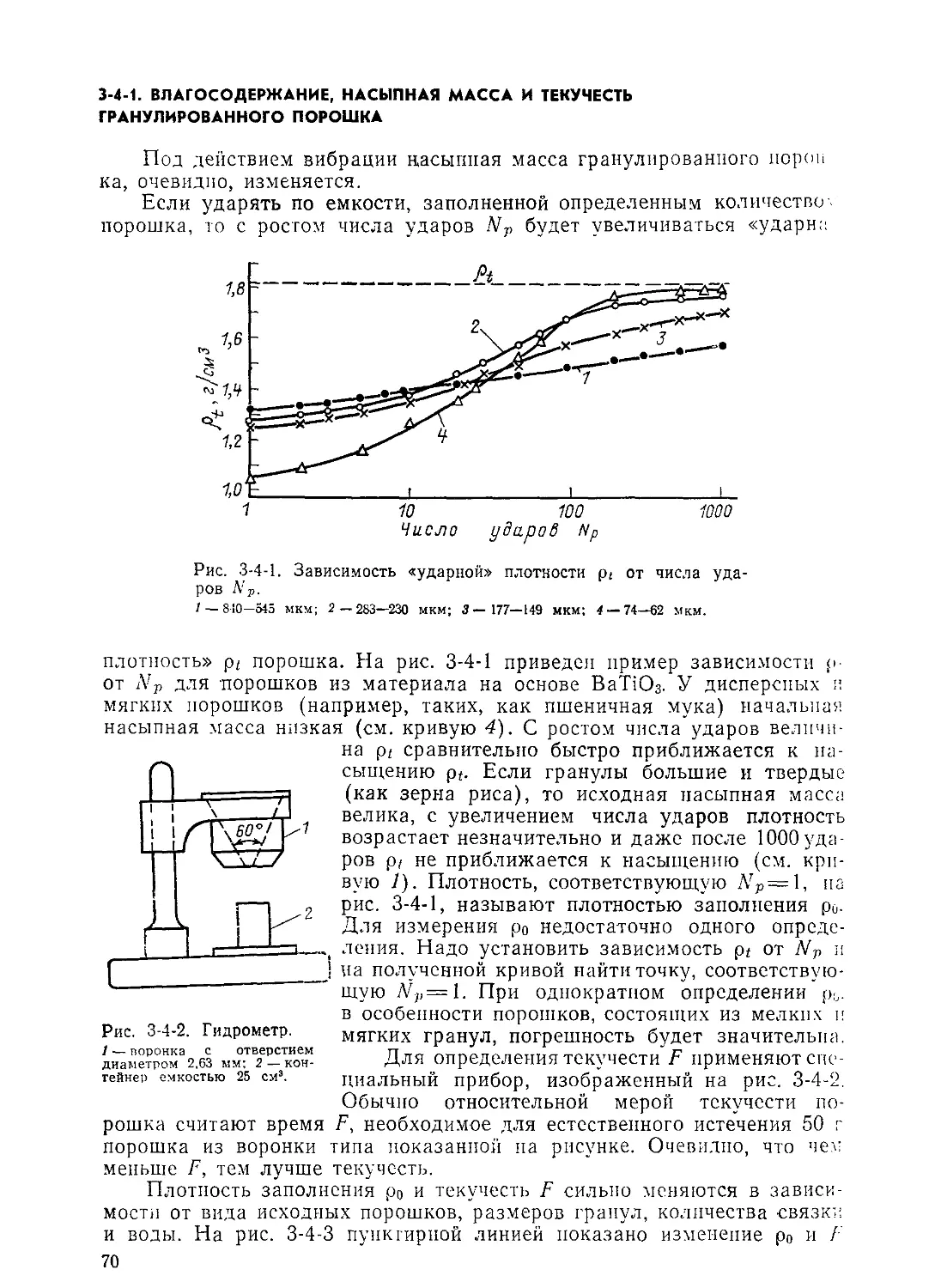
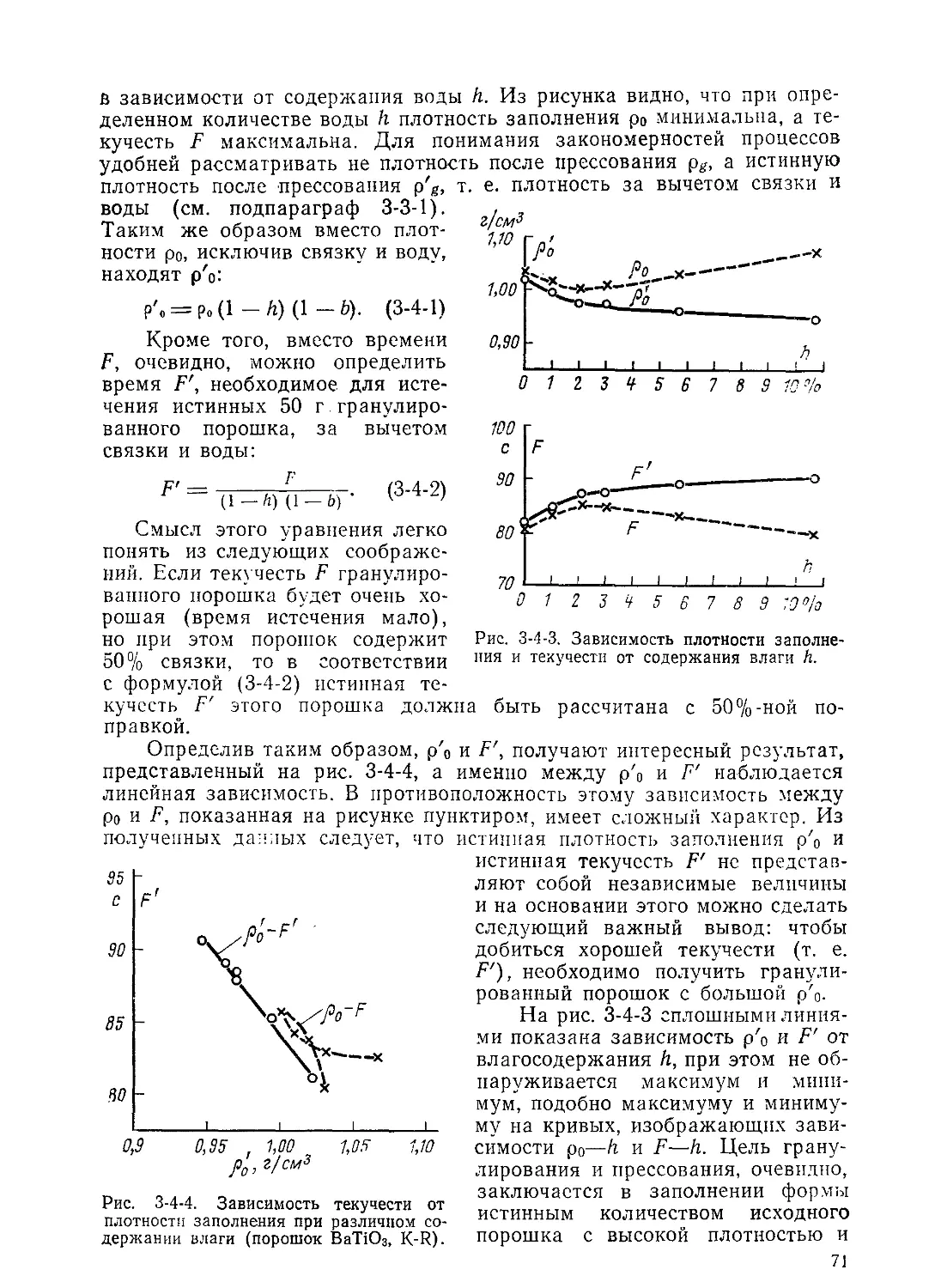




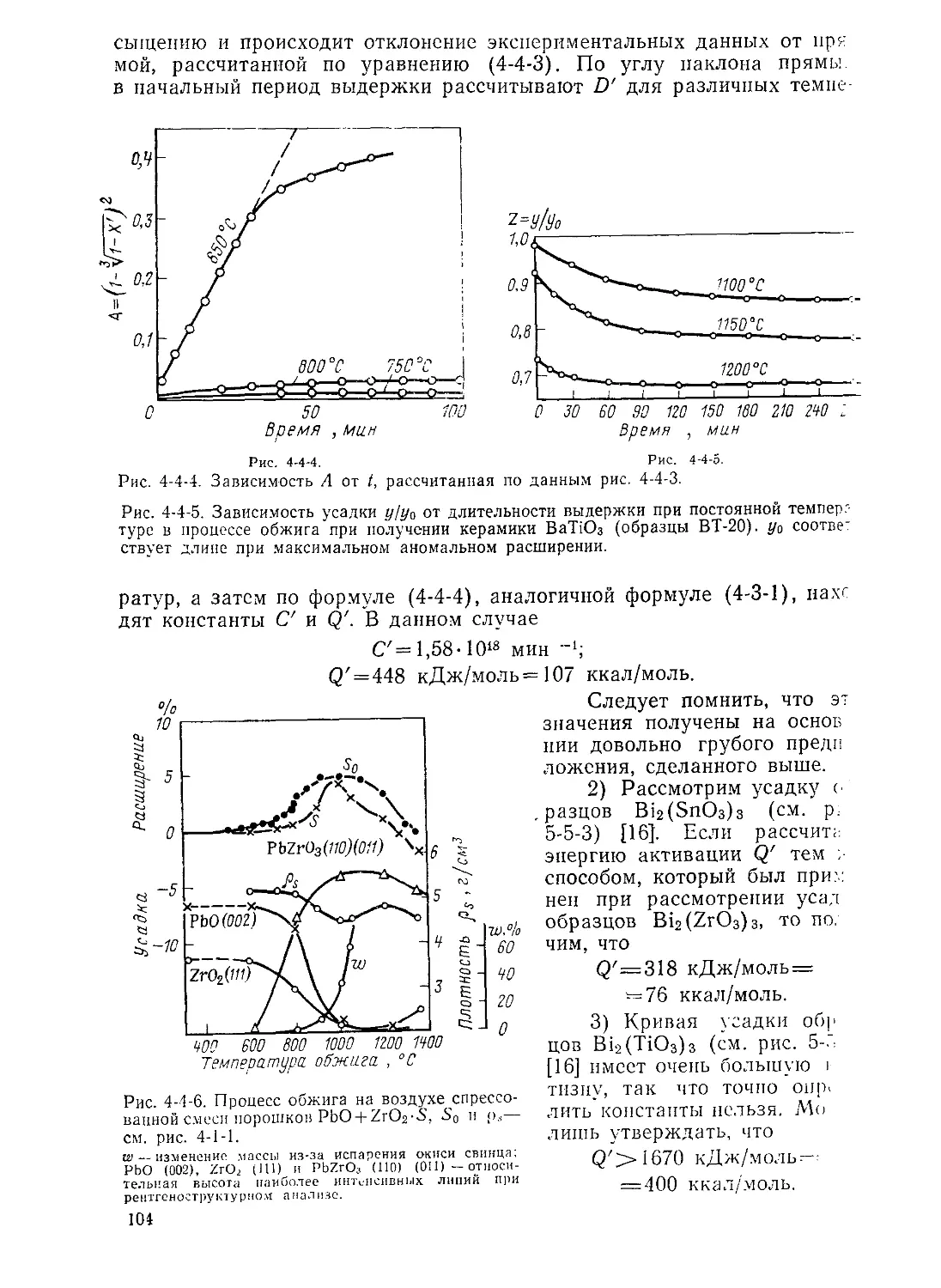


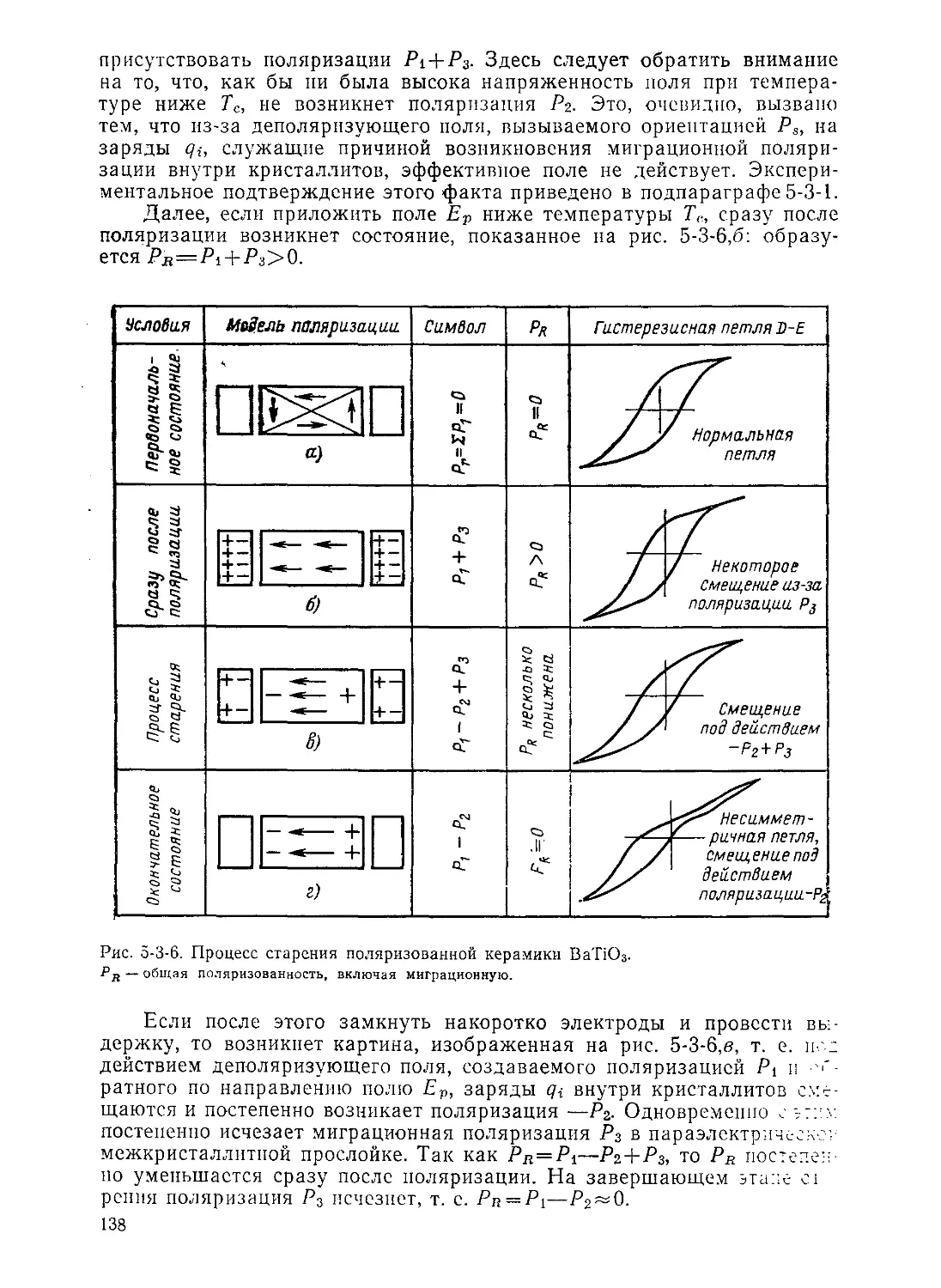





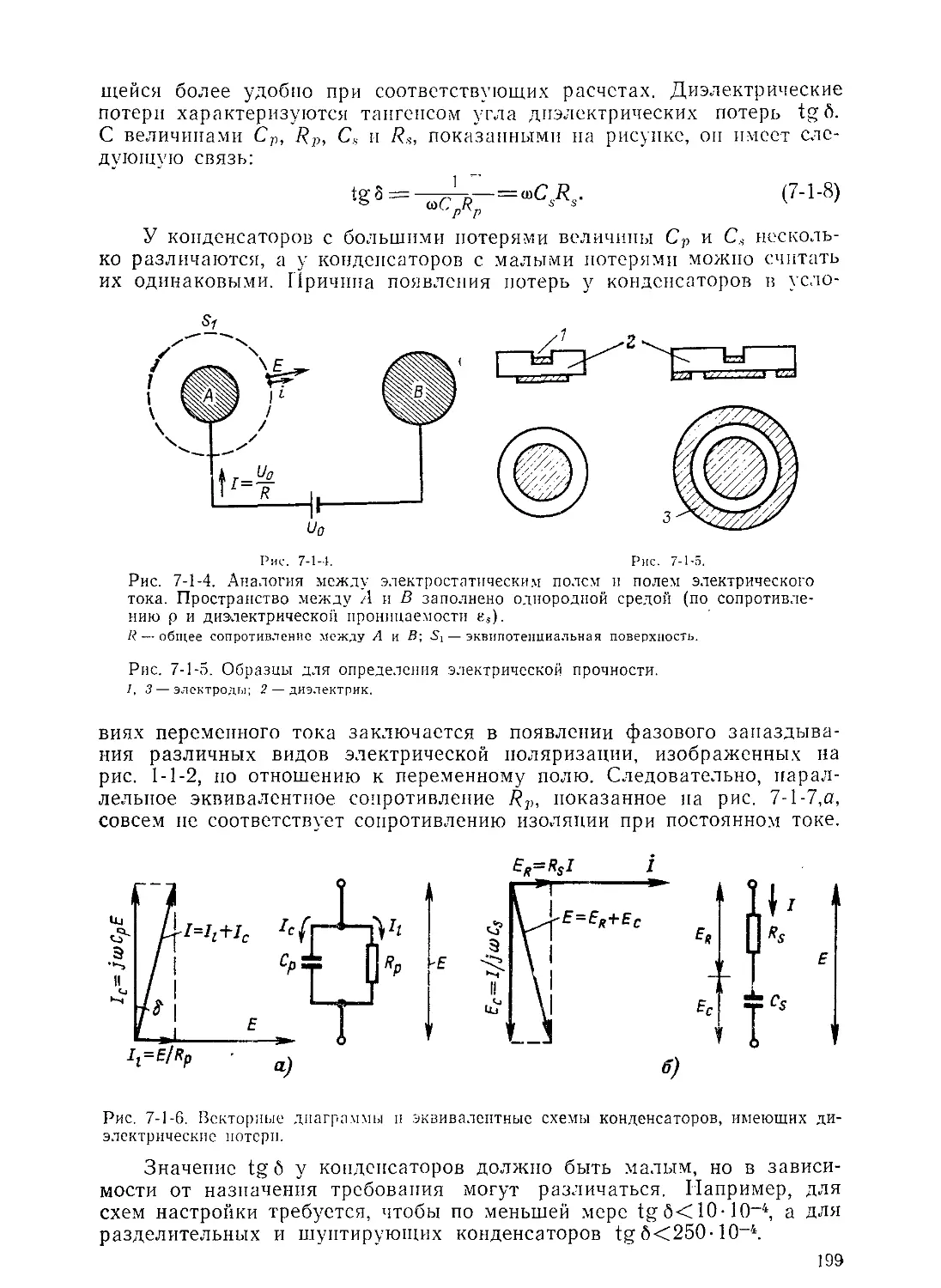




















Текст
К. Окадзаки
Т ЕХНОЛОГИЯ
КЕРАМИЧЕСКИХ
ДИЭЛЕКТРИКОВ
ПЕРЕВОД С ЯПОНСКОГО
М. М. БОГАЧИХИНА И Л. Р. ЗАЙОНЦА
«Э Н Е Р г и Я» Г”^"|
МОСКВА 1976
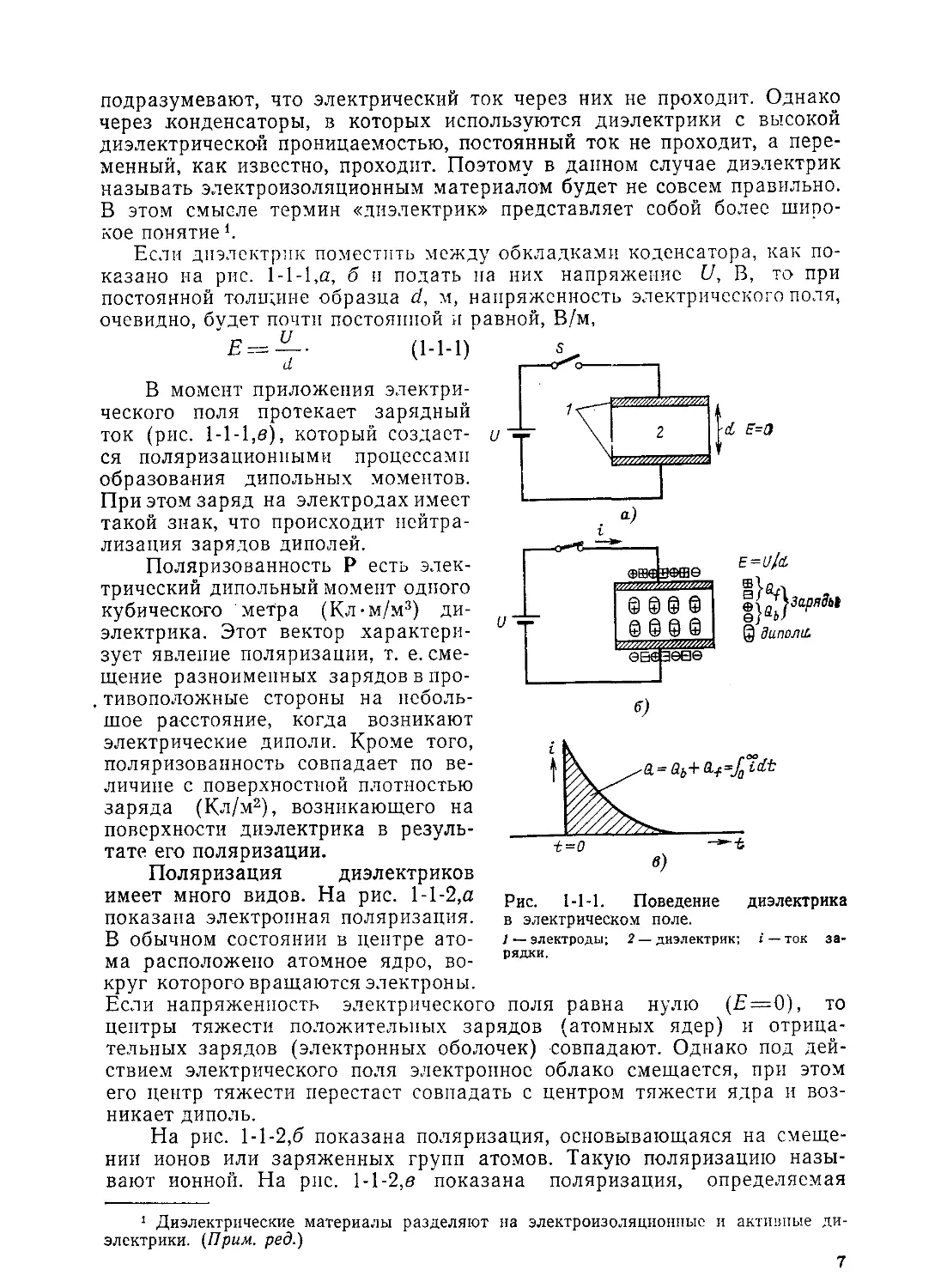
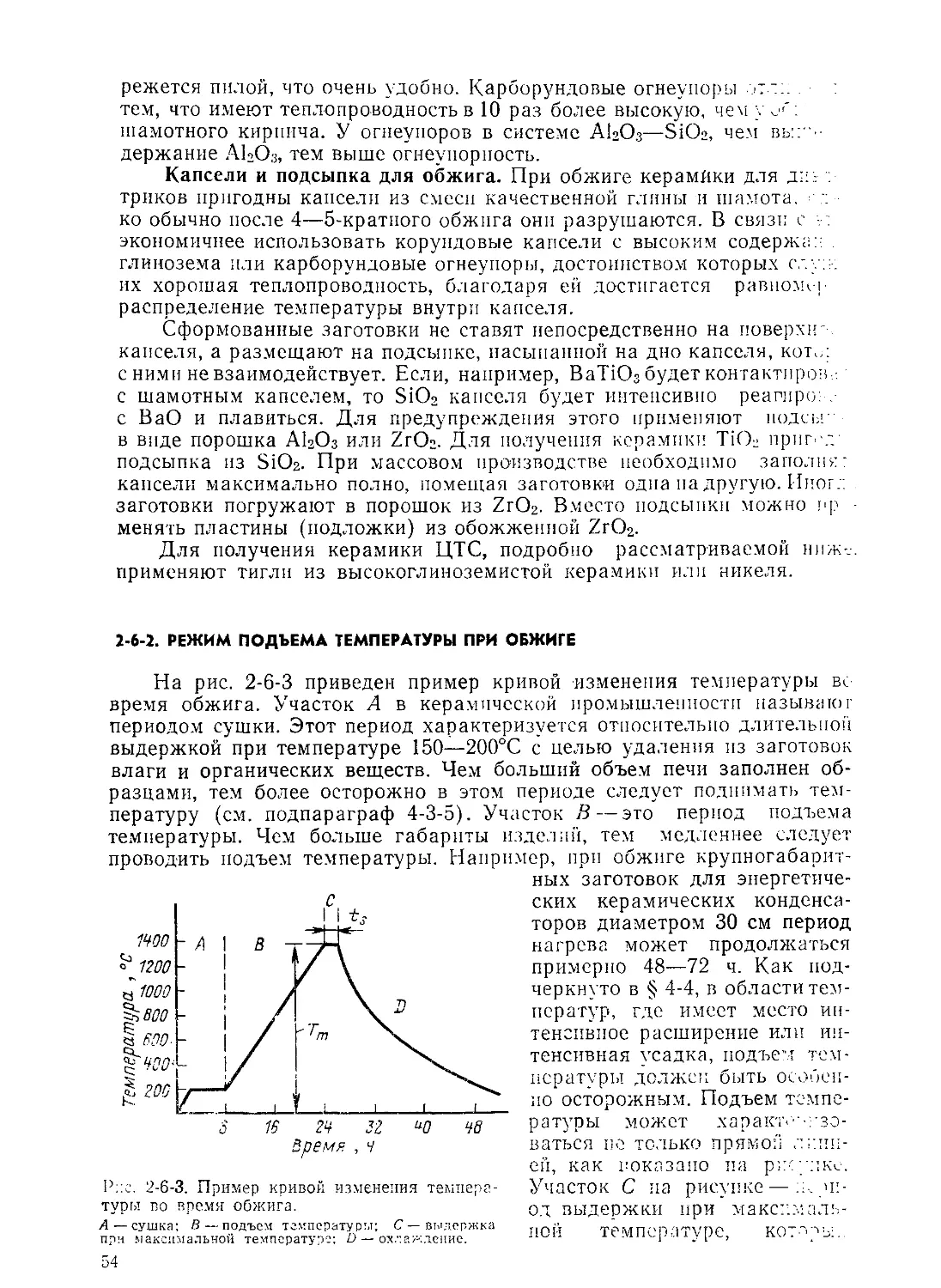
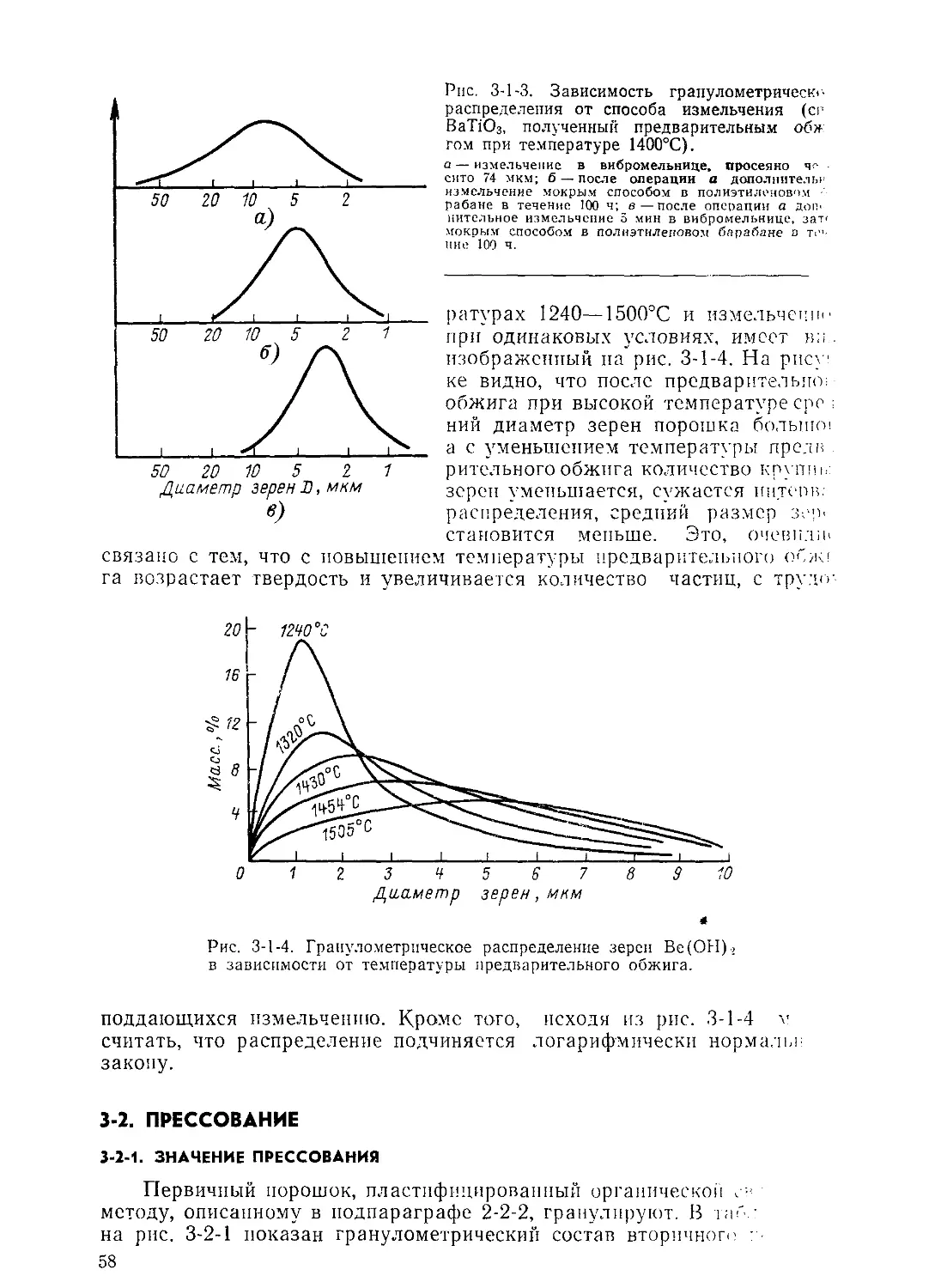
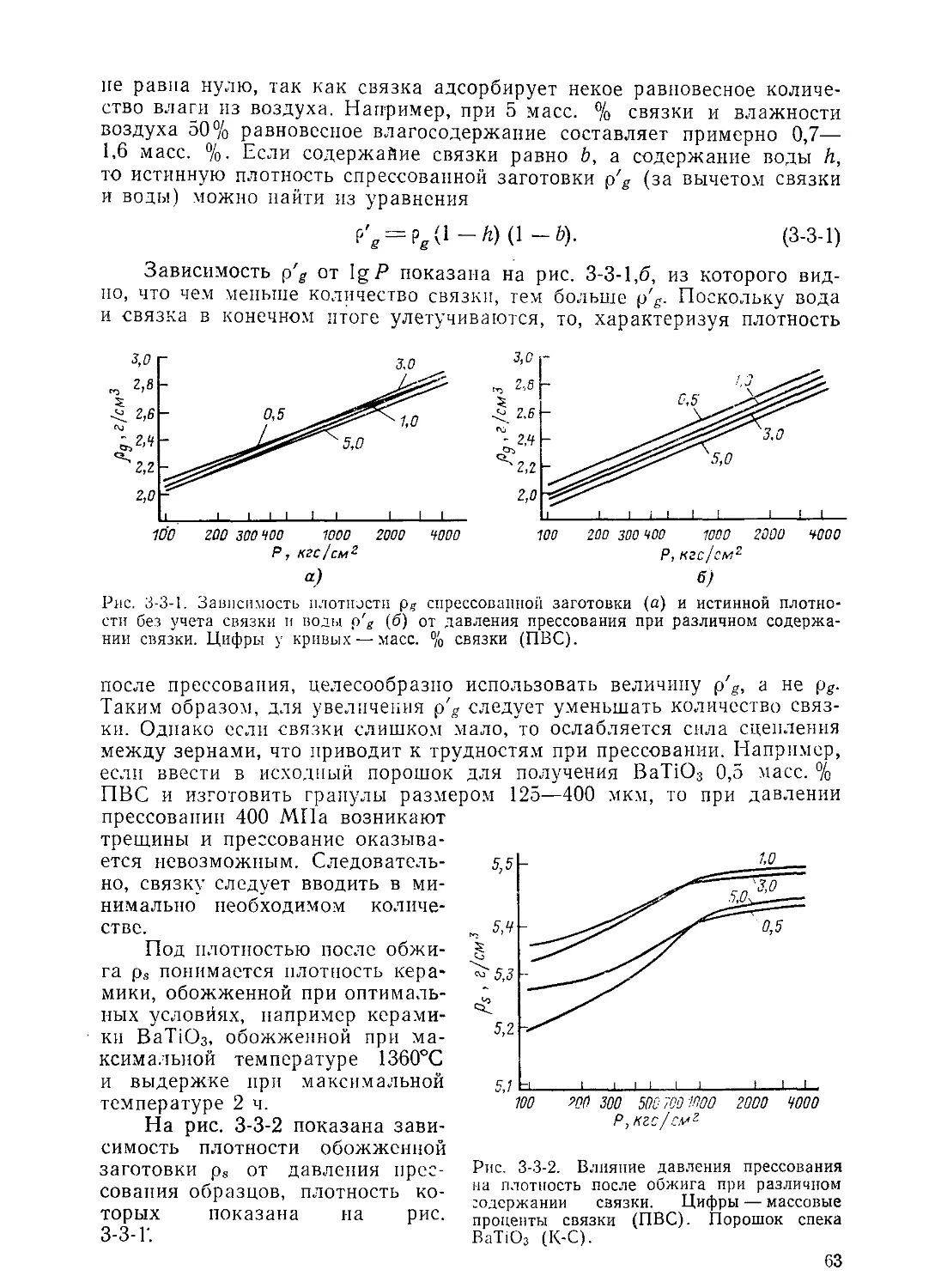
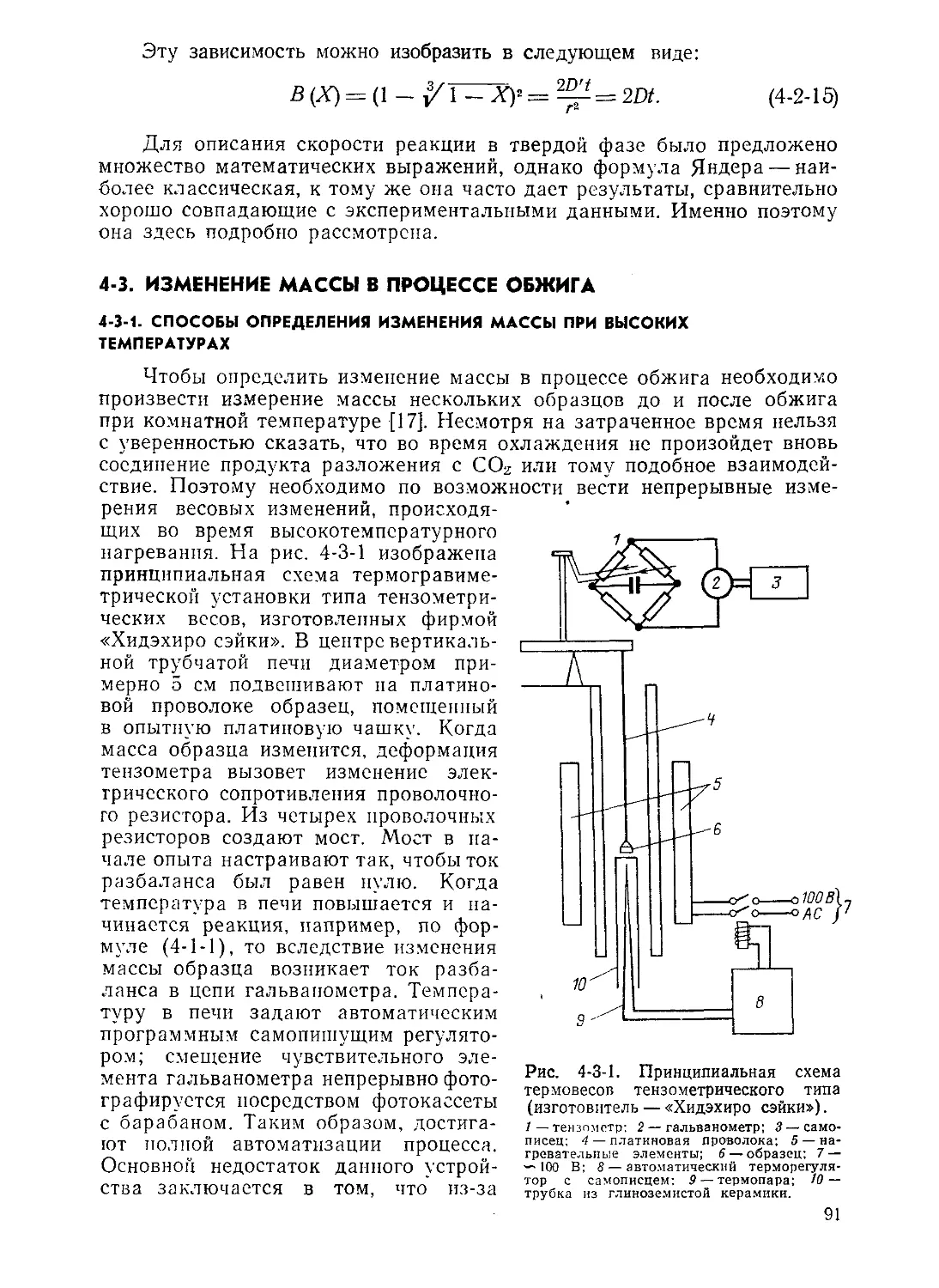
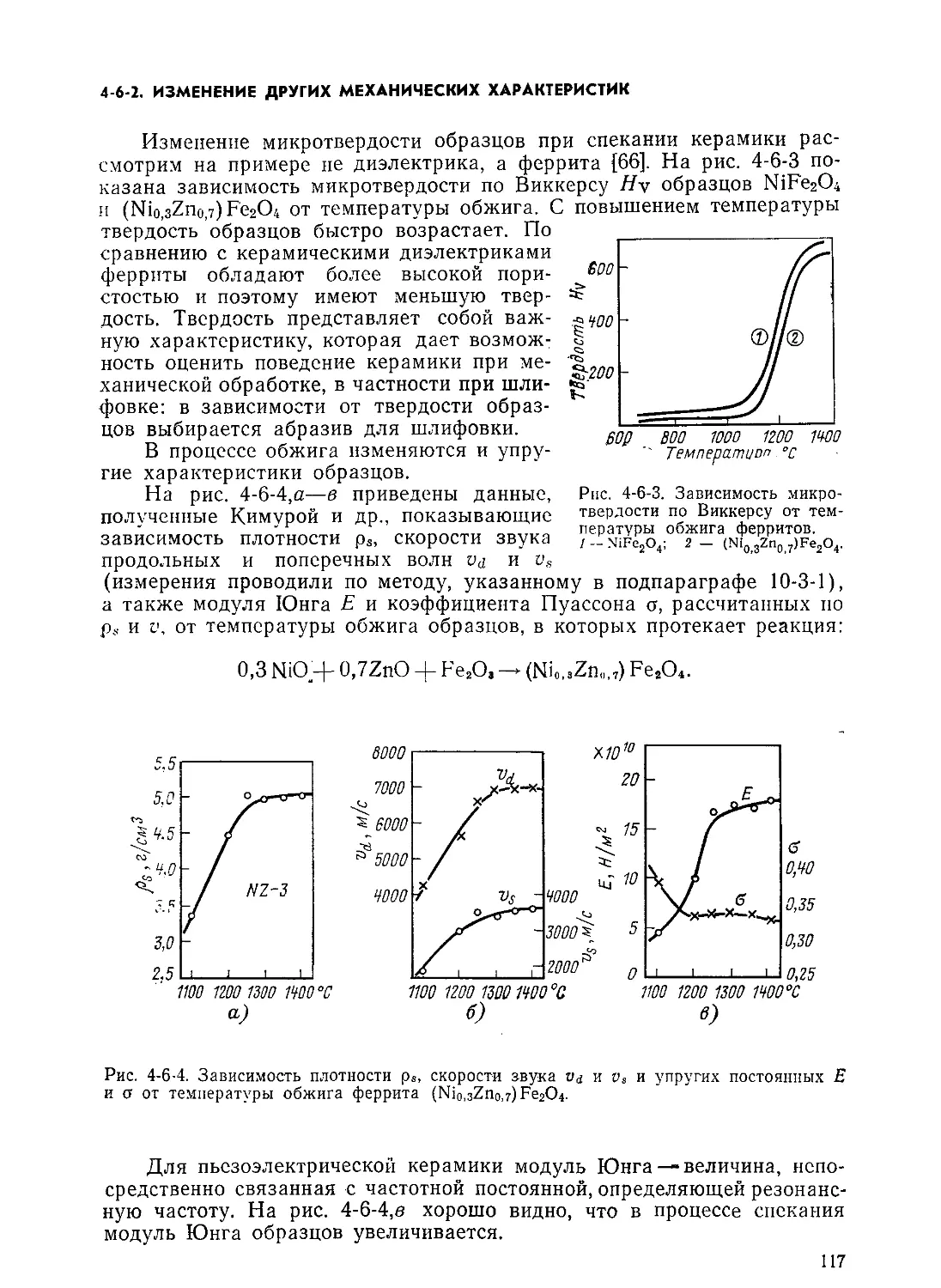
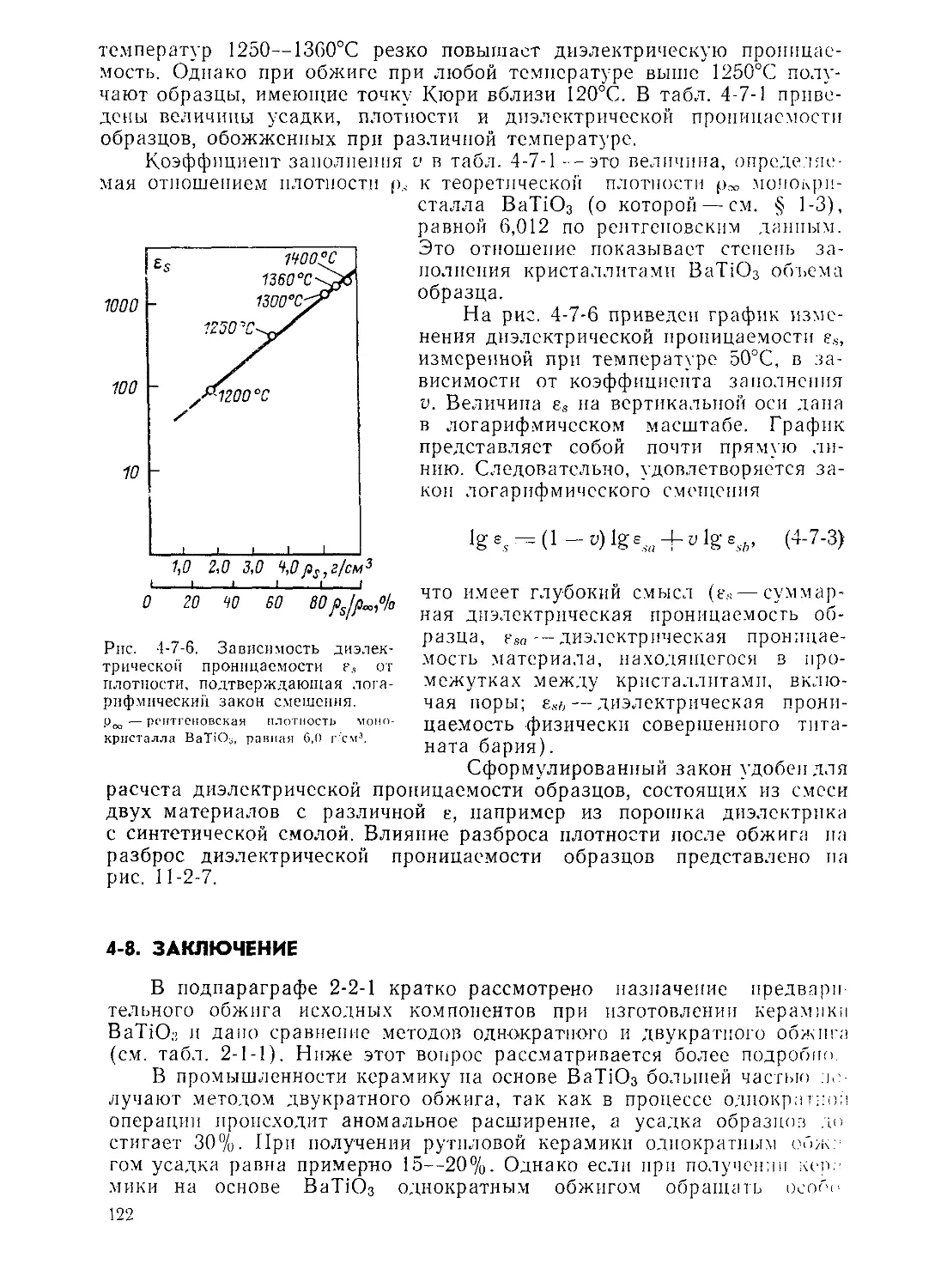
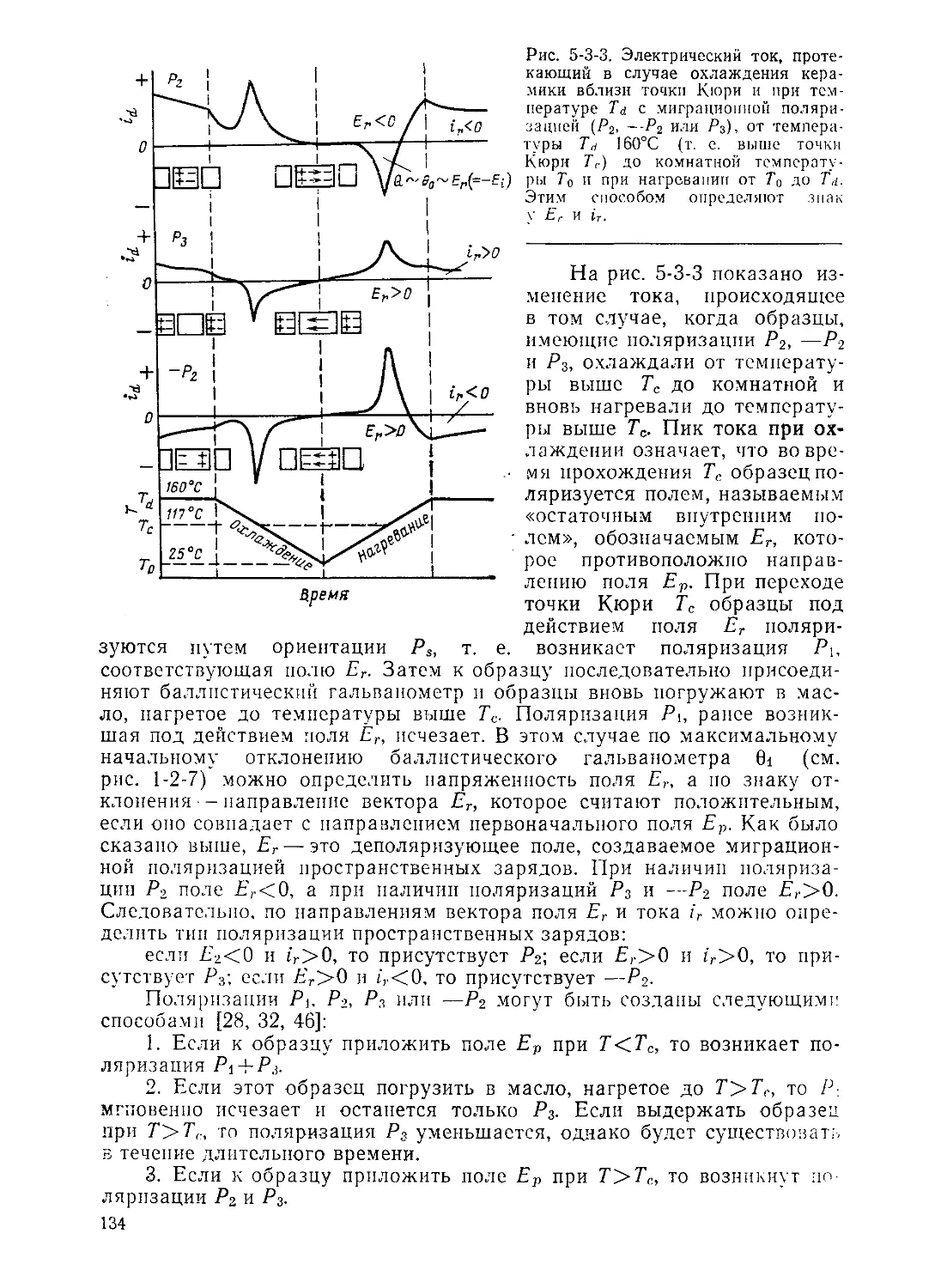
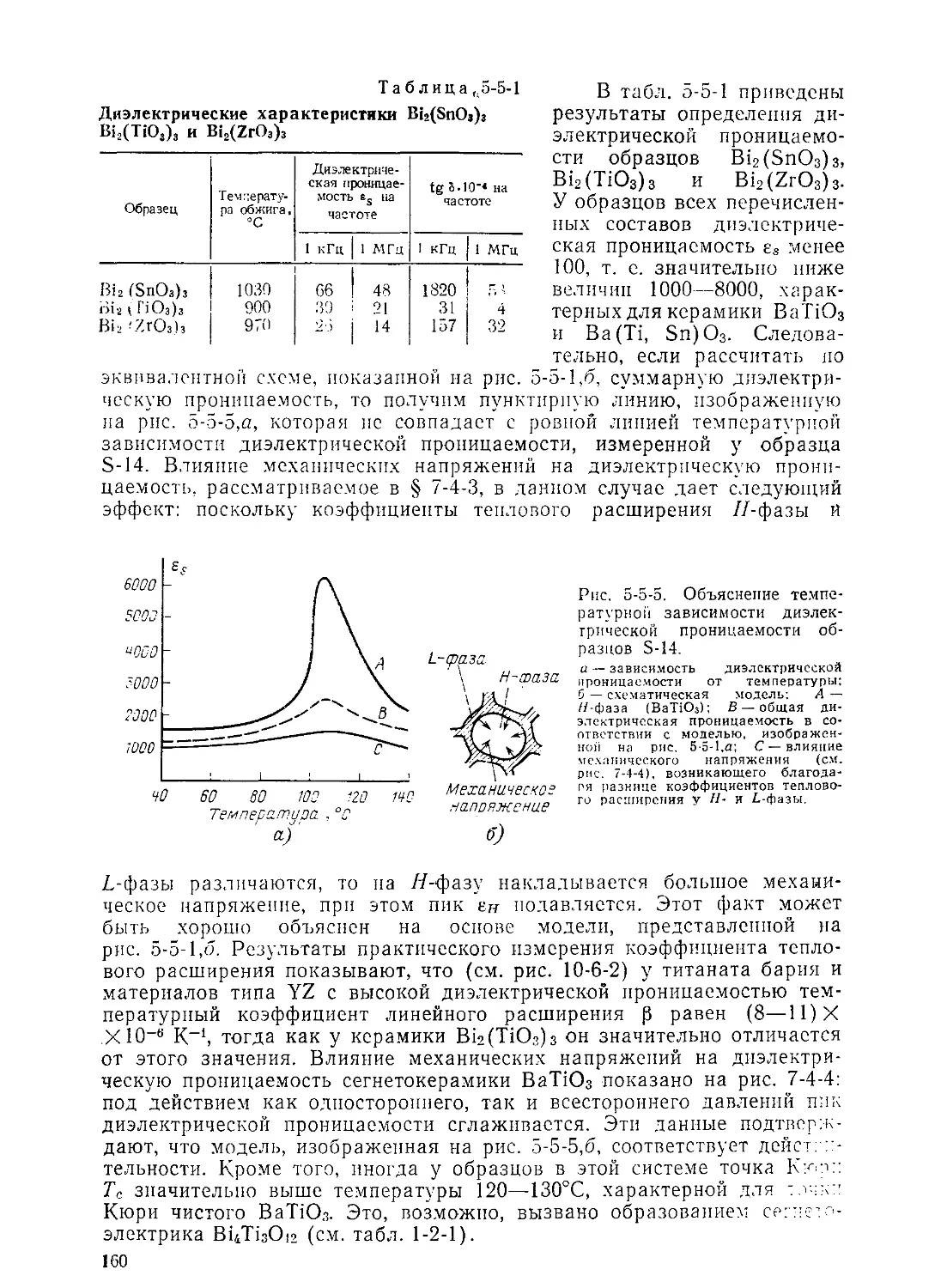
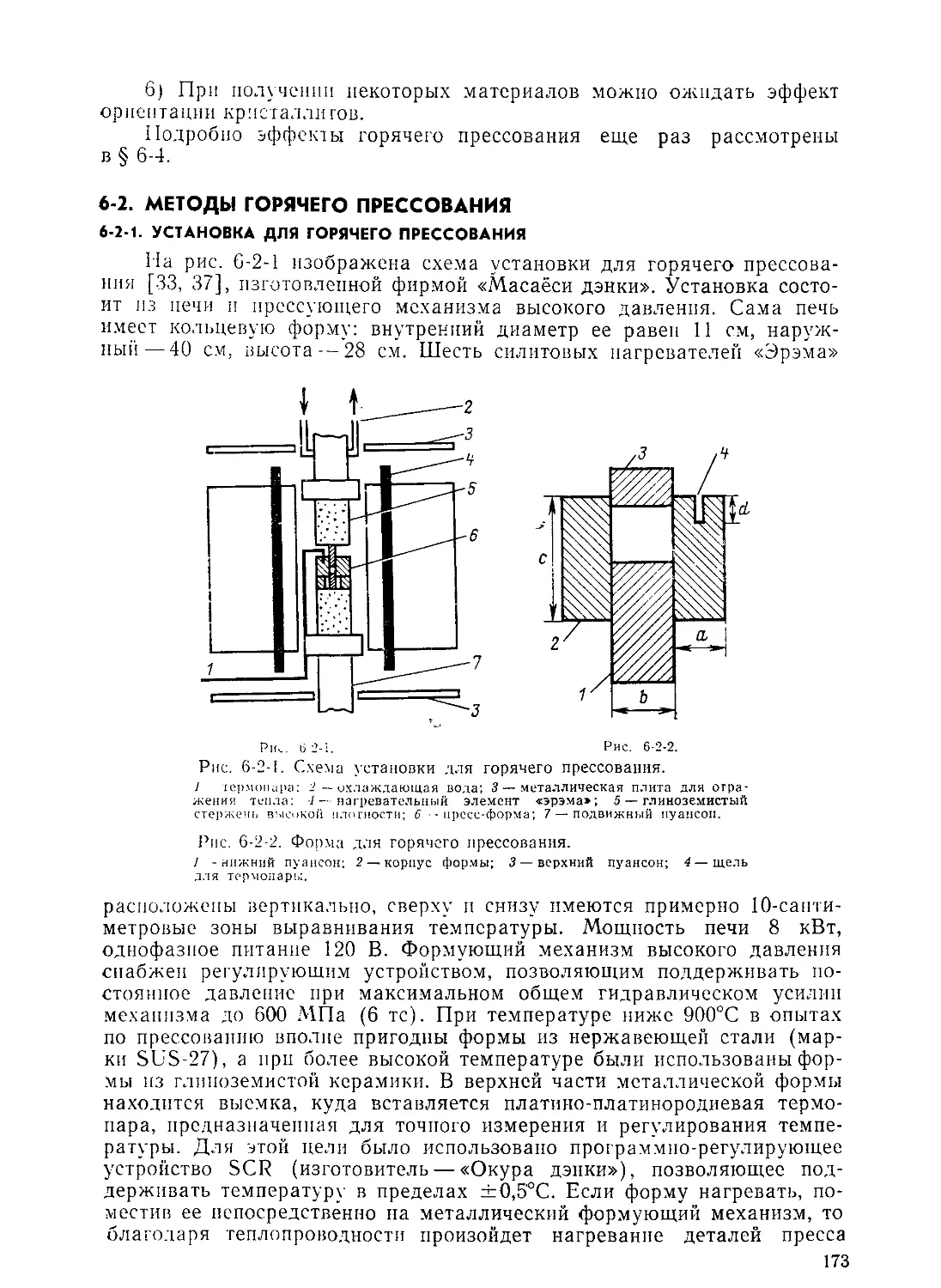
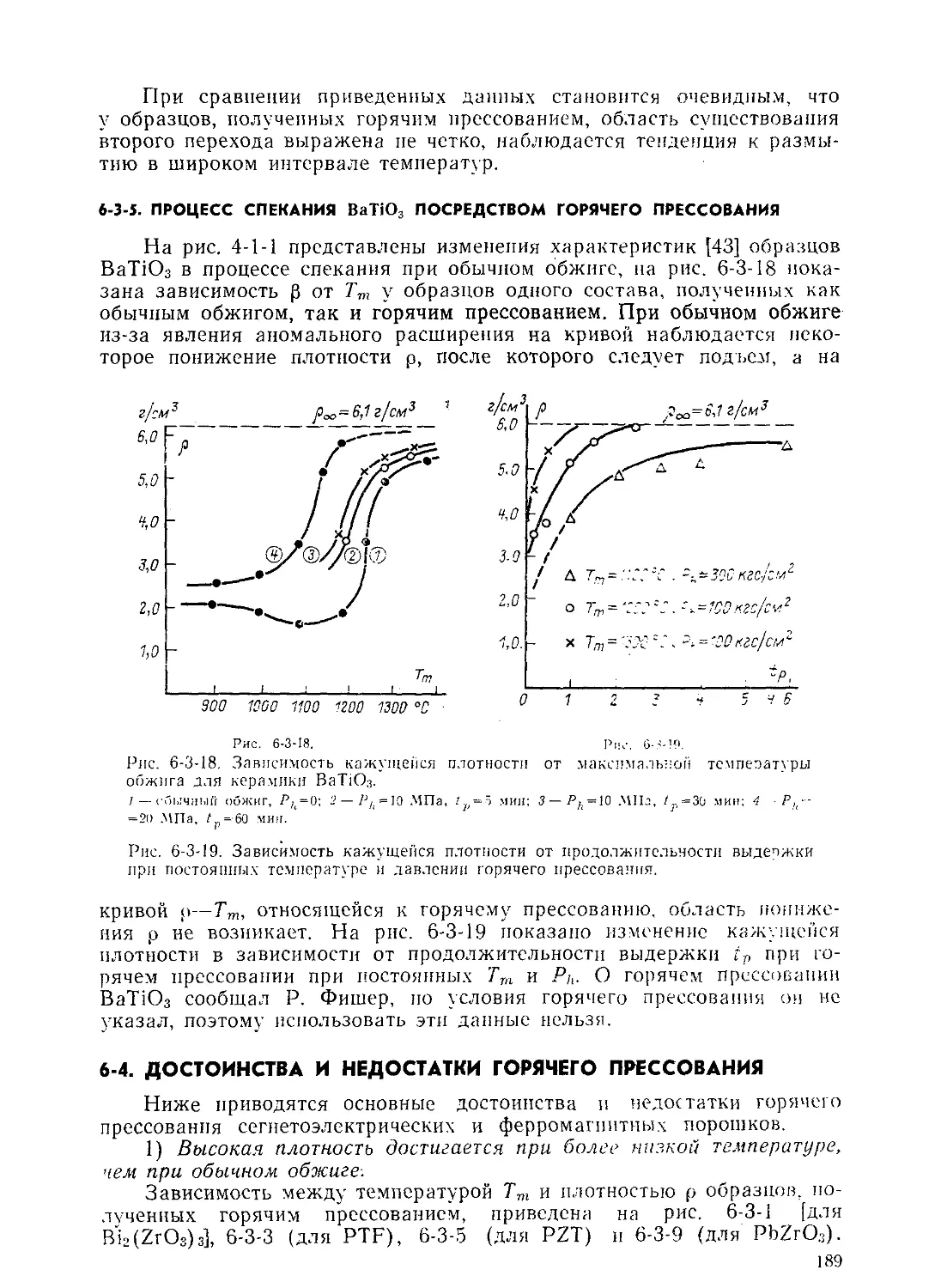
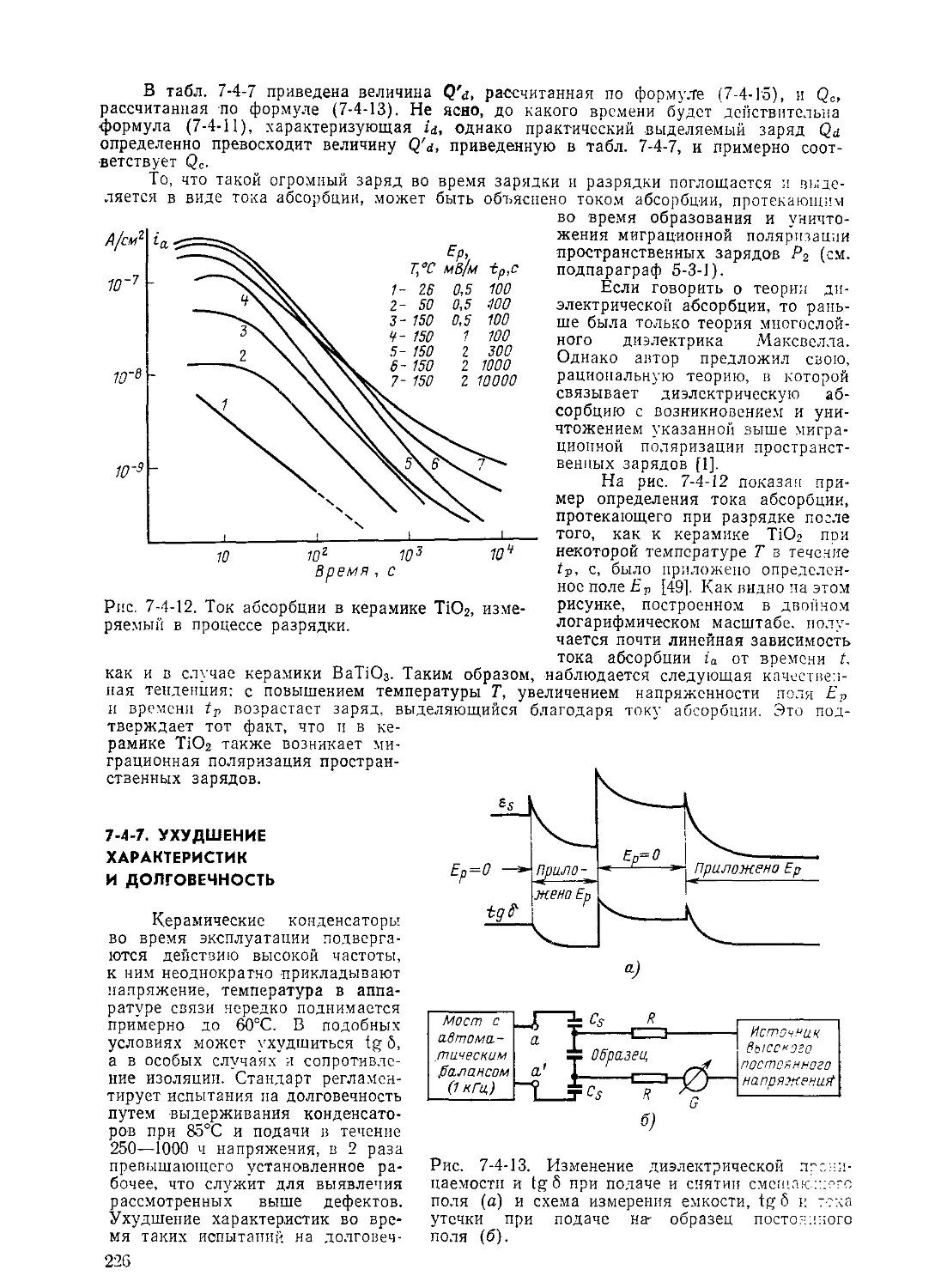
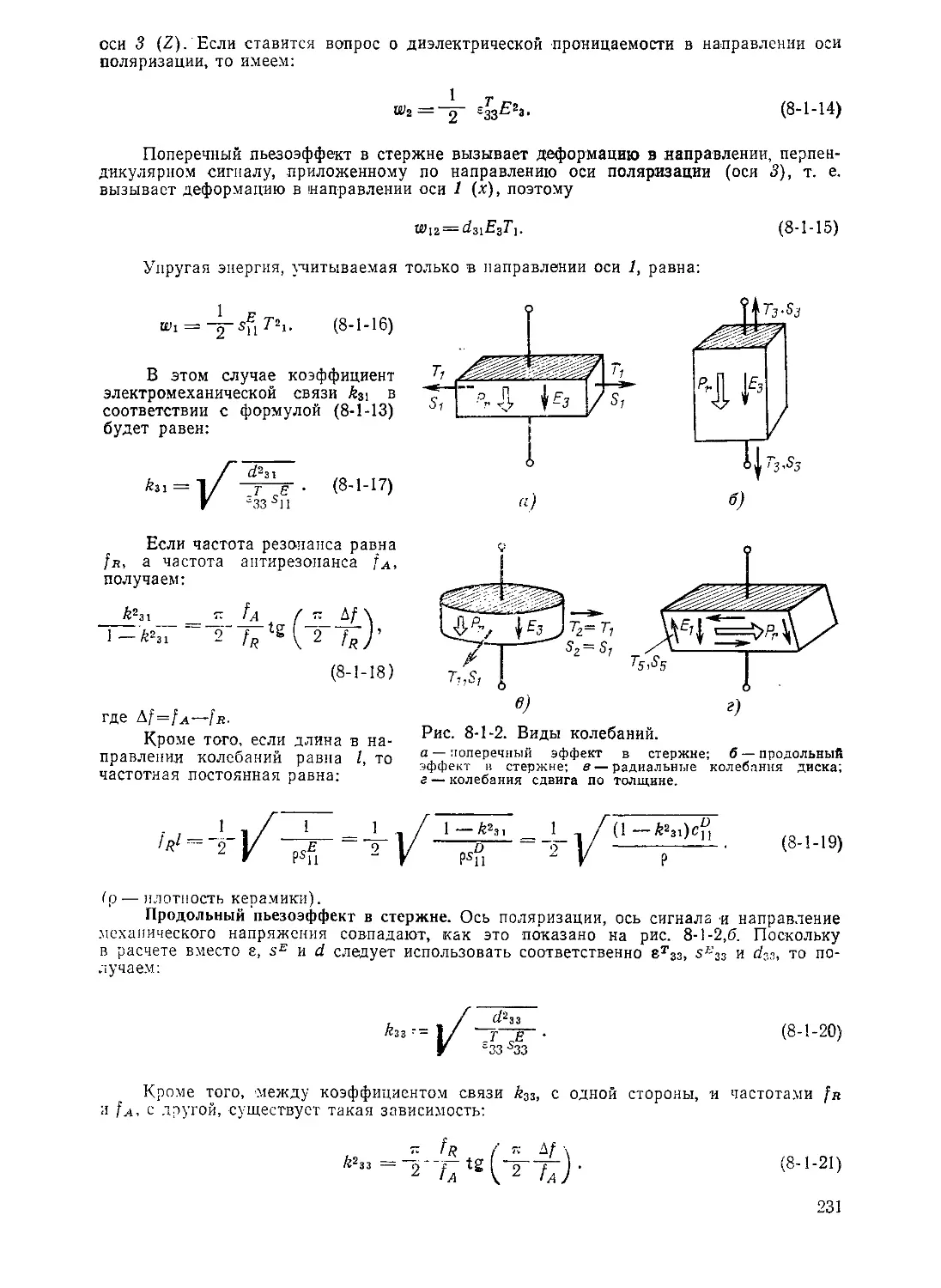
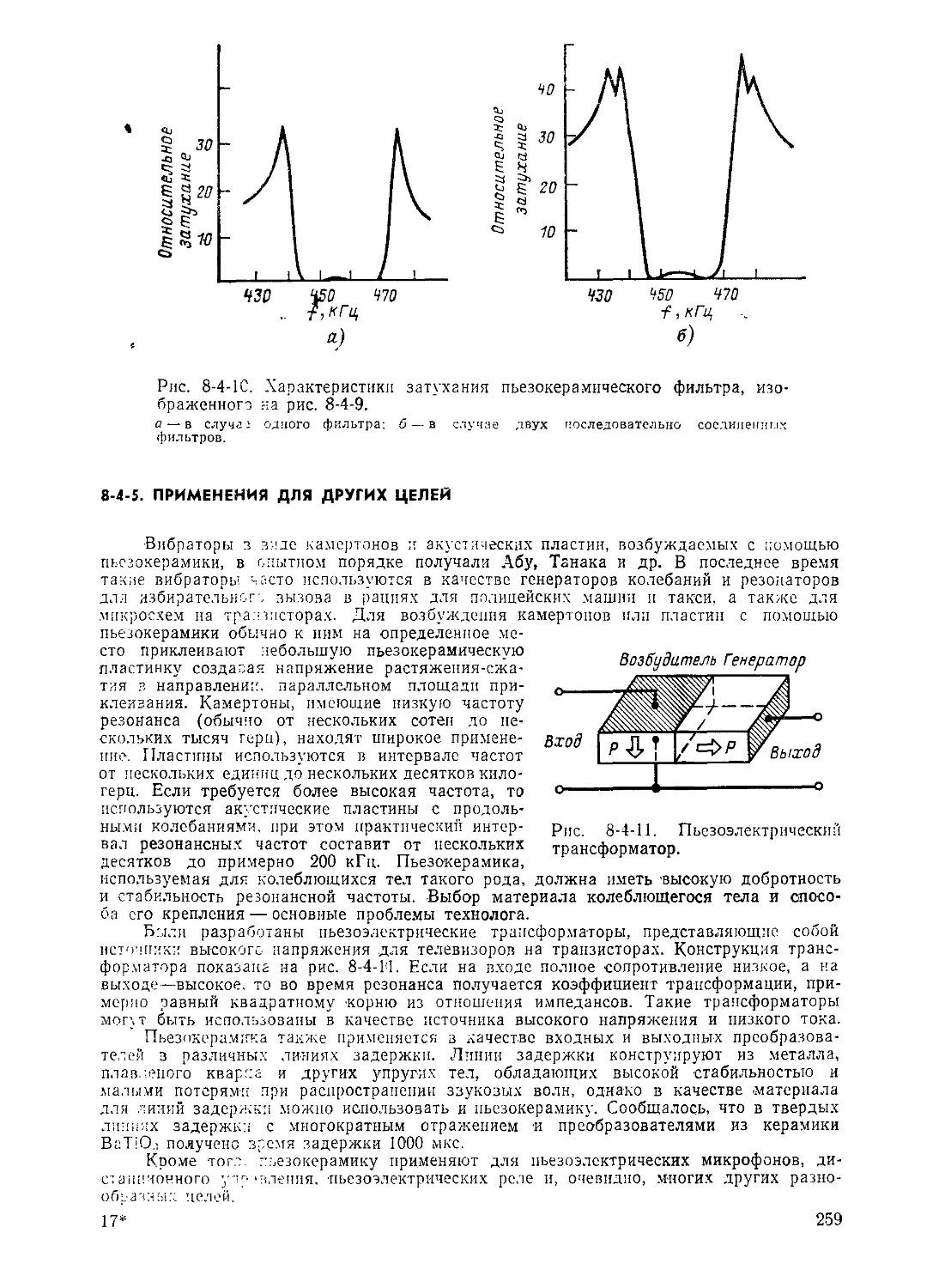
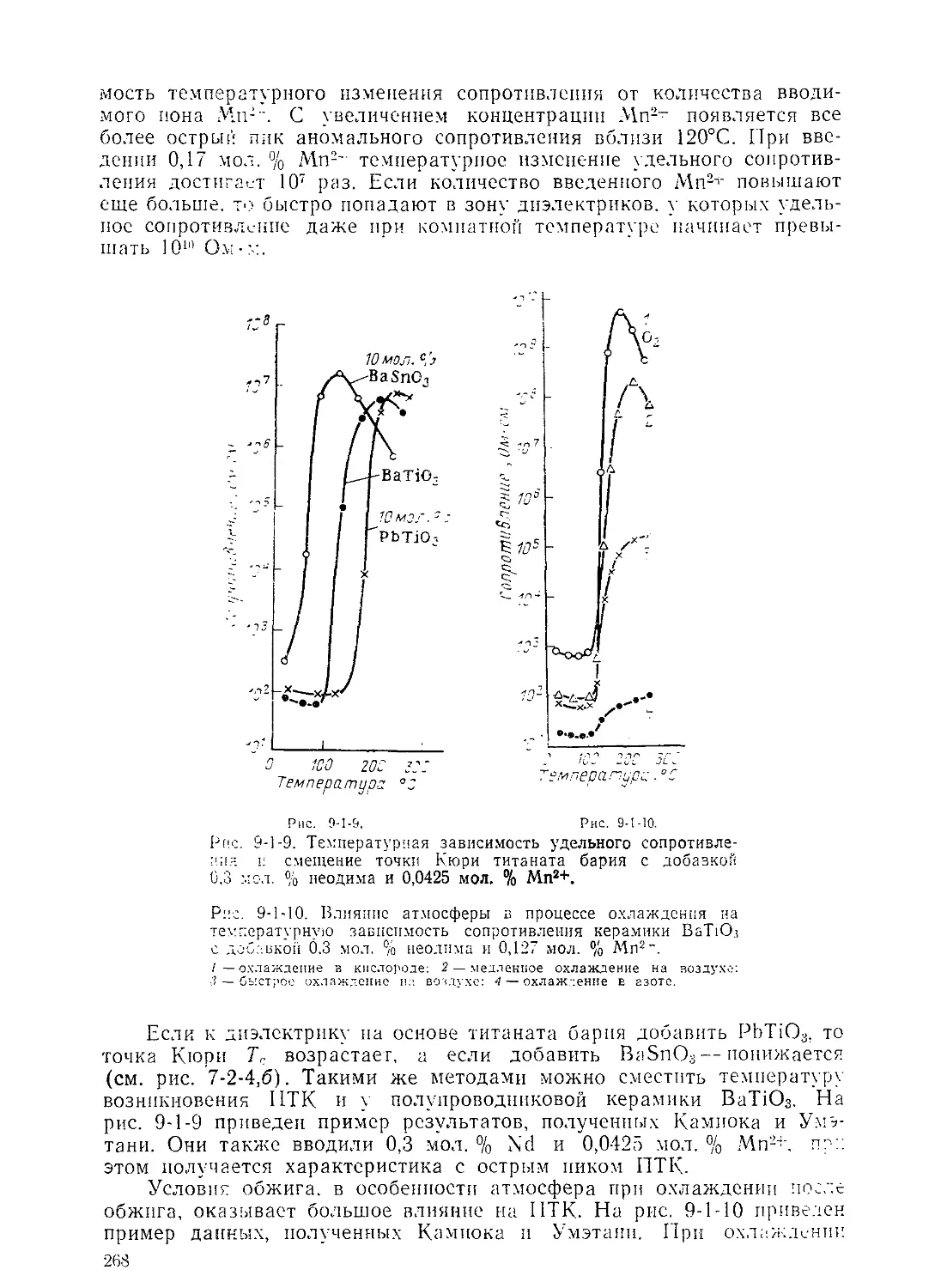
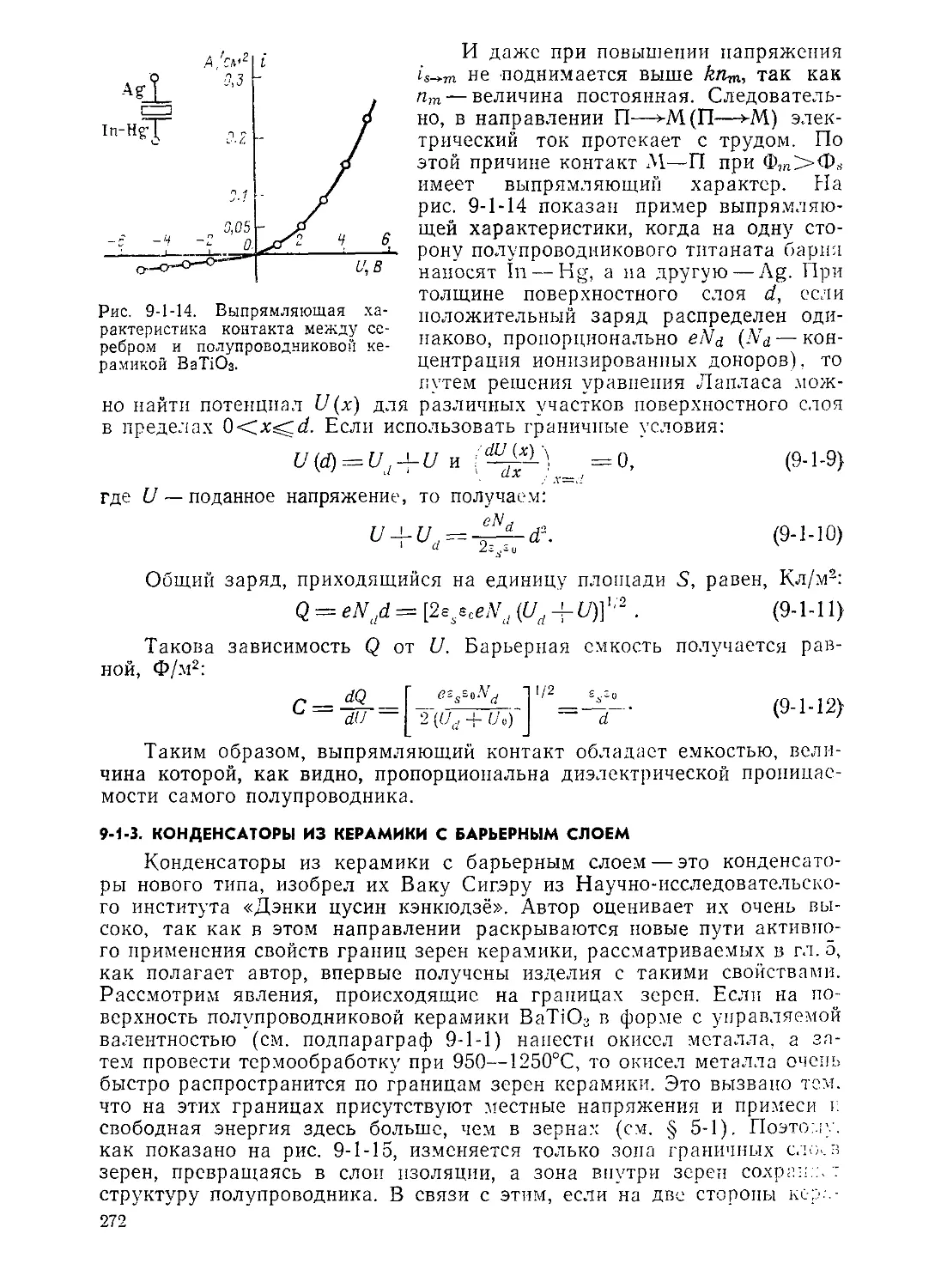
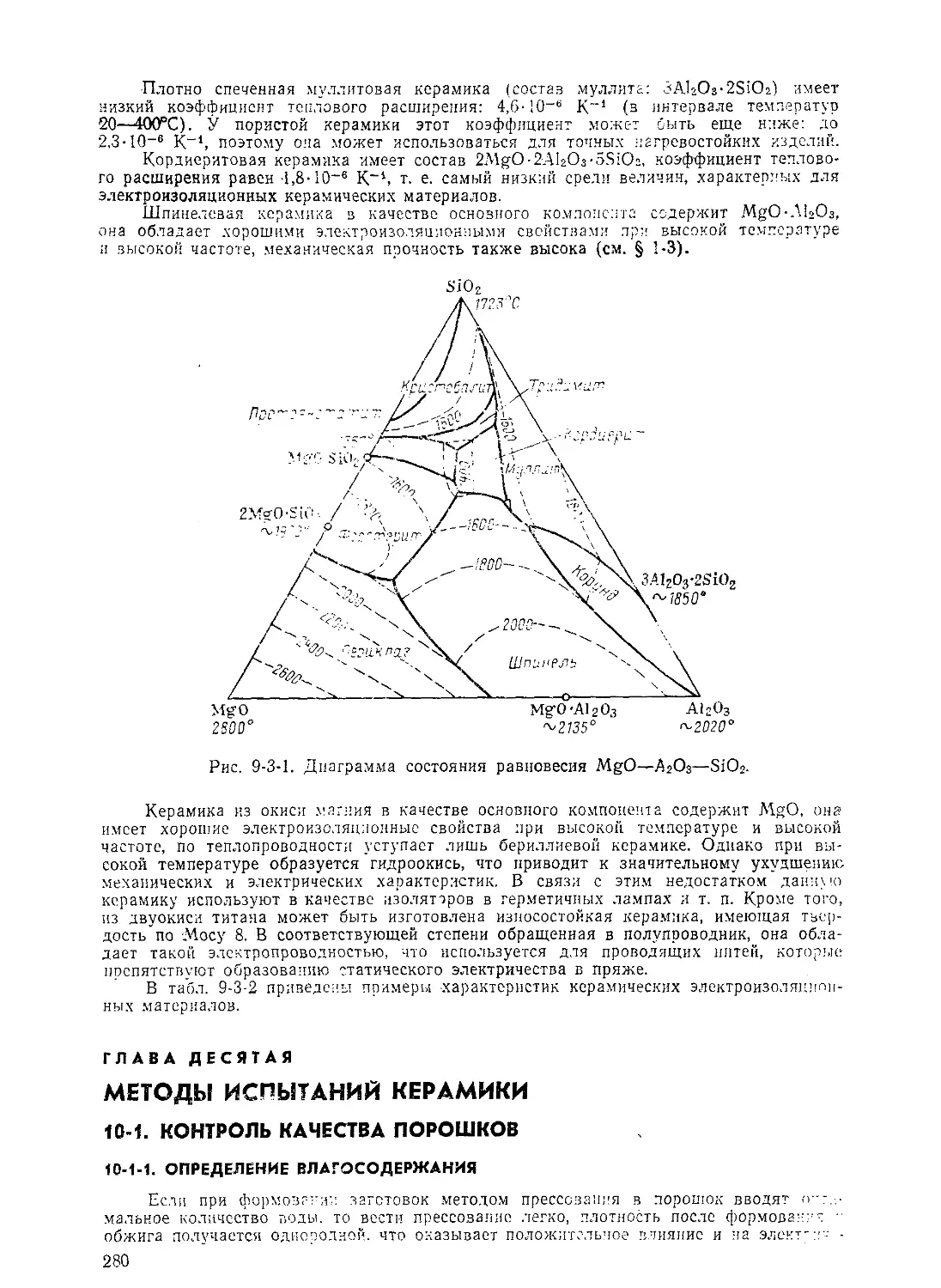
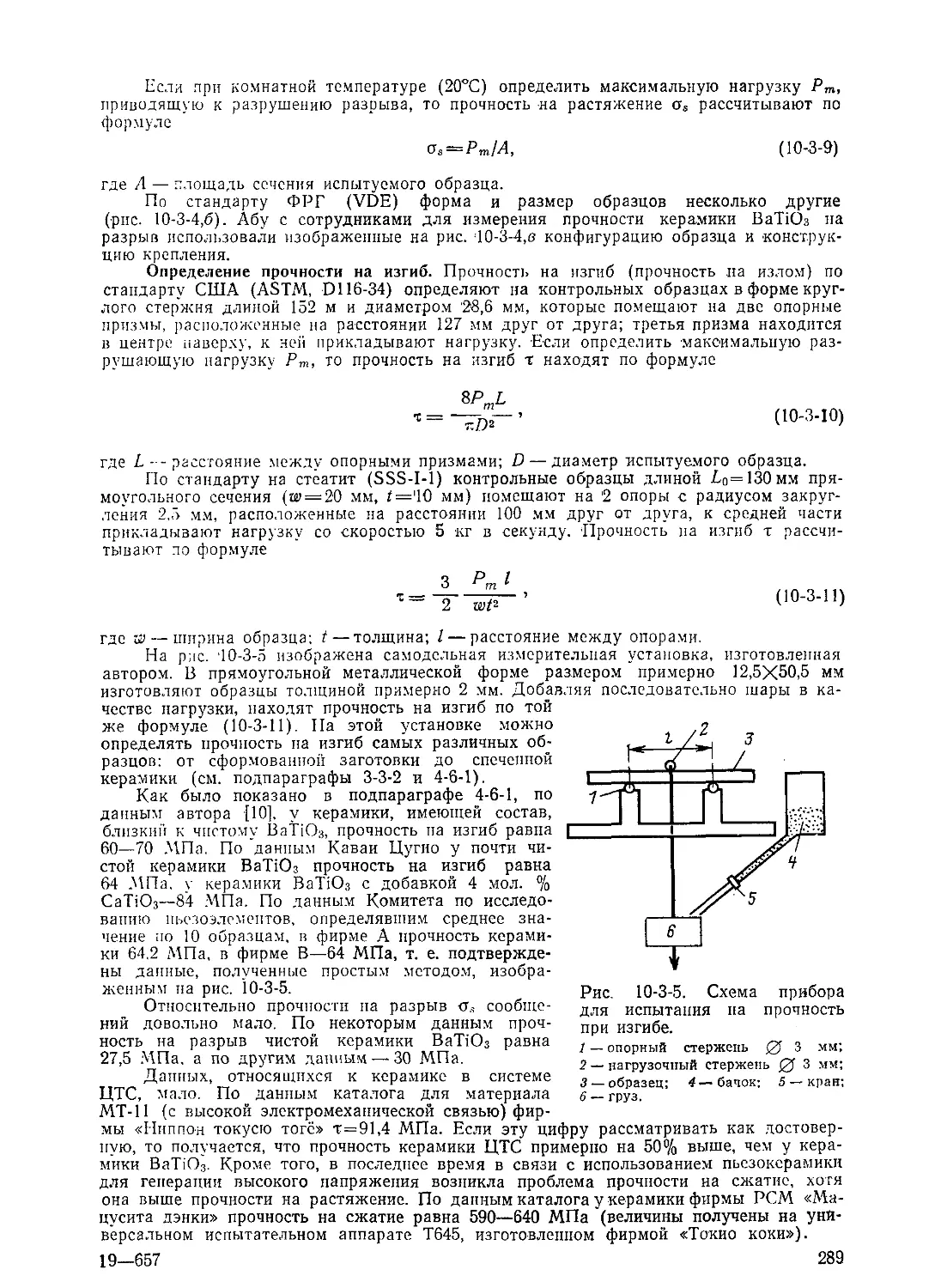
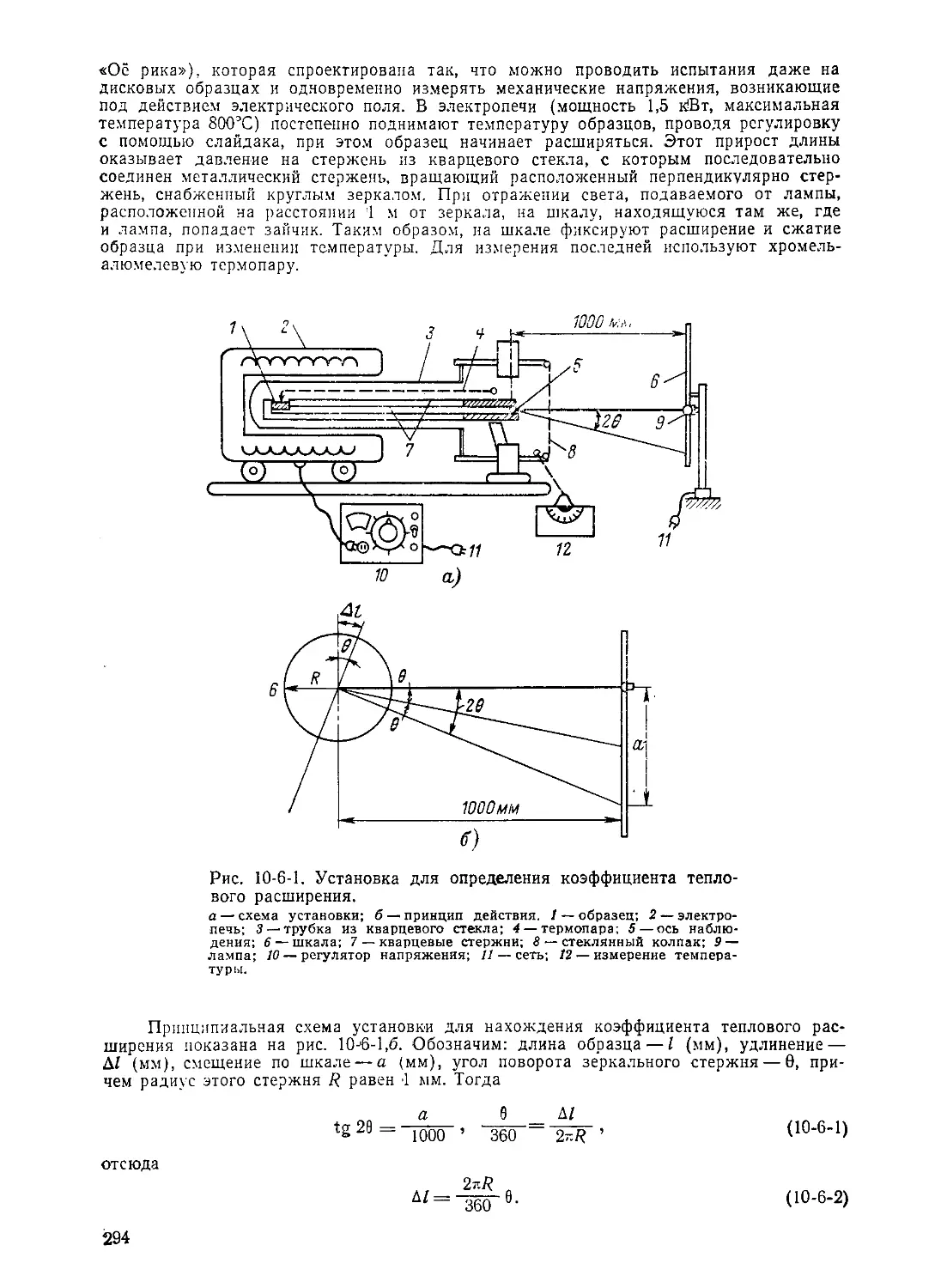
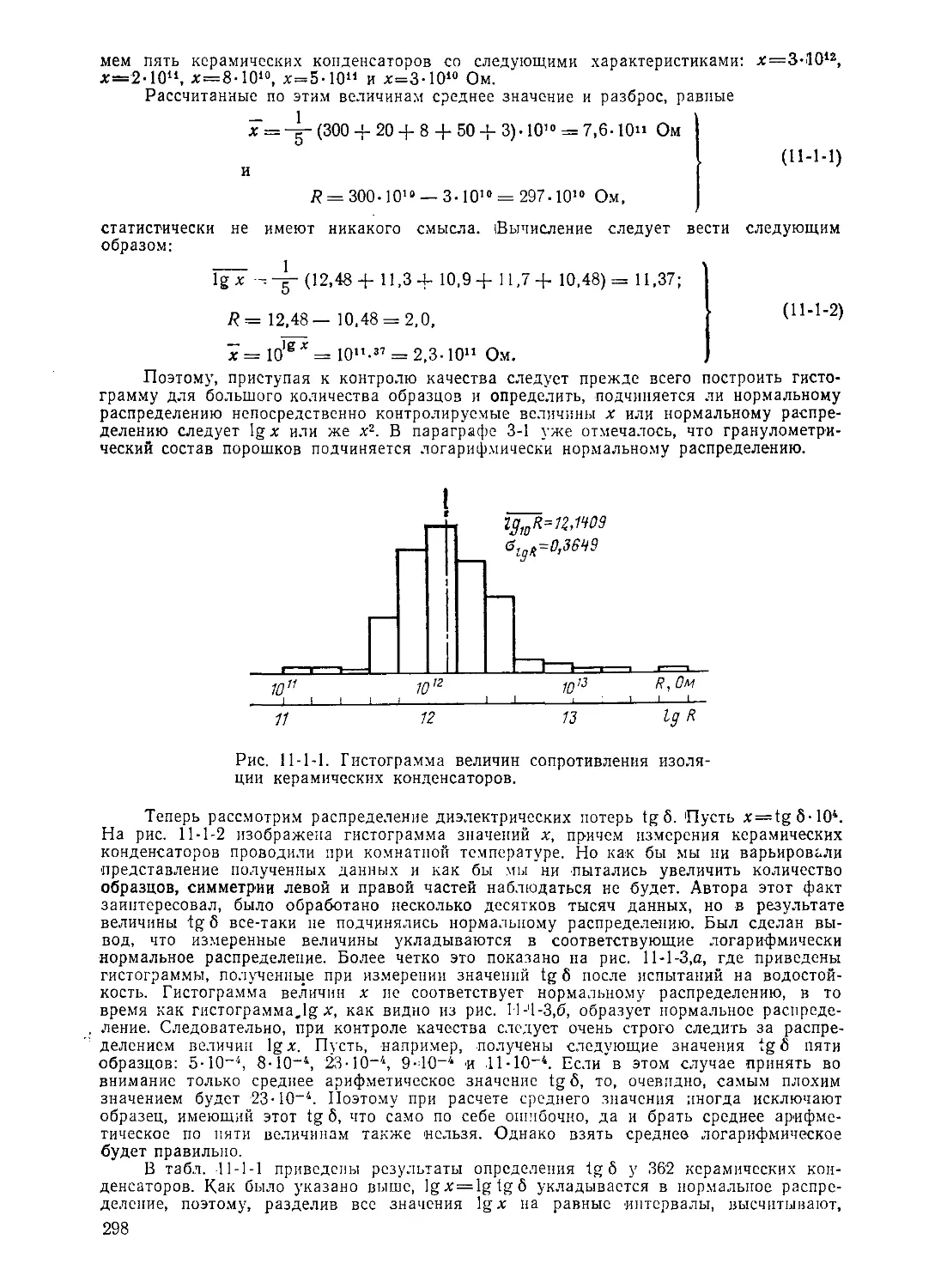
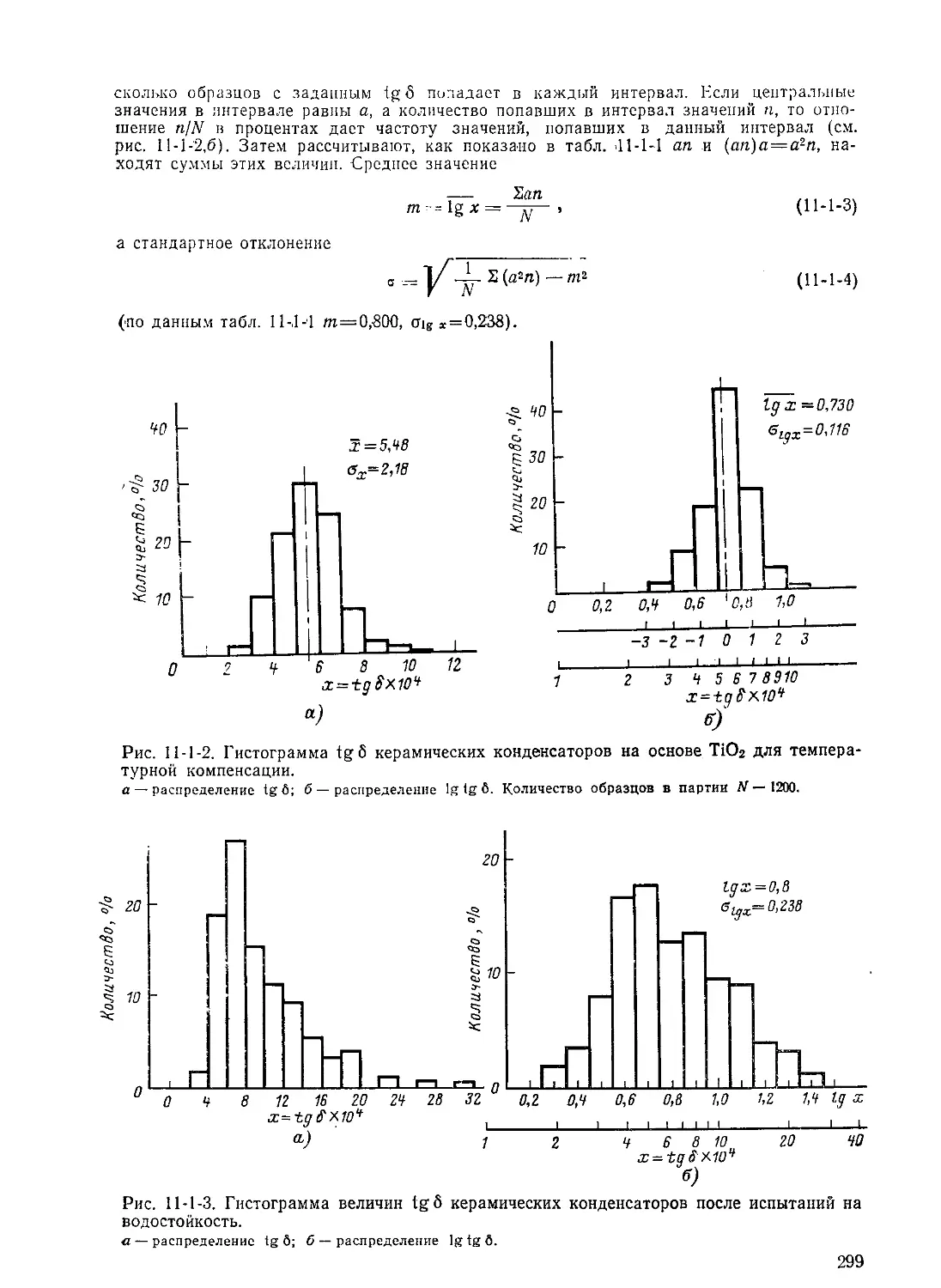
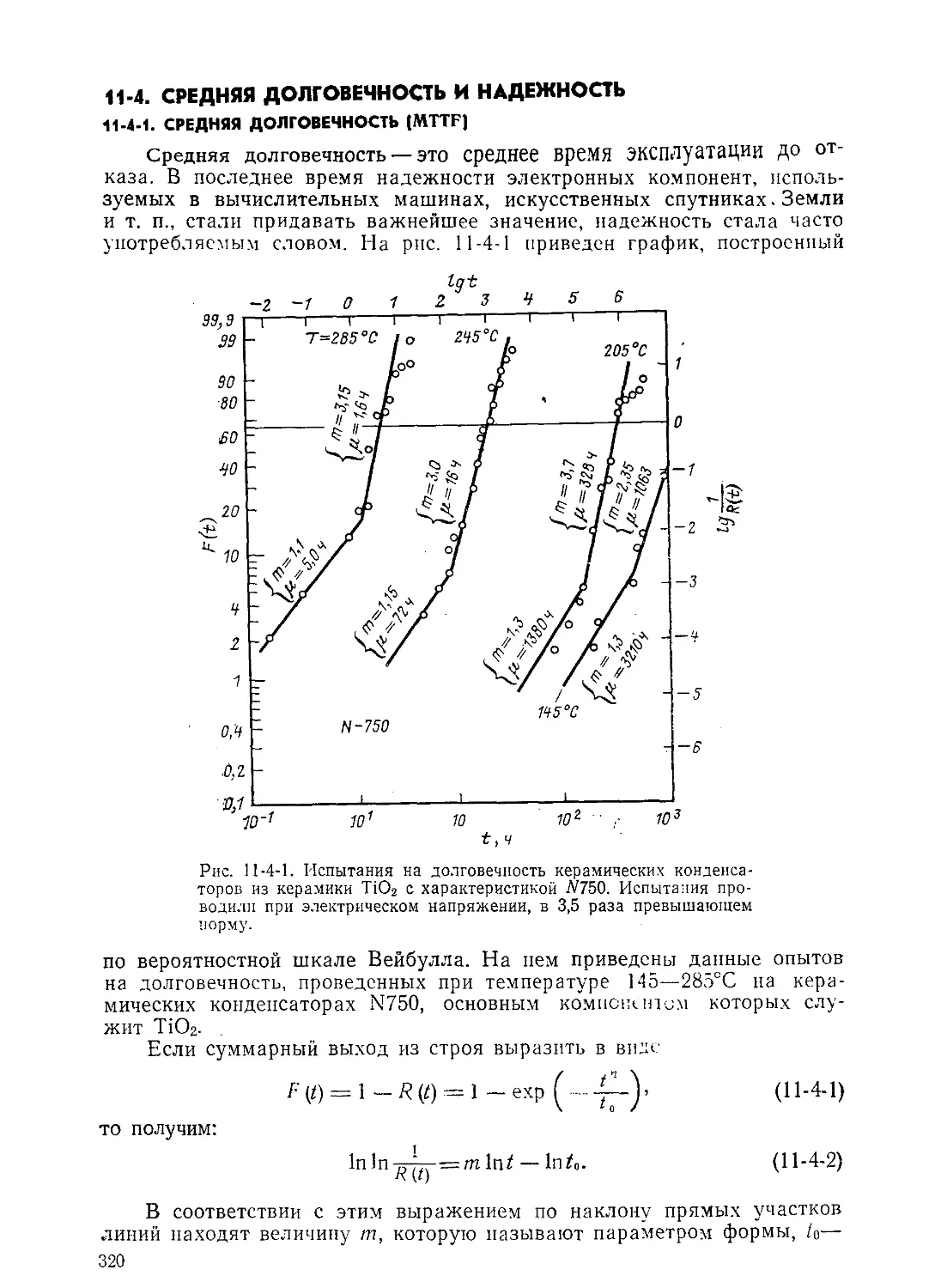
Рис. 1-1-1. Поведение диэлектрика
в электрическом поле.
/ — электроды; 2 — диэлектрик; i — ток за-
рядки.
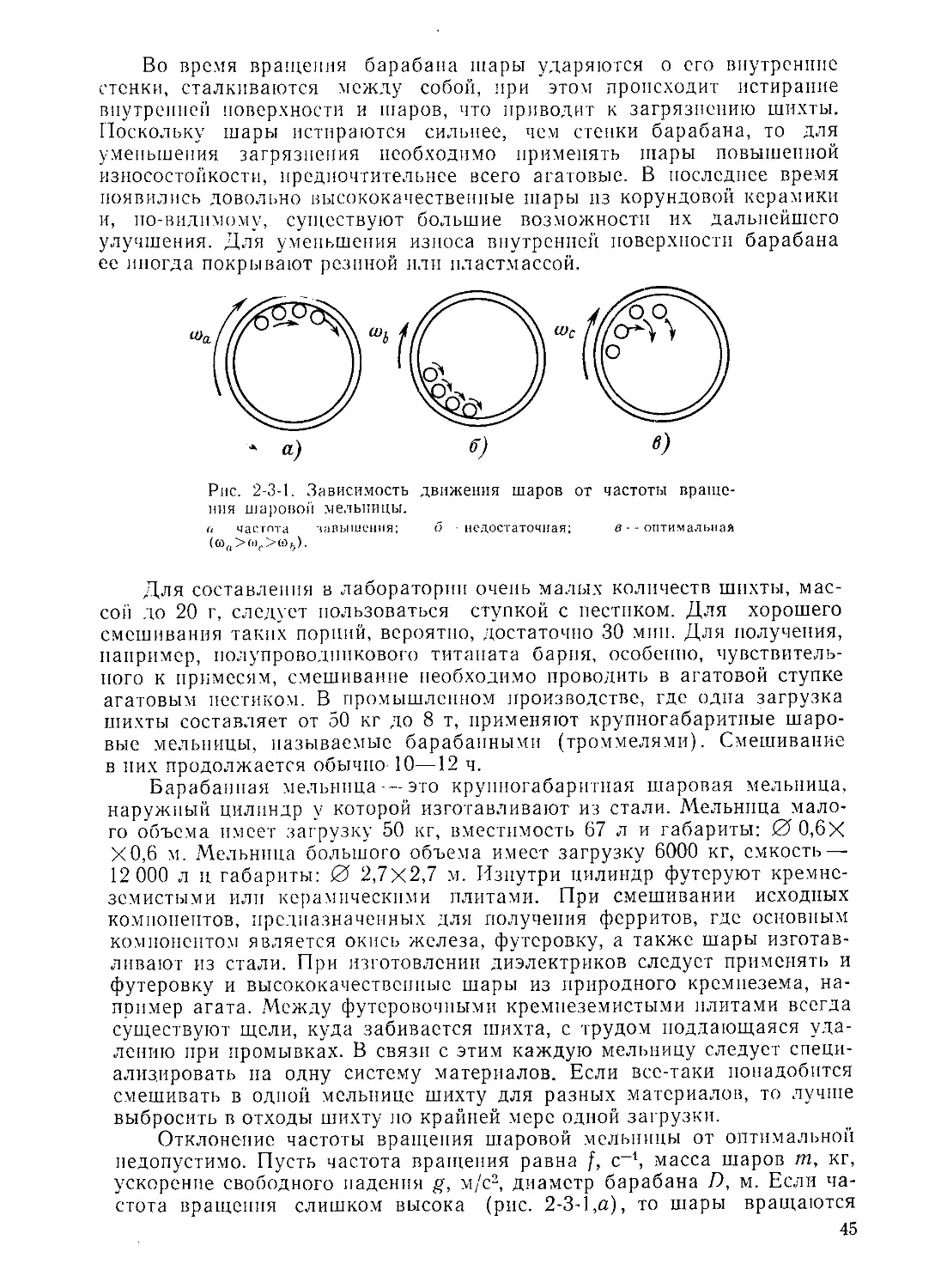
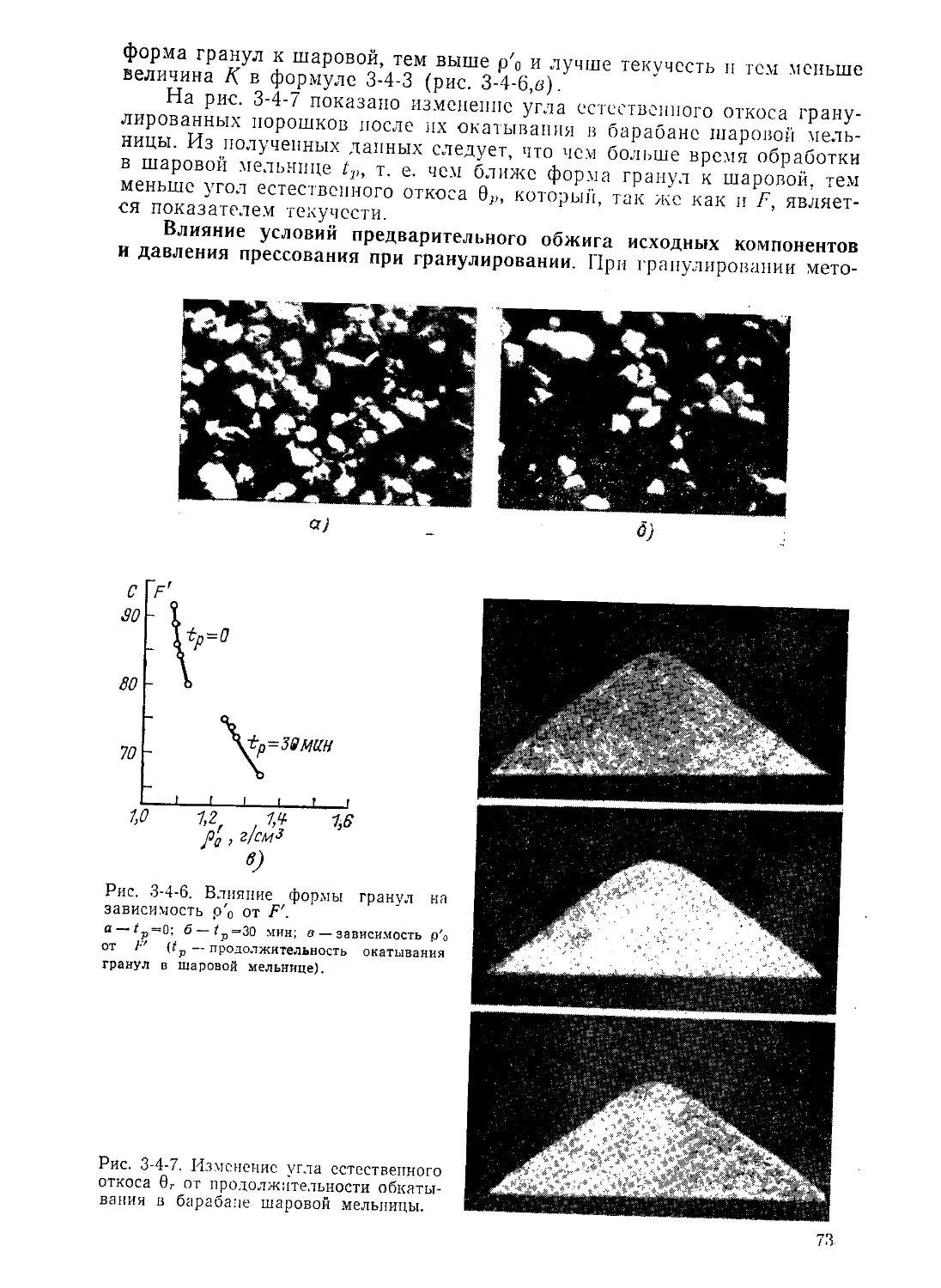
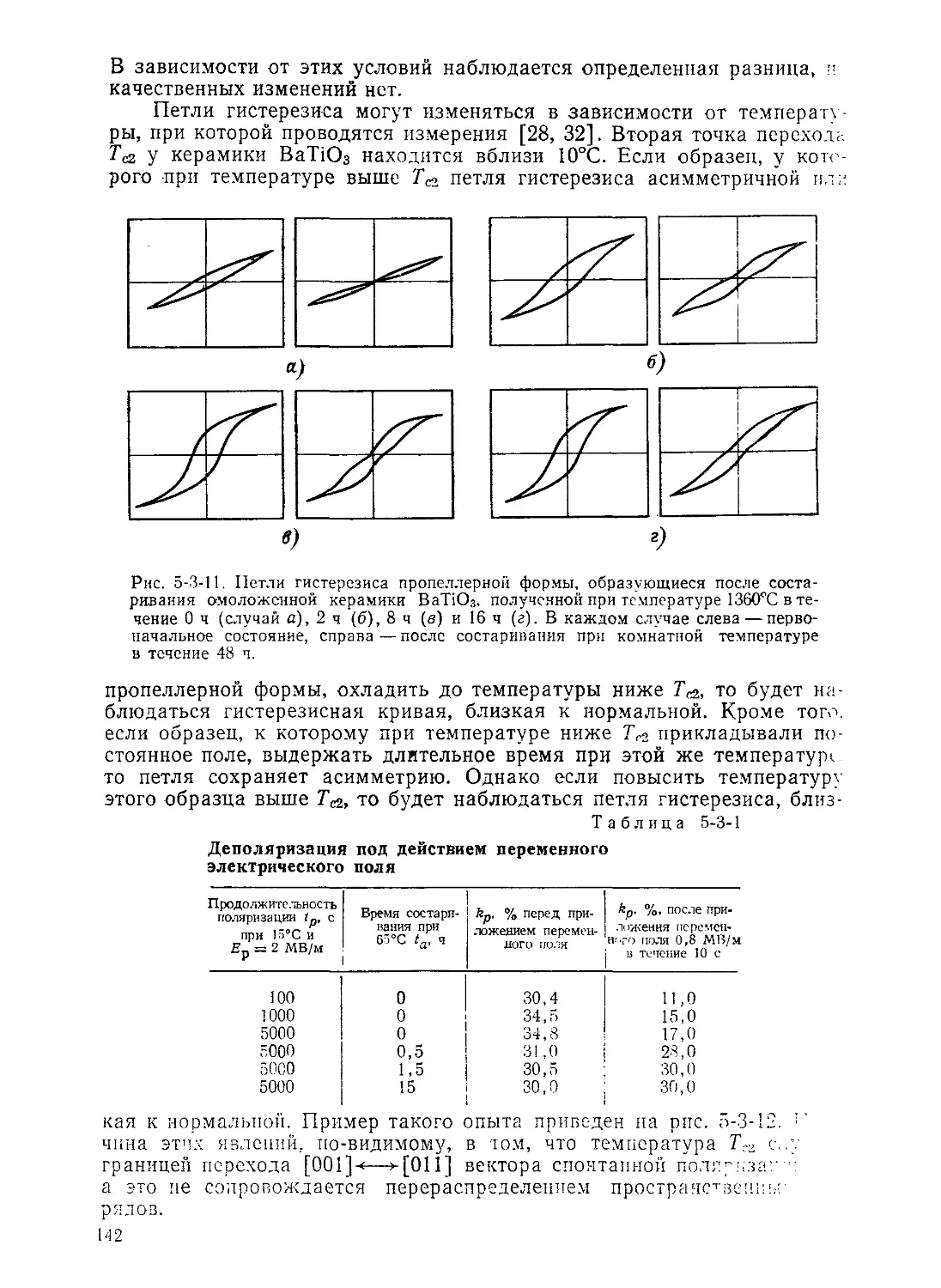
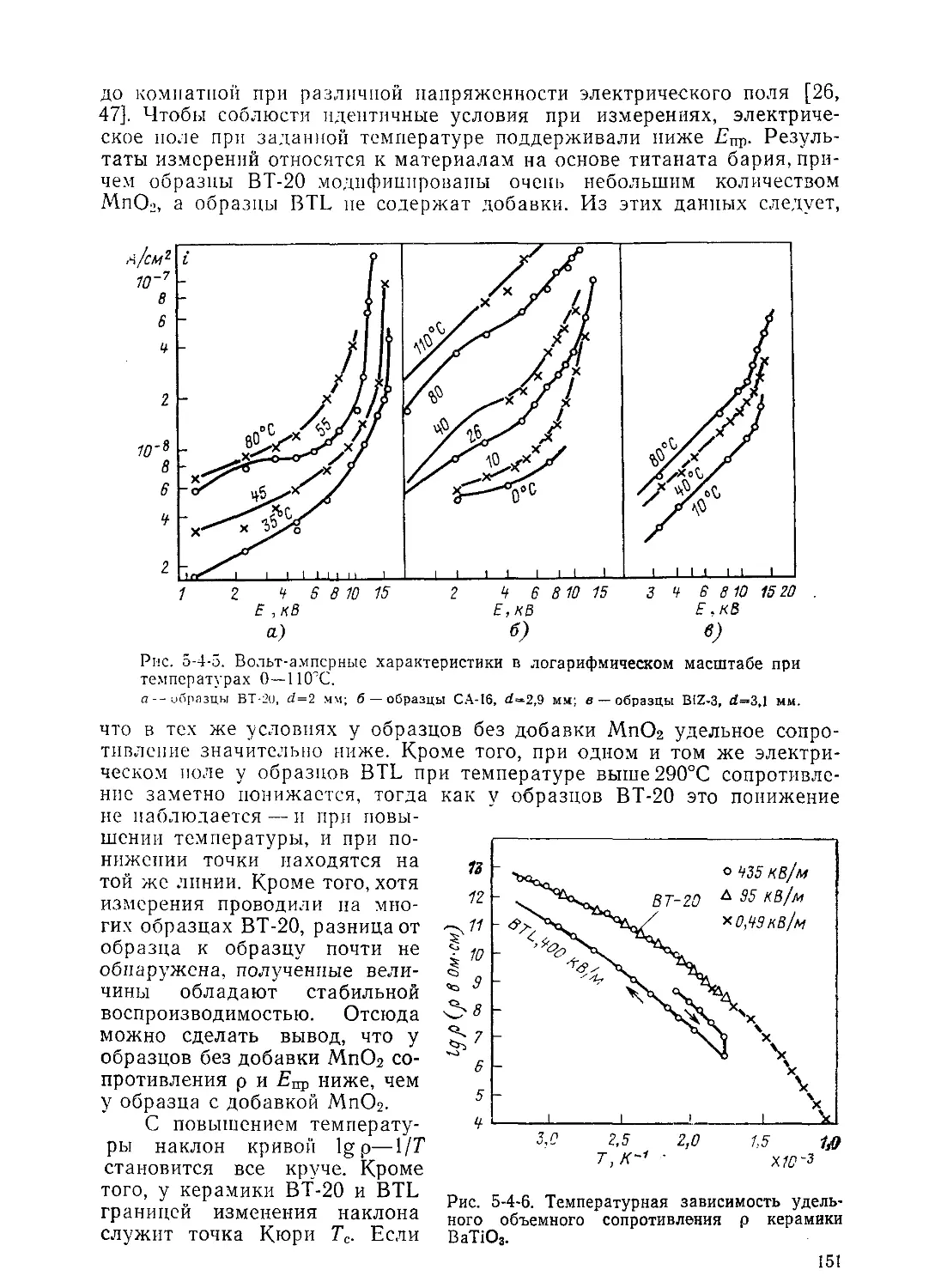
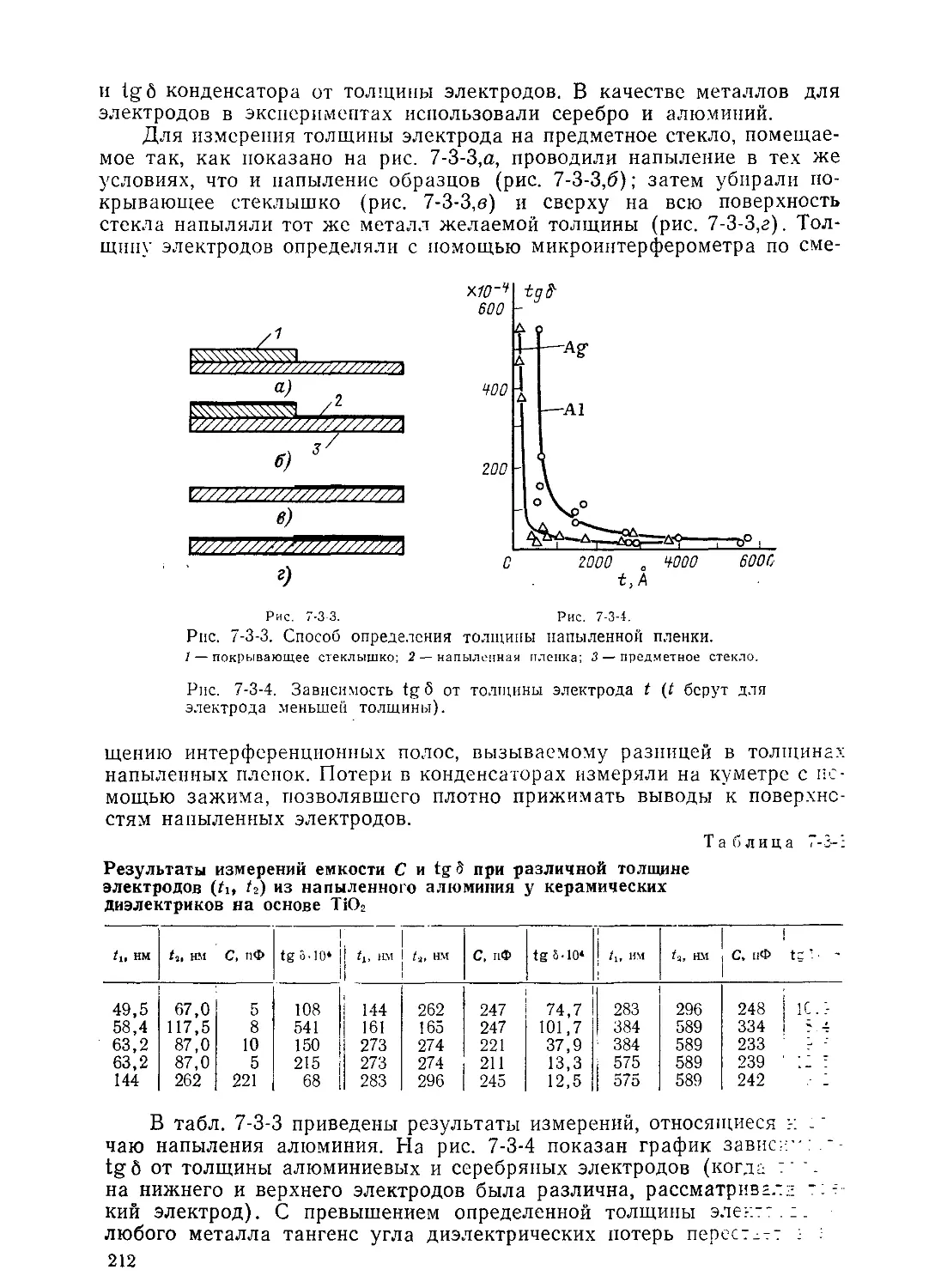
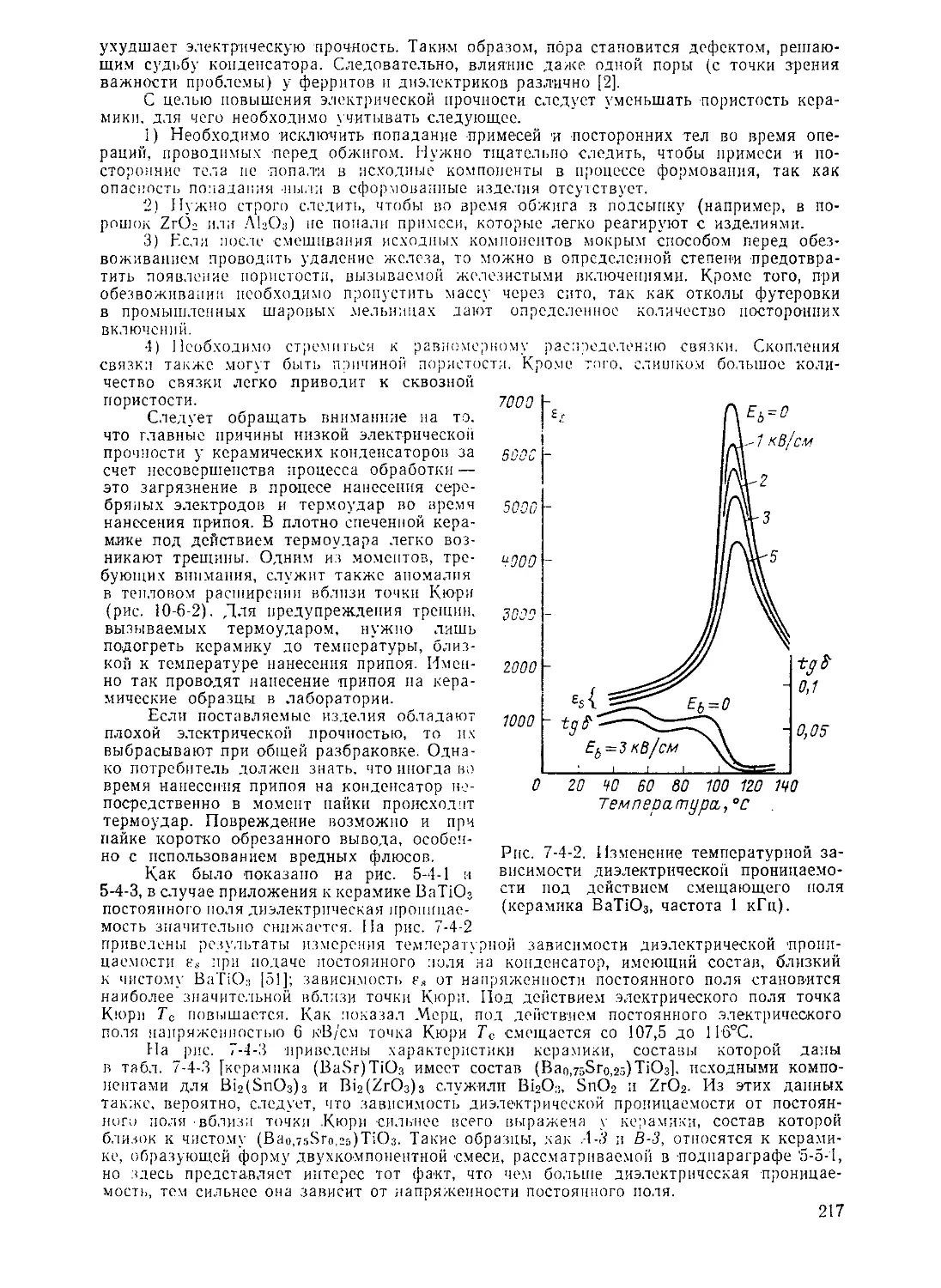
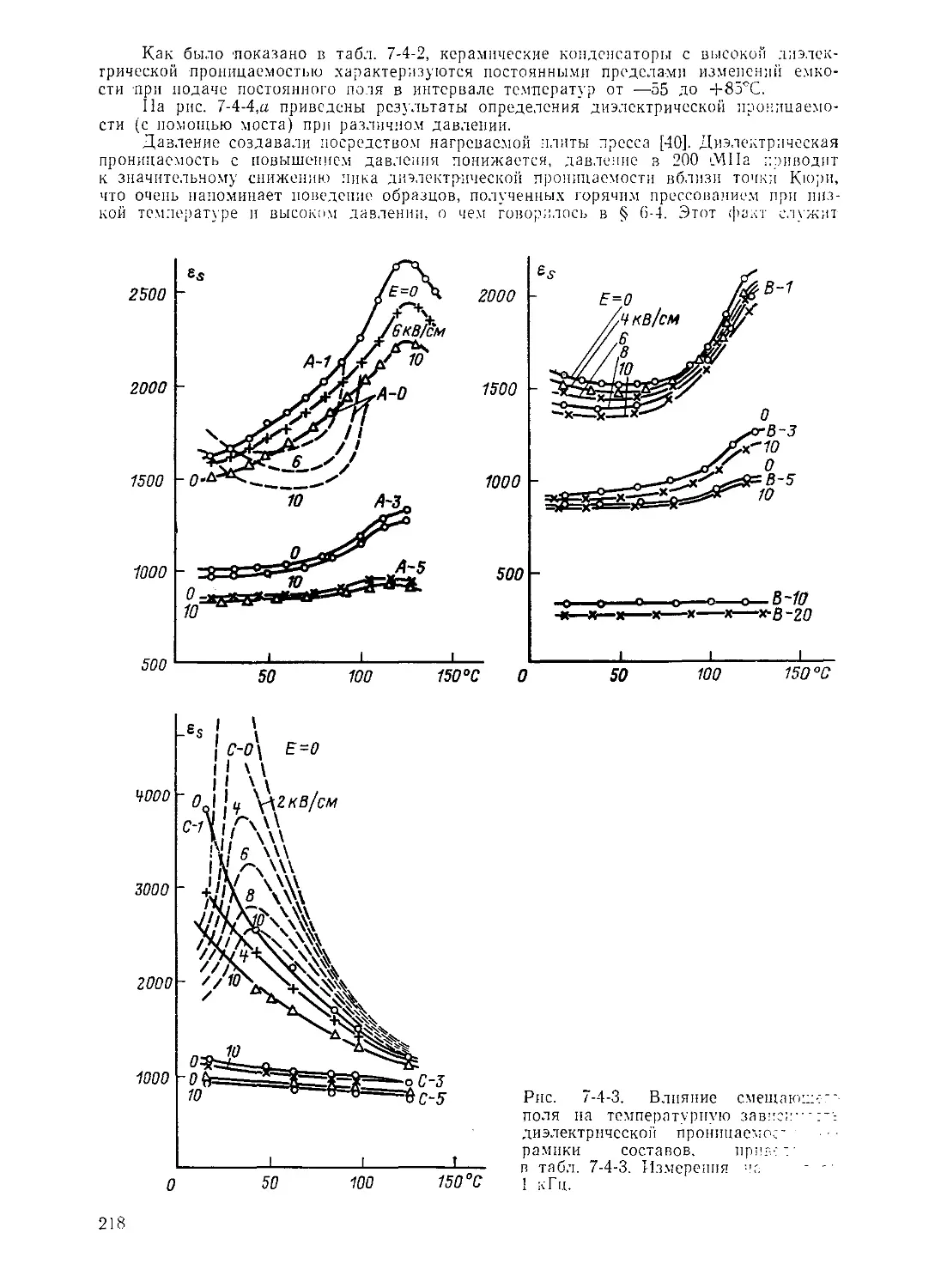
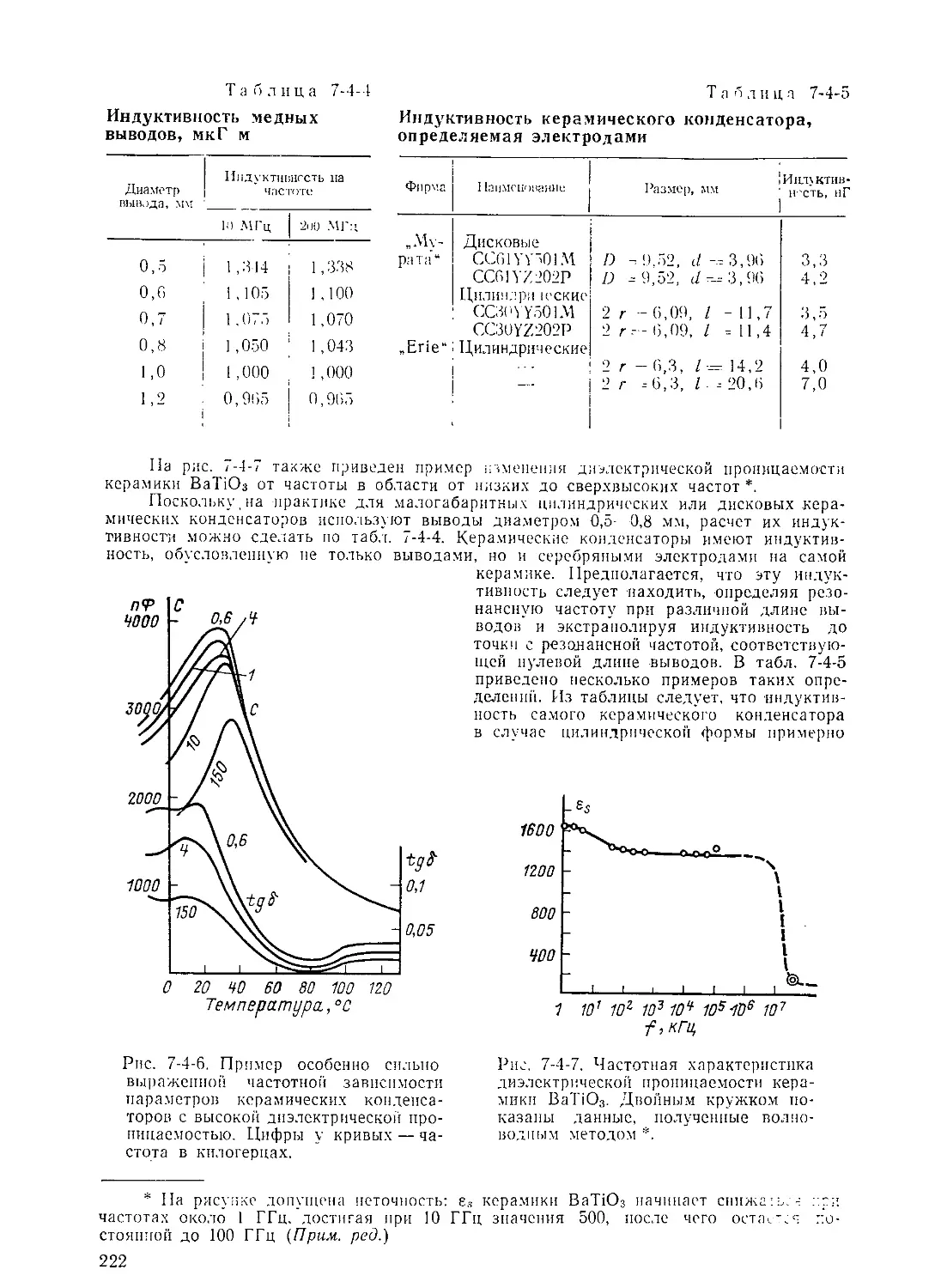
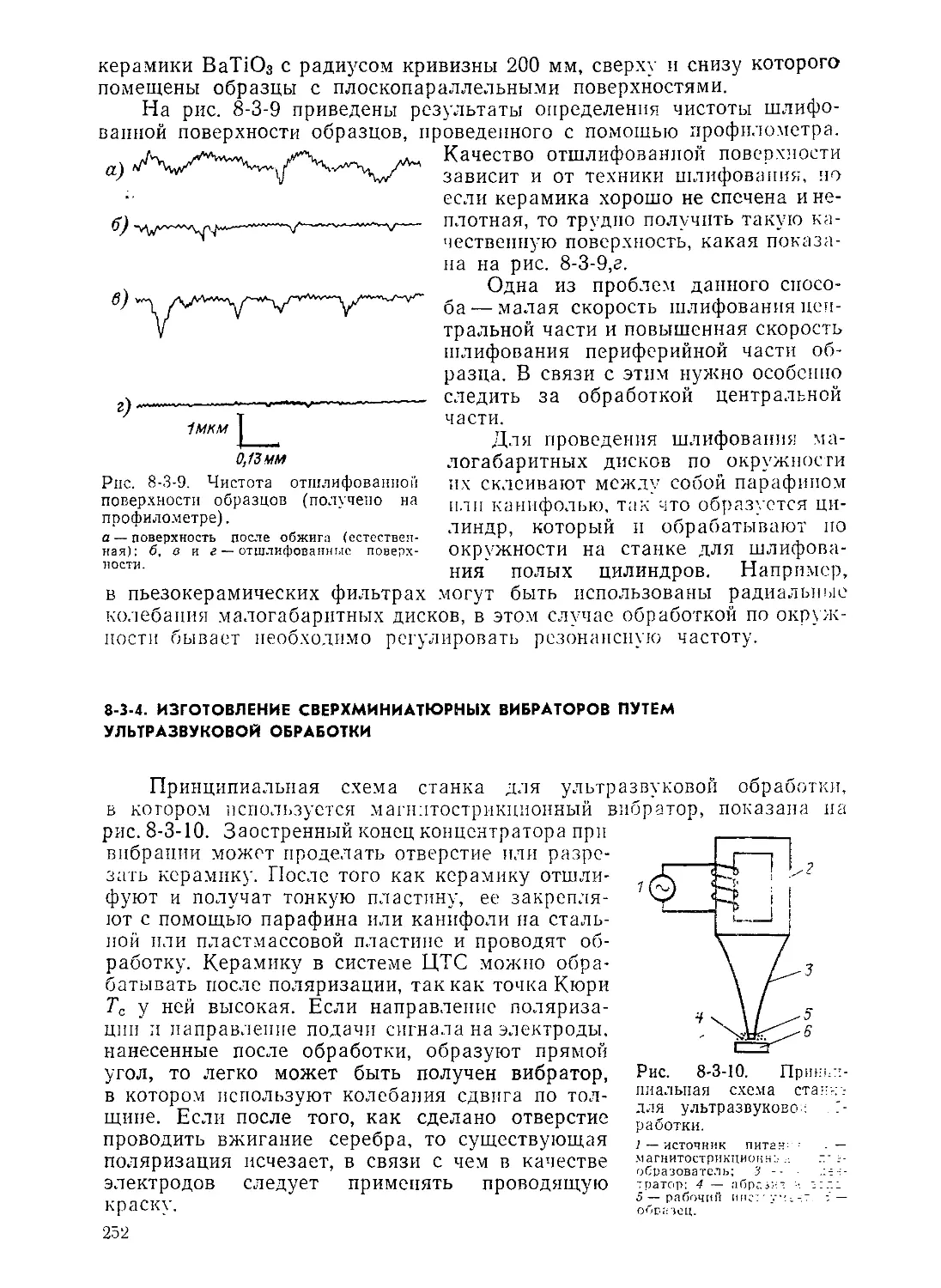
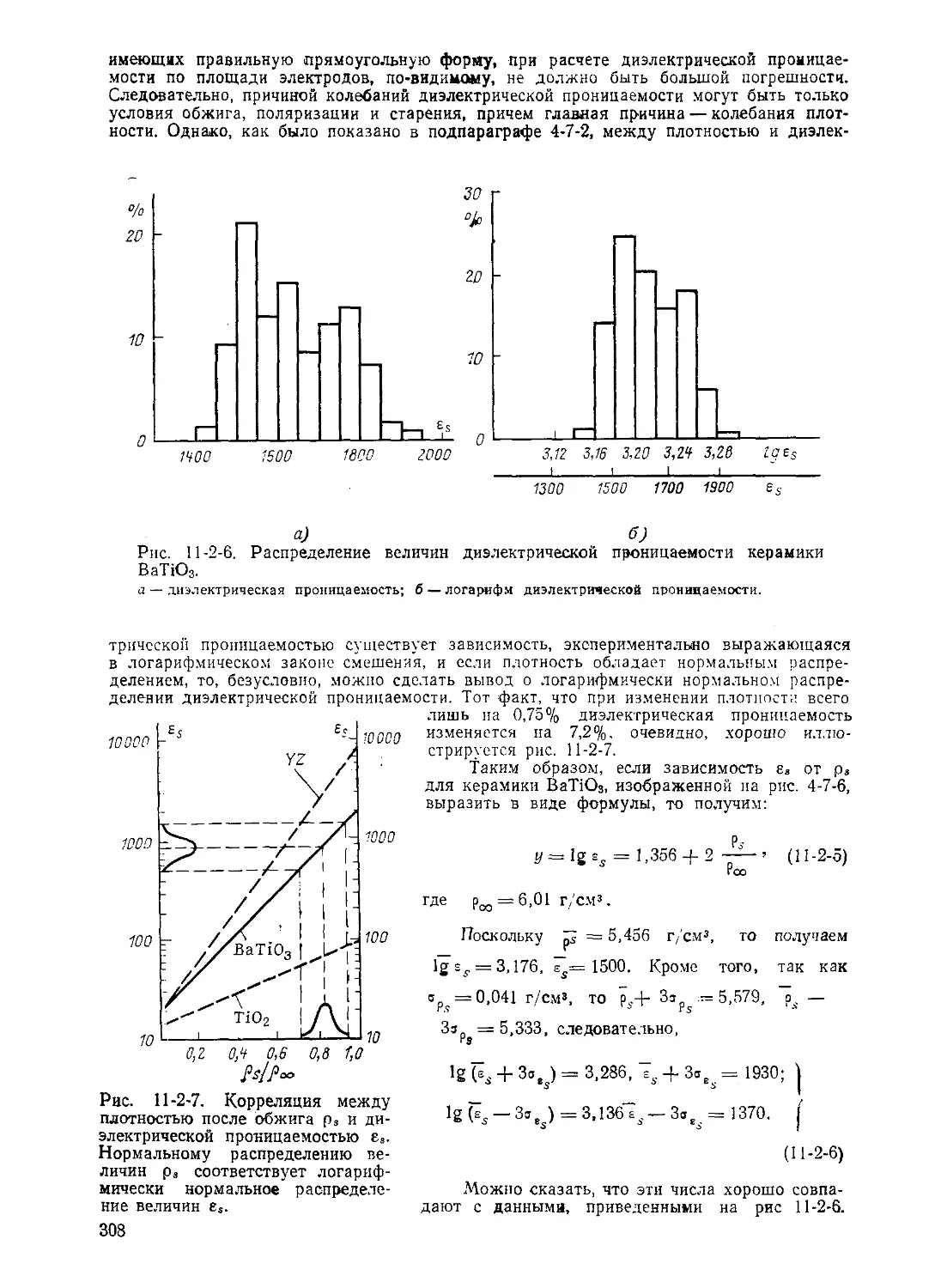
поля равна нулю (Е=0), то
подразумевают, что электрический ток через них не проходит. Однако
через конденсаторы, в которых используются диэлектрики с высокой
диэлектрической проницаемостью, постоянный ток не проходит, а пере-
менный, как известно, проходит. Поэтому в данном случае диэлектрик
называть электроизоляционным материалом будет не совсем правильно.
В этом смысле термин «диэлектрик» представляет собой более широ-
кое понятие ‘.
Если диэлектрик поместить между обкладками коденсатора, как по-
казано на рис. 1-1-1,а, б и подать на них напряжение U, В, то при
постоянной толщине образца d, м, напряженность электрического поля,
очевидно, будет почти постоянной и равной, В/м,
(1-1-1)
В момент приложения электри-
ческого поля протекает зарядный
ток (рис. 1-1-1,в), который создает-
ся поляризационными процессами
образования дипольных моментов.
При этом заряд на электродах имеет
такой знак, что происходит нейтра-
лизация зарядов диполей.
Поляризованность Р есть элек-
трический дипольный момент одного
кубического метра (Кл-м/м3) ди-
электрика. Этот вектор характери-
зует явление поляризации, т. е. сме-
щение разноименных зарядов в про-
, тивоположные стороны на неболь-
шое расстояние, когда возникают
электрические диполи. Кроме того,
поляризованность совпадает по ве-
личине с поверхностной плотностью
заряда (Кл/м2), возникающего на
поверхности диэлектрика в резуль-
тате его поляризации.
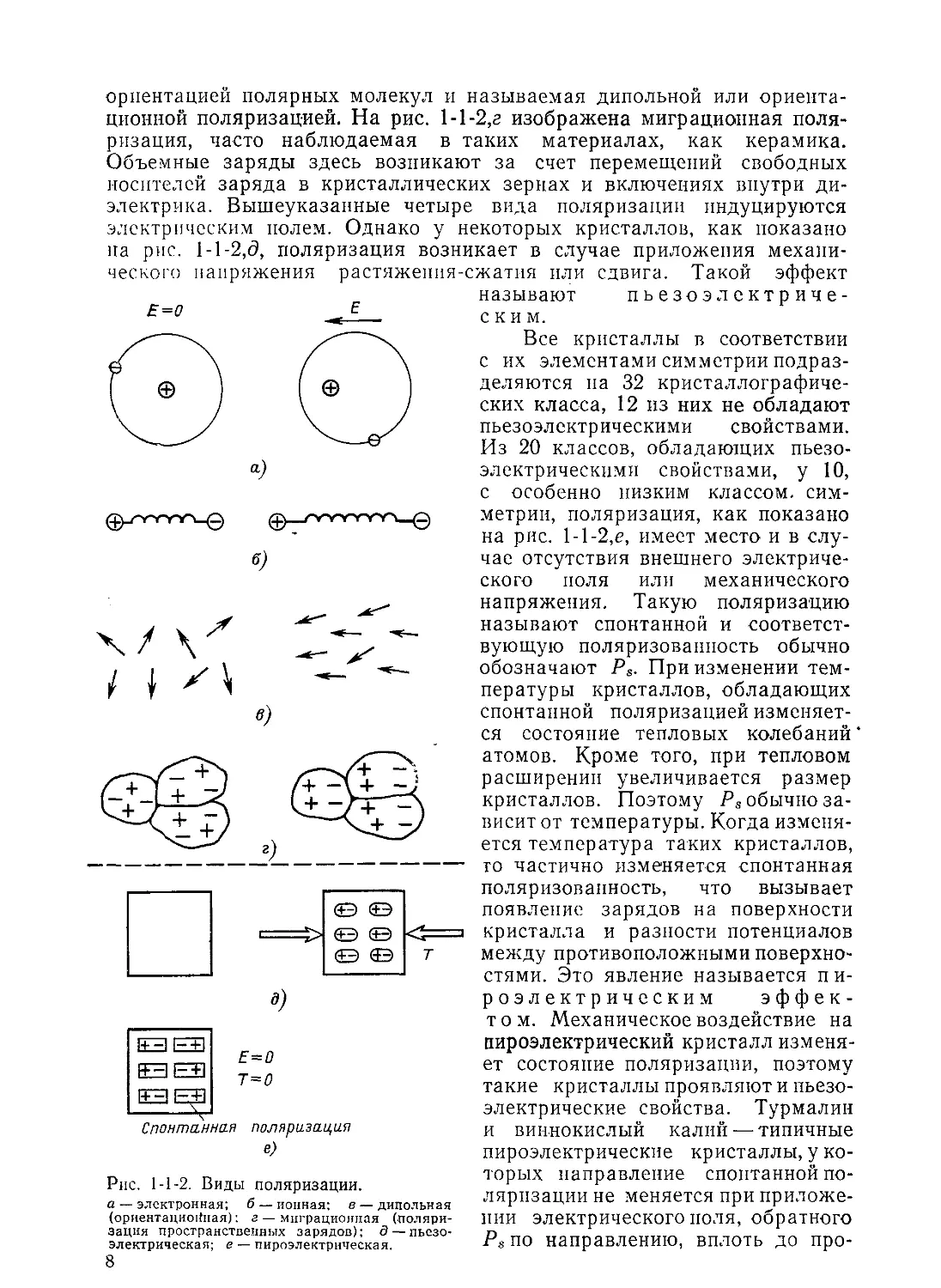
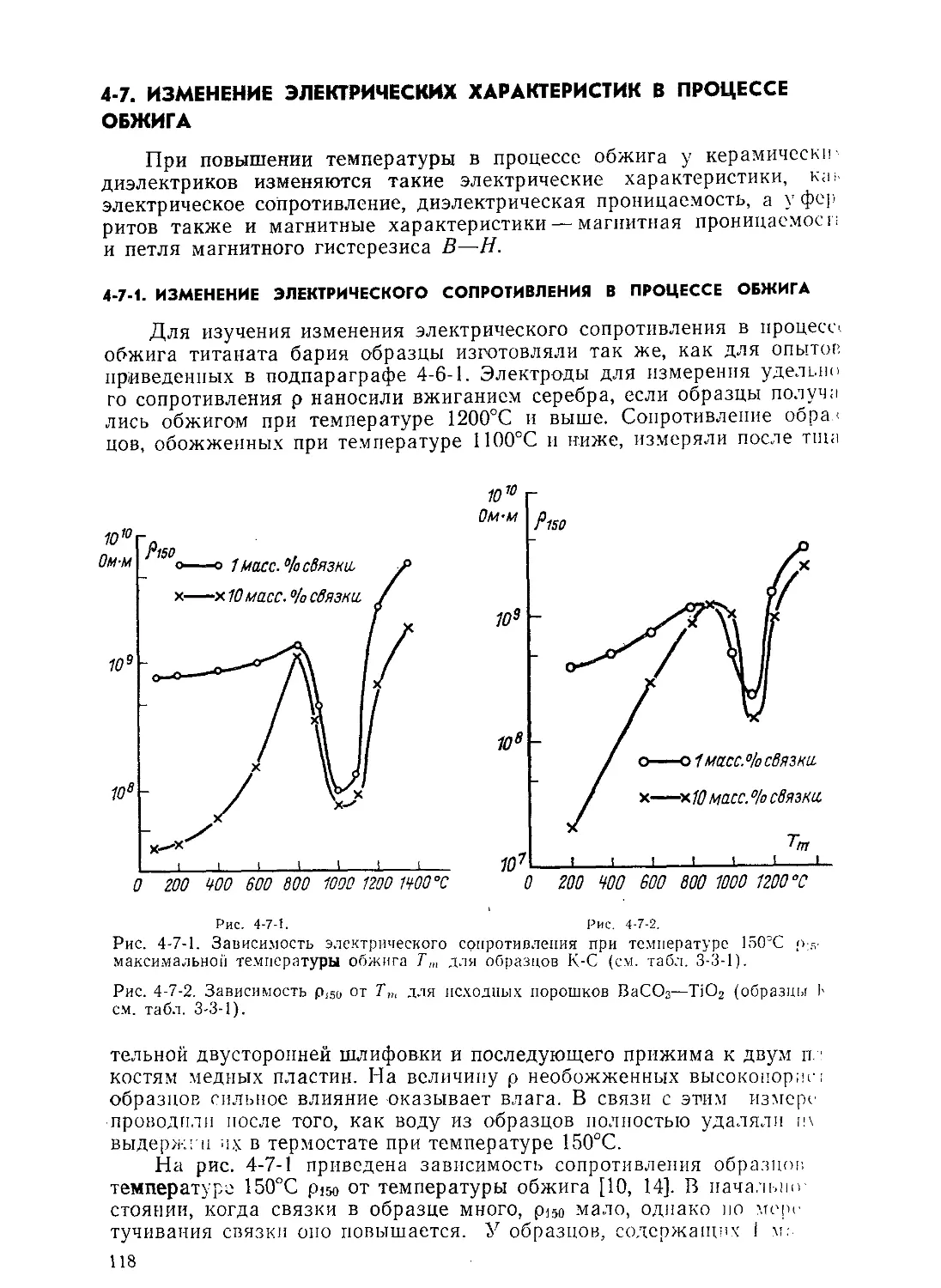
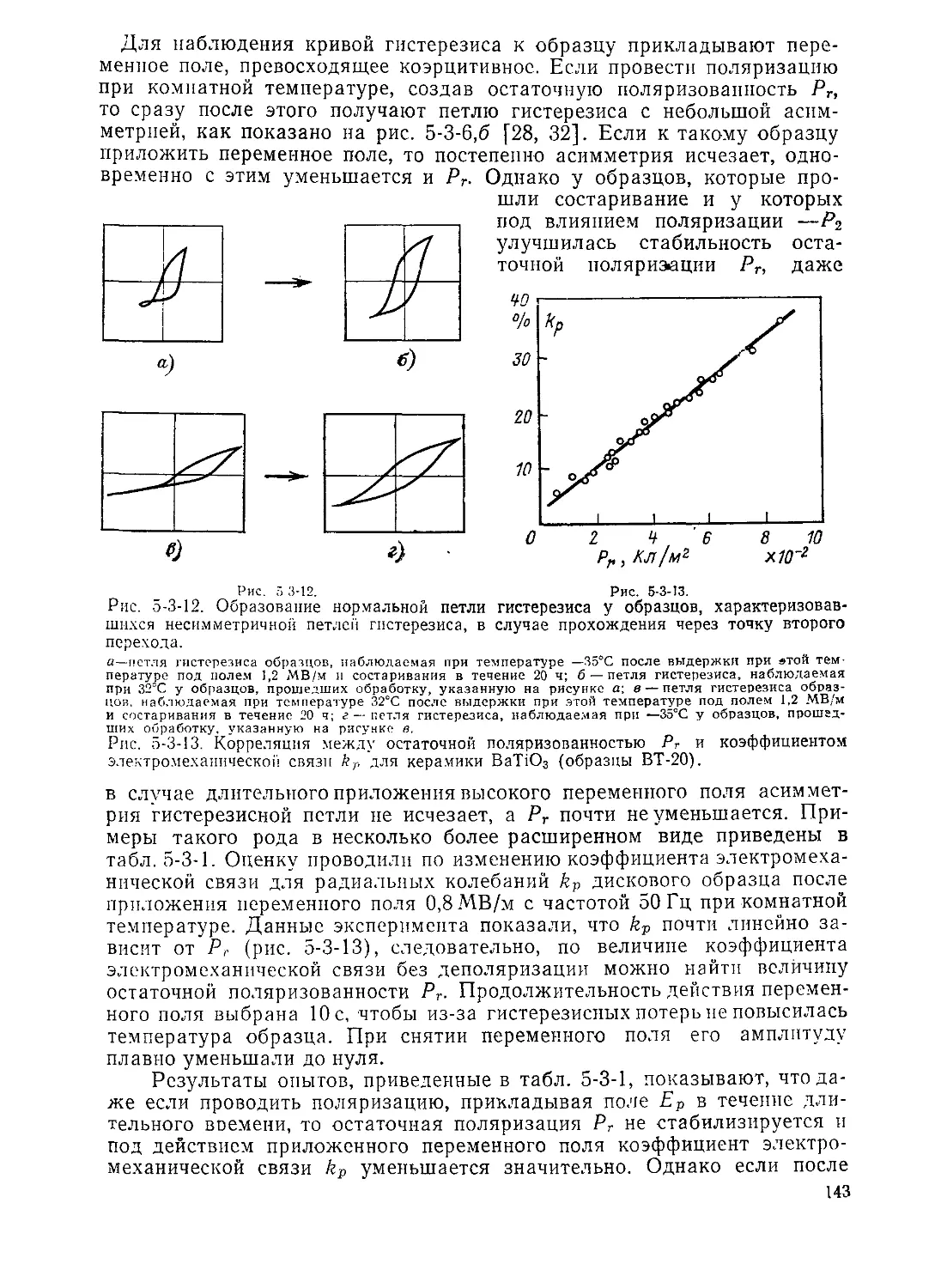
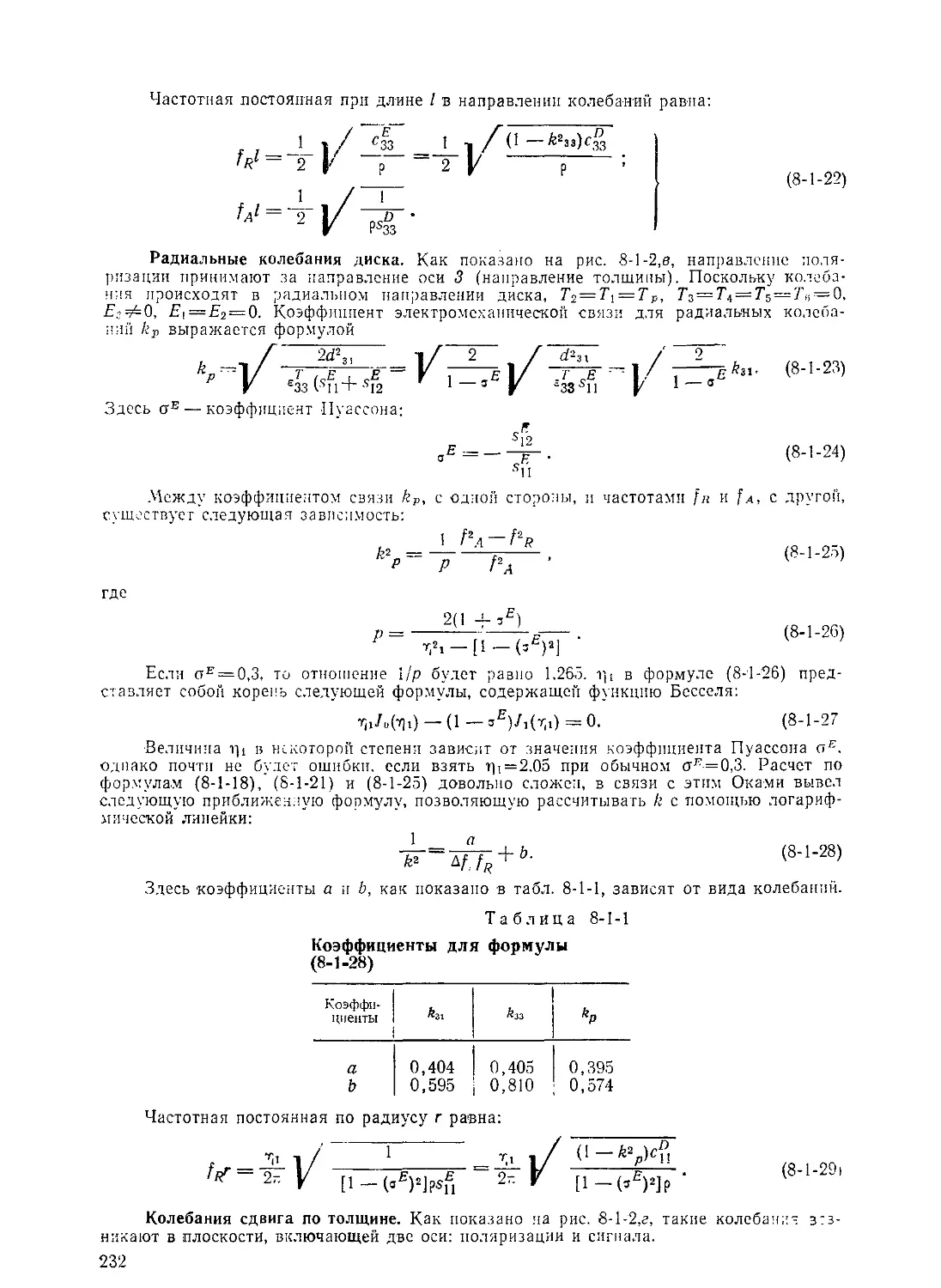
Поляризация диэлектриков
имеет много видов. На рис. 1-1-2,а
показана электронная поляризация.
В обычном состоянии в центре ато-
ма расположено атомное ядро, во-
круг которого вращаются электроны.
Если напряженность электрнческог
центры тяжести положительных зарядов (атомных ядер) и отрица-
тельных зарядов (электронных оболочек) совпадают. Однако под дей-
ствием электрического поля электронное облако смещается, при этом
его центр тяжести перестает совпадать с центром тяжести ядра и воз-
никает диполь.
На рис. 1-1-2,б показана поляризация, основывающаяся на смеще-
нии ионов или заряженных групп атомов. Такую поляризацию назы-
вают ионной. На рис. 1-1-2,в показана поляризация, определяемая
1 Диэлектрические материалы разделяют на электроизоляционные и активные ди-
электрики. (Прим, ред.)
ориентацией полярных молекул и называемая дипольной или ориента-
ционной поляризацией. На рис. 1-1-2,г изображена миграционная поля-
ризация, часто наблюдаемая в таких материалах, как керамика.
Объемные заряды здесь возникают за счет перемещений свободных
носителей заряда в кристаллических зернах и включениях внутри ди-
электрика. Вышеуказанные четыре вида поляризации индуцируются
электрическим полем. Однако у некоторых кристаллов, как показано
па рис. 1-1-2,д, поляризация возникает в случае приложения механи-
ческого напряжения растяжения-сжатия или сдвига. Такой эффект
называют пьезоэлектриче-
ским.
Все кристаллы в соответствии
с их элементами симметрии подраз-
деляются па 32 кристаллографиче-
ских класса, 12 из них не обладают
пьезоэлектрическими свойствами.
Из 20 классов, обладающих пьезо-
электрическими свойствами, у 10,
с особенно низким классом, сим-
метрии, поляризация, как показано
на рис. 1-1-2,е, имеет место и в слу-
чае отсутствия внешнего электриче-
ского поля или механического
напряжения. Такую поляризацию
называют спонтанной и соответст-
вующую поляризованиость обычно
обозначают Ps. При изменении тем-
пературы кристаллов, обладающих
спонтанной поляризацией изменяет-
ся состояние тепловых колебаний'
атомов. Кроме того, при тепловом
расширении увеличивается размер
кристаллов. Поэтому Ps обычно за-
висит от температуры. Когда изменя-
ется температура таких кристаллов,
то частично изменяется спонтанная
поляризованиость, что вызывает
появление зарядов на поверхности
кристалла и разности потенциалов
между противоположными поверхно-
стями. Это явление называется п и-
роэлектрическим эффек-
том. Механическое воздействие на
пироэлектрический кристалл изменя-
ет состояние поляризации, поэтому
такие кристаллы проявляют и пьезо-
электрические свойства. Турмалин
и виннокислый калий — типичные
пироэлектрические кристаллы, у ко-
торых направление спонтанной по-
ляризации не меняется при приложе-
нии электрического поля, обратного
Psno направлению, вплоть до про-
боя. В отличие от этого у сегнетовой соли и титаната бария спонтанная
поляризация легко меняет направление под действием электрического
поля. При приложении переменного электрического поля соотношение
между Р и Е описывается истлей гистерезиса. Она аналогична ферро-
магнитной петле гистерезиса, показывающей связь между магнитной
индукцией В и напряженностью магнитного поля Н. Эта "способность
изменять направление спонтанной поляризации под действием внешнего
электрического поля характерна для сегнетоэлектичества.
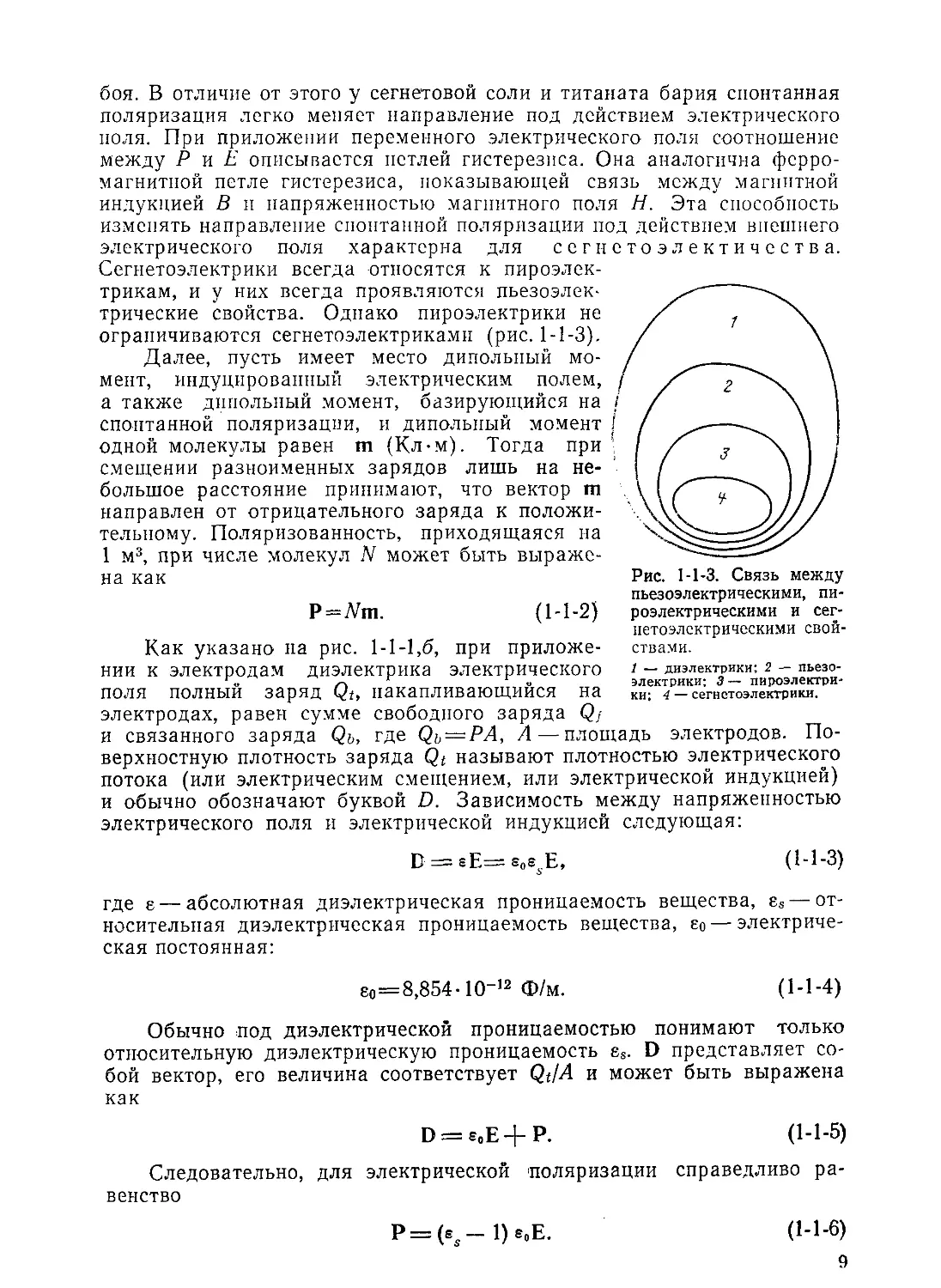
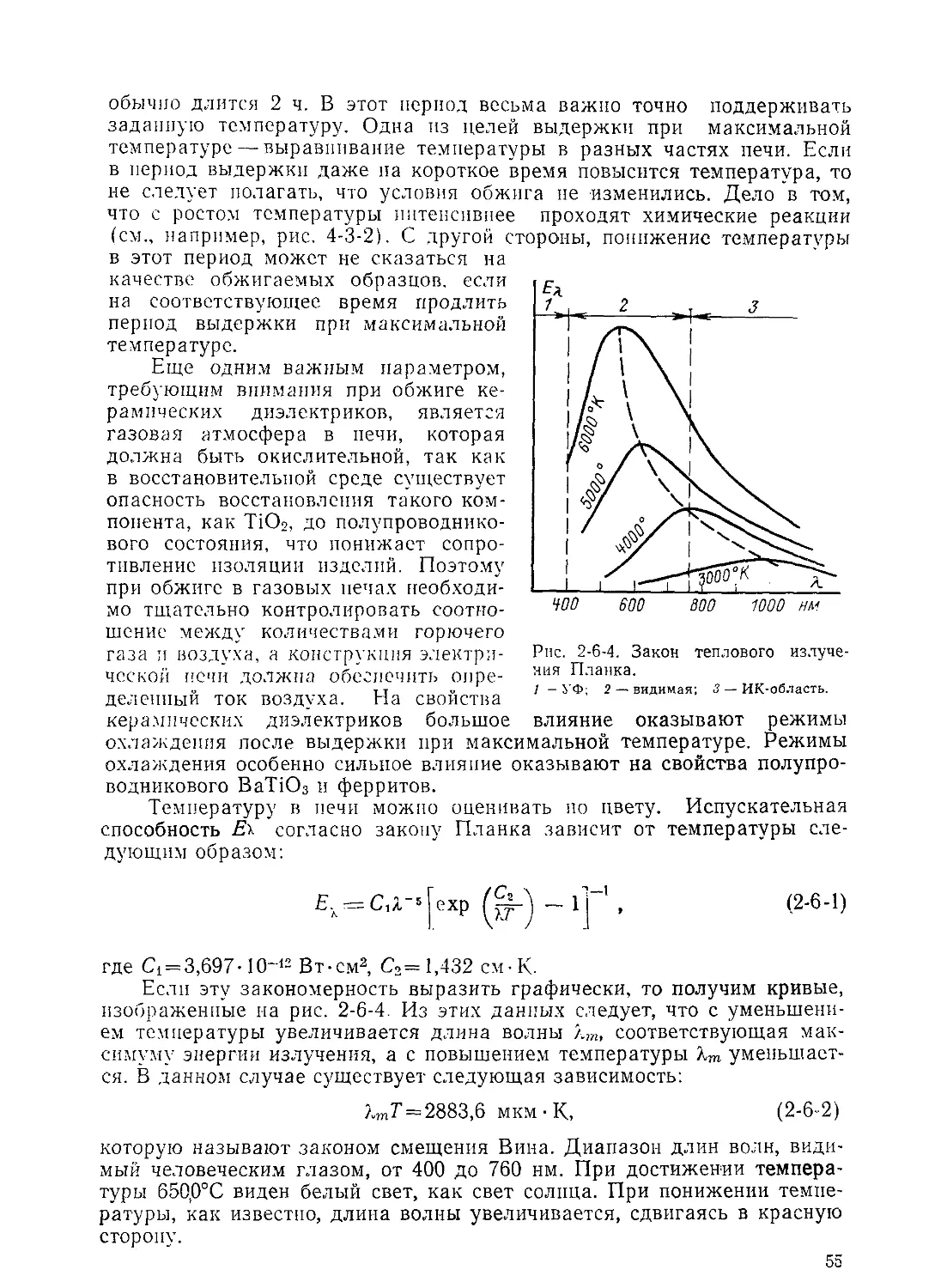
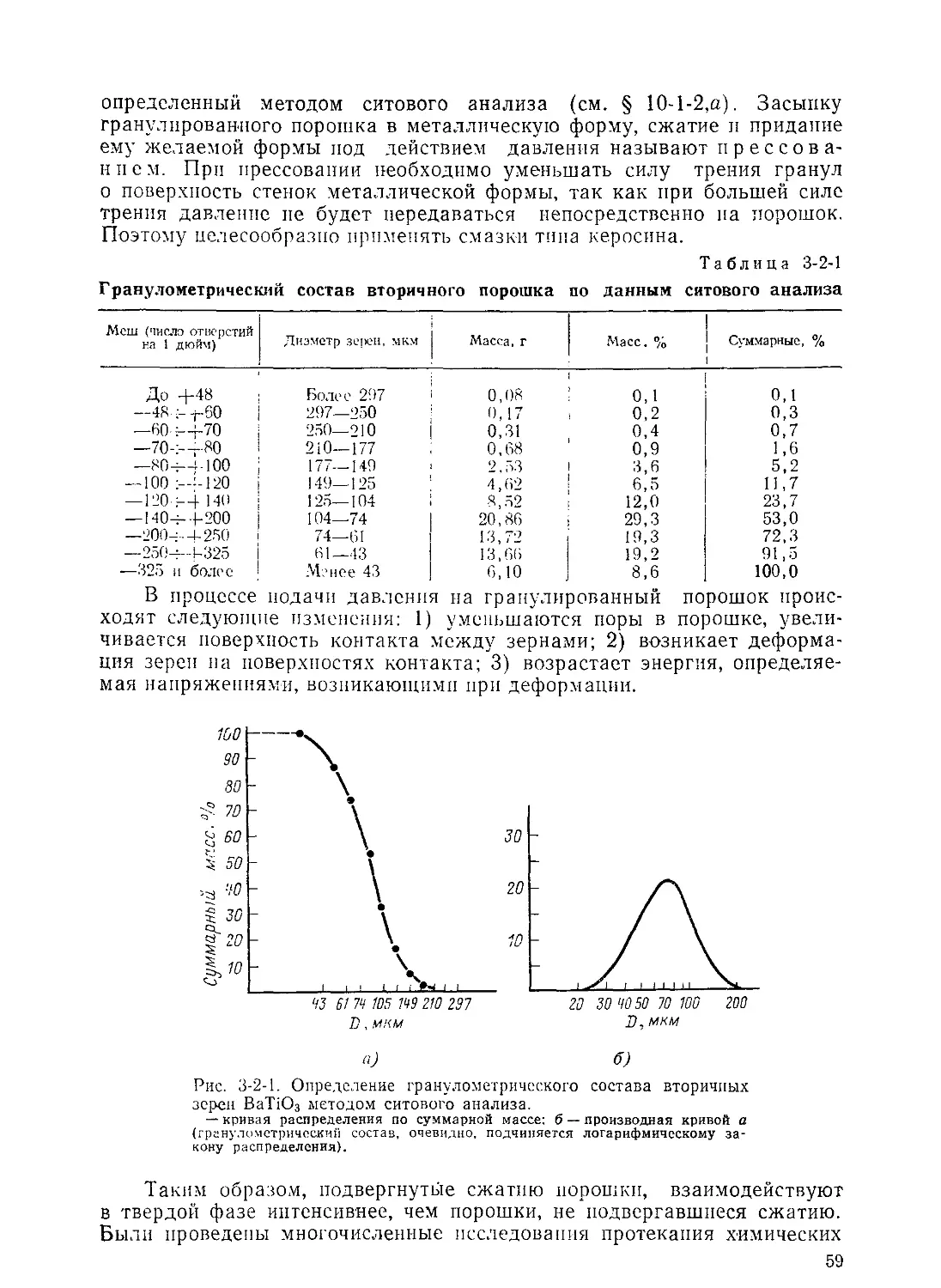
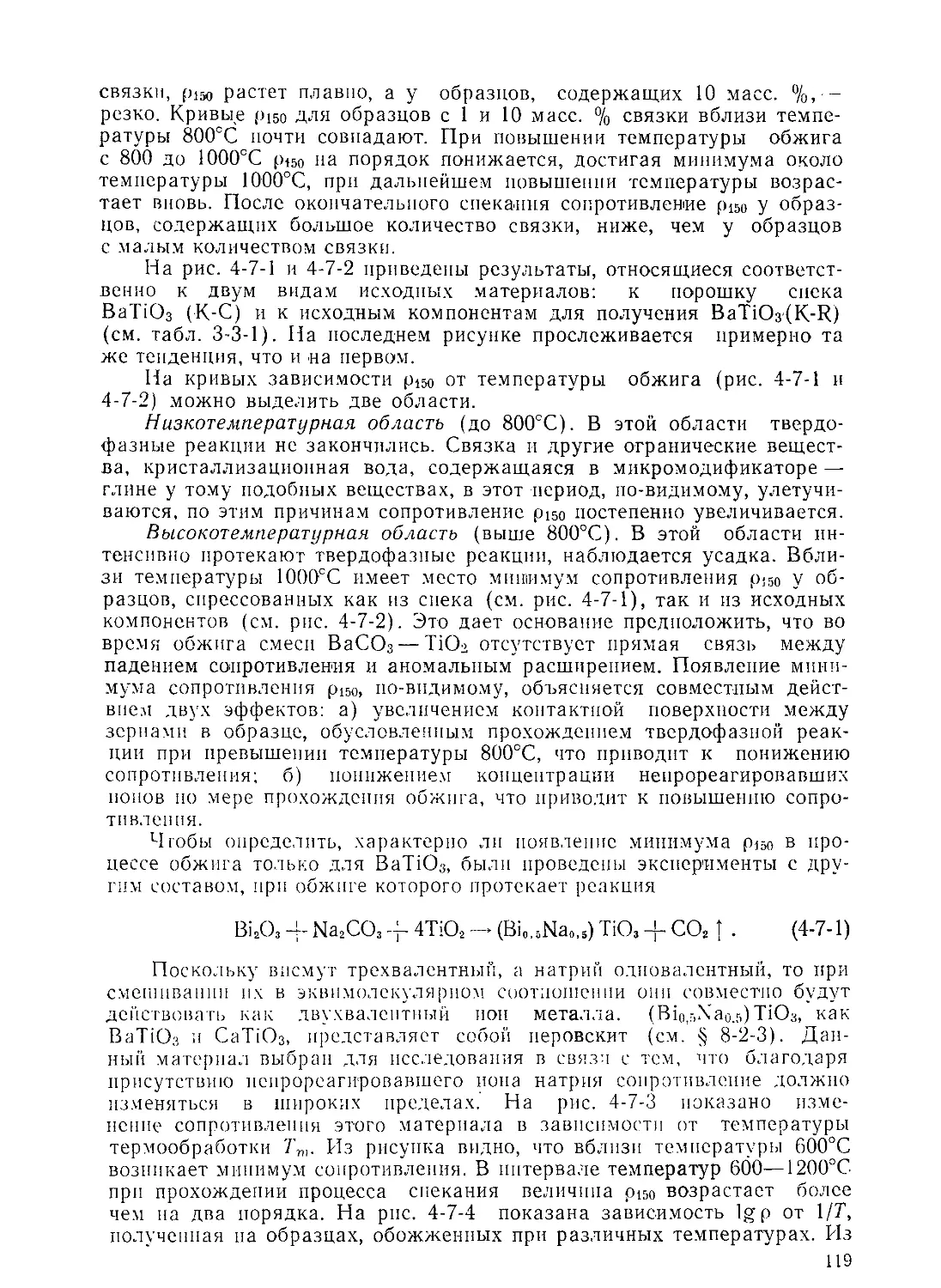
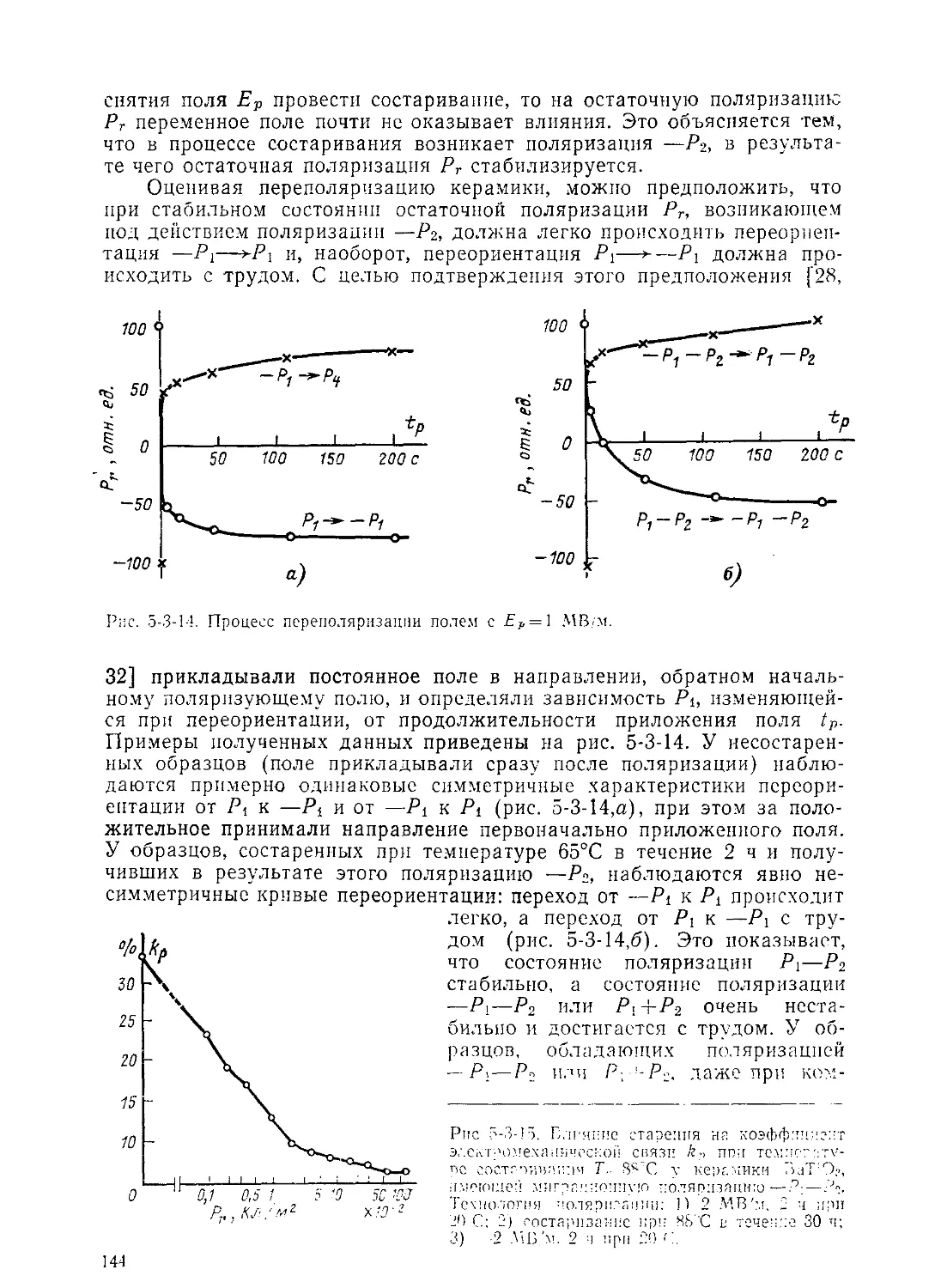
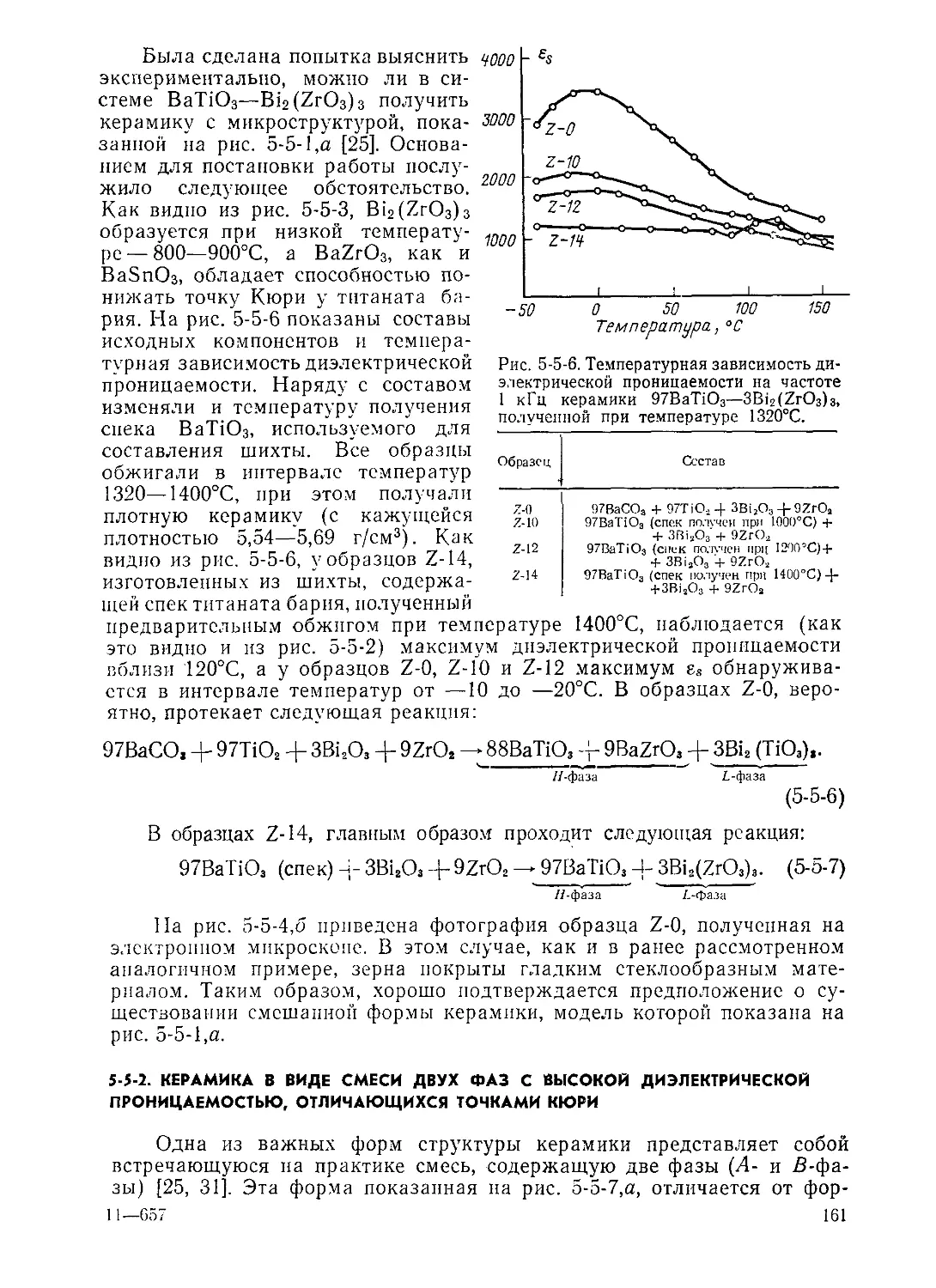
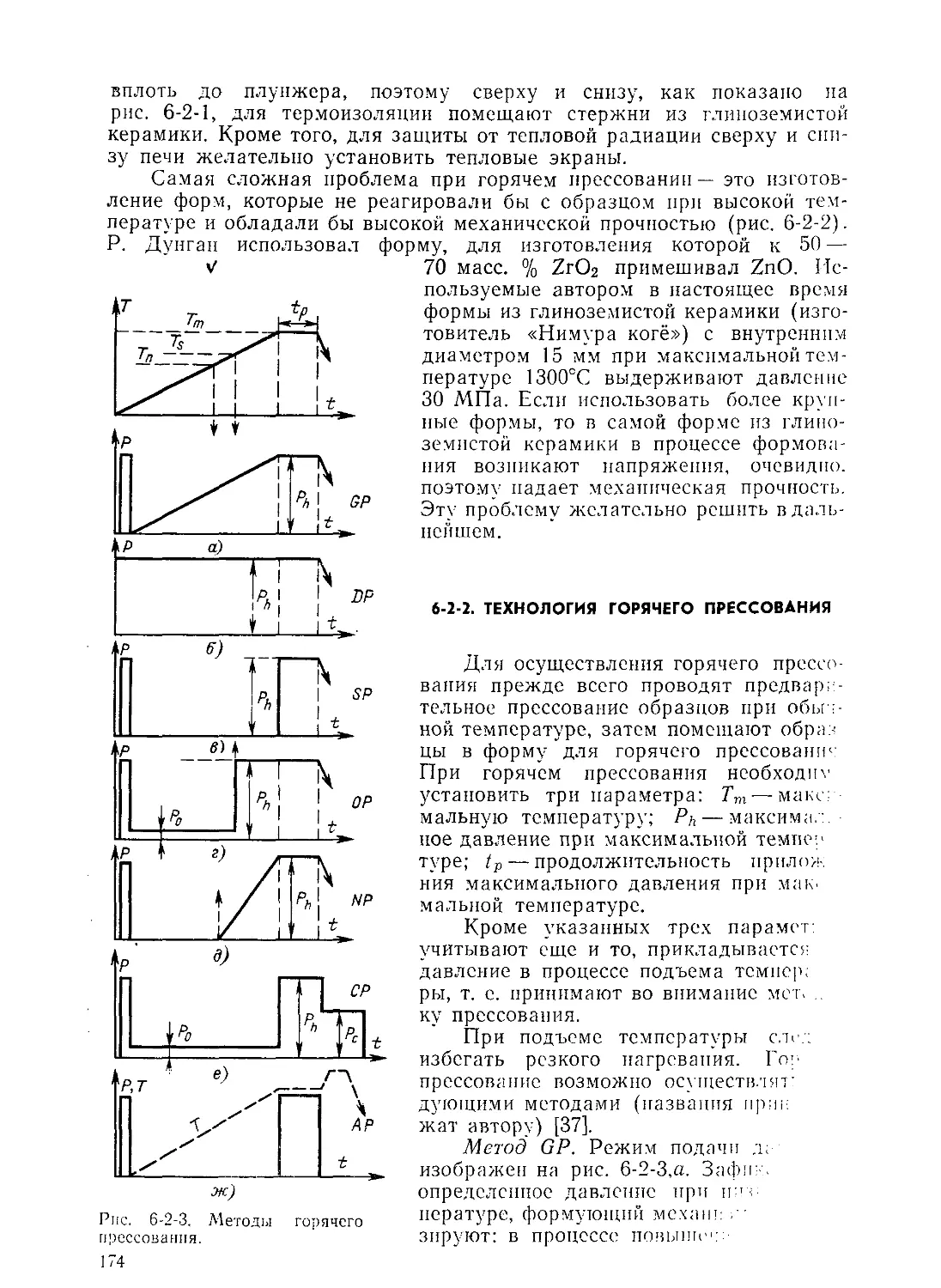
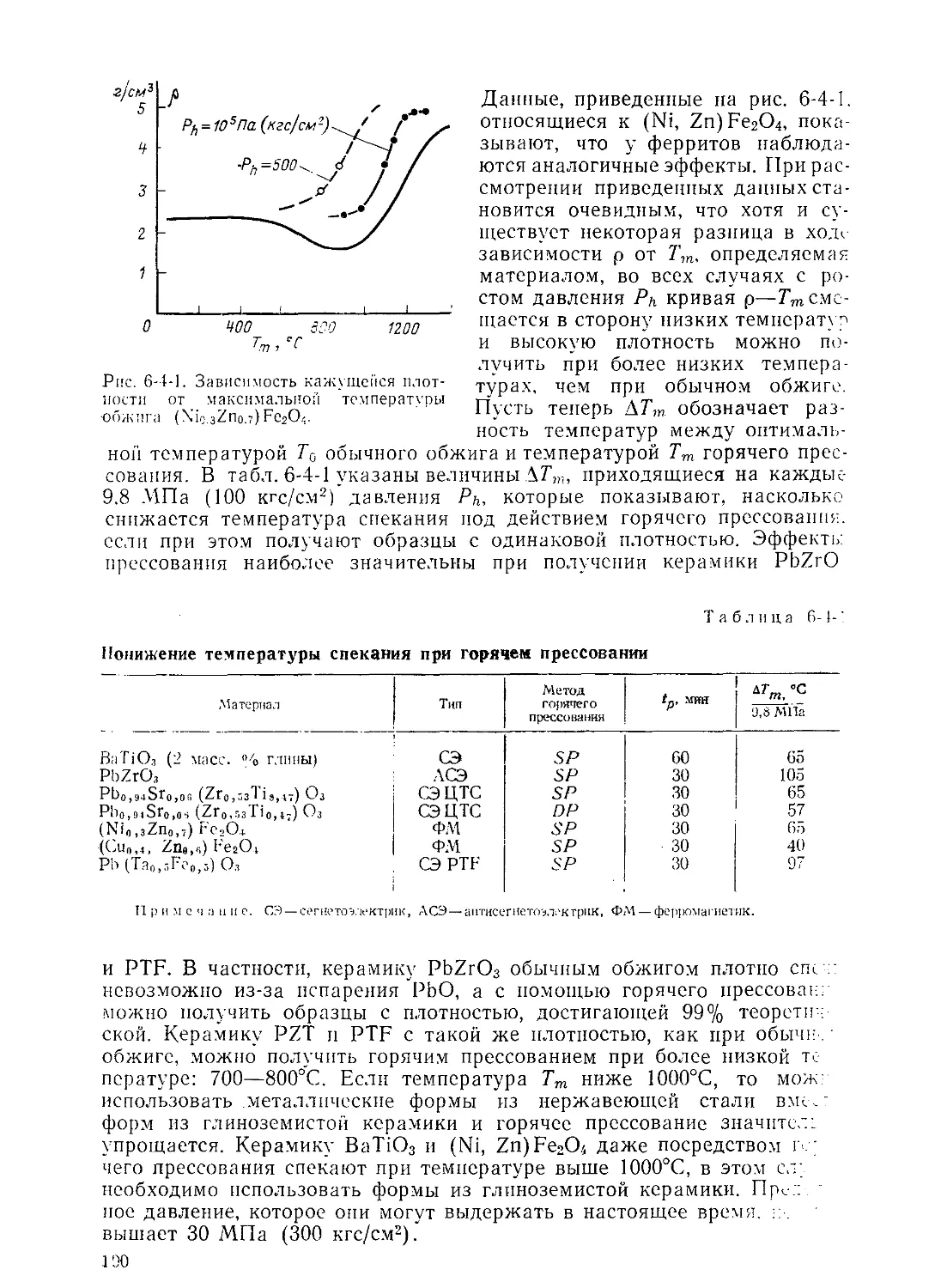
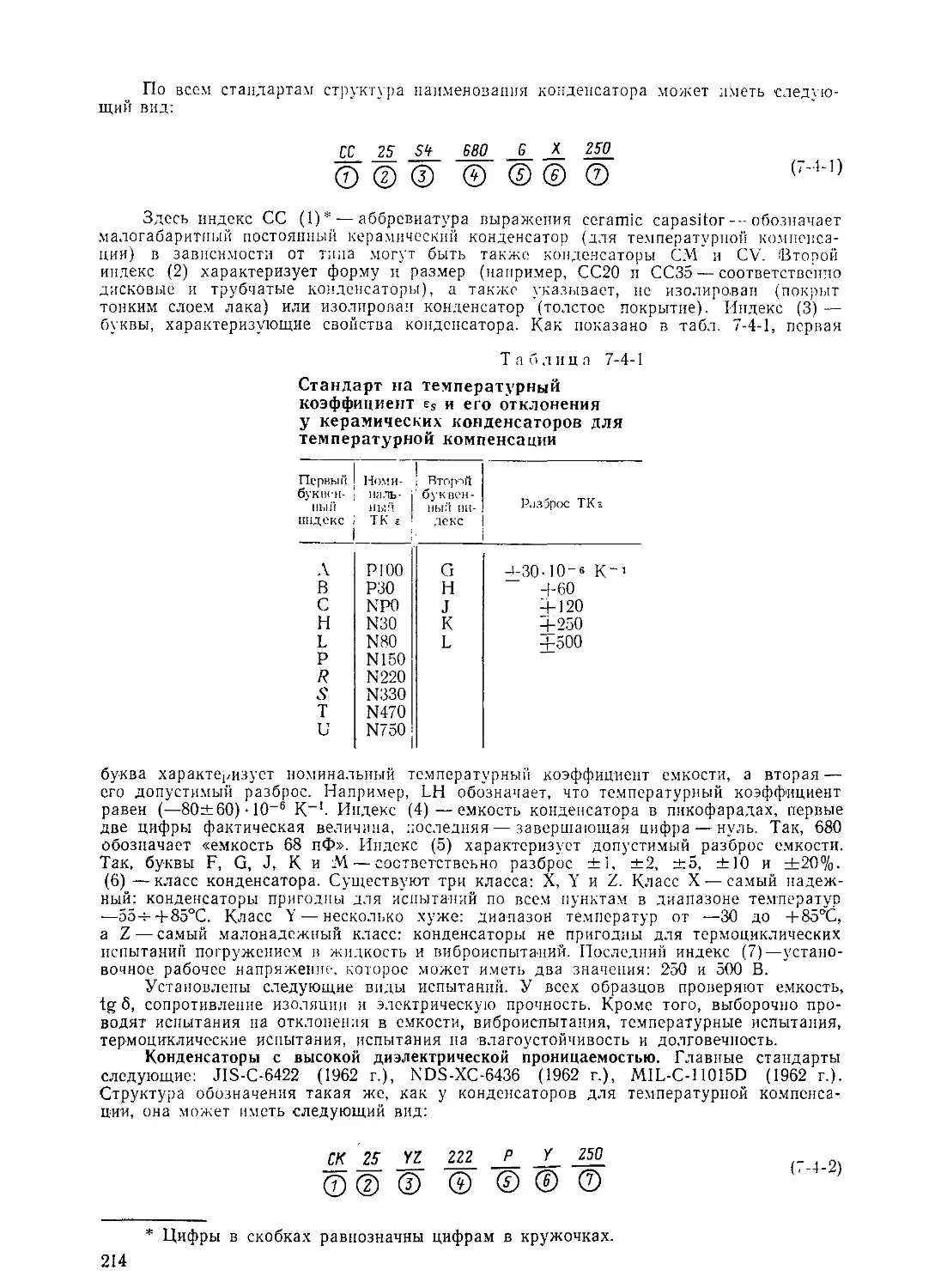
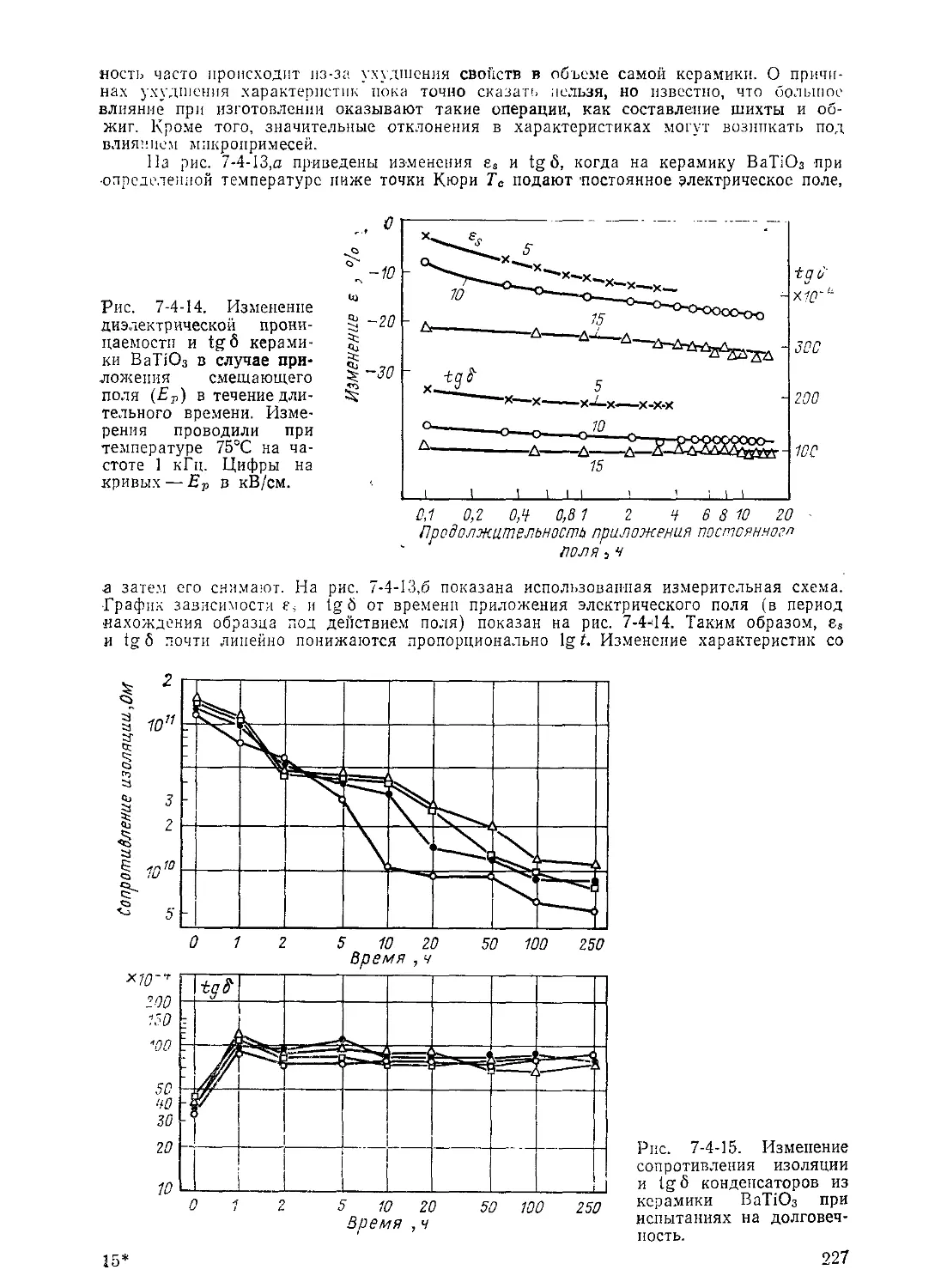
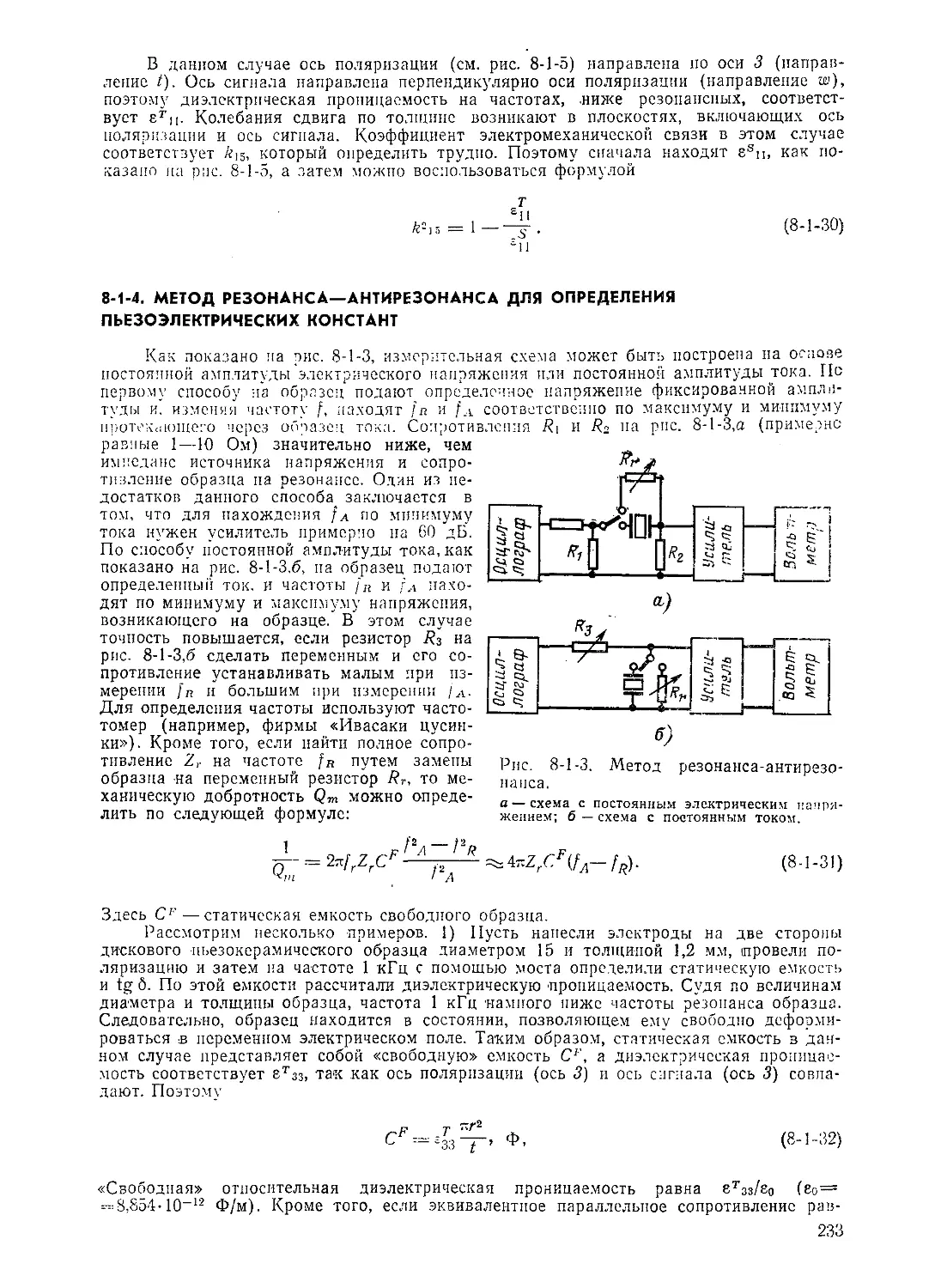
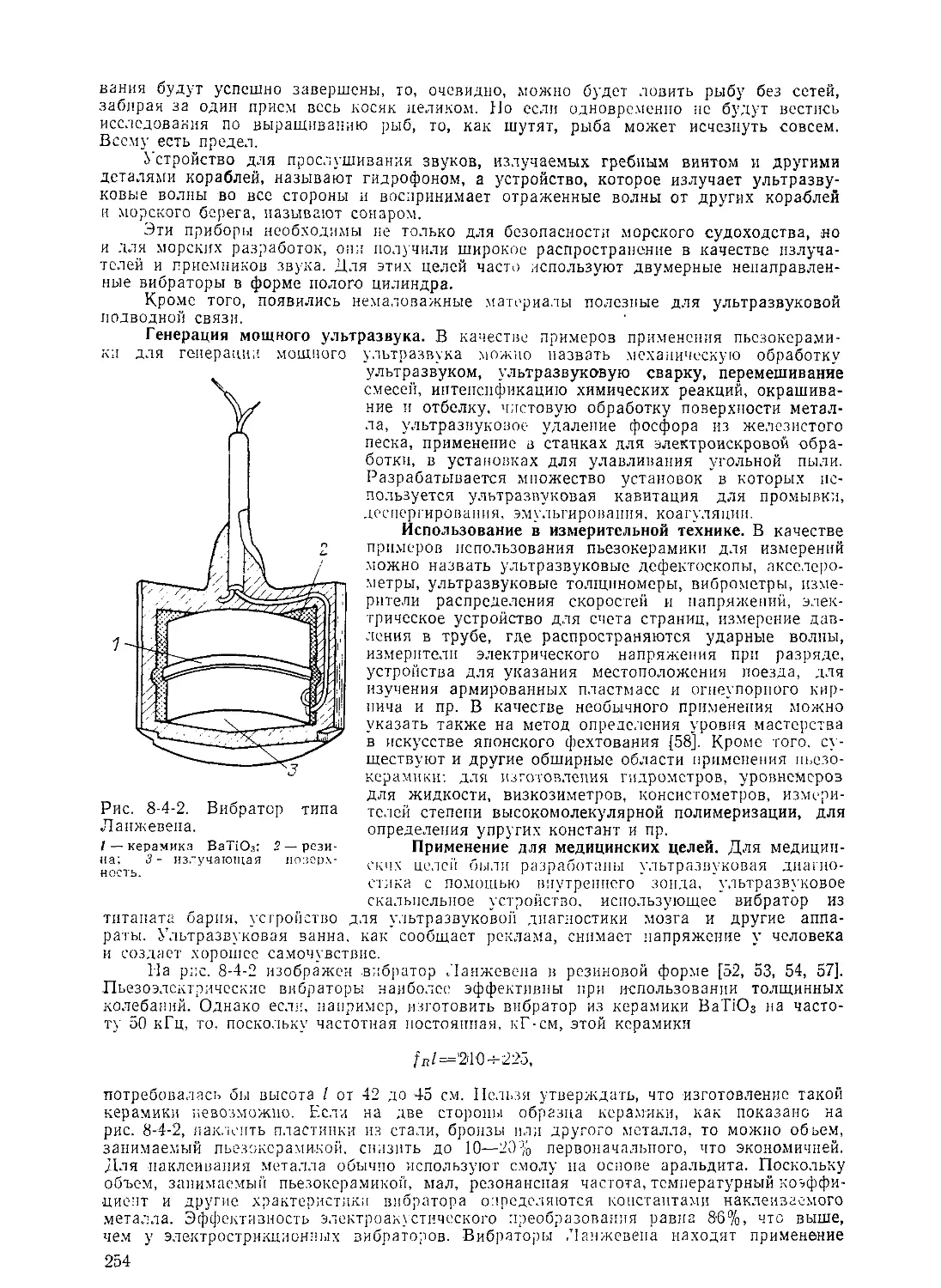
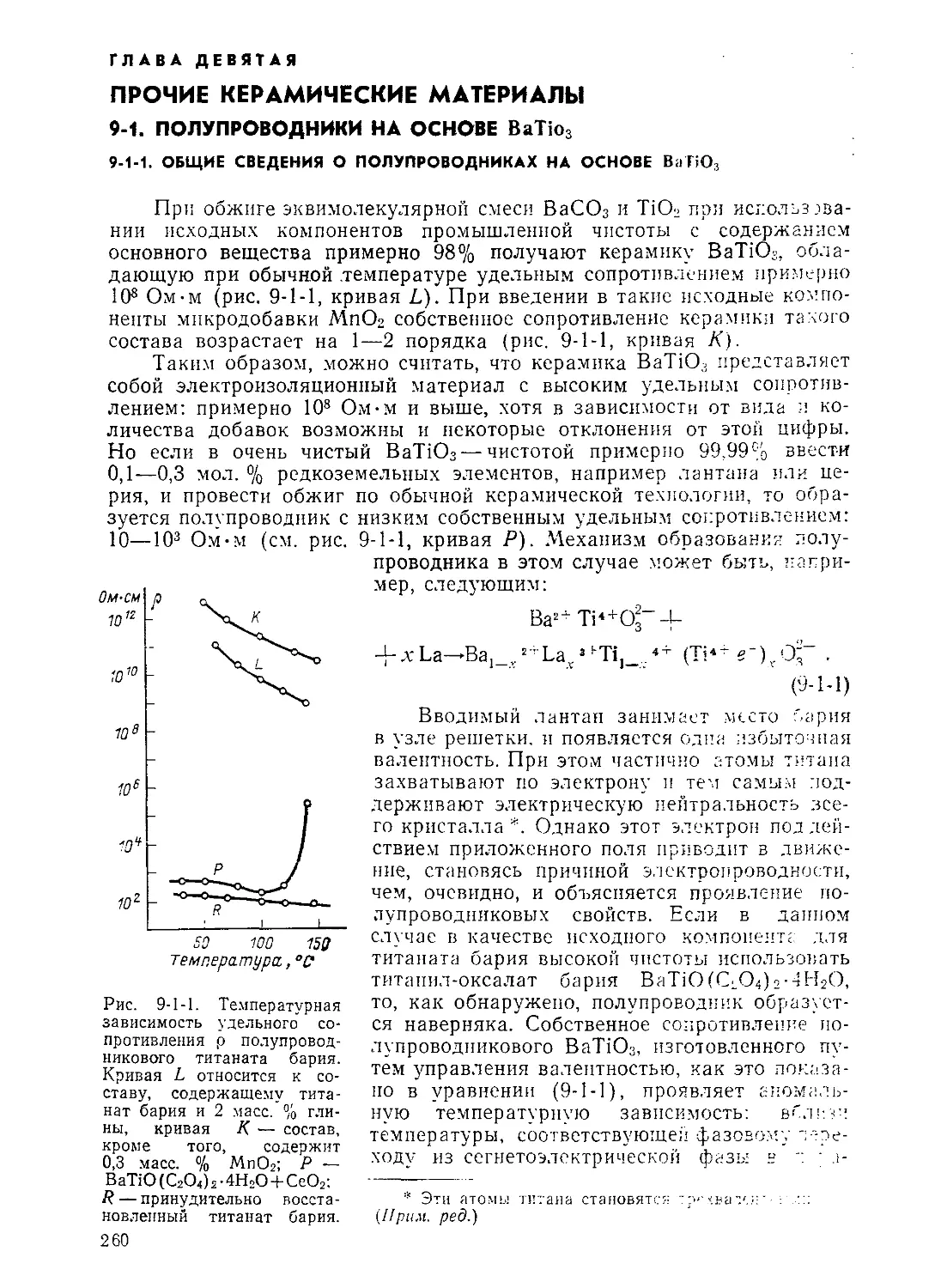
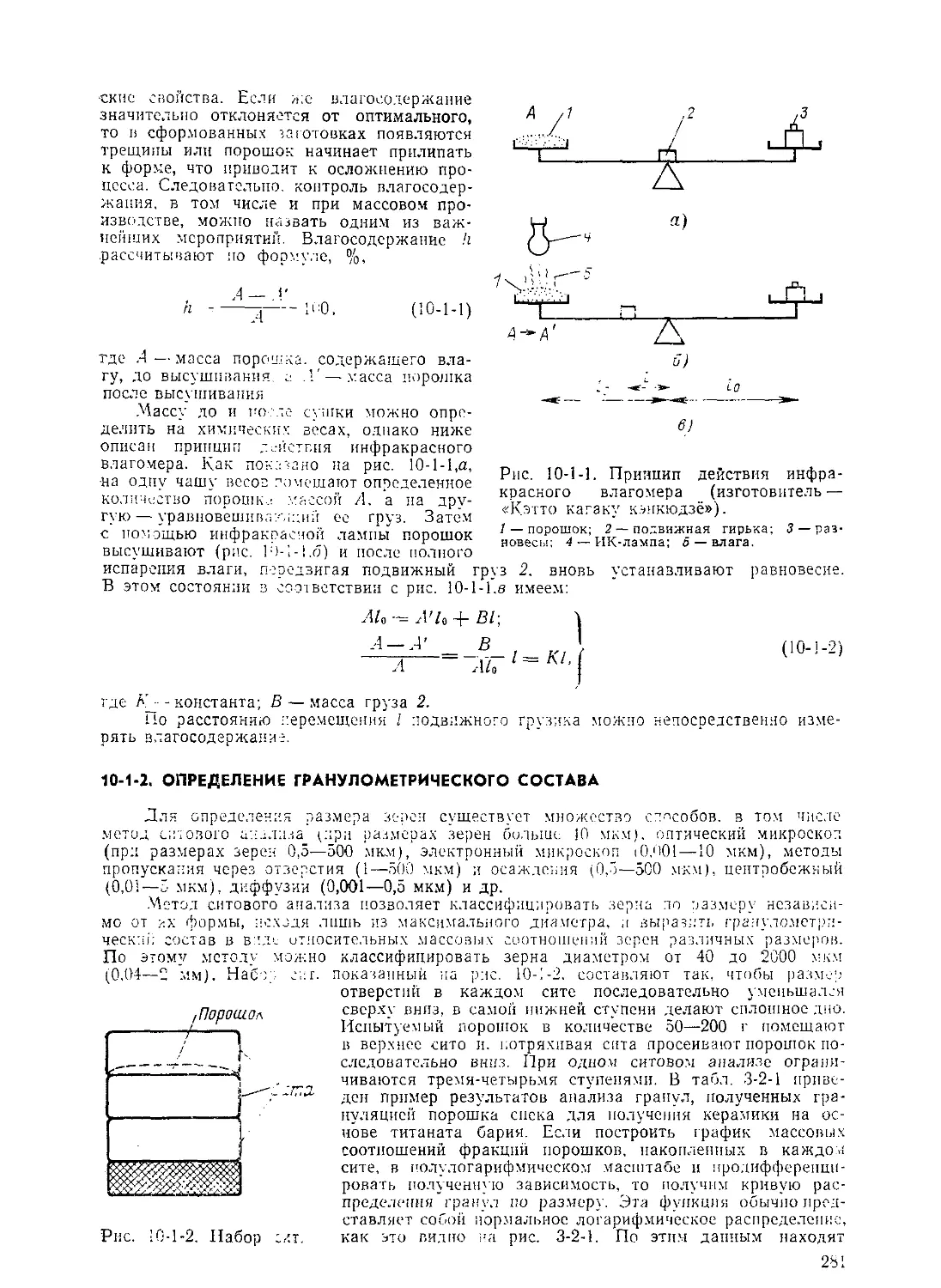
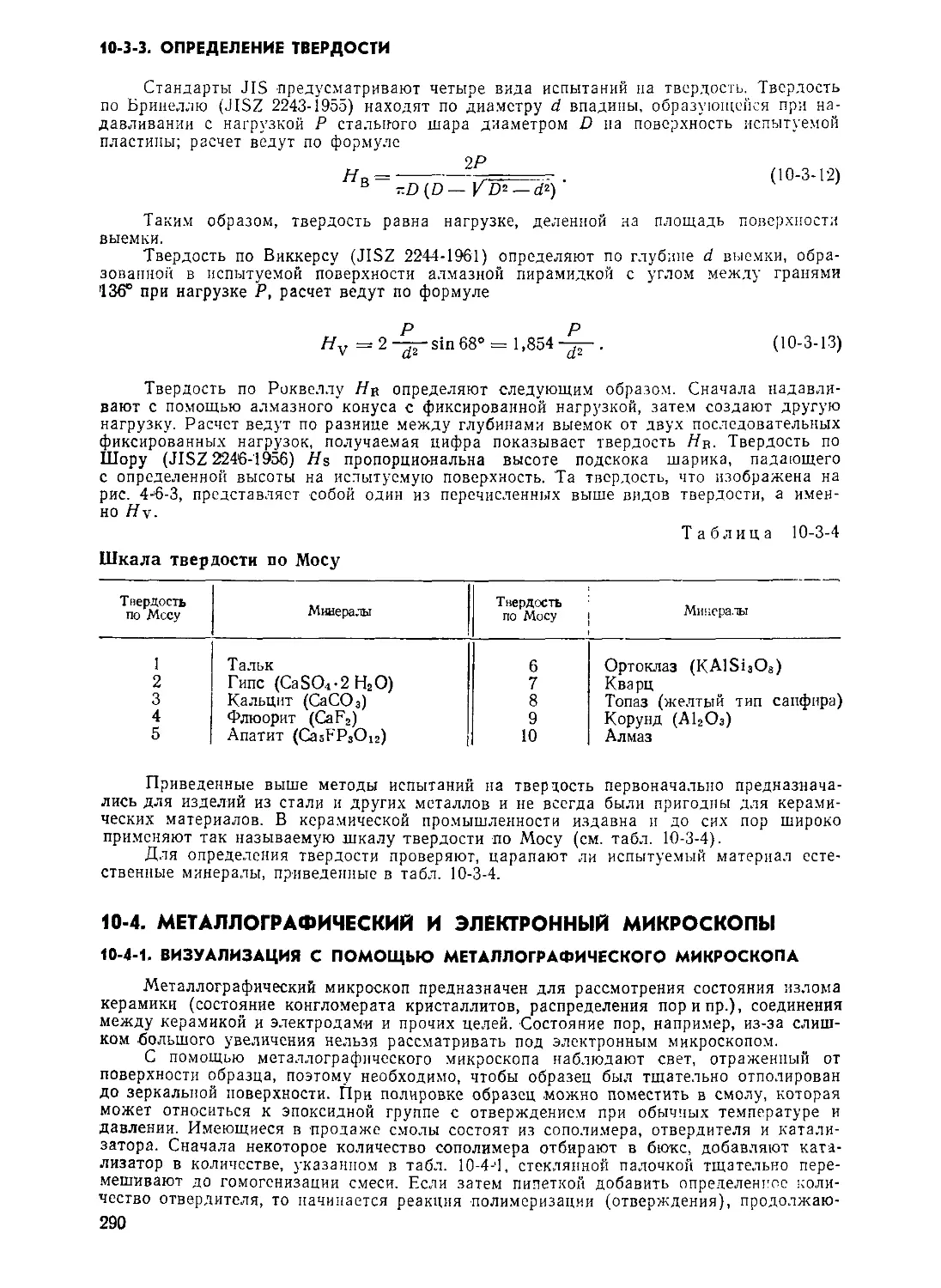
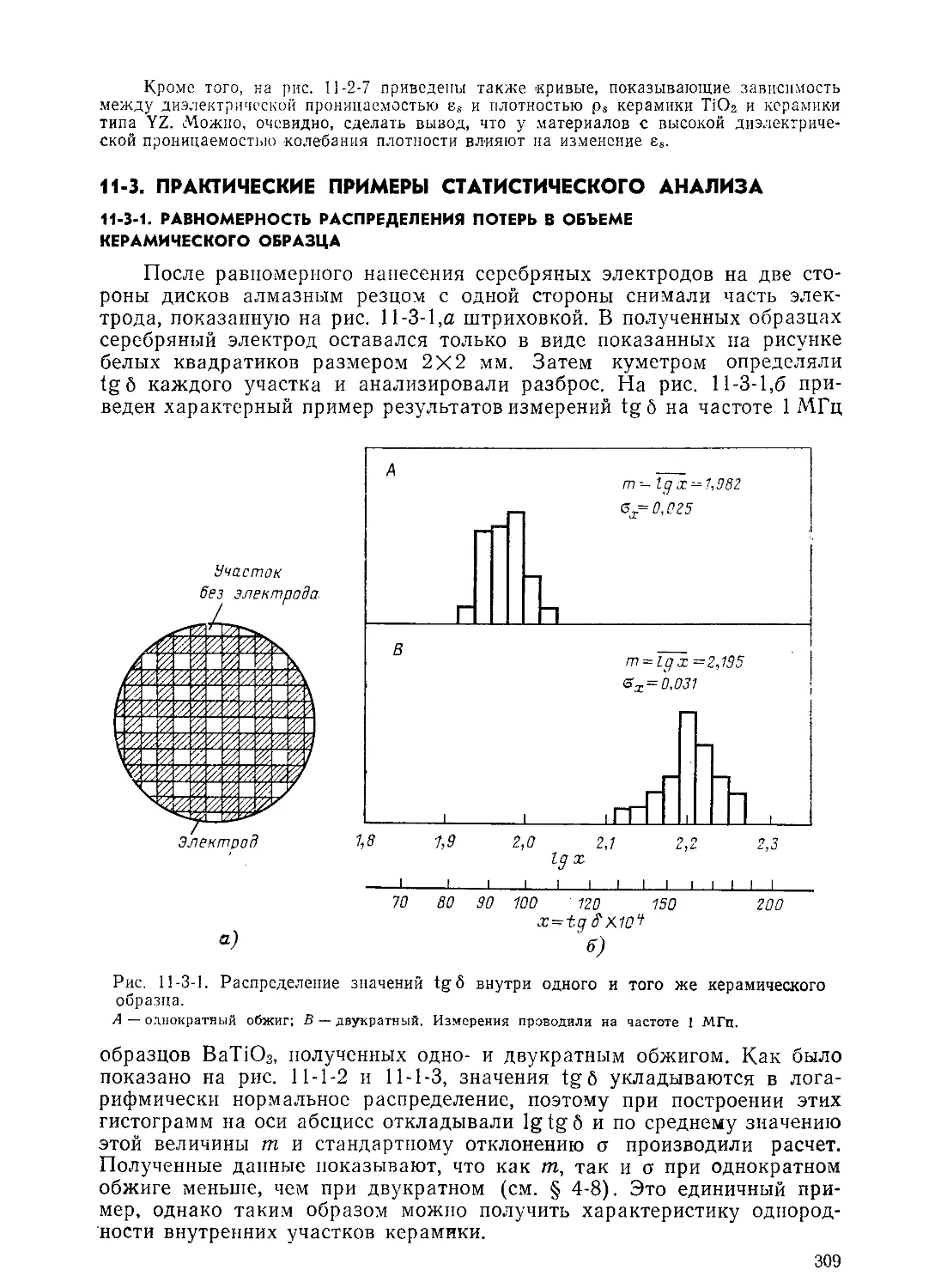
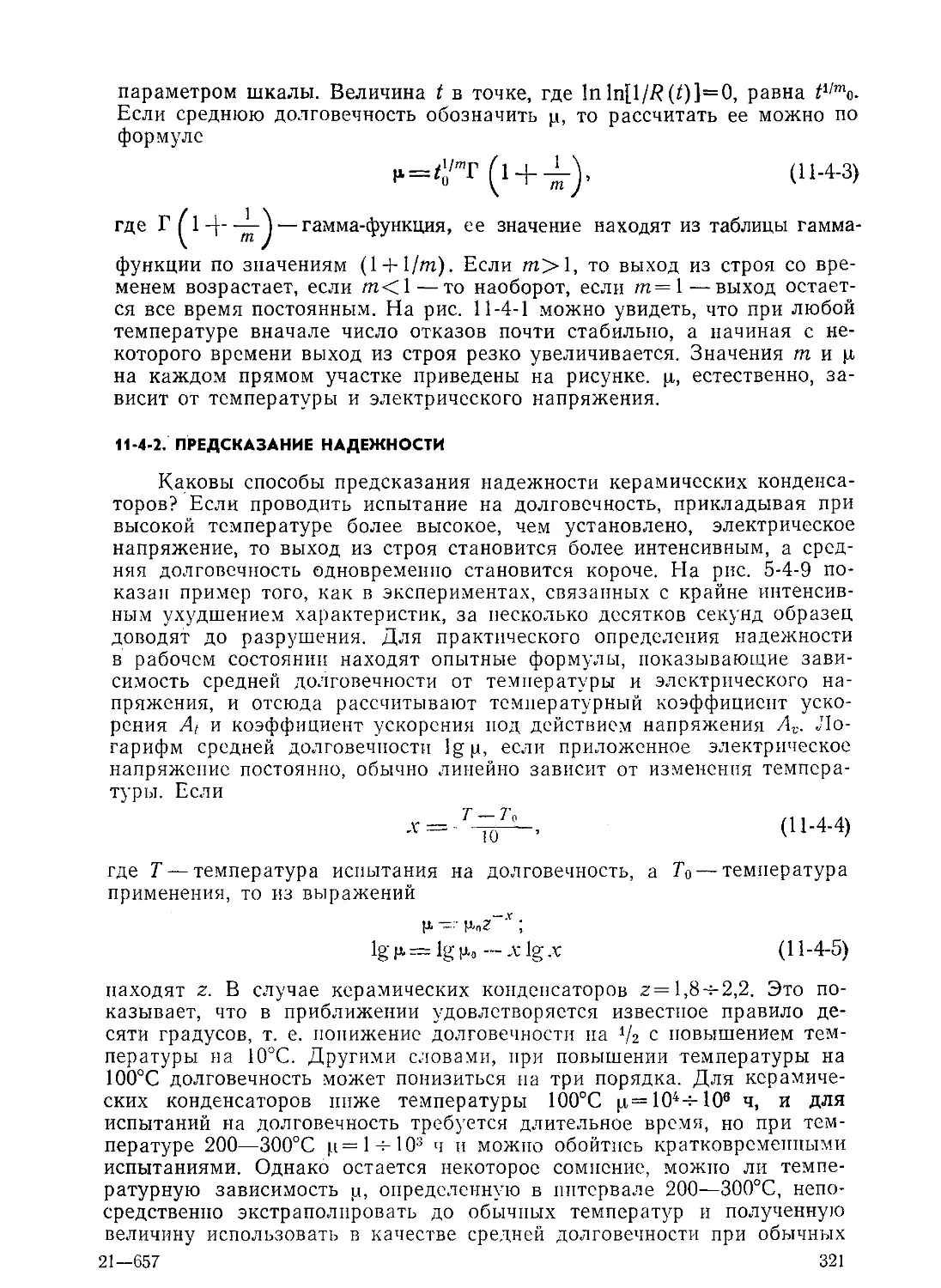
Сегнетоэлектрики всегда относятся к пироэлек-
трикам, и у них всегда проявляются пьезоэлек-
трические свойства. Однако пироэлектрики не
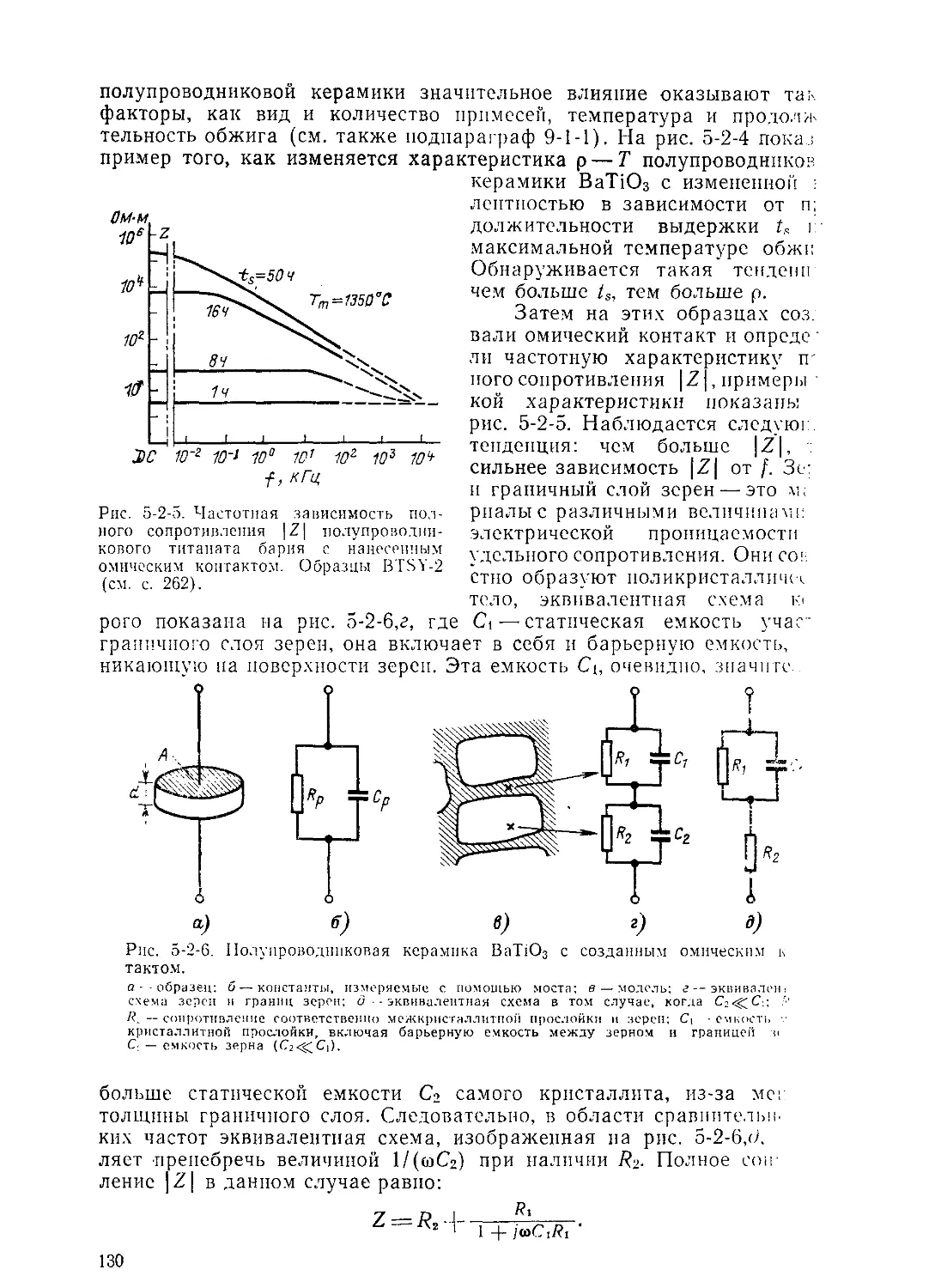
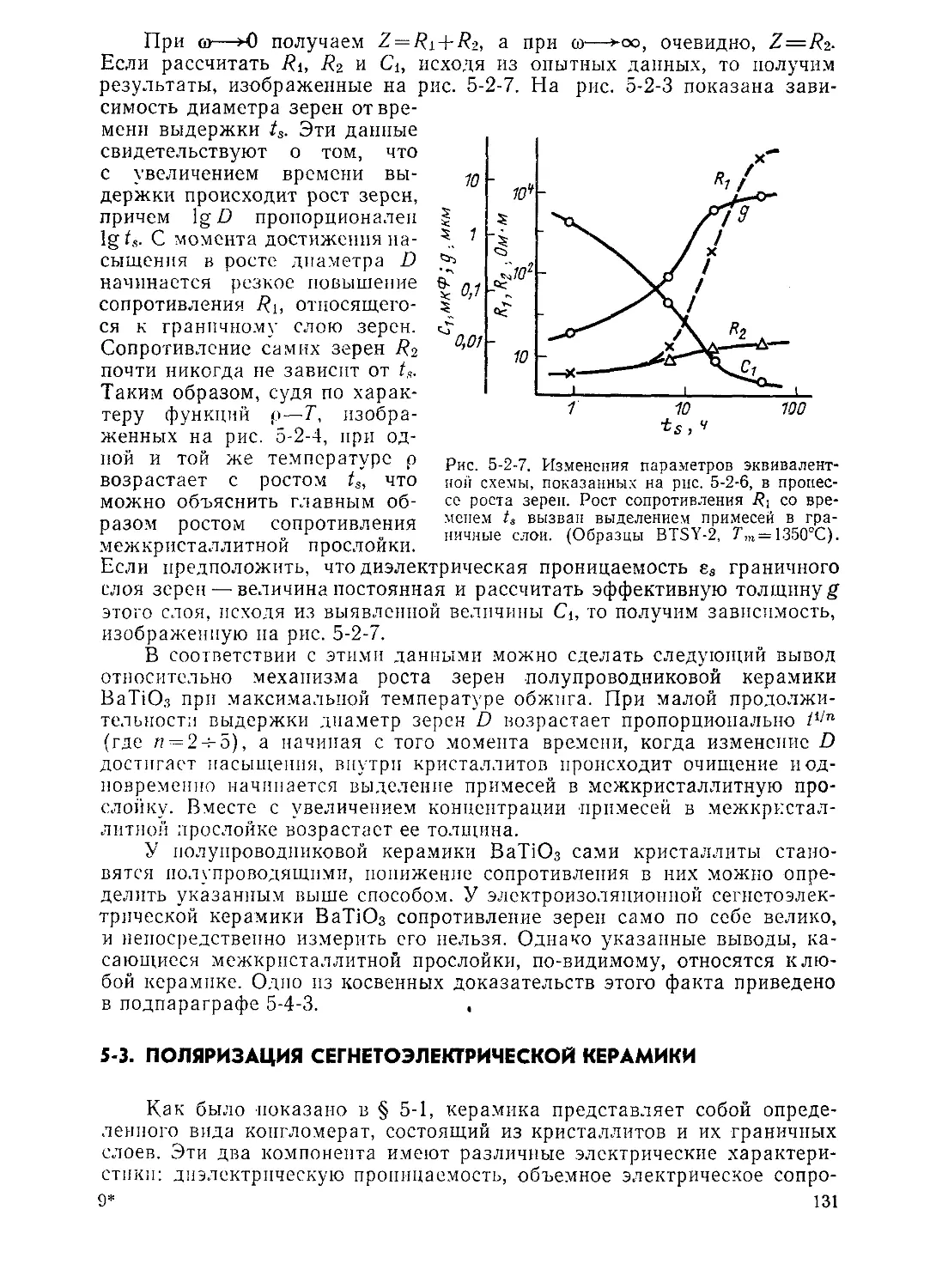
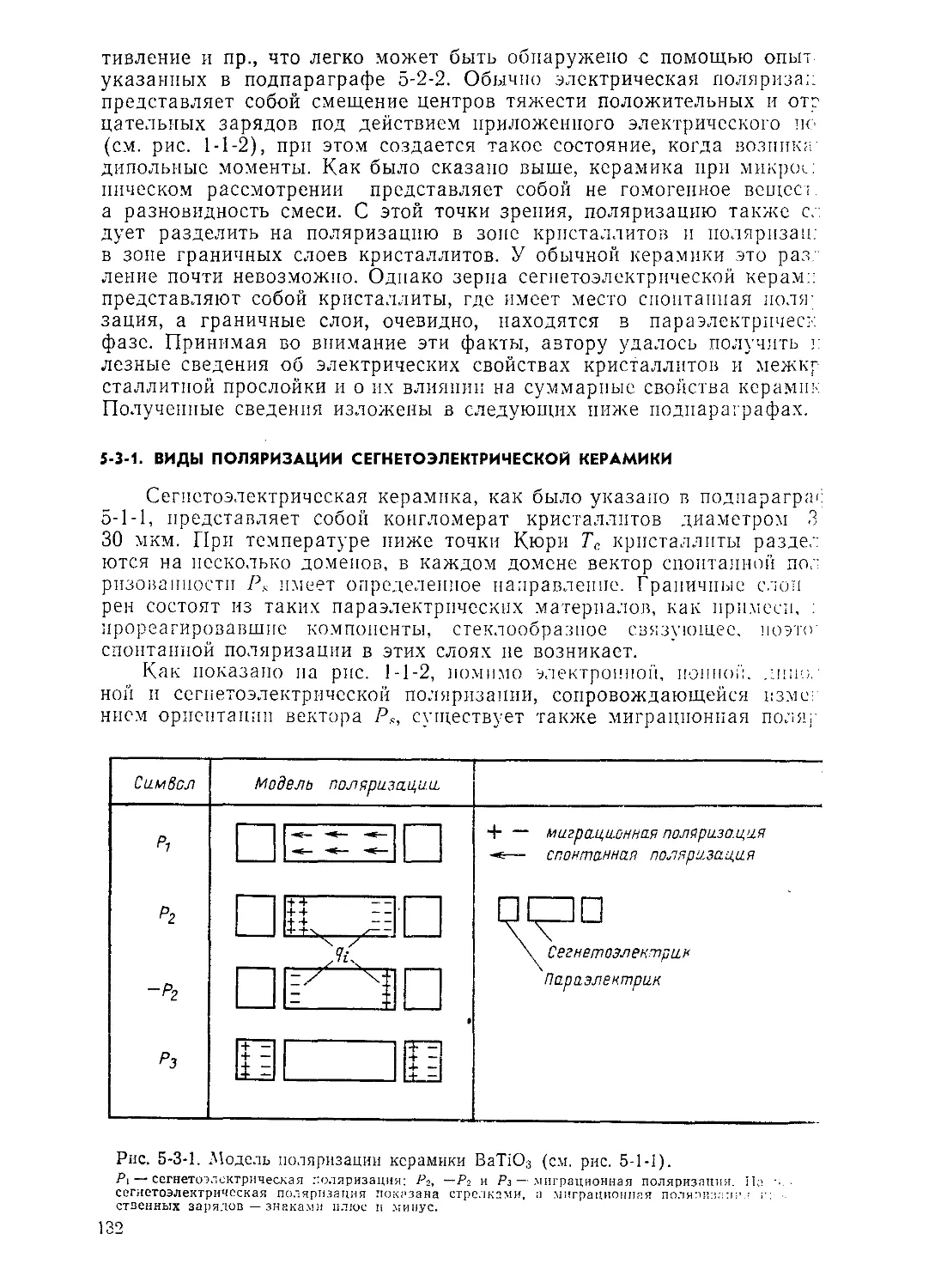
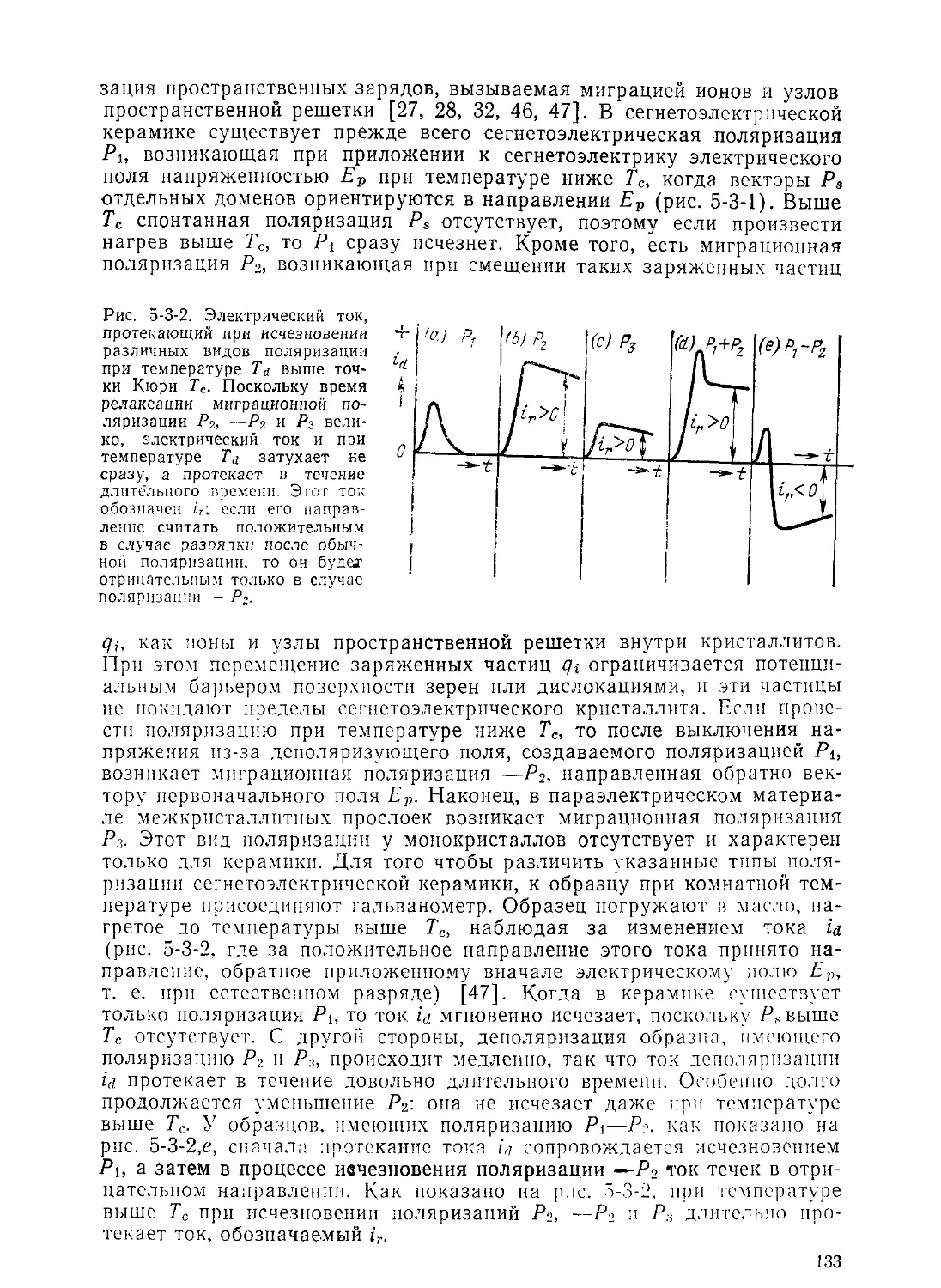
ограничиваются сегнетоэлектриками (рис. 1-1-3).
Далее, пусть имеет место дипольный мо-
мент, индуцированный электрическим полем,
а также дипольный момент, базирующийся на
спонтанной поляризации, и дипольный момент
одной молекулы равен m (Кл-м). Тогда при
смещении разноименных зарядов лишь на не-
большое расстояние принимают, что вектор m
направлен от отрицательного заряда к положи-
тельному. Поляризованность, приходящаяся на
1 м3, при числе молекул N может быть выраже-
на как
Рис. 1-1-3. Связь между
пьезоэлектрическими, пи-
роэлектрическими и сег-
нетоэлектрическими свой-
ствами.
1 — диэлектрики; 2 — пьезо-
электрики; 3 — пироэлектри-
ки; 4 — сегнетоэлектрики.
Р = Мп.
(М-2)
Как указано на рис. 1-1-1,б, при приложе-
нии к электродам диэлектрика электрического
поля полный заряд Qt, накапливающийся на
электродах, равен сумме свободного заряда Q/
и связанного заряда Qb, где Qb=PA, Л — площадь электродов. По-
верхностную плотность заряда Qt называют плотностью электрического
потока (или электрическим смещением, или электрической индукцией)
и обычно обозначают буквой D. Зависимость между напряженностью
электрического поля и электрической индукцией следующая:
D = sE= sos5E,
(1-1-3)
где е — абсолютная диэлектрическая проницаемость вещества, е«— от-
носительная диэлектрическая проницаемость вещества, so— электриче-
ская постоянная:
8о=8,854-10-12 Ф/м.
(Ы-4)
Обычно под диэлектрической проницаемостью понимают только
относительную диэлектрическую проницаемость es. D представляет со-
бой вектор, его величина соответствует Qt/A и может быть выражена
как
D = e0E+P. (1-1-5)
Следовательно, для электрической поляризации справедливо ра-
венство
Р = К- 1) е0Е.
(1-1-6)
Эта формула в общих чертах описывает диэлектрические свойства.
У обычных диэлектриков типа стекла или бакелита es представляет
собой скалярную величину, которая не зависит от величины и направ-
ления напряженности поля Е. Однако у сегнетоэлектриков спонтанная
поляризация изменяет направление на обратное под действием элек-
трического поля и, таким образом, es зависит от Е. Кроме того, у моно-
кристаллов типа кальцита и кварца величина е различается в зависи-
мости от направления кристаллографических осей. Для таких материа-
лов вместо формулы (1-1-3) следует пользоваться выражением
k IX J.RI- (и’7)
\Dz\ I е31 е32 е33 | | Ez |
Таким образом, в данном случае е становится тензором.
В этой книге главное внимание уделяется не монокристаллам, где
диэлектрическая проницаемость—тензор, а керамическим материалам,
свойства которых в целом описываются скалярными величинами, не-
смотря на то что керамические материалы представляют собой конгло-
мераты беспорядочно расположенных кристаллитов, обладающих
анизотропией.
Относительная диэлектрическая проницаемость es представляет со-
бой отношение емкости С конденсатора, заполненного диэлектриком,
к вакуумной емкости Со:
ss=CICq. (1-1-8)
Поэтому определение 8S основывается в конечном итоге на измере-
нии емкости с помощью куметра, моста или баллистического гальвано-
метра, позволяющего непосредственно измерять заряд, возникающий
при зарядке постоянным током.
1-2. СЕГНЕТОЭЛЕКТРИЧЕСТВО
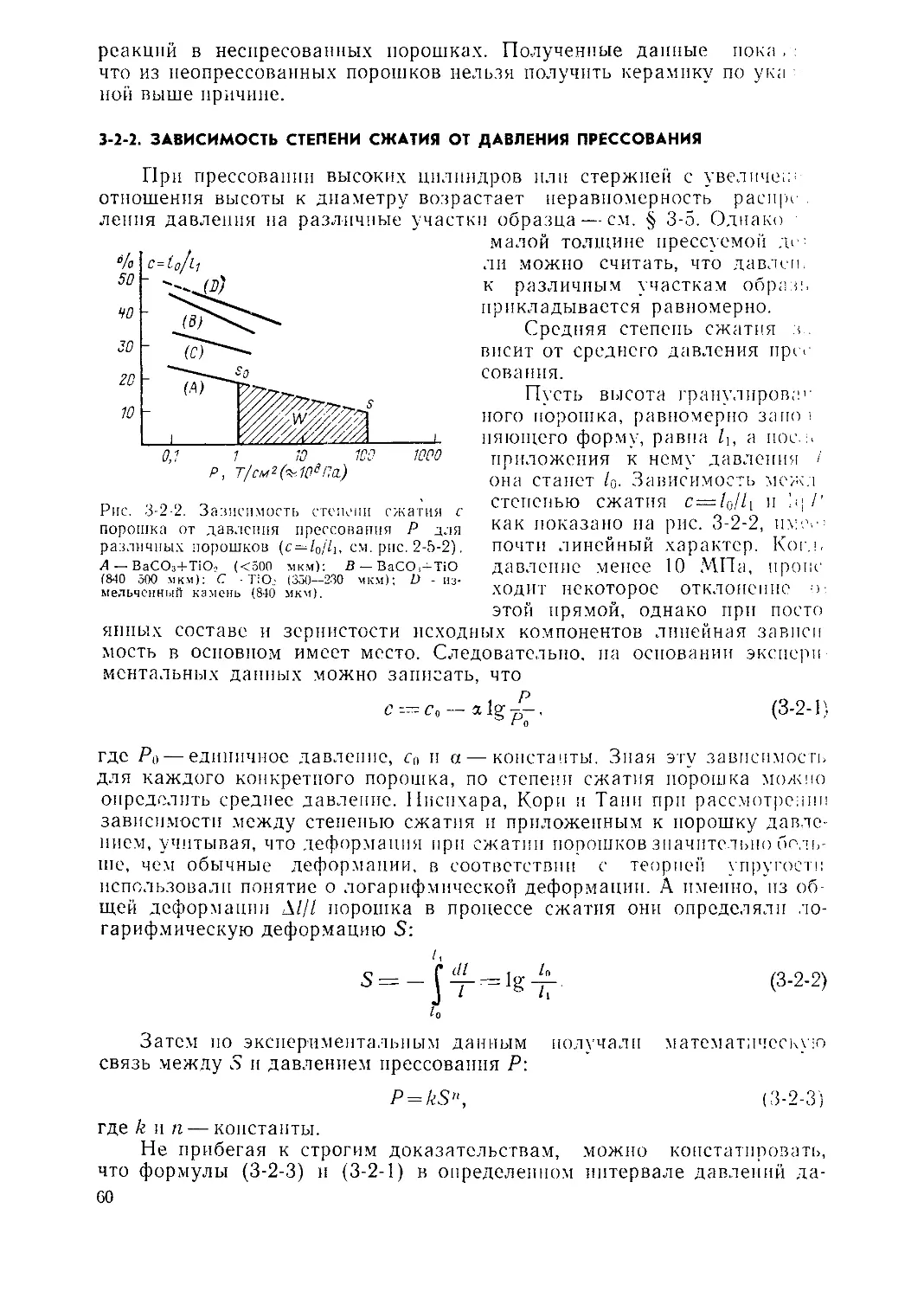
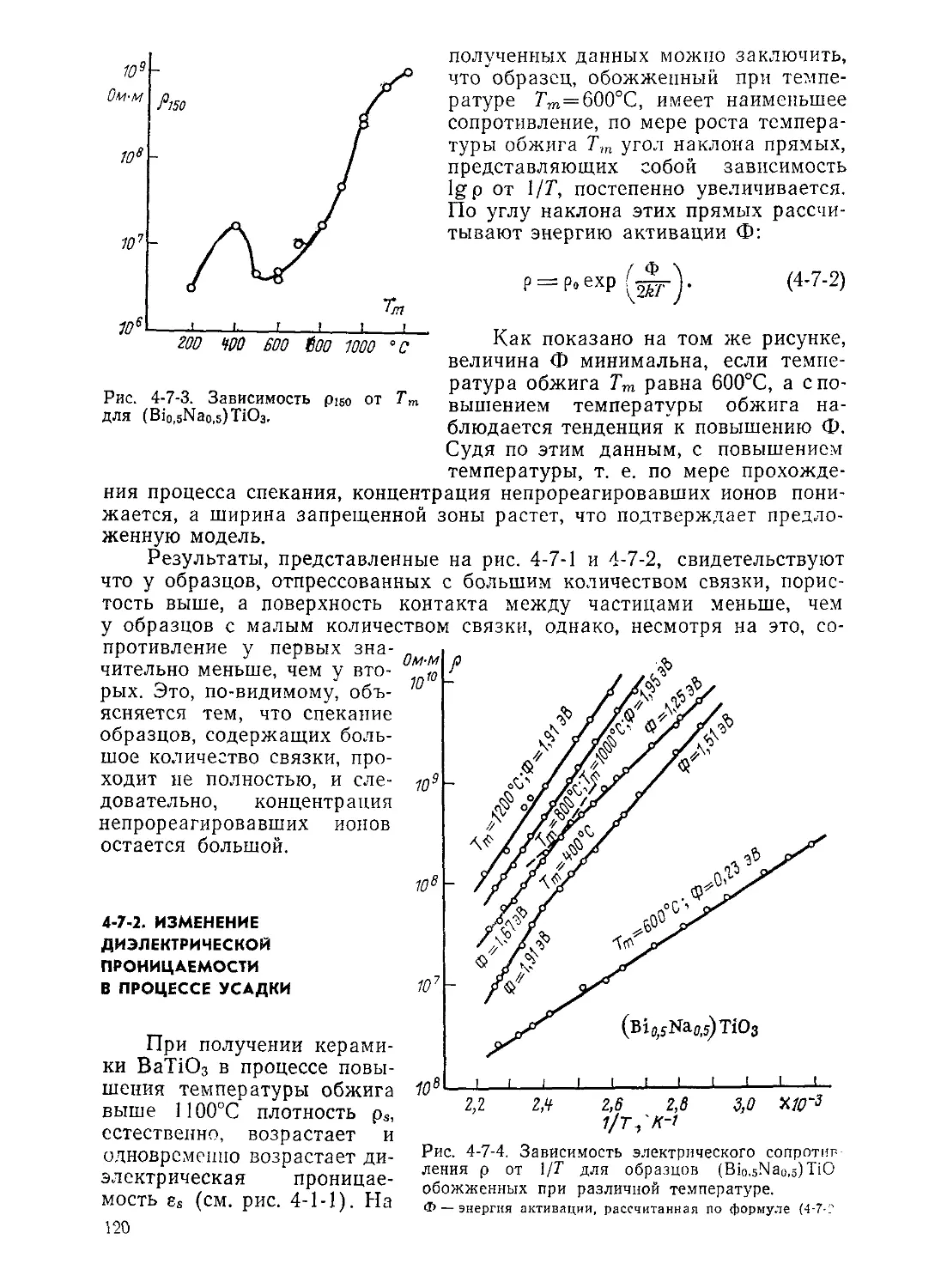
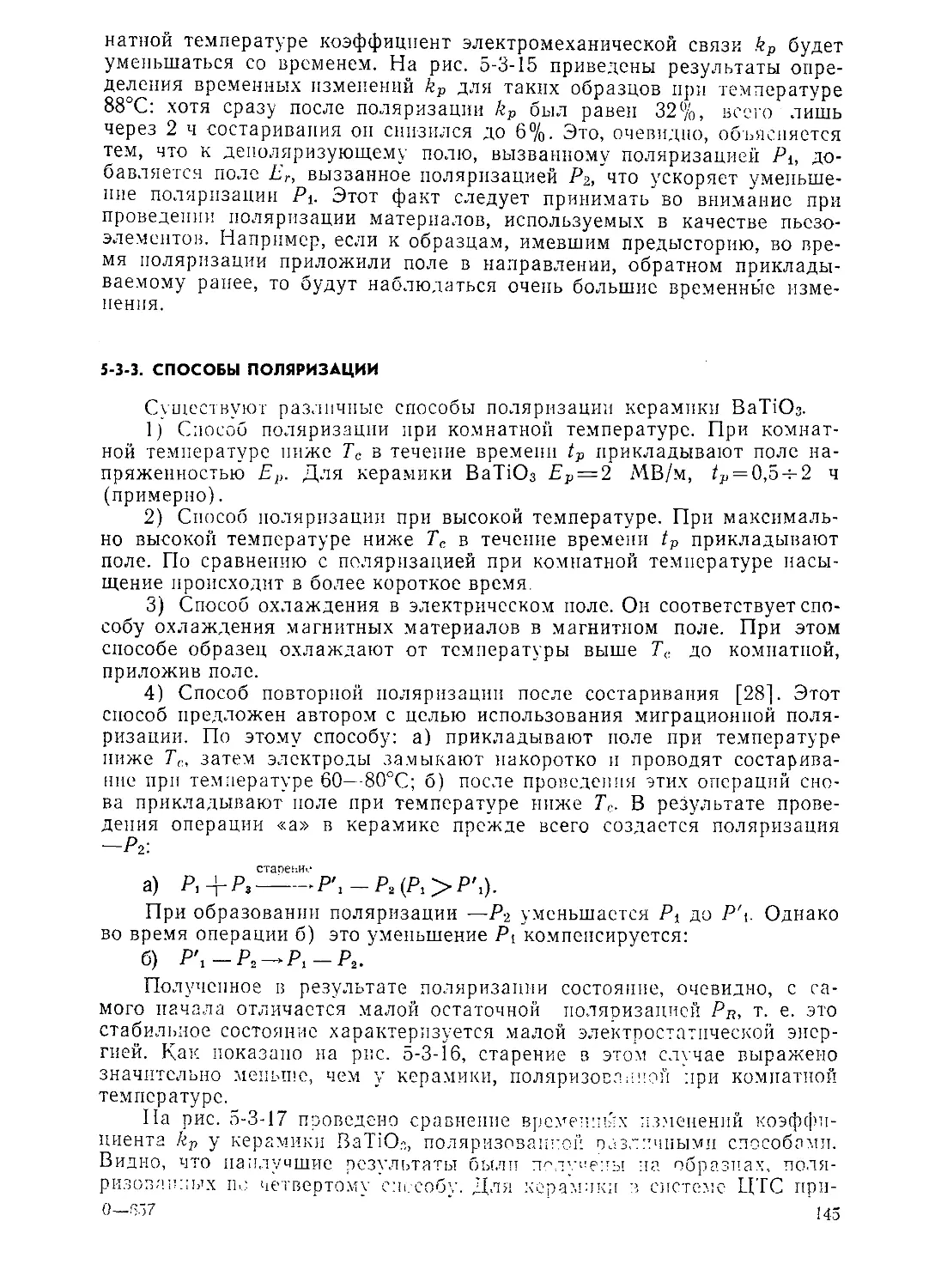
Для понимания сегнетоэлектрических явлений в качестве примера
прежде всего будут описаны свойства сегнетоэлектрика ВаТЮз. На
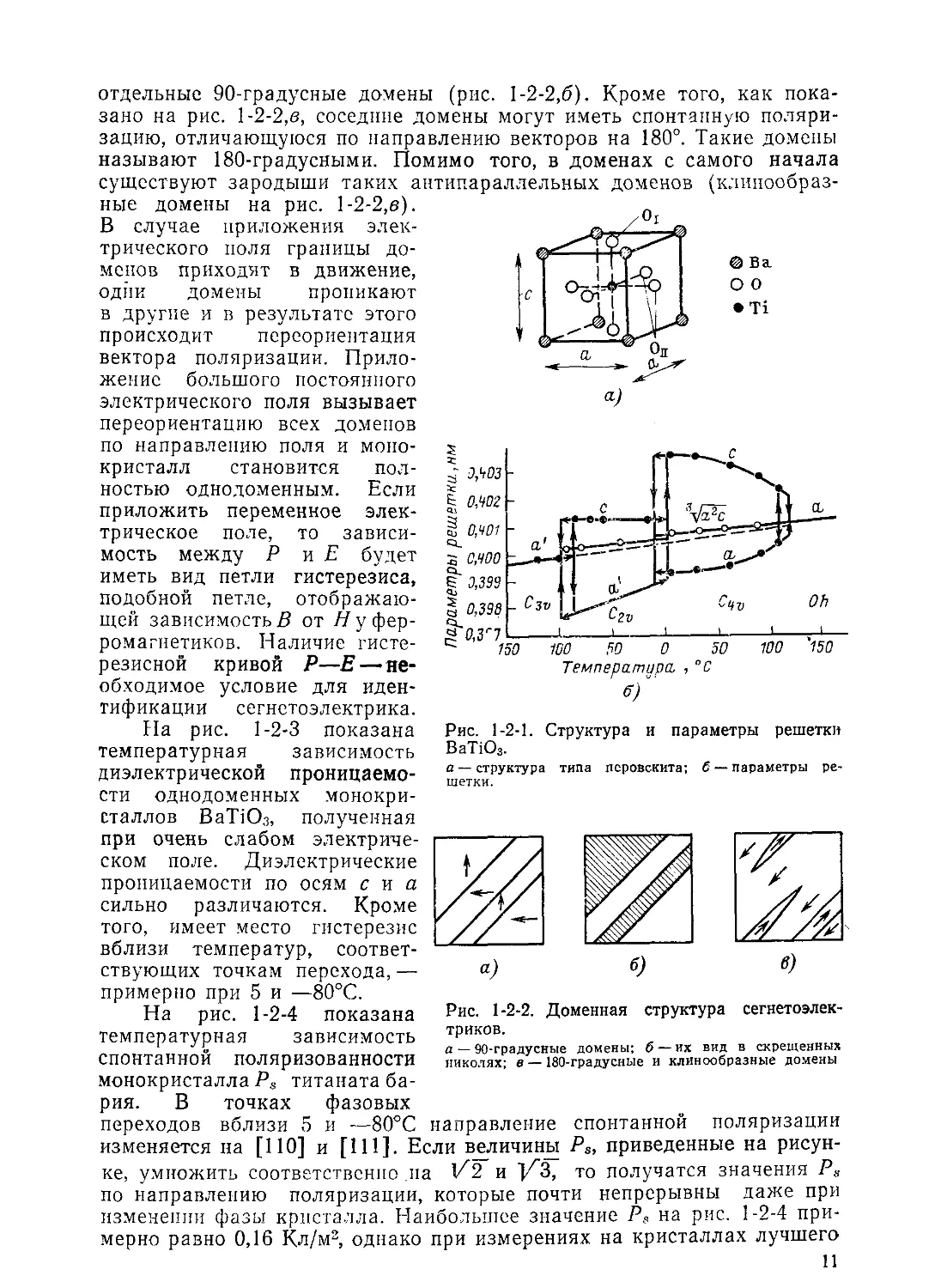
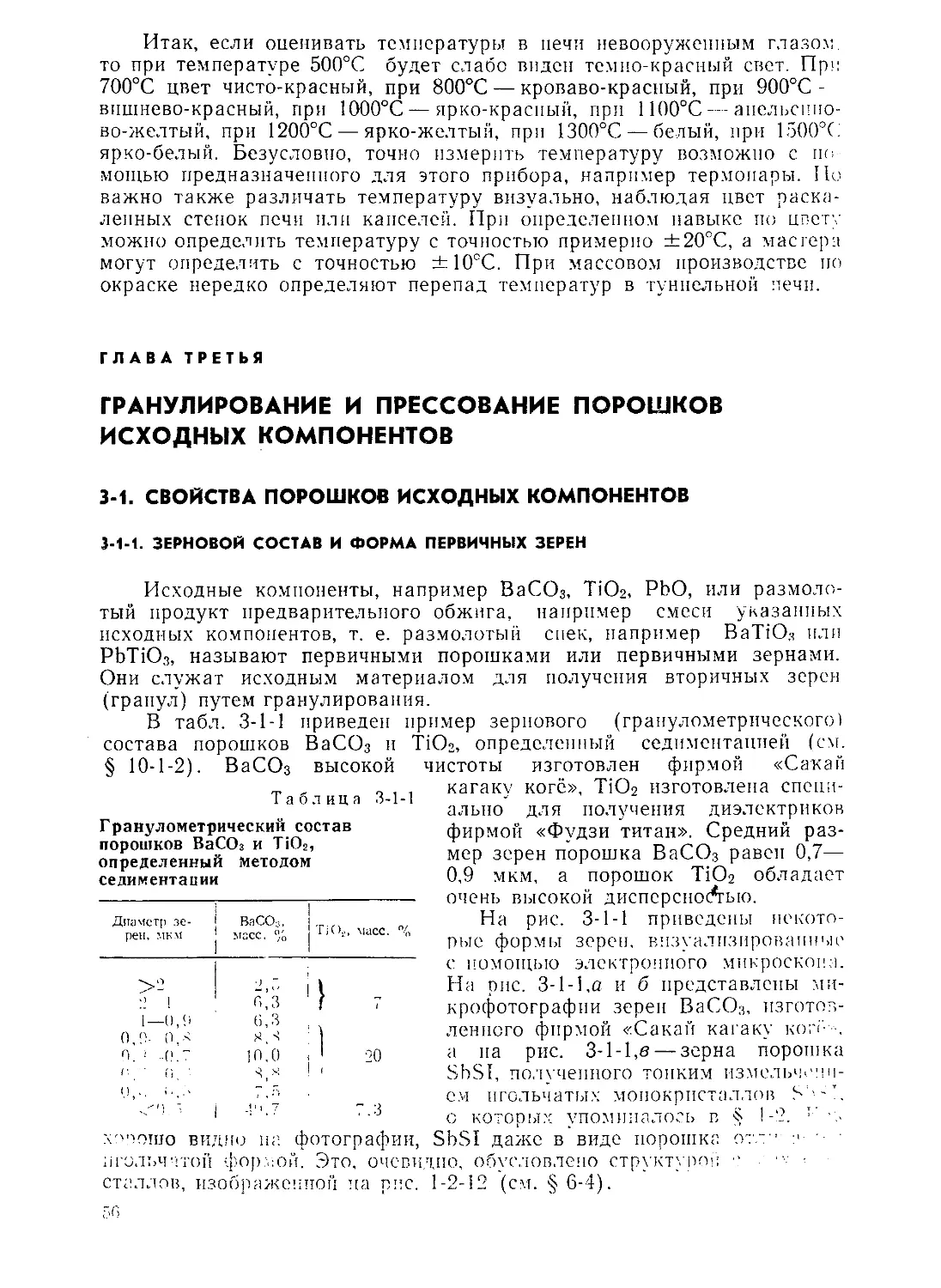
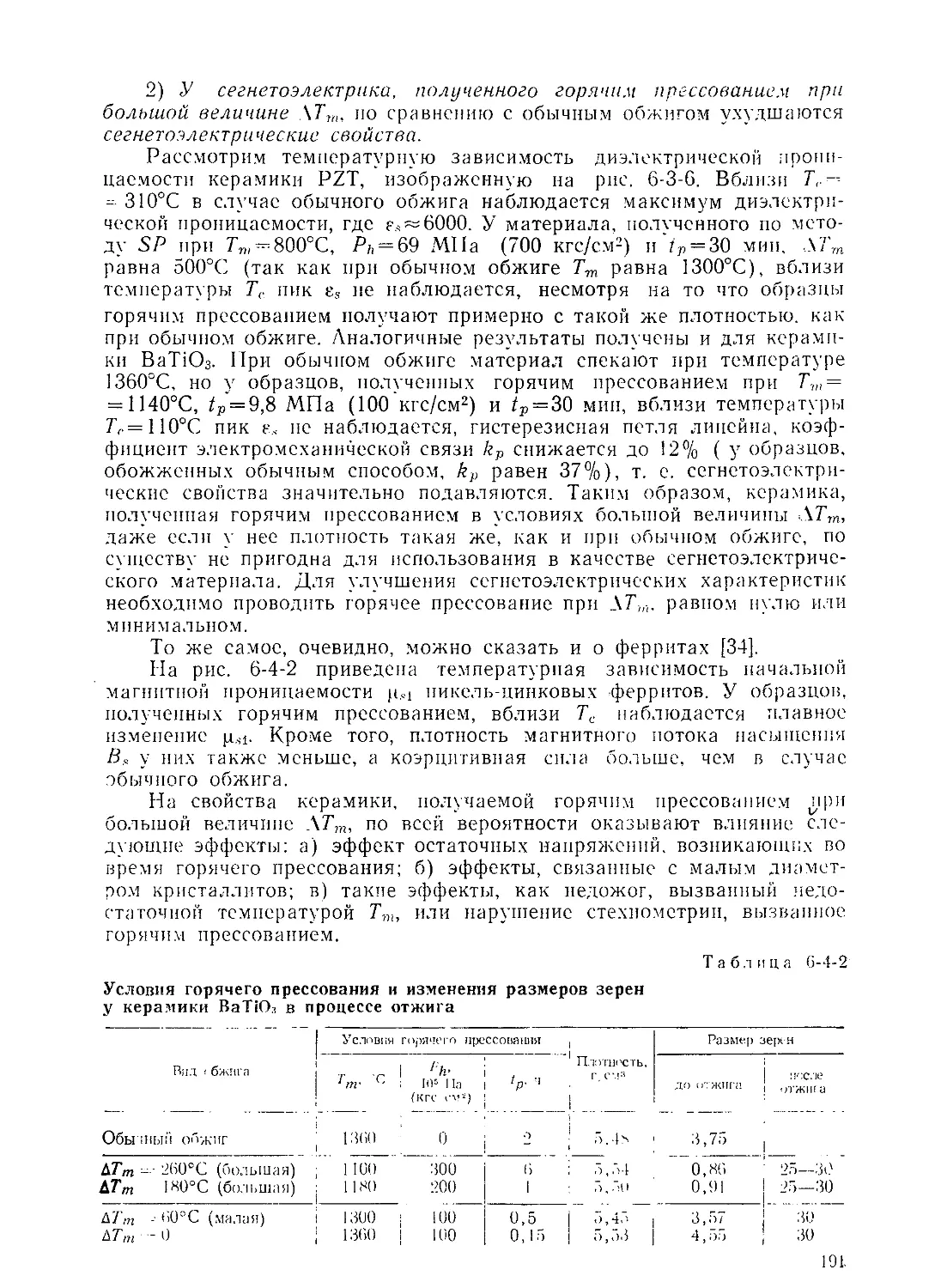
рис. 1-2-1 показано расположение атомов в элементарной ячейке кри-
сталла титаната бария. Выше точки Кюри Тс (равной примерно 120°С)
решетка ВаТЮз кубическая: Ва находится в вершинах, О — в центрах
граней, Ti — в центре куба. Ниже точки Кюри ячейка переходит в те-
трагональную, при этом ионы Ti4+ несколько смещаются от центра
куба по направлению к одному из ионов кислорода. Поскольку титан
здесь четырехвалентный положительный ион, то при его смещении воз-
никает дипольный момент, обусловливающий появление спонтанной
поляризации. Под действием внешнего электрического поля поляризо-
ванность Ps у ВаТЮз может менять направление, поэтому титанат
бария представляет собой сегнетоэлектрик.
Напряженность электрического поля, необходимая для поворота
вектора Ps (коэрцитивная сила), у титаната бария оценивается десят-
ками кВ/м. Поворот вектора спонтанной поляризации при такой низкой
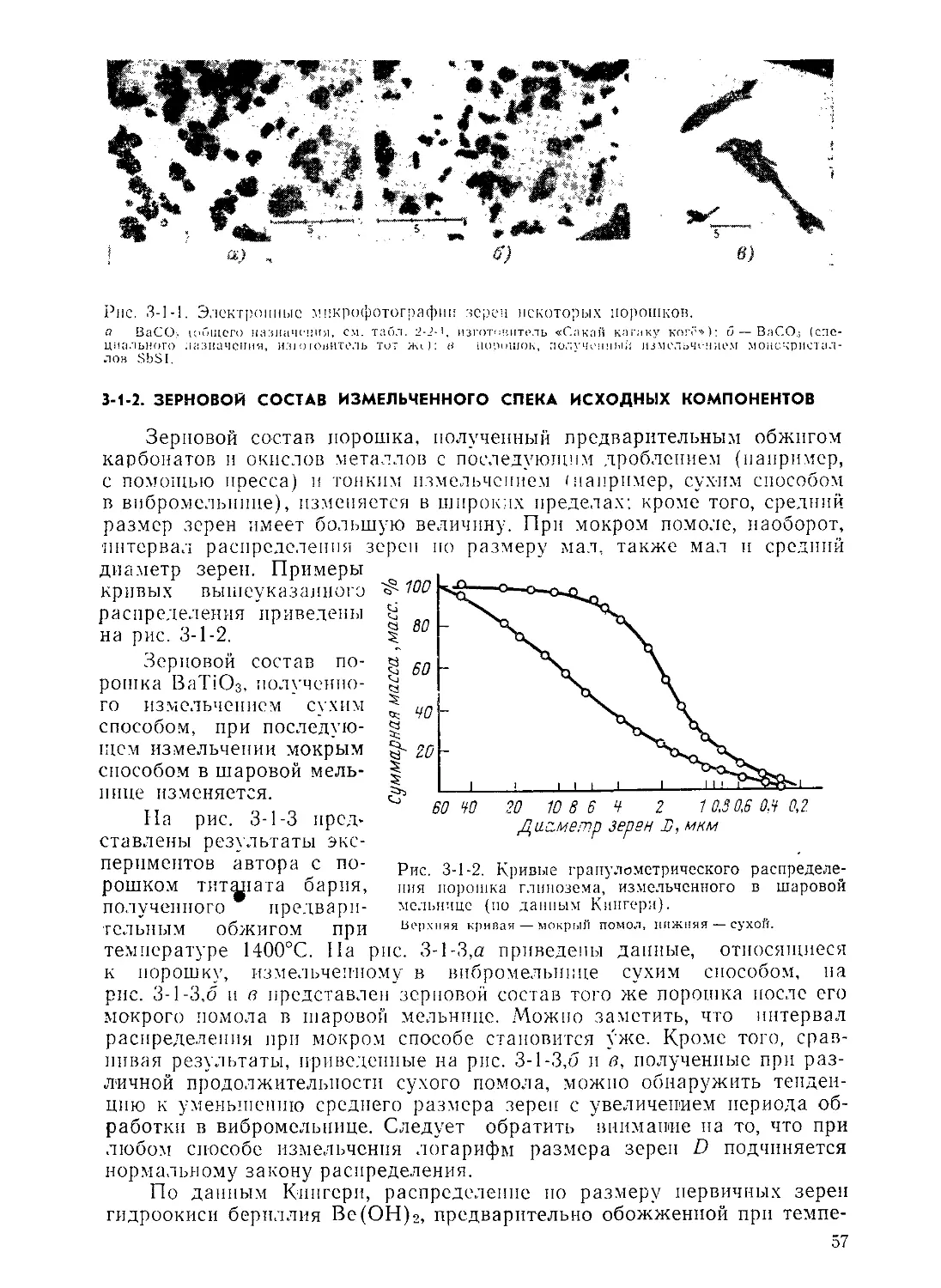
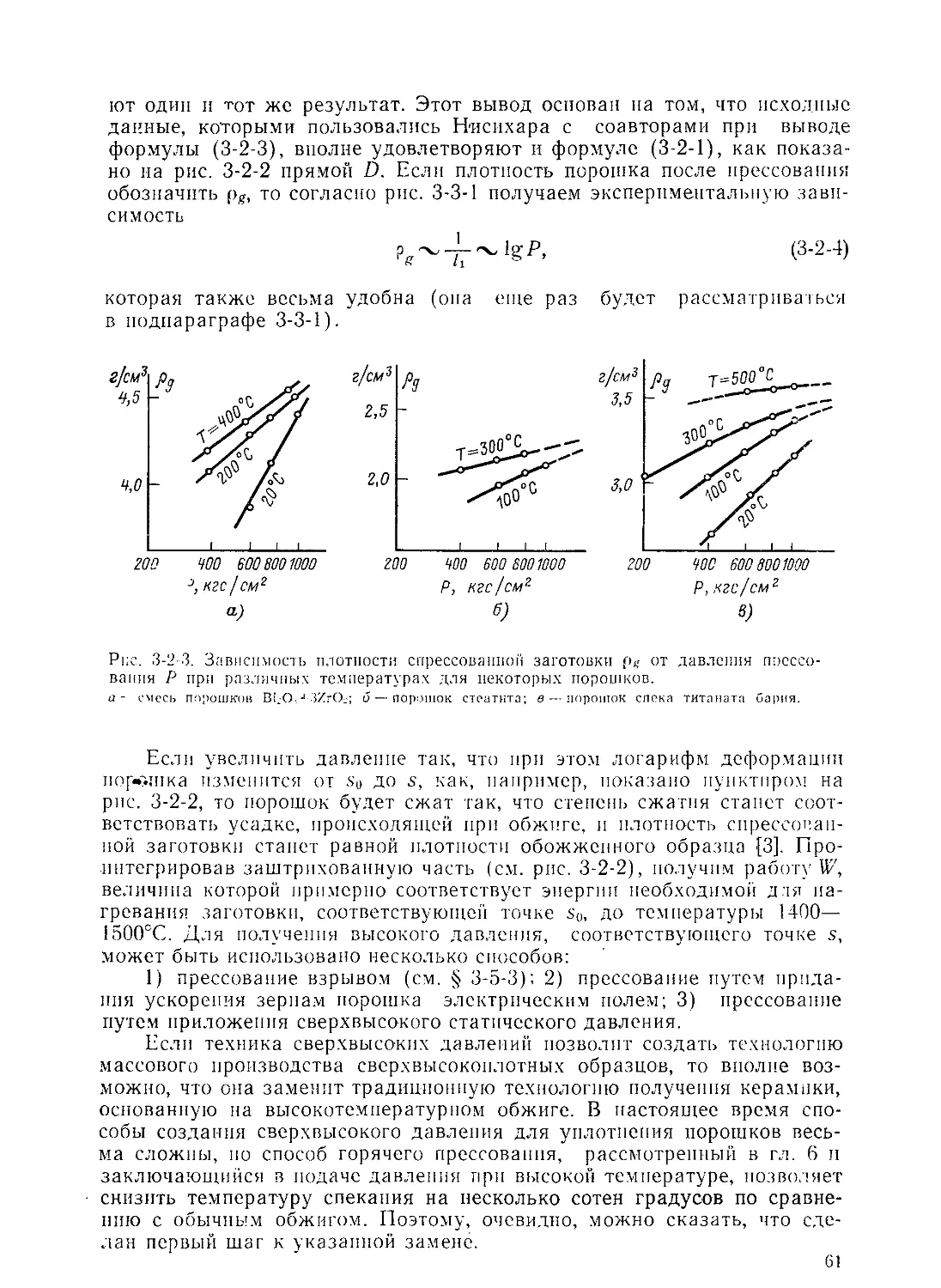
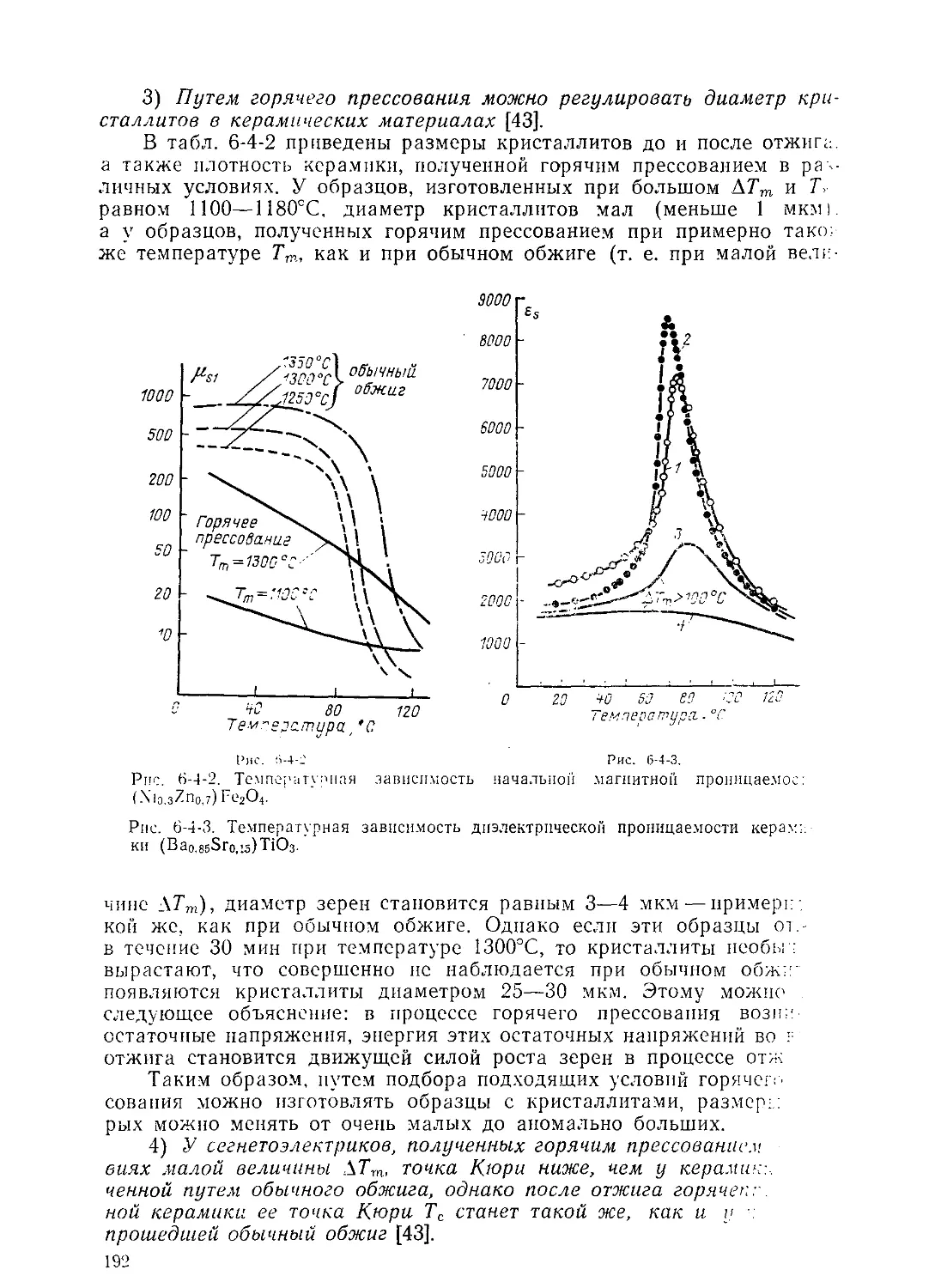
напряженности возможен благодаря доменной структуре. Кристалл
ВаТЮз разбит на домены, направления векторов поляризации Ps кото-
рых отличаются на 90°, как это показано на рис. 1-2-2,а. Если рассма-
тривать кристалл через скрещенные николи, то можно четко видеть
10
отдельные 90-градусные домены (рис. 1-2-2,6). Кроме того, как пока-
зано на рис. 1-2-2,в, соседние домены могут иметь спонтанную поляри-
зацию, отличающуюся по направлению векторов на 180°. Такие домены
называют 180-градусными. Помимо того, в доменах с самого начала
(клинообраз-
существуют зародыши таких антипараллельных доменов
ные домены на рис. 1-2-2,в).
В случае приложения элек-
трического поля границы до-
менов приходят в движение,
одни домены проникают
в другие и в результате этого
происходит переориентация
вектора поляризации. Прило-
жение большого постоянного
электрического поля вызывает
переориентацию всех доменов
по направлению поля и моно-
кристалл становится пол-
ностью однодоменным. Если
приложить переменное элек-
трическое поле, то зависи-
мость между Р и Е будет
иметь вид петли гистерезиса,
подобной петле, отображаю-
щей зависимость В от Я у фер-
ромагнетиков. Наличие гисте-
резисной кривой Р—Е — не-
обходимое условие для иден-
тификации сегнетоэлектрика.
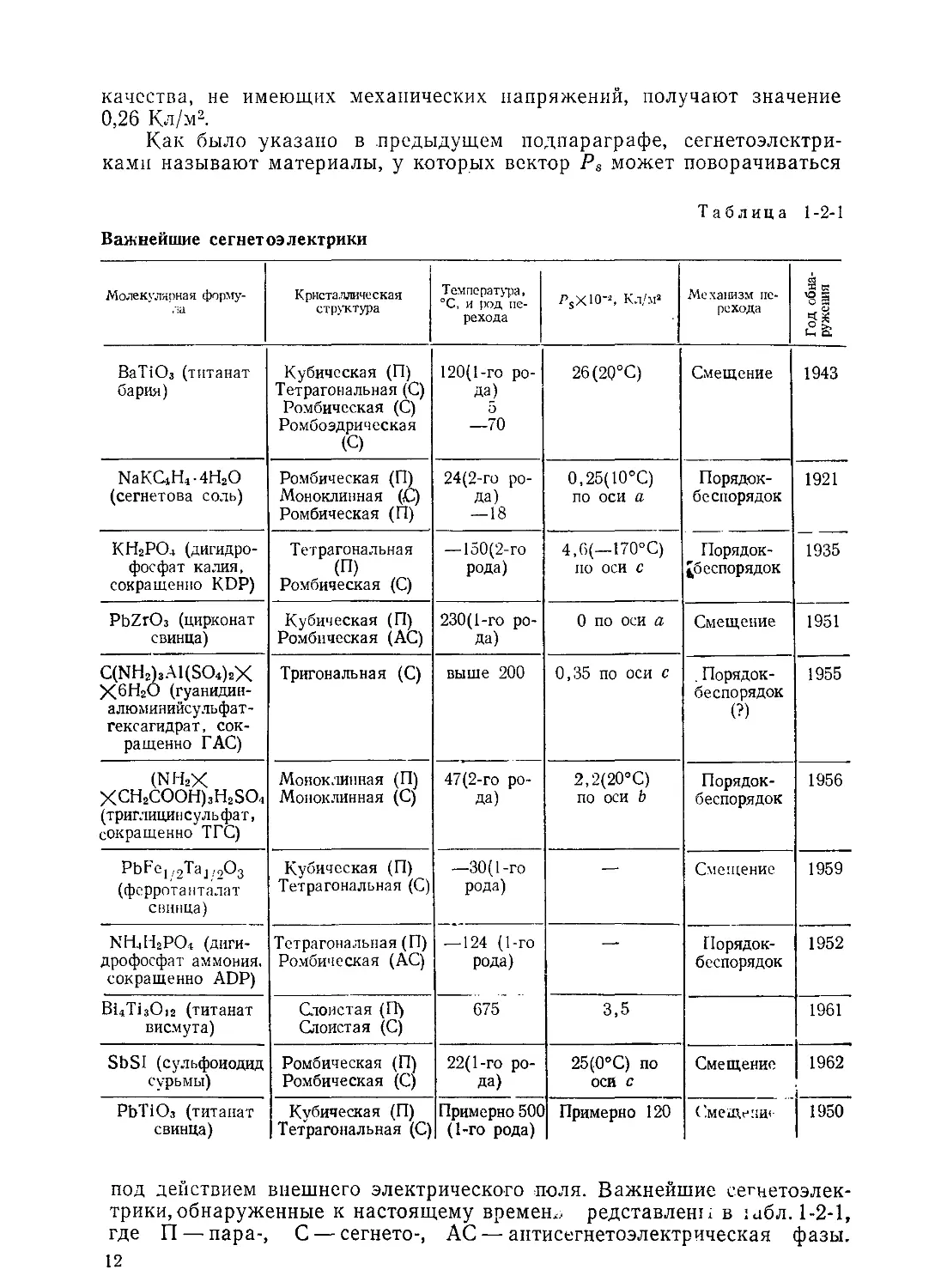
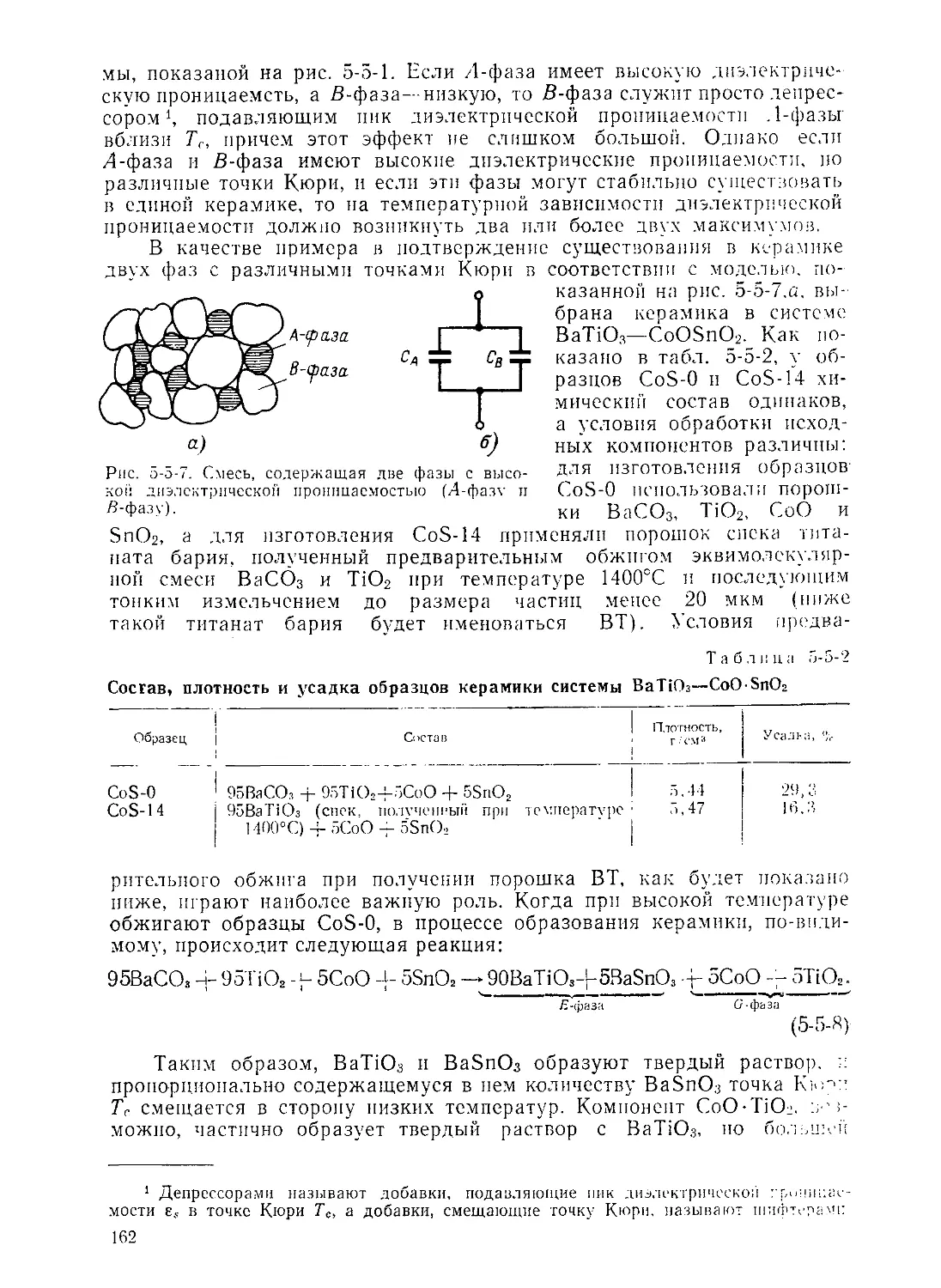
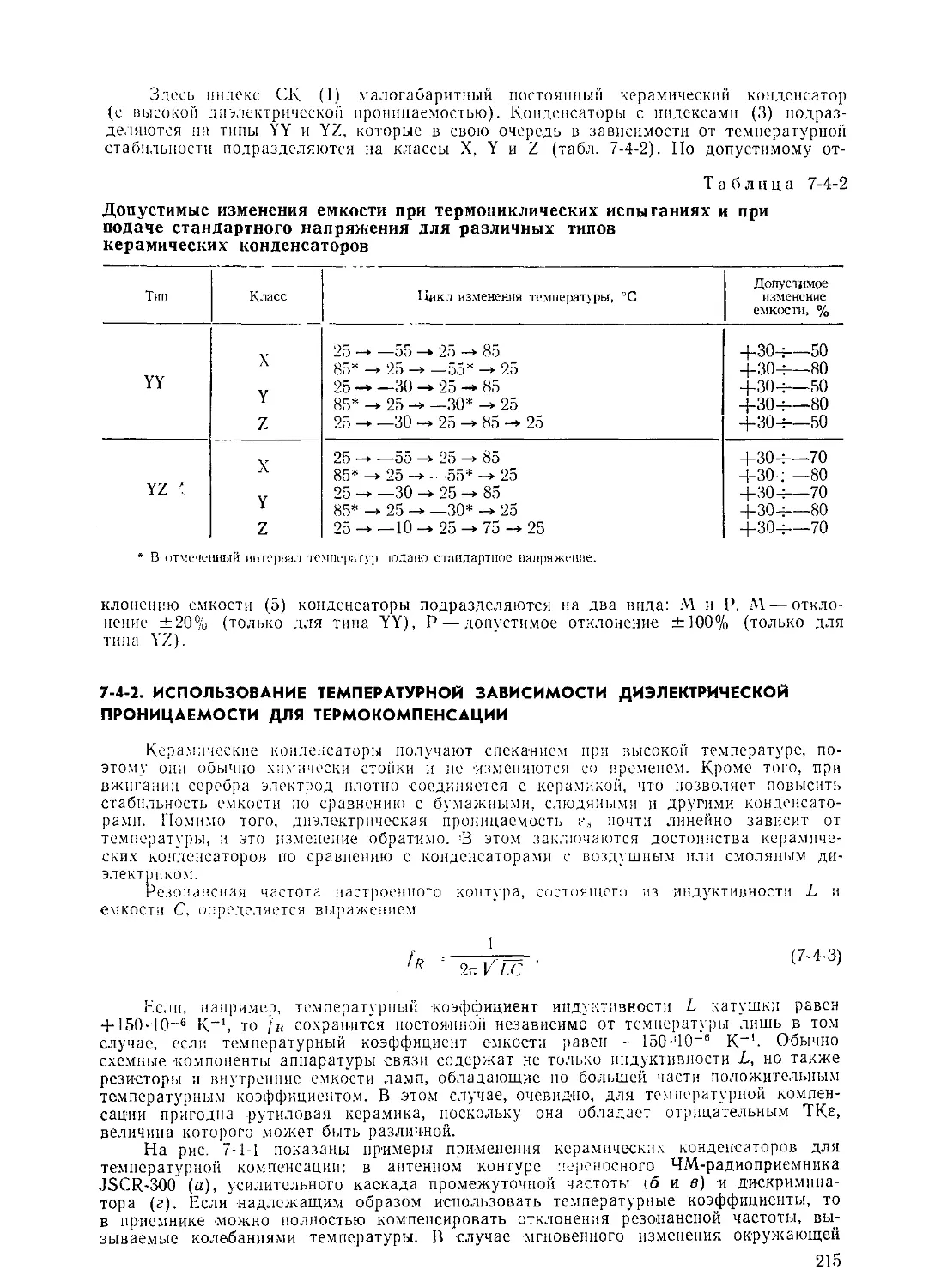
На рис. 1-2-3 показана
температурная зависимость
диэлектрической проницаемо-
сти однодоменных монокри-
сталлов ВаТЮз, полученная
при очень слабом электриче-
ском поле. Диэлектрические
проницаемости по осям с и а
сильно различаются. Кроме
того, имеет место гистерезис
вблизи температур, соответ-
ствующих точкам перехода, —
© Ва
О О
• Ti
а)
Рис. 1-2-1. Структура и параметры решетки
ВаТЮ3.
а — структура
шетки.
а)
типа перовскита;
• параметры ре-
б) в)
Рис. 1-2-2. Доменная структура сегнетоэлек-
триков.
а — 90-градусные домены; б —их вид в скрещенных
николях; в — 180-градусные и клинообразные домены
примерно при 5 и —80°С.
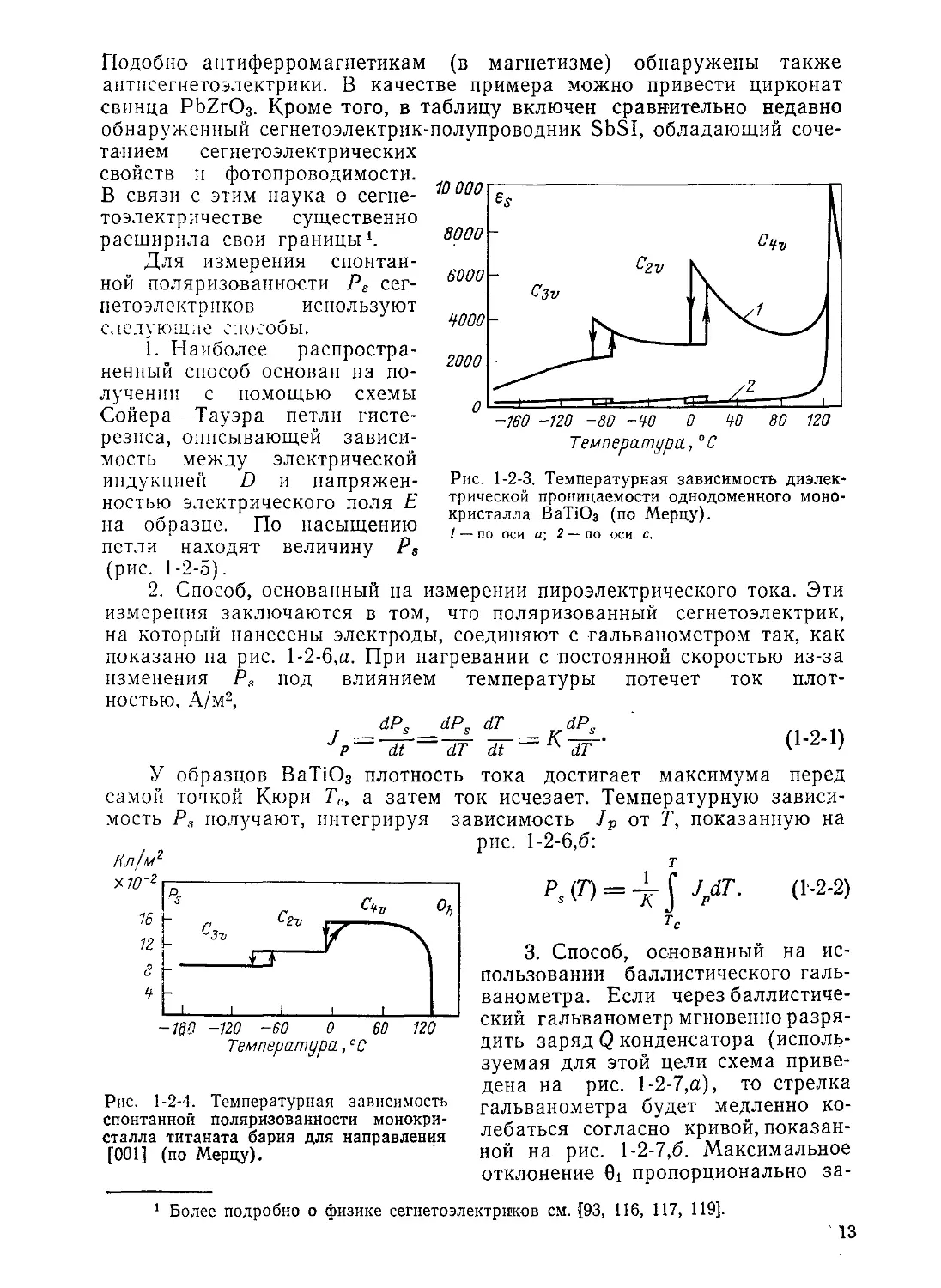
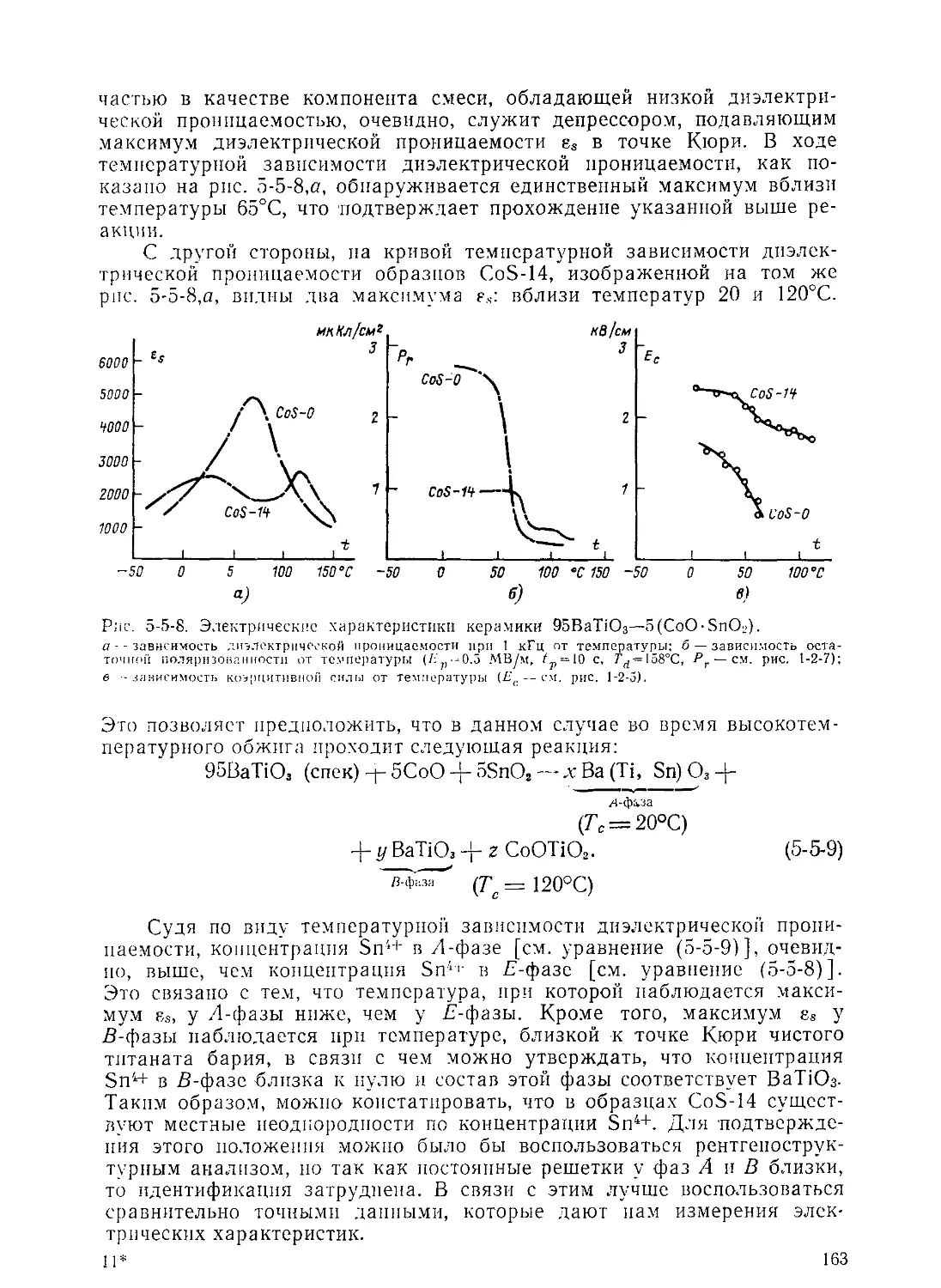
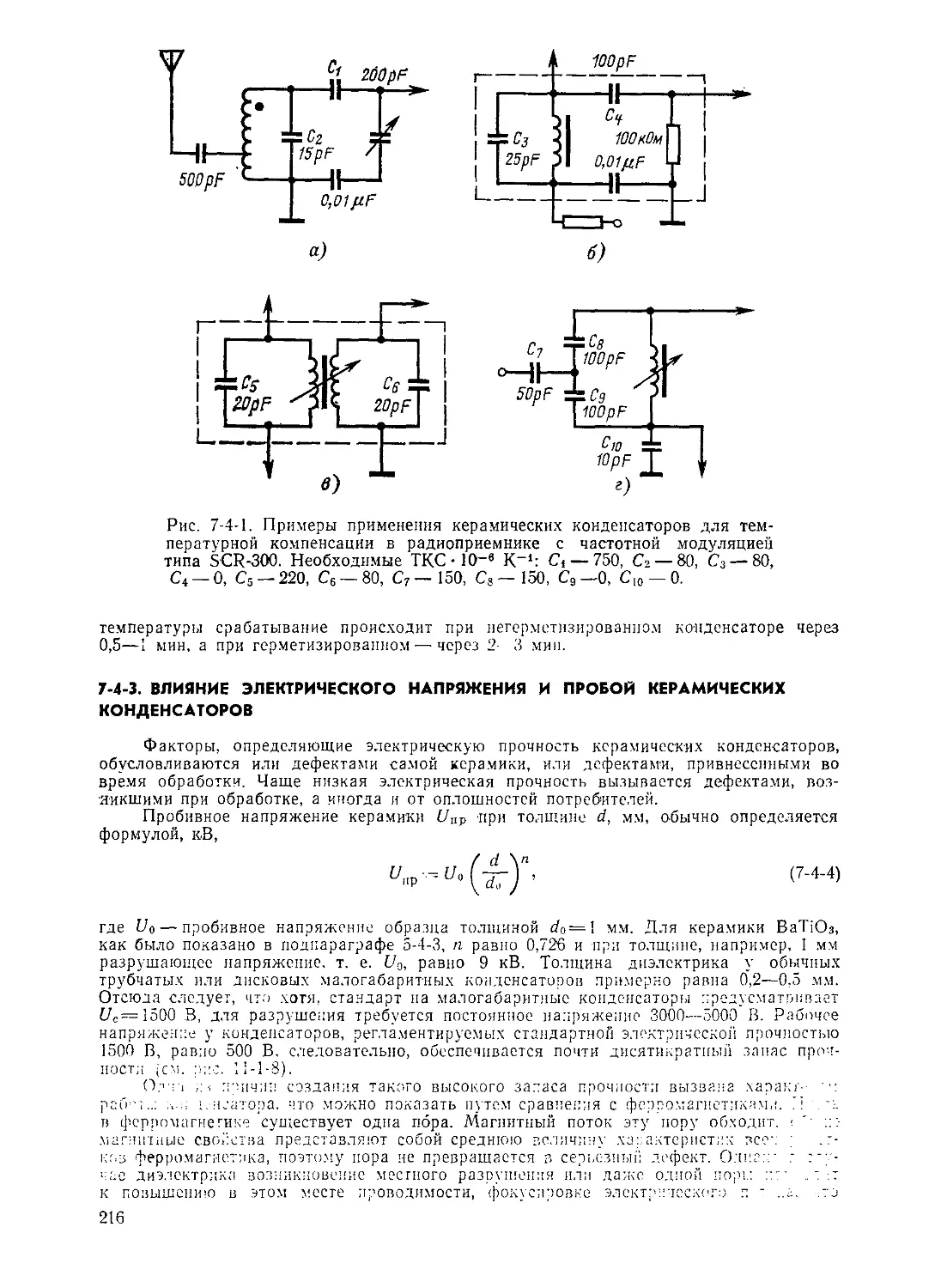
На рис. 1-2-4 показана
температурная зависимость
спонтанной поляризованности
монокристалла Ps титаната ба-
рия. В точках фазовых
переходов вблизи 5 и —80°С направление спонтанной поляризации
изменяется на [НО] и [111]. Если величины Ps, приведенные на рисун-
ке, умножить соответственно на /2 и /3, то получатся значения Ps
по направлению поляризации, которые почти непрерывны даже при
изменении фазы кристалла. Наибольшее значение Ps на рис. 1-2-4 при-
мерно равно 0,16 Кл/м2, однако при измерениях на кристаллах лучшего
качества, не имеющих механических напряжений, получают значение
0,26 Кл/м2.
Как было указано в предыдущем подпараграфе, сегнетоэлектри-
ками называют материалы, у которых вектор Ps может поворачиваться
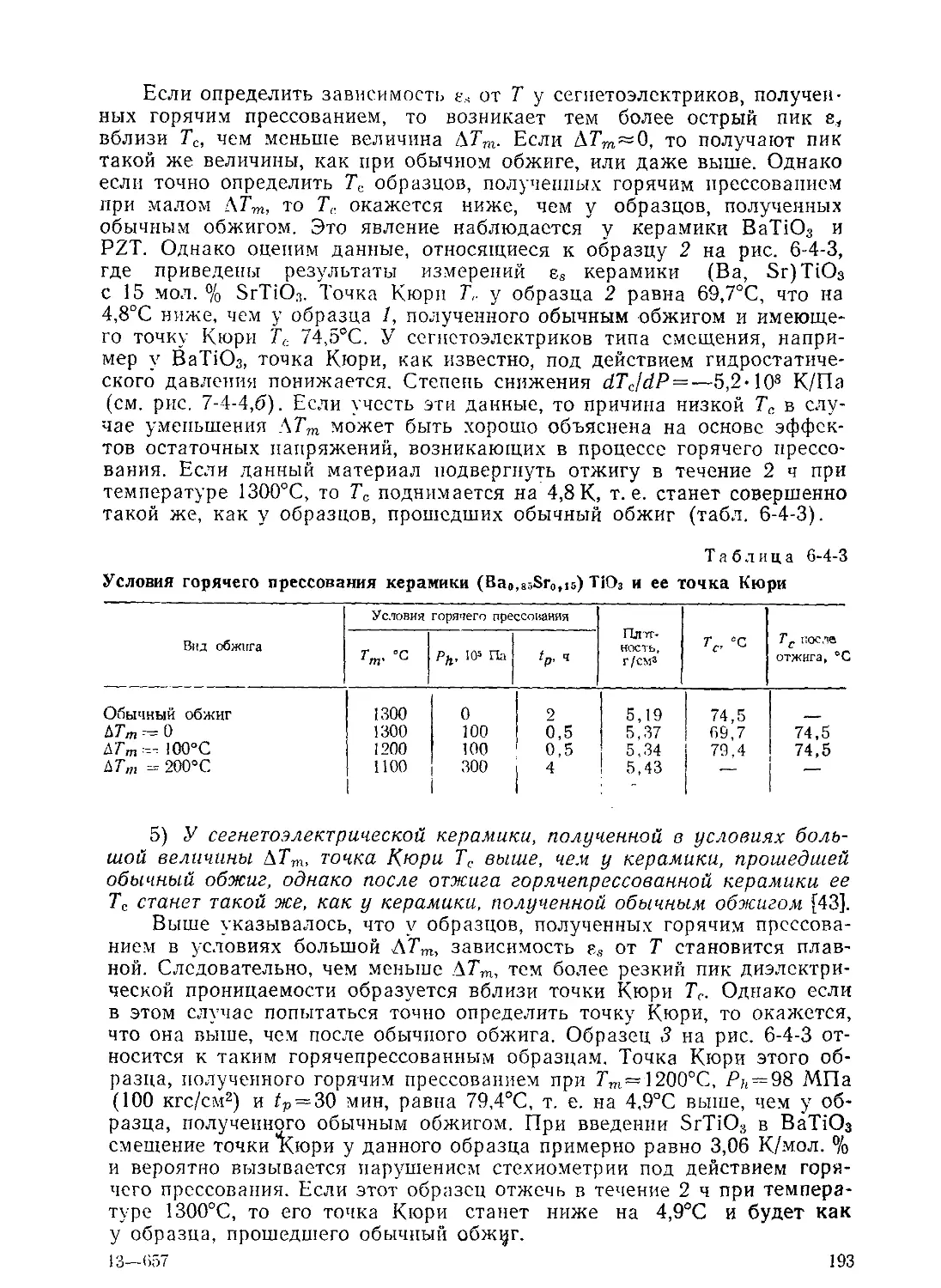
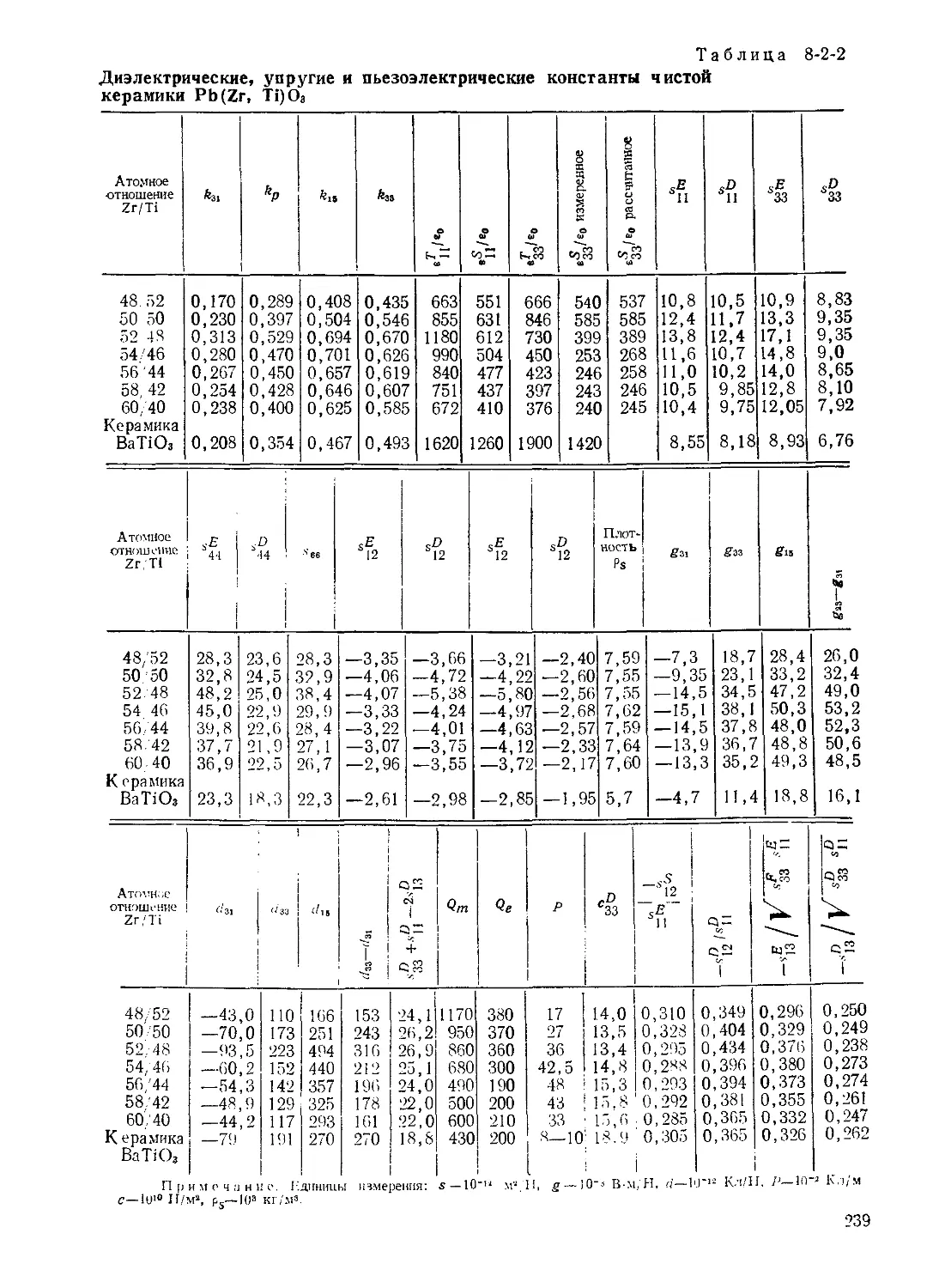
Таблица 1-2-1
Важнейшие сегнетоэлектрики
Молекулярная форму- К риста .пличе с ка я структура Температура, °C, и род пе- рехода Pj-XlO-S Кл/м2 Механизм пе- рехода 11 л
ВаТЮз (титанат бария) Кубическая (П) Тетрагональная (С) Ромбическая (С) Ромбоэдрическая (С) 120(1-го ро- да) —70 26(20°С) Смещение 1943
МаКСцНзЛНгО (сегнетова соль) Ромбическая (П) Моноклинная (С) Ромбическая (П) 24(2-го ро- да) — 18 0,25(10°С) по оси а Порядок- беспорядок 1921
КН2РО4 (дигидро- фосфат калия, сокращенно KDP) Тетрагональная (П) Ромбическая (С) —150(2-го рода) 4,6(_170°С) но оси с Порядок- ^беспорядок 1935
PbZrO3 (цирконат свинца) Кубическая (П) Ромбическая (АС) 230(1-го ро- да) 0 по оси а Смещение 1951
C(NH2)3A1(SO4)2X Х6Н2О (гуанидин- алюминийсульфат- гексагидрат, сок- ращенно ГАС) Тригональная (С) выше 200 0,35 по оси с . Порядок- беспорядок (?) 1955
(NH2X XCH2COOH)3H2SO4 (триглицин суль фат, сокращенно ТГС) Моноклинная (П) Моноклинная (С) 47(2-го ро- да) 2,2(20°С) по оси Ь Порядок- беспорядок 1956
PbFcj ,2Таа,9О3 (ферротанталат cfiinma) Кубическая (П) Тетрагональная (С) —30(1-го рода) — Смещение 1959
NH4H2PO4 (диги- дрофосфат аммония, сокращенно ADP) Тетрагональная (П) Ромбическая (АС) — 124 (1-го рода) - Порядок- беспорядок 1952
Bi4Ti30i2 (титанат висмута) Слоистая (П) Слоистая (С) 675 3,5 1961
SbSI (сульфоиодид сурьмы) Ромбическая (П) Ромбическая (С) 22(1-го ро- да) 25(0°С) по оси с Смещение 1962
РЬТ1О3 (титанат свинца) Кубическая (П) Тетрагональная (С) Примерно 500 (1-го рода) Примерно 120 ('мещеиж j 1950
под действием внешнего электрического поля. Важнейшие сегнетоэлек-
трики, обнаруженные к настоящему времен., редставленп в ибл. 1-2-1,
где П — пара-, С — сегнето-, АС — антисегнетоэлектрическая фазы.
12
Подобно антиферромагнетикам (в магнетизме) обнаружены также
антпсегнетоэлектрики. В качестве примера можно привести цирконат
свинца PbZrO3. Кроме того, в таблицу включен сравнительно недавно
обнаруженный сегнетоэлектрик-полупроводник SbSI, обладающий соче-
танием сегнетоэлектрических
свойств и фотопроводимости.
В связи с этим наука о сегне-
тоэлектричестве существенно
расширила свои границы1.
Для измерения спонтан-
ной поляризованности Ps сег-
нетоэлектриков используют
следующие способы.
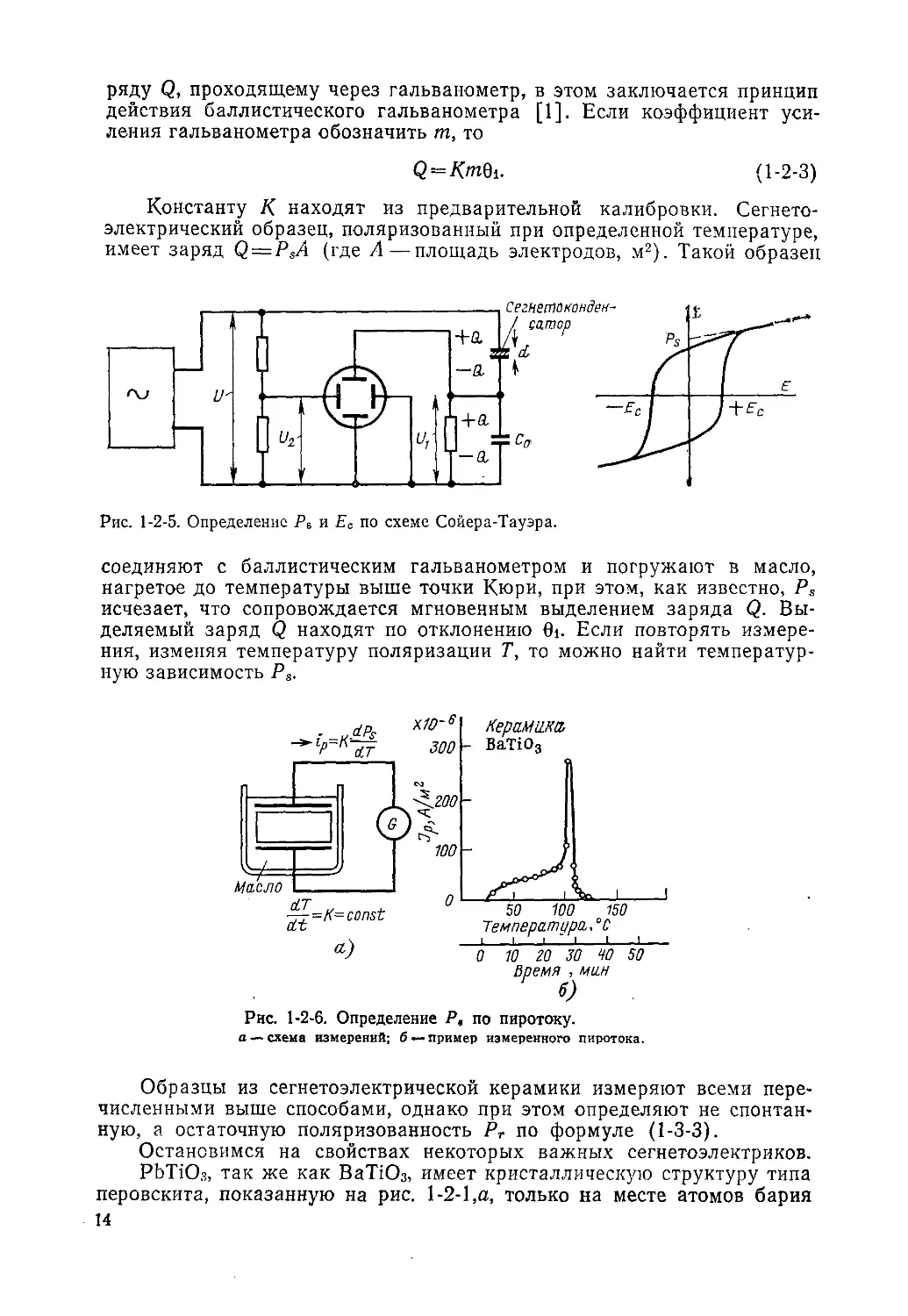
1. Наиболее распростра-
ненный способ основан на по-
лучении с помощью схемы
Сойера—Тауэра петли гисте-
резиса, описывающей зависи-
мость между электрической
индукцией D и напряжен-
ностью электрического поля Е
на образце. По насыщению
петли находят величину Ps
Рис 1-2-3. Температурная зависимость диэлек-
трической проницаемости однодоменного моно-
кристалла ВаТЮ3 (по Мерцу).
1 — по оси а; 2 — по оси с.
(рис. 1-2-5).
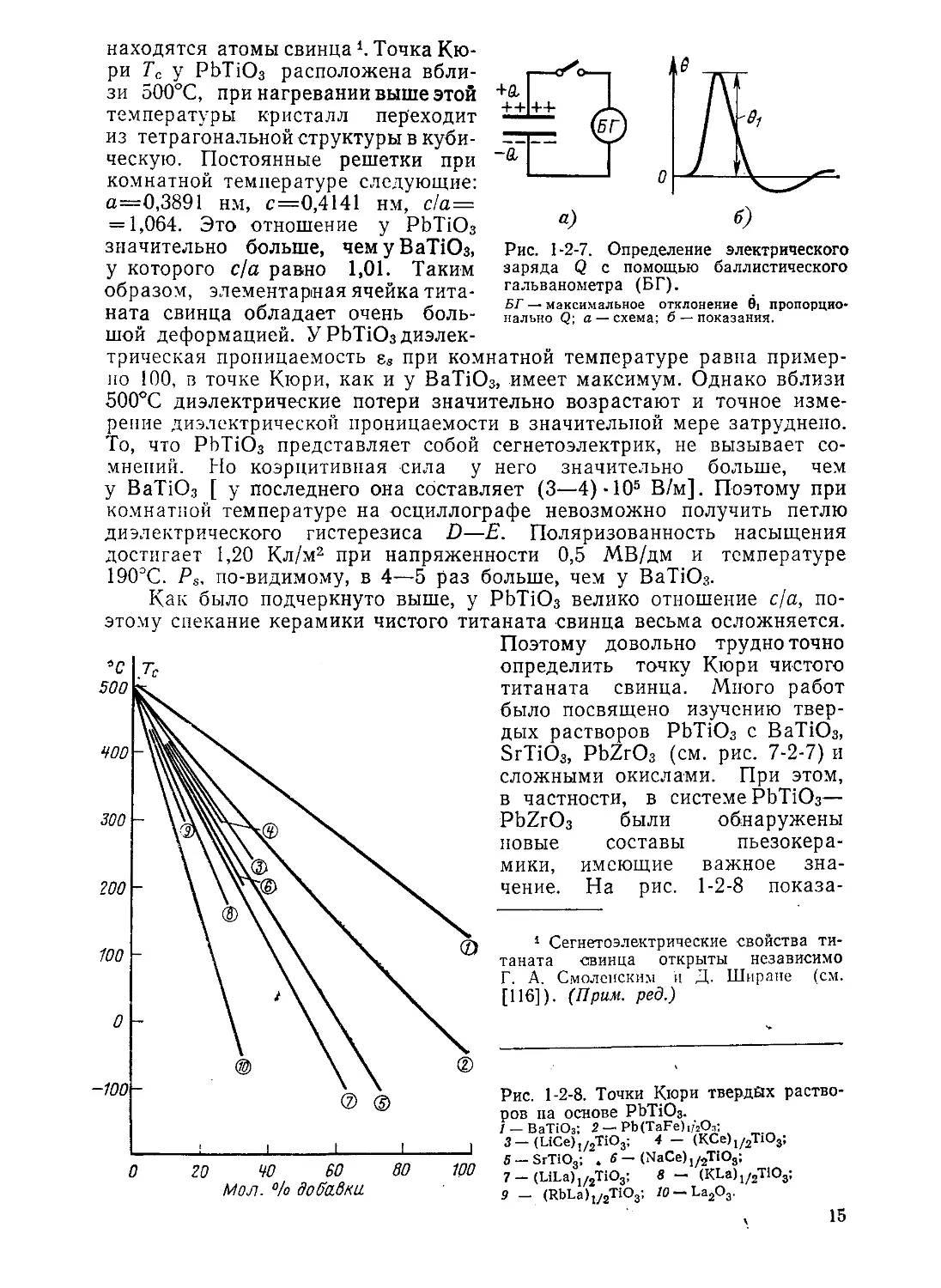
2. Способ, основанный на измерении пироэлектрического тока. Эти
измерения заключаются в том, что поляризованный сегнетоэлектрик,
на который нанесены электроды, соединяют с гальванометром так, как
показано па рис. 1-2-6,а. При нагревании с постоянной скоростью из-за
изменения Ps под влиянием температуры потечет ток плот-
ностью, А/м2,
р~ dt dT dt dT ‘
(1-2-1)
У образцов BaTiO3 плотность тока достигает максимума перед
самой точкой Кюри Д, а затем ток исчезает. Температурную зависи-
мость Д, получают, интегрируя зависимость Jp от Т, показанную на
рис. 1-2-6,б:
Кл!мг т
-1S0 -120 -ВО О 60 120
Температура., СС
Рис. 1-2-4. Температурная зависимость
спонтанной поляризованности монокри-
сталла титаната бария для направления
[001] (по Мерцу).
Г,Ю = -Ц J„dT. (1-2-2)
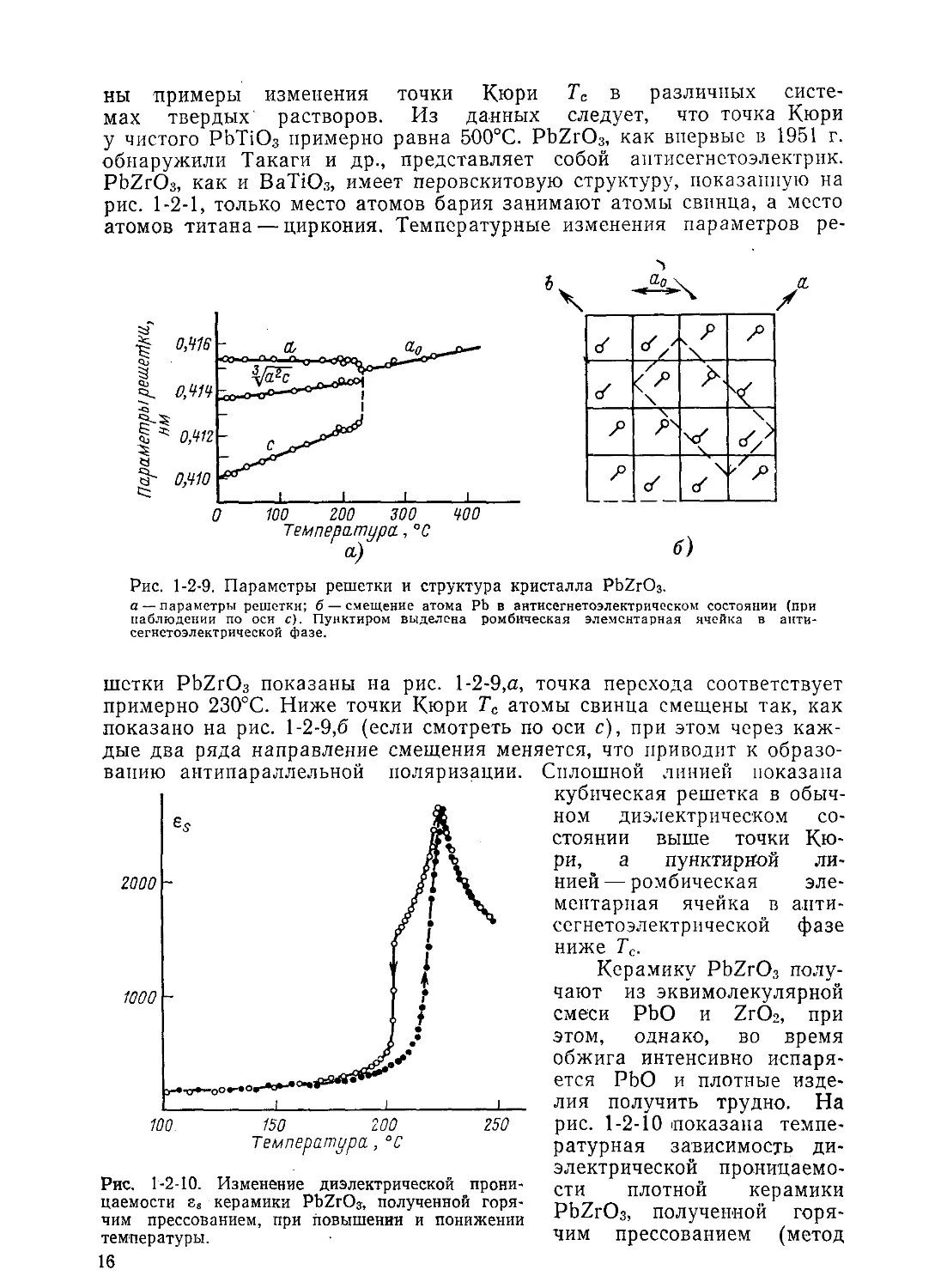
3. Способ, основанный на ис-
пользовании баллистического галь-
ванометра. Если через баллистиче-
ский гальванометр мгновенно разря-
дить заряд Q конденсатора (исполь-
зуемая для этой цели схема приве-
дена на рис. 1-2-7,а), то стрелка
гальванометра будет медленно ко-
лебаться согласно кривой, показан-
ной на рис. 1-2-7,6. Максимальное
отклонение 01 пропорционально за-
Более подробно о физике сегнетоэлектриков см. [93, 116, 117, 119].
13
ряду Q, проходящему через гальванометр, в этом заключается принцип
действия баллистического гальванометра [1]. Если коэффициент уси-
ления гальванометра обозначить т, то
Q=KtnQi. (1-2-3)
Константу К находят из предварительной калибровки. Сегнето-
электрический образец, поляризованный при определенной температуре,
имеет заряд Q = PSA (где Л —площадь электродов, м2). Такой образен
Рис. 1-2-5. Определение Р~ и Ес по схеме Сойера-Тауэра.
соединяют с баллистическим гальванометром и погружают в масло,
нагретое до температуры выше точки Кюри, при этом, как известно, Ps
исчезает, что сопровождается мгновенным выделением заряда Q. Вы-
деляемый заряд Q находят по отклонению вь Если повторять измере-
ния, изменяя температуру поляризации Т, то можно найти температур-
ную зависимость Ps.
Рис. 1-2-6. Определение Р, по пиротоку.
а — схема измерений; б— пример измеренного пиротока.
Образцы из сегнетоэлектрической керамики измеряют всеми пере-
численными выше способами, однако при этом определяют не спонтан-
ную, а остаточную поляризованность Рг по формуле (1-3-3).
Остановимся на свойствах некоторых важных сегнетоэлектриков.
PbTiOs, так же как ВаТЮз, имеет кристаллическую структуру типа
перовскита, показанную на рис. 1-2-1,а, только на месте атомов бария
14
находятся атомы свинца Точка Кю-
ри Та у РЬТЮз расположена вбли-
зи 500°С, при нагревании выше этой
температуры кристалл переходит
из тетрагональной структуры в куби-
ческую. Постоянные решетки при
комнатной температуре следующие:
а=0,3891 нм, с=0,4141 нм, da=
= 1,064. Это отношение у РЬТЮз
значительно больше, чем у ВаТЮз,
у которого с/а равно 1,01. Таким
образом, элементарная ячейка тита-
ната свинца обладает очень боль-
шой деформацией. У РЬТЮз диэлек-
трическая проницаемость es при комнатной температуре равна пример-
но 100, в точке Кюри, как и у ВаТЮ3, имеет максимум. Однако вблизи
500°С диэлектрические потери значительно возрастают и точное изме-
рение диэлектрической проницаемости в значительной мере затруднено.
То, что РЬТЮз представляет собой сегнетоэлектрик, не вызывает со-
мнений. По коэрцитивная сила у него значительно больше, чем
у ВаТЮз [ у последнего она составляет (3—4)-10* 5 В/м]. Поэтому при
комнатной температуре на осциллографе невозможно получить петлю
диэлектрического гистерезиса D—E. Поляризованность насыщения
достигает 1,20 Кл/м2 при напряженности 0,5 МВ/дм и температуре
190°С. Ps, по-видимому, в 4—5 раз больше, чем у ВаТЮ3.
Как было подчеркнуто выше, у РЬТЮз велико отношение с/а, по-
этому спекание керамики чистого титаната свинца весьма осложняется.
а) б)
Рис. 1-2-7. Определение электрического
заряда Q с помощью баллистического
гальванометра (БГ).
БГ — максимальное отклонение 9, пропорцио-
нально Q; а — схема; б — показания.
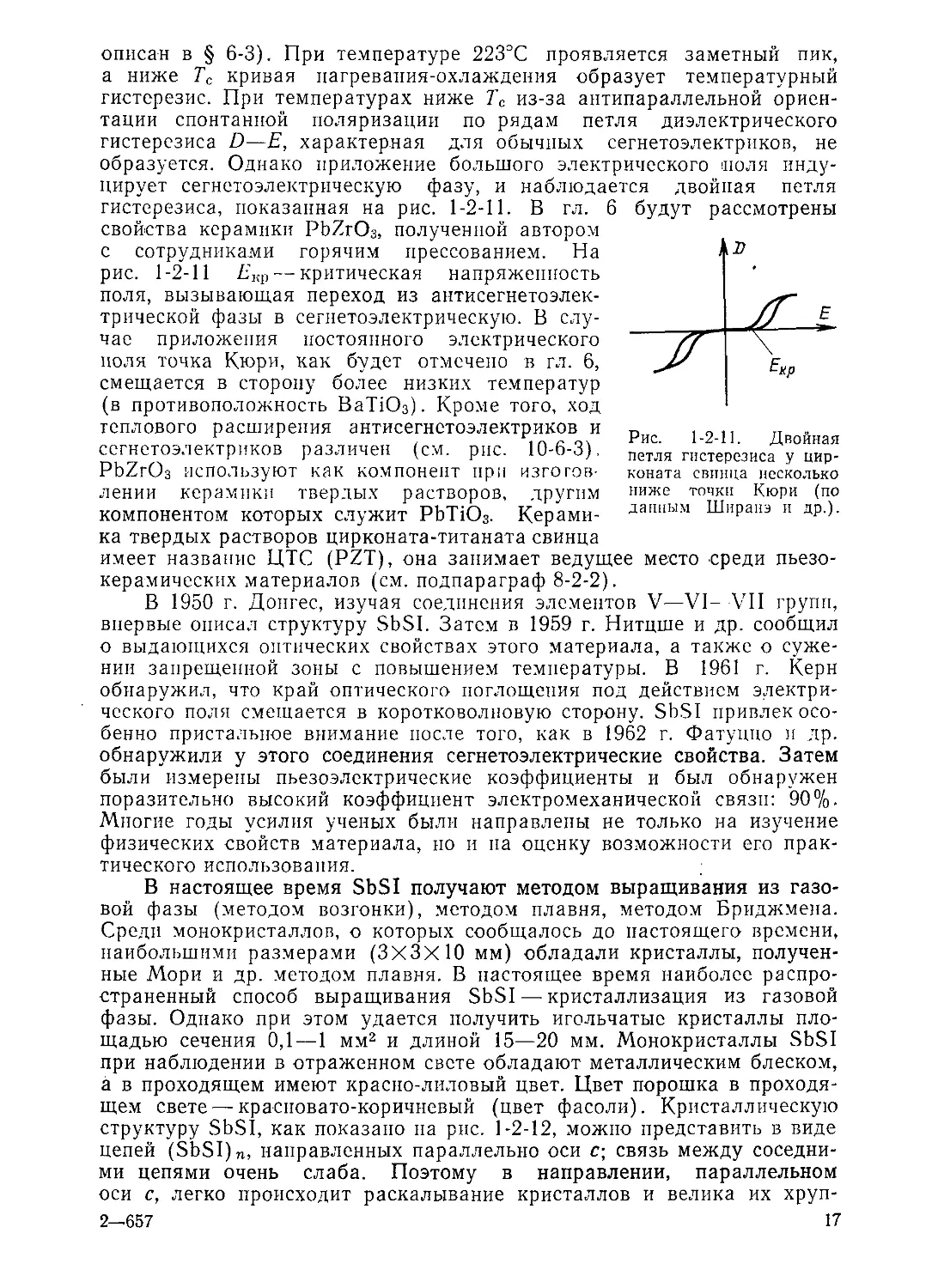
Поэтому довольно трудно точно
определить точку Кюри чистого
титаната свинца. Много работ
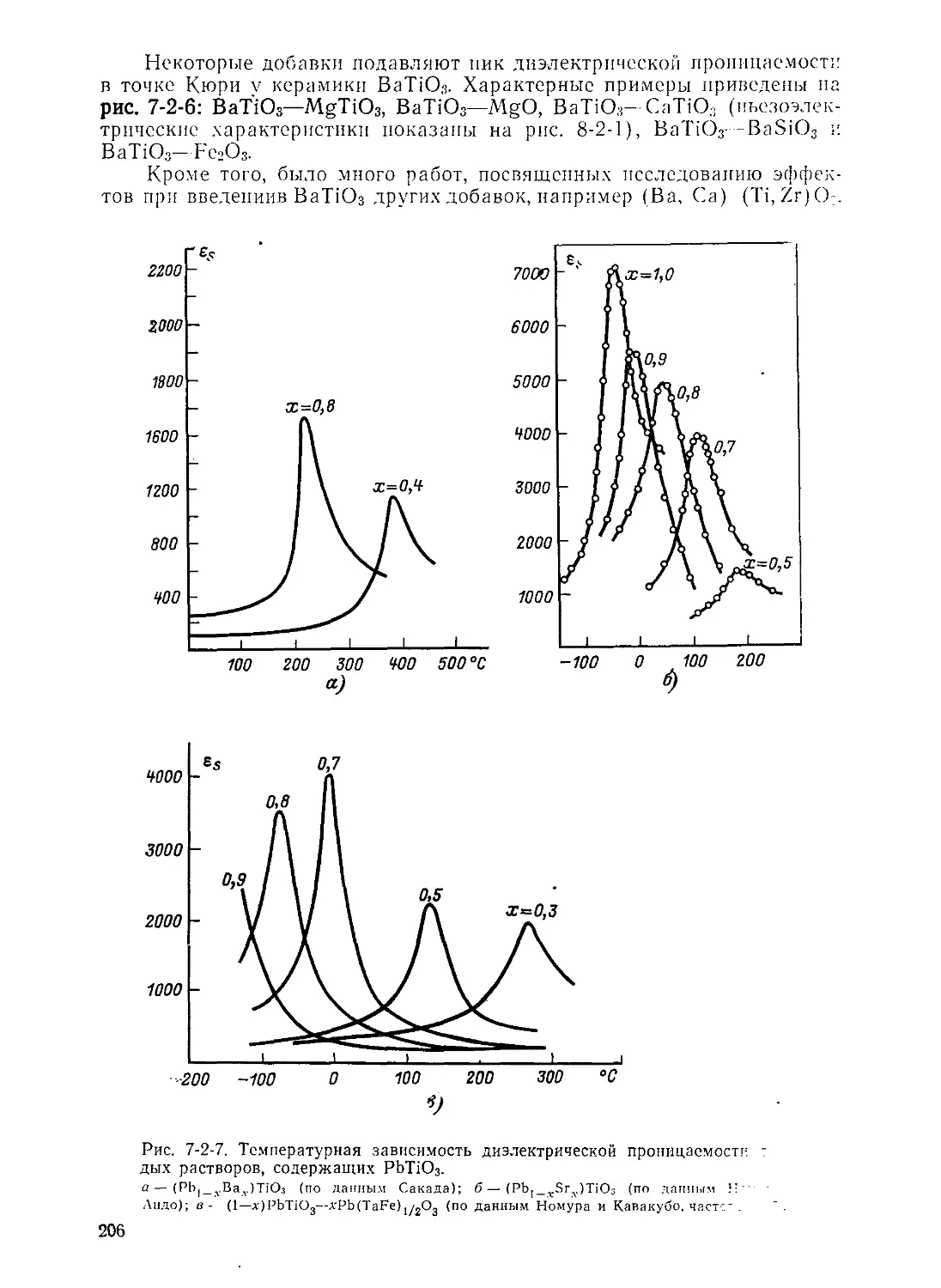
было посвящено изучению твер-
дых растворов РЬТЮз с ВаТЮз,
SrTiO3, PbZrO3 (см. рис. 7-2-7) и
сложными окислами. При этом,
в частности, в системе РЬТЮз—
PbZrO3 были обнаружены
новые составы пьезокера-
мики, имеющие важное зна-
чение. На рис. 1-2-8 показа-
1 Сегнетоэлектрические свойства ти-
таната свинца открыты независимо
Г. А. Смоленским и Д. Ширане (см.
[116]). (Прим, ред.)
Рис. 1-2-8. Точки Кюри твердых раство-
ров на основе РЬТЮз.
/ — ВаТЮз; 2 — РЬ(ТаГе)1?!Од:
3-(UCe)l/2TiO3; 4 - (КСе)1/2Т1О3;
5 — SrTiO,; . 6 — (NaCe)1/2TiO3;
7 - (LiLa)1/2TiO3; 8 - (KLa)1/2TiO3;
9 - (RbLa)1/2TiO3; to — La2O3.
15
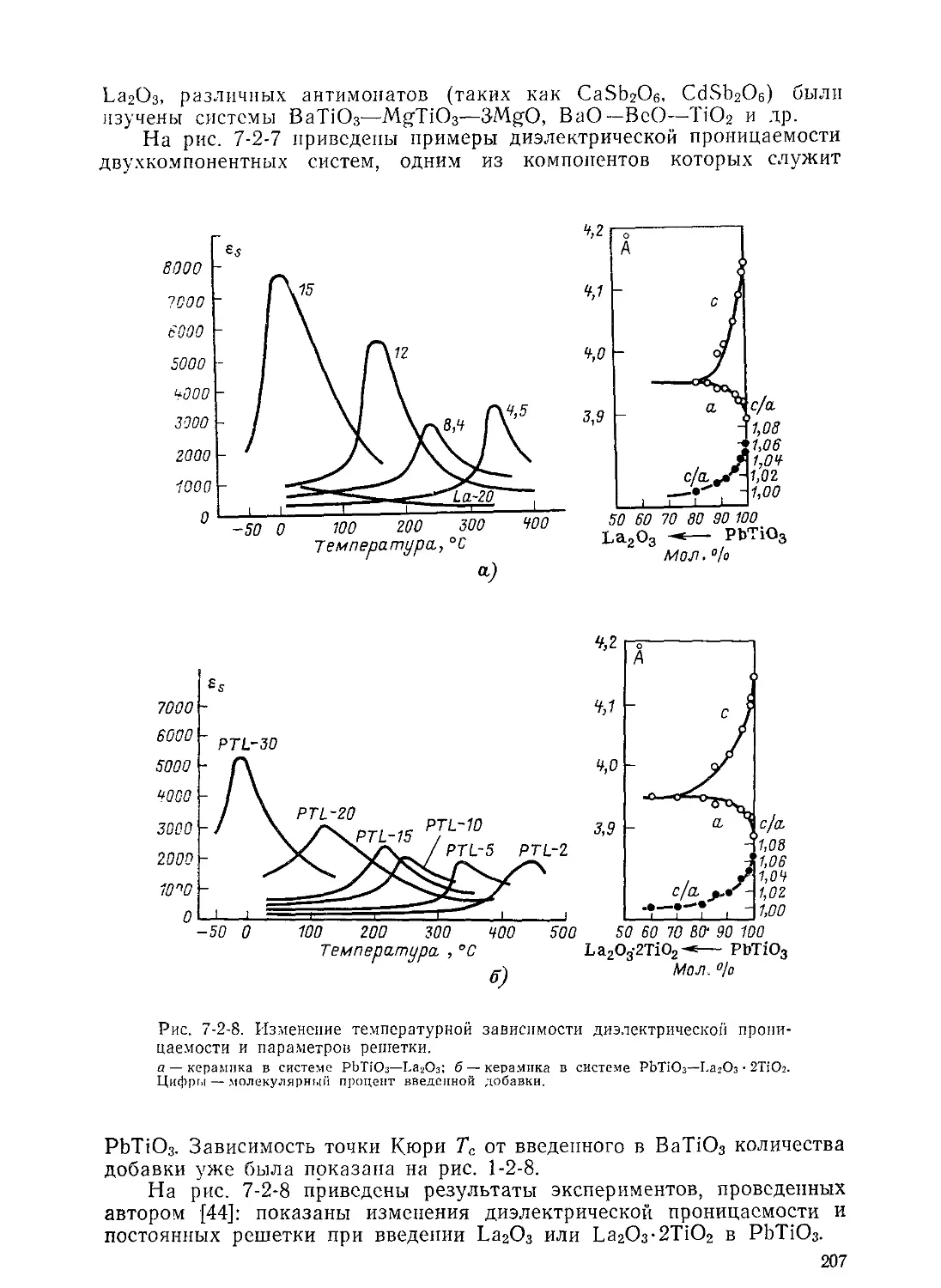
ны примеры изменения точки Кюри Те в различных систе-
мах твердых растворов. Из данных следует, что точка Кюри
у чистого PbTiO3 примерно равна 500°С. PbZrO3, как впервые в 1951 г.
обнаружили Такаги и др., представляет собой антисегнетоэлектрик.
PbZrO3, как и ВаТЮз, имеет перовскитовую структуру, показанную на
рис. 1-2-1, только место атомов бария занимают атомы свинца, а место
атомов титана — циркония. Температурные изменения параметров ре-
1-2-9. Параметры решетки и структура кристалла PbZrO3.
Рис.
а —параметры решетки; б — смещение атома РЬ в антисегнетоэлектрическом состоянии (при
наблюдении по оси с). Пунктиром выделена ромбическая элементарная ячейка в анти-
сегнетоэлектрической фазе.
шетки PbZrO3 показаны на рис. 1-2-9,а, точка перехода соответствует
примерно 230°С. Ниже точки Кюри Тс атомы свинца смещены так, как
показано на рис. 1-2-9,6 (если смотреть по оси с), при этом через каж-
дые два ряда направление смещения
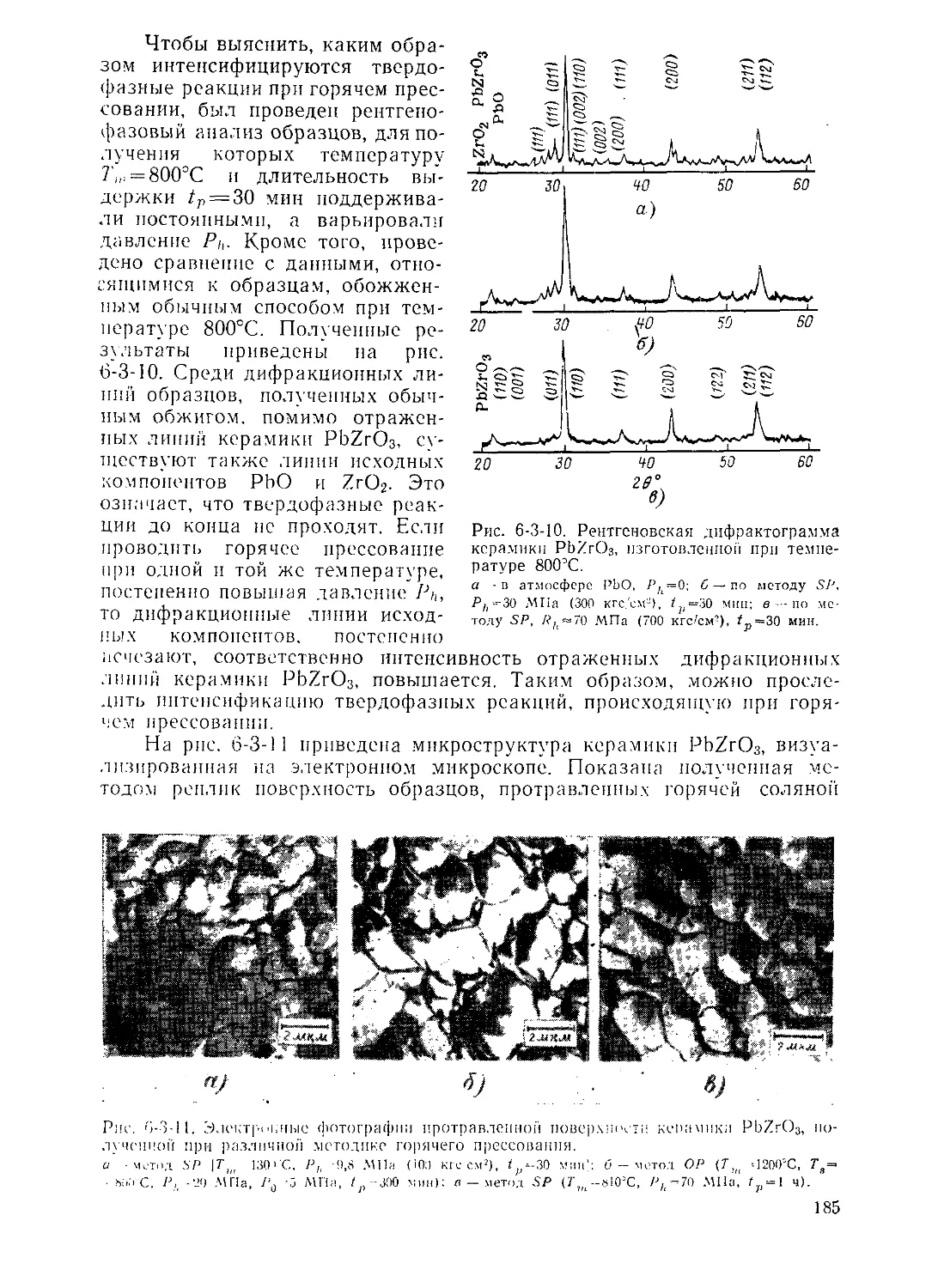
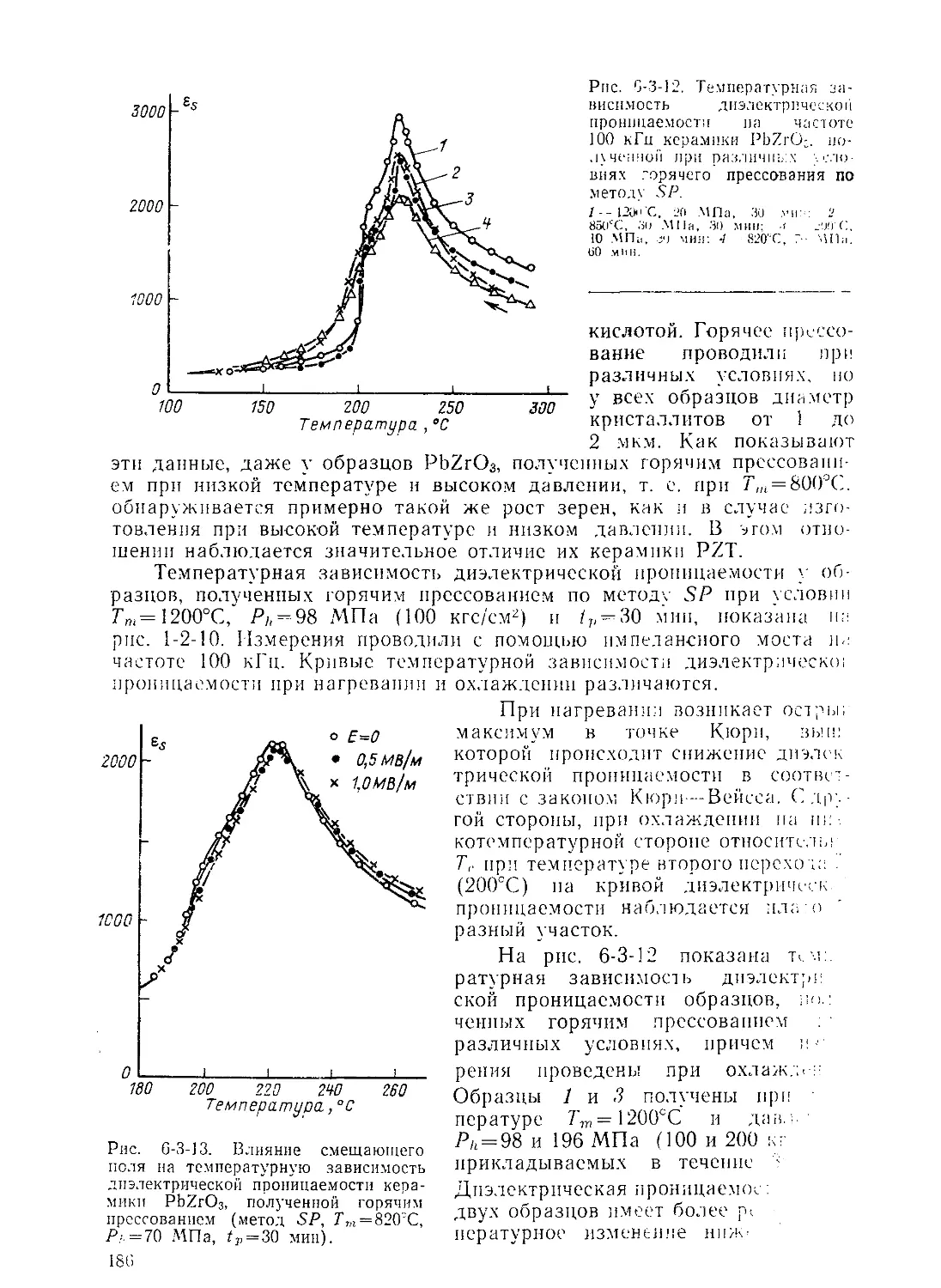
Рис. 1-2-10. Изменение диэлектрической прони-
цаемости е8 керамики PbZrO3, полученной горя-
чим прессованием, при повышении и понижении
температуры.
яется, что приводит к образо-
Сплошной линией показана
кубическая решетка в обыч-
ном диэлектрическом со-
стоянии выше точки Кю-
ри, а пунктирной ли-
нией— ромбическая эле-
ментарная ячейка в анти-
сегнетоэлектрической фазе
ниже Тс.
Керамику PbZrO3 полу-
чают из эквимолекулярной
смеси РЬО и ZrO2, при
этом, однако, во время
обжига интенсивно испаря-
ется РЬО и плотные изде-
лия получить трудно. На
рис. 1-2-10 показана темпе-
ратурная зависимость ди-
электрической проницаемо-
сти плотной керамики
PbZrO3, полученной горя-
чим прессованием (метод
16
описан в § 6-3). При температуре 223°С проявляется заметный пик,
а ниже Тс кривая нагревания-охлаждения образует температурный
гистерезис. При температурах ниже Тс из-за антипараллельной ориен-
тации спонтанной поляризации по рядам петля диэлектрического
гистерезиса D—Е, характерная для обычных сегнетоэлектриков, не
образуется. Однако приложение большого электрического июля инду-
цирует сегнетоэлектрическую фазу, и наблюдается двойная петля
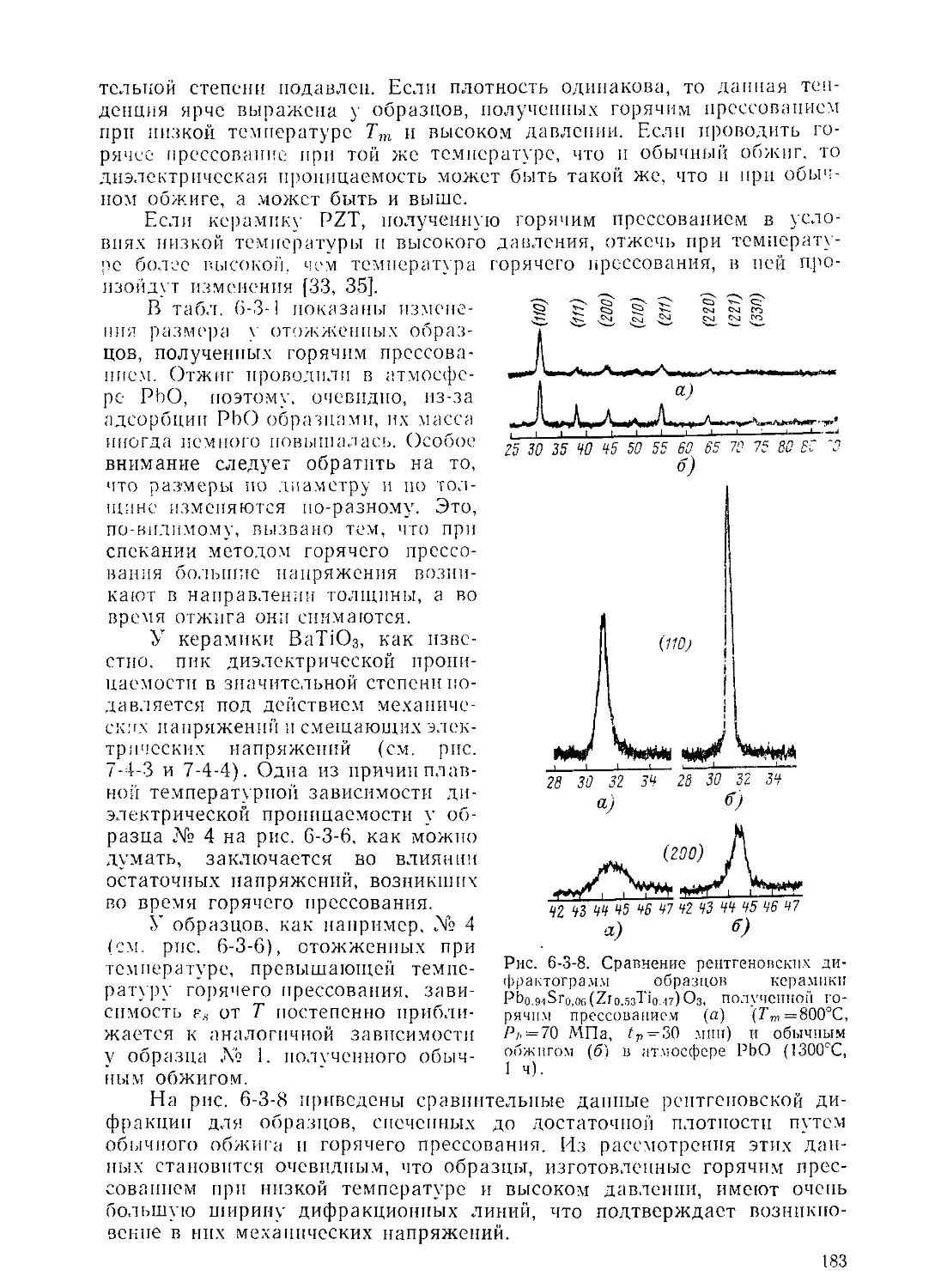
гистерезиса, показанная на рис. 1-2-11. В гл. 6
свойства керамики PbZrO3, полученной автором
с сотрудниками горячим прессованием. На
рис. 1-2-11 £кр— критическая напряженность
поля, вызывающая переход из антисегнетоэлек-
трической фазы в сегнетоэлектрическую. В слу-
чае приложения постоянного электрического
поля точка Кюри, как будет отмечено в гл. 6,
смещается в сторону более низких температур
(в противоположность ВаТЮз). Кроме того, ход
будут рассмотрены
Рис. 1-2-11. Двойная
петля гистерезиса у цир-
коната свинца несколько
ниже точки Кюри (по
данным Ширанэ и др.).
теплового расширения антисегнетоэлектриков и
сегнетоэлектриков различен (см. рис. 10-6-3),
PbZrOs используют как компонент при изготов-
лении керамики твердых растворов, другим
компонентом которых служит PbTiOg. Керами-
ка твердых растворов цирконата-титаната свинца
имеет название ЦТС (PZT), она занимает ведущее место среди пьезо-
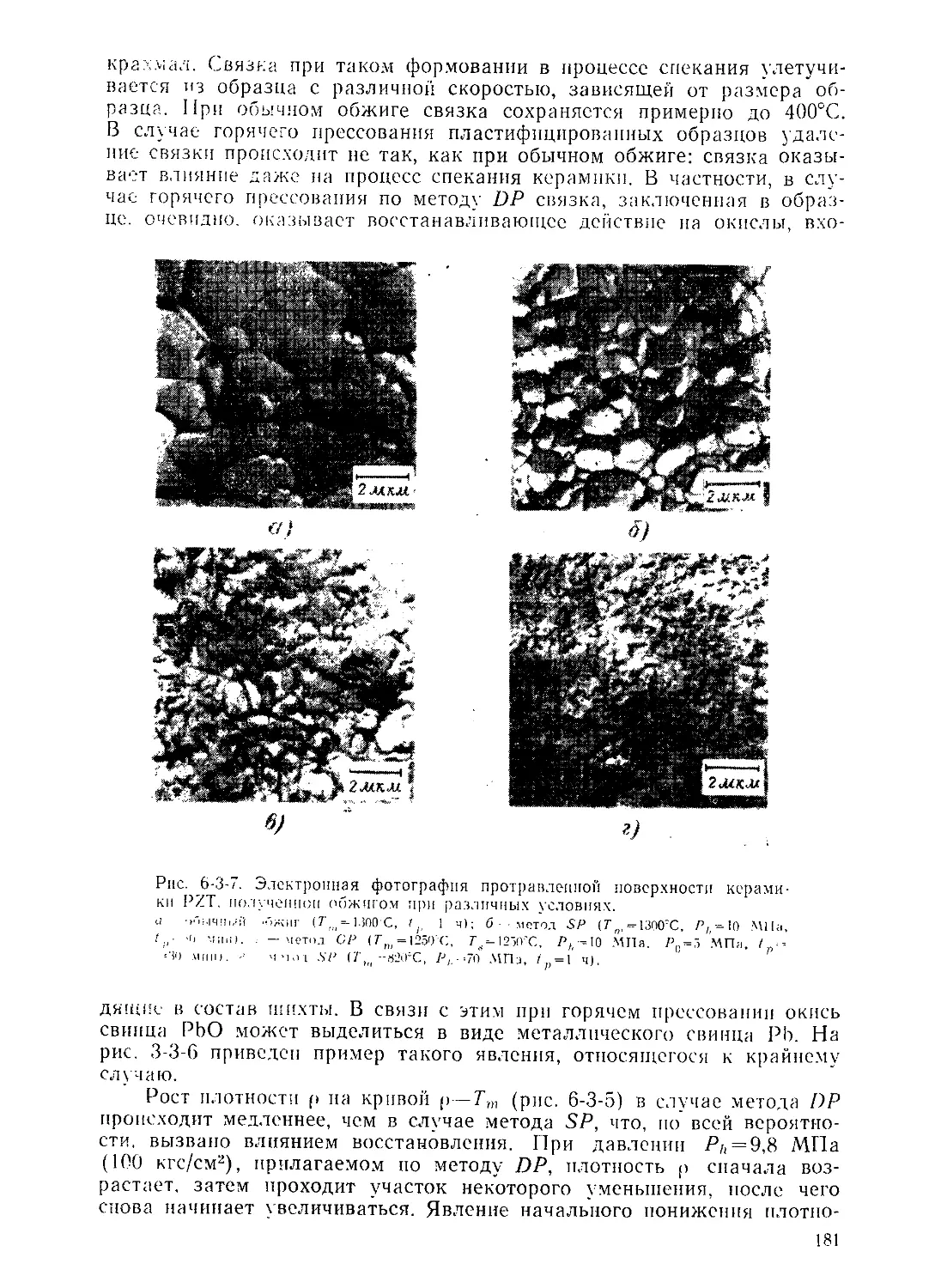
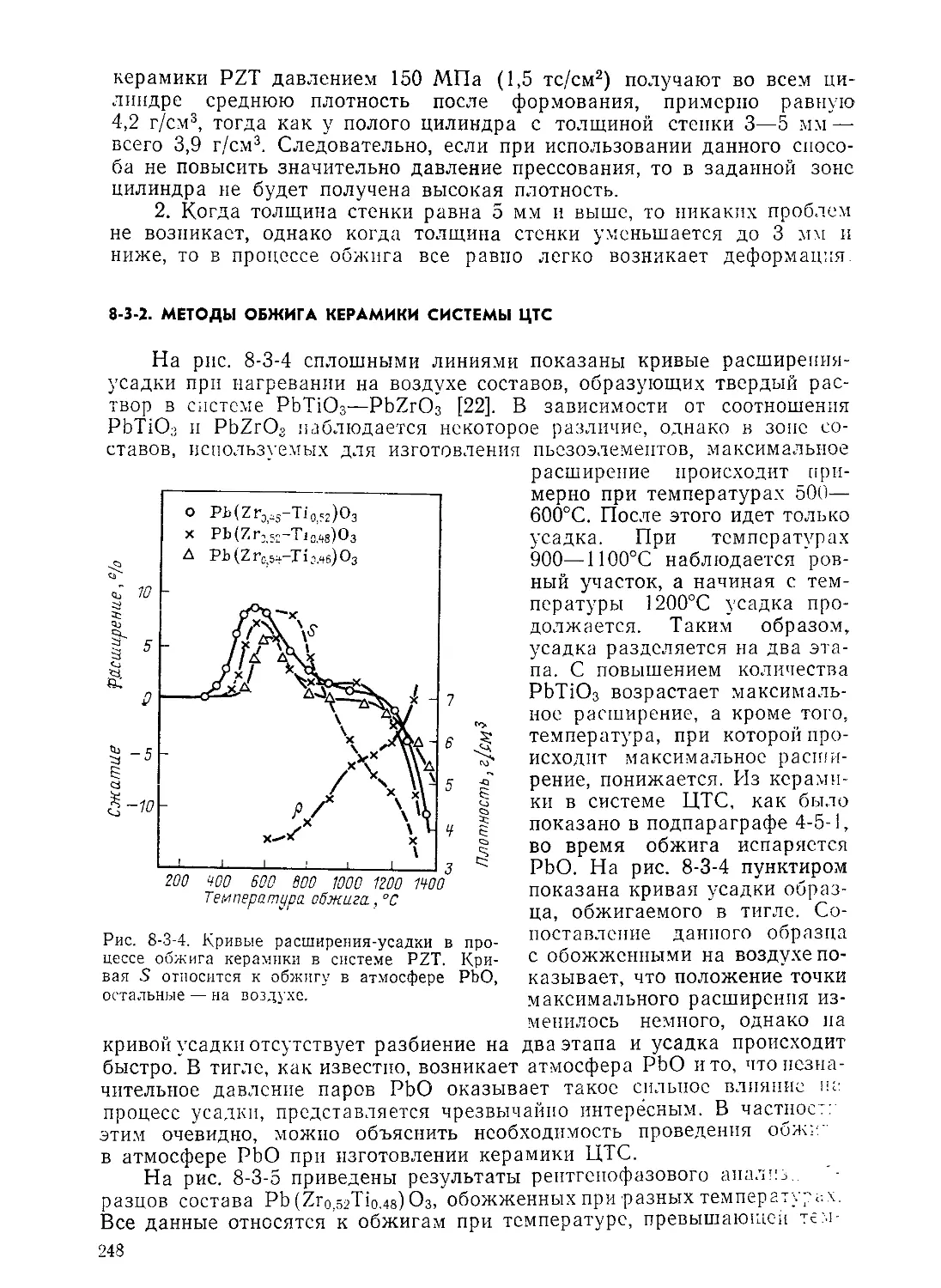
керамических материалов (см. подпараграф 8-2-2).
В 1950 г. Допгес, изучая соединения элементов V—VI- VII групп,
впервые описал структуру SbSI. Затем в 1959 г. Нитцше и др. сообщил
о выдающихся оптических свойствах этого материала, а также о суже-
нии запрещенной зоны с повышением температуры. В 1961 г. Керн
обнаружил, что край оптического поглощения под действием электри-
ческого поля смещается в коротковолновую сторону. SbSI привлек осо-
бенно пристальное внимание после того, как в 1962 г. Фатуццо и др.
обнаружили у этого соединения сегнетоэлектрические свойства. Затем
были измерены пьезоэлектрические коэффициенты и был обнаружен
поразительно высокий коэффициент электромеханической связи: 90%.
Многие годы усилия ученых были направлены не только на изучение
физических свойств материала, но и па оценку возможности его прак-
тического использования.
В настоящее время SbSI получают методом выращивания из газо-
вой фазы (методом возгонки), методом плавня, методом Бриджмена.
Средн монокристаллов, о которых сообщалось до настоящего времени,
наибольшими размерами (3X3X10 мм) обладали кристаллы, получен-
ные Мори и др. методом плавня. В настоящее время наиболее распро-
страненный способ выращивания SbSI — кристаллизация из газовой
фазы. Однако при этом удается получить игольчатые кристаллы пло-
щадью сечения 0,1 — 1 мм2 и длиной 15—20 мм. Монокристаллы SbSI
при наблюдении в отраженном свете обладают металлическим блеском,
а в проходящем имеют красно-лиловый цвет. Цвет порошка в проходя-
щем свете — красновато-коричневый (цвет фасоли). Кристаллическую
структуру SbSI, как показано на рис. 1-2-12, можно представить в виде
цепей (SbSI)n, направленных параллельно оси с; связь между соседни-
ми цепями очень слаба. Поэтому в направлении, параллельном
оси с, легко происходит раскалывание кристаллов и велика их хруп-
17
2—657
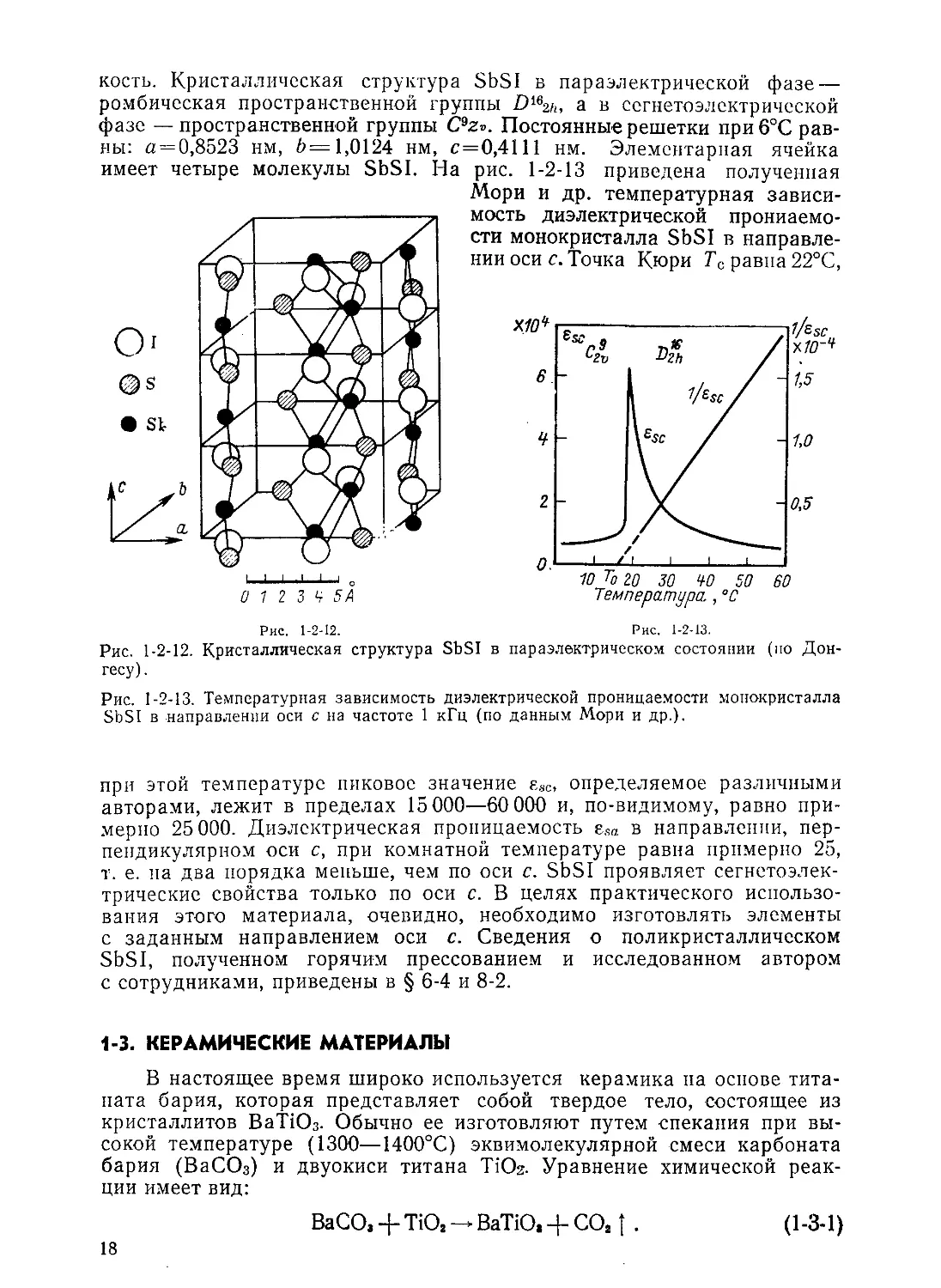
кость. Кристаллическая структура SbSI в параэлектрической фазе —
ромбическая пространственной группы Die2ll, а в сегнетоэлектрической
фазе — пространственной группы C9z». Постоянные решетки при6°С рав-
ны: а = 0,8523 нм, Ь= 1,0124 нм, с=0,4111 нм. Элементарная ячейка
имеет четыре молекулы SbSI. На рис. 1-2-13 приведена полученная
Мори и др. температурная зависи-
мость диэлектрической прониаемо-
сти монокристалла SbSI в направле-
нии оси с. Точка Кюри Тс равна 22°С,
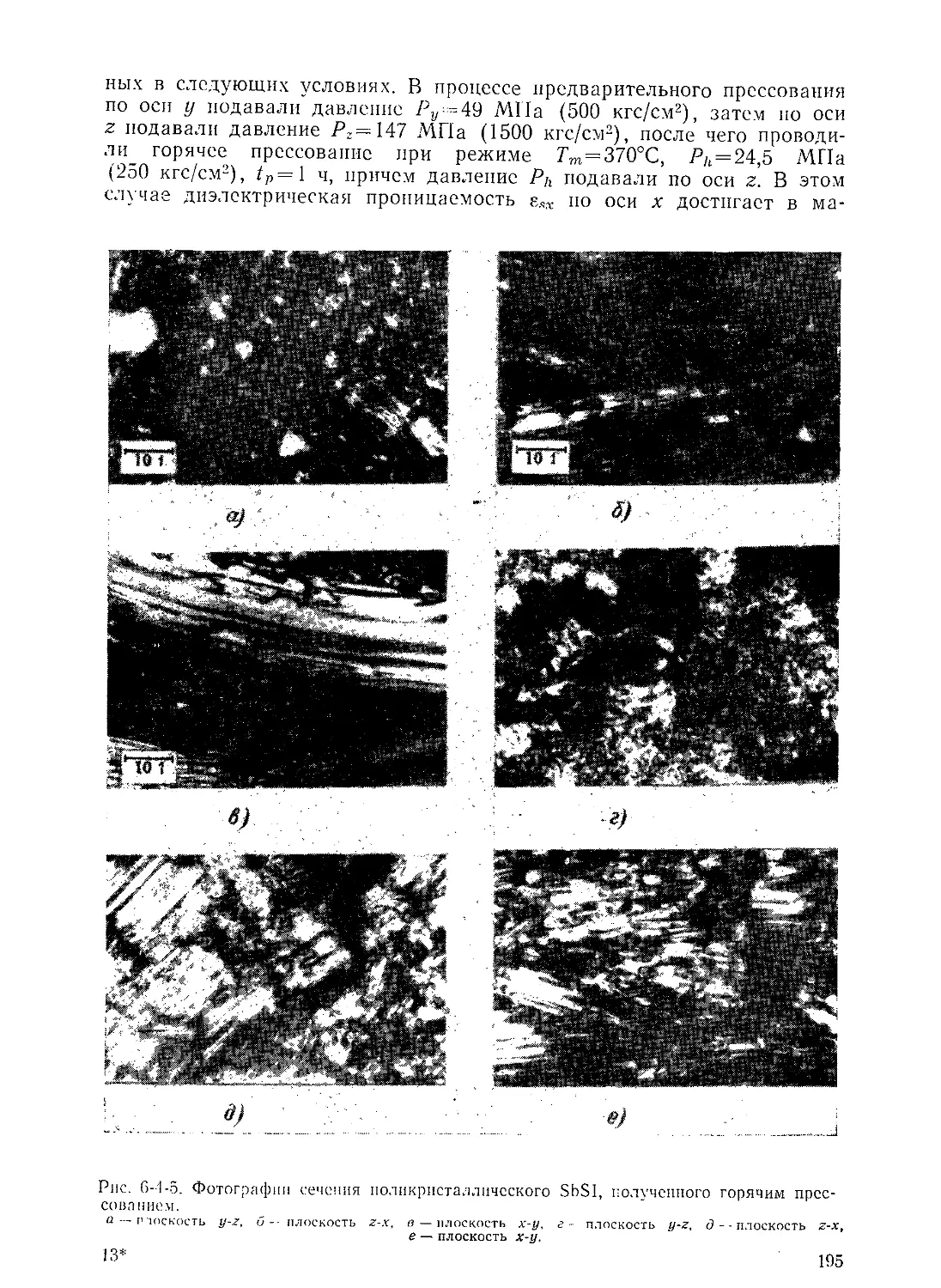
Рие. 1-2-12.
Рис. 1-2-12. Кристаллическая структура SbSI в параэлектричсском состоянии (по Дон-
гесу).
Рис. 1-2-13. Температурная зависимость диэлектрической проницаемости монокристалла
SbSI в направлении оси с на частоте 1 кГц (по данным Мори и др.).
при этой температуре пиковое значение е8С, определяемое различными
авторами, лежит в пределах 15000—60 000 и, по-видимому, равно при-
мерно 25 000. Диэлектрическая проницаемость еяа в направлении, пер-
пендикулярном оси с, при комнатной температуре равна примерно 25,
т. е. на два порядка меньше, чем по оси с. SbSI проявляет сегнетоэлек-
трические свойства только по оси с. В целях практического использо-
вания этого материала, очевидно, необходимо изготовлять элементы
с заданным направлением оси с. Сведения о поликристалличсском
SbSI, полученном горячим прессованием и исследованном автором
с сотрудниками, приведены в § 6-4 и 8-2.
1-3. КЕРАМИЧЕСКИЕ МАТЕРИАЛЫ
В настоящее время широко используется керамика на основе тита-
ната бария, которая представляет собой твердое тело, состоящее из
кристаллитов ВаТЮ3. Обычно ее изготовляют путем спекания при вы-
сокой температуре (1300—1400°С) эквимолекулярной смеси карбоната
бария (ВаСО3) и двуокиси титана TiOz. Уравнение химической реак-
ции имеет вид:
ВаСО3 4- TiO, — BaTiO, Д- СО, | .
(1-3-1)
18
Для спекания керамики ВаТЮз применяют печи, обычно исполь-
зуемые в технологии других видов керамики. Керамикой обычно назы-
вают все обожженные изделия. В данной книге керамикой называют
плотные обожженные негигроскопичные изделия, водонепроницаемые
и в пеглазурованном виде. Следует подчеркнуть, что к этой категории
относится почти вся керамика, ис-
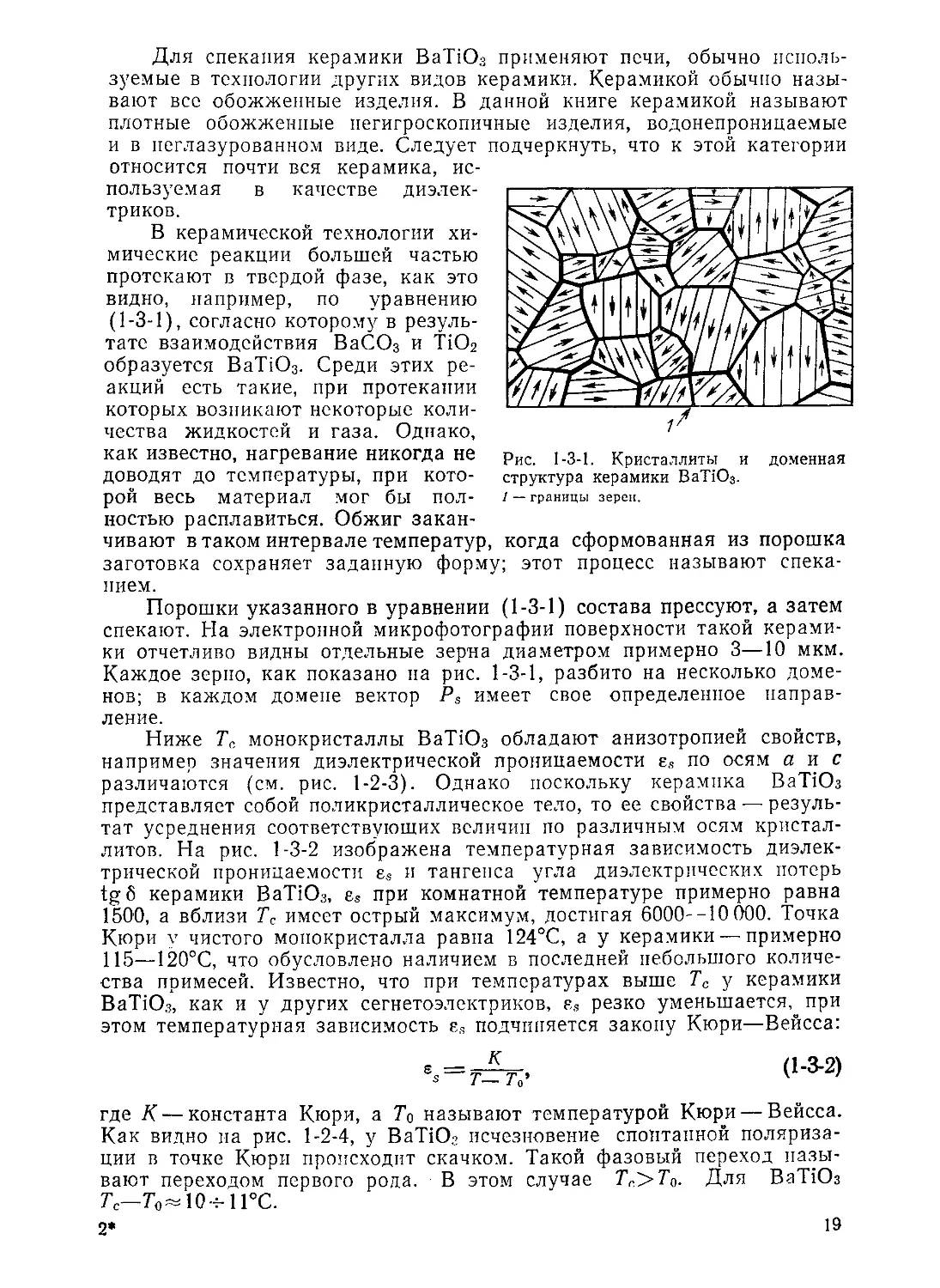
Рис. 1-3-1. Кристаллиты и доменная
структура керамики ВаТЮ3.
' — границы зерен.
когда сформованная из порошка
пользуемая в качестве диэлек-
триков.
В керамической технологии хи-
мические реакции большей частью
протекают в твердой фазе, как это
видно, например, по уравнению
(1-3-1), согласно которому в резуль-
тате взаимодействия ВаСО3 и ТЮ2
образуется ВаТЮ3. Среди этих ре-
акций есть такие, при протекании
которых возникают некоторые коли-
чества жидкостей и газа. Однако,
как известно, нагревание никогда не
доводят до температуры, при кото-
рой весь материал мог бы пол-
ностью расплавиться. Обжиг закан-
чивают в таком интервале температур,
заготовка сохраняет заданную форму; этот процесс называют спека-
нием.
Порошки указанного в уравнении (1-3-1) состава прессуют, а затем
спекают. На электронной микрофотографии поверхности такой керами-
ки отчетливо видны отдельные зерна диаметром примерно 3—10 мкм.
Каждое зерно, как показано па рис. 1-3-1, разбито на несколько доме-
нов; в каждом домене вектор Ps имеет свое определенное направ-
ление.
Ниже Тс монокристаллы ВаТЮз обладают анизотропией свойств,
например значения диэлектрической проницаемости es по осям а и с
различаются (см. рис. 1-2-3). Однако поскольку керамика ВаТЮз
представляет собой поликристаллическое тело, то ее свойства — резуль-
тат усреднения соответствующих величин по различным осям кристал-
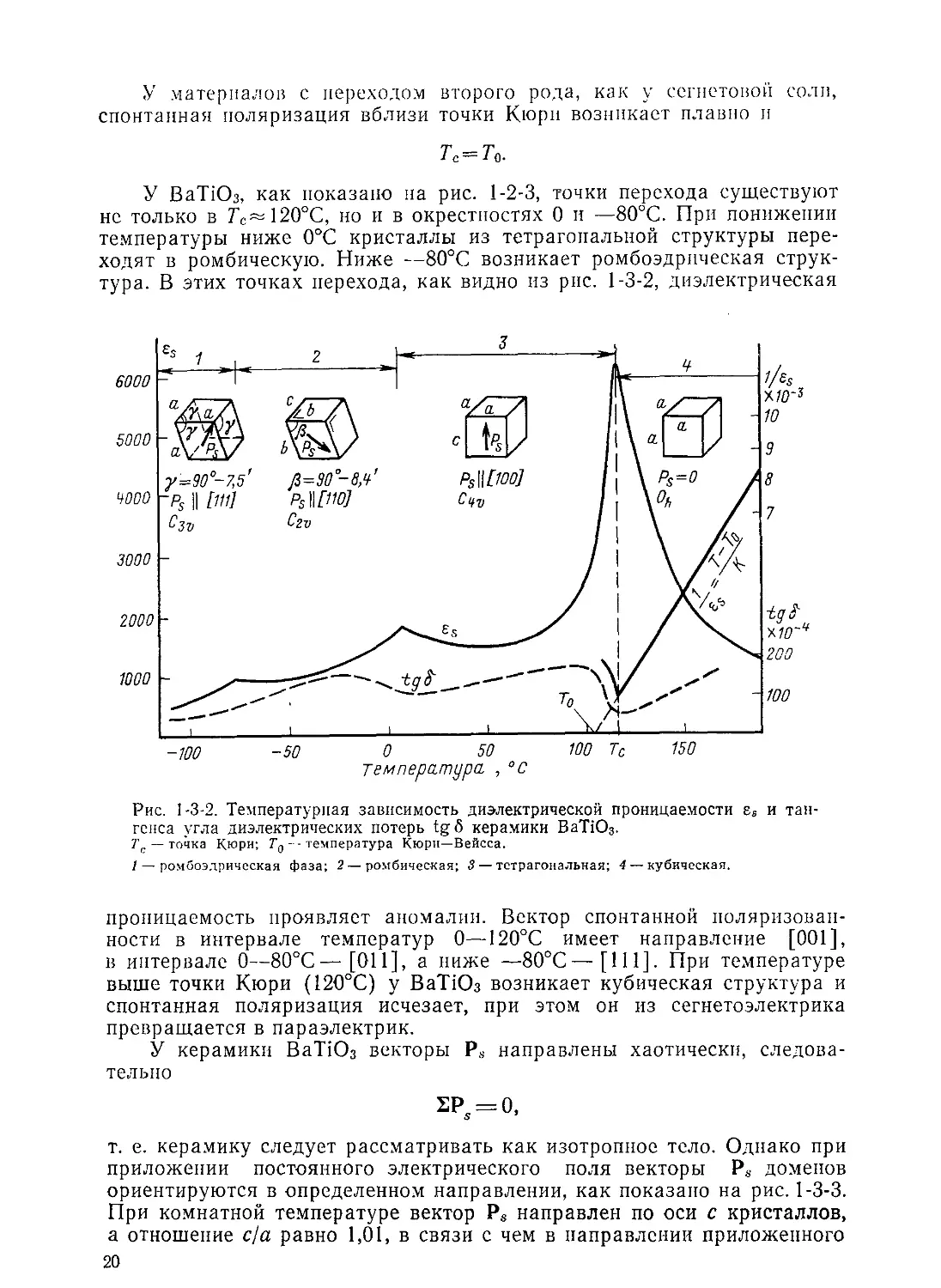
литов. На рис. 1-3-2 изображена температурная зависимость диэлек-
трической проницаемости es и тангенса угла диэлектрических потерь
tg 6 керамики BaTiO3, es при комнатной температуре примерно равна
1500, а вблизи Тс имеет острый максимум, достигая 6000--10 000. Точка
Кюри v чистого монокристалла равна 124°С, а у керамики — примерно
115—120°С, что обусловлено наличием в последней небольшого количе-
ства примесей. Известно, что при температурах выше Тс у керамики
ВаТЮз, как и у других сегнетоэлектриков, f.s резко уменьшается, при
этом температурная зависимость es подчиняется закону Кюри—Вейсса:
“ Т— тг
(1-3-2)
где К —константа Кюри, а То называют температурой Кюри — Вейсса.
Как видно па рис. 1-2-4, у ВаТЮ3 исчезновение спонтанной поляриза-
ции в точке Кюри происходит скачком. Такой фазовый переход назы-
вают переходом первого рода. В этом случае Тс>Т0. Для ВаТЮз
Тс-То^Ю-МГС.
2* 19
У материалов с переходом второго рода, как у сегнетовой соли,
спонтанная поляризация вблизи точки Кюри возникает плавно и
ТС = ТО.
У ВаТЮз, как показано на рис. 1-2-3, точки перехода существуют
не только в 7с~120°С, но и в окрестностях 0 и — 80°С. При понижении
температуры ниже 0°С кристаллы из тетрагональной структуры пере-
ходят в ромбическую. Ниже —80°С возникает ромбоэдрическая струк-
тура. В этих точках перехода, как видно из рис. 1-3-2, диэлектрическая
Рис. 1-3-2. Температурная зависимость диэлектрической проницаемости es и тан-
генса угла диэлектрических потерь tg 6 керамики BaTiO3.
Тс — точка Кюри; То -- температура Кюри—Вейсса.
/ — ромбоэдрическая фаза; 2—ромбическая; 3— тетрагональная; 4— кубическая.
проницаемость проявляет аномалии. Вектор спонтанной поляризовап-
ности в интервале температур 0—120°С имеет направление [001],
в интервале 0—80°С—[011], а ниже —80°С—[111]. При температуре
выше точки Кюри (120°С) у ВаТЮз возникает кубическая структура и
спонтанная поляризация исчезает, при этом он из сегнетоэлектрика
превращается в параэлектрик.
У керамики ВаТЮз векторы Ps направлены хаотически, следова-
тельно
2Р, = 0,
т. е. керамику следует рассматривать как изотропное тело. Однако при
приложении постоянного электрического поля векторы Ps доменов
ориентируются в определенном направлении, как показано на рис. 1-3-3.
При комнатной температуре вектор Ps направлен по оси с кристаллов,
а отношение с!а равно 1,01, в связи с чем в направлении приложенного
20
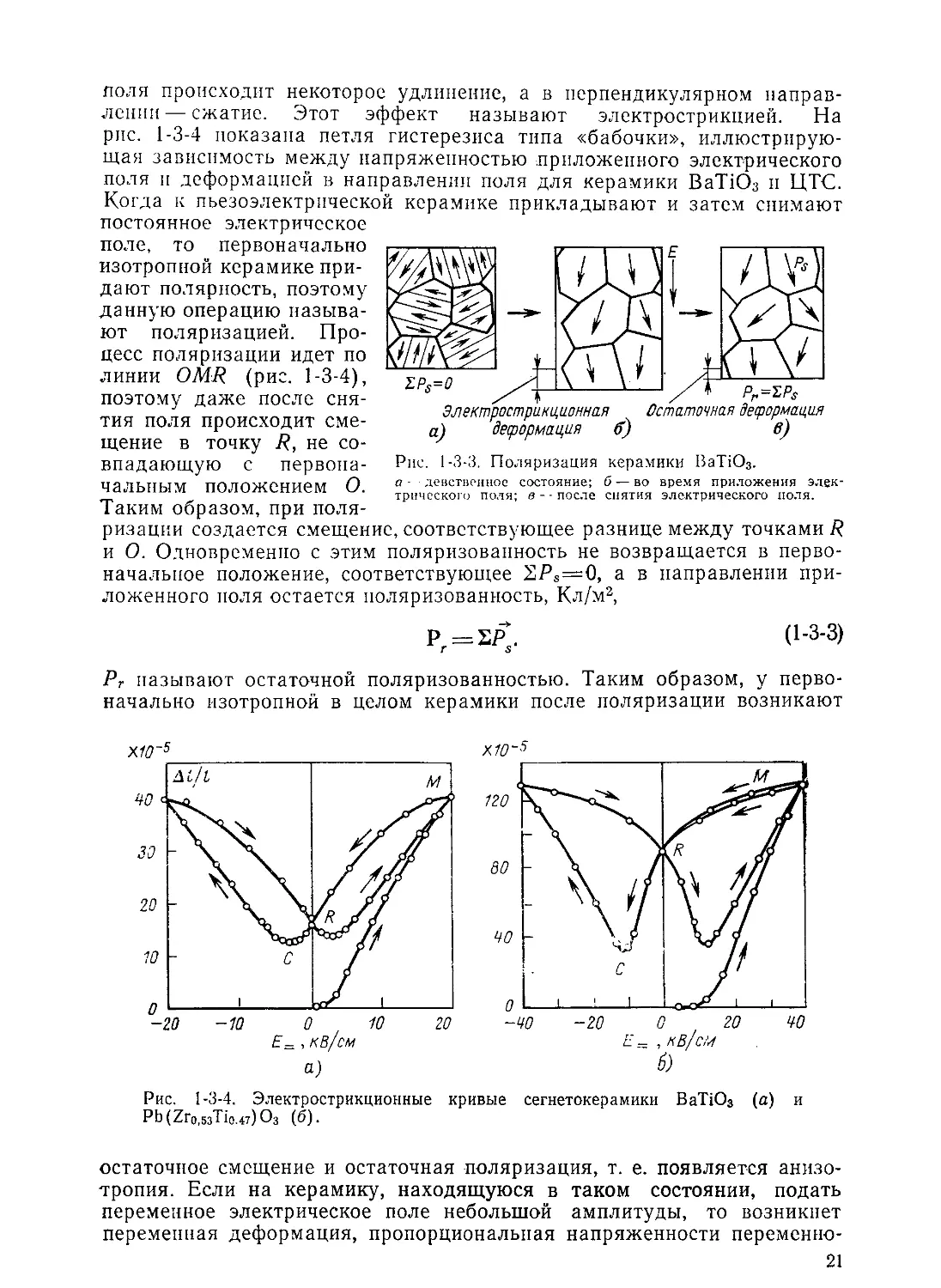
поля происходит некоторое удлинение, а в перпендикулярном направ-
лении— сжатие. Этот эффект называют электрострикцией. На
рис. 1-3-4 показана петля гистерезиса типа «бабочки», иллюстрирую-
щая зависимость между напряженностью приложенного электрического
поля и деформацией в направлении поля для керамики ВаТЮз и ЦТС.
Когда к пьезоэлектрической керамике прикладывают и затем снимают
постоянное электрическое
поле, то первоначально
изотропной керамике при-
дают полярность, поэтому
данную операцию называ-
ют поляризацией. Про-
цесс поляризации идет по
линии О MR (рис. 1-3-4),
поэтому даже после сня-
тия поля происходит сме-
щение в точку R, не со-
впадающую с первона-
чальным положением О.
Таким образом, при поля-
ризации создается смещение, соответствующее разнице между точками/?
и О. Одновременно с этим поляризованиость не возвращается в перво-
начальное положение, соответствующее S/3s=0, а в направлении при-
ложенного поля остается поляризованиость, Кл/м2,
(1-3-3)
Рис. 1-3-4. Электрострикционные кривые сегнетокерамики ВаТЮ3 (а) и
Pb(Zro,53Tio.47)03 (б).
остаточное смещение и остаточная поляризация, т. е. появляется анизо-
тропия. Если на керамику, находящуюся в таком состоянии, подать
переменное электрическое поле небольшой амплитуды, то возникнет
переменная деформация, пропорциональная напряженности переменно-
21
го поля. Это эквивалентно обычному пьезоэффекту. Если з элем =
частота приложенного электрического напряжения будет л а;;-:а ле?л-
нансной частоте упругих колебаний образца, то в керамике .
механический резонанс и ее можно использовать в качестве рее: те
В этом заключается принцип действия пьезоэлектрических . ве-
ских резонаторов.
Керамические материалы были рассмотрены на примете
электрической керамики ВаТЮ3, которая, конечно, относится к -.: ' :
виду. Помимо сегнетокерамики в качестве диэлектриков _ :
используют керамику из окиси титана, из стеатита, форстерита, ?’ . -
зема, причем керамика любого из указанных составов продета-
собой твердое тело, состоящее из беспорядочно расположенных :
сталлитов.
Керамика состоит из беспорядочно, но плотно расположенных нлк-
сталлитов. Ее теоретическая плотность — это плотность при ну.лг-:-::.
пористости. Ниже дается несколько примеров расчета теоретике;?;::’:
плотности.
Кристаллы перовскитовой структуры. На рис. 1-2-1,а приведена
структура типа перовскита, характерная для ВаТЮз, РЬТЮз и -7
Объем элементарной ячейки Уо рассчитывают по параметрам элемен-
тарной ячейки а и с, м3:
Vo=a2c. (1-3-4)
В элементарной ячейке (см. рис. 1-2-1,а) атомы бария нахлдял;-
в вершинах восьми углов, кислорода — в центре шести граней. л:-:лз-
на — в центре объема и, казалось бы, соединение имеет формулу
Ва8ТЮе. Однако это не соответствует действительности. Каждый ал;м
бария принадлежит восьми соседним элементарным ячейкам, расп-
ложенным левее и правее, выше и ниже, дальше и ближе, поэтому
принимать в расчет следует только Vs всех атомов бария. Атом кис.лл-
рода принадлежит двум соседним ячейкам, следовательно, счияалл
нужно i/2 всех атомов кислорода, изображенных на рисунке. Так::'
образом, в объеме элементарной ячейки следует принимать в оалчел
1 атом бария, 1 атом титана и 3 атома кислорода. Поскольку атом:-:с-
масса бария равна 137,34, титана — 46,90, кислорода—16, то. з:п-
количество молекул в грамм-молекуле (число Авогадро) А7о = 6.г'23
ХЮ23 моль-1, находим массу, приходящуюся на объем Ко, м3:
137,34 + 47,90+ 16-3
6,023-1023
Из рис. 1-2-1,б видно, что при температуре 26°С а=0,3994 нм. с =
= 0,4038 нм и da—1,01. Следовательно, теоретическая плотность г-х.
г/см3, равна:
_ м . _____ 233,94 1 то
+о-_/Ио/П0— 5 023-1023 ' (3,994)3-1,01-10 - 24-0,012-
Кристаллы структуры шпинели. Большинство керамических мате-
риалов с магнитными свойствами (ферритов) состоит из кристаллилоз
со структурой, аналогичной структуре природного материала — шпине-
22
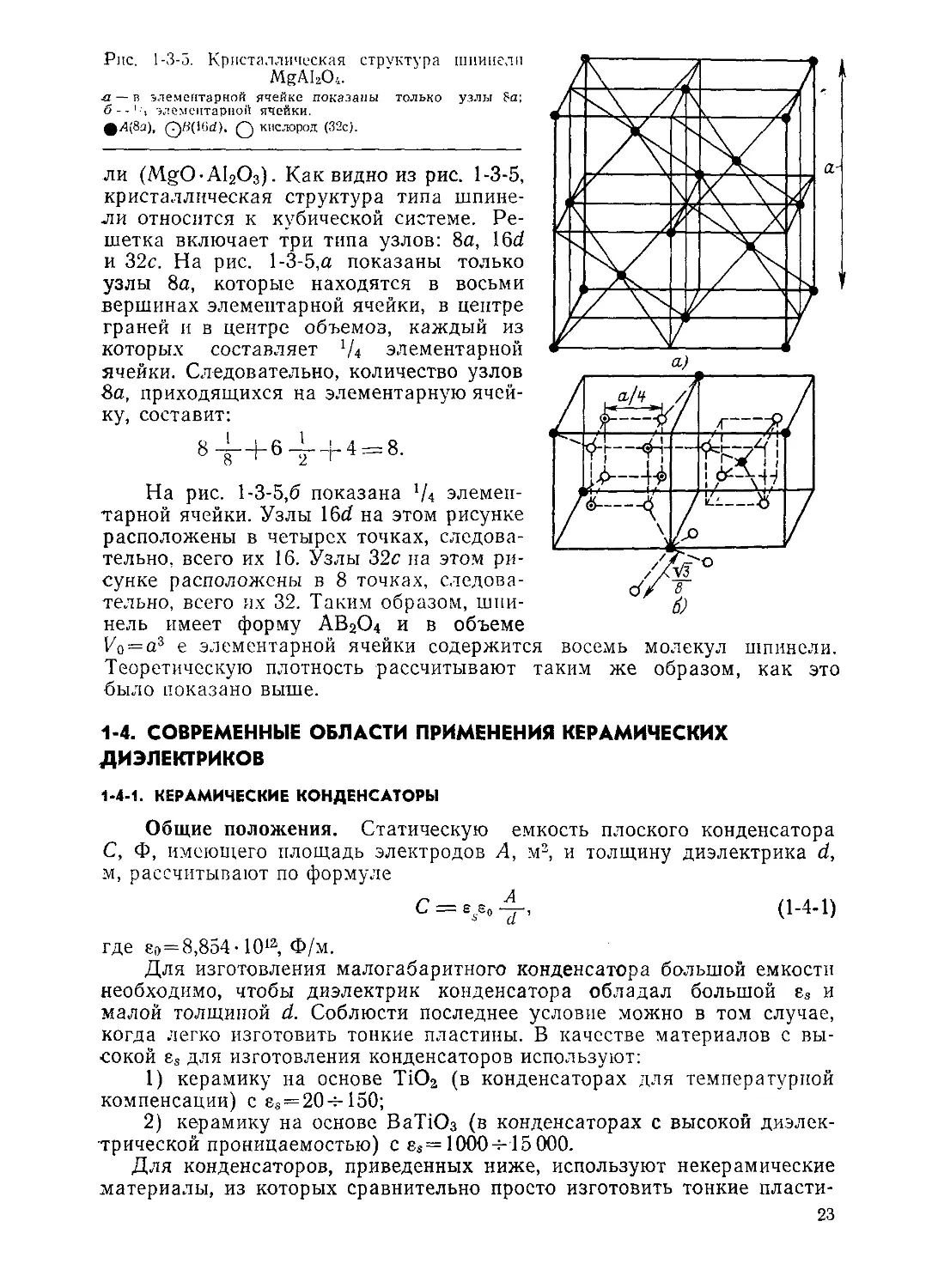
Рис. 1-3-5. Кристаллическая структура шпинели
MgAlzOi.
а — в элементарной ячейке показаны только узлы 8а;
б--1 элементарной ячейки.
®Л(8а), QB(16d), Q кислород (32с).
ли (MgO-Al2O3). Как видно из рис. 1-3-5,
кристаллическая структура типа шпине-
ли относится к кубической системе. Ре-
шетка включает три типа узлов: 8а, 16d
и 32с. На рис. 1-3-5,а показаны только
узлы 8а, которые находятся в восьми
вершинах элементарной ячейки, в центре
граней и в центре объемов, каждый из
которых составляет '/4 элементарной
ячейки. Следовательно, количество узлов
8а, приходящихся на элементарную ячей-
ку, составит:
8тг+64+4=8-
На рис. 1-3-5,6 показана ’Д элемен-
тарной ячейки. Узлы 16d на этом рисунке
расположены в четырех точках, следова-
тельно, всего их 16. Узлы 32с на этом ри-
сунке расположены в 8 точках, следова-
тельно, всего их 32. Таким образом, шпи-
нель имеет форму АВ2О4 и в объеме
|/0 = а3 е элементарной ячейки содержится восемь молекул шпинели.
Теоретическую плотность рассчитывают таким же образом, как это
было показано выше.
1-4. СОВРЕМЕННЫЕ ОБЛАСТИ ПРИМЕНЕНИЯ КЕРАМИЧЕСКИХ
ДИЭЛЕКТРИКОВ
1-4-1. КЕРАМИЧЕСКИЕ КОНДЕНСАТОРЫ
Общие положения. Статическую емкость плоского конденсатора
С, Ф, имеющего площадь электродов А, м2, и толщину диэлектрика d,
м, рассчитывают по формуле
С = £ЛоА, (1-4-1)
где 69=8,854-1012, Ф/м.
Для изготовления малогабаритного конденсатора большой емкости
необходимо, чтобы диэлектрик конденсатора обладал большой es и
малой толщиной d. Соблюсти последнее условие можно в том случае,
когда легко изготовить тонкие пластины. В качестве материалов с вы-
сокой 8S для изготовления конденсаторов используют:
1) керамику на основе TiO2 (в конденсаторах для температурной
компенсации) сеа = 20ч-150;
2) керамику на основе ВаТЮз (в конденсаторах с высокой диэлек-
трической проницаемостью) с ss = 1 000-И 5 000.
Для конденсаторов, приведенных ниже, используют некерамические
материалы, из которых сравнительно просто изготовить тонкие пласти-
23
ны: 1) слюдяные, d=0,01 4-0,05 мм; 2) бумажные, d—0,0080,1 мм;
3) на органических пленках, с?=0,01 мм; 4) электролитические, d =
= 0,00001 -:-0,001 мм (0,01--1 мкм).
При изготовлении керамических диэлектриков на основе ТЮг или
ВаТЮз ио обычной керамической технологии толщина, получаемая
такими методами формования, как сухое прессование или протяжка,
технологически ограничена примерно 0,1 мм (100 мкм). Следовательно,
если изготовить дисковый конденсатор диаметром 10 мм из материала
с диэлектрической проницаемостью es= 10000, то емкость конденсатора
составит 0,05 мкФ, при этом приходится преодолевать значительные
трудности. Для уменьшения толщины диэлектрика, как известно,
используют шлифовку, при которой предел толщины составляет 30—
50 мкм. Однако помимо особых случаев этот способ не находит при-
менения. Изучают также способы получения диэлектриков малой тол-
щины путем обжига тонких слоев, наносимых электроосаждением,
вакуумным напылением, разложением органических соединений титана.
Однако нельзя утверждать, что в промышленном освоении указанных
способов получения диэлектриков с высокой диэлектрической прони-
цаемостью достигнуты успехи. Самыми перспективными являются кон-
денсаторы, использующие барьерную емкость контакта полупровод-
ник— металл. В частности, использование полупроводниковой керамики
на основе ВаТЮз позволяет получить такой же эффект, как при обра-
зовании бездефектного изоляционного слоя толщиной несколько ми-
крон. Этим способом, имеющим большое практическое значение, можно
изготовить малогабаритные конденсаторы большой емкости, которые
имеют высокую диэлектрическую проницаемость es и малую толщину d.
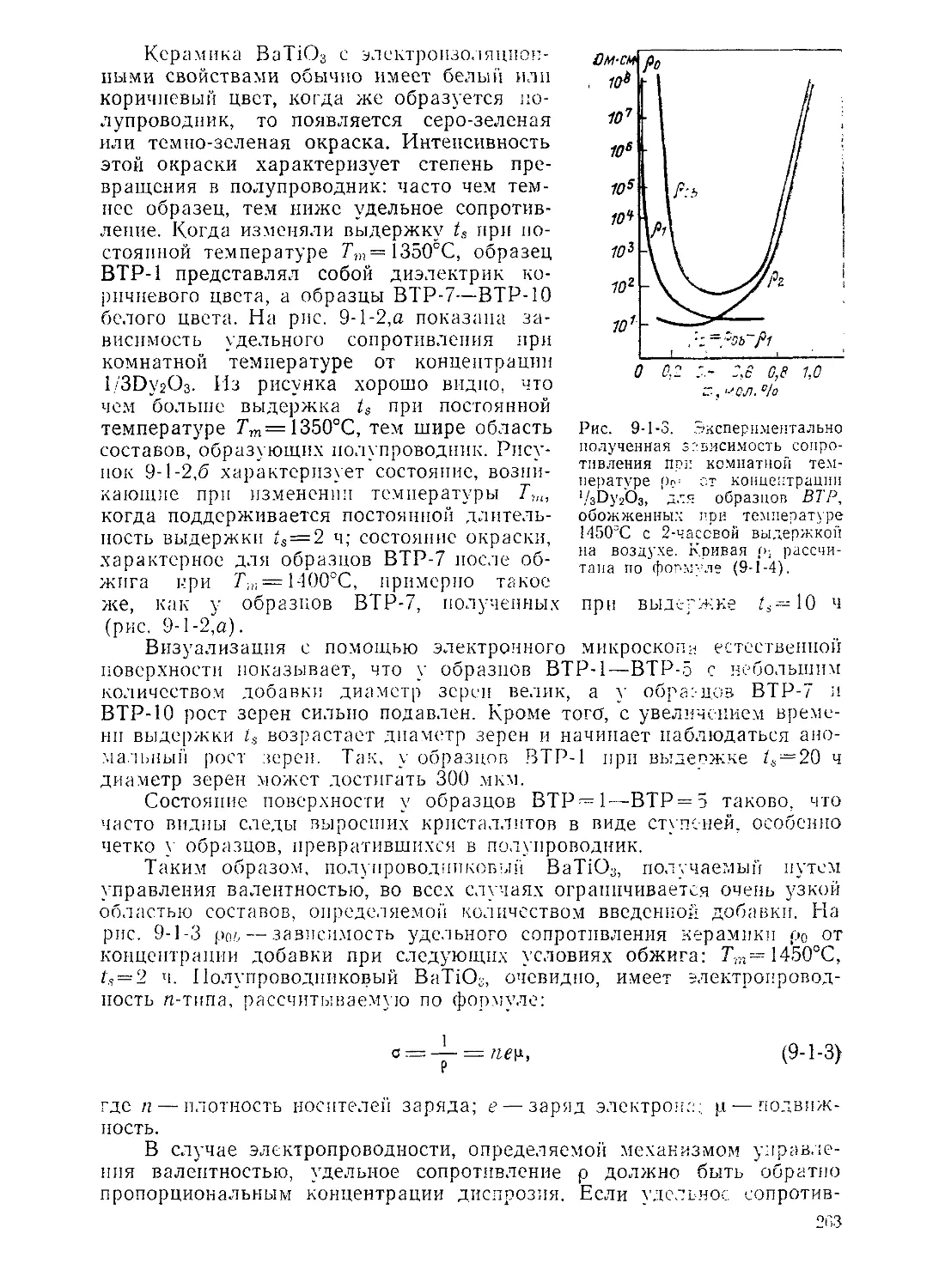
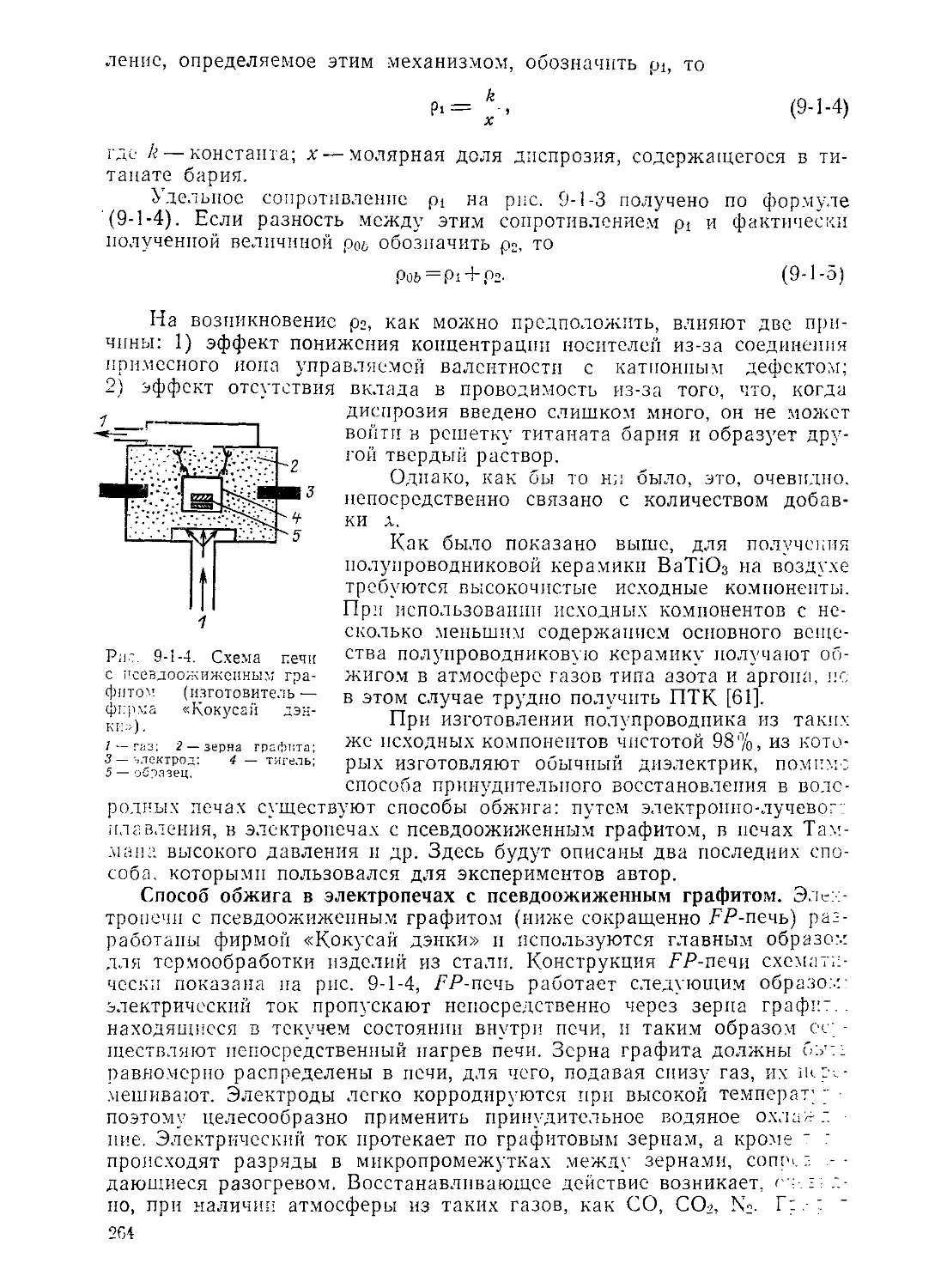
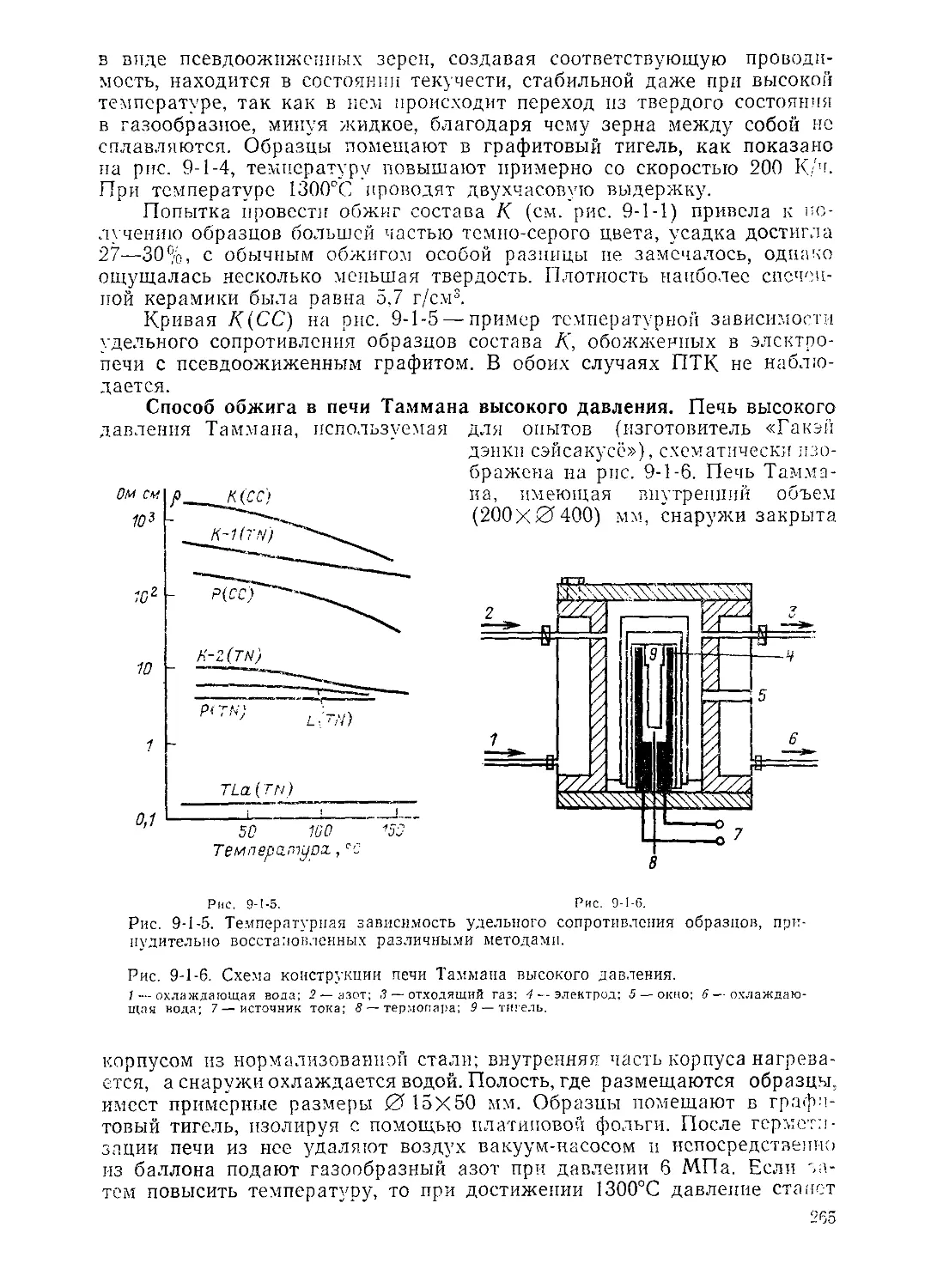
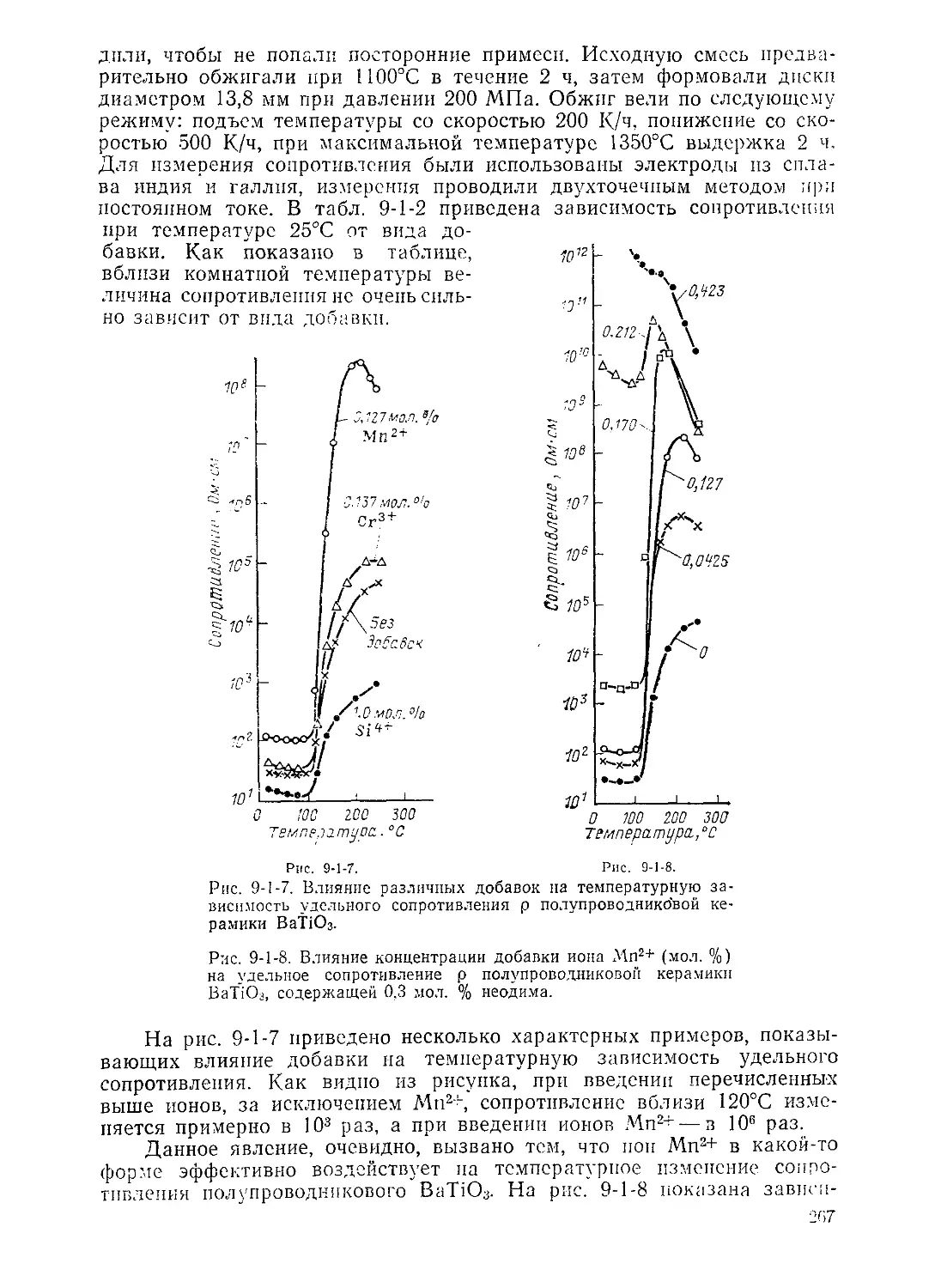
Полупроводникам на основе ВаТЮз посвящен § 9-1.
Наконец, недавно Ваку Сигэру из Института электросвязи изобрел
превосходную конденсаторную керамику с барьерным слоем, которая
подробно будет рассмотрена в подпараграфе 9-1-3. В настоящее время
ведутся интенсивные работы по изучению путей практического приме-
нения этого замечательного материала, представляющего собой полу-
проводниковую керамику на основе ВаТЮз. у которой изоляционный
слой, образованный границами зерен кристаллитов, обладает эффек-
тивной диэлектрической проницаемостью 20 000—50 000 и пробивным
напряжением примерно 45 В.
Двуокись титана (ТЮД имеет три кристаллические модификации
(рутил, анатаз и брукит), однако для практических целей наибольшее
значение имеет рутил. Монокристаллы этой модификации получают
методом плавления в пламени (также называемым методом Бернулли).
Они обладают более высоким коэффициентом преломления, чем алмаз,
что послужило причиной изготовления из них искусственных драгоцен-
ных камней.
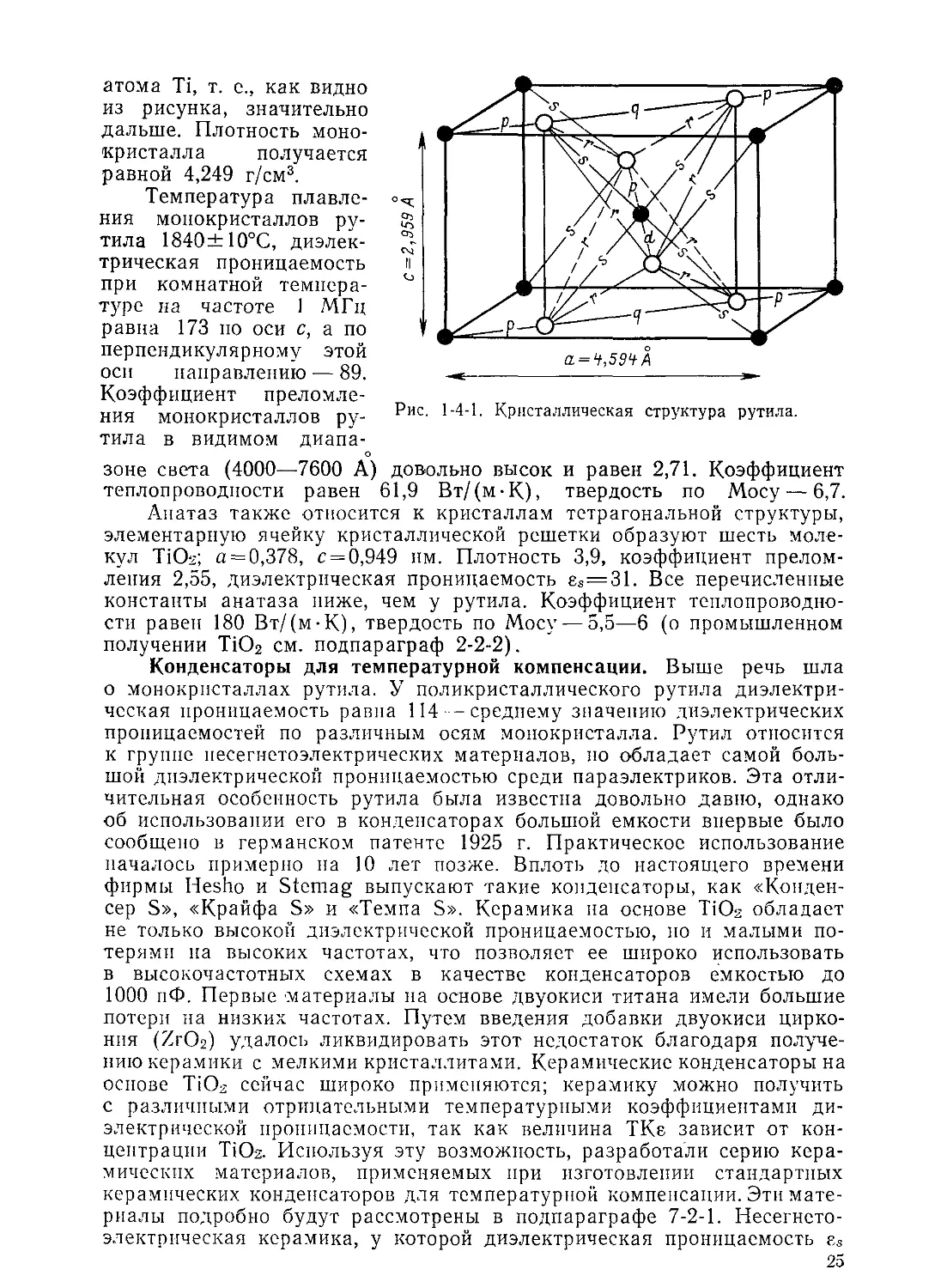
Рутил имеет тетрагональную структуру. Как видно из рис. 1-4-1,
в элементарной ячейке рутила а = Ь=^=с; при температуре 25°С
а=4,5936 А, с/а=0,6439. В центре объема и в восьми вершинах
углов ячейки находятся атомы титана, атомы кислорода расположены
так, что с центральным атомом титана они образуют октаэдр. Те четы-
ре атома кислорода, что расположены на нижней и верхней гранях,
находятся па расстоянии s от центрального атома титана, остальные
два атома кислорода расположены на расстоянии р от центрального
24
атома Ti, т. с., как видно
из рисунка, значительно
дальше. Плотность моно-
кристалла получается
равной 4,249 г/см3.
Температура плавле-
ния монокристаллов ру-
тила 1840±10°С, диэлек-
трическая проницаемость
при комнатной темпера-
туре на частоте 1 МГц
равна 173 по оси с, а по
перпендикулярному этой
оси направлению — 89.
Коэффициент преломле-
ния монокристаллов ру-
Рис. 1-4-1. Кристаллическая структура рутила.
тила в видимом диапа-
зоне света (4000—7600 А) довольно высок и равен 2,71. Коэффициент
теплопроводности равен 61,9 Вт/(м-К), твердость по Мосу — 6,7.
Анатаз также относится к кристаллам тетрагональной структуры,
элементарную ячейку кристаллической решетки образуют шесть моле-
кул Ti02; а = 0,378, с = 0,949 нм. Плотность 3,9, коэффициент прелом-
ления 2,55, диэлектрическая проницаемость es=31. Все перечисленные
константы анатаза ниже, чем у рутила. Коэффициент теплопроводно-
сти равен 180 Вт/(м-К), твердость по Мосу — 5,5—6 (о промышленном
получении ТЮ2 см. подпараграф 2-2-2).
Конденсаторы для температурной компенсации. Выше речь шла
о монокристаллах рутила. У поликристаллического рутила диэлектри-
ческая проницаемость равна 114 -среднему значению диэлектрических
проницаемостей по различным осям монокристалла. Рутил относится
к группе песегнетоэлектрических материалов, но обладает самой боль-
шой диэлектрической проницаемостью среди параэлектриков. Эта отли-
чительная особенность рутила была известна довольно давно, однако
об использовании его в конденсаторах большой емкости впервые было
сообщено в германском патенте 1925 г. Практическое использование
началось примерно па 10 лет позже. Вплоть до настоящего времени
фирмы Hesho и Stemag выпускают такие конденсаторы, как «Конден-
сер S», «Крайфа S» и «Темпа S». Керамика па основе ТЮ2 обладает
не только высокой диэлектрической проницаемостью, но и малыми по-
терями на высоких частотах, что позволяет ее широко использовать
в высокочастотных схемах в качестве конденсаторов емкостью до
1000 пФ. Первые материалы на основе двуокиси титана имели большие
потери на низких частотах. Путем введения добавки двуокиси цирко-
ния (ZrO2) удалось ликвидировать этот недостаток благодаря получе-
нию керамики с мелкими кристаллитами. Керамические конденсаторы на
основе Ti02 сейчас широко применяются; керамику можно получить
с различными отрицательными температурными коэффициентами ди-
электрической проницаемости, так как величина ТКе зависит от кон-
центрации ТЮг. Используя эту возможность, разработали серию кера-
мических материалов, применяемых при изготовлении стандартных
керамических конденсаторов для температурной компенсации. Эти мате-
риалы подробно будут рассмотрены в подпараграфе 7-2-1. Несегнето-
электрическая керамика, у которой диэлектрическая проницаемость е5
25
равна примерно 10—150, а ТКе — от +100 до —750-10—6 К-1, как пра-
вило, в том или ином количестве содержит TiOs.
Керамические конденсаторы с высокой диэлектрической проницае-
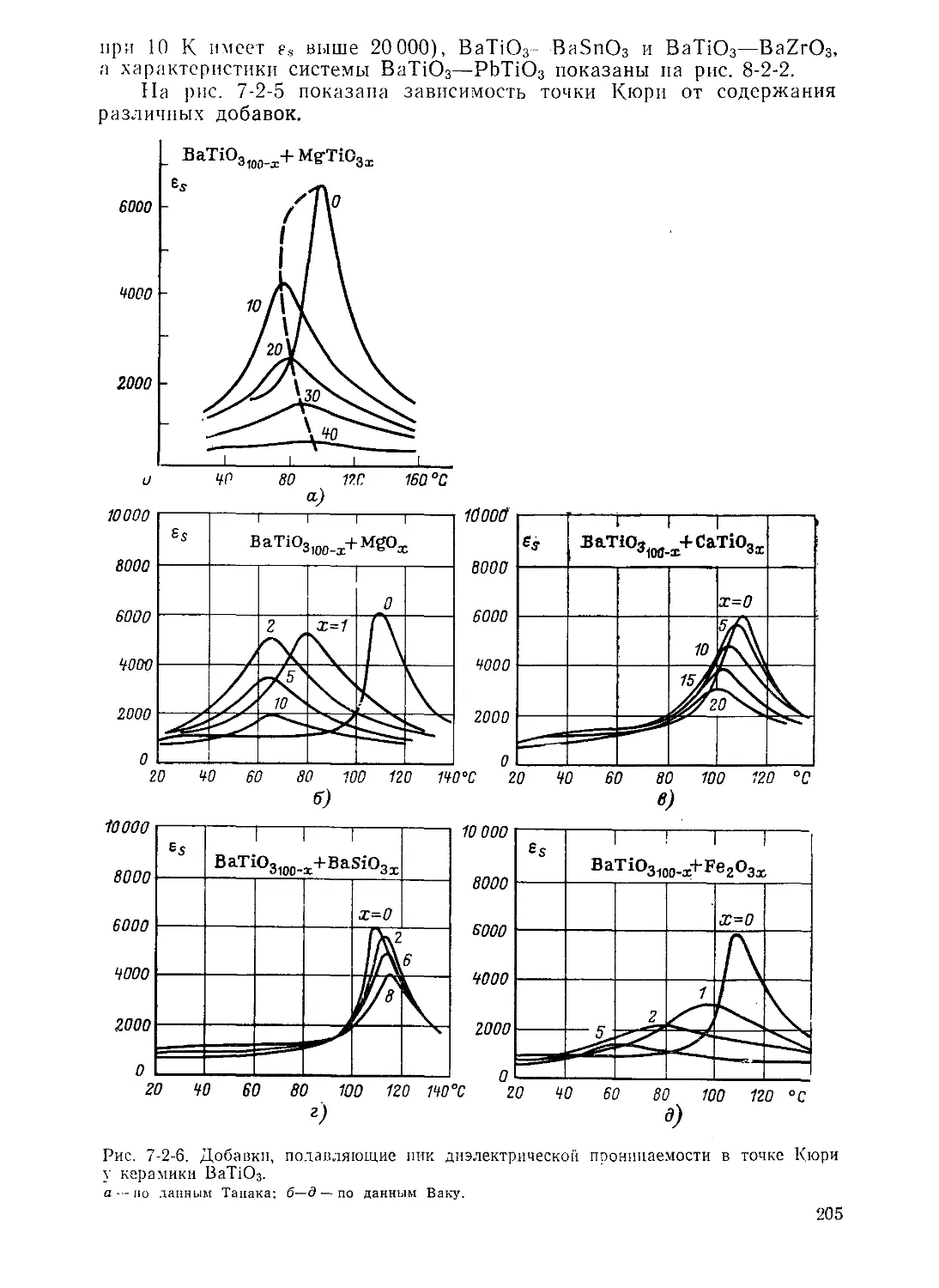
мостью. Аномальные диэлектрические свойства BaTiOs обнаружили
примерно в одно и то же время в 1942 г. в трех странах: в Японии,
США и СССР. История этого открытия началась с того, что при изу-
чении путей улучшения свойств керамики на основе TiO2 обнаружили
необычайно высокую диэлектрическую проницаемость у материала, со-
стоящего из равных мольных долей TiO2 и ВаО. Как показано на рис.
1-3-2, диэлектрическая проницаемость es керамики BaTiO3 при комнат-
ной температура равна примерно 1500, а вблизи точки Кюри Те, равной
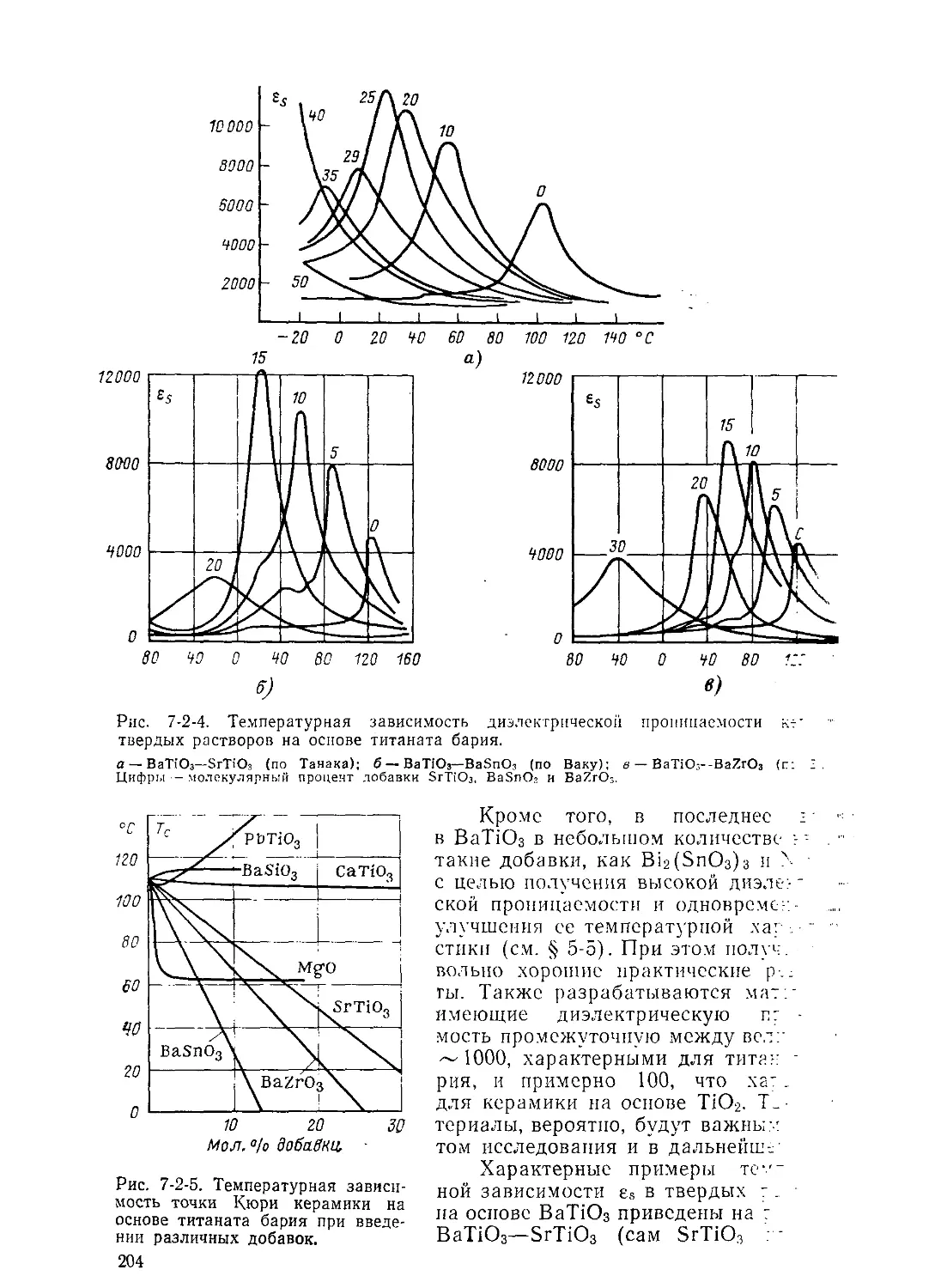
120°С, достигает 6000—10 000. Если в ВаТЮз ввести SrTiO3 или
BaSnOa, то точка Кюри Тс понижается и можно получить керамику,
у которой диэлектрическая проницаемость при комнатной температуре
равна 3000—15 000.
Таким образом, поскольку была получена керамика с аномально
высоким значением диэлектрической проницаемости, значительно пре-
восходящим gs известных до обнаружения титаната бария керамиче-
ских материалов на основе описанного выше рутила, то были сделаны
попытки использовать титанат бария в качестве материала для конден-
саторов с высокой диэлектрической проницаемостью.
Исследования автора позволяют сделать вывод, что в аппаратуре
связи SCR-610 армии США, изготовленной ориентировочно в 1943 г.,
была использована керамика ВаТЮз (см. подпараграф 11-4-3). В Япо-
нии начиная с 1944—1945 гг. также находили применение опытные об-
разцы таких конденсаторов. Однако ВаТЮз как конденсаторный мате-
риал с точки зрения устаревшего представления о конденсаторах имел
существенные недостатки, присущие сегнетоэлектрикам: значение ди-
электрической проницаемости сильно зависело от температуры, часто-
ты, амплитуды переменного измерительного напряжения, смещающего
постоянного напряжения; кроме того, он имел довольно большие ди-
электрические потери. В связи с этим не могло быть и речи о немед-
ленном его внедрении. Широкое промышленное производство конденса-
торов па основе титаната бария началось в 1953—1954 гг. с повсемест-
ным распространением телевидения. В современном телевизоре
примерно 30 сегнетокерамическихконденсаторов, главным образом шун-
тирующих и предназначенных для коммутации высокочастотных схем,
где некоторые колебания емкости не имеют большого значения. В теле-
визорах на транзисторах также применяется большое количество сверх-
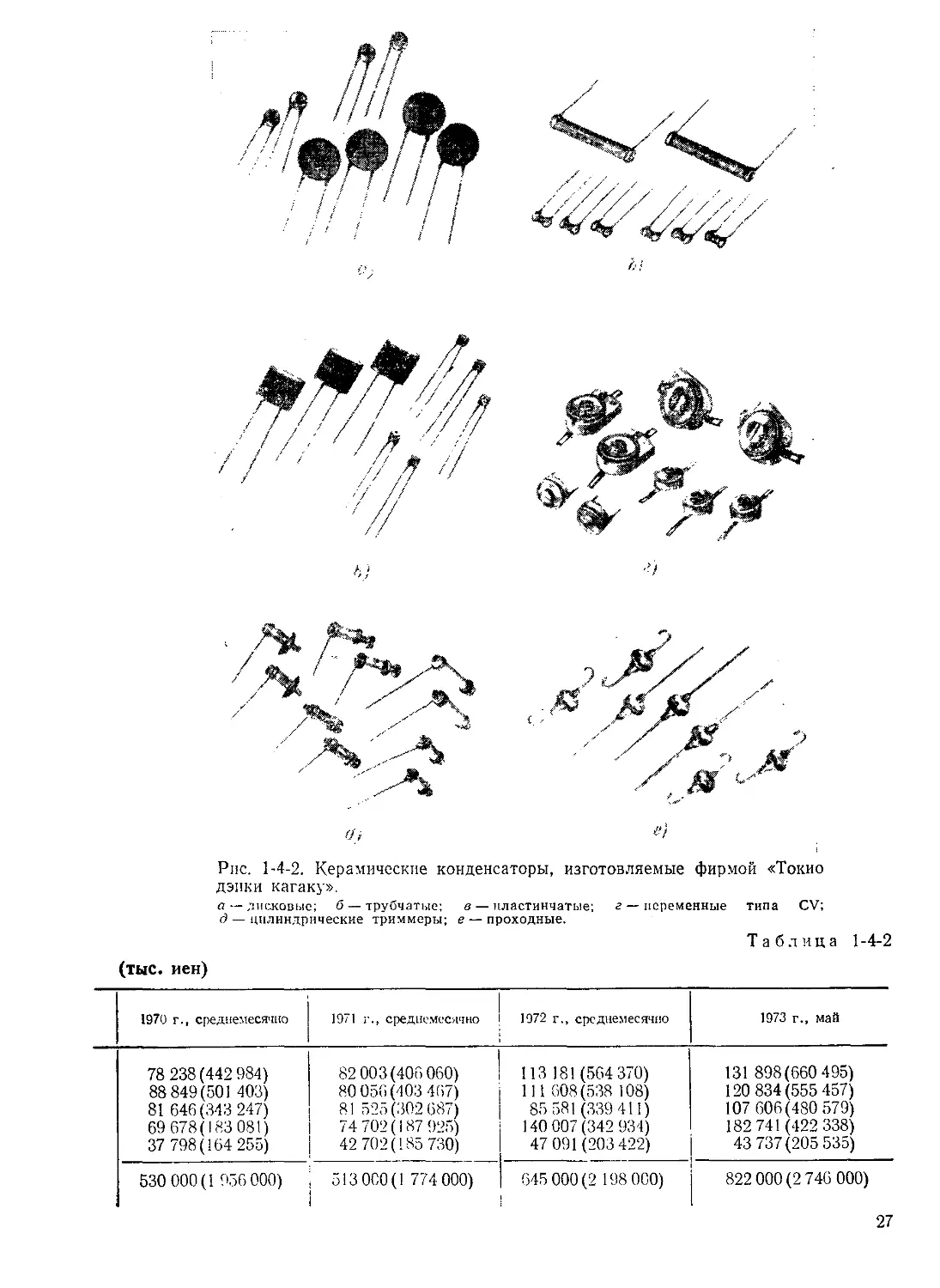
миниатюрных конденсаторов. На рис. 1-4-2 показан внешний вид кера-
Нроизводство керамических конденсаторов различными фирмами Японии, тыс. шт
Фирма 1965 г., среднемесячно 1967 г., июнь | 1965 г., июнь
„Токио дэнки кагаку“ „Мурата сэйсакудзё“ „Тайё юдэн“ „КСК“ „Мацусита дэнки“ 21 621(92 389) 23 331 (149 425) ' 24 433(99 661) 14 759(53 418) 7684(34 391) 38 976(63 755) 38416(219 819) 46 497(172 429) 26 005(82 101) 15 092(59 980) 35 968(180 475) 61 875(329 418) 52 310(197 314) 39 046(104 173) 27 495(55 243)
Итого 120000(509 818) 237 000(906 000) 312 000(1 091 000)
26
/7"
л-/' //
////// ////.',
% 4/4/^'
Рис. 1-4-2, Керамические конденсаторы, изготовляемые фирмой «Токио
дэпки кагаку».
а — дисковые; б — трубчатые; в — пластинчатые; д — цилиндрические триммеры; е — проходные. г — переменные типа CV; Таблица 1-4-2
(тыс. иен)
1970 г., среднемесячно 1971 г., среднемесячно 1 1972 г., среднемесячно 1973 г., май
78 238 (442 984) 88 849(501 403) 81 646(343 247) 69 678(183 081) 37 798(164 255) 82 003(406 060) 80 056(403 467) 81 525(302 687) 74 702 (187 925) 42 702(185 730) I 113 181(564 370) । 111 608(538 108) 85 581(339 411) : 140 007(342 934) 1 47 091 (203 422) 131 898(660 495) 120 834(555 457) 107 606(480 579) 182 741(422 338) 43 737(205 535)
530 000(1 956 000) । 513 000(1774 000) 1 | 645 000(2 198 000) 822 000(2 746 000)
27
мическпх конденсаторов, имеющихся в продаже. Кроме того, конден-
саторы этого типа в последнее время стали необходимы для изготов-
ления микромодульпых плат [1], плат для гибридных и интегральных
схем. Конденсаторы подобного типа имеют не только малые габариты,
но и чрезвычайно низкую остаточную индуктивность. В связи с этим
на высокой частоте характеристики таких конденсаторов лучше, чем
бумажных и слюдяных. Примерно в 1952 г. фирма «Ниппон дэнх;!» из-
готовила передающее устройство па 4000 МГц для радиорелейной липни
между городами Токио и Осака, в котором для шунтирования в усили-
телях используется примерно 10 000 керамических конденсаторов про-
ходного типа из BaTiO3 на один канал. Примерно с этого времени кон-
денсаторы из титаната бария стали использовать не только в обычных
телевизорах и радиоприемниках, но и в аппаратуре связи, где требуется
высокая надежность. В настоящее время наиболее распространены кон-
денсаторы с емкостью 0,001—0,05 мкФ. В Японии в 1968 г. ежемесячно
изготовляли 300 млн. элементов из титановой керамики, значьзольная
часть которых вывозилась в США и Европу. Основные производители
конденсаторов в Японии — это фирмы «Токио дэнки кагаку», «Мурата
сэйсакусё», «Тайё юдэн», «КСК», «Мацусита дэнки» (табл. 1-4-2).
1-4-2. КЕРАМИЧЕСКИЕ ПЬЕЗОЭЛЕКТРИЧЕСКИЕ МАТЕРИАЛЫ
Как было указано в § 1-3, сегнетоэлектрическая керамика, прошед-
шая поляризацию, может быть использована в качестве пьезоэлектри-
ческого элемента. В отличие от сегнетовой соли керамика ВаТЮ3 не
растворяется в воде, обладает высокой водо- и пагревостойкостыо; кро-
ме того, керамике легко может быть придана желаемая форма.
Особенно бурное развитие работ, направленных на использование
сегнстокерамики в качестве пьезоэлектрического материала, началось
после появления керамики ЦТС. Эта керамика представляет собой
твердый раствор сегнетоэлектрика титаната свинца PbTiOg (7’,. = 500°С)
и аптисегпетоэлектрика цирконата свинца PbZrO3 (7’с=234сС). В част-
ности, нашла применение керамика состава РЬ (Zro.55Tio.45) О3, близкого
к тетрагонально-ромбоэдрическому переходу (см. подпараграф 8-2-2):
у этой керамики наблюдаются максимальные значения диэлектрической
проницаемости и коэффициента электромеханической связи k. Если
у керамики ВаТЮз k равен лишь 30—35%, то у керамики ЦТС может
быть почти в 2 раза больше и области применения значительно шире.
Стабильность характеристик в широком интервале температур, от —50
до 200°С, также является достоинством керамики ЦТС. В последнее
время привлекла внимание разработанная фирмой «Мацусита дэнки»
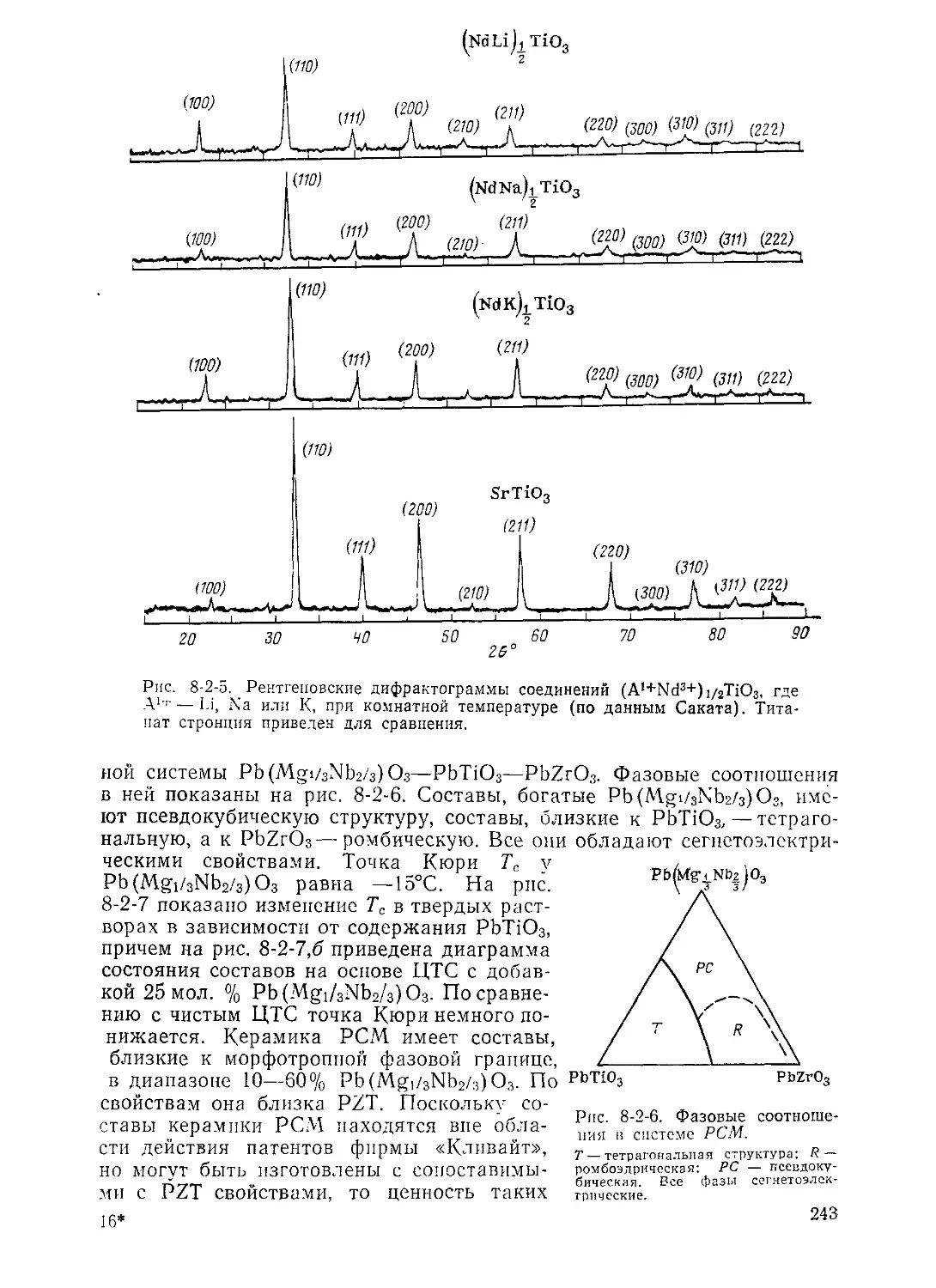
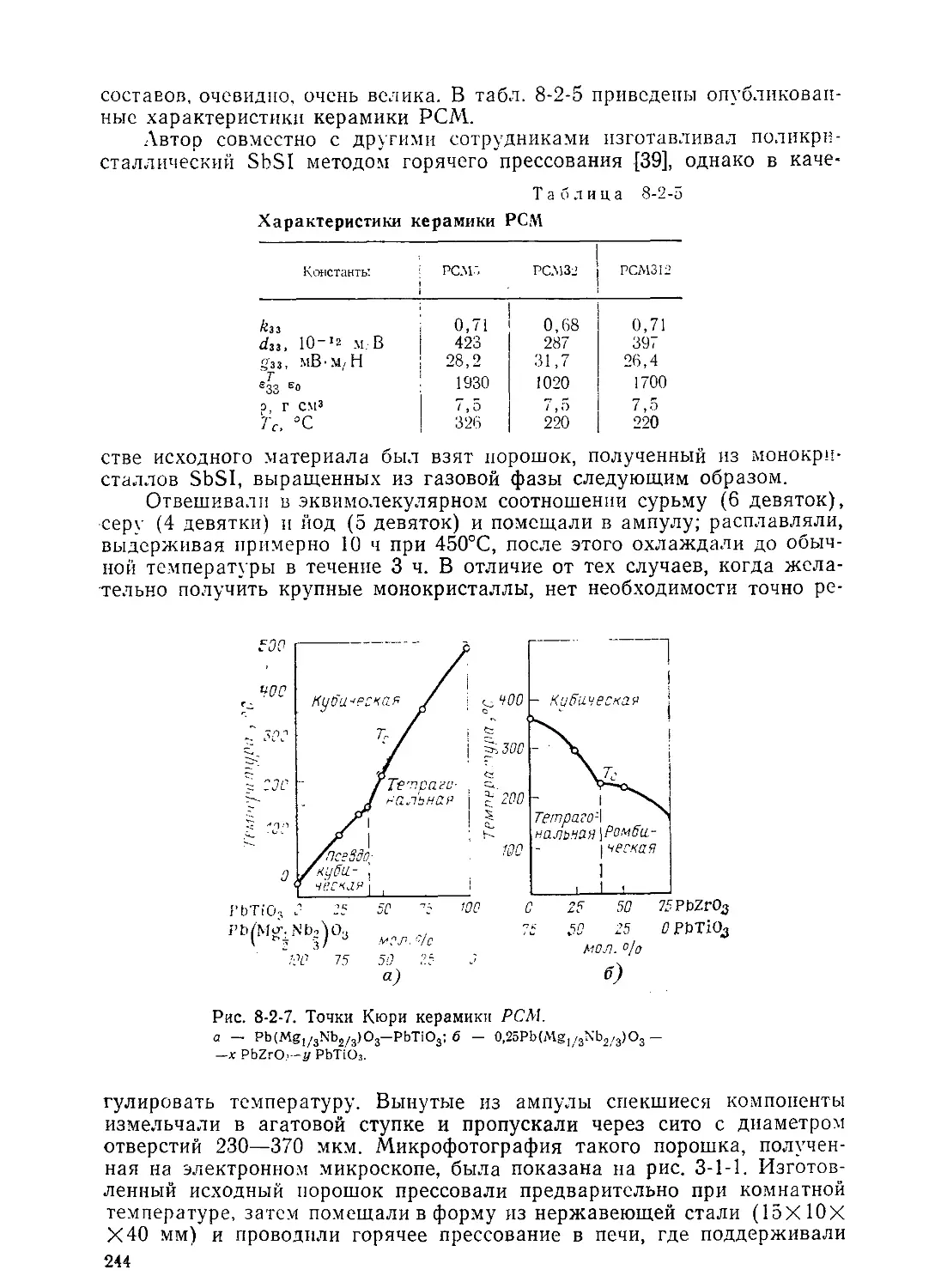
керамика РСМ состава Pb(Mgi/3Nb2/3)O3 —РЬТЮ3 —PbZrOs, конкурен-
тоспособная по характеристикам с керамикой ЦТС (см. подпараграф
8-2-3).
Промышленность освоила выпуск многих изделий из пьезокерами-
ки: датчики, ультразвуковые вибраторы, составные вибраторы, электро-
механические фильтры, элементы для газовых зажигалок. Пьезокера-
мические элементы для зажигательных устройств, которые в последнее
время стали широко использоваться для газовой аппаратуры, представ-
ляют собой столбик из керамики ЦТС высотой примерно 20 мм. При
механическом ударе возникает высокое напряжение, примерно 20 кВ,
при этом происходит искровой разряд, осуществляющий зажигание.
Таким образом, привилась такая область применения пьезокерамики,
28
о которой раньше даже не предполагали (см. подпараграф 8-4-3). В на-
стоящее время изучается возможность применения пьезокерамики
в фильтрах, и если изготовление таких фильтров промышленность осво-
ит, то будет заменена большая часть старых LC-фильтров, составлен-
ных из емкостей и индуктивностей. Возможно, что современная техни-
ка изготовления индуктивностей, заключающаяся в наматывании про-
волоки на сердечник, в недалеком будущем окажется устаревшей.
1-4-3. КЕРАМИЧЕСКИЕ ЭЛЕКТРОИЗОЛЯЦИОННЫЕ МАТЕРИАЛЫ
Электроизоляционные материалы должны иметь большое удельное
сопротивление р, высокую электрическую прочность £пр, малый тан-
генс угла диэлектрических потерь tgб и низкую диэлектрическую про-
ницаемость г,, Для высокочастотных электроизоляционных материалов
особенно важно, чтобы был мал коэффициент потерь
e"s—estg6, (1-4-2)
определяющий нагрев изоляционного материала при приложении высо-
кочастотного напряжения.
В качестве электроизоляционных материалов давно используют
стеатитовую, форстеритовую и глиноземистую керамику. Эти материа-
лы до сих пор сохраняют свое значение (см. § 9-3). В последнее время
появился, по-видимому, перспективный, электроизоляционный матери-
ал— закристаллизованное стекло (ситаллы).
Полевошпатовая керамика, состоящая главным образом из глины
(Al2O3-2SiO2-2II2O), ортоклаза (КгО-АЬОз-бЗЮг) и кремнезема (SiO2),
идет в больших количествах па изготовление изоляторов самого различ-
ного назначения: от высоковольтных для линий электропередач до
установочных деталей в бытовой сети. По объему производства элек-
троизоляционные керамические материалы занимают главное место
среди керамических диэлектриков. Однако tg6 у этих электроизоляци-
онных материалов довольно большой и на высоких частотах они как
изоляторы не применимы, а пригодны лишь для работы на промышлен-
ной частоте. Полевошпатовой керамике посвящено много других, специ-
альных работ, поэтому в данной книге она не рассматривается.
ГЛАВА ВТОРАЯ
ВВЕДЕНИЕ В ТЕХНОЛОГИЮ КЕРАМИКИ
2-1. ОБЩИЕ СВЕДЕНИЯ О СПОСОБАХ ИЗГОТОВЛЕНИЯ
2-1-1. СПОСОБЫ ИЗГОТОВЛЕНИЯ
Рассмотрим технологию керамики на примере изготовления сегне-
тоэлектрика ВаТЮз.
Керамику ВаТЮ3 получают обычно путем спекания при высокой
температуре (1300—1400°С) эквимолекулярной смеси карбоната бария
(ВаСОз) и двуокиси титана (ТЮ2). При этом происходит следующая
химическая реакция:
ВаСОз + ТЮг — ВаТЮз + СО2 | . (2-1-1)
Карбонат бария и двуокись титана представляют собой белый по-
рошок; в частности, может использоваться марка ТЮг, применяемая
2&
для приготовления белил. Для смешивания порошков можно исполь-
зовать ступку с пестиком, какой пользуются для приготовления ле-
карств в больницах и аптеках. Однако с целью достижения высокой
степени гомогенности при смешивании малых количеств используют
лабораторные шаровые мельницы, а для смешивания больших коли-
честв, например при промышленном производстве, — крупногабаритные
шаровые мельницы. ВаСО3 и TiOz, как указывалось выше, смешивают
точно в молекулярном соотношении 1:1, что в пересчете на массовое
соотношение дает 71,8 : 28,2 соответственно.
Спекание смесей порошков ВаСО;! и Т1О2 очень высокой чистоты
затруднено: в этом случае для плотного спекания недостаточна даже
температура порядка 1500°С, которая довольно высока для огнеупоров.
Если качество огнеупорного кирпича недостаточно высокое, то он рас-
плавится, а если даже этого не произойдет, то долговечность его будет
невелика. В связи с этим при промышленном производстве желатель-
но, чтобы температура обжига не превышала 1450°С. Для понижения
температуры спекания в титанат бария часто вводят добавки, называе-
мые минерализаторами, например алюмосиликаты, а также окислы
железа, кобальта, марганца, ванадия, церия и других металлов в таких
количествах, которые не ухудшают физических свойств керамики. По-
лучение химически чистых керамических материалов не больше, чем
пожелание, так как из-за высокой чистоты затрудняется спекание и
сохраняется большая пористость, что также затрудняет использование
таких материалов в качестве диэлектриков. При выборе вида минера-
лизатора и его количества необходимо учитывать, что наряду с полез-
ными примесями имеются и примеси, которые оказывают вредное влия-
ние. Выявление этих двух видов примесей — одна из проблем керами-
ческой технологии.
После тщательного перемешивания порошков исходных компонен-
тов производят формование методом прессования или протяжки, а иног-
да методом литья. Например, для изготовления дисков формование
заготовки осуществляют чаще всего прессованием. Однако если при-
кладывать давление к сухому порошку, то заготовка не будет сохра-
нять заданную форму, как не сохраняет ее сухой морской песок. И даже
если форма сохранится, внутри заготовки будут легко возникать тре-
щины, а края ее будут обсыпаться. Если же к порошку добавить не-
много воды, глицерина или крахмального клейстера, то он легко под-
дается формованию. Вещества, служащие для этой цели, называют
связками. Для получения керамики TiO> и ВаТЮз используют исход-
ные компоненты, не обладающие собственной пластичностью подобно
глине, поэтому необходимо, хотя бы в небольших количествах, добав-
лять связку, служащую для сцепления. Изучение связок — одна из важ-
нейших задач технологии керамики.
Необходимо не только смешать связку с исходным порошком, но и
получить так называемые вторичные зерна — гранулы. Цель гранули-
рования— улучшить сыпучесть прессовочного порошка для быстрой и
равномерной засыпки в пресс-форму. Негранулированные порошки
исходных компонентов ведут себя как, например, высушенная пшенич-
ная мука, при прессовании которой при любой степени уплотнения в за-
готовке возникают внутренние полости. С другой стороны, рис или
фруктовые косточки, очевидно, могут быть засыпаны равномерно и
быстро, без крупных полостей. Гранулирование представляет собой
процесс изготовления вторичных зерен, обладающих текучестью и боль-
30
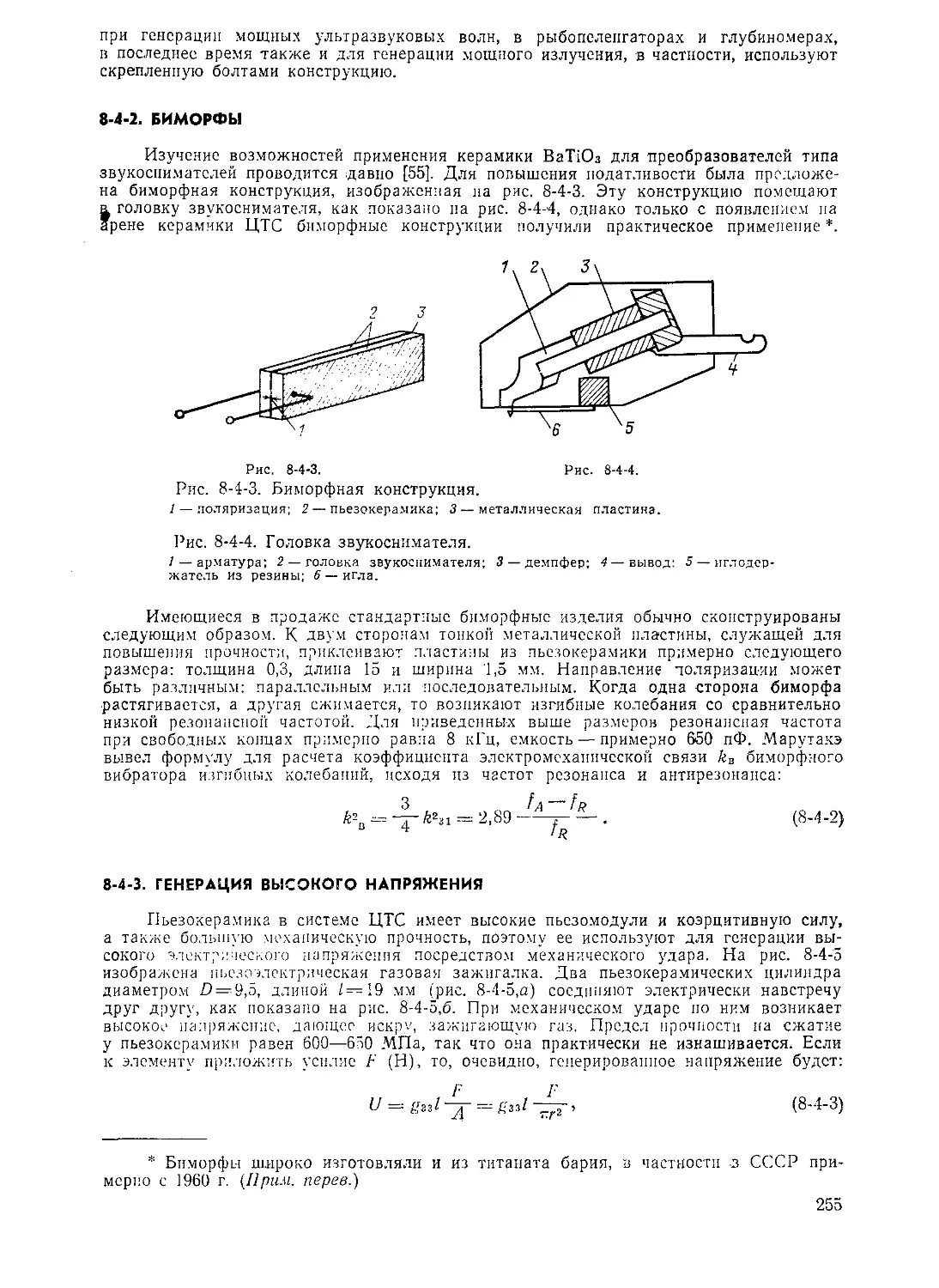
| Взвешивание^
шой плотностью, из исходных порошков, перемешанных со связкой,
причем первичные зерна исходных порошков значительно мельче, чем
зерна риса. Этот процесс при массовом производстве представляет со-
бой очень важную технологическую операцию.
Затем сформованные из порошка заготовки помещают в печь и на-
гревают. Обжиг можно проводить в газовых, мазутных и электрических
печах. С точки зрения автоматического регулирования температуры це-
лесообразно применять электрические печи. Обычный режим обжига
включает довольно быстрый подъем температуры, выдержку при ма-
ксимальной температуре, определяемой составом шихты, и охлаждение.
Для титаната бария относительно высокой чистоты максимальная тем-
пература обжига находится в интервале 1350—1450°С.
Открыв крышку остывшей печи, после обжига можно увидеть, что
порошок превратился в твердую керамику. Если началось плавление,
то это означает, что максимальная температура была слишком высока.
Если керамика выглядит шероховатой и пористой, максимальная тем-
пература была недостаточна. Благодаря этому процессу, называемому
обжигом, брикет из порошка, сфор-
мованного прессованием из экви-
молекулярной смеси ТЮ2 и ВаСОз,
превратился в твердое тело, назы-
ваемое керамикой ВаТЮз. Линей-
ные размеры обожженной заготов-
ки на 15—30% меньше аналогич-
ных размеров, сформованной заго-
товки. Явление, при котором бла-
годаря обжигу происходит усадка,
называют спеканием.
2-1-2. ПРИНЦИПИАЛЬНАЯ
ТЕХНОЛОГИЧЕСКАЯ СХЕМА
ИЗГОТОВЛЕНИЯ
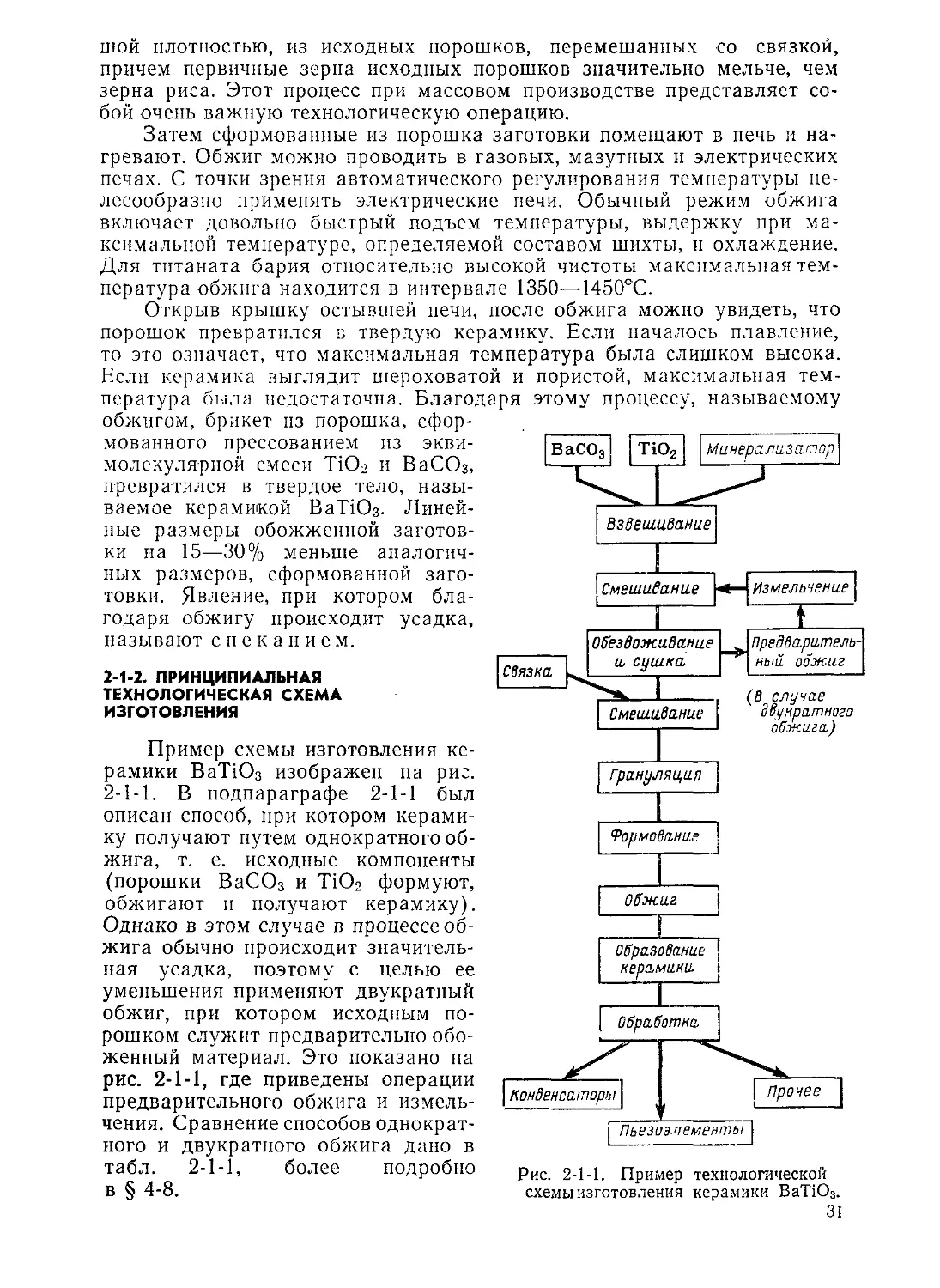
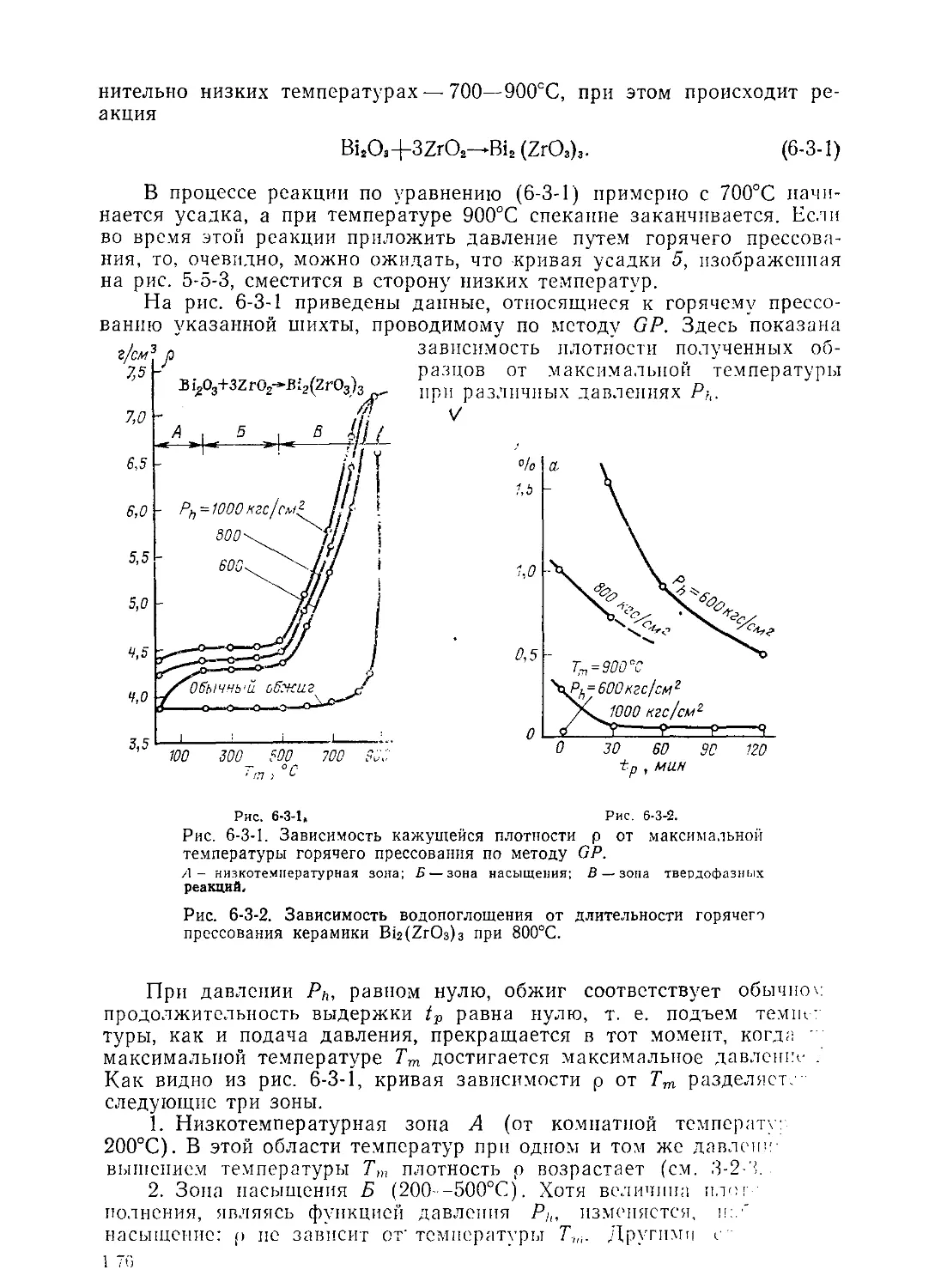
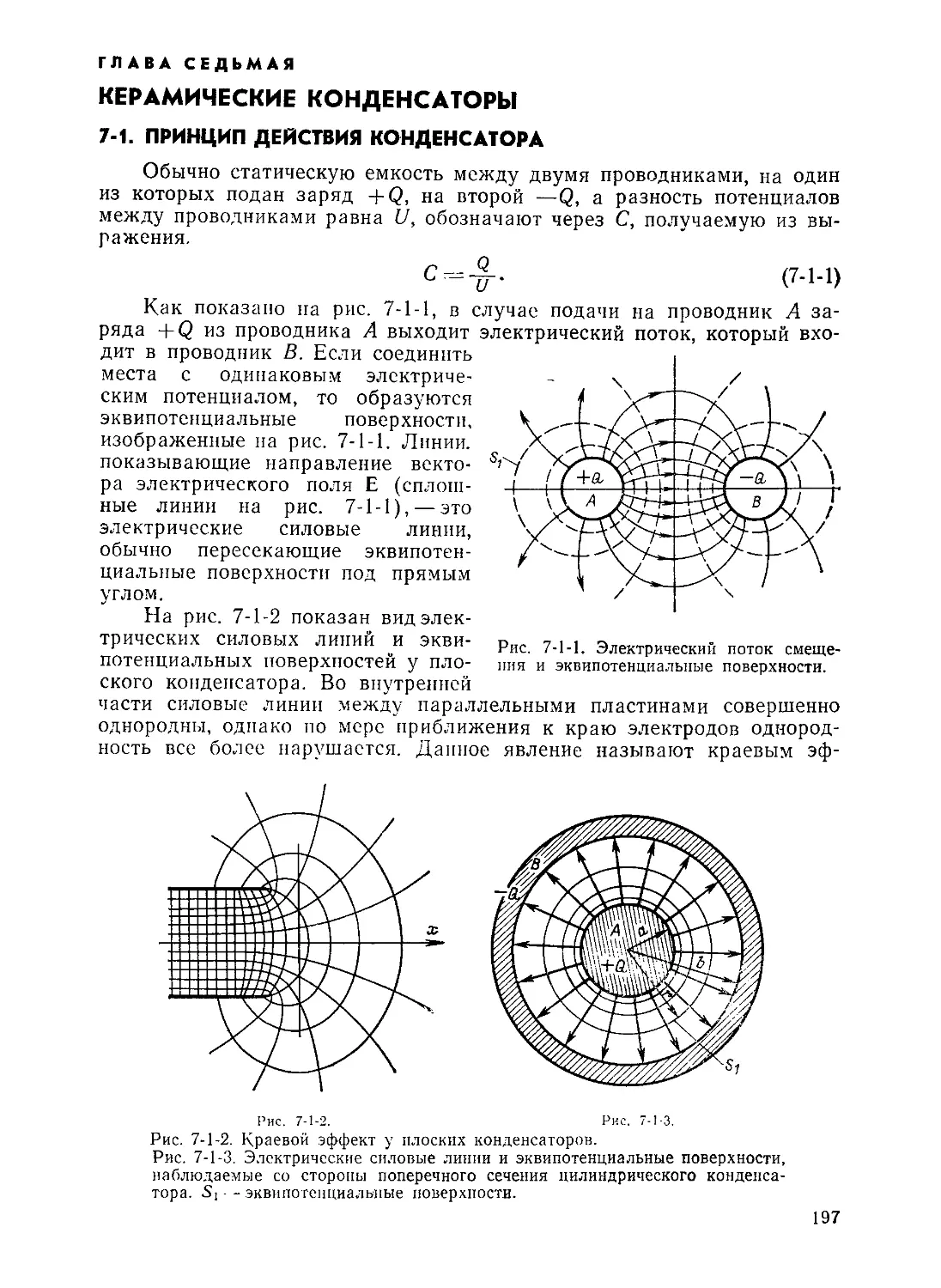
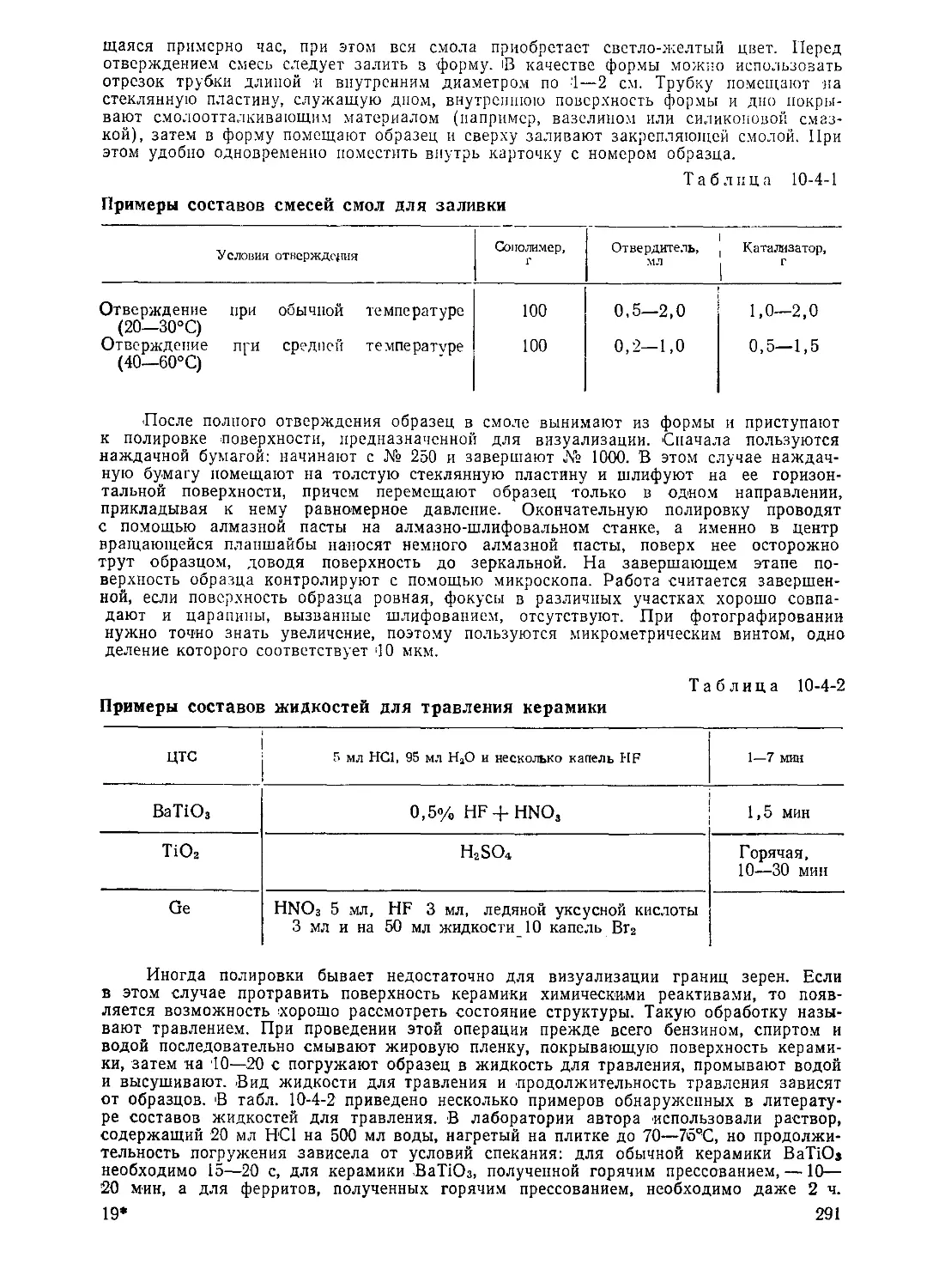
Пример схемы изготовления ке-
рамики ВаТЮз изображен на рис.
2-1-1. В подпараграфе 2-1-1 был
описан способ, при котором керами-
ку получают путем однократного об-
жига, т. е. исходные компоненты
(порошки ВаСО3 и ТЮ2 формуют,
обжигают и получают керамику).
Однако в этом случае в процессе об-
жига обычно происходит значитель-
ная усадка, поэтому с целью ее
уменьшения применяют двукратный
обжиг, при котором исходным по-
рошком служит предварительно обо-
женный материал. Это показано на
рис. 2-1-1, где приведены операции
предварительного обжига и измель-
чения. Сравнение способов однократ-
ного и двукратного обжига дано в
табл. 2-1-1, более подробно
в § 4-8.
31
TiO2 | | Минерализатор^
I Смешивание н Измельчение |
f
Н~Предваршпель-\
ный обжиг I
'^3^---1------- (В случае
Смешивание двукратного
I— । ---1 обжига)
| Грануляция |
[обезвоживание
I
| Формование |
[ Обжиг |
I Образование I
керамики I
| Обработка^
| Прочее |
| Пьезоэлементы]
Рис. 2-1-1. Пример технологической
схемы изготовления керамики ВаТ1О3.
| Конденсаторы ]
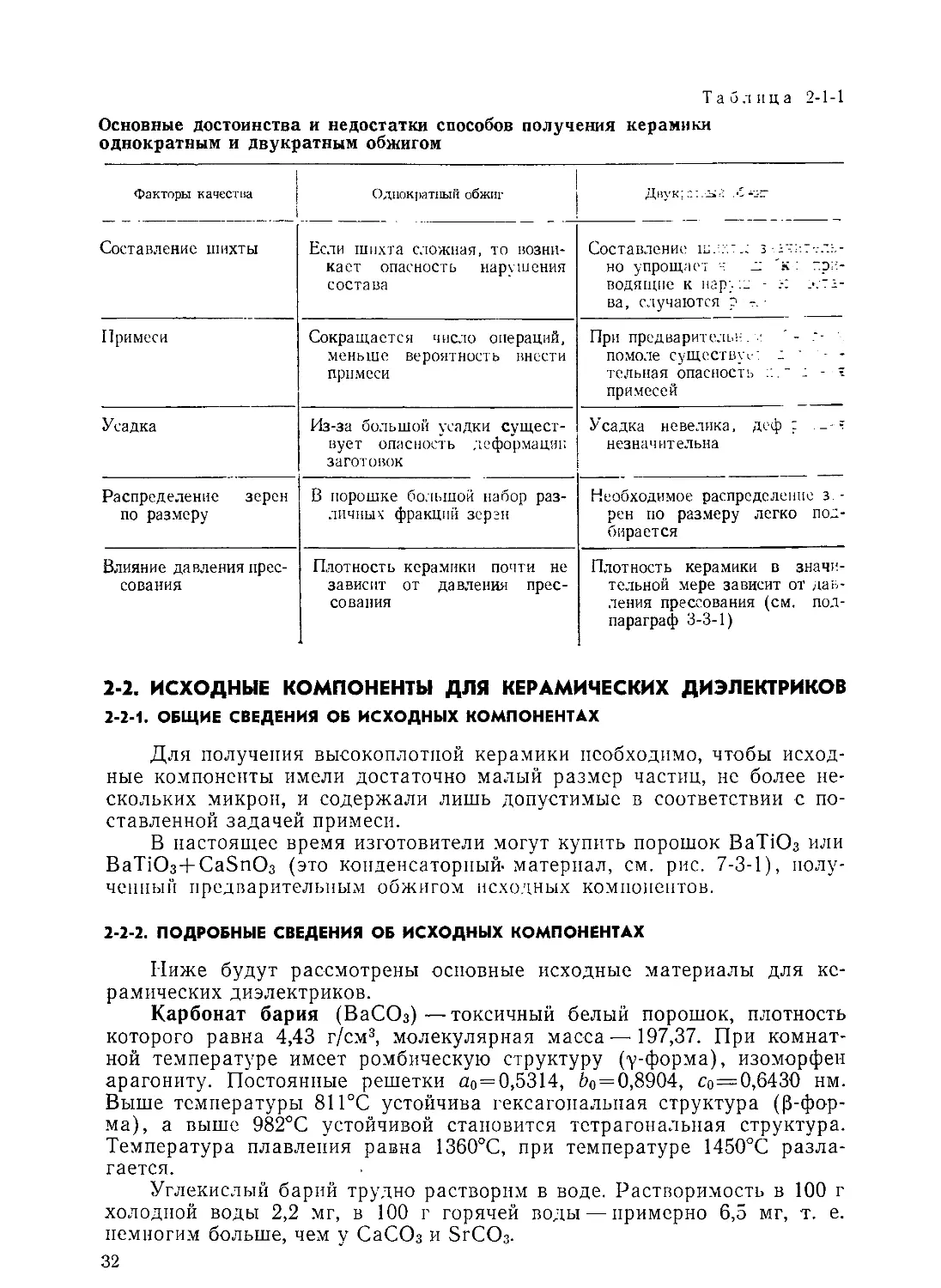
Основные достоинства и недостатки способов получения керамики
однократным и двукратным обжигом
Факторы качества Однократный обжиг Составление з-.2-шт-.-Л:.- но упрощает - щ 'к : водящие к нар;, ш - •: ва, случаются р
Составление шихты Если шихта сложная, то возни- кает опасность нарушения состава
Примеси Сокращается число операций, меньше вероятность внести примеси При предварительн. помоле существу с: с ’ тельная опасность ? примесей
Усадка Из-за большой усадки сущест- вует опасность деформации заготовок Усадка невелика, деф : незначительна
Распределение зерен по размеру В порошке большой набор раз- личных фракций зерен Необходимое распределение з,- рен по размеру легко под- бирается
Влияние давления прес- сования Плотность керамики почти не зависит от давления прес- сования Плотность керамики в значи- тельной мере зависит от дав- ления прессования (см. под- параграф 3-3-1)
2-2. ИСХОДНЫЕ КОМПОНЕНТЫ ДЛЯ КЕРАМИЧЕСКИХ ДИЭЛЕКТРИКОВ
2-2-1. ОБЩИЕ СВЕДЕНИЯ ОБ ИСХОДНЫХ КОМПОНЕНТАХ
Для получения высокоплотной керамики необходимо, чтобы исход-
ные компоненты имели достаточно малый размер частиц, не более не-
скольких микрон, и содержали лишь допустимые в соответствии с по-
ставленной задачей примеси.
В настоящее время изготовители могут купить порошок ВаТЮз или
ВаТЮз + СаВпОз (это конденсаторный- материал, см. рис. 7-3-1), полу-
ченный предварительным обжигом исходных компонентов.
2-2-2. ПОДРОБНЫЕ СВЕДЕНИЯ ОБ ИСХОДНЫХ КОМПОНЕНТАХ
Ниже будут рассмотрены основные исходные материалы для ке-
рамических диэлектриков.
Карбонат бария (ВаСОз)—токсичный белый порошок, плотность
которого равна 4,43 г/см3, молекулярная масса— 197,37. При комнат-
ной температуре имеет ромбическую структуру (у-форма), изоморфен
арагониту. Постоянные решетки ао=О,5314, Ьо=О,8904, с0=0,6430 нм.
Выше температуры 811°С устойчива гексагональная структура (р-фор-
ма), а выше 982°С устойчивой становится тетрагональная структура.
Температура плавления равна 1360°С, при температуре 1450°С разла-
гается.
Углекислый барий трудно растворим в воде. Растворимость в 100 г
холодной воды 2,2 мг, в 100 г горячей воды — примерно 6,5 мг, т. е.
немногим больше, чем у СаСОз и SrCO3.
32
ВаСОз растворяется в соляной кислоте с образованием ВаС12. Ме-
дики при рентгеноскопии желудка применяют так называемый «барий»,
т. е. сернокислый барий (BaSO4). который почти не растворяется ни
в воде (при температуре 18°С в 100 г воды растворяется 0,22 мг), ни
в кислотах и потому его введение в человеческий организм безвредно.
Напротив, ВаСОз в определенной степени растворяется даже в желу-
дочных кислотах, поэтому суще-
ствует большая опасность отравле-
ния. Этим, по-видимому, объясняет-
ся японское название природного
минерала витерита (ВаСО3): «ядо-
витый тяжелый камень».
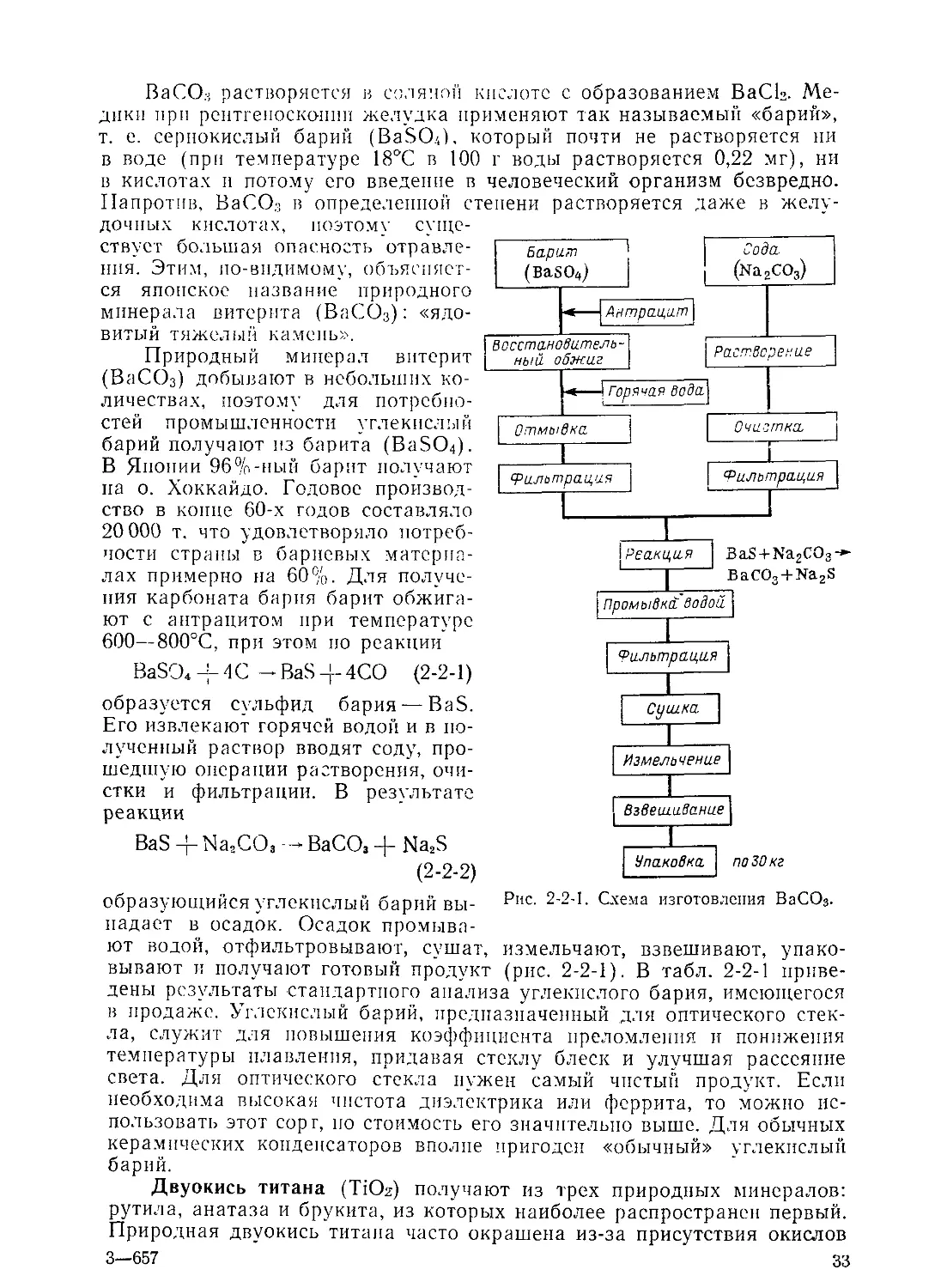
Природный минерал витерит
(ВаСОз) добывают в небольших ко-
личествах, поэтому для потребно-
стей промышленности углекислый
барий получают из барита (BaSO4).
В Японии 96%-ный барит получают
на о. Хоккайдо. Годовое производ-
ство в копне 60-х годов составляло
20000 т. что удовлетворяло потреб-
ности страны в бариевых материа-
лах примерно на 60%. Для получе-
ния карбоната бария барит обжига-
ют с антрацитом при температуре
600—800°С, при этом но реакции
BaS04 -% 4 С - BaS %- 4СО (2-2-1)
образуется сульфид бария — BaS.
Его извлекают горячей водой и в по-
лученный раствор вводят соду, про-
шедшую операции растворения, очи-
стки и фильтрации. В результате
реакции
BaS -j- Na2CO3 — ВаСО3 -ф- Na2S
(2-2-2)
| варит J I я ода ’
I (BaSOz,) j । (Na2CO3) |
|< \Антрацит\ |
| Восстановитель-\ i р^в^ие I
| ный обжиг | j_______Y____I
| фильтрация |
| Фильтрация |
\ Реакция | BaS + Na2CO3-*-
I В а СО, + Na 2 S
| Промывка'водой^
| Фильтрация^
| Сушка |
| Измельчение |
| Взвешивание^
| Упаковка^ по 30 кг
образующийся углекислый барий вы- Рис- 2'2'р С-хема изготовления ВаСО3.
падает в осадок. Осадок промыва-
ют водой, отфильтровывают, сушат, измельчают, взвешивают, упако-
вывают и получают готовый продукт (рис. 2-2-1). В табл. 2-2-1 приве-
дены результаты стандартного анализа углекислого бария, имеющегося
в продаже. Углекислый барий, предназначенный для оптического стек-
ла, служит для повышения коэффициента преломления и понижения
температуры плавления, придавая стеклу блеск и улучшая рассеяние
света. Для оптического стекла нужен самый чистый продукт. Если
необходима высокая чистота диэлектрика или феррита, то можно ис-
пользовать этот сорт, но стоимость его значительно выше. Для обычных
керамических конденсаторов вполне пригоден «обычный» углекислый
барий.
Двуокись титана (TiOz) получают из трех природных минералов:
рутила, анатаза и брукита, из которых наиболее распространен первый.
Природная двуокись титана часто окрашена из-за присутствия окислов
3—657
33
железа, в чистом виде бесцветна. Титан в небольших количествах шит -
ко распространен в природе. Средняя концентрация титана в почве пре-
вышает 0,5%. В железных рудах содержится довольно большое код:-
чество двуокиси титана, например в виде минерала ильменита (FeTiO
Кроме того, существуют такие титаносодержащие минералы, как пе-
ровскит (СаТЮз), титанит (СаО • TiO2 • SiO2) и др.
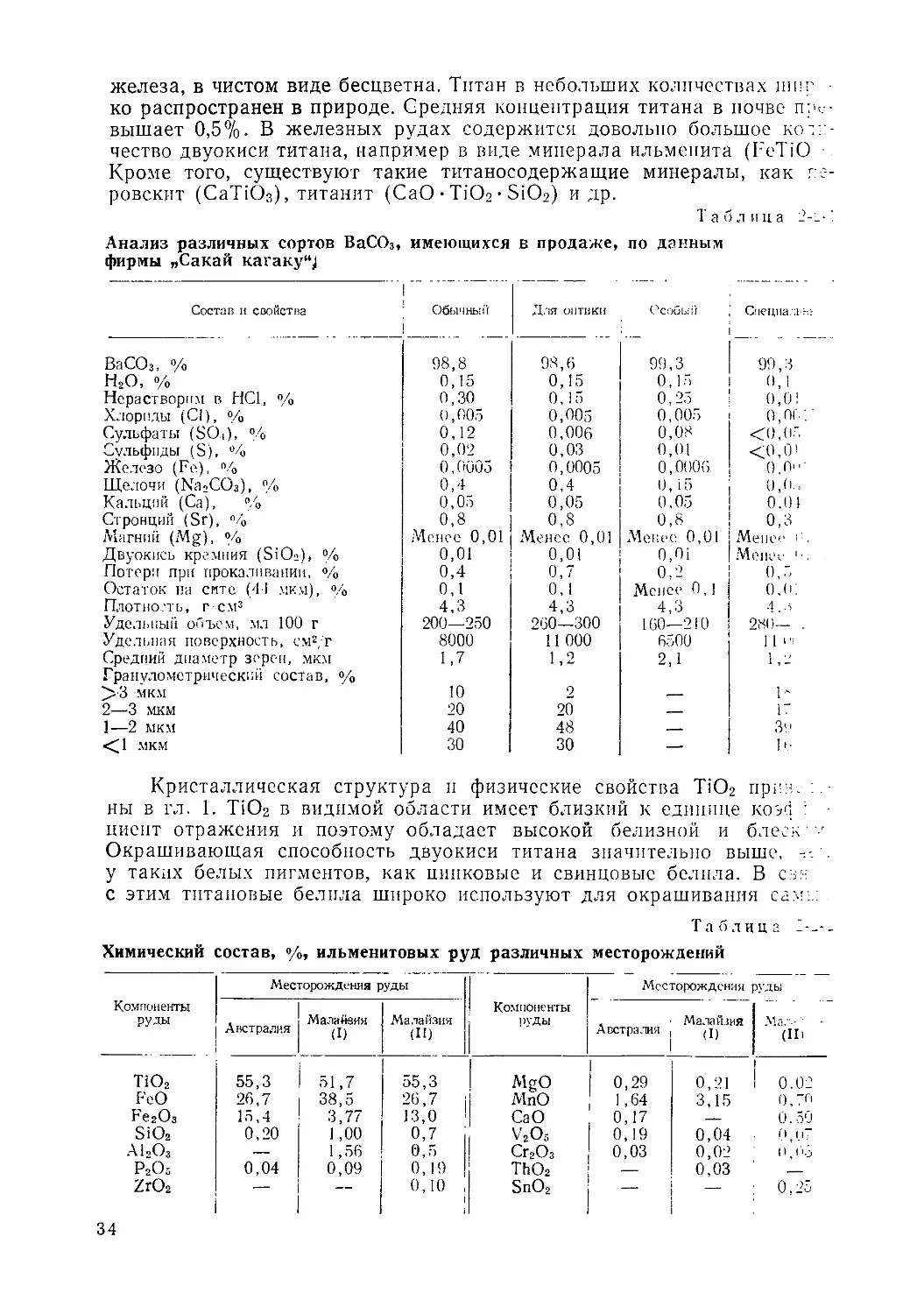
Таблица 2-_-!
Анализ различных сортов ВаСО3, имеющихся в продаже, по данным
фирмы „Сакай кагаку“)
Состав и свойства ! | Для оптики Особый Счециад н?
ВаСОз, % 98,8 98,6 99,3 1 99,3
Н2О, % Нерастворим в НС1, % 0,15 0,15 0,15 1 0,1
0,30 0,15 0,25 ! 0,0!
Хлориды (О), % 0,005 0,005 0,005 о,ос:
Сульфаты (SO,), % 0,12 0,006 0,08 <3), (
Сульфиды (S), % 0,02 0,03 0,01 <0Д|
Железо (Fe), % 0,0005 0,0005 0,0006 о.О"'
Щелочи (NaoCOs), % 0,4 0,4 0 i 0 0,0.,
Кальций (Са), % 0,05 0,05 о'05 0.01
Стронций (Sr), % 0,8 0,8 0,8 0,3
Магний (Mg), % Менее 0,01 Менсе 0,01 Менее 0,01 Менее с..
Двуокись кремния (SiO2), % 0,01 0,01 0,01 Менее
Потери при прокаливании, % 0,4 0,7 0,2 0 "
Остаток на сите (4 1 мкм), % 0,1 0,1 Менее 0,1 о’(Г
Плотность, г см3 4,3 4 3 1 4,3
Удельный объем, мл 100 г 200—250 260—300 160—210 2S0— .
Удельная поверхность, см2,т Средний диаметр зерен, мкм 8000 1,7 И 000 6500 11
Гранулометрический состав, % >3 мкм 10 9 1-
2—3 мкм 20 20 1
1—2 мкм 40 48 3\-
<1 мкм 30 30 — Ь'
Кристаллическая структура и физические свойства TiO2 приз
ны в гл. 1. TiO2 в видимой области имеет близкий к единице коэс
циент отражения и поэтому обладает высокой белизной и блесь
Окрашивающая способность двуокиси титана значительно выше,
у таких белых пигментов, как цинковые и свинцовые белила. В <.
с этим титановые белила широко используют для окрашивания са?
Таблица 2-_-_
Химический состав, %, ильменитовых руд различных месторождений
Компоненты Месторождения руды Компоненты Месторождения j: (Hi
1 Австралия Малайзия 111 Малайзия (И) Австралия । Малайзия '° 1
Т1О2 55,3 1 517 55,3 MgO 0,29 0,21 0.02
Г-’еО 26,7 1 38,5 9(5 7 МпО 1,64 Q 1 0,7°
Fe2O3 1 л 4 I 3,77 Тз’о СаО . 0,17 0. o‘J
SiO2 ОДО 1,00 0,7 V2O3 0,19 0,04 () ()“
А12О3 — 1,56 0,5 СГ2ОЗ 1 0,03 0,02 (I ll.j
Р2О3 0,04 0,09 0,19 ThO2 : 1 — 0,03 '
ZrO2 — — 0,10 , 1 SnO2 | — — : 0,25
34
: шых материалов п изделии -от вискозного шелка до цветных
^ашей.
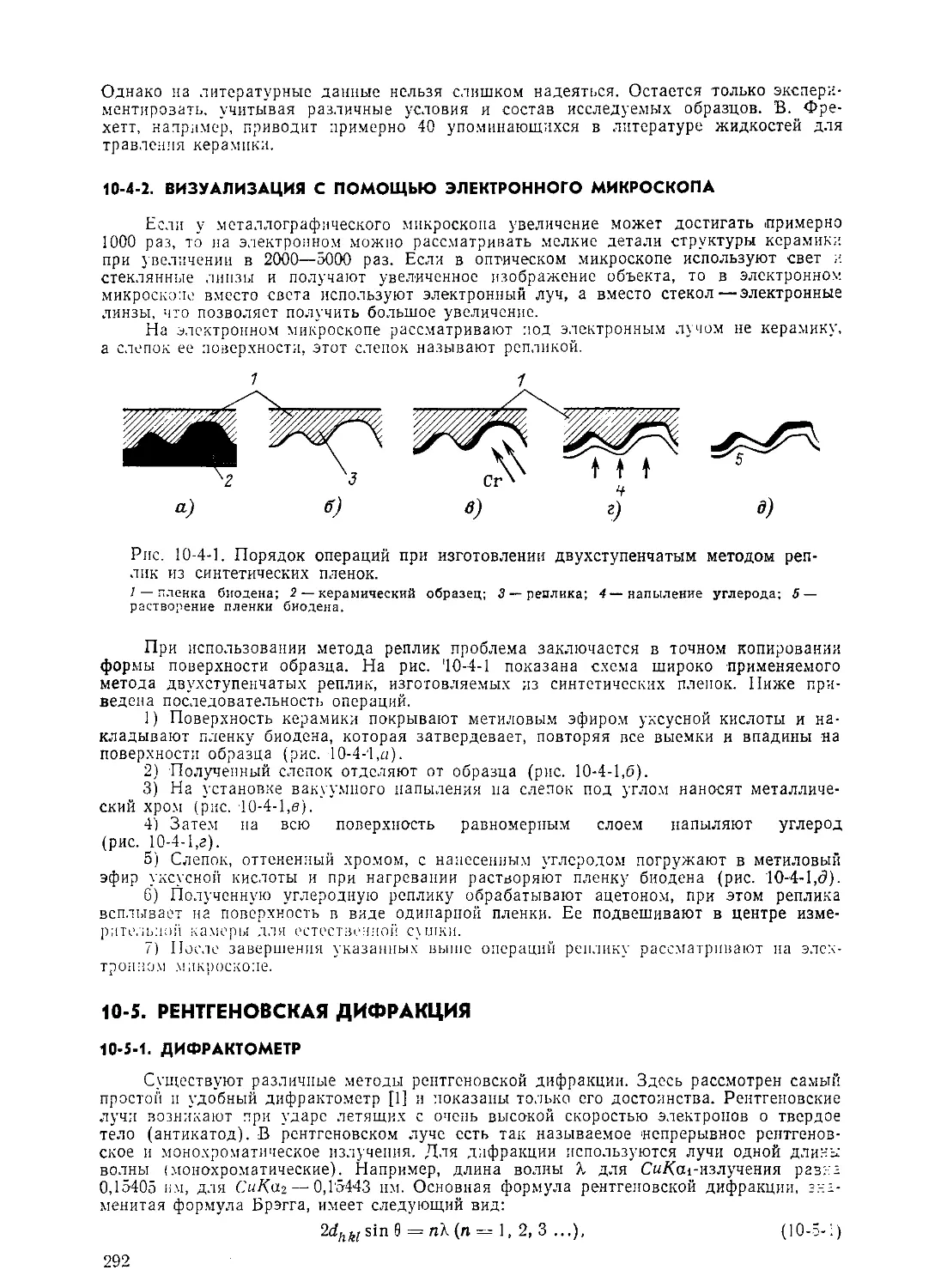
Существуют различные методы изготовления двуокиси титана:
::э кислотный, плавильный, восстановительный, хлорный, хлоротита-
:.ыи, щелочной. Однако в промышленности используется только сер-
щлотный, поэтому о нем и пойдет речь. В качестве сырья часто
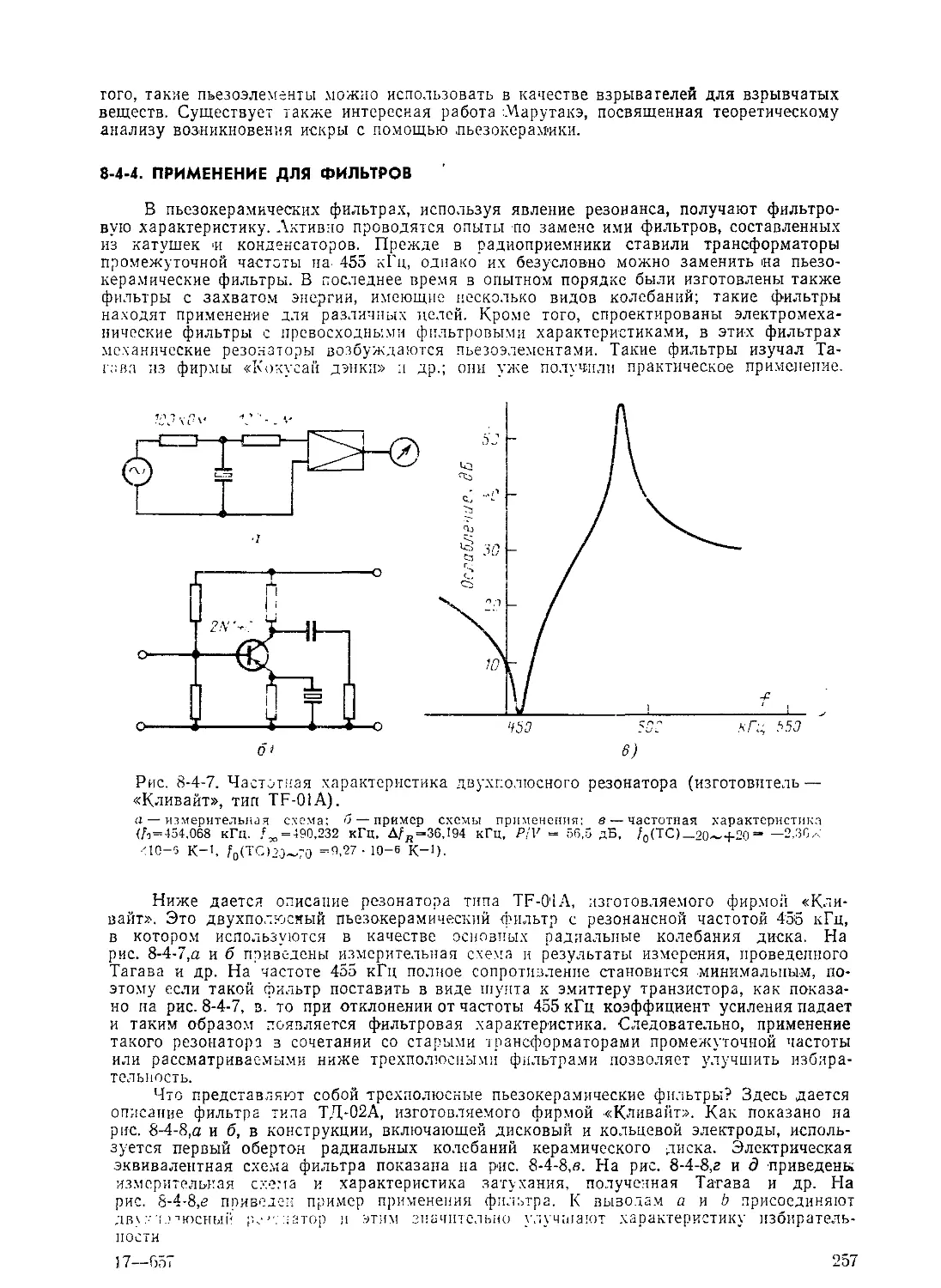
TiO-SO4
Рис. 2-2-2. Схема изготовления двуокиси титана.
применяют ильменит из месторождений Австралии, Малайзии и др.
(табл. 2-2-2). Ниже последовательно рассмотрен один из процессов
изготовления двуокиси титана из указанного сырья (рис. 2-2-2).
Сушка и измельчение. Ильменит обычно содержит примерно 2%
воды, поэтому его сушат во вращающихся сушилках до влажности
0,5%, затем измельчают в шаровых мельницах стальными шарами до
размера частиц менее 0,074 мм.
Растворение. В бак для растворения подают заданное количество
85 95%-ной серной кислоты, включают воздушный барботаж и по
возможности быстро вносят отвешенное количество ильменита. Пропу-
сканием острого пара повышают температуру до 110сС, при этом начи-
нается реакция между серной кислотой и ильменитом:
FeOTiO, -% 2H2SO4 - - TiOSO. 4- FeS04 + 2H,O. (2-2-3)
За счет тепла реакции температура быстро повышается и процесс
заканчивается через 5—20 мин. Продукты реакции образуют нераство-
римый шлам плотное, но легко крошащееся твердое тело серого цве-
та, состоящее главным образом из сернистого тнтанпла, сульфатов
двухвалентного и трехвалентного железа и силикатов. Чтобы облег-
чить последующее растворение, во время реакции через вязкую массу
продувают воздух и получают продукт в форме пчелиных сот.
Если использовать примерно 70%-ную серную кислоту, то продук-
ты реакции не схватываются и остаются вязкими после завершения
реакции. Но при этом потребляется примерно в 1,5 раза больше серной
кислоты. Для растворения продукты реакции переносят в бак очистки,
подают туда воду, разбавленную серную кислоту и сжатый воздух. При
такой технологии растворения необходимо, чтобы ионы железа в рас-
творе были в двухвалентном состоянии. С этой целью в бак добавля-
ют восстановители, например железные опилки. После этого вводят
желатину, сульфид сурьмы или другие коагуляторы, при этом шлам и
непрореагпровавшне материалы осаждаются. Затем для удаления остат-
ков шлама вводят небольшое количество инфузорной земли в качестве
материала, способствующего фильтрации, после чего жидкость пропу-
скают через фильтр из пористого карборунда.
Отделение кристаллов железного купороса. Фильтрат переносят
в охладительный резервуар, где при пониженной температуре выпада-
ют кристаллы I'cSOz, • 7FEO. (Растворимость этих кристаллов зависит от
содержания ТЮ2 и концентрации H2SO4 в растворе.) Кристаллы от-
деляют от раствора на центрифуге, затем высушивают в сушилке и
продают в качестве побочного продукта.
Гидролиз. Раствор, оставшийся после очистки, фильтрации и кри-
сталлизации, упаривают в вакуумном выпарном аппарате непрерывно-
го действия. При этом происходит гидролиз по реакции
Ti0S04 4- 2Н,0 - ТЮ (ОН), 4- H2SO4. (2-2-4)
Следует иметь в виду, что если концентрация Т1О2 и соотношение
H2SO4 и ТЮ2 в первоначальном растворе не оптимальны, то это по-
влияет отрицательно на распределение частиц продукта по размеру.
При гидролизе в раствор в качестве затравки вносят анатаз или рутил
в количестве примерно 1% массы двуокиси титана. Зародыши из ана-
таза изготавливают по методу Мекленбурга или Блюменфельда. По
первому способу раствор сернокислого титана нейтрализуют каустиче-
36
. ,-: ?й содой до pH, равного 4, выдерживают при температуре 70°С при-
шзительно в течение 30 мин, затем, добавив равное по объеме коли-
-шетво воды, охлаждают до температуры 45°С. Выпавший осадок от-
фильтровывают, промывают, снижая содержание Na2SO4, измельчают и
атем, поддерживая концентрацию ПО2, равную 100—110 г/л, вводят
ч качестве зародышей в гидролизуемый раствор. При нагревании и пе-
ремешивании этого раствора в осадок выпадает метатитановая кислота.
Фильтрация, промывка и обжиг. Осадок метатитаповой кислоты
зтфильтровывают. Чтобы в процессе фильтрации двухвалентное железо
:;е окислялось и не выпало в осадок, поддерживают концентрацию сер-
ной кислоты не выше 10—20 г/л и, кроме того, вводят металлический
цинк или трехвалентный ион титана. К коржам, снимаемым с фильтра,
добавляют КзСО.з в качестве регулирующего агента и в случае анатаза
обжигают при температурах 900—10()0=С в течение примерно 24 ч. При
этом происходит реакция:
ТЮ (ОН)2 - - ТЮ2 + Н2О : . (2-2-5)
Если не вводить К2СО3, то во время последующего обжига происхо-
дит сплавление продукта в прочный монолит, что затрудняет измель-
чение. С другой стороны, если понизить температуру обжига, то ухуд-
шаются пигментные свойства. Для улучшения пигментных свойств до-
бавляют фосфаты, а для улучшения светостойкости вводят Sb2O3. В про-
цессе обжига полученные при гидролизе частицы ТЮ2 размером при-
мерно 0,02 мкм увеличиваются до 0,2- - 0,3 мкм.
Последующая обработка. После обжига проводят различного рода
дополнительную обработку. Прокаленная двуокись титана представля-
ет собой материал в виде кусков (клинкер), которые измельчают сухим
или мокрым способом, затем в качестве диспергирующего агента до-
бавляют каустическую соду, силикат натрия, фосфат натрия или дру-
гие материалы и методом отмучивания удаляют зерна размером более
4 6 мкм. Отмучивание может происходить в неподвижной жидкости
и в потоке. Для этой пели часто применяют горизонтальную центри-
фугу. При ее использовании количество воды в суспензии должно по
меныпей мере в 7 раз превышать количество TiO2, в противном случае
сепарация будет неэффективна. После отмучивания, добавляя коагу-
лянт, получают осадок, нейтрализуют щелочью до pH = 7 и осадок от-
фильтровывают, промывают, сушат, измельчают, упаковывают и по-
лучают продукт общего назначения. TiO2 применяется в качестве бело-
го пигмента в производстве малярных и художественных красок, рези-
новых изделий, бумажных изделий, типографской краски, синтетиче-
ских смол, эмалей, кроме того, для получения конденсаторов. По ста-
тистике 1966 г. в Японии было произведено 110 тыс. т двуокиси титана.
Хотя можно утверждать, что в последнее время количество двуокиси
титана, идущее на производство конденсаторов, увеличивается, однако
оно не превышает 1% общего расхода этого продукта. Указанный спо-
соб изготовления двуокиси титана ориентирован главным образом на
потребности красочного производства. Для электронной промышлен-
ности желателен был бы химически чистый продукт, при изготовлении
которого обходились бы без введения калия и натрия.
Двуокись циркония (ZrO2). Цирконий был впервые обнаружен
в виде двуокиси циркония, полученной из минерала циркона (ZrSO4)
с о. Цейлон. Наиболее важный для промышленности - минерал бадде-
37
леит, но месторождения его ограничены югом Бразилии и о. 1_К-и
Циркон добывают также в Австралии, причем гораздо больше. ..
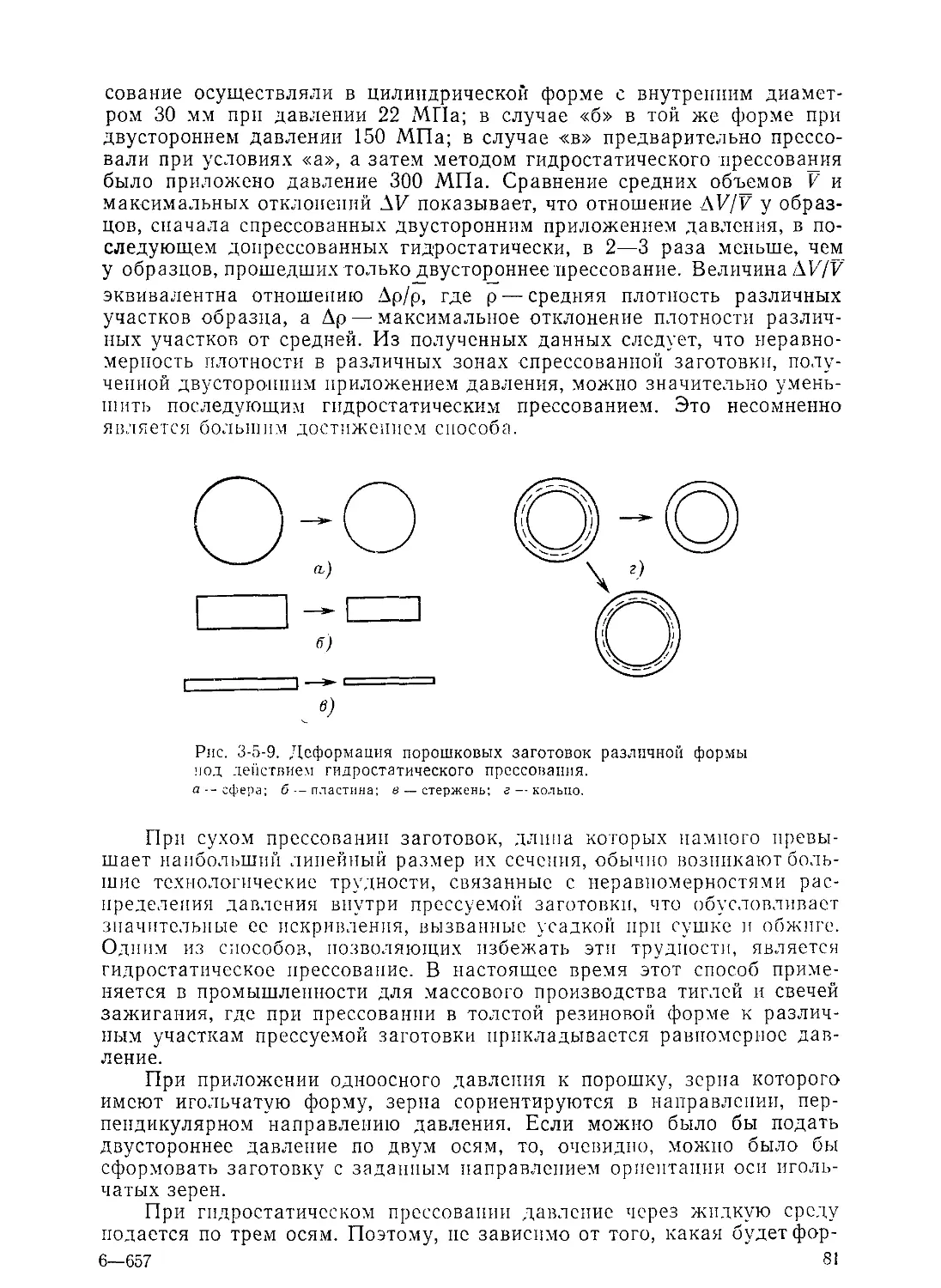
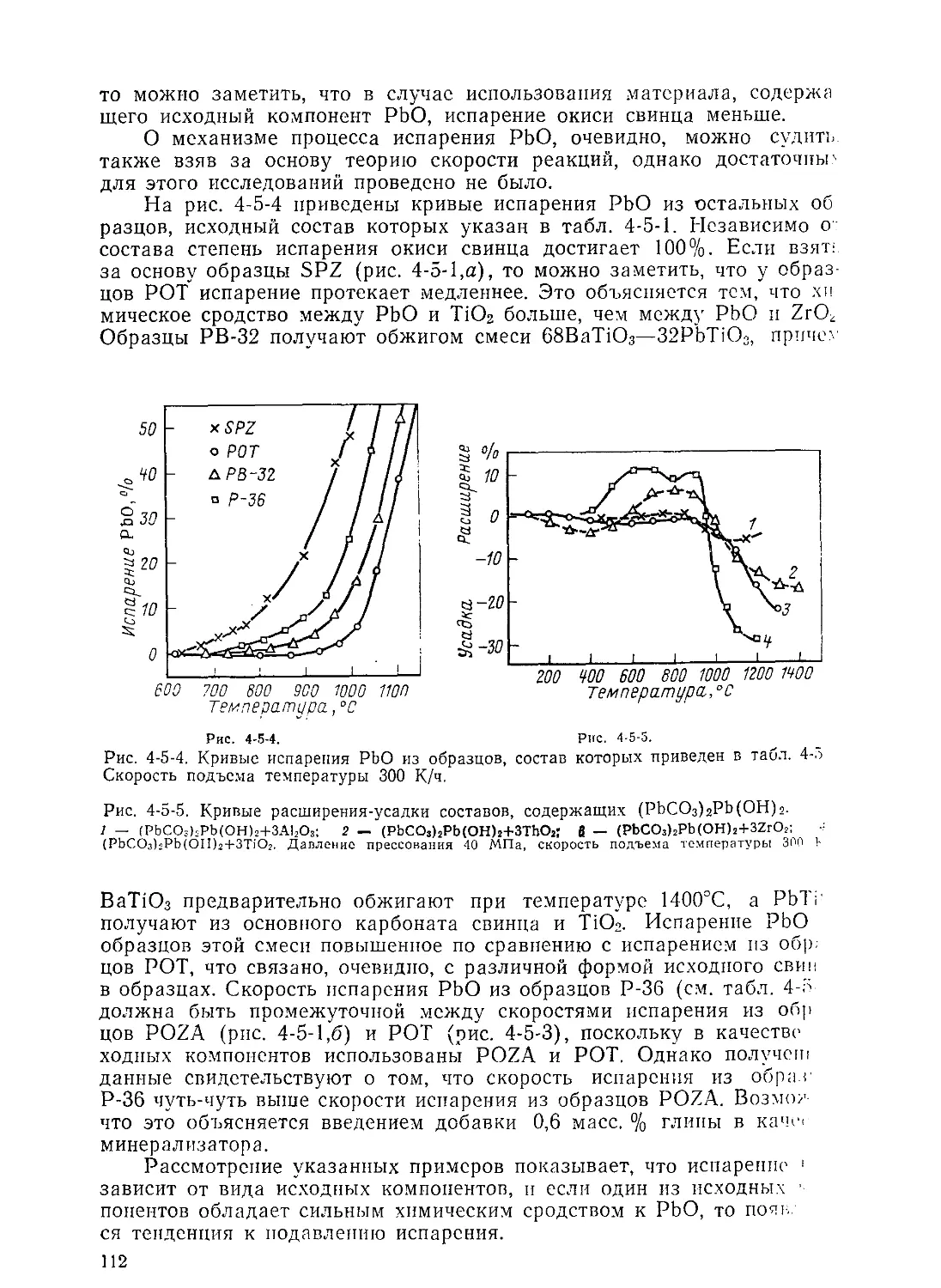
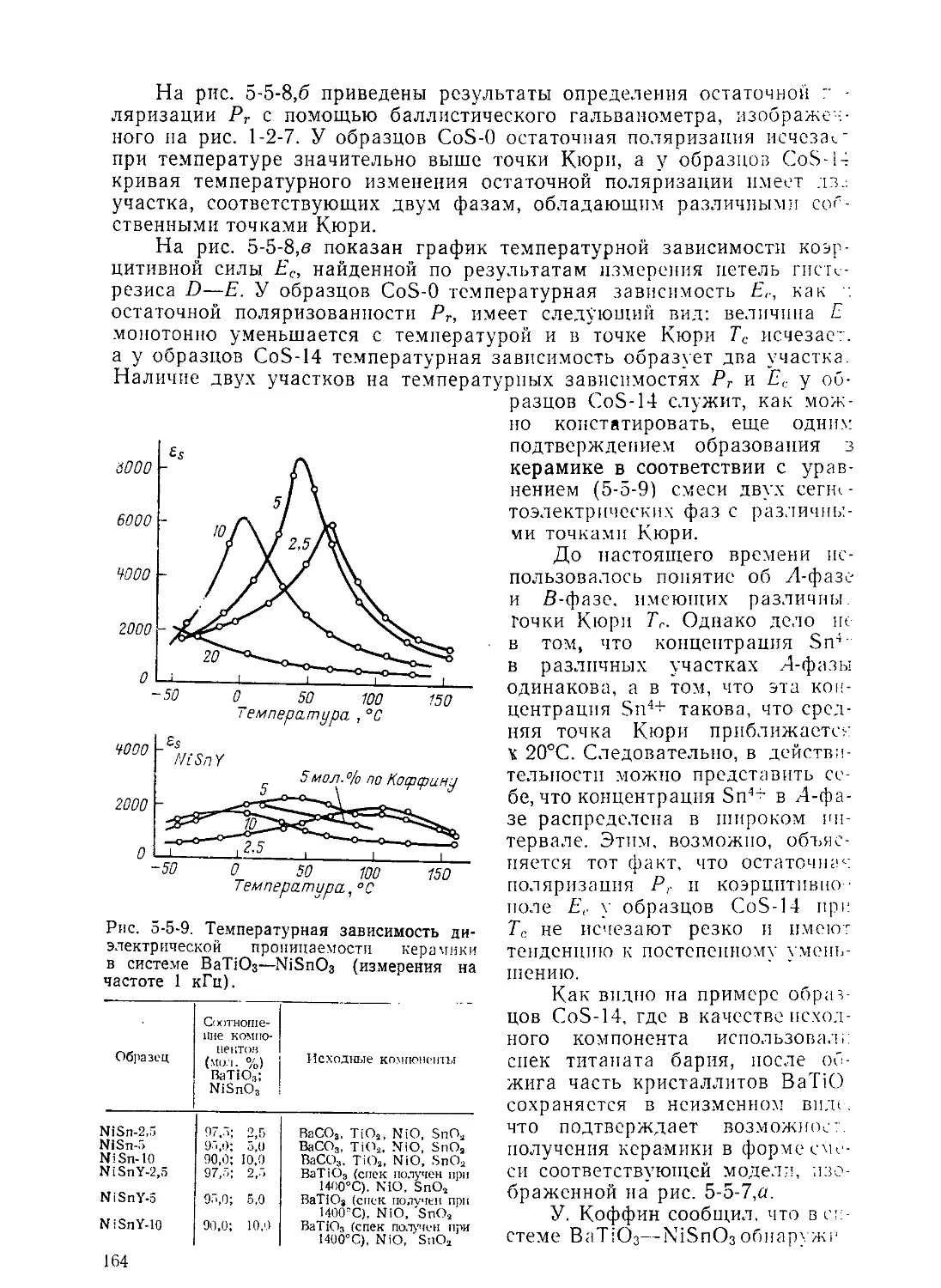
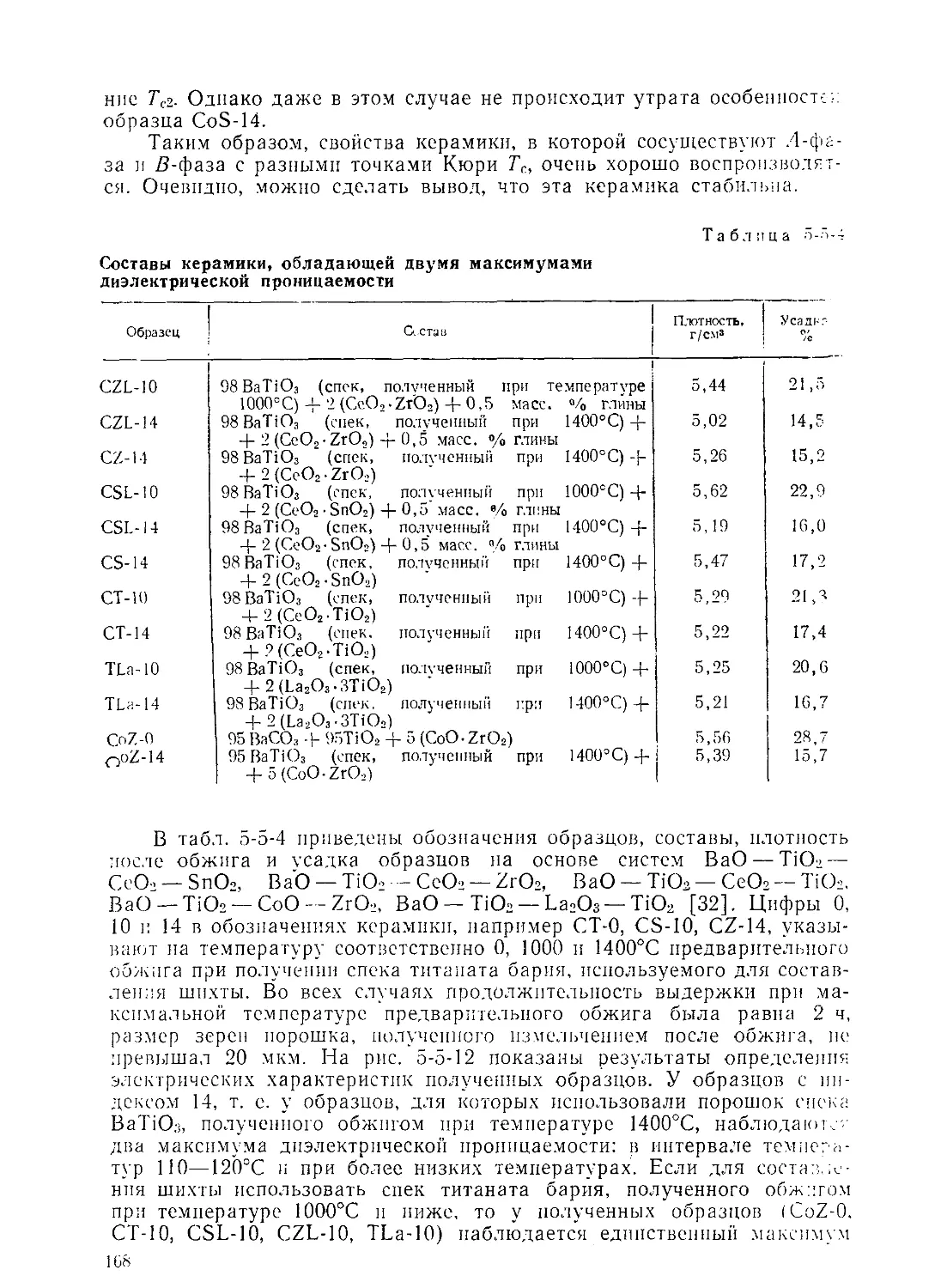
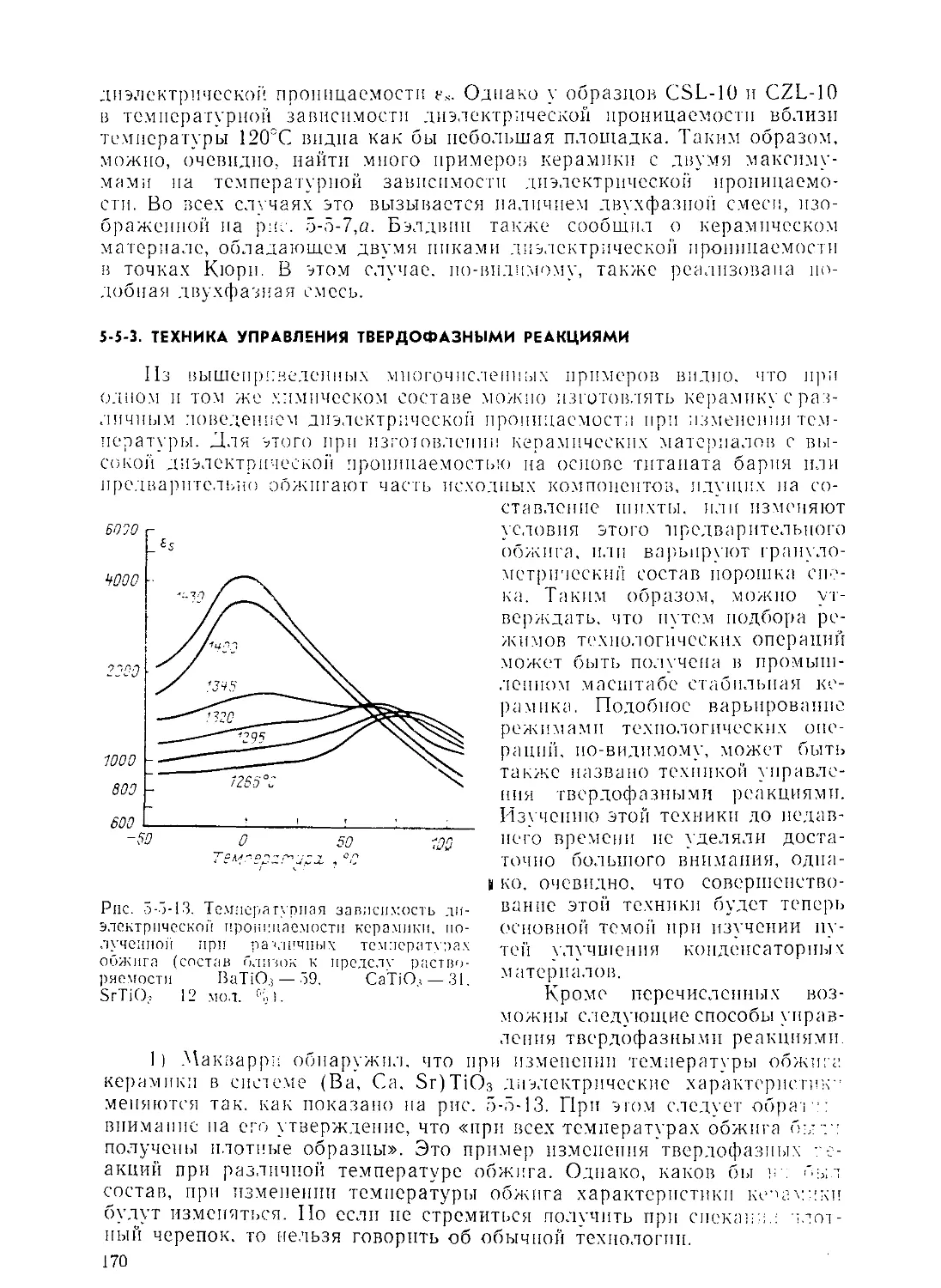
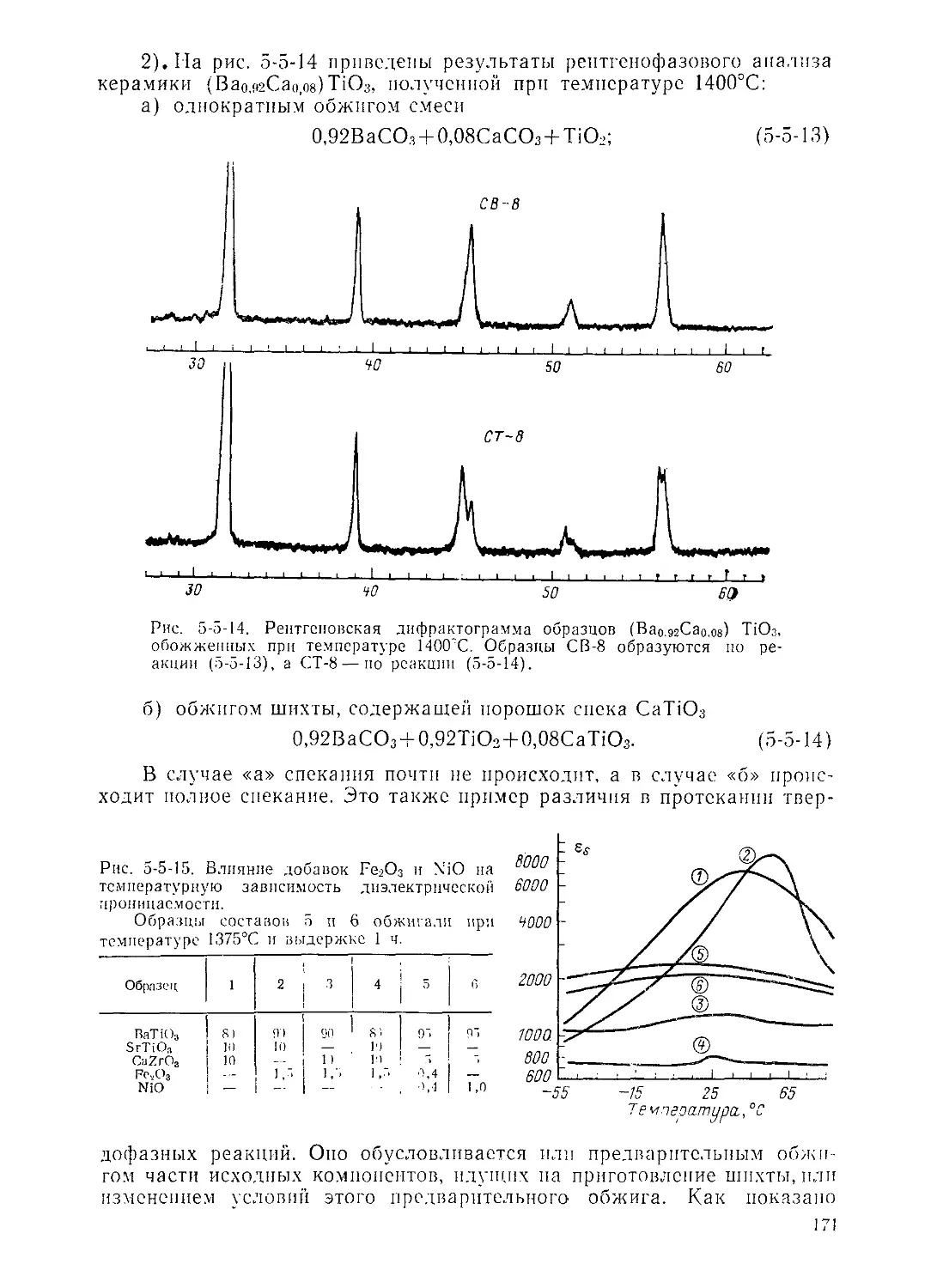
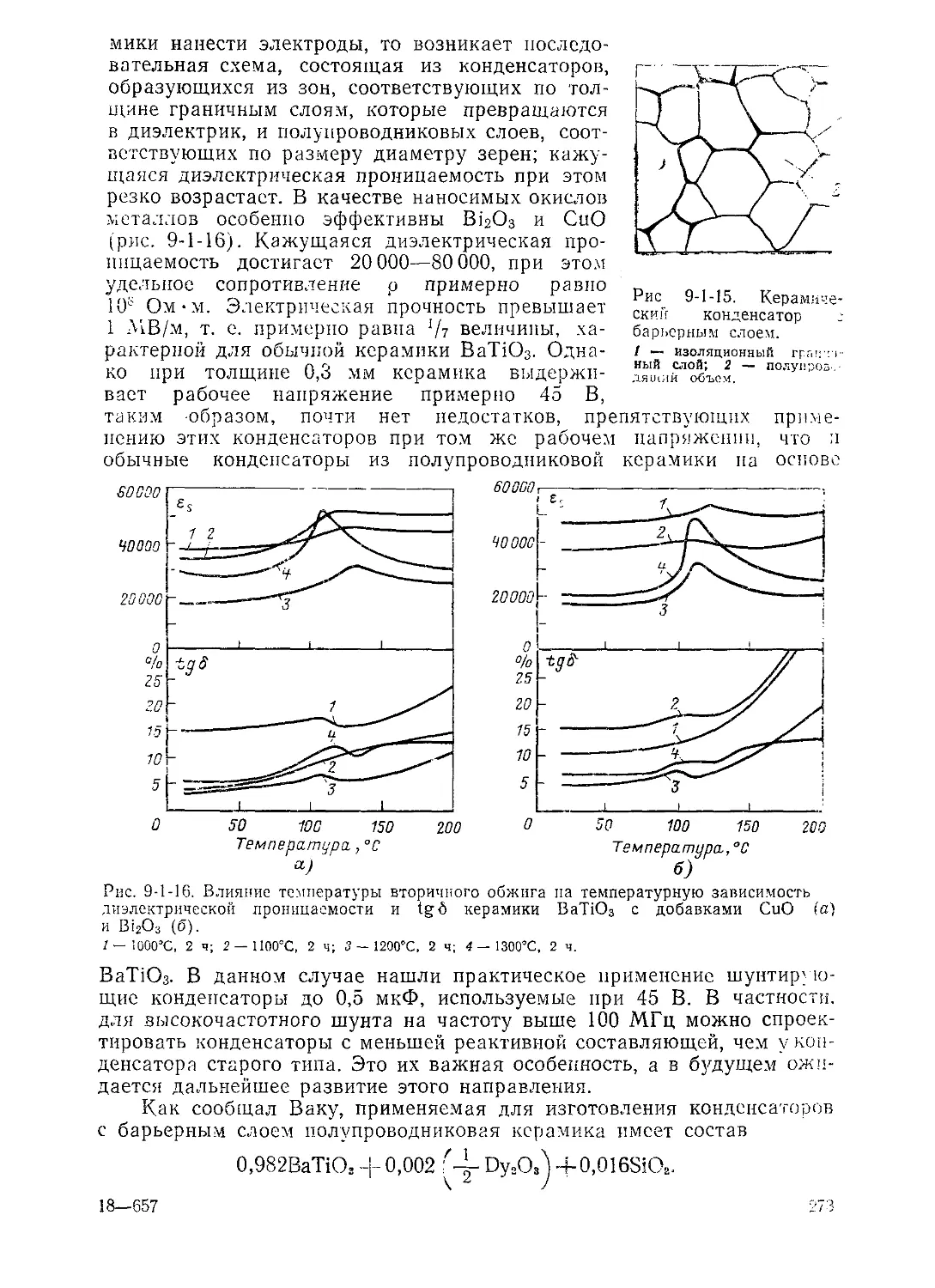
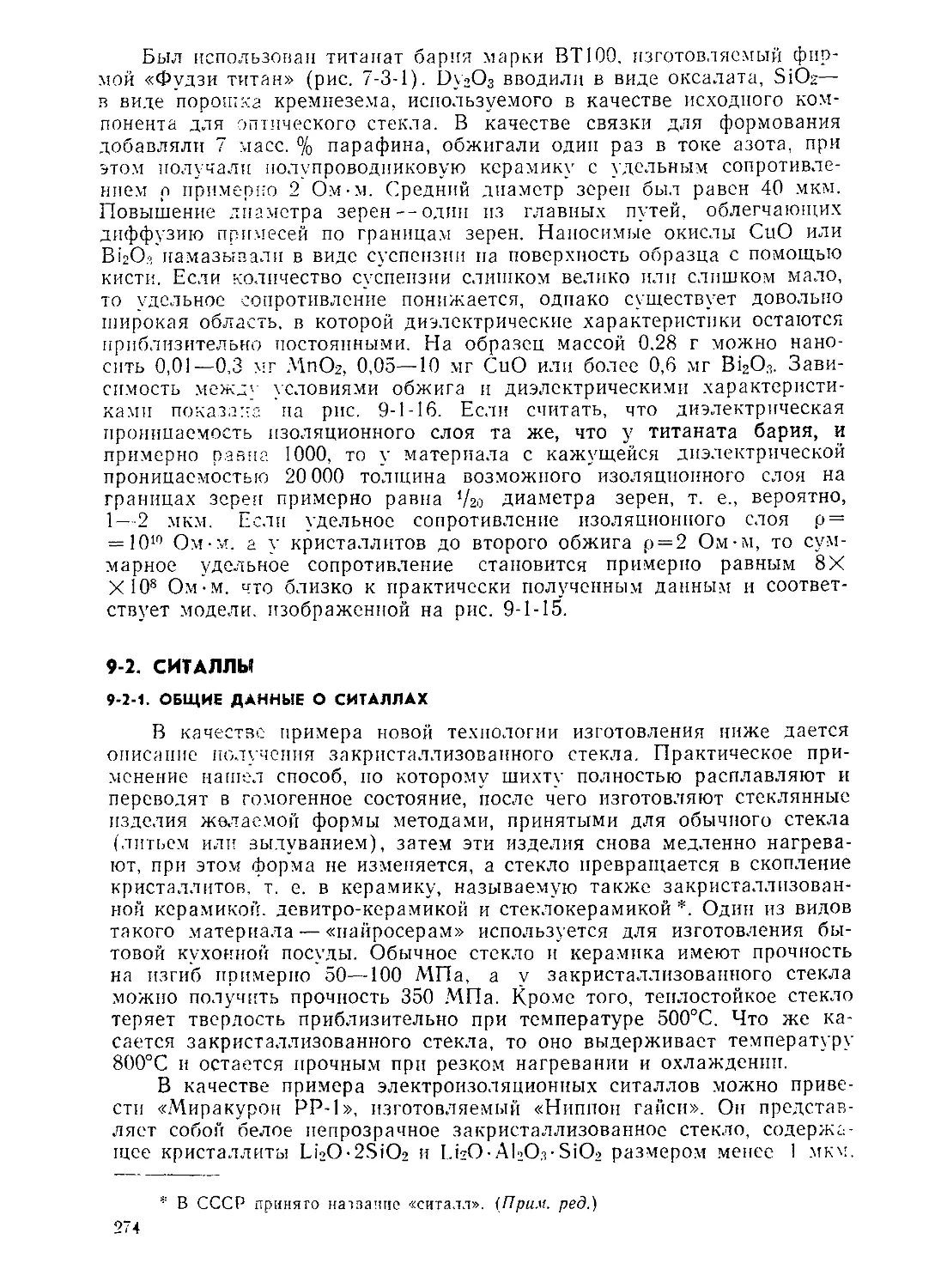
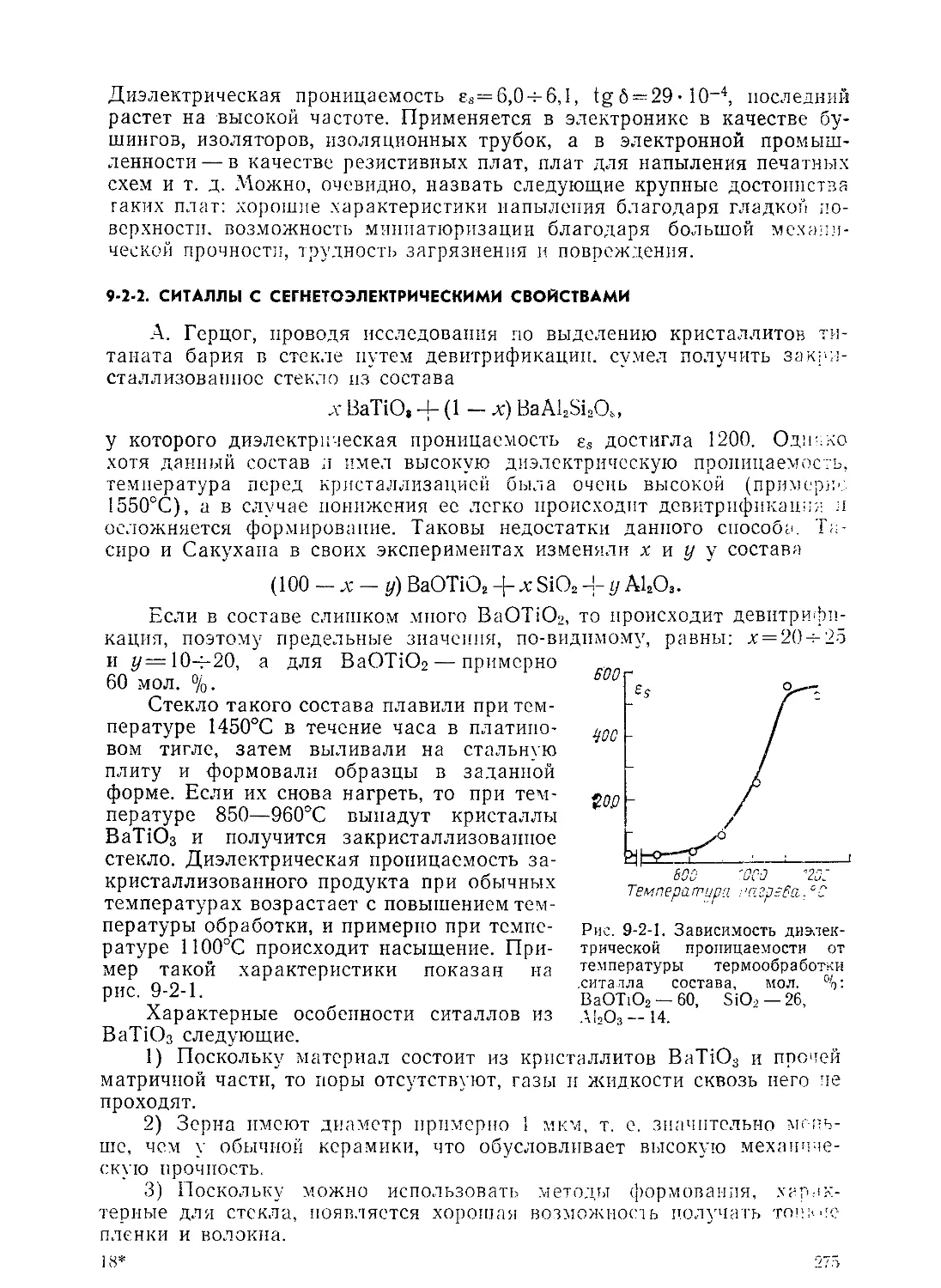
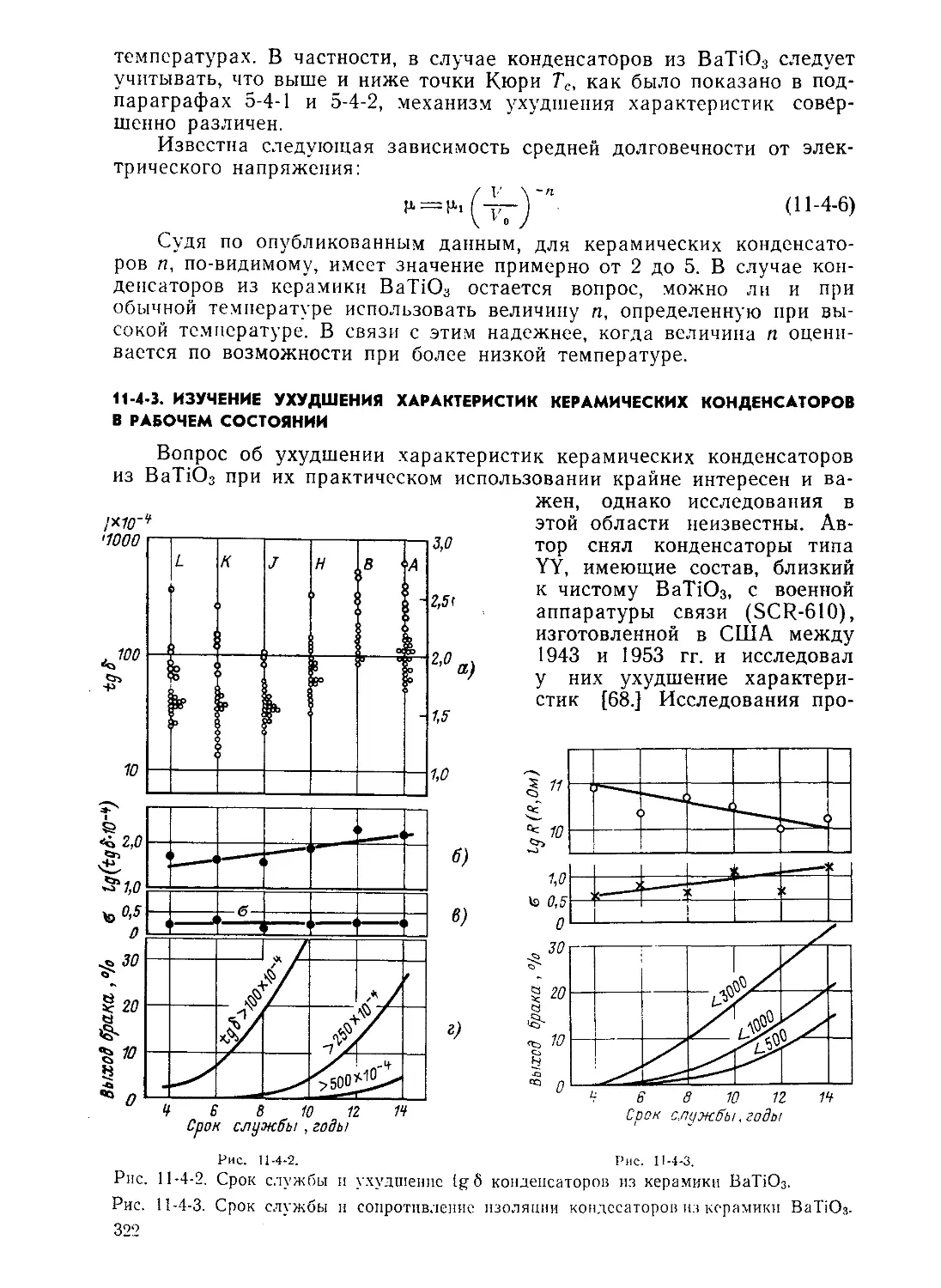
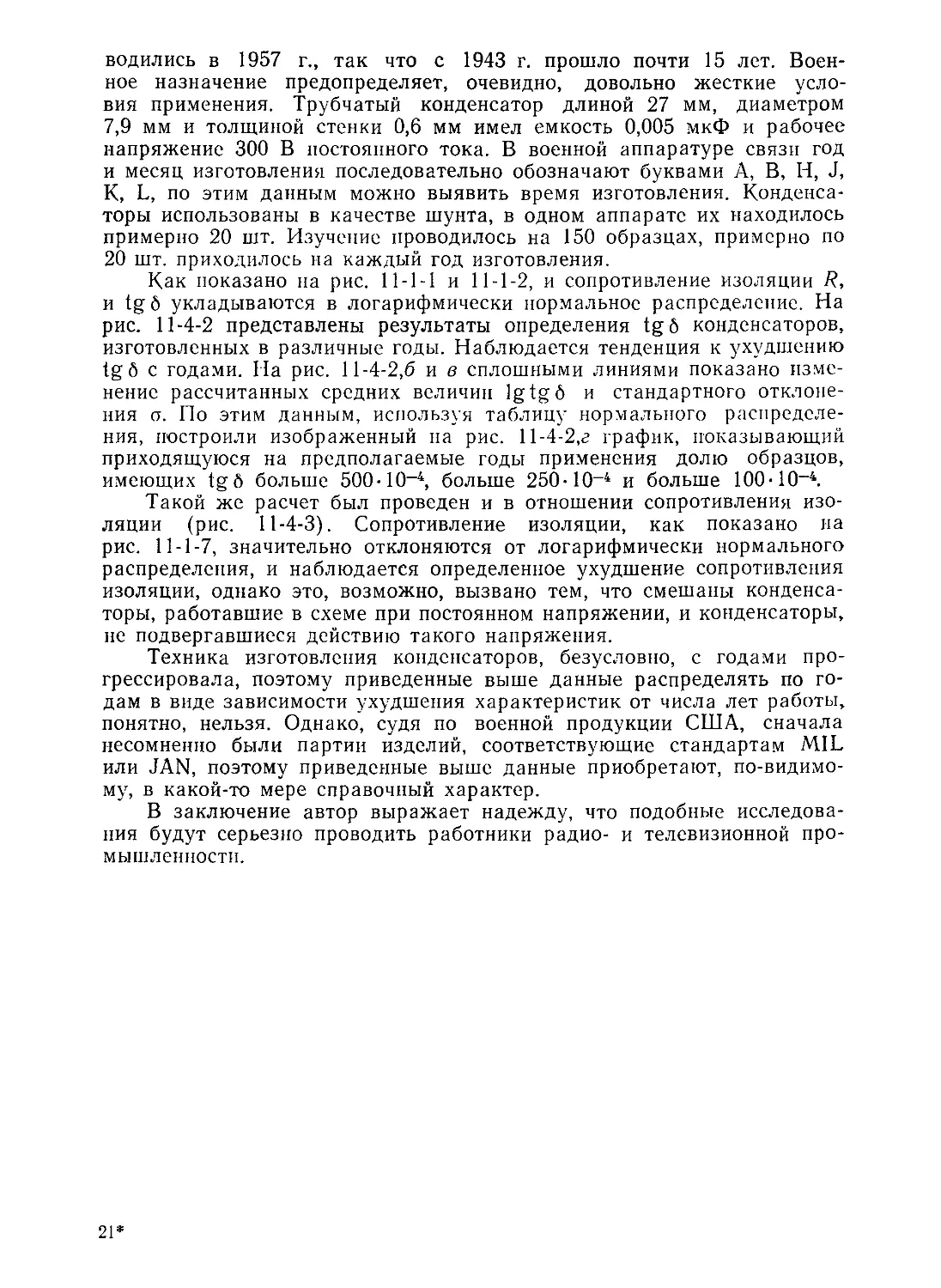
бадделеита, но очистка циркона гораздо сложней.
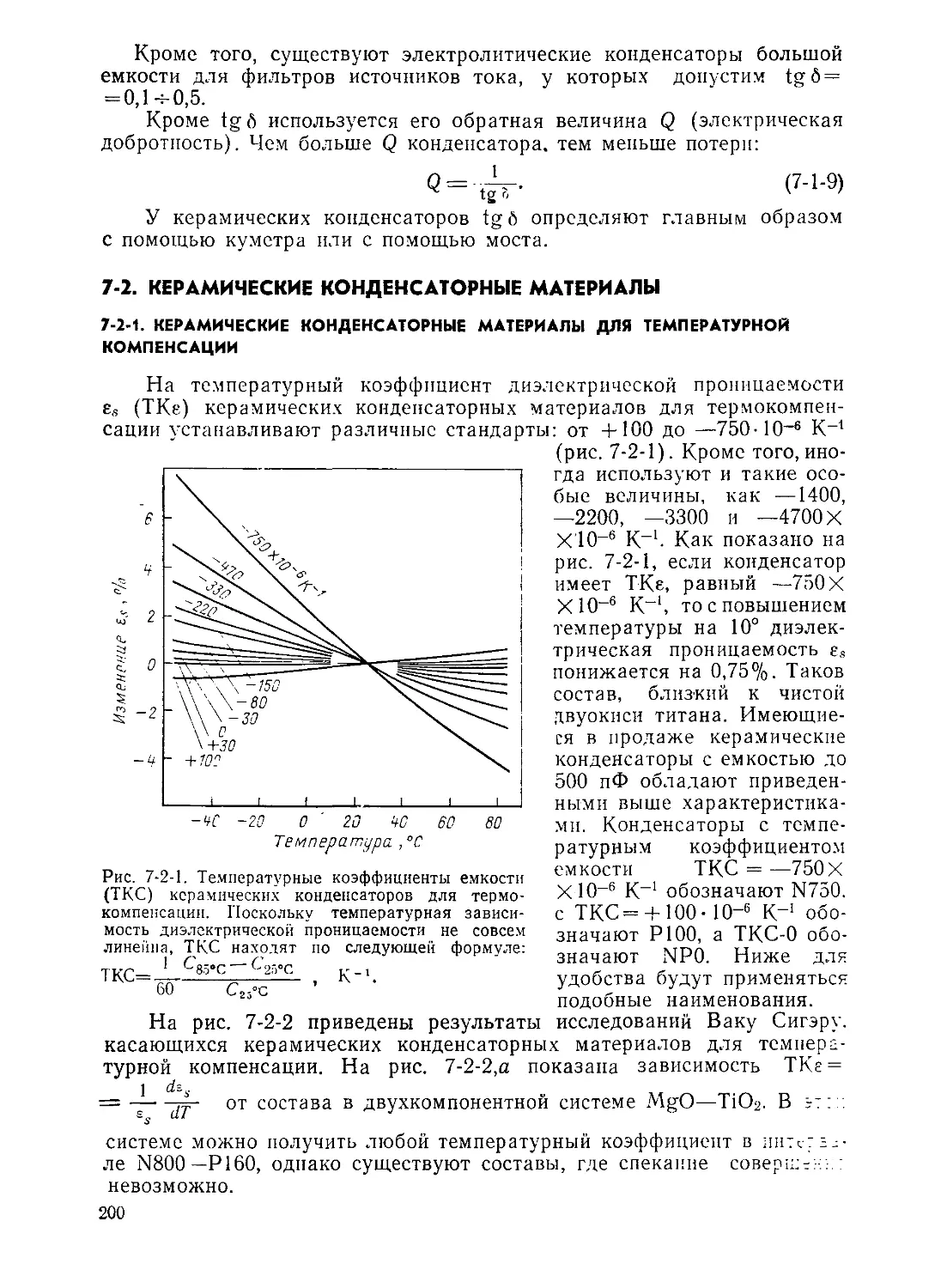
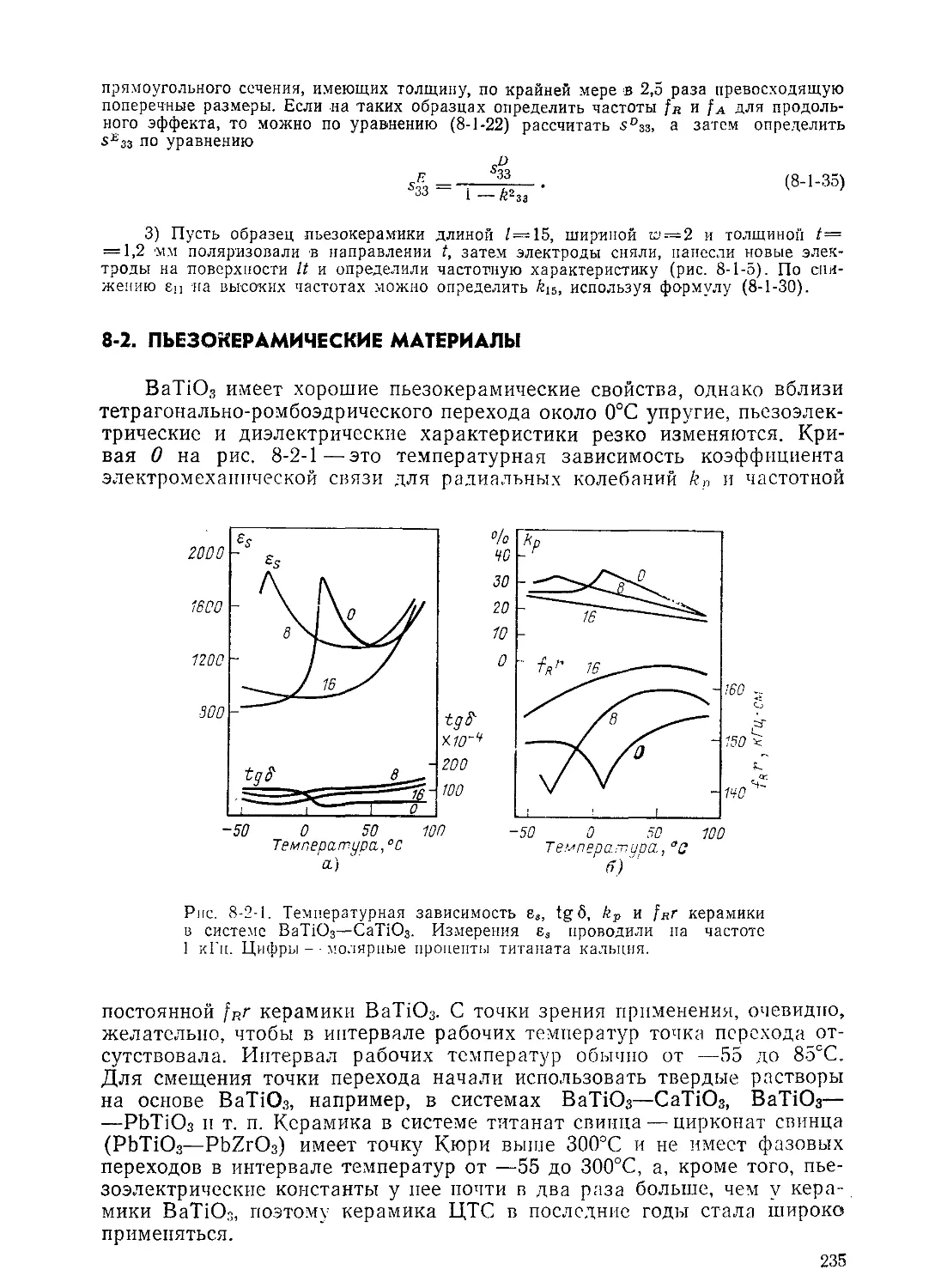
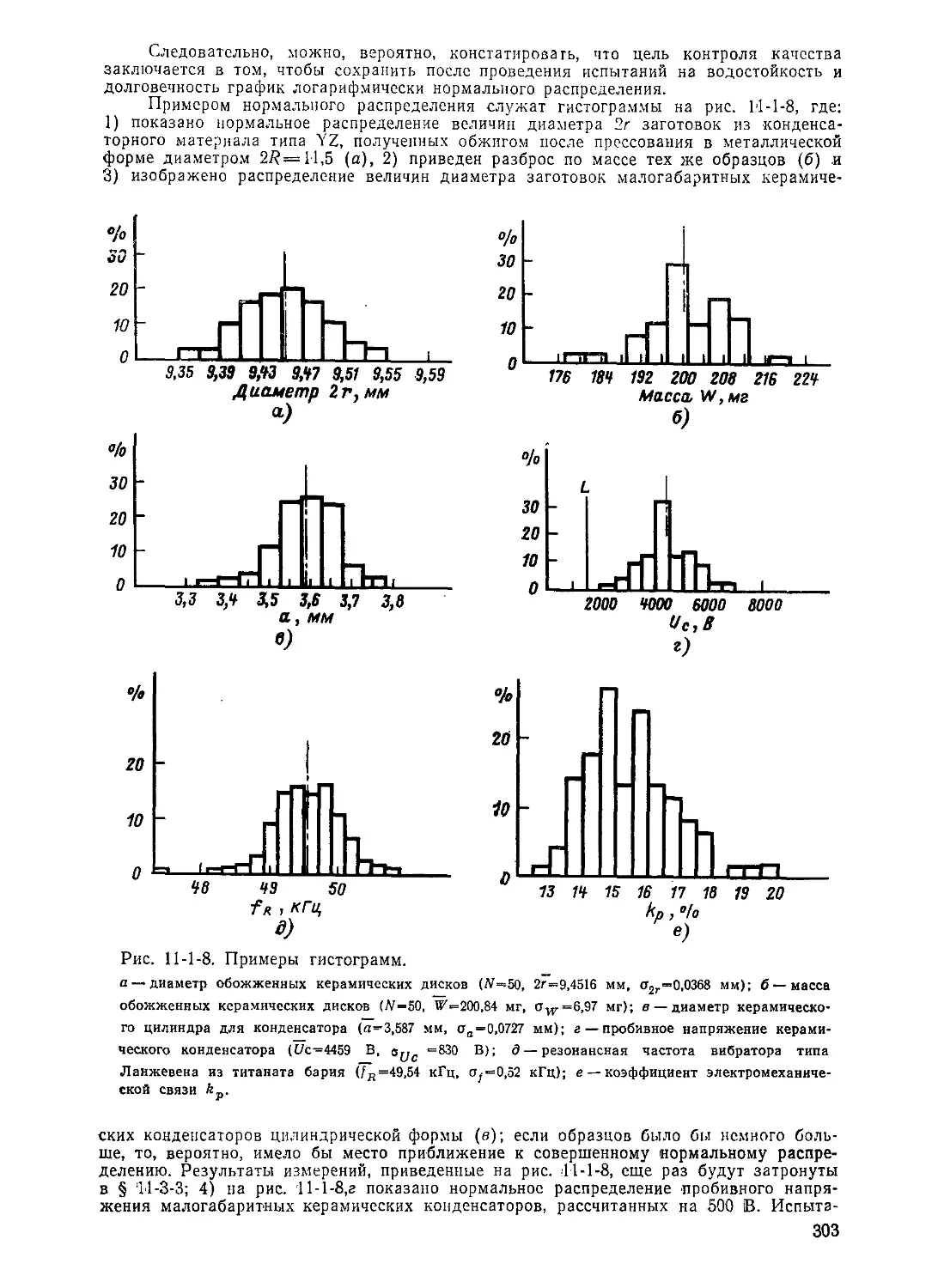
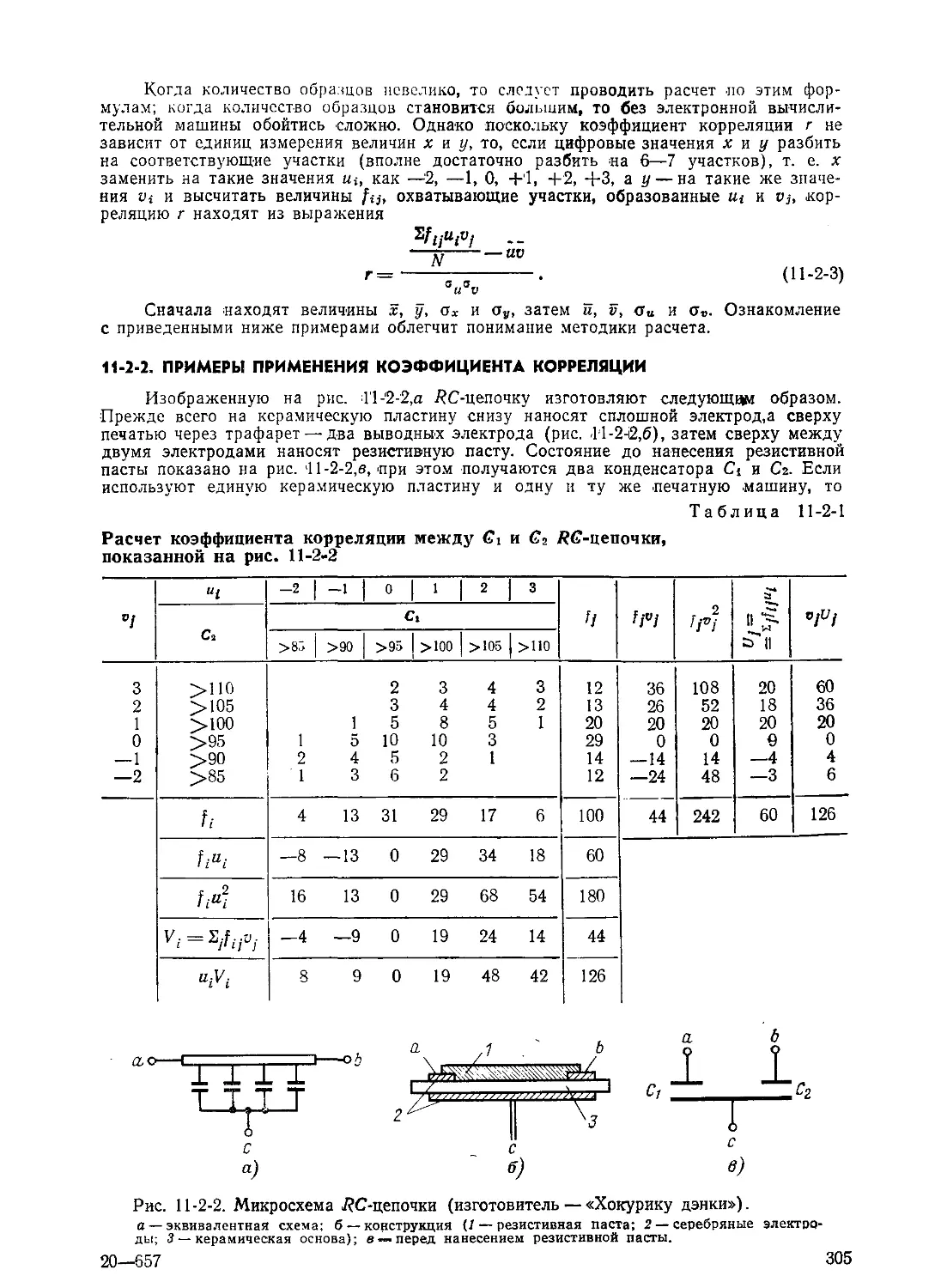
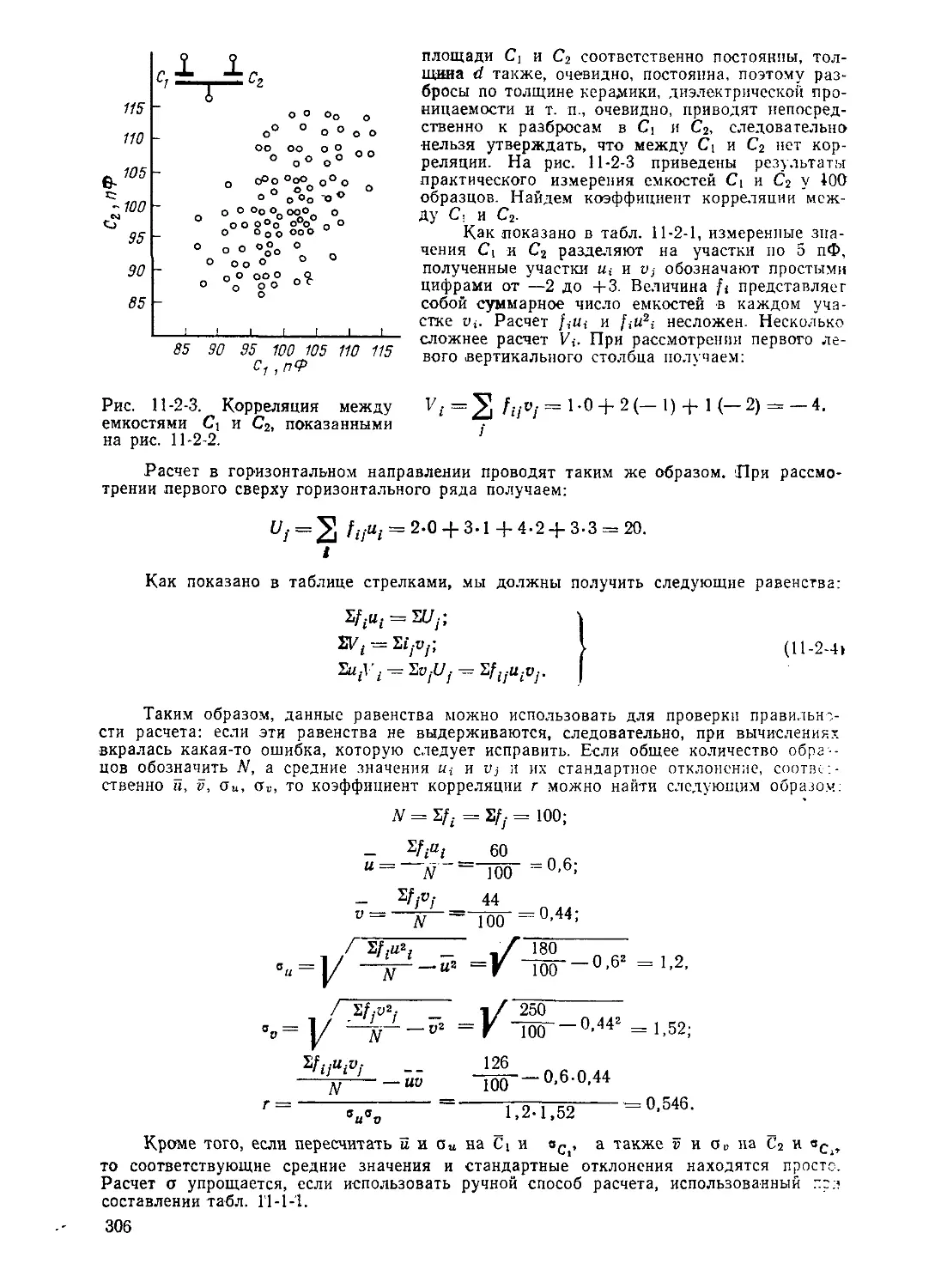
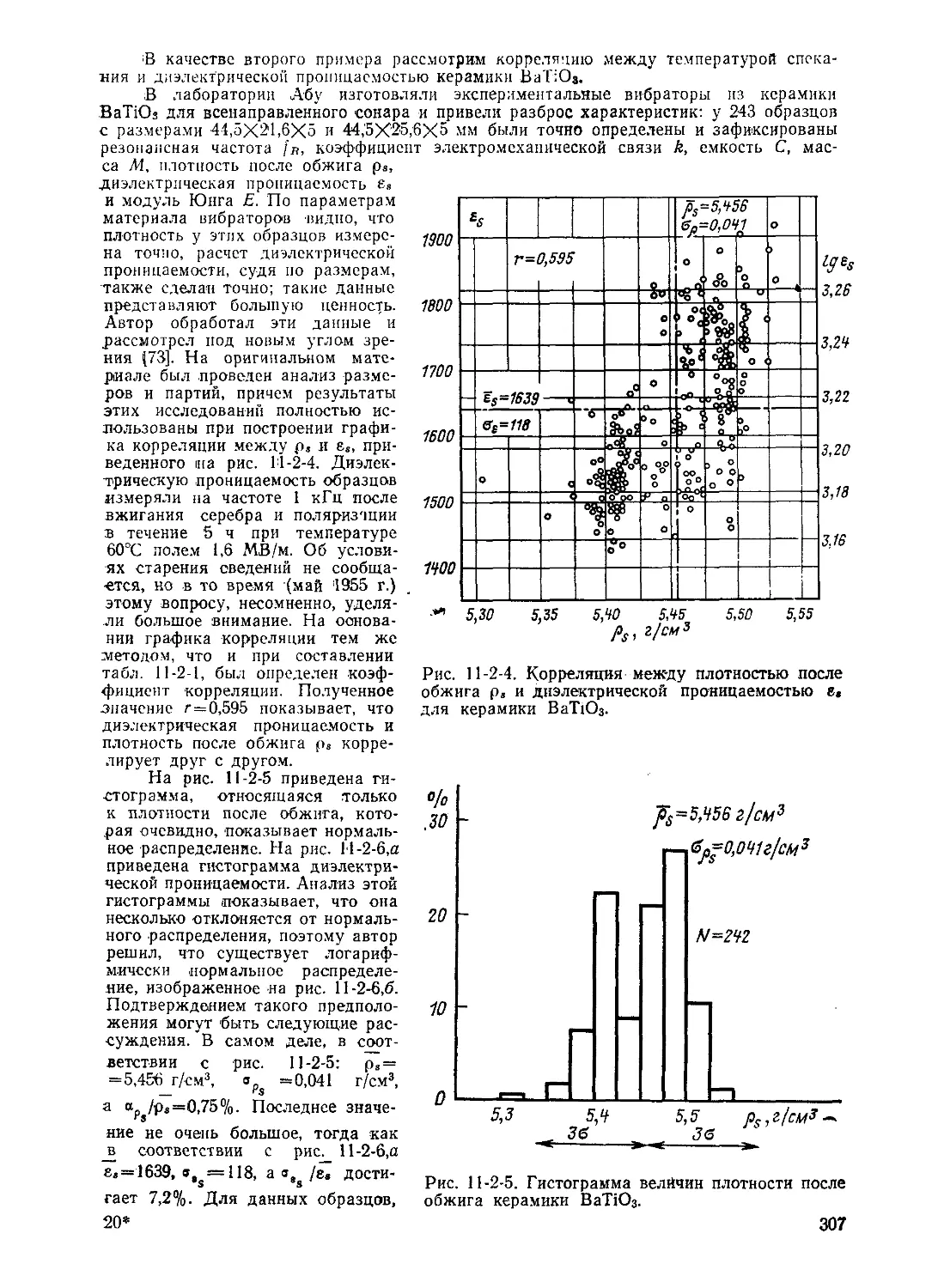
В промышленности ZrO2 обычно получают прокаливанием ги/п
окиси циркония. В табл. 2-2-3 приведен пример анализа ZrO2. имев
гося в продаже. Для производства керамических конденсаторов Жк. ’
тельиы сорта ZrO2 чистотой примерно 98%. а для производства пь-.
керамики ЦТС — выше 99%. В двуокиси циркония, получаемой о'..
ными методами, как правило, присутствует 1- -3% окиси гафния (Н:С
которая в указанном количестве не ухудшает качества керамиче.
диэлектриков из-за весьма схожих химических свойств циркон::
гафния.
Однако атомная масса циркония равна 91,22, а гафния 17%
в связи с этим при составлении шихты возможно нарушение сое:.
Таблиц\
Состав, %, двуокиси циркония, по данным фирмы „Син ниппон
кинсоку кагаку“
Компоненты : Z-999 (для ЦТС и опти- ческих линз) Z-99" (ДЛ.1 ЦТС) 1 Z-99 1 (д.и 1 конденсате- Z-9i>9 КО:-. 2 z -
ZrO2 99,9 99,55 - 99,02— 97,26
99,72 99,35
SiO2 1 0,05—0,00 0.20—0, 10 0,35-0,15 0,97
Ге2О3 1 0,03—0,01 0,03—0,01 0.01—0,03 0,35
TiO2 ' 0,001—0,000 0,09—0.04 0,32—0,25 0,50
Na2O • 0,00 0 01—0,00 0,05—0,01 0,05
Cl 0,01—0,005 0,01—0,005 0,01—0,05 0,12
Потери при прокаливании ! 0,1—0,01 1 — 0,20 —
ZrO2 имеет низкотемпературную и высокотемпературную крмд ’
лические модификации. Низкотемпературная модификация имеет м
клинную структуру с постоянными решетки: а = 0,5194; 6 = 0,5266. . -
= 0,6308 нм; р = 80э84', плотность 5,49 г/см3, температура плазл.
2700сС, температура кипения 4300°С. Высокотемпературная мод:.: ;
ция относится к тетрагональной структуре, а = 0,5074, с=О,516'1
плотность 5,73 г/см3. При нагревании ZrO2 происходит переход из .
клинной в тетрагональную модификацию, который сопровождается '
шой усадкой. В связи с этим для стабилизации высокотемпера г.
модификации вводят в определенном количестве CaO, MgO или Y.
такую двуокись циркония применяют в качестве циркониевых огне-.,
ров.
Коэффициент линейного расширения керамики ZrO2 в интервале :
ператур 25—700°С равен 11,5-10~вК-1, удельное объемное электричес:..
сопротивление при 25°С—1012 Ом-м, при 300°С—5,5-109 Ом • м. :::
900—8.2-103 Ом-м. диэлектрическая проницаемость, как сообщалось,
частоте 60 Гц равна 9,1, на частоте 100 МГц — 8,6.
В настоящее время для изготовления двуокиси циркония исполь '
ют так называемый «мокрый» способ, при котором циркон обраба::.;
вают каустической содой. Полученный цирконат натрия раствори:
в соляной кислоте, образующийся хлористый цирконий (ZrOC12-8H2O
очищают. Ниже кратко описан процесс изготовления ZrCh.
38
Цирконовый песок, добываемый в Австралии, содержащий при-
_:но 99% ZrSiO4, обрабатывают каустической содой, процесс ведут
-лтунном плавильном чане при температуре 650°С в течение 1 ч. Обра-
:ощийся в результате реакции
ZrSiO4 + 6NaOH — Na2ZrO3 %- Na4S i04 -% 3H2O (2-2-6)
'одукт обрабатывают водой с целью растворения силиката натрия.
3 полученном порошке Na2ZrOs содержится примерно 40 масс. % ZrO2.
2. Неочищенный цирконат натрия обрабатывают соляной кислотой.
При этом выпадают кристаллы хлористого цирконила (ZrOCl2-8H2O) и
: гделяются железо и титан. При проведении последней операции учи-
-ывают следующие особенности: в зависимости от концентрации соля-
c. й кислоты растворимость ZrOCl2-8H2O изменяется в широких преде-
чзх— от 6—8 н до очень низкой; в зависимости от температуры раство-
пмость также несколько изменяется.
Учитывая указанные особенности для получения продукта, содержа-
щ;то 99,0. 99,5 и 99.9% ZrO2, проводят соответственно однократную,
двукратную или трехкратную кристаллизацию.
3. К хлористому цирконилу добавляют аммиачную воду, при этом
• ыпадает в осадок гидроокись циркония. При проведении процесса важ-
правильно подобрать такие параметры, как концентрация ZrO2 в ре-
акционной смеси, концентрация добавляемой аммиачной воды, скорость
. : подачи, pH раствора при завершении реакции, продолжительность
пропитывания жидкостью. Осадок гидроокиси циркония промывают во-
дой, добиваясь полного удаления ионов натрия.
4. Затем путем предварительного обжига при температуре 1000°С
з течение примерно 4 ч из гидроокиси циркония получают ZrO2, причем
: зависимости от метода сушки и условий обжига могут изменяться
размеры и форма зерен. Двуокись циркония, используемая в качестве
подсыпки, должна иметь крупные зерна и, следовательно, слабую спо-
собность взаимодействия с шихтой или заготовкой во время обжига.
Для достижения этой цели двуокись циркония подвергают вторичному
обжигу при температуре 1250°С в течение 4 ч (см. § 2-6).
5. Двуокись циркония, обожженную один раз, измельчают с помо-
щью атомайзера, сортируют и получают готовый продукт.
Двуокись олова (SnO2) в природе встречается в виде оловянного
камня (кассетерита). Кристаллы его относятся к тетрагональной струк-
туре, в чистом виде должны быть бесцветны. Однако большей частью
краска черная или темно-коричневая из-за наличия примесей железа.
Плотность равна 6,95 г/см3, температура плавления выше 1900"С (выше
;500°С повышается давление паров).
В недалеком прошлом двуокись олова в большом количестве при-
тесняли для получения белых непрозрачных керамических глазурей. Для
этой цели SnO2 получали обжигом на воздухе металлического олова
(непосредственно оловянный камень не использовали из-за присутствия
з нем вредных примесей). Существуют три кристаллические структуры
двуокиси олова:' упоминавшаяся выше тетрагональная, а также ромби-
ческая и гексагональная. Кроме того, имеется аморфная двуокись оло-
ва. которая образуется при гидролизе гидроокиси олова. Таким обра-
зом, SnO2 существует в четырех модификациях, что необходимо учиты-
вать при выборе исходных компонентов.
Следует подчеркнуть, что двуокись олова, необходимая для полу-
чения материалов электронной техники, в отличие от идущей в традици-
39
онную керамическую промышленность не должна содержать грубых зе-
рен и металлических примесей.
Окись свинца (РЬО) получают окислением в печи расплава свинца
или термическим разложением РЬСО3, РЬ(Х'О3)2 или гидроокисей свин-
ца. В зависимости от технологии РЬО образуется или в виде желтых
чешуек, или в виде красного порошка. Желтый продукт при температу-
ре 20°С имеет растворимость 1,2 мг в 100 г воды, а красный — примерно
в 2 раз меньше, г. е. красная модификация более стабильная. Обе эти
разновидности окиси свинца имеют общее название «свинцовый глёт».
Чаше всего глётом называют чешуйчатую форму, в отличие от этого
РЬО в виде порошка называют массикот. Кристаллы свинцового глёта
имеют тетрагональную структуру с постоянными решети: « — 0,39724,
с- 0.50192 нм, плотность 9,53 г/см3, температура плавления 8<88СС, тем-
пература кипения 1470°С. Массикот имеет ромбическую структуру.
Постоянные решетки: а = 0,5489, & = 0,4755; с = 0,5891 нм, плотность 9,2-
9,5 г/см3. РЬО растворяется в аз^ной кислоте, а также з щелочах и
NHiCI.
Свинцовый сурик (РЬ3О4) - красный порошок, получаемый нагре-
ванием при температуре примерно 500'С на воздухе порошкообразной
окиси свинца РЬО. РЬЙО4 термически довольно неустойчив: при резком
нагревании начинает выделяться кислород при температуре 400°С. Свин-
цовые белила [2РЬСОз-РЬ(ОН)2]—давно известный белый пигмент,
обладающий большой кроющей способностью. Нельзя утверждать, что
сурик или свинцовые белила невозможно использовать в качестве исход-
ного компонента для керамических диэлектриков, однако их применения
следует избегать, поскольку они значительно менее устойчивы, чем РЬО.
Углекислый кальций (СаСО3) в природе встречается в виде извест-
няка, кальцита, арагонита. Кальцит имеет гексагональную структуру,
арагонит — ромбическую. Известняк непосредственно используется в ка-
честве сырья для керамической промышленности. То, что называют
«осажденным углекислым кальцием», получают в виде тяжелого белого
порошка путем введения карбонатов щелочных металлов в раствор, со-
держащий растворимые соли кальция.
Плотность гексагональной модификации равна 2,711 г/см3, ромби-
ческой— 2.93 г/см3. Обе эти формы при температуре 825°С разлагаются.
Растворимость в 100 г холодной воды—1,5 мг, горячей — примерно
1,9 мг.
Окись магния (MgO) образует бесцветные кристаллы тетрагональ-
ной структуры, которые имеют плотность 3.65—3,75 г/см3, коэффициент
преломления 1,736, температуру плавления 2800эС. В 100 г холодной во-
ды растворяется лишь 0,6 мг MgO. Она хорошо растворяется в кисло-
тах и аммонийных солях. Минерал MgO называют периклазом
(см. рис. 9-3-1), в нем обычно присутствует небольшое количество (Fe,
Мп, Zn) О, образующего с MgO твердый раствор. В качестве промыш-
ленного сырья используют окись магния, полученную сжиганием метал-
лического магния или термическим разложением магнезита (MgCOs).
Если MgO получают разложением Mg(OH)2, то его необходимо предва-
рительно обжечь при температуре 1400—1500°С или выше. В противном
случае образуется неустойчивая кристаллическая структура. При на-
гревании MgO до высокой температуры в электропечах происходит воз-
гонка и из газовой фазы выделяются кристаллы, химически очень устой-
чивые. Поэтому из MgO в больших количествах изготовляют огнеупоры
и тигли.
40
Двуокись кремния (SiO2). Безводная кремнекислота, или кремне-
зем, кристаллизуется в виде кварца или обладающего нечеткой поверх-
ностью агата. Кварц широко и в больших количествах встречается
в породах и россыпях в виде зерен, песка, порошка. Однако самым чи-
стым из них является песок, служащий важнейшим кварцевым сырьем.
Особенно крупные кристаллы кварца представляют собой горный хру-
сталь. Обычно кремнезем имеет форму кварца, но существуют еще две
модификации — тридимит и кристобалит (см. рис. 9-3-1), которые
в свою очередь при тщательном анализе можно подразделить на а- и
p-формы. Температуры перехода из одной модификации в другую пока-
заны ниже.
575’С 87Т'С 1470’С 17(Ю'С
а-кварцД^ fl-кварц p-тридимит fl-кристобалит расплав.
а-тридимит 3-тридимит
а-кристобалит 7t fl-кристобалит
~230°С
Соединения редкоземельных элементов. Это важные исходные ком-
поненты для керамических материалов современной электронной техни-
ки. Используют соединения лантана, церия, неодима, иттрия. На
рис. 2-2-3 показана схема их разделения.
1) Окись лантана (La2O3). В последнее время в качестве исходного
компонента для изготовления конденсаторов, служащих для темпера-
турной компенсации, широко используют 11а2Оз-2Т1О2 (см. подпараграф
7-2-1). Кроме того, изготавливают полупроводниковый ВаТЮз, модифи-
цированный малыми добавками Ьа20з, предназначенный для терморези-
сторов с положительным температурным коэффициентом сопротивления
(см. подпараграф 9-1-1). В табл. 2-2-4 приведен пример химического со-
става различных марок окиси лантана, имеющихся в продаже. Из сум-
марных затрат на приобретение всех окислов редкоземельных элемен-
тов для изготовления конденсаторов на долю окиси лантана приходится
70%.
Т а б л и ц а 2-2-4
Химический состав, %, различных марок La2O3 по техническим данным
фирмы „Син Ниппон кинсоку кагаку“
Компоненты I.a-100 : Та-Ю I.a-70
La2O3 99,9 95,44 72,05
Nd»O3 0,004 1,32 i 18,60
РыОз 0,008 1 2,19 | 6,28
Окислы других редкоземель- ! 1,00 1 3,50
ных элементов
ЕееО, 0.002 \ 0,005 ; 0,005
Si (7, ] 0,05 1 0,01 0.01
р:о.-, : Нет ; Hei С’!е яы
Потер:! прп пронпливлши: ; ’.07 0,83 '1,2 i
Нре."-!!( нее Для по 1\ аривл/гаасоиои ; , Для когде! гагоров. служащих
к 'Оа\гн< : В.. t 10,: для ’ ратурной Kovii- нса-
I Ш1
41
Кристаллическая структура La-iOs гексагональная, плотность равна
6,51 г/см3, теплоемкость — 313 Дж/(кг-К), коэффициент преломления
п=1,77, диэлектрическая проницаемость es=l,75, температура плавле-
ния 2315±25°С. Порошок Ьа2О3 чисто-белого цвета. Щелочные свойства
Ва2О3 выражены ярче, чем у Се2О3 Рг2О3 и Nd2O3, и примерно соответ-
ствуют NH4OH. Окись лантана легко адсорбирует воду и углекислый
газ из воздуха и даже при комнатной температуре превращается в кар-
бонат лантана.
Окислы
редкоземельных,
элементов
I Разделение и I
| осаждение |
•Окислитель
•Нейтрализатор
Окись церия
СеО2-90
। Цериевый 1
I концентрат |
. _ I
Разделение
укислотной отмывкой]
I Извлечение из I
I жидкой среды |
церия j
j Окись церия I
СеО2-Ю0
" 3
Лантан, празеодим, неодим
I
J Разделение^
| Лантановый
уконцентрат
| Сепарация I
I и очистка |
| Оксалат лантана^
1 Nd-30
Концентрат неодима
а празеодима
I Сепарация и II
| ректификация^
[ Окись неодима^
Nd-90
J Окись лантана | j Окись неодима |
Nd-50
Рис. 2-2-3. Схема разделения окислов редкоземельных элементов: СеО2, La2O3 и Nd2O3
(технические данные «Син ниппон кинсоку кагаку»).
2) Окись церия (СеО2) кристаллизуется в терагональной структуре
типа флюорита; теоретическая плотность ее 7,18 г/см3, температура
плавления 1950°С, теплоемкость 324 Дж/(кг-К), порошок желтовато-
белого цвета. В окиси церий всегда четырехвалентный. В гидроокиси,
где присутствуют Се34', при выдержке на воздухе образуется Се4+.
В отличие от других окислов редкоземельных элементов СеО2 плохо
растворяется в кислотах. Окись церия в последнее время используется
как микродобавка к полупроводниковому ВаТ1О3. Как видно из рис. 2-2-3,
двуокись церия СеО2-100, полученная обжигом оксалата церия, имеет
большую степень чистоты, чем СеО2-90, полученная обжигом гидрооки-
си церия.
42
Хранение исходных компонентов. Основные сырьевые материалы
для традиционной керамики, например глина, полевой шпат, кремнезем,
каолин, используют непосредственно в таком виде, в каком их добыва-
ют в карьерах, т. е. с большим количеством загрязнении. В противопо-
ложность этому основные исходные компоненты, предназначенные для
керамических диэлектриков, например для керамики на основе ВаТЮз
или TiOo, представляют собой химические реактивы высокой чистоты и
безусловно при их хранении следует соблюдать особую осторожность.
Основные рекомендации для получения изделий высокого качества за-
ключаются в следующем.
1) Емкости для хранения исходных компонентов должны быть таки-
ми, чтобы в них не проникали загрязнения. Для каждого исходного ком-
понента должны быть свои лопатки, совки и другие приспособления, не-
обходимые для взвешивания.
2) В складские помещения для исходных компонентов не должна
проникать пыль. Кроме того, необходимо особенно тщательно следить
за тем, чтобы исходные компоненты не намокали.
3) Каждый из исходных компонентов, идущих на изготовление дан-
ной партии, должен быть одного сорта, поставляться одним изготовите-
лем. Для каждой партии исходного компонента должны быть известны
предыстория, а также изготовитель, дата изготовления, стандарт.
2-3. СОСТАВЛЕНИЕ ШИХТЫ И СМЕШИВАНИЕ ИСХОДНЫХ
КОМПОНЕНТОВ
2-3-1. СОСТАВЛЕНИЕ ШИХТЫ
При изготовлении керамики, например ВаТЮз, рассчитывают мас-
совое соотношение исходных компонентов, исходя из заданного эквимо-
лекулярного соотношения ВаСО3 и ТЮ2. Операции подбора и взвеши-
вания называют составлением шихты.
В качестве примера найдем, в каких количествах необходимо отве-
шивать исходные компоненты (BaCO:i, SrCO3 и ТЮ2) в случае составле-
ния шихты для получения керамики (Bao.ssSro.is) ТЮ3.
Прежде всего рассчитаем молекулярные массы ВаСОз. SrCO3 и
ТЮ2. (Атомные массы элементов приведены в приложении.) Например,
для расчета молекулярной массы ВаСО3 выписываем: атомная масса Ва
равна 137,34, атомная масса С- —12.01 и молекулярная масса Оз—16X3.
Таким образом, молекулярная масса ВаСО3 равна 137,34+12.0116Х
Х3= 197,35. В приложении 1 приведены молекулярные массы основных
исходных компонентов, используемых для получения керамических ди-
электриков. Молекулярная масса SrCO3 равна 147,64, ТЮ2—79,90. Сле-
довательно. поскольку при получении твердого раствора (Bao.85Sro.i.-,)Ti03
молекулярное соотношение ВаСО3 : SrCO3: ТЮ2 равно 0,85 : 0,15 : 1,00,
массовые соотношения .можно рассчитать как показано в таблице.
Исходный комес- Молекулярное Молекулярная _хМ_ 0/
пент соотношение х месса М *’' o.vAl ’ ' ' °
' I | i :
ВзСО, । 0,85 j 1'7,35 137,75 : 02,174
SrCO3 0,15 ! 147,63 I 22,15 I 8,208
TiO2 j 1,00 | 79,90 । 79,90 ' 29,615
2x41 = 259,80 J 99,997
43
При расчете массовых процентов w их сумма должна быть
можно ближе к 100. В противном случае необходимо провести перс?...
чет для исправления очевидной ошибки.
Составление шихты — важнейшая операция в технологии керам.г
Если расчет шихты и взвешивание проведены грубо, то проведение ..
следующих операций с какой бы то ни было повышенной точностью ок.;
жстся бесполезным. Составление шихты кажется простой операцией. .
и она не совсем проста. Многолетняя практика автора показывает. .
для составления шихты следует назначать самого аккуратного п доб-
совестного работника.
Прежде всего, при составлении шихты не должно быть ошибок
расчете массовых процессов (см. таблицу выше).
Поскольку не обязательно, чтобы количество шихты составляв
точно 100 г или 1 кг, то вероятность ошибки можно значительно .
зить. если отвешивать г, или кратное этому количество шихты.
Если, например, для составления шихты материала, содержа::?..’.
98 мол. % ВаТЮз и 2 мол. % CaSnO3, взвешивать в отдельности ВаС
СаСОз и SnO2, то даже при малой погрешности при взвешивании S: 1
возникает нарушение стехиометрии. Чем меньше молярная доля CaS:?
тем больше эта ошибка. В связи с этим при получении указанного . ..
териала составляют раздельно шихту ВаСО3—Т1О2 и шихту СаСО —
SnO2, а затем обе шихты смешивают в одну при таком соотноше
чтобы получить желаемый состав. Тогда при нарушении заданного
лярного соотношения BaTiO3:CaSnO3 не возникнет опасности обра> -
ния свободной СаО или ТЮ2.
Даже при тщательном соблюдении всех условий невозможно '.
почить полной идентичности разных партий шихты при ее составлю,
разными исполнителями. Конечно, положение осложняется, когда ::
няются партии исходных компонентов. Следовательно, при массе
производстве и в лаборатории необходимо внимательно следить за
спортными данными исходных компонентов при составлении коя. :
партии шихты.
Выше шихту рассчитывали, исходя из 100%-ной чистоты исход ..
компонентов. Однако при расчете необходимо учитывать их загрязш
и влажность.
2-3-2. СМЕШИВАНИЕ
Для смешивания небольших лабораторных партий шихты исно.т
зуют малогабаритные шаровые мельницы. Для них имеются в продаж,
керамические барабаны внешним диаметром 90, 120, 150, 180, 210, 24
и 360 мм. Стенд с шаровыми мельницами имеет устройство для плав
ной регулировки частоты вращения. В барабан загружают в необходи
мом количестве исходные компоненты, воду, шары, и при вращени:
происходит смешивание и измельчение, при этом эффективность процес
соз зависит от числа оборотов барабана, размера и массы шаров
а также количества загруженной шихты. Оптимальную частоту враны
ния N при мокром смешивании обычно рассчитывают по формуле:
N = -^L-, (2-3-1
К D v
тле D — внешний диаметр цилиндра, м.
44
Во время вращения барабана шары ударяются о его внутренние
стенки, сталкиваются между собой, при этом происходит истирание
внутренней поверхности и шаров, что приводит к загрязнению шихты.
Поскольку шары истираются сильнее, чем стенки барабана, то для
уменьшения загрязнения необходимо применять шары повышенной
износостойкости, предпочтительнее всего агатовые. В последнее время
появились довольно высококачественные шары из корундовой керамики
и, по-видимому, существуют большие возможности их дальнейшего
улучшения. Для уменьшения износа внутренней поверхности барабана
ее иногда покрывают резиной или пластмассой.
Рис. 2-3-1. Зависимость движения шаров от частоты враще-
ния шаровой мельницы.
(г частота завышения; б недостаточная; в -- оптимальная
Для составления в лаборатории очень малых количеств шихты, мас-
сой до 20 г, следует пользоваться ступкой с пестиком. Для хорошего
смешивания таких порций, вероятно, достаточно 30 мин. Для получения,
например, полупроводникового титаната бария, особенно, чувствитель-
ного к примесям, смешивание необходимо проводить в агатовой ступке
агатовым пестиком. В промышленном производстве, где одна загрузка
шихты составляет от 50 кг до 8 т, применяют крупногабаритные шаро-
вые мельницы, называемые барабанными (троммелями). Смешивание
в них продолжается обычно 10—12 ч.
Барабанная мельница — это крупногабаритная шаровая мельница,
наружный цилиндр у которой изготавливают из стали. Мельница мало-
го объема имеет загрузку 50 кг, вместимость 67 л и габариты: 0 0,6Х
Х0,6 м. Мельница большого объема имеет загрузку 6000 кг, емкость —
12 000 л и габариты: 0 2,7x2,7 м. Изнутри цилиндр футеруют кремне-
земистыми или керамическими плитами. При смешивании исходных
компонентов, предназначенных для получения ферритов, где основным
компонентом является окись железа, футеровку, а также шары изготав-
ливают из стали. При изготовлении диэлектриков следует применять и
футеровку и высококачественные шары из природного кремнезема, на-
пример агата. Между футеровочными кремнеземистыми плитами всегда
существуют щели, куда забивается шихта, с трудом поддающаяся уда-
лению при промывках. В связи с этим каждую мельницу следует специ-
ализировать иа одну систему материалов. Если все-таки понадобится
смешивать в одной мельнице шихту для разных материалов, то лучше
выбросить в отходы шихту но крайней мерс одной загрузки.
Отклонение частоты вращения шаровой мельницы от оптимальной
недопустимо. Пусть частота вращения равна f, с-1, масса шаров т, кг,
ускорение свободного падения g, м/с2, диаметр барабана D, м. Если ча-
стота вращения слишком высока (рис. 2-3-1,а), то шары вращаются
45
вместе с барабаном. Если же она слишком мала, то, как показано на
рис. 2-3-1,б, шары лишь скапливаются внизу. При оптимальной частоте
вращения (рис. 2-3-1,в) шары поднимаются до наивысшей точки, а за-
тем падают вниз, при этом эффективность процесса помола наиболь-
шая. При такой частоте вращения условия таковы, что сила тяжести
шаров несколько больше центробежной силы, обеспечивающей враще-
ние шаров. Следовательно, поскольку центробежная сила равна т — ®2,
а сила тяжести —mg, получаем:
m 4г <в2 = т ~ (2it/)2 = Tj2mg, (2-3-2)
где т] — константа меньше 1.
Если частоту вращения в минуту обозначить через Л7, об/мин-1, то
получим:
у = = = (2-3-3)
‘Гр
Экспериментально получено, что
Т)=0,66 4- 0,75. (2-3-4)
Подставив эту величину в выражение (2-3-3), получим формулу
(2-3-1).
2-3-3. ОБЕЗВОЖИВАНИЕ И СУШКА
После окончания заданного времени вращения барабанов шаровой
мельницы шихту обезвоживают и сушат. Для обезвоживания малых ко-
личеств применяют фильтровальную бумагу, которая впитывает воду.
Частично обезвоженную шихту ставят в сушилку. В массовом производ-
стве эффективно использование фильтр-прессов. При сушке в шихту
могут попасть примеси и разные посторонние компоненты, поэтому дан-
ный процесс требует надлежащего внимания.
Обезвоживание шихты можно совместить с электромагнитной сепа-
рацией частичек железа. Благодаря этой операции у конденсаторов
увеличивается электрическая прочность.
Фильтр-пресс предназначен для обезвоживания шликера, образую-
щегося при смешивании исходных компонентов мокрым способом. На
фильтровальные рамы, изготовленные из чугуна, натягивают фильт-
ровальную ткань. Из центральной трубы шликер подают в фильтроваль-
ные камеры насосом с максимальным давлением примерно 1 МПа, при
этом вода отфильтровывается, а внутри камер обезвоженный материал
скапливается на ткани в виде коржей.
В зависимости от вида исходных компонентов фильтрование про-
должается 0,5—3 ч. При наличии в шликере коллоидных частиц про-
должительность фильтрования увеличивается. Полученные таким обра-
зом коржи можно для высушивания направлять в сушилку.
Существуют сухие (безводные) способы смешивания. Для сухого
смешивания можно применять вибромельницы. Они представляют со-
бой полый цилиндрический корпус, поддерживаемый пружинами и при-
водимый в движеппе эксцентриковым механизмом. В корпус загружают
мелющие тела (стальные или кремнеземистые шары), которые благо-
даря колебаниям корпуса движутся с высокой скоростью, удаляясь друг
46
о друга и о корпус, и размельчают загруженный материал. В основном
вибромельница предназначена для помола, однако нельзя не отметить,
что при этом происходит смешивание шихты. Можно смешивать шихту и
в шаровых мельницах, не добавляя воды. Сухое смешивание удобнее
мокрого, так как при этом отпадают операции обезвоживания и сушки.
Уменьшается вероятность изменения заданного состава шихты. Но эф-
фективность сухого смешивания никогда не достигает эффективности
мокрого. Кроме того, как будет показано в подпараграфе 3-1-2, до-
стоинство мокрого помола заключается в том, что измельченный мате-
риал имеет хорошее распределение зерен по размеру.
2-3-4. ИЗМЕЛЬЧЕНИЕ МАТЕРИАЛА ПОСЛЕ ПРЕДВАРИТЕЛЬНОГО ОБЖИГА
Для получения первичных зерен шихту, прошедшую предваритель-
ный обжиг, сначала дробят при помощи пресса, щековой дробилки, бе-
гунов, затем, пропустив через сито, порошок загружают в шаровую
мельницу. Пресс действует как ступка с пестиком, в щековой дробилке
материал раздавливается подвижной и неподвижной стальными плита-
ми, а в высокоскоростной роторной дробилке измельчение осуществля-
ется ударами вращающихся бил по материалу, находящемуся на отра-
жающей плите. Раздробленный материал необходимо пропускать через
сито для отделения крупных частиц, которые ухудшают эффективность
тонкого измельчения.
Источники загрязнения в процессе измельчения шихты, прошедшей
предварительный обжиг, и способы их ликвидации следующие.
1) Источником загрязнения может быть подсыпка, например, из
глинозема, на которой размещается шихта (предпочтительнее в виде
брикетов) для предварительного обжига в огнеупорной емкости (кото-
рую называют капсель). Чтобы исключить попадание подсыпки в мате-
риал после предварительного обжига, необходимо удалить щеткой при-
липшие к брикетам крупинки.
2) Высокая температура предварительного обжига, интенсифици-
рующая реакции взаимодействия исходных компонентов, повышает
твердость получаемого материала (см. подпараграф 4-6-2). Чем выше
твердость, тем требуется более длительное измельчение в шаровой мель-
нице. Соответственно увеличивается истирание мелющих тел и футеров-
ки, приводящее к загрязнению материала. Следовательно, температуру
предварительного обжига необходимо стремиться выбирать минималь-
ной.
3) Пыль, обычно легко образующаяся в процессе измельчения, по-
падает в материал. Необходимо следить за тем, чтобы этого не было.
2-4. ГРАНУЛИРОВАНИЕ
2-4-1. СВЯЗКИ
В отличие от глиносодержащего сырья для традиционной керамики
исходные компоненты для керамических диэлектриков не обладают пла-
стичностью. Поэтому для придания пластичности обычно вводят связку
и затем в случае формования прессованием изготавливают гранулы раз-
мером 177—840 мкм. В качестве связки используют крахмал, поливини-
ловый спирт, декстрин, восковую эмульсию и другие материалы.
47
Связка должна обладать следующими свойствами: 1) придавать
механическую прочность сформованной заготовке; 2) разлагаться и уле-
тучиваться во время обжига при относительно низких температурах, не
содержать неорганических веществ, остающихся после обжига в мате-
риале; 3) хорошо распределяться в порошке и не прилипать к поверх-
ности металлической формы; 4) позволять проводить гранулирование
при введении ее в минимальном количестве.
Влияние связок на электрофизические свойства керамических ди-
электриков подробно рассмотрено в § 3-3.
2-4-2. СПОСОБЫ ГРАНУЛИРОВАНИЯ
Гранулированием обычно называют операцию, заключающуюся
в придании веществу, находящемуся в виде порошка, кусков или жид-
кости, форму гранул (зерен), имеющих приблизительно одинаковые раз-
меры и форму. Операция гранулирования широко применяется в фарма-
цевтической, пищевой промышленности, при изготовлении удобрений и
моющих средств. Для изготовления гранул применяют следующие спо-
собы: роторный, прессования, распылительной сушки, кристаллизации,
распыления.
В этом параграфе будет описано несколько способов, используе-
мых в технологии керамических диэлектриков.
Обычное гранулирование. В порошок вводят необходимое количест-
во связки и воды, тщательно смешивают в ступке или протирочной ма-
шине, пропускают через сито 177—840 мкм. Такие гранулы представля-
ют собой зерна, в которых частицы порошка объединены под воздейст-
вием сцепляющих сил связки. Этот способ чаще всего применяется в ла-
боратории.
Гранулирование прессованием. По этому способу в порошок вводя
связку, проводят предварительное формование прессованием, сформ
ванную заготовку измельчают и пропускают через сито. По сравнен:;:
с обычным гранулированием этот способ дае-
гранулы с плотно упакованными первичны::
зернами, т. е. с большой плотностью и бол-:-,
высокой механической прочностью. Гранулы
большой прочностью особенно необходимы г.'
формовании крупногабаритных и сложных
форме образцов. Этот способ, в частности,
пользуется при гранулировании шихт;.: т
ферритов (см. подпараграф 3-4-2).
Гранулирование распылительной су
Шликер, состоящий из равномерно смш.:
шихты со связкой, распыляют форсунк
пульверизатором вращающегося п::’ ; -
ней части грануляционной башни. < '
щиеся в этом устройстве капли во гу -. •*
пня высушиваются и превращают -
лы. Этот способ применяют в м;ы.
водстве конденсаторных и фильтр
веских матерпалогп На рис. :?-;
схема распылительного пн. г
ночного типа. Достоинств:' .
СЯ В ТОМ, ЧГО при тщ;ш.'
кости шликера и давлении в форсунке образуются круглые гранулы,
обладающие хорошей текучестью. При несоблюдени оптимальных па-
раметров процесса гранулы имеют низкую плотность.
Для пластификации порошка титаната бария к 10 г порошка крах-
мала или обычной пшеничной муки добавляют 50—70 г воды. Если при
этом не добавить к крахмалу немного воды и тщательно не растереть, то
в готовой связке могут сохраниться комки. Наконец, при тщательном
промешивании и нагревании получают клейстер. Его вводят в количе-
стве примерно 2 масс. % и не больше 3 масс. % массы сухого порошка.
Даже при изготовлении малых количеств образцов в лаборатории не-
обходимо вводить связку. Чтобы исключить эту трудоемкую операцию,
порошок крахмала, разведенный в большом количестве воды, добавля-
ют в шихту и смешивают в мельницах. В этом случае при обезвожива-
нии и сушке связку полностью удалять нет смысла. Если при изготов-
лении малых количеств образцов связку не вводить, то при прессовании
возникают трещины, крошатся края, в связи с чем появляется разброс
в экспериментальных данных.
2-5. ПРЕССОВАНИЕ
2-5-1. ОБЫЧНЫЕ МЕТОДЫ СУХОГО ПРЕССОВАНИЯ
Наряду с гидравлическими прессами с односторонней подачей давле-
ния (движется только нижний пуансон) изготавливаются также прессы
с двусторонней подачей давления. Подобные прессы позволяют полу-
чать равномерно сжатую спрессованную заготовку. Однако такое обо-
рудование довольно дорого. На рис. 2-5-1 приведен пример методики
двустороннего прессования па прессе с односторонней подачей давле-
ния. Сначала матрицу пресс-формы равномерно заполняют гранулами
(рис. 2-5-1,а) и сверху дают давление (рис. 2-5-1,б), затем снимают эле-
мент пресс-формы, поддерживающий матрицу снизу (рис. 2-5-1, в), при
этом матрица не натает благодаря силам трения между ней и спрессо-
ванными гранулами, и вновь подают давление, которое прессуемой
заготовке передается сверху и снизу. Затем образец вынимают
(рис. 2-5-1,г).
При прессовании обычных образцов необходимо давление 30—
50 МПа. в некоторых случаях требуется создавать весьма высокие дав-
ления — до 800 МПа.
Давление, приложенное к образцу, можно рассчитать, исходя из
манометрического давления гидравлического пресса.
Манометрическое давление — это давление Ро масла, на которое
давит подвижный пуансон гидравлического пресса. Общее усилие гид-
равлического пресса Pt при диаметре подвижного пуансона Do равно:
Р;=Роф>, (2-5-1}
Если, например, к дисковому образцу диаметром D прикладывать
давление Р посредством металлической формы, как это изображено на
рис. 2-5-1, то
Подставляя значение Р/ из формулы (2-5-1), получаем:
Таким образом, в данном случае используется принцип Паскаля.
2-5-2. СПОСОБЫ ФОРМОВАНИЯ ПРИ ПРОМЫШЛЕННОМ ПРОИЗВОДСТВЕ
При массовом производстве, например, круглых или прямоугольных
конденсаторных элементов применяют автоматические прессы произво-
дительностью 50—100 шт/мин. В частности, таков роторный пресс, име-
ющий множество пресс-форм типа «пестик — ступка» на вращающемся
диске. При сухом прессовании на автоматических прессах минимально
достижимая толщина заготовки равна 0,2 мм. Для получения более тон-
ких деталей сначала мокрым способом вытягивают тонкие листы и за-
тем из них штампуют необходимые детали. В специальных случаях при-
меняют шлифовку. Формование трубчатых конденсаторных элементов
обычно осуществляют мокрым способом — протяжкой (см. подпара-
граф 7-3-1).
К металлическим пресс-формам предъявляют следующие требова-
ния: 1) механическая прочность, 2) стойкость к истиранию, 3) точность
размеров.
Когда на автоматических прессах в металлических формах прессу-
ют по несколько десятков тысяч штук, то, естественно, происходит исти-
рание форм и возникает проблема их стойкости. Поэтому если обычные
пресс-формы изготавливают из мягкой стали путем токарной и фрезер-
ной обработки с последующим закаливанием, то в пресс-формах для
автоматических прессов широко используют твердые сплавы. Для обра-
ботки пресс-форм из сверхтвердых сплавов хорошо зарекомендовал
себя электроискровой способ. Чистота обработки такова, что средняя
высота неровностей поверхности равна примерно 1 мкм. При изготов-
лении металлических пресс-форм, используемых в описанных выше
прессах роторного типа, особой проблемой является получение малого
разброса в размерах и в точности обработки пресс-форм. Одинаковые
и гладкие поверхности металлических форм, способность их противо-
стоять окислению обеспечивают единообразие формы изделий и точ-
ность их размеров. В связи с этим часто проводят твердое хромирова-
ние пресс-форм.
50
2-6. ОБЖИГ
2-6-1. ПЕЧИ ДЛЯ ОБЖИГА
Сформованные заготовки помещают в капсели на подсыпку, ко-
торая не реагирует с компонентами заготовки. Капсели, поставив друг
на друга, загружают в печь. Температуру в печи обычно определяют
и регулируют с помощью платино-платинородиевой термопары, поме-
щенной в определенном месте печи. Для нагревания можно использовать
электричество, мазут, газ, уголь. Однако проще иметь дело с электриче-
ской печью. При массовом производстве обжиг проводят в туннельных
печах.
Для изготовления нагревательных элементов в электрических печах
применяют металлические материалы: нихром, кантал, платину, вольф-
рам и неметаллические материалы — карбид кремния и графит.
Нихром представляет собой сплав 80% никеля и 20% хрома, имеет
высокую нагрево- и коррозионную стойкость, вследствие чего нихромо-
вая проволока широко применяется для электронагрева. Максимальная
рабочая температура этого сплава всего 1100°С, и поэтому он не приго-
ден для обжига керамики. Однако печи с нихромовыми нагревателями
широко используются для вжигания серебряных электродов керамиче-
Рис. 2-6-1. Схема монтажа неме-
ских конденсаторов, так как этот процесс происходит при температуре
700—800°С (см. подпараграф 7-3-2). Кантал — сплав, состоящий из
63% железа, 30% хрома, 5% алюминия и 2% кобальта, может быть
использован до 1200°С. Платиновая проволока, несмотря на высокую
стоимость, применяется в качестве нагревательного элемента для полу-
чения высоких температур — до 1500°С. Вольфрам (W) —наиболее туго-
плавкий металл (температура плавления 3382°С), однако при нагрева-
нии на воздухе он окисляется и поэтому применяется в нагревательных
элементах вакуумных и водородных печей.
В электропечах для обжига титаната бария и ферритов не применя-
ют описанные выше резистивные материалы из металлов и сплавов, но
широко используют неметаллические нагревательные элементы из кар-
бида кремния (SiC) —обычно в форме стержней (рис. 2-6-1). Для их
изготовления пластифицированный порошок карбида кремния формуют
в виде стержня и обжигают, пропуская через пего электрический ток.
Благодаря высокой нагревостойкости карбид кремния широко использу-
ют в электронагревательных элементах, работающих на воздухе до тем-
пературы примерно 1500°С. В отличие от металлических у нагреватель-
ных элементов из карбида кремния зависимость сопротивления от элек-
трического напряжения н температуры значительно больше; это приво
дит к тому, что с повышением температуры необходимо регулировать
электрическое напряжение, а для этого необходим трансформатор
В Японии фирма «Токай конэцу когё» выпускает нагревательные элемеп
ты из карбида кремния под маркой «Эрэма» и «Силиконит», а фирма
«Конэцу когё» - - под маркой «Силиконит» *.
В вакууме и атмосфере инертных газов в качестве нагревательных
используют элементы из графита, максимальная рабочая температур,;
которых 2000°С. На воздухе получение температуры выше 1500° в обыч
ных электропечах невозможно. Поэтому, например, для обжига глинозе-
мистой керамики применяют мазутные печи. Недавно фирма «Ниппои
гайси» («Японские изоляторы») изготовила опытную печь ZAT со сверх-
элементами, где можно полу-
чать температуры выше
1800°С. Однако до практиче-
ского применения таких пе-
чей пока далеко.
Огнеупоры для электро-
печей. В керамической про-
мышленности для контроля
высокотемпературными нагревательными
Рис. 2-6-2. Конусы Зегера температуры и определения
огнеупорности применяют
конусы Зегера. Их устанавливают так, как показано на рис. 2-6-2,а. Когда
при нагревании достигается температура размягчения, конусы падают,
как это изображено на рис. 2-6-2,б и в. Используя это свойство и опреде-
ляют температуру. Первоначально Зегер изготовлял трехгранные конусы
с номерами от SK1 до SK36. Характеристики выпускаемых в настоящее
Номера конусов Зегера и температуры размягчения
Номер 8 К Температура ' размягчения, Момер SK Номер SK Температу-1! Номер ра размяг-1| размягчения,
022 600 07а 960 9 1280 29 1650
021 020 650 Оба 980 10 1300 30 1670
670 05а 1000 1320 31 1690
019 690 04а 1020 12 1350 1710
018 710 03а 1040 13 1380 'VI 1730
017 730 02а 1060 14 1410 34 1750
016 750 01а 1080 1435 Чх 177(i
015а 790 1 я 1100 1460 36 1790
014а 815 2а 1120 17 1480 37 1825
013а 835 За 1140 18 1500 38 1850
012а 855 4а 1160 1520 39 1880
011а 880 5а 1180 20 1530 40 1920
010а 900 6а 1200 26 1580 41 1960
09а 920 7 1230 27 1616 42 2000
08а 940 8 1250 28 1630
териа.ты сверхвысокого класса.
SK3T—SK.33—обычные огне-
S К 38 — S К12 — ог 11 норные ла -
Примечание. SK26 — SK29—огнеупорные материалы низкого класса.
е материалы. SK34 — 9К.Ч7 —.................... ,............. с.
Стержни на основе карбида кремния в СССР выпускаются по ГОСТ 16139-70.
52
Типичные марки огнеприпаса, выпускаемого в Японии
Таблица 2-6-2
время модернизированных конусов представлены в табл. 2-6-1. В стан-
дартах на огнеупорный кирпич и огнеупорные материалы указывают но-
мер конуса Зегера, характеризующий их огнеупорность. На рис. 2-6-2
показано состояние конусов SK7, SI\8 и SK9 при их одновременном на-
гревании. Температуру, принимаемую за огнеупорность, определяют по
состоянию, в котором находится конус SK8.
Существуют высокоглиноземистые, шамотные, карборундовые огне-
упоры, из инфузорной земли и др. В табл. 2-6-2 приведены марки и свой-
ства некоторых огнеупорных материалов, выпускаемых фирмами Япо-
нии *. Инфузорная земля — это кремнеземистые остатки микроорганиз-
мов, добываемые в виде мягких землистых пород. Например, в Ното
(префектура Исикава) добывают инфузорную землю, содержащую
77,2% SiO2 и 14%АЬОз+ЕегОз. Если инфузорную землю в виде порош-
ка смешать с древесными опилками или другими горючими материала-
ми и обжечь, то получится теплоизоляционный материал, который легко
* Марки отечественных огнеупоров см., например, в справочнике [101].
53
режется пилой, что очень удобно. Карборундовые огнеупоры .<.ъ: . :
тем, что имеют теплопроводность в 10 раз более высокую, чем у с':
шамотного кирпича. У огнеупоров в системе А12О3—SiO2, чем вы:"-
держание А12О3, тем выше огнеупорность.
Капсели и подсыпка для обжига. При обжиге керамики для диь
триков пригодны капсели из смеси качественной глины и шамота. ::
ко обычно после 4—5-кратного обжига они разрушаются. В связи е - :
экономичнее использовать корундовые капсели с высоким содержа.::
глинозема или карборундовые огнеупоры, достоинством которых ел у::-:
их хорошая теплопроводность, благодаря ей достигается равномер
распределение температуры внутри капселя.
Сформованные заготовки не ставят непосредственно на поверхн-
капселя, а размещают на подсыпке, насыпанной на дно капселя, кот,,:
с ними не взаимодействует. Если, например, ВаТЮз будет контактпров-
с шамотным капселем, то SiO2 капселя будет интенсивно реагиро: .
с ВаО и плавиться. Для предупреждения этого применяют подсы."
в виде порошка А120з или ZrO2. Для получения керамики ТЮ2 приг'-л
подсыпка из SiO2. При массовом производстве необходимо заполни:
капсели максимально полно, помещая заготовки одна на другую. Иног::
заготовки погружают в порошок из ZrO2. Вместо подсыпки можно пр
менять пластины (подложки) из обожженной ZrO2.
Для получения керамики ЦТС, подробно рассматриваемой ниж-.
применяют тигли из высокоглиноземистой керамики или никеля.
2-6-2. РЕЖИМ ПОДЪЕМА ТЕМПЕРАТУРЫ ПРИ ОБЖИГЕ
На рис. 2-6-3 приведен пример кривой изменения температуры в<
время обжига. Участок А в керамической промышленности называют
периодом сушки. Этот период характеризуется относительно длительной
выдержкой при температуре 150—200°С с целью удаления из заготовок
влаги и органических веществ. Чем больший объем печи заполнен об-
разцами, тем более осторожно в этом периоде следует поднимать тем-
пературу (см. подпараграф 4-3-5). Участок В — это период подъема
температуры. Чем больше габариты изделий, тем медленнее следует
проводить подъем температуры. Например, при обжиге крупногабарит-
обычно длится 2 ч. В этот период весьма важно точно поддерживать
заданную температуру. Одна из целей выдержки при максимальной
температуре — выравнивание температуры в разных частях печи. Если
в период выдержки даже на короткое время повысится температура, то
не следует полагать, что условия обжига не изменились. Дело в том,
что с ростом температуры интенсивнее проходят химические реакции
(см., например, рис. 4-3-2). С другой стороны, понижение температуры
в этот период может не сказаться на
качестве обжигаемых образцов, если
на соответствующее время продлить
период выдержки при максимальной
температуре.
Еще одним важным параметром,
требующим внимания при обжиге ке-
рамических диэлектриков, является
газовая атмосфера в печи, которая
должна быть окислительной, так как
в восстановительной среде существует
опасность восстановления такого ком-
понента, как TiO2, до полупроводнико-
вого состояния, что понижает сопро-
тивление изоляции изделий. Поэтому
при обжиге в газовых печах необходи-
мо тщательно контролировать соотно-
шение между количествами горючего
газа и воздуха, а конструкция электри- Рпс. 2-6-4. Закон теплового излуче-
ческой печи должна обеспечить онре- ния Пла11ка-
... т т „ 1 - УФ; 2 — видимая; 3 — ИК-область.
деленный ток воздуха. На свойства
керамических диэлектриков большое влияние оказывают режимы
охлаждения после выдержки при максимальной температуре. Режимы
охлаждения особенно сильное влияние оказывают на свойства полупро-
водникового ВаТЮз и ферритов.
Температуру в печи можно оценивать по цвету. Испускательная
способность Д>- согласно закону Планка зависит от температуры сле-
дующим образом:
R-СД-^ехр , (2-6-1)
где Ci=3,697-10~12 Вт-см2, С2= 1,432 см-К.
Если эту закономерность выразить графически, то получим кривые,
изображенные на рис. 2-6-4. Из этих данных следует, что с уменьшени-
ем температуры увеличивается длина волны 7.т, соответствующая мак-
симуму энергии излучения, а с повышением температуры уменьшает-
ся. В данном случае существует следующая зависимость:
лт7’ = 2883,6 мкм-К, (2-6-2)
которую называют законом смещения Вина. Диапазон длин волн, види-
мый человеческим глазом, от 400 до 760 нм. При достижении темпера-
туры 650,0°С виден белый свет, как свет солнца. При понижении темпе-
ратуры, как известно, длина волны увеличивается, сдвигаясь в красную
сторону.
55
Итак, если оценивать температуры в печи невооруженным глазом
то при температуре 500°С будет слабо виден темно-красный свет. При
700°С цвет чисто-красный, при 800°С — кроваво-красный, при 900°С -
вишнево-красный, при 1000°С — ярко-красный, при 1100°С — апельсино-
во-желтый, при 1200°С— ярко-желтый, при 1300°С— белый, при 1500°С
ярко-белый. Безусловно, точно измерить температуру возможно с ио
мощью предназначенного для этого прибора, например термопары. Но
важно также различать температуру визуально, наблюдая цвет раска-
ленных стенок печи или капселей. При определенном навыке по цвету
можно определить температуру с точностью примерно ±20°С, а мастера
могут определить с точностью ±10сС. При массовом производстве по
окраске нередко определяют перепад температур в туннельной лечи.
ГЛАВА ТРЕТЬЯ
ГРАНУЛИРОВАНИЕ И ПРЕССОВАНИЕ ПОРОШКОВ
ИСХОДНЫХ КОМПОНЕНТОВ
3-1. СВОЙСТВА ПОРОШКОВ ИСХОДНЫХ КОМПОНЕНТОВ
3-1-1. ЗЕРНОВОЙ СОСТАВ И ФОРМА ПЕРВИЧНЫХ ЗЕРЕН
Исходные компоненты, например ВаСО3, ТЮ2, РЬО, или размоло-
тый продукт предварительного обжига, например смеси указанных
исходных компонентов, т. е. размолотый спек, например ВаТЮз или
PbTiO3, называют первичными порошками или первичными зернами.
Они служат исходным материалом для получения вторичных зерен
(гранул) путем гранулирования.
В табл. 3-1-1 приведен пример зернового (гранулометрического)
состава порошков ВаСО3 и ТЮ2, определенный седиментацией (см.
чистоты изготовлен фирмой «Сакай
кагаку когё», ТЮ2 изготовлена специ-
ально для получения диэлектриков
фирмой «Фудзи титан». Средний раз-
мер зерен порошка ВаСО3 равен 0,7—
0,9 мкм, а порошок ТЮ2 обладает
очень высокой дисперсно(*гыо.
На рис. 3-1-1 приведены некото-
рые формы зерен, визуализированные
с помощью электронного микроскопа.
На рис. 3-1-1,а и б представлены ми-
крофотографии зерен ВаСОз, изготов-
ленного фирмой «Сакай кагаку ко;')' -,
а на рис. 3-1-1,в — зерна порошка
SbSI, полученного тонким измельчени-
ем игольчатых монокристаллов S"’.
о которых упоминалось в § 1-2. г •;>
хорошо видно па фотографии, SbSI даже в виде порошка о-;::- :
игольчатой формой. Это, очевидно, обусловлено структурой ’ "< >
столпов, изображенной па рис. 1-2-12 (см. § 6-4).
§ 10-1-2). ВаСОз высокой
Таблица 3-1-1
Гранулометрический состав
порошков ВаСОз и TiO2,
определенный методом
седиментации
Рис. 3-1-1. Э.-юктрониые микрофотографии зерен некоторых порошков.
3-1-2. ЗЕРНОВОЙ СОСТАВ ИЗМЕЛЬЧЕННОГО СПЕКА ИСХОДНЫХ КОМПОНЕНТОВ
Зерновой состав порошка, полученный предварительным обжигом
карбонатов и окислов металлов с последующим дроблением (например,
с помощью пресса) и тонким измельчением (например, сухим способом
в вибромелышпе), изменяется в широких пределах: кроме того, средний
размер зерен имеет большую величину. При мокром помоле, наоборот,
интервал распределения зерен по размеру мал, также мал и средний
диаметр зерен. Примеры
кривых вышеуказанного
распределения приведены
на рис. 3-1-2.
Зерновой состав по-
рошка ВаТЮз, полученно-
го измельчением сухим
способом, при последую-
щем измельчении мокрым
способом в шаровой мель-
нице изменяется.
На рис. 3-1-3 пред-
ставлены результаты экс-
периментов автора £ по- рис 3.1.2. Кривые гранулометрического распределе-
рошком THT^iara бария, ПИЯ порошка глинозема, измельченного в шаровой
полученного w предвари- мельнице (по данным Кингери).
тельным обжигом при Верхняя кривая — мокрый помол, нижняя — сухой.
температуре 1400°С. Па рис. 3-1-3,а приведены данные, относящиеся
к порошку, измельченному в вибромелышпе сухим способом, на
рис. 3-1-3,6 и в представлен зерновой состав того же порошка после его
мокрого помола в шаровой мельнице. Можно заметить, что интервал
распределения при мокром способе становится уже. Кроме того, срав-
нивая результаты, приведенные на рис. 3-1-3,6 и в, полученные при раз-
личной продолжительности сухого помола, можно обнаружить тенден-
цию к уменьшению среднего размера зерен с увеличением периода об-
работки в вибромелышце. Следует обратить внимание на то, что при
любом способе измельчения логарифм размера зерен D подчиняется
нормальному закону распределения.
По данным Кингери, распределение по размеру первичных зерен
гидроокиси бериллия Ве(ОН)2, предварительно обожженной при темпе-
57
50 20 10 5 2 1
Диаметр зерен О, мкм
в)
ратурах 1240— 1500°С и измельчешн
при одинаковых условиях, имеет ни.
изображенный на рис. 3-1-4. На рису
ке видно, что после предварительно;
обжига при высокой температуре ере :
ний диаметр зерен порошка болыпо,
а с уменьшением температуры прел is
рительногообжига количество крупш/
зерен уменьшается, сужается интепш
распределения, средний размер зеш
становится меньше. Это, очевп.тш
связано с тем, что с повышением температуры предварительного обжо
га возрастает твердость и увеличивается количество частиц, с тру.т<г
Рис. 3-1-4. Гранулометрическое распределение зерен Ве(ОН)>
в зависимости от температуры предварительного обжига.
поддающихся измельчению. Кроме того, исходя из рис. 3-1-4 v
считать, что распределение подчиняется логарифмически нормальг
закону.
3-2. ПРЕССОВАНИЕ
3-2-1. ЗНАЧЕНИЕ ПРЕССОВАНИЯ
Первичный порошок, пластифицированный органической ж-
методу, описанному в подпараграфе 2-2-2, гранулируют. В ж':
на рис. 3-2-1 показан гранулометрический состав вторичного :
58
определенный методом ситового анализа (см. § 10-1-2,а). Засыпку
гранулированного порошка в металлическую форму, сжатие и придание
ему желаемой формы под действием давления называют прессова-
нием. При прессовании необходимо уменьшать силу трения гранул
о поверхность стенок металлической формы, так как при большей силе
трения давление не будет передаваться непосредственно на порошок.
Поэтому целесообразно применять смазки типа керосина.
Таблица 3-2-1
Гранулометрический состав вторичного порошка по данным ситового анализа
Мсш (число отвепстий Диаметр зерен, мкм | Масса, г | Масс. % 1 Суммарные, %
на 1 . ДЮЙМ)
До 4-48 : Более 297 i 0,08 : од 0,1
--48 -т-60 ; 297—250 ' 0,17 , 0,2 0,3
—60 -+70 250—210 1 0,31 0,4 0,7
—70- -т-80 : 210-177 ; 0,68 ' 0,9 1,6
—80- -4-100 ; 177—149 1 9 ДП ' 3,6 5,2
— 100 -1-120 i 149—125 : Ч2 ! 6 11,7
— 120 -4 140 125—104 ; 12’0 23,7
— 140- -+200 | 104—74 i 20 э , 29,3 53,0
—200- --1-250 । 74—61 । юз 72,3
—250- -4325 i 61—43 19 + 91,5
—325 । i более | Менее 43 'Й I 8,6 100,0
В процессе подачи давления на гранулированный порошок проис-
ходят следующие изменения: 1) уменьшаются поры в порошке, увели-
чивается поверхность контакта между зернами; 2) возникает деформа-
ция зерен на поверхностях контакта; 3) возрастает энергия, определяе-
мая напряжениями, возникающими при деформации.
Рис. 3-2-1. Определение гранулометрического состава вторичных
20 30 4050 70 100 200
б)
зерен ВаТЮз методом ситового анализа.
Таким образом, подвергнутые сжатию порошки, взаимодействуют
в твердой фазе интенсивнее, чем порошки, не подвергавшиеся сжатию.
Были проведены многочисленные исследования протекания химических
59
реакций в неспресованных порошках. Полученные данные пока ,
что из неопрессованных порошков нельзя получить керамику по ука
ной выше причине.
3-2-2. ЗАВИСИМОСТЬ СТЕПЕНИ СЖАТИЯ ОТ ДАВЛЕНИЯ ПРЕССОВАНИЯ
Р, T/cMi(^10gPa)
Рис. 3-2-2. Зависимость степени сжатия с
порошка от давления прессования Р для
различных порошков (с = /0/Л. см. рис. 2-5-2).
Л — ВаСОз+ТЮ, (<500 мкм): В — ВаСО,-ТЮ
(8-10 500 мкм): С ):(; (350—230 мкм): D - из-
мельченный камень (8-10 мкм).
При прессовании высоких цилиндров или стержней с увеличен;
отношения высоты к диаметру возрастает неравномерность распре .
ления давления на различные участки образца — см. § 3-5. Однако
малой толщине прессуемой де:
ли можно считать, что давлен,
к различным участкам образе
прикладывается равномерно.
Средняя степень сжатия з .
висит от среднего давления пре.
сования.
Пусть высота гранулировав
лого порошка, равномерно за по ।
ияющего форму, равна а пос. к
приложения к нему давления /'
она станет 10. Зависимость межа
степенью сжатия с=1011[ и л; /’
как показано на рис. 3-2-2, пул. •
почти линейный характер. Koi’.i.
давление менее 10 МПа, пропс
ходит некоторое отклонение ••>:
этой прямой, однако при посто
явных составе и зернистости исходных компонентов линейная завися
мость в основном имеет место. Следовательно, на основании экспери
ментальных данных можно записать, что
(3-2-1)
где А) — единичное давление, и а — константы. Зная эту зависимость
для каждого конкретного порошка, по степени сжатия порошка можно
определить среднее давление. Нисихара, Кори и Тани при рассмотрении
зависимости между степенью сжатия и приложенным к порошку давле-
нием, учитывая, что деформация при сжатии порошков значительно боль-
ше, чем обычные деформации, в соответствии с теорией упругости
использовали понятие о логарифмической деформации. А именно, из об-
щей деформации А/// порошка в процессе сжатия они определяли ло-
гарифмическую деформацию S:
S=-j-^--=lgA (3-2-2)
Затем по экспериментальным данным получали математическую
связь между л и давлением прессования Р:
P = kS", (3-2-3)
где k и п — константы.
Не прибегая к строгим доказательствам, можно констатировать,
что формулы (3-2-3) и (3-2-1) в определенном интервале давлений да-
60
ют один и тот же результат. Этот вывод основан на том, что исходные
данные, которыми пользовались Нисихара с соавторами при выводе
формулы (3-2-3), вполне удовлетворяют и формуле (3-2-1), как показа-
но на рис. 3-2-2 прямой D. Если плотность порошка после прессования
обозначить pg, то согласно рис. 3-3-1 получаем экспериментальную зави-
симость
(3-2-4)
которая также весьма удобна (она еще раз будет рассматриваться
в подпараграфе 3-3-1).
г/см3 р„
11 R J
200 ЧОО 6008001000
J, кгс /см2
а)
200 ЧОО 600 8001000
Р, кгс/см2
6)
ЧОО 600 8001000
Р, кгс/см2
в)
Рис. 3-2 3. Зависимость плотности спрессованной заготовки pg от давления прессо-
вания Р при различных температурах для некоторых порошков.
Если увеличить давление так, что при этом логарифм деформации
порошка изменится от до s, как, например, показано пунктиром на
рис. 3-2-2, то порошок будет сжат так, что степень сжатия станет соот-
ветствовать усадке, происходящей при обжиге, и плотность спрессован-
ной заготовки станет равной плотности обожженного образца {3]. Про-
интегрировав заштрихованную часть (см. рис. 3-2-2), получим работу IV',
величина которой примерно соответствует энергии необходимой для на-
гревания заготовки, соответствующей точке s0, до температуры 1400—
!500сС. Для получения высокого давления, соответствующего точке s,
может быть использовано несколько способов:
1) прессование взрывом (см. § 3-5-3); 2) прессование путем прида-
ния ускорения зернам порошка электрическим полем; 3) прессование
путем приложения сверхвысокого статического давления.
Если техника сверхвысоких давлений позволит создать технологию
массового производства сверхвысокоплотных образцов, то вполне воз-
можно, что она заменит традиционную технологию получения керамики,
основанную на высокотемпературном обжиге. В настоящее время спо-
собы создания сверхвысокого давления для уплотнения порошков весь-
ма сложны, но способ горячего прессования, рассмотренный в гл. 6 и
заключающийся в подаче давления при высокой температуре, позволяет
снизить температуру спекания на несколько сотен градусов по сравне-
нию с обычным обжигом. Поэтому, очевидно, можно сказать, что сде-
лан первый шаг к указанной замене.
61
На рис. 3-2-3 показана зависимость плотности pg от lg Р при раз-
личных температурах в таком интервале, в котором твердофазные реак-
ции не происходят [33]. Когда давление и температура, ускоряющие
реакции, не приводят к эффектам так называемого горячего прессова-
ния, рассмотренного в гл. 6, обнаруживается тенденция к образованию
все более пологих прямых по мере повышения температуры. Это, по-ви-
димому, можно объяснить возрастанием текучести порошков с повыше-
нием температуры.
3-3. ВЛИЯНИЕ СВЯЗКИ НА ЭЛЕКТРОФИЗИЧЕСКИЕ ХАРАКТЕРИСТИКИ
КЕРАМИЧЕСКИХ ДИЭЛЕКТРИКОВ
Связку в минеральный порошок вводят для облегчения гранулиро-
вания и прессования. К сожалению, раньше было мало систематических
исследований, посвященных влиянию связки на электрофизические
свойства керамических диэлектриков. Эта операция проводилась исклю-
чительно па основе многолетнего опыта. В настоящем параграфе описа-
ны результаты исследований автора, посвященных сухому прессованию.
В табл. 3-3-1 приведены составы материалов, рассматриваемые в дай
ной главе.
Исходные порошки составов, рассматриваемых в гл. 3
Таблица 3-3-1
Сокращенное обозначение Название Состав
PZT Цирконат-титанат свинца РЬ (Zrn.53Tio.47) Оз (Bao.sPbo.ogCao.oa) TiOs
ВРС Состав на основе титаната бария
K-R Смел, исходных порошков для по- лучения титанатбариевой кера- мики ВаСОз —- TiO2 4- 2 масс. »/« глины т 4-0,3 масс. % МпСОз
!ВР ST Порошок спека титаната бария Бариевый феррит Обожженный материал K-R ВаО-6ре2О3 3MgO-4SiO2
3-3-1. ПЛОТНОСТЬ ЗАГОТОВОК ПОСЛЕ ПРЕССОВАНИЯ И ОБЖИГА
Плотностью заготовки после прессования называют плотность
заготовки, образованной сжатием гранулированного порошка при прес-
совании в металлической форме. При определении pg следует учитывать
некоторое расширение спрессованной заготовки после ее изъятия из ме-
таллической формы: наружный диаметр заготовки несколько превосхо-
дит наружный диаметр формы. Данное явление особенно сильно выра-
жено при большом количестве связки [10, 14].
Плотность спрессованной заготовки зависит от давления прессо-
вания. Согласно выражению (3-2-4) р§ обычно линейно возрастает с уве-
личением логарифма давления прессования IgP. На рис. 3-3-1,а пока-
зана зависимость pg от lg Р при прессовании порошка ВаТЮз, в кото-
рый в качестве связки вводили 0,5, 1,0, 3.0 и 5 масс. % поливинилового
спирта (ПВС). Из данных видно, что количество связки почти не ока-
зывает влияния на плотность. Однако кроме связки в минеральный по-
рошок вводят небольшое количество волы для облегчения прессования.
Если даже воду не добавляют специально, то влажность пресс-порошка
62
не равна нулю, так как связка адсорбирует некое равновесное количе-
ство влаги из воздуха. Наггример, при 5 масс. % связки и влажности
воздуха 50% равновесное влагосодержаиие составляет примерно 0,7—
1,6 масс. %. Если содержание связки равно Ь, а содержание воды h,
то истинную плотность спрессованной заготовки p'g (за вычетом связки
и воды) можно найти из уравнения
(з-3-i)
Зависимость p'g от lg Р показана на рис. 3-3-1,б, из которого вид-
но, что чем меньше количество связки, тем больше p'g. Поскольку вода
и связка в конечном итоге улетучиваются, то, характеризуя плотность
100 гоо зоо чоо юоо гооо woo юо -zoo зоо чоо юоо гооо чооо
Р,кгс/смг Р,кгс1см2
а) б)
Рис. 3-3-1. Зависимость плотности pg спрессованной заготовки (а) и истинной плотно-
сти без учета связки и волы p'g (б) от давления прессования при различном содержа-
нии связки. Цифры у кривых —масс. % связки (ПЕС).
после прессования, целесообразно использовать величину р g, а не р8.
Таким образом, для увеличения p'g следует уменьшать количество связ-
ки. Однако если связки слишком мало, то ослабляется сила сцепления
между зернами, что приводит к трудностям при прессовании. Например,
если ввести в исходный порошок для получения ВаТЮз 0,5 масс. %
ПВС и изготовить гранулы размером 125—400 мкм, то при давлении
прессовании 400 МПа возникают
трещины и прессование оказыва-
ется невозможным. Следователь-
но, связку следует вводить в ми-
нимально необходимом количе-
стве.
Под плотностью после обжи-
га ps понимается плотность кера-
мики, обожженной при оптималь-
ных условиях, например керами-
ки ВаТЮз, обожженной при ма-
ксимальной температуре 1360°С
и выдержке при максимальной
температуре 2 ч.
На рис. 3-3-2 показана зави-
симость плотности обожженной
заготовки ps от давления прес-
сования образцов, плотность ко-
торых показана на рис.
3-3-Г.
Рис. 3-3-2. Влияние давления прессования
на плотность после обжига при различном
содержании связки. Цифры — массовые
проценты связки (ПВС). Порошок спека
ВаТЮ3 (К-С).
63
Введение 1--3 масс. % ПВС приводит к получению керамики .
мой высокой плотностью. Оптимальное количество связки, очеви.ти
висит от вида исходных компонентов и типа связки. Если колпчсч
связки меньше оптимального, то из-за недостаточного сцепления
ду частицами возникают трудности при прессовании и р., понижая'
Если количество связки слишком велико, то р6- уменьшается в е .
с понижением p'g.
Для образцов всех исследованных составов с повышением давле
плотность после обжига ps возрастает. Однако, когда давление пре.
вапия превысит 100 МПа зависимость ps от давления уменьшает
Исходя из этой закономерности, следует, что при прессовании из
рошков снеков при давлении, меньшем определенного предела (и;
мерно 100 МПа), достаточную плотность после обжига получить пель ;
Однако в случае использования в качестве исходного порошка смю
необожженных исходных компонентов ситуация несколько изменяем
благодаря большой реакционной способности компонентов смеси вози
кает тенденция к уменьшению влияния давления прессования на р
Этот факт, по-видимому, следует считать одним из достоинств полу:
ния керамики однократным обжигом.
Для определения среднего эффективного давления прессования
разброса его значений при массовом прессовании дисков на автомат:,
ческих прессах (см. подпараграф 2-5-2) прежде всего точно находя
зависимость pg—lg Р в интервале давлений от 10 до 500 МПа для сирее
сованных заготовок из исходных порошков, идущих в массовое uponз
водство. Затем у образцов из тех же порошков, спрессованных на авто
магических прессах, определяют массу и размеры (не будет большой
ошибкой считать за диаметр образца диаметр формы) и рассчитываю!
pg. По найденным значениям pg, используя экспериментально найденнуи
зависимость pg от lgР, определяют эффективное давление прессования.
Кроме того, в подпараграфе 11-3-3 описан способ определения давления
прессования и его разброса на основании оценки усадки образцов пост,
обжига.
3-3-2. МЕХАНИЧЕСКАЯ ПРОЧНОСТЬ СПРЕССОВАННОЙ ЗАГОТОВКИ
Независимо от того, спрессованы ли заготовки в лаборатории или.
на производстве, их нужно вынуть из формы, поместить в капсель г
загрузить в печь. Для проведения этих операций без разрушения спрес-
сованной заготовки необходимо, чтобы заготовка обладала определен-
ной прочностью.
В качестве меры механической прочности спрессованной заготовке
принимают прочность на изгиб.
В табл. 3-3-2 приведены результаты определения прочности па г -
гиб т образцов с различным количеством связки [10, 14]. Определен,
проводили непосредственно после прессования и подсушки. (Менн, к
определения прочности на изгиб подробно описана в подпараграф
10-3-2.) Полученные данные позволяют сделать следующие выводы-
1) прочность возрастает с увеличением количества связки и дав,-...
ния прессования;
2) прочность возрастает при подсушке спрессованной заготоз.к
Степень этого роста тем больше, чем больше связки и выше давле.к.
прессования.
64
Из этих данных следует, что для достижения максимальной меха-
нической прочности заготовки после прессования, очевидно, лучше
иметь больше связки. Однако согласно данным, приведенным в подпа-
раграфе 4-6-1, с увеличением количества связки уменьшается прочность
заготовки в процессе обжига, что обусловлено удалением связки.
Таблица 3-3-2
Прочность на изгиб т спрессованных заготовок
Связка. Влажность, % Давление НИЯ, МПа л, МПа Pg- г/см» P'g. г/см3
спустя 2 ч после прессо- вания после сушки при темпера- туре 80°С в ‘ течение 16 ч после сушки при темпера- туре 80°С в течение 35 ч
1 3,6 50 1,0 1,2 1,4 2,60 2,48
100 2,0 2,6 2,7 2,91 2,75
200 2,6 4,2 4,9 3,2 3,03
з 3 1 50 1,0 1,8 1,8 2,64 2,48
100 2,0 2 9 3 6 2,93 2,75
200 3,5 5*3 6,’4 3,22 3,01
5 4,0 50 2,0 2,9 2,9 2,59 2,36
100 3,5 5,2 5,7 2,89 2,63
200 5,8 10,3 10,3 3,19 2,91
3-3-3. ПОРИСТОСТЬ И СТАТИЧЕСКАЯ ЭЛЕКТРИЧЕСКАЯ ПРОЧНОСТЬ КЕРАМИКИ
На рис. 3-3-3,а, б приведены фотографии сечений образцов керами-
ки ВаТЮз, на которых видна разница в пористости в зависимости от
содержания связки в пресс-порошке. Для сравнения дана фотография
(рис. 3-3-3,в) сечения образца керамики, изготовленной без применения
связки методом горячего прессования, при котором пористость значи-
тельно ниже. На рис. 3-3-4 в качестве примера представлено несколько
фотографий сечений керамических титанатбариевых конденсаторов,
имеющихся в продаже. Поверхность керамических образцов визуали-
зировалась с помощью металлографического микроскопа по методу,
рассмотренному в подпараграфе 10-4-1.
Закрытая пористость керамики оказывает влияние на ее электриче-
ские свойства.
На рис. 3-35 приведены результаты определения влияния напря-
женности постоянного поля Е на плотность тока г, протекающего при
температуре 150°С через керамику ВаТЮз, обожженную при оптималь-
ной температуре (1360°С). Данные представлены в логарифмическом
масштабе. В области, характеризующейся 45-градусным наклоном зави-
симости i от Е, действителен закон Ома, сопротивление здесь остается
постоянным. При напряженности электрического поля выше точки пере-
гиба (обозначенной на рисунке Епр) на этой характеристике плотность
тока резко возрастает и происходит разрушение образца. Указанная
5—657 65
напряженность Еир фактически соответствует разрушающей электр-
ческой напряженности.
При оценке данных, представленных на рис. 3-3-5, прослежпвас:.
определенная закономерность: чем больше связки, тем больше по:
стость, тем меньше электрическая прочность.
С повышением содержания связки пористость керамики увел ин
вается, ибо остаются поры в результате удаления связки. Кроме то;
пористость увеличивается в связи с тем, что механическая прочное.
Рис. 3-3-3. Фотографии сечения образцов керамики ВаТЮз, показывающие влияние
связки.
о — 1 масс. % связки, обжиг при температуре 1360°С в течение 2 ч; 6—10 масс. % связки, о<'ж-
при тех же условиях; в —0% связки, горячее прессование при температуре 1250°С, давле::;;.:
9.8 МПа, выдержка 30 мин.
гранул повышается с увеличением количества вводимой связки, позiому
при прессовании они полностью не разрушаются. В этом, по-видимому,
причина того, что после обжига на поверхности образцов часто обна-
руживаются крупинки, примерно равные по размерам гранулам.
66
Рис. 3-3-4. Фотографии сечения керамики ВаТЮз, используемой для конденсаторов,
изготовляемых фирмами А, В, С и D.
а, б, в и г--соответственно.
С повышением пористости падают плотность и диэлектрическая
проницаемость е5. Разброс плотности оказывает решающее влияние на
разброс диэлектрической проницаемости (см. рис. 11-2-7).
Рис. 3-3-5. Количество связки и
вольт-амперная характеристика
керамики BaTiO3 при 150°С.
Стрелкой указана £пр — фактиче-
ски разрушающая напряженность.
1 -• 10 масс. % связки (обычный
обжиг); 2 — 3 масс. % связки (обычный
обжиг): 3- без связки (горячее прес-
сование).
67
3-3-4. ВОССТАНОВИТЕЛЬНОЕ ДЕЙСТВИЕ СВЯЗКИ
При разложении органические связки типа крахмала или i i
оказывают определенное восстановительное действие. При обжиге
становительных условиях титаносодержащей керамики сущее
опасность снижения электрической прочности. У керамики типа П
содержащей РЬО, может выделиться свинец и электрические и к-
мические свойства ухудшатся.
Для иллюстрации восстанавливающего действия связки ниже д
ся описание эксперимента, проведенного автором [10, 14]. В исход
компоненты, предназначенные для получения керамики ЦТС, в качес
связки было введено 0, 1, 3, 5 и 10 масс. % крахмала, затем бь
изготовлены гранулы. После предварительного прессования обра<
Рис. 3-3-6. Восстанавливающее действие связки на образец при различном ее содер/
нии, масс. %.
при комнатной температуре под давлением 150 МПа было проведе
горячее прессование в следующих условиях: в металлическую форду
нержавеющей стали помещали предварительно спрессованный обраи
прикладывали давление (50 МПа) и одновременно повышали темпер
туру от комнатной до 600°С, при достижении которой проводили в.
держку в течение 30 мин. Этот режим соответствует методу I)
(см. подпараграф 6-2-2): Tm = 600°C, Pft = 50 МПа, tp = 30 мин. При i
ких условиях образец полностью герметизирован, а повышенное давл
ние паров связки, разложившейся при высоком давлении, создает ос
бенно благоприятные условия для восстановления.
На рис. 3-3-6 представлены фотографии внешнего вида образно
полученных горячим прессованием при указанных условиях. Если свя
ку не вводили, то восстановления совершенно не происходило, ив
оставался белым. Если связку вводили даже в небольшом количес!:;
происходило восстановление, цвет образца становился черным. На Ф
тографиях образцов с правой стороны виден выделившийся из hi
металлический свинец черного цвета. Из полученных данных мож
найти зависимость между количеством связки и степенью восстанови
ния, что подтверждает наличие восстанавливающего действия оргав.ж
ской связки. В случае обжига при свободном доступе воздуха таю
восстановления материалов, содержащих любое количество связки. .
происходит. Однако при массовом производстве, когда обжигают м;
жество заготовок в условиях, близких к герметичным, при разложгн
связки образуется повышенная концентрация газов, обусловливаю::!
повышенную опасность восстановления заготовок, что следует пр и
мать во внимание.
68
Восстановление ТЮ2 и BaTiO3 можно выразить такими химически-
ми реакциями:
Ti4+O2“ - хО — Ti4 (Ti4+e~) 2 ; (3-3-2)
Ba2+Ti4+O2~- хО Ba2+Ti4i2% (Ti4+e~)2x О2^х. (3-3-3)
Таким образом, если при восстановлении из соединения удаляется
часть кислорода, то для сохранения электрической нейтральности часть
ионов Ti4+ захватывает электрон. (Ti4+e~)—не что иное, как трехва-
лентный ион титана. Захваченный электрон находится в квазистабиль-
ном состоянии, поэтому легко перемещается под действием электриче-
ского поля, обусловливая электропроводность. Принудительным вос-
становлением керамики ТЮг или ВаПО3 в печах с атмосферой СО или
водорода можно получить полупроводники с удельным объемным со-
противлением от 10-1 до 10 Ом-м (см. подпараграф 9-1-1).
3-3-5. ОПТИМАЛЬНОЕ КОЛИЧЕСТВО СВЯЗКИ
Для получения плотной керамики с необходимыми электрофизиче-
скими характеристиками и для предотвращения восстановления коли-
чество связки должно быть по возможности минимальным. Однако при
полном отсутствии связки в порошке прессование неосуществимо, так
как спрессованная заготовка не будет обладать механической прочно-
стью. Поэтому введения какого-то количества связки избежать нельзя.
Оптимальная ее концентрация, очевидно, может изменяться в зависи-
мости от вида исходных порошков и их зернового состава, однако
в большинстве случаев содержание связки, должно составлять 1 —
3 масс. % в пересчете на минеральную часть [10, 14]. Точное количество
устанавливается экспериментально, с учетом плотности и зернового
состава исходных компонентов, причем, по-видимому, целесообразно
при решении этого вопроса, исходить из их удельной поверхности. При
выборе связки и ее оптимального количества следует не только учиты-
вать изменение электрофизических характеристик, рассмотренных в дан-
ном параграфе, но и принимать во внимание такие свойства, как каче-
ство гранул и легкость проведения прессования. Таким образом, дан-
ную проблему следует решать комплексно. (В подпараграфах 4-6-1 и
4-7-1 показано влияние количества связки на изменение в процессе об-
жига прочности на изгиб и электрического сопротивления.)
3-4. ГРАНУЛИРОВАНИЕ ПОРОШКОВ
В предыдущем параграфе было показано, что связку в порошок
необходимо вводить в минимально возможном количестве и что без
связки изготовление гранул, обладающих текучестью, и проведение про-
цесса прессования невозможно. Чем сложнее форма прессуемой заготов-
ки, тем легче возникает неравномерность в распределении давления при
отсутствии качественных гранул. При массовом производстве без нали-
чия гранул, обладающих хорошей текучестью, трудно получить одно-
родные тонкие пластины. В связи с этим возникает вопрос, каким дол-
жен быть качественный гранулированный порошок и какое влияние па
него оказывает связка.
3-4-1. ВЛАГОСОДЕРЖАНИЕ, НАСЫПНАЯ МАССА И ТЕКУЧЕСТЬ
ГРАНУЛИРОВАННОГО ПОРОШКА
Под действием вибрации насыпная масса гранулированного порой
ка, очевидно, изменяется.
Если ударять по емкости, заполненной определенным количество
порошка, то с ростом числа ударов Np будет увеличиваться «ударно
Рис. 3-4-1. Зависимость «ударной» плотности р( от числа уда-
ров Np.
/ — 810-545 мкм; 2 — 283—230 мкм; 3— 177—149 мкм; 4-74-82 мкм.
Рис. 3-4-2. Гидрометр.
1 — воронка с отверстием
диаметром 2,63 мм: 2 — кон-
тейнер емкостью 25 см3.
плотность» рг порошка. На рис. 3-4-1 приведен пример зависимости р-
от Np для порошков из материала на основе BaTiO3. У дисперсных и
мягких порошков (например, таких, как пшеничная мука) начальная
насыпная масса низкая (см. кривую 4). С ростом числа ударов величи-
на pt сравнительно быстро приближается к на-
сыщению pt. Если гранулы большие и твердые
(как зерна риса), то исходная насыпная масса
велика, с увеличением числа ударов плотность
возрастает незначительно и даже после 1000уда-
ров pt не приближается к насыщению (см. кри-
вую 1). Плотность, соответствующую ЛД=1, па
рис. 3-4-1, называют плотностью заполнения рй.
Для измерения р0 недостаточно одного опреде-
, ления. Надо установить зависимость pt от Np и
! на полученной кривой найти точку, соответствую-
щую АД=1. При однократном определении рь.
в особенности порошков, состоящих из мелких и
мягких гранул, погрешность будет значительна.
Для определения текучести F применяют спе-
циальный прибор, изображенный на рис. 3-4-2.
Обычно относительной мерой текучести по-
рошка считают время F, необходимое для естественного истечения 50 г
порошка из воронки типа показанной на рисунке. Очевидно, что чем
меньше F, тем лучше текучесть.
Плотность заполнения р0 и текучесть F сильно меняются в зависи-
мости от вида исходных порошков, размеров гранул, количества связки
и воды. На рис. 3-4-3 пунктирной линией показано изменение р0 и F
70
в зависимости от содержания воды h. Из рисунка видно, что при опре-
деленном количестве воды h плотность заполнения ро минимальна, а те-
кучесть F максимальна. Для понимания закономерностей процессов
удобней рассматривать не плотность после прессования pg, а истинную
плотность после прессования р%, т. е. плотность за вычетом связки и
воды (см. подпараграф 3-3-1).
Таким же образом вместо плот-
ности ро, исключив связку и воду,
находят р'о:
р'о = Ро(1_Л)(1_6). (3-4-1)
Кроме того, вместо времени
F, очевидно, можно определить
время F', необходимое для исте-
чения истинных 50 г гранулиро-
100
ванного порошка, за вычетом
связки и воды:
<3-4-2)
Смысл этого уравнения легко
понять из следующих соображе-
ний. Если текучесть F гранулиро-
ванного порошка будет очень хо-
рошая (время истечения мало),
но при этом порошок содержит
50% связки, то в соответствии
90 |- о____-—о
Рис. 3-4-3. Зависимость плотности заполне-
ния и текучести от содержания влаги h.
с формулой (3-4-2) истинная те-
кучесть F' этого порошка должна быть рассчитана с 50%-ной по-
правкой.
Определив таким образом, р'о и F', получают интересный результат,
представленный на рис. 3-4-4, а именно между р'о и F' наблюдается
линейная зависимость. В противоположность этому зависимость между
ро и F, показанная на рисунке пунктиром, имеет сложный характер. Из
полученных данных следует, что
85
80
0,9 0,35 . 1,00 1,05 1,10
Ро, г/см3
Рис. 3-4-4. Зависимость текучести от
истинная плотность заполнения р'о и
истинная текучесть F' не представ-
ляют собой независимые величины
и на основании этого можно сделать
следующий важный вывод: чтобы
добиться хорошей текучести (т. е.
F'), необходимо получить гранули-
рованный порошок с большой р'о.
На рис. 3-4-3 сплошными линия-
ми показана зависимость р'о и F' от
влагосодержания h, при этом не об-
наруживается максимум и мини-
мум, подобно максимуму и миниму-
му на кривых, изображающих зави-
симости ро—Л и F—h. Цель грану-
лирования и прессования, очевидно,
заключается в заполнении формы
истинным количеством исходного
порошка с высокой плотностью и
плотности заполнения при различном со-
держании влаги (порошок ВаТЮз, K-R).
71
в последующем получении плотной керамики. В связи с этим гор
целесообразнее в качестве основных параметров выбрать не ро и /•',
и F' (при статистическом анализе, рассмотренном в подпараг
11-3-3, также удобнее оперировать величинами р'о и p'g).
3-4-2. ЗАВИСИМОСТЬ МЕЖДУ ПЛОТНОСТЬЮ ЗАПОЛНЕНИЯ
И ТЕКУЧЕСТЬЮ ПОРОШКОВ С РАЗЛИЧНЫМ РАЗМЕРОМ ГРАНУЛ
На рис. 3-4-5 приведена зависимость между р'о и F' для гран
рованных порошков ВаТЮ3, бариевого феррита (BaFeizOig), стеа i
(3MgO4SiO2) и ЦТС, которые отличаются по плотности и услов
изготовления гранул [10, 14]. При рассмотрении представленных .•
пых оказывается, что независимо от вида исходных порошков рез)
тэты определения зависим<
между р'о и F' ложатся на
изогнутые линии. Это предста
ет несомненный интерес. В
вом приближении можно з.
сушкой.
Тщательный анализ обс\
даемых функций показывает, 1
точки, относящиеся к разм<
гранул 100—500 мкм, в обш
укладываются на кривую
1о' ' гранул и гранулометрическо
Рис. 3-4-5. Зависимость истинной текуче- состава.
различных исходных компонентов.
Влияние формы гранул. Чем ближе форма гранул к шарообразно
тем лучше текучесть. Для подтверждения этого положения был прог
ден следующий эксперимент: гранулы, имеющие форму, изображенпу
на рис. 3-4-6,а (полученные методом прессования), были помещен
в барабан шаровой мельницы, в котором в течение 30 мин их всухч
окатывали. В результате такой обработки были получены гранулы,
форме приближающиеся к шарообразным (рис. 3-4-6,б).
Эти гранулы получены из порошка спека ВаТЮ3, пластифицпр
ванного 1,2 масс. % ПВС. Если гранулы окатать в шаровой мельнип
то у них нс только отколются острые углы и возникнет шарообразш
форма, но изменится и гранулометрический состав. Чтобы получи
гранулометрический состав, аналогичный исходному при исследован
влияния формы гранул на текучесть, было проведено фракционирован
окатанных гранул. После этой операции отобранные фракции бы.
смещены и у полученного порошка определены р'о и F'. В результз
этих исследований была обнаружена следующая тенденция: чем бли
72
форма гранул к шаровой, тем выше р'о и лучше текучесть и тем меньше
величина К в формуле 3-4-3 (рис. 3-4-6,в).
На рис. 3-4-7 показано изменение угла естественного откоса грану-
лированных порошков после их окатывания в барабане шаровой мель-
ницы. Из полученных данных следует, что чем больше время обработки
в шаровой мельнице tv, т. е. чем ближе форма гранул к шаровой, тем
меньше угол естественного откоса 0J(, который, так же как и Г, являет-
ся показателем текучести.
Влияние условий предварительного обжига исходных компонентов
и давления прессования при гранулировании. При гранулировании мето-
Рис. 3-4-6. Влияние формы гранул на
зависимость р'о от F'.
о-(р~0; б —/р=30 мин; в — зависимость р'о
от Г' (?р — продолжительность окатывания
гранул в шаровой мельнице).
Рис. 3-4-7. Изменение угла естественного
откоса 0г от продолжительности обкаты-
вания в барабане шаровой мельницы.
73
дом прессования, рассмотренным в подпараграфе 2-4-2, с повышен?
давления Pg должна возрастать р'о, а также увеличиваться текучее
На рис. 3-4-8 показано влияние давления Р8 на значение p0F'. Резуль
ты приводят к следующим выводам: а) с повышением давления Pg в
растает плотность р'о и улучшается текучесть; б) с повышением тем:
ратуры предварительного обжига увеличивается р'о и уменьшается
Если принимать во внимание только свойства гранул, то для улучше,:
свойств необходима более высокая температура предварительного >.
жига. Однако температура предварительного обжига также влияет
первичный зерновой состав (см. рис. 3-1-4), на поведение порошка ч
спекании и на электрофизические свойства керамики. Поэтому тем.
ратуру предварительного обжига следует выбирать, исходя из компле:
ных оценок.
Влияние количества связки. На рис. 3-4-9 показана зависимость
от F' при различном количестве связки в необожженных исходных к<
ъи
А>г/см3
Рис. 3-4-9. Влияние количества связ-
ки на зависимость р'о от F’. Цифры
масс. % введенной связки (ПВС).
понентах керамики ВаТЮ3.
представленного результата с.
дует, что уменьшение связки у.
личивает р'о и улучшает тег
честь.
Влияние метода получен
гранул распылительной сушке
На рис. 3-4-5 двойными круж<
ками показаны данные, отно,
щиеся к гранулированным поро-
кам, изготовленным распылите,
ной сушкой (описание этого •
тода приведено в подпарагра
2-4-2). Эти точки находятся ни
кривой, получаемой по форм-
(3-4-4). Обычно чем мельче г
нулы, тем больше кривая смет
ется вниз. Однако смещение в
результатов, относящихся к
ротку, гранулированному рас
лительной сушкой, обусловлено, по-видимому, главным образом бли-
зостью формы гранул к шарообразной. Другими словами, порошок, грану-
лированный в распылительной сушилке, по сравнению с порошком, гра-
нулированным обычным способом или прессованием, обладает лучшей
текучестью при одной и той же плотности р'о. Однако при распыли-
тельной сушке необходимо весьма тщательно подбирать условия, так
как в неоитималыюм режиме внутри гранул легко образуются полости.
В этом случае плотность р'о несколько снижается. Для исключения
образования полостей в гранулах перед распылительной сушкой необ-
ходимо значительно повысить вязкость шликера.
3-4-3. ОПТИМАЛЬНЫЕ СВОЙСТВА ГРАНУЛ
Выше были рассмотрены свойства гранулированных порошков, по-
лученных из различных исходных компонентов. Резюмируя, следует
подчеркнуть, что при заданном способе гранулирования и гранулометри-
ческом составе следует всячески повышать истинную плотность запол-
нения р'о исходными компонентами; а высокая истинная плотность обес-
печивает высокое качество гранул, т. е. малую величину F' и хорошую
текучесть. Однако в случае прессования тонких пластин при массовом
производстве с точки зрения уменьшения разброса в заполнении форм
лучше, чтобы плотность р'о была небольшой. Об этом подробно говорит-
ся в подпараграфе 11-3-2.
3-5. РАСПРЕДЕЛЕНИЕ НАПРЯЖЕНИИ В СПРЕССОВАННОЙ ЗАГОТОВКЕ
3-5-1. ПРЕССОВАНИЕ В КОЛЬЦЕВОЙ МЕТАЛЛИЧЕСКОЙ ФОРМЕ
В настоящем подпараграфе в качестве примера будет рассмотрено
состояние спрессованной заготовки, полученной сжатием гранулирован-
ного порошка в кольцевой металлической форме с внешним диаметром
Рис. 3-5-1. Рис. 3-5 2.
Рис. 3-5-1. Цветовая маркировка пресс-иорошка в пресс-форме перед
прессованием.
1 — маркирующий порошок; 2 — порошок.
Рис. 3-5-2. Разрезанная заготовка с маркировочными линиями после
прессования. Маркировочные линии располагаются не на одинаковом
расстоянии друг от друга.
81 мм и внутренним 68 мм. Методика эксперимента показана на
рис. 3-5-1. Перед прессованием для маркировки при засыпке в форму
равные порции исследуемого порошка чередовали с небольшим количе-
75
Таблица 3-.>-
Расстояние между маркирующими линиями после сжатия порошка в кольцевой
форме (внутренний диаметр 68 мм, внешний диаметр 81 мм, начальное
расстояние перед прессованием между маркирующими линиями было равно
16 мм)
ством порошка другого цвета (например, охры). После прессование
заготовку вынимали из формы и разрезали по оси. Па полученном
сечении можно было видеть, что промежутки между маркирующими
линиями неодинаковые (рис. 3-5-2). В табл. 3-5-1 приведены результа-
ты измерений с помощью точного измерительного инструмента проме-
жутков между маркирующими линиями в спрессованной заготовке и.
порошков титановых белил (Т1О2) и опека BaTiO3. Зная из предвари-
Номер маркирующей- линии. _
тельных опытов зависимость средней сте-
пени сжатия от давления прессования
(эти данные изображены на рис. 3-2-2).
по степени сжатия каждого участка между
маркирующими линиями можно опреде-
Рис. 3-5-3. Эффективное давление, прикладываемое к различным участкам заготовки
(кгс/см2).
Рис. 3-5-4. Деформация заготовки в форме полого цилиндра после обжига.
лить фактическое давление, приложенное к различным участкам межд\
маркирующими линиями. Такие результаты приведены на рис. 3-5-3. Кри-
вые а и с относятся к одностороннему прессованию, а кривая Ь~-
к двустороннему (сверху и снизу). В первом случае наблюдается зна-
чительная разница между фактическими давлениями, прикладываемыми
в верхней и нижней частях; эта разница может достигать одного по-
рядка и более. В случае Ь, т. е. когда проводят двустороннее прессова-
ние, давление к различным участкам передается значительно равномср-
76
нее, однако все же в средней части наблюдается падение давления.
Когда обжигают кольцевую заготовку, показанную на рис. 3-5-4,б, при
прессовании которой наблюдалось неравномерное распределение давле-
ния на различные ее участки, то из-за повышенного коэффициента усад-
ки в средней части обожженная заготовка приобретает изогнутую фор-
му (рис. 3-5-4,а).
Таким образом, в кольцевой металлической форме равномерно пе-
редать давление па все участки заготовки принципиально невозможно.
Однако, подбирая соответствующие условия — свойства гранул, состоя-
ние поверхностей пресс-формы, способ прессования, смазку, можно
уменьшить степень неравномерности распределения давления.
Чтобы при сухом прессовании свести к минимуму неравномерность
напряжений в различных частях сформованной заготовки, необходимо
следующее:
1) использовать гранулированный порошок с большой истинной
плотностью заполнения р'о, о которой подробно говорилось в § 3-4.
Это приведет, прежде всего, к тому, что смещение различных участков
после сжатия станет минимальным. Для дальнейшего повышения плот-
ности заполнения можно также перед сжатием подвергнуть форму ви-
брации;
2) снизить трение между гранулированным порошком и стенками
пресс-формы. Один из способов, используемых для этой цели, заключа-
ется в применении смазочных материалов типа керосина. Если поверх-
ности пресс-формы неровные, то порошок легко налипает на поверх-
ность пресс-формы и сила трения увеличивается. Кроме того, если
зазор между матрицей и пуансоном слишком велик, то в него забива-
ется порошок и тоже происходит увеличение силы трения. Этому также
могут способствовать царапины, перекосы, однако они не являются
предметом обсуждения. В случае массового производства нельзя не учи-
тывать истирание матриц и пуансонов, в связи с этим необходимо
обращать особое внимание на выбор качественного материала для
пресс-форм;
3) соответствующим образом модернизировать способ прессования,
например применить специальную пресс-форму, /в которой матрицу
поддерживает пружина. При движе-
нии пуансона в процессе прессова-
ния матрица также движется и не-
равномерность в распределении на-
пряжений в определенной степени
уменьшается.
3-5-2. РАСПРЕДЕЛЕНИЕ НАПРЯЖЕНИЙ
В ЦИЛИНДРИЧЕСКОЙ СПРЕССОВАННОЙ
ЗАГОТОВКЕ
Рис. 3-5-5. Маркировочные линии в ци-
линдрической заготовке.
а — вид в вертикальном сечении; б — вид
сверху.
Для определения распределения
напряжений в цилиндрической
спрессованной заготовке перед прес-
сованием прежде всего создают, как
показано па рис. 3-5-5,а, маркировочные кольца из окрашенного порош-
ка (рис. 3-5-5,б) [12, 13]. Затем проводят прессование, после чего спрес-
сованную заготовку разрезают по плоскости, проходящей через ось
кольцевой заготовки (ось z), и определяют расстояние между маркиро-
77
вечными линиями (Нисихара и Хори определяют также расстояние г о:
оси z и рассматривали смещение порошка в радиальном направлении,
однако при этом была довольно большая погрешность). На рис. 3-5-6
показаны сечения цилиндров диаметром 40 мм, спрессованных при раз-
личных способах подачи давления: а — одностороннее прессование (дав-
ление подавали сверху); б — после одностороннего верхнего прессова-
ния подавали давление сверху и снизу; в — одностороннее прессование
(давление подавали снизу); г — после одностороннего нижнего прессе-
Рис. 3-5-6. Маркировочные лини:-
в сечении цилиндра после прессе
вания.
верхним
пуансоном
Таблица 3-5-_
Расстояние г между маркирующими линиями в сечении сжатого цилиндра
(диаметр 40 мм, порошок ТЮ2)
а) Прессование верхним пуансоном
0—1 2,857 2,192 1,169 2,196 2,1981 2,188 2,248 2,213 1 2,056 2,146: 3,389
1—2 2,481 2,095 2,050 2,129 2,147 2,145 2,076 2,037 2,100 2,077 1,771
2—3 2,059 2, 175 2,218 2,136 2,183 2,203 2,287 2,242 2,194 2,260 2,268 2 171
3—4 1,807 2,281 2,306 2,345 2,338 2,316 2,381 2,313 2,230 Ц925
4—5 1,764 2,298 2,354 2,188 2,120 2,058 2,133 2,193 | 2,282 2,285 1,804
б) Двустороннее прессование после прессования верхним пуансоном
0-1 2,570 2,167 2,130 2,156 2,262 2,159 2,284 12,261 I2,246 2,231 | 2,103 2,637
1—2 2,624 2,176 2,143 2,216 2,077 2,101 2,036 1,971 1 2,248 2,413
2—3 2,124 2,143 2,010 2,031 2,139 2,152 2,210 2,208 2,187i 2,155 2,345
3—4 2,100 2,235 2,417 2,268 2,345 2,121 2,198 2,118 2,076 2,138 2,080 1,846
4-5 1,570 2,284 2,313 2,332 2,330 |2,320 2,441 2,455 | 2,387 1,721
в) Прессование нижним пуансоном
0—1 1 1,902 2,339 1 2,249 2,274 2,2571 2,240 2,216 1 2,266 2,292 2,154 1,712
1—2 1,948 2,057 2,280 2,299 2,244 2,249 2,288 12,209 2,157 2,246 2,297
2—3 2,170 2,241 2,189 2,145 2,199 2,194 2,145 2,139 2,203 2,116 2,032
3 4 2,410 2,229 2,225 2,169 2,152 2,152 2,270 2,197 2,138 2,192 2,296
4— 5 I 2,544 2,117 1 2,042 2,099 2,144 1 2,158 2,076 1 2,169 2,171 2,242 2,596
г) Двустороннее прессование после прессования нижним пуансоном
0—1 I 1,874 2,295 2,325 2,319 2,261 2,311 2,260 2,280 2,332 2,2781 2,109
1—2 2,271 2,404 2,328 2,355 2,263 2,269 2,300 2,229 2,253 2,265 1 2,082
2—3 2,299 2,154 2,309 2,224 2,329 2,303 2,288 2,296 2,251 2,270 I 2,352
3—4 2,503 2,225 2,155 2,251 2,197 2,195 2,293 2,310 2,277 2,323 2,360
4—5 1 2,311 2,196 2,185 2,154 2,233 2,226 2,160 2,192 2,176 2,142| 2,356
П р и м е ч а и и е. Рас стояние mi .жду маркирующими линиями и |еред пре ссование: ч С,.-> мм . Давление прес-
сования —40 МПа.
вания подавали давление сверху и снизу. В табл. 3-5-2 представлены
результаты измерений расстояний между маркирующими линиями в се-
чении образца; измерения сделаны с помощью прецизионного измери-
теля длины. Анализ этих данных показывает следующее.
1) Степень сжатия очень велика на участках, прилегающих к стен-
кам формы, со стороны подачи начального давления. Следовательно,
на них передается максимальное давление.
2) Степень сжатия минимальна на участках, расположенных на
стороне, противоположной той, что воспринимает начальное давление;
на них давление передается с трудом.
3) Если после одностороннего прессования подать двустороннее
давление, то неравномерность в распределении давления, возникшая при
одностороннем прессовании, в определенной степени уменьшится, но
полностью не исчезнет.
4) Если рассмотреть сечение в радиальном направлении, то степень
неравномерности в распределении давления максимальна на участках,
соприкасающихся со стенками формы, на внутренних участках давление
распределено довольно равномерно.
5) Если рассчитать эффективное давление, которое испытывают
различные участки, исходя из зависимости средней степени сжатия от
давления прессования для данного материала (подобная зависимость
изображена на рис. 3-2-2), то окажется, что величины давления лежат
в широком интервале: от 4,0 до 220 МПа. Однако поскольку во время
прессования гранулы смещаются не только в осевом, но и в радиаль-
ном направлении, то фактически неравномерность давления, по-видимо-
му, несколько меньше вышеприведенной.
3-5-3. ГИДРОСТАТИЧЕСКОЕ ПРЕССОВАНИЕ
Метод гидростатического прессования был подробно рассмотрен
Кавасима и Сайто. На рис. 3-5-7 показана в самых общих чертах прин-
ципиальная схема метода. Предварительно спрессованный образец,
помещенный в резиновый мешок, подвешивают в жидкости (например,
воде, глицерине или другой слабо сжимаемой жидкости). При подаче
давления на пуансон плунжером гидравлического пресса давление
в жидкости возрастает и образец сжимается, воспринимая со всех сто-
рон равномерное давление в соответствии с законом Паскаля. При этом
направленность давления отсутствует и в связи с тем, что трение между
внутренней поверхностью резинового мешка и порошковой заготовкой,
по-видимому, не играет роли, можно получить спрессованную заготовку
с равномерным заполнением. Однако при предварительном формовании
используют метод статического прессования в металлических пресс-фор-
мах, при котором возникает разность в плотности различных участков,
что при последующем гидростатическом прессовании полностью устра-
нить невозможно.
На вопрос о том, в какой степени может быть выравнена неравно-
мерность распределения плотности в спрессованной заготовке при ее
последующем гидростатическом прессовании, общетеоретически отве-
тить нельзя. Поэтому рассмотрение его проводится только на основании
экспериментальных данных [12].
При сжатии определенного количества порошка для обеспечения
равномерного распределения плотности независимо от того, каким пу-
тем шло сжатие, необходимо получить одинаковые объемы порошка
между маркирующими линиями (рис. 3-5-8). Однако из-за неравномер-
ности плотности в направлении радиуса г этого условия может оказать-
ся недостаточно. Для решения поставленной задачи объем между мар-
кирующими линиями в сжатом порошке определяли следующим образом.
Например объем V зоны на рис. 3-5-8,а можно записать в виде
V == f 2r.rh (г) dr = 2т. J rh {г) dr = 2т.А.
(3-5-1)
Следовательно, если по г определить h(г) и построить график за-
висимости rh(r) от г, то получится площадь А, заштрихованная на
рис. 3-5-8,б. Таким образом можно довольно точно определить объем
между маркирующими линиями.
Рис. 3-5-8. Расчет объемов спрессованных порошков между
маркировочными линиями.
В табл. 3-5-3 приведены результаты расчета объема различных зон,
полученные указанным выше способом. В случае «а» двустороннее прес-
Таблица 3-5-3
Результаты расчета объема между маркирующими линиями
образец —цилиндр диаметром 30 мм, порошок TiO2)
1 4,90 3,96 3,09
О 4,91 3,89 3,23
3 4,96 3,90 3,16
4 4,40 3,65 3,24
Средний объем 4,81 3,85 3,24
Максимальное отклонение 0,56 0,31 0,15
АДР, % 11,7 8,1 4,6
сование осуществляли в цилиндрической форме с внутренним диамет-
ром 30 мм при давлении 22 МПа; в случае «б» в той же форме при
двустороннем давлении 150 МПа; в случае «в» предварительно прессо-
вали при условиях «а», а затем методом гидростатического прессования
было приложено давление 300 МПа. Сравнение средних объемов И и
максимальных отклонений A1Z показывает, что отношение AV/7 у образ-
цов, сначала спрессованных двусторонним приложением давления, в по-
следующем допрессованных гидростатически, в 2—3 раза меньше, чем
у образцов, прошедших только двустороннее прессование. Величина АИ/У
эквивалентна отношению Др/р, где р — средняя плотность различных
участков образца, а Ар — максимальное отклонение плотности различ-
ных участков от средней. Из полученных данных следует, что неравно-
мерность плотности в различных зонах спрессованной заготовки, полу-
ченной двусторонним приложением давления, можно значительно умень-
шить последующим гидростатическим прессованием. Это несомненно
является большим достижением способа.
в)
Рис. 3-5-9. Деформация порошковых заготовок различной формы
под действием гидростатического прессования.
При сухом прессовании заготовок, длина которых намного превы-
шает наибольший линейный размер их сечения, обычно возникают боль-
шие технологические трудности, связанные с неравномерностями рас-
пределения давления внутри прессуемой заготовки, что обусловливает
значительные ее искривления, вызванные усадкой при сушке и обжиге.
Одним из способов, позволяющих избежать эти трудности, является
гидростатическое прессование. В настоящее время этот способ приме-
няется в промышленности для массового производства тиглей и свечей
зажигания, где при прессовании в толстой резиновой форме к различ-
ным участкам прессуемой заготовки прикладывается равномерное дав-
ление.
При приложении одноосного давления к порошку, зерна которого
имеют игольчатую форму, зерна сориентируются в направлении, пер-
пендикулярном направлению давления. Если можно было бы подать
двустороннее давление по двум осям, то, очевидно, можно было бы
сформовать заготовку с заданным направлением ориентации оси иголь-
чатых зерен.
При гидростатическом прессовании давление через жидкую среду
подается по трем осям. Поэтому, не зависимо от того, какая будет фор-
6—657 81
ма заготовки — шар, пластина или стержень, при сжатии образ;-:
форма, подобная первоначальной, как это проиллюстрирован
рис. 3-5-9,а—в. Только в том случае, когда давление приложено к
разцу в форме кольца (рис. 3-5-9,г), можно ожидать, что при
подвижной средней линии кольцо станет тоньше, ибо с наружно;
внутренней стороны кольца значения прикладываемого давления о
каковы.
Если реальное состояние соответствует предполагаемому, то в э:
случае давление прикладывается по двум осям и не прикладывас
в направлении оси кольца. Для проверки справедливости такой г;:
тезы автор при содействии Сайто Сёго и Танака Сэцуносукэ про
эксперимент с порошком SbSI. Как показано па рис. 3-5-9,д, получи
ся кольцо, лишь подобное по форме первоначальному. Это, по-видш
му, можно объяснить следующим образом: если под действием пап:
жений, характерных для обычных упругих тел, деформация мала,
средняя линия остается неподвижной. Когда происходит сжатие ::
рошка, то в противоположность упомянуто-
случаю напряжения вызывают большую деф( •
мацию. Следовательно, если предположить, ч'
средняя линия неподвижна, то это приведет к '
сурдному заключению о том, что с наружной c i
роны от средней линии порошок имеет мепьшу-
плотность, чем с внутренней, т. е. существует р<:
кая разница в плотности. Таким образом, мож:-
сделать вывод, что с помощью гидростатическое
прессования приложить двумерное сжат::
нельзя.
На рис. 3-5-10 показана схема способа взры?
ного прессования, использованная Кимурой, га
а — пластина, помещаемая поверх пуансона б
предназначенная для предотвращения больши
разрушений в нем при взрыве; в — матрица; г —
прессуемый порошок; д — взрывчатое веществ
(тринитротолуол); е—электрический запал, .
помощью которого поджигают взрывчато
вещество, создающее в момент взрыва болт
шос давление. Кимура проводил прессование взрывом смеси по-
рошков ZnO + Fe2O3. При массе тринитротолуола 30 г плотность of
разной составляла 3,8—4,2 г/с.м3 (примерно 70—80% теоретически'
плотности ZnFe2O/,), твердость по Виккерсу Hv достигала 300. Пло:
ность заготовки керамики в системе ЦТС, спрессованной взрывом 40
карлита. была равна 5,8—5,9 г/см3, что соответствует давлению 1,7 ГП;
при обычном статическом прессовании. В результате рентгенофазово;4
анализа порошковой смеси ZnO + FezOs, спрессованной взрывом, не об-
наружены химические изменения, направленные па образована.
ZnFe2O4, Fe3O', или FeO, однако ширина дифракционных линий увели-
чилась. Это вызвано тем, что частицы порошка под действием сильной
ударного давления подвергаются диспергированию и кристаллически'
решетка деформируется.
Были проведены подробные исследования влияния взрывного прес-
сования на металлические порошки, однако перспективы использова-
ния этого способа для порошков окислов металлов, по-видимому, еш
не определены.
82
ЛАВА ЧЕТВЕРТАЯ
ТЕХНОЛОГИЯ ОБЖИГА И СПЕКАНИЯ
4-1. ПРОЦЕСС ПЕРЕХОДА ОТ СПРЕССОВАННОЙ ЗАГОТОВКИ
К ТВЕРДОМУ ТЕЛУ
Как было в общих чертах показано в подпараграфе 2-1-1, если
шихту подвергнуть прессованию, а сформованную заготовку затем по-
местить в печь для обжига и нагреть, то происходит спекание и обра-
зование керамики. Какие процессы должны произойти, чтобы образо-
валось твердое тело (керамика)? Выявление этих процессов как раз и
служит основой для понимания явлений, происходящих при спекании
керамики, и для создания технологии обжига.
На рис. 4-1-1 показаны изменения некоторых характеристик образ-
ца, происходящие в печи в процессе нагревания со скоростью 300 К/ч
смеси, состоящей из ВаСОз и ТЮо в эквимолекулярном соотношении и
2 масс. % глины в качестве добавки. Изменение размера (S) фикси-
ровалось через специальную трубу (см. подробно в подпараграфе 4-4-1)
[16]. Из рисунка видно, что приблизительно до температуры 700°С
6* 83
происходит почти линейное расширение, вблизи 700иС оно ни :
интенсивно возрастать, а вблизи температуры 1100°С достигает м
мальной величины — 7—8%. После этого начинается участок инте
ной усадки. В области температур 1360 -1400°С образуется керам
при этом линейная усадка равна примерно 30% (по сравнению i
воначальным размером образца). Степень этой усадки несколыо
леблстся в зависимости от давления прессования при формовании
товки (см. рис. 4-4-2). Если коэффициент линейной усадки равен
то объем керамики составит 0,7-0,7-0,7 «0,35, или Vs объема загон
перед обжигом.
Изменение размера So определяли не в процессе непрерывной
гревания, как изменение размера S, а после нагревания образ:!,
определенной температуры и последующего охлаждения до компа;
Кривая So показывает тот же характер изменения, что и кривая 5
располагается ниже последней. Эту разницу следует отнести за
теплового расширения.
Кривая w характеризует изменение массы. Как будет подробш
казано в § 4-3, эти данные получены при непрерывном измерении (
мощью высокотемпературных весов тензометрического типа [15].
которое изменение массы при низкой температуре, до 200—30О°С. <
яснястся удалением связки и влаги. Начиная с температуры резь
увеличения размера (примерно с 700°С) происходит уменьшение \
сы. При температуре 1100°С, когда расширение достигает максиму
изменения массы прекращаются. Это последнее изменение массы (>
яснястся тем, что химическая реакция, сопровождающаяся выделе
ем СО2:
ВаСО3 %- ТЮ2 — ВаТЮз + СО2 | , (4-1
происходит в интервале температур от 700°С, когда начинается а
малыюе расширение, до 1100°С, когда расширение достигает мак
мума.
На рис. 4-1-2 приведены результаты изучения с помощью pein
невского дифрактометра фазовых изменений в процессе образован
ВаТЮз, при этом использовали образцы, обжигаемые при различи
температурах с нулевой выдержкой [15]. Кривые ВаСОз (111), 1
(101) и ВаТЮз (НО), представленные на рис. 4-1-1, представляют
бой относительную интенсивность наиболее ярко выраженных ли;:
ВаСОз, ТЮ2 и ВаТЮз, взятых из дифрактограмм, показанных
рис. 4-1-2. Из этих данных следует, что линия ВаТЮз начинает
являться при температуре 700°С, а при 1100°С достигается относите
ное насыщение. Наоборот, интенсивность дифракционных линий Ва<
и ТЮ2 при температуре примерно 700°С начинает понемногу уме
шаться, при 800°С резко падает, а при температуре 1100°С линии не-
совершенно исчезают.
Кроме того, если сравнить дифракционные линии у образцов, обо
женных при температурах 1100 и 1360°С, можно обнаружить, что ши
сивность этих линий почти одинакова, причем у образцов, обожжен
при температуре 1100°С, линии отражений от плоскостей (200) и ((>
не разделяются, появляются в одном и том же месте. Это, очев::
объясняется тем, что при 1100°С еще не образуются совершенные о
тональные кристаллы.
84
20 " 25 '' 30 "ёз'ю" W" "бо" 55 " 60 ' "б5 " 'n '' 75 " во" "в5 " 90
а)
20 25 30 35 50 55 50 55 60 65 70 75 80 60 90
Рис. 4-1-2. Рентгеновская дифрактограмма образцов при образовании ти-
таната бария в процессе обжига. Мишень Си, фильтр \i, электрическое
напряжение 35 кВ, ток 15 мЛ, масштабный множитель 16, постоянная
времени 4, множитель 0,8, скорость сканирования 1 град, в минуту, дивер-
генция Iе, щель 0.2 мм.
а — смесь BaCO3+TiO2; б —обжиг при температуре 700°С, 300 К/ч; в —900°С. 300 К/ч;
г юео’С: 300 К/ч; д —ПОО'С, 300 К/ч; е — 1360’С, 300 К/ч.
Кривая, характеризующая образование ВаТЮ3 [т. е.
(110)], и кривая изменения массы за счет выделения СО2 идс
что подтверждает завершение химической реакции примерно пр
ратуре 1100°С. Кроме того, сравнение с кривыми расширения-
(S или So) показывает, что указанная выше температура заве-
реакции И00°С соответствует температуре, при которой расширь
стигает максимума.
В данном случае следует обратить внимание на то, что пр
ные выше данные получены при соблюдении одинаковых уело ;
формовании, нагревании (300 К/ч) и обжиге керамики. Есл
нить условия, например провести опыты с неспрессованным по?
или при повышенной скорости нагревания, то реакция обра
ВаТЮз и прочие процессы будут протекать в несколько смей;
температурной области.
Изменение кажущейся плотности (см. рис. 4-1-1) характер!:
кривой ps, имеющей форму, точно обратную форме кривой расти:
сжатия. Плотность спрессованной заготовки перед обжигом ирг
равна 2,2—2,8 (в зависимости от давления прессования, см. ряс.
После некоторого уменьшения в процессе аномального расшпр
начиная с температуры примерно 1200°С, плотность начинает б;,
возрастать и при температуре 1360°С почти достигает насыщения i
температуру поднять еще выше, то ря снова немного снизится.
Если прекратить подъем температуры при достижении маке-!?
ной усадки, наблюдаемой примерно при 1360°С, и сделать выдер.
то зерна кристаллитов будут постепенно расти. Цель выдержки
максимальной температуре заключается не только в создании ус.ъ
для достижения зернами соответствующих размеров, но и в устран-.
неравномерностей распределения температур в печи. Желательное
мя выдержки при максимальной температуре обычно составляет _
Из вышеизложенного следует, что процесс обжига керамики Ba 1
можно разделить на четыре интервала:
1) Интервал линейного расширения (20—700°С) размеры спре,
ванных заготовок увеличиваются только в результате теплового
ширения. При этом влага испаряется, а также разлагается и удал?
связка.
2) Интервал твердофазных реакций (700—1100°С)—ВаСО3 и Т
взаимодействуют в твердой фазе с образованием ВаТЮ3 и удален
СО2.
3) Интервал усадки (1100—1360°С) — после завершения тве:
фазных реакций начинается усадка.
4) Интервал роста зерен — постепенно растут зерна (кристаллит
Указанные выше четыре интервала в процессе перехода от пог-
кообразпой заготовки к твердому телу присущи не только керам
BaTiO.;, но и вообще любому из обычных керамических материа.
Однако некоторое отличие может заключаться в том, что у др\
материалов твердофазные реакции и другие явления не так четко '
деляются на интервалы, как при обжиге смеси ВаСО3 и ТЮ2, ил и
явления могут накладываться друг на друга, но и в этих случаях i
цесс обжига целесообразно разделять на четыре этапа.
Эффективным методом изучения твердофазных реакций слу.-
дифференциальпый термический анализ (ДТА).
86
4-2. ТВЕРДОФАЗНЫЕ РЕАКЦИИ
4-2-1. ДИФФУЗИЯ
Диффузией называют поток частиц, пропорциональный градиенту
концентрации. Реакции в твердой фазы лимитирует диффузия.
Рассмотрим основные дифференциальные уравнения диффузии.
Пусть концентрация частиц N зависит от местоположения и изменяется
во времени, т. е. N функция х, у, z и времени t. Поток ча-
стиц, проходящих через единицу площади, обозначим через /,
шт./(м3-с-м2). Тогда величина J, пропорциональная градиенту N, будет
характеризовать явление диффузии. Компоненты скорости потока /,
обозначаемые через Jx, Jv и Л, будут равны:
т r> 5.V г т гу дХ! .. п
J = — D , J = — D ,---, J = — D -ч—, (4-2-1)
х дх у ду ’ z ' '
где D — коэффициент диффузии.
Знак минус означает, что поток направлен от высокой концентра-
ции к низкой, т. е. в сторону отрицательного градиента. Величина /
зависит от направления, так как это вектор с единичными векторами i, j
и к по направлениям х, у и z. Тогда J можно будет выразить следую-
щим образом:
J = Щт и, -i- V, = - О (i +1 яг + k = - D grad N. (4-2-2)
Рассмотрим элементарный объем dxdydz, как показано на
рис. 4-2-1, через который в результате диффузии проникает поток ча-
стиц. Количество частиц, вошедши:
в объем за элементарное время б
по направлению х, составит Jx —
= dydz8t, а количество вышедши?
частиц
: j ^.^Ldx\ dydzbt-,
\ х । дх )
разность этих величин будет равна
—dx dy dzbt.
Рис. 4-2-1. Явление диффузии. I — ско-
рость потока частиц, м~5-с-1.
Следовательно, всего за элементарное время количество частиц воз-
растет на величину
“ № +-W + -S') dx dy dzlt =~ div J dx dzbt- (4-2-3)
Если изменение концентрации частиц за промежуток времени
составит бЛ', то изменение количества частиц в объеме dxdydz будет
равно bNdx dy dz, что, очевидно, равно результату, указанному в фор-
муле (4-2-3). Следовательно,
“=_divJ = -Q+^+4). (4-2-4)
87
Принимая во внимание уравнение (4-2-2), получаем:
d-N-X,Qyt’Z’г) = — div J (х, у, z,t) = D div grad N =
гч л т гч ,d*N\d*N\ м ..
= DVW = D ^—4—+-^). (4-
Это основные дифференциальные уравнения диффузии.
Приведенные дифференциальные уравнения имеют ту же фор:\
что и дифференциальное уравнение теплопроводности:
где 0 — температура; Ср — удельная теплоемкость; ро — плотность; q
коэффициент теплопроводности. Кроме того, можно отметить след'
щее. Дифференциальное уравнение, характеризующее электрическое г
Rdi
Рис. 4-2-2. R-C-схема с распределенными параметрами.
пряжение u(x, f) в точке х на 7?С-схеме с распределенными параметр;.,
ми, показанной на рис. 4-2-2 исходя из теории цепей имеет вид:
(4-2-7:
где R— сопротивление, приходящееся на единицу длины, Ом/м; С-
емкость, приходящаяся на единицу длины, Ф/м.
Данное уравнение также соответствует линейной диффузии, сс.н
уравнение (4-2-5) записать в виде
Предположим, что стержни из сапфира (бесцветного а—А12О3) ।
рубина (АКОз с добавкой 2,5% Сг20з) длиной соответственно h и '
находятся в контакте друг с другом и выдерживаются при температур
свыше 2000°С (рис. 4-2-3,а). Концентрации А13+ и Ст34- в сапфире и руби
не различны, поэтому эти ионы посредством диффузии начнут перем;
щаться и в конце концов, очевидно, наступит равновесие, при которо
концентрации Сг34' и AI34- стабилизируются.
Поскольку образцы имеют форму стержня, то для описания дне
фузии, очевидно, следует использовать уравнение диффузии перво
порядка. Процесс выравнивания концентраций происходит аналогии-
процессу установления напряжений в электрической схеме, продета
ленной iia рис. 4-2-3,б. Из уравнений (4-2-7) и (4-2-8) находим, ч;
электрическое напряжение и(х, t) в точке х на /? = С-схеме с распре.
ленными параметрами первого порядка соответствует концентрап-
88
N(x, t), а величина RC соответ-
ствует обратной величине кон-
станты диффузии (1/£>). Дли-
ны Li и А2 схемы с распреде-
ленными параметрами соответ-
ствуют длинам образцов L и 12.
Если начальная концентрация
Сг3+ в рубине равна N2, то это-
му соответствует начальное на-
пряжение U2 на схеме с рас-
пределенными параметрами,
служащей аналогом рубина.
Концентрация Сг3+ в «белом
сапфире» вначале равна нулю,
следовательно, Ui = 0. Теперь
включают переключатель S2
(рис. 4-2-3,б), при этом проис-
ходит зарядка конденсаторов
на участке /2 под действием
напряжения U2, после чего пе-
реключатель S2 выключают и
включают переключатель S3;
этот момент соответствует/=0.
Если напряжение и(х, t) в за-
данных точках х определить
с помощью импульсного осцил-
лографа, то оно будет соответ-
ствовать концентрации N(x, 1)
ионов Сг3+ в желаемых местах
Рис.
4-2-3. Анализ диффузии с помощью ана-
логовой модели.
а — диффузия иоиов СгЧ-, б — эквивалентная схема
процесса а; в — градиент концентраций ионов Сг3*
в различное время.
стержней. На рис. 4-2-3,в показано рас-
пределение концентрации Сг3+ в зависимости от времени t. В конце кон-
цов концентрация всего хрома в обоих стержнях становится одинаковой
и наступает равновесие. Подобные изменения концентрации были рас-
смотрены в статье Бурке, где использовалась другая модель изменения
концентрации. Однако для лиц, знакомых с электротехникой, по-види-
мому, понимание рассматриваемого процесса диффузии облегчается
при использовании описанной выше аналогии.
4-2-2. ФОРМУЛА СКОРОСТИ РЕАКЦИИ ПО ЛИДЕРУ
Если реакция между твердыми телами определяется диффузией,
то скорость диффузии должна быть пропорциональна градиенту кон-
центрации диффундирующего материала. Пусть реакция распространя-
ется равномерно от поверхности в шарообразной частице радиусом г.
Тогда при степени прохождения реакции (Л) имеет место следующая
зависимость:
В (X) = (1 - f = 2Dt. (4-2-9)
Здесь D — константа диффузии, удовлетворяющая формуле Арре-
ниуса:
D-Cexp(--^, (4-2-10)
где Q — энергия активации; Т—абсолютная температура; С — констан-
та, связанная с радиусом частицы г; R— газовая постоянная: R =
89
Частица.
Продукт взаимодействия Айв
Частица.
б)
Рис. 4-2-4. Схемы, поясняющие формулу Яндера.
а —модель твердофазной реакции; б — поверхность сфс-
= 8,3144 Дж/(К • моль) = 1,986 кал/(моль •еС)—^(Л; где М) = б4 _
XI О23 моль-1 — число Лвогадро; k = 13804 • 10-23 Дж-К-1 — постоя:
Больцмана.
Выражение (4-2-9) •—это знаменитая формула скорости реак
Яндсра, который установил ее, рассматривая взаимодействие ВаСС
S1O2. При этом он оценивал степень прохождения реакции .Y по ко
честву образующегося <
Остановимся на вы;
формулы скорости реак
Яндера (4-2-9). Пусть d’-
масса, перемещающаяся
тем диффузии dt— элем
тарный интервал врем
перемещения, S — копт:
пая площадь сече;
dN/dc, — градиент кон::
трации. Тогда
dm = -SD' ^-dt, (4-2-
где D' — константа диффузии. На схеме, изображенной на рис. 4-2-4
ионы А из области А путем диффузии перемещаются в сторону В. моя
ними образуется зона продукта реакции АВ. Если толщина слоя па-
зовавшегося продукта равна ?, то, поскольку концентрация ионов
в точке а частицы А равна 100%, т. е. 1, а концентрация в точке b р
на 0, формулу (4-2-11) можно записать следующим образом:
Поскольку количество перемещающейся массы dm пропорциоиалг
Sdg, то dcJdt = D'lz1 или
= 207 -j- const. (4-2-'
Если предположить, что реакция, как показано па рис. 4-2-4
с поверхности шарообразной частицы радиусом г распространяется р
номерно, то начальный объем частицы
Уо = 4лг3/3,
а объем непрореагировавшей части
Е0-У = 4т1(г-5)3/3.
Отсюда объем прореагировавшей части
У = 4тг[/-’~ (г-Д)3]/3.
Если степень прохождения реакции выразить через X, то
Воспользовавшись формулой (4-2-12), можно записать:
? = г* (1 - yVI = 2D7 + const. (4-2-
90
Эту зависимость можно изобразить в следующем виде:
В (X) = (1 - = ^ = 2Dt. (4-2-15)
Для описания скорости реакции в твердой фазе было предложено
множество математических выражений, однако формула Яндера — наи-
более классическая, к тому же она часто дает результаты, сравнительно
хорошо совпадающие с экспериментальными данными. Именно поэтому
она здесь подробно рассмотрена.
4-3. ИЗМЕНЕНИЕ МАССЫ В ПРОЦЕССЕ ОБЖИГА
4-3-1. СПОСОБЫ ОПРЕДЕЛЕНИЯ ИЗМЕНЕНИЯ МАССЫ ПРИ ВЫСОКИХ
ТЕМПЕРАТУРАХ
Чтобы определить изменение массы в процессе обжига необходимо
произвести измерение массы нескольких образцов до и после обжига
при комнатной температуре [17]. Несмотря на затраченное время нельзя
с уверенностью сказать, что во время охлаждения не произойдет вновь
соединение продукта разложения с СО2 или тому подобное взаимодей-
ствие. Поэтому необходимо по возможности вести непрерывные изме-
рения весовых изменений, происходя-
щих во время высокотемпературного
нагревания. На рис. 4-3-1 изображена
принципиальная схема термогравиме-
трической установки типа тензометри-
ческих весов, изготовленных фирмой
«Хидэхиро сэйки». В центре вертикаль-
ной трубчатой печи диаметром при-
мерно 5 см подвешивают на платино-
вой проволоке образец, помещенный
в опытную платиновую чашку. Когда
масса образца изменится, деформация
тензометра вызовет изменение элек-
трического сопротивления проволочно-
го резистора. Из четырех проволочных
резисторов создают мост. Мост в на-
чале опыта настраивают так, чтобы ток
разбаланса был равен нулю. Когда
температура в печи повышается и на-
чинается реакция, например, по фор-
муле (4-1-1), то вследствие изменения
массы образца возникает ток разба-
ланса в цепи гальванометра. Темпера-
туру в печи задают автоматическим
программным самопишущим регулято-
ром; смещение чувствительного эле-
мента гальванометра непрерывно фото-
графируется посредством фотокассеты
с барабаном. Таким образом, достига-
ют полной автоматизации процесса.
Основной недостаток данного устрой-
ства заключается в том, что из-за
4-3-1. Принципиальная схема
--------------------- типа
Рис.
термовесов тензометрического .........
(изготовитель — «Хидэхиро сэйки»).
/—тензометр: 2 — гальванометр; 3 — само-
писец; 4 — платиновая проволока; 5 — на-
гревательные элементы; 6 — образец; 7 —
—100 В; « — автоматический терморегуля-
тор с самописцем; 9 — термопара; 10 —
трубка из глиноземистой керамики.
трения в подвижных элементах прибора необходима особая т:-::<ост:
работы подшипниковых узлов. Чувствительность устройства
соответствует отклонению в 1 мм на шкале при изменении массы я.
1 мг. На установке можно проводить измерения при максимальной м
се образца до 1 г. В этом случае изменение массы и отклонение чув-
ствительного элемента гальванометра показывают примерно линейну?
зависимость. Это устройство с успехом можно использовать для изуш
ния реакций в твердой фазе, сопровождающихся выделением СО2 в со-
ответствии с формулой (4-1-1), или для исследования испарения PIK
в процессе обжига свинецсодержащей керамики, например, типа ЦТС
4-3-2. ЭНЕРГИЯ АКТИВАЦИИ
Если скорость реакции образования ВаТЮ3 (4-1-1) удовлетворяв:
формуле Яндера (см. подпараграф 4-2-2) и если температура Т сохра-
няется постоянной, то в соответствии с формулой (4-2-10) величина D
будет неизменной и выражение В(Х) = (1— V1—X)2 (4-2-9) будет про-
порционально времени выдержки t. На рис. 4-3-2,а показана зависи-
мость между степенью прохождения реакции X и временем выдержки .'
Рис. 4-3-2. Прохождение реакции в соответствии с уравнением (4-1-1) при постоян-
ной температуре.
а — зависимость степени прохождения реакции X от времени /; б — зависимость 5^(1— । 1—Л)
при постоянной температуре Т. Данные получены с помощью термотси
зометрических весов. Поскольку на изменение массы оказывает сильно,
влияние влага и органическая связка, содержащиеся в образце, пр;
расчете X необходимо учитывать эффекты, вызываемые этими комис
центами (изменения массы до 500°С, которые показаны на рис. 4-3-г
определяются потерей влаги и связки). Кривые па рис. 4-3-2,а не пу<
ходят через точку X —0. Это объясняется тем, что образцы нагрева!'
до соответствующей температуры со скоростью 300 К/ч и реакции, о
носящиеся к низкотемпературным процессам, уже прошли. Если нагр.
вать образцы до температуры 1100°С, то изменения массы достигаг
полного насыщения. Кривые на рис. 4-3-2,а тоже достигнут единит
если после проведения соответствующих измерений образцы нагр;
до температуры выше 1100°С. На рис. 4-3-2,б показана зависимость
от времени t. Величина В рассчитана по формуле (4-2-9). Можно к.
92
статировать, что для любых тем-
ператур точки хорошо укладыва-
ются на прямую линию. Тот факт,
что зависимость между В и t
имеет линейный характер, служит
еще одним подтверждением при-
годности формулы скорости реак-
ции Яндера (4-2-9). По углу на-
клона прямой В—t можно рас-
считать коэффициент диффузии
D для различных температур. Ло-
гарифмируя обе стороны выраже-
ния (4-2-10), получаем:
IgD^lgC-^. (4-3-1)
Рис. 4-3-3. Зависимость lg D от 1/Т. По на-
клону этих прямых находят энергию акти-
вации Q.
Таким образом, IgD имеет
линейную зависимость от вели-
чины, обратной абсолютной температуре (1/Т). По углу наклона
этой прямой находят величину энергии активации реакции Q.
На рис. 4-3-3 показаны зависимости D от 1/Т, получен-
ные описанным выше методом, для образцов, содержащих 0, 0,5,
2,0 и 5,0 масс. %, глины, а в табл. 4-3-1 сведены результаты расчета
Таблица
Результаты расчета энергии активации Q и константы С
Образец Состав, масс. % Q-10-з, Дж/моль С, мин--
ВаСОз ! ТЮа | Глина МпО2
ВТ 71,8 28,2 0 0,2 306(73,3) 2,14-10’<»
ВТ-0,5 71,8 1 28,2 0,5 0,2 328(78,6) 3,62-10”
ВТ-20 71,8 1 28,2 2,0 0,2 352(84,3) 8,30-10’2
ВТ-50 71,8 1 28,2 5,0 0,2 363(86,8) 3,02-10”
константы С и энергии активации Q [17]. Как видно из приведенных
данных, с увеличением количества глины величины С и Q возрастают.
Введение 5 масс. % слишком велико, однако введение небольшого ко-
личества, примерно 0,5—2,0 масс. %, приводит к увеличению энергии
активации реакции между ВаСОз и ТЮ2, что, по-видимому, можно
объяснить тем, что глина служит минерализатором, способствующим
реакции. Состав глин сильно различается в зависимости от месторож-
дения, однако основными их компонентами служат А12О3 и SiO2. Для
получения керамики, идущей на изготовление диэлектриков, пригодны
глины из Токигути и Гаиромэ.
4-3-3. КРИВЫЕ X—Т
Для сравнения энергии активации Q в случае простых реакций
удобно пользоваться следующим способом. Задаются определенной ско-
ростью подъема температуры в печи, например 300 К/ч, и находят
93
Температура., °C
Рис. 4-3-4. Кривые изменения
в процессе обжига образцов.
зависимость реакции X
температуры Т. Эта зав
мость будет иметь вид ты
занной на рис. 4-1-1
вая ат). Чем больше угол
клона кривой X—Т, тем бс
ше энергия активации Q.
рис. 4-3-4 приведены результаты некоторых подобных исследований.
Величина Q позволяет оценить величину сродства взаимодейств;.
щих компонентов. В качестве примеров применения таких оценок мс
но указать на создание методов предотвращения твердофазных ре
ций (см. подпараграф 5-5-1) и подавления испарения свинца (см. г.
параграф 4-5-2).
4-3-4. РАСЧЕТ СКОРОСТИ ВЫДЕЛЕНИЯ СО2
Определив константы С и Q для реакций, происходящих в емс
как это показано в табл. 4-3-1, можно рассчитать степень прохожден
реакции X на заданном участке подъема температуры [17].
Температура Т при заданной скорости подъема температуры за;
сит от времени t. Зависимость степени прохождения реакции X от в'
мени t можно определить, зная функцию Т(£).
Примем, что в элементарное время Xt температура Т остается "
стояиной. Тогда по формуле (4-2-9) найдем ХВ:
ХВ = 2DXt = 2С exp ( — ^Q(}) ) Xt, (4-3
откуда
B(t) = ZXB = j2Cexp(-^Q(7r)dt (4--
о
Следовательно, степень прохождения реакции
X(0=l-[l-/W- (4-3
Например, рассчитаем изменение степени прохождения реакци
в зависимости от температуры и объем СО2, выделяемый едини:,
объема образца в секунду при нагревании с разными скоростями эк
молекулярной смеси ВаСО3 и СО2 с добавкой 2 масс. % глины. г
этого воспользуемся данными табл. 4-3-1, относящимися к обра
ВТ-20, и будем иметь в виду, что нагреваем с различными ск<
стями одну и ту же смесь. В противном случае в зависимости от Чи-
ты, зернистости исходных компонентов и прочих факторов констант
и Q в той или иной степени будут различаться, на что следует обра
94
серьезное внимание. На рис.
4-3-5 приведены кривые темпе-
ратурной зависимости величи-
ны X, рассчитанной по форму-
лам (4-3-2) —(4-3-4). Из ри-
сунка следует, что степень про-
хождения реакции определен-
ным образом зависит от ско-
рости подъема температуры.
На рис. 4-3-6 показано количе-
ство выделяющегося СО2, рас-
считанное по данным рис. 4-3-5,
при этом учтено изменение
объема СО2 в зависимости от
температуры. На рис. 4-3-7
100
%
' 80
60
W
20
700 750 800 850 900 350 1000 1050
Температура., ° с
Рис. 4-3-5. Расчетная зависимость величины X
от температуры обжига. Расчет произведен по
формуле (4-3-4), величины С и Q взяты из
табл. 4-3-1. Образцы ВТ-20, подъем температу-
приведены результаты расчета ры со скоростью.
объема СО2, выделяющегося в оГк/м$нМШ‘; 2-2,4 к/мин; а~1,2 к/мин: 4~
секунду из 1 см3 образца. Из
рисунка видно, что при скорости нагревания 5 К/мин (300 К/ч) из 1 см3
образца максимально выделяется 0,4 см3 СО2 в секунду.
Имеет ли отношение выделение СО2 по реакции (4-1-1) к аномаль-
ному расширению при синтезе ВаТЮз, которое уже рассматривалось
в § 4-1? На рис. 4-3-8 показаны кривые расширения-усадки при двух
скоростях нагревания. При медленном подъеме температуры аномаль-
ное расширение выражено слабо. При сопоставлении этих данных
с рис. 4-3-7 создается впечатление,
что интенсивное выделение СО2, про-
исходящее со скоростью 0,1 см3/с и
выше, принудительно расширяет про-
межутки между зернами в образце,
что может быть одной из причин
700 800 900 1000 1100
Температура, ° с
Рис. 4-3-7.
Рис. 4-3-6. Зависимость количества СО2, выделяющегося в процессе обжига исходных
компонентов для получения титаната бария (образцы ВТ-20) от температуры. Расчет по
Рис. 4-3-7. Скорость выделения СО2 из 1 см3 образца ВТ-20 в процессе обжига. Расчет
по рис. 4-3-6.
95
аномального расширения. Однако дело не только в этом. По-видимол-
причина аномального расширения заключается в характере распре.:
ления кристаллитов, определяемого твердофазной реакцией, что буд
подробно рассмотрено в § 4-4.
4-3-5. ИСПАРЕНИЕ ВЛАГИ И РАЗЛОЖЕНИЕ СВЯЗКИ В ПРОЦЕССЕ ОБЖИГА
600 700 800 300 юро 1100 1200
темпермп/ра^с
Рис. 4-3-8. Различие в аномальном расши-
рении, определяемое скоростью подъема
температуры в процессе обжига исходных
компонентов для получения титаната ба-
рия. (Образцы ВТ-20.)
На рис. 4-3-9 приведены кривые изменения массы образцов В'1
ВТ-05 и ВТ-20 (состав их дан в табл. 4-3-1), полученных методом пре^
сования с добавлением связки и некоторого количества воды; нагрев
ние проводили со скоростью 300 К/ч [17]. Изменение массы в интервал
температур 700—1100°С, как указывалось выше, обусловлено выдели
нием СОг. Изменение массы в иг
тервале температур 0-—500°С пр<
исходит в связи с испарением вл;
ги и разложением связки. В по.
параграфе 4-3-4 было отмечен'
что при резком повышении темп<
ратуры в период выделения СС
интенсивное газовыделение г
внутренних частей образца, во
можно, приводит к увеличение
расстояний между частицам;
Однако это явление имеет меш
и при выделении влаги и связк-
В самом деле, когда проводят ог
жиг, интенсивно повышая темш
ратуру образцов, содержаще:
много влаги, то получают пор;
стые, как бы вспученные образц
При этом из опыта известно, что при последующем повышении темп
ратуры до любого предела плотного спекания достигнуть невозможн
Следовательно, в процессе выделения влаги и связи, т. е. в низкотемп
ратурной области (100—200°С),
рожным. В противном случае
возрастет пористость керами-
ки, что окажет отрицательное
влияние на электрические ха-
рактеристики, в частности на
электрическую прочность и ди-
электрические потери. Именно
этим объясняется необходи-
мость в участке А на темпера-
турной кривой обжига, пока-
занной на рис. 2-6-3.
На испарение влаги в про-
цессе обжига оказывают влия-
ние размеры спрессованной за-
готовки и давление прессова-
ния.
На рис. 4-3-10 показана
зависимость степени удаления
влаги а от времени сушки /9
подъем температуры должен быть ост.
) Температурило
Рис. 4-3-9. Изменение массы образцов, со
жаших связку и влагу в процессе об/,
(Подъем температуры со скоростью 300 i
96
в период улетучивания влаги, при этом температуру сушки TD поддер-
живали постоянной, равной 50°С, а образцы различной толщины имели
диаметр 70, 40 и 15 мм. Из этих данных следует, что при увеличении
толщины и объема образцов, естественно, требуется более длительное
время сушки.
На рис. 4-3-11 приведена зависимость а от /0, полученная на образ-
цах, спрессованных при различных давлениях.
Рис. 4-3-10. Рис- 4-3-12.
Рис. 4-3-10. Зависимость степени удаления влаги а из образцов различных размеров от
длительности сушки (температура сушки Тв = 50°С).
а —диаметр образца 15 мм; б — 40 мм; в — 70 мм.
Рис. 4-3-11. Зависимость степени удаления влаги из образцов, спрессованных при раз-
личном давлении, от длительностисушки (температура сушки 50°С, диаметр образ-
цов 15 мм).
а — давление прессования 10 МПа, толщина образца 4,8 мм; 6— давление 40 МПа, толщина 4,8 мм;
с — давление 100 МПа, толщина 4,9 мм; d — давление 200 МПа, толщина 5.0 мм.
Рис. 4-3-12. Зависимость степени удаления влаги от температуры. Скорость подъема
температуры 75 К/ч, диаметр образцов 40 мм.
о —толщина 1.6 мм; 6 - толщина 25,8 мм; с — толщина 10,8 мм, образцы помимо воды содержат
глицерин.
7—657 97
С повышением давления прессования во всех случаях наблюдается
тенденция к замедлению выделения влаги. Это объясняется тем, что
из-за высокой плотности вода, очевидно, оказывается закупоренной вну-
три заготовки, и это препятствует диффузии влаги из внутренних ее
частей к поверхности.
На рис. 4-3-12 показаны кривые степени удаления влаги при по-
стоянной скорости подъема температуры Т. Из этих данных следует,
что чем больше толщина спрессованной заготовки, тем сильнее смеще-
ние кривой влаговыделения в
на этом же рисунке кривая с
О 100 200 300 КО 500
Температура, нагрева,, °C
Рис. 4-3-13. Зависимость степени
удаления связки (ПВС) от темпе-
ратуры. Скорость подъема темпе-
ратуры 75 К/ч, размер образца
0 40X13,4 мм.
сторону высоких температур. Кроме того,
характеризует изменение массы образца,
спрессованного на воде с 10%-ной добав-
кой глицерина. В этом случае темпера-
тура, при которой а достигает 90—95%,
примерно на 100°С выше, чем температу-
ра удаления чистой воды. Этот факт объ-
ясняется, очевидно, тем, что точка кипе-
ния водоглицериновой смеси лежит в ши-
рокой области температур — от 100 до
300°С и поэтому интенсивность испарения
влаги уменьшается. Однако глицерин
служит эффективным средством, облег-
чающим скольжение порошковой заго-
товки по металлической пресс-форме
в ходе прессования.
Для определения интервала темпе-
ратур выделения различных связок из
исходных компонентов для титаната бария
были приготовлены образцы, содержащие
пять видов связок: крахмал, глицерин,
карбовакс (полиэтиленгликоль), карбо-
ксиметилцеллюлозу и поливиниловый
спирт (ПВС). Сформованные на этих
связках заготовки, начиная с температу-
ры 100°С, периодически нагревали через интервал в 50 К и взвеши-
вали, определяя потери массы 0. Для облегчения измерений количеств^
связки в образцах превышало обычную технологическую норму и со
ставляло 10 масс. %, давление прессования — 40 МПа, скорость подъе
ма температуры — 75 К/ч. Чтобы отделить потери массы за счет йене
рения влаги а от потерь за счет связки 0, заготовку предварительн
выдерживали при температуре 100°С в течение 16 ч и более, поэтом
измерения 0 начинали в условиях, когда, вероятно, вся влага из обра
цов была удалена.
На рис. 4-3-13 дана характерная кривая 0—Т, полученная при н
гревании образцов, пластифицированных ПВС. Продифференциров.
функцию 0 от Т, можно найти долю связки, улетучивающейся при р;
личных температурах. Такие данные изображены на рис. 4-3-14. О.
видно, что интервалы температур, в которых происходит удаление ею
ки, значительно отличаются в зависимости от вида связки. Знание э,
данных имеет большое значение, так как дает возможность пелесо!
разно выбирать условия обжига диэлектрической керамики. Если в л
ном интервале температур проводить нагревание слишком резко,
в керамике появляются поры, которые оказывают значительное влш
па электрические характеристики.
98
4-4. РАСШИРЕНИЕ И УСАДКА ОБРАЗЦОВ В ПРОЦЕССЕ ОБЖИГА
4-4-1. УСТАНОВКА ДЛЯ ИЗМЕРЕНИЯ РАСШИРЕНИЯ И УСАДКИ
В ПРОЦЕССЕ ОБЖИГА
Принцип регистрации расширения и усадки при высокой темпера-
туре основан на том, что изменение линейного размера образца пере-
дается, например, кварцевому стержню и смещение последнего фикси-
руют оптически (см. подпараграф 10-6-1) [7, 16]. Точность этого мето-
да достаточно высока при испытаниях стержней из металла и спечен-
ной керамики, ио только до температуры 1100°С, превышение которой
приводит к значительным трудностям. Кроме того, при исследовании
процесса спекания керамики образцы, как известно, находятся в по-
лурасплавленном состоянии, поэтому проводить измерения вблизи тем-
пературы спекания почти невозможно.
Установка для регистрации изменений линейных размеров в зави-
симости от температуры, изготовленная фирмой «Масаеси дэнки», со-
стоит из кольцевой печи и оптического устройства, с помощью которого
при высокой температуре наблюдают непосредственно изменение раз-
7* 99
мера образца, предварительно сформованного в виде стержня пря'.г
угольного сечения. Точность измерения этим способом примерно —5
Достоинство способа заключается в том, что, во-первых, проводите
непосредственное наблюдение за состоянием образца, когда послсдни;
находится в печи, и во-вторых, измерения могут проводиться при тем-
пературах завершения спекания. На этой установке автор провод;
исследования процесса спекания.
(1)'
(2)
(3)
(4)
(3)
(6)
4-4-2. РАСШИРЕНИЕ И УСАДКА В ПРОЦЕССЕ ОБЖИГА
Расширение и усадка образцов при нагревании являются функцией
не только температуры, но и времени. Следовательно, сравнение тепл-
вых изменений линейных размеров образцов неправомерно при различ-
ных скоростях изменения температуры. Кроме того, на изменение ра
меров оказывает влияние также давление прессования. Приводимые ir:
же результаты опытов получены в идентичных условиях: все образц:
были отпрессованы при давлении 40 МПа и нагревались со скорость:
300 К/ч [4].
Автор получил кривые изменения линейных размеров образце;
многих составов вплоть до завершения спекания и считает, что все нс
следованные материалы можно разделить па три типа (рис. 4-4-1).
1. Спекание после аномального расширения сопровождается моно-
тонной усадкой:
ВаСОз+ТЮ2^ ВаТЮ3 Д-СО21 ,
СаСОз+ТЮ2— СаТЮз+СОг | ,
PbO-!-TiO2 — РЬТЮз,
PbO + ZrO2->PbZrO3,
ZnO -j- Fe2O3 — ZnFe2O4,
CdO + Fe2O3— CdFe2O4,
4PbO + Ta2O5 + Fe2O, — 4Pb (Ta0,6Fe0.6) O„ (7)
PbO-j-0,o5ZrO2-|- 0,45ТЮ2—* Pb (Zro.3sTio.4s) O3. (8)
2. Спекание также происходит по монотонной кривой усадки, н:
при отсутствии аномального расширения:
Bi2O3 + 3SnO2—> Bi2 (SnOs)3; (9) (см. рис. 5-5-3)
Bi2O3 + 3ZrO2 — Bi2(ZrO3)3) (10)
Bi2O3 + 3TiO2 —> Bi2 (ТЮ3)з, (11) (см. рис. 5-5-3),
ВаТЮз в процессе второго обжига, (12)
Pb (Zr0,S4Ti0,«) Оз в процессе второго обжига, (13)
NiO + SnO2 — NiSnOs, (14)
CuO + TiO2 —CuTiO,, (15)
CuO4-Fe2O3 —CuFe2O4, (16)
NiO + Fe2O3 —NiFe204. (17)
3. Усадка при спекании изменяется немонотонно, она
рактер на отдельных участках:
порошок ТЮ2 —> керамика ТЮ2, (18)
2MgO + TiO2^2MgO-TiO2. (19)
(4-4-1
меняет \
(4-4-1
100
Автор сначала полагал, что аномальное тепловое расширение воз-
никает в том случае, когда при твердофазной реакции выделяется газ,
например СС%, при получении ВаТЮ3 из ВаСО3 и TiO2. Однако из вы-
шеприведенных примеров (3), (4), (5), (6) и (7) следует, что это
явление имеет место и в тех случаях, когда газ не выделяется. В приме-
ре (7) показан материал PTF, рассмотренный в подпараграфе 8-2-3.
Этот сегнетоэлектрик относится к сложным перовскитам. Его аномаль-
ное расширение в процессе реакции (7) достигает 22% [22]. Объем об-
разца, вынутого из печи после того, как был достигнут максимум ано-
мального расширения, составляет 180% начального объема. Это пред-
ставляет собой крайне интересное явление.
Рис. 4-4-1. Кривые расширения-усадки в процессе обжига различных
материалов [номера кривых соответствуют нумерации уравнений
(4-4-1)]. Скорость подъема температуры 300 К/ч.
При образовании ферритов аномальное расширение также может
иметь место или отсутствовать. Аномальное расширение присуще всем
случаям образования ферритов в форме нормальной шпинели [примеры
(5) и (6)]. Как отмечено выше, скорость подъема температуры оказы-
вает определенное влияние на аномальное расширение, однако даже
при очень медленном нагревании его ликвидировать полностью нельзя.
Это свидетельствует о том, что аномальное расширение — явление, воз-
никающее и идущее вместе с твердофазной реакцией в процессе обжига.
Кроме того, область температур от начала аномального расширения до
достижения его максимума и область температур, где происходит твер-
дофазная реакция, подтверждаемая рентгеновским анализом, совпада-
ют. Это относится не только к процессу образования BaTiO3
(рис. 4-1-1), но, как было обнаружено и подтверждено [22], и ко всем
другим материалам: PbZrO3, PbTiO3, PTF (см. § 4-4-3).
101
4-4.3. КРИВЫЕ РАСШИРЕНИЯ-УСАДКИ
Изучение кривых расширения-усадки с практической точки зрения
имеет следующее значение [16].
1) Для определения оптимальной температуры обжига достаточно
получить один раз кривую изменения линейных размеров образца, вме-
сто того чтобы несколько раз проводить опытные обжиги.
2) По виду этих кривых определяют зоны температур, где проис-
ходит аномальное расширение и резкое сжатие ври усадке, т. е. те зоны,
в которых необходимо обращать особое внимание на подъем темпера-
туры.
Рис. 4-4-2. Влияние давления прессования на кривые расширения-усадки (а)
и на усадку после обжига (б). Образец ВТ-20, скорость подъема темпера-
туры 300 к/ч, цифры на рисунке а — давление прессования в 105 Па.
3) По крутизне кривой усадки так же, как по кривой изменений
массы (см. подпараграф 4-3-3), определяют энергию активации процес
са, сопровождающегося этой усадкой. Эти данные позволяют практиче-
ски определить взаимное сродство компонентов смеси.
4) Кривые расширения-усадки служат основными исходными дан-
ными при проведении процесса горячего прессования, рассмотренног
в гл. 6 (для случая, когда приложенное давление Ph при горячем прщ
совании равно нулю, или для построения кривых плотность — темпер;,
тура).
На рис. 4-4-2,а приведены кривые расширения-усадки образно:
спрессованных при различном давлении [16]. С уменьшением давленп
прессования величина аномального расширения снижается, а усадк
обнаруживает тенденцию к росту. С повышением плотности спрессова:
ной заготовки аномальное расширение несколько повышается, что в к
кой-го степени определяется большей скоростью выделения СО2, о щ
уже сообщалось (см. рис. 4-3-7). На рис. 4-4-2,б показана зависимое
усадки образцов при обжиге от давления прессования.
Как протекает усадка в случае длительной выдержки при iioctoi
ной температуре?
1) Рассмотрим усадку образцов Bi2(ZrO3)3, после того как upon;
реакция (10), приведенная в формулах (4-4-Г). На рис. 4-4-3 изобра/-
но относительное изменение длины образцов у/у0 в зависимости от
102
мени выдержки t при температурах 750, 800, 850 и 900°С. При всех тем-
пературах в начальный период происходит быстрая усадка, кото-
рая в последующий отрезок времени постепенно достигает насыщения.
Кривые выходят не из точки у =-=1,0, поскольку во время нагревания
(со скоростью 300 К/ч) до заданной температуры усадка частично про-
ходит. Если при проведении таких опы-
тов температуру поднимать очень бы-
стро или внести образец в печь, нагре-
тую до температуры порядка 800сС,то
из-за неравномерного распределения
температур в образце он разрушается
и истинные результаты получить не
удается.
Примем, что в точке, где угадка
еще не возникает, т. е. где у/г/о=ЕО
(у — длина образца в процессе обжи-
га, у0 — начальная длина образца),
степень протекания процесса усадки
X' равна 0, а при температуре, когда
усадка равна ут/уо (ут — длина образ-
ца после завершения усадки), Х'=1,0.
Тогда объем образца до начала усад-
ки будет пропорционален у30, после за-
вершения усадки — у3т, а в процессе
усадки будет иметь промежуточное
значение между указанными выше пре-
делами. Линейный размер образцу
в процессе усадки у в этом случае м
разом:
у = [^3т + (1“^)уМ,/3
или
/т=[х'
Рис. 4-4-3. Зависимость усадки Z=
= у!уй от длительности выдержки t
при постоянной температуре в про-
цессе обжига, когда происходит
реакция Bi2O3+3ZrO2—^Bi2(ZrO3)3.
жпо выразить следующим об-
(4-4-2)
Если предположить, что для X' действительна формула скорости
реакции Яндера (см. подпараграф 4-2-2), то получим:
А (X') = (1 - 1 — Х'у = 2D't;
(4-4-3)
Р' = С'ехр(-^). (4-4-4)
В рассматриваемом нами случае усадку X' образца BE(ZrO.j)3 рас-
считывают по формуле (4-4-2), используя величину 0,800, най-
денную по рис. 4-4-6. Затем по формуле (4-4-3) находят А(Х') и
строят графики зависимости А от времени I, представленные на
рис. 4-4-4.
Из графиков видно, что в начальный период времени при любой
температуре наблюдается линейная зависимость А от t, т. е. процесс
усадки удовлетворительно описывается уравнением (4-4-3). Однако при
увеличении времени выдержки процесс усадки имеет тенденцию к на-
103
сыщению и происходит отклонение экспериментальных данных от иря
мой, рассчитанной по уравнению (4-4-3). По углу наклона прямы
в начальный период выдержки рассчитывают D' для различных темпе-
Рис. 4-4-4. Зависимость Л от /, рассчитанная по данным рис. 4-4-3.
Рис. 4-4-5.
Рис. 4-4-5. Зависимость усадки у/у0 от длительности выдержки при постоянной темпер.'
туре в процессе обжига при получении керамики ВаТЮз (образцы ВТ-20), уо соответ
ствует длине при максимальном аномальном расширении.
ратур, а затем по формуле (4-4-4), аналогичной формуле (4-3-1), нахг
дят константы С' и Q'. В данном случае
С'=1,58-1018 мин
Q' = 448 кДж/моль=107 ккал/моль.
Рис. 4-4-6. Процесс обжига на воздухе у прессо-
ванной смеси порошков PbO+ZrOj-S, З'о и ().<—
см. рис. 4-1-1.
w — изменение массы из-за испарения окиси свинца;
РЬО (002), ZrOj (111) и PbZrOj (ПО) (011) — относи-
тельная высота наиболее интенсивных линий при
рентгеноструктурном анализе.
Следует помнить, что эт
значения получены на основ
нии довольно грубого предп
ложения, сделанного выше.
2) Рассмотрим усадку (
разцов Bi2(SnO3)3 (см. р.
5-5-3) [16]. Если рассчита
энергию активации Q' тем ;•
способом, который был при?:
ней при рассмотрении усад
образцов Bi2(ZrO3)3, то по.
чим, что
Qz==318 кДж/моль=
ь=76 ккал/моль.
3) Кривая усадки обр
цов Bi2(TiO3)3 (см. рис. 5-‘
[16] имеет очень большую i
тизну, так что точно опр>
лить константы нельзя. Мо
лишь утверждать, что
Q'> 1670 кДж/моль--
= 400 ккал/моль.
104
(ZOfi
Рис. 4-4-7. Рентгеновская дифрактограмма смеси PbO + ZrO2 в процессе
обжига.
105
Как было показано в начале данного подпараграфа, по крутизн
кривой расширения-усадки при обжиге можно оценивать энергию актг:
вации процесса усадки. Если сравнить результаты расчета Q' образце
трех рассмотренных составов, то в этом можно убедиться.
4) Рассмотрим усадку образцов ВаТ1О3 [см. (4-4-1), пример 1 ил
рис. 4-1-1, кривая S], На рис. 4-4-5 показана усадка образцов в зап;
симости от времени выдержки I при заданных температурах 1100, 115
и 1200°С [16]. Если длину образца в точке максимального расширен!
(см. рис. 4-1-1, кривая S) обозначить через у0, длину образца пос.:
окончания усадки —через ут (при этом усадка равна 30%), то ут/у<
= 0,700/1,075 = 0,652.
Если рассчитать константы С' и Q' тем же способом, что и выш
то получим:
C' = 8,7.10‘i мин-1;
Q' = 410 кДж/.моль = 98 ккал/моль.
Следует отметить, что эти величины также получены исходя из д
вольно грубого предположения.
На рис. 4-4-6 (кривые сняты тем же методом, что и па рис. 4-1-i
показаны изменения, происшедшие в процессе обжига па воздухе экв
молекулярной смеси порошков РЬО и ZrO при получении антисегнс':
электрика PbZrO3 [22], а
рис. 4-4-7 приведены рентген
дифрактограммы образц.
обожженных при различи:
температурах. Кроме того,
рис. 4-4-6 приведены крив:
показывающие относителы.
интенсивности самых интенс
пых линий на дифрактогр
мах, соответствующих Р
(002), ZrO2 НН) и PbZ
(ПО). Дифракционные
пни PbZrOj начинают п<
ляться при температуре 60
и при 1100 —1200°С достиг
максимальной интенсивно
При дальнейшем нагрев;,
до температуры 1350°С их
Температура обжига, °C
B;!iii!oii смеси порошков PbO-t-TiO2.
тенсивность начинает сниж
ся. Пики, соответствую
РЬО и ZrO2, снижаются
чиная примерно с 600г(
при температуре 1200°С становятся почти равными нулю. Од
при температуре 1350°С линия ZrO2 появляется снова. Кривая i
пения массы го на рис. 4-4-6, автоматически записанная с пома
термовесов, подробно рассмотренных в подпараграфе 4-3-1, показе
испарение окиси свинца. Оно начинается при температуре прпб.
тельно 600°С и резко возрастает вблизи температуры 1000°С. Бол.
часть кривой кажущейся плотности (рис. 4-4-6) имеет вид, обри
виду кривой расширения-усадки S. Если судить по усадке, то в е
обжига при температуре 1350°С кажущаяся плотность должна
максимальной, однако она меньше, чем при температуре 1200°<
б)
Рис. 4-4-9. Рентгеновская дифрактограмма смеси PbO+TiO2 в процессе обжига,
с —смесь РЬО+ПО-,: б — обжиг при 6Ю°С; в — 740°С; г — 800°С; д — 1000°С. Скорость подъема
.3DD R” /и
107
по-видимому, объясняется испарением РЬО из уже образовавшего
PbZrO3 и появляется снова свободная двуокись циркония. При срав:-:
нии результатов рентгснодифрактоскопии и изменения линейных раз?:
ров образцов в процессе обжига оказывается, что примерно с темпе;
туры 600°С, т. е. когда образуется PbZrO3, начинается постепенное р
ширение, а при температуре 1100°С, когда расширение достигает м;
симальной точки, реакция почти заканчивается. Данная тенденция ч
вершенно аналогична той, что наблюдается при образовании ВаТР
(О свойствах антисегнетоэлектрика PbZrO3— см. § 1-2, а о спекав
PbZrO3 методом горячего прессо:
Рис. 4-4-10. Кривые расширения-усадки
образцов с различным молярным соотно-
шением РЬО и Т1О2, полученные с по-
мощью оптической трубки.
ния — см. § 6-3.)
Изменения в процессе обж:.
эквимолекулярной смеси РЬО + Т:
представлены на рис. 4-4-8 [с.
Около температуры 700°С проис
дит интенсивное, примерно 10%-е
расширение (см. кривую So), по>
которого, как и в случае см*
PbO + ZrO2, наблюдается значитс-
ная усадка. На рис. 4-4-9 приведи
рентгенодифрактограммы образ::
Согласно этим данным PbTiO3
чинает образовываться примерно :
температуре 500°С, а около те?:
ратуры 800°С твердофазная рсак:.
заканчивается. В данном случае. •
и в случаях взаимодействия I-
с ZrO2 и ВаСО3 с ТЮ2, можно о:
тить, что область температур, в
торой происходит твердофазная
акция, соответствует области те-
ратур, в которой происходит
мальное расширение. Хотя при н:
вании PbTiO3 и наблюдается испарение РЬО при высокой темпера-г
оно в отличие от аналогичного процесса, наблюдаемого при об?
PbZrO3, не сопровождается выделением двуокиси титана (дифракн
ные линии TiO2 не появляются). Другие отличия от поведения с
PbO + ZrO2 заключаются в том, что р., образца с увеличением тем:
туры возрастает и кривая усадки более крутая. Это, по-видимому,
зано с тем, что испарение РЬО из PbZrO3 происходит легче, че
PbTiO3.
На рис. 4-4-10 показаны кривые расширения-усадки обр?
с различным молярным соотношением РЬО и ТЮз. Обнаружив
тенденция к уменьшению максимума расширения по мере удален-
молекулярного соотношения 1:1. (О сегнетоэлектрике РЬТ
см. § 1-2, а об электрических характеристиках твердых раствор*
основе РЬТЮз — см. подпараграф 7-2-2.)
4-5. ИСПАРЕНИЕ РЬО ПРИ ВЫСОКОЙ ТЕМПЕРАТУРЕ
Многие керамические свинецсодержащие материалы с высок
электрической проницаемостью имеют важное практическое знл
Например, BaTiO3 с добавкой 4—10 мол. % РЬТЮ3 имеет повып
108
коэрцитивную силу и точку Кюри и пониженную температуру второго
перехода, что дает возможность расширить область рабочих темпера-
тур керамики на основе BaTiO3 и позволяет ожидать улучшения ха-
рактеристики пьезоэлементов (см. пункт 8-2-1,б). Другой пример: пу-
тем введения примерно 15 мол. % PbSnO3 в ВаТЮ3 получают мате-
риал, у которого наблюдаются большие изменения диэлектрической
проницаемости под действием смещающегося электрического напря-
жения при комнатной температуре, т. е. получают материал для сегне-
тоэлектрических варикондов — важных элементов для нелинейных схем.
Кроме того, керамика на основе системы PbZrO3—PbTiO3 в настоящее
время занимает главенствующее положение среди пьезокерамических
материалов. Таким образом, многие виды свинецсодержащих материа-
лов имеют важное практическое значение, однако процесс их обжига
сопровождается испарением РЬО, так что обычными методами плотную,
с воспроизводимыми свойствами керамику получить не удается. Ниже
рассматриваются вопросы, связанные с испарением РЬО при высокой
температуре.
4-5-1. ОПЫТЫ ОПРЕДЕЛЕНИЯ ИСПАРЕНИЯ РЬО
Испарение окиси свинца в процессе обжига свинецсодержащих
образцов зависит от таких факторов, как вид используемых исходных
компонентов, способ прессования, в частности давление прессования,
от компонента, с которым РЬО вступает во взаимодействие, от того,
проводился предварительный обжиг или нет [18].
Как было показано в § 4-4-3, PbZrO3 — материал, из которого осо-
бенно легко испаряется РЬО. Перед тем как определить зависимость
испарения РЬО от температуры и времени выдержки, рассмотрим фак-
торы, влияющие на испарение РЬО из PbZrO3. С целью изучения влия-
ния вида свинецсодержащих исходных компонентов были взяты основ-
ной карбонат свинца (РЬСО3)2РЬ (ОН)2 и окись свинца РЬО. Для срав-
нения были также взяты образцы из смеси PbO + ZrO2, а также из этой
же смеси, прошедшей предварительный обжиг при температуре 800°С
(табл. 4-5-1). Внешний осмотр образцов PbZrO3, обожженных на воз-
Т а б л и ц а 4-5-1
Исходные составы образцов, использованных для изучения испарения РЬО
Сокращеннее
обозначение
Состав
SPZ
POZ
POZ А
РОТ
РВ-32
Р-36
(РЬСО3)2РЬ (ОН) 2 + 3ZrO2
РЬО + ZrOa
Спек POZ, полученный обжигом при 800°С и измельчением
РЬО + TiO2
ВаТЮз 68, [(РЬСОз)2РЬ (ОН)2] ТЮ2 32 мол. %
57 мол. % POZA, 43 мол. % РОТ, 0,6 масс. % глины
духе, показывает, что цвет поверхности и внутренних частей различен.
На основании этого можно предположить, что испарение РЬО проис-
ходит постепенно, с поверхности образцов. Таким образом, можно
предположить, что процесс испарения РЬО из внутренних слоев образ-
ца идет путем постепенной диффузии наружу. Отсюда можно заклю-
109
Чить, что чем выше плотность спрессованной заготовки (т, е. чем выпь
давление прессования), тем более затруднено освобождение РЬО. Эи
позволяет предположить, что давление прессования, по-видимому, ока
зывает значительное влияние на рассматриваемый процесс. Опытна 5
проверка приведенных здесь рассуждений проводилась на термовеса'
тензометрического типа, описание которых дано в подпараграфе 4-3- i
в)
На рис. 4-5-1,а показаны изменения массы образцов SP
(см. табл. 4-5-1), нагреваемых со скоростью 300 К/ч. Потери масс
обнаруженные в интервале температур до 400°С, обусловлены, очеви.
но, выделением СО2 и Н2О. Перетти подробно описал разложение ка.
бонатов свинца. При нормальном давлении РЬСО3, РЬО-РЬСО3
2РЬО-РЬСО3 разлагаются при температуре соответственно 263, 389
438°С. Из этих данных следует, что изменения массы до температур
500°С можно объяснить разложением основного карбоната свинца. Н
еле того как выделится СО2 и Н2О, в большом интервале температ
изменений массы не обнаруживается. Начиная примерно с темпера-i
ры 800°С наблюдается постепенное уменьшение массы, что, очевнд:
связано с выделением и испарением РЬО. С увеличением давлен
прессования испарение уменьшается.
На рис. 4-5-1,б приведены данные, полученные при обжиге см<
содержащей в качестве исходного компонента РЬО (см. рис. 4-1
В этом случае изменения массы до 700°С совершенно не обнаружь
У образцов, содержащих РЬО и прошедших предварительный об
(образцы POZA), испарение РЬО незначительное. Это, вероятно,
зано с тем, что даже при такой низкой температуре, как 800°С, о-
зуется некоторое количество PbZrO3 и поэтому испарение РЬО
труднено.
Если сравнить данные, представленные на рис. 4-5-1,а и б, то -
но заметить, что при использовании в качестве исходного компош
РЬО испарение последней незначительно. Это, очевидно, объясн
тем, что у образцов SPZ в результате выделения СО2 и прочих
образных продуктов разложения образуются поры и даже ирг
наковом давлении прессования кажущаяся плотность ниже, чем
рамики из порошка POZ. На рис. 4-5-2 приведены кривые йен;
РЬО из образцов POZ, спрессованных методами статического "
ПО
вания (осевого и гидростатического) и методом взрыва (см. подпара-
граф 3-5-3). Из полученных результатов можно сделать вывод, что
с увеличением давления статического прессования кривая испарения
РЬО смещается в сторону высоких температур; так, при переходе от
давления 40 МПа к 300 МПа это смещение достигает 170°С. При
прессовании взрывом получают наполнение с очень высокой плотно-
стью. Если исходить из величины pg образцов, полученных взрывом,
Рис. 4-5-2. Рис. 4-5-3.
Рис. 1-5-2. Кривые испарения РЬО из образцов РЬО—ZrO2, изготовленных различными
методами.
Рис. -1-5-3. Кривые испарения РЬО из образцов РЬО—ZrO2 при постоянной температуре.
Образцы SPZ прессовали при давлении 40, а образцы POZA—160 МПа.
равной 5,84 г/см3, то она соответствует весьма высокому статическому
давлению прессования -- 1500 МПа. Следовательно, можно предполо-
жить, что испарение РЬО из этих образцов должно быть незначитель-
ное. Однако против ожидания проведенные опыты показали, что уров-
ни испарения РЬО соответствуют образцам, спрессованным при дав-
лении 100—200 МПа [51]. Причина такой аномалии не ясна. Возможно,
что степень испарения, превышающая ожидаемую, обусловлена много-
численными трещинами, возникающими в спрессованной заготовке во
время взрывного прессования, но достоверно это неизвестно.
На рис. 4-5-3 приведены примеры определения испарения РЬО из
образцов SPZ и POZA (см. табл. 4-5-1) в зависимости от времени вы-
держки при различных высоких температурах [18]. Из этих результа-
тов следует, что с повышением температуры скорость испарения РЬО
возрастает. После 30-минутной выдержки образца SPZ при температу-
ре 1050°С потери массы почти полностью прекращаются. Это, очевид-
но, связано с тем, что имеющаяся окись свинца полностью перешла
в свободное состояние. Результаты тщательного взвешивания образца
до и после опыта подтверждают этот факт. Если сравнить испарение
РЬО из образцов SPZ и POZA при температуре 950°С (см. рис. 4-5-3),
то можно заметить, что в случае использования материала, содержа
щего исходный компонент РЬО, испарение окиси свинца меньше.
О механизме процесса испарения РЬО, очевидно, можно судить
также взяв за основу теорию скорости реакций, однако достаточны
для этого исследований проведено не было.
На рис. 4-5-4 приведены кривые испарения РЬО из остальных об
разцов, исходный состав которых указан в табл. 4-5-1. Независимо о:
состава степень испарения окиси свинца достигает 100%. Если взят;
за основу образцы SPZ (рис. 4-5-1,а), то можно заметить, что у образ-
цов РОТ испарение протекает медленнее. Это объясняется тем, что хи
мическое сродство между РЬО и ТЮ2 больше, чем между РЬО и ZrO2
Образцы РВ-32 получают обжигом смеси 68ВаТЮ3—32РЬТЮ3, причем
Рис. 4-5-4. Рис. 4-5-5.
Рис. 4-5-4. Кривые испарения РЬО из образцов, состав которых приведен в табл. 4-5
Скорость подъема температуры 300 К/ч.
Рис. 4-5-5. Кривые расширения-усадки составов, содержащих (РЬСО3)2РЪ(ОН)2.
ВаТЮз предварительно обжигают при температуре 1400°С, а РЬТГ
получают из основного карбоната свинца и ТЮ2. Испарение РЬО
образцов этой смеси повышенное по сравнению с испарением из обр.
цов РОТ, что связано, очевидно, с различной формой исходного свин
в образцах. Скорость испарения РЬО из образцов Р-36 (см. табл. 4-5
должна быть промежуточной между скоростями испарения из обр
цов POZA (рис. 4-5-1,6) и РОТ (рис. 4-5-3), поскольку в качестве
ходных компонентов использованы POZA и РОТ. Однако получеш
данные свидетельствуют о том, что скорость испарения из образ'
Р-36 чуть-чуть выше скорости испарения из образцов POZA. Возмо/
что это объясняется введением добавки 0,6 масс. % глины в каче.
минерализатора.
Рассмотрение указанных примеров показывает, что испарение 1
зависит от вида исходных компонентов, и если один из исходных
попентов обладает сильным химическим сродством к РЬО, то поят-
ся тенденция к подавлению испарения.
112
При обжиге керамики, содержащей РЬО, важно знать, велико ли
химическое сродство РЬО к различным исходным компонентам. Для
определения этого химического сродства в подпараграфе 4-4-3 был рас-
смотрен способ, основанный на снятии кривой расширения-усадки
в процессе обжига [18]. На рис. 4-5-5 приведены подобные характери-
стики для эквимолекулярной смеси основного карбоната свинца соот-
ветственно с TiO2, ThO2, ZrO2 и А12О3. Судя по тенденциям, наблюдае-
мым по кривым усадки, можно предположить, что энергия активации ми-
нимальна в смеси, содержащей А12О3, затем следуют ZrO2, ThO2 и TiO2 и,
наконец, SnO2 (результаты опытов с материалом, содержащим по-
следний окисел, не представлены на рисунке, но имеются в работе авто-
ра и свидетельствуют о том, что кривая расширения-усадки образца
смеси PbO + SnO2 очень крутая). Следовательно, можно ожидать, что
химическое сродство РЬО к SnO2 очень большое, а химическое срод-
ство РЬО к А12О3 или к ZrO2 малое.
В качестве еще одного примера использования этих данных рас-
смотрим проблему выбора подложки (подсыпки). При обжиге керами-
ки, например, в системе (Ва, Pb)TiOt необходимо, чтобы все исходные
компоненты, в данном случае ВаО, РЬО и TiO2, практически не взаимо-
действовали с подложкой (подсыпкой). Если исходить из вышеприве-
денных данных, то можно сделать вывод, что для изготовления под-
ложки (подсыпки), препятствующей диффузии РЬО из керамики си-
стемы (Ва, РЬ)ТЮз или Pb(Zr, Ti)O3, лучшей из пяти рассматривае-
мых материалов А120з. Однако опыт показывает, что определенное
взаимодействие с подложкой (подсыпкой) происходит. Это, очевидно,
обусловлено тем, что, хотя химическое сродство между РЬО и М2О3
слабое, реакция возможно легко протекает в системе РЬО—TiO2—Л12О3.
Если изготовить подложку (подсыпку) из второго окисла (после
А12О3) по величине сродства к РЬО, т. е. из ZrO2, и на ней провести
обжиг образцов в системе (Ва, РЬ)ТЮ3, то, как показывают экспери-
менты, наблюдается незначительное взаимодействие. Это, очевидно,
определяется тем, что ZrO2 не обладает сильным химическим сродст-
вом к каким-либо компонентам состава, содержащего ВаО, РЬО и ТЮ2.
(О подложках (подсыпках)—см. подпараграфы 2-6-1 и 4-5-2).
4-5-2. СПОСОБЫ ОБЖИГА СВИНЕЦСОДЕРЖАЩИХ МАТЕРИАЛОВ
С ВЫСОКОЙ ДИЭЛЕКТРИЧЕСКОЙ ПРОНИЦАЕМОСТЬЮ
Робертс показал, что для изготовления керамики в системе (Ва,
РЬ)ТЮ3 обжиг образцов необходимо проводить в атмосфере РЬО.
Яффе и др. при обжиге свинецсодержащих образцов в атмосфере РЬО
использовали платиновую фольгу и платиновые тигли. Это действитель-
но прекрасный способ, однако с точки зрения затрат при использова-
нии его в промышленном масштабе возникают трудности. Если для
изготовления в лаборатории небольшого количества образцов малых
размеров— диаметром примерно 1 см — использование платины воз-
можно, то для обжига больших партий образцов диаметром до 1—8 см
необходимы способы, не требующие применения платины. Кроме того,
если не применять платину и проводить обжиг, помещая образцы, па-
пример, на АЬОз, то происходит некоторое взаимодействие образцов
с подложкой. Следовательно, если при обжиге не применить качест-
венную подложку, то происходит диффузия посторонних компонентов
в материал.
8—657 113
На рис. 4-5-6 показаны способы обжига керамики в систем
РЬТЮз—PbZrO3, примененные автором [18]. На рис. 4-5-6,а показа:
способ, аналогичный способу Яффе и др., где в качестве подложи,
использована платиновая фольга, а диаметр платиновых тиглей бы.
2,5 см. Способ, был применен для обжига образцов SPZ (см. табл. 4-5-1 i
в атмосфере РЬО. Внешни;
тигель можно изготовить и
платины, но пригодны такж
и никелевые или глиноземе
стые тигли. При использова
нии такого способа образц
часто прилипают к платине
вой подложке, если темы
ратура обжига высокая. II
рис. 4-5-6,б показан спосо'
предложенный автором н
основании его опытов п
изучению испарения РЫ
(см. подпараграф 4-5-1). Hi
следуемые образцы пресс<
возможном давлении (150-
Образцы
б)
Рис. 4-5-6. Способы обжига керамики SPZ:
(РЬСОз) 2Pb (OH)2-3ZrO2.
вали из материала ЦТС при максимально
800 МПа), чтобы уменьшить испарение РЬО, а кроме того, при ни
ком давлении прессовали образцы SPZ (чтобы РЬО испарялас
легко). В этом случае атмосфера РЬО создавалась за счет испаренг
окиси свинца из SPZ и таким образом подавляла испарение РЬО г.
ЦТС. При этом РЬО из SPZ испаряется почти полностью, так что в ит<
ге остается ZrO?. Как было показано в § 4-5-1, ZrO2 слабо взаимоде:
ствует с компонентами смеси, содержащей РЬО, ZrO2 и ТЮ2, поэтом
двуокись циркония вполне пригодна для изготовления подложки (по.:
сыпки). В табл. 4-5-2 [51] приведена усадка при обжиге до температ
Влияние давления прессования на свойства образцов SPZ
ры 1280°С образцов SPZ, спрессованных при различном давлег
а также количество испарившейся из них РЬО. Из таблицы след'
что при прессовании образцов SPZ при низком давлении усадка
при обжиге больше, чем у исследуемых образцов (усадка при обж
керамики ЦТС, также несколько различающаяся в зависимости
давления прессования, составляет 12—15%), а при прессовании об:
цов SPZ при высоком давлении усадка их примерно равна усадке
следуемых образцов. Таким образом, при правильном выборе дав. г
прессования образцов SPZ они будут иметь усадку, одинаковую с \
кой исследуемых образцов, что сводит к минимуму деформации'
следних в процессе обжига. Степень испарения атмосферообразуг
114
РЬО можно увеличить, если отношение (РЬСО3)2РЬ(ОН)2 : 3ZrO2
в смеси, идущей на приготовление SPZ, увеличить с 7:3 до 9:3 [23].
Атмосферная окись свинца слабо взаимодействует с внутренними
стенками никелевого тигля, обмазанного ZrO2, поскольку, как было
показано выше, РЬО обладает слабым сродством к ZrO2. Если вместо
никелевых тиглей использовать обычные керамические, то, очевидно,
из-за присутствия SiO2 пары РЬО интенсивно взаимодействуют с тиг-
лями. Однако при наличии тиглей из высококачественной глиноземи-
стой керамики получаются хорошие результаты.
Таким образом, можно заключить, что для обжига материалов как
в системе РЬТ1О3—PbZrO3, так и в системах (Ва, РЬ)ТЮ3 и BaTiO3—
«PbSnO3» в качестве подсыпки целесообразнее использовать ZrO2.
Безусловно, ZrO2, идущая на изготовление подсыпки, должна со-
держать мало примесей; кроме того, для снижения активности ее не-
обходимо обжечь при более высокой температуре, чем обычно обжига-
ют ZrO2, идущую на составление шихты (см. подпараграф 2-2-2). Дву-
окись циркония для изготовления подсыпки следует выбирать с разме-
рами зерен от 60 до 100 мкм. Если зерна слишком мелкие, то все же
происходит взаимодействие, а слишком крупные зерна внедряются
в изделия, что в особенности затрудняет изготовление тонких пластин.
У ZrO2, служащей компонентом шихты, насыпная масса в 2—3 раза
меньше, чем у ZrO2, служащей подсыпкой, что связано с высокой тем-
пературой обжига последней; удельный объем ZrO2 для шихты 170 —
180 см3/100 г, тогда как для подсыпки не более 50—80 см3/100 г
(см. подпараграф 2-6-1).
4-6. ИЗМЕНЕНИЕ МЕХАНИЧЕСКОЙ ПРОЧНОСТИ В ПРОЦЕССЕ ОБЖИГА
4-6-1. ИЗМЕНЕНИЕ ПРОЧНОСТИ НА ИЗГИБ
Механическая прочность заготовок, спрессованных из пластифици-
рованной шихты, обсуждается в подпараграфе 3-3-2. Для изучения изме-
нения прочности на изгиб этих спрессованных заготовок при удалении
связки и спекании были проведены эксперименты с двумя материала-
ми: смесью порошков исходных компонентов ВаСО3 + ТЮ2 (K-R) и
порошком спека ВаТЮ3 (К-С) (см. табл. 3-3-1) [10, 14]. Кроме того,
для сравнения образцы изготовляли при малом и большом количест-
вах связки. В первом случае вводили 1, во втором 10 масс. % ПВС.
Гранулы подбирали по размеру (125—420 мкм), давление прессова-
ния было задано 200 МПа. Определение прочности на изгиб проводили
методом, рассмотренным в подпараграфе 10-3-2, начальную прочность
спрессованной заготовки определяли после шестнадцатичасовой сушки
при температуре 80°С. Прочность в процессе обжига определяли после
того, как спрессованные заготовки выдерживали при определенной
температуре —200, 300, 400, 800, 1000, 1200 и 1360°С в течение 30 мин
и охлаждали до комнатной температуры.
На рис. 4-6-1 приведены результаты измерений механической проч-
ности образцов К-С. Из рисунка видно, что прочность на изгиб пример-
но до температуры 200°С возрастает благодаря подсушке. При после-
дующем повышении температуры начинает улетучиваться связка и
примерно при температуре 400°С связка исчезает полностью. В этот
период прочность па изгиб становится минимальной. При дальнейшем
повышении температуры начинается период спекания и прочность на-
8* 115
чинает повышаться. Выше температуры 1000°С повышение прочное
начинает ускоряться и к моменту завершения спекания прочность
изгиб достигает 60—70 МПа (600—700 кгс/см2).
На рис. 4-6-2 приведены результаты аналогичных эксперимент*
с образцами, спрессованными из исходных порошков для получен;
ВаТЮз (K-R). Пунктирная линия S показывает изменение линейш
размеров образца в процессе обж
га (она аналогична кривой 5
кгс/смг Разложение связки,Чо
Максимальная температура обжига, Температура, обжига т, ° с
Рис. 4-6-1. Рис. 4-6-2.
Рис. 4-6-1. Изменение прочности на изгиб т в процессе обжига по мере pa!;io>i.
связки (образцы К-С, см. табл. 3-3-1).
Рис. 4-6-2. Изменения плотности р«, прочности на изгиб т и расширения-уса г-
в процессе обжига образцов K-R (см. табл. 3-3-1).
ние прочности наблюдалось не только в области температур, где
горает связка, но и при температурах 1000—1100°С, т. е. при пою
нии плотности в период аномального расширения.
Для обоих исследованных материалов (см. рис. 4-6-1 и 4-6-2,
рактерно, что образцы, содержащие большее количество связки. ,
после прессования имеют повышенную прочность, однако в про,
обжига и после обжига их прочность ниже. Такая закономер,
объясняется, очевидно, тем, что с увеличением количества
уменьшается истинная плотность р'о образцов (см. подпараграф
и увеличивается их остаточная пористость. Отсюда также следи
количество связки в пресс-порошке должно быть минимальным
116
4-6-2. ИЗМЕНЕНИЕ ДРУГИХ МЕХАНИЧЕСКИХ ХАРАКТЕРИСТИК
Изменение микротвердости образцов при спекании керамики рас-
смотрим на примере не диэлектрика, а феррита [66]. На рис. 4-6-3 по-
казана зависимость микротвердости по Виккерсу Ну образцов NiFe2O4
и (Nio,3Zn0,7)Fe204 от температуры обжига. С повышением температуры
вод воо юоо 1200 iwo
' Температиоп °с
Рис. 4-6-3. Зависимость микро-
твердости по Виккерсу от тем-
пературы обжига ферритов.
/ — NiFe2O4; 2 (Ni0 3Zn0 7)Fe2O4.
твердость образцов быстро возрастает. По
сравнению с керамическими диэлектриками
ферриты обладают более высокой пори-
стостью и поэтому имеют меньшую твер-
дость. Твердость представляет собой важ-
ную характеристику, которая дает возмож-
ность оценить поведение керамики при ме-
ханической обработке, в частности при шли-
фовке: в зависимости от твердости образ-
цов выбирается абразив для шлифовки.
В процессе обжига изменяются и упру-
гие характеристики образцов.
На рис. 4-6-4,а—в приведены данные,
полученные Кимурой и др., показывающие
зависимость плотности ps, скорости звука
продольных и поперечных волн v,_i и о,,
(измерения проводили по методу, указанному в подпараграфе 10-3-1),
а также модуля Юнга Е и коэффициента Пуассона о, рассчитанных по
ps и и, от температуры обжига образцов, в которых протекает реакция:
0,3 NiO.+ 0,7ZnO + Fe2O. — (Nio.3Zn„,7) Fes04.
Рис. 4-6-4. Зависимость плотности p„, скорости звука vd и vs и упругих постоянных Е
и ст от температуры обжига феррита (Ni0,3Zno,7)Fe204.
Для пьезоэлектрической керамики модуль Юнга— величина, непо-
средственно связанная с частотной постоянной, определяющей резонанс-
ную частоту. На рис. 4-6-4,в хорошо видно, что в процессе спекания
модуль Юнга образцов увеличивается.
117
4-7. ИЗМЕНЕНИЕ ЭЛЕКТРИЧЕСКИХ ХАРАКТЕРИСТИК В ПРОЦЕССЕ
ОБЖИГА
При повышении температуры в процессе обжига у керамически
диэлектриков изменяются такие электрические характеристики, как
электрическое сопротивление, диэлектрическая проницаемость, а у фор
ритов также и магнитные характеристики — магнитная проницаемое;
и петля магнитного гистерезиса В—И.
4-7-1. ИЗМЕНЕНИЕ ЭЛЕКТРИЧЕСКОГО СОПРОТИВЛЕНИЯ В ПРОЦЕССЕ ОБЖИГА
Для изучения изменения электрического сопротивления в процесс
обжига титаната бария образцы изготовляли так же, как для опытов
приведенных в подпараграфе 4-6-1. Электроды для измерения удельно
го сопротивления р наносили вжиганием серебра, если образцы получи
лись обжигом при температуре 1200°С и выше. Сопротивление обра <
цов, обожженных при температуре 1100°С и ниже, измеряли после тта
Рис. 4-7-1. Зависимость электрического сопротивления при температуре 150’С
максимальной температуры обжига Т,„ для образцов К-С (см. табл. 3-3-1).
Рис. 4-7-2. Зависимость р150 от Т„, для исходных порошков ВаСО3—Т1О2 (образцы Ь
см. табл. 3-3-1).
тельной двусторонней шлифовки и последующего прижима к двум п.
костям медных пластин. На величину р необожженных высокогорие:
образцов сильное влияние оказывает влага. В связи с этим измерь
проводили после того, как воду из образцов полностью удаляли п\
выдержгн их в термостате при температуре 150°С.
На рис. 4-7-1 приведена зависимость сопротивления образцов
температуре 150°С piso от температуры обжига [10, 14]. В начально
стоянии, когда связки в образце много, р150 мало, однако по мер<-
тучивания связки оно повышается. У образцов, содержащих 1 м.-.
118
связки, pH» растет плавно, а у образцов, содержащих 10 масс. %, -
резко. Кривые pi50 для образцов с 1 и 10 масс. % связки вблизи темпе-
ратуры 800°С почти совпадают. При повышении температуры обжига
с 800 до 1000°С р150 на порядок понижается, достигая минимума около
температуры 1000°С, при дальнейшем повышении температуры возрас-
тает вновь. После окончательного спекания сопротивление р150 у образ-
цов, содержащих большое количество связки, ниже, чем у образцов
с малым количеством связки.
На рис. 4-7-1 и 4-7-2 приведены результаты, относящиеся соответст-
венно к двум видам исходных материалов: к порошку снека
ВаТЮз (К-С) и к исходным компонентам для получения BaTiO3(K-R)
(см. табл. 3-3-1). На последнем рисунке прослеживается примерно та
же тенденция, что и на первом.
На кривых зависимости р150 от температуры обжига (рис. 4-7-1 и
4-7-2) можно выделить две области.
Низкотемпературная область (до 800сС). В этой области твердо-
фазные реакции не закончились. Связка и другие огранические вещест-
ва, кристаллизационная вода, содержащаяся в микромодификаторе —
глине у тому подобных веществах, в этот период, по-видимому, улетучи-
ваются, по этим причинам сопротивление piso постепенно увеличивается.
Высокотемпературная область (выше 800°С). В этой области ин-
тенсивно протекают твердофазные реакции, наблюдается усадка. Вбли-
зи температуры 10()0сС имеет место минимум сопротивления pi5o у об-
разцов, спрессованных как из снека (см. рис. 4-7-1), так и из исходных
компонентов (см. рис. 4-7-2). Это дает основание предположить, что во
время обжига смеси ВаСО3 — ТЮ2 отсутствует прямая связь между
падением сопротивления и аномальным расширением. Появление мини-
мума сопротивления р150, по-видимому, объясняется совместным дейст-
вием двух эффектов: а) увеличением контактной поверхности между
зернами в образце, обусловленным прохождением твердофазной реак-
ции при превышении температуры 800°С, что приводит к понижению
сопротивления; б) понижением концентрации непрореагировавших
ионов но мере прохождения обжига, что приводит к повышению сопро-
тивления.
Чтобы определить, характерно ли появление минимума р)50 в про-
цессе обжига только для ВаТЮ3, были проведены эксперименты с дру-
гим составом, при обжиге которого протекает реакция
Bi2O34-Na2CO3 — 4ТЮ2--(Bi0,5Na0,5) TiO3 + СО2 | . (4-7-1)
Поскольку висмут трехвалентный, а натрий одновалентный, то при
смешивании их в эквимолекулярном соотношении они совместно будут
действовать как двухвалентный нои металла. (Вщ-Л'аоДТЮз, как
ВаТЮ3 и СаТЮз, представляет собой перовскит (см. § 8-2-3). Дан-
ный материал выбран для исследования в связи с тем, что благодаря
присутствию непрореагировавшего иона натрия сопротивление должно
изменяться в широких пределах. На рис. 4-7-3 показано изме-
нение сопротивления этого материала в зависимости от температуры
термообработки Тт. Из рисунка видно, что вблизи температуры 600°С
возникает минимум сопротивления. В интервале температур 600—1200°С
при прохождении процесса спекания величина р15о возрастает более
чем на два порядка. На рис. 4-7-4 показана зависимость 1g р от 1/Т,
полученная па образцах, обожженных при различных температурах. Из
119
полученных данных можно заключить,
что образец, обожженный при темпе-
ратуре Тт=600°С, имеет наименьшее
сопротивление, по мере роста темпера-
туры обжига Тт угол наклона прямых,
представляющих собой зависимость
1gр от 1/7, постепенно увеличивается.
По углу наклона этих прямых рассчи-
тывают энергию активации Ф:
/ Ф \
р = Роехр^.
(4-7-2)
Рис. 4-7-3. Зависимость pi60 от Тт
для (Bio,5Nao,5)Ti03.
Как показано на том же рисунке,
величина Ф минимальна, если темпе-
ратура обжига Тт равна 600°С, а с по-
вышением температуры обжига на-
блюдается тенденция к повышению Ф.
Судя по этим данным, с повышением
температуры, т. е. по мере прохожде-
ния процесса спекания, концентрация непрореагировавших ионов пони-
жается, а ширина запрещенной зоны растет, что подтверждает предло-
женную модель.
Результаты, представленные на рис. 4-7-1 и 4-7-2, свидетельствуют
что у образцов, отпрессованных с большим количеством связки, порис-
тость выше, а поверхность контакта между частицами меньше, чем
у образцов с малым количеством связки, однако, несмотря на это, со-
противление у первых зна-
чительно меньше, чем у вто-
рых. Это, по-видимому, объ-
ясняется тем, что спекание
образцов, содержащих боль-
шое количество связки, про-
ходит не полностью, и сле-
довательно, концентрация
непрореагировавших ионов
остается большой.
4-7-2. ИЗМЕНЕНИЕ
ДИЭЛЕКТРИЧЕСКОЙ
ПРОНИЦАЕМОСТИ
В ПРОЦЕССЕ УСАДКИ
При получении керами-
ки ВаТЮз в процессе повы-
шения температуры обжига
выше 1100°С плотность ps,
естественно, возрастает и
одновременно возрастает ди-
электрическая проницае-
мость 8s (см. рис. 4-1-1). На
120
Рис. 4-7-4. Зависимость электрического сопротип
ления р от 1/7 для образцов (Bio,sNao,s) TiO
обожженных при различной температуре.
Ф — энергия активации, рассчитанная по формуле (4-7 ?
рис. 4-7-5 приведена температурная
проницаемости образцов, обожженных
1400°С (при этом скорость нагревания
зависимость диэлектрической
при температурах от 1200 до
была одинаковой — 300 К/ч) и
Рис. 4-7-5. Температурная зависимость диэлектрической прони-
цаемости es керамики ВаТЮз, обожженной при различной темпе-
ратуре. Скорость подъема температуры 300 К/ч, длительность вы-
держки при максимальной температуре 0 ч.
охлажденных после достижения этих температур [15]. Обычно использу-
ют серебряные электроды, наносимые методом вжигания, однако у об-
разцов, обожженных при температурах
1200 и 1250°С, из-за большой пори-
стости электроды наносили вакуум-
ным напылением алюминия. Все изме-
рения проводили с помощью универ-
сального моста на частоте 1 кГц, у об-
разцов, обожженных при температурах
1200 и 1250°С электрической проницае-
мости диэлектрическую проницаемость
из-за малой величины измеряли с по-
мощью моста на частоте 10 кГц. Кро-
ме того, ввиду пористости этих образ-
цов тангенс угла диэлектрических по-
терь при комнатной температуре очень
велик, поэтому получают завышен-
ные значения es. Для исключения отри-
цательного влияния влажного воздуха
образцы после тщательной сушки при
температуре 150°С охлаждали до ком-
натной температуры и сразу произво-
дили измерения. Из полученных дан-
ных следует, что обжиг в интервале
Таблица 4-7-1
Плотность и диэлектрическая
проницаемость образцов ВаТЮз
в зависимости от температуры
обжига
.Но Усдка ! % ’ i Плотность Ps- г/см3 W=PS/Poo es
0 0 2,283 —
700 0,875 2,17 —
900 1,125 2,053 — —
1010 3,25 1,811 — —
1100 5,25 1,65 0,276
1200 0,5 1,806 0,315 97
1250 — 18,25 3,54 0,591 444
1300 —27,25 5,075 0,840 1320
1360 —29,4_ 5,46 0,910 1580
1400 1 J’')3 0,922 1600
121
температур 1250—1360°С резко повышает диэлектрическую проницае-
мость. Однако при обжиге при любой температуре выше 1250°С полу-
чают образцы, имеющие точку Кюри вблизи 120°С. В табл. 4-7-1 приве-
дены величины усадки, плотности и диэлектрической проницаемости
образцов, обожженных при различной температуре.
Коэффициент заполнения и в табл. 4-7-1 --это величина, определяе-
мая отношением плотности р., к теоретической плотности монокри-
Рис. 4-7-6. Зависимость диэлек-
трической проницаемости г., от
плотности, подтверждающая лога-
рифмический закон смешения.
— рентгеновская плотность моно-
кристалла ВаТ1'Од, равная 6,0 гем3.
сталла ВаТ1О3 (о которой — см. § 1-3),
равной 6,012 по рентгеновским данным.
Это отношение показывает степень за-
полнения кристаллитами ВаТЮз объема
образца.
На рис. 4-7-6 приведен график изме-
нения диэлектрической проницаемости e.s,
измеренной при температуре 50°С, в за-
висимости от коэффициента заполнения
v. Величина ss на вертикальной оси дана
в логарифмическом масштабе. График
представляет собой почти прямую ли-
нию. Следовательно, удовлетворяется за-
кон логарифмического смешения
1g % Ml (4-7-3)
что имеет глубокий смысл (щ— суммар-
ная диэлектрическая проницаемость об-
разца, fsa—диэлектрическая проницае-
мость материала, находящегося в про-
межутках между кристаллитами, вклю-
чая поры; е.,р — диэлектрическая прони-
цаемость физически совершенного тита-
ната бария).
Сформулированный закон удобен для
расчета диэлектрической проницаемости образцов, состоящих из смеси
двух материалов с различной е, например из порошка диэлектрика
с синтетической смолой. Влияние разброса плотности после обжига на
разброс диэлектрической проницаемости образцов представлено па
рис. 11-2-7.
4-8. ЗАКЛЮЧЕНИЕ
В подпараграфе 2-2-1 кратко рассмотрено назначение предвари
тельного обжига исходных компонентов при изготовлении керамики
ВаТЮа и дано сравнение методов однократного и двукратного обжига
(см. табл. 2-1-1). Ниже этот вопрос рассматривается более подробно
В промышленности керамику па основе ВаТЮз большей частью ас
лучают методом двукратного обжига, так как в процессе однократной
операции происходит аномальное расширение, а усадка образцов до
стигает 30%• При получении рутиловой керамики однократным обжи
гом усадка равна примерно 15—20%. Однако если при получении кеп.'
мики на основе ВаТ1О3 однократным обжигом обращать особо
122
внимание на регулирова-
ние температуры в перио-
ды аномального расши-
рения и интенсивной усад-
ки, то можно получить
плотные и почти неде-
формированныс образцы
диаметром примерно 75
и толщиной 10 мм. На
основании собственного
опыта автор утверждает,
что с точки зрения дости-
жения хороших электри-
ческих характеристик од-
нократный обжиг имеет
преимущества перед дву-
кратным во всех случаях.
На рис. 4-8-1 проведено
сравнение температурной
зависимости тангенса
Рис. 4-8-1. Температурная зависимость tg б керамики
ВаТЮз, полученной однократным (Д) и двукрат-
ным (В) обжигом (образцы ВТ-20).
угла диэлектрических
потерь образцов, полученных однократным и двукратным обжигом [16]
(температурные зависимости es и tgS керамики ВаТЮз приведены Хип-
пелем, а также в других источниках). Как показано на рисунке, ниже
0°С tg 6 достигает 0,04, при этом, однако, следует учесть, что некоторые
образцы возможно не очень хорошо спечены. Поскольку на измерения
оказывает влияние атмосферная влага, то ниже 0°С tg 6 всегда увели-
чивается, однако это повышение при однократном обжиге значительно
меньше. На рис. 4-8-2 показана температурная зависимость частотной
постоянной для радиальных колебаний [16], откуда видно, что частот-
ная постоянная при однократном обжиге также больше. Частот-
ная постоянная является функцией модуля Юнга, следовательно, у об-
разцов, полученных однократным
обжигом, выше упругость. На
рис. 4-8-3 приведена температурная
зависимость скорости звука в керами-
ке, определенная методом вращающей-
ся пластины (см. подпараграф 10-3-1)
[67]. И в этом случае при однократном
обжиге модуль Юнга больше, чем при
двукратном (примерно на 10%). На
рис. 11-3-1 показан разброс величин
tg д по объему образца. Отсюда также
видно, что стандартное отклонение о
у керамики, полученной однократным
обжигом, мало и равномерность луч-
ше, чем у керамики, полученной дву-
кратным обжигом. На рис. 3-3-2 была
показана зависимость -плотности кера-
порошка спека. При однократном об-
Таблица 4-8-1
Зависимость усадки s и плотности
образцов после обжига ps
от давления прессования Р
мпки от давления прессования
жиге эта зависимость имеет кардинальное отличие: как показано
в табл. 4-8-1, плотность не зависит от давления прессования, усадка
при обжиге продолжается до тех пор, пока образцы не достигнут
123
одной и той же определенной плотности. Обычно спекание nponc.xo.i
следующим образом: существовавшие до спекания две контактиру:
щне поверхности (рис. 4-8-4,а) после спекания образуют одну гран
цу, как показано на рис. 4-8-4,б. Таким образом, при спекании ;
рошка спека движущей силой процесса является только уменьшен
Рис. 4-8-2. Температурная зависимость частотной постоянной для радиальных ко.к
пин керамики BaTiOg (образцы ВТ-20).
А — однократный обжиг; В — двукратный.
Рис. 4-8-3. Температурная зависимость скорости звука (продольных колебаний v
поперечных колебаний щ) в керамике ВаТЮ3 (образцы ВТ-20).
А — однократный обжиг; В — двукратный.
Рис. 4-8-5. Кривые расширения-усадки смеси обожженных и необожженны.':
ков. Цифры показывают соотношение BaTiOg: (BaCO3 + TiO2).
124
поверхности, т. е. снижение поверхностной энергии. Однако в случае
обжига смеси непрореагировавших исходных компонентов взаимодей-
ствие между частицами происходит интенсивнее, так как между ними
проходят химические реакции и плотное спекание протекает, по-види-
мому, легче. Следует также учитывать тот факт, что в случае исполь-
зования шихты, состоящей из пепрореагировавших исходных компонен-
тов, давление прессования оказывает незначительное влияние па раз-
брос характеристик образцов.
На рис. 4-8-5 показаны кривые расширения-усадки образцов, по-
лученных из необожженной смеси ВаСО3-|-ТЮ2 и порошка спека
ВаТЮз, смешанных в различном соотношении [16]. Из этих данных
видно, что с увеличением содержания порошка опека ВаТЮз уменьша-
ются величины расширения и усадки. Следовательно, в промышленно-
сти можно применить комбинацию двух способов, что даст определен-
ный положительный эффект.
ГЛАВА ПЯТАЯ
МИКРОСТРУКТУРА КЕРАМИКИ
5-1. СВОЙСТВА ГРАНИЦ ЗЕРЕН
На поверхности керамики ВаТЮз с помощью электронного микро-
скопа можно видеть зерна (кристаллиты) диаметром примерно 3—
10 мкм. Зерна образуют своего рода конгломераты, которые представ-
ляют собой не что иное, как поликристаллическое тело (см. рис. 1-3-1).
Каждое зерно внутри разделяется на несколько доменов, как это пока-
зано на рис. 5-1-1.
Физические и химические свойства керамики отличаются от свойств
монокристаллов из того же материала. Например, монокристаллы
ВаТЮз обладают анизотропией, а керамика представляет собой кон-
гломерат кристаллитов, поэтому константы керамики являются некими
усредненными для всех направлений величинами констант монокристал-
лов. Однако при этом усреднение следует производить с учетом слож-
ных условий, так как усредненные величины не просто математически
средние величины. Можно сказать, что многие основные свойства, такие
как диэлектрическая проницаемость,
упругие константы, прочность на из-
лом, зависят от способа конгломера-
ции кристаллитов. Многие в связи
с Зтим считают, что для хорошего по-
нимания свойств керамики нужно тща-
тельно изучать монокристаллы, одна-
ко, вопреки ожиданиям, при такой по-
становке задачи можно упустить реаль-
ное положение вещей.
Дело в том, что при явлениях, свя-
занных с движением структурных эле-
ментов керамики, таких как диффу-
зия (движение ионов и атомов), теп-
лопроводность (движение фононов),
125
электропроводность (движение электронов и ионов), пластическая де-
формация (движение дислокаций и других дефектов), переполяриза-
ция (движение доменных стенок), измельчение (движение трещин),
границы зерен в поликристаллическом теле ведут себя не так, как
кристаллиты.
Поэтому наличие границ зерен оказывает большое влияние па свой-
ства керамики.
Обычно скорость диффузии внутри границ зерен больше, чем в са-
мих зернах. Рассматриваемые ниже конденсаторы с барьерным слоем
(см. подпараграф 9-1-3) представляют собой прекрасный пример актив-
ного использования этого явления.
У проводников и полупроводников внутри границ зерен в беспо-
рядке разбросаны электроны и фононы. Поэтому электро- и теплопро-
водность у поликристаллических тел обычно ниже, чем у монокристал-
лов. Границы зерен препятствуют движению дислокаций, поэтому
пластическая деформация подавляется. По этой же причине поликристал-
лические тела имеют большую твердость, чем монокристаллы, и с тру-
дом растягиваются. Наличие напряжений и примесей внутри границ
зерен приводит к локальному увеличению свободной энергии, поэтому
возрастают химические эффекты типа травления. Использование эффек-
та травления при получении реплик позволило улучшить четкость на-
блюдения границ при помощи электронного микроскопа (см. подпара-
граф 10-4-2). Как сказано в § 5-4, электропроводность и электрическая
прочность у керамических диэлектриков в большой степени определя-
ются свойствами границ зерен.
Выше было подчеркнуто, что знание микроструктуры керамики,
особенно сведений, относящихся к границам зерен, принципиально важ-
но для понимания свойств керамики и управления ими. Однако зависи-
мость между электрическими характеристиками и свойствами границ
зерен в керамических диэлектриках в сущности не исследовалась. Это
объясняется очень большими трудностями определения свойств границ
зерен отдельно от свойств кристаллитов. Свойства кристаллитов можно
выявить, исследуя монокристаллы, однако выявить и собрать только
границы зерен не удается. Таким образом, не преувеличивая .можно
сказать, что разница между керамикой и монокристаллами заключаете
в наличии границ зерен. Если придерживаться такой точки зрения, т<
очевидно, что основной темой последующего изложения будет изучена,
свойств границ зерен керамических диэлектриков.
В данной главе будут представлены некоторые современные кои
цепции этой проблемы.
5-2. РОСТ ЗЕРЕН И СВОЙСТВА ИХ ГРАНИЦ
5-2-1. ТЕОРИЯ РОСТА ЗЕРЕН
Как было показано в § 4-1, обжиг заканчивают, когда на заверш
ющем этапе этого процесса в керамике растут зерна, достигая опре
ленных размеров. Диаметр D зерен имеет следующую зависимость
времени выдержки при максимальной температуре
D - Da = Kt\'n. (5-.
Теоретически коэффициент п равен 2. Однако в соответствии с
периментальными данными обнаруживается, что п часто леж;п
126
тервале от 2 до 5. Таким образом, если построить график зависимости
lg D от lg ts, то получится прямая линия, тангенс угла наклона которой
равен 1/п. Очевидно, что в соответствии с формулой (5-2-1) рост зерен
продолжается небесконечно. При предельном значении, определяемом
размером и количеством зерен примесей, наступает насыщение.
Движущей силой роста зерен служит поверхностное натяжение их
границ. Если рассмотреть распределение кристаллитов на отшлифован-
ной поверхности, то .можно увидеть следующую структуру. У хорошо
отожженного металла срез зерен кристаллитов обычно шестиугольный,
углы равны 120°, границы трех зерен сходятся в одной точке. На
рис. 5-2-1 схематически показан вид границ зерен, где можно наблю-
0,03
0,01
1 3 10 30 100 300 1000 мин
Рис. 5-2-1. Вид границ зерен и направления их роста в поликристаллпче-
еком теле.
Рис. 5-2-2. Зависимость среднего диаметра зерен D от длительности вы-
держки при максимальной температуре ts для альфа-латуни высокой чи-
стоты.
дать и правильные шестиугольники, и небольшое количество много-
угольников с числом сторон, большим шести. Когда число сторон боль-
ше шести, границы зерен имеют изогнутую поверхность. У зерен, имею-
щих в сечении меньше шести сторон, если смотреть из центра зерна,
границы зерен имеют выпуклую форму, если же число сторон больше
шести, то, наоборот, границы зерен приобретают вогнутую форму.
Термодинамически стабильное состояние — это такое состояние, при
котором свободная энергия .минимальна. В рассматриваемом случае
роста зерен система стремится к минимуму поверхностной энергии, т. е.
система изменяется так, что происходит уменьшение поверхности границ
зерен, а именно границы зерен движутся в .направлении центра искрив-
ленной поверхности границ зерен. Это означает, что зерна, имеющие
более шести сторон, укрупняются, а зерна, имеющие менее шести сто-
рон, уменьшаются и сливаются между собой, образуя крупные зерна
кристаллитов. Скорость движения границ зерен, очевидно, обратно про-
порциональна радиусу кривизны поверхности границ зерен. Таким об-
разом, в среднем скорость роста некоторых кристаллитов, очевидно,
обратно пропорциональна их диаметру. Если говорить более точно,
скорость роста зерен, происходящего в поликристаллическом теле, об-
ратно пропорциональна среднему диаметру зерен D-.
<1Р
di
(5-2-2)
127
При интегрировании получаем:
Z)-L>o = K/1/2, (5-2-
где Do — диаметр зерен при /=0. Если построить экспериментальны
график зависимости lgD от 1g/, то следует ожидать, что получит,
прямая линия с тангенсом угла наклона, равным 1/2. На рис. 5-2-
показан пример такого увеличения размеров зерен. По крайней мер
в начальном периоде роста зерен зависимость, выражаемая формуле
(5-2-3), удовлетворяется.
Рис. 5-2-3. Зависимое
среднего диаметра зерен
от длительности выдерж;
при соответствующей те
пературе для керами:.
ВаТЮз (образцы ВТ-20
см. табл. 4-3-1; образ:
ВТР-7- см. табл. 9-1-1).
В принципе рост зерен может продолжаться до тех пор, пока об
разец не превратится в монокристалл. Однако на практике это не н;
блюдается. Зависимость lgD от 1g/ выходит на участок насыщения пр
некотором граничном значении t. Многочисленные исследования пок;
зали, что появление этой границы обусловливается наличием в кр:
сталлитах примесей. Насыщение объясняется тем, что некоторые гр;,
ницы зерен с трудом преодолевают эти примеси. Если же это произойде
то появляется необходимость в том, чтобы границы зерен обращ
вались вновь после того, как они преодолели примеси на плошал
равной площади сечения примеси. Поверхностная энергия границ зер;
для этой площади берется за счет уменьшения площади повсрхнос
других частей зерен. В этом смысле примеси препятствуют движет
границ зерен и обусловливают пределы роста зерен. Окончательш
диаметр зерен D, тем меньше, чем больше примесей или чем они кр\
нее. Приближенно Dt определяется выражением
Df^dH, (5-2
где d — диаметр примесей; f — их объемная доля.
На рис. 5-2-3 приведен график, построенный в двойном логарифм
ческом масштабе, показывающий изменение диаметра зерен D, он-
деленного с помощью электронного микроскопа, в зависимости от ;
мени выдержки при максимальной температуре обжига для керам
ВаТЮз двух типов: изоляционной (образцы ВТ-20, см. табл. 4-3-'
полупроводниковой (образцы ВТР-7, см. табл. 9-1-1) [60, 62].
Обжиг образцов проводили, изменяя время выдержки от 0,1 .ш
при постоянной .максимальной температуре Тт (см. рис. 2-6-3). ''
разпов ВТР-7 наблюдалось насыщение при выдержке /.,, равной 5
Во всех случаях lgD в зависимости от 1g/5 возрастает линейно. <.
тангенс угла наклона прямых не равен 1/2, как это следует из ф<-
128
(5-2-3). Для образцов ВТ-20 он равен примерно 1/4. Кроме того, если
провести эксперименты с образцами других составов, то будет обнару-
жено, что тангенс угла наклона большей частью равен 1/4 или меньше.
5-2-2. ЭЛЕКТРИЧЕСКИЕ ХАРАКТЕРИСТИКИ ГРАНИЦ ЗЕРЕН
Микроструктура керамики BaTiO3, как показано па рис. 5-1-1, пред-
ставляет собой сочетание зерен сегнетоэлектрических кристаллитов и
граничных слоев зерен, состоящих из параэлектрических веществ. Эти-
ми параэлектрическими веществами могут быть примеси, стеклообраз-
ное связующее и воздух в порах. Зерна кристаллитов и граничные слои
зерен, очевидно, имеют различные диэлектрические проницаемости е3
и удельное сопротивление р. По химическому составу и физическим
свойствам также должно быть большое различие. В случае электро-
Рис. 5-2-1. Зависимость электрического сопротивления от температуры у полупроводни-
кового титаната бария, полученного обжигом с различной выдержкой te при максималь-
ной температуре, равной 1350"С.
а -- образцы ВТР-5 (см. табл. 9-1-1); 0 — образцы BTO-CeTi и в — образцы BTSY-2 (см. с. 262).
изоляционной керамики ВаТЮз крайне трудно определить характери-
стики этих двух компонентов керамики в отдельности, однако следует
подчеркнуть, что при изучении свойств керамики ключевая проблема
заключается в выявлении свойств межкристаллитной прослойки.
Свойства граничного слоя зерен керамики существенно изменяют-
ся за время выдержки ts при максимальной температуре обжига. По-
лупроводниковый ВаТЮз с управляемой валентностью, свойства кото-
рого описаны в подпараграфе 9-1-1, имеет следующую особенность [60].
При комнатной температуре его удельное объемное сопротивление р
равно 10~'—103 Ом-м, однако вблизи температуры 120°С, соответст-
вующей точке Кюри 7'с, оно резко возрастает. На свойства подобной
9—(557 129
полупроводниковой керамики значительное влияние оказывают так
факторы, как вид и количество примесей, температура и продолж
тельность обжига (см. также подпараграф 9-1-1). На рис. 5-2-4 пока.;
пример того, как изменяется характеристика р — Т полупроводников
керамики ВаТЮз с измененной :
лентностью в зависимости от п;
должитсльности выдержки tR г
максимальной температуре обжи
Обнаруживается такая тенденп
чем больше ts, тем больше р.
Затем на этих образцах соз.
вали омический контакт и опреде-
ли частотную характеристику п'
ногосопротивления |Z|, примеры ’
кой характеристики показаны
рис. 5-2-5. Наблюдается следуют,
тенденция: чем больше |Z|, :
сильнее зависимость (Z( от [. Зе:
и граничный слой зерен — это м:
Ом-м
ЯС 1О'г 10-1 10° 10' 10г 103 10*
f, кГц
Рис. 5-2-5. Частотная зависимость пол-
ного сопротивления \Z\ полупроводни-
кового титаната бария с нанесенным
омическим контактом. Образцы BTSY-2
(см. с. 262).
риалы с различными величинам!:
электрической проницаемости
удельного сопротивления. Они сот
стно образуют поликристаллишс
тело, эквивалентная схема к>
рого показана на рис. 5-2-6,г, где Ci — статическая емкость уча:
граничного слоя зерен, она включает в себя и барьерную емкость,
никаютую на поверхности зерен. Эта емкость Cj, очевидно, значите.
а) б) в) г) д)
Рис. 5-2-6. Полупроводниковая керамика BaTiO3 с созданным омическим к
тактом.
больше статической емкости С2 самого кристаллита, из-за мег
толщины граничного слоя. Следовательно, в области сравнителыг
ких частот эквивалентная схема, изображенная на рис. 5-2-6,<Л
ляет пренебречь величиной 1/((оС2) при наличии R>. Полное топ-
ление |Z| в данном случае равно:
Z = + ! + ‘
130
При го—>0 получаем Z = R{ + R2, а при со—мэо, очевидно, Z—R2.
Если рассчитать Ri, R2 и Ci, исходя из опытных данных, то получим
результаты, изображенные на рис. 5-2-7. На рис. 5-2-3 показана зави-
симость диаметра зерен от вре-
мени выдержки is. Эти данные
свидетельствуют о том, что
с увеличением времени вы-
держки происходит рост зерен,
причем lg D пропорционален
lg ts. С момента достижения на-
сыщения в росте диаметра D
начинается резкое повышение
сопротивления R\, относящего-
ся к граничному слою зерен.
Сопротивление самих зерен R2
почти никогда не зависит от ts.
Таким образом, судя по харак-
теру функций р—Т, изобра-
женных на рис. 5-2-4, при од-
70 100
is, 4
Рис. 5-2-7. Изменения параметров эквивалент-
ной схемы, показанных на рис. 5-2-6, в процес-
се роста зерен. Рост сопротивления 7?, со вре-
ной и той же температуре р
возрастает с ростом ts, что
можно объяснить главным об-
менем 13 вызван выделением примесей в гра-
ничные слои. (Образцы BTSY-2, Тт— 1350°С).
разом ростом сопротивления
межкристаллитной прослойки.
Если предположить, что диэлектрическая проницаемость es граничного
слоя зерен — величина постоянная и рассчитать эффективную толщину g
этого слоя, исходя из выявленной величины С1; то получим зависимость,
изображенную па рис. 5-2-7.
В соответствии с этими данными можно сделать следующий вывод
относительно механизма роста зерен полупроводниковой керамики
ВаТЮз при максимальной температуре обжига. При малой продолжи-
тельности выдержки диаметр зерен D возрастает пропорционально tiln
(где п = 2ч-5), а начиная с того момента времени, когда изменение D
достигает насыщения, внутри кристаллитов происходит очищение и од-
новременно начинается выделение примесей в межкристаллитную про-
слойку. Вместе с увеличением концентрации примесей в межкристал-
литной прослойке возрастает ее толщина.
У полупроводниковой керамики ВаТЮз сами кристаллиты стано-
вятся полупроводящими, понижение сопротивления в них можно опре-
делить указанным выше способом. У электроизоляционной сегнетоэлек-
трической керамики ВаТЮз сопротивление зерен само по себе велико,
и непосредственно измерить его нельзя. Однако указанные выводы, ка-
сающиеся межкристаллитной прослойки, по-видимому, относятся к лю-
бой керамике. Одно из косвенных доказательств этого факта приведено
в подпараграфе 5-4-3. .
5-3. ПОЛЯРИЗАЦИЯ СЕГНЕТОЭЛЕКТРИЧЕСКОЙ КЕРАМИКИ
Как было показано в § 5-1, керамика представляет собой опреде-
ленного вида конгломерат, состоящий из кристаллитов и их граничных
слоев. Эти два компонента имеют различные электрические характери-
стики: диэлектрическую проницаемость, объемное электрическое сопро-
9* 131
тивление и пр., что легко может быть обнаружено с помощью опыт
указанных в подпараграфе 5-2-2. Обычно электрическая поляриза;.
представляет собой смещение центров тяжести положительных и отр
нательных зарядов под действием приложенного электрического но
(см. рис. 1-1-2), при этом создается такое состояние, когда возпика
дипольные моменты. Как было сказано выше, керамика при микром:
пическом рассмотрении представляет собой не гомогенное вещсст.
а разновидность смеси. С этой точки зрения, поляризацию также с.т
дует разделить на поляризацию в зоне кристаллитов и ноляризан:
в зоне граничных слоев кристаллитов. У обычной керамики это раз.
ление почти невозможно. Однако зерна сегнетоэлектрической керами
представляют собой кристаллиты, где имеет место спонтанная поля;
зация, а граничные слои, очевидно, находятся в параэлектричес?:
фазе. Принимая во внимание эти факты, автору удалось получить и
лезные сведения об электрических свойствах кристаллитов и межкр
сталлитной прослойки и о их влиянии на суммарные свойства керамик
Полученные сведения изложены в следующих ниже подпараграфах.
5-3-1. ВИДЫ ПОЛЯРИЗАЦИИ СЕГНЕТОЭЛЕКТРИЧЕСКОЙ КЕРАМИКИ
Сегнетоэлектрическая керамика, как было указано в подпарагрш:
5-1-1, представляет собой конгломерат кристаллитов диаметром 3
30 мкм. При температуре ниже точки Кюри Тс кристаллиты раздел
ются на несколько доменов, в каждом домене вектор спонтанной пол
ризонанности Рк имеет определенное направление. Граничные слои
рен состоят из таких параэлектрическнх материалов, как примеси, :
прореагировавшие компоненты, стеклообразное связующее, поэте
спонтанной поляризации в этих слоях не возникает.
Как показано па рис. 1-1-2, помимо электронной, ионной, дпш;.-
ной и сегнетоэлектрической поляризации, сопровождающейся измег
нием ориентации вектора Ps, существует также миграционная поляг
зация пространственных зарядов, вызываемая миграцией ионов и узлов
пространственной решетки [27, 28, 32, 46, 47]. В сегнетоэлектрической
керамике существует прежде всего сегнетоэлектрическая поляризация
А, возникающая при приложении к сегнетоэлектрику электрического
поля напряженностью Ер при температуре ниже Тс, когда векторы Р3
отдельных доменов ориентируются в направлении Ер (рис. 5-3-1). Выше
Тс спонтанная поляризация Ps отсутствует, поэтому если произвести
нагрев выше Тс, то Pi сразу исчезнет. Кроме того, есть миграционная
поляризация Р2, возникающая при смещении таких заряженных частиц
Рис. 5-3-2. Электрический ток,
протекающий при исчезновении
различных видов поляризации
при температуре Td выше точ-
ки Кюри Тс. Поскольку время
релаксации миграционной по-
ляризации Р2, —Pi и Р3 вели-
ко, электрический ток и при
температуре Td затухает не
сразу, а протекает в течение
длительного времени. Этот ток
обозначен ir; если его направ-
ление считать положительным
в случае разрядки после обыч-
ной поляризации, то он будет
отрицательным только в случае
поляризации —Р2.
qi, как ноны и узлы пространственной решетки внутри кристаллитов.
При этом перемещение заряженных частиц qi ограничивается потенци-
альным барьером поверхности зерен или дислокациями, и эти частицы
не покидают пределы сегнетоэлектрического кристаллита. Если прове-
сти поляризацию при температуре ниже Тс, то после выключения на-
пряжения из-за деполяризующего поля, создаваемого поляризацией Pi,
возникает миграционная поляризация —Р2, направленная обратно век-
тору первоначального поля Ер. Наконец, в параэлектрическом материа-
ле межкристаллитных прослоек возникает миграционная поляризация
Ря. Этот вид поляризации у монокристаллов отсутствует и характерен
только для керамики. Для того чтобы различить указанные типы поля-
ризации сегнетоэлектрической керамики, к образцу при комнатной тем-
пературе присоединяют гальванометр. Образец погружают в масло, на-
гретое до температуры выше Тс, наблюдая за изменением тока id
(рис. 5-3-2. где за положительное направление этого тока принято на-
правление, обратное приложенному вначале электрическому полю Ер,
т. е. при естественном разряде) [47]. Когда в керамике существует
только поляризация Pi, то ток id мгновенно исчезает, поскольку А выше
Тс отсутствует. С другой стороны, деполяризация образна, имеющего
поляризацию А и А, происходит медленно, так что ток деполяризации
id протекает в течение довольно длительного времени. Особенно долго
продолжается уменьшение А: опа не исчезает даже при температуре
выше Тс. У образцов, имеющих поляризацию Pi—Р2. как показано на
рис. 5-3-2,е, сначала протекание тока сопровождается исчезновением
Р\, а затем в процессе исчезновения поляризации —Р2 ток течек в отри-
цательном направлении. Как показано на рис. 5-3-2, при температуре
выше Тс при исчезновении поляризаций А, —Р2 и Ps длительно про-
текает ток, обозначаемый ir.
133
Время
Рис. 5-3-3. Электрический ток, проте-
кающий в случае охлаждения кера-
мики вблизи точки Кюри и при тем-
пературе Td с миграционной поляри-
зацией (Р2, —Р2 или Р3), от темпера-
туры Td 160°С (т. е. выше точки
Кюри Тс) до комнатной температу-
ры Го и при нагревании от То до Td.
Этим способом определяют знак
у Ег и ir.
На рис. 5-3-3 показано из-
менение тока, происходящее
в том случае, когда образцы,
имеющие поляризации Р2, —Р2
и Р3, охлаждали от температу-
ры выше Тс до комнатной и
вновь нагревали до температу-
ры выше Тс. Пик тока при ох-
лаждении означает, что вовре-
мя прохождения Тс образец по-
ляризуется полем, называемым
«остаточным внутренним по-
лем», обозначаемым Ег, кото-
рое противоположно направ-
лению поля Ер. При переходе
точки Кюри Тс образцы под
действием поля Ег поляри-
зуются путем ориентации Ps, т. е. возникает поляризация Pi,
соответствующая полю Ег. Затем к образцу последовательно присоеди-
няют баллистический гальванометр и образцы вновь погружают в мас-
ло, нагретое до температуры выше Тс. Поляризация Pt, ранее возник-
шая под действием поля Ег, исчезает. В этом случае по максимальному
начальному отклонению баллистического гальванометра fii (см.
рис. 1-2-7) можно определить напряженность поля Ег, а по знаку от-
клонения — направление вектора Ег, которое считают положительным,
если оно совпадает с направлением первоначального поля Ер. Как было
сказано выше, Ег — это деполяризующее поле, создаваемое миграцион-
ной поляризацией пространственных зарядов. При наличии поляриза-
ции Р2 поле Ег<0, а при наличии поляризаций Р3 и —Р2 поле £,->0.
Следовательно, по направлениям вектора поля Ег и тока ir можно опре-
делить тип поляризации пространственных зарядов:
если £2<0 и £>0, то присутствует Р2; если Ег>0 и £>0, то при-
сутствует £3; если £г>0 и t,<0. то присутствует —Р2.
Поляризации Pt. Р2, Ря или —Р2 могут быть созданы следующими
способами [28, 32, 46]:
1. Если к образцу приложить поле Ер при Т<ТС, то возникает по-
ляризация Pt + P>,.
2. Если этот образец погрузить в масло, нагретое до Т>ТГ, то
мгновенно исчезает и останется только Р3. Если выдержать образец
при 7’>7'с, то поляризация Р3 уменьшается, однако будет существовать
в течение длительного времени.
3. Если к образцу приложить поле Ер при Т>ТС, то возникнут по-
ляризации Р2 и Р3.
134
4. Если выдерживать эти образцы при 7>7’с, то поскольку Р2 бу-
дет иметь более длительное время релаксации, чем Ps, останется толь-
ко Р2.
5. Если после приложения поля Ер при 7'<7'с провести состарива-
ние образца, то возникает поляризация Pi—Р2.
6. Если этот образец погрузить в масло при Т>ТС, то останется
только поляризация —Рг.
7. Если к образцу приложить поле Ер и провести охлаждение от
Т>Т,. до комнатной температуры, то возникнет поляризация Pi+ /’•> +
+ Рз.
Рассмотрим термостимулированный ток id образца керамики
ВаТЮз, если образец нагревать и охлаждать, проходя через точку
Кюри Тс, при наличии разных видов поляризации [46].
1. Поляризация А. Если приложить поле Ер при Т<ТС, то возни-
кает фактически поляризация Pi + P3. Однако рассмотрим идеальный
случай, когда в образце присутствует только Pi. Если провести нагре-
вание такого образца, то, как показано на рис. 5-3-4,а, возникнет только
пироэлектрический ток. Непосредственно перед точкой Кюри id макси-
мален, а выше точки Кюри обращается в нуль (см. § 1-2).
2. Поляризация Pt + P3. При температуре образца, даже превыша-
• ющей Т,., протекает небольшой ток положительного направления, при
этом происходит уменьшение Р3 (рис. 5-3-4,б). Если образец охлаждать
от Т>Тс, то вблизи Тс потечет обратный ток и под действием Ег, вы-
званного Р3, появляется Pi.
3. Поляризация А + А+А- Если нагревать образец, имеющий
А + А + А, то даже выше Тс потечет заметный ток щ (рис. 5-3-4,б). Это
вызвано исчезновением Р2. Ток ф возрастает с увеличением напряжен-
ности поля Ер, приложенного при температуре выше Тс, или с увеличе-
нием времени tp воздействия поля Ер. Время релаксации А довольно
велико, поэтому если выдерживать образец при температуре 200°С, то,
несмотря на деполяризацию, поляризация А сохраняется в течение
длительного времени. Когда вновь проводят охлаждение, то направле-
ние тока вблизи Тс будет обратным, как и показано па рис. 5-3-4,б.
4. Поляризация Pt—Р2. Как показано на рис. 5-3-4,г, направление
тока при Т>Тс противоположно направлению тока, протекающего
в случае 3, т. е. ток течет в отрицательном направлении. Направления
токов вблизи Тс во время охлаждения и при повторном нагревании та-
кие же, какие наблюдаются в случае 2.
На рис. 5-3-5 показаны результаты определения при различных
условиях остаточного внутреннего поля Ег и остаточного тока ir у об-
разцов, обладающих поляризацией Р3, Р2 или — Р2, в зависимости от
времени выдержки керамики ВаТЮ3 при определенной температуре
выше Тс [27, 46] (данные получены способом, указанным выше). Вре-
мя по горизонтальной оси представляет собой суммарное время вы-
держки при определенной температуре выше Тс. В случаях Bl, В2, ВЗ
прикладывали поле Ер при 7’<ГС; как показали опыты, даже у образца
ВЗ, который после приложения поля 8 МВ/м при 80°С в конце концов
разрушился, А>0, ir>Q и поле Ег никогда не было меньше нуля. Это
означает, что даже если прикладывается внешнее поле высокой напря-
женности Ер при T<Jc, поле, практически приложенное к зарядам qi
зерен и служащее причиной возникновения поляризации Р2, мало (по-
ляризация Pi, вызываемая ориентацией Ps, возрастает с повышением
135
Рис. 5-3-i. Электрический ток, протекающий в случае нагревания и охлаждения керами-
ки ВаТЮз, обладающее! различными вилами поляризации, при прохождении через точку
Кюри Тс.
а — идеальный случаи, когда присутствует поляризация Р< и наблюдается только пироэлектриче-
ски;! ток: б — поляризация условия поляризации: Tp=2QaC, Ер=2 МВ/м, /ч: в--поля-
ризации Р1+Р2+Р3, условия поляризации: образец охлаждали со 160 до 20эС под полем 2 МВ/м:
г — поляризации Pi—P2, поляризованный образец состаривали в течение длительного времени.
Рис. 5-3-5. Изменение поляри-
зованное™ и остаточного то-
ка i,i в зависимости от време-
ни выдержки при постоянной
температуре выше точки
Кюри Тс.
A-.P2+Pv Тр = 160°С, Ер=2 МВ/м,
/р = 3000 ' с; В:Р, + Р2; Вг - Тр =
=20’С, £р=2 МВ/м: В2-Тр-80’С,
£р-2МВ/м; В, —Тр=80сС, Е
= 8 МВ/м; Е : Р,—Р-, образец по
еле поляризации состаривали 2 го-
да, 7р=20°С. Ер=2 МВ/м, /р-
=3000 с; А' : Р-, монокристалл.
Гр = 160°С, £р=2 МВ/м, tj, -ЮОО с.
Ер, и создаваемое ею де-
поляризующее поле ком-
пенсирует Ер) и поляри-
зация Р2 не возникает
совсем.
Если сравнить релак-
сацию поляризаций Р2 и
Р3 при Т~>ТС, то, очевид-
но, можно сделать вывод,
что период, в течение ко-
торого происходит ослаб-
ление поляризации Р2,
значительно более продол-
жителен. Это, по-видимому, вызвано тем, что расстояние смещения за-
рядов qt, служащих причиной появления поляризации Р2, значительно
больше, чем у зарядов, обусловливающих поляризацию Р3.
Если к монокристаллу ВаТЮз приложить поле Ер при Т<ТС, то
Р3 не наблюдается. Можно утверждать, что это естественный резуль-
тат, вызываемый отсутствием у монокристаллов граничных слоев зерен.
Если же к монокристаллу приложить поле Ер при Т>ТС, то, как и
у керамики, наблюдается поляризация Р2 (кривая Л' на рис. 5-3-5).
5-3-2. МИГРАЦИОННАЯ ПОЛЯРИЗАЦИЯ И СТАРЕНИЕ
Под остаточной поляризацией керамики ВаТЮз обычно подразу-
мевают только поляризацию Pt, обусловленную ориентацией векторов
спонтанной поляризации Ps доменов. Однако если имеет место также
и смещение пространственных зарядов, то, очевидно, следует учитывать
поляризации Р-> и Р::. Первый тип остаточной поляризации обозначим
Рг, а остальные Р[:. На пьезоэлектрические свойства сегнетоэлектри-
ков влияет, конечно, только поляризация Pt.
На рис. "-3-6 приведены схематически изменения поляризации в про-
цессе стаие-шя поляризованной керамики [28, 32]. Пл рис. 5-3-6.о по-
казано первоначальное (девственное) состояние. Воктсщ.1 Ря имеют бес-
порядочную ориентацию, в связи с чем как Рг. так и PR равны пулю.
Если теперь к керамике ппи температуре ниже Т- приложить поле Ер
и провести поляризацию, то внутри крпсталли-1 е.-кпх зерен произойдет
орнептапня векторов Р. доменов ц возникнет поляризация Р<, а в меж-
кэисгаллитрой прослойке появится поляризация Р2. В керамике будут
137
присутствовать поляризации Pi + P3. Здесь следует обратить внимание
на то, что, как бы ни была высока напряженность поля при темпера-
туре ниже Тс, не возникнет поляризация Рг. Это, очевидно, вызвано
тем, что из-за деполяризующего поля, вызываемого ориентацией Ps, на
заряды qi, служащие причиной возникновения миграционной поляри-
зации внутри кристаллитов, эффективное поле не действует. Экспери-
ментальное подтверждение этого факта приведено в подпараграфе 5-3-1.
Далее, если приложить поле Ер ниже температуры Тс, сразу после
поляризации возникнет состояние, показанное на рис. 5-3-6,б: образу-
ется Pn—Pi + Ps>0.
Рис. 5-3-6. Процесс старения поляризованной керамики ВаТЮз.
— общая поляризованность, включая миграционную.
Если после этого замкнуть накоротко электроды и провести вы-
держку, то возникнет картина, изображенная на рис. 5-3-6,в, т. е. и з
действием деполяризующего поля, создаваемого поляризацией и ' -
ратного по направлению полю Ер, заряды внутри кристаллитов сме-
щаются и постепенно возникает поляризация —Р2. Одновременно с ~гдм.
постепенно исчезает миграционная поляризация Р3 в параэлектричес:<с?
межкристаллитной прослойке. Так как РЯ=Р1—Р2 + Р3, то PR постелен
но уменьшается сразу после поляризации. На завершающем этапе ci
рения поляризация Р3 исчезнет, т. е. Рп = Р[—P2~Q.
138
Временные изменения, т. е. процесс старения, очевидно, можно
понимать как процесс, приводящий к состоянию с минимальной сво-
бодной энергией. Если принимать во внимание только электростатиче-
скую энергию, то можно считать (3], что этот процесс ведет к состоянию,
при котором Рц—4). Если описать временные изменения коэффи-
циента электромеханической связи k у образцов, прошедших поляриза-
цию, то можно обнаружить, что, сколько бы времени ни прошло, состоя-
ние, при котором k = Q, не наступает, т. е. хотя и считают, что старение
характеризуется процессом, ведущим к деполяризации (Рг—И)), опыт-
ные данные это не подтверждают.
Приближение PR к нулю может быть вызвано двумя причинами:
тем, что Р{ и Р3 соответственно становятся равными нулю, или тем, что
возникает поляризация
—Р2. В последнем случае
стабильное состояние воз-
никает при Pi>0.
Миграционная поля-
ризация —Р2 с необычай-
но длительным временем
релаксации, возникнув,
остается очень стабиль-
ной. При комнатной тем-
пературе —Р2 не теряет
стабильности даже в силь-
ном переменном поле, ко-
торое может повернуть
Ps. Кроме того, даже при
нагревании керамики вы-
ше Тс поляризация —Р2
сохраняется в течение
длительного времени. Та-
ким образом, поляризация рис. 5.3.7 Схема, поясняющая процесс омоложения.
—Р2 очень устойчива. На-
дежным подтверждением возникновения поляризации —Р2 служат ре-
зультаты, представленные кривой Е на рис. 5-3-5.
Гистерезисная петля D—E иногда становится несимметричной и
приобретает форму пропеллера [38, 32]. Это явление можно объяснить
миграционной поляризацией.
Случай, когда существует нормальная гистерезисная кривая. Выше
говорилось о том, что образец в девственном состоянии, нс подвергав-
шийся воздействию электрического поля, выдерживали в течение опре-
деленного времени при температуре выше 7',., затем охлаждали до тем-
пературы ниже Т,. Далее эта операция будет называться «омоложени-
ем». Сразу после омоложения векторы спонтанной поляризации Ps
ориентированы хаотично: кроме того, механические напряжения и ми-
грационная поляризация, по-видимому, практически отсутствуют. При
таком состоянии иол\ i 1 1 on пни я т’ис1г'р°м пиля, изобра-
женная па рис. 5-3-7.а (аналогичную петлю см. ил же. о-л-б.а).
Случай, когда ю нпк "м w>4mc р «иы 1 TepL иен 5 кривая.
Если осуществить пот^р ц < о р-тщов же т ге жже Тс и
провести выдержку, о i 1 °пс i ая г в " i ю станет несим-
метричной (рис. 5-3-7 о) Г 5 с — ес! J подставлен
механизм этого прсвр и i из рс о ц 1 еден асп 1метричная
139
Рис. 5-3-8. Образование несим-
метричных петель гистерезиса
в результате состаривания по-
ляризованной керамики ВаТЮз.
туре в течение -18 ч.
петля с небольшим иска-
жением, полученная сра-
зу после двухчасового
приложения к керамике
поля напряженностью
Ер = 2 МВ/м при комнат-
ной температуре. Причи-
на этой асимметрии, по-
видимому, в том, что под
действием приложенного
ноля возникает поляриза-
ция Pi+Рц и поляризация
Рз действует как неболь-
шое смещающее поле.
На рис. 5-3-6,« пока-
зана петля гистерезиса
после того, как образец,
прошедший стадию поля-
ризации, состарили с течение 0,5 ч при температуре 65°С. При этом
в нем возникает поляризация Р^—Р2 + Р3. Такой вид петли, по-видимо-
му, обусловлен тем, что в качестве смещающей действует поляризация
—Р2 + Р3 и напряженность Ег возрастает по сравнению с тем, что было
изображено на рис. 5-3-6,б.
На рис. 5-3-6,г приведена петля гистерезиса после проведения даль-
нейшего состаривания образца при температуре 65°С в течение 15 ч,
т. е. когда возникает поляризация Pi—Р2, что, очевидно, соответствует
окончательному состоянию. Асимметрия гистерезисной кривой направ-
лена по вектору поляризующего поля Ер в период поляризации. Если
140
определить величину смещающего поля, то окажется, что оно может
достигать 100—200 МВ/м.
Подобная тенденция к асимметрии у различных образцов несколь-
ко различается. Определенные различия могут быть вызваны, как по-
казано на рис. 5-3-8, условиями обжига образцов [15], однако качест-
венно никаких исключений не бывает. Асимметрия возникает даже при
проведении состаривания при комнатной температуре, по с повышением
температуры переход к асимметрии ускоряется.
Случай, когда возникает гистерезисная петля в форме пропеллера.
Как было показано при рассмотрении первого случая, сразу после
омоложения образца образуется нормальная петля гистерезиса. Одна-
ко если этот образец выдерживать при температуре ниже Тс, то гисте-
резисная кривая постепенно примет пропеллерную форму. Такой при-
мер показан па рис. 5-3-7,в. Объяснение этого явления дано на
рис. 5-3-9. Дело заключается в том, что сразу после омоложения образ-
на кристаллиты разбиты внутри на несколько доменов. В каждом до-
мене вектор спонтанной поляризации Ps имеет определенное направле-
ние, однако у керамики в целом SPs = 0 (рис. 5-3-9,а). Если после омо-
ложения керамику выдержать какое-то время, то по той же причине,
что указана при рассмотрении второго случая, внутри каждого домена
возникнет поляризация —Р2, имеющая направление, обратное вектору
спонтанной поляризации Ps (рис. 5-3-9,б). Керамика представляет со-
бой конгломерат зерен, поэтому в целом получается сочетание двух
гистерезисов, направленных в противоположные стороны. Базируясь на
таком представлении, можно объяс-
нить появление петли пропеллерной
формы. На рис. 5-3-10 показаны пет-
ли гистерезиса у двух образцов, соеди-
ненных параллельно, но расположен-
ных так, что векторы поляризации на-
правлены аптипараллельно. Образцы
были изготовлены способом, указан-
ным при рассмотрении второго случая.
У этих образцов возникла асимметрич-
ная петля гистерезиса пропеллерной
формы, аналогичная той, что показана
на рис. 5-3-8,в.
Если после приложения к омоло-
женным образцам высокого переменно-
го напряжения провести выдержку, то
быстро произойдет переход петли ги-
стерезиса к пропеллерной форме. При-
чина этого, очевидно, заключается
в том, что, как показано на рис. 5-3-9,в,
1 -44/
а.) в) !
О
6)
Рис. 5-3-10. Образование пропеллер-
ной формы петли гистерезиса в слу-
чае параллельного соединения образ-
цов (а) и (6), характеризующихся
несимметричными петлями гистере-
зиса.
векторы под действием приложенного переменного поля ориентиру-
ются в направлении поля, а компоненты, направленные перпендикулярно
нолю, уменьшаются. Кроме того, у образцов, имеющих механические на-
пряжения. или у образцов, у которых ранее возникали пространственные
заряды, также возможно существование множества векторов спонтанной
поляризации Ps, имеющих различные направления. В таком случае может
возникнуть асимметричная петля гистерезиса в форме пропеллера, как
это показано па рис. 5-3-7,а. 11а рис. 5-3-11 приведены данные, отно-
сящиеся к образцам, полученным при различных условиях обжига.
141
В зависимости от этих условий наблюдается определенная разница, н
качественных изменений нет.
Петли гистерезиса могут изменяться в зависимости от температх -
ры, при которой проводятся измерения [28, 32]. Вторая точка перехода
Тег, у керамики ВаТЮз находится вблизи 10°С. Если образец, у кото-
рого при температуре выше Тег петля гистерезиса асимметричной ил и
Рис. 5-3-11. Петли гистерезиса пропеллерной формы, образующиеся после соста-
ривания омоложенной керамики ВаТЮз, полученной при температуре 1360сС в те-
чение 0 ч (случай а), 2 ч (б), 8 ч (в) и 16 ч (г). В каждом случае слева — перво-
начальное состояние, справа — после состаривания при комнатной температуре
в течение 48 ч.
пропеллерной формы, охладить до температуры ниже Та, то будет на-
блюдаться гистерезисная кривая, близкая к нормальной. Кроме того,
если образец, к которому при температуре ниже Та прикладывали по-
стоянное поле, выдержать длительное время при этой же температур»,
то петля сохраняет асимметрию. Однако если повысить температуру
этого образца выше Тег, то будет наблюдаться петля гистерезиса, близ-
Т а б л и ц а 5-3-1
Деполяризация под действием переменного
электрического поля
Продолжительность поляризации 1р, с при 15°С и Ер = 2 МВ/м Время состари- вания при I 65-С ta, ч fep. % перед при- ложением перемен- ного поля | kp, %, после при- 1 ложения перемен- Wo поля 0,8 МВ/м | в течение 10 с
100 0 30,4 11,0
1000 0 34,5 15,0
5000 0 34,8 17,0
5000 0,5 31,0 28,0
5000 1,5 15 30,5 30,0
5000 30,0 30,0
кая к нормальной. Пример такого опыта приведен на рис. 5-3-12.
чина этих явлений, по-видимому, в том, что температура Т~> с.
границей перехода [001]*—->[011] вектора спонтанной поляунза;-
а это не сопровождается перераспределением пространственны
Для наблюдения кривой гистерезиса к образцу прикладывают пере-
менное поле, превосходящее коэрцитивное. Если провести поляризацию
при комнатной температуре, создав остаточную поляризованность Рг,
то сразу после этого получают петлю гистерезиса с небольшой асим-
метрией, как показано на рис. 5-3-6,б [28, 32]. Если к такому образцу
приложить переменное поле, то постепенно асимметрия исчезает, одно-
временно с этим уменьшается и Рг. Однако у образцов, которые про-
шли состаривание и у которых
под влиянием поляризации —Р2
улучшилась стабильность оста-
точной поляризации Рг, даже
Рис. 5-3-12. Образование нормальной петли гистерезиса у образцов, характеризовав-
шихся несимметричной петлей гистерезиса, в случае прохождения через точку второго
перехода.
о—петля гистерезиса образцов, наблюдаемая при температуре —35°С после выдержки при «той тем-
пературе под полем 1,2 МВ/м и состаривания в течение 20 ч; б — петля гистерезиса, наблюдаемая
при 328С у образцов, прошедших обработку, указанную на рисунке а; в — петля гистерезиса образ-
Рис. 5-3-13. Корреляция между остаточной поляризованностью Рг и коэффициентом
электромеханической связи kr, для керамики ВаТЮ3 (образцы ВТ-20).
в случае длительного приложения высокого переменного поля асиммет-
рия гистерезисной петли не исчезает, а Рг почти не уменьшается. При-
меры такого рода в несколько более расширенном виде приведены в
табл. 5-3-1. Оценку проводили по изменению коэффициента электромеха-
нической связи для радиальных колебаний kp дискового образца после
приложения переменного поля 0,8 МВ/м с частотой 50 Гц при комнатной
температуре. Данные эксперимента показали, что kp почти линейно за-
висит от Рг (рис. 5-3-13), следовательно, по величине коэффициента
электромеханической связи без деполяризации можно найти величину
остаточной поляризованности Рг. Продолжительность действия перемен-
ного поля выбрана Юс, чтобы из-за гистерезисных потерь не повысилась
температура образца. При снятии переменного поля его амплитуду
плавно уменьшали до нуля.
Результаты опытов, приведенные в табл. 5-3-1, показывают, что да-
же если проводить поляризацию, прикладывая поле Ер в течение дли-
тельного воемени, то остаточная поляризация Рг не стабилизируется и
под действием приложенного переменного поля коэффициент электро-
механической связи kp уменьшается значительно. Однако если после
143
снятия поля Ер провести состаривание, то на остаточную поляризацию
Рг переменное поле почти не оказывает влияния. Это объясняется тем,
что в процессе состаривания возникает поляризация —Р2, в результа-
те чего остаточная поляризация Рг стабилизируется.
Оценивая переполяризацию керамики, можно предположить, что
при стабильном состоянии остаточной поляризации Рг, возникающем
под действием поляризации —Р2, должна легко происходить переориен-
тация —Pj—>Р] и, наоборот, переориентация Pi—>—Pi должна про-
исходить с трудом. С целью подтверждения этого предположения [28,
32] прикладывали постоянное поле в направлении, обратном началь-
ному поляризующему полю, и определяли зависимость Рь изменяющей-
ся при переориентации, от продолжительности приложения поля tp.
Примеры полученных данных приведены на рис. 5-3-14. У несостарен-
ных образцов (поле прикладывали сразу после поляризации) наблю-
даются примерно одинаковые симметричные характеристики переори-
ентации от Pi к —Pi и от —Pi к Pi (рис. 5-3-14,а), при этом за поло-
жительное принимали направление первоначально приложенного поля.
У образцов, состаренных при температуре 65°С в течение 2 ч и полу-
чивших в результате этого поляризацию — Р2, наблюдаются явно не-
симметричные кривые переориентации: переход от —Pi к Pi происходит
легко, а переход от Pi к —Pi с тру-
дом (рис. 5-3-14,6). Это показывает,
что состояние поляризации Pi—Р2
стабильно, а состояние поляризации
—Pi—Р2 или Pi~rP2 очень неста-
бильно и достигается с трудом. У об-
разцов, обладающих поляризацией
144
натной температуре коэффициент электромеханической связи kp будет
уменьшаться со временем. На рис. 5-3-15 приведены результаты опре-
деления временных изменений kp для таких образцов при температуре
88°С: хотя сразу после поляризации kp был равен 32%, всего лишь
через 2 ч состаривания он снизился до 6%. Это, очевидно, объясняется
тем, что к деполяризующему полю, вызванному поляризацией Pi, до-
бавляется поле Ег, вызванное поляризацией Р2, что ускоряет уменьше-
ние поляризации Pi. Этот факт следует принимать во внимание при
проведении поляризации материалов, используемых в качестве пьезо-
элементов. Например, если к образцам, имевшим предысторию, во вре-
мя поляризации приложили поле в направлении, обратном приклады-
ваемому ранее, то будут наблюдаться очень большие временные изме-
нения.
5-3-3. СПОСОБЫ ПОЛЯРИЗАЦИИ
Существуют различные способы поляризации керамики ВаТЮз.
1) Способ поляризации при комнатной температуре. При комнат-
ной температуре ниже Тс в течение времени tp прикладывают поле на-
пряженностью Ер. Для керамики ВаТЮз Ер = с1 МВ/м, /р = 0,5-ь2 ч
(примерно).
2) Способ поляризации при высокой температуре. При максималь-
но высокой температуре ниже Тс в течение времени tP прикладывают
поле. По сравнению с поляризацией при комнатной температуре насы-
щение происходит в более короткое время.
3) Способ охлаждения в электрическом поле. Он соответствует спо-
собу охлаждения магнитных материалов в магнитном поле. При этом
способе образец охлаждают от температуры выше Тс до комнатной,
приложив поле.
4) Способ повторной поляризации после состаривания [28]. Этот
способ предложен автором с целью использования миграционной поля-
ризации. По этому способу: а) прикладывают поле при температуре
ниже Тс, затем электроды замыкают накоротко и проводят состарива-
ние при температуре 60—80°С; б) после проведения этих операций сно-
ва прикладывают поле при температуре ниже Тс. В результате прове-
дения операции «а» в керамике прежде всего создается поляризация
~Р2:
a) Pi -ф- Р3 —Р'1 - Рг (Pi > Р'1).
При образовании поляризации —Р2 уменьшается Pi до РЕ Однако
во время операции б) это уменьшение Pt компенсируется:
б) Р’.-Р^Р.-Р,,
Полученное в результате поляризации состояние, очевидно, с са-
мого начала отличается малой остаточной поляризацией PR, т. е. это
стабильное состояние характеризуется малой электростатической энер-
гией. Как показано на рис. 5-3-16, старение в этом случае выражено
значительно меньше, чем у керамики, поляризованной при комнатной
температуре.
Па рис. 5-3-17 проведено сравнение врсменпйх изменений коэффи-
циента кр у керамики ВаТЮл, поляризованной оазлпчными способами.
Видно, что паплучшие результаты были получены на образцах, поля-
ризованных пс четвертому сш.собу. Для керамики з системе ЦТС при-
145
Рис. 5-3-16. Эффективность спосо-
ба повторной поляризации после
состаривания для керамик;:
ВаТЮз.
— ' ч, комнатная температура. r.; = i
температура 65°С, fp=*0,5 ч, комнатная
меняют в основном способ
поляризации при высокой
температуре, режимы при
этом следующие: темпера-
тура 100— 160°С, £Р = 4ч-
6 МВ/м, tP = 2 ч [51].
Если используют способ
охлаждения в электрическом
поле [27, 28], то образуется
состояние, при котором
Pr — Pi + А + /’з-
При таком способе даже
выше Тс, когда спонтанная
34
32
30
28
26
0,5 1 5 10 50 ПО 500 1000
Время , я
поляризация отсутствует, дополнительное поляризующее поле Ер воз-
действует на заряды существующие внутри кристаллитов, что при-
водит к появлению поляризации Р2, которая при комнатной температу-
ре очень стабильна. В результате действия деполяризующего поля, вы-
зываемого поляризацией Р2, в процессе старения поляризация Р\
уменьшается. Если электрическое поле, при котором проводят охлажде-
ние, велико, то поляризация Р2 также возрастает, что приводит к уско-
рению старения.
Рис. 5-3-17. Влияние старения на коэффициент электро-
механической связи kp. Керамика ВаТЮз, точка Кюри
Тс= 117С, температура состаривания Га = 85°С.
/1--способ повторной поляризации после состаривания (условия
поляризации даны на рис. 5-3-16): В — способ охлаждения (от
160 до 20°С) в слабом поле (£^ = 0,5 МВ/м); С — способ охлаж-
дения (от 160 до 20°С) в сильном поле (£р=^2,5 МВ/м); Z) — спо-
соб поляризации при высокой температуре Тр (выше комнат-
ной, но ниже точки Кюри Тс), £р=2,5 МВ/м, Тр=85°С.
Способ охлаждения в электрическом поле имеет большое преиму-
щество, поскольку позволяет создавать поляризацию А, близкую к на-
сыщению при низкой напряженности поля. Однако при повышении Е
достоинства способа исчезают и остаются одни недостатки (см.
рис. 5-3-17: в случае охлаждения при высокой Ер характеристики ста-
рения не лучше, чем при низкой Ер).
146
5-4. ЭЛЕКТРИЧЕСКАЯ ПРОЧНОСТЬ СЕГНЕТОКЕРАМИКИ
И ЕЕ ПОНИЖЕНИЕ
5-4-1. ПРОБОЙ ПРИ ТЕМПЕРАТУРЕ НИЖЕ ТОЧКИ КЮРИ
На рис. 5-4-1 приведены результаты определения вольт-амперной
характеристики вплоть до начала пробоя у керамики ВаТЮз (образ-
цы ВТ-20, см. табл. 5-4-1) при температуре ниже Тс [27, 47, 69]. С по-
Таблица 5-4-1
Состав, точки Кюри Тс и температуры второго перехода Т& образцов
на основе ВаТЮз
Сокращеннее обозначение образца Состав | тс, °C °C Режим обжига, свой- ства керамики
ВТ-20 ВаСОз 4- ТЮ2 + 2 масс. % глины + + 0,2 масс. % МпО2 117 10 1360°, 2 ч, опти- мальный размер зерен
ВТ-20-16 ВаСОз + ТЮ2 + 2 масс. % глины + + 0,2 масс. % МпО2 117 10 1360°, 16 ч, кера- мика крупнозер- нистая
BTL ВаС0з + Т102 + 2 масс. % глины 117 10 1350°, 2 ч
СА-16 84 ВаТЮз + 16СаТ1О, 115 Ниже —50 —
BiZ-3 97 (ВаСОз + TiO2) + 3Bi2 (ZrO3)3 —40 — —
BiT-3 97 (BaCOs + ТЮ2) + ЗВ12 (ТЮз)з 115 . —
А Изготовлен японской фирмой А 112 10 —
В Изготовлен японской фирмой В 125 —10 Керамика несовер- шенна
мощью автоматического моста фирмы «Екогава дэнки» определяли ди-
электрическую проницаемость es и диэлектрические потери в процессе
постепенного повышения напряженности Ер постоянного электрическо-
го поля. Величина es резко снижа-
ется с ростом Ер и в конце концов
становится равной */3 первоначаль-
ной величины. С увеличением напря-
женности Ер величина tg 6 также
снижается вплоть до пробоя образца.
После пробоя была сделана по-
пытка определить остаточное внут-
реннее поле Ет и ток ir, протекаю-
щий во время деполяризации прост-
ранственных зарядов, о чем говори-
лось в подпараграфе 5-3-1. Как по-
казано на рис. 5-3-5 (кривые ВЗ),
Er>0, ir>0. (5-4-1)
Это означает, что при темпера-
туре ниже Л, какое бы высокое поле
ни прикладывали, даже образцов,
испытавших затем посопи. совсем
не возникает ксляоизаипя ?<>. а по-
является только поляризация Р>,.
Рис. 5-4-1. Изменение е„ tg 5 и тока
утечки в случае приложения к керамике
ВаТ1Ог (образны' ВТ-20) постоянного
электрического поля Е при температуре
ниже точки Кюри (при 80=С) вплоть до
пробоя образца.
Вольт-амперная характеристика показывает, что вначале ток возраста-
ет почти пропорционально напряженности, а с определенного момента
достигает некоторого насыщения [26]. Это видно из рис. 5-4-2.а: с рос-
том Ер происходит постепенная ориентация по полю спонтанной по-
ляризации что сопровождается протеканием тока. Однако после
того, как ориентационный процесс приблизится к насыщению, протека-
Модель пробоя под действием поляризации пространственных зарядов.
Те пробой в границах зерен; б — при Т>Те пробой 'внутри зерен.
ние тока прекращается. В вольт-амперной характеристике наблюдается
зона насыщения — это одна из особенностей вольт-амперных характе-
ристик сегнетоэлектрической фазы. Эта особенность наблюдается не
только у керамики на основе ВаТЮз, но и у керамики в системе ЦТС
[24]. Данное явление, вероятно, вызвано тем, что электрическое поле,
воздействующее на заряды q{ внутри зерен резко снижается, посколь-
ку поле Ер и деполяризующее поле, вызываемое поляризацией Pi, вза-
имно компенсируются. В связи с этим поляризация Р2 не возникает со-
всем. Таким образом, можно сделать следующий вывод: при темпера-
туре ниже Тс определяющая причина пробоя — разрушение пароэлек-
трического материала межкристаллитных прослоек.
5-4-2. ПРОБОЙ ПРИ ТЕМПЕРАТУРЕ ВЫШЕ ТОЧКИ КЮРИ
Выше точки Кюри на вольт-амперной характеристике не наблю-
дается зоны насыщения и до резкого повышения тока перед самым
разрушением ток почти пропорционален напряженности (рис. 5-4-3)
[26, 27, 47, 69]. Если теперь определить Ег и 1Г после пробоя, то во всех
148
случаях без исключения получим, как это показано на рис. 5-3-5 (кри-
вые А), что
Er<Q, ir>0.
(5-4-2)
Это означает, что возникла миграционная поляризация Р2. Данный
факт имеет следующее объяснение. Если приложить поле Ер при тем-
пературе выше 1 с, то в связи с отс
это поле непосредственно дейст-
вует на заряды qi внутри кри-
сталлитов и, как показано на
рис. 5-4-2,б, возникает поляриза-
ция Р2. Тогда в поверхностном
слое внутри кристаллических зе-
рен постепенно образуется слой
пространственных зарядов, плот-
ность которого пропорциональна
величине Erip/p, где р — удель-
ное сопротивление. Это сопрово-
ждается ростом tg б и понижени-
ем удельного объемного сопро-
тивления. Если теперь Ер превы-
сит предел, определяющий поля-
ризацию Р2 пространственных за-
рядов кристаллитов, то, очевидно,
начнется резкое ухудшение
свойств, которое приведет в кон-
це концов к пробою.
Следовательно, пробой выше
Тп отличается от пробоя ниже Тк
тем, что может определяться со-
стоянием самих кристаллитов.
В отличие от пробоя ниже точки
Кюри, происходящего мгновенно,
что приводит в конечном итоге к
вий причиной пробоя может быть i
Рис. 5-4-3. Изменения в,, tg 6 и тока утеч-
ки в случае приложения к керамике ВаТЮз
(образцы ВТ-20) постоянного электрическо-
го поля Е при температуре выше точки Кю-
ри (при 160’С вплоть до пробоя образца.
выше Тс ток медленно повышается,
разрушению. В зависимости от усло-
1личие центров пробоя или в гранич-
ных слоях зерен, или в самих зернах.
На рис. 5-4-4 показаны результаты определения вольт-амперных
характеристик при постоянном токе у керамики BaTiO3 при различных
температурах: от комнатной до 500°С с промежутками примерно 30°С
[26, 47]. При температурах выше 170°С нельзя использовать припой,
поэтому образец помещали на металлизированную вжиганием серебра
поверхность другого образца керамики, а к верхнему электроду иссле-
дуемого образца прижимали серебряную проволочку и таким образом
создавали контакты для подачи напряжения. Образцы имели толщину
I —1,3 мм. На рис. 5-4-4 но горизонтальной оси в логарифмическом
масштабе отложена напряженность электрического поля Е примерно
от 1 кВ/м до пробивной, а по вертикальной оси — плотность тока i.
Из приведенных данных следует, что вид вольт-амперной характе-
ристики выше и ниже Тс совершенно различен. Выше Тс кривая зави-
симости lg£ от lgi наклонена под углом 45° к горизонтальной оси до
определенной напряженности поля Епр, выше которой угол наклона этой
функции становится более крутым. Следовательно, при повышении па-
149
пробоя образца при различных температурах.
пряженности на этом участ-
ке ток резко возрастает и г
конце концов наступает раз-
рушение. Следует, очевидно,
подумать, почему соблюда-
ется закон Ома в электриче -
ском поле до того, как на-
пряженность достигнет вели-
чины Епр. При температуре
ниже Тс вид вольт-амперных
характеристик свидетельст-
вует, что на определенно :
участке ток стремится к на-
сыщению. Это означает, что
существует область, в кото-
рой угол наклона функции
IgE—]g i к горизонтальной
оси меньше 45°.
При температуре ниже
Тс явление насыщения вольт-
амперной характеристики
вполне определенно вызыва-
ется током, появляющимся
при поляризации сегнето-
электрика. Это видно по
идентичности вольт-ампер-
ных характеристик, относя-
щихся к трем образцам, от-
личающимся по величинам
точки Кюри Тс. Образцы
BiZ-З имеют Тс, равную
—40°С (см. рис. 5-5-6, состав
Z-0), даже при комнат-
ной температуре функция
lgЕ—lg i до определенной величины ЕПр, как и у керамики Ва'ПО..
выше Тс, имеет наклон 45° (рис. 5-4-5,в), т. е. следует закону Ома.
У образцов СА-16, содержащих помимо титаната бария 16 мол. %
СаТЮз (см. рис. 8-2-1), точка Кюри Тс примерно та же, что у ВаТЮ.-.
и, несмотря на некоторое различие, насыщение вольт-амперной харак-
теристики наблюдается. Судя по приведенным выше данным, явление
насыщения вольт-амперной характеристики присуще сегнетоэлектриче-
ской фазе. Оно, очевидно, вызвано тем, что из-за деполяризующего по-
ля, возникающего под действием поляризации Pi, вызываемой ориен-
тацией спонтанной поляризации, эффективное электрическое поле, при-
кладываемое к зарядам, обусловливающим электропроводность, не кр -
порциональпо приложенному полю.
I -зеделепия удельного сопротивления р обычных диэлекгу..-
к нот выражение
Ф
р = Ро ехр -й—,
де k--постоянная Больцмана. На рис. 5-4-6 показ.'
изменение удельного сопротивления р в интервале те
150
до комнатной при различной напряженности электрического поля [26,
47]. Чтобы соблюсти идентичные условия при измерениях, электриче-
ское поле при заданной температуре поддерживали ниже £Пр- Резуль-
таты измерений относятся к материалам на основе титаната бария, при-
чем образны ВТ-20 модифицированы очень небольшим количеством
МпО2, а образцы BTL не содержат добавки. Из этих данных следует,
Рис. 5-4-5. Вольт-амперные характеристики в логарифмическом масштабе при
температурах 0—1 НУС.
а--образцы ВТ-20, (7 = 2 мм; б — образцы СА-16, d-2,9 мм; в — образцы BiZ-3, d=3,l мм.
что в тех же условиях у образцов без добавки МпОг удельное сопро-
тивление значительно ниже. Кроме того, при одном и том же электри-
ческом поле у образков BTL при температуре выше290°С сопротивле-
ние заметно понижается, тогда как у образцов ВТ-20 это понижение
не наблюдается — и при повы-
шении температуры, и при по-
нижении точки находятся на
той же линии. Кроме того, хотя
измерения проводили па мно-
гих образцах ВТ-20, разница от
образца к образцу почти не
обнаружена, полученные вели-
чины обладают стабильной
воспроизводимостью. Отсюда
можно сделать вывод, что у
образцов без добавки МпО2 со-
противления р и Ецр ниже, чем
у образца с добавкой МпО2.
С повышением температу-
ры наклон кривой 1g р—1/Т
становится все круче. Кроме
того, у керамики ВТ-20 и BTL
границей изменения наклона
служит точка Кюри Тс. Если
Рис. 5-4-6. Температурная зависимость удель-
ного объемного сопротивления р керамики
ВаТЮз.
151
по наклонам этой функции рассчитать энергию активации Ф в различ-
ных температурных интервалах, то для образцов ВТ-20 получаем:
Ф1 =0,422 эВ (ниже 11 ГС), Ф2 = 0,617 эВ (117— 195°С), Ф3-0.805 эВ
(195—360°С), Ф4= 1,315 эВ (выше 360°С).
Для образцов BTL имеем: Ф1 = 0,642 эВ (ниже 117СС), Ф2 =
=0,795 эВ (выше 117°С).
Приведенные данные близки к величинам, полученным Савадой
и др. То, что величины Ф выше и ниже Тс различны, подтверждают дан-
ные, приведенные в подпараграфах 5
низмы электропроводности, а также
Кроме того, как показано на
рис. 5-4-7, у образцов ВаТЮз с ми-
кродобавкой МпОг и без таковой
есть различие и в вольт-амперной
-4-1 и 5-4-2, где указано, что меха-
пробоя выше и ниже Тс различны.
Рис. 5-4-7. Влияние микродобавки MnOj на вольт-амперную .характеристи-
ку керамики ВаТ1О3 при 240сС.
Рис. 5-4-8. Вольт-амперная характеристика при повышении и понижении
электрического напряжения, подаваемого на керамику ВаТ1О3 при постоян-
ной температуре.
а —ниже £'пр; б —выше /?пр.
характеристике при постоянном токе [26, 47]. Таким образом, экспе-
риментальные данные, свидетельствующие о значительных различиях
в величинах р, £Г!р и Ф у образцов BTL и ВТ-20, подтверждают, что вве-
дение легирующих добавок приводит к эффективному улучшению элек-
трических характеристик диэлектрической керамики, что показано ча
характерных примерах.
Кян доказано на рис. 5-4-4, выше Тс на функции 1g£—1цi пас
дается излом в точке £пр [26, 47]. Если приложить электрическое
выше £ир, то со временем начнется падение сопротивления изоле: г с
а если снова понизить поле, то сопротивление изоляции до пех-
чального не восстановится. На рис. 5-4-8 показан пример тако: .' ~
денчя керамики. Когда прикладывают электрическое коле ниже Е ж
152
Рис. 5-4-9. Зависимость тока от времени в слу-
чае приложения к керамике ВаТЮ3 (образцы
ВТ-20 толщиной d 1 мм) электрического поля
напряженностью, превышающей Еир, при высо-
кой температуре.
1 — 420Ю, 460 кВ/м; 2 —360"С, 1230 кВ/м; 3-390'С,
460 кВ/м.
точки вольт-амперной характе-'
ристики при увеличении и
уменьшении напряженности со-
впадают (рис. 5-4-8,а). Когда
же прикладывают электриче-
ское поле выше ЕПр, то, как
видно из рис. 5-4-8,б, сопротив-
ление изоляции ухудшается.
На рис. 5-4-9 показана за-
висимость тока от времени
в случае приложения электри-
ческого поля выше напряжен-
ности Енр при высокой темпера-
туре. Зависимость lg I от / поч-
ти линейна вплоть до самого
разрушения, поэтому, очевид-
но, ток со временем увеличи-
вается как показательная
функция. Выше Тс у всех об-
разцов ток со временем снача-
ла постепенно возрастает, за-
тем через определенное время
происходит пробой; мгновен-
ный пробой, характерный для
низкой температуры, не на-
блюдается. Отсюда также можно сделать вывод, что модель, показан-
ная на рис. 5-4-2, соответствует реальному состоянию.
На рис. 5-4-10 показано, как изменяются ток i, диэлектрическая
проницаемость es и тангенс угла диэлектрических потерь tg6, когда
Вргмя ,ч
Рис. 5-4-10. Изменение es, tg 6 и тока в случае приложения
в течение длительного времени электрического поля ниже Еар
при температуре выше точки Кюри. Керамика ВаТЮ3 (образ-
цы ВТ-20), £р=--2 .МВ/м (£р<£пр), температура 160сС.
в течение длительного времени прикладывают электрическое поле ниже
напряженности ЕГ1р при температуре выше Тс. Можно заметить, что ток
постепенно повышается, а падение сопротивления изоляции незначи-
тельно. По этим причинам Епр, можно сказать, фактически представ-
ляет собой пробивную напряженность.
153
О 30 ВО 30 120 180 230 300 360 380
Температура,, °C
Рис. 5-4-11. Температурная зависимость £П1
у керамики на основе ВаТ1О3.
На рис. 5-4-11 приведе-
на обобщенная зависимость
Ещ, от температуры для ке-
рамики на основе ВаТЮ3:
образцов ВТ-20, СА-16,
BiZ-З и образцов, изготов-
ленных фирмами А и В [26,
47]. У двухмиллиметровых
образцов ВТ-20 и образцов,
изготовленных фирмой А,
вблизи 10°С обнаруживает-
ся падение ЕПр, что возмож-
но, связано с влиянием вто-
рого фазового перехода. Об-
разцы фирмы В были не
очень однородные, обладали
заметным водопоглощением,
величина Еир у них довольно
низкая. Кроме того, у них
довольно велик разброс ха-
рактеристик и точную тем-
пературную зависимость
установить невозможно.
Одномиллиметровые образцы ВТ-20 измеряли в самом широком
диапазоне температур, который делится на две области: при Т<ТС
существует область, в которой Е11р почти не зависит от температуры,
а при Т>Т,.
(5-4-4)
5-4-3. УСЛОВИЯ ОБЖИГА И ЭЛЕКТРИЧЕСКАЯ ПРОЧНОСТЬ В ПОСТОЯННОМ ПОЛЕ
У образцов керамики ВаТЮз, обжигаемых при максимальной тем-
пературе Тт, выдержка t„ была равна 0, 2, 8 и 16 ч. У изготовленных
таким способом образцов определяли вольт-амперную характеристику
при постоянном напряжении и сравнивали пробивные напряжения Unv
[15, 47]. Величина Unp примерно на 30% больше величины, соответст-
вующей отмеченной выше Епр. На рис. 5-4-12 показана зависимость Ulip
от толщины d образцов, полученных обжигом при 7'т=1360°С, /.<--=2 ч
или 16 ч. Если полученные данные суммировать в виде эмпирических
формул, то получим: при ts—-2 ч (диаметр зерен £>—З-э-6 мкм)
Ч.р = 9(%р; (5-4-5)
при £s = 16 ч (диаметр зерен D = 3-r-10 мкм)
ч.-»-7 (£)*”• <5-4-6»
где d0=l мм; U.ip — пробивное напряжение, кВ.
При ts=2 ч С7пр имеет максимум, с увеличением Е видна язз.ая
тенденция к понижению t/np, хотя значительной разницы в диаметрах
зерен при таком изменении длительности выдержки не наблюдается.
154
Если /s=0, то по сравнению со слу-
чаем, когда ts = 2 ч, £7пр также сни-
жается, что можно объяснить нали-
чием пористости и непрореагировав-
ших компонентов.
Как было показано в подпара-
графе 5-4-1, пробивное напряжение
£/Пр ниже точки Кюри Тс, очевидно,
зависит главным образом от элек-
трической прочности межкристал-
литной прослойки.
В подпараграфе 5-2-2 показано,
что при увеличении времени вы-
держки К рост диаметров зерен D
достигает насыщения и, поскольку
Рис. 5-4-12. Зависимость пробивного на-
пряжения от толщины d образцов кера-
мики BaTiO3, обожженной при темпера-
туре 1360°С.
А — оптимальный рост зерен (выдержка 2 ч);
В — выдержка 16 ч.
внутри кристаллических зерен про-
исходит очистка, сопровождающая-
ся выделением примесей в направ-
лении граничных слоев зерен, возра-
стает концентрация примесей в меж-
кристаллитной прослойке. С ростом
концентрации примесей электрическая прочность межкристаллитной
прослойки, очевидно, понижается, что хорошо видно по результатам
описанных выше опытов.
5-5. МИКРОСТРУКТУРА И ДИЭЛЕКТРИЧЕСКИЕ ХАРАКТЕРИСТИКИ
Обычно к диэлектрикам, предназначенным для конденсаторов,
предъявляются следующие требования.
1) Диэлектрическая проницаемость es должна быть как можно
выше и должна быть стабильной при изменении температуры, частоты,
напряженности электрического поля и т. д. В некоторых случаях тем-
пературная зависимость должна быть по возможности плавной.
2) Диэлектрические потери должны быть как можно меньше.
3) Временные изменения должны быть минимальными.
4) Электрическая прочность должна быть максимальной.
5) Технология изготовления должна быть простой, позволяющей
получать тонкие пластины.
6) Однородность материала и воспроизводимость свойств.
Керамические материалы на основе ВаТЮз имеют высокую ди-
электрическую проницаемость это их достоинство, по температурные
изменения е.ч, наоборот, представляют особую проблему. Как показано
на рис. 1-3-2, у керамики ВаТЮз при температуре Кюри (вблизи 120°С)
диэлектрическая проницаемость достигает максимума и может быть
равной 5000—10 000, в окрестностях этой температуры кривая измене-
ния с., очень крутая. Однако в интервале температур от —55 до +85°С
изменения диэлектрической проницаемости сравнительно малы, поэто-
му японские промышленные стандарты позволяют использовать такие
материалы, присвоив им название «материалы типа YY». Однако самая
большая величина es, которая может быть использована у керамики
ВаТЮз, — примерно 1500.
В качестве добавок, понижающих точку Кюри титаната бария,
используют, например, SrTiO3, BaSnO.3, BaZrO3 (см. рис. 7-2-4). Если,
155
например, к ВаТЮз добавить 30 мол. % SrTiO3, то при образовании
гомогенного твердого раствора 7'с будет близка к 0сС, а в максимуме
может превышать 10 000. Однако при этом температурная зависимость
диэлектрической проницаемости также слишком крутая, что не прием-
лемо для конденсаторных материалов. Поэтому в титанат бария по-
мимо SrTiOs вводят дополнительно, например, MgTiO3, СаТЮз, вызы-
вая размытие максимума диэлектрической проницаемости и соответ-
ственно некоторое улучшение температурной характеристики es, после
чего керамику используют в технике. Материалы на основе таких со-
ставов в японских промышленных стандартах называют «материалы
типа YZ». Однако если у таких материалов повысить величину диэлек-
трической проницаемости, то кривая температурной зависимости стано-
вится слишком крутой, если же улучшить температурную стабильность
диэлектрической проницаемости, то понижается ее абсолютная вели-
чина. Это объясняется тем, что подобные материалы однофазные или
близки к однофазным.
Автор провел исследования с целью поиска общих способов, по-
зволяющих удовлетворить оба указанные выше требования, и получил
интересные результаты, показывающие связь температурной зависимо-
сти диэлектрической проницаемости и микроструктуры керамики,
а именно в случае присутствия в керамике двух или более отличающих-
ся по свойствам фаз температурная зависимость щ сглаживается. Ниже
приведены данные, касающиеся двух имеющих практическую ценность
композиций в виде такой двухфазной смеси. Часть того, что здесь опи-
сано, используется на практике, а другая часть, по-видимому, требует
еще дальнейшей разработки.
5-5-1. КЕРАМИЧЕСКАЯ СМЕСЬ, СОДЕРЖАЩАЯ ФАЗУ С ВЫСОКОЙ
ДИЭЛЕКТРИЧЕСКОЙ ПРОНИЦАЕМОСТЬЮ И ФАЗУ С НИЗКОЙ
ДИЭЛЕКТРИЧЕСКОЙ ПРОНИЦАЕМОСТЬЮ
Как показано на рис. 5-5-1,а, структура такой керамики выглядит
следующим образом: вокруг зерен с высокой диэлектрической прони-
цаемостью (77-фазы) расположен непрерывный слой с низкой диэлек-
трической проницаемостью (Л-фаза) [25]. Подобная структура возни-
кает, когда Я-фаза и /.-фаза при температурах обжига керамики с тру-
дом образуют твердый раствор и когда /.-фаза переходит в жидкой
при более низкой температуре, чем //-фаза, //-фаза на рис. 5-5-1,о
это зерна ВаТЮз или Ba(Sn, Ti)O3, имеющих большую диэлектрчч.-
скую проницаемость ея, диаметр dir этих зерен также велик, /.-фал
имеет малую толщину dj, и низкую диэлектрическую проницаемость р-
характерную для таких материалов, как Bi2(TiO3)’3 и Bi2(SnO3)3. Э:о
валентная электрическая схема такой структуры показана
рис. 5-5-1,б. Поскольку dr^d-t и л.Сщ то статическая емкость С
у /7-фазы и статическая емкость у A-фазы имеют примерно од--
ковую величину, а в целом эти емкости создают бесчисленное ко --
ство параллельных и последовательных соединений. Если получит;
добную микроструктуру, то можно ожидать, что пик диэлектрин.•
проницаемости /У-фазы будет подавляться. Кроме того, если // Е
/.-фаза имеют различные коэффициенты теплового расшпре
в Н-фазе возникнут механические напряжения и максимум ли- •
ческой проницаемости в точке Кюри Т,. у /7-фазы еще более .
О керамике в системе ВаТЮз—Biz(SnO3)3 сообщал Коффин. Со-
гласно его данным при добавлении к ВаТЮз 3 мол. % Bi2(SnO3)3 об-
разуется керамика, диэлектрическая проницаемость которой в ин-
тервале температур от комнатной до 85°С очень мало изменяется и
примерно равна 1000. У автора этот факт вызвал интерес, и им была
предпринята попытка изготовить керамику аналогичного состава. Во
время этих опытов при неизменном химическом составе меняли мето-
дику изготовления, что привело к обнаружению интересного факта:
были получены керамические материалы с совершенно различной тем-
fl)
Рис. 5 5-1.
Рис. 5-5-1. Сосуществование фаз с высокой и низкой диэлектрической проницаемостью
(соответственно Я-фазы и /.-фазы).
б — эквивалентная
на ; Сп пропроцпональна
Pjic. 5-5-2. Температурная зависимость диэлектрической проницаемости керамики
97ВаТЮ3—3Bi2(SnO3)3, полученной при температуре 1320’С (1 кГц).
Образе:!
97ВаСО3 + 97Т1О2 + В12О3 + 3SnO2
97ВаТ:О3 (спск полечен при 1000СС) + Bi.O3 - 3Sn< >,
97ВаТ.О3 (спек полечен при 12WC) + ВЦО3-р 3SnO2
97ВаТ1О3 (спек лечтучен при 1-Г'о'С) + Bi2O3 + 3SnOa
пературной зависимостью диэлектрической проницаемости. (Эти ре-
зультаты приведены на рис. 5-5-2). Методика заключалась в том, что
при получении керамики состава 97ВаТЮ3—ЗВ1г(5пОз)з условия пред-
варительного обжига для получения спека ВаТЮз, используемого для
составления шихты, различались. Если при составлении шихты для об-
разцов S-О непосредственно использовали необожженную смесь ВаСОз
и ТЮг, то при составлении шихты для образцов S-10, S-12 и S-14 при-
меняли порошок спека титаната бария, полученный предварительным
обжигом при температуре соответственно 1000, 1200 и 1400°С и после-
дующим измельчением. Образцы прессовали в виде дисков диаметром
30 мм, затем обжигали. Хорошее спекание наблюдалось в интервале
температур 1320—1400°С, при этом получали образцы с кажущейся
157
-5g Г , !
250 500 750 1000 1250 1500
температура. , °C
Рис. 5-5-3. Кривые расширения-усадки
в процессе обжига.
1 — BaCO3 + TiOc 2 — спек BaTiO3: 3 — ВГО-,—
+35пО,; 4 - Bi2O3+3TiO:: 5 — Bi2O3+3ZrO;.
Скорость нагревания 300 К/ч.
мости приходятся на точку Кюри
Расширение ,
плотностью 5,5—5,62. На дисковые керамические образцы, спеченные,
как отмечалось, до высокой плотности, с двух сторон наносили сере-
бряные электроды вжиганием и определяли диэлектрическую прони-
цаемость на частоте 1 кГц. Результаты измерений показаны на
рис. 5-5-2, на котором также приведены данные, которые получил
Коффин. Однако у автора температурной зависимостью е,, близкой
керамике Коффина, обладают только образцы S-14, у которых вблизи
120°С наблюдается размытый максимум ея, достигающий приблизитель-
но 1400, однако в интервале температур от —40 до + 80°С температур-
ный ход es почти линейный. У образ-
цов S-0, S-10 и S-12 диэлектриче-
ская проницаемость достигает ма-
ксимума вблизи температуры —25°С,
причем этот максимум очень размы-
тый. Температурные зависимости е,-
у образцов S-О и S-12 относятся
к разряду довольно плавных. Мож-
но. очевидно, заметить, что при оди-
наковом химическом составе в зави-
симости от условий предварительно-
го обжига исходных компонентов
возникают значительные различия
в характеристиках керамики, что
представляет собой очень интерес-
ное явление.
У образцов S-0, S-10 и S-12 ма-
ксимумы диэлектрической проницае-
Тс, равную —25°С. Это наводит на
мысль, что образование данных составов осуществляется в результате
определенных твердофазных реакций. У керамики, содержащей ВаО.
Т1О2, В120з и SnO2, точка Кюри может находиться ниже, чем у керами-
ки ВаТЮз, так как существует твердый раствор Ba(Ti, Sn)Os. Как по-
казано на рис. 7-2-4,б, на каждый молярный процент добавки BaSnO
к ВаТЮз точка Кюри понижается на 8,3°С. Рентгенофазовым анализом
можно идентифицировать дифракционные линии почти кубических кри-
сталлов в образцах S-О и ортогональных кристаллов в образцах S-14.
Таким образом, подтверждается предположение, что в образцах S-14
сохраняется определенное количество ВаТЮз. По приведенным данным
в процессе обжига образцов S-О происходит главным образом следую-
щая реакция:
97ВаСО» + 97ТЮ2 р- 3Bi,O. -р 9SnO2 — 88ВаТЮ3 -f- 9BaSnO3 -р 3Bi2 (ТЮ,)».
//-фаза Л-фаза
(5-5-Р
У образцов S-14, даже если судить по температурной зависимое':
диэлектрической проницаемости, Ba(Ti, 5п)Оз как отдельная фаза, оче-
видно, не образуется и главным образом происходит следующая реак-
ция:
97ВаСО3 4- 3Bi,O. + 9SnO2 — 97ВаТЮ3-г 3Bi2 (SnO,),. (5-5-L
//-фаза /.-фаза
Кроме того, можно предположить, что образцы S-10 и S-12 им
составы, промежуточные между указанными в правых частях уразщ:
158
(5-5-1) и (5-5-2). Следует указать, что при образовании образцов S-0
и S-14 протекают не только реакции (5-5-1) и (5-5-2), но в образцах S-0,
очевидно, частично возникает Bi2(SnO3)3, а в образцах S-14 —
Bi2(TiO3)3.
На рис. 5-5-3 показаны кривые расширения-усадки образцов (см.
подпараграф 4-4-2) при обжиге смесей окислов, в результате которого
проходят твердофазные реакции, приводящие к получению Bi2(SnO3)3,
В12(ТЮ3)з и Bi2(ZrO3)3:
Bi2O3 + 3SnO2 — Bi2 (SnO.),; (5-5-3)
Bi2O3 4- 3TiO2 — Bi2 (TiO3)3; (5-5-4)
Bi2O3 4- 3ZrO2 —* Bi2 (ZrO3)3. (5-5-5)
Из приведенных данных следует, что при образовании Bi2(TiO3)3,
Bi2(ZrO3)3 и Bi2(SnO3)3 усадка происходит соответственно вблизи тем-
ператур 800, 850°С и в области температур 800—1000°С. Сравнение
с температурами, при которых происходит усадка титанатбариевых об-
разцов, показывает, что указанные выше температуры довольно низ-
Рис. 5-5-4. Электронные микрофотографии реплик естественной поверхности образ-
цов S-14 (а) и Z-0 (б), обожженных при температуре 1320сС.
кие. Даже на основании этого факта можно вполне определенно ска-
зать, что в образцах S-О возникает Bi2(TiO3)3, а в образцах S-14 воз-
никает Bi2(SnO3)3. Выше указывалось, что Bi2(TiO3)3 и Bi2(SnO3)3
образуются при низкой температуре, а при температурах 1300—1400°С
они расплавляются и образуют жидкую фазу. На рис. 5-5-4,а приведена
фотография, полученная с помощью электронного микроскопа, на кото-
рой изображена поверхность образца S-14 после обжига. Если обжигать
образцы при температурах 1300 — 1400°С, то зерна BaliO3 или
Ba(Ti, Sn)O3 образуют /7-фазу, показанную на рис. 5-5-1,a a Bi2(SnO3)3
или Bi2(TiO.j)3 образуют 7,-фазу. Сначала полностью вырастают кри-
сталлиты /7-фазы, затем в процессе охлаждения, очевидно, затверде-
вает L-фаза, со всех сторон покрывая кристаллиты //-фазы. Фотогра-
фия на рис. 5-5-4,а подтверждает рассмотренный механизм образова-
ния керамики и свидетельствует о том, что керамика, соответствующая
модели, изображенной на рис. 5-5-1,а, реально существует.
159
В табл. 5-5-1 приведены
результаты определения ди-
электрической проницаемо-
сти образцов Bi2(SnO3)3,
Bi2(TiO3)3 и Bi2(ZrO3)3.
У образцов всех перечислен-
ных составов диэлектриче-
ская проницаемость es менее
100, т. с. значительно ниже
величии 1000—8000, харак-
терных для керамики ВаТЮз
и Ba(Ti, Sn)O3. Следова-
Та б лица,5-5-1
Диэлектрические характеристики Bi3(SnO3)3
Bi2(TiO3)3 и Bi2(ZrO3)3
Образец Температу- ра обжига, Диэлектриче- ская проницае- мость es на tg S.10-* на частоте
1 кГц | 1 МГц 1 кГц 1 МГц
Bi2(SnOs), Bia ( PiО3)з Bi2 !7.гОз)з 1030 900 970 66 1 46 Й | 11 1820 31 157 32
тельно, если рассчитать по
эквивалентной схеме, показанной на рис. 5-5-1,6, суммарную диэлектри-
ческую проницаемость, то получим пунктирную линию, изображенную
на рис. 5-5-5,а, которая нс совпадает с ровной линией температурной
зависимости диэлектрической проницаемости, измеренной у образца
S-14. Влияние механических напряжений на диэлектрическую прони-
цаемость, рассматриваемое в § 7-4-3, в данном случае дает следующий
эффект: поскольку коэффициенты теплового расширения //-фазы И
L - фа з а
' \ Н-хаза
Механическое
напояжение
в)
Л-фазы различаются, то на //-фазу накладывается большое механи-
ческое напряжение, при этом пик ей подавляется. Этот факт может
быть хорошо объяснен на основе модели, представленной на
рис. 5-5-1,6. Результаты практического измерения коэффициента тепло-
вого расширения показывают, что (см. рис. 10-6-2) у титаната бария и
материалов типа YZ с высокой диэлектрической проницаемостью тем-
пературный коэффициент линейного расширения р равен (8—11)Х
XI0“6 К-1, тогда как у керамики Bi2(TiO3)3 он значительно отличается
от этого значения. Влияние механических напряжений на диэлектри-
ческую проницаемость сегнетокерамики ВаТЮз показано на рис. 7-4-4:
под действием как одностороннего, так и всестороннего давлений пик
диэлектрической проницаемости сглаживается. Эти данные подтверж-
дают, что модель, изображенная на рис. 5-5-5,б, соответствует действи-
тельности. Кроме того, иногда у образцов в этой системе точка К/ж:
Тс значительно выше температуры 120—130°С, характерной для ждл
Кюри чистого ВаТЮ3. Это, возможно, вызвано образованием сегшжл-
электрика Bi4Ti30i2 (см. табл. 1-2-1).
160
2000
Температура, °C
Рис. 5-5-6. Температурная зависимость ди-
электрической проницаемости на частоте
1 кГц керамики 97ВаТЮ3—3Bi2(ZrO3)3,
полученной при температуре 1320°С.
Была сделана попытка выяснить иооо
экспериментально, можно ли в си-
стеме BaTiO3—Bi2(ZrO3)3 получить
керамику с микроструктурой, пока- 3000
занной на рис. 5-5-1,а [25]. Основа-
нием для постановки работы послу-
жило следующее обстоятельство.
Как видно из рис. 5-5-3, Bi2(ZrO3)3
образуется при низкой температу- 1ппп
ре — 800—900°С, a BaZrO3, как и
BaSnO3, обладает способностью по-
нижать точку Кюри у титаната ба-
рия. На рис. 5-5-6 показаны составы
исходных компонентов и темпера-
турная зависимость диэлектрической
проницаемости. Наряду с составом
изменяли и температуру получения
спека ВаТЮз, используемого для
составления шихты. Все образцы
обжигали в интервале температур
1320—1400°С, при этом получали
плотную керамику (с кажущейся
плотностью 5,54—5,69 г/см3). Как
видно из рис. 5-5-6, у образцов Z-14,
изготовленных из шихты, содержа-
щей спек титаната бария,полученный
предварительным обжигом при температуре
это видно и из рис. 5-5-2) максимум диэлектрической проницаемости
вблизи 120°С, а у образцов Z-0, Z-10 и Z-12 максимум es обнаружива-
ется в интервале температур от —10 до —20°С. В образцах Z-0, веро-
Образец
Ссстав
97ВаС03 + 97Т|О2-ф 3Bi2O3 + 9ZrO2
97BaTiO3 (спек получен при 1400°С
1400°С, наблюдается (как
ятно, протекает следующая реакция:
97ВаСО, + 97ТЮ2 + 3Bi2O3 9ZrO2 — 88ВаТЮ3 9BaZrO3 Ц- 3Bi2 (ТЮ3),.
//фаза /.-фаза
(5-5-6)
В образцах Z-14, главным образом проходит следующая реакция:
97ВаТЮ3 (спек) 4- 3Bi2O3 + 9ZrO2 97ВаТЮ3 4- 3Bi2(ZrO3)3. (5-5-7)
//-фаза /.-фаза
На рис. 5-5-4,б приведена фотография образца Z-0, полученная на
электронном микроскопе. В этом случае, как и в ранее рассмотренном
аналогичном примере, зерна покрыты гладким стеклообразным мате-
риалом. Таким образом, хорошо подтверждается предположение о су-
ществовании смешанной формы керамики, модель которой показана на
рис. 5-5-1,а.
5-5-2. КЕРАМИКА В ВИДЕ СМЕСИ ДВУХ ФАЗ С ВЫСОКОЙ ДИЭЛЕКТРИЧЕСКОЙ
ПРОНИЦАЕМОСТЬЮ, ОТЛИЧАЮЩИХСЯ ТОЧКАМИ КЮРИ
Одна из важных форм структуры керамики представляет собой
встречающуюся на практике смесь, содержащую две фазы (Д- и В-фа-
зы) [25, 31]. Эта форма показанная на рис. 5-5-7,а, отличается от фор-
11—657 161
мы, показаной на рис. 5-5-1. Если /1-фаза имеет высокую диэлектриче-
скую проницаемсть, а В-фаза—низкую, то В-фаза служит просто депрес-
сором1, подавляющим пик диэлектрической проницаемости . 1-фазы
вблизи Те, причем этот эффект не слишком большой. Однако если
Д-фаза и В-фаза имеют высокие диэлектрические проницаемости, по
различные точки Кюри, и если эти фазы могут стабильно существовать
в единой керамике, то на температурной зависимости диэлектрической
проницаемости должно возникнуть два или более двух максимумов.
В качестве примера в подтверждение существования в керамике
двух фаз с различными точками Кюри в ' '
А-фаза
в-фаза.
месь, содержащая дне фазы
рнческои проницаемостью (Д-фазу и
соответствии с моделью, по-
казанной на рис. 5-5-7.а. вы-
брана керамика в системе
ВаТЮз—CoOSnO2. Как по-
казано в табл. 5-5-2, у об-
разцов CoS-О и CoS-14 хи-
мический состав одинаков,
а условия обработки исход-
ных компонентов различны:
для изготовления образцов
CoS-О использовали порош-
ки ВаСОз, ТЮ2, СоО и
SnO2, а для изготовления CoS-14 применяли порошок снека тита-
ната бария, полученный предварительным обжигом эквимолекуляр-
ной смеси ВаСО3 и ТЮ2 при температуре 1400°С и последующим
тонким измельчением до размера частиц менее 20 мкм (ниже
такой титанат бария будет именоваться ВТ). Условия предва-
Та блина 5-5-2
Состав, плотность и усадка образцов керамики системы ВаТЮз—CoOSn02
Образец | Состав
CoS-О । 95ВаСОз + 95TiO24-5CoO 4-5SnO2 I 5.44
CoS-14 j 95ВаТЮз (снек, полученный при температуре’ 5,47
1400°C) + 5CoO-5SnO., ’ I
рительиого обжига при получении порошка ВТ, как будет показано
ниже, играют наиболее важную роль. Когда при высокой температуре
обжигают образцы CoS-О, в процессе образования керамики, по-види-
мому, происходит следующая реакция:
95ВаСО3 -4-95ТЮ2 -у 5СоО J- 5SnO2 — 90BaTiOs4-5BaSnO3 г 5СоО — 5ТЮг.
£-фаза G-фаза
(5-5-8)
Таким образом, ВаТЮ3 и BaSnO3 образуют твердый раствор. ::
пропорционально содержащемуся в нем количеству BaSnO3 точка Кью:’
Тс смещается в сторону низких температур. Компонент СоО-ТЮ2.
можно, частично образует твердый раствор с ВаТЮз, но большей
1 Депрессорами называют добавки, подавляющие пик ди электрической грочииас-
мости es в точке Кюри Тс, а добавки, смещающие точку Кюри, называют шифтещм!:
162
частью в качестве компонента смеси, обладающей низкой диэлектри-
ческой проницаемостью, очевидно, служит депрессором, подавляющим
максимум диэлектрической проницаемости ss в точке Кюри. В ходе
температурной зависимости диэлектрической проницаемости, как по-
казано на рис. 5-5-8,а, обнаруживается единственный максимум вблизи
температуры 65°С, что подтверждает прохождение указанной выше ре-
акции.
С другой стороны, па кривой температурной зависимости диэлек-
трической проницаемости образцов CoS-14, изображенной на том же
рис. 5-5-8,а, видны два максимума р.ч: вблизи температур 20 и 120°С.
Это позволяет предположить, что в данном случае во время высокотем-
пературного обжига проходит следующая реакция:
95ВаТЮ3 (спек) -р- 5CoO-f- 5SnO2 —♦ х Ba (Ti, Sn)O3-[-
(Гс = 20°С)
у ВаТЮз -j- z CoOTiO2. (5-5-9)
(т;=120ос)
Судя по виду температурной зависимости диэлектрической прони-
цаемости, концентрация Sn'*+ в Л-фазе [см. уравнение (5-5-9)], очевид-
но, выше, чем концентрация Sn4r в Е-фазе [см. уравнение (5-5-8)].
Это связано с тем, что температура, при которой наблюдается макси-
мум Es, у Л-фазы ниже, чем у Е-фазы. Кроме того, максимум es у
5-фазы наблюдается при температуре, близкой к точке Кюри чистого
титаната бария, в связи с чем можно утверждать, что концентрация
Sn'*+ в 5-фазе близка к нулю и состав этой фазы соответствует ВаТЮз-
Таким образом, можно констатировать, что в образцах CoS-14 сущест-
вуют местные неоднородности по концентрации Sn4+. Для подтвержде-
ния этого положения можно было бы воспользоваться рентгенострук-
турным анализом, но так как постоянные решетки у фаз Л и 5 близки,
то идентификация затруднена. В связи с этим лучше воспользоваться
сравнительно точными данными, которые дают нам измерения элек-
трических характеристик.
163
На рис. 5-5-8,б приведены результаты определения остаточной и -
ляризации Рт с помощью баллистического гальванометра, изображен-
ного на рис. 1-2-7. У образцов CoS-О остаточная поляризация исчезав’
при температуре значительно выше точки Кюри, а у образцов CoS-14
кривая температурного изменения остаточной поляризации имеет дз.;
участка, соответствующих двум фазам, обладающим различными соб-
ственными точками Кюри.
На рис. 5-5-8,в показан график температурной зависимости коэр-
цитивной силы Ес, найденной по результатам измерения петель гисте-
резиса D—Е. У образцов CoS-О температурная зависимость £<-, как .
остаточной поляризованности Рг, имеет следующий вид: величина Е
монотонно уменьшается с температурой и в точке Кюри Тс исчезает,
а у образцов CoS-14 температурная зависимость образует два участка.
Наличие двух участков на температурных зависимостях Рг и Е1: у об-
разцов CoS-14 служит, как мож-
но констатировать, еще одних:
подтверждением образования з
керамике в соответствии с урав-
нением (5-5-9) смеси двух сегш -
тоэлектрических фаз с различны-
ми точками Кюри.
До настоящего времени ис-
пользовалось понятие об Д-фазс-
и В-фазе, имеющих различны,
точки Кюри Тг. Однако дело не
в том, что концентрация Sn4
в различных участках Д-фазы
одинакова, а в том, что эта кон-
центрация Sn4+ такова, что сред-
няя точка Кюри приближается
X 20°С. Следовательно, в действи-
тельности можно представить се-
бе, что концентрация Sn44- в Д-фа-
зе распределена в широком ин-
тервале. Этим, возможно, объяс-
няется тот факт, что остаточная
поляризация Р,- и коэрцптивно
поле Ес у образцов CoS-14 пре.
Тс. не исчезают резко и имеют
тенденцию к постепенному умень-
шению.
Как видно на примере образ-
цов CoS-14, где в качестве исход-
ного компонента использовали
спек титаната бария, после об-
жига часть кристаллитов BaTiO
сохраняется в неизменном виде.
Рис. 5-5-9. Температурная зависимость ди-
электрической проницаемости керамики
в системе BaTiO3—NiSnO3 (измерения на
частоте 1 кГц).
Образец
NiSn-2,5 97,5; 2,5
NiSn-5 95,0; 3,0
NiSn-10 90,0: 10,0
NiSnY-2,5 97,5; 2,5
NiSnY-5 95,0; 5,0
NiSnY-10 90,0; 10,0
что подтверждает возможное:,
получения керамики в форме сме-
си соответствующей модели, изо-
браженной на рис. 5-5-7,о.
У. Коффин сообщил, что вс: -
стеме ВаТЮз—NiSnO3обнаружь
164
керамику, у которой диэлектрическая проницаемость 8S примерно рав-
на 2000 и ее температурное изменение выражается почти ровной ли-
нией. Диэлектрические .характеристики NiSnO3 и NiTiO-} приведены
в табл. 10-3-2, у них, как и у Bi->(SnO3)3 и Bi2(ZrO3)3, диэлектрическая
проницаемость es мала. На рис. 5-5-9 приведены результаты экспери-
ментов автора [25]. Образцы NiSn получены путем смешивания исход-
ных компонентов ВаСО3, TiO2, NiO и SnO2 и непосредственного обжи-
га— так называемым методом однократного обжига; для образцов
NiSnY использовали в качестве исходного компонента порошок снека
ВаТЮ3. Все образцы хорошо спекались при температуре 1300- -1400°С.
Рис. 5-5-10. Полученные на электронном микроскопе фотографии реплик естествен-
ной поверхности образцов.
а — \iSnY-5; б — XiSn-2.5.
Из полученных данных следует, что результаты, которые получил
У. Коффин (рис. 5-5-9), аналогичны результатам, относящимся к си-
стеме NiSnY, и совершенно отличны от результатов, относящихся к си-
стеме N'iSn. Если тщательно изучить температурную зависимость щ
образцов NiSnY-5, то можно увидеть максимумы щ при двух темпера-
турах: 40 и 110°С. Этот факт, несмотря па его менее четкое проявление
по сравнению со случаем, изображенным на рис. 5-5-8, позволяет пред-
полагать, что и в данном случае, скорее всего, возникает смешанная
форма, подобная изображенной на рис. 5-5-7,о. При этом, возможно,
образуются следующие компоненты:
95ВаТЮ,5NiO Д-5SnO2 — xBa(Ti, Sn) O3 у (Ba, Ni)TiO3 (5-5-10)
.4-фаза .Ч-фаза
Реакции
NiO-J-SnOi—»NiSnO3 (5-5-11)
и
NiO-;-TiO2-. NiTiO3. (5-5-12)
проходят при сравнительно высоких температурах — 900—1300=С и, не-
видимому, при температурах 1300—1400°С жидкая фаза, подобная
Bi2(SnO3)3 и Bi2(TiO3)3, не возникает. На рис. 5-5-10 показаны полу-
ченные па электронном микроскопе фотографии естественной поверхно-
сти образца NiSnY-5 (которая отличается от поверхности, изображен-
ной на рис. 5-5-4): видна как бы смесь двух твердых фаз, т. е. данный
случай, как можно предположить, тоже служит примером смеси в фор-
ме, изображенной на рис. 5-5-7,а.
Можно ли опасаться за стабильность керамики, представляющей
смесь двух фаз: Л и В, различающихся точками Кюри Те? При рассмот-
рении керамики в системе ВаТЮз-—CoO-SnOa можно констатировать,
что микроструктура, модель которой изображена на рис. 5-5-7,а, харак-
теризуется неравномерностью концентрации Sn,4+ в микрозонах разме-
ром 3—5 мкм, поэтому сомнение в стабильности вполне закономерно.
Дело в том, что явление спекания при обжиге керамики определяется,
главным образом, процессом диффузии взаимодействующих компонен-
тов, поэтому совершенно верно замечено, что состояние, изображенное
на рис. 5-5-7,а, не представляет собой окончательного равновесного со-
стояния. Вопрос заключается в том, чтобы определить стабильность со-
стояния с практической точки зрения [31].
Процесс образования керамики по керамической технологии не
требует полного расплавления материалов смеси, их гомогенизации и
достижения окончательного равновесного состояния, процессы прекра-
щаются в нолурасплавленной керамике, т. е. на определенном этапе
плавления.
Следовательно, хотя при этом сохраняется негомогенное состояние,
изображенное на рис. 5-5-7,а, все-таки в производстве получают кера-
мику с воспроизводимыми свойствами: водопоглощение при обычных
температурах отсутствует, электрические (в первую очередь) и другие
характеристики стабильны, что позволяет назвать состояние такой ке-
рамики стабильным.
Чтобы выяснить степень воспроизводимости свойств у образцов
CoS-14, изучали температурное изменение диэлектрической поннцаемо-
сти у керамики, полученной при различных условиях обжига. Как по-
казано выше, микроструктура образцов CoS-14 (см. рис. 5-5-7,а) тако-
ва, что концентрация Sn4* в различных участках образца не одинакова.
В связи с этим при увеличении длительности обжига степень диффузии
Sn'*~ должна возрастать. При этом с уменьшением неравномерности
в концентрации Sn4+ характеристика образцов CoS-14, изображенная
на рис. 5-5-8,а, должна приближаться к характеристике керамики CoS-0,
что как будто бы говорит о плохой воспроизводимости состояния изо-
браженного на рис. 5-5-7,а.
Для проверки этого предположения было проведено исследование
влияния гранулометрического состава порошка спека титаната бария,
используемого при составлении шихты для получения образцов CoS-14,
Табл п ца
Гранулометрический состав
обожженного порошка, содержащего
95 мол. % ВаТЮз и 5 мол. %
CoO-SnO2
CoS-14C
CoS-14M
CoS-14C
CoS-14M
CoS-14F
а также продолжительности вы-
держки ts при максимальной тем-
пературе обжига на температур-
ную зависимость диэлектрической
проницаемости полученных об-
разцов. В табл. 5-5-3 приведены
обозначения образцов, грануло-
метрический состав порошка спе-
ка титаната бария, плотность об-
разцов после обжига и продол-
жительность выдержки при ма-
ксимальной температуре. Буквы
С, М и F, в обозначениях образ-
телыюсть .
обжига, ч |
20
20
20
нов, например CoS-14C, CoS-14M, CoS-14F, указывают на гранулометри-
ческий состав порошка спека BaTiO3: С — «грубые», М—«промежуточ-
ные» и F —«тонкие» зерна. Порошок титаната бария для образцов
CoS-14C получали измельчением сухим способом, размер зерен у него
изменяется в широких пределах: от 2 до 70 мкм. а для образков
CoS-14M и COS-14F был использован мокрый помол.
На рис. 5-5-11,0 показана температурная зависимость диэлектри-
ческой проницаемости образцов CoS-14M, полученной при выдержке /,
2, 5, 10 и 20 ч. На рис. 5-5-11.6 показана зависимость температуры 'Л2,
при которой диэлектрическая проницаемость es достигает низкотемпе-
0 50 100
Температура., °C
ратурного максимума, от продолжительности выдержки /к при обжиге
образцов CoS-14C и CoS-14M. Нз этих данных видно, что повышение
Тс2 происходит исключительно медленно, даже при 20-часовой выдерж-
ке температура Т,-?, остается ниже 30°С. Следовательно, с увеличением
времени ионы Sn4+ из Л-фазы постепенно диффундируют в В-фазу,
и свойства приближаются к свойствам образцов CoS-О, по даже при
весьма большой выдержке особенности образцов CoS-14 полностью
не утрачиваются. Кроме того, на рис. 5-5-11,6? показана температурная
зависимость диэлектрической проницаемости образцов CoS-14C,
CoS-14M и CoS-14F, полученных при выдержке равной 20 ч. Очевид-
но, что при малых размерах частиц порошка спека титаната бария
диффузия ионов Sn4+ облегчается и обнаруживается быстрое повыше-
167
нис ТС2. Однако даже в этом случае не происходит утрата особенност-;;:
образца CoS-14.
Таким образом, свойства керамики, в которой сосуществуют /1-фа-
за и S-фаза с разными точками Кюри Тс, очень хорошо воспроизводит-
ся. Очевидно, можно сделать вывод, что эта керамика стабильна.
Таблица 5-5-4
Составы керамики, обладающей двумя максимумами
диэлектрической проницаемости
Образец С.став Плотность, Г/см» ! Усадк-
CZL-10 98BaTiO3 (спек, полученный при температуре 1000°С) 4-2 (Ce.O2-Zr’O2)0,5 масс. % глины 5,44 21,5
CZL-14 98 ВаТЮ,, (спек, полученный при 1400°С) 4- + 2 (CeO2-ZrO2) + 0,5 масс. % глины 5,02 14,5
CZ-14 98 ВаТЮз (спек, полученный при 1400°C)-J- 4-2(CeO2-ZrO2) 5,26 15,2
CSL-I0 98 ВаТЮз (спек, полученный при 1000°С) + + 2 (СеО2 • SnO2) + 0,5" масс. % глины 5,62 22,9
CSL-14 98 ВаТЮз (спек, полученный при 1400°C)-f- + 2 (CeO2-SnO2) + 0,5 масс. % глины 5,19 16,0
CS-14 98 ВаТЮз (спек, полученный при 1400°С) J- 4- 2 (СеО2 • SnO2) 5,47 17,2
СТ-И) 98 ВаТЮз (спек, полученный при 1000°С) + 4-2 (СеОг-Т1О2) 5,29
СТ-14 98 ВаТЮз (спек, полученный при 1400°С) + + 2(СеОг.ТЮ2) 5,22 17,4
TLa-10 98 ВаТЮз (спек, полученный при 1000°С)4- + 2 (La203-3T102) 5,25 20,6
TLa-14 98 ВаТЮз (спек. полученный при 1400°С) + + 2(Ьа2О3-ЗТЮ2) 5,21 16,7
CoZ-0 95 ВаСОз -Ь 95ТЮ2 + 5 (CoO-Zr02) 5,56 28,7
14 95 ВаТЮ3 (спек, полученный при 1400° С) 4- 1 +5(CoO-ZrO2) 5,39 15,7
В табл. 5-5-4 приведены обозначения образцов, составы, плотность
после обжига и усадка образцов на основе систем ВаО — TiO->.—
СеО —SnO, ВаО —TiO -СсО2 —ZrO2, ВаО — TiO2 —СеО2 —TiO2,
ВаО — TiO2 —СоО--ZrO2, ВаО-TiO2 —La2O3 —TiO2 [32]. Цифры О,
10 i: 14 в обозначениях керамики, например СТ-0, CS-10, CZ-14, указы-
вают на температуру соответственно 0, 1000 и 1400°С предварительного
обжига при получении спека титаната бария, используемого для состав-
ления шихты. Во всех случаях продолжительность выдержки при ма-
ксимальной температуре предварительного обжига была равна 2 ч,
размер зерен порошка, полученного измельчением после обжига, не
превышал 20 мкм. На рис. 5-5-12 показаны результаты определения
электрических характеристик полученных образцов. У образцов с ин-
дексом 14, т. с. у образцов, для которых использовали порошок спека
BaTiOs, полученного обжигом при температуре 1400°С, наблюдаю!-.'-
два максимума диэлектрической проницаемости: в интервале темпера-
тур 110—120°С и при более низких температурах. Если для составле-
ния шихты использовать спек титаната бария, полученного обжигом
при температуре 1000°С и ниже, то у полученных образцов (CoZ-0.
СТ-10, CSL-10, CZL-10, TLa-Ю) наблюдается единственный максимум
168
Рис. 5-5-13. Температурная зависимость ди-
электрической проницаемости керамики, по-
лученной при рач.тичиых температурах
обжига (состав близок к пределу раство-
ряемости ВаТЮз — 59. СаТЮз —31.
SrTiO., 12 мол. 5,1.
диэлектрической проницаемости t-щ Однако у образцов CSL-10 и CZL-10
в температурной зависимости диэлектрической проницаемости вблизи
температуры 120=С видна как бы небольшая площадка. Таким образом,
можно, очевидно, найти много примеров керамики с двумя максиму-
мами на температурной зависимости диэлектрической проницаемо-
сти. Во всех случаях это вызывается наличием двухфазной смеси, изо-
браженной на риг. 5-5-7,а. Бэлдвин также сообщил о керамическом
материале, обладающем двумя пиками диэлектрической проницаемости
в точках Кюри. В этом случае, по-видимому, также реализована по-
добная двухфазная смесь.
5-5-3. ТЕХНИКА УПРАВЛЕНИЯ ТВЕРДОФАЗНЫМИ РЕАКЦИЯМИ
Из вышеприведенных многочисленных примеров видно, что при
одном и том же химическом составе можно изготовлять керамику с раз-
личным поведением диэлектрической проницаемости при изменении тем-
пературы. Для этого при изготовлении керамических материалов с вы-
сокой диэлектрической проницаемостью на основе титаната бария или
предварительно обжигают часть исходных компонентов, идущих на со-
ставление шихты, или изменяют
условия этого предварительного
обжига, или варьируют грануло-
метрический состав порошка сне-
ка. Таким образом, можно ут-
верждать. что путем подбора ре-
жимов технологических операций
может быть получена в промыш-
ленном масштабе стабильная ке-
рамика. Подобное варьирование
режимами технологических опе-
раций, по-видимому, может быть
также названо техникой управле-
ния твердофазными реакциями.
Изучению этой техники до недав-
него времени нс уделяли доста-
точно большого внимания, одна-
а ко. очевидно, что совершенство-
вание этой техники будет теперь
основной темой при изучении пу-
тей улучшения конденсаторных
материалов.
Кроме перечисленных воз-
можны следующие способы управ-
ления твердофазными реакциями.
I ) Макварри обнаружил, что при изменении температуры обжига
керамики в системе (Ва, Са. Sr)TiO3 диэлектрические характеристик-
меняются так. как показано на рис. 5-5-13. При этом следует образ :
внимание па его утверждение, что «при всех температурах обжига бы :-
получены плотные образны». Это пример изменения твердофазных -е-
акций при различной температуре обжига. Однако, каков бы п . 'д!
состав, при изменении температуры обжига характеристики ке-щмчхи
будут изменяться. Но если не стремиться получить при спекании плот-
ный черепок, то нельзя говорить об обычной технологии.
170
2) . Ila рис. 5-5-14 приведены результаты рентгенофазового анализа
керамики (ВаодаСао.овПЮз, полученной при температуре 1400°С:
а) однократным обжигом смеси
0,92BaC03 + 0,08CaC03 + Ti02; (5-5-13)
Рис. 5-5-14. Рентгеновская дифрактограмма образцов (Вао.92Сао.о8) ТЮз,
обожженных при температуре 1400'С. Образцы СВ-8 образуются по ре-
акции (5-5-13), а СТ-8 — по реакции (5-5-14).
б) обжигом шихты, содержащей порошок снека СаТЮ3
0,92ВаС03+0,92ТЮ2+0,08СаТЮз. (5-5-14)
В случае «а» спекания почти не происходит, а в случае «б» проис-
ходит полное спекание. Это также пример различия в протекании твер-
Рис. 5-5-15. Влияние добавок Fe2O3 и \Ю на
температурную зависимость диэлектрической
проницаемости.
Образцы составов 5 и 6 обжигали при
температуре 1375°С и выдержке 1 ч.
дофазных реакций. Оно обусловливается или предварительным обжи-
гом части исходных компонентов, идущих па приготовление шихты, пли
изменением условии этого предварительного обжига. Как показано
в данном napai рафе, должно существовать много разнообразных :
можностей для выявления новых материалов путем комбинирован
этих способов.
3) Способ горячего прессования, рассмотренный в гл. 6. так,-
предоставляет много возможностей для управления твердофазными
акциями.
4) Как указывал Брэдли, с целью значительного улучшения л.
пературных характеристик керамики с высокой диэлектрической и;
ппцасмостыо целесообразно вводить микродобавки окислов Fe2O.> и
(рис. 5-5-15). Для этой пели, ио-видимому, не пригодны добавки Си*
СгоО.з, СоО, МпО. ХдОг,. Еще предстоит выяснить. каков механизм д«.
ствия добавок, приводящий к указанному явлению.
ГЛАВА ШЕСТАЯ
ГОРЯЧЕЕ ПРЕССОВАНИЕ
6-1. ОСОБЕННОСТИ МЕТОДА ГОРЯЧЕГО ПРЕССОВАНИЯ
В порошковой металлургии и особенно в керамической технолог: •
горячим прессованием называют одновременное проведение прессов:,
ния при высокой температуре и спекания изделий. С технической точи
зрения горячее прессование не представляет собой принпипиальн
новый способ. Было много сообщений о получении материалов гор-:
чим прессованием с использованием графитовых форм в вакууме, эт.
способ применяется даже в промышленности. Однако горячее пресс
ванне керамики ВаТЮз или керамики ЦТС необходимо проводит
в окислительной атмосфере в формах из глиноземистой керамики, ч-
потребовало проведения исследований, которые можно квалифицир
вать как сравнительно новые. В данной главе будут описаны основнь
результаты исследований, касающихся горячего прессования и проз
лившихся в течение ряда лет в лаборатории автора.
Метод горячего прессования имеет целый ряд достоинств по сра:
нению с классической технологией керамики.
1) Благодаря пластической текучести достигают высокой степей
уплотнения, при этом можно получить керамику с плотностью, близко
к теоретической.
2) Благодаря тому что давление подают при высокой температур.,
облегчаются контакты между зернами и ускоряется диффузия, при эт<
ио сравнению с обычным обжигом температура обжига понижаете
продолжительность обжига сокращается.
3) Подавляется рост зерен, можно получить .мелкозернистую кер.
мику. С другой стороны, путем подбора режимов горячего прессован'
можно стимулировать аномальный рост зерен и получить керами?,
с большим размером зерен.
4) Можно воспрепятствовать испарению РЬО и изменению соста
у материалов типа керамики ЦТС, обладающих высоким давленш
паров РЬО при обжиге.
5) Поскольку связка не требуется, то устраняется одна из при-;
возникновения пористости и разброса параметров.
1 72
6) При получении некоторых материалов можно ожидать эффект
ориентации кристаллитов.
Подробно эффекты горячего прессования еще раз рассмотрены
в § 6-4.
6-2. МЕТОДЫ ГОРЯЧЕГО ПРЕССОВАНИЯ
6-2-1. УСТАНОВКА ДЛЯ ГОРЯЧЕГО ПРЕССОВАНИЯ
На рис. 6-2-1 изображена схема установки для горячего прессова-
ния [33, 37], изготовленной фирмой «Масаёси дэнки». Установка состо-
ит из печи и прессующего механизма высокого давления. Сама печь
имеет кольцевую форму: внутренний диаметр ее равен 11 см, наруж-
ный—40 см, высота--28 см. Шесть силитовых нагревателей «Эрэма»
Рис. 6-2-2. Форма для горячего прессования.
1 -нижний пуансон; 2— корпус формы; 3 — верхний пуансон; 4— щель
для термопары.
расположены вертикально, сверху и снизу имеются примерно 10-санти-
метровые зоны выравнивания температуры. Мощность печи 8 кВт,
однофазное питание 120 В. Формующий механизм высокого давления
снабжен регулирующим устройством, позволяющим поддерживать по-
стоянное давление при максимальном общем гидравлическом усилии
механизма до 600 МПа (6 тс). При температуре ниже 900°С в опытах
по прессованию вполне пригодны формы из нержавеющей стали (мар-
ки SUS-27), а при более высокой температуре были использованы фор-
мы из глиноземистой керамики. В верхней части металлической формы
находится выемка, куда вставляется платино-платинородиевая термо-
пара, предназначенная для точного измерения и регулирования темпе-
ратуры. Для этой цели было использовано программно-регулирующее
устройство SCR (изготовитель — «Окура дэнки»), позволяющее под-
держивать температуру в пределах ±0,5'°С. Если форму нагревать, по-
местив ее непосредственно на металлический формующий механизм, то
благодаря теплопроводности произойдет нагревание деталей пресса
173
вплоть до плунжера, поэтому сверху и снизу, как показано на
рис. 6-2-1, для термоизоляции помещают стержни из глиноземистой
керамики. Кроме того, для защиты от тепловой радиации сверху и сни-
зу печи желательно установить тепловые экраны.
Самая сложная проблема при горячем прессовании — это изготов-
ление форм, которые не реагировали бы с образцом при высокой тем-
пературе и обладали бы высокой механической прочностью (рис. 6-2-2).
Р. Дунган использовал форму, для изготовления которой к 50 —
V 70 масс. % ZrO2 примешивал ZnO. Ис-
пользуемые автором в настоящее время
формы из глиноземистой керамики (изго-
товитель «Нимура когё») с внутренним
диаметром 15 мм при максимальной тем-
пературе 1300сС выдерживают давление
30 МПа. Если использовать более круп-
ные формы, то в самой форме из глино-
земистой керамики в процессе формова-
ния возникают напряжения, очевидно,
поэтому падает механическая прочность.
Эту проблему желательно решить в даль-
нейшем.
P1IC. 6-2-3. Методы горячего
прессования.
6-2-2. ТЕХНОЛОГИЯ ГОРЯЧЕГО ПРЕССОВАНИЯ
Для осуществления горячего прессо-
вания прежде всего проводят предвари-
тельное прессование образцов при обыч-
ной температуре, затем помещают образ
цы в форму для горячего прессовашш
При горячем прессования необходим
установить три параметра: Тт — макс;
мальную температуру; Ph — максима.',
ное давление при максимальной темпе?
туре; tp — продолжительность прилож
ния максимального давления при мак.
мальной температуре.
Кроме указанных трех парамет:
учитывают еще и то, прикладывается
давление в процессе подъема темпер;
ры, т. с. принимают во внимание мет. ..
ку прессования.
При подъеме температуры ел?:;
избегать резкого нагревания. Го?
прессование возможно осуществляв
дующими методами (названия при?
жат автору) [37].
Метод GP. Режим подачи д;
изображен на рис. 6-2-3,а. Зафи-ч
определенное давление при пъ-
пературе, формующий мсхаш: ?
зируют: в процессе повыше?
туры печи давление постепенно повышается за счет термического рас-
ширения. например, пресс-формы. К моменту достижения температуры
Тт давление становится равным Ph.
Метод DP. Как показано на рис. 6-2-3,б, обжиг по этому методу
ведут, приложив определенное давление Ptl начиная от комнатной
температуры и до Тт, т. е. процессу придают изобарический характер.
Как было отмечено в подпараграфе 3-3-4, при введении связки особен-
но легко происходит восстановление '•'обжигаемого материала. Хамано
из лаборатории Окоси показал, что при горячем прессовании глинозе-
мистой керамики в случае подачи давления при одновременном повы-
шении температуры возникает аномальный рост зерен. Этот результат
относится к данному методу DP.
Метод SP. Как показано на рис. 6-2-3.в, после достижения темпе-
ратуры Тт прикладывают давление Р/, в течение времени IПо срав-
нению с обычными методами DP и GP в данном случае легче происхо-
дит уплотнение и лучше протекает процесс спекания.
Метод ОР. Как показано на рис. 6-2-3,г, при низкой температуре
и до температуры Тл прикладывают очень небольшое давление Ро,
а в интервале температур от Т„ до Т>„ прикладывают давление Ph-
Способ эффективен для предупреждения испарения РЬО из свинецсо-
держащей керамики.
Метод ХР. Как показано на рис. 6-2-3,б, в данном случае сочета-
ются два метода прессования: GP и SP. Давление по методе ХР по-
степенно начинают подавать от температуры Тп, а при достижении
температуры 7^, давление становится равным Рь. Если Тг, ~0, то дан-
ный метод соответствует методу GP,- если Тп = Тт—методу SP.
Метод СР. Как показано на рис. 6-2-3.е, после горячего прессова-
ния по методу ОР в процессе охлаждения также подают давление,
равное Рс.
Метод АР. Как показано на рис. 6-2-3,ж. после горячего прессо-
вания по методу ОР в течение 1П при нулевом давлении проводят вы-
держку при температуре "Та выше температуры Тп!, при этом ожидает-
ся эффект отжига.
Таким образом, при одних и тех же параметрах Tm, Р,, и исполь-
зование различных методов позволяет получить совершенно различные
результаты.
6-3. СПЕКАНИЕ ПРИ ГОРЯЧЕМ ПРЕССОВАНИИ
В данном параграфе описаны результаты опытов, проведенных
автором для получения керамики на основе Bi3(ZrO3)3, Pb(Та0 ^Feo 5)О3,
Pb(Ti. Zr)O.> и ВаТЮз.
6-3-1. СПЕКАНИЕ Bi,(ZrO,)3
Если к BaTiO3 добавить небольшое количество цирконата висмута
Вн(ZrO3)3 или станнита висмута Bi2(SnO3)3, то, как известно, получа-
ют конденсаторный диэлектрик с плавной температурной зависимостью
диэлектрической проницаемости (см. рис. 5-5-2 и 5-5-6) [33, 35]. Сам
Bi2(ZrO3)3 не применяется, однако именно он прежде всего был вы-
бран в качестве объекта при проведении исследования в связи с тем,
что процесс его спекания при горячем прессовании проходит при срав-
175
нительно низких температурах — 700—900сС, при этом происходит ре-
акция
Bi2O3-h3ZrO2—Bi2 (ZrO3)3.
(6-3-1)
В процессе реакции по уравнению (6-3-1) примерно с 700°С начи-
нается усадка, а при температуре 900°С спекание заканчивается. Если
во время этой реакции приложить давление путем горячего прессова-
ния, то, очевидно, можно ожидать, что кривая усадки 5, изображенная
на рис. 5-5-3, сместится в сторону низких температур.
На рис. 6-3-1 приведены данные, относящиеся к горячему прессо-
ванию указанной шихты, проводимому по методу GP. Здесь показана
Рис. 6-3-2. Зависимость водопоглощения от длительности горячего
прессования керамики Bi2(ZrO3)3 при 800°С.
плотности полученных оо-
максимальной температуры
ых давлениях Pt,.
Рис. 6-3-1. Зависимость кажущейся плотности р от максимальной
температуры горячего прессования по методу GP.
/1 - низкотемпературная зона; Б — зона насыщения; В — зона твердофазных
реакций.
0 30 60 $0 по
При давлении Ph, равном нулю, обжиг соответствует обычном
продолжительность выдержки равна нулю, т. е. подъем темпе
туры, как и подача давления, прекращается в тот момент, когда '
максимальной температуре Тт достигается максимальное давление .
Как видно из рис. 6-3-1, кривая зависимости р от Тт разделяет,
следующие три зоны.
1. Низкотемпературная зона А (от комнатной температу:
200°С). В этой области температур при одном и том же давлени-
вышением температуры Тт плотность р возрастает (см. 3-2-'?.
2. Зона насыщения Б (200--500°С). Хотя величина плог
полнения, являясь функцией давления Р/,, изменяется, и:.'
насыщение: р нс зависит от'температуры Т,„. Другими с
область температур, в которой на наклон прямой р—1g Л,. температура
почти не оказывает влияния.
Очевидно, можно считать, что в зонах А и Б твердофазные реак-
ции совершенно не происходят.
3. Зона В твердофазных реакций (выше температуры 500°С).
Если температуру поднять выше 500°С, то твердофазная реакция зна-
чительно ускоряется. Начало подъема на кривой р—Тт при подаче дав-
ления Ph по сравнению с обычным обжигом значительно смещается
в сторону низких температур. Совпадение начальных точек на кривых
р—Тт при обычном обжиге (величина р при температуре Тт, равной
комнатной) и при подаче давления Ph, равного 60 МПа (600 кгс/см2),
вызвано тем, что прессование образцов при комнатной температуре
осуществлялось при этом давлении.
Как видно из рис. 6-3-1, при давлении Р/,, равном 100 МПа
(1000 кгс/см2), и температуре Тт, равной 800°С, получаются образцы
с плотностью, более высокой, чем у образцов, полученных обычным
обжигом при температуре 900°С. Это означает, что при горячем прес-
совании Bi2(ZrO3)3 температура спекания понижается по крайней мере
на 100°С.
На рис. 6-3-2 показана зависимость водопоглощения а от продол-
жительности горячего прессования 1Р при температуре Тт, равной
800°С, и .постоянном давлении Ph- Водопоглощение рассчитывают по
массе образцов, определяемой после кипячения в течение часа и про-
тирки поверхности, и по массе этих же образцов после высушивания
(см. подпараграф 10-2-2). Водопоглощение значительно уменьшается
с ростом Ph или с увеличением выдержки /р. Считают, что для керами-
ческих диэлектриков, используемых в аппаратуре связи, с точки зре-
ния водостойкости необходимо, чтобы водопоглощение по меньшей мере
не превышало 0,1%. Это условие соблюдается при режиме Гт=800°С,
/р = 30 мин и более, Pft=100 МПа (1000 кгс/см2). Кроме того, как по-
казано на рис. 6-3-2, путем кратковременной подачи давления 60 МПа
(600 кгс/см2) и более при температуре 900°С получают керамику с вы-
сокой плотностью и почти нулевой пористостью.
I/
6-3-2. ГОРЯЧЕЕ ПРЕССОВАНИЕ КЕРАМИКИ Pb(Ta0 5Fe05)О3
В последнее время широко проводятся исследования сложных пе-
ровскитов, имеющих общую формулу А(В0,5—В7о,5)Оз (см. § 8-2-3) [38].
Среди них обнаружены сложные сегнетоэлектрики, например
Pb(Tao,5Feo.5)0;! (ниже именуемый PTF), приведенный в табл. 1-2-1.
При изготовлении керамики PTF путем обжига смеси РЬО, Та2О5 и
Fe2O3 в процессе спекания происходит значительное аномальное рас-
ширение, максимально достигающее 24% (см. рис. 4-4-1, кривая 7). По-
ведение этих материалов при спекании горячим прессованием пред-
ставляет интерес как типичный пример крамики, при образовании кото-
рой происходит очень большое аномальное расширение.
На рис. 6-3-3 изображена зависимость кажущейся плотности р от
максимальной температуры Тт при горячем прессовании PTF по ме-
тоду SP. Давление Р/,, прикладываемое при максимальной темпера-
туре. варьировали в интервале от 0 до 70 МПа <700 кгс/см2). Для
сравнения приведены данные, относящиеся к обычному обжигу в атмо-
сфере РЬО, проводимому со скоростью 300 К/ч; предварительное ярее-
сование исходных компонентов дл-
PTF проводили при комнатной темпе-
ратуре при давлении 150 МП;
(1,5 тс/см2). При обычном обжиге из-з•:
аномального расширения, достигаю-
щего максимума при температур!
800°С, можно наблюдать значительно
падение плотности. С дальнейшим по-
вышением температуры плотность на-
чинает возрастать и при температур-
1300°С происходит спекание. В проти
воположность этому, поскольку при го-
рячем прессовании с ростом давлени
Рн кривая повышения плотности см
шается в сторону низких <*гемперат\:
при температуре Тт, равной 8(Ю'<
и давлении Ph^=bQ МПа (500 кгс/см-
и более, приложенном в точен
30 мин, получаются образцы, в i
торы.х процесс образования керах:
ки почти завершен. Это чока.зыв;:,"
что горячим прессованием, при.:
жив давление Ph выше 50 МП
можно получить примерно ту же плотность, что получают при об;,
ном обжиге, но при температуре на 400°С ниже. На этом же •
сунке приведены данные, относящиеся к обжигу на оборудовании
горячего прессования без подачи давления, что, как можно вредно
жить, идентично обычному обжигу. Однако, по-видимому, все же
шествует отличие между этими двумя видами обжига, вызванное но
жением сформованного образца в форме для прессования. В последе
случае на кривой зависимости о от Тт нс возникает понижения
6000
температура., °C
Рис. 6-3-4. Температурная
мость диэлектрической про
сгп керамики PTF Верхняя ;
при обычном обжиге (в теме
при температуре 1250'0.
кривая—при горячем лэс
(30 мин при температуре 810
лении 50 МПа (500 кгс-см--
ности, по-видимому, в связи с тем, что форма препятствует а:к
му расширению из-за трения образца о ее стенки. Поэтому
предполагать, что давление, вызываемое аномальным расширен:-
и противодействующее внешним силам, очевидно, нс слив:-
соко.
На рис. 6-3-4 показана температурная зависимость дю
ской проницаемости образцов PTF, полученных обычным о
горячим прессованием. Все измерения проводились с помои:
сального моста на частоте 1 кГц. Керамика PTF, получаем
обжигом, имеет точку Кюри —30°С, максимальная велш:;
178
ческой проницаемости при температуре Кюри достигает 5000. В отли-
чие от этого у образцов, полученных горячим прессованием по режиму:
7'т=810°С, А, = 70 МПа, /;> = 30 мин, т. е. обожженных при сравни-
тельно низкой температуре, максимум диэлектрической проницаемости
в точке Кюри (как и у керамики ЦТС) в значительной степени подав-
лен, температурная зависимость плавная.
Образцы PTF, полученные при низкой температуре и высоком дав-
лении по методу SP, отличаются плавным температурным изменением
диэлектрической проницаемости со значительным понижением макси-
мума диэлектрической проницаемости в точке Кюри. Применение дан-
ного способа открывает возможность улучшения характеристик кон-
денсаторных материалов.
6-3-3. СПЕКАНИЕ КЕРАМИКИ В СИСТЕМЕ Pb(Ti, Zr)O3 ПРИ ГОРЯЧЕМ
ПРЕССОВАНИИ ПО МЕТОДАМ DP И SP
Рис. 6-3-5. Зависимость кажущейся плот-
ности р от температуры Тт при различ-
ных условиях горячего прессования керами-
ки PZT: SP (Р„=7(ЬМПа), DP, (Р„=70 МПа),
/j>=30 мин, DP2 (Ph=9,8 МПа), t,, -30 мин.
Нижняя кривая относится к обычному обжигу
в атмосфере РЬО. Уравнение реакции:
0,94РЬО + 6,06SrCO3 + 0,53Zr02+0,47Ti02—-
—<-Pbo.94Sro.06 (Zro.53Tio.47) О3.
Керамика в системе Pb(Ti, Zr)O3 (ниже сокращенно именуемая
керамикой системы ЦТС или PZT), как подробно описано в подпара-
графе £-2-2, представляет собой материал, привлекающий к себе в по-
следнее время пристальное внимание как превосходный пьезоэлектрик.
Керамика на основе этой системы в случае изготовления методом обыч-
ного обжига должна быть
обожжена при температуре
1200—1300°С. Однако если
температура превысит 1100сС,
то испаряется РЬО, в связи
с чем необходимо принимать
меры, препятствующие ее испа-
рению, как, например, прове-
дение обжига в атмосфере
РЬО. Об этом уже говорилось
в подпараграфе 4-5-2. Если
при спекании керамики PZT
удастся путем использования
метода горячего прессования
понизить температуру спекания
ниже 1100°С, то можно будет
предотвратить испарение РЬО
и получить плотную и одно-
родную керамику. Кроме того,
поскольку в процессе обжига
керамики PZT вблизи темпе-
ратуры 600°С происходит при-
близительно 10 %-ное ано-
мальное расширение, то пред-
ставляет интерес выяснить механизм этого процесса и определить,
какое влияние на него оказывает горячее прессование. Эксперименталь-
ный порошок, обозначенный F-0, состоял из порошков РЬО, SrCO3,
ZrO> и ТЮ->, смешанных в таких соотношениях, чтобы полечить состав
РЬР<л5го.0в(^Го15.;Т1().47)03 [33, 35, 37, 38, 41]. Кривая расширения-усадки
при обычном обжиге этих образцов примерно аналогична кривой, изо-
браженной на рис. 8-3-4. Для горячего прессования ниже температуры
900°С использовали формы из нержавеющей стали, выше температуры
900°С — из глиноземистой керамики. На рис. 6-3-5 показана зависи-
мость плотности образцов р от максимальной температуры Тт при про
ведении горячего прессования по методу DP. На этом же рисунке для
сравнения приведены данные, относящиеся к образцам, предварительно
спрессованным при давлении 98 МПа (1000 кгс/см2) и обожженным
при обычной температуре в атмосфере РЬО. В процессе обычного об-
жига вблизи температуры 550°С происходит явление аномального рас-
ширения, поэтому плотность р вблизи этой температуры немного по-
нижается; начиная с температуры несколько выше 600°С, наблюдается
возникновение огневой усадки, а вблизи температуры 1300°С происхо-
дит спекание. При горячем прессовании кривая р—Тт с ростом давле-
ния постепенно смещается в сторону низких температур. На рис. 6-3-о
Рис. 6-3-6. Температурная зависи-
мость диэлектрической проницаемо-
сти на частоте 100 кГц керамик:
PZT, полученной при различных услс -
I- обычный обжиг, Тто^1300 С, :
2 - метод ОР. Тв, — 1250*С, Р. -
=-9,8 МПа (100 кгс-'см-», Во-1,9 МПа, t
приведена плотность образцов, полученных горячим прессованием с
методу DP, при котором, как показано на рис. 6-2-3,б, прикладывав
постоянное давление начиная от комнатной температуры до темпер
туры Т,„. В результате получают кривую зависимости плотности от те:
пературы в изобарном режиме. Эффективность горячего прессован;
по способе SP выше, чем по способу DP: горячее прессование по ш:
собу SP [7т = 900°С, А = 70 МПа (700 кгс/см2) и А=30 мин] позволь
получить керамику с очень высокой плотностью (7,6 г/см3) и с блес:
щей поверхностью. Однако при соблюдении одних и тех же режим
(А = 70 МПа и /р = 30 мин) подъем плотности у образцов, получаем
по методу SP. более резкий, чем у образцов, получаемых по Mi ~
цу DP.
Из вышесказанного следует, что процесс спекания керамики Р
путем горячего прессования, очевидно, дает различные эффекты в
висимости от того, какой выбирают способ подачи давления. Одг
важно то, что в любом случае при горячем прессовании получают
рамику приблизительно той же плотности, что и при обычном обн
но при температуре, которая может быть ниже, чем при обычном <
ге, даже на 400°С.
Чтобы поместить образец в установку для горячего прессов
необходимо предварительно спрессовать его при комнатной темпе:'
и заранее придать определенную форму. Для облегчения предвы-
ного прессования добавляют органический пластификатор, н.
180
крахмал. Связна при таком формовании в процессе спекания улетучи-
вается из образца с различной скоростью, зависящей от размера об-
разца. При обычном обжиге связка сохраняется примерно до 400°С.
В случае горячего прессования пластифицированных образцов удале-
ние связки происходит не так, как при обычном обжиге: связка оказы-
вает влияние даже на процесс спекания керамики. В частности, в слу-
чае горячего прессования по методу DP связка, заключенная в образ-
це. очевидно, оказывает восстанавливающее действие на окислы, вхо-
Рис. 6-3-7. Электронная фотография протравленной поверхности керами-
ки PZT. получение!! обжигом при различных условиях.
и -К.ычямй «'.жиг (7„, - 1300 С, 1 1 ч); б - метол SP (7„,-1300’С, /’,,-10 МПа,
t„- -о ми,:). —метол СР (7,,, = 1250 С., 7^12,0’С, /’,,-10 МПа. Р(, = 5 МПа, I р-
= 40 МПИ1. • 4=1.11 ,S'C (Т tii -S2.TC, Н,.-=70 МПз, t ;, = 1 ч).
дящие в состав шихты. В связи с этим при горячем прессовании окись
свинца РЬО может выделиться в виде металлического свинца РЬ. На
рис. 3-3-6 приведен пример такого явления, относящегося к крайнему
случ аю.
Рост плотности р на кривой р—Тт (рис. 6-3-5) в случае метода DP
происходит медленнее, чем в случае метода SP, что, но всей вероятно-
сти. вызвано влиянием восстановления. При давлении Р,, = 9,8 МПа
(100 кгс/см2), прилагаемом по методу DP, плотность р сначала воз-
растает. затем проходит участок некоторого уменьшения, после чего
снова начинает увеличиваться. Явление начального понижения плотно-
181
ста, очевидно, можно объяснить тем, что из-за наличия в образце св
ки восстанавливается РЬО. Подобное явление наблюдается в какой
степени и в тех случаях, когда /\ = 30-ь'50 МПа.
На рис. 6-3-6 показана температурная зависимость диэлектр;
ской проницаемости керамики PZT, полученной горячим прессован
при различных условиях. У образцов, полученных горячим пресс,
нием при низкой температуре и высоком давлении, при любом спо<.
подачи давления максимум диэлектрической проницаемости вбл
Таблица
Изменения, происходящие во время отжига керамики PZT, полученной
горячим прессованием при низкой температуре и высоком давлении
(метод SP, tp = 30 мин, Ph =-= 69 МПа)
Характеристики образца Образец Xi 4 (Тт — 800°С)
До отжига После отжига пси 1200°С, 30 мни Изменения
Диаметр Толщина Плотность 15,20 мм 0,745 мм 0,135 см3 0,9852 г I 7,29 г см3 | 15,35 мм 0,767 мм 0,141 см3 1.0164 г +0,98% г+44% ! +3,12% । -1,09%
Характ ериетики образна Образец .V 5 (Т,п = «ГС)
До отжига I Ыда ’с?"' ‘ч "Р" | Изменения
Диаметр | Толщина Объем ! Масса ; Плотность | 14,65 мм 1 15,40 мм 1,16 мм 1,28 мм 0,196 см3 1 0,237 см3 1,4830г I 1,5039г 1 7,57 г см3 | 6,34 г'с.м3 1 +5,12% -10,3% ! -1-20,92% 1 -| 0,06% —16,25%
1 Характеристики обтазла । 1 Образец .V G (Тт — *»0гС)
ГЬ.сле чтжша при До отжига | 12)0 С, Зн мин Изменения
Диаметр 15,45 .мм | 1о,35 мм Толщина i 0,624 мм । 0,630 мм Объем । 0,117 см3 0,116 ем3 Масса 1 0,8891 г 0,7953 г Плотность , 7,60 г см3 | 6,86 г см3
температуры Кюри понижается, а у образцов, полученных гор:
прессованием при сравнительно низком давлении и при максима.:
температуре Тт, близкой к температуре обычного обжига, макс,
диэлектрической проницаемости при температуре Кюри близок
личине, характерной для керамики, полученной обычным обжиге
рис. 6-3-7 приведены фотографии этих образцов, полученные с
шью электронного микроскопа. У образцов, изготовленных
прессованием при любом режиме подачи давления, диаметр зс-
ше, чем у образцов, прошедших обычный обжиг; рост зер< :
182
горячего прессования, в пей п.ро-
28 30 32 34
а)
Рис. 6-3-8. Сравнение рентгеновских ди-
фрактограм.м образцов керамики
РЬо мЗго.ог, (Zro.sjTio.47) Оз, полученной го-
рячим прессованием (л) (Т'тп=800°С,
Pi, =70 МПа, /г> = 30 мчи) и обычным
обжигом (б) в атмосфере РЬО (1300сС,
тельной степени подавлен. Если плотность одинакова, то данная тен-
денция ярче выражена у образцов, полученных горячим прессованием
при низкой температуре Тт и высоком давлении. Если проводить го-
рячее прессование при той же температуре, что и обычный обжиг, то
диэлектрическая проницаемость может быть такой же, что и при обыч-
ном обжиге, а может быть и выше.
Если керамику PZT, полученную горячим прессованием в усло-
виях низкой температуры и высокого
ре более высокой, чем температура
изойдут изменения (33, 35].
В табл. 6-3-1 показаны измене-
ния размера у отожженных образ-
цов, полученных горячим прессова-
нием. Отжиг проводили в атмосфе-
ре РЬО, поэтому, очевидно, из-за
адсорбции РЬО образцами, их масса
иногда немного повышалась. Особое
внимание следует обратить на то,
что размеры по диаметру и по тол-
щине изменяются ио-разному. Это,
по-видимому, вызвано тем, что при
спекании методом горячего прессо-
вания большие напряжения возни-
кают в направлении толщины, а во
время отжига они снимаются.
У керамики ВаТЮз, как изве-
стно. пик диэлектрической прони-
цаемости в значительной степени по-
давляется под действием механиче-
ских напряжений и смещающих элек-
трических напряжений (см. рис.
7-4-3 и 7-4-4). Одна из причин плав-
ной температурной зависимости ди-
электрической проницаемости у об-
разца № 4 на рис. 6-3-6, как можно
думать, заключается во влиянии
остаточных напряжений, возникших
во время горячего прессования.
У образцов, как например, № 4
(см. рис. 6-3-6), отожженных при
температуре, превышающей темпе-
ратуру горячего прессования, зави-
симость г., от Т постепенно прибли-
жается к аналогичной зависимости
у образца № 1. полученного обыч-
ным обжигом.
На рис. 6-3-8 приведены сравнительные данные рентгеновской ди-
фракции для образцов, спеченных до достаточной плотности путем
обычного обжига и горячего прессования. Из рассмотрения этих дан-
ных становится очевидным, что образцы, изготовленные горячим прес-
сованием при низкой температуре и высоком давлении, имеют очень
большую ширину дифракционных линий, что подтверждает возникно-
вение в них механических напряжений.
183
6-3-4. ОСОБЕННОСТИ СПЕКАНИЯ ГОРЯЧИМ ПРЕССОВАНИЕМ КЕРАМИКИ PbZrO3
0 200 КО Б00 000 1000 1200 W00
Рис. 6-3-9. Зависимость кажущейся плотно-
сти р от максимальной температуры Тт для
керамики PbZrO3, получаемой по реакции
РЬОл-ИгОг—<-PbZrO3. Нижняя кривая отно-
сится к обычному обжигу.
Такаки и др. обнаружили, что цирконат свинца представляет собой
антисегнетоэлектрик. Об этом в общих чертах говорилось в § 1-2.
В процессе твердофазной реакции, происходящей при обжиге эквимо-
лекулярной смеси РЬО и ZrO2, как уже отмечалось в подпараграфе
4-4-3, даже при обжиге в атмосфере окиси свинца из образцов интен-
сивно испаряется РЬО и труд-
но получить керамику с доста-
точно высокой плотностью,
необходимой для определе-
ния электрических характе-
ристик.
На рис. 6-3-9 показана за-
висимость плотности от макси-
мальной температуры Тт для
образцов PbZrO3, полученных
горячим прессованием по мето-
ду SP при четырех давлениях
[37, 38]. Для сравнения на ри-
сунке показана кривая плотно-
сти образцов PbZrO3, получен-
ных обычным обжигом в атмо-
сфере РЬО. При обычном об-
жиге PbZrO3 вблизи темпера-
туры 1000°С наблюдается при-
мерно 6%_-ное аномальное рас-
ширение, в связи с чем плот-
ность заметно снижается. Пр
дальнейшем повышении тем-
пературы плотность растет, и.-
из-за испарения РЬО спекаш: •
и роста плотности не происхо-
дит. С другой стороны, на за-
висимости рот Тт, относящейс-
к горячему прессованию, с ш
плотности все более смещаете
в низкотемпературную сторону. У образцов, полученных горячим пр, -
сованием при режиме Т’т = 800°С, Л, = 69 МПа (700 кгс/см2) и I
= 30 мин, плотность р достигает высокого значения — 7,60 г/см3. Н
рис. 6-3-9 значком 0 показана плотность образцов, полученных горяч •
прессованием по методу ОР при таких условиях: 7’w=1200°C, Т
= 800°С, 7% = 20 МПа (200 кгс/см2) и (р = 30 мин. Получена плотное;
достигающая 99,2% теоретической, равной 8,06 г/см3. У образцов, ш>
ченных горячим прессованием по методу ОР, плотность выше, чем
разцов, полученных по методу SP, что, очевидно, можно объяс
эффективностью действия подаваемого давления, когда до темпер;:?
Тк прикладывают давление Ро, а в интервале температур от Т. д
ксимальной Тт — давление Ph. В частности, эффективность по ; -
ления по методу ОР, по-видимому, в большой степени ш1'"'
в отношении таких материалов, как PbZrO3, у которого вб.е
ратуры 700°С начинается испарение РЬО, а вблизи ю
1000°С количество испарившейся окиси свинца может дос;
184
вышением давления/5/, кривая подъема
Чтобы выяснить, каким обра-
зом интенсифицируются твердо-
фазные реакции при горячем прес-
совании, был проведен рентгено-
фазовый анализ образцов, для по-
лучения которых температуру
7',„ = 800°С и длительность вы-
держки /р = 30 мин поддержива-
ли постоянными, а варьировали
давление Ph- Кроме того, прове-
дено сравнение с данными, отно-
сящимися к образцам, обожжен-
ным обычным способом при тем-
пературе 800сС. Полученные ре-
зультаты приведены на рис.
6-3-10. Среди дифракционных ли-
ний образцов, полученных обыч-
ным обжигом, помимо отражен-
ных линий керамики PbZrOs, су-
ществуют также линии исходных
компонентов РЬО и ZrO2- Это
означает, что твердофазные реак-
ции до конца нс проходят. Если
проводить горячее прессование
при одной и той же температуре,
постепенно повышая давление Ph,
то дифракционные линии исход-
ных компонентов. постепенно
исчезают, соответственно интенсивность отраженных дифракционных
линий керамики PbZrO3, повышается. Таким образом, можно просле-
дить интенсификацию твердофазных реакций, происходящую при горя-
чем прессовании.
На рис. 6-3-11 приведена микроструктура керамики PbZrOg, визуа-
лизированная на электронном микроскопе. Показана полученная ме-
тодом реплик поверхность образцов, протравленных горячей соляной
Рис. 6-3-11. Электр!и;ныс фотографии протравленной поверхности керамики PbZrO3, по-
лученной при различной методике горячего прессования.
о -метод SP |Г„, 130>'С, I1,, -9,8 МПа (10:) кге см2), Г^-30 мин1; б - метод OP (Т ,п --1200’0, Т,-
• ЫЬ'С. P,t -'»> .МПа, /у -5 МГЫ, /„-JOO мин): в - метод SP (Г,„-»10’С, /Д-70 МПа, fp-l ч).
185
Рис. 6-3-12. Температурная за-
висимость диэлектрической
проницаемости па частоте
100 кГц керамики PbZrO:. по-
леченной при различиях тело-
виях горячего прессования по
методу SP.
1— 120'0, 20 .МПа, .30 х-и;-: 2
850сС, .30 .МПа, 30 мин; .< а'о'ГС.
10 МПа. Э) чин: / 820'0 , 7 МПа.
60 мин.
кислотой. Горячее прессо-
вание проводили при
различных условиях, но
у всех образцов диаметр
кристаллитов от 1 до
2 мк.м. Как показывают
эти данные, даже у образцов PbZrO3, полученных горячим прессовани-
ем при низкой температуре и высоком давлении, т. е. при Тп1 = 80(РС.
обнаруживается примерно такой же рост зерен, как и в случае изго-
товления при высокой температуре и низком давлении. В этом отно-
шении наблюдается значительное отличие их керамики PZT.
Температурная зависимость диэлектрической проницаемости у об-
разцов, полученных горячим прессованием по методу SP при условии
Тт= 1200°С, Р/, = 98 МПа (100 кгс/см2) и /7, = 30 мин, показана на
рис. 1-2-10. Измерения проводили с помощью импедансного моста ни
частоте 100 кГц. Кривые температурной зависимости диэлектрическо;
и охлаждении различаются.
проницаемости при нагревании
Рис. 6-3-13. Влияние смещающего
поля на температурную зависимость
диэлектрической проницаемости кера-
мики PbZrO3, полученной горячим
прессованием (метод SP, Тт = 820';С,
Р; =70 МПа, ^=30 мин).
При нагревании возникает остры
максимум в точке Кюри, зьш
которой происходит снижение диэле;
трической проницаемости в соотвс
ствии с законом Кюри—Вейсса. С ир-
гой стороны, при охлаждении па ни
котемпературной стороне относите.ты
Т,. при температуре второго перехо д
(200°С) па кривой диэлектричсск
проницаемости наблюдается ила о
разный участок.
На рис. 6-3-12 показана ъ. м:.
ратурная зависимость диэлектри
ской проницаемости образцов, пол
ченпых горячим прессованием
различных условиях, причем и-
рения проведены при охлаж.п и
Образцы 1 и 3 получены при
пературе 7’т=1200сС и дав.;
Л = 98 и 196 МПа (100 и 200 кг
прикладываемых в течение ;
Диэлектрическая проницаемое:
двух образцов имеет более р-,
пературное изменение ни*'
tp=l ч, прикладывали
Рис. 6-3-14. Типичная петля
гистерезиса D—Е у сегнето-
электриков.
проницаемость. Такое
у образцов 2 и 4. Это отличие, очевидно, базируется на разнице
в значениях Тт и P/t. Так же, как у образцов, полученных горячим
прессованием при низкой температуре и высоком давлении, в окрест-
ности температуры Tt наблюдается тенденция к замедлению падения
диэлектрической проницаемости.
К керамике PhZrO3, полученной горячим прессованием методом SP
при Tm = 820°C, Ph = 69 МПа (700 кгс/см2) и /
постоянное смещающее поле и определяли
температурную зависимость диэлектрической
проницаемости. Полученные результаты при-
ведены на рис. 6-3-13. В области температур
от Т,. до 195°С диэлектрическая проницае-
мость понижается с повышением напряженно-
сти поля. Кроме того, под действием постоян-
ного смещающего поля точка Кюри Тс не-
сколько сдвигается в сторону высоких темпе-
ратур, одновременно максимум диэлектриче-
ской проницаемости имеет тенденцию к некото-
рому снижению. В противоположность этому
выше температуры Тс обнаруживается сле-
дующая тенденция: чем выше напряженность
смещающего поля, тем выше диэлектрическая
изменение свойств характерно для всех сегнетоэлектриков *.
К образцам, полученным горячим прессованием по методу SP при
7'„, = 820°С, Р/, = 69 МПа (700 кгс/см2) и /р = 30 мин, в процессе охлаж-
дения в интервале температур от 228 до 128°С прикладывали перемен-
ное электрическое поле напряженностью 20 кВ/см и наблюдали петлю
гистерезиса D—Е. В области температур от Тс до 195°С образуется
петля гистерезиса с характерным для сегнетоэлектриков насыщением
Однако у образцов, полученных горячим прессованием при сравни-
тельно низком давлении и температуре, близкой к обычному обжигу
[Т,„ = 1200°С, /’/,--196 МПа (200 кгс/см2) и /Р = 30 мин], насыщенная
петля гистерезиса наблюдается в интервале температур от Тс до 200°С,
т. е. в более узком интервале, чем у образцов, полученных горячим
прессованием при низкой температуре и высоком давлении. На
рис. 6-3-15 представлены величины коэрцитивной силы Ек и проекции
точки насыщения петли Рт на ось у (см. рис. 6-3-14). Максимальная
величина Рт наблюдается при температуре примерно на 10°С ниже
точки Тс.
Таким образом, у керамики PbZrO3, полученной горячим прессо-
ванием, в процессе охлаждения образцов ниже Тс возникает вторая
точка перехода 7\ В интервале температур между точкой Кюри Т,-
(223°С) и Г/ (вблизи 200°С) PbZrO3 находится в сегнетоэлектрическом
состоянии. Чем больше условия горячего прессования приближаются
к низкой температуре и высокому давлению, тем сильнее размытие пе-
рехода Т(. Вместе с этим, по-видимому, также расширяется интервал
температур, в котором проявляются сегнетоэлектрические свойства.
У сегнетоэлектриков, полученных горячим прессованием, в той или
иной степени всегда наблюдается тенденция к понижению максимума
Характер
изменения диэлектрической проницаемости антисегнетоэлектрпков.
PbZrO;. з смещающем поле отличен от сегнетоэлектриков—см. [104].
187
Рис. 6-3-16. Температурная зависимость диэлектрической проницаемости па часто:
1 МГц при повышении и понижении температуры (по Савагути) [94].
диэлектрической проницаемости вблизи
отсутствует.
По данным Савагути и др.
Т,., а у TbZrO3 эта тенденция
ж замене нескольких молярны-:
процентов циркония в PbZrO3ти-
таном ниже Т,- возникает втора
точка перехода Г/, вблизи щ.
па температурной зависимое:
диэлектрической проницаемое:
Рис. 6-3-17. Температурная завис;.
диэлектрической проницаемости кос .
ки PbZrO3, содержащей несколько '
лярных процентов РЬТЮ3.
1 — Pb(Zr0 99Ti0 01)О3; 2 — Pb(ZrQ 971i,
(Горячее прессование по методу ОР.
-ИЮОЮ, Т -.SOOT.. Р.-20 МПа,
Темгspa.mypa., -С
будет наблюдаться площадка, как показано на рис. 6-3-16. В
с этим были изготовлены образцы такого состава: к PbZrO3 доб
от 0,5 до 5 мол. % РЬТ1О3 и па образцах этих составов, изготоь
горячим прессованием, определяли температурную зависимость
тричсской проницаемости. Результаты изображены на рис. 6-3-
При сравнении приведенных данных становится очевидным, что
у образцов, полученных горячим прессованием, область существования
второго перехода выражена не четко, наблюдается тенденция к размы-
тию в широком интервале температур.
6-3-5. ПРОЦЕСС СПЕКАНИЯ ВаТЮ3 ПОСРЕДСТВОМ ГОРЯЧЕГО ПРЕССОВАНИЯ
На рис. 4-1-1 представлены изменения характеристик [43] образцов
ВаТЮ3 в процессе спекания при обычном обжиге, на рис. 6-3-18 пока-
зана зависимость 3 от Тт у образцов одного состава, полученных как
обычным обжигом, так и горячим прессованием. При обычном обжиге
из-за явления аномального расширения на кривой наблюдается неко-
торое понижение плотности р, после которого следует подъем, а на
Рис. 6-3-19. Зависимость кажущейся плотности от продолжительности выдержки
при постоянных температуре и давлении горячего прессования.
кривой р—Тт, относящейся к горячему прессованию, область пониже-
ния р не возникает. На рис. 6-3-19 показано изменение кажущейся
плотности в зависимости от продолжительности выдержки tr> при го-
рячем прессовании при постоянных Тт и Ph. О горячем прессовании
BaTiO3 сообщал Р. Фишер, по условия горячего прессования он не
указал, поэтому использовать эти данные нельзя.
6-4. ДОСТОИНСТВА И НЕДОСТАТКИ ГОРЯЧЕГО ПРЕССОВАНИЯ
Ниже приводятся основные достоинства и недостатки горячего
прессования сегнетоэлектрических и ферромагнитных порошков.
1) Высокая плотность достигается при более низкой температуре,
чем при обычном, обжиге-.
Зависимость между температурой Тт и плотностью р образцов, по-
лученных горячим прессованием, приведена на рис. 6-3-1 [для
Bi2(ZrOs)3], 6-3-3 (для PTF), 6-3-5 (для PZT) и 6-3-9 (для PbZrO3).
189
Данные, приведенные на рис. 6-4-1.
относящиеся к (Ni, Zn)Fe2O4, пока-
зывают, что у ферритов наблюда-
ются аналогичные эффекты. При рас-
смотрении приведенных данных ста-
новится очевидным, что хотя и су-
ществует некоторая разница в ходе
зависимости р от Тт, определяемая
материалом, во всех случаях с ро-
стом давления кривая р—Тто сме-
щается в сторону низких температур
и высокую плотность можно по-
Рис. 6-4-1. Зависимость кажущейся плот-
ности от максимальной температуры
обжига (\ic.3Zno.7)Fe2O.-,.
лучить при более низких темпера-
турах, чем при обычном обжиге.
Пусть теперь АТт обозначает раз-
ность температур между оптималь-
ной температурой То обычного обжига и температурой Тт горячего прес-
сования. В табл. 6-4-1 указаны величины АГ,,;, приходящиеся на каждые-
9.8 МПа (100 кгс/см2) давления Ph, которые показывают, насколько
снижается температура спекания под действием горячего прессования,
если при этом получают образцы с одинаковой плотностью. Эффекты
прессования наиболее значительны при получении керамики PbZrO
Табл и ца
Понижение температуры спекания при горячем прессовании
Материал Тип горячего прессования tp- °С 9,8 МПа
ВаТЮз (2 масс, % глины) сэ SP 60 65
PbZrOs , ; ЛСЭ SP 30 105
Pbo,94Sro,o6 (Zr0,r,3l is,ат) Оз i СЭ ЦТС SP 30 65
Pbo,01 Sr0,0s (Zr0,53 Гi0, »7) Оз сэцтс DP 30 57
(Nio.sZno,,) re2Oi ФМ SP 30 65
(Cu0,t, Zn1>() Fe2O1 1 ФМ SP 30 40
РЬ(Га0,5Г-е0,з)Оз СЭ РТЕ SP 30 97
II р и м с ч а и и е. С-) —сегнетоэлектрик, ЛСЭ—аитисегнетоэлокгрик, ФМ — фер1юмагиетик.
и PTF. В частности, керамику PbZrO3 обычным обжигом плотно спс:
невозможно из-за испарения РЬО, а с помощью горячего прессован:
можно получить образцы с плотностью, достигающей 99% теорети-:
ской. Керамику PZT и PTF с такой же плотностью, как при обычн-.
обжиге, можно получить горячим прессованием при более низкой т-:
псратуре: 700—800°С. Если температура Тт ниже 1000°С, то мож
использовать металлические формы из нержавеющей стали вмеж
форм из глиноземистой керамики и горячее прессование значится!
упрощается. Керамику ВаТЮ3 и (Ni, Zn)Fe2O4 даже посредством г<
чего прессования спекают при температуре выше 1000°С, в этом с.г
необходимо использовать формы из глиноземистой керамики. Пре;: '
ное давление, которое они могут выдержать в настоящее время. .
вытает 30 МПа (300 кгс/см2).
190
2) У сегнетоэлектрика, полученного горячим прессованием при
большой величине \Т„„ но сравнению с обычным обжигом ухудшаются
сегнетоэлектрические свойства.
Рассмотрим температурную зависимость диэлектрической прони-
цаемости керамики PZT, изображенную на рис. 6-3-6. Вблизи Т,. —~
=--- 310°С в случае обычного обжига наблюдается максимум диэлектри-
ческой проницаемости, где tn— 6000. У материала, полученного по мето-
ду SP при Г„, ^800сС, РЛ = 69 МПа (700 кгс/см2) и /р = 30 мин, -.\Тт
равна 500°С (так как при обычном обжиге Тт равна 1300°С), вблизи
температуры Тг пик es не наблюдается, несмотря на то что образцы
горячим прессованием получают примерно с такой же плотностью, как
при обычном обжиге. Аналогичные результаты получены и для керами-
ки BaTiO3. При обычном обжиге материал спекают при температуре
1360°С, но у образцов, полученных горячим прессованием при Т„,=
= 1140°С, /р = 9,8 МПа (100 кгс/см2) и /р = 30 мин, вблизи температуры
Д=110°С пик не наблюдается, гистерезисная петля линейна, коэф-
фициент электромеханической связи kp снижается до 12% ( у образцов,
обожженных обычным способом, kp равен 37%), т. е. сегнетоэлектри-
ческие свойства значительно подавляются. Таким образом, керамика,
полученная горячим прессованием в условиях большой величины \Тт,
даже если у нее плотность такая же, как и при обычном обжиге, по
существу не пригодна для использования в качестве сегнетоэлектриче-
ского материала. Для улучшения сегнетоэлектрических характеристик
необходимо проводить горячее прессование при АТ,,-,, равном нулю или
минимальном.
То же самое, очевидно, можно сказать и о ферритах [34].
Па рис. 6-4-2 приведена температурная зависимость начальной
магнитной проницаемости p.«i никель-цинковых ферритов. У образцов,
полученных горячим прессованием, вблизи Тс наблюдается плавное
изменение psi. Кроме того, плотность магнитного потока насыщения
у них также меньше, а коэрцитивная сила больше, чем в случае
обычного обжига.
На свойства керамики, получаемой горячим прессованием при
большой величине Л7%, по всей вероятности оказывают влияние сле-
дующие эффекты: а) эффект остаточных напряжений, возникающих во
время горячего прессования; б) эффекты, связанные с малым диамет-
ром кристаллитов; в) такие эффекты, как недожог, вызванный недо-
статочной температурой Тт, или нарушение стехиометрии, вызванное
горячим прессованием.
Таблица 6-1-2
Условия горячего прессования и изменения размеров зерен
у керамики ВаТЮз в процессе отжига
191.
3) Путем горячего прессования можно регулировать диаметр кри-
сталлитов в керамических материалах [43].
В табл. 6-4-2 приведены размеры кристаллитов до и после отжига,
а также плотность керамики, полученной горячим прессованием в раз-
личных условиях. У образцов, изготовленных при большом ЛТт и Т-
равном 1100—1180сС, диаметр кристаллитов мал (меньше 1 мкм).
а у образцов, полученных горячим прессованием при примерно тако;
же температуре Тт, как и при обычном обжиге (т. е. при малой вели-
Рис. 6-4-3. Температурная зависимость диэлектрической проницаемости керами
ки (Bao.85Sro,;s)Ti03.
чине Д7"т), диаметр зерен становится равным 3—4 мкм — пример;.-,
кой же, как при обычном обжиге. Однако если эти образцы от -
в течение 30 мин при температуре 1300°С, то кристаллиты необы :
вырастают, что совершенно нс наблюдается при обычном обжи’
появляются кристаллиты диаметром 25—30 мкм. Этому можно
следующее объяснение: в процессе горячего прессования возни
остаточные напряжения, энергия этих остаточных напряжений во г
отжига становится движущей силой роста зерен в процессе отж
Таким образом, путем подбора подходящих условий горячего
сования можно изготовлять образцы с кристаллитами, размер::
рых можно менять от очень малых до аномально больших.
4) У сегнетоэлектриков, полученных горячим прессованием
виях малой величины \Тт, точка Кюри ниже, чем у керамик:,
ченной путем обычного обжига, однако после отжига горячек к.
ной керамики ее точка Кюри Тс станет такой же, как и у -.
прошедшей обычный обжиг [43].
192
Если определить зависимость t-s от Т у сегнетоэлектриков, получен-
ных горячим прессованием, то возникает тем более острый пик s,
вблизи Тс, чем меньше величина i\Tm. Если ДГт—О, то получают пик
такой же величины, как при обычном обжиге, или даже выше. Однако
если точно определить Тс образцов, полученных горячим прессованием
при малом \Тт, то Т(. окажется ниже, чем у образцов, полученных
обычным обжигом. Это явление наблюдается у керамики BaTiO3 и
PZT. Однако оцепим данные, относящиеся к образцу 2 на рис. 6-4-3,
где приведены результаты измерений es керамики (Ва, Sr)TiO3
с 15 мол. % SrTiO.3. Точка Кюри Т,- у образца 2 равна 69,7°С, что иа
4,8°С ниже, чем у образца 1, полученного обычным обжигом и имеюще-
го точку Кюри Тс 74,5°С. У сегнетоэлектриков типа смещения, напри-
мер у ВаТЮз, точка Кюри, как известно, под действием гидростатиче-
ского давления понижается. Степень снижения dTddP =—5,2-108 K/Па
(см. рис. 7-4-4,б). Если учесть эти данные, то причина низкой Тс в слу-
чае уменьшения \Тт может быть хорошо объяснена на основе эффек-
тов остаточных напряжений, возникающих в процессе горячего прессо-
вания. Если данный материал подвергнуть отжигу в течение 2 ч при
температуре 1300°С, то Тс поднимается на 4,8 К, т. е. станет совершенно
такой же, как у образцов, прошедших обычный обжиг (табл. 6-4-3).
Таблица 6-4-3
Условия горячего прессования керамики (Ba<,,85Sr0,i5) Т1О3 и ее точка Кюри
Вид обжига । Условия горячего прессования Плт-г- тс, °C те после отжига, °C
Гт. °C Ph, 10= Па Zp, ч
Обычный обжиг 1300 0 9 5,19 74,5
ДТт-0 1300 100 0,5 5,37 69,7 74,5
ДГт 100°С 1200 100 0,5 5,34 79,4 ! 74,5
ДТ,„ = 200°С 1100 300 1 4 I 5,43 1 "
5) У сегнетоэлектрической керамики, полученной в условиях боль-
шой величины ДТт, точка Кюри Тс выше, чем у керамики, прошедшей
обычный обжиг, однако после отжига горячепрессованной керамики ее
Т? станет такой же, как у керамики, полученной обычным обжигом [43].
Выше указывалось, что у образцов, полученных горячим прессова-
нием в условиях большой ATm, зависимость es от Т становится плав-
ной. Следовательно, чем меньше УТт, тем более резкий пик диэлектри-
ческой проницаемости образуется вблизи точки Кюри Тс. Однако если
в этом случае попытаться точно определить точку Кюри, то окажется,
что она выше, чем после обычного обжига. Образец 3 на рис. 6-4-3 от-
носится к таким горячепрессованным образцам. Точка Кюри этого об-
разца, полученного горячим прессованием при 7’т=1200°С, /\ = 98 МПа
(100 кгс/см2) и fp = 30 мин, равна 79,4°С, т. е. на 4,9°С выше, чем у об-
разца, полученного обычным обжигом. При введении SrTiOg в ВаТЮ3
смещение точки Кюри у данного образца примерно равно 3,06 К/мол. %
и вероятно вызывается нарушением стехиометрии под действием горя-
чего прессования. Если этот образец отжечь в течение 2 ч при темпера-
туре 1300°С, то его точка Кюри станет ниже на 4,9°С и будет как
у образца, прошедшего обычный обжуг.
13—657 193
Таким образом, у образцов, полученных горячим прессованием
в условиях большой Л7"т, помимо остаточных напряжений обнаружено
нарушение стехиометрии. У никель-цинковых ферритов плавное изме-
нение p.s! от температуры (рис. 6-4-2) может быть, очевидно, такж<
объяснено изменением состава, вызываемым горячим прессованием
Когда в ВаТЮ3 часть титана заменяют на цирконий, то точка Кю-
ри Т,- материала становится ниже, чем у немодифицировапного BaTiO-.
а температура второго перехода Тс2 вблизи 0сС повышается. Когда ке-
рамику в этой системе получают горячим прессованием, то точка Кюр>:
Тс по сравнению с керамикой, полученной обычным обжигом, повы-
шается, а Тс2 понижается. Это также объясняется отклонением в со-
ставе, возникающим под действием горячего прессования и заключаю-
щимся в том, что цирконий частично не входит в твердый раствор.
6) При горячем прессовании у образцов иногда возникает анизо-
Рис. 6-4-4. Температурная зависимость диэлектрической проницаемо-
сти по различным направлениям полнкристаллического SbSI, поле-
ченного горячим прессованием.
В § 1-2 указывалось, что SbSI методом выращивания из газе?
фазы получают только в виде мелких игольчатых монокристаллов, л;
чем коэффициент электромеханической связки k у них может превыш
90%. Это самое высокое значение, известное к настоящему врем-,
поэтому в последние годы данному соединению уделяют особое вит:
ние. Точка Кюри Тс у SbSI равна 22°С, вблизи Тс максимум диэл-
трической проницаемости es может достигать 20 000, однако сегнето-
трические свойства проявляются только по оси с, в перпендикуляр
оси с направлении диэлектрическая проницаемость не превышает .
Автор пытался изготовить поликристаллический брусок SbSI с
ентацией по оси с, для чего игольчатые кристаллы SbSI превр.л
в порошок и подвергали горячему прессованию [39]. Фотография
порошка SbSI приведена на рис. 3-1-1,в. Зерна порошка также п'
игольчатую форму.
Из зависимости es от Т (рис. 6-4-4,а) видно, что у образцов,
ченпых односторонней (по оси z) подачей давления, как при пре.л
тельном, так и при горячем прессовании между диэлектрическ.-:
ницаемостью е« в направлении осп z и диэлектрической нно
стью еет или t'sy в перпендикулярном оси z направлении наб,ш
разпица примерно в 5—10 раз. На рис. 6-4-4,б показаны т> "
ные зависимости диэлектрической проницаемости образцов
194
ных в следующих условиях. В процессе предварительного прессования
по оси у подавали давление Ру-49 МПа (500 кгс/см2), затем но оси
z подавали давление Pz=147 МПа (1500 кгс/см2), после чего проводи-
ла горячее прессование при режиме Гт=370оС, P/t=24,5 МПа
(250 кгс/см-), tp=\ ч, причем давление Р!г подавали по оси г. В этом
случае диэлектрическая проницаемость е.,х по оси х достигает в ма-
13*
195
ксимуме 3000. Таким образом, можно изготовить брусок SbSI у кото-
рого, очевидно, оси с кристаллитов ориентированы в направлении
оси х. На рис. 6-4-5 приведены фотографии протравленной поверхности
керамики SbSI, на которых, несомненно, зафиксирована анизотропия.
Тот факт, что в образцах, полученных горячим прессованием, возмож-
на анизотропия, очевидно, можно объяснить тем, что сами зерна по-
рошка SbSI имеют игольчатую форму и под действием приложенного
к ним давления ориентируются в направлении, перпендикулярном осн
прессования. Керамика BaTiO3 и PZT, о которой говорилось выше, под
действием горячего прессования не приобретает анизотропии, что, оче-
видно, вызвано тем, что она при высокой температуре принадлежит
к кубической или к тетрагональной системе, в которой с/а близко к 1.
Помимо керамики SbSI еще одним примером материала, приобре-
тающего в процессе горячего прессования анизотропию, служит фер-
рокспланар Co2W(BaCo2Fci6027), который имеет структуру решетки,
очень напоминающую структуру BaFe120i9, и относится к гексагональ-
ной системе. Если такой состав обжечь при температуре 1300°С, то
начальная магнитная проницаемость не будет обладать анизотропией
(р.,1 = 1,97), но если провести горячее прессование порошка этого со-
става при Тт=-1250°С, Л, = 98 МПа (100 кгс/см2) и /Р = 1 ч, то величи-
ны jj.si в направлении прессования и в перпендикулярном ему направ-
лении будут различаться [42]:
И11=4,78, и± = 2,81, = 1,7.
Нс касаясь проблем применения этого материала, заметим, что
получение анизотропной керамики с гексагональными кристаллитами
посредством горячего прессования само по себе вызывает интерес.
Выше были изложены результаты изучения горячего прессования,
проводившегося в течение ряда лет в лаборатории автора. Если рас-
сматривать этот способ с точки зрения практического использования,
то, очевидно, можно сделать следующие выводы.
1) После горячего прессования в условиях, соответствующих боль-
шей УГт по сравнению с обычным обжигом даже при высокой плот-
ности сегнетоэлектрические или ферромагнитные свойства ухудшаются
и желаемые характеристики получить трудно. Следовательно, значи-
тельное снижение температуры спекания с практической точки зрения
большой пользы не дает. Для получения керамики с высокими пьезо-
электрическими и сегнетоэлектрическими характеристиками горяче-.
прессование необходимо проводить в условиях минимальной величи-
ны АГт.
2) Горячее прессование — очень хороший способ изготовлен!.-:
плотных, с высокой твердостью, малой внутренней пористостью одн' •
родных керамических материалов. Благодаря малой внутренней пори-
стости электрическая прочность диэлектрика может быть на полпоряи-
ка выше по сравнению с прочностью образцов, прошедших обычн:.:..
обжиг (см. рис. 3-3-5). Кроме того, данный способ, очевидно, поле
также в случае изготовления пьезокерамических фильтров, когда ;
двигаются такие требования, как однородность плотности и уни-
констант.
3) Можно, очевидно, утверждать, что, как указывалось b:i.c" '
графе 5-5-3, горячее прессование позволяет легко управлять тве: : •
ными реакциями. Благодаря этому появляются широкие возм
получения все новых материалов с ранее неизвестными свойств---’
916
Рис. 7-1-1. Электрический поток смеще-
ния и эквипотенциальные поверхности.
ельными пластинами совершенно
ГЛАВА СЕДЬМАЯ
КЕРАМИЧЕСКИЕ КОНДЕНСАТОРЫ
7-1. ПРИНЦИП ДЕЙСТВИЯ конденсатора
Обычно статическую емкость между двумя проводниками, на один
из которых подан заряд + Q, на второй — Q, а разность потенциалов
между проводниками равна U, обозначают через С, получаемую из вы-
ражения.
Как показано на рис. 7-1-1, в случае подачи на проводник А за-
ряда + Q из проводника А выходит электрический поток, который вхо-
дит в проводник В. Если соединить
места с одинаковым электриче-
ским потенциалом, то образуются
эквипотенциальные поверхности,
изображенные на рис. 7-1-1, Линии,
показывающие направление векто-
ра электрического поля Е (сплош-
ные линии на рис. 7-1-1), — это
электрические силовые линии,
обычно пересекающие эквипотен-
циальные поверхности под прямым
углом.
На рис. 7-1-2 показан видэлек-
трических силовых линий и экви-
потенциальных поверхностей у пло-
ского конденсатора. Во внутренней
части силовые линии между парал
однородны, однако по мере приближения к краю электродов однород-
ность все более нарушается. Данное явление называют краевым эф-
Рис. 7-1-2. Рис. 7-1-3.
Рис. 7-1-2. Краевой эффект у плоских конденсаторов.
Рис. 7-1-3. Электрические силовые линии и эквипотенциальные поверхности,
наблюдаемые со стороны поперечного сечения цилиндрического конденса-
тора. S] - эквипотенциальные поверхности.
197
фектом. Емкость плоского конденсатора без учета краевого эффекта, Ф,
С=еое4-Ж (7-1-2)
где ео=8,854 пФ/м; А—площадь электродов, м2; d—межэлектродное
расстояние, м. Эта формула вполне пригодна для конденсаторов, имею-
щих малую толщину и диэлектрик с высокой es-
На рис. 7-1-3 показаны электрические силовые линии и эквипотен-
циальные поверхности в сечении бесконечно длинного цилиндрического
конденсатора. Как видно из этого рисунка, напряженность электриче-
ского поля внутри цилиндра не одинакова: у поверхности внутреннего
электрода она максимальна.
На единицу длины цилиндра приходится емкость, Ф/м,
(7-1-3)
У трубчатых конденсаторов с длиной I, м, так же как у плоских,
возникает краевой эффект, однако при очень большом отношении дли-
ны к диаметру и большой диэлектрической проницаемости почти не
будет погрешности, если емкость, Ф, рассчитывать по формуле
(7-1-4)
Емкость, приходящаяся на единицу длины параллельно располо-
женных цилиндров радиусом а при расстоянии между их осями 2d
(рис. 7-1-1),
С _ е*£°л__________________________________(7 1 чч
arcch(d.a) ~ Г d / I 1 ’
2'3‘е [т-|/ (-) -1]
Если проводники А и В любой формы заключены в однородную
среду с диэлектрической проницаемостью es и удельным объемным со-
противлением р (рис. 7-1-4) и если емкость между проводниками А и В
равна С, а сопротивление R, то имеет место следующая зависимость:
eseop = CR. (7-1-6)
В этой зависимости совершенно отсутствует погрешность, что ис-
пользуется при измерениях. Например, чтобы исключить поверхност-
ную утечку тока, при проведении электрических измерений используют
образцы в форме, изображенной на рис. 7-1-5. Для определения удель-
ного объемного сопротивления р, Ом-м, по сопротивлению R, Ом, поль-
зуются формулой
р = Т?4, (7.1.7.
где А — площадь верхнего электрода, м2, a d — толщина, м. Одн;.
при таком расчете имеет место определенная погрешность. Если в эт
случае на других образцах точно определить е_, то, найдя С обр .
можно точно рассчитать р используя (7-1-6).
Эквивалентные схемы конденсатора при переменном токе ::
ны на рис. 7-1-6. Различие параллельной (а) и последователь;: .
схем отнюдь не препятствует применению любой из них, предст.л -
198
щейся более удобно при соответствующих расчетах. Диэлектрические
потери характеризуются тангенсом угла диэлектрических потерь tg 6.
С величинами Ср, Rp, Cs и Rs, показанными на рисунке, он имеет сле-
дующую связь:
У конденсаторов с большими потерями величины Ср и С., несколь-
ко различаются, а у конденсаторов с малыми потерями можно считать
их одинаковыми. Причина появления потерь у конденсаторов в усло-
Рис. 7-1-1. Рис. 7-1-5.
Рис. 7-1-4. Аналогия между электростатическим полем и полем электрического
тока. Пространство между Л и В заполнено однородной средой (по сопротивле-
нию р и диэлектрической проницаемости е,).
й — общее сопротивление между А и В; X, — эквипотенциальная поверхность.
Рис. 7-1-5. Образцы для определения электрической прочности.
виях переменного тока заключается в появлении фазового запаздыва-
ния различных видов электрической поляризации, изображенных на
рис. 1-1-2, по отношению к переменному полю. Следовательно, парал-
лельное эквивалентное сопротивление Rp, показанное на рис. 7-1-7,а,
совсем не соответствует сопротивлению изоляции при постоянном токе.
Рис. 7-1-6. Векторные диаграммы и эквивалентные схемы конденсаторов, имеющих ди-
электрические потери.
Значение tg б у конденсаторов должно быть малым, но в зависи-
мости от назначения требования могут различаться. Например, для
схем настройки требуется, чтобы по меньшей мере tg 6<Ю-10“4, а для
разделительных и шунтирующих конденсаторов tg б<250-10~4.
199
Кроме того, существуют электролитические конденсаторы большой
емкости для фильтров источников тока, у которых допустим tg6 =
= 0,14-0,5.
Кроме tgd используется его обратная величина Q (электрическая
добротность). Чем больше Q конденсатора, тем меньше потери:
<?=,7Т- (7-1-9)
У керамических конденсаторов tgd определяют главным образом
с помощью куметра или с помощью моста.
7-2. КЕРАМИЧЕСКИЕ КОНДЕНСАТОРНЫЕ МАТЕРИАЛЫ
7-2-1. КЕРАМИЧЕСКИЕ КОНДЕНСАТОРНЫЕ МАТЕРИАЛЫ ДЛЯ ТЕМПЕРАТУРНОЙ
КОМПЕНСАЦИИ
На температурный коэффициент диэлектрической проницаемости
е., (ТКе) керамических конденсаторных материалов для термокомпен-
сации устанавливают различные стандарты: от +100 до —750-10~6 К-1
(рис. 7-2-1). Кроме того, ино-
гда используют и такие осо-
бые величины, как —1400,
—2200, —3300 и —4700Х
X Ю-6 К-1. Как показано на
рис. 7-2-1, если конденсатор
имеет ТКе, равный —750X
ХЮ-6 К-1, то с повышением
температуры на 10° диэлек-
трическая проницаемость es
понижается на 0,75%. Таков
состав, близкий к чистой
двуокиси титана. Имеющие-
ся в продаже керамические
конденсаторы с емкостью до
500 пФ обладают приведен-
ными выше характеристика-
ми. Конденсаторы с темпе-
ратурным коэффициентом
емкости ТКС = —750 X
X 10“6 К-1 обозначают N750.
с ТКС= +100- 10-6 К”1 обо-
значают Р100, а ТКС-0 обо-
значают NP0. Ниже для
удобства будут применяться
подобные наименования,
исследований Ваку Сигэру.
Рис. 7-2-1. Температурные коэффициенты емкости
(ТКС) керамических конденсаторов для термо-
компенсации. Поскольку температурная зависи-
мость диэлектрической проницаемости не совсем
линейна, ТКС находят по следующей формуле:
На рис. 7-2-2 приведены результаты
касающихся керамических конденсаторных материалов для темпера-
турной компенсации. На рис. 7-2-2,а показана зависимость ТКе =
= ——от состава в двухкомпонентной системе MgO—TiO2. В ат:::
системе можно получить любой температурный коэффициент в интстз^-
ле N800—Р160, однако существуют составы, где спекание соверши:::.:
невозможно.
На рис. 7-2-2,б приведена зависимость ТКе от состава при вве-
дении в MgO—ТЮ2 в качестве третьего компонента 0—10 масс. % СаО.
На рис. 7-2-2,в приведены температуры обжига и области соста-
вов в трехкомпонентной системе MgO—TiO2—СаО, где спекание со-
вершенно невозможно (о конусах Зегера см. в табл. 2-6-1).
На рис. 7-2-2,г—е изображены зависимости диэлектрической про-
ницаемости от состава в трехко.мпонентиых системах MgO—TiO2—СаО,
MgO—TiO2—SrO и MgO—TiO2—BaO. Далее на рис. 7-2-2,ж—и приве-
дены зависимости температурного коэффициента диэлектрической про-
ницаемости от состава в этих системах.
Существующие в настоящее время материалы NPO состоят глав-
ным образом из ортотитаната магния (2MgO-TiO2, массовое соотно-
шение MgO : TiO2= 1 : 1), часто с добавкой третьего компонента, на-
пример СаТЮ3. В качестве материалов с положительным температур-
ным коэффициентом помимо керамики системы 2MgO—TiO2 применяют
стеатитовую (MgO-SiO2) и форстеритовую (2MgO-SiO2) керамику
(см. § 9-3). Если к 2MgO-TiO2 добавляют, например, СаТЮ3, то полу-
чают материалы N Р0—N 220. Э. Шоэпберг сообщал, что если
к MgTiO3 добавить 8 мол. % CaTiO3, то получается N Р0, а при
26 мол. %—N470; добавка SrTiO3 более эффективна для получения
материалов с отрицательным температурным коэффициентом, чем
СаТ1О3. В интервале N Р0—N750 с увеличением es возрастает и ТКе;
если же получать малый температурный коэффициент, то не избежать
понижения е5.
Если в керамике в системе тетратитаната бария (4ВаО—ТЮ2) со-
ответствующим образом изменять соотношение ВаО и ТЮ2, то получа-
ются материалы в области N Р0—N470 (рис. 7-2-2,и). Материалы в этой
системе при ‘том же ТКе, что и у материалов в системе 2MgO—TiO2,
имеют вдвое большую диэлектрическую проницаемость, в этом их до-
стоинство. Однако обжигать их несколько труднее. Кроме того, вызы-
вает опасение, что температурный коэффициент у керамики в этой си-
стеме несколько изменяется в зависимости от частоты.
Главный компонент материалов N 1400 — титанат кальция
(СаТЮз) (рис. 7-2-2,ж). Для получения ТКе >\2200 используют твер-
дые растворы на основе ВаТЮ3, содержащие титанат стронция, типа
(Ba, Sr, Ca)TiO3 (рис. 7-2-2,з) в области температур выше точки Кюри.
С. Марцулло с сотрудниками получали керамику NP0 в системах
MgO—La2O3—TiO2 и MgO—Nd2O3—TiO2 с диэлектрической проницае-
мостью es от 33 до 48.
В последнее время получила некоторое распространение керамика
в системе La2O3—ТЮг, где при соответствующем подборе можно изго-
товить материалы NP0—N750, причем диэлектрическая проницае-
мость получается на 10—20% выше, чем у материалов, не содержащих
Ьа2О3.
Основные составы керамики приведены выше, однако часто для
облегчения спекания и улучшения электрических характеристик вводят
определенное количество минерализатора. Минерализатором могут быть
приведенные в табл. 5-4-1 глина или Д\пО2, а кроме того, используются
окислы и соли железа, кобальта, ванадия, церия. Тонкости введения
этих компонентов — одна из самых трудных проблем, волнующих изго-
товителей. В области керамических конденсаторов уже стал классиче-
ским разработанный в ФРГ после войны состав Kerafer U, содержащий
201
TiO2 52, TiOo (обожженной) 30, BaCO3 6, ZrO2 (обожженной) 4, гли-
ны Schippach 4, бентонита 4 масс. %. Кроме того, появился Kerafer W,
содержащий TiO2 40, TiO2 (обожженной) 15, ВаСО3 6, ZrOa 8, глины
Schippach 2, бентонита 6, каолина 23, СаО 0,1 масс. %. Из этих приме-
ров, очевидно, становится понятным, какое место отводится минерали-
заторам.
Рис. 7-2-3. Температурная за-
висимость диэлектрической
проницаемости керамических
конденсаторных материалов
с высокой диэлектрической
проницаемостью (измерения на
частоте 1 кГц).
7-2-2. КОНДЕНСАТОРНЫЕ МАТЕРИАЛЫ С ВЫСОКОЙ ДИЭЛЕКТРИЧЕСКОЙ
ПРОНИЦАЕМОСТЬЮ
Материалы с высокой диэлектрической проницаемостью, используе-
мые для керамических конденсаторов, в соответствии с японскими про-
мышленными стандартами подразделяются на два типа: YY и YZ. Ке-
рамика типа YY имеет .характеристики по существу почти чистой
керамики ВаТЮз: температурные изменения
диэлектрической проницаемости при обыч-
ных температурах сравнительно малы, ве-
личина es примерно равна 1500 (рис. 7-2-3).
Что же касается керамики типа YZ, то
она включает составы с точкой Кюри, сни-
женной примерно до комнатной температу-
ры, и с плавным температурным изменени-
ем диэлектрической проницаемости (рис.
7-2-3). Практически используемая 8S может
достигать 3000—7000. В последнее время
в связи с жесткими требованиями в отно-
шении миниатюризации деталей, предна-
значенных для радиоприемников на транзи-
сторах, разработаны материалы типа YZ,
имеющие при обычных температурах es=
= 80004-18 000. С целью получения мате-
риалов типа YZ для понижения точки
Кюри в ВаТЮз обычно вводят такие добав-
ки, как SrTiO3, CaSnO3>BaSnO3 или BaZrO3.
Эти модификаторы называют шифтерами.
Однако при их введении температурные
изменения диэлектрической проницаемости
вблизи точки Кюри слишком возрастают,
поэтому для получения плавной зависимо-
сти необходимо также ввести СаТЮ3 и MgTiO3. Такие добавки называ-
ют депрессорами.
203
Рис. 7-2-4. Температурная зависимость диэлектрической проницаемости к<
твердых растворов на основе титаната бария.
а — BaTiOj—SrTiO3 (по Танака); б — ВаТЮ3—ВаЗпОз (по Ваку); в — BaTiO.-,--BaZrO3 (г: 1.
ПшЬпы •— молокуляпный ппопечт лобявки SrTiO,. RaSnO, и RaZrOo
Рис. 7-2-5. Температурная зависи-
мость точки Кюри керамики на
основе титаната бария при введе-
нии различных добавок.
204
Кроме того, в последнее -
в ВаТЮз в небольшом количестве :- -
такие добавки, как Bi2(SnO3)3 и X
с целью получения высокой диоле?-
ской проницаемости и одноврсме?:-
улучшения ее температурной ха: :
стики (см. § 5-5). При этом получ.
вольно хорошие практические р-.
ты. Также разрабатываются мат:-
имеющие диэлектрическую пт -
мость промежуточную между вел:’
~ 1000, характерными для титан -
рия, и примерно 100, что ха:.
для керамики на основе ТЮ2. Т_-
териалы, вероятно, будут важным
том исследования и в дальнейш-ы
Характерные примеры тем-
ной зависимости es в твердых ~ .
на основе ВаТЮ3 приведены на т
ВаТЮз—SrTiO3 (сам SrTiO3 : -
при 10 К имеет выше 20 000), BaTiO3- BaSnO3 и BaTiO3—BaZrO3,
а характеристики системы BaTiO3—PbTiO3 показаны па рис. 8-2-2.
На рис. 7-2-5 показана зависимость точки Кюри от содержания
различных добавок.
BaTiO3M0-x+Me-TiO3a:
Рис. 7-2-6. Добавки, подавляющие пик диэлектрической проницаемости в точке Кюри
у керамики BaTiO3.
а--но данным Танака; б—д — по данным Ваку.
205
Некоторые добавки подавляют пик диэлектрической проницаемости
в точке Кюри v керамики ВаТЮз. Характерные примеры приведены на
рис. 7-2-6: ВаТЮз—MgTiO3, ВаТЮ3—MgO, ВаТЮ3- СаТЮ3 (пьезоэлек-
трические характеристики показаны на рис. 8-2-1), ВаТЮ3 -BaSiO3 и
ВаТЮ3- Fe2O3.
Кроме того, было много работ, посвященных исследованию эффек-
тов при введепиив ВаТЮ3 других добавок, например (Ba, Са) (Ti,Zr)():.
Рис. 7-2-7. Температурная зависимость диэлектрической проницаемост!-: -
дых растворов, содержащих РЬТ1О3.
а — (РЬ|_Л.Вад.)Т!О3 (по данным Сакада); б — (Pb1_xSrv)TiO3 (по данным
Лило); в- (1— x)PbTiO3—A'Pb(TaFe)j/2O3 (по данным Номура и Кавакубо, част:.-.
206
La2O3, различных антимонатов (таких как CaSb2O6, CdSb2O3) были
изучены системы ВаТЮ3—MgTiO3—3MgO, BaO—ВеО—TiO2 и др.
На рис. 7-2-7 приведены примеры диэлектрической проницаемости
двухкомпонентных систем, одним из компонентов которых служит
Рис. 7-2-8. Изменение температурной зависимости диэлектрической прони-
цаемости и параметров решетки.
а — керамика в системе РЬТЮз—1.а2О3; б — керамика в системе РЬТЮз—1.а2Оз • 2TiO2.
Цифры — молекулярный процент введенной добавки.
PbTiO3. Зависимость точки Кюри Тс от введенного в BaTiO3 количества
добавки уже была показана на рис. 1-2-8.
На рис. 7-2-8 приведены результаты экспериментов, проведенных
автором [44]: показаны изменения диэлектрической проницаемости и
постоянных решетки при введении Ьа2О3 или La2O3-2TiO2 в PbTiO3.
207
Кроме того, проводились исследования диэлектрических характе-
ристик керамики в системах РЬНЮ3—ВаНЮ3 и РЬНЮ3—SrHfO3.
Твердым раствором называют материал, твердые компоненты кото-
рого полностью взаимно растворились и образовали физически одну
гомогенную фазу. Структура, показанная на рис. 5-5-1,а и 5-5-7, пред-
а)
Рис. 7-2-9. Типы твердых растворов.
в)
ставляет собой не твердый раствор, а двухфазную смесь. Размер эле-
ментарной ячейки в твердом растворе может быть определен рентгено-
дифракционным методом. В области составов, образующих двухкомпо-
[>'a Nd] ч/гтiО3 мол.%
Рис. 7-2-10. Параметры решетка
в системе PbTiO3— (NaNd) i/2TiO3
(по данным Сакада).
нентный твердый раствор, этот размер
изменяется линейно в зависимости от мо-
лярного соотношения компонентов. Эту
закономерность называют правилом Ве-
гарда. Если существует двухкомпонент-
ная система, образующая твердый раст-
вор в любых соотношениях, то, соединив
прямой линией значения размеров ячейки
этих компонентов, на графике зависимо-
сти размеров ячейки от молярного соот-
ношения компонентов непосредственно
получают размер ячейки любого состав:.
И, наоборот, по постоянным решетки
можно определить состав, не проводя
специального анализа. Как показано нз
рис. 7-2-9, твердые растворы могут быть
типа внедрения (а) и типа замещении
(бив), причем па рис. 7-2-9,б приведен
вариант, когда замещающие атомы круп-
нее, чем атомы основного компонент-
а на рис. 7-2-9,в — вариант, когда зам -
щающие атомы меньше. Однако во в:: -,
случаях из-за того, что в твердом рас:ш-
ре находятся атомы разного раз"
ячейка основного компонента дефор:
ется. Следовательно, размер я-:
о котором говорится в правиле В- ' _
в целом представляет собой среднюю величину.
На рис. 7-2-10 показано, как изменяются постоянные репп.
рамики в системе PbTiO3— (NaNd) i/2TiO3, измеренные Саи:
большом количестве PbTiOs происходит:некоторое отклонен::-,
вила Вегарда, но в общем оно, как видно, соблюдается.
208
7-3. ИЗГОТОВЛЕНИЕ КЕРАМИЧЕСКИХ КОНДЕНСАТОРОВ
7-3-1. ИЗГОТОВЛЕНИЕ КОНДЕНСАТОРНЫХ ЭЛЕМЕНТОВ
Рис. 7-3-1. Имеющиеся в продаже конденсатор-
ные материалы с высокой диэлектрической прони-
цаемостью (цифра — номер по каталогу фирмы
«Фудзи титан»).
Технология изготовления может иметь определенные отличия при
получении дисковых или пластинчатых плоских, трубчатых, многослой-
ных керамических конденсаторов, крупных конденсаторов высокого на-
пряжения и т. п., однако за основу принимают методы, рассмотренные
в гл. 3 и 4. На рис. 7-3-1
приведены примеры харак-
теристик конденсаторных
материалов с высокой ди-
электрической проницае-
мостью, выпускаемых фир-
мой «Фудзи титан». В табл.
7-3-1 приведены составы
шихты, предназначенной длЬ
изготовления керамических
конденсаторов с высокой
Если использовать эти мате-
риалы, то, очевидно, исклю-
чается операция составления
шихты.
Трубчатые малогабарит-
ные керамические конден-
саторы обычно имеют тол-
щину стенки 0,2- 0,5 мм, поэтому формование сухим способом за-
труднительно, и обычно их изготовляют протяжкой мокрым спосо-
бом. При изготовлении изоляторных трубок из обычной керамики
Таблица 7-3-1
Составы шихты для керамических конденсаторов с высокой
диэлектрической проницаемостью
Состав, тин и е
№ 1 (масс. %) | № 2 (мот. %) | № 3 (мол. %)
ВаТЮз — 98
Глина — 2
МпОг—0,2
YY, es== 1500
ВаТЮз —80
БгТЮз — 10
'CaZrOj— 10
YZ, es... 6000
ВаТЮз — 90
CaSnO3 — 10
YZ, es= 10 000-^14 00
исходные компоненты содержат определенное количество глинистых
материалов и поэтому для придания пластичности достаточно лишь до-
бавить соответствующее количество воды. Кроме того, толщина стенок
у изоляторных трубок больше, что также облегчает протяжку. В случае
же керамических диэлектриков исходные компоненты сами по себе
абсолютно не пластичны, поэтому в них вводят 7—10 масс. % связки.
В качестве связки используют клейстер из пшеничной муки, сахар и
другие материалы, их необходимо тщательно смешать с исходными ком-
понентами, так как плохое смешивание становится причиной образова-
ния пор типа булавочных уколов. Кроме того, в связи с попаданием
в смесь пузырьков воздуха для их удаления желательно использовать
вакуумную массомялку, позволяющую при том же количестве связки
14—657 209
получать более высокую пластичность. Из трубчатого мундштука мас-
са выдавливается так же, как при изготовлении макарон. В мундштуке
создается довольно значительное трение, поэтому со временем толщина
стенки трубки возрастает. Это оказывает влияние на емкость конден-
сатора (см. подпараграф 11-3-3). Полученные протяжкой трубки содер-
жат определенное количество связки и воды, поэтому необходима мед-
ленная сушка. Интенсивная сушка приводит к искривлению трубок и
образованию трещин. По прошествии определенного времени трубки
разрезают в соответствии с заданными размерами. Затем тщательно
высушивают, помещают в капсели (см. подпараграф 2-6-1) и обжига-
ют. При изготовлении трубок таким способом необходимо уделять осо-
бое внимание процессам сушки и удаления связки (см. подпараграф
4-3-5), поскольку количество связки в данном случае значительно боль-
ше, чем при изготовлении дисков и пластин сухим способом.
Кроме того, иногда удобно пластины толщиной 0,2 мм и меньше
(в обожженном виде) формовать рассмотренным выше способом про-
тяжки, а для придания желаемой формы (пластины или диска) исполь-
зовать метод штамповки.
7-3-2. ЭЛЕКТРОДЫ ДЛЯ КОНДЕНСАТОРОВ
Конденсатор — это диэлектрик+электроды. Только один диэлектрик
нельзя назвать конденсатором. Следовательно, какими бы хорошими ни
были характеристики диэлектрика, но если на него нельзя нанести элек-
троды, то он не может быть использован в качестве конденсаторного
материала. В этом заключается принципиальное отличие конденсатор-
ных материалов от предназначенных только для электрической изоля-
ции.
В качестве электродов для керамических конденсаторов, начиная
с того времени, когда подобные конденсаторы получили практическое
применение большей частью используют серебро, наносимое методом
вжигания. В Европу эта техника возможно попала из Японии, где
она издревле применяется для декодирования бытовой керамики. Этот
традиционно применяемый способ вжигания серебра, под каким бы
углом зрения его ни рассматривать, несомненно, остается одним из луч-
ших, которому и сегодня, кажется, не видно замены. В последнее вре-
мя в отдельных случаях пытаются использовать безэлектролизное галь-
ваническое покрытие и другие способы, однако это, скорее, имеет целью
понизить стоимость. Что же касается характеристик, то метод вжигания
серебра не имеет себе равных. Кроме того, многие также считают хо-
рошим метод напыления, однако ни по адгезии, ни по электрическим
характеристикам электродов с методом вжигания серебра сопоставить
его нельзя. В последнее время также получили практическое примене-
нение многослойные конденсаторы, у которых электроды из драгоцен-
ных материалов, например из платины создаются между слоями кера-
мики во время спекания.
Для проведения вжигания серебра черный порошок окиси серебра
(Ag2O) смешивают с 5—10 масс. % стеклянного порошка, называем.?--
фриттой и содержащего боросиликат свинца, замешивают в связке. . -
новными компонентами которой могут быть растворитель, смола, м .
и наносят на поверхность; при этом консистенция полученной - -:т.:
должна позволять мазать се, как тушь. В массовом производств?
нанесения электродов на керамику используют технику печати. Ес~и
210
после нанесения пасты керамику нагреть
до 500--800сС, то органические материа-
лы разложатся и улетучатся, окись се-
ребра восстановится и образует зерна
серебра, фритта расплавится, создав
плотное соединение зерен серебра с по-
верхностью керамики. Возможности кон-
денсаторов в очень большой степени за-
висят от техники нанесения электродов.
Иногда характеристики диэлектриков
определяются характеристиками элек-
тродов.
В табл. 7-3-2 приведены несколько со-
ставов фритт. Для изготовления фритты
такие смеси загружают в керамические
Т а блиц а 7-3-2
Составы фритт, %
тигли, нагревают, полностью расплавляют, затем расплав охлаждают,
выливая его из тигля вводу, полученный продукт измельчают в ступке.
Помимо окиси серебра, иногда примешивают немного металлического или
коллоидного серебра. Кроме того, нужно тщательно следить, чтобы в се-
ребре не было хлористого серебра (AgCl) и натрия, так как эти материа-
лы оказывают отрицательное влияние на влагостойкость конденсаторов.
При малом количестве образцов для экспериментов серебряную пасту
можно наносить кисточкой, а при массовом производстве используют
метод, печати через трафарет и метод пульверизации. Если при вжига-
нии серебра в период разложения органических материалов резко повы-
шать температуру, то это окажет отрицательное влияние, в частности,
па tgd конденсаторов, что объясняется эффектом восстановления в про-
цессе вжигания. На рис. 7-3-2 показан пример режима подъема темпе-
ратуры при вжигании серебра.
В последнее время серебряная паста, а также проводящая паста
из драгоценных металлов (Au, Pt, Pd), применяемых для многослойных
конденсаторов, появились в продаже.
Ниже приводятся результаты экс-
периментов, проведенных автором
[4, 48], по изучению влияния толщины
электродов на свойства керамических
конденсаторов.
При вжигании серебра регулиро-
вать толщину электрода трудно, по-
этому исследования были проведены
2 4 6 6
Время , ч
Рис. 7-3-2. Пример кривой подъема
температуры при вжигании серебря-
ных электродов.
на электродах, полученных методом ва-
куумного напыления. Образцы пред-
ставляли собой диски диаметром
30 мм из керамики на основе Т1О2.
Особое внимание уделялось тому, что-
бы соблюсти идентичность образцов,
в связи с этим в одинаковых условиях готовилось большое количество
образцов. Затем после шлифовки на планшайбе до толщины 1 мм на
образцы вакуумным напылением наносили электроды диаметром 20 мм
и получали конденсаторы. Для регулирования толщины электродов
в данном случае изменяли продолжительность напыления; изготовля-
ли по два конденсатора с одинаковой толщиной электродов в интерва-
ле примерно от 10 до 600 нм, после чего изучали зависимость емкости
и tg6 конденсатора от толщины электродов. В качестве металлов для
электродов в экспериментах использовали серебро и алюминий.
Для измерения толщины электрода на предметное стекло, помещае-
мое так, как показано на рис. 7-3-3,а, проводили напыление в тех же
условиях, что и напыление образцов (рис. 7-3-3,б); затем убирали по-
крывающее стеклышко (рис. 7-3-3,в) и сверху на всю поверхность
стекла напыляли тот же металл желаемой толщины (рис. 7-3-3,г). Тол-
щину электродов определяли с помощью микроинтерферометра по сме-
а> 2
в)
г)
Рис. 7-3-4.
толщины напыленной пленки.
Рис. 7-3-3. Способ определения
Рис. 7-3-4. Зависимость tg <5 от толщины электрода t (t берут для
электрода меньшей толщины).
щению интерференционных полос, вызываемому разницей в толщинах
напыленных пленок. Потери в конденсаторах измеряли на куметре с не-
мощью зажима, позволявшего плотно прижимать выводы к поверхно-
стям напыленных электродов.
Та блица 7-3-:
Результаты измерений емкости С и tgS при различной толщине
электродов (Л, /г) из напыленного алюминия у керамических
диэлектриков на основе TiO2
Щнм НМ С, пФ tg О.J0* it С, пФ tg 8-10* ! Л. ИМ С, пФ tc : -
49,5 67,0 108 144 262 247 74,7 283 296 248 1С.1-
58,4 117,5 8 541 161 165 247 101,7 1 384 589 334
63,2 87,0 10 150 273 274 221 37,9 384 589 233
63,2 87,0 5 215 273 274 211 13,3 । 575 589 239
144 262 221 68 1 283 296 245 12,5 575 589 242
В табл. 7-3-3 приведены результаты измерений, относящиеся ’
чаю напыления алюминия. На рис. 7-3-4 показан график завис?:”:
tg б от толщины алюминиевых и серебряных электродов (когда ?'
на нижнего и верхнего электродов была различна, рассматривал?
кий электрод). С превышением определенной толщины эле:-:?-.?,
любого металла тангенс угла диэлектрических потерь персе?ст? ; :
212
сеть от толщины электрода и становится постоянной величиной, в об-
щем приближающейся к 10-10-4, что, очевидно, представляет собой
потери самого диэлектрика без учета влияния электродов. Толщина,
при которой tgd становится величиной постоянной, для серебра была
равна 0,15 мкм, а для алюминия — более 0,3 мкм.
При слишком малой толщине электродов емкость конденсатора
падает [71]. Данное явление, очевидно, вызвано неровностями поверх-
ности керамического диэлектрика, а также неодинаковым ее состояни-
ем. В случае керамических конденсаторов на основе ТЮг это явление
наблюдалось при толщине серебра менее 0,03 мкм и толщине алюминия
менее 0,1 мкм. Эта разница, определяемая металлом, также, очевидно,
может колебаться в зависимости от трудности напыления и умения
пользоваться техникой, но, несомненно, следующее: если толщина элек-
тродов меньше некоторого предела, определяемого состоянием поверх-
ности керамики и условиями напыления, то емкость снизится. Влияние
данного явления также рассматривается в подпараграфе 11-1-2.
7-3-3. ИЗГОТОВЛЕНИЕ КОНДЕНСАТОРОВ ИЗ КОНДЕНСАТОРНЫХ ЭЛЕМЕНТОВ
На рис. 7-3-5 показано устройство дискового, трубчатого и высоко-
вольтного керамических конденсаторов (согласно техническим данным
фирмы «Ниппон кондэнса»). Трубчатый конденсатор имеет электроды
снаружи и внутри. Способом, описанным в подпараграфе 7-3-2, проводят
вжиганис серебра, затем, при-
ложив выводы, наносят при-
пой, покрывают изоляционной
краской и конденсатор готов.
Пластинчатые и дисковые кон-
денсаторы для повышения ме-
ханической прочности и одно-
временно для изоляции покры-
вают толстым слоем компаун-
да и термопластичной смолы,
пропитывают парафином.
Попадание при обработке
на поверхность диэлектрика
небольшого количества кисло-
ты или щелочи понижает со-
противление изоляции, поэто-
му нужно также обращать вни-
мание на выбор флюса при на-
несении припоя. Применение
канифоли не создает дополни-
тельных трудностей.
7-4. СТАНДАРТЫ И ХАРАКТЕРИСТИКИ КЕРАМИЧЕСКИХ
КОНДЕНСАТОРОВ
7-4-1. СТАНДАРТЫ НА МАЛОГАБАРИТНЫЕ КЕРАМИЧЕСКИЕ КОНДЕНСАТОРЫ
Для температурной компенсации. Главные стандарты следующие: JIS-C-6423
(1962 г.), NDS-XC-6435 (1966 г.), MIL-C-20D.
132
По всем стандартам структура наименования конденсатора может иметь следую-
щий вид:
СС 25 54 680 Б X 250
0 © © © © © ©
Здесь индекс СС (1)* — аббревиатура выражения ceramic capasitor--обозначает
малогабаритный постоянный керамический конденсатор (для температурной компенса-
ции) в зависимости от типа могут быть также конденсаторы СМ' и CV. Второй
индекс (2) характеризует форму и размер (например, СС20 и СС35 — соответственно
дисковые и трубчатые конденсаторы), а также указывает, не изолирован (покрыт
тонким слоем лака) или изолирован конденсатор ’(толстое покрытие). Индекс (3) —
буквы, характеризующие свойства конденсатора. Как показано в табл. 7-4-1, первая
Т а б л и ц а 7-4-1
Стандарт на температурный
коэффициент es и его отклонения
у керамических конденсаторов для
температурной компенсации
£-30-10-» К-1
4-60
+ 120
+250
+о00
буква характеризует номинальный температурный коэффициент емкости, а вторая —
его допустимый разброс. Например, LH обозначает, что температурный коэффициент
равен (—80±60) -10—6 К-1. Индекс (4)—емкость конденсатора в пикофарадах, первые
две цифры фактическая величина, последняя — завершающая цифра — нуль. Так, 680
обозначает «емкость 68 пФ». Индекс (5) характеризует допустимый разброс емкости.
Так, буквы F, G, J, К и М — соответственно разброс ±1, ±2, ±5, ±10 и ±20%.
(6) —класс конденсатора. Существуют три класса: X, Y и Z. Класс X — самый надеж-
ный: конденсаторы пригодны для испытаний по всем пунктам в диапазоне температур
—55±+85°С. Класс Y — несколько хуже: диапазон температур от —30 до +85°С,
a Z — самый малонадежный класс: конденсаторы не пригодны для термоциклических
испытаний погружением в жидкость и виброиспытаний. Последний индекс (7)—устано-
вочное рабочее напряжение, которое может иметь два значения: 250 и 500 В.
Установлены следующие виды испытаний. У всех образцов проверяют емкость,
tg 6, сопротивление изоляции и электрическую прочность. Кроме того, выборочно про-
водят испытания на отклонения в емкости, виброиспытания, температурные испытания,
термоциклические испытания, испытания на влагоустойчивость и долговечность.
Конденсаторы с высокой диэлектрической проницаемостью. Главные стандарты
следующие: JIS-C-6422 (1962 г.), NDS-XC-6436 (1962 г.), MIL-C-11015D (1962 г.).
Структура обозначения такая же, как у конденсаторов для температурной компенса-
ции, она может иметь следующий вид:
СК 25 yz 222 р у 250
0 © © © © © О
Цифры в скобках равнозначны цифрам в кружочках.
214
Тип Класс 1Ц1КЛ изменения температуры, °C Допустимое изменение
х 25 -> —55 —» 25 —> 85 +304—50 +304—80
YY Y 25 -» —30 —к 25 -» 85 85* -к 25 -к —30* -> 25 +304—50 +304—80
Z 25 -к —30 -к 25 -к 85 -к 25 +304—50
25 -к —55 -к 25 85 +304—70
85* -к 25 -к —55* -к 25 +304—80
YZ ' Y 25 —30 -к 25 -к 85 85* -» 25 -к —30* -э- 25 +304—70 +304 80
Z 25 -к —10 -к 25 -к 75 -к 25 +304 70
* В отточенный интервал температур подано стандартное напряжение.
клонснию емкости (5) конденсаторы подразделяются на два вида: М. и Р. М-—откло-
нение ±20% (только для типа YY), Р — допустимое отклонение ±100% (только для
7-4-2. ИСПОЛЬЗОВАНИЕ ТЕМПЕРАТУРНОЙ ЗАВИСИМОСТИ ДИЭЛЕКТРИЧЕСКОЙ
ПРОНИЦАЕМОСТИ ДЛЯ ТЕРМОКОМПЕНСАЦИИ
Керамические конденсаторы получают спеканием при высокой температуре, по-
этому они обычно химически стойки и ле 'изменяются со временем. Кроме того, при
вжигании серебра электрод плотно соединяется с керамикой, что позволяет повысить
стабильность емкости по сравнению с бумажными, слюдяными и другими конденсато-
рами. Помимо того, диэлектрическая проницаемость г, почти линейно зависит от
температуры, и это изменение обратимо. -В этом заключаются достоинства керамиче-
ских конденсаторов по сравнению с конденсаторами с воздушным или смоляным ди-
электриком.
Резонансная частота настроенного контура, состоящего из индуктивности L и
емкости С, определяется выражением
(7-4-3)
Если, например, температурный коэффициент индуктивности L катушки равен
-4-150-10-6 К-1, то in сохранится постоянной независимо от температуры лишь в том
случае, если температурный коэффициент емкости равен - 150-'10_6 К-1- Обычно
схемные компоненты аппаратуры связи содержат не только индуктивности L, но также
резисторы и внутренние емкости ламп, обладающие по большей части положительным
температурным коэффициентом. В этом случае, очевидно, для температурной компен-
сации пригодна рутиловая керамика, поскольку она обладает отрицательным ТКе,
величина которого может быть различной.
На рис. 7-1-1 показаны примеры применения керамических конденсаторов для
температурной компенсации: в антенном контуре переносного ЧМ-радиоприемника
JSCR-300 (а), усилительного каскада промежуточной частоты Фив) и дискримина-
тора (г). Если" надлежащим образом использовать температурные коэффициенты, то
в приемнике можно полностью компенсировать отклонения резонансной частоты, вы-
зываемые колебаниями температуры. В случае мгновенного изменения окружающей
215
0,01 цР
Рис. 7-4-1. Примеры применения керамических конденсаторов для тем-
пературной компенсации в радиоприемнике с частотной модуляцией
типа SCR-300. Необходимые ТКС •!()-’ К-1: С4 — 750, С2 —80, С3 —80,
С4 —0, С5 —220, Cs — 80, Ст— 150, С3—150, С9—0, С10 — 0.
температуры срабатывание происходит при негерметнзированно.м конденсаторе через
0,5—1 мин, а при герметизированном'—через 2 3 мин.
7-4-3. ВЛИЯНИЕ ЭЛЕКТРИЧЕСКОГО НАПРЯЖЕНИЯ И ПРОБОЙ КЕРАМИЧЕСКИХ
КОНДЕНСАТОРОВ
Факторы, определяющие электрическую прочность керамических конденсаторов,
обусловливаются или дефектами самой керамики, или дефектами, привнесенными во
время обработки. Чаще низкая электрическая прочность вызывается дефектами, воз-
никшими при обработке, а иногда и от оплошностей потребителей.
Пробивное напряжение керамики £7яр при толщине d, мм, обычно определяется
формулой, кВ,
(7-4-4)
где По — пробивное напряжение образца толщиной d0=l мм. Для керамики BaTiOs,
как было показано в подпараграфе 5-4-3, п равно 0,726 и при толщине, например, I мм
разрушающее напряжение, т. е. По, равно 9 кВ. Толщина диэлектрика у обычных
трубчатых или дисковых малогабаритных конденсаторов примерно равна О',2—0,5 .мм.
Отсюда следует, что хотя, стандарт на малогабаритные конденсаторы предусматривает
Uc~ 1500 В, для разрушения требуется постоянное напряжение 3000—-5000 В. Рабочее
напряжение у конденсаторов, регламентируемых стандартной электрической прочностью
1500 В, равно 500 В. следовательно, обеспечивается почти дисятикратный запас проч-
1-1-8).
ичин создания такого высокого запаса прочности вызвана хара;
тора, что можно показать путем сравнения с ферромагнетиками.
в ферромагнетике существует одна пора. Магнитный поток эту пору обходш
магнитные свойства представляют собой среднюю величину характеристик все
коз ферромагнетика, поэтому пора не превращается в серьезный дефект. Одна.:
час диэлектрика возникновение местного разрушения или даже одной порт: :•
к повышению в этом месте проводимости, фокусировке электрического п -
216
ухудшает электрическую прочность. Таким образом, пора становится дефектом, решаю-
щим судьбу конденсатора. Следовательно, влияние даже одной поры (с точки зрения
важности проблемы) у ферритов и диэлектриков различно [2].
С целью повышения электрической прочности следует уменьшать пористость кера-
мики. для чего необходимо учитывать следующее.
I) Необходимо исключить попадание примесей и посторонних тел во время опе-
раций, проводимых перед обжигом. Нужно тщательно следить, чтобы примеси и по-
сторонние тела не попали в исходные компоненты в процессе формования, так как
опасность попадания пыли в сформованные изделия отсутствует.
2) Нужно строго следить, чтобы во время обжига в подсыпку (например, в по-
рошок ZrO2 или ЛЬОз) не попали примеси, которые легко реагируют с изделиями.
3) Если после смешивания исходных компонентов мокрым способом перед обез-
воживанием проводить удаление железа, то можно в определенной степени предотвра-
тить появление пористости, вызываемой железистыми включениями. Кроме того, при
обезвоживания необходимо пропустить массу через сито, так как отколы футеровки
в промышленных шаровых мельницах дают определенное количество посторонних
включений.
•1) Необходимо стремиться к равномерному распределению связки. Скопления
связки также могут быть пэичиной пористости. Кроме того, слишком большое коли-
чество связки легко приводит к сквозной
Рис. 7-4-2. Изменение температурной за-
висимости диэлектрической проницаемо-
сти под действием смещающего поля
(керамика ВаТЮ3, частота 1 кГц).
пористости.
Следует обращать вниманние на то.
что главные причины низкой электрической
прочности у керамических конденсаторов за
счет несовершенства процесса обработки —
это загрязнение в процесе нанесения сере-
бряных электродов и термоудар во время
нанесения припоя. В плотно спеченной кера-
мике под действием термоудара легко воз-
никают трещины. Одним из моментов, тре-
бующих внимания, служит также аномалия
в тепловом расширении вблизи точки Кюри
(рис. 10-6-2). Для предупреждения трещин,
вызываемых термоударом, нужно лишь
подогреть керамику до температуры, близ-
кой к температуре нанесения припоя. Имен-
но так проводят нанесение припоя на кера-
мические образцы в лаборатории.
Если поставляемые изделия обладают
плохой электрической прочностью, то их
выбрасывают при общей разбраковке. Одна-
ко потребитель должен знать, что иногда во
время нанесения припоя на конденсатор не-
посредственно в момент пайки происходит
термоудар. Повреждение возможно и при
пайке коротко обрезанного вывода, особен-
но с использованием вредных флюсов.
Как было показано на рис. 5-4-1 и
5-4-3, в случае приложения к керамике ВаТЮз
постоянного поля диэлектрическая проницае-
мость значительно снижается. На рис. 7-4-2
приведены результаты измерения температурной зависимости диэлектрической прони-
цаемости t:5 при подаче постоянного поля на конденсатор, имеющий состав, близкий
к чистому ВаТЮз |51]; зависимость (•„ от напряженности постоянного поля становится
наиболее значительной вблизи точки Кюри. Под действием электрического поля точка
Кюри Тс повышается. Как показал Мерц, под действием постоянного электрического
поля напряженностью 6 кВ/см точка Кюри Тс смещается со 107,5 до 116°С.
На рис. 7-4-3 приведены характеристики керамики, составы которой даны
в табл. 7-4-3 [керамика (BaSr)TiO3 имеет состав (Вао,758го,25)ТЮ3]. исходными компо-
нентами для Bi2(SnO3)3 и Bi2(ZrO3)3 служили Bi2O3, SnO2 и ZrO2. Из этих данных
также, вероятно, следует, что зависимость диэлектрической проницаемости от постоян-
ного поля вблизи точки Кюри сильнее всего выражена у керамики, состав которой
близок к чистому (Bao.vsSro.’sJTlOs. Такие образцы, как .4-,3 и В-3, относятся к керами-
ке, образующей форму двухкомпонентной смеси, рассматриваемой в подпараграфе '5-5-1,
но здесь представляет интерес тот факт, что чем больше диэлектрическая проницае-
мость, тем сильнее она зависит от напряженности постоянного поля.
217
Как было 'показано в табл. 7-4-2, керамические конденсаторы с высокой диэлек-
трической проницаемостью характеризуются постоянными пределами изменении емко-
сти при подаче постоянного поля в интервале температур от —55 до +85°С.
На рис. 7-4-4,а приведены результаты определения диэлектри1 " ............."'"Ю-
сти (с помощью моста) при различном давлении.
Давление создавали посредством нагреваемой плиты пресса [40]. Диэлектрическая
проницаемость с повышением давления понижается, давление в 200 МПа приводит
к значительному снижению пика диэлектрической проницаемости вблизи точки Кюри,
что очень напоминает поведение образцов, полученных горячим пре ив-
кой температуре и высоком давлении, о чем говорилось в § 6-4. Этот факт служит
218
одним нз подтверждений наличия довольно значительных остаточных напряжений
в образцах, полученных горячим прессованием при низкой температуре и высоком
Таблиц а 7-4-3
Условия изготовления и свойства образцов, модифицированных
Bi2(Sn()3).3 или Bi-(Zr ).s)3, характеристики которых даны на рис. 7-4-3
Очень интересно отметить, что диэлектрическая проницаемость под воздействием
давления ведет себя примерно так же, как иод воздействием постоянного электриче-
ского поля (последнее показано на рис. 7-4-2). Кроме того, характеристики образцов
с добавлением 3—5 мол. % Bi2(ZrO3)3 или Bia(SnO3)3 (рис. 7-4-3,а—в), очень напо-
минают диэлектрические характеристики образцов, находящихся под действием давле-
Рис. 7-4-4. Влияние давления на температурную зависимость диэлектрической про-
ницаемости керамики ВаТЮ3.
а — одностороннее давление; б — гидростатическое сжатие [цифры на рисунке а показывают дав-
ление в 10' Па (кгс/см2), а на рисунке б —в 10“ Па].
219
ния, что служит подтверждением модели, изображенной на рис. 5-5-5,б: из-за разницы
в коэффициентах теплового расширения между фазами Н и L в первой возникли меха-
(7-4-5)
К* и р» — функции температуры; р — давление.
5) Сегнетоэлектрический фазовый переход, как показано в табл. 4-2-4, может быть
типа смещения или типа порядок-беспорядок. Зависимость точки Кюри от гидроста-
тического давления (dTddp), как известно, положительна в случае перехода порядок-
беспорядок и отрицательна в случае смещения.
7-4-4. ВЛАГОСТОЙКОСТЬ
Те, кто считает, что влагостойкость керамических конденсаторов гарантируется
покрытием, совершают большую ошибку. Покрытие играет более чем второстепенную
роль в защите от влаги, обычно это только основа для маркировки. Если очень плотно
спеченная керамика не содержит в своем составе растворимых компонентов, то даже
без внешнего покрытия она по существу не обладает гигроскопичностью.
Во время второй мировой войны, судя по заилениям людей, служивших в армии
в дождливый сезон на юге. в юго-восточной Азии радиоаппаратура часто выходила
из строя. В джунглях Новой Гвинеи связь приходилось поддерживать, подогревая ра-
цию с помощью платиновой печки. Очевидно изучению влагостойкости электронных
компонентов не уделялось, достаточного внимания. Ио данным автора, проверявшего
водостойкость керамических конденсаторов, снятых с японской армейской рации, у кон-
денсаторов .\750 на 100 пФ±10% после двухчасовой выдержки при относительной
влажности 90—95% добротность Q поднижалась до 50 и менее. У керамических
конденсаторов для аппаратуры связи армии США. как показали испытания на водо-
стойкость, даже при погружении в морскую воду добротность Q понижалась незначи-
тельно. Нечего и говорить, что победа во второй мировой войне зависела и от наличия
базисной техники подобного рода. Наружное покрытие керамических конденсаторов,
например изображенных на рис. 7-4-1,а, может быть негерметизирующего и герметизи-
рующего типа. В качестве негерметизирующих применяют лаковые покрытия на основе
эпоксидных и силиконовых смол, а также другие виды покрытий. В качестве гермети-
зирующих (их называют также покрытиями, нанесенными погружением) используют
толстые пленки, обычно из термопласта, пропитанного после термообработки микро-
кристаллическим воском. Даже в случае нанесения покрытия герметизирующего типа
с точки зрения водостойкости необходимо, чтобы у самой керамики отсутствовало
водопоглощение. Из-за того, что гигроскопичность со временем постепенно усиливается,
Для повышения влагостойкости керамических конденсаторов прежде всего необ-
ходимо следить, чтобы сама керамика совершенно не обладала водопоглощением. Е.
же сама керамика обладает водопоглощением, то первоначально хорошая и i:>,nni.i;i
постепенно ухудшается, так как постепенно адсорбируется влага воздуха и потерт з.н-
растают. В частности, в дождливый период мая — июля хорошие изделия иногда :: на-
зывают низкую добротность Q. Для того чтобы определить, есть или нет у керамики
водопоглощение. люди, имеющие длительный опыт работы с керамикой, пробуют ее на
язык и по ощущению .могут в какой-то степени определить водопоглощение. Однако
220
существует способ, позволяющий любому и притом безошибочно определить водопогло-
щение (см. подпараграф 10-2-2). Керамика, предназначенная для конденсаторов, долж-
на иметь водопоглощение по крайней мере меньше 0,1%. Для керамики, имеющей более
высокое водопоглощение, какие бы то ни было покрытия бесполезны.
Для улучшения влагостойкости следует обращать внимание на то, чтобы па по-
верхность керамики не попали такие растворимые компоненты, которые содержат Na+
и CJ-. 5’ малогабаритных конденсаторов при изоляционном промежутке всего лишь
1 мм и менее сохраняется сопротивление 1010 Ом, поэтому попадание иа поверхность
даже микроскопических количеств электролита сразу влияет на их качество. Это одна
из сложных проблем, досаждающих разработчикам.
При изготовлении окиси серебра Ag2O для электродов, например, воздействием
каустической соды па азотнокислое серебро по реакции
2AgNO3 + 2NaOH = Ag2O + 2NaNO3 + H2O
7-4-5. ЧАСТОТНЫЕ ХАРАКТЕРИСТИКИ
т. е. растет с увеличением частоты. Далее рост потерь при
высоких частотах вызывается больше сопротивлением
электродов и выводов, чем самим диэлектриком. В частно-
сти, потери резко возрастают при слишком малой толщине
электродов. Влияние электродов на потери в дисковых кон-
денсаторах исследовал Оками и Дзюмондзи.
Частотные характеристики керамических конденсато-
ров с высокой диэлектрической проницаемостью, как было
Рис. 7-4-5. Схематиче-
ская зависимость емко-
сти и tg6 керамического
конденсатора от частоты.
сказано выше, определяются, в частности, качеством
спекания керамики. На рис. 7-4-6 показан пример температурных характеристик кон-
денсаторов, изготовленных фирмой А примерно в 1948 г., при различных частотах [50].
Как видно на рисунке, частотная характеристика имеет различный характер выше и
ниже точки Кюри Тс. Ниже Те зависимость емкости от частоты велика, велик и tg б,
и значительна его •зависимость от частоты. Рассматриваемые образцы относятся к не
очень хорошо спеченным и представляют собой пример крайнего случая, однако кера-
мические конденсаторы с высокой диэлектрической проницаемостью качественно имеют
именно такие частотные характеристики.
221
Таблица 7-4-4
Индуктивность медных
выводов, мкГ м
Т а б л и ц а 7-4-5
Индуктивность керамического конденсатора,
определяемая электродами
На рис. 7-4-7 также приведен пример изменения диэлектрической проницаемости
керамики ВаТЮз от частоты в области от низких до сверхвысоких частот*.
Поскольку.на практике для малогабаритных цилиндрических или дисковых кера-
мических конденсаторов используют выводы диаметром 0,5- 0,8 мм, расчет их индук-
тивности можно сделать ио табл. 7-4-4. Керамические конденсаторы имеют индуктив-
ность, обусловленную не только выводами, но и серебряными электродами на самой
керамике. Предполагается, что эту индук-
тивность следует находить, определяя резо-
нансную частоту при различной длине вы-
водов и экстраполируя индуктивность до
точки с резонансной частотой, соответствую-
щей нулевой длине выводов. В табл. 7-4-5
приведено несколько примеров таких опре-
делений. Из таблицы следует, что индуктив-
ность самого керамического конденсатора
в случае цилиндрической формы примерно
Температура., ° с
Рис. 7-4-6. Пример особенно сильно
выраженной частотной зависимости
параметров керамических конденса-
торов с высокой диэлектрической про-
ницаемостью. Цифры у кривых — ча-
стота в килогерцах.
1600
1200
800
ЧОО
1 101 10z 103 10* 10510s 107
р,кгц
Рис. 7-4-7. Частотная характеристика
диэлектрической проницаемости кера-
мики BaTiO3. Двойным кружком по-
казаны данные, полученные волно-
водным методом *.
* На рисунке допущена неточность: е„ керамики ВаТЮз начинает снпжа:ь. -:
частотах около I ГГц, достигая при Ю ГГц значения 500, после чего оета^-.ч
стоянной до 100 ГГц (Прим, рей.)
222
равна 4—7 пГ. а в случае дисковой формы 3 — 6 пГ. Так.
индуктивность трубчатых конденсаторов типа YZ емкостью
2000 пФ при длине выводов 1 см с каждой стороны равна:
/.=(),0105-2+0,0047=0,026 мкГ.
Тогда резонансная частота в соответствии с формулой
(7-4-6) будет равна 25 МГн. Проходные конденсаторы
имеют конструкцию, изображенную на рис. 7-4-8. Индук-
тивность выводов I. у них почти отсутствует, конструкция
получается полностью экранированной, а резонансная ча-
7-4-6. ТОК АБСОРБЦИИ И СОПРОТИВЛЕНИЕ ИЗОЛЯЦИИ
Если, как показано на рис 1-1-1,а, к керамическому
конденсатору со статической емкостью С и последователь-
ное напряжение U, то ток зарядки
Ч 9
.Максимум 1С зависит только от U и 7?а и не зависит
от С.
Логарифмируя формулу (7-4-7), получаем:
(7-4-8)
-3
Рис. 7-4-8. Конденсатор
проходного типа.
и если в полулогарифмическом масштабе изобразить зависимость 1g ф от времени t,
то ее можно предсказать в виде графика, изображенного пунктирной линией на
рис. 7-4-9. Если, например. С —0,04 мкФ и /?р=1 .МОм, то постоянная времени будет
равна, с:
Время
Рис. 7-4-9. Ток абсорб-
- CR0 -0,01 X 10-‘Х Ю! Ф-Ом —0,01,
т. е. ток !,• через каждые 0.01 с должен ослабляться Ре раз
(е = 2,718). Однако фактически эксперименты показывают,
что происходит некоторое отклонение от прямой, как это
изображено на рисунке сплошной линией. И по прошествии
определенного времени, очевидно, установится определяе-
мый сопротивлением изоляции конденсатора R стационар-
ный (сквозной) ток
Ток.
, протекающий до того, как будет достигнут сквозной ток I/. называют током
абсорбции. Ток абсорбции наблюдается не только при зарядке, но и при разрядке
При определении сопротивления изоляции керамического конденсатора [I] нужно
исключить влияние этого тока абсорбции. Для этого по японским промышленным стан-
дартам сопротивление изоляции находят по току утечки через 2 мин после зарядки,
однако через 2 мин еще нс произойдет полного ослабления тока абсорбции.
Время, необходимое для полного затухания тока абсорбции, зависит также от
температуры: с повышением температуры требуется более длительное время. Для
определения сопротивления изоляции иногда применяют мегаомметр, однако ни по
точности, ни по ценности получаемых данных его нельзя сопоставить е гальванометром.
Если при температуре выше точки Кюри к керамике ВаТЮз приложить поле на-
пряженностью Ер, а затем это поле снять, то в течение длительного времени будет
наблюдаться ток разрядки Е, вызванный током абсорбции. Настоящему явлению
ниже будет дано объяснение на основе экспериментов, проведенных автором |27, 46].
На рис. 7-4-10.fi изображена зависимость тока i,j во время разрядки после приложения
в течение 100 с электрического поля напряженностью 2 МВ/м от текущего времени для
образцов ВТ-20 (см. табл. 5-1-1), погруженных в масло и выдержанны?: при постоянной
температуре 130°С. Сразу после начала разрядки гальванометром невозможно усле-
дить за изменениями тока, поэтому измерения начинают через минуту. Ток id затухает
с пульсацией, соответствующей включению и выключению установки для автоматиче-
ского регулирования температуры, так как он очень чувствителен к температуре.
Зависимость тока разрядки id от времени t, изображенная на рис. 7-4-10,а, хо-
рошо укладывается па прямую линию, если построить график 1g id—lg i/io (где приня-
то i0= 1 мин). Эта зависимость показана на рис. 7-4-10,6, где приведены данные, отно-
сящиеся к случаю, когда температура поддерживалась постоянной (130°С), а поле Ер
Рис. 7-4-10. Ток абсорбции в керамике ВаТЮ3 выше точки Кюри, измеренный в процес-
се разрядки.
а —пример зависимости id от t (Т = 130”С, £р=2 МВ/м, tр «3 • 103 с); б — зависимость lg id от
lg tHa (Tp-Td = l30°C); 1 — Ep=2 МВ/м, /р = 104 с; 2-3- 103 с; 3 — 103 с; 4 — 102 с; 5 — £р=0,8 МВ/м,
tp = 102 с; б-£р=0,2 МВ/м, /р = 102 с.
и продолжительность приложения поля tp менялись. Исходя из линейной зависимости
lg id от lgi/io, получают следующие опытные формулы, определяющие обратимый ток
абсорбции:
lg id = 1S И - * lg« Ml (7-4-10)
Таблица 7-4-6
Величины ii и а, измеренные на образцах ВТ-20
МВ/
/р. с Гр = Td = 130'С 7Р = ; rd = 160’С
“ 1 Л, мкА/м’ а мкА/м’
100 — 0,671 30,8
100 — — 0,732 55,8
100 0,946 102 0,752 100
100 1,010 104
100 —. 0,768 170
100 0,867 141
100 0,832 173
100 0,837 О [ 9 0,890 620
300 0,700 700
1 000 0,635 212 0,562 821
3 000 0,562 221 0,526 67 5
10 000 0,488 240 — “ 1
а I
1,244
0,923
0,732
0,678
Г =7^=190'6
490
1140
1700
2000
224
Измерения, аналогичные показанным на рис. 7-4-10, проводили в интервале темпе-
ратур 130—300°С, и если температура Тл во время разрядки постоянна, то во всех
случаях формула (7-4-10) хорошо выполняется. В табл. 7-4-6 приведены примеры опре-
деления й и а {формула (7-4-10)]. Анализ можно вести не только по формуле (7-4-41),
но очевидно, и по выражению
id = ii exp (— art) + i2 exp (— a2f) + is e xp (— =t3i).
(7-4-12)
С целью выявления области действия формулы (7-4-41) был проведен длительный
эксперимент при Tp = Td = 160°С, Ер=2 МВ/м, iP=3000 с, который показал, что даже
через неделю (Z=104 мин) наблюдается ток id = 5 мкА/м2, что также свидетельствует
о хорошем согласии формулы (7-4-Г1) с экспериментальными данными.
Показатель степени а в формуле (7-4-14) представляет собой величину, завися-
щую от Тр. Td, Ер и tp. Величина а уменьшается и затухание тока id уменьшается,
если повышается величина суммарного заряда, проходящего через единицу площади
образца во время приложения электрического поля и выражающегося формулой
Qc = pfrf +-^°Ер’
(7-4-13)
где р(Т) и es — соответственно удельное сопротивление и диэлектрическая проницае-
мость образца при той температуре, при которой прикладывают электрическое поле.
Если, например, Ер = 2 МВ/м, /р = 104 с, Тр = 7’а=130°С, то, как показано в табл. 7-4-6,
а примерно равна 0,5, и если экстраполировать прямую на рис. 7-4-10,6, то для ослаб-
ления тока id до 1 мкА/м2 потребуется несколько десятков дней.
Показатель степени а сильно зависит от тем-
пературы разрядки Td, причем при 7с = 300сС он
превышает 1. На рис. 7-4-11 показана зависимость
1g а от ]/Td (в данном случае Td измеряют
в кельвинах). В зависимости от суммарного заря-
да Qc величина а несколько изменяется, однако
в определенном интервале линейная зависимость
1g а от \/Td, по-видимому, сохраняется. Если
усреднить величины, укладывающиеся на прямой,
изображенной на рис. 7-4-11, то получится сле-
дующая формула:
2.
х 10^100
А 100^1000
о >1000
Рис. 7-4-11. Зависимость а от 1/Г
для образцов ВТ-20.
В процессе затухания тока разрядки сум-
марный заряд, выходящий из образца (Qd), в со-
ответствии с формулой (7-4-14) имеет очень боль-
шую величину. Как показано в табл. 7-4-6, до
190°С значение а меньше 1, поэтому формулу
(7-4-11) нельзя интегрировать до /=оо. Однако
в интервале времени t от 1 мин до 104 мин зави-
симость (7-4-11), как показано выше, удовлетворяется, поэтому в данном интервале
заряд при разрядке (Q'd) может быть рассчитан по следующей формуле:
С • 60ii
(7-4-15)
Примеры расчета Q'd (до 10* мин)
Гр= ЕР- МВ/м *Р’ МКЛ/М2 Q'd- Кл/ms » £s «с- Кл/м«
160 2,0 100 603 0,57 0,890 2600 0,94
160 2,0 300 702 1,96 0,700 2600 2,73
160 2,0 1000 719 5,28 0,562 2600 8,98
160 2,0 3000 720 6,95 0,526 2600 26,85
15—657
225
70 10г 103 ю4
Время, с
Рис. 7-4-12. Ток абсорбции в керамике ТЮг, изме-
ряемый в процессе разрядки.
как и в случае керамики ВаТЮ3. Таким образом,
В табл. 7-4-7 приведена величина Q'd, рассчитанная по формуле (7-4-15), и Qc,
рассчитанная по формуле (7-4-13). Не ясно, до какого времени будет действительна
формула (7-4-11), характеризующая iit однако практический выделяемый заряд Qd
определенно превосходит величину Q'a, приведенную в табл. 7-4-7, и примерно соот-
ветствует Qc.
То, что такой огромный заряд во время зарядки и разрядки поглощается и выде-
ляется в виде тока абсорбции, может быть объяснено током абсорбции, протекающим
во время образования и уничто-
жения миграционной поляризации
пространственных зарядов Р2 (см.
подпараграф 5-3-1).
Если говорить о теории ди-
электрической абсорбции, то рань-
ше была только теория многослой-
ного диэлектрика Максвелла.
Однако автор предложил свою,
рациональную теорию, в которой
связывает диэлектрическую аб-
сорбцию с возникновением и уни-
чтожением указанной выше мигра-
ционной поляризации пространст-
венных зарядов [1].
На рис. 7-4-12 показан при-
мер определения тока абсорбции,
протекающего при разрядке после
того, как к керамике ТЮ2 при
некоторой температуре Т в течение
/Р, с, было приложено определен-
ное поле Ер [49]. Как видно па этом
рисунке, построенном в двойном
логарифмическом масштабе, полу-
чается почти линейная зависимость
тока абсорбции ia от времени t.
наблюдается следующая качествен-
ная тенденция: с повышением температуры Т, увеличением напряженности поля Ер
и времени tP возрастает заряд, выделяющийся благодаря току абсорбции. Это под-
тверждает тот факт, что и в ке-
рамике ТЮ2 также возникает ми-
грационная поляризация простран-
ственных зарядов.
7-4-7. УХУДШЕНИЕ
ХАРАКТЕРИСТИК
И ДОЛГОВЕЧНОСТЬ
Керамические конденсаторы
во время эксплуатации подверга-
ются действию высокой частоты,
к ним неоднократно прикладывают
напряжение, температура в аппа-
б)
Рис. 7-4-13. Изменение диэлектрической погни-
цаемости и 1g 6 при подаче и снятии смещающего
поля (а) и схема измерения емкости, tg б и года
утечки при подаче на- образец постоянного
поля (б).
ратуре связи нередко поднимается
примерно до 60°С. В подобных
условиях может ухудшиться tg 6,
а в особых случаях и сопротивле-
ние изоляции. Стандарт регламен-
тирует испытания па долговечность
путем выдерживания конденсато-
ров при 85°С и подачи в течение
250—1000 ч напряжения, в 2 раза
превышающего установленное ра-
бочее, что служит для выявления
рассмотренных выше дефектов.
Ухудшение характеристик во вре-
мя таких испытаний на долговеч-
226
ность часто происходит из-за ухудшения свойств в объеме самой керамик!!. О причи-
нах ухудшения характеристик'пока точно сказать нельзя, но известно, что большое
влияние при изготовлении оказывают такие операции, как составление шихты и об-
жиг. Кроме того, значительные отклонения в характеристиках могут возникать под
влиянием микропримесей.
На рис. 7-4-13,а приведены изменения es и tg 6, когда на керамику ВаТЮз при
определенной температуре ниже точки Кюри Тс подают постоянное электрическое поле,
Рис. 7-4-14. Изменение
диэлектрической прони-
цаемости и tg 6 керами-
ки ВаТЮз в случае при-
ложения смещающего
поля (ЕР) в течение дли-
тельного времени. Изме-
рения проводили при
температуре 75°С на ча-
стоте 1 кГц. Цифры на
кривых — Ер в кВ/см.
а затем его снимают. На рис. 7-4-13,6 показана использованная измерительная схема.
График зависимости е, и tg б от времени приложения электрического поля (в период
нахождения образца под действием поля) показан на рис. 7-4-14. Таким образом, es
и tg 6 почти линейно понижаются пропорционально 1g Л Изменение характеристик со
Рис. 7-4-15. Изменение
сопротивления изоляции
и tg6 конденсаторов из
керамики ВаТЮз при
испытаниях на долговеч-
ность.
227
временем (старение) не ограничивается данным случаем; изменения характеристик,
линейно зависящие от логарифма времени, встречаются часто.
При испытаниях на долговечность согласно японскому стандарту JIS-C-6422
конденсатор требуется выдержать при температуре 85±3°С и приложить в течение
11000±12 ч напряжение, равное удвоенному установленному рабочему напряжению.
После этого в процессе измерения характеристик конденсатора в условиях нормальной
температуры и влажности не в короткозамкнутом состоянии и без разрядки tg 6 дол-
жен быть ниже 0,05, а сопротивление изоляции — выше 3000 МОм (для класса X).
Таким образом, испытания на долговечность проводятся в условиях обычной темпера-
туры и влажности после приложения электрического напряжения при повышенной
температуре, поэтому временные изменения, изображенные на рис. 7-4-13 и 7-4-14, не-
которым образом отличаются друг от друга.
На рис. 7-4-15 показаны результаты описанных выше испытаний на долговечность
конденсаторов типа YY, состав которых близок чистому ВаТЮз. Сопротивление изо-
ляции у таких конденсаторов через 100 ч понижается примерно на 1 порядок, что
вызвано ухудшением изоляции самой керамики. В § 5-4-2 было показано, что неболь-
шая добавка МпОг эффективно повышает электрическую прочность. Введение подоб-
ных добавок иногда оказывает большое влияние и на повышение долговечности.
ГЛАВА ВОСЬМАЯ
КЕРАМИЧЕСКИЕ ПЬЕЗОЭЛЕМЕНТЫ
8-1. ЯВЛЕНИЕ ПЬЕЗОЭЛЕКТРИЧЕСТВА
8-1-1. ПЬЕЗОЭЛЕКТРИЧЕСКИЕ КОНСТАНТЫ
Если в упругом теле создать механическое напряжение Т. то в нем возникнет де-
формация S, линейно зависящая от Т. Существует 6 компонент напряжений Т: Т:, Т2,
Т3, Т’„ Т5 и Т6, из них Tj, Т2 и Т, относятся к напряжениям растяжения-сжатия, а Т4,
а — напряжения растяжения-сжатия; б —напряжения един- ляризация Р. Об ЭТОМ ЯВ-
1-1-2). Указанная поляризация Р возникает и тогда, когда электрическое иоле
Е=0, следовательно, в это время она равна электрической индукции D, Р и D имеют
только по три компоненты по осям х, у, и z. Между компонентами электрической индук-
ции D (Dx, D,j и Dz) и компонентами напряжения Т имеет место следующая зависи-
мость:
18 констант, обозначаемых <1ц, называют пьезоэлектрическими модулями ,д.
модулями), а явление, описанное выше, называют пьезоэффектом или прямым п_.
электрическим эффектом. Для рассмотрения зависимости между напряженно; ",
228
кающим в диэлектрике, и напряженностью электрического поля Е, с одной стороны, и
возникающими .при этом индукцией D и деформацией 5, с другой, пользуются уравне-
ниями пьезоэффекта. Существует несколько форм записи уравнений пьезоэффекта, при-
веденных ниже:
| (d-форма). (8-1-2)
D = dT + zTE J
Здесь sl: — упругая податливость при Е = 0; ет—диэлектрическая проницаемость
при Т = 0. В данной книге автор пользуется системой единиц СИ, поэтому для относи-
тельной диэлектрической проницаемости нужно использовать отношение гт1е.^. Если
в явном виде выразить Т и D из формул (8-1-2), то получим:
T = cES — еЕ\
> (г-форма), (8-1-3)
(I , -г d2
где е = —F- ; г0 = г — —р~-
sE sc
Здесь коэффициент е выражает механическое напряжение в зажатом пьезоэлектри-
ке (5 = 0); когда деформация пьезоэлектрика не возникает под действием электриче-
ского поля единичной напряженности, е также называют пьезомодулем. es представ-
ляет собой «зажатую» диэлектрическую проницаемость. Если аналогичным образом вы-
разить S и Е, то получим:
S -.sDT+gD ]
5 = -^ + ?гР /
(g-форма).
(8-1-4)
здесь g выражает напряженность электрического поля, возникающего в случае
приложения единичного механического напряжения; g также называют пьезомодулем.
Р называют диэлектрической непроницаемостью. Индексы справа вверху у sD и Р’г,
как и выше, обозначают соответственно «при £> = 0» и «при Т=0». При следующем
ниже изложении индексы справа вверху будут применяться в таком же значении без
специальных пояснений. Наконец, выражая в явном виде Е и Т из формулы (8-1-2),
получаем:
(Л-форма), (8-1-5)
/г —также пьезомодуль. Обозначения, принятые в данном параграфе, строго соответст-
вуют обозначениям, принятым в стандарте IRE.
E-—hS-~~}sD 1
T — <,DS — hD I
8-1-2. КОЭФФИЦИЕНТ ЭЛЕКТРОМЕХАНИЧЕСКОЙ СВЯЗИ
Коэффициентом электромеханической связи k называют величину, определяемую
выражением:
где Ccl — емкость зажатого образца, а С1' — свободного образца, т. е. емкость в том
случае, когда допускается свободная деформация. Между k и пьезомодулями сущест-
вует следующая зависимость:
Если расписать формулу (8-1-2) по всем компонентам, то получим:
229
du dm du du dis dis
du dii dzs dzi du d2s
dai dsa das dsn das d3s
Ta
Л
Ts
‘21 ‘22
,T _T
=31 -32
<3
_T
=23
=33
(8-1-9)
[S] = [з£][Г] + [</]'[£];
Р] = №] + [*г][£].
(8-1-8')
(8-1-9')
В матрице упругой податливости sEn для поляризованной сегаетокерамики отлич-
ны от нуля не все 36 компонент:
Независимых компонент здесь всего 5: sEn, sEl2, sEls, sE33 и sE5s- Матрица пьезо-
модулей d в данном случае имеет вид:
II0 0 0 0
|| dii || = И 0 0 0 dIS
|| d3i d.i d33 О
(8-1-11)
Независимых компонент три: d31, d33 и а'15.
Пусть упругая энергия единичного объема кристалла будет равна Wi, электриче-
ская энергия — w2, а пьезоэлектрическая энергия — а>12, тогда можно написать:
Ш2 =4“ 1 (8-1-12)
= = 4-[£]W]-1
)
Коэффициент электромеханической связи k [см. формулу (8-1-7)] может быть за-
писан
F WiWa v
Коэффициент связи k широко используется в качестве характеристики вели-::
пьезоэффекта. У керамики на основе BaTiO3 k составляет 15—35%, у керамик?: в
стеме ЦТС — 40—70%, у монокристаллов SbSI может достигать 90%.
8-1-3. ВИДЫ КОЛЕБАНИЙ И ПЬЕЗОЭЛЕКТРИЧЕСКИЕ КОНСТАНТЫ
Поперечный пьезоэффект в стержне. Электроды наносят так, как n::<
рис. 8-1-2,а, и подают электрический сигнал Е3. Направление оси поляризации
правление, по которому проведена поляризация) обычно принимают за : з
230
оси 3 (Z). Если ставится вопрос о диэлектрической проницаемости в направлении оси
поляризации, то имеем:
И12 — 2 £зз^2з-
(8-1-14)
Поперечный пьезоэффект в стержне вызывает деформацию в направлении, перпен-
дикулярном сигналу, приложенному по направлению оси поляризации (оси 3), т. е.
вызывает деформацию в направлении оси 1 (х), поэтому
Ш12 = ^31£3Г1.
(8-1-15)
Упругая энергия, учитываемая
только в направлении оси 1, равна:
= (8-1-16)
В этом случае коэффициент
электромеханической связи Л3] в
соответствии с формулой (8-1-13)
будет равен:
*31 = 1/ Т-5-- (8-1-17)
Г ЛЗЗ5!!
Если частота резонанса равна
/в, а частота антирезонанса jA,
получаем:
*23i
2 /J’
(8-1-18)
где &f=fA— [r.
Кроме того, если длина в на-
правлении колебаний равна Z, то
частотная постоянная равна:
Рис. 8-1-2. Виды колебаний.
а — поперечный эффект в стержне: 6 — продольный
эффект в стержне; в —радиальные колебания диска;
г —колебания сдвига по толщине.
1р—плотность керамики).
Продольный пьезоэффект в стержне. Ось поляризации, ось сигнала и направление
механического напряжения совпадают, как это показано на рис. 8-1-2,6. Поскольку
в расчете вместо е, sE и d следует использовать соответственно ет33, s7-33 и d33, то по-
лучаем:
(8-1-20)
Кроме того, между коэффициентом связи й33, с одной стороны, и частотами /я
и (л, с другой, существует такая зависимость:
т. f% / гс Д/ \
(8-1-21)
231
Частотная постоянная при длине I в направлении колебаний равна:
J.1 '
" 2 V
(8-1-22)
Радиальные колебания диска. Как показано на рис. 8-1-2,а, направление поля-
ризации принимают за направление оси 5 (направление толщины). Поскольку колеба-
ния происходят в радиальном направлении диска, Т2 = 1\ = Т р, Т2 = Т4 = Т5 — Тц = 0,
Е;=^=0, £|=£2 = 0. Коэффициент электромеханической связи для радиальных колеба-
ний kp выражается формулой
2d%
(8-1-23)
Здесь оЕ — коэффициент Пуассона:
(8-1-24)
Между коэффициентом связи kp,
существует следующая зависимость:
с одной стороны, и частотами f п и [а, с другой,
(8-1-25)
где
2(1
(8-1-26)
Если оЕ = 0,3, то отношение 1/р будет равно 1,265. г,i в формуле (8-1-26) пред-
ставляет собой корень следующей формулы, содержащей функцию Бесселя:
т,/„(т)Л — (1 — = 0. (8-1-27
Величина гц в некоторой степени зависит от значения коэффициента Пуассона оЕ.
однако почти не будет ошибки, если взять т)[=2.05 при обычном стЕ = 0,3. Расчет по
формулам (8-1-18), (8-1-21) и (8-1-25) довольно сложен, в связи с этим Ока.ми вывел
следующую приближенную формулу, позволяющую рассчитывать k с помощью логариф-
мической линейки:
(8-1-28)
4.fR
Здесь коэффициенты а и Ь, как показано в табл. 8-1-1, зависят от вида колебаний.
Коэффициенты для формулы
(8-1-28)
0,404
0,595
0,405
0,810
0,574
Частотная постоянная по радиусу г равна:
(8-1-29>
Колебания сдвига по толщине. Как показано на рис. 8-1-2,г, такие колебани- з:з-
никают в плоскости, включающей две оси: поляризации и сигнала.
232
IS данном случае ось поляризации (см. рис. 8-1-5) направлена по оси 3 (направ-
ление /). Ось сигнала направлена перпендикулярно оси поляризации (направление ш),
поэтому диэлектрическая проницаемость на частотах, .ниже резонансных, соответст-
вует е^н. Колебания сдвига по толщине возникают в плоскостях, включающих ось
поляризации и ось сигнала. Коэффициент электромеханической связи в
соответствует £13, который определить трудно. Поэтому сначала находят
казано на рис. 8-1-5, а затем можно воспользоваться формулой
этом случае
е®ц, как no-
(8-1-30)
8-1-4. МЕТОД РЕЗОНАНСА—АНТИРЕЗОНАНСА ДЛЯ ОПРЕДЕЛЕНИЯ
ПЬЕЗОЭЛЕКТРИЧЕСКИХ КОНСТАНТ
Как показано на рис. 8-1-3, измерительная схема может быть построена на основе
постоянной амплитуды электрического напряжения или постоянной амплитуды тока. 11с
первому способу на образец подают определенное напряжение фиксированной ампли-
туды и. изменяя частоту f, находят /л и соответственно по максимуму и минимуму
протекающего через образец тока. Сопротивления Ri и R? на рис. 8-1-3,а (примерно
равные 1—10 Ом) значительно ниже, чем
импеданс источника напряжения и сопро-
тивление образца па резонансе. Один из не-
достатков данного способа заключается в
том, что для нахождения /л по минимуму
тока нужен усилитель примерно на 60 дБ.
По способу постоянной амплитуды тока, как
показано на рис. 8-1-3.б, па образец подают
определенный ток. и частоты /л и /л нахо-
дят по минимуму и максимуму напряжения,
возникающего на образце. В этом случае
точность повышается, если резистор 7?з на
рис. 8-1-3,б сделать переменным и его со-
противление устанавливать малым при из-
мерении /п и большим при измерении /л.
Для определения частоты используют часто-
томер (например, фирмы «Ивасаки цусин-
ки»). Кроме того, если найти полное сопро-
тивление Z,- на частоте fR путем замены
образца на переменный резистор Rr, то ме-
ханическую добротность Qm можно опреде-
лить по следующей формуле:
а;
5)
Рис. 8-1-3. Метод резонанса-антирезо-
нанса.
а —схема с постоянным электрическим напря-
жением; 6 — схема с постоянным током.
1 F f2A — l2R f
Q-- = 2.frZrCF Рл teZrCF(fA- fR).
(8-1-31)
Здесь CF— статическая емкость свободного образца.
Рассмотрим несколько примеров. 1) Пусть нанесли электроды на две стороны
дискового пьезокерамического образца диаметром 15 и толщиной 1,2 мм, провели по-
ляризацию и затем па частоте 1 кГц с помощью моста определили статическую емкость
и tg б. По этой емкости рассчитали диэлектрическую проницаемость. Судя по величинам
диаметра и толщины образца, частота 1 кГц намного ниже частоты резонанса образца.
Следовательно, образец находится в состоянии, позволяющем ему свободно деформи-
роваться в переменном электрическом поле. Таким образом, статическая емкость в дан-
ном случае представляет собой «свободную» емкость Сг, а диэлектрическая проницае-
мость соответствует етз3, так как ось поляризации (ось 3) и ось сигнала (ось 3) совпа-
дают. Поэтому
Ф,
(8-1-32)
«Свободная» относительная диэлектрическая проницаемость равна егзз/ео (ео==
— 8,854-10-12 Ф/м). Кроме того, если эквивалентное параллельное сопротивление рав-
233
но Ri, то электрическая добротность Qe определяется из формулы
(8’1-33)
2) Пусть поверхность wl на образцах из керамики
ш=5,5 и толщиной г='1,2 мм нанесли электроды, провели
20КГЦ 50 100 200 500 кГц 1 МГц ^,2 5 10 20 50 МГц
.Рис. 8-1-4. Частотная зависимость емкости пьезоэле-
мента.
PZT длиной /=14, шириной
поляризацию в направлении
толщины t и определили ча-
стотную характеристику ем-
кости С между двумя элек-
тродами, как это показано
на рис. 8-1-4. Каким видам
колебаний соответствуют ре-
зонансы? Резонанс на часто-
те примерно 80 кГц соответ-
ствует колебаниям по длине
стержня (поперечный эф-
фект, характеризующий A3i),
резонанс на частоте пример-
но 250 кГц соответствует
колебаниям по ширине стер-
жня (также поперечный эф-
фект), резонанс примерно
при частоте 1 МГц соответ-
ствует колебаниям по тол-
щине (продольный эффект,
характеризующийся k33).
Как было отмечено выше,
частоты до 50 кГц находят-
ся ниже каких бы то ни бы-
ло резонансных частот, по-
этом}' в данном случае ем-
кости С соответствует ди-
электрическая проницаемость
ет33. Если определяют ча-
стоты fn и /л для попереч-
ного эффекта, то А3| рас-
считывают по формуле
(8-1-18) или (8-1-28). Кроме
того, по уравнению (8-1-19)
находят sDn и зЕп.
Что касается радиаль-
ных колебаний диска, то
легче всего определить ко-
эффициент связи k. Если
определить частоты fR и [л
при радиальных колебаниях
дисковых образцов, изготов-
ленных из керамики одина-
кового качества, то можно
рассчитать kp по формуле
Рис. 8-1-5. Частотная характеристика емкости пьезо- (8-1-28). Коэффициенты kp
элемента. и k3-. связаны формулой
(8-1-23). по которой нахо-
дят коэффициент Пуассона оЕ, а по формуле (8-1-24) — sei2. Кроме того, по формуле
(8-1-17) рассчитывают d3i, а по формуле (8-1-7) находят g3i, поскольку
Диэлектрическую проницаемость е-ч33, показанную на рис. 8-1-4, рассчитывают следую-
щим образом. Согласно уравнению (8-1-21) или (8-1-28) находят /<-3 по частотам :р.
и [А для толщинных колебаний стержня, затем рассчитывают е-°32 по формуле (8-1-6):
43(1—^33).
(8-1-Ч)
Однако в данном случае из-за малой толщины образца точно определить Ст нель-
зя. Коэффициент связи /г33 по стандарту IRE определяют на образцах круглого или
234
прямоугольного сечения, имеющих толщину, по крайней мере в 2,5 раза превосходящую
поперечные размеры. Если на таких образцах определить частоты fR и fA для продоль-
ного эффекта, то можно по уравнению (8-1-22) рассчитать sD33, а затем определить
s£33 по уравнению
(8-1-35)
3) Пусть образец пьезокерамики длиной /=15, шириной ш=2 и толщиной t—
= 1,2 мм поляризовали в направлении t, затем электроды сняли, нанесли новые элек-
троды на поверхности It и определили частотную характеристику (рис. 8-1-5). По сни-
жению бц на высоких частотах можно определить &i5, используя формулу (8-1-30).
8-2. ПЬЕЗОКЕРАМИЧЕСКИЕ МАТЕРИАЛЫ
ВаТЮз имеет хорошие пьезокерамические свойства, однако вблизи
тетрагонально-ромбоэдрического перехода около 0°С упругие, пьезоэлек-
трические и диэлектрические характеристики резко изменяются. Кри-
вая 0 на рис. 8-2-1—это температурная зависимость коэффициента
электромеханической связи для радиальных колебаний k„ и частотной
Рис. 8-2-1. Температурная зависимость es, tg6, kp и fRr керамики
в системе ВаТЮ3—СаТЮ3. Измерения е3 проводили па частоте
1 кГц. Цифры- молярные проценты титаната кальция.
постоянной fRr керамики ВаТЮ3. С точки зрения применения, очевидно,
желательно, чтобы в интервале рабочих температур точка перехода от-
сутствовала. Интервал рабочих температур обычно от —55 до 85СС.
Для смещения точки перехода начали использовать твердые растворы
на основе ВаТЮз, например, в системах ВаТЮз—СаТЮз, ВаТЮз—
—РЬТЮз и т. п. Керамика в системе титанат свинца — цирконат свинца
(РЬТЮ3—PbZrO3) имеет точку Кюри выше 300°С и не имеет фазовых
переходов в интервале температур от —55 до 300°С, а, кроме того, пье-
зоэлектрические константы у нее почти в два раза больше, чем у кера-
мики ВаТЮз, поэтому керамика ЦТС в последние годы стала широко
применяться.
235
8-2-1. КЕРАМИКА ТВЕРДЫХ РАСТВОРОВ НА ОСНОВЕ BaTiO,
Керамика в системе BaTiO3—CaTiO3. При добавлении СаТЮ3 второй
переход сдвигается в сторону низких температур. На рис. 8-2-1,а и б
приведен пример температурных изменений диэлектрической проницае-
мости 8S, тангенса угла диэлектрических потерь tg 6, а также радиаль-
ного коэффициента электромеханической связи /г,.. и частотной постоян-
ной fKr для керамики ВаТЮ3 с добавкой 0, 8 и 16 мол. % CaTiQ3.
Рис. 8-2-2. Т.-игк-патуриая зависимость (а) с, и tg6: (б) /г,, и f„г керамики в си-
стеме BaTiOi-РЬТЮз. Цифры — молекулярные проценты титаната свинца.
При введении СаТЮз точка Кюри Тс: почти не смещается (см. рис. 7-2-с
однако второй переход постепенно сдвигается в область низких темпе
ратур и достигает —55°С в материале, содержащем 16 мол. % СаТ:С
Однако с введением СаТЮ3 понижается kp, поэтому на практике обы-
но ограничиваются введением примерно 8 мол. % (данные об электс.
ческой прочности приведены на рис. 5-4-5).
Керамика в системе (Ba, Pb)TiO3. При добавлении РЬТЮ3 т-
Кюри Тс смещается в сторону высоких температур, как это пока? -
на рис. 7-2-7, а на рис. 8-2-2 приведены результаты определения се
ратурных изменений величин а) е,- и tg б, а также б) fur и kp; со-
автор проводил в интервале температур —55ч-85°С. У образцов, тл
жащих 2—4 мол. % РЬТЮз, обнаружено 2 прогиба на кривой уу—'
но это вызвано, очевидно, тем, что твердый раствор не полностью :: ‘
мировался. При добавлении более 8 мол. % РЬТЮз, как и при вв-щ-
СаТЮз, второй переход уходит из области рабочих температур, а -
того, повышается точка Кюри Тс, которая при 8 мол. % РЬТЮ ' -
158°С. Если вводить большое количество РЬТЮз, то темпе?. - •
коэффициент улучшается, однако kp понижается, поэтому на :::;
ограничиваются введением примерно 8 мол. %- Кроме того. -
отмечено в § 4-5. з процессе обжига керамики этой системе --
236
дит испарение РЬО, что требует особых мероприятий для его по-
давления.
Другие системы. Если к составам в системе (Ba, Pb) TiO3 добавить
CaTiO3 и получить (Ba, Pb, Са)ТЮ3, то точка Кюри Тс повысится, а тем-
пературу второго перехода можно понизить до — 50°С и ниже. Кроме
того, достоинством данной системы служит простота обжига. Состав
№ 2 в табл. 8-2-1 служит примером такой композиции, имеющей точку
Кюри Тс, равную 160°С и используемой как хороший материал для
Примеры составов пьезокерамики
Таблица 8-2-1
Октав .V 1 । Состав № 2 Состав .V- 3 Состав № 4
ВаТЮз М°92 СаТЮз 8 масс. % МпО2 0,2 МОЛ. »/о ВаТЮз 88 РЬТЮз 8 .СаТЮз 4 МОЛ. % РЬТЮз 47 PbZrO3 53 масс. % Сг20з 0,03-0,7 мол. % РЬТЮз 41 PbZrOs 54 SrTiO3 5 масс. % СеО2 1 МпО2 0,3
Применяется для виб- раторов .Тс -120°С, Ге2 45°С Применяется для виб- раторов 7'с=160°С, Тс2 = -50°с Система ЦТС Система ЦТС
вибраторов, применяемых в ультразвуковых моющих аппаратах. В по-
добных аппаратах желательно проводить промывку при кипячении, и
для материалов, имеющих Тс около 110°С, существует опасность депо-
ляризации.
8-2-2. КЕРАМИКА ТВЕРДЫХ РАСТВОРОВ В СИСТЕМЕ PbZrO3—PbTiO3
Изучение твердых растворов, состоящих из антисегнетоэлектрика
PbZrO3 и сегнетоэлектрика PbTiO3, проводил Савагути. На рис. 8-2-3
показаны диаграмма состояния и параметры решетки у этого материа-
ла. Область существования антисегнетоэлектрической фазы очень узкая,
она находится только вблизи PbZrO3. В сегнетоэлектрической фазе при
соотношении Zr:Ti = 55:45 проходит граница, разделяющая ее на те-
трагональную и ромбоэдрическую модификации. Таким образом, в за-
висимости от состава фаза меняется. Такой переход называют морфо-
тропным. У BaTiO3 вблизи температуры 10°С существует точка второго
фазового превращения, характеризующегося переходом из тетрагональ-
ной в ромбоэдрическую фазу и, как показано на рис. 8-2-1, максиму-
мом коэффициента электромеханической связи. То, что у керамики,
имеющей состав, близкий к морфотропной фазовой границе (М.ФГ),
наблюдается большой пьезоэффект, обнаружил Б. Яффе с сотрудника-
ми из Национального Бюро стандартов США. ЦТС или PZT —это очень
хорошие материалы, так как помимо большого пьезоэффекта их пре-
имуществом служит отсутствие фазовых превращений в интервале тем-
ператур от --50 до 200°С. Во многих странах проводились исследо-
вания и разработка такой керамики. Знаменитая торговая марка PZT,
разработанная фирмой «Кливайт» («Clevite»), во всем мире использу-
237
PbZrO3
ется для обозначения керамических
твердых растворов PbZrO3—PbTiO3.
Чистая керамика ЦТС. Чистую
керамику называют простой, а с до-
бавками — модифицированной. На
рис. 8-2-4 показана зависимость ко-
эффициентов электромеханической
связи и диэлектрической проницае-
мости простой керамики ЦТС от
соотношения циркония и титана при
содержании циркония от 48 до
60 ат. %. Коэффициенты связи
имеют максимум у составов, содер-
жащих примерно 52 ат % циркония.
В табл. 8-2-2 приведены диэлектри-
ческие, пьезоэлектрические и упру-
гие константы керамики ЦТС.
Модифицированная керамика
ЦТС. Замена ионов РЬ2+ в Pb(Zr,
Ti)O3 на Ва2|_ приводит к пониже-
нию точки Кюри Тс и повышению
диэлектрической проницаемости es
при комнатной температуре. При
замене РЬ2+ на Sr2+ наблюдается
аналогичный эффект, а кроме того,
Рис. 8-2-3. Диаграмма состояния (а) и облегчается проведение обжига,
параметры решетки (б) твердого раство- На рис. 6-3-5 был приведен пример
ра в системе PbTiO3—PbZrO3. характеристик образца состава
(Pb, Sr) (Zr, Ti)Os.
Если ввести 1—3 масс. % таких окислов трех- или пятивалентных
металлов, как La2O3, Nd2O3, Nb2O5, Та2О5, Sb2O3 или Bi2O3, то понижа-
ется коэрцитивная сила и облегчается поляризация, при этом можно
получить kp более чем 0,50. Удельное сопротивление р в этом случае
возрастает на 2—3 порядка, а механическая добротность Qm снижает-
ся в несколько раз. Такие материалы относят к сегнетомягким.
Рис. 8-2-4. Коэффициент электромеханической связи и диэлектрическая про:-’ : -
мость простой керамики Pb(ZrTi)O3.
238
Таблица 8-2-2
Диэлектрические, упругие и пьезоэлектрические константы чистой
керамики Pb(Zr, Ti)O3
Атомное отношение Zr/Ti *31 kP ka kS3 1 1 сеЙ 1 1 Я ,£ .D 33 33
48 52 0,170 0,289 0,408 0,435 663 551 666 540 537 10,8 10,5 10,9 8,83
50 50 0,230 0,397 0,504 0,546 855 631 846 585 585 12,4 11.7 13,3 9,35
52 48 0,313 0,529 0,694 0,670 1180 612 730 399 389 13,8 12,4 17,1 9,35
54 '46 0,280 0,470 0,701 0,626 990 504 450 253 268 11,6 10,7 14,8 9,0
56 '44 0,267 0,450 0,657 0,619 840 477 423 246 258 11,0 10,2 14,0 8,65
58, 42 0,254 0,428 0,646 0,607 751 437 397 243 246 10,5 9,85 12,8 8,10
60,40 0,238 0,400 0,625 0,585 672 410 376 240 245 10,4 9,75 12,05 7,92
Керамика
ВаТЮз 0,208 0,354 0,467 0,493 1620 1260 1900 1420 8,55 8,18 8,93 6,76
239
Таблица 8-2-3
Константы промышленной керамики фирмы „Кливайт"
PZT-4 (сегнетотвердый, 1PZT-5
(йа основе BaTiOs) высокодобротный) (сегнетомягкий)
k33 0,48 0,70 0,71
k3i 0,19 0.33 0,34
0,48 0.71 0,69
kp 0,33 0,58 0,6.0
d33, 10-'2 м в 149 285 374
d3i, 10“ 12 M/B —58 — 122 — 171
dis, IO-'2 M/B 049 495 584
g33, mB-m. H 14,0 24,9 24,8
g3i, mB-m/H —0 о —10,6 — 11,4
gis, mB-m/H 21 ’о 38,0 38,2
e31 ®« 1300 1475 1730
1200 1300 1700
Частотные постоянные:
поперечная fRl, Гц-м 2290 1650 1400
продольная fRt, Гц-м 2740 2000 1770
радиальная f^r, Гц-м 1460 — —
Ю*« Н/мг 11,6 8 9 6,1
У^зз = Кгз- 1°10 Н/м2 11,1 6.6 5,3
1010 н/м2 4,4 9 6 2 1
ps, кг/м3 5600 7600 7700
Qm 400 500 75
Тс, °C 115 325 365
Таблица 8-2-4
Примеры сложных окислов с перовскитовой структурой
Материал | Материал
Сегнето- 1 электрики Pb(FeNb)1/2O3 Pb (FeTa)1/2O3 Pb(ScNb) ]/2О3 Pb(ScTa)1/2O3 Pb(Mg1/3Nb2/3)O3 Pb(Ni1/3Nb2;3)O3 Pb(Fe2/3W,,3)O3 (NaBi)1/2TiO3 (KBi)1/2TiO3 Pb(MgW)1/2O3 Ц2 •! Параэлек- -30 |j трикн 90 / 26 •’ -8 !| -150 |j —80 p 320 [ 380 ; 39 i| 1 j Ba (FeTa) ]/2O3 Ba(ZnI;3Nb2/3)O3 Sr(Zn1/3Ta2y3) O3 Ba(Co1/3Nb2/3)03 Sr(LaTa) |/2O3 SrCNiWjj.jOj | Sr(CoW)1/2O3 (KLa) 1/2TiO., (KNd)1/2TiO3 (LiCe)1/2TiO3
Антисегнето- электрики Pb(YNb)1/2O3 Ba (FeNb) 1/2O3 28° ; (NaCe); ,2TiO (LiNd) i/2TiC,
(NaNcl),
240
С другой стороны, при введении Fe2O3 коэрцитивная сила возраста-
ет, следовательно, поляризация становится более затрудненной, коэф-
фициент электромеханической связи понижается, a Qm повышается,
получается так называемый сегнетотвердый материал.
Кроме того, введение Сг2О3 или U2O3 значительно улучшает темпе-
ратурную характеристику частотной постоянной.
Сакано и другие сотрудники фирмы «Ниппон токусю тогё» дали
описание пьезоэлектрических и диэлектрических свойств керамики,
а также фазовых соотношений в системе ЦТС, модифицированной WO3.
Сагава и другие сотрудники фирмы «Тохоку кинсоку» на базе основно-
го состава Pb.vSr0.05(Zro.53Tio,47)03 показали возможность регулирования
температурного коэффициента резонансной частоты путем изменения х
в интервале 0,905—0,980. Для пьезокерамических фильтров необходимо,
чтобы температурный коэффициент частотной постоянной был в преде-
лах 10-IO-6 К-1'.
Материалы системы PZT в основном классифицируются следующим
образом.
1) ^Материалы с низкими потерями (высокой добротностью Qm).
Они имеют Qm выше 300 и используются в ультразвуковых моечных и
других аппаратах в качестве вибраторов для генерации мощного уль-
тразвука.
2) Материалы с высокой электромеханической связью. Как показа-
но выше, что сегнетомягкие материалы с большими значениями k и
большими пьезомодулями. Применяются в виде пьезоэлементов для дат-
чиков, микрофонов, виброметров и т. п.
3) Высокостабильпые материалы. Имеют малый температурный
коэффициент частотной постоянной (в пределах 10 -10~6 К-1) и хорошие
характеристики по временным изменениям (старению). Применяются
в пьезокерамических фильтрах и для других целей.
В табл. 8-2-3 приведены характеристики, указываемые фирмой
«Кливайт» в каталогах на свои изделия.
8-2-3. ДРУГИЕ ВИДЫ ПЬЕЗОКЕРАМИКИ
В последнее время активно изучаются сложные окислы со струк-
турой перовскита. Среди них обнаружен такой сегнетоэлектрик, как
РЬ (ТапгГеыг)О3. Недавно группой из фирмы «Мацусита дэнки» разра-
ботана превосходная пьезокерамика в системе Pb (Mgt/3Nb2/3) О3—
—PbTiO3—PbZrO3, названная РСМ, компонентом которой служит один
из сложных перовскитов. Примером перовскитовой структуры может
служить структура кристаллов ВаТЮ3, изображенная на рис. 1-2-1,а.
Если записать, как принято, химическую формулу перовскита в виде
АВО3, то ион В4+ займет место в центре кубической ячейки в окружении
шести ионов кислорода (0), образующих октаэдр, при этом локальное
электрическое поле в месте расположения иона В возрастает и возни-
кает такое состояние, когда он легко смещается из центрального поло-
жения. Следовтсльно, перовскитовая структура характерна тем, что
она по существу выгодна для возникновения сегнетоэлектрических
свойств. Поэтому после открытия ВаТЮ3. было найдено множество
соединений со структурой перовскита, многие из них оказались сегне-
тоэлектриками и антисегнетоэлектриками, как, например, РЬТЮ.>,
PbZrO3, KNbO3, NaNbO3. Кстати, если радиусы ионов, образующих
16—657 241
АВОз, обозначить Гд, гв и го, то условием максимальной плотности
упаковки будет:
/а + ''о = /2(гв-го). . (8-2-1)
Когда эта формула практически не удовлетворяется полностью, то
необходимо, чтобы она удовлетворялась хотя бы приближенно, т. е.,
чтобы в выражении
'а-Г'о='/2('в-г'о) (8-2-2)
величина t была в пределах 0,9—1,1 *. Коэффициент I в данном выра-
жении называют толеранс-фактором. Ионы Л и В в перовскитовой
структуре также могут быть замещены многими ионами различной ва-
лентности. Такие сложные составы можно выразить формулой (At,
А2 ..Afe) (Bi, В2, ..В/)О3, причем необходимо, чтобы удовлетворя-
лись следующие условия:
2^=1, (3-2-3)
где 0<A\.<l; пЛ! = 1, 2, 3;
2%В1 = 1; = (3-2-4)
где 0<Хв. < 1; /гв,= 1, 2, 3, 4, 5, 6;
«ат = (8-2-5)
Здесь XAi и Хт — молярные доли; nAi и nBi — валентности соответ-
ствующих ионов. Если ионные радиусы ионов равны rAi и гщ, то сред-
ний ионный радиус будет соответственно равен:
га = 2 и гв—X гв/2^в,- (8-2-6)
Если эти радиусы удовлетворяют формуле (8-2-2), то перовскитовая
структура может быть создана. В последнее время, исходя из этих сооб-
ражений обнаружено много соединений , типа Аг+ (B^2Bjp/2) О3,
А2+ (ВщгВ'ш/г) О». As+(B,^3Bj^,3) О8> (А}*.,А|п/2) В4+О3 и началось их при-
менение. В табл. 8-2-4 приведены примеры сложных соединений, обна-
руженных к настоящему времени**. На рис. 8-2-5 приведены рентгено-
граммы соединений (NdLi)i/2TiO3, (NdNa)i/2TiO3 и (NdK) </2Ti0.3, полу-
ченные Сакада. Как и у SrTiO3, структура у этих соединений перовски-
товая.
Керамика РСМ— торговое наименование, присвоенное фирме?:
«Мацусита дэнки» пьезокерамике, полученной на основе трехкомпонент-
* Более точно — [122]. (Прим, ред.)
** Более подробный список [122]. (Прим, ред.)
242
Рис. 8-2-5. Рентгеновские дифрактограммы соединений (A1+Nd3+)i/2TiO3, где
— IЛ Ка или К, при комнатной температуре (по данным Саката). Тита-
нат стронция приведен для сравнения.
ной системы Pb (Mgi/aNbj/s) Оз—PbTiO3—PbZrO3. Фазовые соотношения
в ней показаны на рис. 8-2-6. Составы, богатые Pb(Mgi/3Nb2/3)O3, име-
ют псевдокубическую структуру, составы, близкие к РЬТЮ3,—тетраго-
нальную, а к PbZrO3—ромбическую. Все они обладают сегнетоэлектри-
ческими свойствами. Точка Кюри Тс у
Pb (Mgi/3Nb2/3) О3 равна — 15°С. На рис.
8-2-7 показано изменение Тс в твердых раст-
ворах в зависимости от содержания PbTiO3,
причем на рис. 8-2-7,б приведена диаграмма
состояния составов на основе ЦТС с добав-
кой 25 мол. % Pb (Mgi/3Nb2/3) О3. По сравне-
нию с чистым ЦТС точка Кюри немного по-
нижается. Керамика PCAI имеет составы,
близкие к морфотроппой фазовой границе,
в диапазоне 10—60% Pb(Mgi/3Nb2/3)O3. По
свойствам она близка PZT. Поскольку со-
ставы керамики РСМ находятся вне обла-
сти действия патентов фирмы «Кливайт»,
но могут быть изготовлены с сопоставимы-
ми с PZT свойствами, то ценность таких
PbTiO3
Pb(kfg-|NbjjO3
PbZrOg
Рис. 8-2-6. Фазовые соотноше-
ния в системе РСМ.
Т — тетрагональная структура: R —
ромбоэдрическая: PC — псевдоку-
16*
243
составов, очевидно, очень велика. В табл. 8-2-5 приведены опубликован-
ные характеристики керамики РСМ.
.Автор совместно с другими сотрудниками изготавливал поликри-
сталлический SbSI методом горячего прессования [39], однако в каче-
Та блица 8-2-5
Характеристики керамики РСМ
Константы i рсм-. РС.М32 РСзМЗЫ
кзз ; I ; o,7i 1 0,68 0,71
d33. 10-’2 м В 423 287 397
§'зз, мВ-М/Н ; 28,2 31,7 26,4
езз Е° : 1930 1020 1700
0, Г СМ3 7 7,5 220
7Х °C 326 220
стве исходного материала был взят порошок, полученный из монокри-
сталлов SbSI, выращенных из газовой фазы следующим образом.
Отвешивали в эквимолекулярном соотношении сурьму (6 девяток),
серу (4 девятки) и йод (5 девяток) и помещали в ампулу; расплавляли,
выдерживая примерно 10 ч при 450°С, после этого охлаждали до обыч-
ной температуры в течение 3 ч. В отличие от тех случаев, когда жела-
тельно получить крупные монокристаллы, нет необходимости точно ре-
Рис. 8-2-7. Точки Кюри керамики РСМ.
а — Pb(Mg1/3Nb2/3)O3-PbTiO3; б - 0,25Pb(MgI/3Nb2/3)O3-
-х PbZrO-y РЬТЮз.
гулировать температуру. Вынутые из ампулы спекшиеся компоненты
измельчали в агатовой ступке и пропускали через сито с диаметром
отверстий 230—370 мкм. Микрофотография такого порошка, получен-
ная на электронном микроскопе, была показана на рис. 3-1-1. Изготов-
ленный исходный порошок прессовали предварительно при комнатной
температуре, затем помещали в форму из нержавеющей стали (15Х10Х
Х40 мм) и проводили горячее прессование в печи, где поддерживали
244
температуру 350—380°С. Поликристаллические
образцы из SbSI, изготовленные горячим прессо-
ванием, обладают анизотропией, поскольку во
время предварительного и горячего прессования
давление прикладывали по определенному на-
правлению, как это показано на рис. 8-2-8,
а именно направление горячего прессования все-
гда соответствовало направлению оси 2, а ожи-
даемое направление оси с у SbSI — оси х.
В качестве условий горячего прессования вы-
бирают три параметра: максимальную темпера- рис 8 2.8 Направления
туру обжига Тт, максимальное, прикладываемое усилий предварительно-
при Тт давление Ph и продолжительность прило- ?о Р. и Ру и горячего
жепия давления Ph при температуре Тт. Два из прессования Pi,.
этих условий сохраняли постоянными и, меняя
третье, рассматривали его влияние. В табл. 8-2-6 приведены условия
изготовления образцов и их плотность. Образцы обладают твердостью,
достаточной для проведения механической обработки: ни резка с по-
Таблица 8-2-6
Условия изготовления SbSJ горячим прессованием
Давление предварительного прес- сования Х1О<, Н ем1 Условия горячего прессования Продолжи*. 1 Плотность,
д Максимальная температура обжига Т'т, °C Давление Продолжи- тельность tp. отжига, ч f‘
0 0 2 380 5 000 3,91
0 0 о 370 5 000 5 4,29
0 2 360 5 000 5 4,18
0 0 2 350 5 000 5 3 77
0 0,5 1,5 370 10 000 1 5*15
о 0,5 370 5 000 1 5,13
(' 0,5 :. л 370 2 500 1 5,12
0 0,5 1 о 370 1 000 1 4,74
п 0,5 1 .5 370 0 I 4,27
(! 0,5 1 ,5 370 2 500 10 4,46
0,5 1,5 370 2 500 5 5 11
0 0,5 370 2 500 I 5,’ 12
0,5 1’5 370 2 500 0,1
0 0,5 370 2 500 0,01 1 5’,07
( 0,5 L5 370 2 500 0,5 5,03
0,5 1,5 370 2 500 1 0,5 4,82
мощью алмазного резака, ни шлифовка поверхности с помощью при-
тирочного станка не приводят к повреждению образца. Образцы имеют
красно-коричневый цвет, шлифованная поверхность темная, с метал-
лическим блеском. На рис. 6-4-5 уже был показан вид поверхности об-
разца, визуализированный на электронном микроскопе. Поверхность
образцов шлифовали с помощью алмазной пасты на притирочном стан-
ке, затем протравливали соляной кислотой.
В качестве характерного примера пьезоэлектрических характери-
стик поликристаллического SbSI, полученного горячим прессованием,
можно привести результаты измерений, относящиеся к образцу № 7
245
Рис. 8-2-9. Пьезоэлектрические характеристики поли-
кристаллического SbSI, полученного горачкм wj&cca-
ванием.
(см. табл. 8-2-6). Для по-
ляризации к электродам
из серебряной пасты при-
соединяли топкий медный
поссребрсный провод и
прикладывали поле на-
пряженностью 1.5 кВ/см,
затем охлаждали в тече-
ние часа с 26 до —53С.
На рис. 8-2-9 приве-
дены результаты опреде-
ления следующих пьезо-
электрических констант,
найденных методом резо-
нанса-антирезонанса: /е33,
sE33. *%, ^зз И /лЛ В от-
ношении изменений £33
тоже. 20Х
в общем такая же тенден-
ция, как и в опублико-
ванных данных о монокристаллах. Однако выше Тс появляется отличие,
заключающееся в более плавном понижении /<33 с температурой, чем
у монокристаллов. Величина /г33 меньше, чем у монокристаллов, одна-
ко получение такой величины, как 35%, т. е. на уровне BaTiO3 свиде-
тельствует о полной возможности применения данного способа. Вели-
чины пьезомодулей примерно на порядок меньше, чем у монокристал-
ла, что по-видимому, объясняется более низкой диэлектрической про-
ницаемостью %
8-3. СПОСОБЫ ИЗГОТОВЛЕНИЯ ПЬЕЗОЭЛЕМЕНТОВ
8-3-1. СПОСОБЫ ФОРМОВАНИЯ ТРУБЧАТОЙ КЕРАМИКИ
Вибраторы трубчатой формы находят широкое применение. Однако,
как было показано в подпараграфе 3-5-1, различные участки порошковой
заготовки, спрессованной с помощью цилиндрической металлической
формы, имеют неодинаковую плотность, что приводит после обжига
к образованию «формы свертка» (см. рис. 3-5-4). Кроме того, следует
обратить внимание на то, что даже если спрессовать трубчатый вибра-
тор и после обжига путем шлифовки придать ему совершенную цилин-
дрическую форму, то может возникнуть явление расщепления резо-
нансной частоты, как это показано на рис. 8-3-1. Одной из причин это-
го явления может быть возникновение неодинаковых величин упругих
констант на различных участках обожженной керамики, что вызвано
неравномерностью распределения в ней напряжений.
Подобный недостаток можно устранить, если путем шлифовки по
окружности предварительно срезать ту часть, где были сконцентриро-
ваны неравномерности давления, т. с. края, соприкасавшиеся с пресс-
формой.
* В поелслиес время в основном японскими фирмами запатентовано бо.п н ::
личество новых пьезокерамических материалов, как правило, па основе ЦТС .? ы'о-
кой сложных перовскитов, иногда легированных окислами. (Прим, рад.)
246
Когда цилиндр формуют прессова-
нием, то, как было показано на рис. 3-5-6,
возникают зоны с неравномерным рас-
пределением давления, занимающие 10%
расстояния по диаметру с внешней сто-
роны, а также примерно по 10% сверху
и снизу. Остальная часть керамики до-
вольно однородная. Порядок операций
при изготовлении полого цилиндра на
токарном станке из спрессованной ци-
линдрической заготовки показан на
рис. 8-3-2. где 1 — исходный цилиндр
(пунктиром показан заданный полый ци-
линдр); 2 --исходный цилиндр вставля-
ют в центральный патрон токарного
б)
Рис. 8-3-1. Частотная зависимость
полного сопротивления трубчатого
вибратора.
а — расщепление резонансной частоты.
станка и высверливают среднюю часть, 3— стачивают внешнюю часть,
показанную штриховкой; 4—стачивают внутреннюю часть, показанную
штриховкой; 5 — срезают ту часть, которая удерживалась зажимом, и
получают полый цилиндр.
Рис. 8-3-2. Порядок операций при изготовлении полого цилиндра из спрессованной
цилиндрической заготовки (продольный разрез).
В этих опытах для рассверливания и чистовой обработки отверстий
автор с сотрудниками [12] использовали резцы; частота вращения
152 об/мин, скорость автоматической подачи резца 23,4 см/мин.
Далее, если во время обжига сформованные полые цилиндры раз-
мещены непосредственно на порошке глинозема, то возникают дефор-
мации. Чтобы их исключить, нужно применять бомзы из того же мате-
риала, как показано на рис. 8-3-3. Бомза по одному из способов может
быт13 отрезана от цилиндра после обжига. Если под бомзой находится
дисковая подложка из того же материа-
ла, то во время обжига деформации поч-
ти не происходит.
Однако использование данного мето-
да, безусловно, не приводит к решению
целиком всей проблемы изготовления
трубчатых пьезоэлементов по следующим
причинам.
1. В результате прессования полого
цилиндра у края возникает зона с нерав-
номерным давлением, приводящая к по-
вышенной плотности, тогда как остальная
часть цилиндра приобретает относитель-
но низкую плотность. При прессовании
Рис. 8-3-3. Способ обжига ци-
линдров из ЦТС.
247
керамики PZT давлением 150 МПа (1,5 тс/см2) получают во всем ци-
линдре среднюю плотность после формования, примерно равную
4,2 г/см3, тогда как у полого цилиндра с толщиной стенки 3—5 мм —
всего 3,9 г/см3. Следовательно, если при использовании данного спосо-
ба не повысить значительно давление прессования, то в заданной зоне
цилиндра не будет получена высокая плотность.
2. Когда толщина стенки равна 5 мм и выше, то никаких проблем
не возникает, однако когда толщина стенки уменьшается до 3 мм и
ниже, то в процессе обжига все равно легко возникает деформация.
8-3-2. МЕТОДЫ ОБЖИГА КЕРАМИКИ СИСТЕМЫ ЦТС
На рис. 8-3-4 сплошными линиями показаны кривые расширения-
усадки при нагревании на воздухе составов, образующих твердый рас-
твор в системе РЬТЮз—PbZrO3 [22]. В зависимости от соотношения
РЬТ1О;> и PbZrOs наблюдается некоторое различие, однако в зоне со-
пьезоэлемептов, максимальное
расширение происходит при-
мерно при температурах 500—
600°С. После этого идет только
усадка. При температурах
900—1100°С наблюдается ров-
ный участок, а начиная с тем-
пературы 1200°С усадка про-
должается. Таким образом,
усадка разделяется на два эта-
па. С повышением количества
PbTiO3 возрастает максималь-
ное расширение, а кроме того,
температура, при которой про-
исходит максимальное расши-
рение, понижается. Из керами-
ки в системе ЦТС, как было
показано в подпараграфе 4-5-1,
во время обжига испаряется
РЬО. На рис. 8-3-4 пунктиром
показана кривая усадки образ-
ца, обжигаемого в тигле. Со-
поставление данного образца
с обожженными на воздухе по-
казывает, что положение точки
максимального расширения из-
менилось немного, однако на
Рис. 8-3-4. Кривые расширения-усадки в про-
цессе обжига керамики в системе PZT. Кри-
вая S относится к обжигу в атмосфере РЬО,
остальные — на воздухе.
кривой усадки отсутствует разбиение на два этапа и усадка происходит
быстро. В тигле, как известно, возникает атмосфера РЬО и то, что незна-
чительное давление паров РЬО оказывает такое сильное влияние не
процесс усадки, представляется чрезвычайно интересным. В частное?:
этим очевидно, можно объяснить необходимость проведения обжш
в атмосфере РЬО при изготовлении керамики ЦТС.
На рис. 8-3-5 приведены результаты рептгенофазового анал'щ
разцов состава Pb (Zro,52Tio.4s) Оз, обожженных при разных температурах.
Все данные относятся к обжигам при температуре, превышающей тем-
248
пературу максимального расширения. Имеет место некоторое различие
в тстрагональности с/а, однако в интервале температур до 800°С, твер-
дофазные реакции завершаются. Следовательно, если керамику ЦТС
Рис. 8-3-5. Рентгеновская дифрактограмма РЬ(7г0.52Т1о.48)Оз (обжиг при
температуре 610— 1000°С, подъем температуры со скоростью 300 К/ч.
изготавливать методом двукратного обжига, то в качестве температуры
предварительного обжига, очевидно, можно принять 800—900°С.
8-3-3. ШЛИФОВАНИЕ КЕРАМИКИ ПО ПЛОСКОСТИ И ПО ШАРООБРАЗНОЙ
ПОВЕРХНОСТИ
Малогабаритное шлифовальное устройство для исследовательской
лаборатории имеет шкалу механизма подачи вверх и вниз с делениями
примерно через 5/iooo мм и шкалу механизма подачи вперед и назад —
7юо мм. При шлифовании керамики образцы с помощью парафина
приклеивают к хорошо обработанной по плоскости стальной плите, ко-
249
торую закрепляют с помощью магнита. Для шлифования керамики на
основе ВаТЮз можно, например, использовать абразивные камни марки
GC-60L или 120L, изготовляемые фирмой «Ниппон токи». Скорость
шлифования примерно 2/1000—5/1000 мм за один ход (влево/вправо).
Приведенные здесь цифры — чисто справочные, при массовом производ-
стве на крупных шлифовальных станках скорость шлифования может
быть выше.
Кроме того, когда требуется большая точность, можно использо-
вать притирочный станок, у которого в центре сверху и снизу враща-
8-3-6. Электронные фотографии поверхности
.•гесгв'гуная гюверхноеть; 0 -- утшдифов.-юная на пл;
керамики ВаТЮз.
)<;<01илиф<)В-'’л-»н'>м станке.
1сли же трсохется меньшая толщина,
Рис. 8-3-7. Положение рабочего тела и абра-
зивного MWIK
ются две плиты, а между ними помещаются образцы; точность парад-
лельпой обработки—±т0,2-:-0.5 мкм, плоскопараллсльность--0,2—
0,5 мкм. Малые дисковые образцы могут быть легко обработаны с са-
мого начала и до окончательной притирки.
Указанным выше способом можно шлифовать до толщины 0,2 мм.
’’ ' то следует наклеить образцы
на плиту с плоской поверх-
ностью и обработать на прити-
рочном станке. Этим способом
можно получить толщину при-
мерно до 50 мкм.
На рис. 8-3-6 приведены
полученные на электронном
микроскопе фотографии по-
верхности керамики. На рис.
8-3-6,б поверхность находится
в механически поврежденном
состоянии. При шлифовании и
притирке плоскостность по-
верхности керамики, как л у металлов и других материалов, улу-
чшается. На рис. 8-3-9 приведены примеры чистоты поверхиобти
шлифованных образцов. Указанное состояние поверхности зазпеит
от метода обработки и структуры самой керамики. Грубое шли-
фование, наоборот, приводит к образованию на поверхности керамики
250
царапин от зерен абразива. Кроме того, если в структуре керамики
скрыты дефекты, то они могут появиться на поверхности, что понизит
качество поверхности.
Для шлифования шарообразной поверхности керамики можно ис-
пользовать шлифовальный станок применяемый для оптических линз.
В качестве шлифовального камня используют алмазный абразив труб-
чатой формы. Положение рабочего тела и абразивного камня показано
на рис. 8-3-7, при этом можно шлифовать вогнутые и выпуклые поверх-
ности с желаемым радиусом кривизны или проводить плоскую шлифов-
Рис. 8-3-8. Примеры шлифования шарообразной поверхности керамики.
ку. Если А1— радиус кривизны рабочего тела (керамики), D --эффек-
тивный диаметр алмазного абразивного камня трубчатой формы, г —
радиус кромки алмазного абразивного камня и а — угол наклона оси
вращения образца к оси абразивного камня, то а определяется выраже-
нием
Sin г==2(/Ьг-
(8-3-1)
Что касается знака в формуле, то плюс относится к обработке выпук-
лой поверхности, а минус--к вогнутой.
На рис. 8-3-8,а приведен случай, когда рабочее тело (керамику)
устанавливают на металлическую подставку по главной оси. На
рис. 8-3-8,б справа показано расположение алмазного абразивного кам-
ня трубчатой формы в этом случае. Па рис. 8-3-8,н изображены образ-
цы, отшлифованные таким методом; у правого образца радиус кривизны
22 мм, у левого — 85 мм. На рис. 8-3-8.С приведена фотография образца
251
а)
в)
керамики ВаТЮз с радиусом кривизны 200 мм, сверху и снизу которого
помещены образцы с плоскопараллельными поверхностями.
На рис. 8-3-9 приведены результаты определения чистоты шлифо-
ванной поверхности образцов, проведенного с помощью профилометра.
Качество отшлифованной поверхности
зависит и от техники шлифования, но
если керамика хорошо не спечена и не-
плотная, то трудно получить такую ка-
чественную поверхность, какая показа-
на на рис. 8-3-9,а.
Одна из проблем данного спосо-
ба— малая скорость шлифования цен-
тральной части и повышенная скорость
шлифования периферийной части об-
разца. В связи с этим нужно особенно
следить за обработкой центральной
части.
Для проведения шлифования ма-
логабаритных дисков по окружности
их склеивают между собой парафином
или канифолью, так что образуется ци-
линдр, который и обрабатывают по
окружности на станке для шлифова-
ния полых цилиндров. Например,
в пьезокерамических фильтрах могут быть использованы радиальные
колебания малогабаритных дисков, в этом случае обработкой по окруж-
ности бывает необходимо регулировать резонансную частоту.
0,13 мм
Рис. 8-3-9. Чистота отшлифованной
поверхности образцов (получено на
профилометре).
а — поверхность после обжига (естествен-
ная): б, в и г — отшлифованные поверх-
8-3-4. ИЗГОТОВЛЕНИЕ СВЕРХМИНИАТЮРНЫХ ВИБРАТОРОВ ПУТЕМ
УЛЬТРАЗВУКОВОЙ ОБРАБОТКИ
Принципиальная схема станка для ультразвуковой обработки,
в котором используется магнитострикционный вибратор, показана на
рис. 8-3-10. Заостренный конец концентратора при
вибрации может проделать отверстие или разре-
зать керамику. После того как керамику отшли-
фуют и получат тонкую пластину, ее закрепля-
ют с помощью парафина или канифоли на сталь-
ной пли пластмассовой пластине и проводят об-
работку. Керамику в системе ЦТС можно обра-
батывать после поляризации, так как точка Кюри
Тс у ней высокая. Если направление поляриза-
ции и направление подачи сигнала на электроды,
нанесенные после обработки, образуют прямой
угол, то легко может быть получен вибратор,
в котором используют колебания сдвига по тол-
щине. Если после того, как сделано отверстие
проводить вжигание серебра, то существующая
поляризация исчезает, в связи с чем в качестве
электродов следует применять проводящую
краску.
Рис.
пиальная
для ультразвуковое
работки.
8-4. ПРИМЕНЕНИЕ ПЬЕЗОЭЛЕМЕНТОВ
Применение пьезоэлементов рассмотрено в исследовании и монографии профессора
Танака Тэцуро. Эксперименты по использованию вибраторов из керамики BaTiO3 в ги-
дроакустических ультразвуковых излучателях и приемниках впервые 21 марта 1951 г.
в заливе Сурута успешно провели Токийский университет, фирмы «Ниппон мусэн» и
«Санкэн» и профессор Танака. С этого времени’во главе с профессором Абу Киёси из
Токийского университета начинает работу Общество по изучению аспектов применения
титаната бария и в течение уже более 15 лет проводятся исследования путей примене-
ния керамики. Ниже рассматриваются лишь некоторые основные области применения.
8-4-1. УЛЬТРАЗВУКОВЫЕ ВИБРАТОРЫ
Имеющиеся в продаже разнообразные по форме вибраторы: дисковые, цилиндри-
ческие, пластинчатые, кольцевые, шарообразные, в виде сферической оболочки, состав-
ные— изображены на рис. 8-4-1.
Гидроакустические ультразвуковые излучатели и приемники. Ультразвуковые вол-
ны распространяются в морской воде со скоростью, см/с:
С==141 000+4217’—3.70Т2+1105+0,018У, (8-4-1)
где Т — температура, ~С; S — соленость воды, %; У—глубина моря. см.
Рис. 8-4-1. Керамические пьезоэлементы.
Дно моря, скопления рыб, корпуса судов и пр. отражают звуковые волны так же,,
как отражаются световые волны. Керамические пьезоэлементы, как и магнитострик-
ционные вибраторы, используются в качестве излучателей и приемников ультразвуковых
волн в воде. Новейшие рыбопеленгаторы показывают скопления рыб как по телевизору,
что позволяет специалистам по изображению определять вид рыбы. Кроме того, расши-
ряются исследования образа жизни рыб в море. Потери при распространении ультра-
звуковых волн возрастают примерно пропорционально второй степени частоты. Исполь-
зуемые раньше частоты были ниже 50 кГц. Однако в последнее время повысилась
разрешающая способность, что подтверждается применением частоты 200 кГц. Точность
рыбсхпеленгаторов и глубиномеров также возросла.
Кроме того, в последнее время проводятся исследования по привлечению косяков
ры путем излучения звуков, принятых или непринятых для рыб. Если такие исследо-
253-
вания будут успешно завершены, то, очевидно, .можно будет ловить рыбу без сетей,
забирая за один прием весь косяк целиком. Но если одновременно не будут вестись
исследования по выращиванию рыб, то, как шутят, рыба может исчезнуть совсем.
Всему есть предел.
Устройство для прослушивания звуков, излучаемых гребным винтом и другими
деталями кораблей, называют гидрофоном, а устройство, которое излучает ультразву-
ковые волны во все стороны и воспринимает отраженные волны от других кораблей
и морского берега, называют сонаром.
Эти приборы необходимы не только для безопасности морского судоходства, но
и для морских разработок, опи получили широкое распространение в качестве излуча-
телей и приемников звука. Для этих целей часто используют двумерные ненаправлен-
ные вибраторы в форме полого цилиндра.
Кроме того, появились немаловажные материалы полезные для ультразвуковой
подводной связи.
Генерация мощного ультразвука. В качестве примеров применения пьезокерами-
k;i для генерации, мощного ультразвука можно назвать механическую обработку
Рис. 8-4-2. Вибратор типа
Ланжевепа.
Z — керамика ВаТЮз: 2 — рези-
на; 3- из.-учающая позерх-
ультразвуком, ультразвуковую сварку, перемешивание
смесей, интенсификацию химических реакций, окрашива-
ние и отбелку, чистовую обработку поверхности метал-
ла, ультразвуковое удаление фосфора из железистого
песка, применение в станках для электроискровой обра-
ботки, в установках для улавливания угольной пыли.
Разрабатывается множество установок в которых ис-
пользуется ультразвуковая кавитация для промывки,
деспергирования, эмульгирования, коагуляции.
Использование в измерительной технике. В качестве
примеров использования пьезокерамики для измерений
можно назвать ультразвуковые дефектоскопы, акселеро-
метры, ультразвуковые толщиномеры, виброметры, изме-
рители распределения скоростей и напряжений, элек-
трическое устройство для счета страниц, измерение дав-
ления в трубе, где распространяются ударные волны,
измерители электрического напряжения при разряде,
устройства для указания местоположения поезда, для
изучения армированных пластмасс и огнеупорного кир-
пича и пр. В качестве необычного применения можно
указать также на метод определения уровня мастерства
в искусстве японского фехтования (58]. Кроме того, су-
ществуют и другие обширные области применения пьезо-
керамики: для изготовления гидрометров, уровнемеров
для жидкости, визкозиметров, консистометров, измери-
телей степени высокомолекулярной полимеризации, для
определения упругих констант и пр.
Применение для медицинских целей. Для медицин-
ских целей были разработаны ультразвуковая диагно-
стика с помощью внутреннего зонда, ультразвуковое
скальпельное устройство, использующее вибратор из
титаната бария, устройство для ультразвуковой диагностики мозга и другие аппа-
раты. Ультразвуковая ванна, как сообщает реклама, снимает напряжение у человека
и создает хорошее самочувствие.
На рис. 8-4-2 изображен вибратор Ланжевепа в резиновой форме [52, 53, 54, 57].
Пьезоэлектрические вибраторы наиболее эффективны при использовании толщинных
колебаний. Однако если, например, изготовить вибратор из керамики ВаТЮ3 на часто-
ту 50 кГц, то. поскольку частотная постоянная. кГ-см, этой керамики
/%/=!210ч-225,
потребовалась бы высота I от 42 до 45 см. Нельзя утверждать, что изготовление такой
керамики невозможно. Если на две стороны образца керамики, как показано на
рис. 8-4-2, наклеить пластинки из стали, бронзы или другого металла, то можно обьем,
занимаемый пьезокерамикой, снизить до 10—20% первоначального, что экономичней.
Для наклеивания металла обычно используют смолу на основе аральдита. Поскольку
объем, занимаемый пьезокерамикой, мал, резонансная частота, температурный коэффи-
циент и другие храктеристики вибратора определяются константами наклеиваемого
металла. Эффективность электроакустического преобразования равна 86%, что выше,
чем у электрострикционных вибраторов. Вибраторы Ланжевепа находят применение
254
при генерации мощных ультразвуковых волн, в рыбопсленгаторах и глубиномерах,
в последнее время также и для генерации мощного излучения, в частности, используют
скрепленную болтами конструкцию.
8-4-2. БИМОРФЫ
Изучение возможностей применения керамики ВаТЮз для преобразователей типа
звукоснимателей проводится давно [55]. Для повышения податливости была предложе-
на биморфная конструкция, изображенная на рис. 8-4-3. Эту конструкцию помещают
а головку звукоснимателя, как показано на рис. 8-4-4, однако только с появлением па
арене керамики ЦТС биморфные конструкции получили практическое применение *.
5 — иглодср-
Имеющиеся в продаже стандартные биморфные изделия обычно сконструированы
следующим образом. К двум сторонам тонкой металлической пластины, служащей для
повышения прочности, приклеивают пластины из пьезокерамики примерно следующего
размера: толщина 0,3, длина 15 и ширина 1,5 мм. Направление поляризации может
быть различным: параллельным или последовательным. Когда одна сторона биморфа
растягивается, а другая сжимается, то возникают изгибине колебания со сравнительно
низкой резонансной частотой. Для приведенных выше размеров резонансная частота
при свободных концах примерно равна 8 кГц, емкость — примерно 650 пФ. Марутакэ
вывел формулу для расчета коэффициента электромеханической связи kB биморфного
вибратора изгибных колебаний, исходя из частот резонанса и антирезонанса:
Л?
8-4-3. ГЕНЕРАЦИЯ ВЫСОКОГО НАПРЯЖЕНИЯ
Пьезокерамика в системе ЦТС имеет высокие пьезомодули и коэрцитивную силу,
а также большею механическую прочность, поэтому ее используют для генерации вы-
сокого э.ц 1 се ci I пряжения посредством механического удара. На рис. 8-4-5
изображена пьезоэлектрическая газовая зажигалка. Два пьезокерамических цилиндра
диаметром £> = 9.о. длиной /—19 мм (рис. 8-4-5,а) соединяют электрически навстречу
друг другу, как показано на ряс. 8-4-5,б. При механическом ударе по ним возникает
высокое палняжение. дающее искру, зажигающую газ. Предел прочности на сжатие
у пьезокерамики равен 600—650 МПа, так что она практически не изнашивается. Если
к элементу приложить усилие /' (И), то, очевидно, генерированное напряжение будет:
U = g33/-^- = ff33Z
(8-4-3)
* Биморфы широко изготовляли и из титаната бария, в частности в СССР при-
мерно с 1960 г. (Прим, перев.)
255
где g33 — пьезомодуль из выра-
жения (8-1-4), имеет индекс 33,
поскольку направление оси по-
ляризации совпадает с направ-
лением выходного напряжения.
На рис. 8-4-6,а изображен
прибор, построенный по прин-
ципу падающего шарика, слу-
жащий для определения вы-
ходного напряжения; па рис.
8-4-6,б — пример формы им-
пульса выходного электрическо-
го напряжения; на рис. 8-4-6.S
показана зависимость макси-
мального напряжения С/Макс от
высоты h падения шарика. Ста-
тическую емкость, Ф. цилиндри-
ческого керамического пьезо-
элемента находят из выра-
жения
откуда заряд, Кл, генерируемый в случае приложений усилия F, Н, будет равен:
Q =* CU — e^/faF = d3,F. (8-4-5)
На рис. 84-5,6 в схему выходного напряжения вставлено сопротивление, которое
увеличивает длительность разряда и улучшает эффективность поджигания газа. Гене-
рация высокого напряжения с помощью пьезокерамики кроме газовых зажигалок
использутся в зажигалках для плит, свечах для бензиновых двигателей и пр. Кроме
256
Рис. 8-4-6. Генерация высокого напряжения посредством механического
удара.
того, такие пьезоэлементы можно использовать в качестве взрывателей для взрывчатых
веществ. Существует также интересная работа Марутакэ, посвященная теоретическому
анализу возникновения искры с помощью пьезокерамики.
8-4-4. ПРИМЕНЕНИЕ ДЛЯ ФИЛЬТРОВ
В пьезокерамических фильтрах, используя явление резонанса, получают фильтро-
вую характеристику. Активно проводятся опыты по замене ими фильтров, составленных
из катушек и конденсаторов. Прежде в радиоприемники ставили трансформаторы
промежуточной частоты на 455 кГц, однако их безусловно можно заменить на пьезо-
керамические фильтры. В последнее время в опытном порядке были изготовлены также
фильтры с захватом энергии, имеющие несколько видов колебаний; такие фильтры
находят применение для различных целей. Кроме того, спроектированы электромеха-
нические фильтры с превосходными фильтровыми характеристиками, в этих фильтрах
механические резонаторы возбуждаются пьезоэлементами. Такие фильтры изучал Та-
гмва из фирмы «Кокусай дэнки» л др.; они уже получили практическое применение.
Рис. 8-4-7. Частотная характеристика двухполюсного резонатора (изготовитель —
«Кливайт», тип TF-01A).
а—измерительная схема: о—пример схемы применения: в—частотная характеристика
(7,-454.068 кГц. -490,232 кГц. Д/л-36,194 кГц, PiV - 56,5 дБ, /о(ТС)_20~+20“ —2.3GX
<10-5 К-’. /о(ТС)2Э~7О =--0.27.10-6 К-1).
Ниже дается описание резонатора типа TF-0'lA, изготовляемого фирмой «Кли-
вайт». Это двухполюсный пьезокерамический фильтр с резонансной частотой 455 кГц,
в котором используются в качестве основных радиальные колебания диска. На
рис. 8-4-7,а и б приведены измерительная схема и результаты измерения, проведенного
Тагава и др. На частоте 455 кГц полное сопротивление становится минимальным, по-
этому если такой фильтр поставить в виде шунта к эмиттеру транзистора, как показа-
но па рис. 8-4-7, в. то при отклонении от частоты 455 кГц коэффициент усиления падает
и таким образом появляется фильтровая характеристика. Следовательно, применение
такого резонатора в сочетании со старыми трансформаторами промежуточной частоты
или рассматриваемыми ниже трехполюсными фильтрами позволяет улучшить избира-
тельность.
Что представляют собой трехполюсные пьезокерамические фильтры? Здесь дается
описание фильтра типа ТЛ-02А, изготовляемого фирмой «Кливайт». Как показано на
рис. 8-4-8,а и б, в конструкции, включающей дисковый и кольцевой электроды, исполь-
зуется первый обертон радиальных колебаний керамического диска. Электрическая
эквивалентная схема фильтра показана на рис. 8-4-8,в. На рис. 8-4-8,г и д приведены
измерительная схема и характеристика затухания, полученная Тагава и др. На
рис. 8-4-8,е приведен пример применения фильтра. К выводам а и b присоединяют
дву-чэ-чосныГ' ;ц-".:;атор и этим значительно улучшают характеристику избиратель-
17—657 257
Рис. 8-4-8. Трехполюсиый пьезокерамический фильтр (изготовитель — «Елквайтл тип
TD-02A).
Электрическая схема многозвенного фильтра, показанная на рис. 8-4-9,а. -.'.ожет
быть получена с помощью двух пьезокерамических резонаторов, изображенных на
рис. 8-4-9,б. Подбирая, как показано на рис. 8-4-9,а, частотные характеристики ; озона-
торов по Za и Zb, получают, как показано на рис. 8-4-9,в, характеристику затухания
в соответствии с теорией электрических цепей. Если в качестве керамических вибрато-
ров использовать диски с радиальными колебаниями, то для керамики PZT будет
Рис. 8-4-9. Пьезокерамический фильтр многозвен-
ного типа.
характерен .диаметр примерно
5,5 мм. Для получения точного
диаметра необходимо шлифовать
-.ю окружности до частоты 4о5 кГц.
Эквивалентная индуктивность А
керамического лиспа приблизи-
тельно пропорциональна его тол-
щине. Для получения LQ. гавной
3,13 мГ, необходима толщина
0,32 мм, а для получения La —
=3,29 мГ необходима толщина
0,30 мм. Таким образом, только
сочетанием двух дисков диаметром
5,5 мм и толщиной 0.3—0,32 мм
можно получить фильтр е харак-
теристик затухания, изображен-
ной на рис. 8-4-10,и. Если ?ке по-
следовательно соединить два филь-
тра, то получается характеристика
затухания, пок; -энная на тис.
8-4-10,6*._
* Методом литья могло уго-
товляться монолитные мн?:.звен-
ные фильтры ]92]. (Прих. ред.)
258
Рис. 8-4-1С. Характеристики затухания пьезокерамического фильтра, изо-
браженного .на рис. 8-4-9.
а— в случае одного фильтра: б —в случае двух последовательно соединенш.1х
фильтров.
8-4-5. ПРИМЕНЕНИЯ ДЛЯ ДРУГИХ ЦЕЛЕЙ
Вибраторы з зиле камертонов и акустических пластин, возбуждаемых с помощью
пьезокерамики, в опытном порядке получали Абу, Танака и др. В последнее время
такие вибраторы часто используются в качестве генераторов колебаний и резонаторов
для избирательное, вызова в рациях для полицейских машин и такси, а также для
микросхем на транзисторах. Для возбуждения камертонов или пластин с помощью
пьезокерамики обычно к ним на определенное ме-
сто приклеивают небольшую пьезокерамическую
пластинку создавая напряжение растяжения-сжа-
тия ?. направлении, параллельном площади при-
клеивания. Камертоны, имеющие низкую частоту
резонанса (обычно от нескольких сотен до не-
скольких тысяч герц), находят широкое примене-
ние. Пластины используются в интервале частот
от нескольких единиц до нескольких десятков кило-
герц. Если требуется более высокая частота, то
Возбудитель Генератор
используются акустические пластины с продоль-
ными колебаниями, при этом практический интер- рис 8-4-11. Пьезоэлектрический
вал резонансных частот составит от нескольких трансформатор.
десятков до примерно 200 кГц. Пьезокерамика,
используемая для колеблющихся тел такого рода, должна иметь 'высокую добротность
и стабильность резонансной частоты. Выбор материала колеблющегося тела и спосо-
ба его крепления — основные проблемы технолога.
Были разработаны пьезоэлектрические трансформаторы, представляющие собой
источники высокого напряжения для телевизоров на транзисторах. Конструкция транс-
форматора показана на рис. 8-4-1<1. Если на входе полное сопротивление низкое, а на
выходе—высокое, то во время резонанса получается коэффициент трансформации, при-
мерно равный квадратному корню из отношения импедансов. Такие трансформаторы
могтт быть использованы в качестве источника высокого напряжения и низкого тока.
Пьезокерамика также применяется в качестве входных и выходных преобразова-
телей з различных линиях задержки. Линии задержки конструируют из металла,
плавленого кварка и других упругих тел, обладающих высокой стабильностью и
малыми потерям;' пои распространении ззукозых волн, однако в качестве материала
для линий задержки можно использовать и пьезокерамику. Сообщалось, что в твердых
линиях задержка с многократным отраткением и преобразователями из керамики
BaTiO.: получено зг.емя задержки 1000 мкс.
Кооме того, хьезокерамику применяют для пьезоэлектрических микрофонов, ди-
станционного гт'••зления, пьезоэлектрических реле и, очевидно, многих других разно-
17й
259
ГЛАВА ДЕВЯТАЯ
ПРОЧИЕ КЕРАМИЧЕСКИЕ МАТЕРИАЛЫ
9-1. ПОЛУПРОВОДНИКИ НА ОСНОВЕ BaTio3
9-1-1. ОБЩИЕ СВЕДЕНИЯ О ПОЛУПРОВОДНИКАХ НА ОСНОВЕ ВаТЮ3
При обжиге эквимолекулярной смеси ВаСО3 и ТЮ2 при использова-
нии исходных компонентов промышленной чистоты с содержанием
основного вещества примерно 98% получают керамику BaTiOs, обла-
дающую при обычной .температуре удельным сопротивлением примерно
108 Ом-м (рис. 9-1-1, кривая L). При введении в такие исходные компо-
ненты микродобавки МпО2 собственное сопротивление керамики такого
состава возрастает на 1—2 порядка (рис. 9-1-1, кривая К).
Таким образом, можно считать, что керамика ВаТЮ3 представляет
собой электроизоляционный материал с высоким удельным сопротив-
лением: примерно 108 Ом-м и выше, хотя в зависимости от вида и ко-
личества добавок возможны и некоторые отклонения от этой цифры.
Но если в очень чистый ВаТЮз — чистотой примерно 99.99% ввести
0,1—0,3 мол. % редкоземельных элементов, например лантана или це-
рия, и провести обжиг по обычной керамической технологии, то обра-
зуется полупроводник с низким собственным удельным сопротивлением:
10—103 Ом-м (см. рис. 9-1-1, кривая Р). Механизм образования полу-
проводника в этом случае может быть, напри-
50 100 150
температура ,°с
Рис. 9-1-1. Температурная
зависимость удельного со-
противления р полупровод-
никового титаната бария.
Кривая L относится к со-
ставу, содержащему тита-
нат бария и 2 масс. % гли-
ны, кривая К. — состав,
кроме того, содержит
0,3 масс. % МпО2; Р —
BaTiO (С2О4) 2 • 4Н2О + СеО2:
R — принудительно восста-
новленный титанат бария.
мер, следующим:
Ва^Т1<+Оз“ +
-j-.vLa-—Baj_v2 ' Lav 3 bTi1_..4+ .
(У-1-1)
Вводимый лантан занимает место бария
в узле решетки, и появляется одна избыточная
валентность. При этом частично атомы титана
захватывают по электрону и тем самым под-
держивают электрическую нейтральность все-
го кристалла *. Однако этот электрон под дей-
ствием приложенного поля приводит в движе-
ние, становясь причиной электропроводности,
чем, очевидно, и объясняется проявление по-
лупроводниковых свойств. Если в данном
случае в качестве исходного компоненте для
титаната бария высокой чистоты использовать
титапил-оксалат бария ВаТЮ (С3О<) 2 4Н2О,
то, как обнаружено, полупроводник образует-
ся наверняка. Собственное сопротивление по-
лупроводникового ВаТЮ3, изготовленного пу-
тем управления валентностью, как это показа-
но в уравнении (9-1-1), проявляет аномаль-
ную температурную зависимость: вблизи
температуры, соответствующей фазовому пере-
ходу из сегнетоэлектрической фазы в ". ч-
* Эти атомы титана становятся тр-'чва
(Прим, ред.}
260
электрическую (около 120~С), сопротивление резко—в 1 ОиО—ЮООООраз
возрастает по сравнению с величинами, характерными для обычных
температур. Такой аномальный рост сопротивления (положительный
температурный коэффициент (ПТК) сопротивления), представляет со-
бой своеобразное явление, не наблюдаемое у других полупроводнико-
вых материалов, что позволяет использовать титанат бария для изго-
товления позисторов, бесконтактных температурных выключателей и
тому подобных элементов.
Полупроводниковый ВаТЮ3 даже и без управления валентностью
получается при нагревании обычной электроизоляционной керамики
ВаТЮз в вакууме или в восстановительной атмосфере. Механизм обра-
зования полупроводника в этом случае, по-видимому, может быть выра-
жен следующим уравнением:
Ва2~ Ti4r0?~—хО—* Ba2- Tl"2x (Ti*+ е')2х°з-.; • I9'1'2)
В этом случае отсутствует необходимость в чистых исходных ком-
понентах. Чистота этих компонентов, примеси, способ восстановления
и другие факторы вызывают определенные колебания, однако в общем
может быть получено собственное сопротивление 1 —101 Ом-м при обыч-
ной температуре. Однако при использовании этого метода обычно не
наблюдается явление аномального роста сопротивления, характерного
для керамики, полученной методом управления валентностью (рис. 9-J-1,
кривая 7?).
Полупроводниковый ВаТЮз, изготовленный методом управления
валентностью или принудительного восстановления, показывает слабую
электропроводность л-типа, и если па этот полупроводник нанести ме-
таллические электроды, например серебряные, то на поверхности кон-
такта возникнет потенциальный барьер и образуется емкость, равная
примерно 0,1 — 1 мкФ/см2. Полупроводниковые конденсаторы этого типа
имеют низкую электрическую прочность—10—15 В, однако поскольку
при малых размерах получается большая емкость, в последнее время
в Японии к ним проявляют интерес.
При изготовлении полупроводниковой керамики ВаТЮ3, обладаю-
щей положительным температурным коэффициентом (ПТК) сопротив-
ления, необходимо использовать исходные компоненты особо высокой
чистоты (по сравнению с теми, что используют при изготовлении обыч-
ной диэлектрической керамики ВаТЮ.>). Наибольшее распространение
получили следующие методы изготовления.
1) Метод, в котором используют титанил-ою. алат бария
BaTiO (C2Ot)2-4H2O (ниже сокращенно обозначаемый ТОБ). ТОБ полу-
чают, добавляя по каплям щавелевую кислоту Н2С2О4 в смесь растворов
ВаС12 и ТЮВ, при этом ТОБ выпадает в осадок. Таким '•'разом можно
получить продукт чистотой 99,9%.
2) Метод, в котором используют ВаСО3 и ТЮ2 особ’, высокой чи-
стоты. ВаСО3 чистотой до 99,9% имеется.в продаже. Доступен и ТЮз
чистотой до 99,9%; его используют для изготовления драгоценных кам-
ней.
В качестве микродобавок применяют лантан, цеоий, самарий,
диспрозий и иттрий, а основа составов — системы
(Ba, Sr) (Ti, Sn)O3, (Ba, Ca, Sr)TiO3, (Ba, Mg, Ca)TiO3,
(Ba, РЬ)ТЮ3 и Ba(Ti, Zr)O3.
261
Ниже приведены два примера шихты для позисторной керамики на
основе ВаТЮ3:
1) BTO=CeTi
BaTiO (С2О4)2 • 4Н2О % О, Р/о Се (С2О4) • ЮН2О-|-0,1%ТЮ2
2) BTSY —2
ВаСО3 (чистотой 99,9%)-j-TiO2 (чистотой 99,9%) -]-0,3%Y2O» ~i~3%SiO2.
На образование полупроводниковой керамики ВаТЮ3 влияют усло-
вия обжига [63].
Были проведены две серии опытов с керамикой ВТР-1—ВТР-10
(табл. 9-1-1), при которых изменяли максимальную температуру обжи-
Составы образцов, мол. %
Таблица 9-1-1
Образец
ВТР-1
ВТР-2
ВТР-3
ВаСО3 | ТЮ2 ; ВаСО, ' TiO,
чистотой ! чнеп-той 1/3 £ХаО3 ’ Образец ' 'шетотей ‘ чисг-тгой 1 3 DvaO3
99,9% ; 99,99% [ ' _________I 49,9% : «9,<О% 1
99,9 i 100 : 0,1 И BTP-5 i 99,5 i 100 i 0,5
99,8 I 100 I 0,2 В BTP-7 1 99,3 100 0,7
99,7 j 100 [ 0,3 |! BTP-10 99,0 I 100 l.n
га Г,-.,, и продолжительность выдержки при этой температуре С. хМсто-
дика опытов была следующая.
1) Для определения влияния продолжительности обжига при по-
стоянной температуре Т'т=1350°С изменяли продолжительность вы-
держки ts от 0,1 до 50 ч.
2) Для определения влияния температуры обжига при постоянной
выдержке /., = 2 ч температуру обжига изменяли от 1300 до 1450'С.
Все образцы обжигали на воздухе столбиками по 4 шт., подкладывая
пластины из ZrO2 (изготовитель — фирма «Тосиба сэрамик»). Нижний
образец слегка взаимодействовал с подложкой, поэтому его не исполь-
зовали при измерении электрических характеристик.
Рис. 9-1-2. Влияние температуры обжига Т,.,. продолжительности выдержки б и io?:-
нентрашш xl/3Dy2O3 на сопротивление при комнатной температуре р? полупроводнико-
вой керамики ВаТЮз.
с — 0-':ч:зц;.! ВТР, Тк, =1350°С; б — образцы БТР, .-,’•2 ч.
Керамика BaTiO3 с электроизоляцион-
ными свойствами обычно имеет белый или
коричневый цвет, когда же образуется по-
лупроводник, то появляется серо-зеленая
или темно-зеленая окраска. Интенсивность
этой окраски характеризует степень пре-
вращения в полупроводник: часто чем тем-
нее образец, тем ниже удельное сопротив-
ление. Когда изменяли выдержку ts при по-
стоянной температуре 7’?п=1350°С, образец
ВТР-1 представлял собой диэлектрик ко-
ричневого цвета, а образцы ВТР-7—ВТР-10
белого цвета. На рис. 9-1-2,а показана за-
висимость удельного сопротивления при
комнатной температуре от концентрации
I/3DV2O3. Из рисунка хорошо видно, что
чем больше выдержка t$ при постоянной
температуре Т’т=1350°С, тем шире область
составов, образующих полупроводник. Рису-
нок 9-1-2,6 характеризует состояние, возни-
кающие при изменении температуры Тт,
когда поддерживается постоянной длитель-
ность выдержки is=2 ч; состояние окраски,
характерное для образцов ВТР-7 после об-
жига при Т,г, — 1-100°С, примерно такое
же, как у образцов ВТР-7, полученных
(рис. 9-1-2,а).
Визуализация с помощью электронного
полученная згьнсимость сопро-
тивления пр:: комнатной тем-
пературе рс— от концентрации
’,/зОу2Оз, для образцов ВТР,
обожженны.х при температуре
1450~С с 2-часовой выдержкой
на воздухе. Кривая р; рассчи-
тана по фопыуле (9-1-4).
при выдержке К-=10 ч
микроскопа естественной
поверхности показывает, что у образцов ВТР-1—ВТР-5 с небольшим
количеством добавки диаметр зерен велик, а у образцов ВТР-7 и
ВТР-10 рост зерен сильно подавлен. Кроме того, с увеличением време-
ни выдержки Is возрастает диаметр зерен и начинает наблюдаться ано-
мальный рост зерен. Так, у образцов ВТР-1 при выдержке К=20 ч
диаметр зерен может достигать 300 мкм.
Состояние поверхности у образцов ВТР —1—ВТР = 5 таково, что
часто видны следы выросших кристаллитов в виде ступеней, особенно
четко у образцов, превратившихся в полупроводник.
Таким образом, полупроводниковый ВаТЮ3, получаемый путем
управления валентностью, во всех случаях ограничивается очень узкой
областью составов, определяемой количеством введенной добавки. На
рис. 9-1-3 рог — зависимость удельного сопротивления керамики ро от
концентрации добавки при следующих условиях обжига: Тт= 1450°С,
t.3 = 2 ч. Полупроводниковый BaTiOs, очевидно, имеет электропровод-
ность n-типа, рассчитываемую по формуле:
(9-1-3)
где п — плотность носителей заряда; е — заряд электро;-;,':, р — подвиж-
ность.
В случае электропроводности, определяемой механизмом управле-
ния валентностью, удельное сопротивление р должно быть обратно
пропорциональным концентрации диспрозия. Если удельное сопротив-
21В
ление, определяемое этим механизмом, обозначить pi, то
Р,= (9-1-4)
где- k — константа; х — молярная доля диспрозия, содержащегося в ти-
танате бария.
Удельное сопротивление pt на рис. 9-1-3 получено по формуле
(9-1-4). Если разность между этим сопротивлением р£ и фактически
полученной величиной pot обозначить р2, то
Р0Ь=Р1 + Р2-
(9-1-5)
2) эффект отсутствия
Рас 9-1-4. Схема печи
с псевдоожиженным гра-
фитом (изготовитель —
фирма «Кокусай дэ:н-
На возникновение р2, как можно предположить, влияют две при-
чины: 1) эффект понижения концентрации носителей из-за соединения
примесного иона управляемой валентности с катионным дефектом;
вклада в проводимость из-за того, что, когда
диспрозия введено слишком много, он не может
войти в решетку титаната бария и образует дру-
гой твердый раствор.
Однако, как бы то ни было, это, очевидно,
непосредственно связано с количеством добав-
ки х.
Как было показано выше, для получения
полупроводниковой керамики ВаТЮ3 на воздухе
требуются высокочистые исходные компоненты.
При использовании исходных компонентов с не-
сколько меньшим содержанием основного веще-
ства полупроводниковую керамику получают об-
жигом в атмосфере газов типа азота и аргона, нс
в этом случае трудно получить ПТК [61].
При изготовлении полупроводника из таких
же исходных компонентов чистотой 98%, из кото-
рых изготовляют обычный диэлектрик, помимо
способа принудительного восстановления в водо-
родных печах существуют способы обжига: путем электронно-лучевог:
плавления, в электропечах с псевдоожиженным графитом, в печах Там-
мана высокого давления и др. Здесь будут описаны два последних спо-
соба. которыми пользовался для экспериментов автор.
Способ обжига в электропечах с псевдоожиженным графитом. Элек-
тропечи с псевдоожиженным графитом (ниже сокращенно FP-печь) раз-
работаны фирмой «Кокусай дэнки» и используются главным образом
для термообработки изделий из стали. Конструкция РР-печи схемати-
чески показана па рис. 9-1-4, РР-печь работает следующим образом:
электрический ток пропускают непосредственно через зерна графит.,
находящиеся в текучем состоянии внутри печи, и таким образом ос; -
ществляют непосредственный нагрев печи. Зерна графита должны бзмз
равномерно распределены в печи, для чего, подавая снизу газ, их ш за-
мешивают. Электроды легко корродируются при высокой температ; ;
поэтому целесообразно применить принудительное водяное охлаяг.
ние. Электрический ток протекает по графитовым зернам, а кроме '
происходят разряды в микропромежутках между зернами, сопрс з -
дающиеся разогревом. Восстанавливающее действие возникает, с -:.з:
по, при наличии атмосферы из таких газов, как СО, СО2, N2. Гз.-з '
264
в виде псевдоожиженных зерен, создавая соответствующую проводи-
мость, находится в состоянии текучести, стабильной даже при высокой
температуре, так как в нем происходит переход из твердого состояния
в газообразное, минуя жидкое, благодаря чему зерна между собой не
сплавляются. Образцы помещают в графитовый тигель, как показано
на рис. 9-1-4, температуру повышают примерно со скоростью 200 К/ч.
При температуре 1300оС проводят двухчасовую выдержку.
Попытка провести обжиг состава К (см. рис. 9-1-1) привела к по-
лучению образцов большей частью темно-серого цвета, усадка достигла
27—30%, с обычным обжигом особой разницы не замечалось, однако
ощущалась несколько меньшая твердость. Плотность наиболее спечен-
ной керамики была равна 5.7 г/см3.
Кривая К(СС) на рис. 9-1-5 —пример температурной зависимости
удельного сопротивления образцов состава К, обожженных в электро-
печи с псевдоожиженным графитом. В обоих случаях ПТК не наблю-
дается.
Способ обжига в печи Таммана высокого давления. Печь высокого
давления Таммана, используема:
Рис. 9-1-5. Температурная зависимость
пудительно восстановленных различными методами.
для опытов (изготовитель «Гакэи
дэнки сэйсакусё»), схематически изо-
бражена на рис. 9-1-6. Печь Тамма-
на, имеющая внутренний объем
(200 x 0 400) мм, снаружи закрыта
удельного сопротивления образцов, при-
корпусом из нормализованной стали; внутренняя часть корпуса нагрева-
ется, а снаружи охлаждается водой. Полость, где размещаются образцы,
имеет примерные размеры 0 15x50 мм. Образцы помещают в графи-
товый тигель, изолируя с помощью платиновой фольги. После гермети-
зации печи из нее удаляют воздух вакуум-насосом и непосредственно
из баллона подают газообразный азот при давлении 6 МПа. Если за-
тем повысить температуру, то при достижении 1300°С давление станет
примерно разным 10 МПа. Указанную температуру можно получить и
за несколько минут, но в данных опытах разогрев продолжался при-
близительно 40 мин. Поскольку в местах расположения термопары и
образцов температура немного различается, для измерения температу-
ры дополнительно использовали оптический пирометр. После 30-минут-
ной выдержки при максимальной температуре проходило естественное
охлаждение. Для быстрого охлаждения образцы можно вынуть пример-
но через 15 мин.
Дисковые образцы состава К (см. рис. 9-1-1) диаметром 10 мм,
предварительно обожженные обычным способом на воздухе при
1360°С в течение 2 ч, обжигали еще раз в печи Таммана высокого дав-
ления, где происходило восстановление, при этом появилась черная
окраска (К-1). Кроме того, из исходного порошка состава К, предва-
рительно обожженного на воздухе при 1000°С. формовали диски диа-
метром 10 и обжигали в печи Таммана высокого давления. В этом
случае полу-ыны образцы желтого цвета
Таблица 9-1-2
Зависимость удельного сопротивления при комнатной температуре от вида
добавки, вводимой в титанил-оксалат бария, содержащий 0,3 мол. "о неодима
Кривые К-1 (TN) и К-2 (TN) на рис. 9-1-5 представляют собой
температурную зависимость удельного сопротивления образцов, обож-
женных в пс-чп Таммана высокого давления. Собственное сопротивле-
ние у образца К-2, имеющего, как сказано выше, желтый цвет, зна-
чительно ниже, чем у образца К-1, имеющего черный цвет, и обычно не
превышает 0.1 Ом-м. Если образцы того же состава К обжечь в печи
электронно-лучевого плавления, то получают сопротивление 3 Ом-м.
а в печи с псевдоожиженным графитом — 10 Ом-м; таким образом,
сопротивление, полученное в печи Таммана высокого давления, значи-
тельно ниже, а материал приобретает почти металлическую проводи-
мость. Собственная проводимость образцов L и Р получилась еще ни-
же, чем у образцов состава К [кривые P(TN) и L(TN) на рис. 9-1-5].
Вжиганием серебра в атмосфере азота на две стороны образца К-2
были нанесены электроды и получена барьерная емкость примерно
1 мкФ/см2, однако потери были недостаточно низкими.
Камиока и Умэтапи в полупроводниковый ВаТЮ3 вводили допол-
нительные микродобавки. В этом случае особенно значительные ано-
мальные явления наблюдались при введении микродобавки ионов Мп2~
Ниже рассмотрены полученные ими результаты.
Образцы изготовляли, добавляя к титаиил-оксалатм бария ”
неодима в количестве 0,3 ат. % к массе ионов бария, затем вводили
до нескольких процентов ионы марганца, бора, кобальта, никеля, хро-
ма, кремния и алюминия. При изготовлении образцов специально сле-
260
дпли, чтобы не попали посторонние примеси. Исходную смесь предва-
рительно обжигали при 1100°С в течение 2 ч, затем формовали диски
диаметром 13,8 мм при давлении 200 МПа. Обжиг вели по следующему
режиму: подъем температуры со скоростью 200 К/ч, понижение со ско-
ростью 500 К/ч, при максимальной температуре 1350°С выдержка 2 ч.
Для измерения сопротивления были использованы электроды из спла-
ва индия и галлия, измерения проводили двухточечным методом при
постоянном токе. В табл. 9-1-2 приведена зависимость сопротивления
при температуре 25°С от вида до-
бавки. Как показано в таблице,
вблизи комнатной температуры ве-
личина сопротивления не очень силь-
но зависит от вида добавки.
WO 300
температурило
Рис. 9-1-7. Влияние различных добавок на температурную за-
висимость удельного сопротивления р полупроводниковой ке-
рамики ВаТ1О3.
Рис. 9-1-8. Влияние концентрации добавки иона Мп2+ (мол. %)
на удельное сопротивление р полупроводниковой керамики
ВаТЮз, содержащей 0,3 мол. % неодима.
На рис. 9-1-7 приведено несколько характерных примеров, показы-
вающих влияние добавки па температурную зависимость удельного
сопротивления. Как видно из рисунка, при введении перечисленных
выше ионов, за исключением Мп2!-, сопротивление вблизи 120°С изме-
няется примерно в 103 раз, а при введении ионов Мп2+ — в 106 раз.
Данное явление, очевидно, вызвано тем, что ион Мп2+ в какой-то
форме эффективно воздействует на температурное изменение сопро-
тивления полупроводникового BaTiO3. На рис. 9-1-8 показана завися-
мость температурного изменения сопротивления от количества вводи-
мого иона Мп-“. С увеличением концентрации Мп2~ появляется все
более острый пик аномального сопротивления вблизи 120°С. При вве-
дении 0,17 мол. % Мп2' температурное изменение удельного сопротив-
ления достигает 107 раз. Если количество введенного Мп2^ повышают
еще больше, то быстро попадают в зону диэлектриков, у которых удель-
ное сопротивление даже при комнатной температуре начинает превы-
шать 1011’ Ом-м.
' ко 200
Температура ° о
Температура
Рис. 9-1*9. Рис. 9-1-10.
Рос. 9-1-9. Температурная зависимость удельного сопротивле-
ния и смещение точки Кюри титаната бария с добавкой
О.о мол. % неодима и 0,0425 мол. % Мп2+.
Рис. 9-1-10. Влияние атмосферы в процессе охлаждения на
температурную зависимость сопротивления керамики ВаТЮз
с доьйвкои 0.3 мол. % неодима и 0,127 мол. % Мп2-.
Если к диэлектрику на основе титаната бария добавить РЬТЮ3. то
точка Кюри 7> возрастает, а если добавить BaSnO3— понижается
(см. рис. 7-2-4,6). Такими же методами можно сместить температуру
возникновения НТК и у полупроводниковой керамики ВаТЮ3. На
рис. 9-1-9 приведен пример результатов, полученных Камиока и Умэ-
тани. Они также вводили 0,3 мол. % Nd и 0,0425 мол. % Мп2+. пол:
этом получается характеристика с острым пиком НТК.
Условия обжига, в особенности атмосфера при охлаждении после
обжига, оказывает большое влияние на НТК. На рис. 9-1-10 приведен
пример данных, полученных Камиока и Умэтанп. При охлаждении
268
Зм/Р.‘
1Q3
10г
Рис. 9-1-Н. Влияние скорости
охлаждения на ПТК образцов
ВТР-3 (Л = 1 ч).
в газообразном азоте ПТК почти исчезает,
а при охлаждении в газообразном кислоро-
де ПТК растет.
На рис. 9-1-11 приведены эксперимен-
тальные данные, полученные автором с со-
трудниками [63]. Образцы ВТР-3 (см.
табл. 9-1-1) обжигали при температуре
1350°С с часовой выдержкой, затем опреде-
ляли температурную зависимость сопротив-
ления р после охлаждения, проведенного
с различной скоростью. При очень резком
охлаждении ПТК уменьшается, что, по-ви-
димому, вызвано влиянием кислорода на
ПТК во время охлаждения, а именно, при
температуре 1350°С титанат бария, вероят-
но. находится в состоянии высокой степени
восстановления. Если скорость охлаждения
мала, то процесс окисления быстро рас-
пространяется через границы зерен и меж-
ду этими границами и кристаллитами образуется слой с высоким со-
противлением, который и становится причиной появления ПТК- Как
показали эксперименты по изменению атмосферы в процессе охлажде-
ния. вешающее влияние на ПТК оказывает область температур от 1350
до ЮОО’С.
Из рис. 9-1-10 и 9-1-11 видно, что чем выше скорость охлаждения,
тем ниже удельное сопротивление р при обычной температуре, что воз-
можно вызвано следующими эффектами: 1) эффектом проводимости,
обусловленным механизмом управления валентностью; 2) эффектом
возникновения при обычной температуре (из-за резкого охлаждения)
состояния, характерного для полупроводника, восстановленного при
высокой температуре, что вносит свой вклад в проводимость; 3) эффек-
том, вызванным дефектами решетки, которые существовали при вы-
сокой температуре и непосредственно перешли в область обычных тем-
ператур, что также вносит свой вклад в проводимость.
Много работ посвящено исследованию керамики с ПТК, и, как
было выяснено, причина этого, скорее, не в свойствах кристаллитов,
а в явлениях, происходящих в граничных слоях зерен.
Замечено, что удельное сопротивление, например, TiO19995, т. е.
TiO2 в восстановленной форме, примерно равно 0,1 Ом-м. Кроме того,
сообщалось, что, например, при управлении валентностью у Ты^БЬо.озОг
получена величина р 70 Ом-м. Автор также пытался определить роль
восстановления керамики на основе Т1О2 в печи Таммана высокого
давления.
Прямая TLa(TN) на рис. 9-1-5 — это температурная зависимость
удельного сопротивления состава на основе двуокиси титана, предна-
значенной для производства драгоценных камней, с добавкой 3 мол. %
La2O,; состав обожжен в печи Таммана высокого давления [61]. У та-
кой керамики наблюдается очень низкое удельное сопротивление:
0,005 Ом-м при температуре 25°С, причем интересно отметить, что оно
почти нс изменяется под действием температуры.
Электрические характеристики монокристаллов и керамики Т1О2,
принудительно восстановленных в атмосфере водорода, подробно изу-
чал Р. Бреккенридж.
269
9-1-2. КОНДЕНСАТОРЫ ИЗ ПОЛУПРОВОДНИКОВОГО BaTiO3
При соприкосновении полупроводника n-типа (П) и металла (М),
если работа выхода у полупроводника (Ф8) больше, чем работа выхода
у металла (Фт), образуется омический контакт. Собственное сопро-
тивление самого полупроводникового ВаТЮ3, показанное на рис. 9-1-1,
следует определять, создавая омический контакт путем нанесения ин-
диевой амальгамы (In-Hg), Однако если Фт>Ф8 (например, если по-
—г ----------------- ^1- иднако для тока со стороны электро-
сти С и tgo конденсаторов из по- ' 1
лупроводпикового титаната бария Дов> расположенных на двух поверхно-
стях, сопротивление изоляции равно об-
ратному сопротивлению контакта М—П,
от температуры.
а емкость становится эквивалентной двум последовательно соединен-
ным барьерным емкостям контактов М.—П. Таким образом,
только путем контакта полупроводникового ВаТ1О3 с серебром обра-
зуется слой пространственных зарядов толщиной d, примерно равной
0,3—3 мкм, который, очевидно, действует как бездефектный слой изо-
ляции, поэтому можно получить конденсаторы с большой диэлектриче-
ской проницаемостью es и малой толщиной. Электрическая прочность
у них примерно 10 В. На рис. 9-1-12 приведен пример температурной
зависимости статической емкости и потерь у таких конденсаторов.
Рассмотрим механизм выпрямления в контакте полупроводник —
металл (П—М) [1].
Если Ф.,<Фт, то в этом случае электроны перемещаются от И, где
работа выхода мала, в направлении М. В поверхностном слое полупро-
водника электроны проводимости исчезают, здесь образуется положи-
тельный слой пространственных зарядов. После достижения состояния
равновесия в месте контакта П и М по законам термодинамики уро-
вень Ферми у обоих становится постоянным, поэтому, как показано на
рис. 9-1-13,6, на части поверхностного слоя П образуется потенциаль-
ный барьер. Высота потенциального барьера со стороны П зависит от
разности работ выхода и определяется выражением
где е— заряд электрона.
Ud называют контактной разностью потенциалов. Со сторон;;
высота барьера равна Ф!а- (-/_s--сродство к электрону).
270
Когда потенциалы М и П равны, то концентрация электронов в зо-
не проводимости одинакова как на стороне металла (пт), так и на
стороне полупроводника («.,). Когда, взяв за основу М, на П подают
отрицательный потенциал (—(7Р), то при постоянной пт концентрация
электронов на стороне П увеличивается до n"s (рис. 9-1-13,г). Таким
образом, поток электронов, пропорциональный разности концентрации
(n"s—пт), направлен от М к П, т. е. электрический ток течет в на-
правлении от М к П:
(9-1-7)
Здесь k — коэффициент пропорциональности.
Если повысить электрическое напряжение, то п"< еще более возра-
стает, следовательно, также возрастает. С другой стороны, когда
на П подают положительный потенциал ( + (7Р), то концентрация элек-
тронов на стороне П уменьшается до n's (рис. 9-1-13,в). Таким образом,
получаем:
i и'). (9-1-8)
271
Рис. 9-1-14. Выпрямляющая ха-
рактеристика контакта между се-
ребром и полупроводниковой ке-
рамикой ВаТЮз.
но найти потенциал V (х) для
И даже при повышении напряжения
zs->m не поднимается выше knm, так как
пт — величина постоянная. Следователь-
но, в направлении П—>М(П—>М) элек-
трический ток протекает с трудом. По
этой причине контакт М—П при Фт>Ф«
имеет выпрямляющий характер. На
рис. 9-1-14 показан пример выпрямляю-
щей характеристики, когда на одну сто-
рону полупроводникового титаната бария
наносят In — Hg, а на другую — Ag. При
толщине поверхностного слоя d, если
положительный заряд распределен оди-
наково, пропорционально e/Vd (ATd — кон-
центрация ионизированных доноров), то
путем решения уравнения Лапласа мож-
различных участков поверхностного слоя
в пределах 0<x<gd. Если использовать граничные условия:
U (d) - Ud -L- U и = 0, (9-1-9)
где U — поданное напряжение, то получаем:
(9-1-10)
Общий заряд, приходящийся на единицу площади S, равен, Кл/м2:
Q — eAzd = [2ssEce.Vt; (0^rf-г-^)]1,2 (9-1-11)
Такова зависимость Q от U. Барьерная емкость
ной, Ф/м2:
G — dU — I 2‘(Д, + t70j~J ~ d"
Таким образом, выпрямляющий контакт обладает
чина которой, как видно, пропорциональна диэлектрической проницае-
мости самого полупроводника.
получается рав-
(9-1-12)
емкостью, вели-
9-1-3. КОНДЕНСАТОРЫ ИЗ КЕРАМИКИ С БАРЬЕРНЫМ СЛОЕМ
Конденсаторы из керамики с барьерным слоем — это конденсато-
ры нового типа, изобрел их Ваку Сигару из Научно-исследовательско-
го института «Дэнки цусин кэнкюдзё». Автор оценивает их очень вы-
соко, так как в этом направлении раскрываются новые пути активно-
го применения свойств границ зерен керамики, рассматриваемых в гл. 5,
как полагает автор, впервые получены изделия с такими свойствами.
Рассмотрим явления, происходящие на границах зерен. Если на по-
верхность полупроводниковой керамики BaTiO3 в форме с управляемой
валентностью (см. подпараграф 9-1-1) нанести окисел металла, а за-
тем провести термообработку при 950—1250°С, то окисел металла очень
быстро распространится по границам зерен керамики. Это вызвано тем.
что на этих границах присутствуют местные напряжения и примеси и
свободная энергия здесь больше, чем в зерна?: (см. § 5-1). Поэтому,
как показано на рис. 9-1-15, изменяется только зона граничных ело-, в
зерен, превращаясь в слон изоляции, а зона внутри зерен сохран и :
структуру полупроводника. В связи с этим, если на две стороны ю : .
272
мики нанести электроды, то возникает последо-
шщаемость достигает 20 000—80 000, при этом
удельное сопротивление р примерно равно Рис
10ь Ом-м. Электрическая прочность превышает СКИИСГ{ ’конденсатор"”146'
1 МВ/м, т. о. примерно равна * i/7 величины, ха- барьерным слоем.
рактерной для обычной керамики BaTiO3. Одна- i - изоляционный rr.-.coi
ко при толщине 0,3 мм керамика выдержи- дяший^объем. ~ П0лу*!:!02- •
вает рабочее напряжение примерно 45 В,
таким образом, почти нет недостатков, препятствующих приме-
нению этих конденсаторов при том же рабочем напряжении, что л
обычные конденсаторы из полупроводниковой керамики на основе
Температура,0!)
б)
Рис. 9-1-16. Влияние температуры вторичного обжига па температурную зависимость
диэлектрической проницаемости и tgp керамики ВаТЮ3 с добавками СиО (с)
и Bi2O3 (б).
1 — 1000’С, 2 ч; 2 —1100°С, 2 ч; 3 — 1200’С, 2 ч; 4 — 1300°С, 2 ч.
ВаТЮз. В данном случае нашли практическое применение шунтирую-
щие конденсаторы до 0,5 мкФ, используемые при 45 В. В частности,
для высокочастотного шунта на частоту выше 100 МГц можно спроек-
тировать конденсаторы с меньшей реактивной составляющей, чем уксш-
денсатора старого типа. Это их важная особенность, а в будущем ожи-
дается дальнейшее развитие этого направления.
Как сообщал Ваку, применяемая для изготовления конденсаторов
с барьерным слоем полупроводниковая керамика имеет состав
18—657
Был использован титанат бария марки ВТ100, изготовляемый фир-
мой «Фудзи титан» (рис. 7-3-1). Dy2O3 вводили в виде оксалата, SiOs—
в виде порошка кремнезема, используемого в качестве исходного ком-
понента для оптического стекла. В качестве связки для формования
добавляли 7 масс. °/о парафина, обжигали один раз в токе азота, при
этом получали полупроводниковую керамику с удельным сопротивле-
нием р примерно 2 Ом-м. Средний диаметр зерен был равен 40 мкм.
Повышение диаметра зерен — один из главных путей, облегчающих
диффузию примесей по границам зерен. Наносимые окислы СиО или
Bi2O, намазывали в виде суспензии на поверхность образца с помощью
кисти. Если количество суспензии слишком велико или слишком мало,
то удельное сопротивление понижается, однако существует довольно
широкая область, в которой диэлектрические характеристики остаются
приблизительно постоянными. На образец массой 0.28 г можно нано-
сить 0,01—0 3 \ > ЧпО2, 0,05—10 мг СиО или более 0,6 мг В12О3. Зави-
симость междп условиями обжига и диэлектрическими характеристи-
ками показа:-:;? на рис. 9-1-16. Если считать, что диэлектрическая
проницаемость изоляционного слоя та же, что у титаната бария, и
примерно равна 1000, то у материала с кажущейся диэлектрической
проницаемостью 20 000 толщина возможного изоляционного слоя на
границах зерен примерно равна V20 диаметра зерен, т. е., вероятно,
1—2 мкм. Если удельное сопротивление изоляционного слоя р =
= 10lf) Ом-м. а у кристаллитов до второго обжига р = 2 Ом-м, то сум-
марное удельное сопротивление становится примерно равным 8Х
Х108 Ом-м. что близко к практически полученным данным и соответ-
ствует модели, изображенной на рис. 9-1-15.
9-2. СИТАЛЛЫ
9-2-1. ОБЩИЕ ДАННЫЕ О СИТАЛЛАХ
В качестве примера новой технологии изготовления ниже дается
описание получения закристаллизованного стекла. Практическое при-
менение нашел способ, по которому шихту полностью расплавляют и
переводят в гомогенное состояние, после чего изготовляют стеклянные
изделия желаемой формы методами, принятыми для обычного стекла
(литьем или .выдуванием), затем эти изделия снова медленно нагрева-
ют, при этом форма не изменяется, а стекло превращается в скопление
кристаллитов, т. е. в керамику, называемую также закристаллизован-
ной керамикой, девитро-керамикой и стеклокерамикой*. Один из видов
такого материала — «пайросерам» используется для изготовления бы-
товой кухонной посуды. Обычное стекло и керамика имеют прочность
на изгиб примерно 50—100 МПа, а у закристаллизованного стекла
можно получить прочность 350 МПа. Кроме того, теплостойкое стекло
теряет твердость приблизительно при температуре 500°С. Что же ка-
сается закристаллизованного стекла, то оно выдерживает температуру
800°С и остается прочным при резком нагревании и охлаждении.
В качестве примера электроизоляционных ситаллов можно приве-
сти «Миракурон РР-1», изготовляемый «Ниппон гайси». Он представ-
ляет собой белое непрозрачное закристаллизованное стекло, содержа-
щее кристаллиты Li2O-2SiO2 и LEO-Al2O3-SiO2 размером менее 1 мкм.
* В СССР принято натваиие «сита.тл». (Прим, ред.)
Диэлектрическая проницаемость ев=6,0ч-6,1, tg <5 = 29 • 10~4, последний
растет на высокой частоте. Применяется в электронике в качестве бу-
шингов, изоляторов, изоляционных трубок, а в электронной промыш-
ленности— в качестве резистивных плат, плат для напыления печатных
схем и т. д. Можно, очевидно, назвать следующие крупные достоинства
таких плат: хорошие характеристики напыления благодаря гладкой по-
верхности. возможность миниатюризации благодаря большой механи-
ческой прочности, трудность загрязнения и повреждения.
9-2-2. СИТАЛЛЫ С СЕГНЕТОЭЛЕКТРИЧЕСКИМИ СВОЙСТВАМИ
А. Герцог, проводя исследования по выделению кристаллитов ти-
таната бария в стекле путем девитрификации, сумел получить закри-
сталлизованное стекло из состава
л- BaTiO, + (1 - х) BaAl2Si2CX,
у которого диэлектрическая проницаемость es достигла 1200. От ।
хотя данный состав л имел высокую диэлектрическую проницаемость,
температура перед кристаллизацией была очень высокой (пример};'.:
1550°С), а в случае понижения ее легко происходит девитрификаии;; л
осложняется формирование. Таковы недостатки данного способа. То-
сиро и Сакухапа в своих экспериментах изменяли х и у у состава
Рис. 9-2-1. Зависимость диэлек-
трической проницаемости от
температуры термообработкт!
.сита ала состава, мол. %:
ВаОТ1О2 — 60, SiO2 — 26,
Д[2О3 —14.
(100 - х - у) ВаОТЮг + х SiO2 ф- у А12О3.
Если в составе слишком много ВаОТЮ2, то происходит девитрифи-
кация, поэтому предельные значения, по-видимому, равны: х=20ч-25
и 10-1-20, а для ВаОТЮ2 — примерно
60 мол. %.
Стекло такого состава плавили при тем-
пературе 1450°С в течение часа в платино-
вом тигле, затем выливали на стальную
плиту и формовали образцы в заданной
форме. Если их снова нагреть, то при тем-
пературе 850—960°С выпадут кристаллы
ВаТЮз и получится закристаллизованное
стекло. Диэлектрическая проницаемость за-
кристаллизованного продукта при обычных
температурах возрастает с повышением тем-
пературы обработки, и примерно при темпе-
ратуре 1100°С происходит насыщение. При-
мер такой характеристики показан на
рис. 9-2-1.
Характерные особенности ситаллов из
ВаТЮз следующие.
1) Поскольку материал состоит из кристаллитов ВаТЮ3 и прочей
матричной части, то поры отсутствуют, газы и жидкости сквозь него не
проходят.
2) Зерна имеют диаметр примерно 1 мкм, т. е. значительно мень-
ше, чем у обычной керамики, что обусловливает высокую механиче-
скую прочность,
3) Поскольку можно использовать методы формования, хатых-
терные для стекла, появляется хорошая возможность получать тонкие
пленки и волокна.
4) С увеличением количества матричной части возрастает диэлек-
трическая проницаемость: легко может быть получена равная
200—500.
5) Если изготовить закристаллизованное стекло такого состава,
у которого точка Кюри лежит вблизи обычной температуры, то, веро-
ятно, можно получить еще большую к.,.
Все это. очевидно, свидетельствует о возможном применении по-
добных материалов, например, в качестве малогабаритных конденса-
торных элементов. Кроме того, ведутся также опытные работы по из-
готовлению этими же методами сегнетоэлектрического закристаллизо-
ванного стекла*.
9-3. ВЫСОКОЧАСТОТНАЯ ЭЛЕКТРОИЗОЛЯЦИОННАЯ КЕРАМИКА
9-3-1. СТЕАТИТОВАЯ КЕРАМИКА
Стеатит a ч ixa — это керамика, основным сырьем для изготовления кото-
рой служит тальк iSMgO^SiOs-H-O). Кристаллы стеатита, 'подобно слюде, имеют
слоистую cTDVKT\pv. поэтому даже порошок имеет чешуйчатую форму, он скользкий
и при прессовании стеатитовых сырьевых порошков такому вопросу, как выбор связ-
ки. следует уделять особое внимание. Кроме того, качество стеатитовых изделий не-
посредственно зависит от качества талька, поэтому необходимо особенно следить за
подбором этого сырья. Если нагреть тальк до высокой температуры, то по реакции
3MgO-4SiO2-H2O-»3MgO-SiO2 + SiO2 + Н2О (9-3-1)
в результат \ f е ого разложения образуются метасиликат магния (MgO-SiO2,
ктиноэнстатит! и кристобалит (SiO2. см. пункт 2-2-2,з). Этот свободный кристобалит
оказывает вредное влияние на качество стеатита, поэтому обычно добавляют некоторое
количество глины и 10—25 масс. % карбонатов щелочноземельных металлов (напри-
мер. ВаСОь СаСОъ MgCOs) для связывания свободной кремнекислоты и стабилизации
кристалл то т п тутатита. в табл. 9-3-1 показано несколько .примеров составов
шихты для jb I керамики.
Таблица 9-3-1
Примеры составов шихты для стеатитовой керамики
л| I м I I X: 4 № '3
Тальк 8." 82 87 84 86
ВаСОз X 4 с 8 р.
СаСО, — 3 .3 о о
ZnO — — — 1 —' —
6 — —-
Глшю — 15 14 6 6
ss на частоте 10 МГц С) 3 0,7 г. О
tg«- 10< 8,4 — 3-4 4 5
Номер конус-1 Зегерэ V2 12—13 - 12—1-3 12 12
Ха т нности стеатитовой керамики следующие.
1) Очень хорошие характеристики как высокочастотного электроизоляционного
материала: е,= 6.2^-6.4. tg6 = 6-10_4 па частоте 1 МГц, коэффициент потерь г',—
= fstg6^!.37-4O)-IO-4.
2) Можно получить материалы с удельным сопротивлением р при температуре
20'С, равным 10'-. а пои температуре 300°С—109 Ом • м; электроизоляционные свойства
при постоянном токе также высокие.
3) При термоударе стеатит прочнее, чем рассматриваемый ниже форстерит.
S! О сегнетоситаллах и пьезоситаллах — см. также [119]. (Прим, ред.)
4) Плотный, однородный, химически стабильный материал, обладающий также
высокой кислотостойкостыо.
•5) Механически очень .прочный материал (прочность па изгиб примерно 140 —
160 МПа), поэтому из него можно изготовлять 'изделия с высокоточными размерам::.
6) Путем нанесения глазури или вжигания силиконового масла можно получить
образцы с очень малой поверхностной утечкой.
Из стеатитовой керамики изготовляют в основном следующие комлоисшты; уста-
новочную керамику — бобины для катушек, клеммы, подставки, платы для вращаю-
щихся переключателей, оси для переменных конденсаторов; гнезда и другие детали.
С\шествуют следующие стандарты, относящиеся к стеатите: XDS-XXC-6502-65Г2
(раньше SSS-I-1), XDS-XXC-2501 (раньше SSS-I-2) и JAX-1-8.
9-3-2. ФОРСТЕРИТОВАЯ КЕРАМИКА
Форстеритовая керамика в качестве основного компонента содержит ортосиликат
магния (2MgO-SiOj, синтезированный из высокочистых MgO и SiO2. У этого материа-
ла низкие диэлектрические потери и особенно хороши высокочастотные характеристики.
Кроме того, благодаря гладкой поверхности ценность этой керамики, используемой
в качестве плат тонкопленочных микросхем, в последнее время значительно повысилась.
Существуют работы Пени. Сугиура и др., посвященные форстеритовой керамике,
используемой в качестве высокочастотного электроизоляционного материала.
Характерные особенности форстеритовой керамики следующие.
:) Диэлектрическая проницаемость равна 6,5—8 tg 6 на частоте '1 МГц равен
(1-7-3) 10-4 и остается малым до сверхвысоких частот. Эти характеристики недостижи-
мы для стеатитовой керамики.
2) Удельное сопротивление р при температуре 20рС превышает Ю12 Ом-м, даже
при температуре 51)0'С оно равно 103—109 Ом-м, сопротивление изоляции при высокой
температуре очень высокое.
3) В зависимости от состава можно изменять коэффициент теплового расширения
в пределах (8-е12)10~6 К-1, поэтому эту керамику легко соединять с металлом.
4) Механическая прочность высокая, прочность на изгиб 150—160 МПа.
5) При -использовании в качестве подложки для пленочных резисторов благодаря
гладкости поверхности и меньшему количеству щелочных компонентов по сравнению
с обычной керамикой получаются резисторы с превосходными характеристиками.
Из форстеритовой керамик:: изготовляют в основном следующие компоненты.
Для резисторов: сердечники для углеродных пленочных резисторов, платы для
металлических пленочных резисторов, платы для пленок из окислов металлов, катушки
для намоточных сопротивлений. Для интегральных схем: платы для гибридных инте-
гральных схем, корпуса для полупроводниковых интегральных схем. Для полупровод-
ников: платы для транзисторов и диодов. Для разных изделий: клеммы, электро-
изоляционные материалы, высокотемпературные электроизоляционные материалы,
микромодульные платы. Для радиоламп: гнезда, стержни, окна, внутриламповые изо-
9-3-3. ГЛИНОЗЕМИСТАЯ КЕРАМИКА
Керамику, полученную спеканием чистого глинозема или близкого к этому ма-
териала. называют также корундовой. Ге изучали X. Гордин и Р. Рейхмап из Научно-
исследовательского института фирмы «Сименс». В 1933 г. налажен промышленный
у стеатита.
Обычно es алюминоксидпой керамики составляет 9, 8—10. (Прим, ред.)
2) Удельное сопротивление р при температуре 20°С выше !01: Ом-м, даже при
температуре 500’ оно равно 1010 Ом-м, что позволяет изготовлять образцы с высокими
электроизоляционными характеристиками.
3) Механическая прочность на сжатие, ла изгиб, на растяжение — самая высокая
среди керамических материалов (прочность на изгиб 280—350 МПа).
4) Теплопроводность примерно равна 17—21 Вт/(м-К), т. е. самая высокая после
бериллиевой и периклазовой керамики; высокая стойкость к термоудару.
5) Высокая твердость (твердость по Мосу равна 9), высокая стойкость к исти-
ранию.
6) Очень высокая стойкость к радиоактивному облучению; работоспособна при
высокой температуре, химическая и физическая стабильность также высоки.
В последнее время в связи с применением интегральных схем потребность в элек-
троизоляционных материалах резко возросла. Из корундовой керамики изготавливают
9-3-4. БЕРИЛЛИЕВАЯ КЕРАМИКА
Окись бериллия (ВеО) имеет температуру плавления 2510сС *, плотность 3,0 г/см-!,
твердость по Мосу 9, коэффициент теплового расширения 9,3-10-К-1 (в интервале
температур 0—140&°С). Теплопроводность очень высокая, сопоставимая с теплопровод-
ностью металла, например алюминия. Бериллиевая керамика, содержащая свыше 95%
ВеО, обладает особым свойством, по-видимому отсутствующим у других материалов:
проводить тепло, ле проводя электричество.
Характерные особенности бериллиевой керамики следующие.
1) Теплопроводность при температуре 20с,С самая высокая среди керамических
материалов: 200—250 Вт/(м-К), т. е. в 10 раз выше, чем у глиноземистой керамики, и
в 100 раз выше, чем у стеатита и форстерита.
2) Диэлектрическая проницаемость 6,2—7,7 tg 6 на частоте 1 'МГц примерно
(2-е7) 10“4, на частоте 100 МГц (5н-10) Ю-4, высокочастотные характеристики также
хорошие.
3) Прочность на изгиб 185—200 МПа, т. е. по механической прочности уступает
лишь глиноземистой керамике. 11агревостойкость также высокая.
4) Сырье обладает токсичностью, что создает трудности при изготовлении. Изго-
товленная керамика обладает высокой огнеупорностью и химической стойкостью. Одна-
ко если ее нагреть до высокой температуры с зодяным паром, то образуются легко
летучие материалы, что следует иметь в виду.
5) Можно легко металлизировать или герметизировать такими металлами, как
молибден или марганец; стойкость к расплавлению расплавами металлов также велика.
6) Хорошо работает в качестве отражателей и замедлителей в атомных реактопах.
Из бериллиевой керамики изготавливают в основном следующие компоненты:
платы для мощных транзисторов, платы и корпуса для гибридных и полупроводнико-
вых интегральных схем, корпуса для электронных приборов СВЧ или ламп с высокой
выходной мощностью, внутриламповые высокотемпературные изоляторы, высокотемпе-
ратурные детали для самолетов и ракет, нагревостойкие форсунки, тигли, защитные
трубки.
9-3-5. ПРОЧАЯ ЭЛЕКТРОИЗОЛЯЦИОННАЯ КЕРАМИКА
На рис. 9-.;-1 изображена диаграмма состояния равновесия системы МдО—
АЬО-—S()•>. керамика на основе которой (помимо стеатитовой, форстеритовой и г" •
поземной) также находит применение.
® По др-.гим данным 2670 С. \Прим. ред.)
t a 6 л и ц a 9-3-2
Свойства керамики, используемой лля высокочастотной электрической изоляции (из технически», данных „Киото серамикусу")
Ма гериал ФирМГННОГ <;б »3rili4t.HHr Цвет ико-мгхиннческиг характерце гики цГ —L2’ •ap.rKiepjie 1 I ! „
11 11
£ 1 С*
Глинозем Л-410 Белый 5—10 2,4 1600 „ г г.г. 0,167 10 >10’2 IO'» 5,0
(А1гОз) А-472 0 3 7 1500 9 7,’О 340 1,67 10 >10’2 10” 9,4 1
А-478 О 3,8 1600 9 8,0 344 2,;> 10 >10’2 10’ 9,5 I 10
Форстера г (2 MgOSiO2) Г-1100 Светло- 0 о S 1000 7,5 1 1 8 157 0,335 10 >10’2 io» Г, Д 1 7
Г-1120 Г-1123 /Кедгый 0 0 3J) 1000 1000 7,5 8,0 I0M 1-16 0,335 0,335 10 10 >10’2 >1012 10" 10 s 8 ,(l 19 16
Стеатит S-2J0 Белый (I 9 - moo 7 5 Л 160 0 ‘65 >10'2 10« r> 3 r. 3S
(MgOSi(>2) S-218 0 >7 1000 8,8 140 о’25 9 >10’2 10" () 37
Циркон Z-360 0 3,4 1100 8 5 3 170 0,5 >10'2 10’ __ __
(ZrO2-SlO2) Z-380 0 л,;> 1200 8 , 4’7 170 0,5 10 > 10’2 10» 7.S 1 1 86
Окись бсрИЛЛПЯ В-22611 0 2,9 1600 8 8,0 200 209 10 >10'2 10'“ 6 ] 6
(RoO)
Муллит 3 А1А-2 S’O2 К 635 0 2,6 1100 7 4,8 140 0,209 10 >10’2 10" - - -
Шпинель Р-2100 0 1 р 1100 8 8,5 150 1,67 10 >10'2 10s I 8
MgOAl,O3
Окись магния М-895 0 3,4 1600 6 13,0 100 41,9 10 >40’2 10’0 S’ 1 ,8
MgO
11 р и м г ч а и и е. а - - ыость на изгиб, •1еилои[» ни !М )Д( НИ ’ГЛ »1ЦС ’диссгь (2"С jiiif, Ts — re ^пр - МПерЛПр к rpM'ieCh п безопас ая ир,чн. тон раб; и ы. Нт - - твердое ‘ (OUpoTllU lb № Mr V ьоэфе лэффицп ||111Ц№1ГГ | епт т,'п;*»»г, > pac,in,| >ения (?()-- C), e-Bi,,.,-
Плотно спеченная муллитовая керамика (состав муллита: 3Al2Os-2SiO2) имеет
низкий коэффициент теплового расширения: 4,6-10-“ К~* (з интервале температур
20—400°С). У пористой керамики этот коэффициент может быть еще ниже: до
2,3-10~6 К-1, поэтому она может использоваться для тонных иагревостойких изделий.
Кордиеритовая керамика имеет состав 2MgO-2Al2O3-5SiO2, коэффициент теплово-
го расширения равен -1,8-10~6 К-4, т. е. самый низкий среди величин, характерных для
электроизоляционных керамических материалов.
Шпинелевая керамика в качестве основного компонента содержит MgO-.M2O3,
она обладает хорошими электроизоляционными свойствами при высокой температуре
и высокой частоте, механическая прочность также высока (см. § 1-3).
Рис. 9-3-1. Диаграмма состояния равновесия MgO—Д2О3—SiO2.
Керамика из окиси магния в качестве основного компонента содержит MgO, она
имеет хорошие электроизоляционные свойства при высокой температуре и высокой
частоте, по теплопроводности уступает лишь бериллиевой керамике. Однако при вы-
сокой температуре образуется гидроокись, что приводит к значительному ухудшению,
механических и электрических характеристик. В связи с этим недостатком данную
керамику используют в качестве изоляторов в герметичных лампах и т. п. Кроме того,
из двуокиси титана может быть изготовлена износостойкая керамика, имеющая твер-
дость по Мосу 8. В соответствующей степени обращенная в полупроводник, она обла-
дает такой электропроводностью, что используется для проводящих нитей, которые
препятствуют образованию статического электричества в пряже.
В табл. 9-3-2 приведены примеры характеристик керамических электроизоляцион-
ных материалов.
ГЛАВА ДЕСЯТАЯ
МЕТОДЫ ИСПЫТАНИЙ КЕРАМИКИ
10-1. КОНТРОЛЬ КАЧЕСТВА ПОРОШКОВ
10-1-1. ОПРЕДЕЛЕНИЕ ВЛАГОСОДЕРЖАНИЯ
Если при формозгнии заготовок методом прессования в порошок вводят о-?..-
мальное количество воды, то вести прессование легко, плотность после формован:и с
обжига получается однородной, что оказывает положительное влияние и на элект'и- -
280
•ские свойства. Если же влагосодержание
значительно отклоняется от оптимального,
то в сформованных заготовках появляются
трещины или порошок начинает прилипать
к форме, что приводит к осложнению про-
цесса. Следовательно, контроль влагосодер-
жания. в том числе и при массовом про-
изводстве, можно назвать одним из важ-
нейших мероприятий. Влагосодержание !i
.рассчитывают но формуле, %,
(10-1-1)
где .4 — масса пород
гу, до высушивания,
после высушивания
.Массу до и по -
делить на химически
описан принцип Дг1
влагомера. Как пока,
на одну чашу весов г
количество порошк?
гую — уравновешивав
с помощью инфракр.
высушивают (рис. 1:)
содержащего вла-
’ — масса порошка
весах, однако ниже
зтг.ия инфракрасного
ано на рис. 10-1-1,а,
мешают определенное
массой /1. а на дру-
:;ий ее груз. Затем
сноп лампы порошок
-1.6) и после полного
Рис. 10-1-1. Принцип действия инфра-
красного влагомера (изготовитель —
«Кэтто кагаку кэикюдзё»).
/ — порошок; 2 — подвижная гирька; 3 — раз-
новесы; 4 — ИК-лампа; 5 — влага.
испарения влаги, передвигая подвижный груз 2. вновь устанавливают равновесие.
В этом состоянии в соответствии с рис. 10-1-1.0 имеем:
где К_ - константа; В — масса груза 2.
Но расстоянию перемещения I подвижного грузика можно непосредственно изме-
рять влагосодержание.
10-1-2. ОПРЕДЕЛЕНИЕ ГРАНУЛОМЕТРИЧЕСКОГО СОСТАВА
Для определения эазмера зерен существует множество способов, в том числе
м вою I а (при размерах зерен больше 10 мкм). оптический микроскоп
(при размерах зерен О.а—500 мкм), электронный микроскоп lO.OOl—10 мкм), методы
пропускания чепез отзеостия (1—500 мкм) и осаждения (0,5—500 мкм), центробежный
(0.01—о мкм). диффузии (0,001—0,5 мкм) и др.
Метол ситового анализа позволяет классифицировать зерна по размеру независи-
мо от ИХ Формы, и
ческш: состав в в::.
По этому методу
(0.04-2 мм). Наб
/Пороша^
Рис. 1G-1-2. Набор
лишь из максимального диаметра, и выразить гра.чу.то.метри-
.е относительных массовых соотношений зерен различных размеров,
можно классифицировать зерна диаметром от 40 до 2000 мкм
показанный на рис. 10-1-2. составляют так, чтобы размер
отверстий в каждом сите последовательно уменьшался
сверху вниз, в самой нижней ступени делают сплошное дно.
Испытуемый порошок в количестве 50—200 г помещают
в верхнее сито и. потряхивая сита просеивают порошок по-
следовательно вниз. При одном ситовом анализе ограни-
. чиваются тремя-четырьмя ступенями. В табл. 3-2-1 приве-
-.га ден ПрПМер результатов анализа гранул, полученных гра-
нуляцией порошка снека для получения керамики на ос-
нове титаната бария. Если построить график массовых
соотношений фракций порошков, накопленных в каждом
сите, в полулогарифмическом масштабе и продифференци-
ровать полученную зависимость, то получим кривую рас-
пределения гранул по размеру. Эта функция обычно пред-
ставляет собой нормальное логарифмическое распределение,
сит. как это видно на рис. 3-2-1. По этим данным находят
281
средний диаметр зерен и нормальное отклонение. При шзготов ic i «л i т сит
размеры отверстий подбирают таким образом, чтобы по логарифмической шкале полу-
чались примерно равные" интервалы между размерами отверстии соседних сит.
Метод осаждения основан на определении диаметра зерен исх< J 1 и \
осаждения в определенной жидкой среде. Пусть р/ — плотность. Dдиа-сет- :-с?ен
порошка. Предположим, что зерна имеют шарообразную фоэмм. тогда объем ж -.; i •. .>
и его масса М будут соответственно равны:
Когда шарообразные зерна движутся со скоростью о, то
званное вязкостью, согласно закону Стокса будет равно:
(10-1-4)
где т] — коэффициент вязкости жидкой среды.
Если в жидкую среду плотностью р/ поместить зерна объемом Vi, то ::о закону
Архимеда выталкивающая сила
/'u—f>iVog. (1С->5)
где £=9.807 м/с3— ускорение свободного падения. Следовательно, уравнение движе-
ния для массы М будет иметь вид:
dv
A,~gT ~ —!'и ~ (К- -Р/)Т«£ —Зпйт.с;
Pz) V,£.
(10-1-6)
~ Pl) D-ё
18т,'
(10-1-7)
(10-1-8)
при /?=^1 мкм и р.-=5 г/см3 получим примерно, что т«3-10-5 с.
Таким образом. е~ <1 и в соответствии с формулой (10-1-7) зерна
ся с определенной постоянной скоростью
(р. - р;) D*g
—------------• (10-1-9).
Величину о, находят по времени Г, необходимому для осаждения на стеле тем-
ное расстояние //. Формула . 10-1-10) .может быть использована, очевидно, л з том
случае, если зерна имеют различную форму, но при условии, что они между собой не
взаимодействуют. Для определения гранулометрического состава зерен на основе рас-
смотренного выше принципа используют главным образом следующие методы: пипе-
точный метод Лндреазена; метод, :ю которому через жидкость с осаждающимся по-
рошком пропускают луч света и по интенсивности проходящего света, зависящей от
замутнен.чости. косвенным образом определяют гранулометрический состав (например,
на приборе «Микронфотосайзер», изготовляемом фирмой «Тос дэнсоку»); наконец, метод
автоматического взвешивания и записи количества осажденного порошка (например, на
приборе SA-II для автоматической записи гранулометрического составе порошка. изго-
товитель— фирма «Симадзу» и др.).
10-1-3. ОПРЕДЕЛЕНИЕ УДЕЛЬНОЙ ПОВЕРХНОСТИ
10-2. КЕРАМИЧЕСКИЕ СВОЙСТВА
10-2-1. ОПРЕДЕЛЕНИЕ ПЛОТНОСТИ
Если точно определить размеры, например, у шлифованной по плоскости обож-
женной керамики, то плотность после обжига р3 можно рассчитать ио объему Г а
массе IV’ образца, гем3:
IV
Измеряемый '
.кулем т<
таких ве
времени,
зоваться приборам
отсчетом массы.
Измерения иле
порошка
торы.х нельзя точ,
размеры, проводя
среде. Пусть обо,
плотпост
Vs, Ws и р3. Kpo.v
мем, чтс
ПЛОТНОСТЬ Ро, с'-ъе
су IV’; (включая
сти IVV).
При погружен,
мого тел
лций объем оставил
В таком случае
емко- р1!С Ю-2-1. Последовательность операций (а, б, в}
определения плотности материала, у которого нельзя
... ....меряе- точно определить объем,
ю среду об-
I равным Vo, а общая масса будет Wt (включая массу емкости).
Fz = Vo?o + IV'o, Wt = (Vo — V.s) ?» + Vs ?s + Fo, ?y
1 s ~ w't — wt
Отсюда
IF
P.S = ws — (F^ — Fz) ?0- (10-2-2)
Таким путет находят плотность ps. При оценке плотности зерен порошка опреде-
ляют IF суспензии. В качестве емкости для изменения используют изображенные на
рис. 10-2-1 мерные колбы, которые следует заполнять жидкостью до метки. В качестве
жидкой средь: м ,-.::о использовать дистиллированную воду.
10-2-2. ОПРЕДЕЛЕНИЕ ВОДОПОГЛОЩЕНИЯ
а =------в---- 100,
(I0-2-3)
тде Л — масса обг
Для опреде :•
мическин стакан :
кипячения образе::
лелеют массу. Пу:
1сыше:пюго водой; В — масса абсолютно сухого образца.
:ия водопоглощения керамики испытуемый образец помещают в хи-
н! соответствующую ему емкость и кипятят в течение часа. После
вынимают, с поверхности осторожно стирают марлей воду и опре-
зтом образец следует помещать в бюкс, в противном случае влага.
поглощенная образцом, будет быстро испаряться л его масса будет изменяться в щ
нессе взвешивания. Затем после полного высушивания в сушильном шкае] у г
взвешивают еше раз. Высушивание обычно проводят в течение часа при темпера:'
1О5±5’С, однако образцы диэлектриков для точного определения следует выезды
12 ч и более.
10-3. МЕХАНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
10-3-1. ОПРЕДЕЛЕНИЕ СКОРОСТИ ЗВУКА И УПРУГИХ ПОСТОЯННЫХ
Обычно монокристаллы обладают анизотропией, однако керамические материалы,
представляющие собой конгломераты беспорядочно расположенных кристаллитов.-
макроскопически изотропные тела.
В изотропном теле определяют следующие упругие постоянные: модуль Юнга £.
коэффициент Пуассона о, объемный модуль упругости К, постоянные Ламэ ц и /.
(/. также называют жесткостью) и коэффициент сжатия ЦК. Среди этих постоянных
только две независимые, поэтому по любым двум из них можно рассчитать все-
остальные. Для тонкого длинного стержня скорость продольных звуковых волн вдоль
стержня пои плотности ps будет равна:
(10-з-д
Скорость распространения звуковых колебаний в среде с размерами, заведомо
значительно превосходящими длину ультразвуковой волны, для продольных и попереч-
ных колебаний соответственно равна:
В продольной волне направление перемещения точек материала параллельно
правлению движения волны, а в поперечной волне оно перпендикулярно направлен
движения волны. -Между величинами о, се : г4, приводимыми в формулах ЦО-3-1
i10-3-3), существует следующая зависимость:
Обычно, когда говорят о скорости звука, имеют в виду скорость v = j/£. f
оме того, в жидкости, где жесткость отсутствует, скорость звука vt определяет
Рис. 10-3-1. Определение скорости распространения ультразвуковых волн методом ыь-
щающейся пластины.
зависимость амплитуд:.! импу
>сный генератор; 2 — высокс
На рис. 10-3-1 изображена принципиальная схема определения скорости эасто-
странения продольной и поперечной волн в образце методом вращающейся mac
по углу полного отражения ультразвуковой волны. Если ультразвуковая волна посхо-
дит так, как показано на рис. 10-3-1,о, то в образце она разделяется на продольную и
поперечную и при соответствующем изменении угла поворота достигает ва цс о
приемника сигналов. Импульс приемного сигнала измеряют с помощью их \ и с
осциллографа (на рис. 10-3-1,в изображена схема измерительной установки;. Если
увеличивать угол 0 начиная с нуля, то при каком-то 0ц как показано на рис. 10-3-1.6.
энергия акустической волны, достигающая кварцевого приемника, станет минимальной.
Затем с увеличением 0 при 02 энергия принимаемой ультразвуковой волны обратится
в нуль. Таким образом получаем, что 91 — угол полного отражения продольной волны.
Ос — угол полного отражения поперечной волны. Пусть углы между направлениями
движения продольной и поперечной волн и направлением нормали к поверхности
образца будут соответственно равны грй и <[.<, тогда в случае отсутствия noi эш i я
звуковых волн образцом (поглощение поперечных волн в образце керамики на основе
ВаТЮз на частоте 5 МГц при температуре 0—140"С примерно равно нескольким те-
цибеллам) при vi<va и vi<vs имеем:
sin 8
sinl7
(10-3-6).
В случае полного отражения соответственно sine., — 1 и sine^.— 1, отсюда
sin О, =
(10-3-7)
По углам 01 и 0с находят скорости с,> и щ. Определив ск ст vj и р„ можно
найти все упругие постоянные, воспользовавшись следующими с т /нниям:::
(10-1-8>
приведены
ну о;=1430 м/с. На рис.'
пространения продольной ;
По формулам (10
ные Ламэ ц и /.,
латы измерений. полученные мл т пца шенся г.;
став указан в табл. 5-4-1) диаметром 28 и толщиной > м
/ее 0,02%, кажущаяся плотность 5.56 (о7]. При измерен
к образцы помещали в силиконовое масло, температу
скоростью 20 Юч. Скорость звука в силиконовом масле
сным методом и получили (при температуре ЗУС) вели1
-3-2,а показана температурная зависимость скорости р;
поперечной волн -Jd и ns, найденных по формуле (i()-3<
паны модуль Юнга Е, коэффициент Пуассона о, постое
модуль упругости К и коэффициент сжатия 1/К; темлег
/сличи;/ показаны на рис. 10-3-2.6—о. Кроме того,
юказана температурная зависимость величины V Е о .
определяющая резонансную частоту вибратора из керам
турпые зависимо.
юм случае коэффп-
тегко (рис. 16-3-2,61.
ки B-aTiO.-i. как показано на рис. 8-2-1 значком 0, довольно сильно зависит от темпера-
туры и вблизи температуры второго перехода при 10°С имеет минимум. Это, очевидно,
вызвано тем, что температурную зависимость такого же характера имеет модуль
Юнга Е, где также наблюдается аномалия вблизи температуры 10’С. Далее, опреде-
лить коэффициент Пуассона обычно довольно трудно однако в да/.... —..... .......
циент и его температурная зависимость определяются сравнительно
Модуль Юнга Е при температуре выше точки Кюри возрастает пт>;...._г... .... .. ... —
факт, а также то, что по диэлектрическим характеристикам точка Кюри равна л/7 С,
а по упругим характеристикам температура аномалии равна приметно 10S°C, представ-
ляет несомненный интерес.
285
Кроме того, следует обратить внимание на то, что данный метод измерения, оче-
з.тдио. может быть применен только по отношению к изотропной керамике, каковой
о,,а вляется до поляризации. Если провести поляризацию, то упругие константы вдоль
оси поляризации и з перпендикулярном ей направлении будут различаться, появится
.анизотропия и, очевидно, все будет выглядеть не так просто.
Рис. 10-3-2. Температурная зависимость скорости распространения ультразвуко-
вые волн и упругих постоянных керамики ВаТЮ3.
Ниже приведено еще несколько примеров, относящихся к керамике с вглсокой
диэлектрической проницаемостью [67]. Если к ВаТЮ- добавить BaS.oOn, то точки Кюри
будет смещаться в низкотемпературную сторону (см. рис. 7-2-4.61. Результаты изме-
рений скорости звука в интервале от комнатной температуры ле 85°С у образцов
в этой двухкомпонентной системе показаны на рис. ’10-3-3. В табл. 10-3-1 также при-
ведены расчетные величины упругих постоянных указанных образцов при комнатной
температуре. Образец BSn5 был недо-
статочно плотно спечен, поэтому ско-
рость звука у него несколько занижена,
тем не менее при граничной температуре
75°С (точке Кюри) скорость звука про-
дольной волны приближается к 6000 м/с.
Если провести экстраполяцию зависи-
мости изменения точки Кюри от коли-
чества введенного BaSnOs, то для об-
разцов состава BSn50 получим темпера-
туру Кюри ниже —200°С и скорость зву-
ка у этих образцов при обычной темпе-
ратуре близка к скорости звука в ке-
рамике ВаТЮз выше точки Кюри.
Кроме того, была определена ско-
рость звука у некоторых других керами-
ческих материалов с высокой диэлектри-
ческой проницаемостью: у керамики ТЮ2,
а также у керамики из титанатов, стан-
натов, цирконатов. Керамика ТЮ2,
имеющей диэлектрическую припицае-
мость примерно 100, температурный ко-
эффициент диэлектрической проницае-
мости —700- 10-6К-1, применяется глав-
ным образом для температурной ком-
пенсации и в качестве конденсаторного
материала (см. подпараграф 7-2-1). Да-
лее, керамика СаТЮз. имеющая темпера-
турный коэффициент диэлектрической
няется для специальной температурной
а также в качестве небольшой
Рис. 10-3-3. Температурная зависимость
и v, для керамики з системе ВаТЮ3—
— BaSnO:.
—1400-Ю-6 К-1, при.ме-
(с.м. подпараграф 7-2-1),
для снижения темьера-
проницаемости
компенсации
добавки к ВаТЮз
туры второго перехода и для улучшения температурных характеристик ньезо-
элемеигоз (см. подпараграф 8-2-1). Добавка MSnO3 к ВаТЮ- позволяет получать
керамику с высокой диэлектрической проницаемостью и ее плавной температурной за-
висимостью (см. .подпараграф 5-5-2); введение CuSnO; в ВаТЮз позволяет получить
Таблиц а
Упругие постоянные керамики бинарной системы ВаТЮз—BaSnO3 (при 20сС)
керамику с большим коэффициентом реверсивной нелинейности. В табл. 10-3-2 приве-
дены температура обжига, плотность, диэлектрическая проницаемость, tg 6, скорость
звука и рассчитанные по ней упругие постоянные для керамики ряда составов. Из
этих данных видно, что у керамики из ТЮ2 и титанатов скорость звука, а также мо-
дуль Юнга очень большие. У керамики таких цирконатов, как NiZrOs и CuZrO?, коэф-
фициент Пуассона в общем имеет большую величину. Затем для уточнения цифр, при-
веденных в табл. 10-3-2, было проведено измерение скорости звука у нескольких образ-
287
нов непосредственно импульсным методом. В табл. 10-3-3 приведены полученные
результаты. Из этих данных видно, что большой разницы между ними и величинами,
приведенными в табл. 10-3-2, нет.
Упругие постоянные керамики различных еидов при (20°С)
Таблица 10-3-2
Т1О2
NiSnO3
NiSrO,
NiTiO,
CuSnOs
CuZrO3
CuTiO3
1400 5,61 i
1360 I 5,33 I
1400 I 4,441
1400 ! 6,01 :
22 I
20 '
140 j
10 9170 4790 :
ТГ-П : л ОЛП
7760
4635
5340
6310
4363
0100
11’461 10,51
9,52I 11,50
Таблица 10-3-3
Скорость распространения ультразвуковых
колебаний в монокристалле и керамике ТЮ2
(импульсный метод)
Образец ,м/с Размер, мм
Монокристалл рутила 9500 8XsX40
Керамика Т1О2 8400—8610 'Z 30X20
рую описал Тиде. Эта керамика обладает самой высокой скоростью звука, достигающей
'9600 м/с. Таким образом, судя по приведенным данным, существует довольно много
материалов, обладающих скоростью звука 7000—9000 м/с — более высокой, чем у тра-
диционных материалов.
10-3-2. МЕХАНИЧЕСКАЯ ПРОЧНОСТЬ
Рас. 10-3-4. Испытания на прочность при растяжении.
Если при комнатной температуре (20°С) определить максимальную нагрузку Рт,
приводящую к разрушению разрыва, то прочность на растяжение os рассчитывают по
формуле
(10-3-9)
оа=Рт/А,
где А — площадь сечения испытуемого образца.
По стандарту ФРГ (VDE) форма и размер образцов несколько другие
(рис. 10-3-4,6). Абу с сотрудниками для измерения прочности керамики ВаТЮз на
разрыв использовали изображенные на рис. 10-3-4,в конфигурацию образца и конструк-
цию крепления.
Определение прочности на изгиб. Прочность на изгиб (прочность на излом) по
стандарту США (ASTM, D116-34) определяют на контрольных образцах в форме круг-
лого стержня длиной 152 м и диаметром '28,6 мм, которые помещают на две опорные
призмы, расположенные на расстоянии 127 мм друг от друга; третья призма находится
в центре наверху, к ней прикладывают нагрузку. Если определить максимальную раз-
рушающую нагрузку Рт, то прочность на изгиб т находят по формуле
(10-3-10)
где /.- -расстояние между опорными призмами; D — диаметр испытуемого образца.
По стандарту на стеатит (SSS-I-1) контрольные образцы длиной А0=130мм пря-
моугольного сечения (а>=20 мм, /='10 мм) помещают на '2 опоры с радиусом закруг-
ления 2.5 мм, расположенные на расстоянии 100 мм друг от друга, к средней части
прикладывают нагрузку со скоростью 5 кг в секунду. Прочность па изгиб т рассчи-
тывают по формуле
3 Рт I ,
2 ш/2
(10-3-11)
Рис. 10-3-5. Схема прибора
для испытания па прочность
при изгибе.
1 — опорный стержень 0 3 мм;
2 — нагрузочный стержень 0 3 мм;
3— образец: 4 — бачок; 5 — кран;
6 — груз.
где w — ширина образца; t— толщина; I — расстояние между опорами.
На рис. 10-3-5 изображена самодельная измерительная установка, изготовленная
автором. В прямоугольной металлической форме размером примерно 12,5X50,5 мм
изготовляют образцы толщиной примерно 2 мм. Добавляя последовательно шары в ка-
честве нагрузки, находят прочность на изгиб по той
же формуле (10-3-11). Па этой установке можно
определять прочность па изгиб самых различных об-
разцов: от сформованной заготовки до спеченной
керамики (см. подпараграфы 3-3-2 и 4-6-1).
Как было показано в подпараграфе 4-6-1, по
данным автора [10]. у керамики, имеющей состав,
близкий к чистому ВаТЮз, прочность па изгиб равна
60—70 .МПа. По 'данным Каваи Цугио у почти чи-
стой керамики ВаТЮз прочность на изгиб равна
64 .МПа. у керамики ВаТЮз с добавкой 4 мол. %
СаТЮз—84 -МПа. По данным Комитета по исследо-
ванию пьезоэлементов, определявшим среднее зна-
чение по 10 образцам, в фирме А прочность керами-
ки 64.2 МПа, в фирме В—64 МПа, т. е. подтвержде-
ны данные, полученные простым методом, изобра-
женным па рис. 10-3-5.
Относительно прочности па разрыв <rs сообще-
ний довольно мало. По некоторым данным проч-
ность на разрыв чистой керамики ВаТЮз равна
27,5 МПа. а по другим данным —30 МПа.
Данных, относящихся к керамике в системе
ЦТС, мало. По данным каталога для материала
МТ-11 (с высокой электромеханической связью) фир-
мы «Ниппон токусю тогё» т=91,4 МПа. Если эту цифру рассматривать как достовер-
ную, то получается, что прочность керамики ЦТС примерно на 50% выше, чем у кера-
мики ВаТЮ3. Кроме того, в последнее время в связи с использованием пьезокерамики
для генерации высокого напряжения возникла проблема прочности на сжатие, хотя
она выше прочности на растяжение. По данным каталога у керамики фирмы РСМ «Ма-
цусита дэнки» прочность на сжатие равна 590—640 МПа (величины получены на уни-
версальном испытательном аппарате Т645, изготовленном фирмой «Токио коки»).
289
19—657
10-3-3. ОПРЕДЕЛЕНИЕ ТВЕРДОСТИ
Стандарты JIS предусматривают четыре вида испытаний на твердость. Твердость
по Бринеллю (JISZ 2243-1955) находят по диаметру d впадины, образующейся при на-
давливании с нагрузкой Р стального шара диаметром D на поверхность испытуемой
пластины; расчет ведут по формуле
Яо =-------------_____т- . (10-3-12)
в ~D (D — КР2 — d2)
Таким образом, твердость равна нагрузке, деленной на площадь поверхности
выемки.
Твердость по Виккерсу (JISZ 2244-1961) определяют по глубине d выемки, обра-
зованной в испытуемой поверхности алмазной пирамидкой с углом между гранями
136° при нагрузке Р, расчет ведут по формуле
Hv = 2 sin 68° = 1,854 .
(10-3-13)
Твердость по Роквеллу Ни определяют следующим образом. Сначала надавли-
вают с помощью алмазного конуса с фиксированной нагрузкой, затем создают другую
нагрузку. Расчет ведут по разнице между глубинами выемок от двух последовательных
фиксированных нагрузок, получаемая цифра показывает твердость /Yr. Твердость по
Шору (JISZ 2246-19о6) Y/s пропорциональна высоте подскока шарика, падающего
с определенной высоты на испытуемую поверхность. Та твердость, что изображена на
рис. 4-6-3, представляет собой один из перечисленных выше видов твердости, а имен-
но Ну.
Т а блица 10-3-4
Шкала твердости по Мосу
Твердость
по Мссу
Минералы
Твердость
по Мосу
Минералы
Тальк
Гипс (CaSO4-2H2O)
Кальцит (СаСОз)
Флюорит (CaF2)
Апатит (Ca5FP30i2)
Ортоклаз (KAlSi3Os)
Кварц
Топаз (желтый тип сапфира)
Корунд (А12Оз)
Алмаз
Приведенные выше методы испытаний на твердость первоначально предназнача-
лись для изделий из стали и других металлов и не всегда были пригодны для керами-
ческих материалов. В керамической промышленности издавна и до сих пор широко
применяют так называемую шкалу твердости по Мосу (см. табл. 10-3-4).
Для определения твердости проверяют, царапают ли испытуемый материал есте-
ственные минералы, приведенные в табл. 10-3-4.
10-4. МЕТАЛЛОГРАФИЧЕСКИЙ И ЭЛЕКТРОННЫЙ МИКРОСКОПЫ
10-4-1. ВИЗУАЛИЗАЦИЯ С ПОМОЩЬЮ МЕТАЛЛОГРАФИЧЕСКОГО МИКРОСКОПА
Металлографический микроскоп предназначен для рассмотрения состояния излома
керамики (состояние конгломерата кристаллитов, распределения пор и пр.), соединения
между керамикой и электродами и прочих целей. Состояние пор, например, из-за слиш-
ком большого увеличения нельзя рассматривать под электронным микроскопом.
С помощью металлографического микроскопа наблюдают свет, отраженный от
поверхности образца, поэтому необходимо, чтобы образец был тщательно отполирован
до зеркальной поверхности. При полировке образец .можно поместить в смолу, которая
может относиться к эпоксидной группе с отверждением при обычных температуре и
давлении. Имеющиеся в продаже смолы состоят из сополимера, отвердителя и катали-
затора. Сначала некоторое количество сополимера отбирают в бюкс, добавляют ката-
лизатор в количестве, указанном в табл. 10-4-'!, стеклянной палочкой тщательно пере-
мешивают до гомогенизации смеси. Если затем пипеткой добавить определенное коли-
чество отвердителя, то начинается реакция полимеризации (отверждения), продолжаю-
290
щаяся примерно час, при этом вся смола приобретает светло-желтый цвет. Перед
отверждением смесь следует залить в форму. В качестве формы можно использовать
отрезок трубки длиной и внутренним диаметром по '1—2 см. Трубку помещают на
стеклянную пластину, служащую дном, внутреннюю поверхность формы и дно покры-
вают смолоотталкивающим материалом (например, вазелином или силиконовой смаз-
кой), затем в форму помещают образец и сверху заливают закрепляющей смолой. При
этом удобно одновременно поместить внутрь карточку с номером образца.
Таблица 10-4-1
Примеры составов смесей смол для заливки
Условия отверждения Сополимер, Отвердитель, । Катализатор, 1
Отверждение при обычной температуре (20—30°С) Отверждение при средней температуре (40—60°С) 100 0,5—2,0 1,0—2,0
100 0,2—1,0 0,5—1,5
После полного отверждения образец в смоле вынимают из формы и приступают
к полировке поверхности, предназначенной для визуализации. Сначала пользуются
наждачной бумагой: начинают с № 250 и завершают № 1000. В этом случае наждач-
ную бумагу помещают на толстую стеклянную пластину и шлифуют на ее горизон-
тальной поверхности, причем перемещают образец только в одном направлении,
прикладывая к нему равномерное давление. Окончательную полировку проводят
с помощью алмазной пасты на алмазно-шлифовальном станке, а именно в центр
вращающейся планшайбы наносят немного алмазной пасты, поверх нее осторожно
трут образцом, доводя поверхность до зеркальной. На завершающем этапе по-
верхность образца контролируют с помощью микроскопа. Работа считается завершен-
ной, если поверхность образца ровная, фокусы в различных участках хорошо совпа-
дают и царапины, вызванные шлифованием, отсутствуют. При фотографировании
нужно точно знать увеличение, поэтому пользуются микрометрическим винтом, одно
деление которого соответствует 40 мкм.
Таблица 10-4-2
Примеры составов жидкостей для травления керамики
ЦТС • 5 мл НС1, 95 мл НаО и несколько капель HF 1—7 мни
ВаТЮз 0,5% HF + HNO3 1,5 мин
ТЮ2 H2SO4 Горячая, 10—30 мин
Ge HNO3 5 мл, HF 3 мл, ледяной уксусной кислоты 3 мл и на 50 мл жидкости Ю капель Вг2
Иногда полировки бывает недостаточно для визуализации границ зерен. Если
в этом случае протравить поверхность керамики химическими реактивами, то появ-
ляется возможность хорошо рассмотреть состояние структуры. Такую обработку назы-
вают травлением. При проведении этой операции прежде всего бензином, спиртом и
водой последовательно смывают жировую пленку, покрывающую поверхность керами-
ки, затем на 10—20 с погружают образец в жидкость для травления, промывают водой
и высушивают. Вид жидкости для травления и продолжительность травления зависят
от образцов. В табл. 10-4-2 приведено несколько примеров обнаруженных в литерату-
ре составов жидкостей для травления. В лаборатории автора использовали раствор,
содержащий 20 мл НС1 на 500 мл воды, нагретый на плитке до 70—7орС, но продолжи-
тельность погружения зависела от условий спекания: для обычной керамики ВаТЮ»
необходимо 15—20 с, для керамики ВаТЮз, полученной горячим прессованием, —10—
20 мин, а для ферритов, полученных горячим прессованием, необходимо даже 2 ч.
19* 291
Однако на литературные данные нельзя слишком надеяться. Остается только экспери-
ментировать. учитывая различные условия и состав исследуемых образцов. В. Фре-
хетт, налриме'р, приводит примерно 40 упоминающихся в литературе жидкостей для
травления керамики.
10-4-2. ВИЗУАЛИЗАЦИЯ С ПОМОЩЬЮ ЭЛЕКТРОННОГО МИКРОСКОПА
Если у металлографического микроскопа увеличение может достигать .примерно
1000 раз, то на электронном можно рассматривать мелкие детали структуры керамики,
при увеличении в 2000—5000 раз. Если в оптическом микроскопе используют свет и.
стеклянные линзы и получают увеличенное изображение объекта, то в электронном,
микроскопе вместо света используют электронный луч, а вместо стекол—электронные
линзы, что позволяет получить большое увеличение.
На электронном микроскопе рассматривают иод электронным лучом не керамику,
а слепок ее .поверхности, этот слепок называют репликой.
Рис. 10-4-1. Порядок операций при изготовлении двухступенчатым методом реп-
лик из синтетических пленок.
При использовании метода реплик проблема заключается в точном копировании
формы поверхности образца. На рис. '10-4-1 показана схема широко применяемого
метода двухступенчатых реплик, изготовляемых из синтетических пленок. Ниже при-
ведена последовательность операций.
1) Поверхность керамики покрывают метиловым эфиром уксусной кислоты и на-
кладывают пленку биодена, которая затвердевает, повторяя все выемки и впадины на
поверхности образца (рис. 10-4-1,о).
2) Полученный слепок отделяют от образца (рис. 10-4-1,6).
3) На установке вакуумного напыления на слепок под углом наносят металличе-
ский хром (рис. 10-4-1,в).
4) Затем па всю поверхность равномерным слоем напыляют углерод
(рис. 10-4-1,г).
5) Слепок, оттененный хромом, с нанесенным углеродом погружают в метиловый
эфир уксусной кислоты и при нагревании растворяют пленку биодена (рис. 10-4-1,д).
6) Полученную углеродную реплику обрабатывают ацетоном, при этом реплика
всплывает на поверхность в виде одинарной пленки. Ее подвешивают в центре изме-
рительной камеры для естественной езшки.
7) После завершения указанных выше операций реплику рассматривают на элек-
тронном микроскопе.
10-5. РЕНТГЕНОВСКАЯ ДИФРАКЦИЯ
10-5-1. ДИФРАКТОМЕТР
Существуют различные методы рентгеновской дифракции. Здесь рассмотрен самый
простой и удобный дифрактометр [1] и показаны только его достоинства. Рентгеновские
лучи возникают при ударе летящих с очень высокой скоростью электронов о твердое
тело (антикатод). В рентгеновском луче есть так называемое .непрерывное рентгенов-
ское и монохроматическое излучения. Для дифракции используются лучи одной длины
волны (монохроматические). Например, длина волны % для Си/Ссц-излучения раз:-:а
0,15405 нм, для СиКа2 — 0,1'5443 нм. Основная формула рентгеновской дифракции, зна-
менитая формула Брэгга, имеет следующий вид:
2dAWsin 9 = nX(n^ 1, 2, 3 ...), (10-5-'.)
292
где fl — угол между входным и выходным рентгеновскими лучами. На дифрактометре
получается дифрактограмма такого типа, какой показан па рис. 4-4-7 в расчете па 20.
Индексы hkl в обозначении dhki— так называемые индексы Миллера, характеризую-
щие межплоскостные расстояния в атомной решетке, л —длина волны монохромати-
ческих рентгеновских лучей.
При проведении анализа вещества находят межплоскостное расстояние для раз-
личных дифракционных линий и соответствующие им интенсивности 1 и сравнивают
с диаграммными картами ASTLM. На основе эксперимента, проводимого специалистом
по рентгептехнике, можно легко провести анализ вещества и определить постоянные
решетки.
10-5-2. МЕТОДИКА ИЗМЕРЕНИЙ
В качестве образца можно использовать непосредственно керамику с выровнен-
ными поверхностями, но обычно проводят микроизмельчепие, для чего используют
агатовые ступки. Измельчают, как можно тоньше (примерно до 5—'10 мкм), так чтобы
грани кристаллитов имели беспорядочную ориентацию по всем направлениям. Если
количество испытуемого материала вполне достаточно, то им заполняют алюминиевый
держатель. Если материала мало, то его диспергируют в воде на предметном стекле.
В качестве антикатода для обычных диэлектриков большей частью пригодна медь.
В данной книге помещено много примеров рентгеновских дифрактограмм, начиная
с рис. 4-1-2. iBo.npoc заключается в том. как найти индексы плоскостей /г, k и I при
расшифровке дифракционных линий. Ниже приведено несколько простых примеров.
Случай кубической структуры кристаллов. Обозначив межплоскостные расстояния
для плоскостей (hkl) через d, получаем:
-j-=Vr/i2-M2 + *2. (10-5-2)
Отсюда
lga— lgd = -у- 1g (Л2 + А2 + /2). (10-5-3)
Для расчета можно воспользоваться таблицей, однако удобна и логарифмическая
линейка. В этом случае па основной шкале (шкале D) устанавливают величину d,
подвижную шкалу (шкалу В) вставляют в обратном направлении и смотрят на пол-
ностью совпадающее с линией d целое число на подвижной шкале. Тогда по делениям
левого конца неподвижной шкалы узнают а. а по целому числу подвижной шкалы
можно различить простую, объемноцентрированую и гранецентрированную структуры.
Случай тетрагональной структуры кристаллов. При такой структуре
/i2+A2+^-)2/2
Г----------—а.-----— (Ю-5-4)
Если на продольной оси отложить с/а, а на поперечной величину lg (d/u), то полу-
чатся кривые для каждой группы hkl, которые называют диаграммой Холла—Дебая.
При использовании этой диаграммы величину d наносят в логарифмическом масштабе
на бумагу и смещают влево и вправо, а также вверх и вниз, сохраняя горизонтальное
положение, пока не найдут место полного совпадения этой шкалы d с какой-либо
кривой.
Случаи гексагональной, ромбической и других структур более сложные, по вопро-
сам рентгеновской дифракции в этих структурах следует обращаться к специальной
литературе.
10-6. ОПРЕДЕЛЕНИЕ ТЕПЛОВЫХ ХАРАКТЕРИСТИК
10-6-1. КОЭФФИЦИЕНТ ТЕПЛОВОГО РАСШИРЕНИЯ
Коэффициент теплового расширения керамического материала необходимо учиты-
вать при соединении керамики с металлом, например, в биморфах и составных вибра-
торах (см. подпараграфы 8-4-1 и 8-4-2). Кроме того, аномалия коэффициента теплового
расширения у сегнетоэлектриков вблизи точки Кюри Тс требует особого внимания при
термоциклических испытаниях.
Каковы методы определения коэффициента теплового расширения? На
рис. 10-6-1,а в качестве примера изображена измерительная установка (изготовитель —
293
«Ос рика»), которая спроектирована так, что можно проводить испытания даже на
дисковых образцах и одновременно измерять механические напряжения, возникающие
под действием электрического поля. В электропечи (мощность 1,5 к!Вт, максимальная
температура 800’С) постепенно поднимают температуру образцов, проводя регулировку
с помощью слайдака, при этом образец начинает расширяться. Этот прирост длины
оказывает давление на стержень из кварцевого стекла, с которым последовательно
соединен металлический стержень, вращающий расположенный перпендикулярно стер-
жень, снабженный круглым зеркалом. При отражении света, подаваемого от лампы,
расположенной на расстоянии 1 м от зеркала, на шкалу, находящуюся там же, где
и лампа, попадает зайчик. Таким образом, на шкале фиксируют расширение и сжатие
образца при изменении температуры. Для измерения последней используют хромель-
алюмелевую термопару.
Рис. 10-6-1. Установка для определения коэффициента тепло-
вого расширения.
а — схема установки; б — принцип действия. 1 — образец; 2 — электро-
печь; 3 —трубка из кварцевого стекла; 4 — термопара; 5 —ось наблю-
дения; 6 — шкала; 7 —кварцевые стержни; 8 — стеклянный колпак; 9 —
лампа; 10 — регулятор напряжения; // — сеть; 12 — измерение темпера-
туры.
Принципиальная схема установки для нахождения коэффициента теплового рас-
ширения показана на рис. 1OJ6-1,6. Обозначим: длина образца — / (мм), удлинение —
А/ (мм), смещение по шкале — а (мм), угол поворота зеркального стержня — 0, при-
чем радиус этого стержня R равен '1 мм. Тогда
а 9 А/
tg 29 = 1000 , 360 - 2_R , (10-6-1)
отсюда
(10-6-2)
294
Относительное изменение размера равно Д///, поэтому коэффициент теплового
расширения р находят, учитывая температурный интервал, К-’,
Д/
(10-6-3)
Что касается поправки на расширение кварцевого стержня, то в данном приборе
се не учитывают, так как она представляет собой почти ненаблюдаемую величину
На рис. 10-6-2 показано линейное расширение керамики ВаТЮ3„ измеренное
автором и др. [65], Вблизи точки Кюри Те наблюдается аномалия. Если испытать
образцы, покрытые и непокрытые элек-
тродами, с высокой пористостью из-за
введения во время формования до 10%
связки и малопористые образцы, получен-
ные однократным или двукратным обжи-
гом, то можно заметить, что ни качество,
ни технология получения и последующей
обработки керамики почти не оказывают
влияния на коэффициент теплового рас-
ширения, расчет которого дает следую-
щие значения:
в интервале температур 10—90°С
р= (6,67 ч-6,96) 10-6 К-1.
в интервале температур 120—280°С
(10,89ч-10,99) 10-’ К'1.
Полученные значения несколько от-
личаются от результатов измерений, про-
веденных Томита и др., что можно, ве-
роятно, объяснить влиянием примесей.
Если к ВаТ1О3 добавить 5гТЮ3, то точ-
ка Кюри смещается в низкотемператур-
ную сторону (см. рис. 7-2-4,а), при этом
Аномалия теплового расширения также
Рис. 10-6-2. Результаты определения тепло-
вого расширения керамики различных ти-
пов.
смещается в сторону низких температур.
У керамики (Ва0,95—Sro,os)Ti03 в
интервале температур 30—95°С Р =
= 10,3-10-s К-1; в интервале темпера-
тур ПО—210°С р=14,7-10-6 К"*.
У керамики (Bao ssSro 15)ТЮ3 в интервале 30—65°С Р=8,55-10-в К-1; в интерва-
ле 75-'140сС ₽= 12,3 ИО-’ К"1.
Во всех случаях коэффициент теплового расширения в области выше точки Кюри
Тс больше, чем в области ниже Тс.
При определении характеристик материалов типа YZ с высокой диэлектрической
проницаемостью, предназначенных для -----------
Рис. 10-6-3. Тепловое расширение
в области фазового перехода у сег-
нетоэлектрика и антисегнетоэлек-
трика.
керамических конденсаторов (в системе
ВаТЮз—CaZrOs), получены следующие
данные: в интервале температур 10—250°С
₽= (8,84—9,1) 10-’ К"1.
Особенно интересно поведение коэф-
фициента линейного расширения керамики
В12(ТЮ3)з: как показано на рис 10-6-2, оно
резко отличается от поведения у других
видов керамики, например, на основе
ВаТЮз- Об этом говорится в подпара-
графе 5-5-1.
У керамики ТЮ2 в интервале темпе-
ратур 10—320°С Р=6,94-10-6 К"1.
У форстеритовой керамики (2MgOSiOj^
в интервале температур 10—300°С (5 =
У керамики в системе ЦТС ниже точ-
ки Кюри Тс p = 6,l-10“G, а выше точки
Кюри 32-10~6 К-1, однако введение доба-
вок приводит к некоторым отклонениям:
при введении В12О3 и La2O3 ниже точки Кю-
ри Тс коэффициент теплового расширения
достигает (8,Зч-8,5) • 10~6 К“*.
295
У керамики ЦТС, полученной горячим прессованием, |3 = 7,3-10~6 К-1. По данным
Томита и Ямагути коэффициент теплового расширения у керамики ЦТС в интервале
температур 30—100°С 0= (8,Он-10,8) 10~6 К'1, а в интервале температур 110—180сС—
(3,3—5,1). 10-6 К-1.
Кроме того, Томита и Ямагути отметили, что коэффициент теплового расширения
зависит от условий поляризации. Например, у неполяризованной керамики ВаТЮз
ниже точки Кюри ₽ = 6,8-10—6 К-1, а у поляризованной в течение 4 ч полем 30 _МВ/м
Р=9,2-10-13 К-1; у неполяризованной керамики ЦТС j}=8,0-10~6 К-1, а у поляризо-
ванной в течение 4 ч полем 2,3 МВ/м Р = 13,0-10-6 К-1. Такое различие, очевидно, вы-
звано дополнительным эффектом, обусловленным снятием при нагревании механиче-
ских напряжений, возникающих при поляризации.
На рис. 10-6-3 приведены кривые теплового расширения РЬХгОз и ВаТЮз по
данным Ширанэ и Такэда. У сегнетоэлектриков и антисегнетоэлекгриков характер
аномалии вблизи точки Кюри Тс различен.
10-6-2. ТЕПЛОПРОВОДНОСТЬ
Определению теплопроводности керамических материалов почти не уделяется
внимание, за исключением оценки тепловой эффективности огнеупоров в промышлен-
ности. Однако в последнее время в связи с прогрессом в микроминиатюризации ком-
понент электронных схем, как известно, плотность компоновки деталей достигла
1 шт/мм3 возникла проблема, заключающаяся в том, чтобы найти способы рассеивания
тепла, выделяющегося из-за потерь в этих компонентах, Можно отметить, что в связи
с этим возросла важность определений теплопроводности и теплоемкости, рассматри-
ваемые ниже. Кроме того, если теплопроводность диэлектриков вызывается почти
только тепловыми колебаниями решетки, то у сегнетоэлектриков, помимо того, суще-
ствует смещение ионов, следовательно концентрирование большого внимания на изуче-
ние теплопроводности ее изменений приобретает также важное значение с точки
зрения понимания физической природы свойств сегнетоэлектрических материалов.
Основное дифференциальное уравнение теплопроводности (4-2-6) при постоянных
условиях превращается в более простое уравнение первого порядка. Пусть в стержне
с одинаковой площадью се-
Рис. 10-6-4. Определение теплопроводности керамики
ВаТ1О3.
/ — резиновая прокладка; 2—керамическая плитка.
чения А один конец имеет
температуру 0Ь а другой —
Ог(01>О2), тогда тепловой
поток. /, Вт, протекающий
через этот стержень за еди-
ницу времени, будет тем
больше, чем больше раз-
ность температур на концах
(0;—02) и площадь сечения
А, и тем меньше, чем боль-
ше длина стержня I. Кроме
того, тепловой поток зависит
от материала стержня. Если
это записать в математиче-
ском виде, то получим:
/ = 7) А(91_д2)< (Ю-6-4)
Коэффициент пропор-
циональности I] называют
коэффициентом теплопро-
водности. Единица измере-
ния т| в системе СИ
1 Вт/(м • К) = 2.389-10—3
кал/(с-см-°С). (В табл. 2-6-2
приведены некоторые значе-
ния г], относящиеся к огне-
упорам.)
На рис. 10-6-4.а гпо-
бражена установка, которой
пользовался Номура для
определения теплопров.одпо-
сти керамики ВаТЮг- Диско-
вый образец S толщиной 0,12
и диаметром 2,75 см зажимают двумя медными стержнями L, прикладывая соответст-
вующее давление Р. Для лучшего контакта между медью и керамикой на поверхность
керамиик наносят серебряные электроды, а кроме того, на контактирующие поверхности
наносят серебряное жидкое мыло. Поверх изоляции из пластин слюды на медные
стержни наматывают нихромовую проволоку и, регулируя ток, создают разность тем-
ператур. С помощью хромель-алюмелевых термопар, —........-........... .....
рисунке, определяют распределение температур.
Если достигают стабильного потока тепла, то
распределение температур приобретает вид, пока-
занный па рис. 10-6-4.6. Если ц для меди обо-
значить 1]си, а для образца т]вт, то получим:
ОД
откуда находят цит- На рис. 10-6-4.я показаны
результаты, полученные Номура таким способом:
при комнатной температуре ri=2,4-10~3 кал/(смх
Хс-°С)~1 Вт/(м-К), вблизи точки Кюри наблю-
дается примерно десятипроцентное понижение т],
а затем подъем примерно на 1/146 К-1-
размещенных, как показано на
Дж
Рис.
симость удельной
керамики ВаТЮз.
10-6-3. ТЕПЛОЕМКОСТЬ
Теплоемкостью называют количество тепла
(Дж), необходимого для подъема температуры
1 кг вещества на 1 К; единица измерений в систе-
ме СИ—1 Дж/(кг К) =2,389 • 10"3 кал/(г • °C),
У сегнетоэлектриков вблизи точки Кюри Тс тепло-
емкость Ср имеет аномалию, показанную па рис. 10-6-5. Площадь треугольной части
этой кривой зависит от скачка энтропии AS, сопровождающего уничтожение поляри-
зации. Эти данные также имеют очень важное физическое значение ’.
10-6-5. Температурная зави-
-----------~ теплоемкости
ГЛАВА ОДИННАДЦАТАЯ
КОНТРОЛЬ КАЧЕСТВА И ПРИМЕРЫ ЗАВОДСКИХ
ИСПЫТАНИИ
11-1. РАСПРЕДЕЛЕНИЕ В ПАРТИИ ИЗДЕЛИИ
После войны в связи с импортом американской системы контроля
качества получило распространение составление графиков контроля
качества и определение среднего значения х и разброса R (разности
между максимальной и минимальной измеренными величинами) изме-
ряемых характеристик у взятых для контроля образцов. В данном слу-
чае величины х и R имеют статистический характер, а множество
измеряемых величин х укладывается в нормальное распределение,
поэтому перед проведением статистического контроля качества необхо-
димо оценить состояние нормального распределения в партии.
11-1-1. НОРМАЛЬНОЕ РАСПРЕДЕЛЕНИЕ И ЛОГАРИФМИЧЕСКИ НОРМАЛЬНОЕ
РАСПРЕДЕЛЕНИЕ
Па рис. 11-1-1 изображена гистограмма результатов определения значений сопро-
тивления изоляции при комнатной температуре у 300 керамических конденсаторов SL,
имеющих емкость 100 пФ±10%. Как видно из рисунка, сопротивления изоляции х,
выраженные в виде 1g х, укладываются в нормальное распределение. Например, возь-
1 Диэлектрические измерения сегпетокерамики — см. [103]. {Прим, ред.)
297
мем пять керамических конденсаторов со следующими характеристиками: х=3-1012,
х=2-10", х=8-10”, х=5-10" и х=3-1010 Ом.
Рассчитанные по этим величинам среднее значение и разброс, равные
х"=-g-(300 + 20 + 8 + 50 + 3). 10” = 7,6-10” Ом 1
(И-Ы)
7? = 300-10” — 3-10” = 297.10” Ом,
статистически не имеют никакого смысла. Вычисление следует вести следующим
образом:
IgT-^-g- (12,48 + 11,3+ 10,9+ 11,7+ 10,48)= 11,37;
R = 12,48— 10,48 = 2,0, (11-1-2)
х = 10lgХ = 10".” = 2,3-10" Ом.
Поэтому, приступая к контролю качества следует прежде всего построить гисто-
грамму для большого количества образцов и определить, подчиняется ли нормальному
распределению непосредственно контролируемые величины х или нормальному распре-
делению следует 1g х или же х2. В параграфе 3-1 уже отмечалось, что гранулометри-
ческий состав порошков подчиняется логарифмически нормальному распределению.
Рис. 11-1-1. Гистограмма величин сопротивления изоля-
ции керамических конденсаторов.
Теперь рассмотрим распределение диэлектрических потерь tg б. Пусть x=tg6-104.
На рис. 11-1-2 изображена гистограмма значений х, причем измерения керамических
конденсаторов проводили при комнатной температуре. Но как бы мы ни варьировали
представление полученных данных и как бы мы ни пытались увеличить количество
образцов, симметрии левой и правой частей наблюдаться не будет. Автора этот факт
заинтересовал, было обработано несколько десятков тысяч данных, но в результате
величины tg б все-таки не подчинялись нормальному распределению. Был сделан вы-
вод, что измеренные величины укладываются в соответствующие логарифмически
нормальное распределение. Более четко это показано па рис. 11-1-3,а, где приведены
гистограммы, полученные при измерении значений tg 6 после испытаний на водостой-
кость. Гистограмма величин х не соответствует нормальному распределению, в то
время как гистограмма, 1g х, как видно из рис. 11-'1-3,6, образует нормальное распреде-
, ление. Следовательно, при контроле качества следует очень строго следить за распре-
" делением величин 1g х. Пусть, например, получены следующие значения tg б пяти
образцов: 5-Ю-4, 8-Ю-4, 23-Ю-4, 9-40-4 и 11-10-4. Если в этом случае принять во
внимание только среднее арифметическое значение tg б, то, очевидно, самым плохим
значением будет 23-10-4. Поэтому при расчете среднего значения иногда исключают
образец, имеющий этот tg б, что само по себе ошибочно, да и брать среднее арифме-
тическое по пяти величинам также нельзя. Однако взять среднее логарифмическое
будет правильно.
В табл. 11-1-1 приведены результаты определения tg б у 362 керамических кон-
денсаторов. Как было указано выше, lgx=lg tg б укладывается в нормальное распре-
деление, поэтому, разделив все значения 1g х на равные интервалы, высчитывают,
сколько образцов с заданным tg <5 попадает в каждый интервал. Если центральные
значения в интервале равны а, а количество попавших в интервал значений п, то отно-
шение n/N в процентах дает частоту значений, попавших в данный интервал (см.
рис. 11-1-2,6). Затем рассчитывают, как показано в табл. >11-1-1 ап и (ап)а = а2п, на-
ходят суммы этих величин. Среднее значение
m-=lgx = ^-> (11-1-3)
а стандартное отклонение
о S (а2п) — (11-1-4)
Рис. 11-1-3. Гистограмма величин tg 6 керамических конденсаторов после испытаний на
водостойкость.
« — распределение tg б; б — распределение lgtg6.
299
Рис. 11-1-4. Расчет выхода брака по
таблице нормального распределения.
Если имеет место нормальное распределе-
ние то измеренные значения в партии изде-
лий почти полностью уложатся в интервал
щ±3<т (см. рис. 11-1-2,6). Кроме того, если
центральные значения а, используемые при
составлении табл. 11-1-1, представить как
простые целые числа, равные ±1, ±2, ±3 ...
относительно среднего числа 0, то расчет
проводить будет гораздо удобней (в принципе
расчет ведут так как при составлении табл.
При нормальном распределении, исходя
из среднего значения т и стандартного
отклонения о, предсказать процент изделий,
обладающих характеристикой хуже некоего
предела L, можно следующим образом. Кри-
вая нормального распределения измеряемых величин х, изображенная на рис. 11-1-4,
удовлетворяет следующей формуле:
? (/) -
где
Пример расчета средней величины и нормального отклонения
Центральное значение а 1g х x=tg г-io* Кш™"га п V, % а п u;i
0,3 0,25—0,34 1,8—2,2 7 1 9 1 0,63
0,4 0,35—0,44 2,3—2,8 13 3 6 5 2 1 2,08
0,5 0,45—0,54 2,9—3,5 29 8*0 н:5 । 7 Оч
0,6 0,55—0,64 58 16,0 34,8 , 20^8
0,7 0,65—0,74 Q 64 17,7 44,8 31,36
0,8 0,75—0,84 5’,6—б’9 46 36,8 1 29,44
0,9 0,85-0,94 7,0—7,7 49 13^5 44,1 1 39,69
1,0 0,95—1,04 7,8—11,0 34 9,4 34,0 | 34,00
1,1 1,05—1, 14 11,1 — 14,0 33 9,1 36,3 1 39,93
1 9 1,15—1,24 14, 1 — 17,5 14 16,8 I 20, 16
1 ’,3 1,25—1,34 17,6—22,0 11 з’1 14,3 18,59
1,4 1,35—1,44 22,1—27,5 4 1,1 5.6 | 7,84
100
Величины <f(t) и Z (/) — j (/) dt в цифровом выражении даются в таблице (см.
о
приложение '2). Величина i, как это также показано на рис. 11-4-2,6,— нормализован-
ная с помощью о величина х, 99,73% значений в партии укладывается в интервал
7П±Зо.
Затем в качестве установленного предела измерений х возьмем величину L (см.
рис. 11-1-4). Тогда величина tL, соответствующая t при значении L, будет равна:
(И-1-7)
Отсюда процент брака Р, соответствующий заштрихованной части на рисунке, на-
ходят из выражения
(11-1-8)
300
Величину j <? (t) dt находят по таблице нормального распределения.
В качестве примера на рис. 41-1-1 показаны среднее логарифмическое значений
сопротивления изоляции и его нормальное отклонение. По нормам JIS установлен ниж-
ний предел сопротивления изоляции Ю10Ом. Найдем, сколько процентов изделий имеют
значения меньше 1011 Ом. Если сопротивление Ri. равно 1011 Ом, то L—]gRL = 11 и
т — L _ 12,1409 — 11
~ а 0,3649
3,12
По таблице нормального распределения находим,что и (/) dZ -0,49910, откуда
получаем процент брака Р=0,5— 0,49910 = 0,0009 =0,09%.
По результатам измерений примерно 100 шт. можно довольно точно предсказать
процент брака. Когда на заводе проводят контроль, то ставят цель только разделить
изделия на годные и бракованные. Выявление цифры 0,09%, т. е. 9 плохих на 10 000
проконтролированных, требует затраты большого труда, точность также невысокая. По
сравнению с этим путем вышеприведенного расчета можно получить всего лишь
30 образцов, например, при контроле электрической прочности или сопротивления
изоляции.
11-1-2. РАСПРЕДЕЛЕНИЕ, ОТЛИЧАЮЩЕЕСЯ ОТ НОРМАЛЬНОГО
Если построить гистограмму значений емкости конденсаторов, изготовляемых
в массовом производстве, то получаются, как показано на рис. '1'1-1-5, два участка
распределения: А и В. Конечно, количество образцов на участке В значительно меньше:
на технически слабых заводах — примерно 3%, а на передовых — вероятно 0,01%.
Такого рода распределение значений емкости, разделение его на два участка объяс-
няется, вероятно, следующими причинами: на участке А разброс емкости вызван
разбросом по толщине, площади, диэлектрической проницаемости; на участке В раз-
брос емкости вызван качеством контакта между выводами и электродами.
Рис. п-1-5. Рис. и-1-6.
Рис. 11-1-5. Гистограмма величин емкости конденсаторов, изготовляемых в массовом
производстве. Участок А связан с разбросом по толщине, диэлектрической проницае-
мости, размеру электродов и т. и. Участок В — с дефектами контакта электродов
(рис. 11-1-6) или между выводом и электродом. В целом число образцов на участ-
ке В составляет 0,01—3% общего количества.
Рис. 11-1-6. Разрыв у электрода трубчатого керамического конденсатора.
Если, как отмечено в § 7-3-2, толщина электродов керамического конденсатора
становится ниже некоторого предела, то емкость исчезает, что, вероятно, также может
быть одной из причин появления участка В распределения.
Кроме того, при нанесении припоя на керамический конденсатор трубчатой формы
электрод на торце (рис. 11-1-6) разъедается припоем и иногда происходит отрыв
отвода. Это также, очевидно, может быть одной из причин появления участка В рас-
пределения. Подобный дефект встречается не часто, полное отделение оторванного
отвода случается редко, но иногда бывают странные вещи: если измерения проводят
301
при высоком переменном напряжении (например, по току зарядки), то емкость обна-
руживается, а если измерения проводят при низком напряжении (например, на кумет-
ре), емкость не измеряется. Кроме того, если графики распределения содержат много
участков В, то во время испытаний на вибрацию (по нормам JIS они проводятся
в течение 3 ч при ежеминутном равномерном изменении частоты синусоидальных ко-
лебаний от 10 до 55 Гц) легко возникают новые дефекты. Таким образом, существуют
дефекты, распознаваемые с трудом, что осложняет решение определенных вопросов.
Например, бывает, что при входном контроле емкость существует, а при установке
в рабочем положении в радиоприемник она не работает, однако после демонтажа
емкость вновь обнаруживается. Подобный брак должен по возможности быть ликви-
дирован на этапе выходного контроля на-------- ” ....
। заводе. Могут быть графики, где распреде-
ление В превышает 3%, появляется даже
100%-ный брак, причем иногда, как говори-
лось выше, образцы выходят из строя после
выходного контроля.
Следует отметить, что дефекты, приво-
дящие к участку В распределений, естест-
венно, присущи не только керамическим кон-
денсаторам. Существуют дефекты, которые
могут возникнуть, во всех других типах
конденсаторов: бумажных, слюдяных, стиро-
ловых. О случившейся большой аварии, вы-
званной дефектами такого рода, автор слы-
шал от одного изготовителя электронных
вычислительных машин.
Таким образом, несомненно, существу-
ют веские причины, приводящие к откло-
нению от нормального распределения или
логарифмически нормального распределе-
ния. Изучение механизма появления откло-
нений, рассмотрение физических закономер-
их появления — самые главные предпосылки,
Рис. 11-1-7. Распределение сопротивле-
ния изоляции после испытания на долго-
вечность.
ностей для точного установления причин ____________ _______ ______ .
необходимые для принятия контрмер и контроля качества.
Рассмотрим другой случай. Распределение начальных величин сопротивления изо-
ляции керамических конденсаторов полностью соответствует логарифмически нормаль-
ному распределению, как это показано на рис. .11-1-1. После испытания на долговеч-
ность (см. подпараграф 7-4-7) измерили сопротивление изоляции и обнаружили, что
от логарифмически нормального распределения произошло значительное отклонение и,
кроме того, понизились абсолютные величины сопротивления (рис. ,11-4-7). По стан-
дарту допустимый предел после испытаний на долговечность выше 4000 Ом, по тре-
бованиям NDS допускается три бракованных образца из двенадцати взятых, поэтому
даже конденсаторы, разброс сопротивления которых показан на рис. '11-1-7, соответ-
ствуют стандарту. Какая в этом случае причина такого отклонения от логарифмически
нормального распределения?
Как показано на рис. 7-4-15, при проведении испытаний на долговечность каждого
керамического конденсатора сопротивление изоляции R понижается почти прямо про-
порционально lg t. Если понижение сопротивления изоляции вызывается только пони-
жением сопротивления самого материала керамики, то при равномерной толщине d
логарифмически нормальное распределение начального сопротивления изоляции, оче-
видно, полностью сохранится и после испытаний на долговечность. Однако этого не
наблюдается, что, вероятно, вызывается следующими причинами:
1) дополнительными явлениями, вызываемыми резким понижением эффективной
толщины керамики из-за наличия пор и трещин, возникающих при формовании и
обжиге. Если эффективная толщина d уменьшается, то при том же приложенном на-
пряжении или превышается электрическая прочность ЕПр, как было показано в под-
параграфе 5-4-2, или непрерывно подаваемое электрическое поле становится близким
к ЕПр, что резко ускоряет ухудшение характеристик;
2) ухудшением поверхностной изоляции, вызываемым попаданием загрязнений
или электролита в промежутки между электродами в процессе нанесения последних
на керамику;
3) тепловым ударом при нанесении припоя, приводящим к образованию трещин;
4) нанесением неполного влагозащитного покрытия.
Во всех случаях, когда проводят жесткие испытания, как, например, испытания
на влагостойкость, долговечность, при погружении в жидкость, очевидно, выявляются
невидимые вначале дефекты.
302
Следовательно, можно, вероятно, констатировать, что цель контроля качества
заключается в том, чтобы сохранить после проведения испытаний на водостойкость и
долговечность график логарифмически нормального распределения.
Примером нормального распределения служат гистограммы на рис. М-1-8, где:
1) показано нормальное распределение величин диаметра 2г заготовок из конденса-
торного материала типа YZ, полученных обжигом после прессования в металлической
форме диаметром 27?= 11,5 (а), 2) приведен разброс по массе тех же образцов (б) и
3) изображено распределение величин диаметра заготовок малогабаритных керамиче-
Масса, W,mz
б)
2000 W00 6000 8000
Ус, В
*)
го цилиндра для конденсатора (а=3,587 мм, ао=0,0727 мм); а —пробивное напряжение керами-
ческого конденсатора (Uc=4459 В, tsyc =830 В); д — резонансная частота вибратора типа
Ланжевена из титаната бария ()л =49,54 кГц, Оу-0,52 кГц); « — коэффициент электромеханиче-
ской связи йр.
ских конденсаторов цилиндрической формы (е); если образцов было бы немного боль-
ше, то, вероятно, имело бы место приближение к совершенному нормальному распре-
делению. Результаты измерений, приведенные на рис. >11-1-8, еще раз будут затронуты
в § 11-3-3; 4) на рис. 11-1-8,г показано нормальное распределение пробивного напря-
жения малогабаритных керамических конденсаторов, рассчитанных на 500 В. Испыта-
303
ния проводили при утроенном напряжении, т. е. 1500 В. Среднее значение пробивного
напряжения t7Iip превышает в 3 раза напряжение испытаний на электрическую проч-
ность. Естественно, большой запас запроектирован для безопасности. Тем не менее на
этапе выходного контроля на заводе процент брака при испытании на электрическую
прочность при 1500 В примерно равен 0,2—2%, что, вероятно, вызвано трещинами и
открытыми порами в керамике и загрязнением поверхности;
5) на рис. П-1-8,6 приведена гистограмма значений резонансной частоты fn ке-
рамических резонаторов составного типа диаметром 60 мм на частоту 50 кГц, изготов-
ленных из титаната бария фирмой «Мурата сэйсакусё». Можно отметить, что хорошо
соблюдается нормальное распределение; 6) на рис. il-l-8,<? показано распределение ко-
эффициентов электромеханической связи Ар при поперечных колебаниях вблизи 40 кГц
образцов размером 44,5X21,6x5 мм со вожженными на две стороны электродами и по-
ляризованными путем приложения в течение 5 ч при 60°С поля напряженностью
1,6 МВ/м. Можно отметить, что нормальное распределение /гр более или менее соблю-
дается. Распределение несколько смещено в сторону больших значений Ар и может
создаться впечатление, что имеет место логарифмически нормальное распределение, но
если не попытаться дать еще какой-то анализ, то ничего определенного сказать нельзя.
11-2. КОЭФФИЦИЕНТ КОРРЕЛЯЦИИ
11-2-1. ОПРЕДЕЛЕНИЕ КОЭФФИЦИЕНТА КОРРЕЛЯЦИИ
Пусть существует Лг образцов и у i-го образца измеренное значение параметра X
будет равно х-,. а параметра У — /у,-. Отложим на поперечной оси X, а на продольной У,
построим график по точкам (х,, у,). Если эти точки, как показано на рис. Г1-2-!,а,
расположены на одной линии, то, очевидно, существует корреляция между параметра-
ми X и У. Поскольку данная корреляция совершенно строгая, то коэффициент корре-
ляции г равен '1. Если дисперсия приводит к тому, что точки располагаются в виде
круга, как это показано на рис. 11-2-1,6, то, очевидно, параметры X и У совершенно не
т = " 0<г<1 -1<г<0
б) в) г)
Рис. 11-2-1. Коэффициент корреляции г.
связаны между собой, т. е. корреляция отсутствует (г=0). Если распределение точек
имеет эллипсную форму, как показано на рис. 11-2-1,в и г, то, очевидно, корреляция
обнаруживается: в случае в говорят о прямой корреляции 0<т<1, а в случае г — об
обратной корреляции —1 <г<0.
Коэффициент корреляции г рассчитывают по следующей формуле:
(!/,--?)
г - _ -.... (11-2-1)
или
S Т7/ Sx; — yi
N N ~xy
r = ---7 ---—===- =---------------------------- , (Ц-2-2)
p/ ^xt-xy / S (У/ - У) °X°y
так как N xy’< N N ~yx'’ ~ N ~xy'
304
Когда количество образцов невелико, то следует проводить расчет по этим фор-
мулам; когда количество образцов становится большим, то без электронной вычисли-
тельной машины обойтись сложно. Однако поскольку коэффициент корреляции г не
зависит от единиц измерения величин х и у, то, если цифровые значения х и у разбить
на соответствующие участки (вполне достаточно разбить иа 6—7 участков), т. е. х
заменить на такие значения и4, как —2, —1, 0, +'1, +2, +3, а у — на такие же значе-
ния v, и высчитать величины ft,, охватывающие участки, образованные ut и Vj, кор-
реляцию г находят из выражения
ZfljUiV/
—-“°
Сначала находят величины х, у, о* и ау, затем и, v, <ти и о®. Ознакомление
с приведенными ниже примерами облегчит понимание методики расчета.
11-2-2. ПРИМЕРЫ ПРИМЕНЕНИЯ КОЭФФИЦИЕНТА КОРРЕЛЯЦИИ
Изображенную на рис. 4'1 -2-2,а PC-цепочку изготовляют следующим образом.
Прежде всего на керамическую пластину снизу наносят сплошной электрод,а сверху
печатью через трафарет —два выводных электрода (рис. 11-2-2,6), затем сверху между
двумя электродами наносят резистивную пасту. Состояние до нанесения резистивной
пасты показано на рис. 41-2-2,в, при этом получаются два конденсатора Ci и Сг. Если
используют единую керамическую пластину и одну и ту же печатную .машину, то
Таблица 11-2-1
Расчет коэффициента корреляции между Gt и (?5 /?С-цепочки,
показанной на рис. 11-2-2
°/ ui -2 | -1 | 0 | 1 | 2 | 3 li ^7 О II °iul
С, Cl
>85 | >90 | >95 | >100 | >105 | >110
3 2 0 —2 >110 >105 >100 >95 >90 >85 2 3 4 3 3 4 4 2 15 8 5 1 1 5 10 10 3 2 4 5 2 1 1 3 6 2 12 13 20 29 14 12 36 26 20 0 —14 —24 108 52 20 0 14 48 20 18 20 О —3 60 36 20 0 4 6
ft 4 13 31 29 17 6 100 44 242 60 126
fiui —8 —13 0 29 34 18 60
frf 16 13 0 29 68 54 180
—4 —9 0 19 24 14 44
uivi 8 9 0 19 48 42 126
Рис. 11-2-2. Микросхема Ж>цепочки (изготовитель — «Хокурику дэнки»).
20—657 305
85 30 35 100 105 110 115
С, ,пф
площади Ci и С2 соответственно постоянны, тол-
щина d также, очевидно, постоянна, поэтому раз-
бросы по толщине керамики, диэлектрической про-
ницаемости и т. п., очевидно, приводят непосред-
ственно к разбросам в Ci и С2, следовательно
нельзя утверждать, что между С\ и С2 нет кор-
реляции. На рис. 11-2-3 приведены результаты
практического измерения емкостей Ci и С2 у 100
образцов. Найдем коэффициент корреляции меж-
ду С, и С2.
Как показано в табл. 11-2-1, измеренные зна-
чения Ci и С2 разделяют на участки по 5 пФ,
полученные участки и, и Vj обозначают простыми
цифрами от —2 до +3. Величина ft представляет
собой суммарное число емкостей в каждом уча-
стке Vj. Расчет и fiU2, несложен. Несколько
сложнее расчет У,-. При рассмотрении первого ле-
вого вертикального столбца получаем:
Рис. 11-2-3. Корреляция между = V ftjvj ~ 1 ’О + 2 (—1) + 1 (—2) =— 4.
емкостями Ci и С2, показанными
на рис. 11-2-2.
Расчет в горизонтальном направлении проводят таким же образом. При рассмо-
трении первого сверху горизонтального ряда получаем:
Uf = 2 /<7И; = 2.0 4-3.1+4-2 + 3.3 = 20.
I
Как показано в таблице стрелками, мы должны получить следующие равенства:
IfiUi = Шу;
SP, = St/V/J
Таким образом, данные равенства можно использовать для проверки правильно-
сти расчета: если эти равенства не выдерживаются, следовательно, при вычислениях
вкралась какая-то ошибка, которую следует исправить. Если общее количество образ-
цов обозначить Л\ а средние значения и{ и Vj и их стандартное отклонение, соотв^:-
ственно й, v, о и, Ос, то коэффициент корреляции г можно найти следующим образом:
N = = S/y = 100;
v~ n ~ loo -°-44;
Л ,/180
°« = J/ -V-“2 -TOO—°-62 =>-2-
/ S/.-v2,- ~ 1/ 250
’0=|/ —N~-v2 "100--°’442 = 1-52;
2ftiU;Vr __ 126
---------— uv “loo—0'6’0'44
r == = 1,2-1,52 = °'546’
Кроме того, если пересчитать и и ou на Ci и ос , а также v и о0 на С2 и вС1,
то соответствующие средние значения и стандартные отклонения находятся просто.
Расчет а упрощается, если использовать ручной способ расчета, использованный пр.ч
составлении табл. Г1-1-1.
306
В качестве второго примера рассмотрим корреляцию между температурой спека-
ния и диэлектрической проницаемостью керамики ВаТ:О3.
В лаборатории Абу изготовляли экспериментальные вибраторы из керамики
BaTiOs для всенаправленного сонара и привели разброс характеристик: у 243 образцов
с размерами 44,5X21,6X5 и 44,'5X25,6X5 мм были точно определены и зафиксированы
резонансная частота [п, коэффициент электромеханической связи k, емкость С, мас-
са М, плотность после обжига ps,
диэлектрическая проницаемость es
и модуль Юнга Е. По параметрам
материала вибраторов видно, что
плотность у этих образцов измере-
на точно, расчет диэлектрической
проницаемости, судя по размерам,
также сделан точно; такие данные
представляют большую ценность.
Автор обработал эти данные и
рассмотрел под новым углом зре-
ния (73]. На оригинальном мате-
риале был проведен анализ разме-
ров и партий, причем результаты
этих исследований полностью ис-
пользованы при построении графи-
ка корреляции между р., и е8, при-
веденного на рис. 14-2-4. Диэлек-
трическую проницаемость образцов
измеряли на частоте 1 кГц после
вжигания серебра и поляризации
в течение 5 ч при температуре
60°С полем 1,6 МВ/м. Об услови-
ях старения сведений не сообща-
ется, но в то время (май 1955 г.)
этому вопросу, несомненно, уделя-
ли большое внимание. На основа-
нии графика корреляции тем же
методом, что и при составлении
табл. 11-2-1, был определен коэф-
фициент корреляции. Полученное
значение г = 0,595 показывает, что
диэлектрическая проницаемость и
плотность после обжига р8 корре-
лирует друг с другом.
На рис. 11-2-5 приведена ги-
стограмма, относящаяся только
к плотности после обжига, кото-
рая очевидно, показывает нормаль-
ное распределение. На рис. 11 -2-6,а
приведена гистограмма диэлектри-
ческой проницаемости. Анализ этой
гистограммы показывает, что она
несколько отклоняется от нормаль-
ного распределения, поэтому автор
решил, что существует логариф-
мически нормальное распределе-
ние, изображенное на рис. 11-2-6,6.
Подтверждением такого предполо-
жения могут быть следующие рас-
суждения. В самом деле, в соот-
ветствии с рис. 11-2-5: р8 =
=5,456 г/см3, ®Ps =0,041 г/см3,
a aps/ps=0,75%. Последнее значе-
ние не очень большое, тогда как
в соответствии с рис. 11-2-6,а
ss = 1639, o,s = 118, a /е, дости-
гает 7,2%. Для данных образцов,
Рис. 11-2-4. Корреляция между плотностью после
обжига р8 и диэлектрической проницаемостью е.
для керамики ВаТ1О3.
Рис. 11-2-5. Гистограмма велйчин плотности после
обжига керамики ВаТЮ3.
307
имеющих правильную прямоугольную форму, при расчете диэлектрической проницае-
мости по площади электродов, по-видимому, не должно быть большой погрешности.
Следовательно, причиной колебаний диэлектрической проницаемости могут быть только
условия обжига, поляризации и старения, причем главная причина — колебания плот-
ности. Однако, как было показано в подпараграфе 4-7-2, между плотностью и диэлек-
а) б)
Рис. 11-2-6. Распределение величин диэлектрической проницаемости керамики
ВаТЮ3.
трической проницаемостью существует зависимость, экспериментально выражающаяся
в логарифмическом законе смешения, и если плотность обладает нормальным распре-
делением, то, безусловно, можно сделать вывод о логарифмически нормальном распре-
делении диэлектрической проницаемости. Тот факт, что при изменении плотности всего
'0000
10000
1000
1000
где
100
100
BaTiOg I
0,8 1,0
Рис. 11-2-7. Корреляция между
плотностью после обжига ps и ди-
электрической проницаемостью es.
Нормальному распределению ве-
личин р3 соответствует логариф-
мически нормальное распределе-
ние величин е3.
лишь на 0,75% диэлектрическая проницаемость
изменяется на 7,2%. очевидно, хорошо иллю-
стрируется рис. 11-2-7.
Таким образом, если зависимость еа от р3
для керамики ВаТЮз, изображенной на рис. 4-7-6,
выразить в виде формулы, то получим:
’ (11-2-5)
Поскольку = 5,456 г/см’, то получаем
£у = 3,176, ^= 1500. Кроме того, так как
= 0,041 г/см3, то р5+ Зар — 5,579, рд, —
s. = 5,333, следовательно,
1930; j
Можно сказать, что эти числа хорошо совпа-
дают с данными, приведенными на рис 11-2-6.
308
Кроме того, на рис. 11-2-7 приведены также кривые, показывающие зависимость
между диэлектрической проницаемостью и плотностью ps керамики ТЮ2 и керамики
типа YZ. Можно, очевидно, сделать вывод, что у материалов с высокой диэлектриче-
ской проницаемостью колебания плотности влияют на изменение es.
11-3. ПРАКТИЧЕСКИЕ ПРИМЕРЫ СТАТИСТИЧЕСКОГО АНАЛИЗА
11-3-1. РАВНОМЕРНОСТЬ РАСПРЕДЕЛЕНИЯ ПОТЕРЬ В ОБЪЕМЕ
КЕРАМИЧЕСКОГО ОБРАЗЦА
После равномерного нанесения серебряных электродов на две сто-
роны дисков алмазным резцом с одной стороны снимали часть элек-
трода, показанную на рис. 11-3-1,а штриховкой. В полученных образцах
серебряный электрод оставался только в виде показанных на рисунке
белых квадратиков размером 2X2 мм. Затем куметром определяли
tg 6 каждого участка и анализировали разброс. На рис. 11-3-1,6 при-
веден характерный пример результатов измерений tg 6 на частоте 1 МГц
Электрод
Рис. 11-3-1. Распределение значений tg 6 внутри одного и того же керамического
образца.
А — однократный обжиг; В — двукратный. Измерения проводили на частоте 1 МГц.
образцов ВаТЮ3, полученных одно- и двукратным обжигом. Как было
показано на рис. 11-1-2 и 11-1-3, значения tg б укладываются в лога-
рифмически нормальное распределение, поэтому при построении этих
гистограмм на оси абсцисс откладывали lg tg б и по среднему значению
этой величины т и стандартному отклонению о производили расчет.
Полученные данные показывают, что как т, так и <з при однократном
обжиге меньше, чем при двукратном (см. § 4-8). Это единичный при-
мер, однако таким образом можно получить характеристику однород-
ности внутренних участков керамики.
309
11-3-2. ОПТИМАЛЬНАЯ ПЛОТНОСТЬ ЗАПОЛНЕНИЯ ПРЕСС-ФОРМЫ
Как было показано в подпараграфе 3-4-3, гранулы должны обла-
дать большой истинной плотностью заполнения р'о, поскольку, как от-
мечалось, такие гранулы обладают важным достоинством — хорошей
текучестью. Однако, когда в массовом производстве прессуют тонкие
пластины, с точки зрения уменьшения разброса в количестве порошка,
заполняющего форму, наоборот, бывает полезным иметь гранулы с ма-
лой истинной плотностью заполнения р'о.
Когда проводят прессование какого-то исходного порошка, то чем
меньше отношение плотности сформованной заготовки к плотности за-
полнения, т. е. pg/po, тем меньше коэффициент сжатия в процессе этой
операции, следовательно, тем меньше смещение различных участков
порошка в металлической форме при прессовании. В связи с этим сле-
дует ожидать уменьшения неравномерности в распределении напряже-
ний на различных участках. Кроме того, как видно из формулы (3-4-3),
чем больше плотность р'о, тем лучше
текучесть, поэтому с точки зрения
однородности при заполнении метал-
лических форм также желательно
иметь большую р'о. Следовательно,
в обычных случаях желательно, что-
бы плотность заполнения р'о была
большой, особенно при изготовле-
нии сложных крупногабаритных эле-
ментов.
Однако если рассмотреть про-
цесс изготовления в массовом про-
изводстве конденсаторов в форме
тонких пластин, то можно заметить,
что чем выше р'о при постоянном дав-
Рис. Н-3-2. Зависимость <3w[w от w,
где w — масса заполняющих форму
гранул; й>—ее средняя величина;
с„.—стандартное отклонение. Число
проб .V — 30.
лении прессования, тем, очевидно,
меньше коэффициент сжатия, и следовательно, меньше глубина запол-
нения металлических форм перед сжатием. Однако когда толщина из-
делий слишком мала, то глубина металлической формы, заполненной
гранулами перед сжатием, также станет слишком малой, а разброс по
количеству гранулированного порошка, заполняющего форму, очевидно,
возрастет. В случае весовой дозировки при прессовании с уменьшением
р'о гранул возрастает объем металлической формы, который должен
быть заполнен. Следовательно, если рассматривать проблему с точки
зрения разброса в заполнении, то (только в случае прессования тонких
пластин или дисков) возникает вопрос, не полезна ли малая плотность
р'о- Для решения этого вопроса был проведен эксперимент с двумя
видами исходных порошков для получения ВаТЮз, отличающихся по
плотности р0.
Методика эксперимента была следующая. Цилиндрическую метал-
лическую форму диаметром 10 мм при постоянной глубине h несколько
десятков раз заполняли гранулами и каждый раз измеряли массу за-
полнения w, рассчитывали ее среднее значение w и стандартное откло-
нение aw. По горизонтальной оси на рис. 11-3-2 отложена масса за-
полнения
w =p0nR2h,
(11-3-1)
310
где 2R— диаметр металлической формы, а по вертикальной оси отло-
жены величины ow/w, %. Если масса заполнения w постоянна, то при
одном и том же давлении прессования она почти не зависит от плот-
ности р'о, а плотность после прессования получается примерно одина-
ковой, т. е. после прессования (а следовательно, и после обжига) по-
лучают заготовки стабильной толщины. Следовательно, величина <jw/w
непосредственно становится разбросом по толщине заготовки после
прессования, равным разбросу ио толщине заготовки после обжига.
Даже давление прессования различается в 3 раза — от 30 до 90 1ЧПа,
как будет показано в подпараграфе 11-3-3, разброс по массе aw/w не-
посредственно равен разбросу по толщине O//F. При рассмотрении
рис. 11-3-2 становится ясно следующее: если масса заполнения превы-
шает определенный предел (на рисунке он обозначен буквой L), то,
несомненно, с увеличением плотности р'о разброс в количестве запол-
няющего форму порошка уменьшается. Если же заполняющая масса
меньше L, то, наоборот, можно утверждать, что целесообразнее исполь-
зовать гранулы с малой плотностью р'о.
В случае прессования на установке, используемой автором, при
давлении примерно 100 МПа толщина заготовки, соответствующая мас-
се L, была примерно равна 0,4 мм. Эта величина, очевидно, зависит
от используемой установки, однако факт существования предела L
должен быть принят во внимание при массовом производстве.
11-3-3. ПРОБЛЕМЫ ПРЕССОВАНИЯ ПРИ МАССОВОМ ПРОИЗВОДСТВЕ
При производстве на заводе дисковые элементы для керамических
конденсаторов прессуют по нескольку десятков штук в минуту на авто-
матических или роторных прессах. Пусть при этом используют диско-
вую металлическую форму диаметром 11,5 мм и в массовом количестве
прессуют порошок спека ВаТЮ3 с истинной плотностью заполнения
р'о=1,4 г/см3. После проведения обжига у 50 элементов определяют
диаметр 2г и массу W, характеризующиеся, как показано на
Рис. 11-3-3. Прессование и обжиг в массовом производстве.
рис. 11-1-8,а и б, нормальным распределением и имеющие среднее зна-
чение и стандартное отклонение: 2г = 9,4516 мм, <з2г~0,0368 мм, о2г/27=
= 3,9%; 1F=2OO,84 мг, ото = 6,97 мг, cfw/3,46%.
Найдем среднее давление прессования и его разброс. Кроме того,
определим факторы, влияющие на разброс по толщине.
311
Рис. 11-3-4. Влияние давления прессования.
Зависимость истинной
плотности спрессованной за-
готовки p'g от давления
прессования показана на
рис. 3-3-1. Гранулы с истин-
ной плотностью заполнения
р'о засыпают в металличе-
скую форму диаметром 2R
на высоту h (рис. 11 -3-3,а).
Если предположить, что диа-
метр формы — величина по-
стоянная, а используемые
гранулы обладают хорошей
текучестью, то при постоян-
ной истинной плотности за-
полнения р'о единственной
переменной величиной будет,
очевидно, высота Л. Если
даже текучесть неравномер-
ная, то, очевидно, влияние
колебания высоты h гораз-
до значительнее. Если используют порошок спека, то истинная масса
заготовки после прессования (рис. 11-3-3,6) и обжига (рис. 11-3-3,в)
остается неизменной. В связи с этим получаем зависимость:
(11-3-2)
W = r.r4?s = т.РЧа' g =
Следовательно
X = -X = 3,46» [a.
W h 1
Далее, если прессование ведут при давлении Р, то степень сжатия
будет равна:
с = -^ = ^-. (11-3-3)
Таким образом получается изображенная на рис. 11-3-4 кривая с,
отражающая почти линейную зависимость. Пусть коэффициент усадки
при обжиге в направлении диаметра будет равен sr, а в направлении
толщины — St. Обычно sr и не равны: st несколько больше. Предпо-
ложим для простоты, что
И
qt = 1 - st= Т'
Многократные опыты показали, что данные, полученные при изме-
рении qt (в направлении толщины) и qr (в направлении диаметра),
определенным образом отличаются и эта разница зависит от материа-
ла и условий. Однако экспериментально известно, что qt в среднем на
3% меньше, т. е. qtlqr~№7-
В таком случае
^= /^/0,97?/, ^ = 0,97^ (11-3-4)
что можно выразить графически в виде зависимости qT и qt от давле-
ния прессования (рис. 11-3-4).
Итак, поскольку начальный диаметр формы 2R равен 11,5 мм, то
средний коэффициент усадки в направлении диаметра
sr = 2\~-2г = 17,7»/0; дг = 0,823.
Соответствующее этому среднее давление Р=136 МПа. Кроме то-
го, если по рисунку найти давление, соответствующее srzh'3os, то по-
лучим зг-)~3аб, = 16,8%, Зо^ =0,832, откуда Р = 233 МПа, и sr —
— Зо^ = 18,8%, qr — 3<y — 0,812, откуда P = 68 МПа.
Хотя эффективное давление, приложенное к порошку, поддержи-
вается постоянным, например, с помощью приборов, возникает такой
большой разброс, что, вероятно, объясняется истиранием стенок.
Рассмотрим, кроме того, толщину дисков. Как показано на
рис. 11-3-3, порошок, заполняющий форму, сначала сжимается в соот-
ветствии с коэффициентом сжатия при прессовании с, затем, очевидно,
происходит усадка только при обжиге (в qt раз). Таким образом, по-
лучаем:
t = licqt~hy. (11-3-5)
На рис. 11-3-4 изображена также зависимость y = cqt от Р. Если
по рисунку найти величины у±3су, соответствующие среднему давле-
нию прессования и его разбросу, то можно получить следующие оце-
ночные данные: z/ = 0,378, z/ + 3pa = 0,388, у—Зоу = 0,367,
0,388—-0,378 =Q)00352-
Таким образом, получаем:
0,93%.
В качестве эффектов, влияющих на толщину t, можно назвать не-
зависимые переменные h и у в формуле (11-3-5). Кроме того, если
использовать правило переноса погрешности, предполагая, что h и у
подчиняются нормальному распределению, то получим:
0/ , dt 7 -г —
-д^=У' t=hy’
(11-3-6)
отсюда
(11-3-7)
Таким образом, сопоставляя вышеприведенные значения aw/w и
Су/у, получаем:
Образуется следующая зависимость:
°? _ ан _ Зм _
(11-3-9)
313
Следовательно, даже принимая во внимание, что давление прессо-
вания колеблется от 70 до 240 МПа, т. е. изменяется в 3 раза и более,
фактором, оказывающим решающее влияние на разброс дисков по тол-
щине, служит заполнение их гранулами перед прессованием. Чтобы
понять причину почти полного отсутствия зависимости разброса от
давления прессования, очевидно, нужно отметить следующее. Когда
давление Р высокое, то велико сжатие при прессовании, однако усадка
при обжиге становится меньше. Когда же давление Р мало, то мало
сжатие, но усадка при обжиге возрастает. Один эффект уничтожает
другой. Следовательно, для уменьшения разброса по толщине необхо-
димо (см. подпараграф 11-3-4):
1) выбирать оптимальную кажущуюся плотность гранул, как это
показано в подпараграфе 11-3-2;
2) уменьшать разброс эффективной глубины заполнения металли-
ческих "форм h, например, подачей соответствующей вибрации при за-
полнении формы.
Рис. 11-3-5. Изменение наружного диаметра а и толщины
ки. Точками указаны величины, измеренные микрометром.
t трубки в процессе протяж-
Кроме перечисленных причин, конечно, появляются колебания
усадки, если температура обжига выдерживается не точно. Однако их
можно, очевидно, исключить, если контролировать несоответствие по
характеристикам и прочим показателям. В данном случае рассмотре-
ние ограничивается случаем правильной температуры обжига.
Керамические конденсаторы трубчатой формы, как было показано
в подпараграфе 7-3-1, изготовляют путем смешивания порошка с боль-
шим количеством связки, протяжки через цилиндрический мундштук
и резки на заданную длину после сушки. Трубчатый мундштук исти-
рается в процессе протяжки. При этом изменяются внутренний и на-
ружный диаметры и емкость конденсаторов.
Пусть наружный диаметр цилиндрического мундштука будет ра-
вен /?1, внутренний — Т?2, протягиваемое количество пластифицирован-
ного порошка — G. Степень истирания мундштука зависит от таких
факторов, как материал мундштука и вид исходных компонентов
(твердые компоненты истирают быстрее). Пример определения истира-
ния приведен в табл. 11-3-1, из которой следует, что в мундштуке
истирание внутреннего диаметра больше, чем наружного. Пусть на-
ружный диаметр керамической трубки после обжига будет "равен а,
314
а внутренний — b. Для какого-то определенного количества порошка G
разброс по наружному диаметру а укладывается в нормальное рас-
пределение, как это изображено на рис. 11-1-8,в. После практического
измерения и расчета величин а и оа при различном количестве порош-
ка G был построен график зависимости а и d±3oa от G, который по-
Размер цилиндров, полученных протяжкой
Таблица
е $ uh 1 1 KW Осо
i-Д
1 25 0,097 24,8 3,58 0,688 2,86 0,363 i 0,767 2,14 0,386 0,355
С 26 0, 101 23,9 I 3,62 0,694 2,87 0,375 0,725 2,06 0,399 0,352
1,27 0,104 23,2! 3,66 0,700 0,709 2,87 0,392 0,692 1,89 0,414 0,370
1,285 0,109 22,1 | 3,71 2,88 0,411 0,658 1,82 0,434 0,388
1,30 0 114 21,2 1 3,75 0,714 2,88 0,428 0,616 1,64 0,449 0,405
1,31 ОД 18 20,5 ; 3,79 0,720: 2,89 0,450 0,592 1,56 0,471 0,425
Расчетные Расчетные
0.1? величины O_LC величины
хЗ s: Д
казан на рис. 11-3-5,а. Сплошная и пунктирные линии связывают эти
средние измеренные величины и предполагаемые точки. Результаты
определения а и оа, взятые из рисунка при G равном 0, 100, 200, ...
..., 500 кг, приведены в табл. 11-3-1. Принимаем:
(11-3-10)
Тогда q можно выразить в виде произведения степени утоньшения при
вытягивании трубки сразу после выхода из мундштука qe (рис. 11-3-6)
на степень сжатия qs, найденную по коэффициенту усадки при обжи-
ге sa:
(11-3-11)
Величина oa/a, приведенная в табл. 11-3-1, уменьшается с ростом
G, что объясняется уменьшением q(! из-за увеличения промежутка
в свету у мундштука и малой величиной вызванного этим разброса.
Усадка происходит как по внутреннему, так и по наружному диа-
метрам, и можно полагать в первом приближении, что они одинаковы.
В таком случае, поскольку b=R2q и b — R2q, можно рассчитать внутрен-
ний диаметр, а толщина стенки цилиндра t может быть вычислена по
формуле
t = a^- = -~^q. (11-3-12)
Полагая, что
а
можно построить график изменений t и
315
i
J
t±3nt в зависимости от коли-
чества порошка G. как это показа-
но сплошной и пунктирными линия-
ми на рис. 11-3-5,5. Кружочками на
рисунке показаны величины, прак-
тически измеренные с помощью ми-
крометра, они лежат в пределах об-
ласти расчетных величин, что свиде-
тельствует о справедливости сде-
ланных выше допущений.
Далее рассмотрим эффект вы-
Рис. 11-3-6. Уменьшение наружного диа-
метра трубки сразу после протяжки.
тягивания трубки сразу после про-
тяжки. Когда осуществляют про-
тяжку из мундштука с постоянными
радиусами Ri и R2, то после протяжки как в аппаратах с горизонталь-
ным, так и с вертикальным выходом происходит некоторое удлинение
трубки, как это показано на рис. 11-3-6. Пусть длина Lo возрастет до
Li, тогда, если общий объем не изменяется (т. е. плотность протягивае-
мого материала постоянна), получим следующую зависимость:
-f (₽2i - R\) = (a‘> - а’г) Л = q2e № - R\) U (11-3-13)
следовательно,
Отсюда получаем:
Л = Ц>/<7ге. (11-3-15)
Пусть плотность исходного порошка за вычетом связки и воды бу-
дет равна р'о- Цилиндры, как известно, получают из трубки, вытянутой
до длины Li, путем нарезки на определенную длину Zi, поэтому истин-
ная масса исходного порошка W цилиндрического элемента становится
равной
lF = p'0-^(RS-К%)<72Л- (11-3-16)
Эта масса нс изменяется и после обжига. Если теперь предполо-
жить, что Rt, R2, р'о и Zi — величины постоянные, то получаем:
(11-3-17)
С другой стороны, наружный диаметр после обжига у этих эле-
ментов равен:
a=Riqeqe, (11-3-18)
и поскольку как W, так и а зависят от степени утоньшения qe, то меж-
ду ними должна существовать корреляция. Такая корреляция приве-
дена в табл. 11-3-2, где коэффициент корреляции г равен 0,399.
В действительности необходимо учитывать разбросы по q», h, р'о,
но даже если их не принимать во внимание, то наличие коэффициента
корреляции, равного примерно 0,4, подтверждает некоторое влияние
уменьшение диаметра трубки на разброс по диаметру после обжига.
316
Кроме того, существует зависимость между емкостью и истирани-
ем мундштука. Погонная емкость трубчатого конденсатора в соответ-
ствии с формулой (7-1-4) определяется выражением:
Со =-----2^—> ф/м- (11-3-19)
2,31g—
Таблица 11-3-2
Корреляция между диаметром а. и массой W керамических цилиндров
а, мм 3,55 3,60 I 3,65 | 3,70 1 3,75 | 3,80
W. г и1
vi -3 -2 -1 0 4-1 1 +2
0,21 +3 0 0 0 0 2 0
0,20 -Ь2 1 0 4 4 7 0
+ 1 0 1 8 16 6 0
0,19 0 0 0 8 14 6 1
—1 1 3 6 3 1 0
0,18 —2 2 0 1 0 0 0
-з 0 0 1 0 0 0
Если предположить, что соотношение между наружным и внут-
ренним диаметром, определяемое величинами qe и qs, не изменяется, то
Ri <2i а
Rz az b
Поэтому можно сделать вывод, что вытягивание сразу после про-
тяжки и усадка при обжиге на емкость Со не оказывает влияния.
В табл. 11-3-1 показано, как емкость Со изменяется в зависимости от
количества израсходованного пластифицированного порошка G: по ме-
ре истирания мундштука емкость становится меньше.
Кроме того, емкость керамического конденсатора определяется вы-
ражением
C = 8SCOZ. (11-3-20)
В случае формования протяжкой связки значительно больше, чем
в случае сухого прессования, что, вероятно, служит также причиной
более высокого разброса плотности ps у цилиндров после обжига, чем
у спрессованных элементов. Существует опасение, что разброс по ди-
электрической проницаемости у элементов, полученных протяжкой, бу-
дет больше, чем у спрессованных элементов (последний показан на
рис. 11-2-7), однако этот вопрос еще не исследовался.
11-3-4. ЭЛЕКТРОДЫ И ЕМКОСТЬ КОНДЕНСАТОРОВ
Если масса керамического элемента равна W, а количество нане-
сенного серебра — g, то суммарная масса М будет равна:
Al = U7+g. (11-3-21)
317
Если определять М и ом, а также W и ow из образцов той же пар-
тии, то, какой бы ни был порядок измерения образцов, из зависимости
°2M==0V + °2g (11-3-22>
находят Ug. Масса серебра g, естественно, определяется выражением
g = (11-3-23)-
Когда не знают этой простой зависимости, то каждый образец ну-
меруют, практически измеряют массу элемента Wj и массу после нане-
сения серебра рассчитывают gi=M{—и строят гистограмму.
На рис. 11-3-7 в виде гистограммы показано количество наносимо-
го на элемент серебра, определенного химически фирмой А примерно
в 1956 г. На дисковые керамические конденсаторы SL емкостью 100 пФ
наносили серебро, затем растворяли его азотной кислотой и определяли
Рис. 11-3-7. Рис. 11-3-8.
Рис. 11-3-7. Гистограмма величин массы серебра (определенного химически), нанесен-
ного на керамические диски для конденсаторов.
Рис. 11-3-8. Зависимость вязкости серебряной пасты от температуры. Определения про-
ведены на вискозиметре Штормера.
методом химического анализа. В то время покрытие на изделия нано-
сили вручную, регулировка температуры также была несовершенна,
этим и объясняется разброс в таком широком интервале: 3—12 мг.
Необходимость нанесения одинакового количества серебра становится
проблемой и с точки зрения получения идентичных характеристик, и
с экономической точки зрения. Можно предположить, что количество
наносимого серебра колеблется в зависимости от вязкости серебряной
пасты, па которую значительное влияние оказывает температура. На
рис. 11-3-8 приведена температурная зависимость вязкости пасты, опре-
деленной на вискозиметре Штормера, в котором используется способ-
ность жидкости разной вязкости менять число оборотов вращающегося
в ней диска. Однако поскольку при комнатной температуре вязкость
сохраняется постоянной, то для ее уменьшения остается только один
путь — разбавление растворителем. Из вышесказанного следует, что
значительное влияние на концентрацию серебряной пасты оказывает
сезон. Для предотвращения этого влияния работы проводят только
в помещениях с постоянными температурой и влажностью. Кроме того,
318
11-4. СРЕДНЯЯ ДОЛГОВЕЧНОСТЬ И НАДЕЖНОСТЬ
11-4-1. СРЕДНЯЯ ДОЛГОВЕЧНОСТЬ (MTTF)
Средняя долговечность — это среднее время эксплуатации до от-
каза. В последнее время надежности электронных компонент, исполь-
зуемых в вычислительных машинах, искусственных спутниках. Земли
и т. п., стали придавать важнейшее значение, надежность стала часто
употребляемым словом. На рис. 11-4-1 приведен график, построенный
Рис. 11-4-1. Испытания на долговечность керамических конденса-
торов из керамики ТЮ2 с характеристикой А'750. Испытания про-
водили при электрическом напряжении, в 3,5 раза превышающем
норму.
по вероятностной шкале Вейбулла. На нем приведены данные опытов
на долговечность, проведенных при температуре 145—285°С на кера-
мических конденсаторах N750, основным компонентом которых слу-
жит TiO2.
Если суммарный выход из строя выразить в виде
= 1 -/?(/)- 1 -ехр (....4^). (11-4-1)
то получим:
lnln~y-=mlnZ — In/». (11-4-2)
В соответствии с этим выражением по наклону прямых участков
линий находят величину т, которую называют параметром формы, 10—
320
параметром шкалы. Величина t в точке, где In 1п[1//?(/)]=0, равна ti,mo.
Если среднюю долговечность обозначить р, то рассчитать ее можно по
формуле
+ (Н-4-3)
где Г + — гамма-функция, ее значение находят из таблицы гамма-
функции по значениям (l + 1/m). Если т>1, то выход из строя со вре-
менем возрастает, если т<1—то наоборот, если т=1—выход остает-
ся все время постоянным. На рис. 11-4-1 можно увидеть, что при любой
температуре вначале число отказов почти стабильно, а начиная с не-
которого времени выход из строя резко увеличивается. Значения т и ц
на каждом прямом участке приведены на рисунке, р,, естественно, за-
висит от температуры и электрического напряжения.
11-4-2. ПРЕДСКАЗАНИЕ НАДЕЖНОСТИ
Каковы способы предсказания надежности керамических конденса-
торов? Если проводить испытание на долговечность, прикладывая при
высокой температуре более высокое, чем установлено, электрическое
напряжение, то выход из строя становится более интенсивным, а сред-
няя долговечность одновременно становится короче. На рис. 5-4-9 по-
казан пример того, как в экспериментах, связанных с крайне интенсив-
ным ухудшением характеристик, за несколько десятков секунд образец
доводят до разрушения. Для практического определения надежности
в рабочем состоянии находят опытные формулы, показывающие зави-
симость средней долговечности от температуры и электрического на-
пряжения, и отсюда рассчитывают температурный коэффициент уско-
рения Af и коэффициент ускорения под действием напряжения Av. Ло-
гарифм средней долговечности 1g ц, если приложенное электрическое
напряжение постоянно, обычно линейно зависит от изменения темпера-
туры. Если
= (11-4-4)
где Т — температура испытания на долговечность, а То — температура
применения, то из выражений
Р P-nZ~X ;
lg р. = lg щ — x lg .v (11 -4-5)
находят z. В случае керамических конденсаторов z = 1,82,2. Это по-
казывает, что в приближении удовлетворяется известное правило де-
сяти градусов, т. е. понижение долговечности на ‘/г с повышением тем-
пературы на 10°С. Другими словами, при повышении температуры на
100°С долговечность может понизиться на три порядка. Для керамиче-
ских конденсаторов ниже температуры 100°С р,= 104-^-106 ч, и для
испытаний на долговечность требуется длительное время, но при тем-
пературе 200—300°С ц — 1 ч-103 ч и можно обойтись кратковременными
испытаниями. Однако остается некоторое сомнение, можно ли темпе-
ратурную зависимость р, определенную в интервале 200—300°С, непо-
средственно экстраполировать до обычных температур и полученную
величину использовать в качестве средней долговечности при обычных
21—657 321
температурах. В частности, в случае конденсаторов из BaTiO3 следует
учитывать, что выше и ниже точки Кюри Тс, как было показано в под-
параграфах 5-4-1 и 5-4-2, механизм ухудшения характеристик совер-
шенно различен.
Известна следующая зависимость средней долговечности от элек-
трического напряжения:
р. = И1(11-4-6)
Судя по опубликованным данным, для керамических конденсато-
ров п, по-видимому, имеет значение примерно от 2 до 5. В случае кон-
денсаторов из керамики ВаТЮ3 остается вопрос, можно ли и при
обычной температуре использовать величину п, определенную при вы-
сокой температуре. В связи с этим надежнее, когда величина п оцени-
вается по возможности при более низкой температуре.
11-4-3. ИЗУЧЕНИЕ УХУДШЕНИЯ ХАРАКТЕРИСТИК КЕРАМИЧЕСКИХ КОНДЕНСАТОРОВ
В РАБОЧЕМ СОСТОЯНИИ
Вопрос об ухудшении характеристик керамических конденсаторов
из ВаТЮз при их практическом использовании крайне интересен и ва-
жен, однако исследования в
l-x-iO'4 этой области неизвестны. Ав-
тор снял конденсаторы типа
YY, имеющие состав, близкий
к чистому ВаТЮз, с военной
аппаратуры связи (SCR-610),
изготовленной в США между
1943 и 1953 гг. и исследовал
у них ухудшение характери-
стик [68.] Исследования про-
Срок службы .годы
Рис. 11-4-2. Рис. 11-4-3.
Рис. 11-4-2. Срок службы и ухудшение tg 6 конденсаторов из керамики ВаТЮз.
Рис. 11-4-3. Срок службы и сопротивление изоляции кондесаторон из керамики ВаТЮз.
322
водились в 1957 г., так что с 1943 г. прошло почти 15 лет. Воен-
ное назначение предопределяет, очевидно, довольно жесткие усло-
вия применения. Трубчатый конденсатор длиной 27 мм, диаметром
7,9 мм и толщиной стенки 0,6 мм имел емкость 0,005 мкФ и рабочее
напряжение 300 В постоянного тока. В военной аппаратуре связи год
и месяц изготовления последовательно обозначают буквами А, В, Н, J,
К, L, по этим данным можно выявить время изготовления. Конденса-
торы использованы в качестве шунта, в одном аппарате их находилось
примерно 20 шт. Изучение проводилось на 150 образцах, примерно по
20 шт. приходилось на каждый год изготовления.
Как показано на рис. 11-1-1 и 11-1-2, и сопротивление изоляции R,
и tgd укладываются в логарифмически нормальное распределение. На
рис. 11-4-2 представлены результаты определения tg б конденсаторов,
изготовленных в различные годы. Наблюдается тенденция к ухудшению
tg д с годами. На рис. 11-4-2,6 и в сплошными линиями показано изме-
нение рассчитанных средних величин Igtgd и стандартного отклоне-
ния о. По этим данным, используя таблицу нормального распределе-
ния, построили изображенный па рис. 11-4-2,г график, показывающий
приходящуюся на предполагаемые годы применения долю образцов,
имеющих tg6 больше 500-10~4, больше 250-10-4 и больше 100-10~4.
Такой же расчет был проведен и в отношении сопротивления изо-
ляции (рис. 11-4-3). Сопротивление изоляции, как показано на
рис. 11-1-7, значительно отклоняются от логарифмически нормального
распределения, и наблюдается определенное ухудшение сопротивления
изоляции, однако это, возможно, вызвано тем, что смешаны конденса-
торы, работавшие в схеме при постоянном напряжении, и конденсаторы,
не подвергавшиеся действию такого напряжения.
Техника изготовления конденсаторов, безусловно, с годами про-
грессировала, поэтому приведенные выше данные распределять по го-
дам в виде зависимости ухудшения характеристик от числа лет работы,
понятно, нельзя. Однако, судя по военной продукции США, сначала
несомненно были партии изделий, соответствующие стандартам MIL
или JAN, поэтому приведенные выше данные приобретают, по-видимо-
му, в какой-то мере справочный характер.
В заключение автор выражает надежду, что подобные исследова-
ния будут серьезно проводить работники радио- и телевизионной про-
мышленности.
21*
приложения
1. Атомные и молекулярные массы
Наименование Химическая формула Атомная | кулярная | Наименование Химическая формула Атомная или моле- кулярная
А 1 И
Алюминий А1 26,98 101,96 Индий In 114,82
окись А120з окись In2O 245,64
МУЛЛИТ 3Al2O3-2SiO2 426,06 । Иод J2 253,80
Иттрий Y 88,91
Б окись Y2O3 225,82
Барий Ва 137,34
ОКИСЬ ВаО 153,34 к
вольфрамат BaWO, 369,19 Кадмий Cd 112,40
карбонат ВаСОз 197,35 ниобат Cd2Nb2O7 522,61
станнат BaSnOj 304,03 сульфид CdS 114,46
титанат ВаТЮз 233,24 Калий 39,10
цирконат BaZrO3 276,56 дигидро- KH2PO4 136,07
Бериллий Be 9,01 25,01 фосфат
окись ВеО (КИР) карбонат К2СОз 138,20
В ниобат KNbOj 180,01
Ванадий у 50,44 танталат КТаОз 268,05
пятиокись v2os 181,88 Кальций Ca 40,08
Висмут трехокись ПЯ1ИОКИСБ Bi Bi 2 Оз Bi2O5 208,98 465,96 497,96 окись вольфрамат карбонат CaO CaWO3 СаСОз 56,08 287,93 100,08
станнат титанат цирконат Bi2(SnO3)3 В12(Т10з), В1г(2гОз)з ' 918,06 ; 705,66 835,62 станнат титанат цирконат CaSnO3 СаТЮз CaZrO, 206,77 135,98 179,30
ВольфрахМ W 183,85 Кислород O2 32,0
окись WO3 231,85 Кобальт Со2Оз 58,93
окись 165,87
г титанат СоТЮз 154,83
Галлий ' Кремний Si 28,09
Ga 69,72 окись SiO2 60,09
окись Ga2O3 187,44 карбид SIC 40,10
Гафний Hf 178,49
Германий Ge 72,59 Л
окись двуокись GeO GeO2 88,59 104,59 Лантан окись La La2O3 138,91 325,82
д Литий Li 6,939
Диспрозий карбонат Li2CO3 73,89
Dy 162,51 ниобат LiNbO3 147,85
окись Dy2O3 373,02 силикат LiO-2SiO2 143,12
X танталат LiTaO, 235,89
Железо Fe 55,85 М
закись FeO 71,85 Магний Mg 24,31
закись- Fe3O4 231,55 окись MgO 40,31
окись Fe2O3 карбонат MgCO, MgO-SiOa 84,32
окись 159,70 силикат 100,40
титанат FeTiOj 151,75 титанат MgTiO, 120,21
цирконат , Mgz Юз 163,53
<5 кордиерит 21VlgO-2Al2O3-5SiO2 584,99
Золото Au 196,97 441,93 Тальк 4MgO.4SiO2-H2O 419,60
окись Au2O3 Форстерит Шпинель 2MgO-SiO2 MgO'Al2O3 140,71 142,27
324
П родолжение приложения
Наименование Химическая формула Атомная или .моле- кулярная Наименование Химическая формула Атомная или моле- кулярная
Марганец Мп 54,94 Стронций Sr 87,62
ОКИСЬ Мп2О3 157,88 окись SrO 103,62
двуокись МпО2 86,94 карбонат SrCO3 147,63
карбонат МпСОз 114,95 150,84 силикат SrSiOs 163,70
титанат МпТЮз сганнат SrSnO3 254,31
Медь Си 63,54 титанат SrTiO3 183.52
ОКИСЬ СиО 79,54 цирконат SrZrOa 226,84
Молибден Мо 95,94 Сурьма Sb 121,75
Мышьяк A-S4- 299,64 окись Sh2O3 291,50 502,46
ОКИСЬ AS2O3 197,82 1 иодид Sbl3
Натрий Na 22,99 1 г Тантал Ta 180,95
гидроокись NaOH 40,00 пятиокись Ta2O3 441,90
карбонат Na2CO3 105,99 Ааллии T1 204,37
ниобат NaNbOs 163,90 ' окись TJ2O3 456,74
танталат NaTaO, 251,94 | Титан Ti 47,90
Неодим Nd 144,24 | двуокись TiO2 79,90
ОКИСЬ Nd2O3 336,48 : ТорИЙ Th 232,04
оксалат Nd2(C2O4J3-10H2O 732,48 двуокись ThO2 264,04
Никель Tsi 58,71
ОКИСЬ NiO 74,71 J7
станнат NiSnOj 225,40 Углерод | окись двуокись
титанат цирконат Ниобий NiTiOs NiZrOj Nb 154,61 197,93 92,91 CO CO2 28*01 44,01
пятиокись Nb2O5 265,81 Ф
0 Фосфор P 30,974
Олово пятиокись P2o5 141,95
Sn 118,69 Фтор f2 38,00
окись SnO 134,69 гидрид FH 20,01
с А'
Самарий Sm 150,35 Хром Cr 52,00
окись Sma03 348,70 закись CrO 68,00
Свинец Pb 207,19 трехокись CrO3 100,00
закись Pb2O 430,38 окись Cr2O3 152,00
окись PbO 223,19
гафнат PbllfOj 433,68 11
ниобат основной карбонат силикат титанат ферротан- Pb2Nb2O7 (РЬСОз)2 Pb(OH)2 PbO-SiO2 PbTiO3 Pb(FeTa)1/2O8 712, 19 775,59 283,28 303,09 373,59 Церий двуокись оксалат окись карбонат CeO2 Ce(C2O4)3-9H2O Zn ZnO ZnCO3 140,12 172,12 556,18 65,37 81,37 125,37
цирконат Сера хлорид PbZrOa S S2C12 346,41 32,06 135,03 । сульфид титанат Цирконий ZnS ZnTiO3 Zr ZrO2 97,45 91,*22
Серебро Ag 107,87 двуокись
окись AgaO 231,74
карбонат Ag2CO3 275,75 i 167,26
нитрат AgNO3 169,87 1 Эрбий Er
хлорид AgCl 143,32 ! ОКИСЬ Er2O3 j 382,52 1
320
g 2. Таблица нормального распределения
, ; „ I . 2
0,0 0,00000 0,00399 0,00798
0,1 0,03983 0,043-’0 0,04776
0,2 0,07926 0,08317 0,08706
0,3 0,11791 0,12172 0,12552
0,4 0,15542 0,15910 0,16276
0,5 0,19146 0,19487 0,19847
0,6 0,22575 0,22907 0,23237
0,7 0,25804 0,26115 0,26424
0,8 0,28815 0,29103 0,29389
0,9 0,31594 0,31859 0,32121
1,0 0,34135 0,34375 0,34614
1,1 0,36433 0,36650 0,36864
1,2 0,38493 0,38686 0,38877
1,3 0,40320 0,40490 0,40658
1,4 0,41924 0,42073 0,42220
1,5 0,43319 0,43448 0,43574
1,6 0,44520 0,44630 0,44738
1,7 0,45543 0,45637 0,45728
1,8 0,46407 0,46485 0,46562
1,9 0,47128 0,47193 0,47257
3 4 G 7 8 9
0,01197 0,01595 0,01994 0,02392 0,02790 0,03188 0,03586
0,05172 0,05567 0,05962 0,06356 0,06750 0,07142 0,07535
0,09095 0,09484 0,09871 0,10257 0,10642 0,11026 0,11409
0,12930 0,13307 0,13683 0,14058 0,14431 0,14803 0,15173
0,16640 0,17003 0,17365 0,17724 0,18082 0,18439 0,18793
0,20194 0,20540 0,20884 0,21226 0,21566 0,21904 0,22241
0,23565 0,23891 0,24215 0,24537 0,24857 0,25175 0,25490
0,26731 0,27035 0,27337 0,27637 0,27935 0,28231 0,28524
0,29673 0,29955 0,30234 0,30511 0,30785 0,31057 0,31327
0,32382 0,32639 0,32894 0,33147 0,33389 0,33646 0,33891
0,34850 0,35083 0,35314 0,35543 0,35769 0,35993 0,36214
0,37076 0,37286 0,37493 0,37698 0,37900 0,38100 0,38298
0,39065 0,39251 0,39435 0,39617 0,39796 0,39973 0,40148
0,40824 0,40988 0,41149 0,41309 0,41466 0,41621 0,41774
0,42364 0,42507 0,42647' 0,42786 0,42922 0,43056 0,43189
0,43699 0,43822 0,43943 0,44062 0,44179 0,44295 0,44408
0,44845 0,44950 0,45053 0,45154 0,45254 0,45352 0,45449
0,45818 0,45907 0,45994 0,46080 0,46164 0,46246 0,46327
0,46638 0,46712 0,46784 0,46856 0,46926 0,46995 0,47052
0,47320 0,47381 0,47441 0,47500 0,47558 0,47615 0,47670
с. !!!!!!!!!!! ? £ ° S = 111
HiiiiHH! j о о о о о о о о о О о
- HlilHtht о о оо о о о о о о о
£ 2 S S « S §
о о о о о о о о о о о
|Ш| ШШ о о о' о о о o' о о" о о
!!!!!!!!!!! £ 1 ИНН
ннинив о о о о" о о" о о о о о
о. о а о о о осооо'о" - £ ". £ °. ".
- IIOI titlii с С О С О О С О о о о £ 1 iillii с" о о о о о °-«- о-
- HlilHOii о с" о о о о о о о о" о
- см- о? el oi ем- ci см- см- ci ci «
СПИСОК ДОПОЛНИТЕЛЬНОЙ ЛИТЕРАТУРЫ К РУССКОМУ ИЗДАНИЮ
7'2. Абрамсон И. Д. Керамика для авиационных изделий. М„ Оборонгиз, 1963.
249 с. с ил.
73. Ананьева А. А. Керамические приемники звука. М., Изд-во АН СССР, (1'963.
178 с. с ил.
74. Практикум по технологии керамики и огнеупоров. М., Госстройиздат, 1972.
3&1 с. с ил. Авт.: Бакунов В. С., Балкевич В. Л., Гузман И. Я. и др.
75. Балкевич В. Л. Техническая керамика. М„ Госстройиздат, 1968. 200 с. с ил.
76. Батыгин В. Н., Метелкин И. И., Решетников А. М.—Вакуумно-плотная кера-
мика и ее спаи с металлами. М., «Энергия», 1973. 400 с. с ил.
77. Барашенков Г. И. Электроизоляционная аппаратная керамика. М., ВНИИЭМ,
78. Белянкин Д. С., Лапин Д. В., Торопов Н. А. Физико-химические системы сили-
катной технологии. (М„ Промиздат, .1954. 372 с. с ил.
79. Грибовский П. О. Горячее литье керамических изделий. М„ Госэнергоиздат,
1961, 446 с. с ил.
80. Бережной А. И. Ситаллы и фотоситаллы. IM., 'Машиностроение, 1966.
81. Технология производства электроизоляционных .материалов и конструкций. М.,
«Энергия», 1964. 435 с. с ил. Авт.: О. IB. Бобылев, И. Г. Дроздов, Н. В. Никулин и др.
82. Богородицкий Н. П., Пасынков .В. В., Тареев Б. М. Электротехнические мате-
риалы. М„ «Энергия», '1969. 408 с. с ил.
83. Богородицкий Н. П., Фридберг Н. Д. Электрофизические основы высокочастот-
ной керамики. М„ Госэнергоиздат, ’1958. 492 с. с ил.
84. Будников П. П., Булавин К. А., Выдрик Г. А. и др. Новая керамика. М„ Гос-
стройиздат, 11969. 31'1 с. с ил.
85. Будников П. П., Гинстлинг А. М. Реакция в смесях твердых веществ. М.,
Госстройиздат, '1971. 488 с. с ил.
86. Химическая технология керамики’и огнеупоров. М., Госстройиздат, 1972. 551 с.
с ил. Авт.: Будииков П. П., Балкевич В. Л., Бережной А. С. и др.
87. Вариконды в электронных импульсных схемах. Под ред. В. Ю. Буямбенко.
М., «Советское радио», 19711. 276 с. с ил.
88. Гегузин Я- Е. Физика спекания. М., '«Наука», 1967. 360 с. с ил.
89. Гийо Р. — Проблема измельчения материалов и ее развитие. Пер. с франц,
под ред. Г. С. Колакова. 'М., Госстройиздат, 1964. 412 с. с ил.
90. Глозман И. А. Пьезоэлектрические материалы в электронной технике. М.,
«Энергия», 1965. 192 с. с ил.
91. Глозман И. А. |Пьезокерамика. М., «Энергия», 1972. 288 с. с ил.
92. Грибовский П. О. Керамические твердые схемы. М., «Энергия», 1971. 400 с.
400 с. с ил.
93. Жёлудев И. С. Основы сегнетоэлектричества. М., Атомиздат, '1973. 477 с. с ил.
94. Журавлев Г. И. Химия и технология ферритов. Л., «Химия», 4970. 131 с.
95. Казарновский Д. И. Сегнетокерамические конденсаторы. М., Госэнергоиздат,
1956. 22’3 с. с ил.
96. Кайнарский И. С. Процессы технологии огнеупоров. М„ «Металлургия», 11969.
350 с. с черт.
97. Кингери У. Д. Введение в керамику. Пер. с англ, под ред. П. П. Будникова,
Д. М. Полубояринова. IM., Госстройиздат, 11964. 499 с. с ил.
98. Спецпрактикум по сегнето- и пьезоэлектрикам. Под ред. А. П. Любимова и
В. М. Петрова, М„ М1ИСИС, 4968. 1178 с. с ил.
99. Моргулис М. Л. Вибрационное измельчение материалов. Л., Госстройиздат,
1957. 105 с. с ил.
331
100. Никулин Н. В., Кортнев В. В. Оборудование и технология производства элек-
трокерамических конструкций. М., «Энергия», 1969. 416 с. с ил.
101. Огнеупорное производство. Справочник. М., «Металлургия», 1965. 578 с. с ил
102. Павлушкин Н. М. Основы получения ситаллов. Части I, II. М., МХТИ
им. Д. И. Менделеева, 1967. 167 с. с ил. и 209 с. с ил.
103. Петров В. М. Диэлектрические измерения сегнетоэлектриков. МИСИС, 1972.
154 с. с ил.
104. Петров В. М. Изв. АН СССР, сер. физ.. 1955, 29, Xs 6, 933.
•105. Полубояринов Д. Н., Балкевич В. Л., Попильский Р. Я. Высокоглиноземистые
керамические и огнеупорные материалы. М., Госстройиздат, 1960. 232 с. с ил.
106. Поляризация пьезокерамики. Под ред. Е. Г. Фесенко. Ростов-на-Допм, Изд-во
РГУ, 1968. 135 с. с ил.
107. Попильский Р. Я.. Кондрашов Ф. В. Прессование керамических порошков.
М„ «Металлургия», 4968. 272 с. с ил.
108. Процессы керамического производства. Под ред. У. Д. Кингери. Пер. с англ,
под ред. П. П. Будникова. М., Изд-во иностр, лит. 1960. 280 с. с ил.
109. Процессы производства титана и его двуокиси. Под ред. Н. В. Агеева. М.,.
«Наука», 1973. 222 с. с ил.
110. Радиокерамика. Под ред. II. П. Богородицкого, В. В. Пасынкова. М.. Госэнер-
гоиздат, 1963. 554 с. с ил.
111. Рабкин А. М., Соскин С. А., Эпштейн Б. М. — Ферриты. М. — Л., «Энергия»,
1968. 384 с. с ил.
1'12 . Самсонов Г. В., Ковальченко М. С. Горячее прессование. Киев. Гостехпздат,.
1962. 212 с. с ил.
113. Серова И. А., Случевский В. С., Стрелец П. Л. Производство керамических
пьезоэлементов. Судпромгиз, 1959. 100 с. с ил.
114. Ситидзё Ю., Сато X. Ферриты. Пер. с япон. под ред. И. И. Петрова. М.,
«Мир», 1964. 408 с. с ил.
115. Смажевская Е. Г., Фельдман Н. Б. Пьезоэлектрическая керамика. М., «Со-
ветское радио», 1971. 199 с. с ил.
116. Сегнетоэлектрики и антисегнетоэлектрики. «Наука», 1971. 476 с. с ;:л. Авт.:
Смоленский Г. А., Боков В. А., Исупов В. А. и др.
117. Сонин А. С., Струков Б. А. Введение в сегнетоэлектричество. М.. 'Высшая
школа», 1970. 272 с. с ил.
418. Справочник по электротехническим материалам. Т. 2. Под ред. Ю. В. Кориц-
кого, В. В. Пасынкова, Б. М. Тареева. М., «Энергия», 1974 , 616 с. с ил.
119. Титанат бария. М., «Наука», 1973. 264 с. с ил.
120. Торопов Н. А., Барзаковскнй В. П. Высокотемпературная химия силикатов,
и других окисных систем. М. — Л., Изд-во АН СССР, 496’3. 1’58 с. с черт.
121. Титанат бария. Ростов-на-Дону, Изд-во РГУ, 4969. 214 с. с ил.
122. Фесенко Е. Г. Семейство перовскита и сегнетоэлектричество. М., Атомиздат,
1972. 248 с. с ил.
123. Хиппель А. Р. Диэлектрики п их 'применение. Пер. под ред. Д. М. Казарнов-
ского, Госэнергоиздат, '1959. 336 с. с ил.
124. Хиппель А. Р. Диэлектрики и волны. Пер. с англ, под ред. И. Г. Дроздова.
М., Изд-во иностр, лит., 1960. 43'8 с. с ил.
Г25. Ходаков Г. С. Основные методы дисперсионного анализа порошков. М.,
Стройиздат, 1968.
126. Черепанов А. М„ Тресвятский С. Г. Бысокоогнеупорные материалы и изделия
из окислов. М., «Металлургия», 4964. 400 с. с ил.
127. Шаталова И. Г., Горбунов Н. С., Лихтман В. И. Физико-химические основы
вибрационного уплотнения порошковых материалов. М., «Наука», 1965. 463 с. с ил.
128. Шефтель И. Т. Терморезисторы. М., «Наука». 1973. 415 с. с ил.
129. Шольц Н. Н., Пискарев К. А. Ферриты для радиочастот. М., «Энергия», 1967.
130. Яффе Б., Кук У., Яффе Г. Пьезоэлектрическая керамика. Пер. с аигл. под
ОГЛАВЛЕНИЕ
Предисловие к русскому изданию ............................................. 3
Предисловие автора к русскому изданию....................................... 5
Глава первая. КЕРАМИЧЕСКИЕ ДИЭЛЕКТРИКИ................................ . 6
1-1. Диэлектрики............................................................. 6
1-2. Сегнетоэлектричество....................................................10
1-3 Керамические материалы..................................................18
1-4. Современные области применения керамических диэлектриков .... 23
1-4-1. Керамические конденсаторы ... 23
1-4-2. Керамические пьезоэлектрические материалы.........................28
1-4-3. Керамические электроизоляционные материалы........................29
Глава вторая. ВВЕДЕНИЕ В ТЕХНОЛОГИЮ КЕРАМИКИ .... 29
2-1. Общие сведения о способах изготовления..................................29
2-1-1. Способы изготовления .............................................29
2-1-2. Принципиальная технологическая схема изготовления .... 31
2-2. Исходные компоненты для керамических диэлектриков.......................32
2-2-1. Общие сведения об исходных компонентах............................32
2-2-2. Подробные сведения об исходных компонентах........................32
2-3. Составление шихты и смешивание исходных компонентов.....................43
2-3-1. Составление шихты ... 43
2-3-2. Смешивание .......................................................44
2-3-3. Обезвоживание и сушка.............................................46
2-3-4. Измельчение материала после предварительного обжига .... 47
2-4. Гранулирование........................................................ 47
2-4-1. Связки ...........................................................47
2-4-2. Способы гранулирования............................................48
2-5. Прессование.............................................................49
2-5-1. Обычные методы сухого прессования.................................49
2-5-2. Способы формования при промышленном производстве..................50
2-6. Обжиг ..................................................................51
2-6-1. Печи для обжига...................................................51
2-6-2. Режим подъема температуры при обжиге..............................54
Глава третья. ГРАНУЛИРОВАНИЕ И ПРЕССОВАНИЕ ПОРОШКОВ
ИСХОДНЫХ КОМПОНЕНТОВ.........................................................56
3-1. Свойства порошков исходных компонентов..................................56
3-1-.1. Зерновой состав и форма первичных зерен..........................56
3-1-2. Зерновой состав измельченного снека исходных компонентов ... 57
3-2. Прессование........................................................... 58
3-2-1. Значение прессования.............................................58
3-2-2. Зависимость степени сжатия от давления прессования...............60
3-3. Влияние связки на электрофизические характеристики керамических ди-
электриков ............................................................ 62
3-3-1. Плотность заготовок после прессования и обжига...................62
3-3-2. Механическая прочность спрессованной заготовки...................64
3-3-3. Пористость и статическая электрическая прочность керамики ... 65
3-3-4. Восстановительное действие связки................................68
3-3-5. Оптимальное количество связки....................................69
3-4. Гранулирование порошков..................................................Л
3-4-Л. Влагосодержание, насыпная масса и текучесть гранулированного по-
рошка ..............................................................;• 70
3-4-2. Зависимость между плотностью заполнения и текучестью порошков
с различным размером гранул............................................72
3-4-3. Оптимальные свойства гранул.......................................75
3-5. Распределение напряжений в спрессованной заготовке......................75
3-5-1. Прессование в кольцевой металлической форме.......................75
3-5-2. Распределение напряжений в цилиндрической спрессованной заготовке 77
3-5-3. Гидростатическое прессование.................................... 79
Глава четвертая. ТЕХНОЛОГИЯ ОБЖИГА И СПЕКАНИЯ ... 83
4-1. Процесс перехода от спрессованной заготовки к твердому телу .... 83
4-2. Твердофазные реакции....................................................87
4-2-1. Диффузия..........................................................87
333
4-2-2. Формула скорости реакции по Яндеру..................... . . 89
4-3. Изменение массы в процессе обжига.......................................91
4-3-4. Способы определения изменения массы при высоких температурах . 91
4-3-2. Энергия активации...................................................92
4-3-3. Кривые X— Т................................................„ . . 93
4-3-4. Расчет скорости выделения СО2.......................................94
4-3-5. Испарение влаги и разложение связки в процессе обжига ... 96
4-4. Расширение и усадка образцов в процессе обжига.........................99
4-4-1. Установка для измерения расширения и усадки в процессе обжига . 99
4-4-2. Расширение и усадка в процессе обжига..............................100
4-4-3. Кривые расширения-усадки...........................................102
4-5. Испарение РЬО при высокой температуре...................................108
4-5-4. Опыты определения испарения РЬО....................................109
4-5-2. Способы обжига свинецсодержащих материалов с высокой диэлектри-
ческой проницаемостью.................................................ИЗ
4-6. Изменение механической прочности в процессе обжига.......................115
4-6-1. Изменение прочности па изгиб.......................................115
4-6-2. Изменение других механических характеристик........................117
4-7. Изменение электрических характеристик в процессе обжига..................118
4-7-1. Изменение электрического сопротивления в процессе обжига . . . 118
4-7-2. Изменение диэлектрической проницаемости в процессе усадки . . . 120
4-8. Заключение...............................................................122
Г л а в а п я т а я. МИКРОСТРУКТУРА КЕРАМИКИ...............................125
5-1. Свойства границ зерен..................................................125
5-2. Рост зерен и свойства их границ........................................126
5-2-4. Теория роста зерен...............................................126
. 5-2-2. Электрические характеристики границ зерен........................129
5-3. Поляризация сегнетоэлектрической керамики..............................131
5-3-1. Виды поляризации сегнетоэлектрической керамики...................132
5-3-2. Миграционная поляризация и старение..............................137
5-3-3. Способы поляризации . 145
5-4. Электрическая прочность сегнетокерамики и ее понижение.................147
5-4-1. Пробой при температуре ниже точки Кюри...........................147
5-4-2. Пробой при температуре выше точки Кюри...........................148
5-4-3. Условия обжига и электрическая прочность в '.постоянном поле . . 154
5-5. Микроструктура и диэлектрические характеристики........................155
5-5-1. Керамическая смесь, содержащая фазу с высокой Диэлектрической
проницаемостью и фазу с низкой диэлектрической проницаемостью . 156
5-5-2. Керамика в виде смеси двух фаз с высокой диэлектрической прони-
цаемостью, отличающихся точками Кюри...............................161
5-5-3. Техника управления твердофазными реакциями.......................170
Глава шестая. ГОРЯЧЕЕ ПРЕССОВАНИЕ...........................................172
6-1. Особенности метода горячего прессования....................................172
6-2. Методы горячего прессования................................................173
6-2-1. Установка для горячего прессования..................................173
', 6-2-2. Технология горячего прессования....................................174
6-3. Спекание при горячем прессовании...........................................175
6-3-1. Спекание В12(2гО3)3 175
6-3-2. Горячее прессование керамики РЬ(Тао,5Еео,з)Оз.....................177
6-3-3. Спекание керамики в системе Pb(Ti, Zr)O3 при горячем прессовании
по методам DP и SP.....................................................179
6-3-4. Особенности опекания горячим прессованием керамики PbZrO3 . . 184
6-3-5. Процесс спекания ВаТЮз посредством горячего прессования . . 189
V 6-4. Достоинства и недостатки горячего прессования...............................189
Глава седьмая. КЕРАМИЧЕСКИЕ КОНДЕНСАТОРЫ.................................197
7-1. Принцип действия конденсатора.......................................197
7-2. Керамические конденсаторные материалы...............................200
7-2-1. Керамические конденсаторные материалы для температурной компен-
сации ........................................................ ..... 200
7-2-2. Конденсаторные материалы с высокой диэлектрической проницаемостью 203
7-3. Изготовление керамических конденсаторов.............................209
7-3-1. Изготовление конденсаторных элементов.........................209
7-3-2. Электроды для конденсаторов....................................210
334
7-3-3. Изготовление конденсаторов да конденсаторных элементов . . . 213
7-4. Стандарты и характеристики керамических конденсаторов...................213
7-4-1. Стандарты на малогабаритные керамические конденсаторы . . . 213
7-4-2. Использование температурной зависимости диэлектрической проницае-
мости для термокомпенсации..........................................215
7-4-3. Влияние электрического напряжения и пробой керамических конден-
саторов ............................................................216
7-4-4. Влагостойкость....................................................220
7-4-5. Частотные характеристики............................................221
7-4-6. Ток абсорбции и сопротивление изоляции..............................223
7-4-7. Ухудшение характеристик и долговечность.............................226
Глава восьмая. КЕРАМИЧЕСКИЕ ПЬЕЗОЭЛЕМЕНТЫ............228
8-1. Явление пьезоэлектричества............................................228
8-1-1. Пьезоэлектрические константы....................................228
8-1-2. Коэффициент электромеханической связи..........................229
8--1-3. Виды колебаний и пьезоэлектрические константы..................230
8-1-4. Метод резонанса — антирезонанса для определения пьезоэлектрических
констант............................................. . i ; 233
8-2.' Пьезокерамические материалы..........................................235
8-2-Г, Керамика' твердых растворов на основе ВаТЮ3...............236
8-2-2. Керамика твердых растворов в системе PbZrO3—РЬТЮ3 .... 237
8-2-3 Другие виды пьезокерамики..................................241
8-3. Способы изготовления пьезоэлементов.................................. 246
8-3-11. Способы формования трубчатой керамики....................246
8-3-2. Методы обжига керамики системы ЦТС........................248
8-3-3. Шлифование керамики по плоскости и по шарообразной поверхности 249
8-3-4. Изготовление сверхминиатюрных вибраторов путем ультразвуковой
обработки........................................................252
8-4. Применение пьезоэлементов........................................... 253
8-4-1. Ультразвуковые вибраторы........................................253
8-4-2. Биморфы.........................................................255
8-4-3. Генерация высокого напряжения ..................................255
8-4-4. Применение для фильтров.........................................257
8-4-5. Применения для других целей.....................................259
Г л.а в а девятая. ПРОЧИЕ КЕРАМИЧЕСКИЕ МАТЕРИАЛЫ ? ... 260
9-1. Полупроводники на основе ВаТЮз.......................................260
9-1-1. Общие сведения о полупроводниках на основе ВаТЮ3................260
9-1-2. Конденсаторы из полупроводикового ВаТЮ3........................270
9-4-3. Конденсаторы из керамики с барьерным слоем......................272
9-2. Ситаллы.....................................................: : : 274
9-2-1. Общие данные о ситаллах..........................................
9-2-2. Ситаллы с сегнетоэлектрическими свойствами.......................
9-3. Высокочастотная электроизоляционная керамика...........................
9-3-1. Стеатитовая керамика.............................................
9-3-2. Форстеритовая керамика...........................................
9-3-3. Глиноземистая керамика...........................................
9-3-4. Бериллиевая керамика.............................................
9-3-5. Прочая электроизоляционная керамика..............................
Глава десятая. МЕТОДЫ ИСПЫТАНИЙ КЕРАМИКИ......... 280
10-1. Контроль качества порошков.....................................
10-1-1. Определение влагосодержания..................................
10-1-2. Определение гранулометрического состава......................
10-1-3. Определение удельной поверхности.............................
10-2. Керамические свойства...............................................
10-2-4. Определение плотности........................................
10-2-2. Определение водопоглощения...................................
10-3. Механические характеристики.........................................
10-3-1. Определение скорости звука и упругих постоянных..............
ГО-3-2. Механическая прочность.......................................
10-3-3. Определение твердости........................................
10-4. Металлографический и электронный микроскопы.........................
10-441. Визуализация с помощью металлографического микроскопа .
10-4-2. Визуализация с помощью электронного микроскопа . . . .
274
275
276
276
277
277
278
278
280
280
281
282
283
283
283
284
284
288
290
290
290
292
335
10-5. Рентгеновская дифракция .........................................292
10-5-1. Дифрактометр..............................................292
10-5-2. Методика измерений........................................293
10-6. Определение тепловых характеристик...............................293
10-6-1. Коэффициент теплового расширения...........................293
110-6-2. Теплопроводность...............................* . . 296
10-6-3. Теплоемкость . ;...................................297
Глава одиннадцатая. КОНТРОЛЬ КАЧЕСТВА И ПРИМЕРЫ ЗАВОД-
СКИХ ИСПЫТАНИИ..........................................................297
11-1. Распределение в партии изделий.......................................
11-1-1. Нормальное распределение и логарифмически нормальное распреде-
ление ................................................................
11-1-2. Распределение, отличающееся от нормального....................
11-2. Коэффициент корреляции...............................................
11-2-1. Определение коэффициента корреляции...........................
11-2-2. Примеры применения коэффициента корреляции....................
11-3. Практические примеры статистического анализа.........................
11-3-1. Равиомерностьраспределения-потерь в объеме керамического образца
11-3-2. Оптимальная плотность заполнения пресс-формы..................
11-3-3. Проблемы прессования при массовом производстве................
11-3-4. Электроды и емкость конденсаторов..............................
1'1-4. Средняя долговечность и надежность..................................
.11-4-4. Средняя долговечность (MTTF).................................
11-4-2. Предсказание надежности.......................................
11-4-3. Изучение ухудшения характеристик керамических конденсаторов
в рабочем состоянии ..................................................
297
297
301
304
304
305
309
309
310
311
317
320
320
321
322
Приложения.............................................................. 324
Список литературы....................................................... 328
Список дополнительной литературы к русскому изданию......................331
ТЕХНОЛОГИЯ
КЕРАМИЧЕСКИХ ДИЭЛЕКТРИКОВ
Редактор В. М. Петров
Редактор издательства А. А. Цитленко
Переплет художника А. М. Кувшинникова
Технический редактор Н. А. Галанчева
Корректор И. А. Володяева
Сдано в набор 19/V 1976 г. Подписано к печати 8/IX 1976 г.
Формат 70 х 100>/и Бумага машиномелованная
Усл. печ. л. 27,3 Уч.-изд. л. 28,46 Тираж 5000 экз.
Зак. 657 Цена 2 р. 10 к.
Издательство «Энергия», Москва, М-114, Шлюзовая наб., 10
Московская типография № 10 Союзполиграфпрома
при Государственном комитете Совета Министров СССР
по делам издательств, полиграфии и книжной торговли.
Москва, М-114, Шлюзовая наб., 10.