/




























































































































































































































































































































































































































































































































































Текст
МАШИНОСТРОЕНИЕ
ЭНЦИКЛОПЕДИЧЕСКИЙ СПРАВОЧНИК
РЕДАКЦИОННЫЙ СОВЕТ
Председатель Совета и главный редактор
акад. Е. А. ЧУДАКОВ
С. А. АКОПОВ, И. И. АРТОБОЛЕВСКИЙ, Н. С. АЧЕРКАН, И. М. БЕСПРОЗВАННЫЙ,
Н. Т. ГУДЦОВ, В. И. ДИКУШИН, А. И. ЕФРЕМОВ, В. К. ЗАПОРОЖЕЦ, А. И. ЗИМИН,
Н. С. КАЗАКОВ, М. R. КИРПИЧЕВ, В. М. КОВАН, Ю. П. КОНЮШАЯ, А. А. ЛИПГАРТ,
В. А/ МАЛЫШЕВ, Л. К. МАРТЕНС, Л. М. МАРИЕНБАХ, Г. А. НИКОЛАЕВ, И. А. ОДИНГ
.(зам. председателя Редсовета), Е. О. ПАТОН, Л. К. РАМЗИН, Н. Н. РУБЦОВ, М. А. САВЕРИН
(зам. председателя Редсовета), И. И. СЕМЕНЧЕНКО, С. В. СЕРЕНСЕН, К. К. ХРЕНОВ.
М. М. ХРУЩЕВ, Н. А. ШАМИН, А. Н. ШЕЛЕСТ, Л. Я- ШУХГАЛЬТЕР (зам. главного редактора),
А. С. ЯКОВЛЕВ
РАЗДЕЛ ТРЕТИЙ
ТЕХНОЛОГИЯ
ПРОИЗВОДСТВА МАШИН
том 5
Ответственный редактор,
доктор техн. наук, проф. В. М, КОВАН
ГОСУДАРСТВЕННОЕ НАУЧНО-ТЕХНИЧЕСКОЕ ИЗДАТЕЛЬСТВО
МАШИНОСТРОИТЕЛЬНОЙ ЛИТЕРАТУРЫ
москва — 19 4 7
ПРОИЗВОДСТВЕННАЯ ЧАСТЬ
Зам. начальника издательства Д. М. Польский. Начальник производствен-
ного отдела Машгиза С. А. Соловьев. Зав. производством .Справочника"
М. М. Гельфанд. Техн. редактор Т Ф Соколова. Зав. корректорской
С. А. Третьяков. Корректоры В. Г. Матасен, О. И. Семенова. Художник-
оформитель А. Л. Вельский. Руководитель графического бюро Н.Н. Петров.
Графики и ксилографы А. М. Тетерин, А. Ф. Иваницкая, С. М. Лотохин,
И. И. Корытцев, Н. М. Владимирова, 3. И. Погудкина.
Полиграфические работы выполнены в 1-й типографии Машгиза. Директор
типографии Н. И. Панин. Зав. производством Л. О. Машгиза Я- И. Лебедев.
Зав. производством типографии Н. С. Кондрат. Набор и вёрстка произведены
под руководством И. А. Пименова* технолога О. Я- Басина и бригадира
верстальщиков М. Г. Петрова. Печатью руководили М. П. Седов и тех-
нолог С. М. Сундаков. Брошировочно-переплётные работы выполнялись
под руководством И. И. Смирнова. Тиснением руководила Д. Г. Белова.
Матрицы и стереотипы изготовлены под руководством К. Н. Дементьева.
Типографская корректура проведена под руководством 'Е. А. Беляйкина.
Бумага фабрики им. Володарского. Ледерин Щелковской фабрики.
Картон Калининской фабрики. Шрифт изготовлен на 1-м и 2-м шрифто-
литейных заводах.
5-й том сдан в производство 18/1V — 4/V 1946 г. Подписан к печа-
ти 11/IV 1947 г. А 04530. Заказ № 1691. Бумага 70XW8l/i6. Уч.-изд. листов 74.
Печатных листов 34!!/4 -f- 7 вклеек. Тираж 50000 A-й завод 1-2о000).
*
Адрес типографии: Ленинград, ул. Моисеенко, д. 10.
АВТОРЫ ТОМА
Б. С. БАЛАКШИН, проф., д-р техн. наук, Е. А. БЕЗМЕНОВ, доц., канд. техн. наук,
О. Н. БРАТКОВА, доц., канд. техн. наук, Б. И. БЕЛЯЕВ, инж., А. С. ГЕЛЬМАН,
доц, канд. техн. наук, Д. Л. ГЛИЗМАНЕНКО, доц., канд. техн. наук, И. Е. ГОРО-
ДЕЦКИЙ, проф., д-р техн. наук, Г. И. ГЛУШКОВ, канд. техн. наук. И. С. ДМИ-
ТРИЕВ, доц., канд. техн. наук, А. К. КУТАЙ, доц., канд. техн. наук, М. И. КОЧЕ-
НОВ, инж., В. М. КОВАН, проф., д-р техн. наук, В. С КОРСАКОВ, дод, канд.
техн. наук, Е. С. КРУПЕННИКОВА, инж., А. Б. КОРОНА, инж., Н. Л. КАГАНОВ,
доц., канд. техн. наук, Н. Н. КЛЕБАНОВ, доц., канд. техн. наук, А. И. КРАСОВ-
СКИЙ, инж., С. Т. НАЗАРОВ, доц., А. Ф. ЛЕСОХИН, доц., канд. техн. наук.
А. С. ОГИЕВЕЦКИЙ, проф., Е. О. ПАТОН, действ, член АН УССР, Н. А. ПЕЛИКС,
канд. техн. наук, А. Б. РЕЗНИКОВ, инж., А. Я. РОСТОВЫХ, доц., канд. техн. наук.
Н. Ф. РЫМАРЬ, инж., Б. А. ТАЙЦ, доц., канд. техн. наук, К. К. ХРЕНОВ, действ,
член АН УССР, Д. П. ШИЛОВЦЕВ, инж., В. И. ЯРХО, доц., канд. техн. наук.
НАУЧНЫЕ РЕДАКТОРЫ
БЛИЗНЯНСКИЙ А. С, инж. (терминология и обозначения), БРОДСКИЙ Г. С, инж. (гл. IV, V и VII),
ВОСКРЕСЕНСКИЙ Н. Н., инж. (зам. отв. редактора тома), ГОРОДЕЦКИЙ И. Е., проф., д-р техн.
наук (гл. I и II), ХРЕНОВ К. К., действ, член АН УССР (гл. IV), ШИЛОВЦЕВ Д. П., инж. (гл. VI и VII).
Редактор графических материалов инж. В. Г. КАРГАНОВ.
*
Редактор-организатор тома В. Н. МАЛЕЦКАЯ-
Зав. редакцией А. Н. КЛУШИНА.
Адрес редакции: Москва, Третьяковский пр., д. 1, Машгиз, Главна»
редакция энциклопедического справочника „Машиностроение".
СОДЕРЖАНИЕ
От редактора XI
Глава I. ОСНОВЫ ВЗАИМОЗАМЕНЯЕМО-
СТИ В МАШИНОСТРОЕНИИ 1
Основные принципы взаимоза-
меняемости (проф., д-р техн. наук
И. Е. Городецкий) 1
Допуски и посадки типовых
соединений 2
Допуски и посадки гладких цилиндрических
соединений (проф., д-р техн. наук
И. Е. Городецкий) 2
Основные понятия • 2
Ряды допусков. Интервалы диаметров . . 4
Посадки 7
Допуски на свободные размеры 25
Обозначения допусков на чертежах ... 26
Допуски и посадки цилиндрических резь-
бовых соединений (проф., д-р техн. наук
И. Е. Городецкий) 31
Основные понятия 31
Допуски крепёжных резьб 36
Допуски специальных цилиндрических
резьб • . . . . 50
Допуски резьб с антикоррозийными по-
крытиями •... 57
Допуски крепёжных работ по американ-
скому стандарту 58
Допуски конических резьбовых соединений
(проф.,д-р техн. наук И. Е. Городецкий) 59
Основные понятия и определения 59
Допуски и посадки гладких конических со-
единений (проф., д-р техн. наук И. Е. Го-
родецкий) 65
Допуски и посадки шпоночных и шлицевых
соединений (доц., канд. техн. наук
А. Е. Безменов) 69
Допуски шпоночных соединений 69
Допуски шлицевых соединений 70
Допуски зубчатых и червячных передач (доц.,
канд. техн. наук Б. А. Тайц) 76
Цели назначения допусков на зубчатые
зацепления 76
Допуски цилиндрических зубчатых пере-
дач 76
Термины, принятые в стандарте 76
Основные и заменяющие проверки . . • . 79
Допуски и отклонения < . . . . 80
Определение контрольных размеров эле-
ментов зацепления 84
Соотношения между отклонениями .... 84
Допуски конических зубчатых передач . . 87
Допуски червячных передач 93
Размерные цепи 100
Основы расчёта размерных цепей (проф., д-р
техн. наук Б. С. Балакшин) 100
Основные понятия 100
Основные зависимости 101
Различные методы решения размерных ¦
цепей , 103
Решение размерных цепей, содержащих
непараллельные звенья 113
Допуски на расстояния между осями отвер-
стий и на концентричность (доц., канд. техн.
наук А. Ф. Лесохин) 115
Основные положения 115
Основные закономерности 116
Калибры 118
Калибры для гладких цилиндрических изделий
(проф., д-р техн. наук И. Е. Городецкий) 118
Основные положения 118
Типы и конструкции калибров 132
Допуски калибров 13S
Калибры для резьбовых изделий (проф., д-р
техн. наук И. Е. Городецкий) .141
Калибры для крепёжных цилиндрических
резьб 141
Калибры для конических резьб 155
Калибры для гладких конических изделий
(проф., д-р техн. наук И. Е. Городецкий) 156
Калибры для шлицевых изделий (доц., канд.
техн. наук А. Е. Безменов) 158
Калибры для проверки линейных размеров
(проф., д-р техн. наук И. Е. Городецкий) 161
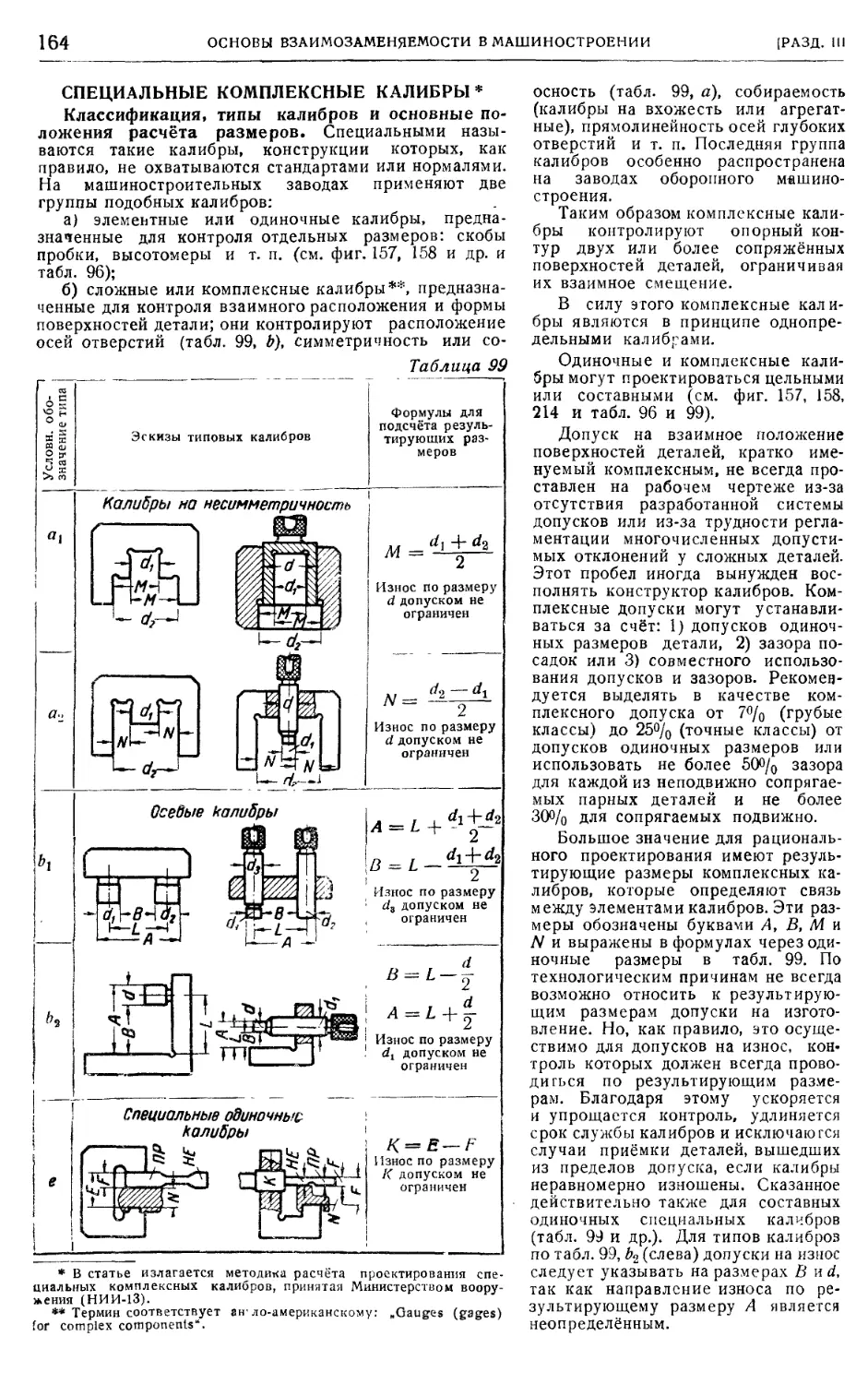
Специальные комплексные калибры (доц.,
канд. техн. наук А. К. Кутай) 164
Профильные калибры (доц., канд. техн.
наук А. К. Кутай) 168
Глава II. ТЕХНИЧЕСКИЕ ИЗМЕРЕНИЯ
В МАШИНОСТРОЕНИИ 171
Основные понятия (проф., д-р техн. наук
И. Е. Городецкий) 173
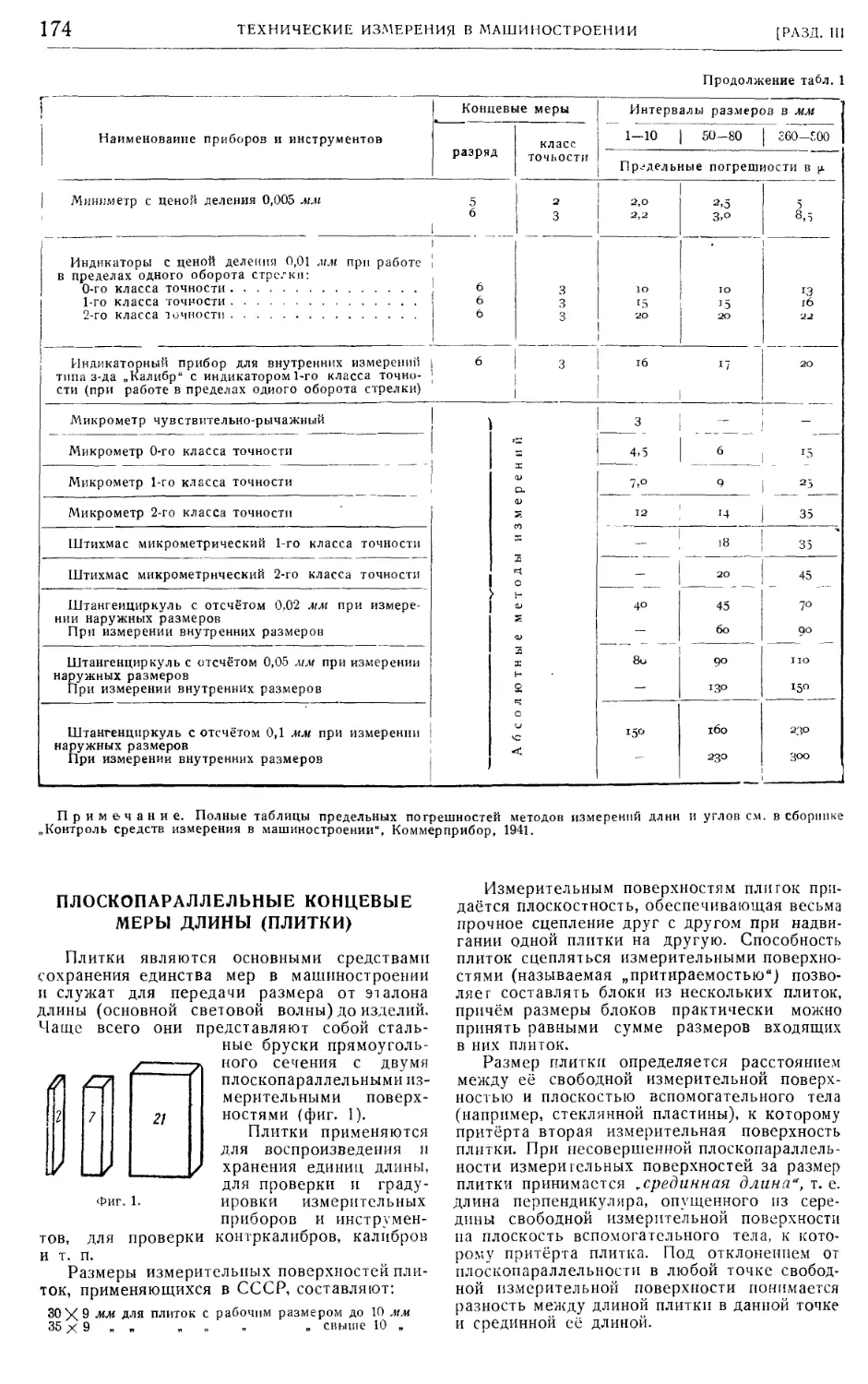
Плоскопараллельные концевые меры длины
(плитки) (проф., д р техн. наук И. Е. Го-
родецкий и инж. М. И. Коченов) .... 174
VI
СОДЕРЖАНИЕ
Инструменты с линейным нониусом (проф., д-р
техн. наук И. Е. Городецкий и инж.
М. И. Коченов) 176
Микрометрические измерительные инстру-
менты (проф., д-р техн. наук И. Е. Горо-
децкий и инж. М. И. Коченов) 177
Рычажно-механические приборы (инж.
М. И. Коченов) 179
Приборы с оптическим рычагом (проф., д-р
техн. наук И. Е. Городецкий и инж.
М. И. Коченов) 183
Проекторы (проф., д-р техн. наук И. Е. Го-
родецкий и инж. М. И. Коченов) .... 1Н5
Измерительные машины (проф., д-р техн.
наук И. Е. Городецкийпинж. М. И. Коченов) 186
Интерференционные методы измерений (инж:.
М. И. Коченов) 187
Технический интерференционный метод . 187
Абсолютный интерференционный метод . 189
Пневматические приборы для измерения раз-
меров (доц., канд. техн. наук А. Я- Ро-
стовых) ........ 190
Электрические приборы для измерения раз-
меров в машиностроении (инж:. Н. Ф. Ры-
марь) НИ
Средства и методы измерений резьбы (проф.,
д-р техн. наук И. Е. Городецкий и инж:.
М. И. Коченов) 193
Средства и методы измерений углов (проф.,
д-р техн. наук И. Е. Городецкий и инж:.
М. И. Коченов) 197
Средства и методы измерений зубчатых и чер-
вячных колёс и червяков (доц., канд. техн.
наук Б. А. Тайц) 200
Средства и методы измерений цилиндри-
ческих зубчатых колёс 200
Средства и методы измерений конических
зубчатых колёс 205
Средства и методы измерений червяков
и червячных колёс 206
Средства и методы измерений плоскостности
и прямолинейности (проф., д-р техн. наук
И. Е. Городецкий и инж. М. И. Коченов) 207
Приспособления для контроля размеров в ма-
шиностроении (инж:. Н. Ф. Рымарь) .... 208
Автоматический контроль размеров в маши-
ностроении (инж:. Н. Ф. Рымарь) 213
Приспособления для автоматического кон-
троля деталей во время обработки . . . 214
Контрольно-сортировочные автоматы . . 216
Принципы выбора и назначения измеритель-
ных средств в машиностроении (проф., д-р
техн. наук И. Е. Городецкий) 220
Мероприятия по обеспечению единства
мер в машиностроении (канд. техн.
наук Н. А. Пеликс) 223
Глава III. ТЕХНОЛОГИЯ СБОРКИ МАШИН 225
Изделие и его элементы (проф., д-р техн.
наук В. М. Кован) 225
Характеристика соединений при сборке
(проф., д-р техн. наук В. М. Кован). . . 229
Виды сборки (проф., д-р техн. наук
В. М. Кован) 229
Организационные формы сборки (проф., д-р
техн. наук В. М. Кован) 230
Сборочные работы и их механизация 233
Слесарно-пригоночные работы (доц., канд.
техн. наук В. С. Корсаков) 233
Обрубка 233
Опиловка 233
Шабровка 235
Притирка 237
Отделка абразивным полотном 237
Обработка отверстий .... • 237
Промывка и очистка деталей перед сборкой
(доц., канд. техн. наук В. С. Корсаков) 240
Выполнение соединений 241
Выполнение клёпаных соединений (доц.,
канд. техн. наук В. С. Корсаков) ... 241
Выполнение соединений с натягом (доц.,
канд. техн. наук В. С. Корсаков) ... 248
Склеивание карбинольным клеем (инж:.
Е. С. Крупенникова) 251
Выполнение винтовых соединений (доц.,
канд. техн. наук В. С. Корсаков) . . . 253
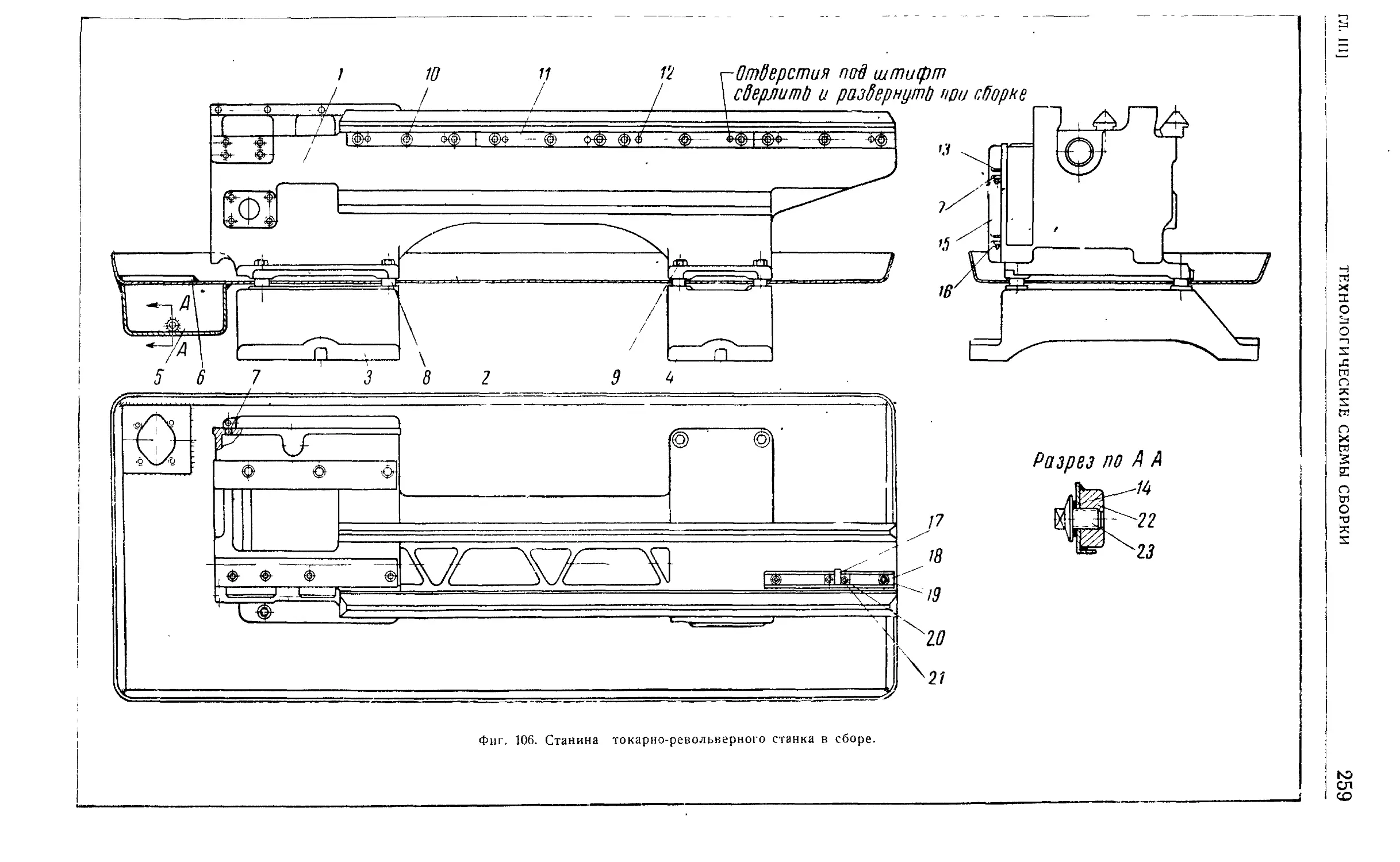
Технологические схемы сборки (доц., канд.
техн. наук В. С. Корсаков и инж:.
А. Б. Корона) 257
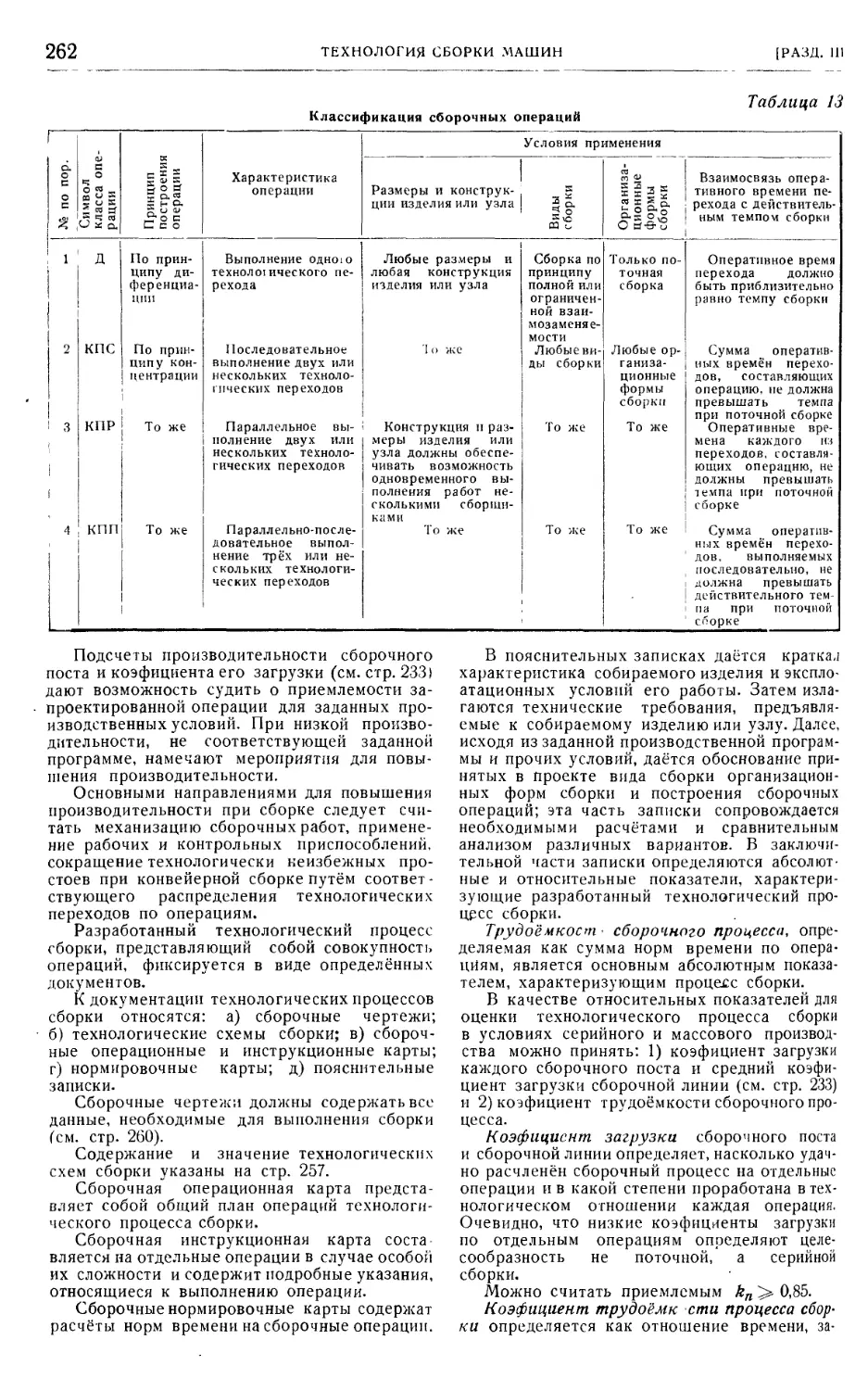
Построение сборочных операций и техноло-
гических процессов сборки (проф., д-р
техн. наук В. М. Кован) 260
Анализ технологических процессов производ-
ства методом повторных сборок (проф., д-р
техн. наук В. М. Кован) 263
Контроль качества выполнения пригоночных
и сборочных работ (доц., канд. техн.
наук В. С. Корсаков) 263
Методы проверки плоских поверхно-
стей 263
Методы проверки криволинейных поверх-
ностей 265
Методы проверки взаимного положения
сопрягаемых деталей и прилегания по-
верхностей 265
Контроль качества сборки 266
Сборочные приспособления (доц.. канд. техн.
наук В. С. Корсаков) 267
Универсальные приспособления 267
Специальные приспособления 268
Глава IV. ТЕХНОЛОГИЯ СВАРКИ И РЕЗКИ
МЕТАЛЛОВ 271
Классификация и области при-
менения способов сварки
(действ, член АН УССР К. К. Хренов) . .
271
Классификация • 271
Области применения различных способов
сварки • 27й
Дуговая электросварка 274
Области применения дуговой электросварки
(доц., канд. техн. наук Н. Л. Каганов). 274
Источники тока для дуговой электросварки
(доц., канд. техн. наук О. Н. Граткова). 276
Обшие требования к источникам свароч-
ного тока • • 276
Однопостовые сварочные агрегаты посто-
янного тока 277
Многопостовые сварочные генераторы . . 284
Сварочные аппараты переменного тока . . 285
Сварочные трансформаторы с искусствен-
но увеличенным индуктивным сопроти-
влением обмоток 287
СОДЕРЖАНИЕ
VII
Сварочные трансформаторы в комбинации
с реактивной катушкой 288
Многопостовая сварка на переменном
токе • .288
Осцилляторы . • 289
Сварочные выпрямители 289
Эксплоатация сварочного оборудования . 290
Выбор сварочного оборудования -290
Монтаж сварочного оборудования .... 291
Уход за сварочными агрегатами и транс-
форматорами и их обслуживание . . . 292
Стальные электроды для дуговой электро-
сварки (проф. А. С. Огиевецкий) 293
Основные требования к электродам . . . 293
Электродная стальная проволока 294
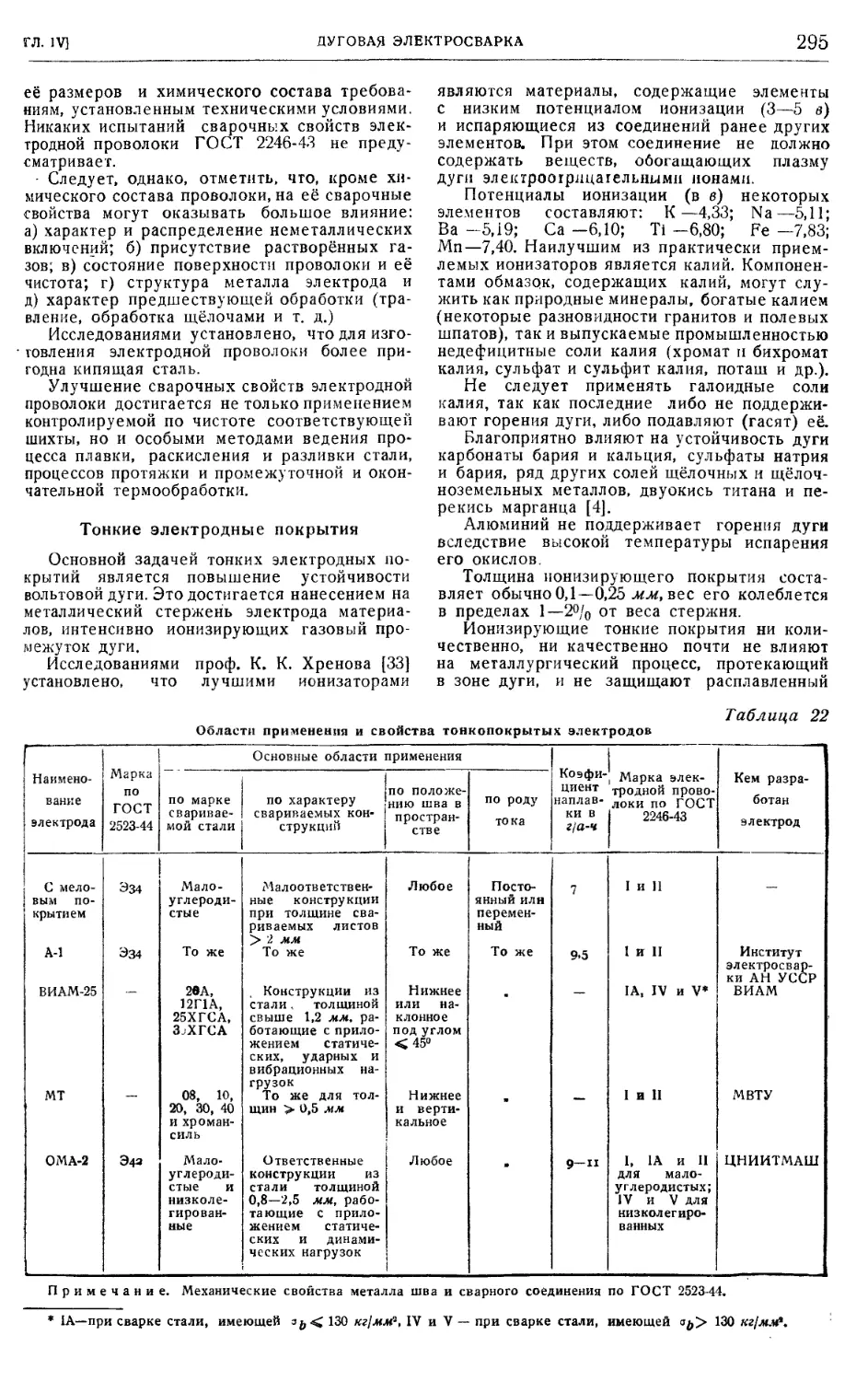
Тонкие электродные покрытия 295
Характеристика основных марок тонко-
покрытых электродов 296
Толстые (качественные) электродные
покрытия 297
Характеристика основных марок толсто-
покрытых электродов 297
Технические условия на компоненты элек-
тродных покрытий • . . 299
Производство покрытых электродов . . . 299
Ручная дуговая электросварка углеродистой
стали (проф. А. С. Огиевецкий) 303
Технологические особенности процесса . 303
Способы защиты расплавленного металла
от вредного воздействия атмосферного
воздуха 306
Техника ручной дуговой электросварки . 307
Технологические данные и режимы дуго-
вой электросварки 308
Типовые дефекты швов и их причины . . 310
Дуговая электросварка угольным электро-
дом 31 i
Дуговая электрорезка 311
Оборудование рабочего места ручной дуго-
вой электросварки (доц., канд. техн.
наук И. С. Дмитриев) 313
Рабочий стол 313
Щиты 313
Кабина 313
Инструмент сварщика 314
Инструмент для зачистки места сварки . 314
Защитные приспособления 314
Вспомогательное оборудование 315
Сборочно-сварочные приспособления . . . 315
Атомно-водородная сварка (проф. А. С. Огие-
вецкий) 317
Сущность процесса, технологические осо-
бенности и применение атомно-водород-
ной сварки 317
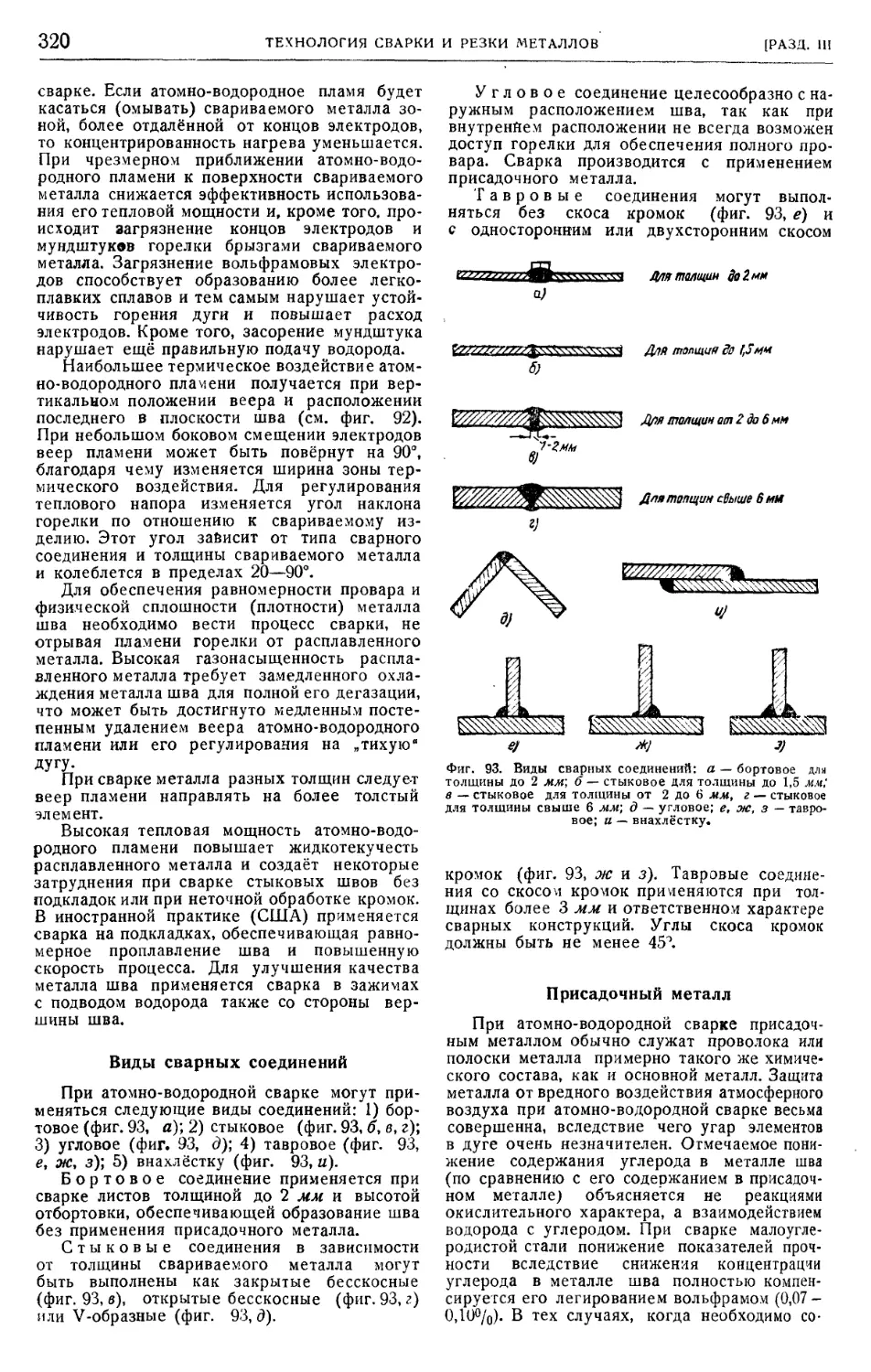
Техника атомно-водородной сварки .... 319
Виды сварных соединений 320
Присадочный металл . . • 320
Сварочные режимы и скорость сварки . . 321
Расход электроэнергии, электродов и
водорода . • 321
Оборудование для атомно-водородной
сварки 322
Аппараты для сварки на азотно-водород-
ном газе . . • 323
Автоматическая дуговая электросварка
действ, член АН УССР Е. О. Патон) 324
Классификация способов автоматической
дуговой электросварки 324
Автоматическая сварка металлическим
электродом под слоем флюса 325
Сущность процесса и классификация
способов 325
Эффективность и преимущества 325
Флюсы, их состав и способы изгото-
вления 326
Американский флюс фирмы Линде . . . 328
Электродная и присадочная проволока. . 328
Состав и структура металла шва, сва-
ренного под слоем флюса 329
Механические и физические свойства
металла шва, сваренного под слоем
флюса 330
Подготовка и сборка деталей под авто-
матическую сварку 331
Флюсоудерживающие приспособления и
способы направления электрода по шву 332
Техника сварки швов .333
Угловые и нахлёсточные швы и наплавка 333
Многослойная сварка и сварка по приса-
дочной проволоке 334
Подбор режима проволоки 334
Конструкция сварных соединений .... 336
Сварочные головки, их назначение и клас-
сификация 338
Флюсовая аппаратура 343
Способы питания дуги сварочным током . 344
Пусковая, регулировочная и контрольно-
измерительная аппаратура 344
Аппаратура пункта питания 345
Автоматическая сварка металлическим элек-
тродом открытой дугой 345
Основы и значение метода 345
Электродная проволока • . 346
Техника и режимы сварки . . • 346
Автосварочная аппаратура , . 347
Автоматическая сварка угольным электро-
дом открытой дугой • ... 347
Основы метода 347
Материалы для угольной сварки 348
Способы и режимы сварки разных соеди-
нений 348
Полуавтоматическая головка для сварки
угольным электродом . 350
Автоматы для сварки угольным электродом 351
Станки для автоматической дуговой сварки . 352
Основные требования, предъявляемые
к станкам для дуговой автосварки . . . 352
Классификация сварочных станков . . . 352
Подвод тока к сварочным станкам .... 353
Способы полуавтоматической сварки . . . 353
Ручная сварка под слоем флюса 353
Полуавтоматическая сварка под слоем
флюса длинным гибким электродом . . 353
Сварка лежачим электродом 354
Сварка наклонным электродом . . . , . 355
Контактная электросварка
356
Стыковая сварка {доц., канд. техн. наук
Н. Л. Каганов) 356
Сущность процесса и разновидности сты-
ковой сварки 356
Области применения стыковой сварки . . 356
Характеристика стыковой сварки .... 357
Выбор основных параметров режима
сварки 358
Технические характеристики стыковых
машин • 362
Подготовка к сварке 363
Обработка сваренных деталей 364
Контроль качества сварки 364
Дефекты стыковой сварки 364
Точечная сварка (доц., канд. техн. наук
А. С. Гельман) 366
Сущность процесса и области примене-
ния точечной сварки 366
Основные условия при сваривании дета-
лей точками 367
Подготовка деталей к точечной сварке . 368
Нагрев, провар и диаметр сварной точки 369
Баланс тепла при точечной сварке .... 369
VIII
СОДЕРЖАНИЕ
Основные параметры режима точечной
сварки . . 369
Дополнительные факторы, влияющие на
процесс точечной сварки 371
Режим сварки малоуглеродистой стали . 372
Режимы сварки конструкционных низко-
легированных сталей 373
Режимы сварки нержавеющей стали . . . 373
Деформации при точечной сварке и борьба
с ними . . 373
Дефекты сварных точек и их причины . . 373
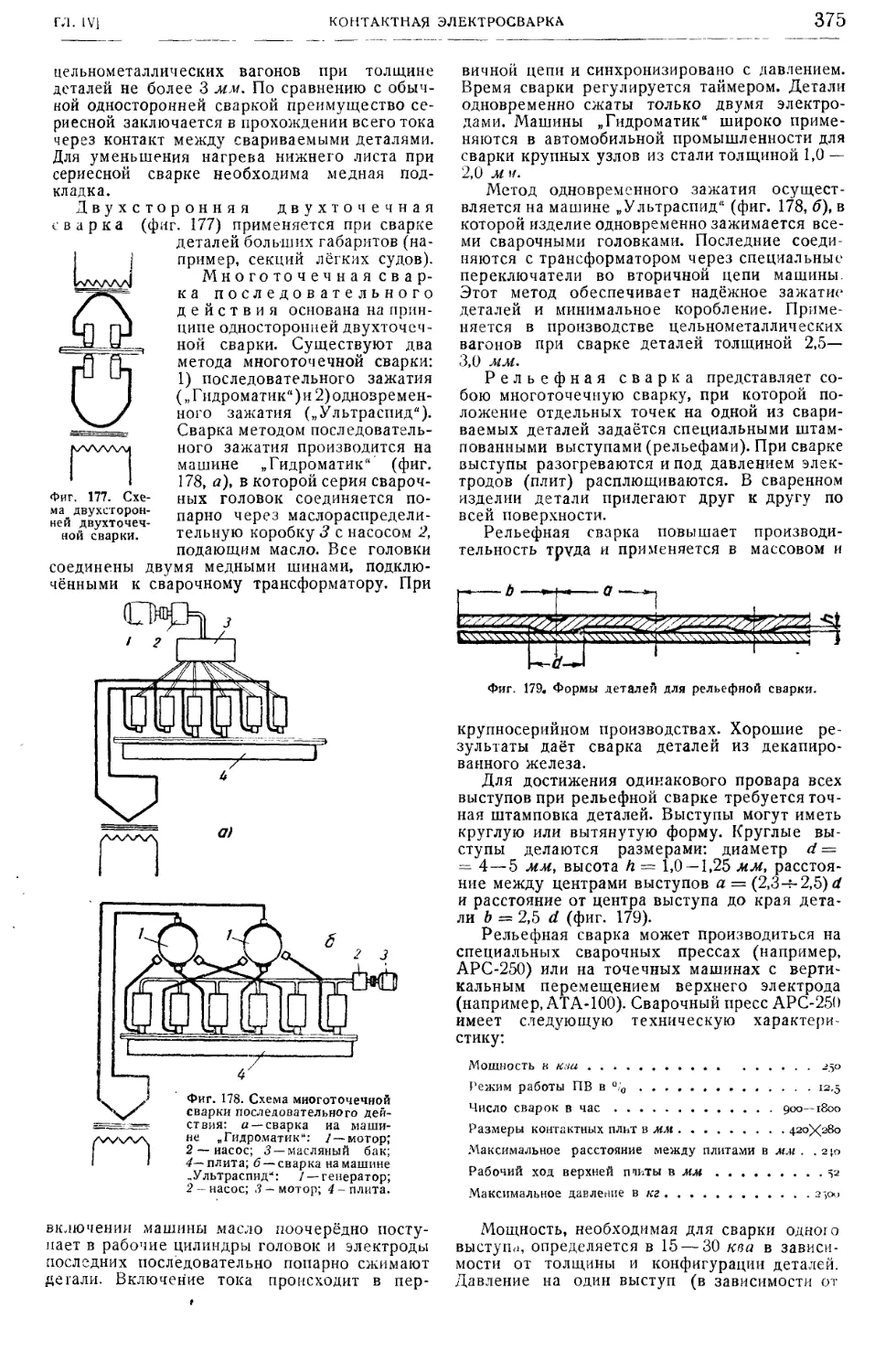
Специальные способы точечной сварки . . 374
Технические данные для выбора точечных
машин 376
Инструменты для точечных машин .... 377
Шовная сварка {доц., канд. техн. наук
А. С. Гельман) 379
Сущность процесса и разновидности шов-
ной сварки 379
Области применения шовной сварки . . . 379
Конструктивные особенности свариваемых
деталей при шовной сварке 380
Подготовка и сборка деталей для шовной
сварки 380
Основные параметры режима шовной
сварки • . . 381
Режимы шовной сварки малоуглеродистой
стали . ¦ 381
Дефекты шовной сварки и их причины . 382
Технические данные для выбора шовных
машин , 382
Инструмент для шовных машин 383
Специальные виды контактной электросварки
(доц., канд. техн. наук А. С. Гельман) . 383
Импульсная сварка 383
Т-образная сварка 384
Шовно-стыковая сварка 384
Газовая сварка и резка 3S5
Газовая сварка (доц., канд. техн. наук
Д. Л. Глизманенко) 385
Основные понятия 385
Газы для газовой сварки 385
Устройства для использования жидкого и
газообразного кислорода 389
Ацетиленовые генераторы 395
Горелки для газовой сварки 402
Техника газовой сварки 406
Выполнение основных форм сварных со-
единений 409
Оборудование рабочего места сварщика . 409
Поверхностная закалка ацетилено-кисло-
родным пляменем 410
Техника безопасности при газовой сварке 411
Газовая (кислородная) резка (доц., канд.
техн. наук Л. Н. Клебанов) 411
Основные понятия 411
Горючее для газовой резки . 413
Способы обработки металла кислородом . 413
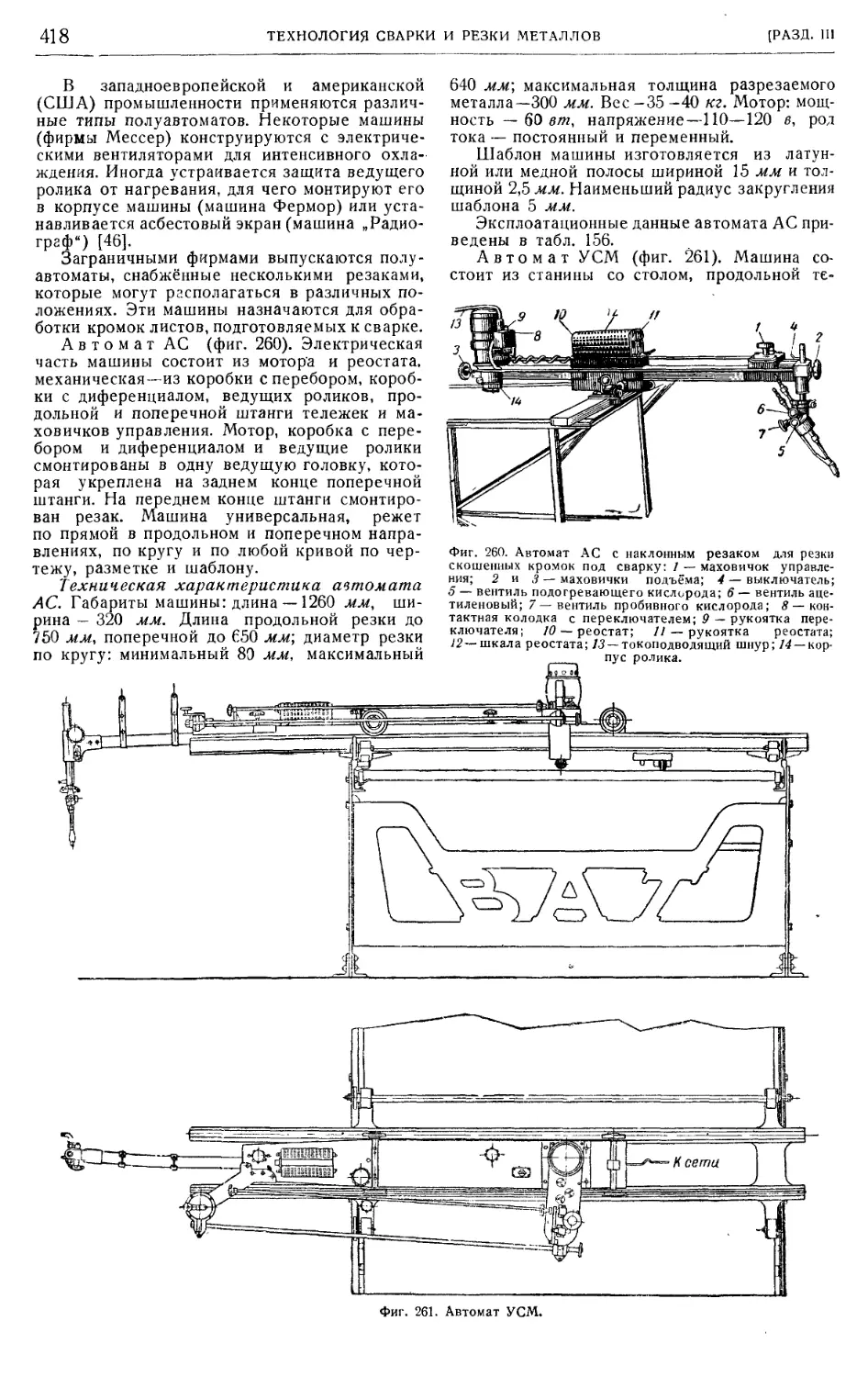
Аппаратура для газовой резки ...... 414
Режимы газовой резки 420
Сварка серого чугуна (доц., канд. техн.
наук В. И. Ярхо) 423
Подготовка деталей к сварке 424
Техника и режимы сварки 424
Охлаждение после сварки 425
Сварка углеродистых и низколегированных
конструкционных сталей (доц., канд. техн.
наук В. И. Ярхо) 426
Сварка сталей с повышенным содержа-
нием углерода 426
Сварка низколегированных конструкци-
онных сталей: 426
Сварка высоколегированных сталей (доц.,
канд. техн. наук В. И. Ярхо) 428
Сварка хромоникелевых сталей . . . .¦ : 428
Сварка сталей Гадфильда 429
Наплавка твёрдыми сплавами (канд. техн.
наук Г. И. Глушков) 429
Твёрдые сплавы для наплавки и их ха-
рактеристика 429
Материал для деталей и инструментов,
наплавляемых твёрдыми сплавами . . . 430
Способы и условия наплавки твёрдых
сплавов 430
Газовая наплавка твёрдыми сплавами
типа стеллитов 432
Наплавка сормайта вольтовой дугой по
способу Славянова 432
Наплавка порошкообразных твёрдых
сплавов вольтовой дугой по способу
Бенардоса 433
Термическая обработка после наплавки . 434
Механическая обработка после наплавки 434
Контроль и испытание каче-
ства сварки (доц. С. Т. Назаров) . . 434
Контроль шовной сварки 435
Контроль точечной сварки 440
Пайка (действию, член АН УССР
К. К. Хренов) 441
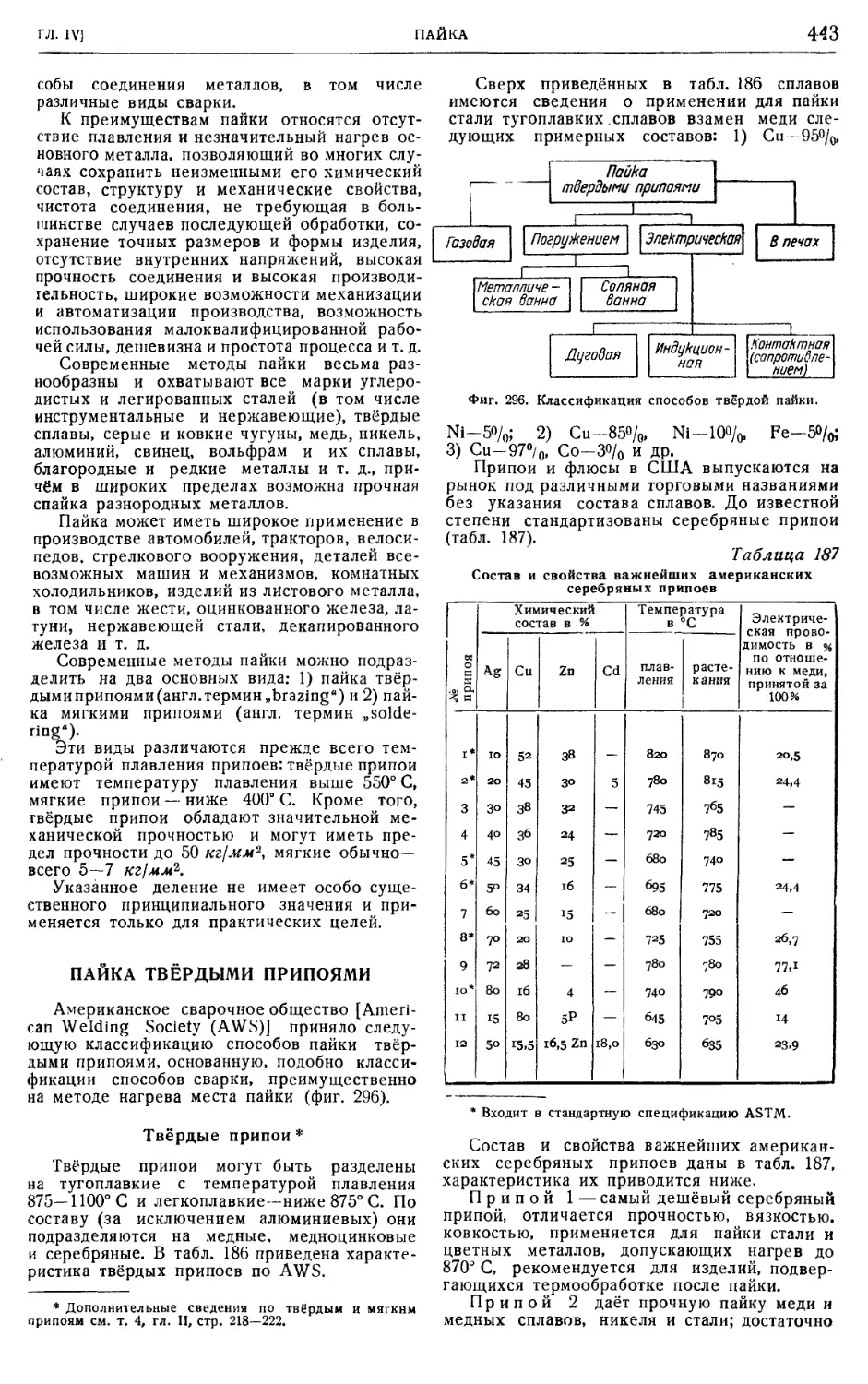
Пайка твёрдыми припоями 443
Твёрдые припои 443
Флюсы для твёрдой пайки 445
Подготовка под пайку 445
Способы твёрдой пайки 446
Пайка мягкими припоями 449
Стандарты, технические усло-
вия и правила по сварке (инж.
А. И. Красовский) 451
Условные обозначения сварных швов на
чертежах 451
Правила испытания электросварщиков
и газосварщиков для допущения их к
ответственным сварочным работам . . 452
Перечень основных стандартов, техниче-
ских условий и правил по сварке . . . 453
Глава V. ТЕХНОЛОГИЯ ПРОИЗВОДСТВА
СВАРНЫХ СТАЛЬНЫХ КОНСТРУКЦИЙ
(инж. Д. П. Шилоецев) 455
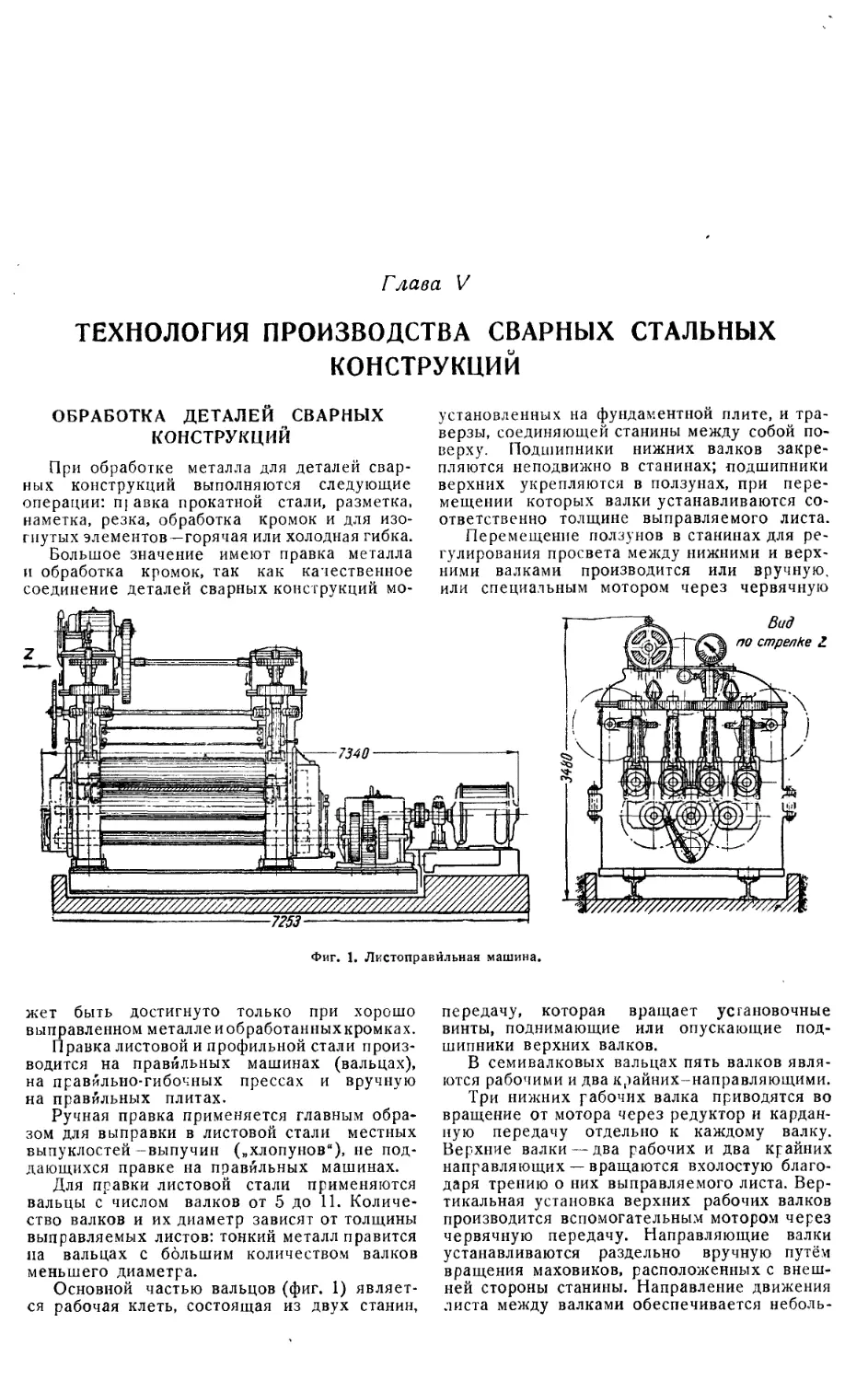
Обработка деталей сварных конструкций . . 455
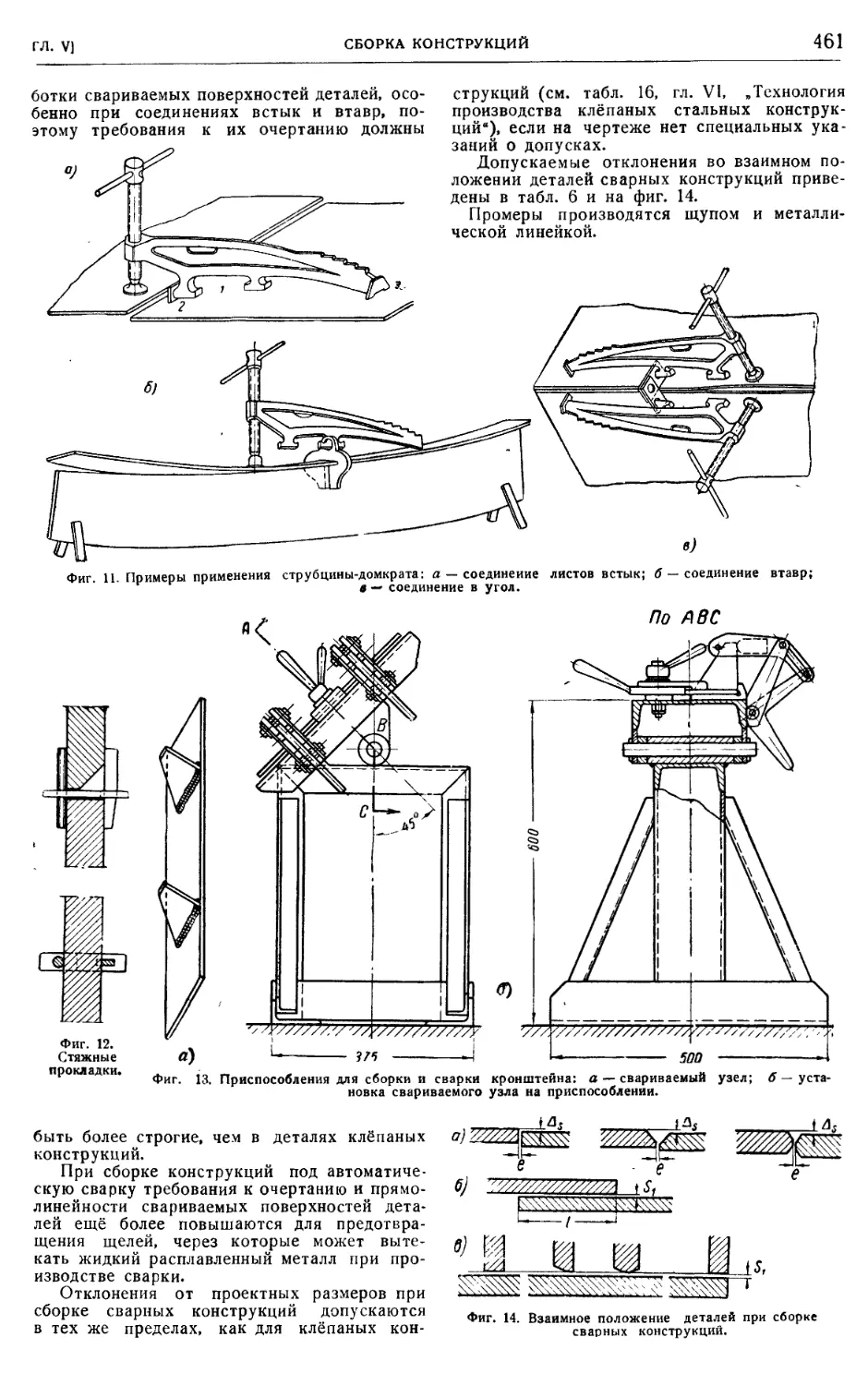
Сборка сварных конструкций 459
Сварка конструкций 4С2
Глава VI. ТЕХНОЛОГИЯ ПРОИЗВОДСТВА
КЛЁПАНЫХ СТАЛЬНЫХ КОНСТРУК-
ЦИЙ (инж. Б. И. Беляев) .471
Разметка и наметка деталей . . 471
Выполнение заклёпочных отверстий 476
¦ Пробивание отверстий 476
Дыр< пробивные прессы 477
Дубликаторы • 479
Спейсеры • . 480
Сверление отверстий ' 485
СОДЕРЖАНИЕ
IX
Резка стали 487
Резка ножницами 487
Резка дисковыми пилами 490
Обработка кромок 491
Гибка стали 494
Холодная гибка 494
Горячая гибка 497
Сборка 498
Оборудование сборочных площадей . . . 498
Производство сборки 499
Рассверливание заклёпочных отверстий . . . 501
Клёпка • 503
Заклёпки 503
Нагрев заклёпок 504
Клёпка пневматическими клепальными
молотками 505
Машинная клёпка 507
Клёпка больших толщин 508
Качество клёпки ¦ • 509
Чеканка 511
Выполнение монтажных отверстий 511
Рассверливание при общей сборке .... 511
Сверление по кондукторам ... • . . . . 512
Глава VII. ТЕХНОЛОГИЯ ПРОИЗВОДСТВА
КОТЕЛЬНЫХ КОНСТРУКЦИЙ (инж.
А. Б. Резняков) 516
Котельные конструкции и технология их
выполнения 516
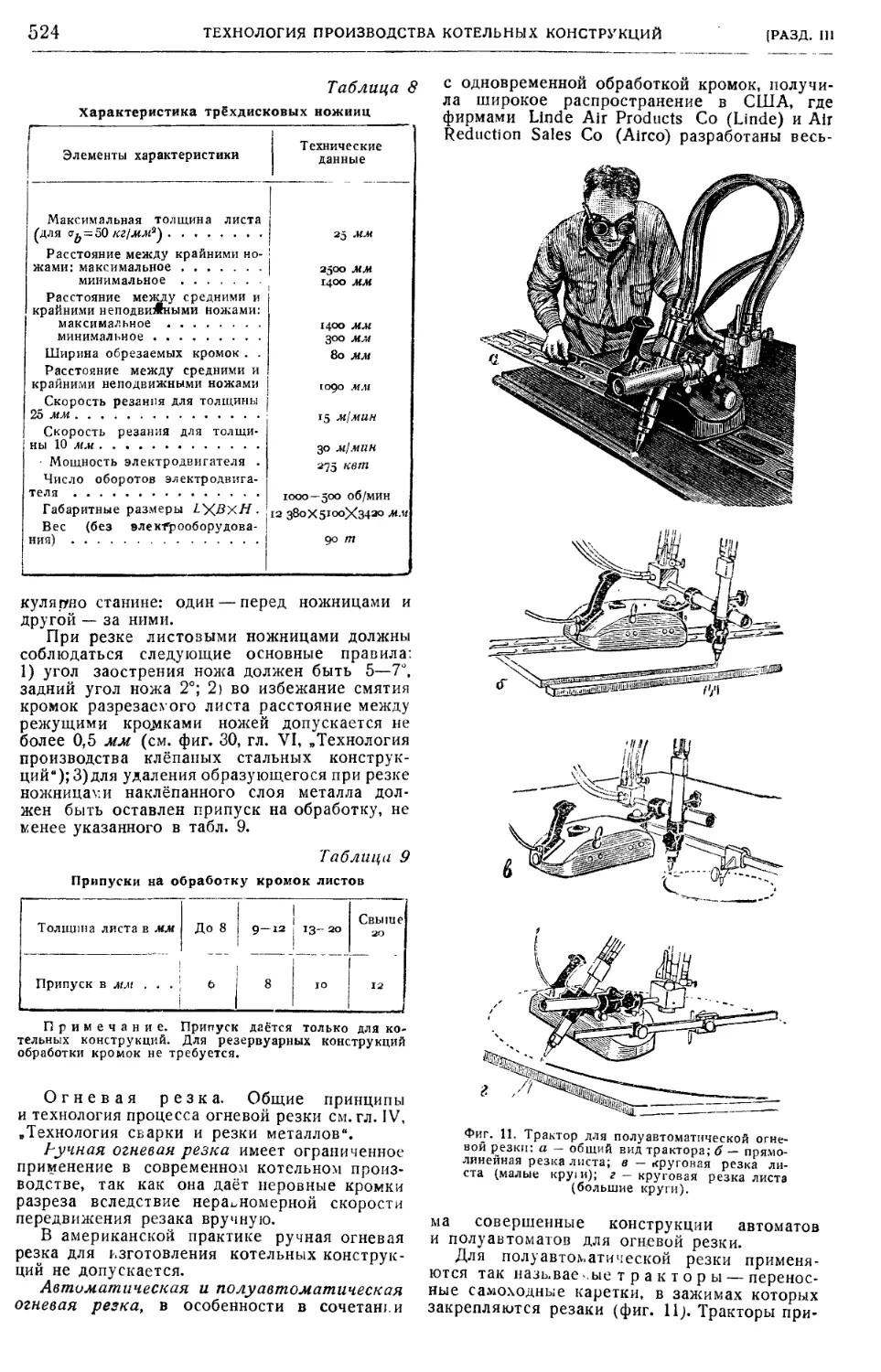
Заготовительные операции 519
Правка 519
Разметка 520
Резка 522
Обработочные операции . • 530
Обработка кромок 530
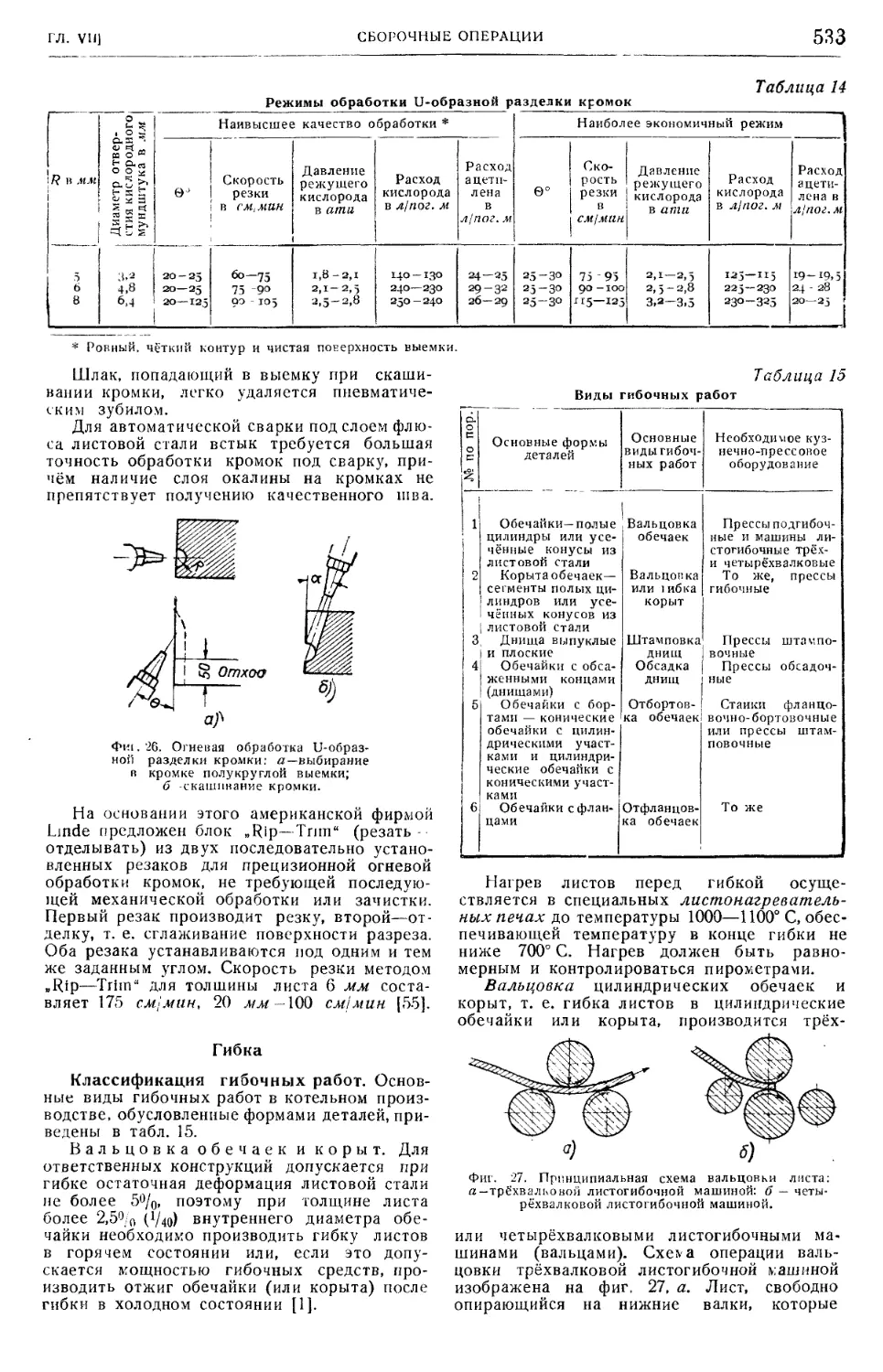
Гибка • • 533
Сборочные операции 538
Сборка конструкций под сварку 538
Сварка конструкций 540
Термообработка после сварки . . • • . . 542
Правка обечаек 543
Испытание сварных швов на плотность . . . 543
Отделка конструкций 543
Клёпка • . . . 543
ОТ РЕДАКТОРА
Настоящий — пятый — том энциклопедического справочника „Машиностроение"
состоит из семи глав, посвященных технологии машиностроения — вопросам взаимо-
заменяемости и технических измерений, технологии сборки машин, сварки метал-
лов и изготовления металлических конструкций.
В первых двух главах этого тома освещаются вопросы взаимозаменяемости
и технических измерений в машиностроении.
В главе I „Основы взаимозаменяемости в машиностроении" даны справочные
материалы по допускам и посадкам типовых сопряжений, а также по допускам кали-
бров для этих сопряжений; эти сведения сочетаются с методическими указаниями
и теоретическими основами взаимозаменяемости, к которым относятся: принципы
построения системы допусков и посадок, методика выбора различных посадок,
основы расчёта размерных цепей, методика приложения основных принципов теории
вероятностей к области взаимозаменяемости.
В главе II „Технические измерения в машиностроении" изложены краткие све-
дения по различным средствам и методам измерений длин и углов, приведены
материалы по новейшим методам измерений (пневматическим, электрическим,
автоматическим), а также даны методические указания по выбору и назначению
различных измерительных средств (сведения по средствам и методам измерений
чистоты поверхности, а также по влиянию величин поверхностных неровностей
на зазоры и натяги в соединениях изложены в т. 7, гл. I).
Глава III „Технология сборки машин" трактует об элементах машин и методах
их соединения, о средствах механизации пригоночных и сборочных работ, о по-
строении технологических процессов сборки, контроле качества сборки, о сбороч-
ных приспособлениях.
Глава IV „Технология сварки и резки металлов" содержит классификацию
способов сварки, сведения о технологии, режимах, оборудовании ручной и авто-
матической дуговой электросварки, контактной электросварки, газовой сварки
и резки, а также пайки металлов.
Главы V и VI посвящены технологии производства стальных конструкций: свар-
ных (гл. V) и клёпаных (гл. VI). В этих главах помещены справочные данные
о заготовительных операциях, об обработке деталей конструкций и их сборке.
Глава VII содержит сведения по технологии производства котельных кон-
струкций.
XII ОТ РЕДАКТОРА
В томе 5 излагаются лишь сведения технологического порядка. По смежным
вопросам, представляющим интерес для практических работников в области тех-
нологии машиностроения, мы отсылаем читателей к следующим томам Справочника.
В томе 15 даются указания по методике оформления документации технологиче-
ских процессов и техническому нормированию. В томе 14 сосредоточены все ме-
тодические указания, расчёты и показатели для проектирования отдельных цехов
и производств. В томе 10 приведены типы подъёмников, конвейеров и транспор-
тёров, применяемых при сборке. Том 7 содержит справочные данные по техно-
логии покрытий и окраски. Технические условия на сборку и испытание машчн
изложены в соответствующих томах и главах четвёртого раздела Справочника
„Конструирование машин".
Вопросы новой техники (диференциация процессов сборки, механизация сбо-
рочных работ, автоматизация сварки металлов, автоматизация контрольных опе-
раций и т. п.), отражённые в соответствующих главах настоящего тома, базиро-
вались на новейшем опыте отечественного машиностроения, либо на иностранных
источниках.
Некоторые приведённые в настоящем томе показатели, характеризующие про-
изводительность, расход материалов и т. п., являются лишь примерными; любой
из них может и должен быть превзойдён в результате дальнейшего развития про-
изводственной техники и внедрения научных достижений.
К рецензированию помещённых в пятом томе материалов привлекались соот-
ветствующие специалисты — работники заводов, высших технических учебных
заведений, научно-исследовательских и других организаций машиностроительной
промышленности. За ценные советы и указания по содержанию отдельных глав
¦и статей настоящего тома выражаем благодарность: лауреату Сталинской премии,
проф., д-ру техн. наук М. А. Саверину (гл. I и II); проф., д-ру техн. наук Я. С.Ачер-
кану, д-ру техн. наук Н. А. Бородачеву и инж. М. М. Нестеровскому (гл. I);
проф., д-ру техн. наук М. Е. Егорову, инж. Ф. С. Демьянюк и инж. С. А. Вайн-
штейн (гл. III); проф., д-ру техн. наук Г. А. Николаеву (гл. IV и V), проф., д-ру
техн. наук Е. М. Кузмак, проф. А. С. Огиевецкому, доц., канд. техн. наук
А. Н. Рабиновичу и инж. В. С. Черняк (гл. IV); инж. А. С. Чеснокову (гл. V);
инж. Л. М. Копп (гл. VII).
С особой признательностью необходимо отметить большую работу научных
редакторов проф., д-ра техн. наук И. Е. Городецкого (гл. I и И) и действ, члена
АН УССР Н. К. Хренова (гл. IV).
Критические замечания по содержанию настоящего тома просим направлять
в адрес Главной редакции Справочника. Они будут приняты нами с благодарно-
стью для использования в нашей дальнейшей работе над материалами энцикло-
педического справочника „Машиностроение".
В. Кован
Глава I
ОСНОВЫ ВЗАИМОЗАМЕНЯЕМОСТИ В МАШИНОСТРОЕНИИ
ОСНОВНЫЕ ПРИНЦИПЫ ВЗАИМОЗАМЕНЯЕМОСТИ
Взаимозаменяемость означает возможность
полной замены любых деталей или любых уз-
лов, входящих в комплект соединения, при
соблюдении предписанных техническими
условиями требований к работе данного узла
или всего механизма в целом. Это опреде-
ление характеризует полную взаимозаменяе-
мость в отличие от неполной, или ограничен-
ной, взаимозаменяемости, связанной с частич-
ным или групповым подбором деталей на
сборке, дополнительной обработкой в процессе
сборочных операций одной из входящих в
комплект соединения деталей и с применением
конструктивных компенсаторов.
Основной предпосылкой взаимозаменяемо-
сти является выполнение сопрягаемых разме-
ров деталей в заранее установленных пределах,
определяемых допусками. Величина допуска
и расположение поля допуска на неточность
изготовления непосредственно связаны с ха-
рактером соединения (посадкой), с предель-
ными и средними значениями возможных за-
зоров или натягов и, таким образом, с кон-
структивными требованиями, предъявляемыми
к работе данного узла и всего механизма.
Конструктивные требования вызывают в ряде
случаев необходимость возможного приближе-
ния зазоров и натягов к расчётным величинам,
к сужению пределов их колебаний и тем са-
мым к уменьшению величины допуска. Эти
конструктивные требования ограничиваются
технологическими возможностями, поскольку
уменьшение допуска связано в большинстве
случаев с увеличением трудоёмкости и стои-
мости изготовления деталей.
Величина допуска, таким образом, должна
явиться экономической равнодействующей
между конструктивными требованиями и
технологическими возможностями.
Стремление разрешить противоречия меж-
ду ограничивающими друг друга конструк-
тивными и технологическими факторами при-
вело к применению принципов неполной
взаимозаменяемости, способствующих значи-
тельному увеличению допусков на сопрягае-
мые размеры без всякого ущерба для каче-
ства соединения и предъявляемых к нему
требований. Область применения принципов
неполной взаимозаменяемости ограничивается
преимущественно внутризаводской сборкой и
лишь частично распространяется на поставку
запасных (сменных) частей, для которых пол-
ная взаимозаменяемость является обычно
основным условием их массового распростра-
нения.
Из изложенного выше следует, что в со-
временном машиностроении требования, предъ-
являемые к взаимозаменяемости, и мероприя-
тия по её осуществлению органически связа-
ны с технологией производства. Исходные
условия взаимозаменяемости (полная или не-
полная) и величины установленных допусков,
к которым в широком понимании следует
относить всю совокупность технических усло-
вий на приёмку сопрягаемых деталей (от-
клонения от заданных размеров, геометриче-
ских форм, норм твёрдости и т. д.), опреде-
ляют выбор средств и методов изготовления,
а также всю структуру технологического про-
цесса, в том числе и технологию сборки.
Установление допустимых отклонений от но-
минальных значений приобрело, таким образом,
не меньшую актуальность, чем определение
самих номинальных значений; эти отклонения
должны устанавливаться во всех случаях, не
исключая и свободных (в частности, габа-
ритных) размеров, так как ошибочное стре-
мление приблизиться к номинальному размеру
может вызвать излишние производственные
затраты.
Значение всего комплекса вопросов взаи-
мозаменяемости особенно велико в условиях
массовых и крупносерийных производств.
В индивидуальных и мелкосерийных произ-
водствах конструктивные требования, предъ-
являемые к работе узлов и механизмов, мо-
гут осуществляться (если отсутствуют требо-
вания последующей замены частей) без пол-
ного соблюдения обычных принципов взаимо-
заменяемости, путём различных способов
пригонки деталей, в частности, путём выпол-
нения одной из них со стандартными допу-
сками и с последующей фиксацией её действи-
тельных размеров, а другой — по требуемому
значению зазора или натяга.
Технические измерения в машинострое-
нии также входят в комплекс вопросов
взаимозаменяемости. Погрешность измерений
является, подобно погрешности изготовления,
фактором, ограничивающим конструктивные
требован'-я. Изготовитель обязан учитывать
погрешности измерений, чтобы действитель-
ные размеры изделий не выходили из уста-
новленных стандартами пределов. Приведён-
ОСНОВЫ ВЗАИМОЗАМЕНЯЕМОСТИ В МАШИНОСТРОЕНИИ
[РАЗД. Ill
ныи в стандартах гарантированный допуск
включает как погрешности изготовления (про-
изводственный допуск), так и погрешности из-
мерения. Таким образом погрешности изме-
рений вынуждают изготовителя стремиться к
расширению гарантированных допусков; если
по конструктивным соображениям это оказы-
вается невозможным, то изготовитель обязан
соответственно уменьшить производственные
допуски. Отсюда возникает стремление к вы-
бору наиболее точных средств и методов из-
мерения, которые ограничиваются целым рядом
технико-экономических факторов (стоимость
измерительных средств и их амортизация, про-
изводительность процессов измерений, необ-
ходимая квалификация контролёра и т. д.).
Здесь, как и при назначении допуска на не-
точность изготовления, необходимо найти эко-
номическую равнодействующую между отдель-
ными и взаимно ограничивающими друг друга
факторами.
Общей целью процесса изготовления и
измерения является обеспечение заданных
размеров в установленных пределах. Основ-
ной задачей при этом является технологиче-
ское обеспечение требуемой точности. В то
же время техника измерения должна быть ор-
ганически связана с технологическим процес-
сом и направлена главным образом на про-
филактику брака, на контроль средств и ме-
тодов изготовления.
Оторванная от технологии изготовления
фиксация брака является наименее рацио-
нальным способом обеспечения техниче-
ских требований, предъявляемых к продук-
ции.
Для взаимозаменяемости большое значе-
ние имеет также обеспечение единства мер,
которое достигается системой последователь-
ной проверки измерительных" средств, пред-
писанной государственными законоположе-
ниями.
При назначении допусков часто исходят из
табличных значений возможных зазоров или
натягов в соединении, которые могут полу-
читься при сочетании предельных размеров
сопрягаемых компонентов. В этих случаях об-
наруживаются противоречия, одним из рази-
тельных примеров которых может явиться ту-
гая посадка, превращающаяся в подвижную
посадку при сочетании наибольшего предель-
ного размера отверстия с наименьшим пре-
дельным размером вала. Практическая оценка
таких противоречий возможна только путём
применения основных принципов теории ве-
роятностей в области взаимозаменяемости.
Этот метод, базирующийся на определении па-
раметров рассеивания размеров сопрягаемых
компонентов и на учёте вероятности различ-
ных значений зазоров и натягов, широко при-
меняется при разрешении всех вопросов, от-
носящихся к взаимозаменяемости. С помощью
этого же метода разрешается вопрос о допу-
стимой погрешности отдельных звеньев меха-
низма в зависимости от заданной, предельной
погрешности всего механизма, о вероятно-
стях различных значений зазоров и натягов
в соединении, о вероятностях случаев нару-
шения взаимозаменяемости в зависимости от
увеличения допусков отдельных компонентов,
о вероятностях получения брака при выбран-
ном технологическом процессе, о влиянии по-
грешностей измерений на отклонения разме-
ров контролируемых объектов и т. д.
Стандарты по допускам и посадкам надле-
жит рассматривать как ряды точностей и ря-
ды зазоров или натягов, которыми следует
пользоваться, исходя из всего комплекса
конструктивных, технологических и метроло-
гических условий.
ДОПУСКИ И ПОСАДКИ ТИПОВЫХ СОЕДИНЕНИЙ
ДОПУСКИ И ПОСАДКИ ГЛАДКИХ
ЦИЛИНДРИЧЕСКИХ СОЕДИНЕНИЙ
Изделия с гладкими цилиндрическими по-
верхностями наиболее широко применяются
в машиностроении. Основные положения, от-
носящиеся к допускам и посадкам изделий
с гладкими цилиндрическими поверхностями,
служат исходной базой для регламентации
допусков и посадок деталей других типовых
соединений в машиностроении.
Основные понятия
Система допусков и посадок строится
для ограничения свободы конструктора при
назначении им размеров изделий в следую-
щих направлениях:
а) ограничивается стандартным рядом чи-
сел возможность выбора номинальных разме-
ров (см.т.П, ОСТ 6270 „Нормальные диаметры");
б) ограничивается определённым рядом
выбор величин допусков на неточность изго-
товления изделий (классы точности по ОСТ
и квалитеты по ISA);
в) фиксируется определённое, практически
достаточное число возможных вариантов рас-
положения полей допусков изделий относи-
тельно нулевой линии (предельные отклоне-
ния для валов и отверстий);
г) устанавливаются рекомендуемые соче-
тания валов и отверстий со стандартными
предельными отклонениями.
При сборке двух деталей, входящих одна
в другую, различают охеатывающую и охва-
тываемую поверхности. Один из размеров
соприкасающихся поверхностей носит назва-
ние охватывающий размер, а другой — охва-
тываемый. Для круглых тел охватывающая
поверхность носит общее название „отвер-
стие", а охватываемая — „вал", а соответ-
ствующие размеры — „диаметр отверстия" и
„диаметр вала".
Разность между охватывающим и охваты-
ваемым размерами определяет характер со-
единения, или посадку, т. е. большую или
меньшую свободу их относительного переме-
щения или прочность их неподвижного со-
единения.
Когда охватывающий размер больше охва-
тываемого, разность между ними, характе-
ризующая свободу относительного перемеще-
ния соединяемых деталей, называется зазором.
ГЛ. 1]
ДОПУСКИ И ПОСАДКИ ТИПОВЫХ СОЕДИНЕНИЙ
Когда охватываемый размер до сборки
больше охватывающего, разность между ними,
характеризующая прочность неподвижного
соединения, называется натягом. Натяг может
определяться как отрицательный зазор и,
наоборот, зазор может определяться как от-
рицательный натяг.
Общий для охватывающей и охватываемой
поверхностей основной расчётный размер на-
зывается номинальным размером соединения
и соответственно номинальным охватываю-
щим размером (номинальный диаметр отвер-
стия) и номинальным охватываемым размером
(номинальный диаметр вала). Номинальные
размеры должны назначаться из ряда нор-
мальных диаметров по ОСТ 6270.
Для получения определённых зазоров или
натягов либо охватывающий, либо охваты-
ваемый размер, либо и тот и другой должны
отличаться от номинального размера. Требу-
емые для осуществления разных посадок
охватывающие и охватываемые размеры удоб-
нее всего задавать величинами их отклоне-
ний от номинального размера.
Требуемый размер не может быть вы-
держан в производстве абсолютно точно.
Действительным размером называется раз-
мер, полученный в результате его непосред-
ственного измерения, погрешностью которого
можно пренебречь по сравнению с требуемой
точностью определения размера.
Размеры, между которыми может коле-
баться действительный размер, называются
предельными размерами. Один из них назы-
вается наибольшим предельным размером, дру-
гой—наименьшим. Допуском размера назы-
вается разность между наибольшим и наи-
меньшим предельными размерами (фиг. 1).
Предельные размеры удобнее всего зада-
вать величинами отклонений от номинального
размера.
Верхним отклонением называется раз-
ность между наибольшим предельным разме-
ром и номинальным размером.
Нижним отклонением называется раз-
ность между наименьшим предельным разме-
ром и номинальным размером.
Отклонение будет положительным, если
определяемый отклонением размер больше
номинального, и отрицательным, если размер
меньше номинального. На фиг. 1 слева как
Фиг. 1.
нижнее, так и верхнее отклонения положи-
тельны (-)-), а'справа оба отклонения отри-
цательны (—). Допуск размера равен разности
предельных отклонений: например, номиналь-
ный размер вала 60 мм, верхнее отклонение
(—0,03 мм), нижнее (— 0,06 мм), допуск =
= -0,03—(-0,06) = 0,03 мм.
Из-за неточности выполнения размеров
охватывающей и охватываемой поверхностей
требуемые зазоры и натяги в соединениях
не могут быть выдержаны в производстве
с абсолютной точностью.
Наибольшим зазором (фиг. 2) называется-,
разность между наибольшим предельным охва~
наибольший зазор
щшш
Наименоший зазор
4
«
3^
5 S
Фиг. 2.
тывающим размером (диаметр отверстия)
и наименьшим предельным охватываемым раз-
мером (диаметр вала). Наибольший зазор
равен разности между верхним отклонением
охватывающего размера и нижним отклоне-
нием охватываемого размера.
Наименьшим зазором (фиг. 2) называется
разность между наименьшим предельным охва-
тывающим размером (диаметр отверстия)
и наибольшим предельным охватываемым раз-
мером (диаметр вала). Наименьший зазор
равен разности между нижним отклонением
охватывающего размера и верхним отклоне-
нием охватываемого размера.
Наибольшим натягом (фиг. 3) называется
разность между наибольшим предельным охва-
НаимемЬш. натяг
г
*,
я
И
Фиг. 3.
тываемым и наименьшим предельным охва-
тывающим размерами. Наибольший натяг
равен разности между верхним отклонением
охватываемого размера (диаметр вала)и ниж-
ним отклонением охватывающего размера
(диаметр отверстия).
Наименьшим натягом (фиг. 3) называется
разность между наименьшим предельным охва-
тываемым разметом (диаметр вала) и наи-
большим предельным охватывающим разме-
ром (диаметр отверстия). Наименьший натяг
равен разности нижнего отклонения охваты-
ваемого разиег а и верхнего отклонения охва-
тывающего размера.
Допуском посадка (соответственно допу-
ском зазора или натяга) называется разность
между наибольшими и наименьшими зазо-
рами или натягами. Допуск посадки равен
сумме допусков охватывающего и охваты-
ваемого разметов (вала и отверстия).
При графической изображении допусков
и посадок принимается, что вал располагается
ОСНОВЫ ВЗАИМОЗАМЕНЯЕМОСТИ В МАШИНОСТРОЕНИИ
[РАЗД. Ш
в отверстии таким образом, что нижние обра-
зующие совпадают, и на графике наносятся
только верхние образующие. Линия, соответ-
ствующая на графике номинальному диаметру
соединения, называется нулевой линией. По-
ложительным отклонениям будет соответство-
вать расположение линий, изображающих
верхние образующие валов и отверстий выше
нулевой линии, а отрицательные отклоне-
ния — ниже нулевой линии. Площадь между
линиями, соответствующими верхнему и ниж-
нему отклонениям, называется полем допуска;
верхнему отклонению соответствует на гра-
фике верхняя граница поля допуска, ниж-
нему — нижняя граница поля допуска.
Система допусков и посадок устанавли-
вается для соединений деталей с цилиндри-
ческими поверхностями (валов и отверстий).
Для соединения нецилиндрических поверхно-
стей рекомендуется также выбирать откло-
нения из числа установленных для соответ-
ствующих диаметров цилиндрических поверх-
ностей.
Ряды допусков. Интервалы диаметров
В системе ОСТ на диаметры от 1 до 500 мм,
величины допусков изделий регламентированы
10 классами точности с порядковыми номе-
рами 1, 2, 2а, 3, За, 4, 5, 7, 8 и 9. 6-й класс
точности в системе ОСТ временно опущен
(см. ниже, стр. 6).
В каждом . классе точности допуски воз-
растают с увеличением номинальных диаме-
тров по одной и той же закономерности, свя-
зывающей величину допуска с диаметром.
Эта закономерность позволяет выражать ве-
личину допуска в условных единицах допуска.
Единица допуска / в системе ОСТ может быть
выражена формулой *
'ост =°'5|//rf.
где d — номинальный диаметр соединения
в мм, а / — в микронах. Формула для еди-
ницы допуска установлена на основе практи-
ческих данных о возрастании допуска про-
порционально корню третьей степени из диа-
метра. Величина допуска В определяется
по формуле
о = я/qct = а>0>5 \/d,
где а — число единиц допуска. Приближённое
число единиц допуска, принятое для валов
и отверстий в различных классах точности,
приведено в табл. 3.
Для назначения величин допусков и откло-
нений номинальные диаметры подразделяются
ка ряд групп. На все диаметры в преде-
лах каждой группы допуски и отклонения
установлены одинаковыми и подсчитаны по
среднему арифметическому значению диа-
метра данной группы. Интервалы диаметров
для подсчёта допусков и отклонений, приня-
тые в системе ОСТ, приведены в табл. 6, 7,
8, 9, 10, 11.
Для прессовых посадок с большими натя-
гами, как видно из табл. 9, интервалы диа-
метров принимаются более узкими, чтобы из-
бежать значительных отклонений от рассчи-
танных натягов для крайних значений диа-
метров в пределах данного интервала.
В системе ISA для величин допусков раз-
меров от 1 до 500 мм установлено 16 рядов,
называемых квалитетами и обозначаемых
буквой IT и цифрой порядкового номера квали-
тета (IT1, IT2 и т. д.). Буквы IT означают „ISA
Toleranzreihe", т. е. ряд допусков по системе
ISA. Единица допуска в системе ISA выра-
жается следующей формулой:
*+ °'001 d>
диаметр соединения
''(ISA) = °'45
где d — номинальный
в мм, а / — в микронах.
Второй член формулы, который заметно
влияет на величину / только при больших
значениях d, компенсирует возрастающие
с увеличением диаметра погрешности изме-
рений.
Для 6-го квалитета ISA допуск устанавли-
вается равным 10 единицам A0 ^Visa))• ^ля
следующих квалитетов вплоть до 1Т16 до-
пуски, выраженные в единицах *тА)» В03"
растают по 5-му нормальному ряду чисел
(геометрическая прогрессия со знаменате-
лем ?/10). Для 5-го квалитета допуск уста-
новлен в 7/,ISA4, причём для диаметров до 6 мм
допуски немного увеличены в сравнении с под-
считанными по формуле. Число единиц '(jsa)
принятое для различных квалитетов, приве-
дено в табл. 1.
Допуски 11-го квалитета в 10 раз больше
допусков 6-го, 12-го квалитета в 10 раз больше
допусков 7-го и т. д.
Допуски по первому квалитету, по кото-
рому изготовляются наиболее точные калибры,
изменяются по прямолинейной зависимости
от диаметров.
IT1 «й 1,5 -J- 0,015 d,
где d—в мм, a IT1 — в микронах.
Величины допусков IT2, IT3, 1Т4 вставлены
между IT1 и 1Т5 по правилам геометрических
рядов (IT3 есть среднее геометрическое
Таблица 1
Квалитет
Число единиц
допуска i(ISA)
IT5
7
IT6
ю
IT7
16
IT8
25
IT9
40
IT10
64
ITU
100
IT12
160
IT13
250
IT14
400
IT15
640
IT16
1000
* Коэфициент 0,5 в этой формуле принят для воз-
можно большего приближения единиц допуска в си-
стеме ОСТ и ISA
между 1Т1 и IT5; IT2 — среднее геометриче-
ское между IT1 и IT3; IT4— между IT3 и IT5).
В системе ISA ряды точности (квалитеты)
относятся как к калибрам, так и к изделиям.
ГЛ. I]
ДОПУСКИ И ПОСАДКИ ТИПОВЫХ СОЕДИНЕНИЙ
Квалитеты от 1-го до 4-го предназначены
для допусков калибров. Квалитеты от 5-го
до 11-го предназначены для допусков кали-
бров (до 8-го квалитета) и допусков на сопря-
гаемые размеры изделий. Квалитеты 12—16-й
предназначены в основном для допусков сво-
бодных размеров.
Ряды допусков (квалитеты) по системе ISA
на диаметры до 500 мм приведены в табл. 2.
В табл. 3 приведены допуски изделий по
ОСТ, выраженные в квалитетах и прибли-
жённо в числах единиц допуска i (раз-
меров до 500 мм. //0СТ) ~ *'(isa))-
Интервалы диаметров в системе ISA для под-
счёта допусков и отклонений диаметров до
180 мм совпадают с интервалами диаметров по
ОСТ. Свыше 180 мм границы интервалов в си-
Таблица 2
Ряды* допусков Д0Я диаметров от I до 500 мм в микронах по системе ISA
Интервалы диаметров в мм
1 3
10 18 30 50 80 120 180 250 315 400 500
Число
единиц
допуска
'(ISA)
i-5
2
3
4
5
7
9
14
2Э
4О
6о
до
140
25O
4оо
боо
1.5
2
3
4
5
8
12
i8
3°
48
75
120
180
300
480
75°
i,5
2
3
4
б
9
15
22
Зб
58
9°
15°
22O
Збо
58о
9оо
1.5
2
3
5
8
и
18
27
43
70
но
i8o
270
43O
700
1100
i,5
2
4
6
Э
13
21
33
52
84
13°
2IO
ЗЗО
52°
840
1300
3
4
7
?1
1б
25
39
62
IOO
1бо
25°
39°
62O
IOOO
i6oo
3
5
8
13
19
30
46
74
120
190
300
460
740
1200
1900
3
4
6
10
15
22
35
54
87
140
220
35°
54°
870
1400
2200
4
5
8
12
18
25
40
63
IOO
160
250
400
630
IOOO
1600
2500
5
7
10
14
20
29
46
72
185
ago
460
720
1150
1850
2900
6
8
12
16
23
32
52
81
130
210
320
520
810
1300
2100
3200
7
9
13
t8
25
36
57
89
140
230
360
57O
890
1400
2300
3600
IO
15
20
27
40
63
97
155
250
400
630
970
1550
2500
4000
~7
10
16
25
40
64
IOO
160
250
400
640
IOOO
Примечания: 1. К интервалу диаметров 1—3 мм относятся диаметры с номинальными размерами от 1 до 3 мм
включительно, к интервалу диаметров 3—6 мм — с номинальными размерами свыше 3 до 6 мм включительно
и т. д.
2. Рядами допусков по системе ISA можно пользоваться при назначении допусков для непосадочных раз-
меров, как, например, для промежуточных операций обработки, для инструмента, а также размеров, проверяемых
специальными калибрами — глубиномерами, высотомерами и т. д. Для размеров, которые могут проверяться стандарт-
ными пробками и скобами, отклонения должны назначаться по системе ОСТ.
Таблица 3
Квали-
тет
ISA
<j
6
7
8
~
9
ю
11
12
13
14
15
16
Приближён-
ное число еди-
ниц допуска
7
ю
1б
21
25
27
Зо
4о
5°
64
юо
гбо
200
250
400
640
IOOO
Квалитеты ISA и
Посад
Отверсти
А! — Г, — Т, — Hj — П,
А — Пр — Пл — Г — Т — Н
Гр- X
Г2а - Т2а — Н2а - П2а
А Ш - С3
Х3
Ш,
АЗа — СЗа
А4 - С, - Xt - Л4
—
А» — С5 — Х5
—
А7
А9
А,
допуски изделий по ОСТ
К И И 3 Д
я
- С, - Д!
-П - С —Д
- С2а - А2а
-Ш4
е л и й
Fj-Ti-H
ПР — Пл
Гр - Г2а -
ПР1,-
п о О
Вал
_ г-т-н
- Т2а — Н2а
Л
ш
ПР23 - ПР33
X,
Ш3
вЗа~
В4 - С4 — X,
—
cs-xs
—
В7
в.,
с т
ы
!1-д1-пр1,-пр21
-П-С-Д-В
— П2а — С2а — В2а
- С3 - ПР4 - В3
Сза
- л4 - ш4
-в,
ОСНОВЫ ВЗАИМОЗАМЕНЯЕМОСТИ В МАШИНОСТРОЕНИИ
[РАЗД. III
стеме ISA выбраны по 10-му нормальному
ряду чисел: свыше 180 до 250, свыше 250
до 315, свыше 315 до 400 и свыше 400 до 500 им,
в то время как в системе ОСТ соответственно
приняты: свыше 180 до 260, свыше 260 до 360
и свыше 360 до 500 мм. Для посадок с боль-
шими натягами и большими зазорами в си-
стеме ISA интервалы диаметров также
сужаются.
Система ISA была частично использована
в Советском Союзе ещё в процессе разра-
ботки системы ОСТ (по проектным материа-
лам ISA).
При корректировании системы ОСТ, про-
ведённом в 1937 г., был введён ряд посадок
из системы ISA. В частности, прессовые по-
садки и посадки движения 1-го класса точ-
ности, класс 2а и скользящая посадка класса
За были приняты целиком по системе ISA
с сохранением по ОСТ лишь интервалов
диаметров свыше 180. Допуски 7-го, 8-го и
9-го классов точности были приняты (ещё
в 1934 г.) по 14-му, 15-му и 16-му квалитетам
ISA. 5-й класс точности в системе ОСТ был
регламентирован до опубликования грубых
квалитетов ISA и занял, как видно из табл. 3,
промежуточное положение между 12-м и 13-м
квалитетами ISA. В дальнейшем при пере-
ходе на систему ISA имелось в виду разбить
5-й класс на два класса: 5-й и 6-й в строгом
соответствии с 12-м и 13-м квалитетами ISA.
Именно этим объясняется отсутствие в на-
стоящее время в системе ОСТ 6-го класса
точности.
Применение системы ISA в Советском
Союзе допускается только со специального
в каждом отдельном случае разрешения
Комитета стандартов при Совете Мини-
стров СССР. Это, разумеется, не относится к
посадкам ISA, включённым в систему ОСТ.
Рядами точностей по системе ISA в Советском
Союзе рекомендуется пользоваться только при
назначении допусков на размеры, для которых
по каким-либо причинам не могут быть исполь-
зованы отклонения валов и отверстий стан-
дартных посадок и соответствующие им ка-
либры (например, в большинстве случаев на-
значения межоперационных допусков, допусков
метчиков, свёрл и т. д.).
Для диаметров свыше 500 мм (табл. 4)
величины допусков по рекомендуемому ГОСТ
2689-44 приближённо определены по общей
формуле ISA (/1SA == 0Abi/~d -\~ 0,001 d) с
сохранением принятого по ОСТ для диа-
метров до 500 мм соотношения величин до-
пусков для различных классов точности. Как
видно из табл. 4, допуски установлены для
1—9-го классов точности до 10000 мм; 6-й
класс, как и для диаметров до 500 мм,
опущен.
Границы интервалов диаметров приняты
по 10-му нормальному ряду чисел.
Следует указать, что по французскому
стандарту CNM-2533, которым пользуются
отдельные предприятия в СССР, возрастание
величин допусков по формуле ISA признано
не соответствующим значительному росту
погрешностей изготовления и измерения.
Единица допуска по стандарту CNM опре-
деляется формулой
,1,
/= 0,004
где d — в мм, а /— в микронах.
Савин, основываясь на проведённых им
в течение 2-й мировой войны опытах, пред-
лагает в качестве единицы допуска для раз-
меров свыше 500 до 3150 мм формулу:
/ = 0,55 ]/d + 0,001 d.
Для диаметров менее 1 мм (в пределах
от 0,1 до 1 мм) в машиностроении часто при-
меняются единые допуски, установленные
для интервала размеров от 1 до 3 мм, по-
Таблица 4
Допуски диаметров 500—10 000 мм *
Интервал
Свыше 5°о ДО 630
630
8оо
„ IOOO
125°
, гбоо
, 2ООО
25°О
315°
4ооо
5ооо
6300
8ооо
8оо
, I ООО
. * 250
, i боо
„ 2 ООО
. 2 5°°
» 3 15°
, 4 °°о
, $оао
, бЗ°о
, 8 ооо
Ю ООО
1-й
Вал
в.
о,оз
0,035
0,040
о,о45
0,050
о°55
о, об
о,О7
о,о8
ооо
О,1О
O.II
о, 13
Отвер-
стие
А,
о,о45
0,050
о,о55
о.обо
о,об5
о,о75
0,085
о,ю
О,II
0,12
о, 14
O,l6
0,18
к
2-й
Вал
В
о,о45
0,050
о,055
о.обо
0,065
°.°75
0,085
о,ю
ОД1
0,12
о, 14
O,l6
0,18
Отвер-
стие
А
о,о7
о,о8
о.оо,
о, до
о,и
0,12
о, 13
о, 15
о, 17
о, 19
0,22
О,2б
о,зо
ласе
2а
Вал
О б
В2а
т о ч
3-й
Д е т а л
Отвер-
стие
о з н
А2а
Д о п у
о,о7
о,о8
о,оо.
о,ю
О,II
0,13
о, 13
о, 15
o,i7
о, 19
0,22
О,2б
о,зо
о,и
0,12
о, 13
о, 15
о, 17
о, 19
О,21
О,23
О,2б
о,3о
°,35
о,4О
о,45
а ч е
!з
Аз
н о с
За
и
н и
вЗа
АЗа
с к в мм
о, 14
о, 15
о,17
0,20
0,22
О25
О,28
о,3о
о,35
о,4о
о,45
о,5о
о,6о
О,28
о,зо
о,35
о,4°
о,45
о,5о
о,55
о,6о
О) 7°
о,8о
°,9°
1,О
1,2
т и
4-й
5-й
Вал и отверстие
е
в.
А4
о,45
о,5о
о,55
о,6о
°,65
о, 75
°,90
1,О
i,i
1,2
1,4
1,6
1,8
%
о
i
i
i
i
I
i
2
2
2
2
3
3
9
о
i
2
3
э
8
о
2
5
8
2
5
7-й
в,
Аг
1,8
2,0
2,2
2,4
2,6
З-о
3,5
4,о
4,5
5,о
5.5
6.5
7
8-й
Iй
2,8
З.о
3-5
4.о
4,5
5,о
5,5
о
7
8
о
ю
12
9-й
В,
А,
4.5
5.о
5.5
б,о
6,5
7>о
8,о
9,о
ю,5
12
14
IO
* Рекомендованы ГОСТ 2689-44.
ГЛ. I]
ДОПУСКИ И ПОСАДКИ ТИПОВЫХ СОЕДИНЕНИЙ
скольку отдельные исследования по точности
обработки деталей с размерами до 1 мм
показали возможность такой унификации ве-
личин допусков и независимость получаемых
отклонений от диаметра в пределах 0,1—1 мм.
Считаясь, однако, с новейшими данными, по
рекомендуемому ГОСТ 3047 - 45 (табл. 4а)
предлагается допуски для диаметров до 1 мм
исчислять, исходя из единицы допуска
• ПАС \/Т _1_ 0'02
* = 0,45 у а + .. с интервалами раз-
меров от 0,1 до 0,3, свыше 0,3 до 0,6 и
свыше 0,6 до 1 мм. Число единиц допуска
принято: для 1-го класса точности, как для
5-го квалитета ISA— li, для 6-го класса точ-
ности, как для 13-го квалитета ISA —250/
Таблица 4а
Допуски размеров 0,1—1,0 мм *
Интервал размеров
в мм
От 0,1 до 0,3
Свыше 0,3 до О.Ч ...
Свыше 0,6 до 1,0 (исклю-
чительно)
1
3
4
5
2
Класс
2а
3
Допуск
5
6
7
о
IO
12
13
15
i8
точности
За
и
5
6
в микронах
2О
25
3°
35
4°
45
-
6о
Vu
_
-
IOO
* Рекомендованы ГОСТ 3047-45.
(см. табл. 1). Для остальных классов B, 2а,
3, За, 4 и 5) число единиц допуска также со-
ответствует табл. 1 и 3.
Посадки
Система отверстия и система вала.
Колебания зазоров и натягов определяются
величинами допусков вала и отверстия и
расположением поля допуска вала относи-
тельно поля допуска отверстия.
При стандартных посадках (по ОСТ и ISA)
обязательно должна совпадать с нулевой ли-
нией либо нижняя граница поля допуска
отверстия, либо верхняя граница поля до-
пуска вала. Поле допуска отверстия, у ко-
торого нижняя граница совпадает с нулевой
линией (нижнее отклонение равно нулю), обо-
значается буквой А и цифрой класса точ-
ности, например: A], A, Asa, A3 и т. д.
Поле допуска вала, у которого верхняя
граница совпадает с нулевой линией (верхнее
отклонение равно нулю), обозначается В и
цифрой класса точности, например: Blt В,
В2а, В3 И Т. Д.
Индекс для 2-го класса точности опу-
скается.
Таким образом для отверстий А номи-
нальный размер является налменьшим пре-
дельным размером, а поле допуска напра-
влено в сторону увеличения отверстия (в тело);
для валов В номинальный размер является
наибольшим предельным размером, а поле до-
пуска направлено в сторону уменьшения вала
(в тело). Отверстия А и валы В называются
основными. Сочетание основного отверстия и
основного вала даёт посадку с наименьшим за-
зором, равным нулю. Такие посадки в системе
ОСТ называются скользящими.
Отклонения основных отверстий и валов
в системе ОСТ приведены в табл. 6.
Посадки с отверстиями А составляют
систему отверстия.
Посадки с валами В составляют систему
вала.
На фиг. 4 и 5 приведены схемы распо-
ложения полей допусков для посадок 2-го
класса точности ОСТ в системе отверстия
и в системе вала. Схемы выполнены для ин-
Фиг. 4. Система отверстия—2-й класс точности (интервал
диаметров 50—80 мл).
тервала диаметров 50—80 мм (за исключением
прессовых посадок, для которых выбран ин-
тервал диаметров 50—65 мм).
Система отверстия пользуется преиму-
щественным распространением в машино-
строении. Преимущества этой системы прежде
всего связаны с затратами на инструмент.
Фиг. 5. Система вала—2-й класс точности (интервал
диаметров 50—80 мм).
При определённом номинальном размере раз-
вёртки, выполняемые для изделий с допу-
сками по системе отверстия, будут иметь
постоянные предельные отклонения в соот-
ветствии с предельными размерами основ-
ного отверстия. Тем самым резко сокращается
номенклатура развёрток в производстве по
сравнению с условиями выполнения деталей
по системе вала. Вместе с тем уменьшается
номенклатура калибров - пробок в производ-
стве, которые дороже калибров для проверки
валов (скоб). Это относится и к другим из-
мерительным средствам, поскольку установка
приборов для внутренних измерений сложнее
и, как правило, требует ббльших затрат, чем
установка приборов для наружных измерений.
В ряде случаев выбор системы отверстия
определяется конструктивными соображе-
ниями и технологией сборки. Так например.
ОСНОЗЫ ВЗАИМОЗАМЕНЯЕМОСТИ В МАШИНОСТРОЕНИИ
[РАЗД, III
необходимость осуществить неподвижную по-
садку детали на вал на большом удалении от
его свободного конца вынуждает отказаться
от гладкого вала и выполнять его с уступом,
вследствие чего отпадает основное техноло-
гическое преимущество системы вала.
Однако возможность и необходимость
выполнения в ряде других случаев валов без
уступов и отсюда целесообразность выбора
системы вала также не вызывают сомнений.
К таким случаям относится производство
трансмиссий не только из-за сравнительно
низкой стоимости обработки длинных, гладких
валов, но и потому, что нельзя заранее
точно фиксировать места посадки разных
деталей трансмиссии. Преимущества системы
вала сказываются и во всех случаях поль-
зования тянутым материалом без какой-либо
обработки, например, валы в сельскохозяй-
ственном машиностроении, трубы в авиастро-
ении и велосипедном производстве, гладкие
валики в шарнирных сочленениях и т. д.
Технологические преимущества при этом, как
Таблица 5
Посадки
Наименование
посадки
К
о
о
и2
2s
в системе ОСТ
л а
~Г
1012, :
1022)
(ОС
1044
с*
: с т
s
' 1016
Гэйз4
Оо
се
сч
о ч i
со
о
1069,
(ОС
1023
СО
Система отверстия
Прессовая 1-я .
2-я .
3-я .
Горячая ....
Прессовая . . .
Легкопрессовая .
Глухая
Тугая
Напряжённая . .
Плотная ....
Скользящая . .
Движения . . .
Ходовая . . .
Легкоходовая . .
Широкоходовая .
Горячая ....
Прессовая . . .
Глухая ....
Тугая
Напряжённая . .
Плотная ....
Скользящая . . .
Движения . . .
Ходовая ....
Легкоходовая . .
Широкоходовая •
ПР1,
ПР2,
—
—
—
г.
т,
н,
п,
с,
—
—
—
Гр
Пр
Пл
Г
Т
н
п
с
д
X
л
ш
—
—
—
—
Го
Т2а
Н2а
П2а
С2а
—
Система вала
_
—
г,
т.
* 1
п!
с,
_
Гр
Пр
г
т
н
п
с
д
X
л
ш
_
—
Г2а
То
Н2а
П2а
С2а
ПР13
ПР2,
ПР33
—
—
—
—
—
С3
—
Хз
Ш3
—
—
—
—
~
Сз
—
X,
Ш3
I О С
s
Г 1017
2.2
со
—
—
—
—-
—
—
—
сЗа
—
—
—
_
—
—
—
-¦
СЗа
—
—
—
т и
¦ч*
О
1079,
(ОС
1024
¦ч*
_
—
—
—
Пр4
—
—
—
с,
—
х4
_
—
—
—
—
с4
—
х«
л.
ш4
S
1015—
Н
(ОС
_
—
—
—
—
_
—
—
с5
—
хЕ
—
_
—
—
—
с*
—
х5
Примечания: 1. В 7-м, 8-м и 9-м классах точности
(ОСТ 1010) нормируются только величины допусков, а
также отклонения основных валов и отверстий (табл. 6).
2. Допускаются сочетания валов и отверстий различ-
ных классов точности со стандартными отклонениями (на-
Ag Xg А3 .
пример, — , — , -р- и т. д.).
х вЗа Г2а
правило, превалируют над дополнительными
затратами на инструмент, вызванными от-
казом от системы отверстия.
В государственных стандартах по до-
пускам и посадкам регламентируются обе
системы (отверстия и вала).
Все посадки как в системе отверстия, так
и в системе вала разделяются на три группы
(фиг. 4 и 5):
Свободные или подвижные посадки, ко-
торые характеризуются наличием между со-
прягаемыми поверхностями гарантированного
(наименьшего) зазора, обеспечивающего воз-
можность их относительного перемещения.
К этой же группе посадок относятся и так
называемые скользящие посадки с наи-
меньшим зазором, равным нулю.
Прессовые посадки, которые характери-
зуются наличием между сопрягаемыми по-
верхностями до сборки гарантированного
(наименьшего) натяга, препятствующего от-
носительному перемещению деталей после
их сборки.
Переходные посадка, при которых могут
получаться как зазоры, так и натяги.
Перечень и обозначения всех посадок,
принятых в различных классах точности по
системе ОСТ, приведены в табл. 5.
Свободные (подвижные) посадки. Схемы
расположения полей допусков при свободных
посадках в различных классах точности при-
ведены на фиг. 6 и 7, а отклонения валов
и отверстий для этих посадок в табл. 7 и 8.
При регламентации рядов свободных поса-
док за основу принимаются величины наимень-
ших зазоров в определённой зависимости от
номинальных диаметров соединения.
Для посадки Д^ заимствованной из си-
стемы ISA (Нб, g5 и G6/h5), наименьший зазор
определяется по формуле 2,5 rf0'34 или
яи 2,5 У~<Г (см. табл.12).
Для остальных посадок соответственно
имеем:
д _ 1,5|/<Г; X — 4j/"d~; Л — 8|/";
Ш - 12 \/Г\ Х3 - Ъ\/Т\ Ш3— 12 У~й\
Х4 — 25 \/Т\ Л4 — 50^/ Т\ Ш4 - 100J/".
Х5 _50 \/~d.
В этих формулах d—в мм, а результат —
в микронах.
Наибольший зазор определяется как
сумма допусков соединяемых деталей и наи-
меньшего зазора. Для скользящих посадок
наибольший зазор равен сумме допусков вала
и отверстия.
Из изложенного выше следует, что для
подвижных посадок 2-го и 3-го классов точ
ности зависимость величин наименьших за
зоров от диаметров может быть выражена
общей формулой:
Выбор такой закономерности (по ква-
дратной параболе) теоретически оправды-
вается гидродинамической теорией смазки
для случаев вращения валов в опорных под-
шипниках при постоянной скорости и посто-
янном по величине и направлению давлении
вала на опоры (см. т. 2).
ГЛ. I]
ДОПУСКИ И ПОСАДКИ ТИПОВЫХ СОЕДИНЕНИЙ
Фиг. 6. Свободные посадки в системе отверстия (для интервала диаметров 50—80 мм).
СИСТЕМА ост Таблица 6
и
и
3
за
4
Ь
V
8
к
НОС1
точ
отв.
вал
отв.
вал
отв.
вал
отв.
вал
отв.
вал
отв.
вал
отв.
вал
отв.
вал
отв.
вал
отв.
вал
А
э-
внес
«ой
Ок
А,
в,
А
В
Аза
в2а
А,
в3
Аза
вэа
А,
в,
А.,
В5
А,
В7
А8
в8
К
в,
и
я
о
О я
в
н
в
н
в
и
в
н
в
н
в
н
в
н
в
н
в
н
в
н
от 1
ДО 3
+ 6
— 4
+ то
— 6
+ 14
- 9
+ 20
— 2О
+ 4о
— 4о
+ 6о
— 6о
+ I2O
— I2O
+ 25°
—250
+4оо
—4оо
+боо
—боо
Отклонения
св. 3
до 6
+ 8
о
+ 13
- 8
+ 18
- 12
+ 25
— 25
+ 48
- 48
+ 8о
— 8о
+ 1бо
—160
+300
—300
+ 480
—480
+ 75O
—75°
св. 6
до 10
+ 9
— 6
+ тб
— IO
+ 22
- 15
+ зо
— з°
+ 58
- 58
+ IOO
— IOO
+ 2ОО
—2О0
+ Збо
-3DO
+ 58о
-58о
+ 0О0
—9°°
основных отверстий и
Номинальные
св. 10
до 18
+ и
— 8
+ 19
— 12
+ 27
— 18
+ 35
— 35
+ 7°
— 7°
+ I2O
— I2O
+ 24°
— 24O
+ 43°
— 43°
+ 7°°
— 7°°
+ IIOO
— IIOO
св. 18
до 30
+ 13
- 9
+ 23
— 14
+ 33
— 21
+ 45
- 45
- 84
+ 14о
— 140
+ 28о
— 280
+ 520
— 520
+ 840
— 840
+ 1300
—1300
св. 30
до 50
+ 15
— и
4- 27
- 17
+ 39
- 25
+ 5°
- 5°
+ IOO
— IOO
+ 17°
- i7o
+ 34°
— 34°
+ бго
— 620
+ IOOO
— юоо
+ 1&Ю
— тбоо
валов (в микронах)
д и a iv
св. 50
до 80
+ 18
- 13
+ зо
— 2О
+ Ф
— ЗО
+ 6о
— 6о
+ I2O
— I2O
+ 2ОО
— 2О0
+ 4°°
— 4°°
+ 74°
— 74°
+ I20O
— I2OO
| +1900
—1900
етры
св. ад
до 120
+ 21
- 15
+ 35
— 23
+ 54
- 35
+ 7°
— 7°
+ 14о
— 140
+ 230
— 23O
+ 4бо
— 460
+ 87о
— 870
+ 1400
—1400
Т220О
— 22OO
В ММ
св. 120
до 180
+ 24
— 18
+ 40
— 27
+ 63
— 40
+ 80
— 80
+ 160
— 160
+ 260
— 260
+ 530
— 53°
+ 1000
—1000
+ 1600
—1600
+2500
—2500
св.180
до 2G0
+ 27
— 2О
+ 45
— з°
+ 73
- 47
+ 9°
- 9°
+ 185
- i8j
+ зоо
— 3°°
+ боо
— боо
+ И5°
—И5°
+ 1900
—1900
+ 2900
—2900
св.260
до 360
+ зо
— 22
+ 5°
- 35
+ 84
- 54
+ IOO
— IOO
+ 215
— 215
+ 34°
— 34°
+ 68о
— 68о
+ 135°
-135°
+ 22О0
—22OO
+ ЗЗОО
—33°°
св.360
до 500
+ 35
— 25
+ бо
— 4°
+ 95
— 62
+ I2O
— I2O
+ 25O
— 2дО
+ З8о
- 38°
+ 7бо
-76о
+ 155°
-155°
+2500
—2JOO
+ 38оо
—3800
Примечание. Нижнее отклонение для отверстий и верхнее отклонение для валов равно 0.
10
ОСНОВЫ ВЗАИМОЗАМЕНЯЕМОСТИ В МАШИНОСТРОЕНИИ
[РАЗД. III
Таблица 7
СИСТЕМА ОСТ
Посадка
с,=в,
д,
с=в
д
X
л
ш
С3а = 'а
С3=В3
х8
Ш3
С3а = Вза
С4 = В4
х4
л,
ш4
CS=B5
х5
ение
Отклоь
в
н
в
н
в
н
в
н
в
н
в
н
в
н
в
н
в
и
в
н
в
н
в
н
в
н
в
н
в
н
в
н
в
н
в
н
ОТ1
доЗ
о
— 4
11
о
— 6
— 3
— 9
— 8
— 18
— 12
- 25
— i8
— 35
о
— 9
о
— 2О
— 7
— 32
— 17
— 5°
о
— 4о
о
— бо
- 3°
- 9°
— бо
—I2O
— I2O
— i8o
о
—120
— 6о
— i8o
Отклонения валов
св. 3
до 6
о
— 5
— 4
— 9
о
— 8
— 4
— 12
— 1О
— 22
- 17
- 35
— 25
— 45
о
— 12
О
- =5
— II
— 44
— 6э
о
- 48
о
— 8о
— 4О
—I2O
— 8о
—1бо
—i6o
—240
0
—160
— 80
—240
св. 6
ДО 10
о
— 6
— 5
— и
о
— IO
5
— 15
— 13
— 27
— 33
- 45
— бо
о
- 15
о
— Зо
— 15
— 55
— 35
-85
о
- 58
о
— IOO
- 5°
-15О
—IOO
—200
—2ОО
—3°°
О
—2ОО
— IOO
—з°°
свободных посадок (е
Номинал
св. 10
до 18
о
- 8
- 6
— 14
о
— 12
— 6
— i8
— 16
— зз
— 3°
- 55
— 45
— 75
0
— 18
0
— 35
— 20
— 70
- 45
—105
0
— 70
0
—120
— 60
—180
—120
—240
—240
-360
0
—240
—120
—360
св. 18
до 30
о
— 9
-1
о
— 14
— 8
— 22
— 2О
— 4О
— 4°
— 7°
— бо
— 95
о
— 21
О
— 45
— 25
-85
- бо
—13°
о
-84
о
—140
— 7о
—2IO
—140
—28о
—28О
—420
о
—г8о
—I4O
—420
ь н ы е
св. 30
до 50
о
— II
— 9
— 2О
О
— *7
— ю
— 27
— 25
— 5°
— 5°
-85
— 75
—И5
о
— 25
о
— 5О
— 32
— IOO
—i6o
•
— IOO
О
—170
— 8о
—250
—170
—34о
—34°
—5°°
о
—34O
—170
—5оо
микронах)
диаметры в
св. 50
до 80
о
— 13
— ю
— 23
О
— 20
— 12
— 32
— ЗО
— 6о
-65
—юз
— 95
-145
о
— з°
о
— бо
— 4°
— I2O
- 95
-195
о
— I2O
О
—2ОО
— IOO
—Зоо
—2ОО
—4оо
—4<эо
—боо
о
—4оо
—2О0
—боо
св. 80
до 120
о
— Х5
— 12
- 27
О
- 23
— 15
- 38
— 4О
— 75
— 8о
-125
—I2O
—175
о
- 35
о
— 7о
— 5о
—140
— I2O
-235
о
—140
о
-23О
— I2O
-35°
—230
—460
—460
—7°°
о
—460
—230
—7°°
мм
св.120
до 180
о
- 18
— 14
- 32
о
— 27
— 18
— 45
— 5о
— 9о
— IOO
—155
—150
—210
О
- 4°
о
— 8о
— бо
-165
—15°
-283
о
— 1бО
о
—2б0
—13°
—4°°
—2ОО
-53O
-53°
—8оо
о
-53°
-2бо
—8оо
св.180
до 260
о
— 2О
- 16
-36
О
- зо
— 22
— 52
— 6о
—IO5
— I2O
—i8o
—180
—250
О
— 47
о
- 90
— 75
— *95
— i8o
—ЗЗО
О
-г85
о
—Зоо
—I5O
—45°
—Зоо
—боо
—боо
—9°°
о
—боо
—Зоэ
—9оо
св.260
до 360
о
— 82
— 18
- 40
О
- 35
— 2б
— 6о
— 7о
— 125
— 140
— 2IO
— 2IO
— 29°
о
— 54
о
IOO
— 9°
— 225
— 2IO
— 38о
о
- 215
о
— 34O
— 170
— 5°°
— 34O
— 68о
— 68о
— IOOO
о
— 68о
— 34O
—юээ
св.360
до 500
о
— 25
— 2О
— 45
о
— 4»
— Зо
— 7о
— до
— 140
— 170
- 245
— 2дО
— 34O
о
— 62
О
— 120
- ю5
- 255
— 250
— 44O
о
— 2дО
О
-38о
— IOO
— 57°
- З8о
— 760
-76о
— IIOO
о
-76о
- З8о
—IIOO
Примечания: 1. Отклонения основных отверстий см. в табл. 6.
2. Схему расположения полей допусков см. на фиг. 6.
ГЛ. I]
ДОПУСКИ И ПОСАДКИ ТИПОВЫХ СОЕДИНЕНИЙ
11
Таблица 8
СИСТЕМА ОСТ
1 J
Г А
д
X
тт
за - аа
г л
х3
ш3
Сза-Ага
С4=А4
х«
Л<
С5-А5
V
X
V
о
ч
н
О
В
н
в
н
в
н
в
н
в
н
в
н
в
н
в
н
в
н
в
н
в
н
в
н
в
н
в
н
в
н
в
н
в
н
в
н
от1
до 3
+ 6
о
+ ю
+ 3
+ ю
0
+ 13
+ 3
+ 23
+ 8
+ зо
+ 12
+ 38
+ 18
+ 14
о
+ 2О
О
+ З2
+ 7
+ 5°
+ 17
+ 4О
о
+ бо
о
+ 90
+ 3°
+ I2O
+ 6о
+ i8o
+ I2O
+ I2O
О
+ i8o
+ бо
Отклонения отверстий свободных посадок
св. 3
до 6
+ 8
0
+ 13
+ 4
+ 13
о
+ *7
+ 4
+ 27
+ ю
+ 4о
+ 17
+ 5°
+ 25
+ 18
о
+ 25
о
+ 44
+ и
+ б5
+ 25
+ 48
о
+ 8о
о
+ I2O
+ 4О
+ 1бо
+ 8о
+ 240
+ i6o
+ 160
о
+ 24O
+ 8о
СВ. 6
ДО 10
+ 9
о
+ 14
+ 5
+ 16
о
+ 21
+ 5
+ 33
+ 13
+ 5°
+ 23
+ 65
+ 35
+ 22
О
+ зо
о
+ 55
+ 15
+ 85
+ 35
+ 58
о
+ ЮО
о
+15°
+ 5°
+20О
+ IOO
+3°°
+ 2ОО
+ 2ОО
О
+ 3°°
+ IOO
Но
св. 10
до 18
+ и
о
+ 17
+ 6
+ 19
о
+ 25
+ 6
+ 40
+ 1б
+ бо
+ 3°
+ 8о
+ 45
+ 27
о
+ 35
о
+ 7°
+ ао
+ Ю5
+ 45
+ 7°
о
+ I2O
О
+ i8o
+ бо
+ 24O
+ I2O
+3бо
+ 24O
+ 24O
о
+3бо
+ I2O
пинал
св. 18
до 30
+ 13
о
+ 20
+ 7
+ 23
О
+ 3°
+ 8
+ 5°
+ 2О
+ 8о
+ 4°
+ IO5
+ бо
+ 33
о
+ 45
о
+ 85
+ 25
+ I3O
+ бо
+ 84
о
+ I4O
о
+ Я1О
+ 7°
+ 28О
+ 14°
+ 42O
+ 28О
+ 28О
о
+ 42O
+ 140
ь н ы е
св. 30
до 50
+ 15
о
+ 25
+ 9
+ 27
о
+ 35
+ ю
+ бо
+ 25
+ 95
+ 5О
+ 125
+ 75
+ 39
о
+ 50
о
+ IO0
+ З3
+ 1бО
+ 75
+ IO0
о
+ 17°
о
+250
+ 8о
+34O
+ 17°
+5°°
+34O
+34O
о
+5°о
+ 170
в микронах)
диаметры в
св. 50
до 80
+ i8
о
+ 29
+ ю
+ 3°
о
+ 42
+ 12
+ 7°
+ 3°
+
+ б5
+ 155
+ 95
+ 4б
о
+ бо
о
+ I2O
+ 4О
+ 195
+ 95
+ I2O
О
+ 2ОО
О
+ 3°°
+ IOO
+ 4оо
+ 2ОО
+боо
+4°°
+4°°
о
+боо
+ 200
св. 80
до 120
+ 21
о
+ 34
+ 12
+ 35
о
+ 5О
+ 15
+ 9о
+ 4°
+ 14°
+ 8о
+ 19°
+ I2O
+ 54
о
+ 7°
о
+ 14°
+ 5О
+235
+ I2O
+ I4O
о
+ 230
о
+35»
+ I2O
+4бо
+ 230
+7оо
+4бо
+ 4бо
о
+7°°
+230
мм
св.120
до 180
+ 24
о
+ 39
+ 14
+ 4°
о
+ бо
+ 18
+ Ю5
+ 5°
+ 170
+ IOO
+ 230
+ 150
+ б3
о
+ 8о
о
+ i65
+ бо
+ 285
+ 15°
+ i6o
О
+гбо
о
+ 4оо
+ 130
+ 53°
+ 26O
+8оо
+53°
+53°
о
+ 8оо
+ 2бО
св.180
до 260
+ 27
о
+ 43
+ 16
+ 45
о
+ 7°
+ 22
+ 120
+ 6о
+ 20О
+ 120
+270
+ i8o
+ 73
О
+ оо
о
+ 195
+ 75
+ЗЗО
+ i8o
+ 185
О
+3°°
о
+45°
+ i5o
+боо
+3°о
+ооо
+6оо
+6оо
о
+9оо
+3°о
св.260
до 360
+ 3°
о
+ 48
+ i8
+ 5°
О
+ 8о
+ 2б
+ 14°
+ 7°
+ 23O
+ 14°
+ З10
+ 2IO
+ 84
о
+ IOO
о
+ 225
+ 9°
+ 38°
+ 2IO
+ 215
О
+ 34°
о
+ 5°о
+ 17°
+ 68о
+ 34°
+ IOOO
+ 68о
+ 68о
о
+ IOOO
+ 34°
св.360
до 500
+ 35
+ о
+ 55
+ яо
+ бо
о
+ 9°
+ 3°
+ IOO
+ 8о
+ 27°
+ 17°
+ 3б5
+ 25°
+ 95
о
+ I2O
О
+ 255
+ Ю5
+ 44°
+ 250
+ 25°
о
+ 38°
о
+ 57°
+ 19°
+ 76°
+ 38°
+ IIOO
+ 76°
+ 760
о
+ IIOO
+ 3«о
Примечания: 1. Отклонения основных валов см. в табл. 6.
2. Схему расположения полей допусков см. на фиг. 7.
1-2
ОСНОВЫ ВЗАИМОЗАМЕНЯЕМОСТИ В МАШИНОСТРОЕНИИ
[РАЗД. Ш
М
500 V
300
200
too
л,
л
ш
2'
юо
200
300
аОО
Фиг. 7, Свободные посадки в системе вала (для интервала диаметров 50—80 мм).
В 4-м классе точности из-за больших до-
пусков определение зазоров не может быть
связано с расчётами по гидродинамической
теории смазки, и изменение зазоров в зави-
симости от диаметра характеризуется, как
и для самих допусков, кубической параболой:
= d\/ d
При выборе подвижных посадок руководствуются
следующими соображениями и примерами.
Скользящие посадки лежат на грани между переход-
ными посадками и посадками для свободного движения:
они применяются как для неподвижных, так и для сво-
бодных соединений.
д
Посадка — применяется в неподвижных соединениях
Ci
при необходимости частой разборки и при особо высо-
ких требованиях в отношении соосности деталей(напри-
мер, шевер на втулке шпиндельной головки станка для
шевингования) или в сопряжениях с продольным движе-
нием одной детали относительно другой при особо вы-
соких требованиях к точности направления (например,
шпиндель в корпусе зубодолбёжного станка).
д
Посадка — применяется: 1) в соединениях вала с
С
к часто снимаемыми деталями и при высоких требованиях
к соосности, например, посадка сменных шестерён в стан-
ках; 2) в деталях, которые в работе остаются неподвиж-
ными, но должны легко передвигаться одна по другой
вдоль оси или поворачиваться при настройках, регули-
ровках при высоких требованиях к соосности; например,
шпиндельная головка станка для шевингования в станине;
3) для центрирования корпусов подшипников и других
деталей, снабжённых для крепления фланцами, при высо-
ких требованиях к концентричности поверхностей, напри-
мер корпус (в форме стакана с фланцем) для двух ко-
нических роликоподшипников ведущей шестерни в кар-
тере главной передачи грузового автомобиля; 4) для цен-
трирующих выступов; 5) в подвижных соединениях (в част-
ности, вместо труднодостижимой точности при посадке
Ai/Л,); например, поршень в цилиндре пневматической
сверлильной машины.
Посадка р^ ( -1 применяется в неподвижных соеди-
нениях: 1) для посадки на валы деталей с передачей кру-
тящего момента через шпонки, штифты (при невысоких
требованиях к точности); например, шестерня на главном
валу привода сенокосилки; 2) для неподвижных осей и
пяльцев в опорах; 3) для центрирования выступов при
сравнительно невысоких требованиях к соосности; 4)для
посадки в охватывающие детали упорных шайб и других
подобных деталей, для которых нужна строгая перпенди-
кулярность торца к оси, но не существенна точность
центрирования, например, упорные кольца (шайбы) в рас-
точках гильзы шпиндельной головки алмазно-расточного
станка; 5) для свободных соединений, например, хомутик
эксцентрика эксцентрикового пресса.
Посадка Л \Я-\ применяется: 1) для неподвижных со-
единений в грубых конструкциях, например, зубчатая рейка
на штоке разгрузочного механизма; 2) в соединениях, в
которых детали должны свободно скользить одна по дру-
гой при регулировке, затяжке и т.п., например, крышка
сальника в крышке плунжерного насоса.
А-
Посадка -~ применяется при центрировании фланце-
вых соединений крышек и корпуса арматуры по внутрен-
нему диаметру кольцевых выступов и впадин.
Ниже даны примеры выбора посадок для свободного
движения.
д
Посадка -¦ J применяется: 1) в случаях, когда должны
быть обеспечены небольшой гарантированный зазор и
возможно меньший допуск зазора; например, внутренняя
вращающаяся вместе с валом втулка подшипника шпин-
деля станка для шевингования — в наружной бронзо-
вой втулке; 2) для посадки сменных кондукторных
втулок.
д
Посадка - применяется: 1) в соединениях, в которых
при перемещении одной детали в другой требуется сохра-
нение герметичности, например, золотник в золотниковой
втулке пневматической сверлильной машины; 2) в со-
единениях, в которых необходим гарантированный зазор
для лёгкой установки сменных частей или для свободного
кратковременного периодического перемещения одной
детали в другой, например, шпиндель в направляющей
втулке прибора Роквелла; посадка сменных кондуктор-
ных втулок; 3) в соединениях, в которых при ограничен-
ном ходе требуется сохранить минимальный зазор, чтобы
обеспечить свободное перемещение и точное центриро-
вание, например, соединения клапанных шпинделей с на-
правляющими втулками.
ГЛ. II
ДОПУСКИ И ПОСАДКИ ТИПОВЫХ СОЕДИНЕНИЙ
13
Посадка -=¦
А
применяется: 1) для валов в опорах при
умеренной и постоянной скорости и постоянном по вели-
чине и направлению давлении вала на опоры, например,
вал в подшипниках малых и средних электромашин; 2) для
свободно вращающихся на валах шестерён и шестерён,
включаемых муфтами, например, шестерни на промежу-
точном и шпиндельном валах передней бабки токарного
станка; 3) для поршней в цилиндрах машин без крейц-
копфов, например, поршень в цилиндре прямоточного ком-
прессора.
Посадка— {s в системе вала! применяется: 1) для
Л ^В )
валов в опорах при больших скоростях и постоянном по
величине и направлению сравнительно небольшом давле-
нии вала на опоры, например, вал ротора больших син-
хронных электромашин в подшипниках; 2) для соединений,
в которых одна деталь легко скользит в другой при
установках, регулировке и переключениях и т. п.;3) гфи
большой длине сопрягаемых деталей.
Посадка— I -g- в системе вала! применяется: 1) для
валов в опорах при весьма больших скоростях и неболь-
ших давлениях вала на опоры, например, для турбогене-
раторов; 2) для поршневых колец по ширине канавок
поршня прямоточного компрессора.
Посадка ^ применяется: 1) для валов в далеко раз-
двинутых опорах или на нескольких опорах; валов в длин-
ных подшипниках, свободно вращающихся на валах де-
талей при невысоких требованиях точности, например,
эксцентриковый вал пресса в опорах; 2) для поршней в
цилиндрах машин (при дополнительном направлении што-
ков), например, поршни в цилиндре циркуляционного на-
соса высокого давления для азотного производства; 3) для
соединений, в которых детали легко перемещаются одна
в другой при небольших рабочих ходах, регулировках,
затяжке и т. п.; 4) для центрирования крышек цилиндров и
других деталей при невысоких требованиях к соосности;
Ь) для неподвижных на валах шестерён и шкивов и других
деталей в сельскохозяйственном машиностроении при
расположении деталей далеко от концов валов (по-
садки в системе вала), например, барабан молотилки на
валу и др.
А. /Х.\ А. А. А,
меняются в раз-
А4 /ХЛ А, А4 As
Посадки —4 — , - , — , =-5 при
Л4 у Е>4 ) Л4 Ш4 Л5
личных отраслях машиностроения, там, где приемлемы и
большие гарантированные зазоры при сравнительно боль-
ших допусках вала и отверстия.
В числе комбинированных посадок часто находят
применение посадки
А, А,
л, и V
А2а
Аз
X'
В отличие от системы ISA в системе ОСТ
не предусмотрены посадки с особо большими
зазорами при сравнительно малых до-
пусках на размеры валов и отверстий. Эти
посадки используются в производстве паро-
вых турбин, турбокомпрессоров, турбовенти-
ляторов и т. д., у которых для ряда узлов
в рабочем состоянии зазоры уменьшаются
из-за неодинакового теплового расширения
сопрягаемых элементов.
Для приближённой оценки величины такого
уменьшения зазора в подшипниках может
быть предложена формула
-d(T-t),
где Ъ — коэфициент, равный 0,7—1, учитываю-
щий влияние конструкции и материала под-
шипника, а также условий его охлаждения
на величину зазора; 11,5-10 6—коэфициент
линейного расширения стали; d—номинальный
диаметр соединения в мм; T—t—повышение
температуры цапфы в рабочем состоянии.
Подсчитанное по этой формуле необходи-
мое увеличение зазора слагается с основным
расчётным зазором (S + Д5).
Для выбора соответствующих посадок можно
воспользоваться посадками из системы ISA:
Н7/с8, Н7/Ь8 и Н7/а9 (см. табл. 12).
Прессовые посадки. Схемы расположения
полей допусков для прессовых посадок
в различных классах точности приведены на
фиг. 8 и 9, а отклонения валов и отверстий
для этих посадок — в табл. 9.
Как уже указывалось выше, прессовые
посадки характеризуются наличием гаранти-
рованного натяга независимо от сдособа
соединения деталей (под прессом, разогрева-
нием охватывающей детали, охлаждением
охватываемой детали или комбинированием
этих способов). Выбор того или иного спо-
соба соединения определяется конструктив-
ными и технологическими соображениями
в каждом отдельном случае (требующееся
Фиг. 8. Прессовые посадки в системе отверстия (для интервала диаметров 50—65 мм).
14
ОСНОВЫ ВЗАИМОЗАМЕНЯЕМОСТИ В МАШИНОСТРОЕНИИ
[РАЗД. Ш
Таблица 9
СИСТЕМА ОС!
Отклонения валов и отверстий прессовых посадок (в микронах)
Номинальный
диаметр в мм
От 1 до 3
Свыше 3 до 6
6 , 10
10 . 18
18 , 30
30 . 40
40 „ 50
50 » 65
65 „ 80
80 „ 100
» 100 „ 120
» 120 . 140
, НО . 150
, 150 , 160
, 160 . 180
. 180 „ 220
„ 220 . 260
, 260 „ 310
„ 310 „ 360
. 360 , 440
, 440 » 500
Откло-
нение
в
н
в
н
в
н
в
н
в
н
в
н
в
н
в
н
в
н
в
н
в
н
в
н
в
н
в
н
в
н
в
н
в
н
в
н
в
н
в
н
в
н
ПР1,
+17
+ 12
+ 2О
+ 15
+ 25
+19
+31
+23
+37
+ 28
+45
+34
+54
+41
+ 56
-г 43
+66
+51
+69
+54
+8i
+63
+83
+65
+86
+68
_
—
_
—
—
_
—
_
_
ПР2, 1
+ 2О
+ 15
+24
+19
+ 29
+23
+36
+ 28
+44
+35
+54
+43
+66
+53
+ 72
+59
+86
+71
+94
+79
—но
+ 92
+ н8
+ IOO
+ 126
+ ю8
—
—
—
—
—
_
Гр |
+27
+ 17
+33
+2О
+39
+ 23
+48
+ 29
+6з
+39
+77
+5°
+87
+6о
+ Ю5
+ 75
+ I2O
+ 9°
+ 14°
+ i°5
+ i6o
+ 125
+ 190
+ 15°
+220
+ 180
+260
+215
+300
+ 255
+35°
+300
+400
+35°
+475
+415
+545
+485
ПР
+18
+12
+ 23
+ 15
+ 28
+18
+34
+22
+ 42
+28
+52
+35
+б5
+45
+85
+6о
+95
+ IIO
+ 8о
+ 125
+95
+ 145
+
+ i65
+ 135
+ 195
+ 1бО
+ 22O
+ 185
+ 2бо
+ 22O
+ 3°°
+ 2бо
Вал
Пл
+16
+ю
+21
-+ 13
+ 26
+ 16
+ 32
+2О
+39
+ 25
+47
+3°
+55
+35
+7°
+45
+85
+58
+ i°5
+75
+ 135
+ IOO
+ 17°
+ I3O
ы
ПР13
_
—
+55
+3°
+65
+35
+75
+4°
+95
+5°
+IIO
+6о
+135
+75
+ i6o
+ 9°
+ 185
+ i°5
+200
+ 120
+230
+ 14°
+25°
+ 160
+285
+ 185
+3°5
+ 2O5
+3бо
+ 24°
+395
+275
ПР2з 1 ПР33
_
+7°
+4°
+8о
+45
+ IOO
+ 55
+ «5
+ 125
+ 75
+15°
+ 9°
+ i65
+ i°5
+ 195
+ 125
+ 2IO
+ 140
+245
+ 1б5
+275
+ 195
+325
+235
+3б5
+275
+ 42O
+ 32°
+ 47°
+37°
+55°
+43°
+ 62O
+5°°
—
+ IOO
+ 7°
+ П5
+ 8о
+145
+ IOO
+ 165
+
+ 175
+ 125
+ 2IO
+ 15°
+ 225
+ 2бо
+ 19°
+ 28о
+ 2IO
+ 325
+245
+355
+275
+41°
+ 32°
+45°
+3бо
+5*5
+415
+565
+4б5
+670
+ 55°
+ 74°
+ 62O
ПР,
—
_
—
—
+23O
+ 195
+270
+225
+ 320
+27O
+38°
+32°
+4бо
+39°
—
—
—
—
-
Отверстие
Гр
— 13
—27
—15
—33
—17
—39
—22
-48
-Зо
—62
—4о
-77
—5°
-87
-65
-i°5
— 8о
— I2O
— 93
—140
—
— i6o
— 137
— 19°
-i67
—22O
—20О
—2бо
—24°
—3°°
-285
—35°
—335
—4°°
-395
—475
-465
—545
Пр
- 8
—18
—10
—23
—12
—28
—15
-34
— 19
—42
-25
-s*
-35
-65
-5°
-85
—60
-95
-70
—но
-85
— 125
— IOO
-145
— I2O
-1б5
-145
— 195
-17°
—22O
-2ОО
—2бо
—240
—3°°
Примечания: 1. Отклонения основных
2. Схемы расположения полей допусков см.
валов и отверстий см. в табл. 6.
на фиг. 8 и 9.
ГЛ. I]
ДОПУСКИ И ПОСАДКИ ТИПОВЫХ СОЕДИНЕНИЙ
15
усилие запрессовки и
мощность пресса, конфи- О
гурация подлежащей на-
греву детали и т.д.). При-
ведённый в ОСТ термин
„горячая посадка"являет-
ся условным и не исклю-
чает возможности ис-
пользования соответ-
ствующих этой посадке
отклонений при соедине-
нии деталей под прессом
или другими способами.
Основным требованием,
предъявляемым к прес-
совым посадкам, являет-
ся достижение такой
прочности соединения,
при которой исключает-
ся возможность смеще-
ния одной детали относи-
Фиг. 9. Прессовые посадки в системе вала (для интервала диаметров 50-65 км).
СИСТЕМА ОСТ
Таблица 10
дка
и
с
г,
т
1
1
г
н
п
Гоя
т
я
X
X
о
ч
О
в
н
в
н
в
н
в
н
в
н
в
н
в
н
в
н
в
н
в
н
в
н
в
н
от 1
до 3
+ ю
+ 6
+8
+4
+5
+ I
+ 2
—2
+ 13
+ 6
+ IO
+ 4
+7
+ i
+3
~3
+ *5
+ 6
+ 7
—2
Отклонения валов переходных
св. 3
ДО 6
+ 13
+ 8
+ IO
+ 5
+б
+ I
+3
—2
+ 1б
+ 8
+ 13
+ 5
+9
+ i
+4
—4
+ 2О
+ 8
—
+9
—з
св. 6
до 10
+ 16
+ 9
+ 12
+ 6
+8
+2
+4
—з
+ 2О
+ IO
+16
+ 6
+ 12
+ 2
+5
—5
+ 25
+ ю
+ 21
+ 6
+ 16
+ I
+ IO
- 5
Н о
св. 10
до 18
+ 2О
+ 11
+ 15
+ 7
+ IO
+ 2
+5
—3
+ 24
+ 12
+ 19
+ 7
+ 14
+ 2
+6
—6
+ЗО
+ 12
+25
+ 7
+ 19
+ i
+ 12
— 6
минальные
св. 18
до 30
+ 24
+ 13
+ 17
+ 8
+ 12
+ 2
+6
~3
+3°
+ 15
+23
+ 8
+ 17
+ 2
+7
—7
+3б
+ 15
+ 29
+ 8
+ 23
+ 2
+ 13
— 8
св. 30
до 50
+ 28
+ 1б
+ 2О
+ 9
+ 14
+ а
+7
-4
+35
+ i8
+ 27
+ 9
+ 2О
+ 3
+8
—8
+43
+17
+34
+ 9
+ 27
+ 2
+ 15,
—ю
посадок
д и а м (
св. 50
до 80
+33
+ 19
+ 24
+ ю
+ 16
+ 3
+8
5
+4°
+ 2О
+3°
+ ю
+ 23
+ 3
—ю
+5°
+2О
+41
+ 32
+ 2
+ 18
—12
(в микронах)
:тры в
св. 80
до 120
+38
+ 23
+ 28
+ 12
+ 19
+ 3
+9
—6
+45
+ 23
+35
+ 12
+ 26
+ 3
+ 12
— 12
+58
+ 23
+48
+ 13
+38
+ 3
+2О
—15
мм
св. 120
до 180
+45
+2б
+32
+ 14
+23
+ 4
+ ю
- 7
+ 52
+ 25
+4О
+ 13
+3°
+ 4
+ Н
—14
+67
+55
+ 15
+43
+ 3
+ 22
-18
св. 180
до 260
+ 52
+з6
+ i6
+*5
+ 4
+ п
— 8
+6о
+3°
+45
+ 15
+35
+ 4
+ i6
-16
+ 78
+31
+64
+ 17
+51
+ 4
+ 24
—23
св. 2S0
до 360
+58
+35
+4о
+ 18
+ 28
+ 4
+ 13
— 9
+7°
+35
+5°
+ 15
+4°
+ 4
+ 18
—18
+90
+36
+ 74
+20
+58
+ 4
+27
—27
св. 360
до 500
+65
+4о
+45
+2О
+ 32
+ 5
+ 15
—ю
+8о
+4°
+6о
+ 2О
+45
+ 5
+ 2О
—2О
+ IO2
+ 4О
+85
+ 23
+67
+ 5
+31
—31
Примечания: 1. Отклонение основных отверстий — см. табл. 6.
2. Схему расположения полей допусков см. на фиг. 10.
16
ОСНОВЫ ВЗАИМОЗАМЕНЯЕМОСТИ В МАШИНОСТРОЕНИИ
[РАЗД. Ill
тельно другой, без применения вспомогатель-
ных фиксирующих деталей, только за счёт
упругих деформаций. Прочность соедине-
ния при одном и том же натяге зависит
от способа соединения, от материала деталей,
их размеров, качества обработки соединяемых
поверхностей, формы конца поверхности
сопряжения у торца вала и у торца отверстия,
рода смазки, скорости запрессовки, условий
нагрева или охлаждения и т. д. Учитывая
такое многообразие исходных факторов, в ОСТ
сделаны оговорки, предупреждающие о необхо-
димости в каждом отдельном случае пред-
варительной опытной проверки выбранной
посадки.
Расчёт прессовых соединений (определе-
ние прочности посадки и напряжений в зави-
симости от натяга) — см. „Справочник", т. 2.
Зависимость величины натяга (S) от диа-
метра (d) при регламентации прессовых поса-
док в системе ОСТ определялась формулой
Scp = ad + р,
где d — в мм, а результат — в р.. Постоянным
членом р учитываются поверхностные неров-
ности от обработки на сопрягаемых поверх-
ностях изделий, наличие которых вызывает
необходимость в соответствующем увеличении
расчётного натяга.
Для посадки: Пл - Scp = 0,25 d + от 7,5 до 15|х
Пр — Scp = 0,5rf+or 9 до 15ц
Гр — Scp = 1 d + 15 (д.
ПР13- Scp - 0,5 d + от 28 до 40 [а
U?2S ld 30 ц
30 [х
Натяги прессовых посадок в 1-м классе
точности (nPlj и ПР2,) заимствованы из
системы ISA (см. валы г5 и s5 табл. 14).
Наибольший натяг определяется как сумма
среднего натяга и полусуммы допусков вала
и отверстия, а наименьший натяг — как раз-
ность среднего натяга и полусуммы допусков
вала и отверстия.
Примеры выбора прессовых посадок —
см. т. 2.
Переходные посадки. Схемы расположе-
ния полей допусков при неподвижных по-
садках в различных классах точности приве-
другой обеспечивается креплением шпонками,
штифтами, нажимными винтами и т. д.
Для переходных посадок 1-го и 2-го клас-
сов точности зависимость величин наиболь-
ших натягов от диаметра, подобно самим
допускам, определяется кубической парабо-
лой. Наибольшие натяги составляют:
для Г,- 8 yd ; Т, — 6 V d ; Н, - 4 V d ;
з/— з/— 3/~
П,— 2V d ; Г —10l/rf; T —7,5yd;
3/— 3/ —
Н - 6 У d ; П-2,5 V d .
Для неподвижных посадок класса 2а, цели-
ком заимствованных из системы ISA (отверстие
Н8 и валы n7, m7, k7 и j7), исходной величиной
является нижнее отклонение вала, принятое
для Г2а~5]/а; Т2а — 2,8 V^dH H2a-0,Q]/d
(см. табл. 13). Для посадки Ша нижнее откло-
нение вала подобрано численно по опытным
данным.
При выборе переходных посадок учиты-
ваются величины и особенно постоянство (по
величине и направлению) сил, могущих нару-
шить прочность крепления деталей, и назна-
чаются более тугие посадки при ударных
нагрузках и вибрациях. Далее учитываются
условия сборки и разборки и назначают
менее тугие посадки при условиях, когда
может потребоваться частая разборка соеди-
нения, когда возможно повреждение соседних
деталей в процессе разборки, а также при
увеличенной длине сопряжений. В ряде слу-
чаев более тугие посадки назначаются из
соображений центрирования деталей (умень-
шения величины возможных зазоров).
Среднее место в числе переходных посадок занимает
посадка А/Н, которая в то же время является наиболее
часто применяемой посадкой. По ряду отраслевых
нормалей эта посадка применяется как единственная,
а другие посадки допускаются только в виде исключе-
ния (дизелестроение, деревообделочные машины, а также
электромашиностроение, в котором, кроме посадки А/Н,
принята и посадка А/П). Посадка А/Н применяется,
например, для шкивов и муфт на концах валов средних
электромашин, а для малых электромашин взамен её
применяется облегчённая посадка А/П i4ame предпола-
гается разборка). Далее для неподвижных шестерён
в станкостроении чаше всего рекомендуется посадка
А/Н, но если при разборке снимается раньше шестерня
а затем подшипник (особенно если речь идёт о подшил-
Фиг. 10. Переходные посадки в системе отверстия (для интервала диаметров 50—80 мм).
дены на фиг. 10 и 11, а отклонения валов
и отверстий для этих посадок — в табл.10 и 11.
Переходные посадки характеризуются воз-
можностью получения как натяга, так и зазора
и применяются для соединений, у которых
неподвижность одной детали относительно
никах бельшой точности и чувствительности), то взамен
этой посадки также применяется облегчённая посадка
А/П.
Примером назначения более лёгкой посадки при
увеличенной длине сопряжения может служить посадка
А;П для гильзы в корпусе шпинделей головки расточ-
ного станка при посадке А/Н для более коротких
направляющих втулок.
ГЛ. I]
ДОПУСКИ И ПОСАДКИ ТИПОВЫХ СОЕДИНЕНИЙ
17
СИСТЕМА ОСТ
Таблица 11
Посадка
г,
т,
н,
п,
г
т
н
п
г2а
т2а
Н2а
П2а
Отклонение
в
н
в
н
в
н
в
н
в
н
в
н
в
н
в
н
в
н
в
н
в
н
в
н
от 1
до 3
— 4
—ю
—2
—8
+ 1
-5
+4
—2
-13
о
— ю
+ 3
—7
+ 7
—з
— I
—15
-
-
+7
-7
Отклонения отверстий переходных
св. 3
до 6
— 5
—13
— 2
— Ю
+ 1
—7
+5
—з
— з
—16
о
— 13
+4
—9
+9
—4
— 2
— 2О
-
-
+9
—9
св. 6
ДО 10
— 6
—16
- 3
— 12
+ 1
—8
+6
—4
— 4
—яо
о
—16
+ 4
— 12
+ 11
5
— з
—25
+ I
—21
+ 6
-1б
+ 12
— IO
Номинальные
св. 10
до 18
— 8
—2О
— 4
— 15
+ i
— ю
+7
-5
5
—24
о
— 19
+ 5
— 14
+ 13
— 6
— 3
—3°
+ 2
-25
+ 8
— 19
+ 15
—12
св. 18
до 30
— IO
—24
— 4
— 17
+ 2
— 12
+ 8
-б
— 6
—Зо
о
—23
+ 6
-17
+ i6
— 7
— 3
-36
+ 4
—29
+ ю
—23
42O
— 13
св. 30
до 50
—12
—28
— 5
—2О
+ 2
— 14
+9
-7 .
— 7
—35
о
—27
+ 7
—2О
+ 18
— 8
— 3
—42
+ 5
-34
+ 12
— 27
+ 24
-15
посадок
диам(
св. 50
до 80
— 14
—33
— 5
—24
+ а
-гб
+ ю
— 8
— 8
—4о
о
—з°
+ 8
-23
+ 2О
— Ю
— 4
—5°
+ 5
—41
+ Н
—32
+ 28
—18
(в микронах)
,тры в мм
св. 80
до 120
—17
-38
— 6
—28
+ 3
—19
+ 12
— 9
—ю
—45
о
-35
+ 9
—2б
+ 23
—12
4
-58
+ 6
-48
+ i6
-зв
+34
—2О
св. 120
до 180
—2О
—45
— 7
—За
+ 3
—22
+14
— ю
—13
—53
о
—4о
+ ю
—Зо
—27
— 14
— 4
-бу
+ 8
—55
+ 2О
—43
+41
—22
св. 180
до 260
—23
—о2
— 8
-36
+ 3
-25
+ 16
—II
— 15
—6о
о
—45
+ и
-35
+ЗО
—16
— 5
-78
+ 9
-64
+ 22
—51
+ 49
+ 24
св. 260
до 360
-27
-58
— 9
—4о
+ 4
-28
+ i8
— 13
—18
-70
0
-5°
+ 12
—40
+35
— 18
— 6
-90
+ 10
-74.
+26
-58
+57
-27
св. 360
до 500
—зэ
-65
— ю
—45
+ 5
—32
+ 2О
— 15
— 2О
—8о
о
—6э
+ 15
—45
+ 4°
— 2О
— IO2
+ IO
-85
+ 28
-67
+ 64
-31
Примечания: 1. Отклонение основных валов см. в табл. 6.
2. Схему расположения полей допусков см. на фиг. 11.
Фиг. 11. Переходные посадки в системе вала (для интервала диаметров 50—80 мм).
Подшипниковые щиты в крановых электродвигателях
выполняются по посадке А/Н; для более тяжёлых
условий работы тяговых электродвигателей назначается
посадка А/Т, а иногда даже А/Г. Посадка А/Т приме-
няется также для съёмных муфт на валах больших
электромашин вместо посадки А/Н для средних машин
(более тяжёлые условия работы).
Следует также отметить желательность применения
класса 2а для переходных посадок, который до сего вре-
мени мало используется.
В числе комбинированных посадок применяются
А, А3 А
W • ТГ' пТ и др-
18
ОСНОВЫ ВЗАИМОЗАМЕНЯЕМОСТИ В МАШИНОСТРОЕНИИ
1РАЗД. II]
Посадки в системе ISA. Схемы посадок
по системе ISA приведены на фиг. 12 и 13.
Отклонения валов и отверстий приведены
в табл. 12, 13 и 14.
Отверстия в системе ISA обозначаются
большими буквами латинского алфавита,
а валы — малыми буквами. Буквы определяют
положение поля допуска относительно нуле-
вой линии, а добавление к букве цифры
квалитета (например, Н7) определяет вели-
чину допуска. Отверстия с полем допуска.
расположенным над нулевой линией, обозна-
чаются буквами от А до Н, а ниже нулевой
линии — буквами от К до Z. Валы с полем
допуска ниже нулевой линии обозначаются
буквами от а до h, выше нулевой линии -
буквами от к до z. Для отверстий и валов
с расположением полей допусков по обе
стороны от нулевой линии приняты обозна-
чения Ли}.
Отверстие, обозначенное буквой Н, имеет
нижнее отклонение, равное нулю (основное
JJ 160 --
ЧОП -
ЯП ¦
аи ¦ 1
кп
40 —
пп
-60 —
-ЯП
-1КП _
-1ЯП
-220
"idou
-300 -
-480 4-
ca$j°\ Валы §?
¦ _
шЩ
—j-
¦
т
¦
Q
¦
ко
fee
л
Я
¦
1Л
At
1
ф
¦
N
¦
в
I
т
ш
t
1
¦
to
1
cr
1
1
i
re
с
п
Н7
в
1
-к
Ь:
1
.
-
ц
ft
-г—
-
¦
«I
1
1
1
1
1
1
1
1
1
| Н8
-
i
¦
1
-
1
¦
тгг
111
~\\ 1 -In. 1 IT
1
i
1 lie
11
I 1 1 "И
«j
Г
i
1
1
щ
N
-
—
is.
К.
и
¦B-J
5
¦к
¦а
1
ы
№
т
лТГГпИТПГ
11111 П™111
ts.
|
411
Ш
¦
J
ill
HI
III
nil
J
1
1
~м Иг
JJJI1IL
Ьцпы
Я.
>*.
%
Ч,
Si
pii
fflffl-
I
¦1
1
1
1
11
I
1
-Д
1
Фиг. 12. Допуски и посадки по ISA. Система отверстия. Схема для интервала номинальных диаметров 30—50 мм
(или 30—40 мм).
Валы v, х, у и г ещё не рекомендованы, а предложены лишь для опытной проверки. Валы v и у по возможности
не применять.
система isa Таблица 12
Верхние отклонения валов и нижние отклонения отверстий свободных посадок (в микронах)
Валы
g5;g6
f6;f7;й
е7; е8; е9
d8; d9; dlO; dll
Отверстия
G6;G7
F6; F7; F8; F9
E7; E8; E9
D8;D9;D10;Dll
от 1
до 3
Номинальные диаметры в мм
св. 3
до 6
3°
св. 6
до 10
до 18 до 30 до 50,до 8J до 120 до 180 до 250 до 315 до 400 до 500
4о
св. 10 св. 18 св. 30.св. 50,св. 80 св. 120 св. 18Э св. 250
6
i6
32
5°
4°
6=5
Зо
6о
72
I2O
43
85
145
5°
IOO
170
56
но
190
св. 315 св. 400
i8
62
68
135
330
Посадки с большими зазорами
Валы
Отверстия
Номинальные диаметры в мм
от 1
до 3
св. 3 св. 6
до 6 до 10
св. 10 св. 18 св. 30 св. 40 св. 50j св. 65! св. 80 св. 100 св. 120 св. 140
до 18^o 30 до 40 до 50 до 65 до 80! до 100 до 120 до 140 до 160
1
с8; с9; ell
Ь8;Ь9;Ь11
а9; ail
С8; С9; СИ
В8; В9; В11
А9; All
60
140
270
70
140
270
80
150
280
95
*5°
290
но
i6o
300
120
I70
ЗЮ
I3O
180
Зао
I4O
190
34°
15°
2ОО
170
22O
i8o
240
4IO
2ОО
2бо
460
210
280
52O
ГЛ. J]
ДОПУСКИ И ПОСАДКИ ТИПОВЫХ СОЕДИНЕНИЙ
Валы
с8; с9; ell
Ь8;Ь9; Ы1
а9; all
Отверстия
С8; С9; СП
В8; В9; В11
А9; АН
св. 160
до 180
23°
31°
58о
св. 180
до 200
240
34°
66о
св. 200
до 220
обо
38о
74°
Н о м и
св. 220
до 250
280
42O
82O
нальные ди
св. 250
до 280
3°о
48о
О.2О
св. 280
до 315
330
54°
1050
Продолжение табл. 12
аметры
св. 315
до 355
Збо
боо
I3O0
св. 355
до 400
4оо
68о
135°
св. 400
до 450
44°
Тбо
1500
св.450
до 500
4&>
840
1650
Примечания: 1. Отклонения для валов со знаком —, для отверстий со знаком +.
2. Верхнее отклонение валов h и нижнее отклонение отверстий Н равно 0.
3. Отверстие F9 предусмотрено для нужд точной механики только для интервала диаметров 1—30 мм.
4. Величины допусков различных квалитетов, необходимые для определения верхнего отклонения валов и нижнего
отклонения отверстий, см. в табл. 2.
Пример. Для посадки в системе отверстия H7/g6 с номинальным диаметром 60 мм имеем:
Верхнее отклонение отверстия Н7 +30ц
Нижнее отклонение отверстия Н7 0
Верхнее отклонение вала g6 —Юц
Нижнее отклонение вала g6 — A0-1-19)= —29 |i.
Для посадки в системе вала G7/h6 с тем же номинальным диаметром 60 мм имеем:
Нижнее отклонение вала h6 — 19 ц
Верхнее отклонение вала h6 0
Нижнее отклонение отверстия G7 +10ti
Верхнее отклонение отверстия G7 +A0+30) = 40|а.
5. Схемы расположения полей допусков, а также рекомендуемые сочетания валов и отверстий см. на фиг. 12 и 13.
U 4dU
АСП
АОП
АПП
ЧЯП
v*n I -
qon
on/7 -
OR/7
09/7
рпп
1йП
1йП
ion
inn
on
en
/if) -4-
"/7
о - 2H7
-20 —pj-
_ДЛ Ш
-on ШЩ
- f ПП ¦ 4— ..
f ° П
-1/.П
-160
%Mbf\ Валы
-I—
|
1
I
- 4-A
экоч
1
гт
_±
1
1 I
it
Tt
-f
h5
!
|
J
Vr
¦г
A~
¦ti
LL
L
J
-a.
T
i
¦П 1
и
I
&
со
к
K
-¦
1
N
CO
П
i
1
N
Ct;
1
1
N
Щ
i
4
N.
h6
|
Щ
r
1
N,
*:
-
i
N.
c5
N
-u
1
л
¦
1
•3
m
1
¦
77
1
с
[,
и
1
rrJ
L
¦
1
1
III
l
Trr
1
L
-
_
1
to
%
¦
1
1
¦
ll
Щ
1
1
я*
ъ
¦
i
h6(h7/h8)
—
1
1
щ
_
L
¦
i
¦
b?
ф
1
I
a; poo
ШотберстиЯ ~]~ \
,
Валы
i
1 |
I (
!
"in *¦
i
1
1
1
!¦
I
i i
1
g
1
1
1
¦
ш
I
щ
H8/h9
1 +
1 ill
1 Hi
i III
1 IS
/7/7
Фиг. 13. Допуски и посадки по ISA. Система вала. Схема для интервала номинальных диаметров 30—50 мм (или
30—40 мм).
Отверстия V, X, Y и Z ещё не рекомендованы, а предложены лишь для опытной проверки. Отверстия V и У
по возможности не применять.
20
ОСНОВЫ ВЗАИМОЗАМЕНЯЕМОСТИ В МАШИНОСТРОЕНИИ
[РАЗД. Ill
СИСТЕМА ISA Таблица 13
Верхние отклонения валов и нижние отклонения отверстий переходных посадок (в микронах)
Вал
J5
J6
J7
j8
j9
jio
JH
k5
кб
k7
k8
k9
klO
kll
m5
m6
m7
n5
пб
n7
—
—
тие
и
Си
О
J6
J7
J8
¦—
J9
J10
J11
Кб
К7
К8
—
—
—
—
Мб
М7
М8
N6
N7
N8
N9
N10
N11
OTl
доЗ
4
6
7
7
2О
Зо
—
—
—
14
25
6о
7
9
и
13
15
25
4°
6о
св. 3
до 6
4
7
9
9
15
24
38
—
—
—
18
3°
48
75
9
12
—
13
16
20
3°
48
75
св. 6
до 10
4
7
ю
и
18
29
45
7
10
16
22
36
58
90
12
15
21
16
19
25
36
58
90
св. 10
до 18
8
12
14
22
35
55
9
12
19
27
43
7°
но
15
18
25
2О
23
Зо
43
7°
но
Н о м и н a j
св. 18
до 30
5
9
13
2
42
65
и
15
23
33
53
84
13°
17
21
29
24
23
36
52
84
св. 30
до 50
6
и
15
2О
31
5°
8о
13
18
27
39
62
100
160
20
25
34
28
33
42
62
IOO
160
ь н ы е
св. 50
до 80
6
12
18
23
37
6о
95
15
21
32
46
74
I2O
igo
24
41
33
39
74
120
190
диаметры
св. 80
до 120
6
13
2О
27
44
7°
но
18
25
38
54
87
140
220
28
35
48
38
45
58
87
140
220
св. 120
до 180
7
Ч
22
32
5°
8о
«5
21
28
43
63
IOO
IOO
250
33
4°
55
45
52
67
IOO
i6o
250
} ММ
св. 180
до 250
7
i6
25
36
58
93
145
24
33
5о
7а
29O
37
46
63
51
6о
77
«5
i85
290
св. 250
до 315
7
i6
2б
41
65
Ю5
IDO
27
36
56
8i
130
210
320
43
52
72
й
86
13°
2IO
32O
св. 315
до 400
7
18
29
45
70
180
29
40
61
89
140
230
360
46
57
2
73
94
14°
230
Збо
св. 400
до 500
7
2О
31
49
78
2ОО
32
45
68
97
250
4<х>
5°
«3
85
67
Зо
юз
25O
4<х>
Примечания. 1. Отклонения для валов + , а для отверстий — .
2. В интервале диаметров 1 — 6 мм взамен валов к5, кб, к7 и отверстий Кб, К7, К8 применять валы j5, j6, j7 и
отверстия J6, J7, J8.
3. Поля допусков валов j, начиная с 8-го квалитета, и отверстия J, начиная с 9-го квалитета, расположены
симметрично нулевой линии.
4. Нижние отклонения валов одинаковы в пределах следующих групп: J5 — j6; k5 — кб - к7; к8 — к9 — klO — kll;
m5 — тб— т7; п5 — пб — п7.
5. Валы пб в сочетании с отверстиями Н6 и отверстия N6 в сочетании с валами h5 образуют, начиная с размера
3 мм, легкопрессовую посадку (без зазора).
6. Величины допусков различных квалитетов, необходимые для определения нижнего отклонения валов и верх-
нею отклонения отверстий, см. в табл. 2.
Примеры.
Для посадки в системе отверстия Н7/т6 с номинальным диаметром 60 мм имеем:
Верхнее отклонение отверстия Н7 + 30 р.
Нижнее отклонение отверстия Н7 0
Верхнее отклонение вала тб + 30 ц
Нижнее отклонение вала тб + C0—19) = 11 р .
Для посадки в системе вала М7/п6 с тем же номинальным диаметром имеем:
Нижнее отклонение вала пб — 19 р.
Верхнее отклонение вала h6 0
Нижнее отклонение отверстия М7 — 30 \х
Верхнее отклонение отверстия М7 0
Отклонения отверстий установлены таким образом, чтобы для соответствующих посадок в системе отверстия и
в системе вала зазоры и натяги были одинаковы (например, для Н7/ тб и M7/h6). Отсюда нижние отклонения отвер-
стий (например, М7) равны верхним отклонениям одноименных валов (например, тб) с меньшим допуском на 1 квали-
тет, при обратном знаке отклонений. Для валов j, начиная с 8-го квалитета, и отверстий J, начиная с 9-го квалитета,
соответствие отклонений см. выше, в таблице.
7. Схемы расположения полей допусков, а также рекомендуемые сочетания валов и отверстий см. на фиг. 12 и 13.
отверстие или отверстие в системе вала при
скользящей посадке). Аналогичное обозначе-
ние для вала — h.
Система ISA (равно как и система ОСТ)
допускает свободное комбинирование валов
и отверстий с нормализованными отклоне-
ниями. Показанные на фиг. 12 и 13 сводные
схемы посадок следует рассматривать как
рекомендуемые сочетания валов и отверстий.
Пример обозначения свободной посадки
в системе ISA: H7/f7.
В схему на фиг. 12 и 13 не включены
регламентированные системой ISA валы j8,
j9, jlO, jll с симметрично расположенным
полем допуска и валы k8, k9, klO и kll с до-
пуском в плюс от нулевой линии, а также
отверстия J9, JIO, J11 с симметрично располо-
женным полем допуска и N9, N10 и N11 с до-
пуском в минус от нулевой линии. Эти
допуски валов и отверстий не предназначены
для посадок, а имеют в виду несопрягаемые
размеры.
В табл. 15 и 16 приведено сопоставление
посадок в системе ISA и ОСТ, кроме посадок,
включённых в систему ОСТ из системы ISA
(см. выше, стр, 6, 8, 16).
Вероятности зазоров и натягов. В обще-
союзных стандартах 1020 и 1030 приведены
наибольшие и наименьшие величины зазоров
и натягов для различных посадок по ОСТ.
Эти величины подсчитаны, исходя из соче-
тания предельных размеров сопрягаемых
ГЛ. 1]
ДОПУСКИ И ПОСАДКИ ТИПОВЫХ СОЕДИНЕНИЙ
21
система isa Таблица 14
Верхние отклонения валов и нижние отклонения отверстии прессовых посадок (в микронах)
Г
ч
ю
р5
рб
Р7
г5
гб
г7
s5
s6
s7
t5
t6
17
u5
u6
u7
v5
v6
v7
x5
x6
x7
y6
У7
z6
z7
к
вере
с
О
P6
P7
—
R6
R7
—
S6
S7
—
T6
T7
—
U6
U7
—
V6
V7
—
X6
X7
—
Y7
—
Z7
CO
ч
H
о
14
i6
18
17
19
21
20
22
24
—
—
—
23
25
27
—
—
27
29
31
—
—
35
37
<D
0
ч
CO
03
17
20
24
20
23
27
24
27
31
—
—
—
28
31
35
—
—
33
36
40
—
—
43
47
0
0
4
to
a
21
24
3°
25
28
34
29
32
38
—
—
—
34
37
43
—
—
—
40
43
49
—
—
51
57
0
4
0
n
00
0
ч
03
26
29
36
31
34
4i
3
6
39
46
—
—
—
—
—
—
41
44
51
—
—
48
51
58
—
—
61
68
47
5°
57
53
56
63
—
—
71
78
0
4
00
03
H 0
0
0
ч
03
31
35
43
37
41
49
44
4
5
—
—
50
54
62
56
60
68
63
67
75
76
84
86
94
8
6
50
54
62
57
61
69
64
68
76
73
77
85
88
96
101
109
м и н а л
о
о
ч
8
са
ю
о
ч
а
37
42
5i
45
5
о
59
54
59
68
59
64
73
71
76
85
79
84
93
91
96
1о5
Но
И9
128
137
65
7°
79
8i
86
95
92
97
106
108
ИЗ
122
130
139
152
161
ь н ы е
ю
СО
о
ч
S
03
0
00
О
ч
LO
со
ю
45
51
62
54
6о
71
66
72
83
79
85
96
IOO
106
117
121
I32
I35
141
I52
163
4
202
56
62
73
72
78
89
88
94
юз
121
132
133
139
159
165
176
193
204
229
24O
д и а м е
3
о
ч
3
оз
§
о
ч
, 100
03
52
59
72
66
73
86
86
93
io6
юб
126
139
146
159
i6i
168
181
Х93
2ОО
213
236
249
з8о
293
69
76
89
94
IOI
И4
ид
126
139
159
166
179
187
207
225
232
245
276
289
332
345
т р ы в
о
о
ч
о
03
8i
88
103
НО
и7
132
14O
Н7
188
195
2IO
22O
227
242
266
273
288
325
34°
39°
4°5
§
о
ч
о
03
61
68
83
83
90
118
125
140
152
159
Z74
208
215
230
246
253
268
298
З05
320
365
380
440
455
мн
§
о
ч
. 160
со
86
93
io8
12б
133
148
164
171
186
228
235
25O
270
277
292
328
335
35°
4°5
42O
490
5°5
о
ч
. 180
03
97
юб
123
142
151
168
186
195
212
256
282
ЗО4
313
33°
37°
379
396
454
471
549
566
•о
о
ч
. 200
са
7°
79
96
IOO
IO9
126
15°
159
176
2ОО
2O9
226
2,8
287
ЗО4
ЗЗО
339
356
414
431
499
516
604
621
1
ч
. 225
са
Ю4
ИЗ
13°
i6o
169
186
216
225
242
304
313
33°
360
369
386
445
454
471
549
566
669
686
0
са
LO
СО
о
ч
г
<м
а
79
38
io8
Н7
126
146
i8i
190
210
241
250
270
З38
347
367
408
417
437
498
5°7
527
612
632
742
762
121
13°
15°
193
2O2
222
2бЗ
272
292
373
382
4O2
448
457
477
548
557
577
682
7O2
822
842
S
ГО
о
Ч
СО
03
g
ю
8
и
В7
98
119
133
144
165
215
226
247
293
ЗО4
325
4L5
426
447
5оо
5"
532
615
626
647
766
787
93б
957
139
15°
171
233
244
2б5
319
33°
35Г
460
471
492
555
566
587
685
боб
7i7
856
877
ЮЗ6
Ю57
g
^*
о
ч
§
оз
0
й5
О
ч
g
аз
io8
i
153
i66
i85
259
272
295
357
37°
393
517
53O
553
622
635
658
767
780
803
960
983
1140
1163
1Ь9
172
195
279
292
315
387
4оо
423
5б7
58о
боз
687
700
7^3
847
85о
883
Ю4о
юбз
1290
1313
Примечания: 1. Отклонения для валов +, а для отверстий —.
2. Данные для валов v, х, у, z и отверстий V, X, Y, Z окончательно не установлены и должны рассматриваться
только как предложения для промышленного опробования.
3. Валы v, у и отверстия V, Y по возможности не применять.
4. Валы рб в сочетании с отверстиями Н7 и отверстия Р7 в сочетании с валами пб образуют легкопрессовую
посадку.
5. О легкопрессовых посадках Н6/п5 и N6/h5 см. примечание 5 к табл. 13.
6. Валы р7 в сочетании с отверстиями Н8 не образуют прессовых посадок, а валы г7 в сочетании с отверстиями
Н8 образуют прессовую посадку, начиная с диаметра 100 мм.
7. Нижние отклонения валов с одинаковыми буквенными обозначениями равны по величине и знаку.
8. Величины допусков различных квалитетов, необходимых для определения нижнего отклонения валов и верх-
него отклонения отверстий, см. в табл. 2.
Примеры
Для посадки в системе отверстия Н7Д6 с номинальным диаметром 60 мм имеем:
Верхнее отклонение отверстия Н7 + 30 ц
Нижнее отклонение отверстия Н7 0
Верхнее отклонение вала 16 + 85 pi
Нижнее отклонение вала t6 + (85 — 19) => -+- 63 ;х
Для посадки в системе вала Т7/п6 при том же номинальном диаметре имеем:
Нижнее отклонение вала пб — 19 tx
Верхнее отклонение вала h6 0
Нижнее отклонение отверстия Т7 — 85 ц.
Верхнее отклонение отверстия Т7 — (85 — 30) = — 55 [л
Отклонение отверстий установлено таким образом, чтобы для соответствующих прессовых посадок в системе
отверстия и в системе вала получались одинаковые натяги. Отсюда нижние отклонения отверстий в системе вала
должны быть равны верхнему отклонению вала в системе отверстия с меньшим допуском на 1 квалитет при
обратном знаке отклонений (см. посадки Н7Д6 и T7/h6).
9. Схемы расположения полей допусков, а также рекомендуемое сочетание валов и отверстий см. на фиг. 10 и 11.
компонентов. При выборе и назначении
посадок в машиностроении ориентация на
наибольшие и наименьшие величины зазоров
и натягов может ограничивать область при-
менения различных посадок и вынуждать
к переходу на соединения с меньшими вели-
чинами допусков сопрягаемых компонентов.
Практическим условиям отвечает оценка
вероятностей получения различных значений
зазоров и натягов, базирующаяся на опреде-
лении параметров рассеивания размеров со-
единяемых частей механизмов.
Ниже приводится м-етодика определения
вероятностей различных величин зазоров
и натягов в соединениях валов и отвер-
стий.
Величину зазора S в сопряжении пары
деталей с гладкими цилиндрическими поверх-
ностями можно представить в виде суммы
постоянной величины, равной наименьшему
зазору Smin, и случайной величины Д5, равной
сумме случайных величин: отклонения At
диаметра отверстия от его наименьшего пре-
дельного значения и отклонения Д2 диаметра
вала от наибольшего его предельного значе-
ния, причём отклонение Д2 берётся с обрат-
ным знаком, т. е.
Отклонения (А5) величины зазора от
минимального значения S.
являются слу-
22
ОСНОВЫ ВЗАИМОЗАМЕНЯЕМОСТИ В МАШИНОСТРОЕНИИ
[РАЗД. Ш
Таблица 15
Посадки ISA, соответствующие посадкам по ОСТ
1011—1015 в системе отверстия
Посадки по ОСТ
сти
о
х С
Я" Д
<-> (-1
3 2.
¦Я
*"*
1012)
ОСТ
Е -
о
X
о
н
класс
•к
сч
I s
,. н
u G
« о
а ^~^
со °
^^
о
CJ
О
и ости
в*
U
03
1011-1015
А./Г,
Ах/Т,
А./Н,
А,/Пх
А,/С,
А/Г
А/Т
А/Н
А/П
А/С
А/Д
А/Х
А/Л
А/Ш
А 1С
А3/Х3
А3/Ш,
А4/С4
А4/Л4
А,/Ш4
А4/Х4
до 10 мм
св. 10 до 180 мм
св. 180 мм
до 10 лш
св. 10 до 180 мм
св. 180 мм
Соответствую-
щие посадки
ISA
Н6/п5
H6/m5
H6/k5
H6/J5
H6/h5
H7/n6
H7/m6
H7/k6
H7/J6
H7/h6
H7/g6
H7/f7
H7/e8
H7/d8
H7/d9
H8/h8
H8/h9
H8/e9
H8/dl0
Hll/hll
Hll/dll
HU/cll
Н11/Ы1
HU/cll
Hll/bll
HU/all
Hll/bll
Примечание. Посадки 5-го класса точности не
имеют соответствующих посадок по ISA.
Таблица 16
Посадки ISA, соответствующие посадкам по ОСТ
1021—1025 в системе вала
Посадки по ОСТ 1021—1023
Соответствую
щие посадки
по ISA
I S
г,/в,
т./в,
н,/в,
П./В,
С/в,
¦Т/В
н/в
П/В
С/В
д/в
х/в
л/в
ш/в
Сз/Bj
ш3/в3
С4/В4
Хт
4/
л4/в,
Ш4/В4
до 10 мм
св. 10 до 180 мм
св. 180 мм
до 10
св. 10 до 180
св. 180 мм
N6 'ho
M6/h5
K6/h5
J6/h5
H6h5
N7/h6
M7/h6
K7/h6
F7/h6
H7/h6
G7/h6
F7/h6
(F7/h7)
E8/h6
(E8/h7)
D8h6
D9/li6
D8/h7
H8h8
H8/h9
E9/h8
E9/h9
D10/h8
D10/h9
Hll/hll
Dll/hll
Cll/hll
Bll/hll
CU/hll
Bll/hll
AU/hll
Bll/hll
Примечания: 1. Свободные посадки ISA с ос-
новным валом пб, соответствующие свободным посадкам
по ОСТ 1023 2-го класса точности X, Л и Ш, по величи-
нам допусков не совпадают с соответствующими посад-
ками в системе отверстия (например, в системе отверстия
H7/f7, а в системе вала F7/h6), в таблице поэтому наряду
с посадками с основным валом пб указаны посадки
с основным валом h7, дающие в среднем зазоры, более
близкие к соответствующим посадкам по ОСТ 1023.
2. Посадки 5-го класса точности не имеют соответ-
ствующих посадок по ISA.
ГЛ. I]
ДОПУСКИ И ПОСАДКИ ТИПОВЫХ СОЕДИНЕНИЙ
23
чайными величинами, равными суммам неза-
висимых случайных величин отклонений
диаметров отверстия Дх и вала Д2. Закон
распределения величины Д5, а вместе с тем
и величины зазора 5min -f Д5 определяется
формулой *
А 60+0-013
пуска (фиг. 15). Например, для посадки 60 =!¦ = -—- _ П0/г-
W+0,010
значения зазоров и натягов указаны на фиг. 15 под соот-
ветствующими значениями Д_$ . Вероятность получения
зазоров при этом выразится площадью заштрихованного
треугольника:
2 14-18 63'
где Д5 — Дх = Д2.
А б+0,008
Примем для примера, что в соединении 6—^-= ттрг^т
Д к—0,004
-0,012
распределение отклонений размеров отверстий и вала под-
чиняется закону равной вероятности. Так как допуски вала
и отверстия в данном случае одинаковы C1=За==4=8[х), то
посадки 6й,1Д
3
—-~s3m
посадки 6Д,/7
3 -5 посадки @Д,/Пл
Фиг. 14.
распределение отклонений (Д^) зазора от минимального
(^min= 4 Н-). а вместе с тем и распределение величин
зазора (S=*Sm\n + hg) будет следовать закону Симпсона
(равнобедренный треугольник с основанием 23 и вы-
сотой -g-). На фиг. 14 пооси абсцисс под значениями Д^
от 0 до 25 нанесены соответствующие значения зазоров
В переходных и прессовых посадках натяги опреде-
ляются как отрицательные зазоры. На той же фиг. 14
нанесены соответствующие предельные значения зазо-
д 6+0,008
ров и натягов для посадки 6 —=?- = ~— (отметке 0
1 g +0,013
+ 0,005
для Д_5 соответствует наибольший натяг 13 (л, а отметке
28 для Д_5 —наибольший зазор 3 \у.) и натягов для по-
А 6+0.008
садки 6-=~- = ¦—т—.
Пл „+0,021
°+0,013
Определение вероятностей получения зазоров или
натягов в определённом интервале значений произво-
дится подсчётом площади соответствующей части фигуры
распределения вероятностей. Например, вероятность
—6,-8,;
6г
3aJ% "осад/ша*
Фиг. 15.
получения зазоров при посадке -=- при распределении
вероятностей по фиг. 14 определяется величиной заштри-
хованной на фиг. 14 площадки:
З2 _ За _ 9
~W ~ 2 • 8s ~ ~Ш'
При неодинаковых допусках отверстия Ьх и вала йа
закон распределения величин зазоров и натягов в случае
распределения отклонений вала и отверстия по за-
кону равной вероятности определяется равнобо-
кой трапецией, верхнее основание которой равно разно-
сти допусков, а высота—обратной величине большего до-
* См. также статью „Сведения из теории вероят-
ностей", т. 1, разд. 1.
При распределении отклонений размеров отверстия и
вала по закону Симпсона (равнобедренные треугольники)
кривая распределения величин зазоров и натягов близка
к кривой нормального распределения (кривой Гаусса) со
значением среднего квадратического отклонения <з =
V
+ S2
24
Вероятность любого интервала
значений может быть определена по таблицам функций
Ф{г).
При распределении отклонений отверстия и вала
по закону Гаусса распределение величин зазоров и
натягов будет также по закону Гаусса со значением
1 f 2~ 2
и=—|/ 8j-{— ^2 , если Ь1 — 6 • а, и 8,=6 • за. Практи-
ческие предельные величины зазоров и натягов будут
± 3 а==
eft А
Например, для посадки 60 — =
1
Общее поле рассеивания величин зазоров и натягов
составляет 50 \i. или — з = 8,33 я. При средних значениях
размеров отверстия и вала получаем натяг, равный 5 [а
или — з = 0,83 з. По таблице значений функции Ф{г)
6
Зазор
Натяг
Фиг, 15а.
Д Й
посадки 60 j
вероятность значений натяга от 0 до 0,83 я составляет
0,297. Вероятность получения натягов определится пло-
щадью заштрихованной части кривой (фиг. 15а) и со-
ставит
°.5 +0.297 =0,797.
Вероятность получения зазоров:
Практические, предельные величины зазоров и натя-
гов будут:
зазор: 3sj — 5 = 3-6— 5 = 13jx;
натяг: Зз + 5=3-6+5 = 23[д..
Распределение отклонений размеров отверстий и валои
на практике часто получается несимметричным. Это имеет
место при обработке деталей методом пробных прохо-
дов, когда рабочий во избежание получения неисправи-
мого брака стремится уловить момент приближения детали
к размеру проходного калибра.
Если при этом аналитическое выражение плотности
вероятности меняется на разных участках поля допуска.
24
ОСНОВЫ ВЗАИМОЗАМЕНЯЕМОСТИ В МАШИНОСТРОЕНИИ
[РАЗД. Ill
закон распределения зазоров и натягов приходится опре-
делять по отдельным участкам *.
Для примера суммирования законов распределения по
участкам монотонности определяем закон распределения
зазоров (натягов) в соединении вала и отверстия с оди-
наковыми допусками (§! = 8а = 6) и распределением по
фиг. 16, при котором вероятность получения размеров в
пределах от размера проходной стороны калибра (Д = 0)
ний помечены на фиг. 17 буквой а. Соответствующая
плотность вероятности равна
5
(Д) <р, E - Д)
2) Такова же будет и вероятность сочетаний откло-
нений Д отверстий в интервале — <: Д <; 5 и валов в
интервале 0 < 5— Д<5 j . Соответствующие обла-
сти отмечены на фиг. 17
буквами б.
3) Отклонения Д одной
детали лежат в области,
отмеченной на фиг. 17
до середины поля допуска (Д = — ) составляет 0,6. Пара- буквой в E ^- < Д <
8
<- ); отклонения E—Д)
метры распределения:
Среднее значение отклонений:
?-(Д) = \ <р,(Д)Д
0
Дисперсия:
¦¦ 0,433 8.
ZXA)'
_ 8_
2~
0
. (А) Д5
lo Xo
Плотности вероятности будут:
0 я
V. (А) —т!
(д)=>2- (8 - д) при -1
0)
B)
Для упрощения транскрипции формул будем обозна-
чать отклонения зазоров от 5mjn буквой 5 (вместо ра-
нее приводившегося обозначения Д$ ).
1-й интервал: 0<5<—. Какое-нибудь значение S ме-
8
жду 0 и —- может быть получено при любом значении
8
отклонения Д одной из деталей между 0 и -у , если
одновременно отклонение второй детали будет 5 — Д.
Плотность вероятности данного значения 5 будет
s
U (s) '= j <fx
(Д) «Pi {S - Д)
0
Используя формулу A), получим
+ 2Д) [8 + 2 E - А)]
+ 65 8 + 252). C)
2,08
^1C5 8» + 65П + 25з)=°^(
При 5 = 0 /ДО) - 0. При 5 = -
2-й интервал: — •< 5 <8. Какое-нибудь значение 5
8
между — и 5 может быть получено в результате сле-
дующих сочетаний отклонений отверстия и вала (фиг. 17):
1) Отклонение Д одной из деталей, например вала, при-
нимает любые значения в интервале от 5 до -=-, а от-
клонения отверстия одновременно принимают значения
E— Д) от 0 до 5 —. Эти области значений отклоне-
* См. работу инж. М. М. Нестеровского
(Бюро взаимозаменяемости в металлообрабатывающей
промышленности), „Методика расчёта допусков координат
осей отверстий".
другой детали будут ле-
жать в той же области
E—-<5-Д<-|-). Плот-
ность вероятности этих
сочетаний будет равна
2
а
0
б
в
(
— tk-i
\
V
\
«Pi (д) <Pi E - Д)
Фиг. 17.
Суммируя указанные вероятности, получаем
5
/а E) = 2 \ <ра (Д) (pi E— Д) db +
8
Т
2
+ f ?1 (Д) «р, E - A) dA =
6 2
5
= 2 °'8g" 3'2 j (8 - Д) [8 + 2 E - A)] dA +
Цг J
--A)]dA =
¦—¦ [125 82 + 65ао — 1053 — 383].
прИ5=4 -/5^ 2-08
При 5=3
D)
Фиг. 18.
I Л. 1]
ДОПУСКИ И ПОСАДКИ ТИПОВЫХ СОЕДИНЕНИЙ
25
3-й интервал: 8<5<-tj-S. Для получения значения
5> 6 при наибольшем отклонении 8 одной детали отклоне-
ние второй детали должно быть E — 8). Следовательно,
валы и отверстия с отклонениями меньше E — 8) не
дают требуемого значения 5 > 8. При увеличении от-
клонений одной детали до -=- отклонения второй детали
должны уменьшиться до 5 ^~. Таким образом по-
лучаем области отклонений, отмеченные на фиг. 18
буквой а.
Аналогично выделяем остальные области и опреде-
ляем вероятность значения 5:
fs(S)
= 2 Г
5-6
= Щ? F658* - 605а8 +1653 - 178»).
ос
При 5 = 8
При 5 = — i
E)
3'2
0,64 ~
4-й интервал: — 8<!5-<23. При наибольшем откл<>-
наши 6 одной детали отклонение другой E — 8) превы-
шает —. Следователь-
Q
но, значение -=- 8 < 5 <
•< 28 может получить-
ся только при отклоне-
ниях вала и отверстия
в указанных на фиг. 1Й
областях:
Фиг. 19.
8
J <Р> (А) Т. [S - А) ЙД = -^
B5 - 5)э. F)
При 5 = 26 /4 B8) = 0.
На фиг. 20 приведена полученная таким путём кривая
распределения вероятностей значений 5.
Среднее значение S:
? E) = 2 ¦ 0,4338 = 0,8663.
Дисперсия:
2^8»~ -Is».
Уравнения отдельных участков интегральной кривой
распределения получаются:
8
При 0 < 5 < — :
Fi E) - -^ C5*8» + 45^8 + 5*); F, (~\ - 0,11.
253о - 2,55»
154
300 "
0,14 + ^
3 „
При о < S < — о:
0,64
- 20533 + 45* - 1758*);
Фиг. 20.
При — 8<5<23:
Проверка:
Допуски на свободные размеры
Свободными называются размеры, не вхо-
дящие в размерные цепи и не влияющие
непосредственно на характер соединения де-
талей.
Большинство предприятий допуски на сво-
бодные размеры на чертежах не проставляет.
Единый ряд допусков на свободные размеры
не может удовлетворить многообразным усло-
виям машиностроения. Машиностроительные
предприятия принимают обычно различные
величины допусков на свободные размеры
в зависимости от специфических условий
производства (характер продукции, преобла-
дающие размеры, серийность и т. д.).
Допуски для свободных размеров рекомен-
дуется предусматривать в заводских норма-
лях применительно к одному из трёх наиболее
грубых классов точности G-й, 8-й и 9-й клас-
сы точности ОСТ 1010). В случаях, когда
допуск на свободный размер должен быть вы-
держан в иных пределах, чем предусмотрено
заводской нормалью, допуск следует про-
ставлять на чертеже (например, если допуск
должен быть уменьшен для сохранения до-
статочной прочности).
Во всех случаях, когда свободные разме-
ры частично или полностью проверяются ка-
либрами, допуски по заводским нормалям
должны предусматриваться по одному из
26
ОСНОВЫ ВЗАИМОЗАМЕНЯЕМОСТИ В МАШИНОСТРОЕНИИ
[РАЗД. III
грубых классов точностей ОСТ 1010 с откло-
нением в плюс (-)-) для размеров, проверяе-
мых пробками, и в минус (—) для размеров,
проверяемых скобами.
Во всех же случаях, когда свободные раз-
меры проверяются только универсальным
измерительным инструментом, отклонения ре-
комендуется предусматривать в заводских
нормалях с симметричным расположением
поля допуска по одному из трёх рядов
табл. 17, составленной применительно к сво-
Таблица 17
Допуски на свободные размеры *
...
Номинальные
)азмеры в мм
От i до 6
Св. 6 , i8
i8 , 50
5О г, I2O
I2O „ або
2&> „ 5°°
5оо „ 8оо
8оо „ i 250
I25O „ 2 ООО
2000 „ 3 ^5°
3150 „ 5 ооо
5ооо „ 8 ооо
8ооо „ ю ооо
Первый
ряд
Второй
ряд
Отклонения в
i оB
± о,з
± °,4
±о,5
± о,6
± 0,8
± i
± 1,5
± 2
± 3
± 5
±7
± О,2
± о.З
± о,4
± о,6
± о,8
± i
± 1,2
± 1-5
± 2
±3
±5
± 8
±и
Третий
ряд
мм
±о3
± °,4
± о,6
± о,8
± i
+ i,5
± 2
+ 2,5
± 3
± 5
± 8
± 12
± 18
* По материалам Бюро взаимозаменяемости в ме-
таллообрабатывающей промышленности.
бодным размерам поверхностей, обрабатыва-
емых снятием стружки. Ряды допусков по
таблице до 500^^ приняты примерно по 7-му,
8-му и 9-му классам точности ОСТ 1010 с округ-
лениями величин допусков и с укрупнёнными
интервалами. Для допусков свыше 500 мм
использовано предложение французского
стандарта CNM-2533, по которому устанавли-
вается возрастание величин допусков по ли-
нейной зависимости (см. выше, стр. 6).
В связи с утверждением рекомендуемого
ГОСТ 2689-44 по допускам диаметров свыше
500 мм допуски свободных размеров свыше
500 мм могут быть приняты по 7-му, 8-му
и 9-му классам точности этого ГОСТ (табл. 4)
с таким же укрупнением интервалов и округ-
лением величин допусков, как в табл. 17.
Обозначения допусков на чертежах
Допуски на чертежах обозначаются в виде
предельных отклонений от номинальных раз-
меров (ОСТ 7539-39). Отклонения указыва-
ются всегда после размера условными обо-
значениями по общесоюзным стандартам на
допуски и посадки. В виде исключения допу-
скается указывать одновременно с условными
обозначениями числовые величины отклоне-
ний в скобках.
Только числовые величины отклонений
без условных обозначений проставляются на
чертежах в случаях, когда допуски не могут
быть обозначены по общесоюзной системе
допусков и посадок*.
* В конце 1946 г. был утверждён новый ГОСТ 3457-46
со сроком внедрения 1/1 1948 г. Согласно этому ГОСТ
допускается проставлять числовые величины отклоне-
ний и для посадок в системе ОСТ,
Примеры для условных обозначений откло-
нений приведены на фиг. 21.
Примеры для обозначений допусков число-
выми величинами приведены на фиг. 22. Откло-
нения верхнее и нижнее указываются одно
под другим: верхнее — выше, нижнее — ниже.
Если размер поставлен в разрыве размерной
линии, то верхнее отклонение ставится над
Условные обозначения допусков
-ЧЮОДо
\~-980B
Ф120 В4
-Ф150Ш3
Фиг. 21.
Обозначение основного отвер-
стия 3-го класса точности с но-
минальным диаметром 100 мм.
Обозначение основного вала
2-го класса точности с номи-
нальным диаметром 80 мм.
Обозначение основного вала 4-го
класса точности с номинальным
диаметром 120 мм.
Обозначение вала или отверстия
с номинальным диаметром 100 мм
по 2-му классу точности для ту-
гой посадки (в системе отверстия,
если размер относится к валу, и в
системе вала, если размер отно-
сится к отверстию).
Обозначение вала или
отверстия с номиналь-
—Н ным диаметром 150 мм
по 3-му классу точно-
сти для широкоходовой
посадки.
Обозначение вала или
отверстия с номиналь-
ным диаметром 200 мм
для ходовой посадки
4-го класса точности.
размерной линией, а нижнее — под размер-
ной линией. В случае простановки размера
над размерной линией верхнее и нижнее
отклонения ставятся над размерной линией
одно под другим. Отклонение, равное нулю,
на чертежах не проставляется.
Отклонения размеров деталей, изображён-
ных на чертеже в собранном виде, обозна-
чаются в виде дроби: в числителе над раз-
мерной линией даются отклонения отверстия
(охватывающей детали), в знаменателе под
размерной линией — отклонения вала (охваты-
ваемой детали). При этом допускается делать
надписи, поясняющие, к какой детали отно-
-m+V ы
фюо:°0)
— ISO-®
150-0,02
¦С
№±20'
Фиг. 22. Обозначения допусков числовыми величинами.
сятся отклонения. В случаях, когда для дета-
лей, показанных в собранном виде, должны
быть указаны 3 или 4 величины отклонений,
допускается проводить две размерные линии
и отдельно указывать отклонения вала и от-
верстия с надписями, к какой детали отно-
сятся отклонения.
ГЛ. I]
ДОПУСКИ И ПОСАДКИ ТИПОВЫХ СОЕДИНЕНИЙ
27
В случаях, когда условное обозначение
относится только к одной из деталей соеди-
нения (как, например, для посадок на вал ша-
рико- и роликоподшипников), изображённого
в собранном виде, допускается впереди обо-
значений писать слово „вал" или „отверстие".
Примеры условных обозначений отклоне-
ния от размера деталей, изображённых на
Условные обозначения допусков на сборочных
чертежах
050%
•ФЮО ?¦
ФЮ0&
й4
ь—0/5(9
Фиг. 23.
Обозначение напряжённой по-
садки в системе отверстия 2-го
класса точности при номи-
нальном диаметре соединения
50 мм.
Обозначение легкоходовой по-
садки 4-го класса точности в
системе вала при номинальном
диаметре соединения 100 мм.
Обозначение соединения от-
верстия по ходовой посадке
2-го класса точности в систе-
ме вала с основным валом
3-го класса точности.
Обозначение соедине-
ния, представляющего
насаженный на вал ша-
рикоподшипник (вал
изготовляется с откло-
j нениями по системе
отверстия для напря-
жённой посадки 1-го
класса точности при
номинальном диаметре
50 мм).
чертежах в собранном виде, приведены на
фиг. 23.
Примеры обозначения допусков деталей,
изображённых на чертеже в собранном виде,
числовыми величинами приведены на фиг. 24.
Фиг. 24. Обозначения допусков на сборочных
чертежах числовыми величинами.
Отклонения от правильной геометриче-
ской формы и взаимного расположения по-
верхностей (определения и обозначения).
Отклонения от правильной ци-
линдрической формы (фиг. 25) раз-
деляются на отклонения контура перпендику-
лярных к оси сечений от точной окружности
(овальность, огранка), отклонения от прямо-
линейности образующих (волнистость, бочко-
образность, вогнутость, изогнутость или кри-
волинейность оси), отклонения от параллель-
ности образующих (конусность).
При отсутствии специальных указаний в
чертежах или технических условиях все от-
клонения от правильной цилиндрической фор-
мы должны быть ограничены полем допуска
изделия так, как это показано на фиг. 25. Поле
допуска определяет положение предельных
контуров изделия, которые должны ограни-
чить действительные его размеры в любом
проверяемом месте на всей длине, равной длине
соединения. Специальными указаниями в чер-
тежах или в технических условиях могут уста
навливаться допустимые числовые отклоне-
ния от правильной цилиндрической формы не-
зависимо от поля допуска изделия либо с одно-
временным указанием, что эти отклонения
ограничиваются полем допуска изделия. В этих
гранка \"опедо-
\пускаиэ-
* V4^ {делия
Фиг. 25.
случаях необходимо применение показываю-
щих размер приборов.
Например, для валика 40С, у которого
допуск составляет 17 |а, дано указание, что
отклонения от правильной цилиндрической
формы должны ограничиваться полем допуска,
но при этом конусность не должна превышать
4 [л на заданной длине, а овальность не дол-
жна превышать 5 [а. В этом случае необхо-
димо применение миниметров или индикато
ров для определения числовых значений ко-
нусности и овальности.
В тех случаях, когда отклонения от пра-
вильной цилиндрической формы не заданы,
можно ограничиться проверкой изделий только
калибрами-, обеспечивающими соблюдение пре-
дельных контуров изделия (фиг. 25). Для этого
проходная сторона калибра должна соответ-
ствовать всей измеряемой поверхности кон-
тролируемого изделия, а для непроходной сто-
роны целесообразно приближение к точеч-
ному контакту, для того чтобы установить,
имеются ли в отдельных местах профиля не-
допустимые отклонения. Такому требованию
соответствует контроль валов проходным коль-
цом и непроходной скобой с точечным изме-
рительным контактом и контроль отверстий
проходной цилиндрической пробкой и непро-
ходным штихмасом.
Практически применяющиеся в машино-
строении типы калибров и другие инструменты
и приборы для измерения диаметров не дают
полной гарантии, что отклонения от правиль-
ной геометрической формы лежат в пределах
поля допуска. В большинстве случаев на прак-
тике пренебрегают теми возможными выхо-
дами поверхности изделия за пределы поля
допуска, которые не улавливаются предель-
ными калибрами или универсальными инстру-
ментами и приборами при проверке диаме-
тров.
28
ОСНОВЫ ВЗАИМОЗАМЕНЯЕМОСТИ В МАШИНОСТРОЕНИИ
[РАЗД. III
Овальностью называется разность между
наибольшим и наименьшим диаметрами в од-
ном сечении (фиг. 25 и 26). Контроль оваль-
ности производится измерением диаметров
инструментами и приборами для абсолютных
величина огранки может быть измерена с по-
мощью кольца, диаметр которого равен наи-
большему предельному размеру вала, с мини-
метром или индикатором (см. принципиаль-
ную схему на фиг. 28, а). При проворачи-
вании изделия величина огранки определяется
как разность между наибольшим и наимень-
шим показаниями прибора. Проверка вала по
кольцу с миниметром или индикатором может
быть совмещена с проверкой по проходному
кольцу. Метод проверки огранки в призме
(фиг. 28, б) даёт менее точные результаты и
требует дополнительных пересчётов показа-
Фиг. 26.
или сравнительных методов измерений соот-
ветствующей допуску точности.
Огранкой, с которой обычно сталкиваются
при бесцентровом шлифовании, называется
отклонение от правильной цилиндрической
формы, выражающееся в том, что контур се-
чения представляет ряд сопряжённых дуг с
разными центрами (фиг. 25 и 27). За вели-
чину огранки принимают разность между диа-
метром окружности, в которую полностью
вписывается контур сечения, и расстоянием
между параллельными плоскостями, касатель-
ными к поверхности изделия (фиг. 27). Огран-
ка не может быть выявлена при проверке из-
делий предельными скобами, так же как и
при проверке на любом приборе, определяю-
щем расстояние между двумя параллельными
плоскостями или между плоскостью и точкой.
При проверке скобами фактически контроли-
руется один из размеров cd, fe или ab, по-
казанных на фиг. 27, в то время как диаметр
описанной окружности всегда
больше этих размеров, что мо-
жет явиться причиной нарушения
взаимозаменяемости. Для того
чтобы ограничить огранку полем
допуска изделия, уже неизбежно
применение проходного кольца
так, как это показано на фиг. 27.
В тех случаях, когда допуск на
огранку меньше допуска на диаметр, помимо
проверки проходным кольцом и непроходной
а) по а в
Фиг. 28.
ний прибора, связанных с углом призмы и раз-
мерами, характеризующими очертания огран-
ки (в частности числа граней).
Отклонения от прямолинейности обра-
зующих могут выражаться в формах, указан-
ных на фиг. 29.
За величину отклонения от прямолиней-
ности а принимается расстояние между
двумя параллельными прямыми, между которы-
Величина
ограШа
Фиг. 29. /—волнистость; 2— бочкообразность; 3 — вогнутость; 4— изо-
гнутость (криволинейность оси).
ми полностью вписывается линия сечения по-
верхности плоскостью, проходящей через ось.
Контроль прямолинейности образующих
производится линейкой с определением про-
света между линейкой и проверяемой поверх-
ностью на-глаз (по эталонам просвета) или
щупом. Дополнительно после проверки линей-
кой бочкообразность и вогнутость могут
контролироваться измерением диаметров в
крайних и средних сечениях.
Конусностью называется разность диаме-
тров в двух сечениях, перпендикулярных
к оси, отнесённая к расстоянию между этими
Фиг. 27.
скобой необходимо применять показывающие
размер приборы в сочетании со специальными
приспособлениями. Например, действительная
сечениями (фиг. 30). Конусность контроли-
руется измерением диаметров в разных се-
чениях.
ГЛ. 1]
ДОПУСКИ И ПОСАДКИ ТИПОВЫХ СОЕДИНЕНИЙ
29
На фиг. 31 приведены примеры обозначе-
ний отклонений от правильной цилиндриче-
ской формы.
Обалоносто 0,03
0,02
i
Обозначение предельного
допустимого значения
овальности (не более
0,03 мм).
Обозначение предельного,
допустимого отклонения
от прямолинейности обра-
зующих (не более 0,02 мм).
Обозначение предельного
допустимого значения ко-
нусности (не более 0,05 мм
на 100 мм длины)
Фиг. 31. Обозначение отклонений от правильной цилин-
дрической формы (огранка и условия её проверки ука-
зываются надписью на чертеже).
Отклонения от правильного распо-
ложения цилиндрических поверхностей
(фиг. 32). К этим отклонениям относятся откло-
нение от соосности, торцовое биение, непарал-
лельность осей, отклонения от правильного
расположения пересекающихся осей.
Предельные отклонения от соосности
могут задаваться величиной предельного рас-
стояния между осями („предельный эксцен-
триситет") или величиной допустимого радиаль-
ного биения. Предельный эксцентриситет
указывается в случаях, когда контроль дол-
жен производиться калибрами (гладкие кали-
бровые валики для проверки соосных отвер-
стий одного и того же диаметра, ступенча-
тые пробки и кольца, комбинированные ка-
либры для проверки соосности наружных и
внутренних поверхностей).
Радиальным биением называется макси-
мальная разность расстояний от проверяемой
поверхности до оси центров (центровых от-
верстий) или до другой цилиндрической по-
верхности (базовой), соосной с проверяемой.
Контроль радиального биения производится
индикаторами или миниметрами при провора-
чивании изделия на 360° в центрах, на призмах
или на оправках. Радиальное биение является
результатом овальности, огранки, а также
несовпадения оси с базовой осью. При ука-
13ВГ.
±
у/а
Обозначение предельного
допустимого смещения
осей отверстий (эксцентри-
ситета)—не более 0,05 мм.
Обозначение предельного
допустимого радиального
биения (из-за конусности,
овальности, бочкообразно-
сти, непрямолинейности
оси), которое не должно
превышать 0,03 мм.
Обозначение предельного
допустимого радиального
биения поверхности изде-
лия, проверяемого в цен-
трах (соответственно не
более 0,1 и 0,2 мм).
Обозначение предельного
допустимого биения на-
ружной поверхности отно-
сительно внутренней (не
более 0,2 мм).
Обозначение предельного
допустимого биения по-
верхности малого цилин-
дра относительно боль-
шего (не более 0,05 мм).
Обозначение предельного
допустимого биения ниж-
него отверстия относи-
тельно верхнего (не более
0,1 мм).
Ill—0,02~Ч
I
/////////////////А
-М
скрещивание" 0,02
Обозначение предельного
допустимого биения тор-
цовой поверхности относи-
тельно оси (не более 0,05
мм на любом расстоянии
от оси).
Обозначение предельного
допустимого биения тор-
цовой поверхности относи-
тельно оси (не более 0,01
мм на расстоянии 100 мм
от оси).
Обозначение предельного
допустимого отклонения от
параллельности осей, ко-
торое не должно превы-
шать 0,02 мм (в данном
случае безразлично, у ка-
кой оси поставить стрелку
или знак II).
Обозначение предельного
допустимого отклонения от
параллельности осей отвер-
стий 3 и 2 относительно
оси отверстия / (не бо-
лее 0,03 мм).
Обозначение предельного
допустимого отклонения от
параллельности оси отвер-
стия базовой поверхности
(не более 0,01 мм).
Обозначение предельного
допустимого отклонения в
расположении осей:отпер-
пендикулярности—не более
0,02 мм на 100 мм длины,
скрещивание осей — не бо-
лее 0,02 мм.
Фиг. 32. Обозначение отклонений от правильного расположения цилиндрических поверхностей.
30
ОСНОВЫ ВЗАИМОЗАМЕНЯЕМОСТИ В МАШИНОСТРОЕНИИ
[РАЗД. Ill
зании на чертеже допуска на радиальное
биение предполагается, что овальность может
быть в пределах удвоенного допуска на бие-
ние, огранка — в пределах допуска на биение,
а смещение центров проверяемых сечений
относительно базовой оси (эксцентриситет)—
в пределах половины поля допуска на бие-
ние. Одновременно с проверкой биения мо-
жет проверяться прямолинейность образую-
щих по наибольшей разности показаний при-
бора при его передвижении параллельно ба-
зовой оси-
Торцовое биение есть наибольшая разность
измеренных параллельно оси расстояний тор-
цовой поверхности изделия от плоскости, пер-
пендикулярной оси. Допуск на торцовое бие-
ние может быть отнесён к определённому рас-
стоянию от оси. Контроль торцового биения
производится по индикатору или миниметру
при проворачивании изделия на 360° в центрах
или на оправке.
Непараллельность оси цилиндрической по-
верхности базовой плоскости (или другой оси)
есть разность расстояний от этой плоскости
(или от другой оси) двух точек оси, отнесён-
ная к расстоянию между этими точками.
Если в обозначении не указано, к какой дли-
не относится допуск, подразумевается, что
допуск относится ко всей длине детали. Кон-
троль производится непосредственно измере-
нием расстояний между образующими и плос-
костью или с помощью оправок.
Отклонения от правильного расположе-
ния относительно друг друга пересекаю-
щихся осей (взаимно перпендикулярных или
пересекающихся под заданным углом)задаются,
с одной стороны, допуском на угол между
осями и, с другой стороны, допуском для
кратчайшего расстояния между осями (допу-
скаемое скрещивание осей). Контроль может
производиться специальными составными ка-
либрами: один из калибров-валиков имеет
ушко для пропуска второго калибрового ва-
лика; разность диаметров ушка и проходящего
через него калибрового валика соответствует
допускаемым отклонениям расположения
осей (см. также стр. 79].
Плоские поверхности (непрямо-
линейность, неплоскостность, непараллель-
ность, неперпендикулярность — фиг. 33)
Непрямолинейность есть величина откло-
нения от прямой линии профиля сечения про-
веряемой поверхности нормальной к ней
плоскостью в заданном направлении. Допуск
на непрямолинейность может быть отнесён
ко всей длине поверхности в заданном на-
правлении или к определённой длине.
Контроль в зависимости от размеров и
точности производится линейками, уровнями
или приборами и приспособлениями, дающими
возможность определить расстояния точек
проверяемого профиля от базовой прямой или
плоскости, например, с помощью линейки и
плиток, индикатора или миниметра, натянутой
струной и микроскопом, оптическими прибо-
рами (по принципу визирования), зеркалом и
коллиматором и т. п.
Неплоскостность есть наибольшее откло-
нение от прямолинейности в любом направле-
нии по проверяемой плоскости. Методы
контроля те же, что и для непрямолинейности.
Шаброванные поверхности могут проверяться
плитами на краску, если задано допустимое
число пятен на единицу площади.
Непараллельность есть разность расстоя-
ний точек проверяемой поверхности до базо-
вой плоскости, отнесённая к определённой
длине. Неплоскостность проверяемой поверх-
ности входит в величину непараллельности.
Контроль производится инструментами и при-
борами для измерения расстояний между точ^
0,02: Ю0
7/7Z
У§
Обозначение предельного
допустимого отклонения от
плоскостности, т. е. откло-
нения от прямолинейности
в любом направлении (не
более 0,02 мм на длине
100 мм). В том случае, если
для поверхности допустима
только вогнутость или вы-
пуклость, это должно быть
указано особой надписью.
Обозначение предельного
допустимого отклонения от
параллельности верхней
плоскости относительно
нижней (не более 0,02 мм);
стрелка указывает базовую
поверхность.
Обозначение предельного
допустимого отклонения от
параллельности верхней
плоскости относительно
нижней (не более 0,05 мм
на длине 300 мм).
Обозначение предельного
допустимого отклонения
от параллельности плоско-
стей паза (не более
0,01 мм).
Обозначение предельного
допустимого отклонения от
перпендикулярности вер-
тикальной поверхности от-
носительно горизонтальной
поверхности (не более
0,01 мм на длине 100 мм).
Фиг. 33. Обозначение отклонений для плоских поверх-
ностей
кой и плоскостью. Негоризонтальность есть
частный случай непараллельности, когда ба-
зовая плоскость горизонтальна. Контроль
производится уровнем или от строго горизон-
тальной поверхности (например, от водяного
зеркала).
Неперпендикулярность есть отклонение
угла, образуемого двумя плоскостями, от пря-
мого. Контроль производится угольниками
или при помощи отвеса с установкой изделия
на плиту, выверенную в отношении горизон-
тальности.
Конические поверхности. Откло-
нения от точной окружности контуров, пер-
пендикулярных к оси сечений, а также не-
прямолинейность образующих могут указы-
ваться на чертежах и контролироваться
аналогично соответствующим отклонениям
цилиндрических поверхностей. Большей же
частью допуски на эти отклонения не указы-
ваются, а контроль точности геометрической
формы производится по коническим калибрам
на краску одновременно с проверкой конус-
ности.
ГЛ. 1]
ДОПУСКИ И ПОСАДКИ ТИПОВЫХ СОЕДИНЕНИЙ
3!
ДОПУСКИ И ПОСАДКИ
ЦИЛИНДРИЧЕСКИХ РЕЗЬБОВЫХ
СОЕДИНЕНИЙ *
Основные понятия
Для взаимозаменяемости резьбовых изде-
лий необходимо обеспечить ограничение пре-
дельных контуров резьбы сопрягаемых дета-
лей на всей длине их свинчивания. Так, для
метрической резьбы предельные контуры могут
быть иллюстрированы фиг. 34, на которой по-
казаны поля допусков резьбы болта и гайки.
Действительный контур проверяемых изделий
не должен выходить из этих полей на любом
участке, равном длине свинчивания.
Нарушение предельных контуров резьбы
сопрягаемых деталей вызывается: а) несоблю-
дением предельных размеров наружного или
внутреннего диаметра резьбы сопрягаемых
деталей; б) несоблюдением предельных раз-
меров приведённого среднего диаметра резьбы
(наибольшего для болта и наименьшего для
гайки), допуск которого включает погрешности
собственно среднего диаметра, диаметральные
компенсации погрешностей шага и диаме-
тральные компенсации погрешностей половины
Гаина
Фиг. 34
угла профиля, а также предельных размеров
собственного среднего диаметра резьбы (наи-
меньшего для болта и наибольшего для гайки);
в) эксцентричностью наружного, внутреннего
и среднего диаметров резьбы.
За исключением специальных случаев (как,
например, паронепроницаемые резьбы) основ-
ным элементом, определяющим характер со-
единения (посадку) резьбовой пары, является
средний диаметр, так как резьба должна со-
прягаться только по сторонам резьбового про-
филя. Допуски на наружный и внутренний
диаметры должны быть построены таким об-
разом, чтобы исключить возможность защем-
ления по вершинам и впадинам резьбы.
Общая схема посадок резьбы по среднему
диаметру приведена на фиг. 35. Основной и
наиболее распространённой посадкой для
резьбовых соединений является скользящая
посадка, при которой номинальный средний
диаметр равен наибольшему среднему диа-
метру резьбы болта и наименьшему среднему
диаметру резьбы гайки. Наряду с этим для
резьбы шпилек, а также при наличии спе-
циальных требований к резьбовым соединениям
применяются посадки с натягами, которые
разделяются на посадки с гарантированным
натягом (типа прессовых) и посадки типа
плотных (в соединении возможен как натяг,
так и зазор). Для резьб, передающих движе-
0
t Посадка
wr гарантирован -
T ным натягом
(типа прессодои) Уютная
Фиг. 35. Посадки резьбы по среднему диаметру
(общая схема).
ние, а в отдельных случаях и для крепёжных
резьб, применяются посадки с гарантирован-
ным зазором по среднему диаметру.
Проверку резьбы можно осуществлять ком-
плексным или диференцированным методом.
Комплексный метод в основном характеризует-
ся проверкой приведённого среднего диаметра,
включающего диаметральные компенсации от-
клонений шага и половины угла профиля, в то
время как при диференцированном методе от-
дельные элементы проверяются независимо.
В соответствии с действующими стандартами
комплексный метод, как правило, применяется
для проверки резьбовых изделий, а диферен-
цированный—для проверки резьбового инстру-
мента (калибры, метчики и др.)
В производственной практике соблюдение
предельных контуров резьбы сопрягаемых де-
талей обеспечивается комплексным методом
контроля, базирующимся главным образом на
применении калибров, причём проходной
калибр должен представлять собой прототип
сопряжённой детали и ограничивать все эле-
менты, а непроходной калибр предназначен
только для проверки собственного среднего
диаметра *. Отклонения шага, половины угла
профиля и собственно среднего диаметра
ограничиваются при такой проверке полем
суммарного допуска на средний диаметр,
лежащего между предельными контурами
резьбы (фиг. 34). Отклонения этих элементов
связаны определённой зависимостью, вытекаю-
щей из приведённых ниже геометрических
построений.
Отклонения шага (§5) складываются
из прогрессивных погрешностей шага, про-
порциональных длине свинчивания, и местных
погрешностей, не зависящих от длины наре-
занной части. Соотношение этих составляю-
щих погрешности шага колеблется в значи-
тельных пределах в зависимости от размероз
и технологии нарезания резьбы.
* Основные параметры и определения элементов
резьбы — см. .Справочник", разд. I, т. 2.
* См. .Калибры для резьбовых изделий" (стр. 141).
32
ОСНОВЫ ВЗАИМОЗАМЕНЯЕМОСТИ В МАШИНОСТРОЕНИИ
[РАЗД. Ш
С точки зрения взаимозаменяемости изде-
лий следует исходить из наибольших откло-
нений шага в пределах длины свинчивания
независимо от того, будет ли наибольшая
погрешность шага между двумя рядом лежа-
щими витками или между крайними витками
на длине свинчивания.
Для свинчивания двух деталей необходимо,
чтобы разность в шаге (Ъ3) в пределах длины
их свинчивания (/) была компенсирована
соответствующей положительной разностью
(fs) между средними диаметрами резьбы гайки
и болта (фиг. 3C). При этом безразлично,
Фиг. 36
получится ли разность по среднему диаметру
за счёт увеличения среднего диаметра резьбы
гайки или за счёт уменьшения среднего диа-
метра резьбы болта.
Разница в шаге на длине свинчивания
может получиться при:
а) правильном шаге резьбы одной детали
и отклонении (безразлично, положительном
или отрицательном) шага резьбы другой де-
тали;
б) направленных в разные стороны откло-
нениях шага резьбы болта и гайки (погреш-
ности суммируются);
в) направленных в одну сторону, но раз-
личных по величине отклонениях шага резьбы
болта и гайки (погрешности вычитаются).
Условия, при которых сопрягаемая деталь
имеет теоретические размеры (а), близкие к
размерам калибров, характеризуются фиг. 36,
где толстой линией показана теоретическая
резьба гайки (калибра-кольца), а тонкой ли-
нией — резьба болта с отклонением по шагу.
Из этой фигуры следует, что необходимое
уменьшение среднего диаметра резьбы болта
(диаметральная компенсация погрешностей
шага) составляет
Диаметральную компенсацию f$ опреде-
ляют, исходя из наибольшей погрешности
I
Фиг. 37
шага между двумя любыми витками в пре-
делах длины свинчивания, даже и в том слу-
чае, если при наличии местных погрешностей
шага расстояние между крайними витками
на длине свинчивания случайно совпадает с
теоретическим размером (фиг. 37).
Для резьб с асимметричным профилем
диаметральная компенсация погрешности шага
fs определяется по формуле
Js - {g т _|_ tg з
где у и 3 — половины угла профиля.
В частности, для упорной резьбы
Формулы, определяющие величину fs для
различных резьб, приведены в табл. 18.
Таблица 18
Диаметральные компенсации погрешностей шага (/л)
Наименование
резьбы
Метрическая ....
Дюймовая и труб-
ная
Трапецеидальная . .
Часовая (по швей-
царскому стандарту) .
Круглая
Половина
угла
профиля
3°'
27°3°'
15°
25°
15°
Р = 3°°
Y = 3°
г.732 85
3.732 bs
2,144 8у
3.732 3^
3.175 8^
Из табл. 18 очевидны технологические
преимущества резьб с большим углом про-
филя: у таких резьб погрешности шага требуют
сравнительно меньшего изменения среднего
диаметра.
У многоходовых резьб к погрешностям
шага должна быть отнесена и неравномер-
ность распределения заходов. К одной из
составляющих местных погрешностей шага
относится отклонение от правильной винто-
вой линии в пределах одного оборота витка,
которое нельзя обнаружить обычными мето-
дами диференцированной проверки шага, так
как при наличии такого отклонения расстоя-
ния между параллельными сторонами витков
в каждом данном (осевом) сечении могут
оставаться равными. Указанная погрешность
приобретает практическое значение главным
образом для резьбового инструмента. Для
резьбовых же изделий это одна из незначи-
тельных составляющих суммарного допуска
среднего диаметра, ограничиваемого комплекс-
ными методами поверки.
На основе экспериментальных исследова-
ний можно принять, что отклонения шага,
получающиеся в обычных производственных
условиях, не вызывают заметного снижения
прочности резьбовых соединений как при
статических, так и при динамических нагруз-
ках.
Отклонения половины угла
/ % \
профиля F ~о~) могут быть вызваны по-
грешностью полного угла профиля (при равен-
стве половин угла), погрешностью в положе-
нии профиля относительно оси изделия (на-
пример, для резьб с симметричным профилем
биссектриса угла профиля не перпендикулярна
оси изделия) и сочетанием обоих этих фак-
торов.
ГЛ. 1]
ДОПУСКИ И ПОСАДКИ ТИПОВЫХ СОЕДИНЕНИЙ
33
Погрешность угла профиля обратно про-
порциональна величине шага, что очевидно,
если выразить отклонения угла в линейных
величинах и учесть, что длина стороны про-
филя прямо пропорциональна шагу резьбы.
Для свинчивания резьбовой пары необхо-
димо, чтобы разность половин угла профиля
резьбы гайки и болта была компенсирована
соответствующей положительной разностью
(/в) между их средними диаметрами. При этом
безразлично, получится ли разность по сред-
нему диаметру за счёт увеличения среднего
диаметра резьбы гайки или же за счёт умень-
шения среднего диаметра резьбы болта.
Разница в половинах угла профиля резьбы
болта и гайки может получиться при пра-
вильной половине угла профиля резьбы одного
компонента и отклонении (безразлично, по-
ь
Фиг. 38.
AtA = MN; AB=O1D1; А'В'
yy; cos (i3+8C)»cos p;
sin {180° - КР+8Р) + (y+Py)]} ~sin [180° - (P+T)].
ложительном или отрицательном) половины
угла профиля резьбы другого компонента при
направленных в разные стороны отклонениях
в половине угла профиля резьбы болта и
гайки (погрешности суммируются), а также
при направленных в одну сторону, но разных
по величине отклонениях половины угла
профиля резьбы болта и гайки (погрешности
вычитаются).
В общем случае при свинчивании резьб с
несимметричным профилем (фиг. 38) для
компенсации отклонений половин угла про-
* филя §у и 8C необходимо уменьшить средний
диаметр резьбы болта на
fa ~~ /a \Ja
cos 3 .
sin (Y + Р)
COS Y
cos
cos
здесь §y и Щ выражены в радианах. Если
выразить S7 и 8|В в минутах, t0- в миллиметрах,
а /а — в микронах, а также заменить ^ рабо-
чей высотой профиля t% то
- _ 0,291 t2 / cos ft ь , cosj Sg\
a sin G+ Э) V cosy cosp J
Для резьб с симметричным профилем
0,291 t2
где отклонения обеих половин угла профиля
S " пр и 8 J1 лее даны в минутах, t2 — в
миллиметрах, fa — в микронах.
Если привести эту формулу в соответ-
ствие с формулировкой по стандартам на
крепёжные резьбы, согласно которой 5-«-
есть среднее арифметическое абсолютных
величин отклонений обеих половин угла про-
филя в минутах, то для резьб с симметричны л
профилем
г 0,582 f2
Ja ~~slr7^
где
пр
Л-
лее
Диаметральная компенсация /а погрешно-
стей половины угла профиля для различных
резьб приведена с учётом зависимости между
рабочей высотой витка t2 и шагом s в табл. 19.
Таблица 19
Диаметральные компенсации погрешностей
половины угла профиля (/а)
Наименование
резьбы
Метрическая
Дюймовая .
Трубная . .
Трапеце-
идальная . . .
Круглая . .
Часовая . .
Упорная . .
i
6о°
55°
55°
3°°
3°°
5°с
Р = 3°°
т= з°
Рабочая
высота
витка t
2
в мм
r^ O,6 S
~ о,5^
~ o,5S
o,5S
0,0835 *
0,6495 s
075 s
/а
^ а
~ о,4 5 о —
~ о.35 S 5 -jj"
. 0
~ о.35 -У 8 -j-
0,582 5 S -|-
°.°97 5 8 -1-
~о,558^-
о ,1Г . ?
+ 0^87 8р)
Примечания: 1. В формулах для /а даны: j—
ос
5 — в минутах, а результат — в микронах.
z
е'
2. Для метрической резьбы без учёта зазора —
(по высоте профиля t3) fa = 0,44 s 8 1..
Из табл. 19 видно, что отклонения поло-
вины угла профиля при одной и той же ра-
бочей высоте витка в меньшей степени вли-
яют на средрий диаметр для резьб со срав-
нительно большим углом профиля а. Это
обстоятельство относится к числу техноло-
гических преимуществ резьб с большим
углом а.
Отклонения половины угла профиля сни-
жают прочность резьбовых соединений.
34
ОСНОВЫ ВЗАИМОЗАМЕНЯЕМОСТИ В МАШИНОСТРОЕНИИ
[РАЗД. Ш
особенно при наличии значительных зазоров
по среднему диаметру. Исключение соста-
вляет такое положение половин угла профиля,
когда симметричная резьба образует нечто
похожее на упорную резьбу.
При наличии отклонений угла профиля
при вершине и неперпендикулярности бис-
сектрисы угла профиля к оси изделия ре-
зультативная погрешность половины угла
профиля Ь JL определяется только наиболь-
шей из этих двух погрешностей.
Например, в результате измерений получено -^-л/>=*
_ 29°, -^- лев-' 30°30'. Общий угол при вершине а=59°30'.
Половина погрешности угла при вершине составляет 15'.
Неперпендикулярность биссектрисы угла профиля отно-
сительно оси изделия составляет
29e_30°30' |=45'.
Результативная погрешность половины угла профиля
составит только
-z-nP
45'.
Отклонения собственно сред-
него диаметра (/d). Как и для гладких
цилиндрических изделий, часть суммарного
допуска, относящаяся к собственно среднему
диаметру, должна изменяться пропорцио-
нально \f~d~- Отклонения собственно сред-
него диаметра непосредственно влияют на
прочность резьбовых соединений. Увеличение
зазоров по среднему диаметру, связанное
с этими отклонениями,ослабляет витки резьбы,
уменьшает площадь их среза и увеличивает
изгиб витков.
Приведённый средний диаметр (Dcp) на-
ружной резьбы определяется как сумма дей-
ствительного размера собственно среднего
диаметра {cfcp), диаметральных компенсаций
отклонений шага (fs) и половины угла про-
филя (/J:
Для внутренней резьбы приведённый сред-
ний диаметр
Таким образом приведённый средний диа-
метр данной резьбы численно равен соб-
ственно среднему диаметру резьбы сопряга-
емой детали, у которой отклонения шага
и половины угла профиля равны нулю и ко-
торая свинчивается с данной резьбой без
ощутимого зазора.
Пример. Определить приведённый средний диаметр
для резьбы болта М24 X 3, у которой размер собственно
среднего диаметра dCp—21,9 мм, отклонение шага в пре-
делах длины свинчивания 8? = + 40 (х, отклонение одной
половины угла профиля 8 — пр
I —лев =+70'.
— 30', а другой
Очевидно, что
8
пр
30+70
50'
DCp=dcp+fs+fa - 21.9+1.732 ¦ 8J+0,44 s Ь ~ -
-21,9+1,732 • 40+0,44 • 3 • 50=22,035 мм.
Этот пример иллюстрируется фиг. 39.
Допуск приведённого ¦среднего диаметра
или суммарный допуск на средний диаметр Ь
определяется (без
учёта вероятностей '§
отклонений отдель- ^;
ных компонентов) S<
формулой
болт
При проверке резь-
й б
¦р
бы изделий калибра- ^г§
ми распределение от
дельных
составляю- =с 5:
щих внутри суммар- ? &
ного допуска Ъ может § «о
значительно коле- '=
баться
sate
§i*
и ничем не
ограничивается. Про-
ходными резьбовыми
калибрами ограничи-
вается приведённый
средний диаметр (наи-
больший для болта фиг 39.
и наименьший для
гайки). Непроходными резьбовыми калибрами
ограничивается собственно средний диаметр-
(наименьший для болта и наибольший для
гайки).
Как видно из фиг. 34, при сочетании наи-
большего dcp резьбы болта с наименьшими
dcp гайки свинчивание произойдёт только в
том случае, если отклонения шага и поло-
вины угла профиля отсутствуют
» а \
2 -иУ
Если bs = 0 и 5 _L = о, a в соединении
участвуют резьба болта с наименьшим
средним диаметром и резьба гайки с наи-
большим средним диаметром, то ощутимый
зазор будет равен Ъ -f- Ъ = 2&. При наличии
отклонений шага и половины угла профиля
у обоих компонентов ощутимый зазор в со-
единении определяется с учётом как величин,
так и знака этих отклонений.
Определение приведённого среднего диа-
метра и параметров рассеивания его откло-
нений с учётом параметров рассеивания от-
клонений отдельных составляющих произ-
водится следующим образом.
Для каждой из составляющих опреде-
ляется среднее значение E(fa), E(fs), E{fa\
и дисперсии D(fd), D(fs), D(fa).
Далее устанавливается среднее значение
отклонений приведённого среднего диаметра:
Поскольку отклонения по среднему диа-
метру, шагу и половине угла профиля
ГЛ. I]
ДОПУСКИ И ПОСАДКИ ТИПОВЫХ СОЕДИНЕНИЙ
35
являются не зависящими одна от другой вели-
чинами, то дисперсию D(b) приведённого
среднего диаметра можно определить из
уравнения*
D{b) = D(fd) +D{fs) + D{fJ,
откуда определяем среднее квадратическое.
отклонение
Кривые распределения отклонений соб-
ственно среднего диаметра (fd) в той или
иной степени приближаются к симметричной
кривой Гаусса, в то время как кривые рас-
пределения для fs и /а имеют резко выра-
женный асимметричный характер, поскольку
отклонения шага и половины угла профиля
при определении диаметральных компенсаций
Л и Л учитываются независимо от шага.
Несмотря на асимметричный характер кривых
распределения fs и /а, распределение откло-
нений для суммы трёх составляющих полу-
чается практически близким к кривой
Гаусса.
Допуски наружного диаметра
резьбы болта и внутреннего диа-
метра резьбы гайки. Как видно из
фиг. 34, величины допусков на наружный диа-
метр резьбы болта и внутренний диаметр
резьбы гайки определяют минимальную рабо-
чую высоту витка t'2 т1л, с которой надо счи-
таться в интересах прочности резьбовых со-
единений.
Минимальную рабочую высоту витка удоб-
нее всего выражать в процентах от теорети-
ческой высоты профиля t2. Даже при наиболее
благоприятном сочетании наибольшего наруж-
ного диаметра болта с наименьшим внутрен-
'2min
to.
со-
ним диаметром гайки отношение
ставляет — 90°/0 для метрической резьбы и
~80% для дюймовой резьбы (учитывая
зазоры у вершин и впадин). Использование
допусков на эти диаметры вызывает даль-
нейшее уменьшение рабочей высоты витка.
Основываясь на экспериментальных дан-
ных, можно принять, что при зазорах по сред-
нему диаметру, которые могут получиться
при 1—3-м классах точности (до 0,6 мм),
рабочая высота витка не должна быть меньше
40% высоты профиля I 2шш.^=0,4 . Учитывая
\ h I
неблагоприятные результаты исследований при
ударных нагрузках и возможность легко
осуществимого уменьшения допусков на deH
гайки и dHap болта, следует по возможности
ограничивать минимальную рабочую высоту
витка условием
2 rain
> 0,6.
Допуски наружного и внутреннего диаме-
тров резьбы непосредственно связаны с допу-
сками среднего диаметра. Из фиг. 40, на ко-
торой приведена схема расположения допу-
* См. „Сведения из теории вероятностей", .Справоч-
ник" т. 1, ч. 1-я.
сков для метрической наружной резьбы,
видно, что при наименьшем среднем диаметре
положение вершины теоретического треуголь-
ника определяется уравнением
= Л —-L.
8 2
Для благоприятных условий нарезания не-
обходимо, чтобы у являлось положитель-
ной величиной, в
противном случае
резьбонарезной ин-
струмент для болта
будет нагружен не
только по внутрен-
нему диаметру и
сторонам профиля,
но и по наружному
диаметру. Это тре-
бование сохраняет
свою силу даже
при учёте, что наи-
больший диаметр
заготовки подрезь-
бу болта меньше
номинального диа- фиг- 40-
метра резьбы (см.
ниже), так как полное заострение
резьбы инструмента практически
жимо.
Таким образом желательно, чтобы
J>IC4i I '/7.3?C\ I
впадины
недости-
_ Л „ли
2
Это условие обычно не выдерживается
лишь для резьб грубых классов (степеней)
точности с измельчённым шагом при большой
длине свинчивания.
Изготовление резьбы станет вовсе невоз-
можным, если не будет выдержано условие,
чтобы ~ < -4- + -~-, где с — допуск наруж-
ного диаметра резьбы.
Как видно из фиг. 41, при нарушении по-
следнего условия вершина остроугольного про-
филя может ока-
заться ниже наи-
меньшего наруж-
ного диаметра бол-
та. Отсюда сле-
дует, что в самом
крайнем случае
Фиг. 41.
с b t0
Т> 2 Т-
Для внутреннего диаметра резьбы гайки ана-
логичный расчёт с учётом зазора е' (вместо М-
о 2 8
должно быть подставлено
3/
8
t 3/ \
~^Т(Г ~ ТбУ Даёт более благоприятные
результаты.
Для дюймовых, трубных и других резьб за-
висимость этих элементов определяется теми
36
ОСНОВЫ ВЗАИМОЗАМЕНЯЕМОСТИ В МАШИНОСТРОЕНИИ
[РАЗД. Ш
же формулами с соответствующей заменой ве-
личины -о-.
о
Отклонения размеров наружного диаметра
.резьбы болта и внутреннего диаметра резьбы
гайки также связаны с допусками загото-
Запас на подъем
витка 1=210р.
I !
^
3; Д Допуск нару>к\ Допуск
1/<| иогодиаметра^ заготоок
§¦ {g болта 350pt
| ^ Допуск В ну трен- -Допуск Т Г~
. & | него диаметра заготов- n I
Фиг. 42. Схема расположения полей допусков на заготовки
под резьбу (числовой пример для резьбы М24хЗкл. 2а).
вок под резьбы (обтачивание, сверление и др.)
и подъёмом витка z при нарезании.
При правильном расположении полей до-
пусков на заготовки под резьбу болтов наи-
меньший наружный диаметр болта равен наи-
меньшему предельному размеру заготовки
(фиг. 42). Соответственно наибольший вну-
тренний диаметр гайки совпадает с наиболь-
шим предельным размером заготовки. Оста-
ющаяся разность между полями допусков резь-
бы и заготовки является запасом на подъём
витка при нарезании. При ином расположении
полей допусков заготовок не исключена была
бы возможность брака из-за неполноты витков.
Так например, ориентируясь на величину подъ-
ёма витка г, можно расширить поле допуска
заготовки (см. пунктир на фиг. 42). Но вели-
чина z значительно колеблется в зависимости
от способов нарезания: наименьшее значение
она будет иметь при нарезании резцом и наи-
большее—при нарезании круглыми плашками
или метчиками Далее, величина z изменяется
в зависимости от материала изделия, а при
одном и том же материале—в зависимости от
колебания его характеристик в пределах одной
марки. Таким образом расположение поля до-
пуска заготовки, показанное пунктиром на
фиг. 42, сопряжено с некоторым риском, так
как фактический подъём витка может оказать-
ся меньше расчётного
Допуски на неточность изготовления заго-
товок под резьбу принимаются обычно по 4-му
классу точности ОСТ. Это полностью отвечает
технологии их изготовления и в то же время
обеспечивает достаточный запас z на подъём
витка при нарезании. Лишь для мелких метри-
ческих резьб возникает необходимость в умень-
шении допуска заготовок до класса За по ОСТ
A0-й квалитет ISA), так как остающийся на
подъём витка запас при допуске заготовки по
4-му классу точности оказывается уже недо-
статочным для этих резьб.
Для чёрных резьбовых изделий (болты,
шпильки) и штампованных гаек полностью
сохраняется схема расположения допусков
заготовок, показанная на фиг. 42 сплошной
линией. В этом случае допуск наружного диа-
метра резьбы болта определяется как сумма
допуска болтовой стали (приблизительно 13—
14-й квалитет ISA) и необходимого запаса на
подъём витка. Соответственно определяется и
допуск внутреннего диаметра резьбы гайки.
Допуски крепёжных резьб
(табл. 20—27)
Для крепёжных резьб применяются следу-
ющие посадки по среднему диаметру: сколь-
зящие посадки, посадки с натягами и посадки
ходовые, причём основными и наиболее рас-
пространёнными являются скользящие по-
садки.
Таблица 20
Общесоюзные стандарты по допускам
Наименование резьбы
Метрическая основная резьба
2 — 5 мл
То же 1 до 5 мм
6 „ 68 . .
„ 72 „ 600
Метрические мелкие резьбы
(все размеры)
Дюймовая резьба s/le до 4" . .
Трубная цилиндрическая резьба
'/я ДО 6" . .
Трапецеидальные резьбы (все
размеры)
Упорная резьба (все размеры) .
Часовая резьба 0,3—1 мм . . .
№ ОСТ нормали резьбы
94
94
32
193
271—272—273—4120—4121—4122
1260
266
2409—2410—2411
7739-7740-7741
ГОСТ 3196-46
на цилиндрические резьбы
№ ОСТ
допусков на
резьбы
1250
1254—1255
1250
1251—1252
1253
1256
1261—1262
266
7714
Проект ГОСТ
ГОСТ 3197-46
и 3198-46
Класс точности
1-й
2-й и 3-й
1-й
2-й и 3-й
Степени точности Е — F — Н и К
Степени точности
С—D—Е—F—Н—К
2-й и 3-й
2-й и 3-й
Степени точности
М (т), N (п) и Р
Степени точности
М (т) и N (п)
1-й и 2-й
ГЛ. I]
ДОПУСКИ И ПОСАДКИ ТИПОВЫХ СОЕДИНЕНИЙ
37
Таблица 21
Допуски и предельные размеры основной крепёжной метрической резьбы от 2 до 68 мм
1-й класс точности (схему см. на фиг. 43)
,
II?
g О о
2
2.3
2,6
3
3.5
4
5
6
G)
8
(9)
ю
(и)
12
14
16
18
20
22
24
27
30
C3)
36
C9)
42
D5)
48
E2)
56
F0)
64
F8)
3
л
a.
0,4
0,4
0,45
о]б
0,7
o,8
1
1
1,25
1,25
1,5
i,g
1,75
2
2
2,5
2,5
2,5
3
3
3,5
3,5
4
4
4,5
4,5
5
5
5-5
5,5
6
5
Диаметр резьбы болта
наружный
хю а м
2
2,3
2,6
3
3,5
4
5
6
7
8
9
ю
и
12
14
16
18
2О
22
24
27
3°
33
36
39
42
45
48
52
56
бо
64
68
к =°s s$
х г а оз
i,875
2,175
2,4б5
2,86О
3,35°
3,830
4,8го
5,8оо
6,8оо
7,8оо
8,8оо
9,75°
ю,75°
",75°
13,700
15,7°°
17,700
19,700
21,700
23,650
26,650
29,600
32,6ОО
35>6оо
38,6оо
41,55°
44.55°
47.55°
51.55°
55,5°°
59,5°°
6з,5°°
67,5°°
и
о
125
125
140
15°
170
i8o
200
200
200
200
25°
250
25°
300
300
300
300
300
35°
35°
400
400
400
400
45°
45°
45°
45°
5°°
500
500
5°°
внутр.
Я 4*5 5;
я о -
х vo я о
1,480
1,780
2,Ol6
2,35°
2,720
З.О91
3.961
4,701
5,7О1
6,377
7,377
8,o5i
9,°51
9,727
II.4O2
I3.4O2
14,753
i6,753
18,753
20,103
23,103
25,454
28,454
30,804
ЗЗ.804
36,155
39,155
41.505
45,5°5
48,855
52,855
56,206
60,206
средний
хю Э а
1,740
2,040
2,3°8
2,675
3,по
3-546
4.48°
5,35°
6,35°
7,i88
8,188
9,026
10,026
10,863
12,701
14,701
16,376
18,376
20,376
22,051
25,051
27,727
30,727
33-402
36,402
39,о77
42,077
44,752
48,752
52,428
56,428
60,103
64,103
.1 *
га ш 5
х S 3 и
1,699
1,999
2,265
2,630
З.обо
3.492
4,422
5,286
6,286
7,п6
8,п6
8,947
9,947
10,778
12,6lO
14,610
16,275
18,275
20,275
21,941
24,941
27,607
30,607
33,274
36,274
38,941
41.941
44.608
48,608
52,278
56,278
59,946
63,946
X S
^ га
Диаметр резьбы гайки
средний
я
о о
41
41
43
45
5°
54
58
64
б4
72
72
79
79
85
91
91
IOI
IOI
IOI
но
но
I2O
I2O
128
128
136
136
144
144
*5°
15°
157
i
57
s я я *s
х s a e
1,74°
2,040
2,3о8
2,675
3-и°
3.546
4,48о
5,35°
6,35°
7,i88
8,i88
9,026
10,026
10,863
12,701
14,701
16,376
18,376
20,376
22,051
25,051
27,727
30,727
ЗЗ.402
36,402
39,°77
42,077
44,752
48,752
52,428
56,428
бо.юз
64,i°3
- N*
??э»
1,781
2,o8i
2,351
2,720
3,160
3.600
4,538
5,414
6,414
7.260
8,260
9Д°5
10,105
10,948
12,792
14,792
16,477
18,477
2O.477
22,l6l
25,161
27.847
30,847
33.53°
36,53°
39,213
42213
44,896
48,895
52,578
56,578
60,260
64,260
наруж.
Я 0) ft
х s. а и
2
2,3
2,6
3
3,5
4
5
6
7
8
9
го
и
12
ч
16
18
2О
22
24
27
3°
33
36
39
42
45
48
52
56
бо
64
68
внутренний
х г 3 m
1^830
2,070
2,410
2,79°
3,170
4,°5°
4.8ю
5,8ю
6,51°
7-51°
8,23О
9.230
9,920
Н.62О
13,б2О
15,020
17,О2О
19,020
2о,43О
23,43°
25,840
28,840
31,240
34,240
36,640
39-64°
42,050
46050
49,45°
53,45о
56,850
60,850
я о 5
хю а ез
1,650
1,95°
2,200
2,55°
2,960
3.37O
4,28о
5,ioo
6,1ОО
6,820
7,82О
8.55°
9-55°
ю,28о
12,000
14,ооо
15,45°
I7-45O
19-45°
20,890
23,890
26,360
29,360
3i,8oo
34,8оо
37*25°
40,250
42,710
46,710
50,150
54,15°
57,6оо
6i,6oo
допуск
в ц.
КЛ.1
I2O
I2O
13°
140
170
2ОО
23°
290
2ОО
Зю
31°
32°
32O
Збо
38о
38°
43°
43°
43°
460
4бо
52°
52O
56°
56°
6ю
6ю
66о
66о
7оо
7оо
75°
75°
кл. 1с
—
—
—
—
—
—
2ОО
2ОО
250
25O
250
250
250
Зоо
Зоо
Зоо
Зоо
Зоо
35°
35°
4оо
4оо
400
45°
45°
45°
45°
5°°
5?
5оо
Примечание. Уменьшенные допуски для внутреннего диаметра резьбы гайки (класс 1с) могут приме-
няться в случае необходимости увеличения рабочей высоты витка из соображений прочности соединения.
Таблица 22
Допуски и предельные размеры для основной крепёжной метрической резьбы от 1 до 5 мм
2-й и 3-й классы точности (схему см. на фиг. 43)
i резь-
Ь
S
S
с
s s
si
5 CD
га Я
о-
Ххо
1.0
1,2
1.4
1.7
2,О
2.3
2,6
3,о
C.5)
4.о
°'°
»s
и
«0
3
л
Оч
га
—i
Я
о, 25
0,3
о,35
о,4
о,4
°,45
о,5
о,6
о,7
о,8
s
ч
О ч.
ю 2
Я S;
X РЗ
I
1,2
1,4
1,7
2
2,3
2,6
3
3,5
4
5
Диаметр
наружный
наимень-
ший
о
« ч
СМ X
0,900
1,100
1,290
1,580
1.875
2,175
2,465
2,86О
335°
3830
4,820
в мм
•Я р
СГ) X
1ДОО
1,290
i,58o
1.875
2,465
2,86о
3.25°
3.72O
4,7°°
допуск
С Е
« Ч
с^ X
IOO
IOO
НО
I2O
125
125
135
140
15°
170
i8o
[А
*? Ч
СО X
IOO
IOO
но
I2O
125
125
*35
Но
2JO
23О
Зоо
резьбы болта
вну-
трен-
ний
35
1
О ^
1 *
X D
0,676
О,87б
I.OIO
1,246
1,480
1,780
2,Ol6
2,35°
2,720
3.O9I
3.061
*
Я
3
_Q
1 ^
X Ш
о,838
1,038
I.2O5
1-473
I-74O
2,040
23°8
2 675
З.но
3,546
4,480
средний
наимень-
ший
и
и
см X
0,788
0,988
1Д5°
I-4I4
1,676
1,976
2,241
2,6^4
З.°32
З.462
4.39O
в мм
i Ч
« X
о-754
о-954
I-H3
1.374
1.631
L934
2 I9J
2-557
2,980
3-4°6
4.33°
допуски
болта и
гайки b в р.
и
о
СМ \?,
5°
5°
55
59
64
64
67
71
78
84
9°
СО Ж
84
84
92
99
1о6
io6
112
п8
13°
140
15°
Диаметр резьбы
средний
а
Л
X
Я ^
X 03
о,838
i,o38
I.2O5
1,473
1,74°
2,040
2,3°8
2,675
ЗД10
3.546
4,480
наиболь-
ший
«I
сА а
O.888
1,о88
1,2О0
1,532
2.IO4
2,375
2,746
3,i88
3,630
457°
в мм
о
*?!
со х
0,922
1,122
1,297
1.572
1,846
2,146
2,42О
2,793
3.24°
3.686
4,63°
на-
руж-
ный
5S
Я
3
ja
X
X 01
I
1,2
1,4
i,7
2
2,3
2,6
3
3.5
4
5
гайки
внутренний
я
а
л
X
S 5;
X 03
0,710
0,910
1,050
1,290
1,53°
1,8з°
2,070
2.4IO
2,79°
3,17°
4.О5°
as
S
ч
о н
ю s
я S?
х оз
о,8оо
1,000
i,i5°
i,4oo
1,650
i,9i°
2,200
2,55°
2,960
3-37°
4,28о
со
X
о
оо
9°
IOO
но
I2O
I2O
13°
I4O
17О
2ОО
23О
Допуски и предельные размеры для основной крепёжной метрической резьбы от 6 до 68 мм
2-й и 3-й классы точности (схему см. на фиг. 43)
Таблица 23
со
с»
резь-
диаметр
1ЛЬНЫЙ ,
3 ММ
¦ Я о
о з
Хю
6
G)
8
(9)
ю
(и)
12
14
i6
18
20
22
24
27
3°
C3)
36
C9)
42
D5)
А
E2)
56
(бо)
64
F8)
се
!ЗЬбЫ S
О.
и
еа
I
3
1-25
1.25
1.5
1.5
1.75
2
2
2,5
2,5
2-5
3
3
3.5
3.5
4
4
4,5
4,5
5
5
5-5
5-5
6
6
ьший
ч
о
ю
я
X
;
:
'¦
1
;
i.
1
1
m
6
7
8
9
о
i
2
4
6
8
го
22
24
27
JO
53
J6
59
Г5
52
. 56
60
64
68
наружны!
наименьший
в мм
2а
класс
5.8
6,8
7.8
8,8
9.75
ю,75
Ц.75
13.7
15.7
17,7
19-7
21,7
2365
2б,65
29,6
32,6
35.6
38,6
4L55
44-55
47.55
5L55
55>5
59-5
63.5
67.5
2-й и 3-й
класс
5.65
б,65
7.6
8,6
9.6
ю,6
11-55
13-5
15-5
17.45
19.45
21,45
23-4
26,4
29,35
32,35
35-3
38,3
4L25
44.25
47-25
51-25
55-2
59-2
63,15
допуск
2а
класс
2ОО
2ОО
2ОО
2ОО
25O
25O
25O
Зоо
Зоо
Зоо
Зоо
Зоо
35O
35о
4оо
4оо
4оо
4оо
45°
45°
45о
45°
5°°
5°о
5оо
50о
Диаметр резьбы
с в р.
2-й и 3-й
класс
35о
35о
4оо
4оо
4оо
4оо
45°
5°°
5<ю
55O
55о
55°
боо
боо
650
650
7оо
700
75о
75O
75о
75°
8оо
8оо
85о
850
внутрен-
ний
ьший
ч
О ;;
Я S?
га
Я со
4.7OI
5-7°i
6,377
7.377
8,o5i
9>°5i
9-727
II.4O2
13,402
14.753
16,753
18.753
2О,ЮЗ
23.103
25-454
28,454
30,804
33.804
36,155
39-155
41,505
45-5O5
48,855
52,855
5б,2Об
60,2о6
болта
ьший
ч
о ^
*2 s
х ш
5.35O
6-350
7.188
8,i88
9,026
10,026
10,863
12,701
14,701
16,376
18,376
20,376
22,051
25051
27,727
30,727
33,4О2
36,402
39.077
42,077
44,752
48,752
52,428
56,428
60,103
64.103
средний
наименьший в мм
2-й
класс
5,249
6,249
7.076
8,076
8.9ОЗ
9,9°3
10,73°
12,559
14.559
16,217
18,217
20,217
21,877
24,877
27-539
3°,539
33-2OI
36.2OI
38,864
41,864
44,527
48,527
52,192
56,192
59-857
63.857
3-й класс
5.182
6,182
7.OOI
8,оо1
8,821
9,821
10,641
12,46+
14,464
I6,III
18,111
20,111
21,761
24,7б1
27,414
ЗО.414
33,067
36,067
38,722
41,722
44-377
48,377
52.035
56,035
59,693
63-693
допуски
и гайк*
2-й
класс
IOI
IOI
112
112
123
123
133
142
142
159
159
159
174
174
188
188
201
2OI
213
213
225
225
23б
236
2+6
246
болта
b в р.
3-й
класс
i68
168
187
187
205
205
222
237
237
265
265
265
290
290
313
335
335
355
355
375
375
393
393
410
410
Диаметр резьбы гайки
средний
ьший
« ^
я ш
5.35O
6,35О
7,188
8,188
9,026
10,026
10,863
12,701
14,701
16,376
18,376
20,376
22,051
25.051
27,727
30,727
ЗЗ.402
36,402
39.O77
42,077
44,752
48,752
52,428
56,428
60,103
64,103
наибольший в мм
2-й
класс
5.451
6,451
7.3О0
8.3OO
9Л49
ю,149
ю,99б
12,843
14,843
1б,535
18.535
20,535
22,225
25.225
27.915
30.915
ЗЗ-боз
36,603
39,290
42,290
44-977
48,977
52,664
56,664
6о,349
64.349
3-й
класс
,,в
6,518
7,375
8,375
8,231
10,231
11,085
12,938
14,938
16,641
18,641
20,641
22,341
25-341
28,040
31.040
33,737
36,737
39.432
42,432
45.127
49,127
52,821
56,821
60,513
64.51З
наруж-
ный
ьший
X
а 1
я ^
х а
6
7
8
9
ю
и
12
14
1б
i8
20
22
24
27
30
33
Зб
39
42
45
48
52
56
60
64
68
внутренни{
ьший
X
S ^
я ^
са
X «
4.8i
5.81
6,51
7-51
8,23
9.23
9.92
II,бз
13,62
15.02
17,02
19,02
20,43
23,43
25.84
28,84
31,24
34.24
36,б4
39.64
42,05
46,05
49,45
53-45
56,85
6o,8s
ьший
ч
о ^
я ^
са
X я
5-1
6,1
6,82
7.8з
8,55
9-55
Ю,28
12,0
14 о
15-45
17-45
19,45
20,89
23-89
2б,36
29,36
31,8
34.8
37,25
4°.25
42,71
46,71
5ОД5
54.15
57-6
6i,6
=5.
са
а
>,
о
2OXJ
29O
Зю
ЗЮ
32O
32O
Збо
З8о
38о
43°
43°
43о
4&о
460
52O
52O
5°о
5бо
6ю
6ю
66о
66о
7оо
7О0
75O
ГЛ. I]
ДОПУСКИ И ПОСАДКИ ТИПОВЫХ СОЕДИНЕНИЙ
39
Допуски для основной крепёжной метрической резьбы до 72—600 мм
(схему см. на фиг. 43)
Таблица 24
Номиналь-
ный диа-
метр резь-
бы d0 в мм
72—8о
85—120
125—180
185—260
265—360
370—500
5ю—боо
Шаг
резьбы
s в мм
6
6
6
б
6
6
6
Размеры в микронах
Болт v
Допуск t
гайка
.реднего
диаметра b
Условные обозначения
степени
Е, е
¦гф
2б2
28О
3°о
315
335
35°
точности
Н, h
410
435
460
490
520
55°
580
Болт
Наружный
диаметр
верх-
нее
о
о
о
о
о
о
0
Гайка
Внутренний
диаметр
Отклонения
нижнее
— с
4оо
4<х>
53O
боо
68о
760
85о
нижнее
+е'
+644
+644
+644
+644
+644
+644
+644
верхнее
+е"
Ю44
1094
«94
1244
1344
1394
1494
Допуск среднего
диаметра b
болта
и гайки
Условные обозна-
чения степени
точности
F,f
305
335
345
37O
39O
415
440
К, k
490
520
555
59°
625
665
700
Примечание
Допуски по наруж-
ному и внутрен-
нему диаметрам
для степеней F, f
и К, k те же, что
и для степеней
точности
Е,е и Н, h
Допуски мелких метрических резьб
(схему см. на фиг. 43)
Таблица 25
Н ("i M LTH Я IК-
ный
диаметр
резьбы
d0 в мм
1-1,7
2—2,3
2,6—3
3,5
9
10—II
Шаг
резь-
бы
s
в мм
О,2
О,25
0,35
Класс точности
1-й
Число
2-й
3-й
ниток на длине
свинчивания
До 8
Св. 8 до 24
Св. 24
До 8
Св. 8 до 24
Св. 24
До 8
Св. 8 до 24
Св. 24
До 8
Св. 8 до 24
Св. 24
До 8
Св. 8 до 24
Св. 24
До 8
Св. 8 до 24
Св. 24
До 8
Св. 8 до 24
Св. 24
До 8
Св. 8 до 24
Св. 24
До 8
Св. 8 до 24
Св. 24
До 8
Св. 8 до 24
Св. 24
До 8
Св. 8 до 24
Св. 24
До 8
Св. 8 до 24
Св. 24
До 8
До 8
До 8
До 8
До 8
До 8
Условное
обозначение
степени точ-
ности резьбы
Гайка
С
D
Е
F
Н
С
D
Е
F
Н
С
D
Е
F
Н
С
D
Е
F
Н
С
D
Е
F
Н
С
D
Е
F
Н
Болт
с
d
е
J
h
с
d
е
f
h
с
d
е
f
h
с
d
е
f
h
с
d
e
f
h
с
d
e
f
h
Размеры в микронах
Болт
и гайка
Допуск
среднего
диаметра
b
29
36
45
56
75
32
40
5°
60
84
38
48
59
75
99
43
54
65
85
48
60
75
95
125
54
70
85
но
45
Болт
Наружный
диаметр
верхн.
о
о
о
о
о
о
Гайка
Внутренний
диаметр
Отклонение
нижн.
— с
-7о
—8о
— I2O
— I2O
— I2O
— I2O
нижн.
+е'
+ 25
+34
+44
+44
+44
+44
верхн.
+е"
+9о
+ И4
+ 154
+ 154
+ 154
+ 154
40
ОСНОВЫ ВЗАИМОЗАМЕНЯЕМОСТИ В МАШИНОСТРОЕНИИ
[РАЗД. Ill
Продолжение табл. 25
и
поминзль-
ный
диаметр
резьбы
d0 в мм
4—5>5
6-9
IO—16
18—22
6-9
10—16
18—27
3 5
8-9
10—16
18—27
Шаг
резь-
бы
s
в мм
°>5
о.75
i
Класс точности
1-й
Число
2-й
3-й
яиток на длине
свинчивания
До 8
Св. 8 до 24
Св. 24
До 8
Св. 8 до 24
Св. 24
До 8
Св. 8 до 24
Св. 24
До 8
Св. 8 до 24
Св. 24
До 8
Св. 8 до 24
Св. 24
До 8
Св. 8 до 24
Св. 24
До 8
Св. 8 до 24
Св. 24
До 8
Св. 8 до 24
Св. 24
До 8
Св. 8 до 24
Св. 24
До 8
Св. 8 до 24
Св. 24
До 8
Св. 8 до 24
Св. 24
До 8
Св. 8 до 24
Св. 24
До 8
Св. 8 до 24
Св. 24
До 8
Св. 8 до 24
Св. 24
До 8
Св. 8 до 24
Св. 24
До 8
Св. 8 до 24
Св. 24
До 8
Св. 8 до 24
Св. 24
До 8
Св. 8 до 24
Св. 24
До 8
Св. 8 до 24
Св. 24
До 8
Св. 8 до 24
Св. 24
До 8
Св. 8 до 24
Св. 24
До 8
Св. 8 до 24
Св. 24
До 8
Св. 8
До 8
Св. 8
До 8
Св. 8
До 8
Св. 8
До 8
Св. 8
До 8
Св. 8
До 8
Св. 8
До 8
Св. 8
До 8
Св. 8
До 8
Св. 8
До 8
Св. 8
¦У СЛО
зНОс
обозначение
степени точ-
ности резьбы
Гайка
С
D
Е
F
Н
К
С
D
Е
Н
К
С
D
Е
F
Н
К
с
D
Е
F
Н
К
С
D
Е
F
Н
К
С
D
Е
F
Н
К
С
D
Е
F
Н
К
с
D
Е
т-
Н
К
С
D
Е
F
Н
К
С
D
Е
F
Н
А
С
D
Е
р
Н
К
Болт
с
d
е
h
k
с
d
е
f
h
k
с
d
e
1
h
k
с
d
e
f
h
к
с
d
e
{
h
k
с
d
e
f
h
k
с
d
e
t
h
k
с
d
e
f
h
n
с
d
e
f
h
к
с
d
e
f
h
к
с
d
e
f
{
ft
Болт
и гайка
Допуск
среднего
диаметра
Ь
5°
8о
IOO
13°
IOO
56
7°
9°
но
45
i8o
60
80
IOO
125
160
200
70
90
но
140
i8o
220
60
75
95
120
160
190
65
85
105
130
*75
2IO
75
95
I2O
*45
Г95
23°
85
!35
22O
2бо
6,
8о
IOI
125
168
200
7°
9°
но
14°
185
22O
8о
IOO
125
*55
2ЭО
240
Размеры в микронах
Болт
Наружный
диаметр
Гайка
Внутренний
диаметр
Отклонение
верхн.
о
о
о
о
о
о
о
о
о
о
о
нижн.
—140
—140
-15о
— i6o
—200
—200
—200
—200
—200
— 200
—200
нижн.
+ 6о
-t-6o
+60
+60
+84
+84
+84
+84
+ 109
4-109
+ 109
верхн.
-f 2OO
+ 2СЮ
+ 2IO
+ 22O
+ 284
+ 284
+ 284
+284
+3°9
+ 3°9
+ 3°9
ГЛ. I]
ДОПУСКИ И ПОСАДКИ ТИПОВЫХ СОЕДИНЕНИЙ
41
Продолжение табл. 25
Н о мин эль-
ный
диаметр
резьбы
d0 в мм
3°— 52
56-8о
85-125
12
I4 — l6
18-27
30-52
56-8о
85-120
125-150
Шаг
резь-
бы
s
в мм
I
1-25
1,5
Класс точности
1-й
Число
2-й
3-й
ниток на длине
свинчивания
.
До 8
Св. 8 до 24
Св. 24
До 8
Св. 8 до 24
Св. 24
До 8
Св. 8 до 24
Св. 24
До 8
Св. 8 до 24
Св. 24
До 8
Св. 8 до 24
Св. 24
До 8
Св. 8 до 24
Св. 24
До 8
Св. 8 до 24
Св. 24
До 8
Св. 8 до 24
Св. 24
До 8
Св. 8 до 24
Св. 24
До 8
Св. 8 до 24
Св. 24
До 8
Св. 8 до 24
Св. 24
До 8
Св. 8 до 24
Св. 24
До 8
Св. 8 до 24
Св. 24
До 8
Св. 8 до 24
Св. 24
До 8
Св. 8 до 24
Св. 24
До 8
Св, 8 до 24
Св. 24
До 8
Св. 8 до 24
Св. 24
До 8
Св. 8 до 24
Св. 24
До 8
Св. 8 до 24
Св. 24
До 8
Св. 8 до 24
Св. 24
До 8
Св. 8
До 8
Св. 8
До 8
Св. 8
До 8
Св. 8
До 8
Св. 8
До 8
Св. 8
До 8
Св. 8
До 8
Св. 8
До 8
Св. 8
До 8
Св. 8
Условное
обозначение
степени точ-
ности резьбы
Гайка
С
D
Е
F
Н
К
с
D
Е
F
Н
К
С
D
Е
F
Н
К
С
D
Е
F
Н
А
С
D
Е
F
Н
К
С
D
Е
F
Н
К
С
D
Е
F
Н
К
С
D
Е
F
Н
К
с
D
Е
F
Н
К
С
D
Е
F
Н
К
Болт
с
d
е
}
h
k
с
d
е
/
h
k
с
d
е
f
h
к
с
d
е
/
h
k
с
d
e
f
h
к
с
d
e
f
h
k
с
d
e
f
h
к
с
d
e
f
h
k
с
d
e
f
h
k
с
d
e
f
h
к
Размеры в микронах
Болт
и гайка
Допуск
среднего
диаметра
Ь
до
по
140
175
23°
270
IOO
I2O
155
195
25°
3°°
по
135
170
2IO
270
33°
7°
9о
112
I4O
i87
220
So
IOO
123
J55
305
250
90
no
135
170
220
270
IOO
120
I5O
I90
250
3O0
no
130
165
210
270
33°
120
*45
180
230
300
360
130
160
200
250
320
39°
Болт
Наружный
диаметр
Гайка
Внутренний
диаметр
Отклонение
верхн.
О
О
О
о
о
о
о
0
о
0
о
нижн.
—25°
-25O
—25O
-25O
—250
-25°
— 25°
--25O
—3°°
—гоо
—3oj
нижн.
+е'
+ IOQ
+ 109
+ io9
+ 133
+ 133
+ 179
+ 179
+ 179
+ 179
+ 179
+ 179
верхн.
+ е"
+ 359
+359
+359
+383
+383
+429
+429
+429
+479
+479
+479
42
ОСНОВЫ ВЗАИМОЗАМЕНЯЕМОСТИ В МАШИНОСТРОЕНИИ
[РАЗД. III
Продолжение табл. 25
Номинал Ь"
ный
диаметр
резьбы
d0 в мм
24—27
ЗО—53
56-8о
85— I2O
125—180
185—20О
Зб-5а
56-8о
85-120
125- i8o
Шаг
резь-
бы
в мм
3
3
Класс точности
1-й
Число i
2-й
3-й
теток на длине
свинчивания
До 8
Св. 8 до 24
Св. 24
До 8
Св. 8 до 24
Св. 24
До 8
Св. 8 до 24
Св. 24
До 8
Св. 8 до 24
Св. 24
До 8
Св. 8 до 24
Св. 24
До 8
Св. 8 до 24
Св. 24
До 8
Св. 8 до 24
Св. 24
До 8
Св. 8 до 24
Св. 24
До 8
Св. 8 до 24
Св. 24
До 8
Св. 8 до 24
Св. 24
До 8
Св. 8 до 24
Св. 24
До 8
Св. 8 до 24
Св. 24
До 8
Св. 8 до 24
Св. 24
До 8
Св. 8 до 24
Св. 24
До 8
Св. 8 до 24
Св. 24
До 8
Св. 8 до 24
Св. 24
До 8
Св. 8 до 24
Св. 24
До 8
Св. 8 до 24
Се. 24
До 8
Св. 8 до 24
Св. 24
До 8
Св. 8 до 24
Св. 24
До 8
Св. 8
До 8
Св. 8
До 8
Св. 8
До 8
Св. 8
До 8
Св. 8
До 8
Св. 8
До 8
Св. 8
До 8
Св. 8
До 8
Св. 8
До 8
Св. 8
УсЛОкнор
обозначение
степени точ-
ности резьбы
Гайка
С
D
Е
F
Н
К
С
D
Е
F
Н
К
С
в
Е
F
Н
К
с
D
Е
F
Н
К
С
D
Е
F
Н
К
С
D
Е
F
Н
К
с
D
Е
Р
Н
К
с
D
Е
F
Н
К
С
D
Е
F
Н
К
С
D
Е
F
И
К
Болт
с
d
е
/
h
ft
с
d
е
f
h
ft
с
d
e
f
h
k
с
d
e
f
h
k
с
d
e
f
h
k
с
d
e
f
h
k
с
d
e
t
h
k
с
d
e
f
h
k
с
d
e
f
h
k
с
d
e
t
h
k
Болт
и гайка
Допуск
среднего
диаметра
Ь
IOO
155
Х95
250
ЗЮ
но
Х35
170
2IO
28О
34°
I2O
15°
185
230
3°о
Збо
130
i6o
200
250
ЗЗО
400
140
170
220
270
35°
43°
150
190
230
290
380
470
120
190
23°
31°
38о
13°
165
2ОО
25O
33°
4Ю
140
Г75
22O
270
Збо
440
15°
190
240
290
39°
47°
Размеры в микронах
Болт
Наружный
диаметр
Гайка
Внутренний
диаметр
Отклонение
верхн.
о
о
о
о
о
0
о
о
0
о
нижн.
— с
—зоо
—3°о
—Зоо
—35°
—35о
—35O
—35°
—35O
-35°
—4оо
нижн.
+е'
+ 218
+218
+ 218
+318
+218
+218
+ 327
+327
+ 327
+327
верхн.
+е"
+5J8
+558
+518
+ 568
+568
+ 568
+677
+677
+677
+777
ГЛ. I]
ДОПУСКИ И ПОСАДКИ ТИПОВЫХ СОЕДИНЕНИЙ
43
Продолжение табл. 25
Номиналь-
ный
диаметр
резьбы
d0 в мм
185-260
265—300
56-8о
85—I3O
125—180
185—260
265—360
370—400
12
18
20
23
Шаг
резь-
бы
19
в мм
3
4
Класс точности
1-й
Число
2-й
3-й
ниток на длине
свинчивания
До 8
Св. 8 до 24
Св. 24
До 8
Св. 8 до 24
Св. 24
До 8
Св. 8 до 24
Св. 24
До 8
Св. 8 до 24
Св. 24
До 8
Св. 8 до 24
Св. 24
До 8
Св. 8 до 24
Св. 24
До 8
Св. 8 до 24
Св. 24
До 8
Св. 8 до 24
Св. 24
До 8
Св. 8 до 24
Св. 24
До 8
Св. 8 до 24
Св. 24
До 8
Св. 8 до 24
Св. 24
До 8
Св. 8 до 24
Св. 24
До 8
Св. 8 до 24
Св. 24
До 8
Св. 8 до 24
Св. 24
До 8
Св. 8 до 24
Св. 24
До 8
Св. 8 до 24
Св. 24
Резьбы авиационной
i.5
3
До 8
Св. 8 до 24
Св. 24
До 8
Св. 8 до 24
Св. 24
До 8
Св. 8 до 24
Св. 24
До 8
Св. 8 до 24
Св. 24
До 8
Св. 8
До 8
Св. 8
До 8
Св. 8
До 8
Св. 8
До 8
Св. 8
До 8
Св. 8
До 8
Св. 8
До 8
Св. 8
п р о м
До 8
Св. 8
До 8
Св. 8
Условное
обозначение
степени точ-
ности резьбы
Гайка
С
D
Е
F
Н
К
С
D
Е
F
Н
К
С
D
Е
F
И
К
С
D
Е
F
Н
К
с
п
Е
F
Н
К
с
D
Е
F ¦
Н
К
с
D
Е
F
Н
К
С
D
Е
F
н
К
ы ш л е
С
D
Е
F
Н
К
с
в
Е
F
Н
К
Болт
с
d
е
f
h
k
с
d
е
f
h
k
с
d
e
f
h
k
с
d
e
f
h
k
с
d
e
f
h
k
С
d
e
f
h
k
с
d
I
k
с
d
e
f
h
k
Размеры в микронах
Болт
и гайка
Допуск
среднего
диаметра
Ь
i6o
200
250
320
420
5i°
175
220
270
34°
45°
54°
140
170
220
270
360
43°
15°
185
230
290
380
463
160
200
250
310
410
500
170
210
270
33°
44°
53°
180
230
280
360
47°
57°
200
340
300
380
600
Болт
Наружный
диаметр
Гайка
Внутренний
диаметр
Отклонение
верхн.
о
о
о
о
о
о
0
о
нижн.
— с
— 4°о
—4оо
—400
—4°°
—4°°
-45°
-45°
—45°
нности согласно ОСТ 273
с
d
e
f
h
k
с
d
e
f
h
k
80
100
123
Х55
2°5
25°
IOO
125
195
25°
31°
о
0
—25°
—3°°
нижн.
+327
+327
+436
+436
+43°
+ 43°
+43°
+ 43б
+ 179
+ 218
верхн.
+ е"
+777
+777
+836
+836
+836
+886
+886
+ 886
+ 42б
+ 5l8
44
ОСНОВЫ ВЗАИМОЗАМЕНЯЕМОСТИ В МАШИНОСТРОЕНИИ
[РАЗД. II)
Таблица 25
Допуски мелких метрических резьб. Пример подсчёта предельных размеров в мм для резьбы ЗМ 24X1
Болт
Наружный
наиболь-
ший
24
диаметр d0
наимень-
ший
23,8
Внутренний
диаметр dx
наиболь-
ший
22,7°!
наимень-
ший
-
Средний ди
наибольший для
всех степеней
точности
зз,35°
а метр
наименьший для степеней
с
23,270
d
23,25°
е
23,225
f
23,195
точности
ft
23,15°
k
23,110
Наружный
наиболь-
ший
-
диаметр dQ
наимень-
ший
24
Внутренний
диаметр dx
наиболь-
ший
23,°1
наимень-
ший
22,81
Г а й к
наименьший для
всех степеней
точности
23,35°
а
Средний ди
Продолжение
а м е т р dcp
наибольший для степеней
С
23,43О
D
23,45°
Е
23,475
„ 1
t
23,5°5
табл. 26
точности
я
23,55°
К
23,59°
Допуски и предельные размеры для дюймовой резьбы
2-й и 3-й классы точности (схему см. на фиг. 44)
Таблица 27
1 резь-
o.
H
E
C9
11
CS «
la
Ею
s/ie
3/s
C/ie)
V,
s
i
Vs
7/8
[!/e
[з/8
V2
e/8
3U
11 ш
2
'¦lL
!Va
^/4
5
3V4
3V.
33/4
4
e
^,
ca
s
X
1ИСЛ0
20
18
16
14
12
12
II
IO
9
8
7
2
б
5
5..
41
47.
4
4,
3 /a
34
3
3
наружный
s
a
аибол
x a
4-63
6,2O
7-78
9.36
IO-93
12,50
14,08
15.65
18,81
21,96
25,11
28,25
3i,42
34,5б
37-73
40.85
44.°2
47.15
5o,32
56,62
62,97
69,26
75-6i
81,91
88,26
94,55
100,90
35;
S
S
л
аимен
мм
s со
4-37
5-9°
7.48
9,об
ю,6з
12, IO
13,68
15-25
18,41
21,46
24,61
27,65
ЗО,8а
33-96
37.13
4о,о5
43.22
46,35
49-52
55-82
62,17
68,46
74,81
8i,oi
87.36
93.65
100,00
А.
со
опуск
ч
2бо
3°°
3°°
3°°
3°о
4оо
4оо
4оо
4оо
5°°
5°°
боо
боо
боо
боо
8оо
8оо
8оо
8оо
8оо
8оо
8оо
8оо
9оо
900
9оо
9оо
б 0
вну-
трен-
ний
в
ЭК
S
а
аибол
К
3,4°8
4,724
6,131
7,492
8,789
9-989
11-577
12,918
15,798
i8,6ii
21,334
23,929
27,104
29.504
32,679
34,77°
37,945
4о,397
43,572
49,019
55,3б9
60,557
66,907
72,542
78,892
84,409
9°,759
л т
а
Диан
е т
средний
5!
к
XS
SS
а
л
аибол
к
4,°85
5-537
7-°34
8,5°9
9-951
".345
12,032
14.397
17-424
20,418
23.367
26,252
29,427
32,215
35.39°
38.O22
41,198
44.ОИ
47.186
53.°84
59.434
65,204
7L554
77-546
83,896
89,829
96,179
наименьший
в
2-й
класс
3-982
5-424
6,915
8,382
9,8i6
11,199
12,786
14,244
17,264
20,249
23,188
26,061
29,236
32,008
Зэ-183
37-795
40,971
43,772
46,947
52,831
59-iSi
64.9ЗЗ
71,283
77.265
83,615
89.537
95,887
им
3-й
класс
3,913
5-348
6,835
8,298
9-727
II.IOI
12,688
14.142
17-157
20,137
23,069
25,933
29,108
31.870
35,045
37.644
40,820
43,6i3
46,788
52,662
59-OI2
64.753
71.ЮЗ
77,078
83,428
89.342
95,692
р 1
!
>езь(
ы
г а й
средний
допу-
ски
болта и
гайки
ь
и
о
CS
§
CN
юз
127
135
14б
14б
15з
1бо
169
i79
191
191
2О7
207
227
227
239
239
253
253
271
271
281
281
292
292
1 UL
¦й кла
СО
172
i89
199
211
224
244
244
255
267
298
319
319
345
345
378
378
398
398
422
422
451
451
468
468
487
487
(В
S3
S
а
аимен
X
4,°85
5,537
7-°34
8,5°9
9.951
Ц.345
12,932
14.397
17.424
20,418
23,367
26,252
29,427
32,215
35,39°
38,022
41,198
44.011
47,186
53,°84
59,434
65.204
7L554
77-546
83,896
89,829
96,179
наибольший
в
2-й
класс
4д88
5-65°
7* Г53
8,636
ю,о86
11,491
13.078
14,55°
20,587
23.546
26,443
29,618
32,422
35,597
38,249
41.425
44,25°
47.425
53-337
59-687
65-475
71,825
77,827
84-177
9°, 121
96,471
мм
3-й
класс
4,257
5.726
7-233
8,720
ю,175
11,589
13,176
14,652
17,691
20,699
23,665
26,571
29,746
32,5бо
35-735
38,400
4I.576
44-4°9
47-584
53-5°°
59-856
65,б55
72,°°5
78,014
84.364
90,316
96,666
к и
наруж-
ный
m
в
s
а
л
аимен
s
4.762
6,35°
7-938
9-525
11,112
12,7ОО
14,288
15.875
19,050
22,225
25,4°°
28,575
31,75°
34-925
38,юо
41,275
44-45°
47-625
5°.8оо
57-15°
6з-5°°
69850
76,2ОО
82,55°
88,900
95-25°
101,6оО
внутренний
ш
9S
S
3
аимен
X
3,56
4-91
6,34
7-73
9,об
ю,з°
11,89
13,26
16,17
19-°3
21,80
24,46
27,64
3o,i3
33,3i
35-52
38,70
41,23
44.41
49-96
56,31
61,63
67,98
73-7°
80.05
85,66
92,01
s
а
аибол;
S
3,82
5.2O
6,65
8,о5
9-4O
10,65
12,25
13°о
i6,55
19,40
22,20
24,90
28,05
30,60
33.75
36,00
З9.20
41,75
44.95
5°, 5°
56,85
62,25
68,60
74,3°
80,70
86,35
92,70
d.
о
опуск
200
290
31°
320
34°
35°
36°
34°
38о
37°
4оо
44°
41°
47°
44°
480
5°°
52О
54°
54°
54°
62O
620
боо
650
690
69O
ГЛ. 1]
ДОПУСКИ И ПОСАДКИ ТИПОВЫХ СОЕДИНЕНИЙ
45
Скользящие посадки. Расположение
полей допусков. Расположение полей до-
пусков для метрических резьб приведено на
фиг. 43. Как видно из этой фигуры, сколь-
с- ниЖнее откпонрние d нарут
бопта
Ь- допуск среднего диаметра
е'-ниЖн. откпом. d внутр. гайки
е"- верхнее откпон. d внутр
гайки
— ?
Гайка
Фиг. 43. Схема расположения полей допусков для метри-
ческой резьбы по ОСТ 1250--125Р.
зящая посадка принята не только по сред-
нему, но и по наружному диаметру. Для
дюймовых резьб Витворта с закруглённым прс-
филем (фиг. 44) в целях сохранения взаимозаме-
няемости предусмотрено верхнее отклонение
наружного диаметра болта с'. Величина до-
пуска наружного диаметра болта дюймовых
резьб определяется разностью с"—с'.
Расположение полей допусков внутрен-
него диаметра гайки у метрических и дюймо-
вых резьб (отклонения е' и е") учитывает
возможность использования зазора е' дли
превышения размеров внутреннего диаметра
болта. Поскольку теоретический размер про-
ходного резьбового кольца определяется
Фиг. 44. Схема расположения полей допусков
для дюймовой резьбы по ОСТ 1261—1262: с' —
верхнее отклонение dHap болта; с" — нижнее от-
клонение dHap болта (остальные обозначения —
см. фиг. 43).
наименьшим внутренним диаметром гайки
(di + e1), наибольший внутренний диаметр
болта может при износе резьбонарезного
инструмента располагаться в поле зазора е'
так, как это показано тонкими линиями на
фиг. 45. Такое расположение полей допусков
внутреннего диаметра гайки принято с целью
увеличения сечения болта и возможности вы-
Из условий взаимо-
фИГ> 45
полнения большего радиуса закругления по
внутреннему диаметру с целью увеличения
срока службы резьбонарезного инструмента
для болта и из других соображений *.
Из фиг. 43 и 44 видно, что допуски наруж-
ного диаметра гайки и внутреннего диаметра
болта не нормированы,
заменяемости устана-
вливаются лишь наи-
больший внутренний
диаметр болта и наи-
меньший наружный
диаметр гайки. Для
наружного диаметра
гайки такое условие
не вызывает никаких
сомнений даже и в
том случае, если этот
диаметр в крайнем
случае определится
вершиной теоретической треугольной резьбы.
Но для внутреннего диаметра болта сле-
дует считаться с условиями прочности и
не ослаблять чрезмерно сечения болта, а при
динамических нагрузках учитывать также и
влияние радиуса закругления.
Допуски среднего диаметра. Клас-
сы точности крепёжных резьб. Класс
точности крепёжных резьбовых соединений
определяется величиной суммарного допуска
среднего диаметра. Суммарный допуск на сред-
ний диаметр в основном определяется в зави-
симости от диаметра, шага и длины свинчи-
вания резьбы. Для основных крепёжных резьб
по ОСТ 94, 32 и 1260, учитывая определён-
ную связь между шагом и диаметром, а также
между диаметром и длиной свинчивания (нор--
мальная длина свинчивания равна высоте стан-
дартной гайки, т. е. 0,8 d0), величины допусков
среднего диаметра могут быть выражены функ-
цией только шага резьбы. Для этих резьб по
аналогии с гладкими цилиндрическими соеди-
нениями устанавливается резьбовая единица
допуска. 1 резьбовая единица = 67 У" s, где 5
выражено в миллиметрах, а результат—в ми-
кронах.
В зависимости от принятого количества
единиц для допуска среднего диаметра резь-
бы устанавливают три класса точности:
1-й класс точности—Л резьбовая единица
:г 67уТ (при стандартизации принято 64j/"s);
2-й класс точности — 1,5 резьбовой еди-
ницы ~ 101 Vs;
3-й класс точности — 2,5 резьбовой еди-
ницы ~ 167j/\s.
1-й класс точности регламентирован только
для метрических резьб.
Для всех пяти мелких метрических резьб
(ОСТ 271, 272, 4120, 4121, 4122) и для основ-
ной резьбы по ОСТ 193 суммарный допуск
на средний диаметр приближённо исчисляют
по формуле
B5 j^d-l-1,5 ]As~ л+ 431/7) ^
= k (
где k—коэфициент, равный 0,64 для 1-го клас-
са, I—для 2-го класса и 1,6—для 3-го класса;
25 у d (где d в мм) относится к допуску
* См- „Цилиндрические
разд. 1, т. 2.
резьбы", „Справочник",
46
ОСНОВЫ ВЗАИМОЗАМЕНЯЕМОСТИ В МАШИНОСТРОЕНИИ
[РАЗД. Ш
собственно среднего диаметра (fd); 1,5 Y~s я
(где 5 в мм и п—число витков на длине
свинчивания) является частью fs, а именно
диаметральной компенсацией прогрессивных
ошибок шага, пропорциональных длине свин-
чивания; 43 |/" s является диаметральной ком-
пенсацией погрешностей половины угла про-
филя и местных (не зависящих от длины
свинчивания) погрешностей шага.
При подсчёте допусков по этой формуле
любое изменение длины свинчивания (ns)вы-
зывает изменение величины допуска Ь, что тре-
бует выполнения неограниченного количества
специальных непроходных резьбовых кали-
бров. Во избежание этого длины свинчивания
обычно объединяются в определённые группы
и для каждой из них величина допуска Ъ
оставляется неизменной.
В американской практике установлены три
группы длин для свинчивания; соотношение
длин этих групп 1:3:6 (например, первая груп-
па— до ijf, вторая —от !/2 до \1}%" и третья
от lVa Д° 3")- По проекту ISA 1939 г. устано-
влено пять групп длин свинчивания, а именно:
до 0,2d0; свыше 0,2 dn до 0,5rf0; свыше 0,5dQ
до l,25d0; свыше 1,25а?0 до 3,15rf0 и свыше
3,15 dQ
В СССР для мелких метрических резьб
(ОСТ 1256) группы длин свинчивания объеди-
няются в зависимости от числа ниток п на длине
свинчивания: первая группа до 8 ниток, вто-
рая от 8 до 24 и третья свыше 24 до 48 ни-
ток. Расчётными величинами при этом яви-
лись 8, 24 и 48 ниток. Таким образом три
класса точности по три группы в каждом
должны были бы дать девять значений до-
пуска на средний диаметр для одной и той же
резьбы. Но так как третья группа 1-го класса
совпадает с первой группой 2-го класса, тре-
тья группа 2-го класса совпадает с первой
группой 3-го класса, а третья группа 3-го
класса вовсе не введена в стандарт, то по-
лучилось только шесть степеней точности,
обозначенных буквами С, D, Е, F, Н, К
(а до шага 0,5 — только пять степеней точ-
ности) с отношением 64: 80 :100:125 :160 и
200 по величинам допусков (приблизительно
10-й ряд по ОСТ 3750 — нормальные ряды
чисел).
Изменение величин допусков требует
изменения размеров непроходных калибров,
в то время как проходные калибры сохраняют
свои теоретические размеры независимо от
степени и класса точности.
При сопоставлении с допусками основных
крепёжных резьб, можно принять, что степень
С соответствует 1-му классу точности, степень
F — 2-му классу и степень Н—3-му классу
точности крепёжных резьб.
На чертежах допуски обозначаются бук-
венным символом соответствующей степени
точности, например 3M64X2Z? обозначает
третью мелкую метрическую резьбу гайки
диаметром 64 мм с шагом 2 мм и допусками
степени точности Е. Если на чертеже свин-
чиваемые детали показаны в собранном виде,
то допуски обозначаются в виде дроби, чи-
слитель которой указывает степень точности
для гайки, а знаменатель—для болта (напри-
мер, ЗМ64 X 2 F/f). При одинаковых степенях
точности для болта и гайки можно ставить
только одну букву степени точности гайки,
например, ЗМ64 X 2Я (вместо ЗМ64 X 2 Hjh).
Из изложенного следует, что в распоря-
жении конструктора имеются шесть степе-
ней точности, фактически вне зависимости
от класса точности и числа ниток в соедине-
нии (С, D, E, F, Н и К). Например, при числе
ниток свыше 24 вполне допустимо (если это
оправдывается характером соединения) на-
значить допуски по степени точности С. Рас-
пределение в стандарте по классам точности
и числам ниток на длине свинчивания не яв-
ляется обязательным.
На основные крепёжные резьбы по
ОСТ 193, у которых при диаметрах от 72
до 600 мм сохраняется один и тот же шаг
F мм), допуски устанавливаются по той же
методике, что и для мелких метрических
резьб, но только с четырьмя степенями точ-
ности Е, Н, F и К\ из них Е и Н являются
основными степенями, а^и К — дополнитель-
ными.
Как указывалось выше, отклонения шага
и половины угла профиля являются состав-
ляющими суммарного допуска на средний
диаметр и отдельно не нормируются.
Допуски наружного диаметра
резьбы болта и внутреннего диа-
метра резьбы гайки. Для метриче-
ской резьбы по ОСТ 32 F—68 мм) допуски
наружного диаметра болта приняты рав-
ными ~5 резьбовым единицам как для 2-го, так
и для 3-го классов точности. Такими величи-
нами допусков пользуются главным образом
для чёрных резьб. Для точёных болтов
во 2-м классе точности выделена группа 2а
(класс 2а) с уменьшенными допусками по
наружному диаметру, равными ~3 резьбовым
единицам.
Для метрических резьб ОСТ 94 A—5 мм)
допуски для всех резьб по 2-му классу точ-
ности (без выделения группы 2а) и по 3-му
классу до 3 мм включительно приняты рав-
ными ~->3 резьбовым единицам, так как винты
для мелких резьб (и автоматные, и штампо-
ванные), как правило, подвергаются опилива-
нию. Лишь с 3,5 мм предусматриваются
особые допуски для 3-го класса точности,
приблизительно равные 5 резьбовым едини-
цам. Это даёт возможность нарезать указанные
резьбы без предварительной обточки прут-
ков.
Для метрических крепёжных резьб ОСТ 94
и 32 1-го класса точности B—68 мм) допуски
наружного диаметра болта приняты равны-
ми /-^ 3 резьбовым единицам. По этому классу
точности имеется в виду только точёная
резьба.
Для метрических резьб с 72 до 600 мм
(ОСТ 193) допуск на наружный диаметр болта
принят только по одному ряду, а именно
по 5-му классу точности гладких изделий (для
всех степеней точности резьбы).
Допуски наружного диаметра болта дюй-
мовой резьбы (ОСТ 1260) одинаковы как для
2-го, так и для 3-го классов точности и равны ~4
резьбовым единицам (с" — с'). Класс 2а не нор-
мируется. Это, однако, не препятствует вве-
дению в заводских нормалях уменьшенной
величины допуска для точёных дюймовых
резьб, чтобы увеличить минимальную рабо-
чую ВЫСОТУ ВИТКа ^min-
ГЛ. I]
ДОПУСКИ И ПОСАДКИ ТИПОВЫХ СОЕДИНЕНИЙ
47
Для мелких метрических резьб допуски
наружного диаметра лежат в пределах 4-го
и 5-го классов точности гладких изделий
и одинаковы для всех степеней точности.
Допуски внутреннего диаметра гайки
(е"-е') для резьб по ОСТ 94, 32 и 1260 опре-
делены с учётом отклонений, получающихся
при штамповке гаек. Эти допуски одинаковы
для всех классов точности резьбы, и лишь
в 1-м классе точности метрических резьб
по ОСТ 32 предусмотрена дополнительная
группа 1с с уменьшенными допусками по
внутреннему диаметру гайки. Такими допу-
сками следует пользоваться в тех случаях,
когда возникает необходимость в увеличении
минимальной рабочей высоты витка. Допуски
внутреннего диаметра резьбы по ОСТ 193
и всех мелких метрических резьб равны до-
пускам наружного диаметра этих резьб.
По проекту ISA 1939 г. предлагается- три
ряда допусков на наружный диаметр резьбы
болта и внутренний диаметр резьбы гайки:
для чёрных резьб, для точёных резьб и для
мелких резьб. Эти ряды выражены опреде-
лёнными квалитетами в зависимости от шага
резьбы. В общем по ISA предлагаются мень-
шие допуски на эти диаметры, чем по ОСТ.
При допусках по ОСТ минимальная рабо-
чая высота витка t2 mjn выражается в ряде
случаев внушающими опасения величинами
и составляет от 31 до 77% от высоты про-
филя t%.
По проекту ISA в результате уменьшения
допусков на наружный диаметр резьбы болта
и внутренний диаметр резьбы гайки мини-
мальная рабочая высота витка —-— состав-
h
ляет 60%. Лишь для чёрных резьб при малых
шагах
l2 min
снижается до 50%.
Посадки с натягами. Наиболее распро-
странённым случаем применения посадок
с натягами являются соединения резьбы шпи-
лек. Наряду с этим посадки с натягами при-
меняются и в ряде других случаев, когда
требуется устранить возможность самоотвин-
чивания, избежать зазога в резьбовом соеди-
нении или обеспечить прочность резьбового
соединения без дополнительных, фиксирую-
щих деталей.
Посадки резьбы шпилек. Эти по-
садки, часто называемые тугими резьбовыми
соединениями, применяются для так назы-
ваемого посадочного конца шпильки, ввинчен-
ного в корпус. Посадочный конец должен
быть ввинчен в корпус настолько туго, чтобы
при освобождении гайки, соединённой с дру-
гим концом шпильки, последняя не вывинчи-
валась из корпуса.
Осуществить надёжную посадку резьбы
шпильки в корпусе можно различными спо-
собами (фиг. 46).
Радиальный натяг в таком соединении
может быть достигнут:
а — обычными посадками с гарантирован-
ным натягом в соединении; б — ввинчиванием
сбега резьбы шпильки в отверстие корпуса
(строго говоря, такой способ в небольшой
степени вызывает и осевой натяг); в — соеди-
нением конической резьбы шпильки с ци-
линдрической резьбой отверстия; г — соедине-
нием конической резьбы шпилек с кониче-
ской же резьбой отверстия.
Осевой натяг может быть достигнут пу-
тём:
д — затяжки резьбы шпильки с буртиком;
е — затяжки резьбы шпильки, имеющей на
конце гладкий цилиндрический выступ.
Кроме того, осевой натяг может быть по-
лучен и при обычном способе соединения (а)
за счёт разницы в шаге у резьбы шпильки
и отверстия.
Одновременно и радиальный, и осевой на-
тяг достигаются:
ж— при наличии конического распорного
буртика у шпильки;
з — при наличии у конца шпильки кониче-
ской гладкой части;
и — при помощи распорного шарика.
Способы, связанные с осевым натягом
(д, е), а также с одновременным радиальный
Фиг. 46. Различные способы посадок
резьбы шпилек.
и осевым натягом (ж, з, и), не получили рас-
пространения как связанные с конструктив-
ным усложнением соединения.
Из способов, обеспечивающих радиальный
натяг, весьма мало распространены соедине-
ния, базирующиеся на конической резьбе
(в и г). Наиболее целесообразным представ-
лялось сочетание конической резьбы шпильки,
(конусность резьбы шпильки 3:100) с ци-
линдрической резьбой отверстия (в), так как
для резьбы отверстия мог быть использовак:
обычный инструмент.
Опыты показали практическую надёжность
посадки с коническими шпильками при по-
вторных свинчиваниях. Однако при таких со-
единениях в зависимости от колебания раз-
меров резьбы шпильки и отверстия свобод-
ный конец шпильки может занимать разное
положение по высоте, что является очевид-
ным недостатком соединения. Это относится;
и к соединению конической резьбы шпильки
с конической резьбой отверстия (г).
Таким образом детального рассмотрения-
заслуживают лишь посадки с гарантирован-
ным натягом (а) и посадки с затяжкой по»
сбегу резьбы (б).
48
ОСНОВЫ ВЗАИМОЗАМЕНЯЕМОСТИ В МАШИНОСТРОЕНИИ
[РАЗД. Ill
Посадки резьбы шпилек с га-
рантированным натягом по dcp. Га-
рантированный натяг в таких соединениях
определяется как положительная разность
между наименьшим средним диаметром резьбы
шпильки и наибольшим средним диаметром
резьбы отверстия. По наружному и внутрен-
нему диаметрам натяг не создаётся, необходи-
мость в таком натяге возникает лишь при
паро- и водонепроницаемых резьбах.
Допуски устанавливаются преимущественно
по системе отверстия, так как изменение
размеров резьбы шпилек не требует приме-
нения специального резьборезного инстру-
мента, а система отверстия позволяет исполь-
зовать в ряде случаев метчики общего назна-
чения. Система вала находит применение
в случаях централизованного производства
Щ\ Шпилька •»$
I
Щ^ Отверстий 1
Фиг. 47. Схема расположения полей до-
пусков резьбы шпилек с горизонтальным
натягом: а' — нижнее отклонение dCp
шпильки; а"— верхнее отклонение dCp
шпильки; /—верхнее отклонение йвн
шпильки.
шпилек, которые целесообразно изготовлять
с постоянными предельными размерами.
На фиг. 47 приведена одна из типичных
схем расположения полей допусков резьбы
шпилек при посадке с гарантированным на-
тягом, принятая по стандарту Глававтопрома
9-3 и 9-4 1939 г. Как и при всякой посадке
с натягами, здесь возникает необходимость
в установлении весьма малых величин допу-
сков по среднему диаметру. При больших
допусках сочетание размеров, образующее
наименьший натяг, не гарантировало бы от
проворачивания шпильки, а при наибольшем
натяге могли бы разрушиться витки резьбы
сопрягаемых деталей (например, у отвер-
стия при ввинчивании стальной шпильки
в алюминиевый корпус). Таким образом тре-
буется ограничить допуск натяга, а тем самым
и допуск изделий, поскольку допуск натяга
равен сумме допусков входящих в соедине-
ние деталей.
Общее представление о соответствующих
величинах для основных крепёжных резьб
даёт схема, приведённая на фиг. 48, близкая
к стандарту Глававтопрома и к американ-
скому стандарту. Как видно из схемы, наи-
больший натяг составляет ~ 1,5 резьбовой
единицы, а наименьший~0,15 резьбовой еди-
ницы. По стандарту Глававтопрома наиболь-
шпильни
•"*-r**-"
i
1
«с
1
наименьший"^
чптяг~0,?5%
оезьд.ей. |
1
Фиг. 48. Схема распо-
ложения полей допу-
сков среднего диаметра
резьб шпилек при по
садке с гарантирован
ным натягом.
3/ "
ший натяг исчисляется по формуле ЪОу d +
-4-60 Ys, а наименьший натяг получается рав-
ным ~ 20 ja для всех размеров метрических
резьб — от 6 до 33 мм. Допуски шпильки —0,75
резьбовой единицы, а допуски отверстия ~ 0,6
резьбовой единицы. При резьбе Мб XI допуск
среднего диаметра, таким об-
разом, составит для шпильки
50 (д., а для отверстия 40 р..
Сравнительно меньшим допу-
ском для отверстий учиты-
вается возможность
точного изготовления
их шлифованными
метчиками.
Допуски среднего
диаметра шпильки и
отверстия следует
рассматривать как
суммарные, вклю-
чающие диаметраль-
ные компенсации от-
клонений шага и по-
ловины угла профиля.
Это условие обычно
всегда соблюдается в
отношении отверстий,
проверяемых пре-
дельными резьбовыми
пробками. Но иногда
оно нарушается в отношении шпилек, кото-
рые взамен предельных резьбовых колец или
скоб (комплексный метод проверки) прове-
ряются только по собственно среднему диа-
метру (например, методом трёх прозолочек).
При такой проверке неопределённо возрастает
приведённый средний диаметр шпильки и
соответственно натяг в соединении.
Для ответственных соединений помимо
комплексной проверки среднего диаметра же-
лательно отдельно проверять (хотя бы в выбо-
рочном порядке) отклонения шага и половины
угла профиля, установив для этих составляю-
щих специальные нормы. По стандарту Глав-
автопрома допуск на шаг принят равным ^ 25а
в пределах длины 25 мм, а допуск на половину
угла профиля ^40'. Кроме того, стандарт Глав-
автопрома устанавливает допустимые отклоне-
ния этих элементов и для резьбы отверстий
Как уже указывалось выше, зазоры и ка-
тяги в соединении могут значительно коле-
баться, притом не только в зависимости от
величин, но и от знака отклонений шага и
половины угла профиля, поэтому при сбо-
рочных операциях большую помощь сможет
оказать применение ключей с фиксирован-
ным усилием затяжки.
Для внутреннего диаметра шпильки уста-
навливается только наибольший предельный
размер, причём во избежание ослабления се-
чения шпильки положительное отклоне-
ние /'= а' (см. фиг. 47). Нижнее отклонение
внутреннего диаметра отверстия е' соответ-
ственно увеличивается, а допуск этого диа-
метра е"--е' принимается обычно разным ]/6?г.
По наружному диаметру расположение полей
допусков ничем не отличается от крепёжных
резьб общего назначения, а допуску шпильки
принимается по классу 2а крепёжных резьб.
Ввиду чрезвычайно малых допусков сред-
него диаметра шпилек и отверстий, которыми
ГЛ.1]
ДОПУСКИ И ПОСАДКИ ТИПОВЫХ СОЕДИНЕНИЙ
49
необходимо пользоваться при прессовых резь-
бовых посадках, целесообразно применять
сборку методом группового подбора, когда
изготовленные с расширенными допусками
шпильки и отверстия рассортировываются
на отдельные группы. На фиг. 49 показан
пример одной из подобных схем рассорти-
ровки резьбы М24хЗ с допусками на неточ-
ность изготовления по 1-му классу точности
и с наименьшим натягом, равным .— 0,15 резь-
бовой единицы. Разделению полей допусков
на равные группы должно предшествовать
исследование характера кривых распределе-
ния размеров в поле допуска, так как при
Фиг. 49. Схема рассортировки
шпилек и отверстий по среднему
диаметру (резьба М24 х 3).
асимметричных кривых распределения разде-
ление полей на равные группы приводит
к образованию неиспользуемых остатков от-
дельных групп.
Посадка шпилек с затяжкой по
сбегу резьбы. Даже при отсутствии на-
тяга по среднему диаметру можно достигнуть
сравнительно надёжной посадки шпильки,
если ввинчивать её в отверстие вплоть до
сбега резьбы. Таким образом получается за-
тяжка по сбегу. Этот способ посадки шпи-
лек позволяет расширить допуски по сред-
нему диаметру, и, таким образом, затяжка
шпилек на сбеге резьбы представляет зна-
чительные преимущества по сравнению с
Проект ISU
Шпилька Шпилька
(нормаль- {подышен-
Отдерстие ныетре- нь/е тре-
бования) бодания).
Фиг. 50. Схема расположения полей
допусков среднего диаметра при по-
садке шпилек с затяжкой по сбегу
резьбы.
прессовыми резьбовыми посадками. На этом
способе базируется проект ISA 1939 г.
У посадочного конца шпильки сбег резьбы
рекомендуется делать под углом 25° и про-
тяжённостью в 2—3 витка. При затяжке
резьбы по сбегу всё же следует избегать
значительных зазоров по среднему диаметру,
так как это может ослабить соединения. По-
этому поля допусков по среднему диаметру
располагают так, что получается (пользуясь
терминологией из области гладких цилиндри-
ческих соединений) характер напряжённых
или плотных посадок, как это видно из фиг. 50.
По проекту ISA 1939 г. допуск отверстия
принимается по 1-му классу точности, а для
шпилек устанавливаются два ряда допусков:
1 резьбовая единица (нормальные требова-
ния) и-^2/з резьбовой единицы (повышенные
требования); в обоих случаях верхнее откло-
нение одно и то же ~0,8 резьбовой единицы.
Плотные резьбовые посадки.
Плотные резьбовые посадки применяются
в тех случаях, когда резьба должна свинчи-
ваться, как правило, без ключа (от руки)
и в то же время иметь возможно меньший
зазор. Такие требования предъявляются к
резьбовым соединениям, находящимся под
Фиг. 51. Схема расположения полей допу-
сков для плотных резьбовых соединений
(обозначения — см. фиг. 10 и 14).
действием тряски, вибраций и ударов (вслед-
ствие чего может произойти самоотвинчива-
ние), также в тех сравнительно редких слу-
чаях, когда необходимо центрировать детали
по резьбе. Так, плотные резьбы применяются
для болтов крепления картера сцепления
к коробке скоро-
стей, для болтов
кожуха полуоси,
для тонкостенных
деталей в оптико-
механической про-
мышленности, для
ряда деталей счёт-
но -аналитических
машин и т. д.
Из самого усло-
вия соединения
(свинчивание от
руки и без зазора)
следует, что теоре-
тически допуск за-
зора (натяга) дол-
жен приближать-
ся к нулю, а тем
самым и сумма до-
пусков среднего диаметра соединяемых де-
талей тоже должна приближаться к нулю.
Практически это требование неосуществимо,
поэтому стремятся установить возможно мень-
Фиг. 52 Схема расположения
полей допусков среднего диа-
метра плотных резьбовых со-
единений.
50
ОСНОВЫ ВЗАИМОЗАМЕНЯЕМОСТИ В МАШИНОСТРОЕНИИ
[РАЗД. III
шие величины допусков среднего диаметра.
При этом поле допуска резьбы болта распо-
лагают с небольшим переходом за номинальный
средний диаметр (фиг. 51 и 52) подобно плот-
ным посадкам для гладких цилиндрических из-
делий. Вероятность натягов при таком распо-
ложении поля допуска мала, а величины
возможных зазоров в соединении несколько
уменьшаются. Для подобных соединений сле-
дует рекомендовать сборку методом подбора.
Показанные на фиг. 51 и 52 схемы дают
общее представление о расположении полей
и величинах допусков для плотных резьбовых
соединений по стандарту Глававтопрома 9-5 и
9-6 1939 г. и по американскому стандарту.
Посадки с гарантированным зазором. По-
садки с гарантированным зазором предназна-
чены для сравнительно грубых соединений, при
которых увеличение зазора не представляет
опасности. Наименьший зазор в таких соедине-
ниях устанавливается для обеспечения быстрой
и лёгкой сборки даже при наличии коррозии,
загрязнения и небольших повреждений резьбы.
Иногда этот зазор предназначается для ком-
пенсации температурных изменений размеров.
Допуски для указанных соединений уста-
новлены только по американскому стандарту
с обозначением 1-го класса точности (см. ни-
же, фиг. 64). Как видно из фиг. 64, для поса-
док с наименьшим зазором принимается
система отверстия. Допуски болта и гайки
гавны между собой. Верхнее отклонение
(наименьший зазор) среднего диаметра болта
составляет ~ */3 величины допуска на этот
диаметр. По наружному диаметру резьбы так-
же устанавливается наименьший зазор, равный
наименьшему зазору по среднему диаметру.
По проекту ISA 1939 г. предлагаются два
ряда величин наименьших зазоров для по-
добных посадок: ~ 0,4 резьбовой единицы
и ~ 1 резьбовая единица.
При установлении допусков на резьбовые
соединения с гарантированным зазором не-
обходимо стремиться использовать стандарт-
ные непроходные резьбовые калибры. Поэтому
наименьший средний диаметр болта таких
соединений должен быть равен наименьшему
среднему диаметру болта по одному из стан-
дартных классов точности.
, Допуски специальных цилиндрических
резьб
Допуски трубных цилиндриче-
ских резьб (табл. 28). Допуски трубных
цилиндрических резьб устанавливаются для
. Муфта ^i
обоих типов профилей — с плоскосрезанными
вершинами и с закруглениями. Схемы распо-
ложения полей допусков на трубные цилин-
дрические резьбы показаны на фиг. 53, а и б.
При установлении допусков среднего диаметра
трубную цилиндрическую резьбу можно рас-
сматривать как измельчённую резьбу и вос-
пользоваться формулой из ОСТ 1256 (см. стр.45),
по которой приближённо подсчитаны допуски
для мелких метрических резьб. Таким путём,
учитывая средние значения стандартных длин
свинчивания (трубы, арматурные детали и пр.),
получили величины допусков среднего диа-
метра для 2-го и 3-го классов точности труб-
ных цилиндрических резьб от */8 до 6".
Расположением полей допусков по вну-
треннему диаметру резьбы муфты обеспечен
минимальный зазор, равный нижнему отклоне-
нию е', учитывающий возможность уплотне-
ния резьбы посредством пеньки, обмотанной
вокруг резьбы трубы. Верхнее отклонение е"
принято для получения достаточной величины
допуска, приблизительно в 3,5 раза больше
нижнего. Допуск внутреннего диаметра резь-
бы муфты равен разности этих отклонений.
Наружный диаметр резьбы трубы имеет
верхнее отклонение с', обеспечивающее мини-
мальный зазор у вершин трубной резьбы на
случай смещённого при свинчивании уплотне-
е'
ния. Величина с' ~ij- Нижнее отклонение на-
ружного диаметра резьбы трубы с' приблизи-
тельно в 7 —10 раз больше верхнего с'. При
таких допусках на наружный диаметр резьбы
трубы и внутренний диаметр резьбы муфты,
одинаковых для 2-го и 3-го классов точности,
отношение -2miD составляет не менее 400/0.
Допуски внутреннего диаметра резьбы
трубы и наружного диаметра резьбы муфты не
нормируются (как и допуски для крепёжных
резьб).
Допуски трапецеидальных резьб
(табл. 29). Допуски на трапецоидальные резь-
бы устанавливаются по системе отверстия.
Общая схема расположения полей допусков
на эти резьбы показана на фиг. 54.
Как видно из схемы, по сторонам профиля
устанавливается гарантированный зазор для
смазки (численно равен верхнему отклонению
толщины нитки винта z"). Зазор этот опреде-
лён по формуле 6,25\/~s для ходовых винтов
и винтов регулирования и по формуле 25 Ys
для винтов общего назначения (s^b мм, ре-
зультат — в микронах).
Зазоры по наружному
и внутреннему диаме-
трам г и z предусмо-
трены нормалями резьб*.
Допуски среднего диа-
метра связаны с допу-
сками на толщину вит-
ка а следующей зави-
симостью:
Ъ ^
Муфта
Фиг. 53. Схема расположения полей допусков на трубные цилиндрические
резьбы по ОСТ 266.
* См. „Цилиндрические
резьбы", „Справэчник", разд. 1,
т. 2.
Таблица 28
Допуски и предельные размеры трубной резьбы
2-й и 3-й классы точности (схему см. на фиг. 53)
3
резь(
я
X
<и
)бозна
V
V
7/'
'//'
7."
Г'
О'/а">
17,"
17,"
%"
B7,")
27/
BV')
C'//')
37,"
CР
47,"
5"
57,"
6"
с
на V
иток
?
ИСЛО
3"
28
19
19
14
14
14
14
II
II
II
II
II
II
II
II
II
II
II
II
II
II
II
II
II
II
II
SS
3;
а
ЭЯ
а
аибол
s
9>68о
13,1оо
i6,6oo
20,800
22,850
26,380
30,140
ЗЗ.180
37.830
41,840
44.250
47.73"
53,670
59.54O
65,630
75, "о
81,460
87,800
93,9оо
100,250
106,590
112,940
125,640
138,34°
151,040
l63.74°
наружный
ший
аимен
X
9,38°
12,74°
16,240
20,500
22,460
25,97°
29.73O
32,75°
37,4°°
41,360
43-77°
47,2оо
53.14°
59.°ю
65,060
74.54O
80,890
87,190
93.г8о
99.63O
Ю5,88о
112,230
124,93°
137-530
150,230
162,830
т Р .
[внутренний
А
опуск
ч
Зоо
Збо
Збо
39O
39о
4ю
4ю
43°
43°
480
480
53O
53°
53°
57о
57°
57°
6ю
б2О
62O
7IO
7Ю
7ю
8ю
8ю
9ю
S;
S;
са
ший
аибол
X
8,567
11,446
4,951
18,632
2O.568
24,119
27,878
30,293
34,941
38,954
4L367
44,847
5O.79I
56,659
6г,755
72,230
78,580
84,930
91,026
97.376
103,727
110,077
122,777
135.478
148,178
160,879
Г бы
т
«
я
а
аибол
X
9,148
12,302
15,807
19.794
21,75°
25,281
29,040
31-771
36,420
40,433
42,846
46,326
52,270
58,137
64.234
73>7°8
80,058
86,409
92,505
98,855
105,205
ii I.556
124,256
136,957
149.657
162,357
Д i
1 а м
средний
наименьший
в мм
2-й
класс
9.OI5
12,165
15.659
19-633
21,589
25,120
28,866
31,578
36,227
40,240
42,653
46,133
52,046
57-913
64,010
73.484
79.8оз
86,154
92.250
98,6сю
Ю4,95°
111,286
123,97°
136,671
I49.371
162,071
3-й
класс
8,929
12,074
15.560
19,629
21,485
25,016
28,754
31.45°
36,099
4О,Н2
42,525
46,005
51,900
57,767
63,864
73,338
79,637
85,988
92,084
98,434
104,784
III,НО
123,783
136,484
149,184
161,884
е т р
допуски
и муфть
2-й
класс
133
137
148
i6i
161
161
*74
193
193
193
193
193
224
224
224
224
255
255
255
255
255
270
286
286
286
286
Р е
трубы
1 Ь В [А
3-й
класс
219
228
247
2б5
2б5
2б5
286
321
321
321
321
321
37O
37°
37о
37°
421
421
421
421
421
446
473
473
473
473
з ь б
ы
средний
ШИЙ
аимен
X
9,148
12,302
15.807
19,794
21,750
25,281
29,040
31,771
36,420
4O.433
42,846
46,326
52,270
58,137
64,234
73.7°8
80,058
86,409
92,505
98,855
i°5.2°5
ш,55б
124,256
136,957
149,657
162,357
наибольший
в
2-й
класс
9,281
12,439
15-955
19,955
21,911
25,442
29,214
31,964
36,613
40,626
43,039
46,519
52,494
58,361
64,458
73.932
80,313
86,664
92,760
99,110
105,460
111,826
124,542
137.243
149.943
162,643
мм
3-й
класс
9.3&7
12,53°
1б,о54
2O.O59
22,015
25.546
29,326
32,092
36,741
4°,754
4З.167
46,647
52,640
58,5О7
64,604
74,078
8о,479
86,830
92,926
09,276
105,626
112,002
124,729
I37.43O
^о.гзо
162,830
муфты
га
>1
о.
X
9.729
13,158
1б,6бз
20,956
22,912
26,442
ЗО,202
33,25°
37.898
41,912
44,325
47,8°5
53.748
59,6i6
65,712
75,187
8i,537
87,887
93,984
юо,зз4
106,684
-°34
125.735
138,435
iS1,^6
163,836
внутренний
s-
ший
аимен
8,670
н,5бо
15,обо
18,75°
20,710
24.250
28,ОЮ
3°.43°
35,°8о
39.ЮО
4I.510
45,000
5°,94°
56,810
62,910
72,39°
78,740
85, юо
91,200
97,55°
103,910
1Ю,2бО
122,960
135.67°
148,370
161,070
га
ший
л
аибол
X
8,920
11,840
15,34°
19,°5°
21,ОЮ
24.57O
28,330
30,790
35.44O
39,460
41,870
45,400
51,340
57>21°
63,360
72,830
79,i8o
85,580
91,680
98,030
104,43°
110,780
123,480
136,230
148,930
161,630
А
га
опуск
25О
28о
28О
Зоо
Зоо
32O
320
Збо
Збо
Збо
Збо
4оо
4оо
4оо
450
44O
44O
480
48о
48о
52O
52O
52O
5бо
обо
5бо
52
ОСНОВЫ ВЗАИМОЗАМЕНЯЕМОСТИ В МАШИНОСТРОЕНИИ
[РАЗД. Ш
В СССР по ОСТ 7714 установлены три
степени точности для винтов (т, п и р) и две
степени точности для гаек М и N. При этом
поля допусков среднего диаметра для гаек /И и N
расположены с нижним отклонением, равным
нулю (фиг. 55), и отличаются только по вели-
чине. Винты тип имеют одинаковые верх-
ние отклонения по среднему диаметру F,25 Ys)
и тоже различаются лишь по величине допу-
сков. Винты р имеют для расширения сма-
зочного зазора увеличенное верхнее отклоне-
ние по среднему диаметру BS\/"s), но по
величине допусков почти равны винтам п.
Соединения винтов тиле гайками М
и N рекомендуются для ходовых винтов, для
Гайка
Фиг. 54. Схема расположения полей допусков на трапе-
цоидальную резьбу по ОСТ 7714: s — шаг; d0 — наружный
диаметр винта; й'о — наружный диаметр гайки; dj —вну-
тренний диаметр винта; d\ — внутренний диаметр гайки;
йсп — средний диаметр гайки (номинальный); с — до-
пуск наружного диаметра винта; g — допуск наруж-
ного диаметра гайки; е — допуск внутреннего диаметра
гайки; /—допуск внутреннего диаметра винта;
Ъ"— нижнее отклонение среднего диаметра винта;
Ь'— верхнее отклонение среднего диаметра винта;
Ь" — !>i' — допуск среднего диаметра винта; Ь — допуск
среднего диаметра гайки; а'— нижнее отклонение тол-
щины нитки винта; z"— верхнее отклонение толщины
нитки винта; а — допуск на толщину нитки гайки.
винтов подачи станков и для винтов регули-
рования.
Соединения винтов р с гайками N реко-
мендуются для резьбовых изделий общего на-
значения.
Для определения величин допусков на
толщину нитки а используется формула, по-
добная формуле из ОСТ 1256 для мелких
метрических резьб:
ctg 15°
-f-
где п — число витков на длине свинчивания,
принятое для степеней т, М равным 16,
а для степеней п, N и р равным 24.
Допуски на наружный диаметр резьбы
винта и внутренний диаметр резьбы гайки
равны между собой и задаются численно, ис-
ходя из технологических соображений и ми-
нимальной несущей высоты резьбы.
При малом угле профиля а = 30° возникает
необходимость в установлении допусков на
наружный диаметр резьбы гайки и внутренний
диаметр резьбы винта. Допуски на наружный
диаметр резьбы гаек М и N приняты рав-
ными допуску на средний диаметр гаек N.
205ц
Ж
Ъ8- 565 Ц
| Винты
Фиг. 55. Схемы расположения полей и величины допу-
сков среднего диаметра, резьба Трап. 28 X 5 п0 °СТ 7714
(стрелками показаны рекомендуемые соединения).
Допуски на внутренний диаметр резьбы
винтов р равны нижнему отклонению сред-
него диаметра резьбы винтов той же степени
точности.
Допуски упорных резьб. Для упор-
ных резьб в отличие от резьб трапецоидаль-
ных предусмотрен зазор по толщине витка
в стандартах резьбы (ОСТ 7739 — 7741). Этот
зазор равен 0,2 мм и осуществляется за счёт
уменьшения толщины витка (увеличение сред-
него диаметра) гайки и определяется как
верхнее отклонение толщины витка гайки а'.
Отклонения по толщине витка и по сред-
нему диаметру резьбы связаны следующей
зависимостью:
2а
tg30o-Hg3''
Допуски для упорных резьб устанавли-
ваются по той же методике, что и допуски
трапецеидальных резьб. Из степеней точности
приняты только М, т и N, п, так как степень
точности р при наличии большого зазора,
установленного стандартами резьбы, оказа-
лась лишней. В отличие от трапецоидальных
резьб не нормируется допуск наружного
диаметра резьбы гайки. Это не должно вы-
зывать особых опасений, так как даже глу-
бокое прорезание гайки не может отразиться
на её прочности.
Схема расположения полей допусков на
упорные резьбы показана на фиг. 56.
Допуски прямоугольных резьб.
При установлении допусков на прямоугольные
резьбы прежде всего должен быть разрешён
вопрос о центрирующем диаметре, так как
для указанных резьб вопрос о центрировании
по сторонам профиля отпадает (а = 0). Обычно
предпочитают центрирование по внутреннему
ГЛ. 1]
ДОПУСКИ И ПОСАДКИ ТИПОВЫХ СОЕДИНЕНИЙ
53
Допуски трапецеидальных резьб
(схему см. на фиг. 54)
Таблица 29
Номи-
нальный
диаметр
резьбы
d0 в мм
i8 28
З0-44
46-60
16—20
62—82
32—28
85-115
120—150
44—60
155 !9о
30-42
6а-8а
195—23°
44 6о
85-115
62 82
12о -175
Шаг
резьбы
s в мм
3
5
о
8
ю
12
l6
обозначе-
м
N
М
N
М
N
М
N
М
N
М
N
М
N
М
N
М
N
М
N
М
N
М
N
М
N
М
N
М
N
М
N
М
N
М
N
М
N
М
N
М
N
М
N
До
Наружный
диаметр d0
пуски г
а й к и
Размеры в
Г а
Толщина
нитки
микронах
Яка
Средний
Внутренний
диаметр d
Отклонение
нижн.
о
о
о
о
о
о
верхн.
+ е
328
338
355
355
373
372
428
428
44O
44O
44°
44O
51°
5^5
515
595
595
578
578
66о
66о
650
650
6ох>
690
7б5
765
745
745
790
79°
825
825
865
865
895
895
985
985
1040
1040
IIOO
IIOO
нижн.
-а'
7о
83
75
95
8о
IOO
95
95
н8
95
и8
112
I4O
по
138
128
i6o
125
155
14Э
178
140
175
148
185
165
205
162
200
170
313
178
222
185
233
192
24O
212
265
322
38О
335
295
верхн.
0
о
о
о
о
о
нижн.
о
о
о
о
о
0
верхн.
+ Ь
Зб2
328
28О
355
395
372
355
428
355
44°
355
44°
52O
4Ю
515
478
595
465
578
53°
66о
52O
650
55°
690
6i5
765
605
745
635
790
665
690
865
715
895
79°
985
825
1040
875
IIOO
верхн.
+ е
15°
4оо
5°о
боо
8оо
нижн.
о
о
о
о
54
ОСНОВЫ ВЗАИМОЗАМЕНЯЕМОСТИ В МАШИНОСТРОЕНИИ
[РАЗД. Ill
Продолжение табл. 29
Номи-
нальный
диаметр
резьбы
d0 в мм
85-П5
i8o—230
120—175
240—300
Номи-
нальный
диаметр
резьбы
d0 в мм
IO—1б
18—28
ю—14
3°-44
46—бо
i6— 20
62-82
22—28
85-115
з°—4а
I2O—150
Шаг
резьбы
s в мм
on
Шаг
резьбы
s в мм
3
5
Условное
обозначе-
ние допу-
ска
М
N
М
N
М
. N
М
N
Условное
обозначе-
ние допу-
ска
т
п
Р
т
п
Р
т
п
Р
т
п
Р
т
п
Р
т.
п
Р
т
п
Р
т
п
Р
т
п
Р
т
п
Р
т
п
Р
Наружный
диаметр d0
нижн.
о
верхн.
S
I2O0
I2OO
1265
12б5
14°о
14°°
I45O
Д о п у
Наружный
диаметр d0
:
Размеры в
Г а
Толщина
нитки
верхн.
— а'
258
322
272
34°
3°°
375
39°
с к и
микронах
ft к а
Средний
диаметр d
Отклонение
нижн.
_
°
В И 11
Размеры
В и
Толщина
нитки
нижн.
°
г а
верхн.
9бо
I2OO
IOIO
1265
II2O
I4OO
5
145°
в микронах
н т
Средний
диаметр dCg
Внутренний
диаметр d
верхн.
+ е
I2OO
НИЖН.
Внутренний
диаметр d,
Отклонение
нижн.
—с
15°
о
верхн.
-Z"
9
9
35
9
9
35
ю
ю
42
IO
10
42
IO
IO
42
12
12
5°
12
12
5°
14
14
оэ
14
14
55
15
15
бо
15
55
бо
нижн.
— а
79
97
123
84
Ю4
13°
9°
но
142
и>5
125
157
Ю5
128
i6o
ю7
13°
i68
124
igo
124
152
193
142
174
215
140
170
215
157
193
238
нижн.
-*"
294
Зб2
46о
314
388
485
ззб
4ю
53°
392
465
585
392
478
595
4оо
485
б27
462
565
462
5°5
720
53°
650
8оо
522
635
8оо
585
720
885
верхн.
— Ь'
34
34
132
34
34
132
37
37
158
37
37
158
37
37
158
45
45
i87
45
45
187
52
52
205
S2
о2
205
5°
234
56
56
234
нижн.
— /
Зб2
Зб2
460
388
388
485
4ю
4ю
53°
465
465
585
478
478
595
485
485
627
5б5
565
5^5
5^5
720
650
650
8оо
635
635
8оо
72O
72O
883
верхн.
О
ГЛ. 1]
ДОПУСКИ И ПОСАДКИ ТИПОВЫХ СОЕДИНЕНИЙ
55
и
нальный
диаметр
резьбы
dQ в мм
¦22—28
44—6о
I55-i9o
30—42
62—82
!95—23°
44—6о
85-U5
240—300
62-82
I2O-I75
85-И5
180—230
120-175
240—з°°
Шаг
резьбы
s в мм
8
ю
12
Условное
обозначе-
ние допус-
ка
т
п
Р
т
п
Р
т
п
Р
т
п
Р
т
п
Р
т
п
Р
т
п
Р
т
и
Р
т
п
Р
т
п
Р
т.
п
Р
т
п
Р
т
п
Т)
m
п
Р
m
п
Р
Наружный
диаметр d0
Размеры в микрона>
В и
Толщина
нитки
н т
Продолжение
Средний
табл. 29
Внутренний
диаметр dx
Отклонение
нижн.
4оо
5оо
•
боо
верхн.
о
о
о
верхн.
—2"
i8
18
72
18
18
72
18
18
72
20
20
80
20
20
80
20
20
80
22
22
88
22
22
88
22
22
88
25
25
100
25
25
100
28
28
112
28
28
112
ЗО
30
120
3°
3°
120
нижн.
—а
158
193
247
166
2ОЗ
257
i83
223
277
182
220
280
100
232
292
198
242
302
207
254
320
214
262
328
224
287
353
247
3°5
380
260
320
395
?86
35°
434
300
368
452
ЗЗО
405
495
34O
420
5ю
нижн.
—Ь"
59о
720
Q2O
62Э
758
96о
682
830
IO32
68о
82O
1042
7Ю
865
1090
738
9оэ
1128
772
948
1190
8оо
978
1225
835
1070
I33O
92O
5
14*5
97O
идо
1470
1068
1305
1620
1120
1370
1685
1230
1520
1845
1268
1565
1900
верхн.
-Ь'
67
67
268
67
67
268
67
67
268
75
75
Зоо
75
75
Зоо
75
75
Зоо
82
82
328
82
8а
328
82
82
328
93
93
372
93
93
372
1О5
i°5
42O
х°5
Ю5
42O
112
112
448
112
112
448
нижн.
-е
72O
720
92O
758
дбо
83о
830
1032
82O
82O
1042
8б5
865
1090
ооо
goo
1128
948
948
пор
978
978
1225
1070
1070
133°
5
5
1415
1190
1190
1470
^3°5
1305
1620
1370
1370
1685
1520
1520
1845
i565
1565
1900
верхн.
о
0
диаметру, так как этот диаметр может быть
выполнен с достаточной точностью и у винта,
и у гайки, в то время как наружный диаметр
легко обработать с требуемой точностью
только у винта (для гайки в этом случае по-
требовалось бы применение метчика, кали-
брующего резьбу по наружному диаметру).
В зависимости от требуемой точности центри-
рования допуски на центрирующий диаметр
принимаются по скользящей посадке 3-го
66
ОСНОВЫ ВЗАИМОЗАМЕНЯЕМОСТИ В МАШИНОСТРОЕНИИ
[РАЗД. Ш
или 4-го класса точности
As
или
А4
Для
з w
нецентрирующего (наружного диаметра можно
применить посадку ^ (система вала). В отли-
чие от треугольных резьб, где взаимо-
зависимость отдельных элементов относилась
к отклонениям собственно среднего диаметра,
шага и половины угла профиля, у прямоуголь-
ных резьб эта взаимозависимость относится
Фиг. 56. Схема расположения допускоз на упорные
резьбы: с — допуск наружного диаметра винта; е— допуск
внутреннего диаметра гайки; Ъ'— нижнее отклонение
среднего диаметра гайки; Ь" — верхнее отклонение сред-
него диаметра гайки; b — допуск отклонения среднего
диаметра винта; а"— нижнее отклонение толщины витка
гайки; а'— верхнее отклонение толщины витка гайки;
а — допуск и нижнее отклонение толщины витка винта;
г— зазор; 1*=с.
к отклонениям толщины витка винта (или
ширины впадины гайки) и шага. Всякое от-
клонение шага винта (в пределах длины свин-
чивания) требует для свинчивания с теорети-
ческой гайкой соответствующего уменьшения
толщины витка винта. При контроле винтов
комплексным проходным резьбовым коль-
цом— прототипом гайки—и, в частности, не-
проходной скобой для' толщины витка одно-
временно ограничиваются отклонения толщины
витка и отклонения шага. Таким образом
в суммарный допуск входят отклонения шага
и отклонения собственно толщины витка. При
этом к отклонениям собственно толщины витка
относится и неперпендикулярность витка к оси
резьбы. Так, из фиг. 57 видно, что винт с рас-
Проходное резьбовое кольцо
Винт
Фиг. 57.
тянутым шагом и „поваленным" (неперпенди-
кулярным к оси) витком свинтился с теорети-
ческой гайкой (проходным кольцом) лишь в
результате значительного уменьшения тол-
щины витка (что может быть легко обнаружено
при контроле толщины витка непроходной
скобой).
Изложенное относится в равной мере
и к резьбе гайки: комплексным калибром для
неё явится проходная резьбовая пробка, а не-
проходным калибром по ширине впадины —
обычный вкладыш (плоская листовая пробка).
Так как прямоугольная резьба предназна-
чена для передачи движения, то по сторонам
её профиля должен быть предусмотрен зазор.
Обычно этот зазор получают за счёт уменьше-
ния толщины витка и подсчитывают подобно
трапецеидальным резьбам по формуле 6,25 Y"s
(как для степеней точности М, т и N, п).
Суммарный допуск на толщину витка
и ширину впадины может быть выдержан
в обычных производственных условиях по
4-му классу точности гладких цилиндрических
изделий.
На фиг. 58 приведены схема расположе-
ния и рекомендуемые величины допусков для
прямоугольных резьб.
Если в процессе изготовления изделий
применяются проходные диференцированные
калибры для проверки толщины витка или
ширины впадины (например, проходной вкла-
пыш для проверки ширины впадины у гайки),
Гайка
Допуск на^тощину Допуск на ширину Теорешчес-
8urn ко. 4 и кл. точн. впаоины U - й кл кий профиль
точн. -
Фиг. 68. Схема расположения полей допускоз
прямоу! ольных резьб.
то допуск на эти элементы должен быть
уменьшен — часть допуска оставляется для
компенсации погрешностей шага.
Допуски круглых резьб. Схема
расположения полей допусков для круглых
резьб, имеющих прямолинейный участок про-
филя, приведена на фиг. 59. Зазоры по на-
ружному и внутреннему диаметрам этой резь-
бы, необходимые для лёгкого свинчивания а
Фиг. Б9. Схема расположения полей допусков на круглые
резьбы с прямолинейным участком профиля.
условиях загрязнения, включены в основные
нормали резьбы. *
Общее представление о величинах допу-
сков для круглых резьб могут дать следую-
щие данные: для резьб с диаметром 30 — 50 мм
и шагом 3 — 4 мм допуски наружного и сред-
него диаметров составляют 200 — 250 ц,
а внутреннего диаметра 300 — 350 \х.
К круглым резьбам относят обычно и резьбы,
накатанные на полых тонкостенных изделиях
т. 2.
•См. .Цилиндрические резьбы", .Справочник", разд. I,
ГЛ. I)
ДОПУСКИ И ПОСАДКИ ТИПОВЫХ СОЕДИНЕНИЙ
57
(резьбы цоколя и патрона электрических лам-
почек, резьбы для противогазов и др.). При
установлении допусков на эти резьбы зазор
обеспечивается по всему профилю, как это
показано на
Гайка Фиг- 60. Вели-
чина зазора
~ 0,04 s.
Допуски ча-
совых резьб.
Методика по-
строения допу-
сков на часовые
резьбы диаме-
тром от 0,3 до
0,9 мм при ша-
гах от 0,075 до
0,225 мм мало
чем отличается
от методики по-
строения допу-
сков на крепёж-
ные метриче-
ские резьбы. По внутреннему диаметру резьбы
гайки предусмотрено нижнее отклонение е',
облегчающее изготовление резьбы. Допуски
наружного диаметра резьбы болта и внутрен-
него диаметра резьбы гайки приняты из усло-
вия, чтобы отношения 2rnlD по возможно-
Фиг. 60. Схема расположения по-
лей допусков на резьбу для люд-
ских противогазов.
сти не были меньше 40%. Допуски наруж-
ного диаметра резьбы гайки и внутреннего
диаметра резьбы болта не нормируются.
На фиг. 61 приведена схема расположения
полей допусков часовых резьб. Величины и
Фиг. 61. Схема расположения полей
допусков на часовые резьбы с углом
профиля а=50°.
расположение полей допусков часовых резьб
регламентированы ГОСТ 3197-46 (для 1-го
класса точности) и ГОСТ 3198-46 (для 2-го
класса точности).
Допуски резьб с антикоррозийными
покрытиями
В целях предупреждения коррозии детали резьбо-
вых соединений подвергаются антикоррозийным покры-
тиям — цинкованию или кадмированию. Толщина слоя по-
крытий резьбовых изделий составляет обычно при цин-
ковании 7—15 р. (лишь в редких случаях до 25 р.), а при
кадмировании 5—10 р..
Указанные выше величины относятся к толщинам
слоев (Д), измеренным перпендикулярно к стороне про-
филя резьбы (фиг. 62). В диаметральном выражении тол-
щина слоя покрытия
да = .
Для метрической резьбы (а=60°)
bd = 4Д.
Это соотношение имеет в виду изменение лишь сред-
него диаметра резьбы; для наружного и внутреннего диа-
метров Ld = 2Д.
Для деталей резьбовых соединений, подвергаемых
антикоррозийным покрытиям, должны быть установлены
специальные допуски размеров резьбы до покрытия, с
тем чтобы после покрытия эти размеры не выходили из
пределов, установленных для готовой резьбы. На фиг. 63
приведены различные схемы расположения полей допу-
сков среднего диаметра для резьб с антикоррозийными
Фиг. 62.
покрытиями, с числовым примером для резьбы М6Х1-
2-го класса точности и толщиной слоя Д, колеблющейся
в пределах от 6 до 10 р..
При рассмотрении этих схем, относящихся к общему
случаю, когда покрытию подвергаются и внутренняя, и
наружная резьбы, можно наметить следующие способы
разрешения поставленной задачи:
1. Специальные допуски для резьб до покрытия не
устанавливаются (схема А). Ориентируясь на вероятные
значения размеров резьбы, детали изготовляют с обыч-
ными допусками и проверяют их как до покрытия, так и
после него одними и теми же калибрами. Взаимозаменяе-
мость изделии обеспечивается при этом в полной мере,
но часть деталей после покрытия может оказаться за-
бракованной. При допусках изделий по 3-му классу точ-
ности процент забракованных деталей после покрытия
оказывается настолько малым, что отдельные предприятия
охотно пользуются этим способом и не вводят специаль-
ных допусков до покрытия. Однако для 2-го и тем более
1-го класса точности случаи брака после покрытия вы-
ражаются сравнительно большими числами. Это выну-
ждает смещать поля допусков нарезанных изделий и при-
менять соответствующие специальные калибры.
2. На величину, соответствующую толщине покры-
тия, смещается только поле допуска болта (схема Б).
Резьба пост
покрытия
Резьба до покрытия
•|j Схема „В"
Схема„б"^
Фиг. 63. Схема расположения полей допусков на dcp для
резьбе антикоррозийным покрытием (Пример: для резьбы
М6Х1, кл. 2-й. Толщина слоя покрытия Д=6 — 10 ц.).
Поле допуска гайки не изменяется, и, таким образом, от-
пвдает надобность в применении специальных метчиков
а также специальных пробок для контроля резьбы до
покрытия Как видно из фиг. 63, чтобы исключить воз-
можность забраковки, наибольший размер среднего диа-
метра болта должен быть в этом случае уменьшен на
удвоенную величину максимальной толщины покрытие
в её диаметральном выражении. Так, если толщина по-
58
ОСНОВЫ ВЗАИМОЗАМЕНЯЕМОСТИ В МАШИНОСТРОЕНИИ
[РАЗД. III
крытия колеблется в пределах 6—10 ц., то наибольший
средний диаметр болта смещается на величину
2-4Дг
2-4-10
наименьший средний диаметр болта смещается на вели-
чину
так как даже при наименьшей толщине покрытия размеры
резьбы после покрытия должны лежать в пределах, уста-
новленных стандартом.
При таком расположении поля допуска болта самая
величина допуска уменьшается на 2Д^ max~2A<i min или
на 8 (дтах — Amin)-
Помимо этого указанный выше способ связан с не-
обходимостью применения специальных калибров для
проверки резьбы после покрытия, так как номинальный
размер среднего диаметра (ось О'О' на фиг. 63) также
смещается. Возникает необходимость в применении спе-
циальных проходных резьбовых пробок для контроля
гаек после покрытия, специальных проходных колец(или
установочных пробок к регулируемым кольцам) для кон-
троля болтов до и после покрытия и специальных непро-
ходных колец для контроля болтов до покрытия.
Все это наряду со значительным уменьшением вели-
чины допуска среднего диаметра болтов говорит о не-
целесообразности применения схемы Б.
3. Поля допусков как болта, так и гайки смещаются
на величину, соответствующую толщине покрытия
(схема В). Ееличина смешения составляет для наиболь-
шего размера болта и наименьшего размера гайки Д^ тах;
для нашего примера
По наименьшему размеру болта и наибольшему раз-
меру гайки величина смещения составляет Д^ mjn; для
нашего примера
*d min=4imin=4 • 6=24 V-
Уменьшение величин допусков составляет только
лтах — лтт-
Недостатком этого способа является необходимость
применять специальные проходные и непроходные кали-
бры для проверки резьбы до покрытия. Обычная разбив-
ка отверстий метчиками настолько велика, что схема В,
как правило, не вызывает надобности в изменении их
размеров и позволяет пользоваться стандартными мет-
чиками.
Чтобы ограничить применение специальных калибров
только проходной стороной и не изготовлять специаль-
ных непроходных калибров, некоторые предприятия идут
на ещё большее уменьшение допусков: как до покрытия,
так и после него они пользуются одинаковыми (стандарт-
ными) непроходными калибрами. Величина допуска из-
делий уменьшается при этом на Д^ шах
Для мелких метрических резьб можно избежать из-
готовления специальных непроходных калибров, если на
данном предприятии применяются различные степени точ-
ности. Для этих резьб в качестве непроходных резьбовых
калибров до покрытия могут применяться непроходные
калибры рядом лежащих степеней точности (для степени
С—калибр степени D, для степени D — калибр степени Е
и т. д.).
Для того чтобы избежать применения специальных
проходных калибров (для проверки до покрытия), можно
использовать непроходные калибры более точных клас-
сов. Например, резьбу гайки 3-го класса точности до по-
крытия можно проверять стандартной непроходной проО
кой, а в качестве проходной резьбовой пробки исполь-
зовать непроходную резьбовую пробку 2-го класса точ-
ности. Таким образом до покрытия будет проверяться
только собственно средний диаметр, а остающийся за-
пас должен быть использован для диаметральных ком-
пенсаций отклонений шага и половины угла профиля, а
также толщины покрытия (/ + /^ + Д^ тах). Такая си-
стема, не дающая полных гарантий от забраковки изде
лий после покрытия, применяется, в частности, отдель-
ными предприятиями американской промышленности.
В итоге следует указать, что если ставится задача
полностью избежать забраковки резьбы после покрытия,
то схема В (фиг. 63), связанная с применением специаль-
ных калибров, является наиболее целесообразной.
По наружному диаметру болта и внутреннему диа-
метру гайки допуски значительно больше, чем по сред-
нему диаметру. Толщина слоя покрытия сказывается на
изменении размеров этих диаметров в значительно мень-
шей степени (Д^=2Д вместо Д .-=4Д). При выполнении за-
готовок под резьбы оставляется сравнительно большой
запас на подъём витка. Этот запас частично может быть
использован и для компенсации толщины покрытия. От-
сюда отпадает надобность в установлении специальных
допусков и в применении специальных калибров для на-
ружного диаметра болта и внутреннего диаметра гайки
до антикоррозийного покрытия резьбы.
Допуски крепёжных работ
по американскому стандарту
Допуски по американскому стандарту на
резьбы USSt крупной и мелкой серий ¦
установлены пяти классов точности, причём
5-й класс опубликован лишь как рекомен-
дуемый стандарт.
1-й класс — весьма свободная посадка
(loose fit) — является самым грубым классом,
рассчитанным на массовое производство резь-
бовых деталей, для которого необходима
быстрая и лёгкая сборка даже и тогда, когда
резьба слегка сбита и загрязнена (грубые —
рыночные болты и гайки и т. д.). Расположение
полей допусков по среднему диаметру обес-
печивает гарантированный зазор за счёт верх-
него отклонения болта (см. стр. 50).
2-й класс—свободная посадка (free fit) —
некоторый зазор между болтом и гайкой
вполне допустим. К этому классу относится
большинство крепёжных резьбовых изделий.
Наименьший зазор по среднему диаметру
равен нулю.
3-й класс — средняя посадка (medium fit) —
применяется для производства резьбовых из-
делий высокого качества, могущих иметь лишь
незначительный зазор между свинченными
деталями. По расположению полей допусков
3-й класс не отличается от 2-го, но имеет
меньшие величины допусков.
4-й класс — плотная посадка (close fit) —
применяется для производства резьбовых из-
делий наивысшего качества, причём при
Болт
Гайка
Фиг. 64. Схемы расположения полей допусков среднею
диаметра резьбы 1" (крупная серия) по американскому
стандарту.
сборке (в отличие от предыдущих классов)
может возникать необходимость в применении
ключа. Для обеспечения требуемой посадки
рекомендуется в некоторых случаях вести
сборку с подбором деталей. Допуски среднего
диаметра болта расположены так, что наи-
больший средний диаметр болта превышает
наименьший средний диаметр гайки.
* См. „Цилиндрические резьбы", „Справочник",
разд. I, т. 2.
ГЛ. 1]
ДОПУСКИ И ПОСАДКИ ТИПОВЫХ СОЕДИНЕНИЙ
59
5-й класс — весьма плотная или тугая
посадка (wrench fit) с гарантированным на-
тягом по среднему диаметру — охватывает
производство шпилек и внутренних резьб для
шпилек. Более подробные сведения об этом
классе были приведены выше („Посадки
резьбы с натягами").
Расположение полей допусков по среднему
диаметру для 1-го, 2-го, 3-го и 4-го классов
точности по американскому стандарту пока-
заны на фиг. 64.
Для иллюстрации величин допусков сред-
него диаметра по американскому стандарту и
сравнения их с допусками, принятыми в СССР,
приводим сравнительную таблицу их для резьб
с числом ниток 20, 8 и 4 на \" (табл. 30).
Таблица 30
Величины допусков среднего диаметра болтов
по американскому стандарту и по ОСТ в микронах
США 1-й
2-Й
3-й
4-й (плот-
ные соедине-
ния)
СССР 3-й*
2-й**
1-й***
Плотные****
соединения
Число
20
ia7
9О
65
33
189
73
45
ниток на
8
282
194
137
68
398
179
но
71
1"
4
5i8
356
247
122
422
253
IOO
IOO
* По ОСТ 1262.
** По ОСТ 1261.
*** По расчётным формулам допусков для 1-го класса
точности метрических резьб соответствующих шагов.
**** По расчётным формулам стандарта Глававтопрома
(СТ 9-5).
Как видно из табл. 30, допуски 3-го класса
ОСТ для малых и средних шагов больше, чем
по 1-му классу американского стандарта, а
для больших шагов — меньше, чем по амери-
канскому стандарту. Допуски 2-Л> класса по
ОСТ лишь для малых шагов оказываются
большими, чем по 2-му классу американского
стандарта. Допуски 1-го класса точности по
ОСТ, как правило, меньше допусков 3-го
класса по американскому стандарту. Допуски
для плотных соединений мало различаются в
обеих странах.
Соотношение между величинами допусков
по классам точности американского стандарта
приближённо определяется как 4:3:2:1.
Допуски наружного диаметра резьбы чёр-
ных болтов 1-го и 2-го классов в 2 раза
больше допусков среднегодиаметра 1-го класса.
Допуски наружного диаметра резьбы точёных
болтов 2-го, 3-го и 4-го классов в 2 раза боль-
ше допусков среднего диаметра 2-го класса.
Допуски внутреннего диаметра резьбы
гаек одинаковы для всех четырёх классов.
Следует указать, что допуски по американ-
скому стандарту относятся к длине свинчива-
ния, равной номинальному диаметру резьбы,
и не должны применяться без специальных
поправок, если длина свинчивания превышает
1,5 диаметра.
ДОПУСКИ КОНИЧЕСКИХ РЕЗЬБОВЫХ
СОЕДИНЕНИЙ
Основные понятия и определения
Широкое распространение конических
резьб объясняется, главным образом, их пре-
имуществами перед цилиндрическими резьбами
в трубных соединениях, так как коническая
резьба обеспечивает требуемую плотность
(непроницаемость) без каких-либо уплотните-
лей, за счёт деформации витков.
В ряде стран (в частности в США) кони-
ческая резьба широко применяется в сопря-
жении с трубной цилиндрической резьбой.
Соединение труб и муфт с конической резь-
бой обычно рекомендуется лишь при наличии
высоких давлений и температур. При обыкно-
венных давлениях (водопроводы, газопроводы,
система отопления и др.) рекомендуется со-
единение конической резьбы труб с цилиндри-
ческой резьбой муфт. Конические резьбы ис-
пользуются также (главным образом в авто-трак-
—О
а)
Фиг. 65. Коническая резьба: а — с биссектрисой угла про-
филя, перпендикулярной образующей конуса; б — с бис-
сектрисой угла профиля, перпендикулярной оси конуса.
торной промышленности) для отдельных дета-
лей машин, связанных с трубопроводами (масля-
ные баки, бензиновые баки, карбюраторы и пр.).
Конические резьбы могут нарезаться
с биссектрисой угла профиля, перпендикуляр-
ной образующей конуса (фиг. 65, а), и с бис-
сектрисой угла профиля, перпендикулярной
оси конуса (фиг. 65, б). Некоторым преиму-
ществом конической резьбы с биссектрисой
угла профиля, перпендикулярной образующей,
является возможность использования гребёнок,
применяемых при нарезании цилиндрических
резьб. Преимуществом же конической резьбы
с биссектрисой угла профиля, перпендику-
лярной оси, являются лучшие условия взаим-
ного прилегания витков резьбы при свинчи-
вании конической резьбы с цилиндрической;
кроме того, подобное расположение профиля
упрощает технику измерения основных раз-
меров конической резьбы. В настоящее время
применяется почти исключительно кониче-
ская резьба с биссектрисой угла профиля, пер-
пендикулярной оси трубы.
Определения основных элементов кони-
ческих резьб. Общие определения, относя-
щиеся к конусности, углу конуса, углу уклона
и базорасстоянию, приведены в статье „Глад-
кие конические соединения"*. Из специфи-
ческих определений, связанных с конической
резьбой, рассматриваются средний диамет~,
шаг, высота остроугольного профиля и длина
сторон, базорасстояние.
* См. „Справочник", разд. I, т. 2.
60
ОСНОВЫ ВЗАИМОЗАМЕНЯЕМОСТИ В МАШИНОСТРОЕНИИ
[РАЗД. III
Средний диаметр. Для конических
резьб с биссектрисой угла профиля, перпен-
дикулярной оси" (фиг. 65, б), средний диаметр
определяется как диаметр воображаемого ко-
нуса, измеренный перпендикулярно к оси на
заданном базорасстоянии. Поверхность этого
конуса должна проходить через витки резьбы
а таких точках, чтобы ширина витков и ши-
рина впадин были равны (конус ABLN на
фиг. 65, б).
Для конических резьб с биссектрисой угла
профиля, перпендикулярной образующей ко-
нуса (фиг. 65, а), у которых противолежащие
стороны профиля непараллельны между собой,
средний диаметр определяется как расстояние
между противолежащими средними линиями
теоретического остроугольного профиля резь-
бы, измеренное перпендикулярнокосина задан-
ном базорасстоянии (конус ABLNна фиг. 65, а),
Наружный и внутренний диа-
метры определяются как диаметры конуса,
построенные на вершинах (впадинах) резьбы
и измеренные перпендикулярно оси на за-
данном базорасстоянии.
Шаг. Независимо от расположения про-
филя шаг (s на фиг. 65) определяется как
спроектированное на ось конуса расстояние
между теоретическими (остроугольными) вер-
шинами двух рядом лежащих витков.
Лишь в отдельных случаях (например, по
швейцарскому стандарту) шаг s' (фиг. 65)
определяется как расстояние между теорети-
ческими (остроугольными) вершинами двух
рядом лежащих витков, измеренное парал-
лельно образующей, или как расстояние между
параллельно направленными сторонами двух
рядом лежащих витков, измеренное параллель-
но образующей (размер CD = s' на фиг. 65, а).
Разница между шагом, измеренным по оси
5, и шагом s', измеренным по образующей
(фиг. 65), определяется формулой
s = s' cos ?,
где <р — половина угла конуса.
При конусности в i/]6
s' = 1,0005 s,
а разница между этими величинами соста-
вляет около 12,7 (х на \".
Высота остроугольного про-
филя и длины сторон. Высота остро-
угольного витка t0 B цилиндрических резьбах
определяется формулой
Для резьб с углом профиля 60°
*0 = 0,866 s.
В конических резьбах высота остроуголь-
ного витка получает, как видно из фиг. 66,
другое значение. Из косоугольных треуголь-
ников ABC и BDC имеем:
При угле профиля а = 60° и конусности */1б
*0 = 0,865743*.
Для этой конусности и тем более для
конусности в Vw разница в формулах кони-
ческих и цилиндрических резьб, очевидно,
не имеет практического значения. Для конус-
ности в 1/4 (встречается в замковых резьбах)
при том же угле ^
профиля а = 60°
*о == 0,8615 s.
Фиг. 66.
Величина боковых сторон профиля резьбы
определяется формулами (фиг. 66)
ВС =
2sin-
f tg,)
2 sin —
При а = 60° и |
tg -Y
—
тель
= 30° множи-
Муфта
= 1
2sin-2-
формулы получают
вид:
ВС=5A—tg-|tg9);
Труба
4
Рабочее кольцо
или муфта ,
Труба или рабочая npofiko.
Раёочее кольцо или муфта.
Базорассто-
яние. Дл*кони-
ческих резьб, при-
меняемых в нефте-
промышленности,
взамен термина
„базорасстояни е"
пользуются терми-
ном „натяг", кото-
рый определяется
(см. размер а на
фиг. 67) как рас-
стояние между тор-
цом муфты (или
кольца) и концом
сбега резьбы на
трубе (или проб-
ке). Конец сбега
резьбы называется
также последней
риской или послед-
ней нарезкой (last
stratch). На калиб-
рах-пробках концу
сбега резьбы со-
ответствует коль-
Контрольная пробка
Контрольное кольцо
Контрольная пробка
i
контрольное кольцо,
, Труба или Рабочая пробка
Фиг, 57. Схема свинчивания из-
делий и калибров с конической
трубной резьбой, применяемой
в нефтепромышленности: 1 —
труба и муфта, свинченные ма-
шиной; 2—труба и муфта, свин-
ченные между собой или с ра-
бочими калибрами от руки; 3 —
контрольная пробка и муфта
или рабочее кольцо, свинчен-
ные от руки; 4 — контрольная
пробка и контрольное кольцо,
свинченные от руки; Я —труба
или рабочая пробка и кон-
трольное кольцо, свинченные
от руки.
ГЛ. 1)
ДОПУСКИ И ПОСАДКИ ТИПОВЫХ СОЕДИНЕНИЙ
61
цевой уступ или накладная шайба. При
машинном свинчивании край муфты совпа-
дает с концом сбега резьбы трубы (раз-
мер а на фиг. 67) или незначительно пере-
крывает его. Для трубных конических резьб
g^ § Фиг. 68. Схема проверки кониче-
ц § § ских резьб типа Бриггса и Витвор-
та: а —схема проверки наружной
резьбы: 1— номинальный размер, 2 — наибольший допу-
стимый размер; 3 — наименьший допустимый размер;
б— схема проверки внутренней резьбы: У—номинальный
размер, 2— наибольший допустимый размер, 3 — наи-
меньший допустимый размер.
общего назначения (типа Витворта и Бриггса)
базой при контроле изделий калибров является
конец трубы и торец муфты, как это показано
на фиг. 68.
Диаметральные и осевые компенсации
отклонений отдельных элементов кониче-
ских резьб *. Отклонения собственно
среднего диаметра (fd). Если обозна-
чить отклонения собственно среднего диа-
метра через fa, конусность — через k и изме-
нение базорасстояния, связанное с отклоне-
ниями собственно среднего диаметра, — через
Отклонения шага (8^). Для ци-
линдрических резьб диаметральная компен-
сация погрешностей шага определяется фор-
мулой
/„ = 8. • ctg -=- •
Погрешности шага при свинчивании ко-
нических резьб вызывают изменение базо-
расстояния (8 as), определяемое по формуле
Так, для резьбы с углом профиля а = 60°
bas= 1,732- bs~.
Формула для fs применительно к кониче-
ским резьбам полу.чает некоторую поправку,
связанную с влиянием угла уклона:
где (р — половина угла конуса (угол уклона).
Однако поправочный коэфициент
при обычной конусности вносит настолько
незначительные изменения, что им в практи-
ческих условиях можно без всякого ущерба
пренебречь.
Отклонения половины угла про-
филя (Ь—я~ ). Для цилиндрических резьб
формула диаметральной компенсации погреш-
ностей половины угла профиля
0,291
Для конической резьбы
U =
0,291*я
sin а
cos
COS
Разница получает некоторое практическое
значение лишь при конусности ^
Погрешности половины угла профиля при
свинчивании конических резьб вызывают из-
менение базорасстояния (&#а), определяемое
по формуле
0,291*2/ СО8(Т'
Sin а
cos -н <р
ЧСО8(Т-*)
cos
лев
Отклонения половины угла ко-
нуса Scp вызывают изменение базорасстояния
Ьа * только в случае, если в соединении угол
конуса резьбы муфты будет больше угла кону-
са резьбы трубы (при базе, расположенной
со стороны большего диаметра).
Суммарное влияние отклоне-
ний отдельных элементов кони-
ческой резьбы. Суммарное влияние от-
клонений отдельных элементов на величину
базорасстояния (осевое перемещение свинчен-
ной пары) зависит от условий контроля резь-
бовых изделий. Если бы конические резьбо-
вые изделия проверялись предельными резьбо-
выми калибрами, то в этом случае в допуск
базорасстояния В а включались бы все откло-
нения отдельных элементов в осевом их вы-
ражении:
Ьа = Ь a
bas + S аа
Для этой цели помимо существующих ти-
пов проходных резьбовых калибров надо
было бы иметь непроходные резьбовые ка-
либры (кольцо и пробку^ с укороченным про-
* См. „Допуски и посадки резьбовых цилиндриче-
ских соединений", стр. 31.
* Определение величины §а„ — см. .Допуски и по-
садки гладких конических соединений", стр. 65.
62
ОСНОВЫ ВЗАИМОЗАМЕНЯЕМОСТИ В МАШИНОСТРОЕНИИ
[РАЗД. Ill
филем. Эти непроходные резьбовые калибры
проверяли бы собственно средний диаметр
по осевому перемещению.
При такой системе проверки изделий, на-
правленной к строгому соблюдению предель-
ных контуров, величина 8а явилась бы сум-
марным допуском, включающим отклонения
всех элементов резьбы. Но трубные кони-
ческие резьбы обычно проверяются только
проходными резьбовыми калибрами с полным
профилем, поэтому допуск базорасстояния
Ь а не является суммарным допуском. Допуск
базорасстояния может быть выдержан при
отклонениях отдельных элементов за счёт со-
ответствующего и неограничиваемого изме-
нения собственно среднего диаметра резьбы.
Эти отклонения отдельных элементов сказы-
ваются на условиях свинчивания трубы и
муфты, предварительно проверенных кали-
брами, подобно рассмотренным выше условиям
сочетания цилиндрических резьб.
Основные размеры и допуски
конических резьб типа Витворта
и Бриггса (табл. 31—34). Профиль труб-
Га блица 31
значение
разме-
ров
трубы
'8
V
V
V
3U"
\"
IV
IV
2"
/а
3"
4"
Б"
6"
Число
ниток
на 1"
п
38
«9
19
I
4
4
I
Резьба
Шаг
резьбы
s
0,907
*,337
1.337
i,8i4
1,814
з,ЗО9
а,3°9
2,309
2,3°9
а,3°9
2,309
2,309
2,309
2,з°9
грубная
рабо-
чая но-
миналь-
ная
коническая (типа Витворта) (профиль
Длина резьбы
рабочая наи-
меньшая
для
труб
для фи-
тингов
IO
II
13
16
19
22
25
25
28
32
35
41
44
51
9
ю
12
15
i8
20
23
23
26
29.5
32,5
38,5
41
47
8
IO
12
14
тб
i8
20
22
24
27
30
36
38
42
ит тор-
ца тру-
бы до
ной
плоско-
сти
и
4,75
6
6
7.5
9,5
и
13
14
1б
18,5
2О,5
25-5
28,5
ЗГ.5
Размеры в мм
Диаметр резьбы в
сред-
ний
*ср
9.148
12,302
I5.8O7
19,794
25,281
3I.771
4°.433
46,326
58,137
73,7°8
86,409
1",55б
136,957
162,357
плоское™
наружный
9,729
13,158
16,663
20,956
26,442
33,250
41,912
47,805
59>6i6
75.187
87,887
.034
138,435
163,836
см. на фиг
основной
внутренний
8,567
11,446
14.951
18,632
24,119
30,293
38,954
44,847
56,659
72,230
84,930
110,077
135,478
160,879
. 69)
Внут-
ренний
диа-
метр
у торца
трубы
df
8,270
11,071
14>57б
18,163
23,524
29,606
38,142
43.972
55.659
7i,o74
83,649
108,483
133,697
158,910
Рабо-
чая вы-
сота
витка
<
<
3,581
>,«50
[,162
,162
с,479
[,479
с ,479
t,479
1-479
• 479
,479
,479
¦479
Радиус
закруг-
г
0,125
0,184
o,i84
0,249
0.249
0,317
0,317
0,317
0,317
0,317
0,317
0,317
0,317
0,317
Примечания: 1. Основная плоскость есть заданное сечение, в котором диаметры резьбы (наружный, средний
и внутренний) точно равны диаметрам цилиндрических труб того же размера.
2. Размер dj. приведён в таблице в качестве справочного.
3. Размер 1Х относится к длине как наружной, так и внутренней резьбы.
4. Цилиндрическая резьба муфт для соединений с конической резьбой труб должна быть с закруглённым профилем
и выполняться по 2-му классу точности по ОСТ 26i (табл. 28).
Таблица 32
Обозначе-
ние резьбы
V
V
V
1/s",
жи"
\"
IV/;
IV
Число
ниток
на 1"
п
27
18
18
14
14
11>/а
И1/,
1JV,
И1/,
Коническая резьба Бриггса (профиль см. на
Шаг
резьбы
*¦
о,941
1,4И
i,4ii
i,8i4
1,814
2,209
2,209
2,209
2.209
Длина
рабочая
к
6,700
Ю,2Об
ю.358
13,556
I3,86i
17,343
17.953
18,377
19,216
резьбы
от торца
трубы до
основной
плоскости
к
4,572
5,о8о
6,096
8,128
8,6и
io,i6o
10,668
10,668
[1,074
Размеры в мм
Диаметр
средний
dcp
9.519
12,443
15,926
19,772
25,117
31.461
40,218
46,287
58,3^5
фиг. 70)
резьбы в основной
плоскости
наружный
d
10,272
13,572
17,055
21,223
26,568
33,228
41.985
48,054
60,092
внутренний
dt
8,766
11,34
14,797
18,321
23,666
29.694
38,451
44.520
56,558
Внутренний
диаметр
резьбы
у торца
трубы
dj
8,480
IO.997
14,416
17.813
23,128
29,059
37.784
43,853
55-866
Рабочая
высота
витка
и
о,753
1,129
1,129
i,45t
1,451
1,7б7
1,7б7
1.767
1.767
Примечания: 1. Для нужд авиационной промышленности допускается применение резьб в/я и J/B".
1. Основная плоскость есть заданное сечение, в котором диаметры резьбы (наружный, средний и внутренний)
точно равны диаметрам цилиндрических труб того же размера.
3. Размер dj приведён в таблице в качестве справочного.
4. Размер /, относится к длине как наружной, так и внутренней резьбы.
ГЛ. 1]
ДОПУСКИ И ПОСАДКИ ТИПОВЫХ СОЕДИНЕНИЙ
Таблица 33
Допускаемые отклонения положения основной
плоскости от торца (Д;а) при проверке конических
резьб (схему см. на фиг. 68)
Для трубной конической резьбы (типа Витв'орта)
Таблица 34
Обозначение
резьбы
1»
V.-V
1-2"
2V,-3"
4-6"
Предельные отклонения + &13 в мм
при изготовлении
± о.75
± i
± 1.5
± 2
± 2,5
± 3-5
при приёмке
+ 1
— 1,2
+ 1,3
— 1.5
+ 1,9
— 2.4
+ 2,4
— 3
+ 3
— 4
+ 4
— 5.5
Примечание. Для конической резьбы
Бриггса отклонения (± М2) от совпадения торца
трубы с торцом калибра-кольца или торца муфты с усту-
пом на калибре-пробке допускаются на величину одного
оборота при изготовлении и 1,5 оборота при приёмке.
Калибры для проверки резьбы, выполняемые предста-
вителями заказчика (приёмные калибры) или контроль-
ными отделами, должны быть в пределах допусков, уста-
новленных для рабочих калибров.
ной конической резьбы типа Витворта, пока-
занный на фиг. 69, соответствует закруглён-
ному профилю трубной цилиндрической
резьбы. Как уже указывалось выше, при
обыкновенных давлениях рекомендуется соеди-
нение цилиндрической резьбы муфты с кони-
ческой резьбой трубы (фиг. 70). Размеры диа-
метров (i0, dcp и di) в основной плоскости
равны соответствующим размерам цилиндри-
ческой трубной резьбы с тем же номиналь-
ным диаметром. Величина /2 является длиной
Допускаемые
отклонения по
Трубная
коническая
I
/ 1 \
щ
В
о»
В*
Ол
V8"
1-6"
«
«g
Iff
Н а »¦
0,2905
0,4280
0,5810
о,7395
эезьба
та и
m s
о> о.
0,3765
0,5645
O.7255
o,8835
||«
g в о.
И*
с И m
О н га
Roa
15
22
28
35
высоте витка
резьбы
Коническая
резьба Bpi
\
Для
--Х -
А1
«^—1
ггса
Примечание
размера
\
hl от-
клонения берутся для
трубы со знаком—, для
муфты со знаком +.
Для размера
я3 от-
клонения берутся для
трубы со знаком +,для
муфты со знако1У
—.
Примечание. Допускаемые отклонения по вы-
соте витка приведены как рекомендуемые для проекти-
рования резьбонарезного инструмента и допусков на за-
готовки под резьбу. При контроле резьбы деталей эти
отклонения не проверяются.
свинчивания от руки, а величина 1\ рабочей
длиной резьбы. Биссектриса угла профиля пер-
пендикулярна оси. Конусность k = 2 tg <р = i/lS.
Угол уклона у = 1°47'24". В СССР трубная
коническая резьба типа Витворта установлена
для диаметров с Vs Д° 6". Непроницаемость
в соединениях с трубной конической резьбой
типа Витворта достигается за счёт плотного
Муфта
Сбег
Линия па-
раллель
ная оси
\ трибы vjbsv'x'
«З'с:
Фиг. 69. Трубная коническая резьба типа Витворта (по ОСТ 20008).
Элементы профиля конических резьб (к фиг. 69 и 71)
Фиг. 70.
Наименование эле-
мента
Теоретическая вы-
сота витка
Рабочая высота
витка
Обо-
значе-
ние
Трубная
коническая
типа Вит-
ворта
Кониче-
ская типа
Бриггса
0,96049 s
0,64033j
0,866 s
0,8 .у
Наименование эле-
мента
Радиус закругле-
[Я
Угол уклона ....
Конусность . . . .
Обо-
значе-
ние
2tg<p
Трубная
коническая
типа Вит-
ворта
Кониче-
ская типа
Бриггса
0,13733 s
1°47'24"
'/я
1°47'24"
V..
64
ОСНОВЫ ВЗАИМОЗАМЕНЯЕМОСТИ В МАШИНОСТРОЕНИИ
[РАЗД. III
замыкания закруглённых витков резьбы трубы
и муфты.
Профиль трубной конической резьбы типа
Бриггса показан на фиг. 71. Непроницаемость
в соединениях с трубной конической резьбой
Бриггса достигается за счёт плотного замы-
Линия
параллельная
оси труды.
Муфта
В- Труба
Ось трибы
Фиг. 71. Трубная коническая резьба типа Бриггса (по
кания остронарезанных витков резьбы трубы
и муфты. Притупление витков этой резьбы
составляет всего лишь 0,033 s (притупление
витков метрической резьбы составляет 0,108 s).
Угол профиля конической резьбы Бриггса
а = 60*:-Биссектриса угла профиля перпенди-
кулярна оси; конусность, как и в резьбе Вит-
ворта: & = 1/16. В СССР трубная кониче-
ская резьба Бриггса принята для диаметров
1 /8 — 2". Эти резьбы предназначены для
соединения частей машин, в которых не при-
меняются газовые трубы (масляные баки,
карбюраторы и пр.).
Конические резьбы Витворта и Бриггса
проверяются калибрами, определяющими от-
клонение положения основной плоскости от
торца (Д/2). Схема такой проверки была пока-
зана на фиг. 68. Допускаемые отклонения
(± Д4) от совпадения торца трубы с торцом
кольца или торца муфты с уступом на калибре-
пробке приведены в табл. 33. Допуски для
приёмки изделий расширены в соответствии
с влиянием допусков на неточность изгото-
вления калибров и их износ.
Допуск на половину угла конуса резьбы
Витворта от Ve Д° 3" принят 8<р=20', от
3V4 до 6" 8? = 30'. Для резьбы трубы допуск
дан только в плюс, а для резьбы муфт—только
в минус, чтобы избежать влияния отклонений
в угле конуса на величину базорасстояния.
Конические резьбы, применяемые в неф-
тепромышленности. В нефтепромышленности
применяют, главным образом, следующие ко-
нические резьбы:
а) трубные конические резьбы, предна-
значаемые для обсадных, бурильных и насос-
но-компрессорных труб (ГОСТ 631-41, 632-41
и 633-41);
б) замковые резьбы, предназначаемые для
соединительных замков к бурильным трубам.
Общая схема свинчивания трубных кони-
ческих резьб, применяемых в нефтепромыш-
ленности, была дана на фиг. 67. На фиг. 72
показан принятый в СССР профиль резьбы
обсадных труб. Как видно из этой фигуры,
за основу принят обычный закруглённый про-
филь резьбы Витворта, но с зазорами по
вершинам и впадинам резьбы. Эти зазоры,
предусмотренные за счёт впадин, т. е. с сохра-
нением высоты профиля t2, должны обеспе-
чить при свинчивании муфты и трубы сопри-
косновение резьбы по сторонам профиля.
Такие же зазоры предусмотрены для резьб
бурильных и насосно-компрес-
сорных труб (фиг. 73), где угол
профиля а = 60° (т. е. тот же, что
и по американскому стандарту).
Конусность резьбы обсадных, бу-
рильных и насосно-компрессор-
ных труб принята равной J/i6 за
исключением малых размеров об-
садных труб (до 65/8"). где конус-
ность резьбы составляет !/з2- Бис-
сектриса угла профиля перпенди-
кулярна оси трубы. Резьбы обсад-
ных труб охватывают диаметры
от 43/4 до 163/4", резьбы буриль-
ных труб—от 27/8 До 65/8" и резь-
бы насосно-компрессорных труб —
ост 200Ю). от, И/г ДО 4".
Допуски устанавливаются на все элементы
профиля резьбы изделий. Допуски на шаг
принимаются + 75 р. на длине в Г и + 150 ja
на всей длине резьбы. Допустимые ^отклоне-
ния на половине угла профиля + 1°15^ (для
резьбы насосно-компрессорных труб +Г). До-
пустимые отклонения угла уклона +8' и —5'.
Трубы и муфты проверяются калибрами по
осевому перемещению (фиг. 67), причём до-
Фиг. 72. Профиль резьбы обсадных труб
Муфта
Триба
Фиг. 73. Профиль резьбы бурильных и насосно-
компрессорных труб.
пуск базорасстояния составляет ±i нитка для
резьбы обсадных и тмсосно-компрессорных
труб и ^зу4 нитки для резьбы бурильных
труб.
гл. ц
ДОПУСКИ И ПОСАДКИ ТИПОВЫХ СОЕДИНЕНИЙ
65
Замки, изображённые на фиг. 74, приме-
няются для соединения бурильных труб.
Резьба замков (предназначена для свинчива-
ния деталей замка) выполняется со значи-
тельно большей конусностью (lU и 1/б)> чем
резьба бурильных труб, так как по условиям
Резьба бурильных трф
Резьба хбостовика \
Резьба муазты
Фиг. 74. Соединительные замки к бурильным трубам.
эксплоатации развинчивание соединения дол-
жно производиться по замковой резьбе, а
не по резьбе бурильных труб. Профиль зам-
ковой резьбы показан на фиг 75. Угол про-
филя 60°. Биссектриса угла профиля перпен-
дикулярна оси со-
единения. Верши-
ны резьбы среза-
ны. Впадины резь-
бы закруглены.
На фиг. 76 при-
ведена схема свин-
чивания калибров
для замковых
резьб с изделия-
В
Вершина
\Впадана
Муфта Щ
Вершина
Впадина, ми. В отличие от
калибров для об-
садных, насосно-
компрессорных и
фиг- 75. бурильных резьб
базорасстояние у
калибров для замковой резьбы A5,875 мм)
определяется расстоянием от внешней пло-
Мостовик
Пробна
Базорас-
стояние
0,000-ОМ
Муфта
Фиг. 76.
скости шайбы пробки до внешней плоскости
шайбы кольца.
Для определения величины базорасстояния
применяется специальный щуп с рабочим
размером 15,875 мм.
ДОПУСКИ И ПОСАДКИ ГЛАДКИХ
КОНИЧЕСКИХ СОЕДИНЕНИЙ*
В зависимости от характера соединения
гладких конических изделий различают сво-
бодные, скользящие и неподвижные посадки.
Свободные посадки, предназна-
чаются для относительного перемещения де-
талей и применяются в случаях, когда тре-
буется обеспечить возможность регулировки
величины зазора. К такому виду соединений
относится, в частности, посадка конической
шейки шпинделя токарного станка в кониче-
ском вкладыше подшипника.
Скользящие посадки предназна-
чаются, главным образом,для разобщения двух
пространств (герметизирующие конусы). При-
мерами для таких посадок могут служить
клапаны, краны и т. д.
Неподвижные посадки характе-
ризуются наличием натяга, который предна-
значается, главным образом, для передачи кру-
тящего момента. Примерами таких соединений
могут явиться в первую очередь инструмен-
тальные конусы, в том числе и затяжные
конусы с нарезанным отверстием у хвостовика
для затяжки. В машиностроении для передачи
крутящего момента через конические пары
находят применение посадки горячие, посадки
прессовые и плотные посадки с небольшим
натягом, в которых крутящий момент пере-
даётся через шпонку. Для передачи крутящего
момента предназначены также конические
фрикционные муфты (под действием усилии
вдоль оси), центрирующие затяжные конусы
фланцевых концов шпинделей станков (кру-
тящий момент передаётся поводковым паль-
цем) и др. К неподвижным относятся и по-
садки крепбжных конусов (в частности кони-
ческих штифтов).
Зависимости между отклонениями разме-
ров конических деталей и их взаимным поло-
жением в соединении сводятся в упрощённом
виде к следующему.
Изменение размеров диаметров внутреннего
и наружного конусов вызывает соответствую-
* Основные понятия, термины и обозначения, а также
шкалу нормальных конусностей — см. „Гладкие кони-
ческие соединения", .Справочник", разд. I, т. 2.
Фиг. 77. Конусность К — =2tga.
is
Уклон — = ig a, a — номинальное ба-
зорасстояние конусного соединения.
Обозначения размеров внутреннего ко-
нуса: Ид и ua-
щее изменение базорасстояния конической
пары, которым определяется положение одной
детали относительно другой (см. обозначение
а на фиг. 77). Если изменение базорасстояния
(осевое перемещение деталей пары), вызы-
ваемое использованием допусков диа ветров,
обозначить 8,o, то при номинальной конусно-
сти, как видно из фиг. 77,
где /С—конусность; oDb — Qdn—допуски диа-
метров наружного конуса и 6D^ = Id a — до-
66
ОСНОВЫ ВЗАИМОЗАМЕНЯЕМОСТИ В МАШИНОСТРОЕНИИ
[РАЗД. III
пуски диаметров внутреннего конуса (на
фиг. 77 не обозначены).
Величины допусков диаметров ограничи-
ваются обычно крайними положениями дета-
лей конической пары при соответствующем
осевом перемещении. Так, при сочетании
наибольших диаметров наружного конуса с
наименьшими диаметрами внутреннего конуса
минимальная длина сопряжения /miD может
оказаться недостаточной. При обратном соче-
тании и несквозных конических отверстиях
наружный конус может упереться своим тор-
цом в торец отверстия раньше, чем произой-
дёт затяжка по конической поверхности.
Величины допусков диаметров наружных
инструментальных конусов по ГОСТ 2849-45
соответствуют приблизительно 9— 10-му ква-
литетам и составляют для размеров, например,
Морзе № 1—5 приблизительно от 70 до 100 ц.
Другие примеры величин допусков на диа-
метры конусов из различных отраслей маши-
ностроения носят специфический характер и
здесь не приводятся.
Назначение допусков на угол уклона 5а
для неподвижных посадок непосредственно
связано с величиной наибольшего крутящего
момента, передаваемого соединением. Так, по
ряду исследований для инструментальных ко-
нусов разница в углах уклона сопрягаемых
деталей, превышающая 2—3', уже вызывает
существенное уменьшение передаваемого
крутящего момента. Отсюда для конусов
Морзе № 1—5 допуск на угол уклона соста-
вляет от + 1' до + 40".
Для скользящих посадок требуется на-
столько точное прилегание конических по-
верхностей, что приходится прибегать к ин-
дивидуальной притирке каждой пары. Для
свободных посадок возникает необходимость
в индивидуальной припасовке каждой пары.
Отклонения угла уклона могут быть огра-
ничены полем допуска диаметров или уста-
новлены независимо. На фиг. 78 приведена
Фиг. 78.
схема, при которой отклонения угла уклона
(сплошные перекрещивающиеся линии) опре-
деляются в зависимости от величины допусков
диаметров. При таком построении допусков
проверка угла конуса непосредственно не
производится, так как контроль двух диаме-
тров на заданном расстоянии одновременно
обеспечивает соблюдение предельных разме-
ров как диаметров, так и угла конуса.
Более распространены случаи, когда до-
пуски на диаметры и угол уклона устанавли-
ваются и контролируются независимо друг
от друга. Такое построение допусков, приня-
тое, в частности, для инструментальных ко-
нусов, приводит, как видно из пунктирных
линий на офиг. 78, к увеличению разности
отклонений диаметров в крайних сечениях.
При симметричном расположении допусков
на угол уклона резко увеличивается вероят-
ность получения конических пар с близкими
к номинальному размеру и между собой ве-
личинами угла, что обеспечивает большую
прочность или плотность соединения. Однако
при таком расположении отклонения угла
уклона могут привести к изменению базорас-
стояния конической пары. Так (фиг. 791, при
Наружный komjz наружный конус
а)
расположении базы со стороны больших
диаметров изменение базорасстояния (о2я)
получится только при условии, если угол
уклона наружного конуса меньше внутреннего
(фиг. 79, б), и определяется зависимостью
sm2a
где Н — длина конического соединения в мм;
Да — разность углов уклона в радианах.
Аналогично определяются зависимости
между отклонениями размеров конусов и из-
менением базорасстояния для случаев, когда
база расположена со стороны малого основа-
ния конуса.
Приведённые выше формулы для изменения
базорасстояния относятся к скользящим по-
садкам, а также к неподвижным посадкам
со сравнительно небольшим натягом, когда
можно пренебречь изменением базорасстояния,
связанным с затяжкой конусов. В прессовых
и горячих посадках необходимо допуск на
базорасстояние, по которому рассчитываются
допуски диаметров, предварительно уменьшить
на величину допуска натяга, а отклонения
диаметров (верхнее и
нижнее) наружного ко-
нуса увеличить (при си-
стеме отверстия) в со-
ответствии с минималь-
ной величиной натяга.
Основным преиму-
ществом конических
прессовых посадок пе-
ред цилиндрическими
прессовыми посадками
является лёгкость раз-
борки соединения. При
расчёте прессовых конических посадок, если
задан передаваемый крутящий момент МКр,
можно воспользоваться следующей формулой
(фиг. 80):
\§MKps\n a
Фиг. 80.
ГЛ. I)
ДОПУСКИ И ПОСАДКИ ТИПОВЫХ СОЕДИНЕНИЙ
67
где Р — удельное давление на поверхно-
сти конического соединения; }— коэфициент
трения, который можно принять равным
<~ 0,1.
При конусностях 1/10 и меньше можно
принять sin a s; tg а. Так как = Н, то,
2 tg a
обозначая —-— через dcp, получим
Если задано усилие напрессовки Q, то
4Q
Р =
•к (D2 —
Величину натяга определяют по величине Р,
пользуясь формулой Ляме *.
В табл. 34а приведены основные раз-
меры и допуски конусов инструментов.
Р =
'кр
См. „Справочник", разд. I, т. 2.
Конусы инструментов
А. Основные размеры
Таблица 34а
Обозначение
конуса
о
о.
о
i
чес
о.
н
о
I
2
3
4
5
6
8о
IOO
I2O
A40)
IOO
2ОО
D
12,065
I7w8°
23,825
31,267
44,399
63,348
8о
IOO
I2O
I4O
1бо
2ОО
D
9,212
12, 24O
п?.98о
24,051
31,542
44,73*
63,760
8о,4
1оо,5
12О,6
Но, 7
i6o,8
201,0
1
-П
i
гтт
Т 1_
fifn
6,115
8,972
14,059
19,131
25,154
36,547
52,419
69
87
105
123
141
177
. Наружные конусы с
-L
V
и
J _
da
5,9
8,7
13,6
18,6
24,6
35-7
5i,3
67
85
103
121
139
=4-
/
56,3
62,0
74,5
93,5
,7
149,2
209,6
220
260
300
34°
380
460
л
¦4
59,5
65,5
78.5
98,0
I23.O
155,5
217,5
228
270
312
354
39°
480
лапкой
о
V
1
а
3,2
4,о
4.5
5-3
6,3
7.9
8
ю
12
н
16
2О
Г
~1
"сз
Л
8°Ш'
I
>
ъ
3,9
5,2
6,3
7,9
11,9
15.9
19>°
26
32
38
44
5°
62
е
ю,5
13,5
^6,5
2О,О
24,°
Зо,5
45-5
47
68
&
io8
с
6,5
8,5
ю,5
13,о
15.о
; 19.5
28,5
24
28
32
36
4о
48
R
4
5
6,
7
9
IX
J7
23
3°
36
42
48
6о
г
I
I.2J
1.5
2,5
3,о
4
5
6
6
8
8
ю
Примечание. До полной амортизации имеющейся на заводах оснастки допускается изготовление конусор
с размерами а и с, отличными от указанных в таблице.
* Из ГОСТ 2847-45
68
ОСНОВЫ ВЗАИМОЗАМЕНЯЕМОСТИ В МАШИНОСТРОЕНИИ
[РАЗД. И!
Продолжение табл. 34*
2. Наружные конусы без лапон
I -л
Обозначение
конуса
Метри-
ческие
Морзе
Метрические
9.°45
I2.O6.5
17.780
23.825
31.2б7
44>399
63.34Я
8с
IOO
I2O
A40)
160
200
8с
1ОС
12O
140
1бо
200
4,1
6,15
9.212
12,24°
17.980
24.051
31,542
44,731
6з,7бо
8о,4
ico.5
120,6
140,7
i6o,8
201 ,с
23
32
35
6,453
9.396
14,583
19,784
25,933
37-573
53.9O5
49,8
53.5
б4,с
8о,5
IO2.7
129,7
8
70,2
884
106,6
124,8
i43,o
179,4
196
232
268
304
34с
412
SO4
242
28с
318
35*
432
53
57
68
85
io8
136
189
32
3-5
4.о
4.5
5.3
6,3
7,9
Мб
Мю
Mia
М14
М18
М24
М30
М36
М36
М36
М48
М48
16
24
28
32
40
5°
65
8с
8с
8о
IOO
1ОО
Примечание. Рекомендуемые формы концов конусор без лапок см ГОСТ 2847-4Б
3. Внутренние конусы (гнезда)
Цилиндрическая Конусная
часть
Обозначение
конуса
Метрические
Морзе
3
4,6
9.°45
12,065
17,780
23,825
31,267
44.399
63,348
6,7
9,7
14,9
2О,2
26,5
38,2
54,8
7
".5
5а
56
б?
84
ю7
135
187
49
52
63
78
98
4,1
5,4
6,6
3 2,2
i6,a
Метрические
8о
IOO
I2O
(i4o)
IDO
2ОО
8о
IOO
1ЭО
I4O
i6o
71.4
89.9
8
126,9
145.4
182,4
33
39
39
39
5а
52
•302
24O
2,6
312
35о
424
22О
254
286
321
2б.3
32.3
38,3
44,3
5°.3
62,3
52
6о
68
76
84
Примечание. Конусность наружных и внутренних конусов — см. „Гладкие конические соединения", „Спра-
вочник", разд. 1, т. 2.
гл. q
ДОПУСКИ И ПОСАДКИ ТИПОВЫХ СОЕДИНЕНИЙ
69
Б. Допуски *
Продолжение табл. 34а
L —
Обозначение
конуса
8о
IOO
I2O
(МО)
i6o
200
Предельное
отклонение
конусности
втулки и
хвоста
±о,ооо&
±о,ооо6
±о,ооо6
±о,оооо
±0,0006
±0,0005
±0,0005
±0,0004
±0,00035
Рас-
стояние
между
риска-
ми ка-
либра-
пробки
т
±о,оооз
± о.оооз
±О,ООО25
± 0,00025
±О,ООО25
± 0,0002
1,2
1,4
1,6
1,8
2
2
2-5.
2
2,65
3.2
4
6
8
9.55
3
3
3
3
3,5
I3.O5
16,05
22,05
25.°5
З1.05
Предельные отклонения размеров
верхн.
верхн,
— 1,2
—1,4
—1,6
—1,8
-2.5
-3
-3
-3
-3
-3.5
+о,4
+о,5
+о,5
+о,6
+о,7
+о,7
+о,8
+о,8
верхн.
—1.2
— 1,4
-1,6
— 1,8
—2
-2,5
-2,5
3
3
-3
-3
-3.5
-o,i8
-0,18
-0,22
-0,22
-0,27
-0,27
-0,33
-о.ЗЗ
-0,30
-0,39
-°.39
-0,30
-0,46
g
верхн
.з
+оK6
+о,зб
+<МЗ
+°43
+°>52
+ O.52
+ О,б2
+О,б2
+О,б2
+о,74
+ о,74
верхн
+о,14
+o,i8
+ 0,22
+0,22
+0,27
+o,33
+ 0,33
+0.39
+0,46
+0,46
+о,54
+о,54
+0,63
+0,63
+ 0.72
Примечания: 1. При припасовке наружных или внутренних конусов к калибрам по краске отклонение "ко-
нусности не проверяется.
2. При проверке внутреннего конуса по калибру большое расчётное сечение (торец гнезда) должно находиться
между рисками на калибре-пробке; первая риска определяет номинальный, а вторая — предельный наибольший
диаметр D. '..
3. Предельные отклонения размеров 1г и 13 в минус определяют величины допустимого недохода торца хвоста до
торца калибра-втулки.
Предельные отклонения размера 13 в плюс определяют величину допустимого перехода торца хвоста за торец
калибра-втулки.
4. Указанные в таблице размеры w — предельные наибольшие для лапки и наименьшие для прорези гнезда.
б. При проверке хвостов с лапками по калибрам плоскости лапки не должны выступать над измерительными
плоскостями калибра-втулки в пределах длины от торца до отметки (риски или уступа), отстоящей на расстоянии /t
от расчётного сечения.
6. Допуски размеров 13 и 14 — >по 9-му классу точности (ОСТ 1010) с симметричным расположением поля допуска.
7. Предельные отклонения размера ls — по Аэ (ОСТ 1010).
8. При пересчёте отклонений конусности на отклонения угла уклона или угла конуса принимать, что отклоне-
нию конусности 0,00001 соответствует отклонение угла уклона 1" и отклонение угла конуса 2".
* Из ГОСТ 2848-45.
ДОПУСКИ И ПОСАДКИ ШПОНОЧНЫХ
И ШЛИЦЕВЫХ СОЕДИНЕНИЙ
Допуски шпоночных соединений
Допуски шпоночных соединений и их эле-
ментов представлены следующими стандар-
тами:
1. Шпонки клиновые (из поковок). Допу-
стимые отклонения в размерах шпонок и па-
зов. ОСТ/НКМ 4087.
2. Шпонки призматические. Допуски и по-
садки. ОСТ/НКМ 4088.
3. Сталь чистотянутая для шпонок. Сорта-
мент. ОСТ/НКМ 4093.
Для клиновых шпонок ширина пазов вала
и втулки по ОСТ/НКМ 4087 выполняется по
Аб, а шпонки по В4. Отклонение шпонки по
высоте установлено по А5.
Для призматических шпонок по ОСТ/НКМ
4088 установлены три пригонки (посадки)
шпонки в пазах вала и втулки: повышенной
точности П, нормальной точности Н и гру-
бой- Г. Соединение выполняется в системе
вала с различными посадками в зависимости
от требуемого характера соединения (см.
фиг. 81 и табл. 35).
70
ОСНОВЫ ВЗАИМОЗАМЕНЯЕМОСТИ В МАШИНОСТРОЕНИИ
(РАЗД. III
Допуски призматических шпоночных соединений по ОСТ/НКМ 4088
Таблица 35
Характер пригонки
боковых граней
шпонки
Повышенной точно-
сти П
Нормальной точно-
сти Н
Грубая пригонка Г.
b
га
ГС
О
С
э
в„
А?*
А4*
Паз вала
Характер
i К
Тщ
н.
Сз
с
z. к
С,
ш.
Паз втулки
посадки шпоночных
соединений
iu
о «
X Ш
Хз
О R
ч в
С X
П2„
Хз
о *
U
Шз
Хз
_
Л
•А4*
t
в.
С(=А,
—\^"^ i
* По ОСТ/НКМ 4093
** Для осуществления неподвижной посадки рекомендуется подбор сопрягаемых деталей (шпонки и паза).
от требуемой точности либо пригоняются по
месту (фиг. 82 и 83);
Наконец, для призматических скользящих
шпонок (Ст. 20 -3539), применяемых в станко-
строении, ширина шпонки Ъ выполняется по
В , а паз — в системе вала с посадкой Хч
~\0bdon.Xs ПоДЬ
Фиг. 84.
Паз с доп. Хз
Из табл. 35 видно, что только соединение
повышенной точности (П) при ходовой посадке
'^/////////¦/У/ может удовлетворять
условиям взаимоза-
Фиг. 82.
Фиг. 83.
меняемости (фиг. 81)*, так как во всех осталь-
ных случаях взаимозаменяемость деталей
соединения будет весьма ограниченной в силу
неизбежного несовпадения плоскостей сим-
метрии пазов с осями вала и втулки. Недо-
статком этого стандарта является необходи-
мость применения фрез со специальными
размерами при фрезеровании паза вала.
Гладкие привёртные и ступенчатые заклад-
ные шпонки для установки приспособлений
на столах станков по ГОСТ 1589-42 и 1590-42
выполняются по С, С3 или С4 в зависимости
* Схема на фиг. 81 показана без учёта возможности
компенсации эксцентриситетов относительным поворотом.
(фиг. 84). Такое соединение даёт деталям воз-
можность взаимного перемещения даже при
наличии несовпадения плоскости симметрии
паза с осями вала или отверстия.
Допуски шлицевых соединений
Для шлицевых соединений всех разновид-
ностей профилей пока государственных стан-
дартов допусков не установлено. Промышлен-
ность работает по ведомственным стандартам
и заводским нормалям. Например, авиацион-
ная промышленность пользуется для шлице-
вых соединений прямобочного профиля ве-
домственным стандартом 72 и 73 МТ-НКАП,
основанным на отменённом ОСТ 20124-39;
авто-тракторная промышленность работает по
своим стандартам 9-7 Глававтопрома и
СТ__ 9 ш
ГУТАП ' 2076 И Т- Д
Допуски шлицевых соединений прямо-
бочного профиля.
Способы центри-
рования. Приве-
дённый ниже проект |
ГОСТ на допуски
шлицевых соединений
прямобочного профи- с
ля разработан заводом
им. Кирова и заслу- ,
живает наибольшего I
внимания.
По этому проекту
установлены три спо-
Фиг. 85.
* Этот стандарт в настоящее время пересматривается.
ГЛ. I]
ДОПУСКИ И ПОСАДКИ ТИПОВЫХ СОЕДИНЕНИЙ
71
соба центрирования (фиг. 85) по наружному
и внутреннему диаметрам D и d и ширине
шлицев Ь.
Согласно ГОСТ 1139-41 для лёгкой серии
принято центрирование по D или d;
для средней серии — шестишлицевые по D
или d; восьми- и десятишлицевые по D, d
или Ь;
для тяжёлой серии —по b или D.
Выбор типа центрирования определяется
совокупностью технологических и конструк-
тивных условий.
Центрирование по наружному диа-
метру D рекомендуется, когда по своей
твёрдости после термообработки отверстие
допускает протяжку или калибровку, а вал —
фрезерование до окончательного размера Ь
или же термически обработанный с высокой
твёрдостью вал по своей конфигурации по-
зволяет избежать в процессе термообработки
искажений формы свыше 0,04—0,07 мм.
Центрирование по внутреннему диа-
метру d рекомендуется, когда:
а) отверстие должно иметь высокую твёр-
дость, недоступную для протягивания начи-
сто или калибровки при обязательном центри-
ровании по диаметру (лёгкая или средняя
серия с числом шлицев не более 10);
б) возможны значительные искривления
вала после термообработки, например, длин-
ные валы с шлицевым профилем, удалённым
от концов (технологических баз).
В этом случае при шлифовании вала толь-
ко по посадочному диаметру последний рас-
положится несоосно к фрезерованному кон-
туру, и для компенсации получающейся по-
грешности потребуются значительные зазоры
по шлицам. Однако закалённые валы приме-
няются, главным образом, для напряжённо ра-
ботающих соединений, у которых значитель-
ные зазоры по шлицам вызывают быстро
прогрессирующий износ, задиры и даже при-
варивание втулок к валу в местах концен-
трации давлений.
В этом случае преимущества центрирова-
ния по D утрачиваются, так как шлифование
вала по d и b выполнимо на станке с одной
установки.
Следует указать, что при сильных знако-
переменных нагрузках центрирование по d
для закалённых ступиц иногда становится
нецелесообразным в силу трудностей выпол-
нения внутреннего диаметра строго' соосно
шлицевому контуру. Это вызывает необходи-
мость иметь увеличенные зазоры по шлицам,
что с точки зрения работы соединения недо-
пустимо.
Центрирование по ширине шлицев b ре-
комендуется, когда:
а) по условиям работы (знакопеременные
нагрузки) требуются минимальные зазоры по Ь;
б) отверстие по твёрдости не может быть
калибровано по D, а профиль соединения
выбран из тяжёлой серии.
Допуски центрирующих (посадочных)
элементов. Допуски на элементы шлицевых
соединений назначены проектом ГОСТ при-
менительно к экономически достижимым точ-
ностям установившихся методов обработки
шлицевого профиля.
Для компенсации погрешностей взаимного
расположения элементов шлицевого профиля
(угловое смещение шлицев и эксцентриситет
посадочного диаметра к шлицам) предусмо-
трено резервирование части поля допуска эле-
мента. В связи с этим в таблицах допусков
установлены три предельных отклонения, со-
ответствующих калибрам проходному, не-
проходному и комплексному. В отличие от
существующих ведомственных стандартов
третье предельное отклонение, проверяемое
комплексными калибрами, введено и для цен-
трирующего (посадочного) диаметра. Так, в ря-
де случаев эксцентриситет посадочного диа-
метра относительно шлицев выгоднее компен-
сировать за счёт увеличения зазора по диа-
метру, а не по шлицам *.
Проектом предусмотрено минимально не-
обходимое число посадок, обеспечивающее
потребность всех видов машиностроения.
Исключение составляют прессовые посадки,
для которых ввиду их редкого применения
допуски не разработаны.
Условное обозначение отклонений шлице-
вых профилей принято по проекту ГОСТ на
допуски шлицевых соединений, предложен-
ному Бюро взаимозаменяемости в металло-
обрабатывающей промышленности в 1941 г.
Отклонения валов и отверстий при цен-
трировании по D или по d обозначаются сим-
волами (например, АИ], А3И2> ПИ1( ХИ2 и т. п.),
определяющими предельные отклонения nj
отдельным элементам профиля (D, d и Ь) и
номиналы комплексных калибров. Эти обо-
значения состоят из сочетания обозначения
отклонений по центрирующему диаметру (О
или d) и буквы И с цифровым индексом, ха-
рактеризующим суммарную точность изгото-
вления шлицев и взаимного расположения
элементов профиля.
При центрировании по шлицам отклонения
отверстий обозначаются буквой И с цифро-
вым индексом (Щ, И2), характеризующим
суммарную точность изготовления и взаим-
ного расположения шлицев. Отклонения валов
обозначаются сочетанием буквы С (для непо-
движных соединений) или X (для подвижных
соединений) с буквой И и цифровым индексом.
Посадки шлицевых соединений обозначают-
ся в виде дроби, числителем которой при-
нято обозначение отклонения отверстия, а зна-
менателем— обозначение отклонения вала.
Пример обозначения 10-шлицевого соеди-
нения 72 X 78 X 12 при центрировании по D
АИ2 1Л п7О\/7й\/ ю АИ2
и посадке ^И #72 X 78 X 12-^рр
Пример обозначения 16-шлицевого соеди-
нения 52 X 60 X 5 при центрировании по b
и посадке ~^- : 16 Ъ 52 X 60 X 5 ^f-.
Х.И2 ли2
Допуски при центрировании по наружно-
му диаметру D. В табл. 36 даны числовые зна-
чения отклонений при центрировании понаруж-
ному диаметру D, а на фиг. 86 — схема распо-
ложения полей допусков на элементы Dub.
Числовые значения по нецентрирующим
элементам (внутренний диаметр d) см. табл. 39.
* Указанный принцип встречается в соединениях
автомобилей ГАЗ-А и АА. ЗИС-5, тракторах СТЗ, ХТЗ
спецобъектах Т-60, Т-70. Т-34, К-В, где при зазо-
рах по Ь, соответствующих по характеру скользящим
(неподвижные соединения), по диаметру назначаются
посадки типа ходовой или легкоходовой.
72
ОСНОВЫ ВЗАИМОЗАМЕНЯЕМОСТИ В МАШИНОСТРОЕНИИ
[РАЗД. Ш
Центрирование по наружному диаметру D
Таблица 36
га
«=(
с
О)
рсти
S
6
о.
1 s
О о-в-
АИ,
А3И,
ТИа
СИ,
хиа
СзаИч
ли3
Наименование
калибра
Непроходной
Проходной .
Комплексный
Непроходной
Проходной .
Комплексный
Комплексный
Проходной .
Непроходной
Комплексный
Проходной
Непроходной
Комплексный
Проходной .
Непроходной
Комплексный
Проходной .
Непроходной
Комплексный
Проходной .
Непроходной
Наружный
диаметр D
Номинальный размер D в мм
до 18
+ 19
о
- 9
+ 35
о
— 9
+ 37
+ 24
+ 12
+ 9
о
— 12
— 7
— 16
-33
+ 2
О
— i8
_ ?
— 3°
— 55
св. 18
до 30
+ 23
о
— IO
+ 45
о
— 10
+ 43
+ Зо
+ 15
+ ю
о
— Н
— ю
— 2О
— 4°
+ ю
о
— 21
— Ю
— 4О
— 7°
св. 30
до 50
+ 27
о
— 12
+ 5°
о
— 12
+ 51
+ 35
+ 18
+ 12
о
— 17
— 13
— 25
— 5о
+ 12
О
-25
— *5
— 5°
- 83
св. 50
до 80
+ 3о
о
— 14
+ 6о
о
— 14
+ 54
+ 4°
+ 2О
+ И
о
— 2О
— 1б
-3°
— 6о
+ 14
о
— Зо
— 1б
-65
-ю5
св. 80
до 120
св. 120
до 180
Ширина шлицев или пазо
Номинальный размер d в
до 18
Отклонение в микронах
.+ 35
о
— 16
+ 7°
о
— i6
+ 6i
+ 45
+ 23
+ 16
0
— 23
— 24
-40
— 75
+ 16
О
— 35
— 23
— 8о
— 125
+ 4°
о
— 2О
+ 8о
о
— 2О
+ 72
+ 52
+ 25
+ 2О
О
— 27
— з°
— 5°
— 9°
+ 2О
О
— 4О
— 3°
— IOO
— Х55
+ 32
+ 14
о
+ 5°
+ 14
о
+ 21
+ 7
— Зо
+ 14
о
-35
о
— 14
-5°
+ 14
— 14
— 5°
о
— 3°
св. 18
до 30
+ 4°
+ 17
о
+ 6о
+ 17
о
+ 24
+ 8
-35
+ 17
о
-45
о
— 17
-6о
+ 17
— 17
-6о
о
— 35
— 8о
св. 30
до 50
+ 5о
+ 22
О
+ 7°
+ 2О
о
+ 3°
+ ю
— 4О
+ 22
о
— 5°
о
— 22
— 7О
+ 22
— 22
-75
о
— 45
— IOO
св. 50
до 80
+ 6о
+ 3о
о
+ 85
+ 24
о
+ 45
+ 15
— 45
+ 3°
о
- 6о
о
— Зо
-сю
+ ЗО
— Зо
— 90
о
— бо
— I2O
В *
ММ
св. 80
до 120
+ 75
+ 4°
о
+ IOO
+ 28
о
+ 6о
+ 2О
- 5°
+ 4°
о
— 7О
о
— 4О
—но
+ 4°
— 4О
—но
о
— 8о
— 15°
Попе дописка на неточность изготовления
элемента профи/г»
Для отверстий при этом способе центри-
рования установлены две степени точности:
нормальная — А3И2 и повышенная — AHj. Для
валов установлены тоже две степени точно-
сти: нормальная (ТИ2, СИ2 и ХИ2) для фрезе-
рованных валов, не подвергающихся термо-
обработке после фрезерования, и пониженная
(С2аИ3 и ЛИ3) для валов, термически обрабо-
танных после фрезерования шлицев.
Рекомендуются следующие сочетания ва-
лов и отверстий (посадки):
1. Неподвижные
2. Подвижные
АИ,
ти2*
А3И3
АИ!.
си2'
А3И2
с2аи3
ХИо
ли.
Поле допуска на компенсацию погрешностей взаим-
ного расположения элементов профиля
<Ntr. 86. Схема расположения полей допусков на эле-
менты D V. b при центрировании по D (проект ГОСТ,
интервал 50 — 80 мм).
Допуски при центрировании по внутрен-
нему диаметру d. В табл. 37 даны числовые
значения отклонений при центрировании по
внутреннему диаметру d, а на фиг. 87 — схема
расположения полей допусков на элементы d
и Ъ. Числовые значения по нецентрирующим
элементам (диаметр D) см. табл. 39.
Для отверстий при этом способе центри-
рования установлены четыре ряда предель-
ных отклонений:
а) АИ] — для отверстий повышенной точ-
ности изготовления по пазам, термообраба-
тываемых после протягивания, но не кали-
бруемых после термообработки;
б) АИ2 — для отверстий нормальной точ-
ности изготовления по пазам, протягиваемых
после термообработки;
ГЛ. II
ДОПУСКИ И ПОСАДКИ ТИПОВЫХ СОЕДИНЕНИЙ
73
Таблица 37
п детали
<D
s
н
о
о.
V
а
н
О
| Вал
означен
клонени*
офиля
О о с
АИ,
АИ2
АИ3
ШИ3
ТИ,
п2аи,
Л2а„,
х„,
ши.
СИ,
e9ISAH3
калибра
Непроходной ....
Проходной
Комплексный ....
Непроходной ....
Проходной
Комплексный ....
Непроходной ....
Проходной
Комплексный ....
Непроходной ....
Проходной
Комплексный ....
Комплексный ....
Непроходной ....
Комплексный ....
Проходной
Непроходной . . . ¦
Комплексный ....
Проходной
Непроходной ....
Комплексный ....
Проходной
Непроходной ....
Комплексный ....
Проходной
Непроходной ....
Комплексный ....
Проходной
Непроходной ....
Комплексный . . . •
Непроходной ....
Центрирование
до
18
+ 19
о
— 9
+ 19
о
— 9
+ 19
о
— 9
-
+ 37
+ 24
+ 12
+ 21
+ 12
— 6
+ 3
— 6
— 21
— 1б
— 33
—
+ 21
О
- 35
- 7
— 32
- 75
по внутреннему диаметру d
Внутренний диаметр d
св. 18
до 30
+ 23
О
— IO
+ 23
О
— IO
+ 23
О
— IO
+ 43
+ 3°
+ 15
+ 23
+ 13
— 8
+ 3
— 25
— ю
— 2О
—
+ 23
О
- 45
— ю
— 92
св. 30
до 50
+ 27
о
— 12
О
— 12
+ 27
о
— 12
+ 125
+ 75
+ 45
+ 51
• + 35
+ 18
+ 27
+ 15
— ю
+ 3
— 9
— 3°
— 13
- 25
- 56
— бо
- 75
- П5
+ 27
о
— 13
— па
Номинальные
св. 50
до 80
св. 80
до 120
Отклонение
4- 3°
о
— 14
+ Зо
о
— 14
+ Зо
о
— 14
+ 155
+ бо
+ 54
+ 4°
4- ао
4- 32
+ i8
— 12
4- 4
— ю
- 35
— 16
— бо
— 8о
— 95
- 45
4- 32
о
— бо
— 1б
— бо
— 134
4- 35
о
— 16
4- 35
о
— 1б
4- 35
о
— i6
4- 19°
4- I2O
4- 8о
4- 6i
+ 45
4- 23
4- Зб
+ 2О
— 15
+ 4
— 12
— 42
— 24
— 75
— IOO
— I2O
- 175
4- З6
о
— 24
— 72
- 159
Ширина шлицев или пазов
эазмеры
ДО
18
d в мм
св. 18
до 30
в микронах
4- 5о
4- зо
о
4- 5°
+ 14
о
4- 8о
4- 45
о
-
+ 21
4- 7
— II
4- 14
о
— i8
4- 7
— 7
— 25
О
— 14
- 32
-
4- 14
о
— 35
о
— н
+ бо
4- 35
о
+ бо
4- 17
о
+ 95
4- 5°
о
-
+ 24
+ 8
— 13
4- 17
о
— 21
4- 8
— 9
о
- 17
4- 17
о
- 45
о
~ Z
— бо
св. 30
до 50
4- 7°
4- 4о
о
4- 7°
4" 22
О
4- по
4- бо
о
4- по
4- бо
+ 2О
4- 32
4- ю
— 15
+ 22
О
— 25
4- и
— п
о
— 22
О
— 22
- 48
+ 22
О
- 5°
о'
— 22
св. 50
до 80
+ оо
4- 55
о
4- 9о
4- Зо
о
4- I4O
+ 8о
о
4- 14°
4- 8о
4- 24
+ 45
4- 15
— Х5
+ Зо
о
4- 15
— 15
— 45
о
— 3°
- бо
о
— Зо
— бо
+ 3°
о
- бо
о
— з°
— ох»
Ь
св. 80
до 120
+ IOO
4- 7°
о
4- по
о
4- 170
4- ioo
о
4- 170
+ ioo
+ 28
+ бо
4- 2О
- 15
4- 4о
о
- 35
4- го
— 2О
- 55
о
— 4°
- 75
о
- 75
о
- 7°
о
— по
в) АИз и ШИ3 — для отверстий нормаль-
ной точности изготовления по пазам, термо-
обработанных после протягивания, но не ка-
либруемых после термообработки.
Для валов установлены две степени точ-
ности: повышенная (ТИ^ П2аИ1( ДгаИ], XHj
и ШИ]) — для валов, шлифованных по внутрен-
нему диаметру и шлицам; нормальная (С3И5
и e9ISAH2)— для фрезерованных валов.
Примечание. Валы фрезерованные предназна-
чаются только для шестишлицевых соединений. Валы
шлифованные предназначаются для соединений лёгкой
и средней основных серий и дополнительных рядов че-
тырёх- и шестишлицевых соединений по разделу III ГОСТ
1139-41.
1. Неподвижные:
И! АИ2 АИ2
АИ] АИг
ТИ/ П^
АИ2
АИ,
АИ2 АИ3
С3И2' ТИ/
АИ3 АИ3
АИз_
заИ/ Д2аИ! " С3И2
дм д
2. Подвижные:
АИ3
или с
ХИ/ 3
АИ3 ШИа
e9ISAH2* П2аИ
АИ.
С3Иа' ТИ/
АИ2 АИ2
ШИ,' e9ISAH*'
совместно с
АИ,
Рекомендуются следующие
лов и отверстий (посадки):
сочетания ва-
для подвижных и неподвижных
соединений на одном шлицевом валу (по прин-
ципу системы вала).
74
ОСНОВЫ ВЗАИМОЗАМЕНЯЕМОСТИ В МАШИНОСТРОЕНИИ
[РАЗД. Ill
Попе допуска ив неточность изготовления элемента профиля
Поле допуска на компенсацию погрешностей взаимного
расположения элементов профиля
Таблица 38
Центрирование по ширине шлицев Ъ
Фиг. 87. Схема расположения полей допусков на эле-
менты d и Ь шлицевого соединения при центрировании
по d (проект ГОСТ, интервал 50—80 мм).
Допуски при центрировании по ширине
шлицев Ь. В табл. 38 даны числовые значения
отклонений при центрировании по ширине
шлицев Ь. Отклонения по нецентрирующим
элементам (наружный диаметр D и внутрен-
ний диаметр d) — см. табл. 39.
Предельные отклонения для отверстия при
этом способе центрирования установлены
применительно к точности, допускающей тер-
мическую обработку после протягивания. Для
валов приняты две степени точности: шли-
фованные и фрезерованные валы для соеди-
нений неподвижных (СИ], СИ2) и для соеди-
нений подвижных (ХИ1( ХИ2).
Для подвижных посадок, кроме того, до-
пускается дополнительное центрирование и
по наружному диаметру при обозначении по-
АоИо АоИо „
садок а — или —. Предельные откло-
нения отверстий А3И2 берутся в этом случае
из табл. 36 (отклонения по ширине пазов А3И2
по табл. 36 и И2 по табл. 38 совпадают). Пре-
дельные отклонения валов ЛИ3 берутся по
табл. 36. Предельные отклонения по наружно-
му диаметру D валов XHj берутся, так же
АчИ
как и для ХИ2, по табл.36. Посадка -~—-пред-
ли3
назначается для втулок, соединяемых с фре-
зерованными валами, подвергающимися после
фрезерования термообработке.
Д о п у с к и н е ц ен т р и р у ю щ и х диа-
метров. Предельные отклонения по нецен-
трирующим диаметрам см. табл. 39. Допуски
*2
И
Н
С
S
si
ч
о.
я'н
V *
m ° «
о 5 ч
Оо-В-
И а
СИ,
сиа
хи,
хи3
Наименова-
ние калибра
Непроходной
Проходной .
Комплексный
Комплексный
Проходной .
Непроходной
Комплексный
Проходной .
Непроходной
Комплексный
Проходной .
Непроходной
Комплексный
Проходной .
Непроходной
Ширина шлицев или пазов b
Номинальные размеры
00
ч
-г- 5О
4- 14
о
+ 28
4- 14
— 4
+ 28
4- 14
— 2О
О
— 14
-32
О
— 14
— 5°
ооо
.4 00
ю о
оо
СО lO
03 О
юю
и о
d в мм
00 СЧ
Отклонение в р.
+ 6о
+ 17
о
4- 34
+ 17
— 4
4- 34
— 25
о
— 17
о
— 17
— 6о
+ 7°
+ 2О
о
+ 4°
+ 2О
- 5
+ 4°
+ 2О
— до
о
— 2О
-45
о
— 2О
— 7<э
4-85
+ 24
о
+ 48
+ 24
— 6
+ 48
+ 24
-35
о
— 24
— 55
о
— 24
-«5
+ IOO
+ 28
о
4- Ф
+ 28
- 7
4- 56
+ 28
— 4°
о
- 28
— 65
о
— 28
— IOO
наружного диаметра D отверстия назначены
по Х5, а внутреннего d по А5. Допуски на-
ружного диаметра D вала назначены по Х4.
Допуски шлицевых соединений непря-
мобочного профиля. Кроме шлицевых со-
единений прямобочного профиля, в СССР при-
меняются ещё соединения с эвольвентным и
треугольным шлицевым профилем.
Эвольвентные шлицевые соединения с уг-
лом зацепления в 30° для малых модулей
(т = 1, 1,5, 2 и 2,5), так называемые мелко-
шлицевые соединения, стандартизованы авиа-
ционной промышленностью (стандарт 106
МТ-42 НКАП) для диаметров делительной
окружности до 100 мм и числа шлицев от
11 до 50 (фиг. 88).
По этому стандарту центрирование соеди-
нения осуществляется по эвольвентному про-
филю шлица с гарантированными зазорами
Ягал тцеппе- р S -, Ширина паза
ния af-^44\\v^\sS>y^\4\v^J/^w скользящей
$?)Для ходовЬй
Ширина шлица
>)Для скользящей
nocadku SZfgj
2)Дляходобои
посадки SZ
Фиг. 88.
(до 1 ми) по диаметрам впадин и высту-
пов. Установлены два вида посадок — сколь-
зящая и ходовая, причём величина отклоне-
ний в толщине шлицев вала и пазов отвер-
стия по делительной окружности постоянна и
не зависит от модуля, диаметра или числа
шлицев. Минимальные зазоры по шлицам,
ГЛ. i]
ДОПУСКИ И ПОСАДКИ ТИПОВЫХ СОЕДИНЕНИЙ
75
Таблица 39
ров
== <и
^§
d
и
или
D
или
d
Тип
детали
>стие
(U
S-
Q
ч
09
стие
Отв
ч
со
Допуски
Наименование
калибра
Непроходной . . .
Проходной ....
Комплексный . . .
Комплексный . . .
Проходной ....
Непроходной . . .
Непроходной . . .
Проходной ....
Комплексный . . .
Комплексный . . .
ло нецентрирующим
до
18
диаметрам
Номинальные диаметры D или
св. 18
до 30
св. 30
до 50
св. Р0
до 80
d в мм
св. 80
до 120
св. 120
до 180
Отклонение в \>.
+ З60
+ I2O
+ 6о
+ бо
— бо
— i8o
+ 240
0
— 60
- бо
+ 420
+ 14°
+ 7°
+ 7°
— 7о
— 2IO
+ 28о
О
— 7°
— т°
+ 5°°
+ 17°
+ 8о
+ 8о
— 8о
-25O
+ 34°
о
— 8о
— 8о
+ боо
+ 2ОО
+ IOO
+ IOO
— IOO
— 3°°
+ 4°°
о
— IOO
— IOO
+ 7°°
+ 230
+ I3O
+ I2O
— I2O
~ 35°
+ 4бо
о
— I2O
— I2O
+ 8оо
+ 2бо
+ I3O
— I3O
— 4°°
+ 53°
о
- 130
- 13°
* Расчёт размеров непроходного калибра для вала см. „Шлицевые соединения, размеры элементов профиля",
.Справочник", т. 2.
предусмотренные посадками (для скользящей—
0,08 мм, для ходовой -— 0,13 мм), служат для
компенсации погрешностей взаимного распо-
ложения элементов шлицевого профиля (бие-
ние профилей, накопленная угловая ошибка
расположения шлицев, отклонение в напра-
влении по протяжённости профиля) и обеспече-
ния характера сопряжения.
Допуски на мелкошлицевые соединения
треугольного профиля даны в стандарте 105
МТ изд. 1944 г. НКАП (модули т = 0,3—0,8;
число шлицев 20—70). По этому стандарту
(фиг. 89*) посадка соединения тоже осу-
ществляется по боковым сторонам шлицев.
Допуски на толщину шлица вала и впадину от-
верстия по делительной окружности постоянны
и не зависят от модуля, диаметра и числа шли-
\
Фиг. 89.
/ +0,14
цев ширина впадины отверстия равна 5 ;
V +0,07
-0,06\
толщина шлица вала равна S ). Мини-
-0,12/
мальный зазор @,13 мм) компенсирует по-
грешности взаимного расположения элемен-
тов шлицевого профиля.
Накопленная ошибка углового расположе-
ния шлицев и пазов установлена в 0,06 мм;
биение по профилям — 0,05 мм. Отклонение
в направлении шлицев или пазов +0,01 мм
на длине до 30 мм и + 0,015 мм на длине
свыше 30 мм. Диаметры выступов вала и втул-
ки выполняются по 3-му классу точности. Ми-
нимальные зазоры z по наружному и внутрен-
нему диаметрам соединения установлены от
0,2 до 0,3 мм в зависимости от модуля. Угол
Р = 36°+ 1°, угол у возрастает с увеличением
размеров соединения с 27° до 33°25'43".
Соединения этого типа имеют большое рас-
пространение в авиационной, автомобильной
и мотоциклетной промышленности.
Из иностранных стандартов на шлицевые
соединения непрямобочного профиля заслу-
живают упоминания немецкий DIN и амери-
канский * стандарты на шлицевые соединения
эвольвентного профиля.
Американский стандарт даёт числовые зна-
чения элементов шлицевого профиля и до-
пуски для 6-, 10-, 16-, 24- и 36-шлицевых со-
единений с углом зацепления в 30° для диа-
метров делительной окружности от 0,75 до
4,125". Кроме того, для каждой из пяти серий
установлены по три разные глубины шлицев:
мелкие (shallow), нормальные (intermediate)
и глубокие (deep).
Допуски на диаметры и радиусы закругле-
ний исчислены в долях диаметра делительной
окружности, кроме диаметра выступов шли-
цевого вала, точность которого принята в 0,005".
Центрирование соединения осуществляется
по профилю шлицев и пазов, однако допуски
на эти элементы не регламентированы и
оставляются на усмотрение изготовителей.
* Обозначение элементов профиля сохранено по
стандарту.
* См. «The Machinist" 1940 г., т. 84, № 25, 27 и 32. Invo-
lute Spline Standards (SAE и ASME). Европейское издание
„American Machinist".
76
ОСНОВЫ ВЗАИМОЗАМЕНЯЕМОСТИ В МАШИНОСТРОЕНИИ
1РАЗД. Ш
ДОПУСКИ ЗУБЧАТЫХ И ЧЕРВЯЧНЫХ
ПЕРЕДАЧ
Цели назначения допусков на зубчатые
зацепления
Зубчатые колёса являются звеньями кине-
матической цепи, передающими вращение от
одной оси к другой, и составляют высшую
кинематическую пару, что отличает их от со-
единений (вал—отверстие, винт — гайка,
шлицевый вал — втулка и т. п.), где допуски
назначаются на элементы низшей кинемати-
ческой пары. В силу этого отличия цели на-
значения допусков на зубчатые зацепления
имеют свою специфичность.
Назначением допусков на элементы зубча-
тых колёс и передач преследуются три цели:
а) сохранение постоянства мгновенного пе-
редаточного отношения при работе передачи
с минимальными отклонениями от передаточ-
ного числа, равного отношению чисел зубьев
зубчатой пары;
б) обеспечение прилегания по длине зуба,
с тем чтобы нагрузка от одного зуба к дру-
гому передавалась по контактной линии, ма-
ксимально использующей всю ширину колёс;
в) создание боковых зазоров в заданных
пределах для избежания как заклинивания
зубьев, так и чрезмерных величин зазоров в
передаче.
Ограничение величин отклонений ряда эле-
ментов зацепления зубчатых колёс и собран-
ных передач преследует выполнение одной
из поставленных целей.
Допуски цилиндрических зубчатых
передач (по ГОСТ 1643-46)
В настоящее время в СССР действует ре-
комендуемый стандарт допусков на зубчатые
зацепления — ГОСТ 1643-46 „Передачи зубча-
тые цилиндрические. Допуски".
Стандарт допусков на цилиндрические пе-
редачи распространяется на все виды метал-
лических механически обработанных силовых
колёс внешнего и внутреннего зацеплений,
характеризуемых данными, приведёнными
в табл. 40.
Таблица 40
Область применения ГОСТ 1643-46
_-_ —
Элементы, характеризующие
передачи
Делительный диаметр колёс
в мм
Модули
Угол исходного контура . .
Межосевое расстояние в мм
Форма зуба
Величины
4<Э — 200О
I—20
2О°
4О—2ООО
Прямой, косой
и шевронный
Стандарт не распространяется на особо точ-
ные несиловые (отсчётные, делительные) зуб-
чатые колёса, мелкомодульные зубчатые ко-
лёса (с модулем меньше единицы), цилиндри-
ческие передачи больших габаритов (с диа-
метрами колёс более 2000 мм и модулем бо-
лее 20). Допуски ряда перечисленных пере-
дач нормализованы ведомственными нормаля-
ми, из которых наиболее разработанными и
проверенными практикой по мелкомодульным
зубчатым передачам являются нормаль V Глав-
ного управления НКАП, проект стандарта не
мецкой промышленности A943 г.) и др.
В ГОСТ все механически обработанные
зубчатые колёса и передачи разделяются на
четыре класса точности. В основу классифи-
кации положен технологический принцип,
т. е. каждый класс объединяет колёса и пере-
дачи, которым присущи аналогичные методы
окончательного формирования элементов зуб-
чатого зацепления, или, иначе говоря, одина
ковая степень совершенства изготовления.
Эта степень точности ещё не определяет экс
плоатационных качеств передачи, поскольку
таковые зависят от условий работы, ухода за
передачей, предполагаемого срока её службы,
возникающих в ней напряжений и т. п. По
этому задачей конструктора является правиль-
ный выбор класса точности проектируемой
передачи, исходя из конкретных условий её
работы и требований, предъявляемых к ней.
В помощь конструктору возможны лишь об-
щие руководящие указания, которые не со-
ставляют органической части стандарта. Для
облегчения пользования стандартом эта клас-
сификация приводится в табл. 41.
Основным классом следует считать 2-й
класс точности, так как к этому классу отно-
сятся все передачи, колёса которых нарезаны
на точных станках и в случае отсутствия
термообработки могут не подвергаться отде-
лочным и доводочным операциям. 1-й класс
точности не распространяется на колёса вну-
треннего зацепления.
Термины, принятые в стандарте
Для отклонений и допусков приняты сле-
дующие термины:
Предельное отклонение основного шага
) — разность между предельным и номи-
Фиг. 90. Отклонение основного
• шага.
нальным размерами основного шага в сече-
нии, перпендикулярном к направлению зуба
(в плоскости зацепления) (фиг. 90).
Фиг. 91. Разность соседних окруж-
ных шагов.
Наибольшая разность соседних окруж-
ных шагов (S/) — наибольшая (по абсолютной
Классификация цилиндрических зубчатых передач по классам точности
Таблица 41
Элемент классифи-
кации
Метод нарезания
Окончательная обра-
ботка рабочей поверхно-
сти (профилей)
Условия работы
Окружные скорости:
прямозубые колёса
непрямозубые колёса
Мощности (для редук-
торов)
Коэфициент полезного
действия
Звуковые явления:
субъективно вос-
принимаемые
объективно вос-
принимаемые
Характеристика классов точности
1-й класс (особо точные)
Способом обката на пре-
цизионных станках
Прецизионным инструмен-
том и тщательное шлифова-
ние, шевингование или ла-
пингование (притирка). Класс
чистоты поверхности 9-й.
Зубчатые колёса, предназ-
наченные для плавной работы
на высоких скоростях, тре-
бующие наиболее высокого
к. п. д. и бесшумности. Ко-
лёса прецизионных механиз-
мов, особо ответственные
шестерни авиа-, авто-и тур-
бостроения, особенно точ-
ные передачи артиллерий-
ских систем на устройства
с отсчетом
Свыше 8 Ml сек
Свыше 15 м/сек
До 10 000 л. с.
Не ниже 0,99 (в готовом
редукторе, т. е. с подшип-
никами ориентировочно не
ниже 0,985)
Совсем слабый ровный
шум характера шипения, без
толчков и музыкального то-
на
Заметное присутствие на
звуковой кривой только
ч наиболее высоких частот
2-й класс (точные)
Способом обката на точных станках
Точным инструментом. Для сырых колёс
рекомендуется, а для калёных обязательна
отделка (шлифование, шевингование, ше-
винг-обкатка, притирка). Класс чистоты по-
верхности 7-й.
Зубчатые колёса, работающие при высо-
ких скоростях и умеренных мощностях или,
наоборот; зубчатые колёса подачи в стан-
ках, где требуется согласованность дви-
жений; колёса редукторов нормального ря-
да, колёса авиа- и автостроения; передачи
поворотных и подъёмных механизмов арт-
систем, воспринимающие усилия выстрела;
передачи артсистем на устройства с отсчё-
том и скоростные передачи с непрямыми
зубьями.
До 10 м/сек
До 18 м/сек
До 5000 л. с.
Не ниже 0,98 (с подшипниками 0.97)
Слабый шум характера жужжания
Отсутствие на звуковой кривой частот,
соответствующих собственным колебаниям
системы
3-й класс (средней точности)
Способом обката или же методом деле-
ния инструментом, профилированным в со-
ответствии с действительным числом зубьев
колеса
Зубья не шлифуются, при надобности от-
делываются или прирабатываются в паре.
Класс чистоты поверхности 5-й.
Зубчатые колёса общего машиностроения,
не требующие особой точности; колёса
станков, кроме входящих в делительные
цепи; неответственные шестерни авиа- и
авто-тракторостроения; колёса грузоподъём-
ных механизмов, ответственные шестерни
сельхозмашиностроения; передачи силовые
электрического и ручного приводов артси-
стем и г. п.
До 6 м/сек
До 8 м/сек
До 1500 л. с.
Не ниже 0,96 (с подшипниками 0,95)
Допускается биение без толчков; гудящий
шум умеренной силы
Отсутствие на звуковой кривой резких
выбросов
4-й класс (пониженной
точности)
Любым способом
Специальных отделочных
операций не требуется.
Класс чистоты поверхности
3-й.
Зубчатые колёса, предна-
значенные для грубой рабо-
ты, к которым не предъ-
являются требования нормаль-
ной точности; ненагружен-
ные передачи, выполненные
по конструктивным сообра-
жениям ббльшими, чем полу-
ченные из расчёта
До 2 м/сек
До 3 м/сек
До 800 л. с.
Не ниже 0,94 (с подшипни-
ками 0,92)
Отсутствие резкого стука
Не проверяются
78
ОСНОВЫ ВЗАИМОЗАМЕНЯЕМОСТИ В МАШИНОСТРОЕНИИ
[РАЗД. Щ
величине) разность между любыми двумя со-
седними окружными шагами в сечении, пер-
пендикулярном к оси вращения колеса (фиг.91).
Накопленная погрешность окружного ша-
га — погрешность во взаимном расположении
двух одноимённых профилей. Определяется
по дуге окружности,
близкой к делитель-
ной, с центром на
оси вращения колеса
(фиг. 92).
Наибольшая на-
копленная погреш-
ность окружного ша-
га (Ду - наибольшая
(по абсолютной ве-
личине) накопленная
погрешность окруж-
Фиг. 92. Накопленная ного шага между дву-
погрешность окружного мд любыми одно.
именными профилями
Допуск на профиль E/) — предельное рас-
стояние по нормали между двумя эвольвен-
тами теорети-
ческой основ-
ной окружно-
'Рабочии эволь-
бе нтный участок
у
профиля зуба
Фиг. 93. Допуск на профиль.
сти, ограничи-
вающими дей-
ствит е льный
профиль в пре-
делах его рабо-
чего эвольвент-
ного участка.
Определяется в сечении, перпендикулярном
к оси вращения колеса (фиг. 93).
Предельное отклонение направления зу-
ба (Д50) — наибольшее отклонение направле-
ния боковой по-
верхности зуба
по контактной
или винтовой
линии в пре-
делах рабочей
эвольвентной
частизубаотза-
данного напра-
вления, отне-
сённое ко всей
длине зуба и
выраженное в линейных единицах (фиг. 94).
Ном инальная тол-
Фиг. 94. Отклонение направле-
ния зуба.
Их ~~л
щина зуба (Sx) — тол-
щина зуба по посто-
янной хорде, созда-
ющая в передаче
плотное зацепление
с сопряжённым коле-
сом при номинальной
толщине его зубьев и
номинальном межцен-
тровом расстоянии.
Постоянная хор-
да — хорда между точ-
ками касания исход-
ного контура с обо-
ими профилями зуба в сечении, перпендику-
лярном к направлению зуба исходной рейки
(фиг. 95).
Верхнее отклонение толщины зуба
(&eSx) — разность между наибольшей предпи-
Фиг. 95. Отклонения тол-
щины зуба по постоянной
хорде.
санной и номинальной толщиной зуба по посто-
янной хорде (для обеспечения бокового зазора
в передаче).
Нижнее отклонение толщины зуба
(Дн^д-) ~ разность между наименьшей предельт
ной и номинальной толщиной зуба по посто-
янной хорде.
Допуск на толщину зуба {§SX) — разность
предельных отклонений толщины зуба по по-
стоянной хорде; относится к партии колёс.
Колебание толщины зуба (по постоянной
хорде) (о05г) — разность между наибольфей и
наименьшей толщиной зуба По постоянной хор-
де в одном и том же зубчатом колесе. -
Номинальная длина общей нормали (L) —
длина общей нормали, при которой создаётся
в передаче плотное зацепление с сопряжённым
колесом при номинальном положении его ис-
ходного контура и номинальном межцентро-
вом расстоянии.
Общая нормаль — прямая, соединяющая
точки касания двух разноимённых профилей
с охватывающими их параллельными касатель-
ными к ним плоскостями (фиг. 96).
Фиг. 96. Отклонения длины обшей
нормали.
Верхнее отклонение длины общей нор-
мали (Дв?) — разность между наибольшей пре-
дельной и номинальной длиной общей нор-
мали.
Нижнее отклонение длины общей нор-
мали (Дк?) — разность между наименьшей
предельной и номинальной длиной общей нор-
мали.
Допуск на длину общей нормали EL) —
разнесть между верхним и нижним предель-
ными отклонениями длины общей нормали;
относится к партии колёс.
Колебание длины общей нормали (80?)—
разность между наибольшей и наименьшей
длиной общей нормали в одном и том же зуб-
чатом колесе.
Номинальное положение исходного кон-
тура — условное положение исходного кон-
Ношнальнае
положение
исходного
контура
Фиг. 97. Смешение исходного контура.
тура относительно оси вращения колеса, со-
здающее в передаче плотное зацепление при
номинальном положении исходного контура
ГЛ. I]
ДОПУСКИ И ПОСАДКИ ТИПОВЫХ СОЕДИНЕНИЙ
79
второго колеса и номинальном межцентровом
расстоянии (задаётся в радиальном направле-
нии) (фиг. 97).
Смещение исходного контура — радиаль-
ное смещение исходного контура от его
номинального положения в тело колеса (с це-
лью создания бокового зазора в передаче).
Предельное смещение исходного контура:
наименьшее (Agh) —наименьшее предписанное
смещение исходного контура; наибольшее
DНЛ) — наибольшее допустимое смещение ис-
ходного контура.
Допуск на смещение исходного контура
|ЗЛ)— разность предельных смещений исход-
ного контура; относится к партии колёс.
Колебание смещения исходного контура
(о0Л) — разность между наибольшим и наимень-
шим смещениями исходного контура в одном
и том же зубчатом колесе.
Наибольшее радиальное биение зубчатого
венца (?0) — колебание расстояний от посто-
янных хорд зубьев (или
впадин) колеса до оси
его вращения (фиг. 98).
Номинальное меж-
центровое расстояние
(А) —¦ расчётное межцен-
тровое расстояние, со-
ответствующее плотному
зацеплению, при номи-
нальном положении обо-
их исходных контуров
колёс.
Предельное откло-
нение межцентрового
разность между предель-
ным межцентровым расстоянием и номиналь-
ным в средней плоскости передачи (фиг. 99).
Номинальное мери-
тельное межцентровое
расстояние (при плот-
ном зацеплении) (а)—
межцентровое расстоя-
ние при плотном сопря-
жении мерительной ше-
стерни с измеряемым
зубчатым колесом при
наименьшем смещении
Фиг. 99. Перекос и не- его исходного контура,
параллельность осей. Предельное откло-
нение мерительного
межцентрового расстояния: верхнее (Ава) и
нижнее (Ана) — разность между предельным
и номинальным мерительным межцентровым
расстоянием.
Колебание мерительного межцентрового
расстояния (Ьоа) — разность межцентровых
расстояний наибольшего и наименьшего за
полный оборот колеса в плотном сопряжении
его с мерительной шестерней.
Колебание мерительного межцентрового
расстояния на одном зубе (Ь^а)— наиболь-
шая разность межцентровых расстояний при
повороте на один угловой шаг колеса, в
плотном сопряжении его с мерительной ше-
стерней.
Наибольшее биение окружности высту-
пов (наружной окружности) (ED) — наиболь-
шая разность расстояний от точек окружности
выступов до оси вращения колеса.
Предельная непараллельность осей (на
ширине колеса) (Ьх)—предельная непараллель-
Фиг. 98. Радиальное
биение зубчатого
венца.
расстояния (АА)
ность проекций осей на их общую теорети-
ческую плоскость, выраженная в линейных
единицах, на длине, равной ширине колеса
или ширине полушеврона (фиг. 99).
Предельный перекос осей (на ширине ко-
леса) (Ъу)— предельная непараллельность проек-
ций осей на плоскость, перпендикулярную к
теоретической линии центров колёс, выражен-
ная в линейных единицах, на длине, равной
ширине колеса или ширине полушеврона
(фиг. 99).
Предельное отклонение диаиетра окруж-
ности выступов: верхнее (AeDe), нижнее
(AHDe) - разность между предельным (наиболь-
шим или наименьшим) и номинальным диа-
метрами окружности выступов (наружного диа-
метра заготовки).
Боковой зазор наименьший (Сп mjn), наи-
больший {Сп max) — расстояние по нормали
Фиг. 100. Боковой зазор.
между нерабочими профилями сопряжённых
колёс в наиболее узком месте по длине зуба,
обеспечивающее свободную игру одной ше-
стерни относительно другой (фиг. 100).
Основные и заменяющие проверки
Все допуски, включённые в основные
нормы ГОСТ 1643-46, могут быть отнесены
к трём группам, обеспечивающим выполнение
указанных выше требований. В табл. 42 пере-
числены элементы колёс и передач, ограни-
чиваемые допусками и обеспечивающие ука-
занные цели. Необходимо учитывать, что при
отнесении отклонений элементов к той или
иной группе рассматривалось основное влия-
ние отклонения, а не косвенное.
Из табл. 42 видно, что точность единич-
ного цилиндрического зубчатого колеса огра-
ничивается назначением допусков на шесть
элементов (At0, Ы, 6/, Atz, АВ0 и Ah), а со-
бранной передачи на пять (Ах, Ау, АА, Сп шш
и пятно касания).
Весьма большое конструктивное разнообра-
зие зубчатых колёс, технологических приёмов
их изготовления, методов нарезания и отделки,
а также объёма производства колёс на разных
заводах (от штучного до массового) не поз-
воляет регламентировать единые методы
контроля элементов зубчатых колёс и пере-
дач.
Ввиду широкой распространённости в усло-
виях производства ряда упрощённых проверок,
значительно более производительных, чем
основные проверки, в ГОСТ 1643-46 наряду
с назначением основных норм, являющихся
арбитражными, приведены предельные откло-
нения для заменяющих комплексных или
упрощённых методов контроля. Для эти?
заменяющих проверок предельные отклонения
помещены в виде вспомогательных норм1.
80
ОСНОВЫ ВЗАИМОЗАМЕНЯЕМОСТИ В МАШИНОСТРОЕНИИ
(РАЗД. Ш
Таблица 42
Основные элементы цилиндрической зубчатой
передачи, определяющие её качество
Цель
Сохранение
постоянства
передаточного
отношения
Обеспечение
прилегания по
длине зуба
Создание
боковых зазо-
ров
Отклонения и допуски,
обеспечивающие вы-
полнение поставлен-
ной цели
Отклонение основ-
ного шага
Разность соседних
окружных шагов . . .
Допуск на профиль .
Накопленная погреш-
ность окружного шага
Отклонение напра-
Непараллельность
осей
Перекос осей . . .
Пятно касания . . .
Смещение исходного
контура * (наименьшее
смещение и допуск) .
Отклонение межцен-
трового расстояния . .
Наименьший боко-
вой зазор
Обозначение
А'в
8/
8/
АД,
Д*
Ду
Д8А и bh
ДЛ
С/г min
* Обоснования выбора этого элемента взамен толщи-
ны зуба по хорде см. в статье Н.А. Калашникова
и Б. А. Т а й ц, О проекте ОСТ „Допуски на цилиндриче-
ские зубчатые колёса", в сборнике работ Центрального
бюро редукторостроения № 1, Машгиз, 1940.
Возможные замены основных проверок отнюдь
не полноценными косвенными сведены в
табл. 43.
Таблица 43
Объекты основных и заменяющих их косвенных
проверок цилиндрических зубчатых колёс
Объект
основной
проверки
Отклонение
основного шага .
Разность окруж-
ных шагов ....
Отклонение про-
филя
Накопленная
погрешность
окружного шага .
Отклонение на-
правления зуба .
Смещение исход-
ного контура . .
о ^
si
Д^о
At
д/
Д/j
АД,
V
и 6Л
Объект
заменяющей
проверки
Колебание мери-
тельного межцен-
трового расстоя-
ния на одном зубе
Радиальное бие-
ние зубчатого
венца
Колебания дли-
ны общей нормали
Колебание ме-
рительного меж-
центрового рас-
стояния
Пятно касания .
Отклонение тол-
щины зуба . . .
Отклонение дли-
ны общей нормали
Отклонения ме-
рительного меж-
центрового рас-
о g
О гг
^0
Ь0Ь
AeS
и 5 S
beL и
81
Два и
Допуски и отклонения
Величины допусков по основным нормам для
цилиндрических колёс диаметром до 400 мм
и модулем до 10 приведены в табл. 44, а по
вспомогательным нормам — в табл. 44а и для
элементов передач с межцентровым расстоя-
нием до 400 мм — в табл. 45.
Весь диапазон диаметров колёс и межцен-
тровых расстояний от 40 до 2000 мм, так же как
и диапазон модулей от 1 до 20, разбиты в ГОСТ
каждый на 7 интервалов (интервалы для диа-
метров и межцентровых расстояний 40—100—
200—400-800— 1200-1600 -2000 мм и для
модулей 1—2,25-4—6-8 — 10—14 — 20).
В результате суммирования влияния техно-
логических факторов и взаимоувязки отклоне-
ний отдельных элементов * приняты формулы,
выражающие зависимости предельных откло-
нений и допусков от диаметра колёс и их модуля
или межцентрового расстояния передачи.
Предельное отклонение определяется по фор-
муле
Д = add -f- bm-\- с,
где А — предельное отклонение в микронах;
dd — диаметр делительной окружности в мм;
т — нормальный модуль в мм.
Коэфициенты a, b и с, принятые в форму-
лах, сведены в табл. 46, причём числовые зна-
чения допусков, имеющиеся в ГОСТ 1643-46,
подсчитаны для средних значений диаметра
и модуля или межцентрового расстояния дан-
ного диапазона. Полученные числовые вели-
чины округлялись до значения принятого нор-
мального ряда этих цифровых величин. Ряд
этот в микронах принят следующий: 2, 3, 4, 5,
6, 8, 10, 12, 15, 18, 20, 25, 30, 35, 40, 45, 50, 60,
70 и т. д.
Там же, в табл. 46, приведены соотношения
между предельными отклонениями и допусками
по классам точности в виде коэфициентов пе-
рехода в смежный класс. В основном коэфи-
циентом перехода из класса в класс является
величина 1^3 = 1,73, хотя для отдельных
элементов приняты несколько иные соот-
ношения ввиду специфических особенно-
стей, присущих технологии изготовления
колёс и сборки передач в отдельных классах
точности.
При пользовании таблицами стандарта не-
обходимо учитывать:
1. Когда взаимозаменяемость в условиях
эксплоатации не является обязательной, раз-
решается принимать за номинальные следу-
ющие элементы одного из колёс:
действительный размер основного шага,
действительное направление зуба,
действительное положение исходного кон-
тура.
При этом положение исходного контура на
втором колесе определяется в зависимости от
выбранного бокового зазора в передаче отно-
сительно действительному положению исход-
ного контура на первом колесе.
* Разработка стандарта редакции 1942 г. выполнена
Б. А. Тайц, Г. И. Ткачевским, Л. А. Архангельским я
Н. А. Калашниковым, под руководством проф. Н. А.
Калашникова и доц. Б. А. Тайц. Редакция 1946 г. раз-
работана Б. А. Тайц и Л. А. Архангельским.
ГЛ. I]
ДОПУСКИ И ПОСАДКИ ТИПОВЫХ СОЕДИНЕНИЙ
81
Таблица 44
Передачи зубчатые цилиндрические. Допуски (по ГОСТ 1643-46)
Основные нормы
-
Элемент
Предельное от-
клонение основ-
ного шага
Наибольшая раз-
ность соседних
окружных шагов
Наибольшая на-
копленная погреш-
ность окружного
шага
Допуск на про-
филь
Предельное от-
клонение напра-
вления зуба
Допуск на сме-
щение исходного
контура
Наименьшее сме-
шение исходного
контура (в тело
колеса)
Предельная не-
параллельность
осей (на ширине
колеса)
Предельный пе-
рекос осей (на
ширине колеса)
Пятно касания
Класс
си
X
о
О
ч
8/
Д/j
S/
дв0
8А
V
о
Дл:
А,
точности
oS
4 X
^Ч S
S г м
От 1 до 2,25
Св. 2,25 до 4
» 4 „6
.6 „8
,3 „10
От 1 до 2,25
Св. 2,25 до 4
„4 „6
„6 „8
„8 „10
От 1 до 8
Св. 8 до 20
От 1 до 2,25
Св. 2,25 до 4
„4 „6
» 6 „Я
„8 „10
От 1 до 2,25
Св. 2,25 до 4
„4 „6
„6 „8
,8 „10
От 1 до 2,25
Св. 2,25 до 4
„4 „6
.6 „8
» 8 „10
От 1 до 2,25
Св.2,25до4
„4 „6
.6 „8
,8 „10
От 1 до 2,25
Св. 2,2о до 4
4 „ 6
.6 „8
,8 „10
От 1 до 2,25
Св. 2,25 до 4
„4 „6
„6 „8
„8 „10
Не менее 60°/0 вы-
соты зубьев, а по
длине не менее °/0
1-й
??
н о
о =с
12
12
15
IS
18
3°
—
8
ю
IO
12
12
6
В
151
ЗС
35
4c
4c
4c
50
5°
60
60
70
3
5
8
10
15
2
4
6
8
12
8|
в о
± 8
± 8
+ 10
±10
±12
13
15
15
18
20
40
—
10
10
12
12
15
j*
ю
4
к
ч
4
35
4o
45
5O
7O
70
70
80
80
с
1 »
V/ II
03 20
к 25
4
1 8
v/ l°2
§ 20
4 .
75
<L
8
0
[2
[8
1
8
:' 0
15
18
18
2O
20
DO
—
12
12
12
15
15
с
*?
Л
4
40
50
50
50
5°
IOO
IOO
HO
HO
HO
e
LO
Л
s
4
4
с
e
Л
О)
2
ч
2-й
?8
н о
о ч
20
2О
25
ЗО
3°
5°
6о
15
i8
20
20
25
10
12
15
18
5°
5°
5°
60
60
7о
80
80
90
но
л
¦5|
25 '
3 |
6
10 1
12
2О '
Диаметры
о о
ее о
±12
±15
± i8
+ 20
±20
25
25
30
30
35
70
80
18
20
20
25
25
е
88
ш о
<-> ч
3-й
колёс
н о
о ч
Микронь
Зо
3°
35
35
4о
до
IOO
2О
25
25
3°
3°
с
Б 5
а 12 ю
5°
6о
6о
7°
7°
9о
IOO
но
но
с
-О
-> 2О
V 25
Ч зо
« 35
Ч
с
_о 12
V 15
4 25
§ 3°
Ч
0
5 л
8 а,
о
5 ч
Ч
6о
7о
7°
8о
8о
130
130
13°
140
140
s:
S
Л
0!
ч
Ч
S
Л
Ч
35
4о
45
45
5°
IOO
но
3°
35
4°
45
!
II
'!'
J Г
s|
301
о
90
IOO
но
I2O
IOO
НО
НО
I2O
130
8
12
25
4°
5
ю
2О
3°
в мм
о о
вз о
+ 2О
±25
±ЗО
±35
±4о
4О
45
5°
5о
6о
I2O
I4O
Зо
35
4о
45
5о
С
! i8
\/> 2О
4 Зо
ч 35
IOO
но
но
I2O
13°
I2O
I2O
I3O
140
15°
е
S 25
5 ?
=t
а
ю
V/ 2О
О; 2э
3°
§ 35
ч
5°
J
В8
X О
О с=(
5°
6о
6о
7°
i6o
180
40
40
45
50
60
ю
д
/\
05
С!
ч
Ч
I2O
13°
I3O
I4O
15°
1бо
i6o
170
180
190
Л
я
ч
Ч
с;
S
ю
Л
ч
ч
4-й
98
S- О
О Ч
±6о
±6о
±7°
±8о
7о
8о
9О
IOO
88
03 О
о се
±7°
+ 7О
+ 8о
±8о
8о
9°
9°
юо
см ¦**¦
03 О
о а
+ 8о
± 8о
± 9°
±1ОО
9°
IOO
но
I2O
Не норми-
руется
Не норми-
i6o
170
180
180
180
190
200
210
руется
35
4О
45
5°
i8o
190
200
210
210
220
230
240
50
60
7°
80
35
45
50
60
Отдельные
2IO
22O
23О
24O
2бо
270
28о
290
пятна
82
ОСНОВЫ ВЗАИМОЗАМЕНЯЕМОСТИ В МАШИНОСТРОЕНИИ
[РАЗД. Ill
Таблица 44а
Передачи зубчатые цилиндрические. Допуски (по ГОСТ 1643-46)
Вспомогательные нормы
г
Элемент
Радиальное
биение
зубчатого венца
Колебание длины
обшей нормали
Допуск на толщину
зуба (по постоянной
хорде, взамен
Щ
Верхнее отклонение
толщины зуба.
нение длины
Откло-
общей
нормали (в тело зуба.
взамен Д h)
в
Допуск на
длину
общей нормали
(взамен 5Л)
Колебание меритель-
ного межцентрового
расстояния на
зубе
одном
Колебание меритель-
ного межцентропого
расстояния за
колеса
Предельные
отклонения
мерительного
межцентрового
расстояниядля
внешнего за-
цепления; для
внутреннего
зацепления с
обратными
знаками
оборот
верхнее
нижнее
Класс точности
К 01
со "
° X
vo
О в-
Ео
Д 5
8
AL
81
5 а
1
80а
V
V
Модуль
нормальный
тп в мм
_
От 1 до 8
Св. 8 „ 20
От 1 до 2,25
Св. 2,25 до 4
.4 „6
.6 „8
„8 „10
От 1 до 2,25
Св. 2,25 до 4
.4 „6
.6 .8
„8 „10
От 1 до 2,25
Св. 2,25 до 4
„4 „6
„6 „8
» 8 „10
От 1 до 2,25
Св. 2,25 до 4
» 4 „6
„ 6 „ 8
От 1 до 2,25
Св. 2,25 до 4
„4 „6
„6 ,8
От 1 до 2,25
Св. 2,25 до 4
. 4 „6
. 6 „8
1-й
оо
(- О
о ч
2"
12
—
_
—
—
—
35
4°
40
45
5°
3°
3°
35
35
4°
_
—
—
_
—
—
—
—
—
о о
1—i (М
и о
о Ч
3°
2О
—
¦—
—
—
5°
5°
5°
бо
бо
3°
35
35
4о
4°
_
—
—
_
—
—
—
—
—
88
CQ О
cj ч
35
3°
_
— /
—
—
—
7°
7°
8о
8о
4°
4°
4°
45
45
_
—
—
_
—
—
—
—
—
2-й
о о
н о
о ч
45
2О
3°
—
—
—
—
5°
5о
бо
оо
7°
45
5°
оо
оо
бо
7°
7о
8о
+ 25
—5о
+3°
—5°
+35
—5°
+45
—бо
3-й
Диаметры колёс
Q о
Ш О
о ч
5°
3°
4°
—
—
—
5°
бо
7°
7°
7°
8о
5°
6э
бо
бо
бо
25
35
45
7°
8э
8о
до
+ 25
—5°
+ 3°
—бо
+35
—бо
+45
-7о
88
СЧ ч"
Q3 О
(J Ч
о8
(- О
о ч
Микроны
бо
5°
бо
5°
5°
бо
9°
9°
9°
юо
юэ
бо
7°
7о
7°
до
юэ
юэ
по
+ 35
—6а
+3°
—7о
+35
—7°
+45
—8о
8о
4°
50
бо
7°
7°
8о
8о
8о
8о
8э
до
8э
дэ
9°
юо
юо
по
I2O
13°
I4O
+ 40
— до
+ 5°
— дэ
+ бо
— юэ
+ 7°
—по
в мм
о о
оо
ее о
О Ч
9°
бо
70
7°
7°
8о
9°
до
8о
до
до
юэ
по
до
дэ
юо
по
по
4о
50
6э
7°
I2O
13°
140
15°
+ 4°
—юо
+ 5°
—по
+ бо
—по
+ 7°
— I2O
88
и о
о Ч
ЮО
8о
юо
8о
дэ
до
юо
по
по
по
120
13°
13°
по
по
по
12Э
130
140
J5°
160
170
+ 4°
— 120
+ 5°
—130
+ 60
—13°
+ 7°
—140
08
Ь" О
о ч
14°
7°
по
120
13°
14о
13°
13°
14о
15°
15°
l6o
170
170
юо
по
120
_
240
25°
2бо
+ 1ОЭ
—i6o
+ 110
—170
+ 120
— 180
4-й
¦
gg
и о
и ч
15Э
_
120
130
I4O
ij°
_
i^o
160
160
170
_
160
170
180
190
по
I2O
13°
_
27О
28о
290
_
+ IIO
—х8э
+ 120
—19°
+ 130
—200
i8o
140
140
150
1бэ
170
190
1дэ
2ОЭ
210
__
юэ
2ОЭ
210
220
_
120
13°
140
Зю
320
33°
+ 120
—210
+ 13э
—220
+ 14°
—230
Передачи зубчатые цилиндрические. Допуски (по ГОСТ 1643-46)
Таблица 45
Класс точности
Элемент
Предельное отклонение
межцентрового расстояния
Наименьший боковой
зазор
Обозначение
ДА
с
1-й
0 0
•ч- о
(- О
о ч
88
и о
U ЕС
Оо
оо
га о
2-й
Межцентровое
оо
ь о
О ее
оо
оо
ш о
оо
оо
и о
о Ч
3-й
)асстояние
§8
н о
О Ч
оо
m 0
о ч
В ММ
88
и о
и ч
°8
н о
О ее
4-й
оо
оо
,-< <м
ш о
оо
оо
03 0
<-> ч
Микроны
±4°
5°
±5°
7°
+ 6о
по
+ бо
7°
±7°
до
±9°
13°
±7°
юо
±9°
I2O
±120
1бо
±15°
15°
±190
17О
±240
210
1
нор
CD
I
га
о
в
О
¦ о
og2g
Ч m
2
о.
S
<и
2
s
л
01
я
о
с
03
Сводка коэфициентов в формулах для определения допусков,
Элемент
Предельное отклонение основ-
Наиболыпая разность окруж-
ных шагов
Наибольшая накопленная по-
грешность окружного шага . . .
Допуск на профиль
Предельное от- [для В < 15 тп
клонение напра-
вления зуба 'Для в > 15 тп
Допуск на смещение исходного
контура
Наименьшее смешение исход-
Предельная не- |ДЛЯ fi< 15 тп
параллельность в > ]5
осей У п
Предельный /Для в < 15 тп
перекос осей |для В > 15 тп
Предельное отклонение меж-
центрового расстояния
Наименьший боковой зазор . .
Предельное отклонение диа-
метра окружности выступов . .
Наибольшее биение окружно-
Радиальное биение зубчатого
Колебание длины общей нормали
Допуск на толщину зуба . . .
Иерхнее отклонение толщины
зуба и отклонение длины общей
Допуск на длину общей нормали
Колебание мерительногомежйен
трового расстояния на одном зубе
Колебание мерительноРомежцен-
трового расстоян. за оборот колеса
Предельное от- с
клонение мери-
тельного меж- ) верхнее . .
центрового рас- нижнее . .
стояния У
Обозна-
чение
8/
My
5/
дв0
8й
Д h
а
Ьх
Ьу
ДА
Сп min
ED
Еп
bSx
bgSX И Д1
ы
8,а
V
А а
нак
со
—
¦—
=
=
-
-
_
+
+
—
=
—
—
=
+
Класс 1-й
а
0,017
о,ю
0,012
-
О,О|
ь
о, 7
о,9
о,6
о,6
1,2
1.45
1,2
2,0
2,1
1.3
1,6
8?/А"
С
6
9
23
7
4
5
23
3°
7
_
5
о,2 А +3°
о,°4
о.оз
О Oil
0,06
—
0,12
0,04
—
—
-
—
—
о,4
—
J ?
о,8
—
—
-
23
15
23
6
—
22
23
—
—
-
_
СП
. ° 1
2> О.4> Ч
Ы С и X
Л о
Т" з
Уз
2
-
Уз
.
Уз~
_
i,5
-
—
_
1" 3
Уз
—
Уз
—
—
-
_
чриняты
Класс 2-й
а
о оз
о,17
о,о7
o,i8
—
—
_
0,07
0,05
0,07
0,1
0,05
0,13
0,07
—
0,07
-
0,07
Ъ
I 2"^
i.5
1,2
1,5
i,9
2,0
Я о
2,8
2,8
2,0
2,0
12}/А
с
IO
16
40
13
7
8
40
70
12
_
10
0,2 A + 5°
—
—
—
°,7
i,5
2,2
1,4
3,5
3.5
3-5
2,0
40
25
40
10
28
Cq
40
18
58
18
40
ч в ГОСТ 1643-46
ее
• § =
; аи я
Уз
Уз
Уз
,. /
V' 3
-
Уз
—
1,3
—
1,3
J. „
-
—
—
Уз
Уз"
Уз
Уз
Уз
—
Уз~
Уз
а
О ОЧ
о,3
о 04-
_
-
0,12
o,i8
_
_
_
0,12
0,07
0,12
0,18
0,09
0,13
0,12
—
-
0,12
Класс 3-й
Ь
2,2
2,6
1,7
1.9
2,35
3.6
4,о
3,6
3.6
2,4
2,4
»7.51/A
с
i8
7°
22
10
13
70
90
20
4
13
э, 2 A + 8э
—
—
—
1,3
2,6
о о
2,4
6, о
6, о
6,о
з.б
70
35
70
17
50
65
70
3°
100
30
70
«м
• ° X
Уз
Уз
_
-
Уз
.
—
_
2
-
—
—
Уз
Уз
Уз
—
—
-
Уз
Таблица
К л
а
о,об
о,о9
о,з
—
0,2
о, 27
—
35
0,2
0,12
0,2
о,3
о, 15
о,19
0,2
о,од
0,2
асе 4-й
b
2,8
4,5
3,о
2,7
6,2
5,°
5.0
3,5
f/7
А + 1зо
—
—
—
2,5
4,5
4,6
4,2
5,0
5.°
5,°
6,2
46
с
48
48
—
•25
15°
35
25
I2O
IOO
120
3°
84
по
I2O
28 0
2Э0
8о
I2O
Примечания. 1. Величину Сп rajn определять для наибольшего значения межцентрового расстояния А (мм) данного диапазона.
2, Верхнее отклонение &eD равно нулю.
00
со
84
ОСНОВЫ ВЗАИМОЗАМЕНЯЕМОСТИ В МАШИНОСТРОЕНИИ
[РАЗД. III
2. За действительное значение элементов,
перечисленных в п. 1, принимается среднее
арифметическоэ значение результатов трёх из-
мерений в местах, делящих зубчатый венец на
примерно равные части.
3. Для нефланкированных колёс в случаях,
когда увеличение зазора не вызывает ухуд-
шения качества передачи, разрешается до-
пуски на смещение исходного контура (также
bL, bSv и Awa) увеличить в П/2 раза.
4. Накопленная погрешность на участке с
числом зубьев от —а- до -^- ± 1 не должна
о о
превышать -^~ (табл. 44).
5. Предельные отклонения диаметра окруж-
ности выступов и её биение нормируются
лишь для случаев, когда наружная цилиндри-
ческая поверхность колеса служит базой
измерения без одновременного учёта дей-
ствительных размеров радиусов этой по-
верхности либо когда последняя служит
базой для установки колеса (величины откло-
нений подсчитываются по данным табл. 46,
см. стр. 83).
6. Посадочное отверстие, являющееся тех-
нологической, измерительной или сборочной
базой, для колёс 1-го и 2-го классов точности
должно быть выполнено с допусками не ниже
2-го класса точности ОСТ 1012 и для колёс
3-го и 4-го классов — не ниже 3-го класса точ-
ности ОСТ 1013.
7. Отклонение профиля у головок и ножек
зубьев нефланкированных колёс предпочти-
тельно направленное в тело зуба.
Отклонения профиля фланкированного
участка от теоретического фланка не должны
превосходить + !/2 допуска на профиль.
8. Величины наименьшего бокового зазора,
приведённые в таблицах, являются теми ми-
нимальными значениями, которые гарантируют
отсутствие заклинивания передачи, так как
учитывают температурные деформации (тем-
пература колёс на 25° С выше температуры
корпуса при равенстве их коэфициентов ли-
нейного расширения) и наличие необходи-
мого слоя смазки между зубьями передачи.
Поэтому ГОСТ предоставляет право изменять
эти величины за счёт изменения отклонений
межцентрового расстояния и наименьшего
смещения исходного контура или наимень-
шего отклонения толщины зуба и длины
общей нормали.
Длина пятна касания между нагруженными
зубьями связана с отклонением направления
зубьев пары сцепляющихся колёс непарал-
лельностью и перекосом осей.
В ГОСТ наряду с регламентируемыми чис-
ловыми предельными отклонениями этих эле-
ментов установлены нормы на контакт пар-
ных колёс по краске или в паре с меритель-
ной шестерней.
При вращении меньшего колеса, покры-
того тонким слоем лазури, в сцеплении с пар-
ным колесом пятна краски должны покрыть
на парном колесе среднюю часть боковой
поверхности зубьев по длине и высоте
зубьев не ниже норм, приведённых в
табл. 44.
Определение контрольных размеров
элементов зацепления
При разработке рабочих чертежей шесте-
рён, проектировании специальных меритель-
ных приспособлений, необходимых для кон-
троля зубчатых колёс, настройке мерительных
приборов требуется рассчитать номинальные
размеры ряда элементов зацепления.
В табл. 47 приведены формулы для опре-
деления номинальных размеров элементов за-
цепления цилиндрических зубчатых колёс и
передач, ограничиваемых допусками и подвер-
гаемых контролю. Формулы даны для общего
случая, т. е. корригированных передач; для не-
корригированных колёс следует во всех фор-
мулах принимать коэфициент сдвига равным
нулю.
Соотношения между отклонениями
Табличные значения допусков основных
и вспомогательных норм связаны между со-
бой аналитически.
Радиальное биение зубчатого венца при-
нято в табл. 44а равным накопленной по-
грешности окружного шага за вычетом со-
ставляющей накопленной погрешности, зави-
сящей от кинематических неточностей станка,
вызывающих нарушение законов обкатывания
инструмента по изделию, т. е из соотношения
2sinotd
Величина колебания мерительного межцен-
трового расстояния в плотном зацеплении про-
веряемой и мерительной (эталонной) ше-
стерён при повороте их на один зуб связана
с отклонениями основного шага Д*о и откло-
нением направления зуба Д#о формулой
2 sin а.0
Колебание мерительного межцентрового
расстояния для одного колеса, т. е. не для
партии колёс, равно сумме абсолютных вели-
чин раздвижения и сближения осей, т. е.
Наибольшее межцентровое расстояние при
измерении данной шестерни будет в том по-
ложении, когда в сопряжении с мерительной
шестерней находятся два зуба проверяемого
колеса. При этом раздвиг осей будет выра-
жаться
Наименьшее мерительное межцентровое
расстояние будет при сопряжении одного зуба
колеса с мерительной шестерней, при этом
сближение осей равно
ГЛ. I]
ДОПУСКИ И ПОСАДКИ ТИПОВЫХ СОЕДИНЕНИЙ
85
Таблица 47
Формулы для определения контрольных размеров элементов зацепления цилиндрических передач
внешнего и внутреннего зацепления
Наименование эле-
мента зацепления
Основной шаг
Радиус основной
окружности
Угол исходного
контура
Угол наклона зуба
на основном цилиндре
Ход винтовой
линии. Осевой шаг
винтовой поверхности
Межцентровое рас-
стояние
Мерительное меж-
центровое расстояние
Толщина зуба по
постоянной хорде
Высота до посто-
янной хорды
Длина общей нор-
мали
Число зубьев, охва-
тываемое при изме-
рении
Толщина зуба по
хорде делительной
окружности
Высота до хорды
ности
Колёса с прямыми зубьями
Обозна-
чение
'о
—
я
а
hnx
1
п
sx
Формула
fo~m к cos а^
тг
-
—
т (z. + z,) cos ал
Л~
2 cos а
С 6 О
22±2,
m(z±zM) cos а^
2 cos а
2 Ч.Г tg ал
Snx = т | -~г— cos2 а^ ±?sin 2а^ |
„ ., Г« . . ... 1
hnx=h-\-g sin2a(?±5sin2aC \m
L-m cos я^ [я (п— 0,5)+
+2 ? tg <Х0 +2г inv a^]
ад • „ Р 2? .
л = 2+0,5 tga^
1С 1С
22 * г g д
., mz
X — 2
Обозна-
чение
го
ads
Ро
Н
А
нпх
п
п
Sx
Колёса с косыми зубьями
Формула
<о« =тп TCC0S а<9/г
/тг„2
u 2 cos fJ0 " ^
tg адп
S'd* cos^
sin C0 = sin $л cosa^^
tg ?o = tg ?d cos a<?5
Н=2ъг0 ctg p0
/II B +2) COS
2 cos ^ cosa^
2 * t? a
fл S on . .
22X2!
mn (z±zM) cos o^
2 cos 3^ cos as
2\ Кеьл
s z±zM nnvaos
Snx = m n 1 —g- cos2 а^я ± 5Л sin 2o^fl I
Г« 1
ira =m5cos a^ cos p0 [ic (л—0,5)+
+2^tg«^ + 2inva5]
a<?5 2^
2
5лт - m n cos» 3(j SIn й
1С COS3 p^ l\n
tTt/j Z
x 2 cos3 Вл
Обозначения, принятые в табл. 47, и пояснения:
т.,
/пс — торцовый модуль; тч — .—— ¦
cos Вй '
индекс п указывает, что элемент взят в нормальном сечении;
„ s „ „ „ „ „ торцовом „
при наличии двух знаков (±) верхние знаки (+) относятся к колёсам или парам внешнего зацепления, а нижние (—)
к колёсам и передачам внутреннего зацепления.
$д ~~ Угол наклона зубьев на делительном цилиндре;
гх bz,- числа зубьев сопрягающихся колёс;
zM — число зубьев мерительной („эталонной") шестерни;
? — коэфициент сдвига;
\с — суммарный коэфициент сдвига для сопрягающейся пары колёс кс = ?2 ± с,„
Н' — высота зуба над делительной окружностью (высота головки зуба) /г'=(/р—т)/я.
86
ОСНОВЫ ВЗАИМОЗАМЕНЯЕМОСТИ В МАШИНОСТРОЕНИИ
[РАЗД. Ш
Верхнее предельное отклонение меритель-
ного межцентрового расстояния принимается
равным подсчитанному выше раздвижению
осей, т. е. Ава = Доатах* Нижнее же откло-
нение равно
Ана = bh,
где bh — допуск на смещение исходного кон-
тура для колеса.
Указанные два отклонения относятся к но-
минальному мерительному межцентровому рас-
стоянию (при плотном зацеплении), которое
подсчитывается по формуле, приведённой
в табл. 47.
При проверке колёс в плотном зацеплении
должны учитываться соответствующие погреш-
ности мерительных шестерён, уменьшающие
допустимую величину изменения мгрительного
межцентрового расстояния. Обычно допуски
на изготовление мерительных шестерён соста-
вляют */з от соответствующих допусков зубча-
тых колёс 2-го класса точности или же мери-
тельные шестерни выполняются с точностью
на два класса выше класса зубчатых колёс,
для контроля которых они предназначены.
Верхнее отклонение толщины зуба AeSx
и допуск на толщину зуба bSx могут быть
найдены пересчётом тех же величин смеще-
ния исходного контура по формулам
beSx = beh ¦ 2 tg ora,
ZSX = bh • 2 tg у.д.
Верхнее отклонение толщины зубьев по
общей нормали AeL, необходимое для опре-
деления размера проходной стороны жёсткой
скобы (иногда называемой „шаговой скобой"),
определяется по величинам наименьшего сме-
щения исходного контура из соотношения
Допуск на длину общей нормали Ы вклю-
чает как допуск на смещение исходного кон-
тура, так и расширение последнего из-за
использования окружности выступов в каче-
стве базы измерения смещения исходного
контура, откуда получаем
Ы =. bh. • 2 sin ад -+- -ту 2Д, • 2 sin ад.
Величина наименьшего бокового зазора
определяется по формуле
Неточности расположения отверстий для
валов и их опор в корпусе цилиндрической
зубчатой передачи ГОСТ 1643-46 непосред-
ственно не регламентирует, так как в нём
приведены только допускаемые отклонения
в расположении осей собранной передачи.
Допуски на расположение центров отвер-
стий для валов и их опор в корпусе опреде-
ляются путём пересчёта допусков на располо-
жение осей передачи, регламентируемых
стандартом.
Этот пересчёт производится в зависимости:
а) от конкретного расположения опор ва-
лов зубчатой передачи относительно самих
колёс;
б) от соотношения между шириной колеса
и расстояниями между опорами его вала;
в) от эксцентри-
ситетов опор ва-
лов передачи.
Для передач,
осуществляемых
по схеме 1 (фиг.
101), определение
предельных откло- фиг 10L Схема ,_
нении межцентро-
выхрасстояний для
валов и их опор по правой и левой сторонам
корпуса производится по следующей формуле:
ААК=ААЛ- ^Ъх-
К
где ААК—предельное отклонение межцен-
трового расстояния между центрами отверстий
в корпусе по левой и правой его сторонам;
А А — предельное отклонение межцентрового
расстояния передачи; 8л; — допуск на непарал-
лельность осей; /—расстояние от средней
плоскости корпуса до средней плоскости ко-
леса; Ь — ширина колеса;го<— эксцентриситет
левой опоры вала; е071 —эксцентриситет правой
опоры вала; L — ширина корпуса.
Для передач, осуществляемых по схеме 1,
определение допуска на перекос осей отвер-
стий для валов и их опор производится по
следующей формуле:
где Ьук — допуск на перекос осей отверстий
B4
Под корнем ставятся величины допускаемых
отклонений различных элементов.
Максимальный боковой зазор в передаче
получается при наибольших допустимых
смещениях исходного контура и отклонениях
межцентрового расстояния; он равен
С/»гаах = 2(Дв/г1-МЛ1 +
-+ ДвЛ3 + bh2 + АА) sin <хд.
для валов и их опор в корпусе; Ьу — допуск
на перекос осей передачи.
Для передач, осуществляемых по схеме 2
(фиг. 102), определение предельных отклоне-
ний межцентровых расстояний отверстий для
валов и их опор по правой и левой сторона»
корпуса производится по формуле
ААК = А А —е0,
ГЛ. Г]
ДОПУСКИ И ПОСАДКИ ТИПОВЫХ СОЕДИНЕНИЙ
87
где «о— эксцентриситет опоры по той стороне
корпуса, по которой определяется &АК.
Для передач, осуще-
ствляемых по схеме 2,
определение допуска на
перекос осей отверстий
для валов и их опор про-
изводится по формуле
Фиг. 102. Схема 2. L
Таблица 48
Область применения ГОСТ 1758-42
гДе
леса.
iin — ширина наиболее узкого колеса;
Допуск на перекос наиболее узкого ко-
При контроле расточки корпусов трёх-
ступенчатых цилиндрических передач реко-
мендуется принимать в качестве базы изме-
рений промежуточную ось.
При контроле расточки корпусов с числом
осей более трёх сопоставление осей отверстий
непосредственно не связанных между собой
валов не допускается.
ДОПУСКИ КОНИЧЕСКИХ ЗУБЧАТЫХ
ПЕРЕДАЧ (по ГОСТ 1758-42)
J3 настоящее время в СССР действует
рекомендуемый стандарт допусков на кони-
ческие передачи ГОСТ 1758-42. „Передачи
зубчатые конические с прямыми и косыми
зубьями. Допуски".
Стандарт допусков на конические зубчатые
передачи распространяется на все виды jvie-
таллических механически обработанных си-
ловых колёс внешнего зацепления, харак-
теризующиеся данными, приведёнными в
табл. 48.
Элемент, характеризующий
передачу
Делительный диаметр колёс
в мм •
Модуль
Межосевой угол
Величина
4О—1200
1—20
Прямой и косой
Стандарт допусков на конические передачи
не охватывает зубчатых колёс с криволиней-
ной формой зуба (зацепления Клингельнберг,
Глисон, Бетхер и др.), а также передач с осо-
бо точными зубчатыми колёсами, к которым
предъявляются специальные требования по
постоянству передаточного отношения.
Все механически обработанные кониче-
ские зубчатые колёса и передачи разделяются
по точности изготовления и монтажа на
четыре класса точности.
В основу классификации, так же как и для
цилиндрических передач, положен технологи-
ческий принцип.
Рекомендуемая нами классификация, могу-
щая облегчить выбор класса точности стан-
дарта, приведена в табл. 49. Основным клас-
сом следует считать 2-й класс, так как к нему
относятся все передачи, колёса которых мо-
гут быть получены с точных станков и при
отсутствии термообработки могут не подвер-
гаться шлифовке или притирке.
Таблица 49
Классификация конических зубчатых передач по классам точности
Элемент клас-
сификации
Метод нарезания
Окончательная
обработка рабочей
поверхности зуба
Условия работы
1-й класс
(особо точные)
Способом обката на
выверенных станках
при тщательной на-
ладке и особо точных
резцах
Для больших окруж-
ных скоростей колёса
должны быть притёрты
в паре. Закалённые
колёса должны быть
шлифованы.
При поверхностной
закалке зубья могут
не шлифоваться. Чи-
стота боковой поверх-
ности зубьев должна
соответствовать 8-му
классу чистоты
Передачи редукто-
ров авиадвигателей,
полиграфических . ма-
шин и отсчётных меха-
низмов
Характеристика
2-й класс
(точные)
Способом обката на
точных станках и точ-
ными резцами
Закалённые колёса
должны шлифоваться.
При поверхностной за-
калке зубья могут не
шлифоваться. Для
больших окружных
скоростей колёса ре-
комендуется шлифо-
вать или притирать.
Чистота боковой по-
верхности зубьев дол-
жна соответствовать
7-му классу чистоты
Передачи редукто-
ров, требующих работы
без толчков, без шума,
при сравнительно боль-
ших скоростях и мощ-
ностях: конические ко-
лёса главной передачи
автомобиля, силовые
передачи редукторов,
передачи распредели-
тельных механизмов,
двигателей и т._ п.
классов точности
3-й класс
(средней точности)
Способом обката или
копирования
Чистота боковой по-
верхности зубьев дол-
жна соответствовать
5-му классу чистоты
Передачи редукто-
ров, передающих боль-
шие мощности при уме-
ренных скоростях или
средние мощности при
больших скоростях: ко-
лёса ответственных пе-
редач прокатных ста-
нов, приводных меха-
низмов станков и т. п.
4-й класс (понижен-
ной точности)
Любым способом
(обката, копирования
и т. п.)
Чистота боковой по-
верхности зубьев дол-
жна соответствовать
3-му классу чистоты
Передачи тихоход-
ных редукторов не-
большой мощности
и механизмов, не тре-
бующих соблюдения
плавности передачи
вращения: неответст-
венные колёса станков,
передачи ручных меха-
низмов и т. п.
88
ОСНОВЫ ВЗАИМОЗАМЕНЯЕМОСТИ В МАШИНОСТРОЕНИИ
[РАЗД. Ill
Продолжение табл. 49
Элемент класси-
фикации
Окружные ско-
прямозубые
колеся
косозубые ко-
лёса
Коэфициент по-
лезного действия
Зпуковые явле-
ния:
субъективно
воспринимаемые
объективно
воспринимаемые
1-й класс
(особо точные)
Выше 5 м1 сек
Выше 10 м/сек
Не менее.0,985
Слабый ровный шум
без толчков
Присутствие на зву-
ковой кривой только
высоких частот
Характеристика
2-й класс
(точные)
До 5 м/сек
До 10 м/сек
Не менее 0,96
Допустим шум харак-
тера жужжания, ясно
слышимый музыкаль-
ный тон. В некоторых
случаях может быть
допущено биение без
толчков
Отсутствие резких
выбросов на звуковой
кривой
классов точности
3-й класс
(средней точности)
До 2 м/сек
До 5 м/сек
Не менее 0,92
Возможен довольно
сильный шум, могут
быть слабо слышны
удары зубьев
Наличие на звуковой
кривой высоких и низ-
ких частот, обусло-
вленных частотой
смены зубьев и бие-
нием
4-й класс (понижен-
ной точности)
Ниже 1 м/сек
_
_
_
_
Термины, принятые в стандарте. Боль-
шинство терминов, принятых в стандарте
допусков на конические зубчатые передачи,
совпадает с аналогичными терминами, уста-
новленными в ГОСТ - допусков на цилин-
дрические передачи, за исключением некото-
рых отступлений, вызванных специфичностью
геометрических форм конических колёс. Так,
большинство отклонений определяется в тор-
цовом сечении конического колеса у большого
основания делительного конуса, под которым
понимается сечение колеса сферической по-
верхностью с центром в вершине делитель-
ного конуса.
Допуск на профиль определяется как рас-
стояние между двумя теоретическими профи-
лями, а не эволь-
вентами, как то
имеет место в ци-
линдрических ко-
лёсах.
Ниже приво-
дятся термины и
их определения по
ГОСТ 1758-42, спе-
цифичные для ко-
нических пере-
дач.
Предельное от-
клонение угла ко-
нуса выступов
— разн ость
производственного конуса до опорного торца
колеса (фиг. 104).
Фиг. 103. Отклонение угла
конуса выступов.
между предельным и номинальным углами ко-
нуса выступов (фиг. 103).
Биение начально-производственного ко-
нуса (/г0) — наибольшая разность расстояний
от любой точки на рабочей оси колеса до
боковой поверхности начально-производствен-
ного конуса.
Предельное смещение вершины начально-
производственного нонуса (А/С) — разность
между предельным (К — Д/С) и номинальным
(К) расстояниями от вершины начально-
Фиг. 104. Смешение вер-
шины начально-производ-
ственного конуса.
Фиг. 105. Смещение базо-
вого торца корпуса.
Предельное смещение базового торца
корпуса D-:) — разность между предельным
и номинальным расстояниями от оси вала,
помещённого в опорах корпуса, до базового
торца другой опоры (фиг. 105).
Предельное отклонение межосевого угла
(Д?)— разность между углами предельным и
прямым, выражен-
ная в линейных
единицах на дли-
ну зуба (фиг. 106).
Измеряется между
осями оправок, по-
мещённых в отвер-
стия опор для ва-
лов передачи.
Предельное от-
клонение межосе-
во?о расстояния
DЛ) — предельное
кратчайшее рас-
стояние между осями отверстий опор для ва-
лов передачи (фиг. 107).
Фиг. 106.Отклонение межосезо-
го угла в конической передаче.
ГЛ. I]
ДОПУСКИ И ПОСАДКИ ТИПОВЫХ СОЕДИНЕНИЙ
89
Редуцированное предельное отклонение
межосевого расстояния (ДО)— предельное
отклонение межосевого расстояния, умножен-
Фиг. 107. Отклонение межосевого расстояния
в конической передаче.
ное на отношение длины зуба Ъ к длине L
образующей делительного конуса
(до =дл ~ ).
Наименьший боковой зазор С
дельный наименьший боковой зазор между
нерабочими профиля-
ми сопряжённых
колёс при касании ра-
бочих профилей (фиг.
108), определяется
линейным перемеще-
нием точки на дели-
тельной окружности в
торцовом сечении у
большого основания
делительного конуса
одного колеса при за-
креплённом другом.
Комплексный до-
пуск линейный
(Ьал)—предельное ко-
лебание расстояния от
оси меньшего колеса пары до торца сопряжён-
ного колеса, измеренное при обкатывании про-
веряемого колеса в плотном зацеплении с ме
рительной шестерней (фиг. 109). Относится
к каждому отдельному колесу из партии.
Комплексный допуск угловой (оо^,) — пре-
дельное колебание межосевого угла при обка-
Фиг. 108. Боковой зазор
в конической передаче.
Фиг. 109. Комплексный
допуск линейный.
Фиг. 110. Комплексный
допуск угловой.
тывании зубчатого колеса в плотном заце-
плении с мерительной шестерней (фиг. ПО),
относится к отдельному колесу из партии.
Основные и заменяющие проверки.
В табл. 50 перечислены основные элементы
конических зубчатых передач, ограничиваемые
допусками, обеспечивающими выполнение
трёх указанных выше целей назначения до-
пусков.
Таблица 50
Основные
элементы конической
зубчатой
передачи, определяющие её качество
Цель
Сохранение
постоянства
передаточного
отношения
Обеспечение
прилегания по
длине зуба
Создание бо-
ковых зазоров
Отклонения и допуски,
обеспечивающие по-
ставленную цель
Разность соседних
окружных шагов
Допуск на профиль
Накопленная погреш-
ность окружного шага
Отклонение напра-
вления зуба
Непересеченне осей
Смещение базового
торца
Пятно касания
Отклонение толщины
зуба
Отклонение межосе-
вого угла
Наименьший боковой
зазор
Обозначение
и
«/
Att
Д?
ДО
Дт и ДА"
—
Д 5 и «5
в
Дер
С
п mm
Во вспомогательных таблицах стандарта
приведены допуски на заменяющие методы
проверки. Возможные замены основных арби-
тражных проверок косвенными упрощёнными
приведены в табл. 51.
Таблица 51
Объекты основных и заменяющих их комплексных
проверок конических зубчатых колёс
Объект основ-
ной проверки
Разность ок-
ружных шагов
Отклонение
профиля
Накопленная
погрешность
окружного
шага
Отклонение
направления
Смещение
вершины на-
чально-произ-
водственного
конуса
Отклонение
толщины зуба
Обо-
значе-
ние
и
д/
дв
ДАТ
и 85
Объект заменя-
ющей проверки
Колебание рас-
стояния или меж-
осевого угла при
обкатывании в
плотном зацепле-
нии, при повороте
на один зуб
Биение начально-
производственного
конуса
Колебание тол-
щины зуба
Комплексный до-
пуск линейный или
угловой
Пятно касания
Отклонение рас-
стояния или меж-
осевого угла при
обкатывании в
плотном зацепле-
нии (для партии
колёс)
Обозна-
чение
Д,а
Л
или
Д1«„
у
Ео
sos
8 и
или
_
V и
д«я
н
или
Vv"
Vay
п у
90
ОСНОВЫ ВЗАИМОЗАМЕНЯЕМОСТИ В МАШИНОСТРОЕНИИ
[РАЗД. III
Допуски и отклонения. Величины допу-
сков по 2-му, 3-му и 4-му классам точности для
основных проверок и части заменяющих для
диаметров до 400 мм приведены в табл. 52 и 53.
Предельные отклонения и допуски элементов
конических колёс назначаются в таблицах в
зависимости от их модуля и диаметра. При
этом модуль определяется как торцовый модуль
у большого основания делительного конуса.
Предельное смещение вершины начально-
производственного конуса регламентируется
в том случае, если не производится контроля
контакта зубьев по краске.
Предельное смещение базисного торца в
корпусе регламентируется в случае отсут-
ствия компенсаторных колец или прокладок.
Весь диапазон диаметров от 40 до 1200 мм
и модулей от 1 до 20 разбит в стандарте
на пять интервалов (для диаметров 40—
100 — 200 — 400 — 800—1200 мм и модулей
1—3—6—10—14—20). Диапазон длин образу-
ющих делительного конуса разбит на семь
интервалов (до 90—120-180-250-400-600 и
более). Углы делительного конуса имеют б ин-
тервалов (до 20°—40°—50°—60°—70° и более).
При разработке стандарта приняты форму-
лы вида Л — add -f- bm + с, выражающие зави-
симости предельных отклонений и допусков
от делительного диаметра колёс и их модуля,
а в некоторых случаях длины образующей де-
лительного конуса и угла делительного ко-
нуса. Коэфициенты, принятые в формулах,
сведены в табл. 54, причём числовые значе-
ния, имеющиеся в ГОСТ, подсчитаны для сред-
них значений этих параметров. Полученные
по формулам числовые величины округлены
до принятого нормального ряда (см. стр. 80)
этих цифровых величин.
Пункты 1, 2, 4 и 7 указаний, которыми снаб-
жены таблицы стандарта допусков на цилин-
дрические передачи (стр. 80 и 84), остаются
в силе и для конических передач. Дополни-
Таблица 52
Передачи зубчатые конические с прямыми и косыми зубьями. Допуски (по ГОСТ 1758-42)
Основные нормы
Класс точности
Наибольшая
разность соседних
окружных шагов
Наибольшая на-
копленная погреш-
ность шага по ко-
лесу
Биение начально-
производственного
конуса *
Допуск на про-
филь
Верхнее отклоне-
ние толщины зуба
(по постоянной
хорде)
1
Допуск на тол-
шину зуба (по по-
стоянной хорде)
<и
я
CD
Я1
Ж
m
о
О
Еа
8/
85
Модуль
в мм
От 1 до 3
Св. 3 „ 6
„ 6 „ 10
.10 „14
„14 „20
От 1 до Л
Св. 3 „ 6
* 6 „ 10
* Ю „ 14
„ 14 , 20
От 1 до 3
Св. 3 , 6
* 6 , 10
„ 10 „ 14
. Н „ 20
От 1 до 3
Св. 3 „ 6
„ 6 „ 10
„ 10 „ 14
. 14 „ 20
2-й
от 40
до 100
св. 100
до 200
св. 200
до 400
3-й
Диаметры колёс
от 40
до 100
св. 100
до 200
В ММ
св. 200
до 400
от 40
до 100
4-й
св. 100
до 200
св.200
до 400
Микроны
25
3°
35
4о
-
8о
9
E°)
25
25
3°
35
"
- 6о
— 8о
— оо
— юо
—
5°
bo
7э
8з
Зо
35
4°
45
5°
юо
Fо)
25
25
Зо
35
45
- 8о
— 9о
— юо
— но
—13°
7°
8о
дэ
юэ
120
35
4о
45
5°
6о
I2O
(90)
ЗО
4О
45
5J
6о
— IOO
—но
— 120
—1зо
— 15°
9°
юэ
12а
140
15°
45
5о
6о
7°
i6o ,
(юо)
45
50
6о
70
— до
— IOO
— I2O
-13°
—
по
I2O
13°
15°
5°
6о
7°
¦8о
9°
i8o
(I3O)
45
60
7°
8о
до
—но
— I2O
-13°
-I5O
—170
I2O
14°
15^
17°
2ОО
7°
8о
9°
юо
но
22O
(I5O)
50
7°
8о
9°
юэ
—140
— 15°
- i6o
— i8o
—20 з
170
180
193
23O
25Э
8о
оо
но
т3о
4оо
C°°)
—
—
—
— I2O
— 133
—15°
-I7O
17О
igo
2IO
230
юо
но
13°
ISO
180
500
D00)
—
—
—
— 140
-15°
—170
-190
- 2ЭЭ
223
240
2 5O
260
35°
гзо
Г5э
Г7о
igo
220
600
E°°)
—
—
—
—180
— 190
- 210
-230
--250
280
зоэ
303
323
453
• Допуски заменяющей проверки.
ГЛ. I]
ДОПУСКИ И ПОСАДКИ ТИПОВЫХ СОЕДИНЕНИЙ
91
Класс
Элемент
Колебание тол-
щины зуба *
Наименьший бо-
ковой зазор
Предельное от-
клонение напра-
вления зуба
Предельное от-
клонение межосе-
вого угла
Редуцированное
предельное откло-
нение межосевого
расстояния
Пятно касания
таже
точности
CU
X
•и
V
озна
О
с .
до
Модуль тор-
цовый в мм
От 1 до 3
Св. 3 „6
- 6 , 10
» Ю „14
„14 „20
От 1 до 3
Св. 3 » 6
. 6 . 10
- 10 „ 14
„ 14 , 20
От 1 до 3
Св. 3 „ 6
. 6 „ 10
» 10 . 14
» 14 , 20
От 1 до 3
Св. 3 „ 6
. . 6 . Ю
„ Ю , 14
* 14 „ 20
по длине зуба—не ме-
нее чем на "/о длины
зуба
по высоте зуба—каса-
ние ПС
всей рабочей
высоте не менее чем
на °/
0 длины зуба
от 40
до 100
2-й
св. 100
до 200
Диаметр
св.200
до 400
от 40
до 100
3-й
колёс в
св. 100
до 200
мм
св. 200
до 400
Продолжение
от 40
до 100
4-й
св. 100
до 260
табл. 52
св. 200
до 400
Микроны
C0)
C5)
D0)
E°)
5°
Dо)
(ДО)
Fо)
Fо)
GО)
8о
±15
±»5
±35
±45
±6о
±ю
±18
±3°
±4о
±5°
± 8
±12
±18
±25
±35
6о%
4°%
Eо
F0
G°
(8о
(9о
I2O
(во)
Gо)
(8о)
(9°)
бо
GО)
(8о)
(9°)
(юо)
(но)
9°
±20
±ЗО
±45
+ 6о
±8о
±15
±25
±35
±45
±6о
±15
+ 2О
±3°
±4о
±5О
5о°/о
ЗО°/0
(8о)
(90)
(юо)
(но)
A20)
140
(Во)
(9°)
(но)
(i3o)
8о
(юо)
(I9O)
(igo)
(i8o)
B00)
но
±35
±5°
±7°
±90
±12О
±25
±35
±5°
+ DO
±8о
±25
±3°
±4°
±5°
±8о
4°°/о
2О°/„
A3°)
(.Но)
(i8o)
(аоо)
B50)
1бо
* Допуски заменяющей проверки.
тельно к этим указаниям следует учитывать
следующее:
1. Увеличение бокового зазора, если оно
требуется, может быть произведено путём
изменения отклонений толщины зуба.
2. Предельные отклонения конуса выступов
(его диаметра и угла) и его биение норми-
руются лишь для случаев, когда наружная
коническая поверхность колеса служит базой
измерения без одновременного учёта дей-
ствительных размеров радиусов этой поверх-
ности либо когда последняя служит базой для
установки колеса (величины отклонений мо-
гут быть подсчитаны по табл. 54).
3. Для редуцирования действительного
отклонения межосевого расстояния на длину
зубьев измеренное отклонение межосевого
расстояния (в результате непересечения осей)
умножают на отношение длины зуба к обра-
Ь ,
зующеи конуса, т, е. на отношение у- (см.
основные термины, стр. 89).
большой (Внешний)
дополнительный нону
Определение
контрольных раз-
меров элементов
зацепления. В
табл. 55 приведены
формулы, необхот
димые для опре-
деления номиналь-
ных величин неко-
торых элементов
зацепления кони-
ческих колёс, ко-
торые подвергают-
ся контролю. При-
ведённые формулы
относятся к кони-
ческим передачам
с прямозубыми ко-
лёсами нулевого
или фау-нулевого
алй (ур)
дополнительный концг
Фиг. 111. Элементы заце-
пления конической передачи^
зацепления. Ряд обозначений, входящих в
формулы, поясняется фиг. 111.
92
ОСНОВЫ ВЗАИМОЗАМЕНЯЕМОСТИ В МАШИНОСТРОЕНИИ
[РАЗД. III
Передачи зубчатые конические с прямыми и косыми зубьями. Допуски (по ГОСТ 1758-42) Таблица 53
Вспомогательные нормы
Класс точности
Элемент
Предельное смещение
вершины начально-произ-
водственного конуса . . .
Предельное смещение
базисного торца в корпусе
Комплексный допуск
Комплексный допуск угло-
вой
означен
О
АК
д-
Ьау
Модуль тор-
цовый в мм
От 1 до 6
Св. 6 „ 10
. Ю „ 20
Угол делитель-
ного конуса
До 20е
Св. 20 до 40°
. 40 „ 50°
„ 50 „ 60°
» 60 „ 70°
Св. 70°
2-й
3-й
Длина образующей делительного конуса в мм
до 90
св. 90
до 120
св. 120
до 180
до 90
св. 90
до 120
св. 120
до 180
Микроны
— 5°
± 4°
- 7°
± 5О
— до
±,о
- 7о
± 6о
— IOO
±8о
— 13°
± IOO
Диаметры колес в мм
до 100
св. 100
до 200
св. 200
до 400
до 100
св. ШО
до 200
св. 200
до 400
Микроны
7°
до
1ОЭ
8о
IOO
I2O
9°
I2O
I5O
IOO
I2O
I4O
I2O
I5O
i8o
I=jO
18э
220
Минуты
3
5
6
8
8
2
3
3
4
4
4
3
2
2
3
3
3
ю
12
12
3
5
5
б
б
б
•з
3
3
5
5
4
Таблица 54
Сводка коэфициентов в формулах для определения допусков, принятых в ГОСТ 1758-42
41
СО
с
с
2
X
п
о
S
о
0
X О
я о
К °~
и х
X
Й Л-
(j о
>,ь
с °
о ^
^Ч СО
Элемент
Наибольшая разность соседних
Наибольшая накопленная погреш-
Допуск на профиль
Верхнее отклонение толщины зуба
Допуск на толщину зуба (по посто-
Наименьший боковой зазор . . .
Предельное отклонение зуба . . .
Предельное отклонение межосевого
угла
Редуцированное предельное откло-
нение межосевого расстояния ....
Биение начально-производственно-
го конуса
Колебание толщины зуба
Предельное смещение вершины на-
чально-производственного конуса . .
Предельное смещение базисного
торца в корпусе
Комплексный допуск линейный . .
Комплексный допуск угловой . . .
Предельное отклонение диаметра
окружности выступов
Биение конусов выступов
Предельное отклонение угла кону-
са выступов
)че-
X
СП
О х
g
f
Д 5
б
6S
АВ
Дер
до
8 S
АК
А-
Ьау
6
ED
Дф
X
го
—
—
¦—
+
±
±
±
—
-1-
-
=
1-й
а
' О
O^I
0,01
0,1
0.07
о,35
—
—
О О7
О,ОЗ
5
°,о4
класс
b
1 Э
—
1,0
—
2.5
2,0
1,2
1,5
VT-
—
-
±5'
с
ю
6о
12
3°
2О
Ю
5
с
3
до
1 =
'г 5
2О
25
2-й класс
а
о об
0,2
О,О2
о,15
о, 15
о.35
—
—
о IS
0,06
7]/
0,1
0,05
Ь
1,6
1,5
3.°
2 О
З-о
1,8
2,0
—
-
± 7'
С
о
I2O
2О
5°
5°
2О
IO
ю
5
9°
25
IO
35
35
3-й класс
а
О,1э
°,35
0,2
о.35
—
О I
ъ
2,5
—
2,5
4.о
1
3.5
2,5
4,о
С
5
2ОО
4о
7°
8о
2О
J _
10
ю У L + го
O.25
О, I
:
—
-
t ю
80
60
4-й класс
а
о, 25
°>75
°.25
о'зз
_
—
ос
0,25
-
о,4
0,2
ь
5< °
—
_
5.°
6,о
5,5
_ -
З.о
б,о
—
—
± Ю'
с
5°
4оо
9°
i8o
50
25
15
о-40
6о
l8o
IOO
ГЛ. I]
ДОПУСКИ И ПОСАДКИ ТИПОВЫХ СОЕДИНЕНИЙ
93
Таблица 55
Формулы для определения контрольных размеров
элементов зацепления конических прямозубых
передач
Таблица 56
Область применения временных норм ЦБР
допусков на червячные передачи
Наименование
элемента
зацепления
Межосевой
угол
Углы дели-
тельных и на-
чалъных кону-
сов
Высотадели-
тельного и на-
чального ко-
нуса
Толщина зу-
ба по хорде де-
лительной
окружности
Высота до
хорды дели-
тельной окру-
жности
Толщина зу-
ба по постоян-
ной хорде
Высота зуба
до постоянной
хорды
Радиус при-
ведённой основ-
ной окружно-
сти
Модуль на
расстоянии k
от большого
дополнитель-
ного конуса
Обозна-
чение
<Р
4ч
- >
н
sx
hx
$пх
hnx
ronp
тк
Формула
<Р = +1 + Фз
т z,
, пг г3
Н = — ctg <V
sin Д
Sr = mz ——-
л cos ф
, it cos Ф 2 с ,
Д = —2f- + — tg ad COS ф
Л- = Л'+^%A-С°8Д)
snx=(^cos*ad +^sin2<td\m
hnx=h'- (f sin2a0 +
+ ?sinaa^ I m
mz
ronp - 2 cos ф- cos od
L — k
mK _ —j— m
Обозначения, принятые в табл. 55:
т — модуль у большого дополнительного конуса;
L — длина образующей делительного и начального кону-
сов („конусная дистанция");
2, и гп — числа зубьев сопрягающихся колёс;
? — коэфициент сдвига;
к' —высота зуба над делительной окружностью (высота
головки зуба).
Допуски червячных передач
В СССР отсутствует стандарт допусков на
червячные передачи. Широкое применение
имеют „Временные нормы Центрального бюро
редукторостроения 1940 г." (см. „Справочное
руководство по зубчатым передачам и редук-
торам", вып. V, Машгиз, 1944).
Временные нормы ЦБР распространяются
на передачи, характеризующиеся данными,
приведёнными в табл. 56.
Нормы ЦБР относятся к червячным пере-
дачам с цилиндрическим червяком и не рас-
Элемент, характеризующий
передачу
Делительный диаметр колёс
в мм
Делительный диаметр чер-
вяков в мм
Модуль
Профильный угол
Межосевой угол
Межосевое расстояние в мм
Форма червяка
Величина
4о — зооо
го — 250
2 — 2О
2О°
бо — И5°
Цилиндрический
Архимедов, эволь-
вентный, прямолиней-
ные в нормальном
сечении
пространяются на передачи с глобоидными
(иногда называемыми глобоидальными) чер-
вяками, которые не имеют пока широкого
применения и, с другой стороны, обладают
рядом специфических особенностей, требую-
щих специально построенной для них системы
допусков. Нельзя также применять нормы ЦБР
для передач специального назначения, как,
например, передачи лифтов, особо точных де-
лительных механизмов и т. п.
По точности изготовления червячные пе-
редачи с металлическими механически обра-
ботанными колёсами и цилиндрическими чер-
вяками с архимедовым, эвольвентным и пря-
молинейным в нормальном сечении профилем
подразделяются на четыре класса точности.
При выборе класса точности можно руко-
водствоваться классификацией, характеризую-
щей область применения передач различных
классов точности и технологические приёмы
изготовления, приведённой в табл. 57. Основ-
ным классом точности является 2-й; чер-
вяк для передач этого класса шлифуется после
термообработки, а сырой червяк может не
подвергаться отделочной операции.
Термины, принятые в нормали ЦБР.
В основном принятая терминология для откло-
нений червячных передач совпадает с уста-
новленной в ГОСТ 1643-46 и ГОСТ 1758-42
с учётом специфичности, характерной для чер-
вячных передач. Так, допуск на профиль чер-
вяка ограничивает отклонения профиля в
сечении, имеющем прямолинейный теоретиче-
ский профиль. Допуск регламентирует сум-
марную погрешность отклонения угла и
непрямолинейности профиля (фиг. 112). Откло-
нения осевого шага и накопленная погреш-
Рабочая
высота -
витка
Фиг. 112. Допуск
на профиль червяка.
Фиг. 113. Отклонение осевого
шага червяка.
ность шага червяка определяются по линии,
параллельной оси червяка (фиг. 113). Нако-
пленная погрешность осевого шага червяка
измеряется между крайними полными про-
филями.
94
ОСНОВЫ ВЗАИМОЗАМЕНЯЕМОСТИ В МАШИНОСТРОЕНИИ
[РАЗД. III
Таблица 57
Классификация червячных передач по классам точности
Элемент
классификации
Характеристика классов точности
1-й класс
(особо точные)
2-й класс (точные)
3-й класс (средней
точности)
4-Й класс (понижен-
ной точности)
Метод наре-
зания и обра-
ботки
Условия
работы
Окружные
скорости
(по червячному
колесу)
Червяки цементиро-
ванные и закалённые
или только закалён-
ные. Боковые поверх-
ности витков червяка
обязательно шлифу-
ются и полируются.
Червячные колёса
нарезаются шлифо-
ванными фрезами.
Окончательная от-
делка червячных колёс
должна производиться
насечёнными, шлифо-
ванными по про-
филю, червячными
фрезами с профилем*
идентичным профилю
червяка. Шабрение
червячных колёс не
допускается. Реко-
мендуется обкатка
под нагрузкой
Конечные делитель-
ные пары станков
нормальной точности,
передачи регуляторов
двигателей, особо точ
ные передачи артси-
стем на устройства с
отсчётом
Свыше 5 м\сек
Рекомендуются цементация
и закалка или только закалка
червяков. Закалённые червяки
должны обязательно шлифо-
ваться по профилю. Полиро-
вание профиля червяка не
обязательно.
Червячные колёса должны
нарезаться шлифованными
по профилю червячными фре->
зами. Нарезание летучками
и дисковыми фрезами не до-
пускается.
Рекомендуется окончатель-
ная чистовая отделка чер-
вячных( колёс насечёнными,
шлифованными по профилю,
червячными фрезами с про-
филем, идентичным профилю
червяка. Шабрение червяч-
ных колёс не допускается.
При наличии чистовой от-
делки червячных колёс об-
катка под нагрузкой реко-
мендуется, при отсутствии
чистовой отделки обкатка
под нагрузкой обязательна
Транспортные и промышлен-
ные силовые червячные пе-
редачи средних скоростей,
передачи подъёмных и пово-
ротных механизмов, артси-
стем, воспринимающие уси-
лия выстрела
Ниже 7,5 м/сек
Достаточна оконча-
тельная обработка
червяков на токарных
или червячно-фрезер-
ных станках.
Нарезание червяч-
ных колёс должно
производиться шли-
фованной по профилю
фрезой или летучкой.
Нарезание диско-
выми фрезами не до-
пускается. Допу-
скается шабрение чер-
вячных колёс. Реко-
мендуется обкатка
под нагрузкой
!
! Окончательная обра-
ботка червяков на
токарных или чер-
вячно-фрезерных стан-
ках.
Нарезание червячно-
го колеса-любым спо-
собом
Шабрение червяч-
ных колёс допускается
Неответственные
передачи с малыми
окружными скоростя-
ми, с кратковремен-
ной ежесуточной ра-
ботой
Ниже 3 MJсек
Неответственные пе-
редачи с низкими
скоростями или пе-
редачи ручных при-
водов, не требующих
постоянства переда-
точного отношения
Ниже 1,5 .н/сек
Радиальное биение витков червяка есть
разность расстояний сферы, закладываемой
в различные впадины между витками при по-
вороте червяка до
оси его вращения
(фиг. 114).
Отклонения тол-
щины витканорми-
Ось вращения РУЮТСЯ по дели"
— j тельному цилиндру
червяка черВЯК:а в нормаль-
ном к оси витка
сечении.
Отклонения, от-
носящиеся к коле-
су, определяются в
его среднем сече-
нии, т. е. сечении,
Перекосом осей называется отклонение
проекций осей на плоскость, проходящую че-
рез ось червяка и
~^N параллельную тео-
/ \ -ч ретической оси ко-
Фиг. 115. Радиальное
биение зубчатого венца.
Фиг. 116. Перекос осей
собранной передачи.
Фиг. 114. Радиальное биение
витков червяка.
перпендикулярном к оси вращения колеса и
проходящем через теоретическую ось чер-
вяка.
Под радиальным биением зубчатого венца
понимается разность расстояний от меритель-
ного наконечника, касающегося обоих профи-
лей, вкладываемого во впадины между зубьями
колеса или накладываемого на зубья, до оси
вращения колеса (фиг. 115).
Величины бокового зазора относятся к рас-
стоянию по нормали между нерабочими про-
филями сопряжённых червяка и колеса в наи-
более узком месте по поверхности зуба, обес-
печивающему свободную игру червяка и ко-
леса относительно друг друга.
леса, от расчётного угла скрещивания, выра-
женное в линейных величинах на длине, рав-
ной ширине колеса (фиг. 116).
Отклонения мерительного межосевого рас-
стояния относятся к номинальному межосе-
Фиг. 117. Отклонения мерительного
межосевого расстояния.
вому мерительному расстоянию при плотном
сопряжении мерительного червяка с измеряе-
мым червячным колесом (фиг. 117).
ГЛ. I]
ДОПУСКИ И ПОСАДКИ ТИПОВЫХ СОЕДИНЕНИЙ
95
Основные и заменяющие проверки.
В табл. 58 перечислены основные элементы
червячной передачи, отклонения которых огра-
ничиваются допусками для обеспечения вы-
полнения основных целей назначения допу-
сков на червячные передачи.
Сложность геометрических форм червяч-
ного колеса и невозможность в силу этого
создания более или менее простых и удоб-
ных в обращении проверочных средств приво-
дят практически к необходимости отказываться
от непосредственных проверок таких неточ-
ностей колеса, как неточности профиля зуба
и направления зубьев, т. е. боковой поверхности
зубьев колеса и толщины зубьев колеса.
Измерение толщины зуба червячного колеса
в нормальном сечении нельзя практически
рекомендовать из-за крайней сложности под-
счёта контролируемого элемента, а также низ-
кой точности измерения.
В силу этого для червячного колеса в ос-
новных проверках предусмотрены допуски на
отклонения окружного шага (единичное и на-
копленное), а соответствие боковой поверх-
ности зубьев колеса и их толщины достигается
технологически регламентацией размеров фре-
зы и её отклонений и сведением к некоторо-
му минимуму отклонений межосевого расстоя-
ния пары изделие—фреза в обработке, а также
средней плоскости колеса относительно базо-
вого торца в обработке.
В условиях серийного и крупносерийного
производства все основные проверки колеса
заменяются комплексными проверками в сопря-
жении с мерительным червяком, а также
установлением степени прилегания зубьев ко-
леса с мерительным червяком. Основные и
заменяющие их проверки червячного колеса
приведены в табл. 59.
Основные элементы червячной передачи, определяющие её качество
Таблица 58
Цель
Сохранение постоянства
передаточного отношения
Обеспечение прилегания
по длине зуба '
Создание бсковых зазоров
Отклонения и допуски, обеспечивающие поставленную цель
по червяку
Отклонение осевого шага
Допуск на профиль
Радиальное биение витков
Накопленная погрешность
осевого шага
Обозна-
чение
Ь'ч
Еоч
Перекос осей
по колесу
Разность соседних окруж-
ных шагов
Соответствие геометрии
червячной фрезы и парного
Накопленная погрешность
окружного шага
Отклонение межосевого
расстояния в обработке
Предельное смещение сред-
ней плоскости колеса
• - ¦
Пятно касания
Отклонение толщины витка
Отклонение межосевого рас
Наименьший боковой зазор
и
ч
стояния соб
Отклонение толщины зубьев
червячной фрезы
ранной передачи
Обозна-
чение
8'к
—
AtZK
tA
by
А5ФР
\A
Cnmin
Таблица 59
Объекты основных и заменяющих их косвенных проверок червячных колёс
Объект основных проверок
Разность соседних окружных шагов
Соответствие геометрии червячной фрезы
и парного червяка *
Накопленная погрешность окружного
шага
Отклонение межосевого расстояния
в обработке
Отклонение толщины зубьев фрезы
Обозна-
чение
Д'2«
АЛо
АЗФР
Объект заменяющих проверок
Колебание мерительного межосевого рас-
стояния при повороте на один зуб
Радиальное биение зубчатого венца
Колебание бокового зазора за оборот
колеса
Колебание мерительного межосевого
расстояния за оборот колеса
Пятно касания
Отклонение мерительного межосевого
расстояния от номинального
Обозна-
чение
Ек
-
А аиА а
о Н
* Заменяется также в значительной мере проверкой пятна касания.
96
ОСНОВЫ ВЗАИМОЗАМЕНЯЕМОСТИ В МАШИНОСТРОЕНИИ
[РАЗД. III
При единичном изготовлении накопленная
погрешность окружного шага часто заменяется
проверкой радиального биения зубчатого венца
или колебания бокового зазора за оборот колеса.
Допуски и отклонения. Величины допу-
сков для червяков с модулем до 10 и диаме-
тром до 150 мм для четырёх классов точности
приведены в табл. 60. Допуски червячных
колёс для диаметров до 400 мм и модулей до
10 указаны в табл. 61. В табл. 62 даются до-
пуски монтажных элементов передач с меж-
осевым расстоянием до 300 мм и моду-
лем 10.
Допуски комплексных заменяющих прове-
рок червячного колеса приведены в табл. 63
по проекту стандарта, который разработан на
базе временных норм ЦБР.
При пользовании таблицами следует при-
нимать во внимание, что:
1) увеличение бокового зазора, если оно
требуется, может быть произведено путём из-
менения верхнего отклонения толщины витка
червяка;
2) уменьшение бокового зазора допускается
только в случае необходимости приближения
к плотному зацеплению;
3) биение базового торца колеса, предель-
ное отклонение диаметра окружности высту-
пов и её биение нормируются лишь для слу-
чаев, когда наружная поверхность колеса или
его торец служат базами измерения, без одно-
временного учёта действительных размеров
радиусов этих поверхностей, либо когда по-
следние служат базами для установки колеса
при нарезании;
4) отклонения, определяющие боковые за-
зоры (верхнее отклонение и допуск на тол-
щину витка червяка и наименьший боковой
зазор), могут выбираться вне зависимости от
класса точности остальных элементов червяка,
колеса и передачи.
Наряду с регламентируемыми числовыми
предельными отклонениями элементов, обеспе-
чивающих прилегание поверхности червяка и
колеса, установлены нормы на контакт червяч-
ных колёс по краске в специальном монтаже
в паре с мерительным червяком (см. табл. 62).
При этом при вращении червяка, покры-
того тонким слоем лазури, в сцеплении с
колесом пятна краски должны покрыть на ко-
лесе среднюю часть боковой поверхности
зубьев.
Таблица 60
Допуски на червячные передачи. Червяк (по временным нормам ЦБР)
. Класс точности
Отклонение или допуск
Допуск на профиль
Предельное отклонение
осевого шага
Наибольшая накопленная
погрешность осевого шага
Радиальное биение витков
Допуек на толщину витка
Верхнее отклонение тол-
щины витка (со знаком минус)
Обозна-
чение
«/»
Д 5„
Диа-
метр
червяка
-
-
От 10
до 40
Св. 40
до 80
Св. 80
до 150
От 10
до 40
Св. 40
до 80
Св. 80
до 150
От 10
до 40
Св. 40
до 80
Св. 80
до 150
от 2
до 4
12
±8
±18
4°
45
5°
I2O
i8o
300
1-й
св. 4
ДО 6
15
±ю
±2О
IO
12
15
45
5°
бо
Но
2ОО
32O
|
СВ. 6
до 10
2О
±12
±25
бо
бо
_
22O
34°
от 2
до 4
2О
±15
±3°
7°
8о
9о
2IO
ЗЮ
49°
2-й
3-й
Модуль червяка
св. 4
до 6
25
±i8
±35
15
2О
25
8о
9°
IOO
29O
38о
55°
СВ. 6
ДО 10
от 2
до 4
Микроны
35
±2О
±4°
IOO
IOO
—
650
35
+ 25
±5°
I2O
I3O
15°
280
37°
5бо
в мм
св. 4
до 6
45
±3°
±6о
25
35
4°
13°
i8o
34O
440
630
св. 6
до 10
бо
±35
±7°
-
i8o
200
—
55°
73°
4-й
от 2
до 4
бо
±45
±9°
2ОО
22O
250
24O
33°
48о
св. 4
до 6
7°
±5О
± IOO
5°
бо
8о
22O
25O
3°°
2<5О
35°
5оо
св. 6
до Ю
9°
±6о
±12Э
-
Зоо
-
ЗЗо
52°
ГЛ. I]
ДОПУСКИ И ПОСАДКИ ТИПОВЫХ СОЕДИНЕНИЙ
97
Таблица 61
Допуски на червячные передачи. Червячное колесо (по временным нормам ЦБР)
Класс точности
Отклонение или допуск
Наибольшая разность со-
седних окружных шагов чер-
вячного колеса
Наибольшая накопленная
погрешность окружного ша-
га червячного колеса
Предельное отклонение
расстояния между осью фре-
зы и осью червячного колеса
и смещение средней плоско-
сти в обработке
Обозна-
чение
АА0
Дй
Модуль
в мм
От 2 •
Св 4
до 6
Св 6
до 10
От 2
Св 4
до 6
Св 6
до 10
—
от 40
до 100
1-й
св. 100
до 200
If
(Ц О
2-й
3-й
Диаметры червячных колёс
от 40
до 100
св. 100
до 200
св. 200
до 400
о8
1* —1
и о
О <
св.100
до 200
В ММ
св. 200
до 40J
о
ОО
S- О
о =t
4-й
св.100
до 200
св.200
до 400
Микроны
12
15
i8
3°
3°
Зо
±i.i
15
i8
2О
4о
4о
4о
±2О
18
2О
25
6о
бо
6о
±2,5
2О
25
Зо
5°
5°
5О
±25
25
3°
35
7°
7О
7о
±3.1
Зо
35
4о
9о
9О
до
±4°
4О
45
50
IOO
IOO
IOO
±50
45
5о
6о
I2O
I2O
I2O
±6о
5°
7°
170
170
170
±8о
60
70
80
180
180
200
±90
7°
8о
9О
2ОО
2IO
22O
±НО
8о
до
IOO
Зоо
Зоо
Зоо
±14°
Таблица 62
Допуски на червячные передачи. Монтажные элементы (по временным нормам ЦБР)
Класс точности
Отклонение или допуск
Предельное отклонение меж-
осевого расстояния собранной пе-
редачи
Наименьший боковой зазор
в передаче
Колебание бокового зазора
в передаче за оборот колеса
Предельный перекос осей со-
бранной передачи(на ширине
колеса)
Пятно касания при специаль-
ном монтаже с мерительным
червяком
Обозна-
чение
ДА
С/2 min
8«ся
«У
Модуль
в мм
-
От 2
до 4
Св. 4
до 6
Св. 6
ДО 10
-
От 2
до 4
Св.4
до 6
Св.6
до 10
По высоте зуба
в %, не менее
По длине зуба
в °/0, не менее
1-й
от 60
до 140
св. 140
до 300
| 2-й
[ 3-й
Межосевое расстояние
от 60
до 140
св. 140
до 300
от 60
до 140
в мм
св. 140
до ЗОЭ
4-й
от 60
до 140
св. 140
до 300
Микроны
±3°
6о
7°
8о
4о
±35
9о
IOO
I2O
5°
до
12
15
75
±5°
9°
IOO
но
7°
±6о
15°
i6o-
170
80
15
20
25
6о
65
±9°
IOO
но
I2O
I2O
±по
1бо
170
i8o
140
2О
25
3°
5°
±i8o
90
IOO
no
200
±22О
I2O
140
15°
збо
35
45
60
5°
35
Таблица 63
оо
Допуски на червячные передачи. Комплексны
Класс точности
Отклонение или допуск
Колебание мерительного межосевого
расстояния при повороте на один зуб
Колебание мерительного межосевого
расстояния за оборот колеса
Предельное отклонение мерительного
межосевого расстояния
Наибольшее радиальное биение зубча-
того венца
Обозначе-
ние
8 а
6 а
Д а
в
V
Модуль осе-
вой т в мм
От 1 до 2,25
Св. 2,25 до 4
„4 „6
„6 „10
От 1 до"*2,25
Св. 2,25 до 4
„4 „6
„6 „10
От 1 до 2,25
Св. 2,25 до 4
» 4 „6
,6 .10
От 1 до 10
от 40
до 100
г п р о в е р
2-й
св. 100
до 200
к и червячного колеса (по проекту ГОСТ)
св. 200
до 400
3-й
Диаметры
от 40
до 100
червячных колёс R мм
св. 100
до 200
св. 20Э
до 400
4-й .
от 40
до 100
св. 100
до 200
сп. 200
до 400
Микроны
3°
35
4°
5°
8о
8о
оо
оо
+i6o—7°
+ 240-80
+ 33°- 100
+ 500-110
45
35
40
45
5°
оо
9°
IOO
+ i8o-8o
+ 250-90
+ 340—110
+ 510 -120
50
45
45
5°
бо
IOO
по
но
I2O
+ 190—90
+270 — ioo
+ 360 — 120
+ 53°—13°
бо
бо
бо
7°
8о
140
140
15°
15°
+ 230—120
+ 3°°—14°
+ 410—153
+ 570-170
во
бо
7°
8о
оо
15°
IOO
170
180
+ 250-140
+ 33°—15э
+ 43° -170
+ 600— 190
90
8о
8о
9°
юо
i8o
180
190
200
+ 290— гбо
+ 37°-!8Э
+ 47° — IQ°
+ 630-210
гоо
но
120
I4O
25°
26O
23о
+ 27°—2Ю
+ 280 - 240
4 3°° -29Э
14°
I2O
I3O
15°
270
280
Зоо
+ 320—250
+ 340-280
+ 360-330
15°
140
15°
170
32O
33°
3,5°
+ 39°—3°°
+400-330
+42O— 380
i8o
ГЛ. I)
ДОПУСКИ И ПОСАДКИ ТИПОВЫХ СОЕДИНЕНИЙ
99
Определение контрольных элементов внимание. Эти погрешности уменьшают допу-
зацепления. В табл. 64 приведены формулы стимую величину отклонения мерительного
для определения контрольных размеров элемен- межосевого расстояния,
тов зацепления червячных передач.
Таблица 64
Формулы для определения контрольных размеров элементов зацепления червячных передач
Наименование элемента зацепления
Осевой шаг червяка
Ход витка червяка
Радиус основного цилиндра червяка
Угол подъёма винтовой линии на основном цилиндре
Межосевое расстояние в передаче *
Толшина витка червяка в нормальном сечении на делительном
цилиндре
Высота витка над делительным цилиндром (высота головки
Обозна-
чение
t
S
го\
го2
}о
А
h
Формула
t = к т
S = к т 2,
01 2 tg Xo
/пг2
го1 = — сочХо
cos X = cos л cos ч,
о дп
Sn = — cos X.
h==rel—i'dl
Обозначения, принятые в табл. 64:
т — осевой модуль;
21 — число заходов червяка;
22 — число зубьев колеса;
X _ угол подъёма витка червяка на делительном цилиндре;
адп ~~ профильный угол прямобочной рейки, сцепляющейся с эвольвентным червяком в нормальном сечении;
q — коэфициент, равный отношению q = , где д^ — диаметр делительного цилиндра червяка;
\ — коэфициент сдвига.
ге — радиус наружного цилиндра червяка;
г^ _ радиус делительного цилиндра червяка.
* Мерительное межосевое расстояние а равно расстоянию в передаче при выполнении толщины витка мери-
тельного червяка, равной номинальной толщине витка рабочего червяка.
Соотношения между отклонениями. До- Колебание мерительного межосевого рас-
пуски заменяющих комплексных проверок свя- стояния за оборот колеса определяется по фор-
заны зависимостями с отклонениями элемен- муле
тов зацепления червяка, колеса и собранной
передачи. а г | LtK
Так, отклонение мерительного межосевого
расстояния подсчитывается по формулам:
верхнее отклонение (раздвижение осей при
зацеплении с мерительным червяком):
2tg«
Колебание мерительного межосевого рас-
стояния при повороте на один зуб может при-
ниматься равным
нижнее отклонение (сближение осей при изме-
рении):
' ,.Ао+^ + 0,Ек].
2tga
Величины наименьшего и наибольшего
боковых зазоров подсчитываются по фор-
В обоих случаях величины отклонений раз- мулам:
меров мерительного червяка не приняты во наименьший боковой зазор:
S4— у btt + (?«sin ?J + BДнЛ sin ay + BArt/10sin o)' cos A;
наибольший боковой зазор:
Cnmin=
Ек sin aJ + B4e A sin aJ + BАв
COS X.
100
ОСНОВЫ ВЗАИМОЗАМЕНЯЕМОСТИ В МАШИНОСТРОЕНИИ
[РАЗД. Ill
Колебание бокового зазора за оборот ко-
леса определяется из соотношения
ЪоСп = (Еоч + Ек) 2 sin а.
Угловые колебания червяка у° (в граду-
сах) при неподвижном колесе могут быть най-
дены из соотношения
<Р =
360 Сп
sin X it qm
Принятые обозначения см. в табл. 60—64.
Здесь A3S $р и кн8фР обозначают верхнее и
нижнее отклонения в толщине зубьев фрезы,
нарезающей червячное колесо.
РАЗМЕРНЫЕ ЦЕПИ
ОСНОВЫ РАСЧЁТА РАЗМЕРНЫХ
ЦЕПЕЙ
Основные понятия
На основе кинематического и динамиче-
ского расчётов создаются сборочные и рабо-
чие чертежи „идеальной" машины. При изго-
товлении деталей, их монтаже и работе в ма-
шине действует большое количество разно-
образных факторов, вызывающих появление
различных ошибок, вносящих искажение
8 .идеальные" размеры, конструктивные формы
и взаимное положение деталей. Эти ошибки,
многие из которых могут постепенно возра-
стать в процессе эксплоатации машины, сни-
жают правильность взаимодействия её механиз-
мов и приводят в конечном итоге к нарушению
функций, определяющих целевое назначение
машины.
Следовательно, в дополнение к кинемати-
ческому и динамическому расчётам необхо-
димо производить геометрический расчёт ма-
шин, при помощи которого можно установить
допустимые величины ошибок взаимного поло-
жения, конструктивных форм и размеров де-
талей, не нарушающих работоспособности ма-
шины и не ограничивающих диапазона её ис-
пользования.
Геометрический расчёт машин базируется
на основных положениях теории размерных
цепей.
Размерной цепью принято называть все
расположенные по замкнутому контуру в опре-
делённой последовательности размеры, свя-
зывающие поверхности и оси детали или де-
талей, взаимное положение которых требуется
определить.
На фиг. 118 показано несколько размер-
ных цепей, при помощи которых решаются
задачи достижения заданной величины зазора
Д^4 между двумя соединяемыми деталями: ва-
ликом и зубчатым колесом (фиг. 118, а), вали-
ком и шпонкой (фиг. 118,5), втулкой зубча-
того колеса и втулками корпуса (фиг. 118, в).
в) -v
Фиг. 118.
На фиг. 119 та же задача решается при на-
личии большего числа деталей, участвующих
своими размерами в соответствующих размер-
ных цепях. На фиг. 120 приведён пример раз-
мерной цепи, при помощи которой решается
задача достижения требуемой точности на раз-
мере Л4 валика. На фиг. 121 приведён при-
мер решения задачи достижения точности раз-
мера (х) детали, обрабатываемой на расточном
Фиг. 121.
станке, на фиг. 122 — пример проверки раз-
мера (а:) детали путём её обмера микроме-
тром.
Основным свойством размерной цепи
является её замкнутость. Из приведённых
Фиг. 122.
на фиг. 118—122 схем размерных цепей видно,
что, идя от одного звена размерной цепи к
последующему, с ним сопрягаемому, воз-
вращаются к исходному с противоположной
стороны.
Все размеры деталей, составляющие раз-
мерную цепь, принято называть звеньями. Все
звенья, принадлежащие одной размерной цепи,
удобно обозначать одной буквой алфавита
с порядковым индексом, который служит для
различия звеньев, например: Аь Л2, As.
ГЛ. I]
РАЗМЕРНЫЕ ЦЕПИ
101
Зазор или натяг следует рассматривать как
нормальное самостоятельное звено размерной
цепи; в отличие от других звеньев оно мо-
жет иметь в качестве номинального размера
нуль.
Звено размерной цепи, получающееся при
её построении последним, носит название за-
мыкающего. Для отличия от остальных звеньев
его удобно обозначать в случае зазора или
натяга буквой дельта (Д) с индексом в виде
буквы, указывающей принадлежность к соот-
ветствующей размерной цепи, например:
д^, Д^, Д^ и т. д. Б случаях, когда замыка-
ющим звеном является размер детали, послед-
ний рекомендуется заключать на схеме в тре-
угольник.
При геометрическом расчёте машин, раз-
работке и отладке технологии их изготовле-
ния приходится иметь дело с одновременным
решением нескольких задач, связанных с до-
стижением точности, из которых каждая ре-
шается при помощи соответствующей размер-
ной цепи.
Следовательно, в таких случаях приходится
сталкиваться с решением нескольких связан-
ных одна с другой размерных цепей.
Различают три вида связи размерных це-
пей — параллельный, последовательный и ком-
бинированный.
Под параллельным видом связи понимают
такой, при котором несколько размерных це-
пей имеет одно или несколько общих звеньев,
как это схематически показано на фиг. 123.
Исходя из вышеизложен-
ного, общие различных раз- г-т уг
мерных цепей звенья на схе- \ «$"
мах должны обозначаться "f i,
a A t Я
1
i
Фиг. 123.
Фиг. 124.
надлежащим количеством соответствующих
букв, например: А^ = Б], А2 = Б2.
Последовательным видом связи назы-
вают такой, при котором каждая последу-
ющая размерная цепь строится от базы, полу-
ченной в результате построения предыдущей
размерной цепи.
Следовательно, при последовательном ви-
де связи каждые две связанные размерные
цепи имеют одну общую базу, как это видно
на фиг. 124.
Комбинированным видом связи называют
такой, при котором имеют место одновре-
менно параллельные и последовательные связи
(фиг. 125).
Отличительной особенностью параллель-
ного вида связи размерных цепей является
одновременное внесение ошибок во все связан-
ные цепи в случае изменения величины хотя
бы одного из их общих звеньев.
Следовательно, необходимо стремиться
к тому, чтобы построение параллельно связан-
ных размерных цепей начинать с их общих
звеньев. Этим обеспечивается независимое
достижение требуемой точности в каждой из
размерных цепей, что практически приводит
к упрощению и бо- 0
лее экономичному
выполнению рабо-
ты.
Отличительной
особенностью по-
следовательного
вида связи являет-
ся внесение ошиб-
ки в положение
баз, определяемых
всеми последую-
щими размерными
цепями, при изме-
нении величины хотя бы одного звена в какой-
либо из ранее построенных размерных цепей.
При решении самых разнообразных задач
геометрического расчёта машин или отладки
Фиг. 125.
Йд д8 Д?
Аю
Л ю
д5
Дэ
-[•
As
> In
Фиг. 126.
технологического процесса их изготовления
приходится иметь дело с довольно большим
количеством сложных многозвенных размер-
ных цепей, связанных одна с другой.
Для упрощения анализа, расчёта допусков
и определения величин ошибок часто бывает
удобнее многозвенные размерные цепи заме-
нять более простыми, содержащими меньшее
количество звеньев. Замена осуществляется
путём объединения ряда звеньев в одно, пред-
ставляющее их сумму (фиг. 126). При исполь-
зовании вновь полученной более простой раз-
мерной цепи для анализа и расчётов не сле-
дует забывать о том, что одно или несколько
её звеньев являются суммарными, заменя-
ющими несколько объединённых ими звеньев.
Основные зависимости
Пользуясь приведёнными выше (фиг.
123 — 125) схемами размерных цепей, можно
установить зависимость между номинальными
величинами замыкающего звена и всех осталь-
ных звеньев размерной цепи.
Из схем видно, что во всех случаях вели-
чина номинала замыкающего звена ризмер-
ной цепи представляет собой алгебраиче-
скую сумму номиналов всех остальных её
звеньев.
Следовательно, в общем виде можно напи-
сать:
A)
где т — общее количество всех звеньев, вклю-
чая и замыкающее, Аа—размер замыкающего
звена.
102
ОСНОВЫ ВЗАИМОЗАМЕНЯЕМОСТИ В МАШИНОСТРОЕНИИ
[РАЗД. III
Выражение A) носит название основного
уравнения размерной цепи, отнесённого к но-
миналам.
Из уравнения A) видно, что величина но-
минала замыкающего звена определяется раз-
ностью двух групп звеньев. Первую группу
(Аь Ло,..., Ап) принято нязывать увеличива-
ющими звеньями, вторую (Ап , lf Ап + 2
Ат — l) — уменьшающими. Названия опреде-
ляются тем, что с возрастанием величин
звеньев первой группы величина замыка-
ющего звена увеличивается, а с возрастанием
величин звеньев второй группы она умень-
шается.
Обработанные детали одной и той же груп-
пы отличаются в отношении величины их фак-
тических размеров как друг от друга, так и
от номинального размера, проставленного на
чертеже детали. Это рассеивание размеров
характеризуется полем (областью) рассеива-
ния, т. е. разностью между наибольшим и
наименьшим фактически полученными разме-
рами деталей данной группы, и построенной
на базе поля рассеивания кривой распределе-
ния размеров. Естественно, что при построе-
нии размерной цепи из такого рода звеньев
фактический размер её замыкающего звена
получается также отличным от номинала, ука-
занного в чертеже, и имеет своё поле рассеи-
вания и свою кривую распределения.
Из уравнения A) видно, что если вместо
номинальных величин подставить фактически
получаемые величины размеров, то в случае
1) подстановки максимальных значений всех
„увеличивающих" размеров и минимальных —
всех „уменьшающих" величина замыкающего
звена будет максимальной, т. е.
ах [ л
тах
1
*тах\
)
B)
Наоборот, в случае 2) подстановки минималь-
ных значений всех „увеличивающих" разме-
ров и максимальных — всех „уменьшающих"
величина замыкающего звена будет минималь-
ной, т. е.
д ™ = (Afn fa + fn)
Величина ошибки (сод ), получаемой на
замыкающем звене, определяется разностью
между его максимальным и минимальным
значениями, т. е.
«max \m\xi I лтах jimin'x .
шДд = ДА — ДЛ =[А1 ~А1 J +
(А™ -
D)
Последнее уравнение показывает, что
разность фактических предельных разме-
ров представляет собой ошибку замыкающе-
го размера:
или, отбрасывая в индексах символ А ввиду
общности этой формулы и применяемости её
к любой размерной цепи,
—1
= 2
E)
Здесь ш, = Л|"ах — А™'т
(или
— Cf и т.д. соответственно определяе-
мой размерной цепи |,а /и — количество всех
звеньев.
Уравнение E) можно формулировать сле-
дующим образом: ошибка замыкающего звена
размерной цепи равна сумме (абсолютных;
значений ошибок всех остальных её звеньев.
При геометрическом расчёте машин при-
ходится иметь дело с допустимыми ошиб-
ками, или допусками. Следовательно, на осно-
вании вышеизложенного можно написать
или, опуская индекс А,
т-1
F)
где §д — величина допуска замыкающего звена;
8/ — величина допуска i-го звена цепи; т — об-
щее количество её звеньев.
Из уравнения E) видно, что по мере
увеличения количества звеньев в размерной
цепи в правой части уравнения соответственно
возрастает число слагаемых ш,-, что в свою
очередь приводит к возрастанию величины
ошибки замыкающего звена размерной цепи
при неизменности величин ошибок шг-.
Следовательно, для сокращения ошибки
замыкающего звена необходимо при прочих
равных условиях сокращать количество
звеньев размерной цепи.
Из изложенного вытекает так называемый
принцип наикратчайшего пути, заключа-
ющийся в том, что решение самых разнооб-
разных задач, связанных с достижением
точности взаимного положения поверхно-
стей и осей деталей или их соединений
при построении машин (конструирование,
сборка),так лее как и при обработке деталей
на станках, необходимо осуществлять при
помощи размерных цепей, содержащих наи-
меньшее количество звеньев.
На фиг. 127, а схематически показано прак-
тическое использование принципа наикратчай-
шего пути при изменении конструкции меха-
низка, передающего движение от кривой
барабана / распределительного вала автомата
к вилке 2 переключения фрикциона. В старой
конструкции механизма (фиг. 127, б) в решении
рассматриваемой задачи участвовало лишнее
количество деталей, что нарушало принцип
наикратчайшего пути и требовало вследствие
этого более точной обработки деталей.
На фиг. 128, а схематически показано
использование того же принципа для достиже-
ГЛ. I]
РАЗМЕРНЫЕ ЦЕПИ
103
ния более высокой точности на размере As 1) метод абсолютной взаимозаменяемости;
втулки 7, обрабатываемой на револьверном 2) метод неполной (частичной) взаимозаме-
станке по так называемому „мёртвому упору", няемости;
а)
Г
Фиг. 127.
В качестве последнего используется ролик 2,
закреплённый на резцовой державке, упира-
ющийся в ранее обработанный торец втулки.
Из схемы видно, что по сравнению с работой
по обычному упору (фиг. 128, б) размерная
цепь содержит меньшее количество звеньев.
3) метод подбора или селективной сборки;
4) метод пригонки или изготовления по ме-
сту одного или нескольких звеньев цепи;
5) метод регулировки.
Метод абсолютной взаимозаменяемости.
Под методом абсолютной взаимозаменяемости
Фиг. 128.
Различные методы решения размерных
цепей
Решить размерную цепь— это значит тем
или иным методом достигнуть равенства между
двумя частями её уравнения E) или F).
Различают пять основных методов решения
размерных цепей *:
* Наряду с этой классификацией часто технологиче-
ские и конструктивные методы компенсации, метод под-
бора, а также методы, базирующиеся на учёте вероятно-
стей отклонений,объединяют под общим названием „Метод
неполной (частичной) взаимозаменяемости". Прим. ред.
понимается такое решение размерных це-
пей, при котором детали, включённые соот-
ветствующими размерами в качестве звеньев
в размерные цепи, без какого-либо выбора,
подбора или пригонки обеспечивают дости-
жение заданной точности замыкающих звеньев
абсолютно всех размерных цепей.
Основными преимуществами метода аб-
солютной взаимозаменяемости являются:
а) простота и экономичность сборки машин
или отдельных сборочных единиц, так как для
этого не требуется высококвалифицированная
104
ОСНОВЫ ВЗАИМОЗАМЕНЯЕМОСТИ В МАШИНОСТРОЕНИИ
[РАЗД. Ill
рабочая сила; сборка сводится к простому
соединению деталей;
б) сборочный процесс легко нормируется
во времени, вследствие чего он наиболее про-
сто укладывается в устанавливаемый темп
работы;
в) сборочный процесс легко может быть ор-
ганизован с использованием поточных мето-
дов;
г) изготовление машин, их сборочных еди-
ниц или деталей легко может быть организо-
вано на основе широкого кооперирования спе-
циализированных заводов;
д) наиболее простое разрешение проблемы
запасных частей: любая износившаяся деталь
может быть легко и просто заменена новой.
Для решения размерной цепи методом
абсолютной взаимозаменяемости необходимо
не только произвести расчёт величин допусков
всех её звеньев, пользуясь уравнениями F)
или B) и C) (так называемый расчёт на „макси-
мум и минимум"), но и обеспечить их дости-
жение в результате обработки деталей. Без
последнего условия ни о какой абсолютной
взаимозаменяемости говорить нельзя.
Примерами размерных цепей, решаемых
методом абсолютной взаимозаменяемости, мо-
гут служить диаметр отверстия канала
ствола — диаметр пули — натяг; диаметр вали-
ка— зазор (натяг) — диаметр отверстия все-
возможных деталей, изготовляемых в точном
соответствии с посадками ГОСТ и т. д.
Область использования метода абсолютной
взаимозаменяемости ограничивается экономи-
ческими факторами. Из фиг. 129 видно, что
стоимость обработки детали возрастает
с увеличением точности (уменьшением допуска
на неточность обработки) по кривой гипер-
болического характера.
Из уравнений размерной цепи E) и F)
видно, что использование метода абсолютной
Г-
i:
Вал. обточНа, шлисровз чие,
притирка
Вал: обточка, шлифование
Вал: обточка
Вал: тянутый
0,005 0,02 0,05 _ 0,1мм
Допуск на неточность изготовления
Фиг. 129.
взаимозаменяемости наиболее экономично при
решении размерных цепей, отличающихся:
1) высокой точностью при малом числе
звеньев и
2) малой точностью при большом числе
звеньев.
Порядок расчёта таков:
1) в зависимости от поставленной задачи
выявляют соответствующую размерную цепь;
2) находят в размерной цепи замыкающее
звено;
3) исходя из технических условий, норм
точности или целевого назначения механизма,
определяют величину допуска замыкающего
(при расчётах часто носящего название „ис-
ходного") звена размерной цепи;
4) на основе уравнения F), полагая bt =
= 82 — • • • — 3m_i, т. е. используя „принцип
равных влияний", вначале подсчитывают сред-
нюю величину допуска всех звеньев размер-
ной цепи, т. е.
8 - 5д • G)
5) учитывая производственные трудности
достижения точности на различных звеньях
размерной цепи, корригируют Ьср в ту или
другую сторону с тем, чтобы после подста-
новки установленных таким образом величин
допусков в уравнение F) получить равенство
обеих частей;
6) при расчёте допусков звеньев несколь-
ких размерных цепей, имеющих параллельный
вид связи, необходимо вначале произвести
независимый расчёт величин допусков звеньев
всех размерных цепей, затем установить наи-
меньшие из полученных на общих звеньях
величины допусков, скорригировав величины
допусков остальных звеньев с таким расчё-
том, чтобы в каждой отдельной размерной
цепи удовлетворялось равенство F).
Пример. На замыкающие звенья двух параллельно
связанных размерных цепей установлены допуски од . =
¦=0,1 мм и 8 =0,2 мм (фиг. 130). Средние величины
«5*
11
Фиг. 130.
допусков звеньев размерных цепей А и Б получаются
при этом равными
~^Т —1
0,2
= 0,02 мм.
= 0.04 мм.
Учтя производственные трудности, корригируем полу-
ченные величины и устанавливаем следующие значения
(в мм) : ЬА = 0,01; ЬА^ - 0,02; &Аз = 0,01; SA< = 0,01 и 8д; =
= 0,05, соответственно: В^ = 0,02; 8^ =0,04; 85з =0,01;
Ь с — 0,05 и бп = 0,08. Общими звеньями являются At =
— Бх и А2 = Б2. На основании ранее изложенного необхо-
димо на них установить наименьшие из полученных при
расчёте величин, т. е. §^ — &б =0,01; Ъа = &? =0.02, и
скорригировать, используя уравнение F), учтя трудности
обработки соответствующих деталей, в соответстнии
с этим величины допусков всех остальных: 6д =0,01;
ЬБ - 0,02; 5?з= 0,03; S?j= 0,06 и S?j = 0,08.
Метод неполной (частичной) взаимоза-
меняемости. Под методом неполной взаимо-
заменяемости понимается такое решение раз-
мерных цепей, при котором детали, включён-
ные соответствующими размерами в качестве
звеньев в размерные цепи без какого-либо
выбора, подбора или пригонки, обеспечивают
достижение заданной точности замыкающих
ГЛ. I]
РАЗМЕРНЫЕ ЦЕПИ
105
звеньев не у абсолютно всех, а только
у части размерных цепей.
Сущность метода неполной взаимозаменя-
емости заключается в том, что, используя не-
которые из основных положений теории ве-
роятностей, расширяют допуски на все звенья
размерной цепи, подсчитанные на основе
уравнения F), рискуя при этом получить не-
который процент размерных цепей, у которых
величина допуска замыкающего звена выйдет
за требуемые пределы.
Расширение допусков делает обработку
деталей более экономичной, как это видно
из фиг. 129.
Для расчёта величин допусков звеньев
цепи при заданной величине допуска замыка-
ющего звена в случаях совпадения центров
группирования отклонений величин каждого
из звеньев со срединами полей соответству-
ющих допусков можно пользоваться формулой
8?
(8)
где 8Д — величина допуска замыкающего звена
* 8д
размерной цепи; t-=~^— —отношение вели-
чины допуска замыкающего звена к удвоенной
величине среднего квадратического его откло-
нения; X], Х2, ... Дш _ 1 — коэфициенты, завися-
щие от формы кривых распределения ошибок
соответствующих звеньев размерной цепи;
Ьь 52, ..., Ьт - 1 — величины допусков звеньев
размерной цепи; т — общее количество всех
звеньев размерной цепи.
Порядок расчёта аналогичен вышеизложен-
ному. Для определения средней величины до-
пуска используется принцип равных влияний
и уравнение (8), с помощью которых полу-
чается
(9)
t У lcpm-l
Задаваясь процентом риска, по табл. 65 или
по фиг. 131 определяют значение t.
WO
ЯП
кп
10
пг)
п
\
\
\
0,4
\
\
по/
•ч
0,8
>
оо
200 1е
бУс
<А
1.6
Фиг.
131
-X
?
2ft
Г _
t
Коэфициенты X,- представляют собой ква-
драты соответствующих относительных сред-
них квадратических отклонений, т. е.
где °i — среднее квадратическое отклонение
от среднего значения, а §г — половина абсо-
лютной величины поля допуска. Из формул
для отношения at :§,', приведённых в статье
„Сведения из теории
вероятностей" * (где Таблица 65
приняты вместо <jf и
&j. обозначения а и Ь),
следует, что величины
коэфициентов X равны:
1) в случаях рас-
пределения по закону
равной вероятности
(равномерного рас-
пределения)
1
Процент
риска
O,27
o,6o
I,OO
2,OO
4,00
6,oo
8,oo
IO.OO
33.°°
X
" 3
O0
2,70
2,57
2,31
2,o5
1,88
1.75
1,65
1,00
2) в случаях, когда кривая распределения
отклонений размеров близка к закону тре-
/ 1 \2 1
угольника (Симпсона), Х=1—-=-) = ;
3) в случаях, когда кривая распределения
отклонений размеров близка к нормальной
(Гаусса),
Значением X =
/ 1 у 1
1
следует пользоваться
и в тех случаях, когда закон распределения
отклонений неизвестен.
Подставив соответствующие значения бук-
венных обозначений в формулу (9), опреде-
ляют Ьср.
Учитывая трудности обработки соответ-
ствующих деталей, корригируют Ьср с таким
расчётом, чтобы после подстановки выбран-
ных величин допусков в уравнение (8) полу-
чить тождество.
Следует иметь в виду, что точность ре-
зультатов, полученных с помощью формулы
(8), тем выше, чем больше количество звеньев
в размерной цепи. Минимальное количество
звеньев, при котором можно пользоваться
уравнением (8) с достаточным для практиче-
ских целей приближением, зависит от харак-
тера кривых распределения, или, что то же,
от принимаемых значений величин X. При
X = -,с— необходимо, чтобы (т — 1)!>6, при
о
X = -р- должно быть (т — 1) > 4 и при к — ——
должно быть (т -- 1)^>3,
Пример. Дано 8д = 0,05; т. = 7. Задаёмся процентом
риска в 0,27%, т. е. степенью взаимозаменяемости в
99,73%. По табл. 65 при риске 0,27% величина t = 3.
Используя принцип равных влияний, т. е. полагая в фор-
муле (9) 1^-1;,= . . • =Х/П_1 =Х, получаем:
1
при X = -5"
ср
0,05
1
VT
= 0,0113 мм;
* См. .Справочник", разд. I, т. 1.
106
ОСНОВЫ ВЗАИМОЗАМЕНЯЕМОСТИ В МАШИНОСТРОЕНИИ
[РАЗД. Ill
при X = — Ьср
6
с
0,05
3
0,05
VT
= 0,0167 мм;
¦¦ 0,0204 мм.
При решении той же размерной цепи методом абсо-
йд 0,05
лютной взаимозаменяемости 8-_ = -=——=0,0083мм.
г tn — 1 о
Из рассмотренного примера видно, что
использование метода неполной взаимозаме-
няемости при сравнительно ничтожном про-
центе риска @,27%) даёт возможность зна-
чительного расширениядопусков по сравнению
с методом абсолютной взаимозаменяемости.
В тех случаях, когда по тем или иным
причинам необходимо иметь смещение средин
полей допусков относительно номиналов и
кривые распределения звеньев размерной
цепи отличаются от кривой нормального рас-
пределения, для расчёта допусков можно поль-
зоваться формулой, рекомендуемой Н. А. Бо-
родачевым:
A0)
где Д-/7Е— заданные предельные отклонения
от номинала замыкающего звена размерной
цепи; Aos и Ао( — координаты средин полей
допусков s-ro увеличивающего или t-ro умень-
шающего звеньев раз-
мерной цепи; as и at —
коэфициенты относи-
тельной асимметрии
кривых распределе-
ния 5-го увеличиваю-
щего или t-то умень-
шающего звеньев раз-
мерной цепи. Коэ-
фициент а предста-
вляет собой величину
смещения (выражен-
ную в долях о,.) сред-
него значения этого
звена от средины поля
допуска (фиг. 132);
k. — коэфициент относительного ^ рассеи-
вания, характеризующий, в какой степени
рассеивание /-го звена размерной цепи отли-
чается от рассеивания по закону Гаусса при
0,270/о допускаемого риска в выходе оши-
бок замыкающего звена за границы поля до-
пуска; слагаемое^
s t
представляет собой величину отклонения отно-
сительно номинала центра группирования слу-
чайных отклонений замыкающего звена раз-
мерной цепи, обычно совпадающую с коорди-
натой средины поля допуска До&.
Расчёт допусков всех звеньев размерной
цепи при заданной величине и положении
поля допуска замыкающего (исходного) звена
может быть выполнен одним из нижеследую-
щих способов:
1) Способом попыток, т. е. назначением
всех величин, входящих в формулу A0), на
основе систематизированных статистических
материалов данного завода с последующей про-
веркой отклонений замыкающего звена от за-
данных пределов путём подстановки всех вы-
бранных величин в формулу A0).
2) Способом расчёта равных значений до-
пусков (полагая, что °j = 8.^ = . . . =
= -.-=Д/я_1 иа1 = ога=...=а#д_1) и их
корректировки в зависимости от трудностей
обработки деталей с последующей проверкой
правильности всех окончательно установлен-
ных величин по формуле A0).
При расчёте равных значений необходимо
решение двух уравнений:
(П)
A2)
.— 1
/,
где Од — половина абсолютной величины до-
пуска замыкающего ззена размерной цепи;
ДОЛ. — координата средины поля допуска за-
мыкающего звена относительно его номинала;
5г', /?;, Ло; — характеристики, одинаковые для
всех звеньев размерной цепи; т — количество
всех звеньев размерной цепи; ls—количество
увеличивающих и Ц—-количество уменьшаю-
щих звеньев.
3) Способом расчёта по средним значе-
ниям коэфициентов допусков.
В тех случаях, когда на заводе отсутствуют
систематизированные статистические мате-
риалы для выбора значений коэфициентов а{
и kh H. А. Бородачев рекомендует пользоваться
сводной таблицей (табл.66), охватывающей раз-
личные законы распределения производствен-
ных погрешностей и первичных ошибок.
При пользовании табл. 66 лучше иметь кри-
вые распределения ошибок соответствующих
звеньев или аналогичных звеньев, по которым
можно подобрать надлежащий тип кривой и
выбрать величины коэфициентов.
Во всех случаях, когда при пользовании
формулами, содержащими коэфициент отно-
сительного рассеивания, хотят задаться дру-
гим процентом риска по сравнению с приня-
тым расчётным @,27%), значение ?,-, взятое
из сводной таблицы, рекомендуется умно-
жить на добавочный множитель, величина ко-
торого берётся по табл. 67.
Приведёнными выше формулами можно
пользоваться и для решения обратных задач.
Если вместо величин допусков в формулы
подставить величины ошибок, получающихся
в данных производственных условиях, то
можно: 1) при том или ином проценте риска
определить возможную величину ошибки за-
мыкающего звена размерной цепи; 2) при за-
данной величине допуска замыкающего звена
определить процент размерных цепей, у ко-
торых ошибка замыкающего звена выйдет за
установленные пределы допуска.
Наиболее рациональной областью исполь-
зования метода неполной взаимозаменяемости
является решение многозвенных размерных
цепей при высокой заданной точности их за-
мыкающих звеньев. Основным преимуществом
Таблица 66
Значение коэфициентов относительной асимметрии а; и относительного рассеяния*, при различных законах
распределения производственных погрешностей и первичных ошибок
1 ¦
N°
типа
I
П
III
IV
V
VI
VII
VIII
X
Характеристика зако-
на распределения
Закон Гаусеа, сов-
падающий с полем
допуска
Кривая Гаусса, сим-
метрично выходящая
за обе
границы поля
допуска
Кривая Гаусса, одно-
сторонне выходящая
за одну границу поля
допуска
Закон Симпсона
Закон равной веро-
ятности (равномерное
распределение)
Композиция закона
Гаусса
и закона рав-
ной вероятности
Равномерно возра-
стающее распределе-
ние
а
<" О х
со;
° с я
а§ «
а) При од-
номерном ис-
ходном рас-
сеивании
б) При двух-
мерном исход-
ном рассеива-
нии
вершинное распреде-
ление
при смешении
Симметричное мно-
говершинное распре-
деление при смеше-
нии нескольких пар-
тий
Эскиз кривой распре-
деления
1
J
j
1
С
ffx)
?:¦
j^
t
\
«¦;
x)
—
Vf*J
\
*/УУУШ>>А
^^
/ЩууК ¦
</УЩ/У//^г^ х
y^yx/YX/\ ^ ^ С
Г *' *' 1
/ . - ¦ 1 ¦*— // -"Н
1 |
— #-4-*;-—J
ffx)
г
f
1
1
\
I
1
^У//Х//'///'//^\ х ¦
Я'- U-&'- -3
</^улУ////У\ х
-8) -4~.б'; -J
УУУ$>>^
/У//А/у/угу*^^^ у*
¦л п .- Л.ЛГ; U>
I'AM
1
ffx)
О/'—-+— -С/——
[Д ' I' /У$\' п-'*
/ -1" 0/ —1
Параметр кривой
распределения
а
2
i
з .
ю
ь
5
ю
25
5°
/'
Зз
2/з
1
2
3
о, 5
2,0
3
3
3
3
2
со со
л,
л2
0.07
о, 17
О,2б
о,44
_Л>_
о,аб
о,44
о,8о
i
м
4-0,29
4-о,4о
4-0,64
4-1
• 1
3
М (х)
о, 74
о,6д
о,48
/3
'Л
'/!
I
I
I
а/
3 J/
*
2/з
аг
3 J;
2
2
I
Коэфициент
аг
о
а;
о
о
о
о
ai
-Ю.25
4-0,31
4-0,40
+0,47
al
о
ai
0
а/
о
о
о
4-ОЗЗ
н
— о,ф
_о,з8
—о, i6
— О,28
ai
0
0
о
о
о
*/
I
ч
I 21
126
1,44
1.55
Ч
1Д7
I,i8
1,20
1,21
ч
1,22
1-73
Ч
1,Ю
I 19
1,38
1,49
ч
1,41
ь.
к,
1,22
1,27
1,21
1,4
O,Q2
1,07
*/
1,58
1,68
1.33
Примечание
8; — поло-
вина поля до-
пуска
а
— неис-
правимый
брак (в °/0)
b - дополни-
тельная обра-
ботка (в °/0)
V и 3i —
параметры
составляющих
законов
jj/— смеще-
ного распре-
F/ — вели-
ляющих пар-
тии, п - кх
Fj — вели-
чина состав-
ляющих пар-
тий, п — их
число
108
ОСНОВЫ ВЗАИМОЗАМЕНЯЕМОСТИ В МАШИНОСТРОЕНИИ
[РАЗД. 111
Таблица 67
Процент
риска
о,оз
о, об
о,о8
о, i6
0,27
0,60
1,0
2,0
Добавоч-
ный со-
множитель
при ki
0
0
0
.25
,18
,11
.05
,оэ
.89
.85
.78
Процент
риска
З.о
4.о
5.°
6,о
7.°
8,о
9.о
ю,о
Добавоч-
ный со-
множитель
при kf
0,72
0,68
0,65
0,62
0,60
0.58
°.56
о,54
данного метода является возможность значи-
тельного расширения допусков и тем самым
более экономичное достижение требуемой
точности машин по сравнению с методом
абсолютной взаимозаменяемости.
Необходимо учитывать, что при одновре-
менном решении нескольких размерных цепей
машины методом неполноивзаимозаменяемости
общий процент риска может быть значительно
больше любого из процентов риска, принятых
при расчёте допусков отдельных размерных
цепей. Действительно, если проценты риска
составляют в долях единицы qx для 1-й
цепи, <?3 — Для второй цепи, . . . , qs—для
5-й цепи, то на основании теоремы об умно-
жении вероятностей* общий риск в процен-
тах составляет
= 100[1-Д (i_9i)]%.
Следовательно, при двух цепях
<?<2) = ЮО [1 - A - Чх - q, л-
100( +)
при трёх цепях аналогично
0C) = ЮО [<?, + «72 + <?з) -
И Т. Д.
Одной из основных трудностей практиче-
ского внедрения этого метода является необ-
ходимость устранения привычки сборщиков
выбирать и подбирать детали, чем нарушается
случайность включения звеньев размерной
цепи; результатом является процент брака,
несколько отличный от расчётного процента
риска.
Метод подбора или селективной сборки
(Selective assembly). Под методом подбора
понимается такое решение размерных цепей,
при котором предписанная точность замыка-
ющего звена достигается путём включения
в размерную цепь звеньев, принадлежащих
предварительно замеренным и рассортирован-
ным на соответствующие группы деталям,
обработанным с экономически приемлемыми
допусками.
Сущность метода подбора заключается
в следующем **. Предположим, что необходимо
* См. „Сведения из теории вероятностей", т. 1,
ч. 1-я.
** См. работу Н. К. Топоркова, Групповой под-
Сор деталей машин для образования посадок повышен-
ной точности, Бюро взаимозаменяемости, НКСС, 1944.
обеспечить среднюю величину зазора Scp =
Sm -f- Se
= у или среднюю величину натяга
Ucp= —м^~-—— в трёхзвенной размерной цепи
вал — зазор (натяг) — отверстие (фиг. 133).
Вам
Фиг. 13J.
Если принять, что Дв = До = Д (где Дв - до-
пуск вала и До — допуск отверстия), то для
этого необходимо на вал и отверстие уста-
новить допуски:
для посадки движения Д = ^—~ > A3)
для прессовой посадки Д = к—*• A4)
Предположим, что полученные величины до-
пусков оказались настолько малы, что обработка
деталей становится неэкономичной или даже не-
осуществимой при имеющемся оборудовании.
Для решения поставленной задачи в таких
случаях можно увеличить величины допу-
сков в п раз, как это схематически показано
на фиг. 134, получив новые экономически
приемлемые производственные допуски
о = ПД. A5)
В отличие от них первоначальные допуски,
т. е. Д, получают в таких случаях название
групповых.
Обработанные по производственным допу-
скам (В) детали замеряются и сортируются по
групповым допускам (Д). Из фиг. 134 очевидно
Воя
п-1
Фиг. 134.
(и легко доказать аналитически), что в резуль-
тате сборки деталей соответственных групп
достигается требуемая точность соединения.
Например, сборка деталей группы k даёт ту
же точность соединения (допуск зазора = 2Д),
что и деталей группы 1 или 2 и т. д.
Несколько иные результаты получаются в
тех случаях, когда допуски сопрягаемых дета-
лей не равны, например, Д0>Д6.
ГЛ. I]
РАЗМЕРНЫЕ ЦЕПИ
109
Из фиг. 135, схематически изображающей
изложенное, видно, что средний зазор и
средний натяг для группы k составляют со-
ответственно
Ucpk =
'6k
2 ~ 2
*-1)(Д0-Дв).
A6)
A7)
В случае, когда Ав > До, уравнения для сред-
него зазора и среднего натяга группы к бу-
дут иметь вид:
2 2
~ 1) (Дв-Д0);
A6a)
U'cpk =
-1)(Д8 — До). A7а)
Из уравнений A6), A7), A6а) и A7а) и
фиг. 135 видно что:
1) при переходе от одной группы к
следующей с порядковым номером, большим
на единицу, при Д0>Дв зазоры постепенно
ДТ z
Фиг. 135.
возрастают, а натяги убывают [уравнения A6)
и A7)] на одну и ту же величину (До—Дв);
при Д8 >Д0 [уравнения A6а) и A7а)|, наобо-
рот, зазоры постепенно убывают, а натяги
возрастают на одну и ту же величину
(Дв-Д0У,
2) с увеличением разности между допу-
сками отверстий и вала (\0 — Д9 или Дв — До)
возрастает неоднородность посадок от группы
к группе;
3) с возрастанием величин производствен-
ных допусков отверстий, валов и количества
групп п изменяется разница (при ДО>ДЯ
увеличивается, при Д8>> До—уменьшается)
между натягом или соответственно зазором
в каждой из сопрягаемых к, k -\-1 . . . ,
«группах и первыми сопрягаемыми группами,
дающими оптимальную посадку.
Из вышеизложенного следует, что наилуч-
шие в смысле однородности посадки резуль-
таты получаются в том случае, когда допуски
вала и отверстия как групповые (До и 4в),
так и производственные (Ьо = пА0 и 8в = яДв)
равны друг другу, т. е. До = Дв и 80 = йв.
Пример. Предположим, что для данного типа сопряже-
ния вала и отверстия с номинальным диаметром в интер-
вале с! = 18+Юмм наилучшей является прессовая посадка
при наименьшем натяге UM = 10s».l _. _
и при наибольшем натяге Uq - 20 p.J CP ~ ^"
Допуск натяга Ын = V$ —UM = 10 [а. Отсюда опреде-
ляется допуск вала и отверстия 2Д = Ufi — UM = 10 \>-
Д = 5 vi. Обработать с такой в°личиной допуска обе
сопрягаемые детали не представляется возможным.
Если принять этот допуск за групповой и число групп
взять равным пяти, то величина производственного
допуска увеличится го 8 = 5 Д = 25 р..
С такой величиной допуска представляется возмож-
ным обработать обе сопрягаемые детали, поскольку он
грубее 2-го класса.
Сопоставление достигаемой в рассматри-
ваемом примере точности соединения методом
подбора и методом абсолютной взаимозаме-
няемости дано в табл. 68.
Таблица 68
Прессовая посадка B
Показатель
Производственный допуск
То же отверстия
и в
Ucp
Допуск натяга Ug — UM
равен допуску посадки ....
= 18-4-30 мм
Точность
по методу
абсолют-
ной взаи-
мозаменя-
емости
о и.
37 V-
26 (J.
22 р.
по методу
подбора
25 И-
-
2О [J.
15 JJ.
IO [J.
Из приведённых цифр видно, что при ре-
шении той же самой задачи методом подбора
имеется возможность получить лучшие ре-
зультаты более экономичным путём.
Решение размерных цепей методом под-
бора даёт возможность за счёт увеличения
числа групп (л) увеличить точность замыка-
ющего звена до любой практически сколько
угодно малой величины.
Это следует из уравнения A5), если счи-
тать производственный допуск E) постоянной
величиной, обусловленной данными произ-
водственными условиями, а групповой допуск
(Д) и число групп (п) — переменными. Урав-
нение A5) представляет при этих условиях
равнобокую гиперболу, показывающую, что
повышение точности замыкающего звена по
мере увеличения числа групп (п) вначале
возрастает быстро, затем постепенно заме-
дляется.
При использовании метода группового
подбора характер и качество соединения со-
прягаемых деталей определяются не величи-
ной производственного допуска, как при ме-
по
ОСНОВЫ ВЗАИМОЗАМЕНЯЕМОСТИ В МАШИНОСТРОЕНИИ
[РАЗД. Ill
тоде абсолютной взаимозаменяемости, а вели-
чиной группового допуска, в п раз меньшей.
В соответствии с этим величины допусков
на форму, взаимное положение и чистоту по-
верхностей деталей должны находиться в пол-
ном соответствии с очень узким групповым
допуском Д, измеряемым обычно несколь-
кими микронами. Без соблюдения этого усло-
вия получить высокую точность и качество
соединения нельзя.
Для получения наибольшего технико-эко-
номического эффекта от использования метода
подбора необходимо стремиться к тому, чтобы
при заданной величине группового допуска
число групп было минимальным. Другими
словами, производственные допуски следует
выбирать наиболее узкими, однако достаточно
экономичными в условиях данного производ-
ства.
Существенными условиями использования
всех преимуществ метода подбора являются:
1) наличие достаточного количества изгото-
вляемых машин или их сборочных единиц;
2)сходство кривых распределения (желательно
симметричных) соответствующих размеров со-
прягаемых деталей, так как в противном слу-
чае придётся или иметь дело с неодинаковым
количеством деталей в соответственных груп-
пах или делить поля производственных допу-
сков не на равные, а на различные по вели-
чине части (пропорциональные соответствую-
щим участкам площадей кривых распределе-
ния) для достижения равенства количества
сопрягаемых деталей в соответственных груп-
пах.
Такое деление полей производственных
допусков приводит к меньшей точности и
меньшей однородности соединений сопрягае-
мых деталей.
Необходимость выполнения дополнитель-
ных весьма точных обмеров деталей для их
сортировки по группам, маркировки и очень
чёткой организации хранения, подачи к ме-
стам сборки также является существенным
недостатком метода подбора. Особые затруд-
нения вызывают крупные по своим габарит-
ным размерам детали.
Эффективность метода подбора резко сни-
жается в тех случаях, когда одна и та же
деталь участвует одновременно двумя или
большим числом своих размеров в размерных
цепях, решаемых методом подбора.
Наибольшее распространение метод под-
бора получил при решении короткозвенных
размерных цепей C—4 звена), отличающихся
высокой точностью замыкающего звена. При-
меры: пальцы ~ отверстия поршня — зазоры;
палец — зазор — отверстие шатуна двигателей
внутреннего сгорания; диаметр отверстия
корпуса.— натяг — диаметр кольца шарико-
или роликоподшипника и т. п.
Метод пригонки. Под методом пригонки
понимается такое решение размерных цепей,
при котором предписанная точность замыкаю-
щего звена достигается изменением вели-
чины одного из заранее намеченных звеньев,
путём снятия стружки при изготовлении
всех звеньев по допускам, экономически
приемлемым для данных производственных
условий.
Правильное использование данного метода
заключается в следующем. Найдя вначале
размерную цепь и зная величину допуска её
замыкающего звена, по уравнению F) подсчи-
тывают среднюю величину допуска.
Если при этом оказывается неэкономичным
использовать для решения размерной цепи
ранее рассмотренные методы, прибегают
к расширению допусков до величин, эконо-
мически приемлемых для данных производ-
ственныхусловий. В результате на замыкающем
звене размерной цепи может получиться
ошибка 8д, выходящая за пределы предпи-
санной величины допуска 5Д. Другими словами,
правая часть уравнения F) окажется больше
заданной левой вследствие увеличения слагае-
мых 6;- до &',-. Для восстановления равенства
F) и тем самым для достижения предписан-
ной точности (§д) замыкающего звена прибе-
гают к изменению величины одного из заранее
намеченных звеньев путём пригонки или из-
готовления „по месту".
Этим компенсируют или поглощают излиш-
нюю по сравнению с допустимой величину
ошибки замыкающего звена.
Величина максимальной излишней ошибки,
называемая величиной компенсации, опреде-
ляется из уравнения
т — 1
= S; - 8
8. = У, Ь>
A8)
i = 1
где bk — величина компенсации, Вд - величина
ошибки замыкающего звена, получающаяся
при расширенных допусках всех звеньев;
Ь'j — величина расширенных допусков
звеньев; т - общее количество всех звеньев
размерной цепи, включая и замыкающее
звено.
Звено размерной цепи, за счёт изменения
величины которого осуществляется дости-
жение предписанной точности замыкающего
звена, называется компенсирующим.
Для того чтобы пригонка всегда осуще-
ствлялась за счёт предварительно выбранного
компенсирующего звена, необходимо: 1) рас-
положить поле допуска компенсирующего
звена относительно его номинала с таким рас-
чётом, чтобы обеспечить на компенсирующем
звене слой материала (припуск на пригонку),
достаточный для компенсации величины 8Л;
2) выдерживать в результате обработки дета-
лей вновь установленные экономически прием-
лемые величины допусков на соответствую-
щих звеньях.
Величина и направление изменения номи-
нала (>4j) компенсирующего звена зависят от
заданного расположения поля допуска замы-
кающего звена размерной цепи. В табл. 69
приведены наиболее типичные схемы распо-
ложения поля допуска замыкающих звеньев
и для каждой из них указаны формулы для
подсчёта величины изменённого номинала
компенсирующего звена. [На схемах номиналь-
ные величины компенсирующих звеньев около
буквы имеют штрих (').]
Выше указывалось, что в качестве ком-
пенсирующего звена не следует выбирать
звенья, общие нескольким размерным цепям,
так как изменение их величины вносит ошибки
во все связанные размерные цепи.
Всё вышеизложенное схематически пока-
зано на фиг. 136. На фиг. 136, а показаны
ГЛ. I]
РАЗМЕРНЫЕ ЦЕПИ
111
Таблица 69
Схема расчёта величины номинала А. компенсирующего звена в зависимости от системы
расположения полей допусков
Система расположения полей долу скоб
Симметричная
Я симметричная
В сторону у
замыкающего зоена
В сторону уменьшения
замь/кающего зоена
(--)
В сторону цбелиуенш,
состабляющих зоеньео
В с mono ни уменьшения
составляющих зоеньео
{-+)
•--а Л
Л, = Д,
&=ЗГ&*Л
величины допусков, установленные на ширину
паза Fj) и на ширину шпонки F2) на основе
уравнения F), исходя из предписанной вели-
чины допуска EД) замыкающего звена раз-
мерной цепи, которым в данном примере
является зазор между пазом и шпонкой.
Из-за неприемлемости этих допусков для
данных производственных условий их расши-
рили до новых эко-
номически прием-
лемых величин (Bj
и $2 на фиг. 136, б).
В качестве ком-
пенсирующего зве-
на выбран размер
ширины шпонки Б,
который согласно
схеме 1 - 2(табл.69)
увеличен на 6д и
получил в соответ-
ствии с этим новый
фиг- 136- номинал Б I •
Основным преимуществом метода при-
гонки является возможность достижения вы-
сокой точности замыкающего звена при
экономически, приемлемых величинах допу-
сков остальных звеньев. Существенным не-
достатком его является необходимость до-
бавочных работ, связанных с пригонкой,
причём в подавляющем большинстве случаев
ручных.
Ручная пригонка состоит из двух опера-
ций: а) проверки правильности положения
сопрягаемых деталей с определением вели-
чины пригонки компенсирующего звена;
б) пригонки компенсирующего звена снятием
стружки (опиловкой, подрезкой, шлифовкой,
шабровкой, притиркой и т. п.).
Пригонка должна производиться высоко-
квалифицированным рабочим и является до-
вольно трудоёмкой.
В зависимости от величины компенсации
время, затрачиваемое на пригонку, меняется.
С увеличением 5& колебания этого времени
возрастают, и пригоночные работы становится
трудно уложить в какой-либо такт. Вслед-
ствие этого методом пригонки не рекомен-
дуется пользоваться при поточных методах
производства. По тем же причинам не сле-
дует особенно увлекаться расширением до-
пусков.
Недостатки, свойственные методу пригон-
ки, в подавляющем большинстве случаев де-
лают его наименее экономичным и ограничи-
вают область применения решением много-
звенных размерных цепей, отличающихся вы-
сокой точностью замыкающего звена, особен-
но в условиях мелкосерийного или индиви-
дуального машиностроения.
Метод регулировки. Под методом регу-
лировки понимается такое решение размерных
цепей, при котором предписанная точность
замыкающего звена достигается изменением
величины одного из заранее намеченных
звеньев путём регулировки при обработке
всех остальных по допускам, экономически
приемлемым для данных производственных
условий.
Сущность метода регулировки аналогична
методу пригонки за исключением способа
компенсации избыточной ошибки, появля-
ющейся на замыкающем звене в результате
расширения допусков всех звеньев.
Если при методе пригонки компенсация
ошибки достигается изменением величины ком-
пенсирующего звена, производимым снятием
стружки, то при рассматриваемом методе это
изменение осуществляется регулировкой, т. е.
112
ОСНОВЫ ВЗАИМОЗАМЕНЯЕМОСТИ В МАШИНОСТРОЕНИИ
[РАЗД. III
без снятия стружки. Изменение величины
компенсирующего звена регулировкой может
производиться двумя способами: либо введе-
нием в размерную цепь специальной детали,
либо перемещением одной из деталей на
величину компенсации bk, подсчитанную по
уравнению A8). Вводимые в размерную цепь
Фиг. 137.
Регулируемая
втулка '
Фиг. 138.
специальные детали получили название
неподвижных компенсаторов (фаг. 137), пере-
мещающиеся детали—подвижных компенсато-
ров (фиг. 138). Различают подвижные компен-
саторы с периодической регулировкой и
. 3
здесь верхние вкладыши подшипника шпин-
деля, прижимающие шпиндель 1 к нижним
вкладышам 6при помощи поршеньков 3, пере-
мещаемых в цилиндрических отверстиях верх-
ней части 4 корпуса бабки давлением масла,
нагнетаемого насосом в полость 5. Благо-
даря постоянному давлению масла на пор-
шеньки верхние вкладыши, перемещаясь, вы-
бирают все излишние против предписанной
величины зазоры в размерной цепи D =
— d -\- Д|П,П, которые могут возникнуть вслед-
ствие температурных изменений, износа или
неточностей изготовления. Другими приме-
рами автоматически действующих компенса-
торов могут служить корригирующие меха-
низмы прецизионных станков — токарно-
винторезных и др., устройства для устра-
нения зазоров в гайках ходовых винтов
и т. д.
Если роль компенсаторов выполняют спе-
циальные детали в форме проставочных колец,
прокладок и т. п., то расчёт потребного коли-
чества ступеней размеров компенсаторов опре-
деляется по уравнению
где Ьк — величина компенсации, определяемая
по уравнению A8); ЬА - предписанная вели-
чина допуска замыкающего звена.
Количество деталей-компенсаторов каждой
из ступеней размеров может быть подсчитано
на основе процентного соотношения участков
площади кривой распределения компенсиру-
ющего звена, располагаемых между соответ-
ствующими ступеням размеров и кривой
(фиг. 140).
5 3
Фиг. 139.
с непрерывной, в большинстве случаев авто-
матической.
При использовании первых требуемая точ-
ность замыкающего звена, достигнутая вна-
чале, может восстанавливаться в размерной
цепи периодически за счёт повторных регу-
лировок подвижного компенсатора, при нали-
чии вторых эта точность поддерживается в
цепи непрерывно. Примером периодически
регулируемого компенсатора может служить
клин каретки сунорта токарного станка. При-
мер непрерывно и автоматически действу-
ющего подвижного компенсатора показан на
фиг. 139. Функции последнего выполняют
При наличии в размерной цепи ЗЕеньев,
меняющихся по величине из-за износа деталей,
к величине компенсации Ьк должна быть до-
бавлена величина ожидаемого износа, подле-
жащая компенсации до капитального ремонта
машины или в течение её амортизацион-
ного срока службы.
При разработке конструкции машины дол-
жна быть обеспечена возможность перемеще-
ния подвижного компенсатора на эту суммар-
ную величину. Нередко роль подвижного ком-
пенсатора выполняют те детали машины,
которым на время её монтажа оставляется
надлежащее количество степеней свободы.
ГЛ
РАЗМЕРНЫЕ ЦЕПИ
113
Иногда в качестве компенсатора исполь-
зуют набор нескольких одинаковых по тол-
щине прокладок, одновременно вводимых в
размерную цепь в качестве компенсирующего
звена. Толщина прокладки должна быть равна
или меньше величины допуска замыкающего
звена размерной
цепи. Тогда мини-
мальное количе-
ство прокладок в
комплекте опреде-
______ ляется по форму-
U 3.3 ЗМ 3.5 3.6 3.7мм ле О9)-
„
скольких параллельных плоскостях. Этот вид
размерных цепей является основным.
При решении некоторых задач приходится
встречаться с размерными цепями, у которых
одно, несколько или все звенья располагаются
под углами: 1) в плоскости (в параллельных
плоскостях) или 2) в пространстве.
Для упрощения решения размерных це-
пей таких видов их приводят к основному.
Для этого находят проекции расположенных
под углами звеньев на две или на три коор-.
динатные оси. В первом случае пользуются
уравнениями
Фиг. 140.
лученной величины
компенсации в дан-
ной размерной це-
пи убирается или добавляется соответству-
ющее количество прокладок. Этим способом,
например, обеспечивают требуемую точность
в опорах скольжения шпинделей некоторых
станков, валов дизелей и
других машин.
Одним из основных
преимуществ метода ре-
гулировки, особенно при
помощи подвижного ком-
пенсатора, является воз-
можность наибольшего
расширения допусков
всех звеньев размерной
цепи по сравнению со
всеми ранее рассмотрен-
ными методами. Вторым
преимуществом, которым
не обладает ни один из
остальных методов,
является возможность до-
стижения любой степени
точности и поддержание
её в размерной цепи во
время^ эксплоатации машины путём периоди-
ческой или непрерывной регулировки. Как то,
так и другое связано только с надлежащим кон-
структивным оформлением подвижных компен-
саторов.
Особое значение рассматриваемый метод
приобретает при решении размерных цепей,
в которых имеются звенья, меняющиеся по
своей величине во время эксплоатации маши-
ны под влиянием износа, температурных изме-
нений или упругих деформаций деталей.
Сборка машин, у которых размерные цепи
решаются методом регулировки, чрезвычайно
проста, легко нормируется во времени и не тре-
бует труда рабочих высокой квалификации.
К недостаткам метода следует отнести уве-
личение в некоторых случаях количества де-
талей в машине.
Преимущества, даваемые решением раз-
мерных цепей методом регулировки, настоль-
ко велики, что его использование в совре-
менном машиностроении приобретает всё бо-
лее широкие масштабы.
Решение размерных цепей, содержащих
непараллельные звенья
Выше были рассмотрены методы анализа
и решения размерных цепей с параллельными
звеньями, расположенными в одной или не-
rlx — ri cos at>
riy = rt sin a,-,
B0)
где rfX и riy — проекции /-го, расположенного
под углом звена на координатные оси X и У;
rt — длина /-го звена размерной цепи; щ—угол
/-го звена с осью X.
Фиг. 141.
Во втором случае пользуются урав-
нениями
rix = П cos a-t\ |
riy = ricos^i\ \ B1)
f*iz == О COS *Yj|» I
где r^, л,-у и riz — проекции /-го звена соот-
ветственно на координатные оси X, У и Z;
^ — длина /-го звена размерной цепи; ah [Зг и
¦ft — углы между направлением /-го звена раз-
мерной цепи и соответственно координатными
осями X, У и Z.
Найденные из равенств B0) или B1) про-
екции звеньев включаются в качестве обычных
звеньев в плоские размерные цеци, исполь-
зуемые для решения задачи в каждой из
плоскостей.
В качестве примера на фиг. 141 показано
приведение двух размерных цепей А и Б, со-
держащих расположенные под углами звенья
(Дд = Д^; А1 = Б1 и у44 = ?б)» к плоским с
параллельными звеньями: Д'к + Б\ А- Б» 4-
+ А'4 = 0.
Из фиг. 124 видно, что в соответствующие
размерные цепи в качестве звеньев включены
проекции на координатные оси X и У (Д'л,
Д'.Б' А'ъ Б'\> А'а и Б'в) звеньев, располо-
женных под углами.
Другим примером может служить решение
задачи обеспечения необходимой величины
114
ОСНОВЫ ВЗАИМОЗАМЕНЯЕМОСТИ В МАШИНОСТРОЕНИИ
[РАЗД. Ш
зазора между щитком / и деталью 2 на фиг. 142 *.
В векторной форме размерная цепь, при по-
мощи которой решается рассматриваемая за-
дача, показана на фиг. 143. Её уравнение в со-
ответствии с этим может быть записано в
следующем виде:
+ ДА = 0. B2)
Взяв проекции всех звеньев на произволь-
но выбранную ось х — х (для наглядности и
Фиг. 142.
удобства анализа на фиг. 143 обозначены две
параллельные оси хх и х'х'), перпендикуляр-.
ную к направлению плоскости щитка /, при-
водят размерную цепь, содержащую располо-
женные под углом звенья, к основной с па-
раллельно расположенными звеньями:
Л'э — Л'з + А\ + А\ - А\ — А'п -
'—А8—ЬА=0, B3)
где А'2 = Л2 cos <х2; А'ь = А3 cos а3;...; А'7 =
— Ач cos a7 представляют собой проекции соот-
ветствующих звеньев на ось х—л:; с^, ...,а7—углы
Фиг. 143.
«90°) между направлениями соответствующих
звеньев и направлением этой оси.
Переходя от расчёта номинальных разме-
ров к расчёту величин их ошибок, необходимо
в общем случае, как это следует из исходно-
го векторного уравнения
т-\
\А3 —
= 0,
B4)
величину проекции ошибки замыкающего
звена размерной цепи на произвольно выбран-
ную ось определять из уравнения
яг—1
cos ai
sin **
B5)
где а>т — проекция ошибки замыкающего
звена на произвольно выбранную ось; а>/—
проекция ошибки г-го звена на произвольно
выбранную ось; а,- — угол между направле-
нием ошибки /-го звена и направлением про-
извольно выбранной оси; Да/ — ошибка угла а/.
Изложенное схематически показано на
фиг. 144.
В тех случаях, когда величины угловых
ошибок малы по сравнению с величинами
линейных и ими можно пренебречь (Да,- = 0),
da,-
- w, cosa,-
Фиг. 144.
для расчёта величин линейных ошибок можно
пользоваться упрощённым уравнением B6),
получаемым из B5) после подстановки в
него Да,- = 0:
т—1
B6)
Расчёт допусков звеньев приведённой раз-
мерной цепи производится одним из ранее
изложенных методов.
После установления величин допусков на
каждое из приведённых звеньев, пользуясь
уравнением
Ь,=
COS atj- — sin а,Да,-'
B7)
где b'i — допуск, установленный на /-е звено
приведённой размерной цепи; S/ — допуск,
устанавливаемый на действительное звено (зве-
но, расположенное под углом) размерной цепи;
а/ — угол между направлением /-го звена и
произвольно выбранной осью; Да/ — ошибка
угла а,-, определяют величины допусков на
каждое 1-е действительное звено размерной
цепи, расположенное под углом а/.
В тех случаях, когда угловой ошибкой
(Да/) можно пренебречь (Да/ = 0), расчёт до-
пусков каждого из действительных звеньев
размерной цепи следует производить по упро-
щённому уравнению
B8)
* Из работы А. Е. Безменова.
* COS а,-
Рассмотренный метод позволяет решать
задачи с достаточной для практических целей
точностью. В тех случаях, когда по тем или
иным причинам требуется большая точность,
для расчёта следует использовать более стро-
гие математические методы.
Л. 1]
РАЗМЕРНЫЕ ЦЕПИ
115
Расчёты взаимного положения осей
и плоскостей деталей (параллельность,
перпендикулярность)
При построении машин довольно часто
стречаются задачи, связанные с достижением
аданного взаимного положения (параллель-
юсть, перпендикулярность) плоскостей и осей
сталей, составляющих машину. Такого рода
адачи решаются большей частью независимо,
особенно в тех случаях, когда точность взаим-
юго расстояния этих плоскостей и осей дости-
ается при помощи регулировки.
Примером может служить задача достиже-
шя параллельности плоскости стола оси
ипинделя фрезерного станка. Из фиг. 145
Фиг. 14S.
видно, что для этого необходимо обеспечить
в строго определённых пределах параллель-
ность плоскостей: стола /, поворотной части 2,
каретки 3 и перпендикулярность верхней
плоскости консоли 4 и оси шпинделя верти-
кальным направляющим станины 5.
Если для решения поставленной задачи
попытаться построить размерную цепь, то на-
ряду со звеньями, соединяющими параллельно
расположенные плоскости, приходится стал-
киваться и со звеньями, связывающими пло-
скости и оси, расположенные перпендику-
лярно.
Для того чтобы облегчить решение задачи
такого рода, „угловую" размерную цепь пре-
образуют в обычную с параллельно располо-
женными звеньями. Для этого ко всем пло-
скостям и осям, расположенным перпендику-
лярно к основному выбранному направлению
(обычно в качестве такового выбирается на-
правление, перпендикулярное плоскостям, по-
ложение которых требуется обеспечить), про-
водятся „идеальные" перпендикуляры \аа на
фиг. 145). Другими словами, все такого рода
плоскости и оси условно как бы поворачива-
ются на 90°. После этого, связывая плоскости,
оси и „идеальные" перпендикуляры, получают
размерную цепь с параллельно расположен-
ными звеньями (фиг. 145).
Следует заметить, что номиналы всех „раз-
меров" при этом равны нулю и сами „размеры"
в этих случаях имеют символический смысл.
Для расчёта угловых ошибок или допусков
на взаимное положение плоскостей или осей
при помощи полученной таким образом раз-
мерной цепи обычного вида поступают следу-
ющим образом. Ошибки или допуски, рассма-
триваемые как тангенсы соответствующих
Фиг. 146.
углов, пересчитывают, относя к одной и той
же длине катета В на основе равенства
д
tg а = —- (фиг. 146).
Величину катета условно принимают на
время расчёта за единицу, и тогда расчёт
угловых ошибок или допусков сводится к
расчёту при помощи обычных размерных це-
пей с параллельными звеньями, для которого
можно использовать все ранее рассмотренные
методы. После окончания расчёта и устано-
вления величин допусков или ошибок их запи-
сывают в виде числителя дроби, знаменателем
которой служит принятая длина В катета,
0,02
например:
„„
мм.
ДОПУСКИ НА РАССТОЯНИЯ МЕЖДУ
ОСЯМИ ОТВЕРСТИЙ
И НА КОНЦЕНТРИЧНОСТЬ
Основные положения
1. Положение осей отверстий в деталях
назначается от общей технологической базы
(которая в ряде случаев совпадает со сбороч-
ной базой ) или от двух таких баз, большей
Фиг. 147.
Фиг. 148.
\
частью взаимно перпендикулярных (см. раз-
меры на фиг. 147 и 148).
2. Положение осей отверстий, располо-
женных по окружности, может назначаться
в полярных координатах от общего центра
двумя параметрами:
радиусом R и углом
между осями а (фиг.
149).
3. Наименьший раз-
мер отверстий должен
обеспечить собирае-
мость деталей без под-
бора и без подгонки.
4. Наибольший раз-
мер отверстий дол-
жен лежать в преде-
лах, разрешаемых ка- Фиг. 149.
чеством узла.
Выполнение последних двух условий обес-
печивает полную взаимозаменяемость.
116
ОСНОВЫ ВЗАИМОЗАМЕНЯЕМОСТИ В МАШИНОСТРОЕНИИ
[РАЗД. Ill
Основные закономерности
1. Несоосность, или эксцентриситет, двух
теоретически соосных осей может дости-
гнуть суммы смещений каждой из этих осей
от своего теоретического положения:
A)
где ?—наибольший эксцентриситет; СЬС^~
смещение каждой из осей.
2. В целях собираемости несоосность ка-
ждой пары теоретически соосных отверстий
должна быть компенсирована полусуммой
зазоров (фит-. 150):
?<CrfC2<0,5
B)
где Si и S2 — зазоры.
3. Соотношение компенсационных зазоров
5j: S2 может быть выбрано любым в соответ-
ствии с особенностями кон-
струкции, технологии обра-
ботки или сборки
В практике обычны дво-
якого рода соотношения:
1) отверстия обеих де-
талей равноценны в отно-
шении смещения и зазо-
ров, тогда, принимая
^1 — ^а» К6)
Фиг. 150.
и
1 ^2«
по формуле B) считают:
С2 ^ 0,5 S2,
или
D)
E)
F)
G)
(8)
т. е. компенсационный зазор в каждом отвер-
стии должен равняться по крайней мере двой-
ному смещению оси этого отверстия;
2) для отверстия одной детали недопу-
стимы какие-либо зазоры; тогда весь компен-
сационный зазор должен
быть обеспечен второй
деталью, а именно при
S, = 0 (фиг. 151)
4. Окончательный кон-
троль отверстий дол-
жен производиться ком- иг'
плексным проходным ка-
либром, в котором пробки занимают своё
теоретическое положение, а диаметры их
номинально равны наименьшим предельным
диаметрам отверстий за вычетом двойного
технологического смещения каждого отвер-
стия Cf.
dK- пр =
2СЬ
A0)
где rfK. np — диаметр пробки комплексного ка-
либра; DM — наименьший предельный диаметр
отверстия;С7-~предельное смещение отверстия,
соответствующее предписанной технологии.
5. Для ограничения зазоров и смещений,
обычно снижающих качество узла, отвер-
стия должны проверяться непроходными
калибрами — одиночными, у которых номи-
нально
dHe = D6, A1)
где dHe — диаметр непроходной одиночной
пробки; Dq—наибольший предельный диа-
метр отверстия.
6. Для приёмки готовых отверстий доста-
точно двух указанных калибров. В процессе
же изготовления отверстий целесообразно
применять дополнительно одиночную проход-
ную рабочую пробку ПР, у которой номи-
нально
dnp = DM, A2)
где dnp — диаметр проходной одиночной
пробки.
7. Приведённая и обычно применяемая
методика контроля отверстий, обеспечивая
полностью собираемость, не гарантирует сме-
щений, превосходящих Cj, если диаметры
отверстий больше DM. Наибольшее смещение,
которое может при этом иметь место*,
будет
C6 = CT-\-0,SdD, A3)
где dD—допуск отверстия.
8. Сборочной базой может служить любое
из ряда п отверстий.
9. Смещение оси в сечении, перпендику-
лярном к оси,
A4)
если Сх и Су представляют смещения в на-
правлении осей координат х и у.
Для глубоких отверстий должно быть при*
нято во внимание и смещение оси на всей
длине отверстия, т. е. Cz; тогда
С= У'с2х+С2у+С1+2СхСгх+2СуСгу, A5)
где Сгх и Сгу—проекции Сг на оси X ц Y.
10. Отклонение ДР межосевого расстоя-
ния Р двух отверстий равняется алгебраиче-
ской сумме смещений С каждого из отвер-
* О решении подобных задач с учётом вероятностей
смещений, а также вероятностей отклонений размеров
отверстий и валов (стержней)—см. „Сведения из теории
вероятностей", т. 1, ч. 1-я, и „Основы расчёта размерных
цепей" в этой главе.
ГЛ. I]
РАЗМЕРНЫЕ ЦЕПИ
11/
стий в направлении общей линии центров
этих отверстий
ДР=С1 + С2. A6)
При обычно симметричных предельных
смещениях + Ci и + С2 верхнее вР и ниж-
нее нР отклонения межосевого расстояния
будут соответственно равны:
НР= —
A7)
A8)
или иначе предельные отклонения межосевых
расстояний Д пред P составят
= ±(Q + Cg). A9)
Пример 1. Два уголка 1 и 2 (фиг. 152) собираются в
узел при помощи заклёпок диаметром d = 6_ q Qg лл.
Расстояния М и Pj, Яа,... осей от сборочных баз могут
быть выдержаны по усло-
виям технологии с точностью
С = ± 0,05 мм.
Рассчитать диаметры D
отверстий, изготовляемых по
4-му классу точности, для усло-
вий полной взаимозаменяемо-
сти, а также наибольшее воз-
можное смещение Cq и номи-
нальные диаметры комплекс-
ных калибров.
Решение. При смеще-
ниях С в каждом из двух
взаимно перпендикулярных на-
правлений диагональное тех-
нологическое смещение Ст
X 0,05 = ± 0,07 мм.
Обе детали в сборке рав-
ноценны, поэтому согласно
Фиг. 152. формулам G) и (8) получим
Sj = 5а > 2 Ст =
=2 ¦ 0,07=0,14 мм.
Таким образом наименьший зазор S будет равен
0,14 мм или
DM —йб - 0,14 мм,
откуда
= d6
6,14 мм.
В 4-м классе точности имеем достаточно близкое
отверстие Ш4 в системе вала диаметром JD= 6 "*" ^'24и*л.
Диаметры йКЛ1„ комплекс-
ных пробок (без учёта допус-
ков на точность их изгото-
вления) по формуле A0) равны
dK.np = &м~ ^Cj =
= 6,16 — 2 • 0,07 = 6,02 мм.
Наибольшее возможное
смешение по формуле A3)
будет
Сб = Ст + 0,5 dD =
«0,07 + 0,5 • 0,08=0,11 мм.
Предельные технологические отклонения межосевых
расстояний составят
щ
щ
2
Фиг. 153.
*пред р = ±
± 2 • 0,07 = ± 0,4 мм,
но в отдельных случаях они могут достигнуть значения
Пример 2. Два фланца скрепляются вместе в один
узел (фиг. 153) посредством шести болтов с резьбой
М 10 (наружный диаметр d0 = Ю_о,4 мм. Отверстия —
гладкие в одном фланце, имеют резьбу в другом; оси
отверстий расположены на окружности радиусом /?=50лш.
Расточка отверстий производится шестишпиндельной
головкой. Погрешности расположения осей могут соста-
вить в радиальном направлении ± 0,03 мм, а вдоль
окружности ±0,02 мм. Сборка производится по двум фи--
ксаторам — в центре и на окружности отверстий, служа-
щим началом отсчётов расположения осей.
Вычислить необходимые размеры отверстий во флан-
це 1 и диаметры калибров, если гладкие отверстия изго-
товляются по 4-му классу точности.
Решение. Результирующее технологическое сме-
щение оси каждого отверстия от своего теоретического
положения может составить
Ст = Ст> - ± /0,023 + 0,03* - ± /0,0013 -= ±0,036 мм.
Отверстия фланца 2 не могут компенсировать своего
смещения, поэтому, исходя из формулы (9), имеем
откуда
S, > 2 ( СТх + СТл) > 2 @,036 + 0.036) - 0,144 мм,
или
s2m = 0>144 мм = dm ~ аб = dm — 10А
Следовательно,
10,0 = 10,144 мм.
В 4-м классе точности (ОСТ 1024) отверстие 10Ш<
10
^ '
мм отвечает заданию.
диаметром D = 10^ g
Предельные технологические отклонения межосевых
расстояний можно принимать по хорде. Тогда по формуле
A9) находим
- ± @,02 + 0,02) = ± 0,04 мм,
но они могут достигнуть в отдельных случаях величины
*пред Р - ± 2 Сб = ± 2 ( Сг + 0,5 dD) -
= ± 2 @,02 + 0,5 • 0,1) =. ± 0,14 мм.
Комплексный калибр представит
собой плитку (или часть плитки) с
точно расположенными по заданию
отверстиями, в которые плотно входят
калибры пробки диаметром [(по фор-
муле A0)]
dK.np-Z)JI<-2C7--10,2-2.0.036- -^
- 10,128 мм.
Калибры индивидуальные, про-
ходной и непроходной, соответствуют
отверстиям Ш4. Фиг. 154.
Остаётся вычислить для резьбовых
отверстий фланца 2 диаметры ком-
плексных калибров, которые должны обеспечить,
чтобы здесь смещение осей не превосходило расчётного
Cj = 0,036 мм.
Контроль положения непосредственных резьбовых
отверстий представляет большие трудности, и он заме-
няется контролем расположения точных оправок, ввёр-
нутых в эти отверстия (фиг. 154). При этом комплексным
калибром будет служить плитка (или часть её) с точно
расположенными отверстиями диаметром
DK.np = d'к + 2 Ст = d'K + 0,072 мм,
где d>K представляет диаметр гладкой части оправки,
выбираемый произвольно.
Если, например, d'к пр — 12,0 мм, то DK п„ = 12,0 +
+ 0,072 - 12,072 мм.
118
ОСНОВЫ ВЗАИМОЗАМЕНЯЕМОСТИ В МАШИНОСТРОЕНИИ
[РАЗД. Ш
Вычисленные размеры калибров в обоих
примерах, а равно и в приведённых формулах
являются номинальными *.
Чтобы облегчить назначение размеров
отверстий в зависимости от ожидаемого сме-
щения осей и, следовательно,
отклонений межосевых рас-
стояний, в разных отраслях
промышленности составлены
нормали, соответствующие
вышеприведённым формулам.
Для примера приводим
табл. 70, принятую на авиа-
заводах для двухрядного со-
единения (фиг. 155).
Таблица 70
Фиг. 155.
* О допусках калибров см. „Специальные ком-
плексные калибры" я „Калибры для гладких цилиндри-
ческих изделий" в этой главе.
Компенсацион-
ный зазор в |*
Градации
14—2О
2О— ЗО
ЗО—4°
40—50
5О—6о
6о—75
75—к»
IOO—2ОО
аэо—зоо
300—500
Отклонения* ±
Ар межосевых
расстояний"/? в (а
болтами ±
ю—is
I5-2O
2О—ЗО
ЗО-35
35—4о
4о—so
5°-7°
70 —140
140—зоо
2О°—35°
шпильками ±
—
ю—15
i5-i8
i8—20
20—25
25-35
Зэ—70
70—100
100—175
* Большие отклонения относятся к большим зазорам,
меньшие — к меньшим.
КАЛИБРЫ
КАЛИБРЫ ДЛЯ ГЛАДКИХ
ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ
Основные положения
Калибром называется бесшкальный изме-
рительный инструмент, предназначенный для
проверки размеров, форм и взаимного распо-
ложения частей изделий. В зависимости от
условий применения калибры разделяются
на нормальные и предельные. Нормальные
калибры выполняются по номинальным разме-
рам изделий. Отклонения размера изделий от
номинала определяются по степени плотности
прохождения калибра в изделии, в результате
чего характер соединения деталей (посадка)
зависит от субъективных ощущений контроли-
рующего. Применение нормальных калибров
требует поэтому высокой квалификации кон-
тролирующего и встречается весьма редко
даже в индивидуальных и мелкосерийных
производствах, так как в таких производствах
лользуются преимущественно универсальными
измерительными средствами.
Предельные калибры служат для ограни-
чения предельных размеров изделий. Про-
ходная сторона калибра для внутренних из-
мерений выполняется по наименьшему, а
непроходная—по наибольшему предельным
размерам изделия. Для наружных измерений
проходная сторона выполняется по наиболь-
шему, а непроходная —по наименьшему пре-
дельным размерам изделия. Пользование пре-
дельными калибрами не требует высокой ква-
лификации и исключает субъективность кон-
троля, так как размеры изделия считаются
выполненными в заданных пределах, если про-
ходная сторона калибра проходит, а непро-
ходная не проходит в проверяемое изделие.
По назначению калибры разделяются на:
а) рабочие калибры, предназначенные
для проверки изделий на рабочем месте;
б) калибры браковщика для контроля
изделий браковщиками контрольных отделов
заводов-изготовителей.
Калибры браковщика специально не изго-
товляются. Они отбираются из частично
(приблизительно на s/a) изношенных рабочих
калибров или из новых рабочих калибров с
наиболее „свободными" размерами (с наимень-
шими размерами для пробок и с наибольшими
размерами для скоб);
в) приёмные калибры—для контроля изде-
лий заказчиком. В качестве приёмных кали-
бров должны, как правило, применяться изно-
шенные рабочие проходные калибры после
исправления в случае надобности измери-
тельных поверхностей. Специально приёмные
калибры изготовляют сравнительно редко.
Для приёмных калибров обычно устанавли-
вают специальные поля допусков, которыми
пользуются при изготовлении новых приём-
ных калибров из числа изношенных рабочих
калибров и при проверке приёмных калибров
в эксплоатации. Специальные поля допусков
приёмных калибров, так же как и правила
отбора калибров браковщика, установлены для
того, чтобы по возможности избежать забра-
ковки изделий приёмщиками и браковщиками,
после того как эти изделия были проверены
рабочими калибрами. Такие случаи забра-
ковки связаны с перекрытием полей допусков
калибров в различных инстанциях контроля;
г) контрольные калибры—для проверки ра-
бочих и приёмных калибров. Контрольные
калибры к калибрам для отверстий в настоя-
щее время не применяются, так как эти ка-
либры легко можно проверить универсальными
измерительными средствами.
В зависимости от числа одновременно про-
веряемых параметров различают также эле-
ментные, или одиночные, калибры и сложные,
или комплексные, калибры (см. стр. 164).
К типичным представителям последней группы
относятся проходные резьбовые калибры,
проходные шлицевые калибры и др.
Основные требования, предъявляемые к
калибрам, сводятся к следующему.
Соблюдение рабочих размеров. Рабочие
размеры калибров должны быть в пределах
полей допусков, установленных соответствую-
щими стандартами. Погрешности геометриче-
ской формы измерительных поверхностей, за
исключением особо оговоренных случаев, ог-
раничены полем допуска на неточность изго-
товления калибров по их рабочим размерам.
ГЛ. I]
КАЛИБРЫ
119
Таблица 71
Величины допусков на неточность изготовления калибров и контркалибров (в микронах)
g"
ой
о я
п я
4 н
И о
1
2
2а
3
4
2
2а
3
За
4
2
2а
3
4
5
~ 7
4
3
За
8
9
4
5
7
5
7
8
9
8
9
Посадки
Для всех валов и отверстий
Для всех валов
Для валов В3—С3, ПР13, ПР23
ПР33
ПР4
Для валов, кроме Ш, и
отверстий, кроме Л и Ш
Для всех валов
Для валов Х3 — Ш3
В3а"с3а
Для валов всех посадок
Для валов Ш и для отвер-
стий Л и Ш
Для всех отверстий
Для валов и отверстий,
кроме Xi — Ш,
Для валов ПР4
Для всех валов
Для всех валов и отверстий
Для валов и отверстий Х3Ш3
Для всех валов и отверстий
Для всех валов
Для валов, кроме ПР,
Для всех отверстий
Для всех валов и отверстий
Для всех валов и отверстий
Для валов и отверстий
Для валов и отверстий
Калибры и
контркалибры
Р-ПР, Р-НЕ,
П-ПР, П-НЕ
К-РП, К-И,
К-НЕ
Р-ПР, Р-НЕ,
П-ПР, П-НЕ
К-РП, К-И,
К-НЕ
К-РП, К-И
К-НЕ, К-П
Р-ПР, Р-НЕ
П-ПР
П-НЕ
К-РП, К-И,
К-НЕ, К-П
П-ПР
Р-ПР, Р-НЕ,
П-ПР, П-НЕ
К-РП, К-И,
К-НЕ, К-П
Р-ПР, Р-НЕ
П-НЕ
П-ПР
Р-ПР, Р-НЕ,
П-НЕ
П-ПР
Р-ПР, Р-НЕ,
П-НЕ
~п
н о
о ч
1.5
х>5
2
3
4
5
7
7
9
14
со^
и о
2
2
3
3
4
5
5
а
8
12
i8
Номинальные
93 О
U Ч
2
2
3
3
4
5
б
9
9
15
22
ю о
о ч
3
2
3
3
5
б
8
и
II
i8
27
rti 2
2
2
4
4
б
7
Q
13
13
21
33
я о
О Ч
3
з
4
4
7
7
и
15
1б
25
39
диаметры
оэ 0
3
3
ь
5
8
9
i8
19
30
46
si
я о
4
4
б
б
9
и
21
22
35
54
в мм
§s
п о
о ч
5
7
7
и
14
18
24
25
40
63
Is
ш о
б
9
9
13
17
2О
27
29
47
73
О _
CD W
03 О
U В*
~
7
и
и
2О
23
ЗО
33
54
84
m 0
I
8
13
13
т8
24
35
38
бз
95
Соответ-
ствует
квалитету
ISA
з
3
4
5
б
7
8
120
ОСНОВЫ ВЗАИМОЗАМЕНЯЕМОСТИ В МАШИНОСТРОЕНИИ
[РАЗД. Ш
Таблица 72
Предельные отклонения размеров гладких рабочих и приёмных калибров для валов в системе ОСТ (в р.)
Номиналь-
ный раз-
мер ка-
либра
в мм
От 1
до 3
Свыше
3
!
Свыше
6
до 10
Свыше
10
до 18
Назначение
Р-ПР
Р-НЕ
П-НЕ
П-ПР
Р-НЕ
П-НЕ
П-ПР
Р-НЕ
П-НЕ
П ПР
Р-ПР
Р-НЕ
П-НЕ
и>
о
X
Класс точности
и посадки
калибра ^~"~"~-~^^
нижнее отклонение .
верхнее отклонение .
предельное отклонение
¦
<и
о
X
13НОСЭ
нижнее отклонение .
верхнее отклонение .
нижнее отклонение .
верхнее отклонение .
нижнее отклонение .
верхнее отклонение .
предельное отклонение
<и
3
о
X
износа
нижнее отклонение .
верхнее отклонение .
нижнее отклонение .
верхнее отклонение .
нижнее отклонение .
верхнее отклонение .
предельное отклонение
3
о
износа
нижнее отклонение .
верхнее отклонение .
нижнее отклонение .
верхнее отклонение .
нижнее отклонение .
верхнее отклонение .
предельное отклонение
износа
нижнее отклонение .
верхнее отклонение .
нижнее отклонение .
верхнее отклонение .
1-й
класс
- 1.5
о
+ 1,О
— i,o
+ О.5
+ о,5
+ 2
— 2 '
О
+ I
— I
+ I
+ °,5
+ 2,5
— 2
О
+ I
— I
+ I
+ о,5
+ 2,5
— 2,5
-O.S
+ 1.5
— i
+ I
+ i
+ 3
2-й
без
Х-Л-Ш
и класс
2а
— з
— i
+ 1.5
— i
+ i
+ о,5
+ 2,5
— 4
— I
+ 2
— 1.5
+ 1,5
+ i
+ 4
— 3,5
-О.5
+ 2,5
-1.5
+ 1.5
+ 1.5
+ 4,5
— 4
— i
+ а
— 1.5
+ 1.5
+ I
+ 4
2-й
класс
Х-Л
— 2
О
+ 3
— i
+ I
+ 2
+ 4
— 3.5
-о,5
+ 3,5
— 1.5
+ 1.5
+ 2,5
+ 5.5
4
— I
+ 3
-i,5
+ 1.5
+ 2
+ 5
— 4,5
- 1-5
+ 4
— 1,5
+ 1.5
+ 3
+ 6
2-й
класс
Ш и
3-й
класс
без
Х3-Ш3
— 4
о
+ 3
— 2
+ 2
+ 3
+ 6
-5
— I
+ 3
— 2
+ 2
+ 2
+ 6
— 5
— i
+ 3
— 2
+ 2
+ 2
+ 6
-6,5
— 1.5
+ 4
— 2,5
+ 2,5
+ 3
4- 8
3-й
класс
Х3иШ3
и класс
За
— 7.5
- 2,5
+ 3
— 2,5
+ 2,5
+ 2
+ 7
- 8,5
- 3,5
+ 3
- 2,5
+ 2,5
+ 1.5
+ 6,5
— ю
- 4
+ 3
— 3
+ 3
+ 1,5
+ 7-5
— 12
— 4
+ 4
— 4
+ 4
+ 2,5
+ 1О>5
4-й
класс
без ПР,
-13,5
- 6,5
— 3,5
+ 3,5
_ а
+ 3
- i6
— 8
— i
— 4
+ 4
— 2
+ 3
-18,5
— 9-5
— I
- 4.5
+ 4,5
— 2
+ 3
— 21,5
— ю,5
— i
- 5,5
+ 5,5
— я
+ 4
5-й и
7-й
классы
— за
— 13
— 5>5
— 4,5
+ 4,5
- 7
о
— 28
— 1б
— 6,5
- б
+ 6
— 8
о
— 35
— 2О
— 7.5
- 7-5
+ 7.5
- 9
о
— 42
— 24
— 9
- 9
+ 9
— и
о
8-й и
9-й
классы
-36
— 22
— 7
- 7
+ 7
— 9
о
-4б
— 28
— 10
— 9
+ 9
— 12
О
-57
— 35
— 12
— II
+ П
-15
с
-69
— 42
— ц
— 13
+ 14
— i8
0
ГЛ. I]
КАЛИБРЫ
121
Продолжение табл. 72
Номиналь-
ный раз-
мер ка-
либра
в мм
Свыше
18
до 30
Свыше
30 до
50
Свыше
50
до 80
Свыше
80
до 120
Класс точности
и посадки
Назначение калибров ~\^
Р-ПР
Р-НЕ
П-НЕ
П ПР
Р-ПР
Р-НЕ
П-НЕ
П-ПР
Р-ПР
Р-НЕ
П-НЕ
П-ПР
Р-ПР
Р-НЕ
П-НЕ
о>
ш
о
X
нижнее отклонение .
верхнее отклонение .
предельное отклонение
<и
о
X
износа
нижнее отклонение .
верхнее отклонение .
нижнее отклонение .
верхнее отклонение .
нижнее отклонение .
верхнее отклонение .
предельное отклонение
3
о
износа
нижнее отклонение .
верхнее отклонение .
нижнее отклонение .
верхнее отклонение .
нижнее отклонение .
верхнее отклонение .
предельное отклонение
2
о
износа
нижнее отклонение .
верхнее отклонение .
нижнее отклонение .
верхнее отклонение .
нижнее отклонение .
верхнее отклонение .
предельное отклонение
износа
нижнее отклонение .
верхнее отклонение .
нижнее отклонение .
верхнее отклонение .
1-й
класс
-2,5
-О-5
+ 2
— I
+ I
+ 1.5
+ 3.5
— 3.5
-о,5
+ 2
- 1.5
+ 1.5
+ 1.5
+ 4.5
-3.5
— о.5
+ 2
— 1.5
+ i,5
+ 1.5
+ 4,5
-4-5
— о.5
+ 3
— а
+ а
+ а
+ 6 ^
2-й
Х-Л-Ш
и класс
2а
— 5
— i
+ 3
~2
+ 2
+ я
+ 6
— 5.5
— 1.5
+ 3
-2
+ 2
+ 1.5
+ 5.5
-6,5
- 1.5
+ 3
~2,5
+ 2,5
+ 1.5
+ 6,5
— 8
— 2
+ 4
-з
+ 3
+ 2
+ 8
2-й
класс
Х-Л
- 6
— а
+ 4
— а
+ 2
+ 3
+ 7
- 6,5
— 2,5
+ 5
— а
+ а
+ 3.5
+ 7.5
— 8
— 3
+ 5
— 2,5
+ 2,5
+ 3,5
+ 8,5
- 9.5
— 3,5
+ 6
— 3
+ 3
+ 4
+ ю
2-й
класс
Ш и
3-й
класс
без
Х3-Ш3
— 8
— а
+ 4
- 3-
+ 3
+ 3
+ 9
— 9.5
— 2,5
+ 5
— 3.5
+ 3.5
+ 3.5
+ 1О.5
— и
— з
+ 5
— 4
+ 4
+ 3.5
+ ",5
— 12,5
3>i
+ 6
- 4,5
+ 4,5
+ 4
+ 13
3-й
класс
Х3иШ3
и класс
За
- 13,5
- 4,5
+ 4
- 4,5
+ 4,5
+ а
+ "
- 16,5
- 5,5
+ 5
— 5,5
+ 5.5
+ 3
+ 14
- 19.5
— 6,5
+ 5
- 6,5
+ 6,5
+ 2,5
+ 15.5
— 22,5
— 7.5
+ 6
— 7,5
+ 7.5
+ 3
+ 18
4-й
класс
без ПР«
-35,5
- «,5
— i
- 6,5
+ 6,5
— а
+ 5
— 29.5
— Н.5
— i
- 7.5
+ 7-5
— i
+ 6
— 34
— i6
— 9
+ 9
— i
+ 8
-38,5
- 17.5
— i
— Jo, 5
+ ю,0
_ !
+ Ю
5-й и
7-й
классы
— 49
— з8
— и
— ю,5
+ ю,5
— 13
о
-58
— 33
— 14.5
— 12,5
+ 12,5
—16
о
— 7О
— 4О
Г7.5
- 15
+ 15
— 19
о
— 8з
-47
— 2О,5
— 17,5
+ 17,5
— га
о
8-й и
9-й
классы
— 8а
- 49
— i8
— 16
+ 17
— at
о
- 97
- 58
— 22
- 19
+ 2О
— 25
О
— иб
— 70
— эб
— 23
+ 23
— 3°
о
-13*
— 8а
— 31
— 37
+ »7
- 35
6
122
ОСНОВЫ ВЗАИМОЗАМЕНЯЕМОСТИ В МАШИНОСТРОЕНИИ
[РАЗД. III
Номиналь-
ный раз-
мер ка-
либров
в мм
Свып*е
120
до 180
Свыше
180
до 260
Свыше
260
до 360
Свыше
360
\.
Класс точности
и посадки
^\
Назначение калибров ~~-~^^
Р-ПР
Р-НЕ
П-НЕ
П-ПР
Р-ПР
Р-НЕ
П-НЕ
П-ПР
Р-ПР
Р-НЕ
П-НЕ
П-ПР
Р-ПР
Р-НЕ
П-НЕ
П-ПР
<и
03
о
к
^^
нижнее отклонение .
верхнее отклонение .
предельное отклонение
<и
о
Я
износа
нижнее отклонение .
верхнее отклонение .
нижнее отклонение .
верхнее отклонение .
нижнее отклонение .
верхнее отклонение .
предельное отклонение
<о
о
X
износа
нижнее отклонение .
верхнее отклонение .
нижнее отклонение .
верхнее отклонение .
нижнее отклонение .
верхнее отклонение .
предельное отклонение
3
о
S
износа
нижнее отклонение .
верхнее отклонение .
нижнее отклонение .
верхнее отклонение .
нижнее отклонение .
верхнее отклонение .
предельное отклонение
нижнее отклонение .
верхнее отклонение .
нижнее отклонение .
верхнее отклонение .
1-й
класс
— 5.5
— °.5
+ 3
-2,5
+ 2,5
+ 2
+ 7
-
—
—
-
-
-
—
—
-
-
-
-
—
—
-
—
2-й
класс
без
Х-Л-Ш
и класс
2а
— 9
— 2
+ 5
— 3,5
+ 3.5
+ 2,5
+ 9.5
— II
+ б
— 4,5
+ 4,5
+ 3
+ 12
— 13
— 2
+ 8
— 5.5
+ 5-5
+ 4,5
+ 15,5
- 15
— 2
+ Ю
~ 6,5
+ 6,5
+ 6
+ 19
2-й
класс
Х-Л
- ю,5
- 3.5
+ 7.5
— 3.5
+ 3.5
+ 5
+ 12
— 13
— 4
+ 8
— 4.5
+ 4-5
+ 5
+ 14
- 15
— 4
+ ю
- 5.5
+ 5,5
+ 6,5
+ 17,5
- i7
— 4
+ 12
- 6,5
+ 6,5
+ 8
+ 21
2-й
класс
Ш и
3-й
класс
без
Х3-Ш,
- Н,5
- 3.5
+ 7,5
— 5.5
+ 5,5
+ 5
+ i6
- 17
-4
+ 8
- 6,5
+ 6,5
+ 5
+ 18
-19
— 4
+ ю
- 7.5
+ 7.5
+ 6,5
+ 21,5
— 22
— 4
+ 12
— 9
+ 9
+ 8
+ 2б
3-й
класс
Х3иШ3
и класс
За
— 27
— 9
+ 6
- 9
+ 9
+ 2,5
+ 2О,5
— 29
— 9
+ 8
— ю
+ ю
+ 3.5
+ 23,5
— 32
— IO
+ 9
— и
+ и
+ 3,5
+ 25,5
-зб
— и
+ и
— 12,5
+ 12,5
+ 4,5
+ 29,5
Продолжение
4-й
класс
без ПР4
— 43
— 19
— °,5
— 13
+ 12
— I
+ 13
-47
— 20
О
- 13,5
+ 13.5
_ i
+ 1б
— 51
— 21
+ I
-15
+ 15
— I
+ 19
— 57
— 22
+ !.5
- 17,5
+ 17,5
— i
+ 23
5-й
и 7-й
классы
-95
-55
— 22,?
— 2О
+ 2О
— 25
о
— но
-63
— 26
— 23,5
+ зз,5
- 29
о
— 124
— 70
— 29
— 27
+ 27
— 33
о
— 140
- 78
— зз
— 31
+ 31
- 38
о
табл. 72
8-й
и 9-й
классы
-158
- 95
— 34
— З1
+ З2
— 4О
о
-i83
— но
— 4О
- зб
+ 37
— 47
о
— 2О8
— 124
- 46
— 42
+ 42
— 54
о
— 235
— 140
— 54
- 47
+ 48
— 62
о
Примечания: 1. Для калибров 4-го и более грубых классов предельные отклонения износа даны при непол-
ном использовании износа. Предельные отклонения при полном использовании износа численно совпадают с верхним
отклонением П-ПР.
2 Предельные отклонения для калибров к валам ПР4 принимаются такими же, как для калибров к валам В,—С^
3. Схему расположения полей допусков см. на фиг. 156.
4. Пример подсчёта предельных размеров калибров и контркалибров см. на стр. 140.
ГЛ. I]
КАЛИБРЫ
123
Таблица 73
Предельные отклонения размеров гладких рабочих и приёмных калибров для отверстий в системе ОСТ (в |i)
Номиналь-
ный раз-
мер ка-
либров
в мм
От 1
до 3
1
Свыше
3
до 6
i
Свыше
6
до 10
Свыше
10 до
18
—.
Класс точности
и посадки
Назначение калибров "~~^^^
Р-ПР
P-HF.
П-НЕ
П ПР
Р-ПР
Р-НЕ
П-НЕ
<и
о
нижнее отклонение .
верхнее отклонение ,
предельное отклонение
о!
2
О
X
износа ... ....
нижнее отклонение .
верхнее отклонение .
нижнее отклонение .
верхнее отклонение .
нижнее отклонение .
верхнее отклонение .
предельное отклонение
П-ПР
Р-НЕ
П-НЕ
Р-НЕ
П-НЕ
3
о
S
износа
нижнее отклонение .
верхнее отклонение .
нижнее отклонение .
верхнее отклонение .
нижнее отклонение •
верхнее отклонение .
предельное отклонение
износа
нижнее отклонение .
верхнее отклонение .
нижнее отклонение .
верхнее отклонение .
нижнее отклонение .
верхнее отклонение .
предельное отклонение
износа
нижнее отклонение .
верхнее отклонение .
нижнее отклонение .
верхнее отклонение .
1-й
класс
с
+ 1-5
— I
— oi5
+ i
- а
-о,5
+ о,5
+ 2,5
— i
— i
+ i
— 2,5
-о,5
+ о.5
+ 2,5
— i
— i
+ i
-2,5
-о.5
+ i
+ 3
— 1*5
— i
+ I
— 3
— i
2-й
класс
без
Х-Л-Ш
+ i
+ 3
- 1.5
— i
+ i
- 2,5
-О.5
+ I
+ 4
— а
- 1.5
+ 1.5
4
— I
+ о,5
+ 3.5
-2.5
— 1.5
+ 1.5
-4,5
-1.5
+ i
+ 4
— а
- 1.5
+ 1.5
— 4
— i
2-й
класс
X
с
+ а
- 3
- I
+ I
— 4
— 2
+ о,5
+ 3.5
-3.5
-1.5
+ 1.5
- 5-5
-2,5
+ i
+ 4
— з
- 1.5
+ 1.5
-5
— э
+ 1.5
+ 4,5
-4
- i-5
+ I.-5
-6
— з
.2-й
класс
Л-Ш,
3-й
класс
без
х3-ш3,
класс2а
о
+ 4
— 3
— а
+ 2
— 6
— а
+ i
+ 5
-3
— а
+ а
-б
_ 2
+ I
+ 5
-з
— а
+ а
-б
— 3
+ 1,5
+ 6,5
— 4
— 2.5
+ 2.5
-8
— з
3-й
Y и TII
+ 2,5
+ 7,5
-3
-2,5
+ 2,5
- 7
— а
+ 3.5
+ 8,5
— 3
-2,5
+ 2.5
-6,5
-х,5
+ 4
+ ю
— з
— з
+ 3
-7.5
- 1.5
+ 4
+ 13
— 4
4
+ 4
- ю.5
2,5
4-й
класс
+ 6,5
+ 13.5
+ i
-3.5
+ 3.5
— 3
4- 3
+ 8
+ 16
+ i
- 4
+ 4
- з
+ 2
+ 9.5
+ i8,5
+ i
— 4.5
+ 4,5
-з
+ з
+ Ю.5
+ 21,5
+ I
5.5
+ 5.5
-4
+ 2
5-й и
7-й
классы
+ 13
-i- 22
+ 5.5
- 4.5
+ 4.5
о
+ 7
+ 16
+ 28
+ 6,5
— 6
+ 6
о
+ 8
+ 2О
+ 35
+ 7.5
-7.5
+ 7.5
о
+ 9
+ 24
+ 42
+ 9
-9
+ 9
о
+ и
8-й и
9-й
классы
+ 22
+ 36
+ 9
-7
+ 7
о
+ 9
+ з8
+ 46
+ 13
-9
+ 9
о
+ 13
+ 35
+ 57
+ 15
— и
+ 11
о
+ 15
+ 42
+ 69
+ 18
— 14
+ 13
о
+ 18
124
ОСНОВЫ ВЗАИМОЗАМЕНЯЕМОСТИ В МАШИНОСТРОЕНИИ
[РАЗД. 111
Продолжение табл. 73
Номиналь-
ный раз-
мер ка-
либров
в мм
Свыше
18
до 30
Свыше
30
до 50
Свыше
50
до 80
Свыше
80
до 120
\.
Класс точности
и посадки
Назначение калибров "^^^
Р-ПР
Р-НЕ
П-НЕ
П-ПР
Р-ПР
Р-НЕ
П-НЕ
П-ПР
Р-ПР
Р-НЕ
П-ПР
П-ПР
Р-ПР
Р-НЕ
П-НЕ
П-ПР
V
а
ю
о
нижнее отклонение .
верхнее отклонение .
предельное отклонение
<и
а
о
X
износа
нижнее отклонение .
верхнее отклонение .
нижнее отклонение .
верхнее отклонение .
нижнее отклонение .
верхнее отклонение .
предельное отклонение
<D
fi
а
о
износа
нижнее отклонение .
верхнее отклонение .
нижнее отклонение .
верхнее отклонение .
нижнее отклонение .
верхнее отклонение .
предельное отклонение
О)
СО
I
износа
нижнее отклонение .
верхнее отклонение .
нижнее отклонение .
верхнее отклонение .
нижнее отклонение .
верхнее отклонение .
предельное отклонение
дзноса
нижнее отклонение .
верхнее отклонение .
нижнее отклонение .
верхнее отклонение .
1-й
класс
+ i
+ 3
- 1.5
— i
+ i
— з
— i
+ i
+ 4
— а
— 1.5
+ 1,5
— 4.5
i>5
+ i
+ 4
— а
— i.5
+ 1.5
— 4.5
- i,5
+ i
+ 5
— 3
— 2
+ а
-6
-»
2-й
класс
без
Х-Л-Ш
+ i
+ 5
-з
— 2
+ 2
-6
-2
+ 1,5
+ 5,5
— з
— 2
+ а
— 5.5
- 1,5
+ i»5
+ 6,5
3
-2,5
+ 2.5
- 6,5
— i.5
+ 2
+ 8
— 4
-з
+ 3
- 8
— 2
2-й
класс
X
+ 2
+ 6
— 4
— 2
+ 2
— 7
— з
+ 2,5
+ 6,5
5
— 2
+ 2
-7,5
-3.5
+ 3
+ 8
— 5
-2.5
+ 2.5
-8,5
-3.5
+ 3,5
+ 9,5
— 6
— з
+ 3
— хо
-4
2-й
класс
Л-Ш,
3-й
класс
без
Х3-Ш3,
класс 2а
+ а
+ 8
-4
— з
+ 3
— 9
— з
+ 2,5
+ 9,5
-5
— 3«5
+ 3.5
- ю,5
— 3»5
+ 3
+ 11
-5
— 4
+ 4
- ",5
- 3.5
+ 3,5
+ 12,5
- 6
- 4.5
+ 4.5
— 13
— 4
3-й
класс
Х3иШ3
класс За
+ 4,5
+ 13,5
— 4
-4,5
+ 4.5
— и
— 3
+ 5.5
+ 1б,5
— 5
— 5.5
+ 5.5
— 14
-з
+ 6,5
+ 19,5
- 5
-6,5
+ 6,5
- 15.5
- 2,5
+ 7.5
+ 22,5
— 6
- 7.5
+ 7.5
— 18
— з
4-й
класс
+ 12,;
+ 25,5
+ i
-6,5
+ 6,5
-5
+ 3
+ 14,5
+ 29,5
+ i
-7-5
+7.5
— 6
+ i
+ i6
+ 34
+ i
— 9
+ 9
— 8
+ i
+ 17,5
+ 38,5
+ i
- ю,5
+ ю,5
- 10
+ i
5-й и
7-й
классы
, +28
> +49
+ «
- ю,5
+ ю.5
о
+ 13
+ 33
+ 58
+ 14.5
— 12,5
+ 12,5
о
+ 16
+ 4О
+ 7°
+ 17>5
— 15
+ 15
о
+ 19
+ 47
+ 82
+ 2О,5
- Г7.5
+ 17.5
о
+ 22
8-Й И
9-й
классы
+ 49
+ 82
+ 21
— *7
+ i6
о
+ 21
+ 58
+ 97
+ 25
— 2О
+ 19
о
+ 25
+ 7°
+ иб
+ 3°
— 23
+ 23
О
+ 30
+ 82
+ 136
+ 35
— 27
+ 27
0
+ 35
гл. ц
КАЛИБРЫ
125
Продолжение табл. 73
г
Номиналь-
ный размер
калибра
в мм
Свыше
120
до 180
Свыше
180
до 260
Свыше
260
до 360
360
до 500
Назначение
Р-ПР
Р-НЕ
П-НЕ
Р-ПР
Р-НЕ
П-НЕ
П-ПР
Р-ПР
Р-НЕ
П-НЕ
Р-ПР
Р-НЕ
П-НЕ
о
Класс точности
и посадки
калибров ^~-~-^
нижнее отклонение .
верхнее отклонение .
предельное отклонение
<и
3
о
износа
нижнее отклонение .
верхнее отклонение .
нижнее отклонение .
верхнее отклонение .
нижнее отклонение .
верхнее отклонение .
предельное отклонение
О)
о
износа .
нижнее отклонение .
верхнее отклонение .
нижнее отклонение .
верхнее отклонение .
нижнее отклонение .
верхнее отклонение .
предельное отклонение
0)
со
X
износа
нижнее отклонение .
верхнее отклонение .
нижнее отклонение .
верхнее отклонение .
нижнее отклонение .
верхнее отклонение .
предельное* отклонение
износа
нижнее отклонение .
верхнее отклонение .
нижнее отклонение .
верхнее отклонение .
1-й
класс
+ 1,5
+ 6,5
— з
- 2,5
+ 2,5
— 7
— 2
-
—
—
-
-
-
—
—
-
-
-
-
—
—
-
_
—
2-й
класс
без
Х-Л-Ш
+ 2
+ 9
5
-3.5
+ 3-5
-9.5
— »,5
+ 2
+ 11
— 6
-4.5
+ 4.5
— 12
— з
+ 2
+ 13
— 8
— 5.5
+ 5.5
— 15.5
— 4.5
+ 2
+ Х5
— ю
-6,5
+ 6,5
- i9
— 6
2-й
класс
X
+ 3-5
+ i°i5
-7.5
- 3«5
+ 3.5
— 12
- 5
+ 4
+ 13
— 8
-4,5
+ 4-5
- 14
— 5
+ 4
+ 15
— 10
-5.5
+ 5-5
- i7»5
-6,5
+ 4
+ 17
— 12
-6,5
+ 6,5
— 21
-8
2-й
класс
Л-Ш,
3-й
класс
без
Х3-Ш3,
класс 2а
+ 3-5
+ Н,5
-7,5
- 5.5
+ 5,5
- i6
-5
+ 4
+ 17
- 8
-6,5
+ 6,5
— i8
— 5
+ 4
+ 19
— 10
-7,5
+ 7.5
-ai,5
-6.5
+ 4
+ 22
— 12
-9
+ 9
-26
-8
3-й
класс
Х3иШ3
класс За
+ 9
+ 27
— 6
-9
+ 9
— а°, 5
-а.5
+ 9
+ 29
— 8
— ю
+ ю
— 23,5
— 3.5
+ ю
+ За
— 9
— и
+ и
- 25.5
— 3-5
+ и
+ Зб
— и
- 12,5
+ 12,5
— 29,5
— 4.5
4-й
класс
+ 19
+ 43
+ о,5
— 12
+ 12
— 13
+ I
+ 2О
+ 47
о
- 13,5
+ 13,5
— i6
+ 1
+ 21
+ 51
~~ х
— 15
+ 15
- 19
+ i
+ 22
+ 57
— 1,5
- 17.5
+ 17,5
- 2з
+ I
5-й и
+ 55
+ 95
+ 22,5
— 2О
+ 2О
О
+ 25
+ бз
+ но
+ 26
— 23,5
+ 23,5
о
+ 29
+ 7°
+ 124
+ 29
-27
+ 27
о
+ 33
+ 78
+ I4O
+ 33
-31
+ 31
о
+ 38
8-й и
+ 95
+ 158
+ 4°
— 32
+ 31
о
+ 4°
+ но
+ 18з
+ 47
-37
+ 36
о
+ 47
+ 124
+ 2О8
+ 54
— 42
+ 42
о
+ 54
+ 14°
+ 235
+ 62
-48
+ 47
о
+ .62
П р и м е ч а н и я: 1. Для калибров 4-го и более грубых классов предельные отклонения износа даны при непол-
ном использовании износа. Предельные отклонения при полном использовании износа численно совпадают с нижним
отклонением П-ПР.
2. Схему расположения полей допусков см. на фиг. 156.
3 Пример подсчёта предельных размеров калибров и контркалибров см. на стр. 140.
126
ОСНОВЫ ВЗАИМОЗАМЕНЯЕМОСТИ В МАШИНОСТРОЕНИИ
[РАЗД. Ill
Таблица 74
асе
нос
га
2
2
3
4
3
За
4
5-7
8-9
Верхние отклонения контрольных калибров (К-РП) к калибрам
Посадки
Все, кроме X,
Л и Ш
Все
X и Л
Ш
Все, кроме
ха-ш3
ПР<
X, - Ш3
вЗа" сЗа
Все, кроме ПР4
Все
В8 и В9
от 1
до 3
-I
-з
—6
—II
-г8,5
—31
св. 3
ДО 6
2.5
—а
-3.5
-б
-13.5
-24.5
—41
св. 6
до 10
—а-5
—3.5
7.5
— 1б
-31.5
-51
св. 10
до 18
2.5
-5
-9.5
-19
—37,5
-6i
Номинальные
св. 18
до 30
—4
—5
-7
-ю,5
-28,5
—44
-74
св. 30
до 50
—4,5
—5.5
-8,5
-14,5*
-27,5
-53
-83
диаметры в мм
св. 50
до 80
-7.5
-Ю.5
-i7
-31.5
—°4.5
—1°5
св. 80
до 120
—7
-8,5
-",5
-19,5
—35,5
-7б
—124
для валов (в
св. 120
до 180
7
-8,5
-12,5
—23
—39
-87
— 143
св. 180
до 260
-8,5
—ю,5
-14,5
—23.5
-41,5
-юо,5
—166
св. 260
до 360
9,5
-«,5
— 15,5
—24,5
-43,5
— 112,5
—189
св. 360
до 500
—13
-i8.
—27
-48
-126
—214
Примечание. Верхние отклонения показаны на фиг. 156 размером к.
Величины допусков см. в табл. 71.
Таблица 75
s
0 0
" *
К о
3
га
а
3
4
3
33
4
5-7
8-9
Верхние отклонения контрольных
Посадки
Все, кроме Ш
Все
Ш
Все, кроме Х3-Ш3
ПР<
Х„-Ш3
В3а"с3а
Все, кроме ПР<
Все
Б,иВ,
от 1
до 3
о
—I
-I
— I
—2
св. 3
до 6
о
—о.5
-1,5
-2,5
—4
св. 6
ДО 10
о
—о,5
—°.5
—4
-5
св. 10
до 18
—i
—*.5
-з
-4,5
—6
калибров (К-НЕ) к калибрам
Номинальные
св. 18
до 30
—i
—2
—г.5
—3,5
-5.5
—8
св. 30
до 50
-2.5
—3-5
-5.5
-7.5
—ю
диаметры в мл
св. 50
до 80
-3.5
—4
-6,5
—9-5
—12
св. 80
до 110
-3,5
4.5
-7.5
-",5
—15
для валов (в р.)
св. 120
до 180
—1,5
-3.5
5
-8
— 12
— 1б
св. 180
до 260
-
-4
4,5
-8
— 14
— 19
св. 260
до 360
ч
—2
—4
4,5
—8
-15,5
-23
св. 360
до 500
2 '
-5
3.5
-8,5
-17
—26
Примечание. Верхние отклонения показаны на фиг. 156 размером и.
Величины допусков см. в табл. 71.
Верхние отклонения контрольных калибров (К-П) к калибрам для валов (в ц)
Таблица 76
6
ЕС
О
4
5-7
8—9
Посадки
Все, кро-
ме ПР4
Все
В„ и В,
от 1
до 3
+о,5
—3.5
—4
св. 3
ДО 6
+о,5
—4,5
—7
св. 6
до 10
+о,5
—5.5
-9
св. 10
до 18
+о,5
-6,5
— ю
Номинальные диаметрь
св. 18
до 30
+ i
-8
— 13
св. 30
до 50
+ i
—II
—16
св. 50
до 80
+ 1,5
-13.5
-19
в мм
св. 80
до 120
+ 2
—16
—23
св. 120
до 180
+3
—17
-25
св. 180
до 260
+ 4.5
-19.5
—Зо
св. 260
до 360
+6,5
-21,5
-35
св. 360
до 500
+8
-24
— 41
Примечание. Верхние отклонения показаны на фиг. 156 размером h.
Величины допусков см. в табл. 71.
ГЛ. 1]
КАЛИБРЫ
127
as Для изделий
I-За классов
(ОИ 1201}
к-и
к-п
6) Для изделии
5-9 классов
(ОСТ-/219 и 122!)
6) Для изделий
4 класса
(ОСТ-1220)
П-НЕ
Условные обозначения
Р-ПР — проходные рабо-
чие калибры;
Р-НЕ — непроходные рабо-
чие калибры;
П-ПР — проходные приём-
ные калибры;
П-НЕ — непроходные при-
ёмные калибры;
К-РП — контркалибры для
проходных новых
калибров. Эти ка-
либры проходные;
К-НЕ — контркалибры дл»
непроходных рабо-
чих и приёмных
калибров. Эти ка-
либры проходные;
— контркалибры для
контроля проход-
ных рабочих ка-
либров. Эти контр-
калибры непроход-
ные. Для 4-го, 5-го-
и более грубых
классов точности,
(по ОСТ 1219,1220,
1221) К-И служат
для проверки ка-
либров П-ПР и в
этом случае эти
контркалибры не-
проходные;
— контркалибры про-
ходные для про-
верки калибров
П-ПР. Эти же
контркалибры
(К-П) применяют-
ся как непроход-
ные взамен контр-
калибров К-И для
контроля износа
пр оходных рабочих
калибров по осо-
бым требованиям
заказчиков, когда
изделия принима-
ются представите-
лем заказчика.
— допуск на неточ-
ность изготовления-
— допуск на износ.
Примечание.
Поля допусков контр-
калибров к калибрам
дляотверстий(пробкам)
не показаны на схемах,
хотя они предусмотре-
ны действующими стан-
дартами. Эти контрка-
либры в производ-
ственной практике не
применяются, так как
пробки проверяются
универсальными сред-
ствами.
Фиг. 156. Схемы расположения полей допусков калибров.
а — предельное отклонение при полном использова-
нии допуска износа Р-ПР для валов;
а' — предельное отклонение при неполном использова-
нии допуска износа Р-ПР для валов;
b — предельное отклонение при полном использовании
допуска износа Р-ПР для отверстий;
6' — предельное отклонение при неполном использова-
нии допусков износа Р-ПР для отверстий;
с — нижнее отклонение на неточность изготовления Р-ПР
для валов;
с' — верхнее „ Р-ПР „ ,
d — „ , » Р-ПР для от-
верстий;
d' — нижнее , „ „ „ Р-ПР „ „
е — . п » Р-НЕ для ва-
лов
в'— верхнее отклонение на
/' — нижнее
т — „
т'— верхнее
Р —
р'— нижнее
g — верхнее
Л —
неточность изготовления!
Р-НЕ для валов
. Р-НЕ
. Р-НЕ
„ П-ПР
. П-ПР
„ П-ПР
. П-ПР
» К-И ,
„к-п
„К-РП
„К-НЕ
для от-
верстий
для ва-
лов-
» »
для от-
верстий"
в »
для валок
128
ОСНОВЫ ВЗАИМОЗАМЕНЯЕМОСТИ В МАШИНОСТРОЕНИИ
[РАЗД. III
Таблица 77
к
О о
2
2а
2
3
4
3
За
4
5-7
8-9
Верхние отклонения контрольные
Посадки
Все, кроме
X, Л и Ш
Все
X, Л и Ш
Все, кроме
л3-Ш3
Х3и Ш3
B,a-Csa
Все, кроме ПР4
Все
В8 и В,
от 1
до 3
+ 1.5
+3
+3
+3
+4.5
+ 2
+ 2
св. 3
до 6
+ 2
+3.5
+3
+3
+4.5
+ 2
+ 2
СВ. 6
ДО 10
+ 2,5
+3
+3
+3
+4,5
+2
+ 3
св. 10
до 18
+ 2
+ 4
+4
+4
+5-5
+ 2,5
+4
: калибров (К-И
Номинальные
св. 18
до 30
+3
+4
+4
+4
+ 7
+3
+ 4
св. 30
до 50
+3
+5
+5
+5
+8
+3.5
+5
1, л калибрам j
диаметры в мм
ев 50
до 80
+ 3
+5
+5
+5
+ го,5
+4
+6
св. 80
до 120
+4
+б
+6
+ 6
+ 13
+4,5
+ 7
1ля валов (в |х)
св. 120
до 180
+5
+ 7.5
+7,'5
+«
+ 16,5
+5,5
+9
св. 180
до 260
+6
+8
+8
+8
+ 2O.5
+6,5
+ ю
св. 260
до 360
+8
+ ю
+ 24,5
+7.5
+ 11
св. 360
до 500
+ 10
+ 12
+29.5
+9
+ 12
Примечание. Верхние отклонения показаны на фиг. 156 размером g.
Величины допусков см. в табл. 71.
Износоупорность, твёрдость и качество
отделки измерительных поверхностей ка-
либров. Существующие типы калибров с обыч-
ной технологией их изготовления обладают
сравнительно низкой износоупорностью.
Наиболее эффективными мероприятиями
по повышению износоупорности калибров
являются нитрирование и хромирование их
измерительных поверхностей, а также осна-
щение этих поверхностей твёрдыми сплавами.
Применением нитрирования можно повысить
износоупорность калибров приблизительно в
2—3 раза, а применением хромирования — в
3—8 раз в зависимости от толщины покры-
тия и самой технологии хромирования. При
покрытии измерительных поверхностей кали-
бров хромом необходимо стремиться к тому,
чтобы толщина слоя хрома превышала запас
на износ, так как это может позволить вос-
станавливать рабочие размеры калибров без
повторных отделочных работ (расхромирова-
ние и повторное хромирование).
Оснащение измерительных поверхностей
калибров твёрдыми сплавами повышает их
износоупорность в 35—40 раз.
Конструктивным способом повышения
срока службы калибров является применение
регулируемых калибров, износ которых может
быть компенсирован соответствующим пере-
-мещением измерительных вставок, гребёнок,
роликов и т. д.
Для калибров, выполняемых без износо-
упорных покрытий и без применения твёрдых
сплавов, в СССР сравнительно широко приме-
няются нормы износа ЛКУ-БВ 1936 г. (табл. 78)
Таблица 78
Нормы износа проходных калибров (ЛКУ-БВ, 1936 г.)
Количество измерений на \ \ь износа
Вид калибра
Гладкие проходные пробки
„ „ скобы .
Резьбовые проходные
Резьбовые проходные
кольца
Материал изделий
сталь
бооо
4800
IOOO
латунь
и брон-
IO ООО
8 ооо
i 700
алю-
миний и
серый
чугун
ЗООО
гбоо
400
Примечание. Для непроходных калибров нормы
увеличиваются в 3 раза.
В 1943 г. Бюро взаимозаменяемости в
металлообрабатывающей промышленности;
основываясь на проведённых испытаниях и
статистических данных, приняло корректиро-
ванные нормы, диференцированные в зависи-
мости от размера, класса точности и мате-
риала гладких изделий, а также в зависимости
от размера, материала и измельчённости шага
резьбовых изделий (табл. 79—82).
ГЛ. 1)
КАЛИБРЫ
129
Таблица 79
Диференцированные нормы износа
(Бюро взаимозаменяемости в металлообрабатывающей промышленности, 1943 г.)
Количество измерений на 1 \х износа для проходных гладких скоб и пробок в зависимости от материала
изделий, интервала размеров и класса точности
Материал
изделий
Чугун и
алюминий
Сталь и
сталистый
чугун
Латунь и
бронза
Интервал
размеров
i—б
6—з°
Зо—8о
8о—i8o
180—260
1-6
6—30
30—80
80—180
180—260
1-6
6—30
30—80
80—180
180—260
.
2
1 280
960
640
450
300
3840
2880
I P2O
1 3 5°
1 100
б 4оо
4800
3 зоо
2 24O
I 82O
3
I Q2O
i 44O
Обо
670
55°
5 7б°
4 32о
з88о
2 020
I 64O
9 боо
7 2ОО
4 8оо
ЗЗ60
2 74°
Гладкие скобы
4
3 200
2 4ОО
I боо
I I2O
9ю
9 боо
7 20О
4 8оо
ЗЗ60
2740
i6 000
12 000
8000
5 боо
4 5°°
5
384о
2 88о
I 92О
i 35°
i одэ
и 5оо
8б4о
5 76°
4030
3 29о
19 200
14 4°°
9 боо
6 72O
5 47°
7
4 i6o
3 12°
2 о8о
I 460
i i8o
12 500
9 збо
6 240
4 37°
Зэбо
2О 8оо
15 боо
ю 4оо
7 280
5 93°
8
4 48°
3 3°°
2 24O
i 57°
i 270
13 4°о
хо юо
6 72O
4 7»
384°
22 4°°
1б8оо
II 2ОО
7840
638о
Тип калибров
Класс
9
4 8оо
3 боо
2400
i 68о
i збо
14 4°°
ю 8оо
7 2ОО
5 °4°
4 но
24 ооо
i8 000
12 000
8 400
6 840
точности
2
8оо
54°
34°
2бо
2IO
2 4°°
1 боо
I 040
7Ьо
640
4 ооо
2 68а
I 72O
i а8о
1 040
3
1 200
800
520
380
310
3600
240Э
1 560
1 140
обо
6 ооо
4 О2О
258°
i 9-*°
i 560
Гладкие
4
а оэо
* 34°
86о
640
52O
б ооо
4 ооо
2 боо
I 9°°
i боо
IO ОЭЭ
6 7°о
4 3°°
3 2OO
2 6ОО
5
2 4ОО
I 6ю
i 030
77°
62Э
7 2ЭЭ
4 8оэ
3 Т2Э
2 28э
i 9-*°
12 ООО
8 040
5 i6o
3840
3 120
пробки
7
2 боэ
174°
I I2O
8}о
68о
7 8оэ
5 аоо
3 З8о
247°
2 о8з
13 ооо
8 7ю
5 59°
4 i6o
ЗЗ80
8
2 8ээ
i88d
1 2 to
оэо
73°
8 4оз
5 боо
3640
2б6Ъ
2 24O
14 ооо
938о
б О2О
4480
3640
Q
3°°о
2 ООО
i 290
9бо
78о
9 ооо
6 ооо
39°°
2 75°
2 4°Э
15 ооо
IO IOO
6 45°
4 8оо
3 9°°
Примечание. Для непроходных калибров количество измерений увеличивается в 3 раза.
Таблица SO
Диференцированные нормы износа калибров
(Бюро взаимозаменяемости в металлообрабатывающей промышленности, 1943 г.)
Количество измерений на 1 ц. износа для проходных резьбовых калибров в зависимости от материала изделий,
интервала размеров и шага резьбы
¦к
S
ч
Материал изде
Чугун и алю-
миний
Сталь и стали-
стый чугун
Латунь и
бронза
и
о.
Интервал раз»
i-б
6—30
Зо-8о
8о—т8о
180—200
1-6
6—30
30—80
80-189
180—200
1—6
6—30
30—80
80—180
180—200
Основная
метрическая
и дюймовая
4оо
34о
2бо
2ОО
170
IOOO
85о
6дО
5оо
43°
1700
14 jo
1100
850
73°
Резьбовые кольца
Ш
Збо
ЗЮ
230
i8o
15°
900
760
580
45°
39O
153°
1300
1000
760
660
2М
Зоо
2бо
2ОО
15°
13°
75°
640
49о
38о
37°
1270
IIOO
83о
640
55°
ЗМ
2ОО
I7O
13°
IOO
9°
5°°
420
320
25°
21O
850
720
55°
42O
Збо
Тип калибров
1
Резьбовые пробки
Измельчённость шага
4М
15°
13°
IOO
7°
6о
38о
32O
25°
190
1бо
65°
55°
42O
32O
28о
5.М
юо
QO
7°
5°
4°
250
2IO
i6o
I2O
НО
42O
Збо
270
2IO
i8o
Основная
метрическая
и дюймовая
Зоо
гбо
200
1.5°
13°
7оо
боэ
45°
35Э
Зоо
I2OO
IO20
780
боэ
523
1М
270
23O
i8o
130
120
630
54°
410
310
270
1080
920
700
54°
470
2М
22O
iqo
i.5°
но
IOO
52O
45°
34°
2бо
200
9оо
760
59°
45°
39Э
ЗМ
15Э
13°
1ОЭ
8э
6э
35°
3°°
22O
170
15°
боо
51°
39Э
Зоэ
2ОО
4М
по
IOO
8э
6э
53
27О
22O
17О
13°
но
45°
39°
Зоо
23O
2ОО
5М
8о
6о
5°
4°
3°
170
!5°
но
9°
7°
Зоо
2б0
I9O
15°
13°
130
ОСНОВЫ ВЗАИМОЗАМЕНЯЕМОСТИ В МАШИНОСТРОЕНИИ
[РАЗД. ИЗ
Таблица 81
Диференцированные нормы износа калибров
(Бюро взаимозаменяемости в металлообрабатывающей промышленности, 1943 г.)
Количество измерений на 1 jj. износа для непроходных резьбовых калибров в зависимости от материала
изделий, интервала размеров и шага резьбы
Материал изделий
Чугун и алюминий
Сталь и сталистый чугун
Латунь и бронза
1
ю
• о
о.
m
О.
ервал
S
s
i-6
6—зо
Зо—8о
8о—i8o
l8o—200
1—6
б—з°
ЗО-8о
8о—i8o
l8o— 200
1-6
6—30
30-80
80—180
180—200
Тип калибров
Кольца резьбовые
х к ш
О Э"=1
1600
1360
1040
800
680
4000
3400
2600
2000
1720
6800
5800
4400
3400
2920
ш
I44O
1240
92O
72O
боо
Збоо
3°4°
232O
i8oo
1560
6120
520Э
4000
3040
2640
2М
I2OO
IO4O
8оо
боо
52O
Зоэо
2560
i960
1^20
1280
5080
4400
3320
2560
2200
ЗМ
8оо
68о
52O
4оо
36о
2ООО
i68o
1280
1000
840
3400
2880
2200
1680
1440
Пробки резьбовые
Измельчённость
4М
боо
520
4оо
28о
240
1520
1280
IOOO
7бо
640
2боо
22OO
i68o
I28O
1120
5М
4оэ
Збо
280
2ОО
1бо
юэо
840
640
480
44°
i68o
1440
1080
840
720
овная
чecкa^
мовая
Т2О0
Ю40
8оэ
боо
52O
2800
24ОЭ
18оэ
1400
I2OO
48оэ
4о8о
3I2O
2400
2о8о
нага
1М
io8o
О2О
720
52O
480
2520
2l6o
1640
I24O
I080
432O
368О
28ОО
2l6o
1880
2М
88о
760
боо
44°
2о8о
i8oo
1360
1040
8оэ
3600
3040
2360
1800
1560
ЗМ
боо
520
4оо
320
240
Г4оо
12ОЭ
83э
68э
боэ
2400
2040
1560
I2OD
Ю4Э
4М
44O
400
32O
24O
2ОЭ
io8o
88о
68о
52°
44O
18оэ
I2OO
920
8jo
5М
32O
24O
2ОО
i6o
I2O
680
600
440
360
280
I2OO
Ю40
760
600
520
Таблица 82
Диференцированные нормы износа калибров
(Бюро взаимозаменяемости в металлообрабатывающей
промышленности, 1943 г.)
Количество измерений для специальных калибров до
поступления калибров в ремонт в зависимости от
материала изделий
Тип калибров
Высотомеры и глубиномеры
Прикладные рисочные и кон-
турные шаблоны
Проймы
Материал изделия
Чугун
и алю-
миний
7 ооо
14 ооо
ioo ооо
Сталь
и ста-
листый
чугун
2О ООО
4э ооо
юоооо
Латунь
и
бронза
34 ооо
68 ооо
IOO ООО
Влияние основных факторов на износ калибров мо-
жет быть охарактеризовано следующим образом.
Износ калибров тем больше, чем меньше допуск
контролируемого изделия и тем самым меньше зазор
между калибром и контролируемым изделием. Так на-
пример, соотношение износа калибров при проверке
изделий 2-го, 3-го, 4-го и 5-го классов точности прибли-
жённо оценивается как 0,4 : 0,6 : 1 :1,2.
С увеличением размера изделия и отсюда веса ка-
либра следует ожидать увеличения износа калибра, глав-
ным образом, в силу большего удельного давления и по-
вреждений измерительных поверхностей.
Влияние материала изделия на износ калибров, судя
по результатам исследований, будет сказываться тем
резче, чем меньше допуск изделия. Износ калибра при
контроле изделий из различных материалов будет сле-
дующим: наибольший износ—для чугуна, затем—для
стали, латуни и бронзы (наименьший износ). Вопрос о
влиянии алюминия на износ калибра в настоящее время
ещё недостаточно выяснен.
При контроле шлифованных изделий износ калибров
будет большим, чем при контроле изделий, обработан-
ных резцом. Это объясняется, главным образом, наличием
абразивного материала на поверхности шлифованных
изделий. Кроме того, коэфициент тр*ения больше при
сочетании доведённой и шлифованной поверхностей, чем
при сочетании доведённой и строганой поверхностей.
По вопросу о влиянии материала калибров на изно-
соупорность результаты исследований ешё не позволяют
сделать практических и обобщённых выводов. Техниче-
ские условия на калибры (ГОСТ 2015-43 и 2016-43) для
измерительных частей калибров рекомендуют следующие
марки сталей: углеродистые У10А и У12А, хромистые
X и ХГ, а также цементуемые стали (только для гладких
калибров). По результатам лабораторных исследований
хромистая сталь оказалась более износоупорной, чем
углеродистая, однако это преимущество хромистой стали
выражалось в существенных величинах лишь при исти-
рании о чугунные плиты (диски) и оказывалось несуще-
ственным при истирании о стальные плиты. Таким обра-
зом влияние материала калибра на его износ должно
рассматриваться в совокупности с материалом контроли-
руемого объекта. Кроме того, влияние выбора материала
калибра на его износоупорность может оказаться значи-
тельным только при контроле изделий высоких классов
точности, когда зазоры между калибром и изделием
будут сравнительно малы.
Твёрдость измерительных поверхностей калибров не
может явиться непосредственным критерием износо-
упорности калибров. Образцы с меньшей твёрдостью
измерительных поверхностей при лабораторных испыта-
ниях часто оказывались более износоупорными, чем
образцы со сравнительно высокой твёрдостью этих по-
верхностей. Тем не менее в условиях эксплоатации
калибры со сравнительно твёрдой измерительной поверх-
ностью более долговечны, так как они меньше подвер-
жены поверхностным повреждениям (забоины, царапины
и т. д.). Из этого следует, что на износ калибров в
эксплоатацип большое влияние оказывает их относитель-
ная твёрдость и что твёрдость калибров должна быть,
как правило, выше, чем твёрдость измеряемых изделий.
Твёрдость измерительных поверхностей гладких калибров
по ГОСТ 2015-43 устанавливается в пределахНд~=56—64.
Качество отделки измерительных поверхностей на-
ряду с его антикоррозийным значением оказывает суще-
ственное Влияние и на износоупорность калибров. По-
верхностные неровности являются основной причиной пер-
воначального быстро протекающего износа. Нез-ависимо
от влияния величины поверхностных неровностей следует
отметить низкую износоупорность смягчённого тонкого
поверхностного слоя измерительных частей калибров,
не удаляемого доводкой при существующих припусках
и не обнаруживаемого при контроле твёрдости на обыч-
ных приборах. Чтобы избежать этого, рекомендуются
(если не применяется хромирование) увеличение припу-
сков под доводку и особо осторожный режим шлифова-
ния (малая подача при обильном охлаждении).
В настоящее время стандартизация объек-
тивных критериев оценки качества отделки
ГЛ. I]
КАЛИБРЫ
131
измерительных поверхностей калибров раз-
личного назначения ещё не закончена. Впредь
до установления таких критериев стандарты
на калибры регламентируют применение спе-
циальных образцов качества отделки рабочих
поверхностей калибров:
Степень каче- Неточность изготовления
ства отделки калибров по квалитетам ISA*
1 От 2-го до 4-го квалитета
2 „ 5-го „ 6-го
3 » 7-го „ 8-го
По утверждённой в 1946 г. нормали МСС
рекомендованы следующие нормы чистоты
измерительных поверхностей гладких кали-
бров-пробок применительно к ГОСТ 2789-45
„Чистота поверхностей":
Для 1-й степени — класс 12-й
Разряд „в" ... Нск = 0.032 - 0,025 а
Для 2-й степени— класс 11-й
Разряд „б- ... Нск =¦= 0,08 - 0,063 ц
Для 3-й степени — класс 9-й
Разряд „б" .. . Нск ^ 0,32 — 0,25 р
Здесь Нск— среднее квадратическое от-
клонение неровностей поверхности, опреде-
ляемое при проверке на приборе Аббота.
Стабильность рабочих разме-
ров. В целях соблюдения стабильности рабо-
чих размеров калибров необходимо возможно
более полное устранение естественного старе-
ния, под которым понимается свойство зака-
лённой стали с течением времени изменять
свои размеры и форму. Для этой цели калибры
в процессе их изготовления подвергаются до-
полнительной термической обработке, назы-
ваемой искусственным старением. Обычный
процесс искусственного старения заключается
в нагреве измерительных частей калибров при
температуре 130—lbO^C в течение 2—3 час.
Это старение рекомендуется производить ме-
жду окончательным и предварительным шли-
фованием. По ГОСТ 2015-43 старению должны
подвергаться рабочие и приёмные калибры для
изделий 4-го класса точности и точнее, а так-
же все контркалибры.
С требованием стабильности непосред-
ственно связан вопрос об изменении рабочих
размеров калибров при отклонениях от нор-
мальной температуры измерения. Для частей
калибров, связанных с рабочим размером
(в частности для корпусов скоб), допускается
применение материалов с коэфициентом ли-
нейного расширения а = A1 5+2) 10 .На-
ряду с этим для уменьшения местного на-
грева калибров руками рекомендуется при-
менение теплоизолирующих ручек к кали-
брам, особенно для скоб и штихмасов.
Возможно большее приближе-
ние к принципу В. Тейлора. Этот
принцип может быть сформулирован следую-
щим образом: „проходные калибры должны
являться прототипом сопряжённойдетали.пары
и ограничивать все размерные параметры
контролируемой детали, в то время как непро-
ходные калибры должны проверять каждый
элемент отдельно". Такой метод проверки
является наиболее надёжным с точки зрения
требований взаимозаменяемости, особенно при
* Назначение этих калибров по ОСТ и величины
допусков калибров см. в табл. 71.
контроле изделий сложных профилей (резьбо-
вые, шлицевые и др.), когда необходима уверен-
ность в том, что отклонения всех составляю-
щих элементов ограничиваются полем суммар-
ного допуска (например, шаг и угол в резьбе,
расположение шлицев в шлицевых изделиях,
конусность, овальность и другие отклонения
от цилиндрической формы у гладких изделий,
отклонения углов от 90' у изделий с квадрат
ным сечением и т. д.).
Наибольшая жёсткость при наи-
меньшем весе. Это требование имеет осо-
бое значение для скоб больших размеров,
у которых упругие деформации могут вызвать
значительные погрешности измерения. Эти
погрешности будут минимальны, если опреде-
ление рабочего размера скобы и её примене-
ние производятся в одинаковых условиях.
В связи с этим необходимо установить основ-
ные понятия, связанные с определением ра-
бочих размеров скоб.
Собственный размер скобы —
размер скобы, на которую не действуют ни-
какие деформирующие её усилия. Собствен-
ному размеру скоб практически соответствует
их измерение на оптиметре, на измерительной
машине или другими средствами с низким
измерительным усилием.
Рабочий размер скобы. За рабочий
размер принимается диаметр шайбы, очищен-
ной соответствующим образом (т. е. покрытой
плёнкой вазелина и затем тщательно вытертой),
по которой скоба проходит при указанной
(обозначенной на ней) рабочей нагрузке. Если
рабочая нагрузка не указана, то за таковую
принимается собственный вес скобы.
Для практических целей должно приме-
няться второе определение („рабочий" размер
скобы), так как оно устанавливает идентич-
ные условия контроля скоб и их эксплоатации.
Контролируемые изделия и контрольный ка-
либр должны быть по возможности одинако-
вой формы, причём во всех случаях скобу
рекомендуется надвигать на контрольный ка-
либр и на измеряемое изделие одинаковым
способом. Требование в отношении минимально
возможного веса имеет большое значение как
для удобства обращения, так и для увеличения
срока службы калибров. Уменьшение веса
могло бы быть в значительной степени до-
стигнуто применением в конструкциях кали-
бров лёгких металлов и сплавов. Однако при-
менение таких металлов и сплавов, имеющих
большой коэфициент линейного расширения,
может быть допущено только для частей ка-
либров, не связанных с рабочими размерами
(например, для ручек калибров пробок).
Быстрота и удобство измерений.
При конструировании калибров и при выборе
различных типов калибров на предприятиях
необходимо учитывать время, затрачиваемое
на измерение изделий калибрами различных
типов. Так, следует учитывать, что односторон-
ние предельные калибры являются более произ-
водительными, чем двухсторонние, что такими
же преимуществами по сравнению с резьбо-
выми калибрами обладают резьбовые скобы,
пробки типа Тебо—по сравнению с пробками
обычного типа и т. д.
Антикоррозийность. При : произ-
водстве калибров и в процессе их эксплоата-
ции необходимы мероприятия, повышающие
132
ОСНОВЫ ВЗАИМОЗАМЕНЯЕМОСТИ В МАШИНОСТРОЕНИИ
[РАЗД. Ill
антикоррозийность измерительных поверхно-
стей калибров. Наиболее эффективным сред-
ством является антикоррозийное хромирование
¦измерительных поверхностей. Нитрирование
также повышает коррозиеустойчивость кали-
бров. Хромистые стали лучше сопротивляются
коррозии, чем углеродистые. Доведённые по-
верхности более устойчивы против коррозии,
чем шлифованные. В эксплоатации (а также
в процессе производства калибров) основным
средством борьбы с коррозией является при-
менение антикоррозийных смазок (бескислот-
ный вазелин, смазки „КРИН", „Ружбензол" и
др.). Для нерабочих поверхностей калибров
широко применяются антикоррозийное хроми-
рование, лакировка и т. д.
Наличие маркировки, опреде-
ляющей назначение калибров. По
ГОСТ 2015-43 на гладких калибрах должны
быть нанесены:
а) номинальный размер проверяемого из-
делия;
б) условное обозначение посадки и класса
точности;
в) цифровые величины предельных откло-
нений изделия .в миллиметрах (на рабочих
и приёмных калибрах);
г) обозначение назначения калибров, на-
пример: ПР, НЕ, К-РП и т. д.
Типы и конструкции калибров
Наиболее распространённые типы калибров
для валов и отверстий приведены на фиг. 157
и 158, которые дают достаточно ясное пред-
ставление о принятой конструктивной класси-
фикации калибров (полные и неполные пробки
и шайбы, калибры двухсторонние предельные,
односторонние предельные, однопредельные
и т. д.) и о диапазоне размеров, для которых
применяется тот или иной тип калибра.
Для измерения валов пользуются главным
образом скобами. Кольца применяются для из-
мерения валов сравнительно редко. Они явля-
ются менее производительным средством кон-
троля, чем скобы. Кроме того, кольца нельзя
применять для измерения изделий при обра-
ботке в центрах. Из существующих типов ко-
лец известный интерес представляют конструк-
ции, применяемые в американской промыш-
ленности (фиг. 159). Для малых размеров
рекомендуется запрессовка вставной закалён-
ной втулки (фиг.. 159, а), для средних разме-
ров—-цельная конструкция (фиг. 159,6), а для
больших размеров — облегчённая конструк-
ция (фиг. 159, в). Особое внимание должно
быть обращено на регулируемые скобы
(фиг. 158); их преимуществом являются возмож-
ность компенсации износа, коррозии и старе-
РучНь мщт
д&тй посб~
Жени МО
нарёииоле.
нам knee
Фиг. 157. Калибры для валов: / — скобы предельные двухсторонние листовые от 1 до 50 мм; 2— скобы
листовые прямоугольные односторонние от 1 до 70 мм; 3 — скобы предельные листовые односторонние
от 1 до 180лш; 4 — скобы предельные односторонние штампованные от 3 до 50 мм; 5 — скобы предельные
двухсторонние штампованные от 3 до 100 мм; 6 — скобы предельные односторонние штампованные от
$0 до 170 мм; 7 — скобы литые предельные односторонние со вставными губками »т 100 до 325 мм;
в—скобы регулируемые от 6 до 500 мм; скобы свыше 100 мм выполняются с отверстиями в корпусе для
уменьшения веса.
Примечание. Типы нерегулируемых калибров, за исключением предельных двухсторонних штам-
пованных скоб, приведены по ГОСТ 1775-42, а регулируемые скобы — по ГОСТ 2216-43.
ГЛ. I]
КАЛИБРЫ
133
встав/ш укреплять канифолью,
карбинолом и т.п
Конусность /J0
г
мтжшшжшчяптт
Часадки могут быть
посажены на карЬинольном клее
Ы-.Ручки могут быть приварены ¦' \ 1
или посаЖеШ' на карбинольном клее ^ '
Проходные (ЛР) Недоходные (НЕ)
8
Ручка из лпепУюЬзо/н/
материала
10
регулировка
Фиг. 158. Калибры для отверстий и. контркалибры к ско-
бам: / — пробки предельные двухсторонние с цилиндри-
ческими хвостовиками от 1 до Ъ мм; 2 — пробки предель-
ные двухсторонние с коническими хвостовиками от 1 до
50 мм\3 — пробки односторонние предельные с кониче-
скими хвостовиками;.^— пробки предельные двухсторон-
ние с цилиндрическими насадками от 30 до 100 мм; 5 — ¦
пробки полные однопредельные от 1 до 100 мм (крепление 12
измерительных частей в зависимости от размера — см.
„Пробки двухсторонние предельные")-, б—пробки листо-
вые предельные двухсторонние от 18 до 100 мм; 7 — пробки листовые предельные односторонние с 50 до 300 мм;
8— пробки неполные однопредельные от 50 до 150 мм; 9У—прдбкл неполные однопредельные с-наклад-
ками от 150 до 360 мм; 10 — штихмасы и нутромеры сферические проходные от 250 до 1000 мм, непроход-
ные от 75 до 1000 мм. Проходные (ПР). Непроходные (НЕ); 11 — контрольные калибры от 1 до 325 мм; пробки
полные с коническим хвостовиком от 1 до 18 мм. Полные шайбы от 18 до 100 мм. Неполные шайбы от 100
до 325 мм; 12 — двухсторонние регулируемые предельные- пробки от 37 до 100 мм (регулируемые пробки из-
готовляются также однопредельными).
Примечания: 1. Типы нерегулируемых калибров приведены по ГОСТ 1775-4?.
2. Сферическим нутромером называется (по ОСТ 7819) штихмас, у которого измерительные поверхности
принадлежат одной сфере... .......
134
ОСНОВЫ ВЗАИМОЗАМЕНЯЕМОСТИ В МАШИНОСТРОЕНИИ
[РАЗД. Ill
ния путём перемещения измерительных вста-
вок, возможность использования одной скобы
для измерения различных размеров, лежащих
в пределах известного интервала, и, нако-
нец, возможность установки регулируемой ско-
бы на требуемый размер в том положении, в
каком будет проверяться изделие, и по такому
контрольному калибру, который по своей
конфигурации отвечает проверяемому изделию.
а)
б)
Фиг. 159. Типы колец, применяемых в
США: а — от 1,5 до 13 мм; б — от 13 до
38 мм; в — от 38 до 115 мм.
Один из типов индикаторных скоб показан
на фиг. 160. Применением индикаторных скоб
практически разрешаются трудности, связан-
ные с упругими деформациями при изме-
рении валов скобами под действием собствен-
Фит. 160. Индикаторная скоба с упором
¦м=.
Фиг. 161. Американские конструкции пробок
с коническими вставками.
ного веса. Для измерения отверстий поль-
зуются, главным образом, полными цилиндри-
ческими пробками. Показанные на фиг. 161
американские конструкции пробок с кониче-
скими вставками выгодно отличаются типами
ручек, выполненных из шестигранного кали-
брованного материала (в большинстве случаев
для уменьшения веса из алюминия), что поз-
воляет отказаться от накатывания ручек.
Заслуживает внимания также американская
конструкция пробок с шиповым креплением
цилиндрических насадок (фиг. Д62). Шипы
расположены под углом в 120°. Положитель-
ная сторона этой конструкции заключается
Фкг. 162. Американская конструкция пробок с цилиндри-
ческими насадками.
в надёжном и простом креплении при нали-
чии только одной крепёжной детали (винт).
С технологической стороны выполнение шипов
и соответствующих впадин представляет зна-
чительные трудности, которые могут быть
оправданы в условиях массового производ-
ства пробок, оснащённого
соответствующими приспо-
соблениями.
Положительные отзывы
получили калибры типа Тебо
(фиг. 163). Корпус этих ка-
либров имеет сферическую форму. Диаметр
сферы соответствует наименьшему предель-
ному диаметру отверстия. На сферической по-
верхности имеется сферический же выступ А.
Расстояние от поверхности выступа по диамет-
рально противоположной поверхности корпуса
соответствует наибольшему размеру отверстия.
Схема измерения отверстия калибрами этого
типа дана на фиг. 164. Калибры типа Тебо об-
ладают сравнительно малым весом и обеспе-
чивают быстрое измерение отверстий в любом
сечении вдоль оси. Применением калибров этого
типа устраняется деформация тонкостенных де-
талей, которая наблюдается при измерении
Фиг. 164. Измерение отверстия пробками типа
Тебо: а—пробка не проходит, размер отверстия
слишком мал; о"—пробка входит в слегка при-
поднятом положении; в — пробку нельзя опу-
стить ниже; размер отверстия находится в до-
пустимых пределах; г~пробка совсем опу-
скается; размер отверстия слишком велик.
штихмасами и неполными пробками. Однако
их можно применять с полной уверенностью
лишь тогда, когда метод обработки практиче-
ски исключает непрямолинейность оси отвер-
стия, в частности для неглубоких отверстий.
ГЛ. 1]
КАЛИБРЫ
135
Время, затрачиваемое на измерение изде-
лий полными пробками, может быть значи-
тельно снижено (в 2—4 раза), если пробки
будут изготовлены со специальными напра-
вляющими, рекомендованными по ГОСТ 1775-42
(фиг. 165, а), которые ускоряют процесс введе-
ния пробки в отверстие и устраняют случаи
заклинивания пробок.
На фиг. 165, б показаны американские кон-
струкции таких пробок фирмы Шеффильд.
Новые конструкции пробок фирмы SKF
показаны на фиг. 165, в. Собственно калибр
При измерении предельными калибрами
проходная сторона должна являться калибром,
соответствующим всей измеряемой поверхности
контролируемого изделия, а для непроходной
стороны целесообразно применять калибры,
50 100 150 200 250 300
Размер калибров
Фиг. 166. Вес пробок различных конструкций.
с?ч пи ОЬ
приближающиеся к точечному контакту,
сечпосд для того чтобы установить, имеются ли в
. отдельных местах профиля недопусти-
dafrx. мые отклонения.
ч&г Считаясь с практическими условиями,
рекомендуется применение следующих
типов жёстких калибров:
1) Калибры для отверстий. Проходная сто-
рона— полные пробки для интервала до 100 мм.
Фиг. 165.
представляет сочетание двух проходных сто-
рон и одной непроходной (для односторонней
предельной конструкции) или отдельно про-
ходную и непроходную стороны. У непроход-
ной стороны для соблюдения принципа Тейлора
значительно уменьшена измерительная поверх-
ность. Калибр 1 закрепляется в бакелитовой
ручке 2 винтом 3 с помощью распорного
кольца 4, помещённого в выточке на калибре.
Эта выточка одновременно создаёт направляю-
щий поясок, ускоряющий процесс контроля.
После износа одной части калибра его пере-
ворачивают и направляющий поясок исполь-
зуют для крепления.
Вес жёстких пробок различных типов и
конструкций приведён на фиг. 166.
Наряду с регулируемыми пробками, пока-
занными на фиг. 158, находят применение и
регулируемые штихмасы.
На фиг. 167 показан предельный регули-
руемый штихмас типа Standard Gage, у кото-
рого одна из измерительных вставок уста-
новлена по наибольшему (НЕ), а другая по
наименьшему (ПР) предельным размерам от-
верстия.
Выше указывалось на необходимость при
выборе типов и конструировании калибров
по возможности придерживаться принципа
Тейлора. Применительно к гладким цилиндри-
ческим изделиям этот принцип может быть
изложен следующим образом.
ПР
Фиг. 167. Предельный регулируемый штихмас.
неполные пробки для интервала от 100 до
250 мм, сферические нутромеры для интер-
вала свыше 250 мм, так как полные пробки
свыше 100 мм.
слишком тяжелы
и неудобны в обра-
щении.
Непроходная
сторона: свыше
100 мм— сфериче-
ские нутромеры
или другие мери-
тели подобного ти-
па; полные пробки
не следует приме-
нять по возмож-
ности также и для
меньших диаме-
тров.
2) Калибры для
валов. Проходная
и непроходная сто-
роны — скобы для
интервала до 315 Фиг. ' 168.
мм. Свыше 315 мм
рекомендуется применение скоб только инди-
каторного или подобного им типа.
Таким образом в тех случаях, когда во-
прос об ограничении отклонений от правиль-
136
ОСНОВЫ ВЗАИМОЗАМЕНЯЕМОСТИ В МАШИНОСТРОЕНИИ
1РАЗД. Ill
ной геометрической формы полем допуска
изделия приобретает особую актуальность, не-
обходимо стремиться к тому, чтобы проходная
сторона обеспечивала поверхностный контакт
с изделием, а непроходная — точечный кон-
такт.
Этому условию отвечают так называемые
„комбинированные" калибры для отверстий
от 6 до 100 мм, у которых проходная сторона
(фиг. 168, б) имеет полную цилиндрическую
форму (полный поверхностный контакт), а
непроходная сторона выполнена в виде штих-
маса (точечный контакт). Для размеров свыше
100 мм (фиг. 168, в) с целью уменьшения веса
проходная сторона выполняется в виде непол-
ной пробки (неполный поверхностный контакт),
а для размеров до 6 мм непроходная сторона
выполняется со сфрезерованными сторонами
(фиг. 168, а), так как для таких малых размеров
изготовление штихмаса практически трудно
осуществимо.
Способы оснащения измерительных поверх-
ностей калибров твёрдыми сплавами показаны
на фиг. 168. У калибров с плоскими из-
а) б)
Твердый сплод твердый сплав
Твёрдый сплав
Твеобый сллад
Пробка НЕ
Фиг. 1С9.
мерительными поверхностями, как, например,
у жёстких и регулируемых скоб (фиг. 169, а),
пластины из твёрдых сплавов припаивают к
корпусу скобы (или к измерительным вставкам
регулируемых скоб). Припоем может служить
латунь и даже третник, так как измеритель-
ный инструмент воспринимает значительно
меньшие усилия, чем режущий инструмент,
у которого припоем служит обычно медь. У
неполных пробок (фиг. 169, б) пластины уста-
навливают в фрезерованный паз. Полные про-
ходные пробки (фиг. 169, в) оснащают четырьмя,
а непроходные—двумя симметрично распо-
ложенными пластинками. Для штихмасов
(фиг. 169, г) твёрдый сплав можно присо-
единить напайкой в виде сферического изме-
рительного наконечника или цилиндрической
вставки (столбика). В последнем случае
твёрдый сплав присоединяют при помощи
шеллака, который плавится при температуре
807 С.
Некоторые случаи применения карбиноль-
ного клея уже были показаны на" фиг. 157
и 158.
Карбинольный клей, предложенный проф.
И. Н. Назаровым в 1939 г., обладает способ-
ностью склеивать металлы, пластмассы, стекло,
древесину и т. д„ а также различные соче-
тания этих материалов. Исходным материалом
является карбинол, представляющий собой
бесцветную жидкость, превращающуюся с те-
чением времени в твёрдую массу. Для мас-
совых склеек пользуются так называемым кар-
бинольным сиропом, представляющим собой
частично загустевшую глицеринообразную
жидкость. Карбинольный клей успешно при-
меняют при изготовлении различных сборных
калибров. Недостатком, ограничивающим об-
ласти его применения, является низкая проч-
ность при ударных нагрузках (временное со-
Фиг. 170. А — существующее крепление; Б —
крепление склеиванием: /—насадка; 2 — дере-
вянная ручка; 3 — гайка; 4 — стяжная шпилька;
5 — карбинольный клей.
гротивление сдвигу составляет при статиче-
ских нагрузках 250 кг/см2 и при ударных —
не более 20 кг/см^). Другим недостатком яв-
ляется понижение прочности при температуре
свыше 70° С. На фиг. 170 показано крепление
карбинольным клеем цилиндрических насадок
с деревянными ручками, которые применяли
во время войны в целях экономии металла.
Большую осторожность следует проявлять
в тех случаях, когда склеенные части образуют
рабочий размер, тем более если в эксплоа-
тации могут иметь место ударные нагрузки.
При сохранении штифтов в сборных калибрах
большая экономия достигается посадкой их
на карбинольном клее, так как при этом не
требуется тщательной пригонки штифтов к
отверстиям. Для разборки склеенных частей
калибров необходимо их нагреть до 100—120°С,
что представляет известное неудобство в экс-
плоатации. В процессе изготовления калиб-
ров карбинольный клей применяют для сбор-
ки обрабатываемых пачек (взамен их спаива-
ния или склёпывания) при условии, что нагрев
при обработке пачки не вызывает размягчения
карбинольного слоя.
Для измерения изделий свыше
500 мм следует применять универсальные из-
мерительные средства, преимущественно осна-
щённые рычажно-чувствительными головка-
ми. Однако в производственной практике ещё
пользуются для измерения этих изделий ка-
либрами как жёсткими, так и регулируемыми.
Учитывая необходимость уменьшения веса,
Фиг. 171.
при изготовлении таких калибров широко
используют трубы, клёпаные конструкции
и т. д. Так например, можно указать на состав-
ную полую скобу, показанную на фиг. 171, и
на регулируемый штихмас, показанный на
фиг. 172.
гл.
КАЛИБРЫ
137
Регулируемые калибры часто изготовляют
с микрометрическими или индикаторными
головками, что даёт возможность непосред-
Фиг. 172.
ственно определять отклонения от установлен-
ного размера.
Фиг. 173.
На фиг. 173 показано измерение бандажа
диаметром 3200 мм при помощи измери-
тельной рейки. Для измерения отверстий ши-
к изменениям влажности воздуха. В результате
длительных исследований Савин рекомендует
пихту как легкий сорт дерева, быстро сохну-
щий на открытом воздухе. Это дерево должно
для устранения влияния изменений влажности,
оклеиваться алюминиевой фольгой толщиной
9 (л и опрыскиваться после оклеивания алю-
минием с целью защиты фольги от механи-
ческих повреждений в цехе.
Метод измерения больших диаметров „опоя-
сыванием" заключается в измерении длины
окружности при помощи ленточных мер. Из
различных способов осуществления этого ме-
тода покажем лишь метод определения раз-
мера при помощи стальной ленты с припаян-
ными угольниками (фиг. 175), которые служат
для поддержания ленты в процессе измерения.
При опоясывании вала между концами ленты
образуется зазор а, измеряемый щупом.
Измерение изделий до 1 м и. Для
измерения валиков диаметром меньше 1 мм
калибры применяют сравнительно редко.
В этих случаях пользуются калибрами спе-
циальных конструкций. Из таких конструкций
можно указать на кольца с ручками, вы-
полненные в виде пробки (фиг. 176). Ими
удобно измерять изделия на станке при одно-
стороннем зажиме. Наибольшим распростра-
нением всё же пользуется проверка валиков
при помощи рычажных приборов (микро-
люксы, индикаторы, микроиндикаторы и др.),
причём эти приборы можно использовать для
абсолютных измерений во всех тех случаях,
когда размер измеряемой детали меньше пре-
дела измерения по шкале.
Для измерения отверстий до 1 мм при-
Фиг. 174.
рОКО ИСПОЛЬЗУЮТСЯ;
микрометрические
штихмасы обычной
конструкции. Для из-
мерения валов часто
применяют индика-
торные скобы свар-
ной конструкции
(фиг. 174), снабжённые
для удобства установ-
ки на требуемый раз-
мер микрометрическими головками.
Следует обратить внимание на целесооб-
разность использования дерева в конструк-
циях измерительных средств для больших раз-
меров как материала, обладающего малым ве-
сом, достаточной механической прочностью,
лёгкой обрабатываемостью и нечувствительно-
стью к температурным изменениям. К недо-
статку дерева относится его чувствительность
меняют пробки, со-
стоящие из ручек и
цилиндрических из-
мерительных вставок
(проволочек), поса-
женных в ручку на
шеллаке или на кар-
бинольном клее (фиг.
177). Однако такая
конструкция пробок
недостаточно удобна в
работе. Малые отверстия можно также изме-
рить при помощи так называемых нониусных
„дыромеров", различные типы которых пока-
заны на фиг. 178, начиная от простых клиньев
и кончая индикаторными приборами. Основ-
ным недостатком этого метода измерения, ос-
нованного на осевом перемещении конической
измерительной части (иглы или клина), является
влияние формы фаски отверстия на результат
138
ОСНОВЫ ВЗАИМОЗАМЕНЯЕМОСТИ В МАШИНОСТРОЕНИИ
[РАЗД. Ill
измерения. Соответствующая погрешность
определяется по формуле
cos 45
где /— погрешность, г — радиус закругления
фаски, а — угол конуса.
Фиг. 175.
Фиг. 176.
Пробку в ручку посадить
на шеллак или на карбинольном
те
Фиг. 177.
Так, при конусности Vioo и радиусе за-
кругления фаски г = 0,1 мм погрешность
/ г; 0,001 мм. Однако такие благоприятные
Фиг. 178.
Допуски калибров
На фиг. 156 приведены схемы располо-
жения полей допусков калибров и контр-
калибров для изделий различных классов
точности от 1 до 50Э мм по ОСТ, а также на-
значение и условное обозначение калибров и
контркалибров. В табл. 71—77 приведены
величины допусков и другие данные, необхо-
димые для подсчёта предельных размеров ка-
либров в соответствии с ОСТ 1201—1221.
В схемах на фиг. 156 не показаны принятые
в соответствии с действующими стандарта и
контркалибры к пробкам, так как эти контр-
калибры практически не применяются и пробки
проверяются универсальными измерительными
средствами.
Для 5-го и более грубых классов точности
(фиг. 156, б) контркалибры К-РП и К-НЕ дол-
жны всегда проходить через проверяемые ими
скобы. Таким путём устанавливается, что раз-
мер скобы не уменьшился в эксплоатации.
Контркалибр К-П служит для отбора ча-
стично изношенных рабочих калибров и пере-
дачи их приёмщику. Таким образом этот контр-
калибр является непроходным для рабочей
проходной скобы (Р-ПР) и проходным для при-
ёмной проходной скобы. Контркалибр К-И яв-
ляется непроходным контркалибром и служит
для изъятия приёмной скобы из эксплоатации.
В случае, если приёмка со стороны заказчика
не производится, износ скоб можно допустить
до прохождения через скобу контркалибра
К-И и контркалибр К-П не применять.
Для изделий 4-го класса точности (фиг. 156, в)
сохраняются те же условия применения контр-
калибров. Лишь в случаях, когда по харак-
теру соединения должна быть исключена воз-
можность натяга при скользящих посадках
условия (малое г и малый угол уклона кони-
ческой иглы) бывают не всегда.
-^,— , износ проходных скоб ограничивается
контркалибром К-П, так как дальнейший износ
может привести к перекрытию полей допуска
вала и отверстия.
Для изделий 1 — За классов точности
(фиг. 156, а) малые величины допусков на не-
точность изготовления и износ калибров не
позволяют осуществить законченную и чёткую
схему расположения полей допусков калибров
и контркалибров. Назначение контркалибров
К-РП и К-НЕ остаётся но сравнению с из-
ложенным выше без изменения. Контркалибры
К-П не предусмотрены схемой вовсе, так как
при малых величинах допусков на износ поля
допусков контркалибров К-П и К-И могут пе-
рекрыться или настолько сблизиться, что при-
менение их будет невозможным. Поэтому наи-
больший допустимый износ рабочей скобы
определяется прохождением контркалибра К-И,
который является таким образом непроходным
контркалибром для рабочей скобы. Изделие
считается годным, если оно принято по кали-
брам, размеры которых не выходят за пределы,
установленные для рабочих калибров (вклю-
чая предельное отклонение износа). Отсюда
приёмщику, проверяющему изделия калибром
с полем допуска, лежащим за этими пределами,
приходится руководствоваться ощущением при
прохождении калибра, прибегая в случаях со-
мнений к проверке изделий универсальными
измерительными средствами. Применение при-
ёмного калибра П-ПР не позволяет судить о
ГЛ. 1]
КАЛИБРЫ
139
соблюдении предельных размеров изделий. Так
же применяются приёмные калибры и для сколь-
зящих посадок 4-го класса точности (см. выше),
для которых взамен контркалибра К-И поль-
зуются контркалибром К-П. Контроль износа
приёмных скоб к изделиям 1 —За классов точ-
ности производится универсальными измери-
тельными средствами или по ощущению за-
зора при прохождении контркалибра К-И.
Износ рабочих непроходных калибров можно
определять универсальными измерительными
средствами: при помощи специальных контр-
калибров (которые могут быть обозначены
буквами КИ-НЕ) или по ощущению зазора при
прохождении контркалибра К-НЕ.
При существующей системе многоэтапной
проверки изделий большое значение приобре-
тает распределение всего запаса на износ
калибра между последовательными инстан-
циями контроля. Соответствующие предложе-
ния иллюстрируются схемой на фиг. 179, из
1
1
1
*,
-Оо\о
1 « ^
it ^
OH
S
¦a
- I
It UJ
1
«S-.
If
1 ^
II
Калибры для изделий ^\
2-3 а классов точности <^&
(ОСТ 12011
^¦^
/
I ^
'I 5
} ?
? ?
It
= $4 Si
Й?
§
1 &
1
1
а
$
>
4
Ш^ Калибры для изделий
}^ Ь-9 классов точности
^ @С11220,1219 и 1221 J
Фиг. 179. Распределение средневероятного запаса
на износ по инстанциям контроля.
которой видно, что для изделий 2—За классов
точности рабочий контроль использует около
70% средневероятного* износа, а цеховой кон-
троль и ОТК завода — остальные 30%. Ве-
домственная приёмка пользуется полем до-
пуска калибра П-ПР. Для калибров к изде-
лиям 4—9-го классов точности оказывается воз-
можным ограничить рабочий контроль zz 50%
всего запаса, выделить самостоятельную зону
для цехового контроля (^ 22%), а для ведом-
ственной приёмки и ОТК завода предоставить
поле допуска калибра П-ПР (^ 28%). При
отсутствии ведомственной приёмки можно для
рабочего контроля выделить -5: 720/0 всего
запаса, а для цехового контроля и ОТК за-
вода — остальные 28%. Этими предложениями
практически устраняются возможные недо-
разумения между последовательными инстан-
циями контроля.
Применение регулируемых конструкций
калибров в значительной степени упрощает
проверку калибров в эксплоатации и распре-
деление их по инстанциям контроля. В част-
ности, возможно взамен контроля износа
пользоваться периодической повторной уста-
* Термин „средневероятный износ" заимствован из
действующих стандартов. Средневероятный износ численно
определяется по ОСТ как сумма гарантированного за-
паса на износ и половины допуска на неточность изго-
товления.
новкой таких калибров по проходным контр-
калибрам или по блокам плиток, размеры ко-
торых определяются размерами соответству-
ющих контркалибров. '
Величины допусков на неточность изгото-
вления калибров и контркалибров, выражен-
ные в квалитетах ISA, приведены в табл. 83,
откуда следует, что для рабочих калибров
в системе ОСТ используются 2 — 8-й квали-
теты JSA, а для контрольных 2 — 5-й квали-
теты ISA. 1-й квалитет ISA в системе допу-
сков калибров ОСТ остаётся, таким образом,
неиспользованным; По этому квалитету следо-
вало выполнять контркалибры к скобам для
изделий 1-го класса точности E-го квалитета
ISA), но они не предусмотрены системой ОСТ,
так как поля допусков их были бы слишком
сближены при размещении их согласно схеме
на фиг. 156, а. Это могло бы привести, — если
учесть ещё и некоторую неопределённость
ощущений припасовки, — к случаям прохо-
ждения скобы, припасованной к контркалибру
К-ПР, через контркалибр К-И. К тому же изго-
товление контрольных шайб с такими жёсткими
допусками трудно осуществимо даже на специ-
альных инструментальных заводах. Для про-
верки изделий 1-го класса точности рекомен-
дуется применять индикаторные скобы. В тех
случаях, когда для проверки изделий 1-го класса
точности применяются жёсткие скобы, кон-
троль их можно производить на горизонталь-
ном оптиметре, а скобы малых размеров (до
14 мм) можно проверять блоками плиток.
Величины допусков на износ (наименьший
гарантированный износ) могут быть выражены
приближённо в зависимости от величины до-
пуска на неточность изготовления. Соотноше-
ние этих величин значительно колеблется для
различных размеров и классов и составляет
(отношение допусков износа к допускам на
неточность изготовления) от 75 до 150%. Для
калибров к изделиям 1 — За классов точности
это соотношение в среднем приближается к
100%. Для калибров к изделиям 4-го и более
грубых классов точности, у которых поле из-
носа включает поле допуска приёмных кали-
бров (полное использование износа), оно дости-
гает 135 — 1500/0.
Отклонения калибров отсчитываются от
соответствующих предельных размеров изде-
лий. Так, для валов отклонения проходных
калибров и контркалибров к ним (Р-ПР,
П-ПР, К-РП, К-И и К-П) отсчитываются от
наибольшего предельного размера вала, а от-
клонения непроходных калибров и контркали-
бров к ним (Р-НЕ, П-НЕ и К-НЕ) — от наи-
меньшего предельного размера вала. Соответ-
ственно для отверстий отклонения проходных
калибров (Р-ПР и П-ПР) отсчитываются от
наименьшего предельного размера отверстия,
а отклонения непроходных калибров (НЕ
и П-НЕ) — от наибольшего предельного раз-
мера отверстия.
Предприятия, предпочитающие иметь округ-
лённые значения для предельных размеров,
без дробных долей микронов, могут произ-
вести эти округления за счёт соответствую-
щего уменьшения полей допусков калибров.
Допуски калибров по ISA. Вели-
чины допусков калибров в системе ОСТ
исчислены по квалитетам ISA. Однако назна-
чение квалитетов калибров и контркалиброз
140
ОСНОВЫ ВЗАИМОЗАМЕНЯЕМОСТИ В МАШИНОСТРОЕНИИ
[РАЗД. III
Таблица 83
Квалитеты изделий, калибров и контркалибров
по ISA и ОСТ
К
1
S
5
6
7
8
9
ю
и
12
13
14
15
16
(для гладких
Калибры
для
валов
ISA
2
3
з
4
4
4
5
5
7
7
7
7
ОСТ
2
3
3
4
5
5
6
—
—
7
8
8
изделий)
Калибры для отверстий
ISA
ОСТ
Пробки
2
3
3
3
3
5
5
7
7
7
7
2
3
4
5
5
б
—
—
7
8
8
ISA
ост
Штихмасы
2
2
2
2
2
4
4
б
б
б
б
2
3
4
5
5
б
—
—
7
8
8
Контр-
калибры
ISA
i
г
i
2
2
2
2
2
3
3
3
3
ост
2
2
2
3
3
3
—
—
4
5
5
Пример подсчёта предельных размеров калибров
и контркалибров для деталей соединения 0 /00—г^-.
Л4
1. По ОСТ 1024 * предельные отклонения отверстия
100 А4 составляют +0н +0,23, а вала 100 X, —0,12 и
— 0,35. Наибольший предельный размер отверстия: 100 +
+ 0,23=100,23 мм. Наименьший предельный размер отвер-
стия — 100 мм. Наибольший предельный размер вала;
100 — 0,12=99,88 мм; наименьший предельный размер
вала: 100 — 0,35=99,65 мм.
Для подсчёта предельных размеров калибров и контр-
калибров мы располагаем следующими данными.
Примечание. Величины допусков по квалитетам
ISA см. в статье „Допуски и посадки гладких цилиндри-
ческих соединений", табл. 71.
в системе ОСТ значительно отличается от
принятого по ISA.
Из табл. 83 видно, что при одном и том
же допуске изделий по ISA в ряде случаев
применяются калибры со значительно мень-
шими допусками, чем по ОСТ. Кроме того,
ISA предлагает уменьшенные допуски на
неточность изготовления для штихмасов (по
сравнению с пробками), имея в виду главным
образом их быстрый износ в эксплоатации
(при меньшем допуске на неточность изготов-
ления остаётся больший запас на износ).
я
D.
О
в
2
а.
ю 3
g о.
я К
й ч
Р-ПР
П-ПР
Р-НЕ
П-НЕ
Р-ПР
П-ПР
К-И
К-П
К-РП
К-НЕ
Р-НЕ
П-НЕ
Неточность изготовления
3
н
S
ю
%
73
73
73
73
72
72
77
76
74
75
72
Отклонение в jj.
верхнее
нижнее
о
я ^
я юс--
S
В* Я с;
5 >,?
Предельные откло-
нения износа в (J.
3
ЕГ
S
ю
я
Для отверстия 100 А,
+38.5
+ ю,5
+ ю,5
+ 17,5
—ю
—го,5
Для вала
-17.5
+ю
+•13
+ 2
-35.5
— 7,5
+ ю,5
-38.5
—
—
—
—
—ю,5
-ю,5
21
II
21
21
100 Х4
21
II
б
б
б
6
21
21
73
—
—
72
—
—
—
—
—
—
Использо-
вание из-
носа
к
о
X
ч
о
е:
—ю
—
—
—
+ IO
—
—
—
—
—
О
с а
а> о
X X
+ I
—
—
—
_ 1
—
—
—
—
—
—
* См. стр. 2. „Допуски и посадки гладких цилиндри-
ческих соединений".
Пользуясь этими данными и схемой на фиг. 156, в,
производим подсчёт предельных размеров;
Предельные размеры калибров и контркалибров
Калибры и контр-
калибры
Пробки; Р-ПР
П-ПР
Р-НЕ и П-НЕ
Скобы: Р-ПР
П-ПР
Р-НЕ и П-НЕ
Контркалнбры-
пробки: К-И
К-П
К-РП
К-НЕ
Предельные размеры новых калибров
наибольшие
наименьшие
Для отверстия, 100 А,
100+0,0385 = 100,0385
100 + 0,001 = 100,001
100,23+0,0105= 100,2405
100,03850—o,o2i = 100,0175
100,001—0,011= 99,99
100,2405—0,021 = 100,2195
Для вала 100 Xt
99,8415+0.021=99,8625
99,879+0,011 =99.8о
99.6395+°.O2i =99,6605
09,88+0,013 = 99,893
99.88+0,002=99.882
99,88-0,0355=99.8445
99.65—0,0075=09,6425
99,88—0,0385=99.8415
99,88 —0,001 = 99,879
99.65—°.°1О5=99.6395
99.893 —0,006=99,887
09,882 —0,006=09,876
99,8445—о.006 =99,8з»5
99,6425—0,006=99,6365
Наибольшие допустимые размеры
изношенных калибров в мм
Использование износа
полное
1оо—о,о1=99,99
—
99,88+о,О1 =
- 99-89
—
—
—
—
неполное
100 + 0,001 = IOO.OOI
—
—
99.8^ -O.OOI = 99.87Q
—
—
—
Схемы расположения полей допусков кали-
бров и контркалибров по ISA различны для
размеров до и свыше 180 мм (фиг. 180).
До 180 мм поле допуска непроходных
калибров располагается симметрично относи-
тельно соответствующего предельного размера
изделия (наибольшего для отверстий и наи-
меньшего для валов). Положение поля допуска
проходных калибров для валов определяется
величинами у1 (для отверстий у) и гх (для
отверстий z). Величины у и _yi определяют
положение предельного отклонения износа
ГЛ. 1]
КАЛИБРЫ
141
проходных калибров. Начиная с 9-го квали-
тета изделий, у тл У\ равны нулю. Стремясь
избежать перехода за предельные размеры
изделий, Комитет ISA указывает на желатель-
ность сведения величин у и уг к нулю для
более высоких квалитетов. Величины z и zx
определяют положение середины поля допуска
на неточность изготовления калибров.
Свыше 180 мм вводятся гарантийные
зоны а (для отверстий) и at (для валов), на
которые смещаются (внутрь поля допуска из-
делия) поля допуска калибров. Величины а
и ctj определяются как половина линейного
члена формулы допуска по ISA:
5 = q @,45 \/d~\- 0,001 rf) микрон,
где q — число единиц допуска по системе ISA,
d — номинальный диаметр в мм.
Фиг. 180. Схема расположения полей допусков
на калибры и контркалибры для валов по ISA:
Т — гарантированный допуск вала; Н,— допуск
рабочих калибров, Нр — допуск контрольных
калибров, у — у, — о,.
Отсюда следует, что величины
определяются по следующей формуле:
q -0,001 d
а = (X] =
микрон.
Так например, для 16-го квалитета ISA
(q = 1000) и интервала 400 — 500 мм округлён-
ное значение а = а1 соответственно dcp=450MM
составляет
1000.0,001-450
a = от, = ^ ~ 220 »*•
Назначение гарантийных зон — обеспечить
соблюдение предельных размеров изделий
при наличии погрешностей измерениями ка-
либрами. Поля допусков непроходных кали-
бров располагаются симметрично новой гра-
нице, сдвинутой относительно предельных
размеров изделий на величины а, (для от-
верстий а). Для проходных калибров вели-
чины у и У) должны быть приняты с по-
правками а и аь и положение предельного
отклонения износа проходных калибров опре-
делится уже величинами у'= у — а, у\ —
= у] — аь Величины z и z1 попрежнему опре-
деляют положение середины поля допуска
на неточность изготовления проходных кали-
бров. Так как для калибров к изделиям
с допусками по 9-му и более грубым квали-
тетам ISA у и у\ должны быть равны нулю,
то для калибров к этим изделиям у' = а
ну = av Иначе говоря, для. таких квалите-
тов при размерах свыше 180 мм положение
предельного отклонения износа определяется
только величинами а (для отверстия) и at
(для валов).
Из фиг. 180 видно, что поля контркалибров
расположены к новым скобам симметрично
1
Гарантийная
зона
—"^-Поле допуски
\ контрольной
шаиоы
Гарантийная
зона
Фиг. 181.
середине допуска на неточность изготозления
скобы, а к изношенным — симметрично пре-
дельному отклонению износа. Разности между
предельными отклонениями скобы и контроль-
ной шайбы понимаются как зоны надёжности
(гарантийные зоны), учитывающие неточность
определения рабочего размера скобы по шайбе
(фиг. 181).
Схему расположения полей допусков кали-
бров и контркалибров свыше 500 мм можно
принять в основном по системе ISA, исполь-
зовав из этой системы установление гаран-
тийных зон и симметричное расположение
полей допусков контркалибров относительно
середины поля допуска соответствующих ка-
либров. Величины допусков на неточность из-
готовления калибров и контркалибров, выра-
женные в квалитетах, определяются, как и для
размеров до 500 мм, по табл. 83.
В тех случаях, когда допуски изделий для
размеров до 1 мм принимают равными допускам
для интервала диаметров 1-3 мм, допуски
калибров для диаметров до 1 мм определяют
по таблицам ОСТ, как для диаметров 1—3 мм.
Так, например, допуски пробки П-ПР для от-
верстия 0,8А принимаются по допускам пробок
того же класса точности для интервала диаме-
тров 1—3 мм, не исключая и величин, опреде-
ляющих положение поля допуска на износ.
Проверка рабочих размеров калибров про-
изводится в соответствии с приложением
№ 2 к ОСТ 8500-39 и инструкцией № 44-41
Комитета мер и измерительных приборов
при Совете Министров СССР.
КАЛИБРЫ ДЛЯ РЕЗЬБОВЫХ ИЗДЕЛИЙ
Калибры для крепёжных цилиндрических
резьб
Основные положения. Резьбовые калибры
являются наиболее распространённым сред-
ством контроля резьбовых изделий. Типы
калибров для резьбы, их конструктивная
классификация и характеристика по назначе-
нию приведены в табл. 84 и 84а.
В соответствии с правилами определения
суммарного допуска по среднему диаметру и
принципом Тейлора* проходные резьбовые
* См. „Калибры для гладких цилиндрических изде-
лий", стр. 118.
142
ОСНОВЫ ВЗАИМОЗАМЕНЯЕМОСТИ В МАШИНОСТРОЕНИИ
[РАЗД. Ш
Таблица 84
пор.
о
с
1
2
3
4
1
2
3
4
1
2
о
4
5
6
7
Нашачение и характеристика калибров
Наименование
А
Условн
обозна'
для крепёжных резьб (по ГОСТ
Профиль
резьбы
Проверяемый
элемент резьбы
Л. Рабочие калибры для гаек (внутренней резьбы)
Проходные резьбовые пробки
Непроходные резьбовые пробки
Проходные гладкие пробки
Непроходные гладкие пробки
ПР и
П-ПР
НЕ
ПР
НЕ
Полный
Укороченный
—
—
Наружный и
средний диаметры
гайки
Средний диа-
метр гайки
Внутренний
диаметр гайки
То же
Б. Рабочие калибры для болтов (наружной резьбы)
Проходные регулируемые резьбовые коль-
ца и скобы, а также нерегулируемые
кольца
То, же непроходные
Проходные гладкие скобы
Непроходные гладкие скобы
ПР и
П-ПР
НЕ
ПР
НЕ
Полный
Укороченный
—
—
Внутренний и
средний диаметры
болта
Средний диа-
метр болта
Наружный диа-
метр болта
То же
В. Контрольные калибры к резьбовым кольцам и скобам
Резьбовая пробка для регулирования
(установки) проходных колец и скоб.
Служитл'акже для припасовки нерегули-
руемых^колец
Непроходная резьбовая пробка к новому
проходному нерегулируемому кольцу. При-
меняется только при изготовлении нерегу-
лируемых колец. В комплект эксплоата-
ционных контркалибров не входит
Резьбовая пробка для проверки износа
колец и скоб
Резьбовая пробка для отбора приёмных
колец и скоб
Резьбовая пробка для регулировки (уста-
новки) непроходных колец и скоб. Служит
также и для припасовки нерегулируемых
колец
Непроходная резьбовая пробка к новому
непроходному нерегулируемому кольцу.
Применяется только при изготовлении не-
регулируемых колец. В комплект эксплоата-
ционных контркалибров не входит
Резьбовая пробка для проверки » износа
колец и скоб
У-ПР
К-ПР
К-И
К-П
У-НЕ
К-НЕ
КИ-НЕ
Полный
Укороченный
То же
То же
Полный
То же
То же
Средний и на-
ружный диа-
метры кольца или
скобы
Средний диа-
метр кольца
Средний диа-
метр кольца
То же
Средний диа-
метр кольца или
скобы
Средний диа-
метр кольца
То же
1623-42)
Признак правильности
проверяемых размеров
Свинчиваемость с
гайкой
Несвинчиваемость
с гайкой
Проходят
Не проходят
Свинчиваемость с
болтом, скобы про-
ходят
Несвинчиваемость
с болтом, скобы не
проходят
Проходят
Не проходят
Свинчиваемость с
кольцами ПР, скобы
проходят
Несвинчиваемость
с кольцами ПР
Несвинчиваемость
с кольцами ПР и
П-ПР; скобы ПР и
П-ПР не проходят
Свинчиваемость с
кольцами П-ПР, ско-
бы П-ПР проходят
Свинчиваемость с
кольцами НЕ, скобы
НЕ проходят
Несвинчиваемость
с кольцами НЕ
Несвинчиваемость
с кольцами НЕ. Ско-
бы НЕ не пооходят
Примечания: 1. Гладкие калибры для резьбы выполняются по ОСТ 1220 с ограничением износа по контркалибру
К-П. В соответствии с этим в комплект контркалибров к скобам входят К-ПР, К-НЕ и К-П.
2. Типы резьбовых калибров см. в табл. 84а.
калибры должны иметь полный профиль и
длину, равную длине свинчивания (прототип
сопряжённой детали). Непроходные резьбовые
калибры должны осуществлять проверку'толь-
ко собственно среднего диаметра. Лишь при
таких условиях проверки в суммарный допуск
по среднему диаметру будут полностью вклю-
чены диаметральные компенсации отклонений
шага и половины угла профиля. Условиям
проверки только собственно среднего диа-
метра наиболее полно отвечает метод трёх
проволочек при контроле наружной резьбы
и методы, базирующиеся на применении
шариков при контроле внутренней резьбы.
В производственных условиях для этой цели
применяются непроходные резьбовые калибры
с так называемым укороченным профилем,
который даёт лишь известное приближение
к проверке собственно среднего диаметра. На
фиг. 182 показан полный и укороченный
профили резьбовых пробок. Аналогично вы-
полняется укороченный профиль резьбовых
колец.
Укороченным называется профиль резьбы
калибров с уменьшенной высотой профиля
и с уменьшенным числом витков (от 2 до 3]/г)-
Уменьшением высоты профиля частично
устраняется влияние погрешности половины
угла профиля на результаты измерения соб-
ственно среднего диаметра. Укороченная
высота профиля tb (фиг. 182) по ГОСТ 1623-42
составляет приблизительно от 0,65 t2 до 0,312
ГЛ, I]
КАЛИБРЫ
143
Таблица 84а
Типы резьбовых калиброэ
Наименование
Пробки предельные
резьбовые цельные:
двухсторонние
с полным профилем
с укороченным про
филем
Пробки предельные
резьбовые со встав-
ками с коническими
хвостовиками;
двухсторонние
с полным профилем
с укороченным про-
филем
Назначение
ПР и НЕ или П-ПР и НЕ
ПР или П-ПР, У-ПР, У-НЕ,
К-НЕ, КИ-НЕ
НЕ, К-И, К-ПР, К-П
Пределы
измерения
1—5,5 мм
ПР и НЕ или П-ПР и НЕ
ПР или П-ПР, У-ПР, У-НЕ,
К-НЕ, КИ-НЕ
НЕ, К-И, К-ПР и К-П
Пробки предельные
резьбовые с насад-
ками:
двухсторонние
. с полным профилем
с укороченным про-
филем
ПР и НЕ или П-ПР и НЕ
ПР или П-ПР, У-ПР, У-НЕ,
К-НЕ, КИ-НЕ
НЕ, К-И, К-ПР и К-П
1—100 мм
52—100 мм
Эскиз
Кольца предельные
резьбовые нерегули-
руемые:
проходные
непроходные
ПР или П-ПР
НЕ
1—100 мм
Кольца предельные
регулируемые резь-
бовые
ПР или П-ПР и НЕ
1—3,5 мм
проходные и непро-
ходные
НЕ
ПР или П-ПР
4-100 мм
4—116 мм
18-100 мм
ШШтжтжжш
144
ОСНОВЫ ВЗАИМОЗАМЕНЯЕМОСТИ В МАШИНОСТРОЕНИИ
[РАЗД.Ш
к II
Наименование
Кольца предельные
регулируемые резь-
бовые:
проходные и непро-
ходные (узел регули-
ровки и расположе-
ние прорезей)
Односторонние пре-
дельные резьбовые
регулируемые роли-
ковые скобы
Односторонние пре-
дельные регулируе-
мые гребенчатые
скобы
Продолжение табл. 84а
Назначение
Пределы
измерения
ПР или П-ПР и НЕ
4—100 мм
ПР и НЕ или
П-ПР и НЕ
ПР и НЕ или
П-ПР и НЕ
3-100 мм
3—100 мм
Эскиз
Примечания: 1. Типы гладких калибров для проверки наружного диаметра резьбы болта и внутреннего
диаметра резьбы гайки т- см. „Калибры для гладких цилиндрических изделий", стр. 118.
2. Типы калибров с № 1 до 4 включительно рекомендованы ГОСТ 1774-42.
3. Регулируемые резьбовые кольца (п. 5) рекомендованы ГОСТ 1985-43.
4. Номенклатуру резьбовых калибров и расшифровку условных обозначений см. в табл. 84.
(при шаге 6 .им). Как видно из фиг. 182, где
t' -|-1" = tfg, для шагов 1,25 мм и более
требуется лишь, чтобы
I L
~2 ^С ~ff ^
Пробки ПР
(полный профиль)
Пробки НЕ
[укороченный профит,
2 Число
,v витке J
-Неточность изготовления
- Износ
Щ зо°-45°
Фиг. 182. Профили проходных и непроходных резьбовых
пробок.
Примечания: 1. /' + t" = г.
2. Va <J ~7/7 -^2 (для калибров с шагом 1,25 мм п более).
3. Профили резьбовых колец имеют аналогичное по-
строение.
4. Проточка может быть также выполнена под углом
30-451.
Иначе говоря, возможное смещение укоро-
ченной стороны профиля относительно сере-
дины собственного треугольного профиля до-
пускается в дрстаточно больших пределах.
Такое построение даёт возможность произве-
сти наивыгоднейший выбор наружного диа-
метра пробки или внутреннего диаметра коль-
ца (путём подбора максимального значения
для ширины канавки Ь) и не стесняет ини-
циативы предприятий.
Уменьшением числа витков B—З1/, витка)
при укороченном профиле имеется в виду сни-
зить влияние погрешностей шага на резуль-
таты измерения собственно среднего диа-
метра.
С укороченным профилем выполняются все
калибры и контркалибры, которые по усло-
виям их применения, как правило, не дол-
жны свинчиваться с проверяемыми объекта-
ми (рабочие калибры НЕ, контркалибры К-И,
К-П и К-ПР). Исключение составляют лишь
контркалибры КИ-НЕ и К-НЕ, которые хотя
и не должны свинчиваться с правильно изго-
товленными кольцами НЕ, но всё же выпол-
няются с полным профилем, поскольку про-
филь самого кольца НЕ укороченный, а сопря-
жение двух укороченных профилей не даёт ни-
каких преимуществ.
При малых шагах вершина теоретического
треугольника резьбового непроходного кольца
может оказаться ниже номинального наруж-
ГЛ. i]
КАЛИБРЫ
145
ного диаметра болта* (при весьма трудно осу-
ществимой прорезке наружного диаметра коль-
ца). Это может привести к неправильной оценке
годности проверяемых изделий, так как кольцо
может браковать резьбы по правильно изго-
товленному наружному диаметру. Исходя из
этого, по ГОСТ 1623-42 непроходные резьбо-
вые калибры рекомендуется применять, начи-
ная с шага 0,4 для 2-го класса точности и с
шага 1 мм — для 3-го класса точности. Это пра-
вило относится как к кольцам, так и к проб-
кам, несмотря на то, что для пробок с укоро-
ченным профилем затруднения с прорезкой
у впадины резьбы в значительной мере устра-
няются из-за относительно увеличенного рас-
чётного внутреннего диаметра резьбы {d\-\- e').
При меньших шагах (в случае полной невоз-
можности изготовить непроходные резьбовые
калибры) можно проверять изделия проход-
ными резьбовыми калибрами (по ощущению
зазора при свинчивании) и предельными глад-
кими калибрами для наружного диаметра
резьбы болта и внутреннего диаметра резьбы
гайки.
Резьбовые пробки НЕ, как правило, не дол-
жны свинчиваться с гайкой. Они могут свин-
титься лишь частично не более чем на З1^ обо-
рота, а при длине резьбы до 4 витков не бо-
лее чем на 2 оборота. Соответственно регла-
ментируются условия свинчивания кольца НЕ
с резьбой болта (ГОСТ 1623-42). Контрка-
либры к кольцам К-И, К-ПР, К-П, КИ-НЕ и
К-НЕ могут в крайнем случае свинтиться с про-
веряемыми кольцами при условии, что резьба
контркалибра не выходит со стороны кольца,
противоположной ввинчиванию. Так следует
понимать термин „несвинчиваемость" в табл. 84.
По проекту ISA 1939 г.. непроходные резьбо-
вые пробки могут свинчиваться с проверяе-
мыми изделиями не более чем на 3 витка. Для
колец аналогичные правила не устанавлива-
ются, так как взамен колец НЕ проект ISA
1939 г. рекомендует резьбовые скобы, приспо-
собленные к проверке только собственно сред-
него диаметра (см. ниже).
Строгое соответствие длины резьбы проход-
ных калибров с длиной свинчивания проверяе-
мых изделий не может быть выдержано, так
как при большом разнообразии длин свинчива-
ния требуется значительно увеличить номен-
клатуру проходных резьбовых калибров. По
ГОСТ 1774-42 длины нарезанных частей про-
ходных калибров приняты с постепенно изме-
няющимся отношением к диаметру. Так, для
средних размеров крепёжных резьб длина резь-
бы калибра = 0,8 </0; для мелких метрических
резьб длины калибров ориентированы на длину
свинчивания примерно 7—15 витков в зависи-
мости от диаметра. При больших расхожде-
ниях между длиной стандартного калибра и
длиной свинчивания проверяемых изделий
(больше чем на 50%) рекомендуется применять
калибры со специальной длиной резьбы.
По проекту ISA. 1939 г. предлагается установить три
группы длин нарезанных частей проходных калибров:
0,315 d0 — для длин свинчивания до 0*5 do\ 0,8 d0 — для
длин свинчивания от 0,5 до 1,25 d0 и 2 d0 — для длин свин-
чивания от 1,25 до 3,15 d0.
* См. „Допуски и посадки цилиндрических резьбо-
вых соединений", фиг. 40 и 41.
Из табл. 84 и 84а следует, что наруж-
ный диаметр резьбы болта и внутренний
диаметр резьбы гайки проверяются гладкими
калибрами. В связи с этим соответствующие
диаметры у резьбовых калибров углубляются
и в проверке не участвуют.
Конструкции резьбовых калибров. Наи-
более распространённые конструкции резьбо-
вых калибров, значительная часть которых пре-
дусмотрена ГОСТ 1774-42 и ГОСТ 1985-43, была
показана в табл. 84а. Изготовление цельных
калибров-пробок допускается только на заво-
дах, изготовляющих калибры для внутризавод-
ского использования. Непроходные резьбовые
калибры-пробки снабжаются цилиндрическими
поясками, имеющими значение в качестве на-
правляющих в процессе контроля. Обычно
такие пояски выполняются с обеих сторон
резьбы, что позволяет объединить для зна-
чительной части размеров заготовки по про-
ходным и непроходным вставкам и насадкам,
а также увеличить искусственно длину изме-
рительных частей, так как в противном случае
могло бы получиться технологически неприем-
лемое соотношение между диаметром и дли-
ной. Из этих же технологических соображе-
ний резьбовые нерегулируемые кольца вы-
полняются со сравнительно большой шири-
ной, а уменьшение длины их нарезанной ча-
сти достигается путём расточек или углублён-
ных фасок.
Первый (заходный) виток резьбовых ко'лец
и пробок получается с обеих сторон заострён-
ным и хрупким. Эти заходные витки должны
быть притуплены, а у резьбы с шагом 1 мм для
пробок и шагом 1,5 мм для колец заходные
витки должны быть срезаны до полной ширины
основания витка (ГОСТ 2016-43 «Технические
условия на резьбовые калибры").
Основным средством измерения наружной
резьбы должны явиться регулируемые резьбо-
вые кольца. Конструкция этих колец, преду-
смотренная ГОСТ 1985-43, показана в табл. 84а.
Детали этой конструкции очевидны из фиг. 183.
Наряду с этим типом регулируемых колец
(тип Пратт-Витней,
принятый по аме-
риканскому стан-
дарту) в промы-
шленной практике
получили распро-
странение и регу-
лируемые резьбо-
вые кольца типа
Форд, показанные
на фиг. 184. Пре-
имуществами регу-
лируемых колец по
сравнению с жёст-
кими является воз-
можность их по-
вторных установок
по мере износа и
тем самым увели-
чение срока служ-
бы. Кроме того, при изготовлении регулируе-
мых резьбовых колец возможно значительное
уменьшение припусков под доводку и шли-
фование, так как припуски могут быть сниже-
ны за счёт регулировки кольца. Наряду с этим
резко снижается брак по указанным опера-
циям.
Фиг. 183. Детали резьбового
регулируемого кольца типа
Пратт-Витней (общий вид см.
табл. 84а): 1 — стягивающий
винт; 2 — направляющая втул-
ка; 3 — установочный винт;
4—корпус кольца.
146
ОСНОВЫ ВЗАИМОЗАМЕНЯЕМОСТИ В МАШИНОСТРОЕНИИ
[РАЗД. Ill
Широкое распространение получили также
резьбовые регулируемые скобы, базирующиеся
на применении роликов и гребёнок. Преиму-
щества их — в возможности точного изготов-
ления и измерения самих роликов и гребёнок,
Фиг. 184. Резьбовое регулируемое кольцо типа Форд.
в возможности измерения резьбовыми скобами
изделий, изготовляемых в центрах без съёма
этих изделий со станка, и в значительном сни-
жении времени, затрачиваемого на измерение
изделия. Так, на измерение болта резьбовыми
кольцами затрачивается 0,5 мин., а резьбовой
роликовой скобой — 0,06 мин. Особого внима-
ния заслуживают резьбовые роликовые скобы,
показанные в табл. 84а, которые нашли более
широкое применение в промышленности, чем
скобы гребенчатого типа. Регулировка роли-
ков производится при помощи эксцентрико-
вой оси (фиг. 185); предел регулирования
обычно составляет 0,5—0,8 мм с каждой
стороны. Один из роликов перемещается
Эксцентриситет
Фиг. 185.
вдоль оси, чем устраняются погрешности от
смещения шага. Ролики выполняются с пол-
ным и укороченным профилем согласно изло-
женным выше правилам. Для проверки скоб
наряду с контрольными калибрами обычных
конструкций применяются контрольные калиб-
ры специальных конструкций, у которых одна
из плотно посаженных предохранительных
шайб сделана шестигранной (фиг. 186), чтобы
В европейской практике находят также
применение одноштифтовые резьбовые скобы,
показанные на фиг. 187. Этими скобами поль-
зуются взамен непроходных резьбовых колец,
поскольку они в большей степени, чем непро-
Фиг. 188.
ходные кольца, обеспечивают проверку только
собственно среднего диаметра.
Стремление повысить производительность
контроля резьбовых изделий привело к кон-
струированию и производству целого ряда спе-
циальных приспособлений, базирующихся на
применении резьбовых роликов. В числе таких
приспособлений следует указать на индика-
торный прибор для комплексной проверки
резьбовых изделий, показанный на фиг. 188.
Контролируемое изделие сначала проходит
через „непроходные" сферические штифты
(перекос оси не оказывает влияния на резуль-
таты измерения), а затем через „проходные"
многониточные ролики с ориентирующим упо-
ром. За последнее время получили распро-
странение приспособления, предназначенные
Ф. г. 189.
Фиг. 186.
контркалибр не скатывался со стола контро-
лёра. Такими контркалибрами удобно пользо-
ваться при установке скобы по контркалибру
под действием собственного веса.
Фиг. 1896.
для механизации процессов свинчивания-навин-
чивания резьбы изделий с калибром. Одно
из таких фрикционных приспособлений с при-
водом от мотора показано на фиг. 189. Резь-
ГЛ. I]
КАЛИБРЫ
147
бовое кольцо / закрепляется в шпинделе 2,
на котором посажены фрикционные конусы 3
и 4. Шпиндель вращается в бронзовой втулке 5,
запрессованной в кронштейне. Перемена на-
правления вращения производится нажимом на
кольцо вдоль оси в процессе проверки (ве-
дущий конус 6 входит в соприкосновение с
одним из конусов 3 или 4). Вместо кольца в
шпинделе может быть закреплена резьбовая
пробка.
Повысить производительность сортировки
сквозных внутренних резьб для селекционной
сборки можно также путём сочетания при-
способления механического процесса свинчи-
вания-навинчивания с коническим резьбовым
эталоном (с конусностью от 1 :100 до 1 :200),
определяющим размеры резьбы по осевому пе-
ремещению. Осевое перемещение учитывает-
ся индикатором, упирающимся в торец контро-
лируемой детали. Большим преимуществом
такого приспособления является постоянство
отклонений по шагу и половине угла про-
филя единого конического резьбового эталона.
У сортирующих цилиндрических пробок, по-
строенных по ступеням допусков, непостоян-
ство отклонений отдельных элементов про-
филя приводит к значительной погрешности
сортировки.
Для повышения производительности кон-
троля внутренних резьб предложена новая
конструкция резьбовой пробки, показанная на
фиг. 189а и 1896. Эта пробка быстро вводится в
резьбовое отверстие без ввинчивания при
убранном секторе, который затем с поворотом
пробки занимает свое рабочее положение.
Преимуществом таких пробок (наряду с бы-
стротой измерения) является увеличение сро-
ка их службы, а существенным недостатком —
относительно высокая стоимость их изгото-
вления.
Допуски резьбовых калибров. Допу-
ски среднего диаметра. Схема рас-
положения полей допусков среднего диаметра
калибров для крепёжных резьб 2-го и 3-го
классов точности по ГОСТ 1623-42 приведена
на фиг. 190, а величины допусков и отклоне-
ний — в табл. 85 — 87.
Как видно из фиг. 190, принятое располо-
жение полей допусков износа теоретически
может привести к перекрытию размеров сред-
него диаметра болта и гайки, выполненных
по изношенным проходным резьбовым калиб-
рам (размер А на фиг. 190). Однако целый
ряд опытов, проведённых в СССР и в других
странах, показал, что подобная схема располо-
жения допусков не вызывает нарушений вза-
имозаменяемости даже в тех случаях, когда
изделие плотно свинчивается с изношенными
резьбовыми проходными калибрами. Болты и
гайки, изготовляемые обычными методами (на-
резание метчиками и лерками, фрезерование
резьбы и т. д.), имеют значительные поверх-
ностные неровности, по вершинам которых
производится измерение калибрами. При свин-
чивании болта с гайкой взаимное положение
неровностей компенсирует теоретическое пе-
рекрытие размеров, определяемых по изно-
шенным калибрам. Такое объяснение подтвер-
ждается и тем, что применение указанной
выше схемы расположения полей допусков
калибров для резьбовых изделий из мягких
металлов (алюминий, латунь, бронза) согласно
проведённым опытам уже не обеспечивало в
полной мере взаимозаменяемости изделий, так
как в этом случае калибры частично сглажи-
вают поверхностные неровности изделий. Было
установлено, что при износе калибров больше
чем на 50% принятой величины допуска
износа наблюдались случаи нарушения свин-
чивания изделий из цветных металлов. Однако
при проверке таких изделий в производствен-
ных условиях случаи нарушения взаимозаме-
няемости были настолько редки, что пред-
приятия обычно пользуются одними и теми же
допусками износа калибров при проверке
Калибры для проверки болта
Калибры для
проверки гайки
il/////i Неточность изготовления
ГГД1 Износ
Фиг. 190. Схема расположения полей допусков сред-
него диаметра резьбовых калибров (ГОСТ 1623-42) для
изделий 2-го и 3-го классов точности.
изделии, изготовляемых как из чёрных, так
и из цветных металлов. Лишь в особенно от-
ветственных случаях, когда речь идёт о по-
ставке запасных частей или о кооперирован-
ных производствах и когда должны быть пол-
ностью исключены даже самые маловероят-
ные случаи нарушений взаимозаменяемости,
износ проходных резьбовых калибров ограни-
чивается при контроле цветных металлов от-
клонением, определяющим перевод рабочих
калибров в приёмные (фиг. 190, табл. 85 и 86).
Как видно из схемы на фиг. 190, для при-
ёмных калибров регламентированы специаль-
ные поля допусков и введён специальный
контркалибр К-П для отбора приёмных колец.
В качестве приёмных резьбовых пробок нужно
отбирать калибры с наименьшими отклоне-
ниями по шагу и половине угла профиля.
Если пренебречь этим указанием, то приве-
дённый средний диаметр отобранных приём-
ных калибров-пробок мог бы оказаться боль-
шим, чем приведённый средний диаметр ра-
бочих пробок.
Допуски на неточность изготовления не-
проходных рабочих резьбовых калибров рас-
положены асимметрично, вне поля допуска
контролируемых изделий. Таким расположе-
нием (в сторону, противоположную износу)
стремятся частично компенсировать износ не-
проходных резьбовых калибров, связанный
с условиями их применения. Независимо от
этого регламентированы допуски износа непро-
ходных резьбовых калибров B0—28% от поля
148
ОСНОВЫ ВЗАИМОЗАМЕНЯЕМОСТИ В МАШИНОСТРОЕНИИ
[РАЗД. III
Таблица 85
Допуски
в мм
От 1 до 3
Св. 3
» 6
, ю ,
. 18
. 30
. 50
, 80
» 120 ,
. 180 ,
. 6
10
18
. -30
50
80
120
180
200
в дюймах
lie— U
В/1„-3/8
7/.«-5/8
Зи —г/в
Г/4-2
2'/4—3
3'/4—4
—
и отклонения по среднему диаметру калибров для гаек
Допуск из-
готовления
8
8
ю
IO
IO
12
14
16
2О
24
Предельное отклонение в (*,
ПР
новые
верхнее
+ 12
+ 13
+ 15
+ 15
+ 15
+i8
+ 21
+ 24
+3б
нижнее
+ 4
+ 4
+ 5
+ 5
+ 5
+ 6
+ 7
+ 8
+ IO
+ 12
при пере-
воде в
П-ПР
— 6
— 6
— 7
— 8
— 8
— 9
— 9
— 16
—и
— 12
ПР и П-ПР
изношен-
—16
—16
—18
—2О
—2О
—22
—24
—28
—32
—32
НЕ
новые
верхнее
+ 8
+ 8
+ IO
+ ю
+ IO
+ 12
+ Х4
+ 16
+ 2О
+ 24
нижнее
о
О
О
о
о
о
о
о
о
о
изно-
— 5
- 6
— 7
— 7
— 8
— 8
— 10
II
—12
Таблица 86
Допуски
в мм
От 1 до 3
Св. 3
. 6
„ ю
. 18
„ 30
. 50
. 80 ,
» 120
> 180 ,
. 6
. ю
, 18
, 30
50
80
120
180
200
в дюймах
8 1/
5/,в-3/8
7/i«-6/a
•Л -г/в
1'/«-2
2'Л-З
3»/4—4
—
и отклонения по среднему диаметру калибров для болтов
Допуск из-
готовления
В (X
8
8
IO
IO
IO
12
¦ н
гб
2О
24
Пред ел ь н о е
ПР
новые
верхнее
— 4
— 4
5
— 5
— 5
— 6
— 7
— 8
— ю
— 12
нижнее
— 12
—12
—15
—15
—15
—18
—21
—24
—ЗО
-36
при пере-
воде в
П-ПР
+ б
+ 6
+ 7
+ 8
+ 3
+ 9
+ 9
+ ю
+ и
+ 12
о т к л о н е
ПР и П-ПР
изношен-
+ i6
+ i6
+ i8
+ 2О
+ 2О
+ 22
+ 24
+ 28
+32
+ 32
н и е в
V-
НЕ
новые
верхнее
о
О
о
о
о
о
о
о
о
о
нижнее
— 8
— 8
— IO
—ю
— IO
—12
—14
—1б
—2О
—24
изно-
+ 5
+ 5
+ 6
+ 7
+ 7
+ 8
+ 8
+ 10
.+11
+ 12
Примечания к табл. 85 и 86: 1. Отклонения для перевода калибров ПР в П-ПР и отклонения изношенных ка-
либров НЕ — рекомендуемые.
2. Схему расположения полей допусков см. на фиг. 190.
Таблица 87
Допуски и отклонения по среднему диаметру контркалибров-пробок
Номинальный диаметр
резьбы
в дюймах
Предельное отклонение в|х
У-ПР
К-И
К-ПР
к-п
но
верхнее
У-НЕ
зые
нижнее
я
3
я а
S =
К-НЕ
я
о.
о
я
я
КИ-НЕ
От 1 до 3
Св. 3 » 6
„ 6 „ 10
10 „ 18
» 18 „ 30
, 30 „ 50
. 50 , 80
.80 „120
„ 120 „ 180
„180 „200
/le
7/.«
•/«
Г/4
274
3«/4
/8
5/8
г/в
2
3
4
—3°
— 14
— 14
—18
—18
-18
—22
—25
—28
-33
—42
-i6 +18
-16 +18 +
-2O +21
-2O +23
—20 +23 +
—24
26
—28 +28
—З2
—4О
+ 32
+37
-48 +38
+20
+24
+27
+26
—2
—2
—2
—2
—3
—4
—5
-б
— б
— б
—15
+ 8
+ 8
+ 13
+ 13
+ 14
+ 16
— 6
— 6
— 7
— 7
-то I ¦ —1
— 12
— 15
—12
—12
— 15
— 15
— 15
— 18
—21
—30
-36
+2
+ 2
+ 3
+3
+3
+ 4
+ 4
+4
+ .S
+ 6
—2
—2
—3
—3
—з
—4
4
—4
5
—6
+ 7
+ 7
+ 9
+ 10
+ 10
+ 12
+ 12
+ 14
+ 16
+ 18
ГЛ. 1]
КАЛИБРЫ
149
износа проходных калибров) и включены
в стандартную номенклатуру контркалибры
КИ-НЕ для проверки износа непроходных ко-
лец и скоб.
В силу частого применения установочных
контркалибров У-ПР и У-НЕ потребовалось
регламентировать для них допуски на износ.
Резьбовые скобы, отрегулированные по проб-
кам У-ПР и У-НЕ, будут иметь несколько
меньший размер, чем резьбовые кольца, от-
регулированные по тем же пробкам (ошибки
касания у скоб меньше, чем у кольца). Не-
смотря на это, для колец и скоб пользуются
установочными пробками с одинаковыми ра-
бочими размерами, так как разница в ошибках
касания восстанавливается при измерении
болта, прототипом которого являются устано-
вочные калибры.
Величины допусков среднего диаметра ра-
бочих резьбовых калибров устанавливаются
в зависимости от величины номинального
диаметра резьбы по формуле
0,04
где rfo в мм-
Для метрических резьб (х = 60°) эта фор-
мула принимает вид
± D + 0,04 dc) a.
Для контрольных резьбовых калибров до-
пуски на неточность изготовления среднего
диаметра принимаются в 2 раза меньшими,
чем допуски рабочих резьбовых калибров.
Допуски на износ проходных калибров
приблизительно в 2—2,5 раза больше допусков
на неточность изготовления. Для контркали-
бров У-ПР и У-НЕ допуск на износ равен при-
близительно половине допуска на неточность
их изготовления.
На схеме расположения полей допусков
среднего диаметра (фиг. 190) поля допусков
резьбовых колец или скоб показаны пунктиром.
Это означает, что допуски колец устанавли-
ваются лишь для координации полей допусков
контрольных калибров и для ориентировки при
проектировании соответствующего резьбооб-
разующего инструмента. Размеры среднего
диаметра резьбовых колец и скоб определя-
ются размерами контрольных пробок, по ко-
торым кольца регулируются или припасовы-
ваются.
Допуски наружного диаметра
резьбовых калибров. Схема располо-
жения допусков наружного диаметра резьбо-
вых калибров показана на фиг. 191, а соот-
ветствующие величины допусков и отклонений
приведены в табл. 88.
Отклонения наружного диаметра резьбовых
калибров отсчитываются от наибольшего пре-
дельного размера наружного диаметра резьбы
болта.
Во избежание возможных перекрытий на-
ружный диаметр пробок НЕ не должен быть
больше наружного диаметра изношенных про-
Калибры для
проверки болта
ПР
К-ПРУ-НЕ НЕ -
К-И К-НЕ У-ПР
К-П КИ-НЕ
Калибры для
продерки гайИи<
IP
if!!
Фиг. 191. Схема расположения полей допусков наружного
диаметра резьбовых калибров (ГОСТ 1623-42).
бок ПР. Наружный диаметр пробок К-И, К-ПР
и К-П не должен быть больше наружного
диаметра пробок У-ПР.
Допуски наружного диаметра пробок с пол-
ным профилем У-НЕ, К-НЕ и КИ-НЕ устана-
вливаются по 3-му классу (В3 ОСТ 1023). На-
ружный диаметр этих пробок в проверке не
участвует, поскольку проверяемые кольца име-
ют прорезку по наружному диаметру. Такие
же величины допусков принимаются для ка-
либров-пробок с укороченным профилем (НЕ,
К-И, К-ПР и К-П), у которых наружный диа-
метр также не является рабочим элементом.
Допуски наружного диаметра резьбовых
рабочих проходных пробок приблизительно
в 1,5 раза больше допусков по среднему диа-
метру. Предельное отклонение износа по на-
ружному диаметру рабочих проходных пробок
принято равным предельному отклонению из-
носа по среднему диаметру. Для контркали-
бров У-ПР допуски наружного диаметра при-
близительно в 2 раза больше допусков сред-
него диаметра. Допуск на износ по наружному
Допуски наружного диаметра резьбовых калибров
Таблица 88
Номинальный диаметр
резьбы
в дюймах
От 1 до 3
в. 3
6
, 10
. 18
. 30
. 50
. 80
. 120
. 180
6
10
, 18
„ 30
, 50
. 80
, 120
, 180
, 200
ад
27,-3
З'Л-4
Предельное отклонение в
Пробки ПР
верхнее нижнее
+ 6
+ 6
+ 8
+ ю
+ IO
+ 12
+15
изно-
шенные
-32
-За
Кольца и скобы ПР и НЕ
Форма впадины резьбы про-
извольная. У регулируемых
колец и скоб при шаге больше
0,75 мм должна прорезаться
канавка произвольной формы,
обеспечивающая положитель-
ное отклонение по наружному
диаметру при регулировках
Пробки У-ПР
верхнее
+ 4
+ 4
+ 6
+ 6
+ б
+ 8
+ 8
+ 8
+ ю
+ 12
150
ОСНОВЫ ВЗАИМОЗАМЕНЯЕМОСТИ В МАШИНОСТРОЕНИИ
[РАЗД. Ill
диаметру пробок У-ПР не устанавливается,
так как этот диаметр у колец обычно бывает
выполнен со значительным превышением.
Допуски внутреннего диаметра
резьбовых калибров. Схема располо-
жения полей допусков внутреннего диаметра
резьбовых калибров приведена на фиг. 192,
а соответствующие величины допускав и от-
клонений —; в табл. 8Э.
Внутренний диаметр колец НЕ не должен
быть меньше внутреннего диаметра изношен-
ных колец ПР. Для рабочих непроходных ко-
лец и скоб с укороченным профилем допуски
внутреннего диаметра обычно принимаются
где Н—измеряемая длина резьбы калибра
в мм.
Для метрических резьб эта формула при-
нимает следующий вид:
± D + 0,05 Н) р..
Для рабочих калибров 3-го класса точно-
сти приближённо пользуются формулой
±D + 0,1//)!*.
Допуски половины угла про-
филя. Отклонения половины угла профиля
резьбовых калибров не должны выходить за
пределы, указанные в табл. 91.
Таблица
Допуски внутреннего диаметра калибров
Номинальный диаметр резьбы
В МЛ
От 1 до 3
Св. 3 ,
я 6 ,
ю
» 18
„ 30
, 50
„ 80
„ 120
„ 180
6
10 .
18
30
50
, 80
, 120
, 180
, 200
в дюймах
_
¦/»-'/«
S/l.-3/8
7/..-Е/8
% -17*.
174-2
27^-3
374-4
Предельное отклонение
Пробки ПР, НЕ,
V-HF K-HF и
КИ-НЕ
верхнее
о
о
о
о
о
о
о
о
о
о
Форма
впадины
резьбы—
произ-
вольная
Кольца и скобы ПР
Новые
верхнее
+ 6
+ 6
+ 8
+ 8
+ 8
+ ю
+ ю
+ 12
+15
+ i8
нижнее
— 6
— 6
— 8
— 8
— 8
—ю
—ю
— 12
—15
-i8
Изношен-
ные
+ 12
+ 12
+ 16
+ 16
+ 1б
+ 2О
+ 2О
+ 24
+ЗО
+ЗО
в ц
Пробки У-ПР, К-И,
К-ПР и К-П
верхнее
— 6
— б
— 8
— 8
— 8
— ю
— IO
— 12
—15
-i8
Форма
впадины
резьбы—
произ-
вольная
по 3-му классу точности допусков гладких ци-
линдрических изделий. Величины допусков
внутреннего диаметра колец и скоб ПР при-
близительно в 1,5 раза больше допусков по
Таблица 90
Калибры для
Проверки болта
НЕ
,Мали6ры для
проверки гайки
У-НЕ У-ПР
К-НЕ К-И
КИ-НЕ К-ПР
V—рг1
уд*
Фиг. 192. Схема расположения полей допусков внутрен-
него диаметра резьбовых калибров (ГОСТ 1623-42).
среднему диаметру, а допуск на износ принят
равным половине допуска на неточность изго-
товления. Отклонения внутреннего диаметра
резьбовых калибров отсчитываются от наи-
меньшего предельного размера внутреннего
диаметра гайки.
Допуски шага резьбовых ка-
либров. Допускаемые отклонения по шагу
резьбы калибров не должны выходить за пре-
делы, указанные в табл. 90.
Для калибров к изделиям 2-го класса точ-
ности, а также для контркалибров принятые
допуски приближённо соответствуют формуле
Длина резьбы
калибра в
До 12
мм
Свыше 12 до 30
30
50
. 65
80
„ 100
. 50
. 65
„ 80
.100
.120
Допускаемое
Рабочие
отклонение
калибры
по шагу в |j. ±
Степени точности резьбы
Е,е — E,f
класс 2-й
4
5
б
7
8
9
ю
H,h-K,k
класс 3-й
5
7
9
ю
II
13
15
Контроль-
ные
калибры
4
5
б
7
8
9
ю
Примечания: 1. Допускаемые отклонения по
шагу относятся как к расстояниям между соседними
витками, так и к расстояниям между любыми витками
резьбы калибра.
2. В отношении резьбовых колец указанные в табл. 90
и 91 допуски по шагу и половине угла профиля служат
для контроля инструмента, образующего профиль; непо-
средственная проверка шага и угла у колец произво-
дится по соглашению с заказчиком в зависимости от
наличия контрольных средств.
3. У калибров для основных крепёжных резьб по
ОСТ 32, 94 и 1260 указанные в таблице допуски шага
относятся к расстоянию между любыми витками в пре-
делах высоты гаек ( ~0,8 d0).
Эти допуски устанавливаются независимо
от классов точности и назначения калибров
(рабочие или контрольные) и определяются
по формуле
Т) мин.,
ГЛ. I]
КАЛИБРЫ
151
Таблица 91
Допускаемые отклонения для половины угла профиля резьбы калибров
Шаг резьбы в мм
Число ниток
на 1"
Допускаемое от-
клонение для по-
ловины угла про-
филя в минутах .
О,2
О,25
6о
о.З
55
о,35
5°
о,4
45
°,45
4°
°.5
35
о,6
3°
°.7
25
о>75
2О
о,8
17
i
24
14
1.25
2О
13
1.5
i8
16
12
1.75
14
ii
2
12
II
IO
2,5
3
3.5
ю до 7
9
4 и более
6 и менее
8
Примечания: 1. Допуски на половину угла профиля для калибров свыше 100 мм — рекомендуемые.
2. Отклонение половины угла определяется как среднее арифметическое абсолютных величин отклонений обеих
половин угла.
где L — длина в мм стороны профиля при пол-
ной высоте профиля t2. Для метрической
резьбы, выражая L через s, получаем:
— мин.,
где s — шаг резьбы в мм. Этой же зависимо-
стью пользуются и для дюймовых резьб; раз-
ница в угле профиля E°) мало ощутима. Для
резьб с шагом до 1 мм, учитывая значитель-
ные погрешности измерения половины угла
профиля, допуски относительно увеличены.
Высота укороченного профиля.
Высота укороченного профиля (см. фиг. 183)
не должна выходить за пределы, указанные
в табл. 92.
Таблица 02
зьбы
в.
«ч
0,2
0.25
°^35
о,4
о,45
°>5
о,6
о. 7
°.75
о,8
Высота укороченного
t3 в
IOO
I3O
I4O
1бо
i8o
2ОО
20О
25O
300
33°
400
|х наим.
Для
К-И
Для резьб
2-го класса
(Е,е —E.f)
зьбы
о.
Э н
I
1.25
1.5
1.75
а
2,5
3
35
4
4,5
5
5.5
б
о
ивн
боо
650
75°
75"
8оо
850
IOOO
IOOO
IIOO
IIOO
1200
1300
1400
профиля
В (J.
s
наи
4oo
45°
5oo
500
500
500
600
600
700
700
800
900
IOOO
иток
X
ч*^
h
20
18
16
14
12
II
IO
9.8,7
6
5
47=
4—3
h
наи
650
7oo
7oo
7oo
800
800
850
IOOO
IIOO
1200
1300
1400
В JA
S
наи
4oo
4oo
4oo
4<эо
45°
45°
5°°
боо
7oo
8oo
900
IOOO
Примечания: 1. Величины ta для шагов до
0,8 мм включительно — рекомендуемые.
2. Построение укороченного профиля см. на фиг. 183.
Прорезание канавки для укороченного про-
филя должно делаться у регулируемых колец
и скоб с шагом более 0,75 мм, а у других
калибров начиная с шага 1,5 мм при метри-
ческих резьбах и от 20 ниток на \" при дюймо-
вых резьбах. При меньших шагах резьбы ка-
навки могут прорезаться, если это требуется
технологическим процессом обработки кали-
бров, но высота укороченного профиля ts не
должна быть при этом меньше величин, ука-
занных в табл. 92.
Выше уже указывалось, что у непроходных
колец при малом шаге резьбы и большой вели-
чине допуска по среднему диаметру проверяе-
мых болтов может оказаться невозможным сде-
лать наружный диа-
метр у впадин боль-
шим, чем предельный
наружный диаметр
резьбы болта (см. схе-
му на фиг. 193). В этом
случае наружный диа-
метр резьбы кольца
может быть уменьшен
НаСТОЛЬКО, ЧТОбы у фиг. 193.
впадины имелось при-
тупление п ^ 50 |а. То же правило распро-
страняется и на внутренний диаметр непро-
ходных рабочих
¦"?" пробок. При таком
уменьшении на-
ружного диаметра
и TixZ. непроходных ко-
Калибрь г
д__ ЛСД nd I Cltxj VJ Же
гаек величину необхо-
^Неточность изгот.
гтттттп Износ
Калибры
для 5олто6
ПР
ИИ-НЕ
К-НЕШ
У-НЕ
димо снизить и
верхнее отклоне-
ние пробок У-НЕ,
j К-НЕ и КИ-НЕ.
Допуски резь-
бовых калибров к
изделиям 1-го клас-
са точности по
ГОСТ 1623-42 не
предусмотрены.
В новую редак-
цию ГОСТ 1623-46
Фиг. 194. Схема расположения включены ДОПУ-
полей допусков среднего диа- ,.ЯЛИЙПАВ п^
метра резьбдвых калибров к ски калиОрОВ ДЛЯ
изделиям 1-го класса точности резьб 1-ГО класса
(степени точности С и D). со схемой (фиг.
194), близкой к схе-
ме по ранее действовавшему ОСТ 1270. Вели-
чины допусков на неточность изготовления
калибров и контркалибров, а также предель-
ные отклонения износа для проходных рабо-
чих резьбовых калибров совпадают с соот-
ветствующими величинами по ГОСТ 1623-42.
152
ОСНОВЫ ВЗАИМОЗАМЕНЯЕМОСТИ В МАШИНОСТРОЕНИИ
[РАЗД. Ill
Подобно ГОСТ 1623-42 регламенти-
рованы допуски износа для калибров
НЕ, а также контркалибры КИ-НЕ.
Для резьбовых калибров погреш-
ности шага, половины угла профиля и
собственно среднего диаметра уста-
навливаются отдельно. Каждый из
этих элементов подлежит проверке
независимо от остальных. При исполь-
зовании же резьбовых калибров на
результат измерения будет оказывать
непосредственное влияние приведён-
ный средний диаметр резьбы кали-
бров, правила определения которого
(как с учётом, так и без учёта пара-
метров рассеивания отклонений соста-
вляющих элементов) были уже при-
ведены в статье „Допуски резьбовых
изделий". Пользуясь этими прави-
лами, рекомендуется при проверке из-
делий 1-го класса точности произво-
дить отбор резьбовых калибров таким
образом, чтобы сумма действительных
отклонений по шагу, половины угла
профиля и собственно среднего диа-
метра составляла не более 50% суммы
наибольших допустимых отклонений
этих элементов. Такое ограничение
допуска приведённого среднего диа-
метра производится для того, чтобы
снизить влияние погрешностей кали-
бров на относительно ыалые допуски
резьбовых изделий 1-го класса точ-
ности.
Для быстрого подсчёта суммы фак-
тических или наибольших допустимых
диаметральных компенсаций погреш-
ностей шага, половины угла профиля
и собственно среднего диаметра резь-
бовых калибров можно воспользо-
ваться номограммой, приведённой на
фиг. 195.
Вероятный процент отбора калиб-
ров при ограничении суммы погреш-
ностей шага, половины угла профиля
и собственно среднего диаметра мо-
жет быть установлен, если предва-
рительно определены параметры рас-
сеивания погрешностей этих компо-
нентов *. Соответствующий пример
для контркалибра У-ПР с резьбой
М24 X 3 приведён на фиг. 195а.
Наибольшее допустимое значение по-
грешности приведённого среднего
диаметра
&=/*+/* + /«=/«*+1,732-8* +
+ 0,44 s • В -|- = 26,5 fj.
определяется по табл. 87, 90 и 91, а
также по номограмме, показанной на
фиг. 195.
Эмпирически установлены средние
величины отклонений отдельных ком-
понентов: Е (/а) — 4.5 [л; Е (/,) = 3,5 р.;
t (fa ) = 4,2 ,u, а также дисперсии:
D ifd) = 2,4; D (/,)-5Д; D (/«) = 5,85.
Средняя величина отклонений приведённого среднего
диаметра определяется из формулы
= 12,2 ц.
Среднее квадратическое отклонение определится из
формулы
а, = УЩЬ) = VDVA + DitJ+DifJ -
= /13,35 = 3,7>.
Принимая, что распределение отклонений приведён-
ного среднего диаметра подчиняется закону Гаусса,
можно установить вероятный отбор калибров по таб-
лицам * значений интеграла Ф (г) в зависимости от раз-
ности ? F) — 0,5 Ь, выраженной величиной г в долях zb.
Для калибров к деталям резьбовых соединений с на-
тягами, которые, как правило, выполняются с допусками
меньшими, чем по 1-му классу точности, следует прибе-
гать к такому ограничению суммы погрешностей
04— ¦ ¦ , ¦ ¦ . ...... , .
30 61
Фиг. 195. Номограмма для подсчёта суммы погрешностей шага, поло-
вины угла профиля и собственно среднего диаметра у калибров дли
метрических резьб:
/.— погрешность собственно среднего диаметра;fs —диаметраль-
ная компенсация погрешности шага; /а— диаметральная компенса-
ция погрешности половины угла профиля; 6^ — погрешность шага;
й —— погрешность половины угла профиля.
Пример пользования.
Имеется: .г—2 мм; Л*=1 Ш 8_у-=6р. и 6 —=7'.
1. Из „6" шкалы 5? проводится вертикаль до пересечения с на-
клонной АА, а из точки пересечения — горизонталь до пересече-
ния со шкалой / .
2. Из „7" шкалы 8 ~ проводится вертикаль до пересечения с
лучом л=2, а из точки пересечения — горизонталь до пересечения
со шкалой /а .
3. Точки пересечения шкал / ъ /а соединяются прямой линией
и отмечается точка пересечения на шкале fs+fa.
4. Точка пересечения на шкале fs+fa соединяется прямой с ,1"
на шкале / . и в точке пересечения шкалы b получаем суммарную
ошибку (погрешность приведённого среднего диаметра) b ~ 17 (i
(см. на номограмме движение стрелок).
Размерность: .у — в миллиметрах; 8а/2 —.в минутах; /., 8у,
/ , / и b — в микронах.
* См. „Допуски и посадки цилиндриче-
ских резьбовых соединений", стр. 31.
* См. „Сведения по теории вероятностей", „Справочник", т. 1,
ч. 1-я.
ГЛ. I]
КАЛИБРЫ
153
отдельных элементов, чтобы суммарная по- свыше 200 мм допуски резьбовых калибров
грешность отобранных таким путём резьбовых могут быть определены по приведённым выше
калибров составила не более 15—20^/0 допуска формулам и зависимостям,
контролируемых изделий. Пример подсчёта предельных размеров
Допуски калибров по ГОСТ 1623-42 устано- калибров для резьбы М24 X 3 приведён в
влены для размеров до 200мм. Для размеров табл. 93.
Таблица 93
1. Д и а м е '
2
Пример подсчёта предельных
размеров калибров
гры теоретического профиля
Наружный d0-
= 24
Допуски и от клон
Наружный диаметр болта
е
резьбы
для
о бщегс
Средний d =22,051
ния дл я р t
3
Внутренний
диаметр болта
Отклонение
верхнее
0
нижнее — с
класс '2а
Наименование
и обозначение
Пробки
Кольца
Контр-
кали-
бры-
пробки
ПР
П-ПР
ПР
П-ПР
ПР
П-ПР
ПР
П-ПР
Нг.
У-ПР
К-ПР
к-п
К-И
У-ht
K-Ht
КИ-НЕ
-350
К
S"
у 3
ч S
ЬЙ о.
2
3
2
3
2
3
2
3
2 и з
2
3
2
3
2
3
класс 2-й
и 3-й
- 600
верхнее
0
3. Резьбовые калибр
ь б ы
болта и
резьбы М24ХЗ
для болта и
гайки
Допуски среднего
диаметра болта
и гайки b
Класс 2-й
74
Класс
3-й
290
Внутренний
по ОСТ 1251
гайки, в мм
^=20,103
и 1252 в
Внутренний диаметр
гайки
шжнее
+ е'
+ 327
ы и контркалибры
Предельные размеры
наружный
новый **
24,008—o,oi6
—
24,008—0,016
—
23,030—0,045
23>х5о—0,045
24,0 и
больше
—
24,0 и
больше
—
24,о и
больше
24,о и
больше
24,ООб—О,О12
22,870—0,045
22,870—о,о4
22,870— 0,04
5
1
24,0—0,045
24,0—0,045
24,0—0,045
24, о—о,о45
24,0—0,045
24,о—О,О4
)
Диаметр
средний
новый
22,О66—O.OIO
22,043
22,О66—О,ОЮ
22,043
22,235—O.OIO
22,351- О,ОЮ
22,ОЗб+О,ОЮ
22.O59
22,036+0,010
22,059
2Т,8б7+О,ОЮ
2I,>J5I+0,OIO
22,039—0,006
22,049—0,006
22,062—0,006
22,074—0,006
21,870—0,006
21,754—0,006
21,880—0,006
21,764—0,006
21,887—0,006
21,771—0,006
Шрнный
22,031
22,031
22,031
22,031
22,2l8
22,334
22,071
22,071
22,071
22,071
21,884
21,768
22,031
—
—
—
21,862
21,746
—
—
—
внутренний
новый ***
20,4
ЙО и
меньше
20,430 и
меньше
20,430 и
меньше
20,430 и
меньше
20,422+0,016
20,422+0,016
21,070+0,045
20,960+0,045
20,422 и
меньше
20,422 и
меньше
20,422 и
меньше
20,422 и
меньше
20,430 и
меньше
20,430 и
меньше
20,430 и
меньше
20,430 и
меньше
20,430 и
меньше
20,430 и
меньше
в мм *
Ширина
канавки)
наи-
мень-
шая
—
—
—
о,4
—
—
—
i
о,41
о,4
О.41
о,41
—
—
—
—
—
i
Ъ
наи-
боль-
шая
—
—
—
O,6l
._
—
—
—
0.61
0,61
0,61
0,61
—
—
—
—
—
Отклонение
верхнее
+е
"
+ 787
Высота
V-
Наружный
диаметр
гайки
профиля
наи-
боль-
шая
—
—
—
1,О
—
—
—
1,О
1,О
1,О
1,О
—
—
—
—
--
_
и
наи-
мень-
; шая
о,6
—
о,6
о,6
о,6
—
—
—
—
>
0
с
S?
о "^
5 >«
н я
о а
0,005
о,оо7
0,005
о,оо7
°>о°5
0,007
о,оо4
о,оо5
о,оо5
о,оо5
о,оо5
О.ОО5
* Допускаемые отклонения для половины угла профиля калибров и контркалибров ± 9'.
** Размер наружного диаметра пробок ПР и П-ПР при полном их износе 23,980 мм.
*** Размер внутреннею диаметра колец ПР и П-ПР при полном их износе 20,446 мм.
Предельные размеры калибров с укороченным профилем в целях увеличения ширины проточки подсчитаны так,
f 2 1
чтобы —-ГТ- •* 2, откуда f ¦» —г- U\ *" " ~5" U-
t о о
154
ОСНОВЫ ВЗАИМОЗАМЕНЯЕМОСТИ В МАШИНОСТРОЕНИИ
[РАЗД. III
Продолжение табл. 93
4.
Наименование
и обозначение
Контр кг-
либры
Р-ПР
Р-НЕ
иП-НЕ
К-РП
К-П
К-НЕ
Гладкие калибры для резьбы и
Предельные размеры в мм
для класса
новый
23-974+O.OI3
23.643+0.013
23.977—°>°°4
24,001—0,004
23.646—0,004
2а
изно-
шенный
24,О
-
-
-
для классов 2-го и Л-го
новый
23,974+0,013
23.393+0,013
=3.977—0.004
24.001—о,оо4
23.396—0,004
изно-
шенный
24,О
-
-
-
< о н т р к а
(ибры
Наименование
и обозначение
Пробки
-
-
-
Р-ПР
Р-НЕ
и П-Н?
-
-
-
к ним
новый
20,456—0,013
20,897—°,О13
-
-
-
изношен-
ный
зо,43О
-
-
-
Размеры средних диаметров пробок П-ПР и колец П-ПР, изношенных пробок НЕ и колец НЕ, контркалибров
К-П и КИ-НЕ даны как рекомендуемые.
допуски
Фиг. 195а. Схема вероятного отбора калибров У-ПР,
резьба М24 X 3. При 50°/0-ном ограничении суммы отклоне-
ний отдельных элементов вероятный отбор составляет61%.
лируемых резьбовых колец, для которых до-
пускается овальность от 20 до 50 [л при диа-
метрах от 2 до 200 мм.
Качество отделки измерительных поверх-
ностей— по образцам заводов-изготовителей,
с утверждением образцов министерствами,
в систему которых входят заводы-изготовители.
Старение должно производиться в процессе
изготовления.
Обязательные знаки маркировки:
а) обозначение резьбы, включающее номи-
нальный диаметр и шаг резьбы для метриче-
ских резьб или число ниток на \" для дюй-
мовой резьбы, например:
М10Х 1.5; ЗМ24Х1; 3//Х Юн; 2" труб;
б) класс точности или степень точности
резьбы;
в) обозначение назначения калибра (ПР,
НЕ, У-ПР и т. д.);
г) марка завода-изготовителя.
Проверка рабочих размеров резьбовых
калибров производится методами и средствами,
предусмотренными инструкцией № 45-41 Ко-
митета мер и измерительных приборов при
Совете Министров СССР.
Основные позиции технических усло-
вий*. Материал. Измерительные части кали-
бров изготовляются из инструментальной ста-
ли, углеродистой или легированной. Рекомен-
дуются марки У10А, У12А, X и ХГ.
Твёрдость измерительных частей калибров-
пробок с do^3 мм и твёрдость нерегулируемых
колец должна быть 56—64 Hrq. Для пробок с
</0^3 мм твёрдость должна быть 50—5QHrc-
Для регулируемых колец 50—64 Hrc.
Отклонения от правильных геометрических
форм ограничиваются полем допуска на ра-
бочие размеры калибра за исключением регу-
* По ГОСТ 2016-43.
Калибры для специальных цилиндрических
резьб
Изложенные выше допуски и номенкла-
тура резьбовых калибров установлены по
ГОСТ 1623-42 для крепёжных метрических и
дюймовых резьб.
Для трубных цилиндрических резьб со-
гласно ГОСТ 2533-44, выпущенному взамен
ОСТ 3718-40, принята та же система допусков
на резьбовые калибры, как и для крепёжных
резьб. Поскольку нормали и допуски трубной
цилиндрической резьбы по ОСТ 266 приняты
в двух вариантах — с закруглённым и с пло-
скосрезанным профилем, то в целях унифи-
кации калибров для резьб этих профилей
оказалось необходимым наружный диаметр
ГЛ. I]
КАЛИБРЫ
155
ПР
Фиг. 196. Схема распо-
ложения допусков на-
ружного диаметра про-
бок ПР для трубной ци-
линдрической резьбы.
пробок и внутренний диаметр колец строить
по хордам, соединяющим начальные точки за-
круглений. На фиг. 196 показана соответ-
ствующая схема для наружного диаметра про-
ходных пробок. Аналогично построена схема
для внутреннего диаметра проходных колец.
Отсюда следует, что проходные резьбовые ка-
либры не проверяют наружного диаметра резь-
бы муфты и внутреннего диаметра резьбы
трубы. Эта проверка
обеспечивается надлежа-
щим профилированием и
периодическим контро-
лем резьбонарезного ин-
струмента. В особо ответ-
ственных случаях, при
высоких требованиях к
непроницаемости резьб,
контроль этих элементов
может производиться
специальной пробкой
(кольцом) с уменьшен-
ным углом профиля, а для
резьб трубы наряду с
этим могут применяться
скобы со скошенными
губками, резьбовые микрометры со специ-
альными вставками и т. д.
Для трапецоидальных резьб допуски уста-
новлены по ОСТ 20151-39, который в насто-
ящее время пересматривается в соответствии
с ГОСТ 1623-42. Этим самым расположение
полей допусков калибров для трапецоидальных
резьб будет унифицировано с калибрами для
крепёжных резьб. Учитывая наличие гаранти-
рованных зазоров у резьбы изделия, поля до-
пусков калибров откладывают от соответ-
ствующих предельных размеров изделий таким
образом, чтобы гарантированные зазоры были
обеспечены. Ввиду сравнительно больших до-
пусков самих изделий допуски калибров для
трапецоидальных резьб несколько расширены
по сравнению с калибрами для крепёжных
резьб, для допусков диаметров — приблизи-
тельно на 50%, а для половины угла профиля—
на 2—3', так как изготовление калибров с
малым углом профиля (а = 30°) связано с про-
изводственными затруднениями. Допуски по
шагу сохранены по ГОСТ 1623-42 почти без
изменений. Сама спецификация калибров
должна быть пополнена калибрами или дру-
гими средствами для измерения наименьшего
внутреннего диаметра резьбы винта подобно
тому, как это рекомендуется для трубных ци-
линдрических резьб.
Для упорных резьб в настоящее время
имеется только нормативный материал Бюро
взаимозаменяемости в металлообрабатыва-
ющей промышленности. Допуски калибров для
упорных резьб по этому материалу приняты
в полном соответствии с допусками калибров
для трапецоидальных резьб. Допуски на по-
ловину угла профиля даны отдельно для угла
30° и угла 3°. Допуск на угол 3° приблизи-
тельно на 30% больше, чем допуск на угол
30' (в соответствии с технологическими труд-
ностями точного выполнения столь малых
углов профиля).
Для прямоугольных резьб допуски кали-
бров предусмотрены только нормативными ма-
териалами Бюро взаимозаменяемости. Проход-
ные калибры являются прототипом сопрягае-
мой детали пары и, таким образом, выполнены
в виде резьбового кольца для проверки винта
и резьбовой пробки для проверки гайки. В ка-
честве непроходных калибров применяются
вкладыши для проверки ширины впадины
резьбы, а также скобы для проверки толщины
витка (фиг. 197). Поскольку допуски всех
элементов прямоугольных резьб приняты по
допускам гладких цилиндрических изделий, то
и допуски калибров принимаются по соответ-
ствующим классам точности. Лишь для про-
ходных резьбовых калибров и контркалибров
У-ПР требуется дополнительно установить до-
пустимые отклонения по шагу, которые при-
нимаются в зависимости от длины нарезан-
ной части, как для калибров к крепёжным
резьбам.
Для круглых резьб, не имеющих прямоли-
нейного участка профиля резьбы (резьба про-
тивогазов, резьба цоколя и патрона электри-
ческих лампочек и др.), применяются только
проходные резьбовые калибры в сочетании с
непроходными гладкими калибрами, поскольку
при одновременном образовании наружного,
среднего и внутреннего диаметров такой про-
веркой практически ограничиваются возмож-
ные колебания размеров среднего диаметра.
Допуски и конструкции для таких калибров
предусмотрены по ГОСТ
4002—4003 (для резьбы Эди-
сона) и по ГОСТ 289-41
(для резьбы противогазов).
Для круглых резьб, име-
ющих прямолинейный уча-
сток профиля, возможно по
строение непроходных резь-
бовых калибров с укорочен-
ным профилем, однако и для
этих резьб часто пользу-
ются изложенным выше методом проверки.
Величины допусков диаметров калибров
для круглых резьб приблизительно в 2—3 раза
больше допусков калибров для крепёжных
резьб. Допуски по шагу приближаются к до-
пускам по ГОСТ 1623-42. Величины допусков
на радиусы составляют 0,01—0,02 мм.
Для часовых резьб допуски калибров ре-
гламентированы по ГОСТ 3199-46. Схема
расположения полей, а также величины до-
пусков калибров приняты с большим прибли-
жением к допускам калибров для крепёжных
резьб малых размеров. Значительно увеличе-
ны лишь допустимые отклонения для полови-
ны угла профиля, исходя из больших погреш-
ностей измерения этого элемента при таких
малых шагах. Кроме того, регламентируется
ограничение суммы действительных погреш-
ностей шага, половины угла профиля и соб-
ственно среднего диаметра, необходимость
в чём возникает в результате сопоставления
величин допусков калибров с величина и
допусков изделий.
Калибры для конических резьб
Конические резьбы типа Витворта и
Бриггса по ОСТ 20008 и ОСТ 20010 прове-
ряются калибрами по осевому перемещению.
Схему такой проверки см. фиг. 68 (стр. 61).
Профиль калибров для этих резьб показан
на фиг. 198. Как видно из фиг. 198, витки
резьбы калибров притуплены с таким расчётом,
Фиг. 197.
156
ОСНОВЫ ВЗАИМОЗАМЕНЯЕМОСТИ В МАШИНОСТРОЕНИИ
[РАЗД. Ill
чтобы при свинчивании калибров с изделиями
касание .происходило только по сторонам
профиля. Допуски калибров для среднего диа-
Пробка
Просриль резьбы
пробки
S
Профиль резьбы
. кольца
Ь/2^ s —
Кольцо
$ Линия параллель-
''/&/////, пая оси калибра
Jf% Линия.
^ параллельная
оси калибра
Фиг. 198. Калибры для конических резьб типа Витворта
и Бриггса.
метра в основной плоскости несколько меньше,
чем для калибров к цилиндрической резьбе
(опасность брака практически устраняется
наличием соответствующих припусков на тор-
цах). Допуски на шаг и половину угла профиля
приняты, как для калибров
к цилиндрической резьбе. От-
клонения конусности ограничи-
ваются полем допуска на сред-
ний диаметр, как это показано
на фиг. 199. Жёсткий допуск
Гот 1- 0,01 мм до + 0,015 мм)
устанавливается только для
длины /2 (фиг. 198). Длина 1\
может быть выполнена со зна-
чительными отклонениями, так
как торец пробки (фиг. 198)
является рабочим и не участвует непо-
средственно в измерении. Приёмные калибры
выполняются с такими же допусками, как и
рабочие калибры. Контрольные калибры дол-
жны отбираться с наиболее точными разме-
рами по среднему диаметру, шагу и поло-
вине угла профиля. Допуски на средний диа-
метр резьбы колец не устанавливаются; кольца
припасовываются к контрольным пробкам по
совпадению торца кольца с уступом на пробке.
Фиг. 199.
не
КАЛИБРЫ ДЛЯ ГЛАДКИХ КОНИЧЕСКИХ
ИЗДЕЛИЙ
Контроль гладких конических изделий с
помощью калибров производится главным
образом по осевому перемещению калибра
относительно изделия и направлен тем самым
к ограничению нормированных предельных
значений базорасстояния *.
Если база расположена со стороны боль-
шего основания конуса, то калибры-пробки,
предназначенные для проверки отверстий,
обычно выполняются с двумя рисками, рас-
стояние между которыми т равно допуску
базорасстояния (фиг.202). В процессе проверки
необходимо убедиться в том, что торец изде-
лия располагается между этими рисками. При
базе, расположенной со стороны меньшего
Риски
Фиг. 202.
основания конуса, удобнее вместо рисок вы-
полнять на пробке уступ у торца меньшего
основания (фиг. 203).
Фиг. 203.
Калибры-втулки, предназначенные для про-
верки наружных конических деталей, выпол-
няются с уступом у меньшего или большего
основания конуса в зависимости от располо-
жения базы (фиг. 204). Проверка наружных
./77
ШШШШ&
Риска
Фиг. 200.
Фиг. 201.
Фиг. 204.
Фиг. 205.
Конические резьбы, применяемые в нефте-
промышленности, проверяются калибрами по
осевому перемещению. Типы этих калибров по-
казаны на фиг. 200 и 201. При сличении рабочих
калибров с контрольными, а также при свинчи-
вании пары контрольных калибров базорас-
стояние (натяг) проверяется с помощью спе-
циальных щупов, показанных на фиг. 201.
конусов с помощью втулок по рискам (взамен
уступа) может быть произведена, если риски
нанесены на плоскости выемки, параллельной
оси втулки (фиг. 205), как это практикуется
* См. „Допуски и посадки гладких конических со-
единений", стр. 65.
ГЛ. I]
КАЛИБРЫ
157
при контроле инструментальных конусов с
лапками.
В тех случаях, когда допуск на базорас-
стояние не установлен или возможна ориенти-
ровочная проверка базорасстояния, пользуются
калибрами, у которых нанесена только одна
риска, положение которой определяется номи-
нальным базорасстоянием. Вместо уступов
при такой проверке можно непосредственно
использовать соответствующий торец калибра.
Чтобы наряду с проверкой базорасстояния
иметь возможность проверять „на просвет"
отклонения от конусности, применяются скобы
для наружных конусов, показанные на фиг. 206.
Г
с—gcr
777
, -*J>
Фиг. 20S.
Для этой же цели пользуются инструментами,
показанными на фиг. 207, получившими в
производственной практике
название „плоские кониче-
ские втулки". Измеряемое
изделие опирается на вин-
ты 4 и 5. Проверка от-
клонений от конусности
производится „на просвет"
между поверхностью изде-
лия и лезвиями 1 и 2, по-
саженными на штифты и
винты на чугунном основа-
нии 3. Такие инструменты
выпускаются в СССР для
конусов Морзе и метриче-
ских, а также других кону-
сов с конусностью i/зо и Vbo- Отдельные фирмы
изготовляют такие инструменты с устанавли-
Фиг. 207.
Фиг. 208.
ваемыми (регулируемыми) планками на требуе-
мую конусность с помощью плиток и шайб
соответствующих размеров.
В оборонной промышленности находят при-
менение специальные скобы для проверки диа-
метра меньшего основания ко-
нуса (фиг. 208), с небольшой
высотой измерительных по-
верхностей (для уменьшения
влияния отклонений угла ко-
нуса). У проходной стороны
просвет должен быть по сто-
ронам, прилегающим к обра-
зующим конуса, а у непро-
ходной — по стороне, приле-
гающей к торцу конуса.
Допуски на диаметры кали-
бров (в частности, на диаметр в плоскости пер-
вой риски D — фиг. 202) применяют обычно
равными от + 5и/0 до ± 10% от допуска диа-
метров изделия. Допуск на расстояние т между
рисками или на высоту уступа т принимается
в пределах + 10% от самой величины т (до-
пуска базорасстояния). Допуски на угол уклона
нормируются в сравнительно жёстких преде-
лах. Так, для калибров к инструментальным
конусам (ГОСТ 2849-45)Морзе №1-5 допуск
на угол уклона составляет от ± 13" до + 8* при
нормальной точности и от ± 6" до + 4" — при
повышенной точности. Калибры втулки при-
пасовываются к пробке (торец втулки совпа-
дает с первой риской на пробке). Износ
калибров можно допустить до перехода
торца втулки за первую риску на величи-
ну 0,2 т.
В табл. 93а приведены допуски основ-
ных размеров калибров для конусов инстру-
ментов.
Припасовка втулок к пробкам * произво-
дится как по положению первой риски отно-
* Об универсальных методах проверки см. статью
„Средства и методы измерения углов" в гл. II этого
тома, стр. 197.
Таблица 93а
Допуски калибров для конусов инструментов *
Обозначения конусов
Метрические
Морзе
Метрические
4
б
о
i
2
3
4
5
6
8о
IOO
I2O
A40)
160
2ОО
Номи-
наль-
ная
о,°5
0,05205
0,04988
O.O4995
0,05020
0,05194
0,05263
0,05214
о,о5
°.°5
°>°5
0,05
0,05
0,05
Конусно.
Предельное
Нормальная
точность
± O.OOO22
± о.ооогб
± 0,00013
± о,ооо13
± 0,00013
± о,ооои
± O.OOOIO
± о,оооо8
± о.ооооб
± о.ооооб
± о.ооооб
± о.ооооб
¦± о.ооооб
+ о.ооооб
± О.ООООд
с т ь
отклонение
Повышенная
точность (К)
± о,ооо13
± 0,00009
¦+• о»ооооб
± о.ооооб
± о.ооооб
± 0,00005
± о,оооо5
± о,оооо4
± о,ооооз
± о.ооооз
± о.ооооз
± 0,00003
± о,оскх>з
± о.ооооз
± O.OOOO25
D
Номи-
нал
4
6
9>°45
12,065
17.780
23,835
31,267
44.399
63,348
8о
IOO
I2O
140
IOO
2ОО
Предельное
отклонение
в
± о.ооз
± о,ооз
± о,ооз
+ о,оо4
+ о,оо4
± о,оо5
± о.ооб
± о.ооб
± о,оо7
± о,оо7
± о,оо8
± о,оо8
± о,оо9
± о,оо9
± о,ою
т
Номи-
нал
мм
I
I
1,2
1.4
1,6
1,8
2,О
2,0
2,5
2,5
3,о
3,о
3,о
3.5
Предельное
отклонение
± о
± о
± о
± о
± о
± о
± о
± о
± о
±о
I
I
I
15
15
15
2
2
.25
± о,з
± о,з
± о,3
± о
± о
3
3
• Из ГОСТ 2849-45.
158
ОСНОВЫ ВЗАИМОЗАМЕНЯЕМОСТИ В МАШИНОСТРОЕНИИ
[РАЗД. III
сительно торца втулки, так и по прилеганию
конических поверхностей пары (на краску).
Наименьший слой краски (берлинская лазурь,
растёртая с машинным маслом и вазелином),
который удаётся нанести на доведённую по-
верхность и наблюдать невооружённым глазом,
составляет 1—2[х. Наибольший же слой, кото-
рый удаётся равномерно нанести на доведён-
ную поверхность, составляет — 15 (и. Обычный
слой краски в производственных условиях
составляет 3—6 [д.. Для калибров к конусам
Морзе № 3 этот слой может компенсировать
разницу в углах уклона пробки и втулки от
~ 6" до ~ 12" при допуске (нормальная точ-
ность) о а = ztll-H22", что нельзя признать
вполне удовлетворительным. Тем не менее
припасовка втулок к пробкам и отсюда изго-
товление этих калибров только комплектными
парами является в настоящее время основным
методом их производства и контроля. По
ГОСТ 2849-45 слой краски при припасовке
втулок к пробкам не должен превышать 4 \х
для конусов Морзе до № 3 включительно и 6[х
для конусов Морзе № 4 и больше. Методом
припасовки на краску пользуются при особых
требованиях для проверки изделий по кали-
брам, а также взаимной пригонки самих изделий.
КАЛИБРЫ ДЛЯ ШЛИЦЕВЫХ ИЗДЕЛИЙ
Шлицевые изделия прямобочного профиля
контролируются:
а) по элементам — предельными (одиноч-
ными) калибрами;
б) по взаимному расположению элементов
профиля — комплексными (проходными) шли-
цевыми калибрами.
Принципиальные схема конструкций кали-
бров, а также схема измерений шлицевых втул-
ки и вала показаны в табл. 94 и 94а, из кото-
рых видно, что каждый элемент шлицевого
соединения (D, d и Ь) проверяется отдельно
предельными (одиночными) калибрами-пробка-
ми и скобами независимо от способа центриро-
вания. Исключение составляет внутренний диа-
метр d шлицевого вала при центрировании
соединения по D или Ь, который в этом слу-
чае проверяется только непроходной скобой
(табл. 94а, п. 5).
В табл. 95 и 95а даны предельные отклоне-
ния комплексных шлицевых калибров *. Откло-
нения эти отсчитываются от размеров элемен-
тов (D, d и Ь) шлицевых пробок и колец,
соответствующих контуру втулки и вала, опре-
деляемому отклонениями, установленными для
контроля комплексными калибрами **.
На фиг. 209 показана схема расположения
полей допусков предельной неполной пробки
(пластины) и комплексной шлицевой пробки
для контроля шлицевой втулки А3И2 по
наружному диаметру (центрирование по D).
Допуски калибров для контроля элементов
шлицевых вала и втулки в отдельности отсчи-
тываются от предельных размеров D, d и Ь,
определяемых отклонениями, установленными
* По проекту ГОСТ, разработанному заводом
им. Кирова МТП.
** См. „Допуски и посадки шпоночных и шлице-
вых соединений", табл. 36- 39.
Таблица 94
Принципиальная конструкция калибров и схема измерения шлицевой втулки прямобочного
профиля
Наименование
калибра
П ринципиальная
конструкция калибра
Назначение
Схема измерения
Примечание
Калибр-пробка шли-
цевая комплексная
Калибр-пробка шли-
цевая комплексная
Калибр-пробка оди-
ночная предельная
Калибр-пробка оди-
ночная предельная
Калибр-пластина оди-
ночная предельная
Прох
непрох
Проверка шлицевой
втулки по профилю
при центрировании по
D или Ь
Проверка шлицевой
втулки по профилю
при центрировании
по d
Проверка шлицевой
втулки по размеру D
при центрировании по
D, d или Ь
Проверка шлицевой
втулки по размеру d
при центрировании по
D, d или b
Проверка шлицевой
втулки по ширине па-
за b при центрирова-
нии по D или b
ГЛ. I]
КАЛИБРЫ
159
Таблица 94а
Принципиальная конструкция калибров и схема измерения шлицевого вала прямобочного
профиля
Наименование
калибра
Принципиальная
конструкция калибра
Назначение
Схема измерения
Примечание
Калибр-кольцо шли-
цевое комплексное
Калибр-скоба оди-
ночная предельная
Калибр-скоба оди-
ночная предельная
Калибр-скоба оди-
ночная предельная
Калибр-скоба оди-
ночная непроходная
Пвох.
rienpox
Проверка шлицевого
вала по профилю при
центрировании по D,
d или Ь
Проверка шлицевого
вала по размеру D при
центрировании по D,
d или b
Проверка шлицевого
вала по размеру b при
центрировании по D,
d или b
Проверка шлицевого
вала по размеру d при
центрировании только
по d
Проверка шлицевого
вала по размеру d при
центрировании по D
или b
Скоба спе-
циального ти-
па *
Скоба спе-
циального ти-
па *
* Тип скобы взят по нормалям А1-212 Оргавиапрома.
Таблица 95
Предельные отклонения комплексной шлицевой пробки
Номинальные диаметры D
или d в мм
Диаметр центриро-
вания
D или d
Нецентрирующий диаметр
Ширина шпонок
Отклонения в [л
верхн.
верхн.
верхн.
верхн.
До 18 . . • .
Св. 18 до 30 .
,30 „ 50 .
„ 60 „ 80 .
„ 80 „ 12п .
„ 120 „ ISO .
+ 5
+ 6
+ 7
+ 9
+ ю
+ 12
— IO
— 12
+ 18
+ 21
5
+ 30
+ 35
+ 27
+ 33
+ 39
+ Ф
+ 54
+ 12
+ 14
+ 16
— 8
— ю
— 12
-15
Примечания: 1. Верхние отклонения по ширине шпонок b установлены, включая ошибки расположения
и формы шпонок.
2. Предельные отклонения изношенных калибров — рекомендуемые.
для проверки этих размеров предельными оди-
ночными калибрами.
Допуски и отклонения калибров для кон-
троля наружного и внутреннего диаметров ва-
лов и втулок назначаются по стандартам на
допуски гладких калибров * в соответствии
* См. „Калибры для гладких цилиндрических из-
делий", стр. 118.
с допусками элементов шлицевого соединения.
Для валов Д2а отклонения калибров назначают-
ся, как для валов В = С. Для валов e9ISA от-
клонения калибров назначаются как для валов
Х3 и Ш3. Отклонения непроходных калибров
для контроля нецентрирующего внутреннего
диаметра вала d назначаются, как для валов
5-го класса точности.
Допуски и отклонения калибров для провер-
ки ширины шпонок вала и пазов втулки при»
160
ОСНОВЫ ВЗАИМОЗАМЕНЯЕМОСТИ В МАШИНОСТРОЕНИИ
[РАЗД. Ill
нимаются в зависимости от их ширины, как
для валов В3 и отверстий А3 при точности И]
и как для валов и отверстий Х3 и Ш3 при
точностях И2 и И3.
На комплексных калибрах маркируется
обозначение размеров шлицевого соединения
НО
Неполная
>предельная
пробка
I НомплеИсиая
Кшлицевая
пробка
Поле допуска на компенсацию по-
j 1 грешностей взаимного располо-
I 1 >кения элементов профиля
шлицевой втулки
Попе допуска на неточность
изготовления
Поле допуска на изноп
Фиг. 209. Схема расположения полей допусков калибров
по размеру D при контроле шлицевой втулки А3Иа (ин-
тервал диаметров 50 — 80 мм). Центрирование — по D»
по ГОСТ 1139-41 и обозначение отклонений
вала на кольцах или отверстия на пробках,
например:
1) шлицевая пробка 10 D 112 х 120 х
х18 АИ],-
2) шлицевое кольцо 10 D 112х 120 х 18ХИ2.
985
Таблица 95а
Фиг. 210. Исполнительные размеры комплексной
шлицевой пробки 10 D 112 X 120 X 18 АИ,.
Проходные и непроходные калибры для
проверки диаметров вала и втулки маркиру-
ются в соответствии с правилами маркировки
гладких калибров по ОСТ/НКТП 8104/992.
Пример- Подсчёт исполнительных размеров ком-
плексных пробки и кольца для контроля шлицевого
соединения 10 D 112 X 120 X 18 ^р .
Предельные отклонения комплексного шлицевого
кольца
Номинальные
или d в мм
До 18 ....
Св. 18 до 30
, 30 , 50
. 50 „80
. 80 „ 120
„ 120 „ 180
Диаметры
рхн.
ш
о
о
о
о
о
о
центрир.
D или
жн.
X
— 5
- 6
— 7
— 9
— ю
— 12
d
Нецен-
трир.
D или d
Отклонения
нош.
m
+ 7
+ 8
+ IO
+ 12
+ 15
+ 18
рхн.
и
о
о
о
о
о
о
жн.
Я
S
— 27
—33
—39
-ф
—54
-63
Ширина
В р
рхн.
<и
в
о
о
о
о
о
пазов
Ь
жн.
X
— IO
—12
— 14
—16
—18
нош.
со
S
+ 7
+ 8
+ ю
+ 12
+ 15
Примечания: 1. Нижние отклонения по ширине
пазов Ь установлены с включением ошибок расположе-
ния и формы пазов.
2. Предельные отклонения изношенных калибров —
рекомендуемые.
Номинальные размеры калибров находим по табл.
36 и 39 статьи „Допуски и посадки шпоночных и шлице-
вых соединений", а числовые значения допусков пробки
и кольца — по табл. 95 и 95а настоящей статьи.
Так:
1. Пробка 10 D 112 х 120 X 18 АИ, будет иметь
размеры (фиг. 210):
D
| новый A20-0,016)+0,01
1 изнош. 120—0,016-0,015:
И9,994_0>01,
119,969;
новый 18+0,018 =
изнош. 18—0,015 =
; 18,018_0018 ,
17,985;
новый A12-0,120)+0,054 — 111,934_0H54 ,
износ не установлен.
2. К о л ь ц о 10 D 112 X 120 X 18 ХИ
размеры (фиг. 211):
будет иметь
Фиг. 211. Исполнительные размеры комплексного
шлицевого кольца 10 D 112 х 120 X 18 ХИ,.
D\ новый A20—0,024)—0,01 = 119,966 +°'01 ,
[ изнош. 120-0,024 +0,015=119,991;
новый A8—0,110)—0.018 = 17,872 + °'°18 >
изнош. 18—0,110 + 0,015=17,905;
A12-0,120)- 0,054 = 111,826 + °'054 .
не установлен.
,| новый
\ износ не
ГЛ. I]
КАЛИБРЫ
161
Листовые калибры для проверки линейных размеров
Наименование
типов калибров
Калибры двух-
сторонние пре-
дельные для пазов
Скобы двухсто-
ронние предель-
ные для длин . .
Скобы односто-
ронние двухпре-
дельные для длин
Скобы двухсто-
ронние предель-
ные для высот . .
Скобы односто-
ронние двухпре-
дельные для высот
Калибры двух-
сторонние пре-
дельные для усту-
пов, тип А . . .
Калибры двух-
сторонние пре-
дельные для усту-
пов, тип Б .
Глубиномеры
двухсторонние
предельные . .
Калибры двух-
сторонние пре-
дельные для высот
Калибры одно-
сторонние двух-
предельные для
высот
Калибры для
лин с рисками
Пре-
дел из-
мерения
в мм
Эскиз
ю—4°°
ёыдоики допускаются
с 2-х сторон
Таблица 96 КАЛИБРЫ ДЛЯ ПРОВЕРКИ ЛИНЕЙНЫХ
РАЗМЕРОВ
Для проверки линейных размеров в настоя-
щее время на машиностроительных пред-
приятиях наиболее широко применяются так
называемые листовые калибры, типы которых
приведены в табл. 96. Наряду
с цельными конструкциями
листовых калибров для разме-
ров свыше 100мм применяются
1
I—5° |
15 20О
о 0
0 О
Фиг. 214.
Фиг. 215.
и сборные конструкции, одна из которых по-
казана на фиг. 214.
Проверка больших длин может осущест-
вляться также с помощью регулируемых кали-
Фиг. 216.
бров (фиг. 215), которые в зависимости от поло-
жения измерительных вставок предназначаются
для наружных или внутренних измерений. На
фиг. 216 показаны калибры фирмы Pitter Gau-
ge. Эти калибры монтируются из двух крон-
штейнов лёгкого сплава, на одном из которых
укреплена неподвиж-
но измерительная
вставка, на другом —
микрометрическая го-
ловка. В каждый крон-
штейн ввинчиваются
две закалённые втул-
ки, торцы которых
после установки дово-
дятся. Стержни пред-
ставляют собой пло-
скопараллельные кон-
цевые меры с зака-
лёнными и доведён-
ными торцами и мо-
гут быть притёрты к
торцам втулок. Соеди-
нение обеспечивается фиг. 217.
винтами, проходящи-
ми через втулки.
Для проверки глубин ряд предприятий поль-
зуется также предельными глубиномерами,
показанными на фиг. 217. На фиг. 217, а пока-
зан концевой глубиномер, причём часто
Изделие
изделии
162
ОСНОВЫ ВЗАИМОЗАМЕНЯЕМОСТИ В МАШИНОСТРОЕНИИ
[РАЗД. III
предпочитают выполнять уступ не на корпусе
калибра, а на самом измерительном стержне.
На фиг. 217, б показан рисочный глубиномер.
Наиболее производительными средствами
проверки линейных размеров являются различ-
ного рода индикаторные калибры, один из
типов которых (для проверки толщин) показан
на фиг. 218*. На фиг. 219 приведены сравни-
Фиг. 218.
тельные схемы проверки одной и той же
детали с помощью индикаторного прибора
и калибра обычного типа.
Допуски для листовых калибров рекомен-
дованы по ГОСТ 2534-44. Допуски калибров,
предназначенных для проверки охватывающих
и охватываемых размеров (см. табл. 94, первые
шесть рисунков), принимаются, как для кали-
бров к валам и отверстиям по ОСТ 1201 — 1221.
Специальной регламентации требуют лишь
допуски калибров, предназначенных для про-
верки глубин и высот уступов (см. табл. 94а).
Схема расположения полей допусков и услов-
ные обозначения калибров приведены на
фиг. 220. Отклонения размеров калибров от-
считываются от соответствующих предельных
размеров изделия. Предельные отклонения сто-
рон Б и М изношенных калибров берутся со
знаком + или знаком — в зависимости от на-
правления износа, что связано с условием при-
менения калибра („на просвет", „покачиванием"
и т. д.). Арбитражные калибры А-Б и А-М
Фиг. 219. Схема проверки детали с помощью индикатор ¦
ного прибора и калибра обычного типа.
применяются в спорных случаях, которые мо-
гут и.леть место в приёмке изделий из-за рас-
хождения размеров калибров, использованных
при изготовлении и приёмке. Размеры кали-
бров как при изготовлении, так и в эксплоата-
ции, как правило, должны проверяться универ-
сальными средствами измерения. При стсут
ствии соответствующих универсальных измери-
тельных средств допускается применение контр-
калибров К-Б и К-М, поля допусков которых
располагаются симметрично относительно
соответствующего предельного размера изде-
лий (фиг. 220). При контроле калибров этими
контркалибрами правильность раз-еров кали-
чшз
м
а
А-М
Допцсн на изготовление:
Допуск на износ
Условные обозначения
калибров
Б —большая сторона
рабочего калибра
или больший рабо-
чий калибр.
М — меньшая сто-
рона рабочего ка
либра или меньший
рабочий калибр.
К-Б —контркалибр для
контроля большего
рабочегокалибра Б.
К-М —контркалибр для
контроля меньшего
рабочего калибра
М.
А-Б —большая сторона
арбитражного ка-
либра или больший
арбитражный ка-
либр.
А-М —меньшая сторо-
на арбитражного
калибра или мень-
ший арбитражный
калибр.
Фиг. 220. Схема расположения полей допусков листовых
калибров для глубин и высот уступов.
бров определяется по величине просвета, кото-
рая не должна превышать разности предель-
ных размеров отклонений калибров и контр-
калибров.
Величины допусков на изготовление рабо-
чих калибров приняты равными приблизитель-
но 10°/0 (+ 5°/0) от величины допуска изделия.
Предельные отклонения изношенных рабочих
калибров приняты равными + 8% от величины
допуска изделия. Величины допусков контр-
калибров К-Б и К-М составляют приблизи-
тельно 5°/о (+ 2,5%) от величин допуска изде-
лия. Величины допусков калибров и контр-
калибров, выраженные в квалитетах ISA*,
даны в табл. 97.
Таблица 97
Допуски из-
по ОСТ
4-й
5-й
6-й
7-й
8-й
Квалитеты
нояых ра-
бочих ка-
либров
6
-
9
ю
II
Квалитеты пол-
ностью изно-
шенных рабо-
чих калибров
7
8
ю
и
12
Квалитеты
контрка-
либров
К-Б и К-М
4
5
7
8
9
Предельные отклонения рабочих калибров
по ГОСТ 2534-44 приведены в табл. 98.
Величины допусков арбитражных калибров
А-Б и А-М приняты равными половине
величин допусков контрольных калиброз
К-Б и К-М.
Поскольку калибры для высот и глубин
применяются преимущественно для 5-го
и более грубых классов точности и реже для
* См. „Допуски и посадки гладких цилиндрических
соединений", табл. 2, стр. 5.
ГЛ.
КАЛИБРЫ
163
кронах
я
m
о.
s
ч
s
X
X
о
X
f-
o
<u
ельн
a.
с
's
4
s
Si
с
QJ
,-f
С
4
X
н
6
X
н
"
О. О
цель-
С
си
Мре
Пре;
ч
с
._
X
ч
о
х
о
ч
н
гч
3
X
о
ч
ные
о
ft
ные
о
<||
X
•? СО
о
к в.
X S
О! Ч
5
о
* о
¦"* ^
0J Ч
S
пуск
к о
В я
х •
ски
с
о
.
х в
ев о-
X К
X
>,
с
,
о.
я ч
X
X
,
X
ски
опу
о.
S
СП
о.
ХИН
-наш
-онеи
хпяон
S
К
Х1ЧН
-нэга
-онеи
хгааон
«
ч
О)
"*¦
хин
-НЭП!
-онеи
хпяон
ЛИЙ
0/
хин
-нэга
-онеи
хияон
ЭК
Ч
Х1ЧН
-нэт
-ОНЕИ
хпаон
=к
S
К
хпн
-нэт
-онеи
ЛИИ
оде
s=
ш
ю о
414
0 со
^О ГО
4! 4
88
99
w
ю о
ю ю о то
ю о
01 01
0
СО
41 4141414114 41 Н 4141
Ю ю Ю О
-г 1ONO 00
юо
4141414! 414
in Я
8 8
88
СО СО "ф ЮО 00
4! 414141
о -ф
414
о о
о о
¦СО
-Н Ч i
о г>
ю о
1> О
00 i"
-+ ю
4-141
01 О
4! 41
п о
0 О
Г; С
С Ю
Г-СО
о -*смоп о
01 01 01 СО -4 Ю
4! 414' -Н 41 41
?,8
о
8 ю
01 01
03 с
сою
-- ! U
41 М
т ю
¦+ ю
8 ю
со со
со oi
¦» 01
ю о
о?
Hi
ю ю о
414141
о
о
01
о о
0 О
ю IO
4i
8
0
о.
4141 41 4141 41
о о
-'4
0 О
юсо
0 О
О 0
о о_
4141
о
4
п
о
о
coco
On О
41-Н
О 0
—t* со
0 0
о о
О 01 1—
50 О4. 0
41 41 41
Г^ 00 0 СП 1—
01 СО СО -fl-
0 О,
г^со
0 С^
-i- Ю
о о
я я
01 СО СО -t
4 ' Т
ю тю
: 1 Ч I '
Я
со
м
об
Ро
-н
я я
ю Я
On-
On Г^
юю
4141
1-~ С\ м CONO О< СО Г^ w Ю 0)
н н н н п я cocoi-
414141 41414141414141 -н
8 а
01 01
о
ftp.
0 0
0 ю
со го
2,9,
м ?
01 б
8 ю
со со
Е-Я
88
01 00
(N 0)
-И 414141 4, -Н 41 -н
41 +Н 4141414! f. 41
Н ¦->
§ •
п Q
Ш ;
ючз
0 О
н ю
-1 1-1
» о,
0 0
со со
0 О
м СО
01 00
о о
01 сг.
осо
1
0
""'
т
ю 8
'-°Я
41 41 41
0
01
41
ю
о
т
±23
±27
о о
* '
ю
41
о
b
0
1М
1-1
о
0
я
я
эо
Н
±47
1
Я
fi
со
t-.
я
0
41 414141414141 +п +i 41 -h 4l
со ¦*
¦*¦ ю
41414141
0 0
о .
=t -
О 0
ючэ
СВ с
СО 45
О .
S- В
си
^ 0
О 00
On m
01
-Н 414141414141
0 0
N ЮСС «
0 го
о о
i-i 01
?&
0 0
О П
Ю 0
п
01 СО СО
О 0
- г
п п
от
0 0
•х -*¦
О 0 0
oi см с5
л
о
11
0 0
О о
с :
41
0
8
ГО
0
*
0
:О
изделий 4-го класса точности, то по ГОСТ
2534-44 регламентированы допуски калибров
для изделий, начиная только с 4-го класса
точности.
Пример подсчёта предельных размеров калибров и
контркалибров к изделию 60 4- 0,3 мм.
Предельные отклонения размеров новых калибров со-
ставляют, исходя из допуска по 7-му квалитету ISA.
± 0,015 мм D 50/„ от допуска изделия).
Предельные отклонения изношенных калибров (8-й
квалитет ISA) ± 0,023 мм.
Отсюда предельные размеры нового калибра:
Б наиб 60,3 + 0,015 = 60,315 мм
Б наим 60,3 -- 0,015 = 60,287 »
М наиб 60 +0,015-60,015 „
М наим 60 — 0,015 = 59,985 „
Если размер Б при износе калибра уменьшается, а
размер М увеличивается, то предельные размеры изно-
шенного калибра будут:
Б . . • 60,3 — 0,023 = 60,277 мм
М ......... 60 4 0,023 = 60,023 „
Предельные размеры контркалибров (в слу-
чае необходимости их применения) опреде-
ляются, исходя из допуска по 5-му квалитету
ISA, что приблизительно составляет ± 2,5%
от допуска изделия:
К-Б наиб 6),3 + 0,007 = 60,307 мм
К-Б наим 60,3 — 0,007 = 60,293 „
К-Мнаиб 60 4- 0,007 = 60,007 „
К-Мнаим 60 —0,007 = 59,993 „
Предельные размеры арбитражных калиб-
ров (в случае необходимости их применения)
определяются, исходя из условия, что их
допуски равны половине допусков контр-
калибров @,007), и из расположения полей
допусков на схеме по фиг. 220:
А-Б наиб. . . 60.3 + 0,023 4- 0,007 = 60,330 мм
А-Б наим. . . 60,3 4- 0,023 = 60,323 „
А-М наиб. . . 60 — 0,023 - 59,977 „
А-М наим. . . 60 - 0,023 — 0,007 = 59,970 „
К калибрам для проверки линейных
размеров могут быть также отнесены щупы,
представляющие собой (фиг. 22П пластины
с параллельными измерительными плоскостями
и предназначенные для проверки величины
зазора между поверхностями. Щупы компле-
ктуются в наборы с различными номиналь-
ными размерами, которые по ГОСТ 882-41
ограничены диапазоном 0,03—1 мм @,03,
0,04 и т. д. до 0,1; 0,1, 0,15, 0,2 и т. до 1 мм).
Допускаемые отклонения по толщине щупов
установлены двумя классами точности: для
1-го класса эти отклонения составляют ог
-f 5 до -f- 15 (а, а для 2-го класса от + 8
до 4- 25 (л, в зависимости от размера щупа.
164
ОСНОВЫ ВЗАИМОЗАМЕНЯЕМОСТИ В МАШИНОСТРОЕНИИ
[РАЗД. Ill
СПЕЦИАЛЬНЫЕ КОМПЛЕКСНЫЕ КАЛИБРЫ*
Классификация, типы калибров и основные по-
ложения расчёта размеров. Специальными назы-
ваются такие калибры, конструкции которых, как
правило, не охватываются стандартами или нормалями.
На машиностроительных заводах применяют две
группы подобных калибров:
а) элементные или одиночные калибры, предна-
значенные для контроля отдельных размеров: скобы
пробки, высотомеры и т. п. (см. фиг. 157, 158 и др. и
табл. 96);
б) сложные или комплексные калибры**, предназна-
ченные для контроля взаимного расположения и формы
поверхностей детали; они контролируют расположение
осей отверстий (табл. 99, Ь), симметричность или со-
Таблица 99
Формулы для
подсчёта резуль-
тирующих раз-
меров
Калибры но несимметричность
м =
Износ по размеру
d допуском не
ограничен
Износ по размеру
d допуском не
ограничен
л =
В =
Износ по размеру
d3 допуском не
ограничен
Износ по размеру
dx допуском не
ограничен
Специальные одиночные
калибры
Износ по размеру
К допуском не
ограничен
* В статье излагается методика расчёта проектирования спе-
циальных комплексных калибров, принятая Министерством воору-
жения (НИИ-13).
** Термин соответствует англо-американскому: „Gauges (gages)
for complex components".
осность (табл. 99, а), собираемость
(калибры на вхожесть или агрегат-
ные), прямолинейность осей глубоких
отверстий и т. п. Последняя группа
калибров особенно распространена
на заводах оборонного машино-
строения.
Таким образом комплексные кали-
бры контролируют опорный кон-
тур двух или более сопряжённых
поверхностей деталей, ограничивая
их взаимное смещение.
В силу этого комплексные кали-
бры являются в принципе однопре-
дельными калибрами.
Одиночные и комплексные кали-
бры могут проектироваться цельными
или составными (см. фиг. 157, 158,
214 и табл. 96 и 99).
Допуск на взаимное положение
поверхностей деталей, кратко име-
нуемый комплексным, не всегда про-
ставлен на рабочем чертеже из-за
отсутствия разработанной системы
допусков или из-за трудности регла-
ментации многочисленных допусти-
мых отклонений у сложных деталей.
Этот пробел иногда вынужден вос-
полнять конструктор калибров. Ком-
плексные допуски могут устанавли-
ваться за счёт: 1) допусков одиноч-
ных размеров детали, 2) зазора по-
садок или 3) совместного использо-
вания допусков и зазоров. Рекомен-
дуется выделять в качестве ком-
плексного допуска от 7% (грубые
классы) до 25% (точные классы) от
допусков одиночных размеров или
использовать не более 50°/0 зазора
для каждой из неподвижно сопрягае-
мых парных деталей и не более
30% для сопрягаемых подвижно.
Большое значение для рациональ-
ного проектирования имеют резуль-
тирующие размеры комплексных ка-
либров, которые определяют связь
между элементами калибров. Эти раз-
меры обозначены буквами А, В, М и
N и выражены в формулах через оди-
ночные размеры в табл. 99. По
технологическим причинам не всегда
возможно относить к результирую-
щим размерам допуски на изгото-
вление. Но, как правило, это осуще-
ствимо для допусков на износ, кон-
троль которых должен всегда прово-
диться по результирующим разме-
рам. Благодаря этому ускоряется
и упрощается контроль, удлиняется
срок службы калибров и исключаются
случаи приёмки деталей, вышедших
из пределов допуска, если калибры
неравномерно изношены. Сказанное
действительно также для составных
одиночных специальных калибров
(табл. 99 и др.). Для типов калибров
по табл. 99, Ь2 (слева) допуски на износ
следует указывать на размерах Bud,
так как направление износа по ре-
зультирующему размеру А является
неопределённым.
ГЛ. 1]
КАЛИБРЫ
165
Ряды точности и шкалы допусков
Выбор величин допусков определяется:
а) точностью элементов детали и
б) типом калибра, т. е. его назначением
и конструктивной характеристикой.
Для учёта первого фактора служат ряды
точности комплексных допусков Д, обозна-
ченные в табл. 100 римскими цифрами от I
до VIII. Величины комплексных допусков мо-
гут быть приняты по квалитетам ISA согласно
той же табл. 100.
Шкалы Wt, W2 и W3 предназначаются для
выбора полного допуска износа, т. е. мини-
мального гарантированного износа при пол-
ном использовании калибра. Допуск на износ
рабочего калибра следует принимать на один
квалитет меньшим, чем квалитет выбранного
полного допуска. Первая из указанных выше
шкал Wi обеспечивает получение величин
допусков не меньших, чем в системе допу-
сков калибров ОСТ 1201—1221. В каждой из
последующих шкал допуски уменьшены про-
тив первой шкалы на один (W2) и два или
Ряды точности и шкалы допусков специальных комплексных калибров
Таблица 100
Комплексные допуски изделий
Ряды точ-
ности
Шкалы допусков специальных
калибров на
Допуски изде-j
лий в квалите-
тах системы
ISA
Допуски посадок системы ОСТ для
Допуски в квалитетах системы ISA
И
И!
IV
V
VI
VII
vn i
5
6
7
8 и 9
10
11
12, 13 и 14
15 и 16
1-го класса
2-го класса без гр. Л
и Ш
Гр. X и класса 2а
1-го класса
Л, Ш 3-го класса
без Ш3
Ш3 и класса За
4-го класса
5-го и 7-го классов
8-го и 9-го классов
2-го класса без гр. X,
Л и Ш
Гр. X, Л, Ш класса
2а и 3-го класса без Ш,
2
3
3
4
4
6
7
i
2
3
3
4
5
6
3
4
5
6
7
8
9
то
2
3
4
5
6
7
8
о
1
2
2
3
4
6
7
8
Числовые значения допусков см. табл. 2
в статье „Допуски и посадки гладких ци-
линдрических изделий". При составлении таб-
лицы числовых значений Д целесообразно
придерживаться непрерывности градаций. Так,
например, величины для номинальных раз-
меров от 1 до 3 мм будут равны по рядам
от I до VIII: от 0,004 до 0,006; свыше 0,006
до 0,008; свыше 0,008 до 0,012; свыше 0,012
до 0,032; свыше 0,032 до 0,050; свыше 0,050
до 0,075; свыше 0,075 до 0,320 и свыше
0,320 мм.
Второй конструктивный фактор отражён
в предложенных шкалах допусков на изгото-
вления калибров Tj и Т2 и на износ W,, W2
и W3. По табл. 100 на пересечении строчки
ряда точности и столбца выбранной шкалы
можно определить допуски и на неточность
изготовления, и на износ комплексного ка-
либра, выраженные в квалитетах ISA, име-
нуемых в дальнейшем классами допусков ка-
либров.
При нахождении ряда точности за номи-
нальный размер следует выбирать среднее
арифметическое номиналов обеих ступеней
калибров на несимметричность или несоос-
ность и номинальное расстояние между осями
отверстий осевых калибров. Величина же до-
пусков калибров определяется, напротив, по
номиналам каждой отдельной ступени или
отдельного элемента калибра.
Допуски на изготовление по шкале Т1?
являющейся основной, почти совпадают с до-
пусками калибров скоб системы ISA. Допуски
следующей шкалы Т2 уменьшены на один
квалитет.
три квалитета (W3). Применение шкал допу-
сков специальных калибров см. в табл. 101.
Таблица 101
Применение шкал допусков специальных калибров
г
Тип калибра
Калибры для контроля не-
симметричности, несоосности
или вхожести, если в цепи
контроля один калибр ....
То же для случаев двух
калибров
Калибры для контроля по-
ложения осей отверстий . . .
Калибры составные из не-
скольких частей (с вклады-
шами, прошивными пробками
и т. п.)
Специальные калибры для
контроля высоты и глубины .
Шкалы для допусков
на
изготовле-
ние
т,
т,
т,
т.
износ
w4
W,
W,
w3
w3
Допуски на несимметричность или несоос-
ность ступеней нового комплексного калибра
рекомендуется выбирать равными 10% от до-
пуска Д детали. Это соотношение действи-
тельно также при установлении допуска на
расстояние L между осями штифтов или
осью и опорной плбщадкой новых осевых
калибров (табл. 99, ft), если Z.<;50 мм. При
L = 50—500 мм допуск приравнивается 15%
от допуска Д детали.
Выбор номинальных размеров и рас-
положение полей допусков. Для определе-
ния номиналов Рн большинства комплексных
166
ОСНОВЫ ВЗАИМОЗАМЕНЯЕМОСТИ В МАШИНОСТРОЕНИИ
[РАЗД. Ill
калибров может служить следующая единая
формула:
Рн=Р,г + ЬК±Е, A)
где Рп — „проходной" номинальный размер
детали, равный номиналу проходной стороны
одиночного калибра, предшествующего ком-
плексному; &к — комплексное отклонение раз-
мера контролируемого элемента детали и Е—
поправка, учитывающая полноту использова-
ния комплексного отклонения или допуска.
При этом верхние знаки суммирования в
формуле A) относятся к случаю подсчётов
Рн для размеров отверстия, а нижние — для
размеров вала.
Величина комплексного отклонения Дк
равняется величине комплексного допуска Д
у калибров на несимметричность, несоос-
ность, вхожесть и сохраняет своё значение
для калибров на расстояние между осями
отверстий детали. Формула A) справедлива,
если комплексный допуск используется в рав-
ной степени для двух контролируемых эле-
ментов детали: обеих ступеней симметрич-
ного или соосного контура, обоих отверстий
и т. п. Если же один элемент калибра дол-
жен являться направляющим, то для этого
элемента
Р = Р
а для второго ненаправляющего элемента
B)
C)
Формула B) действительна также для слу-
чаев совмещения проходного одиночного
калибра с одним из элементов комплексного
калибра.
Поправка Е вводится в формулы A) и C)
со знаком, обратным знаку суммирования у
члена Д или Д„-, и, таким образом, уменьшает
величину используемого комплексного откло-
нения или допуска для компенсации погреш-
ности контроля. Погрешность может иметь
место, когда длина или ширина контактных
поверхностей калибра значительно меньше
длины или ширины сопряжения деталей *, а
также из-за возможного перекоса отдельных
частей составных калибров. Величина Е гаран-
тирует также сопряжение деталей с опреде-
лённым зазором.
В дальнейшем освещаются только наибо-
лее распространённые случаи применения
единой формулы A).
На фиг. 222 изображены поле комплекс-
ного допуска Д и две схемы допусков калиб-
ров (одиночного и комплексного) для эле-
мента типа отверстия. Первая схема приме-
няется при наличии в цепи контроля только
одного комплексного калибра, а вторая —
двух комплексных калибров, например, на
несимметричность, а затем на вхожесть.
Опуская поправку Е с целью упрощения,
на основании формулы A) номинал А эле-
мента любого комплексного калибра (кроме
* За нормальную принимается длина или ширина
контакта, не меньшая, чем 60% длины сопряжения для
первого или второго из двух комплексных калибров.
У первого из двух калибров соотношение уменьшается
до 20 —50"/и.
осевого), контролирующего отверстие, будет
равен (схемы 1 и 2 фиг. 222)
А = Do min - Д, D)
а номинал В калибра, контролирующего вал,
В — De max 4- Д,
E)
где Do mln и Da тЛГ -- предельные размеры
отверстия (о) или вала (в), соответствующие Рп
в формуле A). У одноразмерных осевых ка-
либров размер А по формуле D) является
не
пр
Допуск
размера
отберстия
Схема J
Один
комплексный
калибр
Схема Z
Д8а
комплексных
калибра
Калибр//
О Допуск на неточность изготовления калибра Щ
И Допуск на износ рабочего калибра (г)
Ц Допуск на износ ппиёмного Ьппибро (п)
Фиг. 222.
А — номинал комплексного калибра (для „отверстия").
е, с, а, е', с', а' —исполнительные размеры калибров
(стрелки размеров на чертеже опушены).
номиналом штифтов калибра (d\ и rf2 B
табл. 99, &]), причём Д = Дк. Если же этот ка-
либр проверяет расстояние от оси отверстия
до кромки детали, то
2Д-
F)
(в табл. 99, Ь2 номинал штифтов обозначен
через d).
На фиг. 222 величиной у' обозначено пре-
дельное отклонение износа рабочего одиноч-
ного проходного калибра, а величиной у — ана-
логичное отклонение комплексного калибра.
Числовые значения у приведены в табл. 102.
Класс допускг
I И
3 и
5 и
г
2
А
ь
(фиг.
222)
Таблица
Значение у
у=г
У-о,5 г
102
Для 7 — 9-го классов г граница е износа
приёмного калибра совпадает с номиналом А
(фиг. 222) или В, т. е. у — — п для калибров
отверстия и у = -f- n для калибров вала.
Формулы и порядок расчёта исполнитель-
ных размеров калибров на несимметричность,
несоосность и вхожесть приведены в табл. 103.
Для получения формул, относящихся к калиб-
рам вала, следует переменить в табл. 103
знаки на обратные: А заменить на В, а наи-
менование „наибольший исполнительный раз-
мер" — „наименьшим".
ГЛ, I]
КАЛИБРЫ
167
. Таблица 103
Сводка формул для расчёта калибров на
несимметричность, несоосность и вхожесть согласно
схемам 1 и 2 (фиг. 222)
Наименование испол-
нительного размера
Размер изношенного
рабочего калибра . .
Размер изношенного
приёмного калибра . .
Наибольший испол-
нительный размер но-
вого калибра
Отклонение на не-
точность изготовления
калибра
Калибры для отверстий
для одного ка-
либра (схема 1)
или для вто-
рого калибра
(схема 2)
с = А—у
е — с— п
a=c+r+b
— Ь
для первого
из двух
калибров
(схема 2)
с'= а
е' = с' — п
а' = с' -j-r+b
-b
Если допуск износа рабочего калибра 7 —
9-го класса, то е = А и соответственно в = В.
При расчёте комплексных калибров, осо-
бенно здесь не освещенных, необходимо про-
верять величину минимального производствен-
ного допуска (Д min на фиг. 222), который
зависит от выбранной шкалы или класса
допусков калибров, наличия и величины по-
правки Е и расположения допусков, т. е. вели-
чины у.
Рекомендуется ориентироваться на отно-
сительные величины Дтю, приведённые в
табл. 104.
Таблица 104
Ряды точности
(табл. 100)
min
100%
35
III
55
IV V
6о
VI
7° 75
VII
75
VIII
8о
Пример расчёта предельных размеров калибров.
Требуется рассчитать калибр на вхожесть для контроля
детали, сечение которой изображено на фиг. 223. Деталь
соединяется подвижно с соответствующей охватывающей
деталью. Комплексный допуск Д=0,05 мм направлен в
сторону зазора посадки.
а) Вначале рассчитываются размеры калибра по
симметричному контуру детали, т. е. с размерами 10Х4
и 19Ш4 в следующем порядке:
1) Номинальные размеры ступеней калибра опреде-
ляются по формуле E), 1-я ступень с размером Х^.
Верхнее отклонение (в. о.) пала Х4 по ОСТ 1014 равно
—0,05 мм. Следовательно, D' =10 — 0,05 = 9,95 мм.
<*тах
Номинал калибра:
#1=9,95 + Д= 9,95-4-0,0i = 10 им. 2-я ступень с разме-
ром 19Ш4 В. о. вала Ш4 по ОСТ 1014 равно 0,280 мм.
п
D. =19 — 0,28=18,72 мм. Номинал калибра: В.~
*тах '
= 18,72 + 0,05=18,77 мм.
2) Ряд точности устанавливается по средней величине
номиналов обеих ступеней, т. е. ~ 14,5 мм, и допуску
Д=0,05 мм. По таблицам допусков ISA* допуск Д бли-
зок к 9-му квалитету ISA. Согласно вышепомещённой
табл. 100 8-му и 9-му квалитетам допусков Д соответ-
ствует IV ряд точности.
3) Шкалы допусков калибра выбираются по табл. 101.
В цепи контроля — один калибр. Следовательно, для
допусков на неточность изготовления следует выбрать
шкалу Tlf а для допусков на износ — шкалу W,.
4) Классы допусков калибров находятся по табл. 100
на пересечении строчки IV ряда и столбцов шкал Т[
и Wt: 4-й класс (квалитет) допусков на изготовление
(Ь на фиг. 222) и 6-й —на износ калибра (полный допуск),
допуски (г) на износ рабочего калибра, как указывалось
выше, меньше полного допуска на один класс, т. е. при-
нимаются по 5-му классу. Полученным классам допусков
и номиналам 10 и 19 мм соответствуют согласно табли-
цам допусков ISA * следующие числовые значения
(табл. 105).
Допуск на несимметричность калибра принимается
(см. выше) равным 10% от Д, т. е. =0,005 мм.
5) Предельные размеры обеих ступеней калибра
подсчитывают по формулам первого столбца табл. 103 с
^ Юх
Деталь Калибр на бло/Кесть
Фиг. 223.
учётом схемы 1 фиг. 222 (табл. 106) и изменяя знаки в
формулах на обратные (деталь — вал).
Величина у=0 (табл. 102), так как допуск г принят
по 5-му классу.
б) Предельные размеры калибра на вхожесть по раз-
меру 29 Л4 детали определяются в следующем порядке:
1) номинальный размер В3 калибра находится по фор-
муле E). Учитывая, что верхнее отклонение вала Л4 по
ОСТ 1014 равно 0,14 мм,
D'" = 29-0,14 = 28,86 мм.
в max
Допуск Д на чертеже не указан. Так как по условию
соединение подвижное, то согласно вышеуказанному Д
равно 30% минимального зазора или, что то же, верхнего
отклонения 29 Л4, т. е.
Д = 0,3 • 0,14 = 0,042 мм,
и тогда
В3 = 28,86 + 0,042 = 28,902 мм.
2) Ряд точности: IV (табл. 10С-Й квалитеты 8-й и 9-ii).
3) Шкалы допусков (табл. 101, калибр один): Т, — для
допусков на изготовление и W! — для допусков износа.
4) Классы и величина допусков калибров (табл. 100) и
справочные таблицы допусков ISA: класс 4-й допусков
на изготовление (допуск b = 0,006 мм), класс 5-й допу-
сков на износ рабочего калибра (г = 0,009 мм), а класс
6-й допусков для полного износа калибров (величина
допуска 0,013 мм). Таким образом допуск на износ при-
ёмного калибра
п - 0,013 — 0,009 = 0,004 мм.
Таблица Но
* См. „Допуски и посадки гладких цилиндрических
соединений", табл. 2, стр. 5.
Ступень
калибра
1-Я (ю)
2-я A8,77)
s
Допуск на
изготовлен
Ь в мм
0,004
о.ооб
Допуск на износ
полный
0,009
о,о13
рабочего
калибра г
о,ооб
о,оо9
в мм
приёмного
калибра п
о.ооз
о,оо4
168
ОСНОВЫ ВЗАИМОЗАМЕНЯЕМОСТИ В МАШИНОСТРОЕНИИ
[РАЗД. III
Таблица 106
1
Наименование предельного размера
Размер изношенного рабочего калибра . •
Размер изношенного приёмного калибра .
Наименьший предельный размер нового
Отклонение на неточность изготовления
калибра .
Исходные
формулы
табл. 100
с=В+у
е = с+п
а — с—т— b
+ b
Предельные размеры и отклонения в мм
первой
?=Ю + О=Ю
? = 10,000+0,003= ю.ооз
а = ю.ооо—о,ооб—о.осц. =
Ь= + 0,004
второй
с=i8,77+о = i8,77°
е=18,77+°>ОО4=I8i774
a—18,77—0,009—0,006=
= 18,755
b — +о,оо6
5) Предельные размеры калибра подсчитываю гея по
формулам, приведённым в табл. 106 (подсчитаны в
табл. 107).
Величина j>=0 для класса 5-го допусков на износ
(см. табл. 102).
Рассчитанные размеры и допуски указаны на чертеже
калибра (фиг. 223, справа).
Если бы потребовалось запроектировать калибр на
несимметричность для размера в 10Х< и 19Ш4 той же
детали фиг. 223 взамен калибра на вхожесть, то расчёт
не изменился бы против изложенного. Результаты рас-
чёта совпали бы с данными табл. 106.
Несколько изменился бы порядок расчёта в случае
проектирования для контроля детали фиг. 223 двух
калибров: первого — на несимметричность и второго —
на вхожесть. Согласно табл. 101 допуски на износ умень-
шаются, так как берётся шкала Wa вместо шкалы w,,
т. е. для IV ряда точности Д класс допусков 5-й для
полного износа и 4-й для износа рабочего калибра (г).
Значение у=0,5 г (табл. 102). Вначале следует подсчи-
тать исполнительные размеры второго из двух калибров
(на вхожесть) по формулам первого столбца табл. 103,
т. е. так, как это определялось в табл. 106 и в тексте
пунктов а примера. Исходной величиной для расчёта
размеров первого калибра (на несимметричность) со-
гласно формулам второго столбца табл. 103 и схеме 2
фиг. 222 является наименьший исполнительный размер а
нового первого калибра (на вхожесть).
Таблица 107
Наименование предельных
размеров и отклонений
Размер изношенного рабо-
чего калибра
Размер изношенного приём-
ного калибра
Наименьший предельный
размер нового калибра ....
Отклонение на неточность
изготовления калибра ....
Предельные размеры
и отклонения
С — 28,90а
6 = 28,902 + 0,004 = 28,906
а — 28,902 — 0,009 —
— о.ооб = 28,887
Ь — +0,006
ПРОФИЛЬНЫЕ КАЛИБРЫ
Профильные калибры предназначены для
проверки поверхности деталей криволиней-
ной формы. Они являются или одиночными
при контроле поверхности независимо от базы
(фиг. 224, е), или комплексными, связанными
с базой (фиг. 224,<5). Классификация калибров
но принципу контроля приводится в табл. 108.
Допуск на изготовление профильных ка-
либров на многих заводах определяют в раз-
мере 10% от допуска Д детали, а профиль-
ных контркалибров — в размере 5% от Д.
Бюро взаимозаменяемости в металлообраба-
тывающей промышленности рекомендует сле-
дующие величины допусков, указанные в ква-
литетах системы ISA в табл. 109.
Таблица 108
Принцип
проверки
Сравни-
тельной
оценки
По про-
свету
По ощу-
щению ка-
сания
Способы
контроля
Сравнением со
штриховым кон-
туром или кром-
кой накладного
калибра, однопре-
дельные калибры
По наличию све-
товой щели ме-
жду профилями
калибра и детали
или лекальной
линейкой и де-
талью; двухпре-
дельные и одно-
предельные
По ощущению
прохождения пре-
дельной пробки,
вкладыша, щупов
или ступенчатой
линейки; двухпре-
дельные
Точность
контроля
Для грубых
допусков не
менее 0,4 мм
Для средней
величины до-
пусков
0,1—0,4 мм
Для точных
допусков ме-
нее 0,1 мм
Фиг.
224, а
224, Ч
¦224, б
224, 2
224, &
НИИ-13 разработаны допуски линейных
размеров основных элементов профиля
(табл. 110)и радиусов скруглений (табл. 111).Для
а' Штрмодой контур
Зазор, г) Пробка предельная
Деталь
Фиг. 224.
угловых размеров калибров НИИ-13 реко-
мендует принимать 10% от допуска Д, но не
менее 3', а для контркалибров + 2,5* /j от Д,
но не менее + Г в качестве допусков на из-
готовление.
ГЛ.1)
КАЛИБРЫ
169
Таблица 109
Квалитет до-
пусков изде-
лия
Квалитет до-
пусков на не-
точность из-
готовления
калибра . . .
Квалитет до-
пусков на не-
точность изго-
товления
контркалибра
6-7
3
8
Л
2
9—ю
5
3
и
6
4
12
7
5
13
8
6
14
9
7
15
ю
8
i6
и
9
Отклонение от прямолинейности рёбер ра-
бочих линеек не должно превышать 0,001 мм
на длине до 75 мм. Допуск на расстояние между
рабочими рёбрами ступенчатых линеек и на
размеры щупов, вкладышей и пробок рав-
няется 0,002 мм для допусков Д до 0,2 мм и
0,004 мм — для Д свыше 0,2 мм.
Термины „проходной" и „непроходной' или
.больший и меньший размер*, относящиеся
а-
[Контркалидр \-
ос
IКалибр „накладной"Щ^
L
Профиль
детали
КалиЬр
„прикладной"
Ш
Контркалибр
„Максимум тело" детали -
-номинальный размер калибра-
кШл 4 - Допуск но изготовление детали
Х2Ш0С - Допуск на изготовление калибра
L_J 0 - Лолуск на изготовление ког.тркалиоро
Фиг. 225.
к обычным предельным калибрам, неприемлемы
для профильных калибров. В системе допусков
НИИ-13 введён термин „максимум тела"-
детали, замещающий понятие „проходная сто-
рона". Номинальный профиль калибра огра-
ничивает максимум тела детали. Номинальными
являются размеры калибра, определяющие его
номинальный профиль.
Номинальный профиль детали воспроиз-
водится контрольным калибром (контркали-
бром), допуски на изготовление последних рас-
полагаются симметрично относительно номи-
нальных размеров. Допуски калибров, которые,
как правило, изготовляются припасованно
к контркалибрам, должны быть направлены
„в тело" калибра. На этих принципах по-
строена схема расположения допусков кали-
бров, контролирующих максимум тела де-
тали, предложенная НИИ-13 и изображённая
на фиг. 225. На схеме предусмотрены два
типовых случая положения калибров по отно-
шению к детали в момент контроля: 1) калибр
? R1*0.Z 10*01
'f*iR5*°-\
т
я 15tO^'
R 2*0,3
%—Поверяемый
профиль
-28*03^
, Прикладной "калибр
•' 23 ~28,3*0.015^
а Г
Нонтркалидр
10,1*0.006
Износ R 5,16
до R5J488
fc а„Накладной"калиб~р
-оме
Фиг. 226.
прикладывается к детали, т. е. проверяемое
сечение детали и тело калибра находятся в
одной плоскости (фиг. 224, в, г, д), и 2) ка-
либр накладывается на деталь, т. е. деталь
и калибр находятся в двух параллельных
Таблица 110
\^ Допуск
~-\^ детали
\\ Д
Допуск кали- ~"\^^
бров, контркали- ^--.
бров ^\
Допуски на изготовление
калибра а
Допуски на износ калибра .
Допуски на изготовление
контркалибров р
До 0,06
о,оо6
о.ооб
± О,ОО2
Свыше
0,06
ДО
0,10
О.О1О
о,оо8
± о.ооз
Свыше
0,10
ДО
0,18
°>О15
О,О12
± о,004
Свыше
0,18
ДО
0,30
O.O25
0,020
± о,оо6
Свыше
0,30
ДО
0,50
0,040
0,030
± о,ою
Свыше
0,50
ДО
0,80
о.обо
0,040
± о,015
Свыше
0,80
о,юо
± О,О25
170
ОСНОВЫ ВЗАИМОЗАМЕНЯЕМОСТИ В МАШИНОСТРОЕНИИ
[РАЗЛ. III
плоскостях (фиг. 224, а и б). Направление
допуска калибра для размеров уступов выби-
рается в зависимости от технологической
базы калибра (например, размеры 3,84 и 1,88
фиг. 226).
Величину допусков на неточность изгото-
вления калибров можно указывать на чертеже
надписью: „Допуск по профилю ... мм в тело".
Исключением из сказанного являются ра-
диусы скруглений: допуски направляются
в минус для внутренних и в плюс для наруж-
ных углов калибра (см. табл. 111). Допуски
на износ калибров устанавливаются только на
размеры, где имеет место износ (по табл. 107),
в направлении, ограничивающем износ (напри-
мер, фиг. 226, размер R 5,16 прикладного ка-
либра).
Размеры „минимума тела" детали (это по-
нятие замещает термин „непроходная сторона")
контролируются в отдельности щупами, вкла-
дышами (фиг. 224, д), пробками (фиг. 224, г)
и т. п. Допуски на изготовление этих кали-
бров располагаются симметрично относительно
размера минимума тела независимо от типа
калибра. Величины допусков приведены
в табл. 109—111. Допуски контркалибров для
калибров минимума тела по величине и рас-
положению совпадают с указанными выше
для контркалибров максимума тела.
На фиг. 226 приведён пример чертежей
контркалибров, прикладного и накладного ка-
Таблица 111
ч\Допуск детали
^\ Д
Допуски \.
калибров и \
контркалибров \-
Допуски на изгото-
вление калибра а . .
Допуски на изгото-
вление контркали-
бров р
До ОД
О.О2
± о,оэ5
Свыше
0.J
до 0,2
°i°4
+ о ою
Свыше
0,2
до ,4
о.оЗ
± O.OIj
Свыше
0,4
О IO
± °,О2,5
либров, контролирующих один и тот же про-
филь детали. Предельные размеры калибров,
проверяющих минимум тела для отдельных
участков профиля, приводятся в табл. 112.
Таблица 112
Номинальный
размер и допуск
детали
Размер миниму-
ма тела детали .
Исполнительные
размеры калибра
28 ± 0,3
27.7
27.7 ± °.°3
2—0,12
2
2 + 0,0375
5+0,16
5
/?5 ± 0,0075
Глава II
ТЕХНИЧЕСКИЕ ИЗМЕРЕНИЯ В МАШИНОСТРОЕНИИ
ОСНОВНЫЕ ПОНЯТИЯ *
Высокий уровень технических измерений
на машиностроительных предприятиях являет-
ся непременным условием обеспечения каче-
ства и взаимозаменяемости изделий. Контроль
геометрических параметров изделий в машино-
строении сводится к измерению длин и углов.
К измерительным средствам, предназначенным
для проверки этих величин, относятся раз-
личные категории и типы инструментов и при-
боров— от простых калибров** до сложной
контрольной аппаратуры.
Методы измерений, осуществляемые с по-
мощью этих средств, в производственной прак-
тике разделяют на абсолютный метод изме-
рения, при котором производится отсчёт всей
измеряемой величины (например, с помощью
штангенциркуля), и относительный или срав-
нительный метод, при котором произво-
дится отсчёт отклонений измеряемой величины
от эталона (например, измерение с помощью
индикатора часового типа, предварительно
установленного по концевым мерам). Приборы,
предназначенные в основном для относитель-
ных методов измерений, можно использовать
для абсолютных методов измерений во всех
тех случаях, когда значение измеряемой вели-
чины не превышает предела измерения по
шкале прибора. Так, например, к абсолютным
методам измерений относится проверка малых
диаметров с помощью индикатора, без пред-
варительной установки его по концевым мерам,
а также проверка отклонений от правильной
геометрической формы (конусность, оваль-
ность, биение, огранка и др.) с помощью лю-
бых рычажных приборов.
Далее различают прямой метод и кос-
венный метод. При прямом методе непосред-
ственно определяют искомую величину или от-
клонение от неё по показаниям прибора; при
косвенном методе искомая величина или от-
клонение от неё определяются по результатам
прямых измерений другой величины, связан-
ной с искомой, определённой зависимостью
(например, измерение угла с помощью синус-
ной линейки).
Необходимо также разграничить контакт-
ные методы измерений и бесконтактные.
При контактных методах измерений различают
поверхностный контакт (например, проверка
скобы по плитке или отверстия по цилиндри-
ческой пробке), линейный контакт (например,
проверка вала скобой или проверка цилиндри-
ческой детали на приборе с плоским цилин-
дрическим наконечником) и точечный контакт
(например, измерение отверстия по штихмасу
или проверка цилиндрической детали на при-
боре со сферическим наконечником). К бес-
контактным методам измерений относятся, в
частности, проекционные методы измерения
(с помощью проекторов и микроскопов), а
также пневматические методы.
Особое значение при выборе методов из-
мерений имеет их разделение на комплексные
и дифепенцированные методы. При ком-
плексном методе измерений ограничиваются
„предельные контуры" проверяемых объектов
и, таким образом, соблюдается суммарный до-
пуск, включающий погрешности всех соста-
вляющих элементов. Этот метод измерений
практически осуществляется с помощью ка-
либров, сконструированных по принципу Тей-
лора *. Комплексный метод измерений может
быть также осуществлен с помощью проекто-
ров, если контролируемый объект полностью
проектируется на экран, где по заранее вычер-
ченному в увеличенном масштабе чертежу
устанавливается, вписывается ли действитель-
ный контур в поле допуска на всей длине
сопряжения.
Диференцированный метод измерений за-
ключается в независимой проверке каждого
элемента отдельно.
Из метрологических показателей** измери-
тельных средств наибольшее значение имеют:
цена деления шкалы прибора — значение
измеряемой величины, соответствующее
одному делению шкалы;
интервал деления шкалы или деление
шкалы — расстояние между осями или цен-
трами рядом лежащих штрихов;
точность отсчёта—точность, достигнутая
при производстве отсчёта на данном приборе;
пред?лы измерений по шкале прибора и
пределы измерений прибора в целом, внутри
которых показания подчиняются установлен-
ным нормам (например, пределы измерений
по шкале миниметра и пределы измерения по
габаритам стойки, в которой закреплена го-
ловка миниметра);
порог чувствительности — наименьшее
изменение значения измеряемой величины,
* О единицах измерений см. т. 1, кн. 1.
** О калибрах см. гл. I.
- См. „Калибры для гладких цилиндрических изде-
лий", гл. I, стр. П8.
** Об экономических показателях см. в этой главе
„Принципы выбора и назначения измерительных средств
в машиностроении", стр. 220.
172
ТЕХНИЧЕСКИЕ ИЗМЕРЕНИЯ В МАШИНОСТРОЕНИИ
[РАЗД. Ill
способное вызвать малейшее изменение пока-
заний прибора;
измерительное усилие — усилие, возника-
ющее в процессе измерения при контакте из-
мерительных поверхностей прибора или ин-
струмента с контролируемым объектом;
погрешность показаний — разность между
показаниями прибора и действительным зна-
чением измеряемой длины.
Общая характеристика приведённых выше
показателей сводится к следующему.
Цена деления шкалы т определяется пере-
даточным отношением прибора / и интервалом
деления 5:
т'
Стремление уменьшить цену деления путём
сближения соседних штрихов шкалы ограни-
чивается необходимой точностью отсчёта, ко-
торая тем выше (при цене деления и квалифи-
кации контролёра), чем больше интервал де-
ления. Это положение оправдывается только в
известных пределах, так как при очень боль-
шом расстоянии между штрихами затрудняется
оценка доли интервала деления на-глаз. Опти-
мальное расстояние между рядом лежащими
штрихами шкалы должно лежать в пределах
1—2,5 мм.
Пределы измерений по шкале прибора и
прибора в целом непосредственно связаны с
областью его применения. В увеличении пре-
делов измерений по шкале прибора потреби-
тель заинтересован даже при самой малой
цене деления, так как в производственных усло-
виях часто возникает необходимость в кон-
троле изделий со сравнительно большими до-
пусками при жёстких отклонениях от пра-
вильных геометрических форм. Наличие боль-
шого предела измерения по шкале позволяет
производить измерение партии таких изделий
без перестановки прибора (например, измере-
ние ширины колец шарикоподшипников с жё-
стким допуском на непараллельность при сра-
внительно большом допуске на самый размер
кольца). Возможность увеличения предела из-
мерения по шкале рычажных приборов огра-
ничивается связанными с кинематикой прибо-
ров погрешностями, главным образом непро-
порциональностью линейных перемещений из-
мерительного стержня и угловых перемещений
индекса.
Порог чувствительности приобретает осо-
бое значение при проверке изделий на биение
и на непараллельность, когда не арретируют
наконечник прибора. Для таких операций кон-
троля имеют значение также и погрешности об-
ратного хода, которые определяются как раз-
ность между показаниями, полученными при
ц-вижении измерительного наконечника в пря-
мом и обратном направлениях. Величина по-
рога чувствительности, а также погрешности
обратного хода (если эта погрешность выра-
жается в существенных величинах) должны
быть регламентированы независимо от по-
грешностей показаний прибора. Проверку по-
рога чувствительности и погрешности обрат-
ного хода можно осуществлять с помощью
эксцентрика, перемещаемого наконечником
вверх и вниз до общего положения, отмечен-
ного на эксцентрике, или аналогичным спосо-
бом с помощью клина.
Необходимо различать погрешность соб-
ственно измерительного средства и погреш-
ность метода измерения, осуществляемого
с помощью этого средства.
Погрешность метода измерения опреде-
ляется совокупностью влияния следующих
основных факторов:
1) погрешность показаний прибора;
2) погрешность плиток (или образцов дру-
гой формы), по которым устанавливается при-
бор;
3) погрешность, вызываемая отклонением
от нормальной температуры;
4) погрешность, вызываемая измерительным
усилием прибора.
Плитки, по которым устанавливается при-
бор, могут применяться с учётом погрешностей
по аттестату (по разрядам) и без учёта по-
грешностей по аттестату (по классам точно-
сти). В обоих случаях эти погрешности, равно
как и выбор различных разрядов и классов
точности, в зависимости от допусков контро-
лируемых объектов, регламентированы ОСТ
85000-39 *.
Погрешность, связанная с отклонением от
нормальной температуры, вызывается: а) неза->
вершённым выравниванием температур кон-
тролируемого объекта и измерительного сред-
ства; б) разностью козфициентов линейного
расширения контролируемого объекта и из-
мерительного средства. Эта погрешность мо-
жет быть выражена формулой
Д/ - / {ахМг — а2М2),
где Д/— ошибка измерения;/ — номинальное
значение измеряемой величины; а, •—коэфи-
циент линейного расширения измеряемого
объекта; а2 — коэфициент линейного расшире-
ния измерительного средства; Д^ — 20—-t\ —
разность между нормальной температурой и
температурой измеряемого объекта; &t2 =
= 20 — t2 — разность между нормальной тем-
пературой и температурой измерительного
средства.
Разность температур измеряемого изделия
и измерительных средств можно сделать сколь-
ко угодно малой, если выдержать в течение
определённого времени изделие в помещении
проверочного пункта. Время, необходимое для
такого выравнивания температур, может быть
значительно уменьшено при использовании
для этой цели чугунных плит и эмульсии.
Так, для охлаждения цилиндрической пробки
0 50 мм с 30 до 20° С требуется 14 мин. в
эмульсии, 28 мин. на чугунной плите и 4 ч. 15 м.
на деревянном столе. Разность коэфициентов
линейного расширения практически дости-
гает + 2 • 10~ 6 при измерении калибров по
концевым мерам и + 4-10 при измерении
стальных изделий. При измерении изделий из
других металлов погрешность определяют, ис-
ходя из разности средних коэфициентов ли-
нейного расширения стали A1,5-10~6) и мате-
риала изделия.
Погрешность, связанная с измерительным
усилием, вызывается сминанием поверхност-
ных неровностей, упругими деформациями
стоек или скоб, в которых закреплены изме-
* См. ,Плоскопараллельные концевые меры длины*,
стр. 174.
ГЛ. И]
основные понятия
173
рительные головки, сжатием измеряемого объ-
екта или сплющиванием, сопровождающимся
деформациями в месте контакта с измеритель-
ным наконечником. Наиболее существенные по-
грешности от измерительного усилия, связан-
ные с упругими деформациями стоек и скоб,
компенсируются идентичными условиями уста-
ковки и эксплоатации прибора. Так, например,
деформация дуги микрометра, связанная с из-
мерительным усилием трещётки, не вызывает
непосредственно погрешности измерения из-
делия, так как эта деформация имела место
при установке микрометра на нуль. В процессе
проверки изделий деформации будут сказы-
ваться на результатах измерения только в за-
висимости от колебания измерительного уси-
лия. Этим объясняется стремление стабилизи-
ровать измерительное усилие на всём диапа-
зоне измерения данного прибора.
При определении суммарной погрешности
метода измерения по отдельным составляющим
пользуются правилами суммирования случай-
ных погрешностей *.
Если отдельные составляющие суммарной
погрешности являются независимыми и случай-
ными погрешностями и их рассеивание харак-
теризуется величинами дисперсий D \хх),
D (х2)... D (хп), то средняя квадратичная по-
грешность метода измерения осум определится
из формул:
Дисперсия суммы:
как правило, отвечает практическим условиям
в измерительной технике) предельная погреш-
ность измерения определяется непосредственно
по формуле
ДН
Hm
предельные погреш-
ности составляющих.
D (хсум) = D (х,) + D (х2)
D (*„);
Пример. Требуется определить предельную погреш-
ность метода измерения калибра-пробки размером
100 мм на горизонтальном оптиметре по плиткам 1-го
класса точности при допускаемом отклонении от нор-
мальной температуры ± 3° С (согласно приложению 2
к ОСТ 85000-39).
Гарантированный допуск на неточности изготовления
калибра по ОСТ 1202 составляет 4 |j..
Предельная погрешность показаний самого опти-
метра составляет согласно опытным данным
Alimi = 0.3 I*.
Предельная погрешность, связанная с отклонением от
нормальной температуры, принимая разность коэфи-
циентов линейного расширения у блоков плиток и пробки
Q
равной 2-10 , составит
Д11ш, = C ¦ 2 • КГ" 6 • 100) = 0,6 ц.
При этом предполагаем практически полное вырав-
нивание температур контролируемого объекта и изме-
рительного средства.
Предельная погрешность плиток 1-го класса точности
согласно ОСТ 83000-39 составляет
аеум
сум
) —
{) + D (х2) + ... -г D (хп).
Принимая для суммы распределение по нор-
мальному закону, предельная погрешность
метода измерения
Д1пп
сум
За,
"сум •
При распределении погрешностей отдельных
составляющих по нормальному закону (что,
* См. „Сведения из теории вероятностей", т. 1,
ч. 1-я.
Д11т3 =
При этом пренебрегаем влиянием промежуточных
(притирочных) слоев @,02 — 0,03 ;j.), могущих увеличить
размер блока.
Поскольку приведённые выше погрешности являются
случайными и независимыми и их распределение под-
чиняется закону Гаусса, суммарная погрешность метода
измерения составит
дИт
сум
= 0,9 |i ~
В табл. 1 приведены величины предельных погреш-
ностей наиболее распространённых методов измерения
длин в машиностроении при проверке изделий с интер-
валами размеров 1—10, 50 — 80 и 360 - 500 мм.
Таблица I
Предельные погрешности наиболее распространённых методов измерений длин
Наименование приборов и инструментов
Оптиметры горизонтальный и вертикальный, изме-
рительные машины типа Цейсса и СИП (при измере-
нии наружных размеров)
Оптиметр горизонтальный, измерительная машина
типа Цейсса (при измерении внутренних размеров)
Миниметр с ценой деления 0,001 мм
Миниметр с ценой деления 0,002 мм
Концевые меры
разряд
3
4
5
3
4
3
4
5
6
4
э
б
класс
точности
О
i
2
о
I
2
О
I
2
3
I
2
3
Интервалы размеров в мм
1-10
50-80
360-500
Предельные погрешности в ц.
о,
О,-
о
о
о
о
1
!
I
1
35
t
7
5
6
7
о
о
2
4
о,6
о,8
1,3
i,i
1,3
1,8
о,8
1,О
1.4
2
1.4
1,8
2.5
1,8
3,о
4.5
—
—
i,8
З.о
4.5
8
3.5
5
8
174
ТЕХНИЧЕСКИЕ ИЗМЕРЕНИЯ В МАШИНОСТРОЕНИИ
[РАЗД. III
Наименование приборов и инструментов
Миниметр с ценой деления 0,005 мм
Индикаторы с ценой деления 0,01 мм при работе
в пределах одного оборота стрелки:
2-го класса точности
Индикаторный прибор для внутренних измерений
типа з-да „Калибр" с индикатором 1-го класса точно-
сти (при работе в пределах одного оборота стрелки)
Микрометр чувствительно-рычажный
Микрометр 0-го класса точности
Микрометр 1-го класса точности
Микрометр 2-го класса точности
Штихмас микрометрический 1-го класса точности
Штихмас микрометрический 2-го класса точности
Штангенциркуль с отсчётом 0,02 мм при измере-
нии наружных размеров
При измерении внутренних размеров
Штангенциркуль с отсчётом 0,05 мм при измерении
наружных размеров
При измерении внутренних размеров
Штангенциркуль с отсчётом 0,1 мм при измерении
наружных размеров
При измерении внутренних размеров
Концевые меры
5
6
6
6
класс
точности
2
3
3
3
>
о.
-
=(
э
t-
S
0>
3
X
L"
2
о
«1"
Продолжение табл. 1
Интервалы размеров в мм
1-10
50-80
?60—?00
Предельные погрешности в (*
2,О
2,2
2О
16
3
4,5
7,°
12
-
-
4°
8о
~~
2,5
3,°
2О
-
6
9
14
i8
ао
45
6о
до
13°
i6o
230
5
8,5
13
j6
22
20
-
15
25
35
35
45
70
90
но
Г5°
азо
Зоо
Примечание. Полные таблицы предельных погрешностей методов измерений длин и углов см. в сборнике
„Контроль средств измерения в машиностроении", Коммерприбор, 1941.
ПЛОСКОПАРАЛЛЕЛЬНЫЕ КОНЦЕВЫЕ
МЕРЫ ДЛИНЫ (ПЛИТКИ)
Плитки являются основными средствами
сохранения единства мер в машиностроении
и служат для передачи размера от эталона
длины (основной световой волны) до изделий.
Чаще всего они представляют собой сталь-
ные бруски прямоуголь-
ного сечения с двумя
/~j\ | ~[ плоскопараллельными из-
мерительными поверх-
17 21 ностями (фиг. 1).
Плитки применяются
для воспроизведения и
хранения единиц длины,
для проверки и граду-
Фиг. 1. ировки измерительных
приборов и инструмен-
тов, для проверки контркалибров, калибров
и т. п.
Размеры измерительных поверхностей пли-
ток, применяющихся в СССР, составляют:
30X9 мм для плиток с рабочим размером до 10 мм
35 х 9 « » » « » свыше 10 „
Измерительным поверхностям плигок при-
даётся плоскостность, обеспечивающая весьма
прочное сцепление друг с другом при надви-
гании одной плитки на другую. Способность
плиток сцепляться измерительными поверхно-
стями (называемая „притираемостью") позво-
ляет составлять блоки из нескольких плиток,
причём размеры блоков практически можно
принять равными сумме размеров входящих
в них плиток.
Размер плитки определяется расстоянием
между её свободной измерительной поверх-
ностью и плоскостью вспомогательного тела
(например, стеклянной пластины), к которому
притёрта вторая измерительная поверхность
плитки. При несовершенной плоскопараллель-
ности измерительных поверхностей за размер
плитки принимается ^срединная длина", т. е.
длина перпендикуляра, опущенного из сере-
дины свободной измерительной поверхности
па плоскость вспомогательного тела, к кото-
рому притёрта плитка. Под отклонением от
плоскопараллельности в любой точке свобод-
ной измерительной поверхности понимается
разность между длиной плитки в данной точке
и срединной её длиной.
ГЛ. !!]
ПЛОСКОПАРАЛЛЕЛЬНЫЕ КОНЦЕВЫЕ МЕРЫ ДЛИНЫ (ПЛИТКИ)
175
Основные требования, предъявляемые
к плиткам, изготовляемым и применяемым
в СССР, указаны в ОСТ 85000-39.
Номинальные размеры и градации размеров
плиток по ОСТ 85000-39 составляют:
T I
I
i, °,3
0,5
» 10
, ICO
5°
, ICO
, 0,90,
¦ °,9
ДО I
„ 1
2
„ 10
100
„ 100
>• 3CO
„ j 000
j
я 1
OI MM
,5 ..
„
через о.оот мм
„ 0,01 „
,, 0, i „
„ 0,5 „
.. IO n
25
„ 5°
,1 ' 00 „
„ O.COI „
0,01 „
Плитки указанных размеров комплекту-
ются в наборы с таким расчётом, чтобы из
небольшого количества плиток можно было
составлять блоки с малыми градациями (с ин-
тервалами в 0,01 мм и даже в 0,001 мм).
Наиболее распространёнными являются на-
боры плиток из 37 и 83 шт.
Материалом для изготовления плиток слу-
жат инструментальные легированные стали
(ХГ; X), коэфициент линейного расширения
которых лежит в пределах A1,5+1) Ю~ .
Твёрдость измерительных поверхностей пли-
б Н 62
р
ток не должна быть ниже
д
р
=¦ 62.
В зависимости от наибольших допустимых
отклонений от номинальной срединной длины и
от плоскопараллельности плитки разделяются
на 5 классов точности: 0-й, 1-й, 2-й, 3-й и 4-й.
В табл. 2 приводятся формулы наибольших
допустимых отклонений срединной длины и от
плоскопараллельности.
Таблица 2
Классы
точно-
сти
о
i
'2
3
4
Наибольшие допусти-
мые отклонения сре-
•_(о,1+2 • Io~3 L)
а:(о,2+з,5 • ю-'3 L)
Цо.5+5 • i°~'5 Ц
j (i + ro • io~ 3 ц
х r,i(o,45l/ L + o.ooi L)
Наибольшие допусти-
мые отклонения от
плоскопараллельности
(приближённо)
+ (о, 1+О,2 • IO 3 L)
±@,2+0,4 • ю~ L)
±(о,2 + о,4 ¦ ю~3 L)
±(о,4+о,8 ¦ ю~3 L)
- (о,4-I-O.8 • ю~3 L)
Примечания: 1. В формулах —результат в ми-
кронах при номинальном размере плитки L мм.
2. Допуски плиток являются производственными, т. е.
включают в себя погрешности измерения завода-изго-
товителя.
3. Величины допусков, подсчитанные по формулам,
округляются для укрупнённых интервалов номинальных
размеров.
Сложность изготовления плиток высших
классов точности, а также сравнительно бы-
стрый износ их определили особую систему
применения плиток с учётом их погрешностей
по аттестату. В этом случае на точность изме-
рений, производимых с помощью плиток, будут
оказывать влияние уже не величины допусков
на их изготовление, а величины погрешностей
аттестации плиток.
Практически учёту поддаётся лишь по-
грешность срединного размера; погрешности
плоскопараллельности не могут быть учтены
при работе с плитками.
В соответствии с этим в ОСТ 85000-39
предусмотрено понятие разрядности концевых
мер, которая определяется предельной по-
грешностью аттестации срединного размера и
величинами наибольших допустимых отклоне-
ний от плоскопараллельности.
Всего установлено шесть разрядов мер.
В табл. 3 приводятся формулы предельных
погрешностей аттестации срединной длины и
наибольших допустимых отклонений от плоско-
параллельности, а также методы измерений
мер.
Требуемая точность проверки и аттестации
плиток может быть выдержана при условии
жёсткого температурного режима измерений,
регламентированного ОСТ 85000-39.
Из сопоставления табл.' 1 и 2 следует:
а) в качестве мер 1-го и 2-го разрядов могут
быть аттестованы плитки 0-го класса точ-
ности;
б) в качестве мер 3-го и 4-го разрядов
могут быть аттестованы плитки 1-го и 2-го
классов точности;
в) в качестве мер 5-го и 6-го разрядов мо-
гут быть аттестованы плитки 3-го и 4-го
классов точности;
г) вместо плиток 0-го, 1-го, 2-го и 3-го
классов точности, применяемых без учёта по-
правок по аттестату, могут быть использованы
соответственно меры 3-го, 4-го, 5-го и 6-го
разрядов (с учётом поправок по атте-
стату).
Предельные погрешности проверки плиток
0-го, 1-го, 2-го, 3-го и 4-го классов точности не
должны превышать соответственно предель-
ных погрешностей аттестации мер 2-го, 3-го,
4-го, 5-го и 6-го разрядов.
Плитки, находящиеся в эксплоатации, до-
пускаются к обращению в качестве мер 5-го
и 6-го разрядов, если плоскопараллельность
их сохраняется в пределах норм, установлен-
ий блица 3
Раз-
ряды
плиток
Предельные погрешности
аттестации
•Io
~3
L)
±@,07
±(o,I+2 ¦ IO~3 /.)
±@,2+3.5 ¦ *° Ц
±@,5 + 5 ¦ i°^3 L)
±A + 10 ¦ icT~3 L)
Наибольшие допустимые от-
клонения от плоскопараллель-
ности (приближённо)
+ (о, 1+0,2 -ГО L)
J;(O,I-t-O,2 • IO
L)
±(о,2 + о,4 • ю L)
±(o,4-t 0,8 • ю"" 3 L)
±(о,4 + о,8 • ш L)
Методы измерений (для мер до 100 мм)
Абсолютный интерференционный метод
Сравнительный интерференционный метод
по мерам 1-го разряда
Технический интерференционный метод
по мерам 2-го разряда
Технический интерференционный метод по
мерам 3-го разряда
Сравнительный метод измерения на опти-
метре по мерам 4-го разряда
Сравнительный метод измерения на опти-
метре по мерам 5-го разряда
Примечание. В формулах — результат в микронах при номинальном размере плитки L мм.
176
ТЕХНИЧЕСКИЕ ИЗМЕРЕНИЯ В МАШИНОСТРОЕНИИ
(РАЗД. III
ных для этих разрядов (см. табл. 3), а по-
грешности срединного размера не пре-
вышают ± 5 @,45 \/Т -1-0,001 L) [л, где L —
номинальный размер плитки в мм.
Область применения плиток значительно
расширяется при использовании специальных
принадлежностей, важнейшими из которых
являются струбцины и боковики (фиг. 2).
Фиг. 2. Принадлежности к плитам: а— чертильное острие;
Ь—центровое острие; с —- полукруглые боковики раз-
личных диаметров.
Блок из плиток вместе с притёртыми бо-
ковиками зажимается в струбцину и может
быть использован для установки приборов,
служащих для внутренних измерений, а также
для непосредственного измерения внутренних
размеров.
В США получили распространение так
называемые „плитки Хока" квадратного сече-
ния (фиг- 3) и с отверстием в середине.
Фиг. 3.
Блок из плиток Хока надевается на спе-
циальную оправку и скрепляется винтом.
В Англии распространены плитки фир-
мы Pitter Gauge Co цилиндрического сечения
(d л 20 мм), показанные на фиг. 4.
Пояски на плитках больших размеров
сделаны в точках опоры Эри, обеспечива-
ющих наибольшую стабильность параллель-
ности измерительных поверхностей.
С помощью специальных приспособлений
эти плитки могут быть соединены между со-
бой (фиг. 5).
ИНСТРУМЕНТЫ С ЛИНЕЙНЫМ НОНИУСОМ
Основными видами инструмента с линей-
ным нониусом являются штангенциркуль
(ТУ по ГОСТ 166-41), штангенглубиномер
(ТУ по ГОСТ 162-41) и штангенрейсмас
(ТУ по ГОСТ 164-41).
Важнейшими деталями перечисленных ин-
струментов (фиг. 6, 7 и 8) являются штанга /,
на которой нанесена основная шкала, и нониус
lliiiiliiiiliiiihiilmliiuliiiilii
--J а
Риг. 6.
2, служащий для повышения точности отсчёта
по шкале. Нониус представляет собой неболь-
шую линейку с делениями, жёстко связанную
с подвижной частью 3 инструмента. Цена
Фиг. 4.
\.
Фиг. 7.
Фиг. 5.
деления штанги тп, число делений нониуса п
и величина отсчёта по нониусу / связаны
формулой / = — (фиг. 9).
п Интервал деления нони-
уса пг' обычно равен m—i.
При цене деления шкалы
штанги менее 1 мм интер-
вал пг' часто делается ран-
ным у m — i, где у —ко-
эфициент, выражающийся
целым числом.
ГЛ. И]
МИКРОМЕТРИЧЕСКИЕ ИЗМЕРИТЕЛЬНЫЕ ИНСТРУМЕНТЫ
177
Штангенинструменты изготовляются обыч-
но с отсчётом по нониусу 0,1 или 0,05 мм
(реже с отсчётом 0,02 мм).
Погрешности показаний штангенинструмен-
тов. не должны превышать величины отсчёта
по нониусу. Исключение составляют штанген-
инструменты больших размеров (свыше
300—400 мм), погрешности показаний которых
могут превышать величину отсчёта по но-
ниусу в 1,5—2 раза.
Штангенциркуль (фиг. 6), являющийся од-
ним из наиболее распространённых измери-
тельных инструментов в машиностроении,
служит для наружных измерений, для внутрен-
них измерений, для измерений глубин и высот,
а также для разметки. Распространено весьма
Фиг. 8.
большое количество типов штангенциркулей,
обладающих большей или меньшей универ-
сальностью. Верхние пределы измерений штан-
генциркулей составляют 100, 125, 150, 200,
300, 400, 500, 600, 800 и 1000 мм.
Цена деления основной шкалы составляет
обычно 1 мм. Ширина штрихов должна ле-
жать в пределах 0,08—0,12 мм для штанген-
циркулей с отсчётом 0,02 мм\ 0,08—0,15''лш—
для отсчёта 0,05 мм и 0,12—0,16 мм — для
отсчёта 0,1 мм. Вылет гуоок составляет в за-
висимости от пределов измерения и величины
отсчёта по нониусу 35—150 мм.
Губки 4 штангенциркуля имеют плоские
измерительные поверхности для наружных из-
мерений и цили-ндрические поверхностей для
внутренних измерений.
Твёрдость измерительных поверхно-
стей hRc = 56 ч- 62.
Размер А сдвоенных губок для внутрен-
них измерений, который маркируется на штан-
генциркуле, 10 или 9 мм.
Допуск на размер А составляет в зависи-
мости от величины отсчёта по нониусу
+ 0,01, ±0,02, ±0,03 мм.
Приспособление для микрометрической
подачи 5 является обязательным для штанген-
циркулей с отсчётом по нониусу 0,02 и 0,05 мле.
Штангенглу биномер, показанный
на фиг. 7, имеет траверзу 4 с плоской изме-
рительной поверхностью, перемещающуюся
по штанге /, плоский торец которой служит
второй измерительной поверхностью. Штан-
генглубиномеры изготовляются с верхними
пределами измерений до 500 мм.
Штангенрейсмас (фиг. 8) служит
для разметки и измерения высот. Основными
узлами и деталями штангенрейсмаса являются
основание с плоской опорной поверхно-
стью 4, штанга / и перемещающаяся по штанге
рамка 3, несущая нониус 2. На кронштейне
рамки 5 закрепляются сменные ножки:
одна 6—остро заточенная для разметки или
другая 7—для измерения высот с двумя из-
Штанга
\
1
1— т'
0
\—т 1
')*- m'-J\,{
0
— tTi ——1
. i/L
1
- —1^/4— —
, I
1
^Нониус
штанга
1
\3il
I
Нониус
Фиг. 9.
мерительными поверхностями (нижней пло-
ской и верхней цилиндрической). На ножке
маркируется размер А, который должен вы-
ражаться целым числом. Отклонение от намар-
кированного размера не должно превышать:
± 0,01 мм для штангенрейсмасов
± 0,02 „ „
± 0,03 „ „
отсчётом 0,02 мм
0,05 .
0,1
Твёрдость рабочих поверхностей ножек и
основания рейсмаса должна быть не ниже
"*с = 56.
Приспособление для микрометрической по-
дачи рамки 8 обязательно только для штан-
генрейсмасов с отсчётом по нониусу 0,02 и
0,05 мм.
Штангенрейсмасы изготовляются с верх-
ними пределами измерения 200, 300, 500, 800
и 1000 мм.
МИКРОМЕТРИЧЕСКИЕ ИЗМЕРИТЕЛЬНЫЕ
ИНСТРУМЕНТЫ
Эти инструменты основаны на применении
винтовой пары и на преобразовании угловых
перемещений в линейные.
К распространённым микройетрическим ин-
струментам относятся микрометр для наруж-
ных измерений (ТУ по ОСТ 20027), микроме-
трический штихмас (ТУ по ГОСТ 10-40) и
микрометрический глубиномер (ТУ по ОСТ
8107-39).
Общими для всех перечисленных инстру-
ментов являются следующие метрологические
характеристики: 1) цена деления 0,01 мм,
2) допустимые погрешности показаний:
178
ТЕХНИЧЕСКИЕ ИЗМЕРЕНИЯ В МАШИНОСТРОЕНИИ
[РАЗД. Ш
Таблица За
Пределы
измерения
в мм
До 25
25-50
50—100
100-150
150-200
200-300
Свыше 300
Классы точности
0-й
Допустимые
±2
+ 2
±2
±2,5
+ 3
±3,5
м ±
IOO
1-й
погрешности
в \>.
±4
±4
±4
±5
±6
±7
« ± L*
5°
| 2-й
показаний
± 8
± 8
± 8
±ю
±12
±14
щ, j- ._
25
* L — измеряемый размер в мм.
Микрометры для наружных измерений изго-
товляются трёх классов точности @-го, 1-го и
2-го). Микрометрические штихмасы и глуби-
номеры изготовляются только 1-го и 2-го клас-
сов точности.
Микрометр (фиг. 10) состоит из трёх
основных узлов: 1) скобы 1 с пяткой 2 и сте-
блем 3; 2) микрометрического винта 4 с бара-
баном 5 итрещёткойб; 3) стопорного приспо-
собления 7. Наличие стопорного приспособле-
ния не является обязательным.
Рабочий ход микрометрического винта со-
ставляет обычно 25 мм) шаг винта—0,5 мм.
Полные обороты винта отсчитываются по по-
лумиллиметровой шкале, нанесённой на стебле
3, доли оборота отсчитываются по шкале ба-
рабана, имеющей 50 делений (цена деления
составляет 0,5 мм : 50 = 0,01 мм). При нулевом
показании микрометра нулевой штрих бара-
бана должен точно совпадать с продольным
штрихом гильзы, а скошенный край барабана
должен (приблизительно) совпадать с нуле-
вым штрихом полумиллиметровой шкалы, на-
несённой на гильзе.
Твёрдость измерительных поверхностей
должна быть в пределах ^*#г = 58 -~ 64.
Стопорное приспособление позволяет за-
креплять микрометрический винт в устано-
вленном положении; это необходимо, когда
микрометром хотят воспользоваться как уста-
новочной скобой или когда измерение произ-
водят в положении, при котором затруднён
отсчёт по шкалам. Приспособление, обеспечива-
ющее постоянство измерительного усилия (тре-
щётка или фрикцион), является необходимой
деталью микрометра. Нормальным для микро-
метра считается измерительное усилие 500 —
900 г.
Микрометры применяются для измерения
длин до 1000 мм (очень редко более). С тем,
чтобы расширить пределы измерения, у ми-
крометров больших размеров (обычно свыше
100 мм) делают сменные или передвижные
пятки, которые можно прочно закреплять в
установленном положении. Так, например, из-
готовляют микрометр с пределами измерения
350 — 400 или 500 — 600 мм при рабочем ходе
микрометрического винта 25 мм.
Фиг. 11.
Головка микрометрического
штихмаса (фиг. 11) состоит из двух узлов:
узла микрометрического винта / с барабаном 2
и узла гильзы со стопором 3 и измеритель-
Фиг. 12.
ным наконечником 4. Рабочий ход винта
у штихмасов, изготовляемых в СССР, со-
ставляет 13 мм) шаг винта —0,5 мм. Пределы
измерений головки штихмаса—50 — 63 мм.
Измерительные поверхности головки штих-
маса — сферические, радиу-
сы сфер—не более 25 мм.
Система отсчётов по шка-
лам та же, что и для микро-
метра.
Стопор является необхо-
димой деталью штихмаса,
так как при измерении
глубоких отверстий отсчёт
по шкалам может быть
Фиг. 10.
произведён лишь после того, как щгихмас за-
стопорен и извлечён из отверстия.
Пределы измерений штихмаса увеличи-
ваются (до 1500 мм) за счёт навинчивания на
него так называемых удлинителей 5 (фиг. 11).
Измерительный стержень помещается в трубке
удлинителя, где он находится под постоянным
давлением пружины. Радиус сферической из-
мерительной поверхности стержня удлинителя
ГЛ. II]
РЫЧАЖНО МЕХАНИЧЕСКИЕ ПРИБОРЫ
179
должен быть менее
+ 50
где L — рабочая
длина удлинителя в мм.
Микрометрический глубиномер,
показанный на фиг. 12, состоит из траверзы 1,
имеющей измерительную плоскость, и жёстко
скреплённого с ней стебля 2, в котором пере-
мещается в направлении, перпендикулярном
оси траверзы, микрометрический винт 3 с из-
мерительным стержнем 4.
Измерительная поверхность стержня —
обычно плоская (очень редко сферическая).
Устройство и назначение основных узлов и
деталей глубиномера те же, что и у микро-
метра.
Глубиномеры изготовляются с пределами
измерений от О до 100 мм. Рабочий ход ми-
крометрического винта 25 мм. Пределы из-
мерений расширяются за счёт применения
сменных стержней соответствующей длины.
РЫЧАЖНО-МЕХАНИЧЕСКИЕ ПРИБОРЫ
Эти приборы широко применяются в ма-
шиностроении при измерении длин относитель-
ными методами, а также при проверке взаим-
ного положения деталей машин и правильности
их геометрической формы.
Принципиальные схемы (фиг. 13J и метро-
логические показатели наиболее характерных
видов рычажно-механических приборов приво-
дятся в табл. 4.
Применение рычажно-механических прибо-
ров и типы наиболее распространённых нор-
мальных и специальных приспособлений к ним
даны на фиг. 14.
Приборы с чисто рычажными схемами
(фиг. 13, а п б) обладают органическим поро-
ком, заключающимся в непропорциональности
углового перемещения стрелки линейному пе-
ремещению измерительного стержня, что вы-
нуждает ограничивать предел измерения по
шкале таких приборов.
У рычажных индикаторов (фиг. 13, а) пре-
дел измерения составляет только 0,2 мм при
относительно большой цене деления @,02 мм),
что позволяет применять их только для про-
верки биения деталей, проверки параллель-
ности поверхностей и т. п. при сравнительно
грубых допустимых отклонениях.
Малые габаритные размеры индикатора, а
также возможность устанавливать измеритель-
ный наконечник под разными углами к оси
Таблица 4
Наименование
прибора
Индикатор ры-
чажный
Миниметр
* Индикатор рычаж-
но-зубчатыЯ (типа
Федераль)
Пассаметр
Ортотест
Индикатор часо-
вого типа
Индикатор часово-
го типа
Микрокатор
Принципиальная схе-
ма (см. фиг. 13)
а
6
в
г
е
д
3
ж
Цена
деле-
ния
в мм
о,оа
О,ОО1
0,002
•>°°5
O,O2j
O,OO2j
О,ОО2
O.OOI
0,01
0,002
0,001
0,0005
0,0002
Предел
измере-
ния по
прибо-
ра в мм
0.2
о, обо
0,120
о,з°о
°.375
О,1
o,i6o
О.2ОО
3.5
или
IO
2
о.обо
0,036
0,020
Изме-
ритель-
ное
усилие
Не бо-
лее IOO
Не бо-
лее 4°°
ние
Не бо-
лее IOO
Не бо-
лее
IOO
1200
±2ОО
250
От loo
ДО 250
От ioo
до 250
ОТ 2ОО
ДО з°°
Допустимые погрешности
показаний в мм
±О,О1
±0,0005
±0,001
± 0,002
+ О,О1
±О,ОО2
В пределах шкалы +о,оо2
В пределах любого участка
о,о4 мм ± o,ooi
±О,ОО1
Классы
о-и
1-Й
2-И
В пределах
нормирован-
ного участ-
ка 0,1 мм
о,оо8
О,О1
О,О12
Один
оборот
О,О1
о,о15
О,О2
10 мм
о,о15
О,О2
°.°3
В пределах одного оборота
стрелки (о,2 мм
± 0,002
±О,ОО1
± о,ооо5
+0,0003
Приме-
чание
«
8
н
и
b
О
180
ТЕХНИЧЕСКИЕ ИЗМЕРЕНИЯ В МАШИНОСТРОЕНИИ
[РАЗД. III
в) *f Ж]
Фиг. 13. Принципиальные схемы рычажно-механических приборов.
индикатора (фиг. 14, г) и производить изме-
рения, прилагая усилие к наконечнику в раз-
личных направлениях, позволяют применять
этот инструмент при измерениях в труднодо-
ступных местах (внутренние выточки, биение
малых уступов и т. п.).
Схема миниметров, приведённая на фиг. 13, б,
по существу является схемой кривошипно-
шатунного механизма, у которого кривоши-
пом является верхний нож R, а шатуном
плечо а.
Ошибка Д от непропорциональности угло-
вого перемещения стрелки линейному переме-
щению измерительного стержня в данном слу-
ЯФ3
, i „™ _ _ уГОЛ наклона
чае составит Д
6
где
стрелки, выраженный в радианах.
Миниметры, для которых регламентируется
высокая точность показаний, не могут обла-
дать большим пределом измерения по шкале.
При интервале деления, равном 1 мм, плече
а — 0,1 мм и L = 100 мм перемещение стрелки
на 30 делений соответствует значению
. = ± 0,3; тогда Д =
0,1 @,3K
6
± 0,5
Миниметры широко применяются при про-
верке калибров и точных изделий в органах
ОТК и непосредственно на рабочем месте.
Миниметры укрепляются в нормальной
стойке или в универсальном штативе, позво-
ляющем устанавливать миниметр на различ-
ной высоте и под разными углами по отноше-
нию к плоскости, по которой перемещается
штатив (фиг. 14, а). Миниметры применяются
также в качестве измерительных устройств в
различного рода приборах и приспособлениях
(например, фиг. 14, б).
Миниметру (фиг. 13, б) должен быть проти-
вопоставлен ортотест (фиг. 13, е), в схему ко-
торого включена зубчатая передача. При рав-
ных перемещениях измерительного стержня
рычаг ортотеста / будет отклоняться на угол
меньший, чем рычаг миниметра, и тем самым
ошибка от непропорциональности линейного
перемещения стержня и угловых перемещений
стрелки уменьшается. Область применения
ортотеста в общем совпадает с областью при-
менения миниметра.
Рычажному индикатору, основанному на
схеме (фиг. 13, а), может быть противопоста-
влен рычажно-зубчатый индикатор (фиг. 13, б),
ГЛ. II]
РЫЧАЖНО-МЕХАНИЧЕСКИЕ ПРИБОРЫ
181
Фиг. 14. «—миниметр в универсальном штативе; tf—мини-
метр в нормальной стойке; в—миниметр в седлообразном
приспособлении для измерения наружных диаметров;
г—рычажно-зубчатый индикатор при проверке цилиндри-
ческих поверхностей на биение; д— ортотест в стойке;
е~индикаторный глубиномер;»с—индикатор часовою типа
в универсальном штативе; з— индикаторная скоба; ы—ин-
дикаторное приспособление для проверки метчиков с
нечётным числом канаиок; к—индикаторное приспособле-
ние для проверки отверстия на биение; л—индикаторный
нутромер; м—индикаторный прибор с центрами для про-
верки на биение.
182
ТЕХНИЧЕСКИЕ ИЗМЕРЕНИЯ В МАШИНОСТРОЕНИИ
[РАЗД. 111
у которого во втором звене рычагов посту-
пательное движение рычага преобразуется во
вращательное движение стрелки посредством
зубчатой передачи.
Область применения рычажно-зубчатого
индикатора совпадает с областью примене-
ния индикатора рычажного.
Из рычажно-зубчатых приборов следует
также отметить пассаметр (фиг. 13, г). Пасса-
метры применяются для проверки наружных
размеров изделий в малосерийных производ-
ствах. Установку пассаметра на требуемый
размер производят по плиткам или аттесто-
ванному изделию.
Пассаметры изготовляются с пределами
измерений 0 — 25 и 25 — .50 мм. К такому же
типу приборов относится и рычажно-чувстви-
тельный микрометр.
Наиболее распространёнными рычажными
приборами являются индикаторы часового ти-
па (фиг. 13, д). Линейное перемещение измери-
тельного стержня индикатора преобразуется в
угловое перемещение стрелки только с по-
мощью зубчатой передачи.
На фиг. 13, д показана схема индикатора
производства завода ГЗИП. Зубчатая рейка,
нарезанная на измерительном стержне с ша-
гом ? = 0,625, сцепляется с колесом 2^ = 16.
На одной оси с колесом zx — 16 посажено
колесо г2 = 100, сцепляющееся с колесом г3 =
= 10. На оси колеса 23= 10 укреплена стрелка,
с помощью которой по круговой шкале отсчи-
тывают величины линейных перемещений из-
мерительного стержня. Колесо г± = 100 заста-
вляет с помощью пружинного волоска всю
передачу работать по одной стороне про-
филя зуба и этим устраняет мёртвый ход пере-
дачи. При перемещении измерительного стер-
жня на 1 мм стрелка индикатора делает один
полный оборот. Индикаторы находят весьма
вводят промежуточную пару колёс с числами
зубьев 18 и 90, сидящих на одной оси.
В последние годы фирма К. Map (Германия)
выпускала рычажно-зубчатый „Миллимесс".
Цена деления прибора составляет 0,001 мм;
рабочий расход измерительного стержня
±0,05 или +0,1 мм.
В конструкциях рычажно-механических
приборов иногда используют в качестве ры-
чагов плоские пружины. К группе этих при-
боров в первую очередь следует отнести ми-
крокатор фирмы Iochansson (фиг. 13, ж). Пере-
дача в приборе Iochansson осуществляется без
трения при помощи скрученной металлической
(весьма тонкой) ленты /. Одна половина лен-
ты скручена вправо, другая — влево. Отноше-
ние угла поворота ленты к величине растяже-
ния изменяется в зависимости от размеров и
степени начального скручивания ленты. Один
конец ленты прикреплён к рычажной пружи-
не 2, а другой — к установочной 3. Верхний
конец измерительного стержня 4 прикреплён
к рычажной пружине 2. При подъёме измери-
тельного стержня верхняя часть рычажной
пружины 2 отклоняется вправо (по дуге ок-
ружности) и лента растягивается таким обра-
зом, что стрелка 5, прикреплённая к её сере-
дине, поворачивается на некоторый угол. Ниж-
ний конец измерительного стержня прижи-
мается спиральной пружиной 6 к упору 7. Для
того чтобы стержень мог перемещаться без
трения, он закреплён внизу в пружинящем
диске 8 с прорезами.
Область применения микрокаторов в об-
щем совпадает с областью применения мини-
метров.
Из приборов, основанных на применении
рычага в сочетании с нарезанной спиралью,
следует отметить рычажный индикатор с це-
ной деления 0,01 мм (типа Last Word), схема
Фиг. 15
широкое применение при установке и проверке
деталей на станках, а также в качестве изме-
рительных устройств в самых разнообразных
приборах и приспособлениях.
В индикаторах часового типа с ценой де-
ления 0,002 мм (фиг. 13, з) для уменьшения
цены деления в рассмотренную выше схему
и общий вид которого приведены на фиг. 15.
Предел измерения по шкале этого прибора со-
ставляет + 0,035 мм.
Из рычажных приборов, появившихся в
последнее время, следует отметить прибор
типа „Box-Ford", выпускаемый фирмой Ma-
nufactured by Denfords Eng. Co, Ltd (Англия).
ГЛ. II]
ПРИБОРЫ С ОПТИЧЕСКИМ РЫЧАГОМ
183
Измерительный стержень прибора 1
(фиг. 15а) воздействует на срезанный цилиндр 2,
вращающийся в центрах. Расстояние от осе-
вой плоскости цилиндра 2 до линии касания
измерительного стержня с цилиндром опре-
деляет малое плечо первого рычага.
К цилиндру 2 прикреплена пластина 3,
касающаяся штифта 4, закреплённого на
стрелке о, вращающейся на оси 6.
Большое плечо первого рычага опреде-
ляется расстоянием от оси цилиндра 2 до
та попадает в призму полного внутреннего
отражения 4 и направляется далее через
объектив 5 на подвижное зеркальце 6, опира-
Фиг. 15а.
штифта 4. Малое плечо второго рычага опре-
деляется расстоянием от штифта 4 до оси 6
стрелки 5. Наконец, большое плечо второго
рычага определяется расстоянием от оси 6
до конца стрелки. Величины перемещения
стрелки 5, вызванные перемещением измери-
тельного стержня 7, отсчитываются по шка-
ле 7. Общее передаточное отношение ры-
чажной системы составляет 440:1. Цена де-
ления шкалы составляет 0,0025 мм. Предел
измерений по шкале 0,10 мм {+ 0,05 мм).
ПРИБОРЫ С ОПТИЧЕСКИМ РЫЧАГОМ
Применение оптического рычага, осно-
ванного на использовании качающегося зер-
кала, даёт возможность удлинить большое пле-
чо рычага, не увеличивая габаритов прибора,
так как оптический рычаг может быть удли-
нён в небольшом пространстве путём повтор-
ного зеркального отражения.
К наиболее распространённым приборам,
основанным на принципе оптического рычага,
относятся оптиметр и ультраоптиметр.
Схема оптиметра показана на фиг. 16.
Пучок света от внешнего источника напра-
вляется с помощью призмы / на прозрачную
шкалу 2, помещённую в фокальной плоскости
объектива 5. По выходе из шкалы пучок све-
ющееся на шарик и связан-
ное с измерительным нако-
нечником 7. Отразившись от
зеркальца 6, пучок света
проделывает обратный путь,
и изображение шкалы 2 по-
падает в фокальную плос-
кость объектива. Изображе-
ние шкалы не накладывается
при этом на шкалу, так как
последняя смещена отно-
сительно оптической оси
объектива.
В той части фокальной плоскости, куда по-
падает изображение шкалы, помещён непо-
движный указатель, относительно которого и
определяется величина смещения изображения
шкалы, вызываемого перемещением измери-
тельного наконечника. Изображение шкалы и
указатель рассматривают через окуляр 5.
Основные характеристики оптиметра: цена
деления — 0,001 мм; предел измерения по
Фиг. 16.
Фиг. 17.
шкале —0,2 мм (±0,1 мм); точность отсчёта —
0,0001 мм; погрешность показаний+0,0002 мм
для любого участка шкалы не более 60 делений
и ± 0,0003 мм для участка шкалы свыше 60
делений; измерительное усилие — 200 г.
Трубка оптиметра устанавливается на вер-
тикальной (фиг 17) или горизонтальной стой-
ке (фиг. 18).
184
ТЕХНИЧЕСКИЕ ИЗМЕРЕНИЯ В МАШИНОСТРОЕНИИ
[РАЗД. 111
Проверяемое изделие устанавливают на жё-
стко укреплённый стол вертикальной стойки.
Проверку производят сличением с плоскопа-
раллельными концевыми мерами, по которым
оптиметр устанавливают „на нуль". Разницу
18.
а)
между установленным
и измеряемым разме-
рами отсчитывают по
шкале оптиметра.
Вертикальный оп-
тиметр снабжается
сферическим и пло-
ским измерительны-
ми наконечниками.
С помощью уста-
новочных винтов 1
(фиг. 17) стол верти-
кальной стойки мо-
жет быть отрегулирован так, чтобы изме-
рительная поверхность его была параллельна
плоской поверхности наконечника.
Оптиметр на вертикальной стойке служит
только для измерений наружных размеров.
Оптиметр на горизонтальной стойке служит
для измерения наружных и внутренних
размеров.
Измерительные наконечники (фиг. 18, а)
укрепляются на трубке оптиметра /и на пи-
нольной трубке 2. Микрометрический винт 3
пинольной трубки служит для медленной по-
дачи наконечника при установке оптиметра
„на нуль". С помощью винтов 4 производится
регулировка наконечников (плоских — на па-
раллельность измерительных поверхностей;
сферических — на совпадение общей линии
центров с линией измерения).
Концевые меры, по которым устанавли-
вается оптиметр, а также проверяемое изделие,
помещаются последовательно на подвижном
столе 5.
С помощью ручки в стол оптиметра мож-
но перемещать в горизонтальной плоскости в
направлении, перпендикулярном оси измере-
ния; с помощью рукоятки 7 стол можно по-
ворачивать в горизонтальной плоскости; экс-
центрик 8 служит для покачивания стола во-
круг горизонтальной оси; с помощью штурвала
9 стол перемещается в вертикальном напра-
влении. Перечисленные движения стола по-
зволяют быстро и удобно ориентировать из-
делия по оси измерения. Так, например, уста-
новку оптиметра „на нуль" для наружных из-
мерений производят следующим образом: блок
из концевых мер укладывают на столе и за-
крепляют специальной струбциной. Действуя
штурвалом 9, поднимают стол с таким расче-
том, чтобы наконечники пришлись на уровне
среднего сечения блока; кронштейны 10 сбли-
жают до соприкосновения наконечников с бло-
ком; шкала оптиметра должна появиться при
этом в поле зрения окуляра. Затем, медленно
поворачивая стол рычагом 7, следят за пока-
заниями по шкале и прекращают движение
при наименьшем показании. После этого по-
качивают стол эксцентриком 8 и прекращают
движение также при наименьшем показании.
Указанные движения стола продолжают, пока
наименьшие показания не будут совпадать.
Прекратив движения стола, перемещают нако-
нечник пинольной трубки микровинтом 3 до
совпадения нулевого штриха шкалы с ука-
зателем.
При измерении гладкого калибра, устано-
вленного нижним торцом на столе, производят
следующие действия: штурвалом .9 поднимают
стол, пока наконечники не коснутся калибра
в нужном сечении. Затем, перемещая стол
ручкой 6, находят наибольшее показание по
шкале; после этого покачивают стол эксцен-
триком 8 и находят наименьшее показание.
Указанные движения повторяют до совпаде-
ния наибольшего и наименьшего показаний.
Это общее показание и будет соответствовать
размеру диаметра пробки в данном сечении.
Для внутренних измерений пользуются
специальными скобами 11, закрепляемыми на
трубке оптиметра и пинольной трубке, и серь-
гами 12 с измерительными наконечниками,
подвешиваемыми на скобы (фиг. 18, б). Для
установки оптиметра „на нуль" при внутрен-
них измерениях пользуются блоком из конце-
вых мер с притёртыми к нему плоскими
боковиками и зажатым в специальную струб-
цину *.
Вертикальные оптиметры выпускают так-
же фирмы „Amic" (США) и „Precision Grin-
ding Ltd" (Англия).
Эти оптиметры по метрологическим каче-
ствам значительно уступают описанным выше
оптиметрам отечественного производства и
фирмы К. Цейсе.
Цена деления оптиметров английской и
американской фирм составляет 0,001 мм.
Предел измерения по шкале оптиметра
фирмы „Araic" составляет + 0,075 мм, опти-.
метра фирмы „Precision Grinding Ltd"
+ 0,055 мм.
Схема ультраоптиметра, показан-
ная на фиг. 19, отличается от схемы оптиметра
(фиг. 16) тем, что пучок света отражается от
поворотного зеркала не один, а два раза.
Это достигается включением в схему непо-
движного зеркала /.
Основные характеристики ультраоптиметра:
цена деления — 0,0002 мм; предел измерения
по шкале — 0,166 мм, погрешности показа-
0,04 -\ 90гГг ' где п — число де"
лений шкалы, использованных при измере-
нии; измерительное усилие — 180 г. Ультра-
оптиметр монтируется на вертикальной стойке
" применяется преимущественно для проверки
плоскопараллельных концевых мер длины.
* См. .Плоскопараллельные концевые меры длины",
стр. 174
ГЛ. II]
ПРОЕКТОРЫ
185
За последнее время в промышленности на-
чал применяться рычажно-оптический прибор
Принципиальная схема проектора показана
на фиг. 21. Свет от источника /, помещённого
в фокусе конденсора 2, по выходе из по-
следнего распространяется параллельным пуп-
ком. На пути лучей помещено проверяемое из-
делие 3. Лучи, не% задержанные изделием,
проходят сквозь объектив 4, пересекаются в
его фокусе, и на экране 5 проектируется
увеличенное теневое изображение изделия.
Увеличение проектора составит v = —1. Сле-
Фиг. 19.
Фиг. 21.
типа Cheffield, принципиальная схема которо-
го показана на фиг. 20. Горизонтальные пру-
жины 4 закреплены в подвижной 1 и непод-
вижной 2 планках. Вы-
ступ 3 служит ограни-
чителем перемещения
подвижной планки 1.
Вертикальные пружи-
ны 5, прикреплённые
к планкам 1 и 2, обра-
зуют стрелку 7, ко-
торая поворачивается
при относительном
сдвиге этих пружин.
На конце стрелки 7
помещён указатель,
перемещение которо-
го проектируется в
увеличенном виде на
шкалу экрана 8 с по-
мощью призмы 9. Лу-
чи света направляют-
ся от источника 6.
Приборы выпускают-
ся с передаточным от-
ношением 5000:1 и
Фиг. 20. 1000:1.
ПРОЕКТОРЫ
Проекторы являются оптическими изме-
рительными приборами, позволяющими проек-
тировать на специальный экран увеличенный
контур проверяемого изделия. Погрешности
размеров изделия определяют различными спо-
собами: непосредственным сличением спроек-
тированного контура изделия с контуром, вы-
черченным на экране в соответствующем мас-
штабе; измерением отклонений контура изде-
лия от вычерченного на экране с помощью
микрометрических винтов или индикаторов,
связанных с предметным столом проектора;
сличением контура изделия с двойным конту-
ром, вычерченным по предельным размерам
изделия.
дует иметь в виду, что протяжённость источ-
ника света вызывает искажение контура из-
делия, усиливающееся с увеличением поля зре-
ния проектора.
Один из наиболее распространённых проек-
торов фирмы Bausch & Lomb изображён на
f a ,
фиг. 22. Станина прибора / покоится на двух
колонках 2, укреплённых на тележке 3; с по-
душкой 4 связана подставка 5, на которой по-
мещается подвижная осветительная система.
186
ТЕХНИЧЕСКИЕ ИЗМЕРЕНИЯ В МАШИНОСТРОЕНИИ
[РАЗД. Ill
состоящая из лампы, конденсора 6, экрани-
рующего конуса 7 с ирисовой диафрагмой 8 и
приспособления для центрирования освеще-
ния. По направляющим станины перемещается
супорт 9, на котором укрепляются изделия
(в центрах 10 или призмах 11). Супорт можно
перемещать и в вертикальном направлении
с помощью винта 12. Объектив 13 укреплён
в центрирующейся державке 14. Углы пово-
рота оптической оси проектора отсчитываются
по делениям, нанесённым на кольце 15. Кон-
тур изделия сличается с контуром, вычерчен-
ным на экране. Отклонения определяются гра-
фически или с помощью индикатора, укре-
плённого в соответствующем гнезде приспо-
собления, помещаемого в пазе 16. Вместо
экрана на столе 17 можно поместить фотогра-
фическую кассету и сфотографировать контур
изделия. Ниже приводятся основные характе-
ристики проекторов современных конструкций.
Таблица 5
Фирма
SSP
Bausch
&
Lomb
Увели-
чение
2оХ
5°Х
iooX
10 х
25 х
5оХ
кх>Х
Поле
зрения
в мм
42X52
21X26
8,4Xio,4
4-2X5.2
46
18
9
4.5
Фирма
Jones
&
Lamson
Leitz
Zeiss
(модель
1938 г.)
Увели-
чение
2ООХ
5°Х
25Х
5оХ
юХ
2t)X
5О*
Поле
зрения
в мм
3
12
4°
22
IO
6о
3°
12
ИЗМЕРИТЕЛЬНЫЕ МАШИНЫ
Измерительные машины являются наиболее
точными средствами измерения больших длин
в машиностроении.
Измерительные машины принято разделять
на концевые и штриховые. На концевых маши-
мал по сравнению с общим пределом измере-
ния машины.
На штриховых машинах измерения произ-
водят как сличением измеряемой длины кон-
тактным методом со штриховой шкалой, так
и сличением с концевыми мерами.
Измерительные машины изготовляются с
верхним пределом измерения до 6 м и более.
Общий вид измерительной машины SIP по-
казан на фиг. 23. Машины этого типа изго-
товляются с пределами измерения 0 —
500, 0 — 1000 и 0 — 2000 мм. По точным на-
правляющим станины перемещается бабка С,
несущая штриховую меру и неподвижный из-
мерительный наконечник. Ось штриховой ме-
ры совпадает с осью измерительных наконеч-
ников. Со станиной жёстко связаны две стой-
ки Н, в которых укрепляются отсчётные ми-
кроскопы F с окулярными микрометрами. Ра-
бочая длина штриховой меры составляет 250 мм
для машины с пределами измерения 0—500мм,
500 мм - для машины с пределами измерений
0 — 1000 мм и 1000 мм — для машины с пре-
делами измерений 0—2000 мм. Штрихи нане-
сены через 1 мм. Расстояния между осями ми-
кроскопов по штриховой мере устанавливаются
равными максимальной длине меры. Примене-
нием двух микроскопов создаётся возможность
при сравнительно малых размерах станины
производить измерение длин, вдвое превышаю-
щих длину штриховой меры. Рычажный меха-
низм, помещённый в бабке А, используется
наряду с фиксацией измерительного усилия
для отсчёта отклонений размеров изделия от
установленного размера. Цена деления рычаж-
ного механизма обычно равна 0,001 мм. По-
грешность показаний машины ^ ( 0,5 -f- Ton J Р<
где L — измеряемая длина в мм.
Общий вид измерительной машины фирмы
Zeiss с пределами измерений 0 —1000 мм
показан на фиг. 24.
На станине К перемещается задняя бабка,
несущая измерительный наконечник, жёстко
связанная с осветительной системой И. На
Фиг. 23.
нах измерения производят путём сличения
измеряемой длины с плитками или другими
концевыми мерами. Предел измерения шкалы
измерительной головки (индикатора, микроме-
трического винта) у концевых машин обычно
передней бабке С помещаются отсчётный ми-
кроскоп е и оптиметрическая трубка Д свя-
занная с измерительным стержнем В. На ста-
нине укреплена стеклянная шкала с деления-
ми через 0,1 мм на длине 100 мм. На одной
ГЛ. II]
ИНТЕРФЕРЕНЦИОННЫЕ МЕТОДЫ ИЗМЕРЕНИЙ
187
оси со шкалой помещено десять стеклянных
пластинок с двойными штрихами. Штриховые
пластинки занумерованы справа налево от
О до 9. Расстояние от оси симметрии штри-
хов первой пластины 9 до нулевого штриха
шкалы равно 100 мм. Расстояния между штри-
хами соседних пластинок также равны 100 мм.
Проверяемое изделие укладывается на люне-
ты А или на стол, устроенный по типу стола
горизонтального оппп.етра *. Ось измерения
Фиг. 21
располагается не на одной оси со шкалой
машины. Однако оптическая схема машины
рассчитана таким образом, что перекосы про-
веряемого изделия относительно оси шкалы
вызывают лишь ошибки второго порядка.
Установка на нуль осуществляется
следующим образом: задняя бабка устанавли-
вается над ближайшей к шкале стеклянной
пластинкой так, чтобы изображение двойного
штриха (нулевого) попало в поле зрения от-
счётного микроскопа передней бабки. Далее
перемещают переднюю бабку с таким расчё-
том, чтобы нулевой штрих шкалы совместился
с изображением двойного штриха стеклянной
пластинки (нулевой штрих шкалы устанавли-
вается между изображениями двух штрихов).
Затем, действуя микрометрическим винто.м,
приводят измерительные поверхности нако-
нечников в соприкосновение и устанавли-
вают шкалу оптиметра на нулевой отсчёт. Из-
мерение в пределах 0-100 мм производят,
перемещая только переднюю бабку. Милли-
метры и десятые доли отсчитывают по шкале,
совместив предварительно один из штрихов
шкалы с изображением нулевого двойного
штриха. Сотые и тысячные доли миллиметра
отсчитывают по шкале оптиметра. При изме-
рении размеров свыше 100 мм заднюю бабку
устанавливают над соответствующей стеклян-
ной пластинкой так, чтобы двойной штрих
попал в поле зрения отсчётного микроскопа
передней бабки. Затем, перемещая переднюю
\30 20 Ю О 1С 20 30
\ Ь
Фиг. 25.
бабку, совмещают один из её штрихов с изо-
бражением двойного штриха пластинки. На
основной шкале штрих выбирают с таким
* См. „Приборы с оптическим рычагом1, стр. 183.
расчётом, чтобы изображение шкалы опти-
метра не выходило за пределы поля зрения.
На фиг. 25 помещены рядом изображения
шкалы машины а и шкалы оптиметра Ь.
Размер изделия, соответствующий показанному
отсчёту по этим шкалам, составляет 450,1985 мм
(отсчёт по шкале машины 450,2 за вычетом
отсчёта по шкале оптиметра — 0,0015).
Измерительная машина фирмы Zeiss при-
способлена для измерения наружных и вну-
тренних размеров. В последнем случае исполь-
зуются приспособления того же типа, что и
для горизонтального оптиметра.
Погрешность показаний машины при из-
мерении длин до 100 мм ±: ( 0,5-[-т^к-) д;
\ 200 /
при измерении длин свыше 100 мм +@,5-f-
-f- iA(j")iJ< (гДе ^ — измеряемая длина в мм).
Описанные выше конструкции машин
являются наиболее распространёнными в СССР.
Фирмой К. Цейсе выпускались также из-
мерительные машины, известные под назва-
нием вертикальных и горизонтальных ком-
параторов. Измерительный наконечник ком-
паратора закреплён на оправе, в которую
заключена линейная шкала. В процессе из-
мерения шкала перемещается относительно
неподвижного отсчётного микроскопа, кон-
струкция которого совпадает с конструкцией
отсчётного микроскопа универсального ми-
кроскопа (см. стр. 195). Цена деления от-
счётного микроскопа 0,001 мм. Пределы из-
мерения компараторов 0—]Q0мм. Измеритель-
ные устройства компараторов монтируются
на вертикальном или горизонтальном штати-
вах, не отличающихся принципиально от
описанных (стр. 183 — 184) штативов опти-
метров. Ось шкалы компаратора совпадает
с линией измерения.
ИНТЕРФЕРЕНЦИОННЫЕ МЕТОДЫ
ИЗМЕРЕНИЙ
Интерференционные методы применяются
для весьма точной проверки плоскостности
доведённых поверхностей металлов, стекла,
кварца и других материалов, а также для
проверки плоскопараллельности и срединного
размера концевых мер длины (плиток).
Технический интерференционный метод
Проверка плоскостности. Если
между плоской стеклянной пластиной и дове-
дённой поверхностью другого тела создать
тонкий воздушный клин (фиг. 26), то в про-
странстве клина появятся, как следствие, ин-
терференции света, чередующиеся светлые и
тёмные полосы, отчётливо видимые невоору-
жённым глазом. Ясно выраженные светлые
и тёмные полосы наблюдаются в однородном
(монохроматическом) свете: и белом свете
наблюдаются цветные полосы. Расстоянию ме-
жду соседними тёмными полосами соответ-
ствует увеличение высоты клина, равное по-
ловине длины световой волны.
Если поверхности 1 и 2 (фиг. 26) будут
идеально плоски, интерференционные полосы
188
ТЕХНИЧЕСКИЕ ИЗМЕРЕНИЯ В МАШИНОСТРОЕНИИ
[РАЗД. Ill
будут прямолинейны и направлены парал-
лельно ребру клина; при наличии впадин и
выступов на поверхностях 1 и 2 интерферен-
ционные полосы будут искривлены. Погреш-
ностями плоскостности проверочных стеклян-
ных пластин, не превышающими обычно 0,1 (а,
можно пренебрегать и искривление интерфе-
ренционных полос рассматривать только как
результат погрешностей
плоскостности проверяе-
мой поверхности.
/
1
Фиг. 26.
Фиг. 27.
Для определения величины погрешности
плоскостности измеряют на-глаз величину
стрелы прогиба полосы f (фиг. 27), принимая
за единицу измерения ширину полосы Ъ, и по-
лученный результат умножают на половину
длины световой волны.
Для случая, соответствующего изображён-
ному на фиг. 27, ошибка плоскостности со-
ОЗХ
А О'ЗХ
ставит А = ¦ о или при измерении в белом
свете (X = 0,6 jj.)
. 0,3-0,6 л„
Д = —^- = 0,09 |л.
Если интерференционные полосы обращены
выпуклостью к ребру клина,—проверяемая по-
верхность вогнута; если полосы обращены
выпуклостью в обратную сторону, — поверх-
ность выпукла.
Технический интерференционный метод при-
меняют для определения погрешностей плоско-
сти, не превышающих 2 ц. Предельная погреш-
ность метода обычно не превышает + 0,1 (л.
Проверка срединной длины и п л о-
скопараллельности плиток. Техни-
ческий интерференционный метод широко
применяется для сличения размеров кон-
цевых мер (плиток). Исходную (размер кото-
рой известен) и проверяемую плитки прити-
рают к плоской стеклянной пластине и накла-
дывают на них вторую стеклянную пластину,
как показано на фиг. 28.
Если размеры плиток равны, интерферен-
ционные полосы, наблюдаемые на поверхности
одной плитки, будут служить продолжением
соответствующих полос на поверхности дру-
гой плитки. Если размеры плиток не равны,
полосы на одной плитке будут смещены отно-
сительно полос на другой плитке.
Если исходная плитка больше проверяемой,
например, на 0,6 ja, то верхняя стеклянная пла-
стина будет касаться только исходной плитки,
а поверхность проверяемой плитки будет от-
стоять от ребра скоса пластины на 0,6 jj..
В том месте, где на исходной плитке на-
блюдается первая тёмная полоса, высота клина
будет составлять Х/2 или при измерении в бе-
лом свете 0,3 \х; поверхность проверяемой
плитки будет отстоять в этом месте от поверх-
ности стеклянной пластины на 0,3 jj. -|- 0,6 fj. =
= 0,9 р. Следовательно, первая интерферен-
ционная полоса на исходной плитке будет со-
впадать с третьей полос ж на проверяемой
Верхняя
стеклянная
пластина
НиЖняя
стеклянная
пластина
Исходная
плитка
Проверяемая
плитка
Фиг. 28.
плитке (считая от воображаемого ребра клина
на поверхности этой плитки).
Для определения порядковых номеров со-
впадающих интерференционных полос верхнюю
стеклянную пластин} наклоняют так, чтобы
она касалась одновременно исходной и прове-
ряемой плиток; в этом случае интерферен-
ционные полосы уже не будут направлены па-
раллельно коротким рёбрам плиток, но на обеих
плитках можно будет наблюдать ребро клина
и полосы, начиная от первой.
Если разность размеров плиток выражается
числом, не кратным Х/2, интерференционные
полосы будут соответственно сдвинуты на дроб-
ное число полос. Целое число полос в этом слу-
чае отсчитывают, как указано выше; для отсчё-
та дробной доли полосы выравнивают в напра-
влении, параллельном коротким рёбрам плиток.
При наличии отклонений от плоскопарал-
лельности проверяемой и исходной плиток
интерференционные полосы могут быть слегка
искривлены или полосы на одной плитке мо-
гут быть направлены непараллельно полосам
на другой плитке.
Чтобы уменьшить влияние этих причин на
точность определения срединного размера пли-
ток и обеспечить возможность измерений
Исходная Поверяема»
в среднем сечении
шлитки, применяют
верхние стеклян-
ные пластины со
скосом (фиг. 28); на
рабочей поверхно-
сти верхней пла-
стины нанесены
два штриха:один—
параллельный реб-
ру скоса (в непо-
средственной бли-
зости от последне-
го) и второй — че-
рез центр пластины — перпендикулярно ребру
скоса. Штрихи служат для более точного ори-
ентирования интерференционных полос.
Проверяемую плитку измеряют дважды, при-
тирая её около исходной в двух положениях
(фиг. 29). Для определения отклонений от пло-
скопараллельности измеряют плитку дополни-
тельно в точках а, Ь, с и d (фиг. 30).
Фиг. 30.
ГЛ. II]
ИНТЕРФЕРЕНЦИОННЫЕ МЕТОДЫ ИЗМЕРЕНИЙ
189
Технический интерференционный метод
измерения применяют, если размеры проверяе-
мой и исходной плиток разнятся не более, чем
на 1,5 ц.
Абсолютный интерференционный метод*
Наиболее совершенным эталоном длины
в настоящее время считается длина световой
волны **. Возможность (осуществляемая без
особых затруднений) производить измерение
плиток непосредственно в длинах световых
волн с весьма высокой точностью послужила
одной из основных причин широкого распро-
странения плиток.
Измерение плиток абсолютным интерфе-
ренционным методом производится с помощью
так называемых интерференционных компа-
раторов (фиг. 31).
Пучок света от разрядной трубки / прохо-
дит сквозь щель, помещённую в фокусе лин-
Фиг. 31.
зы 2, падает параллельным пучком на грань
призмы 3 и распространяется далее в верти-
кальном направлении.
Попадая на наклонную двойную пластину 4,
полупосеребрённую на поверхности раздела,
пучок света разделяется на две части: одна
часть направляется вертикально и падает на
кварцевую пластину 5 и свободную измери-
тельную поверхность притёртой к ней прове-
ряемой плитки 6; другая часть пучка отра-
жается в горизонтальном направлении и падает
на зеркало 7.
Вертикальный пучок света, отразившись
частью от кварцевой пластины, а частью от
свободной поверхности плитки, падает снова
на пластину 4 и направляется в горизонталь-
ном направлении влево; в том же направлении
распространяется и пучок света, отражённый
зеркалом 7. Соединённые пучки проходят
сквозь линзу 8 и собираются в её фокусе 9.
Надлежащей регулировкой углов наклона зер-
кала 7 и стола, на котором помещена пла-
стина 5, отражённые пучки света можно заста-
вить интерферировать, и глаз, помещённый
в точке 9, увидит поверхность плитки и по-
верхность кварцевой пластины пересечёнными
рядом равноотстоящих параллельных интер-
ференционных полос (фиг. 31).
Полосы на поверхности плитки можно рас-
сматривать как образовавшиеся в результате
интерференции двух пучков света: одного —
отражённого от зеркала 7 и другого — отра-
жённого от поверхности плитки. Полосы на
поверхности кварцевой пластины рассматри-
ваются как образовавшиеся в результате ин-
терференции пучков света: отражённого от
поверхности кварцевой пластины и другого —•
отражённого от мнимого изображения 10 зер-
кала 7.
Величина смещения интерференционных
полос на поверхности плитки относительно
полос на кварцевой пластине выражает дроб-
ную долю общего количества длин полуволн
света, заключающихся в длине плитки.
Для определения полного (целого и дроб-
ного) количества длин полуволн, заключаю-
щихся в длине плитки, поступают следующим
образом. Измеряют плитку предварительно бо-
лее грубым способом (например, относитель-
ным методом на оптиметре с точностью ^Ь 1 Iх)-
Затем на интерференционном компараторе
определяют дробные доли длин полуволн не ме-
нее чем для трёх линий спектра. Если длины
световых волн этих линий спектра известны,
то вычисление общего количества длин полу-
волн, заключающихся в длине плитки, не пред-
ставляет затруднений: полученное в резуль-
тате измерения на компараторе сочетание
дробных долей длин полуволн для нескольких
линий спектра может соответствовать одному,
и только одному, значению размера плитки
(лежащему в определённом интервале).
Пример. Размер плитки, полученный при измерении
на оптиметре, составляет 1,4 ± 0,001 мм. Измерения на
компараторе производились в свете четырёх линий
спектра гелия: красной (Х=0,668 р.), жёлтой (Х=0,588 [л),
зелёной (Х=0,502 jj.) и фиолетовой (Х=0,447 \у). Дробные
доли длин полуволн, отсчитанные при измерении на ком-
параторе, составили: для красной линии — 0,28; для жёл-
той — 0,85; для зелёной — 0,90; для фиолетовой — 0,23.
Для размеров плитки в интервале от 1,399 до 1,401 мм
A,4 ± 0,001 мм) такое сочетание дробных долей полу-
волн наиболее хорошо согласуется с размером плитки
1,39984 мм (для красной линии спектра гелия — 4192,28
длины полуволн; для жёлтой — 4764,92; для зелёной —
5581,87; для фиолетовой — 6261,21).
Абсолютный интерференционный метод из-
мерения плиток описан лишь в самом общем
виде *. Чтобы получить действительный размер
плитки, в результаты измерений необходимо
ввести поправки на отклонение температуры,
барометрического давления и упругости водя-
ного пара от стандартных значений, при кото-
рых нормированы длины волн.
Учитывается также поправка на раз-
ность скачков фазы волны, возникающую
вследствие различных условий отражения све-
та от поверхностей плитки и кварцевой пла-
стины.
Интерференционные компараторы исполь-
зуются также для относительных измерений,
т. е. для сличения размеров проверяемой и
исходной плиток, притираемых рядом к квар-
цевой пластине.
* Предельные погрешности технического и абсолют-
ного интерференционных методов — см. „Плоскопарал-
лельные концевые меры длины", табл. 3, стр. 175.
** См. „Единицы измерений", т. 1, ч. 1-я.
* Подробнее см. М. Ф. Р о м а н о в а, Интерферен-
ция света и её применение, ОНТИ, 1937.
190
ТЕХНИЧЕСКИЕ ИЗМЕРЕНИЯ В МАШИНОСТРОЕНИИ
[РАЗД. III
ПНЕВМАТИЧЕСКИЕ ПРИБОРЫ ДЛЯ
ИЗМЕРЕНИЯ РАЗМЕРОВ
Пневматические приборы предназначаются
для точных измерений наружных и внутренних
размеров без контакта измерительного щупа
с поверхностью проверяемой детали. Наиболь-
шее применение эти приборы находят при
измерении отверстий.
Принципиальная схема и общий вид пне-
вматического прибора приведены на фиг. 32
и 33. Воздух под
постоянным да-
влением посту-
пает (из сети
или индивиду-
ального насоса)
в камеру I че-
рез отверстие А
и выходит че-
рез отверстие^.
Давление, со-
здающееся в ка-
мере, опреде-
ляется соотно-
шением сече-
ний этих отвер-
стий.
Измеряемый предмет 2 устанавливается пе-
ред выходным отверстием В. В зависимости от
изменения размера этого предмета изменяется
величина кольцевого зазора d, образуемого ме-
жду поверхностью проверяемого предмета и
торцом сопла выходного отверстия, вследствие
чего изменяется сечение выходного отверстия.
С увеличением
или уменьшением
сечения выходного
отверстия В изме-
Фиг. 32. Принципиальная схема
прибора типа „Солекс".
Флг. 33. Общий вид прибора
„Солекс": /—головка с выход-
ным отверстием; 2—универ-
сальная стойка; 3 — проверяе-
мый предмет; 4 — предметный
столик; 5 — шкала и б—трубка
манометра.
нязтся давление воздуха в камере. Величиной
давления и определяется измеряемый размер
изделия.
Переменное давление в камере измеряется
водяным манометром в виде стеклянной труб-
ки 5, соединённой одним концом с камерой 1,
а другим—с баллоном 3.
Размер проверяемой детали определяется
по шкале в соответствии с уровнем жидко-
сти (подкрашенной воды для большей чёткости
при отсчёте показаний) в трубке манометра-
Шкала градуируется обычно в микронах.
Устройство для подачи в прибор воздушно-
го потока с постоянным давлением состоит из
цилиндрического баллона 3, наполненного жид-
костью (водой) с погружённой в неё трубкой 4-
Величина практически постоянного давле-
ния определяется высотой столба воды Н
(обычно равного 500 или 100Э мм), так как
избыток воздуха выходит в атмосферу через
отверстие в крышке баллона 3. '¦
Зависимость между величиной h, площадью
входного отверстия F& и измеряемой величи-
ной d выражается с достаточным практиче-
ским приближением следующей формулой:
Fb
h
где Fg — площадь кольцевого зазора, равная
2-nrd (r — радиус выходного отверстия).
Если h выразить функцией от F& и Fg, то
эта зависимость определяется из уравнения
н ' и
Новейшими исследозамиями установлена
более точная формула:
*-.. . и
в
где fjLj и (л2—коэфициенты истечения входного
и выходного отверстий; На — атмосферное
давление.
Отверстия малых диаметров могут изме-
ряться путём непосредственного пропускания
воздуха через измеряемое отверстие (предва-
рительно прибор градуируется по образцовым
кольцам).
Для измерения отверстий большего диаметра
применяются пробки с двумя или четырьмя вы-
ходными отверстиями В для устранения влия-
ния положения проб-
ки на результаты из-
мерения (фиг. 34).
Существенными не-
достатками приборов
описанного типа
являются необходи-
мость тщательного на-
блюдения за работой
прибора (контроль че-
рез 2 — 3 часа) из-
за возможного за-
грязнения жиклеров;
испарение воды и
засорение трубопроводов; длительное время
для успокоения жидкости; необходимость ча-
стой очистки и влияние на результаты измере-
ния чистоты поверхности детали
Частично эти дефекты устранены в кон-
струкциях приборов, основанных на принципе
расходомера типа ротаметра, или с ртутными
манометрами. В частности, указанные эксплоа-
тационные недочёты отсутствуют в приборах
повышенного давления с пружинным маноме-
тром (фиг. 35).
Подача воздуха производится под давле-
нием в несколько атмосфер, благодаря чему
обеспечивается надёжное измерение также
и в случае наличия масла или грязи на по-
верхности измеряемой детали, поскольку все
Фиг. 34. Схема пневматиче-
ского калибра-пробки.
ГЛ. 11]
ЭЛЕКТРИЧЕСКИЕ ПРИБОРЫ ДЛЯ ИЗМЕРЕНИЯ РАЗМЕРОВ
191
посторонние частицы удаляются с поверхности
детали воздухом. Вместо водяного цилиндра
для обеспечения постоянного давления воз-
духа в приботе применяется механический
регулятор с манометром, по которому устана-
вливается требуемое давление (~ 2 кг/см2).
Фиг. 35. Общий вид пневматического при-
бора (для наружных и внутренних измерений)
повышенного давления с пружинным маноме-
тром.
Отсчёт показаний производится по шкале
пружинного манометра, установленного на
сменных пробках с выходными калиброван-
ными отверстиями.
Контроль и настройка пневматических при-
боров производятся по контрольным кали-
брам или концевым мерам.
ЭЛЕКТРИЧЕСКИЕ ПРИБОРЫ
ДЛЯ ИЗМЕРЕНИЯ РАЗМЕРОВ
В МАШИНОСТРОЕНИИ
Электрические приборы служат для изме-
рения наружных и внутренних размеров и
применяются в виде настольных одномерных
приборов, а также в качестве измерительных
элементов (датчиков) в многомерных контроль-
ных приспособлениях и контрольно-сортиро-
вочных автоматах.
По принципу действия электрические при-
боры разделяются на две основные группы:
1) контрольные электроконтактные приборы
со световой сигнализацией и 2) измерительные
приборы со шкалой.
Электроконтактные приборы. Принцип
действия таких приборов заключается в ис-
пользовании перемещений механического из-
мерительного щупа, опирающегося на поверх-
ность контролируемой детали, для замыкания
контактов электрической цепи, в которой
включены сигнальные лампочки. В процессе
контроля при размыкании между контактами
возникает вольтова дуга, что лишает прибор
стабильности и снижает точность показаний.
Для исключения этого явления или умень-
шения его влияния электроконтактные прибо-
ры изготовляются со следующими дополни-
тельными устройствами: рычажной передачей,
электромагнитным реле и электронным реле.
Применение рычажной системы с
большим передаточным отноше-
нием (от 50 до 100) снижает влияние
искрения, поскольку дуга гаснет при незначи-
тельном перемещении щупа.
Общий вид и схема типового прибора с
передачей 1 :50 приведены на фиг. 36а и 366.
Щуп 1 закреплён на подвижной рамке 2,
прикреплённой двумя плоскими пружинами 3
к неподвижной рамке 4. Перемещение щупа
передаётся через рамку 2 рычагу 5, соединён-
ному с рамками 2 и 4 плоскими пружинами 6.
При подъёме или опускании рамки 2 одна из
пружин 6 сжимается, а другая растягивается,
отчего рычаг 5 изменяет свое положение и
верхним концом размыкает левую или правую
пару контактов 7 на пластинах 8, изолирован-
ных от корпуса.
Расстояние каждой пластины 8 до конца
рычага 5 устанавливается в зависимости от
допуска на изделие перемещением пластин
установочными винтами 9.
Если контролируемый размер находится в
пределах допуска, то рычаг 3 займёт нейтраль-
ное положение, при котором контакты на
пластинах 8 будут замкнуты, в результате
Фиг! Зба. Общий вид Фиг. 366. Схема прибора
прибора „МЕГАЗ". „МЕГАЗ-.
будут гореть обе лампочки 10—красная и
зелёная; камера сигнального табло будет
освещена белым светом. Если размер изделия
будет меньше или больше допустимого, то
только одна пара контактов останется замкну-
той, и поэтому матовое стекло // на табло
осветится красным или зелёным светом.
В приборах с электромагнит-
ным реле (фиг. 37) обгорание контактов
исключается благодаря тому, что при замы-
кании контактов ток не прерывается, а от-
водится через катушку реле.
Если контролируемый размер находится в
допустимых пределах, то контактный рычаг /
установится в нейтральном положении между
контактами 2 и 3, и ток поступит из сети че-
рез контакты 4, реле 5 в среднюю лампочку,
сигнализирующую о годности детали. Крайние
лампочки (сигнализирующие о переходе раз-
мера за пределы) в это время не горят из-за
падения напряжения, так как ток поступает в
192
ТЕХНИЧЕСКИЕ ИЗМЕРЕНИЯ В МАШИНОСТРОЕНИИ
[РАЗД. III
каждую из лампочек через соответствующую
половину катушки реле.
6 случае дефектной детали рычаг замы-
кает контакт 2 или 3 и ток поступает непосред-
ственно в соответствующую лампочку, минуя
катушку реле. Так как обе половины катуш-
ки намотаны в противо-
положном направлении,
то при обесточивании
одной из половин катуш-
ки нарушается равнове-
сие, и реле срабатывает;
контакты 4 размыкают-
ся и средняя лампочка
гаснет.
В приборах с элек-
тронным реле (фиг.
38) обгорания контактов
не происходит из-за на-
личия малых токов в це-
пях контактов (поряд-
ка микроампер). Поэ-
тому эти приборы при-
меняются для измере-
ний с высокой точно-
стью (ДО 1 fx).
Измерительный щуп
1 связан с передаточ-
ным рычагом 2 при помощи хомутика 3 и
штифта 4. Верхний конец рычага 2 распола-
гается между двумя контактными винтами 5,
изолированными от корпуса 6 втулками 7.
Для подачи световых сигналов использу-
ются неоновые лампочки 8, включённые в анод-
ную цепь катодной лампы 9. При разомкну-
тых контактах, в полупериод, когда на анодах
плюс, на сетку лампы 9 через сопротивление
10 подаётся отрицательный импульс. Этот
импульс запирает лампу, и токи в анодных
цепях не текут.
При замыкании одного из контактов в
измерительной головке соответствующая сет-
ка соединяется накоротко со своим катодом,
потенциалы их уравниваются, благодаря чему
Фиг. 37. Схема прибо-
ра с электромагнитным
реле.
¦Фиг. 38. Схема светофорного
прибора Бюро взаимозаменяе-
мости.
в анодной цепи при положительном полу-
периоде начинает проходить ток и загорается
соответствующая сигнальная неоновая лампа.
Питание производится от сети переменного
тока через трансформатор 11.
Измерительные приборы со шкалой. Эти
лриборы основаны на применении электри-
ческих устройств, служащих для преобразо-
вания перемещений измерительного щупа в
изменения силы тока или напряжения, реги-
стрируемые электроизмерительным прибором.
Такие приборы характеризуются высокой чув-
ствительностью.
Основные типы приборов—индуктивный и
ёмкостный.
В индуктивных приборах исполь-
зуется зависимость величины коэфициента
самоиндукции реактивной катушки от измене-
ния воздушного зазора в магнитной цепи.
6".
¦ 9
Фиг. 39. Схема индуктивного прибора.
Типичная мостиковая схема одного из ва-
риантов индуктивного прибора приведена на
фиг. 39.
Два электромагнита 1 и 2 направлены по-
люсами друг к другу. Железный якорь 5, за-
кпеплённый на корпусе прибора при помощи
плоской пружины 4, помещён между полюсами
этих магнитов.
Катушки электромагнитов и сопротивле-
ния 5 образуют четыре ветви моста, питае-
мого переменным током через трансформатор
6 и стабилизатор напряжения 7. При некото-
ром положении якоря между полюсами ток
в диагонали равен нулю. При всех других по-
ложениях в диагонали идёт ток, сила кото-
рого определяется величиной смещения якоря
из его нейтрального положения. Перемеще-
ние якоря под действием измерительного
щупа 8 фиксируется электроизмерительным
прибором 9, ио шкале которого производится
отсчёт показаний.
Общий вид универсального прибора пока-
зан на фиг. 40.
Кроме универсальных приборов, приме-
няются также индуктивные калибры для на-
ружных и внутренних разменов.
Конструкция пробки показана на фиг. 41.
Цифрой 1 обозначены две жёсткие направля-
ющие пластинки, закреплённые на пробке;
2—ось вращения передаточного рычага-
яко;>я 3;4 — винт для опаничения хода якоря;
5—регулировочное приспособление для уста-
ГЛ- И]
СРЕДСТВА И МЕТОДЫ ИЗМЕРЕНИЙ РЕЗЬБЫ
193
новки катушек 6; 7 — измерительный щуп,
закреплённый на конце рычага-якоря 3, и 5—
третья подвижная направляющая пластина.
Калибр для наружных диаметров (фиг. 42)
состоит из скобы 7, жёстко скреплённой с
корпусом 2, в котором смонтирован измери-
тельный щуп 3, связанный с якорем индуктив-
Фиг. 40. Общий вид индуктивного прибора.
ной головки. Отсчёт показаний произво-
дится по шкале 5 измерительного прибора 4,
которая градуируется в зависимости от пре-
дела измерения, обычно от ^0,01 до ^ 0,1 мм.
Погрешность измерения описанных прибо-
ров — 1% от предельного значения шкалы.
Фиг. 41. Схема индуктивного калиора-пробки.
Фиг. 42. Скоба с индуктивной голоякой.
Ёмкостные приборы основаны на
применении токов высокой частоты; они со-
стоят из конденсатора, одна или группа пла-
стин которого закреплена неподвижно, а
другая перемещается под действием измери-
тельного щупа. Здесь с изменением разме-
ра детали изменяется ёмкость конденсатора,
включённого в колебательный контур схемы,
что влечёт изменение силы тока или напря-
жения, отсчитываемое по шкале гальвано-
метра.
СРЕДСТВА И МЕТОДЫ ИЗМЕРЕНИЙ
РЕЗЬБЫ
Измерительные средства для диференциро-
ванной проверки элементов резьбы изделий
(в противовес комплексной) не получили ши-
рокого распространения *. Основной интерес
представляют средства и методы проверки
элементов профиля резьбового инструмента
и, в частности, резьбовых калибров-пробок
(рабочих и контрольных). Резьбовые калибры-
кольца проверяют, как правило, контроль-
ными резьбовыми пробками.
Перечень средств и методов, применяемых
в настоящее время для проверки отдельных
элементов профиля резьбовых калибров-про-
бок, весьма ограничен.
Инструментальный микроскоп,
на котором проверяют шаг, половины угла про-
филя, прямолинейность образующих профиля
и внутренний диаметр резьбовых пробок до
б)
а)
50 мм, показан на фиг. 43, а (наиболее рас-
пространённая в СССР модель).
Предметный стол микроскопа / переме-
щается в двух взаимно перпендикулярных
направлениях с помощью микрометрических
винтов 2 на 25 мм. Цена деления барабана
микрометрического винта — 0,01 мм. В про-
дольном направлении стол можно перемещать
дополнительно на 50 мм. Величины дополни-
тельных перемещений стола измеряются с
помощью плиток, закладываемых между спе-
циальными упорами, закреплёнными на столе
и основании микроскопа. Лампа, помещённая
в кожухе 3, освещает измеряемое изделие
снизу. Головка микроскопа включает объек-
тив 4, оборачивающую систему, окулярную
сетку и окуляр 5.
Микроскоп даёт прямое изображение пред-
мета. Увеличение микроскопа 30х. Поле зре-
ния—'6мм. В верхнюю часть головки вста-
вляют сменные окуляры с сетками (фиг. 43, б).
Наиболее употребительная окулярная сетка,
представляющая собой стеклянный диск с на-
несёнными на нём штрихами, показана на
фиг. 44. По периферии сетки нанесена градус-
ная шкала (на фигуре не показана). Эту
шкалу наблюдают в специальный микроскоп 6,
* См. „Допуски резьбовых изделий" и .Калибры
для резьбовых изделий", гл. 1.
194
ТЕХНИЧЕСКИЕ ИЗМЕРЕНИЯ В МАШИНОСТРОЕНИИ
[РАЗД. Ill
в поле зрения которого помещена минут-
ная шкала, позволяющая производить отсчёты
по шкале окулярной сетки.
Проверяемый резьбовой калибр устанавли-
вают в центрах, наклоняют с помощью вин-
тов 7 головку микроскопа на угол, равный
углу подъёма резьбы,
и затем, перемещая
головку микроскопа с
помощью зубчатого
механизма 8, добива-
ются резкого изобра-
жения сторон профи-
ля резьбы калибра.
Для измерения по-
ловин угла профиля
среднюю пунктирную
нить окулярной сетки
фиг- 44. совмещают со сторо-
ной профиля и про-
изводят отсчёт по угловой шкале (с помощью
микроскопа 6).
Чтобы исключить ошибку измерения от пе-
рекоса калибра в горизонтальной плоскости,
необходимо измерять углы профиля как со
стороны резьбы, обращенной к наблюдателю,
так и с противоположной стороны (фиг. 45).
Действительная величина данной половины
угла профиля определяется как среднее ариф-
метическое из результатов, полученных при
измерении с двух сторон.
ТаК, а а
-=A) +гГ (И)
а 2 2
-рг прав = - ;
а
j лев =
j (III)
S-(IV)
При измерении шага резьбы между двумя
любыми витками среднюю пунктирную нить на-
водят последовательно, как показано на фиг. 46.
Измерение производят, пользуясь плитками
не ниже 5-го разряда, и отсчитывают по ми-
Г7
Фиг. 45.
крометрическому винту только величину раз-
ности между размером блока и шагом резьбы.
Чтобы исключить ошибку от перекоса ка-
либра в горизонтальной плоскости, измерения
шага производят обязательно по правым и
левым сторонам профиля, а чтобы исклю-
чить влияние перекоса калибра в вертикаль-
ной плоскости, измерения производят как со
стороны, обращенной к наблюдателю, так и с
противоположной стороны (фиг. 46).
Действительный размер шага на данном
участке см ^ о„ j_ о„ + g
рения (без предварительного установления
величины этой ошибки).
Измерение остальных элементов (внутрен-
него диаметра, прямолинейности образующих
профиля и др.) специальных пояснений не
требует.
Помимо измерения резьбы на инструмен-
тальном микроскопе производят проверку резь-
бообразующего инструмента, конусов, шабло-
нов и др.
Предельные погрешности измерений на
инструментальном микроскопе составляют
^2,5(х при измерении длин (с помощью ми-
крометрических винтов) до 10 мм\ -^2 3,5 (х—
свыше 10 мм; ^ C-|——\ —при измере-
нии углов с длинами сторон до 0,5 мм;
3 Н—j-) —с длинами сторон свыше 0,5 мм
(/ — длина стороны угла в пределах поля зре-
ния в мм).
В табл. 6 приводятся основные характери-
стики других современных инструментальных
микроскопов.
Таблица 6
Фирма
и модель
Zeiss
1938 г.
Gaertner
Микрометрические
винты
цена делений
в мм
0,01
0,01
Отсчёт по нониусу
0,002
С
dj **"
О 3
га oj
25
5°
si
К -
гряемое
кам
s »
О
S
Л
ч
о
о
о.
к
75
5°
о
о.
с
о
с
25
шкалы
углово{
к
О)
ч
О)
ч
СО
X
3
i'
i'
Такой способ определения размера шага
является одним из примеров исключения систе-
матической ошибки в самом процессе изме-
Из инструментальных микроскопов послед-
них моделей следует отметить весьма инте-
ресный, но ещё мало распространённый в
СССР микроскоп фирмы Hauser (Швейца-
рия). В конструкции этого микроскопа повто-
ряются основные узлы описанных выше
микроскопов. Характерной особенностью
конструкции микроскопа фирмы Hauser
является специальный экран, на который укла-
дывается выполненный на кальке чертёж,
проектирующийся в плоскость изображения
окуляра.
Таким образом изображение измеряемого
изделия может быть совмещено с контуром,
вычерченным по номинальным или предель-
ным размерам изделия. Измеряемое изделие
представляется окрашенным в зелёный цвет;
линии вычерченного контура представляются
окрашенными в красный цвет на свободной
части поля зрения и окрашенными в чёр-
ный цвет в тех местах, где эти линии накла-
дываются на изображение изделия.
Рабочий расход микровинтов составляет:
продольного — 50 мм; поперечного — 20 мм*
ГЛ. II)
СРЕДСТВА И МЕТОДЫ ИЗМЕРЕНИЙ РЕЗЬБЫ
195
Цена деления барабана — 0,005 мм. Величина
отсчёта по нониусу угломерной шкалы оку-
лярной сетки 5'.
Универсальный микроскоп, на
котором проверяют все элементы резьбы про-
бок до 100 мм, а также все элементы, кроме
наружного и среднего диаметров пробок 100—
200 мм, показан на фиг. 47 (модель 1930 г.).
По направляющим станины / перемещается
каретка 2, по направляющим которой переме-
щается стол 3. Величины перемещений стола
и каретки измеряются по укреплённым на
Фиг. 47.
них линейным шкалам 4 и 5 с помощью ми-
кроскопов 6 и 7. Рабочее перемещение ка-
ретки — 100 мм. Рабочее перемещение стола -
200 мм.
Поле зрения отсчётного микроскопа пока-
зано на фиг. 48.
Чтобы произвести
отсчёт по шкале,
необходимо с по-
мощью головки 8
повернуть пластин-
ку шкалы с нане-
сённой на ней спи-
ралью .до совпаде-
ния ближайшего
витка спирали с
изображением мил-
лиметрового штри-
«Гиг..48.
ха.
Отсчёт, соот-
ветствующий поло-
жению, показанному на фиг. 48, составит
2,2263 мм. На колонке .9помещена головка ми-
кроскопа, дающая обратное изображение пред-
мета. Увеличение микроскопа 30х; поле зре-
ния ~ б мм.
Основная сетка окуляра 10 имеет тот же
рисунок, что и сетка инструментального ми-
кроскопа (фиг. 44).
Свет от лампы, помещённой в кожухе,
системой зеркал направляется для освещения
шкал 4 и ,5, для освещения измеряемого изде-
лия снизу и для освещения через объектив
измеряемого изделия сверху.
Существенной особенностью универсаль-
ного микроскопа является возможность про-
изводить измерение резьбы, применяя спе-
циальные ножи (фиг. 49), и тем самым повы-
шать точность визирования сторон профиля.
Размер ножа Ъ равен расстоянию от пло-
скости специальной подкладки, устанавливае-
мой на столе микроскопа! до линии центров
E мм); таким образом при установке ножа
на столе микроскопа лезвие его приходится
на уровне осевого сечения калибра, укреплён-
ного в центрах.
Риска
Фиг. 49.
На верхней, доведён-
ной, поверхности ножа
проведена параллельно
лезвию риска шириной
0,002- 0,003 мм; расстоя-
ние от лезвия до риски
равно 0,3 или 0,9 мм, что
соответствует (с учётом
увеличения объектива)
расстоянию между пунк-
тирами ab и cd, или ab
и ef окулярной сетки
(фиг. 44). Следовательно,
при наведении риски cd на изображение риски
ножа с рабочим размером 0,3 мм центральная
риска окулярной сетки ab совпадёт с изобра-
жением лезвия ножа. Ножи изготовляются
парными: один — для установки по правым
сторонам профиля резьбы (фиг. 49), другой —
по левым.
Для точного визирования стороны про-
филя резьбы лезвие ножа совмещают без
просвета с данной стороной профиля, а соот-
ветствующую пунктирную риску окулярной
сетки — с изображением риски ножа.
Общие приёмы измерения шага и половин
угла профиля резьбы на универсальном
микроскопе в основном остаются теми же,
что и при измерении на инструментальном
микроскопе. Измерение среднего диаметра
производят обязательно по правым и левым
сторонам профиля, наводя риски окулярной
сетки на изображение ножа и профиля резь-
бы, как показано на фиг. 49. За действитель-
ный размер среднего диаметра принимают
среднее арифметическое из результатов изме-
рения по правым и левым сторонам профиля.
На универсальном микроскопе, кроме резь-
бовых калибров, измеряют конусы, профиль-
ные' шаблоны, резьбообразующий инструмент»
линейные шкалы и др.
Универсальный микроскоп снабжается ря-
дом специальных приспособлений: для провер-
ки метчиков с нечётным числом канавок, для
точной разметки и др.
Предельные погрешности измерения длин
на универсальном микроскопе составляют (см.
табл. 7):
Таблица 7
Интервалы размеров в мм
I—IO
ю—5о
* Предельные
±1.5
±3
5О- I2O
I2O—l8o
погрешности измерений
±а-5
±3
180—аоо
в (д.
±3.5
196
ТЕХНИЧЕСКИЕ ИЗМЕРЕНИЯ В МАШИНОСТРОЕНИИ
[РАЗД. Ill
Предельные погрешности измерения углов с
ножами составляют ± I 2 + ~~ I . где /— длина
стороны угла в пределах поля зрения в мм;
погрешности измерения углов без ножей те
же, что при измерении на инструментальном
микроскопе (см. стр. 194).
Кроме описанной выше наиболее распро-
странённой модели универсального микро-
скопа 1930 г., в СССР применяются также
микроскопы фирмы SIP и Zeiss модель
1938 г. и универсаль-
*" ные микроскопы оте-
чественного произ-
водства. Эти микро-
скопы обладают боль-
шей универсально-
стью и удобством при-
менения.
Сущность метода
измерения среднего *
диаметра тремя про-
Фиг. 60. волочкамизаключает-
ся в том, что три про-
волочки равного диаметра закладывают во
впадины резьбы, как показано на фиг. 50, из-
меряют размер М и подсчитывают размер
среднего диаметра резьбы по формуле
dcp = M-dfl +
1
(а)
где s — шаг резьбы; о — угол профиля; d —
диаметр проволочки.
Влияние погрешностей s, -у и d на точ-
ность измерения dcp определяется по фор-
мулам
= ±
Да
2sin2
As ctg |-
У cos ~
-У
(б)
(в)
(г)
btdCp', h<zdcp; k%d
где btdCp', h<zdcp;
стей измерения
ные ошибками
%dcp
величины погрешно-
среднего диаметра, вызван-
шага (Д$), угла профиля
данном случае имеется в виду
и диаметра
(Д -"¦] (в
ошибка полного угла профиля)
проволочек Де?.
Из формулы (б) следует, что степень
влияния ошибки шага зависит от угла профиля
резьбы и не зависит от номинального диаметра
проволочек; из формулы (в) следует, что сте-
пень влияния ошибки угла профиля зависит
с
от номинального размера d; при d —
2У
диаметры проволочек, подсчитанные по
этой формуле, считаются наивыгоднейшими
и включены в ГОСТ 2475-44.
Из формулы (г) следует, что погрешности
диаметров проволочек оказывают существен-
ное влияние на точность измерения среднего
диаметра. Поэтому по ГОСТ 2475-44 устано-
влены весьма жёсткие допуски на изготовле-
ние проволочек (см. табл. 8).
Таблица 8
Классы
точно-
сти
о-Й
1-Й
Допускаемые откло-
нения диаметра в р.
ДО
0,433 мм
+о.5
±о,5
св.
0,433 мм
-о.5
—I
Допуски на
прямоли-
нейность на
длине 9 мм
В |Х
i
i
Допуски
на огранку
в р.
°.5
i
При проверке резьб с большими углами
подъёма следует вместо формулы (а) поль-
зоваться формулой
1
sin i-
s ctg 2"
Угол р определяется по формуле tg |- =
= tg— cos-f, где <р — угол подъёма резьбы.
Размер М при проверке калибров удобнее
всего измерять на горизонтальном оптиметре.
При проверке dcp резьбы изделий по методу
трёх проволочек размер М определяют обы-
кновенным микрометром.
Резьбовые микрометры (фиг. 51)
применяют для измерения среднего диаметра
Фиг. 52.
Фиг. 51.
резьбовых изделий в процессе их изготовле-
ния. Резьбовые микрометры отличаются от
обычных тем, что в микрометрическом винте
и пятке имеются гнёзда, куда могут быть по-
мещены специальные
вставки: коническая
в винт и вильчатая —
в пятку (фиг. 52).
Резьбовые микро-
метры изготовляют с
пределами измерений
от 0-25 до 325—350
мм. Установку на
нуль микрометров с
пределами измерений
свыше 25 мм произ- фип 53>
водят по установоч-
ной мере (фиг. 53) или по аттестованному
резьбовому калибру, перемещая пятку и за-
крепляя её в нужном положении.
Суммарные погрешности показаний резьбо-
вых микро-етров близки к погрешностям по-
казаний гладких микрометров 2-го класса
ГЛ. 11]
СРЕДСТВА И МЕТОДЫ ИЗМЕРЕНИЙ УГЛОВ
197
точности. На точность измерения среднего
диаметра резьбовыми микрометрами суще-
ственное влияние оказывают погрешности
шага и особенно половин угла профиля резьбы.
При измерении dvp изделий погрешности мо-
гут достигать 0,2 мм, при измерении кали-
бров — 0,1 мм.
Точность измерений может быть повышена
при установке резьбовых микрометров по
аттестованной резьбовой пробке или приме-
нением вставок с укороченными измеритель-
ными поверхностями (такие вставки отлича-
ются малой износоустойчивостью).
Резьбовые штихмасы (фиг. 54)
применяются сравнительно редко для проверки
среднего диаметра внутренней резьбы.
Фиг. 54.
Для измерения половин угла профиля резьб
свыше 100 мм применяют накладной
микроскоп с ценой деления угловой
шкалы 10 мин.
Существует значительное количество типов
шагомеров, предназначенных для измере-
ния шага резьбы. В GCGP эти приборы мало
распространены, так как при проверке резьбо-
вых калибров шаг измеряют на микроскопах,
без которых не могут быть проверены неко-
торые другие элементы резьбы.
СРЕДСТВА И МЕТОДЫ ИЗМЕРЕНИИ УГЛОВ
При контроле геометрических параметров
деталей машин измерение углов часто заме-
няют измерением соответствующих линейных
отрезков. Таким образом мероприятия по
сохранению единства мер длины обеспечи-
вают также в значительной степени единство
мер при измерении углов в машиностроении.
На машиностроительных заводах в каче-
стве исходных мер для дуговых измерений
применяются угловые плитки (фиг. 55),
представляющие собой стальные бруски, до-
ведённые измерительные поверхности кото-
рых направлены под заданным углом.
Твёрдость измерительных поверхностей не
ниже Н^ =60. Нормы точности плиток, из-
готовляемых в СССР, составляют: 1-й класс
+ 10"; 2-й класс + 30". Угловые плитки приме-
няются для проверки универсальных угломе-
ров, угловых шаблонов и контршаблонов и
т. п. Плитки комплектуются в наборы и снаб-
жаются специальными приспособлениями для
составления блоков.
Угловые плитки проверяются с точностью
до + 2—3" на гониометре, снабжённом раз-
делённым кругом и автоколлимац юнной тру-
бой, или с меньшей точностью на оптиметре
^Рабочие углы
Рабочие углы'
Фиг. 55.
50
сличением с образцовыми плитками (инструк-
ция Коммерприбора № 49-41).
Наиболее распространённым инструментом
для проверки углов в дуговой мере является
универсальный угломер, один из типов кото-
рых (Семёнова) показан на фиг. 56.
По сектору /, на котором нанесена основ-
ная градусная шкала, перемещается пластина 2
с закреплённым на ней нониусом 3. На этой
пластине с помощью державки 4 можно за-
креплять угольник 5, на котором в свою оче-
редь закрепляется линейка 6. Пластина 7
Фиг. 56.
жёстко соединена с сектором 1. Хотя основ-
ная шкала угломера нанесена на дуге 130°,
путём различных комбинаций в установке из-
мерительных деталей угломера обеспечивается
возможность измерения углов в интервале
0—320°. Величина отсчёта по нониусу 2'. Реже
применяются угломеры с отсчётом по но-
ниусу 5'.
Для проверки весьма распространённых
в машиностроении углов 90° применяют ж ё-
сткие угольники (типы и ТУ по нормали
МСС). Типы угольников приведены на
фиг. 57. Угольники изготовляются с длин-
ной стороной 63—2000 мм. По точности из-
готовления угольники разделяются на четыре
198
ТЕХНИЧЕСКИЕ ИЗМЕРЕНИЯ В МАШИНОСТРОЕНИИ
[РАЗД. III
класса: 0-й, 1-й, 2-й и 3-й. Отклонения наи-
высшей точки длинной стороны угольника
от перпендикуляра, опущенного на основание,
не должны превышать следующих величин,
Таблица 9
Классы точности угольников
0-й
Отклонения
±(.+-Ц
\ 1О° /
1-й
2-й
| 3-й
от прямого угла на расстоянии L от
вершины в |а
где L — размер длинной стороны в мм.
Указанные отклонения относятся к наруж-
ным и внутренним углам угольников.
Угольники 0-го класса точности изготовля-
ются только закалёнными, угольники других
классов точности — закалёнными и сырыми.
При проверке углов изделий величина Ytpo-
света между измерительной поверхностью
угольника и одной из сторон проверяемого
UZZI
010
Ш
Фиг. 57.
угла оценивается обычно на-глаз и реже с
помощью щупа. Средства и методы проверки
угольников приведены в инструкции Коммер-
прибора № 49-41.
Синусные линейки, применяемые для
точного измерения углов шаблонов, конусов
и т. п., в простейшем виде представляют со-
бой брусок с двумя прикреплёнными к нему
цилиндрическими роликами (фиг. 58). Под-
кладывая под один из роликов блок плиток,
можно установить измерительную поверхность
линейки АВ под заданным углом к поверх-
ности плиты CD.
Величина блока плиток определяется из
зависимости b — /sin а (при условии, что
АВ || EF).
Погрешность Да измерения угла в зависи-
мости от погрешности АЬ блоков, по кото-
рым устанавливается линейка, и погрешности
Фиг. 58.
Д/ расстояния между осями роликов линейки
составляют (в радианах)
Да
Р cos a
Дз
sec a
' —-^- Д/.
Проверяемое изделие укладывают на ли-
нейку и с помощью миниметра (или другого
рычажного прибора) определяют (в линейной
мере) отклонения угла изделия от установлен-
ного угла а. Так, в частности, производится
проверка угла конуса конических калибров-
пробок (фиг. 59).
Угол конуса пробок может быть также
проверен на универсальном микроскопе пу-
тём измерения двух диаметров в сечениях,
отстоящих друг от друга на известном рас-
стоянии.
Конические калибры-втулки проверяют, как
правило, по методу припасовки к парным
Г]
¦ШУУУ,
Фиг. 59.
калибрам-пробкам. Конусность втулки может
быть проверена с помощью синусной линейки
и специального приспособления к миниметру.
Схема проверки показана на фиг. 60. Линейку
устанавливают под углом а и, пользуясь спе-
циальным наконечником миниметра, опре-
деляют ошибну угла р. Затем, не изменяя
положения втулки относительно синусной ли-
нейки, блок плиток перекладывают под дру-
гой ролик и определяют ошибку угла у. Иско-
мый угол 2 а = р -+- f.
Уровни применяются для определения
отклонений поверхностей машин от горизон-
ГЛ. Hi
СРЕДСТВА И МЕТОДЫ ИЗМЕРЕНИЙ УГЛОВ
199
тального и вертикального положении, а также
для проверки плоскостности и прямолиней-
ности поверхностей и для сравнительных из-
мерений углов деталей.
тельными устройствами: микрометрической
парой, круговой шкалой и т. п.
В машиностроении широкое распростране-
ние получили делительные головки,
приспособленные как для угловых делений
деталей при их обработке, так и для проверки
различного рода угловых изделий. Наиболее
Фиг. 60.
Основной частью уровня является ампула
(фиг. 61), представляющая собой стеклянную
трубку, внутренняя поверхность которой шли-
фуется на цилиндрическом прутке, изогнутом
по радиусу R; ампула заполняется эфиром
или спиртом с таким расчётом, чтобы внутри
остался небольшой пузырёк воздуха. Пу-
зырёк всегда занимает в трубке наивысшее
положение. Если уровень наклоняется на
угол ф, пузырёк перемещается на длину
дуги 5. Длина дуги с достаточной степенью
точности может быть определена по формуле
= 06265"'
На поверхности трубки наносится шкала
с интервалами между штрихами в 2 мм.
Цена деления, под которой понимается угол
наклона ампулы, соответствующий перемеще-
нию пузырька на одно деление, составляет
для уровней, применяющихся в машинострое-
нии, от 4" до Г и грубее. На фиг. 62 пока-
зан рамный уровень, с помощью которого
определяются отклонения поверхностей от
горизонтального и вертикального положений.
Погрешность нулевой установки уровня не
превышает 0,5 цены деления.
5,
Фиг. 61.
Фиг. 62.
совершенным типом делительной головки в на-
стоящее время является оптическая головка
типа Zeiss.
Фиг. 63.
Для определения больших отклонений от
горизонтального положения применяют уро-
измери-
вни, снабжённые дополнительными
Общий вид и схематический разрез опти-
ческой делительной головки показаны на
фиг. 63. Стеклянная круговая шкала 1 с це-
200
ТЕХНИЧЕСКИЕ ИЗМЕРЕНИЯ В МАШИНОСТРОЕНИИ
[РАЗД. III
ною деления 1° неподвижно укреплена на чер-
вячном колесе 2, помещённом в корпусе при-
бора и вращающемся на двух подшипни-
ках 3. Червячное колесо приводится в дви-
жение червяком-^, также помещённым в кор-
пусе прибора и связанным с ручкой 9. Чер-
вячное колесо 2 может быть застопорено
в любом положении с помощью ручки 5, свя-
занной с прижимной шайбой 6. Червяк 4 и
червячное колесо 2 служат только для пово-
рота шпинделя и погрешности их не оказы-
вают влияния на точность работы головки.
Углы поворота шпинделя отсчитываются по
круговой шкале / с помощью отсчётного
микроскопа 7, окуляр которого помещён вне
корпуса головки. В поле зрения окуляра по-
мещена шкала с ценою деления 1'. Круговая
шкала освещается сквозь призму 8, помещён-
ную вне корпуса головки. »
Для проверки угловых изделий, имеющих
центры, в шпиндель головки вставляется
центр; головка устанавливается на специаль-
ной плите с пазом, в котором перемещается
бабка со вторым центром.
СРЕДСТВА И МЕТОДЫ ИЗМЕРЕНИЙ
ЗУБЧАТЫХ И ЧЕРВЯЧНЫХ КОЛЁС
И ЧЕРВЯКОВ
Зубоизмерительные приборы в большинстве
случаев предназначены для измерения одного
элемента зацепления зубчатых и червячных
колёс и червяков, но в некоторых случаях
путём дополнительных приспособлений их
можно использовать для контроля двух-трёх
элементов.
Измерительные приборы выбираются в ка-
ждом отдельном случае в зависимости от раз-
меров зубчатых и червячных колёс и червя-
ков.
Для деталей до 300—400 мм применяются
стационарные приборы, на которые устанавли-
вается изделие; для больших колёс пользуются
накладными и ручными приборами. Кроме того,
при выборе измерительного прибора учиты-
ваются допустимая величина погрешности
измерения и требуемая производительность
контроля. Метод измерения и выбранный зубо-
измерительный прибор должны удовлетворять
следующим требованиям:
1. Для достижения соответствия между
способом измерения и характером воздействия
погрешности колеса на работу механизма
необходимо, чтобы измерительный прибор как
бы входил в зацепление с проверяемым коле-
сом. При этом форма измерительного наконеч-
ника должна быть подобна контуру профиля
сопряжённого колеса или в обобщённом слу-
чае быть прямолинейной, т. е. наконечник дол-
жен быть тангенциальным.
2. При измерении должны отдельно про-
веряться кинематические элементы, характери-
зующие постоянство передаточного числа при
работе механизма (профиль, шаг и его на-
копление), и статические элементы, определя-
ющие зазоры при работе передачи (смещение
исходного контура, биение основной окруж-
ности и др.).
3. Применяемая база измерения должна
соответствовать целям контроля.
Средства и методы измерений
цилиндрических зубчатых колёс
Средства для измерения цилиндрических
колёс по своему назначению делятся на:
1) эвольвентомеры; 2) шагомеры для основ-
ного шага; 3) шагомеры для окружного шага;
4) приборы для проверки направления зуба;
5) зубомеры; 6) приборы для радиальных из-
мерений; 7) приборы для комплексных прове-
рок зубчатых колёс.
Для проверки цилиндрических зубчатых
колёс малых габаритов с мелкими модулями
применяются универсальные проекторы (см. ст.
„Проекторы" в этой главе).
Эвольвентомеры предназначены для
сравнения действительного профиля торцового
сечения зуба с теоретической эвольвентой
Сменный диск
O4J
Фиг. 64. Схема индивидуально-дискового
эвольвентомера.
заданной основной окружности. Измеритель-
ный наконечник прибора и проверяемое колесо
имеют относительное движение, при котором
первый описывает в отношении колеса траек-
торию в виде эвольвенты теоретической основ-
ной окружности. Отклонения действительного
профиля от теоретической эвольвенты вызы-
вают дополнительное движение измеритель-
ного наконечника, которое фиксируется пока-
зывающим или записывающим устройством.
По методу образования относительного дви-
жения по эвольвенте наконечника приборы
делятся на индивидуально-дисковые (фиг. 64)
Г
Шкала настройки -=¦ = -?
на i
Фиг. 65. Схема универсально-рычажного эвольвентомера.
и универсальные, подразделяющиеся в свою
очередь на рычажные (фиг. 65) и клиновые
(фиг. 66).
ГЛ. II] СРЕДСТВА И МЕТОДЫ ИЗМЕРЕНИЙ ЗУБЧАТЫХ И ЧЕРВЯЧНЫХ КОЛЁС И ЧЕРВЯКОВ
201
окружности профиля ко-
леса гоК меньше ра-
диуса основной окруж-
ности гом, на которую
настроен измеритель-
ный прибор; когда же
fOK^>rOM, кривая подобна
кривой, изображённой на
фиг. 67. г.
Отклонение радиуса
основной окружности
или
где
ра-
Блок ппитон
Фиг. 66. Схема универсально-клинового эвольвентомера.
А/ = ер./ и р = й{1
р.—масштаб по оси
диусов кривизны.
Отклонение профиля
Д/ может быть пересчи-
тано на ошибку угла про-
филя исходного контура
(вместо Дг0) из уравне-
ний (при Да<[[30'):
при 0^ = 20°
По виду измерительного контакта эволь-
вентомеры могут быть кромочными и танген-
циальными. Последние, как указывалось, пред-
почтительнее, так как выявляют погрешность,
действующую при работе колеса в механизме
(эвольвентомер фирмы SIP).
Для проверки колёс на индивидуально-ди-
сковых звольвентомерах требуются индивиду-
альные диски с диаметром, равным диаметру
теоретической основной окружности. В силу
этого такие эвольвентомеры не подходят
к условиям индивидуального и мелкосерийного
производства.
Универсальные эвольвентомеры путём на-
стройки могут измерять профиль колёс различ-
ных основных окружностей. Современные при-
боры обеспечивают высокую точность. Наи-
более точными из них являются рычажные
эвольвентомеры фирм Orcutt, Zeiss, Fellow
и клиновой эвольвентомер фирмы Michigan
(фиг. 66).
Различные типы кривых погрешностей
профиля, получаемых при измерении колёс на
эвольвентомере, показаны на фиг. 67, а — д. На
фиг. 67, а изображена кривая погрешностей
профиля Д/ (от ножки зуба до головки зуба)
по радиусам кривизны профиля р. Общая по-
грешность профиля равна А/= яр./, где \if—
масштаб по оси Д/ р/мм.
Кривые погрешностей профиля в случае
биения основной окружности колеса предста-
влены на фиг. 67, б для четырёх зубьев, равно-
мерно распределённых по окружности Зубчато-
го а г «l + a2+a3-b а4
го венца. Величина &/ср= — ^т— ~Н/
есть средняя собственная погрешность про-
филя, т. е. без учёта влияния биения основной
окружности.
На фиг. 67, в дана кривая погрешности про-
филя, получаемая, когда радиус основной
mz
= _ 20 -Ш— мин. (Дг0 и Д/ в а);
при ад= 15°
Дг0
Д« = —26,6^ = — 26,6-^—
тг р mz
мин.
На фиг. 67, д показана кривая погрешностей
профиля при нарезании колеса червячной фре-
зой, имеющей биение.
&f uf=aiuf
Фиг. 67. Типы кривых погрешностей профиля.
Шагомеры для основного шага
служат для измерений величины основного
шага, т. е. расстояния между двумя параллель-
ными касательными к двум смежным одно-
именным (правым или левым) профилям или
по нормали к одному из профилей цилиндри-
ческих колёс. Обычно шагомерами определя-
ются отклонения от номинального размера.
202
ТЕХНИЧЕСКИЕ ИЗМЕРЕНИЯ В МАШИНОСТРОЕНИИ
[РАЗД. 111
Реже встречаются конструкции, предназначен-
ные для проверки равномерности основного
шага зубьев в пределах одного зубчатого ко-
леса или для сравнения основных шагов эта-
лонного и измеряемого колёс.
Шагомеры для основного шага выполняются
ручными и станковыми.
Настройка приборов на номинальный раз-
мер шага выполняется по плоскопараллельным
концевым мерам длины (плиткам) или настроеч-
U
Фиг. 68. Схема шагомера для основного шага
с тангенциальным наконечником.
ным приспособлениям — эталонам; в некоторых
случаях применяется настройка по встроен-
ному микрометру.
По характеру измерительного контакта бы-
вают шагомеры с тангенциальным наконечни-
ком (ЦБР ЦНИИТМАШ Pratt Witnay, фиг. 68)
и кромочным (завода „Калибр" Maag, Marr,
фиг. 69).
Показания шагомера дают разность между
действительным и номинальным размерами
основного шага или разность между сопоста-
вляемым и основными шагами.
Если среднее значение основного
полученное при измерении колеса tQK
чается от номинального tOMi
то отклонение среднего ра-
диуса основной окружности
гп„ от номинального значе-
шага,
отли-
Фиг. 69. Схема ша-
гомера для основно-
го шага с кромоч-
ным наконечником.
ния гом вычисляется по формуле
2-я '
где
Отклонение среднего значения основного
шага от номинального может быть пересчитано
на ошибку угла профиля исходного контура
(вместо Дг0) из уравнений:
для аад — 20° До = — 3,2 —- мин. Шо в (л);
ш
Д/п
для ад = 15° Да = — 4,2 —— мин.
Величина основного шага зубчатых колёс
с неизвестными параметрами зацепления (т и
«q) определяется по разности длин общих
нормалей при захвате в раствор штангенцир-
куля или микрометра (со специальными губ-
ками) п и п — I зубьев (подсчёт числа п —
см. гл. I, „Допуски зубчатых и червячных
передачу стр. 85).
Шагомеры для окружного шага
применяются для измерений равномерности
Направление
перемещения
измерительного
сипорта
Шестерня,
поворачиваемая
вокруг оси
Фиг. 10. Схема шагомера для окружного
шага с базой измерения — отверстие
шестерни.
расстояний между одноимёнными профилями
зубчатого колеса по хордам дуг какой-либо
окружности измерения либо по центральному
углу, образованному между двумя соответству-
ющими точками последовательных одноимён-
ных профилей. В редких случаях приборы
позволяют определять отклонения от номиналь-
ного значения окружного шага.
Базами измерений служат обычно либо
отверстие шестерни (фиг. 70), монтируемой на
мерительной оправке, либо наружный цилиндр
зубчатого колеса (фиг. 71).
При измерении равно-
мерности окружных шагов
прибор настраивается по
произвольной паре смежных
Упор
Фиг. 71. Схема шагомера для окружного
шага с базой измерения — наружный
цилиндр колеса.
профилей и затем производится сопоставление
расстояний между последующими профилями.
Шагомеры для окружного шага выпол-
няются ручными и станковыми.
На фиг. 72 показана диаграмма отклонений
окружного шага, построенная по результатам
измерений зубчатого колеса шагомером, на-
строенным по произвольно выбранной паре
смежных профилей (относительные отклонения
окружного шага — htomH).
Отклонение первого шага, по которому
производилась настройка прибора на нуль, от
ГЛ. II]
СРЕДСТВА И МЕТОДЫ ИЗМЕРЕНИЙ ЗУБЧАТЫХ И ЧЕРВЯЧНЫХ КОЛЁС И ЧЕРВЯКОВ
203
номинального значения равно алгебраическо-
му среднему из относительных отклонений
К =
Уд;
-— . Разность относительных откло-
нений и величины К равна отклонению от
среднего значения окружного шага М =
д j [/
~ отн
Накопленная погрешность окружного шага
по колесу в основном характеризует эксцентри-
ситет действительной основной окружности
зубчатого колеса и зависит частично от мест-
ных ошибок окружного шага изделия. На-
копленная погрешность не получается непо-
средственным измерением за исключением
Ось относительных отклонений
Ось отклонении от среднего значения
-ю
-15
А
й
о 2 и 6 в ю ink 1618 го гг гь 26 гв зо зг z
Фиг. 72. Диаграмма отклонений окружного шага.
стройка должна выполняться по углу наклона
зубьев на делительном цилиндре.
При проверке направления или прямолиней-
ности контактной линии тангенциальному из-
Зуб
и—
рейки
1
Ч
У
р
1
I
7,
к
1
с_
1
-
ь
J
Мзмер
ительна(
- fiaSxa
Настроечная
Ш-кони
еоая мера
Фиг. 73. Схема прибора для проверки среднего
направления зубьев (двухпрофильная проверка).
случаев контроля изделия по угловым лимбам,
делительным дискам и т. п. В большинстве же
случаев накопленная погрешность получается
в результате анализа данных измерений окруж-
ного шага от зуба к зубу по всему колесу или
измерений, производимых приборами, захваты-
вающими одновременно группу зубьев. По
данным, характеризующим отклонения от сред-
него (номинального) окружного шага по всему
зубчатому колесу, строится диаграмма на-
копленных погрешностей шага по результатам,
получаемым при последовательном, алгебраи-
ческом сложении отклонений от среднего
шага. При наличии относительных отклонений
окружного шага нужно перейти к отклонениям
от среднего значения шага или же найти
алгебраическую сумму всех относительных
отклонений в шаге по всей окружности и
в начале построения диаграммы накопленной
погрешности отложить в выбранном масштабе
полученную сумму с обратным знаком в виде
ординаты на последнем зубе. Полученную
точку следует соединить с началом координат
и затем от этой наклонной линии отклады-
вать отрезки, соответствующие в выбранном
масштабе алгебраической сумме относитель-
ных отклонений окружного шага от первого
зуба до данного (способ, предложенный ав-
тором).
Приборы для проверки напра-
вления зуба применяются для измерений
направления и прямолинейности контактной
линии или направления и формы винтовой
линии зубьев косозубых колёс.
Некоторыми приборами проверяют среднее
направление зубьев по правым и левым про-
филям (фиг. 73).
Настройка приборов производится по номи-
нальному углу наклона зубьев на основном
цилиндре или по ходу (осевому шагу винто-
вой поверхности) нарезки. В приборах для
проверки среднего направления зубьев на-
мерительному наконечнику сообщается пере-
мещение вдоль длины зуба по направлению,
составляющему с осью колеса угол скрещива-
ния, равный углу наклона зубьев на основном
цилиндре. Отклонения в направлении контакт-
ной линии или отступления от прямолиней-
ности её вызывают дополнительное движение
наконечника, фиксируемое индикатором.
При контроле винтовой поверхности зубьев
(фиг. 74) наконечник совершает относительно
зуба движение по винтовой линии, имеющей
ось, совпадающую с осью зубчатого колеса.
Обычно измерительный супорт поступатель-
но перемещается параллельно оси колеса,
а последнее согласованно вращается вокруг
Синусная
линейка
Фиг. 74. Принципиальная схема проверки винтовой
поверхности зубьев (однопрофильная проверка).
собственной оси. Дополнительные движения
наконечника, касающегося поверхности зуба,
отмечаются индикатором.
По показаниям индикатора, полученным при
контроле винтовой линии зубьев на ширине
204
ТЕХНИЧЕСКИЕ ИЗМЕРЕНИЯ В МАШИНОСТРОЕНИИ
[РАЗД. III
шестерни Ь, может быть определено угловое
отклонение направления зубьев от номиналь-
ного на делительном цилиндре. Угловое откло-
нение направления зубьев от значения, по
которому настроен прибор, равно
206,3 сек.,
где ДВ — отклонение в [л.; $д — угол наклона
зубьев на делительном цилиндре; b—длина
шестерни в мм.
Проверка направления оси впадины между
зубьями прямозубых колёс произведится с по-
мощью ролика, закладываемого во впадины
колеса, установленного на оправке в центра,
и индикатора, перемещаемого по плите.
Зубомеры служат для определения
радиального положения исходного контура
относительно оси
колеса или его на-
ружного цилиндра,
а также для изме-
рения длины хор-
ды зуба на задан-
ной высоте от ок-
ружности высту-
пов. Проверка про-
изводится с целью
выявления возмож-
_ _ ных боковых зазо-
Jf ^"NA^—> Ров в передаче.
I \ • Радиальное по-
ложение рейки, ис-
полненной по фор-
ме исходного кон-
тура, относительно
оси колеса определяется тангенциальными
зубомерами (фиг. 75), имеющими две губ-
ки, измерительные грани которых составляют
между собой угол, равный двойному углу за-
цепления; прибор снабжает-
ся индикатором или микро-
метром с измерительным
наконечником, ось которого
делит пополам угол между
губками.
Фиг. 75. Тангенциальный
зубомер завода .Калибр".
Фиг, 76. Штанген-
зубомер.
Настройка прибора производится по эталон-
ным призмам или роликам. Показания инди-
катора или микрометра при измерении зубча-
того колеса соответствуют радиальному сме-
щению исходного контура от его номинального
положения.
Зубомеры с кромочными наконечниками
(фиг. 76) имеют две взаимно перпендикулярные
шкалы — одну для измерения длины хорды
зуба Sx и другую для установки высоты hx.
Измерение производится абсолютным методом,
обычно по постоянной хорде зуба (подсчёт
размеров см. гл. I, ст. „Допуски зубчатых и
червячных передач", стр. 85). Подобные зубо-
меры называются штангензубомерами, а при
использовании оптической шкалы—оптиче-
скими зубомерами (фирмы Zeiss).
Подавляющее число тангенциальных и кро-
мочных зубомеров является ручными, исполь-
зующими в качестве базы измерения окруж-
ность выступов зубчатого колеса. Ошибка
базы (окружности выступов колеса) отражается
на показаниях прибора.
Погрешность измерения тангенциальным
зубомером составляет &hU3M = &Re, где ARe—
отклонение радиуса окружности выступов от
номинального размера. Погрешность измере-
ния штангензубомером равна
Д5„э„ *= bRr
Стационарные зубомерные приборы в основ-
ном определяют равномерность проверяемого
элемента (Zeiss, Marr, Hudson), но могут и на-
страиваться на номинальную величину (Reindl
и Nieberding) — фиг. 77.
Для колёс диаметром до 600—800 мм при-
меняются жёсткие и индикаторные скобы, а
также микрометры со специальными губками
для измерения дли-
ны общей нормали
(подсчёт размеров
длины общей нор-
мали и числа захва-
тываемых зубьев
см. гл.1, ст. „Допус-
Упор
4^ гЧ-У
ки зубчатых и чер-
вячных передач").
Для колёс не-
больших диаме-
тров величина сме-
щения исходного
контура опреде-
ляется „методом
измерения двумя
роликами", при ко-
тором два цилин-
дрических ролика
закладываются в
диаметрально про-
тивоположные впа-
дины между зубья-
ми и микрометром
измеряется рассто-
яние между их
верхними образую-
щими.
Приборы для
радиальных
измерений пред-
назначены для про-
верки (относитель-
ным методом) ра-
диального положе-
ния измерительного наконечника, выполняе-
мого по форме исходного контура или сфе-
ры, относительно оси зубчатого колеса (фиг.
77). В большинстве случаев этими приборами
Фиг. 77. Схема прибора для
радиальных измерений
и формы наконечников.
ГЛ.. II]
СРЕДСТВА И МЕТОДЫ ИЗМЕРЕНИЙ ЗУБЧАТЫХ И ЧЕРВЯЧНЫХ КОЛЁС И ЧЕРВЯКОВ
205
определяется биение основной окружности
зубчатого колеса по радиальным положениям
наконечника, садящегося на зубья или вводи-
мого во впадины между зубьями колеса.
Измерительный наконечник имеет одну из
форм, показанных на фиг. 77.
Приборы выполняются стационарными, име-
ющими измерительный супорт и центра или
измерительную оправку, на которую монти-
руется проверяемая шестерня. Разность показа-
ний индикатора или другого показывающего
устройства при различных угловых положе-
ниях проверяемого колеса принимается за
величину биения. Подобный метод измерения
выявляет лишь геометрическую составляющую
накопленной погрешности окружного шага, но
не учитывает влияния кинематического биения
зубчатого колеса, возникающего из-за несо-
гласованности обката инструмента по изделию.
Приборы для комплексных про-
верок применяются для проверки зубчатых
колёс в сцеплении с измерительным (эталон-
ным) или парным колесом или же измеритель-
ной рейкой. По принципу проверки различают:
Приборы для проверки в двух-
профильном зацеплении, в которых
контроль производится в плотном (безза-
зорном) двухпрофильном зацеплении, созда-
ваемом пружиной, воздействующей на пла-
вающий супорт (фиг. 78). Колебание изме-
рительного межосевого расстояния за оборот
шестерни или при повороте на один угловой
Плавающий
супорт
'эмеоительнор кппесо
Проверяемое
колесо
диаграмма, снятая при проверке колеса, име-
ющего большие отклонения профиля и основ-
ного шага.
Приборы для проверки в одно-
профильном зацеплении, в кото-
рых проверяемое зубчатое колесо и измери-
тельное колесо зацепляются при номинальном
межосевом расстоянии, т. е. однопрофильном
зацеплении с боковым зазором между про-
филями. Прибор настраивается на заданное
передаточное число, осуществляемое дисками
сцепления, лентами и др. (фиг. 80). Прибор
Измерительное ко/а
Регистрирующий
\арибор
4 Диск
Фиг. 78. Схема прибора для комплексных измере-
ний в двухпрофильном зацеплении.
Фиг. 80. Схема прибора для комплексных измере-
ний в однопрофильном зацеплении.
указывает отступления мгновенного переда-
точного отношения, осуществляемого кон-
тролируемым колесом в зацеплении с измери-
тельным колесом, и заданного передаточного
числа, создаваемого прибором.
Достоинством метода измерения является
то, что геометрические условия зацепления
при контроле тождественны х условиями за-
цепления в передаче.
На фиг. 81, а представлена диаграмма, за-
писанная при проверке колеса.имеющего малые
погрешности. Запись по спиральной кривой
вместо окружности получается из-за незначи-
тельного отклонения передаточного отношения
дисков от номинального значения. Спиральную
диаграмму легче читать, особенно в случае
записи её за два-три оборота проверяемого
колеса, но отсчёт величин несколько затруднён.
шаг характеризует точность изготовления эле-
ментов зацепления зубчатого колеса. Условия
плотного зацепления колёс при проверке отли-
чаются от условий их зацепления в передаче
(работа одними профилями при зазоре между
другими).
На фиг. 79, а изображена круговая диа-
грамма, получаемая при проверке точного зуб-
чатого колеса. При геометрическом биении
Фиг. 79. Типовые диаграммы колебаний измери-
тельного межцентрового расстояния.
зубчатого колеса, а также ошибках основного
шага кривая, записываемая самописцем, сме-
щается относительно центра и имеет отдель-
ные уступы (фиг. 79, б). На фиг. 7У, в показана
Фиг. 81. Типовые диаграммы колебания
передаточного отношения.
На фиг. 81, б изображена диаграмма, снятая
при проверке колеса, имеющего накопленную
погрешность окружного шага (из-за геометри-
ческого и кинематического биения), погреш-
ность профиля и основного шага.
Средства и методы измерений конических
зубчатых колёс
Для измерения конических колёс употре-
бляются приборы тех же наименований за
исключением эвольвентомеров (профилемеров)
206
ТЕХНИЧЕСКИЕ ИЗМЕРЕНИЯ В МАШИНОСТРОЕНИИ
[РАЗД. Ill
и шагомеров для основного шага, которые
встречаются в очень редких случаях.
Приборы для измерения конических колёс
в основном отличаются от приборов для цилин-
дрических колёс относительным расположе-
нием измерительного супортаи оси проверяе-
мой шестерни. Обычно измерение производится
^Качающаяся
напра вляющар
Фиг. 82. Схема прибора для комплексных
измерений в двухпрофильном зацеплении
по колебанию межосевого угла.
в плоскости, перпендикулярной образующей
делительного конуса конического колеса.
В качестве базы измерения в некоторых
случаях также используется задний дополни-
тельный конус колеса.
Приборы для комплексных проверок кони-
ческих колёс, как и для цилиндрических, также
различаются по методу проверки на произво-
дящие контроль в двухпрофильном и одно-
профильном зацеплении с измерительным коле-
сом.
Приборы, в которых проверяемое коническое
зубчатое колесо находится в двухпрофильном
зацеплении с измерительным колесом, в свою
очередь различают в зависимости от относи-
тельного движения, совершаемого одним из
колёс в результате погрешности проверяемого
колеса;
Приборы фирм KHngelnberg и Glisson про-
веряют неточности колеса по колебанию меж-
осевого угла в двухпрофильном (плотном)
зацеплении (фиг. 82). Приборы других заводов
и фирм (завода „Калибр", Marr, Parkinson
и др.) производят проверку по смещению из-
Фиг. 83. Схема прибора для комплексных
измерений в двухпрофильном зацеплении
по осевому смещению зубчатого колеса.
мерительного супорта в направлении оси од-
ного из колёс (фиг. 83) (см. „Приборы для ком-
плексных проверок цилиндрических колёс").
Наиболее предпочтительна проверка в одно-
профильном зацеплении, а из двух методов
двухпрофильной проверки более целесообраз-
ным является контроль по схеме фиг. 82.
Средства и методы измерений червяков
и червячных колёс
Специальные приборы, применяемые для
измерений червяков и червячных колёс, по
назначению делятся на приборы: 1) для про-
верки угла и формы профиля червяка; 2) для
контроля осевого шага червяка; 3) для про-
верки винтовой линии червяка; 4) для ком-
плексной проверки боковой поверхности витка
червяка; 5) для проверки толщины витка чер-
вяка и колеса; 6) для комплексной проверки
червячной пары и проверки бокового зазора
передачи.
Для контроля отдельных элементов заце-
пления червячного колеса в большинстве слу-
чаев применимы приборы, предназначенные
для проверки тех же элементов цилиндрических
зубчатых колёс, а для контроля червяков
употребляются нижеуказанные устройства.
Приборы для проверки угла
и формы профиля червяка служат для
Фиг. 84. Схема прибора для проверки профиля червяка.
контроля профиля заданного сечения червяка,
Большинство приборов предназначено для про-
верки червяка в сечении, имеющем прямоли-
нейный профиль, в связи с чем предусматри-
вается возможность соответствующей уста-
новки измерительного устройства относи-
тельно червяка. При проверке прямолинейности
и отступления в угле профиля измерительному
наконечнику сообщается движение в заданном
направлении, при котором отклонения в про-
филе вызывают дополнительное движение
наконечника, фиксируемое показывающим или
записывающим устройством.
Настройка прибора сводится к установке
его на угол профиля а и относительной уста-
новке червяка и измерительного наконечника,
при которой движение последнего происходит
в сечении, имеющем прямолинейный профиль.
На фиг. 84 показана схема настройки прибора
на угол профиля с помощью синусной линейки.
При необходимости пересчёт линейного
отклонения профиля Д/ (в \х) в угловые
единицы Да (в сек.) производится по формуле
Да = -1206,3 сек.,
где I—длина профиля в мм, к которой относится
ГЛ. II]
СРЕДСТВА И МЕТОДЫ ИЗМЕРЕНИЙ ПЛОСКОСТНОСТИ И ПРЯМОЛИНЕЙНОСТИ
207
2т
линейное отклонение Д/. Обычно / = ——">
здесь 2 т — рабочая высота профиля витка.
Приборы для контроля осевого
шага червяка, т. е. расстояния между
одноимёнными профилями червяка по линии,
параллельной оси, используются как для аб-
солютных измерений шага (фиг. 85), так и для
Проверяемый червяк
Б ток плиток
размером t
Фиг. 85. Схема прибора для проверки осевого шага
червяка.
сравнительных. Измерения выполняются на
длине одного шага или одного хода, а также
на длине нескольких шагов.
Приборы для проверки винтовой
линии червяков принципиально подобны
приборам для проверки направления зуба по
винтовой линии цилиндрических косозубчатых
колёс (фиг. 74).
Приборы для комплексной лро-
верки боковой поверхности витка
червяка совмещают контроль профиля
червяка и винтовой линии витка. Перемеще-
ние измерительного наконечника происходит
по линии зацепления при согласованном вра-
щении червяка. Однако приборы допускают
и раздельную проверку профиля червяка
и правильности винтовой линии витка червяка.
Приборы дляпроверкитолщины
витка червяка и колеса аналогичны
приборам, применяемым для контроля тех же
элементов цилиндрических зубчатых колёс.
Приборы для комплексной про-
верки червячных пар и проверки
бокового зазора передачи отлича-
ются от таких же приборов для цилиндриче-
ских колёс относительным расположением
осей центров или оправок. Кроме того, при-
боры имеют регистрирующее устройство для
определения линейного перемещения на ка-
ком-либо радиусе колеса из-за бокового за-
зора между червяком и колесом при номи-
нальном межосевом расстоянии передачи.
СРЕДСТВА И МЕТОДЫ ИЗМЕРЕНИЙ
ПЛОСКОСТНОСТИ И ПРЯМОЛИНЕЙНОСТИ
Наиболее широкое распространение в ка-
честве средств проверки плоскостности и пря-
молинейности в машиностроении получили
плиты и линейки.
Так называемые проверочные плиты
(фиг. 86) служат для проверки плоскостности
шаброванных поверхностей по методу пятен
„на краску". Проверочные плиты применяются
также в качестве вспомогательных приспо-
соблений при различного рода контрольных
работах.
Стандартные плиты (ТУ но ОСТ 2149-39)
изготовляются размерами от 100X200 до 1000X
X 1500 мм. Материалом для изготовления плит
служит серый, плотный, мелкозернистый чу-
гун. Плиты малых размеров имеют три опор-
ные ножки; плиты больших размеров — четыре
ножки. По точности изготовления проверочные
плиты разделяются на три класса: 0-й, 1-й и 2-й
(выпускаются также плиты 3-го класса точ-
ности, так называемые разметочные, которые
применяются только для разметочных работ).
Измерительные поверхности проверочных плит,
предназначенных для работы по методу пятен
„на краску", должны быть шаброваны.
Степень плоскостности измерительных по-
верхностей плит определяется количеством
пятен краски, приходящихся на квадрат со
стороной 25 мм.
Для плит 0-го и 1-го классов точности
количество пятен должно быть не менее 25;
для плит 2-го класса — не менее 20; для плит
3-го класса — не менее 12 (плиты 3-го класса
точности могут изготовляться строгаными).
Наряду с количеством пятен стандартом ре-
гламентированы допустимые отклонения от
плоскостности плит в линейной мере:
от ± 3 до ± 6 ц для 0-го класса точности
„ ± 6 „ ± 12 (А „ 1-ГО
„ + 12 „ ± 25 [х „ 2-го
„ ± 30 „ ± 60 а „ 3-го
Для проверки плит часто применяется „ме-
тод трёх плит", заключающийся в том, что
Фиг. 86.
плиты за № 1, 2 и 3 взаимно припасовыва-
ются в таком порядке: № 1 — к № 2; № 2 —
к № 3 и № 1 — к № 3.
Типы и размеры проверочных линеек (ТУ
по ОСТ 20126-39). а также условия их при-
менения приведены в табл. 10.
Допустимые отклонения измерительных по-
верхностей лекальных линеек от прямолиней-
ности составляют от 0,5 до 7 \х в зависимости
от размера и класса точности.
Допускаемые отклонения измерительных
поверхностей проверочных линеек от плоскост-
ности составляют от 7 до 600 jj. в зависимо-
сти от класса точности и размера. Для линеек
этого типа с шаброванными поверхностями
нормировано количество пятен краски в пря-
моугольнике, равновеликом квадрату со сто-
роной 25 мм. _
Таблица 9а
Длина линеек в мм
До 1500
Свыше 1500
Классы
1-й
точности
2-й
Количество пятен не менее'
*
20
2О
Проверочные линейки применяются для про-
верки плоских поверхностей изделий по ые-
208
ТЕХНИЧЕСКИЕ ИЗМЕРЕНИЯ В МАШИНОСТРОЕНИИ
[РАЗД. Ill
Проверочные линейки
Типы, виды, размеры и преимущественный метод проверки изделий
Таблица 10
Типы
линеек
Виды линеек.
Эскизы
CD CD
s s
Наименование
видов линеек
Размеры
линеек
в мм
1. С односторонним
скосом
2. С двухсторонним
скосом
3. Трёхгранные
4. Четырёхгранные
1. Стальные прямо-
угольного сечения
2. Стальные двутавро-
вого сечения
3. Чугунные двутавро-
вого сечения
75
125
175
225
3°о
Dоо)
E°о)
5°°
75°
IOOO
5°°
75°
IOOO
1500
2000
2500
Зооо
4ооо
5°°°
бооо
Классы точно-
сти линеек
Проверка изд
лия преимущ
ственно
0-й и 1-й
75°
IOOO
a=U5": 55°; 60"
4. Чугунные мостики
1. Трёхгранные
2. Трапецеидальные
5ооХ 4°
75°Х 45
iooo к 5°
15ООХ бо
гоооХ 7°
25°°Х 8о
ЗоооХ 9°
4000X1 lo
250
5оо
75°
IOOO
1-й, 2-й и 3-й
Методом
световой шел
1-й и 2-й
О О
е( Н
О 4)
A
Методом „
краску"
тоду линейных отклонений. Величины откло-
нений определяются с помощью щупов, плиток
и т. п.
Угловые линейки, применяющиеся для
одновременной проверки плоскостности и угла
между двумя пересекающимися поверхностями,
изготовляются только шаброванными. Нормы
плоскостности угловых линеек, выраженные в
количестве пятен на площади квадрата со сто-
роной 25 мм: для линеек 1-го класса точности—
не менее 25, а для линеек 2-го класса точно-
сти — не менее 20 пятен. Углы между измери-
тельными поверхностями линеек составляют
45, 55 или 60°. Допустимые погрешности углов
для линеек 1-го класса точности ^ 5', для
линеек 2-го класса точности^ 10'.
Прямолинейность поверхностей большой
протяжённости (например, станины станков)
может быть проверена с помощью уровня,
устанавливаемого последовательно в различ-
ных положениях по длине исследуемой по-
верхности. По показаниям уровня легко по-
строить кривую проверяемой поверхности.
Прямолинейность вертикально расположен-
ных поверхностей (например, боковых напра-
вляющих) проверяют с помощью натянутой
струны. Расстояние от струны до проверяв viofl
поверхности в различных точках определяют
с помощью, микроскопа, снабжённого окуляр-
ным микрометром.
Наряду с этим применяется специальный
оптический прибор типа Zeiss для проверки
прямолинейности поверхностей любой протя-
жённости.
ПРИСПОСОБЛЕНИЯ ДЛЯ КОНТРОЛЯ
РАЗМЕРОВ В МАШИНОСТРОЕНИИ
Контрольное приспособление представляет
собой специальное ручное или настольное
устройство, состоящее из различных опорных,
зажимных и измерительных элементов, смон-
тированных на общей станине, в порядке и
положении, необходимом для выполнения за-
данной операции — проверки одного или не-
ГЛ. II]
ПРИСПОСОБЛЕНИЯ ДЛЯ КОНТРОЛЯ РАЗМЕРОВ В МАШИНОСТРОЕНИИ
209
скольких размеров детали с необходимой точ-
ностью. В первом случае приспособления на-
зываются одномерными, во втором — много-
мерными.
Опорные элементы приспособлений должны
обеспечить точную установку проверяемой де-
тали в требуемом для измерения положении.
При установке по сопрягаемым плоскостям
применяются: для плоскостей — ребристые сто-
лики, для цилиндрических наружных поверхно-
стей — призмы с плоскими и цилиндрическими
поверхностями, для отверстий — гладкие, сту-
пенчатые, конические оправки и центрирующие
разжимные патроны. При использовании баз,
принятых при обработке, наиболее широко
применяются опорные центры.
Зажимные элементы должны обеспечить на-
дёжное закрепление детали после её установки
с постоянным усилием, исключающим возмож-
ность деформации или, наоборот, изменяющим
форму детали в соответствии с её рабочим
положением в собранном механизме;кроме того,
зажимы должны быть быстро действующими и
легкодоступными для управления. Поэтому
наибольшее распространение получили пру-
жинные зажимы.
В качестве измерительных элементов при-
меняются три вида измерителей: калибры,
механические и электрифицированные инди-
каторы.
Приспособления с жёсткими
стандартными калибрами применя-
ются для последовательного контроля несколь-
ких размеров обычно наружных или внутрен-
них диаметров. Типовая конструкция такого
приспособления представляет набор стандарт-
ных предельных пробок или скоб, закреплён-
ных на общей плите в требуемом положении.
Такие приспособления применяются преиму-
Фнг. 87.
щественно для контроля нормальных размеров
в целях использования существующего парка
калибров; дополнительно изготовляются толь-
ко промежуточные прокладки и крепёжные
детали.
Кроме скоб и пробок, применяются также
и кольца. Характерным примером использо-
вания калибра-кольца служит приспособле-
ние для проверки круглости поршневого коль-
ца по величине просвета (фиг. 87). Контро-
лируемое кольцо 1 устанавливается в кали-
бре 2, опираясь на торец базового грибка 3.
Освещение зазора между поверхностями пор-
шневого кольца и калибра производится тре-
мя лампочками 4. Быстрая смена контроли-
руемых колец производится перемещением
валика 5 с грибком 3 рычагом 6, приводимым
в действие ножной педалью; таким образом
обе руки контролёра освобождаются для уста-
новки очередной детали. Для лучшего наблю-
дения предусматривается защитный колпак 7.
В тех случаях, когда необходимо устано-
вить величину зазора, такие приспособления
Фиг. 88.
выполняются с дополнительным фотоэлектри-
ческим устройством, принципиальная схема ко-
торого приведена на фиг. 88. Проверяемое коль-
цо 1 вкладывается в контрольный калибр2,уста-
новленный между тремя роликами 3, закреплён-
ными на пластине 4, которая разделяет корпус
приспособления на две камеры: для осветителя
5и фотоэлемента ?. Во время контроля калибр 2
вращается вместе с кольцом /, таким образом
измеряется просвет по всей окружности кольца.
При наличии просвета между контролируемым
кольцом 1 и калибром 2 пучок света проходит
через образовавшуюся щель на фотоэлемент 6.
Возникший вследствие фотоэлектрического эф-
фекта ток поступает через усилитель 7 в изме-
рительный прибор 8 и сигнальное устройство 9.
В качестве измерительного прибора служит
миллиамперметр, шкала которого градуирована
в микронах. По этой шкале отсчитывается фак-
тическая величина просвета. Если в каком-либо
месте величина просвета между кольцом / и
калибром 2 окажется больше допустимой; то
сработает сигнальное устройство Р и загорится
сигнальная неоновая лампочка 10. Настройка
приспособления на допустил ую величину зазора
. производится потенциометром по эталонному
кольцу.
Приспособления с жёсткими
специальными калибрами находят
наибольшее применение для проверки взаим-
ного расположения отверстий и поверхностей
деталей.
Эти приспособления оформляется в двух
вариантах: либо в виде специальных кор-
пусов кондукторного типа, куда вкладывается
210
ТЕХНИЧЕСКИЕ ИЗМЕРЕНИЯ В МАШИНОСТРОЕНИИ
[РАЗД. Ill
контролируемая деталь, либо в виде плиты
с закреплёнными на ней отдельными блоками
с подвижными калибрами.
Примером конструкции кондукторного типа
может служить приспособление для оконча-
тельного контроля казённой части орудия
(фиг. 89). Контролируемая деталь 1 вклады-
вается в корпус приспособления 2, снабжён-
ления с индикаторами, преимуществами кото-
рых являются повышенная производитель-
Фиг. 89.
ный соответствующими отверстиями и пазами,
в которые вставляются отдельные калибры
в виде круглых одно- и многоступенчатых
пробок 3, 4 и плоских ступенчатых вклады-
шей 5, предназначенных для контроля положе-
ния отверстий под боёк, кулисных направля-
ющих и т. п.
На использовании плиты базируется вто-
рой вариант приспособления, предназначен-
ного для проверки габаритных и сопрягаемых
размеров, а также положения питателя па-
тронника относительно станины пулемёта (на
фиг. 90). Приспособление состоит из ряда
специальных стоек У, закреплённых на плите 2.
В каждой стойке устроены направляющие 3,
для жёстких круглых 4 и плоских 5 калибров,
применяемых в данном приспособлении.
Приспособления описанного типа приме-
няются также и для контроля профилей де-
талей. На фиг. 91 показано при-
способление для контроля профи-
ля орудийного экстрактора 1. На
плите закреплены две опорные
пластинки 2 и профильный ка-
либр 3. Для контроля экстрактор
разбирается и обе половинки А
и Б укладываются по профиль-
ному калибру 3 на плиту 4. На
этом же приспособлении одно-
временно контролируется и по-
ложение профиля относительно
оси отверстия экстрактора. Для
этой цели предназна-
чены пробки 5 и со-
ответственно две на-
правляющие втулки,
запрессованные в пли-
те приспособления.
Измерением ука-
занных выше элемен-
тов ограничивается
область применения
приспособлений с жё-
сткими калибрами. Бо-
лее рентабельными
являются приспособ-
Фиг. 90.
ность, широкая область применения и отсут-
ствие необходимости в специальных калибрах.
Одномерные приспособления
с индикаторами применяются в трёх
случаях: для проверки отклонения от геометри-
чески правильной фор-
мы, взаимного поло-
жения сопрягаемых
поверхностей деталей
и контроля разме-
ров в процессе об-
работки на шлифо-
вальных станках. Ти-
повые конструкции
приведены соответ-
ственно на ' фиг. 92,
93 и 94.
В приспособлении
для проверки радиуса
сферы (фиг. 92) кон- фйг. gi.
тролируемая деталь /
устанавливается на оправке 2 с запрессован-
ным грибком 3, торец которого изготовлен по
радиусу контролируемой сферы. Индикатор 4
Фиг. 92.
ГЛ. II]
ПРИСПОСОБЛЕНИЯ ДЛЯ КОНТРОЛЯ РАЗМЕРОВ В МАШИНОСТРОЕНИИ
211
закреплён на новоротном кронштейне 5, вра-
щающемся на валике 6, запрессованном в кор-
пусе 7 приспособления. Центр окружности
заданного радиуса совпадает с осью валика 6,
и при повороте кронштейна 5 наблюдается
отклонение радиуса сферы по шкале инди-
катора. Установка детали в требуемое поло-
жение до совпадения установочной и проверя-
емой сферических поверхностей производится
вращением гайки 8, перемещающейся на
оправке 2.
В приспособлении (фиг. 93) для контроля
положения боковых выступов 1 относительно
оси цилиндрического валика 2 индикатор 3
Фиг. 93.
закреплён на поворотной планке 4, которая
вращается на оси 5, установленной на стойке 6.
Проверяемая деталь 2 устанавливается на
призмах 7 до упора 8. Таким путём обеспе-
чивается определённое положение оси ва-
лика 2. В процессе контроля валик 2 прижи-
мается к призмам руками, боковые выступы
опираются на вильчатую подвижную плитку 9,
прижимаемую к детали пружиной 10. Опор-
ю
Фиг. 94.
ная плитка 11 и регулировочный винт 12 по-
зволяют установить индикатор в требуемое
положение.
Принцип действия приспособления для
пружиной 2 к поверхности шлифуемого вала,
опираясь верхним концом на шпиндель ин-
дикатора 3. Спиральная пружина 4, одним
концом заделанная в прорезь валика 5,
а другим концом — в корпус 6 масляного амор-
тизатора, заставляет через промежуточные де-
тали (рычаг 7, ось 8 и втулку 9) скобу 10 изме-
рительного устройства прижиматься опорными
наконечниками к поверхности обрабатываемой
детали 11. Работа амортизатора основана на
перегонке масла барабаном 12 через кали-
брованное отверстие из одной камеры 13 в
другую 14. При смене детали приспособление
отводится в сторону и вверх поворотом рычага
7. Переналадка приспособления для контроля
различных диаметров валов производится путём
замены скобы 10.
Многомерные приспособления
с индикаторами разделяются на груп-
повые и комплексные.
Групповые приспособления предназнача-
ются для последовательного контроля несколь-
Фиг. 95.
ких одинаковых размеров изделий. Характер-
ной конструкцией этого типа может служить
приспособление для контроля шести диаметров
поршня (фиг. 95). Контролируемая деталь 1
передвигается по направляющим 2, проходя
последовательно через все измерительные ско-
бы с индикаторами 3, смонтированными на об-
щей станине 4.
Комплексные приспособления предна-
значаются для одновременного контроля не-
скольких элементов деталей в отличие от
ранее описанных приспособлений, в которых
весь процесс контроля разбивался на ряд по-
следовательных операций. Таким путём нсклю-
Фиг. 96.
чаются непроизводительные затраты времени
контроля наружных диаметров в процессе на перемещение деталей. Типовая конструк
шлифования (фиг. 94) заключается в следу- ция комплексного приспособления показана
ющем: измерительный шпиндель 1 прижимается на фиг. 96i Контролируемая деталь закре-
212
ТЕХНИЧЕСКИЕ ИЗМЕРЕНИЯ В МАШИНОСТРОЕНИИ
[РАЗД. III
пляется в центрах; контроль осуществляется
индикаторами, укреплёнными на валике в тре-
буемом положении и снабжёнными дополни-
тельными щупами в соответствии с конструк-
цией детали.
Такие приспособления обычно состоят из
стандартных узлов, и весь процесс их изгото-
Фиг. 97.
вления сводится к сборке стандартных узлоь
на общей станине в соответствии с конфигу-
рацией контролируемой детали.
На фиг. 97 показан общий вид такого при-
способления для контроля взаимного положе-
ния цилиндрических и торцовых поверхностей.
Приспособление смонтировано из стандартных
узлов, состоящих из двух частей: измеритель-
ного блока и самоустанавливающегося крон-
штейна. Измерительный блок включает щуп /,
закреплённый на подвижной плитке 2, удер-
живаемой четырьмя плоскими пружинами 3,
жёстко прикреплёнными к неподвижной плит-
ке 4, и индикатора 5, шпиндель которого
опирается на планку, привёрнутую к подвиж-
ной плитке 2.
Опорный кронштейн, состоящий из плиты 6,
на которой крепятся измерительный блок и
установочный щуп, монтируется на станине
приспособления также при помощи четырёх
плоских пружин 7. Установочный щуп опи-
рается на базовую поверхность контролируе-
мой детали 8, и таким образом осуществляется
контроль' положения одной поверхности отно-
сительно другой.
Общий вид приспособления кондукторного
типа с индикаторами для контроля взаимного
ющие втулки 4 для измерительных оправок 5
и контрольных колец 6, по которым устана-
вливаются индикаторы. Внутри оправки 5 про-
ходит передаточный рычаг, на одном конце
которого закреплён измерительный щуп 7,
а другой конец связан со шпинделем индика-
тора 8, закреплённым на торце оправки 5.
Для контроля оправки пере-
двигаются во втулках до тех
пор, пока головки оправок с
измерительными щупами не
войдут в отверстие контроли-
руемой детали. Погрешности
положения отверстий отсчи-
тываются по шкалам индика-
торов.
Комбинированные
приспособления пред-
ставляют проверочный стенд,
предназначенный для выполне-
ния всего комплекса контроль-
ных операций данной детали.
В простейшем виде приспо-
собление осуществляется в ви-
де набора калибров и индика-
торов, смонтированных на пли-
те в соответствующем поряд-
ке и положении.
Такой стенд, предназначенный для кон-
троля размеров корпуса взрывателя, показан
на фиг. 99. Все необходимые для контроля
этой детали калибры, именно многомерный
индикаторный глубиномер /, набор жёстких
высотомеров 2 и скоб 3, смонтированы на
плите 4. Первая операция контроля — одно-
временная проверка четырёх выступов на инди-
каторном глубиномере; проверяемая деталь 5
устанавливается на оправке глубиномера,
в котором располагаются измерительные
2
Фиг 98.
расположения отверстий представлен на
фиг. 98. Деталь устанавливается на плите 1,
на которой смонтированы соответствующие
стойки 2 и кронштейны 3, несущие направля-
Фиг. 99.
штифты. Перемещение этих штифтов через
рычаг 6 передаётся на стрелки индикаторов 7,
по шкалам которых производится отсчёт пока-
заний. Вторая и третья операции — контроль
высот и диаметров — заключаются в проведе-
нии детали через высотомеры и комплект
односторонних предельных скоб, закреплённых
на плите на соответствующей высоте.
Эффективность такого типа приспособлений
в значительной степени зависит от удобного
расположения калибров, поэтому для повыше-
ния производительности вместо плиты при-
меняются либо поворотные столы, либо спе-
циальные стенды, и тогда затрата времени на
перемещение контролируемой детали сводится
к минимум}'.
В приспособлениях с электри-
фицированными измерителями
взамен калибров и индикаторов (в тех слу-
чаях, когда отпадает необходимость опреде-
ГЛ. II]
АВТОМАТИЧЕСКИЙ КОНТРОЛЬ РАЗМЕРОВ В МАШИНОСТРОЕНИИ
213
ления величин отклонений) используются
электрические измерительные щупы, примене-
ние которых позволяет оценивать результаты
измерения всех элементов одновременно по
световым сигналам.
Конструкция одного из таких измерителей
для одновременного контроля нескольких диа-
метров представлена на фиг. 100. Контроли-
руемая деталь 1 располагается между непо-
движным упором 2 и измерительным щупом 3.
В случае годной детали промежуточный кон-
тактный рычаг 4, прикреплённый к раме при-
способления плоской пружиной 5, устанавли-
вается в нейтральное положение между кон-
тактами 6 и 7. Расстояние между ними
устанавливается в зависимости от допуска
Б//0\>
и количества проверяемых деталей. Как пра-
вило, в большинстве случаев целесообразно
базироваться на комплексном типе приспо-
соблений с электроконтактными головками,
Фиг. 100.
на контролируемый размер путём поворота
вокруг оси 8 пластин 9, изолированных от
корпуса приспособления. Если контролируе-
мый размер окажется больше или меньше
допустимого, рычаг 4 замкнёт через контакт 6
или 7 электрическую цепь, в которую вклю-
чены цветные сигнальные лампочки 10 или //.
Количество электроконтактных щупов опре-
деляется количеством контролируемых разме-
ров. Каждый щуп смонтирован в самостоя-
тельном корпусе, оформленном в виде элек-
троконтактной головки.
Типовая конструкция приспособления с элек-
троконтактными головками представлена на
фиг. 101. Контролируемая деталь устанавли-
вается на каретке, которая рукояткой пере-
двигается вперёд до упора. Таким путём де-
таль вводится между щупами электроконтакт-
ных головок, смонтированных в направляющих
пазах в корпусе приспособления. Оценка ре-
зультатов измерения производится по свето-
вому табло, на котором вычерчен эскиз детали
и размещены световые окна по числу контро-
лируемых размеров для сигнализации о де-
фектных размерах и одно дополнительное окно,
сигнализирующее о годности всех размеров
детали. Таким образом оценка годности изде-
лия (в данном случае семи размеров) произ-
водится мгновенно и производительность кон-
троля достигает 600 деталей в час.
Рациональный выбор того или иного типа
приспособления должен производиться в соот-
ветствии с постановкой контроля на каждом
производстве в зависимости от конфигурации
Фиг. 101.
применение которых обеспечивает наиболь-
шую производительность, поскольку сокра-
щается как подготовительное, так и опера-
ционное время.
АВТОМАТИЧЕСКИЙ КОНТРОЛЬ
РАЗМЕРОВ В МАШИНОСТРОЕНИИ
В зависимости от назначения средства для
автоматического контроля размеров разде-
ляются на две основные группы: I — приспо-
собления для контроля размеров во время
обработки и II — автоматы для контроля и
сортировки деталей после их изготовления.
3
Фиг. 102.
Процесс автоматического контроля разме-
ров деталей одинаков для обеих групп авто-
матических устройств и осуществляется по
следующей схеме (фиг. 102).
Измерительное устройство / воспринимает
и фиксирует изменения размеров детали 2. Оно
является, таким образом, источником импуль-
214
ТЕХНИЧЕСКИЕ ИЗМЕРЕНИЯ В МАШИНОСТРОЕНИИ
[РАЗД. III
сов исполнительному механизму 3. Этот механизм при полу-
чении импульса от измерителя приводит в действие либо
устройство 4 для изменения подачи и останова станка в слу-
чае контроля во время обработки (фиг. 102, а), либо устрой-
ство 4 для сортировки деталей по размерам в случае контроля
готовых деталей (фиг. 102, б).
Фиг. 104.
Приспособления для
автоматического контроля
деталей во время
обработки
Автоматический контроль
размеров во время обработки
производится жёсткими кали-
брами, пневматическими прибо-
рами и рычажными приспо-
соблениями.
Контроль жёсткими
калибрами производится
следующим образом: жёсткий
калибр в процессе обработки
периодически подводится к об-
рабатываемой детали; движе-
ние калибра связано с приво-
дом в действие механизмов,
включающих станок в тот мо-
мент, когда калибр-пробка вой-
дёт в отверстие детали или ско-
ба пройдёт на вал.
Таким путём обеспечивается
автоматическая обработка де-
тали до заданного размера
независимо от неравномерного
износа шлифовального камня,
величины припуска и твёр-
дости материала.
Однако вследствие ряда не-
достатков, из которых наибо-
лее существенными являются
сложная кинематика станка,
сравнительно быстрый износ
калибров и невозможность ис-
пользования калибрового пар-
ка в случае перехода на дру-
гие размеры шлифуемой де-
тали, этот способ не получил
широкого распространения.
Контроль пневмати-
ческими приборами. Ха-
рактерным примером может
служить устройство для авто-
матического контроля диаме-
тров деталей в процессе обра-
ботки на шлифовальном стан-
ке Лендис.
На фиг. 103 представлена
схема этого устройства. Воз-
дух из насоса через соответ-
ствующие фильтры и конден-
сатор, в котором производится
отделение влаги, проходит по
трубке 1 к соплу 2 измери-
тельного устройства 3 и к па-
раллельно соединённому ртут-
ному манодетандеру 4. Мано-
детандер представляет собой
изогнутую равноколенную труб-
ку 5, наполненную ртутью до
определённого уровня. В ле-
вом колене помещены два
электроконтакта 6 и 7. По ме-
ре уменьшения диаметра шли-
фуемого вала 8 зазор между
поверхностью вала и соплом
будет также уменьшаться. Со-
противление выходу воздуха
из сопла будет возрастать,
вследствие чего уровень ртути
ГЛ. II]
АВТОМАТИЧЕСКИЙ КОНТРОЛЬ РАЗМЕРОВ В МАШИНОСТРОЕНИИ
215
в левом колене ртутного манодетандера будет
повышаться.
В момент окончания черновой обработки
ртуть в левом колене достигнет контакта 7 и
замкнёт электрическую цепь одного из магни-
тов 9, при помощи которого приводится в дей-
ствие механизм, переключающий черновую
обработку на чистовую. При дальнейшем
подъёме ртути в левом колене замкнётся кон-
такт 6, сработает второй электромагнит, упра-
вляющий механизмами выключения привода
станка.
При шлифовании отверстий воздух подво-
дится к соплу 10, укреплённому на промежу-
точной планке 11, против которой устанавли-
вается рычаг 12 шпинделя 13 с измерительным
щупом 14, скользящим по поверхности отвер-
стия шлифуемой детали 15. В процессе шли-
фования, по мере увеличения шлифуемого от-
верстия, измерительный шпиндель под дей-
ствием пружины поднимается вверх, вследствие
чего зазор между соплом 10 и поверхностью
рычага 12 уменьшается. Дальше работа про-
исходит, как описано выше.
Точность измерения при наружном шлифо-
вании равна примерно 5 \х, при внутрен-
нем — 10 р.. Наличие дополнительных устройств
(воздушный насос, фильтр, трубопроводы
и т. д.), необходимость в ряде случаев, напри-
мер, при контроле отверстий, производить из-
мерение контактным путём, что связано с по-
терей чувствительности, значительно снижают
ценность такого рода устройств, поэтому ши-
рокого применения до настоящего времени
они не получили.
Контроль рычажными приспо-
соблениями заключается в следующем:
под действием соответствующего командного
импульса, подаваемого измерителем, срабаты-
вает устройство, управляющее механизмами
переключения подач останова станка. Для этой
цели приспособления электрифицируются при
помощи: а) фотоэлектрических, б) индуктив
ных и в) контактных систем.
а) Приспособления с фотоэлектриче-
скими системами (фиг. 104). Измерительный
рычаг /, прикреплённый к корпусу 2 плоской
пружиной 3, одним концом опирается на об-
рабатываемую поверхность изделия, а дру-
гим — на короткое плечо стрелки 4, сидящей
на оси 5. Корпус 2 закреплён подвижно на
оси 6 в кронштейне 7, смонтированном на ко-
лонке, неподвижно закрепленной на столе
станка. В процессе обработки по мере умень-
шения диаметра шлифуемого вала стрелка 4
под действием рычага / передвигается влево.
В момент, когда изделие дойдёт до заданного
размера, стрелка закроет щель 8, вследствие
чего прекратится действие светового импуль-
са от лампы 9 на фотоэлемент 10. В резуль-
тате прекратится подача тока к усилителю 11,
сработает реле 12 и замкнёт цепь промежу-
точного реле 13, которое в свою очередь
замкнёт контакт в цепи электромагнита 14, вы-
ключающего подачу камня и привод станка.
Конструктивное оформление таких при-
способлений громоздко; фотоэлектрическое
устройство сложно и недостаточно стабильно.
б) Приспособления с индуктивными си-
стемами (фиг. 105) состоят из индуктивной
головки 1, измерительного шпинделя 2, опор-
ной скобы 3, смонтированных в корпусе 4,
закреплённом на станке при помощи шарнир-
ной системы 5. При изменении размера дета-
ли якорь 6 перемещается под действием из-
мерительного шпинделя из нулевого положе-
ния и вызывает изменение индуктивности, а
следовательно, и величины тока в катушках 7.
Электрическое устройство включает уси-
литель 8 и промежуточное реле, при помощи
которого приводятся в действие механизмы
выключения подачи и останова станка. Наблю-
дение за изменением размера обрабатываемой
Фиг. 105.
детали производится по шкале электроизме-
рительного прибора 9, включённого в диаго-
наль мостика.
Основным недостатком является сложная
электрическая схема, обусловленная требо-
ванием скачкообразной характеристики, что
необходимо для срабатывания системы при до-
стижении заданного размера. Более рацио-
нально применение индуктивных систем для
связи измерительного щупа с исполнительны-
ми органами, когда необходимо осуществлять
непрерывное измерение, поскольку в этом слу-
чае плавность характеристики обеспечивается
простой схемой. Поэтому приспособления с
индуктивными системами применяются, глав-
ным образом, для наблюдения за измерением
размеров в случаях непрерывного процесса
изготовления, например, для контроля толщи-
ны ленты во время прокатки (фиг. 106).
в) Приспособления с контактными си-
стемами получили наибольшее распростра-
нение вследствие сравнительно простого кон-
структивного оформления и надёжного дей-
ствия в производственных условиях. Кон-
струкция одного из таких приспособлений,
установленного на внутришлифовальном стан-
ке, показана на фиг. 107. Качающийся угло-
вой рычаг 1 несёт на одном конце измери-
тельный наконечник 2 с заделанным в нём
алмазом. Другим концом рычаг 1 опирается
на плунжер 3, который соприкасается своим
верхним концом со шпинделем миниметра 4t
216
ТЕХНИЧЕСКИЕ ИЗМЕРЕНИЯ В МАШИНОСТРОЕНИИ
[РАЗД. Ill
Фиг. 106. Приспособление для кон-
троля толщины ленты в процессе про-
катки: /—контролируемая лента; 2—
опорный ролик; 3— измерительный ро-
лик, закреплённый на передаточном
рычаге 4, 5~ измерительная индуктив-
ная головка; 6 — измерительный при-
бор (шкала градуирована в микронах);
7—стабилизатор напряжения; 8- транс-
форматор.
бой обработки. При даль-
нейшем шлифовании плун-
жер 3 будет продолжать
опускаться до момента до-
стижения деталью задан-
ного размера; тогда зам-
кнутся контакты 7 и 8 и
сработает соответствую-
щее реле, управляющее ис-
полнительными механиз-
мами станка.
Настройка автоматиче-
ских приспособлений для
контроля размеров произ-
водится по ранее изготов-
ленной и проверенной обыч-
ным путём детали. При
этом учитывается измене-
ние размеров детали во
время шлифования вслед-
ствие повышения темпера-
туры. Точность измерения
описанными приспособле-
ниями обеспечивает изгото-
вление изделий в пределах
2-го класса точности.
по шкале которого следят за изменением
размера шлифуемой детали.
К плунжеру 3 прикреплена пластинка 5
с двумя изолированными контактами 6 и 7.
Эти контакты могут приходить в соприкосно-
вение с изолирован
ными контактами 5
и 9, сидящими на ка-
чающихся рычажках
10 и 11 внутри короб-
Фиг. Ю7. ки 12. Установка ры-
чажков 10 и 11 про-
изводится винтами 13.
В процессе шлифования по мере увеличе-
ния диаметра шлифуемого отверстия рычаг 1
поворачивается вокруг своей оси, плунжер 3
опускается вниз и контакт 6 замыкается с кон-
тактом 9. Это произойдёт по окончании гру-
Контрольно-сортировочные автоматы
По способу действия различают три вида ав-
томатов: механические, электрические и пнев-
матические.
Механические автоматы харак-
теризуются применением механической ры-
чажной передаточной
системы для связи из-
мерительного органа,
непосредственно опи-
рающегося на поверх-
ность контролируе-
мой детали, с приво-
дом механизма сорти-
ровочного устройства.
В качестве изме-
рителей для контроля
размеров применяют-
ся жёсткие калибры,
видоизменённые в со-
ответствии с конфигу-
рацией проверяемых
деталей. В зависимо-
сти от числа прове-
ряемых элементов де-
тали контрольный ав-
томат включает опре-
делённое количество
отдельных измери-
тельных узлов объ-
единённых на одной
станине с общим при-
водом и транспорт- фиг. Ю8.
ным устройством для
передачи деталей с
одного измерительного пункта на другой. Каж-
дый измерительный пункт предназначен обыч-
но для контроля детали по одному элементу.
На фиг. 108 показан общий вид автомата
для контроля и сортировки пуль на годные
и брак по длине, диаметрам задка и оживаль-
ной части. Из питателя 1 пули поступают
по трубопроводу 2 в гнёзда периодически
проворачивающегося длска 3, который подаёт
ГЛ. II]
АВТОМАТИЧЕСКИЙ КОНТРОЛЬ РАЗМЕРОВ В МАШИНОСТРОЕНИИ
217
их последовательно на контрольные пункты.
Годные пули проходят через все контрольные
пункты и попадают в приёмный бункер 4, на-
ходящийся внизу автомага. Дефектные пули
выпадают из гнезда в соответствующий приём-
ник брака 5 во время передачи их с одного
измерительного пункта на другой.
На каждом контрольном пункте проверяется
только один предельный размер. Поэтому
автомат включает шесть контрольных сорти-
ровочных устройств. Принцип действия этих
устройств одинаков для всех размеров. Как
видно из фиг. 109, для контроля длины пуля
подаётся вверх шпинделем / до упора в не-
подвижную базовую поверхность 2. При этом
в зависимости от длины пули верхняя гайка 3
повернёт рычаг 4 со ступенчатыми упорами.
Если длина пули окажется в допустимых пре-
делах, рычаг 4 повернётся так, что стержень 5
под действием пружины 6 установится на ле-
вой ступени упора. Тогда при обратном дви-
жении шпинделя 1 рычаг 4 не сможет занять
своего первоначального положения и остаётся
приподнятым вверх. Вследствие этого связан-
ный с ним стопор 7 установится так, что вы-
рез в нём будет находиться против защёлки 8,
которая поддерживает пулю снизу и не даёт
ей выпасть из гнезда. При повороте диска
защёлка проходит в прорезь стержня и удер-
живает пулю. Если длина детали окажется
больше заданной, защёлка упрётся в стопор 7,
как указано на фиг. 109, и откроет выходное
Фиг. 109.
отверстие, через ко-
торое пуля провали-
вается по трубе в
ящик брака. Возврат
стержня 5 в исходное
положение произво-
дится собачкой 9 при
подъёме шпинделя /.
В механизме для
контроля длины пуль
по нижнему пределу
стопор 10 делается
без выреза. При нор-
мальной пуле защёл-
ка 8 проходит над сто-
пором свободно. Если
длина пули меньше нормальной, стержень 5
упрётся в левую ступень рычага 4, стопор 10
поднимется вверх и повернёт защёлку 8. Че-
рез открывшееся отверстие дефектная пу-
ля провалится в приёмник брака.
Контроль диаметров пули производится
калибром-кольцом 11. Контролируемая пуля
подаётся в кольцо шпинделем 1 и возвра-
щается обратно толкателем 12.
Сортировка производится описанным выше
путём.
Область применения механических кон-
трольных автомагов ограничивается провер-
кой размеров, не требующих высокой точно-
сти; наличие усилительных рычажных передач
обусловливает сложную кинематику.
В этом отношении значительно проще
устроены автоматы для сортировки деталей на
группы по одному элементу. Сортировка про-
изводится тремя способами: а) жёсткими ка-
либрами с размерами, соответствующими при-
нятой градации, б) раздвижными калибрами
и в) калибрами с клиновой щелью.
а) Сортировка жёсткими калибрами.
Характерным примером служит автомат для
сортировки шариков (фиг. ПО).
Фиг. 110
Гребёнка 7, движущаяся возвратно-посту-
пательно по замкнутой траектории в виде
прямоугольника, передвигает сортируемые
шарики 2 между измерительными плоскостями
шпинделей 3 и опорной пластины 4. Привод
гребёнки производится рычагами 5 и 6, дви-
жением которых управляют кулачки на при-
водном валу 7. Если диаметр шарика больше
расстояния между измерительными плоскостя-
ми первого шпинделя, то шарик задержится в
этом месте и при следующем ходе гребёнки
передвинется под следующий шпиндель, где
расстояние между измерительными плоско-
стями больше на величину градации сорти-
ровочных групп. В том месте, где размер ша-
рика окажется меньше расстояния между из-
мерительными плоскостями, он пройдёт ме-
жду ними и скатится через отверстие в кор-
пусе автомата в соответствующий приёмник.
б) Сортировкараздвижными калибрами.
Принцип действия такого автомата для сор-
тировки роликов показан на фиг. 111.
На выступающих концах корпуса 1 име-
ются конические оси 2, на которых качается
рама 3, снабжённая выступом 4. Этот выступ
расположен против выступа 5, закреплённого
на корпусе 1. Концы выступов 4 и 5 являются
измерительными губками. На противополож-
ном конце качающейся рамы 3, на поперечине,
ввёрнут регулирующий упор в, опирающийся
на кулачки 7, с разными радиусами. Поэтому
при вращении вала 6" изменяется размер от-
верстия между выступа «и 4 и 5, через кото-
рые проходят .сортируемые детали. Распреде-
литель 9 и вал 8 вращаются синхронно, по-
этому сортируемая деталь, пройдя через от-
218
ТЕХНИЧЕСКИЕ ИЗМЕРЕНИЯ В МАШИНОСТРОЕНИИ
[РАЗД Ш
верстие между измерительными губками, пере-
даётся распределителем в одно из направля-
ющих отверстий путепровода 10, откуда по-
ступает в тот или
иной приёмник,
расположенный
около машины.
в) Сортировка
калибрами с кли-
новой щелью при-
меняется для дета-
лей простой гео-
метрической фор-
мы (шарики, роли-
ки).
Чаще всего в
этих автоматах ка-
либрами являются
валики, установ-
.2 ленные на конус
один относительно
другого и наклон-
но к горизонту при-
мерно под углом
15 — 20°. Валики
вращаются B5—30
об/мин) в напра-
влении друг к дру-
Фнг ш гу. Вследствие это-
го сортируемые
ролики увлекаются валиками вниз по на-
клонному жёлобу, образованному этими ва-
ликами, и проваливаются между ними в при-
ёмные ящики в том месте, где расстояние
между образующими валиков больше диаметра
ролика.
В автомате с принудительным перемеще-
нием сортируемых деталей при помощи спи-
ральной ленты (фиг. 112) валики после уста-
5
Фиг. 112. Схема автомата для сортировки роля-
ков: /—сортируемые ролики; 2 иЗ — измери-
тельные валики; 4 — вращающаяся спираль для
передвижения роликов; 5 — привод для спирали 4.
новки закрепляются неподвижно. При помощи
описанных автоматов производится сортировка
по группам с разницей размеров до 1 ;л. Про-
пускная способность описанных автоматов —
1500—2500 деталей в час.
Электрические автоматы. Схема
действия автоматов этого типа заключается
в следующем. В зависимости от изменений
проверяемых размеров детали электрифици-
рованный" измеритель посылает командный
импульс исполнительному механизму, ко-
торый приводит в действие устройство для
сортировки детали. Для связи измерителей
с исполнительным устройством применяются
главным образом а) фотоэлектрические, б) ин-
дуктивные и в) контактные системы.
а) Автоматы с фотоэлектрическими
системами. В этих автоматах измеритель
управляет сортировочными устройствами при
помощи фотореле путём полного прерывания
светового луча или, наоборот, полной осве-
щённости фотоэлемента.
Применение фотоэлектрических систем це-
лесообразно для случаев, когда изменение ос-
вещённости фотоэлемента производится непо-
средственно контролируемой деталью без про-
межуточного механического измерителя.
б) Автоматы с индуктивными система-
ми. На фиг. 113 изображён общий вид автомата
для контроля диаметров валиков. Из бун-
кера / детали толкателем 2, движением кото-
рого управляет кривошипный механизм, пе-
редвигаются по направляющей 3 на измери-
Фиг. 113.
тельные призмы 4. Над призмами распола-
гается измерительный щуп 5 индуктивной
измерительной головки 6. Во время передви-
жения контролируемого валика щуп 5 поднят
при помощи магнита. В зависимости от ре-
зультатов измерения срабатывает соответ-
ствующее реле и направляющая пластинка 7
устанавливается так, что, когда толкатель 2
передвигает на измерительные призмы оче-
редной валик, проверенный валик падает в
один из приёмных бункеров 8 или 9.
Точность измерения составляет 10/0 от
предела измерения при условии применения
электронного усилителя.
в) Автоматы с контактными си-
стемами. Принцип действия этих систем за-
ключается в использовании перемещения из-
мерительного щупа для замыкания контактов
электрической цепи, включающей реле упра-
вления сортировочным механизмом.
При повышенных требованиях в отно-
шении точности контроля автоматы строят
с электронный реле, наличие которого исклю-
чает подгорание контактов в измерителе и,
таким образом, обеспечивает надёжность кон-
троля.
Схема такого автомата (Бюро взаимозаме-
няемости) приведена на фиг. 114.
Измерительное устройство представляет
собой специальной формы скобу 1, одна из
губок которой закрепляется на подвижном
шпинделе 2 и под действием пружины при-
ГЛ. II]
АВТОМАТИЧЕСКИЙ КОНТРОЛЬ РАЗМЕРОВ В МАШИНОСТРОЕНИИ
219
жимается к поверхности измеряемой детали 3.
Движение шпинделя 2 передаётся через
упорный штифт промежуточному рычагу 4,
концы которого располагаются между контакт-
ными винтами 5. Установка этих винтов про-
изводится в соответствии с заданной ве-
личиной допуска на проверяемый размер.
Для контроля всех диаметров данного сечения
используется электромагнитное поворотное
устройство.
Цилиндрический электромагнит 6 притя-
гивает контролируемую деталь с силой,
такты останутся разомкнутыми, реле не сра-
ботает, крышки уловителей брака останутся
закрытыми и проверенная деталь по на-
клонной плоскости 11 скатится в приёмник
годной продукции. При этом годные детали,
скатываясь по наклонной плоскости, повернут
упорную планку 12 с ртутным контактом 13,
который замкнёт цепь электромагнитного счёт-
чика 14, подсчитывающего количество годных
деталей.
Для выпуска проверенной и приёма новой
детали головка / периодически поднимается
Уу////////////////////
несколько превышающей измерительное да-
вление. Сила трения, возникающая между
магнитом и деталью, заставляет последнюю
при вращении магнита поворачиваться между
губками измерительной контактной головки,
поскольку поступательное движение детали
устраняется противодействием жёсткой губки
головки.
Передача импульса от головки / к элек-
тромагнитам 7 сортировочного устройства
производится при помощи электронного реле.
Если проверяемый размер окажется вне за-
данных пределов, рычаг 4 придёт в сопри-
косновение с одним из контактных винтов 5.
Вследствие этого замкнётся электриче-
ская цепь, сработает электронное реле и ток
пойдёт в один из электромагнитов 7. В ре-
зультате освободится собачка 8, откроется
крышка 9 и деталь после контроля скатится
по каналу 10 в соответствующий приёмник
брака.
После прохождения детали крышка 9 при-
водится в первоначальное положение при по-
мощи механического толкателя.
Если деталь окажется годной, то рычаг 4
установится в нейтральном положении, кон-
вверх на высоту, требуемую размером диа-
метра проверяемых деталей. Для этой цели
головка смонтирована на рычаге 15, движе-
нием которого управляет соответствующий
кулачок 16.
Пропускная способность описанных авто-
матов до 4000 деталей в час. Широко при-
меняются автоматы также для контроля не-
скольких размеров деталей. В автоматах по-
добного типа, предназначенных для ком-
плексной проверки всех элементов детали,
кроме размеров, контролируются также пра-
вильность геометрической формы, твёрдость,
качество и чистота поверхности, наличие
трещин и т. п. С этой целью используются
все три описанные выше электрические си-
стемы; для контроля и правильности геоме-
трической формы в большинстве случаев вы-
бирается контактная система.
Описанные конструкции автоматов при-
меняются для наиболее простых по форме,
лёгких по весу и небольших по размерам
деталей. Для более крупных и сложных по
конфигурации деталей характер работы авто-
матов несколько видоизменяется: питание
производится вручную и рассортировка по
220
ТЕХНИЧЕСКИЕ ИЗМЕРЕНИЯ В МАШИНОСТРОЕНИИ
[РАЗД. 111
приемным ящикам заменяется цветной ок-
раской дефектных участков контролируемой
детали.
в) Пневматические автоматы. Этот тип
автоматов характеризуется отсутствием ме-
ханического контакта измерителя с поверх-
ностью измеряемой детали. Применение
таких автоматов особенно целесообразно для
контроля деталей, изготовленных из мягких
металлов, а также в случае контроля диа-
метра малых отверстий. Примером может
служить автомат для контроля и сортировки
карбюраторных жиклеров, принцип действия
которого показан на фиг. 115.
Из питателя 1 детали подаются тол-
кателем, приводимым в движение криво-
шипным механизмом 2, на измерительный
¦ц
дз
Фиг. 115.
пункт. Здесь они устанавливаются в требу-
емое положение относительно выходного
сопла камеры 3 рычажным . прижимом 4.
В зависимости от фактического размера про-
веряемого отверстия будет увеличиваться
или уменьшаться расход воздуха из камеры 3,
куда он поступает под постоянным давлением
из воздухопровода; в соответствии с этим
будет изменяться уровень жидкости в мано-
метре 5. В результате установится в опре-
делённое положение переключатель 6, замы-
кающий электрическую цепь, в которую
включены секционные обмотки электромагни-
та 7. При получении импульса электромагнит
сработает и якорь повернёт связанный с ним
направляющий лоток 8 так, что его выходное
отверстие расположится напротив одного из
приёмных ящиков 9, куда и поступит про-
веренная деталь. Таким образом произво-
дится сортировка деталей по диаметру от-
верстия на требуемое количество групп в
пределах заданного допуска.
В случае выхода размера проверяемого от-
вгрстия за допустимый предел давление в
камере 3 не изменится и система не срабо-
тает; направляющий лоток 8 останется в ис-
ходном положении, и деталь направится в
крайний левый ящик для дефектных деталей.
Применение описанных автоматических
средств рентабельно только в случаях массо-
вого производства, и наличие их, конечно, не
исключает широкого применения ручных и
полуавтоматических приспособлений для по-
слеоперационного и окончательного контроля
размеров изделий, являющихся в ряде случаев
наиболее производительными и экономиче-
скими средствами, и в массовом, и в серийном
производстве.
ПРИНЦИПЫ ВЫБОРА И НАЗНАЧЕНИЯ
ИЗМЕРИТЕЛЬНЫХ СРЕДСТВ
В МАШИНОСТРОЕНИИ
При выборе средств и методов измерений
размеров в машиностроении необходи/.о стре-
миться:
1) к возможно более строгому ограничению
действительных размеров контролируемых
объектов предельными размерами, предпи-
санными стандартами.
2) к возможному большему расширению
производственных допусков, остающихся за
вычетом погрешностей измерений.
3) к максимальному снижению
затрат на измерительные средства
и на содержание органов техниче-
ского контроля.
В связи с изложенным выбор
средств и методов измерений раз-
меров в машиностроении произво-
дится с учётом их метрологиче-
ских и экономических показа-
телей.
Как уже указывалось *, к основ-
ным метрологическим показате-
лям относятся цена деления, пре-
делы измерений, интервал деления, погреш-
ность показаний, измерительное усилие и
порог чувствительности.
К экономическим показателям средств и
методов измерения относятся стойкость изме-
рительного средства, продолжительность ра-
боты измерительного средства до повторной
установки, продолжительность работы измери-
тельного средства до его ремонта, время, за-
трачиваемое на установку измерительного
средства, время, затрачиваемое на сал'ый
процесс измерения, и необходимая квалифика-
ция контролёра.
Непосредственное значение для себестои-
мости контролируемой'продукции имеет также
уменьшение допуска изделия, вызываемое
погрешностью измерительного средства. В га-
рантированный (табличный) допуск, приведён-
ный в стандартах, должны включаться погреш-
ности средств и методов измерения, чтобы,
таким образом, действительные размеры изде-
лий не выходили из установленных стандартами
предельных значений **. Применение сравни-
тельно более грубых средств измерения неиз-
бежно вызывает уменьшение производственного
допуска изделий. В общем виде схема распо-
ложения полей погрешностей измерений (без
учёта вероятностей погрешностей измерения
и отклонений размеров контролируемых объ-
ектов) приведена на фиг. 116.
* См. „Основные понятия", стр. 171.
** См. „Основные принципы взаимозаменяемости", гл. 1,
стр. 1.
ГЛ. II] ПРИНЦИПЫ ВЫБОРА И НАЗНАЧЕНИЯ ИЗМЕРИТЕЛЬНЫХ СРЕДСТВ В МАШИНОСТРОЕНИИ 221
Стремление по возможности расширить
величины производственных допусков, а также
относительно большая погрешность средств и
методов измерений, предназначенных для про-
верки объектов с малыми допусками, выну-
ждают разрешать некоторый переход за норми-
рованные предельные размеры. Так. при про-
верке гладких калибров средствами и методами
предусмотренными в приложении № 2 к ОСТ
85000-39, по проекту инструкции Комитета мер
и измерительных приборов разрешается пере-
ход за предельные размеры калибров с допу-
сками от 2-го до 8-го квалитета ISA на 0,5—0,2
величины погрешности их измерения.
При проверке изделий универсальными изме-
рительными средствами как нашей (ОСТ 1201),
так и международной стандартизацией допу-
скается такой же переход за предельные раз-
меры изделий, какой может получиться при
контроле их проходными калибрами. Таким
¦5
§. ^
I ^
-A
dm
Urn
I '
f
IS
Фиг. 113.
образом величина допустимого перехода за
предельные размеры численно определяется
величиной предельного отклонения износа про-
ходных калибров *. Отсюда для изделий 5-го
и более грубых классов точности при пользо-
вании универсальными измерительными сред-
ствами переходза предельные размеры не может
быть допущен вовсе, поскольку предельное от-
клонение износа для проходных калибров к из-
делиям этих классов точности равно нулю.
Для плоскопараллельных концевых мер дли-
ны, а также угловых плиток уже не допускает-
ся никаких послаблений и поля погрешностей
измерений должны полностью вписываться
в поле допуска на неточность изготовления.
Изложенными выше правилами определяется
допустимый переход за предельные размеры
изделий, вызванный погрешностью методов
измерений. В тех случаях, когда этот переход
прямо или косвенно регламентирован.можно при-
менять без введения производственных (умень-
шенных) допусков такие средства и методы
измерения, предельная погрешность которых
численно равна величине допустимого перехода.
Так, например, при проверке вала 2-го класса
точности 60С предельное отклонение износа
для проходной стороны калибра составляет
3fi **. При проверке этого вала универсальными
измерительными средствами можно воспользо-
ваться миниметром с ценой деления 0,005 мм,
установленным по блоку плиток б-го разряда,
* См. „Калибры для гладких цилиндрических
изделий", стр. 118.
** См. „Калибры для гладких цилиндрических изде-
лий", табл. 72, стр. 120.
поскольку предельная погрешность такого ме-
тода измерения также составляет 3 р- *.
Применение более грубых методов измере-
ния может быть допущено только при условии
установления производственного допуска,
уменьшенного по сравнению с допуском, при-
ведённым в таблицах ОСТ. Так, например,
если для проверки валабОС вместо миниметра
с ценой деления 0,005 мм воспользоваться
микрометром 0-го класса точности, предельная
погрешность метода измерения которым со-
ставляет 6 fx, то производственный допуск
изделия должен быть уменьшен (учитывая
разрешённый переход на 3 \х) по сравнению
с гарантированным допуском на 3 у. от ка-
ждого предельного размера, а всего на 6 р.
Из изложенного выше следует, что для из-
делий 5-го и более грубых классов точности
применение любых универсальных средств из-
мерения обязательно должно быть связано
с установлением производственных допусков
(предельное отклонение износа калибра равно
нулю). При проверке этих изделий калибрами
такое уменьшение гарантированных допусков
осуществляется самим расположением полей
допусков калибров.
Величины производственных допусков, по-
лучаемых при проверке изделий калибрами
могут быть взяты за основу (с некоторыми
коррективами) при выборе для этой цели
универсальных измерительных средств. Произ-
водственные допуски изделий при проверке их
калибрами составляют для интервала размероз
50-80 мм приблизительно от 60°/0 (для высо-
ких классов точности) до 90<у0 'для самых
грубых классов точности) от гарантированного
допуска (фиг. 116). При использовании для про-
верки изделий универсальных измерительных
средств можно (как это рекомендуется проек-
том инструкции Коммерприбора) исходить из
производственных допусков, составляющих
соответственно 60—85°/о от гарантированного
допуска, что позволяет несколько расширить
область применения относительно грубых из-
мерительных инструментов (в частности штан-
генциркулей). В целом область применения раз-
личных категорий универсальных измеритель-
ных средств определяется, с одной стороны,
допустимым переходом за предельные размеры
изделий (см. выше), а с другой - приемлемыми
величинами производственных допусков.
При определении величин производствен-
ных допусков и выборе средств измерения
изготовитель может учитывать малую вероят-
ность таких неблагоприятных сочетаний, как
получение размеров изделий, близких к пре-
дельным, и наличие погрешности измерений,
направленной (по величине и знаку) к пере-
ходу действительных размеров за границы
поля допуска. По проекту руководящих тех-
нических материалов Коммерприбора имеется
в виду с этой целью даже рекомендовать оценку
расчётной погрешности методов измерений,
удвоенной средней квадратической ошибкой
Bа вместо За). Это, однако, не освобождает
изготовителя от ответственности при предъ-
явлении ему соответствующих рекламаций, как
бы ни была мала вероятность неблагоприятных
сочетаний погрешностей измерений и изгото-
вления.
* См. „Основные понятия", табл. 1.
222
ТЕХНИЧЕСКИЕ ИЗМЕРЕНИЯ В МАШИНОСТРОЕНИИ
[РАЗД. 111
Вопрос о переходе действительных разме-
ров изделий за границы поля допуска с учё-
том вероятностей может быть разрешён сле-
дующим образом: если при изготовлении изде-
лий их размеры определяются методами, по-
грешность которых характеризуется величиной
средней квадратической ошибки <j2, а получен-
ные (по результатам измерений) размеры из-
делий распределяются по нормальному закону
(со среднеквадратическим отклонением а3), то
рассеивание действительных размеров будет
также подчиняться нормальному закону со
среднеквадратической
Если предельные отклонения размеров из-
делий (границы поля допуска) при их про-
верке определялись величиной ± 3<jj, to веро-
ятность перехода действительных размеров за
границы поля допуска определяется площадью
Кривая распреде-
лении размеров "
по результатам
измерений
Кривая распре-
деления дейст-
вительных раз-
меров
Фиг. 117.
заштрихованных участков на фиг. 117 с по-
мощью таблиц значений функции Ф(г\
Стремление расширить производственные
допуски изделий путём выбора сравнительно
более точных средств и методов измерений
ограничивается всей совокупностью экономи-
ческих факторов (см. выше), из которых наи-
более существенным является производитель-
ность средств измерения. Отсюда приобретают
особое значение создание и внедрение автома-
тических средств измерений, обладающих одно-
временно высокой точностью и производитель-
ностью.
Применение автоматических методов изме-
рений имеет огромное значение в первую
очередь с точки зрения автоматизации про-
цессов производства. С этой точки зрения
во главу угла должна быть поставлена авто-
матизация контроля в процессе обработки, так
как это не только даёт возможность свести
к минимуму затраты времени на измерение,
но и является наиболее эффективной формой
предупреждения брака, облегчает многоста-
ночное обслуживание, сокращает время обра-
ботки (поскольку отпадает необходимость
в останове станка для контрольной операции)
и позволяет в ряде случаев автоматизировать
самый процесс обработки (автоматические
подналадчики). Область применения автоматов
для контроля снятых со станка объектов опре-
деляется в первую очередь рассортировкой
для селекционной сборки и контролем про-
дукции, изготовленной в условиях, технологи-
чески не обеспечивающих требуемой точности.
Разумеется, применение автоматов для кон-
троля готовых изделий оправдывается-» лишь в
условиях массового производства, когда стои-
мость автоматов или сменных частей к ним, атак-
же и их настройки окупается при крупных пар-
тиях контролируемых деталей одного размера.
Учитывая известные ограничения области
применения автоматических методов измере-
ний, следует обратить особое внимание на
сравнительно легко реализуемые в любом
инструментальном цехе мероприятия, напра-
вленные к повышению производительности
контроля (так называемая „малая автоматиза-
ция"). К таким мероприятиям относятся изго-
товление простейших измерительных приспо-
соблений, элементарная рационализация кон-
струкций калибров, изготовление комбиниро-
ванных контрольных стендов, на которых
смонтирована группа различных калибров для
проверки данного изделия, широкое применение
специальных измерительных приспособлений
с резьбовыми роликами, применение механи-
ческих приспособлений, ускоряющих процесс
свинчивания и навинчивания контролируемых
резьб, замена предельных двухсторонних вы-
сотомеров простыми индикаторными приспо-
соблениями и т. д.
Промежуточное положение занимают конт-
рольные быстродействующие приспособления*,
предназначенные для одновременной проверки
группы размеров одной детали, оснащённые
индикаторными или электроконтактными голов-
ками, а в ряде случаев и специальными све-
товыми табло.
Широкая область применения рычажных
приборов (механических и оптических) опре-
деляется необходимостью установления чис-
ловых значений отклонений от проверяемых
размеров; проверкой отклонений от правильных
геометрических форм и взаимного расположе-
ния поверхностей; не зависящим от измеряю-
щего и практически достаточно стабильным
измерительным усилием; оснащением различ-
ного рода измерительных приспособлений.
Для пневматических приборов наряду
с изложенными выше преимуществами рычаж-
ных приборов вопрос об измерительном уси-
лии и связанных с ним деформациях (при бес-
контактном методе измерения) отпадает вовсе.
Пневматическими приборами особенно удобно
производить одновременную проверку размеров
и отклонений от правильных геометрических
форм отверстий в условиях массового изгото-
вления соответствующих деталей. Область при-
менения этих приборов несколько ограничи-
вается необходимостью подачи сжатого воздуха.
Калибры продолжают оставаться наиболее
распространёнными и массовыми средствами
измерения размеров в машиностроении. При-
менение калибров в соответствии с так назы-
ваемым принципом Тейлора** является наибо-
лее надёжным способом обеспечения взаимо-
заменяемости. При работе калибрами могут
использоваться контролёры низкой квалифи-
* См. „Приспособления для контроля размеров в ма-
шиностроении", стр. 208.
** См. „Калибры для гладких цилиндрических изде-
лий", стр. 118.
ГЛ. II] ПРИНЦИПЫ ВЫБОРА И НАЗНАЧЕНИЯ ИЗМЕРИТЕЛЬНЫХ СРЕДСТВ В МАШИНОСТРОЕНИИ 223
кации. В ряде случаев (гладкие предельные
скобы, роликовые резьбовые скобы) калибры
являются наиболее производительными сред-
ствами контроля.
Микрометрические инструменты и инстру-
менты с линейным нониусом применяются
преимущественно в индивидуальных и мелко-
серийных производствах при ремонтных рабо-
тах для настройки станков и т. д.
В итоге следует указать, что при разнооб-
разном профиле машиностроительных пред-
приятий находят и найдут в будущем приме-
нение почти все существующие категории
измерительных средств. По мере развития
массовых производств и внедрения рациональ-
ных методов измерений следует ожидать
сдвигов в удельном весе отдельных категорий
измерительных средств, применяемых в маши-
ностроении, как, например частичное вытесне-
ние калибров при использовании автоматов и
измерительных приспособлений.
Мероприятия по обеспечению единства мер
в машиностроении
Для возможно большего "приближения
к единству показаний измерительных средств
и, в частности, средств измерений размеров
в машиностроении необходимо, чтобы:
а) эти показания были связаны с едиными (на-
пример, длина световой волны) или единствен-
ными для данной области измерения (напри-
мер, международный эталон метра) эталонами и
б) связь эта осуществлялась регламентиро-
ванными средствами и методами.
Размеры от эталонов передаются рабочим
измерительным средствам с помощью образцо-
вых мер и приборов промежуточной точности.
Количество звеньев в цепях между этало-
нами и рабочими измерительными средствами
устанавливается с таким расчётом, чтобы между
ошибками измерения меры или прибора и их
допускаемыми погрешностями было опреде-
лённое соотношение. На фиг. 118 показана
схема передачи размера * от эталона длины
световой волны до штангенциркуля с отсчётом
по нониусу в 0,05 мм.
В зависимости от точности и серийности
объекта производства машиностроительному
предприятию устанавливается наивысшая для
него точность мер (основные меры), от кото-
рых размер через образцовые меры низшей
точности (подчинённые меры) передаётся на
рабочие измерительные средства. В свою оче-
редь меры наивысшей точности машинострои-
тельных предприятий проверяются в институтах
и управлениях Комитета по делам мер и из-
мерительных приборов при Совете Мини-
стров СССР, где уже размер связывается с со-
ответствующим эталоном. Таким образом на
предприятиях схема передачи размера от ос-
нозных мер до рабочих измерительных средств
лишена высших звеньев.
По специальным правилам Комитета 10-40
„Об организации контроля измерительных
средств, применяемых для измерения размеров
на машиностроительных заводах", на каждом
машиностроительном предприятии должна быть
проверочная схема, устанавливающая основные
* См. также „Плоскопараллельные, концевые меры
длины",стр. 174 и „Интерференционные методы измерений"
в 9той главе, стр. 187.
меры предприятия и систе-
му передачи правильного
размера от основных мер
до деталей объекта произ-
водства (п. 2 правил 10-40).
Проверочная схема
обычно состоит из разде-
лов: линейные измерения,
измерения резьбы, изме-
рения углов и конусов,
измерения зубчатых колёс
и др.
Проверочная схема до
утверждения её директо-
ром предприятия согласо-
вывается с местными ор-
ганами Комитета (пп. 17
и 18 правил 10-40).
Проверочная схема
определяет последователь-
ность передачи размера и
срока периодической завод-
ской проверки измеритель-
ных средств. Необходимо
ещё обеспечить практиче-
ское осуществление этой
передачи, что требует на-
личия соответствующих об-
разцовых измерительных
средств, правильной мето-
дики последовательной пе-
редачи размера от высшего
звена к низшему, надлежа-
щего помещения для метро-
логических органов пред-
приятия (центральной из-
мерительной лаборато-
рии— ЦИЛ и контрольно-
проверочных пунктов —
КПП), соответствующих
кадров.
Номенклатура образцо-
вого оборудования пред-
приятия выявляется при
составлении проверочной
схемы.
Правильная методика
передачи размера от звена
к звену обеспечивается
проведением проверок из-
мерительных средств но
специальным инструкциям
Комитета.
Основные требования,
предъявляемые к помеще-
ниям метрологических ор-
ганов предприятий (тем-
пература, влажность и др.),
изложены в правилах Ко-
митета 10-40 (раздел IV).
Лица, ответственные за
организацию контроля из-
мерительных средств на
предприятиях, в главках
и министерствах, должны
состоять на учёте в орга-
нах Комитета и вести
свою работу под контро-
лем и методологическим
руководством органов
Комитета (п. 5 правил
10-40).
Длина световой
волны
' ферометр^
I для абсолюп
' \ных из мере)
нип
\Плосно-параллельные\
концевые меры длины
разряда 1
р
(феромегпр\
[для относи-
тельных
\измеренипу
ПлосНо-параллельные\
концебые меры длинь\
разряда 2
\Плоско параллельные
\конаеЗые меры длины]
разряда 3
Техни-
ческий инте,
[ ференцион-1
\ный метод i
измерения/
Плоско-параллельный
концевые меры длины]
разряда 4
\ный и пи гори:\
хзонтальный]
оптиметр
Плоско -параллельные
концебые меры длины
разряда 5
/вертикаль\
\нып и пи гори
~~нтальн
илиметр
\Пласка-параллельные
концевые меры длины
разряда б
Штангенциркуль
с отсчётом
по нониусу 0,05мм
Фиг. 118.
224
ТЕХНИЧЕСКИЕ ИЗМЕРЕНИЯ В МАШИНОСТРОЕНИИ
[РАЗД. Ill
В целях обеспечения единства мер Совет
Народных Комиссаров СССР принял специаль-
ное постановление „О мерах и контрольно-из-
мерительных приборах, подлежащих обязатель-
ной государственной поверке и клеймению"
(постановление СНК СССР № 1833 от 16/XI
1942 г.), по которому широкая номенклатура
мер и контрольно-измерительных приборов
вновь изготовленных, отремонтированных и
зксплоатируемых подлежит обязательной госу-
дарственной проверке и клеймению органами
Комитета. В этом постановлении меры и кон-
трольно-измерительные приборы приводятся
по укрупнённой номенклатуре.
В развитие этого постановления Комитет
издал приказ „О списке мер и контрольно-
измерительных приборов, подлежащих обяза-
тельной государственной поверке и клейме-
нию в местных органах Комитета, и сроки
их проверки" (приказ № ОГ-108 от 31/ХИ
1942 г.).
Кроме того, на основании положения о
Комитете и указанного выше постановления
СНК СССР Комитетом изданы правила об
организации и проведении проверки мер и
контрольно-измерительных приборов (правила
12-42).
В этих правилах предусматриваются: а) об-
щие положения организации и проведения про-
верки мер и контрольно-измерительных прибо-
ров, б) порядок организации и проведения
проверки мер и контрольно-измерительных
приборов и в) ответственность за нарушение
установленного порядка представления мер и
контрольно-измерительных приборов для обя-
зательной государственной проверки и клей-
мения, а также за пользование незаконными
мерами и приборами.
ЛИТЕРАТУРА И ИСТОЧНИКИ К 1 И 11 ГЛАВАМ *
1. А п а р и н Г. А., Измерительные инструменты и при-
боры в машиностроении, т. I и II, ОНТИ, 1934 и 1935.
2. А п а р и н Г. А., Систематизация средств и методов
измерения в машиностроении, изд. Академии Наук
СССР 1942.
3. А па р и н Г. А. и Г о р о д е ц к и й И. Е., Допуски
и технические измерения, Машгиз, 1946.
4. Артамонов П. П., Юстировка оптических из-
мерительных приборов, Оборонгиз, 1939.
5. Балакшин Б. С, Технология станкостроения,
Машгиз, 1943.
6. Б а р и н о в В. А., Современное состояние эталонов
длины и методы точного измерения длины, изд. Всесо-
юзного научно-исследовательского института метроло-
гии, 1941.
7. Б е р м а н Ф. И., Сборники стандартов по кон-
трольно-измерительному инструменту, ОНТИ, 1937 и
Каталогиздат, 1933.
8. Б е р н д т Г., Измерение резьб, ОНТИ, 1936.
9 Б е р н д т Г., Основы и приборы технических линей-
ных измерений, ОНТИ, 1935.
10. Берндт Г., Измерение углов в машиностроении,
Стандартгиз, 1936.
11. Б о р о д а ч е в Н. А., Обоснование методики рас-
чёта допусков и ошибок кинематических цепей, изд.
Академии Наук СССР, 1943.
12 Б р у е в и ч Н. Г., О точности механизмов, изд.
Академии Наук СССР, 1941.
12а. Бруевич Н. Г., Точность механизмов, Гостех-
издат, 1946.
13. Ведомственные стандарты и руководящие техниче-
ские материалы по отраслевым наборам применяемых
посадок, а именно Главстанкопрома, Главэлектро-
прома, Главармалита, ХТЗ („Сопряжение деталей и ме-
ханизмов трактора", ОНТИ, 1937), Бюро взаимозаме-
няемости в металлообрабатывающей промышленности
(..Альбом примеров выбора посадок в машинострое-
нии") и др.
14 Г о р о д е ц к и й И. Е., Основы технических изме-
рений, иад. ЦБТИН МСС, 1947.
15. Городецкий И. Е., Справочник по допускам,
посадкам и калибрам, 2-е изд., Стандартгиз, 1936.
16. Г о р о д е ц к и й И. Е., Справочник по допускам,
посадкам и калибрам, 3-е изд., ч. 1, Каталогиздат, 1939.
17 Городецкий И. Е., Резьба и её взаимозаменя-
емость, 2-е изд., ОНТИ, 1937.
18. Городецкий И. Е., Основы взаимозаменяемости
резьбовых изделий, Машгиз, 1944.
19. Городецкий И. Ь'., Справочник по допускам,
посадкам и калибрам, 3-е изд., ч. 2, Стандартгиз, 1941.
20. Городецкий И. Е., Контроль гладких цилиндри-
ческих изделий, Машгиз, 1944.
21. Государственные общесоюзные стандарты (ГОСТ) и
ведомственные нормали по допускам, посадкам, кали-
брам и универсальным измерительным инструментам.
* Журнальные статьи в список не включены.
22. Григорьев И. А., Контрольно-измерительные
инструменты и приборы в машиностроении, Оборонгиз,
1941.
2). Грум-Гржимайло СВ., Основы взаимозаменя-
емости в машиностроении, ОНТИ, 1937 и Машгиз, 1946.
24. 3 а с л а в с к и й Л. М., Допуски и предельные ка-
либры, ОНТИ, 1935.
25. Иностранные стандарты по допускам, калибрам и
универсальным измерительным средствам.
26. Калашников Н. А., Исследование зубчатых пе-
редач, Машгиз, 1941.
27. Калибры для метрических и дюймовых резьб, изд.
НКБ, Оборонгиз, 1943.
28. Контроль средств измерения размеров в машинострое-
нии. Сборник инструкций Комитета по делам мер и
измерительных приборов при СНК СССР, 1941.
29. К у т а й А. К., Справочник по резьбе, ОНТИ, 1937.
30. Л е с о х и н А. Ф., Допуски, посадки и технические
измерения, Машгиз, 1941 и Оборонгиз, 1946.
31. Маликов М. Ф., Точные измерения, Стандартгиз,
1936.
32. Материалы Бюро взаимозаменяемости в металлообра-
батывающей промышленности.
33. М а х р о в с к и и В. Г., Допуски на резьбу, длины и
конуса, ОНТИ, 1937.
34. Н е с т е р о в с к и и М. М., Стандарты на допуски,
предельные гладкие калибры и допуски резьб, изд.
„Стандартизация и рационализация", 1934.
35. П и м к и н Н. В., Измерение зубчатых колёс, ОНТИ,
1935.
36. Р о л ь т Ф. Г., Калибры и точные измерения, т. I
и II, Госмашметиздат, 1933.
37. Романова М. Ф., Интерференция света и её при-
менение, ОНТИ, 1937.
38. Р ы м а р ь Н. Ф., Автоматический контроль разме-
ров деталей в машиностроении, изд. Выставки кон-
трольно-измерительных приборов, 1940.
39. Сборник работ Центрального бюро редукторострое-
нкя, f& 1, Машгиз, 1940.
40. Справочное руководство по зубчатым передачам и
редукторам, вып. 5, Машгиз, 1944.
41. Т а й ц Б. А., Допуски на цилиндрические зубчатые
колёса, ОНТИ, 1938.
42. Труды Всесоюзной инстру\ ентальной конференции,
вып. V, Машгиз, 1944.
43. Hfitte, т. IV, Маш1из, 19аЭ.
44. King I. A., Engineering Inspection Practice, London
1943.
45. M i с h e 1 о n , Industrial Inspection Methods, N. Y.
1942.
46. The National Physical Laboratory, „Notes on Screw
Gauges", 1942.
47. Report of the National Screw Thred Commission, 1933
и 1935.
48. S a v i n N. N., Messen Grosser Werkstuke, Skoda.
1944.
49. Holland Jenkins, Fundamental of Mechanical
Inspection.
Глава III
ТЕХНОЛОГИЯ СБОРКИ МАШИН
ИЗДЕЛИЕ И ЕГО ЭЛЕМЕНТЫ
Машина с технологической точки зрения
представляет собой изделие, состоящее из
элементов различной сложности. Условия экс-
плоатации определяют технические требова-
ния, предъявляемые как к целой машине,
так и к отдельным её элементам. Выполнение
этих требований обеспечивается соответст-
вующими конструктивными решениями и тех-
нологией производства.
Каждое сложное изделие состоит из узлов
и отдельных деталей (крепёжных либо имею-
щих в изделии иное целевое назначение).
Деталью называется часть изделия, выпол-
ненная из материала, представляющего собой
одно целое. Деталь является первичным зве-
ном сборки. Декоративные, антикоррозийные,
антифрикционные, износоустойчивые и другие
покрытия поверхностей деталей не меняют их
характеристики как первичного звена сборки,
так как покрытия относятся к процессам об-
работки, а не сборки.
Узлом называется часть изделия, пред-
ставляющая собой соединение некоторого ко-
личества деталей, независимо от вида соеди-
нений и методов их выполнения.
Узел, входящий непосредственно в изделие,
называют группой; узел, входящий непосред-
ственно в группу, — подгруппой 1-го порядка;
узел, входящий непосредственно в подгруппу
1-го порядка, — подгруппой 2-го порядка
и т. д.
Каждая подгруппа любого порядка может
состоять либо из отдельных деталей, либо из
подгрупп низших порядков и деталей. Под-
группа последнего порядка для данного из-
делия будет состоять только из отдельных
деталей.
Указанное расчленение изделия на эле-
менты исключает ту неопределённость, кото-
рая имеет место в понятиях при более слож-
ном делении машин на механизмы, комплекты,
группы, узлы и т. д.
Различают конструктивные и сборочные
элементы изделий.
Конструктивные элементы определяются
функциональным назначением их в машине
вне зависимости от порядка выполнения
сборки.
Сборочные элементы представляют собой
узлы и детали машин, которые могут быть
собраны отдельно и независимо от других
элементов изделия.
Между сборочными и конструктивными
элементами изделия не всегда наблюдается
полное соответствие; например, распредели-
тельный механизм автомобильного двигателя
представляет собой конструктивный элемент
его, но не является сборочным элементом
двигателя, так как не может быть собран от-
дельно. Некоторые сборочные элементы изде-
лия, а именно подгруппы, не всегда предста-
вляют собой законченные конструктивные эле-
менты. Вместе с тем группы и детали изделия
являются обычно не только сборочными, но
и конструктивными элементами изделия, по-
этому их называют иногда конструктивно-
сборочными элементами изделия.
При решении технологических задач рас-
членение машины на элементы осуществляется
путём построения схемы сборочных элемен-
тов изделия.
Различные методы построения схем сбо-
рочных элементов изделий, показанные на
фиг. 1 и 2, не дают достаточно чёткого пред-
ставления о порядке комплектования отдель-
ных узлов и целой машины; некоторые из них
представляются достаточно сложными для из-
делий, состоящих из большого числа элемен-
тов. Метод, показанный на фиг. 3, полностью
отражает последовательный порядок комплек-
тования изделия из отдельных его элементов
и обеспечивает возможность путём незначи-
тельных дополнений, если таковые требуются,
легко превратить схему сборочных элементов
изделия в технологическую схему сборки (см.
стр. 257). При составлении схем сборочных
элементов изделия этим методом каждая де-
таль, группа и подгруппа обозначаются пря-
моугольником; в левой части прямоугольника
проставляется индекс детали, в середине—на-
именование, а справа — количество монтиру-
емых деталей, подгрупп или групп (фиг. 4).
Индексация элементов изделия произво-
дится в соответствии с номерами, присвоен-
ными деталям на конструктивных чертежах
изделия, следующим образом: детали обозна-
чают присвоенными им номерами; узлы обо-
значают буквами сб (сборка); каждому узлу
присваивают номер базовой детали, входящей
в данный узел, который проставляется за бук-
венным обозначением сб (например, группа
с базовой деталью № 5 обозначается сб-Ъу, по-
рядок подгрупп указывается соответствующим
цифровым индексом, проставляемым перед
буквенным обозначением сб (например, 1 сб-Ь
обозначает подгруппу 1-го порядка с базовой
деталью № 5).
Базовой деталью называется основная де-
таль, с которой начинается сборка изделия или
узла. Базовой подгруппой любого порядка
{Комплект \ \ Комплект \ \ | Нимплент \
юоооооооооооооооооооооооооосх
Д етали
В. М. Кован. Технология авто-тракторостроения, 1935 г.
I изделие \
\ Часть изделия \ \ Часть изделия ~\ \ Част изделия \
i
!
1
Схема Главного управления вооружения и технического снабжения РККА 1936 г.
Детали
А. А. К о х т е в, Массовая сборка автомобиля, 1937 г.
Фиг. 1. Схемы сборочных элементов изделий.
Г" Общая сорока машины
М. Е. Егоров, Основы проектирования механосборочных цехов, 1937 г.
Уст
1ные обозначения:
Подгруппы л Подгруппы л Подгруппы оДетали
иопорядка /Sn-го порядка 9НИопорядка
оо
В. М. Кован, Технология авто-тракторостроения, 1938 г.
УслоЪн. оЬазнач.
О Деталь
О V3eJ1
В. П. Ларионов, Технологические процессы сборки в машиностроении, 1939 г.
Общая сборно изделия
о Деталь
Q Подузел
•XZ3 Узел
М. Е. Е г о р о в, Основы проектирования механических и сборочных пехоп, 1940 г. Б. С. Б а л а к т ин. Технология станкостроения, 1943 г.
Фиг. 2. Схемы сборочных элементов изделий.
228
ТЕХНОЛОГИЯ СБОРКИ МАШИН
[РАЗД. Ш
детали
Детали
детали'
тт.тттт
Фиг. 3. Развёрнутая схема сборочных элементов изделия
(В. М. Кован, Технология машиностроения, 1944).
Метали
называют основную подгруппу, с которой начи-
нается сборка подгруппы высшего порядка.
Базовой подгруппой 1-го порядка называют
основную подгруппу, с которой начинается
сборка данной группы. Базовой группой назы-
вают основную группу, с которой начинается
сборка изделия.
Составление схем сборочных элементов
изделия производится следующим образом.
На лист бумаги наносится горизонтальная ли-
ния; слева к этой линии примыкает своей
меньшей стороной прямоугольник, обозначаю-
щий базовую деталь или базовый узел изде-
лия; справа линия заканчивается прямоуголь-
ником, обозначающим собранное изделие;
сверху линии по направлению хода сборки
наносятся все детали, входящие непосред-
ственно в изделие, за исключением базовой
детали; снизу линии наносятся все группы,
составляющие изделие, за исключением базо-
вой группы. Аналогично развёртываются схе-
мы каждой из групп и подгрупп.
Так как составить развёрнутую схему
сложной машины представляется в большин-
стве случаев затруднительным, то рекомен-
дуется составлять укрупнённую схему, вклю-
чив в неё лишь группы и детали, непосред-
ственно входящие в изделие, что соответствует
общей его сборке. Составление развёрнутых
схем кажлой из групп изделия соответствует
узловой сборке. Можно также давать укруп-
нённые схемы сложных групп, сопровождая
их развёрнутыми схемами подгрупп 1-го по-
рядка. В зависимости от сложности групп
может встретиться необходимость давать
укрупнённые схемы подгрупп различных по-
рядков.
Если схема сборочных элементов изделия
не укладывается в одну линию на листе бу-
маги, то она выполняется путём переноса
на вторую и последующие линии, параллель-
ные первой (фиг. 4).
Си
базовая
группа
«§¦
Г»
Изделие
Фиг. 4. Укрупнённая схема сборочных элементов изделия,
Продуктом конечной стадии технологи-
ческих процессов сборки является целое
изделие.
Понятие об изделии обусловливается объек-
том производства. Например, для автомобиль-
ного завода автомобиль является изделием,
ГЛ. Ill]
ХАРАКТЕРИСТИКА СОЕДИНЕНИЙ ПРИ СБОРКЕ
229
двигатель — группой, а карбюратор — подгруп-
пой; вместе с тем для завода авто-тракторных
двигателей изделием является двигатель, а кар-
бюратор — группой; для карбюраторного за-
вода изделием является карбюратор.
Схемы сборочных элементов изделия пока-
зывают порядок комплектования отдельных
узлов и целых машин. Они значительно упро-
щают проектирование технологических про-
цессов сборки и вносят определённую строй-
ность в их выполнение.
ХАРАКТЕРИСТИКА СОЕДИНЕНИЙ
ПРИ СБОРКЕ [8]
Всё многообразие выполняемых при сбор-
ке соединений можно привести к следующим
четырём типам: 1) неподвижные неразборные
соединения, 2) неподвижные разборные со-
единения, 3) подвижные разборные соедине-
ния, 4) подвижные неразборные соединения.
Неподвижные соединения обеспечивают
неизменное взаимное положение собранных
деталей или узлов.
Подвижные соединения обеспечивают воз-
можность определённого взаимного переме-
щения сопряжённых деталей.
Неразборными называют соединения, раз-
борка которых в процессе эксплоатации не пре-
дусмотрена, а потому крайне затруднительна,
требует больших усилий или сопровождается
повреждением сопряжённых или крепёжных
деталей либо скрепляющего вещества.
Разборными называют соединения, которые
могут быть разобраны без особых затруднений
и без повреждений сопряжённых или крепёж-
ных деталей.
Неподвижные неразборные соединения
выполняются следующими методами: сваркой,
паянием, клёпкой, посадкой с натягом, склеи-
ванием карбинольным клеем, заливкой ме-
талла, прессованием пластмасс.
Неподвижные разборные соединения обес-
печиваются посадками глухой, тугой, напря-
жённой и плотной; винтовыми соединениями-
винтами, шпильками, болтами; посадкой на
конус в комбинации с винтовыми или клино-
выми соединениями и другими способами, обес-
печивающими неизменное взаимное положе-
ние соединяемых деталей или узлов при воз-
можной последующей их разборке.
Подвижные соединения обеспечиваются по-
средством подвижных посадок по цилиндри-
ческим, коническим, сферическим, винтовым
поверхностям и другими .весьма разнообраз-
ными способами.
Сборка по принципу полной взаимоза-
меняемости осуществляется путём соедине-
ния любых из произвольного множества дета-
лей без пригонки, без подбора и других ка-
ких-либо дополнительных работ и с полным
соблюдением при этом технических требова-
ний, предъявляемых к собираемому изделию
или узлу.
Сборка по принципу ограниченной взаи-
мозаменяемости имеет место в одном из трёх
случаев: 1) при дополнительной обработке в
процессе выполнения сборочной операции од-
ной из деталей, входящих в данное соединение,
т. е. при условии применения компенсирующей
детали; 2) при применении конструктивных (ре-
гулируемых) компенсаторов; 3) при частичном
подборе парных деталей.
Соединение охватывающих и охватываемых
деталей путём подбора их между собой назы-
вается селекционной сборкой (Selective assem-
ыу).
Селекционная сборка осуществляется:
а) методом непосредственного подбора; б) ме-
тодом предварительной сортировки деталей на
группы; в) комбинированным методом.
Метод непосредственного под-
бора заключается в том, что рабочий, произ-
водящий сборку, выбирает из всего числа де-
талей, доставленных на сборку, такие, которые
наощупь или по щупу дают требуемую посадку.
Например, при сборке поршня двигателя в целях
устранения возможности заедания кольца в канавке при
работе поршня, которое может произойти в результате
погрешностей обработки канавки и кольца в пределах
допуска, сборщик подбирает такие кольца, которые до-
статочно свободно наощупь входят в канавки; таким под-
бором достигается нужная посадка, гарантирующая от
заедания кольца в канавке.
Этот метод подбора имеет то преимущество,
что он не требует дополнительных калибров
и специального подбора деталей для хранения
на складе и на рабочих местах сборки, но ка-
чество посадки при этом методе в значитель-
ной степени зависит от квалификации и опыта
сборщика.
Метод предварительной сорти
р о в к и деталей на группы предусматривает
разбивку полей допусков сопрягаемых деталей
на несколько равных частей и подбора их по
группам.
Обозначим: 8а—допуск отверстия; Ьь—до-
пуск вала; bs—допуск зазора (посадки); smax—
наибольший зазор; 5т(П — наименьший зазор;
scp—средний зазор; пгр—число групп, на кото-
рое разделяются поля допусков.
При полных полях допусков имеем:
scp — Smin Т о г о '
ВИДЫ СБОРКИ [8]
В машиностроении различают три основ-
ных вида сборки: 1) по принципу индиви-
дуальной пригонки, 2) по принципу полной
взаимозаменяемости, 3) по принципу ограни-
ченной взаимозаменяемости*.
Сборка по принципу индивидуальной при-
гонки осуществляется путём пригонки соеди-
няемых деталей либо при обработке их на стан-
ках,либо дополнительной слесарной обработкой.
* Размерные цепи см. стр. 100.
При сортировке на группы в случае раз-
личных допусков на охватывающую и охва-
тываемую детали будем иметь:
для группы А (фиг. 5)
А —
гр
= 5min ~Г "а ~Г ~
п
гр
230
ТЕХНОЛОГИЯ СБОРКИ МАШИН
[РАЗД III
scpA — *min "T (
) 6а Н—к—~— 5
ftp О ftpn Н?П
для группы X (фиг. 5)
^miuX == *min "T
п,„ — 1
д.
Фиг. 5. Наибольшие и наимень-
шие зазоры при сортировке де-
талей на группы.
- „ "a I °o Чу
°sX = smax X — ^min X — ~ г ~ — ~ZT~ ¦
2 О 2V 20
Средние зазоры для групп при различных
допусках будут различными, а допуски зазоров
в этом случае равны между собой и опре-
деляются как допуск зазора при полных
полях допусков, делённый на число групп:
°s(A...X) ~"Р^р'
При равных допусках на размеры охваты-
вающих и охватываемых деталей имеем
— О/, —
scp(A...X)
"Г 2
()
пгр
В этом случае как средние зазоры, так
и допуски зазоров для разных групп равны
между собой.
При селекционной сборке методом предва-
рительной сортировки деталей на группы поля
допусков разбивают на несколько равных ча-
стей и сортируют детали на столько же групп.
Сортировку производят таким образом, чтобы
в каждую группу вошли охватывающие и охва-
тываемые детали, у которых пределы откло-
нений лежат внутри частичных полей допусков.
При сборке детали каждой группы будут со-
единяться только между собой, а именно: охва-
тывающие детали группы А с охватываемыми
деталями группы Л и т. д.
Практически такая сортировка осущест-
вляется путём применения дополнительных
калибров.
В автомобилестроении методом подбора пользуются
для поршней, поршневых пальцев и некоторых других
деталей. Например, для цилиндров диаметром 85 '
поршней диаметром 85~q'qc можно установить груп-
пы, указанные в габл. 1.
Таблица 1
Груп-
пы
А
В
С
D
Цилиндры
00+0,03
8533
85+о.О2
+0>01
85+С01
Поршни
851§3
85r8;°J
оо-0^4
Я5~0'04
°°—0^05
При полных полях допусков в этом случае имеем
8* = 8а + ?>ь = 0,04 + 0,04 = 0,08.
При сортировке деталей на группы будем иметь
8 о О°8
~ 4
8 о
- ~
На донышке каждого поршня и на верхней плоско-
сти блока против цилиндров ставится клеймо соответ-
ствующей группы (Л, В, С. D).
Комбинированный метод заключается в
том, что детали, подобранные методом пред-
варительной сортировки по группам, подвер-
гаются во время сборки непосредственному
подбору.
Примером комбинированного метода селекционной
сборки является практикуемый в автомобилестроении
подбор по щупу поршней к цилиндрам, предварительно
рассортированным на группы. В этом случае осущест-
вляется соединение охватывающих и охватываемых де-
талей одной и той же группы и выдерживается опреде-
лённый зазор между цилиндром и поршнем в холодном
состоянии двигателя, что обеспечивает его нормальную
работу в процессе эксплоатации.
ОРГАНИЗАЦИОННЫЕ ФОРМЫ СБОРКИ
Организационные формы сборки зависят
от типа производства, размера выпуска, трудо-
ёмкости процесса сборки и других факторов.
Различают две основные организационные
формы сборки - стационарную и подвижную.
Стационарная сборка выполняется на од-
ном сборочном посту, к которому подаются
все необходимые детали и части.
Подвижная сборка выполняется при пере-
мещении собираемого объекта от одного сбо-
рочного поста к другому; на каждом из таких
постов выполняется находящимися на нём
рабочими только одна определённая повторя-
ющаяся операция. Детали и узлы подаются
к соответствующим рабочим местам сбороч-
ГЛ. III]
ОРГАНИЗАЦИОННЫЕ ФОРМЫ СБОРКИ
•231
ного поста, оборудованного приспособлениями
и инструментами, необходимыми для выполне-
ния работы.
Стационарная сборка может осуще-
ствляться по принципам концентрации или ди-
ференциации.
При стационарной сборке, осуществляемой
по принципу концентрации, весь сборочный
процесс выполняется из отдельных деталей на
одном сборочном посту одной бригадой рабо-
чих. Вследствие разнообразия работ, выпол-
няемых в этом случае при сборке, такая орга-
низационная форма сборки требует высокой
квалификации рабочих-сборщиков и больших
сборочных площадей, необходимых для разме-
щения деталей собираемого изделия и органи-
зации дополнительных рабочих мест, на кото-
рых выполняются подготовительные к сборке
работы. В связи с тем, что сборочный про-
цесс осуществляется в последовательном по-
рядке из отдельных деталей, продолжитель-
ность сборки в этом случае будет весьма зна-
чительной.
Длительность процесса стационарной сборки
по принципу концентрации может быть опре-
делена по формуле
1с- в "о
где Тс — длительность сборки серии в часах
или минутах; xcg — трудоёмкость процесса
сборки изделия в человеко-часах или челове-
ко-минутах; В — количество рабочих в сбороч-
ной бригаде; Nn — размер серии, т. е. число
изделий в серии.
Количество рабочих в бригаде определяется
возможностью такой расстановки сборщиков,
при которой они могут выполнять работы без
помехи друг другу.
При стационарной сборке, выполняемой
по принципу диференциации, процесс сборки
расчленяется на узловую и общую сборку.
Это расчленение производится в соответствии
со схемой сборочных элементов изделия (см.
стр. 228).
Сборка узлов выполняется несколькими
отдельными бригадами параллельно. Общая
сборка производится особой бригадой и за-
ключается в соединении между собой собран-
ных уже узлов.
Для определения длительности процесса
стационарной сборки по принципу диференциа-
ции примем следующие дополнительные обо-
значения: Ту — длительность узловой сборки
наиболее трудоёмкого узла; То — длительность
общей сборки одного изделия (или узла выс-
шего порядка).
При То > Ту имеем
Tc=Ty+T0.Nc. '
При Тс <С Ту имеем
Tc=TyNc+r0.
При этом предполагается, что общую сборку
начинают после начала сборки узла с длитель-
ностью Ту по истечении времени ДГ, которое
определяется по формуле
&T=TC-TONC.
Длительность сборки и время начала общей
сборки могут быть определены также путём
построения и согласования графиков узловой
и общей сборки.
При стационарной сборке, осуществляемой
по принципу диференциации, значительно рас-
ширяется фронт работ, т. е. обеспечивает-
ся возможность одновременного выполнения
работ большим количеством рабочих, что со-
кращает длительность сборки. Однако расши-
рение фронта работ может быть достигнуто
и при сборке по принципу концентрации пу-
тём дублирования работ, т. е. распределения
сборки всей серии между несколькими брига-
дами, производящими общую сборку из отдель-
ных деталей. В этом случае каждый сборщик
вынужден выполнять большое количество раз-
нообразных рабочих приёмов, что связано с не-
обходимостью высокой квалификации испол-
нителя и .требует повышенной затраты вре-
мени.
При сборке по принципу диференциации
экономия времени по сравнению со сборкой,
выполняемой по принципу концентрации, до-
стигается главным образом за счёт умень-
шения трудоёмкости сборочных процессов в
связи с их диференциацией, удобством выпол-
нения работ и специализацией рабочих-сбор-
щикоз.
При значительной трудоёмкости сборочного
процесса стационарную сборку по принципу
диференциации целесообразно применять в
индивидуальных и серийных производствах
даже при небольшой производственной про-
грамме по отдельным видам изделий. С увели-
чением размера серии сборка, оставаясь ста-
ционарной, подвергается дальнейшей дифе-
ренциации. При этом трудоёмкие процессы
узловой и общей сборки расчленяются на от-
дельные операции. Каждый рабочий или не-
большая бригада выполняет в этом случае одну
и ту же операцию, переходя от одного стенда
к другому. Таким образом будем иметь поточ-
ную сборку на неподвижных стендах, распо-
лагаемых в этом случае в линию, причём коли-
чество стендов определяется числом операций
технологического процесса сборки. Собирае-
мые изделия при этом остаются на неподвиж-
ных стендах в течение всего процесса сбор-
ки, причём детали и узлы, необходимые для
сборки, доставляются к сборочным стендам.
Расчленение сборочного процесса на опера-
ции производится в этом случае в соответ-
ствии с темпом выпуска.
Поточная сборка на неподвижных стен-
дах представляет собой стационарную сборку,
выполняемую по принципу диференциации,
и широко применяется в серийных производ-
ствах, в особенности в тяжёлом машинострое-
нии, когда перемещение собираемых изделий
в процессе сборки затруднительно вследствие
большого веса и значительных размеров соби-
раемых машин. Эта организационная форма
сборки может найти также применение и в тех
случаях, когда по условиям технологии сборки
перемещение изделия в процессе сборки должно
быть исключено.
Длительность поточной сборки на непо-
движных стендах определяется так же, как при
подвижной сборке.
Подвижная сборка осуществляется двумя
способами:
232
ТЕХНОЛОГИЯ СБОРКИ МАШИН
[РАЗД. Ill
1. Сборка со свободным движением соби-
раемого объекта, который перемещается в про-
цессе сборки вручную (по верстаку, на роль-
ганге, на безрельсовых тележках или на
тележках по рельсовому пути) или посредством
различных механических транспортирующих
устройств (конвейеров, кранов и т. п.). В по-
следнем случае конвейеры имеют исключитель-
но транспортное назначение для межопераци-
онного перемещения собираемых возле кон-
вейера изделий небольших весов и габаритов.
Краны и тому подобные устройства приме-
няются в этом случае для межоперационного
перемещения тяжёлых и крупных изделий.
2. Сборка с принудительным движением со-
бираемого объекта, который перемещается в
процессе сборки посредством конвейера или
тележек, ведомых замкнутой цепью, причём
процесс сборки осуществляется непосред-
ственно на конвейере .или тележках.
Во втором случае различают подвижную
сборку непрерывного движения и подвижную
сборку периодического движения.
Преимущество сборки с принудительным
движением сравнительно со сборкой со свобод-
ным движением заключается в более строгом
соблюдении темпа сборки, под которым следует
понимать отрезок времени, определяющий
равномерный выпуск собранных объектов (темп
-представляет собой отрезок времени, отделя-
ющий выпуск с поточной линии двух последо-
вательно собираемых изделий или узлов).
Темп зависит от количества собираемых
объектов, т. е. от заданного выпуска, и опре-
деляется как частное от деления времени
на программное задание в штуках:
2J ___
60Ф
где V — номинальный темп сборки в минутах;
Ф — годовой фонд рабочего времени в часах;
Ыг — размер годовой производственной про-
граммы в штуках.
Ф = С-с-Тем,
где С — число рабочих дней в году; с — число
рабочих смен за день; Тсм — длительность
каждой рабочей смены в часах.
Длительность сборочной операции должна
быть равна или кратна темпу сборки.
Действительное время работы за каждую
рабочую смену определится как разность ме-
жду длительностью смены и потерями времени
на обслуживание рабочего места и регламенти-
рованные перерывы (для отдыха и на есте-
ственные потребности рабочих).
Действительный темп в этом случае опре-
делится по формуле
t =
60 Тсм - (Тоб + Т„)
где t — действительный темп сборки в минутах;
ТСм — длительность рабочей смены в часах;
Тоб — потеря времени в течение смены на об-
служивание рабочего места в минутах; Тп—
потеря времени в минутах в течение смены
на регламентированные перерывы для отдыха
и удовлетворения естественных потребностей
рабочих; NCM — программный выпуск за смену
в штуках.
Л' -Jk
С-с '
Если исходить при расчёте действительного
темпа из годовой программы, то, подставляя
значение NCM, будем иметь
,_ с-с(ттсм-тсб-тп)
N,
Время оперативной работы в норме штуч-
ного времени (см. т. 15) на каждом рабочем
месте сборочной линии не должно превышать
действительного темпа сборки.
При подвижной сборке периодического
движения (свободного и принудительного)
должно учитываться время на перемещение
собираемого объекта.
Подвижная сборка может быть применена
как в массовом, так и в серийном производ-
ствах во всех тех случаях, когда трудоёмкость
сборочного процесса превышает темп со зна-
чительной кратностью. В этом случае на сбо-
рочной линии может быть установлено не-
сколько сборочных постов.
В тех случаях, когда на сборку объекта
затрачивается время, равное темпу, сборка
осуществляется за одну операцию на одном
и том же сборочном посту. В этом случае
будем иметь стационарную сборку, осущест-
вляемую по принципу массового производства,
так как на данном сборочном посту будет
выполняться одна и та же постоянно повторя-
ющаяся операция.
Если на сборку узла затрачивается время,
кратное темпу, но самый процесс сборки не
представляется возможным расчленить на от-
дельные операции по технологическим сооб-
ражениям, то сборка выполняется на несколь-
ких рабочих местах параллельно. Рабочие
места в этом случае будут дублированы; сборка
будет стационарная по принципу массового
производства.
Если в подобном случае сборка одного
объекта не обеспечивает достаточной загрузки
сборочного поста с дублированными рабочими
местами, то его необходимо догрузить сборкой
других объектов; при этом будем иметь серий-
ную сборку.
Во всех случаях, когда затрачиваемое время
на сборку значительно меньше темпа, будем
иметь стационарную серийную сборку.
Диференциация процесса сборки осущест-
вляется в зависимости от темпа сборки. Чем
быстрее темп, т. е. чем меньше величина темпа
t, тем в большей степени приходится расчле-
нять сборочный процесс на отдельные опера-
ции, число которых возрастает. Наоборот, чем
медленнее темп, т. е. чем больше величина tt
тем продолжительнее будут операции и тем
меньше их будет на линии сборки.
Длительность То подвижной сборки опреде-
ляется по формуле
T0 = nn-t,
где п„— число постов на сборочной линии.
Число постов определяется количеством
сборочных и контрольных операций, включая
предусмотренные резервные посты.
ГЛ. Ill]
СБОРОЧНЫЕ РАБОТЫ И ИХ МЕХАНИЗАЦИЯ
233
Количество рабочих, необходимых для вы-
полнения данной операции, устанавливается в
зависимости от трудоёмкости технологических
переходов, возможности их совмещения и
удобства одновременного выполнения (в це-
лях увязки с темпом сборки), а также, от
веса и габаритов собираемых деталей и узлов.
Производительность сборочного поста опре-
деляется по формуле
где Q — производительность в единицу вре-
мени (часовая, сменная), выраженная в шту-
ках собираемых изделий или узлов; Т—рабо-
чее время, к которому отнесена производи-
тельность (час, смена), в часах или минутах;
В — количество рабочих, занятых на сбороч-
ном посту; *ш — штучное время, затрачиваемое
на выполнение сборочной операции, в часах
или минутах.
Коэфициент загрузки сборочного поста
поточной линии Кп определяется по формуле
t-B
Коэфициент загрузки поточной линии Кл
определяется как средняя арифметическая
коэфициентов загрузки всех её постов:
Поточная сборка как организационная фор-
ма является господствующей в массовом и
серийном производствах. Во многих случаях
переменно-поточная сборка (см. т. 15) с успе-
хом может быть применена для производств,
выпускающих продукцию сравнительно неболь-
шими сериями.
К преимуществам поточной сборки по срав-
нению с другими организационными формами
сборки относятся расширение фронта работ,
сокращение межоперационных заделов, спе-
циализация рабочих мест и операторов, от ко-
торых не требуется в этом случае высокой ква-
лификации. В результате применения метода
поточной сборки будет иметь место уменьше-
ние времени оборота изделий в производстве,
сокращение незавершённого производства, сни-
жение трудоёмкости сборочных процессов в
результате их диференциации и лучшей спе-
циализации рабочих-сборщиков. Вместе с тем
применение поточной сборки связано с выпол-
нением определённых требований, которые не
ограничиваются устройством конвейера или
поточной сборочной линии, а распространя-
ются на все предшествующие этапы произ-
водственного процесса.
При поточной сборке чертежи собирае-
мого изделия должны быть особенно тщательно
отработаны с точки зрения учёта технологи-
ческих условий поточного производства и со-
держать все данные, необходимые "для выпол-
нения работ (см. стр. 260). Должно быть обес-
печено бесперебойное и равномерное, соот-
ветствующее темпу, поступление на сборку
взаимозаменяемых узлов и деталей собирае-
мого изделия. На линии поточной сборки не
должны иметь места слесарно-пригоночные ра-
боты, которые в случаях, обусловливаемых
технологией производства, выполняются в ме-
ханических цехах. При необходимости инди-
видуальной пригонки деталей таковые посту-
пают на сборку спаренными.
Методы механической обработки деталей
машин должны обеспечивать выполнение тех-
нологических требований поточной сборки
(взаимозаменяемость, качество обработанных
поверхностей, взаимное расположение осей и
поверхностей деталей собираемого изделия
и т. п.). В свою очередь возможность построения
технологических процессов механической об-
работки, обусловливающих соблюдение этих
требований, может быть обеспечена лишь опре-
делёнными техническими условиями приёмки
заготовок для деталей машин (качество и об-
рабатываемость материала, точность форм и
размеров, припуски на обработку и др.).
СБОРОЧНЫЕ РАБОТЫ
И ИХ МЕХАНИЗАЦИЯ
СЛЕСАРНО-ПРИГОНОЧНЫЕ РАБОТЫ
Обрубка
Обрубные работы на сборке выполняются
в тех случаях, когда соответствующая обра-
ботка на станках нецелесообразна или затруд-
нительна.
Вес молотка для рубки зубилом ориенти-
ровочно определяется, исходя из расчёта 40 г,
а при работе крейцмесселем 80 г на 1 мм
ширины лезвия. Средний вес слесарного
молотка 400 — 800 г. Точность обработки зуби-
лами лежит в пределах 0,25 — 0,5 мм. Для
механизации обрубочных работ используются
рубильные пневматические молотки; они не от-
личаются по своему устройству от пневмати-
ческих клепальных молотков (см. стр. 242).
Крепление инструмента в рубильных мо-
лотках производится посредством переходных
втулок с круглыми или шестигранными от-
верстиями в соответствии с формой попереч-
ного сечения зубил.
Опиловка
Опиловка при сборке производится с целью
исправления неточностей форм размеров и от-
носительного расположения поверхностей со-
прягаемых деталей. Различают следующие
классы опиловочных работ по качеству выпол-
нения: а) опиловка опорных поверхностей
жёстко соединяемых деталей (плоскости со-
единения с фундаментной рамой станин, под-
шипников, стоек и т. п ); приёмка производится
по краске или щупу (щель между пригнанны-
ми поверхностями меньше 0,05 мм); б) опилов-
ка поверхностей деталей, соединяемых с мягкой
прокладкой (крышки люков, лазов и т. п.);
приёмка под краску и щуп (щель между при-
гнанными поверхностями 0,10 мм); в) опилов-
ка поверхностей деталей с целью снятия зау-
сенцев, наплывов, неровностей и других де-
фектов (отделка рычагов, ручек и т. п.);
приёмка по наружному осмотру.
Замена ручных опиловочных работ механизи-
рованной обработкой достигается использова-
234
ТЕХНОЛОГИЯ СБОРКИ МАШИН
[РАЗД. Ill
нием: а) переносных электрических или пнев-
матических машин с абразивным кругом;
б) передвижных установок с гибким валом
и ручной головкой с напильником или абра-
зивным кругом.
Переносные машины, работающие абра-
зивными кругами, наиболее пригодны для
замены ручной опиловки открытых поверхно-
стей средних и крупных размеров.
Пневматические машины (фиг. 6) по срав-
нению с электрическими (фиг. 7) более легки
Фиг. 6. Пневматическая машина
с абразивным кругом.
при одинаковой мощности, не боятся перегруз-
ки, не нагреваются, более безопасны для ра-
ботающих, но обладают меньшим к. п. д.
Пневматические машины работают сжатым
воздухом под давлением 5 — 6 am.
Электрические машины снабжаются в боль-
шинстве случаев моторами переменного тока,
Фиг. 7. Электрическая машина
с абразивным кругом.
имеющими удлинённый вал, на котором кре-
пится абразивный круг. Корпус электрических
машин заземляется.
Характеристики пневматических и электри-
ческих машин Chicago Pneumatic даны в табл. 2.
Таблица 2
Характеристика ручных шлифовальных машин
Chicago Pneumatic [12]
Тип
машины
Пневмати- /
ческие 1
Электр и- J
ческие i
Число
оборотов
круга
в минуту
4200
4ооо
Зооо
Зооо
32OO
32OO
2400
Размеры
круга в мм
00X19X13
125X25X16
200x25X16
200X50X16
150X32X16
i5°X32Xi6
200X32X19
Вес в кг
4,1
8,1
IO.O
1О,О
12,6
15.°
25. о
ство для работы абразивным кругом, а на
фиг. 9 — устройство для работы круглыми
напильниками.
Различные способы монтажа передвижных
установок с гибким валом показаны на фиг-
10—13.
Фиг. 8. Абразивный круг с гибким валом: / и
2 — рукоятки; 3—предохранительная трубка; 4—гибкий нал:
5—оболочка гибкого вала.
Различные виды круглых напильников при-
ведены на фиг. 14, а на фиг. 15 даны харак-
терные формы рукояток для инструмента. Для
обработки калёных деталей вместо круглых
напильников приме-
няют абразивные кру-
ги, закрепляемые на
оправках цементиру-
ющими составами.
Фиг. 9. Круглый напиль-
ник с гибким валом.
Фиг. 10. Привод гибкого
вала на монорельсе.
Устройства с гибкими ва-
лами имеют значительно
меньший вес, чем ма-
шины с электрическими
или пневматическими
двигателями.
Стационарные опило-
вочные станки исполь-
зуются для обработки по-
верхностей небольших
деталей, закреплённых на
столе станка. Для при-
гоночных работ эти стан-
ки имеют ограниченное
применение.
Механизация опило-
вочных работ достигается
Фиг. 11. Привод гиб-
кого вала на передвкж-
ной стойке.
Переносные установки с гибким валом бо-
лее удобны для обработки поверхностей, рас-
положенных в труднодоступных местах; осо-
бое преимущество в этом отношении имеют
машины с гибким валом, работающие круглы- в отдельных случаях использованием устройств
ми напильниками. На фиг. 8 показано устрой- для механической шабровки (см. стр. 236).
Фиг. 12. Привод гибкого
вала на течежье.
Фиг. 13. Верстачная стойка
для привода гибкого вала.
ГЛ. Ill]
СБОРОЧНЫЕ РАБОТЫ И ИХ МЕХАНИЗАЦИЯ
235
Шабровка
Шабровка при сборочных работах выпол-
няется в целях получения: а) требуемой по
условиям работы точности формы и размеров;
б) плотного прилегания сопрягаемых поверх-
ностей (количество точек контакта не менее
трёх на участке 25 X 25 мм); в) герметичности
Фиг. 14. Типы круглых напильников.
соединения (количество точек контакта не
менее пяти на участке 25 X 25 мм).
Методы обработки, предшествующие ша-
бровке: строгание, фрезерование, торцовое
Фиг. 15. Типы рукояток для инструмента.
обтачивание для плоскостей и растачивание
для отверстий.
Припуски на шабровку должны быть по
возможности малыми и не превышать вели-
чин, приводимых в табл. 3 и 4.
Таблица 3
Припуски на шабровку плоскостей
Ширина
плоскости
в мм
Длина плоскости в мм
До юо
loo - 5оэ
о,ю
о, 15
°. 15
О,2О
О,ЗО
О,25
о,3°
Таблица
Припуски на шабровку отверстий
Диаметр
отверстия
в мм
До 8о
8о— i8o
180—360
Длина отверстш
до 100
°.°5
о,ю
ОД5
100-200
о,о8
о, 15
О,25
в мм
200-300
0,12
О,25
о.35
Шабровку производят по плитам, эталонам
или сопрягаемым деталям.
По расположению точек контакта разли-
чаются шабровка с равномерным и шабровка
с неравномерным расположением точек. По-
следняя выполняется для поверхностей дета-
лей, для которых условия работы неодинако-
вы на различных участках (станины станков,
верхние и нижние вкладыши подшипников
и пр.) [14].
Механизация процесса ручной шабровки
достигается: а) применением механизмов и
приспособлений, облегчающих и ускоряющих
данный процесс [14, 19]; б) заменой шабровки
1?
¦<?y///y///////W////////////
no ah no В В
18
23 Z)
18
Фиг. 16. Станок для шабровки системы Андерсона
(США, фирма Anderson Bros): / — основание; 2 — колон-
ка; 3 — стол; 4 — цилиндрические направляющие; 5 — ско-
ба; б—поперечина; 7 — винт; 8 — ярмо; 9 — ось; 10 — на-
правляющий ролик; 11—штанга; 12—шабер; 13 — гильза.
другими более эффективными методами меха-
нической обработки.
Из устройств, механизирующих процесс
ручной шабровки, наиболее известен ста-
нок Андерсона (фиг. 16).
Передача движений шаберу 12 происходит от элек-
тромотора мощностью 0 25 л. с, от которого вращение
передаётся на шкив 14 (фиг. 16,а), сидящий на валу 15.
От этого вала через две червячные пары вращение
передаётся на вертикальные валики 16 со скользящими
шпонками. Один из валов вращается быстрее, так как
236
ТЕХНОЛОГИЯ СБОРКИ МАШИН
[РАЗД. Ш
через него сообщается шаберу обратное ускоренное
движение. Конические колёса 17, закреплённые на кон-
цах валов со ступицами, расположенными в попере-
чине 6. приводят во вращение конические колёса 18,
свободно сидящие на оси 9. От одного из этих колёс,
вращающихся в разных направлениях, движение
может передаваться через заклинивающие ролики на
втулку 20. От втулки вращение передаётся на шестерню
21 и далее на рейку 22, сообщающую шаберу поступа-
тельное движение. Ролики 10, закреплённые в ярме 8,
не позволяют рейке выходить из зацепления с коле-
сом 21 (фиг. 16,6). Для изменения направления движения
шабера достаточно сдвинуть гильзу 13 в обратном на-
правлении на величину 1,5 — 2 мм. Сдвиг гильзы 13
вызовет смещение вспомогательной рейки 23, смонтиро-'
ванной вместе с основной рейкой 22, что даст соответ-
ствующий поворот шестерне 24, несущей на себе
палец 25, на концах которого расположены ролики 19.
Незначительный поворот шестерни 24 приведёт
к освобождению ранее заклиненного ролика и заклинит
другой ролик, остававшийся до того свободным, вслед-
ствие чего произойдёт изменение хода шабера. Ней-
тральное положение гильзы даёт остановку шабера.
Особенностью конструкции этого станка
является автоматическое управление. Рабочим
совершаются те же движения, что и при руч-
ной шабровке. Для хода
вперёд, производимого со
скоростью 20 м/мин, до-
статочно нажать рукоятку-
гильзу, сдвинув её вперёд
на 1,5мм. Сдвиг гильзы на-
зад влечёт за собой авто-
матически обратное движе-
ние шабера со скоростью
30 mjmuh.
Станок снабжается уби-
рающимися роликами для
перекатывания его пополу и
устройством
для механиче-
ского поднятия
или опускания
поперечины 6.
Для удобства
р а б о тающих
станок снабжён
шлифовальным &
шпинделем для
заточки шабе-
ров [20].
Для механи-
зации процесса Фиг. 17. Схема машины типа „Biax"
шабровки при- Для шабровки: / — электромотор на
мрняртгя ма- тележке монорельса; 2 — редуци-
mlhhcilh ми- руЮщее звено; 3 — гибкий вал;
тина типа 4 — гильза; 5 — кривошип; 6 — ша-
„Ыах"(фиг. 17). тун; 7— шток; 8 — шабер.
Для разгрузки
рук рабочего машины подобного типа иногда
снабжаются специальной упорной штангой,
воспринимающей осевые усилия, возникающие
при шабровке.
Кроме упомянутых, имеются машины
(фиг. 18), в которых передача движения от
электромотора к шаберу осуществляется боу-
деновским тросом.
Машины с гибким валом, конструкция
которых подобна показанной на фиг. 19,
пригодны только для шабровки ровных пло-
скостей больших размеров.
Использование устройств, предназначенных
для механизации шабровки, оправдывает себя
при большом объёме выполняемых работ.
Главным препятствием широкому использо-
ванию подобных устройств является недоста-
точная их универсальность.
В ряде случаев процесс шабровки заме-
няется следующими методами механической
обработки:
а) Тонкое строгание широкими резцами
при малой глубине резания (не более 0,1 мм)
с последующим лёгким пришабриванием (на-
ведением „мороза"), применяется при обра-
ботке крупных деталей, напри-
мер, направляющих у тяжёлых
станков.
б) Шлифование одной из
сопрягаемых поверхностей
Фиг. 18. Схема машины для шабровки с боуденовским
тросом: 1 — электромотор; 2—эксцентрик; 3 — боуде-
новский трос; 4 — шабер; 5 — раздвижная шарнирная
штанга.
(вторая поверхность пришабривается по
первой) применяется при обработке сравни-
тельно сложных поверхностей сопряже-
ния, например, шлифованные направляющие
станины токарного станка и пришабренные
к ним направляющие каретки супорта.
в) Шлифование обеих сопрягаемых по-
верхностей применяется для обработки более
простых и менее точных поверхностей сопря-
жения (плоскости стыков вкладышей, флан-
цев, крышек).
г) Притирка поверхностей сопряжения
взамен тонкой шабровки выполняется при
помощи специальных устройств с использо-
ванием грубых притирочных паст типа ГОИ.
д) Тонкое растачивание отверстий в брон-
зовых или залитых антифрикционным сплавом
вкладышах.
Фиг. 19. Схема машины для шабровки фирмы Alig & Baum-
gartel: / — неподвижная часть прибора; 2—подвиж-
ная часть прибора; 3 — шабер; 4 — гибкий вал; 5 и б —
шестерни; 7 — рукоятки; 8 — кривошип; 9 - неподвиж-
ная цапфа; 10 — шатун.
Контроль шабровки предусматривает про-
верку пришабренных поверхностей на краску
по плите эталонной или парной детали.
Результаты оцениваются равномерностью
распределения и количеством окрашенных
ГЛ. Ill]
СБОРОЧНЫЕ РАБОТЫ И ИХ МЕХАНИЗАЦИЯ
237
пятен, приходящихся на площадь 25 X 25 мм.
Проверка производится в 5—7 местах при-
шабренной поверхности. Количество пятен
для работ средней точности до 5 и для
более точных до 10—12.
Притирка
Притирочные работы, выполняемые при
сборке, производятся для достижения плот-
ного или герметичного соединения сопря-
гаемых деталей.
Притирка производится пастами или абра-
зивными порошками, разведёнными смачива-
ющими жидкостями. Притёртые детали перед
сборкой тщательно промываются. Припуски
на притирку не должны превышать 0,01—
0,02 мм.
Средствами механизации притирки явля-
ются ручные машины и специальные станки
(например, для притирки клапанов к сёдлам
блока цилиндров автомобильного двигателя).
Отделка абразивным полотном
Отделка абразивным полотном служит для
повышения чистоты обработанной поверхно-
сти. Механизация процесса отделки абразив-
ным полотном достигается применением ста-
Абразивное полотно
Фиг. 20. Машина с абразивным полотном.
ционарных и переносных машин. Переносные
машины имеют два барабана, между которы-
ми натянуто абразивное полотно, образующее
бесконечную ленту (фиг. 20). Один из бара-
банов является ведущим, другой — служит для
натяжения полотна. Машины данного типа
пригодны для отделки больших открытых по-
верхностей.
Обработка отверстий
Все виды обработки отверстий, выпол-
няемые на сборке, носят характер доделоч-
ных и пригоночных работ.
Сверление отверстий и нарезание резьб
диаметром меньше 5 мм у крупных деталей
в тяжёлом машиностроении обычно на стан-
ках не производится, а выполняется в сбороч-
ном цехе. Сверление по месту и последую-
щее развёртывание отверстий под контроль-
ные штифты выполняют на сборке при вы-
верке и фиксировании положения деталей или
узлов. Развёртывание в линию производится
в целях получения соосного расположения от-
верстий в нескольких деталях после их сбор-
ки. Сверление отверстий диаметром до 10—
12 мм производится ручными дрелями. От-
верстия больших диаметров выполняются тре-
щётками. При сверлении отверстий в мягких
материалах применяются коловороты.
Развёртывание и нарезание резьбы в от-
верстиях выполняются воротками обычного
типа.
Механизация сверлильных работ осуще-
ствляется применением переносных пневмати-
ческих или электрических сверлильных ма-
шин; для сверления отверстий в тяжёлых де-
талях целесообразно использование передвиж-
ных радиально-сверлильных станков.
Пневматические переносные сверлильные
машины [2] применяются для сверления от-
Фиг. 21. Пневматическая сверлильная машина
с поршневым двигателем.
верстий диаметром до 50 мм, а в некоторых
случаях до 75 мм в поковках, в чугунных и
стальных отливках.
Наиболее распространённая конструкция
таких машин имеет быстроходный поршневой
воздушный двигатель, работающий под давле-
нием 5—6 am.
Конструкция типичной машины с четырёх-
цилиндровым двигателем и золотниковым рас-
пределением воздуха показана на фиг. 21. Рас-
положенные под углом 90° цилиндры двигате-
ля обеспечивают достаточную равномерность
вращения и отсутствие мёртвых положений
вала. На конце коленчатого вала выполнен
эксцентрик, приводящий в движение золотни-
ки воздухораспределительной системы. Через
пару замедляющих шестерён вращение пере-
даётся на шпиндель машины. Подача сверла
производится специальным винтовым устрой-
ством, центровой наконечник которого воспри-
нимает осевое усилие при сверлении. Шпин-
дель имеет коническое отверстие для кре-
пления инструмента или патрона; удаление
238
ТЕХНОЛОГИЯ СБОРКИ МАШИН
[РАЗД. III
их достигается выпрессовыванием винтом
подачи. Подвод воздуха осуществляется через
одну из ручек, несущую пусковой клапан. На
Подвод
воздуха
Фиг. 22. Схема распределения
воздуха в пневматической свер-
лильной машине.
фиг. 22 представлена схема распределения
воздуха при работе машины.
По способу крепления инструмента шпин-
дели машин выполняются с. наружной резь-
бой для навёртывания патрона или делаются
?иг. 23. Типы пневматических сверлильных машин: А —
нашина для отверстий диаметром до 75 мм, имеет упор-
шй центр и винтовой механизм подачи; Б — машина
зез упора и механизма подачи; имеет нагрудник и
эукоятку для пуска и останова двигателя; применяется
1ля сверления отверстий диаметром до 15 мм; В —
машина для отверстий диаметром до 7 мм; осевые
усилия воспринимаются рукояткой, на которой имеется
пусковое устройство; Г — угловая машина для получе-
ния отверстии в труднодоступных местах, имеет упорный
центр с нарезкой, вывёртываемый в процессе сверления
специальным трещёточным ключом.
удлинёнными для возможности выбивания
инструмента из конического отверстия клином
(при отсутствии винта подачи для отжатия
конуса). Некоторые машины имеют специаль-
ные устройства для уменьшения скорости
вращения и увеличения момента на шпинделе,
что требуется по условиям выполняемых ра-
бот (развёртывание, нарезание резьбы).
В некоторых машинах применяются двигате-
ли креицкопфного типа с дисковымипоршнями.
Основные типы пневматических машин,
употребляемые для работ различного харак-
тера, показаны на фиг. 23.
Для сверления отверстий диаметром до 8 мм
применяют ручные пневматические машины
с ротационным двигателем (фиг. 24). Посту-
ПО А-А
Фиг. 24. Схема пневматической сверлильной машины
роторного типа: 1,2, 3 — шестерни планетарного редук-
тора; 4 — поводковая шайба; 5 — двигатель лопастного
типа.
пающий через шланг воздух вращает четырёх-
лопастный ротор со скоростью 12 000 об/мин.
Получение скорости вращения шпинделя в
1800—2000 об/мин достигается при помощи
шестерён планетарного редуктора /, 2, 3, 4.
Данный тип машин обладает малым весом, но
производит сильный шум при работе.
Пневматическая машина другого типа для
сверления отверстий диаметром до 5 мм
(фиг. 25) имеет неподвижный блок цилиндров /
ПоА-Д
Фиг. 25. Схема пневматической сверлиль-
ной машины фирмы Ipeg.
с аксиально расположенными поршнями 2.
Поршни своими уступами 3 упираются в
наклонную шайбу 4, закреплённую на шпин-
деле 5. Опускаясь под действием сжатого
ГЛ. Ill]
СБОРОЧНЫЕ РАБОТЫ И ИХ МЕХАНИЗАЦИЯ
239
воздуха, поступающего через распределитель-
ное устройство 6, поршни приводят во
вращение наклонную шайбу. Эта же шайба
приводит поршни в исходное положение.
Выход отработанного воздуха в атмосферу
происходит через канал 7. Пуск машины
производится нажатием кнопки 8.
Электрические переносные сверлильные
машины (фиг. 26) выполня-
ются обычно для сверления
отверстий диаметром коЬОмм*
Они * снабжаются" электродви-
гателями переменного тока для
напряжения 120/220 в и реже
электродвигателями постоянно-
го тока. Электрические маши-
ны по сравнению с пневматиче-
скими отличаются большей чув-
ствительностью к перегрузкам
и перегреву в работе и, кроме
того, обладают вдвое большим
весом. В эксплоатации электри-
ческие машины экономичнее
пневматических, особенно мел-
кого размера. Переключение
на обратный ход в электриче-
ских инструментах достигается
проще, чем в пневматических.
Электрические машины требу-
ют обязательного заземления
корпуса, для чего необходимо
иметь специальный заземля-
ющий провод. Крепление ин-
струмента производится по-
средством конуса в шпинделе
или с помощью навёртываемого
на шпиндель патрона.
Типовые электрические ма-
шины показаны на фиг. 27.
В табл. 5 и 6 приводятся
основные данные о пневмати-
ческих и электрических ма-
шинах отечественного про-
изводства.
При выполнении сверлильных работ с по-
мощью переносных пневматических или элек-
трических машин пользуются: 1) упорными
устройствами для восприятия усилий подачи
расширения области применения последних
(фиг. 29).
Для придания машинам горизонтального
или вертикального положения пользуются
уровнями, устанавливаемыми на корпус ма-
шины.
Электрические сверлильные машины с
гибким валом (фиг. 30, 31) встречаются сле-
Фиг. 27. Типы электрических сверлильных машин: А — для сверления
отверстий диаметром 25—50 мм, снабжаются упорным центром для
восприятия осевых нагрузок и винтовым подающим устройством; Б — для
сверления отверстий диаметром 10—25 мм, снабжаются нагрудником;
В — для сверления отверстий диаметром 10 — 12 мм; Г — для сверления
отверстий диаметром 5—8 мм.
Таблица 6
Электрические сверлильные машины
(см. также гл. VI)
Таблица 5
Пневматические сверлильные машины
(см. также гл. VI)
Модель
СД-8
СДА-8
СДУ-8
СДТ-10
-я о-
si!
8
8
5
ю
ло оборо-
в минуту
нделя на
стом ходу
Чис
тов
шпи
холе
i8oo
2IOO
1900
700
еа
Вес
i,8
1.4
1.5
2,О
метр
нга в све-
мм
13
13
13
13
Тип
двига-
теля
Рота-
ционный
Приме-
чание
Без ре-
верса
Модель
ФД-5
ФД-7
ФД-8 .
ДТ-23
ДТ-32
ДТ-8
ДТ-15
я
§5
4 я
« 5
ч
ч и
о "
к ri
хИ
15
23
8
23
За
8
И J. О.
о ? и
н s о
о с о
§"э§
w Р «3
2 *
4 S и >,
У I ч ч
~ и Ч X
I2OO
45°
2200
200
15°
8оо
Зоо
Вес
в кг
5.5
ю,5
З.о
и,о
17.2
4.3
8,2
ч>
т
о.
о
га
>i
я
о
%
X
а
I
2
3
I
I
Примечание
1 Мотор универ-
сального типа
] 110/220 в, 0,6 кет
Мотор трёхфаз-
ного тока
127/220 в
при сверлении отверстий диаметром более
15 мм (фиг. 28); 2) насадками, устанавливае-
мыми на электро- или пневмомашинах в целях
дующих типов: 1) гибкий вал передаёт вра-
щение от передвижного электродвигателя
непосредственно к сверлильному аппарату;
2) от электромотора через зубчатую передачу
получают вращение несколько сверлильных
аппаратов при помощи соответствующего ко-
личества гибких валов; это устройство осо-
240
ТЕХНОЛОГИЯ СБОРКИ МАШИН
[РАЗД. III
бенно удобно для групповых работ, а также
в тех случаях, когда по ходу работы прихо-
дится пользоваться различными инструмен-
тами; 3) гибкие валы приводятся во вращение
qt электродвигателя ремённой передачей со
ступенчатыми шкивами,
что даёт возможность
получать различные ско-
рости вращения и, сле-
Фиг. 28. Упорные устройства для восприятия усилий при
сверлении: А — сверление с поддержкой консольного
типа; Б — сверление со скобой; В — сверление с нажим-
ным рычагом; Г — сверление с упором в жёсткую точку;
Д— сверление угловой сверлилкой; Е — сверление
с использованием рычажного механизма подачи /, напра-
вляющей штанги 2 и электромагнитной плиты 3. Вес
электромагнитной плиты Stearns Milwaukee, U. S. A.
18 кг, усилие прижатия 400 кг, диаметр плиты 215 мм.
Питание постоянным и переменным током.
довательно, выполнять более разнообразные
работы.
Сверлильные аппараты с гибким валом
удобны для сверления отверстий под углом
и в труднодоступных местах, так как их га-
бариты значительно меньше габаритов машин
с встроенными двигателями. Они применяются
для отверстий диаметром до 50 мм.
Для сверления отверстий в крупных и тя-
жёлых деталях целесообразно применение
передвижных радиально-сверлильных станков,
у которых шпиндель может быть направлен
под любым углом. При сверлении отверстий
большого диаметра эти станки прикрепляют
Фиг. 30. Сверлиль- Фиг. 31. Сверлильная машина с
ная машина с гиб- гибким валом для отверстий диа-
ким валом для от- метром до 50 мм: 1 — червячный
верстий диаметром редуктор; 2 — маховичок подачи;
до 10 — 15 мм. 3 — упорный центр.
к обрабатываемой детали (скобами, прихва-
тами и тому подобными устройствами). Пере-
мещение станка с одного места на другое
производится перекатыванием на роликах
либо при помощи крана.
ПРОМЫВКА И ОЧИСТКА ДЕТАЛЕЙ ПЕРЕД
СБОРКОЙ
Детали, поступающие на сборку, подвер-
гаются промывке и очистке от посторонних
частиц, масла, следов охлаждающей жидкости
или антикоррозийной обмазки следующими
способами:
1. Ручная промывка деталей в баках
или ваннах с применением кистей, щёток
и последующей обтиркой, просушкой или
продувкой сжатым воздухом.
2. Промывка в механизированных баках
(фиг. 32) с последующей просушкой или об-
дувкой сжатым воздухом. Детали поступают
в бак по наклонному лотку и выгружаются
Фиг. 29. Насадки, устанавливаемые на электро-пневмо-
машины: А — насадка для глубокого сверления;
Б — угловая насадка; В -— насадка для высверливания
заклёпок.
Фиг. 32. Механизированный моечный бак:
/ — нагревательный змеевик; 2 — поступление
деталей; 3 - транспортёр для выгрузки деталей;
4 — лопатки, перемешивающие раствор.
из него ленточным транспортёром. При про-
хождении деталей через бак моющий раствор
энергично перемешивается вращающимися
лопатками для смывания посторонних частиц
ГЛ. Ш]
СБОРОЧНЫЕ РАБОТЫ И ИХ МЕХАНИЗАЦИЯ
241
с поверхности детали. Применяются также
баки, в которых промывка достигается перио-
дическим опусканием и подниманием загру-
зочных устройств с заложенными в них
деталями.
3. Промывка в моечных машинах с по-
следующей просушкой или обдувкой сжа-
тым воздухом. Детали закладываются в машину
или проходят через неё на конвейере. Про-
мывка осуществляется струями жидкости,
подаваемой под давлением. Промытые детали
вынимаются вручную или выходят из ма-
шины на конвейере.
Моечные машины с конвейерным устрой-
ством применяются следующих типов: а) одно-
камерные — только для промывки деталей
(фиг. 33); б) двухкамерные — для промывки
Фиг. 33. Однокамерная моечная машина: / —изделия",
2— конвейерное устройство; 3 — рольганг; 4 — насос;
5 — фильтры и отстойники для раствора.
и последующего ополаскивания деталей;в) трёх-
камерные — для промывки, ополаскивания
и последующей сушки деталей.
В качестве моечных средств приме-
няются следующие растворы: а) водный
3—5%-ный раствор кальцинированной соды,
подогретый до температуры 60—80°; для луч-
шего обезжиривания прибавляется эмульгатор
(мыло, асидол) в количестве от 3 до 10 г
на 1 л раствора; б) полупроцентный водный
раствор мыла; в) трихлорэтилен, подогретый
до температуры 60—80° С, применяется для
очистки мелких деталей в ваннах и баках;
г) водный раствор тринатрийфосфата и каль-
цинированной соды (по 30 г на 1 л воды),
применяется для очистки деталей из алюминия.
4. Механическая очистка крупных тя-
жёлых деталей (станины, картеры) с по-
мощью механизированных стальных круглых
щёток переносного типа с последующей об-
дувкой струёй сжатого воздуха. Механизиро-
ванные щётки приводятся в движение либо
Фиг. 34. Типовая форма приводных щёток и их крепле-
ние на валу инструмента.
непосредственно электрическими или пневма-
тическими двигателями, либо гибкими валами.
На фиг. 34 показаны типовые формы привод-
ных щёток и их крепление на валу перенос-
ного инструмента.
5. Обдувка сжатым воздухом, подавае-
мым под давлением 3—6 am, производится
посредством специальных наконечников, снаб-
жённых пусковым устройством и соплом тре-
буемой формы и размера.
Обдувка сжатым воздухом эффективна при
удалении посторонних частиц из труднодоступ-
Фиг. 35. Типовые формы насадок для обдувки сжатым
воздухом.
ных мест (глухие отверстия, полости водяных
рубашек) и обеспечивает быстрое просуши-
вание деталей после мойки.
Типичные конструкции насадок для обдувки
воздухом показаны на фиг. 35.
ВЫПОЛНЕНИЕ СОЕДИНЕНИЙ
Выполнение клёпаных соединений*
Процесс клёпки выполняется в горячем
и холодном состоянии.
Образование замыкающей головки дости-
гается ударами и давлением. Клёпка давлением
в качественном отношении единообразнее
и лучше, чем клёпка ударная. Кроме того,
клёпка давлением бесшумна и вызывает мень-
шую утомляемость рабочего.
Склёпыванию предшествует предваритель-
ное прижатие соединяемых деталей и затяжка,
т. е. осадка заклёпок до соприкосновения
головки с деталью. По окончании клёпки
каждая заклёпка выдерживается некоторое
время под давлением рабочего инструмента
в целях предупреждения её вытяжки. Поста-
новку заклёпок следует вести вразброс; это
уменьшает опасность смещения отверстий и вы-
пучивания соединяемых листов.
Образование замыкающей головки при
клёпке возможно немецким или английским
способами.
При немецком способе закладная головка
устанавливается в соответствующее углубле-
ние поддержки (фиг. 36), а замыкающая го-
ловка образуется под ударами молотка; тре-
буемая форма головке придаётся обжимкой.
При английском способе (фиг. 37), приме-
няемом для склёпывания в труднодоступных
местах, удары наносят по закладной головке.
Замыкающая головка образуется от соприкос-
новения с поддержкой. Английский способ
клёпки обеспечивает более удобную вставку
заклёпок.
* См. также гл. VI.
242
ТЕХНОЛОГИЯ СБОРКИ МАШИН
[РАЗД. ш
Замыкающая головка трубчатых заклёпок
выполняется методом развальцовки.
Механизация клепальных работ осущест-
вляется применением клепальных молотков и
клепальных машин.
Фиг. 36. Схема клёп-
ки немецким спо-
собом: / — обжимка;
2— поддержка; 3—
закладная головка
заклёпки.
Фиг. 37. Схема
клёпки англий-
ским способом:
/—поддержка; 2 —
закладная головка
заклёпки.
клепальные молотки по виду используе-
мой энергии встречаются двух типов: пневма-
тические и электрические. Первые наиболее
совершенны и получили широкое распростра-
нение; вторые из-за конструктивных и эксплоа-
тационных недостатков применяются редко.
Пневматические молотки.Молоток состоит
в основном из цилиндра и поршня, имеющего
возвратно-поступательное движение под дей-
ствием сжатого воздуха, подводимого шлан-
гом под давлением 5—6 am. При движениях
поршня вперёд он, выполняя роль бойка, на-
носит удары по инструменту — обжимке. При
обратных движениях живая сила поршня по-
глощается воздушной подушкой, образующейся
в цилиндре в конце хода.
Пневматические молотки по устройству
воздухораспределительной системы разделяют-
ся наследующие типы [7]: 1) с саморегулирую-
щим поршнем; применяются при выполнении
работ, требующих большого числа ударов в
минуту (до 3000 — 4000); обладают небольшой
мощностью; 2) с золотниковым воздухораспре-
делением с цилиндрическими или трубчатыми
золотниками; наиболее распространённая груп-
па молотков; 3) с клапанным воздухораспре-
делением.
На фиг. 38 показана схема молотка с само-
регулирующим поршнем. Сжатый воздух,
Фиг. 38. Схема пневматического молотка с саморегули-
рующим поршнем.
поступая по каналу /, кольцевому простран-
ству 2 и каналу 3, перемещает поршень 4 на-
лево. В конце рабочего хода поршень пере-
кроет окно канала 3 и выпускное окно 5 и
откроет окно канала 6 и выпускное окно 7.
Вследствие этого сжатый воздух начнёт по-
ступать по каналу 6, производя обратный ход
поршня.
. На фиг. 39 дана схема молотка с золотни-
ковым воздухораспределением и трубчатым
золотником. При рабочем ходе поршня / сжа-
тый воздух поступает по каналу 2 в правую
часть цилиндра; из левой части цилиндра воз-
дух вытесняется по каналу 3, кольцевой вы-
точке 4 и каналу 5 в атмосферу. В конце ра-
Фиг. 39. Схема пневматического молотка с золотнико-
вым воздухораспределением и трубчатым золотником.
бочего хода сжатый воздух, проходя по кана-
лу 6, сдвигает золотник 7 направо (как пока-
зано на нижней проекции) и начнёт поступать
по каналу 3, производя обратный ход поршня;
из правой части цилиндра воздух будет ухо-
дить по каналу 8. В конце обратного хода ка-
нал 8 перекроется поршнем, воздух в правой
части цилиндра начнёт сжиматься и передви-
нет золотник налево, вследствие чего начнётся
рабочий ход.
На фиг. 40 показана схема молотка с клапан-
ным воздухораспределением. При рабочем ходе
Фиг 40. Схема пневматического молотка с клапанным
воздухораспределением.
поршня 1 сжатый воздух поступает по кана-
лам /, 2 и 3 в левую часть цилиндра; из пра-
вой части цилиндра воздух по каналам 4 вы-
тесняется в атмосферу. В конце хода каналы 4
перекроются поршнем, воздух в пространстве 5
начнёт сжиматься и, проходя по каналу 6, пе-
ребросит пластинчатый клапан 7 налево. При
обратном ходе сжатый воздух поступает по
каналам 8 и 6 в правую часть цилиндра, а от-
работанный воздух уходит по каналу 4. В кон-
це обратного хода сжатием воздуха в про-
странстве 9 клапан 7 будет переброшен в ис-
ходное положение.
Молотки с золотниковым воздухораспреде-
лением имеют следующие преимущества перед
ГЛ. III]
СБОРОЧНЫЕ РАБОТЫ И ИХ МЕХАНИЗАЦИЯ
243
молотками с клапанным воздухораспределе-
нием: а) меньший расход воздуха; 6) возмож-
ность работы при пониженных давлениях воз-
духа (до 3 am); в) малую отдачу; г) высокую
производительность.
К преимуществам молотков с клапанным воз-
духораспределением нужно отнести: а*, просто-
ту устройства воздухораспределения: б) мень-
ший вес вследствие сокращения числа каналов
Фиг. 41. Схема бугельного молотка.
в стенках корпуса и получающегося при этом
уменьшения толщины стенок; в) меньшую чув-
ствительность к загрязнению; г) большее число
ударов в единицу времени.
Основные данные о пневматических молот-
ках приведены в табл. 7.
Кроме рассмотренных молотков, в практике
применяются бугельные молотки. Они имеют
вспомогательный цилиндр, дающий предвари-
тельное сжатие склёпываемых листов, и скобу
с упором для закладной головки, поэтому клёп-
ку может производить один рабочий, не при-
меняя поддержек.
На фиг. 41 показана схема бугельного мо-
лотка. При открытии пускового клапана 7 вспо-
могательный цилиндр 2, внутри которого на-
ходится обычная система клепального молотка
с поршнем 3 и обжимкой 4, под давлением
сжатого воздуха опускается. Клепальный мо-
лоток начинает работать 'после того, как за-
тяжка 5 сожмёт склёпываемые листы 6. После
окончания клёпки цилиндр 2 поднимается в
исходное положение пружиной 7.
Кроме универсальных, существуют ещё спе-
циальные пневматические клепальные молотки
(фиг. 42).
К специальным молоткам отечественного
производства относятся: а) бугельные молотки
Характеристика пневматических молотков
Фиг. 42. Специальные клепальные пневматические
молотки: А — угловой молоток для клёпки в трудно-
доступных местах, применяется для заклёпок диаметром
4 — 6 мм; Б — одноударный молоток для выполнения
клёпки за один или небольшое число B—3) ударов;
В — укороченный молоток; Г — удлинённый молоток;
Д — потолочный молоток.
завода ЦИТ модели 2 КБМ, диаметр заклёпок
от 2,3 до 2,6 мм; завода „Пневматика" модели
КИ-5, диаметр заклёпок от 3,0 до 4,0 мм;
б) угловые молотки завода ЦИТ модели УМ-1,
4КИ-У, УКМ-1 и УКМ-2, диаметр заклёпок
до 2,5 мм; в) одноударные молотки завода ЦИТ
модели 2КМ-0; г) удлинённые молотки завода
ЦИТ модели 2КМ-Д.
Электрические молотки применяются
двух типов: 1) соленоидные и 2) с механиче-
ской передачей (фиг. 43).
Соленоидные молотки имеют два электро-
магнита, питаемых постоянным или перемен-
ным током напряжением 30—40 в. Возвратно-
поступательное движение сердечника (бойка)
получается за счёт переменного намагничива-
ния обеих катушек. Молотки постоянного тока
имеют переключатель тока, действующий от
бойка; число ударов в минуту регулируется на-
пряжением тока. Молотки переменного тока
имеют постоянное число ударов в минуту, опре-
деляемое числом периодов питающего тока.
Молотки с механической передачей имеют
небольшой электродвигатель и механизм для
преобразования вращательного движения в
возвратно-поступательное. В качестве подоб-
Таблица 7
Завод-изгото-
витель
ЦП 1 у
[
„Пневматика" J
1
Марка
2КМ
4КМ
КБ-5
КА-3
КА-5
КМ-31
Наибольший
диаметр за-
клёпки в мм
2,6
5.о
3.5
з.°
5.о
i6,o
Число уда-
ров
в минуту
45°°
2400
22OO
38оо
2800
1700
Расход воз-
духа в мл1мин
0,23
0,48
°.45
0,6
0,6
Диаметр
шланга в све-
ту в мм
13
13
13
13
13
16
Вес
молотка
в кг
i,6
3-2
2,2
2.5
2,7
8
Давление
воздуха
в кг\смй
5.5
5.5
5.5
5-5
5.5
5.5
244
ТЕХНОЛОГИЯ СБОРКИ МАШИН
[РАЗД. III
ных механизмов чаще всего используют кри-
вошипное или кулачковое устройство. Недо-
статки этих инструментов: сложность механи-
ческих устройств, большой вес, наличие вы-
соких напряжений материала от ударов и со-
трясения электрического устройства молотка,
что сокращает срок его службы. Кроме ука-
занных, применяются также молотки, приво-
димые в действие от отдельного электромо-
тора посредством гибкого вала.
? 1 2
необходимость иметь цилиндры большого диа-
метра для достижения значительных усилий.
Фиг. 43. Схема электрических клепальных молотков:
А — соленоидный молоток Siemens A — боёк, 2 — элек-
тромагниты); Б — электрический молоток с криво-
шипным устройством (/ — электромотор, 2 — криво-
шншто-шатунное устройство, 3 — поршень, 4 — боёк,
5 — пружины, 6— буферный воздушный промежуток);
В — электрический молоток центробежного действия
Van Dorn (/—электромотор, 2 — клиновая ремённая
передача, 3—вращающаяся обойма, 4 — шарики, про-
изводящие удары по обжимке); Г — электрический
молоток с кривошипным механизмом Bosch (/— элек-
тромотор, 2 — кривошип, 3 — буферная пружина,
4 — боёк); Д — электрический молоток с кулачковой
муфтой Milwaukee (/ — электромотор, 2 — кулачок,
3 — боёк, 4 — амортизирующая пружина).
Клепальные машины по принципу дей-
ствия разделяются на ряд типов, перечислен-
ных ниже.
Электромеханические машины (фиг. 44).
Усилие на обжимку передаётся от электромо-
тора через редуктор и рычажную систему.
Последняя позволяет получать большие уси-
лия в момент образования замыкающей головки
заклёпки.
Пневматические машины прямого дей-
ствия (фиг.45). Усилие на обжимку передаётся
непосредственно от поршня пневматического
цилиндра. Недостатком этих машин является
Фиг. 44. Электромеха-
ническая клепальная
машина.
Фиг. 45. Схема пневмати-
ческой клепальной маши-
ны прямого действия.
Пневморычажные машины. Усилие на об-
жимку передаётся от воздушного цилиндра че-
рез рычажную систему. На фиг.46 показана схе-
ма машины ПР-1 для усилия 3000 кг. На фиг.47
представлена схема другой пневморычажной
машины, требующей меньшего количества сжа-
того воздуха для обратного хода обжимки.
Фиг. 46. Схема пневморычажной
клепальной машины ПР-1.
Пневмогидравлические машины (фиг 48,
49). В этих машинах используемая энергия
сжатого воздуха позволяет получать большие
усилия на обжимке при наличии гидравличе-
ского мультипликатора давления. Машины
этого типа быва-
ют стационарными,
передвижными и
подвесными. Об-
ратные движе-
ния воздушного и
гидравлического
поршней происхо-
дят под действием
пружин. На фиг. 49
представлена схе-
ма передвижной
пн ев мо гидравли-
ческой машины си-
стемы Бреге, в ко-
торой ВОЗДУШНЫЙ Фиг- 47- Схема пневморычажной
ЦИЛИНДР И ГИДрав- ' опальной машины.
лический мульти-
пликатор давления смонтированы в один узел,
установленный на тележку. Гидравлический
цилиндр с обжимкой выполнен в виде порта-
ГЛ. HI]
СБОРОЧНЫЕ РАБОТЫ И ИХ МЕХАНИЗАЦИЯ
245
тивного устройства весом от 3 до 8 и и при-
соединён к мультипликатору давления гибким
бронированным шлангом, способным выдержи-
вать давления порядка 100 am. Управление
достигается вторым (воздушным) шлангом,
Фиг. 48. Схема пневмогидравлической
клепальной машины 2КП-32 завода
ЦИТ: /—воздушный цилиндр; 2—ци-
линдр гидравлического мультипликатора
давления; 3 — гидравлический цилиндр;
4 — масляный резервуар.
вынесенным в переносную часть машины и
оканчивающимся пусковым клапаном-кнопкой.
Машины этого типа развивают усилия до
4000 кг.
Поступление
сЖатого возд
брОнирода,
нЬш шланг.
Фиг. 49. Схема пневмогидравлической машины
типа Бреге.
Гидравлические машины работают по прин-
ципу пневматических машин прямого действия.
Выполняются в виде стационарного устройства
с гидравлическим аккумулятором и насосной
установкой.
Электрогидравлические машины. Машины
этого типа имеют электромотор и насосную
установку, обеспечивающую подачу жидкости
в гидравлический цилиндр под требуемым да-
влением. Применяются редко.,
Механические клепальные машины (фиг.
50). Эти машины выполняются в виде стацио-
нарных установок, имеющих отдельный при-
вод. Расклёпывание достигается ударами роли-
ков, наносимыми по обжимке. Ролики распо-
ложены на быстровращающемся диске, имею-
щем продольные пазы. Отбрасывание роликов
после нанесения удара по пазу происходит под
действием центробежной силы. Эти машины
применяются для заклёпок диаметром до 8 мм
и для заклёпок трубчатой формы.
Кроме рассмотренных, имеются конструк-
ции машин с использованием энергии пара,
а также машины, основанные на принципе
использования силы взрыва горючей смеси, на-
гнетаемой в цилиндр специальным компрессо-
ром и воспламеняемой электрическим запалом.
Обслуживание клепальных машин произво-
дится одним рабочим. Клепальные машины
выполняются в виде прессов, полуавтоматов
и автоматов»
В прессах вставка заклёпок производится
вручную, в полуавтоматах автоматически при
помощи специального подающего устройства;
в автоматах пробивка отверстий, вставка и
обжатие замыкающих головок заклёпок про-
Фиг. 50. Схема механической
клепальной машины.
изводятся автоматически. Автоматы требуют
применения установочных приспособлений для
склёпываемых деталей. Полуавтоматы и авто-
маты выпускаются для холодной клёпки с наи-
большим диаметром заклёпок до 4 мм; время
на расклёпывание одной заклёпки от 0,4 сек.
При работе на прессах на заклёпку требуется
около 3 сек.
Основные данные о клепальных машинах
приведены в табл. 8.
В новейшей практике появился метод клёп-
ки взрывом, используемый в первую очередь
для соединения деталей в труднодоступных
местах. Заклёпка имеет углубление, заполнен-
ное взрывчатым веществом. После взрыва,
вызываемого нагреванием закладной головки
в течение 2 — 3 сек. специальным электриче-
ским нагревателем до температуры ~ 130°,
цилиндрическая часть
головки расширяется,
плотно стягивая соеди- /
няемые детали (фиг. 51).
Взрывные заклёпки
изготовляют из дуралю-
мина марки Д18, углеро- //
диетой стали марки 15А
(селект) и хромомолиб-
деновой стали. Дуралю-
миновые заклёпки изго-
товляют с полукруглой,
плосковыпуклой и потай-
ной головками. Сталь-
ные заклёпки изготовляют
круглой головкой.
Взрыв-
чатое
^ detueemfio
Фиг. 51. Схема клёпки
взрывом: / — заклёпка
до взрыва; //—заклёп-
ка после взрыва.
обычно с полу-
246
ТЕХНОЛОГИЯ СБОРКИ МАШИН
[РАЗД. III
Диаметры и длина стержней взрывных за-
клёпок приведены в табл. 9.
Для получения прочного соединения необ-
ходимо, чтобы заклёпки входили в отверстия
плотно, без зазоров, до-
пуская натяг в пределах
0,01—0,02 мм. В связи с
этим просверлённые от-
верстия подвергают по-
следующему развёртыва-
нию.
В целях обеспечения
плотного прилегания за-
клёпок в отверстиях сни-
мают фаски и удаляют
заусенцы у мест прилегания закладной и за-
мыкающей головок заклёпки.
Вставка заклёпок в отверстия осущест-
вляется плавным нажатием. Вводить заклёпки
Фиг. 52. Вилка для
вставки заклёпок.
Фиг. S3. Примеры применения жёстких
поддержек при клепальных работах.
в отверстия ударами нельзя, так как в этом
случае возникает опасность выпадания взрыв-
чатого вещества из замыкающей головки за-
клёпки.
При работе со взрывными заклёпками ка-
тегорически воспрещается:
а) хранить на рабочем месте более 5000
заклёпок;
Фиг. 54. Регулируемая
винтовая поддержка
механического типа.
Фиг. 55. Поддержка
с эксцентриком.
Фиг. 56. Инерционная поддержка.
б) подвергать заклёпки сильным ударам
молотка или других инструментов;
в) производить снятие лака и разрядку за-
клёпок;
г) подносить заклёпки к огню или горячо
нагретым предметам.
Взрывные заклёпки хранят в сухом и про-
хладном месте, предохраняя их от сырости,
Характеристика клепальных машин
Таблица S
Тип машины
Гидравлический клепаль-
ный пресс
То же
Пневмогидравлический
пресс
Пневморычажный пресс
1 Пневмогидравлический
пресс (тип Бреге)
То же
Механический клепальный
полуавтомат
Пневмогидравлический
клепальный полуавтомат
Механический клепальный
полуавтомат
Пневмогидравлический
клепальный автомат
Пневматический клепаль-
ный автомат
Завод-изгото-
витель
„Красный пресс"
•
и
цит
ЦНИИМАШ
ЦИТ
Youdson &
Thou pson
ЦИТ
Erco
Модель
ГКП
800—3000
ГКП
800-4500
ГКП
250—3000
ГКП
2ЕО-4500
2КП-12
ПР-1
ПР-2
РП-12
РП-4
КП
2КП-32
2КП-32
Основные данные
Усилие клёпки — 3000 кг, усилие прижима —
700 кг, количество ходов — 10—25 в минуту
Усилие клёпки—4500 кг, усилие прижима —
700 кг, количество ходов — 10—14 в минуту
Усилие клёпки — 3000 кг, усилие прижима —
700 кг, количество ходов — 10—25 в минуту
Усилие клёпки — 4500 кг, усилие прижима —
700 кг, количество ходов — 10—25 в минуту
Вылет скобы — 350 мм
Усилие клёпки — 3000 кг, диаметр заклёпок —
2,5 мм
Усилие клёпки — 4000 кг, диаметр заклёпок —
4,0 мм
Усилие клёпки -- 2000 кг, вылет скобы — до
250 мм, вес скобы — 4 кг
Усилие клёпки — 4000 кг, вылет скобы — до
2Е0 мм, вес скобы — до 7,5 кг
Вылет скобы — 635 мм
Вылет скобы - 350-870 мм
Вылет скобы — 250 мм
Вылет скобы — 350-870 мм
Еылет скобы — 950 мм
ГЛ. III]
СБОРОЧНЫЕ РАБОТЫ И ИХ МЕХАНИЗАЦИЯ
247
дождя, прямых солнечных лучей, сильных толч- При выполнении клепальных работ поль-
ков и ударов. Так как процесс взрыва сопро- зуются различными приспособлениями и спе-
вождается выбросом из камеры продуктов циальными устройствами-
распада взрывчатого вещества, имеющих вы-
сокую температуру, необходимо принимать ме-
Для вставки заклёпок в труднодоступных
местах пользуются щипцами или специальны-
Фиг. 57. Пневмати-
ческая поддержка:
/ — сменная удлиняю-
щая вставка; 2—кран.
Фиг. Б8. Пневматическая поддержка А-14 за-
вода „Пневматика" (ход обжимки 100 мм, вес
12 кг): I — поршень; 2 — отверстие для под-
держки; 3-отверстие для удлиняющей встав-
ки;^—кран впуска и выпуска воздуха.
Фиг. 60. Клиновая под-
держка (для английской
клёпки).
Фиг. 61, Рычажная поддержка с двумя раздвиж-
ными щеками.
Фиг. 62. Пружинно-инерцион-
ная поддержка.
Фиг. 63. Поддержка с шарнир-
ными элементами для клёпки
изогнутых труб.
ры к тому, чтобы в склёпываемой конструк-
ции отсутствовали легко воспламеняющие-
ся вещества, главным образом пары бензина.
Фиг. 59. Пневматическая
поддержка Д-5 завода
„Пневматика" (ход обжимки
122 мм, вес 5,1 кг): 1—пор-
шень^—отверстие для под-
держки; 3— упорный центр;
4 — рукоятка крана.
ми вилками (фиг. 52). При
ударной клёпке применяют
разнообразные поддержки
(фиг. 53 — 63). При работе
с пружинно - инерционными
поддержками (фиг. 56) жи-
вая сила ударов воспри-
нимается достаточно мас-
сивным сердечником /, за-
ключённым в трубу 2, и от-
части пружинами 3 и 4.
В период между ударами
пружины 3 и 4 служат для
возвращения обжимки 5 и
сердечника 1 в исходное
положение. Поддержки этого типа удержи-
ваются при работе в руках или упираются в
неподвижную опору.
Таблица 9
Размеры взрывных заклёпок
Диаметр
стержня за-
клёпки в мм
Длина стержня
заклепки
в мм
3,5
4,о
5.о
6,о
7.°
8,о
9,°
Ю,о
2,6'
- 0i06
з,о-
0,06
3,5-
0>03
4,0—
0>03
5,0-
OilO
6,0~
>0>10
Толщина склепываемого шва 1 в мм
I min
о,9
1,4
2,4
I max
i.7
2,2
3,2
l min
I,O
2,0
З.о
I max
2,O
3.o
4.o
l min
i.5
2,5
3.5
/ max
2.7
3,7
4.7
I min
2,0
3.°
4.°
I max
3-4
4.4
5-4
/ min
2,0
3,o
4.o
I max
3,6
4,6
5.6
/ min
2,0
3°
4,o
I max
4.°
5-°
6,o
248
ТЕХНОЛОГИЯ СБОРКИ МАШИН
[РАЗД. 111
Для предупреждения смещения склёпывае-
мых листов применяют центрирующие вставки.
Простейший способ центрирования выполняет-
ся при помощи двух конических стержней, за-
биваемых в подготовленные отверстия (фиг. 64).
Фиг. 64. Фиксация склёпываемых листов
штифтами.
На фиг. 65 показана конструкция пружинной
вставки. Склёпываемые листы / и 2 соединяют
предварительно центрирующим штифтом,
¦До вставки
по ве
Фиг. 65. Пружин-
ный фиксатор.
состоящим из двух половинок 3 и 4. Крючко-
образный выступ половинки 4 стягивает
склёпываемые листы под действием пружины 5.
Фиг. 66. Приспособ-
ление для клёпки
вручную.
Фиг. 67. Ручная машинка для раз-
вальцовки бурта трубчатых
заклёпок.
Фиг. 68. Пнев-
матическая
сверлильная ма-
шина, приспо-
собленная для
ра зв альцовки
трубчатых за-
клёпок.
Для ввода штифта в отверстие необходимо
сжать пружину, нажимая на головку 6. Для
установки вставок применяются также и дру-
гие специальные приспособления.
При использовании ,
заклёпок до 3 мм, (осо-
бенно из цветных ме-
таллов и дуралюмина)
применяются ручные
приспособления (фиг.
66).
При применении
трубчатых заклёпок
пользуются приспо-
соблениями, показан-
ными на фиг. 67—69.
Контроль каче-
ства клёпки. Качест-
во клёпки проверяется фиг 69. Развальцовка труб-
непосредственным ОС- чатых заклёпок на прессе,
мотром выполненной
работы, а также простукиванием поставлен-
ных заклёпок. Типичные дефекты клёпки см.
в гл. VI.
Зрительным осмотром обнаруживаются де-
фекты закладных головок заклёпок. При клёп-
ке в труднодоступных местах осмотр заклёпок
производят при помощи перископических при-
боров.
Простукивание заклёпок позволяет по звуку
определить слабые или плохозатянутые за-
клёпки. Дефектные заклёпки высверливаются,
а вместо них ставят новые.
Качество клёпки плотных швов (баки, ре-
зервуары) проверяется на герметичность ги-
дравлической или пневматической пробой.
Швы, проходящие чеканку, просматривают-
ся на отсутствие подсечки листов.
Выполнение соединений с натягом
Соединения под ударами молотка при-
меняются для посадки небольших размеров
штифтов, клиньев, шпонок, втулок, заглушек.
Вес молотков 0,25—1,25 кг. Чтобы избежать
повреждения поверхностей соединяемых дета-
лей (забоины, вмятины), применяют мягкие
или протектированные молотки.
Соединения под давлением пресса приме-
няются при запрессовке деталей типа втулок,
пальцев, заглушек или
пробок в отверстия
охватывающих дета-
лей или при напрес-
совке колец, зубчатых
венцов и дисков на
охватываемые детали.
Типы прессов, при-
меняемых для прессо-
вого соединения дета-
лей, показаны на фиг.
70—76.
У винтовых прес-
сов ручного действия
(фиг. 70) усилие от
винта 1 передаётся
ползуну 2. Последний
предохраняется от
провёртывания фикса-
тором 3, скользящим
в вертикальном пазу
станины 4.
/7777//7////// ////////.
Фиг. 70. Винтовой пресс
ручного действия (усилие
1000—2000 кг).
ГЛ. III]
СБОРОЧНЫЕ РАБОТЫ И ИХ МЕХАНИЗАЦИЯ
249
У показанного на фиг. 71 реечно-рычажного
пресса усилие на ползун / передаётся шестер-
ней 2, сидящей на одном валу с храповым ко-
лесом 3. При опускании рычага 4 происходит
его вращение относительно неподвижного
пальца 5 и соответствующий поворот щеки 6
с храповиком 7 вокруг оси 0. Последнее вы-
зывает вращение храпового колеса и подачу
ползуна пресса вниз. За счёт рассмотренной
схемы передачи движений может
быть получен значительный вы-
игрыш в усилии запрессовки.
Обратный ход ползуна получают поворотом
крана 4 на 90°.
У пресса, изображённого на фиг. 74, вра-
щение четырёхзаходному несамотормозящему
винту / передаётся через червячный редуктор!?
от электромотора 3. Нажатием на педаль 4
ленточного тормоза 5 вызывают остановку
барабана 6, вследствие чего винт /, вверты-
ваясь по резьбе ступицы барабана, начнёт
опускаться; при осво-
бождении педали винт
поднимается противо-
весом 7. Провёртыва-
ние ползуна 8 предупре-
ждается фиксатором 9.
В гидравлическом
прессе (фиг. 75) масло
г
Фиг. 71. Реечно-рычажный пресс
(усилие 1000—1500 кг).
V>///////f///////////
Фиг. 72. Маятниковый педаль-
ный пресс (усилие 300—500 кг).
Фиг. 73. Пневматический пресс
(усилие 3000-5000 кг).
Фиг. 74. Винтовой приводной
пресс (усилие 5000—10000 кг).
Фиг. 75. Гидравлический пресс
(развиваемое усилие свыше
10000 кг).
Фиг. 76. Реечный приводной пресс
(усилие 5000—10000 ке).
У маятникового педального пресса (фиг. 72)
усилие на ползун 1 передаётся через камень 2
от рычага 3, отклоняемого вокруг оси 4 по
стрелке. Усилие на ползуне определяется со-
отношением плеч рычага. Винт 5 служит
ограничителем хода ползуна.
У показанного на фиг. 73 пневматического
пресса усилие от поршня 1 передаётся через
коромысло 2 на ползун 3.
от насоса 1, проходя через золотниковое
устройство 2, поступает под поршень 3, вызы-
вая рабочий или обратный ход ползуна. Пере-
ключение золотника производится педальным
или рычажным устройством.
В реечном приводном прессе (фиг. 76) вра-
щение от электромотора / через передачу
2—3—4 сообщается шестерне 5, зацепляющейся
с рейкой ползуна 6. При включении муфты 7
250
ТЕХНОЛОГИЯ СБОРКИ МАШИН
[РАЗД. 111
происходит рабочий ход. При отключении
муфты ползун поднимается вверх пружиной 8.
В большинстве случаев пользуются пресса-
ми вертикального типа. Для напрессовки дета-
лей на длинные валы (например, посадка дисков
турбин) применяют горизонтальные прессы.
Усилие запрессовки и распрессовки см.
разд. I, гл. XIII, § 4. Давление пресса выби-
рается по усилию запрессовки с учётом ко-
эфициента запаса, значение которого прини-
мается от 1,5 до 2,0. При запрессовке при-
меняются специальные приспособления, при
помощи которых достигается правильная
установка, а также устраняются деформации
и перекосы сопрягаемых деталей. Примеры
приспособлений по-
казаны на фиг. 77—80. i Л
Фиг. 77. Приспособле-
ние для выдерживания
при запрессовке раз-
мера А:I — диск;2 —
вал; 3 — стол; 4 — пол-
зун пресса.
Фиг. 78. Приспособле-
ние для запрессовки
деталей на длинный
вал: 1—диск; 2 — вал;
3~стол пресса;^— пол-
зун пресса.
Фиг. 79. Приспособление для
устранения перекосов при за-
прессовке: / — тонкий диск;
2— вал; 3 — направляющая
гильза; 4— стол пресса; 5—пол-
зун пресса.
Фиг. 80. Приспособле-
ние для запрессовки
втулок в поршень:
1—втулка; 2—поршень;
3 — ограничитель хода
ползуна пресса;
4 — фиксатор поршня.
Посадка путём нагревания охватыва-
ющей детали применяется главным образом
при больших диаметрах и незначительной
длине сопряжения (зубчатые венцы, ободы
колёс, бандажные кольца), когда посадка под
прессом затруднительна или невозможна.
Температура нагрева от 75 до 450° С, в зависи-
мости от требуемой величины натяга.
Средства нагрева: а) кипящая вода (по-
садка дисков паровых турбин); б) масляная
ванна (посадка колец подшипников качения);
в) газовые горелки (для нагревания бандажных
лент рабочих колёс водяных турбин секцион-
ного типа); г) нагревание электрическим то-
ком по методу сопротивления или индукции;
д) нагревательные печи и горны.
Посадка путём охлаждения охватывае-
мой детали применяется для небольших,
тонкостенных (типа втулок) деталей, сопря-
гаемых с массивными корпусами или стани-
нами. Этот тип соединения исключает повре-
ждение охватываемой детали, неизбежное при
соединении деталей ударами молотка.
Средства охлаждения: а) ванна с жидким
воздухом; получаемая разность температур
порядка 200э С; б) ванна из твёрдой двуокиси
углерода и спирта; получаемая разность тем-
ператур порядка 100° С; расход твёрдой дву-
окиси углерода около 10% от веса охлаждае-
Фиг. 81. Применение струбцины
при запрессовке.
мой детали; в) термостат с твёрдой двуокисью
углерода („сухим льдом").
Посадка путём нагревания охватывающей
и охлаждения охватываемой детали (комбини-
рованный метод) применяется в тех случаях,
когда температурный перепад только от одного
нагревания или охлаждения по виду соедине-
ния недостаточен.
При нагревании и охлаждении деталей
целесообразно пользоваться приспособлениями,
обеспечивающими быструю и точную уста-
новку их при выполнении соединения.
Посадка небольших деталей в тяжёлые
корпусы или станины в труднодоступных ме-
стах методами, перечисленными выше, может
оказаться непригодной. В таком случае исполь-
зуют: а) соединение деталей при помощи струб-
цин (фиг. 81); б) соединение при помощи дом-
кратов илираспорных винтов, устанавливаемых
с одной стороны на опорную плоскость,
а другой стороной сопрягающихся с запрес-
совываемой деталью (фиг. 82;; в) соединение,
выполняемое весом опускаемой краном бабы
(фиг. 83).
Запрессовываемая
деталь
Фиг. 82. Применение домкра-
та при запрессовке.
Запрессовь
- -f баемоя
деталь
Фиг 83. Использование
веса груза, опускаемо-
го краном при запрес-
совке.
Для выполнения соединений с натягом
в неудобных или труднодоступных местах ис-
пользуют также переносные прессы с ручным
или механическим приводом.
ГЛ. III]
СБОРОЧНЫЕ РАБОТЫ И ИХ МЕХАНИЗАЦИЯ
251
В условиях серийного и массового произ-
водства запрессовку мелких деталей целесо-
образно производить на автоматах и полу-
автоматах. В отдельных случаях указанные
работы выполняются на металлорежущих стан-
ках в сочетании с механической обработкой.
На фиг. 84 показана в качестве примера
Магазин
Фиг. 84. Запрессовка втулок на автомате.
стадия работы пруткового автомата, при ко-
торой на вытачиваемый валик напрессовыва-
ются шайбы 1, находящиеся в магазине на
одной из позиций револьверной головки.
Склеивание карбинольным клеем [11 и 18]
Карбинольныи клей применяется для склеи-
вания металлов, пластических масс, стекла,
мрамора, фарфора, слюды, эбонита, фибры
и их сочетаний.
Положительными свойствами карбиноль-
ного клея являются достаточная механическая
прочность (временное сопротивление сдвигу
200—300 kzjcm%) и простота операции склеи-
вания.
Основными материалами, служащими для
приготовления карбинольного клея, являются:
а) карбинол в виде карбинольного сиропа
(клеющее вещество)*; б) эджерайт (стабили-
затор); в) перекись бензоила или азотная кис-
лота (катализаторы), применяемые для пога-
шения стабилизатора в карбинольном сиропе
и ускорения процесса склеивания; г) гипс,
строительный цемент, алебастр, окись цинка
(наполнители для приготовления карбиноль-
ного клея-цемента).
В качестве вспомогательных материалов,
применяемых при склеивании, служат: а) бен-
зол, авиационный бензин, толуол — для обез-
жиривания склеиваемых поверхностей (глав-
ным образом металлов); б) ацетон или спирт
(96°) — для снятия твёрдой плёнки клея или
обезжиривания.
Исходным веществом для приготовления
карбинольного сиропа является карбинол
(диметилвинилэтинилкарбинол). Чистый карби-
нол, перегнанный под вакуумом, представляет
собой бесцветную, подвижную жидкость со
специфическим запахом. Его константы: а) тем-
пература кипения при разрежении 10 мм
рт. ст. 51—52° С; б) удельный вес d'5 0,8925 г\смг
и в) молекулярная рефракция rijy 1,4770.
* Метод получения карбинола разработан в Инсти-
туте органической химии Академии Наук СССР проф.
И. Н. Назаровым.
При хранении в обычных условиях карби-
нол постепенно густеет (процесс полимериза-
ции), свёртывается в студень и окончательно
затвердевает через 2 мес. в прозрачную
стеклообразную массу светложёлтого цвета.
Для ускорения процесса полимеризации
к карбинолу добавляют активно действующие
вещества (катализаторы). В качестве катали-
заторов при склеивании металлов применяется
перекись бензоила B—3% от веса карбинола)
и при склеивании пластмасс, фарфора, мра-
мора — перекись бензоила либо крепкая азот-
ная кислота A—2% от веса карбинола). При
добавлении 2—3% перекиси бензоила карби-
нольныи сироп затвердевает при температуре
25—35° С через 16—24 часа, а при добавлении
1—2% крепкой азотной кислоты — через 3—6
час.
Для защиты от преждевременной поли-
меризации (загустевания) к карбинолу и кар-
бинольному сиропу добавляют стабилизатор —
эджерайт. Стабилизация карбинола произво-
дится 0,1% эджерайта, а карбинольного си-
ропа — 0,25%.
Применяемый для склеивания очищенный
нестабилизированный карбинол подвергают
полимеризации при нагревании в течение вре-
мени, необходимого для достижения нужной
вязкости. Полученный свежий карбинольныи
сироп охлаждают и стабилизируют эджерайтом
в количестве 0,25% от веса сиропа. Стаби-
лизированный карбинольныи сироп прозрачен,
однороден и может храниться в тёплом месте
при температуре 10° С в течение 3 — 4 мес.
и свободно транспортироваться в чистой
и сухой таре из белой жести.
Чтобы стабилизированный карбинольныи си-
роп приобрёл клеющую способность, необходи-
мо ввести катализатор, который разрушает ста-
билизатор и ускоряет процесс полимеризации.
Приготовление карбинольного клея из
сиропа производят непосредственно на рабочем
месте, соблюдая следующие правила.
В чистую фарфоровую чашечку отвешивают
с точностью до 0,1 г карбинольныи сироп.
Отдельно взвешивают перекись бензоила
с точностью до 0,01 г или отмеривают азотную
кислоту и вводят в чашечку с сиропом, где
растирают пестиком или перемешивают па-
лочкой. Время введения катализатора отме-
чается по часам. Сироп после введения ката-
лизатора вначале темнеет, а затем, по мере
растворения, вновь светлеет до восстановления
своего первоначального цвета. Полное время
выдержки клея от момента введения катали-
затора до начала склеивания колеблется в пре-
делах 30-60 мин. для клея, приготовленного
с перекисью бензоила, и5-10 мин. для клея,
приготовленного с азотной кислотой. Клеем,
приготовленным с перекисью бензоила, можно
пользоваться в течение 2—2,5 часа с момента
введения катализатора, а с азотной кислотой —
не более 30 мин.
Для склеивания металлических деталей
с большими зазорами в посадочных размерах
@,1 мм и выше) и при склеивании мрамора,
фарфора и других материалов применяется
карбинольныи клей-цемент. Этот вид клея мо-
жно приготовить путём введения в карбиноль-
ныи клей наполнителя (гипс, строительный це-
мент, окись цинка, мраморная пыль и др.)
в количестве 50—100% от веса клея.
252
ТЕХНОЛОГИЯ СБОРКИ МАШИН
[РАЗД. 111
Склеиваемые поверхности деталей предва-
рительно должны быть очищены, а затем обез-
жирены бензолом или бензином и тщательно
просушены.
Приготовленный клей наносят чистой сте-
клянной палочкой на заранее подготовленные
таким образом склеиваемые поверхности.
Расход карбинольного сиропа на склеива-
ние найден опытным путём и в среднем со-
ставляет 0,03—0,05 г на 1 см? склеиваемой
площади.
После склеивания детали осторожно про-
тирают, затем проверяют контрольным изме-
рительным инструментом и устанавливают
в зафиксированном состоянии на сушку при
температуре 25—40° С в течение 16 -24 час.
В процессе сушки протекает полимеризация
карбинола, выражающаяся в механическом
скреплении склеиваемых поверхностей.
Высушенные склеенные детали могут
в случае необходимости подвергаться механи-
ческой обработке, но без сильного нагревания
и ударов. Механическая прочность карбиноль-
ной склейки зависит в основном от следу-
ющих факторов: а) качества исходных мате-
риалов; б) точности обработки и качества
склеиваемых поверхностей; наибольшая меха-
ническая прочность получается при склеива-
нии поверхностей с равномерной шероховато-
стью после обработки сверлом, резцом, на-
пильником, шлифовальным кругом, на песко-
струйном аппарате; полированные поверхно-
сти дают меньшую прочность склеивания;
в) степени обезжиривания склеиваемых по-
верхностей; поверхности, загрязнённые или по-
крытые маслом" и эмульсией, не склеиваются;
чем чище и суше склеиваемые поверхности,
тем выше механическая прочность карбиноль-
ной склейки; г) температурного режима сушки
склеенных изделий; при температуре 15—20° С
требуется длительный срок сушки; при темпе-
ратуре сушки выше 40° С процесс полимериза-
ции ускоряется с некоторым снижением меха-
нической прочности склеивания, поэтому наи-
лучшей температурой для сушки считается
25—35° С.
Данные о сравнительной механической
прочности карбинольной склейки различных
материалов приведены в табл. 9.
Таблица 9
Механическая прочность карбинольной склейки
различных материалов
¦
Наименование
материала
склеиваемых
деталей
Сталь—сталь . .
Дюраль—дюраль
Текстолит—тек-
столит
Фибра —фибра .
Эбонит—эбонит.
Стекло—стекло .
Плексиглас—
плексиглас ....
Дуралюмин—
фибра
* Н и Г^
% о u-Si
s.o я *
20О — ЗОО
2ОО — 25O
I25—2OO
О.О— IOO
8о—ioo
бо—8о
5°-55
ioo—J15
Наименование
материала
склеиваемых
деталей
Дуралюмин—
текстолит ....
Дуралюмин —
дельта-древесина
Дуралюмин —
баланит
Дуралюмин—
ясень
Фибра—сталь .
Сталь—плекси-
глас
i ^
я я щ"
01 д Ч J
So- ^
dsie
юо—190
105—200
100 -150
105- 160
50-75
30-50
Из цветных металлов не склеивается крас-
ная медь и плохо склеиваются сплавы, со-
держащие медь (латунь, бронза).
Чугун склеивается при условии хорошего
обезжиривания поверхностей, так как присущая
ему пористость является причиной прочного
удерживания масла и эмульсии.
В табл. 10 приведены результаты различ-
ных видов испытаний механической прочности
склейки стали со сталью.
Таблица 10
механическая прочность
Вид испытания
Временное сопротивле-
ние сдвигу:
прямоугольных образ-
цов . . . •
втулок с зазором
0,05-1,0 мм
втулок с зазором Змм
Временное сопротивле-
ние разрыву
Ударная вязкость:
по Изоду
склейки стали со
Единица
измерения
kz'cm^
кг/см3
кг/см1
кг/см*
кг ¦ см/см2
кг • cmjcm?
•к
[ЬНЫ
5
К
о.'8
200—300
100—200
150—180
230—240
20
и-15
сталью
¦¦я
X Н
о 3
х Ji
Я я
200 — 300
IOO — 2OO
100—150
1дО I7O
12—2О
II—15
Нагревание склеенных металлических де-
талей до 60° С после выдержки в течение трёх
суток почти не снижает механической проч-
ности склеек. Нагревание же выше 70° С влечёт
за собой размягчение клея и снижение меха-
нической прочности склейки. Нагревание при
температуре 90—95° С в течение 9 час. умень-
шает сопротивление склейки сдвигу в 1,5—2
раза.
Склейка, произведённая чистым карбиноль-
ным клеем, морозоустойчива (например, скле-
енное стекло выдерживает замораживание
до — 60° С; склеенные металлы имеют меньшую
морозоустойчивость).
Затвердевшая плёнка клея устойчива
к воздействию масла, бензина и керосина, но
набухает и легко смывается органическими
растворителями (ацетоном и спиртом). Тонкая
плёнка клея, не защищенная склеенными по-
верхностями, набухает в воде и водных рас-
творах кислот и щелочей, но устойчива
к воздействию концентрированных растворов
щелочей и аккумуляторной серной кислоты.
Пористые материалы впитывают влагу, и по-
этому склейка их неводоустойчива.
Затвердевший карбинольный полимер без
наполнителя представляет прозрачную, хруп-
кую, способную гореть массу жёлтого цвета,
удельного веса 1,0—1,02, с показателем прело-
мления 1,52. Диэлектрическая постоянная рав-
на 6. Показатели механической прочности за-
твердевшего клея даны в табл. 11.
При затвердении карбинола происходит
уменьшение объёма (усадка) примерно на 12%
и одновременно увеличение удельного веса от
0,89 до 1,02, а также показателя преломления
от 1,477 до 1,52. С введением наполнителя по-
ГЛ. III]
СБОРОЧНЫЕ РАБОТЫ И ИХ МЕХАНИЗАЦИЯ
253
Таблица 11
Механическая
прочность затвердевшего
карбинольного клея
Название клея
Чистый клей
(карбинол) ....
Карбинольный
клей-цемент . . .
менное
01
о.
ЕС
,
ч ?"
в к
|!|
cot
о В И
200—250
100—170
менное
ротивл
О) с
СО о
=5
3
S.I
х 0
2ОО—28о
170-
-180
о-о а
Й U 1 В
•
IOOO—IIOO
iooo—1400
о
с
рдость
'в О.
2О—24
i8—ао
нижаются горючесть и усадка при полимери-
зации до 2—3°/0.
При помощи карбинольного клея выполня-
ются следующие работы:
1. Склеивание оптических линз взамен
ранее применявшегося импортного канадского
бальзама. С применением карбинольного клея
повышена морозоустойчивость склейки, сни-
жен брак по расклеиванию линз в сборочных
цехах и повышены эксплоатационные каче-
ства.
2. Склеивание мерительного инструмента
(калибров) и приспособлений. Применение
карбинольной склейки в этом случае упрощает
технологию изготовления и обеспечивает:
а) снижение трудоёмкости работы за счёт
свободной посадки втулок; б).экономию в ра-
бочей силе за счёт снижения квалификации
рабочих и уменьшения брака; в) экономию
металла и крепежа.
3. Склеивание и герметизация шлангов бен
зо- и маслопроводов; вклейка арматуры в кор-
пусы баллонов вместо паяния их оловом и т. д.
4. Склеивание (восстановление) повреждён-
ных деталей электрооборудования и арматуры,
аккумуляторных банок, распределителей и кры-
шек трамблеров, щёчек магнето, электроизо-
ляторов и т. п.
Склеивание карбинольным клеем может
быть применено при достаточной площади
склеивания для соединений, не подвергающихся
ударным нагрузкам и воздействию темпера-
туры выше 60° С.
Выполнение винтовых соединений [15, 21]
При выполнении винтовых соединений зна-
чительное сокращение времени достигается
применением усовершенствованного ручного
сборочного инструмента.
Торцовые ключи (фиг. 85—90) значительно
сокращают время, затрачиваемое на завёрты-
вание гаек.
Механические отвёртки (фиг. 91) дают воз-
можность производить завёртывание или от-
вёртывание винтов непосредственным нажа-
тием на рукоятку 1. Переключающий рычажок5
рукоятки соединяет последнюю с гайками 3
или 4, имеющими правую и левую нарезки.
Осевое давление на одну из этих гаек через
рукоятку приводит во вращение стержень 2
отвёртки, имеющий две спиральные канавки
разного направления и большого шага.
Для создания определённого момента за-
тяжки винтов и гаек применяют тарированные
инструменты. На фиг. 92 [17] показан торцовый
тарированный ключ, принцип действия кото-
рого заключается в следующем. Стержень 1,
на нижнем конце которого закреплён ключ 2,
соединён со стаканом 3 посредством штифта
4. На другом конце стержня закреплена го-
ловка 5 с рукояткой 6. Головка 5 соединена
Фиг. 85. Торцовый ключ.
Фиг. 86. Торцовый кояо-
воротный ключ.
Фиг.87. Торцовый шар-
нирный ключ.
Фиг. 88. Торцовый трещё-
точный ключ.
Фиг. 89. Торцовый Фиг. 90. Торцовый шарнир-
фрикционный ключ. но-трещёточный ключ.
Фиг. 91. Механическая отвёртка.
со стаканом,?торцовыми зубьями, которые на-
ходятся в сцеплении под действием пружины 7.
Нажатие пружины регулируется гайками 8
и 9. При достижении определённого усилия
на рукоятке 6 (зависящего от предваритель-
ного сжатия пружины) происходит выключе-
ние ключа: шпилька 4 скользит по наклонной
прорези в детали 3, отжимает последнюю
254
ТЕХНОЛОГИЯ СБОРКИ МАШИН
1РАЗД. III
вниз, вследствие чего нарушается сцепление
торцовых зубьев и головка 5 повёртывается
вхолостую.
На фиг. 93 показана конструкция другого
тарированного ключа. Кулачок 1 со вставлен-
ным в него сменным торцовым ключом 2 мон-
Фиг. 92. Тарированный торцовый ключ.
тирован в корпусе 3, служащем одновременно
и рукояткой ключа. При приложении опреде-
лённого момента происходит выключение:
шарик 5 отжимается профилем кулачка, давит
Фиг. 93. Тарированный торцовый ключ.
на тарелку 6 и сжимает пружину 4, вследствие
чего нарушается сцепление ключа с рукояткой.
Регулировка пружины достигается винтом 7.
На фиг. 94 дана ещё
одна схема тарирован-
ного ключа, на фиг. 95 —
схема тариров анной
отвёртки, а на фиг. 96—
схема ключа с динамо-
метром.
При большом количе-
стве однотипных и одина-
ковых по размеру винто-
вых соединений приме-
Фиг. 94. тарированный няют механизированный
торцовый ключ: 1-ш&- инструмент: электриче-
рик; 2-стержень; з- ские и пневматические
пружина; 4-гайка для мя„,ины ПТ1Я гбппки вин-
регулирования мо- машины для соорки вин
мента. товых соединении. Меха-
низированный инструмент позволяет уско-
рить выполнение процесса сборки, а также
повысить его качество за счёт достижения
при этом равномерной затяжки.
Фиг. 9Ь. Тарированная отвёртка: /—муф-
та с торцовыми зубьями; 2 -пружина;
3— гайки для регулирования момента.
Электрические машины для
винтовых соединений (фиг. 97)
представляют собой переносное
устройство, заключающее в одном
корпусе электродвигатель, замед-
ляющую зубчатую передачу, муфту, переда-
ющую момент установленной величины, и
шпиндель. На шпиндель могут устанавливаться
Фиг. 97. Схема электрической машины* для сборки
винтовых соединений.
различные инструменты в зависимости от харак-
тера выполняемой работы (торцовый ключ для
гаек или болтов, отвёртки для винтов или спе-
циальный захват для шпилек). Электродвига-
тели для данных машин выполняются обычно
быстроходного типа с числом оборотов до
10 000—12 000 в минуту. Ввиду высокого числа
оборотов зти моторы по сравнению с моторами
нормального типа имеют малый вес на единицу
мощности. Питание моторов производится
переменным током повышенной частоты A80 —
200 пер/сек), для получения которого требуется
применение специального умформера. Муфта
служит для отключения электродвигателя от
шпинделя при получении определённого мо-
мента затяжки винтового соединения. При до-
стижении установленного момента торцовые
зубья муфты, снабжённые скошенными граня-
ми, раздвигают диски, преодолевая действие
пружины. Если регулировать предварительное
сжатие этой пружины, можно получать раз-
личные моменты затяжки. Шпиндели машин
снабжаются устройствами для быстрой замены
вставок, предназначенных для крепления ин-
струментов (фиг. 98).
ГЛ. III]
СБОРОЧНЫЕ РАБОТЫ И ИХ МЕХАНИЗАЦИЯ
255
Электрическая машина типа ТКО завода
„Электромашспгрой [24] (фиг. 98) имеет
нормальный электромотор трёхфазного тока
127/220 в, мощностью 0,6 кет при 2800 об/мин.
Число оборотов шпинделя 500 в минуту. Вес
инструмента 7 кг. Наибольший размер завёр-
тываемых гаек и болтов \". Данная машина
отличается от описанной выше тем, что не
5 /
соединений в труднодоступных местах, так
как имеют малые габариты и небольшой вес.
На фиг. 99 показана схема пневматической
отвёртки фирмы Desoutter Bros, Ltd для за-
вёртывания мелких винтов. Вес отвёртки око-
ло 900 г, число оборотов ротора пневматиче-
ского двигателя 20 000 в минуту. Передаточ-
ное число планетарного редуктора — 8.
Таблица 12
Характеристика электрогайковёртов
Тип электрической
машины
! ФД-43 Харьковско-
го комбината ....
ФД-113 Харьковско-
го комбината ....
КОУ-250
ФД-94—угловой ин-
струмент Харьковско-
го комбината . . .
та 3
СП « и ,~
4 5 2 |=г а
До ю
До i6
ДО 12
675 3.7
375 8.8
3°°4
1.25
O,2j
i,8
Фиг. 98. Схема электрической машины ТКО завода „Электромаш-
строй" для сборки винтовых соединений: А — сменная вставка для от-
вёртки; Б— вставка с торцовым гаечным ключом.
даёт тарирования момента затяжки. Вращение
от вала электромотора передаётся на шпиндель
через систему зубчатой передачи, состоящей
из четырёх шестерён. Шпиндель / вращается
во втулке 2, укреплённой в нижнем приливе
коробки перебора. Осевое давление шпинделя
воспринимается упорным подшипником 3.
Шпиндель имеет осевое отверстие, в которое
входит палец наконечника 4. Вращение от
шпинделя к наконечнику происходит при по-
мощи зубьев на кулачковой муфте 5 и шпин-
деле. Завёртывание гаек электрической ма-
шиной до полной их затяжки происходит при
нажиме на рукоятку машины, продолжающемся
до момента замедления мотором скорости вра-
щения при его перегрузке. При прекращении
нажима наконечник под действием пру-
жины выходит из шпинделя, и сцепление
зубьев муфты нарушается. Завёртывание гаек
производится без остановки электромотора.
Для отвёртывания винтов или гаек изменяется
направление вращения при помощи специаль-
ного переключателя.
В целях безопасности работающих корпус
электрических машин должен быть заземлён,
для чего в подводке предусматривается допол-
нительный провод.
Сравнительные характеристики различных
типов электрических машин (электрогайко-
вёртов) приведены в табл. 12.
Из заграничных образцов наибольшее рас-
пространение имеют в нашей промышленности,
главным образом авто-тракторной, электриче-
ские машины американской фирмы Black &
Decker.
Для завёртывания мелких винтов небольших
диаметров применяют иногда машины, приво-
димые в действие от гибкого вала. Эти ма-
шины наиболее удобны для сборки винтовых
На фиг. 100 приведено устройство
торцового ключа с магазином. В кор-
пус ключа / закладывают партию
гаек 2, сжимая подающую пружину 3.
Обратное выбрасывание гаек предупреждается
шариковыми фиксаторами 4. Ключ монтируется
на шпиндель машины или используется как
инструмент ручного типа.
Кроме описанного устройства, известно при-
менение станков и механизированного перенос-
ного инструмента для завёртывания большого
количества мелких винтов. Подобные станки
\
Фиг. 99. Схема пневматической отвёртки фирмы Deso-
utter Bros, Ltd: /—пневматический лопастной двигатель;
2-планетарный редуктор; 3— муфта; 4—пружина муфты;
5 — гайки для регулирования момента; 6 — вставка;
7—пусковая кнопка.
(выпускаемые, например, фирмой Alfred Her-
bert, Англия) выполняются на колонке или
верстачного типа. Подача, установка и завёр-
тывание винтов производятся автоматически.
По А-А
Фиг. 100. Торцовый ключ с магазином для гайковёрта.
Управление станком — от педали или рукоят-
кой. Производительность до 1500 винтов в час.
Для завёртывания крупных болтов, гаек,
и шпилек применяют инструмент повышен-
256
ТЕХНОЛОГИЯ СБОРКИ МАШИН
[РАЗД. Ш
ной мощности, снабжённый четырьмя ручками
или специальными устройствами для восприня-
тия больших крутящих моментов в конце за-
вёртывания [25]. В электромашинах тяжёлого
типа применяют регулируемые выключающие
муфты, помещаемые между рабочим инстру-
ментом (ключом) и шпинделем. Для тех же
работ используют радиально-сверлильные стан-
ки, снабжаемые специальным патроном-клю-
чом (фиг. 101). Этот способ позволяет умень-
Фиг. 101. Патрон для завёртывания болтов и шпилек на
радиально-сверлильном станке: 1— муфта с торцовыми
зубьями; 2 и 3— пружина и гайки для регулирования
момента; 4— квадрат для вставки ключа.
шить потребное количество рабочих и избе-
жать затраты физических усилий.
Применение механизированного инстру-
мента при сборке позволяет уменьшить время
выполнения винтовых соединений до 10 раз
против времени выполнения этих работ вруч-
ную.
Для удобства работы и уменьшения влия-
ния собственного веса инструмента на утом-
ляемость рабочих механизированный инстру-
мент подвешивается на пружинах или пружин-
ных блоках.
Если блоком пользуются на подвижном
стенде, то монтируют его на тележке, пере-
мещающейся по монорельсу. При применении
Фиг. 102. Поворотное устройство для крепления меха-
низированного инструмента при верстачной сборке:
А—схема расположения шарнирных элементов в плане.
тяжёлых инструментов или приспособлений
пользуются двумя спаренными блоками.
При верстачной сборке пользуются меха-
низированным инструментом, закреплённым
на поворотных устройствах типа, изображён-
ного на фиг. 102.
При завёртывании шпилек пользуются при-
способлениями, позволяющими производить
захват шпильки за её резьбовую или гладкую
поверхность. Основные приспособления, при-
меняемые на практике, показаны на фиг. 103,
I — IX:
I — наиболее простой приём завёртывания
и отвёртывания шпилек при помощи двух
гаек, из которых одна является контргайкой.
Пользуясь верхней гайкой как головкой болта,
производят завёртывание шпильки; пользуясь
нижней гайкой, производят вывёртывание
шпильки.
// — ключ для завёртывания шпилек, при-
меняемый в тех случаях, когда угол подъёма
нижней резьбы меньше угла подъёма верхней
резьбы.
/// — приспособление, состоящее из вы-
сокой гайки 1 и болта 2, упирающегося
в торец шпильки. После затяжки шпильки и
ослабления болта 2 гайка / свёртывается от
руки.
IV— навинчивание гайки 1 на шпильку
происходит до тех пор, пока торец винта 2
не упрётся в головку шпильки, после этого
производится затягивание шпильки за головку
болта. Для свинчивания гайки вращают болт 2
в обратную сторону. Для предупреждения ос-
лабления затяжки шпильки угол подъёма
резьбы у винта 2 следует брать больше угла
подъёма резьбы шпильки.
V — приспособление, состоящее из высокой
гайки 1, навинчиваемой вручную на верхний
конец шпильки до соприкосновения её верх-
него торца с пропущенным через гайку кли-
ном 2. При дальнейшем вращении гайки клю-
чом за квадратную головку 3 происходит за-
тягивание шпильки. Для свёртывания гайки
следует выбить клин 2, после чего гайка
свинчивается от руки. Штифт 4 служит для
предохранения клина от выпадания.
VI — приспособление в виде пружинящей
гайки /, навёртываемой на верхний конец
шпильки; крючкообразный конец рычага 2 на-
девается на штифты 3 и 4 гайки. Повёртывая
рычаг вправо, производят сжатие гайки и за-
тягивание шпильки. Перекладывая рычаг
в обратную сторону, можно производить вы-
вёртывание шпилек.
VII — патрон свободно навёртывается на
свободный конец шпильки до соприкосновения
её торца с упором 1. Дальнейшее навёртыва-
ние патрона приводит к сжатию пружины 2,
подъёму и сжатию разрезной гильзы 3. При
этом шарики 4 выходят из боковых углубле-
ний втулки 5 и соединяют разрезную гильзу 3
с промежуточной втулкой 6. Это положение
соответствует сцеплению кулачковых муфт
патрона, вследствие чего происходит завёрты-
вание шпильки. Перед окончанием процесса
завёртывания шпильки колпак патрона 7 на-
чинает касаться поверхности изделия и вы-
водит при дальнейшем вращении торцовые
зубья муфты из зацепления. Поднятие патрона
приводит к раскрытию пружинной гильзы,
что позволяет легко свернуть патрон с завёр-
нутой шпильки. Завёртывание шпилек с по-
мощью описанного патрона производится на
реверсивных машинах.
VIII — приспособление для завёртывания
шпилек за гладкую часть стержня состоит из
шайбы /, на оси 2 которой посажен эксцен-
ГЛ. Ill]
ТЕХНОЛОГИЧЕСКИЕ СХЕМЫ СБОРКИ
257
тричный ролик 3 с рифлёной цилиндрической
поверхностью. Надевая шайбу на гладкую
часть шпильки и вращая ось 2 за имеющийся
на её конце квадрат, производят защемление
шпильки и её ввёртывание.
IX—ключ для завёртывания шпилек за глад-
кую часть стержня, состоящий из корпуса /, в
пазах которого находятся зажимные ролики 2;
установка ключа по высоте производится
винтом <? и контргайкой 4. При надевании клю-
ча ролики находятся в самом глубоком месте
жёлоба, оставляя достаточный зазор для про-
хода шпильки. При поворачивании ключа ро-
лики перекатываются по жёлобу и зажимают
шпильку, увлекая её за собой. Освобождение
ключа происходит при вращении его в обрат-
ную сторону на ]Д оборота.
Контроль качества винтовых соединений
предусматривает проверку затяжки соедине-
ний, производимую простыми или тарирован-
ными ключами, а также ключами с динамо-
метрами.
ТЕХНОЛОГИЧЕСКИЕ СХЕМЫ СБОРКИ
Технологические схемы сборки, графически
изображающие сборочный процесс, разраба-
тываются на базе схем сборочных элементов
изделия.
В простейшем случае схема сборочных
элементов изделия, построенная по принципу
расположения деталей и узлов в соответствии
с последовательным порядком их соединения
(см. стр. 228, фиг. 3 и 4), представляет собой
одновременно и технологическую схему сборки.
В более сложных случаях схема сборочных
элементов превращается в технологическую
схему сборки путём дополнительных надписей,
определяющих содержание тех операций и при-
ёмов, которые не явствуют непосредственно
из схемы сборочных элементов изделия.
Технологические схемы сборки (так же
как и схемы сборочных элементов изделий)
могут быть построены развёрнутыми и укруп-
нёнными в зависимости от сложности собирае-
мого изделия *. Для сложного изделия целесо-
образнее строить укрупнённую технологиче-
скую схему сборки изделия, соответствующую
общей его сборке, и технологические схемы
сборки узлов, соответствующие узловой сборке.
Построение технологических схем общей и
узловой сборок показано на фиг. 104—107.
Технологическая схема
сборки,обеспечивая нагляд-
ное изображение сборочно-
го процесса, является одним
из основных документов,
фиксирующих технологиче-
ский процесс сборки. Техно-
логические схемы сборки
легко читаются, без затруд-
нений увязываются со сбо-
рочными чертежами и дру-
гой документацией техноло-
гических процессов сборки,
наглядно изображают всю
совокупность технологиче- .
ских операций, являясь, та-
ким образом, удобным опе-
ративным документом, отра-
жающим все основные эле-
менты сборочного процесса.
VII VIII
Фиг. 103. Приспособления для завёртывания
IX
* Метод построения технологи-
ческих схем сборки разработан
проф. В.М. Кованом в соавторстве
с доц. В. С. Корсаковым и ассист.
А. Б. Корона (кафедра технологии
машиностроения МВТУ им. Бау-
мана).
Фиг. 104. Токарно-револьверныЙ станок.
C6.30
Поперечный супорт$ спаренный
с фартуком
—(
Привернуть призматическую планку SO if
отрегулировать ручную подачу
—I M \ Винт
Закрепить винтами 55 компенсатор 54;
проверить ручную подачу
—| 54 j Компенсатор [Т
C53t
Продольная kapemka_ с револьверной
головной и коробкой включения ускорен
ного хода в сборе
—\Ь7\ Винт
—[ 581 Винт
—I в/ [ винт
Задернуть зажимной рычаг Сд.32 в~шрегЛ*
к у сб. 31 Отрегулировать зажим каретки
—\5Z\ Пробка |T~|
—[641 Пробка [7~]
J С&32\ Зажимной рычаг в сдоре
—\б5\ Винт
Отрегулировать ручную подачи нарет -
ниповщуп 0,05
С5.33
Коробка Сноростеи,содранная скород'
кой передач
\C&3U\ Кронштейн в сборе
JZH
Развернуть отверстие под штисрт
и вставить штифт 7/
\G53S\ Подшипник ходового вала В сборе \ I \—
Проверить вращение кодового вала 70
а затянуть винты 72
| Сб36\ Коробка ускоренного хода
\Сб.37\ Винт ускоренного кода в сборе | /}—
Развернуть отверстие через муфту 25 J
и вставить штифт /
Проверить вращение винта ускорен-
ного хода Сд.37 и окончательно закрепить /
норобКу ускоренного хода Со.36 /
| Сб.38\ Кронштейн в сборе ~Г
10
Призматичес -
мая планка
/
Винт
\4
Гайка
-\55\ Винт \г~
56
ПриЖимная
планка задняя
1
59
Прижимная
планка передняя
1
Винт
винт
Т\
—\66\ Штифт [ /
—\б7\ШайдаГравера \
~~[б8\ винт |,
Винт
—{Щ~ винт \ 1Г\
1701 Кидпвш вчл | Г\
—| 721 в
—\ 55\ винт \Т
73\ Штифт \ Т
Винт
Кронштейн в сборе
Сверлить л развернуть 2 отверстия
поаштифтЫ7й в станине через кар пас
коробки ускоренного хода и вставить /
Штифты 74
Осмотреть все узлы станка произвести
заливку смазки проверну и регулировку
7Ч\ Штифт \г
~\15\ Щиток \Т
—\76\ Винт
ЛодЪбрать палец 77% подогнать пружи-
ни 78. Отрегулировать винт ускорен- а
кого хода Сб.37 Обеспечить /гегкое двише-1
автоматической подачи с ускорен- J
ным ходом ^ /
Проверито работу механизма подачи
Устранить теио смазки. Расточито
гнезда револьверной головки
. рт\ Ппишича"' I /
\с5Щ
Стоика
Стоика в сборе
С пустить ^масло аз коробки
скоростей
Предохранительный щиток в сдоре \ 1 \—
—\80\ Войлок
—\вГ\ винт
\Сб.й2\Предохранительный щиток в сборе \ /}-*-
—\в! | Винт.
Злектро помпа
ТУ-
Подметить на станине места под .
кронштейн 88 Сверлить и нарезать f —[
2отверстия под динты 55 / :
J Трубопровод охлаждения в сборе
\С5. US j Тооиники с кранами в сборе \
Испытать Всю систему охлаждения.
исправить течь.
IСб46 j Пуль,п электроаппаратуры в сборе
\С5. w\ Трубка с головной б сборе
ПГ4^| Пост управления
Окончательно смонтировать электро-
оборудование станка
п-
Исправить краску
контрило и опродвбамис
Винт
Палец
79\ Винт
73] Винт
Войлок
Щитом
Винт
-\611 Винт
—\85\ Винт
Сетка
Угольник
—[ 551 Винт
—j 89 \ Труба
Винт
1L
-\М\ Скребок I 2
188 I Кронштейн \ t
90
Соединитель -
ная гайка
92 \ Гайка \ Z
—\ 931 Трубки | *
Угольник
—j 761 Винт |
10
12 r-Отдерстия под штифт
I \ сдермито и раздернуто при сборке
Си
Фиг. 106. Станина токарно-револьверного станка в сборе.
260
ТЕХНОЛОГИЯ СБОРКИ МАШИН
[РАЗД. III
3
Ножка
передняя
!
Устано8игпьло>к
кц по шаблону у
4
НоЖка
задняя
1
Выверить рейки, затянуть
бинты 10 Через рейку сверлить
и раздернуть отверстия под
конические штифты 12
Маслосойи
ра/лель
маслосоои-
ратель б сЬоре
С53 ь
Станина
в сборе
Фиг. 107. Технологическая схема сборки станины токарно-револьверного станка.
Технологические схемы сборки способ-
ствуют также анализу конструкций с техноло-
¦гической точки зрения и внесению в них
изменений, упрощающих сборочный процесс.
Технологические схемы сборки целесооб-
разно составлять во всех случаях независимо
от типа производства, так как они способ-
ствуют диференциации процессов сборки зна-
чительно сокращающей длительность произ-
водственного цикла.
В ряде случаев сборка некоторых узлов
машины (обычно подгрупп) выполняется в про-
цессе механической обработки. В этих случаях
обработанные детали соединяются в узлы,
которые затем подвергаются дальнейшей ме-
ханической обработке. Например, сварная кон-
струкция, составленная из отдельных ранее
обработанных деталей, подвергается после
сварки той или иной обработке на металлоре-
жущих станках; внутренние поверхности вту-
лок, колец и т. п. деталей после их запрессовки
подвергаются дальнейшей механической обра-
ботке, исходя от баз охватывающих деталей.
Необходимость и целесообразность выполне-
ния части общего сборочного процесса в ме-
ханических цехах весьма наглядно выясняет-
ся при составлении технологических схем
сборки.
В тяжёлом машиностроении в ряде случаев
на заводе собираются лишь узлы, а монтаж
целой машины выполняется на месте установки.
В этих случаях следует разрабатывать техно-
логические схемы монтажа целых машин и тех-
нологические схемы сборки отдельных узлов
машин в том виде, как они отправляются на
место установки. Если па заводе выполняется
общая сборка машины с последующим демон-
тажем её для доставки на место установки,
то следует составить технологические схемы
общей и узловой сборки, а также технологи-
ческие схемы демонтажа машины и её монта-
жа на месте установки.
ПОСТРОЕНИЕ СБОРОЧНЫХ ОПЕРАЦИЙ
И ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
СБОРКИ
Исходными данными для проектирования
технологических процессов сборки являются
сборочный чертёж, технические условия при-
ёмки изделия и размер программного задания.
Разработку технологического процесса сбор-
ки, начинают с изучения конструкции соби-
раемого объекта, условий его работы и техни-
ческих условий его приёмки. Изучение кон-
струкции целесообразно совмещать с техноло-
гическим контролем сборочного чертежа.
Сборочный чертёж' должен содержать дан-
ные, необходимые, для выполнения сборки,
а именно: 1) проекции и разрезы, обеспечи-
вающие полное освоение конструкции-изделия;
2) номера деталей4 и узлов, составляющих со-
бираемое изделие, а также спецификацию этих
деталей и узлов; 3) размеры, которые необхо-
димо соблюдать при сборке; остальные раз-
меры на сборочных чертежах обычно не ука-
зываются, чтобы не затемнять чертежа и не
затруднять его чтение; 4) зазоры, которые
должны быть соблюдены при сборке; 5) вес
изделия; 6) технические условия сборки.
Не ограничиваясь изучением только
сборочного чертежа, необходимо ознако-
миться также с рабочими чертежами дета-
лей, входящих в собираемый объект, с целью
выяснения характера дополнительных работ,
которые необходимо будет произвести при
сборке.
ГЛ. Ill] ПОСТРОЕНИЕ СБОРОЧНЫХ ОПЕРАЦИЙ И ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ СБОРКИ 261
Изучение собираемого изделия или узла
завершается составлением схемы сборочных
элементов, которая определяет их взаимную
связь и показывает порядок комплектования
отдельных узлов и целого изделия.
При разработке технологического процесса
сборки должны быть предусмотрены необхо-
димые пригоночные работы и соответствующее
оборудование для их выполнения. Кроме того,
в некоторых случаях технологическим процес-
сом сборки должны быть предусмотрены опе-
рации и оборудование для приработки и испы-
тания как собранных узлов, так и целой
машины, а также контроль сборочных опе-
раций.
При установлении последовательности опе-
раций сборки необходимо руководствоваться
следующими соображениями: 1) предшествую-
щие операции не должны затруднять выпол-
нение последующих операций; 2) при поточной
сборке разбивка процесса на операции дик-,
туется темпом сборки, причём время, затрачи-
ваемое на выполнение каждой операции, долж-
но быть примерно равно или кратно темпу;
3) после выполнения операций, при которых
имеется вероятность получения сборочного
брака, а также после операций, включающих
регулировку, необходим обязательный кон-
троль.
Практически при наличии образца собира-
емого изделия последовательность сборки
может быть установлена путём разборки и по-
следующей сборки образца. Разбирая изделие,
устанавливают деление его на сборочные эле-
менты. При отсутствии образца составляют
схему сборочных элементов, пользуясь чер-
тежом.
Развёрнутые схемы сборочных элементов
целесообразно составлять только для простых
изделий. В целях упрощения как построения
самих схем, так и разработки технологиче-
ских процессов сборки следует составлять для
более или менее сложных изделий укрупнён-
ные схемы сборочных элементов изделий и
узлов.
Снабжая в случае необходимости схемы
сборочных элементов надписями, содержащи-
ми указания о дополнительных работах, необ-
ходимых для выполнения сборки и не выте-
кающих непосредственно из этих схем, по-
лучаем технологические схемы сборки (см.
стр. 257).
Пользуясь технологической схемой сборки,
записывают в последовательном порядке
весь процесс сборки по переходам, понимая
под каждым технологическим переходом сбо-
рочную, пригоночную или какую-либо допол-
нительную работу, относящуюся только к одно-
му определённому соединению и выполняе-
мую посредством одного и того же инструмен-
та (неизменность соединения и инструмента).
Указанным порядком составляют отдельные
записи процессов общей сборки изделия, его
групп и подгрупп различных порядков.
Пользуясь нормативами, устанавливают
нормы оперативного времени для каждого
перехода, при этом в целях упрощения нор-
мирования и позышения его точности рас-
членяют переходы на приёмы, понимая под
каждым приёмом законченную совокупность
отдельных движений в процессе выполнения
работы или в процессе подготовки к ней.
В условиях поточной сборки последова-
тельные переходы объединяются в операции
с таким расчетом, чтобы сумма оперативных
времён переходов, включённых в операцию
и выполняемых каждым рабочим, приближа-
лась по возможности к действительному темпу
сборки.
В реальных производственных условиях
времена, затрачиваемые на выполнение сбо-
рочных операций, обычно не соответствуют
в точности темпу. Это объясняется тем, что
в подавляющем большинстве случаев не пред-
ставляется возможным подобрать технологи-
ческие переходы по операциям так, чтобы
сумма оперативных времён их выполнения
точно равнялась темпу. Поэтому при выпол-
нении операций имеет место так называемый
„технологически неизбежный простой". Прак-
тически в результате различной интенсивно-
сти выполнения сборочных работ операторами
наблюдаются простои даже в тех случаях,
когда расчётные времена выполнения опера-
ций равны темпу.
Построение сборочных операций может
быть осуществлено либо по принципу дифе-
ренциации, либо по принципу концентрации,
при этом для построения различных операций
одного и того же технологического процесса
могут быть применены оба принципа.
При построении операции по принципу ди-
ференциации таковая представляет собой толь-
ко один технологический переход. Такое по-
строение возможно только при поточной сбор-
ке и лишь в том случае, когда оперативное
время технологического перехода приблизи-
тельно равно действительному темпу сборки.
Во всех остальных случаях как при подвиж-
ной, так и при стационарной сборке построе
ние операций базируется на принципе кон-
центрации, т. е. совмещении нескольких пере-
ходов в одну операцию. При этом имеет
место либо последовательное, либо параллель-
ное, либо параллельно-последовательное вы-
полнение технологических переходов, соста-
вляющих операцию. Классификация сборочных
операций с указанием условий их примене-
ния дана в табл. 13.
При построении сборочных операций для
поточной сборки в целях наибольшего при-
ближения нормы времени к темпу сборки
можно регулировать время оперативной рабо-
ты путём переноса некоторых технологиче-
ских переходов из одной операции в дру-
гую, причем не обязательно в смежную,
если, конечно, это не нарушает необходи-
мой технологической последовательности
сборки.
Расчленив, таким образом, процесс сборки
на операции, в соответствии с действитель-
ным темпом сборки определяют нормы вре-
мени на сборочные операции путём начисле-
ния на оперативное время времени обслужи-
вания рабочего поста и времени перерывов.
Затем определяют времена технологически
неизбежных простоев, как разность между
темпом и временем, затрачиваемым на вы-
полнение сборочной операции.
Количество рабочих устанавливается в со-
ответствии с построением каждой операции.
Квалификация их определяется в соответствии
со знаниями, умением и навыками, необходи-
мыми для выполнения операций.
262
ТЕХНОЛОГИЯ СБОРКИ МАШИН
[РАЗД. 111
Классификация сборочных операций
Таблица 13
№ по пор.
1
2
3
4
Символ
класса опе-
рации
Д
кпс
КНР
КПП
Принцип
построения
операции
По прин-
ципу ди-
ференциа-
ЦШ1
По прин-
ципу кон-
центрации
То же
То же
Характеристика
операции
Выполнение одною
технологического пе-
рехода
Последовательное
выполнение двух или
нескольких техноло-
гических переходов
Параллельное вы-
полнение двух или
нескольких техноло-
гических переходов
Параллельно-после-
довательное выпол-
нение трёх или не-
скольких технологи-
ческих переходов
Размеры и конструк-
ции изделия или узла
Любые размеры и
любая конструкция
изделия или узла
То же
Конструкция и раз-
меры изделия или
узла должны обеспе-
чивать возможность
одновременного вы-
полнения работ не-
сколькими сборщи-
ками
То же
Условия применения
Виды
сборки
Сборка по
принципу
полной или
ограничен-
ной взаи-
мозаменяе-
мости
Любые ви-
ды сборки
То же
То же
Организа-
ционные
формы
сборки
Только по-
точная
сборка
Любые ор-
ганиза-
ционные
формы
сборки
То же
То же
Взаимосвязь опера-
тивного времени пе-
рехода с действитель-
ным темпом сборки
Оперативное время
перехода должно
быть приблизительно
равно темпу сборки
Сумма оператив-
ных времён перехо-
дов, составляющих
операцию, не должна
превышать темпа
при поточной сборке
Оперативные вре-
мена каждого из
переходов, составля-
ющих операцию, не
должны превышать
темпа при поточной
сборке
Сумма оператив-
ных времён перехо-
дов, выполняемых
последовательно, не
должна превышать
действительного тем-
па при поточной
сборке
Подсчеты производительности сборочного
поста и коэфициента его загрузки (см. стр. 233)
дают возможность судить о приемлемости за-
проектированной операции для заданных про-
изводственных условий. При низкой произво-
дительности, не соответствующей заданной
программе, намечают мероприятия для повы-
шения производительности.
Основными направлениями для повышения
производительности при сборке следует счи-
тать механизацию сборочных работ, примене-
ние рабочих и контрольных приспособлений,
сокращение технологически неизбежных про-
стоев при конвейерной сборке путём соответ-
ствующего распределения технологических
переходов по операциям.
Разработанный технологический процесс
сборки, представляющий собой совокупность
операций, фиксируется в виде определённых
документов.
К документации технологических процессов
сборки относятся: а) сборочные чертежи;
б) технологические схемы сборки; в) сбороч-
ные операционные и инструкционные карты;
г) нормировочные карты; д) пояснительные
записки.
Сборочные чертежи должны содержать все
данные, необходимые для выполнения сборки
(см. стр. 260).
Содержание и значение технологических
схем сборки указаны на стр. 257.
Сборочная операционная карта предста-
вляет собой общий план операций технологи-
ческого процесса сборки.
Сборочная инструкционная карта соста
вляется на отдельные операции в случае особой
их сложности и содержит подробные указания,
относящиеся к выполнению операции.
Сборочные нормировочные карты содержат
расчёты норм времени на сборочные операции.
В пояснительных записках даётся кратка,!
характеристика собираемого изделия и экспло-
атационных условий его работы. Затем изла-
гаются технические требования, предъявля-
емые к собираемому изделию или узлу. Далее,
исходя из заданной производственной програм-
мы и.прочих условий, даётся обоснование при-
нятых в проекте вида сборки организацион-
ных форм сборки и построения сборочных
операций; эта часть записки сопровождается
необходимыми расчётами и сравнительным
анализом различных вариантов. В заключи-
тельной части записки определяются абсолют-
ные и относительные показатели, характери-
зующие разработанный технологический про-
цесс сборки.
Трудоёмкости сборочного процесса, опре-
деляемая как сумма норм времени по опера-
циям, является основным абсолютным показа-
телем, характеризующим процесс сборки.
В качестве относительных показателей для
оценки технологического процесса сборки
в условиях серийного и массового производ-
ства можно принять: 1) коэфициент загрузки
каждого сборочного поста и средний коэфи-
циент загрузки сборочной линии (см. стр. 233)
и 2) коэфициент трудоёмкости сборочного про-
цесса.
Коэфициент загрузки сборочного поста
и сборочной линии определяет, насколько удач-
но расчленён сборочный процесс на отдельные
операции ив какой степени проработана в тех-
нологическом отношении каждая операция.
Очевидно, что низкие коэфициенты загрузки
по отдельным операциям определяют целе-
сообразность не поточной, а серийной
сборки.
Можно считать приемлемым kn !> 0,85.
Коэфициент. трудоёмкости процесса сбор-
ки определяется как отношение времени, за-
ГЛ. III]
КОНТРОЛЬ КАЧЕСТВА ВЫПОЛНЕНИЯ ПРИГОНОЧНЫХ И СБОРОЧНЫХ РАБОТ
263
трачиваемого на сборку данного объекта, ко
времени, затрачиваемому на изготовление де-
талей этого объекта:
Коэфициент трудоёмкости сборочного про-
цесса характеризует не только целесообраз-
ность разработки технологического процесса
сборки, но также и процессов изготовления
деталей при данном изделии и типе производ-
ства. Чем ниже этот коэфициент, тем лучше
проработаны и увязаны технологические про-
цессы сборки изделия и производства его
деталей, тем проще процесс сборки, тем в
большей степени осуществляется принцип вза-'
имозаменяемости. Можно считать удовлетво-
рительным, если s, ~ 0,2 - 0,4.
Если по разработанному процессу получи-
лись благоприятные показатели, то запроекти-
рованный процесс можно считать приемлемым;
в противном случае его следует пересмотреть
в части операций, имеющих недостаточную
производительность и низкий коэфициент за-
грузки сборочного поста.
АНАЛИЗ ТЕХНОЛОГИЧЕСКИХ
ПРОЦЕССОВ ПРОИЗВОДСТВА
МЕТОДОМ ПОВТОРНЫХ СБОРОК
Неудовлетворительный коэфициент трудо-
ёмкости сборочного процесса указывает на
необходимость исследования технологических
процессов в различных стадиях производства.
Это исследование целесообразно производить
методом повторных сборок, обеспечиваю-
щим возможность анализа технологических
отклонений, имевших место на предшеству-
ющих сборке операциях.
С этой целью производится первичная
сборка из обычно изготовленных деталей и
фиксируется время, затрачиваемое на отдель-
ные переходы сборки; при этом необходимо
отметить все дополнительные работы, имев-
шие место при сборке. Затем изделие разби-
рается и вновь производится повторная сбор-
ка. Время по отдельным переходам сборки
снова фиксируется.
Разность времён первичной и повторной
сборок определяет время, затрачиваемое по
отдельным деталям на дополнительные рабо-
ты при сборке.
Каждую дополнительную работу при сбор-
ке необходимо тщательно проанализировать
с точки зрения причин, вызывающих необхо-
димость выполнения этой работы. При этом
устанавливаются пригоночные работы, целесо-
образность которых для данных производ-
ственных условий и программного задания не
вызывает сомнения. Таким образом опреде-
ляется трудоёмкость сборочного процесса, при
ближающаяся к технологически возможной
трудоёмкости. Затем вносятся соответству-
ющие коррективы в технологические процессы,
предшествующие сборке, и производится
сборка из деталей, выполненных по корректи-
рованным технологическим процессам. Если
трудоёмкость, полученная при последней сбор-
ке, резко отклоняется от приближающейся к
технологически возможной трудоёмкости, то
продолжают исследование тем же порядком;
если близка к ней, то принимают её как тех-
нологически возможную. Разность между
ними обусловливается несколько меньшей
затратой времени при по.торной сборке на
соединение деталей, предварительно уже
собранных и разобранных.
КОНТРОЛЬ КАЧЕСТВА ВЫПОЛНЕНИЯ
ПРИГОНОЧНЫХ И СБОРОЧНЫХ РАБОТ
Методы проверки плоских поверхностей *
Проверка на краску при помощи плит, ли-
неек или эталонных деталей применяется для
контроля припиленных, пришабренных и при-
тёртых поверхностей. Результаты оцениваются
равномерностью распределения и количеством
окрашенных пятен, приходящихся на квадрат
25X25 мм в 5-7 местах проверяемой пло-
скости.
Проверка линейкой и щупом. На прове-
ряемую плоскость накладывают в разных на-
правлениях точную линейку. Величина про-
света определяет отклонение от плоскости
и замеряется щупом или полосками папирос-
ной бумаги; степень точности до 0,02 мм.
Проверка линейкой и штихмасом. Над
проверяемой плоскостью на двух одинаковых
по высоте сухарях устанавливается линейка,
Колебание величины зазора в разных местах
определяет отклонения от плоскости и
замеряется штихмасом с точностью до
0,01 мм.
Прогиб от собственного веса стальных
линеек с опорами, расположенными на концах,
определяется по формуле
Р /в (х
3 EI ' 24 V
/3 /4
(см).
где Р—вес линейки в кг; I—расстояние
между опорами в см; х— расстояние от опо-
ры до места определения прогиба в см; Е -
модуль упругости в kzjcm2; I—момент инер-
ции в смА; f—прогиб линейки в см.
Наибольший прогиб при этом равен
, _ Р 5/з
/max - ш ' 384 {СМ).
Наименьшие величины прогиба получаются
при расположении опор от концов линейки на
расстоянии 0,223 её длины. Наибольший про-
гиб в этом случае составляет 0,018 величины
прогиба линейки с опорами у её концов.
Длина применяемых линеек обычно не пре-
вышает 4 м.
Проверка линейкой и ватерпасом. На
проверяемую плоскость укладывается линей-
ка, обе грани которой строго параллельны,
С помощью подкладок (полосок папиросной
бумаги или металлических пластинок) уста-
навливают верхнюю грань в горизонтальное
положение по ватерпасу по всей длине ли-
нейки. По разнице в толщине подкладок опре-
деляют отклонения плоскости от прямолиней-
ности и горизонтальности расположения. Этот
* См. также гл. II.
264
ТЕХНОЛОГИЯ СБОРКИ МАШИН
1РАЗД. III
способ позволяет пользоваться линейками ма-
лой жёсткости.
Если длина проверяемой плоскости больше
длины линейки, применяют следующий спо-
соб проверки (фиг. 108): 1) устанавливают ли-
нейку на подкладках по ватерпасу у одного
конца плоскости; зазоры Х\ — дг4 между ли-
нейкой и плоскостью в определённых местах
замеряют щупом (или штихмасом) и заносят
на схематический чертёж; 2) выдвигают ли-
нейку на величину, несколько меньшую её
длины, выверяют по ватерпасу, замеряют за-
зоры и фиксируют результаты замеров; не-
обходимо отметить, что линейка всё время
остаётся горизонтальной и перемещается па-
раллельно самой себе. В результате повторе-
ния указанных приёмов будет определён про-
/ ?—-Х
5ШШ
X, Xs X, X,
Фиг, 108. Проверка плоскости линейкой и ватерпасом.
филь плоскости по всей её длине. Чувстви-
тельность применяемых при этом ватерпасов
до 0,02 мм на 1 м длины.
Проверка при помощи водяного зеркала
применяется при проверке длинных горизон-
тальных направляющих, для чего на послед-
них устанавливают ползун с микрометрической
головкой. Затем берут отсчёты от уровня
жидкости, налитой в открытый жёлоб, распо-
ложенный вдоль проверяемой поверхности.
Взятие отсчётов происходит в момент касания
измерительного наконечника микрометра по-
верхности жидкости. Данный метод обеспечи-
вает точность до 0,02 мм.
Проверка струной применяется при про-
верке горизонтальных и вертикальных плос-
костей длиной 1—10 м, а иногда и более.
В качестве струны применяют шёлковую
нить или стальную проволоку диаметром
около 0,2 мм. Натяжение проволоки не дол-
жно вызывать напряжений в ней более одной
трети предела прочности. При проверке
горизонтальных плоскостей провисание стру-
ны в любой точке может быть опреде-
лено по следующей приближённой формуле:
где li и /2 — расстояния в м от места закре-
пления струны до точки, для которой произ-
водится определение провисания; q — вес
1 пог. м струны в г; S — сила натяжения
струны в кг.
Относительная величина провисания шёл-
ковой нити примерно в 4 раза меньше по
сравнению со струной из стальной проволоки.
Расстояния от струны до плоскости проверяют
штихмасом, определяя момент касания на-глаз
на фоне белой бумаги. Применяют также опре-
деление момента касания штихмаса со стру-
ной, используя принцип замыкания электри-
ческой цепи (замыкание вызывает загорание
лампочки или звук от зуммера).
Точность проверки по струне доходит до
0,05 мм.
Проверка струной и микроскопом. Стру-
ну натягивают вдоль проверяемой направля-
ющей, а закреплённые концы её устанавли-
вают, пользуясь микроскопом, укреплённым
на специальном ползуне (фиг. 109). Переден-
Фиг. 109. Проверка прямолинейности струной и микро-
скопом: 1- микроскоп; 2— струна; 3— проверяемая
плоскость.
гая ползуны вдоль направляющей, можно ви-
деть в микроскоп величину получаемого
отклонения. Точность этого способа — до
0,01 мм.
Проверка линейкой и индикатором. Ин-
дикатор закрепляют в ползуне, перемещаемом
по проверяемой направляющей; индикатор со-
прикасается измерительным наконечником с
закреплённой линейкой, отмечая отклонения
от прямолинейности в разных точках. Точ-
ность этого способа до 0,01 мм.
Оптические методы проверки. Эти ме-
тоды применяют при проверке плоскостей
длиной до 30—40 м; степень точности замеров
достигает 0,02 мм на 1 м. Проверка может
быть выполнена следующими способами:
1) При помощи телескопа и перемещаемой
по проверяемой плоскости метки Л (фиг. 110)
X///////////////////// //////////// , Y/7/////777Z/A
Фиг. 110. Проверка плоскости телескопом: 7—проверяе-
мая плоскость; 2—телескоп.
фокусное совмещение осуществляется при
помощи кремальерного устройства В, а уста-
новка телескопа и отсчёты — при помощи
микрометрического винта С; передвигая мет-
ку А на разные участки плоскости, опреде-
ляют её отклонения от прямолинейности.
2) При помощи телескопа и коллима-
тора (фиг. 111), заменяющего перемещаемую
метку А в предыдущем способе; коллиматор
коллиматор
Телескоп-
Фиг. 111. Проверка плоскости телескопом
и коллиматором.
имеет две прозрачные шкалы для определения
смещения и перекосов М\ и М2] телескоп снаб-
жён устройством для настройки фокуса и шка-
лой Ms с пересекающимися нитями, при по-
мощи которых производят отсчёт погрешно-
стей.
ГЛ. Ill]
КОНТРОЛЬ КАЧЕСТВА ВЫПОЛНЕНИЯ ПРИГОНОЧНЫХ И СБОРОЧНЫХ РАБОТ
265
3) При помощи автоколлиматора и передви-
гаемого по проверяемой поверхности зерка-
ла А (фиг. 112); неровности проверяемой по-
верхности определяются по шкале В, кор-
В
Фиг. 112. Проверка плоскости автоколлиматором:
/—проверяемая плоскость; 2—автоколлиматор.
ректирующей положение отражаемого от зер-
кала пучка наклоном призмы С.
Указанные приборы в различных конструк-
тивных оформлениях выпускаются фирмами
Taylor & Hobson, London, и К. Zeiss, Iena.
Методы проверки криволинейных
поверхностей
Проверка на краску при помощи эталон-
ных деталей. Результаты оцениваются равно-
мерностью распределения и количеством окра-
шенных пятен на участке 25x25 мм. Этим
методом проверяется пригонка поверхностей
вкладышей подшипников, параллелей крейц-
копфа и др.
Проверка лекалами и шаблонами. Резуль-
таты оцениваются визуально по зазору или
щупом.
Проверка прямолинейности образующих
(у отдельных поверхностей) линейками, ин-
дикаторами, струной и другими методами, рас-
смотренными выше.
ностью до 0,02 мм на 1 м длины. Для проверки
объектов большой длины (до 40 м) целесооб-
разно применять оптические методы. В зависи-
мости от конструкции проверяемых объектов
возможны также сочетания перечисленных ме-
тодов проверки.
Неперпендикулярность определяется уголь-
ником (с проверкой зазоров щупами' ' поло-
сками тонкой бумаги, на-глаз или краской),
Фиг. 114. Проверка
перпендикулярно-
сти угольником я
индикатором:/—ин-
дикатор; 2-прове-
ряемые плоскости.
Фиг. 115. Проверка
перпендикулярно-
сти рамным уров-
нем: /— рамные
уровни; 2—прове-
ряемые плоскости.
угольником и индикатором (фиг. 114), рамным
уровнем (фиг. 115), а при большой длине
объектов — оптическими методами (фиг. 116).
Фиг. 116. Оптический метод проверки
перпендикулярности: / — коллиматор;
2— оптическая призма;3—телескоп; 4—про-
веряемые плоскости.
Проверка взаимного положения
сопрягаемых деталей и прилегания
поверхностей
Этот контроль связан с определением не-
параллельности, неперпендикулярности, сме-
щения осей, перекосов осей и неплотностей
прилегания поверхностей.
Непараллельность определяется при помо-
щи универсальных измерительных инструмен
Фиг. 113. Проверка плоскости линейкой
и ватерпасом: /—ватерпас; 2—подкладки;
3— проверяемые плоскости; 4—линейка.
Смещение осей определяется при малых
расстояниях между расточками (до 100 мм)
при помощи контрольных скалок, вводимых
в проверяемые отверстия. При больших рас-
стояниях и больших диаметрах расточек (бо-
лее 250 мм) пользуются струной. На фиг. 117
показано определение смещения осей парал-
лелей крейцкопфа 2 и цилиндра 1 после его
Фиг. 117. Проверка соосности направляющих крейц-
копфа и цилиндра струной и штихмасом: /—цилиндр;
2—направляющие крейцкопфа; 5—плоскость привала ци-
линдра; 4—струна; 5—штихмас.
тов (штихмасов, глубиномеров, штангенрейсму-
сов и пр.) непосредственными промерами или
с использованием плит и линеек. Кроме того,
пользуются индикаторами или линейкой с ватер-
пасом (фиг. 113). Применение универсальных
уровней Кука (выпускаемых в СССР трестом
„Геологоразведка"), имеющих устройство для
изменения наклона ампулы при помощи микро-
метрического винта, даёт возможность в послед-
нем случае определять непараллельности с точ -
привала к раме компрессора. На фиг. 118
показано центрирование статора генератора
по валу гидротурбины при помощи вертикаль-
ной струны (отвеса1. При самых больших рас-
стояниях между расточками (подшипники греб-
ных валов, ходовых винтов) применяют опти-
ческие методы проверки. На фиг. 119 дана
схема проверки соосности при помощи теле-
скопа и коллиматора, установленных в расточках
через переходные втулки.
266
ТЕХНОЛОГИЯ СВОРКИ МАШИН
[РАЗД. III
Смещение осей х определяется по шкале
М] коллиматора (см. фиг. 111), а перекос (угол
пересечения осей) а определяется по шкале Л42.
Определение смещения осей валов при их
установке производится грубо при помощи
Фиг. 118. Центровка очлора гоиратора струной
и штихмасом: / статор генератора;2—вал гидро-
турбины; 3 -штихмас; 4— струна.
щупа и линейки и более точно при помощи
специального устройства (фиг. 120). В первом
случае проверяется расстояние между соеди-
нительными фланцами или муфтами обоих ва-
Фиг. 119. Проверка соосности оптическим спо-
собом: /—коллиматор; 2—телескоп; 3— переход-
ная втулка.
мов щупом в нескольких местах и при помощи
линейки и щупа проверяется совпадение флан-
цев по их периферии. Более точная проверка
достигается изображённым на фиг. 120 при-
Фиг. 120. Проверка соосности валов
специальным приспособлением.
способлением. Разность отсчетов аа и Ъ—Ъ,
получаемых при поворотах вала / и призмати-
ческой стройки //, укажет на отклонение от
соосности валов.
Перекос осей подшипников для валов в гори-
зонтальной плоскости определяется после уста-
новки в отверстия скалок замерами межосе-
иого расстояния на крайних точках штихмасом
или другими измерительными инструментами
(штангенциркуль, микрометр, индикатор).
Перекос осей валов в вертикальной плос-
кости может быть определён универсальным
уровнем Кука (фиг. 121) непосредственной
установкой его на шейку каждого вала.
На фиг. 122 показана схема определения
перекосов в двух плоскостях: штихмасом—в
Фиг. 121. Проверка параллельности валов
уровнем Кука.
вертикальной плоскости и специальным уголь-
ником с ватерпасом —в горизонтальной плос-
кости.
Фиг. 122. Проверка параллельности валов
н двух плоскостях: 1- ватерпас, 2—штихмас;
АА и ББ — плоскости замеров по ватерпасу
и штихмасу.
Перекосы проверяются при помощи линеек,
угольников, индикаторов (фиг. 123), простых
и рамных уровней, а также
универсальными и специаль-
ными измерительными ин-
струментами и приспосо-
блениями.
Неплотности прилега-
ния проверяются по краске,
пластинчатыми или клино-
выми щупами (минималь
ный зазор 0,04 мм) или
полосками папиросной бу-
маги. Для узких поверх-
ностей Прилегание Прове- лие;" 2—оправка;
ряется на свет. Герметич- 3 -'упорная плос-
ность соединений прове-
ряется гидравлической или
воздушной пробой.
фи1 ¦' ш- пропер-
кость; 4—\
тор; 5 -обнаружи-
ваемый перекос.
Контроль качества сборки
При выполнении сборочных работ преду
сматриваются следующие виды контроля:
1. Проверка наличия де-
талей в собираемом объекте
и правильности их уста-
новки.
2. Проверка точности
взаимного положения соби-
раемых деталей и узлов.
Получающиеся при сбор-
ке ошибки (непараллелыю-
сти, перекосы, эксцентриси-
теты, смещения осей и др.)
проверяются методами, рас-
смотренными выше, а таю!-1
при помощи разнообразии-;
специальных контрольных
приспособлений (фиг. 124-
!'Iir- 124. приспо-
невого узла.
ГЛ. Ш1
СБОРОЧНЫЕ ПРИСПОСОБЛЕНИЯ
267
На фиг. 124 показана схема приспособления
для контроля перпендикулярности оси нижней
головки шатуна и образующей поршня в со-
бранном поршневом узле. При правильной
//7/7777777777777777
Фиг. 125. Приспособление для контроля
сборки составного коленчатого вала.
сборке зазор х не должен превышать уста-
новленной величины.
На фиг. 125 представлена схема приспо-
собления для проверки соосности валов после
сборки маховика.
Наличие смещения осей указывается инди-
каторами I и 2.
На фиг. 126 дана схема контрольного при
способления для проверки перекоса диска /
после запрессовки его
на вал 2. Имеющиеся
торцовые перекосы
отмечаются индикато-
ром 3.
3. Проверка ка-
чества выполненных
соединений (винтовые
соединения, клёпка, за-
прессовка, пайка, свар
ка). О методах кон-
троля см. в соответ-
ствующих главах.
4. Проверка зазо-
ров и мёртвых ходов
производится щупа-
ми, индикаторами или
специальными кон-
трольными приспосо-
блениями.
5. Контроль выпол-
нения особых тре-
бований: проверка
статической и динамической уравновешен-
ности; проверка веса деталей и узлов,
имеющих возвратно-поступательное движе-
ние; проверка бесшумности работы механиз-
мов и др.
6. Проверка соответствия характеристики
собираемых объектов паспортным данным
(проверка станков на точность без нагрузки
и под нагрузкой; проверка двигателей "при
заданном режиме работы и др.).
Контроль выполнения требований, указан-
ных в двух последних пунктах, устанавли-
вается техническими условиями, а для
осуществления контроля применяются спе-
циальные стенды.
Фиг. 126. Приспособление
для проверки биения
диска после запрессовки
на вал.
СБОРОЧНЫЕ ПРИСПОСОБЛЕНИЯ
Универсальные приспособления
Универсальные сборочные приспособления
применяются преимущественно в условиях ин-
дивидуального производства.
Плиты. Для установки и сборки машин или
отдельных узлов применяются плиты (фиг. 127).
Они выполняются из чугуна с обработан-
ной гладкой или снабжённой Т-образными па-
Фиг. 127. Плиты для сборочных работ.
зами поверхностью. Применение плит обеспе-
чивает проверку взаимного расположения со-
бираемых деталей узлов, а также проведение
ряда таких вспомогательных работ, как раз-
метка, предварительное крепление деталей
и др.
Установку плит производят на иолу или
на специальных подставках.
В сборочных цехах тяжёлого машинострое-
ния применяют плиты, состоящие из отдель-
ных пустотелых секций со скрепляющими
рёбрами. Верхняя их поверхность снабжена
Т-образными пазами, идущими в одном или
двух взаимно перпендикулярных направлениях.
Эти плиты устанавливают обычно на уровне
пола.
Сборочные балки (фиг. 128) применяют для
тех же целей, что и плиты. Их выполняют ли-
тыми или из проката нормального профиля.
Фиг. 12S. Сборочные балки.
Сборочные балки устанавливают на специаль-
ных подставках или на полу. Чугунные балки
имеют Т-образные пазы. Установочные по-
верхности балок должны быть обработаны.
Призмы и угольники. Эти приспособления
изготовляют из чугуна и стали. Устанавливают
их на сборочных столах или плитах и приме-
няют при закреплении и взаимной проверке
г г
Фиг. 129. Призмы
и угольники.
собираемых деталей и групп. Основные типы
применяемых призм и угольников показаны
на фиг. 129.
268
ТЕХНОЛОГИЯ СБОРКИ МАШИН
[РАЗД. 111
Струбцины служат для временного скре-
пления деталей и узлов собираемых машин, а
также для выполнения некоторых вспомога-
тельных работ (правка, запрессовка, распрес-
или рымы; в) посредством специальных захва-
тов.
При подвижной сборке изделия переме-
щают или непосредственно по рольгангу, скли-
Фиг. 130. Струбцины: А, Б—винтовые; В—с быстродействующим винтовым и байонетным
зажимом; Г—с эксцентриковым зажимом; Д— с откидывающейся планкой; Е—с пневмати-
ческим зажимом (/—регулируемая щека, 1?—зажимающая щека, 3—резиновая диафрагма,
4— направляющая, ,5- пружины).
совка и т. п.)- Типы струбцин показаны на
фиг. 130.
Домкраты служат для выверки и под-
держки громоздких деталей. Основные типы
показаны на фиг. 131.
Фиг. 131. Домкраты.
Вспомогательные устройства. К числу
таковых относятся: 1) металлические или де-
ревянные подкладки и клинья, служащие для
установки и выверки собираемых деталей;
2) винтовые прихваты, применяющиеся для кре-
пления собираемых деталей к плитам и бал-
кам; 3) устройства для раскладывания под-
готовленных к сборке деталей (деревянные
брусья, доски, козлы).
Устройства для подъёма и перемещения
деталей и узлов при сборке. Для подъёма и
перемещения громоздких и тяжёлых деталей
и узлов при стационарной сборке в качестве
подъёмно-транспортных устройств применяют
блоки, тали, электротали (подвешенные не-
подвижно или перемещаемые по монорельсу),
пневматические подъёмники, поворотные или
мостовые краны. Захват деталей этими устрой-
ствами осуществляется: а) посредством цепей,
канатов и стропов, применяя обычные таке-
лажные приёмы; б) непосредственно крюком
за выступающие и удобные для захвата места
зу и т. п., или в специальных приспособле-
ниях, закреплённых на транспортирующем
устройстве. К числу последних относятся,
например, приспособления на цепных или
пластинчатых конвейерах для установки на них
собираемых изделий, а также устройства для
установки изделий на тележках.
Специальные приспособления
К группе специальных, применяемых в усло-
виях серийного и массового производства,
относятся следующие сборочные приспособле-
ния.
Приспособления для крепления базовых
деталей собираемого объекта, которые слу-
жат для придания изделию устойчивости про-
тив усилий, стремящихся нарушить его поло-
жение в процессе сборки (усилия при затяжке
болтов, усилия, стремящиеся опрокинуть изде-
лие при установке на него детали или узла,
вызывающих смещение центра тяжести, и др.).
Величина зажимных усилий не должна вызы-
вать упругих или остаточных деформаций из
делия, могущих неблагоприятно повлиять на
качество соединений. На фиг. 132 показаны
в качестве примеров приспособления: А —для
крепления картера редуктора заднего моста
автомобиля и В —для крепления корпуса зуб-
чатого насоса.
Приспоссб'аениЯ{обеспечивающие правиль-
ность установки соединяемых элементов
изделий. К числу этих приспособлений отно-
сятся шаблоны и лекалы.
Приспособления для быстрой и точной
установки собираемых деталей. Эти приспо-
собления обеспечивают требуемое расположе-
ние сопрягаемых деталей с помощью специаль-
ных базирующих элементов. На фиг. 133 по-
ГЛ. III)
СБОРОЧНЫЕ ПРИСПОСОБЛЕНИЯ
269
казано приспособление для сборки составного
коленчатого вала 1, коренные шейки которого
получают строгую соосность вследствие уста-
новки их в центрирующие призмы 2, перед
затяжкой мотылевой шейки 3.
Фиг. 132. Приспособления для крепления собираемых
объектов: Л—приспособления для корпуса редуктора;
Б—приспособления для корпуса зубчатого насоса.
/7/7/ //////////у'У///////, S,'''/s'/s/
Фиг. 133. Приспособление для сборки составного
коленчатого вала.
На фиг. 134 показано приспособление для
сборки сепаратора роликового подшипника.
Распорки / закладываются в гнёзда приспо-
собления 2. После этого на цапфы распорок
накладывается кольцо сепаратора 3. При по-
Фиг. 134. Приспособление для сборки
сепаратора роликового подшипника.
следующем ходе ползуна 4 вниз пуансоны 5
производят осадку выступающих концов цапф
в полукруглые замыкающие головки.
На фиг. 135 дана схема приспособления для
сборки зубчатой передачи. В отверстия за-
креплённой в приспособлении нижней пла-
стинки / вводятся поддерживаемые пружин-
ными вилками ползунов 2 валики 3 собирае-
мой передачи. После наложения и закрепле-
ния верхней пластинки 4 ползуны отводятся
назад в направлениях, указанных стрелками.
При сборке некоторых деталей (пружины,
пружинные кольца, рессоры) возникает необ-
ходимость преодоления упругих сил или со-
здания предварительного натяжения. В этих
случаях применение приспособлений даёт зна-
Фиг. 135. Приспособление для сборки зубчатой
передачи.
чительное ускорение и облегчение процессов
сборки.
На фиг. 136 показано приспособление для
надевания поршневых колец на поршень. Коль-
ца / закладываются замками вниз между по-
движными полукольцами 2. Конусная оправка 3
при помощи рычага 4 вводится в кольца и
разжимает их до размера, необходимого для
свободного введения поршня. Нажимая на
педаль, рабочий через шарнирную систему 5
и ползуны 6 сжимает полукольца и кольца,
удерживая таким образом последние в разве-
дённом состоянии после перемещения оправки
3 влево. После установки показанного тонкими
Фиг. 136. Приспособление для надевания колец
на поршень.
линиями поршня 7 педаль освобождается, и
кольца садятся в свои канавки.
Приспособления для изменения положе-
ния изделия при выполнении сборки. В целях
получения наибольших удобств при выполне-
нии операций сборки предусматриваются по-
Фиг. 137. Поворотное сборочное приспособление.
воротные приспособления, позволяющие при-
давать объекту требуемое положение. Пово-
рот осуществляется вручную (в этом случае
при большом весе приспособления и изделия
270
ТЕХНОЛОГИЯ СБОРКИ МАШИН
[РАЗД. III
центр тяжести должен лежать на оси враще-
ния) или при помощи специальных устройств
(червячная передача, рычажная система и пр.).
В требуемых положениях поворотная часть
приспособления крепится фиксаторами. При-
способления данного типа в большинстве слу-
чаев комбинируют с приспособлениями для
крепления собираемого изделия.
На фиг. 137 показано приспособление для
сборки коробки передач, представляющее со-
бой сочетание зажимного и поворотного при-
способлений. Картер коробки 1 крепится при-
хватами 2 к поворотной части приспособле-
ния 3. Последняя крепится в требуемом по-
ложении фиксатором 4.
На фиг. 138 изображена схема приспосо-
бления для сборки изделий цилиндрической
Фиг. 138 Приспособление для сборки изделий
цилиндрической формы.
формы. Корпус приспособления 1 снабжён ро-
ликами 2, на которые укладывается изделие 3
и легко на них поворачивается. Подобные
приспособления применяются при сборке ро-
торов, установке арматуры на газовых балло-
нах и т. п.
На фиг. 139 показана схема приспособления
для перевёртывания изделия, проходящего
сборку на рольганге. Изделие /, заведённое
Фиг. 139. Приспособление для перевёртывания
собираемого объекта.
в коробку 2 приспособления, повёртывается
на 180° вокруг цапф 3, вследствие чего оно
оказывается в перевёрнутом положении на
другой стороне рольганга.
Приспособления для демонтажа собирае-
мого изделия применяются для разборки де-
талей, соединённых с натягом, и выполняются
в виде специальных съёмников для шкивов,
маховиков, колец и других деталей, напрессо-
ванных на валы.
ЛИТЕРАТУРА И ИСТОЧНИКИ
I. Ч а л ы й Б. Н., Выбор моторизованного инструмента
для сборочных процессов, „Авиапромышленность"
№ 10, 1940.
2. Арнольд А. Б., Строительные пневматические ин-
струменты и компрессоры, ОНТИ, 1936.
3. Б а л а к ш и н Б. С, проф., Технология станкострое-
ния, Машгиз, 1943.
4. Бренгауз А. М. иЧаговский Л'. Д., Клёпка
в металлическом самолётостроении, Главная редакция
авиационной литературы, 1937.
5. Г и т и н, Усовершенствованный слесарно-сборочный
инструмент, Оборонгиз, 1941.
6. Егоров М. Е., проф., Основы проектирования ме-
ханических и сборочных цехов, Машгиз, 1940.
7. К е л ь д ю щ е в В. А., Пневматика, ОНТИ, 1938.
8. К о в а н В. М., проф., Технология машиностроения,
Машгиз, 1944.
9. К о в а н В. М., проф., Технология авто-тракторостро
ения, Машгиз, 1938.
10. К о х т е в А. А., Массовая сборка автомобилей, Глав-
ная редакция машиностроительной и авто-тракторной
литературы, 1937.
II. К р у п е н н и к о в а Е. С, Карбинольный клей и его
применение в производстве мерительного инстру-
мента, Машгиз, 1944.
12. Каталоги фирм Chicago Pneumatic (США), Ipeg
(Германия), AEG (Германия), Black & Decker (США),
Broom & Wade (Англия), Wolf Co (Англия).
13. Л а р и о н о в В. П., Технологический процесс
сборки в машиностроении, Гизместпром, 1939.
14. М а р ч и к А. О., Шабровочные работы, ЭНИМС,
1938.
15. Р а з в и н П., Механизация ручных работ в сбо-
рочных цехах, „Машиностроитель" № 1, 1940.
16. Ц у р к о в М., Применение электромеханизирован-
ного инструмента, „Машиностроитель" № 7, 1940.
17. К о с т ю ч е н к о В. А., Предельный ключ, „Мотор"
№ 5, 1937.
18. Н а з а р о в И. Н., Применение карбинольного клея
в автомобильной промышленности.
19. Э т т е м В. В., Аппараты для механической шаб-
ровки, „Оргаинформация" № 2, 1936.
20. Слонимский В. О., Аппарат для механической
шабровки, „Оргаинформация" № 8, 1935.
21. Козырев П. И., Применение мотоинструмента на
сборке, „Организация труда" № 3, 1940.
22. П л я й н е с В., Заклёпочные соединения в металличе-
ском самолётостроении, Госмашметиздат, 1939.
23. Сборник „Механизация клепально-сборочных работ
в самолётостроении" под ред. Г. В и л е н к и и а,
Оборонгиз, 1939.
24. Союзстронмеханизация, Электроключ 'ГКО (Инструк-
ция по эксплоатации и уходу), вып. 9, Каталогиздат,
1939.
2 Л. Ф а й н Г., Инструменты и станки с электрическими
двигателями малой мощности и гибким валом, Энерго-
издат, 1933.
26. Швец В. В., Потайная клёпка в самолётостроении.
Оборонгиз, 1940.
27. „Aircraft Production" № 2, 1940,-Shop equipment and
small tools" — p. 47 (к § 5).
28. „Eisenbahnwerk" № 10, 1939, „Neue kraftwerkzeuge",
S. 21 (к § 5).
29. „Eisenbahnwerk" № 12, 1939, „Trag und fahrbares Elek-
trowerkzeug", S. 26.
30. „Machinery" (L.) 3'X 1940, „Optical Alignment Testers
(к § 10 - A, B).
31. „Machinery" (N. Y.), август 1938, „Riveting by explo-
sion", p. 832 (к § 5, В, п. а).
:J2. „Machinist" № 46, 1935, t. 79, „Modern self-opining
stud setters", p. 874 (к § 5, Г).
33. „Machinery" (N. Y), май 1942, „Power operated magasine
socket wrench for rapid assembly" (к § 5, Г).
34. „Machinery" (L.) 19/X 1939, „Pneumatic screw drivers
used for quantity assembly" (к § 5, Г).
35. „Machine Tool review", январь — февраль 1939, „Rei-
nolds automatic screw driving machines" (к §5, Г).
3G. „Maschinenbau - der Betrieb", № 13-14, 1937, „Werk-
zeuge zum Anzichen und Losen von Stiftschrauben%
S. 352 (к § 5, Г).
37. „Maschinenbau — der Betrieb", июль 1937, „Kraftwerk-
zeuge mit biegsamen Wellen", S. 351 (к § 5).
38. „Maschinenbau — der Betrieb" № 7/8, 1939, „Drehmo-
ment — Schrauben schliissel", S. 187 (к § 5, Г).
39. „Product Engineering", август 1942, „Electrically driven
hammer mechanisms" (к § 5, В, п. а).
40. „Werkzeugmaschine" № 2, 1940, „Elektrohammer — von
R. Albrecht", S. 21 (к § 5, В, п. а).
41. Werkstattstechnik u. Werksleiter" № 5, 1935 „Die Pru-
fung von Werkzeugmaschinen-betten auf Oerad-
heit" - von с Buttner, S. 102 (к § 10, A, B).
Глава IV
ТЕХНОЛОГИЯ СВАРКИ И РЕЗКИ МЕТАЛЛОВ
КЛАССИФИКАЦИЯ И ОБЛАСТИ ПРИМЕНЕНИЯ СПОСОБОВ СВАРКИ
КЛАССИФИКАЦИЯ
Под термином „сварка" подразумевается
процесс получения неразъёмного соединения
металлических частей с применением местного
нагрева и использованием сил молекулярного
сцепления.
Сварка приложима не только к металлам,
но и ко многим другим материалам (стекло,
некоторые пластмассы, горные породы и т. д.).
Местный нагрев необходим для ослабления
связи между частицами металла, увеличения
их подвижности и облегчения процессов диф-
фузии у поверхности соединения.
Нагрев места соединения при сварке мо-
жет производиться до различной степени осла-
бления связи между частицами металла. Во
многих случаях достаточно нагреть металл
до пластического (тестообразного) или свароч-
ного состояния, которое характеризуется почти
полной потерей металлом упругих свойств
и возникновением значительных пластиче-
ских деформаций при небольших напряжениях.
Металл переходит в пластическое состояние в
определённом температурном интервале, нося-
щем название „сварочный жар". Температур-
ный интервал сварочного жара является физи-
ческой константой для каждого сорта металла.
Для малоуглеродистой стали температурный
интервал сварочного жара находится в пре-
делах 1100—1300° С, что соответствует белому
калению. При температуре сварочного жара
металл имеет состояние, подобное воску прл
комнатной температуре.
Металлографическое исследование места
сварки показывает наличие взаимной диффузии
материала сваренных частей и перекристалли-
зацию металла. На месте существовавшей до
сварки поверхности раздела создаются новые
кристаллы, заимствующие для своего роста
материал из обеих частей так, что поверхность
раздела между ними в месте сварки физически
перестаёт существовать. Обе части действи-
тельно срастаются в одно целое, в котором
практически невозможно определить границы
существовавших до сзарки отдельных ча-
стей.
Изложенный способ сварки называется
сваркой давлением или пластической сваркой.
Операция сварки здесь выполняется в два
приёма: сначала производится' нагрев до сва-
рочного жара, затем прикладывается давление,
вызывающее достаточную пластическую дефор-
мацию. Нагрев может производиться самым»
различными источниками тепла.
Операция создания пластической деформа-
ции давлением называется осадкой, а само
давление осадочным давлением. Осадка может
производиться прессованием, прокаткой или
проковкой в один или несколько приёмов.
Величина необходимого осадочного давления
для малоуглеродистой стали в зависимости
от степени нагрева колеблется в пределах от
1 до 4 kzjmm2.
Для сварки давлением требуются невысокие
температуры нагрева металла, легко получае-
мые простейшими источниками тепла, поэтому
сварка давлением в наиболее примитивных
формах, например, в виде кузнечной или гор-
новой сварки,, извест-на со времён глубокой
древности.
Более новым методом является сварка
плавлением (без давления), появившаяся в про-
мышленности в конце прошлого столетня.
При этом методе металл места сварки нагре-
вается до перехода в жидкое состояние, т. е.
до расплавления, причём металл соединяемых
частей расплавляется одновременно и сли-
вается в одну общую жидкую ванну. По
охлаждении и затвердевании ванна образует
наплавленный металл, имеющий литую струк-
туру и соединяющий сваренные части в одно
целое. Часто для пополнения ванны в сва-
рочное пламя вводится дополнительный так
называемый присадочный металл, распла-
вляемый одновременно с основным металлом
изделия и входящий в состав наплавленного
металла. Присадочному металлу обычно при-
даётся форма стержня или прутка диаметром
в несколько миллиметров. При сварке плавле-
нием нормально всё изделие за исключением
ванны небольших размеров и непосредственно
прилегающей к ней зоны остаётся сравнитель-
но холодным.
Вследствие больших теплопотерь ванны
через теплопроводность в холодную массу
изделия для непрерывного поддержания
жидкой ванны, быстро перемещаемой по линии
сварки, от сварочного источника тепга тре-
буется высокая температура, значительно пре-
вышающая точку плавления основного металла;
чем выше эта температура, тем успешнее
идёт сварка. Практически установлено, что
для сварки стали и других наиболее важных
272
ТЕХНОЛОГИЯ СВАРКИ И РЕЗКИ МЕТАЛЛОВ
[РАЗД. Ill
для промышленности металлов требуется тем-
пература источника тепла не ниже 3000° С.
Источники с меньшей температурой оказы-
ваются недостаточно производительными и не-
рентабельны для обычного производственного
применения. Такие источники могут быть
практически пригодными лишь в особых слу-
чаях: при сварке легкоплавких металлов, ма»
лой толщине и малых размерах изделий и т. п.
Поскольку промышленные источники тепла
с необходимой температурой появились лишь
за последние 50 — 60 лет, все способы сварки
плавлением являются относительно новыми.
Сварка плавлением производится за одну
операцию нагрева. Сплавление жидкого ме-
в настоящее время в технической литературе
и документации не рекомендуется.
До некоторой степени родственным сварке
плавлением является процесс пайки. Пайка
осуществляется вводом между соединяемыми
частями легкоплавкого сплава — припоя, тем-
пература плавления которого ниже точки
плавления металла соединяемых частей. Со-
единение происходит за счёт сплавления
жидкого припоя с твёрдым основным метал-
лом. Для облегчения сплавления припоя с ос-
новным металлом применяются флюсы, кото-
рые химически очищают поверхность металла,
уменьшают его поверхностное натяжение, за-
щищают от окисления и т. д.
CtJapKU метаппоЬ
Химическая
З лек три чес коя
ТТорнодая
Цк/рнечняя)
водяным
газом
Термитная
11
1
Прокатной
II
Is
Газовая
(кислородная)
ДцгМая
Контактная
(сопротивленцем)
1
| водород |
1
[Пары жидких 1
горючих 1
§5
талла соединяемых частей в ванне
происходит самопроизвольно под дей-
ствием внутренних межмолекулярных
сил без каких-либо внешних механи-
ческих воздействий. Отсутствие необходимости
приложения давления, т. е. устранение опера-
ции осадки, является наряду с расплавлением
металла наиболее характерным признаком
сварки плавлением.
Самопроизвольность возникновения свар-
ного соединения в результате расплавле-
ния металла без последующего приложения
давления вызвала появление термина „автоген-
ная (т. е. самовозникающая) сварка", как сино-
нима сварки плавлением. В дальнейшем тер-
мин „автогенная сварка" в обычной речи стал
применяться к одному виду сварки плавле-
нием— газовой сварке — и создал своеобраз-
ный, не совсем грамотный технический жар-
гон: „варить автогеном", „автогенная резка"
и т. д., почему термин „автогенная сварка"
Фиг. 1.
Таким образом процессы сварки могут быть
подразделены на три основные группы:
1) сварка давлением (пластическая); 2) сварка
плавлением (без давления); 3) пайка.
Эти группы сварки имеют обширное про-
мышленное применение, непрерывно развива-
ются и совершенствуются.
Сварка давлением даёт наибольшую одно-
родность сварного соединения с основным
металлом и в ряде случаев они практически
неразличимы. Отсутствие плазления металла
обеспечивает неизменяемость его химического
состава в процессе сварки и незначительные
изменения структуры и механических свойств.
Процесс сварки легко поддаётся механизации
и автоматизации, обеспечивая однородность
продукции.
ГЛ. IV]
КЛАССИФИКАЦИЯ И ОБЛАСТИ ПРИМЕНЕНИЯ СПОСОБОВ СВАРКИ
273
Сварка плавлением в настоящее время
имеет наибольшее промышленное применение,
занимая первое место среди других видов
сварки по количеству и стоимости продукции,
числу занятых рабочих и единиц действую-
щего оборудования. Эта сварка отличается
универсальностью и простотой применяемого
оборудования. Плавление металла производит
глубокие изменения его химического состава,
структуры и механических свойств. По всем
этим показателям наплавленный металл обычно
резко отличается от основного.
Пайка, не требующая высоких температур
для выполнения, известна со времён глубокой
древности. Основным преимуществом пайки
является незначительный нагрев металла, по-
зволяющий сохранить неизменными его хими-
ческий состав и структуру. За последние годы,
особенно за время войны, пайка получила
широкое развитие в промышленности США,
и сейчас этот метод во многих случаях
успешно заменяет сварку.
В машиностроительной промышленности
СССР пайка также должна найти широкое
применение и в некоторых случаях заменять
сварку.
Приведённая классификация не является
вполне строгой. На практике встречаются
объединение плавления металла с- приложе-
нием осадочного давления (например, точеч-
ная контактная сварка), процессы, занимающие
промежуточное положение между сваркой
плавлением и пайкой и т. д. Кроме того, при-
ведённая классификация недостаточно полна
и подробна для практических целей. Для уста-
новления правильной терминологии в области
сварочной техники удобнее классифицировать
виды сварки по источнику тепла и способу
нагрева металла. Эта классификация не рас-
пространяется на пайку.
Для нагрева металла при сварке может
быть использована или энергия химических
реакций, или электрическая, в соответствии
с чем сварка может быть подразделена на
химическую и электрическую. Дальнейшее де-
ление видно на прилагаемой схеме (фиг. 1).
Предлагаемая схема, не претендуя на уни-
версальность, строгость и исчерпывающую
полноту, охватывает основные виды сварки,
имеющие промышленное значение.
Электрические способы сварки получили
по сравнению с химическими более широкое
применение в промышленности. Это объяс-
няется экономичностью, удобством регулиро-
вания, возможностью получения высокой тем-
пературы и удельной тепломощности, отсут-
ствием побочных химических реакций и дру-
гими преимуществами электрического нагрева
для сварочных процессов.
ОБЛАСТИ ПРИМЕНЕНИЯ РАЗЛИЧНЫХ
СПОСОБОВ СВАРКИ
Горновая или кузнечная сварка широко
применяется в различных отраслях машино-
строения. За последние два десятилетия на-
блюдается вытеснение этого вида сварки дру-
гими способами, более производительными и
менее трудоёмкими.
Сварка водяным газом выполняется, как
сварка давлением, применяется на единичных
заводах в СССР, располагающих мощными
механизированными импортными установками
для производства барабанов паровых котлов,
труб и т. п.
Термитная сварка использует для нагрева
места сварки термитную смесь. Обычно при-
меняется алюминиевый термит, представля-
ющий собою порошкообразную смесь метал-
лического алюминия и железной окалины,
сгорающую по уравнению
8 А1 + 3 Fe3O4 = 4 А12О3 + 9 Fe.
Этот термит при сгорании даёт около
750 ккал\кг и развивает температуру выше
3000°С. В СССР алюминиевый термит довольно
широко применяется для сварки рельсовых
стыков на трамвайных и ж.-д. линиях. В годы
Отечественной войны нашёл применение ма-
гниевый термит из порошкообразной смеси
магния и железной окалины для сварки сталь-
ных проводов диаметром 3—6 мм на линиях
телеграфно-телефонной связи. В машинострое-
нии термитная сварка имеет ничтожное при-
менение.
Газовая (кислородная) сварка — второй по
объёму применения способ сварки металлов,
широко развит почти во всех отраслях ма-
шиностроения для всех металлов и сплавов.
Особенно удобна газовая сварка для неболь-
ших толщин металла (примерно до 8—10 мм),
для стыковых соединений, для сварки чугуна,
цветных металлов и наплавки литых твёрдых
сплавов типа стеллитов. Развитие газовой
сварки зависит от роста производства кисло-
рода и развития сети кислородных заводов,
пока ещё недостаточной для всей территории
СССР. В настоящее время применяется почти
исключительно ацетилено-кислородная сварка;
использование других горючих газов для сварки
незначительно.
На применении кислорода основаны род-
ственные газовой сварке и весьма важные
для машиностроения процессы: 1) кислородная
(газовая) резка, которая для многих отраслей
машиностроения важнее газовой сварки, и
2) поверхностная термообработка (обычно за-
калка) газовым пламенем.
В последние годы в США начинает при-
меняться газопрессовая сварка, при которой
металл нагревается ацетилено-кислородным
сварочным пламенем лишь до сварочного
жара, после чего подвергается осадке. Про-
цесс механизирован и выполняется на специ-
альных машинах; заменяет электрическую кон-
тактную стыковую сварку и даёт аналогичные
результаты, не требуя электроэнергии.
Электрическая дуговая сварка — наиболее
важный вид сварки для большинства отраслей
производства, в том числе и для машинострое-
ния,— занимает первое место по количеству и
стоимости выпускаемой продукции, числу за-
нятых рабочих и действующих установок.
Выполняется как сварка плавлением. Приме-
няется почти исключительно сварка плавя-
щимся металлическим электродом (способ Сла-
вянова). Этот способ поддаётся механизации.
За время Отечественной войны у нас, в
СССР, получила большое производственное
значение автоматическая дуговая сварка, хотя
подавляющее большинство работ до сих пор
ещё выполняется вручную. Способ весьма
универсален и применим к изделиям любых
274
ТЕХНОЛОГИЯ СВАРКИ И РЕЗКИ МЕТАЛЛОВ
[РАЗД. Ш
размеров. Чем крупнее размеры изделия и
больше толщина металла, тем выше преиму-
щества дуговой электросварки перед други-
ми возможными методами сварки.
Электрическая контактная сварка после
дуговой и газовой является в настоящее вре-
мя третьим по своему значению способом
сварки, быстро прогрессирующим и претен-
дующим на второе место. Развитие контакт-
ной сварки, требующей значительного расхо-
да электроэнергии, тесно связано с усилением
электрификации промышленности и перехода
на массовое производство, так как этот метод
сварки по существу является наиболее при-
способленным к массовому производству одно-
типных изделий. Процесс по самой сути дела
механизирован и легко поддаётся полной авто-
матизации. Характерная особенность контакт-
ной сварки заключается в применении сравни-
тельно сложных специализированных машин,
назначенных для выполнения определённой
операции. Наблюдается тенденция к непре-
рывному углублению специализации с пере-
ходом от универсальных машин к узко спе-
циализированным. Наиболее распространена
точечная контактная сварка» за ней следуют
стыковая и шовная.
Шовно-стыковая сварка осуществлялась пока
единичными машинами огромной производи-
тельности, но получила уже крупное хозяй-
ственное значение в США. В СССР, вероятно,
в ближайшие годы этот вид сварки будет
широко применяться в производстве сварных
стальных труб взамен цельнотянутых.
Импульсная сварка основана на мгновен-
ном разряде через место сварки определён-
ного количества электрической энергии, запа-
сённой в конденсаторе, электромагните или
щелочном аккумуляторе. Аккумулятор электро-
энергии заряжается небольшой постоянной
мощностью от сети и отдаёт необходимую
значительную мощность при кратковременном
разряде на сварку. В ряде случаев импульсная
сварка может устранить энергетический не-
дочёт обычной контактной сварки, заключаю-
щийся в потреблении чрезмерно большой
электрической мощности. Этот вид контактной
сварки, открывающий новые интересные воз-
можности, ещё мало известен у нас, но начал
находить довольно широкое применение в
США за время последней войны.
Оригинальный способ советского изобрета-
теля Игнатьева заключается в следующем.
Свариваемые детали нагреваются током, про-
ходящим через массу металла, после чего
свариваются приложением давления. В отли-
чие от обычного способа контактной сварки
ток и давление не совпадают по направлению,
а взаимно перпендикулярны. Способ Игнатьева
нашёл ограниченное применение в изгото-
влении сварного металлорежущего инстру-
мента.
ДУГОВАЯ ЭЛЕКТРОСВАРКА
ОБЛАСТИ ПРИМЕНЕНИЯ ДУГОВОЙ
ЭЛЕКТРОСВАРКИ
Дуговой электросваркой называется спо-
соб сварки, при котором местный нагрев и
расплавление свариваемых частей осуще-
ствляются вольтовой дугой.
Явление дугового разряда и возможность
использования его теплового действия для
расплавления металлов было открыто в 1802 г.
акад. В. В. Петровым.
Дуговой разряд представляет собой одну
из разнозидностей прохождения электриче-
ского тока через газовый промежуток, отли-
чающийся от других видов разряда (тёмного
и тлеющего) чрезвычайно ярким свечением
и весьма высокой температурой (около 6000° С
при атмосферном давлении).
Использование вольтовой дуги для осуще-
ствления сварки впервые (в 1832 г.) предло-
жил и реализовал талантливый русский изо-
бретатель Н. Н. Бенардос A842 —1905 г.), автор
более 100 крупных изобретений.
Схема процесса сварки по способу Бенар-
доса представлена на фиг. 2. Угольный или
графитовый стержень (электрод) зажимается
в электрододержатель 2 и с помощью гибкого
кабеля 3 присоединяется к одному из полюсов
источника тока 4, а свариваемые детали (основ-
ной металл) 5 присоединяются ко второму
полюсу. Зажигание дуги обычно производится
кратковременным соприкосновением находя-
щихся под электрическим напряжением элек-
трода и основного металла и последующим
их разъединением. Возникающая при этом дуга
расплавляет свариваемые кромки детален
и образует между ними общую ванночку.
В случае надобности в ванночку добавляется
расплавляемый в дуге присадочный металл 6.
По мере продвижения дуги вдоль соединения
непрерывно образуются новые ванночки,
Фиг. 2.
процесса сварки по способу
бенардоса.
а остающийся позади дуги расплавленный
металл быстро остывает и затвердевает, обес-
печивая непрерывную металлическую весьма
прочную связь между свариваемыми деталями.
Сварка по способу Бенардоса носит также
название „дуговой сварки угольным электро-
дом" или „сварки угольной дугой". Этот спо-
соб сварки сохранил своё значение, хотя
и второстепенное, до настоящего времени.
Основным видом дуговой сварки является
способ, предложенный и осуществлённый
в 1888 г. русским инженером Н. Г. Славяяо-
вым A854—1897 г.).
Схема процесса сварки по способу Славя-
нова представлена на фиг. 3. Основное отли-
чие способа Славянвва от способа Бенардоса
заключается в том, чго угольный (графитовый)
ГЛ. IV]
ДУГОВАЯ ЭЛЕКТРОСВАРКА
275
стержень заменён металлическим, служащим
одновременно электродом (одним из полюсов
дуги) и присадочным (добавляемым в шов)
металлом.
Для осуществления сварки по способу Сла-
вянова электрод 1 зажимается в электродо-
держатель 2 и с помощью гибкого кабеля 3
присоединяется к одному из полюсов источ-
ника тока 4, а свариваемые детали 5—ко вто- ¦
рому полюсу. Дуга зажигается так же, .как
и при способе Бенардоса. Возникшая дуга
плавит одновременно и основной металл,
Фиг. 3. Схема процесса сварки по спо-
собу Славянова.
и электрод, образуя ванночку, в которой про-
исходит перемещение всего расплавленного
металла. Аналогично способу Бенардоса при
перемещении дуги вдоль соединения непре-
рывно образуются новые ванночки жидкого
металла, целиком или частично заполняю-
щие пространства между свариваемыми по-
верхностями. Остающийся позади дуги рас-
плавленный металл затвердевает, между сва-
риваемыми поверхностями образуется валик,
прочно связывающий между собой в одно
металлическое целое свариваемые детали.
Сварка по способу Славянова называется
также „дуговой сваркой металлическим элек-
тродом" или „сваркой металлической дугой".
При указанных способах сварки происхо-
дит прямое, непосредственное тепловое воз-
действие дуги на основной металл, включён-
ный в электрическую цепь. В 1889 г. Церенер
предложил использовать для нагрева металла
Фиг. 4. Схема процесса сварки по способу
Церенера.
при сварке дугу косвенного действия. Перво-
начальная схема процесса по способу Цере-
нера представлена на фиг. 4. Основной ме-
талл / не включается в электрическую сва-
рочную цепь. Дуга горит между двумя уголь-
ными (графитовыми) электродами 2. Электро-
магнит 3 служит для создания „магнитного"
дутья, под действием которого пламя дуги
вытягивается в форме острого языка 4. Этим
пламенем и пользуются для нагрева металла.
В пламени дуги в случае надобности плавится
также присадочный металл 5.
В современных электрододержателях для
сварки по способу Церенера требуемая форма
пламени достигается без применения специ-
альных электромагнитов, а лишь расположе-
нием электродов под некоторым углом друг
к другу. Действие дуги при способе Церенера
сходно с действием пламени газовой горелки.
Способ Церенера не получил в нашей про-
мышленности заметного распространения, хотя
в ряде случаев (сварка малых толщин, легко-
плавких металлов и пайка) этот способ эко-
номически выгоден. Для питания дуги при
всех способах дуговой сварки применяются
специальные электрические машины постоян-
ного тока или трансформаторы. При пользова-
нии постоянным током в зависимости от усло-
вий сварки (типа электрода, способа сварки)
применяется прямая (нормальная) или обрат-
ная полярность. Прямой или нормальной
называется полярность, при которой электрод
присоединяется к отрицательному, а сваривае-
мые детали к положительному зажиму источ-
ника тока. При обратной полярности электрод
присоединяется к положительному, а свари-
ваемые детали к отрлцательному зажиму.
В зависимости от степени автоматизации
процесса дуговая сварка подразделяется на
ручную, полуавтоматическую и автомати-
ческую.
В зависимости от среды, в которой горит
дуга, различают сварку незащищённой ду-
гой, защитными или защитно-легирующим и
электродами, газо-электрическую, под сло-
ем флюса и под водой.
По объёму применения (весу и стоимости
продукции, количеству занятых рабочих и дей-
ствующих установок) дуговая электросварка
занимает первое место среди всех способов,
применяемых в настоящее время.
Дуговая электросварка почти целиком вы-
теснила клёпку благодаря резкому снижению
трудоёмкости изготовления конструкции, умень-
шению расхода металла и веса изделий на
15 — 20°/о, снижению капитальных затрат на
оборудование и сокращению необходимых
производственных площадей на единицу выпу-
скаемой продукции.
Замена клёпки сваркой в подавляющем
большинстве случаев обеспечивает сохра-
нение, а часто даже повышение качества
соединений и изделий в целом. С большим
успехом дуговая сварка заменяет в некото-
рых случаях литьё и ковку, уменьшая расход
металла на изделие на 30 — бСР/о- Современ-
ное состояние технологии дуговой электро-
сварки позволяет для наиболее употребитель-
ных металлов обеспечить механические свой-
ства сварного соединения не ниже свойств
свариваемого металла. Эти достоинства дуговой
сварки обусловили её весьма широкое при-
менение при изготовлении: 1) частей всех
типов вагонов, в том числе большегрузных
ша 50 т и более) и платформ; 2) корпусов,
обшивки, днищ, палуб, переборок и других
ответственных деталей всех типов речных
и морских судов, в том числе крупнейших
линкоров, подводных лодок, ледоколов и т. д;
3) кожухов, топок, трубопроводов и других
ответственных деталей всех типов котлов,
в том числе котлов высоких давлений; 4) эле-
ментов конструкций подъёмно-транспортных
сооружений — крановых мостов, рам тележек,
деталей транспортёров эскалаторов, элевато-
ров, конвейеров, грузовых подъёмников и т. д.;
5) резервуаров ёмкостью до 10000 м3, баков
и цистерн; 6) трубопроводов для жидкостей,
газов и сыпучих веществ любой протяжён-
276
ТЕХНОЛОГИЯ СВАРКИ И РЕЗКИ МЕТАЛЛОВ
|РАЗД. III
ности (дуговой электросваркой сваривается
газопровод Москва — Саратов); 7) основных
и вспомогательных элементов доменных и мар-
теновских печей — газоочистителей, скруббе-
ров, газопроводов, эстакад и т. д.; 8) метал-
лических конструкций зданий, линий электро-
передач, промышленных сооружений — стро-
пильных ферм, колонн, перекрытий и т. д.;
9) мостов, железнодорожных и шоссейных;
10) редукторов мощностью до 3500 л. с, раз-
личных шкивов, зубчатых колёс и других от-
ветственных элементов машин; 11) основных и
вспомогательных элементов химической аппа-
ратуры, работающей при повышенной темпе-
ратуре до 00° С, при высоком давлении, при
вакууме, или аппаратуры, подверженной кор-
розии; 12) деталей сельскохозяйственных ма-
шин; 13) основных деталей электрических ма-
шин средних и крупных мощностей —статоров,
роторов, фундаментных плит и т. д.; 14) эле-
ментов гидравлических и паровых турбин;
15) гидротехнических сооружений; 16) корпу-
сов всех видов танков, бронеавтомобилей и
других броневых конструкций; 17) элементов
артиллерийских систем, автоматического ору-
жия, ходовых частей, боевых машин, авиа-
бомб и т. д.
Дуговая электросварка весьма широко ис-
пользуется также при ремонте. Ассортимент
металлов, успешно свариваемых дуговой элек-
тросваркой, весьма значителен. К числу этих
металлов относится абсолютное большинство
конструкционных сталей, чугун (серый и ков-
кий), медь и медные сплавы, алюминий и
алюминиевые сплавы, никель, свинец, твёрдые
сплавы и др.
ИСТОЧНИКИ ТОКА ДЛЯ ДУГОВОЙ
ЭЛЕКТРОСВАРКИ
Общие требования к источникам
сварочного тока
Для горения сварочной дуги между элек-
тродом и изделием должна быть приложена
разность потенциалов — напряжение горения:
аля металлического электрода — 18—25 в и
для угольного — 35—
40 в. С удлинением
дуги эта разность по-
тенциалов увеличи-
вается, с укорочением
уменьшается. Зави-
симость между напря-
жением и током дуги
при постоянной дли-
не дуги / называет-
ся статической ха-
рактеристикой дуги
(фиг. 5): кривая 1—
для меньшей длины
дуги I], кривая 2 — для большей /2.
Для возбуждения дуги электрод касается
изделия, что соответствует короткому замы-
канию внешней цепи источника с падением
напряжения до нуля. При удалении электрода
от изделия источник тока должен быстро раз-
вить между ними напряжение, достаточное
для зажигания дуги, —40—50 в.
После возникновения дуги ток возрастает,
улучшаются условия ионизации, и потребное
для поддержания дуги напряжение умень-
Фиг. 5. Характеристика
дуги: 1 — li (короткая дуга);
2 — /2 (длинная дуга).
Фиг. 6. Внешние характери-
стики сварочных генераторов.
шается. Для получения равномерного процесса
сварки необходимо, чтобы внешняя характе-
ристика обеспечивала постоянство рабочего
тока, несмотря на колебания длины дуги
в пределах 2—5 мм вследствие перемещений
электрода и образования капель расплавлен-
ного металла.
Слишком резкое возрастание тока приво-
дит к разбрызгиванию металла, увеличению
угара. Обычно 1К = A,2-г-1,4) 1р, где 1К — ток
короткого замыкания и 1р — рабочий ток.
Этим требованиям удовлетворяет падаю-
щая внешняя характеристика источника тока.
На фиг. 6 показаны падающие внешние ха-
рактеристики сва-
рочных генерато- и
ров. Наилучшей
является характе-
ристика 2, круто
падающая в обла-
сти рабочих токов
¦ и имеющая пони-
женное напряже-
ние холостого хо-
да.
Устойчивое го-
рение дуги в рабо-
чей точке А, где
угол наклона ха-
рактеристики ис-
точника тока боль-
ше угла наклона характеристики дуги. Макси-
мальное напряжение характеристики источни-
ка тока должно быть больше напряжения
зажигания дуги. Повышение максимального
напряжения благоприятно отражается на за-
жигании и устойчивости дуги, но связано с
возрастающей опасностью поражения сварщи-
ка током и увеличением мощности, размеров
генераторов и трансформаторов, а следова-
тельно, и их стоимости.
Величины наименьших напряжений холо-
стого хода (или максимальных напряжений на
характеристике^ типа 2) источника постоянного
тока: 35—40 в при работе металлическим
электродом и 50—60 в при работе угольным,
а для источника переменного тока —55—60 в.
По условиям выполнения разнообразных
сварочных работ ток источника должен легко
и плавно регулироваться, число ступеней ре-
гулирования должно соответствовать условиям
сварки стандартными электродами.
Источник тока, питающий сварочную дугу,
работает на динамическую нагрузку и испы-
тывает резкие изменения электрического ре-
жима в соответствии с явлениями в дуге, про-
исходящими в промежутки времени, измеряе-
мые сотыми долями секунды. Необходимо,
чтобы источник тока быстро и своевременно
реагировал на все изменения режима в дуге,
т. е. обладал бы хорошими динамическими
свойствами. Последние характеризуются ско-
ростью восстановления напряжения в свароч-
ном генераторе после прекращения короткого
замыкания.
Время восстановления напряжения до 25 в
должно быть меньше 0,05 сек.; оно зависит от
магнитной инерции источника, т. е. от скорости
изменения магнитного потока при колебаниях
электрического режима. Если время восстано-
вления велико, то для устойчивого горения
дуги в сварочную цепь последовательно
ГЛ. IV]
ДУГОВАЯ ЭЛЕКТРОСВАРКА
277
включается реактивная катушка (стабилиза-
тор), которая за счёт появляющейся в ней
электродвижущей силы самоиндукции стаби-
лизирует процесс сварки. Нормальные электри-
ческие генераторы и трансформаторы не удо-
влетворяют вышеперечисленным требованиям,
поэтому для питания сварочной дуги применя-
ются специальные генераторы и трансформа-
торы, которые подразделяются на однопосто-
вые—для питания одной дуги и многопосто-
вые—для одновременного питания несколь-
ких дуг.
Однопостовые сварочные агрегаты
постоянного тока
Напряжение у специального однопостового
сварочного генератора в отличие от обычного
генератора не остаётся постоянным, а пони-
жается по мере увеличения сварочного тока,
т. е. специальный сварочный генератор имеет
падающую внешнюю характеристику.
Однопостовые генераторы в зависимости
от способа получения падающей характери-
стики можно разделить на три группы:
1) Генераторы, в которых изменение напря-
жения достигается путём использования раз-
магничивающего действия потока- реакции
якоря; строятся в СССР и за границей (системы
с расщеплёнными полюсами и с поперечным
полем).
2) Генераторы, в которых изменение напря-
жения достигается путём комбинации обмоток
возбуждения, за счёт использования размагни-
чивающего действия противокомпаундной об-
мотки; строятся в США фирмой Линкольн,
выпускались в СССР заводом „Электрик"
(тип СМ).
3) Генераторы, в которых изменение напря-
жения достигается путём совместного исполь-
зования размагничивающего действия потока
реакции якоря и противокомпаундной обмотки
(системы Paradine, General Electric Co).
Однопостовой сварочный генератор обла-
дает невысоким к. п. д. @,5—0,6).
Сварочные генераторы системы с рас-
щеплёнными полюсами. Впервые принцип
расщеплённых полюсов для сварочных генера-
торов был применён фирмой General Electric
Со, США. В СССР заводом „Электрик" по-
строены генераторы типа СМГ с расщеплён-
ными полюсами по видоизменённой схеме ге-
нератора типа фирмы GEC. Заводом „Элек-
трик" выпускаются сварочные агрегаты как
стационарные (тип СМГ-2), так и передвиж-
ные с генераторами СМГ системы с расще-
плёнными полюсами (тип СУГ). Двигатели при-
меняются как электрические, так и внутрен-
него сгорания.
Генератор типа СМГ-26 системы с
расщеплёнными полюсами и с самовозбужде-
нием имеет 4 полюса (фиг. 7). Полярность
полюсов не чередуется, как обычно, а 2 север-
ных и 2 южных расположены рядом, поэтому
генератор в магнитном и электрическом отно-
шениях является двухполюсным.
Полюсы Nz—Sz, сердечники которых имеют
вырезы и сильно насыщены, носят название
главных, ненасыщенные полюсы Nn — Sn — по-
перечных. При работе создаются два взаимно
перпендикулярных магнитных потока, которые
при нагрузке могут меняться независимо друг
от друга. Генератор имеет три щётки: две глав-
ные — рабочие (а и С) и вспомогательную, рас-
положенную между ними (г). Обмотки возбу-
ждения получают питание от пары щёток (а и г),
напряжение на которых, можно считать, прак-
Регупаруемая
обмотка
Фиг. 7. Принципиальная схема генератора
СМГ-26.
тически не зависит от режима работы, что
объясняется постоянством магнитного потока
главных полюсов.
Создаваемое при нагрузке магнитное поле
реакции якоря действует размагничивающе на
поперечные полюсы. Подмагничивания глав-
ных полюсов вследствие их насыщения почти
не происходит. Для требуемого взаимодействия
магнитных потоков генератор должен вращать-
ся в сторону, указанную стрелкой заводом-изго-
товителем (фиг. 8). С ростом нагрузки электро-
Реастат регулятора тика
Рщпищепая
Не/щпирц-
емая
Фиг. 8. Схема соединений генератора СМГ-26.
движущая сила генератора уменьшается и на-
пряжение падает. Получение падающей харак-
теристики достигается благодаря размагничи-
вающему действию потока реакции якоря на
поток поперечных полюсов. Генератор имеет
регулируемую обмотку возбуждения, располо-
женную на поперечных полюсах. Дополнитель-
ные полюсы служат для улучшения комму-
тации.
278
ТЕХНОЛОГИЯ СВАРКИ И РЕЗКИ МЕТАЛЛОВ
[РАЗД. Ш
Регулирование тока производится: а) сдви-
гом щёток с нейтрали (грубая регулировка) и
б) реостатом в цепи регулируемой обмотки по-
перечных полюсов (точная регулировка).
При сдвиге щёток против направления вра-
щения машины ослабляется размагничивающее
действие потока реакции якоря и увеличи-
вается ток короткого замыкания. При сдвиге
50 ^
Ю
С выведенным реостата*
С введенным реостата*
ных полюсах помещена шунтовая обмотка, при-
соединённая к главным щёткам. Обмотки глав-
ных и поперечных полюсов включены парал-
лельно. Наличие шунтовой обмотки и парал-
лельное включение обмоток увеличивают маг-
нитную инерцию генератора и ухудшают его
динамические свойства. Время восстановления
0,15—0,20 сек. Желательно включение стаби-
лизатора. С целью улучшения динамических
свойств в шунтовую обмотку включено посто-
янное сопротивление 5 ом. Технические дан-
ные генераторов типа СМГ-26 и СМГ-2а при-
ведены в табл. 1.
Передвижные сварочные пре-
образователи типа СУГ. Сварочный
однокорпусный преобразователь СУГ-26 со-
стоит из сварочного генератора СМГ-26 и
100 200 300
Сварочный ток
500 600о
Фиг. 9. Внешние характеристики генератора СМГ-26.
щёток по вращению усиливается размагничи-
вающее действие потока реакции якоря и
уменьшается ток генератора. Положение ручки,
при помощи которой передвигается щёточная
траверза, фиксируется в трёх положениях:
1-е положение (левое) — режим работы на
токах от 70 до 130 а;
2-е положение (среднее) — режим работы
на токах от 115 до 235 а;
3-е положение (правое) — режим работы
на токах от 200 до 360 а.
Точная регулировка в пределах, указанных
для каждого из трёх положений щёток,
осуществляется реостатом, включённым в цепь
регулируемой обмотки.
Внешние характеристики генератора при-
ведены на фиг. 9 для трёх положений тра-
Фиг. 10. Сварочный преобразователь типа СУГ-26.
фланцевого асинхронного трёхфазного двига-
теля типа МКФ-29/4, счдящего на одном валу
с якорем генератора, вращающимся на шарико-
Технические данные генераторов типа СМГ-2
Таблица I
Тип
преобразо-
вателя
СУГ-26
СУГ-2а
Тип
генера-
тора
СМГ-26
СМГ-2а
g| j = J
g a=t 5 со
о с о ч >,
^ су Си а» Си
5, ж к н Г
6,25
IO
1ЛЬН0
еиие
х «
25
4° '
Максимальный
ток в а при
ПКР*
100%
250
25°
Wo
300
300
35°
35°
Предел
регули-
рова-
ния в а
75-35°
75—35°
К. п. д.
в %
66
66
Число
оборо-
тов
в мину-
ту
143°
143°
Для сварки металлическим
электродом 0 3—7 мм как го-
лым, так и покрытым.
То же и для сварки уголь-
ным электродом
* ПКР означает повторно-кратковременный режим работы, выражающийся как отношение времени горения дуги
ко времени работы генератора при 5-минутном цикле, в процентах.
верзы и двух крайних положений маховичка
регулировочного реостата.
Динамические свойства генератора СМГ-26
удовлетворительны. Время восстановления на-
пряжения до 25 в равно 0,02 сек. Мгновенный
пик тока при коротком замыкании превышает
установившееся значение на 60%.
Генератор типаСМГ-2а имеет изме-
нённую электрическую схему по сравнению с
генератором СМГ-26. Для получения более вы-
пуклой внешней характеристики на попереч-
подшипниках (фиг. 10). Преобразователь
выпускается вентилируемым в защищенном
исполнении.
Эксплоатационные данные агрегата при-
ведены в табл. 2.
Агрегат может быть превращен в стацио-
нарный путём снятия его с колёс.
Асинхронный короткозамкнутый двигатель
преобразователя имеет пускатель.
Сварочный преобразователь СУГ-2а состоит
из сварочного генератора СМГ-2а и электро-
ГЛ. IV]
ДУГОВАЯ ЭЛЕКТРОСВАРКА
279
Таблица 2
Эксплоатационные данные агрегата тгпа СУГ-26
Генератор
Напря-
жение
в в
25
=5
25
! 37
Сила тока
в а
25O
3°°
35°
-
Двигатель
Мощность
в кет
".25
i4,o
i6,8
COS <р
о,83
0,87
о,9о
Холостой ход
2.5
°.з
К. п. д.
агрегата
в %
55
53
53
-
двигателя того же типа и мощности, что
и в преобразователе СУГ-26. Конструктивное
выполнение одинаковое.
Стационарные сварочные агрегаты типа
СМГ. Агрегат состоит из генераторатипаСМГ-1
или СМГ-2 системы с расщеплёнными полю-
сами и электродвигателя, соединённых эла-
стичной муфтой и установленных на общей
плите.
Агрегат СМГ-2 имеет генератор типа
СМГ-2а. Выпускаемые заводом генераторы
имели разную маркировку: СМГ-2а; СМГ-2/3;
СМГ-2/5; СМГ-2а-[. По принципиальной схеме
и номинальным данным все эти марки тожде-
ственны и отличались лишь конструктивными
деталями, как и выпущенный в годы Отече-
ственной войны модифицированный агрегат
СМГ-2 (СУГ-2Р).
Агрегат СМГ-1 имеет первый отече-
ственный сварочный генератор с расщеплён-
ными полюсами СМГ-1, построенный по схеме
американского генератора типа WD фирмы GEC.
Предназначается для сварки металлическим
электродом. Регулирование тока производится
только смещением щёток, что приводит к бы-
строму расшатыванию щёточного механизма,
к искрению и обгоранию пластин коллектора.
Установка на малые токи осуществляется с по-
мощью балластного реостата в цепи дуги. Мощ-
ность генератора недостаточна для ряда часто
встречающихся сварочных работ.
Габариты агрегата СМГ-2: рама —около
500 X 1400 мм, высота агрегата с рамой—около
700 мм.
Габариты агрегата СМГ-1: рама—около
500x1200 мм, высота агрегата с рамой —
около 700 мм.
Технические данные агрегатов СМГ-2 и
СМГ-1 приведены в табл. 3.
Вследствие конструктивных недостатков и
малой мощности агрегаты СМГ-1 в настоящее
время не производятся.
Передвижные сварочные агрегаты
типа САК-2 с двигателем внутреннего
сгорания применяются в условиях отсутствия
действующих электрических сетей на различ-
ных ремонгно-восстановительных работах, на-
пример, на железнодорожных путях, построй-
ке инженерных сооружений, трубопроводов
и т. д.
Передвижной агрегат САК-2-1 состоит
из сварочного генератора постоянного тока
с расщеплёнными полюсами и бензинового
двигателя, соединённых эластичной муфтой,
монтированных на общей раме (фиг. 11 и 12).
В агрегате могут быть использованы генера-
4>иг. п. Внешний вид агрегата САК 2-1.
торы СМГ-2а; СМГ-26 и СМГ-2г. Техниче-
ские данные последних приведены в табл. 4.
Двигатель ГАЗ-К —бензиновый, автомо-
бильного типа для комбайнов. Число оборотов
поддерживается регулятором. Охлаждение во-
дяное, циркуляционное. Общий вес двигателя
375кг. Технические данные приведены в табл, 5.
Стабильность числа оборотов, имеющая
большое значение для устойчивости дуги, до-
стигается центробежным регулятором кон-
струкции НАТИ. Степень неравномерности ре-
гулятора 8—11%. Число оборотов при сварке
колеблется в пределах 1380—1540 в минуту.
Технические данные агрегатов типа СМГ
Таблица 3
Тип
генератора
СМГ-2
СМГ-1
а „
2 о. 5 о <и
Моим-
непре
продс
тельн
грузк
ю
3-75
Номи-
нальное
напря-
жение
в в
4О
25
Число
оборо-
тов в
минуту
143°
I43O
Максимальный ток
при ПКР в а
100Э/0
250
15°
70%
3°°
i85
50%
35°
23°
Преде-
лы ре-
гулиро-
вания
в а
75—4°°
40—250
Вес аг-
регата
в кг
75°
57°
Назначение генератора
Для сварки угольным и ме-
таллическим электродом
Для сварки металлическим
электродом
280
ТЕХНОЛОГИЯ СВАРКИ И РЕЗКИ МЕТАЛЛОВ
[РАЗД. Ill
Таблица 4
Технические данные генераторов
Тип
СМГ-2г
СМГ-26
СМГ-2а
"s e
?=§ . g
S О.Ч о V
непре
продс
тельн
грузк
7.5°
6.25
IO
Номиналь-
ное напря-
жение в в
Зо
25
4°
Число
оборо-
тов в
минуту
143°
Н3°
I43O
Максимальный
при ПКР в а
100%
25°
250
25°
70%
Зоо
Зоо
Зоо
Ток
50%
35°
35°
35°
Пределы
регулиро-
вания
45-32Q
75—35°
75-35°
К. п. д.
66
66
66
Вес агрега-
та в кг
375
375
385
Технические данные двигателя ГАЗ-К
Таблица 5
Название
ГАЗ-К (для ком-
байнов)
Тормозная
мощность на
валу в л. с.
28
Тип двигателя
4-тактный
4-цилиндровый
Литраж
З.з8
Степень
сжатия
4,32
Расход бензина
на силу/час в г
270—300
Число обо-
ротов
в минуту
145°
Вес двига-
теля в кг
IIOO
Фиг. 12. Габариты агрегата CAK-2-I.
Динамические свойства несколько хуже, но Передвижной агрегат САК-2-Псостоит
достаточно удовлетворительны в диапазоне из генератора с расщеплёнными полюсами
регулировки сварочного тока. типа СМГ-2д и керосинового двигателя типа
Время восстановления напряжения 0,02— У-2 от трактора „Универсал". Технические
0,15 сек. данные агрегата приведены в табл. 6.
Таблица 6
Тип
агрегата
CAK-2-II
Технические
данные
агрегата типа
CAK-2-I1
Генератор
Тип
СМГ-2д
§« S
¦" т Я Я "
С 2 Ида ш
6.25
Номи-
нальное
напря-
жение
в в
25
Число
оборо-
тов в
минуту
I2OO
Максимальный
пои ПКР
100%
25°
70%
3°°
гок в а
50%
35°
Вес ге-
нерато-
ра в кг
375
Двигатель
Тип
У-2
я ^
и *>
?»
Мощ
валу
2О
-НИ
ч
5
о
II
4
&
и
ень
Степ
тия
4,1
Рабо-
чий
объём
двига-
теля
В Л
3,6
Вес аг-
регата
в кг
ГЛ. IV]
ДУГОВАЯ ЭЛЕКТРОСВАРКА
281
Передвижные сварочные агрегаты с
двигателем внутреннего сгорания специ-
ального назначения. Установка С-ЗОа пред-
назначается для подводной сварки и резки,
требующих повышенных сил тока D00—600 а)
и напряжений на дуге D0—55 в). Имеет повы-
шенное напряжение холостого хода около 100 в.
Установка состоит из двух мотор-генераторных
групп С-ЗОа/I и С-30а/П; каждая группа состоит
из сварочного генератора СМГ-2п II и бензи-
нового двигателя типа ГАЗ-К, установленных
на самостоятельной раме.
В агрегате САГ-2 сварочный генератор
типа СМГ-2 (б или а) расположен под кузо-
вом сзади диференциала грузового автомобиля
ГАЗ. Приводится во вращение от автомобиль-
ного двигателя.
В агрегате САТ-2 сварочный генера-
тор того же типа смонтирован на консолях,
прикреплённых к колёсному трактору типа
СТЗ или ХТЗ. Тракторный двигатель приво-
дит во вращение генератор, соединённый кар-
данным валом с коробкой скоростей.
Сварочные генераторы системы с попе-
речным полем. Система генераторов с попе-
речным полем известна с 1905 г.
Первый сварочный генератор с поперечным
полем был построен фирмой AEG, а позднее
фирмами Элин и Сименс-Шуккерт. Генераторы
различных фирм, имея один и тот. же принцип
действия, отличаются способами регулирова-
ния сварочного тока. Генераторы системы с
поперечным полем благодаря хорошим дина-
мическим и сварочным свойствам выходят на
одно из первых мест. Заводом „Электрик"
освоено производство передвижных преобра-
зователей типа СУП с генератором попереч-
ного поля СГП.
Генератор типа СГП (фиг. 13) имеет
последовательную обмотку возбуждения. Баш-
маки полюсов сильно развиты для увеличения
магнитной проводимости поперечному потоку
реакции якоря. Генератор обладает значитель-
ным остаточным магнетизмом. Вследствие
Фиг. 13. Принципиальная схема генератора
с поперечным полем.
небольшого сечения сердечники полюсов и
ярмо быстро достигают при нагрузке насыще-
ния. Из четырёх щёток две, находящиеся
на нейтрали потока полюсов, замкнуты на-
коротко, а остальные две являются рабочими
(с них снимается сварочный ток). При холо-
стом ходе по обмотке возбуждения ток не
протекает.
Электродвижущая сила в цепи щёток а и
Ь, создаваемая потоком остаточного магнетизма,
даёт ток в цепи короткозамкнутых щёток.
Ампервитки этого тока создают поперечный
магнитный поток реакции якоря, который, за-
мыкаясь через массивные полюсные башмаки,
индуктирует в якоре электродвижущую силу,
снимаемую с рабочих щёток с и d на дугу.
При замыкании внешней цепи под дей-
ствием электродвижущей силы течёт ток по
Механизм регулировки
силы сбарочного^
тока
Фиг. 14. Схема соединений генератора СГП-1.
сварочной цепи, который создаёт: а) ампер-
витками последовательной обмотки — поток
полюсов, усиливающий поле остаточного ма-
гнетизма; б) ампервитками якоря —продольное
поле реакции якоря, размагничивающее по-
люсы (фиг. 14). Сначала превалируют ампер-
витки полюсов, благодаря чему общий продоль-
ный поток машины растёт с увеличением сва-
рочного тока. Растёт и поперечный поток и
напряжение на зажимах машины. С дальней-
шим ростом сварочного тока происходит насы-
щение полюсов, поток полюсов перестаёт
расти, переходя в поток рассеивания, в то
время как продольное размагничивающее поле
реакции якоря увеличивается, что ведёт к сни-
жению общего продольного потока генератора
и поперечного потока. Напряжение генератора
падает. Падающая внешняя характеристика по-
лучается за счёт использования размагничи-
вающего действия продольного потока реак-
ции якоря. Для облегчения коммутации рабо-
чих щёток в середине полюсных башмаков
сделаны вырезы, где помещены дополнитель-
ные полюсы.
Регулирование тока производится путём
изменения насыщения полюсов при помощи
подвижного магнитного шунта. Приближение
шунта к полюсным башмакам увеличивает по-
ток рассеивания, магнитное насыщение дости-
гается при меньших токах, что соответствует
установке режима на малые токи. Удаление
шунта даёт большие токи. Регулирование плав-
ное, осуществляется при помощи червяка вра
щением маховичка, снабжённого указателем
режима.
282
ТЕХНОЛОГИЯ СВАРКИ И РЕЗКИ МЕТАЛЛОВ
[РАЗД. III
Зажим У (второй „+") служит для при-
соединения уравнительного провода при
параллельной работе.
Внешние характеристики генератора для
трёх положений магнитного регулятора при-
ведены на фиг. 15.
Динамические свойства генераторов выдви-
гают их на одно из первых мест. Благодаря
малым постоянным времени обмоток генератор
обладает минимальной магнитной инерцией.
б
опущен \нариёочеа\ поднят
точке
юо гоо
Сборочный ток
Фиг. 15. Внешние характеристики
генератора СГП-1.
Дуга весьма устойчива и эластична. Время
восстановления напряжения в генераторе
СГП-1 до 25 в не более 0,01 сек., а до напря-
жения холостого хода — 0,02 сек. Низкое на-
пряжение холостого. хода благоприятно ска-
зывается на уменьшении габаритов генератора
с поперечным полем, не отражаясь на усло-
виях зажигания дуги, благодаря особой форме
внешней характеристики.
Недостатком генератора является его
склонность к размагничиванию и перемагни-
чиванию при продолжительной работе на
больших токах и при работе двух генерато-
ров на одном изделии. Это вызывает техни-
ческие неудобства при эксплоатации. Неко-
торые иностранные фирмы избегают этого пу-
тём добавления обмотки независимого возбу-
ждения, питаемой от выпрямителя.
Фиг. 16. Внешний вид агрегата СУП.
На фиг. 16 и 17 показаны внешний вид и
габариты агрегата СУП-1.
Фиг. 17. Габариты агрегата СУП.
Технические данные агрегатов типа СУП
приведены в табл. 7 и 8.
Технические данные генераторов агрегатов типа СУП
Таблица 7
Тип агре-
гата
СУП-0
СУП-1
СУП-2
Тип
генератора
СГП-0
СГП-1
СГП-2
-« 1
g 1 з = »
о о. ч о «
МОЩ!
непре
продс
тельн
грузк
2,О
4.5
7.5
Номи-
нальное
напря-
жение
в в
=5
3°
3°
Максимальный
ток
ПКР
К»0/,,
8о
15°
25°
при
в а
75%
IOO
185
3°°
Пределы
регулиро-
вания в а
15—I2O
70—250
9°—35°
К. п. д.
генера-
тора
в %
6а
65
65
Число
оборо-
тов в
минуту
I43O
143°
143°
Назначение
Для сварки металли-
ческим электродом 0 от
2 до 6 мм
Таблица 8
Технические данные двигателей агрегатов типа СУП
Тип
агрегата
СУП-0
СУП-1
СУП-2
Тип
двигателя
АД-32/2
МКФ-25/4
МКФ-29/4
Мощность
двигателя
в кет
4.з
8,4
".5
К. п. Д.
двигателя
в°/о
84,а
86
86
cos <р
о,88
о,86
0,85
Сварочные генераторы с комбинацией
обмоток возбуждения. Генераторы
с независимым возбуждением и
разм агничивающей обмоткой выпу-
скаются иностранными фирмами (Lincoln и др.)
и до 1932 г. изготовлялись заводом .Элек-
трик" (тип СМ). Падающая внешняя характе-
ристика достигается размагничивающим дей-
ствием противокомпаундной обмотки на поток
полюсов (вторая группа однопостовых сва-
ГЛ. IV]
ДУГОВАЯ ЭЛЕКТРОСВАРКА
283
рочных генераторов). Регулирование тока рео-
статом в цепи обмотки независимого возбу-
ждения и секционированием размагничивающей
обмотки. Динамические свойства удовлетвори-
тельны. Недостатком является необходимость
в отдельном возбудителе. У генераторов типа
СМ-32 регулирование тока производилось толь-
ко реостатом в цепи обмотки возбуждения,
благодаря чему при устанозке на режимы ма-
лых токов снижалось напряжение холостого хо-
да, что ухудшало условие зажигания дуги. Ста-
ционарные агрегаты типа СМ-32 из-за ряда не-
достатков были сняты с производства в 1932 г.
Американская фирма Lincoln выпускает сва-
рочные агрегаты этой системы на 300 а, 25 или
40 в в виде передвижных преобразователей с
электродвигателем или передвижных установок
на тележках с дизелем.
Генераторы системы Кремер от-
личаются от предыдущих наличием шунтовой
обмотки, дающей более выпуклые внешние ха-
рактеристики для сварки угольным электродом.
Выпускались заводом „Электрик* следующих
марок: СМ-1, СМ-2, СМ-3, СМК-3 и СМ-12,
отличавшихся номинальными данными и кон-
структивными деталями; были оформлены
в виде стационарных мотор-генераторных
групп.
Сварочные генераторы системы Para-
dine. Генераторы системы Paradine (США)
относятся к третьей группе однопостовых сва-
рочных генераторов, в которых наряду с ис-
пользованием размагничивающего действия
потока реакции якоря применяется и размаг-
ничивающая обмотка.
Агрегат СМП-3 (фиг. 18) предназначен
для дуговой сварки металлическим электродом
диаметром от 4 до 12 мм, а также сварки и
резки угольным электродом. Состоит из сва-
рочного генератора типа СМП-3 и приводного
асинхронного двигателя трёхфазного тока,
установленных на общей фундаментной плите
-М5,
Щ)дпя съема
Фиг. 18. Габариты агрегата СМП-3.
и соединённых эластичной муфтой. Генератор
выполнен защищенным, с вентиляцией.
Генератор типа СМП-3 построен по схеме
Paradine (США) (фиг. 19). Имеет 4 основных
и 4 дополнительных полюса для улучшения ком-
мутации. В основных полюсах сделаны выем-
ки—пазы. Более узкая часть сердечника для
большего насыщения имеет ещё дополнитель-
ный вырез. Намагничивающая обмотка возбу-
ждения помещена на одноимённых диаметраль-
но расположенных полюсах и получает питание
от части витков якоря, находящихся под на-
сыщенными частями полюсов, с помощью одной
из основных (а) и одной добавочной щётки (г);
напряжение между щётками а и г при работе
остаётся постоянным.
Вокруг более толстых частей сердечников
двух других диаметрально расположенных по-
люсов помещена последовательная размагни-
чивающая обмотка, состоящая из трёх секций
для осуществления трёх ступеней грубой ре-
гулировки силы тока. При нагрузке поток ре-
акции якоря размагничивает более толстую
часть полюса и подмагничивает другую узкую
часть с вырезом. Вследствие сильного насы-
щения последних частей сердечника их ма-
Регулятоь
тока
Фиг. 19. Принципиальная схема
генератора СМП-3.
гнитный поток с увеличением сварочного тока
остаётся практически постоянным; также
остаётся постоянным и напряжение на щётках
а и г.
Размагничивание более толстых частей
сердечников происходит интенсивно, чему
способствует также размагничивающее дей-
ствие потока последовательной обмотки,
направленного против потока основных по-
люсов.
С увеличением нагрузки падает результи-
рующий поток генератора, а следовательно, и
снижаются индуктированная им электродвижу-
щая сила и напряжение на зажимах генера-
тора. Падающая внешняя характеристика до-
стигается в результате совместного размагни-
чивающего действия потока реакции якоря и
последовательной обмотки.
Регулирование тока производится: а) гру-
бое — изменением числа витков последова-
тельной размагничивающей обмотки путём
включения конца кабеля в один из контактов,
обозначенных цифрами /, 2, 3 на борновой
доске (фиг. 20); б) точное — реостатом, вклю-
чённым в цепь намагничивающей обмотки
(сопротивление реостата 3,5 ом)\ реостат мон-
тирован на корпусе генератора.
Внешние характеристики генератора для
трёх ступеней грубой регулировки и двух зна-
чений сопротивления регулировочного рео-
стата приведены на фиг. 21.
Динамические свойства генератора со-
гласно результатам испытаний завода-изгото-
вителя позволяют получить весьма устойчивое
горение дуги.
Технические данные агрегата СМП-3 при-
ведены в табл. 9.
284
ТЕХНОЛОГИЯ СВАРКИ И РЕЗКИ МЕТАЛЛОВ
[РАЗД. Ш
Таблица 9
Технические данные агрегата СМП-3
се
О
Hepai
Тип ге
СМП-3
i , я
к 6 =
clc^o S
Мощно
прерыв
должит
грузке
i6
на-
<и со
альнс
ие в
Номин
пряжен
4°
Максимальный
ток при ПКР
в
100%
4оо
а
75%
5°°
ли-
К
S Я
е( Я
О ™
150—600
Bdoi
са
О.
гене
ч
с --?
о
ЬЙ в
7о
ё
о.
о
ю >,
о t-
Число
в мину
ЧЗо
«3
Q.
О
ерат
Вес m
в кг
45°
игате
Тип дв
МКА 22/НС
о
льна
кет
Номина
ность в
36
еля
5
дви
О
Sti са
9°
е-
о
0,89
га
н
га
Вес arj
1500
съёма весьма больших токов. При изменении
нагрузки от полной до половинной напряжение
на зажимах изменяется не более чем на + 5%.
Напряжение одного или ряда параллельно
включённых генераторов подаётся на главные
шины (магистраль), от которых получают пи-
тание сварочные посты.
Сварочные посты подключаются параллель-
но друг другу к магистрали (фиг. 22). Для по-
лучения падающей характеристики поста по-
следовательно с дугой включается балластный
реостат. Наименьшее достаточное напряжение
магистрали для сварки металлическим электро-
дом—40 в и угольным — 60 в. Дуга возбу-
ждается легко и горит устойчиво.
Постоянство напряжения генератора обес-
печивает независимую работу отдельных по-
стов. С ростом тока напряжение на дуге умень-
шается за счёт увеличивающегося падения
напряжения в балластном реостате и харак-
теристика поста получается падающей. Сва-
рочный ток поста регулируется своим бал-
¦ К реостату
Фиг. 20. Схема соединений генератора СМП-3.
ь
70
60
50
1^
%20
10
200 U00 600 600
СВарочный ток
W00 а
Фиг. 21. Внешние характеристики генератора
СМП-3-1: 1—2 на зажим ¦+- 1; 3—4-т зажим + 2;
5 —б —на зажим + 3. Нечётные номера соответ-
ствуют выведенному сопротивлению реостата,
чётные — введённому сопротивлению реостата.
Многопостовые сварочные генераторы
Многопостовые сварочные генераторы при-
меняются в больших сварочных цехах с посто-
янными рабочими местами для сварки и резки
крупных металлических изделий.
Многопостовой генератор представляет со-
бой компаундный генератор постоянного на-
пряжения, отличающийся от обычного номи-
нальными значениями тока и напряжения, а
также конструкцией коллектора вследствие
Фиг. 22. Схема включения многопостового генератора.
ластным реостатом. В балластных реостатах
теряется 50—60 % электроэнергии, поэтому
многопостовые агрегаты имеют низкий общий
к. п. д. и расходуют энергию на 40—50 %
больше однопостовых. Применение многопо-
стовых агрегатов рационально при отсутствии
дефицита в электроэнергии и низкой её
стоимости.
ГЛ. IV)
ДУГОВАЯ ЭЛЕКТРОСВАРКА
285
Количество постов, подключаемых к мно-
гопостовому генератору, определяется по фор-
муле
1
п=
Ik '
где п — количество постов; 1г — номинальный
ток генератора при непрерывно продолжи
тельной нагрузке; 1п — средняя сила тока
поста; k — козфициент одновременности ра-
боты постов; для средних рабочих условий
k = 0,6-0,7.
Многопостовые агрегаты заво-
да „Электрик" типа СМГ-3, СМГ-4 и СМГ-5
(фиг. 23) состоят из многопостового генера-
тора и электродвигателя, соединённых при
Фиг. 23. Внешний вид СМГ-5.
помощи эластичной муфты, и предназначаются
для стационарной установки на общей чугун-
ной литой или стальной сварной раме. Выпу-
скаемые агрегаты имеют аналогичные элек-
трические схемы и отличаются номинальными
значениями тока, габаритами и конструктив-
ным оформлением.
Габаритные размеры агрегатов:
СМГ-3: размер рамы — 1500 X 650 мм;
высота агрегата—765 мм;
СМГ-4: размер рамы —2360 X 816 мч;
высота агрегата— 985 мм;
СМГ-5: размер рамы—3175 X 1000 мм;
высота агрегата —1220 мм.
Технические данные многопостовых агре-
гатов приведены в табл. 10.
Фиг. 24. Реостат типа
РНС-200.
предназначается для регулирования напряже-
ния многопостового генератора, включается в
цепь шунтовой обмотки; на каждый генератор
требуется один рео-
стат. Вес реостата
9 кг.
Балластный рео-
стат типа РНС-200
(фиг. 24) предназна-
чается для регулиро-
вания тока сварочно-
го поста, на каждый
пост требуется от-
дельный реостат; ре-
гулирование произво-
дится при помощи пя-
ти рубильников, кото-
рые позволяют полу-
чить 16 ступеней со-
противления, что да-
ёт токи от 50 до 200 а
через каждые 10 а.
Вес реостата 30 кг\
габариты основания 440 X 363 мм, высота
691 мм.
Сварочные аппараты переменного тока
При сварке на постоянном токе поляр-
ность электродов остаётся неизменной, а при
переменном токе меняется 100 раз в 1 сек., по-
этому условия для существования дуги затруд-
нены. Для устойчивого горения дуги перемен-
ного тока необходимо наличие индуктивности
в сварочной цепи, создающей сдвиг фаз ме-
жду током и напряжением такой величины,
чтобы после перехода тока через нуль напря-
жение трансформатора было достаточным
для зажигания дуги, а при уменьшении на-
пряжения дуга поддерживалась бы за счёт воз-
никающей электродвижущей силы самоиндук-
ции. Благодаря этому сварочный аппарат, обла-
дая значительной индуктивностью, должен
иметь коэфициент мощности cos 9 порядка
0,35 — 0,45. С экономической точки зрения же-
лательно иметь cos 9 по возможности выше, в
пределах, допускаемых условиями устойчивого
горения дуги. Напряжение холостого хода по-
Таблица 10
Технические данные многопостовых агрегатов
Тип
агре-
гата
СМГ-3
СМГ-4
СМГ-5
Тип
гене-
ратора
СМГ-Зб-Н
СМГ-46Ш
СМГ-5-1
сть при
ывной про-
ельной на-
в кет
2 o.fc <u
Мощь
непре
ДОЛЖ1
грузк
3°
6о
9°
са
о са
и
X 11
Номи
пряж
бо
6о
6о
(ЛЬНЫЙ ТОК
я
S ц
Е ш
5°о
IOOO
1дОО
i. генера-
в
К. п.
тора
82
8а
83
оборотов
У
. У.
Числе
в мин
143°
143°
9бо
Тип
двигателя
МКА-22/4
МН-501/4
ГАМ-116-6
сть двига-
квт
° т
й*
о ч
S (-
Зб
75
120
1. двига-
°/о
to
К. п.
теля
9°
918
92
cos
V
0,89
0,9
0,89
. агрегата
с _о
ЬЙ в
74
75
76
:нератора
и.
CQ и
650
II2O
1500
1-
U
S
ч
и й
О) *
CQ m
4оо
5оо
1040
регата с
в кг
Вес
paMoi
1600
2000
3200
ьноечисло
(ЫХ ПОСТОВ
а
Норм
свар о
по 2(Х
4
9
13
Все генераторы имеют специальный вывод
от последовательной обмотки на борновую
доску (у) для подключения уравнительного
провода при параллельной работе.
Реостаты к многопостовым аг-
регатам. Шунтовой реостат типа РШ-2/60
рядка 65 в, что при достаточной индуктивности
трансформатора и применении обмазок обеспе-
чивает лёгкое зажигание дуги. Падающая
внешняя характеристика сварочного аппа-
рата достигается одним из следующих спосо-
бов:
286
ТЕХНОЛОГИЯ СВАРКИ И РЕЗКИ МЕТАЛЛОВ
[РАЗД. II!
1) включением в сварочную цепь отдель-
ного реактора (аппараты переменного тока
типа СТЭ);
2) искусственным увеличением индуктив-
ного сопротивления обмоток трансформатора
(трансформаторы иностранных фирм);
3) за счёт комбинации трансформатора с
реактором, имеющих общий сердечник (транс-
форматоры советских конструкторов — СТН,
СТХ и др.).
Регулирование тока производится путём
изменения индуктивности сварочного аппарата.
Сварочный аппарат перемен-
ного тока типа СТЭ производства за-
вода „Электрик" состоит из трансформатора
Фиг. 25. Внешний вид аппарата типа
СТЭ.
типа СТЭ и регулятора тока — реактора типа
РСТЭ (фиг. 25). Трансформатор и реактор мон-
тируются на колёсах и защищены металличе-
скими кожухами, к которым приварены руч-
Фиг. 26. Габариты: а—трансформатора; б— реактора.
ки для удобства передвижения на рабочей
площадке.
Отличаются разные аппараты СТЭ номи-
нальными значениями сварочного тока и габа-
ритами (фиг. 26, а, б)-
Трансформатор, входящий в состав сва-
рочного аппарата типа СТЭ, представляет со-
бой однофазный понижающий трансформатор
с постоянным напряжением на вторичной об
мотке, с естественным воздушным охлажде-
нием (фиг. 27).
Во вторичную цепь последовательно с ду-
гой включена реактивная катушка (регулятор),
Регулятор
тока
Фиг. 27. Схема включения аппарата типа СТЭ.
при помощи которой создаются условия для
устойчивого горения дуги, достигается падаю-
щая характеристика аппарата (фиг. 28), ограни-
чивается ток короткого замыкания и плавно
регулируется величина сварочного тока.
Регулирование тока производится путём
изменения индуктивного сопротивления регу-
лятора тока. Часть сердечника регулятора сде-
лана подвижной и может перемещаться по-
средством ходового винта с помощью специ-
альной рукоятки. Стопорный винт сверху слу-
жит для зажатия подвижной части. Указатель
положения подвижной части проградуирован
в амперах. При вращении рукоятки по часовой
100 200
Сварочный ток
30Qa
Фиг. 28. Внешние характеристики
аппарата СТЭ.
стрелке воздушный зазор увеличивается, ма-
гнитное сопротивление сердечника возрастает,
индуктивность обмотки реактора уменьшается,
что ведёт к увеличению сварочного тока. При
вращении в обратном направлении ток умень-
шается.
Обмотка изготовляется из голой меди на
фарфоровых гребешках.
Первичная обмотка трансформатора выпол-
няется на одно из стандартных напряжений —
127, 220, 380 или 500 в либо с переключателями
витков на 127/220 или 220/380 в для постоянства
вторичного напряжения 65 или 50 в (фиг. 29).
Технические данные аппаратов типа СТЭ
приведены в табл. 11
ГЛ. IV]
ДУГОВАЯ ЭЛЕКТРОСВАРКА
287
Тип
транс-
форма-
тора
СТЭ-22
СТЭ-23
СТЭ-32
Тип
реактора
РСТЭ-22
РСТЭ-23
РСТЭ-32
Мощность
в ква
100%
15.7
аз
65о/о
19-5
29
Технические данные аппаратов типа СТЭ
Напряжение в
Первич-
ное
127, 22О> 3&О
или 5°°
8
Вторичное
О i=f
X
„ s
5 °
5°
65
л
03
x
s
S o>
X X
30
30
30
Максималь-
ный свароч-
ный ток при
ПКР во
100%
i8o
240
ЗЬо
65%
3°о
45°
5
егул
а
CU
з
Е- О.
30—350
S
о
о ^5
О И
X ™
До ю
50—430 До ю
ioo—7°°
До ю
и
К Й
е ее
а.*
си _
С и
i8o
200
270
-01
0
X
СиЧ
сп О
О Ь
оля
о-13
о. 15
is
*%
Си сч
С X
Чо~~
^ х са
82
8.4
85
Таблица И
s 2
а*
-1
О сз
и х
0,4—0.5
о,4—о,5
о,4-о,5
О,
х 0
н S
Н7
140
185
гуля-
ра
6S
90
130
ев
парат
i8o
230
315
Перегрузка выше допустимых токов ведёт
к выплавлению выводов вторичной обмотки
и порче изоляции обмоток.
Аппарат типа ТС предназначается для
автоматической скоростной сварки под слоем
флюса, а также для сварочных работ на повы-
шенных токах порядка 1000 а (фиг. 31). Состоит
из понижающего однофазного трансформатора
и реактора типа РСТЭ-53. Реактор-регулятор
Фи1. 29. Схема переключения первичной
обмотки трансформатора.
Дуга, питаемая от сварочного аппарата
СТЭ, горит устойчиво. За номинальный режим
работы сварочного трансформатора прини-
мается режим при ПКР—65%- На фиг: 30 при-
ьо so во пкр%
Фиг. 30. График нагрузки аппара-
тов СТЭ.
ведён график, по которому можно определить
ток нагрузки по заданному режиму работы.
Фиг. 31. Внешний вид трансформатора ТС.
тока по устройству и принципу действия ана-
логичен реактору РСТЭ-32.
Технические данные аппарата ТС-150-8 при-
ведены в табл. 12 [27].
Допускаемые нагрузки в зависимости от
режима работы указаны в табл. 13.
Технические данные аппарата типа ТС
Таблица 12
Тип транс-
форматора
ТС-150-8
X S а
1Г- О И
<i X Ж
65
Напряжение
первич-
ное в в
З8о
или 5°°
вторич-
ное в в
65
«а
5 §_
sss8
Е | и
6о
XS
3
5«
ч 3
S О _
s сиа
О «¦ ж
IN- СО О
3- и ь
IOOO
Ч =0
<ц о
«=( О.
Cue; a
500—1500
ого
и
о -5
Ток
хода
Ок. 7
о
S3
С j a
700
а
Б
X
85
о
U
O.4-O.5
Вес в
= 0
Си Л
н s
4ю
я
регу
тора
18,
кг
л)
а
О.
anna
600
Допускаемая нагрузка
Режим работы ИКР
в »/.
Допустимый сварочный
ток в а
трансформатора типа ТС
100
5оо
80
775
60
IOOO
40
1250
27
1500
Таблица 13 Сварочные трансформаторы с искусственно
увеличенным индуктивным сопротивлением
обмоток
Этого типа сварочный трансформатор —од-
нофазный, понижающий, специальной конструк-
ции, обладает большим индуктивным сопро-
тивлением обмоток, благодаря чему дости-
288
ТЕХНОЛОГИЯ СВАРКИ И РЕЗКИ МЕТАЛЛОВ
(РАЗД. Ш
гается падающая внешняя характеристика и
устойчивое горение дуги.
Увеличение индуктивности заставляет уда-
лять обмотки трансформатора одну от другой,
применять магнитные шунты и т. д.
Регулирование тока, производимое измене-
нием магнитного сопротивления, отличается
точностью и плавностью. Cos у колеблется в
пределах 0,3 — 0,4. Выпускаются некоторыми
иностранными фирмами.
Сварочные трансформаторы
в комбинации с реактивной катушкой
Эти сварочные трансформаторы предста-
вляют комбинацию однофазного понижающего
трансформатора и реактивной катушки, магни-
топровод которой соединён с магнитопроводом
трансформатора. Обмотка реактора соединена
электрически со вторичной обмоткой транс-
форматора. Падающая внешняя характеристика
достигается за счёт действия реактивной ка-
тушки, вызывающей уменьшение напряжения
с ростом сварочного тока.
При согласном включении вторичной обмот-
ки трансформатора и реактивной катушки по-
следняя участвует в создании напряжения хо-
лостого хода, что даёт возможность сократить
расход меди на вторичную обмотку по срав-
нению с трансформатором типа СТЭ.
Трансформатор СТН, предложенный
акад. В. П. Никитиным* в 1925 г., имеет три
обмотки: первичную /, вторичную// и реактив-
ную III (фиг. 32).
Возможны два
вида соединения
вторичной и реак-
тивной обмоток:
1) согласное
включение — пере-
мычка между клем-
мами 2—3, дуга пи-
тается от клемм
1 — 4; установка на
режим больших то-
ков;
2) встречное
включение:— пере-
мычка между клем-
мами 2—4, дуга
питается от клемм
1—3; установка на
малые токи.
Согласное
дкпючение
Фиг. 32. Схема
встречное
Включение
трансформа-
тора СТН.
8
/00
юо гоо
Сварочный ток
300 а
Внешние характеристики трансформатора
СТН (при согласном включении) показаны на
фиг. 33.
Регулирование тока производится путём
изменения магнитного сопротивления сердеч-
ника, при удалении подвижной части которого
ток увеличивается. Трансформатор был рассчи-
тан на 200 а, имел распространение на метал-
лургических заводах юга СССР.
Трансформатор СТХ, предложенный
проф. К. К. Хреновым, выполнен по схеме
СТН с согласным включением обмоток
(фиг. 34). Отличается по конструкции от СТН
наличием воздушных
промежутков в сред-
нем ярме, усиливаю-
щих действие реакто-
ра. Регулирование то-
ка — поворотом по-
движного пакета верх-
него ярма: при пово-
роте пакета из
горизонтального
в вертикальное
положение ток
меняется от ми-
нимального до
максимального
значения. Гру-
бая регулиров-
ка тока произ-
водится путём переключения катушек реак-.
тора. Трансформатор СТХ даёт экономию в
меди по сравнению с трансформатором той же
мощности типа СТЭ на 300/0, а в железе —
на 20,5 о/о.
Многопостовая сварка на переменном
токе
Многопостовые трансформаторы целесооб-
разны в применении при оборудовании боль-
ших сварочных цехов с постоянными рабочи-
ми местами. Многопостовой трансформатор
представляет собой обычный понижающий
трёхфазный трансформатор мощностью 75 —
100/сея с постоянным вторичным напряжением
для независимой работы отдельных постов.
Трёхфазное исполнение рекомендуется для
равномерной нагрузки силовой сети.
Сварочные посты включаются на фазное
напряжение (порядка 65 в) через реакторы
таким образом, чтобы создать равномерную
нагрузку фаз (фиг. 35).
Фиг. 34. Схема трансформатора
СТХ.
Фиг. 33. Внешние характеристики транс-
форматора СТН (согласное включение).
Фиг. 35. Схема питания постов от
трёхфазного многопостового транс-
форматора.
* В 1946 г. Секцией сварки и электротермии АН
СССР под руководством акад. В. П. Никитина разрабо-
тан новый сварочный трансформатор СТАН, переданный
а серийное производство.
Количество постов, подключаемых к много-
постовому трансформатору, определяется по
формуле
Ptj-103
П= kInU2 '
ГЛ. IV)
ДУГОВАЯ ЭЛЕКТРОСВАРКА
289
где Р—кажущаяся мощность трансформатора
в ква; 1п—средняя сила тока поста; ?/2—^ вто-
ричное напряжение трансформатора, подводи-
мое к посту; -f\ — к. п. д. трансформатора; k —
коэфициент одновременности работы постов,
равный 0,6—0,7.
При сварке малых и средних толщин воз-
можно использование в качестве многопосто
вого трансформатора аппарата СТЭ-32 Ка
ждый пост необходимо вклю-
чать через свой реактор, ис«
пользуя для этой цели регуля-
торы трансформаторов СТЭ 22.
СТЭ-23 или СТ-2.
Осцилляторы
Осциллятор (активизатор)
представляет собой аппарат, пи-
тающий сварочную дугу парал-
лельно со сварочным трансфор-
матором высоким напряжением
высокой частоты (фиг. 36). Ос-
циллятор облегчает зажигание
и повышает устойчивость го-
рения дуги.
Высокое напряжение поряд-
ка 3000 в вследствие высо-
кой частоты порядка 150 000—
200 0G0 гц не оказывает физиологического дей-
ствия и не опасно для жизни сварщика, тер-
Сеть
Осциллятор должен быть простым, удобным
и надёжным в эксплоатации. Связанное с при-
менением осцилляторов усложнение схемы
устройства и обслуживания сварочного поста
является причиной слабого внедрения их в сва-
рочную технику,
Технические данные осцилляторов типа ТУО
Московского рентгеновского завода и типа М
завода „Буревестник" приведены в табл. 14.
Таблица 14
технические данные осцилляторов
Тип
осциллятора
МРЗТУО-2
М-3
*
ря-
X
О) 45
Э" И
IS <u
03 Я
о. к
О» и>
С Si
65
40—65
S»
о а> 4
III
Ю с и
37°°
25°°
О
^"
а
и
W и
2ОО ООО
2дО ООО
g
W СО
« rf
e-i
0 о
С s
22'
75
т
2О
15
Данные колебатель-
ного контура
Конден-
сатор
в мкф
о,оо5
O,OO2j
Катуш-
ка в
мгн
оо97
O,l6
0 2 ^
К я § в
о з* я а
о,5
i—a
J
Фиг.
С барочная плата
Схема включения осциллятора.
мическое действие не вызывает ожогов свар-
щика ввиду незначительной мощности осцил-
лятора.
Дуга возбуждается легко, горит устойчиво
даже при голых электродах и даёт возможность
снизить напряжение холостого хода трансфор-
матора, уменьшить его габариты, повысить
cos 'f, легко производить сварку малых гол
щин.
Осциллятор состоит из:
1) трансформатора, повышающего низкое
напряжение F5 или 220 в) в высокое напряже-
ние (около 3000 й) нормальной частоты E0 гц),
которое подводится к искровому разряднику
колебательного контура; мощность трансфор-
матора 200—300 вт;
2) колебательного контура, представля-
ющего собой искровой генератор затухающих
колебаний высокой частоты; колебательный
контур состоит из конденсатора, индуктивной
катушки и искрового разрядника с вольфрамо-
выми контактами; от колебательного контура
высокое напряжение подводится к дуге про-
водом с высокой изоляцией через блокировоч-
ный конденсатор.
Сварочные выпрямители
Работы по применению выпрямителей для
питания сварочной дуги ведутся в СССР и за
границей, однако широкого практического при-
менения они не получили. Сварочный выпря-
митель, питая дугу постоянным током, должен
быть свободен от недостатков сварочных мо-
тор-генераторных установок (низкий к. п. д.,
сложный уход и
обслуживание,
громоздкость кон-
струкции и высо-
кая стоимость).
За границей на-
шли некоторое
применение для
сварки ртутные,га-
зотронные, сухие
сульфидные и се-
леновые выпрями-
Заводом „Элек-
грик" осваивается
установка для ду-
говой сварки ма-
лых толщин токами
15— 100 а с суль-
фидным выпрями-
телем.
В 1933 г. проф.
К. К. Хреновым был
предложен для ду-
говой сварки элек-
тролитический вы-
прямитель с рас-
плавленным элек-
тролитом— смесью калиевой и натриевой се-
литры с температурой плавления около 200° С.
Алюминиевый анод в сочетании с электролитом
обладает вентильными свойствами. Другой
электрод—катод из железа. Опытный выпря-
митель, рассчитанный на 120 а, представлял
Балластный
реостат
Фиг. 37. Схема сварочной
выпрямительной установки.
290
ТЕХНОЛОГИЯ СВАРКИ И РЕЗКИ МЕТАЛЛОВ
[РАЗД. ИЗ
собой железный цилиндр, наполненный распла-
вленным электролитом, в который погружён
алюминиевый стержень. Для расплавления се-
литры при пуске аппарата использовалась спе-
циальная нагревательная обмотка на 15 мин.
На фиг. 37 приведена электрическая схема
выпрямительной установки. Включение выпря-
мительных элементов по схеме Гретца. Для
создания падающей характеристики последова-
тельно с дугой включается балластный реостат,
а реактивная катушка, включённая в эту же
цепь, служит для сглаживания пульсаций вы-
прямленного тока. Выпрямитель получает пи-
тание от сварочного трансформатора. Выпря-
мительная установка не требует особого ухода
и надзора.
Эксплоатация сварочного оборудования
Параллельная работа сварочных генерато-
ров и трансформаторов применяется для полу-
чения больших сварочных токов путём сум-
мирования токов отдельных источников при
параллельной работе. На параллельную работу
Фиг. 38. Принципиальная схема параллельного включения
сварочных генераторов.
могут включаться только однотипные генера-
торы с двигателями, сохраняющими достаточ-
ное постоянство числа оборотов при измене-
ниях нагрузки.
Параллельно соединяемые трансформаторы
должны иметь одинаковые номинальные на-
пряжения и внешние характеристики.
Принципиальная схема параллельного вклю-
чения сварочных генераторов показана на
фиг. 38.
Порядок включения: 1) запустить генерато-
ры и установить одинаковые напряжения холо-
стого хода; 2) отрегулировать генераторы на
приблизительно одинаковые токи; 3) включив
рубильники, произвести параллельное соедине-
ние и следить за показаниями амперметров.
При неправильном распределении нагрузки
напряжение на одном из генераторов может
сделаться ниже, чем на другом, и первый нач-
нёт работать двигателем. Для устойчивой ра-
боты в зависимости от типа генератора при-
ходится принимать специальные меры. -
У многопостовых генераторов и генерато-
ров с поперечным полем необходим уравни-
тельный провод (сечение не менее 25 мм2).
У генераторов с расщеплёнными полюсами
необходимо перекрёстное питание, т. е. об-
мотки возбуждения одного генератора питать
от щёток другого, а обмотки второго — от пер-
вого.
На фиг. 39 показана схема параллельного со-
единения двух сварочных генераторов СМГ-26.
У генераторов с размагничивающей проти-
вокомпаундной обмоткой (система Кремера,
Медслей и др.) уравнительный провод не тре-
буется.
Принципиальная схема параллельного вклю-
чения сварочных трансформаторов дана на
фиг. 40.
Первичные обмотки присоединяются к одним
и тем же фазам сети. Вторичные напряжения
должны быть равны. .
Предварительно следует проверить поляр-
ность зажимов вторичных обмоток.
Выбор сварочного оборудования
Оборудование для дуговой сварки выби-
рается проектировщиком в каждом отдельном
случае на основе конкретных условий данного
предприятия или отдельного цеха, исходя из:
а) типа и характера предполагаемых работ
и б) экономических показателей стоимости
электроэнергии, оборудования,
электродов, аппаратуры, мон-
тажа, ухода, обслуживания
и т. д.
Выбор рода тока. В
связи с широким применением
качественных обмазок в по-
Фиг. 39. Схема параллельного соединения двух сварочных генераторов СМГ-26.
Фиг. 40. Принципиальная схема парал-
лельного включения сварочных транс-
форматоров.
ГЛ. IV]
ДУГОВАЯ ЭЛЕКТРОСВАРКА
291
следние годы в ряде работ дуга переменного
тока вытесняет дугу постоянного тока.
В табл. 15 приведены основные преиму-
щества и недостатки однопостовой сварки на
постоянном и переменном токах.
постоянном токе 0,34—0,43, т. е. ниже к. п. д.
однопостовой, и, следовательно, расход энергии
при многопостовой сварке на постоянном токе,
достигающий 9—11 квт-ч/кг, больше; на пере-
менном токе однопостовая и многопостовая
Таблица 15
Сравнение однопостовой сварки на переменном и постоянном токе
Постоянный ток
Переменный ток
1. Устойчивая дуга
2. Применимы все виды обмазок электродов
3. Сварщик нормальной квалификации
4. Возможно наложение потолочных швов
б. Возможно изменение полярности при применении
обмазанных электродов
6. Удобна работа угольной дугой
Менее устойчивая дуга
Затруднительно применение некоторых обмазок
электродов, например УОНИ-13
Требуется более высокая квалификация сварщика
Наложение потолочных швов затруднительно
Затруднительна работа угольной дугой
7. Количество направленного металла, угар, разбрызгивание и глубина проникания практически одинаковы
8. Механические свойства шва практически равноценны
9. Средний расход энергии на 1 кг наплавленного
металла 6—8 квт-ч/кг
10. К. п. д. установки 0,3—0,6
1!. Средний cos tp агрегата 0,6—0,7
Средний расход энергии на 1 кг наплавленного ме-
талла 4 квт-ч/кг
К. п. д. установки 0,8—0,85
Средний cos <p трансформатора 0,3—0,4
12. Однопостовой агрегат постоянного тока занимает большую площадь и стоит значительно дороже, чем
соответствующей мощности трансформатор
13. Вращающиеся агрегаты требуют постоянного над-
зора, тщательного ухода и профилактического ремонта
Уход и обслуживание не представляют никаких
трудностей
Выбор системы питания. Различают
две системы питания: 1; однопостовая и 2) мно-
гопостовая.
Выбор производится путём сравнительной
оценки вариантов двух систем питания для
конкретного случая.
При составлении вариантов учитываются
сумма затрат на оборудование и стоимость
эксплоатации.
Качество сварки и производительность в
обоих случаях одинаковы.
Питание большего количества постов от
многопостового агрегата постоянного тока или
многопостового трансформатора по сравнению
с индивидуальной системой питания от одно-
постовых источников тока имеет ряд следую-
щих преимуществ:
1)уменьшаются первоначальные затраты на
оборудование, а следовательно, и амортизаци-
онные расходы, что снижает стоимость про-
дукции;
2) увеличивается коэфициент использования
оборудования, так как агрегат или трансфор-
матор полнее загружается, отсутствует холостой
ход, выше к. п. д. и средний cos *;
3) уменьшается площадь, занимаемая обо-
рудованием;
i) снижаются расходы на ремонт и обслу-
живание;
5) возможно использование в качестве при-
водного двигателя в агрегатах постоянного тока
синхронного мотора, что даёт возможность
улучшить заводской cos ср.
Наряду с этими преимуществами следует,
однако, отметить, что: 1) процент резервиро-
вания при многопостовой системе выше и
2) вследствие больших потерь в балластном
реостате к. п. д. многопостовой установки на
системы по расходу электроэнергии примерно
равноценны.
Выбор мощности производится исходя из
требований технологического процесса, выбран-
ной силы тока, , электрода и режима работы.
Излишний запас мощности приводит к работе
агрегата с недогрузкой, что ухудшает cos 9 и
к. п. д. и, следовательно, увеличивает расход
энергии и себестоимость продукции.
Монтаж сварочного оборудования
Размещение машин и трансформаторов.
Сварочные машины и трансформаторы могут
быть установлены: а) в отдельном помещении
(машинном зале); 6) в сварочном цехе около
рабочих мест.
В первом случае требуется некоторая до-
полнительная площадь для зала и увеличивается
количество проводов. Условия работы машин
улучшаются, упрощается уход, сокращается ко-
личество обслуживающего персонала, создаётся
возможность централизованного и планового
питания постов. В отдельном помещении уста-
навливаются многопостовые генераторы и
трансформаторы и стационарные однопосто-
вые сварочные генераторы.
Во втором случае требуется ограждение
машин от повреждений и от предупреждения
несчастных случаев и особенно тщательный
уход. Применяется это для передвижных сва-
рочных генераторов (преобразователей) в за-
щищенном исполнении и сварочных однопосто-
вых аппаратов переменного тока.
Установка сварочных машин стационарного
типа производится на фундаменте. Порядок
установки предусмотрен электротехническими
правилами и нормами. Сварочные трансформа.
292
ТЕХНОЛОГИЯ СВАРКИ И РЕЗКИ МЕТАЛЛОВ
[РАЗД. III
торы и реакторы устанавливаются около ра-
бочих мест без фундаментов. Желательно
устройство деревянного настила.
Канализация тока. Подводящие про-
вода к двигателям и сварочным
трансформаторам.
При размещении оборудования в общем
помещении ставится общий щит с измери-
тельными приборами, главным рубильником
и предохранителям л, а также пусковыми и ре-
гулирующими устройствами. Агрегаты и транс-
форматоры, установленные в отдельных по-
мещениях, имеют свой щиток с рубильником и
предохранителями и пусковыми и регулирую-
щими устройствами около каждого агрегата.
При включении однофазных трансформато-
ров необходимо предусмотреть распределение
по фазам, обеспечивающее их равномерную
нагрузку.
Прокладка проводов к агрегатам и транс-
форматорам по стенам или в полу осуще-
ствляется согласно действующим электротех-
ническим правилам и нормам.
Расчёт подводящих проводов производится
на нагрев по допускаемой плотности тока. Ток
определяется по паспортным данным двигателя
или многопостового трансформатора.
В случае длинных проводов необходима
проверка на падение напряжения, которое не
должно превосходить 4—5° о-
Провода применяются марок ПРН и ПРГН.
Сечение подводящих проводов к однопосто-
вым трансформаторам выбирается исходя из
условий повторно-кратковременной работы с
ПКР —6оО/0.
Рекомендуется пользоваться данными, при-
ведёнными в табл. 16.
Таблица 16
Напряже-
ние сети
в в
22O
З8о
5°о
СТЭ-23
Первичный ток
при ПКР в а
65%
95
55
42
100%
78
45
34
о ^
п "^
|Ш
2L ее
Z о
О to
16
ю
6
СТЭ-32
Первичный ток
при ПКР в а
65%
Х4о
82
63
100%
65
51
6
|«
U о
25
IO
Подводящие провода к свароч-
ным рабочим местам. Ток подаётся
гибким кабелем марки ПРГН или ПРГД. Осо-
бенно важно иметь гибкий провод длиной около
2—3 м для электрододержателя, так как это
уменьшает утомляемость сварщика и увеличи-
вает производительность труда. Сечение про-
водов находят, исходя из краткое еменного
режима работы поста. Можно пользоваться
данными завода „Электрик" (табл. 17).
Таблица 17
Наибольшая
допускаемая сила
тока в проводе в а
2ОО
Зоо
45»
боо
Сечение провода в мм2
одинарного
25
5о
7°
95
двойного
2Y16
«Х25
В случае длинных проводов производится
проверка на падение напряжения.
Магистраль от многопостовой установки по-
стоянного тока рассчитывается на длительный
режим работы. Напряжение у последнего поста
не должно снижаться более чем на 10% от
напряжения на клеммах генератора.
Применяют для магистрали медные, алюми-
ниевые или железные шины, устанавливаемые
на изоляторах при расстоянии между ними до
180 мм.
Регулирующие устройства подключаются
проводом ПР сечением 2,5—4 мм2.
Вопросы техники безопасности. Заземля
ющие устройства необходимы для защиты свар-
щика от опасных для жизни напряжений, поя-
вляющихся в частях агрегата или трансформа-
тора, обычно не находящихся под напряже-
нием.
Заземлителем служат железные трубы диа-
метром 25—50 мм и длиной около 2,5 м.
Трубы забиваются в землю так, чтобы верхний
конец был ниже поверхности земли на 0,5—0,8л.
Заземляющие проводники соединяют с за-
землителем все корпусы машин и аппаратов.
Соединение машин к одному, заземлителю дол-
жно быть параллельным. Последовательное со-
единение запрещается. Сечение заземляющих
проводников 6—10 мм2 для медных и 20 мм2
для железных. Все соединения в цчепи зазем-
ления выполняются сваркой. В качестве об-
щего заземлителя возможно при низких напря-
жениях использование водопровода.
Уход за сварочными агрегатами
и трансформаторами и их обслуживание
От правильного обслуживания, тщательного
и внимательного ухода за сварочными агрега-
тами и трансформаторами зависит качество их
работы и продолжительность службы.
Сварочный агрегат должен находиться под
наблюдением монтёра, который производит про-
филактический и текущий ремонт.
Агрегаты и трансформаторы должны содер-
жаться в чистоте. Раз в году подшипниковые
щиты двигателя и генератора снимаются и про-
мываются керосином. Все контакты и клеммы
очищаются от нагаров и неровностей.
Во время работы необходимо следить за
нагревом, не допуская повышения температуры
свыше норм.
Постоянного квалифицированного надзора и
профилактического ремонта требуют в основ-
ном вращающиеся агрегаты. Особенно тща-
тельный уход необходим за коллектором и щё-
точным механизмом, так как возникающие
дефекты в работе машины сказываются в пер-
вую очередь в нарушении правильной комму-
тации, вызывая обгорание пластин коллектора.
Ежедневно сухой полотняной тряпкой, а раз
в неделю смоченной в бензине удаляется грязь
и пыль с коллектора и контактных колец. Кол-
лектор, находящийся в хорошем состоянии,
должен иметь блестящую, красно-коричневую
поверхность с синеватым отливом.
При появлении нагара необходимо коллек-
тор прошлифовать. Для этой цели агрегат за-
пускается вхолостую и шлифовка производится
по всей поверхности равномерно тонкой сте-
клянной бумагой, закреплённой на деревянной
колодке.
ГЛ. IVI
ДУГОВАЯ ЭЛЕКТРО-ЕАРКА
293
Щётки должны находиться под постоянным
надзором. Изношенные или поломанные щётки
немедленно заменяются новыми того же ка-
чества и марки.
Во время работы необходимо постоянно
наблюдать за состоянием подшипников машин,
не допуская их перегрева. Шариковые под-
шипники должны промываться 2—3 раза в год
керосином, бензином и набиваться приблизи-
тельно до половины смазочной массой. У сколь-
зящих подшипников раз в месяц производятся
промывка и замена масла.
СТАЛЬНЫЕ ЭЛЕКТРОДЫ ДЛЯ ДУГОВОЙ
ЭЛЕКТРОСВАРКИ
Основные требования к электродам
Качество применяемых при сварке элек-
тродов должно обеспечивать: 1) механические,
физические и прочие свойства металла шва
и сварного соединения в соответствии с техни-
ческими требованиями, определяемыми родом
свариваемых металлов и характером действую-
щих на соединение нагрузок и условий экспло-
атации; 2) требуемые формы и размеры (гео-
метрию) сварного соединения и 3) экономич-
ность процесса, в частности, минимально воз-
можную длительность производственного цикла
и высокий коэфициент использования элек-
тродного металла.
В современной промышленной практике и
особенно в машиностроении при ручной дуго-
вой сварке металлическим электродом применя-
ются почти исключительно покрытые электроды.
Основные требования, предъявляемые к
электродам, регламентируются действующими
стандартами [2]. Согласно ГОСТ 2523-44 техни-
ческие условия на покрытые электроды сво-
дятся к следующему.
1) Механические свойства металла шва
и сварного соединения, полученные наплавкой
электродами без последующей термообработки,
должны соответствовать данным, приведённым
в табл. 18.
2) Диаметр электродов (без покрытия)
и длина их должны соответствовать требова-
ниям ГОСТ 2246-43, п. 4, б и 7.
3) Покрытие может быть нанесено на стер-
жень любым методом.
4) Один конец электрода на длине 30 + 5 мм
и торец его второго конца должны быть сво-
бодны от покрытия.
5) Покрытие должно быть чистым и рав-
номерным, без трещин, комков, неразмешан-
ных компонентов и отбитых участков.
6) При свободном падении электрода плаш-
мя на гладкую стальную плиту с высоты 1 м
покрытие не должно разрушаться.
7) В отношении сварочных свойств элек-
троды должны обеспечивать: а) лёгкое зажи-
гание и равномерное горение дуги без чрезмер-
ного разбрызгивания металла и шлака; б) рав-
номерное, одновременно со стальным стерж-
нем плавление покрытия без отваливания
кусков и без образования из покрытия „чехла"
или „козырька", препятствующего непрерыв-
ному плавлению электрода; в) равномерное
покрытие наплавленного металла шлаком,
легко удаляемым после охлаждения; г) отсут-
ствие в наплавленном металле пор и трещин,
видимых невооружённым глазом.
8) Содержание серы и фосфора в напла-
вленном металле допускается на 0,и1% больше
(каждого элемента в отдельности), чем в про-
волоке по ГОСТ 2246-43, из которой изгото-
влены электроды. По особому требованию по-
требителя содержание серы и фосфора в на-
плавленном металле не должно превышать
норм по ГОСТ 2246-43.
9) Электроды должны сохранять свои свой-
ства (при хранении в сухом помещении) не ме-
нее шести месяцев со дня их изготовления.
10) Специфические требования к электро-
дам специального назначения устанавливаются
дополнительными техническими условиями.
Кроме приведённых технических условий
ГОСТ 2523-44, установлены ещё правила приём-
ки, испытания, упаковки и маркировки элек-
тродов.
Таблица 18
СЗ
=4
О
О.
ч
ф
о-
1
Э34
Э42
Э42А
Э50
Э50А
Э55А
Э60
Э70
Э50Я
Э55Ж
Нормь
1 механических свойств
при применении
электродов диаметром
более 3 мм
металл шва
is!.
^ ь* t* <\*
С i Cue
OJ
О
Sg
El
0 5 ~.°
0 >%a>
Испытание не
42
¦2
5°
5°
55
6o
70
50
55
водится
18
22
16
20
20
18
12
2O
2O
33 ij
SB Д
O.H
§ О
произ-
8
14
6
13
13
8
6
9
9
при применении элек-
тродов диаметром 3 мм
и менее, а для марки
Э34 всех диаметров
сварное
О Ж
ч fH н 7\Г
В X О.»
34
42
42
5»
5о
55
6о
7°
5°
55
соединение
гиб а
сах
а >>
m е{
то
5 «•
О U
>. ш
3°
I2O
i8o
90
180
180
120
90
180
183
н
О
по Г
гемая)
s 5"
** ж
g s
О о
я §
СХ СО
«г- CI
<% CS
I и II
I.IA и II
IA
I, IA и II
IA
IA
II
II
IX,X
XI
Примерное назначение
Малоответственные конструкции из мало-
углеродистой стали
Ответственные конструкции из малоуглеро-
дистой стали
Конструкции из малоуглеродистой стали,
работающие в особо тяжёлых условиях
Ответственные конструкции из среднеугле-
родистой стали
Ответственные конструкции из стали повы-
шенной прочности
То же
Сварка нержавеющей стали
Сварка жароупорной и специальной стали
294
ТЕХНОЛОГИЯ СВАРКИ И РЕЗКИ МЕТАЛЛОВ
[РАЗД. 1П
Электродная стальная проволока
Для изготовления покрытых стальных
электродов применяется электродная проволока
различных марок стали. В СССР электродная
проволока изготовляется по ГОСТ 2246-43,
введённому с 1 марта 1944 г. взамен ОСТ 2853
и ОСТ 20032-39. Этот стандарт распростра-
няется на стальную проволоку, применяемую
для дуговой и газовой сварки. Основные тех-
нические условия этого стандарта следующие:
1) Проволока изготовляется из стали марок,
указанных в табл. 19, тянутой или катаной.
Последняя — диаметром 6 мм и более.
2) С согласия потребителя проволока марок
I и II может быть заменена проволокой из
стали марок 08, 10 или 15 по ГОСТ В 1050-41.
3) С согласия потребителя по отдельным
элементам химического состава допускаются
незначительные отклонения от норм табл. 19,
если в остальном проволока удовлетворяет
требованиям настоящего стандарта,
4) Проволока поставляется диаметров, >ка
занных в табл.20, в виде мотков, стержней (для
дуговой сварки) и прутков (для газовой сварки).
5) Длина стержней и прутков должна,
соответствовать данным табл. 21.
6) Поверхность проволоки должна быть
чистой, без ржавчины, грязи и масла (следы
мыльной смазки на поверхности холоднотяну-
той проволоки не являются браковочным
признаком).
Качество поставляемой электродной про-
волоки определяется в основном соответствием
Таблица 19
I
IA
II
III
IV
V
VI
VII
VIII
IX
X
XI
XII
Марки сталей для изготовления электродной проволоки
Марка
стали
10ГСМ
20 X ГС А
20ХМА
15ХМ
15М
5ХМ
0Х18Н9
Х18Н9Т*
Х25Н15
Х25Н20
Содержание элементов в °/0
О,1О
О, II—О, К
O,l6
0,15-0,25
0,15—0,25
0,15
Р, 15
о, 15
0,12
О,2О
0.15
Мп
о,35—о.б
O.35—о
О,9О—1,2О
о,8о—I,
0,40—0,70
0,40—0,70
0,40—0,70
о,4о—о,6о
0,30-0,70
О,2О—О,'
< 2,0
< 2,О
< О,ОЗ
< 0,03
< 0,03
0,70—1,10
Сг
N1
о,2о j < 0,30
о, 15
О,2О
0,20
О,О0—1,2О О,8О— I.IO
0,15—0,30
о. 15—°>3°
0,15-0,30
0,30—0,80
0,30—о,8о
o,8o--i,io
о,8о—1,ю
4-6
i8-ao
18-20
24—27
24—27
< О,25
< о,зо
< °,3° j
< О,2О j
-< 0,20 !
< о,зо
Mo
0,15—
не более
0,15-0,25
0,50—о,6о
I
0,50—0,60
— I 0,50—0,60
8—ю
8—ю
14—16
19—
0,040
о.озо
0,040
0,040
O.O25
O.O25
0,040
0,040
0,040
0,030
о.озо
о.озо
0,030
1
0,040
0,030
0,040
0,040
0,030
0,030
0,040
0,040
0,040
0,030
0,030
0,030
0,030
Примерное назначение
Общее для получения швов
повышенной пластичности
и вязкости
То же для наиболее ответ-
ственных сварных конструк-
ций
То же для получения швов
повышенной прочности
Для стали специального
назначения
Для стали типа хромансиль
Для хромомолибденовой
стали
Для хромомолибденовой
крипоустойчивой стали
Для крипоустойчивой стали
Для трубопроводов из ста-
ли того же типа
Для нержавеющей стали
То же
Для жароупорной стали,
для конструкционной и спе-
циальной стали высокой
твёрдости
Для элементов печей нефте-
заводов из стали того же
типа
* Сталь марки Х18Н9Т поставляется с содержанием титана или ниобия в количестве, установленном соглашением
сторон.
Таблица 20
Таблица 21.
Диаметр
проволоки
в мм
1
1.3
1,6
2,О
2,6
З.о
3f-5
4,0
5.0
6,0
Допускаемое
отклонение
для тянутой *
проволоки
в мм
± о,об
± о,о8
Диаметр
проволоки
в мм
8,о
9>°
Ю,о
13
Допускаемое
отклонение
для тянутой *
проволоки
в мм
± о,ю
± о,а
* Допуск по диаметру катаной проволоки с 6 мм
в- выше составляет ± 0,5 мм.
Диаметр проволоки
в мм
2
Свыше 2 до 3 ...
„ 3
Длина стержней* в мм
из углероди-
стой и средне-
легированной
стали
зоо
35°
45°
из высоколе-
гированной
стали
250
Зоо
4оо
* По требованию потребителя стержни могут поста-
вляться и другой длины. Допускаемое отклонение
по длине стержня ± 3 мм.
ГЛ. IV}
ДУГОВАЯ ЭЛЕКТРОСВАРКА
295
её размеров и химического состава требова-
ниям, установленным техническими условиями.
Никаких испытаний сварочных свойств элек-
тродной проволоки ГОСТ 2246-43 не преду-
сматривает.
Следует, однако, отметить, что, кроме хи-
мического состава проволоки, на её сварочные
свойства могут оказывать большое влияние:
а) характер и распределение неметаллических
включений; б) присутствие растворённых га-
зов; в) состояние поверхности проволоки и её
чистота; г) структура металла электрода и
д) характер предшествующей обработки (тра-
вление, обработка щелочами и т. д.)
Исследованиями установлено, чтодляизго-
• товления электродной проволоки более при-
годна кипящая сталь.
Улучшение сварочных свойств электродной
проволоки достигается не только применением
контролируемой по чистоте соответствующей
шихты, но и особыми методами ведения про-
цесса плавки, раскисления и разливки стали,
процессов протяжки и промежуточной и окон-
чательной термообработки.
Тонкие электродные покрытия
Основной задачей тонких электродных по-
крытий является повышение устойчивости
вольтовой дуги. Это достигается нанесением на
металлический стержень электрода материа-
лов, интенсивно ионизирующих газовый про-
межуток дуги.
Исследованиями проф. К. К. Хренова [33]
установлено, что лучшими ионизаторами
являются материалы, содержащие элементы
с низким потенциалом ионизации C—5 в)
и испаряющиеся из соединений ранее других
элементов. При этом соединение не должно
содержать веществ, обогащающих плазму
дуги электроотрицательными ионами.
Потенциалы ионизации (в в) некоторых
элементов составляют: К—4,33; Na—5,11;
Ва —5,19; Са —6,10; Ti —6,80; Fe —7,83;
Мп—7,40. Наилучшим из практически прием-
лемых ионизаторов является калий. Компонен-
тами обмазок, содержащих калий, могут слу-
жить как природные минералы, богатые калием
(некоторые разновидности гранитов и полевых
шпатов), так и выпускаемые промышленностью
недефицитные соли калия (хромат и бихромат
калия, сульфат и сульфит калия, поташ и др.).
Не следует применять галоидные соли
калия, так как последние либо не поддержи-
вают горения дуги, либо подавляют (гасят) её.
Благоприятно влияют на устойчивость дуги
карбонаты бария и кальция, сульфаты натрия
и бария, ряд других солей щелочных и щёлоч-
ноземельных металлов, двуокись титана и пе-
рекись марганца [4].
Алюминий не поддерживает горения дуги
вследствие высокой температуры испарения
его окислов.
Толщина ионизирующего покрытия соста-
вляет обычно 0,1— 0,25 мм, вес его колеблется
в пределах 1—2% от веса стержня.
Ионизирующие тонкие покрытия ни коли-
чественно, ни качественно почти не влияют
на металлургический процесс, протекающий
в зоне дуги, и не защищают расплавленный
Области применения и свойства тонкопокрытых электродов
Таблица 22
Наимено-
вание
электрода
С мело-
вым по-
крытием
А-1
ВИАМ-25
МТ
ОМА-2
Марка
по
гпгт
1 иъ 1
2523-44
Э34
Э34
—
Э43
по марке
сваривае-
мой стали
Мало-
углероди-
стые
То же
28А,
12Г1А,
25ХГСА,
3jXrCA
08, 10,
20, 30, 40
и хроман-
силь
Мало-
углероди-
стые и
низколе-
гирован-
ные
Основные области
по характеру
свариваемых кон-
струкций
Малоответствен-
ные конструкции
при толщине сва-
риваемых листов
> 2 мм
То же
Конструкции из
стали, толщиной
свыше 1,2 мм, ра-
ботающие с прило-
жением статиче-
ских, ударных и
вибрационных на-
гт%\гчп к
грузок
То же для тол-
щин > 0,5 мм
Ответственные
конструкции из
стали толщиной
0,8—2,5 мм, рабо-
тающие с прило-
жением статиче-
ских и динами-
ческих нагрузок
применения
по положе-
нию шва в
простран-
стве
Любое
То же
Нижнее
или на-
клонное
под углом
<45°
Нижнее
и верти-
кальное
Любое
по роду
тока
Посто-
янный или
перемен-
ный
То же
Коэфи-
циент
наплав-
ки в
г/а-ч
7
9.5
_
9—и
Марка элек-
тродной прово-
локи по ГОСТ
2246-43
I и 11
1 И II
IA, IV и V*
I и II
I, 1A и II
для мало-
углеродистых;
IV и V для
низколегиро-
ванных
Кем разра-
ботан
электрод
Институт
электросвар-
ки АН УССР
ВИАМ
МВТУ
ЦНИИТМАШ
Примечание. Механические свойства металла шва и сварного соединения по ГОСТ 2523-44.
• IA—при сварке стали, имеющей з^^ 130 кг/мм*, IV и V — при сварке стали, имеющей а^> 130 кг/мм*.
296
ТЕХНОЛОГИЯ СВАРКИ И РЕЗКИ МЕТАЛЛОВ
[РАЗД. III
металл от воздействия атмо-
сферного воздуха, вследствие
чего металл шва сильно насы-
щается кислородом и азотом.
Быстрое застывание распла-
вленного металла шва вслед-
ствие незначительного количе-
ства шлака ухудшает условия
дегазации и удаление неметал-
лических включений, а также
способствует получению выпук-
лой чешуйчатой поверхности
наплавленного валика с резким
переходом к основному металлу.
Вследствие указанного ионизи-
рующие тонкие покрытия не
обеспечивают высоких механи-
ческих свойств и физической
сплошности шва. Несмотря на
эти недостатки, тонкие покры-
тия находят ещё широкое при-
менение в промышленности.
Путём некоторого количествен-
ного и качественного измене-
ния состава электродного по-
крытия и применения не толь-
ко малоуглеродистой, но и низ-
колегированной электродной
проволоки созданы промежу-
точные типы тонкопокрытых
электродов, обеспечивающие
более высокие механические
свойства сварного соединения
(высокую деформационную спо-
собность при благоприятной
форме шва). Кроме того, состав
тонкого покрытия может ока-
зать существенное влияние
на скорость плавления элек-
трода.
Характеристика основных марок
тонкопокрытых электродов
Характеристика основных марок тонкопо-
крытых электродов отечественного производ-
Таблица 23
Составы покрытий для тонкопокрытых электродов
(в весовых °/о)
Компоненты
Титановый
концентрат . .
Двуокись ти
тана
Марганцевая
руда
Двуокись
марганца . . .
Полевой
шпат
Ферромарга-
нец
Ферросили-
ций
Древесная
мука
Селитра ка-
лиевая ....
Углекислый
барий . . . .
Углекислый
кальций . . .
Калий хро-
мовокислый .
Мел ....
Жидкое
стекло ....
с мело-
вым
покры-
тием
—
—
—.
—
—
—
—•
7°-75
ЗО-35
А-1
8о,6
¦ —
9,2
—
—
—
15,0
(к весу
остальных
компонен-
тов)
Чарки электродов
RHAM-25
—
8
—
—
—
3°
i6
—
—
1200 см3
[(плот-
ностью
1,1—1,4 на
1 кг сухой
смеси]
МТ
¦уз
—
—
—
7
—
30* (к весу
остальных
компонен-
тов)
ОМА-2
Зб-5
о с
—
6,о
с 2
ф,8
2,0
—
30-35
(к весу
остальных
компонен-
тов)
* Для сварки стали толщиной 0,5—2 мм вместо жидкого стекла
меняют в том же количестве декстрин.
Пр1 '
ства приведена в таблицах: 22—области при-
менения и свойства, 23— составы покрытий,
24—толщина покрытий и 25—рекомендуемые
силы тока.
Таблица 24
Марка
электрода
С меловым по-
А-1
ВИАМ-25 ....
МТ
ОМА-2 для про-
волоки I, IA и 11
ОМА-2 для про-
волоки IV и V . .
Толщина покрытия тонкопокрытых
1,5
2,0
Диаметр эл
2,5
Для вгрх пияметооя от 0.1 яо
—
о, 17—о,23
о, 13—o,i8
0,05—0,10
0,20—0,25
0,23—0,28
0,16—0,22
о,о8—оло
О,2О—0,25
—
—
3,0
0,25
0,12 — 0,20
О,Ю—0,15
о,зо—о,4о
O-35—°>4о
0,27-0,33
электродов
е к т р о д а
4,0
О,2О—О,25
0,15—0,20
—
—
В ММ
в мм
5,0
0,25—0,30
—
—
6,0
о,зо—О,Я5
—
—
| 7,0
о,35—о,4о
—
—
Сила тока для тонкопокрытых электродов в а
Таблица 25
Марка
электрода
С меловым по-
крытием
А-1 .......
ВИАМ-26 ....
МТ
ОМА-2
1,5
16-25
2,0
5о-8о
25~5°
Зо-55
25 45
Диа
2,5
4O-75
45-63
метр э л
3,0
9O-I3O
8о—но
7О—но
7°-95
5о-8о
е к т р о д а
4,0
150—180
IOO—l6o
100—190
в мм
5,0
2ОО--2,7О
18о — 240
6,0
¦280-350
220—320
7,0
300-400
280—350
ГЛ. IV]
ДУГОВАЯ ЭЛЕКТРОСВАРКА
297
Толстые (качественные) электродные
покрытия
Толстые (качественные) электродные по-
крытия должны обеспечивать: 1) устойчивость
вольтовой дуги при заданном характере и пре-
дельных колебаниях сил тока; 2) эффективную
защиту металла шва от вредного воздействия
атмосферного воздуха в процессе плавления
и переноса электродного металла в дуге и кри-
сталлизации металла шва; 3) спокойное и рав-
номерное расплавление электродного стержня
и покрытия; 4) требуемый химический состав
наплавленного металла и его постоянство;
5) благоприятные условия для непрерывного
• переноса металла в дуге, обеспечивающие ма-
ксимально возможную при заданных условиях
производительность дуги (коэфициент наплав-
ки); 6) требуемую глубину провара; 7) дегаза-
цию металла шва в процессе его кристалли-
зации; 8) правильное формирование шва (ва-
лика, слоя) под шлаком; 9) быструю коалес-
ценцию шлака, находящегося в виде частиц
или эмульсии в расплавленном металле, и бы-
строе его всплывание на поверхность напла-
вленного слоя (валика); 10) физические свой-
ства шлака, допускающие выполнение сварки
при заданной форме шва и его положения в
пространстве; 11) лёгкую удаляемость шлака
с поверхности наплавленного слоя; 12) доста-
точную для нормальных производственных
условий прочность покрытия и сохранность его
физико-химических и технологических свойств
в течение заданного периода времени.
Электродные покрытия не должны содер-
жать компонентов: а) являющихся остродефи-
цитными или дорогими, б) создающих техно-
логические трудности при производстве элек-
тродов и в) представляющих опасность для
здоровья рабочих в процессе изготовления
электродов или их расплавления в дуге.
В ряде случаев применения дуговой сварки
(например, в химаппаратостроении и при из-
готовлении сварных соединений, работающих
в условиях очень низких и высоких темпера-
тур) к электродным покрытиям предъявляются
ещё особые дополнительные требования.
На базе проведённых научно-исследова-
тельских работ и накопленного производствен-
ного опыта были установлены основные поло-
жения для шихтовки качественных электрод-
ных покрытий, которые позволили удовлетво-
рительно разрешить выдвигаемые промыш-
ленностью задачи. В значительно меньшей
степени изучены электрические и металлур-
гические свойства электродной проволоки,
а равно методика их регулирования в процессе
её металлургического производства. При этих
условиях комплексное разрешение вопросов,
связанных с производством электродов с
качественными покрытиями, базируется в ос-
новном на экспериментальных исследова-
ниях.
По принципу защиты металла современные
толстые покрытия могут быть подразделены
на: 1) газозащитные, состоящие в основ-
ном из компонентов, образующих при сгорании
(расплавлении) покрытия газовую защитную
атмосферу, предохраняющую расплавленный
металл от непосредственного взаимодействия
с атмосферным воздухом; 2) ш л а к о з а-
щитные, состоящие в основном из шлако»
образующих элементов, осуществляющих за-
щиту расплавленного металла путём образо-
вания шлаковых оболочек вокруг переходящих
в дуге капель и слоя шлака на поверхности
металла шва; 3) газо-шлакозащитные,
создающие комбинированную (газо-шлаковую)
защиту для расплавленного металла в про-
цессе его переноса в дуге и шлаковую защиту
для расплавленного металла шва.
В СССР промышленное применение получи-
ли преимущественно шлакозащитные и газо-
шлакозащитные покрытия. В американской
практике значительное развитие получили
также газозащитные покрытия.
В зависимости от рода получаемого шлака
электродные покрытия могут быть разбиты на
кислые и основные. Важнейшим момен-
том, определяющим качество покрытия, являет-
ся степень его раскислённости или окислитель-
ная способность образуемых им шлаков. Даже
в условиях весьма эффективной защиты рас
плавленного металла от вредного внешнего
воздействия атмосферного кислорода нераскис-
лённые или слабо раскисленные шлаки могут
насытить металл шва значительным количе-
ством кислорода за счёт перехода свободных
окислов из шлака в металл. Аналогичное яв-
ление может иметь место при использовании
в покрытии рудных компонентов, которые при
нагреве выделяют свободный кислород, напри-
мер, марганцевая руда. В советской практике
для многих марок толстопокрытых электродов
применяются главным образом основные рас-
кисленные покрытия, особенно при сварке ле-
гированных сталей. Для регулирования хими-
ческого состава металла шва и его механиче-
ских свойств в советской практике в пода-
вляющем большинстве марок покрытых элек-
тродов, применяемых для сварки углеродистых
и низколегированных конструкционных сталей,
практикуется легирование через покрытие. Для
этой цели используются в основном различные
ферросплавы, которые одновременно осуще-
ствляют и другие функции в электродном покры-
тии (раскисление, создание мелкозернистости
металла шва, повышение устойчивости дуги,
улучшение технологических свойств шлака).
В основных покрытиях, шлаки которых
базируются на СаО, одновременно вводится
значительное количество плавикового шпата
для повышения жидкоплавкости и реактивной
способности шлака. Этот компонент отрица-
тельно влияет на устойчивость вольтовой дуги
и предопределяет род тока и полярность (посто-
янный ток, обратная полярность). В случаях
сварки на переменном токе в покрытие вво-
дятся компоненты, содержащие элементы с
низким потенциалом ионизации (поташ, окислы
калия и натрия и др.), или производится замена
одних компонентов другими (например, кварц
заменяется полевым шпатом или гранитом, со-
держащим помимо SiO2 также значительный
процент окислов щелочных металлов).
Характеристика основных марок
толстопокрытых электродов
Характеристика основных марок толстопо-
крытых электродов отечественного производ-
ства приведена в таблицах: 26—области при-
менения и свойства, 27—составы покрытий
и 28—толщина покрытия и сила тока.
Области применения ¦ свойства толстопокрытых электродов
Таблица 26
о
00
Наименование
электрода
ОММ-2
ОММ-5 •
УОНИ 13/45
ОМУ-1
УОНИ 13/55
УОНИ 13/65
УОНИ 13/85
ЦЛ-2
ЦЛ-3
ЦЛ-4
УОНИ 13/нж
НИИ-48
Марка по
ГОСТ 2523
Э42
Э42
Э42А
Э50
Э50А
Эбо
_
Э50Я
Э5оЯ
Э50Я
Э5°Я
Э55Ж
по марке свариваемой
стали
Малоуглероди-
стые и низколеги-
рованные
То же
ш
Среднеуглероди-
стые
Среднеуглероди-
стые и легиро-
ванные
То же
Хромоникелевые
нержавеющие с
содержанием
18% Сг и 8*4 Ni
То же
Нержавеющие и
жароупорные хро-
моникелевые и
хромистые ЭЖ-1
и ЭЖ-2
Жароупорные
ферритовые хро-
мистые и аустени-
товые хромонике-
левые с повышен-
ным содержанием
хрома и никеля
типа 25/12 и 25 20
и другие с низкой
деформационной
способностью
Основные области г
по характеру свариваемой
конструкции
Ответственные конструкции, в
том числе подвергающиеся отжигу
или отпуску, работающие с при-
ложением статических и динами-
ческих нагрузок при повышен-
ных и пониженных температурах
То же
То же для особо ответственных
конструкций
То же, но с более высокими ме-
ханическими свойствами сварного
соединения
Конструкции I и II классов, ра-
ботающие в корродирующих сре-
дах
То же меньшей коррозийной
стойкости в отношении 10%-ной
H3SO4
То же особо высокой коррозий-
ной стойкости в отношении
104-ной H2SO<
То же работающие при высо-
ких и низких температурах
Конструкции I и II классов,рабо-
тающие в корродирующих сре-
дах при высоких температурах.
Специальные конструкции, рабо-
тающие при динамических нагруз-
ках
[рименения
по положению
шва
Любое, сварка в
потолочном поло-
жении затрудни-
тельна
Любое
То же
¦
Нижнее
То же
Любое
Нижнее или вер-
тикальное
по роду тока и по-
лярности
Постоянный—прямая
полярность и перемен-
ный
То же
Постоянный — обрат-
ная полярность, пере-
менный с осциллятором
Постоянный или пере-
менный
Постоянный —обрат-
ная полярность, пере-
менный с осциллятором
То же
Постоянный — обрат-
ная полярность
То же
Постоянный — обрат-
ная полярность, пере-
менный с осциллятором
Постоянный —обрат-
ная полярность и пе-
ременный
Марка элек-
тродной прово-
локи по ГОСТ
2246-43
I, IA и II
I, IA и II
I, IA и II
I, IA и II
I, IA и II
I, IA и II
I, IA и II
IX
X
X
IX и X или из
стали марок
ЭЖ-1 и ЭЖ-2
XI
Коэфициен-
наплавки в
г/а-ч
8
7,3
8
9,8
8
8
8
13
12
13
—
12
Средний р;
ход покрыт
электродов
1 кг напла-
вленного Ml
талла в кг
1,75
i,8o
1,5°
i,8o
1,5°
1,5°
!.5°
1.7°
1,7°
1,7°
—
х,5°
Кем разработан
электрод
Сварочный комби-
нат Оргаметалл
(ЦНИИТМАШ)
То же
НИИ
Сварочный комби-
нат Оргаметалл
(ЦНИИТМАШ)
НИИ
То же
ЦНИИТМАШ
То же
я
НИИ
НИИ
г л; IV]
ДУГОВАЯ ЭЛЕКТРОСВАРКА
299
гн a FirifBx
-эй олоннэса
В HHSEIfUBH
хэол
1
¦OQU
ess**-
es
иь-s1
5 s
igs
i I
Технические условия на компоненты
электродных покрытий
В соответствии с функциями электродных
покрытий для их изготовления применяются
различные компоненты, из которых многие
представляют собой руды или минералы, не от-
личающиеся постоянством химического состава
даже в пределах одного и того же месторо-
ждения. Чрезмерное засорение компонентов
покрытия вредными элементами может оказать
неблагоприятное влияние на физические и хи-
мические свойства покрытия и образуемый
ими шлак и вызвать понижение механических
и физических свойств металла шва. Установлен-
ные стандарты на покрытые электроды нераз-
рывно связаны с техническими условиями
на компоненты покрытий, с учётом их специ-
фических функций в процессе дуговой сварки.
Технические условия на главнейшие компо-
ненты электродных покрытий приведены
в табл. 29.
Производство покрытых электродов [37]
Процесс производства покрытых электродов
можно разбить на следующие основные опера-
ции: а) приёмка и хранение материалов; б) под-
готовка электродных стержней; в) обработка
компонентов покрытия; г) составление и смеши-
вание замеса; д) нанесение покрытия; е) суш-
ка и прокалка покрытых электродов; ж) за-
чистка концов и сортировка; з) приёмка гото-
вых электродов.
Приёмка электродной проволоки и ком-
понентов электродных покрытий заключается
в проверке их соответствия действующим ГОСТ
или техническим условиям. Применяемый ме-
тод контроля должен исключать возможность
пуска в производство некондиционных мате-
риалов.
Условия и техника хранения поступа-
ющих материалов должны: 1) исключать воз-
можность смешения материалов различных
марок и качества; 2) обеспечивать полную со-
хранность основных свойств материалов до
пуска их в производство; 3) предотвращать
порчу материалов, в частности, покрытие про-
волоки ржавчиной, маслом или другими за-
грязнениями.
Подготовка электродныхетерж-
не й заключается: 1) в размотке бухт и правке,
2) в рубке на заданную длину и 3) в очистке
поверхности. Проволока, поступающая в виде
стержней, подлежит только очистке поверх-
ности.
Для правки и рубки применяются правильно-
рубочные станки различной конструкции.
Правка может быть осуществлена пропуском
электродной проволоки через правильные ро-
лики или через правильный барабан. Станки
последнего типа дают лучшую правку и обла-
дают более высокой производительностью. Не-
достатком барабанных правильных станков
является необходимость применения только тя-
нутой (калиброванной) проволоки. После прав-
ки кривизна стержней (стрела прогиба) не
должна превышать 4 мм на 1 not. м их дли-
ны.
Рубка проволоки должна обеспечивать по-
стоянную заданную длину стержня и акку-
ратную обрезку торцов без смятия и заусенцев.
300
ТЕХНОЛОГИЯ СВАРКИ И РЕЗКИ МЕТАЛЛОВ
[РАЗД. Ш
Составы покрытий для толстопокрытых электродов
(в весовых %)
Таблица 27
Компоненты
Мрамор ....
Мрл . .
Плавиковый
шпат
Титановая руда
Каолин ....
Полевой шпат
Марганцевая
пуда
Кварц
Гранит ....
Никель метал-
лический ....
Ферромарганец
Ферросилиций
Ферротитан
Феррохром . .
Ферромолиб-
ден
Крахмал . . .
Графит ....
Поташ ....
Декстрин . . .
Жидкое стекло
см
S
О
2O.8
2О,8
—
20 I
_
—
—
i6,8
—
—
—
—
12,5
22
О
__
37,°
—
13
21
—
—
2О
—
—
—
—
9**
—
3°—35
*
О
32,2
—
11,2
18,2
—
1,2
17.3
—
—
—
—
7.6
25
S
53
i8
—
—
9
—
2
3
15
-—
—
—
—
30
О
_
2О
2О
—
24
—
—
24
—
—
—
—
12
—
25—Зо
М
о!
>> .-1
54
15
—
—
9
—
5
5
12
—
—
—
—
Зо
а р
S
ot
5,о
—
¦ —
—
—
7.о
З.о
15,5
—
—
—
—
Зо
к
||
54
15
—
—
—
—
7
ю
9
—
5
—
Зо
и
со
44
51
—
—
—
—
5
—
—
—
—
—
—
35
э
Ч
44
51
—
—
_
—
—
5
—
—
—
—
—
—
35
л е
41,о
—
—
—
—
15.°
8,5
—
—
—
—
—
—
Зо
к
S
о!
57,5
33,5
—
—
—
—
2.5
4,о
2,5
—
—
—
—
ЗО
т
00
5
S
X
45
о-
—
_
__
6
IO
—
—
—
—
—
4
2О
р о ;
|
54
23
—
—
IO
5
—
—
8
—
—
—
Зо-Зо
; о в
МБ
Я
. 45
i8
—
—
5
—
12
—
14
3
3
—
30-35
Э
а
5°
' 24
—
5
3
—
—
17
—
—
—
ЗО-35
Т
6о
35
—
—
5
—
—
—
—
—
—
—
—
Зо—35
Для стали
Гадфильда
55
2О
—
—
—
—
15
—
—
—
—
IO
—
—
5о см3 (плот-
ностью 1,3)
на 100 г су-
хой смеси
о.
X
—
—
2О
77
—
—
-
—
—
—
—
—
—
—
3
Примечание. Жидкое стекло принимается к суммарному весу остальных компонентов.
* Вариант Института электросварки АН УССР.
** Крахмал может быть заменён таким же количеством древесной муки.
Таблица 28
Марки
электродов
ОММ-2,
ОММ-5,
ОМУ-1 . . .
УОНИ 13 ,'45.
УОНИ 13/55,
УОНИ 13/65,
УОНИ 13/85 .
ЦЛ-2, ЦЛ-3 .
ЦЛ-4 ....
УОНИ/нж .
НИИ-48. . .
ЦШ-2, ЦШ-3.
ЦШ-1, ЦШ-4.
АНР* . . .
Толщина покрытия
л сила тока для
толстопокрытых электродов
Толщина покрытия в мм
Диаметр электрода в мм
2
—
—
О,2—О,24
О.З-О-35
о.45-о.75
-
-
-
— .
3
о,6— о,8
o,85-i,i
о,4—о,5
о,5—о,6
0,6—0,95
O.45—о,7
-
-
—
4
о,7—о,9
I.O—1,25
о,8—о,9
1,1—1,2
о,9—^1,2
0,65—0,95
1,2—14
1,О—1,3
—
5
о,9—i.a
1,1—1-35
i.a— 1,з
1.4—1*5
i,i—1,4
о,9-1,15
1,4—1,6
1,2 — 1,4
М
6
i,o—1,3
«,i—i,4
1.4—1,6
i,6-i,8
-
1,1—1,4
-
-
1-5
7
-
—
-
-
-
1.3—1.5
-
-
1.8
Сила сварочного тока в а
2
—
—
35-5°
35-5°
3°-45
-
-
-
—
Диаметр электрода
3
loo 140
8о — I2O
8о —ioo
8о —loo
8о—ioo
ioo -130
-
-
—
4
l6o— 220
150—200
100—150
100 —150
100—150
140—180
»6o— 200
160—300
—
5
230—260
190—250
160 — 180
160—180
160—180
190—230
210—250
210-250
350—400
в мм
6
300—350
240-300
190 — 240
190—240
-
240—280
-
-
400—450
7
-
-
-
-
-
300—360
-
-
550-650
* Для электродов АНР диаметров 8, 9 и 10 мм толщины покрытий принимаются соответственно 2fi; 2,2 и 2,5 мм,
силы тока соответственно 650—750 а 730—850 а и 850- 10С0 а. _
ГЛ. IV]
ДУГОВАЯ ЭЛЕКТРОСВАРКА
301
Технические условия на главнейшие компоненты электродных покрытий
Таблица 29
Компо-
ненты
Титано-
вый (гель-
манито-
вый) кон-
центрат
Марган-
цевая ру-
да
Каолин
Полевой
шпат
Кварц
Мрамор
Мел
Гранит
Плави-
ковый
шпат
Ферро-
марганец
Ферро-
силиций
Ферро-
хром 50%
То же
60%
Ферро-
титан
Ферро-
молибден
Дву-
окись ти-
тана
Жидкое
стекло
То же
Поташ
Декст-
рин
Крахмал
Древес-
ная мука
Химический состав в %
37—?0 ТЮ2; 45-52 FeO;
< 5,0 SiO2; < 0,07 Р2О5;
<! 0,6 SO3; 6,0 прочие примеси
> 40 Мп; <18SiOo; <10А13О3;
<0,7 Р2О„; <о,2 Р; <0,7 SO3;
¦<0,2:> S; -<5,0 прочие примеси
36—42 АШ3; 43—49 SiO2;
<0,3 SO3; <0,15 Р2ОГ1
18-22 А12О3; 64-68 SiO.,
10-15(K2O + Na2O); <0,25SO3;
¦<3,0 прочие примеси
> 9,7 SiO2; следы S; следы Р;
<3,0"прочие примеси
> 89 СаСО3; <0,1 SO,;
следы Р2ОБ; <3,0 MgO;
6,0 прочие примеси
> 95 СаСО3; следы Р2О3;
<0,15 SO3; <0,5 Fe,O3;
Е,0 прочие примеси
69—70 SiOa; 16-18 А1аО3;
1,8-2,6 СаО; 3,4 Fe2O3;
3,5—5,7 щелочей в пересчёте
на NaaO; <0,l P; <0,015 S;
>92 CaF2; <6 SiO2; следы S;
следы Р; 3,0 прочие примеси
> 75 Мп; < 1,0 С; <2,0 Si;
< 0,025 S; < 0,35 Р
70-78 Si; <0,8 Мп; 0,5 Сг;
<0,08 S; <0,08 Р
>50Сг; 2,1-4,0 С; < 2,5 Si;
0,05 С; 0,1 Р
>6ОСг; 4,1-б.ь С; 4,0 Si;
0,03 S; 0,07 Р
> 18 Ti; <0,2 С; <3,5 Si;
<5,0 А1; < 40 Си; 0,05 S;
<0,08 Р
>50Мо; <и,1 С; 0,5 Si;
<2,0 Си; <0,15 S; <0,1 Р
>Ь8ТЮ2; <0,12 S
32—34,5 SiOa; 11—13,5 NaaO;
<0,072 S; 57 воды;
модуль 2,6 — 3,0
28-32 SiO2; 10 12 NaaO;
<0,2 S; 60 воды;
модуль 2,56-3,0
__
—
Получается путём прокалки
дующего их размола
Цвет
Чёрный,
с металличе-
ским блеском
Чёрно-серый
Белый различ-
ных оттенков
Белый или ро-
зовый
Однородный
по окраске
Белый или
светлосерый.
возможны про-
жилки другого
цвета
Белый
Светлосерый
Полупрозрач-
ный белый или
фиолетовый
Белый
_
_
В каком виде
может поступить
потребителю
Мелкие зёрна
без пустой породы
Крупные или мел-
кие куски с незна-
чительными вклю-
чениями пустой
породы
Комки или по-
рошкообразный
Куски размером
20—200 мм, мелочь,
засорённая посто-
ронними примесями
не более 5%
Куски или песок
без комочков гли-
ны, растительных
остатков и т. п.
Глыбы,мраморный
бой или крошка
Куски или поро-
шок без посторон-
них примесей
Куски
Куски размерами
20—200 мм
Куски или моло-
тый
То же
я
Порошок
чистых сосновых древесных опилок
Сорт
1-й (косметиче-
ский), ОСТ 2371
Главнемет,
1-й ортоклаз или
микроклин
Марка К 140/200,
Союзформолитьё
ГОСТ 1498-42
1-й, ОСТ 2633/655
НКТП
Марка Mnl, ГОСТ
В 1415-42
Марка Si 75, ГОСТ
В 1415-42
Марка Сг i,
ГОСТ В 1415-42
Марка Сг *, ГОСТ
В 1415-42
Марка Til,
ГОСТ
В 1415-42
Марка Mol,
ГОСТ В
Содовое'
Содово-
сульфат-
ное
1415-42
ГОСТ
962-41
1-й, ОСТ 373
Картофельный, не
кислотный. ОСТ 433
Картофельный,
„Экстра",
или 1-го
„Прима"
сорта
ОСТ НКТП
8561/259
Примечание
При содержа-
нии i>O3 более
0.6% должен
быть произве-
дён обжиг в
окислительной
среде
Реакция песка
должна быть
нейтральной
Влажность
после разлома
< 2%
Применяется
как заменитель
кварца
Удельный вес
1,50—1,55
Удельный вес
1,43-1,50
Из золы
растений
без доступа воздуха и после-
302
ТЕХНОЛОГИЯ СВАРКИ И РЕЗКИ МЕТАЛЛОВ
[РАЗД. HI
Средняя производительность правильно-рубоч-
ного станка—3000—4000 стержней в час.
Наилучшим способом очистки поверхностей
электродных стержней является барабанная
очистка кварцевым гравием. .Диаметр бараба-
нов не должен быть больше 0,7—0,8 длины
электродного стержня во избежание изгиба
и запутывания стержней. Длительность опера-
ции—15—20 мин. Производительность одного
барабана—150—200 кг/час. После барабанной
очистки с проволоки необходимо удалять налёт
кварцевой пыли. Стержни после очистки при-
обретают матовую металлическую поверхность,
к которой хорошо пристаёт покрытие.
Обработка компонентов покры-
тий заключается: 1) в дроблении кусковых
материалов и 2) в просеивании размолотых
компонентов.
Операция дробления обыкновенно прово-
дится после предварительной очистки матери-
ала от посторонних примесей и просушки при
температуре 120—200Х, а если возможно, и при
более высокой температуре C00сС). Влажность
кускового материала затрудняет размол. Опе-
рация размола должна обеспечить возможность
образования совершенно однородной смеси
всех компонентов независимо от их удельного
веса. Тонкость помола зависит от назначения
компонента. В табл. 30 приведены данные тре-
б\гемой тонкости помола для различных компо-
нентов.
Таблица 30
Тонкость помола для различных компонентов
(по данным ЦНИИТМАШ)
Компоненты
Титановый концентрат,
марганцевая руда, полевой
шпат, гранит, кварц, плавико-
вый шпат, мрамор, мел, као-
лин и двуокись титана . . .
Ферромарганец ......
Ферросилиций, феррохром.
ферротитан, ферромолибден,
крахмал, декстрин и мука
древесная
Тип
покрытия
(марка
электрода)
Любой
Любой *
Любой
Количество
отверстий
на 1 см"*
в сите
3600—6400
1600—2500
900—1600
* Для типа покрытия ЦШ-2 количество отверстий
на 1 см2 в сите 9С0—1600.
Ферросплавы, которые вводятся в покрытие
в целях осуществления металлургических реак-
ций раскисления, целесообразно размалывать
более тонко B500—3600 отв/см'г) Ферро-
сплавы, вводимые в покрытие в целях легиро-
вания металла шва, могут быть подвержены
более грубому размолу (900—1600 отв/см*).
Для шлакообразующих компонентов размол
должен быть весьма тонким C600—
6400 omejcM1), в особенности для производства
электродов небольших диаметров.
Предварительное дробление ферросплавов
производится: а) копрами, б) свободно пада-
ющими молотами и в) в шаровых мельницах,
в которых вместо шаров закладываются круп-
ные куски ферросплавов. Материал, подгото-
вленный для размола, должен иметь величину
кусков 20—40 мм. В связи с разнообразием ком-
понентов, подлежащих размолу, представляется
более целесообразным применение нескольких
параллельно работающих дробильно-размоль-
ных установок. При исходных размерах кусков
20—40 мм и конечных 0,015 мм материал
должен быть уменьшен в своих размерах при-
мерно в 2000 раз, что целесообразно произво-
дить двукратным (двухступенчатым) измельче-
нием, т. е. 40—50-кратным измельчением
на каждой ступени. Для первой ступени обра
ботки применяются преимущественно бегуны,
приспособленные для измельчения сравни-
тельно крупных кусков материала. Работа
бегунов сильно замедляется, когда зёрна дости-
гают размеров 0,5—0,1 мм. Единовременная
загрузка бегунов—0,25—0,50 т. Для второй
ступени измельчения (тонкий размол} приме-
няются преимущественно шаровые мельницы.
Скорость вращения шаровых мельниц п опре-
деляется по формуле
п = @,75-f-0,80) ^- .
где D—внутренний диаметр барабана в м
Диаметр шаров—30—60 мм. Шарами запол-
няется 0,30—0,40 объёма барабана. Загружае-
мый в мельницу компонент составляет по весу
примерно 0,4—0,6 от веса шаров.
В электродном производстве применяются
преимущественно шаровые мельницы периоди-
ческого действия с открытым циклом, с загруз-
кой на 100—250 кг. Шаровая мельница с диа-
метром 0,5—0,1 м и примерно такой же длины
имеет производительность 1,5—3 т измель-
чённой продукции в сутки на 1 м* объёма.
Дробильно-размольные агрегаты должны
быть оборудованы пылеотсосными устрой-
ствами. При размоле в шаровых мельницах
ферромарганца (малоуглеродистого) и ферро-
титана возможны взрывы смеси металлической
пыли с воздухом.
Для предупреждения взрывов барабаны
мельниц продуваются инертными газами (азо-
том или углекислотой).
При составлении и смешивании
замеса для обеспечения необходимых хими-
ческих ч физических свойств покрытий весьма
важно выполнение двух главных условий:
1) точное количественное (весовое) соотноше-
ние компонентов в соответствии с рецептом
покрытия и 2) максимально возможная одно-
родность смеси.
Вопрос о порядке смешивания замеса ре-
шается в зависимости от рецептуры. Длитель-
ное вылёживание (даже сухой смеси) може-г
привести к нежелательным реакциям между
компонентами некоторых типов покрытий.
Ферросилиций вследствие его склонности
к реакциям с газообразованием вводится по-
следним незадолго до конца перемешивания.
Особое внимание должно быть обращено
на качество жидкого стекла и чистоту воды,
применяемой для раствора. Перемешивание
компонентов с жидким стеклом и водой лучше
всего осуществляется двух- или даже трёх-
кратным пропусканием через краскотёрку до
получения однородной густой, вязкой массы.
Можно применить для этой цели механические
мешалки лопастного или якорного типов для
густых масс.
ГЛ. IV]
ДУГОВАЯ ЭЛЕКТРОСВАРКА
303
В качестве формовочных добавок находят
применение бентонит или декстрин. Бентонит,
представляющий собой вид глины, дающей
коллоидальные растворы, добавляется в покры-
тие в количестве 1—2% от веса компонентов
покрытия. Декстрин добавляется в количестве
до 3%. Консистенция замеса зависит от метода
нанесения покрытия.
Нанесение покрыт и.й на электроды
осуществляется двумя способами: 1) оку-
нанием и 2) под давлением. Наиболее совер-
шенным методом является нанесение покрытия
под давлением на специальных электродных
прессах. В советской практике, особенно в про-
цессе производства покрытых электродов,
ещё широко применяется метод нанесения
покрытия окунанием (индивидуальный или ра-
мочный). Качество покрытых электродов при
нанесении покрытия окунанием в значитель-
ной мере зависит от квалификации обмазчика
и составителей жидкого замеса. На качество
влияют длительность окунания, наклон элек-
трода, прямолинейность стержней и степень
однородности жидкой массы по высоте сосуда,
в котором производится окунание. При этом
методе средняя производительность одного
рабочего может составлять при индивидуальном
окунании 25—40 кг/час, при рамочном—40—
60 кг\час и при совмещении рамочного окунания
обмазки и конвейерной сушки—50—70 кг/час.
Для нанесения покрытия под давлением
в американской практике применяются спе-
циальные прессы [6], работающие под давле-
нием до 700 am. Смешанная масса покрытия
в виде брикетов закладывается в рабочий ци-
линдр пресса, откуда выдавливается в обмазоч-
ную головку штоком, закреплённым на порш-
не гидравлического цилиндра. Металлические
стержни и обмазочная масса поступают в го-
ловку под углом в 90° друг к другу. Направле-
ние проволоки и калибрование толщины слоя
покрытия осуществляются системой втулок,
изготовленных из твёрдых сплавов. Высокое
давление в обмазочном цилиндре обеспечивает
большую плотность покрытия, минимум влаги
и позволяет принимать свежеобмазанные элек-
троды непосредственно на конвейер для пере-
дачи на следующие операции (зачистку кон-
цов электродов, сушку и прокалку). Произво-
дительность одного агрегата (пресса)—350—800
электродов в минуту.
Сушка электродов, покрываемых
методом окунания, производится сначала на воз-
духе при температуре 25—28° С в течение
5—8 час. Технология сушки облегчается при
применении сушильных шкафов, обогреваемых
паровыми калориферами с температурой
70—90° С. Одновременно в таких шкафах су-
шится 100—120 кг электродов.
Прокалка электродов производится
в камерных электрических печах. Электроды
с газозащитным или комбинированным покры-
тием прокаливаются при температуре 150—
200° С, с шлакозащитным покрытием—при 250—
300° С. На американских заводах сушка и про-
калка осуществляются в конвейерных камерных
электрических печах со строгой регулировкой
степени увлажнения воздуха при первых этапах
сушки и температуры камеры в процессе про-
калки.
При нанесении покрытия окунанием
зачистке подлежит только один торец
электрода. При нанесении покрытия под давле-
нием в советской практике применяется ручная
очистка одного конца электрода непосред-
ственно после выхода его из обмазочной ма-
шины, а в американской эта операция осуще-
ствляется специальными щётками, из которых
одна зачищает конец под электрододержатель,
а вторая—контактный торец. Очистка контакт-
ных торцов вручную после процесса сушки
и прокалки может производиться на наждачных
кругах.
По окончании всех операций по нанесению
покрытия и зачистке торцов электроды сор-
тируются. В брак отходят электроды
с треснутой или повреждённой обмазкой, натё-
ками, местными неровностями и буграми.
Приёмка и испытание электро-
дов производятся в соответствии с действу-
ющим ГОСТ 2523-44.
РУЧНАЯ ДУГОВАЯ ЭЛЕКТРОСВАРКА
УГЛЕРОДИСТОЙ СТАЛИ
Технологические особенности процесса
В дуговой электросварке сочетаются эле-
менты металлургических и термических про-
цессов, протекающих в специфических для
сварки условиях. Основной металл и электрод
плавятся в атмосфере высокой температуры
вольтовой дуги, вследствие чего химическая
активность перегретого металла и окружающей
газовой среды значительно повышаются. Капле-
образный перенос электродного металла в воль-
товой дуге способствует развитию контактной
реакционной поверхности между перегретым
(частично парообразным) металлом и окружа-
ющей его газовой средой. При этом некоторые
элементы, входящие в состав электродного
металла, легко окисляются и частично испа-
ряются (марганец). Высокая концентрирован-
ность нагрева и небольшой объём сварочной
ванны обусловливают быстрый отвод тепла
большой массой холодного основного металла.
Кратковременность процесса плавления и по-
следующей кристаллизации затрудняет регули-
рование химических реакций, дегазацию и уда-
ление неметаллических включений.
Наиболее неблагоприятное влияние на со-
став, структуру и механические свойства ме-
талла шва и сварного соединения оказывают
воздействие на расплавленный металл азота
и кислорода атмосферного воздуха.
Влияние азота. На фиг. 41 показано
влияние азота на механические свойства ме-
талла шва. Азот при концентрации выше
предела растворимости @,015%) при нормаль-
ной температуре оказывает влияние на условия
равновесия системы и действует в том же на-
правлении, что и углерод. Растворимость азота
в альфа-железе быстро возрастает с темпера-
турой и достигает (по данным Фри) 0,1°/0 при
430° С; 0,20/0 при 500° С и 0,?% при 580° С (фиг.42).
По данным Сефериана растворимость азота
при590ьС не превышает 0,13% (фиг. 43). При
незащищённой сварке концентрация может
достигать 0,20%. Углерод и азот при повы-
шении их концентрации на 0,1% в равной мере
понижают на 22° С температуру верхней кри-
тической точки Ас%. При незначительном
объёме сварочной ванны и быстром отводе
304
ТЕХНОЛОГИЯ СВАРКИ И РЕЗКИ МЕТАЛЛОВ
[РАЗД. Ill
тепла холодным основным металлом металл
шва с высокой концентрацией азота характе-
ризуется не только специфичной литой струк-
турой, но и закалённым состоянием, в значи-
тельной мере определяющим его твёрдость
и деформационную способность.
Азот образует с железом (и другими эле-
ментами) нитриды и более сложные структур-
15 ,_л _^_ _,
0J01 Q02 003 № 0J05
Фиг..41. Влияние содержания азота
на механические свойства металла шва
(Ходж).
твёрдость железоазотистых сплавов с различ-
ной концентрацией азота приведено'на фиг. 44.
Структурные изменения железоазотистых
сплавов в процессе закалки и связанные с этим
изменения механических свойств металла шва
указывают, что пониженная деформационная
способность обусловливается не столько на-
личием в структуре твёрдой составляющей
в виде нитридов железа, сколько результатом
закалки металла шва под влиянием быст-
рого отвода тепла холодным основным ме-
таллом и созданного при этом напряжённого
состояния системы.
900
800
700
600
500
U00
300
200
100
0
\
\
\
а
Г
1
н
G
¦*•».
ГУ 1
К
он
п
—
—'
1
Т
0,1 0,2 0J 0А 05 0.5 ЩN&
' 7 3 U
Фиг. 42. Система Fe — N по Фри-
Эпштейну.
12
/0
Фиг. 43. Система Fe—N по Сефе-
риану.
ные составляющие. На листе 1,7а—г (см. вклей-
ку) представлены структуры малоуглеродистой
стали с включениями нитридов.
Характер структурных составляющих ме-
талла шва, насыщенного азотом, изменяется
при термообработке следующим образом:
а) металл с концентрацией азота свыше 0,14°/э
после отжига содержит структурные компоненты
в виде игольчатых нитридов длиной 10 мк
и браунита (ллст I, 2); б) нагрев до температуры
ниже 590° С почти не изменяет структуры
металла, полученной при отжиге, а приводит
только к переводу некоторого количества
нитридных игл в твёрдый раствор с альфа-
железом; в) закалка после нагрева до темпе-
ратур, соответствующих области двухфазной
системы альфа—гамма ниже линии Л3(фиг. 42),
приводит к полному исчезновению браунита
и растворению нитридов и в результате закалки
гамма-фаза переходит в новую структурную
составляющую — нитромартенсит (ллст КЗ),
в отличие от мартенсита, получаемого при
закалке углеродистой стали; г) закалка с тем-
ператур выше Л3 (850--900° С) приводит к обра-
зованию однофазной структуры (нитроаусте-
нит), которая в процессе закалки не распадается
(лист 1, 4), характеризуя собой как бы „сверх-
закалку"; д) металл с концентрацией азота
менее 0,14°/0, с температур ниже линии AG'
(однофазная область альфа) приводит к обра-
зованию нитроферрита (лист I, 5), а с темпера-
тур выше линии AG' (выше Ав) даёт структуру
нитроаустенита.
Твёрдость нитридов железа приближается
к твёрдости цементита G00—800 Нв), а твёр-
дость браунита несколько выше твёрдости
перлита B00 Нв). Влияние термообработки на
Влияние кислорода. На фиг. 45
показано влияние содержания кислорода на ме-
ханические свойства металла шва (Виммер)
[65]. По данным других исследователей (Трит-
Фиг. 44. Зависимость твёрдости от вида
термообработки и содержания азота.
тон и Хенсон) [65] кислород не только пони-
жает прочность металла, но и его деформацион-
ную способность. Особенно вредно влияние
кислорода в виде закиси железа (см. ниже,
табл. 33), а потому общее содержание кисло-
рода ещё не может служить характеристикой
для оценки качества металла шва.
В структуре металла шва кислород нор-
мально проявляется в виде глобулярных вклю-
чений различной степени дисперсности, кото-
рые могут под влиянием нагрева коагули-
ровать.
Окислы, образующиеся в результате не-
посредственного взаимодействия кислорода и
металла, обыкновенно наблюдаются в структуре
рядом с нитридами (лист II, / — см. вклейку),
ЛИСТ 1
7. Нитриды: а— нитридные иглы толщиной 0,5-1,0л« и длиной ~ 5,0 мк; б — альфа-
нитриды длиной 20—25 мк; в — бета-нитриды длиной 2—5 мк; г — нитрид железа
с ферритом.
2. Нитридные иглы + браунит.
3. Нитромартенсит.
4. Нитроаустенит.
" ° « 4*7;
¦ ?з
5. Нитроферрит.
ЛИСТ II
S'.. •* ;/•'"."•'.7
1. Глобулярные окислы и нитриды.
2. Окислы в виде плёнки.
.3. Несплошностн (поры и раковины)
¦ к металле шва.
4. Неметаллические включения
(сонимы) в металле шва.
5. Многоваликовыи стыковой шов (стрелка
указывает зону регенерации).
Том 5. Гл. IV
ГЛ. IV]
ДУГОВАЯ ЭЛЕКТРОСВАРКА
305
При длительном каплеобразовании возмож-
но появление сплошной оболочки из окислов,
которая при пе-
реносе металла в
кратер и последу-
ет
т
35
25
20
10
\
35
30
\
25
20
15
10
и 005 0,10 Q15 020%
Кислород
Фиг. 45. Влияние содержания
кислорода на механические
свойства металла шва.
ющей быстрой кри-
сталлизации метал-
ла шва не успе-
вает раствориться
(лист II, 2). Окислы
могут быть газооб-
разные, жидкие или
твёрдые, раствори-
мые или нераство-
римые в метал-
ле. Растворимость
окислов обычно из-
меняется с темпе-
ратурой и особен-
но в процессе кри-
сталлизации. При
быстром охлажде-
нии газообразные
окислы могут об-
разовывать в кри-
сталлизующемся
металле поры и
раковины различ-
ной величины и
формы (лист 11,5).
Жидкие и твёрдые окислы не всегда полностью
всплывают на поверхность наплавленного ме-
талла, оставаясь в нём в виде неметаллических
включений(сонимов)(лисг 11,4). Особенно опас-
ны в этом отношении окислы железа и желези-
стые силикаты с большим удельным весом
D,9—5,1). Некоторые элементы (Si, Al, Mg и Ti),
легко окисляемые при температуре жидкого
металла, даже при незначительном количестве
могут вызвать большие изменения в свойствах
окислов и поверхностном натяжении окислен-
ного слоя.
Влияние многопроходности. На
структуру и механические свойства металла
шва, кроме азота и кислорода, влияет также
многопроходность сварки. При стыковой сварке
небольших толщин E—6 мм), а равно при на-
плавлении валиковых швов с размерами катета
не свыше 10 мм могут применяться однопро-
ходные швы, характеризующиеся литой столб-
чатой структурой металла шва с пониженными
механическими свойствами. Сварка металла
больших толщин требует выполнения швов в
несколько проходов (слоев). По технике вы-
полнения многопроходные швы (фиг. 46) мо-
гут быть многослойными или многовалико-
выми. Первые выполняются при колебатель-
ном движении электрода (зигзагообразном,
петлевом и др.), а вторые при прямолинейном
продвижении электрода по мере заполнения
шва. В обоих случаях происходит термическое
воздействие каждого слоя на ранее наплавлен-
ный металл, вызывающее изменение его струк-
Р
Характер получаемой при сварке литой
структуры зависит от: а) типа электрода и его
размера; б) силы сварочного тока; в) метода на-
плавления валика; г) вида соединения и формы
сварочного шва; д) массы прилегающего к шву
основного металла и е) скорости сиарки. Эти
факторы определяют кристаллизацию напла-
вленного слоя металла шва и одновременно
Фиг. 46. Схема много-
проходной сварки.
влияют на изменение литой структуры ниже-
лежащего металла.
Термическое воздействие при многопро-
ходной сварке по характеру режима отли-
чается высокой гетерогенностью нагрева и
охлаждения, что имеет своим следствием
получение разнородной
структуры металла шва.
Эта разнохарактерность
структуры объясняется
также химической неод-
нородностью наплавляе-
мых слоев вследствие
неизбежных колебаний
длины дуги и другими
факторами, влияющими
на металлургический про-
цесс сварки.
При недостаточном
тепловом воздействии или
чрезмерно большой тол-
щине наплавляемых сло-
ев „термическая регене-
рация" охватывает толь-
ко некоторую часть металла шва (лист II, 5)»
вследствие чего его структура и механические
свойства будут резко отличными в зонах с пол-
ной и частичной регенерацией. Особенно не-
однородные результаты получаются при испы-
таниях на ударную вязкость в зависимости от
места расположения надреза. Ввиду высокой
устойчивости литой структуры металла шва и
кратковременности нагрева переход крупно-
зернистой столбчатой литой структуры в мел-
козернистую равноосную происходит только
в зонах, подверженных нагреву выше верх-
ней критической точки, чем главным образом
объясняется незначительная протяжённость
(глубина) регенерированного слоя B—2,5 мм).
Путём регулирования сварочного режима и
толщины наплавляемого слоя можно добиться
большей или меньшей степени термической
регенерации и связанного с этим изменения
структуры и механических свойств металла шва.
Переход столбчатой литой структуры в мел-
козернистую равноосную и в связи с этим
приближение состояния металла шва к равно-
весному с одновременным понижением вну-
тренних напряжений приводит к снижению пре-
дела прочности, предела текучести и твёр-
дости и к повышению относительного удлинения,
поперечного сужения и ударной вязкости.
В табл. 31 приведены данные, характери-
зующие влияние степени термической реге-
нерации на механические свойства металла
шва. При сварке с большим теплонасыщением
основного металла степень термической реге-
нерации оказывается наивысшей.
Таблица 31
Влияние степени термической регенерации
металла шва на его механические свойства
Механические свойства
Предел прочности в кг/мм3
„ текучести „ . .
Относительное удлинение
на длине 50 мм в °/„
Поперечное сужение в % .
Степень регенерации
в %
69
51
44
18,2
34.9
73,8
4а
2О,8
43.5
86,5
4б
37
'--7,3
57-5
20
Том 5
306
ТЕХНОЛОГИЯ СВАРКИ И РЕЗКИ МЕТАЛЛОВ
[РАЗД. Ill
Способы защиты расплавленного металла
от вредного воздействия атмосферного
воздуха
Защита расплавленного металла от вредного
воздействия атмосферного воздуха может быть
осуществлена применением: а) толстопокрытых
лённости) применяемого электродного покры-
тия. При прочих равных условиях на содер-
жание азота и кислорода в металле шва влияет
также род тока (табл. 34).
На основе данных, приведённых в табл. 34,
можно сделать следующие выводы: а) макси-
мальное количество азота поглощается рас-
Таблица 32
.Характер зашиты
Степень зашиты
Углерод в %
Я ч
QJ ТО
О «
о S
Марганец в %
Азот в °/0
о) со
|3
g-5
si
Голый электрод
Шлакозашитное покрытие:
при длинной дуге
при средней „
при короткой дуге
при горении дуги в атмо-
сфере защитного газа
Голый электрод при горе-
нии дуги в атмосфере защит-
ного газа
Газозащитное покрытие
Голый электрод при горе-
нии дуги под слоем флюса
Электрод (исходный состав)
Без защиты . . . . .
Слабая защита . . . .
Средняя „ . . . .
Хорошая „ . . . .
Максимальная защита
Хорошая »
Максимальная ,
о:о6
о. ю
он
о,о8
°.°75
0,070
о,15
63
37
31
31
5°
55
,3
о.З6
o,4i
о.43
0.50
о.5°
о,33
6о
4°
28
18
34
0,125
о О7
°>°5
0,027
о,о15
0.031
°,о19
O.OII
2400
13оо
доо
44°
520
з8о
Таблица 33
Характер защиты
Голый электрод . . . . • .
Шлакозашитное покрытие .
То же с добавлением рас-
кислителя в покрытие . . .
Газозащитное покрытие . .
Кипящая углеродистая
сталь (исходный состав) . . .
Высококачественная сталь
(исходный состав)
Химический состав металла
шва в °/0
С
О,О2
OO38
о,07
0,07
Мп
о, од
о.оо.
О,28
о,54
Si
0,014
0,042
0,06
0,25
N
0,181
0,036
0,056
о,ош
о,оо4
о,оо5
Кислород и его химические соединения
кисло-
род
(всего)
0,298
о. 257
O,l62
0,052
О,О23
O,OI2
FeO
0,282
0,208
Следы
о
Следы
о
МпО
о.обз
о.ооб
о,оо9
Следы
SiOa
Следы
0,032
о,о88
о,оз55
О,О11
о,ои
А1аО3
O,Ol6
0,017
0,011
0,010
0,003
0,005
(качественных) электродов, б) голых электро-
дов, расплавляемых под слоем флюса, и в) го-
лых электродов, расплавляемых в атмосфере
защитных газов,
В табл. 32 приведены данные о влиянии
характера защиты на угар основных элементов
и на степень насыщения металла шва азотом
при различных длинах дуги. Угар элементов
и насыщение металла азотом исчислены в про-
центах по отношению к исходному химиче-
скому составу электрода.
В табл. 33 приведены сравнительные данные
о влиянии характера защиты на общее содер-
жание кислорода и виды его химических со-
единений в металле шва.
Анализ металла шва показывает, что насы-
щение азотом зависит в осноеном от степени
совершенства защиты расплавленного металла,
а насыщение кислородом и образование кисло-
родных химических соединений зависят также
от состава и химической активности (раскис-
Таблица 34
Тип электрода
и покрытия
Малоуглеродистая про-
волока № 1 голая ....
То же с толстым по-
крытием
То же с толстым по-
крытием
Нелегированная прово-
лока № 2 голая
То же с толстым по-
крытием
То же с толстым по-
крытием
Никелевая проволока
№ 3 голая
То же с толстым по-
крытием
То же с толстым по-
Род тока
Постоянный
Перемен-
ный
Постоянный
Перемен-
ный
Постоянный
Перемен-
ный
Общее со-
держание
кислорода
в °/„
0,2370
0,1140
0,1240
0,2100
О, IO2O
О,И7О
о, 1780
O.O447
0,0468
Содер-
жание
азота в °/0
0,1620
0,0213
0,0503
0,1320
о,о197
O.O286
одббо
о,оо54
о,о174
ГЛ. IV)
ДУГОВАЯ ЭЛЕКТРОСВАРКА
30?
плавленным металлом при дуговой электро-
сварке голым электродом; б) наименьшее коли-
чество азота поглощается при сварке толсто-
покрытыми электродами, в которых стержень
изготовлен из легированной никелем C,5%) ста-
ли, при применении постоянного тока; в) ко-
личество кислорода в металле шва почти не
зависит от рода тока.
Сравнительные данные о влиянии характера
защиты на механические свойства металла шва
приведены в табл. 35.
Таблица 35
Характер зашиты
Голый электрод ....
Шлакозашитное покры-
тие
То же с добавкой рас-
кислителя в покрытие . .
Газозащитное покрытие
Механические свойства
предел проч-
ности в кг/мм?
31,5—41.°
Зб—44
41-49
44—5°
удлинение на
длине 40 мм
в °/о
4—12
12 -18
20-25
25-35
ударная вяз-
кость по
Изоду в фун-
то-футах
3-8
2О—ЗО
Зо—4о
49-6о
Техника ручной дуговой электросварки
Длина дуги. При сварке тонкопокрыты-
ми электродами длина дуги не должна превы-
шать диаметра электрода, а при толстопокры-
тых электродах оптимальная длина дуги за-
висит от рода покрытия и его толщины. При
применении электродов марок ОММ-2, ОММ-5
и ОМУ-1 рекомендуется средняя длина дуги
E—6 мм), а при электродах марок У ОНИ-13,
ОМА-2, У-340 и ЦЛ возможна более короткая
дуга. При сварке длинной дугой (более 6 мм)
уменьшается её стабильность, ухудшается про-
вар основного металла, интенсифицируется оки-
сление и нитрирование металла шва, повыша-
ются потери на угар и разбрызгивание и на-
плавленный металл получается часто пористым.
Глубина провара (расплавления)
и кратер. Глубина провара должна обеспе-
чить полное сплавление основного металла
с наплавленным электродным и нормально ко-
леблется в пределах от 1,5 до 5 мм. Глубина
провара зависит от силы сварочного тока, дли-
ны дуги, скорости перемещения электрода
вдоль шва, чистоты поверхности основного ме-
талла, полярности (при сварке постоянным то-
ком), размера электрода и характера его по-
крытия.
Глубина провара уменьшается при снижении
силы сварочного тока, увеличении длины дуги
и скорости сварки, а также при наличии на
поверхности свариваемого металла загрязнений
и толстой плёнки окислов. При сварке электро-
дами из малоуглеродистой стали с тонким по-
крытием большая глубина провара получается
при прямой полярности. Толстое покрытие мо-
жет резко изменить электрические и терми-
ческие свойства электродов, а потому выбор
полярности, обеспечивающий хороший провар,
производится на основе данных испытания
электрода. Для сварки тонкостенных изделий
применяются электроды с покрытием, дающим
неглубокий провар @,5—1 мм).
В процессе сварки под непосредственным
воздействием вольтовой дуги на поверхности
расплавленного основного металла образуется
углубление (кратер), форма и размеры кото-
рого зависят от диаметра и марки электрода,
силы сварочного тока, физико-химических
свойств основного металла, характера газовой
среды, окружающей вольтову дугу, и скорости
сварки.
После застывания кратера в нём обычно
остаются загрязнения и могут образовываться
трещины и пористость, понижающие прочность
шва. Техника сварки должна обеспечить полное
сплавление отдельных участков шва (по дли-
не) при перерывах в сварке и заполнение кра-
тера в концах шва.
При перерывах в сварке дугу возбуждают
перед кратером (фиг. 47) и обратным продви-
жением электрода в направлении уже напла-
вленного валика вновь расплавляют металл
в зоне кратера и выводят на поверхность
застрявшие там шлаки, а затем продолжают
сварку в заданном направлении. В конце шва
Путь электрода
Кратер
1
Фиг. 47. Схема заполнения кратера.
нельзя резко обрывать дугу и оставлять на
поверхности металла открытый кратер. Вывод
кратера в сторону на основной металл может
быть допущен только при сварке малоуглеро-
дистой стали. При сварке легированных сталей
кратер в конце шва должен быть заполнен по-
степенным удлинением дуги до её полного
обрыва. Неудачно законченные швы могут
быть исправлены заваркой (заполнением) кра-
тера электродами меньших диаметров.
Методы заполнения шва. Заполне-
ние шва может производиться при прямоли-
нейно-поступательном или колебательном
(фигурном) движении дуги. Некоторые из при-
меняемых на практике видов колебательных
движений представлены на фиг. .48.
Амплитуда колебания электрода в попе-
речном направлении не должна быть более
4—5 диаметров. Траектория движения дуги и
скорости её перемещений влияют на: а) ско-
рость продвижения дуги вдоль и поперёк
шва; б) длительность пребывания ванночки
в жидком состоянии (до начала кристаллизации);
в) глубину провара (степень термической ре-
генерации); г) ширину зоны термического влия-
ния; д) толщину наплавляемого слоя и е) ме-
стоположение шлака на поверхности наплавлен-
ного слоя в процессе сварки.
Прямолинейно-поступательное перемещение
дуги обычно применяется в случаях: а) когда
должны быть малы теплонасыщение металла,
ширина зоны термического влияния, глубина
провара и толщина наплавляемого слоя (при
308
ТЕХНОЛОГИЯ СВАРКИ И РЕЗКИ МЕТАЛЛОВ
[РАЗД. ill
сварке малых толщин, для
уменьшения деформации и для
получения швов малых сече-
ний); б) когда невозможны ко-
лебательные движения элек-
трода из-за малого расстояния
между оплавляемыми кромка-
ми (вершины углов в многопро-
ходных стыковых и валиковых
соединениях).
Во всех остальных случаях
применяется колебательное
движение дуги. Такое движе-
ние дуги обычно связано с
уменьшением скорости её пе-
ремещения вдоль шва, что
увеличивает количество те-
пла, выделяемого на единицу
шшш
Фиг. 48. Схема колебательных движе-
ний электрода.
длины валика, размеры ванны,
длительность пребывания ме-
талла в расплавленном состоя-
нии, сечение валика и шири-
ну зоны термического влия-
ния.
Тип траектории и скорости
перемещения дуги определяют-
ся главным образом необходи-
мой степенью теплонасыщения
отдельных участков соедине-
ния. В тех местах, где тре-
буемое теплонасыщение боль-
ше, дуга должна дольше за-
держиваться путём уменьше-
ния её скорости или удлине-
ния пути перемещения на дан-
ном участке.
Метод заполнения шва
влияет на его физическую
сплошность (пористость, тре-
щины, шлаковые включения)
и на характер структурных
изменений в зоне термического
влияния, а потому имеет весь-
ма важное значение при изго-
товлении ответственных конструкций. При сварке толстостен-
ных конструкций для увеличения теплонасыщения основного
металла и снижения вероятности образования трещин мо-
гут применяться и другие специальные методы заполнения
шва: „горкой" (фиг. 49, а) и „каскадный" (фиг. 49, б).
а)
л,
Направление сварки
5)
Фиг. 49. Схемы методов заполнения шва:
а — „горкой", б — „каскадный".
При сварке вертикальных швов их заполнение может
производиться снизу вверх или сверху вниз. Сварка
снизу вверх даёт вполне доброкачественный металл шва
и при этом шлак не затекает в зазор между кромками
свариваемых элементов, но наружная поверхность приобре-
тает по мере наращивания металла бугристый характер.
При сварке сверху вниз шов получается с гладкой тонко-
чешуйчатой поверхностью, но в процессе сварки шлак за-
текает в разделку шва и затрудняет работу сварщика.
Технологические данные и режимы дуговой
электросварки
Электроды, используемые при ручной дуговой сварке
конструкционных углеродистых сталей, регламентированные
ГОСТ 2523-44, указаны в особом разделе настоящей главы,
в статье „Стальные электроды для дуговой сварки".
Технологические данные и режимы сварки представлены
в табл. 36-41.
Таблица 36
Технологические данные для сварки V-образных стыковых швов
толстопокрытыми электродами [38] (фиг. 50)
Фиг. 50. Схема сварки
V-образного шва (к табл. 36)
s
4
6
8
ю
12
14
16
18
2O
22
24
Размеры элементов
a
i>5
i.5
2,0
2,0
2,0
2,5
2,5
2,5
2,5
З.о
З.о
в
п
2,О
2,О
2,О
2,5
2,5
2,5
2,5
З.о
З.о
З.о
З.о
им
с
ю,о
12,5
15,о
18,5
21,0
23,5
2б,О
29.5
31.5
34.5
37.°
шва
Л
1.5
i>5
2,О
2,0
3,о
3,о
3,о
4,о
4.о
4,о
4,о
W
SS
&3S
S о а$
О) Ч
Е- с я
19
34
58
82
12б .
J59
200
2б8
314
372
434
!>
а
и
s _
*g
•е-5
?*
й ч
t.i5
MS
t.i5
[,i
t,i
t,i
C,I
[,i
[,07
.07
в
i-
•° m
4 a
<u «
m g
и g ^
si*
OJ 4
c( с n
22
39
68
94
139
I75
220
295
345
400
465
Вес на 1 пог. м
шва
<u ,
Ч 0)
ао л
X X Н
о,17
o,3i
о,53
о,74
1,Ю
1,37
1,72
2,31
2,7<Э
ЗД5
3.65
в кг
и
36
2^
И 0) М
О Ч 0
с m в(
o,3i
о,55
о,95
1,35
2,0
2,5
3,1
4.2
4,9
5.7
о,Ь
¦ ' j
ГЛ. IV]
ДУГОВАЯ ЭЛЕКТРОСВАРКА
309
Таблица 37
Технологические данные для сварки угловых швов
в сварных соединениях внахлёстку и впритык
толстопокрытыми электродами 138] (фиг. 51)
Фиг. 51. Схема
сварки угловых
швов внахлё-
стку и впритык
(к табл. 37).
Таблица 39
Режимы для сварки V-обрашых стыковых швов
тонкопокрытыми электродами
1 Размеры эле-
ментов шва
А
4
6
8
10
12
14
i6
18
аэ
22
24
в
а
о,5
(
5.5
о-5
с,о
[,О
[,О
>о
.о
t.5
t.5
С'5
.и к
с
7
9
12
15'5
i8
21
24
28
З1
33
зб
А
1о
i,5
1.5
2,О
2 О
2.5
2-5
З-о
3>°
3.5
3-5
« и
а> Э
Теоретич
площадь
В ЛШ
14-5
Зо
48
8i
109
141
185
236
29а
354
4°9
Ь
9
>>
г-
1*
Коэфици
личения
.25
.25
.25
¦ 25
Дэ
Д5
.15
.15
,15
,ю
,ю
X М
л в
S3
Действит
площадь
в мм"
18
38
6о
IOI
126
1б2
212
272
335
39о
45°
Вес на
шва
¦
наплавле
ного ме-
талла
о, 14
о,зо
о,47
о,79
о,99
1,27
1,66
2,15
2,65
З'10
З.бо
I пог. м
в кг
покрытыз
электро-
дов
О,25
о,54
о,85
1,42
1,8о
2,30
З.оо
3.9O
4.8о
5.6о
6,50
Таблица 38
Режимы для сварки стыковых швов без скоса
кромок тонкопокрытыми электродами
h
Н н
3-4
5-6
7-8
ю
12
Диаметр элек-
трода
1-й
слой
4
4
5
б
6
в -мл*
2-й
СЛОЙ
5
5
6
6
Число
слоев
1
2
2
3
2
Сила сварочного тока
в а при положении
нижнем
1бо-зоо
шва
верти-
каль-
ном
140 — i8o
200 - 240 180—220
240—3O0J230—250
280-340
300-360
250—270
260—280
гори-
зон-
таль-
ном
130-170
100-200
I70 -2IO
I90—230
2ОО 24°
Э ч
Q m
Н V-
IO
i6 i8
Диаметр
электрода
в мм
1-й
слой
5
5
5
2-й
слой
5
5
5
ело
о
ч
S
2
Сила сварочного тока в а
при положении
260—320
260—320
300—340*
300-340
Зао- 380*
Зоо—З4о
Ззо - 380*
верти-
кальном
250—270
2бо 28
гбо—28о
шва
горизон-
тальном
190 - 230
* Режим для электрода диаметром 6 мм.
Таблица 40
Режимы для сварки соединений внахлёстку
и впритык тонкопокрытыми электродами
Размер
катета
шва
в мм
5
6
7
8
16
i8
Диаметр элек-
трода в мм
1-й
слой
5
5
5
5
5
5
5
5
после-
дую-
щие
слои
_
—
—
—
5
5
6
6
Число
слоев
i
i
i
i
,
Сила сварочного тока
в а при положении
шва
нижнем
2ОО—24O
220—250
22O— 2дО
240—280
24О — 28О
320—380
240 г8о
320—380
24О — 28О
320—380
24О — 28О
320—380
2ОО-ЗОО
34О—4О0
260-3ОО
34O — 42о
вертикаль-
ном
i8o - 220
190-230
190—230
220—250
250—280
260—280
360-280
Примечания: 1. В числителе дан режим для
1-го слоя, а в знаменателе для второго и последующих
слоев. 2. Вертикальные швы свариваются электродами
диаметром не свыше 5 мм.
Таблица 41
Режимы* для сварки
Толщина
металла
в мм
1,О
1.5
2,0
2.5
З.о
4.о
5.о
6,о
тонкостенных изделий из малоуглеродистой и
Соединения встык
диаметр
электрода
в мм
2.0
2,0
2,5
2,5 -З.о
3,о
3,о—4,о
4,о
4-о-5,о
сила тока
в а
25—35
3O-5Q
45-7°
6о- до
7о • ioo
9° ~ 13°
115-160
145—2оо
Соединения втавр
диаметр
электрода
в мм
2,0
2,5
г,5—З.о
З-о
З.О-4.О
4.о
4.О—5.о
4,о—5,о
сила тока
в а
3°-5о
40-70
5о-8о
4о - Ю5
8о—12о
ioo—145
150— i8o
160—225
низколегированной стали
Соединение внахлёстку
диаметр
электрода
в мм
2,О
2,5
2,5 З-о
З.о
З.о—4.о
4,о
4,о—5,о
5.о-6,о
сила тока
в а
30-50
47-75
55-85
75-но
«5-135
105—150
125—190
1.55-2ОО
Соединение труб
втавр
диаметр
электрода
в мм
2,0
2.5
2,5-З.о
З.о
З.о
4.о
4.о
4.О—5.о
сила тока
в а
30—50
40-70
55 85
7о —но
8о —I2O
Ю5-155
140—190
175—240
Примечания: 1. При сварке второго шва соединений втавр сила тока повышается на 10-1"°/0. 2. При
сварке деталей из металла различных толщин режим устанавливается по нижнему пределу для большей толщины.
310
ТЕХНОЛОГИЯ СВАРКИ И РЕЗКИ МЕТАЛЛОВ
[РАЗД. III
Шов
Непровар
Фиг. 52. Схема непровара.
Типовые дефекты швов и их причины
Н е п р о в а р (наплыв), или местное от-
сутствие сплавления между расплавленным ме-
таллом электрода и основным металлом (фиг. 52
и 53), является одним из наиболее важных и
часто встречающихся дефектов при дуговой
сварке. Причины
Шов непровара: а) не-
достаточная сила
сварочного тока;
б) большая длина
вольтовой дуги;
в) затекание шла-
ка в зазор между
стыкуемыми эле-
ментами; г) боль-
шой диаметр элек-
трода для данной
формы и разме-
ров разделки шва;
д) малый угол рас-
крытия шва, боль-
шая толщина кром-
ки притупления
шва;е) недостаточ-
ный зазор между
кромками стыкуе-
мых элементов;
ж) большая ско-
рость продвиже-
ния электрода;
з) магнитное дутьё
в дуге; и) загряз-
нённость свари-
ваемой поверхности окалиной, шлаком и пр.;
к) легкоплавкость электрода при его пере-
греве и л) неправильная полярность.
В ответственных сварных конструкциях не-
провар (наплыв) является недопустимым де-
фектом и подлежит обязательному устране-
нию путём местной вырубки шва в зоне рас-
положения непровара и повторной его заварки.
Наплывы должны быть срублены до образо-
вания плавного перехода от основного ме-
талла к шву.
Подрез, или местное утонение основ-
ного металла у границы шва (фиг. 53 и 54),
в отличие от непровара является внешним,
легко обнаруживаемым дефектом.
Причины подреза: а) большая сила тока,
б) неправильная траектория и скорость пере-
Подрез
Подрез
Наплыв
i
Фиг. 53. Схема подреза
и наплыва.
Фиг. 54. Схема надреза в стыковых швах.
мещения дуги, в) несоответствующее электрод-
ное покрытие.
Допустимость подреза по глубине и про-
тяжённости устанавливается техническими
условиями. В конструкциях, работающих при
статической нагрузке, подрезы небольшой
глубины @,5—1,0 мм) допускаются без испра-
вления дефекта. В конструкциях, работающих
при динамической и особенно при повторной
переменной нагрузке, подрезы совершенно не
допускаются и подлежат устранению подруб-
кой и местной заваркой тонкими электродами
или зашлифовкой места подреза наждачным
кругом с гибким валом.
Пористость металла шва (лист III,
1 и 2, см. вклейку) является весьма существен-
ным дефектом, часто наблюдающимся при ду-
говой сварке.
Причины пористости: а) чрезмерная сила
тока, вызывающая перегрев металла в свароч-
ной ванне и большое его газонасыщение; б) бы-
строе охлаждение наплавленного слоя, связан-
ное с большой массой основного металла или
применением электродов с тонким покрытием;
в) загрязнённый окислами железа металл шва,
способствующий образованию окиси углерода
и ускоряющий кристаллизацию; г) сварка в ат-
мосфере газов, обладающих большой раство-
римостью в расплавленном металле (напри-
мер, водород); д) загрязнение свариваемого
металла или электрода ржавчиной; е) влаж-
ность электродного покрытия; ж) чрезмерная
вязкость шлака, затрудняющая дегазацию ме-
талла шва; з) неправильное ведение дуги.
Пористость металла шва выявляется рент:
генопросвечиванием, а также исследованием
макро- и микроструктуры.
Допустимость пористости металла шва уста-
навливается техническими условиями в за-
висимости от характера нагрузки и условий
эксплоатации сварного изделия.
Шлаковые включения (лист III, 3 и 4)
нарушают физическую сплошность шва и по-
нижают его механические свойства.
Причины шлаковых включений: а) механи-
ческое засорение частицами неравномерно
плавящегося электродного покрытия; б) зате-
кание шлака в зазор между свариваемыми
кромками; в) недостаточная очистка поверх-
ности наплавленных слоев (валиков) металла;
г) недостаточно тщательное удаление шлака
из мест подреза скошенных кромок при сварке
стыковых швов; д) высокий удельный вес шла-
ка покрытия; е) неправильное ведение дуги;
ж) высокое поверхностное натяжение шлака,
затрудняющее слияние (коалесценцию) мелких
частиц жидкого шлака в более крупные и
всплывание на поверхность металла; з) вну-
трифазовые реакции в металле шва при его
охлаждении, способствующие возникновению
в металле микрошлаковых включений.
Допустимое количество шлаковых включе-
ний и их распределение в металле шва опре-
деляются техническими условиями. Наличие
этого дефекта устанавливается рентгенопро-
свечиванием и исследованием макро- и микро-
структуры. Устранение дефектного металла
со шлаковыми включениями производится
местной вырубкой и последующей заваркой.
Трещины являются недопустимым по-
роком металла шва независимо от их вели-
чины (макро- и микротрещины) и расположе-
ния (лист III, 5 и 6).
Причины трещин: а) усадочные напряжения;
б) загрязнённость металла шва серой, кислоро-
дом (трещины,' связанные с металлургией свар-
ки); в) напряжения от защемления сваривае-
мых элементов (неправильная последователь-
ность сварки); г) сварка на ветру и при низ-
кой температуре основного металла; д) струк-
турные напряжения.
Возможность выявления внутренних трещин
рентгенопросвечиванием зависит от их разме-
ГЛ. IV]
ДУГОВАЯ ЭЛЕКТРОСВАРКА
311
ров (ширины образуемого зазора) и направле-
ния по отношению к направлению рентгено-
вых лучей. Выходящие наружу волосные тре-
щины легче обнаруживаются при помощи ма-
гнитной дефектоскопии. Выходящие наружу или
сквозные трещины могут быть выявлены так-
же керосиновой пробой. Трещины во всех слу-
чаях подлежат удалению. Это осуществляется
путём самого тщательного установления гра-
ниц их распространения, засверливания кон-
цов, вырубки и последующей заварки выру-
бленных проёмов. Допустимость заварки тре-
щин в зависимости от их расположения,
причины возникновения, протяжённости и ха-
рактера нагрузки сварного изделия устана-
вливается техническими условиями.
Дуговая электросварка угольным
электродом
(метод Н. Н. Бенардоса)
При дуговой электросварке угольным элек-
тродом дуга горит между угольным или гра-
фитовым электродом и свариваемым металлом.
При этом методе сварки обычно пользуются
постоянным током и прямой полярностью, что
обеспечивает большую устойчивость дуги и
меньший расход электродов, а также пре-
дохраняет металл шва от науглероживания.
Сварка угольным электродом имеет ограни-
ченное применение в промышленности и ис-
пользуется главным образом для сварки тон-
костенных изделий с бортовыми соединения-
ми, не требующими применения присадоч-
ного металла, а также при горячей сварке
чугуна и при сварке цветных металлов. Высо-
кая тепловая мощность вольтовой дуги поз-
воляет сваривать металл без скоса кромок.
В случае, если форма соединения требует
применения присадочного металла, послед-
ний укладывается в
'разделку шва в виде
круглых или фасонных
прутков (фиг. 55).
Производитель-
ПрисадочныО металл ность сварки уголь-
ным электродом тон-
костенных стальных
изделий без присадоч-
ного металла пример-
но в два раза выше,
чем сварк и металли-
ческим электродом
или газовой.
Электроды следует
применять графитовые, допускающие значи-
тельно более высокие плотности тока, чем
угольные. Режимы сварки графитовыми элек-
тродами приведены в табл. 42 и 43.
Таблица 42
Режим сварочного тока для графитовых электродов
Таблица 43
Режимы тока и скорости сварки для бортовых
соединений малоуглеродистой стали при сварка
графитовыми электродами
Фиг. 55. Укладка присадоч-
ного металла при сварке
угольным электродом.
Диаметр элек-
трода в мм
4
' 5
6
8
ю
1 "
Длина дуги
в мм
4
4
4-5
5-6
8—ю
Ю—12
Сила тока в а
35—5°
8о— ioo
120—150
200-300
35°—4°о
500-600
Толщина
металла
в мм
1,6+1,6
2+2
2,5 + 2,5
3+3
Диаметр
электрода
в мм
1
6—8
6-8
Напря-
жение
дуги
в в
25
25
25
25
Сила тока
в а
О/О— IOO
125-135
200—250
250-275
Скорость
сварки
в м/час
45
4°
35
33
Для дуговой сварки угольным (или графи-
товым) электродом применяются такие же
электросварочные машины, как и для сварки
металлическим электродом. Электрододержа-
тели используются специальной конструкции,
которая приспособлена для закрепления уголь-
ных электродов.
Дуговая электрорезка
Дуговая электрорезка в отличие от газо-
вой является технологическим процессом, при
котором металл разделяется расплавлением
(а не вследствие сгорания) в зоне реза. Этот
метод резки не обеспечивает такой точности
и чистоты реза, какие достигаются при газо-
вой резке, но он более экономичен и при
достаточной квалификации резчика даёт для
многих областей техники вполне удовлетво-
рительные результаты.
Основное преимущество дуговой электро-
резки заключается в возможности резки как
чёрных, так и цветных металлов (углеродистая
сталь, легированная сталь, чугун, цветные
металлы и сплавы).
В промышленной практике применяются
два способа дуговой электрорезки: 1) дуговая
электрорезка графитовым электродом и 2) ду-
говая электрорезка толстопокрытым металли-
ческим электродом.
Дуговая электрорезка графи-
товым электродом. При этом процессе
применяется преимущественно постоянный
ток при прямой полярности, но может быть
использован и переменный ток. В последнем
случае уменьшается магнитное дутьё, которое
наблюдается при постоянном токе, особенно
при больших силах тока.
Применение графитовых электродов объ-
ясняется их преимуществом по сравнению
с угольными. Графитовые электроды допуска-
ют большую плотность тока, меньше расхо-
дуются, дольше сохраняют заострённый конец
(что способствует чистоте и точности реза)и
Фиг. 56. Переходный зажим (адаптер).
имеют меньший диаметр, что облегчает закре-
пление в нормальных электрододержателях.
При нормальных силах тока графитовый
электрод может укрепляться в нормальном
электрододержателе при помощи переходного
зажима (адаптера) (фиг. 56). Для резки боль-
шими силами тока применяются специальные
312
ТЕХНОЛОГИЯ СВАРКИ И РЕЗКИ МЕТАЛЛОВ
[РАЗД. III
электрододержатели, приспособленные для
защиты руки резчика от воздействия тепла
вольтовой дуги (фиг. 57).
Резка тонкого металла до 15 мм произво-
дится прямолинейно-поступательным переме-
Фиг. 57. Специальный электрододержатель для дуговой
электрорезки большими силами тока.
щением электрода вдоль намеченной линии
реза при любом положении разрезаемого
листа (горизонтальном, наклонном или верти-
кальном). Угол наклона электрода при гори-
зонтальном положении разрезаемого листа
показан на фиг. 58, а при наклонном или
вертикальном положении листа — на фиг. 59.
Направпенир резки
Фиг. 58. Схема дуговой
электрорезки в горизон-
тальном положении.
Электрод
Фиг. 59. Схема дуговой
электрорезки в вертикаль-
ном положении.
При резке толщин свыше 14 мм распла-
вление металла производится при большом
наклоне электрода (фиг. 60) с выступающей
нижней кромкой реза, что облегчает сток
металла и шлака из зоны реза.
Фиг. 60. Дуговая электрорезка толстых
листов металла.
Технологические режимы для дуговой
электрорезки листов и брусков приведены
в табл. 44 и 45.
Таблица 44
Технологические режимы дуговой электрорезки
листового металла графитовым электродом
Толщина
металла в мм
6
до
!3
16
19
25
з8
5°
75
IOO
15°
2ОО
3°°
35°
4<х>
Диаметр
электрода
в мм
ю
ю
ю
ю
до
15
15
15
15
15
2О
2О
2О
25
25
Сила тока
в а
4ро
4оо
40О
4оо
4<х>
боо
боо
боо
боо
боо
8оэ
8оо
8оо
юоо
IOOO
Скорость
резки в см,'мин
З5.о
з°.°
25.O
17-5
до,о
8,о
6,о
4.5
З.о
1.7
I.O
о.75
0,40
O.25
о,15
Таблица 45
Технологические режимы дуговой электрорезки
круглых стальных и чугунных брусков графитовым
электродом
Диаметр
бруска в мм
13
25
38
5о
(з
75
юо
125
15°
175
2О0
Диаметр
электрода
в мм
до
15
15
15
15
15
15
15
2О
2О
2О
Сила тока
в а
4<х>
боо
боо
боо
боо
боо
боо
боо
8оо
8оо
8оо
Длительность
одного реза
в мин.
О,25
о-5°
о,8о
1,О
1,6
2,0
3'2
5-о
6,5
9,о
13.°
Дуговая электрорезка металли-
ческим электродом. Дуговая электро-
резка металлическим электродом менее эко-
номична, чем резка графитовым, вследствие
расхода более дорогих электродов. В отноше-
нии производительности этот способ резки
не уступает предыдущему, особенно при не-
больших толщинах разрезаемых металлов.
Электроды для данного способа резки приме-
няются преимущественно с толстым шлако-
образующим покрытием, которое допускает
применение больших сил тока и содержит
компоненты, выделяющие кислород в атмо-
сфере вольтовой дуги. Это приводит к частич-
ному окислению расплавленного металла с вы-
делением тепла. Скорость резки возрастает
с увеличением диаметра электрода и силы
тока; ширина реза примерно равна диаметру
электрода с обмазкой.
Состав покрытия и режимы тока для со-
ветских толстопокрытых электродов, приме-
няемых для дуговой электрорезки, —см. стр.ЗОО.
Технологические режимы дуговой электро-
резки металлическим электродом (практика
США) приведены в табл. 46.
лист ш
1. Пористый металл шва.
2. Пористость металла шва,
выявленная рентгенопросвечи-
ванием.
3. Шлаковые включения в металле
шва.
4. Затекание шлака в переходной
зоне шва.
Л
5. Микротрещины в шве.
6. Микротрещины в шве.
Том 5. Гл. IV
ГЛ, IV)
ДУГОВАЯ ЭЛЕКТРОСВАРКА
313
Таблица 46
Технологические режимы дуговой электрорезки
стали и чугуна толстопокрытым металлическим
электродом
вается в тёмный цвет матовой краской, чтобы
не отражать лучей вольтовой дуги. Высота
щита — не менее 2 м.
Толщи-
на ме-
талла
в мм
6
13
19
25
31
38
45
5°
Скорость резки в см/мин при диаметре
электрода
d = 4
/ = 300
30,0
17.5
10,5
6,25
4,0
2,5
1-5
1,0
i в мм и силе тока / в а
d = Ъ
I - 400
З8,о
22,5
14, о
9,25
6,о
4,о
З.о
2,5
d = 6
/ = 500
52,0
27,0
17,0
12,0
8,0
6,0
4,5
3.5
ОБОРУДОВАНИЕ РАБОЧЕГО МЕСТА
РУЧНОЙ ДУГОВОЙ ЭЛЕКТРОСВАРКИ
Элементами оборудования рабочего места
сварщика являются: 1) рабочий стол, 2) щиты,
3) кабина, 4) инструмент. 5) защитные приспо-
собления, 6) вспомогательное оборудование,
7) сборочно-сварочные приспособления.
Рабочий стол
Размеры рабочего стола (фиг. 61) опреде-
ляются габаритами собираемых и свариваемых
изделий. Высота стола h колеблется от 0,5 до
0,6 л* при рабо-
те сварщика си-
дя и от 0,8 до
0,9 м при рабо-
те стоя.
Крышка сто-
ла 1 изгото-
вляется из ли-
стовой стали
толщиной 15 —
20 мм или ещё
лучше из чугу-
на толщиной
около 25 мм
(чугунная крышка не коробится от нагревания
и лицевая сторона её меньше портится от
брызг металла и случайных замыканий дуги).
Стальной болт 2 диаметром 18—25 мм слу-
жит для крепления сварочного провода и при-
варивается к ножке стола или к его крышке
с нижней стороны.
Карман 3 для хранения электродов и сбо-
ра огарков во время сварки изготовляется из
кровельного железа и приваривается к левой
ножке стола.
Два ящика 4 в столе предназначаются
один для хранения инструмента, второй для
документов.
Щиты
Сварочные столы ограждены щитами
(фиг. 62), которые изготовляются из материа-
ла достаточно огнестойкого, токонепроводя-
щего и прочного. Обычная конструкция щита:
каркас, обшитый фанерой, покрытой огнестой-
кими составами. Поверхность щита окраши-
Фиг. 61. Рабочий стол.
Фиг. 62. Щиты.
Кабина
Если характер работы и габариты изделия
позволяют, рабочие столы следует располо-
жить в постоянных кабинах. Общий вид ка-
бины с внутренним расположением обстанов-
ки показан на фиг. 63.
Фиг. 63. Кабина.
Глубина кабины а разна двойной длине из-
делия или кондуктора, ширина б равна полу-
торной длине изделия или кондуктора и вы-
сота около 2,1 м. Нижние кромки стенок ка-
бины на 250 мм выше пола. Вход в кабину
загораживается щитом или брезентовой зана-
веской. В кабине планируется место для де-
талей, подлежащих сварке /, стул для свар-
314
ТЕХНОЛОГИЯ СВАРКИ И РЕЗКИ МЕТАЛЛОВ
[РАЗД. ill
щика 2, рабочий стол 3, регулятор тока 4 и
место для сваренных деталей 5. Сварочный
грансформатор для экономии места иногда по-
мещается под рабочим столом.
Инструмент сварщика
Держатель электродов. Электрододержа-
тель должен быть лёгок, удобен и хорошо сба-
лансирован, чтобы не утомлять руки сварщика.
Вес электрододержателя от 400 до 700 г, рас-
стояние от места зажима электрода до начала
рукоятки около 150 мм.
Лучшей формой рукоятки, менее всего
утомляющей руку сварщика, является цилин-
дрическая, диаметром от 30 до 40 мм. Руко-
ятка изготовляется из твёрдой породы дерева
или различных прессованных масс, плохо про-
водящих тепло и не проводящих тока. При
сварке силами тока свыше 400 а на рукоятке
устраивается козырёк для защиты руки свар-
щика от ожогов.
Электрододержатель должен обеспечивать
быструю смену электродов и надёжный кон-
такт между губками держателя и электродом,
а также с проводом, подводящим ток. Для
удобства работы к держателю присоединяется
гибкий провод (ПРГН) длиной около 2 м.
Различают держатели для металлических и
угольных электродов (фиг. 64 и 65).
Зажимные (фиг. 67) менее удобны, чем
предыдущие, но надёжны в работе и просты
в изготовлении.
Винтовые (фиг. 68) не хуже предыдущих,
но имеют следующие недостатки: а) вставка
электродов занимает много времени, б) резьба
быстро снашивается и в) электрод зажимается
Фиг. 68. Винтовой электрододержатель.
Фиг. 69. Стальные щётки.
только в перпендикулярном направлении к
держателю.
Инструмент для зачистки места сварки
Для очистки поверхностей и швов приме-
няются стальные щётки (фиг. 69), зубила, мо-
лотки, секачи и т. п.
Защитные приспособления
Защитными приспособлениями служат щит-
ки или шлемы и спецодежда.
Щитки ишлемы (фиг. 70), необходимые
для защиты сварщика от лучей вольтовой дуги,
изготовляются тёмного цвета из материалов,
не проводящих тока. Они должны быть негро-
Фиг. 64. Держатель для металлического
электрода (вилочный).
Фит. 65. Держатель для угольного электрода.
По способу крепления электродов держа-
тели подразделяются на: 1) вилочные, 2) пру-
жинные, 3) зажимные и 4) винтовые.
Вилочные электрододержатели (фиг.64)
удовлетворяют почти всем требованиям. Не-
достатком их является не вполне надёжный
контакт электрода в вилке.
Фиг. 66. .Пружинный электрододержатель.
Фиг. 67. Зажимный электрододержатель.
Пружинные (фиг. 66) удовлетворяют
большинству требований. Имеют следующие
недостатки: а) пружина при длительной эксплоа-
гации и. под влиянием нагрева слабеет и б) ру-
коятка нецилиндрической формы.
Фиг. 70. Щитки и шлем: а — щиток кустарного произ-
водства из фанеры; б — щиток фабричного изготовления
из фибры; в — шлем.
моздкими и не утомлять сварщика во время
работы. В рамку, через которую сварщик на-
блюдает за дугой, вставляются два стекла: на-
ружное — бесцветное для защиты цветного
стекла от металлических брызг и внутреннее-
защитное цветное стекло.
В СССР выпускаются специальные цвет-
ные защитные стёкла марки ТИС трёх клас-
сов. Размер стёкол 120x69 мм. В табл. 47
Таблица 4j
Класс
i
2
3
Прозрачность для
видимого света в °/0
макс.
о.ооа
0,015
о,о8
средн.
O.OOI
0,007
о,о5
миним.
O,O0Oj
0,0035
0,03
Для сварочного
Более 35°
loo — 35°
Менее ioo
ГЛ. IV]
ДУГОВАЯ ЭЛЕКТРОСВАРКА
315
приведены основные данные, характеризующие
защитные стёкла отечественного производ-
ства.
Спецодежда, состоящая из брезенто-
вых брюк и тужурки и брезентовых или ко-
жаных рукавиц, выдаётся сварщику для за-
щиты от ожогов. Огнестойкость спецодежды
увеличивается пропиткой специальными соста-
вами. Форма спецодежды не должна стеснять
свободы движений сварщика.
Вспомогательное оборудование
К вспомогательному оборудованию отно-.
сятся зажимы, прозода, шаблоны, калибры и
клейма.
Зажимы для „земляного" провода мо-
гут быть стационарные и переносные. Ста-
ционарные зажимы применяются для кре-
пления „земляного" провода к постоян-
ным рабочим местам (например, к сварочно-
му столу), переносные применяются в слу-
чаях, когда присоединение „земляного" про-
вода переносится с одного места на другое.
Зажимы должны обеспечивать хороший кон-
Фиг. 71. Переносные зажимы.
такт с изделием и быстро и надёжно присо-
единяться к изделию в различных местах.
Типы переносных зажимов представлены
на фиг. 71.
П р о в о д а. Для большинства работ по
сварке металлическими электродами приме-
няют гибкие изолированные провода марки
ПРГ, сечением 50 — 75 мм2, выдерживающие
токи до 350—400 а.
Шаблоны, калибры и клейма. Для
однотипных швов можно пользоваться посто-
янными шаблонами и калибрами. На фиг. 72
показан шаблон для измерения подготовки
Фиг. 72. Шаблон
для измерения под-
готовки кромок.
Фиг. 73. Шаблон
для измерения уси-
ления стыковых
швов.
Фиг. 74. Шаблон
для измерения на-
хлёсточных швов.
Фиг. 75. Шаблон
для измерения
тавровых швов.
кромок под стыковые швы, на фиг. 73 - для
усиления стыковых швов, на фиг. 74 и 75—
для нахлёсточных и тавровых швов.
Для измерения разных швов и подготовки
кромок применяют универсальный шаблон,
представленный на фиг. 76.
В целях повышения ответственности свар-
щика за качество работ каждому сварщику
выдаётся клеймо.
Фиг. 76. Универсаль-
ный шаблон для изме-
рения сварных швов:
/ — шкала для измере-
ния высоты шва втавр;
2 — шкала для измере-
ния высоты шва встык;
3 — шкала для измерения зазора между листами.
Сборочно-сварочные приспособления
Сборочно-сварочные приспособления долж-
ны обеспечивать: а) наивыгоднейший порядок
сборки и сварки и б) наиболее полное осу-
ществление принципа жёсткого закрепления,
гарантирующего наименьшие деформации и
сохранение размеров и форм изготовляемых
деталей. В приспособлениях нормально выпол-
няются следующие операции: а) сборка и
прихватка и б) окончательная сварка собран-
ных и прихваченных изделий.
По функциональным признакам сборочно-
сварочные приспособления можно подразде-
лить на: 1) стеллажи, 2) кондукторы и 3) за-
жимные, прижимные, стягивающие, распорные
и фиксирующие устройства.
Стеллажами называются неподвижные
опорные поверхности, на которых произво-
дится свободная сборка и сварка изделий
Фиг. 77. Металлический стеллаж ив двутавровык балок.
1000 *~i ¦
Фиг. 7S. Железобетонный втеллаж.
316
ТЕХНОЛОГИЯ СВАРКИ И РЕЗКИ МЕТАЛЛОВ
[РАЗД. III
В зависимости от характера изделий и продол-
жительности использования приспособления
стеллажи применяются постоянные и времен-
ные. Постоянные стеллажи изготовляются из
металла и железобетона, временные— часто
из дерева. На фиг. 77 показан простейший
металлический стеллаж из двутавровых балок.
Железобетонные стеллажи представлены на
фиг. 78.
Кондукторами называются сборочно-
сварочные приспособления, в которых фикси-
руется проектное положение отдельных эле-
ментов изделия. В зависимости от рода изде-
лия и технологического процесса его изгото-
вления кондукторы могут быть плоскостными
или пространственными. На фиг.. 79 показан
1
(о
Й
{
1
'У
Фиг. 79. Кондуктор плоскостный: / — кондуктор;
2 — изделие.
кондуктор 1 (обозначен жирными линиями) и
расположенное в нём изделие 2 (тонкими ли-
ниями). Основание кондуктора изготовлено из
толстого листа, расположенного на козлах или
на стеллажах. Ограничители состоят из угол-
ков или полос, приваренных к основанию.
Для удобства выполнения сварки часто кон-
струируются поворотные кондукторы с расчё-
том, чтобы все или большинство швов выпол-
нялись в нижнем положении или „в лодочку".
На фиг. 80 представлен один из таких кондук-
торов, позволяющий собирать и сваривать как
плоскостные, так и пространственные изделия.
Фиг. 80.
дуктор пово
ротный.
Фиг. 81. Кондуктор пространственный.
На фиг. 81 приведена в качестве примера
схема пространственного кондуктора, изгото-
вленного из углового железа, для сборки и
сварки конусов. Иногда пространственные кон-
дукторы приходится делать разборными, что-
бы иметь возможность освобождать сваренное
изделие.
Среднее положение между кондукторами
и стеллажами занимают различного рода опор-
ные плиты и столы. На фиг. 82 представлена
чугунная плита для сборки и сварки деталей,
X
Фиг. 82. Чугунная плита для сборки и сварки деталей.
а на флг. 83 и 84—столы-позиционеры (ма-
нипуляторы). Манипулятор имеет преимуще-
ство перед неподвижным столом, так как бла-
годаря своему вращению вместе с прикреплён-
ной деталью позволяет варить все швы в ниж-
Фиг. 83. Манипулятор ручной.
Фиг. 84. Манипулятор,
приводимый в движе-
ние электромотором.
нем положении или „в лодочку". Манипуля-
торы приводятся в движение от руки (фиг. 83)
или электромотором (фиг. 84). На манипуля-
торах можно собирать и сваривать изделия
весом до 20 т и более.
Прижимные, зажимные, стяжные, распорные
и фиксирующие устройства применяются для
Фиг. 85. Струбцина.
укрепления деталей и изделия в кондукторе,
подгонки кромок или фиксации взаимного по-
ложения деталей.
На фиг. 85 показана струбцина, прижима-
ющая угольник к листу. На фиг. 86 изобра-
ГЛ. IV]
ДУГОВАЯ ЭЛЕКТРОСВАРКА
317
жена приваренная вспомогательная скоба /,
при помощи которой ломиком 2 прижимается
соединительная накладка. На фиг. 87 пока-
зана скоба для выравнивания кромок барабана.
Фиг. 86. Ломик для прижима накладки.
Фиг. 87. Скоба для выравнивания
кромок барабана.
,. /
\У3
-J
Фиг. 88. Скоба для сжатия обечайки.
Фиг. 89. Стяжное кольцо.
Резьдо левая
Резьба правая
Фиг. 90. Тальреп.
Фиг. 88 изображает скобу для сжатия про-
дольного шва в обечайке при помощи клиньев
A — серьга, 2 — направляющие и 3 — клинья),
ria фиг. 89 и 90 представлены стяжное кольцо
и тальреп.
АТОМНО-ВОДОРОДНАЯ СВАРКА
Сущность процесса, технологические
особенности и применение атомно-
водородной сварки
Атомно-водородная сварка представляет со-
бой электрохимический процесс, при котором
для местного нагревания и расплавления свари-
ваемых элементов (и присадочного металла)
используется открытая независимая вольтова
дуга и теплота, выделяющаяся при рекомби-
нации диссоциированного этой дугой атом-
ного водорода в молекулярный. Подводимый
в область вольтовой дуги водород одновременно
служит защитным газом, предохраняющим рас-
плавленный металл от вредного воздействия
атмосферного воздуха.
По схеме процесса (фиг. 91) электрический
ток от источника электроэнергии 1 подводится
по изолированным проводникам к специальной
Фиг. 91. Схема процесса атомно-водородной сварки.
горелке (электрододержателю) 2, в которой
укреплены два поставленных под углом друг
к другу вольфрамовых электрода 3. К той же
горелке из водородного баллона 4 через ре-
гулятор 5 и резиновые шланги подводится
водород. При возбуждении вольтовой дуги
между выступающими концами вольфрамовых
электродов одновременно открывается автома-
тически регулируемый водородный клапан 6,
и газ под установленным давлением поступает
через кольцеобразные сопла горелки 7 в область
вольтовой дуги. Под действием высокой тем-
пературы вольтовой дуги водород частично
диссоциирует с поглощением большого коли-
чества тепла (около 4500 ккал на 1 мг водо-
рода). При поступлении атомного водорода
в зону вольтовой дуги с более низкой темпе-
ратурой и его соприкосновении с более холод-
ным свариваемым металлом происходит реком-
бинация атомного водорода в молекулярный
с обратным выделением тепла, поглощённого
ранее при диссоциации водорода. Образуемое
при этом веерообразное атомно-водородное
пламя, весьма эффективное в отношении тем-
пературы (около 3700° С) и концентрирован-
ности нагрева, непосредственно используется
для местного расплавления свариваемых эле-
ментов в зоне расположения шва (фиг. 92).
Горение молекулярного водорода в наружной
зоне атомно-водородного пламени даёт сравни-
тельно небольшой термический эффект и не-
818
ТЕХНОЛОГИЯ СВАРКИ И РЕЗКИ МЕТАЛЛОВ
1РАЗД. 1П
посредственно для расплавления свариваемого
металла не используется. Химическая актив-
ность водорода в его молекулярном и особенно
атомном состоянии способствует созданию
весьма эффективной защиты расплавленного
металла от вредного воздействия атмосферного
воздуха.
При агомно-водородной сварке применяют-
ся вольфрамовые электроды диаметром от 1
до 5 мм в зависимости от толщины сваривае-
Фиг. 92. Атомно-водородное пламя.
мого металла и силы сварочного тока. Наи-
большее применение имеют электроды диа-
метром от 1,5 до 3 мм включительно.
Для укрепления электродов разных диа-
метров горелка снабжена внутренними мунд-
штуками (втулками). Длина электродов 300 мм.
Выступающая из мундштука часть вольфра-
мового электрода должна находиться в соот-
ветствии с диаметром электрода и силой сва-
рочного тока. Данные о допустимых пределах
колебания длины выступающей части электрода
приведены в табл. 48.
Таблица 48
Допустимые пределы длины выступающей
из мундштука части электрода
Диаметр
электрода
в мм
1,О
1.5
2,О
З.о
5.о
Сила
тока
в а
15-25
15—35
15-5°
=5—75
бо—150
Максималь-
ная длина
в мм
i8
за
33
28
3°
Минималь-
ная длина
в мм
9.5
12,5
12,5
l6,O
16,0
Для обеспечения равномерного расплавле-
ния (испарения) вольфрамовых электродов
при атомно-водородной сварке применяется
переменный ток. Охлаждающее действие эндо-
термической реакции диссоциации водорода,
а равно высокий потенциал ионизации этого
газа влияют на напряжение тока, необходимое
цля зажигания и поддержания вольтовой дуги
при сварке. В современных установках для
сварки атомным водородом напряжение холо-
стого хода составляет около 300 в, а напря-
жение на дуге колеблется от 60 до 100 в. При
сварке силами тока более 35 а может быть
использовано оборудование с напряжением
холостого хода 220 в.
Напряжение на дуге зависит от: а) расстоя-
ния между концами электродов и б) подачи
водорода в область вольтовой дуги. Оба фак-
тора влияют на напряжение дуги, форму пла-
мени и его тепловую мощность. Эта техноло-
гическая особенность используется для регули-
рования термического напора пламени в про-
цессе сварки металлов различной толщины,
а также при завершении отдельных этапов
сварочного процесса.
В отличие от других методов дуговой элек-
тросварки изменение напряжения на дуге
в очень широком диапазоне (от 60 до 100 в)
приводит к незначительным изменениям силы
сварочного тока C,7%), а потому полная
характеристика сварочного режима должна
всегда определяться двумя параметрами:
1) силой тока и 2) напряжением.
В энергетическом отношении атомно-водо-
родная сварка является в основном методом
электрической сварки, при котором обратимые
физико-химические процессы, протекающие
в газовой атмосфере вольтовой дуги, способ-
ствуют наиболее эффективному развитию и
использованию её тепловой мощности. Незави-
симость источника тепла в сочетании с воз-
можным широким диапазоном регулирования
тепловой мощности пламени непосредственно
в процессе сварки создает большую гибкость
технологического процесса. Высокая темпера-
тура атомно-водородного пламени позволяет
применять его для сварки наиболее тугоплав-
ких металлов. Восстановительные свойства
молекулярного и особенно атомного водорода
и его химическое взаимодействие с азотом
являются условиями для наиболее эффектив-
ной защиты расплавленного металла от окисле-
ния и нитрирования.
Несмотря на целый ряд технологических
преимуществ, применение атомно-водородной
сварки в промышленности пока ограниченное.
Это объясняется некоторой сложностью схемы
процесса, использующего одновременно элек-
троэнергию и газ, и сравнительно низкой эко-
номической эффективностью при сварке ме-
талла средних и больших толщин.
Весьма важными свойствами металла шва
при атомно-водородной сварке являются высо-
кая деформационная способность и физическая
сплошность. Это имеет значение для конструк-
ций, работающих при динамической нагрузке,
или для конструкций, к которым предъявляются
высокие требования герметичности швов (ва- •
куумные аппараты, ртутные выпрямители,
электрические рефрижераторы и т. д.).
Чистота и гладкость поверхности швов и
плавный переход от металла шва к основному
металлу улучшают работу швов под нагрузкой
и облегчают хромирование, алитирование,
оцинковку и эмалирование поверхности ме-
талла. Мягкость атомно-водородного пламени
позволяет использовать его при наплавках
порошкообразными твёрдыми сплавами. Высо-
кая тепловая мощность и гибкость регулиро-
вания атомно-водородного пламени позволяет
ГЛ. IV)
ДУГОВАЯ ЭЛЕКТРОСВАРКА
319
сваривать почти все металлы и сплавы, при-
меняющиеся в промышленности. Восстанови-
тельная атмосфера атомно-водородного пла-
мени в подавляющем большинстве случаев
является положительным фактором и только
при сварке латуни отсутствие на поверхности
металла защитного окислительного слоя при-
водит к сильному испарению цинка. Большая
газонасыщаемость меди водородом тоже
является препятствием при сварке этого ме-
талла. Очень хорошо свариваются алюминий
и его сплавы, но только при условии приме-
нения специальных флюсов для растворения
тугоплавких окислов алюминия.
Техника атомно-водородной сварки
Зажигание вольтовой дуги при атомно-
водородной сварке может быть осуществлено
следующими способами: 1) сближением воль-
фрамовых электродов п и открытой струе
водорода, 2) длительным нагревом электродов,
3) предварительным нагревом электродов пу-
тём замыкания их угольной или графитовой
плиткой и 4) повышенным дополнительным то-
ком короткого замыкания.
Сближением вольфрамовых
электродов при открытой струе
водорода достигается накал электродов,
необходимыйдля термоионной эмиссии электро-
нов катодом и ионизации газовой среды, что
происходит при соприкосновении электродов
в момент короткого замыкания цепи. Время,
необходимое для нагрева электродов и воз-
буждения дуги, составляет 0,01—0,02 сек. При
таком способе зажигания дуги требуется на-
пряжение холостого хода около 300 в.
Длительный нагрев электро-
дов применяется при недостаточном напря-
жении холостого хода сварочного трансфор-
матора (источника тока) и составляет несколько
секунд.
Предварительный нагрев элек-
тродов путем замыкания их уголь-
ной или графитовой плиткой за-
ключается в следующем: горелку с разведён-
ными на расстояние 1—1,5 мм друг от друга
электродами замыкают угольной плиткой на-
коротко. После накала поверхности плитки
между кончиками электродов возникает воль-
това дуга, не прерывающаяся и при удалении
горелки от плитки.
Повышенный дополнительный
ток короткого замыкания дости-
гается включением при возбуждении дуги
омического сопротивления в цепь параллельно
реактору, вследствие чего через электроды
проходит повышенный ток короткого замыка-
ния. После возбуждения дуги сопротивление
автоматически выключается. Этот способ за-
жигания дуги применим при небольших силах
сварочного тока A5—25 а) и недостаточном
напряжении холостого хода трансформатора.
Недостаток его заключается в необходимости
применения специального устройства для вклю-
чения и автоматического выключения омиче-
ского сопротивления.
В технике атомно-водородной сварки очень
важным моментом является правильное регули-
рование подачи водорода в дугу. Объём и
скорость истечения водорода из кольцеобраз-
ных сопел горелки влияет на расход водо-
рода, расход вольфрама и качество сварного
шва.
Термическая и металлургическая эффек-
тивность атомно-водородного пламени может
быть оптимальна только в определённом диа-
пазоне колебаний расхода водорода. При не-
достаточном притоке водорода охлаждающее
воздействие эндотермической реакции не пре-
дохраняет кончики вольфрамовых электродов
от оплавления и окисления, вследствие чего
увеличивается их расход и нарушается устой-
чивость дуги. Скорость истечения водорода
определяет также напряжение на дуге и ха-
рактер атомно-водородного пламени. При не-
достаточном притоке водорода дуга горит
„тихо", атомно-водородное пламя уменьшается
и одновременно отмечается падение напряже-
ния на дуге до 20—35 в с соответствующим
понижением тепловой мощности пламени. При
нормальном притоке водорода дуга издаёт
звенящий звук, пламя приобретает веерооб-
разную форму и тепловая его мощность повы-
шается. В этом случае напряжение на дуге
колеблется в пределах от 60 до 100 в в зависи-
мости от расстояния между концами электро-
дов. При чрезмерно большом притоке водорода
устойчивость дуги нарушается и приводит
к частым её обрывам.
Водород обычно подаётся в дугу из баллона
через редуктор и резиновые шланги. Давле-
ние водорода в шлангах колеблется от 0,1 до
0,5 am. Для получения необходимого давления
водорода редуктор на баллоне устанавливается
на рабочее давление в 0,6 am, при котором
возбуждается и зажигается вольтова дуга.
После этого давление водорода снижается до
начала плавления и испарения кончиков воль-
фрамовых электродов и исчезновения специ-
фичного веерообразного очертания дуги. Путём
постепенного повышения давления водорода
плавление кончиков электродов прекращается,
и дуга приобретает нормальное очертание.
Это давление и является нормальным для ра-
боты при выбранном сварочном режиме.
Характер вольтовой дуги и размеры пла-
мени определяются расстоянием между кон-
цами электродов и подачей водорода в дугу.
Нормально диаметр пламени колеблется от 10
до 20 мм. Если уменьшить расстояние между
концами электродов до 1—1,5 мм и тем самым
уменьшить размеры пламени, то дуга пере-
стаёт издавать звенящий звук (становится спо-
койной), напряжение на дуге падает до 20—
35 в и тепловая мощность дуги снижается до
минимума. Спокойную или тихую дугу при-
меняют только при сварке очень тонкого ме-
талла — до 1 мм.
В технике атомно-водородной сварки весьма
важным моментом является также правильная
установка горелки по отношению к сваривае-
мому изделию. Расстояние между концами
электродов и свариваемым изделием нормально
колеблется от 5 до 10 мм. Наименьшее рас-
стояние соответствует наименьшей тепловой
мощности дуги. Установкой горелки обеспечи-
вается оптимальное использование тепловой
мощности дуги при заданной толщине свари-
ваемого металла и форме сварного соединения
(встык, втавр, внахлёстку). Наибольшее коли-
чество атомного водорода находится на внеш-
нем контуре пламени, и эта зона должна быть
в максимальной степени использована при
320
ТЕХНОЛОГИЯ СВАРКИ И РЕЗКИ МЕТАЛЛОВ
[РАЗД. III
сварке. Если атомно-водородное пламя будет
касаться (омывать) свариваемого металла зо-
ной, более отдалённой от концов электродов,
то концентрированность нагрева уменьшается.
При чрезмерном приближении атомно-водо-
родного пламени к поверхности свариваемого
металла снижается эффективность использова-
ния его тепловой мощности и, кроме того, про-
исходит загрязнение концов электродов и
мундштуков горелки брызгами свариваемого
металла. Загрязнение вольфрамовых электро-
дов способствует образованию более легко-
плавких сплавов и тем самым нарушает устой-
чивость горения дуги и повышает расход
электродов. Кроме того, засорение мундштука
нарушает ещё правильную подачу водорода.
Наибольшее термическое воздействие атом-
но-водородного пламени получается при вер-
тикальном положении веера и расположении
последнего в плоскости шва (см. фиг. 92).
При небольшом боковом смещении электродов
веер пламени может быть повёрнут на 90°,
благодаря чему изменяется ширина зоны тер-
мического воздействия. Для регулирования
теплового напора изменяется угол наклона
горелки по отношению к свариваемому из-
делию. Этот угол забисит от типа сварного
соединения и толщины свариваемого металла
и колеблется в пределах 20—90°.
Для обеспечения равномерности провара и
физической сплошности (плотности) металла
шва необходимо вести процесс сварки, не
отрывая пламени горелки от расплавленного
металла. Высокая газонасыщенность распла-
вленного металла требует замедленного охла-
ждения металла шва для полной его дегазации,
что может быть достигнуто медленным посте-
пенным удалением веера атомно-водородного
пламени или его регулирования на „тихую"
дугу.
При сварке металла разных толщин следует
веер пламени направлять на более толстый
элемент.
Высокая тепловая мощность атомно-водо-
родного пламени повышает жидкотекучесть
расплавленного металла и создаёт некоторые
затруднения при сварке стыковых швов без
подкладок или при неточной обработке кромок.
В иностранной практике (США) применяется
сварка на подкладках, обеспечивающая равно-
мерное проплавление шва и повышенную
скорость процесса. Для улучшения качества
металла шва применяется сварка в зажимах
с подводом водорода также со стороны вер-
шины шва.
Виды сварных соединений
При атомно-водородной сварке могут при-
меняться следующие виды соединений: 1) бор-
товое (фиг. 93, а); 2) стыковое (фиг. 93, б, в, г);
3) угловое (фиг. 93, д); 4) тавровое (фиг. 93,
е, ж, з); 5) внахлёстку (фиг. 93, и).
Бортовое соединение применяется при
сварке листов толщиной до 2 мм и высотой
отбортовки, обеспечивающей образование шва
без применения присадочного металла.
Стыковые соединения в зависимости
от толщины свариваемого металла могут
быть выполнены как закрытые бесскосные
(фиг. 93, в), открытые бесскосные (фиг. 93, г)
или V-образные (фиг. 93, д).
Угловое соединение целесообразно с на-
ружным расположением шва, так как при
внутреннем расположении не всегда возможен
доступ горелки для обеспечения полного про-
вара. Сварка производится с применением
присадочного металла.
Тавровые соединения могут выпол-
няться без скоса кромок (фиг. 93, е) и
с односторонним или двухсторонним скосом
6)
Для толщин до 2 мм
Для топщия до 1,5м»
Дпя толщин am 2 до 5 мм
Фиг. 93. Виды сварных соединений: а — бортовое для
толщины до 2 мм; б — стыковое для толщины до 1,5 мм!
в — стыковое для толщины от 2 до 6 мм, г — стыковое
для толщины свыше 6 мм; д — угловое; е, ж, з — тавро-
вое; а — внахлёстку.
кромок (фиг. 93, ж и з). Тавровые соедине-
ния со скосом кромок применяются при тол-
щинах более 3 мм и ответственном характере
сварных конструкций. Углы скоса кромок
должны быть не менее 45Л
Присадочный металл
При атомно-водородной сварке присадоч-
ным металлом обычно служат проволока или
полоски металла примерно такого же химиче-
ского состава, как и основной металл. Защита
металла от вредного воздействия атмосферного
воздуха при атомно-водородной сварке весьма
совершенна, вследствие чего угар элементов
в дуге очень незначителен. Отмечаемое пони-
жение содержания углерода в металле шва
(по сравнению с его содержанием в присадоч-
ном металле) объясняется не реакциями
окислительного характера, а взаимодействием
водорода с углеродом. При сварке малоугле-
родистой стали понижение показателей проч-
ности вследствие снижения концентрации
углерода в металле шва полностью компен-
сируется его легированием вольфрамом @,07 —
0,10%). В тех случаях, когда необходимо со-
ГЛ. IV]
ДУГОВАЯ ЭЛЕКТРОСВАРКА
321
хранить в шве определённую концентрацию
углерода следует применять присадочный ме-
талл с содержанием углерода на 20—30%
выше заданной концентрации.
Для подбора диаметра d присадочной про-
волоки при сварке стали можно пользоваться
эмпирической формулой [33]
где s—толщина свариваемого металла в мм.
Сварочные режимы и скорость
(производительность) сварки
Сварочные режимы для атомно-во-
дородной сварки, при разных толщинах свари-
ваемого металла, приведены в табл. 49 и 50.
Таблица 49
Сварочные режимы (по данным завода „Электрик")
Таблица 51
Скорость (производительность) сварки в см\мин
(практика США) [46]
Толщи-
на ме-
талла
в мм
°,75
1,6о
2,25
3,23
4,оо
4,75
6,35
8,о
9-5
12.5
Видь
внахлёстку
и втавр
_
2О —22,5
19 -21,5
17,8—го
12,7—15>о
8,8-и,5
6,з- 8,8
5.о- 7-6
5>°— 6,3
3.8- 5,о
сварных
стыковое
2О —22,5
22,5--3°,О
2О —25
17-5—25
12,5—17.5
7-5- 8,8
6,3— 7.6
3,8- 6,з
2,5- 3>8
2,О- 2,5
с о е д и н
угловое
28 -зо
32,5-35-°
25 -27,5
24 -25
l6 —2О
Ю —12,5
7,6- 8,8
6,3— 7.6
5>°— 7.6
3,8- 5.о
е н и и
бортовое
з8 -33.3
3° —32,5
2О —ЗО
22,5-25
19 —22,5
Н —15
IO —12,5
7.6—ю
6,3- 8,8
5-о— 6,з
Таблица $2
Толщина
металла
в мм
До i
2—3
4—5
6-7
8- ю
Свыше ю
Диаметр
электрода
в мм
1,5-2
2—3
3
3
4
4
Сила сва-
рочного
тока в а
25-35
35—4о
4о—зо
50—60
60—70
7о-85
Потребляе-
мая мощ-
ность из
сети
в кет
2,1—3,7
2,7—4,5
3.3—5.9
4,4—8,о
4.9-9.3
6,о—и, о
Средний
расход
водорода
в л\час *
1200
14OO
1500
i6oo
1750
1850
Рабочее
давление
водорода
в ати
о,о55
0,064
о,о68
°,°73
о,о8о
0,085
Сила тока
в а
Объём наплавлен-
ного металла
в см31час
ioo —150
115-15°
147-164
Вес наплавлен-
ного металла в час
в кг
0,78-1,17
0,90-1,17
* Расход водорода указан исходя из условия непре-
рывного горения дуги. При применении автоматически
регулируемого клапана расход водорода уменьшается.
Расход водорода в час на единицу потребляемой мощ-
ности снижается с увеличением мощности пламени и со-
ставляет при силе тока до 30 а~450 л/квт, при 35—60 а
-300 л/квт и свыше 60 а ^250 л/квт.
Таблица 50
Режимы сварочного тока
(практика США) [46]
Расход электроэнергии, электродов
и водорода
Расход электроэнергии, вольфрамовых элек-
тродов и водорода в зависимости от диаметра
электродов и силы сварочного тока приведён
в табл. 53.
Таблица 53
Потребляемая мощность и расход водорода *
(по данным США) [46]
:*
Нн
°,75
1,6
3,25
4,75
6,35
9,5
",5
Сила сварочного
внахлёстку
и втавр
15—2О
2О—25
Зо—35
35—4°
45—5°
53-6о
7°—75
тока в
соединений
стыко-
вого
15—2О
25—ЗО
35—4о
4°—45
5°—55
55—6о
7°—75
угло-
вого
15—2О
25—Зо
35—4о
45—5°
55—6о
6о^65
7°—75
а для
борто-
вого
2О—25
Зо—35
4о—45
5°—55
6о—6j
6о-65
7»-75
Примечание. Напряжение тока ко-
леблется в пределах 50—70 в при силе csa-
рочного тока до 20 а и в пределах 60—100 в
при 20 а и выше.
Скорость сварки при раз-
личных видах сварных соединений
(без учёта времени на вспомогатель-
ные операции) приведена в табл. 51.
При силе сварочного тока, превы-
шающего 100 а, производительность
сварки может определяться по объёму
и весу наплавленного металла в час
(табл. 52).
са
ТОК
Сила
15
2о
25
3°
35
4О
45
5°
53
6о
65
7°
75
8о
9°
юо
НО
I2O
13°
140
'5°
S
СО
я «
ебл!
OCTfc
Потр
мощн
о9э
1,24
i,6o
1,98
2.38
2,8О
3,24
3-7°
4,17
4,63
5,2О
5,73
632
6,87
7,92
9.O2
IO 12
и,а6
12,45
13-7°
I5.O3
1
Д и
,0
а м е т р
| 1.6
i
Расход вольфрама W
о 8д
о,85
o,8j
W
2,8
4,5
н,
1ДЗЗ
I.I33
1ДЗЗ
1.133
1ДЗЗ
I.I33
W
2,1
3.5
5.3
7-7
II,О
14.5
эле
к т р
2,25
о д
0 В В
3.25
мм
4,0
г в см/нас и водорода Н2 в м
н.
L274
1,274
1,274
1,274
1,274
1.274
1,274
W
3.5
4.5
5-3
6,5
8,о
9-7
II,О
Н,
.6
,6
1,6
,6
,6
,6
,6
,6
,6
.6
,6
.6
W
2,0
2,5
2.75
3-3
39
4.5
5,°
5.8
6.5
7.5
8,3
ю,6
Н2
26
2,6
2,6
2,6
2,6
2,6
2,6
2,6
2,6
2,6
W
6,о
6,5
7.3
8,7
12,0
13,8
16,2
19,5
* Расход вольфрама исчислен для сварки в атмосфере водо-
рода. При сварке в атмосфере азогно-водородной снеси расход
вольфрама увеличивается на 15—20°/„.
322
ТЕХНОЛОГИЯ СВАРКИ И РЕЗКИ МЕТАЛЛОВ
1РАЗД. lit
Для определения ориентировочного расхода
чистого водорода можно пользоваться эмпи-
рической формулой:
Q = 800 + 15/,
где Q — расход водорода в л/'час; 1
ный ток в а.
свароч-
Оборудование для атомно-водородной
сварки [42]
Комплектное оборудование для атомно-во-
дородной сварки состоит из: 1) трансформатора
Аппарат ГЭ-1-2 состоит из следующих
основных частей: дросселя 1, контактора 2,
автоматического электромагнитного клапана 3,
амперметра 4, борновой доски 5 с клеммами
для подключения к сети, борновой доски 6
с четырьмя клеммами, из которых клеммы 7
и 8 служат для подключения кнопки, а 9 и 10
для подключения токоведущих проводов
горелки, нипеля 11 для подвода водорода
к горелке и нипеля 12 для шланга, идущего
от водородного баллона.
Электрическая схема аппарата ГЭ-1-2 пред-
ставлена на фиг. 95.
3-
Фиг. 94. Аппарат для атомно-водородной сварки типа ГЭ-1-2.
и реактора (или одного реактора); 2) горелки
с комплектом сменных мундштуков для укре-
пления электродов разных диаметров; 3) бал-
лона с водородом, редуктора и комплекта ре-
зиновых шлангов или же установки для полу-
чения азотно-водородной смеси и 4) вспомо-
гательной аппаратуры для обслуживания
сварочной установки.
Аппарат типа ГЭ-1-2. Аппарат для
атомно-водородной сварки типа ГЭ-1-2, изго-
товляемый заводом „Электрик", подключается
непосредственно к сети переменного тока нор-
мальной частоты с напряжением 220 б, которое
и является напряжением холостого хода уста-
новки. Регулирование сварочного режима
производится реактором (дросселем), включён-
ным последовательно в сварочную цепь. Кроме
реактора, аппарат снабжается: а) контактором
типа К-75 ка 75 я, б) автоматическим электро-
магнитным клапаном типа 5 ГЭД-1-2, в) ампер-
метром типа ЭН-30 на 100 а, г) однополюсной
ножной кнопкой типа АПВ и д) горелкой типа
ГЭГ-2-2.
Общий вид и основные размеры аппарата
типа ГЭ-1-2 показаны на фиг. 94.
Основные дан-
ные технической
характеристики ап-
парата ГЭ-1-2. но-
минальное напря-
жение 220 в; но-
минальная сила
тока при ПКР—-
= 7С°,0 83 а; мини-
мальная сила тока
приПКР=700/030я;
номинальная кажу-
щаяся мощность
18,3 ква; к. п. д.
85—96%; коэфи-
циент мощности
(cos <р) 0,3—0,5.
Горелка типа
ГЭГ-2-2. Аппараты
ГЭ-1-2 нормально
снабжаются горел-
кой типа ГЭГ-2-2,
представленной на
фиг. 96.
Д
Ноети /г горелке \
Кнопка
Фиг. 95. Электросхема аппа-
рата для атомно-водородной
сварки типа ГЭ-1-2: Д — дрос-
сель; Я —контактор; КА—кла-
пан автоматический (газовый).
ГЛ. IV]
ДУГОВАЯ ЭЛЕКТРОСВАРКА
323
Горелка состоит из двух неподвижных тру-
бок 1 п 2, запрессованных в корпус горелки из
пластмассы. Водород подводится одним рези-1
новым шлангом. Распределение газа по труб-
кам происходит в корпусе горелки. Свободные
концы трубок 1 и 2 стянуты для жёсткости
хомутом 3. Регулирование длины дуги осуще-
Аппараты для сварки на азото-водородном
газе [15]
Помимо аппаратов типов ГЭ-1-2 и ГЭ-2-2
имеется аппаратура для атомно-водородной
сварки на азото-водородном газе (смеси 75<>/0
водорода и 25% азота, получаемой в резуль-
Г 2
Фиг. 96. Атомно-водородная горелка типа ГЭГ-2-2.
ствляется штангой, состоящей из стальных
стержней 4 и 5, соединённых изоляционной
муфтой 6. Стержень 4 связан шарнирно с пет-
лёй трубки /, а стержень 5 с поворотной го-
ловкой 7. При поворачивании головки 7 стер-
жень 5 ввёртывается резьбой 8 в гайку, за-
прессованную в муфте 6, или вывёртывается
кз неё, изменяя таким образом расстояние
между концами электродов. Электрод зажи-
мается во внутреннем мундштуке 9 при по-
мощи зажима 10,
Аппараты типа ГЭ-2-2. Аппараты
ГЭ-1-2 не обеспечивают возможности работы
на низких силах тока, когда требуется для
зажигания дуги напряжение около 300 в. Для
Фиг. 97. Общий вид комплектного атомно-водород-
ного аппарата типа ГЭ-2-2.
этой цели завод „Электрик" выпускает
атомно-водородный аппарат ГЭ-2-2, состоящий
из трансформатора и реактора. Общий вид
комплектного аппарата ГЭ-2-2 показан
на фиг. 97, а электрическая схема на
фиг. 98.
Трансформатор аппарата ГЭ-2-2 имеет вто-
ричное напряжение 260 б и мощность 15,6 ква.
Максимальный сварочный ток —75 а при
ПКР =70%. Реактор даёт возможность регули-
ровать сварочный ток в пределах 20—100 а.
тате термической диссоциации аммиака).
Основные технические данные такой аппара-
туры следующие.
характе рис тика
Номинальное первич-
Техническая
аппарата АВ-40.
Фиг. 98. Электросхема атомно-водороднрго
аппарата типа ГЭ-2-2: / — трансформатор;
2—дроссельная катушка; 3 — линейный кон-
тактор; 4 — вспомогательный контактор; '
5—водородный клапан; б—пусковая кнопка;
7 — горелка. i
\
ное напряжение 380 или 220 в; номинальное
вторичное напряжение холостого хода 320 в'г
номинальная мощность 14,5 ква; число ступе-
ней регулировки сварочного тока — 8; пределы;
регулирования силы тока — 15—40 а; пределы
регулирования напряжения питания крекера —
115—240 в; габаритные размеры: высота —
1080 мм; ширина — 505 мм; глубина — 675 мм.
Вес около 300 кг.
Техническая характеристика
аппарата (аммиачного диссоциатора) ДК-1.
324
ТЕХНОЛОГИЯ СВАРКИ И РЕЗКИ МЕТАЛЛОВ
[РАЗД. III
Максимальная производительность по азото-
водородному газу 2,5 м*/час; число одновре-
менно обслуживаемых постов атомно-водо-
родной сварки — 2; мощность, потребляемая
при непрерывной работе (при расходе газа
1,5-2,5 мг/час) —3—4 кет; максимальная по-
требляемая мощность — 5,5 кет; рабочая тем-
пература камеры расщепления -550—650° С;
максимально допустимая температура ка-
меры - 700° G; время разогрева до рабочей
темаературы ),5—2 часа; время охлаждения
с 550 до 110°С — около 12 час; к. п. д. —30%;
максимально допустимое давление азото-водо-
родного газа (на выходе) 0,7 -0,Н am; габариты
крекера: высота — 1100 мм, ширина —475 мм,
глубина — 605 мм. Вес около 200 кг.
АВТОМАТИЧЕСКАЯ ДУГОВАЯ
ЭЛЕКТРОСВАРКА
КЛАССИФИКАЦИЯ СПОСОБОВ АВТОМАТИЧЕСКОЙ
ДУГОВОЙ ЭЛЕКТРОСВАРКИ
Механизация основ ных операций дуговой
электросварки (подача электрода и перемеще-
ние дуги вдоль шва) может повысить произ-
водительность по сравнению с ручной сваркой
примерно в 1,5-2 раза. Более резкое повыше-
ние производительности достигается увеличе-
нием мощности дуги. Эту возможность даёт
метод скоростной автоматической сварки под
слоем флюса, при котором производительность
повышается от 5 до 20 раз в зависимости от
толщины свариваемого металла.
Сравнительные данные о производительно-
сти различных способов механизированной
сварки даны в табл. 54. Во всех случаях про-
изводительность указана по основному техно-
логическому времени при сварке стыкового
шва.
Таблица 54
я
ч
5
хина мет
о ^
О
f- а
5
8
IO
Т2
]6
2О
ЗО
40
те
1,
j
я
TS
я
Си
Виды
ЛЛИ-
им элек-
ом с ка-
зенным
ытием
я а ч н о.
QJ nj p, qi Q
1.7
1,2
1,7
2,0
1.9
—
—
—
механизированной сварки
ьным
гродом i
"ениза-
м
Ч X о О
о ш h a .
1.9
1,8
1.9
1,8
2,2
2,3
—
—
ЧИМ
гродом
™ L*
4> >=;
-.7
1.6
2,О
2,О
2,1
2,1
2,8
3-3
лли-
ОМ ПОД
и флюса
-1 О о
г н о
5.2
6,5
to,5
1,0
50
6,0
8,0
2Э.О
Благодаря высокой производительности
процесса, высокому качеству наплавленного
металла и целому ряду технологических
и эксплоатационных преимуществ автоматиче-
ская сварка под слоем флюса заслуживает
предпочтение перед всеми другими способами
механизированной сварки. В СССР этот вид
сварки нашёл широкое применение.
Сравнительные данные механических ка-
честв швов при различных способах сварки
малоуглеродистой стали приведены в
табл. 55.
Способы механизированной дуговой элек-
тросварки можно классифицировать (фиг. 99)
по степени механизации основных операций,
материалу электрода, условиям горения дуги,
стабилизации дуги, характеру защиты металла
шва и интенсивности нагрева основного ме-
талла.
По степени механизации основных
операций различают: а) автоматическую
(Механизированная дуговая сварка]
) автоматическая
сварка
{Полуавтоматическая
1 сварка I
\ Металлическим]
\ электродом \
Угольным
электтюм
Угольным \
электродом I
{Металлическим
[ электродом
ЗШишшшои
под споен флюса
Откщтои
Савтагвни^}
затором I
Под слоем
флюса
Открытое
ацгоп j
проб
Скрчеош
покрыти-
ем
\С газовой
\защ.итой
присадкой
Без
присадки
\ipui
щисадкой
дез
присадки
Аппарат,
ршой
сварки
,ны
гибким,
ибким, |
9ШЗО00Н
Л&качим
электродоц
злектродж
Фиг. 99. Схема классификации способов механизированной дуговой сварки.
ГЛ. IV|
ДУГОВАЯ ЭЛЕКТРОСВАРКА
325
Таблица 55
i
Механические
качества шва
Предел прочно-
сти в kz\mm- ...
Относительное
удлинение в °/0 .
Ударная вяз-
кость в кгм'.слР .
<я
X
а.
ш
<я
Ручна
45—47
ЗО- 22
д— го
Виды механизированной
сварки
-в
s
~ §3' ^
S О i ^
метал
элект]
честве
покрь
4б-48
l8—2О
Ю-12
io
OJ S-
ч за й
Д> со о
SO&
3 j. H
о о i
1- Cum
>.!- и
43-45
18-20
4-5
0 ?
«g
ч
голым
дом п
флюса
45—48
22—24
и —13
сварку, при которой механизированы подача
электрода в зону дуги и передвижение дуги
вдоль шва, и б) полуавтоматическую сварку, при
которой механизирована только одна из ос-
новных операций (при сварке металлическим
электродом обычно механизирована подача
электрода в зону дуги, при угольном элек-
троде — передвижение дуги вдоль шва).
По материалу электрода разли-
чают: а) сварку угольным электродом и б) свар-
ку металлическим электродом.
По условиям горения дуги разли-
чают сварку: а) открытой дугой и б) закрытой
дугой.
По способу стабилизации дуги
и х а р а к т е р у защиты металла шва
различают сварку: а) голым электродом, б) об-
мазанным электродом; в) под слоем гранули-
рованного флюса и г) голым электродом
в атмосфере защитных газов.
По интенсивности нагрева ос-
новного металла различают сварку:
а) непосредственно по основному металлу
и б) по присадочной проволоке.
АВТОМАТИЧЕСКАЯ СВАРКА МЕТАЛЛИЧЕСКИМ
ЭЛЕКТРОДОМ ПОД СЛОЕМ ФЛЮСА
Сущность процесса и классификация
способов автоматической сварки
под слоем флюса
Скоростная автоматическая сварка под
слоем флюса представляет собой дуговой про-
цесс (фиг. 100), при котором дуга горит между
основным металлом / и голой электродной
проволокой 2, подаваемой в зону дуги сва-
рочной головкой 3. Для питания дуги можно
пользоваться переменным или постоянным
током. По мере образования шва самоходным
приводом 4 дуга передвигается вдоль разделки.
Дуга горит под слоем гранулированного флю-
са .5, который из бункера б засыпается в раз-
делку впереди дуги. Флюс полностью изоли-
рует дугу от влияния воздуха. В процессе
сварки часть флюса расплавляется и при осты-
вании образует корку 7, равномерно покры-
вающую шов. Неиспользованный флюс засасы-
вается в бункер через сопло и шланг 8. Пере-
нос металла при сварке под слоем флюса в
основном мелкокапельный. Металл шва полу-
чает характерную столбчатую структуру.
Автоматическую сварку под слоем флюса
различают по роду тока, способу питания
сварочной дуги, режиму подачи электродной
проволоки в зону дуги и интенсивности на-
грева основного металла.
По роду тока различают сварку на по-
стоянном и переменном токе (чаще на пере-
менном», причём сварка на постоянном токе
Фиг. 100. Схема процесса автосварки под слоем флюса.
применяется в полевых условиях и при сва-
ривании тонкого материала та обратной по-
лярности).
По способу питания сварочной
дуги переменным током различают
сварку высоким, средним и низким напряже-
нием холостого хода сварочного трансформа-
тора. Последняя применима только в узком
диапазоне режимов.
По режиму подачи электродной
проволоки в зону дуги различают
сварку с автоматически регулируемой ско-
ростью подачи электродной проволоки и с по-
стоянной скоростью подачи. Для сварки под
слоем флюса характерны режимы выше 350 а,
при которых рекомендуется головка с по-
стоянной скоростью подачи, дающая швы вы-
сокого качества.
По интенсивности нагрева ос-
новного металла различают сварку без
присадочной проволоки и по присадочной про-
волоке, уложенной в разделку. При сварке
по присадочной проволоке дуга горит между
электродом и присадочной проволокой, при
этом в два раза повышается производитель-
ность и в два раза уменьшается расход элек-
троэнергии и флюса. Сварка по присадочной
проволоке применяется в случае крупного се-
чения швов.
Эффективность и преимущества
автоматической сварки под слоем флюса
Эффективность автоматической сварки под
слоем флюса обусловлена повышением произ-
водительности по сравнению с ручной сваркой,
улучшением качества металла шва, экономией
электродной проволоки и электроэнергии,
эксплоатационныни преимуществами и упро-
щением контроля качества.
326
ТЕХНОЛОГИЯ СВАРКИ И РЕЗКИ МЕТАЛЛОВ
[РАЗД. Ill
Производительность автоматиче-
ской сварки (по сравнению с ручной) увели-
чивается за счёт повышения силы сварочного
тока, повышения скорости сварки, уменьшения
количества наплавляемого металла и возмож-
ности варить швы большого сечения в один
проход. Производительность выражается фор-
мулой •
где G — вес наплавленного металла в г/час;
Кн — коэфициент наплавки в zja-ч; I—свароч-
ный ток в а; г\ — коэфициент использования
сварочной установки. Пределы колебания этих
величин указаны в табл 56.
Таблица 56
Метод сварки
Ручная, качественная
электродом
Автоматическая сварка
под слоем флюса:
а) одной проволокой .
б) по присадочной
проволоке
§ и ~
§.ы
7— ю
12—16
34—32
очный
I ъ а
Ш о
4OO—15OO
4оо—1500
о
эициен
льзова
свароч
новки
g с « н
об о 8
0,5—0,7
0,5—0,7
Повышение коэфициента наплавки при
автосварке объясняется отсутствием потерь
на угар и на разбрызгивание и повышенной
плотностью тока. Возможность повышения
силы тока объясняется подводом тока к элек-
троду в непосредственной близости от дуги
и хорошей защитой расплавленного металла
от кислорода воздуха, а следовательно, и от
пережога.
Скорость сварки увеличивается благодаря
концентрированному нагреву основного ме-
талла в зоне сварки, вследствие чего полу-
чается глубокий провар.
Количество наплавляемого металла умень-
шается вследствие: а) возможности сварки
без разделки кромок при толщине листов до
15 мм, уменьшения угла раскрытия кромок
в стыках между листами и сварки листов
без зазора и с увеличенной шириной приту-
пления; б) возможности уменьшить сечение
швов на 20—4О°/о сравнительно с ручной свар-
кой благодаря высоким механическим каче-
ствам металла шва и глубокому провару ос-
новного металла при автосварке.
Повышение качества металла
шва достигается благодаря следующим фак-
торам: а) сыпучий флюс и корка, образующаяся
после переплавки флюса, являются надёжной
защитой шва от кислорода и азота воздуха;
кроме того, они замедляют остывание и фор-
мирование шва, вследствие чего металл шва
получается плотным и однородным; б) на об-
разование шва при сварке под флюсом идёт
до 70% основного металла против 35% при
ручной сварке, что создаёт однородность хими-
ческого состава металла шва; в) легирующие
примеси основного металла и металла электрода
сохраняются в шве, так как флюс предупре-
ждает их выгорание в процессе сварки, и
г) вследствие глубокого провара легко избе-
гается непровар в вершине угла и по кромкам.
Экономия электродной прово-
локи до 60°/0 получается благодаря: а) от-
сутствию потерь на угар и разбрызгивание
(при ручной сварке эти потери составляют до
30%) и б) уменьшению сечения швов на
20—40% против сечения швов при ручной
сварке.
Экономия электроэнергии до 50%
достигается: а) отсутствием потерь на разбрыз-
гивание, угар и лучеиспускание и концентри-
рованным нагревом основного металла, в ре-
зультате чего коэфициент полезного действия
дуги доводится до 0,65 против 0,35 при руч-
ной сварке; б) значительным увеличением ко-
эфициента мощности (cos <p) в случае сварки
без индуктивности в сварочной цепи на макси-
муме мощности и при сварке по присадочной
проволоке; в) меньшим расходом электроэнер-
гии благодаря меньшему количеству распла-
вляемого металла.
Эксплоатационные преимуще-
ства обусловливаются: а) отсутствием надоб-
ности в защите глаз сварщика и в устройстве
вентиляции сварочного участка, б) возможно-
стью обслуживания автоматов рабочими низ-
кой квалификации, в) экономией качественных
электродов, так как сварка ведётся голой про-
волокой, г) сокращением потребных производ-
ственных площадей.
Упрощение контроля заключается
в замене контроля качества шва контролем
режима сварки.
Наибольший эффект автоматическая сварка
под слоем флюса может дать в массовом
и крупносерийном производстве, при
котором достигается упрощение технологиче-
ского процесса и возможность использования
малоквалифицированных рабочих. В мелко-
серийном производстве применение авто-
матической сварки может оправдать себя
в случаях, когда: а) объём работ достаточен
для загрузки автомата и коэфициент исполь-
зования автомата получается не ниже 0,5;
б) основным требованием является высокое ка-
чество шва; в) предназначенные для сварки
изделия можно охватить одной установкой
универсального типа.
Флюсы, их состав и способы изготовления
В процессе сварки гранулированный флюс
выполняет следующие функции: а) защищает
расплавленный металл от насыщения азотом
и кислородом воздуха; б) обеспечивает высо-
кие механические свойства металла шва, для
чего флюс должен иметь соответствующий
химический состав, быть хорошо раскислен-
ным, иметь не более 4% загрязнений и 0,1%
влаги; в) стабилизирует дугу, для чего грануло-
метрический состав флюса должен обеспечи-
вать достаточную плотность и газонепрони-
цаемость для изоляции зоны дуги от воздуха;
г) концентрирует тепло на основном металле
в зоне дуги; флюс должен быть мало-
теплопроводным; д) обеспечивает нормальное
отложение металла и формирование шва;
е) легирует металл шва и предотвращает выго-
рание полезных примесей металла и электрод-
ной проволоки", ж) исключает потери на угар
и разбрызгивание.
ГЛ. IV]
ДУГОВАЯ ЭЛЕКТРОСВАРКА
327;
В состав флюсов входят шлакообразующие
составляющие, раскислители и легирующие
составляющие.
Шлакообразующие составляю-
щие при переплавлении дают корку, защи-
щающую металл от азотирования и окисления
и способствующую правильному формирова-
нию металла шва. В состав шлакообразующих
вводятся также вещества, стабилизирующие ду-
гу. Шлакообразующими составляющими служат
SiQ2, A12O3, MnO, CaO, CaF2 и Na2O.
Раскислители обладают более высо-
ким сродством к кислороду, чем железо.
Реакция раскисления идёт по формуле
R+ FeO =
где R — раскислитель.
В качестве раскислителей в состав флюса
вводятся ферромарганец, ферросилиций, кокс
и графит. Для плавленых флюсов раскисли-
тели (кокс и графит) вводятся в шихту, и про-
цесс раскисления полностью проходит при
плавке. Для шлаковых флюсов раскислители
вводятся в виде механической примеси, и
процесс раскисления идёт при сварке.
Легирующие примеси, переходя
в металл, сообщают ему необходимые физи-
ко-химические свойства. В качестве легиру-
ющих примесей в состав флюса вводятся
окислы марганца и кремния. Переход марганца
и кремния в шов в этом случае происходит
за счёт кремне- и марганцевосстановительных
процессов.
Флюсы, применяемые на практике, под-
разделяются на плавленые и шлаковые. Пла-
влеными называются флюсы, изготовляемые
путём сплавления компонентов в плавильных
печах, шлаковыми — флюсы из обогащенного
марганцем шлака доменных печей, работаю-
щих на древесном угле.
Процесс изготовления плавленых флюсов
сводится к следующим операциям:
1) Дробление компонентов, выполняемое
в шаровых мельницах (по условиям сварки
зёрна компонентов должны иметь не больше
5—10 мм в поперечнике).
2) Подготовка и смешивание шихты,
при которых производится взвешивание с точ-
ностью до 1% и перемешивание шихты в ме-
шалках или барабанах.
3) Варка флюса в электропечах или в ка-
мерных печах при температуре 1400—
1600°С.
4) Грануляция флюса мокрым или сухим
способом. Флюс может быть стекловидным и
пемзовидным. Объёмный вес флюса 1,2—1,4.
5) Сушка флюса в печах или электро-
шкафах. После сушки влажность не должна
превышать 0,1%. Режим сушки следующий:
Температура сушки в °С 3°° 45° 55° 7°°
Время сушки в часах 4>5 3 2 г>3
6) Размельчение флюса на шаровых мель-
ницах или вальцах.
7) Просев флюса через два сита: раз-
меры сита зависят от марки флюса. Флюс,
оставшийся на втором сите, идёт на
сварку, оставшийся на первом сите возвра-
щается на повторное дробление и прошедший
через второе сито идёт в шихту. Сита могут
быть механические (типа Бурат) или ручные.
8) Контроль качества, который ве-
дётся по следующим показателям: а) химиче-
ский состав (анализ на окислы железа и мар-
ганца); б) влажность, определяемая путём взве-
шивания навески 100 г до и после прокал-
ки в печи при температуре 600° С в тече-
ние 30 мин. с иоыираой сушкой, если процент
влаги выше допустимого; в) проба на сварку,
при которой дуга должна гореть устойчиво и
металл шва иметь гладкую поверхность, без
ноздрей и натёков; г) проба на гранулометри-
ческий состав флюса, при которой флюс про-
пускается через два сита (сечения сит см. п. 7)
и остаток на первом сите (крупный флюс) не
должен превышать 1°/0 к весу просеиваемой
партии, а количество флюса, прошедшее через
второе сито (мелкий флюс), — не более 3°/о-
Из ряда плавленых флюсов наибольшее
практическое применение нашли флюсы
АН-3 и Ц-45.
Флюс АН-3 (унифицированный) приме-
няется для сварки малоуглеродистых и низко-
легированных сталей малоуглеродистой и
кремнемарганцевой электродной проволокой.
Химический состав флюса АН-3 в %
Кремне- Марганц. Извесг- Доло- Плави- Загряз-
зём руда няк мит ковый нения
шпат
SiO, MnO CaO MgO CaFa
50—52
16-
16-18
9—10
3 , До 4
Плавленый флюс АН-3 относится к группе
невязких, жидкотекучих флюсов. Он также
пригоден для сварки на больших силах тока,
на повышенном напряжении и на большой
скорости.
В зависимости от способа грануляции в
воду можно получить пемзовидный и стекло-
видный флюс.
Пемзовидный текучий флюс АН-3,
крупнозернистый (зерно от 0,5 до Змм) приме-
няется для сварки угловых швов „в лодочку"
и стыковых швов при толщине листов до
30 мм и при следующих режимах:
Положение электрода Вертикальное Наклонное
углом вперёд
Скорость сварки в м/час бо бо -юо
Сила тока в а .... До 1200 1000—1800
Электродн. проволока . МУ или КМ МУ или КМ
Стекловидный, текучий флюс АН-3,
мелкозернистый (зёрна от 0,5 мм до пыли)
применяется для сварки угловых швов „в ло-
дочку" и стыковых швов при толщине ли-
стов более 30 мм и вертикальном или на-
клонном электроде (углом вперёд) из прово-
локи МУ при силе тока свыше 1800 а, скоро-
сти сварки 30 м/час и выше.
Флюс Ц-45 применяется для сварки мало-
углеродистой стали малоуглеродистой проволо-
кой. В состав шихты входят марганцевая
руда, песок, плавиковый шпат и кокс. Для
расчёта флюса принимается следующий хими-
ческий состав (в весовых %):
MnO SiOa CaFa Примеси и загряз-
нения не более
43-45 ЗЗ—4О 9—ю 4
Процесс изготовления шлаковых флю-
сов (из гранулированного доменного шлака)
сводится к операциям, аналогичным изгото-
влению плавленых флюсов (кроме плавкий
Для марок шлакового флюса, улучшенных
путём механической примеси ферромарганца,
328
ТЕХНОЛОГИЯ СВАРКИ И РЕЗКИ МЕТАЛЛОВ
[РАЗД. Ill
ферросилиция и плавикового шпата, доба-
вляется операция перемешивания, которое
производится в смесительных барабанах. Гра-
нулометрический состав примеси должен
быть таким, чтобы в процессе сварки и цирку-
ляции флюса через бункер не происходило
сепарации и уноса частиц примесей.
Из шлаковых флюсов практическое приме-
нение нашёл флюс АШ.
Флюс АШ применяется для сварки низко-
легированных сталей кремнемарганцевой и
малоуглеродистой электродной проволокой.
Поставляется Ашинским металлургическим
заводом. Химический состав флюса АШ должен
иметь следующие пределы входящих компо-
нентов (в весовых %;:
FeO и другие
SiO2 MnO СаО А12О;1 загрязнения не
более
45—53 9-13 so—3O ю-13 4
Цвет флюса изменяется от серого до светло-
зелёного. Флюс тёмнозелёного цвета применять
не следует из-за повышенного содержания
в нём окислов железа.
Американский флюс фирмы Линде
для напряжения дуги до 40 в;
Флюс
мелкой грануляции
светлосерого цвета, стекловидный,
/ 12 20 \.
[Ш " "D- МСШ)
Флюс отличается отсутствием окиси мар-
ганца в его составе. Поэтому для сварки
на флюсе Линде требуется специальная элек-
тродная проволока с большим содержанием
марганца следующего состава:
Таблица 57
Химический состав электродной проволоки для
сварки на флюсе фирмы Линде
С
ОД4—О,2
Мп
2,1—2,2
Si
0,04
Mo
0,1 —0,11
Р
о,оо4
Малоуглеродистая проволока по ГОСТ
2246-43 непригодна для сварки на флюсе.
Сварку на флюсе вышеуказанной гра-
нуляции можно проводить только на обычных
режимах: сила тока до 1000 а, напряжение
на дуге до 40 в, скорость сварки до 50 м/час.
Характеристику металла, сваренного под
различными флюсами, см. табл. Ь4 (стр. 330).
Расход флюса. Расход флюса зависит
от напряжения дуги, скорости сварки, грану-
лометрического состава и степени совершен-
ства флюсоудерживающих приспособлений.
С достаточной для практики точностью можно
пользоваться приведённой ниже формулой для
определения расхода флюса на 1 лог. м шва:
0=0,2 FЬ-18)
3600
свыше 40 в, где Q—расход флюса в г/пог.м;
0,2 —опытный коэфициент, пригодный для
всех флюсов, кроме флюса марки У-45; U& —
напряжение на дуге в в; v — скорость свар-
ки в м/час.
Электродная и присадочная проволока
Для сварки под слоем флюса применяется
кремнемарганцевая (ГОСТ 178-44) и малоугле-
родистая <ГОСТ 2246-43) электродная прово-
лока. Кремнемарганцевая проволока даёт плот-
ный и однородный металл шва с высокими
механическими показателями. Повышенное
содержание марганца в проволоке способствует
легированию металла шва. Малоуглеродистая
проволока обеспечивает достаточно высокие
механические свойства металла шва, но даёт
металл, склонный к образованию пор и ноз-
дрей. Электродная проволока должна быть
холоднотянутой и калиброванной, с гладкой и
чистой поверхностью.
В качестве присадочного металла для авто-
матической сварки применяются малоуглеро-
дистая проволока и проволока марки МД.
Присадочная проволока может быть некали-
брованной. Химический состав проволоки кре-
мнемарганцевой, малоуглеродистой и марки МД
приведён в табл. 58.
Применяемые при автоматической сварке
диаметры электродной и присадочной про-
волоки указаны в табл. 59.
Выбор марки электродной и присадочной
проволоки производится в зависимости от со-
става основного металла и марки флюса. При
сварке низколегированных сталей кремнемар-
ганцевой электродной проволокой берут ма-
лоуглеродистую присадку, а при малоуглеро-
дистой электродной проволоке — прлсадку МД.
При сварке малоуглеродистых сталей обычно,
вне зависимости от марки электродной про-
волоки, выбирают малоуглеродистую приса-
дочную проволоку.
Таблица 59
а
а.
S
О о "^
3 J я
° о-х
6
В куком виде применяется
для сварки
4
5
6
7
8
9
IO
12,6
J9.7
Эв.5
5°.3
63.6
78,6
99
154
222
3OI
394
,5оо
Электродная проволока
бухтах весом до 25 кг
Таблица 58
Марки
Кремнемарганцевая (ГОСТ 178-44) . .
Малоуглеродистая (ГОСТ 2246-43) . .
МД
С
До одб
О,1 —О,2
Мп
о,8—г
о.4 - о
I о г
X
Е
,Ь
И
м и ч е (
Si
0,6—0,9
0,03
0,8 — 1,2
: к и и сое
S
До о,о4
v о,о4
т а в
До
в
Р
о,о4
о,о4
О О4-
°/
3
Мо
—
q о q e
не
Нр
Сг
более
_
—
более
О,2
ГЛ. IV]
ДУГОВАЯ ЭЛЕКТРОСВАРКА
329
Расход электродной проволоки.
Количество металла в г, расплавляемого
сварочной головкой в 1 час, выражается фор-
мулой
где /—сила тока в а; т)— коэфициент исполь-
зования автомата; кн - коэфициент наплавки
в г\а-ч.
При автоматической сварке коэфициент
плавления зависит от химического состава
проволоки, напряжения дуги, силы тока и
предварительного разогрева конца электрода.
Для малоуглеродистой электродной прово-
локи зависимость коэфициента плавления от
силы тока и напряжения дуги представлена
на фиг. 101. Из графика видно, что коэфициент
75
30
Ирв 40
vhi\ 101. Зависимость коэфициента плавления от силы
тока и напряжения на дуге: / — IV— для К=/ (Uq), ice -
= const; 1— 4 — для K=f {ice)t U^ - const.
плавления растёт с увеличением силы тока и
уменьшается с удлинением дуги. Пользуясь
графиком, можно определить коэфициент пла-
вления для любого режима сварки. График
также показывает, что в интервале наиболее
часто употребляемых сил тока F00—800 а)
коэфициент плавления незначительно зависит
от силы тока. Поэтому с необходимой для
практики точностью коэфициент плавления
берётся без учёта влияния силы тока и пред-
варительного разогрева электрода. Данные
Таблица 60
Напряжение
25
3°
35
40
Коэфициент плавления в г/а-ч
Кремнемарганце-
вая электродная
проволока
17.5
15.5
14.о
".5
Малоуглеродистая
электродная
проволока
i4,o
12,5
и,о
9.5
о величине коэфициента плавления в зависи-
мости от марки электродной проволоки и на-
пряжения дуги приведены в табл. 60.
Расход электродной проволоки в зависи-
мости от сечения шва при среднем режиме
дан в табл. 61.
Таблица 61
Стыковой шов
Толщина
листов
в мм
6
8
IO
13
14
16
18
2О
Расход
электродной
проволоки
на 100 пог. м
шва в кг
17
2б
34
43
54
64
78
IOO
Угловой шов
Катеты
шва в мм
6X6
8X8
юХю
12 X 12
I4XJ4
16X16
18 х i8
20 х 20
Расход
электродной
проволоки
на 100 пог. м
шва в кг
i8
33
50
73
100
130
165
205
J
Состав и структура металла шва,
сваренного под слоем флюса
Химический состав. Состав металла шва
зависит от состава основного металла и элек-
тродной проволоки и в меньшей степени —
от состава флюса. Можно принять, что металл
шва состоит на 65% из основного металла и
на 35% из металла электрода.
Слой флюса хорошо защищает расплавлен-
ный металл от кислорода воздуха, не допускает
выгорания легирующих примесей. Поэтому,
если известно содержание марганца или крем-
ния в основном металле и в электроде, можно
рассчитать содержание этих примесей в ме-
талле шва с достаточной точностью по фор-
муле
пш = 0,65 го + 0,35 пэ -f- Пф,
где пш — содержание примеси в шве; п0 —
содержание примеси в основном металле;
пэ—содержание примеси в электроде; Пф—
переход примеси в шов из флюса.
В табл. 62 приведены данные, характеризу-
ющие переход марганца и кремния в металл
шва из основного металла (Ст. 3),— малоугле-
родистого электрода и из флюса.
На основании данных таблицы можно сде-
лать следующие выводы: а) процент перехода
марганца из флюса в металл шва ничтожный
и не зависит от содержания марганца во флюсе
и б) основной металл (Ст. 3) — малоуглероди-
стая проволока содержат лишь следы кремния,
поэтому кремний переходит в металл шва
главным образом из флюса.
Благодаря полной изоляции расплавленного
металла от воздуха шов, сваренный под слоем
флюса, отличается низким содержанием азотэ
и кислорода.
Некоторые сравнительные данные приве-
дены в табл. 63.
330
ТЕХНОЛОГИЯ СВАРКИ И РЕЗКИ МЕТАЛЛОВ
(РАЗД. III
Таблица 62
Марка
флюса
АН-1
АН-3
Ц-45
ЭМК-31
АН-Л
Содержание
37
4i
44.5
28,8
МпО о;
16
17
45-5
49
42,7
Переход марганца
из основного
металла и
электрода
в %
о,49
о,47
о, 52
0,36
из флюса
в°/„
о,об—о,о8
0,13-0.18
о,14—О,2О
j,o8 0,11
0.17-0.36
всего
в°/о
о,55—о,57
0,60—0,65
о,66 -о,73
0,52-0,56
0,53—0,72
Переход кремния
из основно:о
металла и
электрода
о
О
О
о
ДО О,2О
из флюса
в °/0
О.О2—О,Од
О,24—О,2б
O,l6—O,l8
O,II-O,I7
0,17—0,20
всего
в°/0
0,02—0,05
0,24—0,26
O,l6—O,l8
0,11 -0,17
0,19—0,40
г
Характеристика
шва
Шов, сваренный
электродами ОММ-5 .
Шов, сваренный под
слоем флюса
Основной металл . .
Содержание
азота в °/о
о.огб—о,оз
о,оо1з—0,0017
o,oi—0,05
Содержание
кислорода
в°/.
0,036
0,015—o,oi8
0,05 —0,07
Структура металла шва. Металл шва,
сваренного под слоем флюса, имеет обычную
литую структуру со столбчатыми кристаллами,
направленными перпендикулярно кромкам шва.
Несмотря на столбчатое строение, металл шва
отличается большой вязкостью (относительное
удлинение до 25"/о, ударная вязкость до
12 кгм/см2), следовательно, решающим фак-
тором, вызывающим хрупкость металла,
является не столбчатая структура металла
(как считалось ранее), а загрязнённость его
азотом и кислородом. На основании опытных
Таблица 63 данных можно сделать выводы, что влияние
азота и кислорода на относительное удлинение
и ударную вязкость гораздо значительнее, чем
столбчатой структуры.
Коррозийная стойкость швов. Стойкость
швов, сваренных под слоем флюса, характери-
зуется следующими факторами: а) под дей-
ствием морской воды шов корродирует на 10°/0
меньше основного металла и примерно так же,
как шов, сваренный электродами ОММ-5; б) под
действием кислот шов корродирует на' 15°/о
меньше основного металла и. на 30% меньше
шва, выполненного электродами ОММ-5, и
в) против интеркристаллической коррозии сва-
ренные под слоем флюса швы во много раз
устойчивей, чем сваренные электродами
ОММ-5.
Механические и физические свойства
металла шва, сваренного под слоем
флюса
Металл шва, сваренного под слоем флюса,
характеризуется высокими механическими свой-
ствами. Данные о механических качествах швов
приведены в табл. 64.
Таблица 64
Марка основного
металла
Низколегированная
Малоуглеродистая
сталь
Марка
флюса
АН-2
АШ
Ц-45
АН-3
АН-3
Марка электродной
проволоки
Кремнемарганцевая
ГОСТ 178-44
Малоуглеродистая
ГОСТ 2^46-43
Кремнемарганцевая
ГОСТ 178-44
Малоуглеродистая
ГОСТ 2246-43
Малоуглеродистая
ГОСТ 2246-43
Кремнемарганцевая
ГОСТ 178-44
Малоуглеродистая
ГОСТ 2246-43
Предел
прочности
в kzjmm1
60-62
54-5О
66-68
5O-52
45—5°
43-47
4O—45
Предел
текучести
в кг1млС2
4о—42
44-46
—
35-37
Зб-38
37-39
22—25
Относи-
тельное
удлинение
В°/о
9- ю
23—25
12—14
12-13
17-19
2O-23
24—26
Ударная
вязкость
в к г mi см2
ТО —13
8-12
7-8
7-8
1О—12
8-9
ТО—12
ГЛ. IV]
ДУГОВАЯ ЭЛЕКТРОСВАРКА
331
Для снятия термических нааряжений, воз-
никающих при сварке, можно рекомендовать
отжиг при температуре 600—650° С.
Металл швов, сваренных под флюсом, обла-
дает высокими механическими свойствами в
интервале температур от 250 до 400° С, что даёт
возможность применять автоматическую сварку
при изготовлении сосудов первого класса.
Испытание на механическое старение (на-
клёп и отпуск при 250° С) показало, что металл
шва, сваренный под слоем флюса, лучше со-
противляется старению, чем основной металл
(Ст. 3): ударная вязкость после старения ос-
новного металла—1,89 kzmIcm2, а металла
шва — 4,44" кгм/см2.
Испытанием на усталость установлено, что
металл шва, сваренный под слоем флюса, имеет
более высокий предел усталости, чем основ-
ной металл (Ст. 3): предел усталости для ос-
новного металла— 17,7 kzjmm2, а для металла
шва — 21,2 кг/мм2.
При выборе допускаемых напряжений для
металла шва обычно руководствуются его ме-
ханическими свойствами и возможными не-
проварами и иными дефектами шва. Глубокий
провар основного металла исключает возмож-
ность непровара по вершине угла и по кромкам
при соблюдении выбранного режима сварки.
Поэтому при назначении допускаемых напря-
жений для металла шва, сваренного под слоем
флюса, следует исходить из того же запаса
прочности, как и для основного металла.
Подготовка и сборка деталей
под автоматическую сварку
Автоматическая сварка под слоем флюса
предъявляет повышенные требования (по
сравнению с ручной сваркой) к подготовке
и сборке деталей. Подготовка кромок для
автоматической сварки может производиться
газовой резкой (желательно машинной), резкой
на ножницах или строганием. Допускаемые не-
ровности за счёт выхватов и кривизны реза
кромок приведены в табл. 65.
Таблица 65
Тип шва
Угловые швы на-
хлёсточного соедине-
ния
Угловые швы та-
врового соединения . .
Стыковые швы . . .
Отклонение
плоскости
кромок от
прямого угла
в °
+ 1,5-2
±3
±3
Выхват в
плоскости
кромки в мм
±а
±4
±3
Меры, пре-
дупре-
ждающие
протекание
металла
в зазор
Не нужны
Нужны
То же
Кромки, образующие разделку шва, и по-
верхность листов на ширине 50—60 мм от
шва должны быть тщательно очищены от
ржавчины, влаги, масла и прочих загрязнений.
Зачистку лучше всего производить песко-
струйным аппаратом.
Сборку деталей в узлы производят в сбо-
рочно-сварочных приспособлениях с жёстким
закреплением деталей или на отдельном ра-
бочем месте на прихватках. Прихватки выпол-
няются качественными электродами. Длина
прихваток 60—70 мм, расстояние между ними
обусловливается размерами деталей. При свар-
ке на присадочной проволоке расстояние ме-
жду прихватками должно быть равно или крат-
но длине прутка присадки. Сечение прихват-
ки должно составлять 50% сечения шва.
Деформация деталей при автоматической
сварке не больше, чем при ручной сварке.
Для уменьшения деформаций применяются
следующие мероприятия: а) при сборке тавро-
вых и угловых соединений даётся предвари-
тельное увеличение угла на 2,5—3° (фиг. 102);
б) при сварке длинных стерж-
ней углового сечения из
двух листов во избежание
резкого уменьшения угла в
конце стержня сначала ва-
рят последнюю треть шва,
а затем первые две трети
от начала в конец; в) при
сварке длинных стержней
таврового сечения во избе-
жание продольного изгиба
стержня сборку производят
с предварительным выгибом (стрела выгиба
подбирается опытным путём).
При сварке под слоем флюса расплавлен-
ный металл настолько жидкий, что легко вы-
текает в зазор между свариваемыми кромками.
Для борьбы с протеканием применяют ручную
подварку корня шва качественными электро-
дами (фиг. 103), сварку на медной подкладке,
Ручная подварка
Фиг. 102. Сварка
угловых соедине-
ний.
Ручная подварка
Фиг. 103. Ручная подварка корня шва.
Остающаяся стапьная
\ подкладка
медная паднпадНо-
\
X
Прихбатки
Фиг. 104. Сварка на
медной подкладке.
Флюс
Нанадка в подкладке
Фиг. 105. Сварка на
остающейся стальной
подкладке.
Присадочная
проволока
/Асбестовый
Железная труба
Фиг. 106. Забивка зазоров Фиг. 107. Забивка зазора
асбестом и засыпка флю- асбестовым шнуром.
сом.
плотно прижатой к зазору (фиг. 104), сварку
на остающейся стальной подкладке (фиг. 105),
сварку на флюсовой подушке и заделку зазо-
ров асбестом с засыпкой флюсом (фиг. 106) и
без засыпки флюсом (фиг. 107).
Необходимое ноджатие и уплотнение флю-
са при сварке на флюсовой подушке дости-
332
ТЕХНОЛОГИЯ СВАРКИ И РЕЗКИ МЕТАЛЛОВ
[РАЗД. Ill
гается для стыковых швов (фиг. 108) сжатым
воздухом, подаваемым в резиновый шланг,
для угловых швов (фиг. 109) — за счёт соб-
Тоцба
Стол
Порыто
Щпаи?,
Фиг. 108. Флюсовая подушка для стыковых
швов.
ственного веса детали и для замковых соеди-
нений (фиг. 110) — засыпкой мелкого флюса
в зазор.
Для флюсовых подушек и засыпки зазоров
применяется мелкий и тугоплавкий флюс. При-
садочная проволока, укладываемая в шов,
должна быть тщательно вырихтована. Прутки
укладываются по оси разделки с возможно
Зазор засыпам
флюсом
Уплотнен-
ный флюс
Зазор засыпан
фЛЮСОМ/
Жорыто
Фиг. 109. Ф;:юсовая подушка
для угловых швов.
Фиг. 110. Флюс&вая
подушка для зам-
ковых швов.
более плотным прилеганием к вершине угла.
В местах прихваток проволока не уклады-
вается.
Флюсоудерживающие приспособления
и способы направления электрода по шву
Размеры слоя флюса в значительной сте-
пени обусловливаются режимом сварки и ве-
личиной зёрен флюса. Для среднего режима
оптимальным является слой флюса высотой
40—60 мм и шириной 50—70 мм.
Если свариваемое соединение не обеспе-
чивает естественного удержания флюса, то
предусматриваются специальные флюсоудер-
живающие приспособления. Конструкция флю-
соудерживающих приспособлений зависит от
типа узла. Для удержания флюса применяются
деревянные рейки, обшитые асбестовой тканью,
уголки и пр. От совершенства и надёжности
флюсоудерживающих приспособлений зависит
качество сварного шва. Надёжные флюсоудер-
живающие приспособления особенно необходи-
мы при сварке круговых швов малого диаметра,
расположенных в вертикальной плоскости, и
при сварке на краю детали. Флюсоудержива-
ющие приспособления для швов различной
конструкции показаны на фиг. 111.
Для направления электрода по шву при
сварке под слоем флюса пользуются приве-
дёнными ниже способами:
1) Применяют копирные устройства, при
которых сварочная головка подвешивается
шарнирно. Положение конца электрода по от-
ношению к оси шва определяется положением
копирного пера (ролика, костыля и т. п.).
В зависимости от конструкции узла копирное
перо направляется разделкой шва или кромкой
соединения. На фиг. 112 показано копирное
приспособление для угловых и стыковых швов.
2) Применяют указатель, жёстко связан-
ный с мундштуком головки и вынесенный вне
угольник
Струбцина
Деревянные рейки
Фиг. 111. Флюсоудерживающие приспособления
для швов различной конструкции.
Фиг. 112. Копирное приспособление.
рёд на свободный от флюса участок. Головка
мёртво закреплена на подвеске. По положению
указателя сварщик корректирует положение
электрода. Сварка по указателю возможна
при скоростях
сварки не более
45 м/час. На
фиг. 113 пред-
ставлена кон-
струкция указа-
теля.
3) Выставка
детали (для ко-
ротких швов).
Перед сваркол
деталь выста-
вляется так,
чтобы ось шва
была параллель-
на пути свароч-
ной тележки.
4) Контроль за отложением шлаковой корки
(применяется для скоростей сварки не более
35 м/час). При небольшом навыке положение
оси электрода можно корректировать по отло-
жению шлаковой корки.
Фиг. 113. Указатель.
ГЛ. IV1
ЛУГОВАЯ ЭЛЕКТРОСВАРКА
333
Техника сварки швов
Стыковые швы. Все типьцстыковых швов
свариваются вертикальным электродом при
нижнем положении шва. В производственных
условиях сварка стыковых швов представляет
сложную задачу, так как из-за неточности сбор-
ки расплавленный металл легко протекает в
зазор и нарушается правильность формирова-
ния шва. При сварке стыковых швов необхо-
димо предупреждать протекание металла в
зазор и прожог кромок—обеспечивать пол-
ный прозар кромок свариваемых листов,
правильное формирование шва и обратного
валика. На практике применяются следующие
способы сварки стыковых швов:
1) Односторонняя сварка с непол-
ным проваром толщины листов применяется
для неответственных соединений при толщине
листов более 10 мм (фиг. 114, а).
2) Двухсторонняя сварка (фиг. 114, б),
при которой сперва первый слой заваривается
на режиме, обеспечивающем провар на 50 —
1
t
\
)
\
г спои '
6)
?
1
в)
Фиг. 114. Способы сварки стыковых швов: а) односторон-
няя сварка; б) двухсторонняя сварка; в) сварка замкового
соединения.
60% толщины листов, затем деталь кантуется
и сваривается второй слой на глубину несколь-
ко большую, чем при первом слое, применяется
для листов толщиной более 10 мм. Необхо-
дима тщательная сборка (зазор не более
1,5 мм)
3) Сварка с предвари-
тельной по д в а ркой корня шва ^
вручную с глубиной подвара на */а
толщины листов (фиг. 103); подварка
производится качественными элек- Jr—
тродами. 4щ
4) Сварка на медной под- Г"
кладке производится при наличии '
плотной подкладки с одной стороны,
с полным проваром листов; труд-
ность заключается в создании плот-
ного поджатия медной подкладки (фиг. 104).
5) Сварка на флюсовой подушке
(фиг. 102).
6) Сварка на остающейся сталь-
ной подкладке или сварка замко-
вого соединения (фиг. 105 и 114, в).
Из приведённых способов рекомендуется
сварка на остающейся подкладке, так как она
даёт возможность получить полный провар
листов при пониженных требованиях к сборке
стыка. Толщина подкладки равна */з толщины
листов.
При сварке под слоем флюса глубина про-
вара настолько велика, что стык листов тол-
щиной до 20 мм можно варить без подготовки
кромок. При сварке стыков со скосом кромок
угол разделки может быть уменьшен сравни-
тельно с ручной сваркой.
Угловые и нахлёсточные швы и наплавка
Угловые швы. Сварка угловых швов
под слоем флюса производится различными
способами. Схема применяемых способов дана
на фиг. 115.
Из возможных способов сварки угловых
швов рекомендуется сварка „в лодочку" (сим-
метричную и несимметричную), имеющая ряд
Наклонным
электродом
Вертикальным
электродом
Влодочку
Соплад-
пенипм
Фиг. 115. Схема применяе-
мых способов сварки угло-
вых швов.
преимуществ, а именно: создаются условия
для правильного формирования металла шва,
возможно менее точное ведение электрода
вдоль шва. При несимметричной лодочке мож-
но регулировать глубину провара листов со-
единения.
Для угловых швов нахлёсточных соедине-
ний часто применяется способ сварки верти-
кальным электродом с оплавлением кромки.
В зависимости от желаемой формы шва элек-
трод располагается по одному из способов, ука-
занных на фиг. 116. При положении электрода
по фиг. lib, а глубина провара нижнего листа
резко уменьшается и возможны наплывы ме-
Фиг. 116. Способы сварки угловых швов.
талла на нижний лист. При положении элек-
трода по фиг. 116, б (ближе к кромке верхнего
листа) глубина провара нижнего листа значи-
тельно возрастает; горизонтальный катет шва
получается в 1,5 — 2 раза больше вертикаль-
ного. Такая форма шва смягчает вредное дей-
ствие концентрации напряжений. При положе-
нии электрода по фиг. 116, в шов получается
без усиления, со значительным проваром ниж-
него листа и заметным увеличением нижнего
катета. Сварка углового шва вертикальным
электродом возможна при толщине верхнего
листа до 10 мм.
Угловые швы тавровых и нахлёсточных
соединений можно варить наклонным электро-
дом при нижнем положении швов. Изменяя
угол наклона электрода к горизонту, можно
получать различную глубину провара в верти-
334
ТЕХНОЛОГИЯ СВАРКИ И РЕЗКИ МЕТАЛЛОВ
[РАЗД. III
кальном и горизонтальном листах. Тот же эф-
фект достигается за счёт смещения электрода
от вершины угла. Основной недостаток сварки
наклонным электродом заключается в том, что
даже незначительные изменения положения
электрода по отношению к оси шва заметно
отражаются на форме шва и глубине провара.
Сварку наклонным электродом следует при-
менять в случаях, когда невозможна сварка
.в лодочку" и вертикальным электродом с
оплавлением кромки.
Нахлёсточные швы. Автоматическая
сварка под слоем флюса даёт глубокий про
вар основного металла, поэтому сварка двух
Фиг. 117. Нахлёсточный шов.
листов может быть произведена нахлёсточным
швом, при котором верхний лист проваривает-
ся насквозь, а нижний частично (фиг. 117).
Нахлёсточные швы могут применяться при
толщине верхнего листа до 10 мм. Непремен-
ным условием качественного нахлёсточного
шва является неизменная ширина зазора на
всей длине шва. При сборке, трудно соблюсти
это условие, вследствие чего способ не нашёл
широкого применения.
Наплавка. При наплавке необходимо
накладывать валики так, чтобы они перекры-
вали один другой (фиг. 118). При наложении
Фиг. 118. Расположение валиков при
наплавке.
Фиг. 119. Расположение слоев при
наплавке.
второго и последующих слоев валики следует
располагать в шахматном порядке (фиг. 119).
Ниже приведены рекомендуемые режимы
для наплавочных работ:
Лиаметр электрода $—6 мм
Сила тока §оо—Ъао а
Напряжение на дуге 36—38 в
Скорость сварки I5-0 м/час
Многослойная сварка и сварка
по присадочной проволоке
При автоматической сварке под слоем флю-
са глубокий провар основного металла и ин-
тенсивный разогрев его в зоне сварки затруд-
аяют сварку стали с содержанием углерода
болге 0.25%, так как: а) в металл шва пере-
ходит большое количество углерода, отчего
снижается его пластичность и создаются усло-
вия для образования трещин в шве, б) кон-
центрированный нагрев основного металла и
последующее быстрое охлаждение влекут за
собой образование закалённой зоны в слоях,
непосредственно примыкающих к шву, и в) под
действием термических напряжений в закалён-
ной зоне основного металла легко образуются
трещины.
Для устранения указанных недостатков при-
меняют многослойную сварку или сварку по
присадочной проволоке.
Многослойная сварка. Сечение
каждого слоя шва берётся не более 0,5 си2.
Интенсивный переход примесей из основного
металла в шов происходит только в первом
слое, наложение которого сопровождается зна-
чительным проваром основного металла. При
сварке последующих слоев основной металл
оплавляется гораздо меньше, поэтому воздей-
ствие дуги на основной металл заметно мень-
ше, чем при однослойной сварке. Вид шва и
провара в случае сварки в один и в три слоя
показаны на фиг. 119, а, б.
Способ многослойной сварки не нашёл ши-
рокого применения вследствие нарушения
Фиг. 120. Глубина провара при разных способах сварки.
однородности химического состава металла;
шва и снижения производительности сварки.
Сварка по присадочной пров о-
л о к е. Сечение шва образуется почти пол
ностью за счёт металла электродной проволоки
и присадки, укладываемой в разделку шва,
вследствие чего металл шва слабо легирует-
ся за счёт примесей основного металла. Дуга
горит между электродной и присадочной про-
волоками и непосредственно не воздействует
на основной металл, поэтому последний не под
вергается интенсивному действию тепла. Про-
вар основного металла образуется за счёт
тепла, отдаваемого расплавленным металлом
проволок и флюсом. Глубина провара практи-
чески та же, что при ручной сварке (фиг. 119, в).
Сечение присадочной проволоки при одно-
слойной сварке принимается равным половине
сечения шва, а при двухслойной •¦- одной трети
сечения шва.
При сварке по присадочной проволоке про-
изводительность повышается в два раза, и,
кроме того, уменьшается расход электроэнер-
гии, электродной проволоки и флюса. Способ
сварки по присадке нашёл широкое примене-
ние при сварка брони.
Подбор режима сварки
Режим сварки обусловливается маркой
флюса, марками электродной и присадочной
проволок, количеством слоев, диаметром элек-
тродной проволоки, силой тока, напряжением
ГЛ. IV)
ДУГОВАЯ ЭЛЕКТРОСВАРКА
335
на дуге и скоростью сварки. (Скорость подачи
электродной проволоки для головок с постоян-
ной скоростью подачи определяется по силе
тока, диаметру и марке электрода.)
Выбор марки флюса и электрод-
ной проволоки производится в соответ-
ствии с химическим составом основного метал-
ла и с требованиями, предъявляемыми к шву.
При подборе можно пользоваться данными
табл. 64.
Сечениешва определяется по формуле
где Рш — действительная площадь шва в см'1\
F4 — проектное сечение шва; <у — коэфициент,
учитывающий усиление шва и зазоры при
сборке, принимается равным 1,2—1,4.
Вес 1 пог. м шва в г вычисляется по фор-
муле
Gtu = FM' 7 Я-100,
где 7,8 — удельный вес металла шва г/см3.
Сечение и вес 1 пог. м шва можно опре-
делять по табл. 66, в которой данные площа-
ди сечения шва получены при значении <р =
1 Ой
! Таблица 66
Таблица 67
г
Катет углового шва
или толщина листов
для стыковых швов
в мм
6
8
9
ю
и
12
Ч
16
i8
2О
24
Угловой шов
Площадь
сечения
в см'1
О,32
О,42
о,53
о,б5
1,27
1,67
2.IO
2,О0
3.17
Вес
1 пог. м
шва в г
182
248
325
412
5о8
615
73°
IOOO
13оо
l6.1O
2040
2440
Стыковой шов
Площадь
сечения
в см3
О,22
о,33
о,39
°. 5е
о,55
0.67
О,82
о,99
1.38
1,92
Вес
1 пог. м
шва в г
170
225
2бо
Зоо
34о
35°
525
640
1500
Количество слоев п = Fш : FCA. При автома-
тической сварке под слоем флюса максималь-
ное сечение слоя равно 1,3 см2, что соответ-
ствует угловому шву 14 X 14 мм. Швы боль-
шего сечения необходимо варить в два и
более Слоев или с присадочной проволокой.
Таким образом п — FM : 1,3 (с округлением до
ближайшего целого числа).
Вес 1 пиг. м слоя
Gr. =
или Осл =
Подбор оптимальной силы тока произво-
дится с учётом толщины свариваемых листов,
желательной глубины провара и типа свароч-
ного оборудования.
Толщины свариваемых листов.
Чем тслще свариваемые листы, тем большую
силу тока можно допустить, не опасаясь про-
жога. В табл. 67 приведены значения силы тока,
рекомендуемые для разных толщин листов и
типов швов.
При сварке легированных сталей прини-
мают меньшую силу тока, чтобы уменьшить
Толщина
4-6
7—ю
12—15
16 -2О
Более го
Сила тока в а
Стыковые
швы на
флюсовой
подушке
400 — 600
650-800
75O ооо
goo—iooo
IIOO—I20O
Угловые и
нахлесточные
швы на флюсо-
вой подушке
или без зазора
450-500
5оо—боо
600—700
750-850
900—950
Остальные
угловые
и нахле-
сточные
швы
35°—4°°
45°-55°
боо—7°°
700-750
75°—85о
глубину провара основного металла. Для при-
меняемых головок и трансформатора ТС-150
максимальной силой тока можно считать 1100 а.
Диаметр электродной проволоки можно по-
добрать по принятой силе тока, пользуясь
табл. 68. По этой же таблице выбирается со-
ответствующая скорость подачи электрода
Таблица 68
Сила тока в а
для малоугле-
родистой про-
волоки
350-420
400—480
425-500
475-55O
525-625
600—725
675-775
75O-875
850-925
875-1025
IOOO — IIOO
для кремне-
марганцевой
проволоки
300-350
350-400
375-425
4OO-475
45°-525
525 - боо
600—675
&75-75O
725-775
750-875
85O-975
Диаметр
электрод-
ной прово-
локи в мм
Скорость
подачи
электрода
в м/час
45
5i
64
45
51
Й7
64
45
5i
57
При сварке угловых швов в'случае пере-
хода от одной марки электродной проволоки
к другой скорость подачи электрода оставля-
ют неизменной, хотя это и вызывает измене-
ние силы тока.
При сварке стыковых швов в случае пе-
рехода от одной марки электродной прово-
локи к другой оставляют неизменной силу
тока (глубина провара) и соответственно из-
меняют скорость подачи.
Напряжение на дуге (длина дуги) выби-
рается в зависимости от силы тока и формы
шва.
Подбор оптимального напряжения дуги
можно производить по табл. 69.
Таблица 69
Сила тока в а
300—45°
500—650
650—900
95о —ноо
Напряжение на дуге в в
короткая
дуга
i6-i8
18-22
22—26
24-28
нормальная
дуга
2О—26
24—3°
26—36
28-38
длинная
дуга
аб— зо
28-32
34 -4°
38-42
При короткой дуге (низкое напряже-
ние) валик шва получается узким и высоким.
Короткая дуга применяется при сварке дета-
336
ТЕХНОЛОГИЯ СВАРКИ И РЕЗКИ МЕТАЛЛОВ
[РАЗД. Ш
лей, на которых затруднено нормальное фор-
мирование металла [например, круговые швы
малого диаметра A50—400 мм), расположен-
ные в вертикальной плоскости, швы на кро ке
детали и т. п.].
При нормальной дуге валик форми-
руется без излишнего усиления, с плавным пе-
реходом от основного металла к наплавлен-
ному.
Нормальная дуга является оптимальной
для данного режима сварки.
При длинной дуге валик формируется
без усиления. Возможны подрезы по основ-
ному металлу. Длинная дуга применяется при
сварке стыковых швов без разделки кро-
мок и при сварке дополнительных слоев
(исправление дефектов, неполномерные швы
я т. п.).
При сварке на шлаковых флюсах величина
оптимального напряжения дуги для ходовых
режимов снижается до 24—32 в при силе тока
6?0 900 а.
Скорость сварки vce подсчитываете^
по формуле
Таблица 70
Режим однослойной сварки стыковые швов
где kH — коэфициент наплавки, выраженный
в г/а-ч; I — сила тока в с; Gm — вес 1 пог. м
шва в г.
Для многослойной сварки Ош заменяется
псл (вес слоя). Для головок с постоянной ско-
ростью подачи в .vie сто выражения kH-I, опре-
деляющего количество металла, расплавляе-
мого в 1 час, можно подставить vBA-G9Jl, где
vgA — скорость подачи электрода м/час и Gajt—
вес 1 пог. м электрода в г.
Следовательно,
При сварке по присадочной
проволоке подбор режима ведётся по
следующей схеме.
Определяется сечение присадочной про-
р
волоки Fnp = —n (для однослойной сварки) и
р
Fnp == —"* (для двухслойной сварки). По сече-
нию присадки определяется её диаметр и вес
1 пог. м присадки. Можно пользоваться дан-
ными табл. 66. Силу тока и диаметр электрод-
ной проволоки принимают из тех же сообра-
жений, что и при сварке без присадки. На-
пряжение дуги берут по верхним пределам
нормальной длины дуги (табл. 69).
Скорость сварки определяется по формуле
Ггя = Vr,
Q
пр
где vtlA.np — скорость плавления присадки в
м\час; Gnp - вес 1 пог. м присадки в г.
Для подбора режима сварки можно поль-
зоваться также табл. 70—72.
К
X
5 В
5 о
2. <-
8
IO
12 '
14
i6
18
2О
25
Зо
Сила
тока в а
650-700
750-800
800-850
850—900
850—900
900-950
95о - iooo
щ
S
h
« В
24—зо
24—зо
24-3°
28-32
28—32
ЗО-34
ЗО-34
looo—ноо 32 —36
IIOO—I2OO
33 -4°
аметр э
ода в м
5
5
5
6
6
6
6
6
6
eg"
35
з°
28
24
20
16
14
12
ю
Разделка кромок
\ Без разделки
1 Угол разделки 15°,
/ притупление 6 мм
\ Угол разделки 30°,
\ притупление
i 10 мм
Таблица 71
Режим сварки угловых швов
Толщина
листов в мм
6
8
ю
12 и более
8
IO
12 и более
о
2 и более
2 , „
4 » «
6 „
8 „ "„
ц
ет шва в
се
6X6
6X6
6X6
6X6
8X8
8X8
8X8
юХю
ю X 1°
12 X 12
14 X 14
l6 X !б
i8X 18
20 х 2о
а тока в
s
и
450-500
550-600
700 - 75°
750-800
55о-6оо
7оо- 75°
75O- 8оо
700—750
750-800
750-800
850—900
850—000
800—850
800-850
s
>.
[ряжение
СО 03
X СО
24 - 26
24 -26
24 — 26
26-ЗО
аб-зо
26-30
26-30
аб-зо
26- ЗО
28—32
ЗО-34
Зо—34
ЗО-34
ЗО-34
•
метр эле:
да в мм
я °
4
5
5
5
5
5
5
5
5
5
6
6
6
6
s
с
рость ев;
/час
Зо
35
4о
5о
24
Зо
35
2О
25
2О
16
2О
l8
l6
03
¦¦v
О
ч
ичество с
о
I
I
I
I
i
I
I
I
I
I
I
2
2
2
Таблица 72
Режим однослойной сварки по присадочной
проволоке
ваш л
н|
iC в
14X14
18X18
20X20
л; 9
s S Ч
Ч с в
8
ю
ю.
ю
тока
О в
800-850
800—850
800-850
8оо 850
яжени
в в
X ч
32-Зб
32-36
32 Зб
32—36
?|1
s 5 «=?
«Jos
Я с- О.
ЦЯСп
5
5
5
5
is?
§^
* и
25
20
16
12
Конструкция сварных соед шений
Применяемые при автоматической сварке
конструктивные формы швов указаны в схеме
на фиг. 121.
ГЛ. IV)
ДУГОВАЯ ЭЛЕКТРОСВАРКА
337
При проектировании сварных соединений
сечение швов можно принимать для автома-
листа должна быть в 1,5—2 раза более тол-
щины верхнего листа во избежание стекания
тической сварки на 20—30% меньше, чем при жидкого металла (фиг. 122, а); 2) в угловых со-
единениях двух листов край одного листа сле-
дует накладывать на другой (фиг. 122, б) во из-
бежание прожогов и протёков.
В угловых соединениях двух ли-
стов зазор между листами рас-
полагать горизонтально во избе-
жание протёков жидкого метал-
ла (фиг. 122, б);
3) в случае невоз-
можности сварки
угловых швов „в
лодочку* заменять
ручной, так как при сварке автоматом качество
металла шва выше и глубина провара больше.
Прерывистые (шпоночные)
швы, трудно поддающиеся
автосварке, следует заменять
сплошными швами меньшего
сечения.
Конструкция
швов стыковых
соединений изло-
жена выше. Свар-
Швы, свариваемые
на автомате
ные
соединения
С ЧастиЧ-
НЬ//*
проваром
На под-
кладке
На остаю-
щейся поо-
Кладке
Замковые
Угловые
соединение
Нахлестоя
ные соеди
нения
Тавровые
соединения
\В
нешиие
Фиг. 121. Схема конструктивных форм швов,
выполняемых автоматом.
с угловыми швами необходимо проекти- их стыковыми швами (фиг. 122, г); 4) в пределах
ровать с соблюдением следующего ряда одного узла швы должны быть однотипными,
требований: 1) при соединении двух листов так как наличие в одном узле швов раз-
внахлёстку или втавр ширина свеса нижнего ного типа [например, стыковых и угловых
не рекомендуется 6) Рекомендуется
Не рекомендуется Рекомендуется
в)
Стыковой Стыковой
Рекомендуется
Стыковой Чгпобоп
Не рекомендуется
1
Не рекомендуется
J [
Вручную е) Автоматом
Рекомендуется
Фиг, 122. Конструкции сварных соединений с угловыми
швами.
338
ТЕХНОЛОГИЯ СВАРКИ И РЕЗКИ МЕТАЛЛОВ
[РАЗД. Ill
(фиг. 122, д)] снижает производительность свар-
ки; 5) для автосварки внутреннего шва
углового соединения листов под острым углом
необходимо, чтобы внутренний угол между
листами был не менее 60°; 6) в тавровых сое-
динениях двух листов можно заменить два шва,
свариваемых вручную, одним швом при сварке
автоматом (фиг. 122, <?); 7) если один из швов
таврового соединения недоступен для автомата,
следует проектировать его меньшего сечения,
чем другой, являющийся основным (фиг. 122, ж).
Сварочные головки, их назначение
и классификация
Головки для автоматической сварки под
слоем флюса выполняют следующие функции:
1) подвод тока к электродной проволоке, 2) воз-
буждение дуги в начале сварки, 3) подачу элек-
тродной проволоки в зону дуги и поддержание
длины дуги в процессе сварки, 4) корректи-
ровку электрода по шву, 5) правку электрод-
ной проволоки, 6) регулировку вылета элек-
трода, 7) заварку кратера в конце сварки,
8) обрыв дуги в конце сварки.
Критерием для оценки сварочной головки
является её способность автоматически под-
держивать постоянную мощность дуги. Однако
все предложенные до сих пор головки под-
держивают постоянной не мощность дуги, а
напряжение на дуге.
В зависимости от. режима подачи электрод-
ной проволоки в зону дуги и передвижения
дуги вдоль шва головки можно подразделить
на четыре типа (табл. 73).
Таблица 73
Способ передвижения
дуги вдоль шва
Без самохода (передвиже-
ние отдельным мотором) . .
С самоходом (один и тот
же мотор подаёт проволоку
и передвигает головку) . . .
Режим подачи элек-
тродной проволоки
Скорость
подачи
автомати-
чески регу-
лируется
I
II
Скорость
подачи
постоян-
ная
III
IV
Головки I типа имеют переменную авто-
матически регулируемую скорость подачи
электрода. В головках II типа автоматически
регулируется не только скорость подачи, но
и скорость сварки. Общим для всех головок
I и II типов является следующее: все измене-
ния длины дуги преобразовываются в измене-
ния скорости подачи электрода (за счёт из-
менения числа оборотов мотора головки,
импульсной подачи и т. п.). При автоматиче-
ской сварке под слоем флюса из этой группы
головок нашли себе применение головки А-66
Института электросварки и АГЭ-5-2 завода
ЭСМА.
Головки III и IV типов имеют постоянную
скорость подачи электрода. Для головок IV
типа скорость сварки также постоянна. При
случайных отклонениях длины дуги от нор-
мального значения происходит некоторое
перераспределение между энергией, расходу-
емой на плавление флюса и расходуемой на
плавление металла, направленное к восстано-
влению заданного режима. Из головок III и
IV типов наибольшее распространение нашли
головки А-80 и А-100 или УСА Института
электросварки.
В условиях колебания напряжения в сети
на 10—15и/0 (такие колебания характерны для
большинства заводских сетей) при работе
головок I и II типов на всём диапазоне коле-
бания сетевого напряжения неизменным
остаётся количество вспомогательной энергии,
идущей на плавление флюса, и резко меняется
количество основной энергии, расходуемой на
плавление металла, а при работе головок III
и IV типов неизменным остаётся количество
основной энергии, расходуемой на плавление
металла, и резко меняется количество вспо-
могательной энергии, идущей на плавление
флюса.
Качество швов, сваренных под слоем флюса
(сечение шва и глубина провара), зависит от
постоянства количества основной энергии,
поэтому предпочтения заслуживают головки
с постоянной скоростью подачи. Эти головки
значительно проще в изготовлении и в экс-
плоатации.
Для борьбы с колебаниями сетевого напря-
жения, превышающими 10—150/0, рекомен-
дуются следующие меры:
1) поддержание неизменным напряжения
низкой стороны сварочного трансформатора,
что осуществляется за счёт секционирования
первичной или вторичной обмоток (изменение
коэфициента трансформации) или за счёт со-
хранения постоянной величины подводимого
напряжения (потенциал-регулятором); приме-
няется для головок всех типов;
2) перераспределение активной и реактив-
ной мощности в сварочной цепи (практи-
чески осуществляется изменением индук-
тивности дросселя); применяется для головок
всех типов;
3) изменение предварительного разогрева
электрода за счёт изменения вылета элек-
трода за контактные точки мундштука.
Головки с автоматически регулируемой
скоростью подачи электродной проволоки.
Головка А-66 Института электро-
сварки (фиг. 123) двухмоторная; имеет
следующие узлы: а) мотор / постоянного тока
типа УМ-22, мощностью 55 вт и мотор 2 пе-
ременного тока типа CAT, мощностью 80 в/и;
б) диференциальный редуктор 3 с независи-
мым приводом от моторов 1 и 2 с передаточ-
ными числами соответственно 1:37 и 1:50;
в) механизм подачи проболоки, состоящий из
двух ведущих роликов 4 с накатанной поверх-
ностью; прижим роликов осуществляется
специальной пружиной; г) токоподводящий
мундштук 5, состоящий из массивной мед-
ной трубки, прижимаемой к электроду пру-
жинами; контакт возможен по всей длине
трубки (около 180 мм); д) приспособление
ГЛ. IV]
ДУГОВАЯ ЭЛЕКТРОСВАРКА
339
для корректировки электрода поперёк шва;
перемещение электрода при корректировке
Фиг. 123. Общий вид головки
А-66.
производится по дуге круга
на + 30 мм от среднего по-
ложения; е) правильные ро-
лики.
К головке придаются
аппаратный щит и пульт
управления с пусковой и
регулировочной аппаратурой. Электрическая
схема головки дана на фиг. 124.
Питание мотора / осуществляется по схеме
Леонарда от специального генератора посто-
янного тока ДУР/ (динамо, управляющая рабо-
той головки), объединённого с мотором трёх-
фазного тока во вспомогательный моторгене-
раторньй агрегат. Независимая обмотка воз-
буждения генератора питается через ку-
проксные выпрямители НКС-2 от напряже-
ния на дуге. Возбуждение мотора / также
зависит от напряжения на дуге. Такая схема
включения обеспечивает плавное изменение
скорости подачи электродной проволоки в
зависимости от напряжения дуги. Мотор 2 —
асинхронный, с постоянным числом оборотов —
служит для возбуждения дуги в начале сварки
и создания необходимого числа оборотов на
выходном валу диференциала. Контроль за
режимом свгрки осуществляется по ампер-
метру А и вольтметру V.
Режим сварки на головке A-6S необходимо
подбирать при наиболее часто встречающемся
напряжении питающей сети. Сила тока уста-
навливается путём изменения индуктивности
сварочной цепи (дросселем-регулятором) ДР.
Средняя скорость подачи электрода (напря-
жение на дуге) устанавливается реостатом R-1,
включённым в цепь мотора 1. Недостатки
головки А-66: а) неспособность обеспечить
постоянство сечения шва в условиях колеба-
ния сетевого напряжения; б) сложность элек-
тросхемы; в) малое тяговое усилие и г) зна-
чительные габариты и вес C2 кг).
Головка АГЭ-5-2 завода ЭСМА с
автоматически регулируемой скоростью по-
дачи— одномоторная. Имеет следующие узлы:
1) низковольт-
ный мотор по-
стоянного тока
типа ГБТ-454;
2) червячный
редуктор;3) ме-
ханизм для по-
дачи проволо-
ки, состоящий
Фиг. 124. Электросхема головки А-66.
из двух роликов (оба ведущие) конической
формы с насечённой поверхностью и зажатием
эксцентриком; 4) токоподводящий мундштук,
состоящий из двух массивных медных щёток,
связанных между собой пружиной, натяже-
нием которой регулируется величина контакт-
ного давления; 5) шарнирное приспособление
для поперечного перемещения электрода на
+ 20 мм от среднего положения; 6) подъём-
ный винт для установочного перемещения го-
ловки в вертикальном направлении; 7) катушки
для электродной проволоки, на которую пере-
матывается проволока с бухты.
К головке придаются пульт управления и
аппаратный щит, смонтированные в одном
ящике. Контроль за режимом сварки ведётся
по амперметру и вольтметру.
340
ТЕХНОЛОГИЯ СВАРКИ И РЕЗКИ МЕТАЛЛОВ
[РАЗД. II!
Электросхема головки дана на фиг. 125.
Обмотка возбуждения мотора головки ДГ че-
рез выпрямитель ВВ и понижающий транс-
форматор ТВ питается от сети. Якорь мотора
головки имеет две цепи питания. В процессе
сварки якорь питается от напряжения на дуге
через выпрямитель ВЯ и В2Я, понижающий
трансформатор ТД и нормально открытые кон-
такты реле переключения РЯ (катушка реле
ТВ
ния диаметра ведущего ролика скорость подачи
электрода можно менять от 35 до 91,5 м/час
(табл. 74); холостой ролик свободно вращается
на шарикоподшипнике, установленном на экс-
центриковой оси; не- г^/
обходимая сила сце- ^ &
пления между прово- J 1
локой и ведущим ро- I 2206
ликом создаётся пру-
Фиг. 125. Электросхема головки АГЭ-5-2.
подключена на напряжение дуги). Такая схема
включения обеспечивает плавное изменение
числа оборотов мотора, а следовательно, и ско-
рости подачи электрода в зависимости от на-
пряжения на дуге. Если последнее ниже напря-
жения, на которое настроена катушка реле РЯ,
якорь мотора через закрытые контакты реле
переключения питается параллельно с обмот-
кой возбуждения через выпрямитель ВВ и
трансформатор ТВ от сети.
В начале сварки (процесс начинается с
короткого замыкания) напряжение на дуге
равно-нулю. Реле переключения РЯ не сраба-
тывает fi. мотор, питаясь по второй цепи, от-
тягивает проволоку вверх. Возникает дуга,
реле переключает якорь на питание по цепи
первой, мотор реверсирует и начинает пода-
вать проволоку в зону дуги со скоростью,
зависящей от напряжения дуги. При укорачи-
вании дуги до значения ниже того, на которое
настроена катушка реле переключения, отклю-
чается реле, мотор реверсирует и растягивает
дугу до заданного при настройке значения,
после чего снова начинается подача электрода
вниз.
Подбор заданного режима сварки на го-
ловке АГЭ-5-2 ведётся установкой дросселем-
регулятором нужной силы тока. Средняя
скорость подачи электрода (напряжение дуги)
устанавливается переключением ступеней
трансформатора дуги ТД.
Недостатки головки АГЭ-5-2: 1) неспособ-
ность головки обеспечить постоянство задан-
ного сечения шва в условиях колебания сете-
вого напряжения; 2) малое тяговое усилие
головки; 3) недостаточная величина попереч-
ной корректировки электрода.
Головки с постоянной скоростью подачи
электродной проволоки. Головка А-80 И н-
ститута электросварки (фиг. 126) —
одномоторная. Состоит из узлов: 1) элек-
тромотора / трёхфазного тока типа МАГ, мощ-
ностью 100 em, 380 220 в, 1500оборотов; 2) ре-
дуктора 2 с одной червячной и одной цилиндри-
ческой парой, с общим передаточным числом
1:240; 3) механизма для подачи проволоки 3, со-
стоящего из двух роликов, ведущего и холосто-
го; для увеличения сцепления на ведущем роли-
асе сделана клиновидная канавка; засчётизмене-
жиной, прижимающей холостой ролик; 4) токо-
подводящего мундштука 4, состоящего из
подвижной и неподвижной планок, связанных
Фиг. 126. Общий вид головки А-80.
между собой пружиной; на концах планок
болтами крепятся сменные контактные ролики
'< Таблица 74
ружный диа-
тр ролика в мм
35
38
42
46
5°
55
Скорость по-
дачи электрода
в м'час для
проволоки
5 мм
35.°
38,4
43,о
47-5
52-°
57.5
6 мм
36,6
4О,2
46,0
48,3
53-8
59.5
ружный диа-
тр ролика в мм
X 3
6о
67
7°
75
8о
85
Скорость по-
дачи электрода
в м/час для
проволоки
5 мм
бз.о
69,0
74,5
8о,2
8б,о
9L5
6 мм
65,1
70,8
76,8
82,1
87.6
93.4
ГЛ. IV]
ДУГОВАЯ ЭЛЕКТРОСВАРКА
.34.1
(медные или из специальной бронзы), имеющие
клиновидные канавки, в которые входит элек-
тродная проволока; величина контактного
давления регулируется натяжениеvi пружины;
5) супорта 5, предназначенного для корректи-
ровки оси электрода поперёк шва на it 50 мм
от среднего положения; Ь) подъёмного винто-
вого механизма 6, обеспечивающего вертикаль-
ное перемещение головки в пределах 150 мм.
К головке придаётся пульт управления
с пусковыми кнопками.
Электросхема головки дана на фиг. 127.
В процессе сварки подача электродной про-
волоки производится с постоянной скоростью.
Работа схемы осуществляется следующим
ной проволоки и силе сварочного тока (по
табл. 68 и 74) и б) заданное напряжение на
дуге устанавливается за счёт изменения ин-
дуктивного сопротивления в цепи (дросселем),
причём силу тока уменьшают, если дуга слиш-
ком длинная, и увеличивают, если дуга излишне
коротка (частые примерзания, узкий валик).
При сварке на низком напряжении холостого
хода подбор режима ведётся так: а) скорость
подачи электрода и диаметр подающего ро-
лика подбираются аналогично предыдущему
по табл. 58 и 74 и б) заданное напряжение на
дуге, которое при сварке на низком напряжении
холостого хода равно напряжению низкой сто-
роны трансформатора, устанавливается путём
ЦЦ/vww—° ! F
Фиг.
образом: нажатием кнопки
.Вниз" электрод коротко
замыкается на изделие; при
нажатии кнопки „Пуск" сна-
чала замыкаются её кон-
такты в цепи катушки КТ-.Ч,
а затем контакты (К7М)
в цепи мотора Мг, кото-
рый подтягивает проволоку
кверху и возбуждает дугу;
сварщик отпускает кнопку
„Пуск", и она возвращается в исходное положе-
ние, мотор реверсирует и подаёт проволоку в
зону сварки; при окончании сварки нажатием
кнопки „Стоп 1" мотор Мг останавливается,
подача проволоки прекращается, и дуга удли-
няется до естественного обрыва. В это время
происходит заварка кратера; нажатием кнопки
„Стоп 2" вся схема выключается. Контроль за
режимом сварки осуществляется по вольт-
метру и амперметру.
Подбор режима сварки необхо-
димо вести при наиболее часто встречающемся
и длительно сущес!вующем напряжении в сети
и при вылете электрода в 60 мм.
При высоком напряжении холостого хода
трансформатора режим устанавливается сле-
дующим образом: а) подбирается скорость1 по-
дачи электрода и необходимый диаметр подаю-
щего ролика по заданному диаметру электрод-
127. Электросхема
головки А-80.
включения той или иной ступени
первичной обмотки.
Недостатки головки А - 80:
1) трудность изменения вылета
электрода на ходу и 2) отдалённость
бухты с электродной проволокой
от подающего механизма головки.
Унифицированный сва-
рочный* автомат УСА И н-
ститута электросварки
(фиг. 128)—одномоторный. Выпу-
скается самоходного и несамоходного типа.
Самоходный тип имеет следующие узлы:
1) электромотор переменного тока типа МАГ
мощностью 100 em, 380/220 в, 1500 оборотов;
2) двухступенчатый редуктор; 3) механизм для
подачи электродной проволоки (как и у А-80).
Скорость подачи можно менять за счёт смен-
ных подающих роликов и ступеней редуктора
(табл. 75); 4) ходовое приспособление, которое
действует от электропривода, подающего про-
волоку (ходовое приспособление в несамоход-
ном варианте заменяется шарнирной подве-
ской); выполнено по типу трёхколёсной вело-
сипедной тележки, движущейся по двум рель-
сам, расположенным в вертикальной плоско-
сти; два ведущих бегунк,1 движутся по ниж-
нему рельсу, а третий холостой — по верх-
нему; за счёт сменных шестерён ходового
механизма скорость сварки можно менять от
342
ТЕХНОЛОГИЯ СВАРКИ И РЕЗКИ МЕТАЛЛОВ
[РАЗД. IU
Таблица 75
Таблица 76
s 5
i диа
эолиь
2 О
|l
.2 о)
X, со
35
42
5°
бо
7°
CKOpOCTl
I ступень
подачи электродной проволоки
в м/час
редуктора
-
для проволоки
5 мм
21,0
2б,О
3Lо
37-5
44.°
6 мм
22,0
27,о
32,°
38,5
45-°
II ступень
редуктора
для проволоки
5 мм
53.°
°4.°
77-5
94.°
по,о
6 мм
55.°
67,0
8о,о
9°.5
И7,о
?
:вар
|2
рос
/час
° =5
и о
i6
22
29.5
38
Сменные
шестерни
Веду-
щая
3
4
5
7
<з
oS
Ч J3
3* СО
22
28
34
4°
Ведо-
мая
15
14
13
II
к
О <и
Ч -0
о \О
к >>
Т со
78
72
66
бо
S
о*
а
н
h
0 5
U Ч
49
57
7°
85
98
Сменные
шестерни
Веду-
щая
«Of
8
9
ю
и
13
з
со
О 0>
ч л
ою
3" со
45
5°
55
бо
62
Ведо-
мая
ю
9
8
7
6
О VO
s >,
55
5°
45
40
38
' ///У/////////////////////, '///////
к
Фиг. 128. Общий вид унифицированного сварочного аппарата УСА.
10 до 98 м/час (табл. 76); 5) пятикнопочный
пульт управления смонтирован в корпусе го-
ловки; 6) мундштук для подвода тока, положе-
ние которого можно регулировать по высоте
на 200 мм и по горизонтали на ±\00мм;
мундштук может свободно качаться поперёк
шва вокруг горизонтального шарнира, причём
конец электрода перемещается на + 35 мм
поперёк шва; качание мундштука осуще-
ствляется от копирного устройства; конструк-
ция токоведущих частей мундштука выпол-
нена по типу мундштука А-80; 7) державка
для электродной проволоки, расположенная на
самой головке; бухта охватывает всю головку
и бункер; сматывание проволоки происходит
изнутри; 8) флюсовая система состоит из бун-
кера сепаратора, всасывающей и ссыпной труб;
допускает одновременный отсос и подачу
ГЛ. IV]
ДУГОВАЯ ЭЛЕКТРОСВАРКА
343
флюса; полезный объём бункера 13 л, доста-
точный для сварки 17 пог. м шва сечением
8X8 мм.
Конструкция головки предусматривает
возможность изменения вылета электрода от
50 до 150 мм без изменения количества флюса
подаваемого в зону сварки.
Электросхема головки самоходного типа
аналогична схеме, приведённой на фиг. 127.
Флюсовая аппаратура
Флюсовая аппаратура служит для одно-
временной подачи флюса в зону сварки и для
отсоса неиспользованного флюса в бункер.
Часть флюса переплавляется в процессе сварки,
образуя шлаковую корку, удаляемую со
шва после сварки;
~i другая часть, со-
' здавая защитный
слой, не претерпе-
вает никаких изме-
нений и за дугой от-
сасывается обрат-
но в бункер. Для
средних режимов
сварки флюс, иду-
щий на образова-
ние шлаковой кор-
ки, составляет де-
сятую часть коли-
чества флюса, со-
здающего защит-
ный и формовоч-
ный слой.
Флюсовая аппа-
ратура (фиг. 129)
состоит из бунке-
ра /, ссыпной 2
и отсасывающей 3
труб. Наибольшее
применение
нашли бункеры,
работающие сжа-
тым воздухом от
заводской сети.
По принципу
действия различа-
ют бункеры всасы-
вающей, нагнета-
тельной и смешан-
ной систем.
Бункеры вса-
сывающей си-
стемы (фиг. 129) имеют следующие недостатки:
ненадёжность одновременной ссыпки и отсоса
флюса вследствие зависания флюса в ссып-
ной трубе и большой расход воздуха (табл. 77).
Зависание флюса можно устранить устрой-
Таблица 77
Фиг. 129. Бункер всасывающей
системы.
Тип бункера
Всасывающий, модель 1942 г.
Всасывающий, модель Урал-
маша
•Смешанной системы, модель
1944 г
ством бункера двухкамерным, но при этом
полезный объём бункера уменьшается в 2 раза.
Бункеры нагнетательной си-
стемы не нашли широкого применения, так
как в них происходят интенсивное дробление
флюса и значительный унос размельчённых
(пылевидных) частиц.
Бункер смешанной системы
(фиг. 130) имеет следующие преимущества:
надёжность одновременной ссыпки и отсоса
флюса и малый расход воздуха (табл. 77).
JPl/ЛЫЛр
Сьемнае кольцо
фильтра
Фиг. 130. Бункер смешанной системы.
Бункеры обычно устанавливаются на не-
сущих конструкциях. Подача флюса к головке
осуществляется гибкими резиновыми шланга-
ми. R головке УСА Института электросварки
бункер представляет одно целое с головкой.
В лёгких переносных
головках и тракторах
отсос флюса не преду-
сматривается и огра-
ничиваются устрой-
ством воронки, в ко-
торую засыпают флюс
(фиг. 131).
В заводских сетях
сжатый воздух обычно
содержит воду, поэто-
му перед вводом воз-
духа в бункер его
нужно осушить. Дей-
ствие осушителя осно-
вано на расширении
сжатого воздуха при
выходе из трубчатого
колена в цилиндре
увеличенного сече-
ния, вследствие чего
имеющаяся в нём
Фиг. 131. Воронка-питатель.
344
ТЕХНОЛОГИЯ СВАРКИ И РЕЗКИ МЕТАЛЛОВ
[РАЗД. Ill
влага выделяется в виде капель и накопив-
шаяся вода спускается через кран осуши-
теля.
Способы питания дуги сварочным током
При автоматической сварке под слоем флюса
применяют три способа питания сварочной
дуги переменным током *.
Первый способ — при напряжении хо-
лостого хода трансформатора 65—70 в и зна-
чительном индуктивном сопротивлении свароч-
ной цепи. Этот способ, не отличаясь от спо-
соба питания дуги при ручной сварке, имеет
низкий коэфициент мощности (cos <р = 0,35 —
0,5) и требует применения трансформаторов и
отдельных дросселей. При работе головки в
условиях колебания сетевого напряжения по-
лучаются значительные изменения режима
сварки, а следовательно, и качества швов.
Подбор заданного режима ведётся путём из-
менения индуктивности сварочной цепи дрос-
селем и установлением заданной скорости по-
дачи электрода (изменением числа оборотов
мотора, импульсной подачей электрода, изме-
нением диаметра подающих роликов). Первый
способ нашел широкое применение и может
быть назван сваркой на высоком напряжении
холостого хода трансформатора.
Второй способ — при напряжении низ-
кой стороны сварочного трансформатора, прак-
тически почти равном напряжению на дуге без
отдельного индуктивного сопротивления в сва-
рочной цепи. Отличаясь высоким коэфициен-
том мощности cos ср. приближающимся к еди-
нице, второй способ требует наличия только
одного трансформатора. Колебания сетевого
напряжения сказываются в меньшей степени,
чем при сварке по первому способу. Подбор
заданного режима сварки ведётся путём уста-
новления заданного напряжения на дуге и
скорости подачи электродной проволоки. При
сварке на низком напряжении холостого хода
трансформатора качественные швы получаются
только при определённых условиях (при огра-
ниченных режимах сварки, при качественной
сборке и пр.), поэтому этот способ применим
не для всех видов швов. Второй способ можно
назвать сваркой на низком напряжении холо-
стого хода трансформатора.
Третий способ — при напряжении
холостого хода сварочного трансформатора
i/хх, превосходящем напряжение дуги Ud
в 1,4—1,6 раза. Каждому напряжению дуги Ud
соответствует своё напряжение холостого
хода трансформатора ?/хх. Коэфлциент мощ-
ности cos <p при третьем способе равен
0,65—0,75. Применяется специальный трансфор-
матор с повышенной собственной индуктив-
ностью и обычные трансформаторы. Режим
сварки при этом способе наиболее устойчив и
позволяет варить при напряжении дуги 18—
45 в, а случайные изменения длины дуги в
процессе сварки в значительно меньшей сте-
пени отражаются на мощности дуги, чем при
первых двух способах. Подбор режима сво-
дится к установлению заданного напряжения
¦ Способы питания дуги постоянным током не при-
водятся, так как они малоэкономичны, требуют слож-
ного оборудования и для сварки под слоем флюса
в СССР не применяются.
холостого хода сварочного трансформатора и
скорости подачи электродной проволоки. Тре-
тий способ обеспечивает высокое качество шва
в широком диапазоне режимов при всех видах
соедине >ий и швов. Этот способ называют
сваркой на среднем напряжении холостого
хода трансформатора.
Из всех перечисленных способов питания ду-
ги предпочтение заслуживает сварка на среднем
напряжении холостого хода трансформатора
при гт—= 1.4 -г- 1,6. Третий способ имеет сле-
дующие преимущества: 1) дуга возбуждается
и горит устойчиво при всех режимах сварки
вне зависимости от массы деталей и качества
сборки; 2) высокий коэфициент мощности
cos ср = 0,65 —¦ 0,75; 3) колебания сетевого на-
пряжения сказываются на качестве швов в
меньшей мере, чем при сварке с высоким на-
пряжением холостого хода трансформатора;
4) оборудование и подбор режима отличаются
простотой.
Питание дуги и станка сварочным и мо-
торным током и управление работой автосва-
рочных установок осуществляются специаль-
ным электрооборудованием, состоящим из
пусковой и регулировочной аппаратуры, кон-
трольно-измерительной аппаратуры и аппара-
туры пункта питания.
Пусковая, регулировочная и контрольно
измерительная аппаратура
Пусковая, регулировочная и контрольно-
измерительная аппаратура выполняет следую-
щие функции: а) управляет работой головки и
станка; б) блокирует работу головки и станка;
в) осуществляет контроль за режимом
сварки.
Пусковая и регулировочная аппаратура
монтируется обычно в пультах управления
у рабочего места сварщика. Так, например,
в последних головках Института электросварки
пятикнопочный пульт управления встраивается
в корпус головки (фиг. 128). Остальная аппа-
ратура монтируется в аппаратных ящиках,
располагаемых на подвижной или неподвиж-
ной части станка.
В головках с автоматически регулируемой
скоростью подачи электрода применяется
разнообразная пусковая и регулировочная
аппаратура. В головках с постоянной ско-
ростью подачи электродной проволоки пуско-
вая и регулировочная аппаратура значитель-
но проще благодаря замене контакторных
схем управления бесконтакторными кнопоч-
ными схемами управления. Так, например,
управление самоходной головкой УСА осу-
ществляется при помощи простейшей пяти-
кнопочной схемы (фиг. 128). Аппаратура со-
стоит из кнопок, линейных контакторов и
магнитных пускателей, реверсных переклю-
чателей и тормозных магнитов.
Контрольно-измерительная аппаратура со-
стоит из амперметра, включаемого в свароч-
ную цепь через трансформатор тока 750/5,
1000/5 или 1500/5 и и вольтметра от 0 до 70 б,
который включается на напряжение дуги.
Экспериментально установлено, что при
колебании сетевого напряжения: а) у голо-
вок с постоянной скоростью подачи сила тока
практически не изменяется; б) у головок
ГЛ. IV]
ДУГОВАЯ ЭЛЕКТРОСВАРКА
345
с автоматически регулируемой скоростью по-
дачи сила тока в процессе сварки резко из-
меняется, поэтому амперметр необходим для
контроля за режимом сварки при колебаниях
сетевого напряжения. При головках с по-
стоянной скоростью подачи амперметр при-
меняется для контроля при настройке авто-
мата и при переходе на электродную про-
волоку другой марки или диаметра.
Амперметр и вольтметр устанавливаются
у рабочего места сварщика так, чтобы по-
следний в процессе сварки мог следить за
показаниями приборов.
Аппаратура пункта питания
При сварке высоким напряжением хо-
лостого хода трансформатора в состав ап-
паратуры пункта питания входят сварочный
трансформатор, дроссель-регулятор и силовой
контактор.
Сварочный трансформатор ти-
па ТС-150-8, выпускаемый заводом „Элек-
трик" специально для сварки под слоем флю-
са с допускаемой нагрузкой при ПКР 60% *
до 1000 а. Изготовляется на одно первичное
напряжение 220, 380 или 500 в, вторичное
напряжение 65 в. Первичная обмотка имеет
изоляцию класса А с противосыростной про-
питкой. Вторичная обмотка выполняется го-
лой медной шиной. Вес трансформатора 410 кг.
Трансформатор ТС-150-8 может быть заменён
двумя или тремя трансформаторами СТЭ-32
(в зависимости от силы тока), включёнными
на параллельную работу.
Дроссель-регулятор типа РСТЭ-53
служит для получения крутопадающей харак-
теристики трансформатора, создающей усло-
вия для устойчивого горения дуги и плав-
ного регулирования силы сварочного тока.
Имеет сердечник стержневого типа. Ярмо
сердечника разъёмное и одна его часть мо-
жет перемещаться при помощи ходового вин-
та, снабжённого рукояткой. При вращении
рукоятки по часовой стрелке сила тока уве-
личивается, против часовой стрелки — умень-
шается. Вес дросселя 183 кг. При работе на
трансформаторах СТЭ-32 следует применять
дроссели РСТЭ-32 или 23.
Силовой контактор служит для ди-
станционного включения сварочного транс-
форматора. Применяются контакторы КТ-24,
КТ-25, КТ-34 (с напряжением на 220 или
380 в) и однополюсный контактор КС-300 кон-
струкции Института электросварки. В зависи-
мости от принятой электросхемы управления
головкой контактор снабжается различным
числом нормально открытых и закрытых блок-
контактов. Подвод напряжения к силовым
ножам контактора осуществляется через авто-
матический выключатель с максимальной за-
щитой или через трубчатые предохранители
типа SPO.
При сварке на низком напряжении хо-
лостого хода трансформатора (без дроссе-
ля) в пункт питания входят сварочный транс-
форматор и силовой контактор. Для сварки
могут быть использованы трансформаторы
ТС-150-8 и СТЭ-32. Трансформатор ТС-150-8
подключается следующим образом: средняя
точка вторичной обмотки трансформатора
подключена к изделию, а один из её кон-
цов — к мундштуку головки; первичная об-
мотка сварочного трансформатора секциони-
руется с таким расчётом, чтобы вторичное
напряжение менялось через каждые 2—3 а.
При сварке на низком напряжении хо-
лостого хода вторичная обмотка трансфор-
матора СТЭ-32 соединена параллельно, одна
из катушек первичной обмотки секциони-
руется при напряжении сети 380 в согласно
табл. 78. Силовой контактор применяется тот
же, что и при сварке с дросселем.
Таблица 78
>>«
и щ
° X
? с
I
2
3
4
Число витков
первичной
обмотки
IO2
95
8д
83
Напряжение
низкой
стороны в 8
28,О
Зо,5
32,5
35-5
Первичный
ток в а
i6
i8
21
31
* ПКР означает повторно-кратковременный режим
работы, выражающийся в процентах как отношение
времени горения дуги к времени работы аппарата при
Б-минутном цикле.
При сварке на среднем напряжении хо-
лостого хода трансформатора в состав
пункта питания входят сварочный трансфор-
матор и силовой контактор. Трансформатор
для сварки на максимуме мощности при всех
режимах должен сохранять неизменным гУГ=
= 1,4 -г-1,6 (соотношение между напряжением
холостого хода трансформатора и напряже-
нием дуги см. стр. 344).
Для создания падающей характеристики
трансформатор выполняется с повышенным
магнитным рассеиванием. С этой целью обмотки
высокого и низкого напряжений располагаются
на разных стержнях магнитной системы транс-
форматора. Трансформаторы рассчитаны на
первичное напряжение 380 в. Изменение вто-
ричного напряжения осуществляется секцио-
нированием вторичной обмотки.
АВТОМАТИЧЕСКАЯ СВАРКА МЕТАЛЛИЧЕСКИМ
ЭЛЕКТРОДОМ ОТКРЫТОЙ ДУГОЙ
Основы и значение метода
Схема процесса изображена на фиг. 132.
Дуга горит между основным металлом и элек-
тродной проволокой, которая по мере сгора-
ния подаётся в зону дуги. По мере отложения
шва дуга передвигается вдоль детали. Для пи-
тания дуги можно пользоваться постоянным
или переменным током.
Преимущества автосварки открытой дугой
металлически .1 электродом: 1) повышение про-
изводительности в 1,5—2 раза по сравнению
с ручной сваркой, что достигается за счёт
некоторого увеличения силы тока и механи-
зации основных операций; 2) повышение ка-
чества и однородности шва; 3) экономия
электродной проволоки (нет потерь на
огарки).
346
ТЕХНОЛОГИЯ СВАРКИ И РЕЗКИ МЕТАЛЛОВ
[РАЗД. III
Автоматическая сварка металлическим
электродом открытой дугой не нашла широ-
кого применения на заводах СССР из-за не-
значительного повышения производительности
и должна была уступить место более произво-
дительному методу — скоростной сварке под
•Фиг. 132. Схема процесса сварки открытой дугой.
слоем флюса. В настоящее время автоматиче-
скую сварку открытой дугой следует применять
лишь в случаях, когда затруднена или невоз-
можна сварка под слоем флюса, а именно:
при сварке деталей из тонкого материала до
4 мм и при сварке швов, на которых не удер-
живается флюс (например, при сварке круговых
швов малого диаметра до 100 мм и швов, рас-
положенных на краю тонкого листа или
в вертикальной плоскости).
Автоматической сваркой открытой дугой
можно производить наплавочные работы,
сварку стыковых и угловых швов.
Электродная проволока
При автоматической сварке открытой дугой
в качестве электродной проволоки исполь-
зуются обычная голая малоуглеродистая про-
волока (для наплавочных работ на постоянном
токе), проволока со стаби-
лизирующей обмазкой и
крестовая проволока с каче-
ственной обмазкой.
Стабилизирующая обмаз-
ка при сварке на постоян-
ном токе набивается в че-
тыре мелких желобка, про-
^ резанных в проволоке (фиг.
Фиг. 133. Эле&род 133). Вес обмазки составляет
С° шеТЙКГ 0,3-0,5%от веса проволоки.
В качестве стабилизирую-
щей применяется титановая обмазка состава:
двуокись титана — 800J0, перекись марганца —
15% и мел — 5%. Обмазка замешивается на
водном растворе жидкого
стекла. Для увеличения вяз-
кости добавляют техниче-
ский желатин в количестве
4 г на 1 кг обмазки.
Крестовая проволока с
качественной обмазкой
(фиг. 134) пригодна для свар-
ки на переменном и посто- фиг 134. крестовая
ннном токе. Обй.азка запрес- проволока с каче-
СОВЫВаетСЯ В ПрОВОЛОКу Кре- ственной обмазкой.
стовэго сечения, получен-
ного путём горячей прокатки. Вес обмазки
составляет 15—20% от веса электрода. Состав
об. азок тот же, что и для ручной сварки. Для
повышения прочности и эластичн^ти обмаз-
ки и во избежание выкрашивания ее при сма-
О
тывании проволоки с бухты стандартного диа-
метра E00 мм) в обмазку вводится глицерин.
Эксплоатационные данные крестовой электрод-
ной проволоки с обмазкой АН-4:
Сила тока з°° «
Коэфициент расплавления 9-3 2Ja-4
Коэфициент наплавки 6,98 г/а-ч
Производительность 2,09 кг/час
Потери на угар и разбрызгивание . . 25%
Механические показатели швов, выполнен-
ных крестовой проволокой с обмазкой АН-4:
предел прочности 43—46 кг/мм2; относитель-
ное удлинение 18—20%; ударная вязкость й—
10 кгм/см^.
Качество швов, выполненных крестовой
проволокой, отвечает требованиям, предъ-
являемым к сосудам первого класса. Расход
обмазанной крестовой проволоки в зависимо-
сти от силы тока выражается следующими
данными:
Сила тока в а . гоо 225 250 275 3°° 325 35°
Расход обмазанной крестовой
проволоки в кг/нас i,g 2,1 2,3 2,6 2,8 3.0 3-а
Техника и режимы сварки
Сборка и подготовка деталей
под сварку. При автоматической сварке,
предъявляющей повышенные требования
к качеству подготовки и сборки деталей, не-
обходимо соблюдение следующего: а) откло-
нение кромок от прямой линии не более
2^0,5 мм; б) отклонение от заданного угла
разделки кромок не выше -f- 3° (в зависимости
от толщины листов угол разделки от 60 до
70°j; в) параллельность граней (с отклонением
от прямой не более ^ 0,5 мм) листов, собран-
ных под сварку; г) плотная пригонка к вер-
шине угла остающихся подкладок для сварки
стыков; д) сборочные прихватки должны быть
минимального сечения и отстоять друг от
друга на равных расстояниях (электроды
с меловой обмазкой не годятся для прихваток);
е) ширина зазоров должна находиться в пре-
делах до 1 мм для сварки тавровых соеди-
нений, до 0,5 мм — для сварки без подкладки
листов до 3 мм толщины и до 3 мм—для
сварки стыков на остающейся или медной
подкладке.
Наплавочные работы могут выполняться
голой и обмазанной электродной проволокой.
Рекомендуемые режимы для наплавочных
работ:
Диаметр электродной проволоки . . 4—5 мм
Сила тока для 1-го слоя 3°°—35° а
Сила тока для последующих слоев . 250 a
Скорость сварки ю—15 м\час
Колебательные движения даются концу
электрода, если толщина слоя не превышает
2—2,5 мм.
Сварка стыковых швов произво-
дится следующими способами: на остающейся
подкладке, на медной подкладке, с предвари-
тельной или последующей подваркой вершины
угла, двусторонней сваркой на автомате.
При сварке стыковых швов необходимо,
чтобы: а) последующий слой перекрывал
предыдущий и захватывал кромки соединения;
б) при наложении первого слоя дуга правильно
располагалась по отношению к свариваемым
кромкам; в) первый слой накладывался элек-
ГЛ. IV]
ДУГОВАЯ ЭЛЕКТРОСВАРКА
347
трэдом меньшего диаметра; г) при наложении
последних слоев металл шва перекрывал
кромки с некоторым запасом во избежание
углублений между отдельными слоями; д) при
наложении многослойного шва применялись
колебательные движения; е) валик не накла-
дывался по середине широкой разделки во
избежание образования по обеим сторонам
валика узких щелей, трудно перекрываемых
последующим слоем (фиг. 151); ж) при много-
Щела
Фиг. 135. Порядок наложения слоев.
слойной сварке тщательно очи-
щался от шлака предыдущий слой.
Рекомендуемые режимы для
сварки стыковых швов:
Диаметр электрода 4—5 мм
Сила тока 270—35° a
Амплитуда колебаний о—5
Угол разделки о—6о°
Скорость сварки 8—15 м/час
Сварка угловых швов отличается
особенностью, которая заключается в несим-
метричности кромок в отношении отвода тепла,
угловой шов может располагаться далеко от
края одного листа и близко от края другого
листа (фиг. 136, а, б). При сварке угловых
5)
Фиг. 136. Угловые швы ¦ в тавровом
и нахлёсточном соединениях.
швов один из катетов располагается в верти-
кальной плоскости, что ухудшает условия
формирования валика, поэтому сварку надо
производить в положении лодочки (фиг. 115).
Сварка наклонным электродом даёт хорошие
результаты только при малых сечениях швов —
до8Х8лл (фиг. 115).
При сварке угловых швов необходимо,
чтобы: а) при сечении до 8 X 8 мм швы вы-
полнялись в один слой, а при большем сече-
нии в два и три слоя; б) электрод наклонялся
на угол до 30° к вертикали в сторону движе-
ния, что способствует повышению устойчиво-
сти дуги и правильному отложению металла;
в) сварка наклонным электродом применялась
для тавровых соединений только в случаях,
когда можно допустить подрезы по вертикаль-
ной кромке и для нахлёсточных швов — при
толщине листов до 10 мм; г) при сварке
первого слоя не допускались колебательные
движения электрода во избежание непровара
вершины угла.
Автосварочная аппаратура
Для сварки открытой дугой, кроме головок
А-66 и АГЭ-5-2 (см. стр. 238), некоторое при-
менение нашли головки Дульчевского, ХЭМЗ
и АГЭ-4. Во всех этих головках скорость по-
дачи электродной проволоки автоматически
меняется в процессе сварки в зависимости
от напряжения дуги.
По способу автоматического регулирования
длины дуги различают два типа головок.
1) Головки с электромеханиче-
ским регулированием системы
Харьковского электромеханического завода
(ХЭМЗ). Типичная принципиальная схема
Фиг. 137. Электросхема головок с электромеханическим
регулированием.
представлена на флг. 137. При этой схеме
число оборотов двигателя головки остаётся
постоянным. Изменение (ступенчатое) скоро-
сти подачи элек-
тродной проволоки
осуществляется за
счёт отключения
мотора или изме-
нения направления
его вращения.
2)Головкис
эле ктрическим
регулирова-
нием системы
Элин. Типич-
ная принципиаль-
ная схема предста-
влена на фиг. 138.
Число оборотов
двигателя головки
меняется в зависи-
мости от напряже-
ния дуги, чем до-
стигается измене-
ние скорости пода-
чи электрода и ре-
гулировка режима
в процессе сварки.
Головки с по-
стоянной скоростью подачи электродной про-
волоки не применяются при сварке открытой
дугой. Источники сварочного тока те же, что
и при ручной сварке.
АВТОМАТИЧЕСКАЯ СВАРКА УГОЛЬНЫМ
ЭЛЕКТРОДОМ ОТКРЫТОЙ ДУГОЙ
Основы метода
При сварке угольным электродом вольтова
дуга, питаемая постоянным током, горит между
свариваемым изделием и угольным электродом,
Фиг. 138. Электросхема головок
с электрическим регулиро-
ванием.
348
ТЕХНОЛОГИ^ СВАРКИ И РЕЗКИ МЕТАЛЛОВ
[РАЗД. Ill
расплавляя кромки изделия. Эту операцию лег-
ко автоматизировать, чему способствуют сле-
дующие факторы: а) благодаря мощной термо-
электронной эмиссии дуга обладает большой
устойчивостью; б) при обычных условиях длина
дуги находится в пределах 5—15 мм и изме-
нения длины дуги на 2—3 мм не отразятся
на устойчивости горения и на качестве шва
и в) не требуется точной регулировки длины
дуги, так как уголь*ный электрод сгорает ме-
дленно B—3 мм в 1 мин.) и отсутствует про-
цесс переноса металла в дуге.
Угольные автоматы работают спокойно
и при благоприятных условиях один сварщик
может обслуживать две-три установки.
Основной областью применения автомати-
ческой угольной сварки является сварка тон-
кого металла A—2 мм); при этом производи-
тельность может достигать 100 м/час.
Материалы для угольной сварки
Присадочный металл при сварке
угольным электродом можно вводить в виде
проволоки диаметром 3—4 мм, ленты толщи-
ной до 2 мм и шириной до 18 мм и прутков
диаметром 10—12 мм (при сварке встык
листов толщиной более 18—20 мм, когда при-
ходится прибегать к подготовке кромок). При-
садочный металл при угольной сварке не
всегда нужен, и необходимость его зависит от
вида соединений.
Пасты и автогенизаторы служат
для защиты расплавленного металла от дей-
ствия воздуха. Пасты бывают разных составов.
Хорошие результаты даёт паста, изготовлен-
ная следующим образом: к измельчённому
и отмученному полевому шпату добавляют
20% (по весу) ильменита и смесь разводят
на воде с 100/0-ным содержанием жидкого
стекла до густоты масляной краски. Кромки
свариваемых листов покрываются нетолстым
ровным слоем пасты. Сварку можно про-
изводить только после полного высыхания
пасты.
Автогенизатор представляет собой
бумажный шнур диаметром от 3 до 6 ли,
скрученный из бумажной ленты и пропитанный
10%-ным раствором калиево-алюминиевых
квасцов и 2о°/о-ным раствором углекислого ка-
лия (поташ). Для пропитки шнур плотно нама-
тывается в один слой на беличье колесо диа-
метром 0,4—0,5 м и длиной не более 0,8 м. Это
колесо опускается на 1 час в 10%-ный рас-
твор квасцов. После окончательной просушки
на воздухе шнур опрыскивается со всех сто-
рон 25%-ным раствором поташа и затем пере-
матывается на барабан, с которого во время
сварки подаётся в область дуги. Шнур дли-
ной 65 м, диаметром 5 мм весит 1 кг. Расход
бумажного шнура зависит от силы сварочного
тока и составляет от б до 22 м/час. При свар-
ке бортового соединения из листов толщиной
до 2 мм со скоростью 60 м/час расход шнура
составляет 10 см на 1 пог. м шва.
Электроды применяются угольные
или графитовые. Наилучшими угольными элек-
тродами являются электроды Кудиновского
завода марки „Экстра-К". Диаметр угольного
электрода выбирается в зависимости от силы
сварочного тока и должен быть не более
10—12 мм во избежание поломки при нерав-
номерном остывании.
Графитовые электроды во всех отношениях
лучше угольных, но стоимость их выше. При
силе сварочного тока в 400 а и выше без гра-
фитовых электродов обойтись невозможно.
В табл. 79 приведены данные расхода
электродов в зависимости от силы сварочного
тока при сварке с автогенизатором.
Перед употреблением концы электродов
должны быть заточены на конус.
Таблица 79
Тип электрода
Графитовый Москов- (•
ского электродного за- {
вода [
Угольный марки „Эк-
стра-К" Кудиновского за-
вода
Диаметр элек-
трода в мм
8
ю
12
9
Расход электродов
в мм/час при
силах тока в а
200
240
300
3°о
6о
400
Збо
I2O
8о
54°
500
240
I2O
600
1
Способы и режимы сварки разных
соединений
Стыковые соединения. При тол -
щине листов до 2 мм необходимо прибегать
к отбортовке одной или обеих кромок (фиг. 139).
Подкладка
Подкладка
Фиг. 139. Отбортовка стыковых соединений
тонких листов.
Режим для сварки таких соединений без при-
садки с автогенизатором (шнуром) приведён
в табл. 80.
Таблица 80
Толщина
металла
в мм
1,О
i»75
2,0
Сила сварочно-
го тока
в а
8о
i8o
220
Напряжение
дуги
в 8
22
.26
26
Скорость
сварки
в м/час
43
4°
38
Во избежание неравномерности шва зазор
следует делать не больше 1 мм при условии
его неизменности по длине.
При невозможности применить подкладку
ширину отбортованных кромок допускают не
менее трёхкратной толщины листов, и шов
при этом получается высокий и без подварки.
Скорость сварки в этом случае можно по-
высить; напоим ер, при S = 1,65 мм, У— 160—
180 a, v = 60 м/час.
При толщине листов от 3 д.о 8 мм возможна
односторонняя сварка стыкового шва без
ГЛ. IV]
ДУГОВАЯ ЭЛЕКТРОСВАРКА
349
скоса кромок листов, при толщине листов от
9 до 18 мм —двухстооонняя сварка стыкового
шва без скоса кроуок листов, при толщине
листов более 18 мм необходимо уже скашивать
кромки листов.
Свагку стыковых швов без скоса кро-
мок можно выполнять с присадочным метал-
лом или без него. Свайка без присадочного
металла даёт совершенно гладкие швы,
если обеспечить плотное прилегание кро-
мок. В табл. 81 приведены режимы сварки сты-
ковых швов с присадочным металлом.
Таблица 81
Таблица 83
« я
s ч
Эя S-
ч н s
Н S оз
3
5
8
ю
12
3 а
у ° и
я §
^ э* 2
180
22O
25O
Я9О
ЗЗО
С л»
2б
28
3°
.32
34
л
0 и* а
CJ и й
16
14
II
7
4
я
о о4
в Й
w m
С §
н2
Шнур
¦
Расходы приса-
дочного
метал-
ла
в кг/час
о.9
1.4
1.9
1.4
1,2
в г/м
55
IOO
170
2ОО
Зоо
При сварке без присадочного металла сила
тока должна быть несколько понижена или
скорость сварки повышена.
Соединение внахлёстку. Угольной
дугой можно сваривать внахлёстку листы тол-
щиной от 3 до 8 мм. Особое внимание надо
обратить на плотность прилегания листов.
В табл. 82 даны режимы сварки без приса-
дочного металла с автогенизатором для со-
единения внахлёстку.
Таблица 82
Толщина ме-
талла
в мм
2,8
5,°
Сила свароч-
ного тока
в а
зао
З8о
Напряжение
дуги
в в
32
32
Ско-
рость
сварки
в м/час
36
3°
Угловые соединения. На фиг. 140
показаны разные типы угловых соединений,
в) U
Фиг. 140. Типы угловых соединений при угольной
сварке.
котопые можно сваривать угольной дугой.
Режи-ы сварки без присадочного металла
с автогенизато >ом, относящиеся к угловым
соединениям, приведены в табл. 83.
Толщина
металла
в мм
1.5
2,8
4,о
5,°
Сила свароч-
ного тока
в а
13°
240
33°
42O
Напряжение
дуги
в в
2б
28
30
3°
Скорость
сварки
в м/час
43
4i
Зо
25
Тавровое соединение. На фиг. 141
показаны типы тавровых соединений при
угольной сварке. Для соединения по типу б
а)
Фиг. 141. Типы тавровых соединений при угольной сварке.
режимы сварки без присадочного металла
с автогенизатором приведены в табл. 84.
Таблица 84
Толщина
металла
в мм
2,8
6,5
Сила свароч-
ного тока
в а
23O
47°
Напряжение
дуги
8 в
3°
32
Скорость
сварки
в м/час
35
15
Для соединения типа а сила тока и ско-
рость должны быть значительно понижены.
Бортовое соединение. На фиг. 142
изображено бортовое соединение, а в табл. 85
Фиг. 142. Бортовое соединение при уголь-
ной сварке.
даны режимы сварки этого соединения без
присадочного металла с автогенизатором.
Таблица 85
Толщина
металла
в мм
L75
2,8
5»°
Сила свароч-
ного тока
в а
14о
i8o
260
Напряжение
дуги
в в
24
2б
3°
Скорость
сварки
в м[час
6о
4°
32
350
ТЕХНОЛОГИЯ СВАРКИ И РЕЗКИ МЕТАЛЛОВ
[РАЗД. III
Полуавтоматическая головка для сварки
угольным электродом
Большая длина дуги (8—10 мм) и неболь-
шая скорость сгорания угольного электрода
B—3 мм в 1 мин.) позволяют вручную под-
держивать дуговой промежуток, поэтому можно
ограничиться автоматизацией продвижения
дуги вдоль шва. Основным преимуществом та-
кой полуавтоматической сварки является про-
стота головки и невысокая её стоимость.
Полуавтоматическая сварочная головка
(фиг. 143} состоит из трёх цилиндрических
частей /, 2 и 3, соединённых между собой
двумя стяжными
винтами. Верхний
цилиндр / (d =
=82 мм,ft =58 мм)
заключает маточ-
ную гайку 4, охва-
тывающую элек-
трододержатель 5
и пару конических
зубчаток, вращае-
мых рукояткой 6
для подачи уголь-
ного электрода.
Нижний цилиндр 3
{d — 62 h
жительной и третьей щётки сварочного гене-
ратора СМГ-2 и развивает 970 об/мин при
введённом шунтовом реостате. Вал моторчика
соединён муфтой с другим валиком. На этом
Вода
Фиг. 143. Полуавтоматические
головки для угольной сварки.
= 150 мм) за-
ключает в себе
электромагнит
7 для создания
п родол ьного
магнитного поля.
Обмотка 8 элек-
тромагнита имеет
12 витков и вы-
полнена из мед-
ной трубки, по
которой проходят
сварочный ток и
вода, охлаждающая
головку. Сердеч-
ник электромагни-
та выполнен полым
для прохода элек-
трододержателя с
электродом. К ниж-
нему концу сер-
дечника приварен
полый фланец с центральным отверстием 9 с
нарезкой, в которое ввинчиваются сменные
контактные втулки по диаметру электрода.
Все детали нижнего цилиндра выполнены из
латуни и бронзы за исключением сердечника
электромагнита 7. Пространство 10 между
сердечником и наружным цилиндром запол-
нено компаундной массой.
Принципиальная схема включения пред-
ставлена на фиг. 144 Здесь М — моторчик
каретки или станка; Ki — переключатель для
реверса моторчика; #2 — контактор для авто-
матического действия станка при возбуждении
дуги; R — реостат к моторчику и СГ — сва-
рочный генератор. Эта схема остаётся в силе
для любого типа станка.
Механизм для подачи бумаж-
ного шнура. На фиг. 145 представлена
кинематическая схема механизма для подачи
шнура. Моторчик типа УМ-22, переключённый
на шунтовое возбуждение, плтается от поло-
Фиг. 144. Принципиальная схема включения
полуавтоматических головок.
валике сидит кожаное колесико, которое мо-
жет двигаться вдоль валика, но благодаря
шпонке не может вращаться относительно
последнего. Кожаное колесико может вращать
диск 4, образуя фрикционную передачу с пе-
редаточным отношением от 3:1 до 1: 1. На
валу диска 4 сидит эксцентрик 5, при враще-
нии которого приводится в движение рычаг 3.
На рычаге укреплена собачка Г, поворачива-
ющая при одном колебании храповик 1 на 3°.
Вал храповика 6 соединён с валиком одного
из роликов, подающих шнур 7. Передаточное
2=120 2 3 4
Фиг. 145. Кинематическая схема механи-
ческой подачи шнура.
отношение этого механизма может изменяться
от 360 : 1 до 120 : 1. Скорость подачи шнура
составляет от 6 до 22 м/час.
Механизм для подачи присадоч-
ной проволоки. При сварке угольным
электродом присадочный металл или не
ГЛ. IV]
ДУГОВАЯ ЭЛЕКТРОСВАРКА
351
применяется, или же в некоторых случаях
укладывается вручную (например, при прут-
ках диаметром 10—\2мм). Поэтому механизм
для подачи присадочной проволоки устана-
вливается независимо на самостоятельной
консоли и в случае ненадобности уби-
рается.
На фиг. 146 показан механизм для подачи
присадочной проволоки. На крышке неболь-
шой жёсткой коробки установлен вертикаль-
ный моторчик 1 мощностью 55 вт типа УМ-22.
Вал моторчика соединён с валом червяка
редуктора, заключённого в коробку 2. В этой
же коробке находится второй редуктор, не
имеющий связи с первым. Валы а и 4 обоих
зажиму и третьей щётке (напряжение 24 в),
механизм подаёт в 1 час от 0,8 до 2,0 кг при-
садочной проволоки.
Автоматы для сварки угольным электродом
Основная задача автоматической головки
заключается в подаче электрода в зону дуги
и автоматическом регулировании длины дуги
в процессе сварки. Кроме того, головка мо-
жет осуществлять автоматическое зажигание
дуги (головки фирм Линкольн, Элин, Сименс-
Шуккерт и завода „Электрик"), подачу за-
щитного шнура в зону дуги (головки Лин-
кольн, AEG и завод .Электрик") и враще-
Фиг. 146. Механизм для подачи
присадочного металла.
Фиг. 147. Электрокинематическая схема автомата
„Электроник Торнадо".
редукторов параллельны между собой, и концы
их выступают из боковой стенки коробки на-
ружу. Эти концы валов 3 и 4 имеют шпонки,
и связь между ними осуществляется сменными
плоскими коробками, которые заключают в
себе по одной паре зубчатых колёс с различ-
ными передаточными числами. Конец вала 3
червячного колеса второго редуктора высту-
пает на лицевой стороне коробки. На конец
этого вала насажены ролик 5 с накаткой и
зубчатое колесо 6. Второй ролик 7 с колесом
сидит на валу 4. Ролик может свободно вра-
щаться в щеках массивной вилки 8, имеющей
вращение вокруг винта в нижнем её конце.
Верхний конец вилки 8 посредством винта
с накатанной головкой 9 может подаваться
влево, чем осуществляется зажатие прово-
локи между роликами. Для присадочной про-
волоки над роликами имеется направляющая
втулка 10, а под роликами — направляющая
трубка // для подачи проволоки в область дуги.
Механизм может подавать проволоку
диаметром 3—4 мм или ленту сечением
2X18 мм. Подача в 1 час — от 2 до 5 кг
присадочного металла при работе мотора
с напряжением на его зажимах 60 в. При
работе от сварочного агрегата СМГ-2, если
моторчик подключён к положительному
ние электрода около продольной оси (го-
ловки Линкольн, AEG и завода „Элек-
трик").
В конструкциях угольных автоматов нет
такого большого разнообразия, какое наблю-
дается в автоматах для сварки металлическим
электродом. Наиболее распространёнными
являются автоматические головки фирм
Линкольн, AEG, Элин, и завода „Электрик"
и особенно автомат фирмы Линкольн под на-
званием „Электроник Торнадо".
Электрокинематическая схема автомата
„Электроник Торнадо" изображена на фиг. 147.
Регулирование дуги производится электроме-
ханическим путём. Двигагель / с постоянной
скоростью вращает бегунок 2 с закреплённым
на нём электрододержателемо? и электродом 4.
В теле бегунка 2 неподвижно закреплена ось,
на которой посажены звёздочка 5 и зубчатка б",
сцепляющаяся с зубчатой рейкой 7 электрэ-
додержателя. Таким образом при вращении
бегунка 2 вместе с ним поворачивается ось
со звёздочкой 5 и зубчаткой 6.
На пути звёздочки 5 расположены якори
8 к 9 электромагнитов 10 и // так, что
звёздочка при вращении может цепляться
одним зубом за один из этих якорей. В обмотку
электромагнитов ток поступает через якорь 12.
352
ТЕХНОЛОГИЯ СВАРКИ И РЕЗКИ МЕТАЛЛОВ
(РАЗД. III
реле 13, которое подключено через реостат
R\ на напряжение дуги.
Автоматическое регулирование длины дуги
осуществляется следующим образом: при на-
пряжении дуги, достаточном для того, чтобы
обмотка реле 13 могла удерживать якорь
реле 12, последний будет замыкать собой цепь
обмотки электромагнита //; якорь 9 будет
притянут электромагнитом, и звёздочка 5,
цепляясь при вращении за этот якорь, будет
проворачиваться каждый раз на один зуб,
подавая пни этом электрод вниз.
При уменьшении длины дуги напряжение
станет недостаточным для того, чтобы обмотка
реле 13 могла удерживать якорь 12. Тогда под
действием пружины 14 якорь 12 замкнёт собой
цепь электромагнита 10, и последний при-
тянет яко'1Ь 8, а звёздочка 5, цепляясь при
своём вращении за этот якорь, будет прово-
рачиваться, подавая электрод вверх. Дуга бу-
дет удлиняться до тех пор, пока напряжение
на ней станет достаточным, чтобы обмотка
реле 13 могла снова притянуть якорь 12.
Изменение длины дуги может произво-
диться при помощи реостата /?j. Защитный
шнур 15 подаётся в зону дуги при помощи
двух роликов, приводимых в движение от
мотора головки.
СТАНКИ ДЛЯ АВТОМАТИЧЕСКОЙ ДУГОВОЙ
СВАРКИ
Подробное описание и характеристику
станков для автоматической дуговой сварки
см. т. 9. В настоящей главе изложены основ-
ные требования, предъявляемые к станкам
для дуговой автосварки, их классификация и
подвод тока к станкам.
Основные требования, предъявляемые
к станкам для дуговой автосварки
Сварочный станок должен обеспечивать
максимальную производительность, возмож-
ность изменения скорости сварки в зависи-
мости от необходимого режима и удобство
сварочных работ.
Максимальная производительность или ко-
эфициент использования головки достигается
устройством двух или трёх рабочих мест,
обслуживаемых одной и той же головкой.
Головка, пульт управления, вспомогательная
аппаратура и державка для электродной
проволоки должны располагаться в удобном
для обслуживания месте. Необходимо также
предусматривать удобство установочных пере-
мещений головки.
Удобством сварочных работ достигаются
лёгкая укладка и съём изделия краном и
установка и закрепление изделия в выгодном
для сварки положении. Высота свариваемого
шва устанавливается в п еделах 0,6—0,9 м
над уровнем пола. Для сокращения операций
краном рекомендуется сборку и сварку вы-
полнять в одном и том же приспособлении.
Классификация сварочных станков
По своему назначению станки подразде-
ляются на универсальные и специализиро-
ванные.
Универсальные станки пригодны
для сватки разнотипных изделий и швов.
Они применяются при мелкосерийном или ин-
дивидуальном производстве и в тех случаях,
когда при серийном производстве количество
однотипных деталей недостаточно для загрузки
автомата. Типичным представителем универ-
сального станка является станок, снабжённый
АСС* (фиг. 148), представляющий собой
самоходную тележку 1, к которой при помощи
шШШШШШШШШшШШШШт.
План установки
Рабочее местоNt . [,]
6500-
Фиг. 148. Установка с АСС на катучей балке.
вертикальной трубы 2 подвешена вся сварочная
и флюсовая аппаратура 3. Аппаратом АСС
можно сваривать любые швы.
Специализированные станки при-
меняются при массовом выпуске одинаковых
изделий и для перехода на другой тип изделий
требуют значительной переделки. Специали-
зированные станки значительно дешевле и
проще универсальных. Типичным представи-
телем специализированного станка является
станок для сварки балок с самоходной тележ-
кой (фиг. 149).
По признаку движения во время сварки
головки или изделия различают три типа
станков: 1) станки с движущейся головкой /
и неподвижным изделием 2 (фиг. 149); 2) стан-
ки с неподвижной головкой / и движущимся
изделием 2 (фиг. 150) и 3) станки для сварки
продольных и круговых швов цилиндрических
сосудов, снабжённые роликовым стендом для
вращения сосудов. Последние станки отли-
* Аппарат скоростной сварки, разработанный Инсти-
тутом электросварки АН УССР.
ГЛ. IV]
ДУГОВАЯ ЭЛЕКТРОСВАРКА
353
чаются тем, что во время свар-
ки продольных швов движется
сварочная головка, а во время
сварки круговых—движется изде-
лие.
По расположению пути тележ-
ки по отношению к шву разли-
чают станки с центрально подве-
шенной к тележке головкой и стан-
ки с головкой, подвешенной на
консоли. В станках с центрально
подвешенной головкой затруднён
съём детали краном.
Вид по стрелке Я
Фиг. 150. Карусельная установка для башни.
Подвод тока к сварочным станкам
Подвод тока от пункта питания к свароч-
ному станку осуществляется гибкими прово-
дами. Для питания станка сварочным током
необходимо общее сечение проводов от 150
до 300 мм7 (в зависимости от силы тока).
Допускаемая плотность тока 4 а/мм2. Для пи-
тания моторов и цепей управления применяют
провода сечением 2,5 мм2. Провода меньшего
сечения не рекомендуются. Для уменьшения
расхода проводов пункт питания желательно
устанавливать по середине установки.
Если во время сварки станок передвигается
на расстояние до 4—6 м, все гибкие провода
собираются в один многожильный кабель^
свисающий в виде свободной петли, и нижний
конец кабеля подводится к подвижной части
станка, а верхний закрепляется на шпиле, на
кронштейне или просто на стене. Если станок
передвигается на расстояние свыше 6 м, все
провода, подводящие ток, собираются в один
кабель, который в виде гирлянды подвеши-
Фиг. 149. Установка с самоходной тележкой консольного типа.
вается к кошкам, передвигающимся по моно-
рельсу (фиг. 149).
Подвод тока к вращающимся на центрах
изделиям осуществляется при помощи щёток.
При вращении изделия на роликовом стенде
токоподводящий провод можно закреплять
струбциной непосредственно на изделии.
СПОСОБЫ ПОЛУАВТОМАТИЧЕСКОЙ СВАРКИ
Ручная сварка под слоем флюса
Для сварки швов малой длины, сварки в по-
левых условиях и т. п. неудобно применять
автоматическую сварку под слоем флюса. В этих
случаях рекомендуется
ручной способ сварки под
флюсом, разработанный
в Институте электросвар-
ки АН УССР в 1942 г.
Для этой цели сконструи-
рован аппарат АРС
(фиг. 151).
Неизбежные при руч-
ной сварке неравномер-
ности в подаче электро-
да и в скорости сварки
не нарушают устойчиво-
го горения дуги, если
сварка производится без
индуктивности в свароч-
ной цепи. Чтобы нерав-
номерная подача прово-
локи не отражалась на
количестве металла, от-
лагаемого на единицу длины шва, и на снижении
качества шва, в ручном сварочном аппарате
механически сблокированы скорость подачи
проволоки и скорость сварки.
К ручному аппарату предъявляются сле-
дующие требования: простота в изготовлении
и эксплоатации, малый вес и транспортабель-
ность, большое передаточное число привода
и надёжное направление по шву.
Выпущенная модель АРС ещё не является
надёжным производственным аппаратом, и
Институт электросварки занят дальнейшим его
усовершенствованием.
Полуавтоматическая сварка под слоем
флюса длинным гибким электродом
На фиг. 152 изображена схема полуавтома-
тической сварки под слоем флюса. Сварочная
головка А-80 /, подвешенная к монорельсу
цепью 2, подаёт электродную проволоку в гиб-
кий шланг 3, на конце которого находится
354
ТЕХНОЛОГИЯ СВАРКИ И РЕЗКИ МЕТАЛЛОВ
1РАЗД. III
Бухта электрод-
ной про&опоки
до 5 кг
Контакты
-j Привод
125——I
Фиг. 151. Ручной аппарат АРС.
мундштук 4. К мундштуку подводится свароч-
ный кабель 5, подвязанный к поясу сварщика.
Выходящий из мундштука 4 конец электрод-
ной проволоки 6 направляется в зону сварки
изделия 7. При помо-
щи специальной ру-
коятки сварщик дер-
жит в руках конец
шланга и передвигает
дугу вдоль шва. Что-
бы направлять конец
электрода, закрытый
слоем флюса, к мунд-
штуку крепится ука-
затель, конец кото-
рого сварщик ведёт
но линии, начерчен-
ной мелом на изделии
параллельно разделке
шва. Возможен и дру-
гой способ направле-
ния: к мундштуку на
Фиг. 152. Сварка под слоем флюса длинным гибким
электродом.
специальной державке крепится шарикопод-
шипник, который катится по полке уголка,
уложенного параллельно разделке шва.
При отсутствии отдельной индуктивности
в сварочной цепи наилучшие результаты по-
лучаются при сварке на токах от 600 до 800 а
и диаметре электродной проволоки 5 мм. Ре-
комендуемые режимы сварки:
Сила тока в а . . 500—боо 55°—650 боо—7°° 650—800 700—850
Напряжение в в. 24—26 26—28 28—30 з°—32 32—34
Сварка лежачим электродом
Сущность метода сварки лежачим электро-
дом заключается в следующем: в разделку
шва укладывается толстообмазанный электрод
длиной 800—1200 мм, на который кладётся
полоса обёрточной бумаги, а сверх неё медный
брусок, прижимающий электрод к сваривае-
мому изделию; один провод от сварочного
агрегата присоединяется к необмазанному
концу электрода, другой — к свариваемой де-
тали; зажигание дуги производится при по-
мощи угольного или металлического стержня
с торца лежачего электрода; дальнейший про-
цесс сварки происходит автоматически.
За время горения дуги собирается и под-
готовляется следующий узел. При правильной
организации рабочего места один рабочий
может одновременно обслуживать 3—4 свароч-
ных поста.
Электроды покрываются обмазкой типа
ОММ-5 без органики, которую заменяет бу-
мага.
ГЛ. IV]
ДУГОВАЯ ЭЛЕКТРОСВАРКА
355
Медные или комбинированные (стальные
с медной наплавкой по желобку) бруски слу-
жат для замедления плавления верхнего слоя
обмазки электрода, а также для направления
дуги к месту сварки. В процессе сварки бру-
сок сильно нагревается и поверхность желобка
загрязняется копотью и брызгами металла,
поэтому необходимо немедленно после сварки
брусок замачивать в воде. Сила тока выби-
рается в зависимости от диаметра электрода.
Характерные показатели приведены в табл. 86.
Преимущества описанного метода сварки:
а) производительность в 1,5—3,0 раза больше,
чем при ручной сварке; б) оборудование весьма
просто; в) нет необходимости в защите глаз;
г) не требуется вентиляции сварочного места;
д) не требуется высокой квалификации свар-
щика.
Недостатки: а) большое количество вспомо-
гательных операций, выполняемых вручную;
б) периодичность процесса сварки из-за смены
щем из подставки с укреплённым на ней хо-
мутом 3, в котором скользит подвижной шток 4
с закреплённым на нём электродом /. Своим
обмазанным концом электрод опирается на
свариваемую деталь. Дуга возбуждается при
помощи угля. По мере сплавления электрода
подвижной шток 4 опускается и тем самым
автоматически поддерживается дуга с пере-
мещением её вдоль шва.
Угол наклона электрода а всё время
остаётся постоянным, вследствие чего не из-
меняется скорость передвижения дуги вдоль
шва. Этот угол колеблется в пределах 30—45°.
Режим сварочного тока выбирается в зависи-
мости от диаметра электрода:
Диаметр
электрода в мм 5 b 8 ю и
Сила тока
на тбо—180 240—270 300—35° 4°°—45° 7ОО~
Г4
Таблица 86
Тип соединения
Тавровое „в л6*дочку"
11 п. н
11 И 11
1.
Стыковое без скоса
кромок (с обеих сто-
Внахлёстку, снарка
под углом 4СГ ....
со
К S
3 о Ч
Ч со ig
О Ч ^
нет
12
IO
8
6
8
ю
i шва
х ^
4 03
5оо
4<эо
4оо
8оо
4оо
4оо
етр
рода
^ t-< 5*
? к 5
га й) !^
Ч СП П
8
8
6
6
6
8
тока
СО
О и
ЗЗо
34°
2бо
270
240
35°
о
s S- s
<" х С g
К О.ЧИ
3,3о
2,7°
2,25
4.оо
4i7°
2.5
га
Д s- a ¦
"сг х щ сз
9.6
9.7
7.4
8.5
7,8
ГО, 1
1
электрода; в) повышенные требования к ка-
честву электрода, прямолинейность, недопусти-
мость" эксцентричной обмазки и т. д.; г) невоз-
можность варить по прихваткам; д) дефекты
швов в местах смены электродов; е) необеспе-
ченность провара вершины угла шва при боль-
ших диаметрах электрода и ж) затруднитель-
ность многослойной сварки.
Сварка наклонным электродом
I способ. Наклон электрода не изме-
няется во время сварки (фиг. 153). Элек-
Хорошее качество сварного
шва получается только при
надлежащей подготовке дета-
ли под сварку и необходимом
качестве и толщине покрытия
электрода.
II способ. Наклон элек-
трода увеличивается по мере
его расплавления (фиг. 154).
Толстообмазанный электрод 1
одним концом вставляется
в держатель 2, а другим опи-
рается через обмазку на свари-
ваемую деталь 5. Возбуждение
дуги производится так же, как
и в I способе. По мере сгора-
ния электрода дуга переме-
щается и заваривает шов. В зависимости от
диаметра электрода рекомендуется следую-
щий режим сварочного тока:
Диаметр
электрода в мм ... 6 8 ю 12
Сила тока в а . . 250—270 з2°—3^° 44°—4&э 4&°—520
При диаметре 5 — 6 мм длина электрода
принимается не более 700 мм, при диаметре
8 мм длина электрода — до 1500 мм.
Фиг. 154. Сварка на-
клонным электродом
с увеличением угла по
мере расплавления
электрода.
Фиг. 153. Сварка наклонным электродом.
трод 1, покрытый толстым слоем качественной
обмазки, закреплён необмазанным концом
в специальном электрододержателе 2, состоя-
77//////////////////.
Методу сварки наклонным электродом сле-
дует отдать предпочтение по сравнению с ле-
жачим электродом.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. П а т о н Е. О., Скоростная автоматическая сварка
под слоем флюса, Машгиз, М. 1942.
2. П а т о и Б. Е., Сварочные головки и питание их
током, изд. АН УСГР, 1947.
3. Руководство по сварке, изд. завода им. Коминтерна,
1943.
356
ТЕХНОЛОГИЯ СВАРКИ И РЕЗКИ МЕТАЛЛОВ
[РАЗД. III
КОНТАКТНАЯ ЭЛЕКТРОСВАРКА
СТЫКОВАЯ СВАРКА
Сущность процесса и разновидности
стыковой сварки
Стыковой сваркой называется вид контакт-
ной электросварки, при котором сваривание
происходит по всей совмещаемой поверхности
деталей, по всему стыку.
Для осуществления сварки (фиг. 155) де-
тали / с помощью зажимного устройства 2
прижимаются к электродам 3, являющимся
Фиг. 155. Схема стыковой сварки.
разноимёнными полюсами вторичной обмотки 4
трансформатора 6 контактной машины. Замы-
кая с помощью прерывателя тока 7 цепь пер-
вичной обмотки 5 трансформатора, пропускают
через приведённые в соприкосновение детали
большой силы ток. Сопутствующее этому
весьма интенсивное выделение тепла обеспе-
чивает быстрый разогрев свариваемых частей
до температур, близких к температуре плавле-
ния металла.
По достижении требуемого нагрева детали
с помощью осадочного устройства 8 сдавли-
ваются. Совместное действие высокой тем-
пературы и давления обеспечивает сварку
деталей, т. е. устранение поверхности раздела
между ними благодаря образованию общих
кристаллов из материала свариваемых частей.
По способу выполнения стыковая сварка
подразделяется на три основные разновидности:
I) сопротивлением (без искрообразования);
И) непрерывным оплавлением; III) преры-
вистым оплавлением. Особой разновидностью
стыковой сварки оплавлением является удар-
ная или импульсная сварка, характеризу-
ющаяся кратковременностью процесса (малые
доли секунды).
Различие способов заключается в основном
в операциях, производимых после прижима
деталей к электродам и до начала осадки.
Этими операциями являются: а) при сварке
со противлением — сначала сближение и
сдавливание деталей с усилием более 0,2кг/мм'г,
затем включение и пропускание тока при
сохранении сдавливания, т. е. при плотном
контакте; б) при сварке непрерывным
оплавлением — сначала включение тока,
затем приведение деталей в лёгкое сопри-
косновение при очень слабом давлении и
оплавление свариваемых частей на опреде-
лённую длину при непрерывном их сближе-
нии; в) при сварке прерывистым опла-
влением— сначала включение тока, затем
подогрев свариваемых частей путём непре-
рывного или прерывистого пропускания тока
через детали, находящиеся непрерывно или
прерывисто в соприкосновении, и, наконец,
непрерывное оплавление.
Осадка при всех способах производится
обычно частично под током, частично после
выключения тока.
Области применения стыковой сварки
Свариваемые металлы. Стыковой свар-
кой (в том числе и ударной) свариваются
между собой почти все металлы и сплавы,
а именно: а) конструкционные, углеродистые
и специальные стали во всех возможных
сочетаниях, -как, например, углеродистая
с быстрорежущей, быстрорежущая с нержаве-
ющей, хромоникелевая с малоуглеродистой;
б) углеродистые и специальные стали с ков-
ким чугуном, всеми сортами латуней и бронз,
монель-металлом, медью, никелем, сплавами
высокого электрического сопротивления, не-
магнитными сплавами, вольфрамом, молибде-
ном, оловом, свинцом, сурьмой и всеми благо-
родными металлами; в) алюминий с алюминие-
выми сплавами, медью и большинством сортов
латуней и бронз; г) вольфрам с медью и мед-
ными сплавами, а также сплавами высокого
электрического сопротивления; д) никель
с медью, латунями и бронзами.
Свариваемые сечения. Стыковой сваркой
успешно свариваются: а) компактные сечения
(круглые, квадратные и близкие к ним) от 0,1
до 50 000 мм* и более (имеются исключитель-
ные примеры сварки сечений до 300 000 мм2);
б) фасонные сечения (сплошные и полые)
рельсов, зетов, двутавров, уголков, труб и
Фиг. 156. Примеры стыковой сварки.
т. д.; в) сечения, штампованные из тонкого
(8 ^ 0,5 мм) листового металла, как, например,
части кузова, крыльев, дверей, окон автомо-
биля, тонкостенные трубы и т. д. (протяжён-
ность сварного стыка достигает в некоторых
случаях более 2 м); г) детали с замкнутым
контуром: ободья автомобилей и велосипедов,
корпусы генераторов и бочек, звенья цепей,
кольца и т. д.; д) детали с сильно отличаю-
щимися размерами поперечного сечения: при-
варка шпилек к плитам, трубам и т.д.; е) де-
тали, отличающиеся формой поперечного се-
чения: приварка труб к сплошным стержням
и т. д.
На фиг. 156—159 представлены некоторые
узлы и детали, свариваемые стыковой сваркой.
ГЛ. IV]
КОНТАКТНАЯ ЭЛЕКТРОСВАРКА
357
Передний конец
Саепинит. триба Задний Конец
Фиг. 157. Узлы, свариваемые стыковой сваркой: а —кар-
данный вал легковой машины; б —труба карданного вала.
_г\
Разрез
Фиг. 158. Пример'ы стыковой сварки: о —глушитель;
б — обод колеса; в — крыло автомобиля.
Фиг. 159. Сварная облицовочная рамка.
Области применения отдельных спосо-
бов стыковой сварки. Стыковая сварка
сопротивлением рекомендуется при
сварке деталей с чистой, компактной свари-
ваемой пове^хнестью, площадью не более
1000 мм, с открытым (стержни, трубы) и
замкнутым (кольца, звенья цепей, ободья)
контуром из малоуглеродистых сталей в различ-
ных сочетаниях и однородных цветных ме-
таллов. Максимальная величина зазоров между
свариваемыми поверхностями при их перво-
начальном соприкосновении не более 2,5 мм.
Стыковая сварка непрерывным
оплавлением рекомендуется при сварке
деталей: а) с сильно развитым периметром —
листы, детали, штампованные или формован-
ные из тонкого листа (детали кузова, окон,
крыльев автомобиля, корпус газогенератора,
бочки, тонкостенные трубы и т. д.); б) из мало-
углеродистой и аустенитной стали, с компакт-
ной, недостаточно чистой свариваемой поверх-
ностью площадью < 1000 мм2 при максималь-
ной величине зазора между свариваемыми
поверхностями при их первоначальном сопри-
косновении > 2,5 мм; в) из специальных
сталей в различных сочетаниях с площадью
поперечного сечения < 100 мм"*; г) из соче-
таний металлов: медь -{- сталь, латунь + сталь,
алюминий -\- медь, алюминий + латунь и т. д.
Стыковая сварка прерывистым
оплавлением рекомендуется при сварке
деталей: а) из малоуглеродистой стали с ком-
пактной свариваемой поверхностью, площадью
более 1000 мм2', б) из углеродистых (не менее
0,3% С) и специальных сталей с компактным
сечением более 100 мм2; в) во всех случаях,
рекомендованных для сварки непрерывным
оплавлением, когда располагаемая мощность
оборудования недостаточна.
Характеристика стыковой сварки
Прочность. Прочность соединения, обеспе-
чиваемая стыковой сваркой, характеризуется
данными табл. 87.
При сварке разнородных металлов предел
прочности сварного соединения на разрыв
обычно не ниже предела прочности менее ка-
чественного из свариваемых металлов. Проч-
ность соединения деталей, свариваемых в на-
гартованном или закалённо-отпущенном со-
стоянии, равна их прочности в отожжённом
состоянии.
Точность. Эксцентриситет свариваемых
сечений может быть выдержан в пределах:
а) для шлифованных и близких к ним по об-
работке поверхностей при хорошо подобран-
ной и налаженной машине ±0,1 мм и даже
+ 0,05 мм; б) для грубообработанных поверх-
ностей при обычных условиях работы для
0<18 мм до + 0,5 мм, для 018—30 мм
до + 1,0 мм и для 0 свыше 30 мм до ± 1,5 мм.
Стрела прогиба на 100 мм длины свари-
ваемых деталей может быть выдержана в пре-
делах: а) для деталей с большой жёсткостью
при хорошо подобранной и налаженной ма-
шине— 0,1—0,2 мм; б) для прочих деталей
при обычных условиях работы 0,5— 1,0 мм.
Разность длин деталей, свариваемых при
одинаковых условиях, может не превышать:
а) при установке деталей по отверстию —
0,1 мм; б) при установке деталей по упо-
рам — 0,5 мм.
Производительность.В табл.88 приведены
данные, характеризующие производительность
при стыковой сварке, которая достигнута в
условиях массового производства (ГАЗ им.
Молотова).
358
ТЕХНОЛОГИЯ СВАРКИ И РЕЗКИ МЕТАЛЛОВ
[РАЗД. 111
Таблица 87
Материал свариваемых деталей
Деталь 1
Сг. 1, 2, 3, 4, 10, 15,
30
Ст. 5, 25, 30
Ст. 6, 7, 35, 40, 45,
50, хромомолибден,
хромзнсиль
Быстрорежущая
сталь и её заменители
Медь
Латунь
Алюминий
Медь
Латунь
Деталь 2
Ст. 1, 2, 3, 4, 10, 15,
20
Ст. 5, 25, 30
Ст. 6, 7, 35, 40, 45,
50, хромомолибден,
хромансиль
Ст. 40, 50, 51,40,
У-7
Медь
Латунь
Алюминий
Сталь
»
* сты-
сварки
Способ
новой
I, И,
III
II, III
II, III
III
I 1
I
I >
II
II
Предел прочности
в kzjmm*
Равнопрочен
основному метал-
лу
Равнопрочен ос-
новному металлу
!
Равнопрочен ос-
новному металлу
Равнопрочен по-
делочной стали
Равнопрочен ос-
новному металлу
в отожжённом
состоянии
14—20
22-25
Угол загиба при
оправке, равной
диаметру стержня
Не ниже угла
загиба основного
металла
Для 0 16 мм без
термообработки
>50°, после от-
жига не ниже
основного метал-
ла
Для 0 16 мм: без
термообработки
>40", после от-
жига не ниже
угла загиба ос-
новного металла
До 180°
„ 90°
Ударная вязкость
в кг/см3
Не ниже ударной
вязкости основного
металла
Без термообра-
ботки > 6
: Без термообра-
ботки > 3
_
—
Способы сварки: I — сопротивлением, II — непрерывным оплавлением, III — прерывистым оплавлением.
Таблица 88
Сваривае-
мое сечение
в мм'
До loo
500—1500
IOO—IOOO
Способ
сварки
I
II, III
II
Тип машины
Машины с пружин-
ным осадочным устрой-
ством и эксцентрико-
выми зажимами
Машины с ручной
рычажной и гидравли-
ческой осадкой
Машины с моторной
осадкой и пневмати-
ческими зажимами
Количе-
ство сва-
рок в час
До з°°
ДО I2O
До 5°°
ны сварки, для которого составлен баланс
тепла, в см; i — удельный вес свариваемого
металла в г/с«3; С — теплоёмкость сварива-
емого металла в кал\г\ tcp — средняя темпе-
ратура участка / к концу процесса нагрева
в °С; А — коэфициент теплопроводности сва-
риваемого металла в кап\см • сек • СС;
A t° — средний перепад температур за время
сварки на границе участка / в zpadJcM.
Время протекания тока t выбирается, руко-
водствуясь табл. 93, где / принимаем рав-
ным 1 см.
Значения щ, у, С, К tcp и Atcp приведены в
табл. 89, в которой щ для I = 1 см даны со-
гласно экспериментальным данным, а С и А
приведены для температуры t .
Таблица 89
Выбор основных параметров режима
сварки
Определение силы тока. При сварке
сопротивлением сила тока может быть
ориентировочно определена из баланса тепла
в зоне сварки. Пренебрегая потерями тепла
в окружающий воздух, будем иметь
°° A)
ср
ср'
Металл
Малоуглеро-
дистая сталь .
Алюминий .
Латунь . . .
Медь ....
Ч
в
о,6
о,17
о, 24
ОД5
Т
г/см3
7.8
2.7
8,45
8,9
С
кал! г
°С
O.I66
0,25
0,092
0,108
X
щи
Р
о.оо.
°>5
о,254
о,8
ср
сс
12OO
боо
8сю
ооо
ср
"Cjcm
1300
250
55°
180
где Ы—вторичная сила тока в а; щ — паде-
ние напряжения на участке / в в; t—время
протекания тока в сек.; F—сечение сва-
риваемых стержней в см2; /—участок зо-
Значения перепада температур
lcp
Для
различных моментов времени определялись
как разность температур двух точек, располо-
ГЛ. IV]
КОНТАКТНАЯ ЭЛЕКТРОСВАРКА
359
женных по обе стороны от границы рассма-
триваемого участка на расстоянии 0,05 см.
Величина температуры, как функция расстоя-
ния и времени, определялась по приведённой
ниже формуле B), полученной путём решения
уравнения теплопроводности для линейного
распространения тепла:
B)
C)
У ==
2а
/~г
где х—расстояние от стыка в см; а — ко-
эфициент температуропроводности.
Значение Д tcp есть средний перепад тем-
ператур за промежуток времени 0 — 5 сек.
Заменяя в формуле A) У2 — J'F и вы"
ражая j как функцию от t, получим
где
2А. М
А =
D —
ср
0,24 щ
0,24 щ
C)
D)
E)
Средние значения А и В для некоторых
металлов приведены в табл. 90.
Таблица 90
Малоуглеродистая сталь
Алюминий
Латунь
Медь
Приведённые значения А и В получены
путём подстановки значений из табл. 89 в
формулы D) и E).
При сварке непрерывным опла-
влением сила тока ориентировочно может
быть определена из условий, обеспечива-
ющих устойчивое оплавление. При этом ба-
ланс тепла участка металла, оплавленного
в 1 сек., может быть представлен в виде
0,24ll'r=vFyC't°un + 2l
откуда
Д t F,
V-
0,24 г
,F)
где v — скорость оплавления в см/сек; tKUn —
температура кипения свариваемого металла
в °С; ДГ°—средний перепад температур за
1 сек. на границах рассматриваемого участка
в °Cjcm; r — активное сопротивление рассма-
триваемого участка в ом.
Остальные значения пояснены выше [см.
формулу A)].
Активное сопротивление может быть при-
нято равным
г = @,8ч-0,9JГсж, G)
где ZCK — общее сопротивление вторичного
контура машины в ом; г определяется по
одной из следующих эмпирических формул:
для круглых сечений
2СК dz
d,
для прямоугольных сечений
г\ск
(8)
(9)
где d — диаметр материала; v — скорость
оплавления; 5—толщина сечения материала;
b — ширина сечения материала.
Все обозначения с индексом 1 относятся
к известному случаю сварки, с индексом 2—
к искомому.
Значения г^ ск с условиями, при которых
они получены экспериментально, приведены
в табл. 91 и 92.
Ст.
Металл
10— Ст.
40
в мм
ю
в
см/сек
Таблица
г, • 10-Vm
"8,о
91
Таблица 92
Металл
Ст. 10- Ст. 40
в мм
4
В ММ
5°
в мм
О,1
/-,. Ю-3 ом
4,5
Величина Atcp при сварке непрерывным
оплавлением определяется тем же методом,
как и при сварке сопротивлением. Приняв
у стыка температуру, равную температуре
плавления металла, получаем для стали на рас-
стоянии от стыка 0,5—1,0 мм &tCp~ 4000°С/сж.
В случае сварки разнородных металлов
определение /2 следует производить, ориен-
тируясь на металл с более высокой теплопро-
водностью.
При сварке прерывистым опла-
влением силу тока можно определить тем
же методом, как и при сварке непрерывным
оплавлением, подставив в формулу^ (б) вме-
сто Кип Разность tKan — t°nod, где tnod —тем-
пература подогрева металла у стыка к на-
чалу оплавления.
Выбор времени протекания тока. При
выборе времени протекания тока можно руко-
водствоваться данными табл. 93, применяе-
360
ТЕХНОЛОГИЯ СВАРКИ И РЕЗКИ МЕТАЛЛОВ
(РАЗД. 111
мыми обычно на практике как, минимальными
при сварке сопротивлением сталей и цветных
металлов.
Таблица 93
Сечение
в мм"
Время в сек.
25
°,5
50
о,8
100
1,О
250
1.5
500
2,5
1000
3,°
2500
4,о
Возможность применения времени меньше
указанного должна быть в каждом конкрет-
ном случае проверена.
В тех случаях, когда требуемая мощность
при указанном минимальном времени оказы-
вается больше мощности, имеющейся в рас-
поряжении машины, следует производить вы-
бор времени, исходя из максимально распо-
лагаемой или наиболее приемлемой мощности.
Выбор скорости оплавления и осадки.
При выборе скорости оплавления можно руко-
водствоваться данными табл. 94, где приведены
средние из применяемых на практике значе-
ний скоростей оплавления.
позволяет, можно для цветных металлов брать
длину выпускаемых концов на 30—50%, а для
закаливающихся сталей — на 100% больше
приведённых значений и 3) при сварке поде-
лочной стали с быстрорежущей отношение
длины выпускаемых концов первой ко второй
3
должно быть приближённо равно -д-, при этом
для быстрорежущей стали следует брать зна-
чения согласно данным табл. 96 для закалива-
ющейся стали.
Минимальные значения длины выпускаемых
концов каждой заготовки для сталей с сильно
развитым периметром сечения (в частности
кольцевых) приведены в табл. 97.
Выбор величины оплавления. При вы-
боре этой величины можно руководствоваться
данными табл. 98, где приведены минимально
необходимые суммарные значения её.
Дополнительные указания к табл. 98:
1) данные таблицы относятся к случаям сварки
компактных сечений; 2) оптимальные значе-
ния величины оплавления при сварке непре-
рывным оплавлением закаливающихся сталей
на 40—60% больше, а малоуглеродистых —
Таблица 94
Сечение в мм'
Скорость оплавления в см/сек ...
25
о,6о
50
о,6о
100
о,5о
250
о,4°
500
о,зо
1000
0,25
2500
О,2О
5000
O,l6
10 000
0,12
Средние скорости осадки в 10—15 раз
превышают скорости оплавления.
Выбор давления. Давление при осадке
можно в'ыбирать согласно данным табл. 95.
Таблица 95
Металл
Сталь всех марок .
Медь, латунь, алю-
миний ........
Способ сварки
1,11,111
I
Давление
В KZJMM1
3—4
0,3—0,6
на 20—30% больше приведённых; 3) при сварке
прерывистым оплавлением (III способ) можно
пользоваться приведёнными значениями лишь
при хорошо налаженном производстве и вы-
сококвалифицированной рабочей силе, в про-
тивном случае следует эти значения уве-
личить на 20—30% для сечений больше
2500 мм2 и на 80 — 100% для сечений меньше
1000 мм\
Минимальные значения величины опла-
вления при сварке непрерывным оплавле-
нием сечений с сильно развитым периме-
тром (в частности кольцевых) приведены
в табл. 99.
Таблица 96
Металл
Малоуглеродистая сталь ....
Закаливающаяся сталь
Алюминий
Способ
сварки
I, II, III
1, II, III
1
I
1
25
6
8
i=
ю
10
Длина
50
8
ю
20
12
12
выпускаемых
100
IO
12
25
15
15
концов
в мм
при площади свариваемого
сечения в мм2
250
12
13
45
2д
25
500
15
15
6о
35
35
1000
18
20
75
go
5О
2500
20
25
—
5000
25
3°
10 000
30
35
—
Выбор длины выпускаемых концов.
При выборе длины выпускаемых концов сле-
дует руководствоваться данными табл. 96, где
приведены их минимально необходимые зна-
чения.
При пользовании табл. 96 следует иметь в
виду: 1) данные таблицы относятся к слу-
чаям сварки одинаковых материалов и ком-
пактных сечений; 2) если конструкция деталей
Таблица 97
Толщина
металла в мм
До 2
2-5
6-8
Длина
выпускаемых концов в мм
при длине
50-150
8
ю
12
200-400
IO
12
14
стыка в
800-1000
12
14
i6
ММ
1000-2000
15
18
20
гл. iv]
КОНТАКТНАЯ ЭЛЕКТРОСВАРКА
361
Таблица 98
Металл
Сталь всех марок
Способ
сварки
II
III
Величина оплавления в мм при площади свариваемого сечения в мм*
25
6
3
50
6
3
100
7
3
250
8
3
500
ю
4
1000
12
4.5
2500
i6
6
5000
col
10 000
IO
Таблица 99
Толщина
металла
в мм
До 2
2-5
6-10
Величина оплавления в мм при длине
стыка в мм
50—150
• 7
9
to
200-400
9
и
12
600-1000
IO
12
14
1000-2000
12
14
16
Выбор величины осадки под током.
При выборе этой величины можно руковод-
Данные табл. 102 относятся к случаям
сварки компактных сечений. Оптимальные зна-
чения величины осадки без тока обычно на
40—60% больше приведённых. Минимальные
значения для сталей при сварке сечений с
сильно развитым периметром (в частности
кольцевых) приведены в табл. 103.
Выбор способа предварительного нагре-
ва перед оплавлением. Предварительный
нагрев перед оплавлением может осуще-
ствляться в самой машине одним из следующих
способов: 1) непрерывным пропусканием тока
через свариваемые части, находящиеся непре-
Таблица 100
Металл
Сталь всех
марок ....
Медь и ла-
тунь
Алюминий .
Способ
сварки
I, 11, III
I
I
Величина осадки под током в мм при площади свариваемого сечения
25
°5
i
2
50
о,5
i
2.5
100
о.5
1-5
2,5
250
i
1,5
3
500
1.5
2
4
1000
1.5
2500
2,0
5000
2.5
в ж*1
10 000
3.°
ствоваться данными табл. 100, где приведены
их минимально необходимые суммарные зна-
чения.
Данные табл. 100 относятся к случаям
сварки компактных сечений. Оптимальные
значения обычно на 80—100% больше приве-
дённых.
Таблица 101
Толщина
металла
в мм
До 2
2-5
6-Ю
Величина осадки под током
длине стыка в мм
50—150
°.5
IiO
1.5
200-400
I.O
1.5
2,0
600-1000
I.O
2,0
2.5
з мм при
1000-2000
1.5
2,0
З.о
Таблица 102
Металл
Сталь всех
марок ....
Медь и ла-
тунь
Алюминий .
Способ
сварки
I, II. Ill
I
I
Величина
25
I.O
I.O
2,0
50
1,О
1,О
2,5
осадки
100
I.O
1-5
2.5
5ез тока
250
1.5
1.5
З.о
в мм при площади
?00
2,0
2.0
4,о
1000
2.5
—
свариваемого сечения в
2500
З.о
—
5000
4.о
—
мм*
10 000
5.о
В табл. 101 приведены минимальные зна-
чения величины осадки под током для сталей
с сильно развитым периметром (в частности
кольцевых).
Выбор величины осадки без тока. При
выборе величины осадки без тока можно ру-
ководствоваться данными табл. 102, где при-
ведены их минимально, необходимые суммар-
ные значения.
Таблица 103
Толщина
металла
в мм
До 2
2—5
5-10
Величина осадки без тока в
длине стыка в мм
50—150
i
2
3
200-400
а
3
4
6в0-1000
2,5
3.5
4.5
мм при
1000-2и00
3
4
5
362
ТЕХНОЛОГИЯ СВАРКИ И РЕЗКИ МЕТАЛЛОВ
[РАЗД. III
рывно в соприкосновении; 2) прерывистым
пропусканием тока через свариваемые части,
находящиеся непрерывно в соприкосновении;
3) чередованием соприкосновений и разъ-
единений свариваемых частей, непрерывно
находящихся под электрическим напряжением;
процесс подогрева сопровождается прерыви-
стым искрообразованием и оплавлением.
Число замыканий обычно колеблется от
5 до 20. Продолжительность замыкания —
от 0,3 до 0,8 сек., размыкания— от 0,3 до
0,6 сек.
Первым способом целесообразно пользо-
ваться при сварке деталей из малоуглероди-
стых сталей, соединяемые поверхности кото-
рых достаточно хорошо прилегают друг к
другу (максимальный зазор не превышает
1—1,5 мм).
Вторым способом — при сварке деталей из
сталей, чувствительных к перегреву, соеди-
няемые поверхности которых достаточно
хорошо прилегают друг к другу (зазор не
более 1—1,5 мм).
Третьим способом — во всех случаях, когда
соединяемые поверхности плохо прилегают
друг к другу (зазор больше 1,5 мм) или они
сильно загрязнены.
Выбор способа обеспечения одновре-
менного нагрева свариваемых деталей.
Одновременный нагрев свариваемых деталей,
отличающихся площадью поперечного сечения
или родом металла, может быть обеспечен
одним из следующих способов: 1) регулиро-
ванием длин выпускаемых концов каждой из
деталей; 2) выравниванием свариваемых сече-
ний путём предварительной механической
обработки одной из деталей; 3) предваритель-
ным подогревом одной из деталей (обычно
в самой машине); 4) регулированием тепловых
потоков в зоне контакта электрод — деталь
каждой из деталей путём изменения материала
электрода и интенсивности его охлаждения;
5) концентрацией тока в желаемом месте
с помощью специальных устройств.
Выбор метода определяется конкретными
условиями работы.
Технические характеристики стыковых
машин
Машины для стыковой электросварки
должны обеспечивать: 1) необходимую силу
тока; 2) необходимое давление осадки; 3) тре-
буемую силу зажатия.
Для обеспечения необходимой силы тока
машина должна обладать определённым вто-
ричным напряжением и достаточной электри-
ческой мощностью.
Минимально необходимое вторичное на-
пряжение холостого хода для различных спо-
собов стыковой сварки приведено в табл. 104.
Таблица 104
Способ
сварки
I
II
III
Вторичное напряжение
ЬО
о,8
4.о
2,0
площади
100
1,О
4.5
2.5
250
1.5
5.о
3,о
500
2,5
Ь.5
4-о
сечения в
1000
4.о
8,о
5.°
2500
5,о
12,0
6,О
В 8
мм
5000
—
6,5
при
10 000
—
7-о
Кажущаяся электрическая мощность маши-
ны, необходимая для получения требуемой
силы тока, может быть ориентировочно под-
считана, исходя из следующих соотношений:
1) при сварке сопротивлением
где /2—-требуемая сила тока; и2— требуемое
вторичное напряжение; t\ — к. п. д. трансфор-
матора, равный 0,90—0,95.
2) при сварке оплавлением
_ *' Чопл ' и2опл
5== _ (П)
где k — отношение кажущейся мощности
машины при сварке сопротивлением к мощ-
ности, потребляемой в процессе оплавления:
сопр
A2)
В практике для большинства случаев ве-
личина k лежит в пределах от 5 до 10.
1*2 опл— требуемая для оплавления сила тока;
и^опл—требуемое вторичное напряжение; т) —
к. п. д. трансформатора равный 0,90 — 0,95.
Усилие осадки Рос в кг, которое должно
развить осадочное устройство машины, может
быть подсчитано, исходя из следующего соот-
ношения:
Рос^Рмх-F, A3)
гДе Рт&х—требуемое осадочное давление в
кг/мм*, F — площадь свариваемого сечения
в м м%.
Усилие зажатия Рзаж в кг, которое должно
развивать зажимное устройство для условий,
когда сварка производится без упоров, может
быть подсчитано, исходя из следующего соот-
ношения:
Рзаж =
A4)
где / — коэфициент трения между деталью
и электродами.
Величину / при стальных деталях и медных
электродах можно принять равной 0,25 — 0,3.
Кроме указанных основных требований,
машина должна ещё обеспечивать: 1) возмож-
ность быстрого и точного зажатия деталей;
2) достаточное расстояние между разнополяр-
ными электродами и требуемую величину хода
подвижной плиты; 3) минимальный удельный
расход энергии и высокий к. п. д; 4) мини-
\
s
ч
s
V
¦i
то
во
so
го
то 120 шо wo 180 гооггогм№28озоор%
Фиг. 160. График допустимой перегрузки машин
по потребляемой мощности.
мальное физическое напряжение рабочего;
5) надёжность и безопасность в работе.
При подборе стыковых машин можно руко-
водствоваться табл. 105, в которой приведены
ГЛ. IV]
КОНТАКТНАЯ ЭЛЕКТРОСВАРКА
363
Таблица 105
Тип машины
! АС-0,5
I АСН-3
i ACH-25
| АС-30
i AC-50
¦ АС-75
; Ac-loo
АСА-5
i ACA-10
1 АСА-30-1
1 АСА-60-1
АСА-100-1
АСАГ-250
АСАГ-350
АСА-5
АСА-25
АСА-50
АСА-100
та ^
<у
Продолжит
МОЩНОСТЬ I
°>5
2,6
16.5
2О
35
58
8о
25
5
15
3°
5°
I2O
1б5
2.5
12,5
25.O
48,о
!5 «
х -
Си X
| Число стул
регулировг
4
4
7
8
8
7
8
4
8
8
8
8
4
4
4
6
6
8
Вторичное
напряжение
в
минималь-
ное
1.35
i,i6
2.5
2,5
4.о
3.9
7°
в
макси- |
мальное
о>
ч
О <->
* >1
Максималы
осадочное
в кг
Ход подач!
в мм
Габариты
высота
Машины выпуска до 1936 г.
2,О2
1.74
5.5
6,о
7>.°
7.5
12,6
Машины
i,i6
i,6
2,4
3,9
4.5
6,о
8л
1.74
2,75
3.8
7.1
7.6
ю,о
и-5
Машины
—
2.9
4.2
_
—
5.°
7.45
ЗО
150
1500
1500
1500
5ооо
2500
15
25
IOO
6о
7°
175
9°
39°
6ю
98о
И75
i
i88o
1350
выпуска 1936—1941 гг.
15°
5°о
i5°°
1500
2500
I2 0OO
15000
выпуска
15о
15°°
1500
2500
Н
25
25
25
3°
35
35
690
1290
1290
1290
1700
1200
1200
1942—1945 гг.
—
—
25
3°
700
1130
1290
1290
ширина
295
354
955
7оо
1325
1825
2I3O
6i6
1770
1770
1770
2200
3100
3100
650
840
1770
2160
глубина
190
2бо
I22O
I296
1524
1850
1830
436
5
И35
И35
i8oo
1000
1000
ЗЮ
980
1130
1300
05
а
Вес машин
4о
IOO
?5
67о
l8oo
3500
3000
780
800
850
1110
5000
5200
107
Зоо
850
1100
основные технические характеристики машин
отечественного производства.
Допустимая перегрузка машин по потре-
бляемой мощности может быть определена по
графику, представленному на фиг. 160, где по
оси абсцисс — нагрузка в процентах, а по оси
ординат — ПКР°/о, определяемый из соотно-
шения
При сварке меди сопротивлением значения
ZCK на 30—50% меньше указанных в табл. 106.
Таблица 106
пкро/о = _А
100,
A5)
Площадь сечения в мМ1
50 . . • -
250
500 и более
ZCK ом ¦10 ~~
4.5-5-°
3.0-4.0
2.5-3°
где /j — время протекания тока за каждый
цикл сварки; t2—время паузы за каждый
цикл сварки.
Вторичная сила тока /2 для каждой сту-
пени регулирования машины может быть
ориентировочно определена из соотношения
/2 = -~ • A6)
где и2 — вторичное напряжение холостого хода
для данной ступени регулирования; zCK— со"
противление сварочного (вторичного) контура,
включая свариваемый объект.
Приблизительные значения ZCK при сварке
сталей сопротивлением (при хорошем состоя-
нии контактов вторичного контура) приведены
в табл. 106.
Значения ZCK, при сварке сталей оплавле-
нием могут быть определены на основании
формул (8) и (9) и табл. 91 и 92.
Первичная сила тока i\ для данной ступени
регулирования ориентировочно определяется
из соотношения
h = h^ A7)
где щ — первичное напряжение (напряжение
сети); щ и /2 — вторичное напряжение и вторич-
ная сила тока для данной ступени.
Подготовка к сварке
Подготовка деталей к стыковой сварке
должна быть произведена с обеспечением не-
обходимого припуска на оплавление, осадку
и последующую механическую обработку.
Припуск на оплавление и осадку можно
выбирать, руководствуясь данными табл. 107,
Таблица 107
Стали конструкционные
и инструментальные . .
Медь и латунь
Алюминий
Способ
сварки
\т
I
25
i-5
7>5
4.5
2,О
4,о
Припуск в мм при площади свариваемого сечения
50
i-5
7.5
4.5
2,0
5,°
100
1.5
8.5
4.5
З.о
5.°
250
2.5
ю,5
5.5
З.о
6.О
500
3.5
13.5
7.5
4.о
8,о
1000
4.°
I6.O
8,5
2500
5°
21 О
II,О
в мм"
5000
6.5
14.5
10 000
8,о
i8,o '
364
ТЕХНОЛОГИЯ СВАРКИ И РЕЗКИ МЕТАЛЛОВ
[РАЗД. Ill
где приведены минимально необходимые
суммарные значения величины припуска.
Дополнительные указания к табл. 107:
1) данные таблицы относятся к случаям сварки
компактных сечений; 2) при выборе нормаль-
ной величины припуска следует руководство-
ваться указаниями об оптимальных величинах
осадки и оплавления; 3) при сварке одинако-
вых металлов припуск на каждую заготовку
равен половине суммарного припуска; 4) при
сварке углеродистой стали с быстрорежущей
величина припуска для первой должна соста-
влять 0,4—0,45, а для второй — 0,60—0,55
суммарного.
Минимальные значения припуска при
сварке непрерывным оплавлением сечений с
сильно развитым периметром (в частности
кольцевых) приведены в табл. 108.
Таблица 108
Толщина
металла
в мм
До 2
2—5
5-10
Припуск в мм при длине стыка в мм
50-150
8,5
12,0
14,о
200-400
12,0
15,5
i8,o
800-1000
13.5
17,5
21,0
1000-2000
16,5
20,0
24,0
Местные зазоры между свариваемыми тор-
цами при их первоначальном соприкосновении
не должны превышать значений, приведённых
в табл. 109.
Таблица 109
Способ
сварки
I
II—III
Зазор
100
o,S
1.5
250
1,0
2,5
в мм при площади
?00
1.5
3>о
1000
2,0
3,5
2500
2.5
4.5
сечений
5000
6,о
в мм*
10 000
8,о
Поверхности деталей в местах их сопри-
косновения с электродами, а при I способе
и свариваемые поверхности должны быть
очищены от окалины, ржавчины и других за-
грязнений, причём удаление масла при отсут-
ствии других загрязнений необязательно и
очистка свариваемых поверхностей при II и
III способах производится лишь в тех слу-
чаях, когда загрязнения могут затруднить
возбуждение искрообразования.
Свариваемые детали должны быть достаточ-
но выправлены, необходимая длина обточки
для выравнивания различных свариваемых
сечений может быть выбрана по данным
табл. ПО.
Таблица 110
Площадь
сечения
в мм*
Длина об-
точки в мм
250
ю
500
12
1000
15
2500
2О
5000
25
10 000
35
Очистка деталей может производиться
травлением, наждачным кругом, пескоструй-
ным аппаратом, напильником, металлической
щёткой, галтовкой в барабане и т. д.
Обработка сваренных деталей
Последующая обработка сваренных деталей
заключается в операциях: а) удаления грата,
б) правки, в) термообработки.
Удаление грата обычно производится
одним из следующих способов: на прессах;
вращающимися ножами; на металлорежущих
станках; пневматическим или ручным зубилом;
А .1 2 '
С>катый\
боздих •"•—
-1000-1200-.
Фиг. 161. Схема снятия грата „снарядом" с помощью
сжатого воздуха: / — стык; 2 —„снаряд"; 3— боёк;
4—резиновый шарик.
на наждачных кругах; дорном; специальным
бойком, подаваемым сжатым воздухом (фиг.
161) и т. д.
Правка деталей осуществляется руч-
ным молотком, на ручных или механических
прессах или специальными устройствами.
Термообработка сваренных деталей
производится обычными методами по режиму,
определяемому родом сваренных металлов.
Нормализация деталей может осуществляться
на самой контактной машине. Замедленное
остывание деталей после сварки обеспечивается
путём помещения их в нагретую печь или в
тепловую изоляцию.
Контроль качества сварки
Проверку прочности соединения можно
производить: а) нагружением сварного сое-
динения на специальных устройствах; б) руч-
ной отбойкой; в) выборочным контролем с до-
ведением сваренных деталей до разрушения;
г) различными физическими методами контроля
без разрушения изделия и д) металлографи-
ческим исследованием.
При нагружении сварного соединения (во
многих случаях выше предела текучести) це-
лесообразно совмещать контроль с правкой
и калибровкой. Для особо ответственных дета-
лей следует применять специальные машины
или приспособления, нагружающие соединение,
в соответствии с нагрузкой при утяжелённых
условиях эксплоатации.
При ручной отбойке сваренная деталь под-
вергается двум, трём и более ударам, причём
рекомендуется производить удары концом ко-
роткой части по массивной металлической плите
с поворотом детали на 180° после первого
удара. Способ этот целесообразно применять
при сварке закаливающихся металлов.
Выборочный контроль целесообразен при
автоматизированном процессе сварки.
Подробное описание методов контрояя см.
„Контроль и испытание сварки", стр. 434.
Дефекты стыковой сварки
Основными дефектами сварного соедине-
ния являются: 1) смещение свариваемых по-
верхностей, 2) непровар, 3) перегрев, пережог,
4) подгар поверхности деталей, 5) трещины
в зоне сварки, 6) отступления от формы и тре-
буемых размеров, 7) чрезмерно большое коли-
чество выдавленного металла. Основные при-
знаки и причины дефектов см. в табл. 111.
ГЛ. IV]
КОНТАКТНАЯ ЭЛЕКТРОСВАРКА
365
Таблица 111
Основные признаки и причины дефектов стыковой сварки
Дефекты
1. Смещение свариваемых
поверхностей за пределы до-
пусков
2. Непровар
3. Перегрев, пережог
4. Подгар поверхностей де-
талей
5. Трещины в зоне сварки
i
6. Отступления от формы
и требуемых размеров
7. Чрезмерно большое ко-
личество выдавленного ме-
талла
Признаки
Отклонение от установлен-
ных допусков
1. Малое количество вы-
давленного металла и грата.
2. Заметное расслоение ме-
талла в месте соединения.
3. Малая зона нагрева. 4. От-
сутствие кристаллического
излома на свариваемой по-
верхности или её части при
разрушении соединения по-
сле сварки.
Примечание. Не-
провар не всегда имеет
внешние признаки
1. В выдавленном металле
много трещин, внутри кото-
рых виден окисленный (по-
черневший) металл. 2. Боль-
шая зона нагрева (зона цве-
тов побежалости). 3. При
разрушении соединения по
сварке видны на поверхности
излома раковины,резко укруп-
нённое зерно, часто тре-
щины
1. Заметные сильно окис-
ленные, почерневшие участки
на поверхности деталей в
местах соприкосновения с
электродами. 2. Раковины и
трещины в местах подгара
1. Кольцевые или радиаль-
ные трещины
Отклонения от установлен-
ных допусков
Превышение количества
выдавленного металла и гра-
та против нормального для
данных условий
Причины
1. Искривлённые заготовки. 2. Неодинаковая или
чрезмерно большая деформация рабочей части раз-
нополярных электродов. 3. Низкая стойкость элек-
тродов. 4. Отсутствие центрирующих канавок на
электродах. 5. Неправильная начальная установка
электродов и недостаточно жёсткое их крепление.
6. Недостаточно тщательная центровка деталей при
зажатии. 7. Недостаточная жёсткость зажимных
устройств и их крепления. 8. Слабое зажатие. 9. Де-
формация деталей при зажатии. 10. Недостаточная
жёсткость упорных приспособлений и их крепления.
11. Большой люфт между направляющими подвиж-
ной плиты. 12. Недостаточная жёсткость станины,
плит и направляющих. 13. Большое расстояние между
осевой линией сварки и направлением действия оса-
дочного усилия. 14. Большая длина выпускаемых кон-
цов. 15. Острый угол между свариваемыми поверхно-
стями и осевой линией сварки
1. Малы или велики силы тока, напряжение или
давление. 2. Недостаточное время протекания тока.
3. Выключение тока до начала осадки. 4. Малая осад-
ка подтоком и без тока. 5. Малое оплавление. 6. Не-
достаточный предварительный нагрев. 7. Большая
скорость оплавления. 8. Большие зазоры между сва-
риваемыми поверхностями при их первоначальном
соприкосновении. 9. Загрязнённая поверхность сва-
риваемых торцов (при сварке сопротивлением)
1. Велика сила тока и время протекания тока.
2. Велика осадка под током. 3. Малое давление.
4. Большое оплавление. 5. Сильный предварительный
нагрев. 6. Мала или велика длина выпускаемых кон-
цов. 7. Неодновременный нагрев свариваемых частей.
8. Большие зазоры между свариваемыми поверхно-
стями при их первоначальном соприкосновении вслед-
ствие косой обрезки, неправильной установки в
электродах, перекоса плит, искривления заготовок
и т. п.
1. Малая сила зажима. 2. Малая рабочая поверх-
ность электрода. 3. Деформация электрода. 4. Несо-
ответствие между формой и размерами деталей в
местах их зажатия в электроды и рабочей поверх-
ностью последних. 5. Перекос деталей. 6. Малая
длина выпускаемых концов. 7. Низкая электро- и те-
плопроводность электрода. 8. Плохое охлаждение
электрода. 9. Загрязнение поверхности деталей или
электродов в местах их соприкосновения.
1. Большая сила тока при малом времени его про-
текания. 2. Малая осадка под током. 3. Малая длина
выпускаемых концов. 4. Большая скорость остыва-
ния металла в зоне сварки. 5. Большой объём сильно
перегретого металла к началу осадки, особенно
металла, теряющего при высоких температурах
свою пластичность. 6. Большое давление. 7. Недо-
статочный предварительный нагрев.
1. Недостаточная или слишком большая длина за-
готовок. 2. Недостаточная или слишком большая
величина оплавления или осадки. 3. Неправильная
установка деталей в электродах. 4. Смещение упор-
ных приспособлений. 5. Неправильная установка
ограничителей подвижной плиты. 6. Остальные при-
чины дефекта № 1.
1. Большое давление. 2. Остальные причины де-
фекта № 3.
366
ТЕХНОЛОГИЯ СВАРКИ И РЕЗКИ МЕТАЛЛОВ
[РАЗД. 111
ТОЧЕЧНАЯ СВАРКА
Сущность процесса
и области применения точечной сварки
Сущность процесса. Точечная сварка яв-
ляется видом контактной электросварки, при
которой через детали 1 и 2 (фиг. 162), зажа-
тые между электродами 3 и 4 точечной машины,
пропускается ток большой силы. Центральная
часть точки обычно нагревается до расплавле-
ния за счёт джоулевэ
тепла, образуя литое
ядро точки (см. фиг.
167, а). Давление Р,
приложенное к элек-
тродам, уплотняет ме-
талл ядра и способ-
ствует получению
прочного соединения,
регулируя одновре-
менно величину пере-
ходного сопротивле-
ния между сваривае-
мыми деталями.
Точечной сваркой достигаются: а) высокая
производительность труда B50—2000 точек
в час при одноточечных машинах и до 10 000
точек в час при многоточечных), малый рас-
ход электроэнергии (при толщине металла до
5,0 мм) в сравнении с другими способами
электросварки; б) высокая прочность соедине-
ний, работающих при статической нагрузке;
в) относительно гладкая поверхность сварен-
ного изделия. Наряду с этим при точечной
сварке имеет место значительная концентра-
ция местных напряжений вблизи сварных то-
чек и понижение предела выносливости эле-
ментов, работающих при регулярных повторно-
переменных нагрузках.
12
МО-
Фиг. 162. Схема точечной
сварки: / и 2—детали;
3 и 4 —электроды.
Свариваемость металлов и сплавов при
точечной сварке характеризует способность
материала образовывать сварные то-чки ста-
бильной прочности, без трещин и значитель-
ной пористости в ядре, без повреждения по-
верхности свариваемых деталей и без суще-
ственного снижения своих основных свойств.
Втабл. 112и113 приве-
дены характеристики
свариваемости сталей
и цветных металлов
по данным Американ-
ской ассоциации про-
изводителей контакт-
но-сварочного обо-
рудования (RWMA) *
[46].
С увеличением тол-
щины свариваемых де-
талей резко увели-
чивается расход элек-
троэнергии (фиг. 163)
и снижается ста-
бильность прочност-
ных свойств сварной
точки. На фиг. 164
указаны средняя и ми-
нимальная прочности
сварной точки при сварке малоуглеродистой
стали толщиной до 10 мм. Предельная тол-
щина свариваемых деталей приведена
в табл. 114.
При сварке деталей неодинаковой толщины
приведённые в табл. 114 данные относятся
к меньшей толщине.
-—¦
1
1
1
;
8 мм
Топ щи на одного /iuc/гю.
Фиг. 163. Зависимость рас-
хода электроэнергии от
толщины свариваемого ме-
талла (малоуглеродистая
сталь).
Свариваемость сталей точками
(по данным RWMA)
* Resistance Welder Manufacturers Association (США;.
Таблица 112
Сорт стали
1. Холоднокатанная или очи-
ч щенная горячекатанная . . .
2. Горячекатанная с окали-
3. Нержавеющая типа
18 Сг—8 Ni
4 Жесть
5. Освинцованная
6. Оцинкованная
7. Кадмированная
8. Хромированная
Хромиро-
ванная
сталь
А
А
Б
?>
Б
Б
Б
Кадмиро-
ванная
сталь
Б
Б
6
Б
Б
Оцинко-
ванная
сталь
Б
Б
Б
Б
А
Освинцо-
ванная
сталь
А
Б
Б
А
Жесть
Б
Б
Нержа-
веющая
сталь типа
I8Cr-8Ni
А
А
Горячека-
танная
сталь с
окалиной
в
Холодно-
катанная
или очи-
шенная го-
рячекатан-
ная сталь
А
Примечание: А—хорошая свариваемость; Б—удовлетворительная свариваемость
Таблица 113
Цветные металлы и сплавы
Характеристика свари-
ваемости
Свариваемость
«к
Алюмини
Б
(по
Сплавы
алюмини?
Б
цветных
металлов
данным RWMA)
Никель
А
Монель-
металл
А
точками
Нихром
А
Латунь
Б
, X
Фосфори
стая бро
за
Б
X
Кремни-
стая бро
за
А
Примечание: А—хорошая свариваемость; Б—удовлетворительная свариваемость.
ГЛ. IV]
КОНТАКТНАЯ ЭЛЕКТРОСВАРКА
367
Таблица 114
Предельная толщина свариваемых деталей
(при точечной сварке [8])
Металлы и сплавы
Малоуглеродистая сталь . .
Нержавеющая сталь типа
18 Сг-8 Ni
Легированные конструкци-
онные стали
Алюминий и его сплавы . .
Сплавы на медной основе . .
о*»Ъ
щ I С а «
О* Я •>-* Z< t>.
Эчусх
6.О
4.о
1.5
1.5
ю,о
4>5
6
З.о
.Mr*:—
2 3 4 5 в 7 # мм
Толщина одного листа
Фиг. 164. Зависимость прочности сварной
точки от толщины свариваемого металла
(малоуглеродистая сталь).
Области применения точечной сварки.
Точечная сварка в основном широко исполь-
зуется при массовом и крупносерийном произ-
водстве металлоизделий. В частности, она при-
меняется при производстве: а) штампованных
конструкций — почти во всех отраслях маши-
ностроения; б) цельнометаллических кузовов
пассажирских и товарных вагонов; в) автомо-
билей (сварка узлов кузова и шасси); г) са-
молётов и дирижаблей (сварка различных де-
талей); д) сельскохозяйственных машин (свар-
ка узлов, рам и каркасов); е) электроаппара-
тов и приборов (сварка мелких деталей и уз-
лов из чёрных и цветных металлов); ж) пред-
метов широкого потребления (велосипедов,
домашних холодильников, посуды и пр.);
з) в специальных отраслях машиностроения.
Основные условия при сваривании деталей
точками
Число одновременно свариваемых дета-
лей. Наиболее устойчивая прочность сварных
точек достигается при сварке двух деталей в
пакете. При одновременной сварке трёх де-
талей увеличивается шунтирование тока и
снижается стабильность t результатов. Одно-
временная сварка более чем трёх деталей
в пакете в ответственных (расчётных) соеди-
нениях не рекомендуется.
Сварка деталей разной толщины должна
производиться при выполнении следующих
условий:
а) сварка тонкой детали с толстой возможна
при соотношении толщин до 3—4 (в зависимо-
сти от марки свариваемого металла);
б) при сварке трёх деталей в пакете более
толстая деталь должна располагаться между
гонкими (фиг. 165, а);
в) при наличии двух толстых деталей и од-
ной тонкой (фиг. 165, б) желательна сначала
У/^
2
61
в)
Фиг. 165. Различное размещение толстых и тонких листов
при сварке пакета из трёх листов.
сварка толстых деталей между собой (/), а за-
тем приваривание к ним тонкой B);
г) расположение тонких деталей между
толстыми (фиг. 165, в) не рекомендуется.
Размещение сварных точек. С уменьше-
нием расстояния между точками увеличивается
шунтирование, понижается прочность точек
и растёт рассеивание результатов. Предель-
ные расстояния (минимальные) между точками
при сварке двух и трёх деталей из малоугле-
родистой стали приведены в табл. 115 [8]. При
расстояниях (шагах) а2 и а4 прочность точки
в результате шунтирования снижается (в за-
висимости от толщины материала) на 10—20°/о
и при расстояниях ах и а3 — на 30—40%.
Таблица 115
Размещение точек при сварке малоуглеродистой
стали
(по данным ЦНИИТМАШ)
a
к
тал
о
X
4
о
со
s
олщ
н
I
2
3
4
6
8
Минимальный шаг
центрами точек н
при
двух
деталях
=к
3
I
л
реде
с
8
15
2О
3°
4о
5о
си
Si
15
25
з°
40
50
60
при
между
мм
трёх
деталях
S
X
ч
~с
о.
=
15
25
35
45
65
75
ч
X
1> *
о.а
O.S
2О
Зо
4о
5°
7°
8о
0 ь к
Is!
« S S
° §.с ^
о ^ с ш
се о ^
<L> S S g
0 x x a
*^ ^ ё 5
4 f П >>
s « a?
1ИНИ]
ентр
нап
ярно
«г, а о ч
6
9
ю
12
15
2О
щ S
я а.
О}О
о *Q.
Я О
ач^
си S ^
О Ы
х ? и
Ч Н a
S CO D3
S Н !-
s * о-
—- а> о
«г. ETvo
8
12
18
25
3°
40
Расстояние до края детали в направлении
действующего усилия определяется из условия
равнопрочное ги основного металла и сварной
точки.
В табл. 1.16 приведены данные, рекоменду-
емые AWS (Американским сварочным обще-
ством— США) для сварки малоуглеродистой
стали [64].
368
ТЕХНОЛОГИЯ СВАРКИ И РЕЗКИ МЕТАЛЛОВ
(РАЗД. III
Таблица 116
Размещение точек при сварке малоуглеродистой
стали
(по данным AWS, 1944 г.)
а одной
в мм
Толщин
детали
1^5
2,О
З.о
Минимальный шаг
между центрами точек
в мм
при двух
деталях
ю
19
25
31
44
при трёх
деталях
ю
25
35
38
63
Минимальное рас-
стояние от центра
точки до края де-
тали в направлении,
перпендикулярном
усилию, в мм
6
6
7
9
и
ней отбортовке, показанная на фиг. 166, б,
более целесообразна, чем на фиг. 166, а, так
как в последней свариваемый узел, должен
быть надет на рукав сварочной машины.
б) Обеспечение (по возможности) доступ-
ности всех точек при сварке стандартными
электродами с водяным охлаждением. В случае
При размещении точек в соответствии
с табл. 116 в случае сварки на режимах, ре-
комендованных AWS (табл. 124), влиянием
шунтирования можно пренебречь.
При сварке металла с пониженной тепло-
•я электропроводностью расстояние между точ-
ками может быть уменьшено. В табл. 117 и 118
приведены данные AWS по размещению точек
при сварке нержавеющей стали типа 18 Сг —
8 Ni [64] и при сварке алюминиевых спла-
вов [66].
Таблица 117
Размещение точек при сварке нержавеющей стали
типа 18 Сг—8 Ni
(по данным AWS, 1944 г.)
Толщина одной
детали в мм
о. 5°
I.OO
i.5°
2,ОО
2,6о
З.ю
Минимальный ре-
комендуемый шаг
между центрами
точек в мм
5
7.5
i6
25
31
38
5°
Минимальное рас-
стояние от центра
точки до края де-
тали в направлении.
перпендикулярном
усилию, в мм
3
4
6
8
9
ю
и
Фиг. 166. Конструктивные узлы при точечной сварке.
замкнутых коробчатых сечений (фиг. 166, в)
расстояние Н должно быть не менее B -г-2,5) В.
в) Обеспечение возможности сварки всех
точек в любой последовательности, чем облег-
чается борьба с деформациями. Конструкция
на фиг. 166, в целесообразнее, чем конструк-
ция на фиг. 166, г.
г) Обеспечение достаточного расстояния
от сварных точек до рёбер жёсткости и отбор-
товок.
д) Недопущение точек на закруглениях
(фиг. 166, д).
Таблица 118 Подготовка деталей к точечной сварке
Размещение точек при сварке алюминиевых сплавов
(по данным AWS, 1944 г.)
Тол-
щина
одной
детали
в мм
°. 5
I.O
L5
2,0
2,6
3,1
Минимальный
рекомендуе-
мый шаг меж-
ду центрами
точек в мм
го
и
13
i6
19
25
Минимальное
расстояние
между рядами
точек при
шахматном
размещении
в мм
6
8
ю
13
13
16
Минимальное
расстояние от
центра точки
до края дета-
ли в направле-
нии, перпенди-
кулярном уси-
лию, в мм
5
6
ю
IO
II
13
Конструктивные особенности сваривае-
мых деталей. Узлы свариваемых деталей
должны отвечать следующим требованиям:
а) Минимальный ввод в контур сварочной
жашины магнитной массы деталей и приспо-
соблений. Конструкция со сваркой по внеш-
Очистка деталей. Углеродистые и низко-
легированные конструкционные стали рекомен-
дуется очищать перед сваркой от грязи, ржав-
чины и окалины. Алюминиевые сплавы долж-
ны быть очищены от плёнки окислов.
Очистка стали производится травлением
(в разведённой серной кислоте), на наждачном
круге или с помощью пескоструйного аппарата.
При очистке стальной щёткой окалина пол-
ностью не удаляется.
Алюминий и его сплавы перед точечной
сваркой обезжириваются и подвергаются тоа-
влению или механической очистке (не поз'же
чем за 2 часа до сварки). В США разработаны
способы травления перед сваркой не отдель-
ных деталей, а узлов в сборе [56].
Заготовка и сборка деталей. Заготовка
деталей должна обеспечивать точную сборку
с плотным прилеганием. Зазоры между дета-
лями в собранном узле допускаются в преде-
лах 0,2—0,8 мм. В жёстких деталях необхо-
дима особенно тщательная подготовка.
ГЛ. IV]
КОНТАКТНАЯ ЭЛЕКТРОСВАРКА
369
Нагрев, провар и диаметр сварной точки
Типовая макроструктура прочной сварной
точки показана схематически на фиг. 167, а.
В процессе сварки центральная часть точ-
ки (ядро) распла-
вляется. Диаметр
литого ядра dm
определяет степень
провара и проч-
ность точки. При
недостаточном на-
греве литое ядро
(провар) отсутствует
(фиг. 167, б). С уве-
личением времени
сварки нагрев увели-
чивается и начинает
образовываться литое
ядро (фиг. 167, л).
При правильно
подобранном режиме
сварки диаметр ядра
точки dm — @,7 -f-
-=- 0,9) dajl при сварке
на жёстких режимах
(с малым временем
сварки) и dm — @,9 -=-
-4-1,2) d3Jl при сварке
на мягких режимах
(с большим временем
сварки), где ^—диа-
метр контактной по-
верхности электрода.
С увеличением тол-
щины свариваемых
деталей —- растёт.
Для 5 > 2 мм можно принять dm = йэл —
= 1,5 5 + 5 мм, где *-—толщина в мм более
тонкой из свариваемых деталей.
Глубина проплавления h = @,4—0,7) 5.
Металл свариваемых деталей, прилегаю-
щий к электродам, не нагревается до темпе-
ратуры плавления, так как электроды интен-
сивно отводят тепло. При сварке стальных
узлов температура на поверхности деталей
обычно лежит в пределах 600—800° С.
Баланс тепла при точечной сварке
Количество тепла в кал Q, выделяемое
в месте сварки, определяется по формуле
Q = 0,24 /2 rt = 0,24 l\ (гл + гк + 2гэ) t,
где 1ч — сила тока во вторичной цепи в а;
t — время сварки в секундах; гл — омическое
сопротивление металла свариваемых деталей;
гк — сопротивление, переходного контакта
между деталями; гэ—сопротивление переход-
ного контакта между деталью и электродом;
г—общее сопротивление сварочной цепи на
участке между электродами.
Q должно быть достаточным для нагрева
до расплавления ядра свариваемой точки.
Тепло Q расходуется на: а) нагрев стол-
бика свариваемого металла между электро-
дами (полезный расход тепла)—Q}; б) тепло-
передачу в толщу'металла свариваемых де-
Фиг. 167. Схема типовой
макроструктуры сварной
точки с различной сте-
пенью провара: А— литое
ядро точки; В —зона тер-
мического влияния.
талей—Q2', в) теплоотдачу поверхности де-
талей в воздух—Q3 и г) теплоотвод в элек-
троды—^.
Всё расходуемое тепло зависит от толщи-
ны и марки металла свариваемых деталей,
но Q2, С?з и Qa зависят ещё от времени
сварки. С увеличением времени сварки общее
количество тепла Q возрастает.
Основные параметры режима точечной
сварки
Нагрев точки при заданных толщине и
марке металла определяется следующими ос-
новными параметрами: а) временем сварки t;
б) силой тока в сварочной цепи 1</, в) сопро-
тивлением цепи на участке между электро-
дами г, г) давлением на электроды Р; д) раз-
мером и формой контактной поверхности
электродов.
Время сварки t колеблется в широких пре-
делах 0,02—10 сек. С уменьшением t должны
быть увеличены сила тока и мощность обору-
дования, при этом уменьшаются потери тепла
и снижается общий расход электроэнергии,
затрачиваемой на сварку точки. При малом /
зона разогрева мала, и для уплотнения горя-
чего ядра точки требуется большое давление.
При большом I уплотнение ядра облегчается
и при этом замедляется охлаждение, умень-
шается закалка и реже появляются трещины.
В случае сварки металлов с высокой теплопро-
водностью потери на теплопередачу (Q2) при-
обретают решающее значение, и сварка таких
металлов на мягких режимах нерациональна.
Наиболее существенным фактором при
выборе t являются свойства свариваемого
металла и их изменение при нагреве и охла-
ждении. При определении t можно пользо-
ваться данными табл. 119.
Таблица 119
Ориентировочное
Группа
1. Металлы, не
допускающие дли-
тельного нагрева
2. Металлы, ма-
лочувствитель-
ные к нагреву
3. Металлы, не
допускающие бы-
строго охлаждения
время точечной сварки различных
металлов
Наименование
металла или
сплава
Алюминиевые
сплавы, нестаби-
лизованная нер-
жавеющая сталь
типа 18 Сг—8 Ni;
сталь с защитны-
ми покрытиями
Малоуглероди-
стая сталь; низко-
легированные кон-
струкционные ста-
ли, не склонные
к закалке
Углеродистые
и легированные
стали, склонные
к закалке
Время сварки
в сек.
0,02—0,20 при
s < 3,0 мм
0,1—3,0 при
s < 5 мм;
2,0—10,0 при
5> 6 ММ
2,0—6,0 при
всех сваривае-
мых толщинах
Примечание: s — толщина одной детали.
Сила тока в сварочной цепи. Потребная
для сварки сила тока /2 зависит от толщины и
марки металла и от принятого режима.
Интенсивность нагрева при сварке опреде-
ляется величиной ].г и плотностью тока/=-с>-,
где—F площадь контактной поверхности элек-
трода. Необходимая плотность тока увеличи-
370
ТЕХНОЛОГИЯ СВАРКИ И РЕЗКИ МЕТАЛЛОВ
[РАЗД. Ш
вается с увеличением электропроводности сва-
риваемого металла, с увеличением давления
на электроды и с уменьшением времени сварки.
Средние значения i приведены в табл. 120.
Таблица 120
Средние
Металл и сплавы
Малоуглероди-
стая сталь
Алюминиевые
сплавы
Малоуглероди-
стая сталь
То же
значения плотности тока
Характеристика режи-
ма сварки
Жёсткие режимы.
очень большие данле-
ния (практика США)
Жёсткие режимы
(США)
Жёсткие режимы
(СССР)
Мягкие режимы
(СССР)
Плотность
тока
в а/мм*
150—350
500—700
но—220
90—150
Сопротивление свариваемых деталей.
Общее сопротивление г = гл + rv -f 2гэ. Ве-
личина гл зависит от толщины и марки ме-
талла и от диаметра свариваемой точки. Пе-
реходные сопротивления гкигэ зависят от да-
вления в контактах, их температуры, состоя-
ния поверхности и от марки металла. Для ста-
бильного нагрева и провара точек количество
тепла Q, выделяемое при сварке, должно быть
постоянным, также должно быть постоянным
гк = рп"> гДе Р—единичное переходное со-
противление при Р = 1 кг, Р—давление в
контакте в кг и п = 0,5—1,0 (в зависимости от
марки металла и формы поверхности).
Единичное переходное сопротивление для
различных металлов характеризуется следую-
щими величинами в ом • 103 [18]:
Медь+медь o,i
Алюминий + алюминий 0.15—0,25
Латуяь+латунь .0,18—0.25
Железо+железо 3-5
При неочищенной поверхности переходные
сопротивления могут быть во много раз вы-
ше. При температуре 500—600^ С сопротивле-
ние контакта Fe -f- Fe падает и больше не
зависит от давления (фиг. 168) [59]. Величина
сопротивления гк имеет существенное влия-
100 200 300 WQ 500 "С
Трмператцро контакта
Фиг. 168. Изменение переходного
сопротивления в зависимости от
температуры контакта при различ-
ных давлениях (малоуглеродистая
сталь).
ние при жёстких режимах сварки, поэтому
чистота поверхности при сварке тонколисто-
вой стали и алюминиевых сплавов приобре-
тает важное значение.
Давление на электроды. Давлением на
электроды осуществляются сжатие деталей
перед началом сварки до плотного их приле-
гания, регулирование величины переходного
сопротивления и уплотнение ядра точки в про-
цессе сварки и непосредственно по его окон-
чании. Степень начального сжатия деталей
и величина переходного- сопротивления за-
висят от давления Р. Уплотнение ядра опре-
Р
деляется удельным давлением р = —е~ .
где F—площадь контактной поверхности элек-
трода.
Давленяе в процессе сварки может оста-
ваться постоянным (фиг. 169* а) или изме-
1
р
fffi
в)
Фиг. 169. Циклы давления при точечной
сварке: а, б, в — нормальные циклы;
г — неправильный цикл.
няться. Применение находят седлообразный
цикл давления, предложенный фирмой Sciaky
(США) (фиг. 169, в), и цикл с „додавлива-
нием" (фиг. 169, б). Все серийные автомати-
ческие точечные машины отечественного
производства работают с постоянным давле-
нием. „Додавливание" применяется в боль-
шинстве неавтоматических педальных машин
(АТП-50 и АТП-75) для избежания выключе-
ния тока при пониженном давлении Ре (фиг.
169, г). Во всех случаях давление должно
быть приложено до включения сварочного
тока и снято после его выключения.
Современная практика точечной сварки
использует большие давления на электроды
с целью уменьшения шунтирования тока, обес-
печения стабильной прочности точек и повы-
шения плотности
ядра. Большие да-
вления особенно
необходимы при
жёстких режимах,
в случае сварки
стальных деталей
большой толщины,
а также при сварке 1б
лёгких сплавов. й-*
ч
При неизмен-
ном режиме свар-
ки (постоянных t
и /2) увеличение
давления умень-
шает переходные
сопротивления и
количество выде-
ляемого тепла Q вследствие чего уменьшается
ядро и снижается прочность точки (фиг. 170).
Поэтому увеличение давления должно быть
компенсировано увеличением t и /,. Только
тп, ...,,,
300 Ш 500 600 700 800 кг
Давление но электроды
Фиг. 170. Зависимость проч-
ности сварной точки от давле-
ния при постоянных силе тока
и времени сварки.
ГЛ. IV)
КОНТАКТНАЯ ЭЛЕКТРОСВАРКА
371
Таблица 12!
Удельные давления
Малоуглеродистая
П р а к т и
мягкий режим при
толщине s в мм
<5
2-4
> 5
6 IO
к а СССР [8]
жёсткий режим при
толщине s в мм
<,.5
2-6
> 1.5
7-9
на электроды при точечной сварке
сталь
Практика
США [64]
при толщине s в мм
5-8
> i
8-13
Нержавеющая
сталь [64]
в кг/мм'
Низколегиро-
ванная сталь
Ал юминиевые
сплавы 1661
Для всех нормально свариваемых толщин
8-15
5—12
5—IO
при этом условии реализуются преимущества
применения больших давлений при точечной
сварке.
Давление Р — pF может быть определено
по удельному давлению р (табл. 121) и по
диаметру контактной поверхности электрода
4ВЛ — 1,5s -+- 5 мм.
Размер и форма контактной поверхно-
сти электрода. Диаметр контактной поверх-
ности электрода йэл (фиг. 171, а) является
существенным параметром режима, влияющим
Фиг. 171. Различные формы контактной
поверхности электродов.
на величины /, / и р. При неизменных значе-
ниях Р и /2 увеличение диаметра контактной
поверхности (более чем на 10—-15%) ведёт
к непровару точки.
При сварке двух деталей один из электро-
дов может иметь произвольно большой диа-
метр (фиг. 171, а), и со стороны этого электрода
на поверхности деталей не будет вмятины.
Сварка без вмятин на лицевой поверхности
изделия широко применяется в вагонострое-
нии и самолётостроении. При сварке пакета из
трёх или более деталей оба электрода должны
быть одинаковыми или близкими по диаметру
(фиг. 171, б). При сварке алюминиевых спла-
вов и нержавеющей .стали могут быть приме-
нены электроды со рферической поверхностью
радиусом 25 — 250 ло* (фиг. 171, в). Такая
форма обеспечивает постоянство условий ка-
сания электрода к деталям при перекосе по-
следних и при прогибе рукавов машины.
Точечная сварка металлов с неодинаковыми
теплопроводностью и электропроводностью
производится электродами разных диаметров
(фиг. 171, г). Со стороны детали с низкой про-
водимостью для уменьшения её нагрева ис-
пользуется электрод большого диаметра.
Дополнительные факторы, влияющие
на процесс точечной сварки
Шунтирование при точечной сварке
Часть сварочного тока может шунтироваться
через соседние сварные точки или через слу-
чайные контакты между деталями. Степень
шунтирования уменьшается с уменьшением
г
отношения — , где г—сопротивление свари-
ваемых деталей между электродами и гш—со-
противление шунта. Для уменьшения влияния
шунта необходимо: а) хорошо очищать поверх-
ность деталей; б) выбирать достаточные рас-
стояния между точками (см. табл. 115, 116,
117 и 118); в) применять большие давления
на электроды и г) про-
изводить тщательную
сборку узлов под
сварку, не допуская
больших зазоров.
а
0,5 1,0 1J 2,0 2,5 3,0 3,5
Толщина одного листа стали
Фиг. 172. Влияние толщины свариваемых стальных
листов на силу тока в сварочной цепи: Л —при располо-
жении листов внутри вторичного контура машины и
Б — при расположении листов вне вторичного контура
машины.
372
ТЕХНОЛОГИЯ СВАРКИ И РЕЗКИ МЕТАЛЛОВ
[РАЗД. Ill
При соблюдении этих требований сниже-
ние прочности точки в результате шунтиро-
вания через смежные точки составит 10—20Э/0.
Несоблюдение указанных требований может
привести к полному непровару точки.
Влияние магнитных масс. При введении
в контур сварочной машины железных масс
увеличивается магнитное рассеивание, растёт
индуктивное сопротивление контура машины
и уменьшается сила тока в сварочной цепи.
На фиг. 172 показано изменение /2при сварке
стальных листов различной толщины. При
сварке элементов большого сечения влияние
магнитных масс должно компенсироваться уве-
личением времени сварки или переключением
трансформатора на более высокую ступень.
Такая регулировка пгоцесса обязательна при
сварке длинных полых стальных изделий, наде-
ваемых на рукав точечной машины.
Последовательность сварки. Точки
должны ставиться подгяд от одного края
соединения к другому или от середины сое-
динения к краям. Сварка точки, расположен-
ной между двумя ранее поставленными точ-
ками, связана с очень большим шунтирова-
нием, и провар такой точки затруднён.
Режим сварки малоуглеродистой стали
Малоуглеродистая сталь толщиной до 5 мм
хорошо сваривается как на жёстких, так и на
мягких режимах. В массовом производстве
жёсткие режимы предпочтительнее, так как
их применение увеличивает производитель-
ность труда, снижает расход электроэнергии,
а также уменьшает деформации. В табл. 122
приведены жёсткие режимы сварки малоугле-
родистой стали на серийных автоматических
машинах (практика авто-тракторной промыш-
ленности, по данным ЦНИИТМАШ). Примене-
ние, этих режимов обеспечивает диаметр
ядра точки, близкий к 1,55 -f- 5 мм.
Таблица 122
Режимы (жёсткие) точечной сварки малоуглеро-
дистой стали на автоматических машинах
(по данным ЦНИИТМАШ) [8]
Время
сварки
в сек.
о,5-Ьо.5
l,o + i,o
1,54-1,5
2,0 + 2,0
3° + 3.о
4,о+4,о
5-О+5.0
6,о+6,о
is
[5
6
8
ю
12
12
3° О'15~*~°'3
8о о,2о^о.з5
150 о,25—о,з5
2оо | 0,25-0,35
5оо о,6 —i,c
. 9°°
I 2OQ
O,Q—1,2
1,1-1,5
Сила тока
в а
Типы
машин
4 ооо— 5 °оо
6 ооо— 8 ооо
7 ооо— 9 о°°
8 ооо —ю ооо
12 ООО — 1б ООО
14 ооо—i8ooo
17 000—22 000
20 000—25 000
АТА-20
АТА-20-
АТА-40
АТА-40
АТА-40
АТА-100—
АТА-175
АТА-100-
АТА-175
АТА-100-
АТА-175
АТА-175
Иностранная практика (США) использует
для сварки тонкой малоуглеродистой стали
весьма жёсткие режимы с удельным давле-
нием до 13 кг/мм2 при плотности тока до
350 а/мм2. Режимы, рекомендованные Амери-
канским обществом сварщиков (AWS), приве
дены в табл. 123 [64]. Их применение воз-
можно при надёжно действующих прерывате-
лях тока.
Таблица 123
Режимы (жёсткие) точечной сварки
малоуглеродистой стали
(по данным AWS, 1944 г.)
Толщина
металла
в мм
0,25+0,25
о,5 + о,5
1,0+1,0
1,5+1,5
2,0 + 2,0
ЗД5+3.15
эк
о
X ^
(- <П
X *-
2 н а?
X cj «
о.§ и
% а. я
« % о
3
5
6
6
8
to
X
е^
m
я g
1 =°
S а
кЬ
QO
13°
22O
Збо
5°°
82O
X
9
3
О.
U
S
О,
оз
0,07
о,ю
о, 17
0,23
О,27
о,43
о
и
4 ооо
5 5°°
8ооо
9 боо
ю 8оо
12 боо
ч s
*? о
в *"
з&
Is
2,5
з.з
4.7
6,2
7.2
8,2
eir
I
1
g
l&
90
200
45°
1050
157°
2720
Сварка малоуглеродистой стали с защит-
ными покрытиями должна производиться на
жёстких режимах, чтобы поверхность дета-
лей, прилегающая к электродам, оставалась
относительно холодной. При таком ведении
процесса не повреждается покрытие на на-
ружной стороне деталей.
Малоуглеродистая сталь толщиной 6 мм
и выше должна свариваться на мягких ре-
жимах. Примерные режимы приведены в
табл. 121.
Таблица 124
Режимы (мягкие) точечной сварки малоуглеродистой
стали толщиной 6 и 8 мм [8]
Толщина
металла
в мм
6,О,+6,О
8,о+8,о
Диаметр
контактной
поверхно-
сти элек-
трода в мм
14
i6
Давление
на
электроды
в кг
I2OO—1500
lOOO - 2О0О
S
X
свар
:я •
?и
,С2 35
, 3—4
6—8
Сита тока
в а
l8 ЭОО—20 ОТО
22 ООО—24 000
Для сварки конструкций из малоуглероди-
стой стали толщиной от 8 до 12 м и без пред-
варительной очистки металла от окалины раз-
работан в США особый способ [58]. Свари-
ваемые детали предварительно сжимаются
под давлением до 8000 кг\ затем на электроды
машины даётся напряжение, достаточное для
пробивания слоя окалины, после чего мгно-
венно резко снижается напряжение и в тече-
ние 1—2 сек. производится прогрев деталей,
уничтожающий ржавчину и окалину. После
этого давление на электроды снижается в 1,5—
2 раза, увеличивается ток в сварочной цепи
машины и происходит сварка. В момент вы-
ключения сварочного тока давление на элек-
троды вновь увеличивается для получения
IV)
КОНТАКТНАЯ ЭЛЕКТРОСВАРКА
373
мотного металла в ядре точки. Для уменьше-
ния влияния вводимой в контур машины пере-
венной массы свариваемых деталей свароч-
ный трансформатор питается переменным то-
юм пониженной частоты E—15 гц). Для этого
промышленный ток сначала выпрямляется,
а затем специальным игнайтронным прерыва-
телем осуществляется превращение выпрям-
ленного тока в однофазный переменный тре-
буемой частоты.
Режимы сварки конструкционных
низколегированных сталей
Сварка сталей, склонных к закалке, прово-
дится на мягких режимах (без последующей
термообработки или с термообработкой в пе-
чах) или на жёстких режимах с термообра-
боткой непосредственно в точечной машине.
В первом случае во избежание быстрого охла-
ждения, хрупкости и появления трещин в ядре
точки и зоне термического влияния время
сварки должно быть не менее 2—3 сек. Во вто-
ром случае может применяться следующий
цикл: а) сварка, б) неполное охлаждение до
температуры ниже критической точки обра-
зования мартенсита, в) повторный нагрев в ма-
шине до температуры отпуска.
Этот цикл обеспечивает удовлетворитель-
ную структуру и пластические свойства точки
при общей длительности процесса, включая
время сварки, в пределах 1,0—1,5 сек. для
хромомолибденовой стали толщиной 1,0 —
1,5 мм [57] и до 7 сек. при 5 = 3 мм.
При сварке низколегированных сталей сила
тока должна быть на 10 — 15% ниже, чем при
сварке малоуглеродистых сталей, а давление
на электроды на 10—50% выше.
Режимы сварки нержавеющей стали
Сталь типа 18 Сг — 8 Ni при отсутствии
стабилизирующих добавок (Ti, Nb) должна
свариваться на весьма жёстких режимах. При
этом давление на электроды в 1,5 —2,5 раза
выше, чем при сварке малоуглеродистой стали.
Режимы точечной сварки стали типа 18 — 8
приведены в табл. 125.
Таблица 125
Режимы (жёсткие) точечной сварки нержавеющей
стали типа 18 Сг—8 Ni [64]
Г
Толщина
металла
в мм
0,25+0,25
о,5+о,5
1,0+1,0
2,0+2,0
3.I + 3.I
Диаметр
контактной
поверхно-
сти элек-
трода в мм
З.о
4.о
5.о
7-5
ю,о
Давление
на электро-
ды в кг
loo
180
400
900
1500
Время
сварки
в сек.
о,о5
0,07
о,ю
О,2О
0,30
Сила
тока
в а
3 7°°
4 ооо
6 700
9 8оо
и 5оо
При сварке нержавеющей стали электроды
должны обладать повышенной твёрдостью.
Режимы сварки алюминиевых сплавов
Сварка алюминиевых сплавов характери-
зуется жёсткими режимами и большими да-
влениями. За последнее время начинает ши-
роко применяться сварка алюминиевых спла-
вов разрядом конденсаторов и энергией, на-
капливаемой в электромагнитном поле. В
табл. 126 приведены режимы точечной сварки
алюминиевых сплавов на обычных машинах
переменного тока.
Таблица 126
Режимы точечной сварки дюралюмина
(на машине переменного тока мощностью 350 ква) [351
I
Толщина
металла
в мм
О,6 + О,6
о,8+о,8
1,0+1,0
1,2+1,2
I.5+L5
Диаметр кон-
тактной по-
•верхности
электрода
в мм
верх-
него
4.5
5.о
5-5
6,о
6,о
ниж-
него
1б,О
16,0
16,0
1б,о
16,0
* _
gg
I2O
i8o
180
270
270
0.
m
и
o.°
03 И
0,08
0,10
0,12
0,20
0,20
Сила
тока в а
16 400
18600
21 600
23 600
26800
Деформации при точечной сварке и борьба
с ними
При точечной сварке имеют место два
вида деформаций: 1) местные деформации
связанные с давлением электродов; 2) дефор-
мации и коробление вследствие неравномер-
ного нагрева элементов сварной конструкции.
Электроды дают вмятины на поверхности
деталей. Кроме того, возможно образование
зазора между деталями, приводящего к вспу-
чиванию тонких листов между точками. При-
менение одного электрода большого диаметра
или плоской шины может обеспечить при
сварке пакета из двух деталей гладкую лице-
вую поверхность изделия.
Для уменьшения общих деформаций и ко-
робления необходимо применять жёсткие ре-
жимы. Иногда вводится искусственное охла-
ждение мест сварки (сварка в воде).
Дефекты сварных точек и их причины
Непровар, снижающий прочность точки
при всех видах нагрузки, характеризуется
недостаточным размером или полным отсут-
ствием литого ядра.
Непровар, являясь следствием недостаточ-
ного нагрева свариваемой точки, вызывается:
а) понижением силы тока из-за падения на-
пряжения в сети, ослабления или загрязнения
контактов в первичной или сварочной цепи,
или ввода в контур машины больших магнит-
ных масс; б) чрезмерным шунтированием
тока через соседние точки при слишком
близком их расположении или нерациональной
последовательности сварки, через случайные
контакты между деталями или при касании
свариваемых деталей с боковой поверхностью
электродов; в) уменьшением сопротивления
на участке цепи между электродами вслед-
ствие недопустимого увеличения контактной
поверхности электродов или чрезмерного уве-
личения давления, не компенсированного соот-
ветствующим увеличением времени сварки
или силы тока; г) увеличением толщины сва-
риваемых деталей сверх предусмотренных
допусков: д) уменьшением времени сварки
374
ТЕХНОЛОГИЯ СВАРКИ И РЕЗКИ МЕТАЛЛОВ
[РАЗД. Ill
вследствие нечёткой работы механизмов или
преждевременного выключения тока сварщи-
ком (при неавтоматизированном процессе).
Выплеск или выбрасывание расплавлен-
ных частиц металла из ядра точки приводит
к большой вмятине или к образованию рако-
вины в ядре. Выплеск вызывается: а) плохой
очисткой поверхности деталей перед сваркой;
б) недостаточным давлением, не обеспечива-
ющим уплотнение горячего пластичного ме-
талла вокруг расплавленного ядра точки, и
в) перегревом свариваемой точки или чрез-
мерной силой тока в сварочной цепи.
Подплавление поверхности пор-
тит внешний вид изделия и ведёт к необхо-
димости зачистки деталей после сварки. Под-
плавление вызывается: а) плохой очисткой
деталей; б) загрязнением контактной поверх-
ности электрода и в) плохим прилеганием
электрода к детали вследствие неправильной
формы электрода или перекоса зажатых между
электродами деталей.
Прожог приводит к значительному сни-
жению прочности сварной точки. Основные
причины прожога: а) значительное загрязне-
ние поверхности деталей; б)прилипание к кон-
тактной поверхности электрода частиц стали;
в) резкое снижение давления (при заклини-
вании электрода в свариваемых деталях или
в приспособлении) и г) выключение тока при
снятом давлении (полностью или частично).
Трещины являются следствием: а) за-
калки ядра точки и зоны термического влия-
ния вследствие быстрого охлаждения и б) не-
свободного деформирования свариваемых де-
талей из-за заклинивания их в приспособлении
(образование надрывов металла).
Раковина и пористость в ядре,
.понижающие прочность точки на 5 — 100/0
(при статической нагрузке), вызываются: а) не-
достаточным уплотнением металла в ядре точ-
ки из-за малого давления на электроды или
чрезмерной жёсткости режима сварки; б) за-
грязнением поверхности металла и в) выпле-
сками при значительном перегреве ядра точки.
Вмятины глубиной более 10—20^/0 толщи-
ны свариваемых деталей могут понизить проч-
ность сварного соединения. Причинами глу-
боких вмятин являются: а) недостаточный
размер контактной поверхности электрода или
перекос зажатых между электродами деталей;
б) перегрев свариваемой точки; в) значитель-
ные выплески, приводящие к потере металла
из ядра, и г) плохое охлаждение электродов.
Специальные способы точечной сварки
Многоточечная сварка является
одновременной сваркой нескольких - точек
(фиг. 173) и возможна при толщине более тон-
кой из сваривае-
мых деталей не бо-
Фиг. 173. Схема многоточечной сварки.
лее 1 —1,5 мм при независимом (одинаковом)
давлении на каждый электрод, Многоточечная
сварка улучшает использование мощного сва-
рочного оборудования и находит некоторое
применение в автомобильной'промышленности
(для неответственных узлов).
Одноэлектродная сварка приме-
няется в автомобильной промышленности при
изготовлении кабин и других узлов с тонкой ли-
стовой обшивкой.
При этом способе
свариваемые дета-
ли, собранные в
кондукторе, опира-
ются в местах по-
становки точек на
медные шины кон-
дуктора, который
соединяется с од-
ним из выводов сва-
рочного трансфор-
матора. Второй вы-
вод трансформато-
ра может быть сое-
динён гибким про-
водом с перенос-
ным „пистолетом"
2 (фиг. 174, а) или
с медной шиной 3
(фиг. 174, б). В по-
следнем случае
сварка производит-
ся с помощью ры-
чага 4. При ры-
чажной сварке
толщина деталей
может доводиться
до 1,5 мм (малоуг-
б)
/Ч/\/Ч/\
Фиг. 174. Схема одноэлектрод-
ной сварки: а — сварка писто-
летом: /—изделие, 2—писто-
лет, 3 —шина; 6 - рычажная
сварка: / — изделие, 2—элек
трод, 3 — шина, 4— рычаг,
5— кнопка включения.
леродистая сталь).
При сварке писто-
летом давление,
прилагаемое рабо-
чим, не превышает 15 — 25 кг, что ограничи-
вает толщину детали до 0,8 ми.
Односторонняя двухточечная
сварка (фиг. 175) происходит за счёт шун
1/VWVN/N
/ ///'//1
Фиг. 175. Схема одно-
сторонней двухточеч-
ной сварки:/ — верхний
лист; 2—нижний лист;
3— шина.
Фиг. 176. Схема
сериесной сварки.
гирования тока в нижний лист 2, который
должен быть в 2—3 раза толще верхнего 1,
в ином случае необходимо подкладывать мед-
ную шину 3. Односторонняя двухточечная свар-
ка применяется при изготовлении двухслойных
листов (например, приварка тонкой облицовки
из нержавеющей стали к толстому листу из
обычной малоуглеродистой), атакже при сварке
некоторых узлов специальных изделий.
Сериесная сварка (фиг. 176) также
представляет собой одностороннюю сварку
с расстоянием между точками 100 — 500 мм.
Сериесная сварка применяется в производстве
ГЛ. IVI
КОНТАКТНАЯ ЭЛЕКТРОСВАРКА
375
цельнометаллических вагонов при толщине
деталей не более 3 мм. По сравнению с обыч-
ной односторонней сваркой преимущество се-
риесной заключается в прохождении всего тока
через контакт между свариваемыми деталями.
Для уменьшения нагрева нижнего листа при
сериесной сварке необходима медная под-
кладка.
Двухсторонняя двухточечная
сварка (фиг. 177) применяется при сварке
деталей больших габаритов (на-
пример, секций лёгких судов).
Мно го то ч еч на я ев а р-
ка последовательного
действия основана на прин-
ципе односторонней двухточеч-
ной сварки. Существуют два
метода многоточечной сварки:
1) последовательного зажатия
(„Гидроматик")и 2)одновремен-
ного зажатия („Ультраспид").
Сварка методом последователь-
ного зажатия производится на
машине „Гидроматик" (фиг.
178, а), в которой серия свароч-
ных головок соединяется по-
парно через маслораспредели-
тельную коробку 3 с насосом 2,
подающим масло. Все головки
соединены двумя медными шинами, подклю-
чёнными к сварочному трансформатору. При
Фиг. 177. Схе-
ма двухсторон-
ней двухточеч-
ной сварки.
/VV4/V4
Фиг. 178. Схема многоточечной
сварки последовательного дей-
ствия: а —сварка на маши-
не „Гидроматик": У —мотор;
2 — насос; 3 — масляный бак;
4— плита; б — сварка на машине
„Ультраспид": / — генератор;
2 — насос; 3 — мотор; 4 — плита.
вичной цепи и синхронизировано с давлением.
Время сварки регулируется таймером. Детали
одновременно сжаты только двумя электро-
дами. Машины „Гидроматик" широко приме-
няются в автомобильной промышленности для
сварки крупных узлов из стали толщиной 1,0 —
2,0 мм.
Метод одновременного зажатия осущест-
вляется на машине „Ультраспид" (фиг. 178, б), в
которой изделие одновременно зажимается все-
ми сварочными головками. Последние соеди-
няются с трансформатором через специальные
переключатели во вторичной цепи машины.
Этот метод обеспечивает надёжное зажатие
деталей и минимальное коробление. Приме-
няется в производстве цельнометаллических
вагонов при сварке деталей толщиной 2,5—
3,0 мм.
Рельефная сварка представляет со-
бою многоточечную сварку, при которой по-
ложение отдельных точек на одной из свари-
ваемых деталей задаётся специальными штам-
пованными выступами (рельефами). При сварке
выступы разогреваются и под давлением элек-
тродов (плит) расплющиваются. В сваренном
изделии детали прилегают друг к другу по
всей поверхности.
Рельефная сварка повышает производи-
тельность труда и применяется в массовом и
включении машины масло поочерёдно посту-
пает в рабочие цилиндры головок и электроды
последних последовательно попарно сжимают
детали. Включение тока происходит в пер-
Фиг. 179. Формы деталей для рельефной сварки.
крупносерийном производствах. Хорошие ре-
зультаты даёт сварка деталей из декапиро-
ванного железа.
Для достижения одинакового провара всех
выступов при рельефной сварке требуется точ-
ная штамповка деталей. Выступы могут иметь
круглую или вытянутую форму. Круглые вы-
ступы делаются размерами: диаметр d =
= 4—5 мм, высота h = 1,0—1,25 мм, расстоя-
ние между центрами выступов а = B,3-г-2,5) d
и расстояние от центра выступа до края дета-
ли Ъ = 2,5 d (фиг. 179).
Рельефная сварка может производиться на
специальных сварочных прессах (например,
АРС-250) или на точечных машинах с верти-
кальным перемещением верхнего электрода
(например, АТА-100). Сварочный пресс АРС-250
имеет следующую техническую характери-
стику:
Мощность в кии j,5°
Режим работы ПВ в °/0 12,5
Число сварок в час 9°°— iSoo
Размеры контактных плит в мм 42оХ28о
Максимальное расстояние между плитами в мм . . a.jo
Рабочий ход верхней ппиты в мм 52
Максимальное давление в кг 2300
Мощность, необходимая для сварки одною
выступа, определяется в 15 — 30 ква в зависи-
мости от толщины и конфигурации деталей.
Давление на один выступ (в зависимости от
376
ТЕХНОЛОГИЯ СВАРКИ И РЕЗКИ МЕТАЛЛОВ
[РАЗД. И!
толщины деталей) колеблется в пределах
200—600 кг.
Хорошие результаты даёт рельефная сварка
с предварительной горячей опрессовкой дета-
лей (разработана ЦНИИТМАШ) [9]. При этом
методе через детали, зажатые между контакт-
ными плитами машины, пропускается кратко-
временно ток, разогревающий выступы, кото-
рые под давлением припрессовываются к со-
пряжённой детали. Затем, не снимая давления,
пропускают основной импульс сварочного тока.
Плотное прилегание деталей по всем выступам
обеспечивает равномерное распределение ме-
жду ними сварочного тока и одинаковый про-
вар во всех точках.
Технические данные для выбора точечных
машин
Для сварки стальных деталей (без защит-
ных покрытий) применяются автоматические
и неавтоматические машины с моторным, пнев-
матическим или педальным механизмами да-
вления, с временем сварки ?>-0,2 сек. Маши-
ны этого типа не нуждаются в синхронных пре-
рывателях. Для сварки лёгких сплавов и нержа-
веющих сталей применяются машины с син-
хронными (игнайтронными) прерывателями,
обеспечивающими минимальное время 0,02 сек.
Для сварки сталей с защитными покрытиями
желательно применять машины с синхронными
прерывателями.
Характеристика серийных точечных ма-
шин. Серийные машины предназначаются для
сварки стальных деталей толщиной до 6 мм.
При массовом производстве рекомендуется
применять машины с моторным приводом (типа
АТА-40, AT А-100, АТА-175). Для сварки менее
ответственных деталей и для немассового
производства могут применяться педальные
машины.
Характеристики серийных машин даны в
табл. 127.
Подбор точечных машин производится по
параметрам режима (/2, Р, t) с учётом заданной
п роизвод и те льн о-
сти, определяющей
режим повторного
включения (ПВ
в »,'„):
т'1 т
U0 60 80 %ПВ
Фиг. 180. Зависимость допу-
стимого коэфициента пере-
грузки машины от режима
работы ПВ%.
где t — длитель-
ность сварки в сек.;
N—число сварок
в час.
При ПВ%, от-
личающемся от
указанного в табл.
127, допустимая
максимальная сила сварочного тока /2 может
быть определена с помощью диаграммы на
фиг. 180, по формуле
V Tk>
h 1
Таблица 127
Технические характеристики серийных точечных
Элементы характеристики
Первичное напряжение в в .
Номинальный режим работы
ПВ * в °L ...
Число ступеней регулиро-
вания трансформатора . . .
Способ включения
Тип включателя
Максимальный сварочный
ток при номинальной мош-
Время сварки при автома-
тической работе в сек. . . .
Время сварки при неавто-
Число сварок в минуту при
автоматической работе ....
Максимальная толщина сва-
риваемых деталей (малоугле-
родистая сталь):
при автоматической работе .
при неавтоматической
работе
Максимальное давление в кг
Привод механизма сжатия
Полезный вылет в мм . . .
Рабочий ход электрода
Расход воды в л/час ....
Высота в мм . .
Глубина в мм
АТ-5
220—380
5
24
4
Педаль
Механи-
ческий
f-'4.SOO
—
Любое
—
—
i + i
7°
Педальный
2ОО
ГС
•¦о
8о
33°
бЗО
Тип с
АТА-10
22O—38°
IO
3°
4
Педаль
Механи-
ческий
^^,оооо
—
Любое
—
—
2 + 2
IOO
Педальный
Зоо
ос
о
I2O
~2О
Н2О
машин
тационарной машины
АТА-40
22О-380
4°
12.Ч
8
Кулачок
Контактор
/^-¦обоо
од-о.з
Любое
50 или 7°
2 + 2
3 + 3
Зоо
Электро-
моторный
400
Зоо
175°
ООО
1240
АТП-50
22O—380
5°
25
6
Педаль
Механи-
ческий
>~11 ООО
—
Любое
—
_
3 + 3
25°
Педальный
~4оо
-Зоо
¦— Т IОО
-—боо
АТП-75
220—380
75
25
8
Педаль
Механи-
ческий
~-14 ооо
—
Любое
—
—
4 + 4
4оо
Педальный
--400
-35»
— IIOO
~6оо
АТА-175
380
175
12,5
8
Кулачок
Контактор
~2б ООО
О,1 —1.6
—
24
6+6
—
I2OO
Электро-
моторный
650
45
5°°
2120
193°
Клещи
АТК-80
380
8о
12,5
16
Таймер
Контактор
*-ч~8ооо
О,1—2,О
__
15"
3 + 3
45°
Гидропнев-
матический
65О
35°
* ПВ — время повторного включения машины в процентах.
ГЛ. IV]
КОНТАКТНАЯ ЭЛЕКТРОСВАРКА
377
где /2—максимальный сварочный ток при но-
минальной мощности и номинальном режиме
ПВ°/0 (по табл. 127); к — коэфициент пере-
грузки при номинальном режиме (по фиг.
180); k' — коэфициент перегрузки при задан-
ном режиме ПВ%, отличающемся от номи-
нального.
Сила тока /2 зависит от площади внешнего
контура машины, ограниченного рукавами и
электродами (фиг. 181). Укорочением или сбли-
жением рукавов можно повысить /2 и мощность
машины, если это не вызывает недопустимого
нагрева её элементов. Для уменьшения нагре-
650 1300 1950 2600 см?
Площадь, ограниченная вторичным
контуром сварочной машины
Фиг. 181. Зависимость силы тока в свароч-
ной цепи от плошали вторичного контура
машины.
наибольшее распространение в СССР полу-
чил сплав ЭВ @,7% Сг, 0,4% Zn, осталь-
ное Си).
Нормальный электрод с водяным охлажде-
нием и креплением на конусе показан на
фиг. 182,0. Угол а — 90 — 120°. С увеличением
а замедляется расплющивание электрода и по-
вышается его стойкость. Расстояние h от кон-
тактной поверхности до конца канала водяно-
го охлаждения в новом электроде должно
быть не выше 15 — 35 мм (в зависимости от
его размера и формы). Электроды обычно
служат до h = 4 — 5 мм. Трубка водяного
охлаждения должна находиться на расстоянии
а^Ъ мм от конца канала. При увеличении а
образуется водяной мешок, ухудшается охла-
ждение и увеличивается износ электрода.
Диаметр цилиндрической части электрода
D = B,5-3) йял.
Крепление электродов осуществляется на
конусе A :10 или 1 :20) (фиг. 182, а) или же на
Фиг. 182. Конструкция нормальных элек-
тродов для точечной сварки: а — крепле-
ние на конусе; б —крепление на трубной
резьбе.
ва понижается ПВ% (снижается производитель-
ность машины) или улучшается охлаждение
трансформатора и элементов вторичного кон-
тура.
Первичное напряжение машины должно
соответствовать напряжению цеховой сети.
Включение мощных контактных машин между
фазой и землёй нежелательно, так как приво-
дит к значительному перекосу фаз. Питающая
линия контактной машины должна иметь доста-
точное сечение проводов, обеспечивающее па-
дение напряжения не более 5% при полной
нагрузке.
Инструменты для точечных машин
Электроды для точечных машин должны:
а) обладать высокой стойкостью, б) быть
дешёвыми в изготовлении и в) обеспечивать
удобную смену.
Стойкость электродов достигается приме-
нением твёрдых материалов высокой тепло-
проводности и электропроводности (холодно-
тянутая красная медь или специальные медные
сплавы), а также рац юнальной формой и хо-
рошем охлаждением. Специальные сплавы
должны иметь электропроводность не ниже 75%
по отношенлю к красной меди Ml и повышен-
ную твёрдость (> 75 RBy сохраняемую до
Т =350 — 400° С. Из» специальных сплавов
трубной резьбе (фиг. 182, б). Конусное крепле-
ние требует более тщательного и точного
изготовления, но удобнее при смене электро-
дов.
Для повышения стойкости электродов необ-
ходимо: а) изготовлять электроды из матери-
ала проверенного качества; б) производить
сварку только чистого металла; в) следить за
достаточным охлаждением электродов; г) за-
пиливать электроды по периметру, доводя
диаметр контактной поверхности до требуемо-
го размера; д) крепить электроды без каких
бы то ни было дополнительных прокладок
и уплотнений.
Стойкость электродов может быть ориен-
тировочно принята по данным табл. 128
(ЦНИИТМАШ). Эти данные относятся к элек-
тродам из меди Ml и сплава ЭВ с хоро-
шим водяным охлаждением и составлены для
сварки декапированного железа. При сварке
очищенной горячекатанной стали стойкость
понижается, а расход меди и сплава ЭВ повы-
шается на 15%.
Нормальные электрододержатели (све-
чи) и рукава. Нормальные электрододержатели
(свечи) с конусным и резьбовым креплением
электрода (фиг. 183) изготовляются из меди,
латуни или бронзы. Свечи должны иметь хоро-
шее водяное охлаждение. Целесообразна кон-
струкция свечи с утолщением посадочного
378
ТЕХНОЛОГИЯ СВАРКИ И РЕЗКИ МЕТАЛЛОВ
[РАЗД. III
Таблица 128
Стойкость нормальных электродов из меди М-1 и сплава ЭВ для точечной сварки (по данным ЦНИИ ТМАШ) [8J
Тип электрода
ш
у
у
у
Ajt
/?
у
ХХ^
— D -.
—г^г
Щ 1
3
Эй».
у -с;
D -
4.S.
1
^—?
]
1
3 •
50
§1
S s
<8о
>8о
<8о
>8о
<8о
>8о
Размеры
<*э
8
12
8
12
8
12
В
и
25
40
25
4°
3°
5°
электрода
h
25
35
25
35
25
35
80
IOO
80
IOO
60
80
<3
3-8
<з
3-8
<3
3-8
<3
3-8
<3
3-8
<3
3-8
Медь Ml
Стойкость в точках
до
запила
250
2ОО
25O
2О0
ЗОО
IOO
2ОО
1бо
25O
2ОО
25O
2ОО
до
износа
2О ООО
15 ооо
Зо ооо
22 ООО
¦ 16 000
12 ООО
24 000
18 000
20 000
15 000
30 000
22 ООО
«я ¦
X
t< О ^
о (- «
Рас
чек
17,2
23.0
37,°
5о,5
21,6
28,8
46,3
6i,6
13,3
17,3
45-°
62,7
. Сплав ЭВ
Стойкость
до износа
в точках
IOO ООО
75 ооо
150 ооо
но ооо
8о ооо
6о ооо
I2O ООО
9о ооо
IOO ООО
75 ооо
150 ооо
t IO ООО
Ргсход на
1000 точек
в г
3,5
4,6
7.4
ю,о
4.3
5,8
9,3
12,3
2,6
3,5
9.2
12,5
места под электрод, повышающим срок службы
свечи (фиг. 183, а). При этом рукав должен
иметь отдельную прижимную колодку. Для
удлинения срока службы свечи с резьбовым
креплением электрода может применяться
сменный штуцер А (фиг. 183, б).
Нормальные рукава изготовляются из крас-
ной меди или латуни. При высоком ПВ°/д ла-
тунные рукава должны иметь водяное охла-
ждение. Крепление нормальных свечей выпол-
няется с отъёмной колодкой (фиг. 184, а) или
без неё (фиг. 184, б). Первый вариант удобнее
в эксплоатации. Рукава должны обладать
достаточной электропроводностью, механиче-
ской прочностью и жёсткостью.
Варианты оснащения точечных машин.
На фиг. 185 показано несколько вариантов
оснащения точечных машин. Нормальным
является вариант 1. Варианты 2 а 3 рекоменду-
ются для сварки узких одиночных и двойных
отбортовок с применением нормальных хоро-
шо охлаждаемых свечей и электродов, но со
специальными рукавами. Вариант^ — для свар-
ки узких отбортовок, с применением нормаль-
ных рукавов и свечей, но с неохлаждаемыми
электродами. Для массового производства этот
вариант нецелесообразен ввиду низкой стой-
кости электродов и больших потерь времени
на их запиловку. Вариант 5 является особым
случаем приварки открытой детали к трубке
с применением специального нижнего элек-
трододержателя с водяным охлаждением и не-
охлаждаемым электродом.
Условно
повернут на 60*
Фиг. 183. Конструкция нормальных электрододержателей
(свечей): а —свеча с конусным креплением электрода;
б —свеча с резьбовым креплением электрода.
ГЛ. IV]
КОНТАКТНАЯ ЭЛЕКТРОСВАРКА
379
-65—
Фиг. 184. Конструкция нормальных рукавов точечных ма-
шин: а — с отъёмной колодкой; о —без отъёмной
колодки.
Фиг. 185. Раз-
личные вариан-
ты оснащения
точечных ма-
шин.
ШОВНАЯ СВАРКА
Сущность процесса и разновидности
шовной сварки
Шовная сварка является видом контактной
электросварки, при которой между соединяемы-
ми деталями создаётся непрерывный шов пу-
тём постановки : ряда перекрывающих друг
друга сварных точек. Этим достигается обра-
зование прочно-плотных соединений.
Получение шва возможно при непрерывном
прохождении сварочного тока (непрерывная
сварка) или при прохождении тока с периоди-
ческими перерывами (прерывистая сварка).
Непрерывная сварка может дать
удовлетворительные результаты при толщине
детали (малоуглеродистая сталь) до 1,0 мм.
При больших толщинах должна применяться
прерывистая сварка с минимальным
расстоянием между центрами смежных то-
чек (шагом) 1,0—1,5 мм. При меньшем шаге
вследствие перегрева поверхности детали воз-
можны прожоги металла. Для осуществления
прерывистой сварки при обычных в практике
скоростях A,0 — 3,0 м/мин) и непрерывном
движении деталей необходимы специальные
прерыватели, с помощью которых сварочный
п
—- Ш&.
б)
Фиг. 186." Схема продольной шов-
ной сварки.
ток периодически включается и выключается,
или модуляторы, снижающие на 50—70% сва-
рочный ток через заданные промежутки вре-
мени. Прерывистая сварка может осуще-
ствляться также путём шагового движения
свариваемых деталей, при котором сварка от-
дельных точек производится при неподвиж-
ных деталях.
По положению шва сварка может быть про-
дольной и поперечной. Продольная сварка (шов
лежит в плоскости рукавов машины) осуще-
ствляется или двумя вращающимися роликами
машины (фиг. 186, а), или одним роликом, имею-
щим поступательно-вращательное движение
(фиг. 186, б). В последнем случае возможна
сварка швов изделий малого диаметра, наде-
ваемого на оправку.
Фиг. 187. Схема попе-
речной шовной сварки.
При поперечной сварке (фиг. 187) ролики
вращаются в плоскости, перпендикулярной
осям рукавов.
Области применения шовной сварки
Свариваемость металлов. Наиболее
хорошо свариваются мягкая декапированная
сталь с содержанием 0,08 — О,15°/о С, хромо
380
ТЕХНОЛОГИЯ СВАРКИ И РЕЗКИ МЕТАЛЛОВ
[РАЗД. Ill
никелевая нержавеющая сталь, латунь и неко-
торые бронзы (кремнистая). Более затруд-
нительна сварка стали с повышенным содер-
жанием углерода, сталей с защитными по
крытиями (жесть, оцинкованная сталь, освин-
цованная сталь) и алюминиевых сплавов.
Толщина свариваемых деталей.
Применение шовной сварки целесообразно при
толщинах листов: малоуглеродистая сталь — до
2 мм, нержавеющая сталь типа 18Cr—8Ni, ла-
тунь, бронза и алюминиевые сплавы до 1,5 мм.
При большей толщине листов резко увели-
чивается необходимая мощность оборудова-
ния, затрудняется получение стабильного ка-
чества и становится нерентабельным процесс
сварки.
Изделия, изготовляемые шов-
ной сваркой. Шовная сварка применяется
при изготовлении различных баков (авто-трак-
торная и авиационная промышленность), тары,
хозяйственных принадлежностей, узлов комнат-
ных холодильников, кожухов огнетушителей,
коробок противогазов и других герметичных
изделий из тонкого листового металла.
Конструктивные особенности свариваемых
деталей при шовной сварке
Форма соединений. Наилучшие ре-
зультаты при шовной сварке даёт соединение
с отбортовкой (фиг. 188, о), при котором изде-
6)
б)
д)
Фиг. 188. Типы соединений при шовной сварке.
лие всё время остаётся вне вторичного контура
сварочной машины и его магнитная масса не
меняет режима сварки. Конструкция с отбор-
товкой даёт возможность осуществлять шовную
сварку изделий любого диаметра и формы. Ос-
новным типом соединения является соединение
внахлёстку: нормальное (фиг. S88, 6), со сплю-
щиванием кромок широкими роликами (фиг.
188, и), со скосом кромок при толщине листов
более 2,0 мм (фиг. 188, г). Иногда применяется
соединение встык с присадочной проволокой
(фиг. 188, д).
При недостаточной величине нахлёстка или
отбортовки не обеспечивается плотное приле-
гание деталей вместе сварки и качество полу-
чается нестабильным. Прл сварке без расплю-
щивания кромок размер нахлёстки мижет быть
принят по данным, приведённым в табл. 131.
Предельные размеры свариваемых изделий
(максимальная длина и минимальный диаметр)
определяются конструктивными данными сва-
рочного оборудования (табл. 129).
Таблица 129
Предельные размеры изделий, свариваемых
на серийных шовных машинах
Тип шва и условия сварки
Максимальная длина продоль-
ного шва при сварке с двух
концов в им
Минимальный диаметр цилиндра
при сварке продольного шва
с нормальным оснащением в мм .
Минимальный диаметр изделия
при сварке поперечного шва
с нормальным оснащением в ми .
Минимальный диаметр ци-
линдра при сварке продольного
шва со специальным оснаще-
нием в мм
Минимальный диаметр изделия
при сварке поперечного шва
со специальным оснащением
в мм
Тип шовной
gsa
ЭЭЗ
8оо
но
гбо
60
IOO
s
3
800
160
160
70
1
120
машины
001
3
1500
i6o
160
IOO
130
Б-150
3
—
250
,
Пересе чение
швов во избежа-
ние прожогов ре-
комендуется осу-
ществлять, как по-
казано на фиг. 189
Конец шва после
шовной сварки
должен быть под-
варен электроду-
говой или газовой
сваркой.
Ш
Фиг. 189. Пересечение швов
при шовной сварке: /—про-
дольный шов; 2 —кольцевой
шов; 3— подварка.
Подготовка и сборка деталей для
сварки
шовной
Очистка деталей. Перед сваркой де-
тали должны быть весьма тщательно очищены
от грязи, масла, ржавчины и окалины. Очистка
стальных деталей может производиться путём
травления (наиболее желательный метод), пе-
скоструйным аппаратом или механически на
наждачном круге. Возможна местная очистка
свариваемых кримок на ширину 15—20 мм с
внутренней и внешней сторон листов. Дека-
пированное железо должно обезжириваться.
Очистка окалины на горячекатанной стали
стальной щёткой недостаточна. Детали из цвет-
ных металлов очищаются от плёнки окислов.
Заготовка и сборка деталей должны
обеспечивать плотное прилегание деталей в
местах сварки. В зависимости от толщины и
жёсткости деталей зазоры между ними допу-
скают в пределах 0,1—0,5 мм. Прихватка осу-
ществляется сварными точками. Некачествен-
ная сборка ведёт к непроварам, прожогам и
негерметичности швов.
ГЛ. IV]
КОНТАКТНАЯ ЭЛЕКТРОСВАРКА
381
Основные параметры режима шовной
сварки
Режим шовной сварки определяется сле-
дующими основными параметрами: 1) шагом
точек; 2) давлением на ролики и размерами
роликов; 3) циклом сварки (соотношением
между временем включения тока и паузой);
4) скоростью сварки и 5) силой тока в сва-
рочной цепи.
Шаг точек а — 1,5—4,5 мм и увеличи-
вается с увеличением толщины свариваемых
листов.
Давление на ролики и размеры
роликов. Давление на ролики определяется
толщиной и маркой свариваемого материала.
Качество сварного шва повышается с увеличе-
нием давления. Новейшие американские маши-
ны обеспечивают давление до 1700 кг при мощ-
ности 250—40Э ква [46]. Серийные шовные ма-
шины отечественного производства развивают
давление до 400-500 кг. При увеличении да-
вления повышается износ сварочных роликов.
Для уменьшения износа применяются специ-
альные сплавы повышенной твёрдости, хоро-
шее охлаждение и увеличивается ширина ра-
бочей части ролика и его диаметр. Обычно
применяются ролики шириной 4—10 мм и диа-
метром .150—250 мм.
Цикл сварки. Длительность одного
цикла (в периодах переменного тока 50 гц)
определяется по формуле
1 =
За
где а— шаг точек в мм; р—скорость сварки в
м/мин.
Время включения /„ для малоуглеродистой
стали равно @,5 ч-0,7) t, для нержавеющей
@,4-ь0,5) t, для алюминиевых сплавов @,15н-
-=-0,25) /. При малых толщинах стальных дета-
лей время включения обычно составляет 0,5 гж
При в- = 0,5 — 0,6 возможно применение
синхронных прерывателей и модуляторов, а при
—— >0,5 могут применяться только синхрон-
ные прерыватели.
Скорость сварки. При сварке с пре-
рывателем скорость v = 0,6-—3,0 м/мич. Более
лёгкие детали свариваются! на больших ско-
ростях. Для серийных маЩин ориентировоч-
ная скорость сварки может быть принята по
графику на фиг. 190, построенному для негер-
метичных швов при сварке по отбортовке
декапированной стали и отношении
= 0,7 (данные ЦНИИТМАШ).
При других условиях скорость сварки vx
определяется по формуле
где k\ -гкоэфициент, определяющий влияние
отношения ~\ /г2—коэфициент, определяю-
щий влияние типа соединения; &3—-коэфч-
циент, определяющий влияние требований
к шву при различных способах испытания.
Значения коэфициентов k\, k% и k3 могут
быть приняты по приведённым ниже данным
ЦНИИТМАШ.
Коэфициенты /г}:
. о,4о о,5° о,6о о, jo i,oo
kt 0,60 0,73 0,85 1,00 1,30
Коэфициенты k2: при сварке наружных
швов по отбортовке и сварке листов вна-
хлёстку—1,00; при сварке продольных швов
длинных обечаек и сварке внутренних попереч-
ных швов — 0,90; при сварке наружных попереч-
ных швов —0,94.
Коэфициенты &3:для швов,не испытываемых
на герметичность,—1,00; для швов, испытывае-
0,5 1.0 1,5 2,0 2,5 3,0 3,5 U,0
Скорость сВопки
Фиг. 190. График скорости шовной сварки
малоуглеродистой стали на серийных маши-
нах. Точки на кривых соответствуют различ-
ным включениям коробки скоростей.
мых давлением воздуха до 0,5 am, — 0,95; для
швов, испытываемых под бензин, керосин и
газы, —0,90.
При сварке громоздких изделий с вводом
значительных магнитных масс в контур машины
понижается ток во вторичной цепи и должна
быть понижена скорость сварки.
Сила сварочного тока. Сила тока
/2 зависит от мощности машины, её сопротивле-
ния и напряжения во вторичной цепи. Суще-
ственно влияет на силу тока индуктивное со-
противление вторичного контура (см. фиг. 181).
При сварке длинных полых изделий иногда при-
ходится в процессе сварки менять ступень
трансформатора, чтобы компенсировать паде-
ние силы тока /2. Разработаны также схемы,
автоматически поддерживающие постоянство
h [52].
i-сжимы шовной сварки малоуглеродистой
стали
В табл. 130 и 13.1 приведены режимы свар-
ки на серийных машинах отечественного
производства мощностью до 100 ква (по дан-
ным ЦНИИТМАШ) и режимы, рекомендован-
ные Американским сварочным обществом
(AWS 1943 г.). Последние характеризуются
а) узкимдиапазоном изменения скоростей» опре-
деляемым удобством манипулирования деталя-
ми при сварке, б) значительными давлениями;
в) увеличением ширины роликоз и г) нали-
чием данных о необходимой силе тока.
382
ТЕХНОЛОГИЯ СВАРКИ И РЕЗКИ МЕТАЛЛОВ
[РАЗД. II!
Таблица 130
Режимы шовной сварки малоуглеродистой стали
иа машинах мощностью до 100 ква
(по данным ЦНИИТМАШ)
Таблица 131
Режим шовной сварки малоуглеродистой стали
(по данным AWS 1943 r.J
из
S Ю
I»
eg
0,25+0.25
0,25+1,0
о,5 +о,5
О,5 +2,О
1,О + 1,О
i.o +а,о
1.5 +1.5
1,5 +з,о
2,О +2,О
Размеры
ролика
шири-
на
4
4
5
6
6
7
7
8
8
1 в мм
диа-
метр
IOO
160
180
180
2OO
22O
22O
240
25O
<L>
s
Давлен
в кг
8o—120
80—120
130—200
130—200
180—300
180 -300
250—375
250—375
320—450
Скорое
сварки
в м/мт
2,5-3,5
1,0-3,0
1,о— з.о
О,8—2,О
I.O-2.5
о,6—1,5
о,6-1,5
О,6—1,2
о,5—1,о
<и
в*
Шаг тс
в мм
1,5—я,о
I.5-2.O
2,О—2,5
2,О—2,5
2,0—2,5
2,О—2,5
2,5—З.о
2,О—3,О
З.о—4.о
я ^
is
hg
0,25
0,50
o>75
1,0
i,5
2,0
2,7
«*
О.Я
к x
Э ч
5
6
6
8
10
12,5
s
X
<u
ft;
Я **
Ч[ п
180
250
32O
410
54O
700
900
Число пе-
риодов
2
e;
Ш
2
2
3
3
4
6
9
¦2
3 ч
ta к
I
2
2
3
4
5
6
ap-
5 *
topoc
в .и,
2,0
1.9
1,8
i.7
i,6
1,4
1,2
as
о»
В"
о
я sg
Эш
1'1
2,0
2,5
2,8
3.5
4.2
5'°
о
и
я
s а
U ее
8 ооо
II ООО
13 ооо
15 ооо
17500
19 ооо
21 ООО
я s
Si к
О *5 Г:
м ^ 5
К « s
IO.O
II,О
12,5
12,5
15'5
17 .о
19>°
Дефекты шовной сварки и их причины
Негерметичность шва обычно свя-
зана с неоднородным проваром по его длине, вы-
зываемым нечёткой работой прерывателя, пло-
хой очисткой или неплотной сборкой деталей,
недостаточным давлением или малой силой тока.
Колебания напряжения в сети и изменения
силы тока при вводе в контур машины гро-
моздких изделий из ферромагнитных матери-
алов также приводят к непроварам и негер-
метичности швов.
Подплавление поверхности шва вы-
зывается плохой очисткой деталей и поверх-
ности роликов. Порча поверхности роликов
часто связана с недостаточным их охлажде-
нием. При отсутствии прерывателя или пло-
хой его работе трудно обеспечить качествен-
ную поверхность свариваемых деталей.
Прожог обычно вызывается плохой
очисткой деталей или загрязнением роликов.
а также наличием больших зазоров между
деталями при недостаточном давлении.
Технические данные для выбора
машин
шовных
В табл. 132 приведены технические харак-
теристики серийных шовных машин.
Для массового производства, при толщине
малоуглеродистой стали 1,0—1,25 мм могут
применяться машины типа АШ-20, при боль-
шей толщине — машины АШ-50 и АШ-100. Для
сварки поперечных швов на громоздких изде-
лиях при толщине стали до 2 мм могут быть
использованы специальные машины типа
АШБ-150. Все машины для сварки стали тол-
щиной s ^ 1,50 мм должны быть снабжены
синхронными прерывателями.
Таблица 132
Технические характеристики серийных шовных
Элементы
характеристики
Первичное напряжение в в
Номинальная мощность в ква
Номинальный режим работы
пв °/„
Число ступеней регулирова-
ния вторичного напряжения .
Максимальная сила тока при
номинальной мощности в а .
Максимальное давление в кг
Привод механизма сжатия
Максимальная суммарная
толщина свариваемых деталей
(малоуглеродистая сталь) в мм
Скорость сварки в м/мин .
Полезный вылет в мм . . .
Рабочий ход электрода в мм
Тип свариваемых швов . .
Расход охлаждающей воды
Габариты в мм:
высота
ширина
АШП-25
220—380
25
Со
О"
—
~ IO ООО
Зоо
Педальный
4
о.75-3,о
4оо
~35
Продоль-
ный и по-
перечный
зоо
о""
1400
7оо
IIOO
АШ-10
220—380
IO
6о
8
~ 8ооо
Зоо
Электромо-
торный
2
O.65—3.4
4оо
35
Продоль-
ный и попе-
речный
200
1*7ОО
64О
I2OO
Тип машины
АШ-20
220—380
2О
6о
8
~ 12 ООО
Зоо
Кулачк.
электромо-
торный
3
0,65—3.4
4оо
35
Продоль-
ный и попе-
речный
17ЦО
730
1300
АШ-50
220—380—
5°°
5°
6о
i6
~ i6 000
400
Кулачк.
электромо-
торный
4
O.8-4.7
4<х>
40
Продоль-
ный и попе-
речный
one
IQ2O
9оо
1760
машин
АШ-100
220-380—
5°°
loo
6о
i6
~ 24 ООО
4оо
Кулачк.
электромо-
торный
4
O-5-4.7
75°
5°
Продоль-
ный и попе-
речный
соо
2200
840
2130
АШБ-150
220—380
15°
сп
16
~ зоооо
4<эо
Пневмати-
ческий
4
1.33
Збо
25
Попереч-
ный
IO0O
2300
1300
I43O
АШТ-60
220—380
6о
IOO
64
_
—
—
Труба 0
14~55 мм
при >j=0,8-
2,0 мм
4,°-15.°
—
—
I2OO — I \ОО
i 5°о
2о8о
II ООО
ГЛ. IVJ
КОНТАКТНАЯ ЭЛЕКТРОСВАРКА
383
Инструмент для шовных машин
Конструкция роликов и их охла-
ждение. Конструкция роликов должна
обеспечивать удобную их смену, простое изго-
товление, хорошее охлаждение и малый из-
нос. Ролики применяются как с внутренним,
так и с внешним водяным охлаждением. Ти-
повые конструкции оснащения шовных машин
даны на фиг. 191. На фиг. 191, а показан верхний
рукав машины АШ-50 для поперечной свар-
ки. Ролик I крепится на болтах и не имеет
непосредственного водяного охлаждения. На
фиг. 191, б ролик / американской конструкции
для верхнего рукава машины мощностью 150ква
имеет внутреннее водяное охлаждение и кре-
пится на валу 2; для вращения ролика слу-
жит шестерня 3. Благодаря уширенному про-
филю ролик этого типа обладает высокой стой-
костью. Неудобство этой конструкции роли-
ка— трудность устранения утечки воды. На
фиг. 191.в показана нормальная конструкция
нижнего ролика / для продольной сварки. В ру-
каве имеются узкий канал 2, по которому по-
ступает охлаждающая вода, и канал 3 большого
диаметра для стока воды. Ролик имеет внеш-
нее охлаждение. На фиг. 191, г изображён ниж-
ний рукав специальной конструкции для свар-
ки полых изделий малого диаметра. Минималь-
ный диаметр ролика—65—70 мм, что опреде-
ляет размер внутреннего диаметра свариваемо-
го изделия. Для охлаждения ролика и рукава
Фиг. 191. Типовые конструкции оснащения птовных машин.
струя воды пропускается непосредственно че-
рез свариваемое изделие.
В практике США [54] широко приме-
няется наружное охлаждение роликов (как
верхнего, так и нижнего) с помощью четырёх
сопел, направляющих струйки воды непосред-
ственно в зону ролика, прилегающую к сва-
риваемым деталям (фиг. 191, д).
Материал роликов и их стой-
кость. Ролики изготовляются из кованой
красной меди марки Ml или из специальных
сплавов повышенной твёрдости (сплав ЭВ, см.
стр. 377). При диаметре ролика 150—200 мм
и допускаемой величине износа 20—25 мм
(на радиус) ролик из красной меди пригоден
для сварки от 1000 до 2000 м шва. Стойкость
роликов из сплава ЭВ при хорошем охлажде-
нии повышается в 2—4 раза.
СПЕЦИАЛЬНЫЕ ВИДЫ КОНТАКТНОЙ
ЭЛЕКТРОСВАРКИ
Импульсная сварка
Импульсная сварка применяется при точеч-
ной сварке алюминиевых сплавов и в некото-
рых случаях при стыковой сварке небольших
сечений разнородных материалов. Преимущест-
вами импульсной точечной сварки являются
быстрота нагрева, точная дозировка количества
энергии, потребляемой на каждую сваренную
точку (стык), равномер-
ность загрузки трёхфаз-
ной сети и значительное
понижение потребляе-
мой мощности.
Существуют три ос-
новных метода импульс-
ной сварки: 1) электро-
статическая конденсатор-
ная сварка [47], 2) элек-
тромагнитная сварка [55]
и 3) аккумуляторная
сварка.
По схеме электро-
статической кон-
денсаторной сварки (фиг.
192) батарея конденсато-
ров заряжается от трёх-
фазной сети через вы-
прямители В. По дости-
жении заданного потен-
циала конденсаторы раз-
ряжаются с импульсом
тока длительностью око-
ло 0,015—0,10 сек. Этот
импульс поступает в пер-
вичную обмотку свароч-
ного трансформатора Т\,
индуктируя во вторич-
ном витке импульс сва-
рочного тока такой же
длительности.
По схеме электро-
магнитной сварки
(фиг. 193) сварочный
трансформатор предста-
вляет собой индуктор, в
котором постоянный ток,
полученный выпрямле-
нием трёхфазного тока,
384
ТЕХНОЛОГИЯ СВАРКИ И РЕЗКИ МЕТАЛЛОВ
[РАЗД. И!
создаёт значительный магнитный поток. При
размыкании первичной цепи машины в сва-
рочной цепи возникает импульс тока за счёт
энергии магнитного поля, накопленной в ин-
дукторе.
Т-образная сварка
Т-образная сварка производится обычно на
мощных точечных или на стыковых машинах.
При Т-образной сварке стержець круглого или
Фиг. 192. Схема электростатической конденсаторной сварки.
Обе схемы дают возможность снизить по-
требляемую мощность сварочных машин в
4—5 раз.
Аккумуляторная сварка или импульсная
сварка от щелочных аккумуляторов нашла
применение с 1943 г. в промышленности
прямоугольного сечения приваривается в торец
к плоскому листу. Для получения стабильного
провара конец стержня должен иметь подго-
товку по сферической поверхности (фиг. 194).
При отсутствии специальной высадки
(фиг. 194, а) обеспечивается провар до 75°/0
сечения стержня. При на-
личии высадки (фиг. 194, б)
может быть обеспечен
100%-ный провар по отно-
шению к диаметру d. Основ-
ные размеры подготовки
определяются следующими
соотношениями: h — 0,3d;
D= \,bd; r=0,25rf.
Величина выпуска из
губок стержня / и вели-
чина осадки а, определяю-
щая припуск на длину
стержня, приведены в
табл. 133.
Различные специальные
типы соединений, выпол-
няемых Т-образной сваркой,
показаны на фиг. 195.
Фиг. 193. Схема электромагнитной сварки.
США. По схеме этого метода батарея акку-
муляторов заряжается от сети через выпря-
митель или от специального генератора и пе-
риодически разряжается на сварку, давая
кратковременный импульс тока,близкого ктоку
короткого замыкания.
Шовно-стыковая сварка
Шовно-стыковая сварка (фиг. 196) является
особой разновидностью контактной электро-
сварки, эффективно применяемой в производ-
стве электросварных ' труб различных диа-
метров (см. данные по АШТ-60 в табл. 132).
Выступы
. т. 1
1
—
С
1
t
1—Т ^с5
\ 1
Г
;
|
fi I
б)
1
вращающийся
трансформатор
Лист
Полоса -
\
Фиг. 194. Конструкция соединений
при Т-образной сварке.
Фиг. 195. Специальные типы соединений,
выполняемых Т-образной сваркой.
Фиг. 196. Схема шовно-
стыковой сварки.
ГЛ. IV)
ГАЗОВАЯ СВАРКА И РЕЗКА
385
а
s *
4
4
6
6
8
8
Форма
Без высадки .
С высадкой . .
Без высадки .
С высадкой . •
Без высадки .
С высадкой . .
Толщина листа
1,0
1
2,О
2,2
—
—
—
—
а
I О
1,О
—
—
—
2,0
1
—
3>°
3.3
4. о
4.4
а
—
1.4
1.2
1,9
1,4
в мм
3,0
1
_
—
—
—
4.о
4.4
а
—
—
—
2.0
1.5
4,0
1
__
—
—
—
—
а
_
—
—
—
о.
S а
s ^
10
10
12
12
14
14
Форма
Без высадки .
С высадкой . .
Без высадки .
С высадкой . .
Без высадки .
С высадкой . .
1
1
__
—
—
—
—
Таблица
Толщина лист*
,0
а
—
—
—
—
2,0
/
5.о
5,5
¦—
—
—
а
2,2
1.5
' —
—
в мм
3,0
/
5.о
5.5
6,о
6,6
7°
7.7
а
2,4
1,6
2.5
L7
2,8
2,О
133
4,0
/
5.о
5.5
6,о
6,6
7>°
7.7
а
2,8
1,8
2,7
1,9
3.4
2,3
ГАЗОВАЯ СВАРКА И РЕЗКА
ГАЗОВАЯ СВАРКА
Основные понятия
Газовая сварка по своей сущности является
сваркой плавлением. В качестве источника
тепла при газовой сварке используется пламя,
образующееся при сгорании какого-либо го-
рючего газа в смеси с чистым кислородом.
В наибольшей степени для сварки пригодно
ацетилено-кислородное пламя.
Для образования ацетилено-кислородной
смеси и сжигания её с получением концен-
трированного восстановительного пламени с
высокой температурой применяется специаль-
ный инструмент — сварочная горелка.
Фиг. 197. Схема сварочного поста с питанием газами из
баллонов.
Кислород и ацетилен подаются в горелку по
гибким резиновым шлангам. Рабочее место,
оборудованное подводкой газов, шлангами
и горелкой, называется сварочным по-
стом. Схема сварочного поста с питанием
газами из баллонов представлена на фиг. 197.
Газы для газовой сварки
Основными газами, применяемыми при
газовой сварке, являются кислород и ацети-
лен. В некоторых случаях в качестве заме-
нителей ацетилена пользуются другими го-
рючими газами: водородом, нефтяным газом.
метаном и пр., которые, однако, дают более
низкую температуру пламени и меньшую про-
изводительность сварки.
Кислород. Свойства кислорода.
По ОСТ НКТП 4313 технический кисло-
род должен иметь чистоту: I сорт — 99%,
II сорт — 98%. Удельный вес кислорода при
С° С и 760 мм рт. ст. 7 = 1,4289 kz/ms; крити-
ческая температура tKn = —118,8° С; критиче-
ское давление Ркр = 51,35 ата. При атмосфер-
ном давлении кислород сжижается в прозрач-
ную голубоватую жидкость при t = ¦—182,95° С.
Вес жидкого кислорода при этих условиях ра-
вен 1,13 кг/л. При испарении 1 л жидкого
кислорода даёт 790 л газообразного (при 0* С
и 760 мм рт. ст.); при сжижении 1 м% газо-
образного кислорода образует 1,265 л жидкого.
Получение кислорода. В промы-
шленности кислород получают путём электро-
лиза воды или (наиболее распространено) из
атмосферного воздуха через его сжижение с
последующей ректификацией на кислород и
азот.
Электролиз воды. Метод электролиза осно-
ван на разложении воды постоянным током с
помощью электролизера, причём на аноде (-J-)
выделяется кислород, а на катоде (—) водо-
род. На 2 объёма водорода выделяется 1 объём
кислорода. Для получения 1 л*3 О2 и 2 мъ Н2
теоретически необходимо затратить 4780 а-ч,
при этом на каждые 1000 а-ч выделяется 205 л
кислорода и 410 л водорода. Практически на
1 мг О2 расходуется от 11 до 13 квт-ч в за-
висимости от системы электролизера. Чистота
получаемого кислорода 98—99%, остальное —
водород. Кислород для сварки получают, при-
меняя иногда небольшие электролизные уста-
новки, работающие под давлением в несколько
атмосфер. Такая установка весит около 3 т и
даёт до 4 мЦчас О2 и 8 мЦчас Н2 при давлении
до 10 am. Работает от сети постоянного тока
200—220 в при силе тока до 250 а. Постоян-
ный ток подводится к электролизеру от мотор-
генератора или ртутного выпрямителя. Элек-
тролизер заполняется 20%-ным раствором щё-
лочи NaOH в качестве электролита. Расход
энергии на 1л3О2 равен 11,2—11,6 квт-ч по
постоянному току и 12—15 квт-ч по перемен-
ному току. Расход NaOH составляет 5,5 — 6 г
на 1 л3 О2.
Получение кислорода из атмосферного
воздуха. В воздухе содержится по объёму
20,93% кислорода и 78,03% азота. Так как воз-
дух представляет собой механическую смесь
азота и кислорода, то, сжижая атмосферный
386
ТЕХНОЛОГИЯ СВАРКИ И РЕЗКИ МЕТАЛЛОВ
[РАЗД. Ш
воздух и подвергая его затем ректификации,
можно получить отдельно кислород и азот,
используя разность в температурах кипения
жидкого кислорода и азота. При атмосферном
давлении температура кипения жидкого кисло-
рода равна—182,95°С, а жидкого азота—195,8°С.
Схема установки для получения кислорода
из атмосферного воздуха показана на фиг. 19а.
Атмосферный воздух засасывается через воз-
душный фильтр /, очищается в нём от механи-
ческих примесей и сжимается в многосту-
пенчатом D, 5 или 6 ступеней) компрессоре 2
до требуемого давления. После каждой ступени
компрессора воздух проходит водяные холо-
дильники, где отдаёт теплоту сжатия, и масло-
отделители, в которых отделяются конденсаци-
онная влага и масло. Между 2-й и 3-й ступе-
нями воздух проходит через декарбонизатор 3,
наполненный раствором едкого натра для очи-
стки воздуха от углекислоты. После компрес-
сора сжатый воздух направляется в осушитель-
ную батарею 4, где освобождается от влаги
при помощи кускового NaOH. Очистка воз-
духа от СО2 и влаги необходима для преду-
преждения закупорки теплообменника кисло-
родного аппарата твёрдой углекислотой и льдом
при низких температурах. Из осушительной
батареи сжатый воздух поступает в змеевик
теплообменника 5, расположенный на верху ки-
слородного аппарата 6. Кислородный аппарат
двойной ректификации состоит из нижней У и
верхней 8 ректификационных колонн. Воздух,
охлаждённый в теплообменнике отходящими
из аппарата азотом и кислородом, поступает
в змеевик испарителя 9, откуда через воз-
душный дроссельный вентиль 10 подается
на середину нижней ректификационной колон-
ны для разделения. В испарителе 9 собирается
жидкий воздух, содержащий 45—50% кисло-
рода; азот поднимается вверх и, сжижаясь
в трубках конденсатора 11, частично идёт на
орошение нижней колонны и частично соби-
рается в карманах 12 конденсатора 11. Отсюда
через азотный дроссельный вентиль 13 азот
подаётся на верхнюю тарелку верхней ко-
лонны; в эту же колонну, но несколько ниже,
через кислородный дроссельный вентиль 14
подаётся жидкий воздух из испарителя нижней
колонны. Газообразный азот уходит наружу
через азотную секцию 15 теплообменника,
а газообразный кислород из верхней части
конденсатора отводится через кислородную
секцию/6 теплообменника в газгольдер 17 че-
рез газовый счётчик 18. Из газгольдера кисло-
род засасывается кислородным компрессо-
ром 19, сжимается в нём до давления 150 am
и через наполнительную рампу 20 накачи-
вается в стальные баллоны.
При запуске установки и её охлаждении
воздух сжимается компрессором до 200—220 am,
а при установившемся процессе, когда холода
требуется меньше, давление сжатия снижается
до 50—60 am.
Если установка должна давать жидкий кис-
лород, то она снабжается поршневым детанде-
ром 21 (расширительной машиной). В этом слу-
чае весь воздух сжимается компрессором до
200—220 am и часть его направляется в детан-
дер, где он расширяется до 6 am и при этом
охлаждается до— НО—120°С, производя внеш-
нюю работу. За счёт этого в установке полу-
чается дополнительное количество холода, не.
ГЛ. IV]
ГАЗОВАЯ СВАРКА И РЕЗКА
38?
обходимое для покрытия его потерь с отбира-
емым жидким кислородом. Из детандера охла-
ждённый воздух через фильтр 22 поступает в
детандерную ветвь 23 теплообменника и затем
в испаритель нижней колонны. Жидкий кисло-
род из конденсатора аппарата сливается в сто-
ящий рядом стационарный танк 24, из кото-
рого в жидком виде развозится по потребите-
лям в транспортных танках.
Технические данные кислородных устано-
вок, выпускаемых в СССР, приведены
в табл. 134.
Таблица 134
Производительность
установки газообразного
кислорода в мг\час ....
То же жидкого в кг/нас
Количество перераба-
тываемого компрессором
воздуха B0° С и 760 мм
рт. ст.) в м31час
Рабочее давление в am:
а) при получении газо-
образного кислорода . . .
б) при запуске и полу-
чении жидкого кислорода
Установленная мощ-
ность мотора в кет . . .
Удельный расход элек-
троэнергии в квт-ч:
а) на 1 м3 газообразно-
го кислорода
б) на 1 кг жидкого кис-
лорода
Удельный расход NaOH
в г на 1 ж' О,
5
7
6 -,
Цо
170—200
35
з
О Z
2О
3°
Зо
i8o
80
200
55
1,7
20
14— 16
13°
150
800
60
200
280
1,55
1,65
12—14
250
300
1300
50
200
500
1,50
1 60
11 —12
В СССР освоено также производство турбо-
кислородных установок для получения жидкого
кислорода по методу акад. П. Л. Капица. Эти
установки отличаются от установок других ти-
пов тем. что они работают на воздухе низкого
давления F атд), снабжены регенераторами
для предварительного охлаждения воздуха и
очистки его от влаги и углекислоты и в каче-
стве основного холодопроизводящего аппарата
имеют воздушный турбодетандер.- Установки
работают от турбокомпрессоров и производят
кислород в жидком виде. Могут питаться возду-
хом непосредственно от общезаводской пнев-
мосети турбокомпрессоров.
Стандартным типом выпускаемых устано-
вок этой системы являются агрегаты на 200
кг(яас жидкого кислорода.
Хранение и транспортировка
кислорода. Баллоны для газообразного
кислорода. Газообразный кислород хранится
и транспортируется в стальных баллонах, под
давлением 150 am. Разрез кислородного бал-
лона изображён на фиг. 199. Баллон имеет
вид цилиндра 1 с выпуклым днищем 2 и гор-
ловиной 3. На нижнюю часть баллона насажен
башмак 4, а на горловину кольцо 5. В горло-
вину с конической нарезкой ввёртывается
вентиль 6.
Горловина баллона снабжена конической:
резьбой с профилем по ОСТ/НКТП 266, конус-
ностью 3: 25, числом ниток 14 на V. Наружный:
диаметр резьбы, измеренный в плоскости торца
горловины, делается в бал-
лонах нормального литража
типов А, В и Г равным
27,8лги и типа Б— 30,3 мм.
На кольцо 5 ндвёрты-
вается колпак 7 для предо-
хранения вентиля от повре-
ждения. По ГОСТ 949-41
баллоны изготовляются из
стальных бесшовных цель-
нотянутых труб. Размеры
баллонов указаны в табл 135.
Расчёт баллонов на проч-
ность производится по фор-
муле
Ргидр п
0,66:
с> ж гиор "¦
Фиг. 199. Кислород-
ный баллон.
где Ргидр— гидравлическое
(испытательное) давление
в кг/см2; R — внутренний
радиус в см; as — предел
текучести в кг/см2; S — толщина стенки в см.
После штамповки дотшшек и горловин
баллоны подвергаются термообработке (нор-
мализации) для устранения внутренних напря-
жений и восстановления нормальной струк-
туры металла.
Баллоны из углеродистой стали (ГОСТ
949-41) имеют большой коэфициент порожнего
веса тары, равный 1,6—1,7 кг/л ёмкости. Для
облегчения баллонов они иногда изгото-
вляются из легированных сталей с пределом
прочности до 100—120 кг\м 2 Так, в Англии
выпускаются баллоны из хромоникелъмолиб-
деновой стали в 2—2,5 раза легче обычных
баллонов. В Германии выпускались баллоны
из низколегированной, хромоникельмолибдено-
вой стали (Rz* = 120 кг/мм^), имеющие коэ-
фициент тары 0,92 кг/л. Во Франции изгото-
влялись баллоны из тонкостенных труб, обмо-
танные снаружи тонкой рояльной проволокой,
предела прочности 90 кг/мм2. Такой баллон
мог работать на 180 am и при ёмкости 13,4 л
весил 17 кг.
Кислородные баллоны окрашиваются сна-
ружи в голубой цвет с надписью чёрными
буквами „Кислород". Верхняя сферическая
Таблица ,135
Тип
баллона
А -5°
А-40
А-33
А-27
одяна
мкост
л
03 :о> в
5°
4О
33
27
Размеры в
наруж-
ный
диаметр
219
219
219
2ig
тол-
щина
стен-
ки
8
8
8
8
мм
длина
1700
139Э
«73
988
Вес в кг
82 — 86
68 -s'7i ¦
57 - 6о
48-%>''„
: г
*/?,¦- допускаемое напряжение кг!мм*; R,= -^—, где
z ¦. * п
з. -г предел прочности в кг/мм1 ид- запас прочности,
равный 4 — 4,5.
25
388
ТЕХНОЛОГИЯ СВАРКИ И РЕЗКИ МЕТАЛЛОВ
[РАЗД. Ш
часть баллона не окрашивается и на ней
высекается паспорт баллона: марка завода-из-
готовителя, тип, порядковый номер, вес в кг,
даты изготовления и срока следующего испы-
тания, рабочее и испытательное давление
в am, ёмкость в л и клеймо ОТК завода-из-
готовителя. На этой же части баллона высе-
каются клейма при последующих осмотрах
и переиспытаниях баллонов, которые делаются
периодически один раз в 3 года в присутствии
инспектора Котлонадзора. При испытаниях
баллон промывается, осматривается изнутри
и снаружи, взвешивается и ёмкость его за-
меряется; баллон бракуется по весу, если
последний более чем на 5% ниже перво-
начального веса, обозначенного на паспорте,
и бракуется по ёмкости, если она на 1,5°/0
и более превышает паспортную. Затем бал-
Фиг. 200. Вентиль кислородного баллона: А —выпуск
до 1938 г.; Б —после 1938 г.
лон подвергается гидравлическому испытанию
на пробное давление в течение 1 мин., при
этом определяется его остаточная деформа-
ция, которая не должна превышать 10% от
упругой. Результаты испытаний заносятся
в протокол (журнал). На сферической части
баллона, выдержавшего все испытания, нано-
сится новое клеймение. Испытанный баллон
снабжается вентилем, вновь окрашивается
и отправляется под
наполнение газом.
Вентиль кисло-
родного баллона
изготовляется из
латуни ЛС59, так
как сталь быстро
корродирует в сре-
де кислорода, и,
кроме того, при
воспламенении
прокладки вентиля
стальной корпус
его может так-
же начать гореть
в кислороде, что
является опасным.
Конструкции вы-
Фиг. 201. Присоединительные пускаемых прОМЫ-
размеры кислородного вентиля. шленН0СТЬЮ Еенти-
лей для кислородных баллонов показаны на
фиг, 200.
На фиг. 201 даны присоединительные раз-
меры кислородного вентиля.
Сосуды и танки для жидкого кислорода.
Скрытая теплота испарения жидкого кисло-
рода невелика и составляет всего 51 кая/кг,
вследствие чего он быстро испаряется, если
находится в сосуде, не снабжённом достаточно
хорошей изоляцией от тепла окружающей
среды.
Для хранения и транспортировки неболь-
ших количеств жидкого кислорода приме-
няются сосуды с вакуумной изоляцией р
междустенном про-
странстве (сосуды
Дюара). Наиболее рас-
пространённым типом
является сосуд Дюара
на 15 л жидкого кис-
лорода. Разрез этого
сосуда показан на
фиг. 202.
Сосуды Дю-
ара не отлича-
ются достаточ-
но прочной кон-
струкцией и по-
этому более
применимы в
лабораторных
условиях, чем
в заводской
практике.
Большие ко-
личества жид-
кого кислорода
хранятся и пе-
ревозятся в так
называемых ста-
ционарных и
транспортных
танках, которые
представляют собой латунные шаровые резер-
вуары, помещённые в кожух из листового
железа. Пространство между латунным ша-
ром и кожухом заполнено изоляцией из по-
рошкообразной магнезии.
Фиг. 202. Сосуд Дюара: /—активи-
рованный уголь; 2— изоляция.
Фиг. 203. Разрез транспортного танка для жидкого
кислорода.
Разрез транспортного танка дан на фиг. 203.
Стационарный танк отличается от транспорт-
ного наличием дополнительного колпака (по-
казан наверху пунктиром), через который
ГЛ. IV]
ГАЗОВАЯ СВАРКА И РЕЗКА
389
подводится труба для подачи жидкого кисло-
рода и труба для отвода газообразного кис-
лорода в газгольдер.
Технические характеристики танков, выпу-
скаемых нашей промышленностью, приведены
в табл. 136.
Таблица 136
Технические характеристики
Ёмкость по жидкому кислоро-
ду в л
То же в пересчёте на газ в м3 .
Вес: а) порожнего танка в кг .
б) жидкого кислорода в г .
в) наполненного танка в кг
Максимальное рабочее давле-
ние в ати
Пробное давление в ати . . .
Потеря на испарение от ёмко-
сти в час (при изоляции угле-
кислой магнезией) в и/0
Размеры латунного шара в мм:
а) внутренний диаметр . . .
б) толщина стенки
Наружные габариты кожуха
в мж
а) диаметр
б) высота
Потребное количество изоля-
ции (MgCO3) в кг
Грузоподъёмность автомашины
в т
.Тип танков
транс-
портные
I2OO
IOOO
I2OO
1360
2560
о,6
о, 7
I32O
2
1850
1810
500
2.5-3
2890 4820! 7950
240014000 ббоэ
1800^300
32805450
5<э8о 775°
о,6
стацио-
нарные
о.б
1770
2.5
о,б
2,5
2410 2760
2400 3i7°
8оо
5
3385
дою
12395
о,6
2480
3
315°
351°
Наиболее распространённым в практике
типом является транспортный танк ёмкостью
на 1200 л A000 л*3), так как его можно уста-
новить на трёхтонной машине или прицепе.
Устройства для использования жидкого
и газообразного кислорода
Газификаторы для жидкого кис-
лород а. Потребители, снабжённые жидким
кислородом, должны иметь у себя газифика-
ционные установки для превращения жидкого
кислорода в газ под требуемым давлением. Га-
зификационные установки для жидкого кисло-
рода бывают низкого и высокого давлений.
Газификационные установки низкого да-
вления. К установкам этого типа относятся га-
зификаторы, рассчитанные на максимальное
давление кислорода до 15 am. Газификаторы
низкого давления изготовляются как пере-
движного, так и стационарного типа. Пере-
движные газификаторы служат для питания
кислородом 1—2 сварщиков или резчиков. Они
устанавливаются в непосредственной близости
от места производства автогенных работ. Кис-
лород подаётся в горелку по шлангу. Жидкий
кислород доставляется в сосудах Дюара, из ко-
торых переливаетсяв резервуар газификатора.
Общий вид и схема передвижного газифи-
катора низкого давления представлены на
фиг. 204.
Газификатор вмещает до 13 л жидкого
кислорода и рассчитан на давление до 12 am.
Он состоит из латунного сварного резерву-
ара /, помещённого в кожух с изоляцией
(магнезия) 2. Рядом с газификатором имеется
сосуд-сепаратор 5. Все эти части смонтиро-
ваны на деревянной подставке 4, снабжённой
двумя ручками 5. Газификатор работает сле-
дующим образом: жидкий кислород из резер-
вуара 1 через вентиль 6 перепускается в змее-
вик 7, где испаряется и направляется в верх-
нюю часть резервуара 1. Образовавшимся
давлением жидкий кислород по трубке 8 пере-
гоняется в змеевик 9, испаряется в нём, про-
ходит сепаратор 3, где происходит испарение
остаточной жидкости, и через подогреватель-
ный змеевик 10 и вентиль // подаётся в го-
релку. Трубка 12 соединена с манометром 14
и имеет вентиль 13 для спуска газа из гази-
фикатора в атмосферу. Сосуд / снабжён пру-
жинным предохранительным клапаном и пре-
Фиг. 204. Передвижной газификатор низкого давления.
дохранителыюй разрывной мембраной. Напол-
нение газификатора жидким кислородом произ-
водится через пробку 15. Для заливки гази-
фикатора требуется один сосуд Дюара ёмко-
стью 15 л. Запас кислорода (газа) в газифика-
торе составляет около 9 мК Особенно удобны
такие газификаторы на монтажных и строи-
тельных работах. Кислород может храниться
в газификаторе несколько суток, потери его
на испарение составляют не более 1% в 1 час
от ёмкости газификатора.
Для крупных потребителей кислорода с по-
стоянными местами подводки газа применяют
стационарные холодные газификаторы. Схема
такого газификатора показана на фиг. 205. Га-
зификатор устанавливается в специальном по-
мещении, которое устраивается в виде при-
стройки к основному производственному кор-
пусу или в виде отдельного здания. Схема пла-
нировки помещений газификаторной станции
дана на фиг. 206. Для подачи кислорода от гази-
фикаторак местам потребления прокладывается
трубопровод.
Стандартной ёмкостью холодного газифи-
катора является ёмкость его на 800 мь кис-
лорода, что в переводе на жидкий кислород
390
ТЕХНОЛОГИЯ СВАРКИ И РЕЗКИ МЕТАЛЛОВ
[РАЗД. Ш
соответствует ёмкости 1000 л. Газификатор
рассчитан на максимальное рабочее давление
15 am и испытывается гидравлически на 30 am.
При давлении 15 am он может давать до
150 мь]час газообразного кислорода. Газифи-
кационная установка состоит (фиг. 205) из
газификатора А, испарителя Б и ресивера В.
Газификатор А изготовлен в виде стального
шара /, составленного из двух штампованных
Фиг. 205. Схема холодного газификатора.
полушарий и сваренных по среднему диаметру
при помощи электросварки. Стальной шар
служит для воспринятия внутреннего давле-
ния газа. Чтобы жидкий кислород не сопри-
касался непосредственно со стальным шаром
и не вызывал в нём термических напряжений
, Ресобер
— J000
Фиг. 206. Газкфикаторная станция.
при резком изменении температуры (например,
во время заливания жидкого кислорода в гази-
фикатор), внутри стального шара помещается
второй шар 2, изготовленный из тонкой ла-
туни. Этот шар служит вместилищем для жид-
кого кислорода. Между латунным и стальным
шарами имеется небольшой промежуток, сооб-
щающийся с газовым пространством газифи-
катора. Таким образом латунный шар разгру-
жен от давления и испытывает напряжение
только от веса жидкого кислорода. Наполне-
ние газификатора жидким кислородом произ-
водится через вентиль 3 и трубу 4 путём
передавливания жидкости из транспортного
танка, в котором для этого создаётся давле-
ние порядка 0,4 — 0,5 am. Из шара газифика-
тора жидкий кислород по трубе 5 поступает
в змеевик испарителя Б, а затем — в сеть по
трубопроводу 6. При необходимости увеличить
количество испаряемого кислорода часть газа
направляется обратно в газификатор по тру-
бе 7, проходит подогревательный змеевик 8,
окружённый жидким кислородом. При этом
в газификаторе давление возрастает и увели-
чивается подача жидкости в змеевик испари-
теля Б. От змеевика 8 газ снова поступает
во второй змеевик 9 испарителя Б и оттуда
идёт в сеть. Для выравнивания колебаний
давления в системе к установке приключён
через обратный клапан 10 ресивер В водяной
ёмкостью 8—10 мь. Контроль и регулировка
работы газификатора осуществляются при по-
мощи щита измерительных приборов 11 и
пульта управления 12.
Газификационные установки высокого
давления. Установки этого типа применяются
для наполнения кислородом баллонов при да-
влении до 150—165 am.
Газификационная установка высокого да-
вления (тёплый газификатор) (фиг. 207) состоит
из собственно газификатора и наполнительной
рампы. Газификатор изготовляется из толсто-
стенного стального баллона 1, закрываемого
сверху крышкой 2, в которую ввёрнуты бол-
ты 3, прижимающие уплотняющую головку^.
Баллон газификатора рассчитан на рабо-
чее давление 165 am и испытывается гидра-
влически на 250 am. Внутри баллона поме-
щена тонкостенная латунная вставка 5, в ко-
торую вмещается 19,5 л жидкого кислорода.
Такого же типа газификаторы могут изгото-
вляться на 30,5 и 100 л ёмкости.
Газификатор помещается в сосуд 6 с водой,
подогреваемой паром, подводимым в змеевик7.
Газификатор может быть установлен на одной
автомашине с танком для перевозки жидкого
кислорода. Таким образом получается транс-
портная тарификационная установка, которая
может не только перевозить жидкий кисло-
род, но и, газифицируя его, наполнять баллоны
непосредственно на заводах-потребителях.
В этом случае для подогрева воды газифика-
тора пользуются теплом отработанных газов
автомашины. Жидкий кислород заливается
в газификатор из танка по гибкому шлангу
или из сосуда Дюара через пробку 8, которая
затем плотно завёртывается. Испаряющийся
кислород за счёт притока внешнего тепла соз-
даёт в баллоне газификатора давление, кото-
рым жидкость по трубке 9 перемещается в змее-
вик 10, испаряется и поступает во внутрен-
ний испаритель 11. Этим ускоряется процесс
нарастания давления в газификаторе и испа-
рения в нём кислорода. Из испарителя И
кислород снова выходит в наружный змее-
вик 12, подогревается в нём и по трубке 13
через обратный клапан идёт в баллоны на-
полнительной рампы. Одной заливкой гази-
фикатора ёмкости 19,5 л можнЪ наполнить два
кислородных баллона ёмкостью по 40 л до
давления 150—165 am. Процесс наполнения
газификатора и испарения всего кислорода
занимает 30 — 40 мин. Таким образом один
такой газификатор может дать четыре баллона
ГЛ. IV]
ГАЗОВАЯ СВАРКА И РЕЗКА
391
Пробка продивки меЖстен.простр.
Гильза термометра }—
Клапан предохран. 'JJ / \ / /
штуцер налива
йоды в предохр.
кошухи
- вентиль слу-\
ска давления
наполнительная рампа основнар
Рамповый вентиль
Обратный
клапан
Вентиль
групповой
Предохр
мембрана
ff Манометр
Клапан пдратн)
Выход -„
выхп паза
или пара
Наполнит рампа
малолитр типа
Вхойвыхл.
Паза или пара
Вентиль спуска дав-
леная
Клапан предохран.
¦Кран слива воды
Выход газообр. кислорода
Лробка продувки меЖстен. простр.
Вид сверху
Фиг. 207. Газификатор высокого давления (тёплый газификатор).
после-
кислорода в 1 час, т. е. 24 мЦчас кислорода.
Для наполнения малолитражных баллонов
имеется отдельная наполнительная рампа.
Остаток газа в газификаторе от наполнения
первой пары баллонов перепускается в два
другие баллона, подготовляемые для
дующего наполнения.
Редукционные вентили и
рампы для газообразного
кислорода. Для использования
газообразного кислорода из баллона
необходимы редукционные вентили
и рампы. Рампы служат для питания
кислородом нескольких сварочных
постов от группы баллонов и ставятся
при большом расходе кислорода.
Назначение и принципы устрой-
ства редукторов. Редукционные вен-
тили служат для: а) понижения да-
вления отбираемого из баллона газа
до требуемой величины рабочего да-
вления и б) поддержания рабо-
чего давления газа постоянным не-
зависимо от уменьшения давления
его в баллоне при расходовании че-
рез редуктор.
В практике встречаются редук-
торы двух основных типов: прямого
действия и обратного, действия.
На фиг. 208 показана схема ре-
дуктора прямого действия, в кото-
ром поступающий из баллона газ
своим давлением стремится открыть клапан.
Редуктор обратного действия (фиг. 209), на-
оборот, устроен так, что поступающий в него
газ своим давлением стремится закрыть ре-
дуцирующий клапан.
Редукторы прямого и обратного действия
имеют различные характеристики изменения
рабочего давления газа при понижении да-
вления газа в баллоне. Как видно из кривых
(фиг. 210), редуктор прямого действия имеет
падающую характеристику, а редуктор обрат-
Запорная пружина
Фиг.
!. Схема редуктора пря-
мого действия.
Фиг
нажимная
пружина
209. Схема редуктора
обратного действия.
ного действия — возрастающую. Это объяс-
няется тем, что при уменьшении давления
газа в баллоне происходит уменьшение да-
вления поступающего в редуктор газа на кла-
пан. В редукторе прямого действия при
392
ТЕХНОЛОГИЯ СВАРКИ И РЕЗКИ МЕТАЛЛОВ
[РАЗД. III
уменьшении давления на клапан последний
будет закрываться, и рабочее давление газа
в редукторе будет падать. Наоборот, в редук-
торе обратного действия это вызовет увели-
уоти
1
Редуктор обратного дейстдия
Редактор прямого дейстВия
150
120 90 60 30
Давление б баллоне
Оати
Фиг. 210. Характеристики изменения рабочего
давления газа в редукторах прямого и обрат-
ного действия.
чение открытия редуцирующего клапана и по-
вышение давления газа в камере низкого да-
вления редуктора.
Кроме указанного различия в принципе
действия, редукторы различаются также по
количеству ступеней редуцирования. В настоя-
щее время применяются редукторы односту-
пенчатые и двухступенчатые. Двухступенча-
vВыходгаза
Фиг. 211. Однокамерный редуктор РК-39 (разрезы).
обратного действия. В корпусе 1 расположены
предохранительный клапан 2 и запорный вен-
тиль 3. Крышка 4 этого редуктора навёрты-
вается снаружи корпуса, что даёт возмож-
ность увеличить размеры мембраны 5 и тем
достигнуть большей чувствительности в регу-
лировке.
Двухкамерный редуктор 2КВД, модель
1937 г. Редуктор 2КВД (фиг. 212) по своей
конструкции является двухкамерным редук-
тором обратного действия. Он состоит из
корпуса /, в котором смонтированы две камеры
редуцирования высокого (А) и низкого (Б)
давления.
Редуктор имеет входной штуцер 2, кото-
рым он крепится к вентилю баллона при по-
мощи гайки 3. Предохранительный клапан 4
пружинного типа помещён в колпачке 5 ка-
меры низкого давления. Выходной штуцер 6
снабжён запорным вентилем 7 и ниппелем 8
для присоединения резинового шланга. В кор-
пус редуктора ввёрнуты два манометра: вы-
сокого давления 9, показывающий давление
газа в баллоне (до редуктора), и низкого да-
вления 10, по которому устанавливается рабо-
чее давление. В штуцере 2 имеются фильтр
11, состоящий из мелкой сетки, препятству-
ющей попаданию грязи в камеры редуциро-
вания, и красномедная шайба 12
с отверстиями, являющаяся тепло-
поглотителем.
Технические характеристики
редукторов РК-39 и 2КВД приве-
дены в табл. 137.
Редукционные вентили для аце-
тилена, водорода и воздуха ничем
не отличаются от кислородных,
кроме услов-
ного цвета ок-
раски, размера
резьбы накид-
ной гайки шту-
цера редуктора
и способа кре-
пления к вен-
тилю. В со-
тые редукторы тре-
буют большего рас-
хода цветного метал-
ла, но дают более по-
стоянное рабочее да-
вление газа и менее
склонны к замерза-
нию, так как обладают
большей массой, обес-
печивающей больший
приток тепла к редук-
тору, который сильно
охлаждается при ре-
дуцировании газа.
При двухступенча-
том редуцировании рабочее давление
газа после второй ступени редуктора
будет практически оставаться почти
постоянным.
Однокамерный редуктор РК-39.
Кислородный редуктор РК-39
(фиг. 211) выпускается промышлен-
ностью с 1939 г. По типу предста-
вляет собой однокамерный прибор
noMN
W
Фиг. 212. Двухкамерный редуктор 2КВД (модель 1937 г.).
ГЛ. IV]
ГАЗОВАЯ СВАРКА И РЕЗКА
393
Таблица 137
do
S-,
Тип рех
РК-39
2КВД
.а
s
Число
2
к
X
о
о
редуци]
Рабочее давле-
ние в
1-й ка-
меры
1.3
2О — 3°
ати.
2-й ка-
меры
I- i8
ся л
х ^
cgi
Не менее
25 м31час
То же
« о
0,
Перепг
вления
не бол
4о
5°
о-в s
0J 3 се о
Давлен
гулиро
предох
тельно
-5 —
35 -
4°
клапан
Примечания; 1. Пропускная способность редук-
тора дана для рабочего давления в 10 ати при выходе
газа через сопло диаметром 3 мм.
2. Установка давления в 1-й камере, а также регули-
ровка предохранительного клапана производятся на
заводе-изготовителе.
3. Под перепадом давления подразумевается повы-
шение установленного рабочего давления при внезапном
прекращении отбора газа по отношению к первоначаль-
ному установленному давлению.
ответствии с нарезкой бокового штуцера вен-
тиля у кислородных и воздушных редукторов
накидная гайка имеет правую трубную резьбу
диаметром з/4", 14 ниток на \", профиль по
ОСТ ЬКТП 266; у водородных редукторов эта
нарезка делается левой, диаметром ^\{', 14 ни-
ток на 1"; у ацетиленовых вместо накидной
гайки штуцер высокого давления снабжается
специальным хомутом для присоединения ре-
дуктора к вентилю ацетиленового баллона.
Кислородные редукторы окрашиваются в
синий цвет, водородные — в красный, воздуш-
ные — в чёрный и ацетиленовые — в белый.
Распределительные рампы. Распредели-
тельная рампа служит для присоединения
группы баллонов, от которых газ подаётся по
трубопроводу уже при пониженном давлении
к местам потребления. Рампа состоит из двух
коллекторов высокого давления, к которым бал-
Фиг. 213. Общий вид распределительной рампы.
лоны присоединяется медными змеевиками.
Каждый коллектор имеет общий запорный
вентиль, позволяющий выключать данную
группу баллонов. На рампе устанавливается
центральный редуктор, понижающий давле-
ние подаваемого в сеть газа, а на рабочих
местах устанавливаются постовые редукторы.
Если для всех сварочных постов требуется
одинаковое давление кислорода, то постовых
редукторов можно не ставить и обходиться
только одним центральным редуктором. Общий
вид распределительной рампы показан на
фиг. 213.
Баллоны к распределительной рампе при-
соединяются посредством змеевиков из цель-
нотянутых трубок красной меди, диаметром
5X8 мм. К концам змеевиков припаиваются ла-
тунные штуцеры, снабжённые накидными гай-
ками, при помощи которых штуцеры змееви-
ков привертываются к отросткам рампы и вен-
тилей баллонов.
Шланги для подвода газов от редукторов
в горелке изготовляются из вулканизированной
резины с несколькими прокладками из льня-
ной или бумажной ткани. Внутренний диаметр
стандартных шлангов — 9,5 мм, наружный —
17,5 мм (ОСТ 2357). Шланги для кислорода
должны быть испытаны пневматически на ра-
бочее давление 30 am.
Ацетилен. Свойства ацетилена.
Ацетилен — горючий газ с резким характер-
ным запахом. Представляет собой ненасыщен-
ный углеводород ряда СлН2л; химическая фор-
мула С2Н2. Молекулярный вес 26,024.
Ацетилен является эндотермическим соеди-
нением и при его образовании из С и Н2 за-
трачивается 53,88 кал/моль, которые выде-
ляются при разложении ацетилена. При рас-
паде 1 кг ацетилена освобождается 2070,4 кал.
Температура при распаде ацетилена под-
нимается до 3180° С, а давление возрастает
до 11-кратной величины начального.
Удельный вес ацетилена 7 = 1,1791 кг\мъ
при 0° С и 760 мм рт. ст. Плотность по отно-
шению к воздуху — 0,9056. Высшая теплотвор-
ная способность
Qe = 13 800 - 14 100 кал/МП.
Чистый С2Н3 при атмосферном давлении
в случае воспламенения его каким-либо источ-
ником тепла сгорает спокойно, без признаков
взрыва. Если же воспламенить ацетилен, на-
ходящийся под давлением выше некоторого
предела, то происходит его взрывчатое распа-
дение, сопровождаемое быстрым и сильным
выделением тепла и повышением давления.
Предел давления, свыше которого при воспла-
менении произойдёт взрыв С2Н2, зависит от
чистоты ацетилена, его влажности, характера
источника воспламенения, скорости нагрева-
ния, формы и размеров сосуда и присутствия
катализаторов. При растворении ацетилена в
какой-либо жидкости способность его к взры-
ву уменьшается. Ацетилен, растворённый в
ацетоне, взрывает только при давлении свыше
10 am. Опыты показали, что С2Н2 в спокой-
ном состоянии при соприкосновении с желез-
ной поверхностью, нагретой до 530° С, взры-
вает только при давлении 1,5—2,0 кг/см2.
Взрыв может последовать и при более низких
температурах и давлениях, если при этом при-
сутствуют какие-либо контактирующие веще-
ства: железные, медные и латунные опилки,
окись железа, меди, алюминия. Они адсорби-
руют на своей поверхности молекулы ацети-
лена и ускоряют протекание реакции распада.
Если С2Н2 вступает в химическую реакцию
с контактирующим веществом, то процесс про-
текает ещё более энергично, например:
СиО + С2На = Си -}- 2С + Н2О -j- 75 кал/моль.
394
ТЕХНОЛОГИЯ СВАРКИ И РЕЗКИ МЕТАЛЛОВ
[РАЗД. III
Это является одной из причин, почему
в аппаратуре для ацетилена запрещено при-
менять красную медь. В присутствии окиси меди
взрыв ацетилена наступает уже при темпера-
туре 240° С, в присутствии окиси железа —
от 280 до 300° С.
При наличии в ацетилене примеси воз-
духа или кислорода смесь становится взрыв-
чатой при атмосферном давлении. Пределы
взрываемости воздушно-ацетиленовой смеси
составляют от 2,8 до 65% ацетилена; наиболее
взрывчата смесь в пределах 7 - 13% ацети-
лена. Пределы взрываемости кислородно-аце-
тиленовой смеси составляют от 2,8 до 93%
ацетилена, наиболее взрывчата смесь из 30%
С2Н, и 70% Оо.
Добавление к ацетилену газов, химически
с ним не взаимодействующих, уменьшает его
взрывчатость, например, смесь из ЗЗ.З^/о С2Н2
и 66,7% светильного газа взрывает только при
давлении свыше 23,1 am.
Разнообразие условий, при которых может
наступить взрывчатый распад ацетилена, объ-
ясняется тем, что всякому его распаду пред-
шествует явление так называемой полимери-
зации ацетилена. Форма и скорость протекания
реакции полимеризации имеют решающее зна-
чение для характера распада. Полимеризация
состоит в том, что при температуре свыше
300° С молекулы ацетилена уплотняются и об-
разуют другие соединения: С6Н6 (бензол), С8Н8
(стирол), CjoHq (нафталин) и др. Полимериза-
ция всегда протекает с выделением тепла, на-
пример,ЗС2Н2-» СьЩ-\-\А%кал1моль. Скорость
реакции полимеризации тем выше, чем выше
температура её протекания. Выделяющееся
тепло способствует дальнейшей полимериза-
ции, развивая и ускоряя этот процесс до воз-
можности наступления взрыва ацетилена. Если
при этом происходит интенсивный отвод тепла,
то взрывчатого распада ацетилена может и не
наступить, и реакция ограничится только одной
полимеризацией. Температура, при которой
имеет место наибольшая скорость полимери-
зации, зависит от давления: чем выше давле-
ние, тем при более низкой температуре начи-
нается полимеризация. Углерод (сажа, уголь)
замедляет полимеризацию, окись меди уско-
ряет её и приводит к взрыву.
Полное сгорание ацетилена протекает по
уравнению
2С2Н2 + 5О2 = 4СО2 4- 2Н3О.
Следовательно, для полного сгорания 1 объ-
ёма ацетилена необходимо 2,5 объёма кисло-
рода. Для получения пламени с наиболее вы-
сокой температурой в горелках для резки и
сварки сжигание ацетилена ведут в две фазы
по уравнениям:
2С2Н2 + 2О2 = 4СО + 2Н2, (а)
т. е. на 1 объём ацетилена подаётся 1 объём
кислорода; догорание продуктов сгорания пер-
вой фазы ведётся за счёт кислорода воздуха
по уравнению
по уравнению (а) и неизбежно часть водорода
сгорает в Н2О.
Температура воздушно-ацетиленового пла-
мени равна 2100—2400° С; температура кисло-
родно-ацетиленового пламени достигает 3300—
3400° С. Минимальная температура воспламе-
нения кислородно-ацетиленовой смеси лежит
в пределах от 416 до 440° С; скорость воспла-
менения этой смеси равна 90— 200 м/сек, в за-
висимости от содержания в ней кислорода.
Скорость распространения взрыва (детонации)
равна 3000 м\сек.
Карбид кальция и получение из
него ацетилена. Источником промышлен-
ного получения ацетилена служит карбид
кальция (СаС2)— твёрдое тело тёмносерого или
коричневого цвета. Карбид кальция полу-
чается в дуговых электрических печах сплавле-
нием окиси кальция (обожжённого известняка)
с углеродистым материалом (коксом, антра-
цитом). Реакция образования СаС2 происхо-
дит при температуре вольтовой дуги (свыше
2000° С) и протекает по следующему уравне-
нию:
СаО + ЗС = СаС2 + СО -f- 108000 кал!моль.
По этому уравнению следует, что на 1 кг
СаС2 расходуется 0,875 кг СаО и 0,562 кг С,
т. е. на 100 частей СаО идёт около 60—70
частей кокса. Практически на 1 т СаС2 рас-
ходуется 0,98—1,0 т СаО и 0,53—0,6 т кокса;
расход электроэнергии в крупных промышлен-
ных печах 2900—3200 квт-ч на 1 т карбида.
Промышленный карбид даже лучших сор-
тов содержит не более 80—90% чистого СаС2-
Удельный вес карбида—2,26 г/смв.
Расплавленный карбид выливается из печи
в изложницы и после остывания дробится на
куски, которые сортируются по величине при
помощи вращающегося барабанного грохота.
При действии воды на СаС2 получается
газообразный ацетилен. Реакция происходит
очень бурно, с большим выделением тепла:
СаС2 + 2Н2О = С2Н2+Са(ОНJ-Ь30,4кял>олб,
т. е. из 64 кг карбида и 36 кг воды получается
74 кг гидрата окиси кальция и 26 кг ацетилена.
Следовательно, из 1 кг чистого карбида полу-
чается ~ 1000 = 406,25г или ~^- = 344,5 л
о4 1,1 /У I
чистого ацетилена при 0° С и 760 мм рт. ст.,
30,4
причём выделяется ' - 1000 = 475 кал те-
пла на 1 кг СаС2.
Из 1 кг карбида торгового качества обыч-
но получается от 250 до 310 л ацетилена, и
количество выделившегося тепла в среднем
составляет около 400 кал/кг. В продаже кар-
бид имеется в кусках различной величины
(грануляции). По ОСТ/НКТМ 2468 установлены
следующие сорта карбида (табл. 138j.
Таблица 138
Выход ацетилена из карбида
Практически для первой фазы горения в го-
релку подводится несколько большее количе-
ство кислорода, а именно от 1,1 до 1,25 м% О2
на 1 л3 С2Н2, так как горение не идёт точно
Гранудащия в мм
2— 4
4- 8
8-15
15-25
25-5°
5о—8о
8о—I2O
Сорт А в ajicz
250
260
270
275
300
300
000
Сорт Б в л/кг
23°
25O
250
2бо
270
28О
28о
ГЛ. IV]
ГАЗОВАЯ СВАРКА И РЕЗКА
395
Пыли не более 3°/0 в сортированном кар-
биде. Содержание примесей:
РН3>0,060/0; H2S>0,150/0.
Потребителям карбид отпускается в же-
лезных цилиндрических барабанах диаметром
400 мм и высотой 600 мм, герметически за-
крытых завальцованной крышкой для предо-
хранения от попадания влаги (карбид жадно
поглощает влагу из воздуха).
Скорость разложения карбида возрастает
с увеличением поверхности соприкосновения
воды с карбидом, т. е. с уменьшением размеров
кусков СаС2 и увеличением его пористости.
Карбидная пыль разлагается водой мгновенно.
Скорость газообразования повышается с
увеличением температуры воды и уменьшается
при добавлении к воде солей или извести.
Теоретически для разложения 1 кг карбида
требуется 0,56 л воды, причём образуется
1,562 кг гашёной извести Са(ОНJ. Так как про-
цесс разложения карбида протекает с выде-
лением большого количества тепла и недоста-
ток воды может привести к сильному пере-
греву ацетилена, то для разложения карбида
обычно берут от 5 до 15 л воды на 1 кг СаС2.
При хранении и транспортировке карбида
необходимо предохранять его от попадания
влаги, огня и повреждения барабанов. По-
вреждённые барабаны следует расходовать в
первую очередь. Особую осторожность необ-
ходимо проявлять при вскрытии барабанов:
нельзя пользоваться пламенем (для распаи-
вания), зубилом и иными подобными спосо-
бами, а открывать барабаны только специаль-
ным ножом. Хранить карбид, особенно в боль-
ших количествах, следует в отдельных сухих
изолированных помещениях и пол склада
карбида должен быть приподнят над уровнем
земли на 20 см. В погребах
и подвалах хранить карбид
нельзя.
Для определения выхода
ацетилена из карбида от
него отбирается проба в ко-
личестве 500 г для лабора-
торного исследования.
плавающего колокола, давления до 400 мм
вод. ст.; б) среднего давления с газгольдером
в виде сообщающихся сосудов, давления до
3500 мм вод. ст. и в) высокого давления с газ-
гольдером постоянного объёма, давления до
1,5 ати. Аппараты низкого давления дают по-
стоянную величину последнего. В аппаратах
среднего и высокого давлений оно переменно,
и эти генераторы часто снабжаются автомати-
ческими регуляторами давления, действую-
щими по принципу пружинно-мембранного ре-
дукционного вентиля.
По величине генераторы бывают пере-
движные с единовременной загрузкой карбида
до 10 кг и производительностью до 3500 л/час
и стационарные с загрузкой от 10 до 1000 кг
и производительностью от 5 до 500 мЦчас.
Качество конструкции и эксплоатации генера-
тора определяется его к. п. д., который равен
(в °/о)
т]= -~- 100,
где Л —количество фактически полученного
из генератора ацетилена в л/час; а —выход
ацетилена из 1 кг карбида в л; t — время ра-
боты генератора между двумя зарядками в
часах; Gt — единовременная загрузка карбида
в генератор в кг.
Величина т; обычно равна (в °/0)
Система
генератора
Вода на карбид" .
Карбид в воду" . .
Вытеснения" . . .
Передвиж-
ные
83-83
9°—95
85-ср
Стационар-
ные
85-95
95-98
9°—95
Для передвижных аппаратов преимуще-
ственно употребляют систему „вода на карбид"
и „вытеснения" как более компактные и кон-
структивно простые, для стационарных уста-
Ацетиленовые
генераторы
Классификация и
технические данные
конструкций генера-
торов. Получение ацети-
лена из карбида кальция
осуществляется в специаль-
ных аппаратах—ацетилено-
вых генераторах.
По принципу взаимо-
действия карбида с водой
ацетиленовые генераторы разделяются на си-
стемы „вода на карбид", „карбид в воду",
„вытеснения", „погружения". Последняя си-
стема из-за её взрывоопасное™ почти не при-
меняется.
По давлению газа различают аппараты:
sl) низкого давления с газгольдером в виде
Фиг. 214. Передвижной ацетиленовый генератор РА.
новок — „карбид в воду", как более эконо-
мичную.
Из передвижных генераторов изготовля-
ются в СССР аппараты типов РА, МГ, ПВД,
из стационарных —СВД, СТКВ. Схема аппа-
рата РА дана на фиг. 214. Аппарат состоит
из корпуса /, в котором находится плавающий
396
ТЕХНОЛОГИЯ СВАРКИ И РЕЗКИ МЕТАЛЛОВ
[РАЗД. Ш
поступает в реторты и разлагает там карбид.
Подача воды регулируется краном 10. Гене-
ратор имеет химический очиститель 11 и
водяной затвор 12. Технические данные пере-
движных генераторов приведены в табл. 139.
Для стационарных установок применяются
ацетиленовые генераторы, , работающие на
отходах карбидного производства—карбидной
пыли и мелочи. Принцип работы —„карбид в
Фиг. 215. Стационарный ацетиленовый генератор СВД: /- газообразователь; 2 —газгольдер; 3 — промыватель;
4 — конденсационный горшок; 5—химический очиститель; 6--водяной затвор; 7—водоотделитель.
&
Фиг. 216. Стационарный ацетиленовый генератор СТВК: /—газообразователь;
2 — газгольдер; 3 и 4 — промыватели; 5 — химический очиститель; б — водяной за-
твор; 7 — загрузочный барабан; s — бункер; 9 и 10 — загрузочные механизмы.
колокол 2, определяющий своим весом давле-
ние газа. В корпус вварены две реторы 3 с
загрузочными ящиками 4, имеющими пере-
городки. Газ отводится под колокол по трубе
5 через колпак 6. Труба 7 предохраняет коло-
кол от переполнения газом. Через ниппель 8,
когда он погружён в воду, и шланг 9 вода
воду", но имеется ряд до-
полнительных устройств
(шнеки, оросители, мешалки
и пр.), обеспечивающих
равномерную подачу и бы-
строе, полное и безопасное
разложение карбидной пыли.
В заграничной практике при-
меняется система так назы-
ваемых „сухих" генераторов
ацетилена, работающих с
очень малым избытком воды
и использующих карбид мел-
кой грануляции. В этих ге-
нераторах разло-
жение карбидапро-
исходит при не-
прерывном его пе-
ремешивании. На
,1 кг карбида по-
даётся около 1,1 л
воды, испарение
которой исполь-
зуется для погло-
щения тепла реак-
ции разложения
карбида.
Стационарные
ацетиленовые ге-
нераторы СВД и
СТВК, выпускаемые заводами СССР, показаны
на фиг. 215 и 216.
Технические данные стационарных ацети-
леновых установок СВД и СТВК приведены в
табл. 140.
Водяные затворы. Водяные затворы
служат для предохранения ацетиленового
Технические данные передвижных ацетиленовых генераторов
Таблица 139
Тип
PA
МГ
пвд
Система
„Вода на карбид",
низкого давления . . .
То же среднего да-
вления
„Карбид в воду", вы-
сокого давления . . .
га "*
« в
диновременна
эузка карбида
Ы и
2X2
2Y2 =;
ю
рануляция
арбида в мм
U X
От 4X8
до 50X80
15X^5 или
25X50
4X8 или
8X15
ормальная ча
зоизводителы
л/час
Зн Я Ю
IOOO
2500
Давление газа
в мм вод. ст.
<и
S-
о
VO
о.
140
о,8
ати
аксималыюе
—
1,2
ати
- *•
оличество во
генераторе в
К в
65
i8o
100
^*
ш
га
Си
<и
?2
и Ч
О О
X t-
S я
Ф- U
8о
140
—
Очистительная
масса
олезный
бъём в л
с о
о,95
2,85
3,о
оличество
кг
X Р
о,6
1,7
2,о
Га баритные
размеры
иаметр кор-
уса в мм
445
77°
боо
бщая
ысота в мм
о и
128о*
1300
Л -
риблизительн
ее без воды е
U. ш
5о
8о
1О5
|ё
си**
я Э <м
^ Ь;
У" =
« Я OI
¦Он я ч
4
4
4
асход воды н
цетилена в л
Он Я
12,О
30,0
СО
О
. п. д. генера
—i СО
85
9°
оо
о>
сз ¦
S
оличество ел
ого ила в л
8
ю
5о
ч
S
н
о
а к
4°
3°
35
* С поднятым колоколом.
Таблица 140
Технические данные стационарных ацетиленовых генератороп
Тип
СВД-1
или
СВД-10
СТКВ-Ш
CTBK-IV
СМКВ-300
-
Система
„Вытеснения", высо-
кого давления ....
„Карбид в воду", низ-
кого давления ....
То же
ость
ч
»водите
ас
s-SL
о. ^
С СО
От 10
до 15
20
40
300
бида
я
л яция
5°°'о 25X5°
5°°/о 5°Х8°
25X5°
5°Х8о
-BE
s 0.
? м
ДИНО
рузк
кг
5°
125
2JO
IOOO
S
ч ч
ее дав
i не бс
||
Си оа
I
о,о4
о,о4
к
ч
о.об
о,94 -0,98
0,98
я
э§
VO Ь
С- Si
я и
а я
ч!а
о ^
f3 я
Си, х m
3,7
3,5
3,5
я
о ш
асхо
арби
О. X
15
2О
25
эдера
о
ть газ
о п
=Х] ffl
2,6
4,0
2jO'
Размеры генератора
ество
олич
шт.
X Ш
2
2
I
s;
а
О.
1-
о
5
я
4
52O
14Ю
I74O
з8оо
а в мм
ысот
са
I2jO
—
IO 700
Размеры по-
требных поме-
щений
дь в л
о
ч
с
45
65
8о
Размен
ее
я
ЫСОТ
са
5
6
6
ы берут
Площадь подсобных
помещений в м3
жуточ
клад
да
роме
з!Й С
арби
сям
IO
IO
ся по пр
пороч-
загру-
я
аску
ая и
очна
О.Е Я
IO
IO
оекту с
3
g
з
ю
15
2О
ганции
398
ТЕХНОЛОГИЯ СВАРКИ И РЕЗКИ МЕТАЛЛОВ
[РАЗД. Ill
генератора или ацетиленовой магистрали от
обратного удара пламени из сварочной горелки
или резака. Являясь важным предохранитель-
ным устройством, обеспечивающим безопас-
ность работ при питании сварочного поста
ацетиленом, затвор должен всегда содержаться
в исправном состоянии и быть наполненным
водой до установленного уровня.
По конструкции и области применения раз-
личают водяные затворы: а) постовые и цен-
тральные и б) низкого и высокого давления.
Постовые затворы служат для подачи газа
к индивидуальным сварочным постам, а цен-
тральные—для подачи газа целой группе по-
стов. Как те, так и другие конструируются низ-
кого и высокого давления, отличаясь только
пропускной способностью и размерами Посто-
i.
, ш
ц -~
Фиг. 217. Схема водяного затвора низкого
давления.
вые растворы рассчитаны на расход газа до
5 м^/час, центральные — до 100 мЦчас и выше.
Конструкция затвора определяется величиной
давления газа в нём.
Схема устройства и работы затвора низ-
кого давления показана на фиг. 217. Ацети-
лен идёт по внутренней трубке / и через
отверстия 2 проходит через столб воды в
резервуаре 3. Пройдя водоотделительные пе-
регородки 4, он уходит из затвора через
кран 5. Кран 6 служит для контроля уровня
воды в резервуаре. Наружная труба 7 назы-
вается предохранительной. Нижний конец её
опущен также в воду сосуда 3, но располо-
жен выше уровня отверстий 2. Так как газ в
грубопроводе имеет некоторое избыточное над
атмосферным давление, то уровень воды в
трубке 7 будет стоять выше, чем в сосуде 3. При
обратном ударе пламени вода из сосуда 3
вытесняется в газоподводящую трубку /,
образуя в ней пробку, препятствующую про-
хождению взрывной волны в газопровод или
ацетиленовый генератор. Взрывная же волна
выбрасывает остаток воды из затвора в во-
ронку 8 через трубку 7 и сама уходит в атмо-
сферу, как только уровень воды в сосуде 3
опустится до нижнего края трубки 7.
Затвор может работать правильно в том
случае, если у него выходная труба 7 окан-
чивается выше отверстий трубы / и если диа-
метры газоподводящей и предохранительной
труб подобраны в соответствии с объёмом
и уровнем воды в сосуде 3.
При давлении ацетилена свыше 0,15 ати
данная конструкция затвора уже не пригодна,
так как высота труб 1 и 7 получается слиш-
ком большой. В этом случае применяют за-
творы высокого давления (фиг. 218). Затвор
высокого давления состоит из корпуса L
испытанного на давле-
ние 30 am, и обрат-
ного клапана 2 на га-
зоподводящей трубе 3.
Кран 4 служит для
контроля уровня во-
ды в затворе, а через
штуцер 5 газ из за-
твора уходит в шланг,
пройдя предваритель-
но газораспредели-
тельное устройство 6
и брызгоотделитель 7.
При обратном уда-
ре пламени взрывная
волна рвёт фольговую
мембрану 8 и полу-
чает выход наружу, а
давлением воды в за-
творе 1 обратный кла-
пан 2 разобщает его
от газоподводящей
трубы 3. Толщина
фольги подбирается
опытным путём так,
чтобы разрыв её про-
исходил при давлении
3—3,5 am.
Для возможности
контроля состояния
внутренних частей и их очистки затворы
должны быть разборными.
Попытки заменить водяные растворы су-
хими предохранителями, действующими по
принципу обратного клапана, не дали поло-
жительных результатов, так как подобные
затворы не могли задержать распространения
взрыва в кислородно-ацетиленовой смеси, ибо
при скорости детонации её около 2900 м/сек
инерция клапана препятствовала своевремен-
ному его закрытию.
Устройство генераторных по-
мещений. Типовая планировка ацетилено-
вой станции показана на фиг. 219 с установкой
генератора СВД. Станция состоит из генератор-
ного помещения А, где расположены газообра-"
зователи и газгольдер с водоотделителями, по-
мещения Б химических очистителей, раску-
порочной и загрузочной 8, промежуточного
склада карбида Г и бытовых помещений Д.
Рядом со станцией располагаются ¦ ямы
для известкового ила, сливаемого из генера-
торов. Ацетиленовые станции относятся к раз-
ряду взрыво- и огнеопасных производств. Рас-
стояние от них должно быть не менее 40 м
до огнестойкого здания, не менее 55 м до
сгораемого и не менее 100 м до кислородной
станции.
Здание станции проектируется огнестойким;
для генераторов с загрузкой до 10 кг допу-
скаются деревянные здания с оштукатуркой с
двух сторон. Полы цементные или асфальтовые
Фиг. 218. Водяной затвор
высокого давления.
ГЛ. IV]
ГАЗОВАЯ СВАРКА И РЕЗКА
399
Здание должно быть одноэтажным, без потолка,
с лёгким несгораемым перекрытием. Двери
и окна — несгораемые, открывающиеся на-
ружу. Отношение площади окон к площади
пола — не менее 1 :5. Вентиляция: вытяжная —
естественная, приточная — искусственная.
Рекомендуются местные вытяжки над загру-
зочными и продувочными устройствами. Осве-
щение искусственное— электрическое, во
взрывобезопасной арматуре или с наружной
в м; f — удельный вес кислорода в кг\м% при
давлении Рх\ Pt и А*2 — начальное и конечное
давления в ата; $ •— коэфициент, принимае-
мый при:
Q в кг/час ю 4° 1О° Ч0 а5°
Р • . . . . з.°5 2.49 a,i8 2>°4 i>89
Растворённый ацетилен. Растворимость
ацетилена в 1 л различных жидкостей и
растворов при 15° С и 760 мм рт. ст. приве-
дена в табл. 141.
по мь
\Пмот\ j I'" " Яма \\Шоот-\
\стопная I i осветпённой \ ап'?"°я\
Фиг. 219. Устройство помещений ацетиленовых станций.
проводкой, наружными выключателями и на-
ружными рефлекторами. Отопление централь-
ное, наименьшая температура + 5° С. Газо-
проводы для ацетилена рассчитываются по
формуле
Ацетон является наилучшим рас-
творителем для ацетилена, и по-
этому он применяется при аккуму-
лировании ацетилена в баллонах.
Чистый ацетон представляет собой
бесцветную жидкость уд. в. 0,795 кг/л
при 15° С. Температура кипения
ацетона 56,3° С. Растворимость
ацетилена увеличивается с пониже-
нием температуры. При повыше-
нии давления растворимость увели-
чизается прямо пропорционально
возрастанию давления газа, поэтому
для увеличения количества вмещае-
мого в баллон ацетилена его рас-
творяют в ацетоне под давлением.
Однако компримировать в баллоне
ацетилен при давлении свыше 1,5 —
2 ати опасно, так как он делается
Таблица 147
d =
где d -диаметр трубы в см; h — потеря на-
пора в мм вод. ст.; k — коэфициент, равный
0,9; /—длина газопровода в м; Q — расход
газа в мъ\час при 0° С и 760 мм рт. ст.
Для расчёта к"ислородопроводов среднего
и высокого давлений пользуются формулой
Жидкости и растворы
Насыщенный раствор поваренной
соли
Насыщенный раствор известковой
воды •
Вода
Бензол (СвНв) ¦ . . .
Ацетон (СН3СОСН3)
Растворимость
QjHa в л
о,6
4,о
23.°
d =
12.5 PQ3/
где d ¦— диаметр трубы в мм; Q — расход
кислорода в кг/час; I — длина газопровода
взрывоопасным и склонен к самораспаду.
Во избежание этого ацетиленовые баллоны
заполняются специальными пористыми мас-
сами, которые затем пропитываются ацетоном.
В порах такой массы ацетилен находится под
давлением, будучи растворённым в ацетоне,
чем обеспечивается вполне безопасное хране-
ние и транспортирование под давлением до
20 am. При выпуске через вентиль давление
4С0
ТЕХНОЛОГИЯ СВАРКИ И РЕЗКИ МЕТАЛЛОВ
[РАЗД. III
газа в баллоне понижается и ацетилен выде-
ляется из растворителя, выходя из баллона
в виде газа-
В качестве пористых масс применяют пемзу,
активированный древесный уголь, специально
обработанные опилки, инфузорную землю и
другие пористые материалы. Масса должна
быть прочной, пористой, лёгкой, не оседать
и не образовывать пустот в баллоне, а также
не разрушаться при высоких температурах.
В СССР применяется пористая масса, пред-
ложенная автором и состоящая из древесного
активированного угля специально подобран-
ной грануляции. Пористость масс обычно со-
ставляет от 70 до 80%, а литровый вес их
при набивке в баллоне — от 300 до 700 г.
Ацетон вводится в баллон от 35 до 40% от
общего объёма баллона.
Количество ацетилена в баллоне Q в
литрах можно рассчитать по формуле
0 =
100
ар V,
где А — количество ацетона в баллоне в
процентах от его объёма; принимаем равным
40%; а — коэфициент растворимости ацетилена
в ацетоне, равный 23; V — водяной объём
баллона в л; р — давление газа в баллоне
в ати.
Таким образом имеем
Q = 9,2 pV
при р = 15 ати; V = 40 л; Q = 5500 л.
При растворении ацетилена в ацетоне во
время накачки баллона газом происходит не-
которое нагревание баллона, вследствие чего
растворимость газа в ацетоне уменьшается
и при наполнении баллона ацетиленом прихо-
дится поддерживать давление при накачке
около 22—24 ати. Спустя несколько часов
после окончания накачки баллон остывает,
ацетилен полностью растворяется в ацетоне
и давление газа в баллоне снижается до 15 —
16 ати, при котором ацетилен и хранится
в баллоне. Поэтому, учитывая условия на-
качки баллонов, рабочее давление для ацети-
леновых баллонов установлено 30 ати, а ги-
дравлическое испытательное—60 ати.
Приведённая выше формула служит для
приближённого определения количества аце-
тилена в баллоне по давлению газа в нём.
Для более точного подсчёта лучше пользо-
ваться формулой
где В\ — вес баллона до наполнения газом
в кг; #2~~вес баллона после наполнения газом
в кг; ¦( —удельный вес ацетилена при данной
температуре в кг/мЗ.
Удельный вес ацетилена в зависимости
от температуры приведён в табл. 142.
Окружающая темпе-
ратура в °С
Удельный вес ацети-
лена в кг/м3 . . . • .
0
i,i8
+5
i,i6
+10
I.I4
Таблица
+15
1,12
+20
1,Ю
+25
1,о8
142
+30
1,о6
Вес ацетиленового баллона, т. е. его „тара",
слагается из веса оболочки баллона с венти-
лем, веса пористой массы и веса ацетона.
Этот вес высекается на сферической части
ацетиленового баллона. При расходовании аце-
тилена из баллона частично уносится вместе
с газом также и ацетон. 'Нормально потери
ацетона, увлекаемого ацетиленом, составляют
40—50 г на 1 л3 ацетилена. Чтобы не увели-
чивать уноса ацетона из баллона и тем самым
не уменьшать его газовую ёмкость, расход
газа из ацетиленового баллона не должен пре-
вышать 1800—2000 л\час. При большем рас-
ходовании ацетилена необходимо соединять
несколько ацетиленовых баллонов в батарею.
Кроме того, для уменьшения уноса ацетона
ацетиленовые баллоны при работе рекомен-
дуется держать в вертикальном положении,
чтобы ацетон частично стекал в нижнюю часть
баллона. Унос ацетона сильно возрастает с по-
нижением давления газа в баллоне, поэтому
не следует полностью расходовать весь аце-
тилен из баллона, а оставлять в нём газ под
давлением в 1 — 2 ати.
Прочие горючие газы. Кроме ацетилена,
могут применяться иногда для сварки другие
горючие газы. Характеристика этих горючих
газов и области их применения в сварке
даны в табл. 143.
Теплотворная способность горючего газа
не является достаточно характерной величиной
для оценки пригодности его с точки зрения
сварки. Более показательным является вели-
чина теплоты сгорания первой фазы, необ-
ходимой для образования восстановительной
зоны пламени, или так называемая тепло-
творная способность при сварке. Она много
ниже общей теплотворной способности, опре-
деляемой для условий полного горения.
Например, для ацетилена
С2Н2 + О2 = 2СО +- Н2 + 112 600 кал/моль;
при этом
С-+СО + 29 300 кал/моль,
С,Н2-н> 2С + Н2 +- 54 000 кал/моль,
следовательно,
2 • 29 300 + 54 000= 112 600.
Тогда величина полезного тепла равна
112 600
26
1,162= 5050 кал/м*.
Для метана как экзотермического соеди-
нения имеем
СН4 -f О3 = СО + Н2О + Н2+ 18 МЮкал/моль;
при этом
СН4-> С + 2Н2— 11 200 кал/моль,
следовательно,
29 300—11 200 = 18 100 кал/моль
18100-0,715
16
= 810 кал\мъ.
При сравнении горючих газов между собой
важно знать их термохимический коэфициент,
характеризующий ценность данного горючего
Характеристика горючих газов и области применения их в сварке
Таблица 143
Наименова-
ние газов
Ацетилен
Водород
Нефтегаз
Коксовый
газ
Светиль-
ный газ
Метан
Бензин
Химическая формула
или состав
CjHj
на
Водород 12% |
Этилен, пропилен 28% 1
Метан, пропан 50% (
СОа. азот 10% '
Водород 50-60%. ^
Метан 25—30%
Этилен и др. 3% \
СО 5-7%
СОа и азот 6-14% >
Водород 51% ^
Метан 33%
СО 9% |
Этилен 2,5% (
Бензол 1,5%
СО2, азот 3 % !
СН,
Смесь жидких углево-
дородов (гексан С6НИ
и др.)
Теплотворная спо-
собность в
низшая
и 5оо
257°
10500—шоо
45°°
4S00—бооо
853O
Зо ооо
полез-
ная при
сварке
5°5°
13°°
IOOO
юоо
...
. 9°°
8ю
1200
Удельный
вес приО°С
и 760 мм
рт. ст. в
кг/м3
I.I79
о,о9
о,8— 1,зб
°.5
O.35—°>48
O-7I5
о.бдо—0,760
кг!л
я
о2
>>" Л
н s a
в.в«
2 I Но
<и <и х
Е-1 S ж в
Зюо
2IOO
23OO
2000
I9OO
I70O
24°О
р*
2
v s я 5
g ч 5 я
QJ (_ О
^ V1 32 О
О v н S
О.Л.О О.
-. m с о
°,57
°.355
C4I5
°.325
о, 290
О,20б
°.437
я1 н
|s
S CD
s s
II
О. (Т> Д
Has
0,423
0,237
—
—
0,174
0,221
Способ хранения
и транспортировки
Растворённый в аце-
тоне, в баллонах при
давлении 16—20 am
В баллонах, газооб-
разный, под давле-
нием 150 am
В баллонах, газооб-
разный, под давле-
нием 150 am
В баллонах, под
давлением 150 am или
по газопроводу
В баллонах, газооб-
разный, под давле-
нием 150 ат или по
газопроводу
В баллонах, газооб-
разный, под давле-
нием 150 am
Жидкость в сосу-
дах при атмосферном
давлении
OJ О
я и и
И о
т"и а
а и~~"
з s
4«go
й) И ^ '-* |
1-е За
С S а &|
2,3-63
9,5—бб.З
_
_
9,8—24,8
6,г8—и,9
1,4—5,5
Способ полу-
чения для
целей сварки
Из карбида
кальция
Электролиз
воды
Пиролиз неф-
ти на газовых
заводах
Продукт ко-
ксования углей
на коксохими-
ческих заводах
Газификация
твёрдого топли-
ва при 1000 —
1300° С
Естественные
газы, процессы
брожения
Переработка
нефти, синтез
газообразных
углеводородов
Состав сме-
си в горел-
ке Оа: горю-
чий газ
1,1 —1,2
1,0
i
3,2—3-9
I
1.5—1.6
о,55—°'6
1,0
о,6—о,7
1,О
1,О
1«О
i,3-i,^O,
на 1 кг
бензина
Области применения
Все виды сварки и
резки
Резка, сварка стали
до 6 мм, пайка, сварка
латуни, алюминия,свин-
ца, чугуна
Резка, сварка чугуна
и цветных металлов,
пайка, сварка стали
до 3 мм
Резка, пайка, сварка
легкоплавких цветных
металлов
Резка, пайка, сварка
легкоплавких металлов
Резка, сварка чугуна,
легкоплавких метал-
лов, свинца, пайка
Резка, сварка чугу-
на, пайка, сварка лсгко-
плавкихметаллов, свар-
ка стали до 6 мм
402
ТЕХНОЛОГИЯ СВАРКИ И РЕЗКИ МЕТАЛЛОВ
[РАЗД. II!
газа с точки зрения сварочного процесса.
Эта величина х = ар, где а —пирометрический
эффект пламени, определяемый из равенства
h
а ——ri в котором / — температура пламени
и t-[ — температура плавления свариваемого
металла; р — коэфициент химической тепло-
производительности пламени, получаемый из
равенства
Р =
где DQ = #1 "^ 92 + •¦•Qn~ сумма теилот;
выделяемых при диссоциации продуктов сго-
рания в восстановительной зоне; Qj —
= ?rcm(^~^o)— общее количество тепла, вы-
деляемое пламенем данного горючего газа.
Здесь У,пст — средняя теплоёмкость продуктов
сгорания при температуре пламени; ^тем-
пература пламени; tQ— начальная температура
горючей смеси.
Из табл. 143 видно, что наибольшим термо-
химическим коэфициентом обладает ацетилен,
поэтому он является наилучшим горючим
для газовой сварки.
Техника безопасности при обращении
со сжатыми газами. К баллонам для сжатых
газов и ацетиленовым генераторам должны
допускаться только лица, специально обучен-
ные и проинструктированные, хорошо знако-
мые с устройством и эксплоатацией баллонов
и ацетиленовых генераторов.
Перед началом работ необходимо проверять
исправность вентилей, горелок, шлангов,
редукторов, водяных затворов, отсутствие
пропуска в них газа и устранять имеющиеся
неплотности.
При прекращении работы горелки необхо-
димо сначала закрывать вентиль для горючего,
а затем для кислорода. При внезапном поту-
хании горелки от обратного удара пламени
или другой причины в первую очередь сле-
дует быстро закрывать вентиль для горючего
газа.
При открытии вентиля на баллоне и уста-
новке рабочего давления нельзя становиться
против штуцера вентиля для предохранения
от несчастных случаев при возможном срыве
какой-либо части редуктора.
Запрещается подтягивать гайки на трубо-
проводах высокого давления при открытых
вентилях баллонов во избежание возможного
срыва гаек с резьбы.
Все части установки, соприкасающиеся со
сжатым кислородом (баллоны, вентили, редук-
ционные вентили, манометры, трубопроводы,
коллекторы и шланги), необходимо во избе-
жание воспламенения предохранять от попа-
дания масла.
Перед открытием вентиля баллона полно-
стью ослаблять регулировочный винт соответ-
ствующего редуктора. Замёрзшие редукторы
и вентили баллонов отогревать только при
помощи горячей воды или пара. При появлении
„самотека" в редукторе, т. е. повышении да-
вления в камере низкого давления при осла-
бленном регулировочном винте, следует редук-
тор снять, разобрать и осмотреть клапан и
седло, произведя, если нужно, очистку, при-
тирку или замену клапана.
Баллоны, наполненные газом, необходимо
хранить в прохладных, безопасных в пожарном
отношении помещениях. Запрещается хранение
в одном помещении наполненных кислородных
баллонов и баллонов для горючих газов (во-
дорода, ацетилена). Не допускается также
хранение наполненных газами баллонов в не-
посредственной близости от труб и приборов
парового отопления, электрических проводов,
на солнце в летнее время, а также в местах,
где имеются сильные сотрясения. При хране-
нии баллонов в вертикальном положении
последние должны предохраняться от падения
путём укрепления их хомутами, цепочками,
и иными способами.
Переноска наполненных баллонов должна
производиться двумя рабочими. При перевозке
баллонов последние укладываются на деревян-
ные прокладки.
Нельзя пользоваться баллонами, у которых
истёк срок очередного испытания, баллонами
с неисправными вентилями.
Запрещается курение и зажигание откры-
того огня в непосредственной близости от
баллонов.
При пользовании ацетиленовыми генерато-
рами необходимо соблюдать следующие основ-
ные правила безопасности:
а) следить, чтобы генератор и водяной
затвор были всегда наполнены водой до нуж-
ного уровня;
б) загружать генератор карбидом устано-
вленной для него грануляции;
в) не загружать генератор карбидом сверх
предусмотренного для данного типа количества
карбида для одной загрузки, в генераторах „вода
па карбид" загружать карбидом ящики реторт
только до половины высоты их перегородок;
г)после первоначального пуска генератора
производить продувку его частей путём вы-
пуска в атмосферу первых порций газа, пре-
кращая продувку после появления запаха
ацетилена в продувочных газах;
д) не форсировать работу генератора до-
полнительной нагрузкой колокола его газголь-
дера и переполнением его карбидом, а также
не допускать нагревания воды в генераторе
свыше 4- 70° С;
ei при работе в зимних условиях предо-
хранять генератор и водяной затвор от замер-
зания путём устройства соответствующей
тепловой изоляции его, применения подогре-
той воды и различных растворов, понижа-
ющих температуру замерзания воды в генера-
торе; при длительных перерывах в работе
генератора спускать воду из него и из водя- .
ного затвора;
ж) производить отогревание замёрзших
частей генератора только горячей водой или
паром, не допуская применения для этой цели
открытого огня или раскалённых предметов;
з) устанавливать генератор не ближе 5 м
от места производства работ;
и) не приближаться к генератору с зажжён-
ной горелкой и не допускать курения около
генератора.
Горелки для газовой сварки
Классификация горелок. Назначением
горелки являются дозировка и смешивание
кислорода и горючего газа с целью получе-
ГЛ. IV]
ГАЗОВАЯ СВАРКА И РЕЗКА
403
ния устойчивого и концентрированного сва-
рочного пламени. Горелка состоит из рукоятки
с запорными кранами, сменных наконечников
и мундштуков. В наконечнике расположены
инжектор и смесительная камера для образо-
вания горючей смеси, а через мундштук про-
исходит её истечение и сгорание с образова-
нием пламени.
Основные требования к горелке: а) хоро-
шее смешивание газов и получение однород-
ной по составу смеси;б) сохранение постоян-
ства состава смеси во время сварки; в) до-
статочная скорость истечения горючей смеси
из мундштука горелки; г) малый объём сва-
рочного пламени, которое должно иметь удоб-
ную для сварки форму; д) устойчивость про-
тив коррозии и действия высоких температур;
Трубка
Инжектор
Кислород
Мундштук
Фиг. 220. Схема инжекторной горелки.
У
Кислород
Дцетинен
Смесительная
камеоа
Мундштук
Фиг. 221. Схема безмнжекторной горелки.
е) удобство работы и регулировки газов;
ж) достаточно малый вес и з) простота и
надёжность конструкции.
По принципу действия горелки подразде-
ляются на инжекторные (низкого давления) и
безинжекторные (высокого или равного да-
вления); по размеру — на малые, нормальные
и горелки для сварки крупных деталей.
Схемы горелок даны на фиг. 220 (инжек-
торная) и фиг. 221 (безинжекторная). В
инжекторной горелке подача горючего газа
обусловливается инжектирующим действием
струи кислорода, вытекающей с критической
скоростью из сопла инжектора. Эта струя
создаёт разрежение в каналах, по которым
горючий газ поступает в горелку. В безинжек-
торной горелке кислород и горючий газ идут
в горелку оба под повышенным давлением;:
дозировка их количества осуществляется при
помощи кранов. В инжекторных горелках
кислород поступает при давлении 2,5 — 3 am,
а горючий газ может итти под очень неболь-
шим давлением, всего 100 — 200 мм вод. ст.
Смешивание газов происходит после инжек-
тора.
Эти горелки могут работать на широких
диапазонах давлений ацетилена (горючего), но
у них при продолжительной работе и нагре-
вании наконечника нарушается правильное
соотношение между кислородом и ацетиле-
ном и требуется дополнительная регулировка
состава смеси.
Безинжекторные горелки дают более
устойчивый состав смеси, но могут работать
только при давлении горючего 1,0—1,5 am,
т. е. подаче его от баллона через редуктор.
Это иногда ограничивает их применение, так
как не всегда имеется в наличии ацетилен
высокого давления (растворённый или от ге-
нератора высокого давления). Кроме горелок
общего назначения, выпускаются также спе-
циальные типы их.
Конструкции горелок. В СССР изго-
товляются инжекторные горелки типа СУ
(фиг. 222), СТБ и СМ. Кислород поступает в
горелку (фиг. 222) по ниппелю 1, ацетилен —
по ниппелю 2, присоединённым к крышке 3
рукоятки 6 накидными гайками 4 и д. В кор-
пус 8 впаяна кислородная трубка 7 и располо-
жены вентили 9 и 10. Вентиль имеет шпин-
дель 11, маховичок 12, пластинку J3 с указа-
нием газа, гайку 14 сальникового кольца 15,
сальниковой гайки 16 и набивки 17. В корпус
ввёрнуто инжекторное сопло 18, к которому
прижат инжектор 19, вставленный в смеси-
тельную камеру сменного наконечника 21.
Наконечник привертывается к стойке 20 при
помощи накидной гайки 22. Наконечник со-
стоит из смесительной камеры 23, трубки 24,
ниппеля 25 и мундштука 26. Пройдя вен-
тиль, кислород идёт в инжектор 19, а затем в
смесительную камеру, где, расширяясь, уве-
личивает скорость и тем создаёт разреже-
ние в каналах горелки, обеспечивающее по-
ступление в неё ацетилена. Горючая смесь
по трубке 24 идёт в. мундштук 26, по вы-
ходе из которого сгорает, образуя сварочное
пламя.
23 20 12 II 7
Фиг. 222. Горелка СУ.
404
ТЕХНОЛОГИЯ СВАРКИ И РЕЗКИ МЕТАЛЛОВ
[РАЗД. Ш
Горелка СТБ в принципе аналогична СУ.
отличаясь от неё наличием только двух нако-
нечников со сменными мундштуками и смен-
ными вставками в смесительную камеру с
инжекторами. Техническая характеристика
горелок приведена в табл. 144 и 145.
Таблица 144
мундштука или от внешнего сопротивления
истечению газов из него (поверхности свароч-
ной ванны). И в том и в другом случае увели-
Элементы
уарактеристики
Предельная толщина
сварки в мм
Количество наконеч-
ников в шт
Количество мунд-
Номера наконечни-
ков .
Рабочее давление:
кислорода в am .
ацетилена в мм
вод. ст
Тип горелки
СУ
Зо
8
8
О,1,2,3,
4.5.6»7
3—3.5
20О—IOOO
СТБ
Зо
2
6
2,3.4-5.6,7
3-3.5
200—IOOO
СМ
9
6
6
ОО,О,Т,2,3,4
3-3.5
200—IOOO
Горелки йшсокого даопения
200 300 U00 500 °С
Температура мундштука
Фиг. КЗ. Изменение состава смеси в ин-
жекторных и безинжекторных горелках.
чивается сопротивление истечению смеси из
мундштука.
В инжекторных горелках с увеличением
температуры мундштука подача ацетилена
будет уменьшаться и смесь обогащаться ки-
слородом (фиг. 223).
Таблица 145
Элементы характеристики
Примерная толщина спариваемого
металла в мм
Расход ацетилена в л\час
Расход кислорода в л\час
Скорость истечения в м/сек . . . .
Разрежение в ацетиленовом канале
(подсос) в мм вод. ст
Запас ацетилена в л/час
Диаметры каналов в мм:
а) инжектора
б) устья смесительной камеры . .
в) мундштука
г) трубки наконечника
Номера наконечников или мундштуков
00
O.2—O.5
5°
55
6о
8оо—looo
2.5
0,22
0,65
о,6
6X8
.7
6X8
Работа горелок. Состав горючей смеси и
его постоянство крайне важны для качества
сварки и её производительности. Наименее
окисленный и наиболее вязкий шов получается
при составе смеси О2 : С2Н2 =1-4- 1,1. Избыток
кислорода или его недостаток ведёт к оки-
слению или науглероживанию шва, хрупкость
которого увеличивается. Производительность
сварки зависит от температуры пламени. По-
следняя в свою очередь зависит от состава
смеси и будет максимальной для состава
О2: С2Н2 = 1,25 -г-1,30. Надёжность и безопас-
ность работы горелки определяются устойчи-
востью пламени и отсутствием хлопков и
обратных ударов, что в свою очередь зависит
от состава смеси. При обогащении смеси
кислородом скорость истечения её почти не
меняется, но сильно возрастает скорость сго-
рания, и, когда последняя становится выше
скорости истечения, происходит обратный
удар пламени в горелку.
Нарушение установленного соотношения
газов в смеси может происходить от расшире-
ния газов в каналах вследствие нагревания
В безинжекторных горелках влияние
нагрева мундштука сказывается меньше,
и состав смеси остаётся почти постоян-
ным.
Многопламенные горелки. Многопламен-
ные горелки для сварки больших толщин имеют
два и три пламени. В трёхпламенных горелках
одно пламя служит для подогрева кромок,
другое—для сварки и третье—для подогрева
проволоки. Применение этих горелок требует
сварки „правым" методом и даёт увеличение
производительности на 25—50% при умень-
шении расхода газов на 15—25% по сравне-
нию с левой сваркой однопламенной го-
релкой. Мощность отдельных огней прини-
мается для двухпламенной горелки по 75 л/час
на 1 мм сварки и для трёхпламенной по 50 л\час
на 1 мм, причём для последней можно брать
мощность среднего огня 75 л\час, а боковых
по 50 л/час на 1 мм толщины металла.
Расстояние между центрами отверстий мунд-
штуков — 15 — 20 мм. Схема многопламенных
горелок дана на фиг. 224, а техническая
характеристика в табл. 146.
ГЛ. 1V1
ГАЗОВАЯ СВАРКА И РЕЗКА
405
Таблица 146
Элементы характеристики
Номер наконечника
Толщина свариваемого металла
в мм
Расход ацетилена в л/час ....
Расход кислорода в л/час •. . . .
Давление кислорода в ати . . .
Двухпламенные горелки
ДН-4
5—ю
IOOO—I2OO
ноо—1300
3-5—4
ДН-5
ю--is
2О0О—22OO
2000—2300
4—4.5
ДН-6
25—ао
3000—3500
32OO—37°°
4—5
Трёхпламенные горелки
До ю
IIOO— I2OO
I2O0—1350
а
ДО 2О
2ООО—22OO
225О—2500
налравпение
сварки
Направпанае
сВарКи
Фиг. 224. Схема многопламенных горелок.
Специальные горелки. Горелка с э к о-
номизатором применяется при всех видах
сварки. Снабжена добавочными клапанами, при-
водимыми в движение специальным рычагом.
На фиг. 225 показана горелка с экономизатором
швов (фиг. 227), снабжённая кареткой с храпо-
зым механизмом, приводимым в движение
рычагом через гибкий трос. Однопламенная
горелка имеет полуавтоматическую подачу
присадочной проволоки (фиг. 228).
Многопламенная горелка для
машинной сварки (фиг. 229) имеет не-
сколько огней и снабжена водяным охлажде-
нием. Для толщины свариваемых деталей до
10 мм число огней берётся от 2 до 5, для
сварки труб — 7 или 8 огней. Имеются горелки
с числом огней до 15 и даже 20. Горелка
ставится в супорт сварочного станка.
Горелка для подогрева (фиг. 230)
служит для нагревания изделий при сварке,
Фиг. 225. Горелка с экономма-
тором (Гаррис-Калорифик --США).
фирмы Гаррис-Калорифик (США). При кратко-
временных перерывах в работе сварщик не
закрывает кранов /и2и тем не нарушает пер-
воначально установленного состава горючей
смеси, а только поворачивает рычаг 3. Тем
самым клапаны 4 и 5 закрываются, прекращая
подачу кислорода и ацетилена в горелку. При
возобновлении работы рычаг 3 ставится в пер-
воначальное положение и горелка снова может
быть зажжена без дополнительной регулировки
состава смеси. Это сокращает непроизводи-
тельнуюзатрату времени на регулировку и уста-
новку пламени горелки и даёт экономию в рас-
ходе ацетилена до 20 — 30°/с,
Водородная горелка является типичной
безинжекторной. Мощность пламени в этой
горелке принимается
наШиая гайка . ра?ной ш^450 л,час
водорода на 1 мм тол-
щины свариваемого
металла.
Шарнирная
горелка (фиг. 226)
применяется для свар-
ки в труднодоступ-
ных местах. Присоеди-
няется к рукоятке го-
Ц" релки СУ и СТБ. Угол
Фиг. '226. Шарнирная горелка, поворота шарнира
30 - 40*.
отбортовке бортшайб, днищ и пр. Мундштук
имеет ряд отверстий и образует пламя с соот-
ветствующим количеством огней.
Гор ел к а дл я пайки (фиг. 231) имеет
мундштук с внутренним соплом, через которое
выходит ацетилен, подсасывая воздух из боко-
Трцбка Смеситель-
ная камера
, шарнир
I
Инжектор
Фиг. 227. Трёхпламенная горелка
с автоматической подачей каретки.
Полуавтоматизированная горел-
ка— трёхпламенная для сварки продольных
Фиг. 228. Горелка с ручной подачей проволоки.
406
ТЕХНОЛОГИЯ СВАРКИ И РЕЗКИ МЕТАЛЛОВ
[РАЗД. Ill
вых отверстий в стенке мундштука. Воздушно-
ацетиленовое пламя имеет более низкую тем-
пературу, что уменьшает опасность выгорания
припоя.
Кислород
Дцетилвн
Вода
Фиг. 229. Многопламенная горелка для машинной сварки.
Фиг. 230. Горелка для подогрева.
Отдерстия
Фиг. 231. Горелка для пайки.
Бензосвары. Бензосвары работают на жид-
ком горючем—бензине или бензоле. Установка
состоит из горелки специальной конструкции
и бачка для жидкого горючего с насосом, пода-
ющим жидкость по шлангу в горелку, в кото-
рой она проходит испаритель, подогреваемый
снаружи вспомогательным пламенем. Смесь
паров бензина и кислорода выходит через от-
верстие мундштука, образуя основное пламя.
Бензосваром можно производить сварку тонкой
стали, чугуна, цветных металлов и пайку.
Техника газовой сварки
Сварочное пламя. Пламя, применяемое
для сварки, должно иметь восстановительные
свойства по отношению к окислам металла сва-
рочной ванны. Для этого в продуктах сгора-
ния, образующих сварочную зону пламени, не
должно содержаться более 50% паров Н3О и
более 20% СО2. Этому условию удовлетворяет
ацетилено-кислородное пламя смеси состава
О2:С2Н2 = 1:1 и водородо-кислородное состава
Н2: О2 — 4 :1. Схема реакций сгорания и диа-
грамма распределения температур в ацетилено-
кислородыом пламени даны на фиг. 232. Схема
строения нормального сварочного пламени по-
казана на фиг. 233. В точке 1 подводится горю-
чая смесь, состав которой определяется хими-
ческим составом горючего газа. В точке 2 на-
блюдается синеватый конус, являющийся как
бы основанием сварочного пламени; в нём
смесь подогревается до температуры 400—
500° С, при которой большинство углеводо-
родов воспламеняется. Собственно сгорание
происходит внутри тонкой стабильной ярко
светящейся оболочки 3 (ядро), температура
в которой резко повышается по сравнению
с остальными зонами пламени. Непосред-
ственно за концом азетлой оболочки нахо-
дится тёмная восстановительная зона про-
дуктов сгорания в оболочке ядра, имеющая
на расстоянии 4 — 6 мм от конца ядра наибо-
лее высокую температуру в пламени и исполь-
зуемая непосредственно для расплавления ме-
талла и его сварки. Продукты сгорания горю-
чей смеси, образующие восстановительную зо-
ну 4, определяют характер химического воз-
действия пламени на металл: восстановитель-
ный, окислительный или науглероживающий.
Наружная оболочка 5(ореол) пламени является
продолжением зоны 4 и состоит из газов, полу-
чаемых при сгорании газообразных продуктов
4-й зоны с кислородом окружающего воздуха.
Благодаря значительному содержанию СО2,
Н2О и N2 эта часть пламени будет всегда оки-
слять металл. Пламя с избытком кислорода
(окислительное) имеет укороченное заострён-
ное ядро с резкими очертаниями; тёмная вос-
становительная зона в нём сильно уменьшается
в своих размерах, а всё пламя укорачивается
и приобретает синеватую окраску. В пламени
с избытком ацетилена (ацетиленистое) зона
сгорания ацетилена увеличивается, ядро теряет
свои резкие очертания и делается расплывча-
тым, восстановительная зона светлеет и сли-
вается с ядром, длина всего пламени увеличи-
вается и само пламя становится более интен-
/ ишш
Фиг. 232. Схема реакций сгорания
и диаграмма распределения темпе-
ратур в сварочном пламени.
сивно окрашенным в жёлтый цвет. Нормальное
восстановительное пламя применяется при
сварке как обычной малоуглеродистой стали,
так и легированной. Ацетиленистое пламя
Фиг. 233. Схема строения нормального
сварочного пламени.
используется при сварке чугуна или стали по
методу Lindeweld, так как оно способствует
науглероживанию свариваемого металла. Оки-
слительное пламя применяется только при
сварке латуни, так как интенсивное образова-
ГЛ. IV]
ГАЗОВАЯ GEAPKA И РЕЗКА
407
ние окисной плёнки цинка уменьшает его ис-
парение при сварке латунных сплавов.
Регулировка сварочного пламени произво-
дится увеличением или уменьшением подачи
кислорода или ацетилена в горелку и осуще-
ствляется сварщиком по внешнему виду пла-
мени соответственно вышеуказанным при-
знакам.
Присадочный металл. Присадочный мате-
риал добавляется в расплавленном виде в сва-
рочный шов, заполняя его и сплавляясь с основ-
ным металлом, подвергаемым сварке. Каче-
ство присадочного материала во многом опре-
деляет прочность сварного соединения. Некото-
рые элементы, входящие в состав присадочного
материала, склонны выгорать при сварке (С,
Mn, Si и пр.), что должно учитываться при вы-
боре состава присадочной проволоки. Поверх-
ность проволоки должна быть чистой от ока-
лины, ржавчины, масла и прочих загрязнений.
Проволока должна плавиться спокойно, без
вскипания и разбрызгивания. Последнее обу-
словливается наличием на поверхности прово-
локи окислов, которые восстанавливаются во-
дородом пламени по реакции FeO -f H2 = Fe-{-
-f- H2O, и образующиеся при этом водяные
пары, нерастворимые в жидкой стали, вызы-
вают разбрызгивание металла. Состав приса-
дочной проволоки определяется ГОСТ 2246.
Диаметр присадочной проволоки прини-
мается в зависимости от толщины свариваемых
листов (s в мм):
для левой сварки d = 0.5s -f- 1 **м
для правой сварки d = 0,5 s -4- 2 мм
Расход присадочной проволоки на сварку
1 пог. м шва определяется по формуле
Q =i Cs'1 г/пог. м,
где s — толщина свариваемого металла в мм\
С—коэфициент, приведённый для различных
металлов в табл. 147.
Таблица 147
Металл
Сталь
Медь
Латунь
Алюминий
s в мм
<5
I
>о>
1
<4
>4
<4
>4-
<4
>4
Подготовка
шва
Без скоса . .
Скос 45° . . .
„ 35° ...
„ 30° ...
Без скоса . .
Скос 45° . . .
Без скоса . .
Скос 45° . . .
Без скоса . .
Скос 45° ...
Коэфициент
С
12
IO
8
п
i8
14
16
13
6-5
4.5
Для определения расхода присадочной
проволоки к полученной величине прибавля-
ют от 15 до 20% на угар и разбрызгивание
проволоки при сварке.
Режимы и производительность сварки.
Положение швов в пространстве различается:
нижнее, вертикальное, горизонтальное и по-
толочное. Кинематика движения конца мунд-
штука сварочной горелки показала на фиг. 234.
Основное движение —продольное. Попереч-
ные и круговые движения являются вспомога-
тельными, для расплавления кромок и распре-
деления присадочного металла, а также кор-
ректировки неточностей продольного движе-
ния. Уменьшение амплитуды и числа попереч-
ных движений увеличивает скорость сварки.
Фиг. 234. Кинематика движения горелки.
При газовой сварке применяют следующие
методы:
1. Левая сварка (фиг. 235). Движение
горелки справа налево, причём присадочная
проволока движется впереди горелки и пла-
мя направлено на ещё не сваренный уча-
сток шва. Горелка
совершает как
продольные дви-
жения, так и по-
перечные, коле-
бательные. Метод
сварки наименее
производительный,
так как могут про- _
'сварки
Проволока
исходить повы-
шенное окисление
и закалка металла
шва, который в
данном случае сла-
бо защищен факе-
лом пламени. Угол
наклона горелки к
плоскости свариваемых листов берётся в за-
висимости от толщины металла и'тем больший,
чем больше толщина листов (фиг. 236). Пру-
ток держится всегда под углом 30 — 40° к по-
Сорепка
Фиг. 235, Левая сварка.
Поверхность сдарибаемоибетапи
Фиг. 236. Угол наклона горелки.
верхности свариваемого листа или 90 — 100°
но отношению к оси пламени.
2. Правая сварка (фиг. 237). Пламя
горелки направлено на сваренную часть шва
и конец присадочного прутка; сама горелка
движется слева направо почти без попереч-
ных колебательных движений. Конец про-
волоки всё время погружён в расплавленный
металл и перемешивает ванну, чем облегчается
удаление окислов. Метод сварки--более эко-
номный и производительный, так как тепло
пламени используется полнее. Качество шва
выше при лучшей защите расплавленного
металла факелом пламени, которое осущест-
408
ТЕХНОЛОГИЯ СВАРКИ И РЕЗКИ МЕТАЛЛОВ
[РАЗД. III
60-80е
вляет также последующий отжиг наплавлен-
ного металла. По сравнению с левой свар-
кой скорость процесса выше на 10—200/0, рас-
ход газов на 1 м шва меньше на 10— 15%,
коробления и терми-
ческие напряжения
меньше, так как зона
нагрева более ограни-
чена и угол раскрытия
шва меньший, что даёт
экономию в присадоч-
ной проволоке. При-
меняется для листов
толщиной более 5 мм.
Угол наклона горелки
до 10%. Поверхность кромок свариваемых
стальных деталей науглероживается до 4% С,
вследствие чего температура плавления их по-
ПроВопоКа
гповпна
Фиг. 237. Правая сварка.
к свариваемому листу
не менее 70°.
3. С в а р к а двой-
ным вали ком (фиг.
238)производится при
вертикальном поло-
жении шва. Для толщины от 2 до 6 л*
(фиг. 238. А) сварка ведётся горелкой мощ-
ностью 50—60 л/час ацетилена на 1 мм тол-
щины. При начале сварки пламя направляется
на нижнюю точку стыка листов и проплавляет
отверстие диаметром, равным толщине листа.
Затем плавят конец присадочной проволоки
и заплавляют нижнюю кромку отверстия,» одно-
временно перемещая горелку несколько раз
вверх и оплавляя верхнюю кромку отверстия.
Таким образом отверстие между кромками как
бы перемещают постепенно снизу вверх, полу-
Горепко^ ПроВопока
А
Го репка *fZ Проволока
Фиг. 238. Сварка двойным валиком: А— толщина 2—6 мм;
Б — толщина 6—12 мм.
чая узкий и ровный шов в виде валика, одина-
ковый по толщине с обеих сторон свариваемых
листов. Наплавленный металл получается плот-
ным и шов хорошо проваренным. Для толщины
от б до 12 мм (фиг. 238 Б) сварка ведётся двумя
горелками мощностью каждая 30 л/час
ацетилена на 1 мм толщины. Диаметр про-
волоки 3 мм.
Данный метод по сравнению с правой
сваркой сокращает время сварки на 40%,
расход газов на 60 — 65% и проволоки на 40%.
Сварка пометоду Lindeweld является
разновидностью правой сварки. Ведётся спе-
циальной горелкой (фиг. 239) науглероживаю-
щим пламенем с избытком ацетилена от 6
Фиг. 239. Сварка
по методу Lindeweld.
нижается до 1150-1200° С и они плавятся ра-
нее основного металла. Данным методом обес-
печивается хорошее сплавление основного и
присадочного материалов, уменьшение терми-
ческих напряжений, повышение производи-
тельности сварки. Присадочную проволоку ре-
комендуется применять состава С = 0,1—0,2%;
Мп = 0,9—1,15%; Si = 0,32-0,42o/0; S и Р не
более 0,04%. По данным Н. George при содер-
жании в основном металле 0,15 — 0,35% Сив
проволоке 0,15% С в наплавленном металле
получается 0,25—0,35% углерода. Диаметр про-
волоки берётся больший, чем обычно, а именно:
при толщине металла менее 4 мм; 4—6 мм; более 6 мм
диаметр проволоки 4 мм; 4—9 мм; 9 мм
Скорость движения смеси в мундштуке во
избежание раздувания металла ванны должна
быть не особенно велика и составлять: при
s = 3—4 мм v = 80 м/сек, при 5 = 4—9 мм
v — 100м/сек и при s — 9— 13мм v = 120 м/сек.
Мощность горелки по кислороду берётся рав-
ной от 200 до 250 л/час О2 на 1 мм толщины
сварки. Необходимо соблюдение точного за-
зора между кромками. При сварке без скоса
кромок зазор равен 2,5 мм при отсутствии
подкладки; при сварке со скосом кромок за-
зор 3 мм без подкладки и 4 мм с подкладкой.
Угол скоса кромок берётся 35°, затупление
вершины шва не делается. Мундштук держится
под углом 30°, а проволока — около 90° к по-
верхности свариваемого металла. Движение
проволоки прямолинейное вверх и вниз. Горел-
кой делаются небольшие маятниковые коле-
бания. Скорость сварки по данным США:
при s = 6 мм—от 6,8 до 7,6 м/час, при s =¦
= 8 мм- 6 м/час.
Производительность сварки
вообще обусловливается рядом факторов: тол-
щиной металла, мощностью горелки, методом
сварки и квалификацией сварщика. На фиг. 240
приведена диаграмма производительностисвар-
ки стали толщиной до 4 мм без скоса кромок.
Для предварительных подсчётов можно поль-
зоваться эмпирическими формулами, выведен-
ными Д. Сефериан в зависимости от толщины 5
свариваемого металла в мм.
Мощность горелки Р — As л/час, где зна-
чения А для различных металлов приведены
в табл. 148.
ГЛ. IVJ
ГАЗОВАЯ СВАРКА И РЕЗКА
409
Таблица 148 Скорость сварки
Свариваемый металл
Сталь при сварке внешнего угла .
Сталь при сварке внутреннего угла
Сталь при правой и левой сварке
встык
Медь
Латунь •
Алюминий
Чугун .
Нержавеющая сталь
Значения А
в л\час
75
130—140 •
IOO
3°°
IOO
75
15о
75
2001- 20 г-1 \ I I I -I I I I I ^-M^X-j-J 400 \ 20
т \ w MINI TTT^v I 1 I I 1 I | ж A w
160- 16 \~- 320- 16
m - 14 5 m. ц
120- 12 S ш. 1?
\
\
\
\
\
с
у
\
>
\
4
/Г,
m
¦n
{S
I
'}
I
/
У
s
i
г-
I
**•
I
I
У
п
/
-?
t
УУ
2
—
-*~
/
V
100 \ /g M I I I I I I i I -?*^i—\—t—Ш 200 -
S0\- в\ I j | I \-J^4-j~h4-j-^m~-jW0
SO 6 I I [ l^M I I I J -T-4—t^-T-JH 120
40 'ЩИ \ШЖ&*ХХ\8В
о
as i г з 4 s»»
Фиг. 240. Производительность сварки.
v = —м час.
s
Коэфициент К находится опытным путём
и принимается:
а) для левой сварки стали от 10 до 15
(малоопытный сварщик даёт К = 10, хоро-
ший— К =15, в среднем можно принять
/С=12);
б) для правой сварки стали в среднем 15;
в) для сварки прочих металлов: меди — 24,
латуни —12. алюминия —30, чугуна — 10 и не-
ржавеющей стали —10.
605
Время сварки t = —^— мин. на 1 not. м шва.
К
Расход газов определяется по величине Р.
Для ацетилена имеем
Qa-
Pi
60
7? s2 л/час.
Фиг. 241. Подготовка швов при газовой сварке.
Расход кислорода QK= 1,1 — 1,2 Qa л\час.
Расход присадочной проволоки
определяется по формуле, приведённой на
стр. 407.
Выполнение основных форм сварных
соединений
Для газовой сварки основным видом сварно-
го соединения является стыковое. Соединения
внахлёстку и втавр обычно не применяются,
так как при этих формах соединения полу-
чаются большие деформации и термические
напряжения в процессе газовой сварки. Под-
готовка кромок при сварке стали осущест-
вляется в зависимости от толщины металла
применительно к левой
сварке (фиг. 241). Для
других методов сварки
отступления от указан-
ных способов подго-
товки были указаны вы-
ше.
Оборудование
рабочего места
сварщика
Сварочные посты в за-
висимости от характера
работ бывают передвиж-
ные и стационарные. В
оборудование сварочного
поста входят: а) ацетиле-
новый генератор или
ацетиленовый баллон с
редуктором, б) кислород-
ный баллон с редукто-
ром, в) шланги, г) горел-
ка с комплектом нако-
нечников.
Для стационарныхсва-
рочных постов подача
газа может производить-
ся по трубопроводам; в
этом случае отпадает
необходимость иметь на
сварочном посту ацети-
леновый генератор или
410
ТЕХНОЛОГИЯ СВАРКИ И РЕЗКИ МЕТАЛЛОВ
[РАЗД. Ш
баллон с ацетиленом и редуктором и баллон
с кислородом. На трубопроводе для ацетилена
устанавливается постовой предохранительный
водяной затвор, а на кислородопроводе — по-
стовой кислородный редуктор. Кроме выше-
указанного основного оборудования, сварщик
может также иметь: а) сварочный стол для свар-
ки мелких деталей, б) универсальный ключ
для горелки, в) экономизатор для сокращения
непроизводительного расхода газов при пере-
Фиг. 242. Постовой экономизатор.
рывах в работе (фиг. 242), г) кремнёвую зажи-
галку, д) сосуд с водой для охлаждения го-
релки.
В зависимости от характера работ при-
меняются также сборочно-сварочные приспо-
собления, фиксирующие положение деталей
при сварке.
Поверхностная закалка ацетилено-
кислородным пламенем *
Этим способом термообработки, применяе-
мым ко всем сортам стали, принимающим за-
калку, получают детали, которые наряду с вы-
сокой сопротивляемостью ударным нагрузкам
хорошо противостоят износу от трения. При точ-
ном контроле достигается полная однородность
закалки. Пламя нагревает только поверхност-
ный слой изделия, и тепло не успевает про-
никнуть внутрь детали. Это обусловливает по-
степенный переход от мартенситнои структуры
металла на закалённой поверхности к нор-
мальной структуре сердцевины через проме-
жуточные структуры: трооститную и сорбит-
ную. Для получения устойчивого пламени пред-
почтительно пользоваться безинжекторными
горелками, работающими на ацетилене высо-
кого давления. Охладительной средой обычно
служат вода, водные растворы солей или сжа-
тый воздух. Применение масляных охлажда-
ющих смесей ввиду их горючести исключено.
Существуют два способа поверхностной за-
калки:
Медленная закалка (фиг. 243). Пламя на-
правляется на изделие (например, шейку вала)
по всей её длине; ниже располагается ряд ох-
лаждающих струй воды. Скорость вращения
равна 100—150 мм/мин. После одного оборота
вала горелка убирается и вал продолжает вра-
щаться до полного охлаждения. Недостаток
способа — образование линии схода горелки, в
которой твёрдость будет ниже, чем в осталь-
ных точках поверхности вала. Применяется
преимущественно при закалке плоских поверх-
ностей. Расход кислорода составляет от 0,5
до 0,7 л/'см2 поверхности. Пламя—нейтральное.
При уменьшении скорости закалки для полу-
Началв закалки Конец закалка
ОхпаЖд
вода
ОкруЖная скорость
100-150 мм/мин
Фиг. 243. Схема медленной закалки.
чения большей её глубины расход кислорода
увеличивается до 0,9—1,1 л/см2.
Быстрая закалка (фиг. 244). Подогрев от-
делён от охлаждения. Скорость вращения соот-
ветствует окружной скорости от 8 до \2mjmuh.
Когда поверхность нагрета до закалочной тем-
пературы, горелку убирают, а вращающийся
вал поливают струями охлаждающей жидкости.
Получается вполне равномерная закалка. Этот
способ даёт возможность применять контроль
процесса. Расход кислорода составляет от 0,3
ДО 3 AjCM7
При поверхностной закалке твёрдость по-
лучается выше, чем при закалке всей детали,
так как не происходит последующего отпуска за
счёт тепла, аккумулированного изделием. Ме-
ханические свойства сердцевины не изменяют-
ся, деформация детали очень незначительна.
Последующая шлифовка не требуется. Глуби-
на закалки не превышает 2—3 мм.
Для поверхностной закалки применяются спе-
циальные многопламенные илищелевидные го-
Нагреб дала
Горепка-
ОхлаЖд-
вода
'ОкруЖная скорость
8-12 м/мин
* См. также т. 14, „Проектирование машиностроитель-
ных заводов" и т. 7, „Технология машиностроения".
Фиг. 244. Схема быстрой закалки.
релки и машины, конструкция которых опре-
деляется характером обрабатываемых деталей.
На фиг. 245 показана щелевидная горелка,
па фиг. 246 — многопламенная со сменными
мундштуками для закалки плоскостей, на фиг.
247 — кольцевая горелка для закалки круглых
валов, на фиг. 248 — машина для автомати-
ческой закалки поверхности зубьев шестерён
и на фиг. 249 — станок для закалки колен-
чатых валов.
ГЛ. IV]
ГАЗОВАЯ СВАРКА И РЕЗКА
411
Фиг. 245. Щелевидные горелки
для поверхностной закалки.
Фиг. 246. Много-
пламенная закалоч-
ная горелка со
сменными мунд-
штуками.
Фиг. 247. Кольце-
вая горелка для
закалки валов.
Фиг. 248. Машина для закалки зубьев шестерён.
Фиг. 249. Станок для закалки шеек коленчатых валов.
Техника безопасности при газовой сварке
Кроме описанных выше правил обращения
со сжатыми газами, техника безопасности
при газовой сварке заключается ещё в соблю-
дении следующих основных правил при сва-
рочных работах:
а) при работе сварщик обязан применять
защитные очки для предохранения глаз от дей-
ствия яркого света пламени и от поврежде-
ния брызгами металла;
б) необходимо продувать горелку ацети-
леном перед её зажиганием;
в) следует предохранять детали, соприка-
сающиеся с кислородом, от попадания на них
масла и жиров;
г) необходимо устранять утечку кислорода
и ацетилена в помещение, где производится
сварка, немедленно после её обнаружения;
д) следует строго соблюдать все правила
обращения со сварочной аппаратурой.
ГАЗОВАЯ (КИСЛОРОДНАЯ) РЕЗКА
Основные понятия
Газовая или кислородная резка основана
на способности железа сгорать в струе кис-
лорода. Температура зажигания технически
чистого железа в чистом кислороде — около
900° С, в сплавах железо — углерод она возра-
стает с повышением содержания углерода.
Основная реакция сгорания железа в кис-
лороде
3 Fe -f- 2O2 = Fe3O4 + 265.5 кал/мол.
Отсюда следует, что на сжигание 1 г железа
расходуется 0,38 г или 0,27 л кислорода, или на
1 с,«3 железа расходуется 2,1 л кислорода. Рас-
ход кислорода на удаление 1 см* железа из по-
лости реза в процессе резки может быть и ни-
же указанного теоретического значения.
Шлак, выдуваемый при резке, имеет слож-
ный состав и содержит, кроме Fe3C>4, низший
окисел FeO, а также значительное количество
(иногда до 30%) металлического железа.
При реакции горения железа выделяется
большое количество тепла B65,5 кал)мол), ко-
торое оплавляет поверхность металла и полу-
чающийся жидкий металл увлекается в шлак
вместе с расплавленными окислами.
412
ТЕХНОЛОГИЯ СВАРКИ И РЕЗКИ МЕТАЛЛОВ
[РАЗД. Ш
Для начала резки необходимо нагреть ме-
талл в начальной точке до температуры горе-
ния. Подогревательное пламя приходится со-
хранять и в процессе резки, так как освобо-
ждаемого в процессе горения металла тепла
недостаточно для покрытия всех тепловых по-
терь, сопровождающих резку.
Схематически процесс газовой резки пред-
ставлен на фиг. 250 [17]. Смесь кислорода с
горючим газом поступает в кольцевой канал
подогревательного мундштука режущей горел-
. 0? РеЖущий
Кислород
Разрезаемый
металл
~Ж Выдуваемые
J]." окислы
Фиг. 250. Схема процесса газовой резки.
ки (резака) и, будучи зажжённой при выходе
из мундштука, образует подогревательное пла-
мя, которое направляется на разрезаемый ме-
талл в точку, где должен начаться разрез. Те-
плотой пламени металл подогревается до тем-
пературы горения. Технически чистый кисло-
род поступает в канал режущего мундштука.
Этот кислород, называемый режущим кисло-
родом, выходя из мундштука, попадает на на-
гретый металл, вследствие чего начинается
горение последнего. При сгорании верхних ча-
стиц металла выделяется большое количество
теплоты, которая совместно с теплотой подо-
гревательного пламени нагревает нижележа-
щие частицы металла, также сгорающие в ки-
слороде. Таким образом процесс сгорания ме-
талла осуществляется по всей толщине изде-
лия.
Образующиеся от сгорания металла его
окислы в жидком, расплавленном виде увле-
каются струёй режущего кислорода и уда-
ляются (выдуваются) из полости реза. Если
привести резак в движение с надлежащей
равномерной скоростью, то сжигание металла
будет происходить по линии перемещения.
Процесс газовой резки состоит из следу-
ющих стадий: 1) подогрева металла; 2) горения
металла; 3) выдувания окислов.
Необходимо, чтобы металл, подвергаю-
щийся газовой резке, имел следующие свой-
ства: а) температуру воспламенения ниже
температуры плавления*; б) температуру пла-
* Температура воспламенения железоуглеродистых
сплавов зависит от содержания в них углерода. С повыше-
нием содержания углерода температура воспламенения по-
вышается. Так, например, чистое железо имеет темпера-
туру воспламенения 1050е С, при содержании углерода
0,7°/0 приблизительно 1300° С, а при содержании углеро-
да 2,2% примерно 1400° С; из железоуглеродистых спла-
rob только сталь с содержанием углерода до 0,7% отве-
чает этому условию.
вления окислов ниже температуры плавления
самого металла; в) достаточно большое коли-
чество теплоты, развивающейся при его сгора-
нии; г) не слишком большую теплопровод-
ность.
Характеристика различных металлов и спла-
вов в отношении газовой резки приведена в
табл. 149 и 150.
Таблица 149
Характеристика металлов в отношении газовой
резки
I
j Металл
Сталь, содержащая
до 0,4%, С
Сталь-0,4—0,5% С
Сталь—0,5—0,7% С
Сталь—более 0,7% С
Чугун
Сталь высокомар-
ганцовистая
Сталь кремнистая
Сталь высокохроми-
стая
Сталь низколегиро-
ванная хромомолиб-
деновая
Сталь низколегиро-
ванная хромистая и
хромоникелевая
Сталь хромоникеле-
вая нержавеющая
18-8
Медь и её сплавы
Алюминий
Характеристика
Режется хорошо
Режется хорошо. Для пре-
дохранения от образования
трещин необходимо предва-
рительное подогревание до
200е С и отжиг после резки с
медленным охлаждением; тем-
пература отжига 650° С
Режется хорошо. Обяза-
телен предварительный подо-
грев до 700° С и последующий
отжиг, как предыдущей стали
Режется очень плохо. Прак-
тически такие стали не режут
Не режется. Иногда при-
меняют резку чугуна специ-
альными резаками; качество
резки очень низкое
Режется хорошо. Полезен
подогрев
Режется плохо
Не режется
Режется хорошо
То же
Режется, но требуется спе-
циальная технология
Не режутся
То же
Таблица 150
Влияние легирующих элементов примесей в стали
иа газовую резку
Примеси
Углерод
Марганец
Характер влияния
При содержании до 0,4°/0 не
ухудшает процесса резки; при
содержании свыше 0,4% ме-
талл на поверхности реза
закаливается, приобретает вы-
сокую твёрдость и образует
трещины, почему требуется
предварительный подогрев;
при содержании свыше 0,7%
процесс резки очень ухуд-
шается, а при содержании 2,2° 0
и выше становится невозмож-
ным
Не препятствует процессу
резки
ГЛ. IV]
ГАЗОВАЯ СВАРКА И РЕЗКА
413
Продолжение таол. 150
Примеси
Кремний
Хром
Никель
Молибден
Вольфрам
Ванадий
Медь
Алюминий
Сера и фосфор
Характер влияния
При содержании до 4% не
влияет на процесс резки, а при
большем содержании процесс
затрудняется
При содержании до 1,5% не
влияет на процесс резки
При содеожании до 7% ре-
жется вполне хорошо; при бо-
лее высоком содержании (до
34%) режется удовлетвори-
тельно
Затрудняет резку, особенно
при одновременном большом
содержании углерода
При содержании до 10%
только снижает скорость рез-
ки; при 10-20°/0 затрудняет
резку, а при содержании свы-
ше 20% резка невозможна
В небольших количествах
улучшает процесс резки
При содержании до 0,7% не
влияет на процесс резки
В небольших количествах не
влияет на процесс резки; при
содержании свыше 10°/0 резка
невозможна
При содержании допускае-
мого для стали количества при-
меси эти на процесс резки не
влияют
Горючие для газовой резки
При газовой резке для подогреватель-
ного пламени практически пригоден не только
ацетилен, но и все горючие газы, применя-
емые в технике: водород, метан, светильный,
коксовый, доменный и природные нефтяные
газы, а также жидкие горючие: бензин, бензол,
керосин и др.
По скорости и интенсивности подогрева
металла лучшим горючим считается ацетилен;
по качеству резки и удобствам в эксплоа-
тации одним из лучших горючих является
бензин. Водород особенно удобен для резки
больших толщин (свыше 500 мм), так как при
сгорании образует пламя большой длины, глу-
боко прогревающее полость реза.
Способы обработки металла кислородом
Процесс сжигания металла струёй кисло-
рода может быть использован для различных
видов обработки металла. Струя кислорода,
направленная нормально к поверхности ме-
талла, прорезает насквозь всю его толщину,
чем осуществляется процесс резки, лучше
всего изученный и освоенный в настоящее
впемя. Струя кислорода, направленная при-
близительно тангенциально, позволяет осу-
ществлять процесс кислородной обработки
поверхности металла. При этом способе кис-
лород, сжигающий металл, заменяет металло-
режущий инструмент, производя процессы,
аналогичные строганию, фрезерованию, свер-
лению металла и т. п.
Обработка поверхности металла кисло-
родной струёй находится ещё в начальной
стадии развития и используется в промы-
шленности только для грубых работ; пре-
имуществом её является высокая произво-
дительность, достигающая несколько сот ки-
лограммов сожжённого металла за 1 час. Раз-
личные способы обработки металла кисло-
родом представлены схемой на фиг. 251.
Газовая
обработка
поверхностей
Кислородная обработка металла
Сво-
бод-
ная
По
ша-
блону
Ко-
пьём
Под-
вод-
ная
Специ-
альная
(срез
заклё-
пок,
резка
труб
и т. п.)
Нор-
маль-
ной
точно-
сти
Точ-
ная
(пре-
цизи-
онная)
Пло-
ско-
стей
Вые-
мок и
кана-
вок
По-
верх-
ностей
вра-
щения
От-
вер-
стий
Реза-
ком
Кисло-
род-
ным
ко-
пьём
Пря-
моли-
ш.йная
Фасон-
ная
Круго-
вая
Кро-
мок
Спе-
циаль-
ная
Фиг. 251. Способы обработки металла кислородом.
414
ТЕХНОЛОГИЯ СВАРКИ И РЕЗКИ МЕТАЛЛОВ
[РАЗД. III
Аппаратура для газовой резки [17]
Аппаратура для газовой резки может быть
подразделена на ручные режущие горелки (ре-
заки), управляемые вручную рабочим-газорез-
чиком, и на машины для газовой резки, предста-
вляющие собой механизмы для перемещения
газового резака по линии реза.
Машины для газовой резки помимо общих
преимуществ механизации технологических
процессов обеспечивают чистоту и точность
реза, недостижимые при ручной работе вслед-
ствие неизбежных в этом случае неравно-
мерности скорости перемещения резака и
его вибрации, обусловленных дрожанием руки
газорезчика. Преимущества машинной газо-
вой резки ещё более усиливаются благодаря
сравнительной простоте и дешевизне газо-
режущих машин и незначительной мощности,
необходимой для перемещения резака. Широ-
кая замена ручной резки машинной является
важной очередной задачей для советского
машиностроения.
Резаки различаются по роду горючего
для питания подогревательного пламени, по
устройству подогревательной системы и по
назначению.
Резаки, работающие на жидком горючем,
имеют специальные испарители, превраща-
ющие горючее в пары, поступающие в каме-
ру смешения для образования горючей смеси
с подогревным кислородом.
Резаки, в которых горючий газ поступает
в камеру смешения непосредственно, назы-
ваются безинжекторными или резаками
высокого давления. Для них горючий
газ должен иметь достаточно высокое давле-
ние, обычно не менее 1 ати у входа в горелку.
Безинжекторные резаки мало распространены
в СССР. Резаки, в которых горючий газ при-
нудительно засасывается и подаётся в камеру
смешения инжектором, называются инжек-
торными или резаками низкого давле-
ния. Инжектор расположен перед камерой
и работает за счёт кинетической энергии
струи подогретого кислорода. Инжекторные
резаки мало чувствительны к давлению горю-
чего газа и могут ра-
ботать практически на
любом его давлении, чем
и объясняется их широ-
кое промышленное при-
менение.
Расположение выход-
ных отверстий для подо-
гревной смеси по отноше-
нию к отверстию режуще-
го кислорода (фиг. 252)
может быть 1) концен-
трическое — с
р
резки
лью для подо-
гревной смеси
(фиг. 252, л) и с
круглыми от-
верстиями для
подогревы о й
смеси (фиг.
252. б); 2) последовательное (фиг. 252, с).
Концентрическое с кольцевой
щелью чаще всего применяется в промыш-
ленности СССР. Преимущества—резка в лю-
Фиг. 252. Расположение выходных
отверстий в резаках: / — режу-
щий кислород; 2 — подогревная
смесь.
бом направлении, что весьма важно для фигур-
ного реза. Недостатки—узость кольцевой ще-
ли, вследствие чего ограничены размеры и
тепломощность подогревного пламени, а уве-
личение ширины ведёт к обратным ударам
и проскакиванию пламени в камеру смеше-
ния. Поэтому подобные резаки применяются
преимущественно для малых и средних
толщин.
Концентрическое с круглыми от-
верстиями широко распространено в про-
мышленности США. Преимущества — резка
в любом направлении с возможностью неогра-
ниченного увеличения размеров и тепломощ-
ности подогревательного пламени, а потому
резаки с таким расположением выходных
отверстий применимы для всех толщин.
Последовательное применяется
сравнительно редко. Преимущества —меньшая
ширина реза и возможность резать максималь-
ные толщины. Недостатки — резать можно лишь
в одном направлении (показано на фиг. 268, в
стрелкой) так, чтобы впереди шло подогрев-
ное пламя, а за ним струя режущего кислорода.
Газы к резаку могут подводиться по трём
или по двум шлангам, чем определяется число
присоединительных ниппелей. В первом слу-
чае к резаку подводятся режущий кислород
высокого давления, подогревный кислород
пониженного давления и горючий газ, во
втором случае — режущий кислород высокого
давления и горючий газ, а подогревный кис-
лород пониженного давления получается в кор-
пусе резака отводом части режущего кисло-
рода с пропуском через клапан, снижающий
давление.
Конструкция резака в значительной сте-
пени зависит от назначения. Различаются ре-
заки для: 1) ручной резки общего назначения,
2) обработки поверхности, аналогичной строга-
нию, фрезерованию и т. д., 3) срезки заклёпок,
4) резки труб, 5) сверления, 6) резки чугуна,
7) подводной резки, 8) других специальных
работ.
Основные типы советских резаков. Ре-
зак УР (фиг. 253) состоит из рукоятки /,
кислородной трубки 2, ацетиленовой трубки 3,
трёх вентилей: для подогревательного кисло-
рода 4, режущего кислорода 5 и ацетилена 6,
инжектора 7, смесительной камеры 8, кисло-
родной трубки и головки 9 с мундштуками
10 и 11.
Техническая характеристика резака УР
приведена в табл. 151.
Вставной наконечник для резки к свароч-
ной горелке СУ (фиг. 254) присоединяется к
корпусу сварочной горелки СУ. Состоит он из
инжектора/, смесительной камеры 2, вентиля 3,
кислородной трубки 4 и головки 5 с мундштука-
ми. Наконечник резака имеет 3 сменных подо-
гревательных мундштука и 9 внутренних ре-
жущих мундштуков. Наибольшая толщина раз-
резаемого металла 100 мм. Расход газов и да-
вление их, время резки и размер внутренних
мундштуков те же, что и у резака УР. Размер
отверстия наружного мундштука: К» 0—2 мм;
№ 1—3 мм; № 2-3,95 мм.
Резак УР и вставной наконечник к горелке
СУ работают на ацетилене любого давления.
Бензорез или керосинорез
Глававтогена состоит из резака (фиг.255)
и бака для горючего (фиг. 256). Резак и н-
ГЛ. 'VI
ГАЗОВАЯ СВАРКА И РЕЗКА
415
ю,а
Фиг. 253. Резак УР.
Фиг. 254. Вставной наконечник для резки к сварочной горелке СУ.
/О,
Фиг. 255. Резак-бензорез
416
ТЕХНОЛОГИЯ СВАРКИ И РЕЗКИ МЕТАЛЛОВ
{РАЗД. Ш
Техническая
Элементы характеристики
Толшкна разрезаемого
металла в мм
Давление кислорода в ати . .
Расход кислорода в м3/час . .
Расход ацетилена в м31час . . .
Примерная ширина реза в мм .
характеристика резака УР
Таблица 151
№ наружных мундштуков
1
1
3—25
2—4
2,о—3,5
о, 45—^*»7^
2,О—2,5
2
.V» внутренних мундштуков
2
25—5о
4-6
5-6-7,8
0,78—1,0
2,5—3.5
3
5о— ioo
6-8
9,8—12,6
3,5—4.5
4 j .
loo—200
IO—12
27,0—32,5
1,3
4.5—7-°
200—300
12—14
43.5-51.°
1.3
7—ю
Фиг. 256^ Бак для горючего.
жекторного ти-
п а состоит из кисло-
родной распредели-
тельной коробки /,
вентиля 2 для подо-
гревательного кисло-
рода, вентиля 3 для
регулировки подачи
горючего, испарите-
ля 4, инжектора 5,
головки 6 со смен-
ными мундштуками
7, подогревательного
мундштука 8 для испарителя, ниппеля 9 для
кислорода и ниппеля 10 для горючего.
Бак для горючего состоит из резервуара,
насоса, отводящей трубки, запорного вентиля
и шлангового ниппеля.
Резак предназначен для работы на бен-
зине или керосине.
В табл. 152 дана техническая характери-
стики бензореза.
Таблица 152
Техническая характеристика бензореза
лтука
S
X
%
I
а
3
4
5
6
^0
0 — s
^2а"
i 2 о-н
го
Зо
6о
IOO
2ОО
Зоо
а
а»
g-и о
хб
13
IO
7
5
3
Расход на
1 пог. м
горю-
чего в г
25
4о
50
IOO
2ОО
Зоо
кисло-
рода В Л
I2O
39°
840
тбоо
3600
6000
Давление в ати
кисло-
рода
4
5
6
8
ю
12
горю-
чего
о,5
1,О
1,О
1,5
1,6
2,О
В табл. 153 приведены показатели расхода
бензина и керосина по данным Глававто-
гена.
Таблица 153
Сравнительные показатели расхода бензина
и керосина при резке
(по данным Глававтогена)
Показатели
Толщина разрезае-
мого металла в мм .
Давление кислоро-
да в ати
Давление горючего
в ати
Бремя резки
в ман/пог. м ....
Расход кислорода
в л/час:
общий
в подогреватель-
ном пламени . .
Расход горючего
в г/час
№ наконечника
2
Бензин
12
4
I
1-7
31оо
685
7Ю
Керо-
син
12
4
i
1,9
32OO
1630
93O
4
Бензин
8о
8
1.5
3.6
I5 5OO
1650
I2OO
Керо-
син
8о
8
1-5
3,9
i6 000
1950
1300
Из специальных типов в СССР изгото-
вляются резаки для больших толщин, резаки
для обработки металлов, аналогичной стро-
ганию, и резаки для подводной резки.
Резак для больших толщин очень
сходен по своему устройству с резаком УР.
Резак ацетиленовый, инжекторного типа, с кон-
центрическим расположением мундштуков.
Имеет два наружных и три внутренних мунд-
штука. Предназначен для резки толщин до
500 мм.
Фиг. 257. Резак для обработки металла строганием.
Резак для обработки металлов,
аналогичной строганию (фиг. 257),—
ацетиленовый, инжекторный. Все части резака
за исклютением головки тождественны с ре-
заком СУ. Головка снабжена мундштуком.
В центре мундштука просверлено отверстие
для режущего кислорода, а вокруг концен-
трично расположены отверстия для подогрева-
тельного пламени. Резак имеет три сменных
ГЛ. I V|
ГАЗОВАЯ СВАРКА И РЕЗКА
417
мундштука. Размеры мундштуков приведены
в табл. 154.
Таблица 154
Размеры мундштуков резака для обработки,
аналогичной строганию
№
мунд-
штука
i
2
3
Диаметр канала
для смеси в мм
i.i
i.i
i.i
Число каналов
для газовой
смеси в
мундштуке
6
8
8
Диаметр
кислородного
канала в мм
5-6
7.1
7-9
и резака. На полуавтомат СК можно монтиро-
вать вместо ацетиленового резака бензиновый.
Техническая характеристика полуавто-
мата СК. Габариты: длина—430 мм, ширина—
300 мм, высота —290 мм. Вес полуавтомата—
17 кг, с принадлежностями — 24 кг. Мотор:
мощность—60 вт, число оборотов —перемен-
ное 2700— 1000 об/мин, напряжение — ПО -
120 в, род тока —постоянный и переменный.
Максимальная толщина разрезаемого метал-
ла— 100 мм. Машина предназначена для резки
по прямой и по окружности. Расход газов и
времени на резку 1 пог. м металла приведён
в табл. 155.
Фиг. 258. Резак Глававтогена для подводной резки.
Резак Глававтогена для подвод-
ной резки (фиг. 258) — безинжекторный,
рассчитанный для работы на водороде под вы-
соким давлением, с воздушным защитным кол-
паком. Состоит из четырёх трубок для подо-
гревательного кислорода, режущего кислорода,
водорода и воздуха, четырёх регулирующих
вентилей и головки со сменными мундшту-
ками. Резак имеет три внутренних мунд-
штука, два наружных и один воздушный кол-
пачок [12].
Кроме описанных типов резаков, выпуска-
ются также по специальному заказу резаки
для чугуна, для срезки заклёпок, труборезы,
для отверстий и др.
Машины для газовой резки. Полуавто-
маты. Изготовляемый в СССР полуавтомат
СК (фиг. 259), известный под названием „сека-
тор", состоит из электрической, механической
и газовой частей. Электрическая часть состоит
из мотора, вментированного в корпус машины,
реостата и включателя мотора. Механическая
часть имеет систему шестерён, через которые
передаётся движение от мотора ведущему ко-
лесу, супорт с червяком и смонтированным
на нём резаком и направляющие ролики. Га-
зовая часть состоит из газораспределительной
коробки, трёх вентилей для регулировки по-
дачи ацетилена, подогревательного кислорода и
режущего кислорода, бронированных шлангов
Фиг. 259. Полуавтомат СК: / — ведущее ко-
лесо; 2 — рукоятка винта реостата; 3— шкала
реостата; 4— вентиль пробивной струи с вы-
ключателем; 5 — вентиль ацетиленовый;
6 -супорт; 7—маховичок продольного пере-
мещения резака; 8— маховичок вертикального
перемещения резака.
Таблица 155
Расход газов и время резки для полуавтомата СК
Толщина
разрезае-
мого ме-
талла в мм
5
ю
2О
5°
8о
""
Расход
кисло-
рода в
л/пог.м
55
9°
175
боо
IIOO
135°
Расход
ацетилена
в л/пог.м
ю
*5
ЗО
40
7°
IOO
Давление
кислорода
в ати
3,3
25
3-5
о.»
6,о
7.о
Время
резки в
мин/пог.м
3
3
4
6
7
7
418
ТЕХНОЛОГИЯ СВАРКИ И РЕЗКИ МЕТАЛЛОВ
[РАЗД. III
В западноевропейской и американской
(США) промышленности применяются различ-
ные типы полуавтоматов. Некоторые машины
(фирмы Мессер) конструируются с электриче-
скими вентиляторами для интенсивного охла-
ждения. Иногда устраивается защита ведущего
ролика от нагревания, для чего монтируют его
в корпусе машины (машина Фермор) или уста-
навливается асбестовый экран (машина „Радио-
граф") [46].
Заграничными фирмами выпускаются полу-
автоматы, снабжённые несколькими резаками,
которые могут располагаться в различных по-
ложениях. Эти машины назначаются для обра-
ботки кромок листов, подготовляемых к сварке.
Автомат АС (фиг. 260). Электрическая
часть машины состоит из мотора и реостата,
механическая—из коробки с перебором, короб-
ки с диференциалом, ведущих роликов, про-
дольной и поперечной штанги тележек и ма-
ховичков управления. Мотор, коробка с пере-
бором и диференциалом и ведущие ролики
смонтированы в одну ведущую головку, кото-
рая укреплена на заднем конце поперечной
штанги. На переднем конце штанги смонтиро-
ван резак. Машина универсальная, режет
по прямой в продольном и поперечном напра-
влениях, по кругу и по любой кривой по чер-
тежу, разметке и шаблону.
Техническая характеристика автомата
АС. Габариты машины: длина —1260 мм, ши-
рина — 320 мм. Длина продольной резки до
750 мм, поперечной до 650 мм; диаметр резки
по кругу: минимальный 80 мм, максимальный
640 мм; максимальная толщина разрезаемого
металла—300 мм. Вес—35 —40 кг. Мотор: мощ-
ность — 60 вт, напряжение—ПО—120 в, рол
тока — постоянный и переменный.
Шаблон машины изготовляется из латун-
ной или медной полосы шириной 15 мм и тол-
щиной 2,5 мм. Наименьший радиус закругления
шаблона 5 мм.
Эксплоатационные данные автомата АС при-
ведены в табл. 156.
Автомат УСМ (фиг. 261). Машина со-
стоит из станины со столом, продольной те-
Фиг. 260. Автомат АС с наклонным резаком для резки
скошенных кромок под сварку: / — маховичок управле-
ния; 2 и з — маховички подъёма; 4 — выключатель;
5 — вентиль подогревающего кислорода; 5— вентиль аце-
тиленовый; 7—вентиль пробивного кислорода; 8—кон-
тактная колодка с переключателем; 9 — рукоятка пере-
ключателя; 10 — реостат; // — рукоятка реостата;
12—шкала реостата; 13 — токоподводящий шнур; 14 — кор-
пус ролика.
Фиг. 261. Автомат УСМ.
ГЛ. IV]
ГАЗОВАЯ СВАРКА И РЕЗКА
419
Таблица 156
Расход газов и время резки автомата АС
для малоуглеродистой стали
(по данным завода им. Матвеева Глававтогена)
Толщина
разрезаемо-
го металла
в мм
5
ю
20
3°
4О
6о
8о
I0O
4°
2ОО
250
Зоо
Расход
кислорода
в л/пог. м
48
8о
17о
Зоо
4оо
8оо
IIOO
I2OO
2IOO
28оо
33°°
4600
Расход
ацетилена
в л1пог. м
ю
i6
25
38
60
80
95
110
150
160
180
220
Давле-
ние
кисло-
рода
в ати
4,о
5.°
6,о
6о
7>°
8,о
8,5
9о
ю,о
и,о
12,0
13.о
Время
резки в
мин/пог.м
2.3
3°
4-3
5.о
6,о
7-°
8,о
9.о
ю,о
11,0
12.0
12,5
продольной резки до 4500 мм, поперечной рез-
ки до 1500 мм, наибольший диаметр вырезае-
мого круга 1500 мм, толщина резки от б до
600 мм. Мотор: мощность — 100 вт, напряже-
ние—ПО—120 в, род тока - постоянный. Для
работы от сети переменного тока машина снаб-
жена ртутным выпрямителем.
Шаблон машины изготовляется из стального
листа толщиной 10—15 мм.. Кромки контура
должны быть строганые. Для работы по ша-
блону машина имеет магнитный копир.
Расход газов и скорость резки автомата
У СМ приведены в табл. 157.
Таблица 157
Расход газов и скорость резки автомата УСМ
лежки, поперечной тележки, механизма дви-
жения, реостата, хобота с резаком и органов
управления.
Электрическая часть состоит из мотора,
электромагнита, выпрямителя тока, реостата
и проводки, механическая часть — из редук-
тора, диференциала, ведущего ролика, ма
гнитного пальца, тележек и органов упразле-
ния. Мотор, редуктор, диференциал, электро-
магнит, ролик и магнитный палец смонтиро-
ваны в одной головке, представляющей ве-
дущий механизм машины. Газовая часть со-
стоит из резака со шлангом.
Машина универсальная, режет по прямой
в любом направлении, по кругу и по л:обой
кривой по разметке, чертежу и шаблону.
Техническая характеристика автомата
УСМ. Габариты машины: длина стола около
5000 мм, ширина стола около 1500 мм. Длина
Толщина
разрезаемою
металла
и мм
ю
2О
Зо
5°
IOO
200
Зоо
Расход кисло-
рода
в л/пог. м
8о
IOO
270
5оо
147°
2900
45оо
Расход
ацетилена
в л/пог. м
i6
25
34
5°
IOO
1бэ
240
Скорость
резки
в ж/час
23
17
М
12
8,5
7
6
В промышленности США машины для резки
нашли особенное применение для массовой
вырезки деталей из листа по шаблону и для
обработки кромок листов под сварку. Круп-
нейшие фирмы США (Линде и др.) выпускают
машины как для прямолинейной резки, так и
фигурной. Характерной особенностью многих
американских машин является их многопла-
менность.
На фиг. 262 показана многопламенная уни-
версальная машина „Травограф" для продоль-
ного роспуска и фасонной резки листов [60].
Фиг. 262. Универсальная машина „Травограф".
420
ТЕХНОЛОГИЯ СВАРКИ И РЕЗКИ МЕТАЛЛОВ
[РАЗД. Ill
Газовая обработка металла применяется
в металлургической промышленности США
для снятия с прокатных болванок поверхност-
ного слоя, имеющего различные дефекты.
Фирма Линде выпустила для этой цели спе-
циальную машину „Линде-Серфайс" для обра-
ботки болванок с двух сторон одновременно.
Машина работает автоматически, точно и
непрерывно; толщина снимаемого слоя от 0,8
до 6 мм; обрабатывает болванку в горячем
состоянии при температуре 1000° С, но может
обрабатывать и холодные болванки; регули-
руется для обработки болванок различных
размеров; скорость обработки — от 15 до
53 м/ман; время подогрева горячей болванки
подогревательным пламенем около 2 сек.
Шаблоны для машин с прижимным ро-
ликом (фиг. 263) изготовляют из медной или
алюминиевой ленты толщиной 2,5 мм. Ленту
! 1 Пайка
Фиг. 263. Ленточные шаблоны для машин
с прижимным роликом.
изгибают по контуру и припаивают к латун-
ному листу (фиг. 279, а) или обтягивают лен-
той деревянную доску и затем привёртывают
к последней (фиг. 279, б).
Размеры шаблона определяются по следую-
щим формулам:
1. Б случаях, когда задан наружный контур
вырезаемой детали,
^2 1,25),
где А - размер шаблона; IF — истинный раз-
мер детали; s — толщина материала в мм,
2. В случаях, когда в листе или детали
требуется вырезать отверстие заданного кон-
тура.
a = w-D—1.25'
Шаблоны для машин с магнитным роликом
(фиг. 264) делаются или сплошные, или с вну-
тренним, вырезаемым в листе, контуром. Раз-
меры шаблонов определяются с учётом ра-
диуса ролика и ширины реза. Возможны 4 ва-
рианта:
1. Шаблон и деталь сплошные:
где А — размер шаблона в мм; W — размер
детали в мм; г—радиус ролика в мм; Ь —
ширина реза в мм.
Толщина разрезаемого металла
в мм 5 ю ао з°
Расход кислорода в л/пог. м . . 5° lo° l6° a^°
2. Шаблон
с отверстием:
сплошной, деталь вырезается
= W — (t
3. Шаблон с внутренним контуром, деталь
вырезается сплошной:
4
Фиг. 264. Шаблоны для машин с магнитным роли-
ком: а — сплошные; б—с внутренним контуром,
вырезаемым в листе.
4. Шаблон с внутренним контуром, деталь
вырезается с отверстием:
Ь
Режимы газовой резки
Изделие, подвергаемое резке, должно быть
предварительно очищено по линии реза от
окалины, ржавчины, масла, краски и т. п. Пе-
ред началом резки рекомендуется подогревать
линию реза при помощи горелки.
Расход горючего для подогрева-
тельного пламени в л\час в зависимости от
толщины разрезаемого металла и рода горю-
чего приведён в табл. 158.
Таблица 158
Расход горючего для
пламени
Род горючего
Ацетилен ....
Бензин
Керосин ....
Светильный газ .
i
СЭ
32O
7Ю
goo
боо
подогревательного
в л\час
Толщина разрезаемого
ю
34°
7Ю
IIOO
боо
металла в
о
^*
J.
45°
865
1
ч
840
865
нею 1300
840
840
Я
65-
9оо
мм
S
1
100
ю.то
1
150-
1100
П95 1195! I345
1300 15оо 15оо
1320
1740
зооо
%
220
—
—
ai6o
Для ацетилено-кислородной резки расход
горючего может быть определен по формуле
где Рд — расход ацетилена в я/час; s — тол-
щина разрезаемого металла в мм.
На основании многих исследований совет-
ских и заграничных заводов автором рекомен-
дуются следующие нормы общего расхода
кислорода [17]:
40
50 75 1О°
45° 785 125о
130 175 2°° 25° 3°° 35° 45°
3375 3°°°
7200 9130
ГЛ. IV)
ГАЗОВАЯ СВАРКА И РЕЗКА
421
При этих нормах предполагается чистота
кислорода 99%. Влияние чистоты кислорода на
общий расход последнего и скорость резки
приведены в табл. 159.
Таблица 159
Зависимость
Чистота
кислорода
в "А,
99>5
99.°
98,5
98,0
97.5
скорости резки и расхода кислорода
от чистоты его в
Расход кислорода
в %
IOO
ш,9
129,2
145.9
i68,i
7о
Скорость резки
в%
IOO
i°5.3
112,9
120,7
131.°
Расход подогревательного кис-
лорода (Qn-к) ПРИ ацетилено-кислородной
резке можно определить по формуле
Qn-n — 1»2Яд л!час.
Расход режущего кислорода
(Qp-к) определяется по формуле
Qp.K = ( 2,7
3 4 \
— ) bsv л\час,
si
где b — ширина реза в мм; v — скорость
резки в м, час.
Время подогрева для ацетилено-
кислородного пламени:
Толщина металла в мм .... ю—го го—ioo ioo—гоо
Время подогрева в сек. . . . 5~1О 7-25 25—40
Расстояние между поверх-
ностью разрезаемого издел ия и
мундштуком резака для ацетилено-кислород-
ного пламени:
Толщина металла в мм .... 15
Расстояние в мм 2
5о ioo 2оо
3 4 6
Давление р е жущего к и сл орода
Оптимальные давления приведены в табл. 160.
Можно определять давление р в ати по сле-
дующей формуле:
„ . 2
Давление кислорода зависит от чистоты
его, что видно из диаграммы на фиг. 265.
Ширина реза зависит от давления ре-
жущего кислорода, диаметра выходного от-
верстия внутреннего мундштука, скорости
резки и расхода горючего и может быть при-
нята равной 1,5 D мм, где ?> —диаметр вы-
ходного отверстия внутреннего мундштука.
Ширину реза Ь можно определять также
из уравнения
Ь = 2 + 0,015 s.
Практические данные ширины реза в за-
висимости от толщины разрезаемого металла
следующие:
Толщина
разрезаемого
металла в мм го
Ширина
реза в мм . . г
з° 3°—1О°
2—3
2О°—3°° 3°°—375 4°°
3—4
4—5
5—7
6—8
am
8,9
5>9
'100 99,5 99 98,5 98 9Z5 %
Содержание кислорода
Фиг. 265. Влияние чистоты кислорода
на его давление.
Скорость а ц е т и л е н о-к и с л о р о д-
ной резки может быть определена по сле-
дующей формуле (Даниель и Дюран):
lg v = 4,75 — 0.41 \gs,
где v — скорость резки в мм/час; $ — толщина
разрезаемого металла в мм, или по формуле
= —
где t = (- 0,8
s
— время резки в мин/пог. м.
Показатели скорости резки в зависимости
от различных факторов приведены в табл. 152—
157.
а)
Фиг. 266. Виды газовой обработки поверхностей:
а и б — плоскостей; в — канавок.
Обработка поверхностей. Процессы га-
зовой обработки металлических поверхностей
аналогичны строганию и фрезерованию пло-
скостей, выемок и канавок (фиг. 266).
Таблица 169
Тип резака
Резак УР
Бензорез Глававто-
Резак, работающий
на светильном газе
Оптимальные давления режущего
5
10 |
з
20
4
кислорода в ати
Толщина разрезаемого
30
6
50
6
5
75
8
8
металла в мм
100
9
8
150
ю
IO
9
200
и
12
II
250
12
12
300
14
12
422
ТЕХНОЛОГИЯ СВАРКИ И РЕЗКИ МЕТАЛЛОВ
[РАЗД. III
Сравнительные режимы газовой обработки
металлических поверхностей приведены в
табл. 161.
Таблица 161
Режимы газовой обработки поверхностей
Режимы
Скорость в mjmuh .....
Угол наклона мундштука
резака к обрабатываемой
поверхности в градусах . . .
Скорость истечения струи
режущего кислорода
Радиус основания выемки
в мм
Ширина выемки в мм . . .
Глубина выемки в мм . . .
Обработка
плоскостей
3-12
5-15
Высокая
15—37
12 -5О
г.5-12
канавок
°,з—12
ю -з°
Низкая
5 — 12
IO—25
5—12
Зависимость между радиусом основания
канавки (выемки) и диаметром выходного от-
верстия в мундштуке для режущего кислорода
приведена в табл. 162.
Таблица 162
Зависимость между радиусом основания канавки
(выемки) и диаметром выходного отверстия
в мундштуке для режущего кислорода
Радиус основания
канавки в мм ....
Диаметр отверстия
в мундштуке в мм . .
1,2
о,8
2
1,2
Э
3
эо
4
6
5
а
ь
IO
8
Скорость обработки канавок зависит от:
I) диаметра отверстия для режущего кисло-
рода в мундштуке, 2) угла наклона мундштука
резака, 3) радиуса и глубины выемки.
Расход кислорода при обработке канавок
зависит от: 1) диаметра отверстия для режу-
щего кислорода в мундштуке, 2) угла наклона
мундштука резака, 3) давления кислорода.
В табл. 163 приведены технические данные
для обработки канавок.
Таблица 163
Технические данные для обработки канавок
ВЗ
о а
о,-
о э
g ~
CJ 05
о,б —о, 75
о-75-о.9
о,9 — i,o5
я
0> е?
К О
ч ч g
Во»
га к
Ча в
1,7—2.о
2,О—2,3
2,3—2,6
Я
4ftS
о о_^_
и и ^
ЯН
Си X И
6,о
12,5—14,°
i6,o—17,0
я
?^
О S *_
и <и ^
я а
Си я в
i.o -1,5
1,7 —2,2
1,85-2,4
и*
Sort
там
Я я S
а х х
3
5
6
П I ^ м в
OOI и
J- ^ >1Я >,
2О—25
2O-25
2О—25
При обработке канавок возможны следу-
ющие недостатки: а) основание канавки и бо-
ковые грани её могут быть покрыты шлаком и
застывшими каплями расплавленного металла,
б) неправильный контур канавки, в) неровное
основание (дно) канавки.
Высокое качество обработки достигается
правильным подбором мундштука резака,
угла наклона мундштука к обрабатываемой
поверхности, давления режущего кислорода,
скорости обработки и достаточным подогревом
металла.
Газовая обработка применяется для: 1) ска-
шивания кромок нетолстых листов под U-об-
разное (чашеобразное) соединение, причём
обработку можно производить при плотно сло-
женных и раздвинутых кромках (фиг. 267);
2) комбинированного скашивания кромок тол-
Фиг. 267. Скашивание кро-
мок тонких листов.
Фиг. 268. Комбиниро-
ванное скашивание кро-
VOK ТОЛСТЫХ ЛИСТОВ.
стых листов (фиг. 268); 3) удаления дефектов
(шлаковых включений, пор, трещин и пр.)
в прокатных болванках и в сварных швах;
4) комбинированной обработки тел вращения
(фиг. 269); 5) грубой винтовой нарезки [16].
Резка
Bbienko
канавки
Фиг. 269. Комбинированная обработка тел
вращения.
Скашивание кромок газовой резкой.
В практике американской промышленности
(США) большое применение имеет газовая
резка для обработки кромок перед сваркой.
С этой целью используются различные типы
машин, снабжённые несколькими резаками
2 сопло
/сопло
Фиг. 270. Расположение мундшту-
ков для Х-образного скоса.
На фиг. 270 изображено расположение трёх
мундштуков для выполнения Х-образного скоса
с притуплением.
На фиг. 271 показан полуавтомат с четырьмя
резаками для Х-образной подготовки кро-
мок.
При скашивании кромок имеет значение
достаточный подогрев их. Необходимо учи-
тывать, что при скашивающей резке пламя на-
правлено под углом, а потому теплота его ис-
пользуется хуже.
Обеспечение правильного подогрева дости-
гается: 1) увеличением мощности подогрева-
тельного пламени; 2) применением второй го-
ГЛ. IV)
ГАЗОВАЯ СВАРКА И РЕЗКА
423
редки; 3) увеличением размера подогреватель-
ного мундштука; 4) понижением скорости резки.
При скашивании кромок рекомендуется
применять для подогрева ацетилено-кислород-
Фиг. 271. Полуавтомат с четырьмя резаками
для Х-образной подготовки кромок.
ное пламя, как имеющее наиболее высокую
температуру.
Сверление. Сверление отверстий осу-
ществляется обычным резаком или кислород-
ным копьём.
Для сверления отверстий при небольшой
толщине металла применяется видоизменённый
резак типа СУ, отличающийся расположением
головки с мундштуками не под углом к ру-
коятке, а параллельно ей. Резак снабжён
установочным штифтом, остриё которого по-
мещается в накернённый центр отверстия.
Переставляя штифт, можно менять диаметр
вырезаемых отверстий (от 10 мм).
Для сверления глубоких отверстий от 100
до 3000 мм применяется кислородное копьё
(фиг. 272). Копьё представляет собой изогну-
Фиг. 272. Кислородное копьё.
тую под углом стальную трубку / §
длиной около 1 м и диаметром 25 мм. 2
На одном конце трубки находится
ниппель 2, к которому присоединяется рези-
новый шланг, идущий от батареи кислород-
ных баллонов, а на другом конце навёрнута
переходная муфта 3. К муфте присоединяется
толстостенная стальная трубка-копьё 4 с вну-
тренним диаметром 3—8 мм в зависимости
от толщины просверливаемого металла. На
конце стальной трубки имеется также муфта 5,
к которой привертывается отрезок трубки
такого же диаметра. Этот отрезок заменяется
по мере его сгорания.
В начале процесса намечаемое для сверле-
ния место подогревается древесным углём
либо сварочной горелкой, либо горящей труб-
кой самого кислородного копья.
После подогрева места сверления в трубку-
копьё пускается кислород, который прожигает
нагретый металл. Одновременно быстро сго-
рает и само копьё, заменяя подогревное пламя.
Теплотой сгорающего металла подогреваются
нижележащие слои его; трубка-копьё опу-
скается постепенно в прожигаемое отверстие
и подводит кислород к нижележащим слоям
металла.
По мере углубления копья повышают да-
вление кислорода. При толщине просверли-
ваемого изделия свыше 500 мм окислы засты-
вают внутри, не выходя наружу, что препят-
ствует дальнейшему сверлению. В этом случае
Следует располагать изделие так, чтобы копьё
находилось ниже его и сверление производи-
лось снизу вверх. При таком расположении
шлаки имеют возможность всё время выте-
кать из просверливаемого отверстия и не
препятствовать сверлению, глубину которого
удаётся доводить до 3 м при диаметре отвер-
стия 20—50 мм. Скорость сверления около
200 ммjмин.
Пакетная резка. Пакетная резка приме-
няется для массовой вырезки однотипных
деталей. Основное затруднение в пакетной
резке заключается в наличии воздушных про-
слоек между листами, препятствующих резке.
Пакеты могут быть различной толщины.
В практике США применялась пакетная резка
листов толщиной от 3 до 18 мм, сложен-
ных в пакеты толщиной от 25 до 75 мм
[46 и 60].
В СССР производилась резка пакетов из
пластин небольших размеров 175 X 350 мм
толщиной 2 мм с суммарной толщиной пакета
50—60 мм.
Основное условие пакетной резки — плот-
ное сжатие листов для устранения воздушных
прослоек, для чего применяются специаль-
ные зажимы. Второе важное условие заклю-
чается в установлении необходимого давления
газов. Давление кислорода должно быть на
10—15% выше, чем при обычной резке тех
же толщин.
При пакетной резке предпочтительно при-
менять ацетилено-кислородное пламя, как
имеющее наиболее высокую температуру,
но удовлетворительные результаты даёт и
бензино-кислородное пламя.
СВАРКА СЕРОГО ЧУГУНА
Сварка серого чугуна (дуговая и газовая)
обычно применяется при восстановлении все-
возможных чугунных деталей и исправлении
брака литья.
Сварку можно вести: а) с предварительным
общим нагревом деталей посторонним источ-
ником тепла („горячую"); б) с местным подо-
гревом детали („полугорячую"); в) без всякого
предварительного подогрева („холодную").
Лучшие результаты даёт горячая сварка.
Дуговая сварка чаще выполняется как холод-
ная.
Кроме указанных способов, восстановление
чугунных деталей осуществляется ещё твёр-
дой пайкой латунью, выполняемой газовой
горелкой (этот процесс иногда называют не-
правильно сваркой).
При выборе способа сварки необходимо
учитывать конфигурацию деталей, а также
требования, предъявляемые к наплавленному
металлу, прочность, плотность, обрабаты-
424
ТЕХНОЛОГИ^ СВАРКИ И РЕЗКИ МЕТАЛЛОВ
1РАЗД. 111
ваемость и однородность химического состава
основного и наплавленного металла. Некоторые
указания для выбора способа сварки приве-
дены в табл. 164.
При холодной сварке стальными электро-
дами с постановкой стальных шпилек (для
повышения прочности соединения) помимо
обычной подготовки выполняется ряд допол-
Таблица 164
Способы сварки
s5»S
X О>м О.
CJ ?• ь» ПЗ
J (ЛИ
° ее °
О О О-^
Характеристика процесса
Преимущества
Недостатки
Область применения
Горячая газо-
вая и дуговая
Полугорячая
газовая и дуговая
Холодная дуго-
вая стальными
электродами
Холодная дуго-
вая электродами
из монель-метал-
ла, никеля и меди
Холодная дуго-
вая чугунными
электродами
Лайка латун-
ными сплавами
Нижнее
То же
Нижнее,
вертикаль-
ное и по-
толочное
Нижнее
Нижнее
Нижнее,
вертикаль-
ное
Обеспечивает прочность,
плотность и обрабатывае-
мость соединения и почти
однородный состав напла-
вленного и основного металла
То же
Обеспечивает возможность
сварки в любом положении
шва
Обеспечивает обрабаты-
ваемость наплавленного ме-
талла и переходной зоны
Обеспечивает прочность
и плотность соединения и
обрабатываемость
Обеспечивает прочность
соединения и обрабатывае-
мость
Значительная трудоёмкость
процесса (особенно при ду-
говой сварке), возможность
деформации при нагревании,
высокая стоимость
Менее трудоёмкий процесс,
в остальном те же недостат-
Не обеспечивает прочно-
сти, плотности и обрабаты-
ваемости соединения
Недостаточная прочность
и плотность соединения, не-
возможность применения
монель-металла для сварки
деталей, работающих в ус-
ловиях коррозии
Неоднородность результа-
тов; требуется специальная
обмазка; необходима поста-
новка ограничителей
Неоднородность металла
шва и основного металла
Ответственные де-
тали сложной конфи-
гурации
Ответственные де-
тали, формы которых
не требуют общего
нагрева при сварке
Неответственные
детали, к местам
сварки которых осо-
бых требований не
предъявляется
Заварка раковин,
особенно в местах,
где важна последую-
щая механическая
обработка
Заварка раковин и
небольших трещин,
наплавка поверхно-
сти
Заварка раковин и
трещин в местах, где
требуется прочность
и последующая меха-
ническая обработка
Подготовка деталей к сварке
Подготовка деталей к сварке заключается
в вырубке дефектных мест до здорового ме-
талла, разделке кромок и очистке заваривае-
мой поверхности. При вырубке нельзя оста-
влять острых углов. Вырубленное место должно
быть доступно для сварки.
При горячей дуговой сварке помимо обыч-
ной подготовки требуется формовка места
сварки. В качестве формовочных материалов
могут применяться: а) коксовые, графитовые
или угольные пластинки; б) коксовый, квар-
цевый или графитовый порошок, замешанные
на жидком стекле, столярном клее или глине,
и в) огнеупорная глина. Все места соеди-
нения пластин обмазываются мелко размоло-
тым коксом, графитом или кварцевым песком,
замешанными на жидком стекле. Формовка
производится как в опоках, так и без них,
если формовка может держаться на детали
без опоки. Завариваемая площадь более 50 еле2
разделяется перегородками из пластин на
отдельные участки меньшей площади и послед-
ние через один забиваются молотым коксом
или графитом.
При холодной сварке чугунными электро-
дами в тех местах, где возможно стекание
жидкого металла, необходимо ставить ограни-
чители (куски графита, кирпича, медные пла-
стинки), которые должны плотно прилегать
к деталям.
нительных операций: разметка отверстий,
сверловка, нарезка резьбы и ввинчивание
шпилек. Шпильки берутся диаметром d =
— 6 — 12 мм, ввёртываются на глубину 1,5 d
с выступом свободных концов на 3—4 мм.
Расстояние между шпильками от 4 до б d.
Нагревание деталей (при горячей и
полугорячей сварке) производится в раз-
личных печах и горнах на древесном угле.
Детали устанавливаются так, чтобы место
сварки было расположено горизонтально. Тем-
пература нагрева выбирается в пределах
400—700° С.
Техника и режимы сварки
Электроды, присадочный ме-
талл, обмазки и флюсы. Для дуговой
сварки чугунных деталей в качестве электро-
дов применяются: 1) чугунные литые стержни
с содержанием 3,5—4,00/0 Si диаметром d —
= 6—20 мм и длиной до 400 мм; 2) стальная
электродная проволока марки I или II по
ГОСТ 2246-43 d = 3—4 мм; 3) проволока или
стержни из монель-металла d = 3—4 мм;
4) медная (проводниковая) проволока d —
= 3-4 мм.
При газовой сварке в качестве присадоч-
ного металла используются: 1) чугунные ли-
тые стержни того же состава диаметром 6-^
12 мм, как и для электродов при дуговой
сварке длиной 700 мм; 2) латунная проволока
с содержанием 37-400/0 Zn d = 3—8 мм.
ГЛ. 1VJ
ГАЗОВАЯ СВАРКА И РЕЗКА
425
На электроды для сварки чугуна обычно
наносится тонкая меловая, обмазка, причём
медные стержни предварительно обёрты-
ваются полоской лужёной жести. Для дуго-
вой холодной сварки чугунными электродами
употребляются специальные обмазки состава
(в весовых процентах компонентов): 1) гра-
фит —40; ферросилиций —33,3; термит — 13,3;
мел — 13,4 и жидкое стекло — 25 от веса су-
хой смеси; 2) графит—24; ферросилиций—24;
алюминий —4; мрамор — 34; углекислый ма-
гний — 14 и жидкое стекло по надобности.
Толщина слоя обмазки 1 — \,5 мм. Проведены
удачные опыты с применением стальных
электродов с качественными обмазками ОММ-5
и УОНИ-13.
Ниже приведены составы флюсов (в весо-
вых процентах), применяемых при газовой
сварке чугуна.
Для горячей газовой сварки: 1) бура —
100; 2) бура — 56; углекислый калий — 22;
углекислый натрий — 22; 3) бура — 50; дву-
углекислый натрий — 47; окись кремния — 3.
Для пайки латунью: 1) бура — 100; 2) бу-
ра— 50; борная кислота — 50; 3) бура — 70;
поваренная соль—20; борная кислота—1(Х
Газовая сварка. При газовой сварке
чугуна пламя горелки устанавливается с не-
значительным избытком ацетилена. Перед на-
чалом сварки подогревают пламенем горелки
свариваемое место и близлежащие к нему
участки. Расплавленный металл всё время
должен находиться в зоне пламени. Режимы
для горячей газовой сварки приведены в
табл. 165.
Таблица 165
Толщина металла
в мм
До 5
5-ю
ю—15
Свыше 15
Диаметр при-
садочного
стержня в мм
6
6— 8
8—ю
IO—12
Мощность горел-
ки (расход ацети-
лена в л/час)
5оо
75Q-I2OO
1200—I7OO
I7OO—25OO
Пайка .латунью производится нормальным
пламенем. Расстояние между ядром пламени
и концом присадочного прутка должно быть
6—10 мм. При пайке предварительно облу-
живается поверхность завариваемого места
(покрытием тонким слоем латуни), а затем
заполняется шов. Режимы для пайки латунью
приведены в табл. 166.
Таблица 166
Толщина металла
в мм
До 5
6— 8
9-14
15—2О
21—25
Диаметр ла-
тунной про-
волоки в мм
5
4—5
¦ 5-7
7-8
8
Мощность горел-
ки (расход ацети-
лена в л/час)
5оо
75°
75°—12оо
1200—17ОО
1700—25°°
Дуговая сварка. Горячую дуговую
сварку чугунными электродами можно выпол-
нять как на постоянном, так и на перемен-
ном токе. Сварку следует вести непрерывно,
поддерживая жидкую ванну на глубине
15—20 мм во все время процесса. При раз-
мерах дефектного места свыше 50 см\ когда
сварка ведётся отдельными участками, сперва
завариваются нечётные участки, затем очи-
щаются от формовочной массы и заваривают-
ся чётные участки.
Режимы для горячей дуговой сварки при-
ведены в табл. 167.
Таблица 167
Толщина металла
в мм
6—ю
IO—2О
2О—25
Свыше 25
Диаметр
в мм
6- 8
8—ю
12 — 15
15— 2О
Сварочный ток
в а
Зоо — 4°°
4оо — 5°°
боо — 9°°
75о — 12оо
Холодная дуговая сварка стальными
электродами может производиться на по-
стоянном и переменном токах. Сварочный
ток в а численно равен 35 d, где d — диа-
метр электрода в мм. При сварке с поста-
новкой шпилек сначала обвариваются концы
шпилек, а затем поверхность между ними. Во
избежание излишнего разогрева металла
сварку следует вести вразброс и с переры-
вами. Аналогично ведётся сварка медными
электродами. Для электродов из монель-ме-
талла рекомендуются постоянный ток и обрат-
ная полярность.
Холодная дуговая сварка чугунными
электродами производится, как на постоян-
ном, так и на переменном токе [43]. Сварка
начинается в наиболее углублённом месте.
Необходимо усиление наплавленного металла
на 5—6 мм. Раковины и трещины при длине
50 мм и менее завариваются в один приём,
при большей длине сварка выполняется от-
дельными участками с установкой ограничи-
телей.
Режимы для дуговой сварки чугунными
электродами приведены в табл. 168.
Таблица 168
Толщина металла
в мм
До 15
15—3°
Свыше з°
Диаметр
электрода
в мм
6
8
IO
Сварочный ток
в а
280—300
300—400
45°—5«>
Охлаждение после сварки
Охлаждение чугунных деталей после свар-
ки имеет особое значение лри горячей
сварке, по окончании которой детали долж-
ны медленно охлаждаться до нормальной тем-
пературы помещения. Крупные детали охла-
ждаются вместе с печью или горном, в кото-
рых производилась сварка, мелкие — обычно
помещаются в сухой песок или золу.
При холодной сварке чугунными электро-
дами рекомендуется по окончании процесса
сварки изолировать асбестом наплавленный
металл для замедления его остывания.
426
ТЕХНОЛОГИЯ СВАРКИ И РЕЗКИ МЕТАЛЛОВ
[РАЗД. III
СВАРКА УГЛЕРОДИСТЫХ
И НИЗКОЛЕГИРОВАННЫХ
КОНСТРУКЦИОННЫХ СТАЛЕЙ
Сварка сталей с повышенным содержанием
углерода
Особенности сварки сталей с повышен-
ным содержанием углерода. Малоуглеро-
дистые стали, содержащие не более 0,25% С,
свариваются хорошо. Повышение содержания
в них углерода ухудшает условия их сварки.
Благодаря быстрому остыванию и повышен-
ному содержанию углерода в основном ме-
талле зона термического влияния получает
троосто-сорбитную, сорбитную или мартен-
ситную структуру с повышенной твёрдостью
и пониженными пластическими свойствами.
Наплавленный металл часто получается по-
ристым вследствие обильного образования СО
при выгорании углерода.
В табл. 169 приведены данные, характери-
зующие влияние содержания углерода в основ-
ном металле на твёрдость зоны термического
ЙЛИЯНИЯ.
Таблица 169
Содержание
углерода
в стали в %
О,1
0,2
°>3
о,4
о. 5
Твёрдость по Бринелю
в зоне терми-
ческого влия-
ния
i5o
175
25°
Збо
47°
максимально дости-
гаемая при закалке
375
495
5*56
640
682
Твёрдость в зоне термического влияния
меняется в зависимости от скорости охла-
ждения: чем выше скорость охлаждения, тем
выше твёрдость и тем больше вероятность
образования мартенситной структуры.
Скорость охлаждения зависит от толщины
свариваемого металла, начальной темпера-
туры детали и технологических параметров
процесса сварки: силы тока и напряжения
дуги, скорости сварки, числа слоев, калибра
шва, типа и диаметра электрода.
Чем толще металл, тем при прочих равных
условиях больше скорость охлаждения и тем
сильнее сказывается повышенное содержание
углерода на твёрдость зоны термического
влияния. Исключение в этом отношении пред1
ставляет тонколистовой материал ($<^3 мм).
Подогрев детали перед сваркой понижает
скорость охлаждения, причём чем выше тем-
пература подогрева, тем скорость будет мень-
шей (при прочих равных условиях) и тем ниже
твёрдость зоны термического влияния. Охла-
ждение детали перед сваркой (случай сварки
при низких температурах) приводит к повы-
шению скорости охлаждения и повышению
твёрдости зоны термического влияния.
Влияние технологических параметров про-
цесса сварки на скорость охлаждения выра-
жается в следующем:
1) С повышением мощности сварочного
источника (силы тока и напряжения дуги) ско-
рость охлаждения (при прочих равных усло-
виях) понижается, что сказывается и на пони-
жении твёрдости зоны термического влияния.
2) С повышением скорости сварки (при про-
чих равных условиях) скорость охлаждения
повышается, что способствует повышению
твёрдости зоны термического влияния. Макси-
мально допускаемые скорости сварки для ста-
лей с различным содержанием углерода сле-
дующие:
Содержание углерода
в стали в % о,17 0,25 0,33 °44 °i53
Максимально допускаемые
скорости сварки в мм/мин . . 45° 45° 420 325 225
3) С увеличением количества слоев (при
прочих равных условиях) скорость охлажде-
ния понижается, что сказывается и на пони-
жении твёрдости в зоне термического влия-
ния (табл. 170).
Таблица 170
Содержание
углерода в
0,42
°,5°
о,6о
Твёрдость
при однослойной
наплавке
248—291
258-329
347—391
по Бринелю
при трёхслойной
наплавке
208—240
232—248
287-303
4) С повышением диаметра электрода
твёрдость в зоне термического влияния по-
нижается.
Технологические параметры процесса свар-
ки тесно связаны между собой и при изме-
нении одного из них изменяются и остальные.
Техника и режимы сварки сталей с по-
вышенным содержанием углерода. Стали
с повышенным содержанием углерода могут
свариваться всеми видами сварки. Подготов-
ка деталей к сварке аналогична подготовке
для малоуглеродистой стали.
Дуговая сварка сталей марок от
Ст. 30-до Ст. 50 включительно выполняется
электродами из проволоки малоуглеродистой
стали марок I, IA и II (ГОСТ 2246-43) с об-
мазкой основного типа УОНИ-13. Примене-
ние обмазок других типов, как-то: ОММ-5
или ОМУ-1, приводит к снижению механиче-
ских свойств и образованию трещин в кра-
тере. Выбор диаметра электрода и силы тока
производится аналогично, как при сварке ма-
лоуглеродистых сталей. Во избежание резкого
остывания шва рекомендуется в начале свар-
ки вести процесс на замедленной скорости,
а при многослойных швах — накладывать по-
следующие слои непосредственно после на-
ложения предыдущих и очищения шлака.
Для возможности последующей закалки
шва (при закалке всего изделия) необходимо
легировать наплавленный металл углеродом,
что может быть достигнуто применением элек-
тродных стержней с повышенным содержани-
ем углерода и введением в обмазку основно-
го типа легирующих компонентов. Составы
обмазок (БИЗ-74), обеспечивающих последу-
ющую закалку наплавленного металла, приве-
дены в табл. 171.
Обмазки БИЗ-74 и БИЗ-74-1 наносятся
на электродные стержни из стали марок
45 и 50.
Твёрдость наплавленного металла после
нормализации и закалки Rq = 47—48.
ГЛ. IV]
ГАЗОВАЯ СВАРКА И РЕЗКА
427
Таблица 171
Тип обмазки
БИЗ-74 . .
БИЗ-74-1 .
1
Мрамор
42,6
Состав обмазки в
Плавиковый
шпат
14,°
21,7
Чугунная
стружка
9,°
8,9
Ферромарга-
нец
1,7
7,8
Ферросилиций
2,1
6,о
Ферротитан
и,8
—
весовых %
Кварц
6,6
Жидкое стек-
ло в переводе
на сухое
13
Газовая сварка ведётся при нормаль-
ном пламени горелки и может выполняться как
правым, так и левым способом (см. стр. 407).
Рекомендуется предварительный прогрев шва
горелкой до 650—700° С. Режимы для газовой
сварки сталей с повышенным содержанием
углерода приведены в табл. 172.
Таблица 172
Толщина ме-
талла в мм
1.5
1,5-2
2—3
3—4
Диаметр присадоч-
ной проволоки
в мм
1,0—1,6
i,o—а
2-3
3
1Мощность горелки
(расход ацетилена
в л/час)
75
15°
15°—3°°
Зоо
В качестве присадочного материала могут
применяться проволока или прутки однород-
ного или близкого химического состава
с основным металлом.
Контактная сварка (см. соответ-
ствующую статью, стр. 356).
Сварка низколегированных
конструкционных сталей
Особенности сварки низколегированных
конструкционных сталей. При сварке низко-
легированных конструкционных сталей поми-
мо влияния углерода сказывается также влия-
ние легирующих элементов. Марганец (при
содержании > 1%), молибден, хром, ванадий
и никель повышают самозакаливаемость ста-
ли и снижают критические скорости охла-
ждения.
Данные, характеризующие вл-ияние леги-
рующих элементов на твёрдость в зоне тер-
мического влияния, приведены в табл. 173.
(French и Armstrong).
Таблица 173
D
3 ш о
i „г5
о. о.™
а щ ч
о 5 2
О I
0,2
0,3
о,4
Твёрдость по Бринелю
сталь без
добавки ле-
гирующих
элементов
15о
175
25O
Збо
1,5%
Мп
233
290
4оо
5ю
добавка
10/
1 /о
Сг
240
275
35о
475
0,35%
Мо
235
275
35о
475
2,5%
Ni
250
310
410
3°о
По данным тех же авторов добавка к угле-
родистой стали 1% Мо повышает твёрдость
на 300 Нв, 1% Сг — на 104 Нв, 1<у0 Мп — на
85 Нв и 1°/0 Ni —на 44 Нв. Hadson [51] даёт
следующую эмпирическую формулу для опре-
деления твёрдости (по Виккерсу) в зоне тер-
мического влияния:
Ig Н = 1,957 + 1,41 С + 0,193 Мп + 0,086 Ni 4-
-f 0,160 Сг + 0,365 Мо 4- 0,18 V + 0,03 Си.
Следует иметь в виду, что данные этой
формулы будут верны только при опреде-
лённом режиме, так как скорость охлаждения,
а отсюда и твёрдость в зоне термического влия-
ния могут сильно меняться. Особенно сильно
сказывается на изменении твёрдости предвари-
тельный подогрев металла. Для перлитных
марганцовистых сталей получены следующие
данные изменения твёрдости в зависимости
от условий нагрева (табл. 174).
Таблица 174
ГСталь
с содер-
жанием
РЗ
я
о
угл
о,27
O.29
о
о
03
а
я
га
°,74
1,о6
ч
0J
ча
X
о
осн
172
i8i
Твёрдость
по
в
ьиккерсу
зоне тсрмиче-
ского влияния
о
о
• 09
287
312
подогрев
ДО
1?0°С
246
до
260° С
2О6
233
Примечание
Толщина металла
12,7 мм
Скорость сварки
152 мм /мин
Влияние подогрева на Ид в зоне термиче-
ского влияния стали состава 0,26% С, 2,64%
Ni, 0,5% Сг и 0,55% Мп характеризуется сле-
дующими данными.
при подогреве до 150° С 44
„ 250° С • ¦ . . 395
б(.з подогрева 5°9
Помимо предварительного подогрева на ско-
рость охлаждения, а следовательно, и на твёр-
дость оказывают влияние толщина металла и
все приведённые выше технологические па-
раметры процесса.
Техника и режимы сварки низколегиро-
ванных конструкционных сталей. Низколе-
гированные конструкционные стали могут сва-
риваться дуговой, газовой и контактной свар-
кой. Подготовка металла производится анало-
гично, как и при сварке малоуглеродистой
стали.
Дуговая сварка. Наиболее распро-
странёнными при дуговой сварке являются элек-
троды из малоуглеродистой стали марок I, IA,
II и III по ГОСТ 2246-43 и обмазка УОНИ-13.
Однако наряду с этим имеются специальные
электроды и обмазки для отдельных марок ста-
лей, а также для сварки тонких сечений. Про-
цесс сварки рекомендуется вести вначале с
замедлением скорости. Швы применяются мно-
гослойные, а при тонких сечениях — термова-
лики. При сварке тонких листов «. 2 мм) же-
лательна теплоизоляция асбестом мест, приле-
428
ТЕХНОЛОГИЯ СВАРКИ И РЕЗКИ МЕТАЛЛОВ
[РАЗД. Ill
гающих к шву. Режимы сварки аналогичны
режимам для сварки малоуглеродистых сталей.
Газовая сварка. В качестве приса-
дочного металла при газовой сварке могут
применяться малоуглеродистая проволока ма-
рок I—III по ГОСТ 2246-43 и проволока одно-
родного или близкого химического состава
с основным металлом.
Режимы сварки также аналогичны режи-
мам для сварки малоуглеродистой стали.
Контактная сварка (см. соответ-
ствующую статью, стр. 356).
Трещины, причины образования их и
методы борьбы с ними. При сварке сталей
с повышенным содержанием углерода в низко-
легированных конструкционных сталях часто
появляются трещины в шве и в зоне терми-
ческого влияния. К основным причинам, вы-
зывающим появление трещин, относятся:
а) образование вследствие больших скоро-
стей охлаждения закалочных зон со структу-
рой мартенсита, обладающих низкими пласти-
ческими свойствами и повышенной твёр-
достью; б) повышенное содержание серы
в наплавленном металле при малом содержа-
нии марганца (Липецкий) [20]; в) повышенное
содержание в наплавленном металле кремния
(Шеверницкий и Слуцкая) [40]; г) различие
коэфициента усадки малоуглеродистого на-
плавленного металла и высокоуглеродистого
или легированного основного; д) неравномер-
ность остывания валика в соединениях вна-
хлёстку и втавр, в которых корень валика
охлаждается медленнее, чем концы катетов,
прилегающих к гипотенузе; е) усадочные
напряжения, возникающие при сварке; ж) де-
фекты сварного шва — наличие непроваров,
шлаковых включений и пористости.
Трещины образуются в результате сово-
купного влияния ряда факторов, из которых
основными являются усадочные напряжения,
возникающие при сварке, и образование за-
калочных зон вследствие резкого остывания.
Остальные факторы усугубляют влияние их,
но сами по себе не являются решающими.
Для борьбы с образованием трещин могут
быть рекомендованы мероприятия как кон-
структивного характера (максимальное сокра-
щение нахлёсточных и тавровых соединений
за счёт преимущественного применения сты-
ковых, правильное расположение швов и т. п.),
так и технологического. К числу последних
относятся: а) тщательная подготовка металла
к сварке; б) подогрев металла перед сваркой
(температура подогрева зависит от химиче-
ского состава стали и для большинства ма-
рок углеродистых и низколегированных ста-
лей колеблется в пределах 150—260° С); в) при-
менение качественных электродов и конди-
ционных компонентов обмазок; г) правиль-
ный подбор диаметра электрода, силы тока,
скорости сварки, слойности и калибра шва;
д) теплоизоляция металла (изоляция асбестом
особенно тонких листов В<; 1,5 мм) равно-
сильна подогреву их до 400° С; е) медленное
охлаждение после сварки; ж) последующая
термообработка — отжиг, который снимает
закалочную структуру, понижает твёрдость
зоны термического влияния и улучшает пла-
стические свойства.
Особое значение имеет последующая тер-
мообработка при сварке без подогрева, так
как в этом случае возможно образование тре-
щин не только в процессе сварки, но и по
истечении некоторого времени (суток и бо-
лее). Термообработка проводится по режи-
мам, принятым для соответствующих марок
сталей.
СВАРКА ВЫСОКОЛЕГИРОВАННЫХ
СТАЛЕЙ
Сварка хромоникелевых сталей
При сварке хромоникелевых нержавеющих
и жароупорных сталей необходимо учесть
следующие их особенности: а) хром интенсивно
соединяется с кислородом, образуя тугоплав-
кий окисел Сг2О3; б) хром образует устойчивые
карбиды СгаС2 и Сг4С, сильно снижающие
антикоррозийные свойства металла; выделе-
ние карбидов из аустенита проходит в интер-
вале температур 600—800° С, и чем больше
содержание углерода в металле, тем благо-
приятнее условия их выделения. Наличие
в металле титана и ниобия предохраняет его
от выпадения карбидов хрома; в) теплопровод-
ность нержавеющих и жароупорных сталей
в 3—4 раза меньше, чем малоуглеродистых,
а коэфициент линейного расширения значи-
тельно выше, что вызывает местные перегревы
и повышает внутренние напряжения.
Указанные неблагоприятные для сварки
особенности могут быть частью или совершен-
но устранены следующими технологическими
мероприятиями: применением качественных
обмазанных электродов, выбором нормального
пламени (при газовой сварке), последующей
термообработкой и применением теплоотводя-
щих подкладок (для отвода тепла).
Присадочный металл при газовой сварке
и электроды при дуговой сварке применяются
из проволоки марок IX, X (для нержавеющих
сталей) и XI (для жароупорных) по ГОСТ
2246-43. При отсутствии проволоки могут быть
использованы прутки, отрезанные от основного
металла (для дуговой сварки это нежелательно).
Электроды покрываются обмазкой основного
типа, например, ЦЛ-2 (см. стр. 300).
Сварочный ток в а принимается численно
равным 35 й, где d — диаметр электрода в мм.
Сварка выполняется на постоянном токе с об-
ратной полярностью и на переменном токе
с осциллятором.
Газовая сварка. Режимы для газовой
сварки приведены в табл. 175.
Таблица 175
Толщина ме-
талла в мм
Менее i
I—2
3—4
Диаметр приса-
дочной проволоки
в мн
i
1 — 2
з—З
Расход ацетилена
в л/час
75
75-15°
Зоо
Газовая сварка ведётся возможно быстрее.
Пламя нормальное. Для отвода тепла приме-
няются теплоотводящие подкладки под шов.
После сварки кромки очищаются и промы-
ваются 10°/0-ным раствором азотной кислоты.
При газовой сварке рекомендуется приме-
нение флюсов. Составы флюсов (в весовых
ГЛ. IV]
ГАЗОВАЯ СВАРКА И РЕЗКА
429
процентах компонентов) следующие: 1) плави-
ковый шпат — 80, ферротитан—16, двухромо-
вокислый калий — 4; 2) плавиковый шпат — 30,
мел — 55, ферротитан — 15; 3) бура — 80, окись
кремния — 20. Флюсы 1 и 2 наносятся на при-
садочные прутки.
Дуговая сварка. Режимы для дуго-
вой сварки приведены в табл. 176.
Таблица 176
Таблица 177
Толщина металла
в мм
3
4- 5
6— 8
9—12
13—16
Диаметр
электрода
в мм
2
3
4
6
Сварочный ток
в а
5°~ 7°
до—хоо
I2O— I5O
i6o—180
225—260
При дуговой сварке для отвода тепла при-
меняются медные пластины, располагаемые под
швом. Движение электрода поступательное.
После окончания процесса сварки рекомен-
дуется термообработка: нагрев до тем-
пературы 1050—1100° С и последующее быст-
рое охлаждение.
Сварка стали Гадфильда
При сварке стали Гадфильда учитываются
следующие её особенности: а) теплопровод-
ность стали Гадфильда в 4—6 раз меньше,
а коэфициент теплового расширения в 1,9 раза
больше, чем у малоуглеродистой стали, что
обусловливает возможность появления холод-
ных трещин как в наплавленном металле, так
и в зоне термического влияния; б) литейная
усадка в 1,6 раза больше усадки малоуглеро-
дистой стали, что может привести к появлению
горячих трещин; в) при нагревании аустенит-
ная структура переходит в мартенситную,
вследствие чего в зоне термического влияния
возможно образование трещин.
При газовой сварке в качестве присадоч-
ного металла применяются прутки состава,
аналогичного основному металлу.
Для дуговой сварки электродами может
служить проволока из марганцовистой стали,
содержащая 11—13°/0Мп, или проволока марок
1, II, IX и X по ГОСТ 2246-43.
Составы некоторых обмазок, рекомендуе-
мых для различных электродов, приведены
в табл. 177.
Газовая сварка ведётся в один слой.
Пламя горелки устанавливается с незначитель-
ным избытком ацетилена. Мощность горелки
выбирается на 1—2 номера больше, чем при
малоуглеродистой стали. Флюсом служит бура.
Марка элек-
тродной прово-
локи по ГОСТ
3246-43
I, II
IX, X
Состав обмазки в весовых °/п
компонентов
Феррохром — 60, мел — 22, плави-
ковый шпат — 16, графит — 2, жид-
кое стекло — 30°/0 от веса сухой массы
Состав обмазки аналогичен приме-
няемой для сварки нержавеющих
сталей
Химический состав твёрдых сплавов для наплавки
Дуговая сварка выполняется элек-
тродами d= 3—4 мм на силах тока 90—120 а.
Сварка ведётся небольшими участками E0—
60 мм по длине и 15—18 мм по ширине)
в один слой. Рекомендуется проковка шва
в горячем состоянии.
НАПЛАВКА ТВЁРДЫМИ СПЛАВАМИ
Твёрдые сплавы для наплавки
и их характеристика
Твёрдые сплавы для наплавки различных
быстроизнашивающихся деталей и инструмен-
та разделяются на две основные группы: 1) ли-
тые твёрдые сплавы типа стеллитов и 2) порош-
кообразные (зернообразные) твёрдые сплавы.
Литыми твёрдыми сплавами типа стеллитов
покрывают детали станков и машин (клапаны,
центры токарных станков и т. п.) и инструмент
(штампы, пуансоны и ножи), имеющие точные
размеры и требующие после наплавки твёр-
дого сплава механической обработки.
Порошкообразными (зернообразными) твёр-
дыми сплавами покрывают детали машин, не-
посредственно соприкасающиеся в работе с уг-
лем, песком, рудой и т. п. (щёки дробилок, зубья
экскаваторов, лопасти шнеков и т. д.), а также
большие шестерни (с модулем выше 12), не тре-
бующие последующей механической обработки.
В СССР для наплавки нашли применение
следующие марки твёрдых сплавов: а) литые
типа стеллитов — ВК-3, сормайт № 1 и сор-
майт № 2 (сормайт № 1 маркируется зелёной
краской на одном из торцов прутка, а сор-
майт № 2 — красной) и б) порошкообразные
(зернообразные) — вокар и сталинит.
Литые твёрдые сплавы типа стеллитов из-
готовляются для наплавки в виде прутков,
отлитых в металлические формы (кокили) дли-
ной 250—300 мм и диаметром 5—7 мм, а по-
рошкообразные выпускаются в виде грубозер-
нистого порошка (крупки), состоящего из
механической смеси одного или нескольких
металлов с углеродом.
Химический состав и свойства твёрдых спла-
вов для наплавки приведены в табл. 178 и 179.
Таблица 178
Марки твёрдых
сплавов
Состав в весовых
W
Сг
Со
N1
Si
Мп | S и Р | Fe [ Примеси
ВК-3 ....
Сормайт № 1
Сормайт № 2
Вокар . . .
Сталинит . .
4—5
28—32
25—31
3— Г7>5
i6—20
1,0—1,5
2,5—33
1,5—2,0
9>5— 1О>5
8—ю
58-62
< з
3—5
1.3-2,5
<2,75
2,8—4,2
1,5—2,3
<
13-17
<о,о8
<2
Ост.
<5
Ост.
430
ТЕХНОЛОГИЯ СВАРКИ И РЕЗКИ МЕТАЛЛОВ
[РАЗД. Ill
Таблица 179
Свойства твердых
Марки твёрдых
сплавов
ВК-3 . .
Сормайт № 1 . .
Сормайт № 2 . .
Вокар ......
Сталинит ....
сплавов для наплавки
Твёрдость
м га
О. с
7*—73
по Роквел-
лу, шкала А
ш
s
ч «
С о
X О
IT—1Q
75—78174—77
7*-J-~73
—
70—73
80-82
76—78
:ига
лавки
ле отж
га О
X С
—
66—68
—
алки
лавки
ле зак;
га о
S С
—
76—79
—
га
с
S.CJ
&«
s S
Н ос
127^
¦*¦¦"'/j
1275
1300
2700
135°
вес
:льный
8,5
7.4
7-6
ю,4
8,1
самого процесса наплавки и удалять из на-
плавляемого металла частицы посторонних
включений, б) уменьшать смешение твёрдого
Материал для деталей и инструмента,
наплавляемых твёрдыми сплавами
Для изготовления деталей и инструмента,
намеченных к покрытию твёрдыми сплавами,
следует применять в качестве основного ме-
талла обычную углеродистую сталь, причём
для деталей и инструмента, работающих в лёг-
ких условиях, целесообразно применение по-
делочной стали марок 35, 40 и 45, а для более
ответственных деталей и инструмента — инстру-
ментальной углеродистой стали марок У7 и У8.
Детали и инструменты, работающие в тяжё-
лых условиях и особенно при переменных на-
грузках или с нагревом, должны изготовляться
из конструкционной хромоникелевой стали
марки 40ХН или стали, близкой к ней по
химическому составу.
Кроме указанных сталей, может быть реко-
мендована перлитно-марганцевая сталь с со-
держанием 0,5J/o С и 1,7°/о Мп (сталь 45Г2
и 50Г2).
Наплавки изношенных деталей и инстру-
мента, изготовленных из высоколегированных
специальных сталей, в особенности из хромо-
вольфрамовой (быстрорежущей) и кремнистой,
следует избегать ввиду могущих появиться
при наплавке твёрдых сплавов трещин, рако-
вин и т. п.
При наплавке чугунных деталей необходимо
строго следить, чтобы не было глубокого
расплавления чугуна. Чугуны, находившиеся
продолжительное время в огне (горелые) или
подвергавшиеся длительному воздействию па-
ров, высокой температуры, сильной влажности,
а также чугуны низкого качества (с примесью
песка и других неметаллических включений)
для покрытия твёрдыми сплавами не пригодны.
Способы и условия наплавки твёрдых
сплавов
Покрытие деталей и инструмента литыми
твёрдыми сплавами типа стеллитов может
быть произведено при помощи ацетилено-
кислородного пламени (газовая наплавка со
средним избытком ацетилена в пламени)
(фиг. 273) или вольтовой дуги по способу Сла-
вянова (электродами из твёрдого сплава с со-
ответствующим покрытием).
Газовая наплавка даёт лучшие результаты,
так как в применении к твёрдым сплавам
с большим содержанием карбидов получается
возможность: а) проводить лучший контроль
Фиг. 273. Строение пламени при среднем
избытке ацетилена: 1 — наконечник горел-
ки; 2 — ядро пламени; 3 — восстановитель-
ная зона; 4 — зона вторичного пламени.
сплава с основным металлом путём доведения
последнего до состояния „запотевания" (по-
явления на поверхности нагреваемого метал-
ла подвижной блестящей плёнки (фиг. 274);
в) получать более
гладкую наплавлен-
ную поверхность с
5
Фиг. 274. Процесс доведе-
ния металла до „запотева- с
ния": / —наконечник го-
релки; 2 — ядро пламени; 3 — восстанови-
тельная зона; 4 — зона вторичного пламе-
ни; 5—основной металл; 6 — поверхность
„запотевания".
лучшей формой углов и кромок, г) достигать
высоких свойств и хорошего соединения основ-
ного металла с твёрдым сплавом с минималь-
ными напряжениями (вследствие большой зо-
ны прогрева и медленного остывания детали
или инструмента).
Дуговая наплавка твёрдых сплавов, обеспе-
чивая минимальный разогрев основного ме-
талла, позволяет быстро и более экономично
восстанавливать повреждённые в отдельных
местах детали или инструмент без предвари-
тельного нагрева их перед наплавкой и без
последующей термической обработки после на-
плавки (ввиду отсутствия явления перегрева
основного металла детали и инструмента при
наплавке).
При работе с ацетилено-кислородным пла-
менем, дающим большую зону нагрева, имеют
место более замедленные процессы нагрева
и охлаждения основного металла детали или
инструмента и явления перегрева выявляются
более резко, чем при работе с вольтовой
дугой. Поэтому для устранения явления пе-
регрева и повышения механических свойств
основного металла приходится прибегать к
термической его обработке после наплавки
твёрдого сплава (нормализации, отжигу и
закалке).
Покрытие деталей порошкообразными (зер-
нообразными) твёрдыми сплавами производится
вольтовой дугой по способу Бенардоса -уголь-
ным или графитным электродом. При наплавке
твёрдых сплавов используются обычная газовая
и электросварочная аппаратура и оборудование.
ГЛ. IV]
ГАЗОВАЯ СВАРКА И РЕЗКА
431
При наплавке твёрдых сплавов сормайт № 1
и сормайт № 2 дугой с металлическим элек-
тродом можно пользоваться разработанными
ЦНИИТМАШ электродами ЦС-1 (сормайт № 1)
и ЦС-2 (сормайт № 2), состоящими из стержня
(твёрдого сплава сормайт) с покрытием А
или Б (табл. 180).
Таблица 180
Покрытия для электродов марок ЦС-1 и ЦС-2
(в весовых °/0)
Ко vino нснты
Плавиковый
шпат
Ферромарганец .
Феррохром . . .
Алюминиевый
порошок
Графит сере-
бристый
Мрамор ....
Жидкое стекло
(% от веса сухой
массы покрытия) .
Вид покры-
тия
А
3°
6
ю
IO
4
4°
Зо— 35
Б
2О
6
—
15
9
5°
3°-35
Примечание
Покрытие А даёт
при наплавке более
качественные пока-
затели; при отсут-
ствии феррохрома
может быть исполь-
зовано покрытие Б.
Покрытие наносится
методом окунания и
составляет 20—25%
от веса электродно-
го стержня
Закалённые детали и инструмент перед
наплавкой следует обязательно отжечь во
избежание деформаций и появления трещин.
Чтобы не нарушить при наплавке габаритов
детали или инструмента, на рабочей поверх-
ности их снимают фаску (делают 'выточку или
канавку) соответствующей глубины и ширины.
Глубина фаски предопределяет толщину слоя
твёрдого сплава, который остаётся после окон-
чательной механической обработки (шлифовки)
детали или инструмента. Практически устано-
влено, что при наплавке сормайтом № 1 тол-
щину рабочего слоя твёрдого сплава следует
брать в пределах: а) для деталей и инстру-
мента, работающих на истирание, — от 1,5
до 2,5 мм и выше в зависимости от условий
работы, б) для режущих кромок — от 0,5
до 1,5 мм, причём чем тяжелее работа режу-
щей кромки, тем тоньше должен быть слой
твёрдого сплава, в) для деталей и инструмен-
та, работающих при небольших ударах, — не
более 0,5 мм.
На инструменте для горячей обработки
металла толщина рабочего слоя твёрдого
сплава берётся на 75—Ю0°/0 выше указанных
пределов. В случае применения более вязких
сплавов (например, сормайт № 2, стеллиты
и др.) все указанные выше пределы толщины
рабочего слоя твёрдого сплава могут быть
также несколько повышены. Для деталей и
инструмента, работающих при больших ударах,
могут применяться только стеллиты.
Фаску у режущих кромок не следует сни-
мать под углом 45°, так как это обычно ве-
дёт к скалыванию (выкрашиванию) твёрдого
сплава в работе.
На фиг. 275 показаны наиболее употреби-
тельные правильные формы фасок.
При подготовке фасок следует острые и
прямые углы обрабатывать под галтель (за-
круглять) во избежание непровара и концен-
трации напряжений в этих местах.
Ширина фаски для режущих кромок бе-
рётся 5—10 мм, в остальных случаях (при
вытяжных штампах, гибочных и т. п.) её сле-
дует брать в зависимости от ширины рабочей
поверхности детали или инструмента.
Поверхность металла перед наплавкой
должна быть зачищена до блеска абразивным
камнем, напильником или пескоструйный аппа-
ратом.
При наплавке мелких деталей, режущих
кромок и т. п. следует применять прутки
твёрдого сплава диаметром 2—3 мм, которые
можно получить оттяжкой более толстых
Фиг. 275. Различные формы фасок
прутков твёрдого сплава. Оттяжка прутка про-
изводится на чистой стальной или чугунной
плите при помощи ацетилено-кислородного
пламени со средним избытком ацетилена. Для
этого пламя горелки направляется и постоян-
но удерживается на конце оттягиваемого
прутка при общем поступательном движении
горелки и прутка, в результате чего на плите
откладывается тонкий пруток твёрдого сплава.
Обычно плоской поверхности предпочитают
поверхность с канавками, которая придаёт
прямолинейность и более правильную (по
толщине) форму оттянутому прутку.
Для проверки толщины слоя наплавляемого
твёрдого сплава следует пользоваться шабло-
нами, которые могут быть изготовлены из
листового железа толщиной 1—2 мм, из жести
и подобных материалов. При изготовлении
шаблонов необходимо учесть припуск твёр-
дого сплава на последующую механическую
обработку: резцами — в пределах 1,5—2,0 мм,
шлифовкой — 1 мм.
Отдельные участки или отверстия на де-
талях или инструменте, которые не должны
быть наплавлены твёрдым сплавом, следует
ограждать соответствующими угольными, гра-
фитовыми или медными пластинками или
432
ТЕХНОЛОГИЯ СВАРКИ И РЕЗКИ МЕТАЛЛОВ
[РАЗД. III
стержнями. Такие же пластины или стержни
целесообразно применять при наплавке режу-
щих кромок с целью получения на них прямо-
угольной, а не овальной формы наплавлен-
ного слоя твёрдого сплава, или для предупре-
ждения натёков твёрдого сплава. Способы при-
менения угольных и графитовых пластин и
стержней показаны на фиг. 276.
Для предупреждения деформаций (коро-
бления) деталей или инструмента при на-
плавке необходимо принимать соответству-
ющие меры, например [28]: а) отжигать деталь
перед наплавкой, б) производить наплавку
вгорячую, т. е. с предварительным нагревом
/ ? » 3
Зазор I'll мм
Фиг. 276. Способы применения угольных пла-
стин и графитовых стержней: /—угольная пла-
стина; 2 — сплав; 3 — графитовый стержень.
всей детали до температуры 700—750° С и под-
держанием этой температуры во время на-
плавки с последующим медленным и равно-
мерным её охлаждением, в) производить на-
плавку в шахматном или обратноступенчатом
порядке, г) накладывать слой твёрдого сплава
по направлению от большего сечения к мень-
шему и д) применять соответствующие за-
жимные приспособления (зажимы, струбцинки
и т. п.). Исправление наплавленных деформи-
рованных (покоробленных или изогнутых) де-
талей или инструмента производится с пред-
варительным нагревом их до температуры
750—800° Сие повторным нагревом их до
этой же температуры после исправления.
Сильно изношенные детали и инструмент
предварительно восстанавливают обычной га-
зовой или дуговой сваркой с соответствующими
электродами до требуемого профиля с учё-
том последующей наплавки твёрдого сплава.
После этого зачищают наплавленное место
от шлаков, снимают (если потребуется) необ-
ходимую фаску, а затем уже покрывают деталь
или инструмент твёрдым сплавом.
При наплавке поверхностей вращения ре-
комендуется применять простые приспособле-
ния, позволяющие вращать наплавляемую де-
таль и производить наплавку всё время в ниж-
нем положении.
Газовая наплавка твёрдыми сплавами
типа стеллитов
Газовая наплавка твёрдыми сплавами де-
талей и инструмента может быть произведена
вхолодную, т. е. без предварительного на-
грева всей детали или инструмента, и вгоря-
чую — с предварительным нагревом до тем-
пературы 700—750° Сие поддержанием этой
температуры во время наплавки. Последний
метод даёт лучшие результаты.
Наплавка производится в нижнем положе-
нии. Применяются обычно горелки с наконеч-
ником № 2 или 3. Пламя — со средним из-
бытком ацетилена.
При наплавке стальных деталей и инстру-
мента основной металл доводится до „запоте-
вания". Как только основной металл будет
доведён до такого состояния, в пламя вво-
дится пруток твёрдого сплава, после распла-
вления которого начинают покрывать напла-
вляемую поверхность. Расплавленный сплав,
накладываемый на „запотевшую" поверхность,
расплывается по ней и даёт ровный и глад-
кий слой наплавки (фаг. 277). Нецелесообраз-
но доводить основной металл при нагреве до
образования ванночки во избежание значи-
тельного смещения твёрдого сплава с основ-
ным металлом, понижающего твёрдость на-
плавленного слоя. При наплавке сплавов типа
стеллитов флюсы не применяются.
При наплавке чугунных деталей неизбежно
происходит смешение основного металластвёр-
дым сплавом, поэтому для получения- качест-
венной наплавки следует наплавлять сначала
тонкий слой твёрдого сплава, а затем более
толстый до требуемой толщины.
При сильно загрязнённом сплаве, а также
при наплавке твёрдого сплава на стали с вы-
соким содержанием углерода или на легиро-
Фиг. 277. Схема процесса газовой наплав-
ки твёрдых сплавов: 1—наконечник го-
релки; 2 — ядро пламени; 3 — восстанови-
тельная зона; 4 — зона вторичного пламени;
5 — основной металл; 5—пруток твёрдого
сплава; 7 — расплавленный твёрдый сплав;
8 — наплавленный твёрдый сплав.
ванные стали и чугун применяют флюсы (про-
калённую буру и др.). После наплавки деталь
медленно охлаждается в песке, золе и т. п.
На листе IV, / и 2 (см. вклейку) показаны
структуры сормайта № 1 и 2, наплавлен-
ных при помощи ацетилено-кислородного
пламени.
Расход сормайта на 1 см? поверхности при
одном слое толщиной 1—1,5 мм составляет
в среднем (с учётом потерь) 1 г, при двух
слоях толщиной 2—2,5 мм — 2 г. Затрата чи-
стого времени наплавки от 0,20 до 0,40 мин.
для нанесения одного слоя и от 0,35 до
0,75 мин. для нанесения двух слоев (в зави-
симости от конфигурации и размера детали,
величины площади наплавки и т. п.).
Наплавка сормайта вольтовой дугой
по способу Славянова
Наплавка твёрдыми сплавами дугой с ме-
таллическим электродом обычно производится
вхолодную и только в случае больших раз-
меров деталей или инструмента целесообраз-
но перед наплавкой подогревать их до тем-
пературы 400-5001 С.
Вольтову дугу при наплавке следует
держать короткой. Для выбора силы тока при
наплавке сормайта электродами ЦС-1 и ЦС-2
можно руководствоваться ориентировочными
ЛИСТ IV
1. Структура сормайта № 1, на-
плавленного при помощи ацетн-
лено-кислородною пламени.
2. Структура сормайта № 2, на-
плавленного при помощи ацети-
лено-кислородного пламени.
5. Структура сормайта № 1, на-
плавленного вольтовой дугой по
способу Славянова.
4. Структура сормайта № 2, на-
плавленного вольтовой дугой по
способу Славянова.
ЛИСТ V
1. Структура сталинита, напла-
вленного вольтовой дугой по спо-
собу Бенардоса.
2. Структура вокара, наплавлен-
ного вольтовой дугой по способу
Бенардоса.
3. Рентгенограмма дефектного сварного шва.
Том 5. Гл. IV
ГЛ. IV]
ГАЗОВАЯ СВАРКА И РЕЗКА
433
данными, приведёнными в табл. 181. По окон-
чании наплавки деталь помещают для медлен-
Таблица 181
Диаметр
электрода
3
4
6
7
Сила тока
постоянном
токе
IOO—I2O
14<э—i6o
180—200
аоо—22д
225—25°
в а при
переменном
токе
I2O— I4O
i6o—180
200—225
225—250
250—300
ного остывания в сухой песок или золу. В слу-
чае обнаружения после остывания детали
дефектов в наплавленном слое всякое испра-
вление должно обязательно производиться
вгорячую во избежание образования трещин
в наплавленном слое.
На листе IV (вклейка), 3 и 4 показаны
структуры сормайта № 1 и 2, наплавленных
вольтовой дугой по способу Славянова.
Расход твёрдого сплава при дуговой на-
плавке такой же, как и при газовой. Затрата
чистого рабочего времени в 2—Зраза меньше,
чем при газовой.
Коэфициент наплавки твёрдого сплава сор-
майт составляет для электродов ЦС-1 (сор-
майт № 1) от 10 до 12 zja-ч и для электро-
дов ЦС-2 (сормайт № 2) от 12 до 14 г/а-ч.
Наплавка порошкообразных твёрдых спла-
вов вольтовой дугой по способу Бенардоса
Наплавка порошкообразными (зернообраз-
ными) твёрдыми сплавами осуществляется
вольтовой дугой с угольными или графитовы-
ми электродами на постоянном токе при пря-
мой полярности и на переменном токе. Воль-
тову дугу следует держать при наплавке
сталинита длиной 6—8 мм и при наплавке
вокара длиной 3—5 мм.
Покрытие деталей порошкообразными
твёрдыми сплавами производится обычно
вхолодную.
Режим работы устанавливается в зависи-
мости от размеров наплавляемой детали и
диаметра электрода. Для деталей толщиной
10—\Ъмм и при диаметре электрода 10—12 мм
рекомендуется пользоваться для выбора силы
тока примерными данными, приведёнными
в табл. 182.
Таблица 182
Марки твёрдых сплавов
Вокар .
Сталинит
Сила тока в а при
постоян-
ном токе
i6o—180
120—140
перемен-
ном токе
i8o—200
140—160
При повышенных силах тока (до 250 а)
резко поднимается производительность на-
плавки без существенного изменения струк-
туры и качества наплавленного слоя твёрдого
сплава (опыты К. К. Хренова и Евсеева).
Толщина ^наплавленного слоя твёрдого
сплава определяется условиями работы де-
тали и не должна превышать 2,5—3 мм,
так как при большей толщине наплавленный
28 том 5
твёрдый сплав ввиду его хрупкости стано-
вится малопригодным для работы. Порошко-
образный твёрдый сплав должен применяться
при наплавке в виде смеси из зёрен разме-
ром 0,5—2,0 мм. При насыпке твёрдого спла-
ва на наплавляемую поверхность следуег
иметь в виду, что толщина слоя наплавки
после остывания составляет примерно
40—50% от толщины насыпанного слоя.
Наплавка твёрдыми сплавами может вы-
полняться в один, два и более слоев (однослой-
ная наплавка качественно ниже многослой-
ной наплавки).
Перед наплавкой на поверхность, подле-
жащую покрытию твёрдым сплавом, следует
насыпать тонкий слой прокалённой буры
@,1—0,2 мм). Для грубых работ, не требую-
щих особой плотности наплавленного слоя,
можно не применять флюса. Также не приме-
няется флюс при наплавке порошкообразных
твёрдых сплавов, содержащих вольфрам (во-
кар). Толщина насыпаемого за один приём
слоя порошка не должна превышать 5—6 мм.
Насыпанный порошок слегка утрамбовывается,
зо-ы
Фиг. 278. Шаблон для вырав-
нивания слоя порошка.
Фиг. 279. Схема
движения элек-
трода при на-
плавке стали-
нита.
а затем выравнивается при помощи шаблона
(фиг. 278).
Порошкообразные твёрдые сплавы напла-
вляются отдельными параллельными участка-
ми (полосами) шириной 30—40 мм для стали-
нита и 20—25 мм для вокара в направлении
от себя, причём электроду для наплавки при-
дают зигзагообразное движение, перпендику-
лярное направлению наплавки (фиг. 279). Дли-
на наплавляемого участка (полосы) для стали-
нита—80—100 мм и
для вокара-50-60 мм.
При наплавке больших
площадей длину на-
плавляемых участков
(полос) можно увели-
чить на 50%.
Электрод при на-
плавке должен быть
направлен с накло-
ном 10—15° к верти-
кали в торец насы-
панного слоя твёрдого
сплава (фиг. 280).
Электрод зажимается
в держателе на рас-
стоянии 100 мм от заострённого конца.
Скорость движения электрода и силу тока
необходимо регулировать так, чтобы при
наплавке под электродом непрерывно поддер-
живалась ванночка расплавленного твёрдого
сплава и чтобы последний хорошо спла-
влялся с основным металлом.
Фиг. 280. Схема положения
электрода при наплавке
порошкообразных твёрдых
сплавов: 1 —деталь; 2—по-
рошкообразный твёрдый
сплав; 3 — угольный элек-
трод.
434
ТЕХНОЛОГИЯ СВАРКИ И РЕЗКИ МЕТАЛЛОВ
[РАЗД. Ш
После наплавки твёрдого сплава деталь
следует положить в сухой песок или золу
для медленного остывания, так как при бы-
стром остывании (на воздухе) в наплавленном
слое могут образоваться мелкие трещины.
По этим же соображениям целесообразно при-
крывать наплавленные места асбестом.
При покрытии сталинитом 1 см2 поверхно-
сти расходуется твёрдого сплава (с учётом
потерь) на наплавку одного слоя толщиной
1—1,5 мм около 1 г, двух слоев толщиной
2,0—2,5 мм около 2 г. Затрата чистого рабо-
чего времени для нанесения одного слоя от
0Д0 до 0,20 мин. и для двух слоев от 0,20 до
0,35 мин. (в зависимости от конфигурации и
размера детали, величины площади наплавки
и т. п.). Скорость наплавки сталинита на 40%
больше скорости наплавки вокара (вокар бо-
лее тугоплавок).
На листе V, 1 и 2 (см. вклейку) показаны
структуры сталинита и вокара, наплавленных
вольтовой дугой по способу Ьенардоса.
Расход электроэнергии при расплавлении
1 кг сталинита составляет в среднем при по-
стоянном токе 7,5 — 9 квт-ч и при перемен-
ном 3,5 — 4,5 квт-ч.
Для расплавления 1 кг сталинита требуется
в среднем 1,0—1,5 угольного электрода диа-
метром 12 мм и длиной 250 мм каждый.
Термическая обработка после наплавки
Термическая обработка деталей и инстру-
мента после наплавки сплавов сормайт № 1
и ВКЗ производится исключительно с целью
повышения механических свойств основного
металла (сплавы термической обработке не
поддаются), а после наплавки сплава сормайт
№ 2 преимущественно для понижения (с целью
облегчения последующей механической обра-
ботки) или повышения твёрдости наплавлен-
ного слоя твёрдого сплава.
Термическая обработка деталей и инстру-
мента, наплавленных сормайтом № 1 и ВКЗ,
выполняется, исходя из критических темпера-
тур основного металла, причём закалка произ-
водится в масле во избежание образования
трещин в наплавленном слое твёрдого сплава.
Термическая обработка деталей и инстру-
мента, наплавленных сормайтом «N<> 2, осуще-
ствляется с соблюдением приведённых ниже
режимов.
Отжиг —при температуре 890 — 900° С
с выдержкой 4 часа, последующим охлажде-
нием с печью до 720—740' С и выдержкой при
этой температуре 4 часа. Затем печь выклю-
чается и дальнейшее охлаждение с печью до-
водится до 600° С. С этой температуры охла-
ждение производится на воздухе в ящике с
чугунной стружкой. Твёрдость после отжига
колеблется в пределах 66—68 Н# •
Закалка — при температуре 940—960° С
с выдержкой 40—50 мин. и последующим
охлаждением в масле. Твёрдость после за
калки 76—79 HRa.
Отпуск при температуре 250° С с выдерж-
кой 1 час и последующим охлаждением на воз-
духе. Твёрдость после отпуска 79—81 Н%.-
При термической обработке массивных де-
талей и инструмента, наплавленных сормайтом
Ла 2, время выдержки и охлаждения должно
быть соответственно увеличено.
Термическая обработка деталей после на-
плавки порошкообразными твёрдыми сплава-
ми обычно не производится. В случае необ-
ходимости повысить механические свойства
основного металла детали следует соблюдать
условия, предусмотренные для термической
обработки основного металла при наплавке
сормайта № 1.
Механическая обработка после наплавки
Наплавленный слой твёрдого сплава
может быть обработан при помощи резцов,
оснащённых металлокерамическими твёрдыми
сплавами марок ВК8 и ВК6 (при черновой
обточке) и ВКЗ (при чистовой обточке) и при
помощи алундовых и карборундовых кругов
марок СМ (среднемягкие), С (средние) и СТ
(среднетвёрдые), зернистости 36—46 (для обди-
рочных работ) и 60—80 (для чистовой обра-
ботки).
При токарной (черновой) обработке на-
плавленного слоя твёрдого сплава надлежит
строго придерживаться геометрии резцов и ре-
жима работы, приведённых в табл. 183 [28].
Таблица 183
Геометрия резцов
и режим работы
Передний угол в
градусах
Задний угол в гра-
дусах
Угол в плане в гра-
дусах
Подача в мм/об . .
Глубина в мм . . .
Скорость резания
в м/мин
Сормайт
№ 1
о—з
4—5
45
0,15—0,20
о,3—о,4
IO—12
Сор-
майт
№ 2
°—5
4—5
45
о, го
<2
4°—5°
ВКЗ
о—5
3—4
45
ода—о, 15
о.З
5-8
Наплавленный слой твёрдого сплава сор-
майт JY» 2 можно после отжига обрабатывать
токарными резцами и другими инструментами
из инструментальной и быстрорежущей стали,
применяя режимы работы и геометрию режу-
щего инструмента, близкие к режимам обра-
ботки высокохромистых сталей.
Шлифование наплавленного слоя произво-
дится при нормальных окружных скоростях
вращения кругов B0—25 м/сек) всухую или
с обильным охлаждением водой (эмульсией).
КОНТРОЛЬ И ИСПЫТАНИЕ КАЧЕСТВА СВАРКИ
При производстве сварочных работ преду-
сматривается следующий порядок контроля:
1) контроль исходных материалов
при помощи химического анализа, механиче-
ских испытаний и пробы на свариваемость;
2) контроль заготовок под сварку
путём проверки размеров деталей, правиль-
ности подготовки кромок (угла скоса, вели-
чины зазора) и проверки сборки под сварку;
3) контроль в процессе производ-
ства сварочных работ, который заклю-
чается в проверке квалификации сварщиков,
ГЛ. IV]
КОНТРОЛЬ И ИСПЫТАНИЕ КАЧЕСТВА СВАРКИ
435
проверке порядка и режима сварки и в осмо-
тре выполненных швов послойно до оконча-
ния сварки; 4) контроль сварных из-
делий, состоящий в приёмочных испытаниях,
порядок и методы которых обусловливаются
техническими условиями.
КОНТРОЛЬ ШОВНОЙ СВАРКИ
Внешний осмотр и промер швов. Внеш-
ним осмотром можно выявить следующие де-
фекты на поверхности сварных швов: трещины,
подрезы, раковины, поры и незаплавленные
кратеры, неравномерное распределение на-
плавленного металла по длине шва, наличие
бугров и седловин и несоответствие размеров
шва требованиям чертежа.
Осмотр производится невооружённым гла-
зом или с помощью лупы. Перед осмотром
шов очищается от нагара и грязи. Осмотр
швов на специальной стали производится до
и после зачистки. До зачистки осмотр произ-
водится с целью выявления трещин по ско-
плению над ними пыли окислов железа вслед-
ствие образования магнитного поля в процессе
сварки. -
По внешнему осмотру бракуются швы,
имеющие трещины, подрезы, раковины, не-
заплавленные кратеры, бугры и седло-
вины.
Внешний осмотр обычно производится
одновременно с промером швов.
Измерение шва производится с по-
мощью шаблонов или измерительных инстру-
ментов.
Испытание сварных швов на плотность.
Плотность швов может нарушаться при нали-
чии непроваров, трещин, газовых и шлаковых
включений.
Испытание швов на плотность рекомен-
дуется производить после устранения об-
наруженных внешним осмотром дефектов
сварки.
Испытания швов на плотность могут про-
изводиться различными способами, примене-
ние которых обусловливается техническими
условиями на приёмку данного сварного из-
делия.
Ниже приведены способы испытания на
плотность, применяемые в практике.
Керосиновая проба. Для определе-
ния плотности с помощью керосина сварной
шов окрашивается с одной стороны меловым
раствором (мел с водой), а после высыхания
обратная сторона шва обильно смачивается
керосином. При наличии дефектов в шве на
Окрашенной мелом поверхности выступает
керосин в виде тёмных пятен. Для точного
определения местоположения и размеров де-
фектных участков осмотр швов производится
сейчас же после смачивания с отметкой де-
фектных участков, так как керосин, быстро
растекаясь по окрашенной поверхности, мо-
жет затруднять определение точного место-
положения дефекта.
В зависимости от толщины шва и его рас-
положения в пространстве при испытании
выдержка под действием керосина произво-
дится от 15 мин. до 3 час. Выявленные де-
фекты швов вырубаются и завариваются.
В целях пожарной безопасности заварка де-
фектных участков производится после удале-
ния керосина.
Испытание воздухом. Для опреде-
ления плотности швов сварное изделие запол-
няется воздухом под давлением, установлен-
ным правилами приёмки. Неплотности шва
определяются по пузырькам, образующимся
на поверхности шва, смоченного мыльной
водой, или по пузырькам в воде при погру-
жении изделия в воду. В последнем случае
подача воздуха производится после погруже-
ния испытуемого изделия в воду. Для лучшего
наблюдения за дефектными участками швы
должны находиться на глубине 20—40 мм от
уровня воды. При испытании нахлёсточных
соединений воздух подаётся через отверстия
в зазор нахлёстки (фиг. 281) (можно накачи-
воздух или керосин
под дЬОпением
Фиг. 281. Схема испытания нахлёсточного
соединения на плотность.
вать в зазор керосин, наблюдая появление
пятен на поверхности). По окончании испы-
тания отверстие заваривается.
Кроме указанных испытаний воздухом,
можно производить продувку швов струёй
сжатого воздуха при давлении не менее 4 am
с расстоянием от конца насадки шланга до
поверхности шва не более 30 мм. Дефекты
определяются по пузырькам мыльной воды
с противоположной стороны шва.
При испытании изделий воздухом под да-
влением должны соблюдаться следующие пра-
вила техники безопасности: 1) производство
испытаний обязательно в изолированном по-
мещении или на ограждённом участке; 2) при-
менение только проверенных манометров;
3) установка на магистрали, подающей воздух
к изделию, бачка с предохранительными
клапанами, отрегулированными на соответст-
вующее давление.
Гидравлическое испытание. Гид-
равлическое испытание может производиться1
простым наливом жидкости (воды, керосина,,
масла и т. п.) или созданием дополнительного
гидростатического давления, заполнением из-
делия водой и нагнетанием последней при
помощи гидравлического пресса. Дефекты
швов выявляются на наружной поверхности
в виде капель и струек воды. Давление обыч-
но равно полуторному или двойному рабочему.
Время выдержки изделия под давлением обу-
словливается техническими условиями. Осмотр
швов производится при давлений, равном ра-
бочему, обстукиванием молотком, вес кото-
рого устанавливается техническими усло-
виями для данного изделия.
436
ТЕХНОЛОГИЯ СВАРКИ И РЕЗКИ МЕТАЛЛОВ
[РАЗД. III
Определение плотности швов
химическими реакциями*. Для опре-
деления плотности швов данным способом в
испытуемое изделие подаётся аммиак в ко-
личестве 1% от объёма изделия и сжатый
воздух под давлением, установленным техни-
ческими условиями. Перед пуском аммиака и
подачей сжатого воздуха на сварные швы
испытуемого изделия накладывается бумажная
лента, пропитанная 5%-ным водным раствором
азотнокислой ртути (HgNO3). Ширина ленты
на 30 мм больше ширины шва.
Дефекты шва определяются по почернению
на бумаге — химограмме.
Металлографические исследования. Ме-
таллографические исследования сварки заклю-
чаются в изучении макро- и микроструктуры
и обследовании структуры излома образцов.
Образцы для металлографического иссле-
дования вырезаются из опытных пластин или
самого изделия с таким расчётом, чтобы по-
верхность шлифа включала полное сечение
шва, зону термического влияния и нетронутый
основной металл. Обработка сварных образцов
для металлографического исследования произ-
водится аналогично обработке при исследова-
нии стали.
Исследованием макроструктуры мож-
но установить следующие дефекты сварки:
непровар, недостаточную или излишнюю глу-
бину расплавления, поры, раковины, шлаковые
включения и прослойки, трещины, ликвацию
в наплавленном металле и крупнозернистость
в наплавленном и основном металлах.
Травление сварного шва на макроструктуру
должно отчетливо выявить отдельные слои
наплавленного металла, зону сплавления или
границу между наплавленным металлом и ос-
новным, зону термического воздействия на
основной металл и границу, за которой металл
не претерпел термического воздействия.
Макроструктура обычно фотографируется
немедленно после травления. На шлифе, если
требуется, определяется твёрдость по Рок-
веллу или Виккерсу.
Исследование микроструктуры свар-
ного шва производится на поверхности шлифа
под микроскопом. Реактивы и способы тра-
вления микрошлифов применяются те же, что
и при исследовании стали.
По микроструктуре можно установить сле-
дующие дефекты сварки: микропоры, раковины,
микротрещины, шлаковые включения и про-
слойки, непровары между наплавленным ме-
таллом и основным и между отдельными слоями
наплавки, нитридные и кислородные выделе-
ния, ошлаковавшиеся капли металла, резко
выраженную видманштетову структуру, круп-
нозернистость и неравномерность зёрен, выде-
ление карбидов (в аустенитных сталях), выго-
рание отдельных элементов, закалку (в сталях),
отбеливание (в чугунах) и т. д.
Исследование микроструктуры особенно
важно при сварке специальных сталей.
Определение твёрдости. Твёрдость опре-
деляется на приборах Роквелла, Виккерса и др.
Для стыковых швов измерения производят
в направлении от верхнего слоя шва к ниж-
нему и в перпендикулярном направлении,
* Способ автора статьи находится в стадии производ-
ственных испытаний.
для валиковых швов—по взаимно перпенди-
кулярным линиям, одна из которых является
биссектрисой угла. По данным измерения со-
ставляются кривые распределения твёрдости
по сечению шва для сопоставлений и оценки.
Контроль засверловкой. Засверловкой мо-
гут быть выявлены непровары, трещины и по-
ристость. Засверливание производится элек-
трическими, пневматическими и ручными дре-
лями или. особыми приборами. Для сверле-
ния применяются спиральные свёрла и спе-
циальные фрезы диаметром 6—25 мм с углом
заточки 90°. Засверловку конических углу-
блений в сварном шве следует вести с расчё-
том вскрытия всего сечения шва и захвата
основного металла по \,5мм на сторону, При
ширине шва, требующей применения сверла
диаметром более 25 мм, можно вскрывать шов
частично и для облегчения применять предва-
рительную засверловку свёрлами меньшего
диаметра. Стенки засверлённого углубления
должны иметь гладкую поверхность.
Для определения качества провара засвер-
лённые углубления шлифуются и травятся.
Качество шва считается неудовлетворитель-
ным, если в засверлённых углублениях дан-
ного шва обнаружены трещины или непровары
и включения суммарной площадью свыше 5%
вскрытого поперечного сечения шва. Коли-
чество засверловок устанавливается техниче-
скими условиями на сварное изделие.
По окончании испытания засверловки за-
вариваются.
Химический анализ. При контроле сварки
производится химический анализ основного
металла, наплавленного и электродов.
Химическим анализом основного металла
определяется его состав для выбооа соответ-
ствующих технологических условий сварки,
а также в случаях сомнения установления
марки стали. Анализ электродов и наплавлен-
ного металла необходим для суждения о ка-
честве в отношении прочности, пластичности,
стойкости против коррозии наплавленного
металла.
Проба для определения химического со-
става наплавленного металла берётся из спе-
циальной наплавки или из металла шва.
Отбор пробы из наплавки производится
на пластине толщиной более 8 мм (высота
наплавки должна быть > 15 мм, ширина
> 25 мм и длина > 120 мм). Проба берётся
в глубину на 5 мм менее высоты наплавки.
Поверхность каждого слоя наплавки тщательно
очищается от шлака.
При взятии пробы из металла шва соблю-
даются следующие условия: а) проба берётся
не ближе 15мм от начала и' конца шва,
в пределах зоны наплавленного металла;
б) перед взятием пробы определяются гра-
ницы зоны наплавленного металла путём про-
травления торцов шва, причём травление
производится на торцах образца или в лунках
двух засверловок; в) толщина стружки при
отборе проб должна быть не более 1,5 мм;
г) количество стружки для полного анализа
на С, Mn, Si, S и Р берётся не менее 30 г,
в случае дополнительного анализа на №, Сг,
Mo, Ti, V, Си — не менее 50 г и для анализа
на N2 и О2 - 60 г.
Перед анализом стружка промывается эфи-
ром. Химический анализ проб производится
ГЛ. IV]
КОНТРОЛЬ И ИСПЫТАНИЕ КАЧЕСТВА СВАРКИ
437
согласно ОСТ/НКТП 8892/2373 низколегиро-
ванных сталей и чугунов и ОСТ/НКТП
8893/2374 „Химический анализ ферросплавов".
В случае сомнительных результатов хими-
ческого анализа данной пробы производится
для контрольного анализа отбор ещё двух
проб, причём стружка этих проб должна быть
тщательно перемешана.
Испытание сварных швов на коррозию.
При испытании сварных швов на коррозию
образцы погружаются в жидкость (растворы
кислот) и по истечении испытательного срока
сравнивается коррозия сварного образца
с образцом из основного металла, взятого
в исходном состоянии.
Критерием коррозийной стойкости могут
быть:
а) визуальное сопоставление коррозии на-
плавленного металла, переходной зоны и ос-
новного металла, б) изменение в весе свар-
ного образца по сравнению с основным ме-
таллом и в) изменение катодного потенциала.
Изучение коррозийной стойкости швов,
выполненных различными видами сварки, по-
зволяет выбрать способ сварки, а также при-
садочный и основной металлы.
Механические испытания. Механические
испытания сварных соединений разделяются
на статические (растяжение, сжатие и загиб)
и динамические (удар, вибрация). Все испыта-
ния проводятся по ОСТ 7687.
Испытания на растяжение. Для
определения относительной прочности сты-
кового сварного шва по сравнению с проч-
Усипение не сострагивать
Фиг. 282. Плоский образец для испытания на
растяжение: 10 <! 100 мм; L >¦ /0 + 120 мм;
Ьх—Ь + 10 мм; М — место маркировки образца.
ностью основного металла применяются об-
разцы по чертежу, представленному на фиг. 282,
размеры которых определяются по табл. 184.
Таблица 184
Размеры образцов для испытания на растяжение
в мм
От 1 до 3
. 3 » 6
„ 6 „ 9
Свыше 9
Ь
ю
15
25
25
by
2О
25
35
35
'о
3°
5°
8о
IOO
не менее
15°
170
2ОО
22O
Показателем прочности является место
разрыва образца.
Прочность сварного шва испытывается на
образцах со снятым усилением, форма кото-
рых предусматривает обязательный разрыв по
сварке (фиг. 283). Размеры образцов опреде-
ляются по табл. 185-
Таблица 185
Размеры образцов для испытания на растяжение
со снятым усилением в мм
От 1 до 3
-3.6
Свыше 6
15
25
35
Для определения прочности и вязкости
наплавленного металла и металла шва при-
меняются образцы Гагарина (форма показана
на фиг. 284).
Испытание даёт возможность определить
предел прочности, предел текучести, относи-
тельное удлинение и поперечное сжатие.
Фиг. 283. Плоский образец со снятым
усилением для испытания на растяже-
ние:/0 — ширина шва; /, = /0+10 мм;
L > А> + 150 мм; М — место марки-
ровки образца.
Испытание на загиб. Испытанием
на загиб определяется вязкость сварного шва.
Качество уста-
навливается вели- 1'т" 30-
чиной угла загиба
образца до поя-
вления трещин.
Образцы изгото-
вляются по черте-
жу, представлен-
ному на фиг. 285.
Испытан и е
на удар. Испы-
танию на удар под-
вергаются образцы
Менаже. Сечение образца 10 \ 10 мм, над-
рез — в середине шва со стороны раскрытия
кромок или по границе со швом.
Накернить сеч. по Д В
\_\p42S
Фиг. 284. Образец Гагарина
для испытания на растяже-
ние.
b=t,5S
Фиг. 285. Образец для испытания на загиб:
d — диаметр валика; М — место маркировки
образца; L >• 55 +150 мм (для 5> 20 им) при
d=100 мм; 1=/0+150 мм (для S<20 мм) при
«Г=50 мм.
Рентгеновский метод контроля сварки.
Аппаратура. Для рентгеновского испыта-
ния сварных швов служит специальная аппа-
ратура, которая подразделяется на стационар-
ные — лабораторные и передвижные — цехо-
вые аппараты. На фиг. 286 и 287 показаны
438
ТЕХНОЛОГИЯ СВАРКИ И РЕЗКИ МЕТАЛЛОВ
[РАЗД. Ill
рентгеновские аппараты, применяемые в за-
водской практике контроля сварки. Аппараты
такого типа строятся на напряжение от 150
до 350 кв. Для защиты обслуживающего пер-
сонала от высокого напряжения и вредного
действия рентгеновских лучей аппараты снаб-
жены специальными приспособлениями.
трансформаторов соединены параллельно и
питаются от вольтодобавочного трансформа-
тора с плавной регулировкой, позволяющей
Фиг. 286. Рентгеновский аппарат типа РУ-285
производства Московского рентгеновского
завода.
Аппарат типа РУ-285 производства Мо-
сковского рентгеновского завода (фиг. 286)
даёт на трубку до 180 кв при токе на трубку
6 ма. Аппарат даёт возможность просве-
тить сталь толщиной 50 мм, медь до 25 мм
и алюминий до 150 мм.
Рентгеновские аппараты работают по спа-
ренной схеме Вилларда, изображённой на
фиг. 288. Как видно из схемы, установки со-
стоят из двух последовательно включённых
групп (трансформатора высокого напряжения,
конденсатора и кенотрона).
Принцип работы схемы заключается в сле-
дующем: в течение первого полупериода заря-
жаются конденсаторы обеих групп, в течение
Фиг. 287. Передвижной рентгеновский аппарат
американской фирмы ОБС.
второго — заряд конденсаторов суммируется
с напряжением обоих трансформаторов и на
трубку идёт напряжение, приблизительно рав-
ное сумме напряжений конденсаторов и транс-
форматоров обеих групп.
Средняя точка между группами зазе-
мляется. Первичные обмотки высоковольтных
Фиг. 288. Схема цехового рентгеновского
аппарата.
изменять напряжение на трубке от 0 до ма-
ксимума.
Техника исследования. Для полу-
чения изображения пучок рентгеновских лу-
чей направляется на испытуемый сварной шов
(фиг. 289). Проходя шов, лучи частично по-
глощаются и, действуя на находящуюся за
объектом фотоплёнку," дают рентгеновское
изображение.
Степень поглощения (абсорбции) рентге-
новских лучей в основном зависит от толщины
исследуемого объекта, длины волны лучей и
атомного номера просвечиваемого вещества.
Если в сварном шве имеются шлаковые
включения, газовые поры и тому подобные
дефекты, то последние вследствие меньшей
поглощающей
способности по
сравнению с
плотным метал-
лом пропустят
лучей больше,
и регистрирую-
щая фотоплён-
ка, отметив эту
разницу в по-
глощении, тем
самым выявит
дефекты.
Минимальная
величина де-
фекта, выявляе-
мого рентге-
новским сним-
ком, равна-~20/0
толщины просвечиваемого материала. При
получении снимка учитываются следующие
факторы: жёсткость лучей, -резкость фокуса
трубки, фокусное расстояние, чувствитель-
ность плёнки, качество усиливающих экранов,
способ проявления, состав проявителя и пра-
вильность ориентировки снимаемого шва от-
носительно пучка рентгеновских лучей. На
фиг. 290 представлены схемы получения рент-
геновских снимков с различных видов сварных
швов. Легче всего поддаются рентгеновскому
контролю стыковые швы, и оценка их качества
по снимку является самой надёжной.
На листе V, 3 (см. вклейку) показана
рентгенограмма дефектного сварного шва.
Браковкасварныхшвовпо рент-
геновскому снимку. Нормы, опреде-
ляющие качество сварки по рентгеновскому
снимку, предусматривают главным образом
Плёнка
Кассета
¦Экраны
Свинец
Фиг. 289. Схема рентгеновского
просвечивания сварного шва.
ГЛ. IVJ
КОНТРОЛЬ И ИСПЫТАНИЕ КАЧЕСТВА СВАРКИ
439
количество допустимых в шве шлаков и га-
зовых пор. Такие дефекты, как трещины и
непровары, являются условием для браковки
щжжщ
== п
Просвечивание
оесскосного сты-
кового шва
Просвечивание
V- образного
стыкового шва
Просвечивание
чашеобразного
стыкового шва
\ \ /
Просвечивание
Х-образного
стыкового швп
Просвечивание
шва внахлёстку
Просвечивание
таврового шва
Фиг. 290. Схема получения рентгеновских
снимков при различных типах сварных
соединений.
сварного соединения. Качество сварных швов
по рентгеновскому снимку согласно ОСТ
20019-38 определяется по баллам.
Балл 1 (неудовлетворительное качество) —
на рентгенограмме обнаруживаются признаки
непроваров, трещин или сетки включений.
Балл 2 (удовлетворительное качество)—
на рентгенограмме не обнаруживаются при-
знаки непроваров и трещин, но заметно не-
значительное количество газовых пор и
шлаковых включений, мелких и не носящих
характера сплошной сетки.
Балл 3 (хорошее качество) — на рентге-
нограмме не обнаруживаются признаки не-
проваров, трещин, а также газовых и шла-
ковых включений, но имеют место только
единичные мелкие включения.
В практике США оценка качества свар-
ных швов по рентгеновскому снимку произ-
водится по следующим правилам:
1) Сварные швы, у которых снимки пока-
зывают продолговатые шлаковые включения
и пустоты, неприемлемы, если длина какого-
либо из этих дефектов больше-^ Т, где Г —
о
толщина сварного шва. Если длина таких де-
фектов меньше -^- Т и они отделены друг
от друга здоровым местом (по крайней мере
на б /, где / — длина наиболее растянутого
дефекта), сварной шов считается приемлемым,
когда сумма всех длин таких дефектов не боль-
ше Г в шве длиной 12 Т.
2) Сварные швы, снимки которых показы-
вают какой-либо вид трещин или непровара,
неприемлемы.
3) Годность сварных швов, снимки ко-
торых указывают на пористость, устанавли-
вается после сравнения их с серией эталон-
ных снимков.
Исследование сварных швов у-лучами
радия. Проникающая способность у-лучей ра-
дия благодаря их жёсткости значительно
выше рентгеновских лучей. При помощи у-лу-
чей можно просвечивать сталь толщиной
до 300 мм.
у-лучи радия подобно рентгеновским, про-
ходя сквозь сварной шов, поглощаются в раз-
личной степени в зависимости от плотности
отдельных участков шва и регистрируют де-
фекты сварки на фотоплёнке. На фиг. 291 пред-
ставлена схема просвечивания у-лучами радия.
Для просвечивания пользуются солями ра-
дия, мезоторием и эманацией радия. Практи-
чески достаточное
Дмпуло
радия
¦Экраны
Свиней
Фиг. 291. Схема просвечивания
у-лучами радия.
количество для ис-
следования—50 мг
радия.
На снимке со
сварного шва, по-
лученном при по-
мощи у-лучей, мож-
но выявить тре-
щины, непровары,
шлаковые включе-
ния и газовые по-
ры размером 50/оот
толщины просве-
чиваемого шва.
Благодаря пор-
тативности уста-
новки и простоте
процедуры контроля у-лучами радия этот спо-
соб нашёл применение при просвечивании
сварных узлов в металлических каркасах зда-
ний, броневых плит, турбин на электрических
станциях и т. д.
Магнитные способы контроля сварных
швов. Магнитные способы испытания свар-
ных швов основаны на следующем: всякие
дефекты (непровар, трещины и т. д.) в на-
магниченном шве изменяют распределение
магнитного потока, образуя на поверхности
шва местные потоки рассеяния, которые
обнаруживаются при помощи магнитного по-
рошка (железа или его окислов) или индукци-
онными катушками.
Способ магнитного порошка.
Этим способом можно выявить в сварном
шве трещины, непровары и продолговатые
шлаковые включения, залегающие на глуби-
не до 5 мм. Намагничивание сварного шва
производится при помощи электромагнитов,
соленоидов и пропусканием тока по изделию,
подвергаемому контролю. Для намагничивания
пользуются постоянным и переменным токами.
Различные способы намагничивания схемати-
чески представлены на фиг. 292.
На намагниченный сварной шов магнит-
ный порошок наносится в сухом виде или в виде
суспензии в масле, керосине и т. п. Сухой поро-
шок наносится распылителем, суспензия нали-
вается на шов или наносится мягкой кистью.
Дефекты швов выявляются по скоплениям ма-
гнитного порошка. Для лучшей различимости
скопления порошка сварные швы,лредваритель-
но опескоструиваются или применяют окра-
шенные порошки (красный, белый или жёлтый).
Индукционный способ. Образова-
ние местных потоков рассеяния над дефектом
440
ТЕХНОЛОГИЯ СВАРКИ И РЕЗКИ МЕТАЛЛОВ
[РАЗД. Ill
можно уловить при помощи индукционных
катушек. Примером подобного рода приборов
служит дефектоскоп системы К. К. Хренова
и С. Т. Назарова, в котором выявление де-
фектов осуществляется искателем — индук-
ционной катушкой, передвигаемой по намаг-
Фиг. 292. Различные способы намагничивания.
ничейному (переменным током) испытуемому
шву. Искатель улавливает потоки рассеяния
как от основного поля, так и от полей, обра-
зованных вихревыми токами Фуко.
Наведённая электродвижущая сила ка-
тушки искателя усиливается радиоусилителем
и передаётся на телефон и измерительный
прибор. Наличие дефектов в шве опреде-
ляется по усилению звука в телефоне и по от-
клонению стрелки прибора. На фиг. 293 пред-
Искатель
Фиг. 293. Схема дефектоскопа системы К. К. Хренова
и С. Т. Назарова.
ставлена схема испытания сварного шва де-
фектоскопом. Недостатком магнитных мето-
дов испытания является затруднение в коли-
чественной оценке дефекта.
КОНТРОЛЬ ТОЧЕЧНОЙ СВАРКИ
В связи с широким развитием применения
в машиностроении точечной сварки важное
значение приобретает контроль её качества.
Методы контроля точечной сварки пока
не стандартизованы.
Контроль в процессе сварки. Контроль
за режимом сварки может вестись с помощью
контрольной аппаратуры: 1) тиратронных или
игнайтронных прерывателей и 2) измеритель-
ных приборов (вольтметра, амперметра и т. д.).
Первый тип контрольной аппаратуры яв-
ляется более совершенным. Показания вольт-
метра на слишком низкое напряжение нельзя
использовать для исправления режима сварки
данной точки, так как процесс её выполнения
длится доли секунды.
Представляет интерес тепловой метод
контроля, предложенный А. С. Гельманом
(ЦНИИТМАШ). При этом методе выключе-
ние тока производится в момент достижения
поверхностью металла точки заданной тем-
пературы.
Испытание качества сварки. Существую-
щие методы контроля процесса точечной
сварки не могут полностью гарантировать
хорошее качество сварной точки. Поэтому
является необходимым контролировать сварку
и после её выполнения. Этот контроль может
быть осуществлён различными методами.
Механические испытания. Опре-
деление механической прочности точечной
сварки не стандартизовано. В практике чаще
всего точечная сварка испытывается на раз-
рыв со срезом. Установившейся методики
этих испытаний пока не имеется. В прак-
тике применяются образцы, состоящие обыч-
но из двух полос различной ширины, соеди-
няемых внахлёстку одной или несколькими
точками.
Для лёгких авиационных металлов и спла-
вов в американской практике распростране-
ны так называемые
Одна точке
в'центре
U-образные образцы,
состоящие из двух
изогнутых полос (фиг.
294), соединённых
между собой одной
точкой. Очевидно, что
результаты испыта-
ния такого образца
будут сильно зави-
сеть не только от ка-
чества точки (при оп-
ределении в ней не-
провара), но и от по-
ведения изогнутыхпо-
лос при действии на-
грузки.
В США иногда
практикуется испыта-
ние точки на скручи-
вание. С этой целью один из концов пло-
ского образца, на котором выполнена точка,
зажимают, а другой поворачивают в плос-
кости образца. Мерой механической прочно-
сти служит угол поворота до появления тре-
щины.
Тепловой метод*. Этот метод, контро-
лируя качество готовой сварной точки без её
разрушения, имеет целью выявить непровар
К точке с одной стороны подводится нагре-
ватель (например, горячий медный стержень),
а с другой — плёнка, окрашенная термокрас-
кой, резко изменяющей цвет при нагревании.
Пропущенное через точку тепло будет про-
ходить с различной скоростью через прова-
ренную и непроваренную точки. На фиг. 295
Фиг. 294. U-образный обра-
зец для испытания на рас-
тяжение сварной точки.
* Метод автора статьи С. Т. Назарова находится в
стадии экспериментальной проверки.
ГЛ. 1V1
ПАЙКА
441
графически показано распределение темпера-
туры на поверхности таких точек, после того
как они нагревались снизу с одинаковой ин-
тенсивностью в равные промежутки времени.
В качестве регистратора тепла выбраны
краски, которые меняют свой цвет под дей-
Т
tee К
1сек
Y///////////////////S/S/7,
НагреВагпепь
Термопленка
Фиг. 295. Схема теплового метода контроля.
ствием температуры. Красками служат йоди-
стые соли ртути и серебра, которые в смеси с
прозрачным лаком накладываются в виде
плёнки (термоплёнка) на поверхность точки.
При нагреве свыше 65° С светложёлтый цвет
краски изменяется на яркокрасный.
О качестве точки следует судить по ско-
рости изменения цвета наложенной на неё
термоплёнки при подведении с обратной сто-
роны источника тепла. Если точка хорошо
проварена, то на термоплёнке быстро по-
является красное пятно, в другом случае крас-
ное пятно показывается значительно позднее
(в 3—5 раз) и будет расплывчатым.
Первоначальный цвет плёнки по охлажде-
нии восстанавливается, и плёнка готова к по-
вторному использованию.
Рентгеновское просвечивание
сварной точки. Рентгеновское просвечи-
вание имеет целью без разрушения точки
выявление в ней газовых включений и тре-
щин. При этом методе не выявляется опасный
дефект точки — непровар, так как чувстви-
тельность рентгеновского просвечивания ока-
зывается для этого недостаточной.
Магнитный способ испытания.
Магнитный способ имеет целью выявление
трещин в точке. При этом методе также не
выявляется опасный дефект точки — непро-
вар, хотя чувствительность к выявлению
трещин магнитным способом гораздо большая
по сравнению с рентгеновским просвечи-
ванием.
Металлографические исследо-
вания. При металлографическом исследова-
нии вырезка образцов должна производиться
так, чтобы можно было изготовить шлиф раз-
реза точки в направлении её диаметра и
прилегающих к нему зон термического влия-
ния основного металла.
Макроисследование позволяет установить:
а) наличие газовых включений и трещин,
б) наличие непровара сварной точки и в) дей-
ствительные размеры точки.
Микроисследованием можно выявить строе-
ние металла точки и зоны термического
влияния.
ПАЙКА
Пайка представляет собой процесс соеди-
нения металлов, находящихся в твёрдом со-
стоянии, посредством расплавленного приса-
дочного металла, называемого припоем.
В отличие от сварки плавлением в пайке
отсутствует расплавление основного металла.
В процессе пайки существенны взаимное
растворение и диффузия основного металла
и припоя.
Температура плавления припоя всегда ни-
же температуры плавления основного метал-
ла. Припой должен хорошо растворять основ-
ной металл, смачивать его, легко растекаясь
по поверхности, и, кроме того, удовлетворять
ряду технических и экономических требова-
ний (быть дешёвым и недефицитным). Обыч-
но припои представляют собой сплавы раз-
личных цветных металлов, иногда довольно
сложного состава.
Тесное соприкоснове-ние жидкого припоя
с основным металлом и хорошее смачивание
его поверхности возможны лишь при полной
чистоте последней. Для растворения и удале-
ния окислов и загрязнений с поверхности ме-
талла, защиты от окисления, уменьшения по-
верхностного натяжения, улучшения смачива-
ния и растекания припоя служат флюсы, ко-
торые в пайке используются значительно ши-
ре, чем в сварке. Во многих случаях пайка
без соответствующего флюса практически не-
выполнима. Флюсы для пайки, имеющие раз-
личные иногда довольно сложные составы,
должны полностью расплавляться и проявлять
активное химическое и физическое действие
при сравнительно низких температурах пайки.
Процесс пайки, не требующий высоких темпе-
ратур, давно известен и широко применяется
на практике. В последнее десятилетие в про-
цесс пайки, составы припоев и флюсов вне-
сены многочисленные существенные улучше-
ния и усовершенствования, которые дают но-
вые широкие возможности внедрения пайки
в различные отрасли машиностроения. В ряде
случаев пайка начинает вытеснять другие спо-
Таблица 186
ппы
>.
1
2
3
4
5
6
7
Наименование припоев
Фосфористо-медные
Серебряные
Цинково-медные
Медный, мюнцметалл
Латунные для „сварки
бронзой", общего назна-
чения для стыковых V-об-
разных и валиковых швов
и для пайки высокопроч-
ных вязких качественных
соединений
Кремнистая или фосфо-
ристая бронза
Медь чистая
Форма припоев
Литые или горячекатан-
ные стержни или ленты
Ленты, листы, проволока,
реже в порошке
В порошке, кусках для
металлических ванн. Без
никеля золотисто-жёлтого
цвета, при 10% никеля —
белого
Стержни
Стержни жёлтого цвета
(белые при 1и% никеля)
Литые стержни
Проволока, лента и
опилки
Характеристика твёрдых припоев
Химический состав в весо-
вых %
4-8 Р;0—1 Sn; остальное Си
1
i
5-80 Ag; 0—25 Zn; 0—18 Cd;
0—8 P; остальное Си
45-55 Zn; 0—10 Ni; осталь-
ное Си
38—42 Zn; остальное Си
38-42 Zn; 0—0,5 Mn; 0—l,5Sn;
0-1,5 Fe; 0—10 Ni; 0-0,1 Si;
остальное Си
0—4 Si; 0—0.5 P; 0-1,25 Mn;
0—10,5 Sn; 0-2 Zn; 0—1,5 Fe;
остальное Си
Темпера-
тура пла-
вления в °С
7оо— 830
635— 87°
845- 9°°
885
870— 9°°
юю—io8o
ю8з
по AWS)
Применение
для каких металлов
Меди и медных сплавов
Стали, чугуна, медных
и никелевых сплавов
То же
Медных и никелевых
сплавов, стали и чугуна
(соединения среднего ка-
чества и умеренной проч-
ности)
Медных и никелевых
сплавов, стали и чугуна
Стали (тонких листов)
и оцинкованного железа.
Спайка меди со сталью
Чёрных металлов
рекомендуемые ме-
тоды пайки
Газовая, погруже-
нием и в печах
То же
_
Газовая и в печах
Газовая ацетилено-
кислородной горелкой
Электрическая уголь-
ной дугой
В печах с восстано-
вительной температу-
рой
Примечание
Самофлюсуется на меди.
Не рекомендуется для
стали а чугуна
Припои, содержащие
фосфор, не рекомендуются
для пайки стали, чугуна
и сплавов, содержащих
железо
Не рекомендуется для
„сварки бронзой" стыко-
вых V-образных и вали-
ковых швов
Не рекомендуются для
работы вольтовой дугой.
Служат для наплавки
поверхностей с высоким
сопротивлением износу
Служат для наплавки
износоустойчивых поверх-
ностей
_
ю
ГЛ. IV)
ПАЙКА
443
собы соединения металлов, в том числе
различные виды сварки.
К преимуществам пайки относятся отсут-
ствие плавления и незначительный нагрев ос-
новного металла, позволяющий во многих слу-
чаях сохранить неизменными его химический
состав, структуру и механические свойства,
чистота соединения, не требующая в боль-
шинстве случаев последующей обработки, со-
хранение точных размеров и формы изделия,
отсутствие внутренних напряжений, высокая
прочность соединения и высокая производи-
тельность, широкие возможности механизации
и автоматизации производства, возможность
использования малоквалифицированной рабо-
чей силы, дешевизна и простота процесса и т. д.
Современные методы пайки весьма раз-
нообразны и охватывают все марки углеро-
дистых и легированных сталей (в том числе
инструментальные и нержавеющие), твёрдые
сплавы, серые и ковкие чугуны, медь, никель,
алюминий, свинец, вольфрам и их сплавы,
благородные и редкие металлы и т. д., при-
чём в широких пределах возможна прочная
спайка разнородных металлов.
Пайка может иметь широкое применение в
производстве автомобилей,тракторов, велоси-
педов, стрелкового вооружения, деталей все-
возможных машин и механизмов, комнатных
холодильников, изделий из листового металла,
в том числе жести, оцинкованного железа, ла-
туни, нержавеющей стали, декапированного
железа и т. д.
Современные методы пайки можно подраз-
делить на два основных вида: 1) пайка твёр-
дыми припоями (англ. термин „brazing") и 2) пай-
ка мягкими припоями (англ. термин „solde-
ring").
Эти виды различаются прежде всего тем-
пературой плавления припоев: твёрдые припои
имеют температуру плавления выше 550° С,
мягкие припои — ниже 400° С. Кроме того,
твёрдые припои обладают значительной ме-
ханической прочностью и могут иметь пре-
дел прочности до 50 кг/мм'2, мягкие обычно-
всего 5—7 кг/мм2.
Указанное деление не имеет особо суще-
ственного принципиального значения и при-
меняется только для практических целей.
ПАЙКА ТВЁРДЫМИ ПРИПОЯМИ
Американское сварочное общество [Ameri-
can Welding Society (AWS)] приняло следу-
ющую классификацию способов пайки твёр-
дыми припоями, основанную, подобно класси-
фикации способов сварки, преимущественно
на методе нагрева места пайки (фиг. 296).
Твёрдые припои *
Твёрдые припои могут быть разделены
на тугоплавкие с температурой плавления
875—1100° С и легкоплавкие—ниже 875° С. По
составу (за исключением алюминиевых) они
подразделяются на медные, медноцинковые
и серебряные. В табл. 186 приведена характе-
ристика твёрдых припоев по AWS.
Сверх приведённых в табл. 186 сплавов
имеются сведения о применении для пайки
стали тугоплавких сплавов взамен меди сле-
дующих примерных составов: 1) Си—95%,
Г
Газовая
Пайка
твердыми припоями
1
Погружением
1
Метапличе -
екая ванна
ЗпектричесШ
Сопяная
ванна
1
Дуговая
Индукцион-
ная
В пенах
1
Контактная
(сопротидле-
нием)
Фиг. 296. Классификация способов твёрдой пайки.
Ni-50/0; 2) Cu-850/0, Ni-10%, Fe-50/oJ
3) Cu-97%, Co-30/0 и др.
Припои и флюсы в США выпускаются на
рынок под различными торговыми названиями
без указания состава сплавов. До известной
степени стандартизованы серебряные припои
(табл. 187).
Таблица 187
Состав и
«
о
с
S
.О1 О.
^ с
I*
2*
3
4
5*
6*
7
8*
9
ю*
II
12
ю
2О
Зо
4<э
45
5°
бо
7°
72
8о
15
5°
свойства важнейших американских
серебряных припоев
Химический
состав в %
Си
52
45
38
36
3°
34
25
2О
28
1б
8о
15.5
Zn
38
30
32
24
25
16
15
ю
-
4
5Р
16,5 Zn
Cd
5
-
-
-
-
_
-
-
-
-
18,0
Темпе
плав-
ления
82O
780
745
72O
68о
695
68о
725
78о
74°
645
630
ратура
расте-
кания
870
8i5
765
785
74о
775
72О
755
780
79°
7°5
635
Электриче-
ская прово-
димость в %
по отноше-
нию к меди,
принятой за
100%
2О,5
24,4
-
-
-
24,4
-
26,7
77.1
46
14
23.9
* Дополнительные сведения по твёрдым и мягким
припоям см. т. 4, гл. II, стр. 218—222.
* Входит в стандартную спецификацию ASTM.
Состав и свойства важнейших американ-
ских серебряных припоев даны в табл. 187,
характеристика их приводится ниже.
Припой 1 — самый дешёвый серебряный
припой, отличается прочностью, вязкостью,
ковкостью, применяется для пайки стали и
цветных металлов, допускающих нагрев до
870° С, рекомендуется для изделий, подвер-
гающихся термообработке после пайки.
Припой 2 даёт прочную пайку меди и
медных сплавов, никеля и стали; достаточно
444
ТЕХНОЛОГИЯ СВАРКИ И РЕЗКИ МЕТАЛЛОВ
[РАЗД. Ш
низкая температура плавления допускает при-
менение для пайки латуни.
Припой 3 применим, как 1 и 2; пре-
имущество его — пониженная температура
плавления и меньший нагрев основного ме-
талла вследствие увеличенного содержания
серебра.
Припои 4, 5 и 6 — с высоким содержа-
нием серебра, белого цвета, являются наиболее
распространёнными; применяются для пайки
стали, меди, медных и никелевых сплавов.
Припои достаточно ковки, вязки, жидкотекучи,
обладают антикоррозийными свойствами и
дают прочное соединение, стойкое при удар-
ной и вибрационной нагрузке. Пайку монель-
металла рекомендуется вести при пониженной
температуре, пользуясь припоем 5. Припой 6
особенно рекомендуется для пайки ленточных
пил.
Припой 7 имеет более низкую темпе-
ратуру плавления; применяется в случаях,
когда желательно снизить температуру нагрева
основного металла; для пайки монель-металла
лучше припоя 5.
Припой 8 применяется в специальных
случаях.
Припой 9 представляет собой эвтек-
тику серебро — медь без температурного ин-
тервала между началом и концом плавления.
Особенно стоек против коррозии.
Припой 10— особо вязкий и ковкий.
Припой 11 — легкоплавкий, применим
для сплавов медь — никель при содержании
никеля не более 30%; для сплавов с высоким
содержанием никеля, в том числе для монель-
металла, не рекомендуется. Широко приме-
няется для соединения медных и латунных
труб и фитингов, а также в электропромы-
шленности. Не должен применяться для стали.
Наличие фосфора делает припой во многих
случаях самофлюсующимся и даёт возмож-
ность вести пайку без флюса. Известен под
торговым названием „Sil-Fos".
Припой 12— самый легкоплавкий сере
бряный припой, дающий прочное соединение;
весьма устойчив против коррозии. Рекомен-
дуется для стали (в том числе нержавеющей),
меди, медных сплавов, никеля и его сплавов.
Имеет широкое промышленное применение.
Известен под торговым названием „Easy-Flo".
Сравнительно высокая стоимость сере-
бряных припоев не является существенным
препятствием к широкому их применению.
Правильное выполнение процесса пайки тре-
бует незначительного расхода припоя, опти-
мальная толщина слоя которого в соединении
всего 0,06-0,08 мм.
В СССР стандартизованы медноцинковые
(ГОСТ 1534-42) и серебряные (ОСТ 2982) при-
пои, состав и примерное назначение которых
приведены в табл. 188 и 189. В качестве медно-
цинковых припоев могут быть использованы
стандартные сорта латуни Л68 и Л62 в форме
лент, проволоки, прутков.
Таблица 188
Состав и назначение медноцинковых припоев по ГОСТ 1534-42 (в
Марка
ПМЦ-42
ПМЦ-47
ПМЦ-52
Си
40 -45
45-49
49-53
Zn
Остальное
Sb
Примеси
РЬ
Sn
Fe
не более
О,1
О,1
О,1
о.5
о.5
о,5
1.5
1.5
1.5
о.5
о.5
о,5
Примерное назначение
Латунь с содержанием меди ие
более 68'/о и бронза
Лагунь Л62
Латуни Л68, Л80, ЛТ90, бронза,
медь, сталь, нейзильбер
Таблица 189
Марки
припоев
ПСр 10
ПСр 12
ПСр 25
ПСр 45
ПСр 65
ПСр 70
Состав и назначение серебряных припоев (по
Химический состав в %
Ag
нормал
ный со
став
ю
12
25
45
65
7°
допуск
+ о,з
± о,з
± о.З
± о,з
±о,5
±о,5
нормал
ный со
став
Р
4о
3°
2О
26
Си
допуск
± I
± I
± I
±о',1
Примеси
РЬ
всего
не более
о,5
о,5
о.З
i
i
i
о,5
Zn
Остальное
и
а ш
S to
785
780
720
780
ОСТ 2982)
Примерное назначение
Дли пайки примусных горелок
Для пайки латуни с содержа-
нием меди 58% и более, меди и
бронзы, для более тонких работ,
когда требуется чистота места
спая
Для пайки ленточных пил
Для пайки проводов в случаях,
когда места спая не должны рез-
ко уменьшать электропроводность
Примечание. Припои ПСр 10, 12 и 25 поставляются в зёрнах 1—3 мм, остальные в полосах и прутках
с размерами по указанию заказчика.
ГЛ. IV]
ПАЙКА
445
Флюсы для твёрдой пайки
Флюсы в большинстве случаев пайки не-
обходимы, так как припой достаточно хорошо
растворяет твёрдый основной металл лишь
при вполне чистой его поверхности. Флюс
должен защищать основной металл и припой
от окисления, растворять или восстанавливать
образовавшиеся окислы, способствовать сма-
чиванию кромок припоем и хорошему расте-
канию последнего. Механизм действия флю-
сов ещё недостаточно изучен, и составы их
устанавливаются опытным путём.
Основой большинства флюсов является
бура (тетраборат натрия Na2B4O7). кристалли-
зующаяся с 10 частями воды с образованием
крупных бесцветныхкристаллов NaoE^O;. 10H2O.
Кристаллическая бура начинает плавиться при
75° С; по мере усиления нагрева она теряет
воду, сильно вспучиваясь и разбрызгиваясь,
и постепенно переходит в безводную соль
Na2B4O7 (плавленая или жжёная бура), плавя-
щуюся при 783° С. Бура в расплавленном со-
стоянии может быть нагрета до высоких тем-
ператур, весьма жидкотекуча и энергично
растворяет окислы многих металлов, в особен-
ности меди. Для усиления действия флюса
к буре часто добавляется борная кислота
Н3ВО3, благодаря которой флюс становится
более густым и вязким, требующим повыше-
ния рабочей температуры. Для понижения
рабочей температуры флюса, что особенно
важно для легкоплавких припоев, вводят ZnCl2,
KF и другие галоидные соли щелочных ме-
таллов. Для пайки нержавеющей стали при-
меняется смесь из равных частей буры и
борной кислоты, замешанная в пасту на на-
сыщенном растворе хлористого цинка. Во
флюсы для пайки серого и ковкого чугуна
часто вводятся сильные окислители (например,
хлорат калия, перекись марганца, окись же-
леза) для выжигания графита и увеличения
чистой металлической поверхности, смачи-
ваемой припоем.
Специальные флюсы, в особенности низ-
котемпературные, выпускаются многими за-
граничными фирмами, но составы их пока
мало освещены в литературе.
Флюсы могут иметь форму порошка, пасты
(пасты с плавленой бурой нельзя замешивать
на воде, а можно на спирте) или раствора
(например, раствор буры в горячей воде).
Иногда выпускаются прутки припоя, покры-
тые флюсом. В США термин „флюс" иногда
применяется к окружающей место пайки вос-
становительной газовой атмосфере, которая
защищает от окисления, восстанавливает
окислы и способствует смачиванию поверх-
ности кромок припоем и растеканию послед-
него.
Флюсующее действие могут производить
составные части самого припоя. Например,
фосфор, окисляясь в фосфорный ангидрид,
является хорошим флюсом для меди и медных
сплавов, восстанавливая окислы и переводя
их в легкоплавкие фосфорнокислые соеди-
нения. Поэтому фосфористые припои не тре-
буют флюсов для пайки медных сплавов, что
очень удобно на практике.
Порошкообразные флюсы могут посыпаться
тонким слоем или распыляться на кромки,
причём часто применяется предварительный
подогрев кромок, с тем чтобы частицы флюса
плавились, прилипая к металлу, и не сдувались
пламенем горелки при пайке. В порошкооб-
разный флюс можно также обмакивать конец
прутка припоя, нагретый горелкой выше тем-
пературы плавления флюса, котопый прочно
пристаёт к прутку. Пасты и жидкие растворы
наносятся кистью или в них обмакивается
припой, а иногда и место пайки. Флюс можно
смешивать с порошкообразным припоем в па-
сту, наносимую на кромки.
Подготовка под пайку
Подготовительные работы при пайке имеют
важное значение и часто определяют каче-
ство соединения. Широко применяются три
основные формы паяных соединений: 1) на-
хлёсточное, 2) стыковое и 3) в ус (фиг. 297).
Фиг. 297. Основные формы паяных соедине-
ний: / — нахлёсточное; 2— стыковое; 3 — в ус.
Наиболее распространённым является
нахлёсточное соединение, удобное для
выполнения и весьма прочное. Увеличивая
перекрытие нахлёсточного соединения, можно
повышать его прочность и в большинстве
случаев достигнуть равнопрочности с основным
металлом.
Стыковое соединение обладает лучшим
внешним видом и при хороших припоях и
правильном выполнении может часто обес-
печить вполне достаточную прочность (пре-
дел прочности до 40—45 кг]мм2). Приме-
няется в тех случаях, когда нежелательно
удвоение толщины металла в нахлёсточном
соединении.
Соединение в у с, требующее несколько
усложнённой подготовки кромок, совмещает
преимущества стыкового и нахлёсточного со-
единений, обеспечивая хороший внешний вид
и отсутствие выступающих кромок и удвоения
толщины. Соединение в ус даёт возможность
достижения равнопрочности с целым сече-
нием за счёт развития рабочей площади со-
единения.
Существенное значение имеет величина
зазора между соединяемыми кромками, ко-
торая должна быть малой, как для улучшения
всасывания жидкого припоя в зазор действием
капиллярных сил, так и для увеличения проч-
ности соединения. Для серебряных припоев
рекомендуется зазор 0,05—0,08 м ч, при сборке
трубчатых элементов допускаются в крайнем
случае зазоры 0,20—0,25 мм. Для пайки медью
в водороде рекомендуются зазоры не более
0,012 мм (для цилиндрических стальных де-
талей с прессовой посадкой может быть при-
нят натяг 0,001 диаметра). Строгие требо-
вания к величине зазора предписывают
достаточно чистую механическую обработ-
ку поверхностей, так как грубая обработка
446
ТЕХНОЛОГИЯ СВАРКИ И РЕЗКИ МЕТАЛЛОВ
[РАЗД. III
(например, опиловка напильником или опеско-
струивание) может быть причиной чрезмер-
ного количества припоя в соединении и рез-
кого падения его прочности.
Для получения хорошего смачивания при-
поем поверхность пайки должна быть безу-
коризненно чистой. Всякие следы смазки и
составов, применяемых в процессе протяжки,
должны быть удалены. Обезжиривание может
производиться горячей щёлочью, трихлор-
этиленом или четырёххлористым углеродом.
Окислы удаляются травлением в кислотах
с последующей тщательной промывкой и
сушкой.
Механическая очистка производится про-
тиркой концами, тонкой наждачной шкуркой,
шлифовкой тонкими номерами шлифовальных
кругов и т. д.
При сборке часто применяется предвари-
тельное нанесение флюса на кромки с раз-
мещением припоя между кромками (фольга,
порошки) или около места соединения (про-
волока, лента). Собранные детали должны
быть достаточно скреплены сжимами и дру-
гими приспособлениями (связкой проволокой,
шпильками, прихваткой точками и т. п.) с тем,
чтобы устранить возможность смещения де-
талей при нагреве и в процессе пайки. По-
верхность изделий, которая не должна облу-
живаться, покрывается при сборке пастой из
мела, глины, графита (или их смеси) или сма-
чивается раствором хромовой кислоты и тому
подобными веществами, устраняющими сма-
чивание поверхности припоем.
В нормальном процессе пайки соединение
осуществляется тонким слоем припоя, всасы-
ваемого в малый зазор между кромками.
Источник тепла не действует непосредственно
на кромки, и они нагреваются постепенно
благодаря теплопроводности основного ме-
талла.
Способы твёрдой пайки
В соответствии с классификацией AWS
(фиг. 296) ниже приведено описание способов
твёрдой пайки.
Газовая пайка. Этот способ осуще-
ствляется газовыми горелками. Для пайки
мелких деталей пользуются горелками, ра-
ботающими на воздухе светильным газом
или ацетиленом. Для крупных деталей приме-
няются горелки, работающие на кислороде
светильным или другими горючими газами
и в особенности ацетиленом. Кислородно-аце-
тиленовые горелки применяются как специ-
ального типа для пайки (широкий факел пла-
мени), так и нормальные сварочные. Первые
дают менее концентрированный нагрев и охва-
тывают сразу значительную поверхность.
Пламя поддерживается с небольшим избыт-
ком ацетилена.
Для крупных изделий и значительной тол-
щины металла может успешно применяться
особый своеобразный процесс, занимающий
промежуточное положение между пайкой
и сваркой, впервые освоенный в США и на-
званный „сварка бронзой". Этот процесс, су-
щественное отличие которого от сварки за-
ключается в отсутствии расплавления основ-
ного металла, широко используется в ремонте
крупных стальных и чугунных изделий. При-
поем обычно служат латунные стержни (табл.
186, гр. 5), например, так называемая „бронза
Тобина". Нагрев ведётся сварочной ацетилено
кислородной горелкой. Пламя нагревает не-
посредственно поверхность кромок, и для
доступа к ней приходится делать для толщины
металла более 5 ми скос кромок, обеспечива-
ющий доступ пламени. Угол скоса обычно
берётся 90°. Процесс ведётся следующим об-
разом: кромки подогреваются горелкой, по-
сыпаются флюсом, облуживаются тонким слоем
припоя, а затем весь объём разделки шва
между облуженными кромками заполняется
припоем.
Типичные формы соединений для „сварки
бронзой" показаны на фиг. 298. Здесь не тре-
Пу>кеная поверхность
ЛцЖеная поверхность
Фиг. 298. Формы швов для „сварки бронзой*.
буется чистой подготовки кромок, как при обыч-
ной пайке, а наоборот, желательна шерохо-
ватая поверхность для увеличения площади
сцепления. Например, у чугуна рекомендуется
производить подготовку кромок рубкой пнев-
матическим зубилом без дальнейшей механи-
ческой обработки.
Метод „сварка бронзой" плохо поддаётся
механизации и требует достаточной квалифи-
кации рабочих.
Пайка погружением. При этом способе
пайка производится погружением в ванну или
металлическую с расплавленным припоем,
или в соляную с расплавленными солями.
Для металлических ванн чаще всего
используются припои групп 3 и 4 (см. табл.
186), но также находят применение и группы
1 и 2. Расплавленный припой в ванне покры-
вается слоем флюса. Поверхность изделия,
которая должна остаться чистой от припоя,
смазывается пастами и растворами, препят-
ствующими смачиванию припоем.
В США находят широкое и быстро ра-
стущее применение для твёрдой пайки с о-
л я н ы е ванны по типу ванн для термооб-
работки. Особенно удобны ванны с электри-
ческим нагревом. Соляная смесь обычно со-
ставляется из хлоридов калия и бария (КС! -f-
+ ВаС12). Состав ванны для любого темпера-
турного интервала можно подобрать, меняя
соотношение составных частей соляной сме-
си. Детали собираются с нанесением флюса
на поверхность пайки и с размещением припоя
между кромками или около места соединения,
после чего они скрепляются и обмакиваются
в ванну. Соляная ванна обеспечивает точный
температурный режим (-t 5° С) и защищает
от окисления. Когда деталь вынута из ванны,
от окисления при охлаждении её защищает
плёнка расплавленных солей, которая по
охлаждении может быть удалена промывкой
ГЛ. IV]
ПАЙКА
447
в горячей воде. Применение солянь!х ванн
для твёрдой пайки заслуживает большого
внимания и дальнейшего изучения.
Пайка погружением в ваннах отличается
высокой производительностью, однородностью
качества пайки и может быть механизиро-
вана.
Электрическая пайка. Дуговая пайка,
дуга прямого действия, применяется обыч-
но угольная (способ Бенардоса), иногда и ме-
таллическая (способ Славянова), в послед-
нем случае электродом служит стержень при-
поя.
Для пайки дугой прямого действия при-
пои, содержащие цинк, непригодны ввиду ле-
тучести цинка (сильного его испарения и
выгорания) под действием высокой темпе-
ратуры вольтовой дуги. Наиболее пригодны
тугоплавкие припои группы 6 (см. табл. 186).
Угольная дуга направляется преимущест-
венно на конец стержня припоя, касающе-
гося основного металла, и не должна распла-
влять кромок. Металлическая дуга приме-
няется на пониженных токах, плавящих при-
пой и лишь очень незначительно оплавляю-
щих кромки.
Угольная дуга косвенного действия (дуго-
вая горелка) заменяет газовую горелку и даёт
возможность выполнять процесс всеми груп-
пами припоев для газовой пайки. Технологи-
чески дуговая горелка менее удобна, чем
газовая, и применяется в работах небольшого
объёма. Довольно успешно может быть ис-
пользована для металла малых толщин (s^
^ 1,5 мм).
Индукционная пайка выполняется
токами высокой частоты и даёт высокую
производительность и хорошее качество со-
единения. Широкое применение этого способа
пайки пока задерживается сложностью и вы-
сокой стоимостью установок для получения
токов высокой частоты.
Контактная пайка (сопротивлением)
осуществляется большими токами низкого
напряжения. Может выполняться на нормаль-
ных сварочных контактных машинах или на
специальных аппаратах для пайки. Нагрев ме-
ста пайки производится или пропусканием то-
ка через основной металл, или от горячих уголь-
ных контактов, разогреваемых током. Аппа-
ратом первого типа является аппарат АПП-0,5
завода „Электрик" (фиг. 299) для пайки лен-
точных пил толщиной от 0,3 до 0,8 мм и ши-
риной до 50 мм. Серебряные или медноцин-
ковые припои помещаются в виде фольги
между кромками полотен, скошенными на ус.
Полотна закрепляются в контактных зажимах,
к которым подведён ток вторичной обмотки
трансформатора аппарата. К аппарату при-
строены клещи для обжима места пайки и вы-
давливания излишка расплавленного припоя.
Аппарат имеет 3 ступени регулирования тока,
вес его — 23 кг.
Более универсальным является аппарат ти-
па АПТ, основанный на принципе горячего
контакта с использованием клещей с угольны-
ми или графитовыми контактами. Главной ча-
стью установки является однофазный транс-
форматор продолжительной мощностью 6,5 ква,
с возможностью кратковременной нагрузки до
15 ква. Трансформатор — передвижной и вме-
сте с контактором и переключателем ступе-
ней монтирован в ящике на колёсах. Габарит-
ные размеры аппарата: высота —590 мм, ши-
рина—640 мм, глубина—750 мм\ общий вес —
около 300 кг. Вторичный ток низкого напря-
жения от трансформатора подводится к паяль-
ным клещам (brazing tongs), имеющим винто-
вой сжим и сменные нагревательные контакты
в форме призматических брусков из электро-
технического угля или графита. Место пайки
зажимается между угольными контактами, ко-
торые быстро разогреваются по включении
тока и нагревают место пайки. Припои при-
меняются 1 и 2 групп.
Пайка в печах. Пайка в электрических
печах, являясь весьма совершенным процес-
сом для массового производства деталей не-
больших размеров, начинает получать широ-
кое распространение. Пайка может вестись
в обычных муфельных печах для термообра-
ботки с применением флюсов, но особенно
важна пайка в печах с восстановительной га-
зовой атмосферой, во многих случаях не тре-
Фиг. 299. Аппарат для пайки ленточных пил типа АПП-0,5.
448
ТЕХНОЛОГИЯ СВАРКИ И РЕЗКИ МЕТАЛЛОВ
[РАЗД. Ill
бующая флюсов. Этот способ часто называет-
ся пайкой медью в атмосфере водорода.
Собранные детали с припоем, помещённым
около шва, проходят через электрическую
печь с восстановительной атмосферой, кото-
рая защищает металл от окисления, восста-
навливает имеющиеся окислы и усиливает
смачивание металла припоем. Расплавляю-
щийся припой, смачивая поверхность металла,
расползается по ней и действием капиллярных
сил всасывается в шов, сплавляясь с основ-
ным металлом. Затем детали переходят в ка-
меру охлаждения с восстановительной атмо-
сферой, где остывают до температуры, при
которой деталь, выданная из печи, при со-
прикосновении с атмосферным воздухом не
окисляется, цвет металла не изменяется, и
паяные детали выходят из печи с чистой, свет-
лой поверхностью. Процесс пайки в электри-
ческих печах весьма экономичен, обеспечивает
прочность и плотность соединений, точность
размеров, хороший внешний вид и даёт воз-
можность прочно соединять различные тол-
щины и разнородные металлы.
При пайке в печах особое внимание долж-
но быть обращено на сохранение неизменного
относительного положения соединяемых ча-
стей в течение всего процесса. При нагреве
сборочные соединения ослабевают и части
стремятся к смещению. Расплавленный припой
под действием капиллярных сил расползается
и всасывается по всем направлениям, в том
числе вверх, причём под действием тяжести
припой смещается вниз больше, чем в других
направлениях. Необходимо надёжно скреплять
части прессованием, прихватками газовой, ду-
говой или точечной сваркой, расклёпкой, че-
канкой, заклёпками, шпильками, шплинтами,
связыванием проволокой и т. п. Подобного
рода скрепления рациональнее специальных
сборочных приспособлений, замедляющих на-
грев, увеличивающих нагреваемую массу
и усложняющих производство, требующих
частого ремонта.
Припой может иметь форму проволоки,
фольги, порошка или пасты. Чаще всего при-
меняются проволока и фольга. Типичные со-
единения с расположением припоя показаны
на фиг. 300.
Для стальных деталей припоем обычно
служит чистая электролитическая медь (марки
Ml и М2). Она весьма жидкотекуча в вос-
становительной атмосфере, даёт прочное, чи-
стое соединение, не требует флюса, за исклю-
чением некоторых плохо смачиваемых сортов
стали. Применение флюсов вообще удорожает
процесс пайки и требует последующей очист-
ки. Флюсы требуются при содержании в стали
более 1—2°/о хрома, марганца, кремния, вана-
дия и алюминия, образующих окисные плён-
ки, не восстанавливаемые газовой атмосферой
и ухудшающие смачивание. Никель, наоборот,
усиливает смачивание и является желатель-
ным элементом в сталях для пайки. Иногда в
качестве припоя используется латунь, которая
обычно требует применения флюса для умень-
шения окисления цинка и растворения обра-
зовавшейся окиси. В процессе пайки латунь
может повышать температуру плавления вслед-
ствие испарения части цинка. С флюсом ла-
тунь растекается почти так же хорошо, как и
чистая медь. Для меди и медных сплавов, не-
ржавеющих сталей и чугуна, не допускающих
значительного нагрева, применяются легко-
плавкие припои групп 1 и 2 (см. табл. 185), при-
чём припои для чёрных металлов не долж-
ны содержать фосфора. Для пайки алюминия
и алюминиевых сплавов применяются алюми-
ниевые припои (с температурой плавления
около 620° С) со значительным содержанием
кремния в сочетании со специальными легко-
плавкими флюсами.
Температура печи превышает температуру
плавления припоя на 50—80° С Для основного
До пайки
После папки
Пленка сплава медь-Железо
Кольцо
{медной
проволоки
1
1
Фиг. 300. Типичные соединения для пайки в
печах: а — вид детали до и после сварки;
б — расположение кольца медной проволоки:
/—ось вертикальна, кольцо выше шва; 2 — ось
горизонтальна, кольцо у шва; в — расположе-
ние кольца в проточенной канавке.
металла, на который перегрев не оказывает
вредного действия, при тщательном контроле
нагрева можно доводить превышение темпе-
ратуры печи до 200—250° С, что даёт возмож-
ность значительно форсировать процесс и по-
высить производительность печи. Для пайки
медью рекомендуются зазоры не больше
0,012 мм, и, где возможно, следует применять
плотную посадку частей с натягом. Для легко-
плавких припоев рекомендуются зазоры в пре-
делах 0,025—0,075 мм.
Прочность на растяжение пайки медью на
малоуглеродистых сталях — около 40 kzjmm'j,
на сталях повышенной прочности может быть
больше.
Прочность пайки легкоплавкими припоями
ниже на 10—15%.
Нормально применяются электрические
печи сопротивления с двумя камерами на-
грева и охлаждения, с автоматическим регу-
лированием электрической мощности и темпе-
ратуры и дополнительным устройством для
защитной газовой атмосферы в печи. Камеры
ГЛ. IV]
ПАЙКА
449
нагрева и охлаждения разделены скользящей
огнеупорной дверцей, такими же дверцами
плотно закрываются камеры снаружи. При
массовом производстве печь снабжается на-
ружным ленточным конвейером и внутренним
роликовым конвейером на поду печи.
Защитная газовая атмосфера создаётся в
печи подачей под небольшим избыточным
давлением водорода или азотно-водородной
смеси, получаемой разложением аммиака.
Вполне пригодны и дешёвые защитные смеси,
изготовляемые из природных или промышлен-
ных газов добавлением к ним воздуха в спе-
ццальных смесительных устройствах. В США
с успехом применяется защитная смесь, имею-
щая состав: Н2 - 16%; СО - цо/в; СО3 - 5%;
СН4 — 2%; N, — остальное.
ПАЙКА МЯГКИМИ ПРИПОЯМИ
Мягкими припоями называются легкоплав-
кие припои с температурой плавления ниже
400° С. Они имеют малую механическую
прочность (предел прочности разрыву —
5 — 7 кг/мм2).
Пайка мягкими припоями может приме-
няться почти для всех металлов в разнообраз-
ных сочетаниях, в том числе и для таких
легкоплавких, как цинк, свинец, олово и их
сплавы.
Наиболее употребительные мягкие при-
пои обычно содержат значительное количе-
ство олова.
В табл. 190 приведена характеристика не-
которых американских мягких припоев.
Таблица 190
JNS
при-
поев
i
а
3
4
5
6
7
8
9
ю
II
12
13
14
15
Характеристика
Химический состав в "п
5 Sn; 95 Pb
10—20 Sn; 90—80 Pb
15—35 Sn; 85—65 Pb
37,5 Sn; 60 Pb; 2,5 Sb
38 Sn; 61,5 Pb; 0,4 Sb; 0,1 As
38—40 Sn; 62—60 Pb
45 Sn; 55 Pb
50 Sn; 50 Pb
60 Sn; 40 Pb
50 Sn; 32 Pb; 13 Cd
95 Sn; 5 Sb
5 Ag; 95 Cd
5 Ag; 95 Pb
, 2,5 Ag; 97.5 Pb
2,5 Ag; 97,25 Pb; 0,25 Cu
американских (США]
Температура
плавления в СС
начало
Зоа
183-275
i83-225
186
i83
i83
i83
183
183
Н5
232
337
3°4
3°4
3°4
конец
3"
273—297
243—284
224
2.JO
238—239
224
216
191
145
240
399
385
3°4
349
мягких припоев
Применение
Для соединений, работающих при повы-
шенных температурах до 120° С
Для лужения жести
В автомобильном производстве
Для пайки свинцовых труб и кабельных
оболочек
То же
То же и для автомобильных радиаторов
Для автомобильных радиаторов
Общего назначения
„Чистый" припой для изделий, не подвер-
гающихся значительному нагреву
Для олова и легкоплавких сплавов
Для электротехнических работ и медных
труб
Для соединений, работающих при повы-
шенных температурах
То же и как заменители оловянистых
припоев
То же
»
П р и м е ч а н и я: 1. № 1—11— припои оловянистые, № 12—15—припои, не содержащие олова.
2. Припои № 4 и 5, содержащие сурьму, не должны применяться для латуни, цинка и оцинкованного железа.
Таблица 191
Химический состав мягких припоев в °/0 (Pb — остальное) по ГОСТ 1499-42 и примерное их назначение
Марка
ПОС-90
ПОС-40
пос-зо-
ПОС-18
ПОС-4 6
Sn
89-90
39-41
29—30
17-18
3-4
Sb
0,10-0,15
1.5-2,0
1.5—2,0
2,0—2,5
5-6
Примеси
Си
Bi
As
не более
о,о8
О,1
о, is
о, 15
о, 15
0,1
0,1
0,1
0,1
0.1
0,05
0,05
0,05
0,05
0,05
Примерное назначение
Для особого употребления, обусловленного ги-
гиеническими и медицинскими требованиями, пи-
щевой промышленности, внутренних швов хозяй-
ственной посуды . ¦
Радиаторы, электро- и радиоаппаратура, физико-
технические приборы, электромонтаж проводов
Цинк, оцинкованное железо, сталь, латунь, медь,
изделия ширпотреба, лужение подшипников
Свинец, цинк, оцинкованное железо, сталь, л.а
тунь, лужёная жесть при пониженных требованиях
к прочности
Сталь, лужёная жесть, латунь, медь при пони-
женных требованиях к прочности. Не пригоден для
цинка и оцинкованного железа
Примечания: 1. Во всех марках припоев допускается содержание: a) Fe и S — не более 0,02°/0 каждого;
б) Zn и А1 не более 0,С02°/0 каждого.
2. В припое ПОС-30 для пайки цинка и оцинкованного железа допускается содержание Sb не более 0,25%.
450
ТЕХНОЛОГИЯ СВАРКИ И РЕЗКИ МЕТАЛЛОВ
[РАЗД. 111
Припои 14 и 15, не содержащие олова,
нашли широкое применение в американской
промышленности во время войны как замени-
тели оловянистых припоев.
Состав и примерное назначение советских
мягких оловянисто-свинцовых припоев (ПОС)
по ГОСТ 1499-42 приведены в табл. 191.
Для специальных целей применяются особо
легкоплавкие припои, состав некоторых из
них приведён в табл. 192.
Таблица 192
Состав особо легкоплавких припоев
Sn
45
43
40
33
15
13
Химический
РЬ
45
43
4О
33
32
27
состав в %
Bi
10
14
2Q
34
53
5°
Cd
—
—
—
—
10
Температура
плавления
в °С
1бо
155
145
124
Ф
7°
Мягкие припои изготовляются в виде прут-
ков, кусков (для ванн), проволоки (обычный
диаметр 3 мм), трубок с внутренней набивкой
флюсом (вес флюса около 5°/0 от веса припоя),
порошка и пасты из порошка припоя с флю-
сом.
Поверхность спая должна быть хорошо
очищена механическими и химическими сред-
ствами или предварительно облужена. Флюсы,
как правило, необходимы. Для флюсов приме-
няют сравнительно слабо действующие на
металл органические вещества и неорганиче-
ские соединения, сильнее действующие и
разъедающие металл. К первой группе таких
веществ можно отнести канифоль, хорошо
очищающую медь и латунь от окислов, и
стеарин, особенно подходящий для свинца и
свинцовых сплавов. Канифоль применяется в
порошке, в трубчатых стержнях припоя, в
растворах, в спирте и других растворителях.
Существуют и многие другие органические
вещества, пригодные в качестве флюсов для
мягких припоев. Из более сильнодействующих
неорганических соединений следует отметить
хлористый цинк ZnCl2, хлористый аммоний (на-
шатырь) (NH^Cl, фосфорную кислоту и т.д. Ча-
ще всего применяется хлористый цинк с добав-
кой хлористого аммония. Раствор хлористого
цинка для пайки обычно изготовляется раство-
рением мелко нарезанного цинка в техниче-
ской соляной кислоте до прекращения реакции
(паяльная кислота, паяльная жидкость). Неко-
торые составы флюсов с хлористым цинком:
1) 25-500/0 ZnO2; 5—200/0 (NH4)C1; осталь-
ное — вода; 2) 2<jo/o ZnCl2 (безводный); 5%
(NH4)C1; 74% вазелина; 1<у0 воды для эмульги-
рования.
По окончании пайки сильнодействующие
разъедающие неорганические флюсы должны
тщательно удаляться с поверхности ме-
талла, так как они могут вызвать быструю
коррозию.
Нагрев при мягкой пайке производится
паяльниками, газовыми горелками, электри-
ческим током, плавлением припоя в ваннах
и т. д.
Паяльники изготовляются из красной меди,
и форма их должна соответствовать форме
соединения, а вес — размерам изделия и тол-
щине металла, чтобы паяльник мог, не охла-
ждаясь значительно, нагреть кромки до необ-
ходимой температуры. Нагреваются паяльники
на горнах, паяльных лампах и газовых горел-
ках. К паяльникам могут быть пристроены
бензиновые или газовые горелки для непре-
рывной работы. Наиболее удобны в работе
распространённые на производстве паяльники
с электрическим нагревом, которые обеспе-
чивают наивысшую производительность и
наилучшие условия труда.
Для мягкой пайки широко применяются
газовые горелки и бензиновые паяльные лампы.
Газовые горелки работают на воздухе (а не
на кислороде), и в применении дефицитного
и дорогого ацетилена нет необходимости, так
как с успехом может быть использован любой
горючий газ.
Распространённым способом пайки мягкими
припоями является пайка погружением в ме-
таллические ванны с расплавленным припоем.
Электрическая пайка для мягких припоев
имеет ограниченное применение (известно
использование угольной дуги косвенного дей-
ствия — дуговой горелки вместо газовой).
Пайка сопротивлением и индукционная (токами
высокой частоты) применяется очень редко.
Иногда (например, для свинцовых труб и ка-
бельных оболочек) производится пайка расти-
ранием. Место пайки обливается расплавлен-
ным припоем, который формуется в полурас-
плавленном состоянии растиранием концами
или паклей. При мягкой пайке алюминия рас-
тирание в несколько иной форме применяется
для разрушения плёнки окиси алюминия, ко-
торую не могут растворить флюсы при низких
температурах мягкой пайки. На нагретое до
температуры пайки место наносится припой
и растирается проволочной щёткой или скреб-
ком до облуживания поверхности, после чего
добавляется необходимое количество припоя
(технически чистый цинк или различные лег-
коплавкие сплавы цинка, олова, иногда с
добавкой алюминия). Для массового произ-
водства однотипных изделий часто применяется
пайка нагревом изделий вместе с припоем,
до некоторой степени аналогичная твёрдой
пайке в печах. При этом способе изделия с
припоем нагреваются до плавления припоя,
затекающего в соединение и осуществляющего
пайку. Процесс очень производителен и легко
может быть механизирован, например, пере-
движением изделий ленточным транспортёром,
проходящим через нагревательную печь.
Прочность мягких припоев незначительна,
и потому рабочие соединения, подвергающиеся
значительной нагрузке, рекомендуется до
пайки прочно скреплять точечной сваркой,
заклёпками, развальцовкой, фальцовкой, шпиль-
ками и т. д.. возлагая на припой преимуще-
ственно уплотнение шва и придание ему
герметичности.
ГЛ. IV]
СТАНДАРТЫ, ТЕХНИЧЕСКИЕ УСЛОВИЯ И ПРАВИЛА ПО СВАРКЕ
451
СТАНДАРТЫ, ТЕХНИЧЕСКИЕ УСЛОВИЯ И ПРАВИЛА ПО СВАРКЕ
Условные обозначения сварочных швов
на чертежах (ОСТ/НКТП 884Э/2210)
Условные обозначения сварных швов и
методика нанесения их на чертежах сводятся
к следующему:
а) Каждый сварной шов на чертеже обо-
значается ломаной односторонней стрелкой, на
хвостовом участке которой наносятся знак шва
и его размеры (фиг. 301). При этом на проек-
Ъ.6-100
Фиг. 301. Условные обозначения трёх нор-
мальных валиковых швов: 1) высотой
й = 4 мм и длиной /=50 мм; 2) h-Q мм
и /=100 мм и 3) А=4 мм и /=100 мм.
ции, представляющей сварное соединение в
плане, хвостовой участок ломаной стрелки
должен быть параллельным направлению шва.
Исключение со-
ставляют случаи,
когда одно и то же
обозначение отно-
сится к несколь-
ким швам (фиг.
302). В проекциях,
п ред ста вл я ю щ их
й
D 6450
Фиг. 302. Условное обозначе-
ние усиленного валикового
шва расчётной высотой 6 мм
и общей длиной 150 мм.
а)
5)
X
г)
V
*)
г
д)
V
з)
в)
Т
el
торцовый вид свар-
ного соединения
или поперечные
его разрезы, а также при криволинейной или
ломаной конфигурации шва по его длине
Фиг. 303. Знаки
сварных швов: а —
валиковый усилен-
ный; б — валико-
вый нормальный;
в — валиковый об-
легчённый; г—сты-
ковой односторон-
ний отбортованный;
д — стыковой бес-
скосный двухсто-
ронний усиленный;
е — то же односто-
ронний; ж — сты-
ковой Y-образный
односторонний уси-
ленный; з — то же
с односторонним
скосом кромок; и —
стыковой Y-образ-
ный двухсторонний
усиленный; /с—сты-
ковой Х-образный
усиленный; л—сты-
ковой U-образный
усиленный, но без
подварки с обрат-
ной стороны; м —
то же с подваркой
с обратной сторо-
ны; н — пробочный
сквозной; о—то же
несквозной.
н) ft'
хвостовой участок стрелки проставляется па-
раллельно какому-либо элементу сварного
соединения (фиг. 301 и 302).
и)
s ?
м)
б) Знак шва состоит из сочетания двух
знаков: знака формы кромок и знака формы
поверхности шва (фиг. 303). Исключение со-
ставляют лишь пробочные соединения и швы
контактной сварки, для которых установлены
особые знаки (фиг. 304).
I
тг
6J
о
в/
г)
Фиг. 304. ЗнЖи швов контактной сварки:
а —стыковой методом сопротивления без опла-
вления; б — то же с оплавлением; в—точечный;
г—линейный (роликовый).
в) Размеры шва в миллиметрах проста-
вляются рядом со знаком шва. Исключение
представляют швы стыковые и линейной
сварки, размеры которых на чертежах вообще
не указываются, поскольку они полностью
определяются размерами сваренных деталей.
Основной размер валикового шва — его рас-
чётная высота—проставляется непосред-
ственно рядом со знаком шва. После размера
высоты шва указывается его длина (фиг. 301
и 302). Оба размера отделяются между собой
знаком — (тире).
г) Для прерывистых валиковых швов
вместо длины указывается их прерывность.
Последняя обозначается двумя величинами:
длиной (без кратеров) отдельного заваренного
участка и расстоянием между двумя сосед-
ними заваренными участками. Обе величины
разделяются между собой знаком Z (в случае
шахматного прерывистого шва) либо знаком
/—удлинённой наклонной чертой (в случае
цепного прерывистого шва). При обозначении
Фиг. 305. Обозначения валиковых прерывистых
нормальных цепных швов. Один шов с расчётной
высотой 6 мм при длине каждого заваренного
участка 50 мм с расстоянием между ними по
150 мм и другой шов с расчётной высотой 4 мм
при длине заваренных участков по 100 мм с рас-
стоянием между ними по 100 мм. Обозначения на
проекциях а та б идентичны.
прерывистых швов в плане стрелка ставится
на крайней точке начала или конца шва (фиг.
304 и 305).
д) На проекциях указываются все условные
знаки видимых швов над хвостовым участком,,
а невидимых — под хвостовым участком ло-
маной стрелки (фиг. 305 и ЗС6). Для соеди-
нений внахлёстку и впритык при условии ра-
венства веех размеров двухсторонних швов
допускается простановка условных обозна-
чений один раз над хвостовым участком
стрелки с дополнительным знаком = (для
соединений внахлёстку) и _L (для соединений
впритык), знаки эти ставятся перед знаком
шва.
452
ТЕХНОЛОГИЯ СВАРКИ И РЕЗКИ МЕТАЛЛОВ
[РАЗД. III
е) Непрерывные швы при условии оди-
накового калибра всех швов, образующих
крестообразное соединение, обозначаются
знаком + (фиг. 307). Прерывистые швы при
Фиг. 306. Обозначения валиковых шахмат-
ных прерывистых нормальных швов. Один
шов — с расчётной высотой 8 мм, а дру-
гой—6 мм при длине каждого заваренного
участка 100 мм и с расстояниями между
ними по 100 мм.
шахматном расположении всех швов, обра-
зующих крестообразное соединение, обозна-
Фиг. 307. Обозначение крестообразного соеди-
нения с непрерывными нормальными швами с
расчётной высотой 8 ми для всех швов.
чаются дополнительным знаком Z, проста-
вляемым между стрелками (фиг. 308).
В случаях сварки по контуру стрелка и
условные обозначения наносятся на шов один
1д6-Ю0[Ю0
\b8-507f50
дб-юо/юо
Фиг. 308. Условное обозначение крестообразного
соединения с прерывистыми швами при шахмат-
ном расположении между собой всех швов и при
различных калибрах этих швов.
раз и перед знаком шва проставляются обо-
значения в виде прямоугольника (фиг. 309).
Фиг. 309. Условное обозначение приварки
швеллера впритык к плите по контуру
нормальным валиковым швом с расчётной
высотой 8 мм.
ж) Точечные и пробочные швы обозна-
чаются также с помощью ломаной стрелки.
При этом острие стрелки ставится на про-
дольной оси шва, а при многорядном шве —
на продольной оси ряда точек, расположенного
ближе к видимой кромке (фиг. 310). Кроме
знака шва, на хвостовом участке стрелки про-
ставляются ещё размеры: 1) диаметра точки
или пробки, 2) расстояния от кромки до оси
шва и 3) расстояния между центрами точек
или пробок по оси шва (шаг шва). Все эти
размеры разделяются между собой знаком —
(тире). При многорядных швах, кроме пере-
численных размеров, указывается ещё расстоя-
ние между осями отдельных рядов. Это число
отделяется от предыдущего обозначения зна-
ком / — удлинённой наклонной чертой (при
Фиг. 310. условное обозначение двухряд-
ного точечного шва с шахматным распо-
ложением точек при диаметре точек
8 мм, расстоянии от кромки 10 мм, шаге
шва 80 мм и расстоянии между рядами
точек 30 мм.
цепном расположении точек) или знаком Z
(при шахматном расположении точек).
з) Если вся конструкция выполняется газо-
вой сваркой, то об этом делается соответ-
ствующая надпись на чертеже. В случаях же
выполнения одних сварных швов конструкции
электрической сваркой, а других'— газовой
последние обозначаются дополнительной бук-
вой Г, проставляемой перед знаком шва.
и) Допускается вместо условных обозначе-
ний и размеров швов указывать спецификацион-
ные номера швов, которые ставятся в кружке
рядом со знаком шва. При этом все данные,
характеризующиеся этими условными обозна-
чениями и размерами, помещаются в специ-
фикации под соответствующими номерами.
Правила испытания электросварщиков
и газосварщиков для допущения их
к ответственным сварочным работам
Правила, составленные Главной государ-
ственной инспекцией Котлонадзора НКЭП,
утверждены 24 января 1940 г. Народным ко-
миссариатом электростанций и электропро-
мышленности и введены в действие соответ-
ствующими приказами по другим наркоматам
Союза во всех отраслях промышленности и
народного хозяйства СССР. Исключение из
действия этих правил составили сварочные ра-
боты по паровым котлам, сосудам, работаю-
щим под давлением, трубопроводам и пр., уста-
новленным на судах и пловучих сооружениях,
проводимые под наблюдением Регистра СССР.
Правила в основном сводятся к следую-
щему:
а) Ответственными сварочными работами
считаются работы по изготовлению и ремонту
паровых котлов и сосудов, работающих пол
давлением свыше 0,7 ати, вспомогательной
аппаратуры к ним, бочек и цистерн для сжи-
женных газов, паропроводов и трубопроводов
горячей воды, металлоконструкций подъёмных
механизмов и транспортных устройств и дру-
гих сооружений, подверженных динамический
и знакопеременным нагрузкам.
б) К испытаниям допускаются сварщики -
лица обоего пола не моложе 18 лет, прора-
ботавшие на производстве по своей специ-
альности не менее 6 месяцев.
гл.
СТАНДАРТЫ, ТЕХНИЧЕСКИЕ УСЛОВИЯ И ПРАВИЛА ПО СВАРКЕ
453
в) Испытания проводятся в особых квали-
фикационных комиссиях и подразделяются
на теоретические и практические по каждому
виду сварки —дуговой или газовой.
г) Теоретические испытания имеют целью
установить общетехническую и специальную
подготовку сварщика, понимание технологии
процесса, знакомство со сварочной аппара-
турой и знание правил техники безопасности
и противопожарных мероприятий.
д) Практические испытания проводятся с
целью установить степень совершенства
производственных навыков сварщика и каче-
ство его работы и заключаются в выполнении
опытной сварки пластин из стали марки Ст.2
или Ст. 3 теми методами и электродами, какими
он будет пользоваться в своей практической
работе. При положительных результатах на-
блюдения за работой сварщика во время его
испытания и внешнего осмотра сваренных
образцов последние передаются в лабораторию
для механических испытаний и испытания на
плотность шва.
е) Не сдавшие теоретических или прак-
тических испытаний имеют право на повтор-
ное испытание не ранее чем через месяц
после первоначального; не сдавшие испытаний
по обоим разделам могут подвергаться повтор-
ному испытанию только через 2 месяца; не
сдавшим повторного разрешается следующее
испытание только через 6 месяцев со дня по-
вторного.
ж) Сварщики, допущенные к выполнению
ответственных работ, периодически (незави-
симо от стажа), не реже одного раза в год,
подвергаются контрольным испытаниям.
Перечень основных стандартов, технических условий и правил по сварке
Обозначение и номер
Название
Срок введения
в действие
гост
гост
гост
гост
гост
гост
гост
гост
гост
гост
гост
ост
гост
гост
гост
гост
гост
ОСТ I
ост
нктп
ост
нктп
ост
нктп
ост
ост
ост
ост
ост
нксм
71-40
95-41
178-44
297-41
304-41
793-41
949-41
1077-41
1078-41
1361-42
1460-42
1685
2246-43
2402-44
2523-44
2601-44
2671-44
1КТП 4313
6413
: 351
7687
: 663
8849
2210
14803-39
14810-39
17421-89
17503-39
9nTl1Q.4S
— AVA/lJ ОО
L
ОСТ 26040
ОСТ 26045
Правила Гл. гос.
инспекции Котлонад-
зора НКЭП СССР
То же
Нормаль Наркомнеф-
ти № tf-9105
ТУ НКСМ и НКПС
Постановление НКТП
СССР № 53
Постановление НКТ
СССР № 57
Постановление НКТП
СССР № 113
I. Стандарты
Рукава резино-тканевые для газовой сварки и резки металлов . .
Трансформаторы однопостовые для дуговой сварки
Проволока стальная электродная для автоматической сварки под
слоем флюса
Машины электросварочные контактные
Генераторы постоянного тока для дуговой снарки
Резервуары сварные горизонтальные
Баллоны стальные для газов
Горелка инжекторная для ацетилено-ккслородиой сварки
Ниппель для резиновых сварочных шлангов
Щитки и маски для защиты электросварщиков
Карбид кальция
Проба на свариваемость загибом
Проволока стальная сварочная
Агрегаты для дуговой сварки с двигателями внутреннего сго-
рания
Электроды стальные для дугоной сварки
Сварка металлов. Терминология
Прутки чугунные сварочные
Кислород газообразный, технический и медицинский
Провода гибкие для электрической дуговой сварки
Соединения сварные и металл швов
Условные обозначения сварных швов и методика нанесения их на
чертежах
Редуктор для растворённого ацетилена
Редуктор для газообразного кислорода . • • . •
Ацетилен растворённый технический
Резак инжекторный для кислородной резки с ацетилено-кисло-
родным подогревательным пламенем
Сварные соединения. Методика рентгеновского контроля ....
Испытания на ударную вязкость сварных стыковых швов и на-
плавленного металла
Методика отбора проб для химического анализа металла, напла-
вленного электродуговым способом при применении металлических
электродов • • •
II. Технические условия и правила
Правила испытания электро- и газосварщиков для допущения их
к ответственным сварочным работам •
Правила по применению сварки при проектировании и изгото-
влении паровых котлов и сосудов, работающих под давлением
свыше 0,7 ста
Допускаемые напряжения в нефтеаппаратуре
Технические условия по применению сварки в вагоностроении .
Правила безопасности при производстве электросварки и ацети-
лено-кислородной сварки
Правила устройства, обслуживания и установки ацетиленовых
аппаратов и хранения карбида кальция
Правила устройства, содержания и освидетельствования балло-
нов для сжатых и сгущённых газов
15/1 1941
1/VI 1941
1/VI 1944
1/VI 1941
1/V 1941
1/VIII 1944
1/Х 1941
1/1 1942
1/1 1942
1/Н 1942
20/1V 1942
15/.VI 1930
1/Ш 1944
1/1V 1944
15/VII 1944
31/VII 1944
1/Н 1946
1/11 1938
1/Ш 1934
1/IV 1935
1/VII 1936
1/1 1940
1/1 1940
1,1 1940
1/1 1940
1/1X 1938
1/V 1940
1/1X 1940
24/1 1940
VII 1939
20/ХП 1944
21/IX 1940
9/V 1933
5/Ш 1932
29/VII 1933
454
ТЕХНОЛОГИЯ СВАРКИ И РЕЗКИ МЕТАЛЛОВ
[РАЗД. III
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Алексеев А. А. и АхунА. И., Электрическая
контактная сварка, КУБУЧ, 19J5.
2. А л о в А. А., Электроды для дуговой сварки и на-
плавки, ЦНИИГМАШ, 1944.
3. Б е к к е р К., Тугоплавкие соединения и их исполь-
зование в технике, Металлургиздат, 193 >.
4. Беликов А. И., Газы и газосварочная аппаратура,
Л. 193 ч
5. БратковаО. Н. иРабиновичИ. Я-1 Обору-
дование для дуговой электросварки, сб. „Сварочное
дело в СССР", ОНШ, 1937.
6. В е й с А. Л., Технология газовой сварки, сварочная
аппаратура и материалы, ОНТИ, 1936.
7. БЭТ, Машины для электрической дуговой сварки,
Технический справочник, ОНТИ, 1936.
3. Гельман А. С, Точечная сварка конструкционных
сталей в машиностроении, ЦНИИТМАШ, 194о.
9. Гельман А. С., Рельефная сварка с предваритель-
ной горячей опрессовкой деталей, „Авто1енное дело"
№ 1, 1946.
10. Г л и з м а н е н к о Д. Л., Производство кислорода,
Госхимиздат, 1941.
11. ГлизманенкоД. Л., Экономия карбида каль-
ция и ацетилена при газовой сварке и резке металлов,
Маилиз, 1943.
12. ГлизманенкоД. Л., Кислородная резка стали
под водой, Военмориздат, М. 1943.
13. Г л у ш к о в Г. И., Технология покрытия твёрдыми
сплавами быстроизнашивающихся деталей и инстру-
ментов, Металлургиздат, 1941.
14. Е р о х и н А. А. и К у л и к о в М. С, Качественные
обмазки для дуговой сварки, Оргаметалл, 1937.
15. Е р о х и н А. А., Отечественная аппаратура для
атомно-водородной сварки на азотно-водородном газе,
„Автогенное дело" № 0 — 6, 1944.
16. 3 а к И. М. Новая машина для обработки поверх-
ностей ста/ьных болванок ацетилено-кислородным пла-
менем, „Автогенное дело" № 2 — 3, 1939.
17. Клебанов Н. Н., Аппаратура и технология газо-
вой резки, Машгиз, 1939.
18. К и с л ю к Ф. И., Курс электрической сварки со-
противлением, Машгиз, 1940.
19. К о ч е р г и н К. А., Контактная сварка, ОНТИ,
1936.
20. Л и п е ц к и й И. А., Изучение склонности металла
шва к образованию трешин в процессе остывания,
„Автогенног дело" № 4, 1938.
21. Н а у м а н ts. Г., Технология газовой сварки, ОНТИ,
1937.
й. НИИТЯЖМАШ, Сборник работ сварочного комби-
ната, вып. III, 1939.
23. Никитин В. П., Электрические машины и транс-
форматоры для дуговой сварки, ОНТИ, 1937.
24. О г и е в е ц к и й А. С., О прочности и свариваемости
углеродистых и легированных сталей, Энергоиздат,
1940.
25. О г и е в е ц к и й А. С, Термообработка в производ-
стве сварных конструкций (рукопись).
26. Оргрэс, Руководящие материалы по применению
твёрдых сплавов в наплавке, Энергоиздат, 1939.
27. П е т р у н ь к и н Ю. П., Электрические генераторы
и трансформаторы для дуговой сварки, ОНТИ, 1937.
28. Правдюк Н. Ф. и ШмуклерД. Л., Практика
наплавки твёрдыми сплавами быстроизнашивающихся
деталей промышленного оборудования, Металлургиздат,
1943.
29. Рабинович И. Я-. Машины и аппараты для дую-
вой сварки, ОНТИ, 1937.
30. С т р и ж е в с к и й И. И., Ф а л ь к е в и ч А. С,
Производство ацетилена, I осчпмиздат, 194U.
31. Ф а л ь к е в и ч А. С. и Черняк В. С, • Газовая
сварка и резка, ОНТИ, 1938.
32. Фалькевич А. С., Новое оборудование для газо-
вой резки металлов, „Автогенное дело" № 1, 1940.
33. Хренов К. К. и Ярко В. И., Технология дуговой
электросварки, Машгиз, 1940.
34. X р е н о в К. К. и Г н е с и н Г. Л., Электролитиче-
ский выпрямитель для дуговой сварки, „Автогенное
дело" № 2, 1938.
35. Ц е г е л ь с к и й В. Л. и Жданов В. А., Электро-
сварочное дело, Машгиз, 1944.
36. Ч е р н я к В. С. и Г у з о в, Исследование процессов
ацетилено-кислородной резки, „Автогенное дело" № 1,
1941.
37. Ш а ш к о в А. Н., Производство качественных элек-
тродов для дуговой сварки, Машгиз, 1943.
38. Ш а ш к о в А. Н., Руководство по дуговой сварке
конструкционной стали, Машгиз, 1945.
39. Ш а ш к о в А. Н., Свариваемость специальных ста-
лей, „Автогенное дело" № 6, 1941.
40. Шеверницкий В. В. и Слуцкая Т. М.,
К вопросу о горячих трещинах в сварных швах и ме-
тодах борьбы с ними, „Автогенное дело" № 6, 1938.
41. Ш и м п к е А. и Горн Г., Автогенная сварка и
резка, М. 1930.
42. „Электрик" (завод), Атомно-водородная сварка. Тех-
нический справочник.
43. Я р х о В. И.; Холодная сварка чугуна чугунными
электродами, Машгиз, 1940.
44. American Welding Society, Welding Metallurgy, 1940.
45. AWS, Emergency standards for spot and seam welding
mild steel, „The Welding Journal1 № 6, 1943.
46. AWS, Welding handbook, 1942. .
47. A x t e 11 H. a. Ringer R., Cspacitive stored-eneryy
systems of spot welding, „The Welding Journal" №2, 1941.
48. Emerson, „Journal of the AWS" № 10, 1938.
49. F r e n <• h a. Armstrong, „Journal of the AWS"
№ 10, 1939.
?0. J a k s о п a. Luther, „The Welding Journal" № 10,
1940.
51. H a d s о n, „Metals a. Alloys", July 1942.
52. H i g g i n s, Constant current ignitron control for
resistance welding machines, „Welding", Jan. 1944.
53. К a u t n y, Handbuch der Autogen Metallbearbeitung,
Berlin 1929.
E4. M a 1 e 11 F., Some notes on the practical applicatim
of the seam welding, „The Welding Journal" № 9, 1911.
55. Mikhalapov G, a. W e у g a n d t C, Scope and
limitative of sfored-energy type spot-welding equipment,
„The Wdding Journal" № 11, 1940.
?6. Piper, One step assembly etching for spot welding
aluminum alloys „Jron Age", Dec. 2, 1943.
57. S с h г о d e r R., The spot welding of NAX high-tensile
steel, „The Welding Journal" № 10, 1942.
58. S с i a k у М., ipot-welding machines for heavy gagas
of ferrous and nonferrous metals, „The Welding Journal"
№ 6, 1945.
59. S t u d e r, Contact resistance of spot welding, „The
Welding Journal" № 10, 1938.
60. Spraragen W. a. Claussen O., Oxygen
cutting of steel u Oxygen cutting procedure, „The Wel-
ding Journal" № 7, 1939, № a 1940.
61. V о g e 1, Das Acetylen, Berlin 1923.
62. Weldin? Encyclopedia, New-York 1943.
63. „Iron Age", v. 138, № 16 и 26, 1936; v. 139, № 8 и 9, 1937.
64. Proposed recommended practices for resistance welding,
.The Welding Journal" № 8, 1944.
6"i. Simposium on fhe Welding of Iron and Steel, v. П.
66. Tentative specifications for sp Л welding aluminum
alloys, „The Welding Journal" № 8, 1942.
Глава V
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА СВАРНЫХ СТАЛЬНЫХ
КОНСТРУКЦИЙ
ОБРАБОТКА ДЕТАЛЕЙ СВАРНЫХ
КОНСТРУКЦИЙ
При обработке металла для деталей свар-
ных конструкций выполняются следующие
операции: п[авка прокатной стали, разметка,
наметка, резка, обработка кромок и для изо-
гнутых элементов—горячая или холодная гибка.
Большое значение имеют правка металла
и обработка кромок, так как качественное
соединение деталей сварных конструкций мо-
установленных на фундаментной плите, и тра-
верзы, соединяющей станины между собой по-
верху. Подшипники нижних валков закре-
пляются неподвижно в станинах; подшипники
верхних укрепляются в ползунах, при пере-
мещении которых валки устанавливаются со-
ответственно толщине выправляемого листа.
Перемещение ползунов в станинах для ре-
гулирования просвета между нижними и верх-
ними валками производится или вручную,
или специальным мотором через червячную
Вид
по стрелке 2
-7253
Фиг. 1. Листоправйльная машина.
жет быть достигнуто только при хорошо
выправленном металле иобработанныхкромках.
Правка листовой и профильной стали произ-
водится на правильных машинах (вальцах),
на правильно-гибочных прессах и вручную
на правильных плитах.
Ручная правка применяется главным обра-
зом для выправки в листовой стали местных
выпуклостей —выпучин („хлопунов"), не под-
дающихся правке на правильных машинах.
Для правки листовой стали применяются
вальцы с числом валков от 5 до 11. Количе-
ство валков и их диаметр зависят от толщины
выправляемых листов: тонкий металл правится
на вальцах с большим количеством валков
меньшего диаметра.
Основной частью вальцов (фиг. 1) являет-
ся рабочая клеть, состоящая из двух станин,
передачу, которая вращает установочные
винты, поднимающие или опускающие под-
шипники верхних валков.
В семивалковых вальцах пять валков явля-
ются рабочими и два к,)айних-направляющими.
Три нижних рабочих валка приводятся во
вращение от мотора через редуктор и кардан-
ную передачу отдельно к каждому валку.
Верхние валки — два рабочих и два крайних
направляющих — вращаются вхолостую благо-
даря трению о них выправляемого листа. Вер-
тикальная установка верхних рабочих валков
производится вспомогательным мотором через
червячную передачу. Направляющие валки
устанавливаются раздельно вручную путём
вращения маховиков, расположенных с внеш-
ней стороны станины. Направление движения
листа между валками обеспечивается неболь-
456
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА СВАРНЫХ СТАЛЬНЫХ КОНСТРУКЦИЙ
[РАЗД. И)
шими вертикальными роликами, имеющимися
у каждой станины.
С обеих сторон вальцы оборудуются роли-
ковыми столами, по которым перемещается
выправляемый металл при загрузке и выходе
из вальцов. Ролики столов устанавливаются
на одном уровне с нижними валками. Пропу-
скаемый через вальцы лист укладывается на
один из столов (загрузочный) и ломиками
от 3 до 5 раз. Изменение направления дви-
жения вальцов производится реверсивным
мотором.
Рабочая скорость правки в современных
моделях вальцов изменяется от 6 до 12 м/мин.
Производительность правки листов на валь-
цах зависит от качества металла, способа по-
дачи его на правку и от равномерности за-
грузки вальцов. За восьмичасовую смену на
Таблица I
га
Ж »,
1 3
1 «
S s о
лщи
ста
gOS
6
IO
IO
15
16
25
40
Максималь-
ная шири-
на листа
в мм
2ООО
i6oo
2000
20 эо
2500
2ОЭО
28ОО
Техническая характеристика листоправильных
Предел
прочности
в кг/мм"
IOO
100
5°
IOO
75
IOO
75
Скорость
правки
в м/мин
6.7
6,2
3.4
6,7
1О,0
ю.5
ю,о
Число
валков
9
9
9
9
9
7
7
Электродвигатель
мощность
в кет
4о
IOO
33
IOO
65
IOO
65
число
оборотов
в минуту
58с
95
400/1200
595
59°
595
59°
машин
Габаритные размеры
в плане в мм
L
58СО
6300
7880
6900
663О
545°
8500
а
2925
4200
295°
4ооо
3180
4300
4000
Вес
в т
52
66
27
89
59
ид
125
подводится к вальцам, пока конец его не за-
хватится крайними валками.
Благодаря трению между листом и первым
нижним валком лист втягивается в вальцы
и проходит через все валки, последовательно
перегибаясь в разные стороны. Для полного
выправления листы пропускаются через вальцы
Фиг. 2. Углоправйльная машина.
семи- или девятивалковых вальцах можно вы-
править 40—50 листов длиной 6 м, толщиной
6-20 мм.
Техническая характеристика листоправиль-
ных машин (вальцов), применяемых при
изготовлении металлоконструкций, приве-
дена в табл. 1.
Для правки угловой стали
применяются углоправйльные ма-
шины (фиг. 2). Валки выступают
из станины, и на концах их наса-
живаются сменные части, между
которыми происходит правка
уголков. Сменные части у ниж-
них приводных валков предста-
вляют собой два усечённых ко-
нуса, соединённых малыми осно-
ваниями, а у верхних холостых
валков — соединённых большими
основаниями.
При правке уголки располага-
ются обушком вниз и полками
под углом 45" к вертикали.
Выправляемые уголки закла-
дываются в ручьи валков и про-
пускаются между ними один или
несколько раз до полного вы-
прямления.
Вальцы оборудуются с обеих
сторон загрузочными столами с
рольгангами.
Правка угловой стали обычно
производится при скоростях
25—40 м/мин, при правке мелких
профилей скорость может быть
повышена до 50—70 м/мин.
За восьмичасовую смену на
вальцах можно выправить до
1600 пог. м уголка 100X100 мм и
ГЛ. V]
ОБРАБОТКА ДЕТАЛЕЙ СВАРНЫХ КОНСТРУКЦИЙ
457
Таблица 2
Техническая характеристика углоправйльных машин •
Элементы характе-
ристики
Число валков . . .
Скорость правки
В MJMUH
Мощность мотора
в кет
Вес машины в т . .
Наибольший выправляемый
профиль в мм
150 X 150 X 16
5-7
25 - 7°
45 — 5°
15 — 2О
240 X 240 X 24
9
25 — 5°
5°-б5
Зо — 4о
до 1150 пог. м уголка 200x200 мм. Наиболее
распространёнными являются вальцы с 7—9
валками.
Техническая характеристика углоправйль-
ных машин, применяемых при изготовлении
металлоконструкций, приведена в табл. 2.
Правка или гибка балок и швеллеров про-
изводится на правильно-гибочных прессах
(фиг. 3), работающих по схеме трёх точек.
Фиг. 3. Правильно-гибочный пресс.
Крайние две точки являются неподвижными
опорами; средняя — подвижная опора — пред-
ставляет собой ползун, которым осуществля-
ются давление на выправляемый металл и
конструкций"), по которым передвигаются вы-
правляемые балки, швеллеры или уголки.
Процесс правки заключается в постепенном
выправлении детали отдельными участками,
равными расстоянию между опорами. После
выправки одного участка выправляемый эле-
мент передвигается в новое положение и т. д.
до полной выправки всего элемента.
Средняя производительность за восьмича-
совую смену правки на прессе для ходовых
размеров балок и швеллеров дана в табл. 3.
Таблица 3
Средняя производительность правки балок
и швеллеров
№ профиля
14 — 2О
22 — 3°
Производительность в одну
смену
в пог. м
боо — 44°
380 — 280
в т
9 — 12
9 — ю
Техническая характеристика кулачковых
прессов, применяемых при изготовлении метал-
локонструкций, приведена в табл. 4.
Таблица 4
Техническая характеристика кулачковых прессов
Элементы характе-
Ход кулачков в мм .
Число ходов в минуту
Давление на кулач-
ке в т
Мощность мотора
в кет
Вес машины в т . .
Наибольший
номер выпра-
вляемого профиля
45
5° — 7°
Зо — 40
2ОО — 3°°
6 — 9
8,о — и.о.
60
35 —45
20—26
OQQ 4ОО
9 — 12
16,2 — 35.°
Обработка кромок. Для получе-
ния качественного сварного шва при соеди-
нениях встык, в угол и втавр кромки свари-
ваемых деталей должны быть соответственно
подготовлены.
В зависимости от толщины прокатной стали
применяются различные виды разделки
Фиг. 4. Виды разделки кромок для сварки: а — встык;
б — в угол; в — втавр.
изгиб его в сторону, обратную имеющемуся
искривлению.
Величина хода ползуна и расстояние между
опорами может изменяться в зависимости
от степени искривления металла и площади
сечения выправляемого профиля.
С обеих сторон пресса устанавливаются
роликовые козлы переменной высоты (см. гл. VI,
.Технология производства клёпаных стальных
кромок для стыковых, угловых и тавровых
соединений (фиг. 4.) (см. т. 2, ст. .Основы
проектирования металлических конструкций").
Подготовка к обработке кромок под свар-
ку производится механическим путём на кром-
кострогальных, продольно-строгальных и кару-
сельных станках.
При небольшом объёме работ, а также
для местной зачистки кромок применяется
458
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА СВАРНЫХ СТАЛЬНЫХ КОНСТРУКЦИЙ
IP A3 Д. Ш
рубка пневматическим зубилом.(О механиче-
ской обработке кромок см. гл. VI, „Технология
производства клёпаных стальных конструк-
ций"). Для обработки кромок под сварку широ-
ко применяется огневая резка как ручными ре-
заками, так и на автоматических станках.
Огневая резка значительно производительнее
механической обработки кромок. Последняя,
как правило, состоит из операций резки и стро-
гания, выполняемых на разном оборудовании.
При огневой резке на автоматических станках
со сдвоенными и строенными резаками чер-
новая и чистовая операции совмещены и
производятся одновременно (фиг. 5).
Существующие автоматические станки для
кислородно-ацетиленовой резки обрабатывают
Фиг. 5. Газовая резка тремя резаками.
кромки настолько точно, что сварку встык,
даже автоматическую, возможно производить
без подкладок.
Для листовой стали толщиной 40—200 мм
обработка кромок кислородно-ацетиленовой
резкой является наиболее простым, быстрым
и дешёвым способом и,кроме того, единственно
возможным в производственных условиях при
обработке кромок криволинейного очертания.
Современные автоматические станки для
огневой резки представляют собой стационар-
ные или передвижные копировальные устрой-
ства, основанные на применении шарнирных
параллелограмов различных типов и разной
степени механизации.
Станок Oxygraph (фиг. 6) состоит из ра-
мы 1 с двумя стойками 3 по краям, служа-
щими осями вращения шарнирных консолей 2.
По середине и на концах консоли соединены
Фиг. 6. Стационарный автоматический станок для
огневой резки.
жёсткими траверзами. Горизонтальное поло-
жение консолей обеспечивается наличием тяг,
соединяющих средний шарнир 4 со стойкой
и конец консоли со средним шарниром. На
рабочей траверзе, соединяющей концы консо
лей, устанавливаются резаки 5 при помощи
передвижных обойм.
Резаки в количестве от 1 до 10 могут
быть установлены на любом месте траверзы
в зависимости от размеров, очертания разре-
заемого контура и количества одновременно
вырезаемых деталей. На одном из концов тра-
верзы помещается копировальное прИСПОСО-
Фиг. 7. Кинематическая схема станка Oxygraph.
бление 8. Шланги 7, по которым подаются
кислород и ацетилен, поддерживаются стойками
с вилками,прикреплёнными к элементам парал-
лелограма.
Управление подачей газов сосредоточено
в центральном пункте 6, расположенном на
рабочей траверзе со стороны копира.
Кинематическая схема машины (фиг. 7)
представляет собой два связанных шарнирных
параллелограма с неподвижной базой, равной
расстоянию между стойками 3 (фиг. 6).
Существующие модели станка могут обслу-
живать площадь 1440 х 6950 мм и выполнять
резку по окружности максимального диа-
метра 1295 мм и по квадрату со стороной
1090 мм.
Для резки листов по длине на полосы и
обработки длинных деталей применяются стан-
ки аналогичного типа Travograph с подвиж-
ной базой, смонтированной на каретке, двига-
ющейся по направляющим (фиг. 8). На таких
станках возможно одновременно обрабатывать
два листа шириной от 1800 до 3600 мм ка-
ждый. Каретка передвигается между двумя
стеллажами, на которых укладываются разре-
заемые листы.
Копировальное приспособление, управля-
емое вручную, состоит из направляющего ко-
леса с насечкой, приводимого во вращение
небольшим мотором. Скорость передвижения
Фиг. 8. Схема установки станка Travograph.
может изменяться при помощи регулятора
скорости в зависимости от толщины разреза-
емого металла. По прямым линейкам такое
приспособление может передвигаться автома-
тически.
Автоматическое управление движением
достигается применением магнитного копиро-
ГЛ. V]
СБОРКА КОНСТРУКЦИЙ
459
Таблица 5
Технические характеристики и производительность автоматической ацетилено-кислородной резки
Показатели процесса
Давление кислорода в ати .
Давление ацетилена в ати .
Скорость резки в мм/мин .
Расход кислорода в л\час .
Расход ацетилена в л/час .
Ширина щели в мм ....
5
2,0
0,2
5°о
I42O
255
2,0
10
2,О
0,2
48о
2125
34°
2,4
12
З.о
0,2
43°
255°
34O
2,4
20
З.о
0,2
38о
344O
4оо
2,8
25
3-5
0,2
35°
397°
4оо
2,8
40
3.5
0,2
Зоо
5670
45O
З.а
Толщина
50
3.5
О,2
250
7240
480
3.6
75
3.5
о,3
2ОО
95°°
62O
4.4
В ММ
100
4.2
о.З
175
ю ооо
62О
4.4
120
3.5
о,35
I5O
13 ооо
8оо
4,8
150
3,8
о,35
125
14 ооо
8оо
4.8
200
4,2
о,4
IOO
i8 400
1000
5.6
250
5,°
0,4
90
20 800
1000
5,6
300
5,о
0,4
75
24800
1275
6,3
вального приспособления, рабочая часть ко-
торого представляет собой вращающийся от
мотора шпиндель, прижимаемый магнитом к
кромке металлического копира.
Технические характеристики и производи-
тельность автоматической ацетилено-кисло-
родной резки приведены в табл. 5.
Операции по разметке, механической резке,
строганию кромок, горячей и холодной гибке
подробно изложены в гл. VI, „Технология про-
изводства клёпаных стальных конструкций".
СБОРКА СВАРНЫХ КОНСТРУКЦИЙ
В зависимости от формы, размеров, повто-
ряемости элементов и характера производства
сборка сварных конструкций может осуще-
ствляться: 1) по разметке, 2) по контрольным
отверстиям, 3) при помощи шаблонов, упоров-
фиксаторов, кондукторов и других специаль-
ных приспособлений, облегчающих и упроща-
ющих сборку.
Сборка по разметке применяется при
производстве единичных конструкций, когда
невыгодно изготовлять специальные сбо-
рочные приспособления. Положение каждой
детали определяется по разметке на смеж-
ных деталях. Для упрощения работы при
сборке по разметке пользуются деревян-
ными рейками с нанесёнными на них каран-
дашом необходимыми разметочными расстоя-
ниями. Когда место детали определено про-
мером рулеткой или по рейке, деталь уста-
навливается на место и положение её закре-
пляется сборочными струбцинами или корот-
кими сварными швами (прихватками).
Сборка по контрольным отверстиям
производится в случаях, когда затруд-
нительно достижение точного взаимного
положения деталей каким-либо иным спосо-
бом или когда в конструкции имеются отвер-
стия, используемые как установочные ориен-
тиры для сборки и стягивания деталей.
Для сборных плоских решётчатых или
рамных конструкций с успехом применяются
упоры-фиксаторы, определяющие общее очер-
тание конструкции « взаимное положение её
элементов (фиг. 9).
Первый шаблонный экземпляр изделия со-
бирается по разметке на сборочных стелла-
жах с тщательной проверкой основных осе-
вых размеров, а также положения решётки и
второстепенных элементов. Все элементы
конструкции скрепляются прихватками. К стел-
лажам, на которых лежит собранный экзем-
пляр, прикрепляются болтами, струбцинами
или прихватками короткие уголки-фиксаторы,
определяющие направление и положение всех
элементов конструкции. Расставленные на
стеллажах фиксаторы образуют кондуктор
для сборки в нём аналогичных конструкций.
После снятия шаблонного экземпляра изделия
на этом месте в кондукторе собираются по-
следующие экземпляры однотипного изделия
путём установки деталей вплотную к напра-
Л
СтеллаЖи
Упоры -фиксаторы
Фиг. 9. Сборка при помощи упоров-фиксаторов.
вляющим фиксаторам. Этим обеспечивается
правильное положение деталей, которое за-
крепляется прихваткой.
Сборка элементов, состоящих из деталей,
соединённых под прямым углом, производится
при помощи зажимных приспособлений раз-
ных очертаний и размеров.
Из простых приспособлений универсаль-
ного типа, применяемых при сварке, наибо-
лее распространённые приведены на фиг. 10.
Различные виды более сложных сборочных
приспособлений применяются при серийном
производстве конструкций.
Струбцина-домкрат (фиг. 11) имеет внизу
два выступа 1, которые служат для прикре-
пления струбцины с помощью монтажной шай-
бы 2, приваренной к собираемой детали. В хво-
стовой части струбцины имеется упор 3, опи-
рающийся на деталь, и ступенчатый выступ,
подводимый под деталь в тех случаях, когда
струбцина устанавливается ниже поднимаемой
детали. На другом конце струбцина имеет
винт, в котором создаётся давление на деталь
до 10 т.
Объединением струбцины и домкрата в
одном приспособлении достигается простая
и быстрая подгонка деталей в необходимое
взаимное положение. При этом приме-
460
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА СВАРНЫХ СТАЛЬНЫХ КОНСТРУКЦИЙ [РАЗД. II!
Фиг. 10. Приспособление для сборки сварных кон-
струкций: а, б— струбцины; в — кляммеры; г, д,
е, ж, з, и — прижимы; « — рамки; л, м — стяж-
ные приборы; н — распорки.
няются сборочные квадратные шайбы размером
75x75x8 мм с отверстием 040 мм.
Струбцина-домкрат изготовляется в двух
моделях: большая — длиной 850 мм и весом
14,5 кг и малая—длиной 525 мм и ве-
сом 10 кг.
Для сборки криволинейных листовых кон-
струкций, соединяемых встык, применяется
простое стягивающее приспособление (фиг. 12),
состоящее из планки толщиной 2—3 мм с отвер-
стиями для цилиндрической оправки и клина.
Подобные планки используются при сборке
ответственных конструкций (кожухи домен,
толстостенные сосуды и пр.), которая ведётся
без прихваток, так называемым „скользящим"
способом, допускающим свободное перемеще-
ние деталей. Толщина прокладки соответ-
ствует требуемой величине зазора между ли-
стами. Планки устанавливаются через 400 —
500 мм. Натяжением клина достигается пра-
вильное взаимное положение свариваемых
кромок.
При сборке одинаковых конструкций, выпу-
скаемых в большом количестве, применяются
различные кондукторы, в которых отдельные
детали устанавливаются при помощи упоров
и закрепляются зажимными приспособлениями
разного типа (фиг. 13). Для сборки и сварки
изделий небольших размеров применяются
кондукторы, которые могут вращаться для
установки изделия в наиболее удобное поло-
жение для наложения шва.
Для более крупных и сложных изделий
операции сборки и сварки выполняются на
различных рабочих местах. Сборка произво-
дится или на сборочных стеллажах при по-
мощи стандартных сборочных приспособле-
ний универсального типа (рамок, струбцин,
распорок, зажимов и пр.), или в специальных
кондукторах, приспособленных для сборки
конструкций определённого типа и размера.
Как при сборке на стеллажах, так и в кон-
дукторах должно быть обеспечено правильное
взаимное положение собираемых деталей и
отсутствие перекосов, изгибов и искри-
влений.
Качество сварных конструкций во многом
зависит от точности и аккуратности обра-
ГЛ. V]
СБОРКА КОНСТРУКЦИЙ
461
ботки свариваемых поверхностей деталей, осо-
бенно при соединениях встык и втавр, по-
этому требования к их очертанию должны
а)
струкций (см. табл. 16, гл. VI, „Технология
производства клёпаных стальных конструк-
ций"), если на чертеже нет специальных ука-
заний о допусках.
Допускаемые отклонения во взаимном по-
ложении деталей сварных конструкций приве-
дены в табл. 6 и на фиг. 14.
Промеры производятся щупом и металли-
ческой линейкой.
в)
Фиг 11 Примеры применения струбцины-домкрата: а — соединение листов встык; б — соединение втавр;
в — соединение в угол.
По ABC
Фиг. 12.
Стяжные
прокладки.
Приспособления для сборки и сварки кронштейна: а — свариваемый узел; б— уста-
новка свариваемого узла на приспособлении.
быть более строгие, чем в деталях клёпаных
конструкций.
При сборке конструкций под автоматиче-
скую сварку требования к очертанию и прямо-
линейности свариваемых поверхностей дета-
лей ещё более повышаются для предотвра-
щения щелей, через которые может выте-
кать жидкий расплавленный металл при про-
изводстве сварки.
Отклонения от проектных размеров при
сборке сварных конструкций допускаются
в тех же пределах, как для клёпаных кон-
Фиг. 14. Взаимное положение деталей при сборке
сварных конструкций.
462
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА СВАРНЫХ СТАЛЬНЫХ КОНСТРУКЦИЙ
[РАЗД. III
Таблица 6
Допускаемые отклонения на сборку сварных
конструкций
Тип
соединения
Встык
(фиг. 14, о)
Вна-
хлёстку
(фиг. 14, б)
Втавр
(фиг. 14, в)
размера
Зазор между сты-
куемыми листами е .
Повышение кромки
одного листа над
кромкой другого As
не более
Величина нахлё-
стки 1
Зазор между
листами st не более .
Зазор между кром-
кой одного листа и
поверхностью друго-
го Si не более ....
Размеры
при
ручной и
полуавто-
матической
сварке
+ 2
е 1
2
,±5
а
2
в мм
при
автома-
тиче-
ской
сварке
+о,5
в
i
1±Ъ
°5
о,5
СВАРКА КОНСТРУКЦИЙ
При изготовлении сварных стальных кон-
струкций применяется главным образом руч-
ная дуговая сварка металлическим электродом.
Автоматическая дуговая сварка благодаря
своим преимуществам также широко внедряет-
ся по стрелке Я
г J501
приятиях с выпуском до 3000-4000 т стальных
конструкций в год и на монтаже строитель-
ных конструкций и крупного оборудования
(котлов, кранов, плавильных печей, до-
мен и т. п.).
Рабочее место для ручной
сварки. Организация и оборудование ра-
бочего места для ручной дуговой электро-
сварки зависит от характера производства,
видов свариваемых конструкций и наличия
подъёмно-транспортного оборудования.
При индивидуальном производстве, к кото-
рому относится главным образом изготовле-
ние конструкций строительных и тяжёлого
машиностроения, сварка производится на тех
же местах, на которых собираются конструк-
ции, т. е. на сборочных стеллажах.
Для сборки и сварки плоскостных кон-
струкций стеллажи состоят из горизонталь-
ных балок, расположенных параллельно на
расстоянии 1—1,5 м одна от другой. Сварива-
емые конструкции укладываются на стелла-
жах так, чтобы можно было производить
сварку при нижнем и горизонтальном поло-
жениях швов. В процессе сварки конструкции
перемещаются при помощи мостовых кра-
нов или местных подъёмных средств.
Для ручной сварки элементов конструкций
двутаврового или коробчатого сечения при-
меняются наклонные рамные козлы. На по-
следних свариваемое изделие укладывается
под углом 45° в поперечном направлении,
что даёт возможность варить продольные
швы в положении „лодочки". На фиг. 15 по-
казаны подобные козлы, допускающие уклад-
ку на них конструкций, имеющих поперечные
размеры до 2000x800 ли*. Козлы эти пере-
* А
Фиг. 15. Козлы для сварки балок.
ся в производство сварных конструкций. Об-
ласть применения автоматической сварки огра-
ничена типом конструкций и видом сварных со-
единений, в основном — протяжённостью шва.
Исключительно вручную производится сварка
во временных мастерских, на небольших пред-
движные, и установка их производится на
расстоянии \—2м друг от друга в зависи-
мости от длины и формы свариваемых кон-
струкций.
Для сварки цилиндрических конструкций
применяются роликовые стеллажи, простей-
ГЛ. V]
СВАРКА КОНСТРУКЦИЙ
463
ший тип которых изображён на фиг. 16. Стел-
лажи состоят из жёсткой рамы с рядом по-
перечных балок, к которым болтами прикре-
плены подшипники роликов. Подшипники мо-
гут переставляться в поперечном направле-
нии для изменения расстояния между роли-
1 И II I. I '
1900
Фиг. 16. Роликовые опоры.
ками в зависимости от диаметра свариваемой
конструкции. В продольном направлении рас-
стояние между роликами обычно принимается
равным 750 мм, чтобы каждая обечайка, ча-
ще всего изготовляемая из листов, шириной
1,5л, могла быть установлена на двух роли-
ковых опорах. Поворот изделия производится
вручную ломиками.
При сварке конструкций на балочных, рам-
ных или немеханизированных роликовых стел-
лажах кантование изделий требует много вре-
мени и при крупных размерах конструкций
может производиться только при помощи
кранов.
Сварка небольших изделий весом до
50 кг производится на специальных рабочих
столах.
Механизированные установки
для ручной сварки (манипуляторы).
В целях экономии рабочего времени, расхо-
дуемого на кантование и перекладку свари-
ваемых изделий, применяются механизирован-
ные поворотные установки — манипуляторы,
получившие в США название позиционеров.
Манипулятор представляет собой поворотный
стол, на котором свариваемое изделие закре-
пляется посредством болтов, входящих в про-
рези. Стол может вращаться вокруг оси, про-
ходящей через его центр, и одновременно на-
клоняться на заданный угол, благодаря чему
изделие устанавливается в необходимое для
сварки положение. В установках для сварки
изделий весом 1,0 —1,5/я вращение и наклон
стола производятся вручную или моторами,
в установках большей грузоподъёмности—
только от моторного привода.
На фиг. 17 и 18 изображён манипулятор
грузоподъёмностью 1,2 т. Основанием его
I
Фиг. 17. Схема манипулятора.
служат две сварные щеки /, на которых
укреплена горизонтально ось вращения 2
стола 3. Вращение оси 2 производится вруч-
ную или мотором при помощи полукруглой
зубчатки 4, допускающей поворот стола на 135°.
Фиг. 18. Манипулятор грузоподъёмностью 1,2 т.
Стол может вращаться вокруг своей оси с
переменным числом оборотов 0,03 — 0,50 в ми-
нуту. Стол — квадратной формы, размерами
840 X 840 мм; в горизонтального положении
стола его высота над полом может изменять-
ся от 1030 до 1480 мм.
464
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА СВАРНЫХ СТАЛЬНЫХ КОНСТРУКЦИЙ
[РАЗД. Ill
На фиг. 19 показан в рабочем положении (балки, колонны, узкие длинные рамы и пр.).
аналогичный манипулятор для сварки изделий
весом до 6,0 т. Ввиду больших размеров сва-
риваемого изделия по сравнению с размерами
стола изделие закреплено на специальной
Фиг. 19. Манипулятор грузоподъёмностью 6 т в рабо-
чем положении.
раме, которая в свою очередь закреплена на
столе.
Размеры опорных частей и положение цен-
тра тяжести манипулятора в рабочем состо-
янии позволяют устанавливать его на полу
цеха без анкерного крепления и перемещать
по мере надобности с места на место.
Возможность дать столу любой наклон к
горизонту с вращением при этом с перемен-
ной скоростью позволяет производить сварку
круговых швов с регулированием скорости
вращения в зависимости от скорости наложе-
ния шва.
При сварке трубопроводов, фасонных ча-
стей и пр. изделие может быть закреплено
торцом на столе манипулятора, установлен-
ного в вертикальном положении, а под дру-
гой конец изделия устанавливается ролико-
вая опора.
Манипуляторы наиболее приспособлены
для сварки изделий длиной, не превышающей
5 м.
В табл. 7 приведена техническая характе-
ристика стандартных манипуляторов, выпу-
скаемых фирмами Ransome machinery Co и
Gullen Friesteat Co (США).
Для сварки конструкций, имеющих одно
измерение значительно больше двух других
пользуются упорными поворотными приспо-
соблениями, состоящими из приводного и хо-
лостого упоров. Свариваемый узел прикре-
пляется к вертикальному столу, вращается
вокруг горизонтальной оси и приводится в
положение, удобное для наложения шва. В ка-
честве приводного упора может служить ма-
нипулятор, стол которого приведён в верти-
кальное положение (фиг. 20).
Фиг. 20. Установка для сварки длинных изделий.
Те же фирмы США выпускают специаль-
ные упорные приспособления грузоподъём-
ностью 2,25—13,50 т (фиг. 21), техническая
характеристика которых приведена в табл. 8.
Стол приводного упора может вращаться
с постоянной скоростью. Кнопочное управле-
ние, устанавливаемое на любом месте, даёт
Фиг. 21. Поворотные упоры: / — приводной;
2 — холостой.
возможность сварщику производить, не сходя
с места, поворот стола.
Для сварки цилиндрических изделий при-
меняются роликовые кантователи, состоящие
из приводных и холостых роликовых опор
(фиг. 22 и 23).
На существующих моделях возможно сва-
ривать круговые швы диаметром 250—4000 мм
при весе изделия до 75 т. В табл. 9 приведе-
на техническая характеристика роликовых
кантователей различной грузоподъёмности.
Приводные ролики допускают регулиро-
вание скорости вращения в широких преде-
лах и поэтому могут применяться как для
ручной, так и для автоматической сварки.
По данным американской промышленности
(США) производительность сварки при при-
ГЛ. V]
СВАРКА КОНСТРУКЦИЙ
455
Таблица 7
Техническая характеристика стандартных манипуляторов
[фирмы Ransome machinery Co и Gullen Friesteat Co (США)]
Элементы характеристики
Мощность мотора для вра-
щения стола в л. с
Мощность мотора для на-
Число оборотов стола
в 1 мин
Время наклона стола на
135° в сек
Размер рабочего стола
в мм
Размеры за- \
нимаемой пло- I длина
щади пола | ширина .
в мм )
Высота стола (в горизон-
тальном положении) от пола
0.25
РуЧНОЙ ИЛ1
74
»/3
о.об—1,о
23
66о
94
527
От 723
до 1050
1,20
моторный
1 /
о,73
о,о j--o,6j
45
810
1120
810
75°—
149°
Грузоподъёмность в т
1,35
1,°
1,3
0,03—0,50
6о
Ю15
137°
шо
1290—
I75O
2,7
М
2,О
Г Q
Q QO О бЧ
4°
1650
II2O
I2'p—
1840
7,2
О Т О р Н Ы
5,0
ю,о
o,oio—о,зз
6о
^-345
22бо
l6jO
15OO—
2210
11,0
й
7,5
ю,о
o,oi6—0,35
75
1520
2320
1650
1470
18,0
15,о
о,огб—о,зз
8о
2130
21бо
3070
По заказу
Таблица 8
Техническая характеристика упорных
приспособлений
Элементы
характеристики
Мощность мотора
в л. с
Длина моторного
упора L в мм . . . .
Длина второго
упора L в мм . . . .
Ширина упорои В
в мм
Размер стола а
в мм
Высота центра вра-
щения Н в мм . . .
Грузоподъёмность поворотных
2,25
о.5
890
8ю
760
76о
785
упоров в т
2,70
J.O
8до
93°
9ю
Ю1.5
99°
5 50
2,О
Ю35
9«5
1065
I22O
IOI5
13,50
5.°
ii8j
1230
1320
1345
1270
Наиболее распространёнными сварочными
трансформаторами, применяемыми в производ-
стве т 11ьныч конетткц и в настоящее вре-
\ ч яз я тся о 1С. ж С 1 J 2 3, С1Э-32
менении механизированных поворотных при-
способлений увеличивается на 30—50% бла-
годаря быстрой перестановке изделия в необ-
ходимое для сварки положение. Особенно
большой эффект получается при ручной свар-
ке изделий с разнообразным положением
швов небольшой протяжённости. При сварке
на манипуляторах или поворотных упорах
швы в угловых и тавровых соединениях на-
кладываются в положении „лодочкой", благо-
даря чему возможно варить в один проход
на повышенных режимах, вместо 2—3 прохо-
дов при положении изделия на горизонталь-
ной плоскости. При этом шов получается
лучшего качества и более правильного очер-
тания.
Источники сварочного тока.
Сварка металлоконструкций производится
почти исключительно переменным током. По-
стоянный ток прил.енястся при сварке кон-
струкций из тонкого листового металла, из
мелких тонких профилей и т. п.
Фиг. 22. Роликовый кантователь для сварки цилиндри-
ческих изделий.
При недостаточной мощности трансфор-
маторов повышение мощности сварочной
установки достигается параллельным включе-
нием двух или нескольких трансформаторов
466
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА СВАРНЫХ СТАЛЬНЫХ КОНСТРУКЦИЙ
(РАЗД. 11!
Таблица 9
Техническая
Элементы
характеристики
Мощность мо-
тора в л. с. . . .
Числооборотов
роликов в 1 мин .
Длина привод-
ного комплекта
роликов L в мм .
Ширина при-
водного комплек-
та роликов В
в мм
Высота верха
роликов над по-
лом Н в мм . . .
Диаметр роли-
ков d в мм . . .
Ширина роли-
ков b в мм. . . .
Расстояние
между центрами
роликов / в ми .
характеристика роликовых
кантователей
Грузоподъёмность
3,0 и 4,5
°>5
0,03-0,65
2360
42с
280
75
43OXI345
24 и 36
*»5
о,оз - 0,65
3175
860
400
33°
125
480X19^5
в от *
50 и 75
3>°
o,oi6 0,35
3680
II4O
615
405
250
085X2185
* Первые величины показывают грузоподъёмность
установки, состоящей из одной пары приводных и одной
пары холостых роликов, вторые величины - грузоподъ-
ёмность установки из одной пары приводных и двух
пар холостых роликов.
или усиленным охлаждением трансформатора
в масляно-водяной ванне. Для этого свароч-
ный трансформатор вместе с регулятором
Фиг. 23. Роликовый кантователь.
вынимают из кожухов и погружают в бак с
маслом, который ставится во второй бак
большего размера, наполненный проточной во-
дой (фиг. 24).
Подробные сведения об источниках свароч-
ного тока—см. гл. IV, „Технология сварки
и резки металла", ст. „Источники тока для
дуговой электросварки".
Электроды и режим сварки. При
сварке металлоконструкций из малоуглероди-
стой стали (Ст. 0, Ст. 2, Ст. 3) наибольшее при-
менение получили эле ктроды с обмазкой ОММ-5,
которыми можно производить сварку соеди-
нений любого вида и во всех положениях на
переменном и постоянном токе.
Диаметр электрода назначается в завися-
мости от толщины свариваемого металла,
Дроссель Сварочный.
Вода-, „я,/ щцд, трансформатор
Отработанная /
вода, т
Масло
Холодная
вода
1020
Фиг. 24. Охлаждение сварочного трансформатора ь мас-
ляно-водяной ванне.
размера изделия и от положения и формы
шва.
При выполнении швов в нижнем положении
рекомендуется в зависимости от толщины
свариваемого металла и диаметра электрода
применять силу тока по табл. 10 [34].
При сварке в вертикальном и потолочном
положении сила сварочного тока должна быть
снижена на 20%.
Низшие пределы силы тока применяются при
сварке более тонкого металла или при нало-
жении первого слоя во многослойных швах.
При сварке встык пользуются меньшей
силой тока, чем при сварке втавр, угол или
внахлёстку.
Основные дефекты неправильно выбранного
режима сварки: а) при недостаточной силе то-
ка получается непровар, б) слишком большая
сила тока вызывает чрезмерный перегрев ос-
новного металла, подрезы по краям шва, про-
жоги и усиленное разбрызгивание.
Усадочные напряжения и дефор-
мации. Одной из основных задач технологии
сварки металлоконструкций является правиль-
ное ведение процесса сварки при режиме и в
последовательности, способствующих сниже-
нию усадочных напряжений и деформаций, и
принятие мер к возможно полному устранению
деформаций изделия во время сварки.
Длинные швы в конструкциях, несимме-
тричное положение их относительно попереч-
ного сечения, очертание швов по замкнутому
Таблица 10
Толщина свариваемого
металла в мм
Диаметр электродов в мм . .
Сила сварочного тока в а . .
2-4
3
IOO—1дО
4
140—2ОО
4-8
4
140—2оо
5
175—250
8-12
5
i75—25o
б
2ю—35°
7
245—35°
12-20
8
28о—4°°
ю
35°—5°°
12
420—600
ГЛ. V]
СВАРКА КОНСТРУКЦИЙ
467
контуру, а также швы значительной толщины
являются факторами, способствующими разви-
тию деформаций и трещин.
Для успешной борьбы с деформациями и
трещинами необходима предварительная про-
работка технологического процесса, заклю-
чающаяся в установлении правильной после-
довательности в ведении сборки и сварки и
в выборе соответствующих режимов сварки,
обеспечивающих исключение или уменьшение
возможности возникновения деформаций.
Главнейшие мероприятия в этом направле-
нии следующие: 1) наложение поперечных
швов ранее продольных, 2) наложение длин-
ных швов обратноступенчатым способом,
3) одновременное выполнение швов, симме-
тричных поперечному сечению, 4) выполнение
многослойных швов большой толщины по ме-
тоду „горки" или „каскада", 5) применение
„скользящей сборки" (без закрепления при-
хватками) толстостенных сосудов, допускающей
свободное перемещение деталей при сварке,
6) применение жёстких рамок, распорок и
иных закреплений при сварке, препятствующих
короблению и изгибам, 7) ведение сварки на
повышенных режимах для ускорения процесса,
8) предварительное отклонение деталей в сто-
рону, обратную ожидаемым деформациям,
9) разделка кромок, требующая наименьшего
количества присадочного металла.
Коробление после сварки лёгких стержне-
вых элементов несимметричного сечения уни-
чтожается правкой их на прессах.
Производительность ручной
сварки. Ручная сварка протекает с переры-
вами на подготовку к работе, смену электро-
дов, зачистку шва, перемещение сварщика при
производстве работ, перекантовку изделия
и пр. В среднем коэфицнент использования
ручного сварочного поста в хорошо организо-
ванных цехах равен 0,7.
Скорость наложения шва зависит от: 1) тол-
щины свариваемого металла, 2) вида соеди-
нения и подготовки кромок, 3) положения
шва, 4) принятого режима сварки и 5) диаме-
тра и марки электродов.
Время, затраченное на вспомогательные
работы, зависит от разнообразных организа-
ционных факторов, главнейшими из которых
являются: а) организация подготовительных
работ, б) порядок снабжения сварщика элек-
тродами, в) смена электродов, г) тип приме-
няемых приспособлений и степень механизации
работ по перекантовке изделия в требуемое
для сварки положение, д) квалификация свар-
щика.
Производительность сварки исчисляется в
пог. м сварного шва, выполненного сварщи-
ком за один час или за смену.
Средняя производительность сварки в пог.м
шва за восьмичасовую смену выражается при
толщине металла 6 - 8 мм 25 пог. м, при
толщине 10- 12 мм —15 пог. м и при толщине
14—16 мм —10 пог. м.
Стахановцами достигалось повышение норм
на 15—200/q, а в отдельных случаях — до 10С%
и выше.
Автоматическая электросварка*.
При изготовлении металлоконструкций при-
* Подробно о процессе автоматической сварки см.
т. 5, главу IV, „Технология сварки и резки металлов", ст.
.Автоматическая сварка".
меняется автоматическая электросварка голой
электродной проволокой под слоем флюса.
Способ этот даёт исключительно высокое ка-
чество сварного шва и во много раз повы-
шает производительность по сравнению с руч-
ной сваркой.
Наибольшее применение автоматическая
электросварка находит при изготовлении кон-
струкции двутаврового и коробчатого сечения
(балки, колонны, станины машин и пр.) и кру-
говых объёмных конструкций (трубопроводы,
цистерны, автоклавы, котлы и пр.).
Установки для автоматической электро-
сварки, применяемые в цехах и на заводах
металлоконструкций, чаще всего бывают пере-
движными универсального типа.
Ввиду разного характера свариваемых на
автоматах швов целесообразно иметь отдель-
ные установки: 1) для сварки двутавровых и
коробчатых элементов, имеющих длинные про-
дольные швы, и 2) для сварки листовых ци-
линдрических конструкций, в которых швы
преимущественно круговые, а продольные
имеют относительно небольшую длину.
Операции по сборке, установке под сварку,
кантование и т. п. требуют значительно боль-
ше времени, чем собственно сварка, поэтому
для обеспечения высокой производительности
сварочной машины каждая установка должна
обслуживать несколько рабочих мест. В то
время, когда на одном месте ведётся сварка,
на двух или трёх других производятся подго-
товительные работы.
Каждое рабочее место необходимо обеспе-
чивать приспособлениями для кантования
свариваемого изделия.
Для сокращения времени на установку
сварочной головки над швом следует преду-
сматривать простые и удобные в обращении
установочные приспособления.
При выполнении круговых швов сварочные
головки устанавливаются неподвижно, а из-
делия вращаются на роликовых опорах, дви-
жение которых сблокировано с работой го-
ловки. Для этого применяются или стандарт-
ные роликовые кантователи (фиг. 23), или спе-
циальные роликовые опоры.
Обслуживание нескольких рабочих мест
может осуществляться установкой с попереч-
ным или продольным перемещением относи-
тельно свариваемого изделия.
К первому типу относятся установки в
виде подвижного портального крана и кран-
балки, перемещающейся по крановой эстакаде,
ко второму—установки, представляющие собой
велосипедные краны или подвижные тележки
в виде тракторов.
На практике хорошо зарекомендовала себя
портальная установка для сварки балок и
коробчатых сечений (фиг. 25). Пролёт пор-
тала—16, 5 м, высота ригеля над полом—2,0 м.
Под этой установкой можно сваривать кон-
струкции длиной до 15,0 м и шириной до 1,5 м*
Каретка с укреплённой на ней сварочной
головкой, бункером для флюса и бухтой про
волоки передвигается по ригелю портала.
Свариваемое изделие укладывается под риге-
лем на специальных стеллажах для сварки в
положении „лодочки". Стеллажи устраиваются
в виде жёстких рам или цепные Кантователей
(фиг. 26), на которых изделие лежит под
углом 45° (в поперечном направлении). Портал
468
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА СВАРНЫХ СТАЛЬНЫХ КОНСТРУКЦИЙ
[РАЗД. Ш
передвигается по рельсовому пути. Протяжён-
ность перемещения портала зависит от плани-
ровки цеха и колеблется от 15 до 25 м, что
допускает обслуживание 3—5 рабочих мест.
4>иг. 25. Портальная установка для автоматической
сварки.
Подобная же установка может быть исполь-
зована и для сварки труб (фиг. 27). Для этой
цели высота портала должна быть увеличена,
а под порталом устроены приводные ролико-
вые опоры.
Недостатком портальных установок явля-
ются большой вес конструкции портала и
сложность механического оборудования пере-
движения.
По АВ
Автосварочная головка 7 прикреплена к
карусели 8.
Рабочая скорость движения каретки мо-
жет изменяться посредством коробки ско-
ростей в пределах 16—78 м/час, и, кро-
ме того, каретка имеет маршевую скорость
450 м/час.
Управление рычагами переключения ско-
ростей движения тележки, а также подъём,
опускание и поворот головки при помощи
подъёмного винта 9 производятся сварщиком
с его рабочего места — поворотного стула 10,
подвешенного к карусели. Перемещаясь вместе
со сварочной геловкой, сварщик имеет воз-
можность наблюдать за процессом сварки и
управлять им.
На этой установке возможна сварка балок
и колонн длиной до 12 м, высотой стенки
400—2000 мм и шириной 200- 810 мм, труб
диаметром 800—1600 мм из металла толщи-
ной до 16 мм.
Установка с продольным перемещением
представляет собой велосипедный кран, пере-
двигающийся вдоль ряда колонн (фиг. 29).
Кран имеет поворотную консоль /, на которой
передвигается каретка 2 с вертикальной
штангой3. К штанге подвешена лёгкая фермам,
служащая путём для самоходной голоьки 5
марки А-81. Поворот консоли, передвижение
каретки, подъём и опускание штанги произ-
водятся вручную. Подъёмная штанга предна-
значена для изменения уровня сварки в пре-
делах 1000 мм. Ферма может поворачиваться
на 360°.
Бункер с инжекторным флюсоотсосом
прикреплён к консоли.
Подача сварочного тока производится
гибким проводом, подвешенным к тележкам,
двигающимся по монорельсу.
Благодаря повороту консоли на 90°, фермы
на 360° и перемещению тележки по консоли
Фиг. 26. Цепной кантователь.
Универсальной установкой для автомати-
ческой сварки является кран-балка, пере-
двигающаяся по эстакаде (фиг. 28). Установка
состоит из кран-балки с ручным приводом, по
которой движется самоходная каретка, несу-
щая подъёмно-поворотную карусель с электро-
сварочной головкой завода ЭСМА.
Кран-балка 1 треугольного поперечного
сечения состоит из трёх ферм: вертикаль-
ной, наклонной и горизонтальной, и опирается
концами на ходовые тележки 2. Передви-
жение кран-балки производится с пола вруч-
ную через тяговую цепь 3 и приводной
вал 4, связывающий ходовые катки обеих
тележек. Путь 5 под катки каретки в помещён
с внешней стороны вертикальной фермы.
на 3000 мм сварная головка может обслужить
площадь вдоль пути крана, производя сварку
швов в любом направлении по отношению к
линии пути крана.
Второй (упрощённый) тип установки на
велосипедном кране показан на фиг. 30. В
этой установке поперечное и вертикальное по-
ложения сварочной головки достигаются соот-
ветствующим перемещением консоли крана.
На конце консоли прикреплена ферма-путь дли-
ной 7,0 м, по которой передвигается самоход-
ная головка А-81. Установкой можно свари-
вать балки высотой до 1000 мм при ширине
полок до 700 мм.
Недостатком установки является отсутствие
поворота фермы, вследствие чего свариваемые
ГЛ. V]
СВАРКА КОНСТРУКЦИЙ
469
^7777777777777777777777777777777777777777777777777777777777777777777777777777777777777777777777777777777/ '
Фиг. 27. Портальная установка для автоматической сварки труб.
Вид по
стрел не Д
5
Z
Фиг. 28. Установка для автоматической сварки на кран-балке.
изделия необходимо устанавливать строго
параллельно ферме.
На велосипедных установках можно про-
изводить сварку со скоростями 12—50 м/чис.
Автоматическая сварка металлоконструкций
из малоуглеродистых сталей (Ст. 0, Ст. 3) про-
изводится кремнемарганцевой сварочной про-
волокой (ГОСТ 178-41) или обыкновенной
электродной проволокой (ГОСТ 1022-^9).
При правильно подобранном режиме авто-
матическая электросварка под слоем флюса
даёт шов, отвечающий всем требованиям по
прочности, удлинению и ударной вязкости.
Одной из серьёзных подготовительных
операций является очистка металла от ржав-
чины в месте сварки. Очистка может произво-
диться пескоструйным аппаратом, выжиганием
ржавчины газовой горелкой или наложением
перзого тонкого шва. Ввиду громоздкости
пескоструйных установок и недостатка во
многих местах кислорода наибольшее приме-
нение получил способ сварки двумя швами —
первого на большой скорости и второго при
нормальном режиме.
Во избежание протекания жидкого металла
через зазор между свариваемыми деталями
470
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА СВАРНЫХ СТАЛЬНЫХ КОНСТРУКЦИЙ
[РАЗД. Ill
Фиг. 29. Установка для автоматической сварки на велосипедном кране с поворотной консолью.
автоматическая электросварка соединений
встык производится с предварительной под-
варкой кромок вручную или же на медной
или стальной (остающейся) прокладке. Для
соединений внахлёстку или втавр зазор между
Фиг. 30. Установка для автоматической
сварки на велосипедном кране с выдвиж-
ной консолью.
свариваемыми поверхностями не должен пре-
вышать 0,5 мм. При зазоре свыше 0,5 мм
необходимо применять медную прокладку или
вести сварку в два прохода, нанося перзый
слой со скоростью до 8J м/час при силе тока
до 830 а.
Средняя производительность автомати-
ческого сварочного поста достигает 180—
22Э пог. м в смену, т. е. в 9—11 раз выше
производительности ручной сварки.
Подробно об автоматической электро-
сварке см. гл. IV, „Технология сварки и резки
металлов".
Технический контроль каче-
ства сварки. Прочность и надёжность
сварных конструкций всецело зависят от ка-
чества сварки.
Пороки сварного шва подразделяются на
наружные и внутренние.
К наружным порокам относятся: 1) нерав-
номерная толщина и ширина шва и несоответ-
ствие швов проектным размерам; 2) незапла-
вленные кратеры по поверхности шва, подрезы,
поры, трещины, шлаковые включения и прочие
дефекты, создающие нечистую поверхность.
К внутренним порокам относятся: 1) не-
удовлетворительный провар; 2) внутренние
поры и трещины в наплавленном металле;
3) включения шлаков и окислоз внутри шва
и несилавление многослойного шва.
Подробное изложение порядка и методов
контроля качества сварки см. гл. IV, „Тех-
нология сварки и резки металлов", ст. „Кон-
троль и испытание сварки".
Для повышения качества сварки и умень-
шения брака принимаются следующие преду-
предительные мероприятия: 1) проверка
качества электродов, сварочных машин и
аппаратуры; 2) проверка качества обработки
кромок и сборки; 3) проверка в процессе
работы правильности применяемого режима
сварки, обеспечивающего качественность шва;
4) периодическая проверка квалификации
сварщиков.
Готовая продукция должна сдаваться заказ-
чику с обязательным клеймением сварщиками
и контролёрами ОТК выполненной работы.
Завод-изготовитель обязан выдавать опись
дипломов сварщиков, выполнявших работу,
с указанием присвоенных им номеров
клейм.
Глава VI
технология производства клёпаных стальных
КОНСТРУКЦИЙ
РАЗМЕТКА И НАМЕТКА ДЕТАЛЕЙ
Рабочий чертёж является основным про-
изводственным документом, по которому ве-
дётся изготовление конструкций на заводе и
их монтаж на месте установки. Рабочие чер-
тежи стальных конструкций разделяются на
конструктивные чертежи отдельных элемен-
тов, служащие для изготовления конструкций
в цехе, и монтажные схемы взаимного по-
ложения отдельных конструктивных элемен-
тов.
Каждый элемент, отдельно изображённый
на конструктивном чертеже, представляет со-
бой отправочный элемент (марку) — конечный
продукт сборки на заводе-изготовителе, от-
правляемый на место установки. Таким обра-
зом рабочие чертежи устанавливают расчле-
нение конструкции на отдельные элементы
и способы их соединения при монтаже.
Размер отправочных элементов ограничи-
вается производственными возможностями за-
вода (в основном грузоподъёмностью кранов),
железнодорожным габаритом и грузоподъ-
ёмностью железнодорожного подвижного со-
става.
Конструктивные чертежи разрабатываются
настолько подробно, чтобы по ним можно было:
\) определить размеры и изготовить все де-
тали, из которых состоит элемент, без допол-
нительных вычислений и разработки детальных
чертежей или эскизов; 2) произвести сборку
отправочного элемента из отдельных дета-
лей.
Спецификация на металл даётся по ка-
ждому отдельному отправочному элементу (на
1 марку). В спецификации перечисляются все
детали, из которых состоит элемент, с указа-
нием профиля стали, размеров и веса деталей,
а также суммарного веса монтажного эле-
мента.
На каждом чертеже в отдельных таблицах
даётся подсчёт количества заводских заклёпок
(или сварных швов) и указывается количество
одинаковых монтажных марок, имеющихся в
конструкции.
В табл. 1 дана спецификация на металл
конструкции, изображённой на фиг 1. В при-
мечании даются специальные указания по
обработке деталей (строгание, фрезерование,
гибка и т. п.) и по способу выполнения за-
клёпочных отверстий (пробиванием на проект-
Таблица 1
Спецификация на
1 марку
Материал сталь Ос
со
О,
А- 2
тали
1
2
3
4
14
15
18
19
3i
32
Сечение
130X90X12
130/(93X12
130x90X12
13^Х9ОХ12
№ з°а
№ зоа
845X12
375X12
375ХЮ
iSoXio
Заклёпочные
головки
Всего
2760
2760
36о
36°
I22O
I22O
975
645
588
i8o
—
Коли-
чество*
Т
4
4
Ь
2
3
I
8
В
4
4
—¦
Н
—
б
2
—
—
i
Вес е
1 шт.
54,7
54,7
7.1
7.1
43,3
43-3
77,3
29,8
11,2
2,5
—
кг
общ.
219
219
85
28
13°
43
бао
45
10
126
445°
* Т — „Таких" — как изображено на чертеже, Н —
.Наоборот* — парных им деталей.
Таблица 1а
Ведомость отправочных марок
Отправочная
марка
k-'l
Количество
марок
1
Вес конструкций на листе
Вес
одной
марки
4450
в кг
всего
4450
44 0
Примечания: 1. Все заклёпки rf=32 мм.
2. Все отверстия d—23 мм, кроме оюворённых.
3. Все расстояния от последней заклёпки до конца
элемента, не проставленные на чертеже, считать рав-
ными 40 мм.
4. Все отверстия пробивать на меньший диаметр
с последующим рассверливанием до полно! о.
5. Монтажную схему см. на листе 4280*3.
472
ТЕХНОЛОГИЯ ПРОИЗРОДСТВА КЛЁПАНЫХ СТАЛЬНЫХ КОНСТРУКЦИЙ
[РАЗД. II!
ный диаметр, пробиванием на меньший диа-
метр с последующим рассверливанием и т. п.).
Для разметки деталей наклонных элемен-
тов (раскосы, диагонали и пр.) на рабочем
чертеже вычерчиваются уклонные треуголь-
ники с указанием размеров их сторон по
геометрической схеме.
Монтажные схемы вычерчиваются в про-
извольном масштабе, в виде линейных схем,
без дополнительной деталировки монтажных
соединений, изображённых с исчерпывающей
полнотой на конструктивных чертежах. На
каждом листе монтажной схемы даётся ведо-
мость отправочных марок по фопме, указанной
в табл 2, на те конструктивные элементы,
схема расположения которых изображена на
данном чертеже.
Ведомость отправочных марок
тами на радиально-сверлильных станках,
а также для пробивания отверстий в листах
на дублякаторах.
'/) Шаблоны деревянные реечные приме-
няют для вырезки деталей из сортовой стали
и наметки отверстий в рядовых деталях.
Реечные шаблоны применяются также для
остановки тележки спейсера (делительные и
контрольные рейки), а также для расстановки
и включения отдельных групп штемпелей (пу-
ансонов) спейсера.
3) Шаблоны деревянные рамочные (из
деревянных реек) служат для наметки кон-
туров крупных деталей из листовой стали.
4) Шаблоны, картонные или фанерные
при меняют для резки мелких деталей (весом
до 16 — 20 кг и наибольшим линейным разме-
Таблица 2
Н по пор.
1
i
а
Наименование
отправочных марок
. 2
Балка- Б2
Колонка—К1
Количество
Т
3
Н
4
Вес
1 ед.
5
1500
2830
в кг
общ.
6
12 ООО
566о
7
375. Р-8
375. Р-6,7
Примеча-
ние
8
-
* Т—„Таких"—как изображено на чертеже, Н—„Наоборот" —парных им.
Итог графы 6-й (табл. 2) даёт суммарный
вес марок, монтируемых по данной схеме.
Общий вес конструкции определяется, как
сумма весов по всем монтажным схемам.
Тщательная увязка конструктивных черте-
жей с монтажными схемами обеспечивает
качественное выполнение рабочих чертежей,
полноту разработки, отсутствие ошибок и про-
пусков.
Для изготовления деталей стальных кон-
струкций необходимо перед обработкой ме-
талла нанести на него в натуральную величину
контуры детали, оси и центры заклёпочных
отверстий, линии изгиба и пр. Операция пере-
несения необходимых для изготовления детали
размеров с рабочего чертежа на металл на-
зывается разметкой.
Разметка рядовых деталей непоспедственно
по чертежу применяется только при индиви-
дуальном производстве. В серийном произ-
водстве для обработки рядовых деталей при-
меняются шаблоны, шаблоном называется
размеченный в натуральную величину образец,
по которому обрабатываются одинаковые с ним
по размерам рядовые детали.
Перенесение размеров с шаблона на рядо-
вые детали называется наметкой.
Наметка является промежуточной опера-
цией, трудно поддающейся проверке. При
многократном копировании по шаблону на
рядовых деталях возможны ошибки.
Современные способы обработки металла
позволяют довести объём наметки до мини-
мума.
li записи:, ости от типа, размеров, очерта-
ния деталей и способов обработки при из-
готовлении стальных конструкций применя-
ются следующие виды шаблонов:
1) Шаблоны, стальные листовые исполь-
зуют для сверления отверстий в листах паке-
ром до 1 м), для пробивания в них отверстий
на нормальных дыропробивных прессах без
наметки, а также для нанесения контуров
резки торцов, принимая за базу крайние ряды
пробитых отверстий.
5) Шаблоны комбинированные из дере-
вянной рейки и картона (или фанеры) служат
для наметки длинных деталей из двутавров,
швеллеров и универсальной широкополосной
стали с отверстия .;и, расположенными отдель-
ными группами (например, по концам).
Рейки для деревянных шаблонов делаются
из сосновых досок без трещин и с возможно
у алым количеством сучков. Лес для шаблонов
должен быть хорошо просушен, чтобы избе-
жать изменения размеров шаблона от усушки
дерева.
для картонных и фанерных шаблонов при-
меняется картон толщиной ',5—2,5 мм, плот-
ный, не ломкий (тряпичный) и не гигроско-
пичный; фанера—берёзовая, трёхслойная, пер-
вого сорта.
Для разметки и наметки служит следующий
инструмент
Ру'лепгни стальные длиной 10 и 20 м
с миллиметровым:! делениями. Стальные рулет-
ки должны периодически (примерно один раз
в 4-- 6 месяцев) сверяться с эталонной рулет-
кой, проверенной в Палате мер и весов.
Производить какие-либо промеры эталонной
рулеткой за г ре щается.
Чертилки из закалённой стали для черче-
ния по стали, фанере и картону.
Рс'йсму-ы стальные для нанесения рисок
на швеллерах и уголках (при разметке на
стал-! и намотке).
Кернеры слеарные и центровые приме-
няются для нанесения центров заклёпочных
отверстий, набивания (кернения) контуров и
надписей.
зто:
-зт
Фиг. 1. Рабочий чертёж средней диафрагмы мачты башенного крана.
Том 5, гл. VI 392
/7
ГЛ. V)j
РАЗМЕТКА И НАМЕТКА ДЕТАЛЕЙ
473
Кернеры контрольные для набивания кон-
трольных окружностей у заклёпочных отвер-
стий.
Циркули стальные с закалёнными острия-
ми и штангенциркули для геометрических по-
строений на стали и промеров.
Угольники стальные разных размеров
с торцовой полкой и без полок. Обычно при-
меняются угольники следующих размеров (мм):
75X60, 105 У 7с, 150ХЮ0, 195X130, 250x1135,
315*210.390x260, 570X380, 800X530,1000x670,
1250X850 и 1500X1000.
Линейки стальные разной длины с мил-
лиметровыми делениями и без делений.
Весь разметочный инструмент необходимо
постоянно поддерживать в исправном состоя-
нии, систематически его проверять и затачи-
вать.
Разметка шаблонов ведётся на хорошо
выверенных стеллажах или столах, обеспечи-
вающих укладку размечаемого шаблона без
прогибов. Работа производится бригадой раз-
метчиков, которой поручается разметка всего
заказа или определённой его части. Бригадир
обязан лично проверять все шаблоны своей
бригады и их подписывать.
Разметка и изготовление шаблонов должны
удовлетворять следующим техническим усло-
виям:
1) На шаблонах должны быть отчетливо
нанесены продольные и поперечные осевые
риски заклёпочных отверстий.
2) Допуск на расстояние между двумя
соседними поперечными или продольными
рисками—не более+0,5 мм и между край-
ними поперечными или продольными риска-
ми— не более +1,0 мм.
3) Допускаемое смещение центров заклёпоч-
ных отверстий от рисок — не более + 0,5 мм.
4) На деревянных шаблонах длиной более
2 м должен быть проставлен размер между
осями крайних отверстий для проверки ша-
блона перед выдачей его в работу.
5) Прл разметке шаблонов длинных дета-
лей из угловой или полосовой стали с часто
расположенными отверстиями, пробиваемыми
по наметке, длина шаблонов и расстояния
между поперечными осями отверстий в них
должны быть сокращены из расчёта 0,5 мм
на каждый метр длины О/гопА чтобы ком-
пенсировать удлинение детали при пробива-
нии отверстий. Укорачивать реечные шаблоны
для спейсероа не нужно.
6) Если после резки детали производится
строгание кромок, то линия обреза на ша-
блоне наносится с учётом припуска на сторону
2 м м при резке на ножницах и 4 мм при
огневой резке. Прл фрезеровании кромок
детали припуск увеличивается до 5 мм, если
на чертеже нет других указаний.
7) На стальных шаблонах линии обреза
и осевые риски заклёпочных отверстий нано-
сятся чертилкой. Линии обреза кернятся че-
рез 100 м ч. Центры заклёпочных отверстий
набиваются кернером, а контуры отверстий
обводятся контрольными окружностями диа-
метром на 2 мм больше диаметра отверстия.
В точках пересечения контрольной окруж-
ности с осевыми рисками набиваются керны.
8) Фаска на шаблоне указывается чёрной
линией, проведённой параллельно обрабаты-
ваемой кромке.
9) На шаблонах для деталей с раззенко-
ванными отверстиями, если нужно зенковать
только одну (верхнюю) сторону, указывается
„Зен. в. с", если требуется зенкование с двух
сторон— „Зен. двойная".
10) Надпись на каждом шаблоне должна
содержать номер заказа, номер | абочего чер-
тежа, номер детали, количество деталей, под-
лежащих изготовлению по шаблону, из них
количество „таких" (как изображено на чер-
теже) и „наоборот" (им парных), диаметр
отверстий на всех шаблонах, кроме стальных
Фиг. 2. Картонный шаблон фасонки.
листовых. На шаблоне изображается также
профиль стали, из которой изготовляются
детали, и наносятся размеры профиля.
При выполнении разметки и изготовлении
шаблонов необходимо руководствоваться сле-
дующими празилами:
1) Разметка листовых шаблонов ведётся
по осевым линиям от центра соединения.
Осевые линии строятся по размерам уклон-
ных треугольников. Контурные линии нано-
сятся от центров крайних отверстий на рас-
стояниях, равных величине обрезов, указанных
на рабочем чертеже.
2) Для мелких деталей из листовой стали
(фасонки, накладки, планки) площадью до 0,3 м?
и весом до 20 кг изготовляются картонные
или фанерные шаблоны (фиг 2).
Обрез в фасонках делается на 3—5 мм мень-
ше риски поясных уголков. Отверстия в ша-
блоне пробиваются диаметром на 0,5—1,0 мм
больше диаметра штемпеля, которым будут
пробиты отверстия в рядовой детали.
3) Для уголков длиной до 1 л и весом
до 20 кг также изготовляются картонные
или фанерные шаблоны (фиг. 3).
Шлцд
\ 1500
4272 ан~16
10 Д-17
Фиг. 3. Картонный шаблон для уголков:
О — 0 линия надреза.
Риски на шаблоне наносятся от линии
обушка дальше, чем по чертежу, на толщину
картона. После вырезки шаблона и пробива-
ния в нём отверстий по линии обушка де-
лается надрез острым ножом (по стальной
линейке) на глубину половины толщины кар-
474
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА КЛЁПАНЫХ СТАЛЬНЫХ КОНСТРУКЦИЙ
[РАЗД. Ill
тона, затем шаблон загибается по линии над-
реза на угол 90°. В этом положении полки
шаблона закрепляются металлическими угло-
выми скрепами и проклейкой вдоль вершины
угла полосы из переплётного коленкора или
холста.
Фанерные уголковые шаблоны состоят из
двух отдельных полос (для каждой полки),
соединённых деревянным бруском сечением
20X20 мм.
При наличии отверстий в одной полке
уголка шаблон для этой полки делается из
полосы картона или фанеры. Вдоль кромки
шаблона по линии обушка прибивается упор-
ный брусок сечением 20 X 20 мм.
4) Для деталей, обрабатываемых на авто-
матических спейсерах, изготовляются три
рейки:
а) Делительная (спейсерная) деревянная
рейка (фиг. 4) из бруска сечением 60 х 20 мм
в) х L 150*150x16 Ь272 аб-8
5000 Ю (R полна)
Фиг. 4. Деревянные рейки для автоматических спейсеров:
а — делительная рейка; б — обрабатываемая деталь;
в — контрольная рейка.
должен быть указан номер группы, в которую
входит штемпель, пробивающий отверстия
этого ряда.
Если спейсеры снабжены постоянной сталь-
ной делительной рейкой (см. фиг. 22), вместо
деревянных делительных реек должны быть со-
ставлены эскизы для размещения по ним штиф-
тов на делительной стальной рейке (фиг. о).
Фиг. 5. Эскиз для размещения штифтов на ар.томати-
ческом спейсере.
На эскизах показывают расположение заклё-
почных отверстий и разбивку их на группы
для включения штемпелей.
5) Для уголков или полос, обрабатываемых
на ручных спейсерах, делительная рейка из
деревянного бруска сечением 50x12 мм изго-
товляется без штифтов (фиг. б), положение
поперечных рядов заклёпочных отверстий
показывается поперечными осями. Отверстия
ЩЦЗрЩ ь1Ш_ ав-20
4560 t / 15 Д-17
-т 4 ?—
¦ / полка *
— -f-
t
II
~ II полка^' $~
U56Q 15 M-/7
Фиг. 6. Деревянная рейка для ручного спейсера.
по длине детали /. На рейке карандашом
наносятся поперечные оси заклёпочных отвер-
стий. В местах их пересечения с продольной
осью рейки сверлятся отверстия диаметром
3 мм и глубиной 12—15 мм., в которые
забиваются штифты 1 диаметром 4 мм. Высота
выступающей над поверхностью рейки части
штифтов должна быть одинаковой для всех
штифтов A5 мм). На рейке стрелкой 2 указы-
вается конец, которым она должна быть обра-
щена к прессу спейсера. Эта рейка служит
для остановки тележки спейсера в момент
прохождения поперечных осей отверстий под
линией штемпелей пресса.
б) Контрольная деревянная рейка (фиг. 4)
из бруска сечением 50 X 20 мм по длине
детали с поперечными осями заклёпочных
отверстий. На каждой оси должны быть ука-
заны номера включаемых штемпелей. Для
каждой полки уголков разметка отверстий
производится на разных сторонах рейки
(фиг. 4, б и в).
в) Деревянная рейка из бруска сечением
50 X 20 мм, на которой наносятся поперечные
оси на расстояниях, равных расстояниям между
продольными рядами заклёпочных отверстий.
Эта рейка служит для расстановки штемпелей
спейсера и разбивки их на отдельные группы
для независимого включения. На каждой оси
для каждой полки уголка размечаются на раз-
ных сторонах рейки. Для уголков с двумя
рисками продольные оси наносятся на рейке
раздельно.
6) Для длинных деталей, в которых отверстия
должны пробиваться или сверлиться по наметке,
пользуются следующими видами шаблонов:
а) При наметке двутавров (фиг. 7, а) при-
меняются отдельные шаблоны для полок и для
стенки.
ЕЕЗ
** * И ~ ^~ ~ ^_^___. ~JZ
а)
6i95 ,i5 д=го
—11 u wj3 ttosi г-го
, SI9S , is д~го
5Г
Фиг. 7. Шаблоны для наметки двутавров: а — обрабаты-
ваемая деталь; б — шаблон для сменки; в — шаблон для
полок.
ГЛ. VI]
РАЗМЕТКА И НАМЕТКА ДЕТАЛЕЙ
475
Для полок изготовляется деревянный рееч-
ный шаблон толщиной 12 — 20 мм (фиг. 7, б).
Расположение отверстий на верхней и нижней
полках наносится на разных сторонах шаблона:
отверстия верхней полки — с лицевой стороны
шаблона, а нижней полки — с обратной сторо-
ны шаблона. Те и другие обводятся кружками
разного цвета или знаком кружок и квадрат.
Все отверстия в шаблоне сверлятся диамет-
ром 12 мм.
Для стенки изготовляется комбинированный
шаблон из деревянной рейки, к которой
в местах расположения групп отверстий при-
биваются планки из картона или фанеры, а
также фасонные деревянные вставки, служа-
щие для правильной установки шаблона при
наметке (фиг. 7, б).
Для совместной ориентировки шабло-
нов полок и стенки у левого обреза каждо-
го из них ставится буква А в квадрате
(фиг. 7, б и в).
б) Для наметки швеллеров применяется
такой же шаблон, как и для полок двутавро-
Фиг. 8. Деревянный реечный шаблон для наметки швел-
леров: а — обрабатываемая деталь; б — шаблон.
вых балок. Этот шаблон служит для наметки
отверстий как в полках, так и в стенке (фиг. 8).
Близ кромки шаблона, обращенной к обушку
швеллера, на лицевой стороне шаблона нано-
сятся оси продольных рядов отверстий стенки
и перпендикулярными к ним осями — центры
отверстий. По каждой оси центры отверстий
обводятся своим условным знаком: крест,
треугольник, квадрат, кружок и т. п. На про-
филе швеллера, изображённом на шаблоне,
показывается положение продольных рисок с
указанием расстояния между ними, а также
условные знаки для отверстий, принятые на
данной рейке.
в) Для уголков шаблоны изготовляются
либо такого же типа, как шаблоны для полок
двутавров, либо в виде совмещённого шаблона,
как для полок и стенки швеллера. Подобный
шаблон изготовляется из рейки, равной по
ширине широкой полке уголка; в нём свер-
лятся отверстия для этой полки. Продоль-
ные оси второй полки наносятся у кромки
шаблона, обращенной к обушку уголка. На
изображении профиля уголка даются их рас-
стояния от обушка. Центры отверстий на
каждой оси отмечаются своим условным зна-
ком.
г) Для полос применяются шаблоны, ана-
логичные шаблонам для полок двутавров.
7) Для гнутых деталей, а также для раз-
малкованных и смалкованных уголков и угол-
ков с высадками пользуются деревянными ре-
ечными шаблонами из бруска сечением 50 X
X 20 мм. Для проверки угла загиба приме-
няется контрольный деревянный шаблон из до-
ски. Для наметки отверстий служит деревян-
ный шаблон из доски, для непосредственного
пробивания отверстий на прессе — картонный
шаблон.
Расстояние между высадками назначается
меньше расстояния между кромками поясных
уголков на 3% ширины их полки. На фрезе-
рование или обрубку торцов уголков, требую-
щих пригонки, добавляется припуск 3 мм на
каждый торец.
Длина заготовки для уголков с высадками
назначается по чертежу -f- 25 мм на каждую
высадку независимо от её глубины.
Разметка контуров развёрток обычно
производится по координатам, взятым с рабо-
чего чертежа. В отдельных случаях необхо-
димые построения производятся разметчиками.
Приёмы построения важнейших развёрток
изложены в гл. VII, „Технология производства
котельных конструкций", гл. VII.
Наметка деталей производится на стел-
лажах из тщательно выровненных перенос-
ных козел. Уголки укладываются либо обуш-
ком вверх на гладких стеллажах, либо пол-
кой вниз — на стеллажах со специальными
подставками или прорезями — для намет-
ки полки уголка в горизонтальном положе-
нии.
При большом объёме наметки поверхности
профилей, на которых производится наметка,
целесообразно грунтовать мелом на клею.
Шаблоны крепятся к металлу струбцинами или
пружинными скобами.
В двутавровых балках первой намечается
стенка по комбинированному шаблону; центры
отверстий набиваются центровым кернером
через отверстия в картонном или фанерном
шаблоне. Для увязки стенки с полками на
полки наносятся по угольнику контрольные
риски. Центры отверстий в полках набиваются
центровым кернером через отверстия в дере-
вянном шаблоне, который ориентируется по
контрольным рискам. Вокруг центров отвер-
стий контрольным кернером набиваются кон-
трольные окружности.
В швеллерах первыми намечаются полки,
а в у го л к ах — полка, для которой сделан
шаблон с отверстиями. Кромка шаблона при
этом равняется по обушку. Продольные риски
на стенке швеллера и на второй полке уголка
проводятся рейсмусом. Поперечные риски
с кромки шаблона переносятся чертилкой по
угольнику. Центры отверстий (точки пересе-
чения продольных и поперечных рисок) наби-
ваются слесарным кернером.
Наметка листовых деталей по стальным
шаблонам производится кернером. Контур и
обрезы обводятся чертилкой по кромкам ша-
блона и кернятся через 50—100 мм.
Намеченные детали маркируются: на них
выбиваются номер заказа, номер чертежа, но-
мер детали и диаметр отверстий.
Наметка выполняется рабочим звеном в со-
ставе наметчика и подручного.
476
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА КЛЁПАНЫХ СТАЛЬНЫХ КОНСТРУКЦИЙ
1РАЗД. III
ВЫПОЛНЕНИЕ ЗАКЛЕПОЧНЫХ
отверстий
Пробивание отверстий
Заклёпочные отверстия в деталях могут
быть либо пробиты на дыропробивных прессах,
либо просверлены.
На крупных заводах стальных конструкций
располагающих высокопроизводительным ды-
ропробивным оборудованием (автоматические
спейсеры, дубликаторы и пр.), широко приме-
няется пробивание отверстий, как операция
более экономичная, чем свертение. При при-
менении современного дыропробивного обору-
дования резко сокращается работа по разметке
и почти полностью исключается наметка.
На поверхности пробитого отверстия меха-
нические свойства стали понижаются; однако
практически достаточно рассверлить отвер-
стие на 2 мм по диаметру, чтобы влияние
пробивания резко снизилось. Рассверливание
на 3 — 4 мм по диаметру полностью устра-
няет вредные последствия пробивания. Про-
бивание отверстий в стали марки Ст. 3 и стали
СПК допустимо для всех конструкций. Для
ответственных конструкций, особенно подвер-
женных действию динамических нагрузок, за-
клёпочные отверстия после пробивания должны
быть рассверлены (в собранных элементах) не
менее, чем на 3 мм по диаметру. Пробивание
отверстий в стали можно производить до
толщины, которую допускают мощность обо-
рудования и стойкость дыропробивного инстру-
мента; обычно для стали Ст. 3 — до 24 мм и для
стали (.ПК — до 20 мм включительно.
Инструмент-м для пробивания отверстий
на прессе любой конструкции служат штем-
пели (пуансоны) и матрицы (фиг. 9, а и б).
Тип А
Тип 6
-Ф27-
1
Штемпель (фиг. 9, а)
закрепляется с по-
мощью колпачковой
гайки в верхней по-
душке, в свою оче-
редь укреплённой на
подвижном ползуне
пресса. Штемпели ти-
па А предназначены
для пробивания отвер-
стий но наметке, типа
Б — для работы по
картонным шаблонам
на спейсерах и дубли-
каторах.
Матрица (фиг. 9, б) вставляется в нижнюю
неподвижно закреплённую подушку пресса;
размеры матриц даны в табл. 3.
б)
Фиг. 9. Нормали штемпе-
лей и мачриц.
Внутренний диаметр матрицы назначается
по номинальному диаметру отверстия. Диа-
метр штемпеля принимается меньше диаметра
матрицы на величину а — 1,2 мм при толщи-
не стали 4 — 14 мм и 1,5 мм при большей
толщине.
Чем меньше зазор между штемпелем и
матрицей, тем чище поверхность отверстия и
тем ближе она к цилиндрической форме.
Таблица 3
а
ь
Размеры
10
17
i8
4
12
19
яо
4
матриц
14
22
22
4
в мм
17
25
24
5
20
28
25
5
23
31
28
Ь
26
34
31
6
С другой стороны, при уменьшении зазора
увеличивается усилие, необходимое для про-
бивания отверстия, а глазное, резко повы-
шается износ инструмента.
Наивыгоднейший зазор между штемпелем
и матрицей находится из условия, чтобы на-
правление среза соответствовало углу есте-
ственного скалызания стали E б°), что даёт
величину зазора по диаметру 0,12 — 0,1о б (где
8 — толщина стали).
Штемпели и матрицы изготовляются из
инструментальной углеродистой и легирован-
ной стали (ГОСТ В 1435-42 и ОСГ 14958-39)
следующих марок: v-глеродистая — У8А и У9А,
легированная 5ХВС и Х12М. Для пробивания
сталей СПК обязательно применение штемпе-
лей и матриц из легированной инструмен-
тальной стали.
Установленная заводской практикой пре-
дельная толщина стали, в которой можно
пробивать отверстия штемпелем заданного
диаметра, приведена в табл. 4. Увеличение
Таблица 4
Зависимость между диаметром отверстия
и толщиной стали
Диаметр
отверстия
(матрицы)
в мм
12
Н
17
2О
23
26
Диаметр
штемпеля
в мм
ю,3
Г2,8
г 5- 5
18,5
21.5
24.5
Предельная толщина
стали
принятая
на заводах
СССР
12
14
18
20
24
26
В ММ
принятая
на заводах
США
19
22
25
25
29
29
толщины стали сверх указанной в таблице
приводит к частым поломкам штемпелей.
Средняя стойкость дыропробивного инстру-
мента из углеродистой инструментальной стали
при обработке стали марки Ст. 3 для штемпе-
лей -20^0 — 25 )Э отверстий, для матриц —
4000 — 4500 отверстий.
Усилие Р в кг, необходимое для пробива-
ния отверстия, зависит в основном от диа-
метра отверстия d в мм, толщины стали 8
ГЛ. VI]
ВЫПОЛНЕНИЕ ЗАКЛЁПОЧНЫХ ОТВЕРСТИЙ
477
в мм и её предела прочности при разрыве скаясь вместе с ползуном, пробивает отверстие
<зь кг/мм2 и разна в обрабатываемой детали.
р _ /9 5 — 3,5) d 3?a Включение и выключение рабочего вала
Для наиболее употребительных диаметров
отверстий d мм и толщин стали о мм марки
Ст. 3 усилия, необходимые для пробивания
отверстий, даны в табл. 5.
Таблица 5
Усилия, необходимые для пробивания отверстий
пресса с насаженным на эксцентрик ползуном
/
d в мм
8 в мм
IO
12
15
2О
25
Усилия в
14
15.4
18,5
23.1
—
17
18,7
22,4
28,0
37-4
т
20
22,0
26,4
33- о
44,°
~
23
25.3
30,4
З8.о
5°.6
63.3
26
28,6
34.3
43.°
57.2
71,6
Дыропробивные прессы
Пробивание отверстий по картонным
шаблонам и по наметке производится на
одноштемпельных и двухштемпельных прессах
различной мощности и конструкции. На фиг. 10
Фиг. 11. Включение штемпеля помощью сухаря.
производятся посредством кулачковой муфты
от ножной педали.
Пробивание отверстий по картонным ша-
блонам производится одним рабочим (прес-
совщиком).
Шаблон накладывается на вырезанную де-
таль и закрепляется на ней пружинными скоба-
ми. Несколько приподнимая деталь над матри-
цей, рабочий ловит штемпель в отверстие шаб-
1600-
Фиг. 10. Дыропробивной двухштемпельный пресс.
изображён двухштемпельный пресс простой
и надёжной конструкции, хорошо приспо-
собленный для этого вида работ. Наличие
двух штемпелей позволяет быстро, без смены
инструмента, переходить с одного диаметра
на другой. Литая станина пресса имеет вылет
780 мм и зев 430 мм. Пресс развивает да-
вление 80 т, что допускает пробивание от-
верстий диаметром 26 мм в стали толщиной
24 мм при пределе прочности её до 45 кг/мм2;
число ходов штемпеля в минуту — 30.
Включение в работу и выключение каждого
штемпеля производится независимо с помощью
сухаря / (фиг. 11). В первом положении су-
харь выдвинут из гнезда в верхней подушке
и штемпель выключен из работы. При опуска-
нии ползуна штемпель упирается в обраба-
тываемую деталь, верхняя часть и головка
пальца 2 входят в гнездо, свободное от су-
харя. Во втором положении сухарь вдвинут
в гнездо, благодаря чему штемпель включён
в работу. При опускании ползуна головка
пальца упирается в сухарь, а штемпель, опу-
лона и включает пресс.
Производительность ра-
боты по картонным ша-
блонам зависит от веса
детали и числа отвер-
стий в ней. При весе де-
талей до 20 кг и числе
отверстий в детали 3—40
за восьмичасовую смену
пробивается 2200 — 3700
отверстий.
При пробивании от-
верстий в длинных дета-
лях по наметке дыро-
пробивные прессы дол-
жны быть оборудованы
роликовыми столами для
лёгкого перемещения и
поддерживания детали в
процессе работы. Столы
к прессам для уголков целесообразно устраи-
вать с дисковыми роликами.
При пробивании отверстий в листах обра-
батываемую деталь необходимо перемещать
не только в продольном, но и в поперечном
направлении. Для такой работы применяются
столы с отдельными роликовыми тележками,
перемещающимися поперёк стола по направля-
ющим рельсам (фиг. 12).
Пресс для двутавров и швеллеров обору-
дуется столами в виде отдельных роликовых
козел переменной высоты (фиг. 13). Помощью
гаек а с рукоятками ролики могут быть под-
няты или опущены на нужную высоту в за-
висимости от профиля обрабатываемой балки
или швеллера.
Точность и производительность работы при
пробивании отверстий по наметке повышает
(особенно у малоквалифицированных рабочих)
применение „плавающего штемпеля" (фиг. 14).
Палец штемпеля / может свободно двигаться
в верхней подушке. При верхнем положении
ползуна штемпель лежит на обрабатываемом
478
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА КЛЁПАНЫХ СТАЛЬНЫХ КОНСТРУКЦИЙ [РАЗД. 111
Стол пойачи
Стол приёма
Фиг. 12. Пресс для листов со столом из роликовых тележек: а —роликовая гележка; б — план устаноики.
Фиг. 13. Роликовые козелки переменной высоты.
ГЛ. VI]
ВЫПОЛНЕНИЕ ЗАКЛЁПОЧНЫХ ОТВЕРСТИЙ
479
листе, и под него может быть удобно прове-
дён центр пробиваемого отверстия.
На определённой высоте палец имеет вы-
точку, в которую под давлением пружины 2
может войти стержень 3. При рабочем ходе
Фиг. 14.
Плавающий
штемпель.
ползуна пресса верхняя подушка сначала сколь-
зит по пальцу штемпеля, пока последний не
упрётся своим верхним концом в упор подушки,
в этот момент выточка в пальце оказывается
против стержня 3. Одновременно конусный
конец колпачка 4 скользит сначала по наклон-
ной, а затем по вертикальной поверхности
планки 5, укреплённой неподвижно на станине
пресса. Колпачок сжиуает пружину, а послед-
няя давит на стержень 3, который под этим
давлением входит в выточку пальца. При
дальнейшем ходе ползуна штемпель вдавли-
вается в сталь и пробивает отверстие.
Б начале обратного хода ползуна конец
стержня 3 находится в выточке, благодаря
чему палец поднимается и ште.шель выходит
из отверстия. Когда конусный конец колпачка
соскользнёт с планки 5 и давление пружины 2
уменьшится, стержень под давлением второй
пружины 6 выйдет из выточки пальца и штем-
пель опустится на обрабатываемую деталь.
До опускания штемпеля рабочий должен пере-
местить деталь, чтобы штемпель не попал
в только что пробитое отверстие. Палец со
штемпелем удерживается в подушке винтом 7,
конец которого находится во второй, более
длинной выточке, имеющейся в пальце.
Пробивание отверстий по наметке произ-
водится одним рабочим. При работе с очень
тяжёлыми деталями (более 100 кг) прессов-
щику даётся подручный. Производительность
работы зависит от веса деталей и количества
отверстий в одной детали. При весе деталей
до 200 кг и числе отверстий в детали 10—100
выработка за восьмичасовую смену колеблется
в широких пределах — 600—2300 отверстий.
Дубликаторы
Пробивание отверстий без предваритель-
ной наметки производится на дубликаторах
и спейсерах —станках большой производи-
тельности, дающих высокую точность в рас-
стояниях между отверстиями и одинаковое
расположение отверстий для всей партии
обрабатываемых деталей.
публикатор (фиг. 15 и 16) предназначен
для пробивания заклёпочных отверстий в ли-
стах любого очертания и с произвольным
расположением отверстий. Он состоит из дыро-
пробивного пресса / с большим вылетом (до
2000 мм), скобы 2 с копирным штемпелем
и стола 3 специальной конструкции. Пресс и
6500
Фиг. 15. Дубликатор — крупная модель.
480
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА КЛЕПАНЫХ СТАЛЬНЫХ КОНСТРУКЦИЙ
[РАЗД. Ill
скоба имеют по два штемпеля, что позволяет
с одной установки вести обработку листов,
имеющих отверстия двух различных диаметров.
Расстояние между осью пресса и осью скобы
определяет наибольшую длину листа, могущего
быть обработанным на станке.
Стол имеет подвижную раму 4 с роликами из
груб диаметром около 80 мм, которую можно
перемещать в поперечном направлении по на-
правляющим на глубину вылета пресса. Длина
рамы равна утроенному расстоянию между
осями пресса и скобы. Вдоль наружной стороны
рамы движется направляющий швеллер ,5, име-
ющий зажимы 6" для крепления и упоры для
правильной укладки обрабатываемого листа и
шаблона на расстоянии, точно равном расстоя-
нию между осями пресса и скобы.
Отверстия в первом листе партии проби-
ваются на прессе по разметке. В дальнейшем
Фиг. 16. Дубликатор —малая модель.
этот лист служит шаблоном, с которого ко-
пируются все остальные листы партии.
Лист, подлежащий обработке, закрепляется
зажимами у направляющего швеллера под ра-
бочим штемпелем пресса, а лист-шаблон — под
копирным штемпелем скобы. Передвигая на-
правляющий швеллер с закреплённые листом
и шаблоном вдоль роликовой рамы, а раму по
направляющим, можно подвести под копирный
штемпель любое отверстие шаблона.
Перемещение направляющего швеллера и
рамы производится одним рабочим помощью
штурвалов и системы зубчатых передач. В тот
момент, когда копирный штемпель попадает
в отверстие шаблона, производится включение
пресса (от кнопки, помощью электромагнита)
и рабочий штемпель пробивает соответству-
ющее отверстие в листе. Извлечение копирного
штемпеля из отверстия производится автома-
тически при обратном ходе пресса помощью
электромагнита, укреплённого на головной
части скобы. Каждый из двух копирных штем-
пелей связан системой рычагов с одним из
рабочих штемпелей таки л образом, что при
включении одного копирного штс.шеля авто-
матически выключается второй копирный
штемпель, включается нужный рабочий 'штем-
пель и выключается второй.
Работа на дубликаторе в среднем на 30—40%
производительнее пробивания отверстий по
наметке.
Для обеспечения заданной точности работы
необходимо соблюдать следующие требования:
1) Зажимы и упоры у направляющего швеллера
должны быть настолько надёжны, чтобы во
время работы обеспечивались параллельность
и неизменность взаимного расположения листа
и шаблона. 2) Расстояние между рабочими
кромками упоров должно в точности соответ-
ствовать расстоянию между осями п есса и
скобы. 3) Копи ные и рабочие штемпели не
должны иметь заметной шаткости, которая
влечёт за собой колебание расстояния между
штемпелями.
При конструировании деталей для обра-
ботки на дубликата;*е необходимо: 1) в фасон-
ках давать хотя бы один прямой угол; 2) об-
резы назначать не менее 50 мм; 3) не допу-
скать в одной детали больше двух различных
диаметров отверстий (по числу штемпелей
у пресса).
Спейсеры
Спейсером называется многоштемпельный
дыропробивной пресс с роликовыми столами
и специальными делительными приспособле-
ниями, предназначенный для пробивания за-
клёпочных отверстий без предварительной на-
метки их центров.
Каждый спейсер состоит из следующих
частей: 1) многоштемпельного дыропробивного
пресса с числом штемпелей не менее четы ёх;
2) двух роликовых столов: загрузочного (зад-
него)—для укладки обрабатываемых деталей
и делительного или рабочего (переднего)—для
поддерживания обрабатываемых деталей после
прохода их через дыропробивной пресс и для
установки делительной рейки, по которой про-
биваются отверстия; 3) тележки, кото ая
перемещается по делительному столу и тянет
обрабатываемые детали чеоез пресс.
Различают три основных типа спейсе^ов:
ручные, полуавтоматические и автоматические.
В ручных спейсерах тележка перемещается
рабочим вручную помощью штуовала, вчучную
же производится и остановка в моменты про-
бивания отверстий. Включение ппесса произ-
водится независимо от работы тележки.
В полуавтоматических спейсепах тележка
приводится в движение электро ..отором, но
остановка её производится вручную по дели-
тельной рейке.
В автоматических спейсерах обрабатывае-
мый металл протягивается через пресс электри-
ческой тележкой, которая останавливается
помощью механических упоров для пробива-
ния отверстий и азтоматически же начинает
движение после пробивания отверстий ка-
ждого ряда. Механизл включения пресса может
быть сблокирован с механизмом движения
тележки, благодаря чему включение пресса
в работу может производиться автоматически.
На спейсерах возможна обработка всех
основных профилей прокатной стали: листов,
двутавров, швеллеров и уголков. Для каждого
профиля требуется специальное приспособле-
ние, предусматриваемое конструкцией станка.
Эти приспособления описаны ниже.
На фиг. 17 изображён ручной спейсер,
предназначенный для пробивания заклёпочных
отверстий в двух сложенных вместе „парных"
уголках и полосах шириной до 500 мм. Спей-
сер имеет четырёхштемиельный пресс давле-
нием 150 т с открытым зево»1.
На верхней полке передней балки рабочего
стола кренится сменная деревянная делитель-
ная рейка (см. фиг. Ь), Для правильной уста-
ГЛ. VI]
ВЫПОЛНЕНИЕ ЗАКЛЁПОЧНЫХ ОТВЕРСТИЙ
481
Фиг. 17. Ручной спейсер.
новки делительной рейки на рабочем столе
наносится „нулевая" риска, с которой совме-
щается передний обрез рейки.
Расстояние нулевой риски от оси штем-
пелей равно расстоянию от упорной грани
зажимных клещей тележки до рабочей кромки
указателя.
Тележка спейсера снабжена штурвалом,
помощью которого рабочий перемещает её по
двум кремальерным рейкам вдоль стола, кле-
щами для захвата обрабатываемых деталей и
указателем для остановки тележки в соответ-
ствии с поперечными осями делительной рейки.
Для амортизации толчков при пробивании
отверстий и более плавного перемещения мате-
риала тележка должна быть достаточно мас-
сивной. Вес тележки подбирается в зависи-
мости от предельных размеров деталей, обра-
батываемых на спейсере.
На фиг. 18 показано зажимное приспособле-
ние для уголков в момент пробивания отвер-
стий. Оно необходимо, чтобы не допускать
клиньев зажимные планки оттягиваются об-
ратно пружинами, и уголки освобождаются.
На фиг. 19 показано направляющее приспо-
собление для универсальной стали. Оно состоит
из двух роликов, насаженных на вертикаль-
ные оси. Оси укреплены в специальных по-
Фиг. 18. Зажимное приспособление для уголков.
смещения отверстий от продольных рисок
уголков.
Приспособление состоит из двух клиньев 1,
укреплённых на ползуне пресса, и двух ниж-
них подушек со скользящими по ним зажим-
ными планками 2. При опускании ползуна
пресса клинья нажимают на ролики 3 зажим-
ных планок, которые упираются в вертикаль-
ные полки уголков и плотно их зажимают.
При обратном ходе ползуна по мере подъёма
Фиг. 19. Направляющее приспособление для универсаль-
ной стали.
душках. Ось одного ролика имеет пружинный
амортизатор, допускающий отжатие ролика
при местных уширениях полосы.
Включение и выключение каждого штем-
пеля производятся независимо путём вдвига-
ния (для включения) и выдвигания (для вы-
ключения) сухаря в паз верхней подушки.
При пробивании на ручном спейсере угол-
ков на ролики загрузочного стола уклады-
ваются два парных уголка, сложенных Т-об-
разно вертикальными полками вниз; уголки
пропускаются через пресс и с другой стороны
захватываются клещами тележки. Указатель
тележки при этом ставится над первой риской.
Если в уголках или листах обрез и первый
шаг отверстий малы и клещами тележки нельзя
сразу захватить металл, тогда для пробивания
первого, а иногда и второго ряда отверстий
пользуются прокладками из строганых пластин,
длинная сторона которых равна длине первых
двух шагов, а короткая—первому шагу. В этом
случае указатель совмещается с. риской тре-
тьего ряда отверстий.
В клещи закладывается прокладка узкой
стороной, вплотную к упорной грани клещей,
уголки или лист подаются в упор к прокладке,
и пробивается первый ряд отверстий Затем
прокладка закладывается широкой стороной
к упорной грани клещей и пробивается второй
482
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА КЛЁПАНЫХ СТАЛЬНЫХ КОНСТРУКЦИЙ
[РАЗД. Ill
ряд отверстий. После этого прокладка выни-
мается и обрабатываемые детали зажимаются
в клещи тележки. Спейсеровщик помощью
штурвала перемещает тележку по рабочему
столу и останавливает её в тот момент, когда
указатель, укреплённый на тележке, совпадёт
с осевой линией на делительной рейке.
Подручный рабочий по сигналу спейсеров-
щика производит включение нужных штем-
пелей пресса на рабочий ход.
Производительность ручного спейсера за-
висит от размера обрабатываемых деталей,
частоты расположения на них отверстий и
размера партии. Чем меньше партия одинако-
вых деталей, тем относительно больше вре-
мени тратится на настройку станка. Настройка
ручного спейсера для работы требует до 30 мин.
времени.
Производительность ручного спейсера за
восьмичасовую смену (не считая времени на
настройку) при весе деталей до 200 кг и
числе отверстий в детали 10 —100 составляет
2400 — 9300 отверстий.
На фиг. 20 показан автомагический спей-
сер американской фирмы Thomas Manuiactu-
ring Machine Co.
Gl,— предел прочности стали при разрыве
в кг/мм2.
Верхние (для штемпелей) и нижние (для
матриц) подушки перемещаются в пазах и по
направляющим вдоль столов пресса, к которым
они крепятся болтами в местах установки.
Сухарь 1 каждого штемпеля помощью крю-
ка 2 и передвижного рычага 3 может быть
присоединён к одному из четырёх квадратных
валов 4, укреплённых на кронштейнах 5 к пол-
зуну пресса (фиг. 21). Поворотом вала по-
мощью рукоятки от себя 6 все сухари,
связанные с валом, вдвигаются в верхние по-
душки; штемпели этих подушек при включе-
нии пресса будут пробивать отверстия. При
повороте вала помощью рукоятки на себя 7
все сухари, связанные с ним, выдвигаются и
выключают соответствующие штемпели из
работы.
Ножи для обрезки кромок крепятся на спе-
циальных подушках. Рабочая длина ножей-
Фиг. 20. Автоматический спейсер фирмы Thomas
Manufacturing Machine Co, США.
Спейсер предназначен для обработки ли-
стов размером до 25 х 2000 мм или четырёх
уголков сечением до 200 х 200 х 25 мм и длиной
до 15 м. Одновременно с пробиванием отвер-
стий на спейсере можно обрезать продольные
кромки листа и распускать лист на полосы.
Давление пресса — 550 т.
На ползуне пресса размещается до 36 штем-
пелей, однако количество штемпелей, которое
может быть включено в одновременную ра-
боту, определяется мощностью пресса й зави-
сит от толщины, качества обрабатываемой
стали и диаметра отверстий. Наибольшее ко-
личество штемпелей, которое может быть
одновременно включено в работу, определяется
по формуле
Р
П~~ B,5—3,5) d bab '
где Р— сила давления пресса в кг; d — диа-
метр отверстий в мм; Ь — толщина стали в мм;
200 мм, уклон режущей грани верхнего ножа
1:16. Нижний нож имеет Г-образную форму,
благодаря чему производит не только продоль-
ную, но и поперечную резку на части (кроше-
ние) обрезаемой кромки. Зажимное приспо-
собление для уголков и направляющие для
универсальной стали на автоматическом спей-
сере такие же, как и на ручном (см._стр. 27).
Возможность поперечного смещения широких
листов устраняется зажимом заднего конца
обрабатываемого листа в ползуне, который
скользит по строганой направляющей, уложен-
ной по оси загрузочного стола.
Продольные балки рабочего стола делаются
из двутавров с широкими полками, плоскость
верхних полок и внутренние кромки которых
тщательно простроганы. Эти внутренние
кромки и примыкающие к ним части верхних
полок служат направляющими для перемеще-
ния спейсерной тележки. На полке каждого
двутавра, кроме того, укреплены две зубча-
тые рейки: одна — шириной 50 мм, с шагом
25,4 мм. — служит для перемещения тележки;
вторая—шириной 140 мм, с шагом 6,3 мм —
служит для торможения тележки.
ГЛ. VI]
ВЫПОЛНЕНИЕ ЗАКЛЁПОЧНЫХ ОТВЕРСТИЙ
483
К наружной кромке двутавра со стороны
спейсеровщика крепится либо сменная дере-
вянная делительная рейка со штифтами для
а) б)
Фиг. 21. Схема включения (а) и выклю-
чения (о) штемпелей спейсера.
остановки тележки (см. фиг. 4), либо посто-
янная стальная разметочная рейка с отвер-
стиями для штифтов. Разметочная рейка
делается из нержавеющей стали сечением
15X70 мм, длиной, равной полезной длине
рабочего стола, и состоящая из нескольких
частей. Рейка по всей длине имеет 5 продоль-
ных рядов сквозных отверстий диаметром 3 мм,
с шагом 5 мЛ; каждый ряд отверстий сдвинут
по отношению к соседнему на 1 мм (фиг. 22).
Фиг. 22. Схема разметочной рейки.
Таким образом рейка является поперечным
масштабом с точностью до 1 мм. В отверстия
вставляются стальные штифты диаметром
в верхней части 4 мм и в нижней — 3 мм.
Расстановка штифтов производится непосред-
ственно по чертежу или по специальному
эскизу (см. фиг. 5).
По аналогии с нулевой риской деревянной
делительной рейки на стальной разметочной
рейке должен быть установлен „нулевой"
штифт, от которого ведётся расстановка всех
рабочих штифтов. Нулевой штифт соответ-
ствует положению лопатки остановочного ме-
ханизма, когда упорные грани клещей тележки
находятся на линии штемпелей пресса.
Электрическая тележка автоматического
спейсера схематически изображена на фиг. 23.
Перемещение её производится мотором посто-
янного тока мощностью 3,7 кет. Тележка имеет
две скорости: скорость рабочего хода (когда
тележка тянет материал) — 7 м/мин и холо-
стого хода — 19 м/мин.
Основной частью остановочного механизма
тележки являются пластичные тормозы 11,
расположенные с обеих сторон тележки.
Тормозы состоят из 10 отдельных пластин
толщиной по 12,7 мм. Нижняя поверхность
пластин-имеет зубцы того же профиля и шага,
что и тормозные рейки 13 на рабочем столе.
Зубцы на каждой пластине тормоза сдвинуты
по отношению к соседним пластинам на 1 мм,
вследствие чего при опускании пластин на
зубчатые рейки в любом месте не менее пары
пластин всегда входят в плотное зацепление
с рейками. При движении тележки тормозные
пластины находятся в подвешенном состоянии
и не препятствуют её движению. При зацепле-
нии остановочной лопатки 14 с очередным
штифтом на делительной рейке пластины
освобождаются и падают на зубчатые рейки,
одновременно происходит отключение мотора
помощью электромагнитной муфты 5, тележка
затормаживается и останавливается. После
рабочего хода пресса тормозные пластины 11
автоматически поднимаются помощью электро-
магнита 10 и тележка начинает своё дви-
жение к следующему штифту.
Спейсер для обработки двутавровых балок
и швеллеров (фиг. 24) имеет следующие' кон-
структивные особенности:
1) В нижней траверзе пресса имеется проём
для пропуска через пресс балки или двух
швеллеров, сложенных стенками; нижний стол,
на котором устанавливается инструмент, со-
стоит из двух частей. Подушки с матрицами
для пробивания отверстий в полках устана-
вливаются на концах консольных выступов
стола.
2) Загрузочный и рабочий столы имеют
опускающиеся части по всей длине столов —
по оси проёма в нижней траверзе (фиг. 25).
Подъёмная часть состоит из отдельных секций
длиной около 6,5 м. При соответствующей
настройке на спейсере можно одновременно
пробивать отверстия в полке одной балки и
Фиг. 23. Электрическая тележка автоматического спейсера: 1 — рама тележки; 2 — клещи для захватыва-
ния обрабатываемой детали; J — электромотор; 4 — барабан с питающим кабелем; 5 — электромагнитная
муфта; 6 ходовые колёса; 7 — ведущий вал с шестернями; 8 — передаточные шестерни; 9 — цепная пере-
дача; 10 — электромагнит; И — пластинчатые тормозы; 12 — рейка для перемещения тележки; 13 — тормоз-
ная рейка; 14 — остановочная лопатка.
484
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА КЛЁПАНЫХ СТАЛЬНЫХ КОНСТРУКЦИЙ
[РАЗД. lit
стенке другой. При пробивании отверстий
в стенках двутавров и швеллеров приме-
Фиг. 25. Стол спейсера для
балок с подъёмными роликами:
/ — продольные направляющие
стола; 2 — ролики; 3 — подъ-
ёмный винт; 4 — червячная
передача.
Фиг. 24. Рабочая часть пресса спейсера для балок.
няются направляющие ролики, при пробива-
нии отверстий в полках — зажимное приспо-
собление (фиг. 18
и 19).
На автоматиче-
ском спейсере ра-
ботают 2 челове-
ка— спейсеровщик
и подручный. Спей-
серовщик произво-
дит расстановку
штифтов по раз-
меточной рейке,
руководит уста-
новкой инструмен-
та и приспособле-
ний, включает нуж-
ные группы штем-
пелей во время работы спейсера и в момент
остановки тележки включает пресс на рабо-
чий ход. Подручный подаёт материал на за-
грузочный стол, закрепляет его в клещах те-
лежки, сникает обработанные детали со стан-
ка и производит их маркировку.
Работа на автоматическом спейсере требует
большого внимания и аккуратности, а сам
станок — тщательного наблюдения за его
исправным состоянием, иначе спейсер теряет
свою точность, отчего ухудшается качество
обработки.
При эксплоатации спейсеров должны не-
уклонно выполняться следующие требования:
1) Нельзя допускать угона разметочной
рейки в зажимах, необходимо следить за её
надёжным креплением и чистотой.
2) Все штифты должны иметь одинаковый
диаметр и высоту. Диаметр нижней части
должен соответствовать диаметру отверстий
в рейке. Штифты, погнутые и шатающиеся
в гнёздах, для работы не пригодны.
3) Положение нулевого штифта должно
регулярно проверяться следующим способом:
на расстоянии 200 — 300 мм от нулевого
штифта ставится контрольный штифт, с кото-
рым тележка приводится в зацепление, и из-
меряется расстояние от упорной грани клещей
тележки до оси матриц. Это расстояние должно
быть равно расстоянию от нулевого до кон-
трольного штифтов.
4) Лопатка тележки должна иметь ровную
рабочую кромку; эта кромка должна быть пер-
пендикулярна продольной оси разметочной
рейки.
5) Тормозные рейки и зубцы тормозных
пластин должны быть чистыми: грязь, скапли-
ваясь между зубцами, нарушает точность ра-
боты остановочного механизма.
6) Точность работы спейсеров должна регу-
лярно, не реже одного раза в месяц, прове-
ряться путём отдельного пробивания на каждом
спейсере деталей большой длины с одинако-
вой разбивкой отверстий и соединения этих
деталей попарно.
При удовлетворительном состоянии спей-
серов калибр диаметром на 1 мм меньше
диаметра штемпелей должен проходить не
менее чем в 90°/0 всех отверстий.
Внедрение спейсеров в технологический
процесс изготовления стальных конструкций
предъявляет ряд требований конструктивного
характера:
1) На спейсерах могут обрабатываться
только такие детали, в которых заклёпочные
отверстия расположены в точках пересечения
двух взаимно перпендикулярных систем про-
дольных и поперечных рисок.
2) Шаг заклёпочных отверстий должен быть
не менее 40 мм. При шахл.атном расположе-
нии отверстий это относится к расстоянию
между соседними поперечными рисками.
3) Расстояние между продольными рядами
заклёпочных отверстий в листах и уголках
должно быть не менее 50 мм, а в стенках
двутавров и швеллеров—57 мм.
4) В поперечных рядах отверстия должны
быть расположены таким образом, чтобы на
всей длине детали отверстия любого попереч-
ного ряда могли быть получены комбиниро-
Фиг. 26. Схема четырёх групп штемпелей спейсера.
ванием не более четырёх постоянных групп
штемпелей. Это требование пояснено на
фиг. 26.
5) Для возможности обрезки кромок одно-
временно с пробиванием отверстий продоль-
ные обрезы должны назначаться не ме-
нее 57 мм.
6) Для деталей из листовой стали на од-
ной детали можно применять только одни
ГЛ. VI)
ВЫПОЛНЕНИЕ ЗАКЛЁПОЧНЫХ ОТВЕРСТИЙ
485
диаметр отверстий, что также желательно и
для других профилей. В отдельных случаях
допустимы разные диаметры для разных по-
лок уголка, для полок и стенки двутавра и
швеллера.
7) У равнобоких уголков следует для
обеих полок назначать одинаковые риски.
У неравнобоких уголков с двумя рисками
в широкой полке ближайшую к обушку рис-
Техническая характеристика
стий получаемое при этом удлинение как бы
сгоняется к свободному концу и увеличивает
лишь задний обрез, поэтому задний конец де-
тали всегда следует обрезать после обработки
её на спейсере.
Автоматические спейсеры установлены на
ряде советских заводов. В табл. 6 приведены
основные производственные характеристики
этих спейсеров.
Таблица 6
спейсеров, работающих в СССР
Элементы
характеристики
Давление ползуна в т .
Наибольшее количество
штемпелей
Количество групп (ры-
чагов)
Наибольшие размеры и
количество одновременно
обрабатываемых деталей:
а) длина в м
б) лист толщиной и ши-
в) 2 полосы универсаль-
ной стали толщиной и ши-
риной в мм
г) 4 уголка размером
полок в мм
д) 2 двутавра или швел-
лера (стенки) №
е) 1 двутавр или 2 швел-
лера (полки) №
Наибольший диаметр
пробиваемых отверстий
в мм
Ширина обрезаемой
кромки листа в мм ....
Рабочая скорость те-
лежки при пробивании
отверстий в м/мин . . .
Наибольшая маршевая
скорость тележки в м/мин
Weingarfen
(Германия)
85о
48
4
15
2лУчООО
25X1330
Не имеют
Weingarten
(Германия)
боо
3°
4
15
25Х2о°0
25X830
приспо-
соблений
20
75
1.5-5
Thomas Machi-
ne Со
(США)
555
З6
4
15
25Х2ООО
25Х88о
200X200X25
Weingarten
(Германия)
4оо
чо
4
15
0
25X580
200X200X25
Не имеют приспособлений
Конструктивно не приспособлены
20
75
1.5-5
'5
зб
35
7
19
20
75
1.5-5
15
Thomas Machi-
ne Со
(США)
35°
24
4
15
э о
25X63°
2СюУ20оУ2т
зб
35
7
19
Thomas Machi-
ne Со
(США)
213
2О
4
25X1500
25X630
200X200X25
20-55
20—76
20
35
7
15
ку широкой полки следует назначать одина-
ковой с риской узкой полки.
8) Продольную и поперечную разбивку от-
верстий желательно иметь кратной 5 мм.
9) Два первых шага отверстий от концов
детали следует назначать одинаковыми.
10) Все детали из швеллеров и уголков нуж-
но стремиться конструировать, как парные (.та-
кие" и .наоборот") или с симметричной раз-
бивкой отверстий относительно середины.
Производительность работы на автомати-
ческом спейсере ещё более, чем на ручном,
зависит от размера партии, размеров деталей
и частоты расположения отверстий.
Настройка автоматического спейсера более
длительна и значительно сложнее, чем руч-
ного. Продолжительность её достигает 1,5 часа.
Производительность автоматического спей-
сера за восьмичасовую смену при весе дета-
лей до 400 кг и числе отверстий в детали
10—100 составляет 2400—18000 отверстий, не
считая времени на настройку.
При обработке на спейсере удлинение
стали от пробивания отверстий не сказы-
вается на расстояниях между отверстиями и
на общей длине детали (между крайними от-
верстиями). При принятом способе „протяги-
вания" деталей через пресс спейсера и жёст-
ком закреплении переднего конца обрабаты-
ваемой детали в момент пробивания отвер-
Сверление отверстий
При сверлении отверстие получает доста-
точно правильную форму и относительно чи-
стые стенки, причём механические свойства
металла в зоне отверстия ухудшаются значи-
тельно менее, чем при пробивании. Однако
пробивание отверстий с последующим их
рассверливанием обходится значительно де-
шевле, чем сверление в целом металле; по-
этому при изготовлении клёпаных стальных
конструкций сверление отверстий применяется
главным образом при толщине стали более
20 мм.
Для стали меньшей толщины сверление
применяется в том случае, когда диаметр от-
верстий меньше толщины стали, а также для
обработки деталей большого размера с непра-
вильным расположением заклёпочных отвер-
стий, обработка которых невозможна на спей-
серах или дубликаторах.
Рабочим инструментом для сверления от-
верстий служат обычно спиральные свёрла
с коническим хвостом по ГОСТ 888-41. Реко-
мендуемые режимы резания при сверлении —
см. т. 7.
Для сверления заклёпочных отверстий
в цехах стальных конструкций применяют-
ся преимущественно радиально-сверлильные
486
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА КЛЁПАНЫХ СТАЛЬНЫХ КОНСТРУКЦИЙ
[РАЗД. III
станки (фиг. 27) с вылетом 1,5—4,5 м, с не-
большим числом подач и скоростей вращения
шпинделя C—4) и ограниченным диапазоном
диаметров сверления, обычно 10—50 мм.
Радиально-сверлильный
станок.
Площадь, обслуживаемая
одним радиально-сверлиль-
ным станком, показана на
фиг. 28. Она зависит от угла
поворота хобота и вылета
станка. Предельные размеры (длина) детали
прямоугольной формы, могущей быть обра-
1
7
/
J
-/,
J
I
1
Фиг. 28. Схема размещения обрабатывае-
мого листа под радиально-сверлильным
станком.
ботанной под станком без перемещения, нахо-
дятся из соотношения
—iZJ-f rf.
Для обработки деталей большей длины,
чем L, необходимо либо устанавливать в ряд
несколько станков на расстоянии L один от
другого, либо устраивать под одним станком
передвижной стеллаж, обычно в виде ваго-
нетки с длинной базой, перемещающейся по
рельсам. Обрабатываемые детали укладыва-
ются на вагонетку на раме из деревянных
брусьев.
Преимущество первого решения — малая
площадь рабочего места (длина рабочего ме-
ста равна длине детали); недостаток — увели-
ченные простои станков вследствие их не-
равномерной загрузки, а также во время
уборки обработанных и укладки новых дета-
лей. Преимущество второго решения — пол-
ное использование станка; недостаток — боль-
шая площадь рабочего места.
Длина рабочего места
h =
где Z.max — наибольшая длина обрабатываемых
деталей.
Чтобы станок не простаивал в ожидании
работы, он снабжается двумя вагонетками.
Наиболее удобными в работе являются
передвижные радиально-сверлильные станки
на тележках; на фиг. 29 показан такой станок
фирмы Raboma (Германия).
На траверзе низкой тележки расположены
2 радиально-сверлильных станка с вылетом
2135 мм, расстояние между осями колонн
станков разно 1980 мм, каждый станок может
независимо поворачиваться на 360°. Тележка
перемещается по рельсовому пути шириной
колеи 3963 мм. Обрабатываемые детали
укладываются под тележкой между рельсами,
на раме из деревянных брусьев.
Для сверления отверстий в полках двутав-
ров и швеллеров траверза тележки должна
быть поднята на высоту профиля. Оба шпин-
деля имеют автоматическую подачу сверла и
могут обслуживаться одним рабочим, который
последовательно переходит от одного шпин-
деля к другому.
Сверление отверстий производится по на-
метке или по шаблону. Детали из листовой
стали обычно сверлятся пакетами по шабло-
ну. Толщина пакетов доводится до 60 -70 мм
(не считая шаблона). Обычно шаблоном слу-
жит первый лист партии; отверстия в шабло-
не сверлятся после его тщательной разметки.
Фиг. 29. Передвижной спаренный радиально-сверлильный станок на тележке.
ГЛ. VI]
РЕЗКА СТАЛИ
487
При сверлении по наметке центры отвер-
стий должны быть глубоко накернены, чтобы
избежать „увода" сверла. Такой же результат
даёт неточность заточки. Поэтому, -как пра-
вило, должна применяться централизованная
заточка свёрл.
Производительность указанных станков
при сверлении листовой стали марки Ст. 3
свёрлами из быстрорежущей стали и глубине
сверления 20—60 мм составляет 700—450 от-
верстий за восьмичасовую смену в зависимо-
сти от глубины сверления.
При свёрлах из углеродистой стали произ-
водительность уменьшается на—20% вслед-
ствие уменьшения скоростей резания и подачи.
Производительность при сверлении листо-
вой стали СПК ниже приведённых данных на
20—25%.
РЕЗКА СТАЛИ
Резка ножницами
Резка мелких деталей и деталей, обраба-
тываемых на дубликаторах или сверлильных
станках, производится до пробивания или
сверления заклёпочных отверстий. Обрезка
задних концов деталей, обрабатываемых на
спейсерах, производится после пробивания
отверстий (см. стр. 485).
Для уменьшения трудоёмкости необходимо
всемерно стремиться к сокращению объёма
работ по резке металла, что кожет быть до-
стигнуто заказом металла стандартных разме-
ров (длины и ширины листовой стали) и
применением в рабочих чертежах конструк-
ций этих размеров.
Резка листозой и угловой стали, а также
двутавровых балок и швеллеров до № 36
производится преимущественно на ножницах.
Для резки двутавровых балок, швеллеров,
квадратной и круглой стали применяются
также фрикционные и зубчатые дисковые пи-
лы. Для резки листовой стали больших тол-
щин, резки листовой стали по криволинейно-
му контуру и роспуска её на полосы при-
меняется также огневая резка (см. гл. V, «Тех-
нология производства сварных стальных кон-
струкций" и гл. IV, „Газовая резка").
Для получения лучшего качества среза и
уменьшения усилия резания необходимо, чтобы
процесс резки был возможно ближе к явле-
нию чистого сдвига. Это может быть дости-
гнуто, если лезвия ножей будут расположены
строго в одной вертикальной плоскости. Прак-
тически между лезвиями всегда существует
небольшой зазор s, благодаря которому воз-
никает дополнительный изгибающий момент
Ра, деформирующий обрабатываемую сталь
(фиг.ЗО). Чистота резания при этом ухудшается,
при разрушении стали происходит её раз-
рыв, появляются загиб кромки и заусенцы. За-
зор 5 назначается конструктивно предельно
малым — около 0,5 мм.
Чтобы уменьшить трение рабочей плоско-
сти ножа о плоскость разреза, рабочая пло-
скость устанавливается к плоскости разреза
под углом ^ (угол установки), равным около
2°. Нижняя плоскость ножа составляет с пло-
скостью разреза угол, равный 75—80° (угол
резания). Рабочие плоскости ножей должны
быть шлифованными.
При параллельных лезвиях ножей усилие
резания равно
Р = @,8-М, 1) bhb,
где 5 — толщина обрабатываемой стали в мм;
I — длина разреза в мм; зь — предел прочно-
сти стали при разрыве в кг/мм2*, @,8-?-1,1) —
опытный коэфициент, зависящий от качества
обработки режущих по-
верхностей, величины за-
зора 5 и т. п.
При наклонном верх-
нем ноже (фиг. 31) уси-
лие резания равно
@,4+0,55) 82j
р __ _ ' о
Фиг. 30. Схема резки
ножами.
Усилие резания умень-
шается с увеличением
угла наклона верхнего
ножа -f. С другой сто-
роны, благодаря наклону
верхнего ножа возникает сила Q = Р cos <p sin ?,
стремящаяся сдвинуть обрабатываемую деталь.
Эта сила всегда должна быть меньше силы
трения /Р. Так как /= 0,20 -=- 0,25, то угол ср
не может быть больше 14° (tg'f <0,25). При
больших углах наклона верхнего ножа ме-
I
Фиг. 31. Схема резки наклонным ножом.
талл подгибается по кромкам сильнее, отчего
разрез получается недостаточно чистым.
У больших листовых ножниц уклон верхнего
ножа обычно назначается от 1 :12 до 1 :18.
Резка листовой стали производится пре-
имущественно ножницами с длиной ножей более
Фиг. 32. Гильотинные ножницы.
1 м. Такие ножницы называются гильотин-
ными (фиг. 32). Ножницы с длиной ножа до
600 мм применяются для резки мелких дета-
лей и называются пресс-ножницами. Пресс-
488
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА КЛЁПАНЫХ СТАЛЬНЫХ КОНСТРУКЦИЙ
[РАЗД. Ill
ножницы имеют станину с открытым зевом
и ножи, расположенные вдоль или поперёк
оси станины. Примерные хапактеристики со-
временных моделей приведены в табл. 7.
Таблица 7
Характеристики пресс-ножниц
Основные данные
Толщина разрезае-
мого листа в мм . . .
Размеры универ-
сальной или полосо-
вой стали, разрезае-
мые в один приём,
в мм
Длина ножей в мм .
Число ходов в ми-
нуту
Мощность мотора
в кет
Вылет станины в мм
Ножницы с
продольными
ножами
13—32
350X17—460X32
500—670
зо—13
4,8-15
Ножницы с
поперечными
ножами
13-32
90X16—240X40
22O— 500
4О—22
2,6—Г2,5
5оо—900
Наиболее распространённые модели — сред-
ней мощности, с ножами длиной 300—500 мм
для листов толщиной до 18—20 мм.
Общим недостатком ппесс-ножниц с копот-
кими ножами в применении к резке листовой
стали является необходимость многократно
повторять резку, передвигая и каждый раз
вновь устанавливая разрезаемый лист, вслед-
ствие чего операция резки происходит весьма
медленно, линия разреза получается не очень
чистой, а отрезаемая часть изгибается и тре-
бует последующей ппавки.
Гильотинные ножницы отличаются высокой
производительностью и чистотой разреза.
Различают гильотинные ножницы с прямым
(простым) резом и с „тянущим" резом. В пер-
вом случае верхний подвижной нож совершает
только вертикальное движение в плоскости
разреза, во втором он одновременно с верти-
кальным движением имеет небольшое посту-
пательное движение в сторону начала разреза.
При „тянущем" резе разрез получается чище,
а глубина распространения деформации и на-
клёпка стали меньше.
В последних американских моделях гильо-
тинных ножниц верхний нож устанавливается
и движется не вертикально, а несколько на-
клонно к плоскости разрезаемого листа. Это
даёт возможность получить более чистый
разрез, не уменьшая зазора между нижним
и верхним ножами.
Ножи гильотинных ножниц делаются со-
ставными из отдельных кусков длиной 600—
1000 мм, прикрепляемых к станине и ползуну
болтами с потайной головкой.
Верхние ножи изготовляются либо прямыми
(фиг. 33, а), либо с небольшим клюзообраз-
ным выступом на конце (фиг. 33, б). При
прямом ноже длина разреза получается короче
длины ножей на величину
д/= E +ДА)
tg?
где ДА — величина захода верхнего ножа за
нижний при наивысшем положении верхнего
ножа (не менее 8 — 10 мм).
При ножах с выступом Д/ значительно
меньше, однако в этом случае резка листов
неограниченной длины (роспуск и обрезка
продольных кромок) становится невозможной.
Чтобы лист при резке не опрокидывался
и не сдвигался, ножницы снабжаются зажи-
мами различной конструкции, прижимающими
лист к нижнему столу.
Гильотинные ножницы часто монтируются
на поворотном столе; в этом случае для про-
дольной и косой резки не требуется поворота
листов. Поворот ножниц производится обычно
вручную.
Применяемые при изготовлении стальных
конструкций гильотинные ножницы имеют
примерные характеристики согласно табл. 8.
Основные технические данные по гильотин-
ным ножницам отечественного производства
приведены в табл. 9.
Для удобства подачи обрабатываемых ли-
стов под нож ножницы снабжаются столом из
Фиг. 33. Схема установки наклонных
ножей: а — прямой нож; б — нож
с выступом.
роликовых тележек, аналогичных описанным
на стр. 478 (фиг. 12). Этот тип стола наиболее
удобен, так как на нём возможно перемещение
листа в любом направлении. Другим типом
стола является стол из так называемых „гу-
синых шеек". Стол состоит из неподвижно
укреплённых стоек, расположенных на расстоя-
нии 500—600 мм. Стойки заканчиваются сво-
бодно вращающимися криволинейно изогну-
тыми консолями с роликами на горизонталь-
ных осях. На ножницах при резке тяжёлых
листов работает звено в 2—3 человека в со-
ставе резчика и подручных. На резке лёгких
деталей работает один резчик.
Резка угловой стали производится на
ножницах специальной конструкции (фиг. 34).
Применяются ножницы с одни:.! режущим
устройством — окном, или с двумя окнами
(двухсторонние).
Работа у каждого окна производится не-
зависиуо. На уголковых ножницах возможно
производить как прямой, так и косой разрез
до угла 45°.
Уголковые ножницы целесообразно монтиро-
вать на поворотном столе, это позволяет ре-
зать уголки косо без их поворота.
Для подачи обрабатываемого металла
под ножи ножницы снабжаются роликовым
столом. Средняя часть стола служит для скла-
дывания партии уголков, предназначенных
для резки. Против каждого ножа устанавли-
вается рольганг с роликами из толстостенных
труб диаметром 120—200 мм.
ГЛ. VI]
РЕЗКА СТАЛИ
489
Характеристики гильотинных ножниц
Таблица 8
Длина разреза в мм
Толщина разрезаемого листа в мм
Длина ножей в мм
Пролёт между стойками станины
в мм
Вылет зева в мм
Число ходов в минуту
Мощность мотора в кет
Вес машины в т
1500
20—32
i8oo
1660—175°
300—750
16—12
i8,5-37
9-18
2000
20-32
2300
2170—2250
300—600
13-ю
22—40
12—29
2500
20—32
2800
2670—2800
300-750
11—9
26 -52
13-З6
3000
2О—26
Ззоо
3200—335°
Зоо—боо
30—60
18—44
Таблица 9
Технические данные по гильотинным ножницам
производства заводов СССР
[-ИШ
тол
мальная
та в мм
акси
1 ЛИС
< к
2О
2О
20
25
25
25
3°
м
X
S
мальная
а в мм
К ™
га m
S о.
i6oo
1500
2000
2500
IOOO
2000
2500
1600
3000
сти
о
X
в1
о
о.
||
IOO
5°
IOO
8о
I0O
IOO
75
IOO
6о
X
к
ходов в
исло
V
15
15
i6
16
20
16
16
15
12
Элек-
тродви-
гатели
Й
и
ощнс
кет
г со
21
i8
55
40
55
81
40
26
190
об/мин
исло
75о
15оо
IOOO
75O
1500
1500
75O
75O
IOOO
Габаритные
размеры
L
392O
4ооо
5обо
4250
396°
4900
4800
Зооо
7240
В
32OO
293O
28 ОО
3800
335°
4зоо
4235
32OO
6040
в мм
Н
Збоо
Зооо
4800
445о
45оо
4800
445°
Збоо
58°о
?
CQ
и
<и
СО
2б
28
77
68
56
9°
66
26
Но
Наиболее часто применяются ножницы для
резки мелких и средних профилей до 150 X
Х150 X 16 мм и ножницы для тяжёлой работы,
режущие уголки до 200 X 200 X 25 мм. Более
крупные уголки встречаются относительно
редко, и их рациональнее резать фрикционной
пилой или огневой резкой. Средние характе-
ристики двухсторонних ножниц приведены
в табл. 10.
Ножницы для резки двутавров и швел-
леров больших размеров показаны на фиг. 35.
Верхний нож имеет форму плоского клина,
нижний нож — спаренный; две части его на-
ходятся на расстоянии, несколько большем
толщины верхнего ножа B5—30 мм). При
резке верхний нож, опускаясь, прорезает
стенку, начиная от середины, затем, качаясь
последовательно влево и вправо, прорезает
полки. Резка тяжёлых двутавров и швел-
леров требует затраты значительной мощно-
сти; ножницы для резки двутавров до № 60
имеют мотор мощностью 45 кет.
Фиг. 34. Уголковые ножницы.
При ножницах на поворотном столе рабо-
чая длина роликов назначается не менее
l=zb -\-a{\ — cos а),
где Ь — ширина полки самого большого уголка
для данных ножниц; а — расстояние от оси
вращения ножниц до рабочего окна; а — угол
поворота ножниц.
При а = 45* рабочая длина роликов / = b -\-
4- 0,3 а.
Таблица 10
Характеристика двухсторонних ножниц
Предельные разме-
ры рачрезаемых угол-
ков в мм
Ход ползуна в мм .
Число ходов в ми-
нуту
Мощность мотора
в кет
Вес машины в т . .
150.150x16—20
40—50
34-аб
4,4—6,6
3-5
2ОО-20ОХ20—25
65-75
34 —2О
8,8-и
9—12
490
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА КЛЁПАНЫХ СТАЛЬНЫХ КОНСТРУКЦИЙ
[РАЗД. Ill
Резка угловой стали на ножницах произво-
дится звеном из двух человек — резчика
и подручного. В обязанности резчиков листо-
вой и угловой стали помимо собственно
резки входит также и наметка контуров
резки.
Наметка контуров мелких деталей произ-
водится по картонным или фанерным шабло-
нам; более крупные детали намечаются по
Фиг. 35. Схема резки двутавров
и швеллеров на ножницах.
деревянным реечным или рамочным шаблонам
помощью чертилки или аккуратно зачинен-
ной пластинки талька. Наметка линии раз-
реза после обработки на спейсере произ-
водится по шаблону от последнего ряда от-
верстий.
Чтобы исключить при резке наметку стали
и повысить точность резки, ножницы обору-
дуются специальными приспособлениями для
резки в упор. На фиг. 36 показан упор к ли-
стовым ножницам для резки мелких планок,
накладок и фасонок простой формы. Упорная
планка 1 может перемещаться по направляю-
щим рейкам 2, на которых она надёжно за-
крепляется на любом расстоянии от ножа.
Фиг. 36. Упор для листовых ножниц.
Чтобы избежать заклинивания обрезаемой де-
тали, упорная планка снабжается пружинными
амортизаторами.
На фиг. 37 показаны упоры для резки
уголков. Упорная планка для коротких угол-
ков (фиг. 37, а) передвигается по круглому
стержню, закреплённому одним концом на
стойке, а вторым — на станине ножниц.
Упорная планка для длинных уголков
(фиг. 37, б) может перемещаться и крепиться
винтами к направляющему рельсу, уложен-
ному вдоль роликового стола. Планка может
быть поднята за рукоятку для пропуска об-
резанной детали.
Фиг. 37. Упор для уголковых ножниц.
Резка дисковыми пилами
Резка фрикционными дисковыми пилами
(пилами трения) основана на следующем фи-
зическом явлении. Если к неподвижно закре-
плённому куску стали приблизить до плотного
соприкосновения быстро вращающийся сталь-
ной диск, то от сильного трения частицы не-
подвижного куска стали быстро нагреются до
яркобелого каления, будут отрываться диском
и выбрасываться наружу.
Диску сообщается окружная скорость до
6500 mjmuh. При такой скорости сам диск не
успевает нагреться, так как его частицы, едва
успев попасть в зону трения, быстро уходят
из неё и охлаждаются струёй воды. Частицы
стали в зоне разреза также не успевают за-
метно нагреться и получить сколько-нибудь
глубокие структурные или химические измене-
ния. Разрез получается чистым, правильным,
но со значительными тонкими наплывами —
заусенцами у задних кромок разреза, котопые
легко удаляются пневматическим зубилом.
Рабочие диски изготовляются из вязкой
стали с пределом прочности около 40 кг/мм2,
толщиной 6 мм, специальной прокатки по
двум взаимно перпендикулярным направле-
ниям. Диск по окружности снабжается мелкой
накаткой, которая увеличивает трение и тем
облегчает работу диска. При работе диск не-
прерывно охлаждается струёй воды, напра-
вленной на место резки. Продолжительность
службы диска — 500—600 рабочих часов.
На фиг. 38 изображена фрикционная диско-
вая пила с диском диаметром 1300 мм; диск
насажен непосредственно на вал мотора мощ-
ностью 44 кет, с числом оборотов 1500 в ми-
нуту. Диск имеет автоматическую подачу ра-
бочего и обратного хода от вспомогательного
мотора мощностью 0,8 кет.
Пила смонтирована на поворотном столе
и приспособлена для резки двутавровых балок
до № 100, круглой стали диаметром до 300 мм
и квадратной стали размером до 200 X 200 мм.
Производительность этой пилы: балка № 60
разрезается за 120 сек., круглая сталь диа-
метром 130 мм — за 80 сек., квадратная сталь
120 X 120 мм— за 90 сек.
Пила снабжается роликовым столом. Чтобы
облегчить перемещение тяжёлых профилей,
диаметр роликов назначается не менее 300 мм.
Длина роликов должна назначаться с учёто
ГЛ. VI]
ОБРАБОТКА КРОМОК
491
поворота пилы под углом 45° (см. стр. 489).
На заднем столе устанавливается такой же
упор, что и для угловых ножниц.
Резка зубчатыми дисковыми пилами осу-
ществляется снятием стружки и обеспечивает
достаточно чистую поверхность разреза.
Рабочий диск пилы представляет собой круг-
лое полотно с зубьями или с наклёпанными на
него по окружности зубчатыми сегментами из
высококачественной инструментальной стали.
На фиг. 39 показана зубчатая дисковая пила,
предназначенная для резки двутавровых балок,
ОБРАБОТКА КРОМОК
Строгание кромок листовой стали произво-
дится в следующих случаях: 1) после резки ста-
ли на ножницах или огневой резки для удале-
ния повреждённой зоны у плоскости разреза;
2) для подготовки кромок под чеканку; 3) для
обеспечения плотного примыкания кромки (на-
\\\\\\\\\\\\N\\\\\\\\\\4\\N\\\NN\'
Фиг. 38. Фрикционная пила.
швеллеров, круглой и квадратной стали и дру-
гих профилей; подача пилы автоматически ре»
гулируется с таким расчётом, чтобы площадь
сечения стружки оставалась постоянной.
Для закрепления обрабатываемой детали
пила имеет зажимное приспособление. Задний
конец детали опирается на подставку в виде
тележки, передвигающейся по рельсам.
пример, кромки вертикального листа — стенки
тяжёлой подкрановой балки или балки моста
крана к горизонтальному листу пояса для не-
посредственной передачи давления ходового
колеса на.стенку балки).
Строгание кромок после резки на ножни-
цах и огневой резки применяется лишь для
тяжёлых отечественных конструкций, работаю-
492
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА КЛЁПАНЫХ СТАЛЬНЫХ КОНСТРУКЦИЙ
(РАЗД. Ill
гл. vi]
ОБРАБОТКА КРОМОК
493
щих на большие ударные нагрузки. Места
строгания указываются на рабочих чертежах.
В тех случаях, когда проектом предусмо-
трена чистовая обработка кромок, строгание
их производится на глубину:
1) после резки на ножницах стали марок Ст. 2
и Ст. 3 толщиной до 16 мм включительно — не
менее, чем 2 мм; для стали СПК — не менее,
чем 3 мм; при толщине стали свыше 16 мм глу-
бина строгания увеличивается на 1 мм; 2) по-
сле огневой резки — не менее 4 мм для всех
марок и толщин сталей.
Размеры строганых деталей не должны от-
личаться от проектных более чем на + 2 мм, а
кромки их должны быть прямолинейными; до-
пускается стрела прогиба не более V2000 длины
кромки.
Строгание кромок производится преиму-
щественно на кромкострогальных станках
(фиг. 40). Станина кромкострогального станка
состоит из массивного литого стола короб-
чатого сечения с двумя стойками по кон-
цам, соединёнными поверху двухстенной тра-
верзой. На стол укладывается лист, подлежа-
щий строганию. В столе имеются отверстия
квадратного сечения, в кото ше закладываются
упоры для закрепления листа. Для крепления
листа к столу служат винтовые зажимы, а так-
же электрические, гидравлические или пневма-
тические зажимы, укреплённые на траверзе
станка.
Для удобства работы к столу станка при-
страивается дополнительный рамный стол по
размеру самого широкого листа, который мо-
жет быть обработан на станке. Рамный стол
состоит из отдельных сварных двутавров, рас-
положенных на расстоянии около 1,5 м один
от другого; в верхних полках двутавров де-
лаются отверстия для закладки упоров.
Вдоль стола станка передвигается каретка
с супортами для резцов. Каретка движется по
направляющим станины при помощи ходового
винта, длина которого равна расстоянию ме-
жду стойками. Существующие модели кромко-
строгальных станков имеют длину хода резца
4—12 м.
Станки современной конструкции имеют
рабочий ход при прямом и обратном движе-
нии каретки, для чего супорт снабжается либо
двумя резцами, работающими попеременно —
один при прямом ходе, другой при обратном,
либо одним резцом, который поворачивается
на 180° при изменении направления движения
супорта. На кромкострогальном станке рабо-
тает строгальщик, в отдельных случаях —
с подручным.
Строгальщик помещается на платформе
каретки и движется вместе с ней; подручный
помогает строгальщику при укладке металла на
станках большой длины.
Строгание кромок листов производится
после пробивания или сверления отверстий.
Строгальщик в процессе работы проверяет
шаблоном расстояние от центра отверстия до
кромки и производит строгание до тех пор,
пока нужный размер по шаблону не будет
выдержан. Строгальщик должен быть снабжён
набором шаблонов для разных обрезов.
Кромки листов под чеканку обрабатываются
резцом, специально заточенным под углом 70°.
Чтобы избежать неравномерной выработки
направляющих каретки и повысить производи-
тельность станка, детали малых размеров рас-
пределяются по всей длине стола.
Фрезерование торцов успешно произво-
дится на торцефрезерных станках; на этих же
станках целесообразно производить фрезеро-
вание кромок небольших деталей из листа
(фасонок, планок и др.), набирая их в пакеты
большой толщины G50—1000 мм) по размерам
фрезерной головки станка. Фрезерование тор-
цов мелких деталей (уголков жёсткости, опор-
ных уголков) производится пачками.
Торцефрезерный станок (фиг. 41) имеет
массивную станину /, передняя часть которой
служит столом 2 для установки обрабатывае-
мых деталей, задняя часть 3 — направляющими,
по которым перемещается каретка 4 с фре-
зерной головкой 5. По окружности фрезерной
Фиг. 41. Торцефрезерный станок.
головки располагаются два ряда вставных рез-
цов. Заточка резцов производится специаль-
ным заточным приспособлением, устанавливае-
мым на столе и затачивающим поочерёдно
все резцы. Правильность установки и за-
точки резцов во фрезерной головке прове-
ряется шаблоном.
Детали, подлежащие обработке на торце-
фрезерном станке, закрепляются на столе
станка помощью зажимной траверзы 6 и вин-
товых зажимов 7.
Для поддерживания во время обработки
длинных элементов к станку пристраиваются
прочные стеллажи из тяжёлых двутавровых
балок, устанавливаемых параллельно столу
станка. Верхние полки двутавров должны на-
ходиться на одном уровне с плоскостью стола.
Наибольшие размеры обрабатываемой торцо-
вой плоскости определяются диаметром фре-
зерной головки и длиной хода каретки.
В существующих моделях диаметр окружно-
сти наружного ряда резцов бывает 700—
1500 мм, ход каретки — 2,0—5,4 м.
Обтачивание кромок котельных днищ
при большом объёме производства выпол-
няется на карусельных станках.
На станке обтачивается наружная цилин^
дрическая поверхность днища до проектного
размера, снимается излишек борта по высоте
494
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА КЛЁПАНЫХ СТАЛЬНЫХ КОНСТРУКЦИЙ
[РАЗД. Ill
и скашивается его круговая кромка под че-
канку.
Обрубка кромок пневматическими ру-
бильными молотками применяется при криво-
линейном контуре деталей и небольшом объ-
ёме производства.
Таблица И
Рубильные молотки завода „Пневматика
лот-'
о
2
а
р.
га
РБ-45
РБ-49
РБ-54
РБ-58
РБ-63
Назначение
молотка
Лёгкая обрубка
и лёгкая чеканка .
Лёгкая обрубка,
средняя чеканка .
Средняя обруб-
ка, тяжёлая чекан-
ка
То же
Тяжёлая обруб-
ка
¦к
¦ о
«*? s s
Я О 4J J
Пред
толщ
раба!
стали
ю
15
2О
25
Свыше
25
m
о
о.
о ^
Э" оа
2500
2ООО
1ЧОО
1250
IIOO
от-
ч
о
Длин,
ка в
збо
295
ОАО
От"
4Ю
а
лолот
а> ^
М са
4.5
4,9
5,4
5,8
6,3
В табл. 11 приведены данные о рубильных
молотках завода „Пневматика" в Ленинграде.
Рабочее давление сжатого воздуха должно
быть 5,5—6 кг/см2, расход воздуха на моло-
ток — 0,55—0,65 м3/мин.
Фиг. 42. Зубило для пневматических молотков.
На фиг. 42 показано зубило для пневмати-
ческого рубильного молотка. Размеры зубил
даны в табл. 12.
Таблица 12
D
25
25
25
d
-0,02
i7.55_007
-0,025
-0,025
Размеры
Ь
28
28
28
L
2ОО
23°
23O
зубил в
1
6о
65
75
и
33
45
55
мм
Н
14,8_о^О7
-0,02
-0,07
й-0,02
-0,07
Вес
в кг
о,6
о, 7
о,,
Зубила изготовляются из углеродистой
и инструментальной стали марок У7А или У8А,
рабочая часть шлифуется, калится, отпу-
скается на длину 30—40 мм и должна иметь
твёрдость HR =52—56.
Хвостовая часть и часть тела инструмента
на длине около 20 мм также калятся и от-
пускаются до твёрдости HR = 45ч-50.
ГИБКА СТАЛИ
Холодная гибка
При изготовлении стальных конструкций
выполняются следующие виды гибочных работ:
1) вальцовка листов по цилиндру и по кону-
су — для резервуаров, трубопроводов и т. п.;
2) кольцевая гибка двутавров, швеллеров и
уголков -- для фланцев и элементов жёсткости
резервуаров, труб и т. п.; 3) гибка листов, дву-
тавров, швеллеров и уголков под углом, мал-
ковка уголков — в основном для взаимного
крепления элементов, пересекающихся под ко-
сым углом, — в бункерах, косых мостах, эста-
кадах и т. п.; 4) высадка уголков жёсткости
в балках; 5) оттяжка ласок в листах, отбортов-
ка и в отдельных случаях придание листам
криволинейной, обычно сферической, формы.
При значительных радиусах кривизны и
больших углах загиба (более 150°) вальцовка
листовой и сортовой стали, а также гибка их
под углом производятся в холодном состоя-
нии. При малых радиусах кривизны и малых
углах гибки эти работы, а также малковка и
высадка угловой стали, оттяжка ласок, отбор-
товка и штамповка листовой стали произзо-
дятся в горячем состоянии.
Процесс холодной гибки и правки стали
связан с пластическими деформациями и про-
текает при напряжениях, доведённых до пре-
дела текучести. Площадка текучести для стали
марки Ст. 3 на диаграмме „Относительное удли-
нение— напряжение" занимает по длине 2 —
3%-
Остаточные деформации при холодной гиб-
ке не должны выходить за пределы площадки
текучести.
Радиус кривизны р и относительное удли-
нение наружного волокна е связаны отноше-
нием
Р =
где I — расстояние от нейтральной оси до на-
ружного волокна сечения детали (при пласти-
ческой деформации стали . Для симметричных
профилей и листовой стали при высоте сече-
ния или толщине листа, равной Л, можно при-
нять 1 = 0,5 h и, следовательно, р = -=— . При
наибольшем допустимом значении е = 0,02 по-
лучим pmin = 25 h, т. е. наименьший допусти-
мый радиус гибки стали в холодном состоянии
равен 25-кратной толщине листа или высоте
симметричного профиля.
Для несимметричных профилей значения
наименьшего радиуса гибки приведены в
табл. 13.
В среднем для уголков и швеллеров можно
считать pmin = 45 а или pmfn = 45 b.
Наибольшая допустимая стрела прогиба
/max ПРИ хорде / равна:
а) для листов и симметричных профилей
/ - '-•
/mas- 200Л'
б) для швеллеров и уголков /max = -^v.
Холодная гибка листов производится на
специальных листогибочных машинах(вальцах)
ГЛ. VI]
ГИБКА СТАЛИ
495
Таблица 13
Наименьший радиус гибки для несимметричных профилей
Профиль
Швеллер . .
Равнобокий
уголок ....
Неравнобо-
кий уголок . .
/_
•cs
Л1
•с
1 1
Эскиз
7
*
1
ц
JL-i
'
¦г
,
•о
Ось
i
2
I
I
2
Наименьший
радиус гибки в хо-
лодном состоянии
25 h
45 Ь
5о (Ь — о,95 ?')
5о {Ь — о,8о 6)
5О (а — 1,17 8)
с тремя или четырьмя горизонтальными валками. Трёх-
валковые вальцы как более простые имеют большее
распространение, чем четырёхвалковые. На фиг. 43 по-
казаны трёхвалковые вальцы с пирамидальным распо-
ложением валков. Два нижних валка приводятся во вра-
щение в одинаковом направлении реверсивным мото-
ром. Верхний валок оканчивается хвостовиком. Нажи-
мом на конец хвостовика при откинутом крайнем под-
шипнике можно поднять конец валка и снять с него
свальцованную цилиндрическую обечайку. Подъём верх-
него валка производится с помощью вспомогательного
мотора. Этим же мотором производится опускание верх-
него валка для получения нужной кривизны обраба-
тываемого листа.
Перемещение листа в трёхвалковых вальцах про-
исходит вследствие трения листа о валки, вызванного
его упругостью. В четырёхвалковых вальцах переме-
щение листа происходит благодаря защемлению его
между двумя вращающимися в противоположных на-
правлениях валками, центры которых расположены
на одной вертикали. Гибка листа в этом случае про-
изводится соответствующей установкой двух дополни-
тельных валков. Чем большую кривизну требуется
придать листу, тем выше должны быть подняты допол-
нительные валки.
Четырёхвалковые вальцы имеют следующие преиму-
щества перед трёхвалковыми: 1) при них не тре-
буется предварительного загибания кромок, которые
при трёхвалковых пирамидальных вальцах не могут
быть загнуты без специальных приспособлений (на
длине, примерно равной половине расстояния между
центрами нижних валков); 2) они имеют более высокую
производительность.
В настоящее время выпускаются трёхвалковые валь-
цы с защемляющими валками (фиг. 44), работающие
по схеме четырёхвалковых вальцов и обладающие
почти в полной мере преимуществами последних.
В трёхвалковых пирамидальных вальцах загибание
кромок листов целесообразно производить на тех же
вальцах путём совместного пропуска концов обрабаты-
ваемого листа и предварительно загнутого до нужной
кривизны подкладного листа. Толщина подкладного
листа принимается не менее 2— 2,5 толщин обраба-
тываемого листа.
1
§ #
1
496
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА КЛЁПАНЫХ СТАЛЬНЫХ КОНСТРУКЦИЙ
[РАЗД. Ill
Определение расстояния между центрами
валков h (по вертикали) для получения задан-
ного радиуса кривизны листа р или радиуса
кривизны, который будет иметь диет при за-
данном расстоянии между валками, может быть
произведено по следующим формулам:
а) для трёхвалковых пирамидальных валь-
цов (фиг. 45):
h = У (р + в + г2J —
р~ 2[Л —(ri + ra+8)] '
б) для четырёхвалковых вальцов (фиг. 45):
h = rx + р' - V (/-2 + р'J-*2;
р =
р' = р + &;
г\ - (га - К)
вается к внутренней поверхности загнутого ли-
ста. О правильности гибки судят по плотности
прилегания шаблона к поверхности листа.
При небольшой кривизне тонкие листы
целесообразно вальцевать пакетами по 2
и даже 3 шт.
Количество листов п толщиной Ъь которое
можно вальцевать пакетом на вальцах, рассчи-
танных на предельную толщину листа о0, на-
ходится из неравенства
п Ь\ < bl.
Правильная гибка конуса возможна лишь
на трёхвалковых пирамидальных вальцах и
при условии, что верхний валок можно уста-
новить с необходимым уклоном по отношению
к нижним валкам.
Этот уклон / зависит от ширины листа b
и разности радиусов кривизны на концах
обечайки:
На листогибочных вальцах работают 2 че-
ловека — гибщик и подручный. Для удобства
Фиг. 44. Трёхвалковые листогибочные вальцы
с защемляющими валками.
подачи и приёма листов вальцы должны быть
оборудованы с обеих сторон роликовыми
столами. Для поддерживания обрабатываемых
листов в процессе работы и для снятия с верх-
него валкц свальцованных обечаек вальцы
Фиг. 45. Схема трёх- и четырёхвалковых вальцов.
обслуживаются мостовым краном или, лучше,
специальным консольным поворотным краном.
Проверка правильности гибки производится
деревянными шаблонами. Шаблон приклады-
где hi и Л2 — расстояния между центрами
верхнего и нижних валков по краям листа;
они находятся по заданным значениям радиу-
сов кривизны по формуле для трёхвалковых
вальцов.
В тех случаях, когда по конструкции
вальцов перекос нажимного валка невозможен,
Фиг. 46. Вальцовка конуса.
вальцовка конической поверхности произво-
дится следующим способом. Вальцуемый лист
делится на несколько равных частей (фиг. 46),
и на каждой части наносится средняя линия
а — а. Лист вальцуется по частям, причём
каждая часть вальцуется, как цилиндр. Сред-
няя линия а — а каждой части листа распола-
гается параллельно продольной оси вальцов.
Этот способ даёт удовлетворительные резуль-
таты только в тех случаях, когда угол при
вершине конуса невелик.
Кроме листов, на листогибочных вальцах
можно производить гибку двутавровых балок
и швеллеров в направлении наименьшего мо-
мента сопротивления, а также уголков. Угол-
ки следует гнуть попарно, соединяя их втавр
и производя предварительную их прихватку
друг к другу электросваркой вдоль обушков
и кромок.
При большом объёме работ по гибке угол-
ков эти работы целесообразно выполнять на
специальных углогибочных роликовых маши-
нах. Углогибочные машины аналогично листо-
гибочным имеют три или четыре ролика. Ро-
лики делаются составными, фасонного профи-
ля такого очертания, чтобы давление от них
передавалось не на одну кромку загибаемого
уголка, а по всей ширине полки. Углогибоч-
ные машины конструируются с вертикальным
и горизонтальным расположением осей роликов.
ГЛ. VI]
ГИБКА СТАЛИ
497
При гибке на горизонтальных машинах
тяжёлых уголков их необходимо поддерживать
во время работы мостовым или консольным
поворотным краном. При вертикальных маши-
нах загибаемый уголок поддерживается про-
стейшими приспособлениями, например, пере-
носными роликовыми козлами.
При гибке уголков вследствие несимме-
тричности сечения происходят искажение про-
филя (размалковка или смалковка) и скручи-
вание. Полностью устранить эти недостатки
при цилиндрических роликах не удаётся. Изо-
гнутые уголки в необходимых случаях прихо-
дится править вручную, иногда даже с пред-
варительным нагревом (для тяжёлых профилей).
На фиг. 47 показана углогибочная машина
специальной конструкции, которая загибает
уголки без указанных выше недостатков. Ма-
шина эта трёхроликовая, с вертикальным рас-
положением роликов; особенностью её является
то, что оси всех роликов не параллельны ме-
жду собой, а взаимно наклонены, а ролики
имеют не цилиндрическую, а коническую
форму. 6j
J
Фиг. 47. Углогибочная машина с коническими роликами:
а—гибка уголков полкой внутрь; б—гибка уголков
полкой наружу.
Благодаря конической форме роликов на
загибаемой поверхности получаются разные
скорости, что в комбинации с дополнитель-
ными направляющими роликами под горизон-
тальной полкой загибаемого уголка позволяет
избежать искажения профиля и скручивания
уголка.
Горячая гибка
При нагревании до температуры выше 700*С
сталь становится весьма пластичной, теряет
свои упругие свойства и легко деформируется.
На графике (фиг. 48) дана кривая изменения
предела прочности стали марки Ст. 3 в зави-
симости от температуры. Детали, подлежащие
горячей обработке, должны быть равномерно
нагреты до температуры светлокрасного кале-
ния, т. е. до 1000—1100° С.
Нагрев стали производится в газовых, не-
фтяных или угольных печах с искусственным
дутьём. Детали больших размеров нагревают-
ся в открытых горнах соответствующих раз-
меров. Для нагрева стали следует применять
спекающиеся сорта каменного угля с малой
зольностью и низким содержанием серы. Кокс
даёт высокую и равномерную температуру на-
170
80
дО
ЯП
УП
.130
Ш
123
\
х
\
]
[86,5
\
[5?
\
N
31
\
i
71
--
,
—
200 400 600 300
ГС
Фиг. 48. Кривая изменения предела прочности
стали в зависимости от температуры.
грева и является лучшим твёрдым топливом
для гибочных работ. Нагрев стали должен
производиться быстро и равномерно, без об-
щего и местного пережога её. Средний расход
топлива в нагревательных печах и горнах для
нагрева 1 т стали до температуры 1100° С со-
ставляет: кузнечного каменного угля в откры-
тых горнах — 350 кг, кокса в закрытых пе-
чах—180 л:г, нефти в закрытых печах—80 кг.
Горячая обработка стали должна оканчи-
ваться при температуре не ниже начала тёмно-
красного каления стали — 700° С.
При нагреве до синего цвета, что соответ-
ствует температуре 250 — 300° С, обработку
стали производить нельзя, так как при этой
температуре она становится очень хрупкой —
„синеломкой" (фиг. 48).
Обработанным деталям необходимо обеспе-
чить возможно медленное и равномерное осты-
вание во избежание закалки (в сталях СПК),
коробления, появления трещин и пр.
Горячие гибочные работы в производстве
стальных конструкций выполняются вручную и
под пневматическим молотом типа Беше. Под
молотом делаются малковка и высадка угол-
ков, оттяжка ласок и другие операции. Ги-
бочные работы производятся на кузнечной
плите с применением специальных шаблонов
498
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА КЛЁПАНЫХ СТАЛЬНЫХ КОНСТРУКЦИЙ
[РАЗД. Ill
и выполняются бригадой в составе кузнеца
и двух молотобойцев.
Кузнечная плита имеет по всей поверхности
отверстия квадратного сечения размером 30 X
X 30 мм. Эти отверстия служат для закладки
упоров, а также зажимных приспособлений
для крепления обрабатываемых деталей и кон-
дукторов.
На фиг. 49 показана схема правильно ор-
ганизованного рабочего места для производ-
ства гибочных работ. При показанном взаим-
ном расположении плиты 1,
молота 2 и печи 3 обеспе-
чена быстрая и удобная по-
дача нагретых заготовок на
обработку, в то же время
тепло, излучаемое из окон
печи, не направлено непо-
средственно на место произ-
водства гибочных работ.
На фиг. 50, а и б пока-
заны сварные шаблоны из
листовой стали, применяе-
мые при гибке уголков по
4-
Фиг. 49. Схема ра-
бочего места для
гибочных работ.
произвольной кривой: для гибки уголков пол-
кой наружу а и полкой внутрь б. Шаблоны 1
крепятся к кузнечной плите 2 болтами. При
гибке уголка полкой внутрь под шаблон кла-
дётся подкладка 3, толщина которой на 1,5 —
2 мм больше толщины обрабатываемого угол-
ка. Нагретый уголок 4 надёжно прижимается
Фиг. 50. Эскизы шаблонов для гибки.
с одного конца к шаблону помощью скоб и
затем ударами кувалды через гладилку оги-
бается вокруг шаблона- По мере пригонки
уголка к шаблону он прижимается к нему
дополнительными скобами.
На фиг. 51 показаны приспособления для
размалковки а и смалковки б уголков под
молотом: верхний штамп 1, нижний штамп 2,
На фиг. 52, а и б показано приспособле-
ние к молоту для высадки уголков. Сначала
(положение а) производит^ я высадка одного
конца уголка. Вторым концом уголок упи-
рается в планку /. После высадки одного кон-
ца у всей партии обрабатываемых уголков
прокладка 2, щека 3 и болт 4 переставляются
на левую сторону (положение б), а планка /
сдвигается к стойке; вместо неё устанавли-
вается планка 5 для упора уголка
при высадке второго конца. Под- "*~
держивающий уголок 6 с оваль-
р—i-> h
У
3
г—
Ю
-«^—
6
—\
Фиг. 52. Приспособление для высадки уголков под
молотом.
ными отверстиями предварительно опускается
вниз на величину высадки. Перед высадкой
концы уголков нагреваются до температуры
1000— 1100° С; высадка производится одним
ударом молота.
Штамповка и отбортовка выпуклых днищ
котлов и резервуаров производятся на гидра-
влических или паро-гидравлических четырёх-
колонных прессах (см. стр. 536).
СБОРКА
Оборудование сборочных площадей
Сборка клёпаных конструкций произво-
дится путём совмещения отверстий в соеди-
няемых деталях и скрепления деталей между
собой сборочными болтами.
В зависимости от вида конструкций ка-
ждый монтажный элемент может быть либо
сразу собран из всех входящих в его состав
деталей, либо должен быть разбит на ряд
Фиг. 51. Приспособления для размалковки
(а) и смалковки (б) уголков.
Фиг. 53. Последовательность сборки монтажного эле-
мента сложного сечения: а — диафрагма; б — ветви;
в — полное сечение.
прокладка из круглой стали 3, применяемая
при размалковке. Обработка уголка 4
производится отдельными участками длиной
до 300 — 350 мм с последовательным перемеще-
нием его между штампами.
промежуточных узлов (ветви, пояса, диа-
фрагмы и т. п.) (фиг. 53).
В промежуточных узлах после сборки
производятся рассверливание заклёпочных
отверстий и постановка заклёпок,' после чего
ГЛ. VI]
СБОРКА
499
из них собираются монтажные элементы. Раз-
бивку монтажного элемента на промежуточ-
ные следует производить с учётом возмож-
ности максимального применения станочного
рассверливания и машинной клёпки.
Сборка конструкций производится на проч-
ных и тщательно выверенных стеллажах. Это
обеспечивает точное положение деталей соби-
раемого элемента относительно друг друга и
исключает их коробление или прогиб. Рабочая
поверхность стеллажей должна представлять
собой плоскость и периодически проверяться
нивелированием. Неровности рабочей поверх-
ности стеллажей не должны превышать ^ 3 мм.
Лучшим типом сборочного стеллажа явля-
ются переставные козелки из двутавровых
балок не менее № 36, высотой 750 мм. Ко-
зелки ставятся в направляющие из швеллеров
(№ 18—22), забетонированных в полу под ни-
велир (фиг. 54). Нельзя допускать сборку на
козелках, поставленных непосредственно на
пол и не выровненных по нивелиру помощью
прочных подкладок. Сборка объёмных кон-
-4500
Фиг. 54. Схема козловых сборочных стеллажей.
струкций (резервуаров, труб и т. п.) произ-
водится преимущественно непосредственно на
подкладках из деревянных брусьев, уложен-
ных на полу.
Отдельные монтажные элементы стальных
конструкций в том виде, в каком они отпра-
вляются с завода, весьма громоздки. Вес их
доходит до 30—40 т, поперечные размеры
в соответствии с железнодорожными габари-
тами достигают 3,0 м, длина в отдельных
случаях превышает 25—28 м (типовые
железнодорожные мосты пролётом 23 и 27 м,
тяжёлые фермы, колонны, мосты кранов и пр.).
Для того чтобы иметь возможность произ-
водить сборку подобных конструкций, сбороч-
ные площади оборудуются мостовыми крана-
ми грузоподъёмностью 10—20 т, что соответ-
ствует весам отправочных элементов большин-
ства конструкций. На крупных современных
заводах в одном из сборочных пролётов цеха
металлоконструкций, обычно в последнем
пролёте, устанавливаются мостовые краны
грузоподъёмностью до 40 т для обеспечения
сборки наиболее тяжёлых конструкций.
За последнее время всё больше распро-
страняются мостовые краны с двумя тележ-
ками, каждая из которых имеет независимое
управление. Двумя крюками двухтележечного
крана удобно производить подъём и повора-
чивание (перекантовку) длинных элементов.
Производство сборки
Непосредственно перед сборкой все по-
верхности деталей должны быть очищены от
заусенцев, образовавшихся у кромок после
резки на ножницах и у пробитых отверстий,
а также от грязи, стружек, ржавчины, окали-
ны и льда. Очистка производится сначала
скребками, затем стальными щётками — руч-
ными или пневматическими. Детали, покрытые
льдом, после очистки льда начерно скребками
прогреваются нефтяными форсунками или
паяльными лампами и насухо вытираются.
Грунтовка олифой соприкасающихся по-
верхностей деталей в настоящее время отме-
нена. Проведённые испытания показали, что
при постановке горячих заклёпок олифа во-
круг заклёпочных отверстий выгорает и вслед-
ствие этого не достигается плотного примыка-
ния склёпанных деталей. Совмещение отвер-
стий при сборке производится ломиками и
оправками — стальными стержнями с оттяну-
тыми на конус концами.
Сборка должна производиться с возможно
лучшей разгонкой ошибок в расположении за-
клёпочных отверстий в таких пределах, чтобы
были выдержаны габариты и допуски на раз-
меры собираемых элементов. Разбивание за-
клёпочных отверстий оправками при натяги-
вании деталей не разрешается, так как в краях
отверстий получаются надрывы и вмятины.
Соединение элементов клёпаных конструкций
при сборке производится чёрными сборочными
болтами.
Качество клёпки всецело зависит от плот-
ности стягивания деталей сборочными болта-
ми, поэтому диаметры заклёпочных отверстий
до рассверливания должны соответствовать как
толщинам соединяемых деталей, так и сум-
марной толщине пакета; рекомендуемые мини-
мальные размеры приведены в табл. 14.
Таблица 14
Диаметры отверстий и сборочных болтов
Толщина пакета в мм
Количество деталей . .
Наименьший диаметр
заклёпочных отверстий
(до рассверливания)
в мм
Наименьший диаметр
сборочных болтов в мм .
20—^
а—3
17
14
о
1
о
3—5
17
О
70-
5-8
23
2О
Более ПО
Более 8
26
23
Количество и размещение сборочных бол-
тов по поверхности собираемых элементов и
затяжка их должны обеспечить плотное при-
легание деталей друг к другу, чтобы исклю-
чить коробление и смещение частей собран-
ного элемента при транспортировании и по-
следующем рассверливании или прочистке
отверстий, а также возможность образования
внутренних заусенцев. Сборочные болты долж-
ны ставиться, как правило, через 3 отверстия
в четвёртое для всех типов конструкций, но
не реже, чем через 500 мм в любом напра-
влении.
Под гайку сборочного болта разрешается
подкладывать не более трёх шайб.
Проверка плотности прилегания соединяе-
мых деталей производится щупом толщиной
0, 3 мм, который не должен проходить между
соприкасающимися поверхностями на глубину
более 20 мм.
При сборке мелких элементов конструкций
(диафрагмы, соединительные планки и т. д.,.
500
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА КЛЁПАНЫХ СТАЛЬНЫХ КОНСТРУКЦИЙ
1РАЗД. (II
а также для закрепления концов деталей в
случае отсутствия заклёпочных отверстий на
большой длине по концам монтажного узла
применяется прихватка элементов электросвар-
кой.
Для сборки рекомендуется применять спе-
циальные сборочные болты с полукруглой
метрической резьбой и коническим концом.
Головка и гайка таких болтов — квадратные,
с одинаковыми наружными размерами для
двух смежных диаметров.
Болты изготовляются из Ст. 3 и цементу-
ются, гайки остаются без термической обра-
ботки. Благодаря одинаковым наружным раз-
мерам головок и гаек для смежных диаметров
болтов уменьшается число сборочных ключей,
al
-м-
Фиг. 55. Сборочные ключи: а — прямой; б — изогнутый;
в —- пневматический.
которыми пользуется сборщик. Применение
полукруглой резьбы и её цементация обеспе-
чивают болту длительную службу. При кони-
ческом конце болта устраняется возможность
забивания резьбы при тугой посадке болта в
отверстие или при выбивании болта. Для уве-
личения срока службы болта необходимо,
чтобы на него всегда навинчивалась одна
пригнанная к нему гайка. Для этого надо,
чтобы рабочий при снятии болта для рас-
сверливания отверстия и клёпки навинчивал
на него гайку. Срок службы таких сборочных
болтов превышает в 6 — 8 раз срок службы
нормальных чёрных болтов с треугольной
резьбой.
Затягивание болтов производится сбороч-
ными ключами, два типа которых (прямой и
изогнутый) показаны на фиг. 55, а и б. Размеры
сборочных ключей даны в табл. 15.
Для затягивания болтов требуется значи-
тельное усилие. Ускорение и облегчение этой
операции достигаются применением пневмати-
ческих машин для сборки винтовых соедине-
ний — пневматических ключей.
Пневматический ключ (фиг. 55, в) предста-
вляет собой реверсивную машину турбинного
типа со специальным устройством, переда-
ющим толчками вращение головке ключа. За
время одного оборота турбины головка полу-
чает два толчка, поворачиваясь каждый раз
на 180°.
Для сборки лёгких конструкций применя-
ются болты с клиновой чекой. Такой болт пред-
ставляет собой заклёпочный стержень с про-
резью на конце, в которую вставляется чека.
Стягивание пакета производится забиванием
чеки. Для удаления болта чека выбивается.
Сборку тяжёлых клёпаных балок целесо-
образно производить раздельно в следующем
порядке (фиг. 56). Предварительно произво-
дятся сборка, рассверливание и клёпка поя-
сов балки, состоящих из двух поясных угол-
ков с горизонтальными листами. Для заводки
вертикального листа зазор между
вертикальными полками уголков
выдерживается помощью прокла-
док толщиной на 1—1,5 мм боль-
ше толщины вертикального листа.
Прокладки ставятся не реже, чем
через 1,0—1,25 м, и снимаются
лишь после окончания клёпки
пояса. Сборка вертикального ли-
ста балки с поясами и постановка
уголков жёсткости, фасонок для
связей и прочих деталей произ-
водятся в вертикальном положе-
нии. На стеллажах укладывают
нижний пояс балки, в зазор между поясными
уголками заводится вертикальный лист, кото-
рый затем покрывается верхним поясом; по-
следними ставятся уголки жёсткости, накладки
и прочие детали. При плотном прилегании
Таблица 15
Таблица размеров сборочных ключей в мм и веса в кг
(по фиг. 55, я и (?)
i-i
« н 2
сЗю оа
7,
5/e
•/«
7/s
1
22,2+O,3
27,2+O,3
32,2+O,3
36,2 + 0,3
4I,2+O,3
b
17
21
24
27
31
В
45
55
65
73
84
T
8
10
14
16
18
F
22
27
32
36
4i
do
16
17
19
21
23
б
7
8
9
10
M
39
48
56
63
7a
5°
53
65
73
82
г
i6o
170
180
190
200
L
35°
375
400
435
45°
И
IO
12
16
18
20
Вес ключа в кг
пря-
мого
о,35
о,48
I.O3
i,4O
i,6o
изогну-
того
о,4о
о,5°
I, СО
i.5°
1,70
ГЛ. VI]
РАССВЕРЛИВАНИЕ ЗАКЛЁПОЧНЫХ ОТВЕРСТИЙ
501
уголков жёсткости к верхнему поясу, сборку
балки для удобства пригонки уголков жёстко-
сти целесообразно производить в перевёрну-
том положении (верхним поясом вниз).
При этом способе сборки балки все отвер-
стия могут быть рассверлены под станками,
а все заклёпки поставлены машиной.
а)
когда отверстия подлежат рассверливанию,
где dK — диаметр калибра; dM — диаметр
штемпеля, которым пробиты отверстия; Arf —
разница между проектным диаметром отвер-
стия и диаметром штемпеля.
¦JL.
X
Фиг. 56. Сборка тяжёлых подкрановых балок.
Сборку поперечных диафрагм, определя-
ющих ширину двухстенных элементов, реко-
мендуется производить в жёстких металличе-
ских рамах. Диафрагма вынимается из рамы
лишь после рассверливания всех отверстий и
постановки пробок или прихватки электро-
сваркой деталей, определяющих размеры диа-
фрагмы.
Сборку торцовых уголков крепления балок,
ригелей и т. д., а также уголков крепления
прогонов на верхнем поясе ферм следует
вести по угольнику (фиг. 57). Обушки пар-
ных уголков крепления должны быть тщатель-
но совмещены. Так же тщательно должны быть
совмещены обушки парных уголков верхнего
пояса подкрановых балок (при отсутствии в
балках горизонтальных листов) и во всех слу-
Фиг. 57. Примеры сборки: а — торцовых уголков;
б — уголков для прогонов; в — парных уголков.
чаях опирания парных уголков или за-
пуска их внутрь другого элемента (стойка,
раскосы, подвески балок коробчатого сече-
ния и пр.).
В тех случаях, когда на рабочих черте-
жах не оговорены более жёсткие допуски,
при сборке клёпаных конструкций при-
нимаются следующие допуски на размеры
(табл. 16).
Совпадение заклёпочных отверстий в со-
бранных деталях следует проверять калибром.
Калибр должен пройти не менее чем в 70%
отверстий каждой группы.
Диаметр калибра определяется по следую-
щим формулам. Если отверстия пробиты или
просверлены на проектный диаметр,
*к — dul — 2 мм;
Таблица 16
Допуски при
Наименование допусков
Допуск на всю длину (или
часть длины) элемента ....
Допускаемое искривление
оси элемента
Допускаемое отклонение
строительного подъёма от
проектного
с точностью до
Допуск на длину окруж-
ности:
а) габаритных обечаек . .
б) негабаритных обечаек .
В стыках допускаются сле-
дующие отклонения:
а)допускаемый зазор
при условии, что обре-
зы от центров крайних
отверстий не отличаются
от проектных более . .
б) допускаемая разность
толщин пакетов, соеди-
няемых общими наклад-
ками (от толщины па-
кета)
Допускаемый зазор в ме-
стах плотной пригонки (тор-
цов колонн к опорному листу
базы, торцов уголков жёст-
кости вертикального листа к
горизонтальному листу пояса
и т. п.)
сборке
Едини-
ца из-
мере-
ния
Доли
длины
То же
0;
ММ
ММ
„
мм
я
0/
0
мм
Допуски
+
г/зооо
'Лооо
IO
5
3
15
IO
—
о
о
о.З
-
/3J0G
V.000
с
J
5
_
_
3
3
—
РАССВЕРЛИВАНИЕ ЗАКЛЁПОЧНЫХ
ОТВЕРСТИЙ
Перед клёпкой все заклёпочные отверстия
должны быть рассверлены до проектного диа-
метра, если они при обработке деталей были
пробиты или просверлены на меньший
(на 3—6 мм) диаметр, или прочищены, если
при обработке они были пробиты или просвер-
лены на полный диаметр.
Рассверливание имеет целью обеспечить
цилиндрическую форму заклёпочных отвер-
стий, чистоту поверхности их, а также уда-
лить слой повреждённого металла у пробитых
отверстий (см. стр. 476).
Способ выполнения заклёпочных отверстий
указывается на рабочих чертежах. Во всех
502
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА КЛЁПАНЫХ СТАЛЬНЫХ КОНСТРУКЦИЙ
[РАЗД. III
конструкциях отверстия в нижеследующих
деталях разрешается пробивать и сверлить
на проектный диаметр: в прокладках, деталях
для крепления строительных конструкций,
деталях соединительной решётки (при одно-
заклёпочном креплении), соединительных план-
ках одностенных стержневых конструкций и пр.
По ТУ Наркомстроя, утверждённым в 1944 г.,
в рассверлённых отверстиях допускаются сле-
дующие отклонения.
1) Допуск на диаметр отверстий:
Проектный диаметр в мм . .
Допуск на диаметр в мм , .
17
23 26
°,7 +о»7
2) Допускаемая овальность (разность между
фактическими наибольшим и наименьшим
диаметрами одного отверстия):
для отверстий диаметром 17—23 л/ж — 1 мм;
для отверстий диаметром 26 мм и более —
1,5 мм.
3) Допускаемая чернота до 0,5 мм включи-
тельно во всех отверстиях: 0,5—1,0 мм — не
более, чем в 50% от числа отверстий группы;
свыше 1 мм — не более, чем в 1Оэ/о от числа
отверстий группы. В отдельных случаях в на-
ружных деталях может быть допущена и боль-
шая чернота, если возможна постановка за-
мыкающей головки заклёпки со стороны де-
тали с чернотой.
4) Допускаемый уклон оси отверстия: до
3% — при пневматической ручной клёпке и
не свыше 2 мм — при машинной клёпке.
Группами отверстий считаются отверстия
заклёпок на участке между монтажными от-
верстиями стыков и креплений, отверстия за-
клёпок крепления каждой части стыка, при
ступенчатом стыке — отверстия стыковых на-
кладок на участке между стыками отдель-
ных деталей.
В случае, если рассверлённые отверстия
в отдельных группах имеют отклонения боль-
ше допускаемых, они могут быть рассвер-
лены на следующий больший диаметр. Однако
допустимость такого рассверливания должна
быть проверена, учитывая увеличенное осла-
бление сечения, нормы минимальных расстоя-
ний между заклёпками и величину обрезов.
Для рассверливания и прочистки заклёпоч-
ных отверстий применяются трёхпёрые спи-
ральные зенкеры с коническим хвостом и
четырёхпёрые спиральные развёртки. Рас-
сверливание производится на радиально-свер-
лильных станках, а также ручными, пневма-
тическими или электрическими сверлильными
машинами. На фиг. 58 показан наиболее удоб-
ный для рассверливания передвижной радиаль-
но-сверлильный станок фирмы Braun, на кото-
ром можно сверлить и рассверливать отвер-
стия диаметром до 50 мм со скоростями
150—240 об/мин и подачей сверла 0,19—0,38 мм.
Станок смонтирован на самоходной тележке, пе-
редвигающейся по рельсовому пути шириной
колеи 1220 мм.
Колонна станка может быть вручную с по-
мощью трещётки повёрнута на 180°. Хобот
станка также может быть повёрнут вручную
на 180° и поднят по вертикали на высоту
1000 мм. Наибольший вылет шпинделя —
4300 мм, наименьший вылет шпинделя —
1000 мм. Шпиндель станка имеет как автома-
тическую, так и ручную подачу. Кнопочное
управление станка помещено на каретке шпин-
деля. Подача электроэнергии к станку произ-
водится гибким кабелем от розеток, располо-
женных около рельсов через 20—25 м.
4300
Фиг. 58. Передвижной радиально-сверлильный
станок фирмы Fraun.
В тех случаях, когда рассверливание нель-
зя произвести станком, применяются перенос-
ные сверлильные машины (см. т. 5, гл. III).
В табл. 17 приведены данные о пневмати-
ческих сверлильных машинах, выпускаемых
заводом .Пневматика" в Ленинграде.
Таблица 17
Характеристика пневматических сверлильных машин
завода „Пневматика"
Технические данные
Наибольший диа-
метр сверления в мм
Наибольший диа-
метр рассверливания
Наибольшая глубина
сверления в мм . . .
Конус Морзе ....
Мощность машины
Число оборотов при
холостом ходе в ми-
нуту
Расход воздуха в
MsjMUH
Диаметр шланга (в
свету) в мм
Высота машины
в мм
Вес машины в кг . .
Прямые машины *
ии
7°
"О
125
4
2,6
19
4.7O
-т /"
33.5
3
ии
5°
38
9°
4
I л
20О
2,0
16
OQO
24
сч
го
sTs;
ои
32
2"
э
75
3
I О
45°
*»3
i6
33°
сч
22
16
75
2
О.6
475
о,9
13
280
ю
Угловая
машина
ор га
32
25
45
3
0,3
г8о
1,5
13
216
16,5
* Слева показана старая марка, а справа — ноная.
Прямые машины предназначены для рас-
сверливания отверстий в открытых свободных
местах. Для работы в стеснённых местах при-
меняются угловые машины, в которых центр
шпинделя отстоит от края корпуса всего на
40 мм.
Более производительными и более лёгкими
по весу, чем машины поршневого типа, явля-
ются пневматические сверлильные машины
ГЛ. VI]
КЛЁПКА
503
турбинного типа (фиг. 59). В табл. 18 приве-
дены данные о распространённых в СССР
нереверсивных машинах турбинного типа
Ingersoll Rand Co (США).
К. п. д. у пневматиче-
ских машин не превышает
15—23%, т. е. крайне низок.
По затрате энергии значи-
тельно более экономичны
электрические машины, по-
лучившие в США широкое
распространение. В табл. 19
-приведены данные об элек-
трических машинах Black
end Dacker (США).
поставленных при сборке, на полномерные
болты и пробки.
При неудовлетворительном совпадении от-
верстий в соединяемых деталях рассверлива-
ние их рекомендуется производить в несколько
проходов, начиная с диаметра сверла, равного
диаметру пробитых отверстий, или на сту-
пень ниже, и кончая проектным. Наружные
Фиг. 59. Турбинная сверлильная машина
фирмы Ingersoll Rand Co.
Для заклёпок с потайной головкой после
рассверливания цилиндрических отверстий
производится зенковакие для потайных голо-
вок сверлом большего диаметра или специаль-
Таблица 18
Характеристика пневматических сверлильных
машин турбинного типа
3
X
Марка маши
Прямые
машины
2М
331
3SH
3SK
41
3SM
51
51
4SM
Угло-
вая ма-
шина
30
? со
? К
Ч Я
X
Наибольший
рассверлива
22
25
25
32
32
32
51
51
51
32
С
н
S
со
§|
1
Наибольший
сверления в
i6
24
19
25
25
32
38
51
51
32
сз
X
Я
ю
Наибольшая
сверления в
63
io8
io8
io8
io8
io8
127
127
108
64
Конус Mop3i
2
3
3
3
3
3
4
4
4
3
к_я
ши
О <ц
? Ч
Число оборе
холостом хо
нуту
Зоо
38о
675
2бо
380
155
380
2бо
135
хбо
со
3
X
S
Высота маш
483
356
356
356
368
427
424
424
4б3
223
ш
Вес машины
4.8
ю,4
ю,4
ю,4
15.9
12,9
21,5
21,5
19. i
15
ной зенковкой с ограничителем для обеспе-
чения одинаковой глубины и наружного диа-
метра потайной головки.
Чтобы исключить возможность сдвига
соединяемых деталей при рассверливании, не-
обходимо перед переходом на погонную рабо-
ту рассверлить некоторое количество отвер-
стий по всей длине элемента и забить в них
пробки. Дальнейшее рассверливание произво-
дится с заменой болтов меньшего диаметра,
16
500
8
19
425
10,7
25
35O
12
38
35°
3°
края отверстий после рассверливания очища-
ются зенковкой или скребком от заусенцев.
Таблица 19
Электрические сверлильные машины Black and
Dacker (США)
Наибольший диа-
метр сверления в мм
Число оборотов в
минуту при холостом
ходе
Вес машины в кг . .
КЛЕПКА
Заклёпки
Клёпка — наиболее ответственная и в боль-
шинстве случаев последняя операция в техно-
логическом процессе изготовления клёпаных
конструкций. От качества клёпки в наиболь-
шей степени зависят равномерность работы
отдельных элементов клёпаного соединения
и его прочность.
В производстве стальных конструкции
применяется в основном горячая клёпка за-
клёпками, нагретыми до температуры светло-
красного каления A000—1100° С). Холодная
клёпка применяется в ограниченном объёме —
для заклёпок диаметром до 13 мм. Однако
нет причин к тому, чтобы холодная клёпка
не могла применяться и при больших диаме-
трах заклёпок. Вопрос решается мощностью
клепального оборудования и качеством (пла-
стичностью) заклёпочной стали. В США хо-
лодная клёпка в промышленных конструкциях
применяется до диаметра заклёпок lVs" B8 мм).
Американской фирмой Hanna Engineering
Works, изготовляющей клепальное обору-
дование, предложена для холодных заклёпок
уменьшенная коническая головка, которая хо-
рошо штампуется.
Качество клёпки определяется степенью
заполнения заклёпочного отверстия телом
504
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА КЛЁПАНЫХ СТАЛЬНЫХ КОНСТРУКЦИЙ
(РАЗД. Ill
заклёпки и величиной первоначального натя-
жения, которое получает заклёпка при осты-
вании.
Получить абсолютное заполнение заклёпоч-
ного отверстия невозможно, так как при
охлаждении заклёпки неизбежны уменьшение
её диаметра и образование зазора между по-
верхностью заклёпочного отверстия и стерж-
нем заклёпки. Этот зазор равен Ad — a dAt,
где а — коэфициент линейного расширения
стали — около 0,000012; d — диаметр заклёпки;
At—разность температур стержня заклёпки
и пакета при окончании клёпки — 500—600° С;
Ad p^ 0,6—0,7% от диаметра заклёпки.
При таком зазоре заклёпка без натяжения
стержня будет дребезжать при остукивании.
Применение холодных заклёпок позволяет
получить лучшее заполнение отверстия.
Величина натяжения заклёпочного стерж-
ня Рн ограничивается пределом текучести
заклёпочной стали:
Я„ = -^—s
Общепринятое остукивание заклёпок мо-
лотком является контролем наличия у заклёпок
первоначального натяжения: чем лучше на-
тянута заклёпка, тем более плотной она ка-
жется при остукивании.
Для склёпывания пакетов толщиной до
4,5 диаметра заклёпочного стержня применя-
ются заклёпки с полукруглой головкой по
ГОСТ 1191-41, потайной головкой по ГОСТ
1195-41 и полупотайной по ГОСТ 1192-41.
Размеры заклёпок приведены в табл. 20.
температуры 1050—1100° С; заклёпки из ста-
лей СПК нагреваются до более высокой тем-
пературы A100—1150° С). Заклёпки должны
быть нагреты равномерно по всей длине. На-
грев заклёпок производится в угольных, газо-
вых или электрических печах, а при малом
объёме клёпки — в открытых горнах с пне-
вматическим дутьём. В качестве твёрдого
топлива для угольных печей и горнов приме-
няются кузнечный уголь и кокс.
Разрез па А В
Производитель-
ность горна за
в о сьмич асовую
смену составляет
около 400 заклё-
пок, расход угля
или кокса соста-
вляет до 34 кг на
Разрез по Е f
- W46 ¦
Фиг. 60. Печь для нагрева заклёпок: 1 — загрузочный
бункер; 2 — камера нагрева; 3 — окно для вынимания
заклёпок; 4 — топочная камера; 5 — колосниковая ре-
шётка; 6 — зольник; 7 — каркас печи; <S — футеровка;
9—подвод воздуха.
Диаметр отверстш
i
Диаметр стержня
Допускаемые откло-
нения диаметра стер-
жня
Размеры головки
заклёпок с полукруг-
лой головкой (ГОСТ
1191-41)
Размеры головок . .
а) Заклёпки с потай-
ной головкой
(ГОСТ 1195-41)
б) Заклёпки с полу-
потайной головкой
(ГОСТ 1192-41)
^наиб
^наим
D
h
Р
г<
D
h
т
R
11
10
ю.З
9.8
17
6
9
°,5
75
i6
4.6
2
*7
Размеры заклёпок в
14
13
13,4
12,8
24
9
12,5
°,5
з°,5
5.4
2,5
22
17
16
i6,4
15,8
29
10
*5,5
i
24,5
7,5
3
28
20
19
19,4
Х7>7
34
12
i8
1
мм
23
22
22,4
21,7
39
Ч
2О,5
I
60°
30
9,5
3,5
34
35
и
4
4°
26
25
25.4
24,7
44
1б
23
I
39,5
12,5
4,5
ф
29
28
28,4
27.7
5о
i8
26
i,5
39,5
14
5
42
32
31
31.4
3°,6
55
2О
29
1.5
Таблица 20
35
34
34,4
33,6
6о
22
32
1,5
45°
1
44
15,5
5,5
46
48
17
6
5°
38
37
37,4
Зб.б
65
24
34
1.5
52,5
18,5
6,5
56
Нагрев заклёпок
Процесс горячей клёпки состоит из четырёх
операций: 1) нагрев заклёпок; 2) постановка
горячей заклёпки в отверстие; 3) осаживание
клепальным инструментом стержня заклёпки;
4) образование замыкающей головки.
Нагрев заклёпок из мягких углеродистых
сталей (Ст. 2, Ст. 3) должен производиться до
100 заклёпок. На фиг. 60 показана усовершен-
ствованная пламенная печь для нагрева за-
клёпок. Производительность такой печи за
восьмичасовую смену доходит до 2500 заклёпок,
расход угля или кокса на 100 нагретых заклё-
пок— 19 кг, т. е. печь почти в 2 раза более
экономична, чем открытый горн. Заклёпки
загружаются в печь через загрузочный бункер.
ГЛ. VI)
КЛЁПКА
505
вынимаются через окно с противоположной
стороны. Одновременно в печи может нагре-
ваться до 50 заклёпок. Печь обеспечивает
вполне равномерный нагрев заклёпок до
нужной температуры.
Во избежание образования толстого слоя
окалины заклёпки в печи и горне должны
находиться в нагретом состоянии возможно
более короткое время.
Весьма гигиеничен, удобен и благодаря
портативности оборудования и постоянной го-
товности к работе, а при дешёвой^ электро-
энергии и экономичен, электрический контакт-
ный способ нагрева заклёпок. В контактной
электрической печи (фиг. 61) можно нагревать
одновременно до
пяти заклёпок, не-
зависимо одну от
другой. Каждая за-
клёпка помещается
между двумя элек-
тродами. При про-
хождении тока си-
лой 1000—1500 а
через электроды и
заклёпку послед-
няя нагревается до
нужной температу-
ры в течение 25 —
30 сек. Производи-
тельность каждо-
го гнезда за вось-
мичасовую смену
составляет 700 —
750 заклёпок, рас-
ход электроэнергии — 9 квт-ч на 100 шт. на-
гретых заклёпок диаметром 22 — 25 мм. В кон-
тактных электрических печах, однако, нельзя
получить равномерного нагрева заклёпок, осо-
бенно при большой их длине; конец стержня
нагревается значительно сильнее головки за-
клёпки; это обстоятельство значительно сни-
жает преимущества этих печей.
Перед постановкой в отверстие заклёпка
должна быть очищена от окалины путём
удара по твёрдому предмету.
Клёпка пневматическими клепальными
молотками
В цехах металлоконструкций клёпка произ-
водится пневматическими клепальными молот-
ками, клепальными скобами и стационарными
клепальными машинами. Ручная клёпка молот-
ками и кувалдой в настоящее время утратила
практическое значение и применяется лишь
в исключительных случаях при ремонтных ра-
ботах малого объёма.
Фиг. 61. Контактная электри-
ческая печь для нагрева за-
клёпок.
Клёпка пневматическими молотками является
менее производительным и малоэкономичным
способом работы по сравнению с машинной
клёпкой. Для получения хорошего качества
работы необходима высокая квалификация
клепальщика. Однако этот способ как наибо-
лее универсальный является распространён-
ным способом производства клёпки. Почти во
всех элементах стальных конструкций имеются
заклёпки, недоступные для клёпки машинами,
которые можно заклепать лишь пневма-
тическим молотком. Рациональным конструи-
рованием необходимо всемерно сокращать
количество таких заклёпок. Пневматическим
молотком удовлетворительно могут быть по-
ставлены заклёпки диаметром не свыше 32 мм.
В табл. 21 приведены технические данные
о пневматических клепальных молотках,
выпускаемых заводом
.Пневматика" в Ле-
нинграде.
На фиг. 62 изобра-
жён разрез молотка
завода „Пневматика".
В табл. 22 приве-
дены технические дан-
ные о молотках неко-
торых иностранных
фирм.
Для получения про-
изводительной и каче-
ственной клёпки пне-
вматическим молот-
ком рабочее давление
воздуха в сети долж-
но быть не ниже
5,5 кг/см11 (лучше
6 кг}сл0). В табл. 23
показана зависимость
п р о и з в о д и тельности
молотка от величины
давления воздуха в
сети.
Рабочим инстру-
ментом для клёпки пневматическим молотком
являются обжимки. В настоящее время клёпка
производится преимущественно „внажим", ту-
пыми обжимками, без обкатки головки. Этот
способ наиболее производительный и обеспе-
чивает наилучшую посадку стержня заклёпки.
На фиг. 63 изображены обжимки для за-
клёпок с полукруглой (а) и потайной (б) го-
ловками. Яблоко обжимки имеет очертание
замыкающей головки. Размеры обжимок даны
в табл. 24.
Обжимки изготовляются из углеродистой
инструментальной стали марок У8 или У8А;
закаливаются и отпускаются целиком до твёр-
дости Но = 45-7-50. Для заклёпок из сталей
Фиг. 62. Пневматический
клепальный молоток.
Клепальные молотки завода „Пневматика"
Таблица 21
Марка молотка
старая
КМ-32
КМ-33
КМ-34
КМ-35
новая
КЭ19
КЭ*2
КЭ28
КЭ32
Наибольший
клепки в мм
15—14
18—22
21—28
27—32
фОВ
5>i
о ^
5 s
s s
3* и
14°о
I2OO
9оо
8оо
га
о.
га
X в
io8
145
182
328
ика
о.
ч
>,
щ -
М m
0,46
°.55
0.60
0,65
1ОТ-
мо
1 т
Ч -
Збо
4ю
4бо
о10
и
X
о
ч
S
0J *
СО в
9.°
9.5
I1.O
12,0
Расход воздуха —
1,1 мя1мин
Диаметр шланга для всех
молотков 16 мм
506
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА КЛЁПАНЫХ СТАЛЬНЫХ КОНСТРУКЦИЙ
[РАЗД. III
Таблица 22
Фирма
Ingersoll Rand Co
(США)
¦p лл л
ГМА
(Германия)
(
1
Клепальные молотки
Марка
5А
6А
8А
9А
5S , 3
К я SS
I:-
хШ
19
22
29
32
24
27
3°
33
Число
ударов
—
—
—
1700
1400
1250
IOOO
8оо
иностранных фирм
Ход удар-
ника
в мм
127
153
2ОЗ
229
112
152
192
232
272
Расход воз-
духа
в ма/мин
—
—
—
о,8
о,8
о,р
1.0
Диаметр
шланга
в мм
)
1 ,
f
)
1
1
Длина
молотка
в мм
4<э6
432
482
533
Збо
4Ю
460
5бо
Вес молот-
ка
в кг
8,2
8,5
9.8
Ц.4
9>°
ю,о
II,О
[2,О
Г3О
Таблица 23
Производительность клепальных молотков
в зависимости от давления воздуха
йТч
И n i»
я о
Е( и И
5.5
5
4,5
4
3,5
3
Расход
воздуха
в %
IOO
89
8i
72
62
53
Число
ударов
в 7о
IOO
95
до
85
8о
75
удара в "/о
юо
82
64
52
4°
28
Производи-
тельность
в °/„
юо
78
57
44
32
21
На фиг. 64 показаны два типа ручных
поддержек — прямая а и изогнутая б, при-
меняемая для клёпки в тесных местах. Раз-
меры ручных поддержек даны в табл. 26.
СП К твёрдость рабочей части обжимки по-
вышается до Hrq — 52 — 56 Шлифование
хвостовика значительно повышает стойкость
обжимок.
Для поддерживания закладной головки при-
меняются поддержки разных типов, лучшими
являются пневматические и винтовые рас-
порные поддержки. В табл. 25 приведены
технические данные о пневматических под-
держках, выпускаемых заводом „Пневматика".
Длину пневматической поддержки можно
изменять за счёт упорной газовой трубки.
Обжимки для поддержек аналогичны обжим-
кам для клепальных молотков; длина хвосто-
вика уменьшается до 55 мм.
При боковой клёпке, когда не предста-
вляется возможным создать упор для пневма-
тической или винтовой поддержки, применя-
ются ручные поддержки.
Фиг. 63. Обжимки для пневматических
клепальных молотков: а — для заклёпок
с полукруглой головкой; б — для заклё-
пок с потайной головкой.
В некоторых случаях, когда требуется
получить особенно плотную клёпку, вместо
ручной поддержки применяется второй пнев-
ь атический молоток; однако это возможно
лишь тогда, когда доступ к заклёпке оди-
наково свободен с обеих сторон.
Клёпка пневматическим молотком выпол-
няется бригадой в составе трёх человек:
клепальщика, подручного (на поддержке) и на-
гревальщика. Процесс клёпки пневматическим
молотком должен вестись настолько быстро,
чтобы после образования замыкающей головки
она имела ещё тёмнокрасное каление G00° С).
Таблица размеров обжимок в мм
Таблица 24
Диаметр
непоста-
вленной
заклёпки
13
i6
19
22
25
28
D
45
45
45
55
60
L
со со со со со со
А
для головки
полу-
круглой
23,6
28,2
33,2
38,2
43.1
48,8
потайной
35
39,5
39,5
h
для головки
полу-
круг-
лой
9^5
II
13
15
17
потай-
ной
i
i
i
i
R
для головки
полу-
круглой
12,5
15,5
18
2О,5
23
26
потайной
163
195
195
Вес
в кг
для головки
полу-
круглой
1,13
1,42
i,59
потайной
i[i6
1,16
i,34
г,53
1.75
ГЛ. VI]
КЛЕПКА
507
Таблица 25
Пневматические поддержки завода „Пневматика"
Марка
поддерж-
ки
А14
Д5
Общая
длина под-
держки в
сдвинутом
состоянии
в мм
122
Ход
обжимки
в мм
103
3°
Вес под-
держки
(без об-
жимки)
в кг
12
5.'
Диаметр
пневмати-
ческого
шланга
в мм
'3
13
Примечания. 1. Длина поддержки указана без
вставленной обжимки.
2. Давление поршня поддержки на заклёпку равно
303 кг при давлении в сети около 6 кг!см3.
Фиг. 64. Ручные поддержки.
Таблица 26
Размеры ручных поддержек в мм
?! i
Я у ^
^ С стз
13
1б
¦ 19
22
25
28
3°
45
45
5°
5°
6о
22,О
27,0
32,О
Зб,о
41,4
46,7
Л
7
В
9
и
13
15
R
12,5
15,5
i8
20,5
23
2б
Z
мая
и
о.
с
боо
75°
75°
75°
75°
75°
к
н
s
т
S
75°
75о
75O
75°
8оо
8оо
Вес
мая
«
а.
с
3.3
7.4
7.4
и,5
и,5
16,5
в кг
гнутг
о
S
4,о
7.1
7.1
и.3
12,1
17.8
Машинная клёпка
Клёпка подвесными клепальными скобами —
наиболее распространённый способ клёпки в
современных цехах металлоконструкций. Клёп-
ка скобами может производиться двумя спо-
собами — американским и европейским. При
американском способе (фиг. 65) элемент, подле-
жащий клёпке, укладывается на козелки. Кле-
пальная скоба подвешивается к консольному
или портальному крану, помощью которого она
перемещается вдоль элемента. Управление дви-
жением крана — кнопочное, панель управления
помещается на скобе и находится под рукой
у клепальщика. Вдоль балки крана, а также по
вертикали скоба перемещается вручную по-
мощью ручной кошки с блоком Людерса. Клёп-
ка может производиться как при горизонталь-
ном, так и при вертикальном положении зева
скобы. Более производительна клёпка при го-
ризонтальном положении зева скобы; в этом
случае заклёпки закладываются вертикально
Фиг. 65. Американский способ клёпки подвесной скобой.
закладными головками сверху. Для такой клёп-
ки особенно удобны шарнирные пневматиче-
ские скобы (фиг. 66), в которых сближение
штампов происходит не за счёт перемещения
одного штампа по вертикали, а путём вращения
нижней челюсти скобы вокруг шарнира, кото-
рым она связана с верхней челюстью. Шарнир-
ными скобами воз-
можно вести клёп-
ку на козлах не-
большой высоты.
Однако шарнирные
скобы имеют отно-
сительно неболь-
шую мощность и
вылет (до 500 мм)
и это ограничива-
ет их применение.
Клёпку элементов
больших габарит-
ных размеров мож-
но вести лишь глу-
хими скобами (пне-
вматическими или
электрическими),
2000 мм.
При горизонтальном положении глухой ско-
бы элементы укладываются на козлы высотой
до 2 м.
Электрические скобы хотя и более эконо-
мичны по расходу энергии, однако менее удобны
в работе, чем пневматические, так как тре-
буют тщательной регулировки и правильного
подбора длины заклёпок по захвату.
Фиг. 66. Шарнирная клепальнля
скоба.
вылет которых достигает
508
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА КЛЁПАНЫХ СТАЛЬНЫХ КОНСТРУКЦИЙ
[РАЗД. I)!
При европейском способе клёпки скоба
на кошке с блоком Людерса подвешивается
к неподвижно укреплённой консольной балке
или ригелю. Элемент, подлежащий клёпке,
укладывается на вагонетку, которая по мере
клёпки перемещается по рельсовому пути
вручную или электрической лебёдкой. Клёпка,
как правило, производится при вертикальном
положении зева скобы.
Работа на клепальной скобе выполняется
бригадой в составе четырёх человек: клепаль-
щика, подручного, принимающего и заклады-
вающего заклёпки, подручного, снимающего
сборочные болты перед клёпкой и производя-
щего рассверливание пневматической машиной
заклёпочных отверстий, которые не могли
быть рассверлены станком, и нагревальщика.
После постановки всех доступных заклё-
пок скобой бригада производит постановку
остальных заклёпок клепальным молотком,
заканчивая таким образом полностью работу
по клёпке элемента. Такая организация труда,
хотя и требует от участников клепальной
бригады большой универсальности, ускоряет
работу и повышает ответственность за её
качество.
Производительность клёпки скобами колеб-
лется в пределах от 500 до 1500 заклёпок за
восьмичасовую смену в зависимости от ча-
стоты расположения заклёпок на элементе
и отчасти диаметра заклёпок. Производи-
тельность клёпки пневматическими молотками
примерно в 2 раза ниже.
Мощность клепальных скоб подбирается
в зависимости от диаметра заклёпок. В табл. 27
приведены величины давления скобы, необхо-
димые для постановки заклёпок различного
диаметра (по данным Наппа Engineering Works,
США).
Таблица 27
Давление клепальных скоб в зависимости
от диаметра заклёпок
«в
Давлен
скобы
15
2О
Зо
5°
7<э
Наибольший диа-
метр заклёпки
в мм
горячей
ю
13—16
19
22—25
31
холод-
ной
ю
i6
S ю
Давлен
скобы
8о
IOO
125
15°
Наибольший
диаметр за-
клёпки в мм
горя-
чей
34
37
холод-
ной
19
22
25
28
Примечание. При холодной клёпке применяется
заклёпка с уменьшенной головкой конической формы.
Давление машины в тоннах должно быть
не менее: при горячей клёпке 10/% при хо-
лодной — 25Z7, где F — площадь поперечного
сечения стержня заклёпки в см2.
Клёпка стационарными клепальными
машинами пневматическими и гидравличе-
скими является наиболее производительной
и достигает 4000 заклёпок за восьмичасовую
смену. Однако на стационарной машине воз-
можна клёпка лишь таких элементов, в кото-
рых доступ к заклёпкам свободен с обеих
сторон. Длина зева стационарной машины
достигает 4 м. Стационарная клепальная ма-
шина устанавливается неподвижно с верти-
кально расположенным зевом и имеет только
перемещение по вертикали. При работе эле-
мент, подлежащий клёпке, перемещается
портальным краном. Вертикальное перемеще-
ние клепальной машины производится помо-
щью гидравлического или пневматического
подъёмника. Управление перемещением ма-
шины и портальным краном производится
клепальщиком.
Клёпка частей резервуаров на стационар-
ной клепальной машине производится путём
подвешивания склёпываемых обечаек в верти-
кальном положении над машиной.
Поворачивание обечаек при клёпке круго-
вых (поперечных) швов производится вручную;
при клёпке продольных швов клепальная
машина перемещается в вертикальном напра-
влении.
Клёпка больших толщин
При клёпке больших толщин (превышаю-
щих диаметр заклёпки более, чем в 4,5 раза,
при заклёпках из сталей марок Ст. 2 и Ст. 3
и более, чем в 3,5 раза, при заклёпках из
сталей повышенного качества) для хорошего
заполнения отверстия стержнем заклёпки не-
обходимо применять заклёпки с коническим
стержнем при клёпке молотками, а при машин-
ной клёпке, кроме того, и с повышенной
головкой (фиг. 67). При сжатии заклёпки
Фиг. 67, Заклёпка с коническим стерж-
нем и повышенной головкой для боль-
ших толщин.
скобой избыточный материал повышенной
закладной головки вдавливается в заклёпоч-
ное отверстие, благодаря чему происходит
плотное заполнение отверстия заклёпкой со
стороны закладной головки. Размеры заклёпок
для больших толщин даны в табл. 28.
Таблица 28
Размеры заклепок для
Диаметр отверстия
в мм .
Диаметр цилиндрической
части стержня й в мм .
Диаметр конической части
стержня у головки d
Размеры головки
в мм
в мм .
D
А
R
г<
X
У
больших толщин
25,8
2б
25
4i,o
22,5
27,3
1,5
6,5
4,о
29
28
а8,8
ф,о
25,0
3°,3
2,0
7.°
4,5
32
31
31,8
5i,o
28,О
34,о
2,О
8,1
5,о
ГЛ. VI]
КЛЁПКА
509
При машинной клёпке следует увеличивать
выдержку заклёпок под давлением до 6 —8 сек.
для конструкций из стали марки Ст. 3 и до
15 сек. для конструкций из сталей СПК.
При клёпке больших толщин пневматиче-
ским молотком необходимо применять пнев-
матическую ударную поддержку или вести
клёпку в два молотка.
Клёпка в два молотка производится следу-
ющим образом: вставленная в отверстие за-
клёпка выжимается рабочим молотком из от-
верстия на 3 — 4 мм, затем включается моло-
ток-поддержка и совместной работой обоими
молотками производится осадка стержня с обе-
их сторон, дожим закладной головки до поверх-
ности пакета и оформление замыкающей го-
ловки. Для успешной клёпки длинных заклёпок
нужен хороший нагрев всей заклёпки, более
сильный со стороны закладной головки, чей
у конца стержня. Это достигается путём охла-
ждения водой конца стержня равномерно на-
гретой заклёпки перед закладыванием заклёпки
в отверстие.
В заклёпочных отверстиях толстых паке-
тов не следует допускать черноты, особенно
в средних листах пакета.
При выполнении приведённых выше требо-
ваний можно получить вполне удовлетвори-
тельную клёпку при толщинах склёпывания
до Id заклёпками из стали марок Ст. 2 и Ст. 3
и 6d заклёпками из сталей СПК.
Качество клёпки
Для обеспечения высокого качества клёпки
необходимо выполнение следующих техни-
ческих условий.
1) Перед клёпкой элемента должна быть
тщательно проверена затяжка сборочных бол-
тов. Количество сборочных болтов в элементе
должно быть не менее 25% и пробок не ме-
Дефекты заклёпок
нее 10°/Оот общего количества отверстий. Сбо-
рочные болты и пробки должны быть разме-
щены на элементе равномерно.
2) Для исключения возможности сдвига сое-
диняемых деталей при клёпке (особенно при
машинной) перед переходом на рядовую клёпку
должно быть поставлено некоторое число за-
клёпок по всей длине элемента.
3) При машинной клёпке горячая заклёпка
после оформления замыкающей головки должна
выдерживаться под давлением машины не менее
4 сек. для конструкций из стали марки Ст. 3
и не менее 10 сек. — для конструкций из ста-
лей СПК.
4) При пневматической клёпке рабочее
давление воздуха у рабочего места не должно
быть ниже 5,5 кг/см*.
Качество поставленных заклёпок прове-
ряется остукиванием головок заклёпок молот-
ком весом до 0,4 кг (для определения удовле-
творительного натяжения заклёпок), осмотром
и проверкой размеров головок шаблонами.
Заклёпки, имеющие отклонения, указанные
в табл. 29, подлежат замене.
Удаление дефектных заклёпок должно про-
изводиться без повреждения основного металла.
Чаще всего заклёпки удаляют путём срезания
одной головки огневой резкой, для которой
применяется резак со специальным плоским
наконечником, и выбивания затем стержня за-
клёпки пневматическим молотком помощью про-
бойника. Головка заклёпки может быть также
сплавлена сварочной дугой, срублена пневма-
тическим зубилом или крейцмеселем, а в исклю-
чительных случаях срублена вручную косяком.
Замену дефектных заклёпок, поставлен-
ных скобой или машиной, следует производить
пневматическим молотком.
Перечень дефектов заклёпок, допускаемые
отклонения, причины дефектов и способы их
обнаруживания даны в табл. 29.
Таблица 29
Наименование
дефекта
Эскизы
Допускаемое
отклонение
Причины дефекта
Способы обнару-
живания дефекта
Дрожание или сме-
щение головки под уда-
рами контрольного мо-
лотка
Неплотное прилега-
ние головки заклёпки
к склёпываемому паке-
ту по всему контуру
головки
То же, но части кон-
тура головки
Подчеканка головки
Не допу-
скается
Не допу-
скается
Не допу-
скается
Не допу-
скается
а) Слабая стяжка пакета
болтами перед клёпкой
б) Плохая осадка стержня
заклёпки
в) Дефекты заклёпочного от-
верстия
а) Неплотное прижатие за-
кладной головки поддержкой
б) Наличие утолщения в
месте сопряжения закладной
головки со стержнем при от-
сутствии фаски у края заклё-
почного отверстия
а) Наклонное положение
поддержки к поверхности j
склёпываемого пакета
б) Плохо нагретая закладная
головка при наличии уклона
оси заклёпочного отверстия
и при полке с уклоном (в дву-
таврах и швеллерах)
Стремление скрыть дефекты
пп. 1, 2 или 3
Остукивание в
различных напра-
влениях обеих голо'
вок контрольным
молотком весом
до 0,4 кг
Наружный
осмотр, проверка
щупом толщиной
0,1 мм
Наружный
осмотр и тщатель
ное остукивание
510
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА КЛЁПАНЫХ СТАЛЬНЫХ КОНСТРУКЦИЙ [РАЗД. Ill'
Продолжение табл. 29
Наименование
дефекта
Эскизы
Допускаемое
отклонение
Причины дефекта
Способы обнару?
живания дефекта
5 Трещины в головке
Зарубленная головка
Сбитая с оси головка
Неоформленная (гри-
бовидная) головка по
всему контуру
4-
Не допу-
скаются
а < 2,0 мм
b < 0,1 d
а + Ь < 0,2 d
а) Пережог заклёпки при её
нагреве
б) Низкое качество матери-
ала заклёпки
а. Ь
То же на части кон-
тура головки
Ч
Маломерная головка
„Венчик" вокруг за-
клёпочной головки
Неровная („рябая")
поверхность закладной
заклёпочной головки
Зарубание металла
обжимкой вокруг за-
мыкающей головки
•Косая заклёпка
а + Ь <0,15d
a + b <0,l d
с < 0,05 d
= 1,5 + 3 мм
< 0,3 мм
6-<0,5ло1*
3% тол щн-
ны пакета, но
не свыше
3 мм
Наружный
осмотр
Небрежность клепальщика ! То же
а) Небрежность клепаль-
щика
б) Уклон оси отверстия
в) Нецентрированные штам-
пы машины
То же
Проверка шну
ром
а) Малая длина стержня за- | Наружный
клёпки I осмотр
б) Небрежность клепаль- j
щика
в) Плохой нагрев заклёпки
То же, что и для п.
Маломерная обжимка
Излишняя длина заклёпки
а) Низкое качество угля,
применённого для нагрева за-
клёпок
б) Следы окалины, скопив-
шейся в яблоке поддержки
а) Небрежность клепальщи-
ка при клёпке острой обжим-
кой
б) Стремление скрыть мало-
мерную головку
Уклон оси отверстия
То же
То же
Проверка шаб-
лоном
Наружный
осмотр
То же
То же
Наружный
осмотр, промер
между центрами
смежных заклёпок
* При зарубании металла более чем на 0,5 мм дефектная деталь должна быть сменена, если ослабление сечения
от зарубания превышает 3°/0.
ГЛ. VI]
ВЫПОЛНЕНИЕ МОНТАЖНЫХ ОТВЕРСТИЙ
511
Продолжение табл. 29
с
1
15
i6
17
18
Наименование
дефекта
2
Плохое заполнение
заклёпочно! о отвер-
стия телом заклёпки
Избыточная высота
потайной головки
Неполная потайная
головка
Недостаточное за-
полнение потайной го-
ловкой отверстия
Эскизы
Г~\
У//Ш\ Ш&,
V, /
Ж! Ш
LJ
а. а
1ГУ
1
1
/А
4
Ш
Допускаемое
отклонение
4
Не допу-
скается
а < 0,5 мм *
а < 0,5 мм
а <Г 0,1
Причины дефекта
5
а) Плохая осадка стержня
б) Плохой нагрев заклёпки
в) Большая толщина склёпы-
вания без принятия специаль-
ных мер для хорошего запол-
нения отверстия
а) Избыточная длина за-
клёпки
б) Мелкая раззенковка
Недостаточная длина за-
клёпки
п\ Недостаточная длина
стержня
б) Плохой нагрев ваклёпки
в) Неправильная раззен-
ковка
Способы обнару-
живания дефекта
6
а) Остукивание
контрольным мо-
лотком
б) Выборочное
удаление заклёпок
(до 0,5 %). но не
менее одной на
узел
Наружный
осмотр
Наружный
осмотр, промер
шаблоном
Наружный
осмотр и промер
* Дефект исправляется удалением излишнего металла пневматическим зубилом или наждачным камнем.
Чеканка
Для обеспечения плотности заклёпочных
швов в резервуарах и сосудах производится
чеканка кромок листов и головок заклёпок.
Процесс чеканки состоит в том, что специаль-
ным инструментом — чеканкой, помощью пнев-
матического молотка часть металла вдоль кром-
ки шва и по периметру заклёпочных головок
осаживается, благодаря чему получается по-
лоса уплотнённого металла. Операция чеканки
выполняется двумя последовательными приё-
мами: сначала пробивается канавка по кромке
шва, а затем осаживается металл ниже канавки
и сглаживаются кромки. На практике приме-
няются два способа чеканки (фиг. 68): евро-
пейский а и американский б. При европейском
способе пользуются чеканкой с острыми ра-
бочими кромками. Чеканщик, приложив че-
б)
Фиг. 68. Чеканка: а — европейская; б — американская.
канку тупым углом к нижнему листу, сильными
ударами молотка осаживает материал по кром-
ке шва на несколько миллиметров, а затем,
повернув чеканку другой стороной, „подби-
рает" весь материал в нижней части листа.
При американском способе чеканщик сначала
работает чеканкой с закруглённым буртиком
на рабочей кромке, которым он вдоль кромки
листа делает полукруглую канавку; подборка
материала и отделка кромки производятся дру-
гой чеканкой с притуплённым концом.
Американский способ чеканки имеет сле-
дующие преимущества перед европейским:
уплотнение стали получается более глубоким,
что обеспечивает более длительную плотность
шва, применение тупого инструмента вызывает
меньшую концентрацию напряжений у кромки
шва, исключается возможное при европейском
способе повреждение поверхности нижнего
листа острым инструментом.
Заклёпочные головки как закладные, так
и замыкающие отчеканиваются закруглённой
по контуру головки чеканкой. Сначала удаля-
ются заусенцы и излишек металла головки,
а затем производится уплотнение металла по
окружности головки.
В зависимости от назначения конструкции,
величины внутреннего давления и технической
возможности чеканка производится с двух или
с одной стороны заклёпочного соединения.
Чеканка стали обеспечивает уплотнение за-
клёпочного шва лишь при толщине стали более
4 мм. При толщине стали 4 мм и менее чеканка
заменяется прокладкой в швах тонкой льняной
ленты, пропитанной свинцовым суриком на на-
туральной олифе. Лентадолжнапрокладываться
ещё в сыром состоянии; поверхность листов
в местах шва тщательно очищается от грязи
и ржавчины.
ВЫПОЛНЕНИЕ МОНТАЖНЫХ
ОТВЕРСТИЙ
Рассверливание при общей сборке
Заклёпочные отверстия для монтажных
соединений, как правило, должны быть выпол-
нены на проектный диаметр на заводе.
В конструкциях, для которых ТУ преду-
смотрено рассверливание заклёпочных отвер-
$12
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА КЛЁПАНЫХ СТАЛЬНЫХ КОНСТРУКЦИЙ
[РАЗД. Ш
стий, монтажные отверстия могут быть выпол-
нены двумя способами: 1) отверстия в деталях,
предварительно пробитые или просверленные
на меньший диаметр, затем рассверливаются
до проектного диаметра при общей сборке кон-
струкции; 2) отверстия просверливаются до
проектного диаметра по кондукторам без произ-
водства общей сборки.
Общая сборка и рассверливание монтажных
отверстий производятся на специальных сбо-
рочных площадях, которые обслуживаются
мостовыми или стреловыми железнодорож-
ными кранами.
Площади для сборки плоских систем
с целью рассверливания монтажных отверстий
оборудуются прочными горизонтальными
стеллажами высотой 750 — 800 мм (постоян-
ного типа или из передвижных козелков), не
допускающими перекосов и искривлений
конструкции.
Монтажные элементы подаются на общую
сборку полностью склёпанными. При тяжёлых
конструкциях больших размеров (двухстен-
ные стропильные фермы, подкрановые и крано-
вые балки, затворы гидротехнических соору-
жений и пр.) правильность положения собран-
ных конструкций проверяется нивелированием.
Искривления плоскости свыше ^ 5 мм
должны выправляться. Рассверливание мон-
тажных отверстий можно производить вслед
за сборкой, по мере выверки отдельных ча-
стей собираемых конструкций и надёжного их
закрепления, а также после того, как соедине-
ния, подлежащие рассверливанию, будут пол-
ностью закончены сборкой и стянуты доста-
точным количеством сборочных болтов.
Рассверливание монтажных отверстий при
общей сборке производится переносными
радиально-сверлильными станками или пнев-
матическими сверлильными машинами — пря-
мыми в открытых местах и угловыми в сте-
снённых. Рассверливание отверстий в нижней
ветви двухстенных элементов производится
снизу машинами, укреплёнными на специаль-
ных тележках. Направление сверла в нужное
отверстие производится помощью отражатель-
ного зеркала, помещённого на тележке.
Если расстояние между ветвями невелико
(не более 400 мм), рассверливание нижней
ветви можно производить через отверстия
верхней ветви, применяя длинные свёрла или
специальные переходные вставки с кониче-
ским хвостом; вставка должна иметь такой же
диаметр, как и сверло.
Сокращение ручного рассверливания и
ускорение операции общей сборки достигаются
следующим способом. На общую сборку по-
даются элементы с прикреплёнными к ним
стыковыми накладками, одна половина кото-
рых заранее просверлена совместно с эле-
ментом при рассверливании отверстий для за-
водских заклёпок. В элементе, смежном с дан-
ным, при общей сборке рассверливается лишь
15 — 200/0 отверстий второй половины стыка.
Рассверливание остальных отверстий во вто-
рой половике стыка производят в отдельных
элементах после разборки конструкции и после
того, как накладки надёжно закреплены на
смежном элементе пробками и полномерными
болтами, вставленными в отверстия, рассвер-
лённые при общей сборке. Накладки и прочие
стыковые детали отгружаются в этом случае
с этим смежным элементом. Такой приём при-
меним лишь при хорошем качестве обработки
деталей и аккуратной сборке элементов.
К качеству рассверленных монтажных от-
верстий предъявляются те же требования, что
и к качеству отверстия для заводских заклё-
пок (см. стр. 502).
Все элементы, монтажные отверстия кото-
рых рассверлены при общей сборке, перед
разборкой индивидуально маркируются со-
гласно маркировочной схеме, которая высы-
лается заводом монтажной организации.
Сверление по кондукторам
Способ сверления монтажных отверстий
по кондукторам заимствован из американской
практики. В настоящее время он с успехом
применяется в СССР при изготовлении мостов
и промышленных конструкций. Идея этого
способа состоит в том, что монтажные отвер-
стия в примыкающих друг к другу элементах
Фиг. 69. Кондукторы со втулками.
конструкции сверлятся независимо друг от
друга по кондукторам, накладываемым на
каждую группу монтажных отверстий.
Кондуктор представляет собой тщательно
выправленный лист толщиной 10 мм, со стро-
гаными кромками. В листе в местах рас-
положения монтажных отверстий сверлятся
отверстия, в которые запрессовываются сталь-
ные калёные или цементованные втулки.
Несколько различных типов кондукторов со
втулками изображено на фиг. 69. Правильное
ориентирование кондуктора на элементе до-
стигается разметкой самого элемента, т. е.
нанесением на нём необходимых осей группы
монтажных отверстий, с которыми и совме-
щаются оси, нанесённые на кондукторе. После
совмещения осей кондуктора с осями эле-
мента кондуктор надёжно крепится к эле-
менту струбцинами. Общая группа монтаж-
ных отверстий в. каждом из примыкающих
друг к другу элементов сверлится по одному
и тому же кондуктору, если в соединении
ГЛ. VIj
ВЫПОЛНЕНИЕ МОНТАЖНЫХ ОТВЕРСТИЙ
513
сходятся только два элемента, или по так
называемым „совместным" кондукторам, если
в соединении сходится несколько элементов.
Такими совместными кондукторами, напри-
мер, являются кондукторы для отверстий в
угловой фасонке и для отверстий стойки и
раскосов, примыкающих к этой фасонке. При
этом кондуктор фасонки, состоящий из соче-
тания нескольких отдельных групп монтаж-
ных отверстий, является общим совместным
кондуктором данного соединения.
Кондукторы же стоек и раскосов, имещ-
щие каждый только одну группу монтажных
отверстий, будут частными кондукторами дан-
ного соединения, совместными с общим кон-
дуктором.
В зависимости от производственных воз-
можностей завода и технической целесооб-
разности могут быть применены либо „точ-
ные" (взаимозаменяемые), либо „неточные"
кондукторы.
В точных кондукторах расстояния между
центрами двух любых втулок должны быть
выдержаны с допуском ± 0,25 мм, а между
крайними отверстиями и по диагонали — с до-
пуском + 0,5 мм.
Кондукторные втулки показаны на фиг. 70.
Размеры кондукторных втулок даны в табл. 30.
При большой
потребности в оди-
наковых кондук-
торах, например,
при серийном про-
изводстве каких-
либо конструкций
на одном или не-
скольких заводах,
и необходимости
L— J] +0,035.
>¦ 0,019
Фиг. 70. Кондукторная втулка.
обеспечить взаи-
мозаменяемость конструкций изготовление
рабочих кондукторов производится по эта-
лонным кондукторам. Эталонные кондукторы
изготовляются методом разметки на коорди-
натно-расточных станках с микрометрическим
устройством для передвижения делительных
столов.
Таблица 30
Таблица размеров кондукторных втулок в мм
Номинальный
диаметр
отверстия
2О
23
2б
29
D
2°.3
23.3
аб.з
29-3
31
34
37 •
4о
4°
4б
5°
53
Вес в кг
о,об
°.°9
о, ю
0,12
Диаметры отверстий втулок в эталонных
кондукторах равны наружному диаметру вту-
лок в рабочих кондукторах.
По эталонным кондукторам с запрессован-
ными в них втулками на обычных радиально-
сверлильных станках сверлятся отверстия
в рабочих кондукторах пакетами по 2 — 3 шт.
При таком методе изготовления кондукто-
ров резко сокращается объём работ на пре-
цизионных станках с делительными столами,
упрощается и удешевляется изготовление
кондукторов и обеспечивается взаимозаме-
няемость как кондукторов, так и изготовлен-
ных по ним конструкций. Изготовление эта-
лонных кондукторов может быть сосредото-
чено на одном специализированном заводе,
снабжающем ими другие заводы. Таким по-
рядком можно обеспечить точными кондукто-
рами заводы, цехи или мастерские металло-
конструкций, не имеющие соответствующего
оборудования.
Применение „неточных" кондукторов, с
допусками порядка 1 — 1,5 мм на расстояния
между центрами смежных отверстий вполне
оправдало себя в случаях, когда повторяе-
мость кондукторов в конструкции невелика
и когда изготовить точные кондукторы не пред-
ставляется возможным из-за отсутствия соот-
ветствующего оборудования. Изготовление не-
точных кондукторов вполне доступно любому
заводу.
Разметка неточных кондукторов произво-
дится так же, как и разметка шаблонов дета-
лей металлоконструкций. Отверстия для вту-
лок сверлятся на радиально-сверлильных стан-
ках при соответствующем совмещении общего
и частных кондукторов монтажного соедине-
ния. Неточности, вызванные грубыми допуска-
ми в кондукторах, при правильном ориенти-
ровании последних на монтажных узлах будут
одинаковыми в соединяемых элементах и,
следовательно, не отразятся на совпадении
отверстий при соединении элементов.
Совпадение отверстий в соединяемых эле-
ментах будет достигнуто в том случае, когда
отверстия в элементах совмещаются в таком
же положении, в каком они были совместно
просверлены по кондукторам. Поэтому такие
кондукторы необходимо маркировать в про-
цессе их изготовления и тем определить их
правильное ориентирование на элементах.
Для упрощения маркировки и во избежа-
ние ошибок при пользовании кондукторами их
делают заметно несимметричными. Это дости-
гается тем, что при сверлении отверстий в кон-
дукторах пакетами в одном из углов пакета,
в стороне от осей симметрии монтажного со-
единения, сверлится отверстие малого диа-
метра, благодаря которому в дальнейшем легко
будет отличить кондукторы „такие" от „нао-
борот", правильно нанести маркировку на кон-
дукторах и безошибочно ориентировать их
на элементах.
Применение втулок в кондукторах пресле-
дует двоякую цель. Во-первых, благодаря втул-
кам уменьшается вес кондуктора за счёт сокра-
щения толщины листа кондуктора, так как для
правильного направления сверла высота от-
верстий в кондукторе не должна быть менее
20 — 25 мм. Большая высота втулок нежела-
тельна, потому что такие втулки быстро расша-
тываются сверлом и выпадают из кондуктора.
Во-вторых, при сверлении через втулки умень-
шается разработка отверстий в кондукторах
и повышается срок их службы. Разработан-
ные или разбитые втулки легко заменя-
ются новыми, благодаря чему возможно
пользоваться кондукторами неограниченный
срок.
Запрессовку втулок в просверлённые от-
верстия листа кондуктора целесообразно про-
изводить клепальной скобой помощью спе-
циальной обжимки (фиг. 71).
Сверление монтажных отверстий по кон-
дукторам имеет большие преимущества перед
рассверливанием их при общей сборке. И
514
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА КЛЁПАНЫХ СТАЛЬНЫХ КОНСТРУКЦИЙ
[РАЗД. 111
чаются весьма трудоёмкая работа по предва-
рительной сборке отдельных монтажных эле-
ментов в плоские, а иногда даже и в про-
странственные системы и их последующая
разборка. Эта сборка
требует значительных
дополнительных сбо-
рочных площадей. Да-
лее, при сверлении по
кондукторам все мон-
тажные элементы из-
готовляются незави-
симо друг от друга и
каждый из них может
быть отгружен на мон-
таж немедленно по
окончании работы с
ним. Все монтажные
JZJZL
Фиг. 71. Обжимка для за-
прессовки кондукторных
втулок: / — верхняя об-
жимка; 2—втулка; 3 —
лист кондуктора; 4 — ниж-
няя поддержка.
элементы одной мар-
ки оказываются взаи-
мозаменяемыми, бла-
годаря чему упро-
щается комплектова-
ние конструкций на монтаже, так как устра-
няются работы по сортировке и распознава-
нию индивидуальных элементов и снижается
возможность всякого рода ошибок.
Однако этот способ связан со значитель-
ными дополнительными затратами на изго-
товление кондукторов и втулок к ним.
При изготовлении монтажных элементов
необходимо следить, чтобы все оснозные раз-
меры их выдерживались с максимальной точ-
ностью и чтобы элементы не имели замет-
ных перекосов, скручивания, сдвига ветвей
и т. д.
Практикой выработаны следующие до-
пуски, обеспечивающие хорошее качество
монтажной сборки и совпадение отверстий:
1) поперечное смещение ветвей по концам
элементов допускается до 3 мм, продольное
смещение — до 5 мм\ 2) скручивание двух-
стенного элемента допускается до 1 мм на 1 м
длины; 3) продольный изгиб допускается до
1 мм на 1 м длины.
Сверление отверстий по кондукторам
требует большой аккуратности и опытности
от разметчиков, производящих разметку эле-
ментов для ориентирования кондукторов.
Применение кондукторов выгодно лишь
при большом количестве одинаковых монтаж-
ных узлов или соединений.
При сверлении монтажных отверстий по
кондукторам контроль качества работы осу-
ществляется путём тщательной проверки из-
готовленных кондукторов, прежде всего сов-
падения отверстий в совместных кондукторах.
Все совместные кондукторы с запрессован-
ными втулками складываются попарно, и сов-
падение отверстий в них проверяется калиб-
ром, диаметр которого на 0,25 мм меньше
внутреннего диаметра кондукторной втулки.
Этот калибр должен свободно проходить во
все отверстия совмещённых кондукторов.
Изготовленные отдельно монтажные эле-
менты проходят контрольную сборку в пло-
ские или даже пространственные системы.
Обычно ставится требование, чтобы через
контрольную сборку прошло не менее 10%
общего числа, но не менее двух элементов
каждой марки. Контрольная сборка даёт воз-
можность судить как о правильности гене-
ральных размеров конструкций, так и о совпа-
дении монтажных отверстий, наличии оши-
бок в кондукторах и при их наложении на
элементы. Сверление отверстий по кондукто-
рам признаётся удовлетворительным, если
при контрольной сборке калибр диаметром
на 0,8 мм меньше проектного диаметра от-
верстия свободно проходит не менее чем
в 85% числа отверстий каждой группы мон-
тажного соединения.
Работа по разметке осей для наложения
кондукторов в двухстенных элементах, т. е.
перенесение осей с одной ветви элемента на
другую, может быть выполнена двумя спосо-
бами:
1) Элементы укладываются в строго гори-
зонтальном положении на клетки из деревян-
ных брусьев и клиновые домкраты или тща-
тельно выверенные стеллажи. Первоначально
разметчики наносят оси на верхней ветви
элемента, доводя их до торцов и кромок эле-
мента. На нижнюю ветвь концевые точки
осей сносятся отвесом (фиг. 72).
Фиг. 72. Разметка двухстенных элементов помощью
отвеса.
2) Быстрота и точность разметки значи-
тельно увеличиваются, если для этой опера-
ции пользоваться разметочными плитами
(фиг. 73). На разметочных плитах / наносятся
на расстоянии 100—200 мм взаимно перпен-
дикулярные риски, проведённые с точностью
до \ мм. Элемент 2, подлежащий разметке,
укладывается на плиты так, чтобы его про-
дольная ось была параллельна продольным
рискам, а ветви были расположены верти-
кально. Чтобы устойчивому положению эле-
мента не мешали заклёпочные головки, под
него подкладываются строганые стальные про-
кладки.
Сверление монтажных отверстий по кон-
дукторам целесообразно поручать комплекс-
"ГСТ.
Фиг. 73. Разметка двухстенных элементов на разметочных
плитах.
ным бригадам в составе одного разметчика,
его подручного и двух сверловщиков.
Объём работ по разметке удаётся сильно
сократить, а в отдельных случаях и совсем
её исключить при применении „упорных" и
„увязочных" кондукторов.
Упорными кондукторами возможно поль-
зоваться лишь для элементов, размеры кото-
рых выдержаны весьма точно, в основном
для элементов, имеющих торцы, обработанные
ГЛ. VI)
ВЫПОЛНЕНИЕ МОНТАЖНЫХ ОТВЕРСТИЙ
515
на торцефрезерных станках. Ориентирование
кондукторов-шаблонов в этом случае произ-
водится по фрезерованным торцам. На фиг. 74
изображены кондуктор для монтажных ОТВер-
а!
I
Фиг. 74. Кондукторы упорные и увязочные.
стий в стенке отрезка колонны (а) и кондук-
тор для отверстий в уголках крепления про-
дольных балок к поперечным (б). В кондукто-
ре а упорами служат
пробки, впрессован-
ные в кондуктор со
стороны, обратной
той, с которой впрес-
сованы втулки. Рас-
стояние от грани про-
бок до оси крайнего
ряда отверстий вы-
держано точно и рав-
но обрезу. В кондук-
торе б упором слу-
жит кронштейн на
верху кондуктора.
„Увязочный" кон-
дуктор, показанный
на фиг. 74, предназ-
начен для сверления
отверстий в поясе
двутавровой балки.
дуктора, по которому эта группа должна быть
просверлена.
При разработке технического проекта и
рабочих чертежей конструкций, в которых
намечено сверление монтажных отверстий
по кондукторам, необходимо тщательно учи-
тывать особенности этого способа, так как
не все виды монтажных соединений одинаково
удобны для выполнения их путём сверления
по кондукторам.
Следует добиваться возможно ббльшей
повторяемости (стандартности) монтажных со-
единений для сокращения числа кондукторов.
Для применения кондукторов две группы от-
верстий можно считать одинаковыми, если вто-
рая группа образуется из первой путём исклю-
чения ряда отверстий, так как отверстия обеих
групп могут быть просверлены по одному
кондуктору.
В таких случаях разметчик, накладывая
кондуктор на группу с меньшим числом от-
верстий, вставляет в лишние втулки деревян-
ные пробки.
Не следует применять уголковых стыковых
накладок в монтажных соединениях элемен-
тов, имеющих сложное составное сечение
(фиг. 75, а и б).
В месте монтажного соединения двутавро-
вых балок нельзя давать уголков жёсткости
с пригонкой к поясным уголкам обоих кон-
цов. Пригонка одного конца затруднений не
встречает.
Следует избегать применения фасонок
(например, для крепления связей), которые
присоединяются монтажными заклёпками к
двум примыкающим друг к другу элементам
(фиг. 75, в). Добиться хорошего совпадения
отверстий по обоим направлениям в таких
случаях очень трудно, особенно если уголки
крепления малкованые.
Приваренный к нему
.хвост" имеет точно
просверленные отверстия проектного диамет-
ра (без втулок). Они соответствуют отверстиям
в вертикальной полке поясных уголков. Предва-
рительно сверлятся отверстия в вертикальной
стенке балки и в вертикальных полках пояс-
ных уголков; на эти отверстия поиощью про-
бок ориентируется кондуктор для поясных
отверстий.
На рабочих чертежах для каждой группы
монтажных отверстий указывается марка кон-
фиг. 75. Примеры совмещённых стыков листов и уголкоп.
Необходимо избегать несимметричных мон-
тажных соединений, если несимметричность
мало заметна. Наоборот, стыки с резко выра-
женной несимметричностью весьма жела-
тельны, так как благодаря этому уменьшается
возможность ошибок в наложении шаблонов.
Следует иметь в виду, что для сверле-
ния монтажных отверстий по кондукторам
соединения в мощных фермах на фасонках
значительно более удобны, чем на накладках.
Глава VII
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА КОТЕЛЬНЫХ КОНСТРУКЦИЙ
КОТЕЛЬНЫЕ КОНСТРУКЦИИ
И ТЕХНОЛОГИЯ ИХ ВЫПОЛНЕНИЯ
К котельным конструкциям относятся соб-
ственно котельные и резервуарные конструк-
ции, основные формы которых приведены
в табл. 1.
Технологический процесс изготовления
различен для каждого из указанных в табл. 1
изделий, однако основные операции, приведён-
ные в табл. 2, являются общими для всех
объектов в котельной" производстве.
В табл. 3 приведена карта технологического
маршрута и на фиг. 1 — технологическая схема
сборки (см. стр. 257) для сварного котельного
барабана, аккумулятора или химического со-
суда (форма 1, табл. 1) с толщиной стенки
свыше 2,5% внутреннего диаметра.
В котельном производстве применяются
основные марки сталей, указанные в табл. 4.
Таблица 1
Основные формы объектов котельного производства
п/п
2
3
4
5
6
Основная
Цилиндри-
ческая
Кониче-
ская
Цилиндро-
Форма
Модификация
С двумя
днищами
С одним
днищем
С фланцами
С одним кону-
сом
С двумя кону-
сами
Схема
\)
» /Т Т
-(tfc
,4
1
f,..r_i_J.i*i,
г
J
1 *
V*
2
г
f.
¦ "Г
» ¦ [¦¦ ¦
Ч*
Ф
V
_ У
4:1 | ¦
1
г
'
г>
Номенклатура
Резервуарные
конструкции
Цистерны железнодорож-
ные
Сосуды химические; сосу-
ды водоочистки
Конденсаторы; турбинные
охладители
Сосуды химические; котлы
варочные
Сосуды химические; сосу-
ды водоочистки; циклоны
Котельные
конструкции
Барабаны котельные;акку-
ские, газгольдеры постоян-
ного объёма
Теплообменники; сосуды
химические; барабаны су-
шилок, вращающихся печей
и шаровых мельниц
Ковши сталеразливочные
Груши конверторов
Ковши мнксерные для
чугуна
* 1 — обечайки, 2 — днища.
ГЛ. VII]
КОТЕЛЬНЫЕ КОНСТРУКЦИИ
517
Таблица 2
Основные операции технологического процесса
котельного производства
Продолжение табл. 2
ц/и
1
2
3
4
5
6
Наименование
операций
Правка ли-
стов
Разметка ли-
стов
Резка листов
Обработка
кромок листов
Образование
отверстий:
а) в листах
б) в процес-
се сборки
в) в сварен-
ных ба-
рабанах
Нагрев ли-
стов перед
ибкой
Назначение
операции
I. Заготови-
тельные
операции
Устранение от-
клонений от пло-
ской формы для
обеспечения необ-
ходимой точности
разметки и резки
Обеспечение воз-
можности резки
листов и обработ-
ки отверстии
Получение необ-
ходимой конфигу-
рации деталей в
развёрнутом виде
II. Обрабо-
точные опе-
рации
Придание кром-
кам необходимой
формы под сварку
или чеканку
Получение чер-
новых заклёпочных
отверстий
Окончательное
получение заклё-
почных отверстий
Получение труб-
ных отверстий
Возможность
осуществления гиб-
ки наличными ги-
бочными средства-
ми
Примечание
Разметка
трубных отвер-
стий произво-
дится после
сварки бараба-
нов
При холодной
гибке листов
обработка кро-
мок произво-
дится до гибки,
при горячей —
после гибки
Производится
только для клё-
паных кон-
струкций
То же
Для котель-
ных конструк-
ций обязателен
при толщине
листа свыше
2,Б% внутрен-
него диаметра
или свыше
40 мм
с
с"
%
7
8
9
10
И
12
13
14
15
16
17
18
19
20
Наименование
операций
Гибка листов
Термообра-
ботка деталей
после гибки
Сборка обе-
чайки под свар-
ку (или клёпку)
Сварка (или
клёпка) обе-
чайки
Термообра-
ботка обечай-
ки после свар-
ки
Правка обе-
чайки после
сварки
Сборка кон-
струкции под
сварку или
клёпку
Сварка или
клёпка кон-
струкции
Термообра-
ботка кон-
струкции по-
сле сварки
Чеканка за-
клёпочных
швов
Очистка кон-
струкции
Гидравличе-
ское испытание
конструкции
Испытание
конструкции
на плотность
Окраска кон-
струкции
Назначение
операции
Придание листам
необходимой фор-
мы
Снятие внутрен-
них напряжений
III. С б о р о ч-
ные опера-
ции
Возможность
осуществления
сварки (или клеп-
ки)
Плотное, непо-
движное и нераз-
борное соединение
деталей
Снятие внутрен-
них напряжений
Обеспечение точ-
ной формы свар-
ной обечайки
Возможность осу-
ществления сварки
или клёпки
Плотное, непо-
движное и нераз-
борное соединение
узлов деталей
Снятие внутрен-
них напряжений
Обеспечение
плотности швов
Удаление окали-
ны и т. п.
Проверка плот-
ности соединений
под нагрузкой
Проверка плот-
ности соединений
Защитное анти-
коррозийное по-
крытие
Примечание
Узловая
сборка
Производится
только для
сварных ко-
тельных кон-
струкций
Общая
сборка
Произво-
дится только
для сварных
котельных кон-
струкций
Произво-
дится только
для клёпаных
конструкций
Произво-
дится только
для котельных
конструкций
Произво-
дится только
для резервуар-
ных конструк-
ций
J
о
с
2в
1
2
3
4
5
Операции
Наименование
Резка листов для корыт
обечайки
Нагрев листов для корыт
перед гибкой
Гибка корыт обечайки в
горячем состоянии с радиусом
кривизны на 10с/0 больше тре-
vjf t JViUl U
Гибка корыт обечайки в
холодном состоянии с тре-
буемым радиусом кривизны
Обработка прямолинейных
кромок корыт под сварку
Карта технологического маршрута
Исполнитель
Цех
Прессовый
„
Котел ьно-
сварочный
Отделение
Заготовитель-
ное
Прессовое
»
п
Сборочное
Оборудование
Станок для прямоли-
нейной автоматиче-
ской огневой резки
(типа Linde)
Листонагреватель-
ная печь
Гидравлический ги-
бочный пресс (типа
Baldwin)
То же
Станок для прямоли-
нейной автоматиче-
ской огневой резки
(типа Linde)
Таблица 3
Специальные при-
способления и
инструменты
Рольганг с дисков Ыг
ми роликами
—
Роликовый стол.
шаблоны
То же
Шаблоны
518
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА КОТЕЛЬНЫХ КОНСТРУКЦИЙ
[РАЗД. III
Продолжение табл. 3
о
с ^
,01 Q
**» С
6
7
8
9
10
И
1а
2а
За
4а
12
13
14
15
16
17
18
19
20
21
22
23
Операции
Наименование
Сборка обечайки под свар-
ку на прихватках
Сварка обечайки
Нормализация обечайки
после сварки
Правка обечайки в горя-
чем состоянии с использова-
нием нагрева для нормализа-
ции
Обработка круговых кро-
мок обечайки под сварку
Гидравлическое испытание
обечайки
Резка заготовок для днищ
Нагрев заготовок перед
штамповкой
Штамповка днищ в горячем
состоянии (при температуре
конца штамповки не ниже
QOfiO /-<\
Обработка кромок днищ и
уплотнительных плоскостей
лазовых отверстий
Сборка барабана под свар-
ку на прихватках
Сварка барабана
Отпуск барабана после
PR ЯП1?И
1_ ?5 О JJ rv И
Очистка барабана
Гидравлическое испытание
барабана
Разметка отверстий на ба-
рабане
Сверление и расточка от-
верстий для штуцеров
Приварка штуцеров и про-
чих деталей
Установка лазовых затво-
ров
Гидравлическое испытание
барабана
Сверление и расточка
трубных отверстий
Окраска барабан»
1
Исполнитель
Цех
Котельно-
сварочный
То же
м
„
Прессовый
Котельно-
сварочный
Котельно-
сварочный
То же
-
Котельно-
механический
То же
-
t
Отделение
Сборочное
Механическое
Сборочное
Заготовитель-
ное
Прессовое
т
Механическое
Сборочное
Механическое
Сборочное
Оборудование
Станок велосипед-
ного типа для автома-
тической сварки под
слоем флюса
Барабанная нагре-
вательная печь
Четырёхвалковая
листогибочная машина
Токарный обдироч-
ный станок
Гидравлический ис-
пытательный пресс
(типа HydrauHk)
Трактор для огневой
резки (типа „Secator"
I inHo"!
LrlllUC/
Листонагреватель-
ная печь
Гидравлический
штамповочный пресс
Токарный карусель-
ный станок
—
Станок велосипед-
ного типа для автома-
тической сварки под
слоем флюса
Барабанная печь
Пескоструйная ка-
мера
Гидравлический ис-
пытательный насос
—
Радиально-свер-
лильный станок
—
-
Гидравлический ис-
пытательный насос
Радиально-свер-
лильный станок
Установка для бес-
компрессорного рас-
пыления типа
ЦНИИТМАШ
Специальные при-
способления и
инструменты
Кондуктор, распор-
ное приспособление,
шаблоны
Роликовый кантова-
тель
Выдвижная тележка
—
_
—
Шта нгенцир куль
специальный
Штампы, кольца,
шаблоны
Шаблоны
Роликовый кантова-
тель, хомуты, шабло-
Роликовый кантова-
тель
Выдвижная тележка
Роликовый кантова-
тель
То же
Роликовый кантова-
тель, комбинирован-
ные свёрла-зенкеры
С ПРТТИЯ ЛКНЫР
Роликовый кантова-
тель
То же
Роликовый кантова-
тель, комбинирован-
ные свёрла-зенкеры
специальные
Роликовый кантова-
тель-распылитель (пи-
столет)
Таблица 4
*#
1
2
3
4
5
6
7
8
9
10
Тип
Углеродистые
Кислото-
упорные
Теплоустойчи-
вые
Марка
Ст. 0
Ст. 2
Ст. 3
ЗТ
зк
Ст. 4
20КС
9Х19НТ-А AЯ)
20Х19Н-А BЯ)
20Х6МФ AХ6Ф)
Стандарт
ГОСТ 380-41
ГОСТ 380-41
ГОСТ 380-41
ГОСТ 399-41
ГОСТ 399-41
ГОСТ 380-41
По специальным
ТУ
-
-
Область применения
Резервуарные конструкции, не требующие специаль-
ных свойств стали
Заклёпки
Газгольдеры постоянного объёма
Котельные топки
Котельные барабаны для рабочего давления до
22 ати включительно
Котельные барабаны для рабочего давления до
35 ати включительно
Кислотоупорная химическая аппаратура, конверторы,
теплообменники, холодильники
Кислотоупорная химическая аппаратура
Гидрогенизационная и крекинг-аппаратура, тепло-
устойчивая химическая аппаратура
ГЛ. VII]
ЗАГОТОВИТЕЛЬНЫЕ ОПЕРАЦИИ
519
Правка листов может осуществляться двумя
методами: машинным и ручным.
Машинная правка производится при по-
мощи листоправильных машин, со-
стоящих из двух горизонтальных рядов валков
Показан
условно
16.J7.tS 12 13 14
Сварка, термо
обработка,
правка,
испытание
Разметка и
обработки
отверстий
для
штуцеров
"^
Приварка,
термообработка
и испытание
С65
Фиг. 2. Принципиальная схема листо-
правйльной машины.
равного диаметра, расположенных с одинако-
вым шагом (фиг. 2). При проходе между обо-
ими рядами валков лист подвергается пласти-
3
Ȥ
f
1
1С
бугел
гч
<>
1
1
¦ч-
!
1
1
1
СЗ
ивар
J
«о
Г1
Шайб
JO
1
1
к.
1
СО
1
1
2?
1
II
I
I
Приварка
Крышка
в сборе
б Шпилька 4
.Приварка
Крышка
_ лаза
Фиг. 1. Технологическая схема сборки сварного котельного барабана: а — чертёж барабана; б — схема.
ЗАГОТОВИТЕЛЬНЫЕ ОПЕРАЦИИ
Правка
Листовая сталь для котельного производ-
ства может иметь отклонения от плоской
формы: прогиб или волнистость. Если указан-
ные отклонения не превосходят приведённых
ниже величин, листы непосредственно посту-
пают в разметку, в противном случае необхо-
дима предварительная правка листов.
Допускаемая высота прогиба или волни-
стости до разметки (в мм) приведена в табл. 5.
При сборке по принципу индивидуальной при-
гонки допускаемый прогиб листовых дета-
лей — 2 мм на 1 пог. м.
При сборке по принципу взаимозаменяе-
мости допускаемый прогиб листовых деталей —
I мм на 1 пог. м и допускаемая высота вол-
нистости — 2 мм.
Таблица 5
Допускаемая высота прогиба или волнистости
до разметки в мм
Толщина
листа
в мм
6—ю
IO—12
га—зо
зо-25
25—50
5о—ioo
Ширина листа в мм
16
12
12
12
12
6
2О
14
14
14
14
8
520
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА КОТЕЛЬНЫХ КОНСТРУКЦИЙ
[РАЗД. Ill
ческому изгибу попеременно в противополож-
ных направлениях, вследствие чего он получает
правильную плоскую форму (см. стр. 456).
Ручная правка в котельном производстве
применяется в исключительных случаях и толь-
ко для индивидуальных заказов при отсут-
ствии листоправйльных машин.
Разметка
В современном котельном производстве
применяются два метода разметки: расчётный
или камеральный и графический или плазовый.
По рабочим чертежам конструкции состав-
ляются разметочные эскизы, по которым про-
изводится уже непосредственная разметка
шаблонов или листое.
Пи камеральной разметке все размеры,
определяющие конфигурацию размечаемой де-
тали, устанавливаются расчётным путём и на-
носятся на разметочный эскиз.
При плазовой разметке деталь вычерчи-
вается в натуральную величину на специально
подготовленной площадке, плазе. Размеры,
определяющие конфигурацию размечаемой
детали, устанавливаются графическим путём
на плазе. Плазовая разметка применяется
только в тех случаях, когда нельзя установить
расчётным путём всех размеров, определяю-
щих конфигурацию детали.
При выборе метода разметки для разных
случаев котельной практики можно руковод-
ствоваться табл. 6.
Таблица 6
Виды разметки
/. Разметка для раскроя (резки)
листа
Разметка развёртки цилиндри-
Разметка развёртки правиль-
ной конической обечайки с до-
ступной вершиной
То же с недоступной верши-
ной
Разметка развёртки неправиль-
ной конической обечайки ....
Разметка развёртки перехода
с круглого на прямоугольное се-
чение
Разметка развёртки пересече-
ния двух обечаек
Разметка развёртки отфланцо-
ванной обечайки
Разметка развёртки днища . .
//. Разметка для обработки
отверстий
Разметка заклёпочных отвер-
Разметка трубных отверстий . .
, лазовых отверстий . .
Рекомендуемый
метод разметки
Камеральный
]
Плановый
Камеральный
Камеральный
Основные правила разметки
1) Расёт разменов гнутых деталей в раз-
вёрнутом виде гпоизводится по нейтрально ;у
слою, так как при изгибе листа его наружная
поверхность растягивается, а внутренняя сжи-
мается; неизменным по размерам остаётся
только средний или нейтральный слой листа.
Например, ширина листа Во для сварной
цилиндрической обечайки наружным диаме-
тром Da мм и толщиной 5 мм составляет
Во = nDm = тс (Da — s) мм,
где Dm — диаметр нейтрального слоя обе-
чайки в мм.
2) Вычерчивание взаимно перпендикуляр-
ных линий на плазе или листах производится
только путём геометрических построений.
Применение угольника не допускается.
3) При откладывании размеров или про-
ведении окружностей на металле ципкулем
в центре окружности ставится небольшое
керно для ножки циркуля, чтобы она не сколь-
зила по металлу.
Необходимые разметочные приспособления
и инструмент рассмотрены в гл. VI, „Техно-
логия производства клёпаных стальных кон-
струкций".
Построение типовых развёрток
1) Развёртка цилиндрической обечайки.
Необходимые разметочные размеры:
длина листа
L0 = L + 2l мм,
где L — длина обечайки в мм; I — припуск на
сторону для проб и обработки, равный 250 мм
для сварных обечаек под приварные днища,
100 мм для сварных обечаек под обсадные
днища;
ширина листа
Bq = n (Da — s) мм.
2) ^Развёртка правильной конической
обечайки с доступной вершиной (фиг. 3).
о) б)
Фиг. 3. Развёртка правильной конической обечайки с
доступной вершиной: а — вертикальная проекция обе-
чайки (вид сбоку); б — развёртка.
Необходимые разметочные размеры:
длина образующей
радиусы развёртки
Р2
Ra = ^ D2-
мм;
мм;
угол развёртки
о= 180 % 1 мм;
ГЛ. VII]
ЗАГОТОВИТЕЛЬНЫЕ ОПЕРАЦИИ
521
теоретическая длина листа
Io = 2Ra sin ~ мм;
высота внешней стрелки развёртки
ha = Ra
теоретическая ширина листа
Bq — Ц cos -у + ha мм.
3) Развёртка правильной конической обе-
чайки с недоступной вершиной (фиг. 4).
Необходимые дополнительные разметочные
размеры:
длина внутренней хорды развёртки
/f = 2/?j sin у?- мм;
высота внутренней стрелки развёртки
hj = Ri A — cos-y J мм.
Порядок построения развёртки (на листе)
следующий: строится прямоугольник Z.oX#o
A—2—2—У) с осью симметрии @—0); откла-
дывается по оси симметрии стрелка Л,- @-3),
на большей стороне (/—1) хорда /,• D—0—4),
на меньших сторонах\1—2) стрелка На B—5);
проводятся образующие D—5}; угол раз-
вёртки -х делится на 2п частей последова-
тельным построением биссектрис методами
элементарной геометрии (см. правую сторону
фиг. 4); для построения точек внутренней
дуги D—3—4) на правой от образующей D—5)
биссектрисе берётся произвольная точка М и
радиусом г = М^-4 засекается на второй бис-
сектрисе точка 4', из которой тем же радиу-
сом засекается на третьей биссектрисе точка М'
и т. д. (см- левую сторону фиг. 4); аналогично
Фиг. 4. Развёртка правильной конической
обечайки с недоступной вершиной.
строятся точки внешней дуги E—0—5); полу-
ченные точки соединяются плавными кривыми.
4) Развёртка неправильной конической
обечайки (фиг. 5).
Порядок вспомогательного построения (на
плазе) следующий: вычерчивается горизон-
тальная проекция обечайки (фиг. 5, а); поло-
вины обоих оснований, по одну сторону от
оси симметрии, делятся на равное число ча-
стей @—1...3—4 и О —Г. .. 3'~ 4') и соответ-
ствующие точки деления соединяются рёбрами
(О—О1. . . 4—4' и 0—/'. . . 3 — 4'); строится диа-
грам а рёбер (фиг. 5,6) для графического
определения истинной длины рёбер по их го-
ризонтальным проекция .1 ( —(У и 4—4' и
О-Г. , . 3—4') и высоте обечайки Н.
Порядок основного построения (на листе):
на оси симметрии листа (фиг. 5, в) отклады-
вается истинная длина соответствующего ребра
D—4'), к которому по обе стороны последо-
вательно пристраиваются треугольники D—
4>—3; 3-4'-3'; 3-3'-2 и т. д.;.
Фиг. б. Развёртка неправильной конической обечайки
а — горизонтальная проекция обечайки (вид сверху);
б — диаграмма рёбер; в — развёртка.
5) Развёртка перехода с круглого на
прямоугольное сечение.
Вспомогательное и основное построения
аналогичны предыдущему случаю развёртки и
показаны на фиг. 6.
Фиг. 6. Р1];.в2ртка перехода с круглого на
прямоугольное сечение: а — горизонталь-
ная проекция перехода (вид сверху);
б — диаграмма ребер; а — развёртка.
6) Развёртка пересечения цилиндриче-
ских обечаек.
Вспомогательное и основное построения
показаны на фиг. 7.
7) Развёртка отфланцованной обечайки
(фиг. 8).
Необходимые размёточные размеры:
длина листа L0—iz(Da — 5) мм;
ширина лацкана я = 3-*-5 s мм (устанавли-
вается опытным путём); •
ширина листа
?0 = L + 0,5 (?>!—De) мм,
где /)] — наружный диаметр фланца в мм.
8) Развёртка днищ (фиг. и).
а) Сферические днища (фиг. 9, а).
522
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА КОТЕЛЬНЫХ КОНСТРУКЦИЙ
[РАЗД. III
Диаметр заготовки
D = {q Ш + га)+2а.
Углы а и C (в градусах) вычисляются три-
гонометрическим путём.
Э'
Фиг. 7. Развёртка пересечения цилиндрических
обечаек: а — вертикальные проекции (вид спереди
и сбоку); б— развёртка вертикальной обечайки;
« — развёртка отверстия горизонтальной обечайки.
Фиг. 8. Развёртка отфланцованной обе-
чайки: а — вертикальная проекция обе-
чайки (вид сбоку); б — развёртка.
б) Эллиптические днища (фиг. 9, б).
Диаметр заготовки
Do = S! (Da —
мм,
r'\
где St — полупериметр эллипса при большой
оси = 1 имеет значения:
для
Sx = 1,21,
5, = 1,22,
5, = 1,24,
S, = 1,24;
~ = 0,275
Фиг. 9. Развёртка днищ: а — сферическое днище;
б— эллиптическое днише, в — плоское днище.
а — высота борта днища в мм.
в) Плоские днища (фиг. 9, в):
Д) = Da -f- r-t + 2а мм,
где rt — радиус закругления днища в мм.
Разметка листов при индивидуальном
производстве осуществляется непосредственно
по разметочным эскизам, при серийном — по-
средством шаблонов (намётка листов по ша-
блонам).
Правила разметки и изготовления шабло-
нов, а также разметки листов и намётки их по
шаблонам см. гл. VI, „Технология производства
клёпаных стальных конструкций", стр. 471—474.
Надобность в намётке отпадает: а) при рез-
ке листов на станках для автоматической огне-
вой резки или тракторами типа „Secator" амери-
канской фирмы Linde со специальным штан-
генциркулем и копиром (стр. 523—527) и б) при
сверлении листов по кондуктору (стр. 510—514).
Разметка трубных отверстий на бара-
банах производится по рабочим чертежам, на
которых все дуговые размеры относятся к но-
минальным наружным диаметрам. В случае
отклонения наружного диаметра барабана от
номинала все дуговые размеры при разметке
пересчитываются на фактический диаметр с
сохранением углов.
Продольная разметка производится от сере-
дины барабана.
Допуски на разметку для размеров до 10 м
принимаются 0,5 мм, свыше 10 м — 1 мм.
Допускаемая разность диагоналей прямо-
угольника при разметке развёрток не должна
превышать 1 мм.
Резка
Выбор метода резки. В современном ко-
тельном производстве применяются два метода
резки листовой стали: механический и огневой.
Механическая резка осуществляется гильо-
тинными и дисковыми листовыми ножницами.
Огневая резка (автогенная, газовая) может
производиться вручную, автоматически или
полуавтоматически.
При выборе метода резки листовой стали
можно руководствоваться табл. 7.
Механическая резка. Гильотинные
ножницы (см. гл. VI, „Технология производства
клёпаных стальных конструкций", стр. 487—489)
имеют расположенные в вертикальной плоско-
сти: а) неподвижный нижний нож с горизонталь-
ной режущей кромкой и б) движущийся верх-
ний нож с наклонной режущей кромкой. Резка
на них листовой стали осуществляется посту-
пательным движением вниз верхнего ножа.
Дисковые чожницы (фиг. 10) имеют ножи
в форме круглых дисков. Резка на них металла
ГЛ. VII)
ЗАГОТОВИТЕЛЬНЫЕ ОПЕРАЦИИ
523
Методы резки листовой стали
Таблица 7
Виды резки
Прямолиней-
ная
Круговая
Фасонная
Точность
резки
С припуском на
обработку кромок
С одновременной
обработкой кромок
С припуском на
обработку кромок
С одновременной
обработкой кромок
С припуском на
обработку кромок
С одновремен-
ной обработкой
кромок
Методы резки
Механическая
гильотинными
ножницами
Толщина до
25 мм
—
—
дисковыми
ножницами
Толщина до
25 мм без огра-
ничения длины,
ширина до 2500 мм
—
Толщина до
25 мм, диаметр до
3500 мм (на цир-
кульных одноди-
сковых ножницах)
—
_
Огневая
ручная
Без ограниче-
ния линейных раз-
меров
Не рекомен-
дуется
Без ограниче-
ния линейных раз-
меров
Не рекомен-
дуется
Без ограниче-
ния линейных раз-
меров
Не рекомен-
дуется
автоматическая и
полуавтоматическая
Пакеты толщиной
до 200 мм без огра-
ничения длины и ши-
рины
Толщина до 100 мм
без ограничения дли-
ны и ширины для
стали с содержанием
углерода С < 0,27°/0*
Пакеты толщиной
200 мм без ограниче-
ния длины и ширины
Толщина до 100 мм
без ограничения дли-
ны и ширины для ста-
ли с С < О,27»/О
Пакеты толщиной
до 200 мм без огра-
ничения длины и ши-
рины
Толщина до 100 мм
без ограничения дли-
ны и ширины для
стали с С < 0,27%
* По американским данным, до С=0,35°/о.
Фиг. 10. Дисковые ножницы.
осуществляется вращением обоих дисков в про-
тивоположных направлениях.
Дисковые ножницы изготовляются с одной,
двумя и тремя парами дисков (трёхдисковые);
в последних две крайние пары служат для обра-
зования продольных кромок и одна средняя
пара — для продольного разрезания листов на
две части. Основные технические данные по
трёхдисковым ножницам отечественного произ-
водства приведены в табл. 8.
Основным приспособлением для подачи ли-
стов к ножницам являются роликовые конвей-
еры (рольганги). Для гильотинных ножниц при-
меняется один рольганг, располагаемый парал-
лельно станине ножниц, для дисковых нож-
ниц — два рольганга, располагаемые перпенди-
524
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА КОТЕЛЬНЫХ КОНСТРУКЦИЙ
[РАЗД. Ill
Таблица 8
Характеристика трёхдисковых ножниц
1
Элементы характеристики
Максимальная толщина листа
(для о-? = 50 кг/мм3)
Расстояние между крайними но-
мииимальное
Расстояние между средними и
крайними неподвижными ножами:
максимальное
минимальное
Ширина обрезаемых кромок . .
Расстояние между средними и
крайними неподвижными ножами
Скорость резания для толщины
25 мм
Скорость резания для толщи-
ны 10 мм
• Мощность электродвигателя .
Число оборотов электродвига-
теля
Габаритные размеры L\BxH.
Вес (без элекгрооборудова-
ния)
Технические
данные
2д ММ
2500 мм
1400 мм
I4OO мм
Зоо мм
8о мм
1090 мм
15 mjmuh
30 м/мин
275 квт
woo—5°о об/мин
12 з8оХ51ООХ342° мм
9о т
кулятю станине: один — перед ножницами и
другой — за ними.
При резке листовыми ножницами должны
соблюдаться следующие основные правила:
1) угол заострения ножа должен быть 5—7°,
задний угол ножа 2°; 2) во избежание смятия
кромок разрезаемого листа расстояние между
режущими кромками ножей допускается не
более 0,5 мм (см. фиг. 30, гл. VI, „Технология
производства клёпаных стальных конструк-
ций")^) для удаления образующегося при резке
ножницами наклёпанного слоя металла дол-
жен быть оставлен припуск на обработку, не
менее указанного в табл. 9.
Таблица 9
Припуски на обработку кромок листов
Толщина листа в мм
Припуск в мм
До
6
8
9
— 12
8
13-ао
ю
Свыше
2О
12
Примечание. Припуск даётся только для ко-
тельных конструкций. Для резервуарных конструкций
обработки кромок не требуется.
Огневая резка. Общие принципы
и технология процесса огневой резки см. гл. IV,
„Технология сварки и резки металлов".
ручная огневая резка имеет ограниченное
применение в современном котельном произ-
водстве, так как она даёт неровные кромки
разреза вследствие неравномерной скорости
передвижения резака вручную.
В американской практике ручная огневая
резка для изготовления котельных конструк-
ций не допускается.
Автоматическая и полуавтоматическая
огневая резка, в особенности в сочетаю; и
с одновременной обработкой кромок, получи-
ла широкое распространение в США, где
фирмами Linde Air Products Co (Linde) и Air
Reduction Sales Co (Airco) разработаны весь-
Фиг. 11. Трактор для полуавтоматической огне-
вой резки: а - общий вид трактора; б — прямо-
линейная резка листа; в - круговая резка ли-
ста (малые круги); г - круговая резка листа
(большие круги).
ма совершенные конструкции автоматов
и полуавтоматов для огн,евой резки.
Для полуавтоматической резки применя-
ются так называемые тракторы —перенос-
ные самоходные каретки, в зажимах которых
закрепляются резаки (фиг. 11). Тракторы при-
ГЛ. VII]
ЗАГОТОВИТЕЛЬНЫЕ ОПЕРАЦИИ
525
водятся в движение от электродвигателей
с регулируемым числом оборотов. Прямоли-
нейная резка тракторами осуществляется при
помощи переносных направляющих, закре-
пляемых непосредственно на листах, подлежа-
щих резке (фиг. 11, а и б); круговая резка —
при помощи штангенциркуля (фиг. 11, б и г);
фасонная резка — при помощи копира, по
которому движется направляемый вручную
ролик трактора.
На фиг. 11 показан трактор фирмы Lin-
de „Oxweld CM 30", имеющий следующую
техническую характеристику: 1) максималь-
ная толщина разрезаемого листа (или паке-
та) — 100 мм', 2) диаметр вырезаемой окруж-
ности 70—2400 мм; 3) вес — 22 кг.
Для автоматической резки применяются спе-
циальные станки следующих основных типов.
Продольные станки для прямо-
линейной резки:
1) Станки тракторного типа, предста-
вляющие собой описанный выше трактор, уста-
новленный на стационарных направляющих (на
сварной станине). Разрезаемый лист уклады-
вается на столы или стеллажи, располагаемые
параллельно станине станка.
2) Станки мостового типа, так называе-
мые «огневые строгальные станки", предста-
вляющие самоходную каретку мостового типа,
перемещающуюся по двум рельсам с расстоя-
нием между ними, допускающим резку листов
наибольшей заданной ширины. Один из рельсов
имеет V-образный паз, по которому переме-
щаются клиновидные направляющие ролики
каретки, обеспечивающие точную прямолиней-
ность резки. Необходимое количество резаков
закрепляется в передвижных зажимах карет-
ки. Разрезаемый лист подаётся рольгангом
с дисковыми роликами, расположенным между
рельсами станины. Станки мостового типа
снабжаются одной или двумя каретками для
поперечной резки. Эти каретки также мосто-
вого типа, но вместо зажимов для резаков
имеют направляющие для устанавливаемых на
них тракторов. Перемещаясь поперёк оси стан-
ка, тракторы осуществляют поперечную резку.
На фиг. 12 показан прецизионный „огне-
вой строгальный станок" (Flame Planer) фир-
мы Linde.
Копировальные станки для фа-
сонной резки:
1) Станки шарнирно-радиального типа
(фиг. 13), состоящие из неподвижной колонки
с вращающейся на ней шарнирной консолью,
на которой снизу закреплён резак, а сверху
магнитное копировальное приспособление. Ко-
пир закрепляется на верху колонки, над
консолью.
На фиг. 13 изображён станок „Camograph
№ 5" фирмы Airco.
Фиг. 12. Продольный станок мостового типа для автоматической огневой рез-
ки: а — схема стгяка; б — общий вид станка; / —каретка для продольной
резки; 2 —каретка для поперечной резки; ,4 — рельс с V-образным пазом-
4 — рельс гладкий; 5 — рольганг с диеновыми роликами; 6 — приводной мотор
рольганга.
2) Станки пантограф'
кого типа (фиг. 14), имею-
щие неподвижную станину
с укреплённым на ней пан-
тографом, несущим травер-
зу. На одном конце траверзы
закреплено магнитное копи-
ровальное приспособление,
а на другом в зажимах —
один или несколько резаков.
Копир закрепляется на ко-
пировальном столе, разре-
заемый лист — на рабочем
столе.
На фиг. 14 изобпаже-
на модель станка фирмы
Airco „Oxygranh № 6а".
Универсальные
станки (для всех ви-
дов р е з к и):
1) Станки мостово-
го типа (копировальные)
(фиг. 15), состоящие из мо-
ста, перемещающегося по
таким же главным рельсам,
как и у продольных станков
мостового типа. Мост имеет
526
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА КОТЕЛЬНЫХ КОНСТРУКЦИЙ
[РАЗД. 111
направляющие, по которым движется трактор
с установленным на нём копировальным при-
способлением и укреплённой консолью для
резака. Коиир закрепляется на копировальном
столе между главными
рельсами, разрезае-
мый лист — на рабо-
чем столе сбоку ста-
нины. Движение ре-
зака складывается из
- продольного переме-
щения моста и попе-
речного перемещения
трактора, вследствие
О)
Зи4
чего станок приспо-
соблен для всех ви-
дов резки. На фиг. 15
б)
Фиг. 13. Копировальный станок шарнирно-радиального
типа для автоматической огневой резки: а - схема станка;
б - общий вид станка; 1 — колонка; 2 — шарнирная кон-
соль; 3 — резак; 4 — магнитное копировальное приспо-
собление; 5 — копир.
изображён подобный станок фирмы Linde,
являющийся универсальным автоматом для
огневой резки.
2) Станки радиального типа (фиг. 16), со-
стоящие из трактора, перемещающегося по
рельсам неподвижной станины. На тракторе
укреплена колонка с вращающейся на ней кон-
солью. По верху консоли перемещается неболь-
шая каретка, на которой снизу закреплён ре-
зак, а сверху — магнитное копировальное при
способление. Копир закрепляется сверху, над
рабочим столом.
На фиг. 16 изображён станок „Tramograph"
фирмы Airco.
3) Станки пантографного типа (фиг. 17),
представляют собой передвижные копироваль-
ные станки с пантографом, укреплённым на
тракторе, который перемещается по рельсам
неподвижной станины.
На фиг. 17 изображён станок фирмы Airco
„Travograph № 20". Более подробное описание
см. в гл. VII, „Технология производства сварных
конструкций".
Копировальные приспособления современ-
ных копировальных и универсальных станков
(фиг. 18) бывают ручными, механическими
и магнитными.
Ручное приспособление представляет со-
бой тонкий накатанный ролик или так назы-
ваемый „оптоскоп" —оптический прибор, даю-
щий треугольный световой „зайчик". Ролик
или вершина „зайчика" направляется по чер-
тежу вручную (фиг. 18, а).
Фиг. 14. Копиро-
вальный станок
пантографног о
типа для автомати-
ческой огневом
резки: а — с х е м а
станка; б — общий .
вид станка; /— Т
пантограф; 2-тра- /
верза; 3 — копиро-
вальное приспосо-
бление; 4- резак.
ГЛ. VII]
ЗАГОТОВИТЕЛЬНЫЕ ОПЕРАЦИИ
527
Фиг. 15. Универсальный станок мосто-
вого типа для автоматической огневой
резки: а — схема станка; б — общий
вид станка; / — мост; 2 — направляю-
щие; 3 — трактор; 4 —копировальное
приспособление; 5 — консоль для ре-
зака; 6 — главные рельсы;7 — копир;
8— разрезаемый лист.
б)
Фиг. 16. Универсальный станок радиального типа для автоматической
огневой резки: а — схема станка; о — общий вид станка; / —рельсы не-
подвижной станины; 2 — трактор; 3 — консоль; 4 — каретка; 5 — резак;
6 — магнитное копировальное приспособление; 7 — копировальный стол;
8 — рабочий стол.
Фиг. 17. Универсальный станок пантографного типа для автоматической огневой резки: а — схема
станка; 6 — общий вид станка; / — трактор; 2 — пантограф; 3 — траверза; 4 — копировальное при-
способление; 5— резак; 6 — рельсы неподвижной станины; 7 — копировальный стол;
8— рабочий стол.
528
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА КОТЕЛЬНЫХ КОНСТРУКЦИЙ
[РАЗД. III
Механическое приспособление отличается
от ручного тем, что ролик автоматически
движется по алюминиевому, гнутому из поло-
сы, копиру (фиг. 18, б).
Магнитное приспособление выполняется
в виде электромагнита, вращающегося от
электродвигателя (фиг. 18, в) и автоматиче-
ски перемещающегося роликом вдоль напра-
вляющей кромки стального копира (фиг. 18, г).
При выборе автоматов и полуавтоматов
для огневой резки можно руководствоваться
табл. 10.
Для автоматической и полуавтоматической
огневой резки применяются следующие основ-
ные приспособления:
1) Рабочие (опорные) столы для разрезае-
мых листов роликового типа (рольганги)
с дисковыми роликами или сварной конструк-
ции (стеллажи) из профильного проката.
В последнем случае американская фирма Airco
рекомендует при автоматах для обеспечения
точной резки применять пальцевые опоры
(фиг. 19), допускающие свободное расшире-
ние листа вследствие нагревания во время
резки [45].
2) Направляющие для прямолинейной резки
тракторами (фиг. 11).
3) Штангенциркули для круговой резки
тракторами (фиг. 11).
4) Копиры бумажные (в виде чертежа),
алюминиевые, гнутые из полосы, или сталь-
ные резные.
Бумажные копиры изготовляются с учётом
ширины разреза (фиг. 20).
Алюминиевые гнутые копиры должны изго-
товляться с учётом ширины разреза и толщи-
ны полосы (фиг. 21, а). Для начала резки
часть копира делается откидной (фиг. 21, б)-
Минимальный радиус скругления углов при
резке по гнутым копирам—10 мм. В случае
необходимости получения при резке чёткого
контура углов у последних делается поворот-
ный участок копира (фиг. 21, в).
Стальные резные копиры изготовляются
с учётом ширины разреза и диаметра магнит-
ного ролика (фиг. 22, а). Когда ролик катит-
ся по внутренней кромке копира, то при рез-
ке можно получить чёткий контур углов, если
углы копира скруглены радиусом, равным
радиусу ролика (фиг. 22, б). Когда ролик
катится по наружной кромке копира, то мини-
мальный радиус скругления углов при резке
равен радиусу ролика, при этом копир дол-
жен иметь чёткий контур углов (фиг. 22, в).
Для начала резки применяется откидная план-
Фиг. 18. Копировальные приспособления:а —ручное; б— механическое; ей г — магь
ГЛ. VII]
ОБРАБОТОЧНЫЕ ОПЕРАЦИИ
529
Таблица 10
Детали
Наименование
Развёртки цилиндрических
обечаек (прямоугольники)
Развёртки днищ (круги) и
фланцы (круговые кольца)
Развёртки конических обе-
чаек (площади, ограничен-
ные комбинацией прямых
и фасонные развёртки (пло-
щади, О!раниченные кривы-
ми линиями или комбинацией
прямых и кривых линий)
Максимальный
размер в мм
До 1400x3000
До 1400x8000
До ЗОООХ13 000
0 до 600
0 до 1400
0 до 3600
До 1400X8000
До 3000X13 000
мелкий
Трактор
•¦
„
-
Масштаб производства
средний
Продольный станок
тракторного типа
Универсальный ста-
нок мостового типа
Трактор
Копировальный
станок шарнирно-ра-
диального типа
Универсальный ста-
нок мостового типа
Трактор
Универсальный ста-
нок мостового типа
1
То же
Трактор
крупный
Продольный станок
мостового типа
То же
-
Копировальный
станок пантографно-
го типа
То же
Трактор
Универсальный ста-
нок пантографного
типа
1 о же
То же
Таблица 11
Режимы автоматической и полуавтоматической огневой резки малоуглеродистой листовой
Толщина
листа* в мм
6
8
ю
12
гб
2О
25
ЗО
35
4°
45
5°
6о
7°
8о
до
IOO
125
15°
175
2ОО
Режущий мундштук
диаметр от-
верстия в мм
о,g -i.o
1,О—1,1
I O — 1.1
J.3 -1.4
1,3-1.4
1.3-1.4
1.3 -1.4
1,3 -1.4
1.5 -I-6
1,5—1,6
1,6 1,8
i,6-i,8
i,6—i,8
2,1—2,3
2,1—2,3
2,1-2,3
2 3-2.4
2,8 ~3.°
2,8 ~3-О
2,8 -3,О
2,8 з о
№ мундштука
УР
i
1
i
2
2
2
2
2
о
3
3
3
3
4
4
4
4
5
5
5
5
Airco
о
i
1
2
2
2
2
2
3
3
4
4
4
5
5
5
6
7
7
7
'
Скорость
резки в см/мин
43-56
48 - 56
43-5°
3°-43
28 — 40
28-38
2.5 -35
23-3°
2O-2J
19-23
18-23
Г5-2Э
I3-I8
13-18
13 -2О
13-19
*о
15
ю
IO
ю
Давление ре-
жущего кисло-
рода в ати
1,4-2,1
1,4 " 2,1
1,4 — 2,1
1,3-2,8
i,8-a,8
2,1-2,8
2 7-3.3
З.о-Зо
2,8-Зо
3.2-3.3
3-2 - 3.5
3 2-3.5
3.2 Зо
3.2-3.5
3.2-3.9
3-2-3.9
42
4,2
4-2
4.2
4.2
Расход газов в л\пог. м
кислорода
6о
7°
Зо
юо
I2O
IjO
180
220
250
300
330
35°
420
600
720
8jo
1200
1650
2100
2500
ацетилена
7.5
8.o
9,o
n
13
ij
18
20
22
24
27
3°
35
40
45
52
60
80
i°5
130
160
стали
Шгряна
щели в мм
2,О
2.5
2,5
3,°
З.о
3,о
З.о
з.°
3.°
3i°
3.5
3.5
3.5
4.5
4.5
4-5
5.О
5.5
5о
5.5
5.5
* Или пакета
530
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА КОТЕЛЬНЫХ КОНСТРУКЦИЙ
[РАЗД. Ш
ка, шарнирно закреплённая на копире
(фиг. 22, г).
Режимы ручной огневой резки—см. гл. IV,
„Технология сварки и резки металлов".
клонения от заданного
тура ^ 0,5 мм.
криволинейного кон-
ЧзепО
Узе/7/7
УЖЖШГ)
¦-Q ~
f
Фиг. 20. Проектирование бу-
мажного копира: 1 —линия от-
реза; 2 — щель (разреза);
3 — отходы; 4 — линия центров
резака.
Фиг. 19. Пальцевые опоры для точной
огневой резки: 1— таврики; 2— пальцы;
3 — разрезаемый лист; 4— линии разрезов.
Режимы автоматической и полуавтома-
тической огневой резки, рекомендуемые аме-
. Т|~г '— ¦ риканской прак-
Р ¦ f 3 ^ тикой [45, 54,
56], приведены в
табл. 11.
Припуск при
огневой резке на-
значается, исходя
из следующих со-
ображений: Пра-
вила Котлонадзо-
ра [2] разрешают
огневую резку без последующей механи-
ческой обработки кромок для стали с содер-
¦ жанием углерода
до 0,27<>/с. При бо-
лее высоком содер-
жании углерода
вследствие бы-
строго охлаждения
нагретой кромки
струёй холодного
режущего кисло-
рода получается
закалка кромки на
глубину до 3 мм,
ввиду чего необхо-
дима последующая
обработка кромки
на глубину не ме-
нее 3 мм для пол-
ного удаления за-
калённого слоя.
Допуски на ав-
томатическую и
полуавтоматиче-
скую огневую рез-
ку по данным аме-
риканской прак-
тики [45, 49] сле-
дующие: 1) на от-
клонения от прямо-
линейности кромок, заданной ширины листа
и параллельности кромок + 03 мм; 2) на от-
Фиг. 21. Проектирование алю-
миниезого гнутого копира;
а — определение конфигура-
ции:/—линия отреза;2— щель;
3 — полоса копира; 4 — отходы;
5 — линия центров резака;
б— откидной участок копира
в — поворотный участок ко-
пира
Ь/2
5) 3-
U
Фиг. '/. Проектирование сталь-
ного резного копира: я-опре-
деление конфигурации: / —ли-
ния отреза; 2 — магнитный ро-
лик; 3 - линия центров ро-
лика; 4 — конфигурация копи-
ра с внутренней направляю-
щей кромкой; 5—конфигура-
ция копира с наружной напра-
вляющей кромкой; б — кон»
тур угла при копире с вну-
тренней кромкой: / — линия от-
реза; 2 — магнитный ролик;
3 — линия центров ролика;
4 — кромка копира; в — кон-
тур угла при копире с наруж-
ной кромкой: 1 — линия от-
реза; 2 — магнитный ролик;
3 — линия центров ролика;
4 — кромка копира; г — откид-
ная планка.
ОБРАБОТОЧНЫЕ ОПЕРАЦИИ
Обработка кромок
Классификация и выбор метода обра-
ботки кромок. В котельном производстве при-
меняются два метода обработки кромок: меха-
нический и огневой.
Механическая обработка кромок в совре-
менном котельном производстве применяется
только машинная при помощи кромкострогаль-
ных станков для листов, продольно-строгаль-
ных станков — для корыт, токарных обдироч-
ных станков — для обечаек и токарных кару-
сельных станков — для днищ и фланцев.
Огневая обработка кромок применяется
ручная, автоматическая и полуавтоматиче-
ская, причём обработка кромок листов совме-
щается с их резкой.
При выборе метода обработки кромок
можно руководствоваться табл. 12.
Механическая обработка кро-
м о к. Кромкострогальные станки для обра-
ботки прямолинейных кромок листов описаны
в гл. VI, „Технология производства клёпаных
стальных конструкций".
Продольно-строгальные станки для обра-
ботки прямолинейных кромок корыт обечайки
применяются нормальные, двухсупортные (для
одновременной обработки обеих кромок), дли-
ной хода, равной максимальной длине корыт
(до 13 000 мм), и расстоянием между стой-
ками, пропускающим наибольшие корыта (до
1600 мм).
Токарные обдирочные станки для обработки
кругозых крэмэк обечайки применяются спе-
циальные (типа токарных лобовых), у которых
обечайка устанавливается неподвижно в лю-
нетах, а вращаются супорты, укреплённые в
планшайбе. Подобные станки Wagner для обе-
чаек наружным диаметром 700-2500 мм с
толщиной стенки до 70 мм имеют следующую
характеристику: высота центров — 1700 мм;
диаметр глазного шпинделя—400 мм; дчаметр
гл. vnj
ОБРАБОТОЧНЫЕ ОПЕРАЦИИ
531
Таблица 12
Листы прямо-
угольные
Листы круглые
(в том числе флан-
цы)
Листы фасонные
Корыта цилин-
дрических обечаек
Обечайки
Днища без лазо-в
Днища с лазами
Механическая обработка (для стали любой марки)
строгальными
станками
При толщине до
2,5% внутреннего
диаметра для стали
с С >0,27%
-
Притолщине свы-
ше 2,5% внутрен-
него диаметра для
стали с С>0,27%
пли толщине свы-
ше 100 мм
_
-
_
токарными
обдирочными
станками
-
Без ограни-
чений
-
токарными кару-
сельными станками
_
Для стали с
С>0,27% или тол-
щины свыше
100 мм
-
Без ограничений
Только с
двумя-тремя
супортамн
Огневая обработка для стали
с содержанием С<Х),27%
Ручная*
При толщине
до 2,5% внутрен-
него диаметра
При толщине
до 100 мм
То же
При толщине
свыше 2,5% вну-
треннего диаметра
При толщине
до 100 мм
То же
-
Автоматическая
и полуавтомати-
ческая
При толщине до
2,5% внутреннего
диаметра
При толщине до
100 мм.
То же
При толщине
свыше 2,5% вну-
треннего диамет-
ра, до 100 мм
При толщине до
100 мм
То же
—
* Ручная огневая обработка применяется только при отсутствии автсматоп или полуавтоматов и не рекомендуется
ввиду малой точности обработки.
планшайбы—3600 мм; число оборотов план-
шайбы -- 1,57—6 (8 ступеней); число супор-
тов (для продольного и поперечного переме-
щения—2; подача супорта—0,24—2 мм на 1
оборот (8 ступеней); продольное перемеще-
ние супорта—500 мм; допустимый уклон су-
портов—15°; общий вес—54 т. Электродвига-
тели: главного привода—16,2 кет, 750 об/мин;
передвижения шпиндельной бабки—10 кет,
1000 об/мин; охлаждающего насоса—0,8 кет,
1500 об/мин.
Токарные карусельные станки для обра-
ботки днищ и фланцев применяются двух-
супортные (для одновременной обработки
кромок и уплотнительных плоскостей лазов
или обеих кромок фланцев), с диаметром
планшайбы, допускающим обработку днищ и
фланцев максимального диаметра (до 3600 мм).
Огневая обработка кромок. Для
огневой обработки кромок листоз применяют-
ся те же основные приспособления и обору-
дование, что и для огневой резки (см.
стр. 522-527).
Ручная огневая обработка кромок в ещё
меньшей степени, чем ручная огневая резка,
соответствует требованиям современного ко-
тельного производства, вследствие чего до-
пускается только для неответственных кон-
сгрукций.
Основные формы разделки кромок для
ссыковых сварных швов резервуарных и ко-
тельных конструкций показаны на фиг. 23.
Операция ручной огневой обработки кро-
мок для различных форм разделки осуще-
ствляется следующим образом: 1) односторон-
нее скашивание кромки производится в один
переход, при установке резака под заданным
углом а (фиг. 23, а); 2) одностороннее скаши-
вание кромки с притуплением производится
в два перехода; первый—при вертикальной
а) л*~
Фиг. 23. Основные формы разделки кро-
мок стыковых сварных швов: а — одно-
сторонне скошенная кромка; б —одно-
сторонне скошенная кромка с притупле-
нием; в — двухсторонне скошенная кромка
с притуплением; г —U-образная разделка
кромки; д — двойная U-образная
разделка кромки.
установке резака и второй—при установке
резака под заданным углом (фиг. 23, б).
3) двухстороннее скашивание кромки с
притуплением производится в три перехода:
первый—при установке резака под заданным
532
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА КОТЕЛЬНЫХ КОНСТРУКЦИЙ
[РАЗД. 111
углом а для нижнего скоса кромки, второй —
при вертикальной установке и третий — при
установке резака под заданным углом а для
верхнего скоса кромки (фиг. 23, в).
Фиг. 24. Огневая обработка односторонне
скошенной кромки с притуплением блоком
из двух резакоз.
Автоматическая и полуавтоматическая
огневая обработка кромок почти вытеснила
в настоящее время механическую обработку
кроток. Вместо одного резака для каждого
Фиг. 25. Последопательность расположения резаков в бло-
ке: а — блок из двух резаков; б— блок из трёх резаков.
разреза, как это применяется при огневой
резке, гри обработке кромок устанавливается
блок из двух или трёх резаков, в зависимости
от формы разделки (фиг. 24).
Последовательность расположения резаков
в блоке такая же, как и последовательность
установок резака при ручной огневой обра-
ботке (фиг. 25).
Режимы огневой обработки кромок в за-
висимости от толщины листа приведены
в табл. 13 [48].
Для сварки встык толстообмазанными элек-
тродами листовой стали толщиной ^5 20 мм
наиболее рациональными в конструктивном от-
ношении формами разделки кромок являются
U-образная для толщин 20— 40мм (фиг. 23, г)
и двойная U-образная для толщин >• 40 мм
(фиг. 23, д). Эти формы разделки считались
до недавнего времени неудовлетворительными
вследствие сложности обработки кромок. При-
менение огневой обработки позволило устра-
нить этот недостаток.
В практике США [46] операция огневой
обработки кдомок U-образной разделки осу-
ществляется в два перехода (фиг. 26): пер-
вый—выбирание в кромке полукруглой выемки
радиусом, равным радиусу основания раз-
делки (см. R на фиг. 23, г и 26, а), второй —
скашивание кромки под заданным углом (см. а
на фиг. 26, б).
Первый переход осуществляется резаками
с кислородными мундштуками больших раз-
меров (при низких скоростях режущего кисло-
рода). При этом для обеспечения качества
обработки необходимо правильно выбрать:
1) диаметр быходного отверстия кислород- •
ного мундштука; 2) угол наклона в в гори-
зонтальной плоскости оси мундштука к линии
кромки (фиг. 26, а); 3) скорость резки; 4) да-
вление режущего кислорода перед мундшту-
ком.
Рекомендуемые американской практикой
значения перечисленных величин [46] в зави-
симости от заданного радиуса R основания
разделки приведены в табл. \4.
Второй переход — одностороннее ска-
шивание кромки (см. фиг. 26, б). В данном
случае необходимо только более тща-
тельно установить резак для направления
струи касательно к внутренней поверхности
выемки.
Таблица 13
Режимы автоматической и полуавтоматической огневой обработки кромок
(по данным английского Института сварки)
Толщи-
на
в мм
6
IO
12
1б
2Э
22
25
3»
38
45
5°
Диаметр
отверстия
кислород-
ного
мунд-
штука в мм
,2
,2
,2
,2
,6
[,6
,6
,6
1.6
,6
,6
Вертикальная установка
Ско-
рость
резки в
см/'мин
53
5°
48
44
4°
38
35
35
3°
29
28
Давление кис-
лорода
режу-
щего
1,4
2,1
2,8
3,5
3,2
3-4
3.5
3.9
4.-*
4,6
4,9
в ата
подо-
грева-
ющего
I,
I,
i
I,
2
2
2
2
2
2
2
8
8
8
8
2
5
Расход
кисло-
рода
в
7°
95
по
*45
2JO
270
300
340
400
440
480
Расход
ацети-
лена
в
л\пог. м
17
18
19
21
27
ад
31
33
36
39
44
Установка резака
Диаметр
отверстия
кислород-
ного
мунд-
штука в мм
,2
,2
,2
,6
,6
,6
,6
,б
,6
,6
t,6
Ско-
рость
резки
в
CMJMUH
52
50
43
40
38
35
33
32
28
26
25
под
углом 3(Р
Давление кис-
лорода
режу-
щего
1.8
2,5
3,2
3,2
3,4
3,5
3,9
4,1
4,6
4,9
5,3
в am и
подо-
грс
ющего
i
i
2
2
2
2
2
2
2
2
2
8
8
I
i
1
i
I
I
2
Э
э
Расход
кисло-
рода
в
л\пог. м
8о
95
140
2JO
270
Зоо
34°
37°
45^
f{2O
Расход
ацети-
лена
в
.i/пог.м
J7
i8
2}
27
29
31
33
34
40
48
ГЛ. VII]
СБОРОЧНЫЕ ОПЕРАЦИИ
533
Режимы обработки U-образной разделки кромок
Таблица 14
R в мм
5
6
8
.Is
? о и
р от
слор
гука
1 к х
3,2
4,8
6,4
20-25
20—25
20—125
Наивысшее
Скорость
резки
в см;мин
6о-75
75-9»
оо ю5
качество обработки *
Давление
режущего
кислорода
в ати
1,8-2,1
2,1—2,5
з,5-2,8
Расход
кислорода
в л/пог. м
140 —130
240—230
250-240
Расход
ацети-
лена
в
л1пог. м
24-25
29-32
26—29
Наиболее экономичный режим
25-3°
25-3°
25-3°
Ско-
рость
резки
в
см/мин
75 95
9о -loo
—125
Давление
режущего
кислорода
в ати
2,1—2,5
2,5-2,8
3,2—3,5
Расход
кислорода
в л/погл м
12" — II"
225—230
23° -335
Расход
ацети-
лена в
л,'пог.м
19-19,5
24 - 28
* Ровный, чёткий контур и чистая поверхность выемки.
Шлак, попадающий в выемку при скаши-
вании кромки, легко удаляется пневматиче-
ским зубилом.
Для автоматической сварки подслоем флю-
са листовой стали встык требуется большая
точность обработки кромок под сварку, при-
чём наличие слоя окалины на кромках не
препятствует получению качественного шва.
Фкг. 26. Огневая обработка U-образ-
ной разделки кромки: а—выбирание
R кромке полукруглой выемки;
<J скашивание кромки.
На основании этого американской фирмой
Linde предложен блок „Rip—Trim" (резать-
отделывать) из двух последовательно устано-
вленных резаков для прецизионной огневой
обработки кромок, не требующей последую-
щей механической обработки или зачистки.
Первый резак производит резку, второй—от-
делку, т. е. сглаживание поверхности разреза.
Оба резака устанавливаются под одним и тем
же заданным углом. Скорость резки методом
„Rip—Trim" для толщины листа 6 мм соста-
вляет 175 см/мин, 20 мм —100 см/мин [55].
Гибка
Классификация гибочных работ. Основ-
ные виды гибочных работ в котельном произ-
водстве, обусловленные формами деталей, при-
ведены в табл. 15.
Вальцовка обечаек и корыт. Для
ответственных конструкций допускается при
гибке остаточная деформация листовой стали
не более 5%, поэтому при толщине листа
более 2,5% (V^) внутреннего диаметра обе-
чайки необходимо производить гибку листов
в горячем состоянии или, если это допу-
скается мощностью гибочных средств, про-
изводить отжиг обечайки (или корыта) после
гибки в холодном состоянии [1].
Таблица 15
ю пор.
%
1
2
3
4
5
6
Виды
Основные формы
деталей
Обечайки—полые
цилиндры или усе-
чённые конусы из
листовой стали
Корыта обечаек—
сегменты полых ци-
линдров или усе-
чённых конусов из
листовой стали
Днища выпуклые
и плоские
Обечайки с обса-
женными концами
(днищами)
Обечайки с бор-
тами — конические
обечайки с цилин-
дрическими участ-
ками и цилиндри-
ческие обечайки с
коническими участ-
ками
Обечайки с флан-
цами
гибочных работ
Основные
виды гибоч-
ных работ
Вальцовка
обечаек
Вальцовка
или гибка
корыт
Штамповка
днищ
Обсадка
днищ
Отбортов-
ка обечаек
Отфланцов-
ка обечаек
Необходимое куз-
нечно-прессовое
оборудование
Прессы подгибоч-
ные и машины ли-
стогибочные трёх-
и четырёхвалковые
То же, прессы
гибочные
Прессы штампо-
вочные
Прессы обсадоч-
ные
Станки фланцо-
вочно-бортовочные
или прессы штам-
повочные
То же
Нагрев листов перед гибкой осуще-
ствляется в специальных листонагреватель-
ных печах до температуры 1000—1100° С, обес-
печивающей температуру в конце гибки не
ниже 700° С. Нагрев должен быть равно-
мерным и контролироваться пирометрами.
Вальцовка цилиндрических обечаек и
корыт, т. е. гибка листов в цилиндрические
обечайки или корыта, производится трёх-
Фиг. 27. Принципиальная схема вальцовки листа:
а— трёхвалковой листогибочной машиной: б — четы-
рёхвалковой листогибочной машиной.
или четырёхвалковыми листогибочными ма-
шинами (вальцами). Схе^а операции валь-
цовки трёхвалковой листогибочной каш иной
изображена на фиг. 27, а. Лист, свободно
опирающийся на нижние валки, которые
534
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА КОТЕЛЬНЫХ КОНСТРУКЦИЙ
[РАЗД. Ill
вращаются в одном направлении, прогибается
под нагрузкой верхнего валка и переме-
щается за счёт трения в направлении враще-
ния нижних валков, передавая вращение верх-
нему валку. Таким образом постепенно про-
ходит между валками весь лист. Операция
вальцовки осуществляется в несколько прохо-
дов, во время которых лист совершает воз-
вратно-поступательное движение через валки.
Схема операции вальцовки четырёхвалко-
вой листогибочной машиной изображена на
фиг. 27, б. Лист, зажатый между вращающи-
мися в противоположных направлениях верх-
ним и нижним валками, перемещается в сто-
рону вращения валков и прогибается под
нагрузкой от боковых нажимных валков.
В остальном операция аналогична трёхвалко-
вой машине.
Трёхвалковые листогибочные машины
производства Старо-Краматорского завода
им. Орджоникидзе и^еют характеристику,
приведенную в табл. 16.
Таблица 16
Характеристика трёхвалковых листогибочных
машин Старо-Краматорского завода
(я «
11
3 «
Макси»
толщш
в мм *
i8
25
25
32
1альная
листа
Максид
длина
в мм
2ООО
25°°
Зоэо
2ООО
тьваль-
MJMUH
Скорое
цовки
8,9
5-°
4,8
5.°
Электродви-
гатель
мощ-
ность
в квт
17
2б
29
2б
ЧИСЛО
об/мин
75°
75°
75°
75°
Габаритные
размеры
в плане в мм
длина
в мм
57°°
6400
6700
59°°
ширина
в мм
2IOO
2IOO
I7O0
2IOO
Вег
в т
9,3
27
18
27
* Для eff = 45 кг/мм3.
Четырёхвалковая листогибочная машина
(фиг. 28) Froriep, установленная на таганрог-
ском заводе „Красный котельщик" имеет сле-
дующую техническую характеристику.
Максимальная толщина листа: а) при валь-
цовке в холодном состоянии 38 мм, б) при
вальцовке в горячем состоянии 70 мм.
Максимальная длина листа 13 000 мм.
Минимальный внутренний диаметр обе-
чайки 900 мм.
Диаметры валков: а) верхнего 800 мм,
б) нижнего 725 мм, в) боковых 620 мм.
Длина валков: а) верхнего 24 260 мм,
б) нижнего 13 880 мм, в) боковых 13 830 мм.
Электродвигатели для: а) верхнего валка—
240 квт, 750 об/мин, б) боковых валков—
70 квт, 750 об/мин, в) изменения противода-
вления—18 квт, 750 об/мин.
Вес: а) верхнего валка 81 т, б) нижнего
валка 44 т, в) бокового (каждого) 31,5 т,
г) общий вес машины 435 т.
Техническая характеристика крупнейшей
четырёхвалковой листогибочной машины, из-
готовленной Старо-Краматорским заводом
им. Орджоникидзе, следующая:
Максимальная толщина листа з° мм
Максимальная длина листа 8ооо „
Минимальный внутренний диаметр обечайки . 8оо „
Диаметры валков: а) верхнего 640 мм,
б) нижнего 600 мм, в) боковых 450 мм.
Электродвигатели для: а) верхнего валка
100 квт, 750 об/мин, б) боковых валков 22 квт,
750 об/мин.
Недостатком листогибочныхмашин является
неизбежность недовальцовки плоской кромки,
шириной приблизительно равной половине
межосевого расстояния нижних валков, в
трёхвалковых листогибочных машинах. Ши-
рина недовальцованной плоской кромки при
гибке четырёхвалковыми машинами в зависи-
мости от толщины и длины листа приведена
(по данным Froriep) в табл. 17.
Таблица 17
Ширина недовальцованной плоской кромки
Длина листа в мм
Ю 21
15 22
2O23 25
25 24 28
3° 2631
35 28J35
4° 3°,4°
45 33D5
5° Зб
55 4о 58
6о 43 6j
65 48 72
7°,52,8i
97
23
25
29
34
41
48
57
66
77
89
юз
|J33
23 23
2б 27
31 | 33
37 ; 4о
45 , 49
89 loo
137
б
135
*55
,177
23
28
34
42
52
64
77
92
но
128
148
172
195
24
29
35
44
55
68
«3
IOI
IIQ
IS8
151
186
212
24
30
36
46
58
72
88
106
125
147
173
198
227
i8o
208
Ввиду изложенного при вальцовке трёх-
валковыми листогибочными машинами необ-
ходима предварительная подгибка (форзагиб)
кромок.
При четырёхвалковых листогибочных ма-
шинах подгибка кромок требуется только при
работе на предельной ширине листов, когда
не имеется запаса для последующей обрезки
недовальцованной кромки.
ё
Фиг. 28. Четырёхвалковая машина.
ГЛ. VII)
СБОРОЧНЫЕ ОПЕРАЦИИ
535
Подгибка кромок производится на специ-
альных подгибочных гидравлических прессах
или на любом гидравлическом прессе со спе-
циальными приспособлениями.
Иодгибочные гидравлические прессы
(фиг. 29) представляют собой С-образную ста-
нину, допускающую передвижение листа от
участка к участку при длине кромки, превы-
шающей длину траверзы; траверзу длиной
1000-2000 мм\ два-четыре цилиндра, разви-
вающие давление 200—400 т и располагаемые
снизу или сверху станины. На фиг. 29 изобра-
жён подгибочный пресс американской фирмы
Baldwin (Southwark).
Подгибка кромок производится в два про-
хода: первый —на большой радиус кривизны
Фиг. 29. Подтибка кромок листа на подгибочном прессе.
(приблизительно на 10%), второй — на требуе-
мый радиус.
Вальцовка конических обечаек произво-
дится обычно трёхвалковыми листогибочными
машинами с нажимом, включённым только
с одного конца верхнего валка, вследствие чего
лист с этой стороны изгибается с меньшим
радиксом кривизны, чем с другой.
Допуски на вальцовку обечаек и корыт
при сборке по принципу взаимозаменяемости
следующие: допуски на диаметр обечаек (ко-
рыта) не более + 0,2%, допускаемая оваль-
ность обечайки не более 0,2% диаметра,
допускаемый про-
гиб обечайки не
более 1 мм на
1 пог. м.
Допуски при
сборке по принци-
пу индивидуаль-
ной пригонки ука-
заны в табл. 31.
Приёмка обечаек и корыт производится
по шаблонам длиной 0,25 Da (фиг. 30) и пу-
тём обмера.
Гибка корыт. В современном котель-
ном производстве для корыт обечаек толщи-
ной >2,5% внутреннего диаметра и>38 мм
всё шире внедряется гибка корыт вместо валь-
цовки с подгибкой кромок. Гибка корыт про-
изводится гибочнычи гидравлическими прес-
сами, представляющими собой два четырёхко-
лонных гидравлических пресса, соединённых
общей траверзой, длина которой соответствует
максимальной длине корыт.
На фиг. 31 изображён основной тип подоб-
ных прессов американской фирмы Baldwin
Locomotive Works, имеющих следующую тех-
ническую характеристику.
Максимальное давление 6000 т, максималь-
ная толщина листа (при холодной гибке) 175 мм,
максимальная длина листа (длина траверзы)
12 000.М.И, ход траверзы 1500мм, габаритные
размеры (L X& X И) 17 400 X 4<Ю0 X 11 600^ к,
вес 790 т. Привод — от насосно-аккумулятор-
иой станции на рабочее давление 105 ати
через мультипликатор на 210 ати.
Наиболее рациональное построение техно-
логического процесса гибки корыт может быть
следующее.
Первый вариант: а) холодная гибка корыт
с радиусом кривизны на 10% больше требуе-
мого; б) отжиг корыт для снятия внутренних
напряжений (холодного наклёпа) и в) холод-
ная гибка корыт с требуемым радиусом кри-
визны.
Второй вариант: а) нагрев, обеспечивающий
температуру конца горячей гибки не ниже
880° С для стали марки 20 и 910' С для мар-
ки Ст. ЗК; б) горячая гибка корыт с радиу-
сом кривизны на 10% больше требуемого'и
в) холодная гибка корыт с требуемым радиу-
сом кривизны.
При таких вариантах технологического про-
цесса обеспечивается наиболее точная цилин-
дрическая форма корыт.
Допуски на гибку корыт такие же, как
для вальцовки.
Штамповка днищ. При штамповке
днищ, связанной с остаточными дефопмациями
листа, превышающими 5%, нагрев листов
перед штамповкой необходим при любой тол-
щине листа.
Фиг. 30. Проверка обечайки
шаблоном в процессе валь-
цовки.
Фиг. 31. Гибка корыт обечайки на гибочном прессе: а- принципал
схема гибки; б — гибочный пресс.
536
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА КОТЕЛЬНЫХ КОНСТРУКЦИЙ
[РАЗД. II!
Нагрев jihctor производится в листонагре-
вательных печах до температуры, которая
обеспечивает температуру в конце штамповки
не ниже 88(У С (температура нормализации)
лля стали марки 20 и 910° С — для стали мар-
ки Ст. ЗК.
Штамповка днищ производится штампо-
вочными гидравлическими прессами, обыч-
но четырёхколонными, с максимальным давлег
нием 3000 т.
Пресс (фиг. 32) состоит из массивной ста-
нины 1, четырёх стальных колонн 2, круглого
сечения, на верхних концах которых закре-
Фиг. 32. Штамповка дкищ на штамповочном прессе:
а — схема пресса в положении перед штамповкой;
б — положение окончания штамповки выпуклой части
дниша; в — положение начала отбортовки днища;
г — положение окончания отбсртовки; д — положение на-
чала снятия готового днища со штампа; е — положение
окончания снятия готового днища; / — верхний штамп;
2 нижний штамп; 3 — кольцо; 4 - штампуемый лист.
плена неподвижная плита 3, к которой в свою
очередь крепится верхний штамп 4 с наруж-
ным очертанием, соответствующим внуфен-
ней поверхноаи днища. На станине располо-
жено пять гидравлических цилиндров 5. Плун-
жер центрального цилиндра заканчивается го-
ловкой в, на которой устанавливается нижний
штамп 7 с внутренней поверхностью, соответ-
ствующей наружной поверхности днища. На
плунжеры четырёх вспомогательных цилиндров
5 опирается подвижная плита 8, на которой
при помощи подставок 9 устанавливается
штамповочное кольцо 10.
Порядок работы по штамповке днища сле-
дующий: заготовка, равномерно нагретая до
температуры 1000—1100° С, кладётся на штам-
повочное кольцо и центрируется по упорам
(положение /). Нижний штамп 7 поднимается
вверх до соприкосновения с листом (положе-
ние //) и далее до тех пор, пока лист не
будет полностью прижат к верхнему штампу
(положение III— IV). После этого в работу
вводится штамповочное кольцо, которое, под-
нимаясь вверх, образует борт днища (положе-
ние V).
Лист, остывая и сокращаясь в диаметре,
сильно обжимает верхний штамп, который
в свою очередь расширяется от нагревания
его листом.
Для облегчения снятия днища со штампа
применяются специальные захваты //, посред-
ством которых днище снимается со штампа
штамповочным кольцом при его обратном
ходе (положения VI— VII).
Штамповка днищ и прошивка в них лазов
или горловин должна производиться одновре-
менно.
Допуски на штамповку днищ (при сбор-
ке по принципу индивидуальной пригонки),
на диаметр, овальность и угловатость днищ,
показанные на фиг. 33, приведены в табл. 18.
Фиг. 33. Штампованное днише
и отклонение от его нормальной
формы.
Угловатость днищ под клёпку не допу-
скается. Допуск на высоту выпуклой части
днища не более + 2%.
Допускаемая конусность цилиндрической
части (борта) днищ толщиной до 2Э мм —
не более 1 мм, свыше 20 мм — не более
9
2 мм.
Таблица 18
Допуски на штамповку днищ
Номинальный
наружный диаметр
днища в мм
Допуск на
диаметр в мм
6оо~ 9°°
IOOO -I2OO
I3O0—1580
J.6O0 — 2ОЭО
22OO
2300 2,5°J
3.5
5
6
7
8
g
1.5
2
2.5
3
3.5
4
Допуск на толщину днищ у борта не бо-
лее +10% —0. Допуск на размеры большой
и малой осей лаза не более i * мм. Допуск на
радиус сопряжения выпуклой поверхности
днища с бортом лаза не более + 5 мм.
Допуски на штамповку днищ при сборке
по принципу взаимозаменяемости: допуск
на диаметр + 0,2% — 0,1%; допускаемая оваль-
ность 0,2% диаметра.
ГЛ. VII]
СВАРОЧНЫЕ ОПЕРАЦИИ
537
Приёмка штампованных днищ производится
по шаблонам путём обмера и по наружному
осмотру. При этом продольные риски на ци-
линдрической части днища допускаются глу-
биной не более 1,5 мм, по борту лаза —¦ глу-
биной не более 0,5 мм. Как правило, не до-
пускаются разрывы рабочей части борта лаза,
местные выпучины, забоины и раковины.
Обсадка днищ. При толщине обечаек
больше 2,5% внутреннего диаметра вместо
Таблица 19
Фиг. 34. Обсадочный гидравлический пресс:
/ — станина пресса; 2— верхний и нижний
штампы; 3 — роликовые опоры на тележках.
Подающий кантовальный механизм на фи-
гуре не показан.
приварки днищ можно производить их обсад-
ку путём обсадки концов обечаек. Перед об-
садкой конца обечайки необходим нагрев его
в специальной нагревательной печи до тем-
пературы около 1200° С.
Для обсадки днищ применяются специаль-
ные обсадочные гидравлические прессы (фиг.
34), состоящие из собственного обсадочного
вертикального гидравлического пресса со
встречным расположением двух рабочих ци-
линдров (встречным движением штампов),
подающего и кантовального механизма (для
горизонтальной подачи и кантования обечаек)
и регулируемых по высоте роликовых опор
на тележках. Максимальное давление каждого
рабочего цилиндра примерно 8ПЭ т.
Обсадка одного конца обечайки диаметром
1500 мм и толщиной 70 мм производится при
трёх нагревах в течение 5 — 6 час.
У обечаек диаметром 1000 мм и более
получается полусферическая форма обсадных
днищ (фиг. 35, а). При диаметре обечаек мень-
ше 10U0 мм необходимо днища осадить (фиг.
35, б) для возможности получения лазовых от-
верстий без недопустимой подрезки стенок
днищ (см. табл. 19).
Допуски на обсадку днищ. До-
пускаемое отклонение обсадного днища от
теоретической формы — не более + 5 мм.
Допускаемая минимальная толщина стенки
днища в месте подрезки под лазовый затвор
(sann) приведена в табл. 19 и на фиг. 35.
f
Da
8оэ
85о
9оо
95°
IOOO
IO2O
1400
i6oo
s не
мене
2О
22
23
24
25
3°
35
4о
Размеры обсадных дт
А
2бо±Ю
320 ±1О
Збо+ю
4ю+ ю
460+10
55° ±ю
66о±ю
765 ± ю
d
4*°±5
4™±5
4io±5
4i°±5
4i°l5
46о±5
4°°±5
4бо±5
а
4оо
4<ээ
4оо
4оо
4оэ
45°
45°
45°
445
445
445
445
445
5ю
51°
5i°
щ в
Ь
295
295
295
295
295
345
345
345
мм
34°
34°
34°
34°
34°
4°5
4°5
4°5
S .
IIUD
15
17
*7
i8
«9
23
26
3°
490
520
55°
58э
620
74°
86з
980
Приёмка обсадных днищ производится по
шаблонам путём обмера и по наружному
осмотру.
Smin
** Эллипс
Фиг. 35. Обсадные днища: а — при диаметре обечайки
1000 мм; б — при диаметре обечайки меньше 1000 мм.
Отбортовка обечаек. Отбортовка
обечаек производится в холодном состоянии
на специальных фланцовочно-бортовочных
станках или штамповочных гидравлических
прессах.
Схема отбортовки конической обечайки на
фланцовочно-бортовочном станке показана на
фиг. 36.
Фиг. 36. Схема отбортовки
конической обечайки на
фланцовочно-бортовочном
станке: 1 — планшайба; 2—
кулаки; 3 — упорный ро-
лик; 4 — нажимной ролик;
5 — обечайка.
Фиг. 37. Схема отфланцов-
ки обечайки на фланцовоч-
но - бортовочном станке:
/ — планшайба; 2 — ку-
лаки; 3 — упорный ро-
лик; 4 — нажимной ролик;
5 — обечайка.
Отфланцовка обечаек. Для отфлан-
цовки обечаек необходим предварительный
нагрев их до температуры около 1200° С с тем,
чтобы температура конца отфланцовки была
не ниже 880° С для стали марки 20 и 910° С
для стали марок Ст. 2 — Ст. ЗК.
Отфланцовка производится на специаль-
ных фланцовочно-бортовочных станках или
штампово-шых гидравлических прессах. Схе-
ма показана на фиг. 37.
538
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА КОТЕЛЬНЫХ КОНСТРУКЦИЙ
[РАЗД. III
СБОРОЧНЫЕ ОПЕРАЦИИ
Сборка конструкций под сварку
Перед сваркой сборка конструкции произво-
дится на прихватках, т. е. собирается и при-
хватывается ручной дуговой электросваркой
в нескольких местах, чтобы обеспечить неиз-
менное взаимное положение деталей в про-
цессе ттанспортировки (к сварочному стенду)
и свапки.
Операции сборки конструкции под сварку
и необходимые для этого приспособления за-
висят от формы конструкции.
Примерная cxeva технологического процес-
са сборки цилиндрических обечаек (из двух-
четырёх корыт) при индивидуальном произ-
водстве крупного масштаба приведена в
табл. 20.
Таблица 20
Сборка обечайки при индивидуальном производстве
(операция сборки обечайки на прихватках)
Выполняемая работа
Подать краном корыта № 1 и 2 и уложить
их на опоры
Накатить на уложенные корыта распорное
приспособление
Подать краном корыта № 3 и 4 и уложить
их на распорное приспособление
Надеть на корыта цепи со стяжками
Подать воздух в распорное приспособление
и, одновременно стягивая цепи, зажать корыта
Поставить прихватки в четырёх продольных
швах обечайки
Снять цепи
Выпустить воздух из распорного приспо-
собления и выкатить распорное приспособле-
ние из обечайки
Снять краном обечайку с опор и подать
её на сварочный стенд
Распорное приспособление, необходимое
при сборке, показано на фиг. 38.
При серийной производстве крупного мас-
штаба сборку обечаек целесообразно осуще-
по ЛД
Фиг. 38. Распорное приспособление для сборки обечайки:
/ — полые кольца; 2 — пневматические цилиндры;
3 — поршни пневматических цилиндров; 4 — накатанные
ролики.
ствлять в кондукторах согласно технологиче-
скому процессу, предложенному Институтом
электросварки АН УССР для серийного про-
изводства железнодорожных цистепн.
Схема процесса приведена в табл. 21.
Таблица 21
Сборка обечайки при серийном производстве
(операция сборки обечайки на прихватках)
Приёмы
Выполняемая работа
Подать краном корыта № 1 и 2 и уложить
их в кондуктор
Накатить на уложенные корыта распорное
приспособление
Подать краном корыта № 3 и 4 и уложить
их в кондуктор
Закрыть хомуты кондуктора
Подать воздух в распорное приспособление
и зажать корыта в кондукторе
Поставить прихватки в четырёх продоль-
ных швах обечайки
Выпустить воздух из распорного приспо-
собления и выкатить распорное приспособле-
ние из обечайки
Раскрыть хомуты кондуктора
Вынуть краном обечайку из кондуктора и
подать её к сварочному стенду
Кондуктор для сбэпки показан на фиг. 39.
Сборку барабанов (цилиндрических обечаек
с двумя днищами) под сваоку встык при
индивидуальном производстве рекомендуется
производить согласно схеме технологического
процесса, приведённой в табл. 22.
При серийном производстве для сборки
баоабанов рекомендуется схема технологиче-
ского процесса по табл. 23.
Таблица 22
Сборка барабана при индивидуальном производстве
(операция сборки барабана на прихватах)
Приёмы
1
2
3
4
5
6
7
8
Выполняемая работа
Подать краном обечайку и уложить её на
роликовый кантователь
Прихватить к обоим концам обечайки из-
нутри направляющие планки
Подать краном первое днище и надвинуть
его по направляющим планкам
Поставить прихватки между обечайкой и
первым днищем
Подать краном второе днище и надвинуть
его по направляющим планкам
Поставить прихватки между обечайкой и
вторым днищем
Срубить направляющие планки и зачистить
места их прихватки
Снять краном барабан с кантователя и по-
дать его на сварочный стенд
Необходимые приспособления— роликовый
кантователь (фиг. 16, 22, 23, гл. V, „Технология
производства сварных стальных конструкций")
и хомуты (фиг. 40).
Сборка обечайки с одним днищем произ-
водится, аналогично сборке барабана, также
при помощи направляющих планок, только обе-
чайка устанавливается вертикально на пол и
днище подаётся сверху (фиг. 41).
Сборка цилиндрической обечайки с кони-
ческой вполне аналогична сборке обечайки с
одним днищем (фиг. 42).
Сборка обечайки с фланцами произво-
дится при помощи упорных планок, как по-
казано на фиг. 43.
гл. vii]
СБОРОЧНЫЕ ОПЕРАЦИИ
539
по Ли
Jfc
¦/////////////777/77777777/
я
Фиг. 39. Кондуктор для сборки обечайки.
Фиг. 40. Хомут для сборки барабана:
/ — половины хомута; 2 — шарнир; 3 — замок;
4 — окна хомута.
Фиг. 41. Сборка обечайки с од-
ним днищем: / — обечайка;
2 — днище; 3 — направляющие
планки.
Фиг. 42. Сборка цилиндриче-
ской обечайки с коническоР:
1 — цилиндрическая обечайка
2 — коническая обечайка;
3— направляющие планки.
Таблица 23
Сборка барабана при серийном производстве
(операция сборки барабана на прихватках)
УзелД
Приёмы
1
2
3
4
5
6
7
8
Выполняемая работа
Подать краном обечайку и уложить её на
роликовый кантователь
Надеть хомуты на концы обечайки и за-
крыть их
Подать краном первое днище и вдвинуть
его в хомут
Поставить прихватки между обечайкой и
первым днищем через окна хомута
Подать краном второе днище и вдвинуть
его в хомут
Поставить прихватки между обечайкой и
вторым днищем через окна хомута
Раскрыть и снять хомуты
Снять краном барабан с кантователя н по-
дать его на сварочный стенд
Фиг. 43. Сборка обечайки с фланцами:
/-обечайка; 2—фланец; .?—упорные
планки.
Допуски на сборку под сварку. Допускае-
мое смещение кромок продольных швов обе-
чайки (фиг. 44):
а) для сварки под слоем флюса с предва-
рительной подваркой с обратной стороны или
для сварки толстообмазанными электродами—
Фиг. 44. Допуски на сборку под сварку: а — смещение кромок продольных швов; б — разность
диаметров стыкуемых элементов; в — эксцентричность стыкуемых элементов; г — параллельное
смещение продольных швов.
540
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА КОТЕЛЬНЫХ КОНСТРУКЦИЙ
[РАЗД. Ш
AssCO.l s при толщине обечайки s>-30 мм
и Д5 <] 3 мм при 5 < 30 мм;
б) для сварки под слоем флюса на под-
кладке или на флюсовой подушке Дз = 0.
Допуск на зазор между кромками швов:
для сварки без зазора—не более 0,8 мм; для
сварки с зазором не более + 1 мм.
Допускаемая разность внутренних и на-
ружных диаметров, а также эксцентрич-
ность (параллельное смещение осей) стыкуе-
мых обечаек и обечаек и днищ (фиг. 44, б, в):
а) для сварки под слоем флюса с предва-
рительной подваркой с обратной стороны или
сварки толстообмазанными электродами—
Д5<;0,1 s при толщине более тонкой стенки
5^30 мм и As<3 мм при s<^30 мм;
б) для сварки под слоем флюса на под-
кладке или на флюсовой подушке bs = 0.
Допускаемое параллельное смещение про-
дольных швов обечайки относительно осей
лазовых отверстий днищ (фиг. 41, г):
от nDa.
В случае необходимости пригонки соеди-
няемых частей таковая осуществляется при
помощи местного нагрева газовой горелкой
до температуры не свыше 1000° С и должна
заканчиваться при температуре не ниже 700" С.
Сварка конструкций
Для современного котельного производства
практическое значение имеют три метода ду-
гозой электросварки: ручной, полуавтоматиче-
ский лежачим электродом под слоем флюса
и автоматический под слоем флюса.
Общие принципы и технологию самого про-
цесса сварки указанными методами см, гл. IV,
.Технология сварки и резки металлов".
Ручная сварка постепенно вытесняется из
котельного производства полуавтоматической
и автоматической. В настоящее время при-
Фиг. 45. Автоматическая сварка барабана на станке пор-
тального типа: У—портал; 2—сварочная головка; 3— сва-
рочный трактор; 4 — роликовый кантователь.
менение её оправдывается только при мелких
работах (приварка штуцеров и прочих мелких
деталей) и при сборке на прихватках.
Полуавтоматическая сварка лежачим
электродом неприменима для сварки по
прихваткам, так как прихватки мешают плотно
уложить длинный электрод. Ввиду этого для
данного способа сварки операции сборки и
сварки должны совмещаться и сама сварка
производиться в кондукторах.
Автоматическая сварка под слоем флюса
является основным способом сварки в со-
временном котельном производстве.
'/////у///////////////////////////////.
Фиг. 46. Автоматическая сварка обечайки с фланцами
с применением манипулятора: / — колонна; 2 — сва-
рочная головка;3 — манипулятор.
Сварка продольных стыковых швов ци-
линдрических обечаек производится на стан-
ках велосипедного или портального типа
(фиг. 45). В качестве основного приспособле-
ния применяется роликовый кантователь
(фиг. 45).
Предварительная подварка продольного шва
с обратной(внутренней) стороны производится
сварочным трактором d. Во время сварки
обечайка лежит неподвижно, а велосипед, пор-
тал, самоходная головка велосипеда или сва-
рочный трактор передвигаются вдоль шва.
Сварка круговых стыковых швов барабанов
(цилиндрических обечаек с двумя днищами,
цилиндрических обечаек с одним днищем и
цилиндрических обечаек с коническими обе-
чайками) осуществляется также на станках
велосипедного или портального типа.
Предварительная подварка кругового шва
производится сварочной головкой, укреплён-
ной на консоли и введённой внутрь изделия.
Во время сварки велосипед, портал, самоход-
ная головка велосипеда или сварочная голов-
ка на консоли неподвижны, а изделие вра-
щается на роликовом кантователе.
Сварка продольных стыковых швов кони-
ческих обечаек производится на тех же стан-
ках только с применением специального при-
способления для установки шва в горизон-
тальной плоскости.
Для этой цели могут применяться также и
манипуляторы (см. гл. V, „Технология произ
водства сварных стальных конструкций")..
Сварка круговых стыковых швов кониче-
ских обечаек с одним днищем при практи-
чески встречающейся небольшой конусности
(не более 15°) также ведётся на тех же стан-
ках и с теми же приспособлениями, на кото
рых свариваются барабаны.
ГЛ. Vll]
СБОРОЧНЫЕ ОПЕРАЦИИ
541
Фиг.47.Сварка под слоем флю-
са: а — двухпроходная свар-
ка (с подваркой) листов тол-
щиной до 12 мм; б — двух-
проходная сварка листов тол-
щиной свыше 12 мм; в — од-
нопроходная сварка на флю-
совой подушке; г — однопро-
ходная сварка на медной под-
кладке; д — однопроходная
сварка на остающейся сталь-
ной подкладке; е — сварка
„лодочкой"
Сварка круговых угловых швов обечаек с фланцами произво-
дится неподвижной сварочной головкой с применением манипуля-
тора (фиг. 46).
Во время сварки изделие, наклонённое под углом 45° к гори-
зонту (для обеспечения положения „лодочки"), вращается вокруг
своей оси.
Рекомендуемые американской практикой [25, 53] режимы
сватки под слоем флюса для малоуглеродистой стали приведены
в табл. 24-28.
Таблица 24
Режимы сварки под слоем флюса с предварительной подваркой с обратной
стороны (фиг. 47, а к б)
са
я
и
ч
я
X
К
ч
Е-
6
8
ю
12
1б
20
25
32
38
5о
65
75
8о
9°
юо
Подварка
Разме-
ры шва
_
-
30
3°
ЗО
30
ЗО
ЗО
22,5
22,5
20
24
27
27
03
—
-
_.
3
4
5
6
8
IO
13
13
22
25
ЗО
3°
S
5.
5
<орость
м'час
42
42
42
3°
28
27
24
24
21
19
19
17
14
и
и
Свароч-
ный
ла в а
и
4оо
42O
5оо
боо
73°
86о
ооэ
1000
ю5о
1300
1300
1700
jgoo
2300
230Э
ГОК
1Щ
ю
<и
X
к
О,
на;
32
32
32
32
35
35
35
35
35
38
4о
42
43
45
45
Электооды
3
о.
4
4
5
5
6
6
6
6
6
8
8
8
8
ю
10
к
1СХ0Д
кг/пог.
о. са
о.г5
ОД5
0,2
О,2
о.З
о.З
о,4
о. 5
0,63
о,85
о,85
1,8
2,9
3.8
3.8
Наружный шов
Размеры
шва
ОС
—
—
-
3°
30
ЗО
22.5
23,5
20
15
15
24
24
29
27
—
-
5
6
6
II
Г4
19
25
38
'4°
40
4о
5+
я
а.
03
•a
||
U со
40
39
36
27
24
20
29
18
15
14.5
II
8
8
8
7
Свароч-
ный
а
сз
я
ч
2
5оо
55о
боо
юээ
1О75
iijo
13°°
1375
140Э
1700
2ЮЭ
29О0
29ЭЭ
293J
33оз
ток
сз
0)
I
1
а
я
3°
3°
32
39
38
38
39
39
38
40
4о
52
52
53
Ьл
Элек-
троды
а
01
я
3
4
4
5
6
6
6
б
б
6
8
ю
10
10
10
10
Р. 03
0,2
0,2
о.З
04
о,4
о,4
о.7
о.9
1,4
1,8
3-7
6,6
6,6
6,6
9.о
Таблица 25
Режимы сварки под слоем флюса на флюсовой
подушке (фиг. 47, е)
S И
is
0 s
Н ч
6
8
IO
12
Н
1б
2О
25
я
1
змер
Си
—
-
15
15
15
15
15
15
s
а.
сва
орост
и, час
О m
57
54
48
33
30
27
22
15-13
Сварочный ток
, ч
03
я
к
960
96э
960
96э
96о
IO2O
io8o
I2jO
S
ряжен
нап
42
42
4О
37
35
35
35
35
Электроды
03
аметр
s
ч
6
6
6
6
6
6
8
8
о J^
и ^
О.И
0,2
о, 25
о,3
о,5
о,55
о,б5
о,8
1.7
^1
Ч *^
о»
СЗ 0)
о я
влени
в шла
4.9
4.9
4,6
4,2
3.9
3,5
3,2
3.2
Таблица 25
Режимы сварки под слоем флюса на медной
подкладке (фиг. 47, г)
я "^
»3
о °
Н Ч
6
8
ю
12
1б
2О
25
32
38
5=>
65
Раз-
меры
шва
в
3°
ЗО
3°
30
22,5
22,5
17.5
ij
!5
15
13,5
ш
3
3
3
5
5
5
3
3
3
3
3
s
03
л
о ^
§ ^
42-47
4° 45
38-4O
ЗО-35
24-29
20-21
i5-i8
12-13
II —13
8-9
6-8
Сварочный ток
у
а
я
ч
5
725- 825
775— 9оо
QOO — IOOO
Ю75-И75
1160-1250
I20O -I3O0
1500 —i6oo
1600 —1700
1900—2000
2700—2900
2930-3200
i
|и
С (D
я в
33-Зб
32-36
34-37
34-37
35-38
36-39
39-41
39-41
39-41
40-42
40-42
Электроды
о.
Э ^
3 и
5
6
6
6
6
6
8
10
ю
12
12
0 ^
я ^
о.З
о,4
о.5
°.7
о,7—о,9
o,9-i,i
1,3-1,6
1.9-2,4
2,8-з,о
4,9-5.5
6,7-8.)
542
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА КОТЕЛЬНЫХ КОНСТРУКЦИЙ
[РАЗД. III
Таблица 27
Режимы сварки под слоем флюса на остающейся
стальной подкладке
(фиг. 47, д)
щ
X
6
8
IO
12
Si
ffi
зор
en
3—5
3-5
3—5
5-b
варки
ja
° §
о sV
CJ и
48
4b
35
Сварочный ток
и
о
5
950-1050
1075-115°
I2OO —I3OO
1325—I42j
§.»
с ^*
ш S
X Я
28-3о
28—30
28-зо
ЗО—32
Элек-
троды
а.
Ч 03
5
5
6
о
о «
о ^
о. а
о,35
о,35
о,6
Размеры
подкладки
в мм
6
8
ю
IO
25
25
28
28
Таблица 28
Режимы сварка под слоем
(фиг. 47,
Номи-
наль-
ная вы-
сота
шва*
в мм
6
ю
12
16
2О
25
32
38
Высота
шва
в мм
3,6
8
ю
13
1б
2О
25
3°
Ско-
рость
свар-
ки в
м\час
42
38
28
24
2О
14
0,12
б
флюса
е)
Сварочный ток
сила в а
боо
650
8оо
95°
IIOO
13°°
1300
1300
напря-
жение
в в
Зо
3°
32
32
33
34
34
35
„лодочкой"
Электроды
диа-
метр
в мм
5
5
б
б
6
б
6
6
расход
в
кг/пог.
м
о, 15
О,25
о,4
о.7
о,95
1.7
2,5
3,8
* Для обычной дуговой сварки.
Рекомендуемые АН УССР режимы одно-
проходной сварки под слоем флюса [24] при-
ведены в табл. 29.
Таблица 29
Режимы однопроходной сварки под слоем флюса
к
Й со
6
8
ю
12
15
16
20
25
3°
35
4°
45
5о
фки
ш
0 ^
о-51
46
4°
зб
34
28
27
23
i8
14
12
IO
8
7
Сварочный ток
«
за
се
¦=:
s
goo
юоо
IIOO
1300
1300
1450
1650
1800
1900
2000
2ГОЭ
22СО
А
Я СО
2.-
с <и
со S
Я X
29
31
32
33
34
35
36
37
38
39
39
40
4о
Электроды
о
S
в
г;
ю
4
5
6
6
8
8
8
8
[О
[О
о
о
о
W О
о ^
ев ^
СХсСО
O.I
О,2
О,2
о, г..
о,35
о,4
о,5
о,7
I,2
i,5
1,9
2,3
Расход флюса составляет около 85— Ду
расхода электродов. Сварка швов котельных
конструкций должна производиться в полном
соответствии с правилами Котлонадзора [2].
Термообработка после сварки
Согласно ппавилам Котлонадзора [2] для
барабанов паровых котлов с толщиной стенки
более 25 мм и сосудов 1-го класса с толщиной
стенки более указанной в табл. 30 необходимо
после сварки п оизводить термообработку для
снятия внутренних напряжений.
Термообработка углеродистой котель-
ной стали для снятия после сварки внутрен-
них напряжений основана на следующих прин-
ципах: 1) величина остаточных внут 1енних
напряжений после сварки не может превысить
предела текучести стали; 2) предел текучести
кг
%20
5
10
О 100 200 300 400 500 600 t'C
Фиг. 48. Изменение предела текучести
малоуглеродистой стали при нагревании.
стали, а следовательно, и остаточные напря-
жения при нагревании падают (фиг. 48) для
углеродистой котельной стали, достигая при
650° С около 30%
первоначальной
величины (при нор-
мальной темпера-
туре)^) выдержка
стали при высокой
температуре вы-
зывает явление
крипа (ползуче-
сти), дополнитель-
но значительно
снижающего оста-
точные напряже-
ния. Падение ос-
таточных напря-
жений в углероди-
стой котельной ста-
ли в зависимости
от времени выдер-
§ мм2
§ 8,0
& Л п
2,0
0 0,2 0,4 0,6 час/см
Время выдержки
Фиг. 49. Падение остаточных
напряжений в малоуглероди-
стой стали в зависимости от
времени выдержки при высо-
кой температуре.
жки ппи темпера-
турах 600 и 650' С показано на фиг. 49; 4) тем-
пе )ату а тетмооб аботки должна быть с до-
статочно надёжным запасом ниже температу-
ры рекристаллизации стали.
На основании изложенных принципов
в международной практике принят следующий
Наименьшая толщина стенки сосудов 1-го класса
Таблица 30
Внутренний диаметр в мм ,
Толщина стенки в мм . .
боо
i6
8оо
17
IOOO
19
1200
20
1400
21
i6oo
22
18OO
23
2ООО
23
2200
24
2400
25
2600
26
2800
26
3000
27
3200
87
3600
29
ГЛ. VII]
СБОРОЧНЫЕ ОПЕРАЦИИ
543
режим термообработки для снятия внутренних
напряжений: 1) медленный нагрев до тем-
пературы 600 — 650° С; 2) выдержка при
этой температуре в течение 0,4 часа на 1 см
толщины металла; 3) последующее охлаждение
на воздухе в спокойной атмосфере.
Во избежание проседания и коробления
конструкции при высокой температуре во
время нагрева должно быть обеспечено соот-
ветствующее её крепление.
Специальная термообработка после сварки
легированной котельной стали производится
в соответствии с технологическим процессом,
разработанным заводом-изготовителем.
Для цилиндрических обечаек котельных ба-
рабанов с целью правки их на вальцах для
придания точной цилиндричности применяется
в качестве термообработки для снятия вну-
тренних напряжений после сварки нормализа-
ция. После нагрева до температуры нормали-
зации стали обечайки подаются на правку.
Правка обечаек
Правка производится на четырёхвалковых
листогибочных машинах-вальцах.
Допуски на правку обечаек при сборке
по принципу индивидуальной пригонки.
Допуски на диаметр, овальность и угло-
ватость обечаек приведены в табл. 31.
Таблица 31
Номинальный
наружный
диаметр
Da в мм
боэ—650
700—750
800-850
9оо—95о
IOOO
I2OO
1400
15°°
1боо
i8oo
2000
2200
2400
2500 |
3000 ':
Допуск на
диаметр в мм
+
3
3
4
5
5
6
7
8
8
9
IO
и
ii
13
15
-
2
3
3
4
4
5
б
6
б
7
8
9
9 I
ю
12
Допускае-
мая оваль-
ность А— В
в мм
4
4
5
5
6
7
8
9
ю
и
12
13
1.5
i8
Допускае-
мая углова-
тость С
в мм
3
3
3
3
3
3
3
3
3
4
4
4
5
5
6
Допускаемый прогиб обечаек при длине
до 5000 мм— не более 2 мм, свыше 5000 до
10000 мм — не более 1,5 мм и свыше
10000 мм—1,2 мм на 1 пог. м.
Допускаемый перекос продольного шва
обечайки относительно оси — не более 8 мм
на 1 пог. м длины.
Допуски на правку обечаек при сборке по
принципу взаимозаменяемости см. стр. 535.
Приёмка обечаек производится путём ме-
ханических испытаний основного металла и
швов, микроанализа и рентгенографического
контроля швоз, гидравлического испытания,
наружного осмотра и обмера.
При обмере обечайки замеряются: а) диа-
метр через каждый метр длины — рулеткой по
длине окружности; б) диаметр по двум взаимно-
перпендикулярным направлениям (овальность)
через каждый метр длины — штихмасом;
в) угловатость — шаблонами длиной 0,4Da;
г) наибольший прогиб обечайки; д) перекос
сварного шва.
Механические испытания, микроанализ и
рентгенографический контроль обечаек ко-
тельных конструкций осуществляются в соот-
ветствии с правилами Котлонадзора [2].
Испытание сварных швов на плотность
Испытание сварных швов резервуарных кон-
струкций производится двумя методами: воз-
душным испытанием и керосином.
Воздушное испытание производится сжа-
тым воздухом от сети с примесью порошка
мела или без него. Неплотности обнаружи-
ваются по пылению или при помощи свечи
по отклонению её пламени.
Испытание керосином производится путём
наливания керосина на сварнэй шов изнутри.
Вследствие большой текучести керосина по-
следний просачивается через малейшие неплот-
ности шва и показывается на наружнойстороне.
Испытание сварных швов котельных кон-
струкций производится гидравлически — во-
дой, подаваемой насосом под давлением, пре-
вышающим рабочее давление.
Гидравлическое испытание осуществляется
в соответствии с правилами Котлонадзора [2].
Отделка конструкций
Котельные барабаны после сварки и испы-
тания очищаются от окалины и грязи песко-
струйкой, а после приварки штуцеров и прочих
приварных деталей окрашиваются для предо-
хранения от коррозии при транспортировке.
Прочие резервуарные и котельные кон-
струкции очищаются механическими сталь-
ными щётками, огневой очисткой или песко-
струйкой и также окрашиваются.
Клёпка
Клёпка в современном котельном произ-
водстве применяется в влде исключения; под-
робно см. гл. VI, „Технология производства клё-
паных стальных конструкций",
ЛИТЕРАТУРА И ИСТОЧНИКИ
Книги
1, Разметка в ко-
1. Гельтман Э. И., Производство сварных котель-
ных барабанов, ОНТИ, М. — Л. 1936.
2. Главная государственная инспекция Котлонадзора
НКЭП СССР, Правила по применению сварки при про-
ектировании и изготовлении паровых котлов и сосудов,
работающих под давлением свыше 0,7 ати, № ТП-2,
16/Ш 1913.
3. Глизманенко Д. Л., Экономия карбида кальция
и ацетилена при газовой сварке и резке металлов, Тех-
нический отдел НКТМ, Машгиз, М. 1943.
4. Г о р ф и н к е л ь М. С, проф., Котлостроение,
ч. I —III, Энергоиздат, М. — Л. 1933.
5. Г р е й н е р, Котельное дело, ч.
тельном деле, ОНТИ, 1934.
6. Г р и ш и н Ф. С, П т у с к и н М. С, Шах-
рай И. М., Я г о д к и н М. Е., Взаимозаменяемость
и котельном производстве, Главтрансмаш НКМ,
Машгиз, М. — Л. 1938.
7. Гудовский Г. И., Разметка в котельном деле,
Энергоиздат, М. — Л. 1911.
8. Г у д о в с к и й Г. И., Сборка деталей котельных
агрегатов, Энергоиздат, М. — Л. 19И.
9. Д е н с е р Ф. В. и Мицкарт Г., Американские
металлические конструкции, ГНТИ, М. — Л. 1931.
10. Казимиров А. А., Механизация изготовления
котлов ж.-д. цистерн, Институт электросварки АН
УССР, Киев 1938.
544
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА КОТЕЛЬНЫХ КОНСТРУКЦИЙ
[РАЗД. Ill
11. Морской,. Регистр НКМФ СССР, Инструкция
по техническому наблюдению за постройкой паровых
котлов, М. 1913.
12. П а т о н Е. О., акад., Скоростная автоматическая
сварка под слоем флюса, Машгиз, Л. — М. 1942.
13. П а т о н Е. О., акад. и Островская С. А.,
Скоростная гвтоматическая сварка под слоем флюса,
Машгиз, Свердловск — Москва 1944.
14. Прокофьев И. П., проф., Обработка, сборка и
установка металлических мостов, ГНТИ, М. 19Л.
15. ЦБТМ НКТМ СССР, Кузнечно-прессовое оборудова-
ние, Стандартгиз, М. — Л. 19A.
16. Черняк В. С, Памятка гтзорезчика по ручной
газовой резке, изд. 2-е, Мани из, Свердловск —
Москва 1945.
17. Ч е с н о к о в А. С, Технология изготовления метал-
лических конструкций, Стройиздат НКСтроя, М. — Л.
194 4.
18. Ш и л о в ц е в Д. П., Беляев Б. И., Ч е с н о-
к о в А. С, Изготорление металлических конструкций,
Стройиздат Наркомстроя, М. 1945.
Журналы
\9. Беляев Б. И., Рассверловка монтажных дыр по
плоским кондукторам со втулками, Материалы по во-
прокам проектирования, изготовления и монтажа сталь-
ных конструкций, вып. VI, Проектная контора „Сталь-
конструкция", М. 1941.
2". Д у л ь ч е в с к и й Д. А., Электродуговая сварка
лежачим электродом под гранулированным флюсом,
„Автогенное дело" № 4, i944.
21. Институт электросварки АН УССР, Новейшая элек-
тросварочная аппаратура для сварки под слоем флюса,
„Автогенное дело" № 4, 1945.
22. Казаков Н. Н., Схемы приспособлений для
сборки и сварки, „Автогенное дело" № 4, 1944.
23- КачановскиЙ Н. и В а с и л о в Н., Авто-
матическая сварка под слоем флюса, „Американская
техника и промышленность" № 12, 19М.
24. К у ш н а р е в Л. Н., Характеристика процесса авто-
матической дуговой сварки под слоем флюса, „Авто-
генное дело" № 5—6, 1914.
25. О г и е в е ц к и й А. С, проф., Американская сва-
рочная техника военного времени, „Автогенное дело"
№ 1, 1914.
2Н. Огиевецкий А. С, проф., Современная техно-
логия производства сварных паровых котлов и сосудов,
работающих под давлением, „Автогенное дело" № 1
1945.
27. Рябов А. Ф., Инструкция для сверления монтаж-
ных отверстий по кондукторам в элементах мостов и
конструкций. Материалы по вопросам проектирования,
изготовления и монтажа стальных конструкций, вып.
VI, Проектная контора „Стальконструкция", М. 1940.
28. УдотовК. А. иБринбергИ. Л., Скоростная
сварка в тяжёлом машиностроении и перспективы её
разрития на 1915 г., „Автогенное дело" № 1, 1945.
29. Фролов Н. П., Краткое описание автоматиче-
ско о спейсера и инструкция для обработки деталей
на нём, Материалы по вопросам проектирование, изго-
товления и монтажа стальных конструкций, вып. VI.
Проектная контора „Стальконструкция", М. 1940.
30. Фролов Н. П., Дубликатор. Материалы по вопро-
сам проектирования, изготовления и монтажа стальных
конструкций, вып. X, Проектная контора „Сталькон-
струкцгя", М. 1940.
31. Черняк В. С. и К о л ы ж е н к о в П. А., Аппа-
ратура для газовой резки, „Автогенное дело" № 1
1У44.
32. Ш е в е р н и ц к и й В. В. и Раевский Г. В.,
Особенности конструирования при применении авто-
матической сварки, „Автогенное дело" № 5—6, 1945.
Прочие материалы
33. Заводские нормали Таганрогского и Подольского за-
водов „Красный котельщик".
34. Инструкция по изготовлению сварных стальных кон-
струкций, И-76-43 Наркомстроя, Стройиздат, М. 1943.
35. Нормали на инструмент для изготовления и монтажа
металлических конструкций, HP 4-41 — HP 77-1,
Стройиздат НКСтроя, М. — Л. 1942.
36. Нормы и расценки на строительные и монтажные
работы, отдел 9 — Изготовление и монтаж металличе-
ских конструкций промышленных зданий, отдел 10 —
Сварочные работы, Стройиздат НКСтроя, М. —Л. 1914.
37. Технические условия на днища для барабанов котлов,
ТУ-573 1941 Таганрогского и Подольского заводов
„Красный котельщик".
38. Технические условия на изготовление я монтаж сталь-
ных конструкций промышленных и гражданских зданий,.
ТУ 32-44 Наркомстроя, Стройиздат, М. 1915.
39. Технические условия на котельные барабаны, ТУ-580а
1940 Таганрогского и Подольского заводов „Красный
котельщик".
, 40. Технические условия на сварные барабаны углеро-
дистой стали (полуфабрикат), ТУ-581а 1941 Таганрог-
ского и Подольского заводов „Красный котельщик".
41. Чертежи листоправйльных и листогибочных машин и
листовых ножниц Старо-Краматорского завода
им. Орджоникидзе.
Книги
42. „API-ASME Code for Unfired Pressure Vessels", USA,
1943.
43. ASME Boiler Construction Code (Combined Edition),
American Society of Mechanical Engineers, USA, 1943.
44. L i n с о 1 n R. B. & К г a u s R., Gas welding and
cutting, „International Textbook Co.", USA, 1939.
45. The Welding encyclopedia, „The Welding Engi-
neer Publishing Co.", Edit. 11, USA, 1943.
Журналы
46. В e d e 1 1 A. E. &. Q u i g 1 e у J. В., Why stress reli-
eve? „Welding Engineer", v. XXIX, №4, 1944.
47. Griffith.s S. H., Fusion welded drums and pres-
sure Vessels, The Institute of Welding, „Welding", v. XH,
№ 3, № 4, 1944.
48. D о г ё R. E. & S u 111 f a n t R. R., Application of
flame cutting in shipbuilding, The Institute of Welding,
„Welding", v. XI, № 3, 1943.
49. H u g h e у H. G. & G о с h A. H., Factors affecting
the accuracy of ordnance machine cutting, „Welding
Journal", v. 21, № 10, 1942.
50. Lawrence H., How thermal stress-relieving redu-
ces residual stresses, „Welding Engineer", v. XXV, № 4,
1940.
51. Moss H. H., Improving the accuracy of hand cutting
operations, „Welding Journal", v. 21, № 4, 1942. p.
261 265.
52. M о s s H. H., Practical ways to improve machine cut-
ting, „Welding Journal", v. 23 № 6, 1943, p 518 -524.
53. О u t с a 11 F. G. & К e i r J. M., Survey of welding
and cutting in ship construction, „Welding Journal",
v. 21, № 1, 1942, p. 5-15.
54. OwensJ. W., Routine inspection and salvage of
machinery weldments, „Welding Journal", v 23, № 10,
1944, p. Ь91 - 905.
55. Rockefeller H. E, Improved methods of machine
flamecutting, „Welding Journal", v. 22, № 2, 1943
p 93-99.
f6. Spraragen W. & Claussen G. E., Oxygen
cutting of steel (A review of the literature to January I,
1939), „Welding Journal", v. 19, № 5, 1940, p. 161—208.
57. S t e d m a n G. E., Special setups speed automatic wel-
ding of masts end kingposts, „Steel", v. 116, № 9, 1945
p. 94-99, 128-130.
58. W a 1 k e r G. L & Sylvester W. G., Пате ma-
chining, Control and applications, „Welding Journal", v. 20,
№ 2, 1941, p. 91-101.
59. W e i g e 1 A. C, Fabrication of boiler drums, Combus-
tion, v 11, № 4, 1939, p. 40-42.
Каталоги
60. Автоматы и полуавтоматы для огневой резки амери-
канской фирмы Air Reduction Sales Co (Airco).
61. Автоматы и полуавтоматы для огневой резки амери-
канской фирмы Lir.de Air Products Co (Lindt).
62. Гидравлические прессы американской фирмы Baldwin,
Locomotive Works.
63. Гильотинные ножш цы американской фирмы The
Cincinnati Shgper Co.
64. Компрессоры и пневматический инструмент амери-
канской фирмы Chicago Pnivmatic tool Co,
65. Компрессоры и пневматический инструмент амери-
канской фирмы Ingersoll Rand Co.
66. Прессовое оборудование для цехов металлоконструк-
ций американской фирмы Thomas Machine Manufactu-
ring Co.
Замеченные опечатки
Стра-
ница
5
14
51
83
114
119
143
250
328
333
334
334
388
388
420
420
429
430
434
448
448
451
482
491
520
526
531
Строка
Табл. 3, гр. 4-я, стр. 3-я сверху
Табл. 9, гр. 4-я слева, (интервал 120—140)
Табл. 28, гр. 4-я справа
Табл. 46, гр. 1-я справа, стр. 4-я снизу
Фиг. 144
Табл. 71, гр. 2-я справа, Класс точности 1,
Табл. 84, Предел измерения, колонка 3-я,
2-я стр. снизу
Левая колонка, 8-я сверху
Правая колонка, 5-я сверху
Левая колонка, 16-я снизу
Правая колонка, 25-я сверху
Правая колонка, 16-я снизу
Подпись к фиг. 203
Правая колонка, 4-я снизу
Левая колонка, 28-я снизу
Левая колонка, 26-я стр. снизу
Табл. 178
Табл. 179
Левая колонка, 33-я. 42-я сверху
Правая колонка, 3-я сверху
Фиг. 300
Правая колонка, 13-я снизу
Правая колонка, 18-я снизу
Правая колонка, 1-я снизу
Правая колонка, 1-я снизу
Правая колонка, 22-я сверху
Табл. 12, 2-я колонка
Напечатано
ГР - Г2а
- ПО
наружный в мм
280
"i
1
4—116 мм
разд. I, гл. ХШ § 4
У-45
(фиг. 102)
фиг. 119, а, б
(фиг. 119, в)
транспортного
транспортного
(фиг. 279, а)
(фиг. 279, о)
ВК-З
вк-з
вкз
(см. табл. 185)
а — вид детали до и
после сварки
304 и 305
(см. стр. 27)
отечественных
мм;
VII
С > О,27°/О
Должно быть
Гр - X - Г2а
+ ПО
наружный наименьший в мм.
80
а. + __
-
4—16 мм
том. 2
Ц-45
(фиг. 108)
фиг. 120, а, б
(фиг. 120, в)
стационарного
стационарного
(фиг. 263, а)
(фиг. 263, б)
В-ЗК
В-ЗК
В-ЗК
(см. табл. 186)
а — вид детали до и после
пайки
305 и 306
(см. стр. 481)
ответственных
°!
V
С < 0,27%