/








































































































































































Автор: Попильский Р.Я. Пивинский Ю.Е.
Теги: керамика в целом керамическое сырье строительные материалы керамика
Год: 1983



Текст
ПРЕССОВАНИЕ
ПОРОШКОВЫХ
КЕРАМИЧЕСКИХ
МАСС
Е Я. Попильский, Ю. Е. Пивинский
ПРЕССОВАНИЕ
ПОРОШКОВЫХ
КЕРАМИЧЕСКИХ
МАСС
Москва
"МЕТАЛЛУРГИЯ
1983
УДК 666.3.022.72
Рецензент докт. техн, наук проф. И.С. Кайнарский
УДК 666.3.022.72
Прессование порошковых керамических масс. Попильский Р.Я., П и в и н с-
к и й Ю.Е. М.: Металлургия, 1983, 176 с.
В книге рассмотрены физические процессы и основные технологические законо-
мерности прессования порошковых масс в производстве керамики и огнеупоров.
Проанализировано влияние различных факторов на плотность и другие характе-
ристики прессовок, получаемых статическим прессованием в металлических фор-
мах, и приведен ряд рекомендаций по повышению качества изделий. Освещены
основные методы получения полуфабриката высокого качества — изостатическое
прессование и виброуплотнение. Приведены основные сведения о методах и про-
цессах прессования при высоких температурах, позволяющих совместить формо-
вание и термообработку керамических изделий в едином технологическом переделе.
В книге обобщены литературные данные и результаты собственных работ авторов.
Рассчитана на специалистов, работающих в области производства огнеупоров,
керамических стройматериалов, электро-радиокерамики и других керамических из-
делий технического назначения. Ил. 82. Табл. 8. Библиогр. список: 204 назв.
Рафаил Яковлевич Пойильский
Юрий Ефимович Пивйчек^й
ПРЕССОВАНИЕ ПОРОЙ
КЕРАМИЧЕСКИХ МАСС—
Редактор издательства И.Д. Низовцева
Художественный редактор А.И. Гофштейн
Технический редактор Е.К. Астафьева
Корректоры Н.П. Шефтель, И.Д. Король
Обложка художника С.В. Аладьева
ИБ № 1759
Подписано в печать09.12.82 Т-22419 Формат бумаги 60 X 90 1/16 Бумага
офсетная №1 Печать офсетная Печ. л. 11,0 Кр.-отт. 11,25 Уч.-нзд. л. 13,93
Тираж 1800 экз. Заказ 4596 Цена 2 р. 10 к. Изд. № 0160
Набрано в издательстве ’’Металлургия” на электронном
композере ИБМ оператором Л.В. Сизовой
Ордена Трудового Красного Знамени
издательство ’’Металлургия”, 119034, Москва, Г-34,
2-й Обыденский пер., д. 14
Московская типография № 9 Союзполиграфпрома
при Государственном комитете СССР
по делам издательств, полиграфии и книжной торговли
г. Москва, Волочаевская ул., д. 40
2604000000 - 025
П--------------------
040 (01) - 83
Ч. П-83
© Издательство ’’Металлургия”, 1983
ОГЛАВЛЕНИЕ
Предисловие.......................................................... 4
Г л а в а I. Керамические порошки и их свойства............-......... 1
1. Предварительные сведения о процессах уплотнения керами-
ческих изделий на основе порошковых систем.................. '
2. Классификация пресспорошков и области их использования ... 9
3. Количественные соотношения между фазами и плотность сис-
темы ....................................................... ^2
4. Дисперсность, форма частиц, зерновой состав и строение ке-
рамических порошков.......................................... 14
5. Аутогезия и реологические свойства порошков............... 17
6. Плотность упаковки порошков............................... 21
Г л а в а II. Процессы, протекающие при прессовании порошков, и факторы,
определяющие плотность прессовок..................................... 29
1. Физические процессы, протекающие при прессовании........... 29
2. Плотность прессовок........................................ 48
3. Распределение давления и плотности в теле прессовок...... 73
Глава III. Явления после снятия прессующего усилия и дефекты прес-
совок ............................................................... 97
1. Основные стадии объемно-напряженного состояния при прес-
совании .................................................... 98
2. Влияние некоторых факторов на величину упругого расши-
рения и появление перепрессовочных трещин...................Ю2
3. Действие .запрессованного воздуха и способы предотвращения
вызываемых им дефектов.............. .......................108
Глава IV. Особые методы и процессы получения прессованного керами-
ческого полуфабриката................................................. ИЗ
1. Изостатическое (гидростатическое) прессование. ........... 118
2. Способ квазиизостатического прессования................... 135
3. Вибрационное уплотнение (вибропрессование)................ 139
4. Взрывное прессование...................................... 147
5. Гидродинамическое прессование............................. 151
ГлаваУ. Прессование при высоких температурах..........................152
1. Горячее прессование....................................... 152
2. Горячее изостатическое прессование........................ 163
3. Термопрессобанне......................................... 167
4. Термореактивное прессование............................... 169
Библиографический список............................................. 171
ПРЕДИСЛОВИЕ
В решениях XXVI съезда КПСС предусматривается интенсификация
научно-технического развития во всех отраслях народного хозяйства.
В металлургической промышленности решение .этой задачи неразрывно
связано, в частности, с требованиями повышения качества огнеупоров и,
следовательно, с совершенствованием основных процессов технологии
производства огнеупоров.
Прессование порошковых материалов (или порошкообразных масс)
является одним из основных методов формования изделий в произ-
водстве разнообразных видов керамики и огнеупоров. Его наиболее ха-
рактерными отличительными особенностями по сравнению с другими
методами формования следует считать применение значительно боль-
ших усилий, воздействующих на формуемую систему, а также полное
совмещение процессов уплотнения, упрочнения полуфабриката и прида-
ния ему окончательной формы. Эти особенности, обусловленные прежде
всего относительно низким объемным содержанием воды или иной вре-
менной (технологической) связки в исходных порошках по сравнению
с пастами для пластического формования и литьевыми суспензиями,
создают ряд существенных преимуществ на последующих этапах техно-
логического процесса (транспортные операции, сушка, обжиг) и облег-
чают механизацию и автоматизацию производства. Во многих случаях
при применении способа прессования порошков упрощается подготовка
исходных масс, так как не требуется высокой степени пластификации
материала.
Благодаря этим особенностям прессование порошков, часто называ-
емое ’’полусухим прессованием”, уже давно стало преобладающим спо-
собом формования изделий в производстве огнеупоров, широко ис-
пользуется в производстве ряда строительных материалов и многих ви-
дов технической керамики.
Для ряда керамических производств весьма актуальны задачи даль-
нейшего расширения возможностей метода прессования порошкообраз-
ных масс. Особенно важен прогресс в следующих направлениях:
а) разработка способов и технологии формования изделий слож-
ной и неблагоприятной формы, для которых обычный способ прессования
(’’статического” или ’’одноосного”) в металлических матрицах не обес-
печивает получение достаточно равноплотных прессовок или не может
быть решен конструктивно;
б) значительное снижение необходимых давлений прессования, весьма
желательное при изготовлении ряда изделий (в частности, некоторых
изделий неблагоприятной формы);
в) получение прессовок особо высокой плотности и прочности, позво-
ляющее значительно повысить плотность готовых изделий или, в иных
случаях, снизить усадку при обжиге и температуру обжига.
Для решения этих задач осуществляются многочисленные исследова-
ния, разработки и внедрение в керамические производства ряда спосо-
бов получения керамических заготовок: изостатическое прессование;
4
виброуплотнение (т.е. сочетание вибрационного воздействия с прило-
жением прессующего давления); различные варианты прессования с исполь-
зованием энергии взрыва (’’взрывное прессование”). Кроме того, раз-
рабатывают и в ряде случаев применяют прессование при высоких тем-
пературах (’’горячее прессование”), т.е. соединяют процессы прессования
и спекания. Этот путь, принципиально отличающийся от традиционных
методов керамической технологии, позволяет исключить стадию полу-
чения керамического полуфабриката.
В соответствии с непрерывно возрастающими и все более дифферен-
цируемыми требованиями современной техники к керамическим и огне-
упорным материалам, значение новых развивающихся способов прессо-
вания увеличивается, хотя обычное прессование, отличающееся большей
простотой и производительностью, остается в настоящее время коли-
чественно преобладающим методом.
В периодической научно-технической литературе, различных трудах
и сборниках ежегодно появляется большое количество публикаций как
по обычному прессованию керамических порошковых систем, так и
по особым вариантам технологии прессования. Однако освещение и
обобщение этих вопросов в изданиях типа монографий и в учебной ли-
тературе остаются недостаточными. После кциги fl], выпущенной в
1968 г., больше не выходило отечественных изданий, посвященных во-
просам теории и технологии прессования порошковых материалов, приме-
няемых в производстве керамики и огнеупоров. Однако авторы этой
книги, поставившие задачу последовательно рассмотреть основные зако-
номерности обычного процесса прессования, почти не коснулись ряда
особых методов.
В течение последнего десятилетия вопросы теории и технологии прес-
сования рассматривались лишь в учебной и производственно-технической
литературе по керамике и огнеупорам. Среди такого рода литературы
наибольший интерес представляет глава IV книги [ 2], составленная глав-
ным образом по работам В.Е. Берниковского, которая содержит новый
материал по вопросам прессования огнеупоров, но не охватывает про-
блемы в целом.
За рассматриваемый период изданы также книги по порошковой
металлургии [3 — 6], которые представляют собой ценный вклад в раз-
витие научных основ технологии прессования. В указанных работах и
трудах других видных специалистов процессы прессования рассматри-
ваются в основном с двух позиций: исходя главным образом из пред-
ставления о дискретном строении зернистых сред и деформационном
поведении отдельных зерен, а также из представления о сплошной кон-
солидируемой среде и общем деформационном поведении. При этом в
обоих случаях процессы уплотнения и консолидации рассматриваются
на основе оценки комплекса физических свойств и закономерностей
пластической деформации прессуемого материала. Такие подходы хотя
и не дают в большинстве случаев возможности однозначно определить
расчетом все количественные параметры процесса прессования, в целом
являются достаточно плодотворными для исследования прессования
5
порошков из металлов с определенным комплексом упруго-механических
свойств. Более затруднительно распространение их за пределыпорошковой
металлургии и особенно на типичные керамические системы.
При прессовании керамических порошков процессы собственно плас-
тического течения твердой фазы в основном отсутствуют, да и упруго-
механические свойства этой фазы (например, глин, талька, шамота и т.д.)
в компактном состоянии чаще всего не могут быть охарактеризованы.
Важнейшую роль играет, как правило, поведение жидкой фазы (времен-
ной связки), присутствующей в значительных количествах; явления же
пластической деформации наблюдаются в гранулах, состоящих из твердых
хрупких частиц и связки. Наконец, весьма важно поведение газовой фазы
(воздуха), которая в подобных системах трудно удаляется и может
сжиматься до высоких давлений в порах прессовки. В столь сложных
случаях становится неизбежным более широкое использование качест-
венных представлений и эмпирически устанавливаемых закономернос-
тей для оценки результатов прессования при одновременном выявлении
некоторых особых количественных закономерностей, обусловленных
взаимосвязанным поведением фаз, заполняющих переменный объем
уплотняемой системы. В то же время при анализе процессов прессования
в керамических порошковых системах отнюдь не исключается исполь-
зование ряда положений, выявленных исследователями в области порош-
ковой металлургии или в других областях технологии, например при
таблетировании в химической промышленности [7].
Г л а в a I
КЕРАМИЧЕСКИЕ ПОРОШКИ И ИХ СВОЙСТВА
1. ПРЕДВАРИТЕЛЬНЫЕ СВЕДЕНИЯ О ПРОЦЕССАХ УПЛОТНЕНИЯ
КЕРАМИЧЕСКИХ ИЗДЕЛИЙ НА ОСНОВЕ ПОРОШКОВЫХ СИСТЕМ
Керамическая технология предусматривает получение материалов
с определенными плотностью, прочностью и другими свойствами [ 8,
9]. Основные переделы технологии при этом можно рассматривать,
с одной стороны, как стадии последовательной консолидации (уплот-
нения, реже — разуплотнения или поризации) частиц твердой фазы с
переходом из разобщенного состояния (например, в порошке) в ком-
пактное и, с другой стороны, как процессы, изменяющие виды связей
в пространственных структурах от точечных контактов и коагуляцион-
ных связей (в порошке или полуфабрикате) до широкого срастания по
межфазовым и межкристаллическим границам, сопровождающегося
ростом прочности.
Как предложено в работе [8, с. 126], эти процессы характеризуются
схемами объемного заполнения керамической системы твердыми фазами
Cj. В данном случае показатель Cd является безразмерным обобщенным
показателем заполнения системы, аналогичным показателю относитель-
ной плотности по твердой фазе Атв [ 1,2], под которым понимается от-
ношение объема твердой фазы И3 в системе к общему объему керамичес-
кой системы Ик:
Cd=V3/VK. (1)
На стадии порошков в качестве показателя С&> выражаемого в долях
объема Или процентах, принимается Куп, для полуфабриката и материа-
ла — Ротн- Доля объема в системе, незанятая твердой фазой И3, представ-
лена относительными объемами газовой (воздушной) фазы Кг и жидкой
фазы К* (в увлажненных порошках) или только Кг (в высушенном
полуфабрикате или спеченном материале).
Степень изменения Cd Для двух смежных технологических стадий
выражается коэффициентом Кс^'.
KCd^CdJCd^KnjK^, (2)
где Cd2 и Cjj — показатели Cd на последующей и предшествующей стади-
ях соответственно.
Показателю Кед на стадии прессования соответствует коэффициент
объемного сжатия Ксук, для стадии спекания — коэффициент огневой
усадки.
На рис. 1 приведены некоторые типичные примеры схем уплотнения
для керамических материалов, полученных иэ порошков с применени-
ем различных способов прессования: обычного в стальных формах (а),
горячего изостатического прессования — ГИП (б), горячего прессования
(в) и изостатического (г, д). Исходные пресспорошки характеризуются
низкими показателями Cd (0,25 — 0,35), что обусловлено прежде всего
высокой их дисперсностью. Только для крупнозернистого порошка
MgO (70 % фракции 0,2 — 3 мм) Атв составляет 0,45 (см. рис. 1,д).
7
Рис. 1. Уплотнение некоторых керамических систем
для различных вариантов и стадий технологии:
I — предварительное уплотнение; II — прессование
(включая горячее); III - спекание;
а — магнезиальные огнеупоры на основе крупнозер-
нистых масс из электроплавленой MgO, прессование
в стальных формах [10]; б - керамика на основе
UO,, горячее изостатическое прессование [11]; в -
керамика на основе BaTiO,, горячее прессование [12];
г - огнеупорные блоки, изостатическое прессование тонкодисперсной Сг , О, ‘;
д - то же, на основе ZrSiO/ (заштризованный участок показывает прирост значения
Приведенные на рис. 1 схемы уплотнения предусматривают (кроме
случая а) предварительное уплотнение формовочной системы (стадия
I ): для ГИП UO2 (рис. 1, 6) применяли виброуплотнение, для горя-
чего прессования BaTiO3 (рис. 1, в) — предварительное’’холодное” прес-
сование порошка, для изостатического прессования (рис. 1, г, <Э) — вибро-
вакуумное уплотнение с наложением пригруза1. Благодаря указанным
операциям, необходимая степень уплотнения системы на стадии собст-
венно прессования существенно уменьшилась. Так, при использовании
метода ГИП и отсутствии предварительного виброуплотнения показатель
К(?д при прессовании (спекании) должен составить 2,7, а фактически
составил 1,37.
Показатели KCrf Для рассмотренных случаев на стадии предваритель-
ного уплотнения (1 ) составляют 1,25 — 2,0, на стадии прессования, вклю-
чая горячее (II), — от 1,37 до 2,0, а на стадии спекания (рис. 1, а, г, д) —
от 1,03 для MgO до 1,5 для ZrSiO4.
Таким образом, регулирование изменения показателей Cj и Кед явля-
ется одной из основных технологических задач. Обычно задаются ко-
нечной плотностью (пористостью) материала, во многом определяющей
и его свойства. Изменение показателя Сд на различных технологических
стадиях может существенно различаться и поддается контролю и целена-
правленному регулированию.
Как показано в работе [8], во многих случаях важно получить мак-
симальные значения Cj систем на стадии получения исходных порошков,
1 Дородный Б.А. Автореф. канд. дис. Свердловск, 1978.
8
суспензии иди других формовочных систем и минимальные изменения
Cd (значения Д Cj) на стадии образования конечной структуры, например
при сушке и термообработке. Последнее обусловлено тем, что сущест-
венные объемные изменения систем, находящихся в компактном виде
(полуфабрикат), могут сопровождаться появлением напряжений, кото-
рые часто приводят к образованию трещин, короблению или нарушению
геометрических размеров.
Изложенное указывает на то, какую большую роль в технологии ке-
рамики играет эффективность уплотнения в процессах подготовки исход-
ных порошков, формовочных систем и формования. Кроме того, мак-
симальное уплотнение материала на этих стадиях выгодно еще и энерге-
тически, так как температура или продолжительность выдержки при
прочих равных условиях могут быть понижены. Как следует из данных
[13] для магнезитовых огнеупоров, увеличение плотности при прессо-
вании требует в сотни раз меньших энергетических затрат, чем аналогич-
ное увеличение при спекании.
И, наконец, недостаточное уплотнение на указанных стадиях далеко
не всегда может быть компенсировано на стадии спекания. В ряде слу-
чаев недостаточная плотность полуфабриката ведет к низкой плотности
и прочности обожженных изделий или даже препятствует бездефектному
осуществлению операций транспортировки, садки в обжиге и т.д.
2. КЛАССИФИКАЦИЯ ПРЕССПОРОШКОВ И ОБЛАСТИ
ИХ ИСПОЛЬЗОВАНИЯ
Порошкообразные массы (или пресспорошки), применяемые в со-
временной технологии керамики и огнеупоров, крайне разнообразны.
Они различаются не только по минералогическому и зерновому соста-
вам, но и по способам подготовки, влажности, содержанию и составу
связок, поведению при прессовании по структуре, плотности и т.д. Пер-
вая классификация пресспорошков, основанная на признаках минерало-
гического и зернового состава с учетом важнейших областей их приме-
нения, приведена в работе [ 1, с. 9] и описана ниже с незначительными
поправками.
К первой группе относятся глиняные порошки, получаемые путем
измельчения природных глин (каолинов, суглинков). Особенности этой
группы порошков заключаются в их отличии по минералогическому
составу, природной дисперсности, пластичности, формовочной влаж-
ности и степени измельчения. При прессовании влажность составляет
7 — 13 %. Давление прессования 5—25 МПа. Основные области исполь-
зования порошков данной группы — производство стенового строитель-
ного кирпича и плиток для полов [ 1, 14].
Вторую группу составляют порошки на основе крупнозернистых
непластичных материалов и глиняной связки. Содержание непластич-
ных составляющих (например, молотого шамота) обычно 30 — 85 %.
Зерновой состав непластичного материала (’’наполнителя” или ”ото-
Щителя”) обычно включает ряд фракций — от относительно крупных
9
(до 1,5 - 5 мм) до мелких (0,1 мм и мельче). В качестве связки при-
меняют пластичные огнеупорные глины. Влажность прессуемых порош-
ков 5 — 10 %, давление прессования 20— 100 МПа. По мере уменьшения
глиняной связки формовочная влажность снижается [ при этом нередко
добавляют клеящие вещества — сульфитно-спиртовую барду (с.с.б.),
мелассу и др.], а требуемое давление прессования растет. Основная об-
ласть применения порошков данной группы — производство алюмосили-
катных огнеупоров и некоторых видов кислотоупоров. Методы подго-
товки масс заключаются в перемешивании и увлажнении предварительно
молотых компонентов по различным схемам, влияющим на их строение
и свойства.
Третью группу составляют крупнозернистые порошки из непласти-
чных материалов, природных или искусственно приготовленных (квар-
цита, обожженного магнезита или доломита, форстерита, карборунда и
т.д.). При сравнительно близком к порошкам второй группы зерновом
составе они отличаются от них отсутствием связующего глинистого ком-
понента. От. последнего обстоятельства существенно зависят выбор спо-
соба подготовки масс и процесс их прессования. Например, с целью улуч-
шения прессуемости и упрочнения полуфабриката в состав вводят неболь-
шие добавки некоторых неорганических компонентов (гидратов оксида
кальция, магния и др.), а также и органические клеящие добавки. Прес-
сование осуществляют при влажности 2,5 — 7 %, давлениях 30 — 200 МПа,
а в отдельных случаях и выше. Порошки данной группы используют
преимущественно для производства соответствующих огнеупоров на
основе обработанного природного или полученного химическими мето-
дами сырья [ 15 — 17].
К четвертой группе относятся тонкокерамические глинистые пресс-
порошки (или порошки из тонкокерамических масс на глинистой
связке). Характерной особенностью их состава является сочетание гли-
нистых компонентов (пластичные глины, каолины, бентониты) с тонко-
измельченными (<0,1 мм) непластичными материалами (кварцевые
материалы, полевой шпат; тальк, глинозем, рутил, стекла и т.д.). Содер-
жание глинистых компонентов составляет в основном 20 — 60 %. Под-
готовка масс осуществляется как мокрым (шликерным) методом, так
и сухим смешиванием. В последние годы все большее распространение
получает шликерная подготовка порошков этой группы с гранулированием
при помощи распылительных сушилок [14]. Влажность порошков 6 —
12 %, давление прессования 15 — 80 МПа. Глинистые тонкокерамические
порошки применяют в производстве изделий строительной керамики
(особенно плиток различного назначения), а также при изготовлении
ряда типов электроизоляторов, радиокерамики [ 14, 18, 19].
К пятой группе относятся пресспорошки на основе тонкоизмельчен-
ных непластичных минеральных компонентов или безглинистые тонко-
дисперсные порошки. К числу минеральных компонентов, используемых
в порошках данной группы, относятся многие оксиды, химические сое-
динения, оксидные и бескислородные, а также разнообразные спеки,
стекла и т.д. Глины, каолины, тальки также могут входить в состав ука-
10
занных масс в качестве компонентов предварительно синтезируемых
спеков.
Компоненты порошков данной группы обычно измельчают до размеров
зерен от долей микрометра до десятков микрометров. Связкой при
прессовании порошков данной группы преимущественно являются вод-
ные растворы ССБ, декстрина, поливинилового спирта, различные произ-
водные метилцеллюлозы и т.д. Применяют также безводные органи-
ческие связки как жидкие (различные нефтяные и растительные масла),
так и твердые при комнатной температуре — термопластичные и термо-
реактивные. Широкое применение в производстве безобжиговых доло-
митовых огнеупоров получила препарированная каменноугольная смола.
При применении для прессования парафиновых связок их свойство термо-
пластичности используется главным образом на стадии приготовления
пресспорошка, осуществляемого при подогреве. В процессе прессования
порошка используют способность парафиновой связки (иногда с до-
бавками воска, олеиновой кислоты и др.) течь под давлением при тем-
пературе ниже ее плавления. Для прессования порошков данной группы
применяют и связки, вводимые в виде раствора в растворителе, легко
удаляемом при высыхании массы, например каучука в бензине, воска
в четыреххлористом углероде и т.п.
В связи с большим разнообразием свойств и назначений порошков
данной группы содержание связки в них колеблется от 2 — 3 до 20 —
25 % по массе, а давление прессования — от 50 до 200 МПа (иногда и
более).
Порошки пятой группы используют при получении весьма разнообраз-
ных изделий технической керамики. При этом часто применяют такие
методы прессования, как йзостатическое, вибрационное и др.
Рассмотренная классификация охватывает все типы пресспорошков,
прессуемых обычным статическим способом в стальных формах, изо-
статическим или вибрационным способами. Важным отличием пресс-
порошков, для которых применяют горячие способы прессования (го-
рячее прессование, горячее йзостатическое прессование), а также взрыв-
ное прессование, является отсутствие в них временной связки. Указан-
ные методы прессования более распространены при получении материа-
лов на основе нитридов, карбидов, силицидов, боридов. Характеристики
порошков этой подгруппы близки к таковым для пресспорошков пятой
группы.
В работе [ 2] предложена классификация промышленных огнеупорных
пресспорошков (масс) с учетом особенностей и параметров технологии
их смешивания (введение различных смесей совместного помола, уплот-
нение прй обработке в смесителях и т.п.).
3. КОЛИЧЕСТВЕННЫЕ СООТНОШЕНИЯ МЕЖДУ ФАЗАМИ1
И ПЛОТНОСТЬ СИСТЕМЫ
Несмотря на разнообразие керамических пресспорошков, их состав
характеризуется особенностями, имеющими первостепенное значение
для технологии и теории прессования: пресспорошки, как и получаемый
из них полуфабрикат, состоят из твердых компонентов, составляющих
их минеральную основу (твердая фаза); технологических (как. правило,
жидких) связок, удаляемых во время сушки или в начальных стадиях
обжига (жидкая фаза) и порового воздуха, составляющего существен-
ную часть объема порошков (газообразная фаза).
Наличие технологических или временных связок отличает все керами-
ческие порошки от большинства порошков, используемых в других
областях техники, в том числе в порошковой металлургии. В последней,
благодаря известной пластичности металлических частиц, проявляю-
щейся при высоких напряжениях, эффективное прессование возможно
и без связок.
Величины, характеризующие количественное содержание различных
фаз в порошке, по аналогии с терминологией, принятой в механике грун-
тов [ 20], будем называть фазовыми характеристиками или показателя-
ми, которые можно выражать в объемных процентах или долях объема.
Долю объема, занимаемую той или иной фазой, будем называть фазовым
объемом К с соответствующим индексом (т — твердая, ж — жидкая,
г — газообразная фаза).
Несмотря на то, что для сравнительной оценки строения порошков
и их поведения при прессовании объемная характеристика содержания
технологической связки L более целесообразна. Общеупотребительной
и практически удобной характеристикой является содержание связки
в процентах по массе относительной влажности W (отношение массы
жидкой фазы к массе пресспорошка или сырца).
Легко вывести зависимость между показателями L и W:
(100 - W) тж + Wyr
W=-----------------------100, (4)
(100-1) 7Тв + 1уж
где утв, уж — плотность соответственно минерального вещества (твердой
фазы) и связки (жидкой фазы), г/см3.
Если минеральная часть состоит из нескольких материалов с известной
плотностью, то следует пользоваться величиной средней (средневзвешен-
ной) плотности [1, с. 16], найденной из условия аддитивности удельных
1 Применяемый термин ’’фаза” в данном случае условный. Это понятие не носит
термодинамического смысла и принято в соответствии с терминологией механи-
ки грунтов [20].
12
объемов. Плотность керамического пресспорошка характеризуется общей
насыпной плотностью робщ (г/см3), представляющей собой отношение
массы порошка, слагаемой из масс минеральной части и связки, к объ-
ему, занимаемому порошком. Более показательной является насыпная
плотность Рг в пересчете на минеральную часть (насыпная плотность ’’ске-
лета”) , г/см3:
Ргв = Робщ (1 ’ (5)
Фазовый объем, занятый минеральной частью в пресспорошке, харак-
теризуется коэффициентом упаковки КуП или объемной долей Кт:
Куа = К„=^- = . (6)
Ртв Ттв ЮО
Фазовый объем связки Кж определяется как
_ Робщ W
К-ж — ---------.
100 7ж
Учитывая, что общий объем системы + Кж + Кт= 1, фазовый объем,
занятый газообразной фазой Кг, определяется как Кг = 1 — (7СТВ + Кж).
или
„ , Робщ ( (ЮО - И*)7Ж + ]
Лг — 1 — . (о)
ЮО 7тр 7ж
Пористость порошка представляет отношение объема пор к общему
объему и выражается обычно в процентах:
П= 100 (1 -Ктв). (9)
В равенстве (9) к ’’порам” относится весь объем, не занятый мине-
ральной частью, хотя часть его заполнена технологической связкой, а
часть — воздухом.
В ряде случаев представляется удобным характеризовать содержание
пор в порошке не величиной объемной пористости П, а так называемым
коэффициентом пористости I, т.е. отношением общего объема пор к
объему минеральной части. Очевидно, что
/=77/(100—77), (10)
а также
I = (1-*тв)/ Ктв= (1/*тв) -1- (11)
В литературе по порошковой металлургии и механике грунтов [ 4, 20]
распространен способ оценки плотности системы по удельному объему
§ и относительному объему /3.
Удельный объем представляет собой величину, обратную плотности,
т-е. в данном случае это отношение объема порошка к массе его твердой
фазы. Относительный объем — безразмерная величина, показывающая,
во сколько раз объем, занимаемый порошком, больше действительно-
но объема его твердой фазы.
Приведем некоторые простые зависимости между этими и рассмотрен-
ными выше характеристиками:
5 = 1/рсм3 /г, (12)
13
0 = 1/Ктв,
П= (1/1 +1) 100= (//0)100%.
(13)
(14)
Пользуясь указанными зависимостями, легко выразить 3 и 0 через
исходные величины робщ, утв, уж и И4 * * 7 .
Фазовый состав керамических пресспорошков изменяется в широких
пределах и определяется дисперсностью, зерновым распределением и
природой частиц твердой фазы. В связи с этим существует некоторая
зависимость фазового состава от типов пресспорошка в соответствии
с рассмотренной классификацией.
прессованного полуфабриката на их основе до сушки (б) и после сушки или уда-
ления связки (в) для порошков первой, четвертой и частично пятой групп (I ),
второй и частично пятой групп (И), третьей и частично второй групп (III)
Ориентировочные значения фазовых характеристик (Ктв, Кж, Кг)
для порошков различных групп на стадии как пресспорошка, так и от-
прессованного или высушенного полуфабриката приведены на рис. 2.
Если основную долю объема на стадии пресспорошка (рис. 2, а) зани-
мает поровый воздух (газообразная фаза Кг), содержание которого
составляет 0,35 — 0,55 (а иногда и больше), то в полуфабрикате (рис.
2, б, в) — твердая фаза £тв. Содержание ее в полуфабрикате для порош-
ков групп I и II несколько выше после сушки (рис. 2, в) вследствие
усадки. На этой стадии ЛГТВ = 1 — П, так как Кг = П.
Значения фазовых характеристик пресспорошков даже одной группы
могут в больших пределах колебаться, что на рис. 2 показано переход-
ными областями (Хтв - Кж, Кж - Кг).
4. ДИСПЕРСНОСТЬ, ФОРМА ЧАСТИЦ, ЗЕРНОВОЙ СОСТАВ
И СТРОЕНИЕ КЕРАМИЧЕСКИХ ПОРОШКОВ
Под дисперсностью понимают степень раздробленности вещества. Чем
меньше размер частиц в порошке, тем выше его дисперсность.
14
Характеристику, выражающую зависимость суммарной массы частиц от
их размера, называют гранулометрическим или зерновым составом по-
рошка. Состав может быть выражен различными способами, общей
особенностью которых является то, что все они описывают функцию
распределения частиц по размерам. На рис. 3, по данным [ 21], для поли-
дисперсного порошка с размером частиц 0 — 50 мкм показаны основ-
ные способы графического описания зернового состава в виде интег-
ральных кривый (7, 2), дифферен-
циальных (2) или гистограммы (4).
Если размеры частиц различаются
на несколько порядков, то удоб-
нее пользоваться полулогарифми-
ческой шкалой, при этом гисто-
грамм не строят.
Рис. 3. Различные способы графи-
ческого описания зернового состава
порошка в обычных координатах
Для аналитического описания распределения однокомпонентных
измельченных материалов предложены различные эмпирические и тео-
ретические формулы, обзор которых дан в работе f 22]. Зерновой состав
представляет собой развернутую характеристику материала. Вместе с
тем часто возникает необходимость оценить дисперсность каким-либо
одним усредненным показателем. Таким показателем может быть сред-
ний размер частиц смеси, рассчитываемый по данным гранулометричес-
кого состава. Существуют различные способы усреднения [21, 22]. Чаще
определяют размер средневзвешенный по объему (или, что то же, по
массе) <7°р или по поверхности d” , пользуясь формулами
Ср 100 41 ГДР/d*
ср
(15)
где ДР и d Ф — содержание по массе узкой фракции и средний размер
ср
ее частиц соответственно.
Для порошка, охарактеризованного на рис. 3, значения <7°рб и d^ со-
ставляют 21,5 и 13,1 мкм соответственно. Величина <7 “ зависит в первую
ср
очередь от содержания самых мелких частиц, поверхность которых во
много раз больше поверхности крупных даже при существенном содержа-
нии последних.
Часто дисперсность порошков характеризуют их удельной поверх-
ностью 5уд, под которой понимают отношение суммарной наружной
поверхности частиц к их массе, выражаемое в сантиметрах или метрах
квадратных на грамм. Между тем, учитывая различные значения плот-
ности керамических порошков, целесообразнее величину 5уд исчислять
15
в сантиметрах квадратных на сантиметр кубический. При этом одно-
значно характеризуется дисперсность порошков различной плотности.
В ряде случаев целесообразна характеристика полидисперсности порош-
ка, которую можно оценить, например, показателем полидисперсности
Кп [8], означающим отношение размера частиц, выше которого на ин-
тегральной кривой находится 20 % (Ка0),к размеру частиц, ниже которо-
го находится 20 % (К2о) Для интегральной кривой 1 (см. рис. 3) К30 =
= 33 мкм, К2 о = Ю мкм, Кп = 3,3. С точки зрения прессования и запол-
нения пространства достаточно полидисперсными являются порошки
с Кп > 8 -j- 10. Для характеристики порошков существуют другие пока-
затели и понятия, детально рассмотренные в работах [ 22 — 23].
По форме различают частицы изотермические (равноосные), например
кубические, шаровидные, и неизометрические (разноосные), например
типа волокон, пластинок, пирамид и т.п. Неизометричность частиц ска-
зывается на их пространственном расположении и плотности упаковки.
Поверхность зерен может быть гладкой и шероховатой. В последнем
случае можно говорить об их ’’поверхностной пористости” [ 1 ].
Изометрические зерна дают, как правило, большую плотность сво-
бодной укладки и лучшую сыпучесть неуплотненного порошка. Есди
говорить о гранулированных порошках, то определенное преимущество
в этом отношении дают хорошо окатанные гранулы, получаемые распы-
лительной сушкой или в современных грануляторах, по сравнению с уг-
ловатыми, получаемыми, например, при предварительном прессовании
брикета и его последующем дроблении. Неравноосные частицы прояв-
ляют определенную тенденцию к преимущественному расположению
своими широкими гранями перпендикулярно направлению приложен-
ных усилий, например при прессовании.
Большинство керамических пресспорошков состоят, как правило,
не из отдельных минеральных ”первичных”частиц, а из явно выраженных
гранул (или агрегатов, конгломератов). Типичные гранулы керами-
ческих порошков обладают достаточной прочностью, плотностью и опре-
деленными пластическими свойствами. Механизм образования гранул
(агломератов) связан с капиллярными явлениями и склеивающим дейст-
вием связующей жидкости, а также приложением определенных внешних
усилий.
В последнее время в различных областях керамической технологии
[ 1, 14, 24] находит распространение способ получения пресспорошков
распылением суспензий. Сущность способа состоит в том, что водная
керамическая суспензия (если она безглинистая, то с добавкой связки)
распыляется через форсунку или вращающимся диском и в виде капель
подсушивается в потоке подогретого воздуха. Суспензии, предназначен-
ные для распыления, должны обладать достаточной седиментационной
устойчивостью и текучестью при сравнительно высокой концентрации.
Порошкам, полученным в распылительных сушилках, как правило,
присущи монодисперсный характер и округлая форма гранул, хорошая
сыпучесть, постоянство зернового состава и стабильная влажность. Коэф-
16
фициент полидисперсности таких порошков, как правило, не превышает
2 — 3.
Существенной характеристикой гранул является их внутренняя порис-
тость, которая зависит от зернового состава частиц в суспензии, ее влаж-
ности, условий распыления и сушки. Значения пористости в случае гранул
для прессования керамических плиток [ 14] составляют примерно 35 —
45 %, а показатель Куа = 0,50 4- 0,55. Поэтому суммарный показатель
Куп = 0,20 т- 0,25. Подобные значения этих показателей характерны
и для гранул, полученных распылительной сушкой суспензии оксида
хрома и применяемых, например, для изостатического прессования ог-
неупоров.
Повышение плотности гранулированных пресспорошков за счет плотности гранул
или подбора их оптимальных размеров дает разные технологические результаты
как при прессовании, так и при обжиге. В частности, оно способствует получению
повышенной плотности прессовок, устраняет переориентацию частиц и связанную
с ней анизотропию усадки. Использование менее плотных и прочных гранул улуч-
шает сцепление на контактах между ними, достигаемое при прессовании, что спо-
собствует повышению прочности после обжига.
Чаще всего керамические порошки, даже не подвергнутые гранулированию,
фактически состоят из гранул или агрегатов. Это относится прежде всего к порош-
кам четвертой и пятой групп, полученным различными способами (в том числе из-
мельчением фильтр-прессных коржей с последующим просевом через сита). Агре-
гаты могут быть менее плотными и нестабильными по размерам, но взаимодейст-
вие частиц в них носит явно иной характер, чем взаимодействие между агрегата-
ми. От зернового состава, т.е. соотношения содержаний агрегатов различных разме-
ров, в таких порошках в значительной мере зависят сыпучесть, плотность и равно-
мерность засыпки, процесса удаления воздуха при прессовании и т.д. Истинные же
размеры минеральных частиц и их соотношение определяют необходимое коли-
чество технологической связки и предельную конечную плотность, достигаемую
при прессовании.
Несколько иначе стоит вопрос об оценке зернового состава порошков с крупно-
зернистыми непластичными составляющими, в которых агрегирование весьма огра-
ничено^ поэтому подбор их состава сводится'к определению и регулированию
соотношения размеров первичных частиц.
Пресспорошки из крупнозернистых непластичных материалов на глиняной связке
(вторая группа) обычно содержат весьма разнородные структурные элементы:
зерна глины (агрегаты глинистых частиц); смешанные агрегаты из непластичных
зерен наполнителя, связанных глинистыми прослойками; отдельные (как пра-
вило, крупные) зерна наполнителя, покрытые глинистыми прослойками. В этом
случае характеристика и оценка зернового состава наиболее затруднительна.
5. АУТОГЕЗИЯ И РЕОЛОГИЧЕСКИЕ СВОЙСТВА ПОРОШКОВ
Керамические порошки относятся к категории сыпучих материалов,
характерной особенностью которых является подвижность частиц отно-
сительно друг друга и способность перемещаться под действием внешней
силы. В связи с этим важными характеристиками керамических порош-
ков являются показатели их реологических свойств, определяемые, как
правило, текучестью (сыпучестью) и сопротивлением сдвигу (пределом
текучести). В процессе складирования, транспортировки, питания, дози-
рования, а также засыпки пресс-форм приходится сталкиваться с сущест-
венными трудностями, обусловленными слеживанием, сводообразовани-
ем, трубообразованием в порошкообразных системах. Разработка же оп-
17
тимальных технологических процессов и соответствующего оборудова-
ния невозможна без знания основных характеристик порошков-
На сыпучесть порошков и их поведение при технологических про-
цессах оказывают влияние дисперсность, форма, плотность и состояние
поверхности частиц, плотность упаковки, влажность, давление и ряд
других факторов. Все указанные факторы определенйым образом вли-
яют на аутогезию [25] — связь между соприкасающимися частицами,
которая препятствует их разъединению. Аутогезия обусловливает агре-
гирование и зацепление частиц.
Косвенными показателями аутогезии порошков являются угол естест-
венного откоса, сыпучесть (текучесть). Коэффициент упаковки тоже
зависит от явления аутогезии (в сочетании с зерновым составом порош-
ка). Сыпучесть порошка можно характеризовать по скорости его вы-
сыпания под действием собственной массы через отверстие определен-
ного размера. Существует определенная взаимосвязь между сыпучестью
и углом естественного откоса а. Значения угла естественного откоса
а для типичных керамических пресспорошков лежат обычно в пределах
25 - 45°С, чаще всего в пределах 30 - 40°С. Уменьшению а способству-
ют окатанная форма зерен и монофракционный зерновой состав. Для
наиболее тонких фракций, а также для смесей, в которых содержится
значительное количество тонких частиц, значение а резко увеличивается.
Связь между частицами порошков обусловлена силами различной при-
роды: силами Ван-дер-Ваальса, имеющими молекулярную природу; ко-
гезионным взаимодействием; электрическим взаимодействием; капил-
лярными силами и силами механического зацепления. Прочность порошков
определяется характером контактов между частицами и пропорциональна
их числу на единицу площади сечения материала и средней прочности инди-
видуальных контактов. Число контактов определяется размером частиц
и плотностью их упаковки. Номограмма для расчета числа контактов
в зависимости от dcp и Куа приведена в работе [ 25, с. 71]. Аутогезия
порошков при технологических процессах может оказывать как положи-
тельное, так и отрицательное действие. Так, при процессах гранулирова-
ния и прессования ее действие положительно, при хранении и транспор-
тировке порошков — отрицательное.
Внутреннее сопротивление керамических пресспорошков сдвигу опре-
деляется трением в контактах между-частицами и силами аутогезии,
которые необходимо преодолеть для нарушения контактов. В определен-
ном диапазоне давлений оно выражается законом Кулона, согласно кото-
рому тп = Оц1&Рт + С где тп — предельное сдвигающее напряжение, МПа;
ап — нормальное давление, МПа; — угол внутреннего трения; С — сцеп-
ление, МПа. Согласно этому в координатах тп — On прямая отсекает отре-
зок С, соответствующий величине сцепления. С помощью этих прямых,
называемых линиями предела текучести (ПТ), можно производить оценку
текучести порошков и определять их исходные параметры, необходимые,
например, при расчетах бункеров загрузочных устройств, и т.д.
18
На основании представлений о сыпучем материале как о сплошном
твердом теле [25, с. 190] можно считать,что ниже линий предела теку-
чести ПТ пресспорошок является жестким телом. Такое мнение позволя-
ет применить к пресспорошкам классические положения механики твер-
дых тел. Условия деформации и разрушения порошка при этом можно
определить из анализа напряженного состояния тела с помощью круга
Мора (рис. 4). Ордината каждой точки на круге Мора показывает величи-
Рис. 4. Общий случай огибающих
предельных кругов Мора
ну напряжений, вызывающих сдвиг при величине нормальных (сжимаю-
щих) напряжений, соответствующих их значению на абсциссе. В общем
виде условие предельного равновесия при этом сводится к тому, что ка-
сательная к наибольшему из кругов, проведенная из точки отсчета напря-
жений, должна быть наклонена к оси абе'П'сс ’ ид углом внутреннего тре-
ния у>т. Если, согласно закону Кулона, величина 0Т является постоянной
и огибающая кругов Мора представляет собой прямую линию, то для ре-
альных порошков, обладающих аутогезией, угол <^т по мере увеличения
нормальной нагрузки уменьшается, вследствие чего огибающая представ-
ляет собой кривую (см. рис. 4). Криволинейная огибающая иМеет две
зоны: I — зона, соответствующая простому растяжению, простому сжатию
и сжатию при небольшом давлении; II — зона, соответствующая сжатию
при сильном боковом давлении. Круги Мора (1 — 3 на рис. 4) соответ-
ствуют при этом чистым разрыву (У), сдвигу (2) и сжатию (5).
Рассмотренные методы, основанные на использовании закона Кулона
и кругов Мора, применяются главным образом в механике сплошных
и сыпучих сред и грунтоведении [26]. Однако в последнее время пока-
зана целесообразность их применения к прессованию порошковых мате-
риалов [ 6, с. 79].
Реологическое поведение керамических порошков и формовочных
систем на их основе, если учесть их различную дисперсность, зерновое
распределение, содержание и вид связки, степень уплотнения (сжатия),
обусловливается столь большим числом взаимных связей, что математи-
ческое описание процесса возможно только при предварительном его
упрощении. В этой связи целесообразно построение моделей, состоящих
из различных комбинаций механических элементов, в которых под дей-
ствием соответствующих сил возникают перемещения определенных
видов. Перемещение каждого элемента моделирует подобное явление
в реальных материалах [26].
Если применительно к керамическим формовочным системам типа
суспензий и паст [ 17] реологические модели (Ньютона, Бингама, Шведо-
19
ва и др.) рассматривались неоднократно, то для порошковых керами-
ческих систем аналогичные примеры отсутствуют. В связи с этим пред-
ставляется целесообразным использовать имеющийся опыт по модели-
рованию в механике грунтов [26] и в теории формования литейных
песчаных форм [ 27, с. 106], так как указанные системы по своим дефор-
мационным свойствам близки к керамическим.
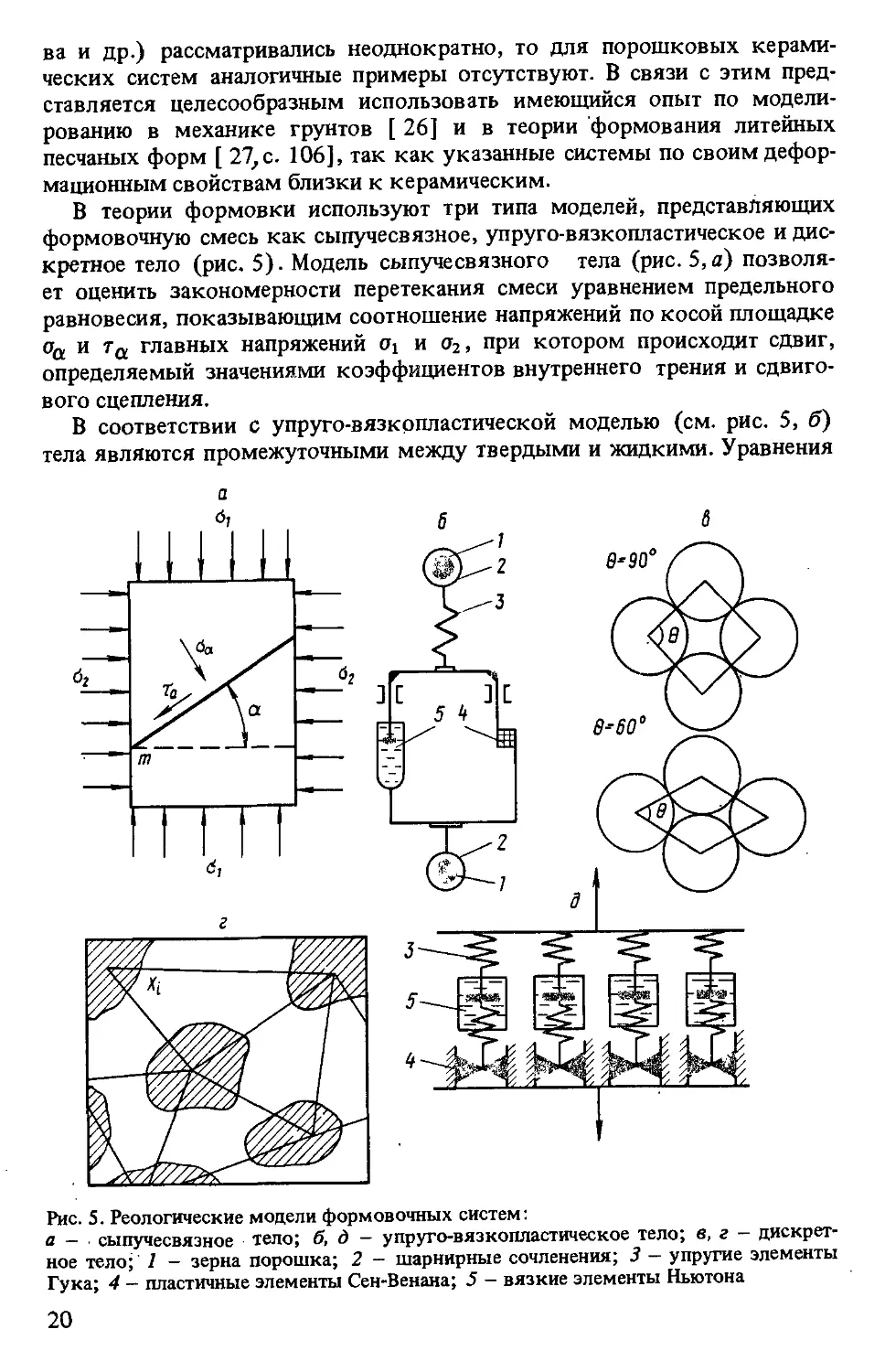
В теории формовки используют три типа моделей, представляющих
формовочную смесь как сыпучесвязное, упруго-вязкопластическое и дис-
кретное тело (рис. 5). Модель сыпучесвязного тела (рис. 5, а) позволя-
ет оценить закономерности перетекания смеси уравнением предельного
равновесия, показывающим соотношение напряжений по косой площадке
°й и та главных напряжений 04 и о2, ПРИ котором происходит сдвиг,
определяемый значениями коэффициентов внутреннего трения и сдвиго-
вого сцепления.
В соответствии с упруго-вязкопластической моделью (см. рис. 5, б)
тела являются промежуточными между твердыми и жидкими. Уравнения
а
Рис. 5. Реологические модели формовочных систем:
а - сыпучесвязное тело; б, д - упруго-вязкопластическое тело; в, г - дискрет-
ное тело; 1 — зерна порошка; 2 - шарнирные сочленения; 3 — упругие элементы
Гука; 4 - пластичные элементы Сен-Венана; 5 - вязкие элементы Ньютона
20
их состояния получаются при различных комбинациях уравнений для
эвклидова (недеформирующегося) и гукова твердых тел, паскалевской
(не имеющей вязкости) и ньютоновской жидкостей. Для определения
характера деформации на различных стадиях уплотнения порошок пред-
ставляется системой, узлы которой связаны между собой вязкоупругой
моделью Бингама. При напряжении ниже минимального, вызывающем
пластическую деформацию, порошок работает как упругое тело, а при
превращении этого предела — как упругопластическое.
Модель, представляющая формовочную систему как дискретное тело
(см. рис. 5, в), основана на анализе структуры смеси в уплотненном со-
стоянии. Имитация системы монодисперсными частицами предусматри-
вает рост плотности упаковки системы с уменьшением пористости от
47 до 26 %, соответствующей повышению координационного числа.
При помощи рассмотренных моделей получены уравнения для формо-
вочных систем, с помощью которых решались конкретные технологичес-
кие задачи [ 27, с. 109].
Кроме рассмотренных моделей, для описания поведения керамичес-
ких порошков при уплотнении и прессовании представляют интерес
и другие, например модель Бингама применительно к процессам горя-
чего прессования и горячего изостатического прессования порошков
и др.
6. ПЛОТНОСТЬ УПАКОВКИ ПОРОШКОВ
Эффективность процессов технологии с использованием порошков
обусловлена двумя факторами: увеличением поверхности раздела (дис-
персности) и высокой объемной концентрацией твердой фазы [ 28, 29].
Определенное противоречие между этими факторами и необходимость
их сочетания — одна из сложных проблем технологии керамики.
В технологии керамики плотность упаковки порошков КуП играет
особую роль, так как во многом определяет конечную плотность полу-
фабриката, а в ряде случаев и готового изделия [ 1,2,16, 30 - 32]. Плот-
ность упаковки порошков в исходном (насыпном) состоянии К”п после
утряски или вибрации К?а характеризуют коэффициентом КуП, показы-
вающим отношение объема твердой фазы Ктв к общему объему порошка
Кп или отношение насыпной плотности порошка рнас к плотности твер-
дой фазы7тв,т.е.
Sn= Кт/Кп = Рнас/\в- (16)
Керамические пресспорошки очень чувствительны к условиям уклад-
ки, встряхиванию, приложению даже незначительных механических уси-
лий (не говоря уже о способности сильно уплотняться при вибрации).
Поэтому показатели Куп порошков даже одной партии могут существен-
но различаться. Преимущественно в литературе приводятся данные по
Куп порошков после их утряски.
При анализе плотности укладки порошков обычно принимают, что
частицы имеют шарообразную форму. Известно, что значения показа-
21
теля Куп в зависимости от типа укладки могут колебаться от 0,74 для
пирамидальной и тетрагональной укладки до 0,535 для кубической ук-
ладки. При утряске шаров одного размера фактическое число контактов
между ними оказывается различным и лежит в пределах 4—12 при пре-
обладающих значениях 7—8. Многочисленные опыты по утряске срав-
нительно изометричных монофракций порошков показали, что Куа
находится в пределах 0,58 — 0,63, что примерно соответствует восьми-
точечной шахматной укладке.
Классические представления о плотной упаковке полифракционных
зерен в замкнутом объеме заключаются в том, что мелкие зерна укла-
дываются в промежутки между крупными, не раздвигая их. Наиболее
полно вопросы упаковки изучены применительно к порошкам со сфери-
ческой формой частиц [ 1, 30]. Как теоретические, так и эксперименталь-
ные данные свидетельствуют о том, что только подбором различных
фракций (с большим интервалом их размеров) и виброуплотнением
(особенно с применением ’’виброфильтрации”) можно получить макси-
мальные плотности укладки — до 95 % от теоретической.
В технологии керамики различают два основных принципа подбора
укладок, направленных на максимальное снижение их пустотности [ 1]:
а) укладки, основанные на непрерывном заполнении объема части-
цами всех размеров от некоторой верхней границы до размера, близкого
к нулю;
б) прерывные укладки, при которых между частицами определенных
заданных фракций зерна промежуточных размеров отсутствуют.
Зерна самой крупной фракции образуют скелет, пустоты которого
заполняются следующей фракцией. Новые пустоты могут заполняться
еще более мелкой фракцией и т.д. Модельный анализ на шарообразных
частицах- показывает, что при достаточном разрыве в размерах фракций
в двухфракционных системах значение Куп можно повысить до 0,86,
в трехфракционных — до 0,90, в четырехфракционных — до 0,95 — 0,97.
На практике получение столь высокой плотности укладки зерен крайне
затруднено, так как размеры частиц каждой фракции должны разли-
чаться хотя бы на порядок.и поэтому даже в трехкомпонентной системе
максимальная по размеру фракция должна быть крупнее минимальной
на 3 — 4 порядка. Кроме того, существующие методы дозировки компо-
нентов шихты, их смешения и прессования масс не обеспечивают равно-
мерного распределения зерен разных размеров в полидисперсной смеси.
Еще в работе [33] теоретически было показано и экспериментально подтвер-
ждено, что оптимальное количественное соотношение двух фракций зависит от со-
отношения их линейных размеров в соответствии с уравнением
КХ), (17)
а т, R
где bwa — оптимальное содержание тонкой и крупной фракций, %; у и — плот-
ность материала тонкой и крупной фракций; г и R - радиусы зерен тонкой и круп-
ной фракций; W ! - относительный объем пустот (пористость) отдельно взятой
тонкой фракции; S и S, - относительная плотность упаковки тонкой и крупной
22
фракций в отдельности (т.е. 5\ = 1 - И1,); К - экспериментально определяемая
константа, равная 1,06 по данным [ 41 ].
Из уравнения (17) следует, что с уменьшением г / R относительное содержа-
ние тонкой фракции в оптимальной смеси растет. При малых значениях г /R
(< 1/10), 7 = 7, и $, = 5 « 0,6 положение оптимума соответствует содержанию
примерно 30 % тонкой фракции и 70 % крупной, что и наблюдается обычно на прак-
тике. В случае трехфракционных смесей с большим разрывом между ними опти-
мальным является состав, содержащий 60 - 65 % крупной фракции, 25 - 30 %
средней и около 10 % тонкой. Технологически удобно некоторое повышение содер-
жания тонкой фракции (до 15 - 20 %, а иногда и выше).
В качестве примера измененйя плотности упаковки порошков после утряски
в зависимости от соотношения крупной и мелкой фракций в«двухфракционных
системах на рис. 6 показана зависимость ЛуУ на четырех различных по дисперснос-
ти тонкой фракции смесях порошков кварцевого стекла [ 34]. Из рисунка следует,
что принятого крупнодисперсного порошка (d = 1,5 + 2,5 мм) составляет
0,63; для более тонких монофракций это значение несколько ниже (0,59 - 0,60),
а для тонкодисперсного порошка оно существенно меньше - 0,37. Максимальные
значения Куп во всех случаях достигаются примерно при содержании 30 - 35 %
мелкой фракции и 65 - 70 % крупной. Для бинарных смесей монофракций (кривые
2-4) максимальное значение Куп тем больше, чем больше отношение d§/dw сред-
ние значения его составляют 5,6; 8,0; 11,0 для кривых 2, 3, 4 соответственно. В
то же время для системы крупная мо-
нофракция - тонкодисперсный поро-
шок (кривая 1) значения Куп для всех
соотношений минимальны, что объясня-
ется существенно меньшим значением
для тонкодисперсных частиц.
Рис. 6. Зависимость КуП двухфрак-
ционных смесей порошков кварце-
вого стекла с постоянной крупной
фракцией (1,5 — 2,5 мм) от харак-
теристики переменной тонкой фрак-
ции:
1 - нефракционированный высоко-
дисперсный порошок с\ = 9000 см2/
/г; 2 - фракции 0,315 - 0,4 мм;
3 - 0,2 - 0,315 мм; 4 - 0,16 -
0,2 мм
Аналогичные результаты по КуП получены при составлении смесей на основе
гранул, полученных распылительной сушкой ] 14]. Для смеси гранул размерами
0,2 - 0,8 мм и менее 0,06 мм с насыпной плотностью 0,82 г/см3 при содержании
в смеси 40 % частиц тонкой фракции плотность достигла 0,95 г/см3.
Предельно достижимое значение плотности упаковки двухфракционной смеси
Кем определяется из соотношения
Кем = кук +(1_КуК)Ктп) (18)
где КуК и Ку^ - плотность упаковки крупной и тонкой фракций в отдельности.
Для случая, показанного на рис. 4 (кривые 2 — 4), максимальные
значения Куп, вычисленные по соотношению (18), составили 0,77 —
23
0,78 для кривой 1 и 0,84 — 0,85 для кривых 2 — 4 (рис. 7), что значитель-
но выше экспериментально полученных данных. Как следует из рис.
7, максимальная разница между расчетными (пунктирная линия) и экс-
периментальными данными (кривая, огибающая область ДЛГТ) наблюда-
ется в области предельной упаковки. Не исключая возможности опреде-
ленного приближения экспериментальных данных Куп к расчетным (на-
пример, вследствие увеличения разрыва в размерах крупной и тонкой
фракций, совершенствования процес-
са смешения), отметим, что указанная
на рис. 7 зависимость является зако-
номерной. Имеются принципиальные
ограничения по упаковке двухфрак-
ционных (а тем более трехфракцион-
ных) смесей, что следует, например,
и из уравнения (17).
0 25 50 75 Т, %
I_______I________1_______I________।
100 75 50 25 К, %
Рис. 7. Соотношение объемов фаз
двухфракционных смесей порошков
кварцевого стекла: 1,5 - 2,5 мм
(К) + 0,16 - 0,2 мм (7); Кт -
упаковка исходных порошков;
Д/Ст — увеличение Кт за счет исполь-
зования смеси порошков; ДК" — раз-
ница в показателях расчетной и экс-
периментальной упаковок
Введение крупнозернистого заполнителя в тонкозернистые массы осу-
ществляется, однако, не только для повышения плотности материала.
Чаще всего в технологии огнеупоров этим преследуются и другие цели:
повышение технологичности формовочных систем (устранение дефектов
прессования, снижение усадки при обжиге и др.), улучшение структуры
и ряда эксплуатационных характеристик (например, термостойкости).
Известно [1,2, 10], что показатели упаковки порошков значительно
изменяются в зависимости от их влажности, что может оказывать опреде-
ленное влияние как на некоторые технологические процессы, так и на
качество конечного материала. Так, при объемном дозировании компо-
нентов огнеупорной шихты вследствие изменяющейся насыпной плот-
ности порошков (за счет колебания влажности) заданный состав может
не соблюдаться.
Для оценки влияния влажности на упаковочную способность порошков
целесообразно [ 10] использовать показатель ’’влажностного изменения”
коэффициента упаковки или насыпной плотности определяемой как
Kw= Рнасг/Puacl — Куп2/КуП1, (19)
где Рнас1и^уп1—насыпная плотность и коэффициент упаковки порошка
в абсолютно сухом состоянии; Рнас2 и ^уп2 — то же^для влажного порош-
ка в пересчете на сухое вещество (масса ’’скелета”).
24
в качестве примера влияния влажности на величину /Суп порошков
на рис. 8 показано влияние влажности на упаковочную способность элект-
оокорунда [Ю]. Видно, что во всех случаях с ростом влажности наблю-
дается уменьшение Куп, соответствующее началу пастообразования, а
при дальнейшем увлажнении — рост Куа. Как правило, с ростом дис-
персности наблюдается и увеличение максимального их влажностно-
го разрыхления , которое для монофракций 1,6 — 2,5, 0,1 — 0,2,
0,04 - 0,05 мм (при Куа = 0,42) составляет 1,16, 1,44, 1,61 соответ-
ственно. В случае же двухфракционных смесей (см. рис. 8, кривая 9)
отмечаются пониженные значения W , соответствующие переходу порош-
ка в состояние пасты (вследствие уменьшения пористости смесей). Сле-
дует отметить, что значительное влияние на показатели оказывает вид
смесительного оборудования и особенно прикладываемое при этом дав-
ление.
Как показано в работе [ 10], на упаковочную способность порошков
существенное влияние оказывает вид жидкости (технологической свя-
зки). Так, применение этилсиликата способствует (в области низких
значений W) не разуплотнению, как в случае воды, а росту К^п . При
дальнейшем увеличении W, хотя и наблюдается влажностное разуплот-
нение, но оно менее выражено, чем в случае применения воды. Анало-
гичные результаты могут быть достигнуты введением небольших доба-
вок поверхностно активных веществ
(ПАВ). В частности, применение
0,5 %-ной добавки кремнийоргани-
ческой жидкости позволило снизить
значение для порошка муллита
фракции 0 — 0,63 мм с 1,55 до 1,3.
Указанный эффект, согласно [ 17,
с. 111], обеспечивается экранирую-
щим ’’смазывающим действием” ад-
сорбционных оболочек на поверхно-
сти частиц порошка, под влиянием
которого уменьшаются силы сцепле-
ния и трения между ними.
Рис. 8. Зависимость коэффициента
упаковки А'уп от влажности W элект-
рокорунда различной дисперсности:
1 — 5 — 7 мм; 2 - 2,5 - 5 мм; 3 —
1,6 — 2,5 мм; 4 — 1 — 1,6 мм; 5 —
0,4 — 0,63 мм; 6 — 0,315 — 0,4 мм;
7 - 0,1 — 0,2 мм; 8 - 40 - 50 мкм;
9 — смесь из 50 % фракции 1,6 —
2,5 мм и 50 % фракции 40 - 50 мкм
25
На рис. 9 в обобщенном виде показано поведение системы порошок —
жидкость, проанализированное с точки зрения упаковки (разрыхление —
уплотнение) .В зависимости от влажности в системе можно выделить три
характерных состояния: максимально сыпучее при W= 0, максимального
влажностного разрыхления А^)ах (Х^ах ) при И^р и перехода в пасто-
образное состояние при Wn. Для систем с добавками ПАВ или со связкой
типа этилсиликата (кривые 2) характерно и состояние предельного уплот-
нения в области низких значений W. Видно, что по мере увлажнения по-
рошков показатель Куп понижается вследствие того, что в них появля-
ются дополнительные силы сцепления под действием капиллярного дав-
ления стыковой воды [ 20], окружающей точки контакта между частица-
ми. При этом наиболее резкий рост сцепления (в случае кривых 7) на-
блюдается в области влажности 1 — 2 % и достигает максимального зна-
чения при Нкр (см. рис. 9). При дальнейшем уменьшении мениски в
точках контакта исчезают, сцепление системы уменьшается и она уплот-
няется до значений Куп для исходного сухого порошка или даже До
больших, что желательно при получении из порошков суспензий и паст.
Исключительное влияние на плотность упаковки порошков оказыва-
ет их дисперсность. Известно, что механическое зацепление является од-
ной из форм связи между частицами в порошках. С уменьшением же
Лул
0,6
0,4
Рис. 9. Общий характер зависимос-
ти коэффициента влажностного из-
менения плотности Kw (а) и показа-
теля К (б) от влажности керами-
ческихупорошков со связкой на ос-
нове воды (J) и с добавкой ПАВ
(2) и основные их состояния:
I - максимальная сыпучесть; II -
максимальное разрыхление; III -
переход в пасту
lg d, мкм
Рис. 10. Зависимость К? порош-
ков кварцевого стекла ^"среднего
диаметра частиц
26
Рис. 11. Зависимость ХуП порошков в абсолютно сухом состоянии (7), состоянии
максимального влажностного разрыхления (2), коэффициента разрыхления порош-
ков в насыпном виде (5) и после утряски (4) от размера частиц электроплавленой
MgO (й) и синтетического муллита (б)
размеров частиц силы сцепления, возникающие при их сближении, резко
возрастают по сравнению с их массой (силой тяжести), и поэтому части-
цы малых размеров легко образуют рыхлые структуры, препятствую-
щие равномерному распределению частиц в объеме и их плотной упаков-
ке [ 28, 29]. Кроме того, с ростом дисперсности увеличивается доля по-
верхностной пористости. На рис. 10 по экспериментальным данным работ
[8, 31] показана зависимость Куа порошков кварцевого стекла от их
размера, изменяющегося в пределах от 2,5 мкм до 1 мм. Видно, что в
области d = 0,1 -г 1,0 мм значение Куп почти не изменяется и находится
в пределах 0,60 — 0,63. При понижении d до 10 мкм Куп снижается до
0,50, а при d = 2,5 мкм — до 0,28.
Аналогичное влияние дисперсности на Куп отмечается и для порошков
других материалов. Так, при уменьшении среднего диаметра частиц по-
рошка карбида вольфрама с 4,57 до 0,60 мкм значение Куп понижается
с 0,545 до 0,12 [ 28]. При уменьшении dcp порошков вольфрама с 1,11
до 0,23 мкм значение Куп понижается с 0,25 до 0,075. Видимо, при прочих
равных условиях (дисперсность, шероховатость поверхности и т.д.)
показатель Куп будет повышаться с повышением плотности частиц. Оп-
ределенное влияние на зависимость Куп керамических порошков от их
дисперсности оказывает и влажность (рис. 11).
Следует отметить, что показатели упаковки керамических порошков
в исходном состоянии далеко не всегда коррелирует с плотностью отпрес-
сованного полуфабриката.
Обычно исследования упаковки керамических пресспорошков проводят в сухом
состоянии, а их прессование связано с введением определенного количества техно-
логической связки (жидкости), меняющей их Куп. Как показано на рис. 12, в случае
Увлажненного (W = 5 %) пресспорошка трехфракционного состава (мелкая фрак-
ция 0,08; средняя 0,2 - 0,4 мм и крупная 1,6 - 3,5 мм) вследствие влажностного
разрыхления даже в области предельной упаковки показатели их Куп не превыша-
ют 0,4 - 0,45 (кривая У) .Существует определенная разница между рассчитанными
по уравнению (18) значениями ХуП (кривая 2) и экспериментальными (кривая
1). При прессовании (Руд = 100 МПа) в большой области содержаний тонкой фрак-
27
ции (20 — 50 %) достигаются низкие значения пористости полуфабриката, как
видно из кривой 3 (К^ = 0,84 -5- 0,85, пористость Пдф = 15 -5-16 %). Показатели
ЛГ для различных составов весьма различаются и колеблются в пределах от 1,90
(30% тонкой и 70 % крупной фракции) до 3,4 (100 % тонкой фракции).
Таким образом, роль уплотнения системы в результате полидисперсной упаков-
ки (область ДХТ1) значительно ниже, чем при прессовании (область ДЛ"Т2).
Существенное повышение плотности упаковки порошкообразных систем может’
быть достигнуто посредством применения вибрации. Главными факторами, опре-
деляющими плотность упаковки частиц вибрацией, являются как характеристики
порошка (дисперсность, форма, зерновое распределение, плотность), так и Пока-
затели переменных вибраций (частота, амплитуда, время), что будет рассмотрено
в главе 4.
При изготовлении некоторых типов керамических изделий нередко возникают
задачи достижения максимальной степени уплотнения или получения их с мини-
мальными усадками при спекании (например, с целью повышения точности геомет-
рических размеров). Поэтому особое внимание уделяют выбору метода формова-
ния для достижения предельных значений ротн полуфабриката. Максимальная плот-
ность (Ротн до 1,0) достигается прежде
всего при тех процессах прессования, кото-
рые совмещены со спеканием — горячее
прессование и горячее изостатическое прес-
сование (см. главу 4). Повышенная плот-
ность полуфабриката (р,^, до 0,90 - 0,98)
достигается и взрывным прессованием. Од-
нако этот метод в керамической техноло-
гии еще не получил промышленного при-
менения.
Рис. 12. Фазовый состав пресспорош-
ка (W = 5 %) и отформованного
полуфабриката (Руд = 100 МПа)
на основе полидисперсных смесей
электроплавленой MgO тонкой (Т)
фракции (< 80 мкм) и крупной
(Ю полидисперсной фракции, состо-
ящей из 65 % частиц 1,6 - 3,5 мм
и 35 % частиц 0,2 - 0,4 мм
Сравнение с этой точки зрения наиболее распространенных способов прессования
(в стальных формах и процесса шликерного литья) из водных суспензий показы-
вает следующее. В случае шликерного литья исключительное влияние на показатели
ротн П0ЛУФабриката оказывает химическая природа твердой фазы, определяемая,
например, ионным потенциалом ИП (ИП = z/r, где z - заряд, г - эффективный
радиус катиона). Показатель ИП, определяя кислотноосновной характер оксидов,
характеризует прежде всего их гидратируемость, и соответственно, содер-
жание в системе связанной жидкости. Поэтому при использовании суспен-
зий из ’’кислых” материалов, характеризующихся повышенным значением ИП
(6,5 - 10), достигаются повышенные значения ротн отливок. Так, разработана
технология литья [ 8,31, 147], позволяющая из полидисперсных тонкозернистых
(20 — 30 % фракций до 5 мкм) суспензий на основе кремнеземных (кварцевое
стекло, кварцевый песок, динасовый огнеупор) или алюмосиликатных материалов
(высокоглиноземистый шамот, синтетический муллит) получить отливки Радд =
28
= 0,82 -г 0,90. В то же время при использовании порошков из тех же высушенных
суспензий максимальные значения ротн для прессовок, полученных при оптималь-
ных условиях прессования, находились в пределах 0,65 - 0,70.
Преимущество метода литья обусловлено большей подвижностью частиц в жид-
кой среде и отсутствием сцепления на контактах, что дает им возможность зани-
мать максимально благоприятное положение с минимальным объемом пор в систе-
ме. При переходе же к формованию из литейных систем с зернистым заполни-
телем (т.е. к системам с прерывным составом) на основе указанных материалов
получен полуфабрикат с ротн = 0,90 -г 0,96. При применения амфотерных матери-
алов (например, А1,03) значения ротн в случае литья и прессования оказываются
сравнимыми, а прессовки из щелочных материалов (например, MgO) по сравне-
нию с отливками обладают большей плотностью.
Таким образом, с точки зрения уплотнения керамических систем на стадии
формования способ шликерного литья является более зависимым от природы
материала по сравнению с процессами прессования, для которых не отмечается зна-
чительного влияния типа исходного материала на плотность полученного полуфаб-
риката. Однако методы прессования имеют существенное преимущество при полу-
чении изделий относительно простой формы в условиях массового производства.
Глав all
ПРОЦЕССЫ,
ПРОТЕКАЮЩИЕ ПРИ ПРЕССОВАНИИ ПОРОШКОВ,
И ФАКТОРЫ, ОПРЕДЕЛЯЮЩИЕ ПЛОТНОСТЬ ПРЕССОВОК
1. ФИЗИЧЕСКИЕ ПРОЦЕССЫ, ПРОТЕКАЮЩИЕ ПРИ ПРЕССОВАНИИ
Уплотнение, упрочнение прессуемого керамического порошка и харак-
теристика получаемых прессовок определяются совокупностью ряда про-
цессов, в которых участвуют все составные части системы: примерные
частицы (твердая фаза), временная связка (жидкая фаза) и воздух
(газовая фаза).
Изменения, претерпеваемые всеми фазами, взаимосвязаны и каждое
из них существенно для конечных результатов прессования. При рас-
смотрении совокупного процесса приходится выделять его составные
части: перемещения и деформации структурных элементов — первичных
минеральных частиц и зерен-гранул, а также явления, происходящие в
порах уплотняемого скелета, т.е. перемещение жидкости, удаление, сжатие
и возможно растворение воздуха. Фазовый и зерновой состав массы,
строение порошка и характеристика присутствующих фаз существенно
влияют на особенности и относительную роль каждого из названных
явлений.
Кроме того, при рассмотрении процесса сжатия в целом необходимо
учитывать специфику последовательных этапов процесса сжатия. Хотя
между этими этапами нет резких границ, тем не менее они существенно
различаются в отношении поведения и роли отдельных фаз сжимаемой
системы. Особую и весьма важную роль играют также явления, наблю-
даемые после снятия прессующего давления: упругое расширение прес-
совки в форме и при ее выталкивании. Однако указанные явления лишь
незначительно влияют на степень уплотнения готовых прессовок и в то
29
же время являются важнейшими факторами, влияющими на возникно-
вение дефектов (они будут рассмотрены в главе III).
Наконец, для понимания процесса в целом и, в частности, явлений
после окончания сжатия необходимо учитывать силовое взаимодействие
прессуемого материала с формой.
Следует отметить, что выбор того или иного из принципиально раз-
личных методов прессования также оказывает значительное влияние
на характеристику протекающих процессов.
Ниже дается их описание в основном применительно к процессу обыч-
ного (одноосного) сжатия в металлических формах. Некоторые из при-
водимых положений и закономерностей заметно изменяются уже при
переходе к изостатическому прессованию, не говоря уже о том, что при
взрывном прессовании или виброуплотнении резко изменяется харак-
тер всех протекающих процессов. Горячее же прессование по своему
физико-химическому содержанию и технологическому назначению от-
личается от остальных методов коренным образом, поэтому большая
часть положений, освещаемых в настоящей главе, по отношению к нему
не применима или применима в ограниченной степени.
Перемещения и деформации структурных элементов
при сжатии порошка
В работах по порошковой металлургии обычно выделяют три стадии
процесса прессования порошков (в основном без связки), различающие-
ся по характеру перемещений и пластической деформации частиц уплот-
няемого материала. Выдвигаемые различными авторами критерии для
разделений стадий не всегда совпадают, хотя и являются относительно
близкими. Так, по данным [ 3], основные особенности стадий сводятся
примерно к следующему.
На первой стадии наблюдается в основном ’’автономное” поведение
частиц. Происходит их интенсивное взаимное перемещение, повороты
и т.д.; при этом характер напряжений на контактах различный и непре-
рывно меняется. Нарушение одних контактов сопровождается местной
упругой разгрузкой или разрывом других. Вторая стадия характеризу-
ется значительным уменьшением автономности, преобладанием местной
пластической деформации на контактах и незначительной ролью местных
упругих разгрузок. Третья стадия протекает при фиксированных кон-
тактах и преобладании пластической деформации во всем объеме частиц;
этому соответствуют значения относительной плотности #тв не менее
0,85 - 90.
При практическом отсутствии пластической деформации собственно ми-
неральных частиц в условиях прессования керамических порошков и на-
личии в них более или менее пластичных гранул применить к ним эти
или подобные определения стадий, предложенные в области порошковой
металлургии, не представляется возможным. Более целесообразна сле-
дующая качественная характеристика последовательности протекаю-
щих процессов.
30
В начале сжатия происходит перемещение частиц преимущественно
в направлении действия прессующего усилия с заполнением относитель-
но крупных пор в исходной порошковой засыпке. Крупные поры в за-
сыпке, связанные с так называемыми мостиками или арками и обра-
зовавшиеся под влиянием сцепления на контактах и заклинивания частиц,
могут по размерам превосходить сами зерна. Отмеченные в главе I боль-
шие расхождения в плотности укладки различных порошков зависят
в большой степени от устойчивости арок, рассмотренной^ частности,еще
в работе [ 34]. Интенсивное уплотнение при небольших давлениях в на-
чальной стадии прессования часто называют [35] стадией разрушения
арок или сплющивания мостиков. Оно происходит с разрывом контактов,
но почти без деформации структурных элементов — точнее при пренеб-
режимо малых деформациях на отдельных участках. Перемещение зерен
многообразно и включает их раздвигание вклинивающимися зернами,
взаимное скольжение, различные повороты и т.д. Важно отметить, что
при этом нет принципиального различия в поведении структурных эле-
ментов в зависимости от их твердости и пластичности. Гораздо большую
роль играют их геометрия, соотношение размеров, сцепление на кон-
тактах. Гранулы и свободные частицы ведут себя примерно одинаково.
На начальной стадии сжатия достигается относительно устойчивое поло-
жение структурных элементов и существенное возрастание плотности
их укладки при относительно небольшом увеличении поверхности кон-
тактов.
По данным [ 36], важнейшей особенностью начальных стадий прес-
сования является упорядочение расположения частиц с увеличением
координационного числа, т.е. числа контактов каждой частицы.
При некоторой степени уплотнения дальнейшее сжатие порошка ста-
новится невозможным без существенной деформации структурных эле-
ментов. Это изменение характера процесса сжатия происходит постепен-
но, в довольно широком интервале прилагаемых давлений прессования
(обычно порядка 1 — 10 МПа) и охватывает все участки системы. Про-
цессы деформации структурных элементов, определяющих дальнейшее
уплотнение сжимаемой системы, могут носить необратимый или обрати-
мый (упругий) характер. Их полезная, т.е. необратимая, деформация мо-
жет выражаться в хрупком разрушении или в пластическом течении. Рас-
смотрим каждый из названных видов деформации.
Возможность пластической деформации или хрупкого разрушения
определяется, с одной стороны, свойствами структурных элементов,
а с другой, — величиной местных напряжений, возникающих прежде
всего на участках контакта между зернами и передаваемых через зти
участки. Вопрос о явлениях в местах контактов и роли контактной по-
верхности в связи со сжатием дисперсных систем разрабатывали многие
авторы, в частности Г.И. Покровский [ 37] для процесса уплотнения
грунтов, М.Ю. Балыпин [ 38], Г.М. Жданович [ 4] и др. для прессования
металлических порошков.
Величина контактной поверхности, или точнее, контактное сечение
(т.е. проекция контактной поверхности единичного слоя частиц на плос-
31
кость, перпендикулярную направлению сжимающего усилия), через ко-
торое передается давление от одного слоя порошкового материала к
другому, на всех стадиях сжатия остается меньше, чем общая площадь
прессования. Очевидно, что средние напряжения, возникающие в мес-
тах контакта, намного превышают давление прессования, т.е. величину
нагрузки, отнесенной ко всей площади прессования. Разница между эти-
ми величинами особенно велика в начале процесса сжатия, а их значитель-
ное сближение возможно только при высоких степенях уплотнения. В
соответствии с этим явления необратимой деформации в зонах контак-
тов наступают при удельных давлениях прессования, гораздо меньших,
чем критические напряжения, т.е. напряжения, вызывающие пластичес-
кое течение или разрушение соответствующего монолитного тела.
Применительно к типичным керамическим порошкам в отличие от металличес-
ких вопросы количественной оценки контактных поверхностей и критических
напряжений остаются малоизученными. Их изучение крайне затрудняется рядом
причин, к числу которых относятся: хрупкость первичных минеральных частиц,
т.е. почти полное отсутствие их пластического течения; невозможность воспро-
изводить и исследовать соответствующие минеральные частицы в виде монолит-
ных тел; гранулированное, как правило, строение керамических порошков при
чрезвычайном разнообразии строения и механических свойств гранул, которые
могут испытывать различные деформации, в том числе пластические, характерные
для высококонцентрированных коагуляционных структур и постепенно приво-
дящие в ходе сжатия к слиянию гранул с образованием сплошной системы более
или менее однородного строения. Очевидно, что поведение реальных структурных
элементов керамических порошков во многом определяется присутствием в них
значительных количеств временной (жидкой) связки, входящей в основном в
состав гранул и влияющей прежде всего на их свойства.
Таким образом, можно считать, что в настоящее время основные понятия о кон-
тактной поверхности, ее росте в процессе прессования и связи со степенью уплот-
нения приложимы к керамическим порошкам лишь в общей, качественной фор-
ме без установления строгих количественных зависимостей.
При прессовании керамических порошков с ростом давления непрерывно растут
прежде всего контактные поверхности без резкого увеличения напряжений в местах
контактов между соответствующими структурными элементами. Каждой величине
прессующего давления для данного порошка соответствуют определенная величина
контактной поверхности структурных элементов и определенная степень уплот-
нения системы.
При прессовании многих керамических порошков как глиняных, так и со-
стоящих из других минеральных компонентов, пластифицированных временной
связкой, преобладающим на определенной стадии сжатия становится процесс де-
формации гранул. Имеется ряд данных, показывающих значительное влияние плас-
тичности и прочности гранул на интенсивность уплотнения системы, определяемой
их деформацией и разрушением. Так, Кальменс [ 18] приводит результаты экспе-
риментов, свидетельствующих о том, что с увеличением давления при предваритель-
ном брикетировании порошка с невысоким содержанием пластифицирующей связки
(до 20 - 30 % объемн.), последовательно снижается пластичность,плотность и проч-
ность прессовок, получаемых при окончательном прессовании измельченных бри-
кетов под давлением 60 МПа (рис. 13). Автор достаточно убедительно объясняет
это явление тем, что при повышении давления предварительного брикетирования
часть связки выжимается в более крупные поры системы; при этом часть коагуля-
ционных связей (т.е. действующих через прослойки жидкости) заменяется конден-
сационными (т.е. происходит непосредственное взаимодействие в местах контактов
твердых частиц). В результате уменьшается пластичность гранул и соответственно
снижается их взаимная связь, определяющая плотность и прочность полуфабриката.
32
Однако при избыточном содержании временной связки (40 - 50 % объемн.) плас-
тичность гранул достаточно велика и меньше зависит от условий их подготовки;
поэтому снижение свойств полуфабриката - при повышенном давлении предвари-
тельного брикетирования не наблюдается.
По данным П. Бриджмена [ 39], типичные хрупкие материалы, включая минера-
лы, могут приобретать заметную пластичность в условиях всестороннего сжатия
при давлениях 2 - 2,5 ГПа и более. При прессовании керамических порошков по-
добных условий почти никогда не возникает. Поэтому, рассматривая поведение
первичных частиц, практически достаточно ограничиться представлениями об их
упругой деформации и хрупком разрушении. В глинистых или иных достаточно
пластифицированных порошках'то и другое явления могут приобретать большое
значение главным образом в интервале отно-
сительно высоких давлений (не ниже десят-
ков МПа) и в основном за пределами интер-
вала интенсивных пластических деформаций
гранул.
Рис. 13. Изменения предела прочности
при изгибе отпрессованных заготовок
и коэффициента линейной усад-
ки при их спекании Кса в зависимо-
сти от уплотняющего давления при
предварительном брикетировании по-
рошка
Поскольку величина упругих деформаций твердых тел пропорциональна дей-
ствующим напряжениям, пропорциональную зависимость от давления прессования
можно было бы предполагать и для совокупности частиц, составляющих прессовку.
Однако экспериментально не получено подтверждения такой зависимости, что
объясняется рядом причин. Прежде всего величина непосредственно измеряемого
общего упругого расширения прессовок после снятия давления определяется не
только упругостью твердых частиц, но и явлениями в других фазах системы (об
этом см. ниже в данной и следующей главах). Далее следует отметить, что наиболь-
шие упругие деформации самих твердых частиц могут вызываться не сжимающими,
а сдвигающими и особенно изгибающими усилиями (влияние последних особенно
велико на неизотермические частицы). Между тем, при увеличении давления и со-
ответствующем повышении плотности упаковки системы относительная роль из-
гибающих усилий, естественно, снижается. Кроме того, с ростом давления увели-
чивается роль всестороннего сжатия зерен, при котором условный (или ’’эффектив-
ный”) модуль упругости повышается1. Наконец, при разрушении части зерен могут
устраняться упругие деформации на соответствующих участках сжимаемой систе-
мы. В результате совокупности указанных явлений наблюдаются сложный харак-
тер зависимости упругих деформаций в прессовках от величины давления и в целом
замедленный рост по сравнению с пропорциональной зависимостью.
Явления хрупкого разрушения первичных частиц при сжатии порошка наступа-
ют тогда, когда возникающие напряжения превышают предел прочности материала
частиц. Здесь можно выделить два случая, хотя между ними и нет резкой границы.
Первый характеризуется местными разрушениями, срезанием или раздавливанием
углов, выступов, неровностей под влиянием высоких напряжений вблизи контакт-
1 Закон Гука для сжатия в абсолютно жесткой форме выражается не формулой
dP = -EdH/H, а формулой др _ 1 + Е Edll/П'где ~ коэффициент бокового
распора. Добавляемый сомножитель всегда < 1.
33
ных участков, второй - массовым раздавливанием первичных частиц, когда раз-
рушающие напряжения охватывают большую часть объема материала. В предельном
случае, при очень высоких давлениях и отсутствии временной связки, относитель-
ная плотность Я"тв должна приближаться к единице, а влияние исходного зернового
состава на плотность прессовки должно практически устраняться.
Однако, по данным ( 39], при спрессовывании кварцевого песка под давлением
~ 3000 МПа его пористость снижается всего на несколько процентов по сравнению
с исходной засыпкой. Как указывает А.С. Бережной, для массового раздавлива-
ния материала при прессовании магнезитовых порошков потребовались бы давления
в пределах 1 — 10 ГПа. Из данных [ 40] видно, что при давлении 600 МПа даже такой
мягкий материал, как карбонат кальция, сохраняет пористость > 10 %, а более твер-
дые материалы (SiO,, MgO, А12О3) в тех же условиях сохраняют пористость в пре-
делах 20 - 30 %.
Итак, как следует из ряда работ, не удается достигнуть высокой степени уплот-
нения порошков хрупких материалов путем массового раздавливания их частиц
даже при давлениях, лежащих за пределами обычных при прессовании керамичес-
ких изделий и превышающих значения прочности при сжатии соответствующих ма-
териалов. Очевидно, это объясняется в основном значительным повышением проч-
ности частиц вследствие: а) действия условий всестороннего сжатия и б) умень-
шения размеров Зерна (в соответствии в известным влиянием масштабного фактора
на прочность).
Несмотря на отсутствие сплошного раздавливания первичных твердых зерен,
процессы их местного разрушения и частичного раздавливания могут играть су-
щественную роль уже в области реальных применяемых давлений. Так, по данным
Е.А. Когона [41], прессование типичных грубозернистых масс, применяемых в
производстве огнеупоров (магнезитовых, многошамотных, динасовых), при давле-
ниях 60 - 180 МПа заметно увеличивает содержание фракций < 0,5 мм за счет фрак-
ций > 1 мм. Из числа испытанных шихт более устойчивыми оказались динасовые,
что согласуется с данными И.С. Кайнарского [ 16] о сохранении достаточно ста-
бильного зернового состава при прессовании шихт из прочных кристаллических
кварцитов.
По данным К.К. Стрелова ( 42], при прессовании различных порошков (стекла,
периклаза, корунда) степень измельчения существенно повышается с уменьшением
твердости и прочности материала; при переходе от монофракционных порошков
к полифракциониым (особенно к составам, дающим плотную упаковку), а также
от более крупных (0,5 - 1,0 мм) к более тонким (0,1 - 0,2 мм) степень изменения
зернового состава уменьшается. К.К. Стрелов обнаружил, что при прессовании про-
мышленных огнеупорных шихт с ростом давления удельная поверхность пор рас-
тет, а их размеры снижаются более резко по сравнению с их же суммарным объе-
мом в прессовках. Эти данные говорят о заметной роли разрушения зерен в общем
снижении пористости системы.
В.Л. Балкевич [ 9], изучавший прессование порошков различных электроплав-
ленных оксидных материалов (А12О3, MgO, MgO А12О3, ZrO2), показал, что при
прессовании монофракции (2,0 - 1,0 мм) значительное снижение ее содержания
(в 1,5 - 2,0 раза и более) наблюдается уже при давлениях 50 - 100 МПа. Однако
прирост наиболее тонких фракций (< 0,25 и < 0,09 мм) остается небольшим даже
при повышении давления до 300 МПа, а в наибольшей степени растет содержание
зерен 0,5 - 1,0 и 0,25 - 0,5 мм. Следовательно, раздавливание даже очень боль-
шого числа зерен отнюдь не ведет к получению тонкозернистого порошка, хотя и
превращает исходный состав в полифракционный, с непрерывным характером гра-
нулометрии. Существенно, но в значительно меньшей степени снижается содержание
крупных зерен в двухфракционных массах, особенно если содержание тонкой фрак-
ции в исходном материале достигает 30 %, т.е. становится достаточным для запол-
нения пустот между зернами крупной фракции.
В общем из данных ( 9] следует, что при давлениях начиная со 100 - 200 МПа
зерновой состав различных порошков может заметно сближаться, так же как и ве-
личина пористости прессовок. Роль процессов раздавливания в рекомендуемых
34
В.А. Балкевичем относительно грубозернистых массах из плавленых оксидов в
целом существенно выше, чем по данным Ю.Ф. Панкратова1, изучавшего глино-
содержащие алюмосиликатные массы, а также других авторов, изучавших прессо-
вание исходных шихт с плотной упаковкой или с избытком тонких фракций.
Изучение процесса измельчения первичных зерен высокодисперсных масс при
прессовании затруднительно и предпринималось значительно реже. Однако на при-
мере порошка оксида алюминия (< 10 мкм) видно, что и в этом случае протекает
заметный процесс хрупкого разрушения при высоких давлениях [35].
Таким образом, на основании многочисленных исследований можно заключить,
что хрупкое разрушение первичных частиц существенно влияет на процесс уплот-
нения и с ростом давления прессования роль этого фактора по сравнению с деформа-
цией гранул увеличивается. В пределах реально применяемых давлений это раз-
рушение обычно носит преимущественно местный поверхностный характер. Од-
нако в некоторых случаях (особенно для керамических порошков четвертой груп-
пы) возможно массовое, хотя и не сплошное разрушение зерен. При исходном
тонком зерновом составе, при зерновых составах, соответствующих плотной упа-
ковке, а также в глинистых массах и в массах с большим объемным содержанием
временной связки степень разрушения и роль этого фактора уменьшаются.
Для понимания вопроса о соотношении пластических, хрупких и упру-
гих деформаций на различных этапах повышения прессового давления
необходимо учитывать, что речь идет о деформациях различных струк-
турных элементов системы. В целом при прессовании сначала преобла-
дают пластические деформации, если порошок содержит соответству-
ющие структурные элементы (пластичные "^нулы и участки). Затем
усиливаются процессы хрупкого разрушения и последовательно нарас-
тает упругая деформация. Значительное повышение напряжений, необхо-
димых для широкого проявления процессов хрупкого разрушения и
упругой деформации, может наступить лишь после того, как возможное
уплотнение системы вследствие пластического течения гранул и агрегатов
в основном завершено. В этом отношении роль пластической деформа-
ции гранул в керамических порошках в известной степени совпадает
с ролью процессов перемещения недеформируемых 'первичных зерен
на начальной стадии прессования непластифицированных металлических
порошков.
Положение о том, что период преимущественно упругих деформаций
наступает при высокой степени уплотнения, становится очевидным, ког-
да речь идет о прессовке в целом. При полном устранении воздушных
пор возможность ее дальнейшего необратимого сжатия исключается
(этот случай рассматривается ниже с учетом роли объема временной
связки). Однако даже при относительно небольшом содержании вре-
менной связки [ примерно до 10 — 15 % (объемн.) ], когда полного устра-
нения воздушных пор не достигается, также возможна стадия преиму-
щественно упругих деформаций вследствие последовательного умень-
шения необратимых деформаций в плотно упакованной системе с
большой контактной поверхностью.
С учетом данной закономерности предложен [ 43] ’’энергетический”
метод анализа процессов прессования порошкообразных масс, когда
1 Панкратов Ю.Ф. Исследование способов максимального повышения плотнос-
ти прессованных многошамотных огнеупоров: Автореф. канд. дис. М., 1957.
35
в качестве критерия эффективности принимают отношение энергии упру-
гих деформаций к энергии, расходуемой на необратимое уплотнение. С
ростом давления это отношение растет и авторы считают, что при пре-
дельном рациональном давлении оно составляет не более единицы. При-
менительно к прессованию огнеупоров данное энергетическое соотно-
шение определял Нгуен-Хыу-Фук1.
Рис. 14. Нарастание различных видов
деформаций сжатия при повышении
давления прессования:
Д, - общая (в процессе прессова-
ния) ; Д2 - остаточная после сня-
тия давления; Д3 - упругая;
а — область преобладания остаточ-
ных деформаций; б — то же, • упру-
гих
. Для оценки роли рассматриваемого явления возможен и более простой
подход: рациональное давление прессования не должно распространяться
на те участки кривой сжатия прессовки, где нарастание упругой дефор-
мации преобладает над приростом полезной деформации (рис. 14).
Поведение жидкой фазы и воздуха при сжатии порошка
Вода или другая жидкость, смачивающая твердую фазу и выполня-
ющая функции временной связки, располагается в исходном порошке
прежде всего ня поверхности первичных частиц. В зависимости от соот-
ношения поверхности частиц общего объема жидкости и угла смачи-
вания она может находиться также в более крупных капиллярах и по-
рах системы. Тонкие пленки воды (толщиной примерно до десятых
долей микрометра) обладают, как известно, специфической структурой
и физико-механическими свойствами, приближающимися к свойствам
твердого агрегатного состояния. В частности, они проявляют количест-
венно измеримую упругость формы. Жидкость в капиллярах создает
определенное капиллярное давление, сжимающее систему и эквивалент-
ное некоторому внешнему давлению.
В зависимости от метода подготовки порошка и интенсивности его
перемешивания может наблюдаться существенная неравномерность в
распределении жидкости, т.е. наличие переувлажненных и слабо увлаж-
ненных участков, а также повышенной влажности крупных гранул по
сравнению с мелкими [ 44]. Последнее наблюдается, в частности, при
получении пресспорошков распространенным методом распылитель-
ной сушки керамических суспензий [ 24].
1 Нгуен-Хыу-Фук. Исследование уплотнения огнеупорных пресспорошков с
введением поверхностно активных веществ при полусухом прессовании и при ви-
брации большой частоты. Автореф. канд. дис. Харьков, 1968.
36
В процессе сжатия жидкость, находящаяся на поверхности первичных
частиц, в межчастичных прослойках и капиллярах, оказывает значитель-
ное пластифицирующее действие, степень которого зависит от ее соста-
ва (в сочетании с данной твердой фазой), количества и равномерности
ее распределения в материале. Одна из сторон пластифицирующего дей-
ствия заключается в облегчении скольжения частиц, что приводит, осо-
бенно на начальных стадиях прессования при невысоких давлениях, к
более интенсивному уплотнению материала. В области более высоких
давлений жидкость (особенно если она содержит поверхностно актив-
ные компоненты) также может интенсифицировать уплотнение прессов-
ки вследствие снижения твердости и прочности частиц (эффект Ребин-
дера) .
Наряду с констатацией общеизвестных положительных аспектов дей-
ствия временной связки следует остановиться на ее перемещениях в
сжимаемом порошке и отрицательных эффектах, связанных с занима-
емым ею объемом, возможным неравномерным распределением и неко-
торыми перемещениями. В первую очередь необходимо считаться с яв-
лением выжимания жидкости (или тонких дисперсий) из капилляров
и прослоек, расположенных между сближающимися частицами, в более
крупные поры системы. Степень выдавливания зависит от соотношения
действующих усилий и механических свойств пленок. Выдавливание
жидкости в свободные поры является само по себе необходимым услови-
ем сближения частиц и уплотнения системы, но, как показано в ряде
работ Г.В. Куколева, например [45], это явление может вызывать осо-
бый вид обратного (упругого) расширения прессовок после снятия
внешнего давления. Расширение происходит вследствие расклиниваю-
щего действия жидкости, перемещающейся обратно в тонкие капил-
ляры под действием сил поверхностного натяжения.
Еще более важным фактором является постепенное увеличение доли
объема пор, занятых перемещающейся жидкостью по мере сжатия прес-
совки. Если в процессе прессования жидкость занимает большую часть
общего объема пор, то этсГ ведет к закупориванию жидкостью тонких
воздухопроводящих каналов и препятствует выходу воздуха из прес-
совок. Если жидкости в исходном порошке достаточно для заполнения
всего или почти всего объема пор в сжимаемой прессовке, то этим будет
лимитироваться ее последующее уплотнение. В момент заполнения всех
остаточных пор сжимаемая система как бы переходит из ’’трехфазной”
в ’’двухфазную” и дальнейшее уплотнение становится возможным лишь
при условии выжимания жидкости.
При равномерном распределении жидкости в исходном пресспорош-
ке в процессе его сжатия могут появиться локальные ’’двухфазные”
участки еще до заполнения жидкостью всех пор прессовки. Этот случай
связан с практически неизбежной неравномерностью уплотнения прес-
совки и пониженным значением ее общей плотности, поскольку возни-
кающее перетекание жидкости из одних макроучастков в другие не за-
вершается за период прессования.
37
Введем понятие ’’степень заполнения пор системы временной связ-
кой”, или ’’коэффициент насыщения” Кп:
Кп= (Кж'П)100, (20)
где Кж может быть найдено из выражения (7). На рис. 15 показано рас-
четное изменение Кп в зависимости от коэффициента сжатия порошка
Ксж. Данные приведены для двух порошков (с влажностью би 12 %)
при одинаковой истинной плотности твердой фазы (2,6 г/см3)*и одина-
ковой исходной относительной плотности (Хтв = 0,40). Последнее ра-
венство принято условно, а практически выравнивание значений Ктв
порошка при различной влажности может быть достигнуто путем соот-
ветствующего подбора условий его подготовки.
На том же рисунке показаны изменения Ктв, Кж и Кг> а также отно-
сительное изменение общего объема свободных (воздушных) пор по
сравнению с их объемом в засыпке, или ’’коэффициент уменьшения
объема воздушных пор” ^.определяемый из выражения
^у = Кг/(Кг исх^сж)- (21)
Момент, когда пористость становится равной объемному содержанию
связки (т.е. при Кт + Кж = 1; Кг = 0; L = П = Кж 100; Кв = 1; Ку =
= 0, соответствует предельному сжатию прессовки без удаления связки.
На графике проведены вертикальные прямые, ограничивающие эти реаль-
ные области уплотнения при прессовании. Из графика видно, что при
повышенном содержании временной связки процесс заполнения его
пор заканчивается значительно раньше, в данном случае при Ксж = 1,81
вместо Ксж = 2,14, и при меньшем конечном значении относительной
плотности (0,76 вместо 0,86). При этом система достигает предельной
плотности без выжимания связки, или ’’критической плотности”. Это
означает, что дальнейшее уплотнение возможно лишь по иному меха-
низму (фильтрационное выдавливание жидкости) и при более длитель- .
ном действии давления. Значения параметров, выражающих критическую
плотность (Робщ.кр. Ркр и ^Тв.кр),легко рассчитать, напримеруПо мини-
мальной пористости (ЛмИН или /7кр), которая при этом равна заданному
объемному содержанию (%) связки в системе L [ см. уравнение (3) ].
Значения критических (предельных) показателей можно
следующими формулами, г/см3:
Ттв ЮО
Робщ.кр - ’
(loo - ^)7ж + и/7тв
выразить
(22)
Ркр = Робщ кр <10°- , (23)
100' (100— ИО Э'ж+И/Э'тв
* Здесь, как и во всех дальнейших уравнениях или расчетных формулах, пре-
небрегаем незначительными изменениями плотности твердой и жидкой фаз при
действии давления.
38
_ Ркр _ 7ж (10° ~
Л*гп KD ~~~ — '
7ТВ (100 ~ Тж + W?TB
(24)
Давление, соответствующее критическому или предельному состоя-
нию системы, находят экспериментально. Оно может быть названо кри-
тическим (предельным) давлением — Ркр (РПред)-
Рис. 15. Изменения некоторых пара-
метров системы в зависимости от
коэффициента сжатия прессуемого
порошка Ксж:
ЛГТВ — объемная доля твердой фазы;
Кж — то же, жидкой фазы; Кг — то
же, газообразной фазы; Кн - сте-
пень насыщения пор системы жид-
костью; Ку — коэффициент умень-
шения объема свободных пор.
Сплошные кривые для W = 6 %;
пунктирные для W = 12 %. Верти-
кальные прямые ограничивают об-
ласть возможного сжатия соответ-
ствующих порошков
1,0 1,2 7,4 1,6 1,8 2,0
Выдавливание связки при повышении давления сверх критического отмечали
неоднократно. Например, это явление наблюдали и изучали на многошамотной
высокоглиноземистой массе влажностью 6,5 % при Р > 100 МПа [ 2, 47]. Количест-
венные закономерности этого процесса для некоторых масс исследовали в работе
] 46]. Однако, как правило, это явление не может быть использовано в технологии
в силу ряда причин. К ним относятся: резкое замедление дальнейшего сжатия (осо-
бенно для больших прессовок); образование перепадов влажности и, следователь-
но, неравномерной пористости в прессовке; прилипание прессовки к пуансонам
и к форме с образованием дефектов ее поверхности.
При достижении критической плотности прессовку можно с известным при-
ближением (т.е. для случая кратковременного действия давления) рассматривать
как упругое тело. Действующие на него усилия воспринимаются как жидкой связ-
кой, так и минеральной частью, причем в грунтоведении уже давно рассматривали
вопрос о напряжениях в обеих фазах подобных систем ] 4].
Если в процессе сжатия плотность прессовки приближается к критической, то
можно уже говорить о приближении прессовки к состоянию упругого тела. В ре-
альных процессах прессования приходится встречаться как с приближением прес-
совки к состоянию критической плотности, так и с окончанием сжатия задолго
до этой стадии.
Переходя к поведению газовой фазы (воздуха) при прессовании,
содержащейся в исходной засыпке, отметим возможность следующих
явлений: вытеснения части воздуха из прессовки; сжатия невытеснен-
ного воздуха в порах; частичного перераспределения воздуха в объеме
прессовки; растворения воздуха в жидкой (временной) технологичес-
кой связке.
С самого начала сжатия порошка воздух вытесняется из пор системы
вследствие возникающего перепада давлений между воздухом в порах
39
и внешней средой. Он удаляется наружу через зазоры между прессфор-
мой и пуансонами. Основные приложенные усилия при сжатии воспри-
нимаются структурными элементами, а давление воздуха в порах при,
этом оказывается гораздо ниже, чем прилагаемое прессующее давление.
В то же время из выражения (21) следует, что относительное изменение
объема воздушных пор происходит намного быстрее, чем общее изме-
нение объема системы, характеризуемое коэффициентом сжатия. Следо-
вательно, при отсутствии вытеснения воздуха его давление возрастало
бы гораздо быстрее, чем величина Ксж, особенно в местах с повышен-
ным содержанием жидкости. Так, из рис. 15 видно, что при уплотнении
системы в 1,8 раза коэффициент Ку составит 0,165 при влажности 6 %
и 0,025 при влажности 12 %. При сохранении в системе неизменного ко-
личества воздуха его давление возросло бы в первом случае примерно
в 6 раз, а во втором — в 40 раз.
Скорость вытеснения воздуха, меняющаяся за период прессования,
зависит, с одной стороны, от движущей силы процесса, т.е. роста давле-
ния в порах, и, с другой стороны, от сопротивления, т.е. от газопрони-
цаемости системы, которая при сжатии резко падает. На скорость вы-
теснения должны влиять объем и форма прессуемого изделия, строение
порошка, режим его сжатия, а также величина зазора между формой и
пуансонами (если зазор мал и создает сопротивление, соизмеримое с
внутренним сопротивлением порошка). Аналитическое исследование
этих весьма сложных явлений затруднительно и требует количествен-
ного выражения ряда неизученных физических зависимостей. Неизу-
ченность вопроса вызывала разнообразные недостоверные суждения о
ходе вытеснения воздуха и возникающем давлении в порах. Иногда дав-
ление рассчитывали [ 44] вовсе без учета вытеснения: этот способ, хотя
и ведет к значительным ошибкам, представляет определенный интерес,
поскольку позволяет определить максимально возможные пределы
давлений или описывает те реальные случаи, когда вытеснение заведомо
незначительно (сравнительно быстрое прессование изделий весьма боль-
шого объема) или невозможно (изостатическое прессование в герметич-
ных эластичных оболочках).
В то же время при экспериментальном определении степени вытес-
нения воздуха приближенный расчет1 его давления в порах не представ-
ляет принципиальных трудностей. Допустим, известен коэффициент
запрессовки К3, т.е. масса воздуха, оставшегося в прессовке, выражен-
ная в долях его массы в исходной засыпке (в равной степени вместо
понятия ’’масса воздуха” можно пользоваться приведенным объемом,
т.е. объемом, отнесенным к нормальным условиям, но, конечно, не фак-
тическим объемом, который определяется не процессом вытеснения,
1. Речь идет о приближенных расчетах, поскольку в них отдельные факторы
остаются неучтенными (истинное изменение объемов твердой и жидкой фаз под
давлением, особое поведение газа в весьма тонких порах) или не.полностью учтен-
ными (растворение газов воздуха).
40
а изменением объема свободных пор). Тогда давление запрессованного
воздуха Рз в находят из выражения
Рз.в = (Кз В)!Ку, (25)
где В — давление воздуха в системе в момент начала сжатия, которое
равно внешнему барометрическому.
Принимая Ку по выражению (22) и значение /3 = 0,1 МПа, получаем
Рз.в = 0,1 [ (К3КсжКг.исх)/Кг]- (26)
Если производить подобный расчет, как это делали некоторые ис-
следователи, по общей пористости, т.е. не учитывая объема жидкости
в системе, то это приводит [•!] к сильно заниженным значениям Р3.в.
Легко показать, что величина Кт яс^/Кт всегда больше величины
Пкск/П. По мере приближения системы к критической плотности отно-
шение Кт.нсх/: Пасх/П неограниченно возрастает, так как Kv в отли-
чие от П при этом стремится к нулю.
Для экспериментального исследования процесса вытеснения воздуха и опреде-
ления К3 в зависимости от рада факторов (состава, зернового состава и влажности
порошка; режима и давления прессования) была сконструирована лабораторная
установка и разработана соответствующая методика [ 48, 49]. Сущность метода
исследования заключается в том, что прессформа для сжатия порошка гермети-
чески изолируется перед прессованием от внешней среды и соединяется со специ-
альной камерой, в которую переходит весь вытесненный воздух. Учитывая полный
объем этой камеры и измеряя рост давления в ней, находят количество воздуха,
вытесненного из прессовки. Вычитание объема вытесненного воздуха из расчет-
ного объема воздуха в исходной засыпке дает количество запрессованного воздуха;
отношение полученной разности к объему в исходной засыпке и будет величиной К3.
Не рассматривая конструкцию установки, отметим некоторые ее особенности
и характеристики (в том числе те, которые дали информацию, приведенную в гла-
ве III);
1. Диаметр прессуемого цилиндрического образца 60 мм, а высота после сжатия
15-25 мм. Зазор между пресс-формой и пуансоном 0,3 мм.
2. В процессе прессования и упругого расширения фиксируется давление и высота
образца с точностью до 0,01 мм. Это позволяет строить компрессионные кривые,
определять коэффициент сжатия, а также величину упругого расширения в форме.
3. Ошибка, допускаемая при определении коэффициента сжатия и коэффициента
запрессовки воздуха, составляет около 0,002, а при определении’упругого расши-
рения прессовки - около 0,05 %.
4. Установка могла работать в сочетании с прессованием иа лабораторном гид-
равлическом стотонном прессе (общая длительность прессования в среднем 0,5 мин)
и на промышленном коленорычажном прессе ’’Тюрингия” (длительность < 1 с).
5. Установка допускает прессование с предварительным вакуумированием систе-
мы, которое сохраняется в процессе сжатия порошка. Величина остаточного дав-
ления при вакуумировании около 5 ГПа. При прессовании с вакуумированием
выполняются все измерения, указанные выше, за исключением количества вытес-
няемого воздуха, и, следовательно, коэффициента его запрессовки.
Если прессование ведется до состояния критической плотности или близкого
к нему, то оценки повышения давления воздуха, выполненные на основе приведен-
ных выражений и экспериментального определения вытеснения воздуха, становятся
недостаточными. Эксперимент показывает, что при переходе к высоким давлениям
прессования процесс удаления воздуха почти прекращается. Так, при прессовании
глиняных и тонкокерамических порошков 85 - 95 % удаляемого воздуха выхо-
дило из прессовки до давлений 1-2 МПа. При этом общее значение К3 не падало
ниже ~0,3.
41
Следовательно, при прессовании до области критической плотности, когда объем
свободных воздушных пор и величина Ку стремятся к нулю, а удаление воздуха
прекращается, Рз в должно по расчету неограниченно возрастать и может достиг-
нуть бесконечности. На практике неограниченного повышения давления, конечно,
не происходит и действительное давление запрессованного воздуха, очевидно, не
превышает прилагаемого давления прессования.
Основная причина расхождения между крайними расчетными резуль-
татами и возможным действительным давлением заключается в том,
что по мере роста давления воздуха пропорционально (согласно закону
Генри) растет его растворимость в жидкости. Практически это можёт
означать растворение большей части (или практически даже всего воз-
духа) в жидкой временной связке.
В связи с этим разработан [ 1, 49] второй вариант расчета, учитываю-
щий растворимость воздуха (точнее, соответствующей смеси газов).
Тогда давление запрессованного воздуха в порах с учетом его раство-
римости Рзв составит, МПа:
РзРв = О’1 [ (ад^г.исх)/(Кг + КЖ1)], (27)
где I — растворимость воздуха в жидкости (временной связке) в объем-
ных долях при атмосферном давлении и температуре опыта.
Следует отметить, что при выводе последнего выражения сделан ряд более или
менее обоснованных допущений, в том числе:
1. Не учитывается, что и в исходной засыпке часть воздуха может находиться
не в механически захваченной, а в адсорбированном состоянии.
2. Процессы прессования и сжатия воздуха в порах приняты изотермическими.
Первая часть этого допущения удовлетворительно подтверждается практикой, по-
казывающей, как правило, незначительный рост температуры при сжатии керами-
ческих порошков. Вторая часть обосновывается малой массой и, следовательно,
малым общим теплосодержанием воздуха в прессовке и благоприятными услови-
ями теплообмена между фазами.
3. Не учитывается, что пленочная вода обладает меньшей растворяющей способ-
ностью, а процесс растворения может ие достигнуть максимума за короткое время
сжатия.
Принимая во внимание все эти допущения, можно считать, что второй вариант
расчета в общем характеризует минимальное давление воздуха в порах (^3₽в), а
второй - максимальное (Д3.в). Действиетльное давление запрессованного воздуха
должно лежать между ними.
Не останавливаясь на некоторых других поправках к расчету, которые позволя-
ют при малых значениях Кг определять область минимальных давлений запрессо-
ванного воздуха [ 1, с. 218 - 219), перейдем к основным фактическим данным,
характеризующим процесс запрессовки.
Для характеристики процесса запрессовки воздуха воспользуемся
данными экспериментов по прессованию глиняного (плиточного) порош-
ка различной влажности (табл. 1). Следует отметить, что при прессовании
фаянсового плиточного порошка получены в общем близкие данные,
которые здесь приводятся только частично (рис. 16).
Таким образом, можно отметить следующие основные закономерности
процесса запрессовки воздуха при прессовании глинистых и тонкоке-
рамических порошков (группы первая и четвертая):
1. Коэффициент запрессовки воздуха меняется в зависимости от варьи-
руемых факторов (влажности порошка, давления и режима прессования)
в пределах 0,4 - 0,7.
42
Таблица 1. Параметры процесса запрессовки воздуха (плиточный пресспорошок
из никифоровской глины) при влажности порошка W и начальном содержании воздушных пор ^г.исх
Давле- W= 6,0 %; ^г.исх = 0.576 W = 7,8 %; ЛГг.исх = 0,577 W= 10,3 %; Хг.исх = О-608
ние прессо- вания, МПа К3 Кг Рз в (Р,₽ ) *. МЙГ К, Кт рзв(рРЭ*’. мйк Кз Кг Рз.вф” М1?а
Гидравлический пресс
2 0,543 0,288 0,18(0,18) — — — — 0,408 0,090 0,59(0,57)
5 0,493 0,218 0,24 (0,24) — — — — 0,408 0,041 1,35(1,24)
12 0,493 0,183 0,31 (0,30) 0,452 0,132 0,42(0,41) 0,408 0,033 1,7 (1,5)
18 0,487 0,151 0,38(0,37) 0,445 0,103 0,54 (0,52) 0,408 0,018 >2,2(>1,9)
27 0,483 0,122 0,48 (0,47) 0,442 0,084 0,68(0,64) 0,407 0,000 >7,2 (>4,6)
40 0,478 0,096 0,62(0,61) 0,439 0,053 1,10(1,03) 0,403 0,000 > 28,7 (> 8,5)
Механический пресс
12 0,659 0,192 0,38(0,38) 0,683 0,135 0,56 (0,54) 0,518 0,042 1,7 (1,5)
18 0,672 0,164 0,47 (0,46) 0,628 0,111 0,69 (0,67) 0,522 0,024 >2,3 (1,9)
27 0,680 0,140 0,58(0,56) 0,648 0,086 0,96 (0,92) 0,583 0,006 >5,3(>3,8)
40 0,715 0,109 0,80(0,78) 0,663 0,055 1,59(1,49) 0,587 0,000 >18,8(>7,8)
4,5/ 0,616 0,140 0,52(0,50) 0,603 0,086 0,9 (0,87) 0,500 0,006 >5,1(>3,6)
27*1
** Давление двухступенчатое с паузой; в числителе—давление 1-н ступени, в знаменателе — конечное давление прессования.
** Давления воздуха рассчитаны по формулам (26) и (27). Давления, приведенные со знаком >, — минимальные, найденные
по способу, изложенному в работе [ 1, с. 219].
2. При относительно медленном сжатии (на гидропрессе) повышение
давления сверх 5 МПа или даже 2 МПа (для более влажных порошков)
практически не меняет значения К3. Очевидно, при дальнейшем повыше-
нии давления закупорка воздуш-
ных каналов резко снижает ско-
рость удаления воздуха.
Рис. 16. Изменение параметров про-
цесса запрессовки воздуха в зави-
симости от давления при сжатии
фаянсового плиточного порошка:
1 - объем запрессованного воздуха
(приведенный) Ипр; 2 - объем
свободных пор Ксп в прессовке;
3 - расчетное давление в порах
Р3,в. Сплошные кривые для W =
= 6,1 %, пунктирные для W = 10,1 %
3. С повышением влажности порошка в данных условиях не только
не повышается коэффициент запрессовки, но даже появляется тенден-
ция к его снижению. Это. связано с некоторым ускорением удаления
воздуха на начальных стадиях сжатия порошка — еще до начала закупор-
ки каналов. Отдельные опыты показали, что данное явление определяется
более высоким содержанием самых мелких фракций гранул ('< 0,2 мм)
в сухих пресспорошках по сравнению с влажными, приготовленными
теми же способами (протирка через сито 1 мм). Вероятно, при некото-
рых других способах подготовки (например, при распылительной сушке)
данная тенденция может не появиться.
4. Прессование на быстродействующем механическом прессе ведет
к существенному повышению К3. Наблюдаемая при этом тенденция
к росту К3 с повышением давления зависит только от специфической
кинематики данного механического пресса: общая длительность прессо-
вания определяется его циклограммой, а настройка на более высокое
давление означает ускорение сближения верхнего и нижнего штампов.
5. При равных значениях давления прессования относительный объем
свободных пор Кг последовательно уменьшается по мере увеличения
влажности порошка. Это связано как с увеличением относительного объ-
ема пор, занятых жидкостью (Кж), так и с облегчением сжатия системы
благодаря пластифицирующему действию жидкости. С повышением
влажности на 4 % величина Кт уменьшается на 0,1 — 0,2, а с повышением
давления прессования в 2 — 3 раза (больший интервал варьирования
При промышленном производстве однотипных изделий практически не
встречается) — всего до 0,05. Таким образом, от влажности порошка
в наибольшей мере зависит приближение к критической плотности. Изме-
44
некие показателя Кт в широких пределах (от 0,15 — 0,20 и практически
до нуля) должно, согласно выражению (26), гораздо больше влиять
на давление воздуха в порах прессовки, чем изменение показателя К3.
6. При прессовании относительно сухих порошков значения давления
запрессованного воздуха не превышают 0,6 — 0,8 МПа,причем значения
Р3.в и Р3рв фактически совпадают. При W= 8 % (т.е. примерно нормаль-
ной влажности для порошков данного типа) давления могут достигать
1 — 2 МПа. При этом случае учет возможного растворения воздуха еще
мало влияет на результаты расчета. При влажности порядка 6 % точное
определение давления запрессованного воздуха становится невозможным,
а учет его растворения вносит большой разнобой в расчетные результаты.
Тем не менее несомненна возможность повышения давлений запрессован-
ного воздуха до 10 МПа. (Как показано в работах [ 1, 49], подобные
значения могут наблюдаться уже при относительно невысоком давлении.
прессования — 12 МПа, если влажность порошка составляет 11 — 12 %.)
Первостепенное влияние фактора влажности на ход изменения основных
параметров процесса запрессовки воздуха иллюстрируется кривыми рис.
16, которые свидетельствуют, что резкий рост давления запрессованного
воздуха наступает только при сочетании значительной влажности пресс-
порошка и достаточных давлений прессования.
7. Переход к прессованию на быстродействующем прессе одновре-
менно увеличивает степень запрессовки воздуха и объем свободных (воз-
душных) пор. (Последнее связано с уменьшением степени уплотнения
системы при быстром сжатии). Изменение давления запрессованного
воздуха при этом сравнительно небольшое и неоднозначное по направ-
лению, что объясняется одновременным ростом числителя и знамена-
теля в выражении (26).
8. При переходе к двухступенчатому прессованию на механическом
прессе коэффициент запрессовки воздуха заметно снижается. Соответ-
ственно снижается давление воздуха в порах при сохранении неизмен-
ного значения Кг.
Процесс запрессовки воздуха изучали [1] и на применяемых в производстве
огнеупоров грубозернистых (до 3 мм) порошках второй и третьей групп, прессу-
емых при больших давлениях и меньших значениях влажности, в частности на много-
шамотных порошках, не достигающих критической плотности при прессовании.
Данные исследований миогошамотного порошка приведены в табл. 2. Основные
различия в результатах по сравнению с тонкозернистыми глинистыми порошками
сводятся к следующему:
1. Существенно снизились коэффициенты запрессовки воздуха - для многоша-
мотных порошков они находятся в пределах 0,32 - 0,42. Прессовки из магнези-
товых порошков были более проницаемыми, о чем свидетельствует продолжающееся
снижение К3 во всем интервале давлений вплоть до 200 МПа.
2. Несмотря на прессование миогошамотных порошков при высоких давлениях
(до 135 МПа), максимальные значения давлений запрессованного воздуха оказа-
лись значительно более низкими, т.е. не превышали примерно 2,5 МПа. Это связано
прежде всего с увеличением значений Кг. Для магнезитовых прессовок значения
Кт были еще выше, а значение Рз в не превышало 1,5 МПа.
Что же касается характера влияния влажности и режима прессования на пока-
затели запрессованного воздуха, то их роль оказалась такой же, как в случае тои-
кокерамических порошков.
45
Таблица!. Параметры процесса запрессовки воздуха (многошамотный порошок)
при влажности порошка W и начальном содержании воздушных пор Л\-.исх
Давле- W = 4,1 %; ^г.исх “ 0,507 W = 5,5 %; ^г.исх ~ 0»S71 W = 7,0 %; Кг.исх = 0,590
прессо- вания, МПа К3 *г рз.в(^й. МПа К3 Кт МПа к3 Рз.в(Ой- МПа
Гидравлический пресс
40 60 90 135 0,375 0,375 0,357 0,355 0,101 0,086 0,067 0,053 0,35(0,34) 0,40(0,39) 0,52(0,50) 0,66 (0,63) 0,348 0,052 0,348 0,039 0,348 0,032 0,344 0,022 0,87 (0,82) 1,20(1,12) 1,50(1,33) >2,2 (1,5) 0,327 0,320 0,320 0,320 0,024 0,018 0,012 0,010 >1,5 (1,3) >1,8 (1,6) >2,3 (2,0) >2,5 (2,2)
Механический пресс
40 60 90 135 0,420 0,420 0,420 0,420 0,111 0,095 0,084 0,067 0,35 (0,34) 0,42 (0,40) 0,49 (0,46) 0,62(0,59) 0,365 0,052 0,365 0,049 0,36 3 0,039 0,362 0,032 0,90(0,88) 0,97 (0,91) 1,30(1,14) 1,60(1,44) 0,354 0,353 0,353 0,353 0,024 0,020 0,018 0,012 >1,7 (1,5) >1,8 (1,5) >1,9(1,6) >2,5 (2,1)
** См. сноску к табл. 1.
Приведем дополнительные общие положения и соображения о некоторых ма-
лоизученных сторонах процесса запрессовки воздуха:
1. На вытеснение воздуха должен значительно влиять масштабный фактор. Суть
дела заключается в том, что объем воздуха в засыпке пропорционален кубу ее ли-
нейных размеров, а общая внутренняя проницаемость пропорциональна примерно
лишь первой степени линейных размеров (так как площадь соответствующих сече-
ний для прохода воздуха пропорциональна квадрату линейных размеров, а длина
пути вытесняемого воздуха - их первой степени). Пропорционален линейным разме-
рам также периметр (а следовательно, при равной толщине и общее сечение) зазо-
ров между прессформой и пуансонами. В итоге при прессовании крупногабарит-
ных изделий величина К3 может значительно превышать полученную в опытах ве-
личину ~ 0,7. В наиболее неблагоприятных условиях она может приближаться к еди-
нице. Соответственно возрастут и значения Р3.в. Попытки количественно оценить
роль геометрического фактора, в том числе при выборе рациональных режимов
прессования, благоприятных для эффективного удаления воздуха, предприняты
в работе [ 2].
2. Еще в Начальных стадиях процесса сжатия, особенно при большой его ско-
рости, может возникнуть значительная неравномерность распределения воздуха
по сечению сжимаемой прессовки. Так как воздухопроницаемость уплотненного
материала мала, то эффективного выравнивания давления в порах не достигается.
Поэтому на отдельных участках могут возникать давления, превышающие среднее
расчетное.
3. О максимальных давлениях воздуха, возникающих в порах в конце сжатия,
нельзя судить по характеристике уплотнения готовых прессовок, так как объемное
упругое расширение (об этом см. в гл. III), ведущее к увеличению объема свобод-
ных пор, может быть вполне соизмеримо с величиной Кг (порядка 0,01 и даже ме-
нее) для некоторых вариантов прессования.
4. Давление жидкости в порах растет в общем по тому же закону, что и давление
воздуха, так как жидкость находится под давлением газовой среды, заключенной
в порах. Учитывая достаточную подвижность жидкости (за исключением тонких
’’полутвердых” пленок), следует сказать, что в некоторых случаях явление выса-
ливания может наблюдаться еще до достижения критической плотности системы.
В заключение отметим, что рассмотренные выше резкие различия
в параметрах запрессовки воздуха, зависящие от ряда технологических
факторов, свидетельствуют о невозможности дать единую оценку роли
запрессованного воздуха. Вопрос о его роли следует рассматривать диф-
ференцированно, с учетом конкретных особенностей материала и процес-
са прессования. Распространенное мнение о том, что давление воздуха
в керамических прессовках не может превышать нескольких десятых
мегапаскаля, является ошибочным. С таким мнением можно согласить-
ся главным образом в тех случаях, когда порошки (например, металли-
ческие) прессуются без жидкой связки или при минимальном ее содер-
жании. Если же объемное содержание связки составляет 15 — 20 % (объ-
емн.), что типично для керамических систем, то низкие давления запрес-
сованного воздуха будут наблюдаться только при высокой пористости
прессовок (25 — 30 % и более). Такие значения пористости в общем
характерны лишь для случая прессования высокодисперсных безглинис-
тых порошков (пятая группа).
2. ПЛОТНОСТЬ ПРЕССОВОК
Степень уплотнения прессовок и равномерность распределения плот-
ности (пористости) в теле прессовок имеют важнейшее технологическое
значение. Они связаны прежде всего с дальнейшим поведением прессо-
вок при обжиге, т.е. с температурой, необходимой для спекания, с плот-
ностью и пористостью, реально достижимыми в процессе обжига, с вели-
чиной и равномерностью изменений объема и линейных размеров при
обжиге (огневая усадка). Кроме того, с повышением степени уплотне-
ния при прессовании одновременно увеличивается механическая проч-
ность прессовок, хотя между этими показателями керамических заго-
товок и не существует достаточно общей и строгой зависимости.
Во многих случаях определенная степень уплотнения является необ-
ходимым условием получения прочности, позволяющей осуществлять
различные производственные операции (садка на вагонетки, транспор-
тировка, сушка, механическая обработка и т.д.).
Зависимости плотности прессовок прежде всего от давления прессо-
вания, а также от его продолжительности и ряда основных технологи-
ческих факторов (вещественного состава массы, свойств ее компонен-
тов и условий подготовки пресспорошка), несомненно, имеют перво-
степенное значение в теории и технологии прессования порошковых масс.
Их изучению посвящены наиболее многочисленные экспериментальные
исследования, связанные с прессованием разнообразных порошковых
масс — металлических, керамических и некоторых других. Прежде чем
рассматривать такого рода зависимости применительно к прессованию
керамики, следует остановиться на возможных подходах к этому во-
просу, оговорить некоторые основные положения и упрощения, принятые
авторами при его освещении:
1. Зависимость между параметрами процесса прессования (прежде
всего величиной прилагаемого давления) и теми или иными показателя-
ми уплотнения прессовок можно давать в табличной, графической или
аналитической форме. Табличная и графическая формы достаточно широ-
ко распространены при освещении конкретных экспериментальных
или производственных данных. Однако для обобщения и анализа проте-
кающих процессов и наблюдаемых закономерностей нужны аналитичес-
кие, хотя бы и приближенные, выражения. Если основным аргументом
функциональной зависимости является давление прессования, то такие
аналитические выражения принято называть ’’уравнениями прессования”
(иногда — ^’уравнениями компрессионных кривых”).
2. Влияние давления прессования (как и других факторов) на уплот-
нение прессовок можно выразить через любые рассмотренные выше и
взаимосвязанные показатели степени уплотнения. К их числу относятся
общая кажущаяся плотность робщ, плотность в пересчете на твердую
фазу р, относительная плотность £тв, пористость П, коэффициент порис-
тости е , удельный объем 6 и относительный объем (3. Если известна на-
чальная плотность пресспорошка РиСХ, то для оценки результатов прес-
сования можно пользоваться коэффициентом сжатия (Ксж = р/рисх).
48
Если известна начальная высота засыпки прессуемого слоя Н и конечная
толщина Л, то результаты прессования можно оценить их разницей Д =
= Н — h и отношением H/h , численно равным ЛГСж- Однако последний
способ оценки процесса (по геометрическим величинам) применим
только для случая прессования в одном направлении, пуансонами с парал-
лельными прессующими плоскостями и в прессформе, сечение которой
по высоте остается постоянным.
Взаимные пересчеты отдельных показателей уплотнения для конкрет-
ных керамических систем являются достаточно простыми и ниже не
рассматриваются. Однако соответствующие преобразования уравнений
прессования от одного показателя к другому могут быть относительно
сложными. Как правило, нет необходимости в преобразовании уравнений
для унификации показателей уплотнения и можно пользоваться урав-
нениями в тех формах, которые предложены их авторами.
3. В результате потерь приложенного прессующего усилия на трение
сжимаемого материала о стенки прессформы (а иногда по некоторым
другим возможным причинам) распределение давления и соответственно
плотности в теле прессовок неравномерно. Отсюда возникают два раз-
личных основных' подхода к рассмотрению плотности отпрессованных
заготовок:
а) оценка зависимости плотности от давления для малого слоя, не-
посредственно прилегающего к прессующему пуансону, или для изделий
весьма малой толщины (т.е. зависимость рассматривается фактически
без учета потерь приложенного внешнего давления);
б) оценка зависимости плотности от давления для средней плотности
прессовок, у которых потери на трение существенны.
Если ’’фактор формы”1 прессуемого изделия имеет большое числен-
ное значение, то такая средняя плогность прессовки может значительно от-
личаться от плотности, указанной в варианте ”а”. При рассмотрении уплот-
нения таких прессовок могут быть использованы математические зави-
симости, учитывающие разницу между общим прилагаемым давлением
и ’’нетто давлением” [4, 47], т.е. эффективной, уплотняющей частью
давления за вычетом потерь на трение; нетто давление фактически дей-
ствует на некоторый внутренний слой, который уплотнен в той же сте-
пени, как уплотнена реальная неравноплотная прессовка в среднем.
Аналогичные функциональные зависимости чаще всего применимы
к малому слою и к прессовкам в целом, если корректировать числен-
ное значение входящих в них постоянных с учетом ’’коэффициента фор-
мы” изделий и характеристик прессуемой массы. Поскольку прессо-
вание изделий с весьма неблагоприятным коэффициентом формы (т.е.
с заведомо высокой степенью неравноплотности), как правило, недо-
пустимо, то в большинстве реальных случаев можно обходиться и без
такой корректировки. Ниже, при рассмотрении уравнений . прессова-
ния, а также некоторых других закономерностей, относящихся к плот-
1 Определение и рассмотрение этого понятия см. в разд. 3 гл. II.
49
ности прессовок, мы будем исходить из однозначной зависимости, считая
ее удовлетворительно применимой к изделию достаточно благоприят-
ной формы, т.е. на данном этапе будем пренебрегать влиянием потерь
давления на трение о стенки формы и возникновением неравноплот-
ности. Влияние потерь давления и возникновение неравноплотности
будут рассмотрены отдельно.
4. Следует различать такие понятия, как плотность материала, дости-
гаемая в процессе прессования после снятия прессующего усилия и после
выпрессовки из формы. Вследствие силового взаимодействия прессовки
с формой и явления упругого расширения степень уплотнения, дости-
гаемая в процессе сжатия порошка, не сохраняется полностью. Следо-
вательно, ’’текущая” и ’’конечная” зависимости плотности от давления
различаются и не могут быть точно определены с помощью идентичных
аналитических выражений, графиков и т.п.
Исходя из этого, при оценке уплотнения можно выделять, как это де-
лают некоторые исследователи, несколько стадий состояния прессуемой
заготовки. Так, в ряде работ В.Е. Берниковского [ 2, 47, 50] названы
6 стадий, причем основное внимание уделено первой стадии, т.е. макси-
мальному сжатию в форме, и шестой стадии, т.е. свободному состоянию
прессовки после извлечения из формы. Однако такое раздельное рас-
смотрение далеко не всегда необходимо и в большинстве случаев иссле-
дователи оперируют в своих работах только плотностью свободных
прессовок. Показателями плотности свободных прессовок, не претендуя
на абсолютную строгость, мы будем пользоваться при выявлении ряда
основных закономерностей уплотнения при прессовании.
5. Из-за сложности и разнообразия протекающих при прессовании фи-
зико-механических процессов и особенно из-за резкого изменения их
характера на различных стадиях сжатия системы (см. раздел 2.1) не уда-
ется теоретически вывести надежные уравнения прессования для широких
интервалов давления. Выражение связи между деформациями и напря-.
жениями в сжимаемой порошковой системе в дифференциальной форме;
с последующим интегрированием можно было бы рассматривать как
теоретический вывод уравнения прессования. Однако такой подход
неэффективен при существенном изменении исходных дифференциаль-
ных зависимостей на различных стадиях сжатия.
В литературе предлагаются десятки разнотипных уравнений прессования порош-
ковых систем, имеющих лишь одну общую особенность: по мере сжатия порошко-
вого материала влияние дальнейшего прироста давления на его уплотнение сни-
жается. Хотя одни из подобных уравнений прессования получены указанным выше
’’теоретическим” путем, а другие являются результатом более или менее удачных
догадок и соответствующей математической обработки экспериментального ма-
териала; в данном случае ’’теоретические” уравнения не имеют реальных преиму-
ществ перед эмпирическими или полуэмпирическими. Поэтому, приводя сведения
о некоторых предложенных уравнениях, мы не будем их оценивать по признаку тео-
ретической обоснованности. Ограничимся тем, что отметим степень их соответствия
некоторым граничным условиям, удобство аппроксимации, практическую распро-
страненность в конкретных областях технологии.
Задачи выбора и обоснования точных и универсально применимых уравнений
прессования для керамических порошков на данном этапе следует, очевидно, при-
50
знать мало реальными. Об этом, в частности, говорит тот факт, что даже некоторые
видные специалисты по порошковой металлургии в современных исследованиях
[ 3] ие рекомендуют применять одни и те же уравнения для различных стадий про-
цесса. (Несмотря иа то, что в основе прессования металлических порошков лежат
более единообразные физические явления, связанные с пластическим течением
металла). В то же время следует признать, что для процессов прессования керами-
ческих порошковых систем, как эго неоднократно отмечалось и применительно к
сжатию грунтов, приближенное аналитическое выражение может быть дано раз-
личными более или менее равноценными способами.
Зависимость плотности прессовок от давления
Уравнения прессования
Логарифмические уравнения. Представления о том, что геометричес-
кой прогрессии давления соответствует арифметическая прогрессия
уплотнения, выражены в широко распространенных логарифмических
уравнениях прессования. Такие уравнения были предложены в 1947 г.
А.С. Бережным [51] для порошковых масс, применяемых для полу-
чения огнеупоров и в 1948 г. М.Ю. Бальшиным [ 38] для металлических
порошков.
Основная форма уравнения Бережного
П=а~Ь\%Р, (28)
а уравнения Балыпина
IgP = —L е + С, (29)
или иначе
е = С/L — 1/lAgP. (29 а)
В уравнении Бережного константы, определяемые свойствами дан-
ного порошка,- а и Ъ, в уравнении Балыпина - С'и L (или С/L и 1/L).
Физический смысл величины С — критическое напряжение, т.е. отношение
давления прессования к контактному сечению.
При аналогичной форме правой части [ ср. уравнения (28) и (29 а) ]
уравнения могли бы полностью совместиться в случае линейной зависи-
мости между истинной пористостью прессовок П и коэффициентом по-
ристости е . Однако из выражения е /П = 1/(100 — 77) видно, что линей-
ной зависимости между этими величинами нет; только при малых зна-
чениях пористости зависимость приближается к пропорциональной
(е/77.« 1/100). Тем не менее неоднократно отмечалось, что при аппрок-
симации экспериментально наблюдавшейся зависимости от давления для
пордшков, применяемых в технологии керамики и огнеупоров, равно
пригодны оба выражения. Это лишний раз свидетельствует о приближен-
ном характере уравнений прессования.
Рассмотрим несколько подробнее уравнение Бережного, являющееся
одним из наиболее широко используемых для описания прессования ке-
рамических порошков. Для определения коэффициентов уравнения а
и b достаточно двух экспериментов, выполняемых при двух существен-
но различных давлениях Рх и Рг с определением пористости прес-
51
совок Пх и П2 Желательно, чтобы соотношения P2/Pi составляло
около 10 (или не мнее 5). При больших соотношениях стано-
вится вероятнее заметное отклонение от линейной логарифмической
зависимости внутри самого рассматриваемого участка давлений прессо-
вания, а при меньших снижается точность экспериментального значения
констант. Значения а и b легко найти графически, если результаты экс-
перимента отложить в полулогарифмической системе координат, или по
формулам1:
Z>= (^-772)/(lgP2/P1); (30)
а=Р1 + (~тй>—> (^-^)- (3D
1» * 2 / * 1
Уравнение (28) может быть выражено и в другой равнозначной форме:
Р=ар+Ьр^Р- (32)
Зависимость между коэффициентами уравнений (28) и (32) следую-
щая: а Ьу
В данном уравнении автор находил значения коэффициентов а и b
в килограмм-силах на сантиметр квадратный. При выражении давления
в мегапаскалях (1 МПа «10 кгс/см2) численное значение b не изменит-
ся, а новое значение а будет меньше на величину Ь, чем скомпенсируется
соответствующее уменьшение вычитаемого.
Нетрудно заметить, что уравнение (28) не отвечает граничным усло-
виям при нулевом и неограниченно возрастающем (бесконечном) дав-
лении. (В первом случае получим П = — °°, во втором — П = + <»). От-
сюда следует, что оно не может быть действительным в области низких
давлений (т.е. для начальных стадий сжатия) и очень высоких давлений.
Уже для состояний, весьма близких к критической плотности ркр или,
иначе говоря, при подходе к критическому давлению и особенно при
его превышении также неизбежны значительные отклонения.
Реально оправдываемые границы применимости обычно составляют:
нижняя 5 — 10 МПа и верхняя до 150 — 200 МПа (хотя для масс, у кото-
рых при прессовании критическая плотность не достигается, верхний
предел может быть повышен). Из сказанного следует, что уравнение не
рекомендуется применять для полного описания процесса сжатия при
прессовании (учитывая, что большая часть осадки обычно проходит до дав-
лений 1—2 МПа) и,соответственно,для выполнения расчетов прессов. Одна-
ко применение его для сравнительной оценки прессуемости различных масс,
1 Разумеется, можно использовать для определения констант и большее число
экспериментальных точек, а при расчетах использовать метод наименьших квадра-
тов. Однако получаемый при этом выигрыш в точности практически малосуществе-
нен.
52
а также для оценки влияния различных факторов на прессуемость себя
оправдывает. Это прежде всего относится к прессованию грубозернистых
малопластичных (особенно безглинистых) порошков, применяемых
в технологии огнеупоров, так как в этих случаях критическая плотность
обычно не достижима, а характер физических явлений в процессе сжатия
системы меняется сравнительно мало. Впрочем, имеется положительный
опыт применения уравнения (28) и для глинистых либо гранулирован-
ных высокодисперсных порошков.
Как следует из данных К. Окадзаки [12], логарифмическая зависи-
мость степени уплотнения от давления прессования хорошо подтверж-
дается на ряде порошковых масс, применяемых в производстве электро-
керамики, и широко используется в работах японских исследователей.
Физический смысл констант а и b уравнения (28) не может быть выражен одно-
значно, хотя из него следует формальное определение константы а как пористости
при Р = 0,1 МПа. А.С. Бережной считал, что значение константы близко к порис-
тости исходного порошка, когда масса находится под действием только капилляр-
ных сил и давления вышележащих слоев. Однако большие отклонения уравнения
от экспериментальных данных в области низких давлений не позволяют разделить
эту точку зрения. Кроме того, по данным различных авторов, обобщенным в ра-
боте [1], значения а обычно находятся в пределах 23 - 80, что намного превышает
разброс реальной пористости исходных порошков. Иногда же [ 52] значения а
достигают 100 и более. Что касается константы Ь, то ее основной смысл можно
оценить как меру уплотняемости порошковой массы во всем интервале возмож-
ных давлений. При дифференцировании уравнения получим
(dIDKdP) = -blge; 1/Р «-0,43Z>/P. (33)
Однако под действием такого, например, фактора, как повышение влажности,
способность массы к уплотнению при низких давлениях увеличивается, а при вы-
соких - снижается. Следовательно, не всегда можно однозначно отразить прессу-
емость массы при помощи одной величины Ь. Реальные значения константы Ъ лежат
чаще всего в пределах 3 - 10 [ 1].
Широкое использование уравнения Бережного позволило выявить ряд интерес-
ных закономерностей. В работах (53 и 54] отмечена определенная связь между
константами а и Ь. При переходе от одной массы к другой чаще всего наблюдается
их параллельное увеличение или уменьшение. И.С. Кайнарский показал, что особен-
но четкая их взаимосвязь наблюдается при изучении серий однотипных масс, когда
меняется какой-либо один технологический фактор. Для подобных случаев им пред-
ложена и успешно применена [ 54 ] обобщенная форма уравнения Бережного.
К.К. Стрелов считает [52], что величина отношения а/b является функцией
главным образом твердости частиц порошкового материала, т.е. растет вместе с
твердостью. Из простых преобразований уравнения (28) от получил формулу
<ГЛ -Пг)ЦП1 = [lg(Pa/P1)]/(e/&-lgP1), (34)
из которой следует, что относительное уплотнение (точнее относительное снижение
пористости) прессовок в данном интервале давлений уменьшается с ростом от-
ношения а/Ь. Однако, как известно, прессуемость порошков из одного и того же
минерала сильно изменяется под воздействием ряда факторов (влажности, зерно-
вого состава и др.). Следовательно, величина а /Ъ характеризует не просто твер-
дость, а совокупность факторов, затрудняющих уплотнение прессовки.
Наконец, отметим, что, согласно [17, 55], уравнение Бережного может быть
применено без изменения общей формы, а лишь при других значениях констант
и для выражения зависимости между давлением прессования и плотностью обож-
женных образцов.
53
Степенные уравнения. Эти уравнения также нашли определенное рас-
пространение. Они соответствуют представлению о том, что между изме-
нением относительной плотности прессовки и величиной приложенного
давления прессования существует степенная зависимость, которую можно
выразить в несколько различных формах.
Одно из первых степенных уравнений применительно к металлическим
порошкам предложено М.Ю. Бальшиным [ 38] в дополнение к приведен-
ному выше логарифмическому уравнению, т.е. для тех случаев, когда
логарифмическое уравнение не дает удовлетворительных результатов.
Оно имеет вид
PRm=P , (35)
н шах’ 4 7
где (3 — относительный объем прессовки; Ртах и тп постоянные для дан-
ного порошка.
Несколько степенных уравнений в области технологии керамики
предложено исследователями, в том числе В.А. Полюхом1, в 1951 г.
для расчета прессования порошков кирпичных глин, С.С. Казакевичем
[ 56, 57] в 1957 г. для характеристики уплотнения в первую очередь по-
лусухих шамотных масс, а также других масс для прессования огнеупо-
ров. Ниже рассматривается уравнение Казакевича, по существу мало от-
личающееся от уравнения Полюха, но более удобное для применения.
Оно имеет вид
^сж = аР” <36>
Определяемые экспериментально константы дин автор предлагает
называть соответственно ’’модулем прессования” и ’’показателем прес-
сования”,.
Для определения значения констант достаточно найти насыпную плот-
ность пресспорошка и экспериментальные значения Ксж при двух дав-
лениях Р j и Р2. Тогда
п= (^сЖ?-^сЖ1)/(Л/Р1); (37)
Igfl = lgKC3K1 - HlgPj. (38)
При переводе значений постоянных в систему СИ (1 МПа « 10 кгс/
/см2) значение п не изменится, а значение а должно быть найдено с уче-
том того, что значение Iga увеличится на и. Определение коэффициентов
возможно и графически с использованием серии опытов, аппроксими-
руя в виде прямой экспериментальные данные, нанесенные на график
в логарифмической системе координат.
Следует отметить, что уравнения (35) и (36) формально легко сво-
дятся друг к другу, т.е. представляют различные формы одной и той
1 В.А. Полюх. Исследование процесса полусухого прессования строительного
кирпича: Автореф. канд. дне. М., 1951.
54
же степенной зависимости. Коэффициенты уравнения Казакевича можно
выразить через коэффициенты уравнения (35) следующим образом:
а = jPma™ ^исх ии= 11т°
Очевидно, что уравнение (36), как и другие аналогичные степенные
выражения, не удовлетворяют граничным условиям, т.е. приведут к аб-
сурдным результатам при Р -> 0 и Р Автор слишком оптимистично
считает, что границей пригодности уравнения будет ЛГСЖ = 1, что при пе-
ресчете соответствует величине давления порядка 10“3 кгс/см2
(10“4 МПа). Верхнего предела он не указывает, но, очевидно, оно долж-
но быть ниже критического.
Значения коэффициентов а и п, найденные для различных шамотных
масс, находятся в пределах: а = 1,20 4- 2,60; п = 0,07 4-0,01. Автором
выявлены некоторые зависимости между величинами этих коэффициен-
тов и технологическими параметрами, а также внутренним трением в
массе.
Из уравнения (35) при переходе к пористости получаем выражение
П = ЮО [ 1 - (Рисх/ттв)в Р"]. (39)
С.С. Казакевич в связи с этим предложил понятие стабилизирующего давления
(Рс), т.е. такого, при котором первая производная пористости по давлению стано-
вится равной некоторому наперед заданному малому числу:
(d/7)/(dP) = е.
Тогда
т = (-------L2ib-----) 1/и-1 (40)
ЮОРисх па
Он рекомендует пользоваться значениями е от 0,005 до 0,01, что отвечает сни-
жению пористости на 0,5 - 1,0 % при приросте давления на 10 МПа. Очевидно, что
по данному представлению стабилизирующее давление находится в резкой обрат-
ной зависимости от величины условно выбранного значения е . Тем не менее С.С. Ка-
закевич рекомендует считать Рс критерием практически оптимального давления.
По его данным для различных шамотных и многошамотных огнеупоров эти значения
составляют 10-60 МПа.
Предложенный подход к определению стабилизирующего давления возможен
на основе любых других уравнений прессования. Так, для уравнения (28) значение
стабилизирующего давления составит Рс » (0,43 6)/е . Однако, несмотря на простоту
и приемлемость с формально-математической точки зрения, этот подход нельзя
признать рациональным. Он ведет к результатам, не соответствующим реальному
опыту по выбору оптимальных давлений прессования. Назовем два основных аспек-
та таких расхождений:
1. Физическая сущность стабилизации плотности с ростом давления, если тако-
вая имеется, никак не связана с предлагаемым расчетом. В области критической
плотности, т.е. именно тогда, когда стабилизация в действительности наблюдается,
степенное уравнение уже не отражает реального процесса прессования.
2. Практически в современной технологии огнеупоров и некоторых видов тех-
нической керамики приходится в ряде случаев повышать давление до сотен мега-
паскалей ради небольшого снижения пористости (например, на 1 - 2 %, считая по
сырцу), необходимого для повышения качества готовых изделий.
Уравнение Казакевича использовано и проверено в некоторых работах Всесо-
юзного института огнеупоров, а также при изучении прессования керамических
плиток [ 14]. Однако мы не располагаем данными о его более широком распростра-
нении в работах и исследованиях по технологии огнеупоров и керамики.
55
В то же время следует отметить, что некоторые выражения [ помимо уравнения
(35)], успешно применяемые в работах по прессованию металлических порошков,
также можно отнести к типу степенных уравнений. Так, уравнение Ждановича [4],
предлагаемое автором в качестве интерполяционной формулы для расчетов,имеет
вид1:
Р=РК
‘ “тв.исх
ТВ тв.исх
(41)
Данное уравнение устанавливает сложную, но в своей основе .степенную зависи-
мость между давлением Р и относительной плотностью прессовки А?тв. Остальные
величины - Рк,Л’тв.исх ип~ для характеризуемого процесса постоянные.
Экспоненциальные уравнения. Обычно эти выражения, содержащие
одно из слагаемых в виде экспоненты (с давлением прессования Р в по-
казателе степени). Были предложены различными авторами в разных
вариантах. Основной благоприятной особенностью использования подоб-
ных уравнений является простое получение асимптотических зависи-
мостей, при которых та или иная характеристика результатов прессования
(осадка массы, плотность или пористость прессовки) асимпотически
приближается к определенному значению. Как уже отмечалось выше,
реальные пределы уплотнения при прессовании порошковых масс дей-
ствительно существуют.
Еще в 1938 г. П.П. Баландиным было предложено уравнение [ 58]:
Д = Н/ц [ 1 - ехр (-а Р^) ], (42)
где Д — осадка массы; Н — глубина засыпки формы; Р — давление;
а, 1? и и — постоянные, для определения которых нужно провести серию
опытов по прессованию данного порошка и соответствующие расчеты.
По данным Баландина, значения осадки Д, определяемые эксперименталь-
но и по формуле (42), могут различаться на величину до 4,5 %. При
Р ->°° осадка массы стремится к постоянной величине Н/ т?.
Проверка уравнения, проведенная отдельными исследователями,
дала в общем удовлетворительные результаты. Уравнение было исполь-
зовано и практически, например В.Е. Берниковским при расчете опти-
мальных ступеней давления привода гидравлических прессов для про-
изводства огнеупоров. Однако в целом его применение оказалось весь-
ма ограниченным: при большей сложности это уравнение не дает заметных
преимуществ в точности расчетов по сравнению с некоторыми другими
выражениями.
Значительный шаг вперед представляют экспоненциальные уравнения,
предложенные В.Е. Берниковским в конце 60-х годов [ 2, 59, 60]. Они
подобраны эмпирическим путем исходя из определенных общих тре-
бований, сформулированных автором. Представлены два основных урав-
нения, которые мы рассмотрим последовательно. Для изделия в свобод-
ном состоянии плотность рсв определяется из выражения
Рев = Рпред - (Рцред " ^исх) еХ₽ (~а ’ <43>
1 Здесь буквенные обозначения отличаются от обозначений Ждановича и соот-
ветствуют принятым в настоящей книге. Хтв - относительная плотность прессов-
ки и исходного порошка (с индексом ”исх”).
56
где значения рисх соответствуют плотности исходной засыпки, а рпред
является расчетной величиной, соответствующей критической плотности
(полное устранение воздушных пор, но без выжимания связки). Пара-
метры дин определяются экспериментально для данной массы (мини-
мум из двух опытов при существенно различающихся давлениях).
Следует отметить, что уравнение одинаково применимо для расчетов
по значениям робщ, Ртв и Л?тв (см. с. 13),, так как в процессе прес-
сования эти величины изменяются взаимно пропорционально. Автор в
своих расчетах пользуется в основном плотностью в пересчете на твердое
вещество (р). В этом случае предельную плотность определяют из вы-
ражения
(100-И')т тж ....
р = ---------------1В_ж----- (44)
пред (100-Ю т+^т™
Ж 1О
Для (’общ. по ед следует пользоваться тем же выражением, заменив
в числителе ' сомножитель | (100 — И7) на 100.
Основным достоинством уравнения (43) является полное Соответ-
ствие первому граничному условию: приР =0 Рсв = Рисх-
При подстановке в уравнение (43) Р = °° получаем рсв = рпред. Асим-
птотическое приближение рсв к Рпред следует признать удовлетворитель-
ным соответствием второму граничному условию, хотя в действитель-
ности для достижения предельной плотности требуется не бесконечное,
а лишь достаточно высокое (критическое) давление.
В.Е. Берниковским предложено также второе уравнение для плот-
ности прессовки Pi, сжатой в форме:
Pi = 7ТВ - (Рпред - Рисх)ехр(-^РЛ)-(7тв-Рпред)ехр(-оР’'). (45)
В этом уравнении а и v параметры, характеризующие упругую дефор-
мацию порошка после снятия давления. Автор приводит способ установ-
ления соотношений между парами параметров а и п — а и г . Кроме того,
показана возможность найти .подбором приближенное значение РПред>
при котором из прессовки внутри формы начинает выжиматься вода.
Уравнения (43) и (45) были широколспользованы их автором [ 60 —
62] для решения ряда задач, связанных с прессованием огнеупоров, в
том числе для расчетов упругого расширения, прессования в многомест-
ных формах, перепадов плотности в теле прессовок и т.д.
Пригодность уравнений в широком интервале давлений (обусловлен-
ная удовлетворительным соответствием граничным условиям) и воз-
можность учитывать упругое расширение позволяют считать их доста-
точно надежными и для механических расчетов прессов, т.е. при постро-
ении полных кривых сжатия, необходимых в таких расчетах.
Говоря об экспоненциальных выражениях, упомянем еще об уравнениях Коо-
пера и Итона [ 40], представляющих определенный теоретический интерес (хотя их
и не используют для характеристики прессования промышленных порошков). Не
приводя самих выражений, отметим, что в них заключена довольно успешная по-
пытка математически смоделировать процесс уплотнения некоторых монофрак-
Ционных керамических порошков без жидкой связки так, чтобы раздельно учесть,
57
а затем суммировать эффект заполнения крупных пор (в результате улучшения
укладки порошка) и эффект заполнения мелких пор (вследствие деформации и
разрушения частиц порошка).
О работе прессования. На основании уравнений прессования могут
быть установлены количественные зависимости между давлением и
работой прессования или между работой прессования и степенью уплот-
нения прессовки. Задача решается более точно исходя из уравнений, вы-
ражающих зависимость плотности прессовки в максимально сжатом со-
стоянии от давления, более грубо (с получением заниженных значений
работы) — исходя из уравнений, выражающих ту же зависимость для
свободных прессовок. При прессовании порошка от начальной толщины
Н до толщины прессовки h, работу R для изделий с площадью прессова-
ния F находят из выражения
г, _ й
K~F$Pdh. (46)
н
Если учесть фактический вид выражений, приводимых к зависимости
h = f(F), то в большинстве случаев реальным является приближенное
интегрирование или графическое решение. Для определения удельной
работы прессования (на единицу объема засыпки или прессовки) рас-
чет следует выполнять при F = 1 и Н = 1 (либо соответственно при
h = 1). В ряде публикаций, например [2, 53], приведены результаты
определений работы прессования по некоторым из рассмотренных урав-
нений.
Влияние продолжительности прессования
Влияние времени прессования на уплотнение прессовок изучено значи-
тельно меньше, чем влияние давления. Однако очевидно, что с увеличе-
нием времени как повышения давления, так и выдержки, при конечном
давлении могут увеличиваться деформация структурных элементов
системы и релаксация напряжений. Из опыта керамических производств
известно, что это во многих случаях сопровождается заметным положи-
тельным влиянием на плотность прессовок (не говоря уже о снижении
упругого расширения и связанного с ним дефекта, о чем см. в главе III).
Относительно четкие данные имеются о влиянии продолжительности
выдержки при конечном давлении, которую можно легко варьировать
при прессовании на гидравлических прессах с применением аккумуля-
торов или специальных клапанов для сбрасывания накачиваемой жид-
кости.
А.С. Бережной [63], основываясь на методе расчета осадки соору-
жений по Г.И. Покровскому [37], предложил следующее выражение
для зависимости пористости прессовки Пт от времени выдержки т:
Пт = П0-А^(Вт + 1), (47)
где По — пористость прессовки, получаемая без выдержки (т = 0);
А1 и В — постоянные для данного пресспорошка.
58
Соответствующее выражение для плотности прессовок будет иметь
вид
Рт = Ро +^2lg(j»T + 1),
(48)
где А2 = Ai (7тв/Ю0).
Экспериментальная проверка выражения для магнезитовых масс
показала, что оно дает удовлетворительные результаты до длительности,
выдержки 8 — 10 с (рис. 17). При более длительных выдержках урав-
Рис. 17. Уплотнение магнезитового
сырца в зависимости от продолжи-
тельности выдержки при конечном
давлении. Расчетная кривая рт =
= 2,20 + 0,2 1g (22т + 1) сопостав-
лена с экспериментальными точками
нениями (47) и (48) пользоваться нельзя: постепенно наступает равно-
весие, т.е. прекращение дальнейшего уплотнения, тогда как согласно
уравнениям оно должно продолжаться неограниченно, хотя и с убы-
вающей скоростью.
Н.Я. Струсинская изучала влияние длительности выдержки под давлением
60 МПа в пределах до 256'с на тонкозернистых пресспорошках для производства
электрокерамики, пластифицированных различными органическими связками.
Обнаружено повышение относительной плотности (ЛГТВ) в пределах до 0,02, т.е.
явно меньше, чем по рис. 15. При прессовании с предварительным вакуумирова-
нием влияние продолжительности выдержки при прессовании таких порошков
почти исчезало.
Существенное дополнительное уплотнение при выдержке наблюдали на некото-
рых металлических порошках. Так, по данным [64], оно составило 8,7 % за время
180 с.
Медленное сжатие в области давлений, близких к конечному, должно быть по
своему эффекту в значительной мере эквивалентно увеличению выдержки. Поэтому
при прессовании на быстродействующих механических прессах для получения ана-
логичной плотности необходимо более высокое давление, чем на медленно дейст-
вующих гидропрессах, даже работающих без специальной выдержки. Сравнение
эффективностей уплотнения ряда порошков на быстродействующем механичес-
ком прессе (общая длительность сжатия < 1 с) и гидравлическом прессе (в сред-
нем 0,5 мин), изложенное в работе [ 1] и в предыдущих публикациях тех же ав-
торов, показало следующие основные результаты. Снижение пористости в момент
максимального сжатия (т.е. до упругого расширения) при давлениях 12-40 МПа
на гидропрессе по сравнению с механическим прессом для плиточных порошков1 со-
ставило: при W « 6 % - от 1,2 до 2,8 %; при W » 10 % - от 0,4 до 1,2 %, для много-
шамотного порошка* (Р = 40 135 МПа): при W = 5 % - от 3,5 до 3,9 %; при W =
= 6,9 % - от 0,6 до 1,2 %.
Из приведенных данных видно, что наиболее существенно повышается степень
уплотнения при медленном прессовании трудноуплотняющихся грубозернистых
d Нормальная технологическая влажность для использованных порошков: пли-
точных 7,5 — 8,0 %, многошамотного 5,5 - 6 %.
59
масс. О заметном эффекте продления заключительной стадии сжатия при прессова-
нии хромомагнезитовой массы для производства огнеупоров сообщается и в работе
[ 65J. С повышением влажности и пластичности порошков роль скорости сжатия
в процессе уплотнения снижается аналогично снижению требований к величине дав-
ления прессования. Однако было бы ошибочно делать на- этом основании вывод
о допустимости более жестких режимов прессования для глинистых и мелкозернис-
тых порошков (групп первой и четвертой). Ниже (глава 4) будет показано, что
именно прессовки из подобных порошков при более ’’легкой” сжимаемости весьма
чувствительны к действию запрессованного воздуха и других факторов, вызываю-
щих появление дефектов (’’перепрессовочных” трещин). Таким образом, при вы-
боре режимов прессования (в это понятие включается как длительность отдельных
стадий процесса, так и паузы, ступенчатость и т.д.) нельзя основываться только на
зависимости уплотнения от времени сжатия и других элементов режима прессования.
Большое значение рациональных ограничений скорости прессования
для достижения высокого качества ответственных огнеупоров подтвер-
ждается, например, в работе [66], выполненной в производственных
условиях. Авторы указывают, что средняя скорость сжатия при прес-
совании доменных и ковшовых изделий на промышленных колено-ры-
чажных прессах не должна превышать 9—11 мм/с.
Имеются многочисленные данные о том, что ограничение скорости
прессования огнеупоров в промышленных условиях повышает не только
показатели плотности и прочности, но и выход бездефектных изделий.
О влиянии зернового состава порошков
В первой главе книги при.рассмотрении керамических пресспорошков
уже были приведены принципиальные положения, касающиеся плотности
упаковки полифракционных систем ступенчатого зернового состава. На
применении масс такого типа, особенно технологически наиболее до-
ступных двухфракционных, состоящих из 55 — 70 % зернистой части
(размеры зерен от 3 — 4 до ~ 0,5 мм) и 45 - 30 % тонкомолотой части
(размеры зерен в основном < 0,09 или < 0,06 мм), основано производ-
ство многих современных огнеупоров повышенной плотности. Обычно
в подобных порошках присутствует и небольшое количество, (до 10 —
15 %) средних фракций (~0,1 — 0,5 мм), которые специально не вво-
дятся, а образуются вследствие неполного высева мелочи из зернистой
фракции и некоторого недоизмельчения тонкой фракции. Согласно
данным ряда исследований и производственного опыта, такое содержа-
ние средних фракций не оказывает заметного отрицательного влияния
на плотность прессовок и может улучшать их структуру. Очень тонкий
помол мелкой фракции, который почти полностью устраняет среднюю
фракцию, как правило, нежелателен. Как показано в работе [ 9] на при-
мере зернистых оксидных порошков, излишне высокодисперсный ма-
териал при заполнении пор скелета упаковывается в них менее плотно.
Это несколько снижает общую упаковку в прессовках, вызывает допол-
нительную внутреннюю трещиноватость и ведет к понижению прочности
при последующем обжиге изделий.
Наряду с выбором ступенчатых зерновых составов большой прак-
тический интерес представляет вопрос об упаковке порошков непрерыв-
ного зернового состава. Из многочисленных исследований видно, что
60
п0 сравнению с монофракционными порошками плотность упаковки
полифракционных порошков непрерывного типа значительно выше,
хотя и не достигает высших показателей упаковки трех- и более фрак-
ционных порошков ступенчатого типа.
Для повышения эффективности упаковки порошков непрерывного
состава предложены уравнения, определяющие рациональную зависимость
количественного выхода фракций от размера зерна. Не рассматривая
этот вопрос подробно, остановимся на отдельных предложенных вари-
антах закона оптимального зернового распределения. К их числу отно-
сится известное уравнение Андреасена:
Xt = Ц- /Р)"100%, (49)
где Xi — суммарный выход (%) фракций, размер которых менее dj ;
D — максимальный размер зерна в данной системе; п — показатель сте-
пени, зависящий от ряда факторов (формы зерен, их взаимного сцеп-
ления, условия осуществления упаковки) и находимый эксперимен-
тально.
Для наиболее плотных упаковок значение п может находиться в преде-
лах 0,3 — 0,5. В работе [ 67] указывается, что оптимальные значения,
полученные на порошках для прессования ряда огнеупорных материалов,
составляют 0,33 — 0,40. В ряде случаев достаточно, чтобы кривая рас-
пределения, не имея обязательно вида степенной функции, лежала внутри
благоприятной области, т.е. между кривыми, соответствующими п =
= 0,3 и л = 0,5 (рис. 18). Такие составы во многих случаях можно полу-
Рис. 18. Область высоких значений
плотности упаковки по уравнению
Андреасена (интегральные кривые):
1 - нижняя граница, л = 0,5; 2 -
верхняя граница, п = 0,3; 3 - про-
извольный зерновой состав внутри
области
чить непосредственно в процессе измельчения материалов, что обеспе-
чивает пористость примерно до 25 %. Однако для дальнейшего снижения
пористости требуется, как правило, дозирование ряда фракций.
Если рассматривать плотность прессовок из подобных порошков,
то нужно отметить, что закономерности упаковки, устанавливаемые для
укладки порошков (встряхиванием, выбрацией) сохраняются (как и
в случае порошков ступенчатого типа) чишь частично. При этом,как было
Указано выше, эффект прессования может превышать эффект упаковки.
Так как для улучшения технологических свойств в непрерывные крупнозернис-
тые порошковые массы (главным образом в производстве огнеупоров) полезно
61
дополнительно вводить некоторое количество наиболее тонкой фракции, для подоб-
ных зерновых составов в исследовании [ 32] было применено уравнение Боломея:
Ху = [ а + (1 - a) (</. /£>)"] 100 %. (50>
Здесь обозначения те же, что в выражении (49). Дополнительное обозначение
а соответствует содержанию (доле) наиболее тонкой фракции, например < 0,06 мм.
Если а = 0, то выражение (50) сводится к выражению (49). При значительных
величинах а составы порошков фактически занимают как бы среднее положение
между типичными ступенчатыми (двухфракционными) и непрерывными.
Подбирая оптимальный зерновой состав согласно рассматриваемому уравнению
непосредственно по плотности магнезитовых прессовок из масс с предельным раз-
мером зерен 3-4 мм, в работе [ 40] нашли оптимальное значение для а около
0,3, а для п 0,5 — 0,7. Изменения п, характеризующие распределение фракций в
зернистой части, меньше влияли на результаты прессования, чем изменения а. С
использованием методов математической статистики была показана связь обеих
постоянных уравнения Бережного (а и Ь) со значениями коэффициентов а и и
и установлено влияние давления прессования и предельного размера зерна на вы-
бор оптимального зернового состава. В частности, показано, что с увеличением за-
даваемого давления прессования зерновой состав целесообразно изменять в сторо-
ну уменьшения тонкомолотой составляющей. Это обстоятельство соответствует
увеличению доизмельчения материала под действием высоких давлений. Хотя, как
показали авторы [32], давление прессования является наиболее сильным фактором
снижения пористости прессовок, рациональный выбор зерновых составов масс
позволяет заметно снизить давление прессования, необходимое для получения од-
ной и той же плотности.
В итоге при оптимальных зерновых составах из шихт с предельным размером
зерна 3-4 мм при давлениях прессования 90 — 120 МПа были получены магне-
зитовые прессовки с низкой пористостью (около 12 - 13 %) •
При подборе оптимального зернового состава масс для производства
многошамотных огнеупоров исходили [ 1, 68] из представления о систе-
мах трехступенчатого типа. В массу вводили крупную (зернистую) фрак-
цию шаМота 3 — 0,5 мм, тонкомолотую фракцию с остатком 10 % на
сите 0,09 мм и огнеупорную пластичную глину, рассматриваемую как
третью наиболее тонкую фракцию. При этом учитывали, что в глине
преобладают истинные размеры частиц около 1 мкм. Порошки готовили
в лабораторных условиях неоднократным перетиранием. Давление Прес-
сования составляло 60 МПа. Полученные результаты показаны на рис.
19, из которого видно, что область составов наибольшей плотности сырца
отвечала содержанию крупной фракции шамота 40 — 65 %, его тонкой
фракции 20 — 35 % и глины 15 — 20 %. В центральных точках этой об-
ласти соотношение крупного и мелкого шамота составляет 2:1, что при-
ближается к нормальному количественному соотношению (7:3) смеж-
ных фракций в плотных упаковках ступенчатых систем. Соотношение
же мелкого шамота и глины соответствует 3:2 (вместо тех же 7:3).Это
расхождение связано главным образом с тем, что глина все же недостаточ-
но диспергирована и поэтому не до конца выполняет роль наиболее тон-
кой фракции системы. Некоторое дополнительно требуемое количество
глины определяется теми ее недостаточно измельченными зернами и
прослойками на контактах между зернами шамотами,, которые не могут
быть выдавлены в тончайшие поры в принятых условиях подготовки и
прессования.
62
В связи с этим необходимо отметить, что уплотнение, достигаемое
при прессовании полифракционных материалов, особенно содержащих
глину в качестве тончайшей фракции, в очень большой степени зависит
от условий подготовки по-
рошка. Это было неоднок-
ратно показано, в том числе
достаточно четко в публика-
циях [ 1,68].
Рис. 19. Плотность прессовок
(р, г/см3) в системе круп-
ная фракция шамота - тон-
кая фракция шамота - глина
55 50 45 40 35 30 25 20
Тонкая фракция шамота, %
Хотя при сжатии порошковых систем происходит упорядочение упа-
ковки с увеличением числа контактов частиц, однако оно далеко не
всегда достаточно для эффективного уплотнения системы. В глиносо-
держащих порошковых системах существенное улучшение распределения
компонентов и повышение плотности упаковки достигаются такими ме-
тодами, как шликерная подготовка масс, совместный сухой помол тон-
ких фракций шамота с глиной, интенсивная обработка в тяжелых смеси-
тельных бегунах, гранулирование увлажненных порошков путем пред-
варительного прессования брикетов и т.п. Именно при применении этих
методов значительно повышается степень уплотнения прессовок или
снижается требуемое давление прессования.
В рассматриваемом случае изготовления многошамотных огнеупоров
при оптимальных методах подготовки и высоком давлении прессования
максимальное уплотнение сырца достигается при содержании около 10 %
пластичной глины, тогда как по диаграмме рис. 17 при снижении коли-
чества глины начиная с 15 % наблюдается явное уменьшение плотности.
В общем можно сказать, что перенос части процессов уплотнения со
стадии прессования на стадию предварительной подготовки является,
особенно для порошков сложных вещественного и зернового составов,
высокоэффективным и в ряде случаев незаменимым технологическим
решением.
Наконец, следует кратко остановиться на значении зернового состава тонко-
керамических и глиняных порошков, имея в виду, что в этих случаях речь прежде
всего идет о распределении размеров гранул (зерен, агрегатов). Определенную
роль в эффективности уплотнения играет и зерновой состав первичных минераль-
ных частиц.
Некоторые закономерности, касающиеся влияния распределения размеров гра-
нул, изложены в работе ( 1] на основании обобщения данных ряда работ. Распре-
делением размеров гранул, наряду с их собственной плотностью и слипаем остью
63
(т.е. сцеплением на контактах) определяется прежде всего плотность исходной
упаковки порошка. В случае же максимального сжатия, т.е. при достижении кри-
тической плотности, влияние этого фактора фактически устраняется. При всех
промежуточных давлениях или стадиях прессования влияние зернового состава
на плотность прессовок постепенно уменьшается. Там же приведен пример, относя-
щийся к порошкам массы для гидростатического прессования электрофарфора
влажностью 10 %, из которого следует, что уже прн давлении 15 МПа исходный зер-
новой состав влияет главным образом на коэффициент сжатия при прессовании.
С уменьшением исходной плотности упаковки Ксж явно растет, а плотность прессо-
вок снижается незначительно. Однако для достижения одинакового уплотнения,
т.е. для полного выравнивания плотности (при соответственных различиях в коэф-
фициенте сжатия) в данном случае требуется более высокое давление (250 —
300 МПа).
Для различных гранулированных порошков в производстве радиокерамики
успешно применяют зерновые составы преимущественно монофракционного типа,
т.е. полученные с удалением (отсевом) мелких фракций. Очевидно, что указанные
зерновые составы выбирают не по плотности исходной упаковки, а руководствуясь
такими требованиями, как сыпучесть пресспорошка, предотвращение его расфрак-
ционирования и стабильность насыпной плотности. В зависимости от пластичности
таких порошков рекомендуются! 18] различные размеры зерен (в пределах 0,15 —
1,2 мм) и различные прессовые давления (40 - 200 МПа).
Подобные же зерновые составы, приближающиеся к монофракционному типу,
получают при распылительной сушке керамических суспензий [24] и успешно
применяют в современном производстве керамических плиток для полов, обли-
цовочных и т.д. Как подтверждает практика их использования, в прессовках не
’’наследуется”, а почти полностью устраняется внешняя (межгранульная) порис-
тость исходной засыпки.
В отличие от размеров гранул распределение размеров первичных
минеральных частиц мало влияет на исходную упаковку пресспорошков,
начальные стадии их уплотнения и коэффициент сжатия, но влияет на
конечные показатели плотности. Так, максимальные значения относи-
тельной плотности, достигаемые при прессовании, лежат обычно в следую-
щих пределах для порошков:
Из глин и каолинов......................... 0,65-0,75 (0,8)
Из молотых непластичных материалов
на глиняной связке........................... 0,75-0,80
Безглинистых - из оксидов и других
компонентов технической керамики ........... 0,50-0,70
Грубозернистых, применяемых в
производстве огнеупоров...................... 0,80-0,85
В связи с этими данными отмечаем следующее.
Максимальные относительные плотности всех порошков, не содержа-
щих грубозернистых фракций, уступают значениям плотности, дости-
гаемым при прессовании огнеупоров. Наименьшие значения относитель-
ной плотности показывают тонкомолотые безглинистые порошки,
для которых зерновой состав минеральных частиц далек от ступенчатого
характера и может приближаться к монофракционному. Максимальные
значения плотности прессовок из некоторых глин (0,8) могут прибли-
жаться к плотности прессовок из огнеупоров. Как правило, такие хорошо
уплотняющиеся глины содержат, наряду с тончайшими глинистыми фрак-
циями, значительное количество естественного отощителя, что может
создавать многофракционный характер системы с благоприятной упаков-
64
кой. В еще большей степени фактор упаковки влияет на плотность прес-
совок из тонкокерамических порошков/содержащих глину. Здесь впол-
не реален двухфракционный характер систем с разрывом между части-
цами пластичной глины (преимущественно <1 — 2 мкм) и зернами не-
пластичных компонентов (преобладающий размер >10 мкм).
Направленное регулирование размеров минеральных частиц тонкокерамических
порошков с целью повышения плотности прессовок далеко не всегда возможно:
соотношение компонентов и степень измельчения каждого из них обычно опреде-
ляется другими факторами. Кроме того, выделение и дозирование очень тонких
фракций (0,1 - 0,0 мм) технически весьма затруднительно. Тем не менее в ряде
случаев желательно учитывать фактор упаковки. Так, в случае материалов, спека-
ние которых определяется в основном действием жидкой фазы, обычно не сле-
дует стремиться к максимально тонкому помолу непластичных компонентов во из-
бежание снижения плотности полуфабриката и увеличения усадки при обжиге.
Однако для трудноспекающихся материалов, не образующих жидкой фазы при
обжиге, часто приходится использовать порошки максимальной дисперсности, не-
смотря на отрицательное влияние этого фактора на уплотнение полуфабриката.
Следует иметь в виду, что в некоторых случаях, например для обожженных по-
рошков достаточно чистых оксидов (MgO, технический глинозем и др.), плотность
упаковки может увеличиваться с повышением степени измельчения, которое устра-
няет внутреннюю пористость поликристаллических агрегатов. В отдельных случа-
ях для повышения плотности упаковки порошковых масс технической керамики
применяют и композиции с подбором зернового состава.
Влияние содержания временной связки (влажности)
Жидкости (или даже преимущественно кристаллические, но легко
размягчающиеся материалы типа парафина), применяемые в качестве
временных связок в пресспорошках, значительно различаются по физи-
ко-химическим свойствам, вязкости, смачивающей способности по от-
ношению к минеральным компонентам керамики и т.д. Тем не менее
в процессе прессования они выполняют в значительной мере аналогич-
ные функции. Это предопределяет наличие ряда общих закономернос-
тей, касающихся влияния содержания временной связки на степень уп-
лотнения прессовок.
В некоторых работах, например [18], процессы прессования порошков
классифицируют в зависимости от вида и содержания связки, причем
иногда применяют дифференцированные наименования ’’сухое”, ’’полу-
сухое” и ’’пластичное” прессование. Последний термин Кальменс при-
меняет по отношению к порошкам, гранулы которых не содержат воз-
душных пор и легко деформируются. Однако признаки, используемые
Для указанной классификации, весьма условны, а общий характер за-
кономерностей удобно проследить на порошках в широком интервале
содержаний связки.
Роль этого фактора наиболее подробно изучали на глиняных порош-
ках различной влажности в многочисленных работах [ 1, 69 — 72]. Рас-
сматривая полученные результаты, следует отметить, что несмотря на
значительные различия в подходе авторов к вопросу и в методиках ис-
следования, выявлены общие положения, которые в большой степени
могут быть перенесены с системы глина— вода на системы минераль-
ный порошок — связка.
65
С повышением влажности, как правило, снижается насыпная плот-
ность глиняных порошков (см. главу I ). Одновременно возрастает
осадка порошков при относительно низких давлениях, обычно в преде-
лах нескольких мегапаскалей. Это связано как с большим объемом
пустот в засыпке, так и со снижением внутреннего трения. Легко сжима-
емые порошки раньше приближаются к состоянию максимального уп-
лотнения; при этом их осадка
быстро замедляется и затем пре-
кращается (рис. 20) [72].
Рис. 20. Зависимость осадки гли-
няного порошка h от давления
прессования при различной влаж-
ности (цифры на кривых - влаж-
ность, %)
В соответствии с указанным характером кривых осадки, по мере
роста давления плотность прессовок из сухих глин опережает плотность
прессовок из более влажных глин (рис. 21) *. Это явление особенно отчет-
ливо наблюдается на примере кажущейся плотности (р) в пересчете на
сухое вещество. Из рисунка видно также, что наибольшее уплотнение
в довольно широком интервале давлений достигается при некоторых
средних значениях влажности. Отмеченные закономерности можно пред-
ставить и в более удобном для анализа виде. На рис. 22 представлены в
переработанном виде данные главным образом .из работы [70]. Пунк-
тирная кривая построена расчетным путем по уравнению (23) исходя
из типичного значения истинной плотности глин (утв = 2,65) и прини-
мая уж = 1 г/см3. Из графиков видно, что как избыток, так и недоста-
ток влаги приводит к снижению плотности по сравнению с некоторым
максимумом, соответствующим оптимальной влажности при данном дав-
лении. Значения оптимальной влажности тем ниже, чем выше давление
прессования. Для относительно хорошо уплотняющихся глин (преиму-
щественно грубодисперсных) оптимальные значения влажности пони-
жены.
В левой части диаграммы кривые расходятся, что свидетельству-
ет о большой роли давления прессования при низкой влажности. Однако
даже при высоких давлениях значения плотности далеко не достигают
критических (расчетных), т.е. в прессовках сохраняется большой объем
воздушных пор. Подъем кривых с повышением влажности свидетельст-
вует о снижении внутреннего трения, что облегчает уплотнение прессовок.
В правой части сходятся все кривые, получаемые при различных дав-
лениях и даже на различных глинах, характеризуемых практически оди-
* Рис. 21, а заимствован из работы [ 71], рис. 21, б построен путем пересчета
тех же данных.
66
О ID 20 20 40Р,МПа 0 10 20 JO Р,МПа
Рис. 21. Влияние давления прессования на плотность р0- (д) и р (б) прессовок из
глиняных порошков различной влажности (цифры на кривых, %)
наковым значением утв. Снижение внутреннего трения позволяет уже
при относительно низких давлениях достичь предельной плотности. После
заполнения жидкостью всех пор системы дальнейший рост давления
практически не дает результата (если только не перейти пределы усилия
и времени, ведущие к заметному выжиманию жидкости). Небольшая
разница, наблюдаемая между предельной расчетной и фактической плот-
ностью, зависит в основном от упругого расширения. По мере повышения
влажности и дальнейшего снижения плотности эта разница становится
минимальной и может быть практически сведена к нулю.
Максимумы на кривых плотности соответствуют таким значениям
влажности, при которых возрастающий эффект смазывающего действия
воды еще не перекрывается отрицательным влиянием ее избытка. По-
явление в прессовках избытка воды подтверждается увеличением усад-
ки при сушке для всех точек справа от максимума. Слева от положения
максимума усадки практически нет. В положении максимума объемная
усадка незначительна (< 1 %). Если построить графики для плотности
р, определенной непосредственно на высушенных прессовках (вместо
пересчета с РобЩ), то значения
оптимальной влажности несколь-
ко сместятся вправо [71].
Рис. 22. Обобщенные графики зави-
симости плотности р от влажности
W для глин трудно уплотняющей-
ся (7) и легко упрочняющейся
(2) при давлениях прессования высо-
ком Рв, среднем Рс и низком Рн
67
Плотность прессовок, полученных при оптимальной влажности, обычно
приближается к критической: содержание в них свободных воздушных
пор, как правило, не превышает 1,5 — 2,0 %. Связь между давлением,
влажностью и пористостью прессовок показана на рис. 23 [ 1, 73]. В ос-
нову диаграммы положены в первую очередь дайные ряды авторов по
прессованию влажных глиняных порошков, но сопоставление этих ре-
зультатов с результатами изучения прессуемости минеральных порош-
ков других типов на разнообразных связках (в том числе на термоплас-
тичных) свидетельствует о ее достаточной универсальности. При постро-
ении по экспериментальным данным диаграммы для каждой конкрет-
ной комбинации минеральный порошок — связка ее вид (наклоны кри-
вых, положение оптимумов и т.д.) будет заметно меняться, но общий
ее характер останется неизменным.
Диаграмма наглядно демонстрирует возможные сочетания парамет-
ров, обеспечивающих определенную степень уплотнения прессовок, а
также область, в которой давления прессования лежат выше критичес-
кого. Приводимые во многих работах графики, построенные в системах
давление — плотность (или пористость), а также влажность (содержание
временной связки) — пористость, фактически представляют собой раз-
резы соответствующей обобщенной диаграммы.
Касаясь данных практики и отдельных исследований, посвященных
выбору оптимальных сочетаний давления прессования и содержания
связки, отметим следующее. Исследователями [ 74] подтверждено,
что сжатие шамотных масс может происходить до предельного
0 20 60 80 Р, МПа
Рис. 23. Система линий равной пористости (а) иа диаграмме влажность - давление.
Заштрихована область предельной (критической) плотности; пунктирная кривая —
зависимость оптимального давления от влажности порошка; б — разрез системы
I ~ III - постоянные значения давления, Пмии — расчетные значения минимальной
пористости, в — разрез системы IV — VII — постоянные значения влажности
68
состояния, определяемого заполнением влагой всех открытых пор. Из
графиков давление — плотность видно, что при приближении к критичес-
кому давлению процесс уплотнения вначале отклоняется от уравнения
Бережного, а затем появляется горизонтальный участок. Значения влаж-
ности, обеспечивающие максимальное уплотнение при каждом давлении,
ниже, чем для соответствующих чистых глин, что соответствует более
плотной упаковке системы, содержащей шамот. Установлено также,
что в области оптимума влажности достигается не только максималь-
ное уплотнение сырца, но и лучшие показатели по прочности обожжен-
ных изделий (рис. 24). Аналогичная закономерность в данном исследо-
вании показана и для газопроницаемости.
Рис. 24. Истинная пористость сырца
(я) и прочность при сжатии обож-
женных образцов (б) в зависимости
от влажности шамотных масс, от-
прессованных при давлениях, МПа:
15 (2); 25 (2); 40 (5); 80 (4)
бсж. МПа
При изготовлении огнеупоров из грубозернистых масс, не содержа-
щих пластичной глины (или содержащих ее в минимальных количествах),
применяемые влажности малы (2 — 5 %). Критическая плотность в про-
цессе прессования обычно не достигается. Кроме того, влияние влаж-
ности на внутреннее трение подобных порошков относительно невели-
ко [ 57]. Эти обстоятельства в общем расширяют допустимый интервал
влажности без значительных изменений плотности сырца. Однако, если
стоит задача получения изделий максимальной плотности и, соответст-
венно, применяются порошки с эффективной упаковкой зерен, то ста-
новится весьма важным подбор и строгое соблюдение некоторой опти-
мальной влажности. Так, по данным [ 54], при изготовлении высоко-
плотного динаса оптимальная влажность порошка находится в узких
пределах (4,0 — 4,5 %). Расчеты (с учетом упругого расширения) по-
казывают, что именно при такой влажности прессовка в максимально
сжатом состоянии достигает критической плотности. Эти и некоторые
другие данные позволяют считать, что оптимальное объемное содержа-
ние влаги в порошках, в том числе грубозернистых, предназначенных
для прессования высокоплотных изделий, должно приближаться к объ-
емной пористости сырца.
В соответствии с данными [ 18, 75, 76, 77] в порошках на термоплас-
тичной связке в отличие от соответствующих литейных шликеров име-
ется область составов, в которой повышение содержания связки ведет
не к повышению, а к снижению пористости полуфабриката. Разница объ-
ясняется тем, что в шликерах практически отсутствует газовая фаза и,
^следовательно, рост содержания связки неизбежно приводит к сниже-
нию ^тв шликера и отливок. При прессовании же дополнительное вве-
69
дение пластификатора, снижающее внутреннее трение в системе, облег-
чает прессование; при этом возможно повышение Хтв, если снижение
Кг перекрывает отрицательную роль повышения Кж. Очевидно, что этот
эффект ограничен известными пределами, т.е. проявляется при содер-
жании пластификатора, которое ниже оптимального в соответствии с
диаграммами рис. 23 и 24.
При подборе содержания временной связки для определенного по-
рошка следует учитывать предлагаемые значения относительной плот-
ности полуфабриката (ЛГТВ) и соотношение между значениями истинной
плотности минеральной части и жидкости (7тв/7ж)- Зависимости между
этими величинами для предельной плотности следуют из выражения (24),
которое несложными преобразованиями может быть приведено к следу-
ющему виду, %:
1 - ^тв
IV = ---------™---------100.
^ТВ (Тгв/ Тж — 1) + 1
На основе этого выражения построены графики (рис. 25). Значение
Ктв на графиках соответствует предельной относительной плотности
прессовок. В зависимости от степени совершенства технологии под-
готовки пресспорошка и условий прессования фактически получаемые
показатели в той или иной мере уступают предельным (т.е. в прессов-
ках присутствуют воздушные поры).
Область Ктв < 0,75 примерно соответствует влажности пресспорош-
ков для производства огнеупоров. При производстве наиболее плотных
изделий влажности соответствуют значениям ^тв > 0,85. Область К7В =
= 0,8 -г 0,7 (иногда до 0,65) примерно соответствует влажности прес-
спорошков из глин и глинистых тонкокерамических масс. Область Кгв <
< 0,65 отвечает допустимому содержанию временной связки в безгли-
нистых порошках для производства технической керамики.
Пользование диаграммой рис. 25 облегчает подбор рационального содержания
связки (влажности) и давления прессования при разработке технологии получе-
ния изделий на основе той или иной минеральной композиции. Предварительные
Рис. 25. Расчетные значения предель-
ной относительной плотности ЛГта
прессовок (цифры на кривых) при
различном содержании временной
связки W в зависимости от соот-
ношения истинной плотности мине-
рального порошка и связки 7ТВ/
11*
70
опыты можно проводить при одном и том же содержании связки, ориентировочно
выбранном по диаграмме. Сравнение относительных плотностей образцов, отпрес-
сованных при одном-двух достаточно высоких давлениях, дает ответ на ряд вопро-
сов, Если полученное значение плотности совпадает с предельным или весьма близ-
ко к нему, то дальнейшее повышение давления без изменения количества связки
(см. также рис. 23) бесполезно. Если же первоначальный эксперимент показал
уплотнение, далекое от предельного, то это означает определенную возможность
повышения плотности путем увеличения прессового давления и вероятность полу-
чения такого эффекта путем повышения количества связки. Если же варьирование
обоих параметров (Р и W ) не приводит к повышению плотности до предельной,
то из этого следует, что связка в порошке распределена неравномерно или не обес-
печивает эффективной пластификации системы по другим причинам (плохое сма-
чивание, высокая вязкость). В этом случае необходимо либо изменение свойств
временной связки (замена основного се компонента, введение поверхностно ак-
тивных добавок и т.д.), либо значительное усовершенствование способа подго-
товки пресспорошка.
О влиянии состава временной связки и введения
поверхностно активных веществ (ПАВ)
Рациональный выбор состава временных связок и особенно введение
в них добавок ПАВ могут оказывать существенное положительное влия-
ние на технологический процесс подготовки и эффективность прессова-
ния керамических порошков. В последнее время большое внимание
уделяют введению добавок при шликерной подготовке пресспорошков
[ 78, 79]. Этим достигают уменьшения влажности суспензий, улучшения
качества гранул пресспорошков и т.п. Значительное уплотнение в про-
цессе прессования происходит в результате понижения твердости частиц,
обусловленного созданием зоны предразрушения у их поверхности (эф-
фект Ребиндера). При этом облегчаются деформация и разрушение частиц,
повышается плотность прессовок.
И.С. Кайнарский [ 17, 55, 80 и др.] показал, что некоторые раство-
римые в воде соли (NaCl, СаС12, MgCl2, AICI3) и другие вещества (сахар),
ускоряющие процесс мокрого помола кварца, интенсифицируют и уплот-
нение сырца из кварцевых масс. При сравнении действия подобных доба-
вок на различные минеральные вещества выявляется их избирательный
характер; проявляется также определенная корреляция между ускоре-
нием измельчения при помоле и улучшением прессуемости. Непосредст-
венными измерениями подтверждено, что оба эффекта связаны с адсорб-
цией ионов на поверхности соответствующих минеральных фаз и с по-
нижением их микротвердости. Эффективность снижения твердости до-
бавками ПАВ показана почти одновременно и на металлических порош-
ках [81].
Более полное смачивание поверхности частиц временной связкой,
достигаемое в результате создания ориентированного слоя ПАВ, лио-
фильного по отношению к связующей жидкости, приводит и к умень-
шению межчастичного трения в системе, также облегчая уплотнение
под давлением. При одновременном воздействии этих эффектов раз-
граничить их роль на практике часто невозможно.
В результате изучения [ 82] влияния различных связок (роды, керо-
сина, дизельного топлива, мазута и т.д.) в сочетании со смазывающими
71
и поверхностно активными добавками (жирные кислоты, их эфиры, жи-
ры, смолы и т.д.) на прессование динасовых и магнезитовых шихт был
выявлен значительный эффект — пористость прессовок в некоторых слу-
чаях снижалась на 3 — 7 % без повышения прессового давления. Добав-
ки ПАВ дали больший эффект в сочетании с неполярными жидкостями
и меньший —с водой. Автор отмечает,что адсорбция воды на гидрофиль-
ной поверхности зерен может конкурировать с образованием на ней
ориентированного слоя молекул ПАВ.
В ряде работ [ 55, 68] показано, что сульфитно-спиртовая барда (ССБ)
или мелмасса при их введении в состав огнеупорных шихт действуют
не только как клеющие вещества, значительно увеличивающие прочность
сырца, но и как ПАВ, снижающие внутреннее трение в массе и повышаю-
щие уплотнение прессовок. В случае ССБ такое действие обусловлено
содержанием в ней лигнин-сульфонового комплекса. Чаще всего наиболь-
ший положительный эффект, выражающийся в снижении истинной по-
ристости сырца и изделий на величину до 3 — 3,5 %, наблюдается при ог-
раниченном количестве ССБ — порядка 1 % от сухого вещества барды.
Очевидно, такого количества ССБ достаточно для проявления максималь-
ного эффекта, связанного с адсорбционными явлениями, после которого
вводимый избыток действует как излишняя органическая (выгорающая)
добавка. Все же иногда содержание ССБ в массах повышают в пределах
1 — 1,5 % для повышения прочности сырца, даже если степень уплот-
нения при этом несколько снижается. Интересно отметить, что при до-
бавках ССБ снижаются значения коэффициентов а и b в уравнении Бе-
режного; это означает, что уплотняющее действие добавок проявляется
в большей мере при относительно низких давлениях прессования.
В работе [ 83] показано заметное улучшение структурно-механичес-
ких свойств (уменьшение внутреннего трения и увеличение ряда пока-
зателей пластичности) трудно прессуемых порошков Сг 2О3 при вве-
дении в них добавок ССБ. Однако явно больший эффект в отношении
этих свойств и плотности прессовок наблюдался при введении неболь-
шого количества метил-целлюлозы (МЦ). Ее 1,5 %-ный раствор реко-
мендован для данного случая как оптимальная временная связка при
прессовании. При общей влажности пресспорошка 6 % содержание МЦ
в нем оказывается незначительным (около 0,1 %), а повышение ее со-
держания сверх этой величины уже отрицательно влияет на комплекс
реологических и технологических характеристик массы. Этот пример
подтверждает, что при использовании наиболее эффективных добавок
ПАВ их содержание может оказаться весьма критическим фактором в
отношении изменения свойств пресспорошков (подобно тому, как это
наблюдается для жидких дисперсий).
Следует отметить, что в отличие от добавок, уплотняющее действие
которых хорошо совмещается с упрочняющим, добавки ПАВ в ряде
случаев, повышая плотность прессовок, снижают их прочность или уве-
личивают истираемость гранул [77]. Такое сочетание эффектов, вызы-
ваемых добавками, связано с уменьшением внутреннего трения и сцеп-
ления в системе. В работе [ 84] изучено влияние ряда жидкостей (воды,
72
этаноламина, зтилендиамина, гликоля и др.) в отдельности и различных
сочетаниях на свойства прессовок из тонкокерамических пресспорош-
ков, получаемых распылительной сушкой. В ряде опробованных вариан-
тов достигалось повышение либо прочности, либо плотности по срав-
нению с прессовками на водной связке. Однако ни в одном случае не
удалось повысить одновременно плотность и прочность.
При подготовке безглиняных дисперсных порошков для прессования
технической керамики в качестве упрочняющих и в известной мере уплот-
няющих связок широко используют водные растворы поливинилового
спирта. Другие пресспорошки, используемые в производстве техничес-
кой керамики, получают на основе термопластичных композиций с вве-
дением парафина в качестве главного компонента временной связки.
В этом случае одной из основных функций вводимых добавок ПАВ
(олеиновая или стеариновая кислоты, пчелиный воск) является разжи-
жение системы в процессе ее горячей (шликерной) подготовки [18].
Такой способ позволяет получить наиболее однородные и плотные грану-
лы при общем содержании связки 30 — 35 % (объемн.) вместо 40 —
50 % на чистом парафине, что дает возможность соответственно повы-
сить плотность прессовок [ 75]. Иной способ подготовки пресспорошков,
содержащих эффективные неводные связки, заключается во введении
основного связующего компонента (парафина, воска) в виде его раст-
вора в значительном количестве легко испаряющегося растворителя (на-
пример, СС14). После испарения растворителя из перемешанной массы
даже небольшое количество пластифицирующего компонента остается
в виде весьма тонких пленок, покрывающих все минеральные частицы
и облегчающих прессование.
Неоднократно сообщалось о применении в производстве технической
керамики гранулированных порошков низкой влажности с использова-
нием комбинаций различных связующих веществ (крахмала, декстрина,
казеина, сульфатов) с веществами, уменьшающими трение (олеиновой кис-
лотой, воском, стеаратами). Использование гидрофобных ПАВ в сочета-
нии со связками на водной основе представляет интерес и в отношении
снижения упругого расширения прессовок (об этом см. гл. III). ПАВ
этого типа (жирные кислоты с 7 — 5 атомами углерода, мылонафт, под-
мыльные щелоки и др.), исследованные и рекомендуемые в ряде работ
Г.В. Куколева, например [45], по-видимому, способствуют и уплот-
нению в процессе сжатия порошка благодаря их действию как смазок
и понизителей твердости.
3. РАСПРЕДЕЛЕНИЕ ДАВЛЕНИЯ И ПЛОТНОСТИ В ТЕЛЕ ПРЕССОВОК
Существование определенной зависимости между приложенным дав-
лением, коэффициентом сжатия и плотностью спрессованного матери-
ала означает, что любому возникшему различию в плотности отдельных
участков прессовки соответствуют различия в величине фактически
приложенного давления и коэффициента сжатия на этих участках. Рас-
сматривая возможные причины возникновения неравноплотности, сле-
дует иметь в виду два основных случая:
73
1. При прессовании изделия с любым равновысотным сечением (рис.
26, а, б, в) относительное сближение параллельных плоских штампов
остается во всех вертикальных разрезах одинаковым. В равновысотных
прессовках геометрический фактор непосредственно не вызывает раз-
личий в коэффициенте сжатия. В этом случае источником неравноплот-
ности являются потери давления,
связанные с усилиями, затрачивае-
мыми на преодоление внешнего
трения массы о стенки формы.
Рис. 26. Примеры прессовок с рав-
иовысотным (а, б, в) и с неравно-
высотным (г, д, е) сечениями
2. При прессовании фасонного изделия с неравновысотным сечени-
ем (рис. 26, г, д, е) отношение толщины засыпанного слоя порошка к
толщине после прессования на его отдельных участках неодинаково.
В этом случае различия в значении Ксж обусловлено непосредственно
геометрическим фактором и становятся основным источником нерав-
ноплотности, поскольку перераспределение массы, достаточное для вы-
равнивания плотности в процессе прессования, как правило, неосущест-
вимо. К этому случаю можно отнести и влияние неравномерной плот-
ности исходной засыпки, так как и здесь неравноплотность прессовки
фактически ’’задается”, а ее выравнивание лимитируется перераспре-
делением массы в процессе прессования.
В ряде случаев оба источника неравноплотности действуют одновре-
менно. Первый источник имеет более общее значение в технологии прес-
сования и является более изученным. Однако при решении ряда прак-
тически возникающих задач нельзя недооценить резко отрицательной
роли второго источника.
Потери давления, вызываемые внешним трением
и распределение давления по высоте прессовок
При отсутствии внешнего трения любой сжимаемый материал, неза-
висимо от расхода энергии на его уплотнение или создание непряженно-
го состояния, полностью передает усилие сжатия от слоя к слою.
В ряде работ, в частности [ 38, 85], доказана безусловная ошибочность
бытующего представления о том, что потери давления и неравномерность
его распределения могут обусловливаться внутренним трением и расхо-
дом энергии на уплотнение материала. Поскольку прессовка, сжимае-
мая в форме в одном направлении, в конце прессования практически
находится в состоянии равновесия, то, рассматривая действующие на нее
внешние силы, можно, согласно одной из аксиом механики, пренебрегать
ее внутренними связями и усилиями. Следовательно, общее усилие на
74
прессовку со стороны нижнего штампа Р2 (рис. 27) равно разности
приложенного усилия Pj и общей величины усилий трения Т. Если разде-
лить прессовку на любое число слоев, перпендикулярных направлению
прессования, то высказанное положение будет полностью относиться к
общему давлению, передаваемому от одного слоя к другому; в этом
случае следует учитывать суммарное трение по периферии слоя. Это
положение, касающееся общей величины передаваемого усилия прессо-
вания, является надежной основой и для расчета средних значений про-
тиводавления (реакции нижнего штампа), а также распределения сред-
них послойных давлений (т.е. внутренних напряжений) вдоль направ-
ления прессования.
Таким образом, снижение общего усилия, а также среднего давления
по высоте прессовки зависит только от величины потерь на внешнее тре-
ние. Однако из этого не следует, что внутреннее трение вообще не влияет
на распределение напряжений в прессовке. Величина внешнего трения
связана с явлением бокового распора в порошковых системах, величи-
на которого в известной степени зависит от
того, внутреннее трение может заметно
влиять на распределение напряжений в
пределах каждого слоя, перпендикуляр-
ного направлению прессования.
внутреннего трения.
Рис. 27. Условия равновесия прес-
совки: Р, = Р , — Т
Трение между сжимаемым материалом и боковыми стенками формы
возникает вследствие явления бокового распора; силы трения, прихо-
дящиеся на единицу площади боковой поверхности прессовки, равны
произведению удельного бокового давления (или распора) Pq на коэф-
фициент трения между материалом и формой?, Величина же бокового
давления в рассматриваемых системах, не подчиняющихся законуПаскаля,
может быть выражена через напряжение вдоль оси сжатия и так называе-
мый коэффициент бокового распора:
Рб = РЦ. (51)
Еще .в 1938 г. П.П. Баландин [ 58] вывел уравнение распределения
давления вдоль оси прессовок, подвергаемых одностороннему сжатию:
Ph =ро exp— m{h/RT), (52)
где Ро — средняя величина приложенного давления (у прессующего штам-
па); Ph — среднее давление неподвижного штампа при толщине прес-
совки h или (в общем случае) на расстоянии h от плоскости приложения
давления Ро; Rr — гидравлический радиус горизонтального сечения прес-
суемого изделия; m — удвоенное произведение коэффициентов бокового
распора ? и внешнего трения/.
75
Данное уравнение вытекает из условий равновесия малого слоя в кон-
це процесса прессования (рис. 28), которые выражаются равенством
РЕ = (Р- AP)F+p%fU&h , (53)
где ДР — изменение удельного давления (вертикального напряжения)
на высоте слоя Дй; Е — площадь слоя; U — периметр горизонтального
сечения слоя.
Правая часть выражения означает сумму двух величин, уравновеши-
вающих общее давление вышележащего слоя PF, т.е. сумму общего
3 /
противодавления нижележащего слоя
и общего усилия внешнего трения.
Рис. 28. Схема усилий, приложен-
ных к малому слою сжатой прес-
совки толщиной ДЛ :
1 - форма; 2 - прессовка; 3 —
подвижный (прессующий) штамп;
4 - неподвижный штамп
При переходе к бесконечно малой толщине слоя dh и в результате
преобразований получаем
-dPjP = m/R^dh , (54)
где т* = 2£ f и R| = IF/ U.
Выражение (52) является результатом интегрирования выражения
(54) в пределах от 0 до h (правая часть) и от Ро до Pfa (левая часть)
с последующими простыми преобразованиями.
При малых значениях m(h/RT) можно пользоваться приближенным
выражением
Ph*P0[l-m(h/RT)], (55)
которое получается при разложении выражения (52) в ряд с отбрасыва-
нием последующих членов ряда. Физический смысл данного упрощения
состоит в том, что в расчетах потерь давления для относительно тонких
прессовок можно пренебречь изменением бокового давления по их вы-
соте.
Данный вывод практически не содержит упрощающих допущений за
исключением одного: значение т (т.е. и произведение i-f) принимается
* Здесь обозначения Баландина незначительно изменены. Он (а также некоторые
другие авторы) принимают Rr = F/U к соответственно т = е/. Результативная
формула при этом внешне не меняется и остается столь же правильной. Однако зна-
чение /?г как отношения площади сечения (вместо удвоенного сечения) к периметру
не является общепринятым. Оно не совсем удобно, поскольку для круглого сече-
ния гидравлический радиус оказывается вдвое меньше геометрического.
76
для данного процесса прессования постоянным, т.е. не зависящим от дав-
ления. Без этого условия нельзя было бы произвести интегрирование
с вынесением т за знак интеграла. В работе [ 1] с привлечением данных
ряда исследований в области порошковой металлургии и технологии
керамики было показано, что зто допущение вполне правомерно и не
приводит к существенным расхождениям между расчетными и практи-
чески наблюдаемыми перепадами давлений и что значение коэффициента
бокового распора для прессуемых керамических порошков недопусти-
мо определять (как это делал Баландин) по формуле для малосвязан-
ных сыпучих тел — £ = tg2 [45 — (</>/2)], где — угол внутреннего
трения (или естественного откоса). Для керамических порошков, в по-
ведении которых важнейшую роль играет временная связка, нельзя
пользоваться и определением £ через коэффициент Пуансона для моно-
литного тела (т.е. исходя из условия £ = у/1 — у, как это принято, по-ви-
димому, с достаточным основанием, многими специалистами, рассмат-
ривающими прессование металлических порошков.
Итак, значения коэффициента £ (а также f) при прессовании керами-
ческих порошков следует,, как правило, определять экспериментально,
а не при помощи тех или иных расчетных формул, относящихся к иным
условиям. Несмотря на нередко наблюдаемое, особенно при высоких
содержаниях связки, некоторое изменение значений £ (тенденция к рос-
ту с повышением давления) и (обратная тенденция), произведение их
можно считать практически постоянным. Во всяком случае это верно
для небольших перепадов давлений (обычно не более чем в 3 — 4 раза),
которые возникают в пределах одной прессовки. Таким образом, урав-
нением (52) можно пользоваться с достаточной надежностью. Его можно
применять в различных формах, встречающихся в литературе.
Величину h/Rr в показателе экспоненты можно выразить как отно-
шение боковой поверхности прессовки h Uk удвоенной площади горизон-
тального сечения. В этом случае
Ph = Powp-m(hU/2F) =Роехр-£Д (hu/F)]. (52а)
Если вместо гидравлического радиуса использовать гидравлический
диаметр прессовки то получим
Ph =Р0ехр-4е/ (h/Dr).
При логарифмировании приведенных выражений получим
. ph h tnhu t.fhu h
In---=—m-----=-------=------:---= —4£j----.
Po Лг 2F F Dr
Если исходить из приближенного выражения (55), то
P0~Ph h hU h
--------= m-----= m-------= 4£/----.
Po Rr 2F Dr
Когда авторы принимают RT равным F/ U, то приводимое ими выра-
жение показателя экспоненты внешне отличается на сомножитель 1/2,
т.е. будет иметь вид не 2£/ (h/Rr), a %f(h/Rr).
(52 6)
(52 в)
(55 а)
77
Если прессовки имеют внутреннюю полость (например, кольцевые
втулки) или несколько полостей, то при подсчете значения RT внутрен-
ний периметр полостей следует включать в величину U. При этом факти-
чески пренебрегают некоторым различием между обычным (’’внешним”)
коэффициентом бокового давления и несколько меньшим коэффициен-
том давления, направленного внутрь полости.
В работе [38] получен и в некоторых источниках в области порош-
ковой металлургии применяется вариант уравнения, в котором вместо
высоты прессовки h вводится приведенная высота hпр, т.е. расчетная
высота, при условии прессования до 100 %-ной относительной плотности.
Однако этот вывод, исходящий из того, что коэффициент бокового рас-
пора прямо пропорционален относительной плотности прессовки, нельзя
признать обоснованным, особенно для керамических порошков.
Остановимся на некоторых основных следствиях, вытекающих из
уравнения (52):
1. Для одного и того же материала при постоянных размерах прессовки
отношение средних давлений Ph/P0 и их относительный перепад (Ро —
Ph) /Ро не зависят от величины приложенного давления Ро
2. При прессовании одного и того же материала в прессовках с одина-
ковым соотношением h/RT (или так называемым ’’фактором формы”)
возникает одинаковый относительный перепад давлений независимо от
их абсолютных размеров.
3. При постоянстве ’’фактора формы” перепады давлений определя-
ются величиной коэффициента т, зависящей прежде всего от свойств
прессуемого, материала и частично от материала стенок формы, их со-
стояния и смазки. Можно условно считать, что коэффициент т характери-
зует способность данного прессуемого материала к передаче давлений.
В ряде работ на металлических и керамических порошках были не-
посредственно измерены различными методами перепады давлений и под-
тверждены эти следствия. Так, Хаазе [ 86], прессуя различные керами-
ческие порошки при различных диаметрах и высотах цилиндрических
прессовок, со значениями h/Rr до 2, получил ряд зависимостей, носящих
экспоненциальный характер. При h / RT = 2 относительный перепад давле-
ний составил: для сухого каолина 65 %; для каолина с 8 % воды 52 %;
для каолина с 8 % олеиновой кислоты 39 %. Согласно расчету по урав-
нению (52), это соответствует [ 1] значениям произведения £ соответ-
ственно 0,26, 0,18 и 0,13. Те же значения получаются по данным экспе-
риментов при h/RT = 1. Эти значения близки к данным других авторов
при непосредственных измерениях £ и f на глинистых порошках. По
данным [ 72], величина произведения £/ составляет 0,1 — 0,25 в зависи-
мости от влажности глины; по данным В.А. Полюха — в большинстве
случаев 0,15 — 0,20. Для жестких непластичных порошков значения £/
увеличиваются. Так, для динасовых порошков [ 19] они достигают 0,35
и более.
При прессовании строительного кирпича, для которого характерны
небольшие значения й/RT, В.А. Полюх обнаружил линейный характер
убывания давления на стенки формы по высоте. Это подтверждает при-
78
менимость упрощенного выражения (55) для прессовок с малым пока-
зателем экспоненты.
Нужно отметить, что при двустороннем прессовании выражение (52)
остается неизменным, если рассматривать перепады давлений в пределах
от плоскости приложения давления до нейтральной плоскости, т.е. до
плоскости, где материал неподвижен относительно формы в конце сжа-
тия. При равномерном двустороннем сжатии нейтральная плоскость на-
ходится посередине высоты прессовки, а максимальные перепады дав-
лений соответствуют уменьшению показателя экспоненты вдвое. Из рас-
Рис. 29. Расчетные перепады давления
при прессовании образцов высотой
h и гидравлическим радиусом 7?г:
1 — при одностороннем прессовании;
2 - при двустороннем прессовании
&Р,%
О ОА 0,8 1,2 1,6mh/Rr
четных графиков (рис. 29) видно следующее. В случае малых значений
показателя, когда общий перепад давлений невелик, при переходе к дву-
стороннему прессованию перепад сокращается еще вдвое (АВ/АС &
~ 0,5). При увеличенных значениях показателя переход к двустороннему
прессованию дает больший абсолютный эффект (EF > ВС), но меньший
относительный (DE/DF я» 0,7).
Типичные значения перепадов давлений при прессовании некоторых
распространенных изделий благоприятной формы приведены в табл. 3.
Для изделий неблагоприятной формы, отличающихся большим отно-
шением высоты к линейным размерам сечения, либо с поверхностью
трения, увеличенной за счет внутренних пустот, значения h /Аги соответ-
ственно перепады давлений сильно возрастают. Иногда они могут дости-
гать явно неприемлемых значений (80 — 90 % и более).
Значительно более сложны законы распределения давлений для кони-
ческих прессовок — сужающихся или расширяющихся. Вопрос этот неод-
нократно рассматривался, причем результаты, приводимые различными
авторами, принципиально расходятся. По-видимому, можно считать
ТаблицаЗ. Относительные перепады давлений
Изделие
Перепады давлений, %
h/RT -------------------------------------
одностороннее двустороннее
прессование прессование
Строительный глиняный
кирпич . . -0,75 25-40 15 - 25
Шамотный кирпич . . -0,75 30-45 20 - 30
Динасовый кирпич Плитка для полов . . -0,75 . . 0,2 40-50 10 25 - 35
79
достаточно надежным аналитическое рассмотрение этого вопроса в ра-
боте [2]. Согласно полученным в этой работе количественным зависи-
мостям, пригодным для практических расчетов, прессование в направ-
лении сужения прессовок может дать наиболее благоприятный резуль-
тат, т.е. достаточно равномерное распределение Pfa по высоте при неко-
торых значениях угла конуса, зависящих от свойств прессуемого мате-
риала. Прессование в направлении расширения прессовок не может дать
столь благоприятного результата.
Распределение послойной плотности по высоте прессовок
Потери давления по высоте прессовок вызывают соответствующее
снижение плотности. Закономерности послойного распределения плот-
ности являются весьма важным вопросом для технологии.
В 1948 г. [87] путем совмещения уравнений (28) и (32), устанавли-
вающих зависимость пористости и плотности от давления, и уравнения
(52), определяющего изменение среднего давления по высоте прессовок,
выведены уравнения распределения средней пористости и плотности
слоев прессовки:
nh=n0 + C-^-, (56)
«г
<57>
где и р^ — значения пористости и кажущейся плотности слоя на рас-
стоянии К от плоскости приложения давления, а По и р0 — показатели
тех же свойств в тонком слое непосредственно у плоскости приложения
давления.
Постоянные и взаимно связанные коэффициенты С к Ср выражаются
через коэффициенты исходных уравнений, использованных при выводе
уравнений (56) и (57) :
С= bm\ge «0,86/>£/•; (58)
Сд «0,86 м/. (59)
Учитывая зависимость между b и Ьр, имеем также Ср = (С100)/утв.
Численные значения коэффициентов С и Ср соответствуют максималь-
ным перепадам послойной плотности для таких эталонных прессовок
из данного материала, для которых h = Rr (или боковая поверхность
равна удвоенному сечению). Их можно назвать ’’коэффициентами про-
прессовываемости”, характеризующими данный материал. Точнее говоря,
они характеризуют прессуемый материал в сочетании с материалом и ка-
чеством поверхности прессформы; однако влияние последних факторов
является, как правило, второстепенным.
Важно отметить, что в полученные выражения перепадов плотности
и пористости не входит приложенное давление Ро.
Поскольку выражение (52) является более строгим и универсальным,
чем уравнение Бережного, границы применимости найденных линейных
80
зависимостей перепадов плотности и пористости в основном определя-
ются границами применимости уравнения Бережного. В связи с этим
представляет интерес оценить расчетные закономерности перепадов плот-
ности путем совмещения выражения (52) со степенным уравнением
(36) Казакевича. В работе [ 1] такое совмещение произведено. После
ряда преобразований и одного мотивированного упрощения получено:
Ph == Ро - Ро а Рисх пт —, (60)
где а и и соответствуют постоянным в степенном уравнении (36), а
РнСХ — плотность исходного пресспорошка.
Если заменить произведение постоянных величин, приняв а РцСХпт =
= Ci, получим
Ph ~ Ро ~ Ро Ci(h/Rr). (61)
Таким образом, полученное выражение подтверждает пропорциональ-
ную зависимость перепадов кажущейся плотности, а следовательно, и
пористости от фактора формы прессовок. Его отличие от выражения
(57) заключается лишь в том, что в коэффициент входит прилагаемое
давление прессования в степени и. Если учесть, что величина показате-
ля л в уравнении (36) составляет, по данным [ 56]j 0,01 — 0,07, то абсо-
лютная величина приложенного давления будет незначительно влиять на
перепады плотности. Например, при п = 0,06 (т.е. близком к его макси-
мальному значению) изменение давления в 5 раз приведет к изменению
коэффициента пропорциональности всего на одну десятую его величины.
В работе [ 60] уравнение (52) совмещено с уравнением прессования Берниковс-
кого (43). Предварительно автор отмечает, что линейные функции, такие как (57)
и (61), имеют лишь ограниченную применимость, ибо линейная зависимость озна-
чает неограниченный рост перепадов с ростом й /Rr, тогда как для фактически воз-
можных перепадов существуют очевидные физические границы. При теоретическом
рассмотрении вопроса i использовано понятие "нетто-давление”, т.е. давление на
тот слой прессовки, который имеет среднюю плотность, равную таковой для всей
прессовки. В итоге автор приходит к довольно сложному выражению, включающе-
му, помимо величины ( и f, коэффициенты а н и пя, т.е. постоянные коэффициенты
из уравнения (43), приведенные к нетто-давлению. В этом случае полученная за-
висимость перепадов плотности по высот* не является по своей общей форме ли-
нейной.
Преобразования, допущения и выводы автора достаточно корректны. Однако
приводимые в работе [ 60] и выраженные графически результаты вычислений по
выведенным формулам показывают, что для перепадов плотности практически за-
метные отклонения от линейной зависимости наблюдаются лишь при весьма небла-
гоприятном факторе формы (й //?г > 5). Кроме того, оказалось, что давление в
пределах 10 - 150 МПа почти не влияет на величину перепадов плотности по вы-
соте, и лишь в области наиболее низких давлений (< 10 МПа) это влияние стано-
вится существенным.
Таким образом, результаты [ 60], полученные на основе использования
еще одного эмпирического уравнения прессования, фактически не про-
тиворечат основным аналитическим выводам [1]. Краткая формули-
ровка последних сводится к следующему:
1. Для оценки перепадов средней послойной плотности и пористости
в реальных процессах прессования можно пользоваться линейной (про-
порциональной) зависимостью их от фактора формы h/ RT.
81
2. Коэффициенты этой пропорциональности, или ’’коэффициенты
пропрессовываемости”, практически не зависят от давления, во всяком
случае в тех пределах, в которых применение логарифмического и сте-
пенного уравнения прессования дает удовлетворительные результаты.
Из линейного распределения пористости и плотности по высоте прес-
совки вытекает, что средние значения пористости целых прессовок Яц
и их плотности рц должны быть численно равны одноименным показа-
телям для их средней плоскости (т.е-. на высоте h /2):
Яц=ЯА/2 = Я0+С[Л/(2Яг)]; (62),
Рц=РЛ/2 = Ро-СДЛ/(2Лг)]. (63)
Следовательно, значения коэффициентов пропрессовываемости могут
быть найдены без разделения прессовок на части. Для этого достаточно
отпрессовывать в данной форме и при данном давлении образцы различ-
ной высоты Qi 1 и h 2), а затем экспериментально определить значения
их пористости ЯЦ1 и Яц2 : ЯЦ1 = Яо + С[ h j I (2 Rr) ] и Яц, = Яо + C[h 2 /
/(2ЯГ)]-
Из этих двух уравнений легко найти значения двух неизвестных вели-
чин: Яо и С. Аналогично определены [ 1] значения Ср, а также обеих коэффи-
циентов пропрессовываемости при переменных значениях не только вы-
соты h, но и гидравлического радиуса RT. Для определения этих величин
применимы и опыты с двусторонним прессованием.
Пористость целой прессовки, равная пористости ее центральной части
и отличающаяся от пористости слоя, прилегающего к штампу, на величину
C[h/ (2Rr) ] (т.е. 0,43 bl-f (h / 7?г)), соответствует некоторому давлению
нетто Рн, т.е. общему приложенному давлению Ро за вычетом его части,
затрачиваемой на преодоление сил трения в верхней половине прессовки.
Если величины а и Ъ в уравнении Бережного определены эксперимен-
тально для прессовок с определенными значениями h/RT (назовем их
ah, RT тл bft, RT), то можно легко найти зависимость Рн от Р и выра-
зить коэффициенты уравнения Бережного для давления нетто:
Яи = ан - bH lgPH; (64)
П»=а h,Rr~ bhRr _ °>43 /Kr) (65)
Приравнивая эти дЬа выражения после соответствующих преобразо-
вани^получим
PH=P.1O-W3btf(h/RT), (66)
а также
an=ah,Rr ~№btf(h/Rry, (67)
= (68)
Во всех приведенных выражениях 0,43Z>£f можно заменить С/2.
Таким образом, из линейного закона распределения послойной плот-
ности по высоте следует, что значения постоянной b для прессовок с раз-
личным фактором формы (включая наиболее тонкие, соответствующие
82
слою, непосредственно воспринимающему давление пуансона) остаются
неизменными. Значения же а непосредственно зависят от фактора формы
прессовок и для тонких прессовок соответственно уменьшаются. Анало-
гичные положения верны для величин Ьртл а р (с той лишь разницей, что
значения а р для тонких прессовок увеличиваются).
Следовательно, экспериментальное определение коэффициентов про-
прессовываемости дает возможность без знания коэффициентов боко-
вого распора и трения вносить поправки в уравнения Бережного, опре-
деляя постоянные для прессовок различных форм.
В работах [ 1, 87] рассмотрены данные экспериментальной проверки
закономерностей послойного изменения плотности прессовок. Иссле-
дование выполнено на шамотных массах с варьированием ряда факторов:
содержание шамота (зерно < 0,5 мм) изменяли от 45 от 85 %; влаж-
ность — от 7,0 до 12,5 %; давление прессования — от 20 до 100 МПа;
размеры цилиндрических прессовок: D от 40 до 70 мм; h — от 40 до
120 мм; h/RT — от 0,5 до 6,0.
Результаты исследования подтвердили: а) линейный характер зависи-
мости перепадов плотности, а также общей плотности прессовок от фак-
тора формы; б) отсутствие зависимости этих перепадов от масштаб-
ного фактора и в большинстве случаев от давления прессования. Величина
коэффициента С находилась в пределах от 0,1 до 2,9; она была факти-
чески одинаковой при ее определении по результатам испытания целых
образцов и вырезанных из них пластинок. Установлено, что при повы-
шении влажности материала уменьшается значение С; увеличение степени
отношения шамотом Сравнительно мало влияет на пропрессовываемость.
Вместе с тем выявлено, что при максимальных значениях фактора формы
(h/RT = 6) наблюдается ряд заметных отклонений перепадов от ли-
нейной зависимости. Этим подтверждаются известные ограничения в при-
менимости выражений (56) и (57). Однако в данном случае отклонения
вряд ли имеют реальное значение, так как при указанном факторе формы
перепады пористости достигают 12 — 15 %, что уже является заведомо
недопустимым в практике прессования изделий.
Существенно, что для масс с повышенной влажностью при исполь-
зовании высоких давлений перепады плотности в ряде случаев значи-
тельно уменьшаются (рис. 30), хотя при меньшей влажности высокие
давления отнюдь не приводят к этому эффекту. Кроме того, оказалось,
что при большой влажности масс (10 — 12,5 %) с невысоким содержанием
шамота (45 %) уже при давлении 60 МПа наступает практически полная
проп^ессовка: перепады пористости даже при h/RT — 6 не превышают
1 %, что соответствует значениям С = 0,1 -^0,2.
Некоторые расчеты и анализ полученных результатов показали, что
значительное улучшение пропрессовываемости наступает в тех случаях,
когда прессовка приближается к состоянию критической плотности.
Если же прессовка практически достигает состояния критической плот-
ности, то коэффициент С почти равен нулю. В этой области критических
давлений уравнения прессования, использованные для вывода выраже-
ний (56), (57) и (61) и расчета коэффициента С, уже недействительны.
83
Если давление даже в отдаленной от прессующего пуансона части прес-
совки достаточно для предельного уплотнения, то неизбежные послой-
ные перепады давления, обусловленные внешним трением, уже не могут
привести к различиям в значениях послойной плотности. Таким образом,
в области перехода к двухфазному состоянию системы достигается не
только стабилизация общей плотности, но и высокая степень равноплот-
ности. Вдали от области такого перехода высокое давление прессования
не может существенно улучшить равноплотность, хотя и повышает сред-
нее значение плотности.
Определяющее влияние на коэффициент С оказывают,'как правило,
содержание и вид связи. Так, при повышении влажности глиняного по-
рошка значение l-f значительно снижается за счет коэффициента трения,
хотя коэффициент бокового распора увеличивается (рис. 31). Столь рез-
кое снижение внешнего трения связано, очевидно, со смазывающим дей-
ствием пленок жидкости, находящихся в области соприкосновения прес-
суемого материала с прессформой. О существенном влиянии вида вре-
менной связки на трение и, следовательно, на произведение %f, опреде-
ляющее перепады плотности, можно судить по рис. 32.
Однако улучшение пропрессовываемости при повышении содержания
связки не всегда может быть объяснено только снижением значения
If, т.е. уменьшением перепадов давления. Судя по имеющимся данным,
величина этого произведения обычно снижается лишь в 1,5 — 2,0 раза,
тогда как значения С и перепады плотности могут снижаться в гораздо
большей степени. Даже если не рассматривать область критического дав-
ления, когда значения С падают почти до нуля, существенную роль в
уменьшении С играет, очевидно, снижение постоянной Ъ из уравнения
Бережного или произведения а и из уравнения Казакевича [ см. выра-
жения (58), (59), (60) и (61)].
84
В случае твердых крупнозернистых порошков, используемых в про-
изводстве огнеупоров, влияние вида и содержания связки на пропрес-
совываемость становится менее важным фактором, так как в подобных
системах жидкость не образует непрерывных устойчивых пленок и. со-
ответственно ‘мало снижается коэффициент внешнего трения [ 57]. Вмес-
те с тем в подобных массах боль-
шое влияние на пропрессовывае-
мость оказывает зерновой состав
[16], Имеются данные [55] об
ухудшении пропрессовки мелко-
зернистых динасовых шихт (что
связано с увеличенным коэффици-
ентом трения, создаваемого боль-
шим количеством мелких частиц
кварцита), а также о заметном
улучшении пропрессовки при ук-
рупнении зернового состава много-
шамотных масс.
Рис. 32. Доля давления, передавае-
мого на неподвижный штамп
(Ph/?<>)> НРИ Л = D = 26 мм и
Ро = 35 МПа [ 120] с использовани-
ем в качестве связки:
1 — дистиллированной спермацето-
вой кислоты; 2 — олеиновой кис-
лоты; 3 - неочищенной спермаце-
товой кислоты; 4 - С10Н31ОН;
5 _ C,HIfOH; 6 — машинного мас-
ла; 7 - воды
Рис. 31. Зависимость коэффициентов
бокового распора внешнего тре-
ния f и их произведения $ от влаж-
ности W глиняного порошка ( 99]
О значительном влиянии некоторых добавок ПАВ на степень равно-
плотности при неблагоприятном факторе формы прессовок из различ-
ных масс можно судить, например, по данным [75].
В связи с этим отметим, что в грудах по порошковой металлургии
вводимые смазки обычно подразделяют на инертные и активные. Счи-
тают, что действие инертных смазок (в том числе графита, машинного
масла) сводится главным образом к снижению внешнего трения. Таким
образом, известного улучшения пропрессовываемости можно достигать
без повышения эффективности собственно процесса сжатия. Однако
’’активные смазки” (т.е. ПАВ), непосредственно способствующие сни-
жению уплотняющего давления, ведут тем самым к одновременному
улучшению пропрессовки.
85
Как сообщается в монографии Г.П. Злобина [ 88], повышенное со-
держание связки, позволяющее осуществлять прессование до состоя-
ния критической плотности, используется в промышленном производ-
стве изделий из твердых сплавов, получаемых по порошковой техноло-
гии. Это дает возможность практически полностью устранить неравно-
плотность прессовок и искажение формы ответственных изделий при
последующем спекании.
О распределении давления и плотности
по горизонтальным сечениям прессовок
Рассмотренные выше закономерности распределения среднего давле-
ния и плотности по слоям прессовки представляют собой в общем пра-
вильную, но упрощенную картину. Чем выше значение фактора формы
прессовки, а следовательно, и роль внешнего трения в процессе прес-
сования, тем больше наблюдаемые отклонения от этой общей картины.
Они выражаются в том, что помимо перепадов давления и плотности
вдоль оси прессования возникает существенная неравномерность их рас-
пределения внутри каждого слоя. С точки зрения практических задач
прессования нет необходимости всегда учитывать и точно оценивать
эти дополнительные перепады. Однако нужно иметь в виду, что общая
степень неравноплотности в теле прессовок (т.е. расхождение между мак-
симальным и минимальными значениями плотности) оказывается больше,
чем при расчетах по слоям исходя из представления о равномерном рас-
пределении осевого давления по поперечному сечению прессовки (так
называемой ’’гипотезы плоских сечений”).
Экспериментальные и теоретические исследования показывают, что
наибольшие перепады давления и плотности по высоте возникают на пе-
риферийных участках, т.е. вблизи стенок прессформы. Во внутренних
частях прессовки, удаленных от поверхности действия сил внешнего
трения, перепады давления и плотности по высоте уменьшаются. В резуль-
тате при одинаковом общем коэффициенте сжатия для каждого выде-
ленного вертикального столба массы периферийные участки вблизи
неподвижного штампа оказываются наименее уплотненной частью слоя;
аналогичные периферийные участки у плоскости приложения прессующего
давления становятся наиболее уплотненной частью слоя и прессовки
в целом. Теоретическое рассмотрение этого вопроса, а также вывод и
конечная форма соответствующих выражений, определяющих поле на-
пряжений в прессовках различной конфигурации, достаточно сложны.
Здесь они не излагаются. На рис. 33 приведено распределение осевого
давления (вертикальных напряжений в прессовке) по источнику [ 7].
Поле напряжений при прессовании, металлического порошка рассчи-
тано по данным [ 4 и др.] и соответствует полям, наблюдаемым экспе-
риментально.
Согласно указанию [ 6], действительная картина еще сложнее: она
включает участок некоторого возрастания плотности вдоль осевой линии
прессовки в направлении прессования, что не соответствует общему
направлению перепадов давления. В работе [ 6] приведены методы ана-
86
лиза и расчета, основанные на теории предельно-напряженного состояния
и ведущие к получению такого внешне парадоксального результата.
Ниже рассмотрены некоторые результаты экспериментальных ис-
следований, характеризующие распределение давления и плотности для
прессовок из отдельных видов керамических порошков.
По данным [ 89], слои хромомагнезитового порошка, горизонтальные
в исходной засыпке, деформируются в процессе одностороннего прес-
сования круглой прессовки (рис. 34). В той же работе показан харак-
тер распределения плотности при одностороннем прессовании хромомаг-
незитового кирпича размером 230 X 115 X 85 мм. Из рис. 35 видно, что
перепады по контуру сырца и особенно на угловых участках, непосред-
ственно испытывающих трение со
стороны двух граней, намного пре-
вышают перепады на центральном
участке.
Рис. 33. Распределение давлений в ди-
аметральном сечении прессовки из
медного порошка при односторон-
нем прессовании [ 7, 123]. Цифры
на изобарах и у отдельных точек -
давления, МПа: а - Н/D = 1; б -
H/D= 2
В табл. 4 приведены полученные В.А. Полюхом перепады плотности
сырца, разделенного бумажными прокладками на семь равных слоев,
при одностороннем прессовании глиняного порошка.
Из табл. 4 видно, что относительные перепады плотности по контуру
(составляющему 17 % горизонтального сечения) превышают'примерно
Рис. 34. Слои хромомагнезитовой
цилиндрической прессовки, получен-
ной при прессовании с бумажными
прокладками
Расстояние от прессующей
поЬерхности пуансона, мм
1 Рис. 35. Распределение пористости
по высоте хромомагнезитового сыр-
ца [ 126]:
1 - на угловых участках; 2 - на
участках по контуру; 3 - на внут-
ренних участках
87
в 1,5 раза общие послойные перепады ив 1,5 — 2,0 раза перепады в сред-
ней части слоев.
Таблица 4. Распределение плотности в слоях сырца,
спрессованного из глиняного порошка
Влаж- ность, % Давле- ние, МПа Плотность, г/см3 Перепады плотности, %
в 1-м слое в 7-м слое общие по кон- туру в сред- ней части
контур средняя часть контур средний часть
15,0 20 2,056 2,049 2,030 2,031 0,9 1,3 0,8
6 1,932 1,928 1,913 1,912 0,8 1,0 0,7
10,9 20 2,096 2,064 1,982 2,006 3,2 5,4 2,8
6 1,875 1,850 1,780 1,802 3,1 5,1 2,6
7,8 20 2,037 2,004 1,893 1,922 4,8 7,1 4,1
6 1,772 1,734 1,645 1,663 5,1 7,2 4,1
Важно отметить, что влажность и давление прессования оказывают
одинаковое влияние на величину перепадов плотности по слоям в це-
лом, по средней части и по контуру. Повышение давления практически
не влияет на величину перепадов, а повышение влажности резко сни-
жает ее. Таким образом, описанный выше характер влияния основных
технологических факторов на средние послойные перепады давления
и плотности сохраняется при переходе к рассмотрению общего поля
плотности. Это объясняется общей основной причиной (т.е. потерей
давления на преодоление внешнего трения), вызывающей перепады
плотности как между слоями, так и внутри слоев. Именно эта общность
позволяет при решении практических задач ограничиться, как правило,
учетом более простых закономерностей, характеризующих средние по-
слойные перепады.
Неравноплотность, вызываемая различиями
в задаваемом коэффициенте сжатия
Рассмотрим условия возникновения неравноплотности при неравно-
высотном сечении на примере прессования цилиндрического образца с
центральным цилиндрическим углублением (рис. 36). Очевидно, что
для обоих вариантов значения задаваемого^сж в центральной части (Н2/
/й2) больше, чем на периферии i). Это и обусловливает в обоих
случаях неравноплотность прессовок.
Обозначим суммарный ход штампов (т.е. общую осадку при прессо-
вании) через Д, а высоту углубления (й 2 — h 2) через Ъ. При равноплот-
ной засыпке и отсутствии горизонтального перераспределения прессуе-
мой массы отношение плотностей центрального и периферийного участ-
ков Gh/Pi) равно отношению соответствующих коэффициентов сжатия.
88
В варианте а (см. рис. 36) получим
Рг _ 2 + 1 = 1 + = 1 + —-___А (69)
р, (й , + Д)й , й , (й , + Д) й , й ! + Д
В варианте б Нг = Н2, следовательно
= =-^-=1+ —. (70)
Pj Л J Й J Й 2
Сравнивая выражения (69) и (70), видим, что в варианте а расчет-
ная степень неравноплотности меньше, чем в варианте б, так как сомно-
житель [ Д/(й 1 + Д)] < 1. Следовательно, вариант б, т.е. прессование с
засыпкой на плоский штамп, заведомо нерационален. Однако и в вари-
анте а расчетные перепады могут оказаться очень большими. Если при-
нять, что высота углубления b составит 0,5 от высоты прессовки, то при
реальном значении Кеж на периферии около 2 отношение плотностей
P2IP1 составит 1,5. Даже при меньшей высоте углубления (например,
0,25й 1) и большем значении Ксж получим большие и совершенно не-
приемлемые для практики значения перепадов.
Фактические результаты прессования подобных образцов оказываются
иными. Значительная часть массы, находящейся под повышенным дав-
лением выступа фигурного штампа, перераспределяется в области, нахо-
дящейся под меньшим давлением. Это значительно уменьшает перепады
плотности и в определенных случаях может привести к их устранению.
Вопрос о закономерностях уплотнения прессовок при ’’перетекании”
массы представляет практический интерес. Различные варианты ’’перете-
кания” при получении металлических прессовок рассмотрены в работе
[ 90]. При изучении перераспределения в прессуемых шамотных массах
Рис. 36. Два варианта двустороннего прессования неравновысотной прессовки:
а — с засыпкой на штамп с выступом; б — с засыпкой на плоский штамп; 1 - за-
сыпка; 2 - прессовка
5
89
[91] для характеристики влияния конфигурации изделий введено по-
нятие ’’коэффициент необходимого перераспределения” (или просто
’’коэффициент перераспределения”), обозначенный ш. Если допустить,
что в процессе прессования масса перераспределится до состояния рав-
ноплотности прессовки, то можно рассчитать количество перераспреде-
ляемой массы (в данном случае переходящей из центральной части прес-
совки в периферийную). Отношение перераспределяемой массы к общей
массе той части прессовки, в которой она распределяется (в данном слу-
чае периферийной), и обозначено коэффициентом со,В работе [ 1, 91]
показано, что
<О=[ (*сж-О/ЯсжЮ'/Ю. (71)
где Ксж — общий объемный коэффициент сжатия для прессовки в целом;
V — объем условной разновысотной прессовки (т.е. цилиндра АВСЕ
на рис. 36 без углубления); v — объем углубления abce.
Если принять ,КСЖ = 2, что соответствует примерной усредненной ха-
рактеристике, разнообразных керамических порошков, то приближен-
ный коэффициент необходимого перераспределения со’ выразится через
объемную характеристику (’’пустотность”) готовой прессовки:
сс' = v/2V. (72)
Выражения (71) и (72) можно распространить на изделия многих
других конфигураций, понимая под V объем полной равновысотной
прессовки, а под v — объем полости или недостающей части, отсутствие
которой и делает прессовку неравновысотной. Иначе говря, для пусто-
телых неравновысотных изделий со — коэффициент пустотности, делен-
ный на 2.
В экспериментальных исследованиях [1, 91] была охарактеризована
степень неравноплотности подобных цилиндрических образцов с углуб-
лениями (см. рис. 36) по разнице между значениями р для более мас-
сивной цилиндрической части (D, h2)> и наименее уплотненной выступа-
ющей кольцевой части. Варьировали отношение b/h в пределах от 1/3
до 3/5 и отношение d/ D в пределах от 1/2 и 3/4 при значениях со’ от
0,062 До 0,140. Кроме того, изменяли: давление прессования (от 12 до
40 МПа); способ прессования — двустороннее и одностороннее в двух
вариантах, при подвижном плоском или подвижном фигурном штампе
(т.е. Штампе с выступом); Составы прессуе-
мых масс, различавшиеся по содержанию шамо-
та, влажности и введению поверхностно актив-
ной добавки (1 % ССБ).
Рис. 37. Влияние коэффициента о>* йа величину пере-
пада плотности (р2 - Pi) при различной влажности
многошамотной массы: 1 - 7,5 %; 2 - 5,4 %\ 3 — 5,8 %
(+ 1 % ССБ)
90
Кривые на рис. 37 иллюстрируют связь между конфигурацией прес-
суемых изделий и степенью их неравноплотности для масс с различной
влажностью. Из них видно, что с увеличением значения перепады плот-
ности закономерно увеличиваются. Повышение же влажности массы и
особенно введение в ее состав добавки ПАВ значительно снижают пере-
пады плотности, т.е. увеличивают способность массы к перераспределе-
нию. Таким образом,роль этих характеристик в процессе перераспреде-
ления в общем аналогична их положительному влиянию на рассмотрен-
ную выше пропрессовываемость.
Кроме того, при исследовании выявлены и другие закономерности,
обобщенные в работах [ 1, 92] и частично иллюстрируемые данными
табл. 5.
Таблица 5. Влияние способа и давления прессования
на распределение плотности в неравновысотной прессовке
из многошамотной массы (D = 60 мм, d= 40 мм; h = 40 мм; Ъ= 20 мм; of — 0,111)
Способ прессования Плотность, г/см3
сплошной цили- ндрической части кольцевой высту- пающей части разница
Двустороннее Р е= 48 МПа 2,10 1,93 0,17
Одностороннее: фигурным штампом 2,09 2,00 0,09
плоским штампом 2,10 1,83 0,27
Двустороннее Р = 24 МПа 2,05 1,91 0,14
Одностороннее: фигурным штампом . . . . . 2,03 1,93 0,10
плоским штампом 2,04 1,76 0,28
Эти закономерности можно сформулировать следующим образом:
повышение давления прессования не ведет к существенному снижению
перепадов плотности в теле неравновысотной прессовки; лишь при повы-
шении влажности или введении ПАВ проявляется существенная поло-
жительная роль высокого давления; это становится наиболее очевидным
в случае приближения к состоянию критической плотности. Таким об-
разом, влияние высокого давления проявляется аналогично ранее рас-
смотренному влиянию этого фактора на степень равноплотности в рав-
Новысотных прессовках с неблагоприятным фактором формы.
Одностороннее прессование подвижным плоским штампом ведет к
максимальной неравноплотности, так как выступающая периферическая
часть находится в особо неблагоприятных условиях. Перераспределение
Массы в ее объем сочетается с ее удаленностью от плоскости подачи прес-
сующего усилия. Прессование подвижным фигурным штампом замет-
но уменьшает степень неравноплотности, так как расположение высту-
пающей части прессовки непосредственно у прессующего штампа час-
91
тично компенсирует роль отрицательного фактора — необходимость
перераспределения массы в эту часть объема. Интересно отметить, что
даже двустороннее прессование, способствуя хорошему уплотнению мас-
сивной части прессовки, показало худшие результаты по равноплотности,
чем одностороннее прессование фигурным штампом. Очевидно, макси-
мальное перемещение фигурного штампа сокращает путь перераспре-
деления массы и облегчает заполнение его выступающей части. Двусто-
роннее прессование, уменьшающее примерно вдвое ход фигурного штам-
па, оказывается в этом отношении менее благоприятным. По-видимому,
при прессовании неравновысотных изделий двустороннее прессование
целесообразно лишь в случае весьма большой общей высоты прессовки,
а также при наличии выступающих частей на обеих ее сторонах.
В итоге в качестве важнейшей особенности процесса прессования не-
равновысотных изделий можно рассматривать явление перераспреде-
ления материала от участков с большим заданным А?сж к выступающим
участкам с меньшим Ксж. Степень требуемого перераспределения зависит
в основном от конфигурации изделия и лишь частично от общего коэф-
фициента сжатия порошка, эффективность перераспределения — от
свойств прессуемого материала и условий прессования. Степень рав-
номерности уплотнения прессовок является сложной функцией назван-
ных факторов, причем роль конфигурации во многих случаях можно
приближенно оценить коэффициентом со.
Способность материала к перераспределению - весьма существенный фактор.
Для его количественной оценки применимы некоторые методы лабораторных
определений ’’текучести” и ’’пластичности”, предложенные в работе.! 18] для радио-
керамических порошков, пластифицированных органическими временными связ-
ками. В той же работе показаны возможные пути повышения способности таких
порошков к перераспределению. Однако способа количественной оценки совокуп-
ного действия факторов, влияющих на равномерность уплотнения неравновысот-
ных прессовок,в настоящее врем^по-видимому; нет.
В случае неравноплотности исходной засыпки порошка в форму явление пере;
распределения возникает н при прессовании равновысотных прессовок. Степенью
неравномерности засыпки и возможностью перераспределения определяется степень
неравноплотности прессовок. Этот вопрос неоднократно исследовали с применением
статистических методов [ 93 и др.] при изучении технологии производства различ-
ных видов изделий. Сделаем некоторые важные выводы на основе изучения опуб-
ликованных работ, а также практических данных:
1. Неравномерность засыпки по сечению формы возникает вследствие неодно-
родности порошка (особенно как результат расфракционирования при хранении
и транспортировке), недостаточной его сыпучести, неудачной конструкции либо
плохой работы засыпных устройств. Однородные гранулированные порошки (в
том числе полученные распылительной сушкой) не склонны к расфракционирова-
нию, сыпучи и в целом благоприятны в отношении равноплотности засыпки.
2. Неравномерность засыпки наиболее неблагоприятно влияет на прессование
изделий малой высоты, «особенно при больших размерах горизонтального сече-
ния. В этом случае неизбежные колебания в плотности порошка и глубине засыпки
вызывают большие локальные различия в степени уплотнения после прессования,
а перераспределение материала к менее уплотненным участкам затрудняется внеш-
ним трением между штампами и поверхностью прессовок. Эти обстоятельства огра-
ничивают возможность производства тонких пластин методом прессования порош-
ков. Получать высокое качество прессовок толщиной до 1,0 - 1,5 мм, или при от-
92
ношении горизонтальных линейных размеров к высоте 25 — 30, обычно не пред-
ставляется возможным.
3. При прессовании тонких плоских изделий увеличение прессового давления
яе является само по себе эффективным средством повышения равноплотности по
горизонтальному сечению; эффективнее влияют улучшение пластичности пресс-
дорошка и снижение внешнего трения.
О способах регулирования (улучшения) равноплотности прессовок
Перепады плотности в прессовках, мало зависящие от давления прес-
сования (во всяком случае в докритической области), в значительной
степени определяются ’’пропрессовываемостью” массы и в ряде случаев
ее способностью к перераспределению. О возможностях улучшения этих
характеристик масс сказано выше. Однако регулирование свойств по-
рошка не всегда достаточно для обеспечения минимальных перепадов
плотности. Для решения этой задачи важен выбор способа приложения
давления и конструкции прессовой оснастки.
Основным распространенным способом получения удовлетворительной
равноплотности является двустороннее прессование (рис. 38). При малых
значениях hlRr,(<. 1,0 и особенно < 0,5) расчетный эффект двусторон-
него прессования невелик. Из расчета по выражению (62) видно, что
даже для материалов с высоким коэффициентом пропрессовываемости
(например, С = 2) переход к двустороннему прессованию весьма мало
снижает общую пористость прессовок (примерно на 0,1 — 0,5 %).Немно-
гим больше снижаются и послойные перепады. Тем не менее в таких слу-
чаях все же применяют двустороннее прессование, поскольку оно устра-
няет недопрессовку и понижение
прочности угловых участков,
прилегающих к неподвижному
штампу.
Рис. 38. Эпюры распределения дав-
ления Р и плотности р в зависимости
от условий прессования при оди-
наковой форме образца:
° ~ одностороннее сжатие; б - рав-
номерное двустороннее сжатие (в
свободно плавающей форме); в - не-
равномерное двустороннее сжатие
(при значительных усилиях поддер-
жки плавающей формы); Р, -
прессующее усилие сверху; Рг - то
Же, снизу; Т- усилия трения
93
При изготовлении изделий с соотношением й/7?г >1 -г 1,5 двусторон-
нее прессование следует считать обязательным. Его можно осуществ-
лять различными методами, но с обязательным соблюдением условия
приложения практически одинаковых давлений с двух сторон. В против-
ном случае, при смещении нейтральной плоскости (см. рис. 36, в), эф-
фективность метода снижается. Следовательно, работа прессующих меха-
низмов должна быть отрегулирована таким образом, чтобы соблюдалось
равенство условий в конце сжатия. Для начальной стадии и значительной
доли процесса сжатия данное условие необязательно. В связи с этим сле-
дует отметить, что во многих случаях результаты последовательного дву-
стороннего сжатия не хуже, чем одностороннего. По данным [18], оно
даже полезно, так как способствует удалению воздуха.
Одним из основных эффектных способов двустороннего прессования
является использование подвижных (’’плавающих”) форм. Способ (рис.
39) основан на том, что сжатие осуществляется лишь одним подвижным
штампом, но силы трения, возникающие между прессующим материалом
и формой, надвигают ее на неподвижный штамп. В результате этот штамп,
перемещающийся относительно формы и массы, создает эффект двусто-
роннего сжатия последней. Существенной особенностью способа явля-
ется то, что перемещение подвижной формы и ее положение в каждый
момент определяются силами трения. Такой саморегулирующийся про-
цесс уплотнения обеспечивает практически одинаковое давление с обеих
сторон, если усилия пружин (или гидравлических домкратов), поддер-
живающих форму, малы по сравнению с усилиями трения, возникающими
в конце сжатия. Схематическое обозначение усилий, действующих на фор-
Рис. 39. Схема двустороннего прессования с подвижной плавающей формой:
а - засыпанная форма; б - начало перемещения формы при прессовании; в - конец
прессования; J - подвижный пуансон; 2 - подвижная форма; 3 - прессуемая
масса; 4 - неподвижный пуансон; 5 - пружины, поддерживающие форму
94
му и определяющих положение нейтральной плоскости, дано на рис. 38.
Более подробный анализ работы ’’плавающих” форм содержится в работе
[94].
Следует отметить, что во многих современных механических прес-
сах, главным образом в производстве огнеупоров, применяется не пла-
вающая форма, а подвижной (плавающий) механизм. В нем устройства,
прессующие массу сверху и снизу, связаны штангами, свободно переме-
щающимися в вертикальном направлении. Эффект саморегулирования
положения такого механизма и выравнивания прессующих усилий сверху
и снизу аналогичен эффекту, создаваемому плавающей формой.
Помимо изображенной плавающей формы простейшего типа, имеется
ряд других вариантов'оснастки, различающихся по условиям крепления
и соединения элементов прессующих устройств, по их подвижности и
тщ. Выбор варианта влияет не только на распределение давлений, но и
на характер перемещения массы, на путь перемещения ее частиц и участ-
ков. Сравнительный анализ процессов прессования для ряда таких вари-
антов содержится в работе [95].
Сложные задачи по выравниванию давления и плотности возникают
при получении прессовок с весьма большим отношением h/RT. К ним
относятся прежде всего изделия типа трубок (втулок), гидравлический
радиус которых мал ввиду малого сечения кольца и его большого пери-
метра (т.е. суммы длин внешней и внутренней окружности). Тем не
менее известны удовлетворительные решения, позволяющие получать по-
добные изделия не протяжкой пластичной массы, а прессованием порошка.
Одно из решений, разработанное в порошковой металлургии, но при-
менимое также и для получения керамических трубок, заключается
в прессовании с подвижным сердечником (’’подвижной иглой”), как
показано на рис. 40. Сердечник соединен и перемещается с верхним пуан-
Рис. 40. Схема прессформы с по-
движным сердечником:
1 - пуансон; 2 - сердечник; 3 -
матрица; 4 — порошок
Расстояние от пуансона.нн
Рис. 41. Изменение плотности по
высоте трубок:
1 — смазан только сердечник; 2 -
смазана только матрица; 3 — прес-
сование без смазки; 4 — смазаны
сердечник и матрица
95
соном. Скорость его опускания равна скорости перемещения верхнего
основания прессуемой втулки и, следовательно, больше, чем на участ-
ках массы, соприкасающейся с сердечником на остальных уровнях. Со
стороны сердечника возникают силы трения,под воздействием которых
прессуемый материал опускается вниз, уплотняя нижнюю часть втулки.
Как показано в работе [ 86], распределение плотности в прессуемой
втулке резко зависит от характера смазки оснастки (рис. 41).
В варианте 2 (см. рис. 41) несмазанный сердечник с силой увлекает
прессуемую массу вниз и заклинивается, в результате чего неуплотненной
остается не нижняя, а верхняя часть втулки. При одинаковой смазке
сердечника и матрицы получается достаточно равноплотная прессовка,
несмотря на ее невыгодную конфигурацию.
Другой пример, иллюстрирующий возможности процесса прессования,
изображен на рис. 42 и 43 [ 7]. Варианты прессования втулки (А,неш =
= 40 мм, Д,и = 34 мм), показанные на рис. 42, различаются по условиям
движения элементов прессовой оснастки: матрицы (Л/)> верхнего и ниж-
него пуансонов (П1 и П2), центрального стержня (С). Обозначения в
Рис. 42. Варианты схем прессования втулки: о - П(П2), Н(772, М, С); б — 77(77,),
С(С),Я(П2,2И); в - П(П,), С(М, С),Н(Пг)-, г - П(П„ О,Н(П2,М)-, д - П(П1г
С), С(М), Н(Д2)
подписи П, С и Н для каждого элемента означают соответственно: по-
движен (т.е. его движение непосредственно задается), свободен (т.е.
опирается на пружины и перемещается только за счет сил трения) или
неподвижен. На рис. 43 видно, что распределение платности в прессовках,
полученных по пяти вариантам, оказывается весьма различным. Вариант
2, при котором матрица и нижний пуансон неподвижны, а стержень, опи-
рающийся на пружины, перемещается вместе с верхним пуансоном, фак-
тически соответствует описанному выше способу ’’подвижной иглы”.
Он обеспечивает наименьшие перепады плотности по высоте прессовки.
Центральный стержень наиболее эффективно передает (посредством
трения) дополнительные прессующие усилия по всей высоте изделия,
находящегося в неподвижной матрице.
При прессовании изделий сложной конфигурации с неравновысотным сечением,
как правило, нельзя получить удовлетворительную равноплотность, если коэф-
96
фициент со превышает 0,10 или 0,15, что соответствует пустотности > 20 — 30 %.
Существующие способы повышения пластичности порошковой массы не обеспе-
чивают равношютности таких изделий, если не считать случая использования так
называемых ’’штамповочных” фарфоровых масс. Последние, отличаясь высоким
содержанием как глинистых компонентов, так и временной связки особого состава,
фактически занимают промежуточное положение между пресспорошками и мас-
сами для пластического формования. Если же такие неравновысотные изделия
изготавливаются из более жестких масс, то приходится создавать особые конструк-
ции прессовой оснастки или даже специальные прессы. Все эти конструкции обес-
печивают выравнивание задаваемого коэффициента сжатия в теле прессовок благо-
даря дифференцированной засыпке и дифференцированному пути движения эле-
ментов прессующих устройств. Примеры таких решений приведены в ряде источ-
ников, в частности: [ 44 ] применительно
к прессованию изделий строительной ке-
рамики; [ 18, 96] применительно к прес-
сованию изделий технической керамики.
Рис. 43. Распределение плотности по
высоте Н втулок, спрессованных из
стального порошка; а — д - вариан-
ты схем прессования по рис. 42
К особым методам получения равноплотного полуфабриката больших размеров
неблагоприятной или сложной формы относятся изостатическое прессование и виб-
рационное уплотнение. Они будут рассмотрены в гл. IV.
При экспериментальной разработке технологии прессования керамических и
огнеупорных изделий нельзя недооценить роль факторов, связанных с распределе-
нием плотности в теле прессовок. Не останавливаясь на этом вопросе подробно,
отметим основное ( 1, 92]. Во всех случаях и особенно при неблагоприятной форме
реальных изделий, которые в конечном счете должны быть получены прессованием
порошковых масс, предварительные опыты на малых лабораторных образцах -
моделях необходимо, как минимум, выполнять при значениях критерия формы
(величине h/RT, а также cj для неравновысотных изделий) и условиях прессова-
ния (направлении движения прессующих устройств), аналогичных реальным усло-
виям. Наиболее же надежные результаты могут быть получены при соблюдении
еще одного условия - геометрического подобия лабораторных образцов и разра-
батываемых изделий.
Г л а в а Ш
ЯВЛЕНИЯ ПОСЛЕ СНЯТИЯ ПРЕССУЮЩЕГО УСИЛИЯ
И ДЕФЕКТЫ ПРЗССОВОК
После максимального сжатия прессовок в форме наблюдается их сущест-
венное, в пределах примерно 7—9 % (объемн.), обратное, или условно ’’упру-
гое”, расширение. Изменение размеров после снятия прессующего усилия
происходит в несколько этапов. На различных этапах они существенно
различаются по величине. Относительные изменения размеров в различных
97
направлениях для одной прессовки также сильно различаются. После
снятия прессующего усилия и при выталкивании на прессовках могут
возникать трещины преимущественно в направлении, перпендикулярном
направлению прессования или под углом к нему > 50 . Трещины чаще
всего заметны на свежеотпрессованных образцах. В ряде случаев они
проявляются лишь после некоторого периода хранения, а иногда после
термообработки (сушки, обжига) изделий.
Трещины возникают, как правило, при высоких давлениях прессо-
вания: при постепенном повышении давления почти всегда можно до-
стигнуть предела трещинообразования. Однако величина давления, при
котором появляются трещины, значительно изменяется в зависимости
от многих факторов: вещественного и зернового состава минеральной
части; содержания связки и условий подготовки пресспорошка; раз-
меров и конфигурации прессовок;режимов прессования, конструкции
и жесткости прессформ. Существует и обратная зависимость, т.е. почти
для каждого сочетания названных факторов можно подобрать такое дав-
ление, которое Не привело бы к возникновению трещин.
В связи с тем что появление трещин может быть предотвращено путем
снижения давления, их чаще всего называют ’’перепрессовочными”. Мы
также применяем этот термин за неименением лучшего. Наименование
это условное. Оно не отражает существа явлений, вызывающих трещи-
нообразование, а также того факта, что существуют возможности пре-
дотвращать трещинообразование другими способами, т.е. без снижения
давления. Такие способы, конечно, предпочтительны, так как позволяют
в той или иной степени сочетать достаточно высокую плотность изделий
с их бездефектностью.
Помимо термина ’’перепрессовочные трещины” встречается термин
’’трещины расслаивания”, который также не отражает причин появления
данного дефекта.
Вопрос о причинах образования и способах устранения перепрессо-
вочных трещин является одним из центральных в технологии прессования
изделий из керамических порошков. Выбор параметров технологичес-
кого процесса и конструирование прессового оборудования непосред-
ственно связаны с задачей предотвращения перепрессовки. Хотя данное
явление изучено далеко не полностью, тем не менее бесспорно наличие
сложной взаимосвязи между основными стадиями объемно-напряжен-
ного состояния прессовок, их упругим расширением и трещинообра-
зованием. В ряде случаев основной причиной повышения упругого рас-
ширения и трещинообразования является запрессовка воздуха (про-
цесс запрессовки рассмотрен в разд. 1 гл. II).
1. ОСНОВНЫЕ СТАДИИ .ОБЪЕМНО-НАПРЯЖЕННОГО СОСТОЯНИЯ
ПРИ ПРЕССОВАНИИ
Последовательность стадий объемно-напряженного состояния керамических
прессовок подробно рассмотрена в работе 150]. Авторы выделяют 7 стадий
состояния:
98
Стадия 0. Закончена засыпка порошка в прессформу. Напряжения и дефор-
мации в системе, т.е. в порошке н в стенках формы, отсутствуют, если исключить
несущественное воздействие силы тяжести и рабочих органов засыпных устройств.
Стадия 1. Максимальное уплотнение под действием приложенного внешнего дав-
ления н превращение порошка в сырец. Этому соответствует максимальное растя-
жение прессформы под действием бокового давления и ее максимальное сжимаю-
щее действие на сырец.
Стадия 2. Разгрузка сырца от давления прессования и частичное расширение вдоль
продольной оси. Сохраняется незначительное внешнее давление за счет веса прес-
сующей системы. Учитывая это, а также возможность отвода прессующего пуансона
одновременно со снятием давления, данную стадию можно исключить из рассмотре-
ния.
Стадия 3. Отрыв прессующего штампа от изделия. Дальнейшее расширение образ-
ца в осевом направлении с одновременным его сжатием стенками формы.
Стадия 4. Состояние отпрессованного образца после его нахождения в прессфор-
ме в течение 1 мин после снятия прессующего давления (перед началом выталкива-
ния) . Продолжается рост в осевом направлении. Образец остается сжатым стенка-
ми прессформы и продолжает уменьшаться в поперечных направлениях. В осевом
направлении между ним и стенками формы действуют силы трения. При выталки-
вании к нижнему торцу должно быть приложено усилие, достаточное для преодоле-
ния этих остаточных сил трения (которые, конечно, меньше сил трения в конце
процесса сжатия). Форма свободного верхнего торца может на данной стадии стать
заметно выпуклой, так как продольное расширение вблизи стенок формы задержи-
вается трением об эти стенки: удлинение же у оси образца сдерживается трением
в меньшей степени. Так как в большинстве случаев процесс прессования ведется
без существенной выдержки в форме перед выталкиванием, то чаще всего нет необ-
ходимости рассматривать переход от стадии 1 через стадии 2 и 3 к стадии 4. Процесс
освобождения от внешней нагрузки можно рассматривать как совокупность стадий
1-3 или 1-4.
Стадия 5 (условная). Состояние образца, находящегося в форме при разгрузке
во всех направлениях (т.е. при нулевых напряжениях по всем осям). Это состояние
целесообразно рассматривать для выяснения упругих деформаций при нагрузке
и разгрузке в расчетах, предложенных авторами. Оно отличается от состояния засып-
ки значительной остаточной деформацией только по оси прессования. Так как в
процессе выталкивания (после срыва, но до выхода из прессформы) сжимающие
усилия со стороны слаборастянутой прессформы малы, то это реальное состояние
приближается к мыслимой стадии 5.
Стадия 6. Свободное состояние образца после выталкивания из прессформы. Пе-
реход к этому состоянию характеризуется полным освобождением от сжимающего
действия прессформы. В связи с этим диаметр образца становится несколько больше
диаметра прессформы. Высота образца также несколько увеличивается, если расши-
рение его, связанное с освобождением от усилий трения, сжимающих образец по
высоте, больше, чем уменьшение высоты, вызываемое расширением в поперечном
направлении. При обратном соотношении действий указанных факторов возможно
некоторое уменьшение высоты. Оно наиболее вероятно при малом относительном
значении- сил трения вдоль направления прессования, т.е. при небольшом соотно-
шении h/Rr и низком коэффициенте трения о стенки (например, прн прессовании
масс со значительным объемным содержанием связки). Следует отметить, что раз-
меры прессовки могут-в течение некоторого времени дополнительно изменяться
после перехода ее в состояние 6 (особенно, если быстрое выталкивание осущест-
вляется без выдержки в форме, т.е. сразу после снятия давления).
Соотношение размеров образца на основных стадиях объемно-напря-
женного состояния (без стадий 2 и 3) на примере цилиндрической прес-
совки показано на рис. 44.
При переходе от состояния максимального сжатия к состоянию образ-
ца, вытолкнутого из прессформы (переходы 1 — 6), наблюдается общее
99
Рис. 44. Изменения высоты и диаметра прессуемых образцов по основным стадиям
объемно-напряженного состояния [68]
расширение в продольном направлении и в значительно меньшей степени
(в относительных единицах примерно на порядок) в поперечном направ-
лении. Большая часть продольного расширения приходится на переходы
1—4, т.е. происходит после снятия внешнего давления еще до выталки-
вания. По данным [1], продольное расширение на этих стадиях состав-
ляет чаще всего не менее 60 — 70 % от общего расширения (переходы 1 —
6); лишь для жестких зернистых масс с небольшой влажностью эта часть
продольного расширения может снижаться до 10 — 15 %, так как боко-
вое сжатие стенками формы вызывает в этом случае значительные про-
дольные силы трения, препятствующие расширению прессовки.
Поперечное расширение приходится полностью на переходы 4 — 6.,
т.е. происходит при выталкивании, тогда как при переходах 1 — 4 на-
блюдается некоторое поперечное сжатие вследствие частичного снятия
упругого расширения растянутой формы.
Каждый из рассматриваемых постадийных переходов сопровождается
возникновением и изменением системы напряжений, действующих в прес-
совке. Не претендуя на их исчерпывающее количественное рассмотрение,
отметим основное.
Непосредственно в момент снятия прессующего усилия прессовка
испытывает продольные растягивающие напряжения вследствие упру-
гости частиц материала и давления запрессованного воздуха; растяги-
вающие усилия лишь в некоторой степени уравновешиваются сжима-
ющим действием сил внешнего трения о стенки прессформы. В попереч-
ном же направлении возможные растягивающие напряжения полностью
уравновешиваются давлением стенок прессформы на образец. В этом
направлении преобладают напряжения сжатия, так как сжимаю-
100
щие усилия со стороны стенок растянутой формы перестают ура-
вновешиваться боковым распором, ранее действовавшим в
прессуемом образце и резко падающим при снятии продольно направ-
ленного прессующего усилия. Величина сжимающих усилий в первый
момент перехода определяется приложенным усилием прессования, коэф-
фициентом бокового распора и степенью жесткости стенок формы. На
стадии 4 сохраняется лишь некоторая часть этих напряжений, зависящая
также от свойств материала прессовки и ее размеров.
Под влиянием перечисленных напряжений (растягивающих продоль-
ных и сжимающих поперечных) перепрессовочные трещины могут воз-
никать уже в процессе переходов 1—4, если деформации превышают
предельно возможные для данного материала без нарушения его сплош-
ности. В этом случае трещины располагаются преимущественно в на-
правлении, перпендикулярном направлению прессования. Если осущест-
вляется постадийный контроль продольного упругого расширения, на-
пример, при помощи устройств, описанных в работах [ 74] или [ 1, 48],
то возникновение таких трещин воспринимается как дополнительное
увеличение расширения в момент снятия давления.
В процессе выталкивания прессовки из прессформы растягивающие
продольные и сжимающие поперечные напряжения постепенно снимаются.
Однако в этот период могут дополнительно возникать значительные на-
пряжения, особенно сдвиговые. Причины их возникновения, а также
причины соответствующих повреждений прессовки при выталкивании,
могут заключаться в следующем:
а) усилия выталкивания, точнее их равнодействующая, направлены
по центральной оси прессовки, тогда как тормозящие усилия трения —
по ее внешней поверхности;
б) в момент выхода прессовки из формы ее верхняя часть освобож-
дается в первую очередь и испытывает поперечное расширение прежде,
чем остальная часть. Это может вызвать отрыв (сдвиг) выпрессованной
части от сжатой части прессовки;
в) при любых даже незначительных дефектах прессовой оснастки
(износ внутренних поверхностей формы, несоосность формы и пуансо-
нов и т.д.) в выталкиваемой прессовке возникают дополнительные напря-
жения различного характера.
Таким образом, перепрессовочные трещины могут быть и следствием
явлений, сопровождающих процесс выталкивания. По внешнему виду
дефекты, связанные с боковым сжатием прессовки и особенно с напря-
жениями сдвига при выталкивании, отличаются от типичных широких
трещин разрыва, перпендикулярных направлению прессования. Они
обычно более тонкие и менее заметные; обычно они направлены под
углом от 50 до 75° по отношению к направлению прессования. При этом
от прессовки может отделиться часть, по форме близкая к опрокинутому
конусу.
Более подробно механизм образования такого отрыва верхней части
прессовок под действием напряжений сдвига и растяжения рассмотрен
в работе [ 204].
101
Приведенные примеры не исчерпывают многообразия дефектов, наблюдаемых
в реальных прессовках. Помимо различий в величине и направлении вызывающих
их напряжений появление дефектов обусловливается еще одним обстоятельством.
Согласно данным ряда источников [ 6, 171, трещины, связанные со снятием прес-
сующего давления, расширением и выталкиванием образца, возникают прежде
всего вдоль границ областей, по которым в процессе прессования появляются зна-
чительные градиенты плотности.
Влияние последовательных изменений объемно-напряженного состояния и пре-
обладания общего упругого расширения в направлении прессования не сводится
только к образованию дефектов прессовок. Применительно к материалам порош-
ковой металлургии [ 5] и к некоторым керамическим материалам [ 98] можно ска-
зать, что следствием этого влияния является заметная анизотропия строения прес-
совок. Она выражается прежде всего в том, что их прочность на растяжение в на-
правлении прессования ниже по сравнению с прочностью в поперечных направле-
ниях. Понижение прочности - результат ослабления контактов и раздвигания частиц
(’’деконсолидации”) при расширении. По той же причине последующая усадка
прессовок по высоте при обжиге до спекания больше, чем в поперечном направле-
нии, а газопроницаемость их выше в поперечном направлении.
2. ВЛИЯНИЕ НЕКОТОРЫХ ФАКТОРОВ
НА ВЕЛИЧИНУ УПРУГОГО РАСШИРЕНИЯ
И ПОЯВЛЕНИЕ ПЕРЕПРЕССОВОЧНЫХ ТРЕЩИН
Из предыдущего материала видно, что после снятия прессующего
усилия важную роль играет механическое взаимодействие прессовки с
прессовой оснасткой. Жесткость прессформы, размеры и форма прес-
суемых образцов существенно влияют на величину деформаций на всех
стадиях объемно-напряженного состояния и на образование трещин.
Следовательно, величина упругого расширения и образование трещин не
определяются только видом порошка, давлением и режимом прессования.
Тем не мейее в ряде исследований [ 1,16, 35, 38, 42, 48, 49, 74, 97] рас-
сматривается связь вещественного и зернового составов минерального
порошка, давления и режимов прессования с величиной упругого рас-
ширения. Последнее обычно выражается как общий относительный при-
рост (%) размера прессовки вдоль направления прессования по сравне-
нию с ее размером в момент окончания сжатия. Эти данные представляют
интерес даже без учета взаимодействия с формой и позволяют выявить
определенные закономерности и тенденции влияния перечисленных тех-
нологических факторов. При этом можно проследить, что некоторые
факторы, увеличивающие упругое расширение, одновременно вызывают
перепрессовочные трещины. Однако несомненно, что однозначная зави-
симость между трещинообразованием и величиной упругого расширения
отсутствует.
В соответствии с большинством публикаций мы при освещении зако-
номерностей упругого расширения и трещинообразования сначала при-
ведем данные без учета влияния оснастки. Затем кратко покажем прак-
тическое значение воздействия прессформы на появление трещин. И,
наконец, в последнем разделе данной главы будет освещен вопрос о
влиянии запрессовки воздуха, требующий описания ряда специально
поставленных экспериментов.
102
В работах, освещающих прессование порошков из кирпичных глин
или масс с высоким содержанием глинистых компонентов, отмечается,
что общее продольное упругое расширение составляет примерно 3 — 8 %.
На него существенно влияет влажность материала, давление и режим
прессования. С увеличением давления прессования упругое расширение,
как правило, растет. Отмечается, что закон увеличения обычно близок
к линейному, однако пропорциональности между давлением Р и упругим
расширением е не отмечается, т.е общий вид зависимости близок к е =
= а + Ьр, где а — положительная величина, достаточно большая по срав-
нению с величиной Ьр. Для ряда тонкозернистых глиняных порошков
при увеличении давления с 12 до 40 МПа упругое расширение увеличи-
вается всего на 25 — 50 % [ 1].
Весьма велико влияние скорости прессования: при переходе от прес-
сования на гидравлическом прессе (длительность прессования около
0,5 мин) к прессованию на механическом прессе (< 1 с) упругое расши-
рение увеличивается, как правило, на 10 — 25 %. Положительная роль
пониженной скорости прессования заключается, очевидно, как в большей
степени релаксации напряжений (т.е. переходе упругих напряжений в ос-
таточные) , так и в облегчении удаления воздуха.
Наиболее сложным и неоднозначным является влияние влажности
порошка. Так, по данным [ 74, 97] при прессовании порошков из плас-
тичных глин повышение влажности сопровождалось некоторым сниже-
нием общего расширения, а для каолинов проявлялась тенденция к его
повышению. Из табл. 6 [ 1] видно, что даже при прессовании одного и
Таблицаб. Влияние влажности и давления иа упругое расширение прессовок
из фаянсового пресспорошка
Давление прессова- ния, МПа Упругое расширение, %, при влажности, % Коэффициент насыщения пор прессовки водой Кя по урав- нению (20) при влажности, %
6,1 8,0 10,1 . 11,9 6,1 8,0 10,1 11,9
Прессование на гидравлическом прессе
12 3,30/1,99 3,25/1,93 3,25/2,52 3,50/2,03 0,46 0,61 0,78 0,97
18 3,45/2,32 3,54/2,46 3,50/2,52 3,25/2,33 0,50 0,69 0,90 1,00
27 3,90/2,56 4,0/2,76 3,80/2,75 2,71/2,17 0,57 0,77 0,97 1,0
40 4,05/2,85 4,50/3,12 3,90/2,91 2,62/1,81 0,62 0,84 1,00 1,00
Прессование на механическом прессе
12 3,42/2,20 3,85/2,70 3,90/2,80 4,25/3,30 0,42 0,58 0,77 0,93
18 3,72/2,36 4,12/2,90 4,40/3,80 4,95*/4,97 0,46 0,64 0,88 1,00
27 4,15/2,70 4,60/3,20 5,10/4,90 5,33*/6,20 0,51 0,68 0,94 1,00
40 4,80/3,25 5,30/3,40 6,10*/6,10 5,30*/7,00 0,55 0,75 1,00 1,00
Примечани е. В числителе — общее упругое расширение, в знаменателе —
упругое расширение в форме (в момент снятия давления).
* Появление видимых перепрессовочных трещин на образцах.
103
того же исходного порошка повышение влажности может различно
влиять на величину упругого расширения. В случае быстрого прессова-
ния наблюдается тенденция к увеличению расширения с повышением влаж-
ности. В случае медленного прессования эта тенденция заметна лишь в
незначительной степени при низких давлениях и меняется на обратную
при высоких давлениях. При максимальной влажности (около 12 %)
меняется даже роль повышения давления: вместо повышения упругое рас-
ширение (в случае медленного сжатия) заметно снижается.
Если сопоставить показатели упругого расширения со значением Кн,
то легко заметить, что тенденция к уменьшению упругого расширения,
проявляющаяся при увеличении влажности и отчасти давления, связана
с переходом прессовок в область критической плотности. Предположи-
тельное объяснение этого явления сводится к следующему. При запол-
нении всех пор системы жидкостью облегчаются (особенно в условиях
медленного сжатия) небольшие местные перемещения и повороты ми-
неральных (преимущественно плоских Глинистых) частиц. В подобных
случаях [ 77] расположение частиц заметно упорядочивается и ’’сухие”
контакты в основном замедляются взаимодействием через прослойки
жидкости. При этом в значительной степени должны устраняться те виды
напряжений в скелете (напряжения на контактах, напряжения, связан-
ные с изгибающими усилиями), которые в наибольшей мере способству-
ют упругому расширению системы. При более равномерном сжатии час-
тиц (преимущественно через водные прослойки) уменьшается возмож-
ность их значительных взаимных перемещений при снятии прессующего
усилия. Некоторый избыток жидкости, остающийся в прослойках и при
максимальном сжатии, предотвращает ее миграцию из пор на контакты
после снятия давления под действием сил поверхностного натяжения.
Согласно данным табл. 6 явления перепрессовки возникают лишь
в результате быстрого прессования до состояния критической плотности,
т.е тогда, когда упругое расширение системы за счет напряжения в мине-
ральных частицах уже должно снижаться. Значительное расширение в
момент снятия давления, превышающее общее расширение, несомненно
является признаком роста образца за счет возникающих трещин. При
выталкивании образца такие трещины могут частично сжиматься. Как
будет показано ниже, перепрессовка в подобных случаях связана в основ-
ном с растягивающим действием запрессованного воздуха.
В данной серии экспериментов при более низкой влажности (6 —
8 %) появления дефектов не наблюдали. Однако по многочисленным дан-
ным производственного опыта, а также [ 74], на малопластичных прес-
совках из слишком сухих и глинистых порошков часто появляются пе-
репрессовочные трещины преимущественно сдвигового характера.
Результаты исследования [ 1] упругого расширения масс, сильно ото-
щенных шамотом (многошамотных влажностью 4 — 8 %), а также без-
глинистых (магнезитовых влажностью 1 — 5 %) позволяют сделать сле-
дующие выводы. Упругое расширение этих масс даже при высоких дав-
лениях (до 140 — 200 МПа) не превышало 2 — 3 %, т.е. было ниже, чем
глиняных и преимущественно глинистых масс. Еще в большей степени
104
пониженным было упругое расширение в момент снятия давления: если
перепрессовочные трещины отсутствовали, то оно не превышало 0,5 %.
Прессовки указанных типов не достигали критической плотности. В
соответствии с этим в отличие от глинистых масс при повышении прес-
сового давления и влажности упругое расширение заметно увеличива-
лось. Перепрессовочные трещины наблюдались при прессовании доволь-
но сухих магнезитовых порошков (влажность 1 — 3 %). Причина их
возникновения — не разрыв, а скорее сдвиговые напряжения.
Таким образом, на основании приведенных данных можно говорить
о двух характерных условиях трещинообразования: а) прессование
масс с высоким содержанием связки до состояния критической влаж-
ности с образованием трещин разрыва в момент снятия прессующего
усилия и б) прессование при высоких давлениях относительно сухих
порошков, прессовки из которых малопластичны; по-видимому, они не
выдерживают напряжений, возникающих при взаимодействии с формой
в основном в процессе выталкивания.
При прессовании высокодисперсных (средний диаметр частиц < 1 мкм) не-
гранулированных порошков безкислородных тугоплавких, соединений установлено
[991 наличие некоторой оптимальной влажности, примерно 8 - 10 %, которая по-
зволила получать бездефектные прессовки под давлением до 300 МПа с наибольшей
относительной плотностью. Как при меньших, так и при больших значениях влаж-
ности обнаруживалось увеличение упругой энергии в сжатом состоянии (которую
авторы рассчитывали по особой методике) и трещин на прессовках. В случае низ-
кой влажности эти трещины авторы связывали с повышенной энергией упругой
деформации твердых частиц, в случае высокой влажности - с энергией запрессо-
ванного воздуха, что в общем соответствует выводам рассмотренных ранее работ.
Известно также, например, по данным [21], что упругое расширение керами-
ческих порошков последовательно увеличивается с повышением степени их дис-
персности. Данный фактор одновременно увеличивает и склонность материала
к появлению перепрессовки. Это обстоятельство приходится постоянно учитывать
в огнеупорной промышленности при подборе зернового состава производственных
масс, особенно для прессования изделий на быстродействующих коленорычажных
прессах. Чаще всего в полифракционных грубозернистых (т.е. содержащих милли-
метровые фракции) массах нормируют и содержание тонких фракций (<0,5 и
< 0,09 мм). Оптимальные составы выбирают исходя как из условий благоприятной
упаковки, так и из необходимости ограничивать упругое расширение и устранять
перепрессовочные трещины.
Причина повышенного упругого расширения и склонности к перепрессовке
высокодисперсных масс заключается, по-видимому, в том, что в них большая доля
объема находится вблизи межчастичных контактов, т.е. в наиболее напряженном
состоянии. Более высокая прочность мелких зерен также способствует накоплению в
них упругой энергии; в случае более крупных и, следовательно, менее прочных зерен
относительно большая доля работы прессования расходуется не на накопление
упругой энергии, а на работу разрушения зерен.
С целью улучшения поведения высокодисперсных масс при прессовании, т.е.
уменьшение упругого расширения и склонности к образованию трещин, широко и
успешно прибегают к различным методам гранулирования порошков. Попытка
расчетно-теоретической оценки указанного эффекта гранулирования предприня-
та в упомянутой работе [ 99].
В отдельных работах [ 42] отмечается обратная зависимость между упругим
расширением прессовок и модулем упругости материала, из которого состоят час-
тицы прессуемого порошка. Однако вряд ли следует рассматривать повышение
модуля упругости как фактор, однозначно уменьшающий упругое расширение
105
прессовок. В литературе встречаются и данные, противоречащие этому утверждению.
Так, по данным [ 21] при близких зерновых составах и одинаковых давлениях
прессования упругое расширение прессовок из электроплавленого корунда было
больше, чем из электроплавленого периклаза. По-видимому, причина заключалась
в том, что наряду с более высоким модулем упругости корунд имеет и более высо-
кую прочность, чем периклаз. Поэтому интенсивнее протекало раздавливание зерен
периклаза, что уменьшало накопление в нем упругих деформаций.
Одним из способов уменьшения упругого расширения прессовок
огнеупорных материалов является разработанное Г.В. Куколевым и
его учениками [45] введение в массы, увлажненные водой, добавок,
гидрофобизирующих поверхность минеральных частиц порошка. Меха-
низм снижения упругого расширения под влиянием таких добавок авто-
ры объясняют следующим образом. В процессе прессования вода (или
концентрированные глинистые суспензии) выжимается из контактных
участков, расположенных между частицами скелета, в более крупные
поры системы. Вследствие гидрофильной поверхности минеральных
зерен (шамота, кварца и т.п.), после снятия давления часть перемещен-
ной жидкости (суспензии) устремляется под влиянием поверхностного
натяжения обратно, т.е. в наиболее тонкие капилляры и на контактные
участки. Это ведет к раздвиганию зерен, т.е. к расширению прессовок
и снижению их плотности. Гидрофобизация поверхности добавками
соответствующих ПАВ в известной мере предотвращает этот нежела-
тельный эффект.
Лабораторные опыты и производственные испытания показали, что
использование различных гидрофобных ПАВ (в том числе таких деше-
вых, как кубовой остаток дистилляции жирных кислот) приводит к
уменьшению упругого расширения на 1 — 2 %. В сочетании с другими
эффектами (понижением твердости частиц, снижением внешнего и внут-
реннего трения при прессовании) это позволяет снижать пористость
сырца и обожженных изделий на 3 - 4 %. Положительный эффект был
получен и при гидрофобизации пресспорошков для изготовления электро-
установочного и аппаратного фарфора [ 100].
По вопросу взаимодействия формы с прессовкой, как источником
упругого расширения и появления трещин, имеется немало исследований,
в том числе и промышленных. Некоторые методы расчета деформацией
с учетом жесткости стенок предложены в работе [ 50]. Целесообразно
привести два примера, свидетельствующих о большой роли этого эф-
фекта в практике производства.
При освоении производства высокоплотных магнезитохромитовых
огнеупоров на Запорожском заводе [101] появление перепресс^вочных
трещин было основной причиной, препятствовавшей получению требуе-
мых результатов. Регулирование ряда технологических факторов и режи-
мов прессования оказалось недостаточным для решения задачи повыше-
ния давления прессования и плотности изделий без возникновения пере-
прессовочных трещин. Оказалось, что причиной плохих результатов была
недостаточная жесткость матрицы, которая фактически раздавливала
сырец после снятия прессующего усилия. Существенное повышение
106
жесткости матриц и износостойкости вставляемых в них пластин позво-
лило поднять давление прессования до 260 МПа и освоить производство
изделий с заданными параметрами.
В работе [102] описана прессформа, рассчитанная на двустороннее
прессование при весьма высоких давлениях (до 1200— 1500 МПа) образ-
цов с соотношением h/Rr до 4. Основной особенностью конструкции
формы (рис. 45) является одновременное снятие сжимающих усилий
со всех сторон отпрессованного цилиндрического образца. Форма имеет
верхний 1 и нижний 2 пуансоны, фиксируемые винтами 3 в определен-
ном положении в матрице. Матрица 4 состоит из трех секторов, имеет
клиновое соединение с корпусом 5 и конусный паз у основания. При
распрессовке в этот паз вставляется расклиниватель 6 и на корпус уста-
навливается втулка 7. Набор вкладышей 8, устанавливаемых на пуан-
сон 2, позволяет изменять засыпку и, следовательно, высоту образца.
Корпус с матрицей поддерживается в рабочем положении пружиной
9, которая обеспечивает подвижность матрицы и двустороннее прессова-
ние. При работе в корпус 5 вставляется трехсекторная матрица 4 и ниж-
ний пуансон 2 с вкладышем 8, засыпается порошок, устанавливается
верхний пуансон 1 и производится прессование. При достижении задан-
ного давления пуансоны фиксируются в матрице винтами 3. В резуль-
тате образец остается под всесторонним сжатием при снятии давления.
Затем прессформа устанавливается на расклиниватель и повторно нагру-
жается через распрессовочную втулку 7. Приложенное давление опуска-
ет корпус 5. Элементы матрицы, имеющие с корпусом конусное соеди-
нение, раздвигаются под давлением
расклинивателя, освобождая обра-
зец от действия радиальных усилий.
Одновременно пуансоны освобож-
даются от действия зажимных вин-
тов, в результате чего снимается
вертикальная нагрузка.
Рис. 45. Прессформа для одновре-
менного снятия продольных и бо-
ковых усилий сжатия, действующих
иа прессовку
107
Использование этой прессформы для прессования ряда высокодис-
персных порошков позволило устранить возможность раздавливания
образцов стенками формы, а также трение при их выталкивании. Это
дало возможность повысить давление прессования без перепрессовки
со 100 — 300 МПа до 800 — 1200 МПа (для каждого из порошков не
менее чем в 4 раза). Плотность бездефектных образцов повысилась на
11 — 25 %. Имеются сведения, что в дальнейшем формы подобного типа
были успешно применены для изготовления более крупных прессовок
в условиях опытного производства. Иные типы прессформ с одновре-
менной всесторонней разгрузкой прессовок описаны в работе [ 88].
Задача разработки конструкций форм, основанных на описанном
принципе одновременной всесторонней разгрузки и пригодных для ме-
ханизированного промышленного производства, представляет большой
интерес.
3. ДЕЙСТВИЕ ЗАПРЕССОВАННОГО ВОЗДУХА И СПОСОБЫ
ПРЕДОТВРАЩЕНИЯ ВЫЗЫВАЕМЫХ ИМ ДЕФЕКТОВ
Вопросу о действии запрессованного воздуха уделялось значительное
внимание в многочисленных опубликованных работах, особенно в пери-
од 30 — 50-х годов. Однако в большинстве случаев авторы не располагали
достаточно строгими и убедительными экспериментальными данными.
Обзор основных результатов и точек зрения по данному вопросу со-
держится в работе [1]. В одних случаях роль запрессовки воздуха в
упругом расширении и в появлении перепрессовочных трещин считали
второстепенной, малосущественной, в других — признавали значитель-
ную роль этого фактора и вместе с тем отрицали целесообразность ваку-
умирования при прессовании керамических порошков. В качестве ме-
тодов, способствующих уменьшению запрессовки воздуха, рекомендо-
вали применение гранулированных (без тонких фракций) пресспорош-
ков с соответственно повышенной газопроницаемостью, а также исполь-
зование рациональных режимов прессования — замедленных и ступенча-
тых. Наконец, в ряде случаев отмечали определенную эффективность
вакуумирования, т.е. подвода вакуума к прессформе с уплотняемым
порошком, и приводили примеры осуществления этого приема в ла-
бораторных и промышленных условиях (главным образом в производ-
стве огнеупоров).
Следует отметить, что все точки зрения, хотя и противоположные,
являются, как будет показано ниже, достаточно обоснованными и пра-
вильными для тех или иных частных случаев технологии. Дело в том,
что, рассматривая отдельные примеры, авторы, как правило, не увязы-
вали их с теми особенностями технологии, от которых зависит резкое
увеличение или снижение роли запрессованного воздуха. Лишь в неко-
торых работах [ 105] показано, что один и тот же прием вакуумирования,
например через разрезы в штампах на промышленном коленорычажном
прессе, в одних случаях приводил к повышению качества огнеупоров,
а в других не давал никакого эффекта. Первый вариант — это прессова-
108
ние обычных шамотных изделий, когда вакуумирование позволяло по-
высить давление прессования без образования перепрессовки, второй —
это прессование многошамотной массы, отличавшейся, по мнению ав-
торов, более высокой воздухопроницаемостью.
Ниже вопрос об отрицательной роли запрессовки воздуха рассмат-
ривается главным образом по результатам исследований [ 1, 48, 49].
При их выполнении вакуумирование было использовано прежде всего
как методический прием, позволяющий сравнивать поведение образцов
в зависимости от присутствия или отсутствия в них запрессованного
воздуха. Далее следует вопрос о практической применимости и целе-
сообразности вакуумирования как технологического приема.
Лабораторные исследования роли вакуумирования осуществляли
в сочетании с измерением упругого расширения, определением количест-
ва запрессованного воздуха и расчетной оценкой его давления. Крат-
кие сведения об использованной для этого аппаратуре и методике при-
ведены в разд. 1, гл. II.
Прежде чем приводить результаты экспериментов по определению влияния
запрессованного воздуха, отметим еще одно обстоятельство. При рассмотрении
процесса сжатия воздуха, запрессованного в порах, как изотермического процесса
(что близко к его реальной характеристике) было выведено [1] выражение удель-
ной работы его сжатия ЛуД в расчете на 1 см3 объема сжатой прессовки,Дж/см .
>4 уд * 0,1 *сж*г.исхК31пРз.в • (?3)
Значения Ксж (коэффициента сжатия) и ^г.исх (объемной доли воздуха в прес-
спорошке) изменяются для различных масс и давлений прессования ие в очень ши-
роких пределах, как правило, в 1,5 - 2 раза. Как показано в разд. 1 гл. 1Г, в несколь-
ко раз может изменяться коэффициент запрессовки К3 и в самых широких преде-
лах (почти от нуля до примерно 4-5) четвертый сомножитель . (логарифм дав-
ления запрессованного воздуха). Следовательно, в зависимости 'от условий про-
цесса будет значительно изменяться работа сжатия запрессованного воздуха, ко-
торая после снятия прессующего усилия становится одним из энергетических источ-
ников процесса расширения прессовки. При значительной запрессовке воздуха и
приближении материала к состоянию критической плотности эта удельная упругая
энергия запрессованного воздуха может, согласно выполненным расчетам, дости-
гать 0,3 - 0,5 Дж/см3. В указанных случаях она составит весьма значительную часть
Удельной работы расширения, которая по данным ориентировочных расчетов, не
Должна превышать ~ 1 Дж/см3 Таким образом, упругая энергия запрессованного
воздуха может весьма существенно влиять на упругое расширение растягиваемых
прессовок и появление на них дефектов.
Из ряда экспериментальных данных следует, что явление запрессовки
воздуха, а следовательно, и его устранение путем вакуумирования порош-
ка в прессформе, практически не влияет на уплотнение порошка непо-
средственно в ходе его сжатия. Это положение определяется тем, что дав-
ление воздуха в порах во много раз уступает прессующему давлению и
Не создает существенного противодействия процессу сжатия (рис. 46).
Из этого же рисунка следует, что вакуумирование существенно влияет
на размеры (а следовательно, и на плотность) образца после упругого
Расширения, причем с ростом давления это влияние увеличивается. Устра-
нение значительных давлений запрессованного воздуха в порах образца
ведет к уменьшению упругого расширения, особенно при повышенных
109
давлениях прессования, когда материал с данной влажностью уже при-
ближается к состоянию критической плотности.
Из ряда опытов по безвакуумному прессованию и прессованию с ва-
куумированием на механическом прессе было установлено, что упругое
расширение сравнительно мало изменяется при применении вакууми-
рования в тех случаях, когда расчетное давление запрессованного воз-
духа без вакуумирования не превысит 1,5 — 2,0 МПа. Если же при без-
Рис. 46. Осадка фаянсового порошка
влажностью 10,1 % при прессовании
на механическом прессе:
1 - измеренная в момент конца
сжатия; 2 - найденная по толщине
выпрессованного образца. Сплошные
кривые — прессование без вакуума,
пунктирные - с вакуумированием
вакуумном прессовании расчетные значения Р3.в. более высокие (т.е.
система приближается к состоянию критической плотности), то при
вакуумировании упругое расширение снижается в значительно большей
степени. Сказанное подтверждается данными табл. 7, в которой сопостав-
лены результаты, полученные для 64 вариантов характеристик плиточных
порошков (состав, влажность) и условий прессования (величина давле-
ния прессования, вакуумирование).
Из табл. 7 видно, что вакуумирование оказывает гораздо меньшее
влияние на общее упругое расширение, чем на расширение в форме, т.е.
в момент снятия прессующего усилия. Таким образом, растягивающее
Таблица?. Связь между давлением запрессованного воздуха
при безвакуумном прессовании и эффектом вакуумирования
Снижение упругого расширения,
Пресспорошок ^з.в.> МПа Число слу- чаев (%), в результате вакуумирования
в форме общего
Фаянсовый (влаж- ность 6,1 - 11,9 %) < 2 9 21 - 34 0-14
> 2 7 38- 79 (59) 14 - 37 (21)
Никифоровская глина (влажность 6,0-11,5%) < 2 9 5-19 0-9
>2 7 24 - 84 (49) 10 - 33 (33)
Примечание. В скобках указано максимальное снижение упругого расши-
рения для тех случаев, когда явной перепрессовки еще не наблюдалось.
ПО
действие запрессованного воздуха проявляется в основном непосред-
ственно в момент снятия прессующего усилия. Дополнительного рас-
ширения в процессе выталкивания из формы запрессованный воздух,
как правилоще вызывает.
Наибольшие значения упругого расширения в форме при прессовании
без вакуумирования (5 — 7 %) соответствуют расчетному давлению за-
прессованного воздуха 3—10 МПа и появлению перепрессовочных тре-
щин на образцах. Если исключить указанные случаи (см. табл. 7), то
эффект от снижения расширения в форме, обусловленный вакуумиро-
ванием, заметно уменьшается. Образование довольно широких трещин,
увеличивающих высоту образца, является, таким образом, частью на-
блюдаемого эффекта расширения. Следовательно, в этих случаях сама
величина упругого расширения оказывается достаточно условной, хотя
измерение упругого расширения и дает полезную информацию для по-
нимания протекающих процессов.
Важно подчеркнуть, что во всех рассматриваемых опытах по прессо-
ванию на механическом прессе с вакуумированием не было обнаружено
перепрессовочных трещин. Таким образом, трещины, характерные для
высоковлажных глинистых масс, связаны со значительной упругой энер-
гией запрессованного воздуха, возникающей в области уплотнения, близ-
кого к критическому. Предварительное удаление воздуха из формы с
порошковой засыпкой делает безопасным прессование до состояния кри-
тической плотности в отношении появления трещин разрыва.
Необходимо также отметить, что при медленном прессовании на гид-
равлическом прессе при аналогичных значениях влажности и давления
не наблюдалось видимой перепрессовки и без вакуумирования (см.
табл. 6). Заметно снижалось и упругое расширение; приближаясь к рас-
ширению, наблюдаемому при прессовании на механическом прессе с ва-
куумированием. Эти благоприятные изменения при переходе от быст-
рого прессования к медленному имели место, несмотря на то что давле-
ния запрессованного воздуха в обоих вариантах процесса различались
сравнительно мало (см. табл. 1).
По-видимому, более благоприятное поведение прессовок, полученных
при медленном сжатии, определяется совокупностью следующих причин:
а) заметное уменьшение общего количества запрессованного воздуха,
что снижает его ’’упругую энергию”;
б) более равномерное распределение запрессованного воздуха по се-
чению прессовки, в результате чего снижаются максимальные местные
напряжения;
в) большая степень релаксации тех напряжений, которые связаны с
поведением системы твердых частиц и жидких пленок, поскольку они
всегда суммируются с напряжениями, вызываемыми запрессованным
воздухом;
г) увеличение внутренних сил сцепления в соответствии с общим по-
вышением плотности прессовок при медленном сжатии.
В целом можно сказать, что при медленном прессовании отрицатель-
ные явления, вызываемые растягивающим действием запрессованного
111
воздуха, менее резко выражены. Из этого, однако, не следует, что явле-
нием запрессовки воздуха при прессовании изделий на гидравлических
прессах вообще можно пренебречь. Роль этого фактора необходимо учи-
тывать, особенно при промышленном производстве крупных изделий.
Изучение влияния вакуумирования в опытах с менее пластичными
и более грубозернистыми массами (шамотными, многошамотными,
магнезитовыми) показало [1], что при уменьшенных значениях Рзв
и общего упругого расширения отрицательные последствия запрессовки
воздуха проявляются менее резко. Однако общий характер закономер-
Рис. 47. Упругое расширение много-
шамотных прессовок различной вла-
жности (цифры на кривых, %).
Сплошные кривые — прессование без
вакуума; пунктирные - с вакууми-
рованием
ностей принципиально не меняется. Если прессованию подвергаются зер-
нистые массы с относительно высоким содержанием временной связки,
а система при прессовании приближается к критической плотности, растя-
гивающее действие запрессованного воздуха заметно увеличивает упру-
гое расширение. Эффект вакуумирования, выражающийся в снижении
упругого расширения, проявляется при повышенной влажности матери-
ала (рис. 47).
Можно считать, что вакуумирование (либо другие способы удаления
воздуха) окажется полезным в ряде случаев не только при повышенной
влажности порошка, но при других условиях (высоком содержании
мелких фракций, большом размере прессовок), увеличивающих степень
запрессовки воздуха.
Значительный интерес представляют данные о влиянии запрессовки воз-
духа на механические свойства прессовок. При устранении растягиваю-
щего действия воздуха и соответствующем уменьшении упругого расши-
рения прессовок показатели их плотности должны улучшаться. Однако
сопоставление результатов опытов с вакуумным и безвакуумным прес-
сованием показало, что этот эффект мал: разница в пористости прессо-
вок, полученных при одинаковом давлении,не превышает, как правило,
0,5 — 1,0%. Если же учесть, что при устранении растягивающего действия
воздуха давления прессования могут быть повышены без возникновения
перепрессовки, то конечный эффект должен быть выше . Учитывая этот
эффект для плиточных масс) достигали снижения пористости на 2,0 —
3,5 %[ 1].
Кроме того, даже при отсутствии явно выраженной перепрессовки
на образцах возникшие внутренние напряжения и малозаметные нару-
шения сплошности структуры могут привести к явному снижению их
механических свойств в свежеотпрессованном состоянии, а также после
сушки и обжига. Для проверки данного предположения были проведены
112
Рис. 48. Влияние прессового давления и вакуумирования на прочность высушенных
прессовок из фаянсового порошка влажностью 8 % (а) и 10,1 % (б). Растяжение
перпендикулярно (7) и параллельно (2) направлению прессования. Сплошные кри-
вые - прессование без вакуума, пунктирные - с вакуумированием
испытания методом диаметрального сжатия, которые фактйчески созда-
ют в образцах растягивающие напряжения и тем самым выявляют их
внутренние дефекты. Испытания проводили так, чтобы растягивающие
напряжения были параллельны или перпендикулярны направлению прес-
сования. Результаты этих опытов на примере прессовок из фаянсового пли-
точного порошка показаны на рис. 48 — 49, из которых видно, что при
устранении запрессовки воздуха, обусловленном вакуумированием,
заметно повышается прочность сухих и обожженных прессовок. Однако
при невысокой влажности порошка (8 %), исключающей высокие дав-
ления запрессованного воздуха, этот эффект сравнительно невелик и про-
является почти одинаково во всем интервале испытанных давлений прес-
сования. Значения же прочности последовательно росли с давлением.
При повышении влажности (~ 10 %) картина резко изменяется. В
опытах без вакуумирования зависимость прочности .от давления имеет
Рис. 49. Влияние прессового давления и вакуумирования на прочность обожженных
прессовок из фаянсового порошка. Обозначения те же, что на рис. 48
113
экстремальный характер, т.е. при высоких давлениях прочность снижа-
ется. Это несомненно обусловлено разрушающим действием запрессован-
ного воздуха в материале, сжимаемом до состояния критической плот-
ности. Устранение отрицательного действия запрессовки воздуха путем
вакуумирования предотвращает падение прочности при высоких дав-
лениях прессования. Напротив, сочетание повышенной влажности, высо-
кого давления прессования и вакуумирования приводит к максималь-
ным значениям прочности, превышающим таковые для образцов влаж-
ностью 8 %.
Из рассмотренных данных следует, что в зависимости от ряда факторов
(прежде всего от содержания временной связки в порошке, давления и
режима прессования, размера прессуемых образцов) роль запрессовки
воздуха резко изменяется. В случае невысокой влажности масс и умерен-
ных давлений прессования растягивающее действие запрессованного воз-
духа в общем невелико. Как показывает опыт,для устранения его отри-
цательного действия достаточно использовать замедленные режимы
прессования и особенно прессование с паузами (ступенчатое). Некоторые
рекомендации по этому вопросу и эмпирические расчетные формулы
для выбора рациональной скорости прессования огнеупорных изделий
в зависимости от их размеров и характера масс приведены в работе [2].
Как известно, в конструкциях почти всех быстродействующих механи-
ческих прессов, предназначенных для прессования глинистых масс, пре-
дусмотрено двухступенчатое сжатие с отрывом прессующего пуансона
в период прессовой паузы. Давление на предварительной ступени, пред-
назначенной для частичного удаления сжимаемого воздуха, обычно со-
ставляет 0,25 — 0,3 от конечного давления прессования. По-видимому,
это соотношение не всегда является оптимальным; поскольку с ростом
приложенного давления воздухопроницаемость системы интенсивно
падает, то в ряде случаев давление на предварительной ступени целесо-
образно снижать.
Для облегчения удаления воздуха, снижения упругого расширения и
предотвращения перепрессовки в производстве высокоплотных алюмо-
силикатных огнеупоров предложен и успешно опробован [103] особый
способ — неоднократное (двух- и трехкратное) прессование сырца с
промежуточным извлечением из формы. В период пауз воздух удаляется
по всей поверхности прессовок. Эффект от применения этого способа
выразился в повышении конечной плотности прессовок на 0,05 — 0,07 г/
/см3 и снижении пористости обожженных изделий на 2 — 3 %. Для меха-
низированного осуществления данного способа введены дополнительные
устройства в конструкцию промышленного пресса.
При прессовании сравнительно небольших изделий из масс, не дово-
димых до области критической плотности, ’’проблема воздуха”, как
причина перепрессовки,решается различными путями и обычно без при-
менения вакуумирования. Если же при прессовании небольших изделий
из тонкозернистых безглинистых масс с относительно малым содержа-
нием временной связки (например, в производстве технической керамики
из оксидов и других соединений) появляется перепрессовка, то основной
114
причиной этого дефекта, как правило, является не воздух. Для его пре-
дотвращения необходимо устранять воздействие других рассмотренных
выше факторов (раздавливающее действие стенок формы и высокие
усилия трения при выталкивании).
В некоторых случаях вакуумирование может оказаться наиболее эф-
фективным и рациональным способом устранения действия запрессо-
ванного воздуха. Приведем некоторые варианты условий, при которых
необходимо применение вакуумирования, и отдельные примеры техни-
ческих решений:
1. Как показано в разд. 3 гл. И, при изготовлении изделий с небла-
гоприятным критерием формы (отношением h/Rr) резкого улучше-
ния равноплотности можно достигнуть лишь при прессовании порошка
с повышенным содержанием связки и доведении процесса до состояния
критической, плотности. Однако в данном случае запрессовка воздуха
наиболее опасна; вакуумирование же представляется надежным методом
исключения высоких давлений запрессованного воздуха и предотвра-
щения перепрессовочных трещин.
2. Встречаются природные сырьевые материалы, которые при введении
в состав керамических порошковых масс особо увеличивают их склон-
ность к высокому упругому расширению и перепрессовке. Такими свойст-
вами отличаются, например, усть-игумская каолинитовая беложгущаяся
глина [1]. Ее малая связность, т.е. низкая прочность сцепления частиц
(свойство, характерное для ряда каолинитовых глин), приводила к резко
выраженной перепрессовке, не позволявшей применять ее в производ-
стве плиток. Эффективность вакуумирования в форме при прессовании
образцов из данной глиды наглядно иллюстрируется фотографиями рис.
50. Из них видно, что даже весьма краткое вакуумирование в форме
Рис. 50. Распилы обожженных образцов из усть-игумской глины;
а - влажность 9,6 %; вакуумирование 0,5 с; б - то же, 10 с; в - влажность 9,6 %,
без вакуумирования; г - влажность 7,9 %, без вакуумирования
115
(0,5 с) перед началом прессования (до 1 с) и в процессе прессования
полностью утранило перепрессовку, в том числе при повышенной влаж-
ности пресспорошка. Между тем без применения вакуумирования резко
выраженная перепрессовка наблюдалась и при меньшей влажности прес-
спорошка. В связи с этим Ф.В. Кондрашевым и А.М. Рыдвановым было
разработано устройство, позволяющее осуществлять предварительное
вакуумирование на быстродействующем механическом прессе для про-
изводства плиток. Изображение и описание принципиальных особеннос-
тей этой конструкции содержатся в работе [ 1 ].
3. При прессовании крупногабаритных изделий задача удаления воз-
духа значительно усложняется. Так, при изготовлении из сравнительно
мелкозернистой массы высокоглиноземнстых брусьев для стекловарен-
ных печей (размер 500 X 400 X 250 мм) на Подольском заводе огнеупор-
ных изделий прессование осуществляли на гидравлическом прессе при
максимальном давлении около 50 МПа. Ориентировочный расчет показал,
что при влажности используемой массы 4,5 — 5,0 %} коэффициенте ее
сжатия ~ 1,75 и пористости сырца около 15 % давление запрессованного
воздуха может достигать в случае высокого коэффициента запрессовки
около 3 МПа. Для устранения перепрессовочных трещин прессование
приходилось вести в 5 ступеней, т.е. в течение 7 мин. К 1500-т гидрав-
лическому прессу было разработано и внедрено [ 1, 104] устройство
для вакуумирования массы в форме (рис. 51).
Вакуумкамера установки закреплена на круглом верхнем выдвижном
штемпеле. При его верхнем положении камера опирается на заплечики
Рис. 51. Схема установки для вакуумирования к промышленному гидравлическому
прессу Подольского завода огнеупорных изделий:
1 — основание пресса; 2 - верхняя траверса; 3 - верхний выдвижной штемпель;
4 - вакуумкамера; 5 - плавающая прессформа; б - нижний штемпель; 7 - плита;
8 — пружины; 9 — соединительные тяги; 10 — пневмопривод верхнего штемпеля;
11 — управляемый дроссель; 12 - вакуумнасос; 13 - штанга выталкивателя; 14 -
уплотнение; 15 — направляющие верхнего штемпеля; 16 - фильтр
116
штемпеля. При опускании штемпеля нижняя рамка вакуумкамеры с ре-
зиновой прокладкой первой достигает верхней плоскости прессформы
и замыкает ее пространство. В пазах нижнего штемпеля установлено ре-
зиновое кольцо, замыкающее пространство формы снизу. Разрежение
в системе создается вакуумнасосом ВН-12 производительностью 12 м3/ч
и достигает в прессформе 380 ГПа.Трубопроводвакуумсистемы соеди-
нен с вакуумкамерой гибким шлангом. Для предотвращения уноса массы
из прессформы под действием вакуума верхний слой материала предва-
рительно (т.е. при отключении вакуумкамеры от насоса) уплотняется
опусканием верхнего штемпеля на глубину ~20 мм.
Вместо многоступенчатого '’прессования без вакуумирования было
применено двухступенчатое с вакуумированием. Это привело к сокра-
щению продолжительности цикла прессования в два раза при сохране-
нии той же плотности сырца и уменьшении брака по перепрессовочным
трещинам в 3 — 4 раза. Без вакуумирования такое сокращение длитель-
ности цикла невозможно, так как приводит к сплошному браку (раска-
лывание прессовок при снятии давления по горизонтальным слоям).
Для дальнейшего сокращения цикла необходимо, очевидно, углубление
вакуума, что в подобных периодически действующих системах является
довольно сложной задачей.
Так как организация вакуумирования в предварительно герметизируемой форме
связана с преодолением определенных технических трудностей, следует оценить
возможность замены вакуумирования более простыми приемами удаления воздуха
непосредственно в процессе прессования. К ним относятся: 1) создание увеличен-
ных зазоров между прессующими пуансонами и матрицей, а также различного рода
щелей или отверстий для облегчения вытеснения воздуха; 2) вакуумный отсос
воздуха в процессе сжатия через специальные отверстия в штампах механического
пресса. Этот прием неоднократно описан в литературе, например [ 105],и исполь-
зован в различных вариантах.
Эффективность 1-го приема весьма ограничена, так как главным препятствием,
лимитирующим процесс вытеснения воздуха, является внутреннее гидравлическое
сопротивление сжимаемого порошка. Об этом свидетельствуют, в частности, данные,
приведенные в разд. 1, гл. II, согласно которым прессовки из разных порошков
при одинаковых (минимальных!) зазорах сильно различались по коэффициенту
запрессовки воздуха.
Второй прием дает, в частности по опыту промышленности США, заметный эф-
фект. Он выгоден в том отношении, что в отличие от предварительного вакууми-
рования с герметизацией формы не требует специального отрезка времени на цикло-
грамме пресса, т.е. не снижает его производительности. Однако при данном способе
отсос воздуха осуществляется лишь в процессе сжатия, т.е. при одновременном сни-
жении воздухопроницаемости системы. Вакуумируемое пространство в этом слу-
чае не изолируется от окружающей воздушной среды. Поэтому такие упрощенные
способы вакуумирования могут быть эквивалентны лишь созданию невысокого раз-
режения в предварительно изолированном пространстве. Во всяком случае пред-
варительное вакуумирование с разрежением 800 - 900 ГПа, позвляющее заранее
удалить из засыпки ~80 % воздуха, уже является более эффективным.
В заключение отметим, что вакуумирование приобретает особое значение при
изрстатическом прессовании в герметичных эластичных оболочках. Этот вопрос
будет освещен в гл. IV.
Г л а в a IV
ОСОБЫЕ МЕТОДЫ И ПРОЦЕССЫ ПОЛУЧЕНИЯ
ПРЕССОВАННОГО КЕРАМИЧЕСКОГО ПОЛУФАБРИКАТА
1. ИЗОСГАТИЧЕСКОЕ (ГИДРОСТАТИЧЕСКОЕ) ПРЕССОВАНИЕ
Общая характеристика процесса
При статическом прессовании керамического полуфабриката в метал-
лических формах наибольшие трудности возникают при получении изде-
лий сложной и неблагоприятной конфигурации, к равноплотности кото-
рых предъявляются высокие требования. Подобные задачи часто при-
ходится решать при изготовлении изделий из оксидов, в том числе тиглей
и различных сосудов, фасонных конструкционных и электроизоляцион-
ных деталей, нагревателей и т.д. [ 9, с. 20]. Вследствие этого значительное
распространение получают способ изостатического (или гидростатичес-
кого) прессования [ 16, 106 - 122], во многом решающий указанные
проблемы.
Процесс изостатического прессования осуществляется в резиновых или
других эластичных оболочках, находящихся под всесторонним сжатием
рабочей среды, передающей давление. При этом устраняются как потери
давления на трение о металлическую форму, так и различия в задава-
емых коэффициентах сжатия на отдельных участках тела фасонного
изделия. Особенно эффективен этот способ при получении изделий,
высота которых намного превышает их поперечный размер (т.е. трудно-
формуемых обычным прессованием), полых изделий, а также крупно-
: габаритных изделий, прессование которых обычным способом лими-
тируется отрутствием прессов требуемых габаритов и мощности.
В ряде случаев изостатическое прессование используют и для полу-
чения изделий сравнительно простой и благоприятной конфигурации,
если необходимо обеспечить снятие внутренних напряжений и максималь-
ную их равноплотность, предотвратить даже незначительную деформа-
цию в обжиге, вызываемую непостоянством огневой усадки в различных
направлениях и на различных участках. Вследствие всестороннего сжатия
материала при изостатическом прессовании общая плотность полуфаб-
риката оказывается выше, чем при аналогичном давлении прессования
в металлических формах. В связи с этим для достижения равной степени
уплотнения при изостатическом прессовании требуется более низкое
давление.
Способ изостатического прессования впервые был осуществлен в
1913 г. для получения однородных прессовок из вольфрама [ 116]. Одна-
ко широкая промышленная реализация способа была начата в 1930 —
1940 гг. в керамической промышленности при изготовлении свечей зажи-
гания и других малогабаритных фасонных деталей. В настоящее время
указанный способ нашел широкое применение как в порошковой метал-
лургии, так и при получении разнообразных керамических и огнеупор-
ных изделий.
118
В ряде случаев одним из преимуществ изостатического прессования
по сравнению с прессованием в стальных формах является значительно
меньшая (в 5 — 10 раз) металлоемкость и простота установок [ 112].
Применительно к производству твердых сплавов преимущество горячего
прессования состоит еще и в простоте изготовления графитовых форм
по сравнению со стальными в случае получения единичных (и особенно
крупногабаритных) изделий [ 88, с. 140].
Установка изостатического прессования приведена на рис. 52. Изоли-
рованное пространство внутри камеры 1 соединяют с вакуумной сетью,
вследствие чего атмосферное давление прижимает эластичную форму
2 к перфорированному каркасу 3. В форму со вставленным внутренним
сердечником 4 засыпают пресспорошок 5 при вибрации площадки 6.
Затем форму закрывают крышкой 7 с уплотнением 8. После вакууми-
рования порошка осуществляют прессование давлением нагнетаемой
воды в камеру, предварительно отключенную от вакуумной системы.
После снятия давления, спуска воды и отключения внутреннего простран-
ства эластичной формы от вакуума крышку снимают и извлекают полую
прессовку. Часть при прессовании
мелких изделий засыпка порошка
в формы с вибрацией и вакууми-
рованием производится вне уста-
новки. Закрытые формы после это-
го помещают в рабочее пространс-
тво камеры в кассетах и подвер-
гают прессованию.
Рис. 52. Схема установки для изо-
статического прессования высоко-
вольтного конденсатора
К вакуумному
При небольших размерах изделий (по отношению к объему рабочей
камеры) целесообразно прессовать одновременно несколько изделий.
Цикл процесса изостатического прессования зависит от ряда факторов:
объема камеры и формы?/Ссж, дебита насосов, максимального давления
и вида рабочей среды. Пример расчета продолжительности формования
с учетом указанных факторов приведен в работе [ 19, с. 119]. Наиболее
важной частью установки для изостатического прессования является со-
суд (камера) высокого давления, который должен выдерживать от не-
скольких тысяч до миллиона циклов прессования. Это обусловливает
повышенные требования к надежности его конструкции, качеству метал-
ла и технологии его обработки.
Особое внимание уделяется конструированию и выбору материала
эластичных оболочек, что определяет не только долговечность и надеж-
119
ность их работы, но и качество полуфабриката. Эластичные оболочки
практически не влияют на плотность и равноплотность полуфабриката,
так как степень их жесткости ничтожна по сравнению с применяемыми
давлениями прессования. Материал оболочки должен обладать способ-
ностью принимать и сохранять определенную форму, соответствующую
форме изделия; иметь определенную упругость, обеспечивающую воз-
вращение оболочки в первоначальное положение после снятия давления,
быть долговечным и дешевым, допуская многократное использование.
Наиболее качественными считаются оболочки из резин на основе нату-
рального каучука с дисперсным наполнителем. Толщина оболочек, как
правило, находится в пределах 0,5 — 3,5 мм.
При конструировании форм для изостатического прессования при-
ходится учитывать многочисленные факторы: окончательную форму
изделия, требуемую точность размеров полуфабриката, требования к со-
стоянию поверхности, производительность процесса, наличие или отсут-
ствие последующей механической обработки, коэффициент сжатия порош-
ка при прессовании, необходимость вакуумирования и вибрации, мате-
риал формы и др. [ 19, с. 118].
Классификация технологических схем
Процессы изостатического прессования классифицируют по виду ра-
бочей (передающей давление) среды и по типу технологической схемы
прессования [ 13,112, 113].
По виду рабочей среды различают гидростатическое, газостатическое
и квазиизостатическое прессование. В первом случае в качестве рабочей
среды используют жидкости: воду, глицерин, индустриальные масла и
водномасляные эмульсии, во втором — воздух, аргон, гелий или другие
газы, в третьем — различные эластомеры и гели, порошки или другие
дисперсные среды, которые лишь частично осуществляют изостатическую
передачу давления.
Классификация по типу технологической схемы прессования1 учиты-
вает наиболее характерные методы, рассмотренные ниже:
а) метод свободной матрицы (рис. 53,1). Заполнение прессформ по-
рошком и удаление из них полуфабриката осуществляется вне установки
изостатического прессования. Прессформа при этом состоит из перфо-
рированного корпуса 1, тонкостенной эластичной оболочки 2, которая
герметизируется после засыпки порошка 3 перфорированной крышкой
4, снабженной дополнительной эластичной оболочкой 5. После за-
грузки прессформ в контейнер 6 и его герметизации затвором
7 прессование порошка осуществляется всесторонним давлением Р рабо-
чей жидкости или газа в контейнере 6, передаваемым на порошок через
эластичные оболочки 2 и 5. Этот метод целесообразно применять при
изготовлении крупногабаритных изделий (огнеупоров, высоковольтных
1 Дородный Б.А. Исследования и разработки технологии изостатического прес-
сования крупногабаритных огнеупорных изделий. Автореф. канд. дис. Свердловск,
1978.
120
Рис. 53. Технологические схемы (I—VI) изостатического прессования:
А - состояние до прессования; Б - после прессования
изоляторов и др.), а также для экспериментальных и малопроизводитель-
ных установок. Достоинство метода состоит в возможности прессова-
ния заготовок различной конфигурации;
б) метод встроенной или фиксированной матрицы (см. рис. 53, II).
Перфорированная матрица (прессформа) 1 и ее эластичная оболочка
2 постоянно находятся в контейнере 6 (как при засыпке порошка, так
и при съеме полуфабриката). Следует отметить, что верхний торец прес-
суемого изделия, примыкающий к поверхности затвора 7, уже не на»
ходится в условиях ’’чистого” изостатического прессования. Метод ис^
пользуется главным образом в автоматических прессах для изготовления
мелких деталей (изоляционных свечей зажигания, мелющих шаров, не-
больших трубок и др.) при массовом производстве. Продолжительность
прессования при таком способе (цикл прессования) может быть менее
секунды. Устройства для заполнения форм порошком и удаления полу-
фабриката находятся вне камеры установки;
в) метод радиального изостатического прессования (см. рис. 53, III).
Является разновидностью метода встроенной матрицы. Прессование
порошка по этой схеме осуществляется только радиальным давлением
рабочей среды через оболочку. Внутренняя полость изделия формуется
специальным стержнем 8, устанавливаемым как на верхнем 7, так и на
нижнем 9 затворах. В одном из вариантов этого метода эластичной обо-
лочкой 2 герметизирован перфорированный стержень 8, через который
подается рабочая жидкость. Изделие при этом прессуется давлением из-
нутри, наружные же поверхности формуются внутренними стенками кон-
тейнера 6 и затвора 7;
г) метод ’’трехосевого” прессования (см. рис. 53, IV). Являясь раз-
новидностью метода встроенной матрицы, он состоит в предваритель-
ном радиальном изостатическом прессовании давлением рабочей жид-
121
кости Р' с последующим двусторонним прессованием пуансонами 10
без снятия давления рабочей жидкости. Благодаря тому, что вертикаль-
ное напряжение больше горизонтального (изостатического), внутри
прессуемого материала развиваются напряжения сдвига, обеспечиваю-
щие значительное увеличение плотности и прочности полуфабриката.
Так, относительная плотность прессовки из тонкодиспёрсной (dCp =
= 0,3 мкм) MgO в случае изостатического прессования при Р = 70 МПа
составляла 0,46, а в случае трехосевого при том же давлении 0,5 8 4 117].
Однако, как отмечается в работе [ 113], указанный эффект уменьшается
с ростом высоты полуфабриката и метод рекомендуется в основном
для получения изделий простой конфигурации;
д) метод квазиизостатического прессования (см. рис. 53, V), который
будет рассмотрен отдельно. Все рабочие поверхности пуансонов 10 и
матрицы 11 (или только часть их) снабжены эластичными формующими
элементами, передающими на порошок давление прессования от пуансо-
нов 10 (или одного из них);
е) совмещенный метод (см. рис. 53, VI), в котором сочетаются мето-
да встроенной матрицы и квазиизостатического прессования. Формо-
образование и непосредственная передача давления на порошок осущест-
вляются фасонными эластичными элементами 13 и 14, а собственно
прессование — давлением жидкости через тонкостенную эластичную
оболочку 2. Пуансоны 15 при этом методе дополнительного давления
не создают, а выполняют функции запирания прессформы.
Методы I и II (см. рис. 53) длительное время классифицировали
как способы ’’мокрой” и ’’сухой” формы (применительно к гидроста-
тическому прессованию) или соответственно способы ’’мокрой” и ’’су-
хой” оболочки (прессформы), что не отражало существа процесса и бы-
ло предметом терминологических недоразумений.
По температуре процесса различают [ИЗ] холодное (при комнатной
температуре), теплое (при 80 — 100°С) и горячее (при 1000— 1600°С)
прессования. Способ горячего изостатического прессования (ГИП) рас-
смотрен отдельно.
Рассмотренная классификация не исчерпывает всего многообразия
методов реализации процесса. Например, известны лабораторные методы
изостатического прессования заготовок, предварительно отформованных
другими методами (прессованием, шликерным литьем, напылением).
О некоторых технологических особенностях
и закономерностях процесса
Технологию изостатического прессования и качество полуфабриката
определяют те же факторы, которые были рассмотрены применительно
к обычному прессованию (см. гл. II, III): характеристики пресспорошка
(дисперсность, форма частиц, зерновое распределение, влажность, насып-
ная плотность), величина приложенного давления Р, длительность вы-
держки и др. Кроме общих факторов, в данном случае особенно важными
являются степень вакуумирования порошка, скорость декомпрессии,
воздействие формы на полуфабрикат в процессе формования (устой-
122
чивость формы) и др. При этом, как и в случае обычного прессования,
главными параметрами, определяющими качественные характеристики
отпрессованных изделий, являются давление прессования и исходная
влажность порошка, которые взаимосвязаны: для получения изделий
с одинаковыми качественными характеристиками при применении по-
рошков небольшой влажности требуется сравнительно высокое давление
и, наоборот, при Применении порошков повышенной влажности давление
прессования должно быть снижено.
Эффективность изостатического прессования можно в известной мере
оценивать по величине снижения давления, необходимого для достижения
такой же степени уплотнения, как для изделий простой формы (т.е. без
учета неравноплотности изделий неблагоприятной формы, когда переход
к изостатическим условиям обеспечивает дополнительный эффект, кото-
рый может иметь большое и даже решающее значение).
В условиях обычного прессования при одноосном сжатии элемент
прессуемого изделия подвергается в одном направлении давлению Р,
а в двух других перпендикулярных ему направлениях — давлению Р%.
Хотя напряжения в различных направлениях, разумеется, нельзя просто
суммировать, но по влиянию на степень уплотнения можно судить об
уплотняющем действии совокупности усилий Р + 2Р% = Р(1 + 2£). В
случае изостатического прессования этому соответствует уплотняющий
эффект, создаваемый суммой одинаковых усилий в трех перпендику-
лярных направлениях, т.е. ЗРИ3. При равной степени уплотнения можно
оценить значение.эквивалентного изостатического давления
ЗРиз.экв = /> (!+2О'ИЛиРиз.экв = [^ О +2£)]/3. (74)
Если значение £ в среднем составляет около 0,5, то Еиз-Экв = 0,67,
т.е. изостатическое прессование позволяет в среднец снизить на одну
треть давление, требуемое для достижения аналогичной плотности прес-
совки. В действительности его сравнительная эффективность непостоян-
на и определяется рядом условий. По данным [ 115],на рис. 54(кривая
2) показана разность кажущихся плотностей материалов, полученных
изостатическим и обычным (в стальных формах) прессованием при
равных давлениях Р. С увеличением давления значение Ду вначале пря-
молинейно растет, а затем уменьшается. Максимальная разница в уплот-
Рис. 54. Эффективность изостатичес-
кого прессования в сравнении с обыч-
ным (в стальных формах):
1 — по степени уплотнения масс
(Дт); 2 - по давлению (ДР), необ-
ходимому для получения того же
приращения Ду, что и при обычном
прессовании
7Z7 20 30 40 ДР, МПа
123
нении (Ду = 0,065 г/см3) при изостатическом. прессовании отмечается
при давлениях 40 — 45 МПа. Из кривой 2 видно, насколько необходимо
увеличить давление при обычном прессовании, чтобы получить тот же
прирост кажущейся плотности Ду. Разница в давлениях ДР составляет
десятки мегапаскалей.
Для отдельных составов исследованных масс [115] необходимая сте-
пень уплотнения при изостатическом прессовании достигалась при дав-
лениях, в 2 раза меньших, чем при обычном прессовании. Дисперсность
и зерновое распределение пресспорошка при изостатическом прессова-
нии играет такую же роль, как и при статическом. При этом зерновой
состав может быть весьма различным и определяется требуемой плот-
ностью и свойствами изделий.
Первоначально метод изостатического прессования рассматривался
главным образом применительно к формованию тонкодисперсных по-
рошков. Это обусловлено тем, что при применении упругих матриц для
формования грубодисперсных порошков поверхность не получается та-
кой гладкой, как при формовании тонкодисперсных, в том числе грану-
лированных порошков. Проведенные в последние годы исследования
[ 118, 123 — 125] показали возможность и целесообразность применения
изостатического прессования для формования огнеупоров на основе
масс зернистбго строения. Так, в работе [118] изучены основные зако-
номерности изостатического прессования магнезитовых, цирконовых
и шамотных масс (в том числе с зернистым заполнителем). Содержа-
ние в этих массах зерен размером 0,5 — 5,0 мм варьировали в преде-
лах 10 — 70 %.
При изостатическом прессовании между давлением прессования и по-
ристостью полуфабриката наблюдаются такие же закономерности как
и при обычном прессовании. ТаклБ.А. Дородный считает возможным при-
менять уравнения Бережного и Бальшина (см. гл. II) для описания зави-
симости плотности прессовок, по-
лученных изостатическим формова-
нием от давления прессования в
интервале 10 — 120 МПа (рис. 55).
Рис. 55. Зависимость от логарифма
давления изостатического прессова-
ния истинной пористости Пи (1, 2) -
по уравнению А.С. Бережного и от-
носительного объема 0 (3, 4) - по
уравнению М.Ю. Бальшина для прес-
совок на основе брикетированного
тонкодисперсного циркона (1, 3) и
глиноземографитовой шихты (2, 4)
(данные Б.А. Дородного)
124
После определения значений соответствующих коэффициентов по
граничным значениям указанного диапазона давлений уравнения имеют
вид (см. рис. 55):
по Бережному
77и = 71,6 - 10,6 IgP (для кривой 7)
77и = 49,8 - 9,9 lg Р (для кривой 2)
по Бальшину
Р = —2,84 (Д — 1) + 4,9 (для кривой 3)
Р = —5,68 (Д — 1) + 4,4 (для кривой 4)
Аналогичная зависимость установлена также для прессовок из оксида
хрома различной технологии получения.
Важнейшим показателем при изготовлении качественного полуфаб-
риката способом изостатического прессования является коэффициент
уплотнения порошка (коэффициент сжатия Хсж). Необходимо дости-
жение достаточно постоянного и по возможности низкого коэффициента
сжатия, без чего практически нельзя получить изделие заданной формы.
Получение точной геометрической формы полуфабриката является одной
из серьезных трудностей метода изостатического прессования и в извест-
ной мере ограничивает его возможности. Это обусловлено тем, что при
изостатическом прессовании пресспорошок на всех участках уплотняется
одинаково. Вследствие этого различия в плотности исходной засыпки
вызывают отклонения от заданной формы изделия, появляется волнис-
тая поверхность, для удаления которой в ряде случаев необходима ме-
ханическая обработка. Поэтому наряду с показателем Хсж при изо-
, статическом прессовании важное значение имеют равномерность плот-
ности засыпки, а также соответствие засыпанного слоя порошка задан-
ной толщине соответствующего элемента прессовки. Эти условия дости-
гаются рациональным конструированием форм и оснастки, применением
равноплотных гранулированных порошков с хорошей сыпучестью и оп-
тимальной технологии предварительной подготовки и уплотнения [ 114,
120].
Для обеспечения равномерной и более плотной засыпки формы по-
рошком применяют вибрирование. С целью дополнительного повышения
коэффициента упаковки порошка в прессформе вибрацию осуществляют
с одновременным воздействием гидравлического пригруза и вакуумиро-
вания. Процесс вибровакуумного уплотнения пресспорошка перед изо-
статическим прессованием состоит из ряда операций: заполнения формы,
вакуумирования, вибрирования, наложения пригруза, завершающего
вибрирование [ 12Г].
Важным технологическим фактором является способ заполнения
формы, которое можно осуществлять при постоянной ее вибрации на
заданном режиме, при циклической вибрации (порционная загрузка)
или же в неподвижную форму. Из данных [ 121, 122] следует, что опти-
мальная длительность вибрирования составляет 60 — 80 с. Эффектив-
ность виброуплотнения повышается при наложении пригруза, что осо-
бенно важно при формовании изделий большой высоты, так как условия
125
Рис. 56. Зависимость относительной осадки <pj и относительной плотности aj вибро-
молотого оксида хрома (<г) и молотого циркона (б) от виброускорения g при
амплитудах 0,1 мм (!) и 1 мм (2) для технологических схем: I
без вакуумирования; II -с вакуумированием и уплотнением без пригруза; III - с
вакуумированием и виброуплотнением сначала без пригруза, а затем с пригрузом
(для всех случаев порошков засыпали в вибрирующую форму,' г/, = 60 с
уплотнения верхних и нижних слоев порошка весьма различны. Опти-
мальная* величина пригруза 0,06 — 0,12 МПа. Конечная степень виброуп-
лотнений, как это следует из рис. 56, зависит от технологической схемы
уплотнения. Сочетание вибрации с вакуумированием влияет на механизм
процесса, приводит к резкому росту упаковки и равноплотности по-
рошка.
Гидростатическое прессование имеет ряд существенных отличий от
обычного прессования в отношении запрессовки воздуха, его поведе-
ния при снятии давления, возможности и целесообразности вакуумиро-
вания.
Поскольку при прессовании в герметичных эластичных формах воздух,
как правило, не может удаляться, коэффициент его запрессовки К3
будет равен единице или в 2 — 3 раза превышать значения при достаточно
благоприятных условиях обычного прессования (см. разд. 1, гл. II).
Даже если учесть уменьшение объемного содержания воздуха в исходной
засыпке в результате предварительного виброуплотнения, то разница
в общем содержании запрессованного воздуха получится в 1,5 — 2 раза.
Соответственно повысятся его давление (Р3.в) и работа сжатия, или
’’упругая энергия”, согласно выражению (72). Таким образом, опасность
возникновения дефектов (растрескивания) прессовок под действием
запрессованного воздуха в данном случае увеличивается, а задача устра-
нения этой опасности становится особенно важной. Вместе с тем способ
прессования внутри герметичной формы значительно облегчает техни-
ческую возможность осуществления вакуумирования перед началом и в
процессе сжатия; в случае же вибровакуумного уплотнения не требуется
126
и дополнительной затраты времени на вакуумирование. Эти особенности
привели к широкому применению вакуумирования в технологии изо-
статического прессования [ 120 — 124]. В то же время вакуумирование
нельзя считать всегда обязательным условием для данного метода прес-
сования. Так, имеются сведения [ 114, 116] о том, что при изостатичес-
ком прессовании металлических порошков без связки или различных
масс с низким ее содержанием (до 3 — 4 %) вакуумирование не дает
каких-либо существенных преимуществ. Это соответствует приведенным
выше данным (см. раздел 1,гл. II и разд.З гл,II) о том, что при низких
содержаниях временной связки в исходной массе опасные давления воз-
духа в прессовках не возникают.
Кроме того, в ряде случаев разрушающее действие запрессованного
воздуха устраняется путем постепенного снятия давления прессующей
жидкости или так называемой ’’замедленной декомпрессии”. При этом
в теле прессовки не возникает столь резко неравновесного состояния,
как при мгновенном снятии внешнего давления; под влиянием внутрен-
него давления будут протекать замедленные и поэтому менее опасные
упругие деформации, а при сохранении известной газопроницаемости
прессовки часть воздуха успеет даже выйти из нее. В связи с этим в ли-
тературе встречаются сведения и рекомендации о режимах декомпрес-
сии длительностью до 30 мин.
Наконец, имеются варианты гидростатического прессования, например,
для изделий санитарно-технической керамики (умывальные столы, смыв-
ные бачки) [110, 111], когда сжатие пресспорошка осуществляется
не внутри эластичной формы, а между двумя прилегающими частями
прессовой оснастки — резиновой и металлической. В этом случае воздух
может удаляться через зазор между резиной и металлом, т.е. аналогично
выходу воздуха через зазор между матрицей и пуансоном при обычном
прессовании. Поэтому в соответствующих разработках технологии
и оборудования также успешно обошлись без процесса вакуумирования.
Характерной особенностью процесса изостатического прессования
(по сравнению с обычным) является существенно меньшая степень из-
мельчения грубодисперсных частиц порошка в процессе приложения
даже высоких давлений. Результаты исследований магнезиальных, цир-
коновых и шамотных масс приведены в работе [ 118]. Показано, что в
случае Прессования в стальных формах при Р = 50 МПа степень измель-
чения крупных частиц примерно равна той, которая при изостатическом
прессовании достигается только под давлением 200 МПа. Вследствие
этого для полуфабриката, получаемого изостатическим прессованием,
может наблюдаться замедленное спекание по сравнению с обычным прес-
сованием.
Специальные исследования по выявлению причин большей стабиль-
ности зернового состава при изостатическом прессовании авторам неиз-
вестны. Можно только предполагать, что в основе этого явления лежат
две причины: во-первых, меньший путь перемещения массы, в связи
с чем возможность ее разрушения также меньше при разнообразном
динамическом взаимодействии перемещаемых зерен; во-вторых, повы-
127
шейная прочность зерен при всестороннем равномерном обжатии. Вместе
с тем, это может оказывать и положительное влияние на некоторые свой-
ства, например на термостойкость (в связи с сохранением крупных
частиц зернистого наполнителя).
При получении полуфабриката изостатическим прессованием устра-
няется не только его неравноплотность, но и анизотропия строения, обус-
ловленная в случае статического прессования одноосным сжатием и про-
являющаяся в ориентированном расположении частиц, неодинаковых
величинах усадки, прочности и газопроницаемости материала в различ-
ных направлениях. Благодаря этому при изостатическом прессовании
достигается равномерная усадка при обжиге, а следовательно, умень-
шается брак при спекании и повышается плотность изделий или понижа-
ется предельная температура их обжига.
Высокую однородность полуфабриката при изостатическом прессова-
нии крупногабаритных (90 X 320 X 850 мм) хромоксидных и цирконо-
вых блоков (перепад плотности по объему не более 0,02 г/см3) Б.А. До-
родный объясняет также применением предварительного виброуплот-
нения.
При изостатическом прессовании шаров и изделий, главным образом
цилиндрической формы, наблюдается лишь небольшое снижение плот-
ности в направлении сжатия, что объясняют обычно ’’арочным эффек-
том”, т.е. образованием относительно жесткого слоя, препятствующего
дальнейшему уплотнению.
Известны исследования по применению изостатического прессования для окон-
чательного уплотнения полуфабриката, отформованного (предварительно уплот-
ненного) другими методами. Так, в работе (118] приведены результаты изостати-
ческого прессования при Р — 200 МПа магнезитового кирпича,предварительно от-
прессованного на гидравлическом прессе (в стальных формах) при Р = 100 МПа.
Последнее позволило повысить плотность кирпича с 2,84 до 2,88 г/см’ (данные
после обжига при 1450°С), значение асж - с 65 до 90 МПа и повысить точность
размеров. Кроме того, ’’изосгатическая допрессовка” позволила уменьшить или
устранить исходную неравноплотность полуфабриката, улучшить его текстуру и ка-
чество поверхности изделий. Сочетание обычного и изостатического прессования
позволило получить изделия с лучшим качеством поверхности и более точными
размерами по сравнению с применением! только изостатического прессования.
Йзостатическое прессование было опробовано [111] для допрессовки керами-
ческих изделий, полученных пластическим формованием и прессованием в сталь-
ных формах. Если кажущаяся плотность полуфабриката после пластического фор-
мования составила 1,94 г/см3, то после допрессовки при Р = 25 4-50 МПа она повы-
силась до 2,05 г/см3.
Примеры промышленного применения процесса
и особенности технологического оборудования
Способ изостатического прессования нашел широкое промышленное
применение в технологии керамики и огнеупоров, например, для фор-
мования крупногабаритных и фасонных огнеупоров для металлургичес-
кой и стекольной промышленности (блоков, брусьев, сталеразливочных
стаканов, стопор-моноблоков, электродов для стекловаренных печей
и др.), фасонной керамики для злектро- и радиотехники, электроники,
128
ядерной техники, электрофарфора, хозяйственного фаянса, сантехни-
ческой и оптической керамики, изделий из нитридов, боридов, карбидов
и ферритов и др.
Процесс изостатического прессования в зависимости от размеров,
типа и массовости производства формуемых изделий осуществляется
в установках различной емкости, производительности и при разном
рабочем давлении.
В СССР крупные промышленные установки изостатического прессо-
вания разработаны и изготовлены в ЦНИИЧМ и ВНИИметмаше [ 107,
108]. Некоторые зарубежные фирмы выпускают высокопроизводитель-
ное оборудование для. Изостатического прессования, например прессы,
позволяющие формовать трубы диаметром до 430 и длиной до 700 мм,
производительностью 25 шт. в час. Прессы с четырьмя камерами позволя-
ют прессовать до 500 деталей в час диаметром до 76 и длиной до 300 мм
при давлении прессования до 140 МПа [ 112]. Высокая скорость прес-
сования достигается на пресс-автоматах с четырьмя формами для про-
изводства изоляторов авиасвечей (4 шт. за 10 с). Изделия более круп-
ных размеров прессуются со скоростью 4 шт. за 1 мин [ 19].
Рис. 57. Прессование керамической детали на изостатическом прессе-автомате:
я -форма заполнена порошком; б — прессование детали; в - отпрессованная деталь
вынута из формы; 1 - сердечник; 2 - пресспорошок; 3 - резиновая форма; 4 -
мембрана; 5 - матрица; 6 — спрессованная деталь; 7 — прессующая жидкость;
- резиновая форма в стадии прессования; 9 — мембрана в стадии прессования;
Ю - отпрессованная деталь на сердечнике; 11 - форма в исходном положении;
12 - верхний штемпель
129
Фиромой "Dorst” (ФРГ) разработаны и успешно эксплуатируются автоматы
для изостатического прессования керамических изделий (свечей зажигания, трубок,
шаров и др.) из фарфора, стеатита, оксидов и других материалов. Принцип дейст-
вия одного из видов автомата показан на рис. 57. Для прессования малогабарит-
ных изделий сложной конфигурации в указанных автоматах имеется несколько
прессформ, представляющих собой толстостенные резиновые оболочки с полос-
тями внутри для подачи в них прессующей жидкости, под давлением которой ре-
зиновая форма, расширяясь, прессует заключенный в ней порошок. При формовании
керамических шаров диаметром 15 - 50 мм с усилием прессования 60, 72 и 160 МПа
производительность автомата составляет 20 - 40 шт./мин.
Изостатическое прессование успешно применяется в производстве погружае-
мых сталеразливочных стаканов, например корундографитового состава [ 125].
Установка для формования стаканов ( 125] представляет собой двухпозиционный
гидростат со встроенными матрицами (рис. 58) и снабжена двумя контейнерами
1, смонтированными на круглой вращающейся платформе 2. Когда в одном из кон-
тейнеров (позиция 1Г) производится прессование, из другого (позиция 1) извлека-
ется отформованный полуфабрикат, после чего в контейнер загружается новая пор-
ция массы.
Смена позиций производится поворотом платформы. Рабочий цикл формования
полуфабриката состоит из следующих операций: загрузка массы в контейнер на
позиции I , поворот платформы для перевода контейнера на позицию П} опуска-
ние штемпеля 3, закрепленного на траверсе гидравлического пресса,и герметизиру-
ющего колпака 4* через отверстия которого производят вакуумирование массы,
подача масла между корпусом контейнера и эластичной оболочкой 5 до достижения
давления 60 МПа. Давление создается двухступенчатым агрегатом, состоящим
Рис. 58. Схема установки изостатического прессования со встроенной матрицей
для формования погружаемых стаканов
130
из гидравлического насоса и мультипликатора 6. После выдержки давления в тече-
ние нескольких секунд давление медленно снижают, сливают масло из контейнера,
поднимают траверсы базового пресса и меняют позиции. Отформованный полуфаб-
рикат 7 вместе со стержнем 8 снимают при помощи гидравлического выталкива-
теля 9. Производительность установки 30 - 40 изделий в смену.
Йзостатическое прессование аналогичных по форме сталеразливочных стаканов,
а также корундографитовых стопор-моноблоков описано в работах [122 - 124].
В отличие от рассмотренной схемы (рис. 58) в данных работах применены так
называемые ’’свободные прессформы”, подготавливаемые на специальном вибро-
вакуумном стенде (рис. 59), который оснащен сдвоенным вибратором с частотой
Рис. 59. Схема установки вибровакуумного уплотнения:
1 — вибровакуумный стенд; 2 — вакуум-камера; 3 - прессформа; 4 - резиновое
кольцо; 5 - перфорированная матрица прессформы; о - эластичная оболочка;
7 — днище; 8 - крышка прессформы; 9 — эластичная оболочка гидропригруза;
10 — промежуточная плита; 11 — вентиль; 12 - прессуемый порошок; 13 - рези-
новый вкладыш; 14 - питатель; 15 — мановакуумметр; 16 — вакуумметр; 17 -
редуктор; 18 — вакуумный присос; 19 —21 — гибкие штанги; I—XI — вакуумные
вентили; А и В - соединяющиеся полости крышки прессформы и питателя для
вакуумирования и наложения гидропригруза
50 Гц и регулируемой до 4 мм амплитудой и вакуум-камерой, соединенной с ва-
куум-насосом. Изостатическая установка рассчитана на давление до 200 МПа и снаб-
жена двумя попеременно работающими контейнерами диаметром 400 и высотой
2000 мм.
Помимо радиального давления, создаваемого при формовании эластичной обо-
лочкой, облегающей боковую поверхность изделий, обеспечивается осевое уплот-
нение массы при помощи встроенных в крышку прессформ гидропригрузов, также
выполненных с применением эластичной оболочки.
Процесс изостатического формования включает следующие операции: вакууми-
рование полости гидростата для растягивания эластичной оболочки и ее прилега-
гия к внутренней поверхности перфорированной матрицы; засыпку пресслорошка
влажностью 2,8 - 3,2 % (объемное дозирование) при одновременной вибрации;
131
герметизацию прессформы; вакуумирование с последующей вибрацией (или без
вибрации) и небольшим пригрузом сверху через эластичную оболочку в крышке,
на которую действует атмосферное давление; извлечение прессформы из вакуум-
камеры и помещение ее в контейнер установки; заполнение его жидкостью, прило-
жение давления на оболочку и верхний гидропригруз; сброс давления, извлечение
прессформы из контейнера, сушку ее сжатым воздухом, разборку и съем отфор-
мованного полуфабриката.
При подборе режимов формования было установлено, что с увеличением ампли-
туды колебаний выше 0,2 - 0,5 мм усиливается расфракционирование массы.
Основная осадка пресспорошка (до 90 % от конечной) происходит в течение пер-
вых 10 - 20 с. Дальнейшее вибрирование приводит к сегрегации массы и существен-
ному разбросу показателей свойств изделий по высоте, а повышение влажности
массы от 2 до 3,5 % уменьшает не только сегрегацию и пыление, но и интенсивность
виброуплотнения и приводит к уменьшению размеров изделий. Последнее, по-ви-
димому, объясняется большим коэффициентом влажностного разрыхления массы
при увеличении ее влажности и ростом Ксж [10].
В рассмотренных работах [122 - 124] были установлены следующие оптималь-
ные параметры процесса: длительность вибрации с амплитудой 0,3 - 0,6 мм - 30 с,
вакуум 680 мм рт. ст., давление прессования 100 МПа. Общая длительность цикла
10 мин. Отформованный полуфабрикат обладал пористостью 16 — 20%, прочностью
при сжатии 5-8 МПа, разноплотностью не более 6 % (отн.). Стойкость эластичных
оболочек (из резины марки 2566) обеспечивала до 40 - 60 циклов прессования.
Изостатическое прессование крупногабаритных изделий (типа огнеупорных бло-
ков) обладает рядом особенностей, которые рассмотрены ниже на примере формо-
вания хромоксидных изделий из тонкодисперсных (< 10 мкм) масс [ 122].
Обычно при формовании блоков (рис. 60) одна из его сторон (чаще верх-
ний торец) прилегает к жесткому затвору гидростата (встроенная прессформа)
или к крышке прессформы (свободная прессформа). Это дало основание класси-
фицировать этот способ как полуизостатический [ 113], которому присуща неко-
торая разноплотность полуфабриката. Вибровакуумное уплотнение, хотя и устра-
няет ее, но ведет к искажению формы изделия (рис. 60, е). С целью устранения
указанных недостатков была применена [ 122] дополнительная эластичная оболоч-
ка, через которую рабочая жидкость действует на верхний торец прессуемого из-
делия (рис. 60, и), создавая тем самым гидропригруз в процессе вибровакуумного
уплотнения порошка.
При выборе всех характеристик пресспорошка и условий виброуплотнения
руководствуются требованиями получения полуфабриката высокой плотности и
прочности (с целью уменьшения показателя Ксж массы при последующем изоста-
тическом прессовании).
Особенностью формования крупногабаритных блоков является также необ-
ходимость проведения цикличной вибрации с равномерным повышением ее час-
тоты до оптимального значения виброускорения частиц в каждом цикле с после-
дующим понижением частот до минимума. Число циклов засыпка - вибрация целе-
сообразно определять исходя из размеров изделия и осадки массы в каждом цикле.
При размере прессформы 1040 X 382 X 106 мм требуется 4-5 циклов при общей
продолжительности вибрации 4-7 мин.
При обжиге крупногабаритных изделий, полученных из тонкодисперсных негра-
нулированных масс, отмечено появление трещин и посечек, что не удалось устранить
различными режимами изостатического прессования. Следовательно, необходимо
предварительное гранулирование порошков. Применение гранул оксида хрома,
полученных в распылительной сушилке, позволило получить качественные блоки
даже при максимальных скоростях подъема давления и декомпрессии (общее вре-
мя 40 мин).
При изостатическом прессовании под давлением 100 МПа из гранулированного
оксида хрома (насыпная масса 1,62 г/см3) усадка блока составила по высоте 20 -
22 %, по ширине 15,3 — 15,9 %, по толщине 1 — 12 %, а кажущаяся плотность -
3,44 г/см3 (истинная пористость 34 %).
132
ж
и
Рис. 60. Расположение элементов прессформы в установке изостатического прес-
сования блоков:
I - прессование с вакуумированием без вибрации и гидропригруза; II - прессо-
вание с вибровакуумным уплотнением без гидропригруза; III - то же, с гидропри-
грузом; 1 — камера высокого давления; 2 - перфорированная матрица; 3 - элас-
тичная оболочка; 4 — затвор (крышка прессформы); 5 — вентиль для подачи рабо-
чей жидкости в оболочку пригруза; 6 — эластичная оболочка пригруза; 7 - поро-
шок (масса); а, г, ж - после засыпки при вибрации порошковой массы; б - после
вакуумирования без вибрации; д, з - то же, с вибрацией; в, е, и — после изоста-
тического прессования
133
Согласно данным [ ПО, 111, 126, 127], способ изостатического прессования ус-
пешно опробован и применяется в производстве хозяйственного фарфора и сани-
тарных изделий. В ФРГ эксплуатируется автоматическая линия по производству
тарелок диаметром 22 см (предполагается увеличение до 33 см) производитель-
ностью 600 шт/ч [ 126]. Линия состоит из автоматического оборудования для до-
зировки, питателей, четырехпозиционного изостатического пресса, автоматов для
оправки и зачистки отпрессованных изделий и их упаковки. На первой позиции
пресса порошок подается на диафрагму и равномерно распределяется вращающим-
ся шаблоном, профиль которого соответствует профилю тарелки, на второй проис-
ходит прессование, на третьей — извлечение изделия и подача его на зачистку, на
четвертой — очистка диафрагмы. Пресс имеет две верхние прессформы: одна про-
изводит прессование, другая — очистку от оставшегося порошка и нанесение тон-
кого покрытия, предотвращающего прилипание пресспорошка. Преимущества изо-
статического прессования состоят в том, что отпадает необходимость в гипсовых
формах, сокращаются трудозатраты, производственные площади и отходы произ-
водства. Существенно увеличивается производительность и улучшается качество
(точность изделий по размерам и массе колеблется в пределах ± 1 %).
В работе £128] описана производственная линия для получения хозяйственного
фарфора (тарелок) изостатическим прессованием, в которой предусмотрена рас-
пылительная сушка шликера с последующим хранением пресспорошка в течение
определенного времени. Производительность изостатического пресса 600 - 1440 шт.
изделий в час при формовании одновременно двух тарелок. После прессования
производятся окончательная сушка изделий, а затем декорирование.
Для формования фарфоровой посуды применяли как изостатический, так и
квазиизостатический способы прессования [ 127]. Преимущество этих способов
по сравнению с другими заключается в том, что
отсутствие текстурной неоднородности и усадки
при сушке способствует снижению брака и повыше-
нию качества продукции, уменьшению энергозат-
рат и повышению производительности.
Перспективность применения изостатического
прессования для формования умывальных столов
показана в работе ( ПО]. Она обусловлена тем, что
этот метод исключает запас гипсовых форм, упро-
щает сушку, технологию, уменьшает энергозатра-
ты. Для получения некоторых видов санитарной
керамики (например, умывальников и бачков)
метод изостатического прессования уже освоен
промышленностью, для более сложных изделий -
находится в стадии освоения.
Рис. 61. Схема прессформы для изостатического пре-
ссования тиглей
134
В работе [ 119] приведена схема прессформы для изостатического прессова-
ния тиглей, имеющих форму ’’лодочки”. Прессформа, позволяющая прессовать
два таких тигля одновременно, показана на рис. (>1. Она имеет цилиндрическую ре-
зиновую оболочку 7 и торцовые резиновые пробки 2, служащие для формования
торцов изделия. Стальной сердечник 3 соответствует форме и размерам внутрен-
ней полости изделия. В прорези, выполненной по периметру сердечника, укреплена
перегородка 4. Сердечник центрируется в торцовых пробках с помощью штырей
5. Для засыпки порошка 6 прессформу устанавливают в вертикальное положение.
При снятой верхней пробке в полость прессформы засыпают порошок, собранную
форму помещают в эластичный чехол, позволяющий в случае необходимости осу-
ществлять вакуумирование. Тигли прессовали под давлением 100 - 600 МПа из
материалов на основе тугоплавких соединений: диборида титана, нитрида алюми-
ния, нитрида кремния, карбонитрида бора. В качестве пластификатора применяли
раствор синтетического каучука в бензине.
В работе [ 109] сообщается о применении способа изостатического прессования
для формования крупногабаритных (высота около 1000 и диаметр 400 мм) тонко-
стенных обтекателей для ракет на основе А1 2 О3. Учитывая необходимость получе-
ния точных геометрических размеров, заготовку после формования и сушки пред-
варительно обжигали при 1100 - 1200°С, а в дальнейшем подвергали алмазному
шлифованию и спеканию. Отмечены близкие значения огневой усадки как по вы-
соте, диаметру (8 — 8,13 %), так и по толщине стенки (7,43 %), что свидетельству-
ет о высокой равноплотности полуфабриката.
Метод изостатического прессования эффективен и применительно к получению
ферритов [ 129]. По сравнению с прессованием в стальных формах он позволил
на 10 % повысить плотность образцов, на 19 % начальную магнитную проницаемость
и ее относительную термостабильность, уменьшить тангенс угла диэлектрических
потерь.
Изостатическое прессование нашло применение при формования керамических
канализационных труб [ 106]. Среди преимуществ этого способа по сравнению с
обычно применяемым пластическим - уменьшенные энергозатраты и отпадает
отсутствие необходимости в помещениях для сушки.
Представляет интерес применение изостатического прессования для соединения
керамических деталей ( 130]. Исследования проведены на корундовых пластинах,
предварительно отпрессованных при давлениях 10 - 12 МПа. Изучено влияние
количества связующего, давления при предварительном (обычном) и изостатичес-
ком прессовании и температуры на прочность соединения. Прочность соединения
при изгибе уменьшается по мере увеличения давления при предварительном прес-
совании деталей. С увеличением давления изостатического прессования наблюда-
ется постепенное повышение прочности соединения; при Р = 400 МПа оизг соеди-
нения достигает значений для исходных деталей (2 — 2,5 МПа). Повышение темпе-
ратуры изостатического прессования до 100°С ведет к повышению оизг до 4 - 5 МПа.
В заключение следует отметить, что роль изостатического прессования в совре-
менной керамической технологии непрерывно растет. Лишь относительная слож-
ность оборудования и трудности в создании установок высокой производитель-'
ности пока еще ограничивают его использование в качестве универсального спо-
соба производства наиболее сложных и ответственных изделий с высокой степенью
равноплотности. Можно считать, что по мере развития техники и совершенствования
технологии изостатического прессования этот метод найдет еще более широкое при-
менение при получении многих керамических и огнеупорных изделий.
2. СПОСОБ КВАЗИИЗОСТАТИЧЕСКОГО ПРЕССОВАНИЯ
В способе квазиизостатического прессования [131 — 133] успешно
сочетаются преимущества как статического, так и изостатического прес-
сований. Этот способ, получивший значительное развитие в работах
М-И. Тимоховой и др. [ 131 — 133],при массовом производстве изделий
простой формы позволяет создавать условия обычного изостатического
135
(гидростатического) прессования без применения специального обору-
дования с использованием обычного прессового оборудования и так на-
зываемых квазиизостатических прессформ, которые не более сложны,
чем обычные стальные прессформы при статическом прессовании.
Принцип квазиизостатического прессования (рис. 62) заключается
в том, что средой, передающей равномерное давление по всей поверх-
ности формуемого полуфабриката, является эластичный материал (ре-
зина, синтетический каучук и т.п.). При этом прессующая среда одно-
временно является и элементом, придающим форму полуфабрикату.
Устройство для квазиизостатического прессования состоит из мат-
рицы 1, в которой помещен эластичный материал 2 с полостью 3, запол-
няемой пресспорошком. При прессовании пуансоном 4 поведение элас-
тичного материала подобно несжимаемой жидкости, вследствие чего
материал равномерно во всем объеме сжимает заключенный в полости
3 пресспорошок и создает условия объемного квазиизостатического
прессования. После снятия давления эластичный материал принимает
первоначальные размеры, что позволяет свободно извлекать отпрессо-
ванный полуфабрикат. В поперечном сечении отпрессованные изделия
Рис. 62. Схемы квазиизостатического прессования:
а - шара; б — цилиндра; в - кольца; г - прямоугольной обечайки; д - капселя;
е - толстостенного полого цилиндра; D, d - наружный и внутренний диаметры
изделия; h — высота изделия; К — усилие прессования; А - диаметр или сторона
прессующей плоскости пуансона
136
могут быть круглыми, квадратными, прямоугольными и др. (см. рис.
62). При этом в различных конструкциях эластичным прессбуфером осу-
ществляется как наружное (а - в) от периферии к центру, так и внутрен-
нее (г, д) от центра-к периферии обжатие пресспорошка. Для формования
полуфабриката с большой толщиной стенки целесообразен вариант дву-
стороннего обжатия (см. рис. 62, е).
Важнейшей частью квазиизостатических прессформ являются пресс-
буферы, теория и методика расчета которых описана в работе [ 132].
При прессовании на деформацию прессбуфера, кроме приложенного дав-
ления, влияет еще и противодействие формуемого порошка, что в свою
очередь зависит от его пластичности и коэффициента сжатия Ксж.
Способ квазиизостатического прессования успешно реализован при
прессовании капселей, колец, обечаек, мелющих тел и ряда других из-
делий.
Рис. 63. Прессформа для квазиизоста-
тического прессования (в) и схема
ее работы при прессовании шаров
(б):
I - загрузка пресспорошка или
предварительно оформленной заго-
товки шара; II - начало прессова-
ния; III — конец прессования; IV -
возврат пуансона и прессбуфера в ис-
ходное положение
/ - п б ш а
137
В качестве примера на рис. 63 показана прессформа для квазиизостатического
прессования шаров и принцип ее работы [ 132]. Она имеет верхний и нижний штам-
пы, выполненные в виде поршневых пар, состоящих из металлических цилиндров
1, в которых находятся эластичные прессбуферы 2 с формующими фасонными по-
лостями, и поршни 3. Прессформа обеспечивает легкую смену эластичных буферов
и опробована при прессовании шаров диаметром 20, 30, 40, 50, 60 и 70 мм на ос-
нове различных высокоглиноземистых материалов при давлениях 100 - 150 МПа и
на основе пластичных керамических материалов (фарфор,, стеатит) при давлениях
20 - 50 МПа. На прессе с автоматической засыпкой порошка и выгрузкой изделий
производительность достигала до 600 шт/ч мелющих шаров.
Процесс квазиизостатического прессования успешно опробован при прессова-
нии тигпей на основе крупнозернистого оксида магния [ 133]. При этом исследо-
ваны схемы прессования с применением эластичных как сердечника, так и мат-
рицы при максимальном давлении до 125 МПа. Схема с эластичной матрицей (рис.
64) по сравнению со схемой с эластичным сердечником позволяет получить более
равномерную структуру и лучшую (гладкую) рабочую поверхность. При этом
плотность полуфабриката достигает 3,10 - 3,15 г/см3 (пористость 12 - 14 %).
Способ квазиизостатического прессования эффективно применяется [ 127]
для формованию фарфоровой посуды. При этом применяется схема с эластичной
(из полиуретана) формой. Недостатком способа является временное неравномер-
ное распределение давления по сечению полуфабриката. Сначала происходит уплот-
нение в направлении приложения давления аналогично обычному прессованию,
Рис. 64. Схема прессформы для квазиизостатического формования тиглей:
1, 9 - плиты; 2, 5 - стальной пуансон; 3 — вкладыш; 4 - эластичная матрица; 6 -
фланец; 7 - обойма; 8 — стойка; 10 - выталкиватель; 11 - стол пресса
138
а когда сопротивление эластичного материала (матрицы) деформации преодолено,
происходит уплотнение аналогично изостатическому прессованию, т.е. матрица дви-
жется к тем местам прессовки, которые из-за большей толщины еще не отпрессо-
ваны- При этом матрица изменяет свою форму и может наступить нежелательный
сдвиг профиля прессовки, если профиль засыпки не подобран соответственно
полуфабрикату и матрице.
3. ВИБРАЦИОННОЕ УПЛОТНЕНИЕ (ВИБРОПРЕССОВАНИЕ)
Вибрационные методы уплотнения получили широкое применение
в технологии получения керамики для предварительного уплотнения
формовочных систем, например при изостатическом и горячем изоста-
тическом прессовании и в качестве самостоятельного метода формова-
ния изделий [ 17,28,29,137 — 141].
Впервые- метод вибрации был применен для уплотнения керамичес-
ких порошков в 1933 г. в УкрНИИО [17].
При вибрировании керамические порошки уплотняются, что сопро-
вождается удалением газовой фазы. Это обусловлено тем, что при воз-
действии вибрационных импульсов отдельным частицам порошка сооб-
щаются индивидуальные скорости и ускорения, в результате чего ослаб-
ляются силы внутреннего трения, разрушаются арочные образования
и создаются условия для наиболее плотного размещения частиц в каждом
микрообъеме полуфабриката даже при незначительных контактных дав-
лениях прижима РПр1.
Вопросы теории и практики технологических процессов, конструи-
рования и разработки оборудования для виброформования наиболее
полно разработаны в» области технологии строительного бетона ] 142 —
144].
Несмотря на значительные различия в структуре, составе исходных
формовочных систем и конечного материала, в реологическом поведении
при виброуплотнении бетонных смесей и керамических пресспорошков
значительной влажности; между этими двумя способами существуют опре-
деленные аналогии. Это следует, например, из данных о зависимости рео-
логических свойств карбидкремниевых смесей (на связке из ССБ) от
условий виброуплотнения [ 145]. В указанном исследовании процесс
виброуплотнения рассматривается с позиций механики упруго-вязко-
пластичных сред.
При исследовании и разработке различных методов вибропрессования
керамических материалов ставят задачу удешевления конструируемых
тяжеДЫх прессов, необходимых для получения плотного полуфабриката
больших размеров и неблагоприятной формы; устранить или уменьшить
Упругое расширение, лимитирующее достижение высокой плотности по-
луфабриката.
Значительными преимуществами вибрационных методов формования
являются сравнительно небольшие затраты металла на прессформы,
1 Ям Г.М. Исследование процесса виброударного уплотнения полусухих огне-
упорных масс. Автореф. канд. дис. Л., 1968.
139
Рис. 65. Схемы процесса вибрационного уплотнения
порошковых материалов:
I—VI - ’’вибрирующий контейнер”; VII - ’’вибри-
рующая матрица”; VIII - ’’плавающая матрица”;
Q, F и G - возмущающие силы при вибрационном
воздействии соответственно на контейнер (матрицу),
верхний и нижний пуансоны; S, NmP - соответствен-
но безынерционный, инерционный и нажимной при-
грузы; 1 - пресспорошок; 2 - форма; 3 - пружины;
Л — ’’свободный” пригруз; 5 - безынерционная диа-
фрагма; 6 - упругий элемент; 7 - рама; 8, 10 - виб-
рирующие матрицы; 9 - вибрирующий пуансон; 11 -
неподвижный пуансон; 12 — нажимной верхний пуан-
сон; 13 — плавающая матрица; 14 нижний вибри-
рующий пуансон
высокая их стойкость, малая масса установки и высокая плотность по-
луфабриката при относительно низких удельных давлениях формования
[ 28]. Недостатком их являются значительные шумы при работе устано-
вок, в связи с чем необходимы звукоизолирующие устройства и вибро-
изолирующие фундаменты, а также детали и узлы повышенной прочности
и жесткости.
Имеются различные способы осуществления процесса вибропрессова-
ния, определяемые типом материала, формуемого изделия и рядом дру-
гих факторов. Согласно классификации [ 116], рассмотренной приме-
нительно к формованию изделий порошковой металлургии, процессы
вибропрессования различают по характеру динамического воздействия
на пресспорошок (вибрационное и виброударное формование), по соот-
ношению между статической и динамической составляющими усилия
формования (вибропрессование и виброукладка), по последователь-
ности приложения (циклограмме) вибровоздействий (с предварительным
виброуплотнением порошка и последующим статическим прессованием,
с вибрационным или виброударным воздействием в течение всего про-
цесса и др.). Основные конструктивные схемы процесса виброуплотне-
ния керамических порошков1 приведены на рис. 65.
1 Дородный Б.А. Исследования и разработки технологии изостатического прес-
сования крупногабаритных огнеупорных изделий. Автореф. канд. дис. Свердловск,
1978.
140
Свободное виброуплотнение (виброукладка) порошков (по схеме
]) достаточно эффективно лишь при формовании подвижных систем.
Влажность, необходимая для достаточной их подвижности, превышает,
как правило, нормальную влажность соответствующих порошков для
статического прессования. Подобные системы при виброуплотнении раз-
жижаются аналогично бетонным смесям (точнее растворной их части)
или вязким тиксотропным шликерам. При этом, как правило, достига-
ется критическая плотность полуфабриката, которая, однако (вследствие
избыточного объема технологической связки), ниже тех значений плот-
ности, которые могут быть получены для подобных систем статическим
прессованием при меньшем содержании связки. Взаимосвязь между
влажностью и предельной относительной плотностью полуфабриката была
проанализирована в гл. 2 (см. рис. 23).
Для рассмотренных систем, уплотняющихся по механизму ’’вибро-
разжижения”, содержание объемной доли жидкости в порошке, а также
показатели относительной плотности получаемого полуфабриката были
не выше, чем для литейных систем с зернистым заполнителем, форму-
емых вибролитьем [ 146 — 148]. Так, при виброформовании масс вы-
сокоглиноземистого и форстеритового состава их влажность состав-
ляла 8 - 10 % при пористости до 25 % [ 140]. При вибролитье же матери-
алов зернистого строения системы циркон (вяжущая суспензия) — ко-
рунд, муллит (заполнитель) оптимальная влажность не превышала 6 %
[ 146]. При этом достигались и меньшие значения пористости полуфаб-
риката (21 — 22 %).
Таким образом, формованию по схеме свободного виброуплотнения
характерны недостаточная степень уплотнения, обусловленная избыточ-
ным объемом в системе технологической связки по сравнению с объе-
мом пор, соответствующим упаковке системы при статическом прес-
совании. Поэтому наибольший практический интерес среди методов
виброформования представляет сочетание прессования с вибрацией,
позволяющее снизить содержание временной связки. Такой процесс
реализуется по нескольким конструктивным схемам (см. рис. 65).
Вибрационное воздействие в них сочетается с определенным по величи-
не усилием прижима (контактным давлением). Приложение давления
не только препятствует разрыхлению и сегрегации порошка, отмечаю-
щимся в схеме 1 (см. рис. 64), но и обусловливает повышенную плот-
ность и равномерность свойств полуфабриката. При этом силы к уплот-
няемому порошку могут быть приложены сверху, снизу или с разных
сторон, что и является принципиальной особенностью данной схемы
установки. В различных схемах вибропрессования оптимальные удель-
ные давления прижима в зависимости от содержания технологической
связки, конфигурации и габаритных размеров полуфабриката находятся
в пределах от десятых долей до единиц мегапаскалей, т.е. на 1 — 2 порядка
ниже, чем при статическом прессовании аналогичных изделий.
Несмотря на сравнительно низкие давления, их сочетание с интенсив-
ной вибрацией позволяет получить полуфабрикат с высокой относитель-
ной плотностью (в ряде случаев до 0,09 — 0,95) и равномерностью
141
свойств. В случае повышенных давлений при вибропрессовании колеба-
ния в формуемой системе затухают и эффективность виброуплотнения
снижается. Для достижения высокой плотности вибропрессуемого полу-
фабриката применительно к конкретному типу формуемого материала
важно подобрать оптимальное сочетание параметров вибрации (частоты,
амплитуды) и давления. Увеличение общей интенсивности вибрации (т.е.
ускорений, пропорциональных произведению частоты на амплитуду)
является, как правило, благоприятным для уплотнения.
Общее воздействие вибрирующей системы на пресспорошок в рабо-
тах f 29, 121] оценивали через энергетический параметр — критерий интен-
сивности I = а2/"3, где а и f — амплитуда и частота колебаний. Крите-
рий интенсивности при этом можно рассматривать и в виде I = afG, где
G = af2 — виброускорение колебательного движения в единицах изме-
рения g = 9,81 м/с2. В качестве примера влияния параметра виброус-
корения g на рис. 66; по данным [ 165], показана зависимость относи-
тельной осадки при виброуплотнении двух типов керамических по-
рошков от значения g и условий засыпки формы.
Независимо от конструктивной схемы вибропрессования основное
уплотнение порошка происходит в начальный период вибрирования
(до 0,5 — 1 мин), после чего процесс уплотнения резко замедляется
и прекращается в связи с тем, что система приближается к динамичес-
кому равновесию. При этом оптимальная продолжительность вибриро-
вания зависит от формы зерен. Так, минимальная его продолжительность
отмечается при формовании масс, содержащих зерна простой формы
или приближающихся к изометричным ] 17]. Определенное влияние
на продолжительность виброуплотнения оказывает и зерновое распре-
деление (монодисперсные порошки уплотняются быстрее полидисперс-
ных).
Наибольший эффект вибропрессования отмечается в случае систем
на основе порошков высокотвердых хрупких материалов (типа карбидов,
боридов и др.), требующих при статическом прессовании высоких дав-
лений, а также при использовании прерывных зерновых составов, обеспе-
чивающих получение плотной упаковки. Именно при использовании
1 3 5 7 1 3 -5 7 д
Рис. 66. Зависимость относительной,
осадки вибромолотого оксида
хрома (I ) и тонкомолотого квар-
цита (П) при амплитудах 0,1 мм
(о) и 1 мм (б) от виброускорения
при засыпке порошка: о — в непо-
движную форму; о-в вибрирую-
щую форму
142
таких систем методом вибропрессования удалось получить полуфабри-
кат большей плотности, чем при статическом или изостатическом прес-
совании [ 28] (рис. 67).
В случае пресспорошков с высоким содержанием глиняного компо-
нента или других порошков, состоящих из высокодисперсных минераль-
ных частиц, объединенных в пластифицированные гранулы, вибропрес-
сование менее перспективно, так как в этом случае в результате деформа-
ции частиц порошка эффект виброупаковки не
может полностью заменить эффект уплотнения,
достигаемого при статическом или изостатичес-
ком прессовании.
50
2,Ъ
Рис. 67. Зависимость кажущейся плотности полуфаб- j 2
риката от давления для различных порошков: ’
1, 1' - карбид бора; 2, 2* - карбид кремния; 3, О
f — карбид титана (/’ — 3* - вибропрессование;
1 - 3 - статическое прессование)
Применительно к формованию высокоплотных огнеупоров или из-
делий сложной (неблагоприятной) конфигурации из рассматриваемых
способов прессования наиболее перспективен виброударный, наиболее
полно изученный в работах В.М. Яма с сотрудниками [ 137, 138, 139,
145,149,150].
На рис. 68,по данным [ 139],показана одна из наиболее распространен-
ных схем виброударной установки. Она состоит из вибрирующей рамы
2, в расточках которой установлены два дебалансных электромехани-
ческих возбудителя колебаний 4, противоположное вращение которых
вызывает колебания в вертикальных направлениях. На виброраме уста-
новлены два гидроцилиндра 5, к которым через упругие прокладки
прикреплена подвижная траверса 6 с жестко закрепленным верхним
пуансоном 8. Усилие прижима формуемой смеси осуществляется гидро-
цилиндрами через верхний пуансон и регулируется изменением давле-
ния в гидроцилиндрах. Вибрирующая рама прижимается к упругой про-
кладке прижимными подвесками 3. Ударный характер вибрационного
воздействия получается за счет того, что под действием возмущающей
силы возбудителя колебаний рама отрывается от упругого ограничите-
ля 11 и затем падает на него с ударом. Виброустановка работает при по-
стоянной частоте (50 Гц). Давление прижима и величину возмущающей
силы регулируют в широком диапазоне значений.
В работе [ 138] проведена сравнительная оценка различных схем виб-
роударных установок при формовании изделий из карбида кремния.
При этом были исследованы схемы: с вибрирующей рамой, прижатой
143
7
Рис. 68. Схема виброударной установки:
1 - фундамент; 2 - вибрирующая рама; 3 - прижимные подвески; 4 - возбуди-
тели колебаний; 5 - гидроцилиндры; 6 - подвижная траверса; 7 - пружина; 8 —
верхний пуансон; 9 - бункер с порошком; 10 - подставка; 11 - ограничитель
к упругому ограничителю; то же, с формой, подвешенной на упругих
элементах; с зазором между вибрирующей рамой и упругим ограничи-
телем; без упругого ограничителя; с двумя упругими ограничителями.
В зависимости от ряда разнообразных факторов (массы вибрирую-
щей рамы, уплотняемого материала, подвижной траверсы, жесткости
связей между ними, свойств уплотняемого материала, усилия прижима,
возмущающей силы и др.) в процессе уплотнения при вибропрессова-
нии может наблюдаться: совместное движение вибрирующей рамы, уплот-
няемого материала и подвижной траверсы; движение их с отделением
подвижной траверсы (пуансона) от уплотняемого материала; движение
с отделением уплотняемого материала с подвижной траверсой от вибри-
рующей рамы (основания формы) и движение с отделением как подвиж-
ной траверсы (пуансона) от уплотняемого материала, так и материала
от вибрирующей рамы (основания формы). Основным видом силового
воздействия виброустановки на уплотняемый порошок являются удары
между основанием формы, порошком и верхним пуансоном [ 137].
Плотность полуфабриката, ее равномерность, скорость уплотнения
и продолжительность процесса зависят от характера взаимодействия по-
рошка с элементами установки. Наиболее эффективными являются такие
режим и параметры процесса, которые обеспечивают устойчивое пери-
одическое давление с отделением как верхнего пуансона от порошка,
так и порошка от основания формы с частотой возмущающей силы. Так,
исследованиями В.М. Яма установлено, что при виброударном прессо-
144
вании существует определенная зависимость плотности полуфабриката
оТ контактного давления прижима Рпр и отношения суммарного усилия
прижима к амплитудному значению возмущающей силы Ро. При этом
плотность возрастает по мере увеличения Рпр до значений, определяе-
мых возмущающей силой и составом пресспорошка. Каждому значению
возмущающей силы соответствует определенное значение контактного
давления. Приближение к нему увеличивает, а превышение его уменьшает
плотность и равноплотность полуфабриката. Для карбидкремниевых
масс на связке из ССБ (6 %) оптимальные значения Рпр составили 0,15 —
0,17 МПа при возмущающей, силе 39,8 кН и 0,2 — 0,23 МПа при ее уве-
личении до 52 кН. Отношение РПр и Ро при этом находится в интервале
0,28-0,31.
Значительное внимание при разработке методов вибропрессования
уделяется равноплотности получаемого полуфабриката, тем более, что
во многих случаях она важнее, чем плотность. По сравнению со стати-
ческим прессованием эффект вибропрессования в данном отношении
обусловлен прежде всего уменьшением трения между прессуемым по-
рошком и формой. Кроме того, перепад давления может снижаться и за
счет снижения общего приложенного давления. В случае виброударного
прессования равноплотность также зависит от характера взаимодействия
порошок — установка [ 137]. Полуфабрикат с лучшей равноплотностью
получен при взаимодействии материала с основанием формы и верхним
пуансоном с отделением их друг от друга при уплотнении. При взаимо-
действии с отделением только верхнего пуансона от уплотняемого мате-
риала растет неравноплотность, которая в еще большей мере возрастает
для случая без отделения верхнего пуансона. По данным В.М. Яма, мак-
симальная разница в значениях кажущейся плотности при виброударном
прессовании фасонных карбидкремниевых плит не превышала 0,05 г/см3.
Немаловажное влияние на равноплотность вибропрессованного полу-
фабриката оказывает и конструктивная схема процесса, что на примере
системы карбид вольфрама (80 %) - кобальт (20 %), по данным [ 28]?
показано на рис. 69.
Анализ литературных данных позволяет сделать вывод о том,что
причинами неравноплотности полуфабриката, полученного вибропрес-
сованием, являются: а) затухание колебаний в сжатом порошке при их
распространении от источника вибрации; б) потери давления на внеш-
нее трение, которые при вибрации хотя и уменьшаются (по сравнению
со статическим прессованием), но полностью не устраняются.
Рис. 69. Изменение плотности брикетов т из
смеси порошков карбида вольфрама с 20 %
Со в зависимости от высоты брикета й ; 1 -
принудительное вибрирование нижнего пуан-
сона; 2 - то же, матрицы
145
Из изложенного следует, что значительное увеличение высоты форму-
емого полуфабриката (по сравнению с горизонтальным сечением) при-
водит к заметному снижению его плотности. Снизить неравноплотность
такого полуфабриката можно путем увеличения мощности вибраторов
и особенно путем подачи вибрации на матрицу (вместо пуансона), так
как в этом случае уменьшается отрицательная роль затухания колебаний
в формуемой системе.
Ниже приведены некоторые примеры применения способов вибро-
формования в технологии керамики, которые весьма разнообразны
как по типам формуемый материалов, так и по объемному содержанию
в них технологической связки (жидкой фазы).
Эффективность вибропрессования карбидкремниевых огнеупорных капселей
по сравнению со статическим прессованием показана в работе I 149]. Формование
капселей (диаметром 530 им, высотой 260 мм) из масс на основе трехфракцион-
ного карбида кремния, 3% глины и связки из ССБ осуществляли как- статическим
прессованием приРуД = 80 МПа, так и вибропрессованием при Руд = 0,22 т
-5- 0,27 МПа. Виброударное действие передавалось уплотняемому материалу через
неподвижный нижний и подвижный верхний пуансоны, вследствие чего менее уплот-
ненной оказалась средняя часть капселя. Однако перепад плотности при этом был
значительно меньший, чем при статическом прессовании (0,03 - 0,06 против 0,17 -
0,31 г/см’). Оптимальными параметрами вибропрессования капселей были следу-
ющие: амплитуда колебания 1,0 — 1,2 мм; частота колебаний 50 Гц; Руд =
= 0,22 -5- 0,27 МПа; продолжительность вибрации 25 - 30 с. Максимальные значе-
ния плотности полуфабриката составляли до 2,65 г/см3 при влажности массы около
4 % и оказались существенно большими, чем при обычном прессовании (до
2,50 г/см3).
В работе [150] показана применимость метода свободного виброуплотнения
(схема 1 на рис. 65) при формовании длинномерных заготовок малого диаметра.
Трудность формования керамических деталей типа труб и стержней (нагревателей
сопротивления, тепловыделяющих элементов и т.п.) обусловлена их спецификой —
малым сечением и большой длиной (отношением 1/50- 1/75). Особенно важны
здесь равноплотность и равномерность свойств по длйнё, что должно учитываться
при отработке технологии виброформования.
В опытах, проведенных на полидисперсных порошках карбида кремния с исполь-
зованием формы диаметром 26 мм и высотой 800 мм показано, что оптимальными
условиями являются амплитуда колебания 0,8 - 1,1 мм и содержание 6 % связки
на основе жидкого стекла. Максимальные значения плотности заготовки составили
2,18 — 2,20 г/см3 (пористость 31 - 32 %).
Применение метода виброформования целесообразно и при формовании слож-
ных фасонных шамотных изделий, формуемых обычно (учитывая небольшую их
потребность) из пластичных масс, нередко с применением ручного формования
(набивки). При этом состав и влажность массы приходится изменять, что позволя-
ет значительно увеличивать плотность и прочность виброформуемого материала.
Способ виброуплотнения успешно опробован при формовании крупногабарит-
ных огнеупорных блоков [ 136]. Отличие такой виброустановки состояло в том,
что в ней был применен сменный ’’всплывающий” инструмент - уплотнитель в
виде решетки, получающий колебательное движение от вибратора. Это позволяло
по мере уплотнения вводить свежие порции массы (высотой 20 - 30 мм) с целью
достижения равноплотности блока. К достоинствам установки относятся возмож-
ность формования блоков большой высоты и отсутствие у них слоистости, харак-
терной для блоков, формуемых трамбовкой.
Метод виброформования ядерного горючего на основе диоксида урана применя-
ют [ 152] с использованием предварительно сфероидизированных порошков пре-
рывного зернового состава, благодаря чему достигается 90 %-ная плотность их
упаковки.
146
Методом вибропрессования были изготовлены цирконовые стаканы для раз-
ливки стали [ 141]. Массы готовили на основе цирконового дробленого брикета
(0,088 — 3 мм) и смеси совместного помола циркона с глиной (90 : 10). Вначале
массу уплотняли в форме верхним пуансоном, после чего в течение 1,5 мин произ-
водили виброуплотнение с прижимом при частоте колебания 15 Гц.
Сопоставительные данные по эффективности вибрационного и изостатического
метода формования приведены в работе [ 17, с. 129]. По показателям усадки при
спекании, кажущейся плотности и прочности материалы на основе глинозема и
других составов имеют сравнимые свойства.
На зарубежных огнеупорных заводах эксплуатируются технологические линии
по непрерывному вибропрессованию изделий. Одна из разновидностей установок
по вибропрессованию огнеупорных блоков ] 134] состоит из двух частей: вибраци-
онного стола и устройства для прессования. Стол состоит из двух соединенных
балок и опирается на пружины-амортизаторы, закрепленные на фундаменте. К
нижней части стола прикреплен вибратор, состоящий из двух эксцентриков, при-
вод которых осуществляется от электродвигателя мощностью 4 кВт. Прессование
массы в форме производится роликами, заполненными свинцом (масса 50 - 60
кг), которые подвешены на пружинах с каркасом (по 4 - 8 шт, ). Вибрация пере-
дается роликам посредством верхнего штемпеля формы. Для транспортировки
форм служат тележки, перемещающиеся по балкам с помощью цепи со скоростью
4 м/мин, что обеспечивает формовку одного изделия за 1 мин.
За границей значительное распространение получает виброударное прессова-
ние огнеупоров. В США компанией ’’Chambers Brothers” с 1961 г. выпускаются
пневмогидравлические и гидравлические виброударные и ударные прессы для фор-
мования огнеупоров с максимальными размерами в плане 760 X 470 мм и высо-
той до 230 мм. Силовое воздействие вибропресса на-формуемый материал харак-
теризуется усилием прижима 3 —.12 МПа и динамическим давлением > 10 - 20 МПа.
Таким образом, метод виброформования является весьма перспективным
применительно к получению определенных керамических изделий. Однако необ-
ходимы дальнейшие исследования и, что особенно важно, совершенствование обо-
рудования.
4. ВЗРЫВНОЕ ПРЕССОВАНИЕ
В последние годы для формования некоторых изделий из металлов,
материалов порошковой металлургии, а также керамики начинают при-
менять высокоскоростные (динамические) методы формования. В ка-
честве источника энергии для этих методов используют [ 88, 116] взрыв
заряда взрывчатого вещества (ВВ), ударную волну высокой интенсив-
ности при разряде аккумулированной электроэнергии через электроды,
погруженные в воду;и импульсное электромагнитное поле. В зависимости
от источника энергии формование называют взрывным, электрогидрав-
лическим или электромагнитным. Преимущественное распространение
среди этих методов получает взрывное прессование.
Применительно к формованию металлических и керамических порош-
ков метод взрывного прессования находится главным образом в стадии
лабораторных исследований и экспериментальной отработки процесса
[ 152 — 162]. Основным преимуществом метода является возможность
достижения исключительно высокой (до 95 — 98 %) плотности полу-
фабриката (в том числе при формовании ’’жестких”, плохо формуемых
Другими способами порошков) и спекания его при пониженной темпе-
ратуре благодаря существенной активизации и измельчению частиц по-
рошка в отпрессованном полуфабрикате. Основная сложность формо-
147
вания этим методом — в предрасположенности полуфабриката к трещи-
нообразованию. Поэтому необходимо тщательно выбирать основные
технологические параметры процесса и конструктивную схему прессова-
ния.
Сущность метода заключается в том, что формование порошка осу-
ществляется динамическим воздействием газов, образующихся в резуль-
тате взрыва бризантных взрывчатых веществ (ВВ).
Одна из возможных схем взрывного прессования
5 показана на рис. 70 [ 160]. Взрывчатые вещества,
применяемые для взрывного прессования, харак-
теризуются такими показателями, как плотность,
химическая и физическая стойкость, чувствитель-
5 ность к внешним воздействиям (удару, трению,
нагреву и др.), бризантное действие, теплота взры-
ва, скорость детонации, температура взрыва
7 [152]. При: необходимости бризантное действие
может быть ослаблено введением между слоем
взрывчатых веществ и метаемой пластиной прос-
лойки из резины, пластика и др.
8
д Рис. 70. Схема взрывного прессования полуфабрика-
та цилиндрической формы:
1 - поливинилхлоридный диск; 2 - взрывчатое вещес-
тво; 3 — деревянный конус; 4 — картонная крышка;
5 — детонатор; 6 - картонная трубка; 7 - стальная
пробка; 8 - стальная трубка; 9 - пресспорошок
Под действием ударной волны температура прессуемого порошка в .
условиях адиабатического сжатия может достигать 800 — 1000°С, хотя
время этого воздействия составляет микросекунды. Повышенная темпе-
ратура процесса способствует упрочнению полуфабриката, что исключает
необходимость введения связки. Теплота и температура взрыва опре-
деляют мощность взрывчатого вещества. Скорость детонации представ-
ляет собой скорость перемещения фронта химического превращения
взрывчатых веществ в газообразные продукты взрыва и зависит от раз-
меров заряда, его плотности, величины частиц ВВ [ 152, 161]. На грани-
це раздела заряд ВВ — прессуемый порошок необходим разделительный
слой в виде фольги, металлического листа, передающей среды или жест-
кого стального пуансона для защиты прессуемого порошка от засорения
продуктами взрыва. По характеру разделительного слоя применяются
следующие варианты прессования: с передающей средой (воздух, ре-
зина, вода, песок и др.); без передающей среды с использованием жест-
кого пуансона. В работе [ 163] процессы взрывного прессования клас-
сифицированы на дистанционные (передача энергии взрыва через пере-
148
дающую среду) и контактные, когда источник энергии расположен в
непосредственном контакте с пресспорошком (без разделения). Материал
основания, на котором производится прессование порошка, может быть
жестким или мягким (с жесткостью соответственно выше или ниже
жесткости порошка).
В большинстве исследований по взрывному прессованию применяли
схему, традиционную для статического прессования (прессование порош-
ка пуансоном в жесткой матрице). Однако высокая скорость и кратко-
временность процесса взрывного прессования позволяют во многих
случаях избежать применения жестких матриц [ 152]. ’’Растекания” по-
рошка в процессе прессования с большой скоростью не происходит вслед-
ствие инерционных сил. Учитывая сложность изготовления матриц, высо-
кую стоимость и низкую стойкость их безматричное взрывное прессова-
ние в ряде случаев более перспективно (например, при прессовании
порошков в плоские заготовки больших размеров).
Основным физическим параметром процесса взрывного прессования
является давление, которое в данном случае трудно определить непо-
средственным измерением. К основным технологическим параметрам
процесса следует отнести такие, которые непосредственно влияют на
давление прессования [ 152]. Давление в частицах за фронтом уплот-
нения определяется скоростью их соударения, которая в свою очередь
зависит от скорости движения пластины поршня, т.е. в данном случае
кинетическая энергия переходит в работу прессования [152]. Таким
образом, параметры, определяющие скорость движения пластины поршня,
являются и основными технологическими параметрами взрывного прес-
сования. Максимальная скорость полета пластины в случае одномерного
метания ее зарядом ВВ является функцией скорости детонации ВВ, удель-
ной массы заряда т (произведения плотности ВВ на высоту заряда) и
удельной массы пластины тп (произведения плотности материала плас-
тины на ее толщину).
Взрывному прессованию можно подвергать как свободно насыпан-
ный порошок, так и полученные предварительно заготовки. Величина
и скорость приложения давления зависят от массы заряда и типа ВВ,
его расположения по отношению к формуемому материалу. Установлено
[ 162], что при использовании 500 г ВВ через стальную пластину (D =
= 120 мм, h = 3 мм) передается давление 40000 МПа, которое поддер-
живается на протяжении ~ 10-6 с.
В отличие от статических методов прессования, характеризующихся
малой скоростью сжатия (10" 2 — 10-4 м/с), при взрывном прессовании
скорость нагружения достигает сотен и даже тысяч метров в секунду.
Вследствие этого, а также из-за возникновения в системе напряжений,
превосходящих прочность зерен по всему их объему, переукладка час-
тиц порошка, их разрушение и сжатие протекают практически одновре-
менно.
Главнейшей особенностью взрывных волн является их скоротечность.
Эта особенность приводит к тому, что на фронте ударной волны, т.е.
на участках размером ~ 100 нм создается огромный градиент давлений,
149
вызывающий сильные напряжения в кристаллах и их деформации, дроб-
ление зерен, многочисленные дефекты и дислокации. Дефекты и микро-
деформации приводят к заметным изменениям в молекулярно-физи-
ческих свойствах, они смещают или ’’уничтожают” эндоэффекты плав-
ления и фазовых переходов, увеличивают экзоэффекты химических
реакций.
Таким образом, при взрывном прессовании происходит существен-
ное измельчение частиц керамических порошков, что на примере SiC,
В4С, А12О3, MgO, UO2 показано в работе [ 158]. Для порошков SiC
удельная поверхность при взрывном прессовании увеличивалась с 0,4
до 3,8 м2/г. Для порошков А1 2О3 161] при малых скоростях дето-
нации уплотнение достигается за счет хорошей упаковки. При этом на-
блюдается и некоторая пластическая деформация частиц, которая значи-
тельно увеличивается с ростом скорости детонации, что сопровождается
и измельчением зерен.
Для успешного применения взрывного прессования для формования
керамики необходимо совершенствование технологии ряда отдельных
операций, вызывающих, например, деформацию пластин, затруднения
при выталкивании спрессованного изделия и его трещиноватость.
Экспериментальными работами [ 157] показано, что при давлении
до 42000 МПа достигается следующее уплотнение керамических порош-
ков: для А1 2О3 с зерном размером < 0,044 мм — 95,6 %; для SiC с
зерном < 0,15 — 97,1 %; для ВеО с зерном < 0,044 мм — 95 %; для
MgO с зерном < 0,044 мм — 96 %. Высокая плотность полуфабриката
позволяет значительно снизить температуру спекания соответствующих
материалов.
В работе [ 159] описаны опыты по взрывному прессованию следую-
щих материалов: UO2;W-UO2 ; ZrBr2— MoSi2— BN; Ti—TiC; ВеО и MgO.
Из этих материалов получены профили в виде стержней, трубок и сопел
плотностью 94 — 98 %.
Предпринята попытка получить методом взрывного прессования оптическую ке-
рамику [ 155]. Исходные материалы (фториды лития и калия), запрессованные
в металлические контейнеры сохранения, подвергали взрывному сжатию с исполь-
зованием в качестве ВВ гексогена со скоростью детонации 6,2 км/с. Установили,
что существенное влияние на качество материала оказывает плотность предвари-
тельного уплотнения порошка в ампуле, которая составила около 85 %. Вычис-
ленные значения давлений в головной волне для Li F и Na F составили около
20000 и 25000 МПа, а температуры - 800 и 1000°С. После однократного взрыв-
ного обжатия относительная плотность материала составила 99,4 - 99,6 %, а после
двухкратного - 99,8 - 99,9 %.
Метод взрывного прессования был опробован при получении пьезокерамики
на основе цирконата — титаната свинца с целью понижения температуры спекания
[ 164]. Исходные заготовки пористостью 40 % подвергали взрывному прессованию
при давлениях 20 - 30 кбар. Истинная пористость полуфабриката при этом пони-
зилась до 6,5 — 12,8 %, а фазовый и химический состав материала не изменился.
Оптимальные керамические свойства получены у образцов, спекаемых с незначи-
тельными усадками при 1100°С, что примерно на 100°С ниже, чем при обычной
технологии. Однако оптимальные диэлектрические и пьезоэлектрические свойства,
зависящие не только от плотности, ио и от структуры, достигались после спекания
при 1200°С, т.е. как и при обычной технологии. Аналогичные исследования были
150
проведены позже [ 156]. При этом использованы ВВ со скоростью детонации 4,6 —
7,4 км/с и давления 420 - 1100 кбар. В процессе взрывного прессования при столь
высоких давлениях из порошков исходных оксидов осуществлялся и синтез ве-
щества. Для достижения требуемой диэлектрической проницаемости требовалось
спекание материала.
Примеры применения взрывного прессования для получения композиционных
материалов рассмотрены в работе [ 165].
5. ГИДРОДИНАМИЧЕСКОЕ ПРЕССОВАНИЕ
Гидродинамическое прессование является особым вариантом взрыв-
ного прессования. Сущность его заключается в прессовании помещен-
ного в эластичной оболочке порошка жидкостью, на которую воздей-
ствует давление газов, образующихся при сгорании пороха. Обладая ос-
новными преимуществами метода изостатического прессования (в част-
ности, равномерное распределение
плотности в заготовке), гидродина-
мический метод характеризуется
тем, что не требует высокой гер-
метичности и сложной аппаратуры
для создания высокого давления,
а также позволяет получать полу-
фабрикат повышенной плотности и
прочности, так как давления при
этом могут составлять до 1500 МПа.
Рис. 71. Схема установки для гид-
родинамического прессования
Гидродинамическое прессование по сравнению со взрывным позволя-
ет более полно использовать энергию взрыва, плавнее и равномернее
прикладывать давление, безопасно.
Схема гидродинамической установки [ 166] показана на рис. 71. Уста-
новка состоит из корпуса, представляющего собой толстостенный ци-
линдр 1, внутри которого размещена рабочая камера 2, заполненная ра-
бочей жидкостью. В камеру на подставке помещается в эластичной обо-
лочке прессуемый порошок 4. Сверху рабочая камера с помощью вин-
тового затвора закрыта головкой 5, в которой смонтирован ударный
151
механизм 6. Привод ударного механизма осуществляется от электро-
магнита 7. Капсель 8 и пороховой заряд 9 помещаются в гильзе 10. По-
роховой заряд от рабочей камеры отделен поршнем 11. Снизу рабочая
камера закрыта нижним резьбовым затвором 12. Прессуемый порошок
4 засыпается в полость между эластичной наружной оболочкой 3, закры-
той нижней пробкой 13 и центральным металлическим стержнем 14, бур-
тик которого выполняет роль верхней пробки. Порошок уплотняют на
вибростенде, затем оболочку плотно закрывают пробкой 13 и гермети-
зируют, погружая торцы в расплавленный парафин. Подготовленный
таким образом пакет помещается в рабочую камеру установки и произ-
водится прессование, после которого изделие извлекают из рабочей
камеры и вынимают из оболочки.
Для формования изделий порошковой металлургии в качестве установки для
гидродинамического прессования были использованы стволы морских орудий
[ 163). Предварительно спрессованные заготовки в резиновых оболочках помещали
в ствол орудия, частично заполненного водой и вертикально смонтированного в бе-
тонном колодце. При взрыве заряда развиваются давления до 470 МПа. Внутрен-
ний диаметр ствола составляет 430 мм, длина 1800 мм, поэтому одновременно мож-
но было прессовать несколько заготовок.
В обзоре [108] приведен ряд схем гидродинамического прессования, исполь-
зованных для получения как изделий порошковой металлургии, так и керамики.
В частности, приведена схема прессования цилиндрических тиглей. Плотность бри-
кета из вольфрама и молибдена достигала 96 % от теоретической. Гидродинамичес-
ким прессованием образцов при Р = 300 + 600 МПа на основе порошков кварцевого
стекла и двуокиси иттрия получали полуфабрикаты с истинной пористостью 12,8 -
22,7 и 14,7 - 31,4 % соответственно. Для образцов и изделий (типа труб) характер-
ная равноплотность структуры [ 166].
Высокие скорости приложения усилия при гидродинамическом прессовании
вносят некоторые особенности в процесс формования по сравнению с изостати-
ческим способом. Локализация деформации в приконтактных областях, вызван-
ная высокой скоростью приложения усилия, приводит к некоторому разогреву
контактов и увеличению дефектности структуры материала в приконтактном слое,
что позволяет формовать изделия из смеси с малым количеством связки (иногда
и без связки) и ведет к интенсификации спекания. Однако по сравнению со взрыв-
ным прессованием в данном случае достигаются меньшие значения плотности полу-
фабриката. При этом менее выражены эффекты разогрева и разрушения зерен по-
рошка, характерные для взрывного прессования.
Г л а в а V
ПРЕССОВАНИЕ ПРИ ВЫСОКИХ ТЕМПЕРАТУРАХ
1. ГОРЯЧЕЕ ПРЕССОВАНИЕ
Основная характеристика способа
Горячее прессование (называемое в ряде случаев и спеканием под
давлением) представляет собой совмещенный процесс прессования и спе-
кания. В зависимости от характеристик порошков и ряда других фак-
торов процесс осуществляется обычно при температуре, составляющей
0,5 - 0,8 от температуры плавления формуемого материала, и при удель-
ных давлениях от единиц до десятков мегапаскалей.
152
Метод горячего прессования возник в начале XX века и первоначально
развивался как один из вариантов технологии порошковой металлур-
гии [ 167], однако практическое применение он нашел не только в по-
рошковой металлургии, но и в керамической технологии и особенно
в пограничной области этих двух отраслей техники, т.е. при получении
материалов из тугоплавких трудноспекающихся соединений (типа кар-
бидов, нитридов, силицидов и др. [ 5, 12, 17, 19, 167 — 175].
Горячее прессование позволяет реализовать наблюдаемое при повы-
шении температуры увеличение текучести материалов и в ряде случаев
получить практически беспористые изделия. Благодаря более низким
температурам и меньшей длительности процесса по сравнению с обычным
спеканием рост кристаллов ограничивается и достигается мелкозернис-
тая структура материала. В то же время способ перспективен и тогда,
когда не требуется полного спекания материала. В этом случае заданная
плотность пористого керамического материала достигается при более
низких температурах, чем в случае -обычного спекания. Понижение тем-
пературы спекания позволяет свести к минимуму рост зерен, регули-
ровать пористость и получать материал с повышенной прочностью. Пу-
тем подбора режимов процесса можно стимулировать и усиленный рост
кристаллов, что требуется при получении некоторых типов керамики [ 12].
Процесс горячего прессования менее чувствителен к некоторым физи-
ческим свойствам и технологическим характеристикам исходных по-
рошков (в особенности диффузионной подвижности и зерновому рас-
пределению), играющим при обычном спекании исключительную роль.
Вместе с тем при этом процессе большую роль (по сравнению с обыч-
ным спеканием) играет исходная активность порошков. При горячем
прессовании отмечается больший вклад спекания, связанный с актив-
ным состоянием исходных компонентов вследствие меньшей продол-
жительности процесса. Это позволяет (в отличие от обычного спекания)
в большей степени перенести неравновесные дефекты строения порош-
ков в область температур завершения процесса.
Так как при горячем прессовании временная технологическая связка,
как правило, не требуется, устраняется одна из причин возникновения
пористости или некоторых возможных дефектов материала.
Поскольку при горячем прессовании операции прессования и спека-
ния производятся одновременно, этот процесс имеет свои специфичес-
кие особенности. В отличие от холодного прессования выдержки под
давлением значительно удлиняются, что необходимо для прохождения
процесса спекания, который при наличии внешнего давления, в свою
очередь, значительно сокращается (по сравнению с обычным спеканием).
Давление прессования при этом может быть снижено на порядок и более
по сравнению с обычным прессованием. Вместе с тем, при горячем прес-
совании температура процесса чаще всего на 100 — 400° С ниже, чем при
обычном спекании, что позволяет в ряде случаев устранить нежелатель-
ные процессы, связанные с высокой температурой. Последнее в случае
получения керамики, например типа ЦТС, позволяет исключить испаре-
ние РЬО, отмечающееся при обычном спекании.
153
Тем не менее способ горячего прессования является весьма сложным
и дорогим. Значительные недостатки способа — низкая стойкость прес-
сформ и прессующих пуансонов при температурах процесса, трудности
полной механизации и автоматизации процесса, хотя и имеются сведе-
ния о разработке установок непрерывного горячего прессования. Кроме
того, применение способа горячего прессования ограничивается полу-
чением изделий сравнительно простой формы.
В зависимости от условия приложения давления горячее прессование
можно осуществлять посредством одноосного или двухосного сжатия,
а также всестороннего (изостатического) сжатия. Способ горячего изо-
статического прессования (ГИП) рассмотрен в данной главе отдельно.
Механизм и основные закономерности уплотнения
при горячем прессовании
Вопросы механизма и основных закономерностей уплотнения при
горячем прессовании как керамики, так и материалов порошковой метал-
лургии рассматривались во многих публикациях [ 3, 5, 17, 167, 168].
При этом, как правило, речь шла о горячем прессовании поликристалли-
ческих материалов, когда процесс не определяется наличием жидкой
фазы.
В зависимости от величины прилагаемого давления и температуры
процесса, физико-химического состояния и типа (природы) порошков,
а также стадии уплотнения основной процесс может протекать в виде
преимущественного квазивязкого течения материала [ (de /dr) <*>
где е - деформация или усадка, т -время,а-напряжение ]; в виде вяз-
кого течения (показатель степени п в приведенном уравнении равен
единице) и в виде пластической деформации [(de/dr) ~о — с , где ак -
предел текучести].
Для количественной оценки деформации тугоплавких оксидов при
горячем прессовании Мюрреем было предложено [ 175] уравнение, кото-
рое базируется на основе теории спекания порошков, ранее разработан-
ной Дж. Маккензи и Р. Шаттлворсом. Уравнение Мюррея может быть
выражено в форме
dp dp 3 Р
(^гп=^ит~ 0-Р)> С75)
ат 1,11 ат и 4 tj
где р — относительная плотность; индексы г.п. и с — горячее прессование
и обычное спекание.
Из уравнения видно, что увеличение скорости уплотнения при горячем
прессов; чии по сравнению со спеканием определяется вторым членом
уравнения, величиной приложенного давления Р и вязкостью tj матери-
ала при температуре процесса. Когда внешнее давление Р значительно пре-
восходит силы поверхностного натяжения, значение первого члена урав-
нения (75) становится пренебрежимо малым и в этом случае
(4^)гп=4-— ^6)
ат 1 4 tj
154
Процесс горячего прессования можно условно разделить на три эта-
да f 168], характеризующихся различными механизмами уплотнения.
На первой стадии (начальное резкое повышение плотности) протекает
перегруппировка частиц в результате их взаимного перемещения, при
э1оМ пластическая деформация в процессе уплотнения не является опре-
деляющей- Вторая стадия характеризуется более медленным ростом
плотности- Основной механизм на этой стадии — пластическая деформа-
ция, связанная с перемещением дислокаций и протекающая при напря-
жениях, превышающих предел текучести. На третьей (заключительной)
стадии плотность материала растет очень медленно; процесс уплотнения
При этом обусловлен так называемой ’’ползучестью под давлением” и
вызван объемной диффузией атомов и вакансий.
Уравнение Мюррея (75) удовлетворительно описывает процесс уплот-
нения при горячем прессовании оксидов при значениях относительной
плотности ротн выше 0,6, т.е. на второй и третьей стадиях.
В работах [ 167, 168] рассматривается вопрос о повышении точности
этого уравнения путем учета в нем изменения вязкости с ростом зерен.
При изучении горячего прессования ZrO2 и А12О3 показано [ 17],
что на самой начальной стадии приложения давления пористость матери-
ала уменьшается пропорционально IgP, т.е. подчиняется уравнению прес-
сования Бережного.
При горячем прессовании целесообразно максимальное повышение
плотности в условиях снижения предельной температуры и продолжи-
тельности изотермической выдержки давления. Поскольку скорость
уплотнения, особенно на завершающей стадии, зависит от размера зерен
и коэффициента диффузии, эффективность процесса может быть достиг-
нута путем значительного увеличения степени дисперсности прессуемого
материала и повышения его активности в результате дефектности кристал-
лической решетки. Конкретные примеры влияния активности порош-
ков на процесс их горячего прессования приведены Кайнарским [17,
с. 150].
Как и при обычном спекании, дисперсность порошков, подвергае-
мых горячему прессованию, оказывает существенное влияние на кине-
тику процесса. Так, при уменьшении <7ср порошка с 10 до 0,1 мкм от-
носительная температура прессования, необходимая для получения оп-
тической керамики [ 174], понижается от 0,75 — 0,8 до 0,55 — 0,6 Тпл
или на 200 - 500°С.
Методы и технологические режимы горячего прессования
Технология получения изделий горячим прессованием состоит из сле-
дующих основных операций: подготовка порошка, подготовка пресс-
форм, загрузка в них порошка и предварительное прессование на холоде;
горячее прессование; возможная термическая обработка — отжиг (напри-
мер, в порошковой металлургии), а в отдельных случаях — и механи-
ческая.
Схемы установок для осуществления процесса горячего прессования
исключительно разнообразны. На рис. 72 в качестве примера показаны
155
Рис. 72. Схема установки (fl) и прессформы (б) для горячего прессования:
1 - термопара; 2 — система водного охлаждения; 3 — металлическая теплоотра-
жающая плита; 4 — нагревательный силитовый стержень; 5 — корундовый стержень
для передачи давления; 6 - прессформа; 7 - подвижный пуансон; 8 — нижний
пуансон; 9 — корпус формы; 10 — верхний пуансон; 11 - щель для термопары
схема установок и формы для горячего прессования по данным [ 12].
Установка состоит из печи и прессующего механизма высокого давления.
Печь имеет кольцевую форму и обогревается нагревательными силито-
выми стержнями. Формующий механизм снабжен регулирующим уст-
ройством, позвляющим поддерживать постоянное давление-
Основная трудность метода горячего прессования состоит в выборе
материала технологической оснастки (матриц, пуансонов). Материалы
в связи с тяжелыми условиями работы должны обладать высокими
механической и химической стойкостью, термостойкостью, теплопро-
водностью и износостойкостью в области температур горячего прессо-
вания. При этом наиболее сложным вопросом является обеспечение
механической прочности форм при температурах процесса. В большин-
стве случаев применяют графитовые формы, так как графит обладает
уникальными свойствами. Механическая прочность графита при нагре-
вании не только не снижается, но и повышается (вплоть до 2500°С);
его электропроводность позволяет использовать форму в качестве нагре-
вательного элемента печей сопротивления или высокочастотных устано-
вок для горячего прессования. В зависимости от типа и размеров изде-
лий при горячем прессовании в графитовых формах могут достигаться
температуры 2000 — 2500°С при Руа = 50 -5-100 МПа. Однако графито-
вые детали в воздушной среде постепенно сгорают и, кроме того, могут
оказывать восстанавливающее действие на некоторые керамические
материалы.
Перспективным материалом для форм горячего прессования в ряде
случаев может оказаться самосвязанный карбид кремния (до 1400 —
1500°С и 10 — 20 МПа), а иногда и корунд (при 1200 - 1300°С и 100 -
156
j50 МПа). Конструкция прессформы на основе самосвязанного карбида
кремния с индукционным нагревом и параметры ее службы рассмотрены
в работе [ 170]. В случае относительно низких температур горячего прес-
сования (до 900 —, 1000°С) используют и металлические прессформы
иэ жаропрочных (например, никелевых) сплавов [ 174]. В некоторых
случаях для обеспечения высокой прочности и химической стойкости
форм применимы комбинированные формы с различным составом внут-
реннего и наружного слоя.
Для осуществления горячего прессования прежде всего проводят, как
правило, предварительное (холодное) прессование, а затем прессовки
помещают в формы для горячего прессования. При горячем прессовании
необходимо установить три основных параметра: максимальную темпе-
ратуру процесса Гтах; максимальное давление при максимальной тем-
пературе /*тах; продолжительность приложения максимального давле-
ния при максимальной температуре tp [ 12]. В этой же работе приведены
различные схемы методов горячего прессования с вариацией рассмотрен-
ных параметров.
Режимы горячего прессования следует выбирать с учетом, размеров
и форм изделий, которые могут влиять на схему напряженного состоя-
ния при деформировании, а также физико-химических и механических
свойств исходных порошков. В работе [168] предложено разделить
процесс горячего прессования (для предварительно спрессованных бри-
кетов) на пять этапов (рис. 73).
На этапе (участке)! прессовка нагревается со скоростью, зависящей
от ее размеров, в течение времени т\. По достижении оптимальной тем-
пературы следует прогрев прессовки в течение времени т2, необходимо-
го для выравнивания температуры по сечению изделия (участок П). Учас-
ток Ш характеризуется постоянной скоростью нагружения прессуемого
Рис. 73. Этапы и режимы процесса горячего прессования без предварительного
нагружения брикетов (а) и с нагружением (6)
157
изделия, когда протекает значительная его деформация ет, со-
ставляющая 60 — 75 % от общей деформации При уве-
личении скорости нагружения увеличивается скорость деформации из-
делия. Увеличение давления прессования до Р2 увеличивает деформа-
цию изделия е 2, особенно на участке III.
Выдержка изделия при оптимальной температуре прессования г
(участок IV) под статическим давлением необходима для полного
протекания процесса его спекания. Деформация изделия в этот период
времени продолжается (е"),но с меньшей скоростью. На участке V
снимается нагрузка с изделия и его охлаждают с требуемой скоростью.
Разновидностью режима является горячее прессование с предваритель-
ным нагружением прессовки (см. рис. 73), осуществляемым сразу после
достижения температуры начала усадки tH y, т.е. при достижении темпе-
ратуры возникновения необратимых деформаций при нагружении в
процессе спекания. При этом усадке способствуют одновременно два
фактора: подъем температуры и воздействие давления Р, что позволяет
сократить продолжительность процесса. Однако зто не исключает выдер-
жки изделия при конечной (оптимальной) температуре прессования.
При получении, главным образом, ферритов практически применяется
как ’’свободный” способ горячего прессования (образец или изделие
сжимается мевду двумя плоскими пуансонами), так и обычное прес-
сование в ’’жесткой” прессформе [ 168]. Первый метод применим пре-
имущественно для получения плоских тонких изделий. При таком про-
цессе увеличивается текстурная анизотропия.
Примеры применения процесса горячего прессования
Процесс горячего прессования подвергали исследованиям примени-
тельно практически ко всем огнеупорным оксидам, многим нитридам,
карбидам, боридам, силицидам, шпинелидам, керметам и другим ма-
териалам. Разнообразны примеры и практической реализации способа.
Необходимость применения способа горячего прессования обусловле-
на как невозможностью или трудностью получения соответствующих
материалов с заданными свойствами другими методами (это относится
прежде всего к карбидам, боридам, нитридам, силицидам, т.е. материа-
лам с низкой диффузионной способностью), так и стремлением дости-
жения особых свойств материалов (например, прочностных, оптических
и др.).
Например, в технологии ферритов применение горячего прессования позволяет
в несколько раз повысить пороговый уровень мощности ферритов для СВЧ, резко
увеличить коэрцитивную силу и остаточную индукцию, увеличить добротность,
износостойкость и другие характеристики [ 168]. Указанные свойства можно по-
лучить путем независимого регулирования плотности материала и размеров крис-
сталлов при горячем прессовании.
Процесс горячего прессования имеет особое значение для получения керамики
на основе карбидов, боридов, нитридов и силицидов. Указанным материалам при-
сущ низкий коэффициент диффузии в связи с преобладанием ковалентных связей
и поэтому их спекание при обычных условиях связано с применением столь высо-
ких температур и продолжительных выдержек, при которых возможно разложение
158
или улетучивание исходных соединений. В ряде случаев достижение высокой плот-
ности материала оказывается невозможным. В связи с этим процесс горячего прес-
сования указанных материалов оказывается единственно приемлемым и поэтому
широко исследован [ 171, 172, 177 — 182].
Общая характеристика влияния основных факторов горячего прессования (Руд,
t, т) на относительную плотность некоторых карбидов, боридов, нитридов, сили-
цидов, а также ряда оксидов и керметов [ 177] показана на рис. 74 и в табл. 8.
Видно, что для высокой степени уплотнения большинства из приведенных матери-
алов (ротн > 0,95) необходимы температуры 1900 - 225О°С. При таких темпера-
турах можно эксплуатировать только графитовые формы, в связи с чем максималь-
ные значения Руд ограничены давлениями 40 - 60 МПа. На примере карбида бора
показано, что прочность при изгибе материала, полученного горячим прессованием,
при равной плотности (ротн = 0,99) существенно (в 1,6 раза) выше по сравнению
с материалом, полученным обычным спеканием. Последнее обусловлено тонкозер-
нистой структурой (< 5 мкм) горячепрессованного карбида бора.
Значительное внимание при исследовании горячего прессования карбидов и
нитридов уделяют влиянию примесей и введению добавок. Для таких материалов,
как SiC, BN, Si3N4 требуется введение добавок для ускорения уплотнения ( 179 -
182]. Считают [ 182], что добавки образуют жидкую фазу, которая может смачивать
и растворять матрицу, способствуя уплотнению.
Влияние дисперсности порошка SiC на кинетику горячего прессования иссле-
довали в работе [ 183]. Установили, что при увеличении размера частиц с 1,6 до
155 мкм при одинаковом режиме процесса (Титах = 2400°С, /'max = 55 МПа, tp =
= 20 мин) плотность материала снижалась с 2,90 до 2,55 г/см3.
В связи с перспективностью применения керамики на основе нитрида кремния
в качестве конструкционного материала для лопаток газовых турбин проведены
широкие исследования по горячему прессованию Si3N4 [ 171, 179 - 182]. Для
материалов данного назначения важны прежде всего максимальные прочностные
свойства, достигаемые при спекании до плотности, близкой к теоретической. В
качестве добавок, активирующих спекание, преимущественно применяют MgO.
Рис. 74. Зависимость относительной
плотности от температуры Г, давле-
ния прессования Р и продолжитель-
ности выдержки т при горячем
прессовании материалов:
1 - TiSi2, Р = 30 МПа, т = 5 мин;
2 - А13О3, Р = 20 МПа, т =
= 15 мин; 3 - Si3N4, Р = 40 МПа,
г = 15 мин; 4- BN, Р = 30 МПа,
т = 15 мин; 5 - ZrBa, Р =
= 20 МПа, т = 30 мин; 6 — В4С,
Р = 40 МПа, т = 20 мин; 7 —
ZrC, т = 60 мин, t — 2О5О°С;
8 - ZrC, т = 30 мин, t =
= 2050°С; 9 - . В4С, т • =
= 15 мин, t = 2200“С^ 10 -
BN, т = 15 мин, t = 2000°С; 11 -
В4С, т = 15 мин, t = 1900°С; 12 -
"кермет в системе Al2O3-Cr, t =
= 1600°С, Р = 30 МПа; 13 - В4С,
t = 2100°С, Р = 30 МПа; 14 -
TiSi2, t = 135О°С, Р = 30 МПа,
15 - UO3, t. = 1400°С, Р = 40 МПа
Ротн
159
Таблица 8. Оптимальные условия горячего прессования керамических материале
Показатели в„с ZrC BN Si3N4 ZrB2 TiSi2 AlaO3 uo2
—
Средний размер частиц, мкм. . . . 2 3-5 2-3 3 3-5 4-8 1 2-3
Температура прессования, °C . 2200 2250 1900 1850 2200 1350 1500 1400
Давление, МПа. . Продолжитель- 40 46 60 30 40 30 20 40
ность, мин Относительная 40 30 20 15 20 25 15 60
плотность 0,99 0,99 0,94 0,97 0,99 0,98 0,97 0,93
Существенное распространение горячеее прессование получило применительно
к материалам на основе нитрида бора. Горячее прессование турбостратного нитрида
бора [ 712] (5уп = 60 м2/г) осуществляли в графитовых формах при давлении
азота 10-20 кПа. Керамика с ротн = 0,93 т 0,96 и содержанием 98,0 - 96,5 % BN
получена при 1700 - 1800°С, давлении 30 - 40 МПа и выдержке 15 - 20 мин. Пре-
дел прочности при изгибе такой керамики составляет 170 — 200 МПа. Использо-
вание в качестве исходного материала активного турбостатного BN позволило
снизить давление прессования и увеличить аизг в 2 - 2,5 раза по сравнению с кера-
микой из мезографитного BN. Спеканию и графитизации BN при горячем прессо-
вании способствует В2О3, оптимальное количество которого составляет 3 - 4 %.
Необходимость применения горячего прессования для получения изделий из ВеО,
используемых в ядерной технике, обусловлена требованиями к их механическим,
термическим и химическим свойствам. В работе [ 184] в результате анализа эконо-
мической эффективности применения метода горячего прессования для получения
квадратно-кольцевых блоков из ВеО для реакторов показано, что при серийном
получении указанных изделий стоимость их сопоставима со стоимостью изделий,
полученных по обычной технологии (прессованием и спеканием). При этом из-
делия, полученные горячим прессованием, обладали лучшей работоспособностью.
В работе [ 173] изучено влияние основных факторов (температуры, давления,
времени) на механизм и кинетику уплотнения ряда оксидов - Al2 О3, Sc2 О3, Y2 О3
(рис. 75). Видно, что для всех оксидов нижний уровень температур, когда дости-
гается теоретическая плотность, составляет (при Р = 25 МПа) около 1600°С. При-
менение больших удельных давлений (до 40 МПа) позволяет снизить температуры,
приводящие к максимальному уплотнению, примерно на 100 - 200°С. В диапазоне
изученных температур спекания при Р = 25 МПа размер зерна в керамике соста-
вил 2-6 мкм для А12О3, 1-5 мкм для Sc2O3 и 15 - 40 мкм для Y2O3.Анализ
экспериментальных данных показал, что кинетика уплотнения может быть описана
уравнением (76).
Влияние температуры и времени на относительную плотность предварительно
синтезированной алюмомагнезиальной шпинели показано на рис. 76 [ 169]. Кри-
вые представляют собой линии равной относительной плотности (линии изоплот-
ности). Их наклон явно зависит от величины приложенного давления, а прямоли-
нейность в области низких и средних значений ротн указывает на то, что в этих
случаях при увеличении т можно заметно повысить степень уплотнения.
В отличие от работы] 169), в исследовании [ 185] горячим прессованием полу-
чили алюмомагнезиальную прозрачную керамику непосредственно из эквимоляр-
ной смеси оксидов, осуществив в одном процессе и синтез и спекание шпинели до
теоретической плотности. Оптимальные условия горячего прессования: Гтах =
160
[177]
Керметы
Al3O3-Cr 70 : 30 TiC-Mo SO : 50 TiC-W 80 : 20
1,6 - 8 2-6; 3-5 2-6; 2-3
1600 2100 2100
30 26 26
300 30 30
0,98 0,98 0,97
= 1400°C, Pmax = 77 МПа, tp = 1 +
т- 2 ч. Размер зерен в шпинели 1 -
2 мкм, коэффициент светопропуска-
ния в ИК-области до 75 - 85 %.
Метод горячего прессования находит
широкое применение для получения
оптической керамики, .которая дол-
жна обладать практически 100 %-иой
плотностью. Как сообщается в обзо-
ре (174], это обусловлено универсаль-
ностью метода для данной цели, кото-
рый обеспечивает получение оптичес-
кой керамики из различных веществ,
в том числе и их высокоактивных
низкотемпературных модификаций
при пониженных температурах прес-
сования. Последнее открывает возмож-
ности получения заготовок с мелко-
зернистой структурой, не прибегая к введению добавок, ингибирующих собира-
тельную рекристаллизацию.
Исследования горячего прессования оптической керамики проведены на ве-
ществах с различным типом химической связи, разной структурой кристалличес-
Рис. 75. Кинетика изотермической усадки (а, б, в', Р = 25 МПа) и влияние давле-
ния (г) на уплотнение порошков при горячем Прессовании :
а - Sc2O,utf - Y2O3; в - Al 2О3; 1 - Al2O3f = 1600°C, T = 0,5 ч; 2- Sc2O3
t = 1500°C, т = 0,54; 3 - У3О3, t.= 1100°C, т = 0,54; 4 - Al 2O3, t = 1300°C,
т = 0,5 ч
161
Рис. 76. Относительная плотность (цифры на кривых) алюмомагнезиальной шпи-
нели в координатах 1пт - 1/Г при давлении горячего прессования: а - 20 МПа;
б - 30 МПа
кой решетки и относящихся к различным классам химических соединений: MgF2,
MgO, ZrS, ZnSe, CdS, CdTe, BaF2, CaF2 ,PbCl2, Pbl2, CsI, Y2O3, La2S3 и др. Изучен-
ные порошки более чем на два порядка различались по дисперсности (<7Ср в преде-
лах 0,1 - 10 мкм и более). Процесс горячего прессования осуществляли при тем-
пературах до 1400°С, Руд до 500 МПа и остаточном давлении до 10"2 Па. Прессо-
вание в вакууме позволяет получать оптическую керамику из веществ, легко окис-
ляющихся в воздушной среде, а также применять легкоокисляемые жаростойкие
молибденовые сплавы для изготовления деталей прессформ. Последние оказались
работоспособными при 1500°С и давлениях до 250 МПа.
Горячее прессование применяют при получении некоторых видов пьезокерамики
[ 12, 186]. Указывается, например, что горячее прессование пьезокерамики в систе-
ме ЦТС с небольшими добавками стекла приводит к получению материалов с повы-
шенными значениями электрофизических характеристик и высокой стабильностью
параметров при воздействии сильных электрических полей [ 186].
Горячее прессование считается перспективным в качестве метода получения
композиционных материалов [ 165, 187]. На примере керметов в системах оксид
металла - металл, карбид металла - металл, а также систем, содержащих твердый
компонент (например, карбид бора) и относительно мягкий (например, нитрид
бора), который в соответствующих условиях может служить ’’сухой смазкой”
или защитным покрытием (например, в случае карбида урана) рассмотрены слу-
чаи, когда горячее прессование является единственным способом получения плот-
ных материалов указанного состава ( 187].
Кроме применения порошков в активном состоянии, для снижения темпера-
туры горячего прессования предложено проводить процесс при температурах раз-
ложения или фазового превращения материалов. Этот метод, названный реактив-
ным горячим прессованием [ 17, 188, 189], основан на использовании повышенной
активности твердой фазы при фазовом превращении, в результате чего при при-
ложении давления порошок эффективно уплотняется. Метод опробован примени-
тельно к горячему прессованию А12 О3, ZrO2, ферритам и другим материалам.
Рассмотренные примеры применения процесса горячего прессования свидетельст-
вуют о его возрастающей роли в получении разнообразных керамических материалов.
2. ГОРЯЧЕЕ ИЗОСТАТИЧЕСКОЕ ПРЕССОВАНИЕ
Горячее изостатическое прессование (ГИП) по физике процесса явля-
ется вариантом горячего прессования. По характеру приложения давле-
ния и технологической схеме процесс ГИП подобен обычному (холод-
ному) изостатическому прессованию. Возникновение метода ГИП, объе-
диняющего элементы изостатического и горячего прессований, обуслов-
лено главным образом тем фактом, что обычное горячее прессование име-
ет крайне ограниченные возможности в отношении формы изделий.
Кроме того, недостатками метода горячего прессования являются малый
срок службы прессформ, загрязнение прессовок материалом прессформ
и др.
Горячее изостатическое прессование рассматривается как перспектив-
ный метод, получения плотных изделий относительно сложной формы
на основе трудноспекаемых материалов.
Сущность метода ГИП состоит в том, что предварительно отформо-
ванный полуфабрикат (заготовку) помещают в высокотемпературную
оболочку-контейнер (например, из стали или тугоплавкого стекла типа
пирекс), вакуумируют, заваривают и
подвергают горячему прессованию по-
средством давления инертного газа
или в некоторых случаях — легко-
плавких стекол и даже сыпучих
сред [88].
Рис. 77. Схема установки для горяче-
го изостатического прессования ГИП:
I — крышка; 2 - оболочка рабочей
камеры; 3 - печь; 4 - камера дав-
ления, обмотанная проволокой; 5 -
прессуемое изделие; 6 - крышка
камеры
Схема процесса ГИП приведена на рис. 77. Кроме возможности полу-
чения изделий сложной формы, метод ГИП для достижения равной плот-
ности позволяет применять более низкие давления, а иногда и темпера-
туры прессования. Перспективным направлением применения ГИП явля-
ется получение беспористых трудноспекаемых материалов, токсичных
и нестойких материалов (типа цирконата-титаната свинца), керметов с
заданной микроструктурой на основе керамических гранул с металли-
ческим покрытием и др. [ 189 — 194].
Обязательным условием осуществления процесса ГИП через газовую
среду является наличие на прессовке гезонепроницаемого слоя. При нару-
шении герметичности процесс превращается в обычное спекание при
температуре ГИП в атмосфере газа, передающего давление. Кроме при-
менения оболочки-контейнера для создания герметичности, газонепро-
163
ницаемый слой может быть создан напылением металлической пленки,
покрытием специальными лаками, локальным расплавлением поверх-
ностного слоя [ 88].
В процессе ГИП применяют в основном три типа сосудов высокого
давления [88], рассчитанных на различные температуры прессования:
с внешним нагревом и горячими стенками (до 800°С); с внутренним
нагревом и горячими стенками (до 1000°С); с внутренним нагревом
и холодными стенками (до 1650°С).
Для осуществления процесса ГИП применяется оборудование, обес-
печивающее высокие изостатические давления при повышенных темпе-
ратурах прессуемого материала, например газовые автоклавы. Это со-
суды высокого давления, внутри которых установлен электрический
нагреватель. В качестве рабочей среды используют гелий или аргон, кото-
рый после рабочего цикла поступает обратно в газгольдер. Для нагне-
тания инертного газа используют многоступенчатые компрессоры. На-
греватели (проволочные элементы из хромеля, молибдена и ряда спла-
вов) снабжены корундовыми вкладышами и трубками различных кон-
фигураций.
В процессе работы давление и температура, как правило, увеличива-
ются одновременно до максимальных значений. После окончания про-
цесса электрическое питание выключается и температура снижается, а
давление газа уменьшается незначительно и обычно сохраняется до пол-
ного охлаждения. Однако для особых случаев ГИП необходимы специаль-
ные условия нагрева и охлаждения, например, сброс давления при мак-
симальной температуре или предварительный нагрев заготовки до подъ-
ема давления [189]. В настоящее время для ГИП применяют установ-
ки, работающие при давлении до 350 МПа и температуре примерно
1650°С. Размеры сосудов в установках достигают 900 мм в диаметре
и 2700 мм по высоте [ 114,189].
Для достижения заданной плотности прессуемого изделия варьируют
температуру и давление. Заготовки, предназначенные для горячего изо-
статического прессования, помещают в контейнеры разового пользо-
вания, которые служат диафрагмой, передающей приложенное изоста-
тическое давление газа к уплотняемому материалу. Материал контейнера
выбирают, как правило, исходя из требования к его свариваемости и от-
носительной пластичности в условиях прессования Кроме того, он не
должен взаимодействовать с прессуемым материалом и должен
легко удаляться с поверхности полученного изделия. В качестве
материала контейнеров применяют сталь, платину, а также стекло (типа
пирекс), которое при высоких температурах является хорошей средой
для передачи давления и легко поддается запайке в вакууме. Мягкая
и нержавеющая стали свариваются электронным лучом.
Контейнеры на основе стекла изготавливают шликерным литьем иа основе вод-
ных суспензий с последующей сушкой, обжигом и полировкой рабочей поверх-
ности в пламени! 193]. Стекло применяют также в качестве сплошной среды, пере-
дающей давление [ 191]. Стекла, применяемые в качестве передающей среды при
ГИП, должны удовлетворять определенным требованиям по вязкости в интервале
164
температур прессования. Оно должно быть в достаточной степени инертно по от-
ношению к материалу капсулы и обечаек во всем интервале температур и давлений.
Существенное внимание при применении метода ГИП уделяется предваритель-
ному уплотнению исходных порошков (см. гл. I ), что обусловлено необходимостью
предельного уменьшения объемного изменения формовочной системы непосред-
ственно иа стадии ГИП. Это требование в случае ГИП предъявляется в значительно
большей мере, чем в случае обычного изостатического прессования. Существенная
усадка прессуемой заготовки при ГИП приводит к неоднородной деформации кон-
тейнера, нарушению геометрических размеров заготовки и обусловливает необ-
ходимость в больших размерах рабочего объема установки.
Выбор метода предварительного уплотнения порошков зависит от дисперсности
порошка и зернового распределения частиц их формы, насыпной плотности мате-
риала и формы прессуемого изделия. Сравнительно крупнодисперсные порошки
могут быть подвергнуты виброуплотнеиию непосредственно в контейнере для прес-
сования. Для обеспечения же достаточно высокой плотности заготовок из тонко-
дисперсных порошков часто необходимо предварительное уплотнение в стальной
прессформе или при помощи гидростатического прессования [ 114, 189].
Предварительное уплотнение заготовок в форме стержней, труб, пластин перед
ГИП часто осуществляется прессованием в стальных формах. При этом иногда
применяют связки, которые должны быть полностью удалены из системы перед
окончательной герметизацией контейнера. Последнее обусловливает необходимость
’’дегазации’ заготовки, осуществляющейся иногда при значительных температу-
рах (до 600 - 700°С) [189].
При изучении однородности стержней из двуокиси урана, полученных ГИП (от-
носительная плотность около1 90 %) было установлено, что для обеспечения одно-
родной усадки и отсутствия ’’морщин” на оболочке (контейнере) необходимо,
чтобы Куп порошка составлял ие менее 0,70 ( 189], т.е. показатель относительного
изменения заполнения системы должен быть < 1,3. Во многих случаях стре-
мятся осуществлять процесс при еще меиьших значениях
В случае ГИП изделий сложной формы иногда целесообразно прессовать отдель-
но фрагменты заготовки, а затем помещать их вместе в соответствующую оболоч-
ку (’’сборка” заготовки).
Перспективным методом предварительного уплотнения при ГИП считается взрыв-
ное прессование [ 114]. Преимущество этого метода состоит ие только в более
плотной упаковке порошка (до 0,90 - 0,97), но и в его активизации при последую-
щем спекании. Благодаря этому процесс ГИП можно проводить при меньших тем-
пературах и давлениях. Так, уплотнение взрывом порошка вольфрама позволило
Рис. 78. Технологическая линия ГИП:
1,2 - печи для предварительного иагрева в две стадии; 3 - камера для ГИП и рама
обоймы; 4 - компрессор; 5 - манипулятор для загрузки и выгрузки
16<
понизить температуру ГИП с 1370 - 1590 до 1150°С. Предварительное уплотнение
взрывом перспективно и для других материалов: диоксида урана, смесей вольф-
рама и диоксида урана и др.
Давление, используемое в ГИП, обычно определяется мощностью установки
а температура выбирается в соответствии с давлением. В работе [ 113] показано
что повышение давления в 2 раза примерно так же влияет на процесс спекания,
как увеличение температуры на 50°С. По литературным данным, при продолжи-
тельности ГИП 3 ч и давлении 70 - 100 МПа температура, необходимая для дости-
жения ротн = 0,99, составляет 0,5 от температуры плавления металлов и 0,7 от
температуры плавления керамических материалов и керметов [ 113, 189].
В обзоре | 189] в табличном виде приведены типичные условия ГИП некоторых
керамических материалов (А12 О3, MgO, UO2, BaTiO3, Pb(Zr, Ti)O3, UO2 + Mo, UO2 +
+ W, WC, TaC, ферритов и др.). Для указанных материалов температуру процесса
варьируют в пределах 800 - 1760°С, давление - в пределах 69 - 210 МПа, продол-
жительность изотермической выдержки - в пределах 0,5 - 3 ч.
В случае серийного производства изделий с использованием ГИП контейнеры
предварительно нагревают в отдельных печах, а камера установки для ГИП сохра-
няется горячей между циклами прессования (рис. 78). Типичные временные циклы
в случае загрузки контейнеров в горячем состоянии составляют около 3 ч и обуслов-
лены в основном мощностью герметизирующего оборудования и временем закры-
тия установки. Продолжительность изотермической выдержки обычно составляет
около 1 ч. В случае же холодной загрузки общий цикл можно увеличивать до 10 -
20 ч.
В работе [ 194] описано получение методом ГИП беспористых (прозрачных)
образцов из оксида бериллия и цирконата-титаната свинца (ЦТС). В качестве ма-
териала контейнера применяли стекло пирекс, в качестве среды, передающей дав-
ление - аргон. Температуру до 1000 - 1400°С (для ВеО) и до 700 — 900 С (для
ЦТС) поднимали за 50 - 60 мин, а давление до 200 — 300 МПа - за 60 - 80 мин.
Продолжительность изотермической выдержки составляла 5-150 мин для ВеО;
2 и 50 для ЦТС. Размер зерен в керамике при разных выдержках не
превышал 1,4 1,6 мкм (700 - 900°С). Перспективность метода ГИП для
случая применения контейнера из стекла обусловлена тем, что оксид свинца может
испаряться, а для случая применения металлического контейнера - тем, что он мо-
жет реагировать с ним.
Метод ГИП применяли для получения керамики на основе ниобата натрия-калия
для преобразователей ультразвуковых устройств [ 190]. Целесообразность ГИП
в данном случае обусловлена тем, что указанный материал обладает способностью
Ротн Ротн
0 1 10 100 / 10 100
1, 4 1,4
Рис. 79. Кинетика уплотнения при горячем изостатическом прессовании предвари-
тельно спеченной керамики из SrTiO3 (<?) и ВаТЮ3 (б); t = 1200°С, давления
5 (7), 10 (2), 15 (5) и20 МПа (4)
166
терять кислород при высокой температуре, что приводит к изменению его удель-
ного сопротивления. Процесс осуществляли в платиновом контейнере при 1080 С
И давлении 72 МПа с выдержкой 30 мин. Метод ГИП применяли также для окон-
цательного уплотнения предварительно спеченных заготовок, обладающих закрытой
пористостью [ 193]. На стадии ГИП, осуществляемого и в этом случае без контей-
нера, рабочий газ (азот) подавали под давлением 60 % от конечного, затем произ-
водили нагрев до заданной температуры в течение 30 мин, что сопровождалось по-
вышением давления до заданного. Одыты с керамикой (Pb, La) (Zt, Ti)O3 показали,
что остаточная пористость при 1170 С и давлении 20 МПа (при тп — 16 ч) исчезает
почти полностью. Аналогичные результаты получены для керамики из BaTiO3,
SrTiO3, AljO3, Y3FesO12 и некоторых ферритов (рис. 79).
Процесс горячего изостатического прессования получил в последние годы су-
щественное промышленное применение в порошковой металлургии [ 5, 88, 195].
Методом ГИП получают: высокожаропрочные сплавы на никелевой основе, что
обеспечивает повышенную их жаростойкость и другие свойства; быстрорежущие
стали с повышенной устойчивостью; изделия из твердых сплавов (карбида воль-
фрама и кобальта) с повышенной прочностью. Согласно данным | 88, с. 165], в СССР
разработано четыре типа установок для ГИП с диаметром рабочего пространства от
70 до 465 мм при длине от 250 до 2000 мм. Рабочие температура и давление нахо-
дятся в пределах 2000 - 1150°С и 250 - 200 МПа соответственно.
Таким образом метод горячего изостатического прессования, хотя и является
одним из наиболее ’’молодых” способов формования и находится преимуществен-
но в стадии промышленного освоения, уже обеспечил реализацию новых техноло-
гических процессов. Это свидетельствует о его несомненной перспективности в тех-
нологии керамики.
3. ТЕРМОПРЕССОВАНИЕ
Определенный интерес в отношении получения некоторых видов кера-
мики и огнеупоров представляет метод термопрессования [ 196 — 199]-
Термин ’’термопрессование” предложен в работе [ 196] для случая полу-
чения плотных материалов на основе глин.
Сущность метода основана на способности огнеупорных глин и каоли-
нов, а также масс сложных составов, содержащих глиняный компонент -
в качестве высокотемпературного ’’пластификатора” и более огнеупор-
ный ’’заполнитель” (циркон, диоксид циркония, графит, глинозем и др.),
переходить в пластичное состояние при нагреве до высоких температур.
В более широком понимании сущность метода заключается в горячем
прессовании с использованием жидкофазного процесса уплотнения.
По рассматриваемому методу материал прессуют в термопластичном
состоянии; температура процесса определяется при этом реологичес-
кими свойствами формуемых систем (пределом текучести, вязкостью).
Термопрессование опробовано применительно к графитоглинистым,
карборундоглинистым, графитокарборундоглинистым и другим огнеу-
порам. Уплотняемость масс при термопрессовании линейно увеличива-
лась в зависимости от содержания в них глины в пределах 20 — 80 %.
При содержании графита 20 - 40 % пористость изделий составляла 5 —
15 %, а при 70 % SiC - 12 - 16 % [ 17].
Установка для термопрессования [ 196, 198] принципиально не отли-
чается от установки для обычного горячего прессования. При термопрес-
совании материал (в виде порошка или предварительно отпрессованной
заготовки) помещают в форму (обычно графитовую), нагревают до за-
данной температуры и проводят одностороннее прессование.
167
Термопрессованием были изготовлены [ 198] огнеупорные дозаторы и вклады-
ши для промежуточных ковшей МНЛЗ. При этом заготовки предварительно прес-
совали в стальных формах при Р = 12-5-15 МПа, после чего их подвергали сушке,
нагреву до температуры термопрессования, помещали в нагретую прессформу.
После термопрессования изделия помещали в печь для регулируемого охлаждения.
Этим методом изготовляли изделия различных составов на основе комбинации
часов-ярской глины и новоселицкого каолина как термопластификаторов и иа
основе технического глинозема, циркона и диоксида циркония как более огнеу-
порных компонентов. Заготовки дозаторов из глинистых материалов и с добав-
ками глинозема при нагреве до температуры прессования имели усадку 7 - 14 %.
Особоплотные глинисто-каолиновые и высокоглиноземистые изделия можно
получать при 1400 - 1410°С и давлении 5-8 МПа в течение 60 с. Изделия из цир-
кона прессовали при 1450 - 1470°С, из ZrO2 - при 1470 - 1480°С; давление
прессования не превышало 8 МПа при т = 40 -5-60 с. Кажущаяся пористость изделий
составляла 1,4 - 8,5 %. Осадки заготовок при термопрессовании были весьма значи-
тельными (до 37 - 40 %). Промышленные испытания изделий выявили их повышен-
ную (в 3 - 4 раза) стойкость по сравнению с полученными по обычной технологии.
Показано, что при приложении давления к предварительно нагретому
до конечной температуры материалу в период повышения давления,
а также в начальный момент выдержки максимального давления кине-
тика уплотнения описывается уравнением Бережного [ 17]. Подобное
соответствие кинетики уплотнения при статистическом прессовании и
термопрессовании свидетельствует о том, что уплотнение в последнем
случае на первом этапе происходит в результате взаимного перемещения
частиц, их переориентации и перераспределения. Вместе с тем, благодаря
невысокому давлению и повышенной вязкости образующейся жидкой
фазы по сравнению с обычной технологической связкой, уплотнение про-
исходит более длительно, чем при статическом прессовании порошков,
т.е. в процессе уплотнения минеральных компонентов значительная роль
принадлежит деформационным процессам. Уплотнение на втором этапе
термопрессования в период выдержки постоянного давления пропорци-
онально т1!2, что характерно для кинетики процессов деформации и
спекания.
На рис. 80 приведена типичная кривая осадки глинистого материала
при термопрессовании [17]. Осадка начинается только при достижении
некоторого удельного давления (точка Ь), которое нарастает от нуля
в точке а до конечного значения 10 МПа в точке с, а затем остается по-
стоянным (отрезок d — е). Экспериментальные данные о термопрессо-
вании материалов различного состава (как глин и каолинов, так и масс,
в которых последние выполняют роль пластификатора) показывают, что
эти системы ведут себя подобно телам Бингама [ 167] — течение начи-
текучести ак, а после его превышения
наблюдается пропорциональность вяз-
кости напряжению сдвига (течение с
постоянной пластической вязкостью).
нается при достижении предела
Рис. 80. Характерная кривая осадки
й глинистого материала при термо-
прессовании
168
Горячее прессование с участием жидкой фазы (термопрессование) может быть
применено для процессов выдавливания (экструзии). В работе I 200] рассмотрен
подобный процесс применительно к материалу, получаемому на основе исходных
порошков карбида и металла (75 % WC и 25 % Со). Методом экструзии при 1500°С
и Руд = 14 МПа из указанного состава получали материал плотностью 99,5 %. Рав-
номерно распределенный кобальт, оставшийся после взаимодействия при темпе-
ратуре процесса (~ 0,1 %), не влияет иа высокотемпературные свойства карбида
вольфрама.
Аналогичные опыты проведены по экструзии UC карбида урана в жидком уране
и карбида тантала в жидком никеле. Необходимыми условиями процесса являются
содержание 20 - 40 % жидкой фазы и температура, несколько превышающая тем-
пературу плавления металла. Максимальная продолжительность процесса не долж-
на превышать 5 мин. При таких условиях достигаются необходимые для проведения
процесса реологические свойства системы, которую можно рассматривать как со-
стоящую из жидкой фазы (в данном случае металл) и тугоплавкого заполнителя
(карбид). Для получения жидкой фазы при термопрессовании материалов из окси-
дов предполагается вводить стекло.
4. ТЕРМОРЕАКТИВНОЕ ПРЕССОВАНИЕ
Как было показано в гл. I , одной из основных задач процесса формова-
ния является получение полуфабриката повышенной плотности, для чего
его спекание необходимо проводить с минимальными усадками. В то же
время в ряде случаев требуется повышенная прочность полуфабриката,
допускающая даже его механическую обработку, а иногда и применение
без специального спекания.
Указанные требования могут быть реализованы с использованием тер-
мореактивного метода прессования [ 201 — 202]. Сущность его заклю-
чается в том, что керамический порошок смешивается с органическим
полимером (преимущественно кремнеорганическим), неорганический
компонент которого может быть выделен из связки и подвергается
прессованию в стальных прессформах при 150 — 25О°С. При последую-
щей термообработке отформованного полуфабриката происходит раз-
ложение кремнийорганической связки с выделением твердой фазы
(SiO2 — аморфный или в виде кристобалита), что приводит к умень-
шению его пористости по сравнению с материалом, не содержащим ука-
занной связки.
При высоких температурах вокруг атомов кремния образуются хими-
ческие центры, способные к взаимодействию с активными центрами
керамических частиц. Кремнийорганические связки должны давать при
разложении максимальное количество SiO2 (вплоть до 70 — 80 %)
и минимальное — углерода.
Схема установки для термореактивного прессования [ 201] показана иа рис.
81. В работе I 201] изучено термореактивное прессование композиции А1 2О3 (тех-
нический глинозем) - полиметилсилоксан (ПМС) с общей формулой/? (SiOi;s)H,
где R -СН3; R/Si— 1.O-5-1.6. Массы, содержащие 10-40 % ПМС, прессовали при /'уД=
= ЗО-гбОМПаи? = 150-г 25 0°С с продолжительностью выдержки 15 мин. Из зависи-
мости <тизг от температуры и давления прессования (рис. 82) видно, что при увеличении
содержания ПМС максимум прочности смещается в область более низких температур
формования, а увеличение давления прессования понижает прочность независимо
от содержания ПМС. При содержании 20 % ПМС, г = 190°С и Руд = 30 МПа дости-
галась минимальная открытая пористость материала (0,8 %). Низкие значения порис-
169
тости полуфабриката с ПМС обусловлены выделением из связки ’’твердых” ком-
понентов, что соответствует росту
Температура и давление прессования влияют на скорость и полноту отверждения
полимера. Повышение температуры ускоряет образование более плотной и проч-
ной структуры, однако после превышения оптимальной температуры отмечается
разупрочнение.
Высокая прочность и низкая пористость в отдельных случаях позволяют при-
менять полученные таким методом изделия без дополнительной термообработки.
При нагреве отпрессованного материала происходят структурные превращения
(термоокислительная деструкция) ПМС, особенно интенсивно до 600 С. Конеч-
ным продуктом деструкции ПМС является кристобалит, взаимодействующий с
А1 2О3 образованием муллита при 1300°С. Общее содержание SiO2 в термообра-
ботанном образце меньше, чем в исходном. Например, в материале с 20 % ПМС
до обжига содержится 18 % SiO2 (в
расчете на прокаленное вещество), а
после обжига при 1500°С - 17 %,
что обусловлено некоторым его уле-
тучиванием [ 201].
Рис. 81. Схема установки для термо-
реактивного прессования:
1, 7 - термопары; 2 — верхний пу-
ансон; 3 - матрица; 4 - прессуе-
мый материал; 5 — электронный
потенциометр; b - нижний пуансон
Открытая пористость материала, обожженного при 1600 - 1700°С, составляет
2 - 4 % при линейных усадках 1,7 - 2 %, прочность при изгибе достигает 100 МПа.
При получении кварцевой керамики | 8, 202 ] исходный порошок смешивали.
с растворенной кремнийорганической смолой (с добавкой катализатора), прессо-
вание проводили при давлении 21 - 35 МПа и температуре 160 - 190°С. Показана
метода двух термореактивных кремиийорганических
применимость для этого
смол с выходом SiO2 при разло-
жении 78 - 80 % и триэтипамина
как катализатора. Прочность по-
луфабриката до обжига при изги-
бе составляла 20 МПа.
Рис. 82. Влияние температуры
прессования и давления прес-
сования на предел прочности
при изгибе образцов при со-
держании полиметилсилокса-
на, %:
1 - 10,' 2 - 15; 3 - 20; 4 -
30; 5-40
170
Если процесс получения материалов по данной технологии рассмат-
ривать с точки зрения изменения показателя заполнения керамической
системы твердой фазой Cd (см. рис. 1), то принципиальным его отличием
является тот факт, что значительное дополнительное уплотнение систе-
мы ACj происходит не только вследствие сжатия системы при прессова-
нии (ХсЖ), но и вследствие перехода части технологической связки в
твердую фазу.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
ГПопильский Р.Я., Кондрашев Ф.В. Прессование керамических порошков. М.:
Металлургия, 1968. 272 с.
2. Карклит А.К., Ларин А.П, Лосев С.А., Берниковский В.Е. Производство
огнеупоров полусухим способом. М.: Металлургия, 1981. 367 с.
3. Больший М.Ю. Научные основы порошковой металлургии и металлургии волок-
на. М.: Металлургия, 1972. 336 с.
4. Жданович Г.М. Теория прессования металлических порошков. М.: Металлур-
гия, 1969, 264 с.
S. Больший М.Ю., Кипарисов С.С. Основы порошковой металлургии. М.: Метал-
лургия, 1978.181 с.
6. Перельман В.Е. Формование порошковых материалов. М.: Металлургия, 1979.
232 с.
7. Кольман-Иванов Э.Э. Таблетирование в химической промышленности. М.:
Химия, 1976. 200 с.
8. Ливийский Ю.Е., Ромашин А.Г. Кварцевая керамика. М.: Металлургия, 1974.
264 с.
9. Бакунов В.С., Балькевич В.Л., Власов А.С. и др. Керамика из высокоогнеупор-
ных окислов/Под ред. Полубояринова Д.Н. и Попильского Р.Я. М.: Металлур-
гия, 1977. 304 с.
10. Пивинский Ю.Е., Ульрих В.И., Яборова Н.И. - Огнеупоры, 1978, № 10, с. 41 -
45.
И. Папроки СЛ, ХоджЭ.С. - Механические свойства материалов под высоким
давлением. М.: Мир, 1973, вып. 2, с. 240 - 287.
12. Окадзаки К. Технология керамических диэлектриков: Пер. с японского. М.:
Энергия, 1976. 336 с.
13. Бережной А.С. — Огнеупоры, 1948, № 8, с. 351 - 361.
14. Рохваргер .Е.Л., Белопольский М.С., Добужинский В.И. и др. Новая техноло-
гия керамических плиток. М.: Стройиздат, 1977. 232 с.
15. Стрелов К.К., Мамыкин П.С. Технология огнеупоров. Изд. 3. М.: Металлур-
гия, 1978; 376 с.
16. Кайнарский И.С. Динас.М.: Металлургиздат, 1961.470 с.
17. Кайнарский И.С. Процессы технологии огнеупоров. М.: Металлургия, 1969.
350 с.
18. Богородицкий Н.П., Кальменс И.В., Нейман М.И. и др. Радиокерамика. Л.:
Госэнергоиздат, 1963. 554 с.
19. Масленникова Г.Н., Харитонов Ф.Я., Костюков Н.С., Пирогов К.С. Технология
электрокерамики. М.: Энергия, 1974, 220 с.
20. Гольдштейн М.Н. Механические свойства грунтов. М.: Стройиздат, 1973, 376 с.
21. Бакунов В.С., Балкевич В.Л., Гузман И.Я. и др. Практикум по технологии
керамики и огнеупоров/Под ред. Полубояринова Д.Н. И Попильского Р.Я.
М.: Стройиздат, 1972. 352 с.
22. Коузов П.А. Основы анализа дисперсного состава промышленных пылей и из-
мельченных материалов. М.: Химия, 1971, 280 с.
23. Ходаков Г.С. Тонкое измельчение строительных материалов. М.: Стройиздат,
1972. 240 с.
171
24. Белопольский М.С. Сушка керамических суспензий в распылительных сушил-
ках. М.: Сгройиздат, 1972. 96 с.
25. Зимон АД., Андрианов Е.И. Аутогезия сыпучих материалов. М.: Металлур-
гия, 1978. 288 с.
. 26. Вялов С.С. Реологические основы механики грунтов. М.: Сгройиздат, 1978.
448 с.
27. Специальные способы литья/Под ред. Гуляева Б.Б. и др. - М.: Машинострое-
ние, 1971.' 264 с.
28. Шаталова И.Г., Горбунов Н.С., Лихтман В.И. Физико-химические основы вибра-
ционного уплотнения порошковых материалов. М.: Наука, 1965. 164 с.
29. Урьев Н.Б. Физико-химическая механика в технологии дисперсных систем.
М.: Химия, 1975,64 с.
30. McGeary R.K. - J. Amer. Ceram. Soc. 1961, v. 44, № 10, p. 513 - 519.
31. Ливийский Ю.Е. -Стекло и керамика, 1969, № 9, с. 25 - 29.
32. Пьяных Е.Г., Антонов Г.И., Гончаров В.И. и др. - Огнеупоры, 1973, № 10, с.
46 - 53. . ’
33. Шмелев Л.А. - Труды/Всесоюзный научно-исследовательский ин-т керамики.
М.: 1934, вып. 45, с. 69 - 97.
' 34. Бережной А.С. - Огнеупоры, 1954,№ 7, с. 305 — 314.
35. Кингери УДж. - Процессы керамического производства/Под. ред Кингери.
М.: ИЛ, 1960, с. 73 - 81.
36. Щербань Н.И. Теория и практика прессования порошков: Киев, Наукова дум-
ка, 1975, с. 3- 26.
37. Покровский Г.И. Исследования по физике грунтов. Л.: изд. ин-та ВОТГЕО,
1937, 195 с.
38. Большин М.Ю. Порршковое металловедение. М.: Металлургиздат, 1948. 332 с.
39. Бриджмен П. Исследования больших пластических деформаций и разрыва.
М.: ИЛ,1955. 402 с.
40. Cooper A.R., Eaton L.E. - J. Amer. Ceram. Soc., 1962, v. 45, №3, p 97 -101.
"41. Когон E.A. - Огнеупоры, 1955, № 8, c. 341 - 348.
42. Стрелов K.K. - Огнеупоры, 1958, № 3, с. 131 - 136.
43. Ефашкин Г.В., Ремесников ИД. - Конструкционные углеграфитовые мате-
риалы. М.: Металлургия, 1964, с. 262 - 269.
44. Лундина М.Г., Бернштейн П.И., Блох Г.С. Производство кирпича методом
полусухого прессования. М.: Госстройиздат, 1958.164 с.
45. КуколевГ.В., Палагута З.Н. - Огнеупоры, 1965, № 3, с. 10 - 14.
46. Kybovy AI.,PospislilZ. - Silikaty, 1961, № 1, с. 40 - 50.
47. Берниковский В.Е. - Труды/Всесоюзный ин-т огнеупоров. Л.: Изд. ВИО, 1969,
№41, с. 202- 218.
48. Кондрашев Ф.В., Попильский Р.Я. — Стекло и керамика, 1960, № 3, с. 29 - 33.
49. Кондрашов Ф.В., Попильский Р.Я. - Стекло и керамика, 1965, № 1, с. 17 - 22.
5Q. Берниковский В.Е., Класс С.А. — Труды/Всесоюзный ин-т огнеупоров. Л.:
Изд. ВИО, 1971, вып. З. с 71 - 84.
51. Бережной А.С. - Огнеупоры, 1947, №3, с. 124 - 130.
52. Стрелов К.К. - Огнеупоры, 1955, № 3, с. 132 - 137.
53. Бережной А.С. - Труды/УкрНИИО. М.: Металлургиздат, 1956, вып. 1, с. 276 -
302.
54. Кайнарский И.С. - Труды/УкрНИИО. М.: Металлургиздат, 1956, вып. 1, с. 229 -
235.
55. Кайнарский И.С. - Огнеупоры, 1950, № 7, с. 297 - 309.
56. Казакевич С.С. - Огнеупоры, 1957, № 7, с. 312 - 318.
57. Казакевич С.С. - Труды/ВИО. Л.: 1958, вып. 27, с. 5 - 20.
58. Баландин П.П. - Вестник инженеров и техников, 1938, № 6, с. 352 - 356.
59. Берниковский В.Е., Ларин А.П., Лосев С.А., Класс С.А. - Огнеупоры, 1969,
№11, с. 26-31.
60. Берниковский В.Е. - Производство огнеупоров. Л.: изд. ВИО, 1972, № 1 (44),
с. 22 - 28.
172
61. Верниковский В.Е. - Огнеупоры, 1972, № 8, с. 21 - 25.
62. Берниковский В.Е. - Производство огнеупоров. 1974, № 3 (46), с. 181 - 196.
63. Бережной А.С. - Огнеупоры, 1947, № 7, с. 322 - 326.
64. Самсонов Г.В.,Плоткин И.Я. Производство железного порошка. М.: Метал-
лургиздат, 1957, 348 с.
65. Савельев НМ., Узберг В.П., Пилипенко М.С. и др. - Огнеупоры, 1965, № 5,
с. 23 - 27.
66. Верниковский В.Е., Класс С.А., Ларин А.П. - Огнеупоры, 1970, № 5, с. 20 - 22.
67. Hughan R. - Refractories J, 1961, v. 37, № 6, p. 166 - 173.
68. Панкратов Ю.Ф., Полубояринов Д.Н., Попильский Р.Я. — Огнеупоры, 1957,
№ 3, с. 109 - 120.
69. White НЕ., Walton S.F. - 3. Amer. Ceram. Soc., 1937, v. 20, № 5, p. 160 - 172.
70. Noble W. - Trans. Brit. Ceram. Soc., 1958, № 7 p. 414 - 461.
11. Хватал T., Шнитлер Ф. — Достижения в огнеупорном производстве. М.: Метал-
лургия, 1962, с. 141 - 162.
72. Сапожников М.Я. Механическое оборудование для производства строительных
материалов и изделий. М.: 1962* 330 с.
73. Будников П.П., Балкевич ВЛ., Бережной А.С. и др. Химическая технология
керамики и огнеупоров/Под ред. Будникова П.П. и Полубоярииова Д.Н. М.:
Сгройиздат, 1972, 552 с.
74. Огарков А.Ф., Мамыкин П.С. - Огнеупоры, 1957, № 4, с. 178 - 184; № 9, с.
398 - 406.
75. Попильский Р.Я., Немец Л.М. - Огнеупоры, 1951, № 7, с. 323 - 332.
76. Грибовский П.О. Керамические твердые схемы. М.: Энергия, 1971, 448 с.
77. Berry W.C., Allen W.A. - Amer. Ceram. Soc. Bull., 1959, v. 38, № 8, p. 393 - 400.
78. Устинов И.Ф., Михайлова K.A., Кожина П.М. - Огнеупоры, 1978, № 10, с. 49 -
53.
79. Мирошник Л.В., Орлова И.Г., Дегтярева Э.В. и др. - Огнеупоры, 1979, № 7,
с. 45-51.
80. Кайнарский И.С. - Огнеупоры, 1951, № 2, с. 60 - 63.
81. Лихтман В.И., Ребиндер ПЛ. — Вестник машиностроения, 1951, № 3, с. 56 -
62.
82. HughanR. — Refjact. Journal, 1962, v. 8, № 3, p. 85 - 91.
83. Портнова А.И, Боярина Н.Л., Дегтярева Э.В. - Огнеупоры, 1979, № 5, с. 43*
47.
84. Frisch В., Wolf-Rudiger Т., Hubertus Р. - Вег. DKG, 1977, Bd 54, № 7, S. 224 -
229; 8, S. 259 - 263.
85. Меерсон Г.А. - Вопросы порошковой металлургии. Под ред. И.Н. Францевича,
Киев: изд. АН УССР, 1955, с. 16 - 53.
86. Haase Th. Вег. der Deutsch. Ket. Ges., 1960, Bd 37^ № 3, S. 97 - 101.
87. Попильский Р.Я., Смоля A.B. - Огнеупоры, 1948, № 11, с. 507 - 517.
88. Злобин Г.П. Формование изделий из порошков твердых сплавов. М.: Метал-
лургия, 1980* 224 с.
89. Савельев Н.М. - Огнеупоры, 1962, № 8, с. 355 - 362.
90. Шуляпов ЮМ., Трухан Ю.В., Миненко В.А. - Порошковая металлургия. Куй-
бышев: Изд. Куйбышевского авиационного ин-та, 1976, вып. 2, с. 49 - 59.
91. Попильский Р.Я., Фарберг З.М. - Огнеупоры, 1953, № 7, с. 302 - 313.
92. Попильский Р.Я. В кн.: Высокоогиеупорные материалы. М.: Металлургия, 1966,
с. 123 - 140.
93. Верниковский В.Е. - Огнеупоры, 1963, № 3, с. 106 - 111.
94. Верниковский В.Е. - Огнеупоры, 1975, № 2, с. 24 - 28.
95. Weller А. — Sprechsaal fur Keram., glass, email, 1968, № 1, S. 5 — 7, № 3, S. 112 -
114, №4, S. 135 - 142.
96. Булавин И.А. Машины и автоматические линии для производства керамики.
М.: Машиностроение, 1979. 334 с.
97. Огарков А.Ф., Мамыкин П.С. - Огнеупоры, 1956, № 6, с. 274 - 276.
98. Попильский Р.Я., Давидян И.Г. - Огнеупоры, 1958, № 8, с. 372 - 376..
173
99. Могилевский В.И., Гропянов В.М. - Труды/Всесоюзный ин-т огнеупоров. Л.:
изд. ВИО, 1971, №43, с. 85 - 92.
100. Куколев Г.В., Кузмиченко- А.И. - Стекло и керамика, 1962, № 10, с. 16 - 21.
101. Старун В.Р., Колесник М.И., Соколов И.Н. и др. - Огнеупоры, 1958, № 6, с.
244 - 250.
102. Попильский Р.Я., Круглов Н.К. - Огнеупоры, 1973, № 11, с. 14 - 16.
103. Алексюк И.М. Питак Н.В., Гиньяр Е.А. и др. - Огнеупоры, 1973, № 2, с. 22 -
24.
104. Минь кое Д.Б., Громов В.И., Попильский Р.Я. - Огнеупоры, 1968, № 10, с. 9 -
14
105. Карклит А.К, Тимофеев И.П. - Огнеупоры, 1949, № 7, с. 315 - 318.
106. Блох Г.С., Зайонц Р.М., Рохваргер Е.Л. и др. - Стекло и керамика, 1955, № 6,
с. 17 - 19.
107. Борок Б.А., Гаврилин В.И., Лобашов Б.П. и др. - Технология и оборудование
для гидростатического прессования. М.: Металлургиздат, 1959, 25 с.
108. Лобашов Б.П. — Порошковая металлургия: Науч. тр./ЦНИИЧМ. М.: Металлур-
гия, 1965, вып. 43, с. 21 - 23.
109. Widmann Н. — Glass—Email—Keramo-Techn., 1965, №9, S, 280 — 282.
ПО. Шейнин Е.И., Белостоцкая Н.С. - Стекло и керамика, 1967, № 1, с. 35 - 38.
111. Тимохова М.И. - Стекло и керамика, 1969, № 1, с. 22 - 24.
112. Papen E.L. - Ind.*Ceram., 1972, №654, р. 579 -596,
113. Papen E.L., Raes G.D., Deplace G. — Interceram., 1974, v. 23, № 3, p. 204 — 209.
114. Папроки С.Дж., ХоджЭ.С.' - В кн.: Механические свойства материалов под
высоким давлением, М.:' Мир, 1973, вып. 2, с. 240 - 287.
115. Гнесин Г.Г., Дыбань Ю.П. - Огнеупоры, 1973, № 4, с. 54 - 56.
116. Кипарисов С.С., Либенсон ГА. - Порошковая металлургия, М.: Металлургия,
1972.528 с.
117. Koerner R.M. — Amer. Ceram. Soc. Bull., 1973, v. 52, № 7, p. 566 - 568.
IV&.Majdic A., Nowak A.E. - Keram. Zeits., 1973, Bd 25, № 7 - 9, S. 342 - 346.
119. Мурашко P.E., Сумароков B.H., Струк Л.И. - Огнеупоры, 1976, № 5, с. 28 -
31.
120. Дородный Б.А., Гринберг Я.М., Дегтярева Э.В. и др. Производство специаль-
ных огнеупоров: Науч. тр./УНИИО, М.: Металлургия, 1976, вып. 3, с. 46 - 53.
121. Дородный Б.А., Дегтярева Э.В. -Огнеупоры, 1977,№8,с. 32- 39.
122 ГринбергЯ.М., Дородный Б.А., Дегтярева Э.В. - Огнеупоры, 1978, № 6, с. 48 -
53.
123. Гавриш Д.И., Бугаев Н.Ф., Сиваш В.Г. и др. - Огнеупоры, 1978, № 11, с. 4 - 8.
124. Дородный Б.А.,'Гринберг Я.М., Дегтярева Э.В. и др. - Экспресс-информация
ин-та ’’Черметинформация”, 1978, серия II, вып. 1, 1978, 16 с.
125. Материкин Ю.В., Сололев В.В., Сточек Л.Г. и др. - Огнеупоры, 1978, № 4, с.
8- 10.
126. Niffka Н. - Interceram., 1978, v. 27, № 3, р. 185 - 186.
127. Hiller W., Widra W., Voigthader U. — Silikattechnik, 1978, Bd 29, №5, S. 154 —
155.
128. Svec J.J. - Ceram. Ind., 1979, v. 110, № 2, p. 16 - 18.
129. Пащенко В.П, Потапов Г.А., Куденко C.H. и др. - Порошковая металлургия,
1979, №4, с. 64 - 67.
130. Ozaki Y. — Ceramics Japan, 1978, v. 13, № 8, p. 644 - 650.
131. Тимохова М.И., Сильвестров Ю.Н. - Стекло и керамика, 1979, № 6, с. 16 -
18.
132. Тимохова М.И. - Стекло и керамика, 1976, № 8, с. 17 - 18.
133. Круглов Н.К., Ямпольский А.С., Баранова Т.Ф. и др. - Огнеупоры, 1980, № 7,
с. 12 - 13.
134. Jourdain А. - Bull. Soc. Franc. Ceram., 1961, № 53, p. 17 - 21.
135. Stoops R.F. — Ceram. Ind., 1964, v. 82, № 3, p. 54 - 57.
136. Пургин A.K., Цибин И.П., Жуков А.В. и др. Кремнеземистые бетоны и блоки.
М.: Металлургия, 1975. 215 с.
174
137. Ям В.М. - Физика и химия обработки материалов, 1974, N* 3, с. 103 - 109.
138. Ям В.М., Прохорова И.Я., Борисов В.Г. и др. -Огнеупоры, 1972, № 1, с. 5 -
10.
139. Ям В.М., Мирошниченко В.В., Житомирская Т.Е. — Производство огнеупо-
ров: Науч. тр./Л.: Изд. ВИО, 1974, вып. 3 (46), с. 170 - 176.
140. Ольховский И.А., Торопов С.А., Гарцуев А.Е. — Труды/ВостИО, Свердловск:
Изд. ВостИО, 1970, вып. 10, с. 90 - 99.
141. Алексеева А.Н., Горячева З.Е., Кортель А.А. и др. - Огнеупоры, 1977, № 3,
с. 20 - 24.
142. Куннос Г.Я. Вибрационная технология бетона. Л.: Сгройиздат, 1967. 168 с.
143. Савинов О.А., Лавринович Е.В. Теория и методы вибрационного формования
железобетонных изделий. Л.: Сгройиздат, 1972.152 с.
144. Руденко И.Ф. Формование изделий с поверхностными виброустройствами.
М.: Сгройиздат, 1972. 112 с.
145. Ям В.М., Солодовник А.Б., Иохансон А.Б. и др. - Производство огнеупоров:
Науч. тр./ВИО. Л.: Изд. ВИО, 1977, вып. № 5, с. 102 - 116.
146. Пивинский Ю.Е., Бевз В.А. - Огнеупоры, 1979, № 8, с. 38 - 43.
147. Пивинский Ю.Е., Бевз В.А. — Огнеупоры, 1980, № 3, с. 45 - 50.
148. Примаченко В.В., Питак Н.В., Колесников Л.М. и др. Производство специаль-
ных огнеупоров: М.: Металлургия, 1978, вып. № 6, с. 38 - 44.
149. Пивоваров АД., Ям В.М., Карась Г.Е. и др. - Огнеупоры, 1978, № 4, с. 10 - 13.
150. Ям В.М., Лебедева Л.П., Захаренков В.К. и др. - В кн.: Развитие методов фор-
мования изделий из порошков. Киев: Наукова думка, 1976, с. 122 - 125 с ил.
151. Живанович Б., Миниель В-, Ристич М. - В кн.: Современные проблемы порош-
ковой металлургии. Киев: Наукова думка, 1970, с. 300 - 311.
152. Атрощенко Э.С., Косович В.А., Липоватый Б.Н. и др. Физика и химия обра-
ботки материалов, 1972, № 6, с. 114 - 118; 1974, № 1, с. 119 - 122; 1975, №4,
с. 118-121.
153. Прюммер Р.А. - Порошковая металлургия, Минск: Техника, 1977, вып. 1,
с. 34 - 43.
154. Раковский В.С., Силаев А.Ф., Ходнин В.И. и др. - Порошковая металлургия
жаропрочных сплавов и тугоплавких металлов. М.: Металлургия, 1974.
184 с.
155. Ждан П.А., Митрофанов Б.В., Иванов В.П. и др. - Неорганические материалы,
1972, т. 8, № 10, с. 1879- 1880.
156. Мартынова А.А., Темницкий И.Н., Артемова А.А. — Неорганические материалы,
1975, №4, с. 730- 734.
157. Levandowsky М. — Ind. Ceram., 1966, № 581, р. 19-23.
158. Bergmann O.R., Barrington J. - J. Amer. Ceram. Soc., 1966, v. 49, № 9, p. 502 -
507.
159. Carson R.J., Porembka S.W., Simons C.C. — Amer. Ceram. Soc. Bull., 1966, v.45,
№ 3, p. 265 - 269.
160. Prummer R. - Ber. DKG, 1973, v. 50, № 3, S. 75 - 81.
161. Primmer R., Ziegler G. - Ber. DKG, 1974, Bd 51, № 12, S. 343 - 348.
162. Sawaoka A., AvakiM. - Ceramics Japan, 1975, v. 10, № 5,p. 297 - 303.
163. Джонс В.Д. Основы порошковой металлургии. Прессование и спекание. М.:
Мир, 1965. 404 с.
164. Зайонц Л.Р., Ададуров Г.А., Попильский Р.Я. и др. - Электронная техника,
1969, серия 14, вып. 1, с. 8.
165. Портной К.И., Салибеков С.Е., Светлов И.Л. и др. Структура и свойства ком-
позиционных материалов. М.: Сгройиздат, 1979, 256 с.
166. Гашичев Н.И., Карклит А.К., Перельман В.Е. и др. - Огнеупоры, 1973, № 1
с. 40 - 42.
167. Самсонов Г.В., Ковальченко М.С. — Горячее прессование. Киев: Гос. изд-во
технической лит-ры, 1962. 212 с.
168. Прокошкин Д.А., Степанов Ю.А., Быков Ю.А. и др. Горячее прессование фер-
ритов. М.: Энергия, 1971. 126 с.
175
169. Будников П.П., Кербе Ф.Л., Харитонов Ф.Я. - В кн.: Химия и технология окис-
ных и силикатных материалов. Киев: Наукова думка, 1970, с. 134 - 139.
170. Кайнарский И.С., Орлова И.Г., Гринберг Я.М. и др. - Огнеупоры, 1977, № 9,
с. 12-14.
171. Гнесин Г.Г. Карбидокремниевые материалы. М.: Металлургия, 1977. 270 с.
172. Кузнецова И.Г., Полубояринов Д.Н., Федотов А.В. и др. - Неорганические ма-
териалы, 1975, т. 11, № 10, с. 1778 - 1781.
173. Спивак И.И., Рысцов В.Н. - Неорганические материалы, 1977, т. 13, № 2, с.
278 - 282.
174. Волынец Ф.К. - Оптико-механическая промышленность, 1978, № И, с. 39 -
46.
175. Мюррей П., Лайва Д„ Уильямс Д. - В кн.: Процессы керамического произ-
водства. М.: ИЛ, 1960, с. 181 - 209.
• 176. Oudemans GJ. - Proc. Brit. Ceram. Soc., 1969, № 12, p. 83 - 98.
177. Janes S.,NixdorfJ. - Ber. DKG, 1969, Bd 46, № 2, S. 60 - 62.
178. Pastor H. - Ind.Ceram.,1969, № 615, p. 89 - 104.
179. Terwilliger G.R., Lange F.F. - J. Amer. Ceram. Soc., 1974, v. 57, № 1, p. 25 - 29.
180. Bower L.J., Weston R.J., Carruthers T.G. e. a. — Ceramurgia Intern., 1976, v. 2,
№4, p. 173 - 176.
181. Yeh H.C., Sanders W.A., Luttner J.L. - Amer. Ceram. Soc. Bull., 1977, v. 56, № 2,
p. 189 - 193.
182. Vasilos. T. — Nitrogen Ceram. Proc. NATO Adv. Study Inst., Canterbury, 1976,
Noordhoff-Leyden, 1977, p. 367 - 382.
183. Boussard P., Wilier B., ForestierH. —Silicat Ind., 1978, v. 43, № 7 - 8, p. 145 -
151.
184. Карнилья C.C., Джонсон P.E., Хотт А.С. и др. - Окись бериллия: Труды/Меж-
дународная конференция. М.: Атомиздат, 1968, с. 359 - 378.
185. Натапо К., Kanzaki S. - J. Ceram. Soc. Jap., 1977, v. 85, № 981, p. 225 - 230.
186. Флидлидер Г.М., Балкевич В.Л., Холодкова Н.И. - Стекло и керамика, 1977,
№ 10, с. 18 - 21.
187. NixdorfJ. - Keram. Zeits., 1978, Bd 30, № 9, S, 507 - 510.
188. Matkin D.J., Munro W., Valentine T. — Mater. Sci., 1971, v. 6, № 7, p. 974 - 980.
189. Фишмейстер X. - В кн.: Порошковая металлургия. Киев: Наукова думка,
1977, с. 87 - 110.
190. Egerton L., Bieling С.А. - Amer. Ceram. Soc. Bull., 1968, v. 47, № 12, p. 1151 - .
1156.
191. Kodaira K., Shimada M.,Kume S. - Mater. Res. Bull., 1972, v. 7,
№ 6, p. 551 -556.
192. Sawaoka A., Saito S. - Jap. J. Appl. Phys., 1974, v. 13, № 4, p. 751 - 752.
193. Hardtl K.H. — Amer. Ceram. Soc. Bull., 1975, v. 54, № 2, p. 201 - 205.
194. Koizumi I. — Ceramurgia Intern., 1976, v. 2, № 2, p. 67 - 71.
195. Ковальченко M.C., Кондратов И.Я. - Порошковая металлургия, 1975, № 12, с.
743 - 749.
196. Кайнарский И.С., Орлова И.Г., Меркулова Е.В. Бюл. НТИ УкрНИО, 1959, № 5,
с. 16-35.
197. Кайнарский И.С., Орлова И.Г., Меркулова Е.В. Огнеупоры, 1961, № 2, с. 74 -
80.
198. Кайнарский И.С., Орлова И.Г., Гринберг Я.М - Огнеупоры, 1973, №8, с.31-39.
199. Орлова И.Г., Гринберг Я.М., Кайнарский И.С. - Неорганические материалы,
1975,. т. 11, № 1, с. 150 - 153.
200. Stoops R.F. — Amer. Ceram. Soc. Bull., 1969, v. 48, № 2, p. 225 - 227.
201. Николенко И.П., Демиденко ЛМ., Давыденков Е-И. и др. - Огнеупоры, 1978,
№ 5, с. 47 - 50.
202. Burroughs J.E., Thornton H.R. - J. Amer. Ceram. Soc., 1966,v.45, №2, p. 187-192.
203. Ковальченко M.C. Теоретические основы горячей обработки пористых мате-
риалов давлением. Киев: Наукова думка, 1980, 280 с.
204. Thompson R.A. — Amer. Ceram. Soc. Bull., 1981, v. 60, № 2, p. 237 — 251.