/
























































































































































































































































































































































































































Текст
ГОСУДАРСТВЕННЫЙ КОМИТЕТ
ПО ПРОМЫШЛЕННОСТИ СТРОИТЕЛЬНЫХ МАТЕРИАЛОВ
ПРИ ГОССТРОЕ СССР
ГОСУДАРСТВЕННЫЙ ВСЕСОЮЗНЫЙ
Н А У Ч Н О-И ССЛЕДОВАТЕЛЬСКИИ ИНСТИТУТ
ЦЕМЕНТНОЙ ПРОМЫШЛЕННОСТИ
<Н И И Ц Е М Е Н Т»
СПРАВОЧНИК
ПО ПРОИЗВОДСТВУ
ЦЕМЕНТА
Под редакцией'.^, И. ХОЛИНА
ГОСУДАРСТВЕННОЕ ИЗДАТЕЛЬСТВО
ЛИТЕРАТУРЫ ПО СТРОИТЕЛЬСТВУ. АРХИТЕКТУРЕ
И СТРОИТЕЛЬНЫМ МАТЕРИАЛАМ
Москва — 1963
СЕРИЯ СПРАВОЧНИКОВ
ПО СТРОИТЕЛЬНЫМ МАТЕРИАЛАМ И ИЗДЕЛИЯМ
Вышли в свет:
Справочник по производству строительной керамики
Том I. Общие сведения и контроль производства
Том II. Отделочная и специальная строительная керамика
Том III. Стеновая и кровельная керамика
Справочник по производству гипса' и гипсовых изделий
Справочник по производству стекла, том I
Подготавливаются к изданию:
Справочник по производству стекла, том II
Справочник по производству сборных железобетонных изделий
Справочник по производству асбестоцементных изделий
Справочник по производству автоклавных силикатных изделий
Справочник по производству извести
Справочник по производству искусственных легких заполнителей
Справочник по производству тепло- и звукоизоляционных материа-
лов и изделий
Справочник по добыче и переработке нерудных материалов
ГЛАВНАЯ РЕДАКЦИОННАЯ КОЛЛЕГИЯ СЕРИИ
СПРАВОЧНИКОВ ПО СТРОИТЕЛЬНЫМ МАТЕРИАЛАМ И ИЗДЕЛИЯМ
Б. Г. Скрамтаев (главный редактор), И. П. Трахимовская (зам.
главного редактора), П. К- Балатьев, Е. Н. Китаев, И. И. Китай-
городский, С. А. Кржеминский, Е. Л. Рохваргер, И. В. Кравченко
(члены редакционной коллегии).
ВВЕДЕНИЕ
Программа (построения коммунистического общества, принятая
XXII съездом КПСС, предусматривает создание ib течение двух деся-
тилетий материально-технической базы коммунизма на основе даль-
нейшего развития и совершенствования всех отраслей народного хо-
зяйства, ib том числе и цементной промышленности.
В 1962 г. цементная промышленность СССР заняла первое место
в мире по количеству вырабатываемого цемента. Качество цемента
из года в год улучшается. В настоящее время средняя марка десят-
ков видов цементов, разнообразных по своим свойствам и назна-
чению в строительстве, составила примерно 450 и портландцемента
около 500, а в ближайшие годы она достигнет 600 кГ/см2 и выше.
Цементные заводы оснащены и оснащаются новым высокопроиз-
водительным технологическим оборудованием, обеспечивающим вы-
пуск цемента высокого качества. '
В настоящее время наша цементная промышленность является
одной ,из ведущих комплексно механизированных отраслей тяжелой
индустрии. Высокий технический уровень большинства предприятий
цементной промышленности, механизация и автоматизация процес-
сов производства, огромное разнообразие видов и значительное по-
вышение качества цемента требуют от инженеров, техников и других
работников цементной промышленности для успешной работы в но-
вых, сложных условиях широких, разносторонних знаний.
С целью удовлетворения запросов работников цементной про-
мышленности коллектив авторов — работников НИИЦемента и ряда
других организаций — подготовил техническое пособие широкого про-
филя — «Справочник по производству цемента».
В справочнике сосредоточены разносторонние материалы по тех-
нологии, оборудованию, качеству и свойствам цементов.
Наиболее полно освещены в справочнике следующие вопросы.
1. Виды цементов и их свойства. Сырье.
2. Разработка месторождений цементного сырья.
3. Топливо и его сжигание, контроль тепловых процессов.
4. Контроль технологического процесса, сырья, полуфабриката
и цемента.
5. Технология и оборудование цементного производства. Особен-
ности монтажа и ремонта основного оборудования.
6. Автоматизация контроля, учета и регулирования процесса
производства цемента.
Введение ~
До последнего времени в литературе не было справочника по
-производству цемента. Настоящая работа является первой попыткой
восполнить этот пробел. Возможно, что автопам не удалось в полной
мере справиться со стоящей перед ними задачей и книга не лишена
недостатков. Авторы с благодарностью примут все замечания и реко-
мендации читателей. Просьба отзывы по книге направлять по адре-
су: Москва, Третьяковский проезд, д. 1, Стройиздат.
ЧАСТЬ I
ВИДЫ ЦЕМЕНТОВ, СЫРЬЕ И ОСНОВЫ
ТЕХНОЛОГИИ
Научный редактор, проф. С. М. Р О Я К
РАЗДЕЛ I
ПОРТЛАНДЦЕМЕНТ
Автор-составитель д-р техн, наук И. В. КРАВЧЕНКО
Портландцементом называется вяжущее вещество, полу!-
чаемое путем тонкого измельчения клинкера с гипсом и добавками
и образующее при затворении -водой удобообрабатываемое тесто,
способное затвердевать в воде и на воздухе.
Портландцементный клинкер обычно получают в результате
обжига до спекания сырьевой смеси, состоящей из известняка и гли?
ны или некоторых других материалов (мергеля, доменного шлака),
обеспечивающих образование в клинкере силикатов кальция. (70—
80%), алюминатной и алюмоферритНой фазы (20—30%).
Продукт, соответствующий по составу портландцементиому
клинкеру, может быть получен также путем полного расплавления
сырьевой смеси. -
Химико.-минералогическнй состав портландцементного клинкера
характеризуется следующими показателями:
а) коэффициентом насыщения кремнезема известью — КН, пред-
ставляющим собой отношение количества окиси кальция в клинкере,
фактически связанного с кремнекнслотой, к ее количеству, теорети-
чески необходимому для полного связывания кремнекислоты до
трехкальциевого силиката
СаО0бщ — СаОсвоб— 1,65А12О3— 0,35Fe2O3-—0,750,
Кп =----------------------------------------------.
2-8(SiO*0e,u-Si(4B06)
Величина КН практически находится в пределах 0,85—0,95;
б) силикатным, кремнеземным модулем, представляющим собой
отношение процентного содержания в клинкере кремнекислоты к сум-
ме процентного содержания окислов алюминия и железа:
см=^?ю,—
%А12О3 -f- %Fe2O3
Величина этого модуля находится в пределах 1.7 3,5;
в) глиноземным модулем, представляющим собой отношение
РАЗДЕЛ I. Портландцемент
Портландцемент
Кристаллооптические характеристики
Минерал Формула Плотность Твердость Область стабильности Цвет
1 2 3 4 5 6
Трехкаль- цневый силикат SCaOSiO, 3,2 — При 1900°С и 1200- 1500»С неу- стойчив, разлагается на C2S и СаО Бесцветный
Двухкаль- циевый силикат 2CaO-SiOa а-форма а'-форма р-форма 3,4 5-6 Точка перехода в р-фор- му от 1438 до 1456°С Точка перехода в 7-форму 675°С Светлый, чуть желто- ватый
7-форма 2,98 — Стабильна ниже /=675°С —
Трехкаль- циевый алюминат ЗСаОА1аО3 3,04 6 При /==1535°С диссо- циирует на СаО и жидкость Бесцветный
Пятикаль- циевый трехалюмин ат 5СаО-ЗА12О3 12СаО-7А1а03 стабильная форма 5СаО-ЗА1а03 нестабильная форма 2,69 5 Плавится при /=1455°С Область стабильности неизвестна
Четырех- кальциевый алюмоферрнт 4CaOFea03-AlaO3 3,77 — Плавится при 1415°С, при /=1395°С разла- гается на жидкость и твердое тело Красновато- коричневый
Шестикальци- евый диалю- моферрит 6CaO-2Ala03Fea03 — — Диссоциирует при /= =1365° С на жидкость и твердое тело —
Периклаз MgO 3,58 — Плавится при 2800°С —
Известь CaO 3,32 3—4 Плавится при 2570°С —
Щелочные соединения 8CaO-NaaO-3Al3Os 23CaO K3O 12SiOa — — Округлые зерна в сложных сростках —
Таблица 1
минералов портландцементного клинкера
Кристаллическая система, габитус Показатели светопре- ломления Оптическая характе- ристика Плеохроизм
NP Nm Ng
7 8 9 10 11 12
Гексагональная 1,717 — 1,723 — —
Моноклинная Ромбическая 1,715 1,712 — 1,737 1,725 2V — большой 2V — 30°, двуосный положительный —
Моноклинная, слож- ное двойникование 1,717 — 1,735 2V — большой —
Ромбическая приз- ма с совершенной спайностью по длинной оси призмы 1,642 1,645 1,654 Двуосный отрица- тельный 2V=60° —
Кубическая, мелкие кристаллы в виде шестиугольников и прямоугольников А'=1,71 — —
Кубическая, округлые зерна Вероятно, орторомби- ческая, сферолиты, состоящие нз ради- альных перекрыва- ющих друг друга волокон 1.687 А=1,60 1,692 Двуосный отрица- тельный с большим углом оптических осей От голубого по Np ДО оливкового 110 Ng
Ромбическая, зерна призматической формы 1,98 2,01 2,07 Двуосный отрица- тельный, 2V—уме- ренный От желтовато- коричневого до коричне- вого
Орторомбическая 1,87 — 1,93 Двуосный, 2V—малый —
Кубическая, совер- шенная спайность W=1,737 — —
То же W=1,837 — —
— 1,695 — 1,703 — —
8
РАЗДЕЛ I. Портландцемент
процентного содержания в клинкере окиси алюминия к процентному
содержанию окиси железа
Г-.4 %А120з
гм =--------.
%Fe2O3
Величина этого модуля для обычных портландцементов нахо-
дится в пределах 1—2,5.
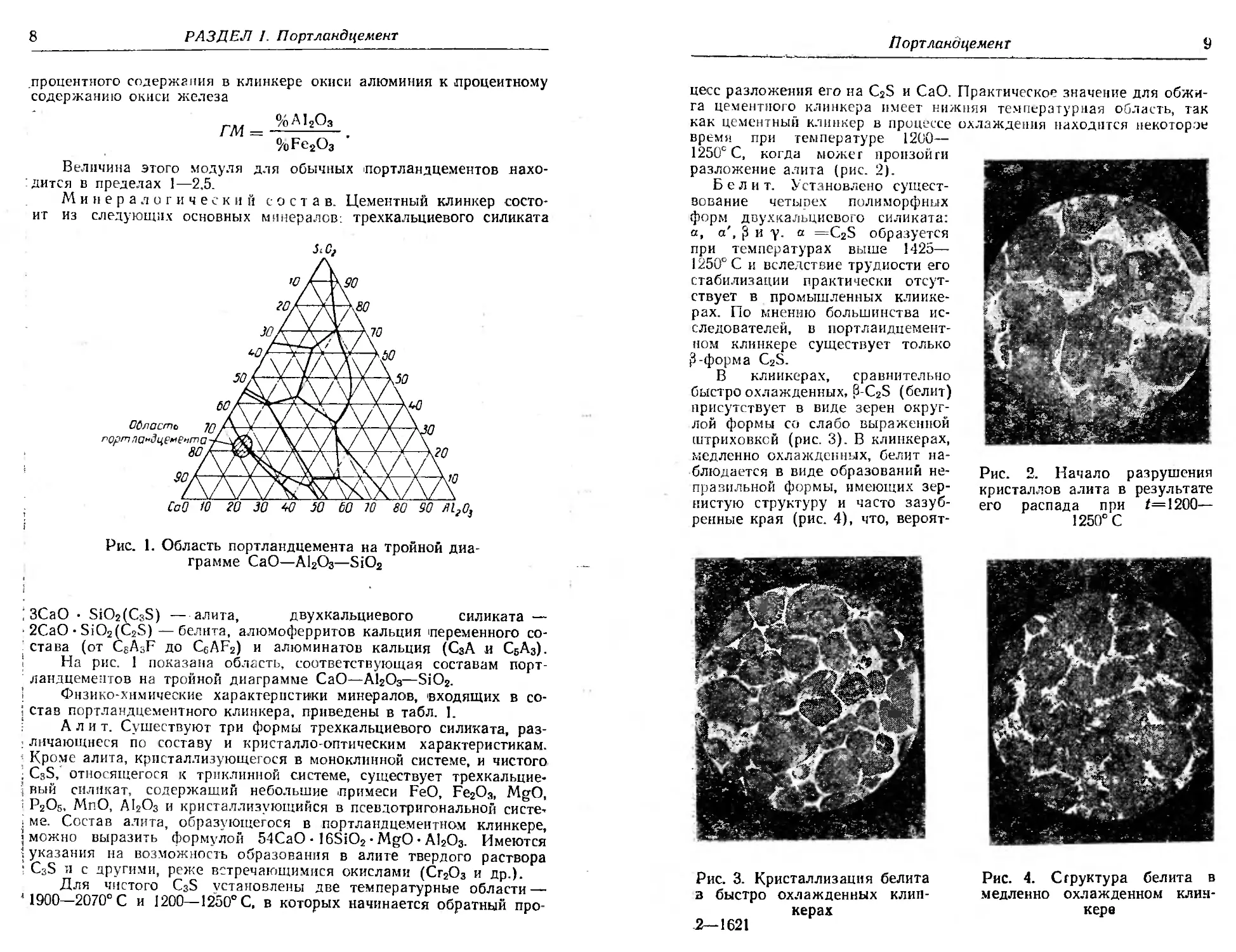
Минералогический состав. Цементный клинкер состо-
ит из следующих основных минералов: трехкальциевого силиката
Рис. 1. Область портландцемента на тройной диа-
грамме СаО—Д12О3—SiO2
; ЗСаО • SiO2(CsS) —алита, двухкальциевого силиката —
2СаО • SiO2(C2S) —белнта, алюмоферритов кальция переменного со-
става (от CBASF до C6AF2) и алюминатов кальция (С3А и С5А3).
На рис. 1 показана область, соответствующая составам порт-
ландцементов на тройной диаграмме СаО—А12О3—SiO2.
I Физико-химические характеристики минералов, входящих в со-
1 став портландцементного клинкера, приведены в табл. I.
Алит. Существуют три формы трехкальциевого силиката, раз-
: лнчающнеся по составу и кристалло-оптическим характеристикам.
; Кроме алита, кристаллизующегося в моноклинной системе, и чистого
C3S, относящегося к триклинной системе, существует трехкальцие-
; вый силикат, содержащий небольшие примеси FeO, Fe2O3, MgO,
i P2O5, MnO, A12O3 и кристаллизующийся в псевдотригональной систе-
ме. Состав алита, образующегося в портландцементном клинкере,
«можно выразить формулой 54СаО • 16SiO2 • MgO • А12О3. Имеются
1 указания на возможность образования в алите твердого раствора
! C3S и с другими, реже встречающимися окислами (Сг2О3 и др.).
Для чистого C3S установлены две температурные области —
*1900—2070° С и 1200—1250° С, в которых начинается обратный про-
Портландцемент
9
цесс разложения его на C2S и СаО. Практическое значение для обжи-
га цементного клинкера имеет нижняя температурная область, так
как цементный клинкер в процессе охлаждения находится некоторое
время при температуре 1200—
1250 С, когда можег произойти
разложение алита (рис. 2).
Белит. Установлено сущест-
вование четывех полиморфных
форм двухкальциевого силиката:
а, а , и у. a =C2S образуется
при температурах выше 1425—
1250° С и вследствие трудности его
стабилизации практически отсут-
ствует в промышленных клинке-
рах. По мнению большинства ис-
следователей, в портландцемент-
ном клинкере существует только
3-форма C2S.
В клинкерах, сравнительно
быстро охлажденных, 8-C2S (белит)
присутствует в виде зерен округ-
лой формы со слабо выраженной
штриховкой (рис. 3). В клинкерах,
медленно охлажденных, белит на-
блюдается в виде образований не-
правильной формы, имеющих зер-
нистую структуру и часто зазуб-
ренные края (рис. 4), что, вероят-
Рис. 2. Начало разрушения
кристаллов алита в результате
его распада при 1=1200—
1250°С
Рис. 3. Кристаллизация белита
з быстро охлажденных клин-
керах
2—1621
Рис. 4. Структура белита в
медленно охлажденном клин-
кере
10
РАЗДЕЛ I. Портландцемент
но, связано с выделением из его состава веществ, (находившихся
ранее в твердом растворе.
Наблюдающееся иногда рассыпание в порошок клинкеров с низ-
ким коэффициентом насыщения известью происходит за счет перехо-
да при температуре 675° С активной формы p-C2S, имеющей боль-
ший удельный вес, в гидравлически неактивную форму y-C2S, а также
а'-с23 bY-C2S при температуре 800—850° С. Затормозить превраще-
ние p'-C2S By-C2S можно путем введения добавок, образующих с бе-
литом твердый раствор, а также путем быстрого .прохождения кри-
тических температур при охлаждении цементного клинкера. Стаби-
лизующими добавками являются Сг20з, Р20з, В20з, Ь1а2О и А120з
или Na2O и Fe2Os и др.
Промежуточное вещество. Алюминаты и алюмоферри-
ты кальция, а также некоторые другие второстепенные минералы вхо-
дят в состав промежуточной фазы, которая при высоких температу-
рах обжига находится в расплавленном состоянии.
В клинкере с невысоким КН и обычным глиноземным модулем из
алюминатов кальция встречаются С6А3 и СзА. В клинкерах с высо-
ким КН наряду с алюмоферритами может содержаться только С3А.
Алюмоферритная часть клинкера имеет переменный состав и (пред-
ставляет собой твердый раствор C2F, СьА3 и некоторого количества
свободной извести.
В серии твердых растворов алюмоферритов кальция обнаруже-
ны следующие соединения: C8A3F, C6A2F, C<AF, C4AF2 и C2F. Наибо-
лее часто встречающийся в клинкерах четырехкальциевый алюмо-
феррит является лишь промежуточным соединением в серии твердых
растворов.
В клинкере имеются также другие кристаллические и аморфные
образования, содержание которых, хотя н невелико, но нежелатель-
но. К . ним относятся MgO и минералы, содержащие щелочи.
Окись магния — MgO может (присутствовать в цементном
клинкере в виде: а) минерала периклаза; б) твердого раствора в
алюмоферритах кальция; в) раствора в стекле клинкера; г) твердого
раствора в трехкальциевом силикате. Распределение MgO в этих фа-
зах обусловливается количеством, составом и условиями кристалли-
зации жидкой фазы.
Присутствие в клинкере больших количеств периклаза, гидрата-
ция которого происходит с увеличением объема в отдаленные сроки
твердения (6 месяцев, год и (позднее), может вызвать вредные внут-
ренние напряжения в бетоне и привести к снижению его прочности,
а иногда и к растрескиванию. В связи с этим содержание MgO
в цементе ограничено.
Щелочи. Соединения, содержащие щелочи, (находятся в со-
ставе промежуточного вещества портландцементного клинкера. Окись
натрия (присутствует в портландцементе в виде соединения
Na2O - 8СаО • ЗА120з. Окись калия образует соединение состава
К2О-23СаО- 12SiO2.
В портландцементном клинкере обычно содержится:
злита
бслнта
С,А .
C.AF .
42-65% 1
15-50% ) 70-80%
2-15%
10-25%
Портландцемент
11
В зависимости от количественного содержания указанных ми-
нералов в исходном клинкере портландцемент может быть:
высокоалитовый..................... >CC%C2S
алиювый .........................50--ou%u8S
белитовый.......................... >3o%c2S
алюминатный .....................
алюмоферритныи (железистый). . . . < 2%С2А
Данные о фактическом химическом и расчетном .минералогиче-
ском составе заводских портландцемент.ных клинкеров то средним
данным за 1961 г. приведены в табл. 2.
Важнейшим из минералов лортландцементного клинкера являет-
ся алит, который в основном определяет высокую прочность, быстро-
ту твердения н другие строительные свойства портландцемента.
В существенной мере прочность цемента в первые сроки твердения,
солестойкость и другие его свойства зависят от содержания трех-
кальцневого алюмината, который наиболее быстро гидратируется
при затворении цемента водой.
В табл. 3 и 4 приведены данные о прочности синтезированных
в лабораторных условиях основных минералов лортландцементного
клинкера и их смесей при твердении в воде.
Значительное влияние на минералогический состав клинкера
оказывает скорость его охлаждения. Этот вопрос .полностью не изу-
чен, но несомненно, что размалываемость клинкера и скорость нара-
стания его прочности во времени в значительной степени определя-
ются скоростью охлаждения раскаленного клинкера.
Твердение. При затворении цементного порошка водой он
образует пластичное тесто, которое постепенно уплотняется, теряя
пластичность. Этот процесс первоначального уплотнения цементного
теста называется схватыванием. В дальнейшем схватившееся цемент-
ное тесто постепенно увеличивает свою прочность — твердеет, обра-
зуя камиевидное тело.
По современным воззрениям процессы, происходящие при схва-
тывании и твердении цементного камня, сводятся к следующему.
При затворении водой портландцемента составляющие его клин-
керные минералы растворяются в воде и химически соединяются с
ней, гидратируясь или гидролитически расщепляясь, в результате
чего образуются новые водные соединения — гидросиликаты, гидро-
алюминаты и гидроферриты кальция (табл. 5).
В общем виде реакции образования гидро-силикато® ,и гидро-
алюминатов кальция при обычной температуре могут быть пред-
ставлены следующими уравнениями:
п ЗСаО SiO2 + m Н2О = х CaO SiO2 aq* + р Са(ОН)2 ;
п 2CaO-SiO2 + ш Н2О = х CaO - SiO2-a9* ;
ЗСаО-А12О3 + 6Н2О = ЗСаО-А12О3-6Н2О;
4CaO-Al2O8Fe2O8 + 2Са(ОН)2 + ЮН2О =
= 3CaO-AI2O3-6H2O + 3CaO-Fe2O3-6H2O .
* При обычной температуре образуются два гидросиликата
кальция: гидрат I состава — 0,8—1,5СаО • SiO2 • aq и гидрат II
состава — 1,7 — 2СаО • SiO2 • aq.
Таблица 2
Химический и расчетный минералогический состав клинкеров цементных заводов СССР (за 1961 г.)
Заводы Химический состав в % Расчетный минера- логический состав В % К 5 S 5 « Силикатный модуль Глиноземный модуль к ГЕ °
SiOa А13О3 Fe3O3 СаО MgO SO, п. п. п. C3S CiS СЭА C,AF Э-: в-5 о С w: | СаО в
Воркутинский 21,16 5.97 3,86 65,84 2,88 0,15 0.34 59 16 9 12 0.91 2,15 1,54 0.9
Ленинградский 20,63 6,19 4,29 63,54 2,79 0,58 0,34 48 23 9 13 0,87 1,97 1.44 0,91
Пикалевский 21,37 4,3 4.5 61,55 7,3 0,31 0,24 56 21 4 15 0.89 2,28 0.97 —
Волховский 21,83 4,97 4,33 64,95 1,62 — 0,26 58 19 6 13 0,9 2,35 1,15 0,26
Тихвинский 22,26 6,С6 4,44 63,25 4,43 0,27 0.57 41 33 9 13 0,83 2,12 1,37 —
Сланцевский 19,46 5,67 3,02 59.76 2.7 1,53 7,06 — — — — — — —
«Гигант* 20,86 6,13 4,49 64,31 3,4 0,28 0,55 53 20 9 14 0,89 1,96 1,37 0,74
Воскресенский 20,47 6,46 5,09 63,8 3,78 0,01 0,43 54 18 9 15 0,9 1,77 1,27 0,56
Щуровский 21,61 5,3 4,65 64,57 3.79 0,12 — 55 20 6 14 0,89 2.17 1,14 —
Подольский 21,37 4.3 4,58 61,55 7,3 0,31 0,24 46 25 5 13 0.85 2.57 1.С6 .54
„Спартак* 22,15 6,16 4,5 65,2 1,02 0,44 0,53 43 30 9 14 0,84 2,08 1,37 .57
Косогорский 22,41 6,27 2 64,92 2,01 0,67 1,11 43 33 12 9 0,83 2,52 2,43 .38
Алексеевский 22,69 4,23 4,78 66,73 1,28 0,23 0,34 63 18 3 15 0,91 2,52 0,88 0.45
Брянский ... ...... 21,65 5,45 5,61 65,87 0,84 0.27 0,2 56 21 5 17 0.9 1.94 0,98 0,45
Белгородский 22,58 4,5 4,4 66,01 0,65 0,66 0,44 60 20 14 13 0,9 2.53 1.02 0,34
Подгоренский 21.С6 6,63 2,59 65,18 1.35 0,98 1,52 41 28 13 8 0,84 2.28 2.56 4.43
«Большевик* 21,97 5,08 5,04 65,83 1,35 0.17 0,48 58 19 5 15 0,89 2,18 1.02 0,4
„Красный Октябрь* . • . . 22,31 4,95 5,22 56,76 1,08 0,48 — 54 23 4 16 0,88 2,19 2.95 0,27
„Комсомолец* 22,21 4,74 5,32 66,22 1.07 0,39 0,27 59 19 4 16 0,9 2,21 0,89 —
„Коммунар* . 22,38 4,74 5,47 65,58 1,33 0,53 0,21 54 20 3 17 0.88 2,19 0,87 0,56
Себряковский 22.91 4,62 4,43 66,82 1,01 0,11 0,13 58 22 15 13 0,89 2,53 1,04 .17
Куйбышевский 21.07 5,86 4,13 64,4 2,76 1,05 0,42 54 20 9 13 0,89 2,11 1.43 0,25
Продолжение табл. 2
Заводы Химический состав в % Расчетный минера- логический состав В % Э- = п 5 « । 1 i Силикатный модуль Глиноземный 1 модуль 1 Свободная СаО в %-
SiO2 AljOg Fe,O3 СаО MgO so, п. п. п. C3S C,S С3А C.AF
Сенгилеевский . 22.57 4,48 4,81 66.25 1.2 0,42 57 21 4 15 0,89 2.43 0,93 0,53
„Пролетарий* 22,53 5.21 4,76 66,53 0.49 0,46 — 55 23 6 14 0,88 2,26 1,09 0,51
„Октябрь* ........ 22,2 5,12 5.28 65,89 0,7 0,52 0,49 57 21 5 16 0,89 2,13 0.97
„Пзбеда Октября* .... 21,51 6,26 2,49 65,81 0.57 1,09 1,12 47 29 12 8 0.85 2,57 2,51
„Первомайский* ..... 22,78 4,68 4,77 65,17 0,57 0.8 0,33 55 23 4 15 0.88 2.41 0.93
Невьянский ........ 19,35 8,8 5,3 64,31 0,69 0,64 1.14 44 И 14 16 0,87 1,37 1,66 0.75
Сухоложский 22,61 4,54 3,65 65,71 2,24 0,69 0,73 55 23 6 11 0,88 2,77 1,25 0,57
Нижне Тагильский .... 21,43 6,22 5,61 61,97 1,33 0,11 0.41 52 22 7 17 0,88 1,81 1.11 0.53
Ново Пашийский .... 22,36 5,36 4,81 65.01 1.92 0,23 0.29 52 25 6 15 0.87 2,2 1.11
Катав Ивановский . ; . . 21,91 6,63 4.15 64,73 1,82 0.31 0,5 43 30 и 13 0.84 2,03 1.6 0,9
Еманжелинский ..... 20,64 6,59 5,02 65,66 1,01 0.49 0,63 50 21 9 15 0,88 1.78 1.31 1,75
Магнитогорский 20,21 6,33 4,94 65,12 2,13 0,77 56 16 8 15 0,91 1,79 1,28 1.12
Стерлитамакский .... — — — — —. — 54 18 — — 0,91 — — 0.39
Ново-Троицкий 20,93 6,22 4.99 65,3 1,89 0,54 —. 53 20 8 15 0,89 1.87 1.25 0,8
Чернореченский 20,73 6,86 4,63 65,46 1.3 0,41 0,5 53 20 10 14 0,89 1.8 1,48 0,49
Яшкинский 21,42 6,83 4,09 64.83 1,38 0,45 0,35 45 28 И 14 0,85 1.96 1,67 0.54
Кузнецкий 21,33 6,8 1,25 63.03 3,07 0,38 1,23 34 36 16 5 0,81 2.13 4,36 1,86
Красноярский....... 21,71 6.05 5.04 65.7 1,01 0.39 — 50 24 7 15 0,87 1.96 1,2 0.87
Норильский 20,89 6,18 3,51 65,19 3.34 0,37 0,47 53 20 10 И 0.89 2,16 1,76 1,29
Ангарский ........ 21,25 4,81 5,08 63,43 4,3 0,41 — 53 20 4 15 0,89 2,15 0.95 0.63
Тимлюйский ....... 20,81 5,76 4,93 63,85 2,68 0,61 — 51 22 7 15 0,88 1.95 1.17 0,93
Теплоозерскнй 20,91 6,57 4,78 65.07 1,31 0,38 1,05 51 22 9 15 0.88 1.84 1.37 0.75
РАЗДЕЛ I. ПортландцемеМ______ Портландцемент
Продолжение табл. 2
Заводы Химический состав в % Расчетный минера- логический состав В % Коэффициент ибо и,п । аииа 1 1 Силикатный модуль i 1 «шпиосмпап модуль ] с С СаО в »/,
SIQ, А1аОа РеаО, СаО MgO S03 п. п. п. CaS CaS С.А C.AF
Спасский: мокрый способ .... 20,5 6,51 4,9 65,7 1,06 0,73 52 22 12 11 0.88 2,06 1.94 1 .12
сухой „ .... 21.22 6,8 3,51 66,13 0,98 — 0,81 59 14 9 15 0.92 1,8 1 ,33 0,7
Поронайский 22,04 6,75 3,39 65,88 1.12 0,25 0,52 46 28 12 10 0.85 2,17 1 ,99 1,23
Карагандинский 20,1 7,57 5,69 65,15 0,8 0,39 — 51 19 10 17 0.89 1,52 1 ,33 0,55
Сас-Тюбинский 22,54 4,7 4,96 65,28 1 0,46 0,8 54 23 4 15 0,88 2,33 0,95 0,62
Чимкентский 21.54 6,37 3,93 65,53 1,45 0,38 — 50 24 10 12 0.87 2,09 1 ,62 0,73
Семипалатинский .... 21,09 6,36 4,53 66,55 0,97 0,25 0,1 56 18 9 14 0.9 1,94 1 .4 1 07
Беговатский 21.62 5,56 5,13 64,31 2,3 0,56 0,35 50 24 6 16 0.87 2,02 1 ,08 0,77
Ангренский 22,52 5,62 4,02 65,16 1,66 0,42 0,41 49 27 8 12 0,86 2,34 1 ,4 0,66
Кувасайскнй 21,75 6,08 5,74 63,89 1,81 0,54 — 45 28 6 17 0.85 1,84 1 ,06
Курментинский ..... 22,59 6,25 3,31 65 1,57 0,72 0,49 39 35 11 10 0,82 2,36 1 .89 1 .1
Душанбинский: новый завод 21,2 6 4,74 63,72 3,02 0,56 0,22 47 26 8 14 0,88 1,9 1 ,12 0,56
старый 21,05 5,87 5,23 64,16 2,62 0,29 0,21 51 22 7 16 0.86 1,98 1 ,27 0,43
Безмеинский: мокрый способ .... 22,52 5,12 4,93 64,72 1,41 0,42 0,5 47 29 5 15 0,85 2,2 1 ,04 0,45
сухой „ 22,5 5,28 4,85 64,53 1,23 0,35 0,73 50 27 6 15 0.86 2,22 1 09
Каспский ......... 21,03 6,74 3,94 63,95 3,09 0,42 0,89 46 25 11 12 0,86 1,97 1 71 1 14
Руставский 20,59 6,84 4,8 63.8 2,7 0,52 0,41 50 21 9 15 0,88 1,82 1 36 0,21
Араратский 21,36 6,42 4,89 65,38 1,11 0,19 0,34 51 22 9 15 0,88 1,89 1 ,31 1 13
Азербайджанский 21,08 5,71 5,8 64,07 2,09 0,46 0,14 59 22 5 18 0.88 1,83 0,98 0,46
Амвросиевскнй 23,51 4,42 3,34 67,46 0,67 0,41 0,11 59 22 6 10 0,89 3,03 1,32 0,23
Продолжение табл. 2
— Расчетный минера-
Химический состав в % логическим состав в % оэффнциер асы щей и я 3 и 3 X 2 К
Заводы О ч У»
SIOa А1аОз FeaO, СаО MgO S03 п. п. и. CaS CaS С3А Я Q S ё? ч о оО 03 rt
о х о s £- 2 ио
Краматорский 20,78 5,91 5,4 66,22 — — — 60 14 6 16 0,92 1,84 1,09 0,93
Енакиевский 23,16 4,43 3,13 66,51 1,62 0,34 0,38 54 26 6 и 0,87 2.9 1,25 1,55
Днепропетровский .... 24,25 2,93 1.75 66,2 2.39 0,87 0,66 59 25 3 8 0,88 4,29 1,08 —
Днепродзержинский . . . 24,26 3,25 1,14 66,55 3,87 0,38 — 59 25 6 5 0,88 4,87 1,88 0,74
Криворожский 23,31 4,09 2,52 66,59 4,43 0,31 — 57 24 4 13 0,88 2,78 0,95 0,83
Здолбуновский 22,68 4,76 3,91 67,27 0,77 0,46 0,15 58 21 6 12 0,89 2,62 1,22 1.17
Ново-Здолбуновскин . . . 22,41 5,18 3,93 66,69 0,53 0,33 0,28 59 19 7 12 0,9 2,46 1,32 0,43
Николаевский 21,61 6,28 4 65,58 1,8 0,35 0,17 55 20 10 12 0,89 2.1 1,57 0,13
Кричевский 21,94 5,21 5,3 65,71 0,55 0,37 0,67 56 21 5 16 0,89 2,17 0,98 0.6
Волковыский 21,48 5.74 4,27 65,74 0,93 0,26 0,59 57 18 8 13 0,9 2,15 1,34 0,81
Акмянский 20.99 5,84 5,8 62,8 — — 52 19 6 18 0,89 1.74 1,01 0,34
Броценскнй 21,59 5.77 3,77 65,15 2,65 0,34 0,24 55 20 9 11 0.89 2,26 1,53 0,84
Рижский 21,63 5,86 4,89 64,99 2,39 — — 50 24 7 15 0,87 2.01 1.2 1,03
Пунанй-Кундскнй: 1.47 1,65
старый вавод 20,42 6.72 4,58 62,72 4.19 —“ 0,33 44 24 10 14 0,86 1,81
новый . « . . . » 20,69 6,78 4.58 61,94 4,44 — 0,3 38 30 10 14 0,83 1.82 1,48 0,77
сл
РАЗДЕЛ I. Портландцемент ________________Портландцемент
1С
РАЗДЕЛ I. Портландцемент
Таблица 3
Прочность на сжатие клинкерных минералов и их смесей
ё Предел прочности в кПсм* через
Минералы X «а X х г*: о in о к аз а> к
Добш са в ь CJ н о со 7 сут со 04 3 мес 6 мсс 1 год 2 год
c,s • 0 102 197 420 498 498 681 724 794
5 123 197 410 476 445 612 689 794
P-CjS 0 0 4,2 10 64 363 532 718 1010
5 0 6 15 84 274 541 689 886
T-CaS 0 0 1 1 3 5 7 9 23
5 0 1 1 3 4 10 13 34
СаА. . • . 0 2 12 18 42 47 63 72 56
15 42 63 70 111 90 124 95 95
CSA .... 0 48 65 114 133 140 134 142 133
15 104 117 — 131 131 138 147 140
C<AF 0 0 21 20 25 27 41 46 51
5 1 27 31 51 78 94 100 105
CaF 0 0 0 0 0 0 0 0 0
5 0 0 0 0 0 0 0 0
BSVaCaS-HSCaA 0 142 256 400 403 407 474 504 478
85%C,S4-15CsA3 0 96 140 181 204 233 213 257 252
85%C,S-| 15%C3A 0 2 •7 11 50 120 188 217 260
85%CjS+15%C5A3 0 12 18 18 25 80 346 352 481
50%C3S+50%i3-CaS 0 12 59 108 383 653 810 840 885
5 25 70 107 347 622 767 810 860
42,5%C,S4-42 5%p C.S4-
+15%CaAF 0 — 43 70 198 530 637 653 668
5 27 59 91 240 555 705 750 780
42,.5%C1S|42.5%p-C4S4-lS%C3F 0 0 0 79 204 535 696 718 740
5 20 68 128 390 567 682 738 773
Гидратные новообразования первоначально выкристаллизовыва-
ются из раствора в виде мельчайших, коллоидных по размерам ча-
стиц. Коллоидные частицы гидратов и продолжающие гидратировать-
ся частицы клинкерных минералов образуют рыхлую коагуляцион-
ную структуру, представляющую собой сетку гидратирующихся
клйнкерных частиц и гидратных новообразований, ячейки которой
^заполнены раствором клинкерных минералов в боде.
, Вскоре’после образования коагуляционной структуры в ней на-
*чинают протекать процессы кристаллизации гидроалюминатов каль-
ция, которые создают кристаллические сростки, пронизывающие ко-
а1уляционную структуру и вызывающие схватывание цемента. В по-
следующем гораздо медленнее идет процесс кристаллизации
гидросиликатных составляющих цементного камня, определяющих
нарастание его прочности при твердении.
Портландцемент
17
Таблица 4
Прочность на растяжение клинкерных минералов и их смесей (испытание в цементном тесте)
Минералы Предел прочности в кГ}слГ через
1 сутки 7 суток 28 суток 3 месяца 6 месяцев 1 год
СдА • ...... C.S' 81%С.8+19%СЛА 81%C3S4-19%C,A 50%C,S4-50%C2S 40,5%C2SH-40.5%C3S4-19%C8A . Смеси, рассчитанные на об- разование 81%C,S+19%C,A 81%С S4-19%CsA 40,5%Сг54-40,5%С,5 |19%СЭА . Примечание. Ко всем С.А-10%. 7 30,8 6,9 18.7 11,6 21,5 21,2 30,2 23 смесям 9,4 48.9 7.3 46.5 25,3 30.2 22,2 43,8 57,5 добавлял 6,9 8,7 54 13,4 63,6 36.9 47 30,8 71.8 57,4 ось 3% 37,7 47,8 26,3 39,3 46.9 47,7 29,4 77,8 66,8 гипса, 43.1 46 26.6 38.6 40.3 47 30.2 61,9 56 а к ч 50,3 44,9 43 42.2 54,5 56,2 36.2 67,4 57 истому
Постепенно цементные зерна покрываются оболочками гидрат-
ных новообразований, и процесс гидратации замедляется. В результа-
те в затвердевшем цементном камне в течение десятилетий сохраня-
ются негидратнрованные клинкерные частицы (табл. 6).
Типичная термограмма затвердевшего цементного камня порт-
ландцемента приведена на рис. 5. Растянутый эндотермический эф-
фект при /=130—284°С возникает вследствие удаления воды из
гидросиликатных н гидроалюминатных гелей, эндотермический эф-
фект при /=510° С образуется за счет удаления кристаллизационной
воды из Са(ОН)2, а эндотермический эффект при /=800°С — в ре-
зультате декарбонизации СаСОз, образовавшегося в цементном тесте
под влиянием СО2 воздуха.
Основные свойства портландцемента. Портланд-
цемент представляет собой тонкий порошок серо-зеленого цвета.
Его удельный вес — 3,25, объемный вес у в рыхлом со-
стоянии—1220 кг/м3, в уплотненном путем вибрации состоянии Ууп=
1780 кг/см3, угол естественного откоса <р=41—42°.
Отличительной особенностью портландцемента является быстрое
нарастание прочности (особенно у цементов высоких марок и
у высокоалюминатиых цементов), полная воздухостойкость, водо-
стойкость в пресной воде, достаточная морозостойкость в растворах
н бетонах.
Обычно измолотый клинкер обладает способностью при затворе-
нии водой схватыдзться в течение нескольких минут. Этот срок не-
18
РАЗДЕЛ I. Портландцемент
*Л
Таблица
Некоторые свойства минералов, входящих в состав гидратированного портландцемента и природных гидросиликатов
Портландцемент
19
Таблица 6
Глубина гидратации цементных зерен в мк
Цемент, соединение Продолжительность гидратации
3 ч 1 сут- ки 3 су- ток 7 су- ток 28 су- ток 5 ме- сяцев
С3А 4,35 — 5,68 — 5,66 —
C3S 1,68 2,25 — 4,32 4,44 —
₽-C2S — 0,28 — 0,62 0,83 3,5
Портландцемент 1 — 0,43 — 2.6 5,37 8,9
Портландцемент 2 — 0,47 — 1,71 3,54 6,1
Рис. 5. Термограмма гидратированного портланд-
цемента
1 — температурная кривая; 2 — дифференциальная кри-
вая; 3 — кривая потери веса образца при прокаливании
(общая потеря в весе 21%)
достаточен для изготовления строительных растворов и бетонов.
Поэтому при помоле цемента вводят 3—6% гипса, который в процес-
се гидратации химически связывает трехкальциевый алюминат в но-
вое соединение — гидросульфоалюминат кальция и тем самым за-
медляет (до 3—5 ч) первую стадию процесса твердения — схватыва-
20
РАЗДЕЛ f. Портландцемент
ние цемента. Вместе с тем добавка гипса ускоряет процесс твердения
цемента, особенно в первые дни гидратации.
портландцемента в зависимо-
Для сокращения сроков
твердения и повышения проч-
ности в раннем возрасте в рас-
творы и бетоны вводят СаС12,
НС1, гипс, молотую кипелку.
В зависимости от назначения
и характера конструкции до-
бавка СаС12 вводится в количе-
стве 1—5%, а НС1—1—2% от
веса цемента и из расчета на
безводной ускоритель.
Скорость нарастания проч-
ности твердеющего портланд-
цемента зависит от его минера-
логического состава (рис. 6),
тонкости его помола (рис. 7) и
водоцементного отношения, а
сти от его минералогического
состава
также от температуры окру-
жающей среды (табл. 7) и
Рис. 7. Изменение прочности бетона в зависимо-
сти от тонкости помола цемента
1 — I год; 2 — 90 суток; 3 — 28 суток; 4 — 7 суток
Объемные деформации. Наличие в составе затвердев-
шего цементного камня значительных масс гидросиликатных гелей
обусловливает в зависимости от условий твердения возникновение
деформаций усадки или набухания, величина которых в некоторой
степени связана с минералогическим составом цемента. Средние ве-
Портландцемент
21
Таблица 7
Зависимость прочности растворов на портландцементе
от температуры окружающей среды
Возраст в сутках Прочность раствора в % от 28-суточной прочности при / = -f- 15*С
Температура твердения в °C
1 5 10 15 20 25 30 35 40 45 50
1 1 2 6 10 14 19 24 29 34 40 24
2 3 8 13 19 25 32 40 48 57 67 80
3 5 12 19 26 35 44 52 61 70 79 90
5 10 20 30 39 48 57 65 74 82 91 100
7 16 27 39 50 59 68 76 84 92 99 105
10 24 37 51 62 72 80 87 94 100 106 —
14 33 48 63 75 84 91 97 102 106 л- —
21 45 62 78 90 97 102 106 109 — — —
28 55 72 88 1С0 100 по — — — — —
личины усадки и набухания цементного тест? различных цементов
приведены на рис. 8, а объемные деформации бетонов на различных
цементах — на рис. 9.
Тепловыделение В процессе твердения портландцемент
выделяет тепло. Экзотермия цемента в большой степени зависит от
его минералогического состава. Теплота гидратации различных клин-
керных минералов следующая:
Минерал С3А C3S C.AF C2S Твердые растворы А1аО3, FeaO3
1,36 1,12 0,88 0,64
Теплота гидратации в кал/г 210 120 100 62 144 129 133 95
Количество тепла, выделяемого за 28 суток отдельными клин-
керными минералами, колеблется в пределах от 40 для двухкальцие-
вого силиката до 210 кал/г для грехкальциевого алюмината.
Тепловыделение цемента зависит также от тонкости его помола,
количества воды затворения и температуры окружающей среды,
т. е. от ряда условий, определяющих кинетику его гидратации. По-
этому расчетным путем .невозможно точно установить величину
тепловыделения данного цемента, даже если известен его минерало-
гический состав. В среднем величина тепловыделения в сутки со-
ставляет 20—40 кал! г, в 3 суток — 45—70 кал!г. На рис. 10 приве-
дены кривые тепловыделения различных цементов в процессе твер-
дей ИЯ.
Водопроницаемость бетонов и растворов на портланд-
цементе в значительной степени зависит от состава последних и во-
доцементного отношения, в плотных бетонах она характеризуется
маркой В-8 -т-10.
22
РАЗДЕЛ 1. Портландцемент
Время твердения 6 сутках
Рис. 8. Усадка и расширение различных цемен-
тов в разных условиях твердения
1 — расширяющийся портландцемент при твердении в во-
де; 2 — то же, при твердении иа воздухе; 3 — безусадоч-
ный цемент при твердении в воде; 4 — то же, на воздухе;
5 — портландцемент, твердевший 10 дней в воде, потом
на воздухе; 6 — то же, при твердении на воздухе
♦7/7/7
Рис. 9. Усадка и расширение бетонов на различных це-
ментах
1 — портландцемент; 2 — пуццолановый цемент; 3 — шлакопортлаид-
цемеит; 4—глиноземистый Цемент
Портландцемент
23
Рис. 10. Изменение температуры цементного камня при твер-
дении различных цементов
1 — глиноземистый; 2 — расширяющийся гипсо-глииоземнстый; 3 — рас-
ширяющийся портландцемент; 4 — портландцемент; 5 — пуццолановый
портландцемент
Для уменьшения 1водопроницаемости цементных растворов и бе-
тонов применяют церезит — густую сметанообразную массу белого
или желтоватого цвета, представляющую собой смесь нерастворимых
в воде солей олеиновой кислоты и извести в насыщенном растворе
последней.
Морозостойкость и коррозиеустойчивость порт-
ландцемента в основном зависят от плотности бетона или раствора
и минералогического состава цемента. Наименее морозостойки и
коррозиеустойчивы цементы, имеющие в своем составе повышенные
количества алюминатов кальция и трехкальциевого силиката. Моро-
зостойкость и коррозиеустойчивость бетона уменьшается с увеличе-
нием его пористости и повышением тонкости помола цемента.
Морозостойкость растворов и бетонов, приготовленных на цемен-
тах с добавками, как правило, ниже, чем у бетонов и растворов, при-
готовленных на цементах без добавок. Поверхностно-активные и
воздухововлекающие добавки увеличивают морозостойкость бетонов
и растворов.
24
РАЗДЕЛ I. Портландцемент
Сцепление со стальной арматурой бетона на порт-
ландцементе через 28 суток твердения составляет Леи =50 кГ/см?-,
Л?ец
отношение ~—=0,14.
Нг»
Области применения. Портландцемент применяется в зависимо-
сти от марки в следующих областях строительства.
Марка 400: а) для железобетонных монолитных конструкций;
для изготовления сборного железобетона с применением пропарива-
ния при марке бетона до 200;
б) для аэродромного строительства;
Марки 400 и 500: а) для изготовления сборных железобетон-
ных конструкций; б) для гидротехнических сооружений (при службе
в пресной воде), для наружных частей монолитного бетона массив-
ных сооружений, для производства плит оболочек, находящихся в
зоне переменного уровня воды;
в) для аэродромного строительства;
г) при производстве бетонных работ с быстрой распалубкой
и для зимних бетонных работ по способу «термоса» и с применением
дополнительного обогрева (пропаривание, электропрогрев);
д) для производства асбестоцементных изделий;
е) для дорожного строительства.
Марка 600: для изготовления сборных железобетонных кои
струкций из бетонов высоких марок.
Марка 70 0: для изготовления высокопрочных бетонов и пред-
варительно напряженных сборных железобетонных конструкций вы-
сокой прочности.
Не допускается применение портландцемента в подводных частях
гидротехнических сооружений, подвергающихся воздействию морской
и минерализованной воды без специальных мер защиты. Для этих
сооружений следует применять различные специализированные порт-
ландцементы — сульфатостойкий, пуццолановый сульфатостойкий,
пуццолановый (для пресной воды), шлакопортландцемент.
Запрещается применение портландцемента для конструкций, не
защищенных от действия кислот, растворов сахара, различных фрук-
товых эссенций, масел и т. п.
При необходимости использования портландцемента более высо-
кой марки, чем это требуется для изготовления бетона, рекомендует-
ся вводить тонкомолотые активные добавки и наполнители в коли-
честве, определяемом на основании лабораторных испытаний.
Состав бетона, к которому предъявляются требования только
по прочности, следует назначать с учетом реального срока воздейст-
вия на конструкции нагрузок, предусмотренных проектом.
Запрещается увеличивать расход цемента для ускорения нара-
стания прочности бетона.
РАЗДЕЛ II
СПЕЦИАЛЬНЫЕ ПОРТЛАНДЦЕМЕНТЫ
Глава 1
БЫСТРОТВЕРДЕЮЩИЙ ПОРТЛАНДЦЕМЕНТ
Автор-составитель канд. техн. наук. 3. Л. ДАНЮШЕ'ВСКАЯ
Быстротвердеющий портландцемент (БТЦ) получают путем сов-
местного тонкого измельчения портландцементного клинкера враща-
ющихся печей и гипса; при помоле быстротвердеющего портланд-
цемента допускается введение активных минеральных добавок,
предусмотренных ГОСТ 6269—54 (не больше 10% от веса цемента).
Химический состав быстротвердеющего портландцемента в ос-
новном такой же, как и портландцемента со следующими отличиями:
суммарное содержание трехкальииевого силиката и трехкальциевого
алюмината 60—65% при ограниченном (до 0,5%) количестве свобод-
ной извести. Содержание ангидрида серной кислоты (SOg) в цемен-
те— не менее 1,5 и не более 3,5%, а окиси магния в исходном клин-
кере— не более 5%.
Присущая быстротвердеющему портландцементу повышенная
прочность 'в первые сроки твердения в значительной мере обуслов-
лена минералогическим составом клинкера, вещественным составом и
тонкостью помола цемента.
Применяемые при производстве быстротвердеющего портланд-
цемента сырьевые материалы (те же, что и для обычного портланд-
цемента) должны содержать как можно меньше вредных примесей
(MgO, SOg, RgO) н отличаться возможно большей однородностью
по химическому составу.
При обжиге клинкера для быстротвердеющего портландцемента
применяют по возможности беззольное топливо (природный газ, ма-
зут) или малозольные — высококалорийные угли.
Быстротвердеющий портландцемент размалывают до удельной
поверхности ~ 3500 смг/г (вместо 2800—3000 см2/г для обычного
портландцемента).
Степень тонкости помола устанавливают на заводах в зависи-
мости от минералогического состава клинкера. Если применяют более
активный клинкер, например высокоалитовый, то повышенные пока-
затели прочности в первые сроки твердения могут быть достигнуты
при меньшей степени дисперсности, чем при менее активном клинке-
ре. Для повышения удельной поверхности цемента целесообразно
использовать сепараторные мельницы, в обычных же шаровых мир-
26
РАЗДЕЛ 11. Специальные портландцементы
гокамерных мельницах повышение тонкости помола цемента сопро-
вождается значительным снижением их производительности.
Высокодиоперсные цементы могут быть получены при мокром
способе помола клинкера в обыкновенных шаровых мельницах без
снижения их производительности, что возможно на помольных уста-
новках, специально построенных при заводах железобетонных изде-
лий или иа других объектах.
Быстротвердеющий портландцемент отличается интенсивным
твердением в начальный период (до 3 суток). Нарастание прочности
его в отдаленные сроки твердения (до 28 суток) замедляется, а че-
рез более длительный период прочностные показатели быстротвер-
деющего портландцемента могут быть теми же, что и у обычного
высококачественного портландцемента.
Пропаривание ускоряет процесс гидратации быстротвердеющего
портландцемента, в результате чего через 1 сутки после затвердения
прочность его на сжатие достигает 70—90% прочности цемента в
28-суточном возрасте.
Предел прочности при сжатии по ГОСТ 970—61 образцов-кубов
из раствора жесткой консистенции состава 1:3 (по весу), изготов-
ленных и твердеющих в соответствии с требованиями ГОСТ 310—61,
составляет не менее 300 кГ/см2 через 3 суток с момента их изготов-
ления, марка цемента должна быть не ниже 500.
Быстротвердеющий портландцемент используется для изготов-
ления сборных железобетонных строительных конструкций и дета-
лей.
Применение быстротвердеющего портландцемента в монолитном
бетоне позволяет сократить сроки распалубки.
Глава 2
ПЛАСТИФИЦИРОВАННЫЙ ПОРТЛАНДЦЕМЕНТ
Автор-составитель канд. техн, наук М. И. Г Е Р Ш М А Н
Пластифицированный портландцемент является разновидностью
портландцемента. Изготовляют его путем совместного помола порт-
ландцементного клинкера, гипса и пластифицирующей поверхностнэ-
активной доба'вки, придающей растворам и бетонам на этом цементе
повышенную подвижность, удобоукладываемость и морозостойкость.
К химико-минералогическому составу клинкера, ис-
пользуемого для производства пластифицированного портландцемен-
та, особых требований не предъявляется.
Пластифицирующей поверхности о-a к т и в н о й
добавкой обычно служат концентраты сульфитно-спиртовой бар-
ды (с. с. б.), удовлетворяющие требованиям ГОСТ 8518—57.
Количество вводимой в состав этого цемента с. с. б. находится
в пределах 0,15—0,25% и в среднем составляет 0.2% от веса цемента.
Оптимальное количество добавки с.с.б. устанавливают опытным
путем в зависимости от химико-минералогического состава клинкера,
тонкости помола цемента, вида активных минеральных или инертных
Глава 3. Гидрофобный портландцемент
27
добавок, вводимых в состав цемента, и их количества, а также от
количества добавляемого при помоле гипса. Введение в состав пла-
стифицированного портландцемента избыточного количества добавки
с.с.б. сопровождается некоторым ухудшением качества цемента.
Стандартом разрешается вводить в пластифицированный порт-
ландцемент также активные минеральные и инертные добавки тех
же разновидностей и в тех же количествах, что и в портландцемент.
Твердение и свойства цемента. Введение пластифицирующей до-
бавки придает некоторое своеобразие процессу твердения пластифи-
цированного портландцемента. Выражается оно в том, что частицы
с.с.6. адсорбируются иа цементных зернах и образуют на них защит-
ные пленки, устраняющие сцепление гидратирующихся зерен цемента
между собой. В результате в первый период твердения структура
цементно-водной суспензии из коагуляционной превращается в пепти-
зационную, что вызывает повышение пластичности растворных и бе-
тонных смесей, а вместе с тем улучшает их подвижность и удобо-
обрабатываемость. В результате нужную подвижность растворных и
бетонных смесей можно получить прн меньшем В/Д.
Поэтому бетон на пластифицированном портландцементе харак-
теризуется при одинаковом расходе цемента повышенной прочностью,
более высокой морозостойкостью и водонепроницаемостью, а также
повышенной сопротивляемостью коррозийным воздействиям при мно-
гократном переменном увлажнении в агрессивной среде и высыха-
нии по сравнению с бетоном на обычном портландцементе. Отлича-
ется он также меньшим водоотделением и, как следствие, лучшей
транспортабельностью.
Согласно ГОСТ 970—61 пластифицированный портландцемент
в зависимости от прочности делится на пять марок: 300, 400, 500,
600 и 700. Требования к прочности пластифицированного портланд-
цемента такие же, как и для портландцемента соответствующих ма-
рок. Пластифицированный портландцемент с учетом его свойств сле-
дует применять при изготовлении наружных частей речных гидротех-
нических сооружений, для строительства аэродромных и дорожных
покрытий и иных конструкций, которые в процессе эксплуатации
будут подвергаться многократному попеременному замораживанию
и оттаиванию. При этом необходимо, чтобы портландцемент по свое-
му химико-минералогическому составу удовлетворял требованиям,
предъявляемым к соответствующим специальным видам портландце-
мента, например для дорожного строительства.
Глава 3
ГИДРОФОБНЫЙ ПОРТЛАНДЦЕМЕНТ
Автор-составитель канд. техн, наук М. И. ГЕ РШМАН
Гидрофобный портландцемент’отличается от обыкновенного со-
держанием специальной гидрофобной добавки. Изготовляют его
совместным помолом портландцементного клинкера, гипса н гидро-
фобной добавки.
-28 РАЗДЕЛ II. Специальные портландцементы
К химико-минералогическому составу клинкера
для производства гидрофобного портландцемента особых требований
не предъивляется.
В качестве гидрофобной добавки могут применяться:
а) асидол не ниже III сорта (по ГОСТ 4118—53) в количестве
0,08—0,12% от веса цемента;
б) асидол-мылонафт не ниже III сорта (по ГОСТ 3854—47) в
-количестве 0,08—0,12% от веса цемента;
в) мылонафт не ниже III сорта (по ГОСТ 3853—47) в количест-
ве 0,1—0.25% от веса цемента;
г) олеиновая кислота (по ОСТ НКТП 515) в количестве 0,06—
0,1% от веса цемента;
д) окисленный петролатум в количестве до 0,3% от веса цемента.
Портландцемент становится гидрофобным, одновременно сохра-
няя все остальные присущие цементам свойства, если в его состав
•введено оптимальное количество гидрофобной добавки. Оптимальное
‘же количество гидрофобной добавки зависит от химико-минералогн-
ческого состава клинкера, свойств и количества активных минераль-
ных или инертных добавок, тонкости помола цемента и вида самой
гидрофобной добавки.
Следует иметь в виду, что при недостаточном количестве вводи-
мой гидрофобной добавки цемент (качество которого практически
не ухудшается) не будет обладать гидрофобностью. При введении
же излишнего количества гидрофобной добавки растворы будут ха-
рактеризоваться повышенной пористостью, так как в них вовлекает-
ся увеличенное количество воздуха. Как следствие этого — прочность
их уменьшится.
В гидрофобный портландцемент разрешается вводить активные
минеральные или инертные добавки тех же разновидностей и в том
же количестве, что и в портландцемент.
Непременным условием . изготовления этого цемента является
точное дозирование гидрофобной добавки. Предварительно опытным
путем с учетом качества используемых на заводе клинкера и мине-
ральных добавок устанавливают то количество гидрофобной добав-
ки, которое необходимо ввести в цемент при его помоле.
В том случае, если гидрофобная добавка поступает на завод в
жидкотекучем состоянии, ее полают вместе с клинкером с помощью
дозировочного устройства, аналогичного применяемому для подачи
сульфитно-спиртовой барды при производстве пластифицированного
портландцемента.
Если мылонафт на завод поступает в виде пасты, его разбавля-
ют водой или острым паром* до удельного веса 1,05—1, а затем уже
устанавливают его дозировку.
Гидрофобная добавка интенсифицирует процесс помола цемента.
С повышением температуры в мельнице примерно до 200° С гид-
рофобные добавки могут выгорать, поэтому при помоле гидрофобно-
го цемента необходимо следить за температурой цемента и не до-
пускать перегрева мельницы выше 150е С. Снижение температуры
цемента может быть достигнуто либо охлаждением клинкера, улуч-
шением аспирации, вводом воды в камеру тонкого измельчения, ли-
бо орошением корпуса мельницы холодной водой. ‘
/лава 4. Сульфатостойкий портландцемент 29
Требования к прочности гидрофобного портландцемента такие
же, как и для портландцемента соответствующих марок.
Гидрофобный портландцемент характеризуется пониженными
гигроскопичностью и капиллярным подсосом, вследствие чего при
длительном хранении даже во влажных условиях остается сыпучим
и не теряет активности.
Он придает растворам и бетонам повышенную пластичность и
удобообрабатываемость, снижает водопоглощение и водопроница-
емость и, как результат этого, сообщает им повышенную морозо-
стойкость.
Гидрофобный портландцемент применяют в первую очередь в
тех случаях, когда приходится длительное время хранить цемент до
его использования или перевозить его на дальние расстояния.
Он применяется также при необходимости транспортировать бе-
тонные и растворные смеси с помощью насосов.
Весьма целесообразно применение его для облицовки и штука-
турки зданий, так как он предотвращает образование выцветов иа
поверхности штукатурки. Гидрофобный портландцемент можно ра-
ционально использовать при изготовлении бетонов для дорожного,
аэродромного строительства и строительства гидротехнических со-
оружений. По химико-минералогическому составу он должен удов-
летворять требованиям, предъявляемым к соответствующему специ-
альному виду портландцемента, например для дорожного строитель-
ства н др.
Глава 4
СУЛЬФАТОСТОЙКИЙ ПОРТЛАНДЦЕМЕНТ
Автор-составитель канд. техн, наук М. И. Г Е Р Ш М А Н
Сульфатостойкий портландцемент является разновидностью
обычного портландцемента и отличается от последнего в основном
тем, что обнаруживает повышенную стойкость к сульфатной агрессии
в условиях систематического попеременного 'замораживания и отта-
ивания или увлажнения и высыхания. Получают этот цемент путем
совместного помола клинкера нормированного состава и гипса.
Химический и минералогический состав клинкера, используемого
в производстве сульфатостойкого портландцемента, должен удов-
летворять следующим требованиям:
расчетное содержание трехкальциевого силиката — не более 50%;
расчетное содержание трехкальциевого алюмината — не более
5%; .
величина глиноземного модуля — не менее 0,7.
Расчетное содержание в клинкере суммы C3A+C4AF, не должно
превышать 22%.
Необходимость получения клинкера нормированного химико-ми-
нералогического состава предопределяет требования, предъявляемые-
к сырью.
Весьма целесообразно использовать трепел либо диатомит или
опоку в составе глинистого компонента.
30
РАЗДЕЛ II. Специальные портландцементы
В сульфатостойкий портландцемент не вводят активных мине-
ральных добавок, и лишь при благоприятных условиях его службы
в отдельных случаях (по соглашению между поставщиком и потре-
бителем) допускается введение при помоле небольшого количества
таких добавок. Последние должны отвечать требованиям ГОСТ
6269—54 на активные минеральные добавки к вяжущим веществам
или в случае применения в качестве добавки гранулированных до-
менных шлаков — требованиям ГОСТ 3476—60 на шлаки доменные
гранулированные для производства цементов. Сопротивляемость
сульфатостойкого портландцемента действию сульфатной агрессии
повышается при введении в его состав поверхностно-активиой до-
бавки. Поэтому согласно ГОСТ 970—61 допускается введение в его
состав и сульфитно-спиртовой барды либо мылонафта. В этих слу-
чаях ему присваивают название пластифицированного либо гидро-
фобного сульфатостойкого портландцемента.
По прочностным показателям этот цемент подразделяют на три
марки: 400, 500 и 600.
В связи с умеренным содержанием в клинкере трехкальциевого
силиката и малым содержанием трехкальциевого алюмината сульфа-
тостойкий портландцемент отличается от обычного портладцемеита
пониженным тепловыделением.
Присущие сульфатостойкому портландцементу свойства обуслов-
ливают и возможности его практического использования.
Наиболее целесообразно применять этот цемент для бетонных и
железобетонных конструкций, в том числе и предварительно напря-
женных, гидротехнических сооружений, подвергающихся сульфатной
агрессии на переменном уровне горизонта воды, а также для изго-
товления свай, сооружения опор мостов, молов, предназначенных для
службы в минерализованных водах.
Допускается применение сульфатостойкого портландцемента для
подводных частей морских и океанских сооружений, однако для этих
целей более экономичным является использование сульфатостойкого
пуццоланового портландцемента. Поскольку в сульфатостойком порт-
ландцементе активные тепловыделиющие минералы (C3S и С3А) со-
держатся в меньшем количестве, его в отдельных случаях можно
применять вместо портландцемента с умеренной экзотермией в на-
ружных зонах массивных гидротехнических сооружений.
Глава 5
ПОРТЛАНДЦЕМЕНТ С УМЕРЕННОЙ ЭКЗОТЕРМИЕЙ
Автор-составитель проф. С. М. РОЯ К
Портландцемент с умеренной экзотермией является разновид-
ностью портландцемента и изготавливается из клинкера нормиро-
ванного химического и минералогического состава, обеспечивающего
пониженную теплоту гидратации при несколько повышенной сульфа-
тостойкости.
Глава 6. Тампонажные цементы
31
Расчетное содержание трехкальциевого силиката (C3S) в клин-
кере не должно превышать 50%, а трехкальциевого алюмината
(С3А) - 8%.
Цемент не должен содержать активных или инертных минераль-
ных добавок; в отдельных случаях допускаетси изготовление цемен-
та с активными минеральными добавками, количество которых уста-
навливается по соглашению сторон.
Марки портландцемента с умеренной экзотермией — 400, 500.
В отношении сроков схватывания, содержания серного ангидри-
да, окиси магния, равномерности изменения объема, тонкости помо-
ла портландцемент с умеренной экзотермией должен удовлетворить
требованиям, предъявляемым к портландцементу.
Портландцемент с умеренной экзотермией предназначается для
бетонных и железобетонных конструкций наружных зон гидротехни-
ческих массивных сооружений, работающих в условиях систематиче-
ского многократного замораживания и оттаивания в пресной или
слабоминерализованной воде.
Глава 6
ТАМПОНАЖНЫЕ ЦЕМЕНТЫ
Автор-составитель канд. техн, наук 3. Л. ДАНЮШЕВСКАЯ
Тампонажный цемент является одной из разновидностей порт-
ландцемента и предназначен для изоляции нефтяных и газовых сква-
жин от действия грунтовых вод.
В соответствии с ГОСТ 1581—42 тампонажный цемент выпуска-
ется двух видов: а) для «холодных» скважин; б) для «горячих»
скважин.
Химико-минералогический состав. По химическому составу там-
понажные цементы практически не отличаются от портландцемента,
вследствие чего минералогический состав клинкера тампонажного
цемента на разных заводах колеблется в довольно значительных
пределах. ' »
Клинкеры тампонажного цемента для холодных скважин ха-
рактеризуются:
а) повышенным содержанием трехкальциевого алюмината (до
12—13%) при содержании алита около 50%, что обеспечивает требуе-
мую скорость схватывания и повышенную прочность цемента в ран-
ние сроки твердения;
б) повышенным содержанием трехкальциевого силиката (57—
60%) при пониженном содержании С3А (4—7%). При таком клинке-
ре, если он достаточно тонко измельчен, также обеспечивается тре-
буемая скорость схватывания и высокая активность цемента в ранние
сроки твердения.
Для горячих скважин, чтобы замедлить сроки схватывания и
сохранить требуемую текучесть цементного раствора, применяют це-
мент с низким содержанием С3А. При производстве клинкера там-
понажного портландцемента применяют те же сырьевые компонен-
ты, что и для обычного портландцемента.
32" РАЗДЕЛ 11. Специальные портландцементы
Процессы твердения и гидратации тампонажного цемента уско-
ряются с повышением температуры в скважине. Одновременно проч-
ность цемента повышается, а время начала схватывания сокра-
щается.
Тампонажный цемент, затворенный 50% воды, способен давать,
подвижную массу (пульпу), которую можно накачивать в скважины
насосами. Необходимо, чтобы затвердевший цементный камень из
такой разбавленной пульпы обладал высокой начальной прочностью.
Для регулирования сроков схватывания к цементу добавляют
гипс, оптимальную дозировку которого на заводах подбирают в за-
висимости от минералогического состава клинкера и тонкости помо-
ла цемента. Добавка гипса в расчете на SO3 не должна быть более
3,5%.
Сроки схватывания цементного шлама с 50% воды должны быть
следующими:
для холодных скважин — начало схватывания не ранее 3 ч и не
позднее 7 ч 30 мин после затворения, а конец — не позднее 3 ч по-
сле начала схватывания;
для горячих скважин — начало схватывания не ранее 1 ч 45 мин
и не позднее 2 ч 45 мин после затворения, а конец — не позднее
1 ч 30 мин после начала схватывания.
Предел прочности прн изгибе образцов в возрасте двух суток
должен составлять:
для холодных скважин при температуре затвердевании 22±
±2° С—не менее 27 кГ]см2\
для горячих скважин при температуре затвердевания 75±
±3° С — не менее 62 кГ1см2.
Тонкость помола цемента должна быть такой, чтобы при просе-
ивании через сито № 008 проходило не менее 25% от веса пробы.
Степень тонкости помола устанавливают на заводах в зависимости
от получаемых показателей растекаемости пульпы, сроков схватыва-
нии и прочности на изгиб в двухсуточном возрасте (что определяет-
ся по ГОСТ 1581—42).
Растекаемость цементного раствора с 50% воды должна быть не
менее 16 см по стандартному конусу АзНИИ.
Цемент должен обнаруживать равномерность изменении объема
при испытаниях по методике, установленной для портландцемента.
. Тампонажный цемент можно применять и как обычный порт-
ландцемент для общестроительных работ, за исключением гидро-
гехнияеских С00РУжений, после определения его марки по ГОСТ
РАЗНОВИДНОСТИ ТАМПОНАЖНЫХ ЦЕМЕНТОВ
В зависимости от глубины скважин меняются температурные ус-
ловия, при которых ведется тампонирование.
В неглубоких, так называемых холодных скважинах темпера-
тура не превышает 40° С. В глубоких (до 2500 м), или горячих,
скважинах тампонировать приходится при более высокой температу-
ре — до 90° С, а в сверхглубоких (до 4000 м и более) — при темпе-
ратуре 100° С и выше. Столь различные условия тампонирования
обусловливают необходимость применения различных цементов.
Глава 7. Белый и цветные портландцементы
33
Специальные виды тампонажных цементов, изготовленные с уче-
том специфических условий бурения, обусловленных глуоиной сква-
жин и геологическими особенностями месторождений, выпускаются
пока в опытном порядке по временным техническим условиям.
К иим относятся:
1. Бел итокремиеземистый тампонажный цемент
НИИ Цемента. Это смесь 50% тонкоизмельченного белитового
промышленного отхода и 50% кварцевого песка, используемая для
цементирования сверхглубоких нефтяных скважин с температурой
на забое до 300° С при давлении до 700 атм.
2. Волокнистый тампонажный цемент. Этот цемент
отличается от обычного тампонажного портландцемента тем, что в
его составе содержатся 2—3% волокнистых добавок (асоест, отходы
текстильной промышленности, отходы производства хлопкового мас-
ла и др.). Цемент предназначен для тампонирования нефтяных н
газовых скважин, проходящих через трещиноватые породы. Его при-
меняют также при капитальном ремонте скважин.
3. Гельцемент. Его получают путем помола клинкера с 5—
15% бентонита — высококоллоидальной глины, содержащей минерал
монтмориллонита, главным свойством которого является способность
поглощать большое количество воды, придавая цементной пульпе
повышенную пластичность.
Гельцемент может быть получен также смешением стандартного
тампонажного цемента с тонкомолотой бентонитовой глиной.
Применяется гельцемент преимущественно при бурении прони-
цаемых пород.
Глава 7
БЕЛЫЙ И ЦВЕТНЫЕ ПОРТЛАНДЦЕЛ1ЕНТЫ
Автор-составитель д-р техн, наук И. В. КРАВЧЕНКО
Белый и цветные портландцементы являются разновидностями
обычного портландцемента и отличаютЕя от него цветом. Белый
портландцемент получают из маложелезистого клинкера с весьма
малым содержанием окиси железа, а цветные портландцементы, в
зависимости от их цвета,— из белого, клинкера светлых оттенков
путем его измельчения вместе с добавкой красящего пигмента. Цвет-
ной портландцемент получают также из специально окрашенного в
процессе обжига клинкера. Содержание минерального пигмента в
цветном цементе не должно превышать 10%, а органического — 0,3%.
По химическому составу белый цемент отличается от
обычного портландцемента повышенным содержанием SiO2 (23,4—
25,5%), А12Оз (5,5—7%) и незначительным количеством окислов же-
леза. От содержания последних преимущественно зависит цвет порт-
ландцементного клинкера, в том числе белого.
Существенно влияет на цвет белого цемента даже небольшое
количество окиси марганца. Другие красящие окислы, поскольку нх
3—1621
34
РАЗДЕЛ 11. Специальные портландцементы
мало, при использовании обычного сырья (известняков и глин) су-
щественно на цвет клинкера не влияют. Суммарное содержание
окнслов железа в белом портландцементе должно быть около 0,4—
0,57».
Количество 50з в цементе по ГОСТ 965—41 не должно превы-
шать 3%, MgO — не более 4,5% и п. п. п. — не более 5%.
Минералогический состав. Как видно из табл. 1, бе-
лые цементы отличаются пониженным коэффициентом насыщения,
высоким кремнеземным модулем (сумма минералов — силикатов 787о
и более) и малым количеством минералов—плавней, которые пред-
ставлены в основном трехкальциевым алюминатом.
В зависимости от физических особенностей сырья белый, а так-
же цветные цементы, могут быть получены как по мокрому, так и по
сухому способам производства Так, из заводов, выпускающих белый
и цветные цементы, Щуровский работает по мокрому, а Таузский —
по сухому способу производства.
Кроме того, белый и цветные цементы могут быть получены ме-
тодом восстановительной электроплавки.
Сырьем для производства белого портландцемента служат из-
вестняки, глины и пески с минимальным содержанием красящих
окислов — железа, марганца, титана. Глинистым компонентом обыч-
но являются первичные каолины, запесоченные глинистые материа-
лы — отход при добыче огнеупорных глин, каолин, шликер — отход,
получаемый при обогащении каолинов.
В особых случаях для производства белого и цветных цементов
можно использовать шлаки (доменные, феррохромового производст-
ва и др.) с малым содержанием в них красящих окислов.
Сырьевые материалы, применяемые в настоящее время заводами,
выпускающими белый цемент, имеют следующий химический состав
(табл. 2).
Сырьевую смесь для обжига ее по сухому или мокрому способам
подготавливают так же, как и при производстве портландцемента, но
все дробящие и мелющие аппараты должны иметь специальную труд-
но истираемую стальную футеровку или футеровку из кремнистых
материалов. Из таких же материалов должны изготовляться мелю-
щие тела; в настоящее время для этой цели применяют искусствен-
ный материал «уралит».
Сырьевую смесь обжигают на беззольном топливе (мазут, газ).
При большом содержании CaS клинкер белого цемента обжигается
с большим трудом, так как жидкая фаза имеет высокую вязкость
и ее недостаточно. Расход топлива увеличивается, стойкость футе-
ровки снижается. Для облегчения обжига в сырьевую смесь белого
цемента целесообразно вводить минерализатор — плавиковый шпат
или кремнефтористый натрий (до 1 % от веса сырьевой смеси).
При обжиге присущий обычному клинкеру зеленоватый оттенок
частично сохраняется. Для полного его устранения клинкер отбели-
вают путем быстрого охлаждения в воде. Быстрое охлаждение клин-
кера в воде приводит, по-видимому, к восстановлению окиси железа.
Размалывают белый портландцемент в трубных мельницах, от-
футерованных, как и сырьевые мельницы, причем применяются те
же мелющие тела.
Глава 7. Белый и цветные портландцементы
35
Химический и минералогический состав белых цементов, выпускаемых в СССР и за рубежом
3*
36
РАЗДЕЛ И. Специальные портландцементы
Как и в производстве портландцемента, при помоле клинкера
белого цемента добавляют гипс. Кроме того, разрешается вводить
активные минеральные добавки в количестве не более 6%, а также
0,1—0,15% гидрофобной добавки.
При изготовлении белого портландцемента должен быть обес-
печен постоянный контроль за содержанием окислов железа в сырье,
полуфабрикатах и готовой продукции. Во избежание загрязнения
цемента в процессе производства особое внимание обращают на чи-
стоту складов, цехов и отдельных производственных агрегатов. Не-
обходимо также строго контролировать количество минерализатора
в сырьевой смеси, идущей на обжиг.
Степень белизны и коэффициент яркости проверяют не только
у клинкера, но и у белых добавок, которые вводятся при помоле
(диатомит и др.).
Сорт белого цемента зависит от степени белизны, которую уста-
навливают по шкале белого цвета (для определения белизны пиг-
мента). Эталоном белизны является сернокислый барий (BaSO4),
имеющий коэффициент отражения не менее 96,3%. В табл. 3 приве-
дены сорта белого цемента, определяемые по степени белизны.
Тонкость помола и сроки схватывания белого цемента такие же,
как и обычного портландцемента.
Таблица 3
Степень белизны различных сортов белого цемента
Сорт Коэффициент яркости по BaSO*, не менее, в %
БЦ-1 76
БЦ-2 73
БЦ-3 70
Прочность. По прочности белый портландцемент делят на три
марки: 300, 400 и 500.
Клинкеры для производства цветных портландцементов
должны после измельчения в фарфоровой мельнице иметь коэффи-
циент яркости: для получения цветных цементов светлой гаммы —
не ниже 70%, цементов насыщенных тонов и темной гаммы — не ни-
же 40%.
Пигменты для цветных цементов должны обладать высокой
стойкостью против действия щелочей (Са(ОН>2 и др.) и выцветания.
Они должны отличаться способностью к тонкому измельчению, со-
ответствующим химическим составом, при котором краситель не
взаимодействует с компонентами цемента. Кроме того, в пигментах
ие должно быть растворимых солей.
Этим требованиям удовлетворяют следующие пигменты.
Глава 7. Белый и цветные портландцементы
37
Окисли железа (охра, железный сурик, гематит.
боксит) .......................................
Двуокись марганца (пиролюзит)...................
Окись хрома.....................................
Кобальт голубой ................................
Ультрамарин голубой.............................
Углеродистые пигменты ..........................
Красный, желтый,
коричневый, черный
Черный, коричневый
Зеленый
Голубой
Черный
Многие пигменты содержат различные примеси. Целесообразнее
применять чистые пигменты, высокая стоимость которых компенси-
руется меньшим удельным расходом на единицу веса цемента. Пиг-
менты, содержащие значительные количества гипса, применять
нельзя, так как при этом может быть превышен допустимый стан-
дартом предел по содержанию SO3. Растворимых примесей пигмен-
ты должны содержать не более 2,5%. В черной саже содержание
водорастворимых вешеств не должно превышать 1%.
Кроме пигмента в цветные цементы вводят также небольшие
количества гидравлической добавки белого цвета, для того чтобы
предотвратить появление пятен и выцветов.
Если в белый или цветные цементы при помоле не вводилась
гидрофобная добавка, желательно вводить ее в количестве до 0,1 %
при затворении цемента (во избежание образования выцветов на
изделиях).
При изготовлении цветных цементов необходимо определять:
1) степень белизны применяемого клинкера;
2) соответствие свойств красящих добавок требованиям ГОСТ
и ТУ на эти добавки;
3) коэффициент яркости гидравлической добавки;
4) содержание добавок в цементе;
5) соответствие цвета, чистоты тона и насыщенности цвета це-
мента эталону цветной шкалы.
По цвету цветные цементы бракуются в том случае, когда про-
бы неравномерно окрашены. Такие цементы используют как обыч-
ные соответствующих марок.
Физические и механические испытания белого и цветных цемен-
тов производятся по ГОСТ 310—41. Белизну и коэффициент яркости
цементов определяют по эталону и на фотометре. Равномерность
окраски цветного цемента устанавливают на глаз, сравнивая цвет
цементов, насыпанных рядом на гладкой поверхности и придавлен-
ных стеклом или бумагой; при одинаковой окраске на границе сты-
ка двух или нескольких проб цемента не должно быть разницы в
цвете.
Белый н цветные цементы твердеют несколько медленнее обыч-
ных портландцементов, имеют сравнительно большую усадку, мень-
шую коррозиеустойчивость и морозостойкость.
Белый и цветные портландцементы применяют для изготовления
отделочного бетона, для архитектурно-отделочных скульптурных и
покрасочных работ, для производства цветных растворов и штука-
турок, а также деталей зданий — ступеней, плит, изделий, имити-
рующих естественные камни и мраморы. Эти цементы применяются
также при наружной облицовке зданий, изготовлении плиток для
внутренней облицовки помещений, для офактуривания крупных сте-
новых блоков и панелей.
38
РАЗДЕЛ 11. Специальные портландцементы
Глава 8
ЦЕМЕНТ ДЛЯ ПРОИЗВОДСТВА АСБЕСТОЦЕМЕНТНЫХ
ИЗДЕЛИЙ
Автор-составитель канд. техн, наук М. И. Г Е Р Ш М А Н
В отличие от портландцемента, цемент, предназначенный для
производства асбестоцементных изделий, не содержит активных или
инертных минеральных добавок.
Чтобы асбестоцементные изделия могли приобрести отпускную
прочность в возможно более короткие сроки, необходимо применять
для их изготовления высококачественный портландцемент с повы-
шенными показателями прочности в ранние сроки твердения.
ГОСТ 9835—61 ограничивает содержание ЗСаО • А120з в клинкере
не более 8%.
Содержание свободной извести в клинкере не должно превышать
1%.
Чтобы при обжиге клинкера известь усвоилась полностью, сырье-
вую смесь следует размалывать до остатка на сите № 008 не выше
6-7%.
Согласно ГОСТ 9835—61 начало схватывания цемента
должно наступать не ранее 1 ч 30 мин после его затворения. Клин-
кер должен содержать не более 5% окиси магния. Содержание БОз
в цементе должно быть не менее 1,5 и не более 3,5%. Тонкость
помола цемента должна характеризоваться остатком на сите № 008
не более 8%.
По показателям прочности этот цемент делят на марки 500
и 600.
Цемент для производства асбестоцементных изделий характери-
зуется такими же строительно-техническими свойствами, как и обыч-
ный портландцемент, и отличается от него более интенсивным на-
растанием прочности в первые сроки твердения.
Цемент этот можно применять также для промышленного и
гражданского строительства, так же как и портландцемент соответ-
ствующих марок.
Глава 9
ПОРТЛАНДЦЕМЕНТ ДЛЯ БЕТОННЫХ ПОКРЫТИЙ
АВТСШОБИЛ ЬНЫХ ДОРОГ
Автор-составитель канд. техн, наук 3. Л. ДАНЮШЕВСКАЯ
Цемент, применяемый для изготовления дорожного бетона, яв-
ляется разновидностью портландцемента. Дополнительные требова-
ния к этому вяжущему предусмотрены ГОСТ 8424—57 «Бетон до-
рожный. Общие требования. Требования на материалы для его при-
готовления и методы испытаний».
Специальные требования к этому виду цемента заключаются по
ГОСТ 970—61 в следующем:
а) марка портландцемента — не ниже 500;
Глава 10. Магнезиальный портландцемент
39
б) возможно введение в состав цемента при его помоле актив-
ных минеральных добавок только в виде гранулированного домен-
ного шлака в количестве не более 15%;
в) введение активных инертных добавок в состав цемента не до-
пускается;
г) содержание СзА в клинкере не должно превышать 10%;
д) начало схватывания портландцемента должно наступать не
ранее 2 ч после его затворения.
Весьма полезно введение в состав цемента или бетонной смеси
пластифицируюшей либо воздухововлекающей добавки.
Глава 10
Л1АГНЕЗИАЛБНЫЙ ПОРТЛАНДЦЕМЕНТ
Автор-составитель канд. техн, наук М. И. ГЕРШМАЕ
Магнезиальный клинкер получается в результате обжига до
спекания обогащенной окисью железа искусственной смеси нзвестко-
во-магнезиальных и глинистых пород, состав которой обеспечивает
преобладание в клинкере силикатов кальция. Магнезиальный порт-
ландцемент отличается от обычного портландцемента тем, что в со-
ставе исходного клинкера допускается повышенное содержание
MgO (до 10%).
Особенность технологии магнезиального портландцемента заклю-
чается в особо тщательной дозировке компонентов сырьевой смеси
и возможно более быстром охлаждении клинкера при выходе его
из зоны спекания.
Образующиеся в клинкере крупные кристаллы периклаза мед-
ленно гидратируются в процессе твердения цемента. Замедленная
же гидратация окиси магния сопровождается увеличением объема
в уже затвердевшем бетоне, в связи с чем в нем возникают вредные
напряжения, приводящие к снижению прочности в дальние сроки
твердения и к его разрушению.
Вредное влияние окиси магния устраняется при введении в со-
став сырьевой смеси повышенного количества окнси железа, что
обусловливает перевод части MgO в виде твердого раствора в состав
алюмоферритов кальция. Уменьшению вредного влияния окиси маг-
ния способствует также быстрое охлаждение клинкера, препятству-
ющее образованию крупных кристаллов медленно гидратирующе-
гося периклаза.
В магнезиальный портландцемент, так же как и в портландце-
мент, можно вводить не более 15% активных минеральных добавок
из числа тех, что предусмотрены ГОСТ 6269—54.
Так как повышенное содержание окиси магния в плохо обож-
женном клинкере может вызвать неравномерное изменение объема
цемента, стандартом предусматривается обязательное испытание на
равномерность изменения объема магнезиального портландцемента
в автоклаве при давлении пара 8 атм в течение 4 ч либо при 14 атм
в течение 2 ч.
40
РАЗДЕЛ II. Специальные портландцементы
Согласно ГОСТ 3909—62 магнезиальный портландцемент в за-
висимости от показателей прочности делится на марки 300, 400 и 500.
Свойства магнезиального портландцемента те же, что и обыч-
ного портландцемента; отличается он несколько замедленным на-
растанием прочности и немного меньшей прочностью на растяже-
ние.
Магнезиальный портландцемент, выдержавший автоклавное ис-
пытание, можно применять для наземных бетонных и железобетон-
ных конструкций. наравне с портландцементом тех же марок.
Не допускается применение магнезиального портландцемента для
подводных и санитарно-технических сооружений, для конструкций,
от которых требуется повышенная прочность на разрыв, а также для
производства бетонных или железобетонных изделий, изготовляемых
с пропариванием.
Глава 11
ШЛАКОПОРТЛАНДЦЕМЕНТ
Автор-составитель канд. техн, наук 13. Ф. КРЫЛ OR
1. ТЕХНОЛОГИЯ И СВОЙСТВА цемента
Шлакопортландиемеит— вяжущее вещество, твердеющее в воде
и на воздухе, получаемое путем совместного тонкого измельчения
портланлиементного клинкера, доменного гранулированного шлака н
гипса нлн путем тщательного смешения тех же. но раздельно измель-
ченных компонентов. Предпочтительнее применять клинкер алнтово-
алюмннатный (с высоким коэффициентом насыщения и с увеличен-
ным количеством трехкальциевого алюмината).
Содержание свободной извести может быть несколько выше
обычного и в этом случае не возникает опагности неравномерного
изменения объема цемента, так как шлаковый компонент химически
связывает известь.
При наличии дешевых глнноземосодержаших материалов их до-
бавляют в сырьевую смесь с целью повышения содержания С?А в
клинкере. Необходимо, чтобы содержание ангидрида серной кислоты
в цементе согласно стандарту не превышало 3,5%, а окиси магния
в исходном клш'трпе — 5%.
Согласно ГОСТ 970—61 количество доменного гранулирован-
ного шлака в шлакопортланлпсмеитр должно составлять н₽ менее 30
и не более 70% от веса цемента Часть шлака (не более 15% от ве-
са цемента) может быть заменена активной минеральной добавкой,
удовлетворяющей требованиям ГОСТ 6269—54.
Доменный гранулированный шлак, применяемый для производ-
ства шлакопортланлпемента в качестве гидравлического компонента,
по своему химическому составу должен удовлетворять требованиям
ГОСТ 3476—60.
Гидравлическая активность применяемого гранулированного
шлака оказывает существенное влияние на качество шлакопортлаид-
Глава 11. Шлакопортландцемент
41
цемента. Она тем выше, чем выше основность шлака и чем больше
содержится в нем окиси алюминия. При осуществлении производст-
венного контроля на заводах гидравлическую активность определяют
физико-механическими испытаниями образцов шлакопортландцемен-
та при различном содержании в нем данного шлака в различные
сроки твердения.
Производственный процесс получения шлакопортландцемента
заключается в предварительном высушивании доменного гранулиро-
ванного шлака в сушильном барабане до влажности, не превышаю-
щей 1%, загрузке высушенного шлака, портландцементного клинке-
ра и гипса в бункера цементных мельниц, нх точном дозировании и
помоле.
Как уже упоминалось, размол компонентов может быть совме-
стным или раздельным (при последующем тщательном их смешива-
ния). В настоящее время применяют только схему совместного по-
мола компонентов шлакопортландцемента, более простую и техно-
логичную.
Строгое соблюдение установленных нормативов по тонкости по-
мола шлакопортландцемента предопределяет качество шлакопорт-
ландцемента; согласно стандарту тонкость помола шлакопортланд-
цемента должна быть такой, чтобы при просеивании через сито № 008
проходило не менее 85% навески.
Тонкоизмельченный гранулированный шлак обладает главным
образом скрытой (потенциальной) гидравлической активностью.
Возбуждается она гидратом окиси кальция, выделяющимся при гид-
ролизе трехкальциевого силиката портландцементной составляющей
(известковое возбуждение), и добавляемым при помоле сульфатом
кальция (гипсовое возбуждение).
Схематически твердение шлакопортландцемента можно себе
представить как результат ряда процессов, протекающих одновре-
менно, а именно: гидролиза и гидратации клинкерных минералов;
взаимодействия гидрата окиси кальция с глиноземом и кремнезе-
мом, находящимися в шлаковом стекле, с образованием гидросили-
тов, гидроалюминатов, а также гидросиликоалюминатов кальция;
взаимодействия трехкальциевого гидроалюмината кальция клинкера
с сульфатом кальция с образованием гидросульфоалюмината каль-
ция по реакции
3CaO-Al2O3-a<z + 3 (CaSO4-2H2O) + aq—
= 3CaO-Al2O3-3CaSO431H2O .
В случае применения основного шлака, богатого окисью кальция,
когда в его составе, наряду со стеклом, содержится кристаллическая
фаза в виде силикатов кальция, помимо перечисленных процессов
протекает также реакция гидратации этих минералов с образованием
гидросиликатов кальция.
Процесс взаимодействия трехкальциевого гидроалюмината с гип-
сом в отсутствии шлака, т. е. при твердении обычного портландце-
мента, протекает иначе, чем при твердении шлакопортландцемента.
В данном случае четырехкальцневый гидроалюминат не может об-
разоваться, так как известь непрерывно связывается шлаком, и кон-
центрация ее в жидкой фазе может ие достигнуть предельной для
4—1621
42
РАЗДЕЛ II. Специальные портландцементы
четырехкальциевого гидроалюмината (1,08 г/л). Вследствие пони-
женной концентрации извести при твердении шлакопортландцемеита
гидросульфоалюминат кальция образуется главным образом в ре-
зультате взаимодействия реагирующих компонентов в жидкой фазе;
кроме того, образуются гидросиликаты более низкой основности, чем
при твердении портландцемента.
Шлакопортландцемент твердеет несколько медленнее, чем порт-
ландцемент, в особенности при пониженных положительных темпе-
ратурах. Это объясняется значительным содержанием шлака. Одна-
ко при тончайшем помоле, в особенности двухступенчатом, и содер-
жании шлака около 30—35% скорость твердения шлакопортлаидце-
мента такая же.
Шлакопортландцемент отличается от портландцемента, приго-
товленного из такого же клинкера и имеющего ту же тонкость по-
мола, несколько меньшей прочностью.
Согласно ГОСТ 970—61 в зависимости от прочности на сжатие
шлакопортландцемент выпускают четырех марок: 300, 400, 500 и 600.
Вследствие меньшего содержания гидрата окиси кальция про-
дукты гидратации шлакопортландцемеита более устойчивы, что обу-
словливает повышенные в сравнении с портландцементом с о л е-
стойкость и водостойкость. Шлакопортландцемент
имеет меньший удельный вес, чем портландцемент, и занима-
ет в бетоне больший объем, что придает ему высокую плотность, а
также повышает его водонепроницаемость.
По морозостойкости шлакопортландцемент уступает портланд-
цементу в различной степени в зависимости от содержания в
нем шлака и химико-минералогического состава исходного клин-
кера.
Шлакопортландцемент характеризуется пониженным или уме-
ренным тепловыделением при твердении, а также меньшими
объемными деформациями в растворе и бетоне — усадкой (на воз-
духе) и набуханием (в воде).
Строительно-технические свойства шлакопортландцемеита обус-
ловливают и области его практического применения — те же, что и
портландцемента аналогичных марок. Его целесообразно ис-
пользовать для производства монолитных и сборных железобетон-
ных конструкций и деталей, в особенности с применением тепло-
влажностной обработки, а также для изготовления строительных
растворов.
Шлакопортландцемент предназначен в основном для бетонных
и железобетонных наземных, а также подземных и подводных кон-
струкций, подвергающихся воздействию пресных, а также минера-
лизованных вод с учетом норм агрессивности воды — среды.
Вследствие пониженного тепловыделения при твердении и малой
усадки шлакопортландцемеита его можно весьма эффективно приме-
нять для внутримассивного бетона гидротехнических сооружений.
В силу пониженной морозостойкости шлакопортландцемеита его
нельзя применять для бетонных и железобетонных конструкций,
подвергающихся систематическому попеременному замораживанию и
оттаиванию или увлажнению и высыханию.
Г лава 11. Шлакопортландцемент
43
2. ГРАНУЛЯЦИЯ ДОМЕННЫХ ШЛАКОВ
Грануляция доменного шлака осуществляется путем быстрого
охлаждения шлакового расплава с применением (либо без) механи-
ческого раздробления еще жидкого или полузатвердевшего шлака.
Цель грануляции не только превратить доменный шлак в мелко-
зернистый материал, что облегчает его дальнейшую переработку, но
и значительно повысить гидравлическую активность — это важней-
шее свойство шлака как компонента шлаковых цементов и как до-
бавки к портландцементу.
Для грануляции доменных шлаков применяют различные по
своему устройству грануляционные установки; в зависимости от
влажности получаемого продукта их подразделяют на установки для
мокрой и полусухой грануляции. Промышленных установок для су-
хой грануляции шлаков пока не имеется.
Содержание влаги в гранулированном шлаке тем выше, чем
меньше его объемный вес, т. е. чем более пориста структура его зе-
рен. Поры в затвердевших зернах гранулированного шлака образу-
ются под воздействием газов, которые растворены в жидком шлаке
и с понижением температуры расплава выделяются из него при ох-
лаждении.
При этом шлаковый расплав охлаждается и затвердевает настоль-
ко быстро, что выделившиеся из него газы не успевают вырваться
наружу; они остаются в затвердевшем шлаке в виде мелких пузырь-
ков и делают пористыми зерна гранулированного шлака.
Пористость, а следовательно, и влажность гранулированного
шлака зависят также от условий охлаждения жидкого шлака в про-
цессе грануляции, т. е. от примененного способа грануляции. Так,
шлак полусухой грануляции, получаемый при механическом дробле-
нии и отбрасывании в воздух предварительно охлажденного, но еще
не затвердевшего шлака, приобретает более плотную структуру й
имеет примерно в 1,5 раза больший объемный вес по сравнению со
шлаком мокрой грануляции, полученным из того же жидкого шлака.
Влажность шлака мокрой грануляции колеблется в пределах
15—35% (редко 10%), шлака полусухой грануляции 5—Ю°/о; на-
сыпной объемный вес того и другого шлака соответственно 400—
1 000 и 600—1 300 кг!м3. Чем выше температура доменной плавки,
тем более легким получается гранулированный шлак. Гранулирован-
ные шлаки горячих литейного и бессемеровского чугунов, и в осо-
бенности ферросилиция и ферромарганца, значительно легче, чем
шлак относительно холодного мартеновского чугуна.
Установки мокрой грануляции производят большую часть гра-
нулированного шлака, однако вследствие большой влажности и ма-
лого объемного веса получаемого при этом шлака такой способ гра-
нуляции имеет ряд недостатков. Это:
1) большой расход топлива на сушку шлака перед его помолом
(до 80 кг условного топлива на тонну сухого шлака);
2) низкая производительность шлакосушильного оборудова-
ния;
3) непроизводительные перевозки железнодорожным транспор-
том воды, содержащейся в шлаке, а также недоиспользование подъ-
емной силы вагонов при загрузке их легковесным шлаком;
44
РАЗДЕЛ II. Специальные портландцементы
4) смерзаемость мокрогранулированного шлака в железнодо-
рожных вагонах, а также бункерах н на открытых складах в зим-
нее время, что влечет за собой длительные сверхнормативные про-
стои вагонов и большие затраты ручного труда при выгрузке смерз-
шегося шлака иа цементных заводах.
Поэтому в настоящее время новые установки мокрой грануляции
ие строятся, а старые, там, где это технически возможно, перево-
дятся иа полусухую грануляцию.
Необходимо отметить, что, как показали результаты сравнитель-
ных исследований шлаков мокрой и полусухой грануляции, послед-
ние по гидравлической активности ие уступают первым.
Бассейная установка для мокрой грануляции. Установка этого
типа (рис. 1) представляет собой прямоугольный железобетонный
бассейн 1, состоящий из семи секций размером 11X7X4 м, обору-
дованный тремя мостовыми грейферными кранами 2, предназначен-
ными для выгрузки из бассейна н погрузки гранулированного
шлака в открытые железнодорожные вагоны 3. Пролет крана 15 м,
емкость грейфера 2 м3. Жидкий шлак из шлаковозных ковшей сли-
вается в бассейн по желобам 4.
Ряд грануляционных бассейнов связан с близрасположенными
цементными заводами воздушно-канатной дорогой. В этих случаях
гранулированный шлак подается грейферным краном как в вагоны,
так и в бункера воздушио-канатиой дороги.
Барабанная установка для полусухой грануляции. Жидкий
шлак из шлаковозного ковша 1 (рис. 2), после пробивки в нем (с
помощью копрового устройства) корки застывшего шлака сливается
в приемную ванну 2, из которой направляется в грануляционный же-
лоб 3. Сюда же подается небольшое количество воды под напором
3—4 атм. Из грануляционного желоба поток полуохлажлениого, ио
еще текучего шлака падает на лопасти быстровращающегося грану-
ляционного барабана 4, которыми дробится и отбрасывается в про-
странство перед барабаном. При полете в воздухе частицы шлака ох-
лаждаются и падают на площадку затвердевшими в виде зерен или
пемзовидных хлопьев, располагаясь на расстоянии от 1,5—2 до 15—
20 м от барабана.
Управление кантовкой ковша, из которого сливается шлак, пуск
и остановка грануляционного барабана, а также регулирование по-
дачи воды в грануляционный желоб осуществляются с пульта управ-
ления 5, расположенного между двумя грануляторами.
Уборка гранулированного шлака от барабана, складирование
его и погрузка в вагоны или в бункера производятся мостовым
грейферным краном 6; емкость грейфера 3 м3, грузоподъемность
(нетто) 10 т.
Расход воды на грануляцию составляет примерно 1 м3 на 1 т
шлака.
При грануляции иа барабанной установке кислых шлаков, об-
ладающих большой вязкостью и потому характеризующихся склон-
ностью к вытягиванию в нити, образуется большое количество та-
ких нитей; они оседают иа территории грануляционной установки
и относятся ветром на значительные расстояния, засоряя атмосферу.
В последние годы разработана и внедряется в промышленность
так называемая гидрожелобиая установка для полусухой грануля-
ции доменных шлаков, дающая гранулят такой же влажности, как
ПоД-Ь
т
Рис. 2. Барабанная установка
для полусухой грануляции
Ряс. 3. Гидрожелобная установка для полусухой грануляции
РАЗДЕЛ 11. Специальные портландцементы _________________Глава tL Шпортландцемент
РАЗДЕЛ II. Специальные портландцементы
и барабанная, но имеющая то преимущество, что при ее работе нити
шлака практически не образуются.
Гидрожелобная установка для полусухой грануляции (рис. 3)
состоит из чугунной приемной ванны I и чугунного грануляционно-
го желоба 2, в передний конец которого вмонтирована гидромонитор-
ная насадка, выбрасывающая в желоб большое количество круглых
водяных струй под напором до 8 атм. Вода подается в насадку
мощным центробежным насосом 3.
Жидкий шлак равномерной струей сливается из шлаковозпого
ковша 4 в приемную ванну, из которой направляется в грануляцион-
ный желоб. Водяными струями, выбрасываемыми из насадки, жид-
кий шлак резко охлаждается, раздробляется на отдельные зерна и
отбрасывается на некоторое расстояние от желоба, располагаясь в
виде кучи, вытянутой в направлении полета зерен. В процессе по-
лета затвердевшие зерна шлака приобретают плотную структуру и
потому не впитывают большого количества воды. Влажность гра-
нулированного шлака составляет 3—7%. Грануляционный желоб,
длина которого составляет около 10 м, устанавливается с небольшим
подъемом (порядка 3%), вследствие чего улучшается контакт жид-
кого шлака с водой. 7
Гранулированный шлак убирают от желобов, складируют и гру-
зят мостовым грейферным краном в вагоны.
Расход воды на грануляцию в среднем составляет около 2,5 м3
иа 1 т шлака.
К достоинствам гидрожелобного гранулятора относится также
и то обстоятельство, что в нем нет быстроизнашивающихся деталей.
Глава 12
БЫСТРОТВЕРДЕЮЩИЙ ШЛАКОПОРТЛАНДЦЕМЕНТ
Автор-составитель канд. техн, наук В. Ф. КРЫЛОВ
Быстротвердеющий шлакопортландцемент является разновид-
ностью шлакопортландцемеита. Отличается он более интенсивным
нарастанием прочности в начальный период твердения.
К особенностям его технологии относятся: применение активно-
го алитово-алюминатного клинкера; пониженное против обычного
количество вводимого в цементную шихту шлака (согласно
ГОСТ 970—61; доменного гранулированного шлака в быстротверде-
ющем шлакопортландцементе должно содержаться не менее 30 и не
более 50%); повышенная тонкость помола (удельная поверхность
3 500—4 000 см?/г против примерно 3 000 см2/г у обычного шлакопорт-
ландцемента).
Для получения быстротвердеющего шлакопортландцемеита
предпочтительнее применять двухстадийный размол материалов либо
размол в замкнутом цикле (в сепараторных мельницах).
По содержанию серного ангидрида, срокам схватывания и со-
держанию окиси магния в клинкере быстротвердеющий шлакопорт-
ландцемент должен удовлетворять требованиям, предъявляемым к
шлакопортландцементу.
Глава 13. Шлаковый магнезиальный портландцемент
40
В соответствии с ГОСТ 970—61 иа быстротвердеющий шлако-
портландцемент предел прочности при сжатии образцов из раство-
ра жесткой консистенции состава 1 :3 (испытанных по ГОСТ 310—
41) должен составлять через 3 суток 250 кГ1см\ марка цемента
должна быть не ниже 500.
Быстротверлеюший шлакопортландцемент в основном предназ-
начен для производства монолитных, а также сборных бетонных и
железобетонных конструкций и деталей с повышенной начальной
прочностью, равно как и сборных конструкций, изготовляемых с при-
менением тепловлажностной обработки.
Быстротвердеющий шлакопортландцемент можно использовать
при изготовлении бетонных и железобетонных наземных, а также
подземных и подводных конструкций, подвергающихся воздейст-
вию минерализованных вод с учетом норм агрессивности воды —
среды.
Быстротвердеющий шлакопортландцемент нельзя применять для
конструкций, от которых требуется высокая морозостойкость, а так-
же (по экономическим соображениям) для конструкций, где не ис-
пользуется основное свойство этого цемента — способность быстро
твердеть.
Глава 13
ШЛАКОВЫЙ МАГНЕЗИАЛЬНЫЙ ПОРТЛАНДЦЕМЕНТ
Автор-составитель канд. техн, наук М. И. ГЕ РШ МАИ
Шлаковый магнезиальный портландцемент является разновид-
ностью шлакопортландцемеита. Изготовляют его путем совместного
помола клинкера магнезиального портландцемента, гипса и грану-
лированного доменного шлака. Содержание доменного шлака долж-
но составлять не менее 30 и не более 70% от веса готового цемента.
Допускается замена части шлака в количестве не более 15% от веса
цемента активной минеральной добавкой по ГОСТ 6269—54.
Особенность технологии этого цемента сводится к тщательному
соблюдению дозировки компонентов сырьевой смеси. Необходимо
также обеспечивать быстрейшее охлаждение клинкера. Согласно
ГОСТ 3909—62 шлаковый магнезиальный портландцемент выпуска-
ют трех марок: 300, 400 и 500.
Шлаковый магнезиальный портландцемент должен 'равномерно
изменяться в объеме в процессе испытания в автоклаве при давле-
нии пара 8 атм в течение 4 ч либо 14 атм в течение 2 ч.
Шлаковый магнезиальный цемент, обладающий теми же свойст-
вами, что и шлакопортландцемент, применяют для наземных бетон-
ных и железобетонных сооружений.
В подземных и подводных сооружениях, подвергаюшихся воздей-
ствию пресных вод без замораживания, он применяется наравне с
обычным шлакопортландцементом.
50
РАЗДЕЛ II. Специальные портландцементы
Глава 14
ПУЦЦОЛАНОВЫЙ ПОРТЛАНДЦЕМЕНТ
Автор-составитель д-р техн, наук И. В. КРАВЧЕНКО
Пуццолановый портландцемент является разновидностью порт-
ландцемента. Получают его совместным помолом портландцементно-
го клинкера, гипса и активных минеральных добавок, которые вво-
дят в этот цемент в количестве: не менее 20 и не более 35% (до-
бавки осадочного происхождения), не менее 30 и ме более 45%
(вулканические); обожженной глины, глпежа или топливной золы
вводят не менее 25 и не более 40%,
Активные минеральные добавки должны удовлетворять требова-
ниям ГОСТ 6269—54. Характеристика активных минеральных доба-
вок, применяемых для производства пуццоланового портландцемен-
та, приведена в табл. 4.
Нормальная густота цементного теста у пуц-
цоланового портландцемента значительно выше, чем у портландце-
мента, и составляет 28—43%.
По прочности пуццолановый портландцемент согласно ГОСТ
970-5-41 делят на четыре марки: 300, 400, 500 и 600.
Процессы гидратации пуццоланового цемента протекают несколь-
ко иначе, чем у обычного портландцемента, что определяется при-
сутствием в его составе значительных количеств гидравлических
активных добавок. Последние вначале адсорбируют на своей поверх-
ности известь, выделяющуюся в процессе гидролиза CsS при взаимо-
действии его с водой, а затем вступают с нею в химическое взаимо-
действие, образуя низкоосновные гидросиликаты кальция. Вследст-
вие этого структура цементного камня пуццоланового портландце-
мента более плотная.
Термограмма затвердевшего пуццоланового портландцемента
(рис. 4) показывает, что в нем почти нет Са(ОН)2 (эндотермический
эффект при температуре 500°С очень мал), но зато присутствуют
низкоосиовные гидросиликаты кальция (экзотермический эффект при
температуре 880° С).
Низкоосновные гидросиликаты кальция, образуюшиеся при твер-
дении пуццоланового цемента, существенно влияют на его прочность.
Образование их значительно ускоряется при повышении температу-
ры, поэтому на пуццолановый портландцемент термовлажностная
обработка действует значительно лучше, чем на портландцемент.
При обычной температуре пуццолановый портландцемент луч-
ше твердеет в воде и во влажных условиях. При твердении его на
воздухе прочность нарастает медленнее или рост ее практически
прекращается.
Усадка и набухание пуццолановых портландцементов с
активной гидравлической добавкой типа трепела и диатомита в
1,5 раза выше, чем у портландцемента: при использовании низкоак-
тивиых добавок усадка и набухание пуццолановых цементов пример-
но такие же, как и обычного портландцемента.
Пуццолановый портландцемент при твердении выделяет меньше
тепла, чем портландцемент, поэтому его успешно применяют для бе-
тонирования массивных сооружений. Однако ои менее пригоден для
Глава 14. Пуццолановый портландцемент
51
Химическая характеристика активных минеральных добавок (за 1961 г.)
32
РАЗДЕЛ II. Специальные портландцементы
Продолжение твбл.
•и -и *и 3.63 3,31 4.48 9,79 4,44 9,58 6,75 2,81 1,99 4,87 3.2
СО 'OS 0,51 0,15 0,61 0,46 0,54 1,39 1,73 1 0,61 । 0,39 2,64 1,3
X м »о о o>w 0,85 0,55 1,08 5,61 3,46 0,94 - .... — 0,21 0,7 3,01
состав i О'Э 2.5 2.37 3,06 6,88 8,79 6,45 3,23 2,26 2,95 3,05
яг X о о ST X 'О'ЭН 2,24 2,3 2,43 10,5 10,67 1,98 2,25 0.84 0,95 1,87 8,47
S X X 'O'lV 16,37 16,13 15,84 16,12 19,19 12,21 11,66 4,77 2,44 18,65
'OIS 69,4 68,63 66,82 46,41 47,72 63,65 - 69,04 2,19 9,96 83,66 59,81
% 9 ИЯ81?д -0V ЗИН -BJKdarog 30,7 30,8 35,6 16 27,7 35,6 31 36,7 30,5 26,2 37,3 9,77
Месторождение Аиийское Джндииское Ядрннское Семипалатинское ьеговатское Ангренское Кызыл-Кийское Воркутинский угольный бас- сейн
Заводы Пемза Каспский Араратский Карадагскнй туф Иркутский Тимлюйскнй Теплоозерский Спасский Витрофиры Семипалатинский Глнеж ьеговатскни Ангренскнй Кувасайскнй Горелая порода Воркутинский
tлава 14. Пуццолановый. портландцемент
53
зимних бетонных работ, так как с понижением температуры
окружающей среды схватывание и твердение бетона иа этом це-
менте замедляется сильнее, чем на портландцементе.
Бетоны, изготовленные на пуццолановом цементе, отличаются
более высокой водостойкостью, чем бетоны на портландцементе. Они
Рис. 4. Гидратированный пуццолановый цемент
1 — температурная кривая; 2 — дифференциальная кри-
вая; 3 — кривая потерн веса образца при прокаливании
(общая потеря веса 21%)
характеризуются также повышенной плотностью и водонепроницае-
мостью.
Морозостойкость и воздухостойкость бетонов
на пуццолановых цементах ниже, чем бетонов на портландцементе.
Преждевременное высыхание отрицательно сказывается иа тверде-
нии пуццолаиового портландцемента и вызывает значительные уса-
дочные деформации. Поэтому его следует защищать от высыхания
и по возможности длительное время выдерживать во влажном со-
стоянии.
Пуццолановый портландцемент используют главным образом в
подземных и подводных конструкциях при строительстве гидротех-
нических (порты, каналы, плотины, шлюзы и т. п.) и других соору-
жений, предназначенных для службы только в пресных водах. Для
бетонов, предназначенных к службе в минерализованной среде, выпу-
скается специальный сульфатостойкий пуццолановый портландце-
мент.
Пуццолановый портландцемент применяют также для возведе-
ния водопроводных сооружений, при строительстве туннелей и дру-
54
РАЗДЕЛ II. Специальные портландцементы
гих подземных конструкций, при проходке шахт, при кладке фунда-
ментов и подвалов гражданских и промышленных зданий.
Ввиду того что пуццолановый портландцемент отличается по-
ниженной воздухостойкостью, морозостойкостью и медленным твер-
дением, нецелесообразно применять его для наземных сооружений
в условиях воздушного твердения.
Нельзя применять пуццолановый портландцемент: для сооруже-
ний, работающих в условиях переменного уровня воды при постоян-
ном увлажнении и высыхании, замораживании и оттаивании, в кон-
струкциях, не защищенных от воздействия растворов хлоридов, кис-
лот, щелочей, растворов сахара и т. п., а также для изготовления
бетонов, которые должны приобрести проектную прочность раньше
чем через 28 суток.
В районах с сухим и жарким климатом необходимо в течение
первых 20—30 суток твердения принимать особые меры, чтобы за-
щитить бетон на пуццолановом портландцементе от высыхания, пос-
ле чего нужно создать ему требуемые условия твердения под водой
либо во влажной среде.
Глава 15
ПОРТЛАНДЦЕМЕНТ ПУЦЦОЛАНОВЫЙ СУЛЬФАТОСТОЙКИЙ
Автор-составитель канд. техн, наук М. И. ГЕРШМАН
Сульфатостойкий пуццолановый портландцемент является раз-
новидностью пуццоланового портландцемента, его изготовляют так-
же путем совместного тонкого помола портландцемеитиого клинкера,
гипса и активной минеральной добавки. Возможно также предвари-
тельное раздельное измельчение этих материалов с последующим
тщательным их смешением.
Согласно ГОСТ 970-61 у клинкера для пуццоланового порт-
ландцемента сульфатостойкого расчетное содержание С3А должно
быть не более 8%, а глиноземный модуль — не менее 0,7.
Как и в обычный пуццолановый портландцемент, в состав суль-
фатостойкого пуццоланового портландцемента вводят активные ми-
неральные добавки, количество которых в зависимости от химико-
минералогического состава клинкера, активности добавок и их
физических свойств находится в пределах 20—45%.
В стандарте предусмотрено, что содержание растворимого гли-
нозема в глиеже для производства сульфатостойкого пуццоланового
портландцемента должно составлять не более 3%.
Изготовление сульфатостойкого пуццоланового портландцемен-
та предусматривает необходимость точной (лучше всего весовой)
дозировки активных минеральных добавок при их совместном или
раздельном помоле с клинкером и гипсом в цементных мельницах.
Сульфатостойкий пуццолановый портландцемент отличается по-
вышенной стойкостью по отношению к воздействию сульфатных и
других агрессивных минерализованных вод. Он твердеет нормально
в воде и во влажных условиях. Преждевременное высыхание замед-
ляет процесс его твердения и вызывает значительные усадочные де-
формации. При твердении он выделяет меньше тепла, чем обычный
портландцемент.
Глава 16. Кислотоупорный цемент
55
По прочности различают сульфатостойкий пуццолановый порт-
ландцемент марок 300, 400, 500 и 600.
Сульфатостойкий пуццолановый портландцемент следует при-
менять для возведения подводных и подземных бетонных и железо-
бетонных сооружений, находящихся под постоянным воздействием
агрессивных минерализованных вод и, естественно, также пресных
вод. Как и обычный пуццолановый портландцемент, сульфатостой-
кий пуццолановый портландцемент не следует использовать в кон-
струкциях, предназначенных для работы на переменном уровне во-
ды, когда бетон подвергается многократному попеременному
замораживанию и оттаиванию или увлажнению и высыханию.
Не допускается применение сульфатостойкого пуццоланового
портландцемента для бетонных наземных сооружений, в особенно-
сти находящихся в воздушно-сухих условиях.
Г л а в а 16 ,
КИСЛОТОУПОРНЫЙ ЦЕМЕНТ
Автор-составитель канд. техн, наук 3. Л. ДАНЮ ШЕВСКАЯ
Определение. Кислотоупорный цемент (кварцевый кремнефтори-
стый) представляет собой порошкообразный материал, изготовляе-
мый путем совместного помола или тщательного смешения раздель-
но измельченных кварцевого песка и кремнефтористого натрия.
Затворяют его водным раствором силиката натрия (растворимым
стеклом). После затворения масса на воздухе превращается в проч-
ное камневидное тело, способное противостоять действию большин-
ства минеральных и некоторых органических кислот. Начало схва-
тывания кислотоупорного цемента — не ранее 20 мин, а конец схва-
тывания — не позднее 6 ч с момента затворения.
В состав кислотоупорного цемента входят 5—30% растворимого
стекла от веса кварцевого песка (кислотоупорного заполнителя) и
до 15% кремнефтористого натрия от веса растворимого стекла.
Кварцевый песок, применяемый для изготовления кисло-
тоупорного цемента, перед размолом просушивают в сушильном ба-
рабане до полного удаления воды и просеивают через сито № 008.
В таком виде он является полуфабрикатом для кислотоупорного
цемента. Содержание SiO2 в песке должно быть не меиее 96%.
Кремнефтористый натрий представляет собой натрие-
вую соль кремнефтористоводородной кислоты H2SiFe. Получают его
из отходов суперфосфатного производства. Содержание примесей в
нем не должно превышать: для первого сорта 5%, для второго сор-
та 7%.
Кремнефтористый натрий применяется в качестве ускорителя
твердения — катализатора, так как растворимое стекло твердеет
очень медленно.
Растворимое стекло—щелочной натриевый или калие-
вый силикат переменного состава, выражаемый общей формулой
R2O • п • SiO2, где R2O обозначает Na2O или К2О, а величина п (мо-
дуль растворимого стекла) показывает отношение числа молекул
кремнезема к числу молекул щелочи. Модуль растворимого стекла
должен находиться в пределах 2,6—3. Предпочтительнее применять
56
РАЗДЕЛ II. Специальные портландцементы
растворимое стекло с повышенным значением модуля. Наибольшее
распространение получило более дешевое натриевое стекло, хотя ка-
лиевое отличается лучшими свойствами.
Применяемая для изготовления водного раствора силиката нат-
рия с и л и к а т-г л ы б а должна удовлетворять требованиям
ГОСТ 917-41. При обычных температурах силикат-глыба растворя-
ется очень медленно, поэтому ее растворяют в автоклавах при повы-
шенных температуре м давлении (5—6 атм).
Растворимое стекло в жидком виде является вяжущим вещест-
вом, твердеющим на воздухе, и поэтому его следует хранить в за-
крытой таре и непродолжительное время. Транспортировать целесо-
образнее в твердом виде (силикат-глыба), а растворять его следует
на местах потребления в стационарных или передвижных уста-
новках.
Для получения теста нормальной густоты применяют раствори-
мое стекло с модулем не ниже 2,8 и плотностью не ниже 1,345
(37° Боме); иа 1 кг цемента расходуется 225—250 см3 жидкого
стекла.
Согласно ГОСТ 5050-49 содержание окиси кремния (SiOj) в
кислотоупорном цементе должно быть не менее 92%.
Тонкость помола цемента должна соответствовать остатку на
сите № 008 не более 10% от веса пробы.
Предел прочности при растяжении кислотоупорного цемента
после твердения в течение 30 суток от начала затворения составляет
при хранении на воздухе без кипячения в серной кислоте и после
кипячения в серной кислоте не менее 20 кГ)см\ Это испытание про-
изводится иа образцах-восьмерках. Факультативно допускается уско-
ренное определение механической прочности после 10 суток твер-
дения. В этом случае предел прочности при растяжении составляет
не менее 80% от величины прочности образцов 30-суточного воз-
раста.
Керосинопоглощение при испытании в кубиках размером ЗхЗх
ХЗ см, изготовленных из теста нормальной густоты, после 10 суток
твердения на воздухе должно быть не более 15% по весу.
При испытании кислотоуетойчивостп цемента в лепешках не
должно обнаруживаться вздутия, отслаивания и других видимых
повреждений.
Кислотоупорный цемент применяется в качестве цементирующего
(клеящего) вещества при обкладке корпусов химической аппарату-
ры (башен, резервуаров, травильных ванн), оборудования или стро-
ительных деталей, а также для изготовления кислотоупорных рас-
творов и бетонов.
Он ие может быть использован в конструкциях, подвергающихся
постоянному воздействию воды. Допускается применение его в пере-
менных средах: вначале в кислотной, затем в водной.
Из-за токсичности кремнефтористого натрия применение кисло-
тоупорного цемента в пищевкусовой промышленности ограничи-
вается.
Не допускается применение кислотоупорного цемента для
объектов, подвергающихся действию щелочной среды, фтористоводо-
родной и кремнефтористоводородной кислоты.
РАЗДЕЛ III
ГЛИНОЗЕМИСТЫЙ ЦЕМЕНТ
Автор-составитель д-р техн, наук И. В. КРАВЧЕНКО
Определение. Глиноземистый цемент — быстротвердеющее в
воде и на воздухе высокопрочное вяжущее вещество, получаемое
путем обжига до спекания или плавления смеси материалов, богатых
Рис. 1. Область глиноземистых цементов в системе
СаО — AI2O3 — SiO2
Заштрихованный участок — поле глиноземистых цементов
глиноземом и окисью кальция, и последующего тонкого помола про-
дукта обжига. В отличие от портландцемента, клинкер которого
состоит в основном из силикатов кальция, глиноземистый цемент
содержит преимущественно низкоосновные алюминаты кальция.
Глиноземистые цементы выпускаются без добавок или с добав- *
кой (до 2%) различных веществ, улучшающих свойства цемента
и вводимых в его состав при помоле.
Химический состав. Как это видно на рис. 1, область глинозе-
мистых цементов находится в непосредственной близости от стороны
СаО—А120з тройной, диаграммы. В зависимости от вида сырья и
выбранного способа производства химический состав глиноземистых
цементов может колебаться в указнных пределах (табл. 1).
Фактическое содержание окислов в промышленных глиноземи-
стых цементах, полученных различными способами, приведено в
табл. 2.
58
РАЗДЕЛ III. Глиноземистый цемент
Таблица 1
Химический состав глиноземистых цементов
Окислы Содержание в %
от до
SiO, 5 15
А12О, 80 50
Fe2O 1 15
FeO 0 8
TiO ..... 1.5 2,5
СаО 35 45
MgO 0,5 1.5
SO 0 1.2
K2O 0 0.4
Na,О • 0 0.6
Примечания: 1. Другие химические элементы присутствуют в глинозе-
мистом цементе в незначительных количествах.
2. Высоким содержанием железа в виде FeaO3 характеризуются цементы,
полученные плавлением или спеканием в окислительной среде, а малым содер-
жанием железа, главным образом в виде FeO или Fe,O4, цементы, полученные
плавлением в сильновосстановительной среде; в цементах, полученных в слабо-
восстановительной среде, железо может присутствовать в виде FeO, FeaO3 и
Fe,O,.
Минералогический состав глиноземистого цемента изменяется
в зависимости от его химического состава и технологии получения
цемента (табл. 3).
Основными минералами глиноземистого цемента являются моно-
алюмииат кальция, а - и а'-модификации пятикальциевого трех-
алюмината, монокальциевый двухалюминат, ₽ - и у -модификации
двухкальциевого силиката, геленит, моно- и дикальциевые ферриты,
алюмоферриты кальция переменного состава и др. (табл 4). Из иих
наибольшее влияние на свойства цемента оказывает моноалюмииат
кальция.
В зависимости от присутствия одного из двух других алюмина-
тов кальция — С5Аз или СА2 — различают две группы глиноземистых
цементов: высокоизвестковые, в которых имеется значи-
тельное количество С5А3, а содержание СаО составляет более 40%,
и малоизвестковые, характеризующиеся наличием в их со-
ставе СА2 с содержанием СаО менее 40%. Цементы первой группы
отличает высокая начальная прочность с незначительным нараста-
нием ее в последующем. Прочность цементов второй группы на-
растает несколько медленнее, однако в результате продолжительно-
го последующего твердения она достигает больших величин; кроме
того, цементы второй группы характеризуются повышенной химиче-
ской стойкостью.
Сырье. В качестве основного сырья для изготовления глинозе-
мистого цемента используют бокситы и известняки или известь.
Бокситами (табл. 5) называются природные минералы,
состоящие из гидратов глинозема с примесью каолинита, кварца,
Глиноземистый цемент
59
Химический состав некоторых промышленных глиноземистых цементов
ег
60
РАЗДЕЛ III. Глиноземистый цемент
Таблица 3
Возможный фазовый состав глиноземистых цементов, полученных в различных
условиях
В окислительной среде В восстановительной среде
СаОА1,О, 12СаО-7А1,О3 в стабильной и неста- бильной форме СаО-2А13О3 2CaOSIO, 2CaOSiO3-Al3O3 Твердые растворы C(;A,F CF 2CaO-Fe3O3*2SiO3 2CaO-MgO-2SiO, MgO MgO-Al3O3 CaO-TiOj СаО-А13О, 12СаО-7А1,О3 в стабильной и нестабиль- ной форме СаО -2 А13О3 2CaOSIO3 2CaO-SiO3Al О, 6CaO-4Al3O3MgO-SiO, 6CaO-4Al3O3FeO-SiO3 Fe3O. FeO MgO MgO-Al3O3 CaO-TiO, CaS
Примечание. Состав алюминатов и алюмоферритов кальция в значи- тельной степени зависит от основности сырьевой шнхты.
опала, гематита и некоторых других минералов. Удельный вес бок-
ситов 2,2—2,3. Твердость от 2 до 6.
Содержание серы в боксите, предназначенном для производства
глиноземистого цемента, не должно превышать 0,5%.
Известняки. В известняке, применяемом для производства
глиноземистого цемента, не должно быть более 2% MgO и более
1,5% SiO2.
В качестве известкового компонента сырьевой шихты при плав-
ке в электропечах обычно применяют известь-кипелку, а бокситы
предварительно сушат или прокаливают.
Сырьевую смесь рассчитывают несколько иначе, чем при изго-
товлении портландцемента (см. часть VI, раздел I).
Способы производства. Существуют два способа получения гли-
ноземистого цемента: 1) способ, предусматривающий обжиг сырье-
вой смесн в различных тепловых агрегатах до спекания, и 2) спо-
соб, предусматривающий полное расплавление сырьевой смеси.
Спекание сырьевой смеси возможно в окислительной или вос-
становительной среде при температуре 1150—1250° С. При опекании
в окислительной среде все составляющие сырьевой смеси, кроме
воды и СО2, переходят в клинкер. К ним в случае сжигания твердо-
го топлива присоединяется и зола топлива. В связи с этим при
данном способе производства нужно применять более чистые бокси-
ты: содержание кремнезема в них не должно превышать 8% при
Ре20з не более 10%. Кроме того, при обжиге рекомендуется приме-
нять беззольное или малозольное топливо.
Глиноземистый цемент
61
Кристаллооптические характеристики минералов глиноземистого цемента
К
Плеохро-] изм 1 1 1 1 От голубо- го no Np до оливко- вого по Ng
Оптиче- ская харак- s t В и 1 1 I Двуосный, отрица- тельный 2V—56->54* 1 Двуосный, отрица- тельный, с □ольшим углом оптиче- ских осей
Показатели светопреломления Ьо 1 1 1,663 1 1,692
Е % ,1=1.737 й еч II С п=2,137 1,655 со 8 Т е
а? 1 1 1,643 1 1,687
Кристалличес- кая система, габитус Кубическая, 1 совершенная спайность Кубическая Вероятно, К О 0.3 TJ 0.0 ± X Е О « ® Ч X О £ X с X . Е я О з О О-Ч Л м О о 2 ж м d । Кубическая, округлые зеона С ромбическая, сферолиты, состоящие из радиальных, перекрываю- щих друг дру- га волокон
Цвет 1 талипри* зрачиый Желтый Бесцвет- ный •
Г Область стабиль- | кости | I Плавится при 28ОО’С| 1 1 Плавится । при 1600*С Плавится при 1455*С Область । стабиль- 1 ностн не установ- лена
чхэогйэях 1 1 to «о ю
Ч1ЭОН1О1ГЦ 3,58 5.9 1 2,98
Формула О FeO С aS . 5- gSg п *5 2 х-е о 2 S г О X Q. О ч О X S-&
О 6 « о •0®08I 'O’IVS' •0503
Минерал Периклаз I Вюстит Сульфид кальция Однокаль- циевый алюминат t sse- к X C S S j
Продолжение табл. 4
Минерал Формула Плотность Твердость Область стабиль- ности Цвет Кристалличе- ская система, габитус Показатели свето- преломления Оптиче- ская харак- теристика Плеохро- изм
NP 1 Nm | Ng
Однокаль- циевый двух- алюминат СаО- •2А1аО3 Ста- бильная форма 2.9 6,5 Плавится при 1720сС Бесцвет- ный Вероятно, моноклинная, зерна и призмы 1,618 — 1,654 Двуосный, положи- тельный. 2V—0-е-5° —
Нестабильная форма 3,05 6 Область стабиль- ности не установ- лена • Ромбическая или моноклин- ная, волокна, призмы 1,662 1,671 1,674 Двуосный, отрица- тельный, 2V—35° —
Шпинель MgO-AlaOa — — — — Кубическая п=1,72 — - — —
Перовскит CaO-TiOa — — — — — п=2,38 — — — —
Двухкаль- циевый силикат 2СаО- •SIOa «-фор- ма 3,27 - — Светлый Гексагональ- ная 1,715 — 1,737 2 V— боль- шой —
а'-фор- ма — — Точка пе- рехода а'- в р-форму от 14?8до 14f6° С Светлый, чуть жел- товатый Ромбическая 1,712 — 1,725 2V—30° —
₽-фор- ма 3,28 5,6 Точка пе- рехода в т-форму 675°С — Ромбическая, сложное двой- никование 1,717 — 1,735 Двуосный, положи- тельный 2V боль- шой —
Двухкаль- циевый силикат 2СаО- •SiOjj у-фор- ма 2,98 - Стабильна ниже 675РС — Ромбическая, призмы с совершенной спайностью по длинной оси призмы 1,642 1,645 1,654 Двуосный, отрица- тельный 2 V—60° —
Двухкаль- циевый феррит 2CaO-Fe„O, — — Плавится при 141 Е°С при 143С°С диссоцииру ет па СаО и жидкость Черный, желтовато- коричне- вый Моноклинная, хорошо разви- тые кристаллы 2,2 2,2 2,29 Двуосный, положи- тельный 2 V—малый —
Четырех- кальцие- вый алю- моферрит 4CaO-AlaO3-FeaO, 3,77 — Плавится при 141f°C, при 1395°С разлагается на жид- кость и твердое тело Краснова- то-корич- невый Ромбическая, зерна призма- тической формы 1,98 2,01 2,С8 Двуосный, отрица- тельный 2 V —уме- ренный От желто- вато-ко- ' ричневого до корич- невого
Геленит 2CaO-SiOa-Al3O3 3,04 6 Плавится при 159G°C Бесцвет- ный Квадратная, таблички и призмы с явно выраженной спайностью 1,658 — 1,669 Одноос- ный, отри- цательный —
2CaO-FeaO3-2SiO — — — Желтова- тый Квадратная 1,658 — ’”1 — -
2CaO-MgO-2SIOa — __ — Бесцвет- ный • 1,631 — 1,638 — —
6CaO-4Al3O3- MgO SiO2 — — — — — — — — - —
6CaO-4AlaO„. •FeO-SiOa — — — — — — — — - —
to
РАЗДЕЛ III. Глиноземистый цемент _____________Глиноземистый цемент
64
РАЗДЕЛ 111. Глиноземистый цемент
Таблица 5
Марки бокситов и области их применения (ГОСТ 972—50)
Марка боксита } Качественный состав Области применения
AijO3 в % в пересчете на сухое вещество ALO, SlOa (по весу)
БВ Б-0 52 52 121 10/ Электрокорунд
Б-1 49 9 Глинозем, злектрокорунд и глиноземистый цемент
Б-2 46 7 Глинозем, плавленые огне- упоры и глиноземистый цэ- мент
Б-3 Б-4 4G 42 5 3,5 Глинозем и огнеупоры
Б-5 Б-6 40 37 2,6 2,1 Огнеупоры, мартеновское производство
Б-7 30 5,6 Глинозем и глиноземистый цемент
Б-8 28 4 Глинозем
Ь
Получать глиноземистый цемент методом спекания можно та
кольцевых, камерных, туннельных и вращающихся печах и на спека-
тельных решетках. Ведение обжига затрудняется недостаточным
интервалом между температурами спекания и плавления сырьевой
смеси, что приводит к образованию колец, сваров и приваров.
Способ плавления при производстве глиноземистого цемента
более распространен, что объясняется сравнительно низкими темпе-
ратурами плавления сырьевой шихты (1380—1600°С). При этом от-
падает необходимость тонкого помола шихты.
Получать глиноземистый цемент методом плавления можно в
печах различного типа. Наиболее широко применяют для этой цели
доменные и электрические печи.
При получении глиноземистого цемента плавлением в восстано-
вительной среде в электрической печи железо восстанавливается
почти полностью, а кремний частично. Восстановленные кремний
и железо образуют ферросилиций с 13—15% кремния.
При плавке в доменных печах железо также восстанавливается
почти полностью, кремний же — в незначительной степени. Восста-
новленные кремний и железо переходят в чугун. При доменной плав-
ке в качестве сырьевых материалов применяют природные бокситы,
известняк и железную стружку или скрап.
Расход сырьевых материалов, топлива и электроэнергии зависит
от принятого способа производства (табл. 6)t
Глиноземистый цемент
65
Таблица 6
Расходные коэффициенты сырья, топлива и электроэнергии
при различных способах производства
Расход на 1 m расплава или клинкера
Способ производства глиноземистого цемента боксита в m извест- няка в m желез- ной струж- ки в m услов- ного топлива в m кокса в тп элект- роэнер- гии в квт-ч
Доменная плавка 0,81 0,75 1.1 1,18 — —
Электроплавка без восстанов- ления 0,7 0,8 — — — 800
Восстановительная электро- 1,2 0.8 0,5 — 0,3 2500
Спекание . 0,7 0.8 — 0,25 — —
Для помола глиноземистого цемента применяют обычные в
цементном производстве помольные агрегаты. При помоле плавлен-
ных глиноземистых цементов необходимо предварительное двойное
дробление остывшего расплава, расход электроэнергии на помол
при этом примерно вдвое больше, чем при помоле цементов, полу-
чен”' lx способом спекания.
Физические свойства. Глиноземистые цементы, полученные ме-
тодом электроплавки, имеют коричневый, черный или серый цвет,
полученные способом спекания — коричневый, полученные доменной
плавкой — светлый, голубовато-серый цвет.
Удельный вес цемента —3—3,3, объемный вес в
рыхлом состоянии — около 1 100 кг)м\ в уплотненном путем виб-
рации состоянии — около 1700 кг/м*. Угол естественного
откоса — 45—46°.
Схема технологического контроля производства
глиноземистого цемента зависит от выбранного способа производст-
ва. При получении цемента способом спекания она такая же, как и
при получении портландцемента. При получении цемента способом
доменной плавки контролируются состав сырья и шихты, поступаю-
щей в домну, состав выплавляемого шлака и чугуна, ход доменного
процесса. При электроплавке контролируют качество сырья, сос-
тав шлака и ферросилиция, ведут наблюдение за работой электро-
печи.
При помоле глиноземистого цемента осуществляется:
1) систематический контроль работы дробильных агрегатов и
гранулометрического состава шлаков, поступающих на помол; по-
ступление в мельницу кусков шлака размером более 20 мм не до-
пустимо;
2) правильное шихтование различных сортов шлака;
3) тщательный контроль за своевременной догрузкой и пере-
грузкой мельииц.
5—1621
66
РАЗДЕЛ III. Глиноземистый цемент
Определение сроков схватывания свежеразмолотого цемента и
испытание на равномерность изменения объема не обязательны.
Физико-механические испытания глиноземистого цемента произ-
водят по ГОСТ 310—41 со следующими изменениями. Изготовлен-
ные для испытания образцы в формах первые 4 ч с момента изго-
товления хранят в воздушно-влажных условиях (например, в ван-
не с гидравлическим затвором) при температуре 20±3°С, после чего
их вместе с формами погружают в воду и хранят в ней при той же
температуре. Через 24+2 ч кубы и восьмерки извлекают из форм,
часть испытывают, а остальные оставляют в воде до следующих ис-
пытаний.
Технические требования к цементу (ГОСТ 969—41). Нор-
мальная густота (1:0) находится в тех же пределах (23—
28%), что и у портландцемента. С увеличением количества воды в
тесте на 1—2% сверх требуемого для образования теста нормаль-
ной густоты схватывание цемента замедляется, а с уменьшением —
ускоряется, особенно его начало. При повышении температуры ок-
ружающей среды увеличивается количество воды, необходимое для
получения теста нормальной густоты.
Сроки схватывания. Начало схватывания цемента дол-
жно наступать не ранее 30 мин, а конец — не позднее 12 ч после зат-
ворения водой. В отдельных случаях по согласованию между заво-
дом и потребителем возможны и другие сроки схватывания. Сроки
схватывания глиноземистого цемента могут быть существенно из-
менены при введении добавок. Ускоряют схватывание: гидрат оки-
си кальция, гидрат окиси натрия, карбонат натрия, двууглекислая
сода, сульфат натрия, сульфаты кальция, сульфат железа, серная
кислота, хлористый литий, портландцемент. В малых количествах
замедляют, а в больших — ускоряют схватывание: хлористый маг-
ний; хлористый кальций, азотнокислый барий, уксусная кислота,
уксуснокислый кальций. Замедляют схватывание: хлористый натрий,
хлористый калий, хлористый барий, азотнокислый натрий, соляная
кислота, глицерин, сахар, уксуснокислый натрий, борная-кислота,
бура.
При просеивании цемента через сито № 008 должно проходить
не менее 90% его веса.
Глиноземистый цемент разделяется на три марки: 300, 400 и
500 (табл. 7).
Таблица 7
Прочность глиноземистого цемента в растворе состава I : 3 в кГ!см2
Марка цемента Предел прочности
при растяжении через при сжатии через
1 сутки 3 суток 1 сутки 3 суток
300 16 18 250 300
400 20 22 350 400
500 24 26 450 500
Примечание. Предел прочности образцов при сжатии через 28 суток должен быть не ниже, чем через 3 суток. Предел прочности при растяжении через 28 суток может быть ниже, чем через 3 суток, но не более чем на 1С%.
Глиноземистый цемент
67
При взаимодействии глиноземистого цемента с водой образуют-
ся гидроалюминаты кальция различного состава и гидрат окиси
глинозема. Если в составе глиноземистого цемента присутствуют
окислы железа, возможно, кроме того, образование гидроалюмофер-
р.итов кальция (табл. 8).
Типичная термограмма затвердевшего цементного камня глино-
земистого цемента приведена на рис. 2.
Для глиноземистого цемента характерно «пилообразное» изме-
нение его прочности во времени. Сбросы прочности происходят как
при сжатии, так и при растяжении и изгибе. После трех суток твер-
дения дальнейшее нарастание прочности идет медленно. Изменение
прочности цемента зависит главным образом от его химического со-
става, водоцементного отношения и температуры окружающей сре-
ды (табл. 9).
Сравнительные данные о прочностных показателях бетонов, из-
готовленных на глиноземистом цементе и других цементах, приве-
дены в табл. 10. Изменение прочности этих бетонов за продолжи-
тельные отрезки времени отражено в табл. И.
Отношение показателей прочности при сжатии к прочности при
растяжении для различных сортов глиноземистого цемента колеб-
лется в пределах от 20 до 35. Отношение показателей прочности при
сжатии к прочности при изгибе — от 3 до 9.
Для глиноземистого цемента характерно быстрое выделение
тепла за короткий отрезок времени, начинающееся через 5—8 ч пос-
ле конца схватывания (табл. 12).
Железистый глиноземистый цемент, полученный спеканием, по
величине тепловыделения занимает промежуточное место между без-
железистым глиноземистым цементом и БТЦ.
5*
НекотоРые характерные свойства гидроалюминатов и гидроферритов кальция Таблица 8
Формула Плот- ность Кристалли- ческая система Показатели светопрелом- ления Опти- ческий знак и 2V Цвет Габитус и прочие характеристики Размеры ячейки Предельные концентрации
а в с е
6СаО-А1аО3-ЗЗНаО — — — — Бес- цвет- ный Иглы — — — —
5СаОА1аО3-34НаО — Гексаго- нальная N = 1,487 А; = 1,48 Отри- цатель- ный • Тонкие иглы и йластинки — — — — —
а4СаО-А13О,-14НаО • А = 1,535*— 1.539 А =1.52- 1.507 • - Шестигранные пластинки 8,8 — 8,2 — СаО-1,08 г/л
₽4СаО- А|аО3-14НаО Псевдоге- ксагональ- иая А = 1,535 — 1.539 Ар = 1,52— 1.507 • • То же — — — — СаО—1,08 г/л
4СаО-А1аО„12НаО 2,15 Двуосный А = 1,557 — 1.542 А = 1,535 — Р 1,522 ' 2V—38* • 9,6 11.4 16.84 69* —
4СаОА1аО3-8,4Н„О 2,52 Гексаго- на льиа я А =1.519 АС = 1,506 — • • — — — — СаО—1.06— 1,08 г!л, А12О3—0,003 г/л
ЗСаО-А1аО.-8— —14НаО 2,04— 2,13 — А „=1,52 до 1,539 А = 1,504 до V 1,524 — • Шестигранные пластинки, иглы, сферолиты 5,711 — 6.453 — СаО от 0,5 до 0,107 г/л
ЗСаОА1аО3-6Н„О 2.522 Кубическая 1.604 — Бес- цвет- ны Округлые зерна, трансцоэдры и октаэдры. Устой- чив от 25 до 100* с 12,576 - — СаО—0,415— 0,5 г/л А1аО„—0,08— 0,261 г/л
2СаО-А1аО3-7— 9НаО — Гексаго- нальная * А =1,519ч- Ч-1.522** А = 1,502ч- 4-1,512 Отрица- тельный - Шестигранные таблички 8,8 — 10,6 — СаО—0.16гл А1аО3—0,05 г/л 0,360 гл*** 0,103 г/л
4СаО-ЗА1аО3-ЗНаО — — пср= 1.627 — - Прямоугольные пластинки — — — — —
СаОА1аО,-ЮНаО — — лср=1.48 4-1,58 Отри- цатель- ный • Шестигранные таблички и пла- стинки — — — — —
|4CaOFe3O,14HaO — Гексаго- нальная «ср = Ь59 - — Шестигранные пластинки 3,42 — 8 — —
3CaOFeaO3-6HaO 2,8 Кубическая л=1,71 — — Округлые зерна, трапецоэдры, октаэдры, лег- кие зерна 12,71 — — —
AlaO3nHaO — — 1,53=п п=1,49-ьср. 1,53 Поло- житель- ный — Чешуйки, иглы — — — — —
Гиббсит — — и=1,58 п=1,48ч-1,5 А =1.587 Ар=1,566 — — Пластичный гель — — — — —
• Различные авторы указывают показатели светопреломления: Ng ©т 1 ,532 до 1,542 н Np от 1,505 до 1,522. ♦* На воздухе легко теряет 1—2 молекулы воды, при обезвоживанин показатели светопрел омлени повышаютс . ♦* По данным В. М. Москвина, предельная концентрация СаО для С2АН8 составляет от 0,36 до 0,56 г/л.
РАЗДЕЛ III. Глиноземистый цемент ' Глиноземистый цемент
70
РАЗДЕЛ 111. Глиноземистый цемент
Таблица 9
Нарастание прочности глиноземистого цемента в зависимости от В/Ц
Марка цемента по ГОСТ 969—41 Предел прочности при сжатии через 24 ч в % от трехсуточ- ной прочности при испытании
в жестких растворах в пластичных растворах
300 83 70
400 87 75
500 90 75
Таблица 10
Прочность бетона в зависимости от вида цемента и В1Ц
вщ Бетон на глиноземистом цементе в кГ1см* через Бетон на БТЦ в кГ1см2 через
1 сутки 3 суток 7 суток 1 сутки 3 суток 7 суток
0,5 615 650 700 98 257 369
0,6 516 600 694 51 166 249
0.7 330 460 464 29 97 158
0,8 249 330 338 17 47 91
Усадка глиноземистого цемента меньше, чем портландского.
Термическое расширение, теплопроводность,
сцепление с арматурой имеют примерно те же значения,
что и у портландцемента.
Пористость цементного камня глиноземистого цемента в
1,5 раза меньше, чем портландского.
Водонепроницаемость глиноземистого цемента выше,
чем портландского. *
Коррозиеустойчивость глиноземистого цемента выше,
чем портландцемента. Глиноземистый цемент более стоек в раство-
рах сульфатов кальция, магния, хлористых соединений; слабых раст-
ворах и парах неорганических кислот; в растворах сахара, молоч-
ной, яблочной, муравьиной кислот, гипосульфита натрия, фотореак-
тивах, сернистых газах; в морской воде, дистиллированной и
дождевой воде, углекислых водах, торфяных, болотных и сточных
водах, водах, содержащих отходы бумажной и целлюлозной про-
мышленности; в животных и растительных маслах; на контакте с
алюминиевыми и свинцовыми сплавами. Он менее стоек в крепких
растворах свободных неорганических кислот, шелочей, солей аммо-
ния, в растворах сульфатов щелочных металлов.
Морозостойкость. Бетоны и растворы на глиноземистом
цементе достаточно морозостойки (рис. 3 и 4).
Глиноземистый, цемент
71
Таблица tl
Изменение прочности бетонов на глиноземистом и портлендском цементах в зависимости от ряда условий
Предел прочности при сжатии в кПсм*, через | Гол IZ 594 538 336 203 358 381 272 135
дэг ох 575 570 454 385 362 412 410 248
lav 9 565 598 565 499 377 428 517 396
ЕГОЛ £ 542 542 660 593 348 414 617 471
вгол з 532 551 698 607 353 382 636 490
ГОЛ I 542 533 693 664 348 358 669 580
оаПвэаи 9 526 509 674 617 353 339 617 518
ЕПБЭЭИ £ 458 452 646 631 329 322 612 565
яолХэ 83 «о 1 о § 1 § 1
X г X V ч 57 а X S а D Воздушно-влажные Воздушные Воздушно-влажные оиодушныс Воздушно-влажные Воздушные Воздушно-влажные Воздушные
Расход цемин га в кг’м3\ 271 271 271 271 269 269 269 j 269
ВЩ 0,4 0.4 0.4 0,4 0,64 0,64 0,64 0,64
1 1 1 < Портландцемент Глиноземистый цемент . • . ПС*ТТЛU14 Г.нтлн Портландцемент Пластичный бетон Глиноземистый цемент . . . Пластичный бетон
Глиноземистый цемент...................... 77—93 78—95 78—95
Обычный портландцемент............... 28—46 }: 42—65 47—75
Быстротвердеющий портландцемент ........... 35—71 45—89 51—94
Шлакопортландцемент........................ 18—28 30—51 33—67
72
РАЗДЕЛ III. Глиноземистый цемент
каличестбо цикпо& замора кивания и оттоибания
Рис. 3. Морозостойкость различных цементов
в пресной воде
/—сульфатостойкий портландцемент; 2—глиноземистый
цемент; 3 — обычный портландцемент
Рис. 4. Морозостойкость различных цементов в
минерализованной воде
1 — обычный портландцемент; 2 — глиноземистый цемент;
3 — сульфатостойкий портландцемент
Глиноземистый цемент
73
Огнеупорность. Глиноземистый цемент широко применя-
ется для приготовления огнеупорных растворов и бетонов (табл. 13
и 14).
Таблица 13
Свойства огнеупорных растворов на глиноземистом цементе
Состав раствора в % (по весу) Температура деформации под нагрузкой в ®С Огнеупор- ность в °C Огневая усадка в %
начало конец
Глиноземистый цемент — 20—15 Шамотный порошок — 80—85 | 1200—1350 1300—1400 1450—1500 0,2—0,3
Глиноземистый цемент — 15—7 Хромитовый порошок — 85—93 | 1280—1340 1340—1380 1800 1—2
Глиноземистый цемент — 10—15 Хромитовый порошок — 70—55 Магнезитовый порошок — 20—30 । 1350 1400 1800 1—2
В период гидравлического твердения огнеупорного бетона на
глиноземистом цементе правила ведения бетонных работ и ухода за
уложенным бетоном такие же, как и при использовании обычного
бетона на глиноземистом цементе. Бетон может подвергаться дей-
ствию огня через 24 ч после укладки. До 500° С нагрев производит-
ся со скоростью 20—50° в 1 ч, а далее любыми темпами.
Таблица 14
Свойства огнеупорных бетонов на глиноземистом цементе
Компоненты Расход на 1 м3 бетона в кг юмпера- тура наг- рева в °C Возмож- ные марки бетона Температура де- формации под нагрузкой в °C
при 4% при 40%
Глиноземистый цемент «... Хромитовый песок ...... 300—350 1300 1400 150—400 1350 1450
Хромитовой щебень Глиноземистый цемент .... Шамотный песок1 1100—1050 300—350 800 1300 100—300 1250 1350
• щебень 1 Огнеупорность шамота дс 700—650 лжна быть ие менее 1750° С
Применение в строительстве. Поскольку глиноземистый цемент
в 3—4 раза дороже портландцемента, в строительстве он приме-
няется только в тех случаях, когда его специфические особенности:
высокая прочность в короткие сроки твердения, стойкость против
6—1621
74 РАЗДЕЛ III. Глиноземистый цемент
агрессивного воздействия таких веществ, которые разрушают обыч-
ный портландцемент, большое тепловыделение за короткий отрезок
времени, огнеупорность, а также хорошее сцепление с арматурой —
экономически оправдывают его применение вместо обычного порт-
ландцемента
Глиноземистый цемент целесообразно применять:
1) для строительства бетонных и железобетонных конструкций,
которые необходимо быстро ввести в эксплуатацию, при ликвида-
ции аварий, ремонте после пожаров, быстром возведении фундамен-
тов под действующие машины;
2) для возведения оборонительных и военно-транспортных со-
оружений;
3) для проведения бетонных и железобетонных работ в услови-
ях низких температур;
4) для возведения сооружений, находящихся в минерализован-
ных водах или подвергающихся действию сернистых газов;
5) для изготовления огнеупорных бетонов и растворов.
Во всех этих случаях необходимо обязательно учитывать: сроки
службы сооружения, отсутствие нарастания прочности бетонов и
растворов на этом цементе в отдаленные сроки твердения и возмож-
ное снижение их прочности на 50—60% в возрасте 15—20 лет, а
также температурно-влажностные условия службы сооружений.
Нельзя применять глиноземистый цемент во влажных условиях при
температуре +25—30е С и выше. Категорически запрещается про-
паривание бетонов и растворов на глиноземистом цементе.
РАЗДЕЛ IV
РАСШИРЯЮЩИЕСЯ ЦЕМЕНТЫ
«
Автор-составитель д-р техн, наук И. В. КРАВЧЕНКО
Отличительным свойством расширяющихся цементов является
их способность к расширению в процессе схватывания и твердения,
которое происходит в результате образования быстрорастущих кри-
сталлов гидросульфоалюминатов кальция (табл. 1) на определенной
стадии развития кристаллизационной структуры твердеющего це-
ментного камня.
Таблица 1
Основные физико-химические характеристики гидросульфоалюминатов кальции
Элементы характеристики Высокосульфатная форма Низкосульфатная форма
Формула Внешний вид Оптический знак Погасание Удлинение Показатели свето- преломления Удельный вес Характерные меж- плоскостные рас- о стояния в А 3CaO-AlaOs-3CaSO4-31HaO Длинные, тонкие и широкие иглы, часто в форме сферо- литоа Одноосный о Прг Отрицательное N =1,464±0,002 Np=l,458±0,02 1,48 9,8; 5,6; 3,85; 3,42; 2,77; 2,55; 2,19 ЗСаО • А12О, • CaSO4.12Н3О Гексагональные пластинки в виде звездообразных ско- плений грнцательный мое П сложите льное Д^«=1,505±0,02 ДГр=1,488±0,002 1,95 8,9; 4,5; 3,99; 2,78; 2,42; 2,18; 2,06
В промышленном масштабе выпускают расширяющиеся цемен-
ты двух видов, водонепроницаемый расширяющийся цемент и гип-
соглиноземистый расширяющийся цемент, отличаюшиеся один от
другого по составу и строительно-техническим свойствам.
Глава 1
ВОДОНЕПРОНИЦАЕМЫЙ РАСШИРЯЮЩИЙСЯ ЦЕМЕНТ
(ТУ МСПТИ № 66—50)
Водонепроницаемый расширяющийся цемент (ВРЦ) является
быстросхватывающимся и быстротвердеющим гидравлическим вя-
жущим веществом, получаемым путем совместного помола или тща-
76
РАЗДЕЛ IV. Расширяющиеся цементы
Рис. 1. Технологическая схема
производства водонепроницаемого
расширяющегося цемента
1 — склад нзвестн-кнпелкн; 2 — склад
извести-пушонки; 3 — склад цемента;
rf — склад гнпса; 5 — известегаситель;
6 — творнльиая яма; 7 — болтушка для
приготовления известкового молока;
в — бегуны: 9 — бункер для приемки
гидроалюмината; 10 — печь для подо-
грева бегунов; 11 — бункер для гипса;
12 — бункер для гндроалюмината. 13 —
бункер для цемента; 14 — дозаторы;
13 — мельница; 16 — рукавный фильтр;
17 — силосы готовой продукции
гельного смешения в опреде*
ленной дозировке глиноземи-
стого цемента, высокопрочного
или строительного гипса I и
II сортов и специально при-
готовленного высокоосиовно-
го гидроалюмината кальция.
Особенности технологии.
Глиноземистый цемент в сме-
си с известью-пушонкой в со-
отношении 1:1 по весу за-
творяют водой (30% суммар-
ного веса цемента и извести)
и после выдерживания в тече-
ние 48 ч при нормальной
температуре подвергают на-
греву в варочном котле при
температуре 120—150° С в те-
чение 5—6 ч. При этом гли-
ноземистый цемент гидра-
тируется, и в присутствии
Са(ОН)2 в растворе образу-
ет высокоосновный гидроалю-
минат кальция — 4СаО • А12Оз •
• 12Н2О. Полученный продукт
подвергается сушке и совмест-
ному помолу с гипсом я гли-
ноземистым цементом.
Глиноземистого цемента
в составе расширяющегося
цемента должно быть, поми-
мо затраченного на образова-
ние гидроалюмината кальция,
не менее 65%, весовое содер-
жание гипса — не более 22%.
Технологическая схема
производства ВРЦ представ-
лена на рис. 1.
ВРЦ упаковывается в бу-
мажные мешки весом 40±
+2 кг нетто.
Технические требования.
Начало схватывания должно
наступать не ранее 4 мин, ко-
нец — не позднее 10 мин от
начала затворения водой. Для
замедления сроков схватыва-
ния применяют добавки —
сульфитно-спиртовую барду,
уксусную и виннокаменную
кислоту, буру.
Тонкость помола.
Глава 1. Водонепроницаемый расширяющийся цемент
77
Остаток на сите № 02 по весу не должен превышать 12%, через
сито № 008 должно проходить не менее 75% навески.
Линейное расширение твердеющих образцов из це-
ментного теста нормальной густоты: при воздушном хранении в воз-
расте 1 суток — не менее 0,05%; в возрасте 28 суток — не менее
0,02%; при погружении в воду через 1 ч после затворения: в воз-
расте 1 суток — не менее 0,2% и не более 1%; через 3 суток при-
рост по отношению к величине расширения за первые сутки не дол-
жен превышать 20% (рис. 2). Процесс расширения протекает нор-
мально при условии достаточного увлажнения уложенного раствора
или бетона на ВРЦ в течение по крайней мере 3 суток.
Рис. 2. Линейное расширение ВРЦ
I — при твердении в воде; 2 — при твердении на
воздухе
ВРЦ хорошо воспринимает кратковременное пропаривание, ио
не может применяться при температурах выше +80° С, так как при
этом начинается разложение гидросульфоалюмината кальция, и це-
ментный камень разрушается.
Водонепроницаемость. При испытании образцов це-
ментного теста и образцов из цементно-песчаного раствора нормаль-
ной густоты через 1 ч от начала затворения под гидростатическим
давлением 1 атм может происходить фильтрация воды, которая
должна прекратиться не позднее чем через 6 ч от начала затворе-
ния Через 1 сутки при повышении давления до 5 атм испытывае-
мые образца должны быть полностью водонепроницаемы.
Прочность. Предел прочности при сжатии кубиков разме-
ром 20 X 20X 20 мм из чистого цементного теста должен быть не ни-
же: через 6 ч —75 кГ1см2, через 3 суток —300 кГ{см2 и через 28 су-
ток—500 кГ/см2.
Методика испытаний ВРЦ имеет следующие особенности.
Нормальную густоту цементного теста определяют в
соответствии с ГОСТ 310—41, но со следующими изменениями:
а) величина навески —300 г:
О) тесто перемешивают сразу же после затворения водой;
в) продолжительность перемешивания —1 мин с момента зат-
ворения.
При определении срокбв схватывания иглу погружают
в цементное тесто каждые 15 сек.
Предел прочности при сжатии образцов из цементного теста ол
78
РАЗДЕЛ IV. Расширяющиеся цементы
ределяют на образцах-кубиках размером 20 x 20 x 20 мм. При из-
готовлении образцов цемент с водой перемешивают вручную в ча-
шечке стальной лопаткой в течение 1 мин. Изготовление образцов
должно быть закончено до начала схватывания цемента. Образцы
вынимают из форм через 30 мин от начала затворения, а через 1 ч
после затворения помещают в воду с температурой 20±3° С и вы-
держивают в ней до момента испытаний.
Линейное расшире-
ние определяют путем измере-
ния призм размером 31,5х31,5Х
X100 мм из чистого цементного
теста при помощи прибора (рис.
3), состоящего из стойки и ин-
дикатора. Результат измерений
(в %) подсчитывают по формуле
. (п2 — П1)-100
Рис. 3. Прибор для определе-
ния линейных деформаций
твердеющего цементного кам-
ня
/ — стойка; 2 — держатель: 3 —>
иижняя опора для образца; 4 — из-
мерительная головка
где А—линейное, расширение;
П] — первоначальный отсчет,
произведенный при из-
мерении свежеприготов-
ленного образца;
п2 — отсчет при последующих
измерениях образца;
I — первоначальная длина
призмы.
За результат линейного рас-
ширения принимается среднее
арифметическое, полученное при
измерении трех образцов, при-
чем отклонение в показаниях не
должно превышать 15% средней
величины. В помещении, где
производятся измерения линей-
ного расширения, поддерживает-
ся постоянная температура 20±
±3° С.
Строительные свойства. Прочность ВРЦ, как и глиноземис-
того цемента, на основе которого ои изготовлен, быстро увеличива-
ется в течение первых трех суток твердения. В последующем до-
стигнутая прочность изменяется мало. Длительные сроки эксплуата-
ции конструкций, в которых был применен ВРЦ, свидетельствуют
о достаточной их долговечности.
Морозостойкость. Растворы ВРЦ с песком состава 1 :2
выдерживают до 100 циклов попеременного замораживания и от-
таивания в пресной воде без снижения прочности.
Воздействие на арматуру. Для того чтобы предотвра-
тить корродирующее влияние иа арматуру иоиа SO4 гипса, входя-
Глава 2. Гипсо-глиноземистый расширяющийся цемент
79
щего в состав ВРЦ, уложенный бетон и раствор следует обильно
увлажнять. В противном случае наступает коррозия арматуры.
Области применения. Водонепроницаемый расширяющийся цемент
(ВРЦ) применяется при омоноличивании сборных и поврежденных
железобетонных конструкций, для гидроизоляции швов между чу-
гунными тюбингами, обделки туннелей и стволов шахт, для торкрет-
ной гидроизоляции поверхностей и гидроизоляции напорных железо-
бетонных труб, для заделки фильтрующих трещин и каверн в раз-
личных бетонных и железобетонных сооружениях, для заделки
анкерных болтов, заполнения пространства между станинами машин
и фундаментов.
Глава 2
ГИПСО-ГЛИНОЗЕМИСТЫЙ РАСШИРЯЮЩИЙСЯ ЦЕМЕНТ
(ВТУ МПСМ СССР № 13—51)
Гипсо-глиноземистый расширяющийся цемент — быстротвердего-
щее в воде и на воздухе вяжущее вещество, получаемое в результа-
те совместного помола высокоглиноземистых доменных шлаков и
природного двуводного гипса в соотношении 70 : 30 по весу.
Применяемое для изготовления этого цемента сырье должно
удовлетворять следующим требованиям.
В высокоглиноземистых шлаках должно быть не
более 11 % SiO2 и от 38 до 41 % СаО. По минералогическому соста-
ву шлаки должны быть моноалюминатного типа и по возможности
не содержать высокоосновных алюминатов кальция
Двуводный гипс должен не менее, чем на 95% состоять
из CaSO<-2H2O. В нем не должно быть большего количе-
ства мелочи. Размер кусков — в пределах от 150 до 200 мм, влаж-
ность— ие более 1%. Храниться гипс должен в крытом складе,
тщательно очищенном от мусора и других материалов. Складиро-
вание нескольких партий гипса в штабель разрешается после про-
верки соответствия каждой партии установленным требованиям.
Компоненты гипсо-глиноземистого цемента рекомендуется до-
зировать перед загрузкой в бункер дробилки. Степень точности до-
зирования гипса ±2% от веса смеси, что проверяется анализом це-
мента иа содержание в нем SO3.
Вследствие затруднений с измельчением шлака в первой камере
мельницы (из-за наличия в смеси мягкого гипса) размер кусков
шлака, поступающего в мельницу, должен быть не более 20 мм.
Температура цемента, выходящего из мельницы, не должна превы-
шать 80° С.
Во время помола расширяющего цемента в почасовых пробах,
взятых из мельницы, определяют: температуру цемента, содержание
SOa, тонкость помола, нормальную густоту цементного теста и сро-
ки схватывания.
Технические требования. Начало схватывания — не ранее
20 мин, конец — не позднее 4 ч после затворения водой; замедлите-
ли схватывания — те же, что и для ВРЦ.
80
РАЗДЕЛ IV. Расширяющиеся цементы
Тонкость помола. При просеивании через сито № 008
должно проходить не менее 90% от веса пробы. С увеличением тон-
кости помола прочность цемента увеличивается, а величина линей-
ного расширения уменьшается.
Удельная поверхность 8 смчг
Рис. 4. Изменение линейно-
го расширения цемента в
зависимости от тонкости его
помола
установленные для цементов
глиноземистого цемента.
и наоборот (рис. 4).
Линейное расширение
. должно быть в следующих пре-
делах (табл. 2).
Водонепроницаемость.
Образцы из чистого цементного
теста через 1 сутки после изго-
товлении должны оставаться во-
донепроницаемыми при рабочем
давлении 10 атм. Образцы из це-
ментно-песчаного раствора соста-
ва 1:3 при том же рабочем дав-
лении должны оставаться .водоне-
проницаемыми через 3 суток по-
сле изготовления.
По прочности гипсо-гли-
ноземистый расширяющийся це-
мент, как и обычный глиноземи-
стый цемент, делится на три мар-
ки: 300, 400 и 500. Пределы, проч-
ности при сжатии .и растяжении,
1Х марок, такие же, как и для
Таблица 2
Линейное расширение цементного теста
гипсо-глнноземистого расширяющегося цемента
Условия твердения Величина расширения в % через
1 сутки 28 суток
Комбинированное водно-воздушное Не менее 0,15 Не меиее 0,1
Погружение в воду через 1 ч после кон- ца схватывания . 0.15 • • 0.3 и Не более 1
Правила приемки, упаковки и паспортизации
гипсо-глиноземистого цемента такие же, как и предусмотренные
ГОСТ 969—41 для глиноземистого цемента.
Методы испытаний. Испытания гипсо-глиноземистого цемента
производятся согласно ГОСТ 310—41 с изменениями, предусмотрен-
ными для глиноземистого цемента (ГОСТ 959—41). Линейное рас-
ширение определяют на образцах-призмах размером 4X4X16 см
при помощи прибора, аналогичного применяемому для испытаний
ВРЦ. В остальном методика определения линейного расширения та
же, что и для ВРЦ.
При гидратаций гипсо-глиноземистого цемента образу-
ются гидроалюминаты и гидросульфоалюмииаты кальция.
Глава 2. Гипсо-глиноземистый расширяющийся цемент
81
Увеличение прочности гипсо-глиноземистого цемента происхо-
дит в основном в течение первых трех суток твердения, в после-
дующем прочность цемента увеличивается незначительно. Типичная
термограмма гидратированного гипсо-глиноземистого цемента .при-
ведена на рис. 5.
Рис. 5. Термограмма гидратированного гипсо-глиноземи-
стого цемента
/ — температурная кривая; 2 — дифференциальная кривая; 3 —
кривая потери веса при прокаливании (общая потеря веса 30— 35°/,
Прочность гипсо-глиноземистого цемента при твердении в замк-
нутом пространстве в результате эффекта самоуплотнения цемент-
ного камня оказывается
выше, чем при твердении в
обычных условиях, когда
цемент имеет возможность
свободно расширяться (рис.
6). Зависимость прочности
бетона на гнпсо-глиноземи-
стом цементе от B/IZ такая
же, как и у портландцемен-
та.
Прочность сцепления с
арматурой составляет 40—
65 кГ)см2, прочность сцеп-
ления нового бетона со ста-
рым в 20—25 раз выше, чем
для бетона на портландце-
менте.
В отличие от глинозе-
мистого цемента гипсо-гли-
Рис. 6. Прочность расширяющегося
цемента при твердении
1 — в замкнутом объеме; 2 — при свобод-
ном расширении
82
РАЗДЕЛ IV. Расширяющиеся цементы
ноземистый цемент в растворе и бетоне хорошо твердеет при повы-
шенной температуре до 80° С.
Рис. 7. Линейные деформации твердеющего гипсо-глиноземистого
цемента в зависимости от условий твердения
I — в воде; 2— комбинированный режим твердения; 3 — иа воздухе
Гипсо-глиноземистый цемент хорошо воспринимает пропарива-
ние; длительность пропаривания изделий на этом цементе состав-
ляет 2—4 ч, .причем быстрый подъем температуры в пропарочной
камере не влияет отрицательно на прочность изделий.
Модуль упругости бетона иа гипсо-глиноземистом це-
менте 3- 10~5 —3,3 • 10 кГ/см2.
Линейное расширение. Величина расширения гипсо-
глииоземистого цемента и изготовленных на его основе растворов
и бетонов зависит от условий твердения (рис. 7), состава раство-
ра или бетона и водоцементного отношения (табл. 3).
Таблица 3
Зависимость расширения раствора иа гипсо-глииоземистом цементе
от состава
Состав раствора вщ Линейное расширение через 28 суток твердения в %
1:о 0,24 0,31
1:1 0,29 » 0,18
1:2 0,34 0,12
1:3 0,43 0,09
1:4 0,67 0,05
1:6 0,77 0,03
1:8 1 0,01
Морозостойкость раствора на гипсо-глииоземистом це-
менте состава 1:2 составляет около 200 циклов попеременного за-
мораживания и оттаивания в пресной воде; морозостойкость бе-
тона при расходе цемента 450—500 кг/л3 и В/Д=0,4 200—250 цик-
лов.
Корроз.неустойчивость гипсо-глиноземистого цемента в
растворах сульфатов очень высокая, а в растворах хлористых солей
ниже, чем коррозиеустойчивость глиноземистого цемента.
Глава 2. Гипсо-глиноземистый расширяющийся цемент 83
Растворы и бетоны иа гипсо-глииоземистом немейте отличаются
высокой плотностью и водонепроницаемостью.
Гипсо-глиноземистый расширяющийся цемент предназначается
для изготовления безусадочных и расширяющихся водонепроницае-
мых растворов, бетонов м гидроизоляционных штукатурок; для за-
делки стыков сборных бетонных и железобетонных конструкций;
для омоноличивания и усиления конструкций, подливки фундамен-
тов и заделки фундаментных болтов; для зачеканки швов и растру-
бов водопроводных линий при рабочем давлении до 10 атм, созда-
ваемом не ранее 24 ч с момента окончания зачеканки.
Не допускается применение гипсо-глиноземистого цемента для
производства конструкций, работающих при температуре выше
+80° С.
РАЗДЕЛ V
СЫРЬЕВЫЕ МАТЕРИАЛЫ
Автор-составитель инж. Г. А. НЕЧАЕВ
Глава I
СЫРЬЕ ДЛЯ ПРОИЗВОДСТВА ЦЕМЕНТНОГО КЛИНКЕРА
На большинстве цементных заводов для производства клинкера
используется искусственная сырьевая смесь карбонатных ih глини-
стых пород. С карбонатными породами в сырьевую смесь вносится
в основном окись кальция (в виде карбоната), а с глинистыми —
кремнезем, глинозем <,и окислы железа.
Помимо природных сырьевых материалов для 'Приготовления
сырьевых смесей используются побочные продукты .и отходы других
отраслей производства: доменный шлак, белитовый шлам и др.
1. карбонатные породы
В цементной промышленности широко применяют следующие
разновидности карбонатных пород:
а) Известняки — породы осадочного происхождения, состоящие
главным образом из кальцита обычно с примесью глинистого мате-
риала, доломита, кремнезема, окислов железа и др. Известняк с
примесью глинистых частиц называется мергелистым, с примесью
доломита — доломитизироваиным, с примесью песчаных частиц —
песчанистым.
Условная классификация карбонатно-глинистых пород в зависи-
мости от содержания в них СаСОз или СаО приводится в табл. 1.
Таблица 1
Классификация карбоиатио-глииистых пород
Порода Содержание в %
СаСОв или СаО
Известняк 100—95 56 —53.2.
« мергелистый 95-90 53,2—50,4
Мергель известковый 90—75 50,4—42
. 75—40 42 —22,4
. глинистый 40—20 22,4—11.2
Глина мергелистая 20—5 11,2— 2,8
Глина 5-0 2,8— 0
Глава 1. Сырье для производства цементного клинкера 85
Среди известняков различают: рифовые, сложенные остатками
морских колониальных животных или растений; ракушечники, со-
стоящие из битых или целых раковин; органогенно-обломочные, со-
держащие обломкн органических остатков размером 2—0,1 мм-, об-
ломочные, состоящие из окатанных карбонатных зерен различного
размера.
По величине зерен известняки подразделяются на:
грубозернистые с размером зерен.................... 2—1 мм
крупнозернистые» , ...................... 1—0,5 .
среднезернистые . . ...................... 0,5-0,25 ,
мелкозернистые . „ , .................. 0,25—0,1 .
тонкозернистые . » .................. 0,1—0,01 .
скрытокрнсталлические (пелитоморфные) с размером зерен менее 0,01 ,
Окраска известняков в зависимости от содержащихся в них
примесей бывает различной — от белой до темно-серой и почти
черной.
б) Мел — скрытокристаллическая (пелитоморфная) слабосце-
ментированная разновидность известняков белого цвета. Она сос-
тоит обычно почти целиком из микрозернистого порошкообразного
кальцита и мельчайших известковых органических остатков.
в) Мергель — карбонатная порода осадочного происхождения,
имеющая пелитоморфную структуру и представляющая собой тон-
кую равномерную смесь мельчайших зерен карбоната и глинистых
частиц.
Карбонат в мергелях обычно представлен в основном кальци-
том. При повышенном содержании в мергеле доломита он называ-
ется доломитизированным.
Мергель, состоящий из 75—78% кальцита (42—43,7%СаО) и
18—20% глинистого вещества, при благоприятных значениях вели-
чин кремнеземного и глиноземного модулей представляет собой го-
товую сырьевую смесь для производства цемента; такой мергель на-
зывается натуралом (или натуральным).
Окраска мергелей обычно серая, зеленоватая, желтоватая. v
По данным Гипронемента и НИИЦемента, карбонатные породы,
использованные цементными заводами в 1961 г., характеризуются
следующими колебаниями содержания главнейших окислов в %
(табл. 2).
Таблица 2
Содержание главнейших окислов в карбонатных породах
Породы SiO2 AlaOg Fe,Oa СаО MgO S03 Потери при про- каливании
Известняки . • 0,27— 10,89 0,2— 3,2 0,19— 2,08 45,22— 55.1 0,26— 3,28 0,06—0,93 36,3—43,35
Мел 0,85— 0,25— 0,21— 52,39— 0,22— Следы — 41.24—
4,53 1,12 0,73 55,16 0,91 0,47 43,07
Мергели ... 7,53— 18,14 1,61— 5,46 0,9— 3,9 37,86— 50,61 0,31— 3,27 0.16-0,59 32,04—38,4
Физико-механические свойства карбонатных пород приведены
в табл. 3.
86 РАЗДЕЛ V. Сырьевые материалы
Основные фкзико-мехаяяческке свойства карбонатных пород
Глава 1. Сырье для производства цементного клинкера 87
Таблица 4
Литологические особенности карбонатных пород
Свойства Форма проявления Степень распро- странения Примечание
Закарсто- ваипосте (развитие карстовых явлений) Доломити- зация Окремне- ние Песчанис- тость (за- песочен- иость) В массиве карбонат- ных пород имеются неправильные по фор- ме полости размером от 0,5—1 до 20 л и более, заполненные песчано - глинистым материалом В маломагиезиаль- ных карбонатных по- родах встречаются прослои или участ- ки („гнезда “, „пятна*), обогащенные доломи- том В карбонатных по- родах имеются: а) кремневые жел- ваки либо прослой- кн, состоящие почти нацело из халцедона; или б)более или менее крупные про- слои либо участки, в которых кальцит полностью или ча- стично замещен халцедоном В карбонатных по- родах присутствует примесь песка (обыч- но кварцевого, реже кварцево-полевошпа- тового) Встречается до- вольно часто ,в из- вестняках, реже в меле и еще реже • в мергелях. Сред- нее содержание карстового матери- ала в известняках обычно не превы- шает 3—5% (по объему), на от- дельных участках месторождений увеличивается до 15-25% Наблюдается в основном в извест- няках, реже в мер- гелях; в меле от- сутствует Встречается в некоторых извест- няках и мелах, в мергелях, как пра- вило, отсутствует Первый тнп встречается чаще, чем второй Содержание кре- мневых включений обычно не превы- шает 3—5% Встречается в некоторых извест- няках и мергелях, реже в меле Карстовый материал, являющийся дополнитель- ным сырьевым компонен- том, характеризуется, как правило, повышенным со- держанием крупного об- ломочного материала (остаток на сите № 021 до 10—15% и более) и непостоянным химичес- ким составом Распределение его в карбонатных породах крайне неравномерное Примесь глинистого материала сильно затруд- няет дробление известня- ков Из-за наличия доломи- тизированных участков содержание MgO в сырь- евой смеси может превы- сить установленный пре- дел, поэтому нужно тща- тельно контролировать качество сырья на заводе и на карьере. Если обес- печить требуемое содер- жание MgO в сырьевой смеси невозможно, избы- ток доломнтизированных пород следует удалять в отвал Наличие кремневых включений или окремнен- ных участков затрудняет дробление и измельчение известняков. При перера- ботке мела кремневые включения в основном оседают в болтушках Содержание песка свы- ше 10—12% нежелательно
88
РАЗДЕЛ V. Сырьевые материалы
Литологические особенности карбонатных пород приведены
в табл. 4.
Расход карбонатных пород (в абсолютно сухом состоянии) на
1 т клинкера колеблется в пределах от 1,2—1,3 т для чистых изве-
стняков и до 1,5—1,6 т для мергелей-натуралов. Фактически в
1961 г. цементными заводами было израсходовано карбонатных по-
род (при естественной влажности) на 1 т клинкера (в т):
известняк.............. 1,3 —1,85
мел ................... 1,45—1,84
мергель............... 1,65—2,01
Качество карбонатных пород, как цементного сырья, зависит от
их химического состава. Соответствующие требования к карбонат-
ным породам (табл. 5) в значительной степени зависят от химиче-
ской характеристики глинистого компонента.
Таблица 5
Ориентировочные требования к химическому составу карбонатных пород
для производства портландцемента
Окислы Содержание в % Примечание
СаО MgO S10s AlaOa FeaO8 RaO SO. * Содержа дел соответств основных прик ♦* Нижний бонатных поре стае сырьевогс пустимое соде Не менее 40—43,5* Не белее 3,2—3,7** Количество этих о глинистом компо получения необхо кремнеземного и и клинкере Желательно не более 1 Желательно не более 1.5—1,7 ние СаО приводится для ует близкому к пределы есей (MgO, R2O, SO.) и предел приводится для эд с содержанием СаО и компонента белитового >жание окиси магния в к При благоприятном значении кремнезем- ного и глиноземного модулей Прн содержании окиси магния в глини- стом компоненте до 1% и из расчета допустимого содержания MgO в клин- кере 5% кислое в сочетании с содержанием нх в неите должно обеспечивать возможность днмых значений коэффициента насыщения, глиноземного модулей в сырьевой смесн Особенно нежелательным является при- сутствие сульфатной серы, связанной с гипсом (C^SOi ^HjO), так как она пере- ходит в клинкер, тогда как пиритная сера (в виде FeS2) частично выгорает при обжиге мергелей-натуралов, причем нижний пре- лому содержанию в них одновременно всех обжигу на беззольном топливе. мергелей-натуралов, а верхний —для кар- е менее 50%. При использовании в каче- шлама с содержанием MgO до 1,5% до- арбонатных породах может достигать 6,6%.
Содержание MgO в карбонатных породах, предназначенных для
производства магнезиального портландцемента, может достигать
7,1—7,5 (при содержании MgO в глинистом компоненте до 1%)-
2. ГЛИНИСТЫЕ ПОРОДЫ
Глинистыми называются горные породы, характеризующиеся
значительным содержанием тонких (менее 0,001 мм) фракций, сос-
тоящих преимущественно из так называемых глинистых минералов.
Глава 1. Сырье для производства цементного клинкера 89
Основные свойства минералов, наиболее часто встречающихся в глинистых породах
Дополнительные сведе- ния Обезвоживается полно- стью при температуре 400—45С*С. Такой же хи- мический состав имеют минералы диккнт н накрнт, входящие в подгруппу ка- олннита, но отличающиеся от него по крнсталлнче» ской структуре н некото- рым свойствам рна способность воду и при этом увеличиваясь в 10—15 раз, обу- я непрочностью ческой решетки. При температуре 4ли— 450®С полностью обезво- жнвается, при вии—уии-и разрушается крнсталлнче- | ская решетка Так же, как монтморил- лонит и другие минералы этой группы (нонтронит и др ), обладает способно- стью набухать прн погло- 1 ЯТОВ иинэтп
Хар акте; поглощать набухать, объеме в словленна! крнсталлн1
Удельный вес 7 со LO сч Непостоян- ный (около 2) 2,6
Твердость по шкале Мооса о ч о 2d О Очень мяг- кий (твер- дость точ- но не уста- новлена) 9'1
Цвет Отдельные крн- 1 сталлы бесцветны, в сплошных мае- I сах —белый с жел- i тым, красноватым и другими оттен- 1 ками I Белый, иногда розовый и зеленый Белый (с желто- ватым, буроватым, красноватым от- тенком)
Химический состав в % А 1,0,— 39,5 SiO,—46,54 НаО—13,96 ALO.-ll—22 SI 0,-48-56 FeaO3—5 н больше MgO — 4—9 СаО —0,8—8,5 н больше НаО —12-24 А12О8—20—27,6 SiOr- 45-50 (в зависимости от содержания НаО)
Формула <стые минералы O’H5tO!S<?b'O'!V ней “,Но. i"'O’1S ’IV m{Mg,'SI,O,0] [ОН’Л- •p((AI Fe-hSI.O.oJ^H’,)- пН,О. где отношение т:р обычно составляет 0,8-0,9 OFHW B[HO] WlSl'IV
Минералы ГЛИН! К X X ч Q « Монтморилло- нит Бейделлит (входит в под- группу монт- мориллонита)
90
РАЗДЕЛ V. Сырьевые материалы
Глава 1. Сырье для производства цементного клинкера 91
Продолжение табл.
К я £ 6 g, я Й 5 >лно- 1туре 1СЛО- лого жом 1ЮТ- пре- >вые
Дополнительные све; Обезвоживается пс стью при темпера 350—4ОС°С 1 Обезвоживается пс стью при темпера около 500*С Под воздействием км рода, воды, у глекис. газа и др. при химичес выветривании подверп ся каолинизации, т. е. вращаются в каолине глины
ильный вес 3—2,2 ф 5 X 3 H ’—2,8 —2.57
>> сч © ” E- и сч 2,54
н с _ £ ф
Твердое по шка. Моосг 1—2 Точно i уставов; на 2-3 6-6,5
ь ф часто с ли оттен- еленый гато-чер- СВ ’ я в з и чсв г ¥ 23 3
5 f= се То о =
5| = tQ й S « « д ч ф И gso г И У ©ё М X ™ а 3 ф и 1 ж и о о m О « >1йц 45 К U
Химический состав в % А13О3— 34,7 SiO3— 40,8 FLO - 24,5 К,О — 2-6 А120,— 25—33 SiOa— ДО 50—55 НаО — до 8—9 К2о — 4—9,5 Na3O — 0—3 А 5,5— 22,6 S1O,—47,6— 52,9 Fea03— 6.1— 27,9 Fe,O — 0,8—8,6 MgO —2,4—4,5 H„O — 4,9—13,5 Као —16,9 А1„03 — 18,4 SiOa— 64,7
X 4 ст
Формула S? Xo S3 0е? ‘“'-P 2< X о 1~О о q < « < ^<1 (Fe—, Fe-”, Al 2-3-lSia(Si, Al) O.o [OHrnH2O • шпаты <эо“ £6
АЦ: V X £ 3 «а ф
Минералы Галлуазит Гндромусковит, синонимы— ил- лит, монотер- мит (входит в подгруппу гидрослюд) Глауконит (вхо- дит в подгруп- пу гидрослюд) ч о X Микроклин и ортоклаз
с 1 1 1 То же. Плагиоклазы ппрпгтл плятт собой изо- морфные смеси минералов альбита NaJAlSiaOp] и анортита Ca[Ai_SijOe]. Температура плавления от ИСК °C (альбит) до 155G°C (аноптчт) В результате химическо- го выветривания способен переходить в гидромуско- вит или в каолинит. В гли- нистых породах встречает- ся большей частью в виде скрыто-чешуйчатой разно- видности, называемой се- рицитом В результате химическо- го выветривания способен переходить в гидрослюды. В конечной стадии разло- жения образуются гидро- окислы железа н глини- стое вещество
Удельный I и о 0 2,62—2,76 2,76—3,1 3,02—3,12
Твердость 1 пи шпале Мооса 6-6,5 2-3 2-3
Цвет Белый, серова- то-белый, иногда с зеленоватым, си- неватым, реже S Q £ X Бесцветен, часто с желтоватым, се- роватым, зелено- ватым, редко крас- новатым оттенком Черный, бурый, иногда с оранже- вым, красноватым, зеленоватым и ппггимм лттенкямм
Химический 1 о"4 0 0 ге о Na„O — 0— 10,76 СаО -0-20,1 А1„О,— 19,4— 36,62 S1O2— 43.28— 68,81 «.««и 1111 °Лб<= «5йХ 1 1 1 1 1 1 1 « 2 Й S 2 3 3 S и. О со СЧ о (£> С) (£> £4 0)0 1 IS Is L«|3 1$° $ § ° °* ° °" з J.
Формула | (100—п NafAlSi-A]. nCa[Al_,Si3O„|, где п изме- няется от 0 до 100 Слюды KAlJAlSijO.o-lOH], или K3O-3AlaO3-6SiOa-2HjO К Mg,Fe)3(Si3AlO,0]- • IOH Fl. или K.O- • 6(Mg,Fe,0-Al2O3-tSiO3- 2HaO
Минералы Плагиоклазы Мусковит Биотит
Продолжение табл. 6
Минералы Формула Химический состав в % Цвет Твердость по шкале Мооса Удельный вес Дополнительные сведения
Минералы других групп Si-46,7; Оа—53,3 Бесцветен или окрашен в молоч- но-белый Н др. цвета 2,5—2,8 Является важной состав- ной частью многих глини- стых пород (в виде песча- ных и пылеватых частиц). Температура плавления 1713®С
Кварц Si О,
Кальцит СаСО, СаО—56,04; СО3—43,96 Большей частью бесцветный или молочно-белый 3 2,6—2,8 Легко растворяется в НС1 (даже на холоде). Прн прокаливании при 800— 900вС разлагается на СаО и СО,
Доломит CaMg(CO,)3 СаО—30, 4; MgO—21,7; СО,—47,9 Серовато-белый 3,5-4 2,8—2,9 В НС1 растворяется хуже, чем кальцит. При темпе- ратуре около 750®С проис- ходит распад молекул до- ломита на молекулы каль- цита н магнезита, которые в свою очередь распада- ются на MgO, СаО и СО,
Гипс CaSO,-2H30 СаО—32,56; SO,—46.51; Н30—20,93 Белый, бывает окрашен примеся- ми в серый, жел- тый, красный, чер- ный цвета 1,5—2,0 'царапается ногтем) 2,3 Заметно растворим в во- де. Обезвоживание (пол- ное) происходит при темпе- ратуре около 200°С. а раз- ложение на СаО, SO, и О, — прн 1350—1450® С
Продолжение табл, 6
Минералы Формула Химический состав в % Цвет Твердость по шкале Мооса Удельный вес Дополнительные сведения
Лимонит (гидрогетнт) Fe3O,-nH3O Fe2O3—89,9 НаО-10,1 (до 12—14 и даже 18—25) Темио-бурый до черного 4—1 (в за- висимости от физиче- ского со- стояния) 3,3—4 Широко распространен в глинистых породах, прида- вая им коричневатую, бу- рую, красноватую и дру- гую окраску. Обезвожива- ние начинается при тем- пературе 180—190® С
Пирит и мар- казит FeS, Fe — 46.6 S —53.4 Светлый, латуи- ио-желтый, у тон- кодисперсных раз- ностей — черный 6-6,5 (пирит) 5—6 (мар- казит) 4,9—5,2 (пирит) 4,6—4,9 (марказит) Оба минерала имеют ме- таллический блеск. Тонко- рассеянный пирит окра- шивает породу в синевато- серые и черные цвета (как и органические вещества, с которыми он часто бы- вает связан). При окисле- нии переходит в лимонит. Разложение иа Fe и S (с одновременным их окис- лением) происходит прн температуре около 500— 550®С
ЯрОЗИТ KFea[SO<]3[OH]« К3О — 9,4 Fe,Os— 47,9 SO3— 31,9 Н,О —10,8 Охристо-желтый, часто с бурым от- тенком 2,5—8,5 3,15—3,26 —
Пиролюзит МпОа МпО — 63,2 0—36,8 Черный 5—6 до 2 (у рыхлых разностей) 4,7—5 —
Псиломелан /пМпО-МпОа-лНцО (пока точно не установлена) Непостоянный МпО3— 60—80 МпО — 8—25 Н„О — 4—6 Черный, иногда буровато- черный 4—6 (для плотных разностей) 4,4—4.7 Большая часть воды уда- ляется при температуре свыше 110®С
94
РАЗДЕЛ V. Сырьевые материалы
Из других минералов в глинистых породах чаще всего встреча-
ются кварц, полевые шпаты, гидроокислы железа, кальцит, гипс,
пирит.
Основные сведения о минералах, наиболее часто встречающихся
в глинистых породах, приводятся в табл. 6.
Характерной особенностью большинства глинистых пород яв-
ляется их пластичность. По мере увеличения равномерно распреде-
ленного карбонатного или песчаного материала глинистые породы
могут переходить в карбонатные или песчаные породы (через про-
межуточные разновидности).
Основные разновидиости. а) Глина — осадочная горная по-
рода, обладающая способностью образовывать с водой пластичное
тесто, сохраняющее после высыхания приданную ему форму. Гли-
на содержит не менее 50% частиц размером меньше 0,01 мм и в
том числе не менее 25—30% частиц меньше 0,001 мм.
При заметной на ощупь примеси песка глина называется песча-
нистой.
б) Суглинок — глина, содержащая 30—40% частиц меньше
0,01 мм, в том числе 10—30% частиц меньше 0,001 мм, и одновре-
менно повышенное количество песчаных и пылеватых частиц.
Суглинок, переходный по своим свойствам к лессу, называется
лессовидным суглинком.
,в) Лесс — глинистая порода, состоящая в основном из относи-
тельно крупных пылеватых частиц размером 0,05—0,01 мм.
Для лесса характерна большая пористость (достигающая 40—
55%), отсутствие слоистости, сильная нзвестковистость, низкая пла-
стичность.
г) Алеврит — рыхлая обломочная порода, состоящая в ос-
новном из зерен размером 0,1—0,01 мм, занимающая промежуточ-
ное положение между глинистыми и песчаными породами.
Сцементированный уплотненный алеврит называется алевро-
литом.
д) Глинистый сланец — метаморфизованная (изменен-
ная) твердая камнеподобная сланцеватая глинистая порода.
В цементной промышленности в основном используются глины,
суглинки и лессы, а глинистые сланцы и алевролиты применяются
только на отдельных цементных заводах (Чернореченском, Нориль-
ском, Теплоозерском, Воркутинском, Кувасайском и Карагандин-
ском) .
' В отличие от глин, суглинков и лессов глинистые сланцы и алев-
ролиты обычно не распускаются в воде; их нужно подвергать дроб-
лению, что связано с дополнительным расходом электроэнергии на
переработку сырья.
Химическая характеристика и физические свойства. Глинис-
тые породы, использованные в производстве портландцемента в
1961 г., имели, согласно данным Гипроцемента и НИИЦемента, сле-
дующие колебания содержания главнейших окислов н % и величин
модулей (табл. 7).
Физические свойства глинистых пород (табл. 8) в основном за-
висят от их минералогического и гранулометрического состава.
Литологические свойства глинистых пород приводятся в табл. 9.
Теоретический расход глинистых пород (в абсолютно сухом со-
Глава 1. Сырье для производства цементного клинкера 95
Содержание главнейших охислов в глинистых породах в
а
ч
96
РАЗДЕЛ V. Сырьевые материалы
Таблица 9
Литологические особенности глинистых пород
Признаки, свойства Форма проявления Распространен- ность Примечание
Засоренность крупным об- ломочным материалом Песчанистость (запесочен- ность) В глинистых поро- дах присутству- ет галька или гравий извержен- ных либо оса- дочных пород В глинистых поро- дах присутству- ет примесь или встречаются про- слойки песка (кварцевого, квар- цево-полевошпа- тового и др.) Встречается глав- ным образом сре- ди суглинков че- твертичного воз- раста Встречается до- вольно часто как в глинах так и в суглинках (ча- ще) Присутствие крупного обломочного матери- ала нежелательно, так как оно вызы- вает необходимость более частой чистки глиноболтушек, а также затрудняет дробление и помол сырья (при сухом способе производст- ва) Значительная примесь песка (в особенно- сти крупнозернисто- го) затрудняет тон- кий помол сырьевой смеси
стоянии) иа 1 т клинкера при относительно чистых известняках
колеблется в пределах 0,28—0,3 т.
Фактический расход глинистых пород (при естественной влаж-
ности) на 1 т клинкера по среднегодовым данным за 1961 г. по це-
ментным заводам, использующим известняк и мел, составил: гли-
ны, суглинки и лесс — 0,12—0,54; глинистые сланцы и алевролиты—
0,13—0.32.
Требования к качеству. Как и для карбонатных пород, решаю-
щее значение для оценки качества глинистых пород имеет их хи-
мический состав (табл. 10)*.
Таблица 10
Ориентировочные требования к' химическому составу глинистых пород
__________________для производства портландцемента_______________
Окислы Содержание в % Примечание
СаО MgO SiO, Al,О, FeaO, R,O SO, * Важное зн еще недоСтаточ Не ограничивается Допустимое содержани от содержания ее в к исходить из того, что ландцемента было не ландцемента— не бол< Содержание этих окис; бонатном компоненте димых значений коэ глиноземного модуле возможности введенн Желательно не более 3-4 Желательно не бо- лее 1 ачеиие имеет также их ио изучена. е MgO в глинистом компоненте зависит арбонатном компоненте. При этом следует бы содержание MgO в клинкере для порт- более 5%*, а для магнезиального порт- ге 10 % юв в сочетании с их количеством в кар- должно обеспечивать получение необхо- ффициента насыщения, кремнеземного и й в сырьевой смеси и клинкере (с учетом я корректирующих добавок) Особенно нежелательно присутствие сульфатной серы, связанной с гипсом (см. примечание в табл. 5) линералогический состав, но его роль
Глава I. Сырье для производства цементного клинкера
97
Требования к гранулометрическому составу сводятся к тому,
чтобы количество фракций крупнее 0,2 лои (остаток на сите № 021)
не превышало 5%, а фракций — 0,2 +0,088 мм (остаток «а сите
№ 0085) - 10%. '
Физические свойства глинистых пород характеризуются данны-
ми, приведенными в табл. 8 и 9.
3. ПОБОЧНЫЕ ПРОДУКТЫ И ОТХОДЫ ДРУГИХ ОТРАСЛЕЙ
ПРОМЫШЛЕННОСТИ. ИСПОЛЬЗУЕМЫЕ В КАЧЕСТВЕ СЫРЬЯ
В ЦЕМЕНТНОМ ПРОИЗВОДСТВЕ
К ним относятся: доменный шлак, белитовый шлам, сланцевый
кокс и топливная зола. Эти материалы при согтавленни сырьевой
смеси целиком заменяют глинистый компонент и часть карбонатного
компонента.
Так как эти материалы почти, не имеют потерь при прокалива-
нии, то при их применении расход сырьевой смеси на 1 т клинкера
ниже, чем при использовании природного сырья.
Доменные шлаки. Это силикатные и алюмосиликатные
расплавы, получающиеся при выплавке чугуна. В качестве сырьево-
го компонента их применяют в настоящее время на Косогорском,!
Кузнецком, Енакиевском, Днепропетровском, Днепродзержинском и
Криворожском цементных заводах.
В дальнейшем эти шлаки могут найти в цементном производст-
ве более широкое применение
Технических условий или государственного стандарта на домен-
ные шлаки как компонент сырьевой смеси нет, и пригодность их
оценивается на ос новации расчетов сырьевой смеси, сопровождав-,
мых в необходимых случаях технологическими испытаниями.
По данным Гипроцемента и НИИЦемепта, химический состав
доменных шлаков, использованных цементными заводами в 1961 г.
в качестве сырьевого компонента, характеризуется следующими ко-
лебаниями содержания главнейших окислов и величин модулей
(табл. 11) .
Таблица II
Содержание главнейших окислов в доменных шлаках в %
SiOa А1203 Fe,O, СаО MgO SO, МпО Модули
кремнезем- ный глинозем- ный
38,03— 40,79 4,9— 14,05 0,49— 0,81 40,54— 48,74 2,09— 5,73 0,28— 3,55 0,51— 3 2,62—7,11 6,99—28,67
Среднегодовой расход сырья на 1 т клинкера при использова-
нии цементными заводами шлака в качестве сырьевого компонента
за 1961 г. составил: шлака 0,53—0,59 т; известняка 0,8—1,2 т.
Доменный шлак в цементной промышленности широко исполь-
зуется также в качестве активной минеральной добавки (см. ниже).
Белитовый (нефелиновый) шлам — побочный про-
дукт, получаемый при переработке нефелинов с целью извлечения
7—1621
86
РАЗДЕЛ V. Сырьевые материалы
из них глинозема. Белитовый шлам состоит в основном (на 80—
85%) из белита (2СаО • SiO2).
В сырьевой смеси белитовый шлам полностью заменяет глини-
стый компонент и примерно на 50% карбонатный компонент, что
характеризует его как высокоэффективный материал для производ-
ства цемента. Однако пока еше он применяется в качестве сырье-
вого компонента только на Волховском и Пикалевском цементных
Заводах.
Технических условий или государственного стандарта на бе-
литовый шлам как компонент сырьевой смеси нет, и оценка его при-
годности должна производиться на основании расчетов сырьевой
смеси, сопровождаемых в необходимых случаях технологическими
испытаниями. Желательно, чтобы содержание в нем щелочей не
превышало 2%, в том числе растворимых в воде не более 0,5%.
Химический состав белитового шлама, использованного цемент-
ными заводами в 1961 г., характеризуется следующими среднегодо-
выми данными (табл. 12).
Таблица 12
Содержание главнейших окислов в белитовом шламе в %
SiOa А18Оз FejO8 СаО MgO SOs Потери при про- каливании Модули
кремне- земный глино- земный
28,79— 30,35 3.98— 4,04 2,97— З.С6 54,2- 54,77 1,27 — 1,49 Нет дан- ных 3,11—4,56 4,11-4.31 1,3-1.36
При использовании белитового шлама в сырьевую смесь обычно
вводят одновременно две корректирующие добавки — глиноземи-
стую и железистую. Теоретический расход основного сырья (в сухом
состоянии) на 1 т клинкера при использовании белитового шлама
составляет: белитового шлама 0,5—0,7 т, известняка 0,6—0,7 т, бок-
сита (корректирующая добавка) 0,04—0,06 т, колчеданных огарков
(корректирующая добавка) 0,01—0,02 Т.
Фактический расход сырья (при естественной влажности) на
1 т клинкера колеблется примерно в следующих пределах: белито-
вый шлам 0,57—0,64 т; известняк 0,86—0,96 т; боксит 0,03—0,06 т;
колчеданные огарки 0,02—0,03 т.
Белитовый шлам можно применять не только в качестве сырье-
вого компонента, но также и в виде добавки к цементу.
4. КОРРЕКТИРУЮЩИЕ ДОБАВКИ
Такие добавки вводят в сырьевую смесь для корректирования
величин кремнеземного и глиноземного модулей. Это делают в тех
случаях, когда сырьевая смесь из основных сырьевых материалов
характеризуется неблагоприятными значениями какого-либо одного
из обоих модулей или при изготовлении цементного клинкера како-
го-либо строго определенного минералогического (или химического)
состава.
Глава 1. Сырье для производства цементного клинкера 9У
В качестве железосодержащей добавки обычно применяют пи-
ритные огарки с сернокислотных заводов, реже колошниковую пыль
доменных печей, отсевы железной руды («подрудок»). Как глино-
земную добавку используют богатые глиноземом маложелезистые
глины, боксит (горную породу, состоящую в основном из гидратов
глинозема, окислов железа и кремнезема), реже — каолин (глини-
стую породу, состоящую в основном из минерала каолинита).
Кремнеземной добавкой служат кварцевые пески, опоки, трепе-
ла или пылевидный кварц (природный — маршалит или искусствен-
ный— в виде отходов химической промышленности).
Химический состав корректирующих добавок, использованных
цементными заводами в 1961 г., характеризуется следующими сред-
негодовыми данными (табл. 13).
Таблица 13
Содержание главнейших окислов в корректирующих добавках в %
SiOa А1аОа FeaOa СаО MgO soa П. п. п. Модули
кремне- земной глино- земный
Колчеданные огарки
9.06— 22,06 0,91- 18,89 56,51— 77.05 0,75— 5,63 0,12— 2,5 0,92— 10,98 0-5,5 0,12— 0,31 0,01— 0,33
Колош НИКОЕ ая пыль
9,74— 16,75 3,68— 10,47 47,05— 72,84 1,49— 9.84 0.35— 2,81 0,33- 1,64 15,49— 19.25 0,17— 0,23 0.07- 0,22
Песо>
£9,64 4,38 2,63 1,58 0,41 0,03 1.63 12.79 1,67
Железосодержащие корректирующие добавки применяются на
большинстве цементных заводов, кремнеземные добавки — значи-
тельно реже, а глиноземные — только в единичных случаях, при ис-
пользовании в качестве сырьевого компонента белитового шлама.
Расход корректирующих добавок на 1 т клинкера колеблется
по цементным заводам в следующих пределах: железосодержащих
О—0,09 т и кремнеземных 0—0,06 т.
5. МАТЕРИАЛЫ, ДОБАВЛЯЕМЫЕ К КЛИНКЕРУ ПРИ ПРОИЗВОДСТВЕ
ЦЕМЕНТА
Гипс (гипсовый камень) CaSO4.2Н2О — горная порода осадоч-
ного происхождения, состоящая в оснозном из минерала гипса. •
Гипс добавляется в количестве 3—5% прн помоле клинкера для
регулирования сроков схватывания цемента.
7*
100
РАЗДЕЛ V. Сырьевые материалы
Требования к качеству гипса, употребляемого в виде добавки к
клинкеру при производстве цемента, регламентируются ГОСТ 4013—
61 «Камень гипсовый для производства вяжущих веществ»,- Со-
гласно этому ГОСТ содержание CaSO< •£HjO в предварительно вы-
сушенном веществе должно составлять не менее 90% для гипса
первого сорта, не менее 75% для гипса второго сорта и ие меиее
65% для гипса третьего сорта.
Инертными добавками могут быть природные (известняки, пес-
ки и др.) или искусственные (кирпичный бой и др. промышленные
отходы) материалы, включая те, что входят в номенклатуру актив-
ных минеральных добавок, но не удовлетворяют требованиям
ГОСТ 6269—54. Их добавляют к клинкеру при его помоле.
Требования к пескам как к добавке к портландцементу (а так-
же при их использовании в производстве песчанистого цемента и
известково-песчаного вяжущего/ приводятся в табл. 14.
Таблица 14
Требования к качеству кварцевых песков
Показатели ост нктп 3055 ВТУ МПСМ СССР № 5—55
Содержание SIOa в %, не меиее . . . S0 87
Потеря при прокаливании в %, не более 4 Не нормируется
Содержание окислов калия и натрия (суммарное; в %, не более Не нормиру- ется L3*
Содержание частиц глины, ила и мел- ких п >1лев*4ДНо1Х фракций величи- ной до 0,05 мм в %, не более . . 5 .0 (равномерно распреде- ленных глинистых ча- ст.щ)
Содержание органических примесей . Допускается в тором песок, окрашивания эталона (но Е дает желтый таком количестве, при не- обработанный по методу б>дет не темнее цвета Ид № 5—55. если песок цвет)
* Использование песков, содержащих более 3% после соответствующей экспериментальной проверка обоснования. KaO+NijO, допускается и техники экономического
К числу инертных добавок относится также песок, применяе-
мый для испытаний цемента. Качество этого песка должно отве-
чать требованиям ГОСТ 6139—52 «Песок нормальный для испы-
тания цемента», а также техническим условиям на трехфракцион-
иый песок для испытания цементов, утвержденным Госстроем СССР
16/V—61 г.
Активными минеральными (или гидравлическими) добавками
называют такие материалы, которые обладают способностью в тон-
Глава 1. Сырье для производства цементного клинкера .101
коизмельченном виде химически связывать окись кальция. Их до-
бавляют к клинкеру во время его помола.
Количество вводимых в цемент активных минеральных доба-
вок может достигать 50% от веса готового продукта, что регламен-
тируется ГОСТ на соответствующие виды цемента.
Используемое в качестве активных минеральных добавок при-
родное сырье получают из различных горных пород:
а) осадочных — к этой группе относятся диатомит, трепел
и опока. Все этн породы состоят в основном из микроскопических
(менее 0.01 мм) частичек опала и различаются по структуре, пори-
стости и плотности (наименее плотный — диатомит, наиболее плот-
ная — опока);
б) вулканического происхождения—вулканиче-
ский пепел, вулканический туф. трассы и пемза. Все эти породы
состоят главным образом из обломков лавы, сложенных вулкани-
ческим стеклом, и различаются по структуре, пористости и плотно-
сти;
в) породы, -измененные вторичными процесса-
ми — к этой группе относятся так называемые глиежи или п~рцел-
ланиты. представляющие собой глины, глинистые песчаники и не о-
торые другие породы, обожженные при подземных пожарах в уголь-
ных пластах.
В качестве активных минеральных добавок широко используют
также и ряд искусственных материалов;
а) кремнеземистые отходы, получаемые при извлечении глино-
зема из глины; z
б) глины, а также глинистые и углистые сланцы, обожженные
в самовозгорающихся отвалах пустых шахтных пород;
в) топливные золы и шлаки, образующиеся при сжигании не-
которых видов твердого топлива;
г) доменные гранулированные шлаки (кислые и основные).
Качество материалов, используемых как активные минеральные
добавки, регламентируется ГОСТ 6269—54 «Активные минеральные
добавки к вяжущим веществам» и ГОСТ 3476—60 «Шлаки домен-
ные гранулированные для производства цементов».
Активность минеральных добавок, определенная путем погло-
щения извести 1 г добавки за 30 суток (15 титрований) из из-
весткового раствора, должна составлять не менее (в мг):
для всех добавок осадочного происхождения..........150
. пеплов. вулканических туфов и пемзы............. 50
. трассов......................................... 60
. глиежей......................................... 30
, кремнеземистых отходов..........................200
. обожженных глии, топливных зол и шлаков.........50
Добавки с меньшей активностью относятся к инертным.
Количество несгоревших частиц топлива в топливных золах и
шлаках, определяемое потерей в весе при прокаливании, не должно
превышать 15%.
Содержание SO3 в кремнеземистых отходах и топливных золах
и шлаках не должно превышать 3%.
Других требований к свойствам и химическому составу актив-
ных минеральных добавок ГОСТ 6269—54 не предъявляется.
Качество доменных гранулированных шлаков согласно ГОСТ
3476—60 должно удовлетворять следующим требованиям (табл. 15).
102
РАЗДЕЛ И Сырьевые материалы
Таблица 15
Требования к качеству доменных гранулированных шлаков
Показатели Основные шлаки Кислые шлакн
1-й сорт 2-й сорт З-й сорт 1-й сорт 2-й сорт
1-я группа 2 я группа
Модуль оснориости % СаО+% MgO , не менее %S 1O.-I- %AISO3 1 1 1 0,9 0.7 0,6
Модуль активности % AIA , не менее % SIO, 0,25 0,2 0,12 0.4 0,3 0,5
Содержание закиси мар- ганца (%МпО), не более 2 4 3 2 4 2
Для основных шлаков 2-го и 3-го сортов допускается более
низкий модуль основности, но не менее 0 95.
Количество камневидных кусков шлака (не подвергшихся гра-
нуляции) в партии шлака не должно превышать 5% по весу, а
размер таких кусков — не более 100 мм по наибольшему измерению.
6. ДОБАВКИ, ИНТЕНСИФИЦИРУЮЩИЕ ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ
Разжижители шлама. В цементной промышленности применяют
вещества, введение которых в незначительных количествах в шлам
позволяет снизить его влажность, сохраняя в то же время нужную
его текучесть. В качестве таких разжижителей обычно используют
суль итно-спиртовую барду. Введение ее в количестве около 0 5%
(в расчете на сухое вещество) позволяет снизить влажность шлама
на 3—4%.
Согласно ГОСТ 8518—57 «Концентраты сульфитно-спиртовой
барды» выпускаются концентраты трех марок:
КБЖ — концентраты барды жидкие;
КБТ — > твердые;
КБП — . порошкообразные.
Качество их должно соответствовать следующим требованиям,
приведенным в табл. 16.
В качестве разжижителей шлама можно применять и некоторые
другие реагенты, в частности концентрат АК-7 (получается также
из отходов сульфитно-спиртового производства) и триполифосфат
натрия.
Интенсификаторами обжига или минерализаторами называют
такие вещества, введение которых в небольшом количестве (до-
ли %) в сырьевую смесь понижает температуру ее спекания и ус-
коряет процесс клинкерообразования.
Глава 1. Сырье для производства цементного клинкера 103
Таблица 16
Технические требования к концентратам с.с.б.
Показатели Нормы для марок
КБЖ КБТ КБП
Внешний вид и цвет ......... Густая жид- кость темио- коричневого цвета Масса тем но-корич- иевого цвета Порошок свет- ло-коричне- вого цвета
Удельный вес, не менее Содержание сухих веществ в %, не менее • . . 1.27 50 Не on] 76 оделяется 87
Содержание нерастворимых в воде веществ к весу сухих веществ в %, ие более . • • . . 1,1 1.1 1.1
Содержание редуцирующих веществ к весу сухих веществ в %, не бо- лее 12 12 12
Активная кислотность pH в преде- лах . . , 5-7 5-7 5-7
Примечание. В концентрате бумажного комбината допускается сол к весу сухих веществ не более 10 %, го завода дубильных экстрактов не бс марки КБЖ А ержаиие нераст а в концентрате лее 2,7 % к вес эхаигельског воргмых в марки КБТ у сухого в о целлюлозно- воде веществ Балахнинско- ешества.
В качестве интенсификаторов обжига применяются материалы,
характеризующиеся повышенным содержанием фтора; они могут
быть как природными (плавиковый шпат), так и искусственными
(кремнефтористый натрий).
Плавиковый шпат (флюорит)—минерал состава CaFs,
содержащий 48.8% F и 51,2 Са. Обычно плавиковым шпатом на-
зывают как минерал, так и флюоритовую руду и концентрат. Со-
гласно ГОСТ 7618—55 плавиковый шпат, предназначенный для ис-
пользования в цементном производстве, должен удовлетворять сле-
дующим требованиям:
Название марок
Содержание
CaF, в %,
не менее
Ф-55...................... 55
Ф-40...................... 40
Ф-30...................... 30
Содержание примесей устанавливается по соглашению сторон.
Кремнефтористый натрий (NajSiFg) является побоч-
ным продуктом при производстве удобрений и фосфорной кислоты.
Технические требования, предъявляемые к кремнефтористому
натрию, содержатся в ГОСТ 87—57 «Натрий кремнефтористый тех-
нический» (табл. 17).
104
РАЗДЕЛ V. Сырьевые материалы
Таблица 17
Требования ГОСТ к кремнефтористому натрию
Показатели Высший сорт 1-й сорт 2-й сорт
Содержание кремнефтористого натрия (NaaSiFe) в %, не менее , , . . . . Содержание свободной кислоты в пересчете на НС) в %, не более . . Содержание влаги в %, ие более Остаток после просева на сите № 0С63 в %, не более 98 0,1 1 15 95 0,15 1 15 93 0,15 1 15
Интенсификаторы помола. В качестве интенсификаторов помо-
ла клинкера применяются различные поверхностно-активные веще-
ства (ПАВ). К таким веществам относятся технический триэтано-
ламин, мылонафт, контакт Петрова.
Триэтаноламин — продукт, получаемый взаимодействием
водного раствора аммиака с окисью этилена.
Технические требования, предъявляемые к триэтаноламину, со-
гласно ТУ МХП 1931—49 следующие (табл. 18).
Таблица 18
Требования ТУ к триэтаноламину
Показатели Сорт
1-й 2-й
Удельный вес при 20е С в г!смя • . . Остатки после разгонки в вес. %, не более Содержание свободного аммиака в вес. %, не более 1,100—1,124 3,5 0.1 Не более 1,135 6 0,1
Мылонафт — натриевая соль нефтяных кислот, получаемых
от щелочных отбросов прн очистке керосиновых дистиллятов нефти.
Технические требования к мылонафту согласно ГОСТ 3853—47
приведены в табл. 19.
Таблица 19
Требования СО'СТ к мылонафту
Содержание в % Сорт
1-й 2-й З-й
Нефтяных кислот, ие меиее 43 43 43
Неомыляемых веществ 9 13 15
Минеральных солей, не более 4 4 6
Глава 1. Сырье для производства цементного клинкера 105
Контакт Петрова представляет собой нефтяные сульфо-
кислоты.
Согласно ГОСТ 463—53 технические требования к контакту
Петрова следующие (табл. 20).
Таблица 20
Требования ГОСТ к контакту Петрова
Показатели Керосиновый Газойлевый
КПк-1 КПк-2 КП,
Содержание сульфокислоты, не ме- нее 55 50 50
Отношение содержания сульфокис- лот к содержанию масла, не менее 1—5 10 3
Отношение содержания сульфокис- лот к содержанию серной кислоты, ие менее 50 45 20
Отношение содержания сульфокис- лот к содержанию золы, не менее 350 200 200
Контакт Петрова должен смешиваться с водой без выделения
масла в течение 30 мин в соотношении 1 : 10 при температуре 10—
20° С.
В качестве интенсификаторов помола можно применять и такие
вещества, как винсол, газойль, композицию триэтаноламина +с.с.б.
(1:1).
8—1621
ЛИТЕРАТУРА К ЧАСТИ I
К разделам /—IV
1. Аленизов А. М. Тампонажные цементы для нефтяных и
газовых скважин. Азнефтеиздат, Баку, 1955.
2. Бутт Ю. М. Технология цемента и других вяжущих. Пром-
стройиздат, М., 1956.
3. Будников П. П. иЗначко-ЯворскийИ. Л. Гра-
нулированные доменные шлаки и шлаковые цементы. Промстрой-
издат, М., 1953. ।
4. Быстротвердеющий портландцемент. Промстройиздат, М.,
1956.
5. Ершов Л. Д. Быстротвердеющий цемент. Гостехиздат,
УССР, Киев. 1956.
6. Кравченко И. В. Глиноземистый цемент. Госстройиздат,
1962.
7. Кравченко И. В. Расширяющиеся цементы. Госстрой-
издат, 1962.
8. Крылов В. Ф. Полусухая грануляция доменных шлаков.
Промстройиздат, М., 1950.
9. Л и Ф. М. Химия цемента и бетона. Госстройиздат, 1961.
10. Лурье Ю. С. Портландцемент. Госстройиздат, 1960.
11. Михайлов В. В. Самонапряженный железобетон. Гос-
стройиздат, 1955.
12. Михайлов В. В., Юдович Э. 3., Попова А. П.
Водонепроницаемый расширяющийся цемент и его применение в
строительстве. Госстройиздат, 1953.
13. О применении быстротвердеющего портландцемента ВТУ
при изготовлении железобетонных конструкций. НИИЦемент, М.,
1956.
14. Пуццолановые цементы. Сб. статей. Изд. Института цемен-
тов, 1937.
15. СкрамтаевБ. Г., Попов Н. А., ГерливановН.А.,
М у д р о в Г. Г. Строительные материалы. Промстройиздат. М.,
1952.
16. Ч е р е п о в с к и й С. С., А л е ш и н а О. К., Белый и цвет-
ные портландцементы. Л., 1937.
17. Ш е й к и н А. Е., Роя к С. М. Высокопрочные быстротвер-
дсющие портландцементы. Доклад на совещании по химии и тех-
нологии цемента. НИИЦемент, М., 1961.
18. Шестоперов С. В. и др. Цементный бетон с пластифи-
цирующими добавками. Дориздат, 1952.
19. Ш есто п е р о в С. В. и др. Цементный бетон в дорож-
ном строительстве. Дорнздат, 1950.
20. Ч у б у к о в М. Ф. Глиноземистый цемент. ГОНГИ, Сверд-
ловск, 1938.
Литература
10?
21. Ю и г В. Н. Основы технологии вяжущих веществ. Пром-
стройиздат, М.. 1951.
22. Ю н г В. Н., Б у т т Ю. М., Журавлев В. Ф., Окоро-
ков С. Д. Технология вяжущих веществ. Промстройиздат, М.,
1952.
К разделу V
1. Бетехтии А. Г. Минералогия. Госгеолиздат, М., 1950.
2. Борзунов В. М. Мел. Требования промышленности к ка-
честву минерального сырья. Справочник для геологов. Выпуск 6,
2-е издание. Госгеолтехнздат, 1962 г.
3. Виноградов С. С. Известняки. Требования промышленно-
сти к качеству минерального сырья. Справочник для геологов.
Вып. 10, 2-е изд. Госгеолтехнздат, М.. 1961.
4. К о г а и Л. С., 3 и л ь б е р м а н К. Н. и Р е б р и к Е. В. При-
менение в цементном производстве отхода алюминиевой промыш-
ленности — белитового шлама. Информационное сообщение. Тех-
ническое управление МПСМ СССР. Промстройиздат, 1951.
5. «Контроль производства цемента», Промстройиздат, 1951.
6. Макашев С. Д. Исследование сырья Пнкалевского место-
рождения, Бюллетень ВНИИ, № 2, Л., 1937.
7. Нечаев Г. А. Упрощенные расчеты допустимого содержания
окиси магния в цементном сырье. Информационное сообщение
НИИНСМ. Промстройиздат, 1957.
8. Нечаев Г. А. Оценка качества цементного сырья по хими-
ческому составу «Цемент», 1962, № 5
9. Потапенко С. В. и Вейхер А. А. Глины и каолины.
Требования промышленности к качеству сырья. Справочник для
геологов. Вып. 54, 2-е издание, Госгеолтехнздат, 1962 г.
10. Рояк С. М., Шнейдер В. Е. Цементное сырье. Требова-
ния промышленности к качеству минерального сырья. Справочник
для геологов. Вып. 52, 2-е изд. Госгеолтехнздат, 1962.
11. Справочник «Строительные материалы». Раздел VIII. Про-
мышленное сырье для производства строительных материалов. Союз-
главстройматериалы при Госплане СССР, 1959.
12. Справочное руководство по петрографии осадочных пород.
Гостоптехиздат, М., 1958.
13. Т е и н е р Д. Д. Вопросы геологии и оценки месторождений
пуццоланических горных пород. Госгеолиздат, М., 1953.
14. Швецов М. С. Петрография осадочных пород, 2-е изд.,
Госгеолтехнздат, М.. 1958.
15. Качество продукции цементной промышленности СССР за
1961 г. Сборник НИИЦемента и Гипроцемента, М., 1962.
8*
ЧАСТЬ II
РАЗРАБОТКА МЕСТОРОЖДЕНИЙ ЦЕМЕНТНОГО
СЫРЬЯ
Научный редактор инж. В. С. ПЕСОЦК.ИИ
ВВЕДЕНИЕ
Цементные заводы расположены, как правило, непосредственно
у месторождений сырья.
Благоприятные геологические условия залегания карбонатных
и глинистых пород отдельных месторождений дают возможность
организовать добычу сырья, требуемого для производства цемента,
на одном карьере, что сказывается на себестоимости цемента.
На строящихся типовых цементных заводах мощность карьеров
составит 2,5 и 5 млн. т в год; уже в настоящее время мощность
карьеров некоторых действующих цементных заводов достигла 4—
5 млн. т в год. Если учесть, что коэффициент вскрыши на карьерах
цементного сырья колеблется в пределах 0.5—1,5 м31м3, то общий
объем работ по погрузке и перемещению горной массы в этих карь-
ерах составит примерно 6—10 млн. т в год.
Таким образом, по мощности карьеры цементных заводов мож-
но отнести к средним н крупным горнодобывающим предприятиям,
обильно оснащенным современной техникой.
В данной части справочника кратко изложены основные вопро-
сы технологии открытой разработки месторождений цементного
сырья и даны сведения, характеризующие особенности горного и
транспортного оборудования, которое применяется и может быть
использовано на карьерах цементных заводов.
РАЗДЕЛ I
ВСКРЫТИЕ МЕСТОРОЖДЕНИЙ И СИСТЕМЫ
ОТКРЫТОЙ РАЗРАБОТКИ
Автор-составитель доц. П. В. СКВОРЦОВ
Глава 1
ОБЩИЕ СВЕДЕНИЯ
1. свойства горных пород
Основными свойствами горных пород, которые необходимо учи-
тывать при эксплуатации карьеров, являются: крепость, разрыхляе-
мость, объемный вес, способность образовывать откосы, влагоем-
кость и водопроницаемость.
Относительная крепость горных пород согла"но шкале, предло-
женной проф. М. М. Протодьяконовым (табл. 1), устаназлнва'>тся
по пределу прочности породы на сжатие, причем за единицу коэф-
фициента крепости принята крепость породы, прочность которой
на сжатие равна 100 кГ/см2.
Разрыхляемость пород (увеличение объема добытой породы
по сравнению с ее объемом в массиве) характеризуется следующи-
ми данными:
Когффицнеиты разрыхления горных пород
Чистый песок и гравий.....................
Суглинки и супеси ........................
Глина и плотная глина с галькой...........
Щебеночный грунт..........................
Глинистые сланцы..........................
Скальные породы „ ........................
1,1—1,2
1.2—1,25
1,3—1.4
1.4—1,
1,4—1,
1,5-2
45
Объемный вес горных пород колеблется в значительных пре-
делах Так, например, он составляет в т/м3: для лесса и песка 1.6—
1,8 т/л3; глины, гальки и гравия—1,7—2; гипса — 2,2 т/м?-, извест-
няка и доломита — 2,3—2,9; гранита, гнейса, днорита и сиенита:
выветрившихся — 2.2—2,6 и не затронутых выветриванием — 2,8—
3,3; мела; мягкого—1,55—1.8 и плотного—2—2.2; мергеля:
мягкого—1,9, средней крепости и крепкого — 2,3—2,5; мрамора —
2.7; опоки— 1,9; пемзы и туфа— 1,1 т/м3.
Способность породы образовывать откосы характеризуется уг-
лом откоса. Различают углы откосов рабочих и нерабочих уступов,
а также углы откоса рабочих и нерабочих бортов карьера.
Правильное определение углов откосов уступов и бортов карь-
ПО РАЗДЕЛ /. Вскрытие месторождений и системы разработки
Таблица 1
Шкала крепости горных пород
Категории пород Степень крепо- сти Породы Коэффи- циент крепости
1 В высшей степе- ни крепкие по- роды Наиболее крепкие, плотные и вязкие кварциты и базальты Исключи- тельные по крепости другие породы 20
11 Очлнь крепкие породы Очень крепкие гранитовые породы. Кварцевый порфир, очень крепкий гранит, кремнистый сланец Менее крепкие, чем указанные выше, кварциты. Самые крепкие песчани- ки и известняки 15
ш Крепкие породы Гранит (плотный) и гранитовые по- роды. Очень крепкие песчаники и иззестняки. Кварцевые рудные жи- лы Крепкий конгломерат. Очень крепкие железные руды 10
111а То же Известняки (крепкие). Некрепкий грани г Крепкие песчаники. Креп- кий мрамор. Доломит. Колчеданы 8
IV Довольно креп- кие породы Обыкновенный песчаник. Железные руды в
IVa То же Песчанистые сланцы. Сланцевые пес- чаники 5
V Породы средней крепости Крепкий глинистый сланец. Некреп- кий песчаник н известняк, мягкий конгломерат 4
Va То же Разнообразные сланцы (некрепкие). Плотный мергель 3
VI Девол* ио мягкие породы Мягкий сланец. Очень мягкий изве- стняк. мел, каменная соль. гипс. Мерзлый грунт, антрацит. Обык- новенный мергель. Разрушенный песчаник, сцем итированная галь- ка и хрящ, каменистый грунт 2
Via То же Щебенистый грунт. Разрушенный сланец, слежавшаяся галька и ще- бень, крепкий каменный уголь. Отвердевшая глица 1.5
VII Мягкие породы Глииа (плотная). Мягкий каменный уголь. Крепкий нанос, глинистый грунт 1
Vila Мягкие породы Легкая песчанистая глииа. лесс, гравий, 0,8
VIII Землистые поро- ды растительный слой. Торф. Легкий суглинок. Сырой песок 0,6
IX Сыпучие породы Песок, осыпи, мелкий гравий, насып- ная земля, добытый уголь 0,5
X Плывучие [поро- ды Плывуны, болотистый грунт, разжи- женный лесс и другие разжижен- ные грунты 0,3
Глава /. Общие сведения
111
ера (табл. 2 и 3) обеспечивает безопасность и экономичность веде-
ния открытых горных работ.
Таблица 2
Углы устойчивого откоса рабочих уступов (краткосрочная устойчивость)
(по данным проф. Е. Ф- Шешко)
Характер уступов н породы Высота уступа в м, ие более Угол откоса в град
Выемочиые~уступы-(целики)]
Монолитные скальные породы. Практически не До 90
ограничена
Скальные породы в обычных условиях:
изверженные То же 70—80
осадочные 50—60
Полускальиые и сухие песчаные породы . . 25—30 40-50
Песчано-глинистые н глинистые породы. . . 25—30 35-45
Отвальные уступы (насыпи)
На плужиых отвалах:
скальные н песчаные породы 20—25 30—35
песчано-глинистые породы 10—15 35—40
глинистые породы &-10 35—40
На экскаваторных отвалах:
песчаные породы 40—60 30—33
песчаио-глииистые породы 30—45 33—36
глинистые породы 20—30 38—40
песчаио-глинистые влажные породы. . . 10—15 18-25
Углы устойчивого откоса нерабочих уступов (долгосрочная ус-
тойчивость) характеризуются следующими данными (в град):
Скальные изверженные породы................. 55—65
» осадочные „ ................ Я)—55
Сухне породы песчано-глинистые „............ 40—50
« глинистые ................ 40—45
Влажные песчано-глиинстые породы........ . « 25—30
Таблица 3
Углы откоса бортов карьера
Борт карьера Породы Угол откоса в град
Рабочий Нерабочий Скальные ’ Нескальные в обычных условиях • . Песчано-глинистые трудно осушае- мые Скальные Нескальные в обычных условиях. . Песчано-глинистые трудндосушае- мые 18—20 18-20 10-15 40—50 30—40 20—30
112 РАЗДЕЛ I. Вскрытие месторождений и системы разработки
2. КЛАССИФИКАЦИЯ ЗАПАСОВ МЕСТОРОЖДЕНИИ ТВЕРДЫХ
ПОЛЕЗНЫХ ИСКОПАЕМЫХ
1) Группы запасов
Запасы полезных ископаемых по их народнохозяйственному
значению разделяются на две группы:
балансовые запасы, использование которых экономически целе-
сообразно; они должны удовлетворять кондициям, устанавливае-
мым для подсчета запасов в недрах;
забалансовые запасы; использование их в настоящее время эко-
номически нецелесообразно (недостаточное количество, малая мощ-
ность залежей, низкое содержание ценных компонентов, сложность
условий эксплуатации, необходимость применения очень сложных
процессов переработки), но в дальнейшем они могут явиться объ-
ектом промышленного освоения.
2) Категории запасов
Запасы месторождений полезных ископаемых в зависимости от
того, насколько разведаны месторождения., изучено качество сырья
и горнотехнические условия разработки месторождений, подразде-
ляются на четыре категории: А, В, С| и С», которые характеризу-
ются следующим образом. ...
Категория А — запасы, разведанные и изученные настоль-
ко, что есть возможность: полностью выяснить условия залегания,
форму и строение полезного ископаемого; установить типы и про-
мышленные сорта минерального сырья, их соотношение и располо-
жение; выделить и оконтурить безрудные и некондиционные участки
внутри полезного ископаемого; выявить технологические свойства
полезного ископаемого и природные факторы (гидрогеологические,
инженерно-геологические и др.), определяющие условия ведения
горноэксплуатационных работ.
Категория В — запасы, разведанные и изученные в такой
степени, что можно: выяснить основные особенности условий зале-
гания. форму и характер строения полезного ископаемого; опреде-
лить типы и промышленные сорта минерального сырья, а также
'закономерности их распределения, но без точного выявления-рас-
положения каждого типа; установить соотношение безрудных и не-
кондиционных участков внутри полезного ископаемого, но без
точного, их оконтуривания; определить основные технологические
свойства полезного ископаемого и основные природные факторы,
определяющие условия ведения горноэксплуатационных работ.
Категория Ci — запасы, которые разведаны и изучены так,
;что можно выяснить в общих .чертах условия залегания, фопму и
строение полезного ископаемого, его природные типы, промышлен-
ные сорта; качество, технологические свойства, а также приротиые
факторы, " определяющие условия ведения горноэксплуатациониых
работ. . ...
___К aje r pj> и я С2 — запасы, предварительно оцененные; усло-
вия залегания, форма и характер распространения полезного иско-
Г лава 2. Способы вскрытия месторождений
ИЗ
паемого устанавливаются на основании геологических и геофизиче-
ских данных, подтвержденных вскрытием полезного ископаемого, в
отдельных точках, либо по аналогии с изученными участками.
Качество полезного ископаемого определяется по единичным
пробам и образцам или по данным, характеризующим примыкаю-
щие разведанные участки.
3) Подготовленность месторождений (участков)
для промышленного освоения
Составление проектов и -выделение капитальных вложений на
строительство новых и реконструкцию действующих горнодобываю-
щих предприятий производятся при наличии на месторождении или
его участке утвержденных Государственной комиссией по запасам
полезных ископаемых при Совете Министров СССР (или в соот-
ветствующих случаях — территориальными комиссиями по запасам
полезных ископаемых) балансовых запасов полезного ископаемого
категорий А. В и С(. При этом для отдельных групп месторожде-
ний устанавливается следующее соотношение этих запасов:
Группа 1. К этой группе относятся месторождения (участ-
ки) простого строения с выдержанной мощностью тел полезных ис-
копаемых, а также равномерным распределением полезных компо-
нентов. Для месторождений этой группы не менее 30% запасов
должно быть разведано по категориям А и В, в том числе не менее
10% по категории А. Значительно превышать это колич°ство не-
целесообразно, за исключением небольших месторождений, к раз-
работке которых приступают без эксплуатационной разведки.
Группа 2. К этой группе относятся месторождения (участ-
ки) сложного строения с невыдержанной мошностью тел полезных
ископаемых или неравномерным их распределением. На этих место-
рождениях (участках) выявлять запасы полезных ископаемых ка-
тегории А в процессе детальной разведки нецелесообразно из-за
очень высокой стоимости разведочных работ. Не менее 20% запа-
сов месторождений этой группы должно быть разведано по кате-
гории В.
Группа 3. К этой группе относятся месторождения (участ-
ки) очень сложного строения с резко изменчивой мошностью полез-
ного ископаемого или исключительно невыдержанным содержанием
полезных компонентов. На этих участках нецелесообразно выявпять
запасы категории В. Проектирование горнодобывающих предприя-
тий и выделение капитальных вложений на строительство новых и
реконструкцию действующих горнодобывающих предприятий допу-
скаются при наличии запасов категории Ср
Глава 2
СПОСОБЫ ВСКРЫТИЯ МЕСТОРОЖДЕНИИ
При открытой разработке месторождения вскрывают путем про-
ведения горных выработок, открывающих доступ от поверхности к
рабочим горизонтам карьера или от какой-либо разрабатываемой
114 РАЗДЕЛ I. Вскрытие месторождений и системы разработки
Таблица 4
Величина подъема капитальных траншей
Вид карьерного транспорта Распространенные величины подъемов
Наклонные траншеи Железнодорожный транспорт: паровая тяга электротяга Автомобильный транспорт Крутые траншеи (подъемники) Бесклетевой подъемник с тягачом Ленточный конвейер Скиповой подъемник Клетевой „ —0,020—0,030 —0,030—0,040 —0,060—0,100 —0.125—0.250 —0.250—0,330 —0,500—1.000 —0.600—1,000
Таблица 5
Способы вскрытия месторождений при открытой разработке
(данные проф* Е. Ф. Шешко)
Способ Сущность способа Область применения
1. Вскрытие от- дельными тран- шеями (рис. 1) 11. Вскрытие груп- повыми транше- ями (рис. 2) III. Вскрытие об- щими траншея- ми (рис. 3.) IV. Вскрытие пар- ными траншеями V. Бестраншейное вскрытие VI. Вскрытие под- земными выра- ботками VII- Комбинирован- ное вскрытие Каждый уступ вскрывается независимой траншеей Группа уступов вскрывается системой зависимых тран- шей; разные группы усту- пов вскрываются независи- мо друг от друга Все уступы вскрываются од- ной общей системой тран- шей Способы 1, II и HI с двумя траншеями для вскрытия каждого уступа, несколь- ких илн всех уступов карь- ера Вскрытие без проведения ка- питальных траншей Капитальные траншей заме- няются подземными выра- ботками (стволы, штольни с рудоспусками и др.) Вскрытие, осуществляемое двумя или большим ЧИСЛОМ основных выработок Для горизонтальных и поло- гих месторождений при 2—3 уступах Для глубоких и горизонталь- ных и пологих месторожде- ний при 4—6 уступах и бо- лее Для более глубоких место- рождений как пологих, так и крутых, а также для ме- сторождений, расположен- ных на косогорах Прн большой мопгиэсти карь- ера и значительном коэффи-' пиенте вскрыши При использовании кабель- кранов, кабельных экскава- торов и т. д. Для косогорных, высокорас- положеиных и глубоких ме- сторождений Для разработки месторожде- ний различного типа в за- висимости от мощности карь- ера и системы разработок
Глава 2. Способы вскрытия месторождений
115
его части к другой части, подлежащей разработке, и обеспечиваю-
щих возможность проведения разрезных траншей.
Основными вскрывающими выработками в карьерах являются
капитальные (въездные) траншеи, которые проводятся с подъемом
или уклоном в направлении движения грузов в зависимости от рас-
положения месторождений относительно поверхности.
Величина подъема капитальных траншей приведена в табл. 4.
Существует ряд способов вскрытия месторождений в зависи-
мости от условий залегания полезных ископаемых (табл. 5).
Рис. 1. Схема вскрытия отдельными траншеями
а — внешними: 1. 2 — траншеи; б — внутренними: /. 2, 3 — траншеи,
вскрывающие горизонты I. II. Ill
116 РАЗДЕЛ I. Вскрытие месторождений и системы разработки
Рис. 2. Схема вскрытия групповыми траншеями
а — внешними- б — внутренними: / — траншей, вскрызающие породные
горизонты; 2 — траншеи, вскрывающие добычные горизонты; /, /7.
Ill, IV — горизонты
Типичные комбинации нз основных способов:
1) бестраншейное вскрытие породных уступов и траншейное
добычных уступов;
2) траншейное вскрытие породных уступов и бестраншейное
добычных уступов;
Глава 3. Способы проведение траншей.
117
Рис. 3. Схема вскрытия общими внешними траншеями
I—III — горизонты
3) вскрышные уступы вскрываются отдельными траншеями; до-
бычные уступы вскрываются групповой траншеей;
4) вскрышные уступы вскрываются групповой траншеей; до-
бычные уступы вскрываются отдельными траншеями;
5) вскрытие открытыми и подземными выработками;
6) бестраншейная отработка нижних уступов.
Глава 3
СПОСОБЫ ПРОВЕДЕНИЯ ТРАНШЕЙ
Различают следующие виды траншей:
а) капитальные, предназначенные для вскрытия месторождения;
б) разрезные, проводимые на каждом уступе для создания пер-
воначального фронта работ и подготовки рабочего горизонта к экс-
плуатации;
в) специальные, служащие для дренажа, водоотлива, хозяйст-
венного обслуживания рабочих горизонтов.
118 РАЗДЕЛ I. Вскрытие месторождений и системы разработки
В зависимости от формы, размеров и объемов траншей, а так-
же типов и размеров рабочих органов экскаваторов применяют
различные способы проведения траншей:
1) Бестранспортный (рис. 4): а) выемка на полное сечеине без перевалки и с кратной пере- валкой б) послойная выемка С применением драглайнов, механиче- ских лопат, многоковшовых экскава- торов
2) Транспортный, с перевозкой гор- ной массы (рис. 5 и 6): а) выемка на полное сечение б) послойная выемка С применением механических лопат, драглайнов, многоковшовых экскава- торов (с погрузкой иа рельсовый, ав- томобильный н конвейерный тран- спорт, рвсположеиный иа подошве и на борту траншеи), колесных скрепе- ров и бульдозеров
3) Комбинированный (с перевалкой и перевозкой горной массы): а) выемка на полное сечение б) послойная выемка С применением того же оборудования, что и при предыдущих способах
4) Специальный: а) массовые взрывы .на выброс- и .на сброс- б) гидромеханизация С проведением взрывных работ н при- менением гидромониторного размыва, а также гидротранспорта (разрыхлен- ной породы)
Рис. 4. Схема бестранспортного способа проведения траншей
а — механической лопатой: б — драглайном
Глава 4. Системы открытой разработки
119
Рис. 5. Схема проведения тран-
шей на полное сечение механи-
ческой лопатой при железнодо-
рожном транспорте
а — с нижней погрузкой; б — с верх-
ней погрузкой
Рис. 6. Схема проведения траншей на полное сече-
ние механической лопатой с ннжней погрузкой при
автомобильном транспорте
а — кольцевой звезд; б — тупиковый заезд; в — тупиковый
заезд с нишами; 1 — экскаватор; 2 — автосамосвал (контур-
ной линией обозначен путь движения автосамосвала)
Глава 4
СИСТЕМЫ открытой разработки и их элементы
Под системой открытой разработки месторождений понимают
определенный порядок выполнения комплекса вскрышных, добыч-
ных и других горных работ, обеспечивающих безопасность их про-
120 РАЗДЕЛ t. Вскрытие месторождений и системы разработки
Таблица 6
Применение различных систем открытой разработки
систем Система разработки Условия применения Оборудование для вскрышных работ
А. Системы разработки с поперечным перемещением породы в отвал (бестранспортные н транспортно-отвальные)
I С непосредственной пе- ревалкой породы вскрыши в отвал (рис. 7, /) Горизонтальное или поло- гое (до 10—12*) залега- ние полезного ископае- мого при отработке его одним уступом и не- большой мощности вскрыши Одноковшовые экскава- торы: механические ло- паты с удлиненной стре- лой или драглайны
2 С кратной перевалкой породы вскрыши и в отвал (рис. 7. 2) То же То же
3 С перевалкой породы вскрыши в отвал от- вал ообразовате лям и (рис. 7, 3) Б. Системы разработк! Горизонтальное залегание полезного ископаемого при отработке его од- ним уступом и мощно- сти вскрыши до 40— 50 М с продольным перемещ (транспортные) Многоковшовые цепные и роторное экскавато- ры, консольные отвало- образователи и тран- спортно-отвальные мо- сты ением породы в отвал
4 С перевозкой породы вскрыши во внут- ренние отвалы (рис. 7, 4) Горизонтальное или по- логое (до 10— 12е) за легание полезного ис- копаемого при отра- ботке его несколькими уступами Экскаваторы любых ти- пов и оборудование же- лезнодорожного, авто- мобильного и конвей- ерного транспорта, а также гидротранспорт
5 С перевозкой породы вскрыши во внеш ние отвалы (рис. 7,5] Наклонные, крутопадаю- щие, глубинные и на- горные месторождения То же
6 С перевозкой породы во внутренние и внешние отвалы (рис. 7, 6) В. Комбиг (с поперечным и п То же, что и в п. 4, но при большой мощности вскрышн ированные системы ра зодольным перемещение! • / зработки и породы в отвал)
7 С частичной перевоз- кой породы вскры- ши во внутренние или внешние отва- лы (рис. 7, 7) I оризонтальное или по- логое (до 10—12е) за- легай ie полезного ис- копаемого при- отра- ботке его одним усту- пом и мощности вскры- ши от 50 до 90 м Экскаваторы любых ти- пов, ленточные отвало- образовагели и обору- дование железнодорож- ного, автомобильного и конвейерного транспор- та. а так же гидротран- спорт
8 С частичной перевал- кой породы вскры- ши во внутренние отвалы (рис. 7, 8) То же, но при мощности вскрыши более 90—100 л То же
Глава 4. Системы открытой разработки
121
122 РАЗДЕЛ I. Вскрытие месторождений и системы разработки
изводства, экономичность н плановую производительность карьера
при рациональном использовании запасов месторождения.
В основу классификации систем открытой разработки, предло-
женной проф. Е. Ф. Шешко, положен способ производства вскрыш-
ных работ и направление перемещения вскрышных пород в отвалы.
В табл. 6 приводятся данные об областях применения систем
открытой разработки н о технике производства вскрышных работ.
Высоту уступа устанавливают с учетом безопасности ведения
горных работ, физико-механических свойств горных пород, типа
Рис. 8. Рабочая площадка
применяемого горного н транспортного оборудования, способа
вскрытия месторождения, горнотехнических условий и климатиче-
ских условий района работ.
Согласно правилам безопасности высота уступов не должна
превышать:
при разработке одноковшовыми экскаваторами типа механиче-
ской лопаты без применения взрывных работ — максимальную вы-
соту черпания экскаваторов;
прн разработке драглайнами, многоковшовыми цепными и ро-
торными экскаваторами — высоту или глубину черпания экскавато-
ров;
прн разработке крепких нетрещнноватых пород одноковшовыми
экскаваторами типа механической лопаты с применением взрывных
работ — более чем в 1,5 раза максимальную высоту черпания экс-
каватора.
Ширина рабочей площадки (рис. 8) составляет:
1) при разработке скальных пород
Век = 2Л (л);
2) при разработке мягких пород
Вм = Л + С-|-С14-Л (л].
где а — ширина развала породы после взрыва в л;
С — расстояние от нижней бровки развала или уступа до оси
железнодорожного пути (обычно 3—4 л);
Ci —половина ширины полотна для железнодорожного пути в л
(при колее 1524 мм С|=3 л);
Л — резерв для создания подготовленных запасов на нижеле-
жащем горизонте в л (10—20 л);
Глава 4. Системы открытой разработки 123
А — ширина заходки по целику в м.
Ширина экскаваторного забоя будет:
для механической лопаты
от В = 1,5/?* до В = 1,7/?У м;
для драглайна и роторного экскаватора
B=R4 sin w м,
где R4— радиус черпания (резания) экскаватора в м;
ш — угол рабочего разворота экскаватора в град-, для драг-
лайнов “ =30 4- 45°, для роторных экскаваторов ш =
=90 4-120°;
/?*— радиус черпания экскава! ора на уровне стояния в м.
РАЗДЕЛ II
БУРОВЗРЫВНЫЕ РАБОТЫ
Автор-составитель доц. П. В. СКВОРЦОВ
Буровзрывные работы на карьерах ведут в две стадии; на пер-
вой — отделяют породу от массива, а на второй — дробят нега-
баритные куски, выравнивают почву уступа и выполняют прочие
дополнительные работы.
Для выполнения при открытых разработках первичных буро-
взрывных работ применяются:
а) удлиненные заряды в вертикальных н наклонных скважинах
диаметром 75—300 мм, пробуриваемых в уступах высотой более
5 м;
б) удлиненные заряды в шпурах диаметром до 75 м при высо-
те уступа менее 5 л;
в) сосредоточенные (котловые) заряды в скважинах н шпурах;
г) сосредоточенные (камерные) заряды, размещаемые в каме-
рах минных штолен или минных шурфов;
д) комбинированные заряды.
Вторичные взрывные работы производятся:
а) шпуровыми зарядами в неглубоких шпурах:
б) открытыми или накладными зарядами, помещаемыми иа
поверхности негабаритного куска.
Глава I
БУРЕНИЕ СКВАЖИН
Самый распространенный метод проведения первичных буро-
взрывных работ — взрывание зарядов в скважинах.
В зависимости от крепости пород скважины бурят станками
вращательного (шнекового), ударно-канатного, ударно-врашатель-
ного (станки с погружными пневмоударниками), шарошечного и,
огневого (термического) бурения.
Станки вращательного (шнекового) бурения (табл. I) приме-
няются в случаях, когда необходимо бурить отвесные и наклонные
скважины в породах мягких и средней крепости (глинистые сланцы,
мергель, мел, некрепкие известняки, песчаники, уголь).
Глава 1. Бурение скважин
125
Основным оборудованием для вращательного (шнекового)- бу-
рения скважин служат самоходные станки типа БС-110/25 и СВБ-2
(рис. 1 и 2).
Таблица I
Техническая характеристика станков вращательного (шнекового) бурения
Показатели Тип стайка
СВБ 2 БС 110/25
Диаметр скайжины в мм . . .... Максимальная глубина бурения в м . . Число оборотов бурового инструмента в мин Скорость подъема бурового инструмента в м!сек. . Способ передвижения . - .... Скорость передвижения станка в км ч... . Двигатель вращения бурового инструмента: тнп двигателя мощность в кет . . . напряжение в в Число оборотов вала в мин , Двигатель подъема и передвижения: тип двигателя , мощность в кет напряжение ве Число оборотов вала в мин Габаритные размеры станка в мм: длина ширина высота с поднятой мачтой Вес стайка без бурового инструмента в кг...... Производительность в смену в м: в мягких породах в породах ниже средней крепости Направление бурения . 150 25 120- 220 0,16 Гусеничный 1.6 АО 82 4 40 220 380 1500 АО-63-4 14 220/380 1500 4130 2810 6030 10000 125 50 Вертикальнс ное д ПО 25 220 0.1 Шагающий 0,3 АО 62-4 10 220 380 1500 АО-42-4 2,8 220/380 1500 3300 2000 3850 1200 75 35—40 е н иаклон- о 30*
Станки ударно-канатного типа (табл. 2) широко применяют
для бурения взрывных скважин в породах любой крепости, хотя
им и присущ ряд недостатков:
1) возможно бурение только вертикальных скважнн;
2) необходимо наличие воды, что создает трудности в работе
при низких температурах:
3) низка производительность при бурении скважин в крепких
и весьма крепких породах.
Буровые станки с погружными пневмоударниками (табл. 3)
применяют для бурения взрывных скважин в крепких и весьма
крепких породах.
В настоящее время в Советском Союзе изготовлен ряд буро-
вых станков этого типа.
126
РАЗДЕЛ И. Буровзрывные работы
Рис. 1. Станок вращательного бурения БС-110/25 иа ша-
гающем ходу
1 — механизм передвижения; 2 — лебедка подъема бурового инстру-
мента; 3 — электродвигатель подъемной лебедки: 4 — трубчатые
полозья; 5 — рама подвески: 6 — электродвигатель бурового инстру-
мента; 7 — редуктор двухступенчатый
Глава 1. Бурение скважин
127
128
РАЗДЕЛ II. Буровзрывные работы
Таблица 2
Техническая характеристика станков ударно-канат кого бурения
Показатели Тип станка
БУ-2 БС-1
Диаметр скважины в мм Максимальная глуб ша бурения вл.. ...... Число ударов бурового инструмента в мин Скорость подъема бурового инсгрумента в м;сек . . Способ передвижения , ..... Скорость передвижения в км’ч ... • Электродвигатель: мощность в кет напряжение в в ................. ЧИСЛО оборотов В МИН/ ........ .... Габаритные размеры станка в мм-. ширина высота .. . Вес станка без бурового инструмента в кг ...... Диаметр каната в мм: инструментального желоночного для подъема мачты 225 300 52—57 1.2 Самоход- ный 0.9 20 220/380 960 5 885 ' 2 620 12 094 11 500 19 13 19 300 100 48 -52 0.9 Гусенич- ный 0.9 40 220/380 960 7 000 3 460 15 050 20 080 26 14 26
Таблица 3
Техническая характеристика буровых станков с пневмоударниками
Показатели Тип стайка
БМ-150 БАП-290 СПБА-2 НБС-1 НьО-2
Дивметр скважниы в мм . . . 155 250—290 150 106 155
ГлуЗина бурения вл .... Скорость подачи бурового 16 25 15 30 30
инструмента в м'.мин . . . Спосоэ передвижения .... Скорэсть шргдвиження стан- До 15 Гу< 6 .еннчный
ка а км ч Производительность компрес- 0,75 — 3—3,6 — —
сора в м3/мин ....... Расход сжатого воздуха 9 — 6 — —
В мя!мин .......... Мощность электродвигателя 15 18—22 3.5 6 19
в кет ........... — 42,7 7,5—2,5 — —
Диаметр штанги в мм .... Габар ггиые размеры станка в мм: 63 190—215 — 52 89
длина с поднятой мачтой 4 500 7 000 4500 6 000 —
шир 1на высота с поднятой мач- 2 300 3 200 2000 2 700 —
той . . • 17 000 15 000 2500 12 000 —
Вес стачка в кг ....... 7 000 18 000 — 9 000 20 000
Направление бурения .... Верти- кальное и горизон- тальное В ртн- кальное Наклон- ное 45—90* 60—90* 0—90*
Глава 1. Бурение скважин
129
Станки с шарошечными долотами (табл. 4) используют для бу-
рения скважин в крепких породах. Эти станки характеризуются
более высокой производительностью, чем станки ударно-канатного
бурения, поэтому нх начинают широко применять прн работе на
крепких породах.
Таблица 4
Техническая характеристика станков шарошечного бурения
Показатели Типы станков
БШ-150 БСШ-1 СВБК-200
Диаметр скважин в мм 150 210 200
Глубина бурения в м ............ 20 24 25
Максимальное осевое давление на забой
в т . . . 8 13 12
Число оборотов бурового инструмента в мин 72 30—300 78 и 125
Величина подачи бурового инструмента в м — 1.2 4
Направление бурения . Верти- Верти- Верти-
кальное кальное и кальное
наклонное
до 60°
Суммарная производительность компрес- соров для удаления буровой пыли в м3/мин 10 18 10
Мощность электродвигателей в кет .... — 218 198,2
Скорость передвижения станков в км/ч ... 0,9 1 —
Вес станка в т . . 17 36 22
Буровая установка для огневого (термического) бурения.
В настоящее время внедряется огневое (термическое) бурение
взрывных скважин в весьма крепких породах, имеющих кремнистое
основание, так как в этих условиях станки ударно-канатного буре-
ния дают низкую производительность, а шарошечные долота быстро
изнашиваются.
Термический способ бурения заключается в разрушении гор-
ных пород прн помощи высокой температуры, развиваемой специ-
альным термобуром с реактивной горелкой, из которой с очень вы-
сокой скоростью истекает на забой скважины газовая струя, имею-
щая температуру до 2200° С.
Огневой (термический) метод дает хорошие результаты при бу-
рении скважин в породах, содержащих большое количество крем-
незема.
Ниже приводится техническая характеристика станка термиче-
ского бурения СБО (конструкция института Гипрорудмаш):
Диаметр скважины....................*....................... до 250
. горелки.......................................... ISO
, штанги........................................... 102
Рабочая длина штанги...................................... 12,5
Скорость опускания инструмента
рабочая в л/ч............................................ 2—14,4
маневровая в м!мин...................................- 3.7
130
РАЗДЕЛ II. Буровзрывные работы
Техническая характеристика ручных бурильных молотков (перфораторов)
1 Марки молотка
Г лава 2. Бурение шпуров
131
Число оборотов вращения штанги в мин:
наименьшее.................... .........
наибольшее ...........................
Среднее рабочее давление кислорода в атм.
Вес стайка в т .........................
Часовой расход:
кислорода вд’ч...........................
керосина в кг,ч .......................
воды В JK’,4..........................
6
30
10—12
21,6
240
125
3,6
Глава 2
БУРЕНИЕ ШПУРОВ
Шпуровой метод применяется при проведении первичных
взрывных работ на уступах высотой до 5 м и вторичных — для
дробления больших кусков породы до заданных размеров.
Шпуры бурят пневматическими бурильными молотками
(табл. 5) и электросверлами (табл. 6).
Таблица 6
Техническая характеристика ручных электросверл
Показатели Марка электросверла
ЭР-4 ЭР-5 ЭГП 5 ВЧС-2 ЭБР-19 ЭБР-19Д
Вес сверла (без бура н кабе- ля) в кг 14,6 17,7 21,5 7.5 18 18
Мощность электродвигателя в квт 0.9 1 1 1 1,2 1.2
Напряжение в в 127 127 127 127 127 127
Число оборотов вала электро- двигателя в мин 2750 2750 2750 8100 266.0 2660
Число оборотов шпинделя 710 500 330 740 338 338
в МИН 500 690 690
Основные размеры в мм:
дли на без бура 325 370 400 — 380 390
ширина 316 316 316 316 316
высота 224 224 240 — 230 230
Бурильные молотки используются при бурении пород любой
крепости, а электросверла — в породах с коэффициентом крепости
1.5—4 (по шкале М. М. Протодьяконова).
9*
132
РАЗДЕЛ 11. Буровзрывные работы
Глава 3
ТЕХНИКА ПРОВЕДЕНИЯ ВЗРЫВНЫХ РАБОТ
. 1. ВЗРЫВЧАТЫЕ ВЕЩЕСТВА И СРЕДСТВА ВЗРЫВАНИЯ
Для производства взрывных работ на карьерах можно при-
менять следующие взрывчатые вещества (ВВ):
аммониты № 9, 10, 6, 6ЖВ (водоустойчивый), 7., 7ЖВ (водо-
устойчивый), скальный № 1, скальный № 1ЖВ, аммиачную селитру,
тротил, окснлнквнты, дымный порох, бездымный порох, аммонал
водоустойчивый ВА-2, динафталит, игданнт.
В качестве средств взрывания на открытых горных работах
применяют капсюли — детонаторы, электродетонаторы мгновенного
н короткозамедленного действия, огнепроводный шнур и детони-
рующий шнур.
2. РАСПОЛОЖЕНИЕ ВЗРЫВНЫХ СКВАЖИН И ШПУРОВ
Чтобы выяснить, как расположить взрывные скважины н шпу-
ры, необходимо предварительно сделать ряд расчетов. В этих целях
пользуются следующими формулами:
для скважин (рис. 3)
—g(K — p) + -/g2 (К — р)2 + iqmgH*
2qmH
Рис. 3. Расположение сква-
жин на уступе
а = m W [л],
где W — линия сопротивления по
подошве в м;
а — расстояние между сква-
жинами в ряду;
II — высота уступа в м;
q — удельный расход взрыв-
чатых веществ в кг!»?;
g — вес заряда в 1 пог. м
скважины в кг;
К — коэффициент забойки:
0,75;
/з — длина забойки в м;
гп — коэффициент сближения
скважин:
а
т =---<0,8—1;
W
Глава 3. Техника проведения взрывных работ
133
р—коэффициент перебура:
1р—глубина перебура скважины ниже забоя в м, равная
Т—И (см. рис. 3).
Значение коэффициента перебура при отсутствии в подошве
уступа напластования составляет р^ 0,25, при наличии таких на-
пластований р—0, а при наличии мягких подстилающих пород р=
=—(0,1-=- 0,15).
При пологих откосах W=H ctg а+3 м, где а —угол откоса
в град.
Прн расположении скважин в несколько рядов расстояние
между рядами скважин будет
Wn=0,865a {л];
для шпуров
W= (0,5 н- 0,8)Н [ж];
а = (14- 1,5) W И;
, Q — qW3 рсг] ,
где Q — вес заряда в кг.
3. БЕЗОПАСНЫЕ РАССТОЯНИЯ
Согласно «Единым правилам безопасности прн взрывных ра-
ботах» (1958 г.) безопасные расстояния с учетом поражающего
действия осколков и обломков, а также разрушаемых взрывами
материалов должны устанавливаться проектом (прн камерных,
скважинных н котловых зарядах) или определяться на месте в за-
висимости от намечаемого метода взрывания, вида взрывных работ
и местных условий. При этом для открытой местности эти расстоя-
ния определяются в зависнмостн от типа, породы н метода заря-
жания.
Так, для грунтов н скальных пород минимально допустимый
радиус опасной зоны составит (в л) при методе:
наружных зарядов....................*... не менее 300*
шпуровых . . . 200
котловых шпуров ............................ , . 200**
рукавов................................... • • 200**
скважинных зарядов, котловых скважин, камерных
зарядов................................по проекту, но во всех
случаях не менее 200
Прн дроблении валунов зарядами в подкопах величина этого
радиуса будет не менее 400, а прн корчевке пней не менее 200 м.
* Абсолютная суммарная величина одновременно взрываемых
детонирующим шнуром или электродетонаторами мгновенного дей-
ствия наружных зарядов не должна превышать 10 кг ВВ.
** При взрывании на косогорах в направлении вниз по склону
величина радиуса опасной зоны должна быть не менее 300 м.
РАЗДЕЛ III
ЭКСКАВАТОРНЫЕ и СКРЕПЕРНЫЕ работы
Автор-составитель доц. П. В. СКВОРЦОВ
Основным оборудованием, применяемым на открытых разра-
ботках для проведения горнокапитальных работ, при добыче н
вскрыше полезного ископаемого являются экскаваторы (одноков-
шовые, многоковшовые цепные и роторные); реже на этих работах
применяются колесные тракторные скреперы н бульдозеры.
Глава 1
ЭКСКАВАТОРЫ
1. ОДНОКОВШОВЫЕ ЭКСКАВАТОРЫ
Различают одноковшовые экскаваторы (табл. 1 и 2) четырех
типов:
С—строительные гусеничные и пневмоколесные с ковшами
емкостью от 0,25 до 2 л3;
К — карьерные гусеничные с ковшами емкостью от 2 до 10 м3;
В — вскрышные гусеничные с ковшами емкостью от 4 до 35 м3.
Ш — экскаваторы-драглайны шагающие с ковшами емкостью
от 4 до 50 jh3.
Одноковшовые экскаваторы строительные применяются для
производства земляных работ на строительных объектах и для до-
бычи песка, гравия, глины и других мягких и полускальпых пород
прн относительно небольшой производительности карьера. Эти эк-
скаваторы выпускаются с различными видами сменного рабочего
оборудования (прямая лопата, обратная лопата, струг, драглайн,
грейфер, кран, копер).
Карьерные экскаваторы используют для выемки и погрузки
мягких и скальных горных пород; их широко применяют также
для механизации отвальных работ. Отличаются они усиленной кон-
струкцией, рассчитанной на работу в тяжелых условиях, и снаб-
жены одним видом рабочего оборудования — прямой лопатой.
Вскрышные экскаваторы имеют удлиненную стрелу н предназ-
начены для погрузки горной массы в транспортные средства, рас-
полагаемые на верхней площадке уступа, а экскаватор ЭВГ-15 —
для вскрышных работ прн бестранспортной системе разработки.
Глава 1. Экскаваторы
135
Продолжение табл. 1
Показатели Строительные Карьерные Вскрышные
Э-651, Э-652 Э-801 Э-1251, Э-1252 Э-2001, Э-2002 Э-2005 ЭКГ-4 ЭКГ-5 ЭКГ-8 ЭВГ-4 ЭВГ-6 ЭВГ-15
Высота разгрузки Н- при Rn в м J J IJ • М a lv U Максимальная глубина черпания: . ,при боковом проходе H4tg,n в м . . при концевом проходе //ЧЛ£-П в м . Мощность двигателей: а) при групповом приводе дизеля в л. с. (или электродвигателя в кет) б) прн индивидуальном приводе сетевого двигателя в кет . . . Скорость передвижения в км)ч .... Удельное давление на грунт в кПслд . Вес экскаватора в т Примечания: 1. В скобках п; 2. Рабочие параметры экскаваторов углом 30е. 3. При погрузке тяжелых скальных ЭКГ-8 емкостью 6 ма; при работе в мя 4. Экскаватор ЭКГ-5 предназначен емкостью 6 ма. 2,7 1,5 (5,9; 6,6) (7,8; Ю) 80 1,5-3 0,63 20,6 (21.4) наедены л даны при пород у гкнх рыхл для погру. 2.3 1,5 (5.5; 7) (8.8; 10.8) 93 1,53- 3,06 0,75 27,64 (30,02) энные п установ экскават ых nopoj жн тяже 3 2 (6; 7.5) (9,5; 12) 120(85) 1,49 0,88 39,88 (40,4) о экскав ке стрел оров Э1 jax при> лых ска; 3,75 2 (7,4; 10,7; 14) (12; 16,3; 20,6) 250 (140) 1,26— 1,35 1,16 76,3 (75,34) аторам ы для м С Г-4 ко: меняются тьных пс 3,7 (10?) (16.3) 100 и 75 1,12 1,34 90 драглар еханичес ш мож соотве род; пр 4,86 250 0,45 2,15 180 кном. ких лог ет быть тственно н работ 250 0,45 1,85 168 ат под емкост ковши е в мяг 5,9 520 0,8 2,48 340 глом 45 эЮ 3 м' емкостьк ких поре 9.4 520 0,8 2,07 360 *, ДЛЯ д , а для ) 5 и 10 дах при 13,5 520 0,63 1,92 622 раглайно экскав м3. меняется 16,4 1450 0,31 2,58 1150 в—под аторов ковш
fe
W
Я
ь
о
я
о
о
пз
<<
я
Сй
tq
со
ю
я
§
X
ГВ
г
я
я
X
о
я
о
о
я
о
я
о
а
Е
о
а
о
3
а
о
о
а
вэ
о
о
а
а
о
а
а
Е
я
Е
Б
а
а
3
Е
я
» я
о о
о я
- О
Я ы
я
а
Я
*
а
Е
ГО
г
3
х
я
я
а
гв
я
а
х
а
я*
я
го »
Я t= я я
х Я я Q
П> ГВ Я
Яе Я« О
Е я
о
Й 3
Я о
*
о
а
о
я
X
ti я
Я W
о
W ь
ГО о
г: 3
В
р
№
3.
в
X
©
СВ
р
О)
я
I
со
Q
О
§
со
138
РАЗДЕЛ 1П. Экскаваторные и скреперные работы
Рнс. 1. Рабочие размеры
одноковшового экскава-
тора
а — механической лопаты;
б — драглайна
в) в отвал с поворотом 135° у шагающих типа ЭШ-4/40 —
55 сек, ЭШ-6/60 — 60 сек и у драглайнов ЭШ-15/90 — 65 сек;
К —коэффициент экскавации (табл. 3), под которым пони-
мают отношение коэффициента наполнения ковша (Кн) к коэффи-
циенту разрыхления породы в ковше (Кр):
Таблица 3
Значения коэффициента экскавации
Породы Прямые ме- ханические лопаты Драглайны с ковшом емкостью
до 5 мг свыше 5 м9
Рыхлые 0,9 0,8 0,9
Средние 0,8 0,7 0,8
Тяжелые 0,7 0,6 0,7
Скальные, хорошо взорванные . . 0,6 — —
Т — продолжительность рабочей смены экскаватора в ч\
Двр— коэффициент использования рабочего времени экскавато-
ра, который зависит от вида применяемого транспорта и
схемы его движения (табл. 4).
Глава 1. Экскаваторы
139
Таблица 4
Значения коэффициента использования рабочего времени экскаватора
Вид транспорта Соотношение емкостей ваго- на или авто- мобиля и ковша Способ подачи транспорта *вр
Автомобильный и троллейвозный 2—3 4—6 Кольцевой 0,85—0,89 0,87—0,94
Электровозный (с шестью ваго- нами и более) 4—6 7—8 • 0,86—0,91 0,87—0,94
4—6 7—8 Тупиковый 0,74—0,81 0,77—0,94
Паровозный (с шестью вагонами н более) 4—6 7—8 Кольцевой 0,82—0,86 0,83—0,88
4-6 7-8 Тупиковый 0,70—0,75 0,72—0,78
2. МНОГОКОВШОВЫЕ ЭКСКАВАТОРЫ
Многоковшовые экскаваторы являются машинами непрерывно-
го действия и применяются для разработки в теплое время года
мягких, рыхлых н средней плотности пород: песка, глнны, мягких
мергелей н мела, фосфоритов, мягких бурых углей н др.
По виду рабочего оборудования многоковшовые экскаваторы
разделяют на цепные н роторные.
Наибольшее распространение на карьерах получили роторные
экскаваторы, которые по сравнению с цепными обладают следу-
ющими преимуществами: уменьшен вес, меньше удельный расход
электроэнергии на 1 м3 добытой породы; повышены режущие уси-
лия на зубьях ковшей, что позволяет применять роторные экскава-
торы в более плотных породах; возможно осуществление селектив-
ной (раздельной) выемки при минимальном разубоживании полез-
ного ископаемого; высокая производительность м большая ширина
заходкн (до 100 м).
Роторные экскаваторы могут грузить породу или полезное
ископаемое в вагоны либо на ленточные конвейеры; при произ-
водстве вскрышных работ они действуют в комплексе с консоль-
ными ленточными отвалообразователями или транспортно-отваль-
ными мостами (табл. 5 и 6).
10*
140
РАЗДЕЛ III. Экскаваторные и скреперные работы
Сменную производительность роторного экскаватора определя-
ют следующим образом:
QCM = 60 ЕКзпТК^ ]л*3 плотного грунта],
где Е — емкость ковша в м3\
(V \
As = тт- ];
Ар /
п — число разгружаемых ковшей в минуту. Определяется по
формуле:
п = AN;
А — число ковшей роторного колеса;
N — число оборотов роторного колеса в минуту;
Т — продолжительность рабочей смены экскаватора в ч;
/Свр — коэффициент использования экскаватора во времени в те-
чение смены.
Таблица 5
Техническая характеристика роторных экскаваторов
Часов-Ярского рудоуправления и Зуевского машиностроительного завода
Показатели Марка экскаватора
Р-7 (для добычи глины) РВ-1 (для вскрыш- ных работ) Ч 1 о 53^ _ 3 а со S з сь ю а ЗЭР-500-1
Диаметр ротора в м 3,25 4 5.4 4,5
Емкость ковша вл 150 200 300 200
Число ковшей 8 8 8 8
Скорость резания в м/сек. 1,5 — 1.9 1.91
Число оборотов ротора в мин 9 13 — 8,17
Число ковшей, разгружаемых в мин ...... Высота забои в м: 72 104 54 65
верхнего черпания 7 13 20 14
нижнего 0,5 1 3 0,5
Радиус резания в плайе в м 8,7 14 24 17,5
Ширина ленты транспортера в мм ....... 800 1200 1200 —
Скорость движения ленты в м'сек 1,88 1.8 2.5 —
Длина приемного транспортера в м 8.7 14 — —
Длина разгрузочного транспортера в м. ... . 14 18 24.5 —
Скорость при переезде в м/ч 500 500 310/530 —
Удельное давление на грунт в кГ/см-...... 0.7 0.7 1.4 1,07
Вес в рабочем состоянии вт Установленная мощность электродвигателей 35 90 272 183.5
в кет............. ; ....... Максимальный преодолеваемый подъем при пе- 109 240 400 220
ре движении в град...... . ........ 10
Глава 2. Колесные тракторные скреперы и бульдозеры 141
Таблица 6
Техническая характеристика роторных экскаваторов,
выпускаемых э комплексе с консольными отвалообразователями
и магистральными ленточными конвейерами
Типы экскаваторе» и завод- изготовитель
Показатели ЭРГ-350/1000, имени 15 ле- тая ЛКСМУ. 40 ЭРГ-16001()31 нкмз. ’
Производительность в м3,ч Емкость ковша вл Диаметр ротора в м Количество ковшей Число оборотов ротора в млн .......... Число разгрузок в мин’. прн первой скорости „ второй я w третьей я Высота черпания влс Глубина черпания влс Максимальный радиус черпания в м Радиус вращения отвальной консоли в м .... Максимальная высота выгрузки в м ....... Ход выдвижения стрелы ротора в м....... Ширина ленты конвейера в мм Скорость движения ленты в м!с.ек........ Удельное давление на грунт в к Г1см1 Скорость передвижения в м}ч .......... Установленная мощность электродвигателей в кет Рабочий вес в ш . . . . . ............ 1ССО 350 6.1 3 6—8,7 64 20 3 24 24 8.6 1200 3.8 1 670/335 580 393 3000 1600 11,5 10 3—5 30 40 50 40 10 66 36,7 9 31 1800 3,5 1,05 310 3940 3300
Глава 2
КОЛЕСНЫЕ ТРАКТОРНЫЕ СКРЕПЕРЫ И БУЛЬДОЗЕРЫ
I. КОЛЕСНЫЕ СКРЕПЕРЫ
Колесные тракторные скреперы (табл.. 7) применяются иа
карьерах для производства вскрышных работ при небольшом объ-
еме вкрыши, проведения капитальных и разрезных траншей, зачист-
ки кровди вскрытого пласта полезного ископаемого и для пониже-
ния высоты вскрышных уступов при разработке месторождений по
бестранспортной системе.
Чтобы обеспечить высокую производительность колесных скре-
перов, необходимы следующие условия:
а) наличие рыхлых и мягких грунтов; прн разработке грунтов
средней плотности требуется предварительное их рыхление;
142 РАЗДЕЛ III. Экскаваторные и скреперные работы
Глава 2. Колесные тракторные скреперы и бульдозеры 143
б) длина транспортирования грунта не должна превышать:
для скреперов 6—10 л3 — 500 — 600 л;
для скреперов 15 л3— 1000 л;
в) подъем пути не должен превышать 15° при движении с гру-
зом и 24° при движении порожняком;
г) минимальный радиус кривых 12—15 л;
д) влажность грунта — не более 10—15%;
е) в грунте не должно быть скопления валунов.
Эксплуатационная производительность скрепера в час рассчи-
тывается следующим образом:
Г-6(КНКБР
Q4 = —-----—---- [л3/ч плотного грунта] ,
ТцАр
где Е — емкость ковша скрепера в л3;
Кн — коэффициент наполнения ковша скрепера;
Кр — коэффициент разрыхления грунта в ковше скрепера;
•Квр — коэффициент использования времени;
Гц—продолжительность рабочего цикла скрепера в мин.
Тц = Г3 + Тг+Гр + Тп,
здесь Г3 — продолжительность загрузки ковша скрепера в мин;
Тг — продолжительность грузового хода скрепера в мин;
Тр — продолжительность разгрузки ковша скрепера в мин;
ТП — продолжительность порожнякового хода скрепера
в мин.
Коэффициент использования скрепера во времени составляет
при режимах: двухсменном — 0,85; трехсменном — 0,7.
2. БУЛЬДОЗЕРЫ, АНГЛОДОЗЕРЫ
Бульдозеры (табл. 8 и 9) применяют для зачистки кровли
пласта полезного ископаемого, планировки рабочих площадок, от-
валов (главным образом при перевозке породы автотранспортом)
и земляного полотна под железнодорожный путь или автомобиль-
ную дорогу, перемещения рельсовых путей в забоях н на отвалах,
уборки недомывов при гидромеханизации вскрышных работ, соору-
жения насыпей и выемок, очистки автодорог от снега и на дру-
гих работах.
К ним предъявляются следующие требования: маневренность,
проходимость, большая скорость движения и прочность.
Этим требованиям в значительной степени удовлетворяют
бульдозеры на колесном ходу, которые не только перемещают
грунт, ио и выполняют операции по передвижке железнодорожных
путей и конвейерных ставов, а также по подъему тяжестей; для
этой цели колесные бульдозеры оснащены крановым оборудова-
нием.
Эксплуатационная производительность бульдозера в час при
разработке грунта с последующим его перемещением будет
3 600КбР ,
Q4 =----------— [м3/ч плотного грунта],
Тц
14г РАЗДЕЛ III. Экскаваторные и скреперные работы
Техническая характеристика бульдозеров и аитлодозеров на гусеничных тракторах
S
а, ы m о ч Д-259 4100 8 60-90 1800 00S У 1 pULUOUC Д-269 СО 1 С-80
ч X Д-149 0003 8 СП 60 я 90 | 200 875 । 1 1 1 С-80
ю % К* 5750 1400 8 300 о о со । 1 28,3 ДЭТ-250
Д-384 3900 1400 8 300 о со 1 1 27,5 ДЭТ-250
о. ад п О Ч Л ч Д-275 3350 0031 8 1000 1400 оо со ГЗ со СО о т-4 140 л. с.
W
Д-271 2950 ООП 8 1800 066 < о 8 L ч со г—< 1 С-80 га е н о
о X
о
Д-157 2950 1100 8 1800 900 Д-148Б СО 14,23 С-80 о СО о Е S о
- К ч си н га « га X О К Длина лемеха в мм ...... • ...... Высота лемеха в мм Угол установки ножа в плане в град 1 I Максимальное заглубление лемеха в мм * * * Максимальный подъем лемеха в мм. ... . а Я я а к а в t > Тнп лебедки Диаметр троса в мм ............. Вес с трактором в дпарка трактора, на котором установлен | Примечание. Англодозер снабжен леме
Глава 2. Колесные тракторные скреперы и бульдозеры 145
Таблица 9
Техническая характеристика колесных бульдозеров
Показатели Бульдозер
Минского завода МАЗ 528 Конструкции ВНИИСтрой- дормаша Д-278
Ширина колен в мм • 2380 2600
Длина лемеха в мм • - . • • 3200 4400
Высота подъема лемеха в мм • ... 800 800
Наибольшее заглубление лемеха в мм 300 400
Угол установки лемеха в плане в град — SO—60
Скорость движения в км/ч . . 27 2—27
Расстояние между осями в мм 2S00 2160
Мощность дизеля в л. с 165 270
Вес бульдозера с тягачом в m 18,5 13.5
где Тц — продолжительность одного цикла в сек,
Тц = — + ~ + 1р+1п +2*п + <с+*о .
tip tin vx
здесь /р—длина пути резания в м (6—10 At);
/п — длина пути перемещения грунта в м;
tip = 0.5 4- 0.7 — скорость движения трактора прн резании
грунта в м!сек\
tin=0,6 4- 0.8 — скорость движения трактора при перемеще-
нии грунта в м]сек\
tix—скорость обратного холостого хода, равная 1,2—2 при
переднем ходе и 0,85—1 при заднем ходе трактора,
в л/сек;
<п= 10— время поворота трактора в сек;
tc = 5— время переключения скорости в сек;
to = 4 — время на опускание ножа в сек;
Квр = 0.85 4- 0.9 — коэффициент использования бульдозера во
времени;
q — объем перемещаемого грунта в плотном теле:
ЬЛафг
q==^2KT’
здесь Ъ — ширина лемеха в мм-,
h — высота лемеха по хорде в м;
а= 1,25 — длина вала грунта впереди лемеха в м\
Фг — коэффициент потери грунта, зависящий от длины транс-
портирования L:
<|А= 1—0,0051;
Кр — коэффициент разрыхления грунта.
РАЗДЕЛ IV
КАРЬЕРНЫЙ ТРАНСПОРТ И ОТВАЛЬНЫЕ РАБОТЫ
Автор-составитель доц. П. В. СКВОРЦОВ
В зависимости от грузооборота, расстояния транспортирования,
условий залегания месторождений, физических свойств пород и
глубины разработки используют следующие основные виды транс-
порта:
железнодорожный с локомотивной тягой, автомобильный и
конвейерный с ленточными конвейерами, реже применяются под-
весные канатные дороги, наклонные подъемники и бремсберги.
Глава 1
ЖЕЛЕЗНОДОРОЖНЫЙ ТРАНСПОРТ
Применение железнодорожного транспорта с локомотивной тя-
гой эффективно на карьерах большой производительности и при
значительном расстоянии перевозки грузов.
Основные достоинства этого вида транспорта:
а) возможность освоения больших объемов перевозок при
неограниченном расстоянии транспортирования;
б) значительный срок службы подвижного состава;
в) надежность работы в любое время года и в любых кли-
матических условиях;
г) незначительный расход энергии на единицу перевозимого
груза.
Имеются и недостатки:
а) малые допустимые уклоны и большие радиусы закруглений
путей;
б) трудоемкость работ по переукладке и передвижке железно-
дорожных путей в забоях и на отвалах;
в) взаимозависимое движение поездов;
г) синженне производительности экскаваторов по сравнению с
автомобильным и конвейерным транспортом.
Железнодорожные пути разделяются на постоянные н перед-
вижные (забойные и отвальные).
Расположение передвижных забойных путей зависит от числа
экскаваторов, работающих на одном уступе.
На карьерах применяются железнодорожные пути широкой
колеи 1524 мм и узкой — 750 мм; в отдельных случаях допускает-
ся нестандартная ширина колеи — 900 и 1000 мм.
Железнодорожные пути укладывают в выемках (траншеях),
насыпях, полувыемках и полунасыпях (на косогорах).
Глава 1. Железнодорожный транспорт
147
Ширина капитальных траншей понизу зависит от числа пу-
тей и рода грунта (табл. 1).
Таблица 1
Ширина внешних капитальных траншей понизу
Число путей Род грунта земляного полотна Ширина колеи в мм
1524 750
Одни Два Грунты за исключением щебня н чистого песка Скальные породы, щебень и чистый песок . Грунты за исключением щебня н чистого песка . Скальные породы, щебень н чистый песок. . 8 7,6 12,1 П.7 6 5,8 9 8,8
Ширина транспортных берм для тупиковых или спиральных
траншей и соединительных площадок принимается:
а) при одном пути широкой колеи — не менее 6,5 м;
б) при двух путях широкой колеи — не менее 10,6 м.
Ширина земляного полотна н балластной призмы (поверху)
постоянных железнодорожных путей принимается в зависимости
от грузооборота, нагрузки на ось и свойств грунта (табл. 2).
Таблица 2
Ширина земляного полотна и балластной призмы постоянных
железнодорожных путей
Показатели Ширина колеи в мм
1524 750
Ширина земляного полотна в зависимости от грунта, нагрузки на ось и грузооборота в м: двухпутевого Ширина балластной призмы поверху в мм при одном пути „ двух путях 4.6; 5; 5,8 8,7; 9,1; 9,9 3 7,1 2,8; 3; 3,2 5,8; 6; 6,2 1.7 5.8
Количество материалов (балласта, рельсов, шпал и скрепле-
ний) на 1 км пути принимается в зависимости от величины на-
грузки на ось (табл. 3 и 4).
Таблица 3
Количество балласта иа 1 км пути широкой колеи в л<3
Показатели Толщина балластного слоя в м
0,5 0,45 0,4 0,35 0,3
Количество балласта на 1 км пути в м3 То же, с добавлением 10% на утерю и осадку и 5% на эксплуатацией- 1850 1615 1390 1170 960
ный запас в м3 2150 1850 1600 1350 1100
148 РАЗДЕЛ IV. Карьерный транспорт и отвальные работы
Глава 1. Железнодорожный транспорт
149
Количество материалов на 1 км пути
Подвижной состав карьерных железных дорог состоит из ло-
комотивов и вагонов.
Локомотивы по роду привода подразделяются на электровозы,
тепловозы, мотовозы и паровозы.
Использование электрической тяги в условиях карьеров имеет
следующие достоинства: а) возможность преодолевать крутые
подъемы до 40%0 при минимальных радиусах кривых участков же-
лезнодорожных путей (до 80 м); б) надежность работы в раз-
личных климатических условиях и в различное время года; в)улуч-
шение условий труда; г) более низкие эксплуатационные расходы
по сравнению с паровозной тягой.
К недостаткам электровозной тяги следует отнести зависимость
движения от наличия контактной сети и необходимость сооруже-
ния тяговых подстанций.
На карьерах чаще всего применяются электровозы сцепного
веса до 150 т, работающие на постоянном токе (табл. 5).
На Днепропетровском электровозостроительном заводе запла-
нирован серийный выпуск промышленных электровозов перемен-
ного однофазного тока Д-100.
Их техническая характеристика следующая:
Сцепной вес в .....................................
Ширина колен в мм..................................
Колесная формула...................................
Номинальное напряжение в в.........................
Мощность часового режима в кот.....................
Скорость часовая в км/ч............................
Нагрузка на ось в .................................
100—120
1524
2 +2
60С0 °(Ю 000)
15 00
30
25—30
Длина электровоза по буферам в мм................... 17 220
Минимальный радиус кривой в .......................... 80
На карьерах средней производительности при небольшой глу-
бине разработки и малых уклонах капитальных траншей могут
найти применение тепловозы (табл. 6).
Так как промышленные тепловозы для проведения открытых
работ ие выпускаются, можно использовать магистральные теп-
ловозы ТЭ и ТГМ.
(Техническая характеристика паровозов приведена в части V
в разделе «Внутризаводской транспорт»).
На открытых горных разработках для перевозки полезного ис-
копаемого и пород вскрыши в основном применяются самораз-
гружающиеся металлические полувагоны-—думпкары (табл. 7).
В некоторых случаях для перевозки полезного ископаемого исполь-
зуют полувагоны магистральных дорог — гондолы и хопперы.
Вес поезда определяют, исходя из условия равномерного дви-
жения его по руководящему подъему с расчетно-минимальной ско-
ростью, т. е. когда сила тяги локомотива уравновешивается сопро-
тивлением движению поезда:
Wo + 'p
где Ю00 РсиФ — сила тяг11 по сцеплению в кг;
ф — коэффициент сцепления при движении (ф =0,18-5-
-5-0,22);
Таблица 5
Техническая характеристика промышленных электровозов постоянного тока
Показатели Марка электровоза
1У-КП-1 EL-2 EL-1 13Е-1 ПЭ-150 П-КП-ЗА электровозы с пониженным кузовом
Сцепной вес в m ............. 80 100 150 150 150 35 40—50
Ширина колеи в мм ....... • ... 1 524 1 524 1 524 1 524 1524 1000 900
Номинальное напряжение в в 1 500 1 500 1 500 и 3 000 1 500 и 3 000 1100 600 1100
Мощность часового режима в кет . . . , 832 1400 2 100 1560 1 440 248 300—720
Тяговое усилие часового режима в кг . . 13 400 15 300 23 000 19 800 22 500 4 600 5 000—9 000
Скорость часовая в км/ч ......... 25 29 29 28 23 19 13-18
Ток двигателя в а:
часовой 275 234 234 190 236 — —
длительный 230 200 200 148 190 — —
Нагрузка на ось в т .......... 20 25 25 25 25 8,75 11—17,5
Диаметр ведущих колес в мм ...... 1050 1 120 1 120 1 100 1050 900 950
Длина электровоза по буферам в мм . . 12 200 13 400 20100 20 960 18 940 10 700 —
База тележки в мм ........... 2 300 2 500 2 800 3 000 2 700 1 700 —
Минимальный радиус кривой в м .... 40 60 60 60 60 50 —
150 РАЗДЕЛ IV. Карьерный транспорт и отвальные работы Глава 1. Железнодорожный транспорт
152 РАЗДЕЛ /V. Карьерный транспорт и отвальные работы
Р— расчетный вес локомотива в т;
Wq — удельное сопротивление движению локомотива в кг/т
(№"'= 1,7 ч-2,5 кг/т);
ip — удельное сопротивление от уклона в кг/т;
—удельное сопротивление движению вагонов в кг/т
(№"=0,8 4-2 кг/т);
Реи — сцепной вес локомотива в т.
Потребность в подвижном составе определяют следующим об-
разом:
инвентарный парк локомотивов
N пив- ~ К ргб- 4“ К рем* 4“ ре г. 4“ /У хоз. I
Л/р.б.— принимается по расчету;
К рем. =0,15 Л/оаб. ;
/Урез. ~ (0,05+0,1) /Ур .б, ;
N хоз. =14-2 единицы;
инвентарный парк вагонов
^ваг.инв ~ /Уваг.раб‘/^ввГ1
где КВаг= 1,2 4- 1,25—коэффициент, учитывающий количество ва-
гонов, находящихся в ремонте и резерве.
Рис. 1. Путепередвигатель прерывного действия
I — зубчатая рейка; 2— подъемная шестерня; 3 — захваты; 4 —
упорный башмак; о> — угол наклона зубчатой рейки; Л — высота
подъема пути. I — шаг передвижки; А — исходное положение: Б —
подъем пути, В — конечное положение; Г — направление сил и
траектория перемещения подъемной шестерни
Глава 2. Автомобильный транспорт
153
В процессе отработки уступов и заполнения отвалов вскрыш-
ными породами забойные и отвальные пути приходится переме-
щать. Механизация перемещения путей заключается: а) в пере-
укладке путей кранами на железнодорожном ходу (табл. 8) и
б) в передвижке путей путепередвигателями прерывного (табл. 9,
рис. 1) и .непрерывного действия.
Таблица 8
Техническая характеристика кранов на железнодорожном ходу
Показатели Дизельный К-251 Электри- ческий
Грузоподъемность крана в Максимальный вылет стрелы в м ......... Грузоподъемность при максимальном вылете в m Скорость подъема груза в м!мин ........ Наибольшая скорость передвижения в км/ч . . . Мощность двигателя Общая длина крана с буферами в мм Число осей Вес крана в m 25 15 5 12,2 Самоходом 2,25 120 л. с. 9190 4 72 15 18 4.5 30 С поездом 30 100 кет 14 190 4
Таблица 9
Техническая характеристика путепередвигателей прерывного действия (рис. 1)
Показатели Тип путепередвигателя
ПУ-25 ПУ-26 пп-з
Номинальная подъемная сила в m...... 12 15
Максимальная подъемная сила в m . ... . 25 26 30
Скорость подъема рейки при максимальной подъемной силе в м.сек .......... 0,02—0,03 0,06—0,08
Шаг передвижки рельсовой колеи в мм. . . 800 800 900
Скорость передвижения машины в км!ч . . . 2,8—42 5-59 6,1—38,3
Мощность двигателя внутреннего сгорания в Л. с..................... 50 50 82
Средняя сменная производительность при од- ной передвижке на 0,8 пог. м пути ..... 800—1100 1200—1300 —
Глава 2
АВТОМОБИЛЬНЫЙ ТРАНСПОРТ
Главными достоинствами широко применяемого на карьерах
автомобильного транспорта по сравнению с железнодорожным яв-
ляются:
154 РАЗДЕЛ IV. Карьерный транспорт и отвальные работы
а) способность преодолевать крутые подъемы (60—110°/Оо) в
капитальных траншеях и малые радиусы закруглений (10—20 л);
б) подвижность и маневренность, что позволяет вести раз-
дельную разработку сложных забоев и месторождений с ограничен-
ной площадью;
в) сокращение сроков и стоимости строительства карьеров;
г) отсутствие работ по передвижке путей и удешевление сто-
имости отвальных работ;
д) увеличение производительности экскаваторов.
К недостаткам автомобильного транспорта следует отнести:
а) высокую стоимость ремонта и обслуживания машин;
б) относительно небольшие расстояния транспортирования (до
3 км н редко до 5—7 км). определяемые экономической целесо-
образностью этого вида транспорта;
в) снижение производительности в период дождей, снегопадов
и гололедицы; простои из-за климатических условий.
Основными видами автомобильного транспорта на открытых
горных разработках являются автомобили-самосвалы (табл. 10)
и тягачи с полуприцепами и прицепами (табл. 11).
Таблица 10
Техническая характеристика автомобилей-самосвалов
Показатели МАЗ-205 ЯАЗ-210Е сч сч СО < КРАЗ-254 КРАЗ-251 МАЗ-525 МАЗ-530 Бел. АЗ- -540 Бел. А3“ -548
Грузоподъемность в ш . . 5 10 10 10 И 25 40 27 45
Емкость кузова в м3 . . . 3,6 8 8 6 8 14,3 22 15,3 25,2
Вес машины в ш 6.7 12 11,45 11,57 10,55 22 35 21 35
Мощность двигателя в л. с ПО 165 189 180 240 300 450 360 620
Наибольшая скорость в км'ч 55 45 47 61 65 30 30 S3 50
Число осей 2 3 3 3 3 2 3 2 3
База в мм ........ 3800 4780 4780 4780 — 4780 4800 3600 —
Радиус поворота по колее переднего внешнего ко- леса в мм ....... 8,5 10,5 10.5 10,5 10.4 14 8.32 9.5
Расход топлива на 100 км пути ВЛ 40 75 65 55 56 160 125 —
Стороны опрокидывания На- зад Назад
Тип кузова Пря- моу- голь ный Ковцювый
Максимальный угол нак- лона платформы в град 50 60 60 60 60 65 65 55
Тип подъемника Гидравлический
Высота машины в мм . . 2440 2725 2670 2766 2850 3675 3650 3350 3500
Глава 2. Автомобильный транспорт
155
Таблица 11
Техническая характеристика седельных тягачей с полуприцепами
Показатели Тип тягача
MA3-533 МАЗ-529 МАЗ-531 МАЗ-525В
Мощность двигателя в л. с.. . . 110 165 300 300
Максимальная скорость в км'ч . 43,5 40 45 30
Собственный вес тягача в кг . . 5500 8500 14 000 19 000
Марка полуприцепа Грузоподъемность полуприцепа 5239 5238 — 5 500
в m 10 17 30 36
Емкость кузова в д’ 5 9 — 16
Высота кузова полуприцепа в мм 2400 3000 — 2 830
Разгрузка Общий вес автопоезда с полной Назад, гидравлическая Боковая, гидравли- ческая
нагрузкой к кг 20 000 33 000 41 000 65 000
Автодороги на карьерах могут быть постоянными, проклады-
ваемыми по капитальным траншеям и на позерхности, и врэмен-
ными — забойными по рабочим уступам карьера и на отвалах у
мест разгрузки породы.
В зависимости от интенсивности движения карьерные и про-
мышленные автодороги подразделяют на три категории:
I—с интенсивностью более 100 автомобилей (грузоподъ-
емностью до 5 г) в 1 ч;
II — то же, от 15 до 100 автомобилей;
III—то же, менее 15 автомобилей.
Ширина проезжей части автодорог (табл. 12) зависит от числа
полос движения, ширины автомобиля, ширины полосы наката н
зазора между встречными машинами.
Таблица 12
Ширина проезжей части автомобильных дорог
Марка автосамосвала ор между омобилямн нака- 1 про- 4ЭСТН юпо- дни* в м Ширина проезжей части при дзухполос- иом движении в м
о Ч 2га = 'I S К X О О к категория дорог
« ь < СО га и noj та ! III 1 И I
МАЗ-525 0,6—1.6 0.5 —1 4.5 - • •8—8.5 8.5—9 9—10
ЯАЗ-210 Е 0.7—1.7 0.42—1 3,5 7—7.5 7—7,5 8—8.5
МАЗ-205 0.7—1,7 0,42-1 3,5 • - 7 - 7 8
Ширина капитальных траншей (табл. 13) устанавливается в
зависимости от характера грунта, типа автомобиля и числа по-
лос движения.
156 РАЗДЕЛ IV. Карьерный транспорт и отвальные работы
Таблица 13
Ширина капитальных траншей понизу при автотранспорте
Тип автосамосвал об Грунты Количество полос движе- ния Общая ширина траншеи понизу в м
Прямые внеш- ние траншей Внутренние прямые, петле- вые и спираль- ные траншеи
с лот- ком с кю- ветом с лот- ком с кю- ветом
МАЗ 525 Мягкие 1 2 9.6 13.6 13 17 8,8 12,8 10.5 14,5
Скальные 1 2 — 8 12 — 8 12
ЯАЗ-210Е, МАЗ-205 и дру- гие меньшей грузоподъ- емности Мягкие 1 2 9.1 12.6 12,5 16 8.3 11.8 10 13,5
Скальные 1 2 — 7.5 И — 7.5 И
Величина радиусов закруглений при устройстве серпантин на
бортах карьеров принимается для автосамосвалов: МАЗ-205 — не
Таблица 14
Величина скорости движения автосамосвалов (по В. С. Хохрякову)
МАЗ-525 ЯАЗ-210Е МАЗ-205 н др.
Скорость движения в км1ч
Участки пути
грузе- порож- Грузе- порож- грузо- порож-
вого вого няко- ВОГО няко*
вого вого вого
Главные откаточные дороги
на поверхности и дороги в капитальных траншеях:
площадки 20 25 30 35 35 40
подъемы:
до 50°/w 9 17 22 28 25 30
от 50 до 100°/oo ..... 8 14 18 25 22 25
спуски , И 13 22 25 25 30
Участки с чередующимися подъемами и спусками . . . Дорожные проезды в забоях 12 12 22 22 25 25
и на отвалах 8 8—10 11—12 10—15 10—12 10—15
Глава 3. Конвейерный Транспорт
157
менее 12—15 м, ЯАЗ-210Е— не менее 15—20 jh; МАЗ-525 — не
менее 20—25 м.
Скорость движения автосамосвалов устанавливается в зависи-
мости от следующих условий (табл. 14).
Глава 3
КОНВЕЙЕРНЫЙ ТРАНСПОРТ
Для транспортирования мягких, рыхлых и мелкокусковатых
пород вскрыши н полезного ископаемого применяют ленточные кон-
вейеры.
Ленточные конвейеры (табл. 15) по назначению подразделяют
на:
1) забойные (передвижные);
2) сборочные (полустационарные);
3) подъемные (стационарные), транспортирующие материалы
на поверхность под углом наклона 18—19°.
Таблица 15
Техническая характеристика ленточиых конвейеров
Конвейеры
Показатели ев о Ч U ел О с м Ьй О ж о и _ К ев i ш я РТ-65 КЛ 3-500 КЛ-500 КРУ-350 о £ Рн
Производительность в т}ч.... Ширина ленты в мм Скорость движения ленты в м/сек ............. Диаметр барабанов в мм: приводного ......... натяжного Длина конвейера в м: прн угле подъема 18°. . . . горизонтальная . . Мощность двигателя в кет ... Диаметр опорных роликов в мм. Диаметр отклоняющего ролика в мм ...... Материал опорных секций.... Тнп конвейерной леиты ..... Вес конвейера (металлических конструкций и деталей) в т « . у ♦Ле » • • х- - w 400 1000 1.4 1000 800 60 250 46 159 Де 460 1000 2.25 900 800 60 250 46 127 600 рево 8 прок бель 14,7 500 1000 2,3 900 800 100 350 61 127 600 Ка ладок ТИНГ ИЛ 500 1000 2,3 1200 800 200 700 2X75 Гибкие 1150 нат 4 прок- ладки анид- ные 30 350 1200 1.5 800 800 500 1500 3X85 159 400 Мет Армнре стал! трое 180 900 1200 3,25 1742 1250 1000 3500 3x380 159 1250 алл ванная >нымн амн 340
158 РАЗДЕЛ IV. Карьерный транспорт и отвальные работы
Достоинства конвейерного транспорта заключаются:
а) в возможности преодоления больших подъемов (18%0 и бо-
лее) и сокращении в связи с этим объема горнокапитальных ра-
бот;
б) в непрерывности потока транспортируемого материала и
увеличении производительности экскаваторов;
в) в малой численности обслуживающего персонала и неболь-
ших первоначальных капитальных затратах;
г) в возможности автоматизации и дистанционного управления
конвейерными линиями.
Недостатки конвейерного транспорта:
а) зависимость его работы от климатических условий;
б) необходимость дробления' крупных кусков до 300—400 мм в
поперечинке для широких лент и до 150—20Э мм — для узких
лент;
в) быстрый износ ленты при транспортировании абразивных
скальных пород.
Ширина конвейерной ленты в зависимости от размера кусков
рядовой породы должна удовлетворять условию
* В 2с1ыикс ~1~ 200 мм ,
где В — ширина ленты в мм;
<!макс—наибольший линейный размер кусков породы в мм.
Часовая производительность конвейера
<2=3 600 Fvy [m/ч] ,
где F — площадь поперечного сечення материала на ленте в .и2;
v — скорость движения ленты в м/сек;
у—насыпной вес материала в т/м3;
при плоских лентах
В
(? = 576 В2 tg -у vy [m/ч],
где В — ширина ленты в м;
₽— угол откоса материала на ленте;
.при лотковых лентах
Q = /576 tg -у + 155 ) В2 vy [m/ч].
Глава 4
ПОДВЕСНЫЕ КАНАТНЫЕ ДОРОГИ
Подвесные канатные дороги применяются в основном для пе-
ревозки полезного ископаемого на место потребления и пункты
перегрузки на железнодорожный, автомобильный и водный транс-
порт.
Преимущество применения подвесных канатных дорог:
а) малая зависимость от рельефа и плана местности н сравни-
Глава 4. Подвесные канатные дороги
155
тельно легкое преодоление водных преград, оврагов и заболочен-
ной местности;
б) простота обслуживания механизмов и надежность работы
дороги;
в) минимальная численность обслуживающего персонала (при
полной механизации движения).
Недостатки подвесных канатных дорог;
г) ограниченная производительность дороги;
д, е) неприспособленность дороги к перевозке громоздких и тя-
желых штучных грузов;
ж) примерзание и налипание сырых материалов к стенкам ку-
зовов вагонеток н сложность выгрузки;
д) необходимость дополнительных затрат на строительство од-
новременно с подвесной дорогой автодорог и других транспортных
устройств для перевозки громоздких грузов;
д) необходимость в промежуточном транспортном звене от
пункта погрузки в карьере до приемной станции подвесной до-
роги;
е) необходимость в дробильной установке в случае перевозки
скальных пород.
Производительность подвесных канатных дорог зависит от
полезной грузоподъемности вагонеток и скорости их движения по
несущему канату.
Вагонетки грузовых подвесных канатных дорог изготовляют
с двухколесными н четырехколесными тележками (табл. 16).
Таблица 16
Техническая характеристика вагонеток подвесчых канатных дорог
(по данным Союзпроммеханизацнн)
Емкость кузова в л«3 Вес наибольший в кг Полезная грузо- подъемность в кг
кузова тележки вагонетки
С четырех колесным и тележками
0,5 172 206 485 1720
0,65 197 206 510 1700
0,8 221 206 540 1670
I 251 206 570 1610
1,25 278 206 6С0 1610
2 356 206 690 1520
С двухколесными тележками
0,5 174 125 395 730
0,65 198 125 420 700
0.8 225 125 450 670
1 252 125 480 650
Число вагонеток, которое необходимо пропустить по дороге
за 1 ч, составляет
<7
160 РАЗДЕЛ IV. Карьерный транспорт и отвальные работы
где Q — часовая производительность дороги в т/ч;
q — грузоподъемность вагонетки в т.
Интервал между вагонетками определяют следующим обра-
зом:
а) по времени
3 600
t = ----- [сек] .
п
В зависимости от производительности дороги этот интервал
изменяется в пределах от 15 до 60 сек;
б) по длине пути
1 = tv [л],
где v — скорость движения вагонеток в м/сек.
Скорость движения вагонетки при отсутствии автоматического
обхода криволинейных участков пути принимается в пределах
2,5—3 мДек, а при наличии такого обхода устанавливается по дан-
ным табл. 17.
Таблица 17
Скорость движения вагонетки при автоматическом обходе кривых
(по данным Союзпроммеханизации)
Единичные блоки диаметром в мм Скорость движе- ния в м/сек Роликовые батареи с радиусом в м Скорость движе- ния в м/сек
4000 1,25 До 20 1.5
5000 1,5 20-30 1,75
6000 1,75 30-40 2
40 и более 2,5
Диаметр несущего каната составляет
[мм],
где С — коэффициент, зависящий от предела прочности проволок
каната и интервала времени (в подаче и приемке вагоне-
ток) t. При проволоках с пределом прочности 120 кГ/мм2
для закрытого каната значение С колеблется в пределах
от 1,1 (при 7=50 сек) до 1,35 (при /=20 сек);
К —коэффициент, равный 1 для двухосных вагонеток и 0,6—
для четырехосных;
Р — вес вагонетки с учетом веса тягового каната в кг.
Диаметр тягового каната определяется конструкцией сцепного
приспособления и изменяется в пределах от 14 до 25 мм.
Глава 5
ОТВАЛЬНЫЕ РАБОТЫ
По месту расположения различают отвалы:
1) внутренние, когда вскрышные породы размешают в вырабо-
танном пространстве карьера;
Глава 5. Отвальные работы
161
2) внешние — породы размещают за пределами карьера;
3) комбинированные, когда вскрышную породу размещают на
внутренних н внешних отвалах.
Внутренние отвалы можно применять при разработке на всю
мощность месторождений полезных ископаемых горизонтального
или близкого к нему залегания.
Рис. 2. Шагающий консольный ленточный отвалообразователь
ОШ-90/3600
Внешние отвалы организуют при разработке наклонных и
крутопадающих залежей.
Комбинированные отвалы применяют при мощности вскрыши
более 50 м.
Из забоя на внутренние отвалы породу вскрыши перемещают:
а) непосредственно одноковшовыми экскава!орами (механиче-
скими лопатами и драглайнами);
б) отвалообразователями (табл. 18), принимающими породу от
многоковшовых экскаваторов (роторных и цепных) и реже — от
одноковшовых;
в) железнодорожным, автомобильным и конвейерным (при про-
дольном перемещении) транспортом.
Для механизации отвальных работ на внешних и внутренних
отвалах, куда порода вскрыши доставляется железнодорожным,
автомобильным и конвейерным (с продольным перемещением)
транспортом, используют одноковшовые экскаваторы, отвальные
плуги (габл. 19), консольные (ленточные) отвалообразователи, буль-
дозеры, отвальные многоковшовые экскаваторы и оборудование
гидромеханизации.
11—1621
162 РАЗДЕЛ IV. Карьерный транспорт и отвальные работы
Таблица 18
Техническая характеристика коисольиых (ленточных) отвалообразователей
(рис. 2)
Отвалообразователи
3 о О о
Показатели ОШ-1 125/1! о о О 150/3!
ОШ- то ОШ- cL о [-О1Г
Производительность по разрых- ленной породе в мР/ч 650 1500 3600 3600 300 300
Длина консоли в м ....... 75 125 so 150 48 50
Угол наклона консоли в град ♦ - Отвальный конвейер: 16 18 18 18 — —
ширина ленты в мм 1200 1200 1600 1600 900 1000
скорость движения ленты в м;сек 3,3 4,5 4,7 4,7 2,2 2,3
Приемный конвейер:
ширина ленты в мм 1200 1200 1800 .— 900 —
скорость движения ленты в м/сек — 4,3 3.7 — 1.5 —
Высота разгрузки от горизонта установки в м......... 23 40 30 48 15,2 23
Скорость передвижения отвал о- образователя в м/ч ...... 160 200 — — 300 600
Тип ходового оборудования . . . Шагающий ход Рельсовый ход
Общий вес отвалообразователя в m 1S5 504 765 1500 105 143,5
Установленная мощность элект- родвигателей в кет...... 1В0 1000 1575 2500 165 144,7
Удельное давление на грунт при работе в кГ/см? ....... . 0,46 0,7 0,83 1 —
Таблица 19
Техническая характеристика отвальных плугов (колея 1524 мм)
Показатели Заводы-изготовители
Муромский М агнитогорский
Наибольший размах главного крыла в мм 75С0 4700
Способ подъема крыльев Сжатым воздухом От ручного
привода
Основные размеры в мм:
длина 16 320 12 350
ширина . 3 100 4 000
высота 5 060 4 000
Общий вес в т .............. 60 40
Минимальный радиус пути в м ...... 100 — *
С пособ передвижения Локомотив
Тяговое усилие локомотива в кг .... . 16 000—18 000 10 000—13 000
Рабочая скорость в км'.ч ......... 6—10 6—10
Сцепка * Автоматическая Ручная
Глава 5. Отвальные работы
163
Схемы механизации отвальных работ при помощи отвальных
плугов и одноковшовых экскаваторов представлены .на рис. 3 и 4.
Рис. 3. Схема отвалообразования при помощи отваль-
ного плуга
о — рабочая схема; б — профиль рабочей части отвального
уступа
Институтом Гипроуглеавтоматизация разработана конструкция
ковшового отвалообразователя, предназначенного для перемещения
крупнокусковых крепких пород. Его техническая характеристика
такова: производительность по разрыхленной породе при коэффи-
циенте разрыхления Д=1,5 составляет 1000 м3]ч
Наибольшие размеры принимаемого куска породы в м . • . 1,2X0,8X0,5
Емкость загрузочного бункера в ж3 ... ............... 20
Вылет отвальной консоли конвейера в м............ 60,9
Расстояние от осн загрузочного бункера до вершины насы-
паемого отвала (по горизонтали) в м................. 82
Угол подъема отвальной консоли конвейера в град...... 20
Высота насыпаемого отвала от уровня стоянки в м...... 27,5
Тип отвального конвейера.............................. ковшовый
Ширина отвального конвейера в мм..................... 1650
Скорость движения отвального конвейера в м/сек....... 1,2
Скорость движения отвалообразователя в м/мин ...... 7,2
Ширина колеи гусеничного хода в м ............ 1,5
Наибольшее удельное давление на грунт при работе в кГ/сл? 2,6
Допускаемый продольный уклон пути при движении без
породы в град. ...................................... 6
Установленная мощность электродвигателей в кет . ... . 420
Вес машины в т......................................... 445
В том числе противовеса ................................ 40
Габаритные размеры машины в м:
длина............................................... 85
ширина.............................................. 12,7
высота . ..................................: . . . 30,4
11
164 РАЗДЕЛ IV. Карьерный транспорт и отвальные работы
Рис. 4. Схема отвалообразования механической лопатой
С — шаг передвижки отвального пути. L — фронт разгрузки; h — высо-
та отвального уступа; ht — высота верхнего подуступа, определяемая
наибольшей высотой разгрузки экскаватора и степенью усадки отвала;
fh — высота нижнего подуступа, зависящая от устойчивости склдди*
руемых пород; #р~~ радиус разгрузки отвального экскаватора
РАЗДЕЛ V
ГИДРОМЕХАНИЗАЦИЯ И ГИДРОТРАНСПОРТ
Глава 1
ГИДРОМЕХАНИЗАЦИЯ ОТКРЫТЫХ ГОРНЫХ РАБОТ
Автор-составитель инж. Б. Н. ЧАПЛИН
На карьерах цементной промышленности гидромеханизация
применяется главным образом на вскрышных работах.
При помощи гидромеханизации породу:
1) размывают (с предварительным ее рыхлением землеройными
машинами или без этого);
2) транспортируют как напорным способом (при помощи зем-
лесосов или элеваторов), так и самотечным (по канавам и лоткам,
проложенным с соответствующими уклонами);
3) размещают на отвалах.
Основными факторами, определяющими возможность и эффек-
тивность применения гидромеханизации, являются: характер раз-
рабатываемых порол, водные ресурсы, условия отвалообразования,
наличие дешевой электроэнергии.
Наиболее экономичным является метод гидромеханизации при
разработке рыхлых пород, которые не требуют предварительного
рыхления.
Достоинства гидромеханизации горных работ сводятся к сле-
дующему:
1) применяемое оборудование имеет небольшой вес и просто в
изготовлении;
2) производительность труда в 1,5—2 раза выше, а затраты
на 1 м3 вскрыши значительно ниже, чем при экскаваторных рабо-
тах;
3) отпадает необходимость в проведении ряда горнокапиталь-
ных и других работ, связанных с выдачей породы на поверхность.
Недостатки гидромеханизации заключаются в том, что эффек-
тивность ее применения находится в зависимости от характера
разрабатываемой породы и от климатических условий. Кроме того,
сами работы характеризуются значительной энергоемкостью,
1. РАЗМЫВ ПОРОДЫ
На карьерах цементной промышленности применяется главным
образом гидромониторная разработка рыхлых пород струей воды,
обладающей необходимой для их размыва скоростью.
166 РАЗДЕЛ V. Гид ремеханизация и гидротранспорт
Поток воды подается по трубопроводу к гидромониторам и
выбрасывается с большой скоростью через иасадку, размывая по-
роду. Образующаяся пульпа стекает по площадке уступа в зумпф
землесосной установки (или к головке лотка при самотечном транс-
Рис. 1. Схемы размыва
а — встречным забоем; б — попутным забоем; в — попут-
но-встречным забоем; 1 — водовод; 2 — гидромонитор;
3 — землесос; 4 — направление потока пульпы
порте), откуда засасывается землесосом и по трубопроводам пере-
качивается (или поступает по лоткам самотеком) на участки ук-
ладки породы.
Высота уступа при глинистых породах должна быть не более
15—20 м. При разработке рыхлых пород, а также применении гид-
ромониторов с дистанционным управлением высота уступа может
быть и больше 20 м.
Ширина гидромониторного забоя при разработке глинистых по-
род и напоре струи 80—120 м вод. ст. принимается 20—25 м.
Глава 1. Гидромеханизация открытых горных работ 167
Сопротивление различных пород разрушению струей зависит
от их физико-механических свойств: сцепления, угла внутреннего
трения, пористости, влажности и др. Наиболее интенсивно размы-
ваются породы трещиноватые и пористые.
При разработке плотных пород забой сначала подрезают, и
тогда порода обрушается. Затем разрыхленную породу смывают.
Различают следующие способы размыва (рис. 1):
1) встречным забоем;
2) попутным забоем;
3) попутно-встречным забоем.
Наименьшее расстояние гидромонитора от забоя определяется
из выражения
Дмнн ~ з а >
где Н3 — высота забоя;
а— поправочный коэффициент, зависящий от угла откоса
уступа; обычно а=0,8 4- 1,3.
Наибольшее же расстояние гидромонитора от забоя будет
Диаке = Дши -f- а ,
где а — шаг передвижки гидромонитора; обычно он принимается
кратным длине наращиваемых секций трубопроводов в пре-
делах от 6 до 12 м.
В процессе размыва образуется смесь воды с породой — пуль-
па; степень насыщения ее породой определяется консистенцией
(отношением объема или веса породы в пульпе к объему или весу
воды) или концентрацией пульпы, т. е. отношением объема или
веса породы к объему или весу пульпы.
Насыщение пульпы породой определяют следующим образом:
__ ?+Ye
Yn <?+(!-ш) '
где q — удельный расход воды;
ус—объемный вес сухой породы в целике:
Yc= Yt(1— «);
m — пористость породы;
Yt— удельный вес породы.
Гидромониторы (табл. 1) предназначаются для создания на-
порных струй воды, которые разрушают и смывают горные породы.
Вода к гидромониторам подводится по трубопроводам от центро-
бежных насосов, которые могут находиться на значительном от
них расстоянии. Возможность передвижения гидромонитора за раз-
рабатываемым забоем обеспечивается наличием гибких элементов
в подводящем трубопроводе или наращиванием последнего. Основ-
ной частью гидромонитора является ствол, обычно заканчивающий-
ся насадкой, которая окончательно формирует струю воды, выле-
тающую из гидромонитора (рис. 2).
168
РАЗДЕЛ V. Гидромеханизация и гидротранспорт
Таблица 1
Техническая характеристика гидромониторов (по В. Д. Журииу и А. П. Юфину)
Тип (марка) гидромониторов Диаметр входного от- верстия1 в «ил Общий вес в кг Длина ствола в мм Предельное давление в атм Диаметр насадок в мм
ГМ-2 150 * 155 1450 12 30; 40; 50; 65; 75
ГМ-2 200 242 1810 12 50; 65; 75; 90; 100
ГМ 2 . 250 346 2210 12 50; 65; 75; 90; 110
ГМ-2 300 512 2100 12 75; 90; 100; 110; 125; 14/
ГМБ-250 250 182 2288 8 50; 63,5; 76; 88,5; 102
Завода „Труд“ с центральным болтом 225 422 2300 12—15 50; 62,5; 75; 87,5; 100
То же, на шариках 175 335 1735 12—15 50; 62,5; 75: 87,5; 100
225 420 2300 12—15 50; 62,5; 75; 87,5; 100
ГМ-250 250 440 2450 12—15 64; 76; 89; 102
ГМ 2 с деталями из ковкого- чугуна 150 155 1450 12 30; 40; 50; 69.75
То же 200 242 1810 12 50; 65; 75; 90; 100
. 250 346 2210 12 50; 65; 75; 90; 100; 110
ГМ 2 со штампованными де- 150 135 1400 12 30; 40; 50; 60; 75.
То же . . 200 218 1810 12 50; 60; 75: 90; 100
250 305 21 СО 12 50; 60; 75. 90; 100; 110
ГМ 2 300 300 690 2100 12 75: 90; 100; 110; 125; 140
ГМ В 300 с цилиндрическим стволом «... 300 4600 1400 50 50; 65; 75
То же 300 2300 1900 50 50; 65; 75
ГМ В 300 с коническим стволом 300 2300 1400 50 50; 65; 75
ГББ-250 250 3836 2530 12 50; 100
Рис. 2. Гидромонитор типа ГМН
Глава 1. Гидромеханизация открытых горных работ 169
Таблица 2
Производительность гидромониторов (по А П. Юфииу и В. Д. Журииу)
перед ой в м п. 5 Г5 t- ф V «=1 Л о Производительность в м?\ч или л/сек при диаметре насадок в мм Расход элект- роэнергии на 1 л<3 воды в квт-ч
Напор насадю вод. а g 35 ° И е* и о s “ и О С К CQ 50 62.5 65 75 87,5 90 100 110 125
10 13,32 96 148 157 212 288 304 378 455 602
27 41 44 59 60 85 105 127 167
20 18,8 133 209 224 294 407 430 537 644 840 0,064
37 58 62 82 113 120 149 179 233
30 23.07 166 256 275 368 504 530 656 790 1027 0,096
46 71 77 102 140 147 182 219 285
40 26,6 191 292 316 425 576 608 756 915 1188 0,128
55 81 88 118 160 169 210 254 330
50 29,7 212 328 354 475 648 677 846 1036 1315 0,16
59 91 98 132 180 188 235 288 365
60 32,6 230 360 389 522 702 745 925 1115 1440 0,192
64 100 108 145 195 207 257 310 400
70 35,2 248 389 418 558 760 805 1010 1205 1548 0,224
69 108 116 155 211 224 280 335 430
80 37,6 266 414 450 594 817 860 1073 1286 1657 0.256
74 115 125 166 227 239 296 358 460
90 39,9 284 439 475 630 868 911 1134 1368 1764 0,288
79 122 132 175 241 253 315 380 490
100 42,1 299 464 505 666 915 965 1195 1440 1854 0.32
83 129 140 185 254 268 332 400 515
110 44,15 313 486 525 702 958 1010 1258 1510 1940 0,352
87 135 146 195 266 280 349 420. 539
120 46,15 328 508 550 731 1000 1056 1370 1580 2027 0.384
91 141 153 203 278 293 364 440 _ 563
130 48 339 529 573 760 1044 1100 1365 1640 2110 0,41
94 147 159 211 290 305 379 456 586
140 49,8 349 547 595 788 1080 1140 1420 1710 2188 0,448
97 152 165 219 300 316 394 475 608
150 51,6 350 565 615 817 1116 1180 1470 1828 2267 0,48
100 157 171 227 310 327 408 508 630
В ЛС3 Чримечани ч, знаменатель е. Числитель дробной цифры указывает производит — в л!сек. ельность
12—1621
170
РАЗДЕЛ V. Г ид ремеханизация и гидротранспорт
Удельные расходы воды, напоры и уклоны площадок уступа по нормативам (по Г. А. Нурок)
Высота забоя в м 1 % fl HOIt'M.f yiqwHio.tuoV уитпчнаииен LO 4,5 4.5 3 4 LOVOCOcOxF toco со со Г-Т1-
LQ GJ OJ П c tC •гиэ 'Qoe w s don eh Kw!fW a iqroa roxord ШЧНЧЕЭТ'Х 3.5 50 50 50 4 50 60 60 50 50 5 60 70 80 06 06 / 0L L OS 0 60 9 120 1° 140
% я ногяХ униидэ.<иотг ушпчнэкивн Ю 3.5 3.5 2.5 3 4 4 2,5 2.2 3 5 2.5 2,5 2.5 СОСО W СО СО
V •шэ 'Qoe w s dOUEH о О О О О О ’Ф ТГ М* Ю Ю ооооо оооо tFCOGCCO 50 100 60 120
sw;vw a rnrofl vox -□Ed yiqH’ii'arX Ю LO со <© со 10,8 ! 12,6
% g ногяЛ yiqwHioXuov уитпчнаииен Ю СЧ 2.5 2,5 1.5 1 3 3 1.5 1.5 2 4 1.5 1.5 1.5 ю LQO1
If <y 'шэ 'Qoe vr a doueH CO О О О О о СО СО СО -rf оооосз coco м* со ю о coo СОЮЬГ' ОС хг СО 001 0S
9WlsW fl hvob Vox -□Ed уннчкэкК Ю со г- СП сч 2
Характер н наименование грунтов Грунты, предварительно разрыхленные, иеслежав-, шиеся . Пески мелкозернистые 1 « пылеватые .... Супеси легкие । Лесс рыхлый Торф рвзложившийся • Пески средиезернистые Супеси тяжелые Суглинки легкие Лесс плотный Пески крупнозернистые .... Супеси тяжелые • Суглинки средние и тяжелые . • Глины . . . . Песчано-гравийные грунты Глины полужирные Песчано-гравийные грунты ।
goiHXdi euuXdj -* - 6?' > > > — —
Глава 1. Гидромеханизация открытых горных работ 171
Применяются гидромониторы трех видов:
низконапорные (менее 5 атм) для разработки несвязных грун-
тов;
имеющие средний напор (5—12 атм)—в основном для раз-
работки обычных песчаных грунтов;
высоконапорные (более 12 атм)—для разрушения связных
грунтов и иногда даже полускальных пород.
В общем виде производительность гидромониторов определя-
ется по формуле
<2
W= — ,
Я
где Q — расход воды через гидромонитор в м31ч (устанавлива-
ется по данным табл. 2);
q— удельный расход воды в At3 на 1 м3 породы (табл. 3).
Для определения суммарных потерь напора в гидромониторе
пользуются формулой
ftn = Iм в°д-,
где Q — расход воды через гидромонитор в л]сек\
К — коэффициент потерь напора для различных гидромони-
торов, определяемый по данным табл. 4.
Таблица 4
Значения коэффициента потерь напора (по Г. А. Нурок)
Положение ствола Г идромоиитор
ГМН-300 ГМН-250 ГМ 2
Горизонтальное ............... 26 82 166
Поднят вверх . . . . • — 91 183
Опущен вниз — 100 176
Потери же напора в насадке будут:
у2
йнас = 0,06 И >
здесь и — скорость вылета струи из насадки в м]сек.
Образующийся при размыве породы недомыв убирается буль-
дозером .или драглайном в сочетании с гидротранспортом.
2. ТРАНСПОРТИРОВАНИЕ ПОРОДЫ
При напорном транспорте пульпа землесосом засасывается из
специального приемника (для породы и воды) — зумпфа.
При гидромониторной разработке землесосные установки рас-
полагаются у зумпфа, а при организации гидротранспорта от эк-
скаватора порода разгружается последним в буикер-смеситель, где
смешивается с водой; образовавшаяся пульпа из бункера транс-
портируется к месту укладки породы землесосом, смонтированным
вместе с бункером-смесителем.
12*
172 РАЗДЕЛ V. Гидремеханизация и гидротранспорт
Гидротранспорт от экскаватора до последнего времени считал-
ся наиболее эффективным при разработке пород только наносного
характера. Однако в последние годы на угольных карьерах Куз-
басса успешно ведутся работы по применению гидротранспорта от
экскаватора и для полускальных пород—путем установления в
бункере-смесителе специальной дробилки.
Трубопроводы одинаковых конструктивных характеристик могут
служить водопроводами и пульповодами.
Гидравлический расчет пульповода заключается в определении
необходимого для принятого режима транспортирования диаметра
пульповода и потерь напора в нем. Приближенный метод гидравли-
ческого расчета пульповода заключается в следующем.
По средним скоростям движения пульпы в пульповоде (табл. 5)
определяют необходимый его диаметр и затем по известным таб-
лицам Н. Н. Павловского или Скобея — потери напора для чистой
воды.
Таблица Б
Зависимость диаметра пульповода от средней скорости движения пульпы
(по Н. Д. Холину, Г. П. Никонову и С. О. Славутскому)
Диаметр пульповода в м Средняя скорость пульпы в пульповоде в м}сек
для глинистых фракций для песчанистых фракций с содер- жанием глинистых от 70 до 30% для песка и гравия с небольшим содержанием глинистых фракций
0.25 1,6 2 2,5
0,3 1.8 2.1 2,8
0,35 2 2.2 3
0,4 2,2 2,4 3,3
0,45 2,3 2,6 3.5
0,5 2,5 3 3,8
0.6 2,7 3,2 4
Потери напора для пульпы устанавливают путем умножения по
лученных значений на поправочный коэффициент:
Консистенция пульпы 1:3 1:5 1:8 1:10 1:12
Поправочный коэффициент . . . 1.6 1.5 1.4 1.3 1.2
Суммарные потери напора в пульповоде составят
Е *п = + *м
где 1П — удельные потери напора, т. е. потери напора на трение
на 1 м длины пульповода в м;
L—длина пульповода в ж;
Глава 1. Гидромеханизация открытых горных работ 173
Техническая характеристика землесосов
ЙС
6 6 аинэжвйивн о о о о о о с оооооооос со оо о о о о о о COCQCDCDCOCSCOCDCI н п 5 С 8 5 3 1
ШВУ чхэошподо 75 130 750* 310 1100” 480 280 475 360 310 570 400
«ПИТ G eoxodogo отгэиь 975 730 493* 935 490” 590 730 740 740 590 740 590
гх о вэоээеиэб эад 1100 2200 2200 2775 3370 ООТЛ с о О’ 3600 ОСПЛ
Диаметр в мм ВЭЭ1ГОМ OJOhOQEd 460 610 610 1000 700 850 780 850 850 850
BMgXdxEU OJOHdOUEH 150 200 200 300 300 300 300 300 300 300
BMgXdxEii ОЗа^ПСНЕЯНЭЕЭО 200 250 250 300 300 300 300 300 350 350
ww g эичгЛи g цииявбф ёхэнгеиГ униихэЛиои § § § 200 180—190 180 180 1ОЛ inn 180 180
•гиэ -QOQ W G БИНЕАНЭЕЭН ВХОЭНв ввяээьийхэи -иЛХяЕв БЕИЭЕЯЭХпоП' 5,5 5,5 з LO ю IQ Tf ТГ Ю «Г Ю
е Е В % ОО С СО LQ СО Ю СО со С*4 V
| Напор в м вод. ст. вмижэё oj -ahogud изъем. XHHyudM виг 31-26 29-24 49—42 см ю 1 ю Ю ст J сс 1 СГ 67-59 43-37
уННЧЕЕМИХиО О ю со CM CM tF СО со оо г-4 СМ с ю чг со ю ча* со
I Производитель- 1 ность в м*1ч BWHwad oJahogud ла box XHHvudn Birtr S § с и; ос [ S 470—1100 1200—1700 с 7 с с со UVU6-UU6L ООН—0001 1000—1700
ВЕНЧЕВИИХПО 400 ( 800 11050 1600 1200 1600 1400 1400 ЮОП 0091
Землесос i со со X X со со 12Р-7 ЗГМ-1 ЗГМ-2 ЗГМ-2М
*Типы электродвигателей п/м при @=3500 л’/ч, Я=42 м.
•* Типы электродвигателей прн <2=4000 м?[ч, Н=54 м.
174
РАЗДЕЛ V. Гидромеханизация и гидротранспорт
1м — местные потери напора в м. Принимаются равными
5—10% от потерь напора на трение по всей длине трубо-
провода.
Землесосы, при помощи которых транспортируют пульпу по
напорным пульповодам, по принципу действия представляют собой
центробежные насосы. Отличаются они от обычных насосов следу-
ющим: корпус и рабочее колесо выполняются массивными из
стального литья; рабочее колесо делается широким с малым коли-
чеством лопастей (2—3, реже 4); крышки у них съемные и защи-
щены сменными стальными бронедисками; вал защищен от истира-
ния ступицей рабочего колеса.
В цементной промышленности применяют землесосы типа НЗ,
ЗГМ и Р (табл. 6) и значительно реже—гидроэлеваторы.
Определяя производительность и напор землесоса, исходят из
заданного объема разрабатываемой породы, высоты подачи и даль-
ности транспортирования.
Необходимая часовая производительность землесосных уста-
новок по пульпе
Гч =
V(1 -m-j-t?)
ТпКс
[ж3/ч];
при заданном типе землесоса часовая производительность по по-
роде
<2пор = ,, . . ри3/Ч.
(1—«+?)
где К — коэффициент использования установки во времени;
V — сезонный объем разрабатываемой породы в м3;
п — число часов в смену;
m — пористость породы;
Т — число рабочих дней;
q — удельный расход воды в jh3/m3;
с—число смен в сутки;
1ГЧ—производительность землесоса принятого типа по пульпе
в м3/ч.
Необходимый напор землесоса вычисляется следующим обра-
зом:
Н = h„ у + hB у 4- S iп +1 iB [м вод. ст.],
где Лп—геометрическая высота подъема пульпы, равная разности
отметок оси землесоса и выпуска пульповода;
у— удельный вес пульпы;
hB — геометрическая высота всасывания, равная разности от-
меток оси землесоса и горизонта пульпы в зумпфе;
St,,— потери напора в напорном пульповоде в м;
SiB—потери напора во всасывающем трубопроводе в м (обыч-
но 2—2,5 At вод. ст.).
Самотечный гидротранспорт (по канавам, лоткам, трубам) ис-
пользуется при наличия естественного уклона местности нли при
небольшой длине транспортирования.
Глава J. Гидромеханизация открытых горных работ 175
Скорость движения пульпы в лотках и канавах устанавливают
в зависимости от консистенции пульпы и крупности частиц породы.
Величина уклона лотков и канав зависит от вида породы (табл. 7).
Таблица 7
Уклоны лотков и каиав для транспортирования пульпы
Порода Размер уклона в %
деревянных лотков заиленных канав
Лёсс, малопесчанистые глины 0.01—0.015 0,015—0.02
Глинистые н суглинистые породы 0,015—0.025 0,02—0.13
Песок мелкий и супесь 0,025—0,03 0,03—0.04
» средний • 0.03 —0,035 0,04—0,05
. крупный 0,035—0.05 0,05—0,06
Гравий 0.05 —0,1 —
3. УКЛАДКА ПОРОДЫ В ОТВАЛ
Разрабатываемая порола используется для намыва площадок,
дамб, плотин или укладывается в отвал (называемый гидроотва-
лом).
При гидравлической укладке породы потоку пульпы придается
определенная скорость, при которой частицы грунта выпадают из
него и откладываются на поверхности, а вода стекает с участка
намыва.
Минимальные скорости потока обычно достигают 0,05—
0,01 м!сек, что обеспечивает выпадение частиц крупностью 0,05—
0,01 мм; более мелкие частицы сбрасываются с отработанной во-
дой.
Объем гидроотвала устанавливают с учетом условий, необхо-
димых для осветления оборотной волы и размещения пород, под-
лежащих укладке:
«7= 1Г1<х+ Г2 ,
где Wi — объем породы (в целике), разметаемой в отвале;
1Г2 — переходящий запас воды в отстойнике, необходимый для
осветления пульпы, принимается равным 5—6-дневному
расходу пульпы, подаваемой в отвал;
а—коэффициент приращения объема грунта. Для глинистых
грунтов а =1,4-г-1,5, для суглинков а =1,2-г- 1,4, для
супесей а = J ,15-г- 1,05, для песков а =1.
Для организации гидроотвала создается емкость для приема
пульпы и осветления воды путем ограждения земляными дамбами.
Вначале насыпают начальную дамбу, которая наращивается из на-
мытой породы экскаватором или бульдозером в процессе укладки
породы в гидроотвал.
176
РАЗДЕЛ V. Гидромеханизация и гидротранспорт
Гидроотвал намывают эстакадным и торцовым способами. В
первом случае (кольцевой намыв) намыв ведут из пульповода,
уложенного по периметру отвала, и трубопровод укладывают иа
опорах высотой 4—5 м. При торцовом намыве пульпу выпускают
сосредоточенным потоком из торца пульповода, который лежит
на нескольких опорах высотой 3—4 м.
4. ВОДОСНАБЖЕНИЕ УСТАНОВОК ГИДРОМЕХАНИЗАЦИИ
Водоснабжение при гидромеханизации осуществляется при по-
мощи насосов или (при благоприятных топографических условиях)
самотечным способом. Вода для питания гидроустановок исполь-
зуется в процессе работ один раз или многократно (водоснабже-
ние с кругооборотом воды). Прн недостаточном количестве воды в
водоисточнике сооружают водохранилище для сбора несенных вод.
Требуемое количество воды в час Q при прямом водоснабже-
нии определяется по формуле
<2= Wp + p,
где W — производительность карьера по породе в л«3/ч;
q— удельный расход воды в м3/м3-,
р — потери воды при водоснабжении в м3.
Необходимый напор насоса составляет
Н — hn + hB + S iB + Г г'п + h„ + hr ,
где hn—геометрическая высота подъема воды в м, определяемая
как разность отметок оси насоса и оси гидромонитора;
hB— геометрическая высота всасывания воды в м, определя-
емая как разность отметок оси насоса и горизонта воды
в водоисточнике;
SiB— потери напора во всасывающем водоводе в м (обычно
1—1,5 м вод. ст.)-,
2УП— потери напора в напорном водоводе в м;
hB — потери напора на насадке гидромонитора в л<;
hr — потери напора в гидромониторе в м.
Потери напора в напорном трубопроводе составляют
2 *'п — *'п Г + г'м ,
где L — длина напорного трубопровода в м;
1„ — местные потери напора в м-.
Гм = 0,1 --0,05inL;
in — удельные потери напора; определяются по соответствую-
щим справочным данным (например, по таблицам
Н. П. Павловского или.Скобея).
Для получения напорной воды иа карьерах цементной промыш-
ленности применяют центробежные насосы типа НД с двусторон-
ним подводом воды к рабочему колесу (табл. 8).
Глава 1. Гидромеханизация открытых горных работ 177
1ехническая характеристика насосов 1 Марка насоса 1 «ГГНИ I 500 730 690 26 0,9 800 600 90 450 5000 аче-
ттног 1 3000 960 490 22 3 600 500 80 240 3300 ух зи
16НДв 1350 730 410 10 3 500 400 75 50 1650 зи дв
1800 960 410 16 2 500 400 82 140 1650 КИ П]
8НДв 500 960 525 89 4 250 200 81 75 950 ‘ристи
720 1450 525 89 1 250 200 81 240 950 аракте
яДН9 360 1450 405 47 3,5 200 150 75 70 800 ГСЯ X
яДН9 216 1450 350 35 5 150 125 72 37 270 i даю
«ДИР 180 2950 280 97 1,8 150 100 71 7,9 285 16НД|
22НДс 3600 730 860 52 4 700 500 92 600 5750 НДв;
4700 960 860 90 0 700 500 92 1350 5750 1Дс; 8
20НДс 3600 960 765 68 0 600 500 92 800 4300 ,с; 22 Р
2700 730 765 40 4 600 500 92 340 4300 20НД
14НДс 1260 960 540 37 5 400 350 88 160 1800 1НДс;
1800 1450 540 86 0,8 400 350 88 500 1800 [Дс; 1
12НДс 1260 1450 460 64 3 390 300 88 270 1400 к 12Н
1000 960 460 24 5 350 300 85 85 1400 маро
’ГН9 300 2950 242 70 3,5 200 150 80 79 280 сосов
Показатели Производительность в м31ч . • Число оборотов рабочего ко- леса в мин. Диаметр рабочего колеса влей Манометрический напор в м. Вакуумметрическая высота всасывания в м ...... Диаметр патрубка в мм: всасывающего напорного ... Коэффициент полезного дей- ствия в % Мощность рекомендуемого электродвигателя в кет • • Вес насоса (без электродви- гателя) в кг Примечание. Для на ниях диаметров рабочих коле
178
РАЗДЕЛ V. Гидромеханизация и гидротранспорт
Глава 2
ГИДРОТРАНСПОРТ ЦЕМЕНТНОГО СЫРЬЯ
Автор-составитель инж. Л. А. БЕРНШТЕЙН
1. ОСОБЕННОСТИ ТРАНСПОРТИРОВАНИЯ ЦЕМЕНТНЫХ ШЛАМОВ
Современные цементные заводы потребляют ежесуточно 8—
10 тыс. т сырья.
Перевозка таких количеств сырья с карьеров на заводы обыч-
ным транспортом связана с необходимостью содержания большого
количества обслуживающего персонала и подвижного состава (ав-
томашин или железнодорожных вагонов), а также организации пу-
тевых и ремонтных работ.
При использовании пластичных мягких пород, таких, как мел,
глина и отдельные разновидности мергелей, особенно в осенний и
зимний периоды года, возникают дополнительные осложнения, так
как эти материалы размокают, слипаются и намерзают на стенки,
вагонов, кузова машин и др. при погрузке и транспортировании.
Среди известных видов транспорта наиболее приемлемым для
перевозки пластичного цементного сырья при мокром способе про-
изводства является гидротранспорт.
При использовании этого вида транспорта цементное сырье пе-
рерабатывается в шлам вблизи места добычи и в таком виде транс-
портируется насосами по трубам на завод.
Трубы во избежание замерзания в них шлама при остановках
системы укладывают под землей (ниже глубины промерзания), а
при укладке на поверхности земли тщательно теплоизолируют.
Впервые установка гидротранспорта шлама с карьера на завод
была введена в эксплуатацию в 1956 г. на Белгородском цементном
заводе. Болтушки для приготовления шлама установлены на карь-
ере глины. Доставка глины от забоя к болтушкам (200—400 м)
осуществляется автосамосвалами. Полученный в болтушках шлам
влажностью 55—60% транспортируют на завод на расстояние
2,2 км.
В начале 1959 г. аналогичные установки были пущены на Ам-
вросиевском и Чимкентском цементных заводах, а в 1960 г. — на
Николаевском цементном заводе.
При гидротранспорте шламов повышенной влажности (55—
60%) потери напора не превышают 2—3%, что позволяет приме-
нять насосы с невысоким напором. Так, на Амвросиевском заводе
при длине шламопроводов около I км и весьма неблагоприятном
профиле гидротранспорт обеспечивается одним насосом 5ШНВ
общим напором 85 м вод. ст. На Белгородском заводе, где очень
удачно взаимное расположение карьера и сырьевого цеха завода,
с этой задачей справляется обычный шламовый насос с напором до
65 м вод ст., а на Николаевском цементном заводе при транспор-
тировании разбавленного глинистого шлама на расстояние 4,5 км —
насос 5ШНВ с напором 85 м вод. ст.
Глава 2. Гидротранспорт цементного сырья
179
Транспортировать таким путем шламы нормальной влажности
значительно сложнее, так как их свойства резко отличаются от
свойств разбавленных шламов.
По данным институтов Южгипронемент и НИИЖелезобетои,
цементно-сырьевые шламы представляют собой структурированные
системы, характеризующиеся величинами предельного напряжения
сдвигу и вязкостью, приведенными в табл. 9.
Таблица 9
Свойства цементно-сырьевых шламов
, Шлам Влаж- ность шла- мов в % Условная те- кучесть по прибору TH-2 а мм Вязкость в пз Предельное напряжение сдвига в дин 1см2
Белгородский меловой . . 53 60 280 295
Белгородский глиио-ме- ловой 41 60 170 420
Белгородский меловой с с.с.б 41 60 140 310
Балаклейскнй низкотит- ровый, Т=70% 46 50 50 130
Балаклейскнй высокотнт- ровый. 7=85% 44 60 80 150
Амвросиевский мергель- ный 50 60 250 180
Здолбуновский глино-ме- ловой 37 50 80 120
Нижне-Тагильский* . . . 39 60 132 510
Завода „Гигант"1 ..... 37 60 120 640
Подольского завода1. • . 45 60 160 430
1 По данным П. П. Будникова и И. А. Семченко.
При этом существует определенная зависимость вязкости не-
разрушенной структуры н предельного напряжения шламов сдвигу
от их влажности н температуры.
Так, по данным о шламе Белгородского цементного завода,
вязкость резко возрастает с увеличением плотности шлама и умень-
шается с повышением его температуры, причем с увеличением
плотности шлама выше 1,4 г/см3 (влажность меньше 50%) темпы
повышения его вязкости значительно усиливаются.
Предельное напряжение сдвигу с повышением влажности шла-
ма также уменьшается; зависимость от температуры оказывается
более сложной—оптимальной является температура порядка 13° С,
при повышении или понижении температуры предельное напряже-
ние сдвигу возрастает.
Цементным сырьевым шламам присуща также высокая несу-
щая способность. Несущая способность меловых шламов позволяет
транспортировать во взвешенном состоянии достаточно крупные
180
РАЗДЕЛ V. Гидромеханизация и гидротранспорт
включения кускового материала, причем в зависимости от плотности
шлама в нем могут удерживаться куски мела различной крупно-
сти; несущая способность глнно-меловых шламов н мелового шла-
ма с добавкой сульфнтно-спиртовой барды с. с. б. резко снижается;
резкое снижение несущей способности шлама наблюдается также прн
его плотности ниже 1,3 г!см3.
2. ПАРАМЕТРЫ ПРОЦЕССА ГИДРОТРАНСПОРТА
Указанные выше особенности цементных шламов необходимо
учитывать при проектировании и эксплуатации системы гидро-
транспорта. Так, принимая во внимание характер изменения пре-
дельного напряжения сдвигу с изменением температуры шлама,
шламопроводы при укладке следует хорошо теплоизолировать с
тем, чтобы предотвратить нх промерзание зимой илн излишний на-
грев в летних условиях. Прн этом следует иметь в инду, что прн
транспортировании шлама по трубам за счет трення происходит
некоторый подогрев шлама. Так, на Ново-Здолбуновском заводе
при периодической работе шламопровода н прохождении шлама
последовательно через три землесоса на трассе 3,5 км шлам подо-
гревается на 3—4° С. Очевидно, что при непрерывной работе шла-
мопровода разогрев шлама будет выше.
Необходимо также учитывать данные о потерях напора при
транспортировании шлама в зависимости от его температуры и
скорости движения. Ниже (табл. 10 и 11) приведены соответст-
вующие данные Южгнпроцемента применительно к шламам нз
различного сырья.
Таблица 10
Параметры гидротранспорта мелового шлама (Белгородский цементный завод)
Диаметр шла- мопрово- да в мм Температура шлама в °C Плотность шлама в г/см? Потери напора в % прн раз- личной скорости транспорти- рования в м/сек
0.6 1 2 3
1,45 10,5 11 12,2 13,2
200 16—23 1.5 1,53 24 34,5 25,5 36 27,5 38,5 28,5 42
1,45 6 6,2 6.5
300 16-23 1.5 1,53 14.5 20.5 14.8 21.2 15,2 23,5 —
Потери напора при транспортировании мергельного шлама нор-
мальной влажности по трубе диаметром 246 мм со скоростью
2,5 м]сек и температуре, равной 15—28° С, составляют 5,7—7,8%.
При транспортировании шлама (мело-суглинистого) Здолбу-
Глава 2. Гидротранспорт цементного сырья
181
Таблица 11
Параметры гидротранспорта глино-мелового шлама (Белгородский цементный
завод)
Диаметр шла- молровода В ММ Температура в ®С Плотность в г/сж3 Потери напора в % при раз-* личной скорости в м/сек
0,6 2 3
16—23 1,56 5 5.5 6,5 8
200 16-23 1.6 9,2 10,3 11,5 13
16-23 1,61 11.7 12,5 14 15.5
16—23 1,62 16 16,5 18,2 20
16—23 1,56 2,5 2,75 3,2 3,7
300 16—23 1.6 5,3 5.7 6,3 6,6
16—23 1,61 6 6,5 7.3 8,7
16—23 1,62 7,7 8.5 10,5 12
16—23 1,56 3 3,3 — —
400 16—23 1.6 5,7 6.3 — —
16—23 1,61 6.8 8.6 — —
16—23 1,62 8.4 9,6 — —
невского цементного завода
его движения 1,5 м/сек-.
потери -напора составили при скорости
при влажности шлама
то же
32—34%
34-35%
35-37%..............................
10,8%
8,4%
6,7%
Прн прохождении шлама через центробежные насосы и дви-
жении по трубопроводу происходит частичное истирание твердой
фазы шлама. Так, на Здолбуновском заводе прн последовательном
прохождении шлама через три насоса и движении по шламопро-
воду общей длиной 3,5 км гранулометрический состав шлама из-
менялся следующим образом (табл. 12).
Таблица 12
Гранулометрический состав шлама
Место отбора проб Остаток на сите с от- верстиями размером
200 р 90 р
Исходный шлам Шлам после насоса: 11 4,1
1-го 6,8 5.2
2-го Б 5.8
3-го 3.5 7
182
РАЗДЕЛ V. Гидромеханизация и гидротранспорт
Установлено (на примере меловых суспензий Белгородского
цементного завода), что для сохранения текучего состояния шла-
ма предельная плотность его не должна превышать 1,53 г/см3, так
как дальнейшее увеличение плотности (снижение влажности) прн
данной степени дисперсности приводит к полной потере текучести
суспензий н снижению вакуума в рудососе; потери напора чисто
мелового шлама такой плотности составляют порядка 2d%.
Применение добавок глины (5—8%) или с. с. б. (0,2%) по-
зволяет получить шлам нормальной текучести при плотности 1,58—
1,6 г/см3 (влажность 40%); потери напора при гидротранспорте
такого шлама значительно ниже, чем чисто меловых шламов.
Так, в трубах диаметром 300 мм при скорости 1 м/сек для ме-
лового шлама Белгородского цементного завода с добавкой глины
потери напора составляют 5,7—8,5% вместо 21% для чисто мело-
вого шлама плотностью 1,53; добавка сульфитно-спиртовой барды
в тех же условиях приводит к снижению потерь напора до 7,5%.
Примерно в таком же соотношении изменяется величина по-
терь напора для сырья Балаклейского цементного завода. На Ново-
Здолбуновском цементном заводе достаточно подвижный (текучий)
шлам может быть получен из чистого мела влажностью не ниже
40%, а при добавке 8% суглинка влажность его может быть умень-
шена до 33—34%.
Следовательно, в большинстве случаев добавка глинистого ком-
понента резко снижает влажность шлама и потери напора при его
гидротранспортированни. Аналогичное действие оказывает и с. с. б.
При содержании в меловом шламе добавки глины эффектив-
ность действия с. с. б., как правило, резко снижается. Введение до-
бавки с. с. б. в чисто глинистый шлам практически ие изменяет его
текучесть, а в некоторых случаях даже ухудшает ее, в особенности
при повышенных температурах.
Для получения шлама минимальной влажности и обеспечения
возможно низких расходов электроэнергии при его гидротранспорте
необходимо приготовлять на карьере шлам не из чистого мела, а
с добавкой сульфитно-спиртовой барды или глины (не менее 5%
по сухому материалу). В этом случае для труб диаметром 300 мм
при скоростях движения шлама 0,8—1,3 м/сек потери напора будут
порядка 8—10%, т. е 8—10 атм, на 1 км длины.
Свойство чисто меловых шламов структурироваться при отста-
ивании уже через 1,5—2 ч приводит к тому, что после длительных
остановок запуск рудососа (углесоса) затрудняется; введение в
меловой шлам добавок глины или сульфитно-спиртовой барды ока-
зывает и в данном случае благоприятное действие — даже после
6—7 суток отстаивания в трубах запуск рудососа происходит нор-
мально. Полезной в этих случаях является также принудительная
подача шлама или искусственное разрушение структуры шлама в
зумпфе (например, с помощью вибраторов).
3. ХАРАКТЕРИСТИКА НАСОСНОГО ОБОРУДОВАНИЯ
Практические возможности гидротранспорта в значительной ме-
ре определяются его производительностью, мощностью (создавае-
мым напором) и надежностью работы насосного оборудования.
Глава 2. Гидротранспорт цементного сырья
183
Наиболее пригодным для гидротранспорта цементно-сырьевых
шламов является центробежный насос 5ШНВ, выпускаемый Даптев-
ским заводом Тульского совнархоза. В последних моделях насосов
этого типа предусмотрена возможность работы с небольшим коли-
чеством отжимной воды (порядка 0,5—1%). На Ново-Амвросиев-
ском цементном заводе рудососы такого типа в течение ряда лет
используют взамен обычных шламовых насосов для подачн шлама
из шламбассейнов в сырьевые мельницы.
В последнее время после пуска в эксплуатацию системы гид-
ротранспорта на этом же заводе установлена полная возможность
и целесообразность использования рудососов 5ШНВ для перекачки
как малоконцентрированных, так н высококонцентрированных мер-
гельных шламов.
С 1960 г. иасосы такого типа применяют на Николаевском, а в
1961 г. их стали применять на Ново-Здолбуновском цементном за-
воде. Производительность этих насосов составляет до 540 м3/ч; на-
пор — 84 м вод. ст., потребляемая мощность — 200 кет и установ-
ленная мощность — 220—300 кет. Диаметр всасывающего патрубка
равен 150 мм. Весит насос 1290 кг.
Практика гидротранспорта цементного сырья при помощи та-
ких насосов показала, что их работа характеризуется достаточной
устойчивостью.
ЛИТЕРАТУРА К ЧАСТИ 11
К разделу 1
1. Зурков П. Э. Разработка рудных месторождений открытым
способом. Металлургиздат, 1953.
2. Классификация запасов месторождений твердых полезных ис-
копаемых. Госгеолтехиздат, 1960.
3. Кулешов Н. А. Открытые горные работы, Госгортехиздат,
1961.
4. Мельников Н. В. Справочник инженера и техника по от-
крытым горным работам. Госгортехиздат, 1961.
5. Новожилов М. Г. Открытые горные работы. Госгортех-
издат, 1961.
6. Ржевский В. В. Строительство карьеров. Углетехиздат,
1958.
7. Совершенствование открытой разработки месторождений не-
рудных ископаемых. Металлургиздат, 1955.
8. Техника и технология открытых работ. Углетехиздат, 1959.
9. Ш е ш к о Е. Ф. Открытая разработка месторождений полез-
ных ископаемых. Углетехиздат, 1957.
10. Ill е ш к о Е. Ф., Р ж е в с к и й В. В. Основы проектирования
карьеров. Углетехиздат, 1958.
К разделу II
1. Справочник по буровзрывным работам под ред. В. А. Ассо-
нова. Госгортехиздат, 1960.
К разделу Ill
1. Новожилов М. Г., Тартановский Б. Н., Ктито-
ров П. М- Статья в «Горном журнале» № 11, 1959.
2. Перспективы применения роторных экскаваторов на открытых
разработках СССР под ред. Н. В. Мельникова. Углетехиздат,
1959.
3. Т ы м о в с к и й Л. Г., Г р а в е И. П. Карьерный транспорт.
Углетехиздат, 1957. ,
К разделу IV
1. Васильев М. В. Современный карьерный транспорт, Госгор-
техиздат, 1960.
2. В а с и л ь е в М. В. Автомобильный и тракторный транспорт
на карьерах. Металлургиздат, 1957.
3. Дукельский А. И. Подвесные канатные дороги и кабель-
ные краиы. Машгиз, 1951.
4. Ст ас юк В. Н. Статья в «Горном журнале» Ns 3, 1960.
Литература
185
5. Потапов М. Г. Карьерный транспорт. Углетехиздат, 1958.
6 Спиваковский А. О.. Потапов М. Г., Андреев А. В.
Транспорт на открытых разработках. Госгортехиздат, 1962.
К разделу V
1. Ну рок Г. А. Гидромеханизация горных работ. Госгортехиз-
дат, 1959.
2. Ж у р и и В. Д. и Ю ф и н А. П. Оборудование гидромехани-
зации. Госстройиздат, 1960.
3. Аникеев И. Я- Гидромеханизация на карьерах промышлен-
ности строительных материалов. Промстройиздат, 1956.
4. ШкуидинБ М. Оборудование для гидромеханизации зем-
ляных работ. Машгиз, 1954.
5. Будников П. П. и СемченкоИ. А. «Строительные ма-
териалы» № 11 и № 12, I960.
6. Бернштейн Л. А. и др. Южгипроцемент, труды, вып. № 1.
Госстройиздат УССР, 1960.
ЧАСТЬ III
ТОПЛИВО И ЕГО СЖИГАНИЕ
Научный редактор доц. Д. Я. МАЗУРОВ
ВВЕДЕНИЕ
В цементном производстве на технологические нужды — для
обжига сырьевой смеси, а также для сушки различных материалов—
применяют топливо трех видов: твердое, жидкое и газообразное.
Изменение структуры топливного баланса страны позволяет
во все увеличивающихся масштабах применять в цементной про-
мышленности жидкое н газообразное топливо, при этом наиболее
перспективно использование газа.
Впервые газ для обжига цементного клинкера был использован
в 1937 г. на Бакинском цементном заводе, а по плановым намет-
кам уже к 1965 г. печи, работающие на газе, будут выпускать 70%
клинкера. Использование газообразного топлива значительно улуч-
шает ход процесса обжига и снижает капитальные н эксплуата-
ционные затраты.
Пока еще достаточно широко используется твердое топливо;
для обжига сырьевой смесн обычно применяют шихту, состоящую
из тонко измолотых тощих и газовых углей, иногда с некоторым
количеством местных (бурых) углей.
Соотношение компонентов топливной шихты должно быть та-
ким, чтобы обеспечить получение определенной теплотворной спо-
собности топлива н содержание горючих летучих веществ в норми-
руемых пределах.
Ниже дается подробная характеристика различных видов то-
плива, применяемых в цементной промышленности.
Приведены также справочные материалы о характере теплооб-
мена, происходящего при сжигании топлива, об объеме н парамет-
рах теплотехнических испытаний основных агрегатов, о значении
тепловых балансов этих агрегатов и методике их составлеиня.
РАЗДЕЛ I
ТЕХНОЛОГИЧЕСКОЕ ТОПЛИВО И ЕГО
ХАРАКТЕРИСТИКА
Автор-составитель инж. А. Ф. М Е Ш И К
Состав топлива характеризуется соотношением различных его
компонентов. В твердом и жидком топливе различают органиче-
скую, горючую, сухую и рабочую массы топлива, и состав его вы-
ражается в весовых процентах.
Масса топлива Составляющие
Рабочая .... Ср н₽ ор № sop SKp /Р wp
Сухая Сс нс 0е Nc SCK Ac
Горючая .... сг нг сг Nr s;
Органическая . . с° н° с° № s°
Здесь: С — углерод; Н — водород; О — кислород; N — азот; So —
органическая сера; SK— колчеданная сера; А—зольность; w —
влажность.
Состав газообразного топлива выражается в объемных процен-
тах к сухому газу.
Глава 1
ТВЕРДОЕ ТОПЛИВО.
Для обжига клинкера во вращающихся печах используют по-
рошкообразное твердое топливо, обладающее требуемыми кало-
рийностью, содержанием летучих н полученное или из смеси газо-
вых и тощих углей, илн нз угля одного вида. Обычно применяются
также тощие и газовые угли, бурые углн, коксовая мелочь, горючие
сланцы. В табл. 1, 2, 3 и 4, по данным ВТИ и М. Б. Равича, приво-
дится характеристика отдельных видов твердого топлива н различ-
ных топливных смесей (табл. 5).
Производительность вращающейся печи, расход тепла на об-
жиг клинкера зависят от теплотворной способности форсуночного
топлива (рнс. 1).
Таблица 1
Состав и теплотехнические характеристики каменных углей
Район месторождения Месторожде- ние Марки и сорт угля Рабочая масса топлива в % Назшая теплотворная способность Сн и ккал:кг Горючая масса Иг в % Теоретический объем воз- духа Уо и н му кг Теоретический объем продуктов горения V в нм3 кг Жаропроизводнтельность топлива t макс в • С трехатом- ухнх п роду к- '’°2 макс в %
W А SK So.p с н N О
си X X м * а С С ных газов в с тах горения I
Донецкий бассейн — Д 13 19,6 2,4 1.6 50,6 3.7 1 8 4840 43 5.35 5,86 2050 18.7
То же — Г 7 15.8 1.9 1.4 62,1 4,2 1.2 6.4 5900 39 6.53 7.01 2080 18.7
— пж 6 18,8 3,6 62,4 3,8 1.1 4,3 5980 32 6.53 5.96 2130 18.7
— К 5 23,4 1.8 0.8 62 3,4 1,1 2,5 5800 20 6.4 6.87 2080 18.8
— ПС 4 15.9 1.6 0.9 70,5 3,6 1.2 2,3 6600 15 7,2 7,66 2120
— т 5 15,2 1.8 0.9 70,6 3,4 1.2 1,9 6550 13 7,21 7.6 2120 19
— ПА 5 15.1 1.3 0.7 72,3 2,8 1 1,3 6470 8 7.2 7.55 2120 19.3
— пп 6 42.3 3,5 0,5 40,8 2.7 0.8 3.4 3890 30 4.36 4.69 2050 18.5
Печорский бассейн — Шлам 20 16 1.6 0.7 54.4 3.2 1 3,1 5070 30 5.66 6,21 2020 18,7
— д 11 24.9 1.9 0.6 47,4 3,2 1.3 9,7 4340 39 4,82 5.29 2020 19
То же — пж 7 18.6 0.4 0.5 62.5 3,9 1.7 5.4 5930 31 6,44 6,9 2120 18.7
Урал Кизеловское д 5,5 26,5 4.6 51,7 3.8 0.9 7 5000 45 5.52 5,95 2080 16,6
> а г 5,5 29,3 3.2 1.9 50,9 3.7 0,8 4,7 4970 44 5.52 5,92 2080 18,5
и а пп 11 35.6 8,0 1.5 37.9 2.9 0,9 2.2 3860 44 4,38 4,77 2000 18.5
Карагандинский бассейн Буланашское г пж-пс 10 7.5 18 25 0,5 0 0.6 .8 58 57 4 3.4 1.1 0,9 7,8 5.4 5460 5320 40 28 5.19 5.82 6,5 6,24 2080 2100 18.8 18.8
Казахская ССР Иртышское (Экибастуз) сс 7 37,2 0,7 45,2 2,9 0,8 6,2 4190 28 4,6 4,97 2080 19.1
188 РАЗДЕЛ I. Технологическое топливо и его характеристика
Продолжение табл /
Район мест ор ождення Месторожде- ние Марки и сорт угля Рабочая масса топлива в % Низшая теплотворная способность QH в ккал!кг Горючая массв уг в % Теоретический объем воз- духа V» в нм* кг Теоретический объем продуктов горения V в нм*1кг Жаропроизводительность топлива 'макс в *с трзхатом- сухих продук- r<-*2 макс в %
W А SK SO.p С н N О
О. X X « С и ных газов в ' тах горення
Кузнецкий бассейн Ленинское Д 10 5 0,4 67,2 4,7 2 10,7 6300 40 6,88 7,46 2090 18,7
То же Г 9 10,9 0,6 66,1 4.6 2.2 6.6 6240 39 6.9 7.44 2080 18.5
Анжеро-Суд- ПС 6,5 12,2 0,6 74 3,5 IX 1.7 6740 15 7,46 7,89 2120 19
женское
Кемеровское К-ПС-СС 9 15,5 0,5 64,9 3.8 1,5 4,8 5990 29 6,64 7.11 2090 18,9
пет . 8 14,7 0.5 70 3,3 1.5 2 6360 16 7,05 7.47 2090 18,8
- Прокопьев- ск о- Кисе- СС26—36 7 7,4 0.4 71 4,5 2 7,7 6640 30 7,26 7.78 2090 18.8
левское
- • СС11-17 5 П.4 0,4 74.2 3.6 1.8 3 6830 14 7,52 7,93 2120 19,1
Араличевское д 7 16,7 0.6 68,3 3,1 1,5 2,8 6130 11 6,82 7.22 2090 19.2
пп 4 25 0.5 60,4 3,6 1.8 4,7 5660 28 6,19 6,59 2120 18,8
Хакасская авто- Минусинское д 13 10,4; 0,2 0,4 67,9 4,8 1.9 1.4 6340 42 7,28 7,85 2000 18
номная область
Иркутская область Черемховское д 14 21,1 >; 0.5 0,5 50 3.7 1 8.8 4660 45 5,17 5.7 2020' 18,7
Читинская область Букачачинское д 12 10 0,5 60,8 4,3 0,9 11,5 5610 42 6,18 0.75 2050 18,9
То же • г 8 12 0,6 65,6 4,4 0,9 8.5 6140 36 6,74 7,25 2100 18,8
Продолжение табл. 1
Район месторождения Месторож- дение Марки и сорт угля Рабочая масса топлива в % лотворная QH в ккал1кг Горючая масса Vr в % Теоретический объем воз- духа Vo в нм3;кг Теоретический объем продуктов горения V в нм31кг Л Содержание трехатом- иых газов в сухих продук- тах горения RO2 макс в %
с с X л ч ф X d с сс £ С с с <к топлива в “С MdKC
W А SK So.p с н N О
Низшая теп способность
Хабаровский край Уральское г 5 31,4 0.3 50,9 3,8 0,8 7,8 4860 42 5,28 5,7 2100 18,5
(Бурея)
Приморский край Липовецкое д 8,5 27,5 0,3 48,6 3,8 0,6 0,6 4530 50 4.98 5.46 2050 18,8
То же Сучанское г 7 27,9 0,5 54,7 3,4 0.9 5,6 5030 35 5,6 6,01 2070 18,8
- пж 6 21,6 0,4 61,9 3,6 1 5,5 5720 29 6,29 6,71 2100 18,9
Уссурийское сс 5 39,9 0,2 46,3 3 0,6 5 4310 25 4,75 5,1 2100 18,7
Подгоренское т 5 38 0,3 49,9 2,6 0,6 3,6 4520 17 5,02 5,33 2100 18,9
Сахалин Октябрьское Коксовый 4 11,6 0,4 74,3 4,3 1,7 3,7 7040 23 7,6 8,05 2140 18,7
Киргизская ССР Кок-Янгак д 15 п; 1.2; 0,4 52,7 3,5 0,7 9,5 4850 37 5,35 5,89 2020 19,1
То же Ташкумыр д 13 11,3 0,8 59,4 3,8 0,9 10,8 5450 37 5,96 6,5 2060 19,1
Грузинская ССР Тквибульское г 11 26,7; 0,7; 0,7 48 3,6 0,9 8,4 4470 43 4,99 5,47 2020 18,6
То же Ткварчель- пж 10 34,2; 1,3; 0,5 44,1 3,3 0,9 5,7 4180 40 4,67 5,1 2020 18,5
ское
Теплотехничест сие характеркст! ПКИ П0ДСЧИТ2 ны с учетом содержат ПЯ В В оздухе ОДНО го вес ового 1роцеита влаги.
Состав и теплотехнические характеристики антрацита Таблица 2
Рабочая масса топлива в %. объем м31кг объем иия V цель* *макс
Район место- рождения Марка антрацита С » Н S О N А W в ккал/кг Иг в % Теоретический воздуха 1/0 в н Теоретический продуктов горе в нм31кг Жаропроизвод! ность топлива в °C са ж я S О сх
Донецкий бас- сейн Антрацит плита и кулак АП и АК 85 1,6 1.7 1,1 0,9 5,7 4 7250 4 8 8,28 2 160 20,2
То же Антрацит мелкий и семечко AM и АС 76,4 1,5 1,7 1,3 0,8 13,3 5 6475 4 7,1 7,48 2 150 20,2
- Антрацит рядовой со штыбом АРШ 71.7 1.4 1.8 1,4 0,8 16.9 6 6100 4 6,8 7,04 2 150 20,2
- Антрацит штыб АШ 70,5 1.4 1.7 1,9 0,8 16,7 7 6010 4 6,6 6,92 2 150 20,2
Урал, Егоршин- ское Антрацит рядовой АР 66,7 2,7 0,4 3,4 0,5 20,8 5.5 5920 7 6,6 6,9 2 120 19,5
190 РАЗ ЦЕЛ I. Технологическое топливо и его характеристика Глава /. Твердое топливо
о
13—1621
Таблица 3
Состав и теплотехнические характеристики бурых углей
— Рабочая масса топлива в % и а . а
р * я s
CS « S и s * at * 5 о с
Район месторождения Месторождение А SK SO.p с Н N О * ч е к к Теоретическ объем возду в нм'кг гтическ 4 прод) [ИЯ в н. >произв юсть то ; в °C а •й
и а О 1° р, О Н- ОС-, сил * 04
X О' К Вл® О
С содержанием влаги до 30 %
Западная Украина Коломыйское 20 24 2.4 1.2 37,8 3.1 0,6 10,9 3410 53 3,91 4.5 1870 19,5
Карагандинский бас- — 26 17 0,6 41,9 2,7 0,5 11,3 3620 40 4,09 4,71 1900 19.2
сейн 1790 19.8
Урал Богославское ..... 28 21,6 0.3 34,3 2.4 0,6 12,8 2840 48 3,27 3,9
Челябинское 17 24,9 0,7 0,5 41,8 3 1 11,1 3770 43 4,18 4,71 1970 19,3
Казахская ССР Ленгеровсксе .... 27 14,6 1.3 0,8 44,4 2.6 0.4 8,9 3850 40 4.41 5,03 1900 19,4
Читинская обл. Тарбогатайское .... 25 13,5 3.1 0,6 45,5 3,1 0,8 8.4 4050 43 4,71 5,34 1870 19,1
То же Арабагарсксе 25 15 0,2 0,5 42,6 2.9 0,8 13 3720 45 4,15 4,78 1930 19,6
Приморский край Артемовское 28 21,6 0,3 35,5 2.9 0.8 10,9 3120 49 3,57 4,22 1830 18.9
То же Тавричанское 14 21,5 0,5 47,7 3.5 1 11,8 4350 45 4,79 5,33 2020 19
Бурят-Монгольская АССР Гуснно-Озерское . . . 21 15,8 0.6 47,4 3,2 0,6 11,4 4240 43 4,7 5,3 1970 19.3
Киргизская ССР Сулюкта 21 11,9 0,5 0,1 51,7 2.7 0,5 11,6 4400 36 4,95 5,52 1970 19,9
То же Кнзил-Кня ...... 27 11,7 1.4 0,4 46 2,6 0,6 10,3 4000 38 4.5 5,13 1930 19.6
Таджикская ССР Шураб 26 к.б 0 ,7 46,7 2,5 0,5 11 3950 35 4,47 5,09 1930 19.9
Грузинская ССР Гелати И 40,1 1.5 0.5 34,2 2,5 0.7 9,5 3070 49 3,45 3,86 1970 19,1
То же Ахалцихское ..... 20 38,4 0.6 0,5 28.1 2,4 0,5 9,5 2470 49 2,89 3,35 1820 19
с содержанием влаги от 80 до 40 % 1710 19.2
Подмосковный бас- — 33 23,5 1.7 1.2 29,1 2,2 0.6 8.7 2510 45 2,98 3,62
сейн
Западная Украина Золочевское (Тростя- нецкое) 37 18,9 1.2 2,4 28,2 2,3 0,4 9,6 2420 57 2.92 3.62 1650 19.2
192 РАЗДЕЛ I. Технологическое топливо и его характеристика
Продолжение табл. Я
Район . месторождения Me сторожде ние Рабочая масса топлива в % в ккал!кг са Теоретический объем воздуха Уо в км3)кг Теоретический объем продуктов горения в нм3.кг Жаропроизводи- тельность топлива i н в г 'макс в РО2 в % 4макс
W А SK S0.p С н N О
Красноярский край Канское (Ирша-Боро- динское) 32 10,2 0,3 0,2 41,6 2,9 0.8 12 3570 49 4,09 4.8 1840 19,4
Читинская обл. Чериовское 33 7,4 0,5 44,7 3 0,8 10,6 3910 42 4,43 5,17 1870 19,3
Хабаровский край Райчихинсксе 37 9,5 0,2 37,8 2,3 0,5 12,7 3070 42 3,56 4,29 1770 19.9
То же Кивдинское 37 13,2 0,2 35,3 2,1 0,6 11,6 2840 41 3,41 4,08 1720 19,6
Узбекская ССР Ангренское ...... 35 11 0.7 0,7 41,9 2 0,4 8,3 3450 34 4,03 . 4,7 1790 19,8
С содержанием влаги выше 40 %
Закарпатская Украи- на Мукачевское (Ильииц- кое) 45 24,8 0,4 19,6 1,8 0,3 8,1 1500 60 1.96 2,71 1380 19,3
Правобережье УССР Александрийское, Зве- нигородское, Коро- стышевское и др.. . 53 14,1 0,7 1.9 21,1 1.9 0,2 7.1 1650 60 2.23 3,08 1350 18,9
Башкирская АССР Бабаевское (Ермолаев- скнй раарез) .... 52 9.6 0,3 0,4 26.7 2,5 0,2 8,3 2240 63 2,78 3,67 1550 18,5
Теплотехнические характеристики подсчитаны с учетом содержания в воздухе 1 вес. % влаги
\94РАЗДЕЛ I. Технологическое топливо и его характеристика
Состав и теплотехнические характеристики горючих сланцев
% а винабол аолмАк -odu хихЛз эмеиг0Н 18,5 19 19 18,5 19,5 содер-
□□ я эмви; VflHiruoi чхэон -ч ir ахи гояеи о (Inode ж 1830 1680 it>au 1600 1580 онатов,
fl /\ ьинайол flOXxAtfodii иач.до ииязаьихайоа! ift со’ ОО сч 2,3 2,2 2,2 ле карб
гз//сягн я °Д ijxXircofl гоая-до уияэаьихабоах ; 2,99 1ИЭЖ01 4'1 £4'1 8'1 Z6'Z
гэээеи HabOidoj я % а лд § О о read 1 08 08 оя
гх/гохи я и0 2590 1940 1420 1410 1ПГЛ IOOV | пла на
0)
СО 1иеральная масса 1+СО2кк> ?,4+13,8.1! 1,8+14,9.1! 1,8+9,6-20 ), 5+5,5-21 1,7+8-20 t расхода т
о 2 СО •чу Ф g ь co <u Ef
«I 2 т—< т-а "О -Ф СО >, X «
CS ф Л о о Z? о о и u
о — о> ю ’ — S jg о о °
« О. о Ф со со -чу у « ф E « £ S .
СО « О с/) LO 1,3 3,6 2,5 2,9 !В ПРН1 Мй CJ X 4 Л co S 4
О X СЧ £ to оо о со g x « Я
C1 J = 3
О to сч 19,1 15 14, ( 14,2 гость Ой к к о и U U
аина1 способа Ф. X 6 X 3 СО X й о « х о Ч S Ф о S ®
Месторож/ 1 Гдовское Кашпирское Озииское Савельевск Теплотворная iacce сланцев. 1рактеристики оонатов, соде^ оздухе одного
к S X си d * о ч to о я ч а н н е. тральной 1 лические xj )жеиия кар )жания в в
Оч о ф S ,я ССР 1ДСКЯЯ ЗПЛГ/Л rt с ts в со д i ь S S X со плотех, 1) разл< 2) соде!
X о •X id о X X со с g £ г- ч
CU о X « Оч с - i
л ч * о с *
Глава 1. Твердое топливо
195
Таблица 5
Составы н характеристики шихты твердого топлива для вращающихся печей
Компоненты топ- ливной шихты Содер- жание в % Тепло- творная способ- ность в ккал! кг Зольность рабочего топлива В % Vc в % Приве- денная золь- ность В % Жаропро- изводи- тельность при а=1 в град
Донецкий Т . Г 34 66 5596 23.24 19,33 4,16 2100
. т г 50 50 5957 22,4 18,47 3,76 2100
. т . г Подмосковный БМ 33 34 33 4858 13,06 22,3 4,75 2000
Кузнецкий Т . Г 50 50 5694 19,38 21,95 3,4 2080
. Т Г 60 40 5948 17,46 20,7 2,94 2090
. пж . т 30 70 6187 22,5 18,8 3,64 2100
т . г Челябинский 25 25 50 5685 20,5 24,4 3,61 2000
Кузнецкий Т Черемховский Д 50 50 5732 22,2 25,9 3,87 2060
Влажность шихты пылеугольного топлива составляет 0—2%.
Теплотворная способность твердого топлива для вращающихся
печей должна быть не ниже 5500 ккал/кг.
Зольность топлива может колебаться в пределах 10—25%. Тон-
кость помола топлива должна составлять по остатку на сите
Л’.1 008 8—12%, а выход летучих на сухую массу топлива должен
находиться в пределах 10—30%. Прн этом тонкость помола топлива
должна соответствовать выходу летучих — чем выше выход летучих,
тем крупнее должен быть помол (в указанных пределах). По мере
повышения крупности помола топлива удлиняется время, необхо-
1§6РАЗДЕЛ I. Технологическое топливо и его характеристика
Рис. 1. Зависимость относительных
димое для сгорания уголь-
ной пылн, увеличивается
расход топлива, и ухудшает-
ся качество клинкера.
Крупные частицы топ-
лива, падающие на горячий
материал при высокой кон-
центрации СО2, догорают с
потреблением тепла по ре-
акции: С+СО2=2СО—
ккал
—38 790 -----. При этом
моль
температура факела понижа-
ется н может появиться не-
дожог клинкера.
Приготовляют угольную
шнхту по следующей схе-
ме. Топливо дробят в мо-
показателей работы печи от тепло-
творной способности топлива
а — нормальная производительность; —
форсированная производительность; в —
расход тепла при нормальной производи-
тельности; в' — расход тепла при форси-
рованной производительности; прямая с
крестиками — минимальная теплотворная
способность шихты топлива; 5 — нор-
мальный режим работы: — образо-
вание колец
лотковых дробилках, н за-
тем куски его размером 8—
10 мм подают в угольные
мельницы; последующий по-
мол и сушку угля на новых
и реконструируемых заво-
дах осуществляют одновре-
менно, что обеспечивает по-
лучение шихты с равно-
мерной тонкостью помола;
после этого угольный поро-
точный бункер, либо сразу
шок либо через промежу-
же нз мельницы вместе с воздухом вду-
вается через форсунки во вращающуюся печь.
Форсунки, применяемые для сжигания угольной пыли во вра-
щающихся печах, представляют собой одну (одноканальные) или
две коаксиальные цилиндрические трубы (двухканальные). Однока-
нальные форсунки проще по конструкции и более распространены.
Регулирование положения зоны спекания в печи при одноканаль-
ных форсунках достигается с помощью телескопического устройст-
ства.
Двухканальные форсунки, по центральному каналу которых по-
дается смесь угольной пыли н первичного воздуха, а по кольцево-
му каналу — вторичный воздух, позволяют регулировать положе-
ние зоны спекания путем изменения соотношения между первичным
и вторичным воздухом.
Для экономии тепла на обжиг и достижения высокой темпера-
туры факела необходимы:
а) оптимальная величина зоны спекания (/с) н зоны горения
(/г):
“ WCB »
1Г = 8,5£>св;
б) равномерная подача топлива в печь;
Глава 1. Твердое топливо
197
в) соответствие первичного воздуха процентному содержанию
летучих вешеств топлива;
г) оптимальная скорость первичного воздуха в канале форсун-
ки в завнснмостн от диаметра печи в соответствии с отношением
=«15, где г/ф —диаметр устья форсунки (оптимальное сече-
нне устья форсунки подбирают опытным путем);
д) оптимальная величина тяги, обеспечивающая коэффициент
избытка воздуха о=1,05-J-1,15;
е) как можно более высокая температура воздуха, выходяще-
го из холодильника или рекуператоров в печь, для чего максималь-
но уплотняется головка печн;
ж) оптимальная тонкость помола угольной пыли, устанавливае-
мая в соответствии с содержанием летучих в угле (для печей с
небольшим диаметром — 2 м — следует молоть тоньше, чем для
печей большого диаметра — 4 л);
з) оптимальный угол наклона форсунки, т. е. струн угольной
пылн к оси печи, с тем чтобы струя пламени не разбивалась о слой
клинкера и несгоревшее топливо не попадало на клинкер.
Для обжига сырьевой смеси в шахтных печах применяется
твердое высококалорийное измельченное топливо, содержащее не-
значительное количество летучих веществ, так как температура воз-
гонки летучих ниже температуры воспламенения топлива.
Оптимальные характеристики топлива для шахтных печей при-
ведены в табл. 6.
Таблица 6
Оптимальные характеристики топлива для шахтных печей
Вид топлива Теплотворная способность в ккал1кг Содержа- ние лету- чих в % Золь- ность В % Влаж- ность В %
Антрацитовая мелочь...... 7200—7000—6800 3—7 8—12 6—8
Доменный кокс, мелочь 6600—6000—5500 1—3 7—14 9-15
Газовый кокс, мелочь 6200—5100—5100 2—4 11—14 10—20
Производительность печи и расход тепла на обжнг находятся
в прямой зависимости как от теплотворной способности топлива,
так и от его гранулометрического состава. Оптимальные размеры
частиц топлива для шахтных немеханизированных печей находятся в
интервале 3—10 мм. При размере частиц 0—3 мм содержание окиси
углерода в отходящих газах составляет 10—5%, а при большей
крупности частиц — только 5—1,5%. Кроме того, крупность частиц
топлива должна соответствовать крупности обжигаемого материала.
Размер частиц топлива составляет от 0,1 до 0,5 размера частиц за-
гружаемого в печь материала.
198РАЗДЕЛ I. Технологическое топливо и его характеристика
Глава 2
ЖИДКОЕ ТОПЛИВО
В качестве жидкого топлива для вращающихся печей приме-
няют в основном высокопарафннистый мазут, сжигаемый в распы-
ленном состояннн. Используют мазут марок 20, 40, 60, 80 и 100
(табл. 7).
Таблица 7
Характеристики топочного мазута (по ГОСТ 1501—57)
Показатели 20 40 60 80 100
Содержание серы в %, не более: в малосернистом в сернистом в высокосернистом Содержание воды в %, не более .... Температура застывания в °C, не выше . Температура вспышки, определяемая в открытом тигле, в °C, не ниже . . . 0,5 1 3,5 2 +5 80 0,5 1 3,5 2 +10 100 0,5 1 3,5 2 +15 ПО 0,5 1 3,5 2 +20 120 0,5 1 3,5 2 +25 125
Для сжигания мазута пользуются механическими форсунками.
Нагретый мазут, нагнетаемый под давлением 20—25 атм, • попадая
в распылительное устройство такой форсунки, приобретает интен-
сивное вращательное движение, способствующее распылению. Про-
нЗЬЪднтельность такой форсунки регулируют, изменяя ширину ще-
лей с помощью регулировочной иглы.
Скорость сгорания капель мазута и излучение мазутного факе-
ла несколько ниже, чем у твердого топлива. Поэтому при работе
на мазуте расход тепла на обжиг иногда повышается до 10%.
Снижения расхода тепла достигают, понижая вязкость мазута
путем более высокого его подогрева, увеличивая давление распыле-
ния и уменьшая размеры каналов форсунки.
При оптимальном распылении мазута можно снизить расход
тепла на обжиг до уровня, имеющего место при сжигании угольной
пыли с коэффициентом избытка воздуха а =1,05-Н,15.
В табл. 8 приведены основные характеристики мазутов, приме-
няемых для обжига клинкера во вращающихся печах. Наиболее
пригодными оказываются мазуты невысоких марок, способные до-
статочно тонко распыляться.
Мазут поступает на цементный завод по мазутотрубопроводам,
в нефтеналивных баржах нли по железной дороге — в цщте'нах.
На заводе мазут хранят в специальных металлических резервуарах
емкостью 1000, 3000 и 5000 м3. По действующим нормам технологи-
ческого проектирования запас его должен быть равен месячной по-
требности в нем завода.
Из указанных резервуаров мазут поступает в расходные метал-
лические баки, оборудованные паровыми змеевиками, служащими
Глава 2. Жидкое топливо
199
Рнс. 2. Установка для подачн подогретого мазута к форсунке
-насос; 2—электродвигатель; 3—фильтры; 4—перекидной кран; 5—расходомер; 6—регулятор давления; 7— тентиль регулятора
давления; 8—манометр; 9—вентиль; 10—подогреватель; 11—12—регулятор подогрева
200РАЗДЕЛ I. Технологическое топливо и его характеристика
Таблица 8
Некоторые характеристики мазута (по данным ВТИ)
Топливо в % ор в ккал}кг '"с-г в ^Змакс в %
Мазут малосериистый 3 9370 9.71 16,3
То же, марки 20 2 9650 10 15,9
. . . 40 3 9420 9,8 16,5
. . , 80 4 9240 9,65 16,4
Мазут сернистый 3 9370 9,65 16
То же, марки 20 2 9460 9,78 16
. , . 40 3 9280 9,64 16,2
для подогрева мазута. На рис. 2 представлена установка для пода-
чи подогретого мазута к форсунке.
Глава 3
ГАЗООБРАЗНОЕ ТОПЛИВО
Для вращающихся печей применяется в основном природный
газ. Используются также смеси природного газа с газом подземной
газификации угля и коксовый газ.
Горелки, используемые для сжигания горючего газа во вращаю-
щихся печах, бывают двух типов — одноканальные и двухканаль-
ные.
Одноканальные горелки, работающие без первичного дутья с
давлением газа перед горелкой от 0,4 до 1.0 атм, представляют со-
бой цилиндрическую трубу, по которой газ подается в печь со ско-
ростью 200—300 м/сек. В печах размером 150 м обычно устанав-
ливаются две такие горелки. Диаметр горелки составляет 40—
70 мм. Устройства, позволяющие изменять заглубление горелок в
печь, раздвигать их и менять угол наклона, дают возможность ме-
нять положение зоны горения и зоны спекания в печи.
Двухканальиые горелки, работающие при давлении газа перед
горелкой 0,2—0,5 атм с первичным дутьем, состоят из двух коак-
сиальных труб. По центральному каналу подается газ со скоростью
60—120 м/сек, а по кольцевому каналу — первичный воздух со ско-
ростью 40—60 м/сек. Обычно в центральном канале установлены
лопасти для увеличения завихрения газового потока и улучшения
смесеобразования.
Длина зоны горения н зоны спекания при работе с двухканаль-
ными горелками в 1,5—2 раза короче, чем при одноканальиых го-
релках. Это обстоятельство делает двухканальные горелки пригод-
ными также и для коротких печей. Рационально подобранные за-
вихрители в двухканальной горелке и ее аэродинамический режим
Глава 3. Газообразное топливо
201
позволяют гибко управлять работой печи путем изменения расхода
газа и первичного воздуха.
Для сжигания природного газа во вращающихся печах может
быть рекомендована двухканальная горелка конструкции НИИЦе*
мента (рис. 3).
Рис. 3. Двухканальная газовая горелка конструкции НИИЦе-
мента
а) газовая труба для установка завихрителя; б) общий вид завихрителя;
в) кропление лопатки к стгрж iu г) развертка лоп кл зазяхрителя; 1 —
завихритель; 2 — лопатки завихрителя; 3 — стержень завихрителя
Коэффициент избытка вс-здуха при сжигании природного газа
во вращающихся печах а=1,иа 4- 1,07.
•- В целях снижения высокого магистрального давления и его
стабилизации природный газ на цементных заводах редуцируют
(при помощи регуляторов давления) до 1—2 атм.
14—1621
Таблица 9
Средний состав и теплотехнические характеристики некоторых природных газов (по данным ВТИ и М. Б. Равича)
Содержание компонентов в % >> м д Й в s s р-о
И СО о X rt >•
ч СП О М S Ф о ф »о « S X Ф ф Н «80
Район месторождения X О с,н6 С,н8 “'н’э X о О о Z S'H 3 at "ч У * m к о- Удельный вес по Теоретический of ха Уо в нмЧкм* Теоретический of продуктов горени В Теоретический о( пых продуктов г< в нмг1нмг Жаропроизводите сжигании в абсо; вовдухе /макс в 1 m о Ьй сз S О СХ
Ставропольское 88,7 0,35 0,12 0,06 — 0.1 0,67 — 8530 0,56 9,5 8,5 10,5 2040 11,8
• ‘ 85 4,4 2,4 1,8 1,3 0,1 5 — 9400 0,67 10.4 9.4, 11,5 2040 12,2
• 98,5 0,5 о,1 — — — 0,9 — 8530 0,56 9,5 8,5 10,5 2040 11,8
Елшанское (Саратовской обл.) . . 94 1,8 0,4 0,1 0,1 0,1 3,5 — 8440 0,59 9,4 8,4 10,4 ' 2030 11,8
Степановское (Саратовской обл.). 95,1 2,3 0,7 ‘ 0,4 0,8 0,2 0,5 — 9030 0,6 10 9 11,1 2040 12
Бугурусланское 81,7 5 2 1,2 0,6 0,4 8,5 0,6 8770 0,66 9,7 8.8 10,8 2030 11,8
Дашавское (УССР) 98,3 0,3 0,12 0,15 — 0,1 1.03 — 8520 0,56 9,5 8,5 10,5 2040 11,8
Шебелинское (УССР) 93,5 4 1 0,5 0,5 0,1 0,4 — 9130 0,61 10,1 9,1 11,2 2040 12
202РАЗДЕЛ I. Технологическое топливо и его характеристика Глава 3. Газообразное топливо
204РАЗДЕЛ I. Технологическое топливо и его характеристика
На рис. 4 показана схема газопроводов в цехе обжига цемент-
ного завода.
В табл. 9 приведены средний состав и теплотехнические харак-
теристики некоторых природных газов.
Глава 4
РАСЧЕТ КОЛИЧЕСТВА ВОЗДУХА, НЕОБХОДИМОГО
ДЛЯ СГОРАНИЯ, И ПРОДУКТОВ СГОРАНИЯ ТОПЛИВА
Возможны три варианта такого расчета:
1. Расчет по данным элементарного состава твердого или жид-
кого топлива. Ведут расчет на 1 кг рабочей массы топлива. Содер-
жание компонентов топлива выражено в вес. %.
1) Количество воздуха, необходимое для сгорания топлива:
а) теоретическое количество воздуха, необходимое для полного
сгорания топлива, будет
О₽
Vo = 0,0889Ср 4- 0,266Нр — — + 0,033 Г Sg + [нм3/кг] ,
О L J
а действительное количество воздуха при коэффициенте избытка
воздуха а
va = “Уо 1нм3!кг];
2) объемный выход продуктов сгорания топлива:
объем сухих трехатомных (RO2) газов составит:
RO2 — СО2 4* SO2
VROa = 0,0185 ( с₽ + °-37Sp+k) [нм3/кг];
объем водянртх паров
УНгО = 0,0124 (9НР 4- шр4- Wp4- VodB) [нм3/кг];
объем сухих двухатомных газов
VR =N„4- О2
при а= 1 Vp02 = 0,79 4-0,008Np [нм3/кг], а при а> 1
Vro, = Vro3 + (“ - .
Полный объем продуктов сгорания составит:
S V = 0,0185 ( Ср 4- 0,37Sp+k) 4- 0,0124 (9НР 4- шр 4- Vo dj +
4- 0,79Vo 4- 0.088WP 4- (а — 1) Vo [нм3/кг] ,
где dB — влагосодержание воздуха в г/нм3.
2. Рачет по объемным процентам состава газового топлива.
Расчет производится на 1 нм3 газа.
Глава 4. Расчет количества воздуха для сгорания топлива 205
1) Количество воздуха, необходимое для сгорания топлива:
а) теоретическое количество воздуха, необходимое для полного
сгорания топлива, будет
Vo = 0,5Н2 + 0.5СО + 2СН1 4- 3,5С2Н4 +
С,„ Н„+ 1,5H2S-O2;
б) объемный выход продуктов сгорания топлива:
объем сухих трехатомных газов:
RO2 = СО2 + SO2
Vro, = 0,01 (СО2+ СО + СН4 + 2С2Н4 +
+ mCrnHm + H2S ) ;
объем водяных паров
п
VHaO = 0.01 (Н2 + 2СН4 + 2С2Н4 + — CmHm +
+ H2S + 0,124d2 (+0,0161Lo) ,
где d2 — влагосодержание газа в г/нм3-,
объем двухатомных газов
К/?2 — ^2 4" О2
при а=1Ур = 0,79Lo + 0,01N2 [нм?/нм3], а при а>1
К = Kr, (“ - О Lo [нм3/нм3].
3. Расчет по приведенным характеристикам топлива. Расчет
производят при помощи указанных ниже параметров:
приведенная влажность
шР
= Ю3-----:
n QP ’
приведенная зольность
ДР
Лп= Ю3-—;
QP
сернистость
S-IO. SS + * ;
V
объем воздуха, необходимого для горения,
Кп=Ю3-^-;
206 РАЗДЕЛ I. Технологическое топливо и его характеристика
объем продуктов
теплосодержание
сгорания
V
уп= IO3----.
п QP ’
воздуха
Уп=10’
УСВ/В
QP
теплосодержание
продуктов
сгорания
Х1/с/
1 = 103
QP '
объем сухих трехатомных газов
(V„) RO2 = ki (1 4- 0,006«)р);
объем кислорода
(Vn) 0,2 = 0,21а (а — 1)(1 + 0,006щп);
объем азота
(ln) N2= 0,79а а (1 + 0,006шп);
объем водяных паров
(Уп) Н2О = (й2 + dk3) 1 + 0,006а>п + 0,0124юп ;
объем продуктов сгорания
уП = (д + kt d) (1 + 0,006щп) 4- 0,0124щп .
Расчетные коэффициенты, входящие в эти формулы, имеют для
типовых групп топлива определенные значения (табл. 10). Изменения
величины этих коэффициентов для каждой группы топлива весьма
незначительны, что позволяет получить практически необходимую
точность расчета.
Таблица 10
Расчетные коэффициенты
Группа топлива *1 ks kt а д X
Бурые угли 0,206 0,085 0,017 1,1 1,085 0,064 19,1
Каменные угли V2>20% . 0,198 0,08 0,018 1,11 1,095 0,048 18,1
То же, У2<20% 0.205 0,057 0,018 1,12 1.1 0,031 18,6
Антрацит 0,22 0,026 0,018 1,12 1,1 0,015 20,7
Мазут 0,166 0,127 0,017 1,105 1,09 0,064 15.2
Сланцы 0,185 0,13 0,018 1,14 1,12 0,08 16,5
Природный газ 0,123 0,247 0,018 1,135 1,115 0,135 11
РАЗДЕЛ II
ТЕПЛОТЕХНИЧЕСКИЕ ИСПЫТАНИЯ ЦЕМЕНТНЫХ
ПЕЧЕЙ И СУШИЛОК
А втор-составитель инж. А. Е. МЯГКОВ
Глава 1
ПАРАМЕТРЫ ТЕПЛОТЕХНИЧЕСКИХ ИСПЫТАНИЙ
1. РАСХОД ТОПЛИВА II ПРИГОТОВЛЕНИЕ ЕГО СРЕДНИХ ПРОБ
Расход газообразного топлива определяют, как пра-
вило, дроссельными диафрагмами, трубами Вентури и лемнискат-
ными соплами. Вторичными приборами обычно служат дифферен-
циальные манометры с суммирующим устройством и без него. В
случае применения первых определение расхода топлива сводится
к отсчету показаний прибора в начале и в конце испытания. Если
на заводе установлены показывающие дифманометры без сумми-
рующего устройства, необходимо отсчитывать показания через 5—
10 кин.
Для определения расхода ж ид к о г о топлива (мазута) мо-
жно использовать не только дроссельные устройства, но и мерные
резервуары (объемный метод); при этом пользуются не менее чем
двумя мерными резервуарами и предварительно градуируют их.
Наибольшие затруднения вызывает определение расхода твер-
дого топлива. Количество расходуемого топлива устанавли-
вают, непосредственно взвешивая его перед подачей в бункер пи-
тателя; перед началом и в конце испытания он должен быть за-
гружен.
Если такое вычисление провести нельзя, то можно взвесить на-
туральное твердое топливо перед его поступлением в углеподгото-
вительное отделение. При этом необходимо предварительно опреде-
лить процент потерь в углеподготовительном отделении, обеспечить
подачу взвешенного угля лишь к испытываемому агрегату и запол-
нение всех промежуточных емкостей, а также тщательно опреде-
лить влажность натурального и пылеугольного топлива.
При испытаниях шахтных печей, работающих на твердом то-
пливе, его расход определяют путем непосредственного взвешива-
ния на автоматических (дозировочных) или переносных весах; в ви-
де исключения при работе по способу «черного брикета» допусти-
мо определение расхода угля на основании химического анализа
брикета. Показания автоматических и переносных весов проверяют
маркировочными гирями не реже одного раза в смену.
Когда непосредственные измерения по каким-либо причинам
невозможны, расход топлива устанавливают аналитически по об-
208
РАЗДЕЛ II. Теплотехнические испытания
ратному тепловому балансу — на основании анализов топлива, сы-
рья и отходящих газов. При этом пробы топлива и сырья жела-
тельно отбирать не реже чем через 0,5 ч, а отходящих газов — че-
рез 15—20 мин (или непрерывно).
Отбор и приготовление средних проб топлива для определения
его теплотворной способности, элементарного и фракционного со-
става, а также других характеристик складываются из следующих
операций:
а) отбора первичной пробы топлива в том виде, в каком его
применяют для определения расхода. При работе на пылеугольном
топливе, расход которого учитывается косвенно путем взвешивания
натурального твердого топлива перед его поступлением в углепод-
готовительное отделение, наряду с отбором проб натурального то-
плива через один час отбирают пробы форсуночного топлива;
б) приготовления из отобранных первичных проб средней про-
бы. Первичные пробы твердого минерального топлива (в том числе
и пылеугольного) отбирают обычно через час в герметичные сосу-
ды. При этом влажность и фракционный состав (пылеугольного то-
плива) определяют на часовых пробах, содержание балласта и ле-
тучих — на сменных, а элементарный состав и теплотворную
способность — на средних за период испытания пробах. Для опре-
деления физического тепла топлива через час измеряют его тем-
пературу.
Газообразное топливо в зависимости от постоянства его со-
става отбирают непрерывно или периодически в аспираторы, а пер-
вичные пробы жидкого топлива — непрерывно в течение всего ис-
пытания, сливая часть его в сборный сосуд через трубку с пробни-
ком (краиом).
2. ХИМИЧЕСКИЙ СОСТАВ ГАЗОВ
Результаты количественного и качественного анализа газовой
среды характеризуют ход тепловых процессов и дают возможность
определить:
1) степень совершенства процесса сжигания топлива (химиче-
скую полноту сгорания);
2) условия горения топлива (коэффициенты избытка воздуха);
3) подсосы наружного воздуха в различных точках газоходов
теплового агрегата.
По результатам анализа газов определяют также потери тепла
с отходящими газами и вследствие химической неполноты горения
топлива.
Для этого используют ручные химические и, значительно реже,
автоматические электрические газоанализаторы; последние в срав-
нении с химическими менее точны.
К химическим газоанализаторам относятся приборы ВТИ-1 и 2.
Газоанализаторы ВТИ — высокоточные измерительные приборы —
предназначены для полного и раздельного анализа газов в лабора-
торных условиях; газ забирают в аспираторы, а самый анализ вы-
полняют. в специальных помещениях. При помощи газоанализаторов
ВТИ можно также определять теплотворную способность газов.
Применение этих приборов совершеиио необходимо при испы-
тании агрегатов, работающих на газообразном Топливе. При тепло-
Глава 1. Параметры теплотехнических испытаний
209
технических же испытаниях в условиях сжигания твердого и жид-
кого топлива газы анализируют обычно с помощью переносного
химического газоанализатора тйпа Орса. Он позволяет определять
содержание в продуктах горения углекислого газа (СО2), окиси
углерода (СО) и кислорода (О2) в % по объему. Эти приборы ис-
пользуют также для управленйя процессом горения газообразного
топлива путем анализа отходящих газов на содержание О2.
Результаты химического анализа зависят не только от точности
прибора и тщательности выполнения определений, но также и от
правильности отбора пробы газа (от того, насколько точно отра-
жает она средний состав газов). Для отбора проб газов выбирают
сечение на прямом участке газохода, где отсутствуют завихрения и
«мертвые мешки». Не рекомендуется размещать газоотборное уст-
ройство вблизи от местных сопротивлений (повороты, шиберы, пе-
реходы и т. п.). Наконец, желательно, чтобы выбранное сечение
было узким; тогда повышенные скорости движения газа обеспечат
большую однородность газового потока.
Газоотборные устройства устанавливают только после тщатель-
ного исследования газового потока. Это исследование сводится к
определению поля скоростей и степени однородности состава газа
по сечению канала. Поле скоростей снимают при помощи пневмо-
метрических трубок, устанавливаемых в намеченных местах отбора
газа. После этого в тех же точках забирают газ для анализа.
Чтобы установить, как изменяется поток во времени, замеры
выполняют периодически в течение 1—2 ч. Если поток оказался од-
нородным по сечению, пробу, газа можно отбирать из одной точки
газохода. Анализ производится обычно через 15—30 мин. Лучше
непрерывно отбирать газ в аспираторы. В этом случае отобранная
проба будет уже усредненной, а ее анализ — окончательным. При
периодических анализах проб газа окончательный результат нахо-
дят как среднее арифметическое нз результатов ряда анализов.
Если поток газа неоднороден по сечению, а более удачное ме-
сто забора газа найти нельзя, пробы отбирают в различных точках
сечения. Кроме того, в тех же точках одновременно определяют
скорости газа. Тогда за окончательный результат анализа принима-
ют средневзвешенную величину из полученных одновременно по се-
чению замеров. При неоднородности потока не только по сечению,
но и во времени за окончательный результат опыта (испытания)
принимают среднее арифметическое из всех полученных средневзве-
шенных величин.
При температуре газов до 600° С забор их осуществляется глад-
кими стальными трубками. Поскольку возможно догорание СО иад
окислами меди, применение медных или латунных трубок не допу-
скается. При более высокой температуре следует использовать во-
доохлаждаемые газоотборные трубки.
Газы из газопровода отсасываются водяным, паровым или воз-
душным эжектором. При небольшом разрежении в газоходе можно
применять резиновые насос (грушу) или напорные банки.
Емкостями для отбора и хранения проб газа служат жидкост-
ные и сухие аспираторы.
Жидкостные аспираторы предпочтительнее применять при пе-
риодических отборах проб газа, а сухие — при непрерывном их
210 РАЗДЕЛ II. Теплотехнические испытания
отборе. Сухие аспираторы используют лишь тогда, когда есть воз-
можность подвести к эжектору сжатый воздух, пар или воду.
3. ТЕМПЕРАТУРА СРЕДЫ И МАТЕРИАЛОВ
Ниже (табл. 1) приводятся данные о наиболее употребительных
способах измерения температуры. При теплотехнических испытани-
ях целесообразно использовать самопишущие приборы, применение
которых обеспечивает непрерывную регистрацию температуры.
При измерении температуры ртутными термометрами типа ТЛ-
116 (с вложенной шкалой и палочными) и типа ТЛ-111 (палочны-
ми) их погружают в измеряемую среду до отсчитываемой темпе-
ратурной отметки.
При неполном погружении термометра в расчет нужно вводить
поправку с учетом выступающего столбика ртути, рассчитываемую
следующим образом:
Д t = Кп (t — /ст) , (1)
где К—кажущийся коэффициент расширения ртути, равный
0.00016° С-1 ,
п — высота выступающего столбика по шкале термометра в °C;
t — температура, показываемая термометром, в °C;
/ ст — температура выступающего столбика, измеренная вспомо-
гательным термометром, в °C.
Все серийно выпускаемые термопары взаимозаменяемы и ус-
тойчиво работают в окислительной газовой среде. В восстановитель-
ной среде лучше других работают хромель-копелевые термопары.
При теплотехнических испытаниях часто применяют нестандарт-
ные термопары, изготовляемые из термоэлектродов путем электри-
ческой или газовой сварки. Обычно материалом для них служит
проволока диаметром не более 1 мм; с целью уменьшения инер-
ционности их не защищают чехлом.
Погрешности измерения температуры термометрами и термо-
парами в основном являются следствием лучистого теплообмена
термоприемиика с поверхностями, температура которых существен-
но отличается от температуры среды. Возникают они также вслед-
ствие теплопроводности термоприемника.
Чтобы получить результаты измерений с минимальными по-
грешностями, следует соблюдать следующие основные правила ус-
тановки термоприемников:
1) чувствительная часть должна быть полностью погружена в
измеряемую среду и, по возможности, располагаться в середине
потока;
2) термоприемник следует защищать экранами или стенками
от теплообмена излучением с поверхностями, температура которых
существенно отличается от температуры газового потока. При тем-
пературе газов выше 400° С рекомендуется применять отсасываю-
щие термопары;
3) во всех случаях желательно устанавливать термопару иля
термометр навстречу потоку по его оси (например, в колене трубо-
провода) или под углом ~ 135° С;
Глава 1. Параметры теплотехнических испытаний
211
Таблица 1
Измерительная аппаратура и области ее применения
Приборы Пределы измерений в *С Назначение при теплотехнических испытаниях
0—50 50—100 Применяются в психрометрах, калори- метрах и тепломерах
1. Ртутные термомет- ры я 0—100 0—500 Для измерения температуры воздуха, топлива, окружающей среды, холод- ных спаев термопар Для измерения температуры отходя- щих газов, горячего воздуха, обжи- гаемого материала
2. Термоэлектрические пирометры (термо- пары): а) пл атина-пл ати- нородий (типа ТПП) б) хромель-алюмель (типа ТХА) в) хромель-копель (типа ТХК) г) медь-константаи До 1600 кратко- временно, до 1300 постоянно До 1300 кратко- временно, до 900 постоянно До 800 кратко- временно, до 600 постоянно до 400—500 Для измерения температуры газов и обжигаемого материала в высоко- температурных зонах печей Для измерения температуры газов в различных зонах печей, отходящихч газов, обжигаемого материала Для измерения температуры отходя- щих газов и обжигаемого мате- риала Применяются в тепломерах, калори- метрах, для измерения температуры наружных поверхностей ограждений (кладки, кожуха или корпуса печи, топки н т. п.)
Э. Термометры сопро- тивления: а) медные б) платиновые От—60 до -}-100 От—120 до-}-500 Для измерения температуры воздуха, холодной и горячей воды, пара, от- ходящих газов То же
4. Пирометры излу- чения: а) оптические (ча- стичного излу- чения) б) радиационные (полного излуче- ния) в) фотоэлектри- ческие от 800 до 2000 От 900 до 1800 От 800 до 1300 Для измерения температуры в топках сушильных установок и в зонах го- рения топлива печей То же
212
РАЗДЕЛ II. Теплотехнические испытания
4) при установке стеклянных термометров в защитных гнльзах
гильзу необходимо заполнять машинным маслом, а при температу-
рах выше 150° С—медными опилками;
5) желательна глубина погружения термоприемников не менее
350—400 мм. В противном случае значительно возрастают погреш-
ности измерений за счет теплопроводности;
6) во всех случаях особое внимание следует уделять уплотне-
нию зазоров между термоприемником и стенкой канала;
7) термопары при температурах, близких к предельным значе-
ниям, рекомендуется устанавливать вертикально.
Погрешность измерения, вызванную лучистым теплообменом,
можно определить в первом приближении по уравнению
/т_/ср = _4,9е^-(^-^ов)10-8, (2)
где /т и Тт—температура, измеряемая термоприемником, в °C
и ®К;
/ср—действительная температура измеряемой среды в ° С,
Тлев— температура поверхности (поверхности нагрева сте-
нок каналов или труб), с которой происходит лучи-
стый теплообмен термоприемника, в ° К;
е — степень черноты термопрнемника;
а — коэффициент теплоотдачи от измеряемой среды к
термоприемнику в ккал)м2 ч град-,
Ел — поверхность термоприемника, участвующая в лучи-
стом теплообмене, в м2;
FK — поверхность термопрнемника, участвующая в конвек-
тивном теплообмене, в м2.
Погрешность измерения вследствие теплопроводности по термо-
приемнику можно определить по уравнению теплопроводности труб-
ки, погруженной в измеряемую среду:
/т-/ср =
(3)
где дополнительно:
/т — температура конца трубки, погруженной в измеряемую сре-
ду, в °C;
i вн—температура трубки у выхода во внешнюю среду в °C;
I — глубина погружения трубки .в измеряемую среду в м;
dK — наружный диаметр трубки в м;
f — площадь поперечного сечеиия трубки в м2;
А— коэффициент теплопроводности материала трубки
в ккал/м ч град.
Милливольтметры при измерении температуры термопарами
обычно градуируются при температуре свободных концов (холод-
ных спаев) термопары 20° С. При испытаниях же температура хо-
лодных спаев может значительно отклоняться от градуировочного
значения, в связи с чем и возникает погрешность измерения. Для оп-
Г лава 1. Параметры теплотехнических испытаний
213
ределения действительной температуры с достаточной для практи-
ческих целей точностью можно пользоваться формулой
*д = *иэм + К('св-20°С), (4)
где /д—действительная температура в °C;
Л)зм — измеренная термопарой температура в ° С;
/св — температура холодных (свободных) спаев термопары в
условиях проведения испытаний в °C;
К — поправочный коэффициент (по данным табл. 2).
Таблица 2
Значения коэффициента К для различных термопар
Измеряемая тем- пература горячих спаев в °C Термопары
медь- *копелевая хромель- копелевая железо- копелевая хромель- алюмелевая платииа- -платиио- родиевая
0 1 1 1 1 1
20 1 1 1 1 1
100 0,86 0,9 1 1 0,82
200 0,77 0,83 0,99 1 0,72
300 0,7 0,81 0,99 0,98 0,69
400 0,68 0,83 0,98 0,98 0,66
500 0,65 0,79 1,02 1 0,63
600 0,65 0,78 1 0,96 0,62
700 •— 0,8 0,91 1 0,6
800 — 0,8 0,82 1 0,59
900 — — 0.84 1 0.56
1000 — — — 1,07 0,55
1100 — — — 1,11 0,53
1200 — — — .— 0,53
1300 — — — — 0,52
1400 — — — — 0,52
1500 — — — — 0.53
1600 — — — 0,53
Поправку на температуру холодных спаев термопары вносят
также, устанавливая стрелку выключенного вторичного прибора на
деление, соответствующее температуре холодных спаев. В процессе
проведения испытаний по мере изменения температуры холодных
спаев следует соответствующим образом корректировать положе-
ние стрелки измерительного прибора.
При высоком значении и резком колебании температуры сво-
бодных концов термопары рекомендуется свободные ее концы раз-
мещать в зоне с известной и постоянной температурой при помощи
компенсационных (термоэлектродных) проводов, а также применять
термостатирующие устройства. Кроме того, для автоматической
компенсации изменения температуры холодных спаев применяют так
называемые коробки холодных спаев типа КТ-54.
214
РАЗДЕЛ it. Теплотехнические испытания
Температуру готового продукта, а также обжигаемого материа-
ла, отбираемого по длине вращающейся печи, определяют при по-
мощи специальной кружки с вмонтированной в нее термопарой с
оголенным спаем.
Чтобы установить размеры потерь тепла в окружающую сре-
ду, учитывают температуру наружной поверхности печи, сушильного
барабана или другого агрегата. Для такого измерения обычно поль-
зуются поверхностными термопарами или жидкостными термомет-
рами, удерживаемыми на корпусе постоянным магнитом.
В качестве показывающих приборов при измерении температу-
ры во время теплотехнических испытаний с помощью термопар
обычно применяют пирометрические магнитоэлектрические милли-
вольтметры. Удобнее всего для этой цели пользоваться переносны-
ми контрольными показывающими милливольтметрами типов МПП-
154 и МПП-254 класса точности 1. '
Эти приборы имеют две шкалы: верхнюю в не и нижнюю —
в °C.
Так как градуировка милливольтметров в °C действительна
только для термопар определенного типа, то наличие у приборов
типов МПП-154 и МПП-254 шкалы милливольтов дает возможность
применять их в случае необходимости и для термопар других типов.
В этом случае необходимо перевести показания прибора в °C по
таблицам зависимостей электродвижущей силы (ЭДС), развиваемой
термопарой, от температуры в °C (табл. 3).
Таблица 3
Электродвижущая сила, развиваемая термопарами при температуре
рабочего конца (’Си свободного конца 0° С в мв (ГОСТ 3044—61)
t в *С -50 0 100 200 300 400 500 600 700
Градуировка: ПП-1 0 0,643 1,436 2,314 3,249 4,218 5,22 6,256
ХА —1,86 0 4,1 8,13 12.21 16,4 20,65 24,91 29,15
ХК -3,11 0 6.95 14,66 22,91 31,49 40,16 49,02 57,77
Продолжение табл. 3
t в вС 800 900 1000 1100 1200 1300 1400 1500 1600
Градуировка: ПП-1 7,325 8,428 9,564 1 10,732 11,923 13,129 14,338 15,537 16,714
ХА 33,32 37,37 41,32 45,16 48,87 52,43 —- — —
ХК 66,42 — — — — — — —
При теплотехнических испытаниях должны быть максимально
использованы также и имеющиеся стационарные приборы: милли-
Глава 1. Параметры теплотехнических испытаний
215
вольтметры типов МПЩПр-54, МПЩПл-54, МСШ.Пр-054, а также
автоматические электронные потенциометры. Однако перед испы-
таниями необходимо убедиться в правильности их показаний.
4. ДАВЛЕНИЕ ГАЗОВОГО ПОТОКА, ЕГО СКОРОСТЬ И КОЛИЧЕСТВО
При теплотехнических испытаниях печей и сушильных уста-
новок цементной промышленности измеряемое избыточное давление
и разрежение газового потока обычно не превышает 400—
500 мм вод. ст.
Лишь при испытаниях шахтных клинкерообжигательных печей
и некоторых комбинированных вращающихся печей (например, с
циклонными теплообменниками) встречаются избыточное давление
до 4000 мм вод. ст. и разрежение до 1200 мм вод. ст.
Для измерения давления и разрежения чаще всего используют
переносные приборы: стеклянные двухтрубные манометры (U-об-
разные) н наклонные жидкостные микроманометры. Стеклянные
двухтрубные манометры — это простейшие приборы,
предназначенные для грубого измерения давления и разрежения.
Измеряемое давление уравновешивается разностью давлений стол-
бов жидкости в двух трубках манометра
Р = hy , (5)
где Р — давление или разрежение в мм вод. ст.;
h — разность столбов затворной жидкости в мм;
у— удельный вес затворной жидкости в г/см2.
Погрешность измерения этими манометрами зависит от допу-
щенных ошибок при определении Л иу. Практически точность от-
счета составляет +1 мм высоты столба затворной жидкости. При-
менять U-образные манометры не рекомендуется, если разность
столбов жидкости в трубках менее 50 мм.
Практически U-образными манометрами пользуются при диапа-
зоне измеряемого давления и разрежения в пределах 50—600 мм
вод. ст., если затворной жидкостью служат этиловый спирт, вода
или керосин, и 600—7000 мм вод. ст. — при заполнении трубок
манометра ртутью (табл. 4).
Таблица 4
Наиболее распространенные затворные жидкости для заполнения жидкостных
манометров
Затворная жидкость Формула Удельный вес при 20 • С
Этиловый спирт С2НБОН 0,79
Керосин — 0,82
Вола Н2О 0.998
Ртуть не 13,546
Наклонные жидкостные микроманометры яв-
ляются основными приборами для точного измерения небольших из-
216
РАЗДЕЛ II. Теплотехнические испытания
быточных давлений и разрежений, а также разности давлений. Для
большей точности измерений выбирают затворную жидкость ма-
лого удельного веса (обычно, этиловый спирт).
Давление, измеряемое по наклонному микроманометру, опре-
деляют по уравнению
Р = йу sin ₽ . (6)
Следовательно, при одном и том же удельном весе жидкости и
длине шкалы прибора h предел измеряемого давления тем меньше,
а точность отсчета тем больше, чем меньше угол наклона ₽.
Из микроманометров чаще всего применяют чашечный много-
предельный типа ММН (ЦАГИ). Это основной прибор для измере-
ния динамического напора газов при определении их скорости пнев-
мометрическими трубками. Его можно также использовать для из-
мерения давлений и разрежений. Переменный фиксируемый угол
наклона измерительной трубки дает возможность широкого измене-
ния верхнего предела показаний. Выпускаются такие микромано-
метры классов 0,5 и 1 (табл. 5).
Таблица 5
Основные характеристики микроманометров типа ММН
Постоянная прибора k Пределы показаний в мм вод. ст. Цена деления в мм вод. ст.
0,2 0—50 0,2
0,3 0—75 0,3
0,4 0—100 0,4
0,6 0—150 0,6
0,8 0—200 0,8
Дифференциальные манометры и различные тягомеры, напоро-
меры и тягонапоромеры обычно используются в качестве стационар-
ных приборов, если ими оснащен исследуемый тепловой агрегат.
Иногда для измерения статического давления применяют ме-
таллические трубки, вводимые через отверстие в газоходе на не-
обходимую глубину. Это трубки конструкций Ильина, Хакена и др.
Статический напор можно измерять также нормальной пневмомет-
рической трубкой (типа Прандтля), отключив от дифференциально-
го манометра канал полного напора.
При измерении весьма переменных статических напоров, за-
трудняющих точность отсчета по шкале микроманометра, рекомен-
дуется использовать зажим (или кран) на соединительной линии
от места измерения напора до микроманометра.
Количество газов чаще всего устанавливают, определяя скорость
протекающих газов, а не непосредственно измеряя их объем; по
известным значениям скорости газов и сечению газопровода можно
легко найти количество газов.
Для определения скорости и количества газов служат пневмо-
метрические трубки, измеряющие динамический напор (кинетиче-
скую энергию) движущихся газов, пропорциональный квадрату их
скорости. Применяют также стационарные дроссельные приборы,
если испытуемый агрегат оснащен ими.
Глава 1. Параметры теплотехнических испытаний
217
1) Измерение скорости и количества газа пневмометрическими
трубками
Полный напор газового потока равен сумме статического и ди-
намического напоров
v2 V
Р = Рст+Рдин = Рст + -^-, (7)
где Р— полное давление в кГ/м2-,
Рет —статическое давление в кГ/м2;
Рдин— статическое давление в кГ/м2-,
v — скорость движения газового потока в л/сек;
Y— удельный вес газов в кг/м?\
g— ускорение силы тяжести в м/сек2.
Для определения скорости газов достаточно знать их динами-
ческий напор. В пневмометрических трубках, например трубке
Прандтля (рис. 1), динамический напор находят как разность ме-
жду полным и статическим давлением
v2 V
Р ~ fcT = ^дин = •
откуда скорость газов будет:
—. («I
Пневмометрическая трубка имеет осевой канал, открытый на-
встречу газовому потоку, и ряд отверстий по окружности, располо-
женных перпендикулярно направлению потока н объединенных
в общий канал. Первый воспринимает полный напор, а периферий-
ные отверстия — статический. Дифференциальный манометр (обыч-
но микроманометр типа ММН), соединенный с выводными кон-
цами трубки, показывает величину разности между этими напорами
и значение динамического напора, до которому находят скорость
газового потока v в данной точке.
Так как пневмометрические трубки могут отличаться одна от
другой, что отражается на точности измерения й’дин. их подверга-
ют индивидуальной тарировке в аэродинамической трубе, в резуль-
тате чего находят поправочный коэффициент К (коэффициент
трубки). Тогда
Р —р' К.
где Р дин— истинная величина динамического напора в кГ/м2-,
Р'лт — замеренная величина динамического напора в кГ/м2,
и скорость потока будет
., Г 2g .
v = Л/ ~ Р„ипк , (9)
где у/ — удельный вес газов при рабочих условиях в кг/м3,
218 РАЗДЕЛ II. Теплотехнические испытания
Удельный же вес газов определяют с помощью следующих
уравнений:
а) при сухом газе (к сухим газам можно отнести те, влажность
которых незначительно отличается от влажности атмосферного воз-
духа при температурах не более 20—30° С)
То(В±<ст_)?73
и 760(273+f) ' 1
Рис. 1. Пневмометрическая трубка (типа Прандт-
ля)
Здесь у0 — удельный вес сухого газа при нормальных условиях
(0° С и 760 мм рт. ст.) в кг!нмъ\ находят его из вы-
ражения
Y° 100 1004 100’
где а, b ..п —объемное содержание компонентов газа в %;
Ya- Yb....Yn —удельный вес компонентов при нормальных усло-
виях в кг/нм3;
В — барометрическое давление в мм рт. ст.;
Рст —давление ( + ) или разрежение (—) в газопрово-
де в мм рт. ст.;
t—температура газового потока в месте измерения
его скорости в °C;
б) при влажном газе
(Yo+ d) 273 (В ± Рст)
(11)
Y« =
d \ «’
БЖ,)*273^-760
Г лава 1. Параметры теплотехнических испытаний
219
или после упрощения
0,289(То-М)(В ±Л:т)
V/ =--------------------.
(0,804 4-d)(273+О
(12)
Здесь , Р ст» В и t — имеют то же значение, что и в формуле
(Ю);
d — влагосодержание газов, отнесенное к нор-
мальному кубометру сухих газов,
в кг!нм3 сух.
Рис. 2. Установка пневмометрической трубки
в газопроводе
/ — пробка; 2— указатель; 3— стальной пруток (010—
12 мм)
Так как пневмометрические трубки являются «точечными» при-
борами, при их помощи измеряют скорость газового потока лишь
в одной точке сечения газопровода.
’ На практике скорость газов по сечению распределяется несим-
метрично. Поэтому определение количества газов по скорости их
в одной точке газопровода будет неточным; важно знать не только
скорость потока в данной точке, но и среднюю скорость всего по-
тока. С этой целью все сечение газопровода делят па ряд участ-
ков равной площади, и пневмометрическими трубками измеряют
скорость в каждом из этих сечений (рис. 2).
Если газопровод круглый, его сечение разбивают на ряд кон-
центрических колец равной площади. Рекомендуется следующее
количество колец: при диаметре газопровода 200; 200—400; 400—
600; 600—800; 800—1000 и свыше 1000 мм— соответственно 3; 4;
5; 6; 8 и 10 колец.
Скорость газового потока желательно измерять в четырех точках
каждого кольца, расположенных на пересечении двух взаимно-пер-
пендикулярных диаметров газохода со средними окружностями ко-
220
РАЗДЕЛ II. Теплотехнические испытания
лец. При этом диаметр средней окружности определяют по следую-
щей формуле:
<13)
у zn
где Dx — диаметр средней окружности х-го кольца в л;
D — внутренний диаметр газохода в м;
х— порядковый номер кольца (считая от центра);
п — число колец.
В ряде случаев расчет облегчает использование следующих дан-
ных (табл. 6).
Таблица 6
Диаметры средних окружностей в долях от внутреннего диаметра
трубопровода при 0 = 1
Число колец
3 4 5 6 7 8 3 10
0,409 0,354 0,316 0,29 0,267 0,25 0.236 0,224
0,707 0,612 0,543 0,5 0,466 0,433 0,406 0,388
0,914 0,79 0,707 0,646 0,597 0,559 0,523 0,5
0,936 0.836 0,764 0,707 0,661 0,624 0,592
0,949 0,866 0,805 0,752 0,707 0,671
0,957 0,855 0,829 0,782 0,741
0,964 0,902 0,851 0,805
0,968 0,914 0,866
0,972 0,922
0,975
Расстояние от точек замеров до внутренней стенки газопровода
определяют из выражения
i = ±£>х). (14)
где Dx~- находят по формуле (13) или из табл. 6;
I — расстояние от внутренней стенки газохода до ближайшей
точки замера на данном кольце ( + ) н до дальней точки
замера на том же кольце (—) в м.
Если сечение газохода прямоугольное, его делят на ряд равно-
великих прямоугольников. Точки замеров располагают в центре их
тяжести на пересечении диагоналей. Число прямоугольников, на кото-
рое разбивается сечение газохода, определяют из такого расчета,
чтобы сторона каждого из прямоугольников не превышала 150—
200 мм.
Разбивают сечение газохода рейкой с соответствующей размет-
кой. Для этого на рейку наносят размер внутреннего диаметра газо-
хода, отмечают его центр, по обе стороны от которого откладывают
предварительно подсчитанные значения радиусов точек измерения.
Чтобы обеспечить большую точность при измерении средней ско-
рости газового потока пневмометрическими трубками, желательно
Глава 1. Параметры теплотехнических испытаний 221
снимать поля скоростей на прямолинейном участке газопровода воз-
можно большей протяженности, удаленном от дымососов, вентилято-
ров, шиберов и т. п.
При снятии поля скоростей газового потока одновременно реги-
стрируют температуру потока, статическое давление в газопроводе и
барометрическое давление, а по этим данным определяют удельный
вес рабочего газа. Среднюю скорость газов по всему сечению газо-
провода находят как среднее арифметическое из значений их скоро-
сти в точках замеров
(15)
где ш — число точек измерения;
, vx.. .v%— соответствующие нм скорости газов в м/сек.
Чтобы облегчить измерения, заранее находят коэффициент рас-
пределения скоростей газов по сечению газопровода оср , который
представляет собой отношение средней скорости оср к осевой (мак-
симальной) о0:
При снятии поля скоростей рекомендуется также одновременно изме-
рять динамический напор в данной точке н на оси трубопровода. За-
тем находят не сачи скорости газов, а их отношения, пропорцио-
нальные корням квадратным из величины динамических напоров:
где а', а" — коэффициенты распределения скоростей потока в дан-
ных точках;
hx, hx—измеренные динамические напоры в соответствующих
точках сечения газохода в мм вод. ст.;
Ло, Ло-величины одновременно замеренных динамических напо-
ров по оси газохода в мм вод. ст.
Для одновременного замера динамических напоров по осн газохода
и в данной точке сечения необходимы пневмометрические трубки с
равными коэффициентами К- В противном случае в подкоренное вы-
ражение следует подставлять значение истинного, а не измеряемого
динамического напора.
По величине а для отдельных точек замеров находят его сред-
нюю величину для всего сечения
Еа
аСр — > (18)
г m
где m — число точек измерения скорости в данном сечении газохода.
222
РАЗДЕЛ 11. Теплотехнические испытания
Для определения средней скорости потока газов в данном сече-
ннн достаточно измерить осевую скорость
оСр = аср До- (19)
Расход газов через сечение газопровода находят по формуле
V = Dcpf-3 600, (20)
где F — площадь поперечного сечения газопровода в м2.
Рис, 3. Водоохлаждаемая пневмо-
метрическая трубка конструкции
ВТИ
Пневмометрические трубки
обычно изготовляют из латуни
и стали. Трубки для измерения
температуры газов, не превы-
шающей 200° С, паяют оловом,
а для более высоких темпера-
тур — крепкими припоями, на-
пример серебром.
При температурах газового
потока выше 400—500° С сле-
дует применять трубки, охлаж-
даемые водой, например пнев-
мометрическую трубку ВТИ
(рис. 3). Не рекомендуется
пользоваться пневмометриче-
скими трубками, если скорость
газового потока в данном сече-
нии ниже 5 м)сек (из-за сни-
жения точности замеров).
При тщательном выполне-
нии замера пневмометрические
трубки дают возможность оп-
ределить скорость газового по-
тока с точностью до 1—2%-
Пневмометрические трубки
следует периодически проду-
вать при помощи груши, насо-
са или воздуходувки и, кроме
того, периодически очищать их
наружную поверхность от об-
разовавшихся наростов пыли, искажающих коэффициент трубки К.
Во избежание конденсации водяных паров (что влияет на по-
казания прибора) рекомендуется перед измерениями подогревать
трубку.
Для снятия поля скоростей газового потока в газопроводе дела-
ют отверстия диаметром 40—50 мм, после чего к кожуху привари-
ваются короткие штуцеры из газовых труб (длиной 40—50 мм) с
внутренним диаметром 50 мм. Пневмометрические трубки вводят в
резиновые пробки, которые затем плотно вставляют в штуцеры.
Для уменьшения колебаний уровня в микроманометре, затруд-
няющих точность отсчета, можно применять дополнительное сопро-
тивление в виде стеклянного капилляра (длиной 2,5—5 см), вводимо-
го в импульсную линию от канала полного напора трубки до микро-
Глава 1. Параметры теплотехнических испытаний
223
манометра. Необходимую длину капилляра подбирают опытным пу-
тем; если при значительных колебаниях динамического напора колеба-
ния по микроманометру незначительны, то это значит, что сопротивле-
ние капилляра подобрано правильно. С этой же целью в момент от-
счета можно также зажимать соединительные трубки особым зажи-
мом.
2) Измерение количества газов дроссельными приборами
В качестве дроссельных устройств, искусственно сужающих сече-
ние трубопровода, применяют нормальные диафрагмы, нормальные
сопла и трубы Вентури. Наибольшее распространение получили нор-
мальные диафрагмы.
Для практических расчетов по вычислению часового расхода га-
зов, протекающих через диафрагму, служат следующие уравнения:
У= 12 520 ae/fy d2 ]/ — (21)
Г Nt
или
G = 12 520 ае Kt tP V Apyz . (22)
где а— коэффициент расхода;
е — поправочный коэффициент на расширение измеряемой
среды;
d — диаметр проходного сечения диафрагмы в м;
Kt — поправочный коэффициент на тепловое расширение проход-
ного сечения диафрагмы, зависящий от температуры изме-
ряемой среды;
Nt—удельный вес измеряемой среды до диафрагмы в кг/м3;
Ар — перепад давления на дроссельном устройстве в кГ/м3.
Для измерения количества газов, отбираемых из газопровода, при
определении запыленности (до 500—600 л/мин) используют реометры.
Реометр состоит нз двух основных частей: а) дроссельной диафрагмы
(сужения), обычно стеклянной или металлической; б) дифференциаль-
ного манометра. Шкала реометра градуируется в л/мин. На шкале
указывают также, при какой затворной жидкости градуировали диф-
манометр.
При определении запыленности газов часто пользуются отдельны-
ми стеклянными диафрагмами (например, конструкции Гинцветмета),
соединяемыми с дифференциальным манометром резиновыми трубка-
ми. В этом случае количество газа, проходящего через диафрагму, оп-
ределяют по уравнению
где V — расход газов через диафрагму в л/мин-,
с — расходный коэффициент диафрагмы, включающий коэффи-
циент расхода а и некоторые другие величины, в л/минм*'5",
е—то же, что и в уравнении (21). Для стеклянных диафрагм
е =0,97;
Др — перепад давления на диафрагме в мм вод. ст. .
224
РАЗДЕЛ II. Теплотехнические испытания
Ввиду того что расходный коэффициент стеклянной диафрагмы
не является постоянным и загянит от числа Рейнольдса, стеклянные
диафрагмы требуют индивидуальной тарировки. Их достоинство —
стойкость по отношению к агрессивным компонентам газового потока,
Б. ЗАПЫЛЕННОСТЬ ГАЗОВОГО ПОТОКА
Для определения степени запыленности газового потока рекомен-
дуется выбирать длинные прямые участки газоходов. Предпочтитель-
нее вертикальные участки, а не наклонные и горизонтальные, в кото-
рых наблюдается более неравномерное поле запыленности.
Если нужно измерить запыленность на коротком участке прямо-
го газохода, точку замера выбирают не в середине участка, а ближе
к его концу (по ходу газов). Вначале делают несколько параллель-
ных замеров в разных точках сечения газохода, чтобы определить
равномерность распределения пыли. Если запыленность в различных
точках сечения различна, то средневзвешенную запыленность нахо-
дят с учетом количества газов, соответствующего этим точкам.
Загнутый конец пылезаборной трубки, устанавливаемой навстре-
чу газовому потоку, должен располагаться параллельно газовому
потоку. С увеличением угла наклона заборной трубки к потоку газов
и размеров частиц пыли возрастает погрешность измерения. Скорость
газового потока в устье загнутого конца заборной трубки должна
быть равной скорости газов в той же точке сечения газохода.
Для определения запыленности газов в цементной промышленно-
сти обычно используют метод внешней фильтрации газов через бу-
мажный фильтр. Его можно применять в тех случаях, когда газы не.
содержат значительного количества агрессивных компонентов и при-
месей, а пыль не слишком липкая и не засоряет канала в заборной
трубке.
Запыленность по этому методу определяют следующим образом
(рис. 4). Запыленный газ отбирают из газохода заборной трубкой и
фильтруют его через коническую гильзу, склеенную из нормальной
фильтровальной бумаги. Взвешенную с точностью до il мг (на ана-
литических весах) гильзу вставляют в патрон.
После этого включают воздуходувку и устанавливают заборную
трубку в заданной точке. При помощи зажимов быстро устанавлива-
ют заданный режим отбора газа, и сразу же заборную трубку пово-
рачивают в рабочее положение навстречу газовому потоку. Очищен-
ный газ после патрона поступает в диафрагму (реометр) и далее в
вакуум-насос (воздуходувку). Перепад давления на диафрагме изме-
ряют дифференциальным манометром. Перед реометром с помощью
термометра устанавливают температуру газа, а манометром с ртут-
ным заполнением — разрежение. Зажим позволяет изменять величи-
ну подсоса наружного воздуха в воздуходувку и тем самым регули-
ровать скорость отбора газа из газохода через заборную трубку и
реометр. Чтобы скорость отбора газа через заборную трубку соот-
ветствовала требуемой, измеряют скорость, газового потока в газо-
ходе с помощью пневмометрической трубки и микроманометра. Тем-
пературу и давление (разрежение) газа в газоходе устанавливают
при помощи термометра и манометра.
Длительность отбора газа зависит от степени его запыленности
и мощности воздуходувки. Перед началом испытаний приведенную
Глава 1. Параметры теплотехнических испытаний
225
Рис. 4. Схема установки для определения запыленности газов
методом внешней фильтрации
/ — газоход: 2— заборная трубка; 3 — коническая гильза; 4— латрои;
5 —резиновая пробка. 6 — диафрагма (реометр); 7 — вакуум-насос (воз-
духодувка): 8 — дифференциальный манометр; 9 — термометр; 10— ма-
нометр с ртутным заполнением; // — тройник: /2— зажимы; 13— пони-
жающий трансформатор; 14 — пневмометрическая трубка; 15 — микро-
манометр; 16 — термометр; 17 — манометр
Рис. 5. Газозаборная трубка для внешней фильтрации
15—1621
226
РАЗДЕЛ II. Теплотехнические испытания
схему установки проверяют на герметичность; если схема герметич-
на, уровень затворной жидкости в дифманометре остается на нуле.
После нескольких опытов используемую для внешней фильтра-
ции газов заборную трубку (рис. 5) прочищают, извлеченную из нее
пыль взвешивают, а полученную величину делят на число замеров.
Результат определения учитывают при расчете запыленности газо-
вого потока.
Перед замерами запыленности газов необходимо рассчитать раз-
мер наконечника и скорость отбора газа.
Скорость газа в наконечнике должна быть равна скорости в дан-
ной точке газохода, а скорость газа в заборной трубке — не ниже
25 м/сек. Уравнение равенства расходов газа через наконечник и за-
борную трубку имеет вид .
sd? zd|
—i25 = — wt,
4 4
(24)
где di — внутренний диаметр трубки в мм;
d2 — внутренний диаметр наконечника в мм;
W2 — скорость газа в данной точке в м/сек.
Отсюда требуемый диаметр наконечника будет
5dt
ds= -- ,
V Щ
а для наиболее распространенного диаметра газозаборных трубок
4 мм
da —
20
Если невозможно подобрать наконечник с диаметром, получен-
ным из расчета, следует использовать наконечник с ближайшим
большим диаметром.
Когда применяют реометр заводского изготовления, градуирован-
ный для параметров газа, отличающихся от измеряемых, расход га-
за рассчитывают по формуле
K=0,347d3 (25)
V у'о (273-f-Ir) Вк (В — Рр)
где V — количество отбираемого газа в л/мин;
d — диаметр наконечника в мм;
Един—динамический напор газа в данной точке газохода
в лиг вод. ст.;
Рт—давление (+) или разрежение (—) в газоходе
в мм рт. ст.
tK — температура газа, прн которой градуировалась шкала
реометра, в ° С;
fp—температура газа у реометра в °C;
Глава 1. Параметры теплотехнических испытаний 227
Y o— удельный вес газа при 0° С и 760 мм рт. ст., на который
градуирована шкала реометра, в кг/нм3;
t r— температура газа в газоходе в месте отбора пробы в ° С;
Вк—давление, при котором градуирована шкала реометра,
в мм рт. ст.;
Рр — разрежение у реометра в мм рт. ст.
Количество газа, отобранного за все время опыта, находят по
формуле
Vo = 0,6 V
Ук(в—рр) Z(
(26)
То(273+/Р)
где Vo — количество газа, отобранного за время опыта, в нл;
Y k— удельный вес газа, на который был калиброван реометр
(указано на шкале реометра), в кг/м3;
Y o—удельный вес газа, отбираемого из газохода, приведенный
к нормальным условиям, в кг/нм3;
z — время отбора газа в мин.
Когда количество газа определяют не заводским реометром с го-
товой шкалой, а диафрагмой и дифманометром, расчеты ведут по
формулам, приведенным ниже. Необходимый для правильного отбо-
ра газа перепад давления, отсчитываемый по дифманометру прн за-
полнении его водой, будет
h ~ о 046 (2^±-'₽) (В-±^
~ ’ с3 (273 + <г) (В — Рр)
где с — коэффициент диафрагмы (дается в паспорте диафрагмы);
h — требуемый перепад давления на диафрагме (по дифмано-
метру) в мм вод. ст.
В этом случае количество газа, отобранного за время опыта, составит
(27)
h(B-Pp)
Yo(273 + /p)
С учетом вычисленного количества газов запыленность газового
потока в разных точках газохода определяют по формуле
(g + « + 5)1000
q-----------------------------------
Vo» 0,58с
z.
(28)
(29)
Vo1
где <; — запыленность газов в г/нм3;
g— привес фильтровальной гильзы в г;
а — поправка на количество пыли, осевшей в заборной трубке
в е;
Ь — поправка на изменение веса контрольной гильзы в г.
Определив запыленность газа для каждой намеченной точки се-
чения газохода, находят средневзвешенную запыленность
<7i Wi + <72 w2 Н-1- qn wn
Qcp —--------------------------
(30)
Wi + W2 н----f- wn
где <7i, <72, -Qn — запыленность в первой, второй н т. д. точках в г/нм3;
и>2,..и>п — скорость газа в тех же точках в м/сек.
228
РАЗДЕЛ II. Теплотехнические испытания
Часовой унос пыли определяют по формуле
С=^а39ер. (31)
где G — унос пыли через данное сеченне газохода в г/ч;
Ууаз —объем газа, проходящего через данное сечение в час,
в нм*!ч.
6. ОБЪЕМ ТЕПЛОТЕХНИЧЕСКИХ ИЗМЕРЕНИЙ
При теплотехнических испытаниях вращающихся печей, работа-
ющих по мокрому способу, расход шлама обычно определяют по вре-
мени наполнения контрольного бачка, емкость которого предвари-
тельно тщательно измеряют. При испытаниях время наполнения конт-
рольного бачка проверяют через 10—15 мин секундомером.
Для вращающихся печей, работающих по сухому способу, и
шахтных печей расход сырья устанавливают путем его взвешивания
на автоматических или сотенных весах. Как исключение, допускается
определение расхода сырья по материальному балансу на основании
данных о выходе клинкера, количестве пылеуноса и расходе топлива.
Пробы сырья для определения его влажности, потерь при прока-
ливании. содержания СОа и СаО, тонкости помола, веса литра шлама
(прн мокром способе производства) и других характеристик отбира-
ют ежечасно.
Среднюю за испытание пробу подвергают полному химическому
анализу. При отборе проб сырья, поступающего в печь, измеряют его
температуру.
Выход клинкера из печи определяется путем непосредственного
взвешивания на автоматических или сотенных весах с промежуточ-
ным бункером. При этом определении необходимо учитывать все по-
тери клинкера (клинкерную пыль, оседающую в горячей камере, вы-
сыпающуюся из рекуператсрных, барабанных или колосниковых холо-
дильников, и т. п.).
Проба клинкера отбирается ежечасно на выходе из холодиль-
ника. Вес 1 л клинкера н содержание в нем свободной извести из-
меряются также через каждый час. Из часовых проб составляют сред-
нюю за испытание пробу, которую подвергают химическому анализу
и физико-механическим испытаниям.
Для того чтобы выявить все изменения в работе печи во време-
ни, проводят хронометраж, регистрируя при этом следующие показа-
тели:
1) длительность работы печи отдельно на полном и тихом ходу;
2) продолжительность н причины остановок печи;
3) положение шибера или регулятора оборотов двигателя дымо-
соса;
4) перерывы в подаче топлива и сырья;
5) нарушения в работе печи, холодильников и других устройств.
При теплотехнических испытаниях сушильных барабанов также
определяют расход влажного и выход высушенного материала и про-
изводят хронометраж их работы. Ниже (в табл. 7 и 8) приведены
данные об объеме основных измерений при теплотехнических испы-
таниях наиболее характерных агрегатов.
Глава 1. Параметры теплотехнических испытаний
229
по мокрому способу производства
Продолжение табл. 7
Измеряемый параметр Место замера Приборы илн приспособления Время регистрации пока- заний
б) газообразного в) жидкого Газопровод перэд форсункой Мазутопрэвод перед форсункой Термометр в гильзе или самопишу- щий стационарный прибор То же Через 30—60 мин То же
Количество первичного воздуха Нзггегательный воздухопровод от дутьевого вентилятора высокого давления к форсунке Пневмометрическая трубка, микро- манометр типа ММН По мере изменения ре- жима работы ВВД
Статическое давление первичного воздуха Воздухопровод перед форсункой U-образный манометр со шкалой С00 мм вод. ст. То же
^Температура первичного воздуха Воздухопровод перед форсункой Термометр технический со шкалой 100°С Через час
Выход клинкера После холодильника клинкера, пе- ред подачей на склад Автоматические весы или весы с промежуточным бункером Непрерывно
Температура клинкера, выходящего из холо- дильника На выходе нз холодильника Пирометрическая кружка с ого- ленным спаем термопары, милли- вольтметр переносный типа МПП соответствующей градуировки Через час
Отбор проб клинкера На выходе из холодильника Совок, банка То же
Расход шлама Загрузочная площадка печи Секундомер — по измерению време- ни наполнения контрольного бач- ка шламом Через 10—15 мин
Продолжение табл. 7
Измеряемый параметр Место замера Приборы илн приспособления Время регистрации по- казаний
Температура шлама Питатель Термометр технический со шкалой до 50—100°С Через час
Отбор проб шлама Питатель Бюксы То же
Состав отходящих газов: а) пыл еу голе ное нлн жидкое топливо б) газообразное топ- ливо У обреза загрузочного конца печн То же Газоанализатор ОРСа и газозаборная трубка Газоанализатор ОРСа Отбор газов в аспираторы для после- дующего полного анализа в лабора- торных условиях аппаратом ВТИ-2 Через 15—20 мин Через 30 мин Непрерывно
Подсосы наружного воз- духа Газовый тракт Приборы ОРСа По мере необходимости
Температура отходящих газов У обреза загрузочного конца печи Термопары хромель-алюмелевые, хромель-копелевые с милливольт- метрами типа МПП соответствую- щей градуировки Через 30 мин
Температура газов по длине вращающейся печи Через лючки в корпусе печн Термопары платина платинородие- вые и хромель-алюмелевые отса- сывающие, милливольтметр типа МПП, рота цио нн ая воздуходувка, провод, резиновый шланг По мере надобности
Температура и отбор проб материала по дли- не вращающейся печи Через пробоотбориые лючки в кор- пусе печи Пирометрическая кружка и милли- вольтметр соответствующей гра- дуировки, термометр технический со шкалой до 300°С, бюксы То же
Глава 1. Параметры теплотехнических испытаний
РАЗДЕЛ II. Теплотехнические испытания —-----------------------------------------——-
Продолжение табл. 7
16-1621
Измеряемый параметр Место замера Приборы илн приспособления Время регистрации по- казаний
Разрежение У обреза загрузочного конца печи Микроманометр типа ММН, U об- разный манометр. импульсная трубка Через час
По газовому тракту (в том числе перед дымососом) То же По мере необходимости
Количество отходящих газов Прямой участок газового тракта от пыльной камеры до дымовой трубы или дымовая труба Пневмометрические трубки и мик- романометры типа ММН, термо- пары типа ТХА или ТХК с милли- вольтметрами, термометр техни- ческий до 500эС Одни раз в сутки
Запыленность отходящих газов н безвозвратный унос То же Установка для замера запыленности, в том числе: газозаборные трубки, патроны, ротационные воздуходув- ки, реометр, пиевмометрическая трубка с микроманометром, термо- метры технические, U образные манометры трансформатор, рези- новые шланги вакуумные и т. п. (по методике Гинцветмета) То же
Продолжение табл. 7
Измеряемый параметр Место замера Приборы нли приспособления Время регистрации по- казаний
Отбор пробы уноса Пыльная камера или газоход от пыльной камеры до дымососа (при замере запыленности газов в ды- мовой трубе пробу уноса отбира- ют также в дымовой трубе) 1. Отсосная трубка с патроном и фильтром 2. Ротационная воздуходувка 3. Бюксы илн герметичные банки Один раз в сутки
Температура корпуса пе- чн и холодильника Корпус печи и холодильника Поверхностная термопара с перенос- ным милливольтметром или термо- метр технический (закрепляемый на корпусе с помощью постоянно- го магнита) Один раз аа испытание
Температура окружаю- щей среды Помещение цеха обжига Термометр технический со шкалой до 100°С Через час
Хронометраж работы пе- чи Площадка машиниста вращающейся печи Часы или секундомер Непрерывно
Кроме того, в заводск ой лаборатории по общепринятой Meroj шке определяют технологические показ атели работы печн
РАЗДЕЛ II. Теплотехнические испытания_ Гмва ; Параметры теплотехнических испытаний
Таблица 8
Программа измерений и условия их проведения при теплотехническом испытании сушильных барабанов
Измеряемый параметр Место замера Основные приборы и при- способления Время регистрации показаний
Расход топлива: а) твердого (слоевое сжи- гание) б) газообразного в) жидкого Перед подачей его к топкам Газопровод перед горелками Мазутопровод перед форсун- кой Весы сотенные или десятичные, ваго- нетки, тачки и т. п. Дифференциальный манометр с нор- мальной диафрагмой Дроссельная диафрагма с дифмано- метром или мерные резервуары По мере взвешивания Постоянно или через 5 мин Постоянно или по мере наполнения резервуаров
Отбор средней пробы топлива: а) твердого б) газообразного в) жидкого Перед поступлением в топки Газопровод перед горелками Мазутопровод Совки, банки (в том числе с притер- тыми пробками), набор сит для си- тового анализа Аспираторы Сборный сосуд Через час Непрерывно или через час Непрерывно
Температура топлива Перед поступлением топлива в топки Термометр со шкалой до ICO'C Через 30—GO мин
Количество шлака, провала через колосники и осевше- го уноса топлива В разных точках агрегата Сотенные или десятичные весы По мере удаления
Отбор проб шлаков, провала и уноса топлива н их тем- пература В местах их образования или осаждения Бюксы или банки с притертыми проб- ками, совки, термометры техниче- ские и термопары хромель-алюмс- левые с милливольтметрами Через час
Расход влажного материала Перед поступлением в бара- бан Весы автоматические или сотеииые Периодически или посто- янно
Продолжение табл. 8
Измеряемый параметр Место замера Основные приборы и приспо- собления Время регистрации показаний
Отбор проб влажного мате- риала и измерение его тем- пературы То же Бюксы или банки с притертыми проб- ками. Технический термометр до 50—100°С Через 30—G0 мин
Выход высушенного матери- ала После сушильного барабана Сотенные весы с' промежуточным бункером Периодически или посто- янно
Отбор проб и температура высушенного материала То же Бюксы ил, емкости с притертыми пребкам i Термометры технические со шкалой до ЗОС-С Через 30—60 мин
Выход осевшего уноса мате- риала Пыльная камера, циклон и т п. Сотенные или десятичные весы В коице испытания ил г по мере удаления уноса
Отбор проб осевшего уноса материала и его темпера- тура То же Бюксы или емкости с притертыми пробками, технический термометр до 30G®C Во время удаления осев- шего уноса
Количество безвозвратного уноса материала Газоход от пыльной камеры до дымовой трубы или ды- мовая труба Установка для замера запыленности, в том числе: газозаборные трубки, наконечники, патроны, ротационные воздуходувки, реометр, пневмомет- рическая трубка с микроманомет- ром, термометр технический, U-об- разные манометры, трансформатор и т. п. Один раз за период испы- тания
Количество воздуха, поступа- ющего в топку Нагнетательный воздухопро- вод от дутьевого вентилято- ра к топке П невмометрическая трубка, микро- манометр типа ММН По мере изменения режи- ма
234 РАЗДЕЛ И. Теплотехнические испытания ____ Глава 1. Параметры теплотехнических испытаний
СП
236
РАЗДЕЛ II. Теплотехнические испытания
Продолжение табл.
Глава 2. Тепловые балансы печей и сушильных барабанов 237
После того как в результате замеров сделаны все необходимые
поправки, определяются истинные значения измеренных величин.
Уточненные средние результаты измерений сводятся в единую табли-
цу и служат исходным материалом для составления теплового ба-
ланса агрегата и анализа его работы. Для составления же теплового
баланса печи необходимо предварительно составить ее материаль-
ный баланс.
Глава 2
ТЕПЛОВЫЕ БАЛАНСЫ ЦЕМЕНТНЫХ ПЕЧЕЙ И СУШИЛЬНЫХ
БАРАБАНОВ
1. МАТЕРИАЛЬНЫЕ БАЛАНСЫ ПЕЧЕН
Материальный баланс составляют по весу материалов на 1 кг
клинкера по следующей форме (табл. 9).
Таблица 9
Форма материального баланса
Расход
Приход
показатели
количество
в
кг
В % по
весу.
№
п/п
показатели
количество
в % по
весу
1 Топливо
2 Сырье
3 Воздух (первичный,
вторичный):
а) сухой воздух
б) пары воды
Клинкер
Уиос
Отходящие газы:
а) сухие газы
б) пары воды
Воздух, выбрасыва-
емый в атмосферу
из колосникового
холодильника
Невязка
Итого... 100
Ниже представлен расчет отдельных статей материального ба-
ланса.
1) Топливо
а) Удельный расход твердого нли жидкого топлива (на 1 кг клин-
кера):
GT
£=7^
^кл
(32)
238
РАЗДЕЛ II. Теплотехнические испытания
где
б) Удельный расход газообразного топлива:
ь = ioofc, (со2Yco-+ соР Yco + снР YcH‘+ н2 YH. +
+ О2Р То, + N£ TN, + н*ор Yh2o) (33)
GT — расход твердого или жидкого рабочего топ-
лива за период испытания в кг;
GJ — расход газообразного топлива за период ис-
пытания в н.п3;
Скл — выход клинкера за период испытания в кг;
COJ?,COp,CHjj, Н£, Ор, Np, Н2ОР —содержание соответствующих
компонентов в рабочем топливе в %;
Yco,1 Yco > • • "Yh,o — удельный вес соответствующих компонентов
в рабочем топливе в кг)нм3.
Прн определении расхода твердого топлива путем взвешивания
натурального расход рабочего топлива находят по формуле
° 100 — Щр
(34)
где Gj — расход за период испытания натурального топлива в кг;
. Wo — относительная влажность натурального топлива в %;
—относительная влажность рабочего топлива в %;
К — коэффициент потерь в утлеподготовптельном отделении.
По опытным данным К=0,98 -т- 0,99.
2) Сырье
а) Расход сырья:
С
Gc = _.— [кг/кг клинкера]. (35)
Окл
(С — расход сырья за период испытания в кг).
б) Расход сухого сырья:
_ Gc(100—W-)
G£ — ------------- [кг/кг клинкера], (36)
IU J
(щс —средняя за период испытания влажность сырья в %).
в) Расход прокаленного сырья:
е Gcc[100-(n.n. п.)с]
<?п =----------—---------]кг/кг клинкера], (37)
](п.п.п.)с—потери при прокаливании сухого сырья в %].
г) Расход углекислоты:
G^CO2
(соэ,)= — [кг/кг клинкера] > (38)
' *' 100
Глава 2. Тепловые балансы печей и сушильных барабанов239
СО2 — содержание СО2 в сухом сырье в %.
д) Расход углекислого кальция:
G£ СаОс
ССаСО. = 77---- 1кг1кг клинкера]
• 00
(СаОс —содержание карбонатной СаО в сухом сырье в %),
е) Расход углекислого магния:
GMfiCO, =--------100-44--------------- [кг,кг кли1,кеРа1’
ж) Расход физической воды:
Gptoc
(С») = Ю0-шс [кг,кг линкера].
з) Расход гидратной воды:
G£ Г(п. п. п.)с — COjl
( °Н2о) =----------777--------1 1кг1кг клинкера].
(39)
(40)
(41)
(42)
3) Выход уноса
а) Выход прокаленного уноса:
Г (п- п- П-)К1
сп = °п + — [*—----^5—] 1кг1кг клинкера], (43)
где — содержание прокаленной золы в рабочем топливе в %;
(п.п.п)к — потери при прокаливании клинкера в %.
б) Выход сухого уноса:
G^-100
С‘ = 100 —(п.п. п.)У1кг,Кг K™HKepal (44)
[(п.п.п.)У — потери при прокаливании уноса в %].
в) Выход уноса:
G*-100
Gy = 777----v~ [кг/кг клинкера] (45)
100—иг
(и>У—влажность уноса в %).
г) Выход углекислоты:
Gy-COg
Geo ~ —777— [кг/ка клинкера] (46)
а 1мм
(СО^—содержание СО2 в сухом уносе в %). . ,
240
РАЗДЕЛ II. Теплотехнические испытания
д) Выход углекислого кальция:
G* СаОу
GCaC0, =----«---- 1кг/кг клинкера] (47)
(СаОу—содержание карбонатной СаО в сухом уносе в %),
е) Выход углекислого магния:
Г у СаОу-441 С°2- 1 5b 1 84,32
°Мвсо«’= 100 44
ж) Выход физической воды:
Gytay
G* = 1кг1кг клинкера].
з) Выход гидратной воды:
Д1. п. п.)у — СО^]
----------------[кг/кг клинкера].
[кг/кг клинкера].
(48)
(49)
°н,о —
100
(50)
При определении уловленного уноса путем его взвешивания и
расчета безвозвратного пылеуноса по запыленности отходящих газов
используют формулу
Vv’
Gy = Gy + Gy = ~ + Vo r <7cp [кг/кг клинкера] , (51)
^кл
где Gy—удельный выход уловленного уноса в кг/кг клинкера;
Gy —удельный выход неуловленного уноса в кг]кг клинкера;
Vy—выход уловленного уноса за период испытания в кг;
Vo-r— выход отходящих газов в нм?]кг клинкера;
qCp — средняя запыленность отходящих газов в кг]нм?.
Дальнейший расчет ведется для уловленного и неуловленного уно-
са отдельно по приведенным выше формулам (43)—(50).
4) Выход отходящих газов и расход воздуха
Эти статьи баланса определяются на основании данных о хими-
ческом составе сырья, элементарном составе топлива и результатов
анализа отходящих газов.
Выход сухих газов:
„ (^(Ко,)полн+^Со,)100
vc.r =----7—Г_ - 7 -и-------[нл’/кг клиякера], (52)
КО2 + СО СНд
где V (до,)полн —объем трехатомных газов в продуктах сгора-
ния топлива в нм?]кг топлива;
ROj, СО, СН«— содержание соответствующих компонентов в
сухих отходящих газах в %.
Глава 2. Тепловые балансы печей и сушильных барабанов24\
Объем трехатомных газов в продуктах сгорания топлива составит
У(№ )пэлн = °-0186 [ Ср + 0,368Sp + 0,273 (СО*)] [нм3/кг топлива],
(53)
где Ср, Sp— содержание углерода и серы в рабочем топлиие в %;
(СО*) —содержание в рабочем топливе карбонатной углекисло-
ты, перешедшей в продукты сгорания, в %.
а) Выход сухих трехатомных газов:
Уг.г ro2
Удо2 =---100— 1нл<3/кг клинкера]. (54)
б) Выход СО
Уг.г СО ,
Усо = ——— [нм3/кг клинкера]. (55)
в) Выход СН4:
Ус г сщ
Усн, =---— [нм3/кг клинкера]. (56)
г) Выход Н2:
Ус.гН2
Ун2—-----Jqq— [нм3/кг клинкера]. (57)
д) Выход О2:
Ус ГО2
УОг= —[нм3/кг клинкера]. (58)
е) Выход N2:
, Усг N2
yNj = —— [нм3/кг клинкера]. (59)
ж) Выход паров воды:
vh2o = VH2O + 1/и+ vhzo 1нм31кг клинкера], (60)
где выход паров Н2О из топлива в нм3/кг клинкера;
У^, Уно—выход физической и гидратной воды нз сырья
в нм3/кг клинкера.
Ун2о = 0.0124 (9Нр+шр+ 0,11.ad^-b[HM3/KZ клинкера], (61)
где La —действительный расход воздуха в нм3/кг топлива;
dB — влагосодержание воздуха, принимается обычно равным
8 г/нм3.
Gw
У£,= ~----- [нм3/кг клинкера]; (62)
НгО
ин О
Уно = V 2 [нм3/кг клинкера],
н,о
(63)
242
РАЗДЕЛ 11. Теплотехнические испытания
здесь Yh о — удельный вес паров НгО в кг)нм2.
з) Выход отходящих газов:
V0.r = Vc.r + VH2O 1нм3!кг клинкера]. (64)
Расход воздуха
Ver N,
V® = ——— [нл13/«г клинкера] • (65)
Объемное количество воздуха и отходящих газов переводят в
весовое, умножая полученные значения на соответствующие удель-
ные веса газов (табл. 10).
Т а б л и ца 10
Молекулярные и удельные веса некоторых газов
Газы Химичес- кая формула Молеку- лярный вес Удельный вес в кг!нм? при (° С и 160 мм pm. cm.
Азот Nj 28.(2 1,251
Водород на 2,016 0,0898
Водяной пар Н2О 18,02 0,804
Воздух сухой — 28.95 1,293
Кислород О, 22 1.429
Метан сн, 16.04 0.716
Окись углерода со 28.(6 1,25
Сернистый ангидрид soa 64,07 2,926
Углекислый газ соа 44,01 1,9145
2. ИСХОДНЫЕ ДАННЫЕ ДЛЯ СОСТАВЛЕНИЯ ТЕПЛОВЫХ БАЛАНСОВ
ПЕЧЕЙ
Составленный материальный баланс печи является исходным ма-
териалом для расчета теплового баланса. Чтобы определить статьи
как прихода, так и расхода тепла, используют данные, которые вна-
чале уже были определены в материальном балансе, а также резуль-
таты теплотехнических измерений. Например, нужно найти потери
тепла с отходящими газами. Для этого учитывают выход отходящих
газов на 1 кг клинкера, отраженный в материальном балансе, и сред-
нюю температуру отходящих газов, вычисленную по результатам
теплотехнических испытаний.
Тепловой баланс клннкерообжигательиой печи составляют из
1 кг клинкера. Няже приводятся данные для расчета статей тепло-
вого баланса на основании результатов теплотехнического испытания
печи.
Глава 2. Тепловые балансы печей и сушильных барабанов 243
1) Химическая энергия топлива:
= 4QP [ккал/кг клинкера], (66)
где Qp — низшая теплотворная способность рабочего топлива
в ккал)кг-,
Ь — удельный расход топлива на обжиг в кг/кг клинкера.
2) Физическое теплосодержание топлива:
QJ=fcCT /т [ккал/кг клинкера], (67)
где ty —температура топлива в °C;
Сг — теплоемкость топлива в ккал!кг град. Для твердого топ-
лива Ст~0,3 ккал!кг град, для жидкого топлива Ст«
«0,5 ккал/кг град, для газообразного топлива:
Ст = 100 (С°2₽ Ссо> + С°₽ Ссо + СН4 Ссн.+
+ СНг + OP COj + NP CNj + Н,ОР CHjO).
Здесь СО£,СОР,СН!|,Н!?,О£, N£, Н2ОР—теплоемкость соответствую-
ющих компонентов в рабочем топливе в %;
Ссо/ Ссо • Сен? Сн, .СОг • CN;, Сн о— теплоемкость соответствую-
щих компонентов рабочего топлива прн температуре /т в ккал/нм~ ° С.
3) Теплосодержание сырья;
Qc = [GB-0,21 te [ккал/кг клинкера], (68)
где 0,21 —средняя теплоемкость сухого сырья в ккал/кг град;
tc — температура сырья, поступающего в печь, в °C. - -
4) Теплосодержание воздуха:
QB=VBCBtB [ккал/кг клинкера], (69)
где Ув—действительный расход воздуха в нм3 [кг клинкера;
tB — температура наружного воздуха в °C;
Св— теплоемкость воздуха при температуре tB в ккал [нм3 град.
При подаче в печь через форсунку отработанного в угольной
мельнице воздуха вместе с первичным выражение для определения
теплосодержания воздуха имеет внд
QB = VbCB /в4- (Св t„,B — CB tB) [ккал/кг клинкера], (69а)
б'кл
где 1'п.в — расход первичного воздуха (смеси отработанного в уголь-
ной мельнице воздуха и наружного воздуха)- в нм?[ч;
41-в — температура первичного воздуха в °C;
Св — теплоемкость первичного воздуха при /п.» в ккал/ю^ град
244
РАЗДЕЛ II. Теплотехнические испытания
5) Тепловой эффект клиикерообразоваиия
Под тепловым эффектом образования цементного клинкера при-
нято понимать количество тепла, необходимое для того, чтобы из су-
хого сырья с температурой 0° С получить без материальных н тепло-
вых потерь 1 кг клинкера с температурой также 0°С. В табл. 11 и 12
приводятся величины удельной теплоемкости веществ и теплоты реак-
ций, проходящих при образовании цементного клинкера.
Таблица 11
Средняя удельная теплоемкость исходных веществ в ккал/кг град
Вещества При температуре в °C
С—450 45С—9С0 SCO—1400 0—900 0—1400
СаСО, 0.248 0,286 0.266
Si О, 0.24 — 0.283 0,263 0,27
СаО — — 0.226 0,213 0,218
AI2O,-7SIOa-2HaO 0,28 — — — —
AI2O,-7SiO2 0,238 0,277 0,291 0.258 0,27
Клинкер . . • — — 0.305 0,236 0,261
Сырьевая мука (глина + из- вестняк) 0,253 0,283 0,247 — —
Таблица 12
Тепловой аффект реакций, происходящих при образовании цементного клинкера
* Вещества Конечные продукты Тепловой эффект В KOJljZ Темпера- тура рзакции в °C
при 20 °C при тем пе- рату ре реак! ии
СаСО, СаО-Ь CO2 425 396±3 907
MgCO, MgO+CO2 215 195+8 —-
Al2O3+2SlO3 AlaO,-2SiOa 72±10 72±10 960
AIaO,-2SiOa-2H.O AlaO,-2SiO,2HaO 135—145 213—223 450
SiO2 кварц + 3CaO C,S 126,2 107.3 1300
S:O2 кварц+ЗСтО cas 171 144 1300
a AlaO.+3CaO C,A 14,1 9.1 1300
4Ca O+7- A laOa-J- Fe^Oa C.AF 26 1300
₽c2s I CS 6 8.8 675
Ниже приводится методика расчета теплового эффекта (теоре-
тического тепла) клиикерообразоваиия.
а) Расход тепла
а) Расход тепла на нагревание сухого сырья от 0 до 450® С:
J 6^] (450 — 0) 0,253 [ккал/кг клинкера], (70)
Глава 2. Тепловые балансы печей и сушильных барабанов 245
где [Gj] — теоретический расход сухого сырья в кг/кг клинкера;
0,253 — средняя теплоемкость сухого сырья в интервале 0—
450° С в ккал/кг град.
Теоретический расход сухого сырья составляет
100 — (п. п. п.)к — 0,01 аЬАр
= ------166 —(П.П.П.)'------ [Кг'Кг <71>
.де (п.п.п.)к — потери при прокаливании клинкера в %;
(п.п.п.)с — потери при прокаливании сырья в %;
а — присадка золы к клинкеру в %;
Ь — удельный расход рабочего топлива в кг/кг клинкера;
Л]—содержание прокаленной золы в рабочем топливе в %.
б) Расход тепла на дегидратацию каолинита сырья при 450° С:
[GH,o] [ккал/кг клинкера], (72)
где [GpI0] — теоретический расход гидратной воды сырья в кг/кг
клинкера;
1600 — тепловой эффект дегидратации каолинита в ккал!кг
гидратной воды.
Теоретический расход гидратной воды сырья составляет
г , [Gccl Г(п. п. п.)с—cos]
[ gh2o] =----------Jqo--------- 1кг1кг клинкера], (73)
(COj — содержание СО2 в сухом сырье в%).
в) Расход тепла на нагревание дегидратированного сырья от
450 до 900° С:
( [ G£] — [ gh2o] ) ("0 — ^50) 0,283 [ккал/кг клинкера] (74)
(0,283—средняя теплоемкость дегидратированного сырья в интер-
вале 450—966° С в ккал/кг °C)
г) Расход тепла на декарбонизацию СаСО3 и MgCO3 сырья прн
900 С;
[Gcacos] 396 + [GMgCoa] Ю5[ккал/ка клинкера], (75)
где [GCaCO,] и [( MgCO,] — теоретический расход СаСО3 и MgCO3
в кг/кг клинкера;
396 — тепловой эффект декарбонизации СаСО3 в
ккал/кг СаСО3;
195 — тепловой эффект декарбонизации MgCO3 в
ккал/кг MgCO3.
В свою очередь:
[G']CaOc
[ GCaCO,J = ——-------[кг/кг клинкера]; (76)
246
РАЗДЕЛ II. Теплотехнические испытания
[3] [С°2- “бГ1]84132
[GWgC0,] =------------100'44----------^кг,кг КЛИНКеРа1 (77)
(СаОс —содержание карбонатной СаО в сухом сырье в %).
д) Расход тепла на нагревание декарбонизированного сырья от
900 до 1400° С:
([ G^j — [ gh,o] — [ Gcoj } (14 03—900) 0,247 [ккал/кг клинкера], (78)
где [GqO ] — теоретический расход СО2 в кг/кг клинкера:
[g']co£
Lgco2| = —^5— 1кг>кг клинкера], (79)
0.247 — средняя теплоемкость декарбонизированного сырья в интер-
вале 900—1400° С в ккал/кг град.
е) Расход тепла на образование жидкой фазы при 1400° С. При-
ннмаетси равным 50 ккал/кг клинкера.
б) Приход тепла
а) Приход тепла вследствие образования клинкерных минера-
лов в интервале температуры 1000—1400° С.
1
j^(C3S- 107-|-C2S-144 + С3А-9 +C4AF-26) [ккал/кг клинкера], (80)
где CjS, C2S, С3А, C4AF — содержание минералов клинкера в%;
107 — тепловой эффект образования ЗСаО •
• SiO2 в ккал]кг CsS;
144 — тепловой эффект образования 2СаО •
• SiO2 в ккал/кг C2S;
26 — тепловой эффект образования 4СаО •
А12Оз-Ге2Оз в ккал/кг C4AF;
9 — тепловой эффект образования ЗСаО •
• А120з в ккал/кг С3А.
б) Приход тепла в результате образования метакаолина при
температуре 950° С:
0,0217 А-72 [ккал/кг клинкера], (81)
где А — содержание А12О3 в клинкере в %;
72 — тепловой эффект образования метакаолина в ккал/кг мета-
каолнна.
в) Приход тепла вследствие охлаждения клинкера от 1400
до 0° С:
1400-0,261 [ккал/кг клинкера] (82)
(0,261—средняя теплоемкость клинкера в интервале 1400—0®С в
ккал/кг град) о
г) Приход тепла в результате охлаждения СО2 от 900 до 0° С:
[ СО,] (900 — 0) 0,256 [ккал/кг клинкера], (83)
Глава 2. Тепловые балансы печей и сушильных барабанов 247
здесь 0.256 — средняя теплоемкость СОг в интервале 900—0° С в
ккал/кг град.
д) Приход тепла в результате охлаждения от 450 до 0°С и кон-
денсации гидратной воды сырья:
[ 6^о] [(450 —0) 0,47 + 595] [ккал/кг клинкера], (84)
где 0.47 — средняя теплоемкость паров Н2О в интервале 450—0°С,
ккал]кг град;
595 — скрытая теплота конденсации водяного пара при 0°С в
ккал!к.г паров Н2О.
Тепловой эффект образования цементного клинкера определяют
как разность между суммами приходных и расходных статей.
6) Расход тепла на испарение воды из сырья:
qw = C^j-595 [ккал/кг клинкера], (85)
в том числе на испарение воды из уноса
/ [g>c\
Q™ = (Gw — юс—/595 1ккал/кг клннкеРа1 • (86)
где G& — выход физической воды из сырья в кг/кг клинкера;
[G' ]—теоретический расход сухого сырья в кг/кг клинкера;
wc — влажность сырья в %.
7) Потери тепла с отходящими газами:
Со. г = (^RO, ССО2 + ^СО ССО + ^СН, ССН. + ^Н2 СН2 +
+ Уо, со2+ *4 cn2+ vh2o сн о) *о.г [ккал/кг клинкера], (87)
где VROi, Uco . VCHj, VHj. Vq2 • ^n2 • VH2O- выход соответствую-
щих компонентов в
нм31кг клинкера;
Ссо2> Ссо- Ссн.> сн2> со2> cn2> сн2о— средняя теплоемкость
соответствующих га-
• зов в ккал/нм3 °C (по
данным табл. 13).
Для определения потерь тепла с отходящими газами можно
пользоваться также табл. 14, где приводится теплосодержание 1 н.и3
газов при различных температурах.
8) Потери тепла от химического недожога:
Qx н = УСО-3016 + Исн -8558 -f- -2576[ккал/кг клинкера] (88)
(3016, 8558, 2576 — низшая теплотворная способность СО, СН4, Н2 в
ккал/нм3).
9) Потери тепла от механического недожога:
Qm н = (Ск + Gy Су) [ккал/кг клинкера], (89)
Га б л и ц a 13
Средняя теплоемкость воздуха и газов (от О до /" С)
Темпе- ратура в«С Теплоемкссть в ккал1нмя ®С
ССО2 *Оч.| атм Соа С н2° Cso2 Сс.в с. Ссо Сн2 CH,S Сси4 DC2"4
0 100 200 300 0,3821 0,4061 0,4269 0.4449 0.3092 0,1'095 0.3104 0.3121 0.3119 0.3147 0,3189 0.3239 0,3569 0,3595 0,3636 0.3681 0,414 0.433 0.451 0.467 0.FC98 0,3106 0.3122 0.3146 0.315 0.3163 0.3181 0.5.2С6 0,31 0,311 0,312 0,314 0,305 0,3( 8 ( ,31 0.31 с.:46 o,?66 ('.373 О.:-81 0,37 0.292 0,42 0.45 0,4363 0.4925 (.5452 0.596
400 500 600 700 0,4609 0.475 0,4875 0.4988 0.3144 0,3171 0,3201 0,3233 0,329 0,3339 0,3381 0.3426 0,3739 0,3797 0,3857 0,392 0.482 0,494 0.505 0,514 0,3174 0,3207 0,221 0,3274 0,3235 0,3268 0.3303 0.3338 0.317 0.321 0,321 0.328 0.311 0.312 0.312 0,313 (.39 0,299 0,1 8 0.417 0.481 0,511 0.54 0.568 0,6115 0.6839 0.7227 0.7571
8С0 9(0 1ГС0 1100 0 509 0.5181 0,5263 0.5388 0,3265 0,3295 0.3324 0,3352 0,3463 0.3498 0,3529 0,3557 0.3984 0,405 0.4115 0.418 0.521 0,529 0,534 0,54 0.3306 0.3238 0.3367 0,3395 0.3371 0,3403 0.3423 0.3463 0.331 0,334 0.337 0,34 0,311 (.316 0.317 0.319 0.426 0,434 0.412 (1.45 0.596 0,622 0.615 0.666 0,7901 ( ,8196 (.8472 0.8731
0,5407 0.3378 с.: 584 0,4244 0.544 0,3422 0,349 0,343 0,221 0,456 0,684 0,8963
0.5469 0.3404 0,36( 8 0.4F06 — 0.3447 0,3517 0,316
14(0 0.5526 0,3427 0,3631 0,4366 —- 0.347 0.3542 0.348 ( .325 ~—
1500 0.5578 0.3449 0,3653 0,4425 — 0.3492 0,3565 0,35 0,. 27
юсо 0.5626 0.347 0.3673 0,4481 0,3513 0.3587 0,352 0.329 — — —
1700 0’5671 0.5712 0.349 0.3508 0.3693 0,3712 0.4537 0.4589 — 0.3532 0.3551 0.3607 0.3625 0.251 0,356 0,332 — —
1SC0 0.575 0,3525 0.373 0.4639 — 0.3568 0.36И 0,358 0.334
2000 0,5785 0.3541 0.3748 0.4688 — 0.2585 0.3661 0,359 Г,3:'6 — — —-
2100 2/ТО 0,5818 0 5848 0.7557 0.3571 0,3764 0.3781 0,4735 0.477J — 0.36 0,3615 0.3678 0,3693 0.361 0/62 0.31 — — —
2.-00 0,5876 0.35Е5 0,3797 0.4822 — 0,3629 0,3708 0,313 0,342
2400 2500 0,5902 0.5926 0.3598 0,361 0.3813 0,3828 0,4864 0,4903 — 0.3643 0,3655 0.3722 0,3735 0.365 0.366 0,343 0.345 — — —
Таблица 14
(еплосодержание 1 нм газов и паров при различных температурах и при постоянном давлении (760 мм рт. ст.) в ккал нм’
Темпера- тура в °C со, N, о, н,о SO, Воздух СО Н, H,S 1 он. С,Н.
сухой 1 влажный
100 2(Ю 300 400 500 600 700 800 900 1000 11(0 1200 1300 1400 1500 1600 1700 18)0 19(Ю 2000 2100 2200 23 0 241)0 2500 4'.61 85,38 133.5 184.4 237.5 292.5 349.2 4(7.2 466.3 526.3 587.2 648.8 711 773.6 836.7 9(10.1 964,1 К28 К93 1157 1222 1287 1351 1416 1482 Зп.95 62.08 93.63 125.8 1-78.6 192.1 226.3 261.2 296.6 332.4 368.7 405.1 442.5 479.8 517.4 555.2 593.3 631.1 669.8 7(8.2 747 785.6 821.6 863.5 912,5 31.47 63.78 97.17 131.6 166.9 2 з 239.8 277 311.8 352.9 391.3 430.1 469 5' 8.3 517.9 587.7 627.8 668.2 7! 8.7 749.6 790.4 831.8 873.3 915,1 957 35.95 72.72 ПО.5 П9.6 189. 231.4 274.4 318.7 361.5 411.5 459.8 5(9.3 559.8 611.2 663.8 717 771.3 826.1 881.5 937,6 994,3 1(51.5 111 9.1 1167.3 1225.9 43.32 9-’,2l 140.3 192.7 247.2 Ж 2.7 359.8 417.2 475.8 531.5 591 653 31.66 62,44 94.38 127 160.4 194.4 229.2 264.5 3<И1.4 336.7 373.5 4Ю.6 448.1 485.8 523.8 562,1 630.4 679.2 677.9 717 756 795,3 834.7 874.3 913,8 31,63 63,62 96.18 129.4 161.4 198.2 233,7 269.7 3(6.3 343.3 380.9 418.8 457.2 495.9 534.8 573.9 613.2 652.5 692.4 732.2 772.4 812.5 852.8 893,3 933.8 31/9 62.44 91,35 127 160.4 194.5 229.4 264.9 ЗОс.9 337,4 374.3 411,6 4 49.2 487.1 525,2 563,5 6'2 64С.6 679 Д 718,4 757.5 793,6 835.8 875.8 914,8 30.83 61.96 93.С9 124.4 155.8 187.4 219.4 251.6 284.3 317.4 351 385 419.5 454.4 489.9 525.6 561.7 598.3 635.2 672.4 7С9.8 747.6 785.7 823.9 862.7 36.6 74.6 114,3 156 199,5 244.8 291.9 340.8 390,6 412 494.7 547.7 39,22 84,02 135,1 192.6 255.6 324 397.4 476.6 559.4 644.7 732 820.6 49.25 1С9 178 256.6 341.9 433.6 530 632.1 737,6 847.2 960,4 1075.6
РАЗДЕЛ //. Теплотехнические испытания Г лава 2. Тепловые балансы печей и сушильных барабанов 249
250
РАЗДЕЛ II. Теплотехнические испытания
гдеб* —выход сухого уноса в кг/кг клинкера;
Ск—содержание углерода в клинкере в %;
Су—содержание углерода в уносе в% ;
8100 — теплотворная способность углерода в ккал/кг.
10) Потери тепла с клинкером:
QK = Ск /к [ккал/кг клинкера], (90)
где Ск — теплоемкость клинкера при температуре 1К в кка.Дкг* С
(табл. 15);
tK — температура клинкера при выходе из печи (холодильни-
ка) в °C.
Таблица 15
Средняя теплоемкость и теплосодержание клинкера
Темпера- тура клин- кера в °C Средняя теплоемкость в ккал1кг ер ад Теплосо- держание клинкера в ккал/кг клинкера Темпера- тура клинкера в °C Средняя теплоемкость в ккал/кг град Теплосо- держание клинкера в ккал кг клинкера
1G0 0.188 18,8 800 0.231 185
200 0,108 39,6 900 0,2341 211
300 0.2065 61,9 1000 0.2376 237,6
400 0,2129 85.2 1100 0.2412 265
5С0 0.2188 109,4 1200 0,246 295,2
600 0.2235 131 1300 0.253 329
700 0,2276 159 1400 0.261 366
1500 0.2675 401,8
И) Потери тепла с уносом
Qy~ (GCaCO3 — GCaCO, ~ [ GCaCOs] ) 396 +
+ ( °Mgco, ~ GMgco, ~ [ GMgCO3]) 195 +
+ (GHiO -G&O- Ко]) ,600+
+ ( G*-0.25 + G*,) /ог (ккал/кг клинкера], (91)
где Gcaco,’GMgco,~-расх°Д СаСО2 и MgCO3 в кг/кг клинкера, фор-
мулы (39), (40);
GCaCO3>GMgCO,— содержание СаСО3 и MgCO3 в уносе в «г/кг
клинкера, формулы (47), (48);
IGCaCO,I'lGMgCoJ~ теоретический расход СаСО3 и MgCO3 сырья
в кг/кг клинкера, формулы (76), (77);
q — выход гидратной воды уноса в кг/кг клинкера,
формула (50);
Суш — выход физической воды уноса в кг/кг клинкера,
формула (49);
Глава 2. Тепловые балансы печей и сушильных барабанов 251
396, 195, 1600 — тепловые эффекты разложения СаСОз, MgCOs
и каолинита в ккал/кг;
0,25 — теплоемкость сухого уноса в ккал!кг град.
12) Потери тепла в окружающую среду:
Xfa(tu — /в)
Qo.z =-----—------[ккал/кг клинкера], (92)
где f — площадь элемента поверхности печи в м2,
а — коэффициент теплоотдачи от поверхности печи к воздуху
в ккал!м2 ч град-,
/п — температура элемента поверхности печи в °C;
/в — температура окружающего воздуха в °C;
D — производительность печн в кг клинкера в час.
При расчете потерь тепла в окружающую среду ориентировочно
принимают, что поверхность накладок, заклепочных головок и т. п.
составляет 10%, а поверхность бандажей, роликов и шестерен —
15% от площади поверхности корпуса печи. Ориентировочные дан-
ные о влиянии скорости воздуха на коэффициент теплоотдачи от по-
верхности корпуса печи в окружающую среду приводятся в табл. 16.
Таблица 16
Коэффициент теплоотдачи в окружающую среду в зависимости от скорости
воздуха в ккал'м!ч град
Разность темпеоа- ТУР <*п-'в) в 'С Скорость воздуха в м'сек
0 2 4 6 8
40 8,4 18 23 27,2 31
50 9 19.4 23,7 27.9 31,8
100 12 22 27,4 31,6 35.4
150 15 25,3 31,2 35,4 39.1
200 18 28,9 35 — —
250 21.1 — — — —
На основании приведенных выше исходных данных н составля-
ют тепловые балансы печей. Так, например, ниже (табл. 17) приве-
ден построенный таким путем тепловой баланс вращающихся печей,
работающих по мокрому и сухому способу производства цемента.
8. ТЕПЛОВЫЕ БАЛАНСЫ ПЕЧЕЯ РАЗНЫХ ТИПОВ
1) Вращающиеся печи с концентраторами шлама
Тепловой баланс может быть составлен отдельно для вращаю-
щейся печи и концентратора шлама и для агрегата в целом.
Обычно при теплотехнических испытаниях измеряют все пара-
метры, необходимые для составления теплового баланса печи в це-
лом и отдельных ее элементов. При этом фиксируют параметры со-
252
РАЗДЕЛ I/. Теплотехнические испытания
Таблица 17
Форма теплового баланса вращающейся печи (без запечных теплообменных
устройств)
Приход тепла Расход тепла
1 U/U W показатели коли- чество U/U м | показатели коли- чество
в ккал;кг 1 1 в % в ккал!кг | в %
1 Химическая енергия топ- лива 1 Тепловой вффект (теоре- тическое тепло) клинке- рообразогания
2 Физическое теплосодержа- ние топлива
2 Расход тепла на испаре- ние воды из сырья
3 Теплосодержание сырья
3 Потери тепла с отходящи- ми газами
4 Теплосодержание воздуха (с учетом поступающе- го в печь отработанно- го воздуха из угольных мельниц)
4 Потери тепла от химиче- ского недожога
5 Потери тепла от механи- ческого недожога
6 Потери тепла с клинке- ром
7 Потери тепла в окружа- ющую среду
8 Потерн тепла с уносом
9 Потери тепла с воздухом, выбрасываемым в атмо- сферу из колосникового холодильника
10 Невязка баланса
Итого 100 Итого. • . . . 100
Глава 2. Тепловые балансы печей и сушильных барабанов 253
Таблица 18
Форма теплового баланса вращающейся печи с концентратором шлама
Приход тепла
В в 2 показатели коли- чество
в ккал1кг 1 В %
1 Химическая энергия топ- лива
2 Физическое теплосодержа- ние топлива
3 Теплосодержание шлама
4 Теплосодержание воды, поступающей иа грану- ляцию ныли и на про- мывку концентратора и шламовых баков
5 Теплосодержание первич- ного. вторичного и под- сссанно! о воздуха с уче- том теплосодержания поступающего в печь отработанного в уголь- ных мельницах воздуха
Итого 1 I0C
Расход тепла
| п/u W 1 ~ 1 1 показатели коли- чество
в ккал/кг в %
1 Теоретическое тепло клин- керообразования
2 Расход тепла иа испаре- ние воды из шлама
3 Расход тепла на испаре- ние воды из гранулиро- ванной пыл л и воды, по- ступающей на промывку концентратора и шлам- баков
4 Потери тепла с отходя- щими из концентратора газами (при температу- ре газа и составе газов за концентратором)
5 Потери тепла от химиче- ского недожога
6 Потери тепла от механи- ческого недожога
7 Потерн тепла с выходя- щим из холодильника клинкером
8 Потери тепла в окружа- ющую среду враща- ющейся печью, концен- тратором и холодильни- ком
9 Потери тепла с безвоз- вратным пылеуносом
10 Потери тепла за счет ох- лаждения пыли, уловлен- ной в циклонах, до тем- пературы поступающих в печь гранул
и Потери тепла с воздухом, выбрасываемым из ко- лосникового холодиль- ника в атмосферу
12 Невязка баланса 1
Итого 1 1С0
254 РАЗДЕЛ II. Теплотехнические испытания
стояния газового потока до н после концентратора, а сырья — в месте
входа в концентратор н во вращающуюся печь.
Тепловой баланс должен учитывать расход тепла на испарение
воды нз поступающей во вращающуюся печь после тарельчатого
гранулятора гранулированной пыли, которая улавливается нз отхо-
дящих газов пылеосадительными устройствами (обычно циклонами).
Учитывают также количество воды, поступающей на промывку кон-
центратора и питательных шламовых баков.
В табл. 18 представлен тепловой баланс вращающейся печи с
концентратором шлама.
Что собой представляют элементы теплового баланса концент-
ратора шлама, видно нз данных, приведенных ниже (табл. 19). С
учетом этих элементов теплового баланса и производят соответству-
ющие измерения.
Тепловой баланс собственно вращающейся печи составляют ана-
логичным образом. При этом учитывают состояние теплоносителя,
Таблица 19
Форма теплового баланса концентратора шлама
Приход тепла
Расход тепла
показатели
коли-
чество
показатели
коли-
чество
1 Теплосодержание поступа-
ющих в концентратор из
вращающееся печи отхо-
дящих газов
Расход тепла на нагрев
сырья в концентраторе
2 Теплосодержание пыли, по-
ступающей в концентра-
тор с отходящими из
вращающейся печи га-
зами
Расход тепла иа испарение
в концентраторе влаги из
шлама и от промывок
концентратора и пита-
тельных шламбаков
Теплосодержание шлама
Потери тепла с отходящи-
ми из концентратора га-
зами
Теплосодержание воздуха,
подсасываемого в кон-
центраторе
Потери тепла с пылеуносом
из концентратора
5 Теплосодержание воды,
расходуемой на промыв-
ку концентратора и шла-
мовых баков
Потери тепла концентра-
тором в окружающую
среду
Невязка баланса
Итого.........
Итого.........
Глава 2. Тепловые балансы печей и сушильных барабанов 255
сырья и клинкера по контуру, ограничивающему собственно враща-
ющуюся печь, а также соответственно затраты тепла.
2) Вращающиеся печи с конвейерными кальцинаторами
Статьи теплового баланса вращающейся печи с конвейерным
кальцинатором не отличаются от перечисленных в табл. 17. Допол-
нительно в расходной части баланса должны быть учтены потери
тепла с провалом сырья через решетку кальцинатора, а в случае
выброса части отходящих газов в атмосферу через розжнговую тру-
бу — потери тепла с этими газами.
Для анализа тепловой эффективности работы собственно кон-
вейерного кальцинатора необходимо составить его тепловой баланс
по форме, приведенной в табл. 20.
Таблица 2<?
Форма теплового баланса конвейерного кальцинатора
Приход тепла
.с "с показатели коли- чество
в ккал!кг | % а
1 Теплосодержание поступа- ющих в кальцинатор от- ходящих газов из враща- ющейся печи
2 Теплосодержание пылеуно- са из вращающейся печи
3 Теплосодержание поступа- ющего в кальцинатор сырья
4 Теплосодержание подсасы- ваемого в кальцинато- ре воздуха (в том числе воздуха для разбавления газов, поступающих в камеру сушки)
Итого 100
Расход тепла
№ n/п I показатели коли- чество
в ккал/кг 1 В %
1 Расход тепла на испарение воды из сырья
2 Расход тепла на частичную декарбонизацию сырья
3 Теплосодержание гранул, поступающих из кальци- натора в печь
4 Потери тепла с отходящи- ми из кальцинатора га- зами
5 Потери тепла кальцинато- ром в окружающую среду
6 Потери тепла с провалом сырья
7 Потери тепла с уносом
8 Невязка баланса
Итого 100
256
РАЗДЕЛ II. Теплотехнические испытания
3) Вращающиеся печи с циклонными теплообменниками
Тепловой баланс такой установки включает в себя те же статьи,
что и тепловой баланс, приведенный в табл. 17. В случае наличия
борова под «холодной» откатной головкой вращающейся печи (для
временной работы печи на естественной тяге) необходимо учитывать
потери тепла с провалом сырьевой муки из головки в боров.
Структура теплового баланса циклонных теплообменников при-
ведена в табл. 21.
Таблица 21
Форма теплового баланса циклонных теплообменников
Приход тепла Расход тепла
I № п/п показатели коли- чество Е С £ показатели коли- чество
в ккалкг 1 в % в ккал кг 1 со
1 Теплосодержание поступа- ющих в циклонные теп- лообменники отходящих из вращающейся печи газов 1 Расход тепла на нагрев сырьев< й муки в тепло- обменниках до темпера- туры. с которой она по- ступает в печь
2 Теплосодержание пылеуно- са из вращающейся печи 2 Расход тепла на испарение влаги из сырьевой муки
3 Теплосодержание поступа- ющего в циклонные те- плообменники сырья (сырьевой муки) 3 Расход тепла на частичную декарбонизацию сырья в циклонных теллообменни- ках
.4 Потери тепла с отходящи- м 1 из циклонных тепло- обменников газами
4 Теплосодержание подсасы- ваемого в циклонных те- плообменниках и газохо- дах наружного воздуха
5 Потери тепла циклонными теплообменниками и со- единяющими их газохо- дами в окружающую сре- ду
6 Потери тепла с провалом сырья в боров
7 Потерн тепла с безвозврат- ным пылеуиосом
8 Невязка баланса
Итого 100 Итого 1С0
Глава 2. Тепловые балансы печей и сушильных барабанов 257
4) Переталкивающие колосниковые холодильники
В табл. 22 приводится тепловой баланс переталкивающего ко-
лосникового холодильника, являющегося в настоящее время наиболее
совершенным устройством для охлаждения клинкера.
Таблица 22
Форма теплового баланса переталкивающего колосникового холодильника
Приход тепла
№ п/п показатели коли- чество
в ккал1кг СП
1 Теплосодержание поступа- ющего клинкера
2 Теплосодержание подавае- мого в холодильник на- ружного воздуха
Итого 100
Расход тепла
№ п/п показатели коли- чество
в ккал/кг в % |
1 Теплосодержание поступа- ющего в печь вторичного воздуха
2 Теплосодержание первич- ного воздуха, отбираемо- го из холодильника
3 Теплосодержание воздуха, отбираемого из холодиль- ника на сушку
4 Теплосодержание избыточ- ного воздуха, выбрасыва- емого в атмосферу
5 Потери тепла с выходящим из холодильника клинке- ром
6 Потери тепла с провалом мелких фракций клинке- ра через колосниковую решетку
7 Потери тепла в окружаю- щую среду
8 Потери тепла на охлажде- ние распределяющего устройства, с уносом и пр.
9 0 Невязка баланса*
Итого 100
17—1621
258
РАЗДЕЛ И. Теплотехнические испытания
В зависимости от конструкции холодильника в его тепловом ба-
лансе могут быть либо все перечисленные в габл. 23 статьи расхода
тепла, либо некоторые из них будут отсутствовать.
Методика составления теплового баланса вращающихся печей
и холодильников других конструкций проще, нежели изложенные
выше.
Таблица 23
Форма теплового баланса автоматической шахтной печи
Приход тепла
ЕЗ к показатели коли- чество
* § * СО В %
1 Химическая энергия топли- ва
2 Физическое теплосодержа- ние топлива и сырья
3 Теплосодержание воздуха
Итого 100
Расход тепла
ЕЗ С показатели коли- чество
в ккал1кг 1 В %
1 Тепловой эффект клинке- рообразования
2 Расход тепла на испарение воды
3 Потери тепла с отходящи- ми газами
4 Потери тепла от химиче- ского недожога
5 Потери тепла от механиче- ского недожога (с несго- ревшим остатком топ- лива)
6 Потери тепла с клинкером
7 Потери тепла в окружаю- щую среду
8 Потери тепла с уносом сырья
9 Невязка баланса
Итого ..... 100
5) Автоматические шахтные печи
Режим работы шахтных печей и, прежде всего, особенности про-
цесса горения топлива в ннх определяют иное соотношение статей
Глава 2. Тепловые балансы печей и сушильных барабанов 259
расхода топлива в их балансе по сравнению с тепловым балансом
вращающихся печен. Так, потерн тепла с химическим недожогом
топлива в автоматических шахтных печах достигают 8—15%, а с
механическим недожогом (несгоревший остаток)—2—6%. Это сле-
дует иметь в виду при составлении теплового баланса шахтной печи
и его анализе.
Структура теплового баланса автоматической шахтной печи
представлена в табл 23.
В случае ввода в печь вместе с воздухом распыленной воды
(для повышения реакционной способности топлива) в приходной
части теплового баланса следует учитывать теплосодержание воды,
а в расходной — затраты тепла на ее испарение.
4. ТЕПЛОВОЙ БАЛАНС СУШИЛЬНОГО БАРАБАНА
1) Материальный баланс на 1 кг топлива
а) Приход
а) Топливо, израсходованное на сушку, 1 кг.
б) Количество влажного материала, поступающего на сушку:
8вл = ~-[*г/кг], (93)
GT
где Gвл — количество влажного материала, прошедшего через су-
шильный барабан за период испытания, в кг;
GT — расход рабочего топлива за период испытания в кг.
При взвешивании сухого материала и осевшего уноса, а также
определении безвозвратного пылеуноса путем измерения запыленно-
сти отходящих газов значение giu, изменится следующим образом:
1 / 100 — шк . 100 - шо.у ,
₽вл - Gt ^сух 1OO _ + G0.y 100 _ +
100—г
+ Сб-уЪГ^ 1кг;кг1> (94)
1UJ—/
где Со.у — выход осевшего уноса за период испытания в кг;
к'о-у—средняя относительная влажность осевшего уноса в %;
GCvx — выход высушенного материала за период испытания в кг;
—средняя за период испытания относительная влажность
высушенного материала в %;
— средняя за период испытания относительная влажность
влажного материала в %;
Gg.y — выход безвозвратного пылеуноса за этот период в кг;
ь^б-у — средняя за это же время относительная влажность без-
возвратного пылеуноса в %.
в) Действительное количество поступающего воздуха:
ga = nLa yo
Qu ( 9шл”Ь?пр~Ь?уи)
[кг/кг].
(95)
17*
260
РАЗДЕЛ 11. Теплотехнические испытания
где п — коэффициент избытка воздуха, определяемый на основании
данных газового анализа по формулам:
1) при наличии в отходящих газах СО:
______________________________21________
- 21_79О2-0.5СО
n2
2) при наличии в отходящих газах СО и Н2:
21
п =----------------------;
21_79 02-0,5 (СО+Н2)'
N2
3) при наличии в отходящих газах СО, Н2 и СН<:
_______________________________21______________
21_79 О2 - 0,5(СО + Н2) - 2СН4 1
100—(RO24-O2+CO4-H2+ СН4)
Lo — теоретическое количество воздуха, необходимого для
полного сгорания 1 кг топлива, в нм?/кг-,
у0 — удельный вес воздуха в кг!нм?-,
?шл, ?пр, ?ун — потери тепла с механическим недожогом топлива со
шлаком, провалом и уносом в ккал!кг\
г) Водяные пары, поступающие с воздухом:
gB.n = 0,001п£04в )кг/нм3] , (96)
где dB — влагосодержание воздуха в г/нм3.
б) Расход
а) Выход высушенного материала:
при взвешивании высушенного материала
gcyx = ->УХ~ [кг/кг] , (97)
при взвешивании влажного материала за вычетом осевшего пылеуно-
са и безвозвратного пылеуноса
1 100 — шн , 100 — (
gcyx= gT Vвл ЮО —wK + °'у 100—ш0.у+
+ Сб у [кг/'сг1 ’ (98)
100— ш0.у /
б) Общий уиос материала:
gy = go.y + g6.y [кг/кг] . (99)
Осевший за время испытания пылеунос
go-y=.-~°'y ^кг/кг]. (100)
Глава 2. Тепловые балансы печей и сушильных барабанов 261
Безвозвратный пылеунос Gc.yопределяется путем измерения за-
пыленности отходящих газов:
ёб.у= [кг/кг] . (101)
От
в) Количество шлака:
gm = [кг/кг] . (102)
От
г) Количество провала топлива:
£пр=->- [кг/кг] (103)
О*р
(Gnp—выход провала за период испытания в кг).
д) Весовое количество сухих отходящих газов gc.r- Вначале оп-
ределяют объем сухих отходящих газов
Кр
V'c.r = 1 ’86 вп I гп . ги [нлг3/кг’ • <104)
К О) 2 "г О, (J С П 4
где
Д-р = С₽ + 0.368SJJ,
RO2, СО, СН4— содержание в отходящих газах RO2j СО, СН4 в%;
затем, исходя из данных табл. 10, рассчитывают весовое количество
отходящих газов
gc.r — Rc.rlc-г [кг/кг].
е) Для определения содержания водяных паров в отходящих
газах вычисляют количество испаренной воды, а также количество
водяных паров отдельно из воздуха и из топлива.
Количество испаренной воды при взвешивании влажного мате-
риала будет
Шн Шо У
gn.B = gM—-gcyx^-gy-^ [кг/кг] . (105)
При этом если gy=0 или вошло в gcyx» то
WH — WK „
gv.B = gwi —------ [кг/кг] . (106)
1U0 — WK
При взвешивании высушенного материала количество испарен-
ной воды составит
WK — W0.v
glbB = gcyx ioo^w? ~ gy 100-шо.у [кг'кг} (107)
При этом если gy=0 или вошло в £Сух» то
цу — W
gu-в= £сух Г77 [кг/кг] . (108)
100 — wa
262
РАЗДЕЛ II. Теплотехнические испытания
Количество водяных паров из воздуха gB.n находят по выраже-
нию (96), а водяных паров из топлива по следующей формуле:
т gH₽ + г
£н3о=-------10Э--- {кг/кг}. (109)
Результаты расчета статей материального баланса сушильного
барабана сводят в следующую таблицу (табл. 24).
Таблица 24
Материальный баланс сушильного барабана на 1 кг сожженного топлива
Приход Расход
№ п/п показатели количество № п/п показатели количество
в кг В % в кг В %
1 2 3 4 Топливо Влажный материал Воздух Водяные пары с воздухоги 1 2 3 4 5 6 7 8 Высушенный ма- териал Унос материала: а) осевший б) безвозврат- ный Шлак топлива Провал топлива Унос топлива Сухие отходящие газы Водяные пары в отходящих газах Невязка баланса
Итого . 100 Итого . 100
2) Тепловой баланс
а) Приход тепла
а) Химическая энергия топлива:
Q* = ]ккал1кг\.
б) Физическое теплосодержание топлива:
<2ф= ст'/Дл'кдл/кг] , (ПО)
где ст—теплоемкость топлива;
1Т — температура топлива.
в) Теплосодержание влажного материала:
[ 1
Свл = йвл ^см jpg (1 — см) J ^вл [ккал/кг] , (111)
где см — теплоемкость сухого материала в ккал!кг ° С;
<вд — температура влажного материала, поступающего в бара-
бан, в ° С.
г) Теплосодержание воздуха:
Q'1 = gB сЕ tB [ккал/кг] , (112)
где св—теплоемкость воздуха при t=tB в ккал!кг град-,
tB — температура наружного воздуха в °C.
Глава 2. Тепловые балансы печей и сушильных барабанов 263
д) Теплосодержание водяных паров воздуха:
0наО= °’47йв.п [ккал/кг] . (113)
б) Расход тепла
а) Потери тепла с высушенным материалом:
"I
см 100^1—Нсух [ккал/кг] (44)
(/сух — средняя за период испытания температура сухого материа-
ла в °C).
б) Потери тепла с осевшим уносом материала:
[^о*у
см + ~jpg (' —См)1^о.у [ккал/кг] , (И5)
(/о.у—средняя за период испытания температура осевшего уноса
материала в ° С).
в) Потери тепла со шлаком:
вследствие механического недожога топлива
<2ш = (<2н)ш [ккал/кг] (116)
[(^н)ш —низшая теплотворная способность шлаков в ккал/кг}].
Физическое теплосодержание шлаков составляет
сш [ккал/кг] , (117)
где сш — теплоемкость шлаков при [ккал/кг град];
tш — средняя за период испытания температура удаляемого
из топки шлака в ° С.
г) Потери тепла с провалом:
вследствие механического недожога топлива
<2пР = gn₽ (<2н)п₽ \ккал/кг] (118)
[(Ср)Пр- низшая теплотворная способность провала топлива в ккал/кг].
Физическое теплосодержание провала топлива составляет
<2пР = £пР сп₽ *пр [ккал/кг]. (119)
д) Потери тепла с отходящими газами:
<?о.г =('/ROaCCOa + ^Оа СОа + Сма + ^На СНа + ''СО СС° +
+ ^СН, ^СНа + ^НаО Сцао) ^О.г [ккал/кг]’ (120)
где ГКОа> ГОа- *4’ rHa- rC0- ГСН.’ KHj0-выход соответствующих
компонентов в нмъ/кг;
264
РАЗДЕЛ II. Теплотехнические испытания
Ссое> ^о,’ ^Ns’ > ^СО’ ^сн.'^НгО— средняя теплоем-
кость соответствующих
газов в ккал!кг. Вели-
чины средней теплоем-
кости газов находят по
табл. 13;
to.T—средняя за период ис-
пытания температура
отходящих газов в °C.
В свою очередь
гио,= ^7оо~НЛ<3//сг: v°>= Vioo°2'1нЛ,3/кг1 и т'д’ (121)
Выход же водяных паров составит
^Н2О = 1.24 ( £в.п + Sh2O + £„.в) (и-«3/кг) . (122)
е) Расход тепла на испарение влаги из сырья:
<2и.в = £и.в595 [ккал/кг]. (123)
ж) Потери тепла от химической неполноты горения топлива:
<2х и = рсо -3 016 + VCHj -8 558 + VHa -2576 [ккал/кг] . (124)
Таблица 25
Тепловой баланс сушильного барабана на 1 кг топлива
п/п Приход тепла № п/п Расход тепла
показатели количество показатели --Д*г количество
в ккал В % в ккал В %
1 2 3 4 5 Химическая энергия Физическое теплосо- держание топлива Т еп л осод ержани е влажного материала Теплосодержание воздуха (сухого) Теплосодержание во- дяных паров возду- ха 1 2 3 4 5 6 7 8 Потери тепла с высу- шенным ’материалом Потери тепла с пыле- уносом материала Потери тепла со шла- ком: а) вследствие ме- ханического не- дожога топлива б) физическое теплосодержа- ние шлаков Потери тепла с отхо- дящими газами Расход тепла на испа- рение влаги из сырья Потерн тепла от хи- мической неполноты горения топлива Потерн тепла в окру- жающую среду Невязка баланса
Итого . . . 100 Итого ... 100
Глава 2. Тепловые балансы печей и сушильных барабанов 265
з) Потери тепла в окружающую среду:
Qo.c — - [ккал/кг], (125)
В
где f — площадь элемента поверхности сушильного барабана, топку
и т. п. в .и2;
о — коэффициент теплоотдачи от этого элемента поверхности,
в ккал/м2 ч град-,
В — часовой расход топлива в ка/ч;
tn — температура элемента поверхности в °C;
tB—температура окружающего воздуха в °C.
Зависимость а от скорости воздуха приведена в табл. 16.
Результаты расчета всех статей теплового баланса записывают
по приведенной в табл. 25 форме.
Данные составленного теплового баланса агрегата (печи, су-
шильного барабана), а также другие результаты теплотехнических
испытаний оформляются в виде свободной таблицы. В ней приводят-
ся также сведения, характеризующие особенности данного агрегата.
Подобная сводная таблица дает возможность проанализировать эф-
фективность работы оборудования и наметить мероприятия по ее
повышению.
18—1621
ЛИТЕРАТУРА К ЧАСТИ III
1. Ансельм В. Шахтные печи, ч. I и II. Промстройиздат,
1956.
2. В а с и л ь е в А. В. Руководство по анализу топочных газов.
Госэнергоиздат, 1954.
3. Вукалович М. П. и др. Термодинамические свойства га-
зов. Машгнз, 1953.
4. Гордон Г. М. и П е й с а х о в И. Л. Контроль пылеулав-
ливающих установок (пылегазовые замеры). Металлургиздат, 1951.
5. Г утоп В. Г. Конгрольно-измерител-ная техника в про-
изводстве строительных материалов. ПромС1рой..здат, 1954.
6. Измерения при теплотехнических испытаниях печей и су-
шильных барабанов цементной промышленности. Гипроцемгнт, 1940.
7. К а р а б и н А. И. Сжигание жидкого топлива в промыш-
ленных установках. Металлургиздат, 1о57.
8. К и р п и ч е в М. В., Михеев М. А. Моделирование теп-
ловых устройств. Изд. АН СССР, 1936.
9. Кнорре Ф. Г. Топочные процессы. Госэнергоиздат, 1951.
10. Лурье 10. С. Портландцемент. Госстройиздат, 195Э.
11. М и р о н о в К. А., Ш и п е т и н Л. И. Теплотехнические изме-
рительные приборы. Справочные материалы. Машгиз, 1959.
12. Правила 27—54 по применению и проверке расходомеров с
нормальными диафрагмами, соплами и трубами Вентури. Стандарт-
гиз, 1956.
13. Ра вич М. Б. Упрощенная методика теплотехнических рас-
четов. Изд. АН СССР, 1958.
14. С а т а р и н В. И. и П е р л и С. Б. Движение и обеспыли-
вание газов в цементном производстве. Госстройиздат, I960.
15. Справочник теплотехника предприятий черной металлургии,
под ред. И. Г. Т и х о м и р о в а, т. I. Металлургиздат, 1953.
16. Теплотехнические испытания печей цементной промышлен-
ности. Гипроцемснт, 1939.
17. Теплотехнический справочник, т. I и II. Госэнергоиздат,
1958.
18. Тепловой расчет котельных агрегатов, под ред. Гу рви-
ч а А. М. и Кузнецова М. К. Госэнергоиздат, 1957.
19. X о д о р о в Е. И. Печи цементной промышленности, ч. I.
Промстройиздат, 1950.
20. X о д о р о в Е. И. Печи цементной промышленности, ч. II.
Промстройиздат, 1951.
ЧАСТЬ IV
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ПРОИЗВОДСТВА
ЦЕМЕНТА И ОБОРУДОВАНИЕ ЦЕМЕНТНЫХ
ЗАВОДОВ
Научный редактор инж. Я. М. ВАЙНШТЕЙН
РАЗДЕЛ I
ОСНОВНЫЕ СПОСОБЫ И СХЕМБ1
ПРОИЗВОДСТВА ЦЕМЕНТА
Процесс производства цемента заключается в добыче цемент-
ного сырья, дроблении и тонком его измельчении, приготовлении
однородной сырьевой смеси заданного состава, обжиге ее до спе-
кания, размоле полученного клинкера вместе с небольшим количе-
ством гипса и добавками в тонкий порошок — цемент. Сырьевую
смесь получают путем совместного или раздельного измельчения
двух и более компонентов и последующего тщательного их смеше-
ния, гомогенизации, усреднения и корректирования до заданного
состава в сухом состоянии или в присутствии воды. В зависимости
от того, как приготовляется сырьевая смесь, различают два основ-
ных способа производства портландцемента — мокрый и сухой.
При сухом способе производства дробленые сырьевые матери-
алы высушиваются и тонко измельчаются. Полученная сырьевая
мука после корректирования и усреднения до заданного химическо-
го состава обжигается во вращающихся или шахтных печах. Схе-
мы производства портландцемента по сухому способу производства
в шахтных и вращающихся печах приведены ниже.
При мокром способе производства твердые сырьевые материа-
лы — известняк, мергель, глинистые сланцы — после их дробления
тонко измельчаются в присутствии воды в мельницах и образуют
сметанообразную массу — шлам. Мягкие сырьевые материалы —
мел, глина и др. — после предварительного дробления подаются в
болтушку, где при перемешивании с водой образуют однородный
шлам. Меловой и глиняный шламы при необходимости тонко из-
мельчаются в мельницах, поступают в бассейны, где корректиру-
ются и усредняются до заданного химического состава, и затем го-
товый шлам направляется для обжига в печь.
18*
268 РАЗДЕЛ 1. Основные способы производства цемента
Схема производства портландцемента по сухому способу в механизированных
Мергель Мел шахтных печах Известняк Глина I Уголь
’ 1 Дробилка 4 8 Дробилка 4 Дробилка 4 Дробилка 4 Дробилка
1 Сушильный барабан ( 1 4 Сушильный барабан \ 4 Сушильный барабан 4 Сушильный барабан 1 ! Т / ’ 1 4 Сушильный барабан 1
Мельница
Вода |
Смесительные Добавка
силосы
I I
Увлажнительный
шнек
I
4
Брикетирующий или-
гранулирующий
4
Дробилка
Гипс
4
Дробилка
аппарат
---------- Сушильный
I---------барабан
I I
Механизированная /
шахтная печь )
4 i
Клинкерный склад /
Мельница
I
Цементные силосы
I
I
Упаковочная машина
*
Склад
упакованного цемента
Схемы производства цемента
269
Схема производства портландцемента по
во вращающихся печах
сухому способу
Мергель
Мазут
Мел
Уголь
Глина
Дробилка
силосы
4
Извест-
няк
Домен-
ный
шлак
4
Подо-
грева-
тель
Су-
шиль-
ный
бара-
бан
4
Дробилка
4
Сушиль-
ный ба-
рабан
4
Сушиль-
ный ба-
рабан
4
Сушиль-
ный ба-
рабан
4
Сушиль-
ный ба-
рабан
4
Сушиль-
ный ба-
рабан
4
Дробилка
4
Дробилка
4
Дробилка
4
Циклонный
теплообм*енник
4
Гранулятор
4
Смесительные
Мельница
4 4
Гипс
4 4..
Вращающаяся
М е
4
Кальцинирующая
решетка
Дробилка
4
Холодильник
I
Клинкерный склад
Добавка
4
Дробилка
4
Сушильный
барабан
»
4 4 Г
Мельница
4
Цементные силосы-
Железнодорожные
вагоны
4
Упаковочная
машина
I
4
Склад
упакованного
цемента
РАЗ ЦЕЛ I. Основные способы производства цемента
Схема производства цемента по мокрому способу приведена
ниже.
Мел
Схема производства портландцемента по мокрому способу
во вращающихся печах
Глина
Известняк
или мергель
Вода
Уголь
Мазут
Газ
4
Дробилка
4
Дробилка
4
Дробилка
4
Дробилка
4 ;
Подогреватель}
4
Болтушка
/
4
Болт1
4
шка
4
Сушильный
барабан
4 Мельница
Мельница
Гипс
4
Дробилка
4
Шламбассейны
„ 4 4 4
Вращающаяся
печь
4
Холодильник
4
Клинкерный
склад
4 4 4
Мельница
’ Добавка
4
Дробилка
4
Сушильный
барабан
Цементные-
снлосы
Железнодорожные
вагоны
Упаковочная
машина
Склад
упакованного
цемента
При сухом способе производства цемента на обжиг клинкера
расходуется от 750 до 1200 ккал!кг клинкера, при мокром способе
производства — от 1200 до 1600 и выше ккал]кг клинкера. Сухой
способ производства экономически целесообразен тогда, когда сырь-
евые материалы имеют низкую влажность и по возможности одно-
родный химический состав, и в результате суммарный расход тепла
на сушку сырьевых материалов и на обжиг клинкера ниже, чем рас-
ход тепла на обжиг этих материалов при мокром способе произ-
водства.
Большое значение для выбора способа производства имеют фи-
зические и химические свойства сырьевых материалов — постояи-
Схемы производства цемента
271
Схема
производства
портландцемента по комбинированному способу
во вращающихся
печах
Мел
Известняк
или мер-
гель
Г лина Вода
Уголь
Мазут
Газ
4
Дробилка
4
Дробилка
4
Дробилка
4
Дробилка
4
Подогрева-
тель
4
Болтушка
4
Болтушка
4
Сушильный
барабан
4 4
Мельница
4
Шламбассейны
4
Мельница
4
Кальцинатор
4
Фильтр
4
Смеситель
t /
Добавка
/
з
Е
4 4,.,
Вращающаяся
/ печь
I
4
4
Дробилка
I 4
Пыльная
камера
Гипс
4
Холодильник
4
Сушильный
барабан
4
Дробилка
4
Клинкерный
склад
4 4 4
Мельница
4
Цементные
силосы
-►Железнодорожные
вагоны
4
Упаковочная
машина
С
'-клад
упакОванного
цемента
272 РАЗДЕЛ I: Основные способы производства цемента
ство химического состава компонентов сырья, способность шлама
фильтроваться и сырьевой смеси гранулироваться, прочность и тер-
мостойкость гранул и др.
Установлено, что экономически целесообразно применять сухой
способ при влажности сырья до 12%.
В мировой цементной промышленности примерно 2/з цемента
вырабатывается иа заводах с мокрым способом производства.
Менее распространенным по сравнению с двумя указанны-
ми основными способами является комбинированный способ произ-
водства, который заключается в том, что сырьевые материалы пере-
рабатываются мокрым способом в шлам и затем перед поступлени-
ем в печь обезвоживаются в шлам-фильтрах до остаточной
влажности 16—19%. Отфильтрованный «сухарь» смешивается с
пылью, уловленной из печных газов, для того чтобы предотвратить
слипание «сухаря». Смесь сухаря и пыли разрыхляют и подают с
влажностью 12—15% в печь для обжига. К комбинированному
способу производства относят также обжиг сырьевого шлама во
вращающихся печах, оснащенных концентраторами. Шлам подсу-
шивается в запечных концентраторах отходящими газами вращаю-
щихся печей до остаточной влажности 6—10% и затем поступает
почти сухой в печь для обжига. Схема производства цемента по
комбинированному способу приведена выше.
РАЗДЕЛ II
ДРОБЛЕНИЕ
Автор-составитель инж. Ю. И. ДЕШКО
В ходе дробления твердые куски материала разбиваются на бо-
лее мелкие, при этом механическим путем преодолеваются молеку-
лярные силы сцепления внутри твердого тела или частиц тела меж-
ду собой.
Процесс дробления заключается в упругой и пластической дефор-
мации материала, образовании новых поверхностей его, преодолении
внешнего н внутреннего трения.
Имеются две дополняющие друг друга теории дробления — по-
верхностная (Риттингера) и объемная (Кирпичева).
Согласно первой теории «работа дробления пропорциональна
степени измельчения», а по второй — «работы внутренних сил (сил
упругости) пропорциональны объемам подобных тел».
Вторая теория основывается на формуле теории упругости, да-
ющей абсолютную величину деформации:
02 у
“ 2Е '
где а •— напряжение в кГ/см2;
V — объем деформируемого тела в см3;
Е — модуль упругости в кГ/см2;
А — работа деформации в кГ/см.
Дробление материалов целесообразнее производить в несколько
стадий. На отечественных цементных заводах в основном осуществ-
ляется крупное, среднее и мелкое дробление материалов в две и три
стадии. В результате крупного дробления получают продукт с верх-
ним пределом крупности 100—150 мм п больше. При среднем дробле-
нии происходит уменьшение крупности материала от 100—150 и мак-
симально 200, до 10—12 мм; при мелком — с 20—100 до 3—10 мм.
Степень измельчения является одним из основных показателей,
характеризующих работу дробильной установки. Степень измельче-
ния материалов определяется отношением поперечника наибольших
кусков материала, поступающих в данную дробилку, к максималь-
ному поперечнику раздробленных в ней кусков. Степень измельчения
характеризуется также отношением ширины загрузочного отверстия
дробилки к ширине выпускной щели.
В практике цементного производства степень измельчения состав-
ляет для щековых дробилок от 4 до 6, для конусных от 10 до 20,
274
РАЗДЕЛ II. Дробление
Физико-механические показатели материалов и типы применяемых дробилок
Щековые дробилки
275
для молотковой однороторной от 10 до 12 и двухроторной от 15 до
20, валковой от 3 до 4 для твердых пород и от 10 до 15 для слабых
и мягких пород.
При выборе схемы дробления и типа дробилок учитывают глав-
ным образом основные физико-механические свойства материалов,
их крупность, а также обшую требуемую степень измельчения. Ма-
териалы подразделяют на мягкие, средней твердости и очень твер-
дые (табл. 1).
Дробильные машины классифицируются по характеру применяе-
мых сил дробления — удара, давления, изгиба и растяжения, а
также сил сопротивления структурных элементов дробимого мате-
риала.
Различают два основных вида дробилок: а) машины с прерыв-
ным нажатием дробяшпх поверхностей с попеременным их сближе-
нием и удалением друг от друга (щековые и конусные): б) машины
с непрерывным нажатием подвижных дробящих поверхностей, име-
ющих постоянный зазор (валковые).
Отдельную группу образуют ударные и молотковые дробилки,
в которых используют ударное действие движущихся при высоких
скоростях частей дробилки.
ЩЕКОВЫЕ ДРОБИЛКИ
Щековые дробилки относятся к группе машин с периодическим
нажатием и свободной разгрузкой продукта под влиянием силы тя-
жести. Они состоят из двух дробящих поверхностей (щек), распо-
ложенных под небольшим углом и сближающихся в нижней части.
Щековые дробилки применяют для крупного и среднего дробле-
ния твердых материалов и материалов средней твердости. При дроб-
лении вязких материалов используется добавочное скользящее дви-
жение качающейся щеки, что облегчает разгрузку машины.
По характеру движения качающейся щеки дробилки делят на
две группы: с простым качательным движением (рис. 1,а) и со слож-
ным движением — качательным и продольным вдоль поверхности ще-
ки (рис. 1,6).
По расположению качающейся щеки различают также дробилки
с осью подвеса подвижной щеки наверху (см. рис. 1,а) и дробилки
с осью подвеса ее внизу, у выпускной щели (рис. 1,е).
Щековые дробилки могут быть с шарнирно-рычажным механиз-
мом, приводимым в движение от коленчатого вала, или с кулачко-
вым механизмом (рис. 1,г).
При работе щековой дробилки с простым качанием и верхним
подвесом подвижной щеки (рис. 2) вращением эксцентрикового вала
достигаются подъем и опускание шатуна. Угол наклона распорных
плит меняется, происходит качание подвижной щеки вокруг непо-
движной оси, и сырье, поступающее между подвижной и неподвиж-
ной щекой, подвергается дроблению.
Щековая дробилка со сложным качанием щеки (рис. 3) имеет
подвижную щеку, подвешенную на эксцентрике вала. В нижчей сво-
ей части щека опирается на распорную плиту. При вращении вала
щека производит сложные качания.
276
РАЗДЕЛ II. Дробление
Рис. 1. Щековые дробилки
а —с простым качанием щеки; б—со сложным кача-
нием щеки; е—с иижней осью качания щеки; г — с
кулачковым механизмом
Рис. 2. Щековая дробилка с простым качанием щеки
f — приводной эксцентриковый вал; 2 — шатун; 3—7 — распорные пли-
ты: — подвижная щека; 5—подвесной вал; 6 — неподвижная шека:
S—S* — сухари; 10 — оттяжной рычаг
Щековые дробилки
277
Рис. 3. Щековая дробилка со сложным качанием щеки
1 — приводной вал (эксцентриковый); 2— станина; 3 — неподвижная
дробящая плита; 4— оттяжной рычаг; 5 — упор: 6 — пружина; 7 —
сухарь; 8 — упорные клинья; 9 — распорная плита; 10— щека;
И — подвижная дробящая плита; 12 — регулировочные болты
Максимальная емкость ковша погрузочного экскаватора опреде-
ляется величиной загрузочного отверстия щековой дробилки:
Емкость ковша экскаватора в ле3 0,5 1 2 3
Размер загрузочного отверстия Адробилки в мм 600 X900 900X1200 1200X1500 1500X2100
Крупность загружаемых в щековую дробилку кусков не должна
превышать 85% ширины загрузочного отверстия, иначе возможно
забивание машины материалом. Дробилку следует загружать мате-
риалом равномерно с помощью питательного устройства.
Производительность щековых дробилок зависит от характерис-
тики дробимого сырья, размеров выпускной щели и загружаемых кус-
ков, конструктивных особенностей дробилки.
Для упрощения определения производительности щековых дро-
билок пользуются формулой Левенсона
л 0,03;x-yn&S (d + е)
Q = __
где п — число оборотов в 1 мин;
278
РАЗДЕЛ /I. Дробление
е — расстояние между щеками в нижней части при минималь-
ном разгрузочном отверстии в см;
S — размах щеки в см;
b — длина выпускной щеки в см;
d—e-pS;
р-—коэффициент разрыхления породы, принимается равным от
0,3 до 0, <;
у— объемный вес сырья в nifcM3;
а— угол захвата в град.
Можно также пользоваться эмпирической формулой Таггарта
Q = 0,093U [т/ч] ,
где d — размер выпускного отверстия дробилки в положении наи-
большего удаления щек в см;
L — длина загрузочного отверстия в см.
Влажность сырья оказывает незначительное влияние на произ-
водительность щековых дробилок, используемых для первичного дроб-
ления, за исключением сильно глинистых пород. Во время вторич-
ного дробления сырья, особенно прн наличии мелких кусков с влаж-
ностью до 6%, производительность щековой дробилки может сни-
зиться на 50% из-за комкования материала в зоне мелкого дробле-
ния.
Крупность кусков дробимого материала зависит от размеров за-
грузочного отверстия, от допускаемого угла захвата материала и от
угла между щеками.
Для нормального дробления сырья в щековых дробилках необ-
ходимо, чтобы угол между щеками был меньше двойного угла тре-
ния. Угол захвата в щековых дробилках редко превышает 24°, а
максимально допускаемый угол захвата для обыкновенных пород
равен примерно 32°. По данным проф. Левенсона рекомендуется при-
нимать угол захвата для щековых дробилок в пределах 15—20°.
Влияние угла захвата на производительность дробилки выражает-
ся следующей зависимостью:
Угол захвата в град 30 27 20 14
Производительность в т]ч . . 100 102 116 114
Ширину выпускного отверстия дробилки регулируют путем из-
менения длины распорных плит, замены изношенных плит новыми
или более толстыми нли путем перемещения крайнего вкладыша рас-
порной плиты с помощью регулировочных клиньев.
Размах щеки в дробилках измеряется длиной ее хода. Величина
размаха щеки устанавливается в зависимости от свойств дробимо-
го сырья. Так, если сырье твердое и хрупкое, то следует работать
с минимальным размахом. Прн дроблении пород, которым присущи
местное разламывание и деформация под давлением, следует приме-
нять максимальный размах. Регулируют размах дробилки измене-
нием угла наклона распорных плит или заменой эксцентрика.
Молотковые дробилки
279
Регулирование скорости дробилки осуществляется путем изме-
нения числа оборотов вала двигателя или изменения передаточного
числа шкива.
Наивыгоднейшее число оборотов эксцентрикового вала щековой
дробилки определяется по формуле
_ / tg а
п = 665 3/ —— \об/мин\,
Г
где а— угол захвата между щеками в град;
S — размах щеки в см.
Дробящие плиты для мягких материалов с пределом прочности
при сжатии не выше 600—800 кГ/см2 отливаются из закаленного чу-
гуна; для твердых материалов, а также в дроонлках с шириной вы-
пускного отверстия от оио мм и выше рекомендуется отливка плит
из марганцовистой стали с содержанием 6—12% мп.
Плиты из марганцовистой стали служат z—6 месяцев и более;
расход их составляет U.UU4—U.U26 кг на 1 т дробимого сырья, а плит
из закаленного чугуна — U.UOy— 0,088 кг на 1т породы.
Установленную мощность двигателя щековой дробилки принима-
ют больше действительно потреоляемои с тем, чгоиы ооеспечигь пре-
одоление нагрузки в пусковой момент. Среднее отношение расхода
энергии при полной нагрузке к установленной мощности близко к
0,8а. При оольшей величине отношения происходит резкое снижение
скорости, что в свою очередь вызывает заоивание дробилки.
Количество выпускаемого дробленого сырья меняется в зависи-
мости от ширины разгрузочного отверстия (прн предельной нагруз-
ке машины и постоянном расходе энергии).
Основные достоинства щековых дрооилок заключаются в просто-
те конструкции, ремонта и ухода, относительной компактности, не-
большом весе. Их недостатки: периодичность работы, невозмож-
ность получения кусков заданного размера, возможность замазыва-
ния частей машины, относительно высокий расход электроэнергии.
Техническая характеристика основных типов щековых дробилок при-
ведена в табл. 2.
МОЛОТКОВЫЕ ДРОБИЛКИ
Молотковые дробилки применяются в цементной промышленно-
сти для одностадийного первичного дробления материала с получе-
нием кусков размером до 25 мм и для вторичного дробления мате-
риала крупностью 100—300 мм до размера 15 мм и менее. Молотко-
вые дроОилки используются в цементном производстве и для пер-
вичного дробления глинистых пород, а также хрупких неабразивных
пород и известняков средней вязкости с влажностью не более 15%.
В молотковых дробилках материал разбивается быстровращаю-
щимися молотками — билами, насаженными на ротор. Куски раздроб-
ленного материала определенного размера проваливаются через
нижнюю решетку дробилки.
Конструкции молотковых дробилок отличаются по форме и спо-
280
РАЗДЕЛ II. Дробление
Техническая характеристика основных типов щековых дробилок'
wnw I
Е СЬ’СЕ EOJ
-odogo 01гзиь
WW Е
И1*о1п уоняэАи
-NE ВНИЙИЩ
ww е
ЕКХЗЙЭЕХО
OJOHiice&Ij
-СЕ НЙЭМЕЕЯ
h/cW Е
члэончгах
-йГОЯЕИОДц
9 Я
ешгЛкт
спшгтг
3
§
ЭзЭоиЗ^^ЭЗ^^оиооооояа
хххххххххххх
8 §
04 <£>
ихозпя
ги е
гшшпего ээя
шоу fl
чхэонпюи
КЕННЭЕЕОНЕХЭу;
И 13 19,5 19,2 23 69 50,8 120 140 210 -201 250 2,2 2,8 3,4 6,2 6,1 5,8 15,8 5,9 16
0013 0891 2150 2420 27С0 2800 4100 4500 4500 4800 1385 1412 1460 1518 1520 1230 2420 1350 2450
1790 1700 ппол 2330 2460 3690 3490 4520 4450 5810 4820 7178 1330 1202 1480 2003 1744 I 2045 2280 1 2100 2300
3050 1900 3680 3420 3450 4840 4480 5565 6200 7750 6310 7700 1445 1330 1550 1650 1650 1330 2250 1400 2250
18 25 40 40 80 110 120 206 175 280 250 280 16 20 16 23,5 23,5 36 75 36 80
220—275 250 220—275 225 225 170 180 170 135 100 170 100 275 275 275 250 250 275 250 275 250
45—85 50-100 60—125 60-125 75—150 150—200 140—250 190—250 200—250 250—300 300 180 50 20—30 50 70 70 20—80 35—120 20-80 75—200
Молотковые дробилки
281
собу крепления молотков, их расположению, числу роторов, по фор-
ме дробящих плит, а также по типу и положению загрузочного уст-
ройства. Молотковые дробилки различаются и по направлению вра-
щения.
Молотковая дробилка (рис. 4) имеет разъемный корпус сварной
конструкции. Нижняя часть снабжена кронштейном для подшипни-
ков вала и изготовляется из стали. Внутренняя рабочая поверхность
корпуса покрывается сменными защитными бронями. Внутри корпуса
на горизонтальной оси вращается вал фасонной конструкции. Вал
снабжен шарнирно подвешенными молотками. Под ротором распо-
лагается колосниковая решетка. Колосниковые решетки и их опоры
бывают различной формы. Расстояния между колосниками могут ре-
гулироваться. Привод дробилки осуществляется от отдельного элек-
тродвигателя через тексропную или ременную передачу. Конструк-
тивная связь между шкивом и валом дробилки имеет предохрани-
тельное устройство, предотвращающее поломки дробилки в случае
попадания в нее посторонних недробимых тел.
В цементной промышленности получили распространение одноро-
торные молотковые дробилки со степенью измельчения до 12 и двух-
роторные— со степенью измельчения 15—30. Техническая характери-
стика однороторных дробилок дана в табл. 3.
Мощность двигателя молотковой дробилки рассчитывают по эм-
пирической формуле
МДв = 0,15£>2-Ln [квт1,
где L — длина ротора в м;
п — число оборотов ротора в 1 мин;
D — диаметр ротора в м.
Производительность молотковой дробилки прямо пропорциональ-
на длине ротора, квадрату его диаметра и кубу угловой скорости.
Рабочий зазор между внутренней поверхностью колосников и
ротором выбирают в зависимости от необходимой крупности про-
дукта дробления. Рекомендуется, чтобы рабочий зазор был больше
поперечника максимальных кусков продукта дробления: при круп-
ном дроблении — в два раза, при мелком — в три-четыре раза.
Производительность молотковых дробилок не зависит от круп-
ности кусков исходного материала, поэтому их применение эффектив-
но с большой степенью измельчения.
При подаче в молотковую дробилку больших кусков из прочного
материала необходимо увеличивать окружную скорость молотков, а
также заменять и увеличивать вес молотка. Поэтому при крупном
дроблении применяют молоткн потяжелее, но в небольшом количест-
ве, а при мелком — большое количество легких молотков. Периоди-
чески необходимо производить тщательную выбалансировку всех
вращающихся частей. При износе молотков рекомендуется заменять
весь комплект или симметрично расположенные молотки, чтобы не
нарушать выбалансировку ротора.
Молотки дробилки изготовляются из кованой высокоуглеродис-
той и литой марганцовистой стали. Вес их колеблется от 6 до 120 кг
каждый. При вторичном дроблении мягких известняков износ мб-
лотков составляет примерно 0,002 кг на 1 т породы.
Таблица 3
Техническая характеристика однороторных молотковых дробилок
Показатели С-218 Кусинского завода строитель- 1 ДМ-4 Выксун- ского завода ДРО СМ-19А Челябин- ского заво- да „Стром- машина" ЗЕТ дробилка системы ХПа „Це- ментан- лагенбау" СМ-170А Выксун- ского за- вода ДРО Завода имени Э. Те.тьмаиа (ГДР) МД-3 Выксун- ского за- вода ДРО ЗЕТ дробилка системы XVI „Це- ментан- лагенбау" Завода имени Э. Тельмана (ГДР) Электро- стальского завода машино- строения
Диаметр ротора в мм 600 1000 1000 1200 1300 1400 1470 1600 2000 2000
Длина ротора в мм . 450 800 800 800 1600 1200 1440 1700 1500 1700
Число оборотов ро- тора в 1 мин .... 1250 580—950 1000 300 580—730 750 300 220 200 750
Размер загружаемых кусков в мм . . . . 100 200 300 До 250 До 400 До 400 До 800 До 300 До 600 До 500
Размер выдаваемых кусков в мм.... 35—0 40—0 40—0 30—50 10—20 0—60 30—60 30 . 40 0—25
Производительность в mj4 ....... 17—2 60—106 34—54 до 100 150—200 200 150—200 125 , 100 250
Мощность двигателя в кет ....... 14 76—120 115 60 260 200 2X90=180 120 150 380
Вес в т 1,3 5.85 5,05 12,7 12,5 23,6 34,7 31,5 37,5 30
Габариты в мм\ длина 1050 1900 2230 2010 2820 2200 4195 2700 3500 5800
ширина 1029 1330 1510 2890 2424 3000 4150 42С0 5100 2900
высота ...... 1122 1510 1515 1700 1924 1800 2070 2250 2520 2750
315-----------Н Г------------992
Рис. 4. Молотковая дробилка
/—нижний корпус; 2—верхний корпус; 3—вал; 4—молотки; 5—крестовина; 6—боковая броня приемной воронки; 7—брони;
8—ось; 9—колосниковая решетка
РАЗДЕЛ 11. Дробление Молотковые дробилки
284
РАЗДЕЛ //. Дробление
Потери в весе дробящих плит и колосников в среднем составля-
ют 0,12 кг иа 1 т дробленого материала.
Удельный расход энергии составляет а одиороторной дробилке
при одностадийном дроблении известняка 0,9—2,1 квт-ч иа 1 т про-
дукта при степени измельчения до 8; в двухроторной — до 1,6 квт-ч/т
при степени измельчения до 25.
Рис. 5. Незабивающаяся дробилка типа ДМПП
1200X1000
1 — вал ротора; 2 — молотки; 3 — броневая плита; 4 — цеп-
ное броневое полотно; 5 — очистное устройство
Регулирование работы дробилки достигается изменением числа и
формы молотков, скорости вращения ротора, числа, размера и рас-
положения отбойных дробящих плит, величины зазора между колос-
никами решетки, а также между молотками и решеткой, количества
и крупности загружаемого материала.
Основные достоинства молотковых дробилок: простота и надеж-
ность конструкции, малый вес, большая производительность, большая
степень измельчения, сравнительно небольшой расход энергии.
Молотковая дробилка с подвижной плитой применяется для дро-
бления сырья повышенной влажности. Степень измельчения матери-
ала составляет практически 10-—16.
Дробилка (рис. 5) состоит из быстровращающегося ротора с
молотками, привод которого осуществляется от индивидуального
двигателя, и дробильной плиты — медленнодвижущейся ленты. Вра-
щение ротора и движение ленты — встречные. Поступающий в дро-
билку материал измельчается молотками ротора и проходит через
нижние броневые плиты — решетки. Отбрасываемые к задней торцо-
вой стенке мелкие куски материала удаляются из дробилки с по-
мощью очистительного устройства. Дробящее полотно представляет
собой наклонную цепь, собранную из литых звеньев из марганцови-
стой стали. Звенья связаны в два ряда при помощи шарниров.
В табл. 4 дана техническая характеристика молотковых дроби-
лок с подвижной плитой.
Молотковые дробилки
285
Таблица 4
Техническая характеристика основных типов зарубежных двухроторных
Показатели ДМПП (Кыштым- ского завода) УЗТМ Фирмы «Дикси*
Размеры ротора в мм:
диаметр 1200 1700 1250
длина 1000 1450 1000
Число оборотов ротора в 1 мин....... 735 585 720
Размер наибольших кусков загружаемого материала в мм 300—350 500—600 300—400
Размер дробленого продукта в мм 50—0 75—0 до 200—0 50—0
Производительность в т!ч.......... 200—250 150—500 150—200
Мощность двигателя в кет......... 160 440 175
Вес в m. 25 72 23
Эти дробилки могут работать как иа первой, так и на второй ста-
дии дробления. Питание их крупнокусковым материалом не ре-
комендуется, так как при этом резко снижается степень измельчения
и производительность. При влажности материала ие свыше 20% Дро-
билки работают ие замазываясь.
Двухроторная молотковая дробилка применяется для дробления
пород средней твердости и мягких пород (известняка, мергеля, гипса
и т. д.). Получаемый сравнительно мелкий материал может быть в
случае необходимости направлен прямо иа измельчение в трубные
мельницы.
Дробилка имеет два ротора, которые в зависимости от конструк-
ции могут вращаться в одну или в разные стороны. Обычно каждый
ротор имеет самостоятельный электродвигатель. Число молотков в
дробилке колеблется от 8 до 32. Конструктивное исполнение отдель-
ных ее узлов такое же, как и обычной молотковой дробилки.
Техническая характеристика основных типов зарубежных двух-
роторных дробилок приведена в табл. 5.
Таблица 5
Техническая характеристика основных типов зарубежных двухроторных
дробилок
Показатели Титан 6Д Фирмы „Смидт* 6Д16 8Д16 Титан 8Д
Размер загрузочного от- верстия в мм...... Максимальный размер за- гружаемого куска в мм Производительность в т/ч Установленная мощность в кет . Общий вес в т 800X950 До 500 40 40 13,9 950X1100 600 50 • 55 18 950x 700 До 400 60—100 35 17,5 950X1100 500 100—150 48 31 1200X950 600 60 65 17,5
286
РАЗДЕЛ II. Дробление
Ударные молотковые дробилки получили в последнее время ши-
рокое применение в зарубежной цементной промышленности. В них
быстроврашающиеся роторы с закрепленными молотками с большой
силой отбрасывают кусковой материал к специальной колосниковой
решетке, расположенной в вертикальной плоскости. Количество рото-
ров в дробилке — от одного до трех. Степень измельчения — до 20.
Дробилки ударного действия могут быть применены для одно-
ступенчатого дробления цементного сырья с пределом прочности до
1500 k/'/cjh2 и для вторичного и третичного дробления сырья повы-
шенной твердости.
Отечественная промышленность изготовляет ударные молотко-
вые дробилки типа СМ-429 (Выксунский завод) и дробилки разме-
рами 1000 x 800 и 1250X1600 мм (Электростальский машинострои-
тельный завод). Дробилка СМ-429 имеет производительность 100—
200 г/ч при размере куска исходного сырья до 650 мм, мощность
электродвигателя НО кет.
Производительность дробилки размером 1000 x 800 мм до 200 г/ч
при размере куска исходного сырья до 350 мм, электродвигатель
мощностью 125 кет.
Дробилка размером 1250x1600 мм имеет производительность
до 400 г/ч при размере куска до 700 мм, мощность электродвигателя
2U0 кет.
ВАЛКОВЫЕ ДРОБИЛКИ
В цементной промышленности валковые дробилки применяют
для переработки мягких пород и для среднего дробления более твер-
дых материалов (клинкера, угля). Практика показала, что наиболее
рационально применение валков диаметром до 1200 мм. При исполь-
зовании зубчатых валков поперечник кусков материала может дохо-
дить до ’/з—2/з диаметра валков. Степень измельчения в этих дро-
билках при прочных и твердых материалах достигает 3—4, при мяг-
ких— до 10—15.
Дробилки бывают однороторные и многороторные с гладкими и
зубчатыми валками. В основном применяются двухроторные зубча-
тые валковые дробилки, техническая характеристика которых при-
ведена в табл. 6. На сварной раме двухроторной дробилки (рис. 6)
смонтированы два горизонтальных зубчатых дробильных валка, под-
шипники одного из которых закрепляются неподвижно, а второй ва-
лок установлен в подвижных подшипниках, что позволяет произво-
дить регулировку ширины выпускной щели. Дробление осуществляет-
ся между этими валками, вращающимися навстречу друг другу.
Окружная скорость в быстроходных зубчатых валках для мяг-
ких материалов доходит до 5 м/сек, а в тихоходных для твердых ма-
териалов — не более 2 м/сек.
Одновалковые и щечно-валковые дробилки, применяемые для
крупного дробления среднетвердых мергелей, слабых известняков,
твердых глин, сланцев и пр., обеспечивают степень измельчения мате-
риала до 15 и более.
Одновалковая дробилка (рис. 7) состоит нз одного зубчатого
валка и неподвижной щеки. Щека, подвешенная на осн, удерживает-
Валковые дробилки
287
Техническая характеристика двухроторных зубчатых валковых дробилок
Рывшая фирма „Крупп* 1100 1000 До 600 15 40 (шель— 100 мм) 5070 3200 1400 20
„Цемент- аилаген- бау 1100 1250 До 600 14 50 15 кусков до 100 мм) 7500 3000 34
Завода имени Э. Тель- мана (ГДР) 1250 1650 До 600 15 50 до 100 (щель— 90 мм) 1 5
№ 5 завзда имени 15 летия ЛКСМУ 1200 900 До 400 и с о t ’ (шель— 80 мм) 4400 3900 1300 15
УЗТМ 2ВГ 1200 500 До 200 75 40 ДО 75 О о чГ О 2200 36
Электро- стальского завода тяжелого машино- строения 1100 1000 До 500 16 28 50—70 с о ооои 4560 1700 19
№ 4 завода имени 15 летия ЛКСМУ 900 1200 До 300 40-100 «Г О' г- V 1Г I (щель— | до 60 мм) 3750 3750 1100 15
СМ-92 Челябин- ского о о nm ч kJ о „Стром- машина* 935 900 До 400 ап 26 Пп 19R (щель— до 100 мм) 3450 2900 1200 9,1
№ 3 завода имени 15-летия ЛКСМУ 900 900 . До 300 4П— 1Г1П с с 1 (щель— до 60 мм) 3500 3250 1100 10
Показатели Диаметр валка в мм .! Длина валка в мм • . Размер загружаемых кусков в мм .... Число оборотов вал- Потребная мощность r кпт ... Производительность в т]ч ...... ... Габариты в мм'. ширина высота Вес вт
28В
РАЗДЕЛ II. Дробление
Рис. 6. Валковая двухроторная зубчатая дробилка
1 — вал подвижного валка; 2 — вал неподвижного валка; 3—4 —
приводные шестерни; 5—6 — шестерни с удлиненным зубом;
7—s — зубчатые валки; 9 — пружина; 10 — винт; 11 — рама дро-
билки; 12 — приводной шкив
Рис. 7. Одновалковая дробилка
1 — ступица дробильного валка; 2 — зубчатые сегменты; 5 — ось; 4—
щека; 5 — дробящая плита; 6 — тяга: 7 — пружина
Валковые дробилки
289
ся в этом положении тягой с пружиной, что позволяет щеке отодви-
гаться, когда в машину попадают посторонние недробимые мате-
риалы. Обычно диаметр валка колеблется в пределах от 400 до
1600 мм. Длина валка превышает диаметр примерно в три раза.
В табл. 7 приведены данные, характеризующие особенности неко-
торых одновалковых дробилок, применяемых в цементной промыш-
ленности.
Таблица 7
Техническая характеристика одновалковых аубчатых дробилок
Показатели Размеры дробилок (диаметр X длина валка) в мм
610X1524, импортная 900X900, Яси- новатского машинострои- тельного за- вода 1100 X2500, Электросталь- ского маши- ностроитель- ного завода
Размер загружаемого материала в мм Размер дробленого продукта в мм Производительность (по извест- няку) в т/ч .......... Число оборотов валка в 1 мин. . Установочная мощность двигате- ля в кет До 400 150 До 200 58 75 До 800 100—200 До 100 36 20 До 1000 150 120 14 55
Предельный размер частиц поступающего на дробление материа-
ла определяется углом захвата валковой дробилки, который образу-
ется касательными к поверхности валков, проведенными в точках их
соприкосновения с дробимым куском, а также размером щели между
валками. Практически угол захвата редко превышает 25°. При этом
максимально допустимую величину кусков загружаемого материала
для зубчатых валков устанавливают, исходя из следующей зависи-
мости:
D
S=t-\----[л,и).
где t — размер щели между валками в мм;
D — диаметр валков в мм;
х — поправочный коэффициент, зависящий от свойств дроби-
мого материала (для каменистых пород х=5, для мягких
пород х=2,5).
Производительность валковой дробилки определяют по фор-
муле
Q = GOnnDLty. — 3600иТ/р. [л3/ч],
где п — число оборотов валков в 1 мин;
D — диаметр валков в м;
L— длина одного валка в At;
19—1621
290
РАЗДЕЛ 11. Дробление
t — ширина выпускной щели в л;
v — окружная скорость валков в м]сек\
(л—коэффициент разрыхления (для известняка р=0,35, для
глины |л=0,4->0,6).
Практика показала, что расход металла при дроблении валко-
выми дробилками составляет от 0,004 до 0,04 кг на 1 т дробленого
материала (бандажи из хромистой или марганцовистой стали).
Преимущества валковых зубчатых дробилок — простота конст-
рукции и надежность в работе.
КОНУСНЫЕ ДРОБИЛКИ
В отечественной цементной промышленности конусные дробилки
применяют преимущественно для дробления клинкера и твердых
абразивных материалов. Рекомендуется применять их и для дроб-
ления сырьевых материалов большой твердости.
Рис. 8. Конусная дробилка ККД
/ — корпус дробилки; 2— траверса; 3 —подвески дробящего конуса;
4 — дробящий коиус; 5 — вал-эксцентрик; 6 — приводной вал
В конусной дробилке (рис. 8) раздавливание кусков материала
происходит под влиянием прерывного, постепенно, нарастающего
сжатия между двумя усеченными конусами, вставленными друг в
друга, или между футеровкой станины и внутренним дробящим ко-
Конусные дробилки
291
009-00SZ-VWM
оонш-1Гэя
0S9I-V3H
Техническая характеристика конусных дробилок
081/0061-1ГЯЯ 8 CD о § До 1000 О 1—1 о о CD я 2X200
001/006-КЯЯ § С4 i о о о о со о О 1—1 До 1000 § 8
091/006-ЕЯЯ § т—1 § о До 750 сч 1—1 О со 1—1 8 04
19*
292
РАЗДЕЛ //. Дробление
иусом. При сближении дробящих поверхностей материал раздавли-
вается, а при их удалении измельченный материал проваливается
вниз.
Конусные дробилки различают по техническому назначению и
конструктивным признакам.
По техническому назначению дробилки выпускаются:
для крупного дробления; размер поступающих на дробление
кусков колеблется от 300 до 1500 мм при ширине выходного отвер-
стия от 50 до 200 мм, степень измельчения составляет 5—6;
для среднего дробления; размер поступающих на дробление
кусков колеблется в пределах от 75 до 350 мм при ширине выходно-
го отверстия от 15 до 50 мм; степень измельчения 6—8;
для мелкого и среднего дробления; максимальный размер по-
ступающих на дробление кусков от 30 до 75 мм при ширине выход-
ного отверстия от 3 до 15 мм, степень измельчения составляет 8—15.
По конструктивным признакам дробилки выпускаются с подве-
шенным валом, эксцентриковые и дробилки с консольным валом
(нормальные, средние и короткоконусные).
Техническая характеристика основных типов конусных дроби-
лок приведена в табл. 8.
Угол захвата конусной дробилки с гладкой цилиндрической
бронировкой конусов составляет в среднем около 22° и увеличивает-
ся до 27—30° для больших дробилок крупного дробления и при
криволинейной форме бронефутеровки.
Производительность конусной дробилки зависит от рода дроби-
мого материала, величины разгрузочной кольцевой щели и конст-
руктивных особенностей (числа качаний конуса и угла захвата).
Производительность конусных дробилок рассчитывают по
формуле
С = Ау£»2-5/ [т/ч\,
где А — опытный коэффициент (обычно принимается равным 0,98);
у— объемный (насыпной) вес материала в т)м3;
D — диаметр дробящего конуса в м;
I — ширина выпускной щели в м.
Мощность двигателя для дробилок крупного дробления состав-
ляет МдВ=85-.О2 кет, а для дробилок среднего и мелкого дробления
/Удв = 50-О2 кет, где D — конструктивный диаметр конуса в м.
В конусной дробилке регулируют ширину разгрузочного отвер-
стия, эксцентрицитет вертикального вала и скорость вращения вала.
При увеличении числа оборотов эксцентрика сверх указанного в
паспортных данных возрастает удельный расход электроэнергии и
происходит переизмельчение материала. При уменьшении числа обо-
ротов эксцентрика производительность дробилки соответственно
снижается.
РАЗДЕЛ III
СУШКА
Автор-составитель инж. М. Б. КРЕЙМЕР
В цементной промышленности для сушки применяют:
а) сушильные барабаны для сырьевых материалов, угля и до-
бавок;
б) мельницы, в которых одновременно протекают процессы суш-
ки и помола (для твердого топлива и сырьевых материалов);
в) вихревые сушилки (для гранулированного доменного шлака).
В зависимости от начальной влажности материалов сушку про-
изводят в одну или две стадии. При влажности материалов до 12%
применяют одностадийную сушку, а при влажности выше 12% ма-
териал предварительно подвергают подсушке в сушильном барабане
(первая стадия), а затем досушке в мельнице.
В табл. 1 приведены исходные данные для выбора типа суши-
лок и установления режима при сушке различных материалов.
СУШИЛЬНЫЕ БАРАБАНЫ
Сушильные барабаны применяются для сушки различных сырь-
евых материалов и топлива со сравнительно высокой первоначальной
влажностью и вязкостью.
Сушильные барабаны имеют сравнительно большую производи-
тельность (табл. 2 и 3). Они являются пока единственными установ-
ками. в которых можно без особых затруднений высушивать вязкие
кусковые материалы.
При вращении барабана происходит непрерывное перемешива-
ние высушиваемого материала. Это позволяет применять для сушки
высокую температуру газов (до 450° С для легковоспламеняющихся
углей и до 1000° С для сырья и добавок).
Применение газов с высокой температурой делает эти сушилки
относительно экономичными аппаратами как по расходу электро-
энергии, затрачиваемой на вращение барабана и аспирацию, так и по
расходу тепла.
Сушильным агентом для сушки в сушильном барабане может
служить горячий воздух или дымовые газы.
Высушиваемый материал и сушильный агент могут двигаться
в барабане в одном направлении — прямоточно, или навстречу друг
другу — противоточно. Прямоток применяют тогда, когда в начале
процесса допустимы большие скорости сушки, чем в конце его, и
температура высушенного материала не должна быть слишком вы-
Таблица 1
Типы сушилок и основные параметры их работы
Материалы Пределы колебаний начальной влажности в % Требуемая конечная влажность в % Сушильные установки Температура сушиль- ного агента в *С
Доменный шлак: полусухой грануляции . . мокрой грануляции.... 8—15 15—30 0,5—1,5 1 0,5—1.5 J Вихревая сушилка нлн сушильный барабан . 800—1000 800—1000
Уголь: антрацит 5—7 1—2 Шаровая сепараторная мельннца для одно- временного проведения сушки н помола Не выше 400
каменный. 8—15 1—5 Шаровая сепараторная мельница для одно- временного проведения сушки и помола с предварительной подсушкой в трубе-су- шилке Перед трубой 500, пе- ред мельницей не выше 400
бурый 25—35 8—10 Предварительная подсушка в сушильном ба- рабане 250—400
сланцы . 15—20 0,6 Окончательная досушка в шаровой сепара- торной мельнице 400—500
Известняк 3—8 0,2—0,4 Шаровая сепараторная мельннца с одновре- менной сушкой и помолом 400
Мергель . Глина 8—15 5—20 — Предварительная подсушка в сушильном ба- рабане с окончательной досушкой в шаро- вой сепараторной мельнице Перед барабаном 800— 1000, перед мельни- цей не выше 400
Трепел, опока, туф — — Сушильный барабан 800—1000
Таблица 2
Техническая характеристика сушильных барабанов
* Завод-изготовитель Размер барабана в м Направле- ние дви- жения га- зов в ба- рабане Система внутренних устройств Уклон барабана в % г Скорость” враще- ния В Об1МЛН£ Мощность элек- 1 тродвигателя в кет Вес в т Производительность Высушиваемый материал
по высушен- ному матери- алу в т/ч по испарен- ной влаге в кг/ч по удельному | паросъему в кг/м3 ч |
вмтс 2,2X20 Прямоток Лопастная 4—6 4—6 29 — 15—20 — — Уголь, шлак, трепел
2,2X14 » • 5 5 28 35,2 10—15 — — Шлак
2X16,8 Проти- воток1 Комбиниро- ванная 4,5 2,45 — — 11 430 10 Уголь
Завод „Прогресс- .... 2.2X12 Прямоток Лопастная 5.2 5 — — 7,7 1880 41,3 Глина
То же 2.2X14 - • 5 5 14 32 10—15
- 2,2X20 • Промежу- точная 5 5 14 43,4 20 5400 70 Уголь, шлак, трепел
Завод „Строммашнна". • 2,2X14 • •- 5 5,3 26 37,5 15 3460 65 Гранулированный доменный шлак
То же 2,8X20 > Лопастная 5 4,7 55 77 20 6500 53 Опока
Завод „Уралхиммаш* • • 2.8X14 - Комбиниро- ванная — 5 55 74 — — — Глина
РАЗДЕЛ III. Сушка Сушильные барабаны
296 РАЗДЕЛ HI. Сушка
Таблица 3
Сушильные барабаны, изотовляемые машиностроительными заводами
имени Э. Тельмана и <Цементанлагенбау> (ГДР)
Показатели Завод-изготовитель
имени Э. Тельмана | „Цементанлагенбау*
Диаметр в м 2,2 2.6 2.8 3 2 3.2
Длина вл... ..... 15,4 18 19,5 21 12 30
Производительность в т!ч: для твердого топлива прн снижении влаж- ности с 25 до 8% . . 8 11,7 13,5 15,5 6 24
для известняка при снижении влажно- сти с 8 до 1% ... 36,5 42,6 49,2 77,2
для гранулированного доменного шлака при снижении влаж- ности с 30 до 1% . . 8,8 10,2 11.7 6,8 19,2
для сланцевого кокса при снижении влаж- ности с 35 до 6% . . 11,8 15 18,7 30
Требуемая мощность в кат 28 22 26 30 8.8—11,8 30
Вес в т 25,6 73 87 102 40,3 227.5
сокой, а противоток—в случаях, когда высокие скорости допустимы
только в конце сушки.
В цементной промышленности преимущественно применяются
сушильные барабаны, действующие по принципу прямотока.
В редких случаях используют сушильные барабаны с жаровой
трубой или с наружным обогревом, в которых движение материала
и сушильного агента происходит противоточно. Область применения
таких барабанов все более сокращается, так как передача тепла че-
рез стенки значительно меньше, чем в барабанах прямоточного типа.
Корпус барабана изготовляют из листовой стали толщиной 10—
15 мм, сварной или клепаной конструкции.
Сушильный барабан устанавливают на двух опорах с уклоном
к горизонту 3—5%. Он приводится в движение электродвигателем
переменного тока через редуктор и одну открытую венцовую пере-
дачу.
В местах сопряжения сушильного барабана со смесительной
камерой топки и с разгрузочной камерой устанавливают уплотне-
ния различной конструкции, предотвращающие подсос холодного
воздуха из окружающей среды.
Сушка в барабанах происходит при непосредственном соприко-
сновении материала с дымовыми газами, имеющими температуру
500—950° С. Расход тепла на испарение 1 кг влаги составляет от 900
до 1400 ккал/кг в зависимости от размера сушильного барабана,
характеристики высушиваемого материала и типа топки. Отработан-
ные газы предварительно очищаются в циклонах, электрофильтрах
или других пылеотделителях и удаляются при помощи дымососа.
Сушильные барабаны
297
Суммарное сопротивление системы обычно не превышает 100—
150 мм вод. ст.
В зависимости от свойств высушиваемых материалов внутри ба-
рабана устанавливаются пересыпные устройства различной конструк-
ции, которые должны обеспечивать:
оптимальное заполнение барабана материалом;
максимальное соприкосновение материала с сушильным агентом;
возможно большее приближение материала к взвешенному со-
стоянию, так как в этом случае получаются наилучшие условия
теплообмена;
наибольшую равномерность распределения материала по по-
перечному сечению барабана;
возможно меиьшее измельчение материала внутри барабана в
тех случаях, когда измельчение влечет за собой увеличение безвоз-
вратного пылеуноса.
В начале барабана перед пересыпными устройствами для луч-
шего питания его, а при липких материалах — для подсушки мате-
риала до поступления в пересыпные устройства обычно устанавли-
вают направляющие винтовые лопасти, а также навешивают цепи
(рис. 1).
Для увеличения заполнения барабана материалом устанавлива-
ют подпорные устройства на выходе материала из барабана.
Для крупнокусковых и налипаюших материалов внутренние
устройства делаются в виде лопастей, расположенных только по
стенкам барабана, — подъемно-лопастная система (рис. 2, а и б).
Часто пересыпное устройство выполняется в виде крупных сек-
торов, не сообщающихся между собой и снабженных подъемно-ло-
пастной системой, — промежуточная система (рис. 2, в, г, д, е, ж, з, и).
Когда нет условий для свободной пересыпки материалов, приме-
няют так называемую перевалочную или ячейковую систему
(рис. 2, к).
При сушке мелкокусковых, дробленых и сыпучих материалов
пользуются распределительной системой, которая представляет собой
различного рода полочки, заполняющие всю внутреннюю часть ба-
рабана и образующие сообщающиеся ячейки (рис. 2, л, м, н).
При подъемно-лопастной системе условия теплообмена благо-
приятнее, чем при пересыпании материала в изолированных ячейках
промежуточной системы.
С другой стороны, при подъемно-лопастной системе только мень-
шая часть материала в данный момент свободно ссыпается с лопа-
стей, а большая часть находится в завале (в слое на корпусе бара-
бана), и поэтому применение распределительной и промежуточной
систем оказывается более эффективным. При распределительной
системе материал с каждым оборотом барабана свободно ссыпается
несколько раз и перелопачивается. При этом материал относительно
равномерно распределяется по всему поперечному сечению барабана.
Иногда при сушке налипающих или сыпучих материалов эти
две системы комбинируют в одном барабане — с горячего конца
устанавливают подъемно-лопастную, а далее распределительную
или промежуточную систему.
Работа сушильной установки, включающей в себя сушильный
барабан, протекает следующим образом. Поступающий со склада
20—1621
298
РАЗДЕЛ III. Сушка
Сушильные барабаны
299
сырой материал грейферным краном погружают в бункер сушильно-
го барабана или, в случае значительной крупности кусков, предва-
рительно в дробилку (рис. 3). Из бункера в сушильный барабан
материал подается транспортером и дозируется при помощи весо-
вого дозатора или питателя.
Рис. 2. Системы внутренних устройств
Размеры питателей (дозаторов) подбирают в соответствии с
производительностью сушильного барабана по влажному материалу.
Высушенный до заданных нормативов материал из выгрузочного
устройства сушильного барабана с помощью системы ленточных или
скребковых транспортеров подается в элеватор.
Отходящий из сушильных барабанов газ обеспыливается в ци-
клонах. Очистка сушильных газов от пыли производится в батарей-
ных циклонах или в горизонтальных электрофильтрах.
Отсос газов производится вентилятором среднего давления,
производительность которого рассчитывают из условий обеспечения
весовой скорости газов в сечении барабана 2—3 кг/сек м2 с учетом
подсосов по газовому тракту в размере 50—70%.
Сушильные барабаны оборудуют топками для сжигания твер-
дого топлива, мазута или газа.
Основной характеристикой производительности сушильного
барабана является паросъем с 1 л3 его объема (напряжение по
влаге). Величина паросъема зависит от природы и размера кусков
материала, его начальной и конечной влажности, времени пребы-
вания материала в барабане и особенностей внутренних устройств
барабана.
20*
300
РАЗЦЕЛ III. Сушка
Обычно считают, что для одного и того же материала в равных
условиях скорость сушки и паросъем примерно пропорциональны
отношению поверхности частицы к ее объему. Этим и объясняется
целесообразность предварительного дробления высушиваемого ма-
териала.
Начальная и конечная влажность материала определяет размеры
участков постоянной и падающей скорости сушки.
Рис. 3. Схема установки с сушильным барабаном
/ — дробилка; 2 —питатель (дозатор); 3, 8, 9 — транспортеры; 4 — су-
шильный барабан; 5 — циклоны; 6 — механическая топка с наклонной
колосниковой решеткой; 7 — элеватор; 10 — бункер для высушенного
материала; 11 — дозатор мельницы; 12 — весы
Конечная влажность материала обычно обусловливается требо-
ваниями дальнейшей его переработки. Так, например, гранулирован-
ный доменный шлак, мергель, известняк, глину желательно высу-
шивать до остаточной влажности 0,6—1%. При более высокой
остаточной влажности заметно снижается производительность мель-
ниц, а при более низкой — уменьшается производительность сушиль-
ного барабана. Уголь должен высушиваться до его гигроскопической
влажности. Сушка угля до влажности ниже этого предела увеличи-
вает его взрывоопасность и создает возможность его перегрева и
потери летучих веществ.
С повышением начальной температуры сушильного агента теп-
лопередача от газов к материалу интенсифицируется. Поэтому
необходима максимальная начальная температура газов, допускае-
мая характером высушиваемого материала и находящаяся в преде-
Вихревые сушилки
301
лах температуроустойчивости металла, из которого изготовлен ба-
рабан.
Скорость сушильного агента определяется его количеством, не-
обходимым для обеспечения экономичного процесса сушки при
заданных температуре газов и влажности материала, подвергае-
мого сушке.
При конвективной сушке с увеличением скорости газов тепло-
обмен улучшается. Однако при чрезмерном увеличении скорости
сушильного агента возрастает потеря тепла с отходящими газами,
и процесс сушки может стать неэкономичным.
Со снижением расхода сушильного агента, т. е. с уменьшением
его скорости, повышается влагосодержание газа. При этом уменьша-
ется расход тепла на сушку.
Нужно иметь в виду, что повышение влагосодержания газа вле-
чет за собой уменьшение интенсивности сушки.
Поэтому скорость газов следует устанавливать с таким расче-
том, чтобы ее весовое значение в сечении барабана было не менее
1,5 и не более 4 кг)сек мг.
Соотношение между углом наклона барабана и числом его обо-
ротов должно обеспечивать оптимальное заполнение сушилки
материалом и требуемую длительность сушки.
Эффективность системы внутренних устройств может быть оха-
рактеризована двумя величинами: коэффициентом заполнения ба-
рабана и коэффициентом соприкосновения материала с сушильным
агентом. При этом максимальный коэффициент соприкосновения
материала с сушильным агентом, обеспечиваемый при взвешенном
состоянии материала, определяется оптимальным коэффициентом
заполнения барабана, т. е. максимальным заполнением его внутрен-
них устройств.
ВИХРЕВЫЕ СУШИЛКИ
Для сушки невязких материалов во взвешенном состоянии при-
меняют вихревые сушилки (рис. 4) Куйбышевского завода «Стром-
машина». В корпусе такой сушилки вращаются два вала с лопастя-
ми. Материал поступает в сушилку на лопасти вращающихся валов,
которые его сбрасывают в пространство, ограниченное кожухом
сушилки. Горячие газы, просасываемые через аппарат, передают
тепло материалу, находящемуся во взвешенном состоянии.
Производительность вихревой сушилки по высушенному шлаку
доходит до 20—25 т/ч. Паросъем составляет 125 кг/м3 ч. Началь-
ная влажность шлака 25% и конечная влажность 1%. Удельный
расход тепла на испарение влаги составляет 1320 ккал!кг. Скорость
газа на входе в сушилку 2,15, а на выходе из сушилки 0,97 м)сек
при температуре газа на входе в сушилку 1000° С и на выходе из
сушилки 150° С.
Число оборотов лопастных валов 280 об/мин. Объем сушильной
камеры составляет 43,8 л3, а ее сечение 7,3 л2. Длина ведущего вала
7660 мм, ведомого — 7350 мм. Мощность приводного электродвига-
теля 80 кет при 730 об/мин. Вес сушилки с футеровкой составляет
42 т, а без футеровки 20»2 т.
302
РАЗДЕЛ III. Сушка
Рис. 4. Вихревая сушилка Куйбышевского завода «Стром-
машина»
1 — каркас; 2 — ведущий вал: 3 — ведомый вал; 4 — затвор; 5 — под-
шипник; 6 — люк; 7 — электродвигатель; 8 — шестерни; 9 и 10 — шки-
вы; 11 — приводные клиновидные ремни; 12 — футеровка
ТОПКИ К СУШИЛЬНЫМ УСТАНОВКАМ
Для сушильных установок применяются топки различных кон-
струкций, что обусловливается способом сжигания топлива — слое-
вым или факельным.
При слоевом способе топливо сжигается в топках на колоснико-
вой решетке. Факельным способом сжигают газ, жидкое топливо и
угольную пыль, при этом топливо в камеру горения подается спе-
циальными горелками (форсунками).
Интенсивность работы топок характеризуется тепловым напря-
жением объема топочной.камеры
Q В(Я
— [ккал/м3ч],
где V т — активный объем топочной камеры в ж’;
В — часовой расход топлива в кг/ч. , \ _
Топки к сушильным установкам
303
Для характеристики интенсивности работы слоевых топок учи-
тывают также тепловое напряжение колосниковой решетки
Q _
Гк-Р F К-Р
\ккал/м2 ч] ,
де FK.p — площадь колосниковой решетки в мг.
При расчетах размеров топок для сушильных установок прини-
мают более низкие значения теплового напряжения колосниковой
решетки и теплового напряжения объема топочного пространства,
чем для топок котельных установок.
Это обусловлено тем, что в топках к сушильным установкам
можно поддерживать более низкую температуру горения, так как
максимальная температура сушильного агента редко превышает
900—1000° С.
Слоевые топки с горизонтальной колосниковой решеткой. Одной
из основных частей топки является колосниковая решетка, поддер-
живающая слой горящего топлива.
Режим работы топки с горизонтальной решеткой и ручной за-
грузкой характеризуется данными, приведенными в табл. 4.
Таблица 4
Режим работы топки с горизонтальной решеткой и ручной загрузкой
Показатели Вид сжигаемого топлива
многозольные бурые угли типа подмос- ковного тощие угли антрациты АС и AM
Видимее тепловое напряжение колоснико- вой решетки в тыс. ккал!м'ч Видимое тепловое напряжение топочного пространства в тыс. ккал1мяч Коэффициент избытка воздуха в конце топки • Необходимое разрежение в топке в мм вод. ст Потери тепла в %: от механического иедожога от химического недожога 600—700 175 1,4—1.5 0,5-1 10—12 3—4 500—600 225 1.4-1,5 0,5-1 6—8 2-3 400—500 225 1.4—1.5 0,5-1 6—8 2-3
Процесс горения в топке с горизонтальной решеткой протекает
в очень неблагоприятных условиях главным образом вследствие
периодической загрузки в топку большого количества топлива и по-
ступления в топочную камеру во время заброски его через топочную
дверку значительного количества холодного воздуха. В силу этих
обстоятельств температура в топочном объеме резко снижается и
нарушается процесс горения.
304
РАЗДЕЛ III. Сушка
Недостатки топок с периодической загрузкой проявляются в еще
большей мере при сжигании топлива с большим выходом летучих,
так как оно очень быстро сгорает. Поэтому такие топки обычно при-
меняют при сжигании антрацитов и тощих углей. Следует иметь в
виду, что обслуживание топок подобного типа является весьма тру-
доемким.
Рис. 5. Топка с наклонной переталкивающей колосниковой ре- .
шеткой типа «Зейбот»
I — наклонная переталкивающая колосниковая решетка; 2 — решетка для
шлака: 3 — шахта для угля; .4 — заслонка для регулирования высоты слоя
топлива на колосниковой решетке; 5 — вентилятор нижнего дутья; 6 — под-
вод дутья под решетки; 7 — гидравлический привод колосниковой решетки;
8 — бак для масла, подаваемого к гидравлическому приводу; 9 — насос
для перекачивания масла; 10 — зольные заслонки; 11 — заслонки для шлака
Применением механизированных слоевых топок устраняются ко7
лебания режима сушки материала, которые имеют место при исполь-
зовании топок с ручной, подачей'топлива. Механизированная подача
топлива обеспечивает равномерное распределение его на колоснико-
вой решетке и более благоприятные условия сжигания.
Широкое применение получили механизированные топки типа
сЗейбот» (рис. 5). Топка состоит из наклонной колосниковой ре-
шетки, набранной из отдельных колосников, расположенных друг
над другом ступенями, причем каждая вторая ступень является по-
движной.
Привод решетки — гидравлический при помощи масляной уста-
новки с регулируемой скоростью движения решетки. В результате
Топки к сушильным установкам
305
поступательно-возвратного движения отдельных ступеней решетки
уголь подается из угольной шахты на верхний конец наклонной
решетки и затем по ней к шлаковой части решетки, а шлак автома-
тически сваливается в шлаковую воронку в конце решетки. Такое
устройство привода позволяет регулировать толщину слоя угля
как на наклонной, так и на шлаковой части решетки и изменять ее
в зависимости от требующейся интенсивности горения и от полноты
сгорания угля.
Для регулирования толщины слоя топлива перед наклонной ре-
шеткой установлен регулятор слоя (шибер), управляемый при помо-
щи натяжной цепи и червячного привода.
В том случае, если тяга в топке оказывается недостаточной для
сжигания потребного количества угля, включают вентилятор ниж-
него дутья. При этом давление и количество воздуха регулируются
шиберами с приводными тягами.
К наклонной решетке воздух для горения подается через от-
крытые дверцы, расположенные на передней стороне топки, а к
шлаковой решетке — через открытую заслонку под шлаковой ре-
шеткой.
Техническая характеристика и основные параметры топки
Общая площадь колосниковой решетки вл?..................... 4,35
Полезная площадь колосниковой решетки в м"1................. 3,2
Длина наклонной решетки в м.............................. 2,675
Ширина колосниковой решетки в м............................ 1,12
Рекомендуемый вид топлива.................................бурый уголь
Расход топлива в кг/ч ...................................... 450
Производительность насоса для перекачивания масла в л/мин 60
Давление масла в атм •....................................... 12
Производительность дутьевого вентилятора в Л?/ч ...... 4000
Напор дутьевого вентиляторами мм^вод» ст. ........ 60
В промышленности применяются также топки конструкции ВЕК
с механической решеткой (рис. 6).
Работу топки регулируют изменением скорости движения колос-
никовой решетки и величины тяги (дутья) в топочном пространстве.
При максимальной нагрузке разрежение в топочном пространстве
должно быть порядка 6—8 мм вод. ст.
В этой топке площадью 4,87 л2 длина цепной механической
решетки составляет 3,745 м, а ширина ее 1,3 м; мощность электро-
двигателя привода решетки 1,7 кет.
Цепная решетка может работать как с дутьем, так и без него.
Цепная решетка с дутьем делится на несколько зои, причем в каж-
дой зоне имеется отдельный рычаг для регулирования дутья. Боль-
шая часть дутьевого воздуха обычно направляется через средние
воны. В передней части решетки интенсивное дутье может применять-
ся только в случае сжигания быстровоспламеняющегося топлива. Не
следует увеличивать дутье до такого предела, при котором в топоч-
ном пространстве может возникнуть избыточное давление.
В случае работы без дутья открывают донные шибера камер
н люки в стенках топки, обеспечивая доступ воздуха.
При использовании цепной решетки с донным дутьем целесооб-
разно каждые 3—4 ч открывать дойные шибера кдмер дутья для
306
РАЗДЕЛ III. Сушка
удаления провала через колосники, а цепной решетки с боковым
дутьем — через каждые 30 ч работы выгребать или выдувать провал.
Цепные решетки без дутья могут работать на крупнокусковых
каменных углях с умеренной зольностью и с содержанием летучих
не менее 25%. Для сжигания топлива прочих сортов применяется
дутье.
Необходимо следить за тем, чтобы уголь подавался равномер-
ным слоем с равномерным распределением мелочи по всей ширине
решетки, иначе будет происходить неравномерное сгорание.
Рис. 6. Топка с цепной механической решеткой конструк-
ции ВЕК
1 — цепная механическая решетка; 2 — опорные ролики; 3 — привод
решетки; 4 — угольный бункер; 5 — угольная течка; б — дымовая
труба для розжига; 7 — боковая заслонка для вторичного воздуха;
8 — боковая заслонка для дымовых газов; 9 — вагонетки для шлака
Благодаря удачной конструкции решетки она надежна в экс-
плуатации и работает с высоким коэффициентом использования.
Пылеугольные топки. В последнее время при строительстве но-
вых цементных заводов полностью отказались от применения топок
для сжигания твердого кускового топлива, и стали применять топки
специальной конструкции, в которых можно сжигать твердое топ-
ливо в пылевидном состоянии (рис. 7).
В пылеугольных топках осуществляется факельный способ
сжигания. При этом достигается полное сгорание топлива и высо-
кая степень регулирования процесса горения за счет равномерной
подачи его и интенсивного смешения с воздухом в специальных го-
релках.
Поскольку при сильно шлакующемся угле неизбежны частые
остановки топки на расшлаковку, применение топок этого типа ие-
Топки к сушильным установкам
307
целесообразно при использовании высокозольного сильно шлакующе-
гося топлива. О режиме работы пылеугольной топки можно судить
по данным, приведенным в табл. 5.
Рис. 7. Пылеугольная топка к сушильным установкам
1 — топка; 2 — смесительная камера; 3 — клапаны для подсоса воздуха;
4 — каналы для подогрева воздуха и охлаждения кладки; 5 — пыле-
угольиая форсунка; 6 — предохранительный клапан
Таблица 5
Режим работы пылеугольной топки
Основные параметры Вид сжигаемого топлива
бурые угли тошие угли антра- цит
Допустимое тепловое напряжение топочного пространст- ва в тыс. ккал!л?ч Коэффициент избытка воздуха Тонкость помола угля (остаток на сите № СОЗ) в % . . . 175 1.3 25—35 140 1.35 10—20 115 1,35 7—10
Топки для сжигания газа. В настоящее время на цементных за-
водах для сушки материалов используется природный газ. Для
сжигания газа в топке сушильного барабана применяется инжекци-
онная горелка высокого давления (рис. 8). Газ под давлением по-
рядка 0,5 атм поступает из газопровода 1 через задвижку 2 к газо-
вому соплу 3 инжекционного смесителя и далее проходит в цилин-
дрическую его часть 4. Скорость газа на выходе из сопла почти до-
стигает скорости звука. При такой скорости струя газа через щель 5
инжектирует из атмосферы необходимый для горения воздух.. Шай-
308
РАЗДЕЛ III. Сушка
ба 6 служит для прекращения доступа воздуха. Смешивание газа и
воздуха в основном заканчивается в цилиндрической части смесителя.
Инжекция воздуха газом сопровождается почти полной потерей
кинетической энергии, расходуемой на перемещение. Это обе-
спечивает высокое качество смеше-
ния, характерное для .инжекционных
горелок. Из цилиндрической части
смесителя газовоздушная смесь про-
ходит через диффузор 7 и смесепро-
вод 8 в горелку 9. В диффузоре ско-
рость и напор смеси падают, а ее
Рис. 8. Схема инжекцион- статическое давление соответственно
ной горелки высокого дав- возрастает. Из горелки смесь выде-
ления для сжигания газа тает в камеру сгорания 10.
Во время работы горелки регули-
руется только расход газа, при этом
соотношение газа и воздуха в смеси сохраняется автоматически
(в ходе инжекции) без изменения положении воздушной шайбы
смесителя.
Режим работы топки при сжигании газа характеризуется сле-
дующими данными:
видимое тепловое напряжение топочного пространства .... 200—250
ТЫС.ККАЛ/ЛС3
коэффициент избытка воздуха в конце топки ................. 1,25
химический недожог......................., , ,............. 1.5%
РАЗДЕЛ IV
ПОМОЛ
Автор-составитель канд. техн, наук Г. С. К Р Ы XT И Н
Глава 1
ПРОЦЕСС ПОМОЛА И ТЕХНОЛОГИЧЕСКИЕ ОСОБЕННОСТИ
ПОМОЛЬНОГО ОБОРУДОВАНИЯ
В процессе помола твердые материалы доводят до порошкооб-
разного состояния. Тонкий помол сырьевых материалов оказывает
решающее влияние на скорость реакций клиикерообразоваиия при
обжиге.
Основными помольными установками для тонкого измельчения
материалов служат шаровые трубные мельницы. Трубная мельница
представляет собой горизонтально расположенный вращающийся
барабан, частично заполненный мелющими телами.
Материал в мельнице измельчается в основном за счет ударной
работы падающих мелющих тел при незначительной работе трения.
При вращении мельницы мелющие тела под действием центробежной
силы прижимаются к внутренней стенке корпуса и поднимаются на
определенную высоту, но под действием силы тяжести отрываются
от корпуса и при падении разбивают куски материала, которые не-
прерывно поступают через загрузочную цапфу. Измельченный мате-
риал непрерывно выходит в другом конце мельницы.
1. КРИТИЧЕСКОЕ И РАБОЧЕЕ ЧИСЛО ОБОРОТОВ МЕЛЬНИЦЫ
Если допустить, что во внутренней полости корпуса мельницы
имеется только один шар, диаметр которого по сравнению с диамет-
ром корпуса мал, то можно принять радиус вращения шара равным
радиусу сечения корпуса в свету.
При вращении корпуса шар находится под действием центро-
бежной силы Рц и силы тяжести G (рис. 1). При определенном со-
отношении между этими силами шар отрывается от корпуса и падает
вниз:
G COS а Рц.
Точка А, расположенная на траектории движения шара, в кото-
рой он отрывается от поверхности корпуса, называется точкой от-
рыва шара, а угол а , образованный пересечением вертикали с ра-
диусом вращения R, углом отрыва.
310
РАЗДЕЛ IV. Помол
Центробежная сила равна
mt)2
ц~ R
v2
G
g
где v — окружная скорость барабана в м!сек\
R — радиус барабана мельницы в м\
G — вес шара в кг;
т — масса шара в кг сек2!м.
Рис. 1. Схема действия
сил на шар и траектория
падения шара
Подставляя значение центробежной
силы в приведенное уравнение, получим
уравнение угла отрыва
G v2
G COS а ---- ——
g R
или после сокращения
V2
cos .
gR
Окружная скорость барабана со-
ставляет
nRn
v =-----
30
Подставляя это выражение в уравнение угла отрыва, получим
основное уравнение движения шара в мельнице
n2R
^r<cosa-
Из этого уравнения следует, что высота подъема шара зависит
от числа оборотов мельницы, диаметра корпуса и теоретически не
зависит от веса шара.
Увеличивая число оборотов корпуса мельницы, можно достиг-
нуть положения, при котором шар поднимается на максимально воз-
можную высоту (а = 0) и вращается вместе с барабаном, не от-
рываясь от него. При этом работа измельчения шаром не производит-
ся. Основное уравнение движения шара для такого числа оборотов
принимает вид
п2 R t
900 “ ’
откуда критическое число оборотов мельницы будет
30 42,3
"кр= VR ~ VD ‘
Критическое число оборотов — это такое число оборотов, при
котором находящийся в мельнице шар поднимается на максималь-
но возможную высоту и начинает вращаться вместе с корпусом мель-
ницы, не отрываясь от него.
Глава J. Помол и особенности помольного оборудования 311
Чтобы шары могли измельчать материал, число оборотов мель-
ницы должно быть меньше критического.
Оптимальная (рабочая) скорость барабана определяется углом
отрыва мелющего тела. Наиболее эффективный помол соответствует
наивыгодиейшему углу отрыва мелюшего тела. Этот угол отрыва а
составляет примерно 54°40'. Рабочая скорость (пли рабочее число
оборотов), т. е. такая скорость, при которой шары, падая, произво-
дят работу по измельчению ударом, при угле отрыва в 54°40' состав-
ляет 76% (0,768) критической скорости. Рабочая скорость составит
42,3 32
лр — 0,768 — г—- = -у= .
При недостаточном числе оборотов шары перекатываются, и про-
исходит преимущественно только трение шаров между собой и о
материал.
При большем числе оборотов шары нли прижимаются к броне-
футеровке и никакого помола не производят, или они падают на
броню, следствием чего являются малоэффективный размол и повы-
шенный износ мелющих тел и бронефутеровки.
Производительность мельниц в значительной степени зависит от
физических свойств размалываемых материалов. Степень размалы-
ваемости сырьевых материалов по сравнению с клинкером вращаю-
щихся печей, размалываемость которого принята за единицу, может
быть охарактеризована следующим образом:
Известняк ..... ........... .1.2—1,8
Гранулированный доменный шлак ......... . 0,8—1,1
Опока..........................................1,3—1,4
Трас......................... .................0,5—0,6
Кварцевый песок 0,6—0,7
Для характеристики тонкости помола применяются сита № 021
с размером ячейки 210 лк и № 008 с размером отверстий 80 лк. Тон-
кость помола выражается в процентах и определяется взвешиванием
остатков на ситах.
2. СХЕМЫ ПОМОЛА
Типы мельниц различают в зависимости от принятой схемы по-
мола — открытого или замкнутого цикла. Схема с открытым циклом
помола предусматривает однократное прохождение размалываемого
материала через мельницу — весь материал измельчается до задан-
ной конечной тонкости помола.
Помол по замкнутому циклу характеризуется тем, что мельни-
ца работает в соединении с классификатором. В этом случае в мель-
нице не заканчивается помол всего поданного в нее материала до
заданной конечной тонкости. Отбор частиц заданного размера про-
изводится классификатором, а мельница измельчает материал только
для сепарации. Весь выходящий из мельницы материал, как крупный,
так и мелкий, проходит через классификатор, в котором происходит
отделение материала заданной тонкости помола. Крупные зерна из
классификатора возвращаются в мельницу для помола.
312
РАЗДЕЛ IV. Помол
Помол сырьевых материалов. При открытом цикле схема помола
требует применения только одной мельницы и оказывается более
простой и удобной в эксплуатации. Однако при этой схеме помола
получается много крупных недоизмельченных зерен и одновременно
очень мелких переизмельченных зерен в выгружаемом из мельницы
шламе.
Схема приготовления шлама в мельнице однократного прохож-
дения материала проста. Раздробленный материал поступает в мель-
ницу через полую цапфу из объемных или весовых дозаторов. Раз-
Рис. 2. Схема помола сырь-
евых материалов в много-
камерной мельнице в замк-
нутом цикле с вибрацион-
ным ситом
Рис. 3. Схема помола шла-
ма по замкнутому циклу с
применением виброгрохота
молотый материал выходит из мельницы через выходную цапфу или
через отверстия, расположенные по периметру выходной обечайки
барабана мельницы.
Для предотвращения попадания крупнозернистого материала в
готовый шлам устанавливаются классифицирующие устройства: сита
или классификаторы. Наиболее простая схема с применением вибро-
сита приведена на рис. 2. При этом способе мокрого помола мате-
риала поступающий из многокамерной мельницы 1 шлам попадает
на вибрационное сито 2. Крупный материал, не проходящий через
него, возвращается на домол через загрузочную цапфу мельницы, а
проходящий через сито мелкий материал направляется в шламбас-
сейн.
Наиболее распространенная схема мокрого помола сырьевых ма-
териалов с применением виброгрохотов приведена на рис. 3.
Мельница I глухой перегородкой разделена на две камеры / и
II. В сечениях корпуса, примыкающих к перегородке, имеются отвер-
стия для выхода продуктов помола. Сырьевые материалы вместе с
водой загружаются в первую камеру мельницы. Измельченный мате-
риал поступает из этой камеры в элеватор 2 и подается на внброгро-
хот 3. Грубые недостаточно размолотые частицы материала задер-
живаются на верхнем сите и возвращаются в первую камеру мель-
ницы, а прошедшие через сито направляются для окончательного
измельчения во вторую камеру. Шлам из второй камеры мельницы
поступает в шламбассейи.
Глава I. Помол и особенности помольного оборудования 313
При сухом способе производства для измельчения сырьевых ма-
териалов применяются мельницы однократного прохождения мате-
риала, не отличающиеся от многокамерных мельниц для помола це-
мента. Перед помолом сырьевые материалы высушиваются в сушиль-
ных барабанах.
Влажность подаваемых в мельницы материалов при сухом по-
моле не должна превышать следующих величин:
известняки, мергели -пластичные и глины ........ 1%
шлак гранулированный ............................ *2%
Для помола сырьевых материалов с одновременной их сушкой
применяют мельницы различных размеров, работающие в замкнутом
цикле с центробежными сепараторами. Влажность материала, пода-
ваемого в мельницу, не должна превышать 5%.
При помоле материала в мельнице размером 3,2X8,5 м предва-
рительно раздробленная сырьевая смесь подается через загрузочную
воронку в сушильную камеру мельницы. Размолотый материал раз-
гружается через периферийное разгрузочное устройство, находяще-
еся в центре барабана мельницы, и элеватором транспортируется в
сепараторы. Из сепараторов мелкие фракции материала поступают в
силосы, крупка же возвращается во вторую камеру (излишки круп-
ки направляются в первую камеру).
Построенные в послевоенный период цементные заводы оборудо-
ваны для помола по открытому циклу многокамерными сырьевыми
мельницами производительностью до 40 т/ч (для помола твердых
материалов). На новых крупных заводах предусмотрена установка
сырьевых мельниц производительностью до 80 т/ч.
В табл. 1 приводится техническая характеристика сырьевых мно-
гокамерных трубных мельниц.
Таблица 1
Техническая характеристика сырьевых многокамерных трубных мельниц
Показатели Завод-изготовитель
Сибтяжмаш „Цемен- танлаген- бау“ имени Э. Тель- мана
Диаметр в м......... 2 2,2 2,6 3.2 2.2 2.4 2.6 3
Длина ь м 10,5 13 13 15 13 13 13 14
Количество камер в шт.. . . 4 4 3 3 3 3 3 3
Число оборотов в 1 мин - . - 21 20 20 16 21,4 20 19,6 18.5
Производительность при по- моле известняка средней твердости и глиняного шла- ма до 8—10% остатка на сите № С08 в m/ч сухого материала 17 25—30 32—42 80 21,5 29 40 80
Требуемая мощность в квт . 350 480 820 1700 450 600 730 1600
Вес мельницы без привода и мелющих тел в т ... - 69,3 84 137 217 120 140 141 254
314
РАЗДЕЛ IV. Помол
Помол твердого топлива. Для тонкого измельчения твердого топ-
лива применяются сепараторные мельницы, работающие в замкну-
том цикле с проходными се-
параторами.
Схема такой мельницы
для помола и одновремен-
ной сушки твердого топлива
приведена на рис. 4. Мель-
ница /, сепаратор 2, ци-
клон 3 и мощный вентиля-
тор 4 последовательно со-
единены между собой воз-
духопроводом. При работе
вентилятора во всей систе-
ме создается разрежение.
Предварительно раз-
дробленный влажный уголь
поступает в мельницу через
Рис. 4.
топлива
Схема помола
в сепараторной
размалывается.
ее загрузочную цапфу из
бункера 5. Через эту же
цапфу в мельницу всасыва-
ется горячий газ из топки.
В мельнице уголь подсуши-
Измельченный уголь выносится потоком
твердого
мельнице
вается и
воздуха по трубопроводу 6 в сепаратор, в котором из углевоздуш-
Таблица 2
Техническая характеристика сепараторных шаровых мельниц
с одновременной сушкой и помолом твердого топлива
Показатели Завод-изготовитель
Сызранский гидротур- бинный завод Ще- мент- анла- ген- бау’ имени Э. Тельмана
ШБМ
207/265 250/390 287/470
Диаметр в Длина в м . 2,07 2.65 2,5 3,9 2,87 4,7 2 5,2 2,8 5,5 3 6,5
Размер кусков сырого угля в мм До 60 До 69 До 60 0—20 0—20 0—20
Допустимая влажность сыро- го угля в % 10-J2 10—12 10—12 10—12 10—12 15
Тонкость помола (остаток на сите № 008) в % 10—12 10—12 10—12 10—12 10-12 10—12
Влажность выдаваемого угольного порошка в % . . 1 1 1 1 1 2
Производительность мельни- цы в т/ч 4 10 16 5 16—18 27—30
Требуемая мощность в кет . 155 380 5С0 110 305 630
Вес мельницы с мелющими телами в т 40,5 77,8 87 39,5 98,7 125,7
Глава 1. Помол и особенности помольного оборудования 315
кого потока выделяются крупные частицы угля и уходят по трубе 7
в мельницу. Газовый поток со взвешенными в нем частичками раз-
молотого угля направляется в циклон, где угольная пыль осаждает-
ся и поступает в бункер 8. После циклона воздушный поток вентиля-
тором направляется в патрубок дутьевого вентилятора 9 вращаю-
щейся печи, увлекая за собой размолотый уголь из дозатора 10.
Система работает под разрежением, поэтому в бункерах сырого
угля и пылевидного топлива должен поддерживаться определенный
уровень материала, для чего устанавливается сигнальный щит 11,
регистрирующий уровень наполнения бункеров, и панель с измери-
тельными приборами 12, показывающими температуру и разрежение
в заданных точках системы.
Характеристика сепараторных шаровых мельниц, применяемых
для одновременной сушки н помола твердого топлива, приведена в
табл. 2.
Помол клинкера. Тонкое измельчение клинкера осуществляется
главным образом в мельницах с однократным прохождением мате-
риала. Если в мельницах применяются цилиндрические броневые
плиты, то барабан мельницы обычно делят на три или четыре каме-
ры. Мельницу с сортирующей бронефутеровкой, как правило, делят
на две камеры, и только в тех случаях, когда сортировка мелющих
тел оказывается недостаточной или имеют место резкие колебания
в размалываемости клинкера, в мельнице с сортирующей бронефуте-
ровкой оставляют три камеры.
В табл. 3 приведена характеристика трубных цементных мель-
ниц.
Таблица 3
Техническая характеристика трубных мельинц
Показатели Завод-изготовитель
Сибтяжмаш „Цементан- лагенбау* имени Э. Тель- мана
Диаметр в ж Длина в я Количество камер в шт.. . - Скорость вращения в об1мин Вес мелющих тел в m . . . Производительность при 6—8% остатка на сите № 008 в т1ч Требуемая мощность в кет . Вес мельницы без привода и мелющих тел в т ... 2 10,5 3 21 32 10—12 350 69,3 2,2 13 4 20 45 17 480 84 2,6 13 3 20 80 26 820 137 3,2 15 2 16 140 До 54 1765 217 2,2 13 3 20,8 43 16,2 450 121 2,4 13 3 20 56 22 600 141 2,6 13 3 19,5 80 26 730 157,5 3 14 2 18,5 120 50 1600 254
В связи с повышением требований к тонкости помола цемента
в последнее время стали чаще применять мельницы, работающие в
замкнутом цикле с центробежными сепараторами. На ряде заводов
предусмотрено произвольное переключение подачи материалов на
сепараторы при переводе мельниц размерами 3X14 и 3,2X15 м на
316
РАЗДЕЛ IV. Помол
работу по замкнутому циклу для производства быстротвердеющего
портландцемента.
Производительность мельницы определяется по формуле
Г—!Р \о,8
Q = 6,45V/£> l—j kbq \т/ч} ,
где D — диаметр мельницы в свету в м;
V — полезный объем мельницы в м3;
Р — вес мелющих тел в т;
k — коэффициент аспирации;
Ь — удельная производительность мельницы в т!квт-ч полезной
мощности;
q — поправочный коэффициент на тонкость помола.
Величина удельной производительности мельницы Ь в зависи-
мости от вида материалов изменяется (по данным В. В. Товарова}
(в следующих пределах (в т/квт-ч)-.
Клинкер вращающихся печей, средней размалываемостн . . . 0,04
То же, повышенной размалываемостн....................... 0.-044
, пониженной „ .......•............ 0,032—0,036
Клинкер автоматических шахтных печей . . - ........ 0,046—0,05
Гранулированные доменные шлаки средней размалываемос-
ти..............•.......................................0,04
То же, повышенной размалываемостн....................... 0,044
„ пониженной „ .................... 0,032—0,036
Трасы............................................ 0,02—0,024
Опоки................................................... 0,052—0,056
Песок кварцевый...................................... 0,024—0,028
Известняки и мергели средней размалываемостн при сухом
помоле ........•..........................0,04
То же, повышенной размалываемостн ..................... 0,044
„ пониженной » .................... 0.032—0,036
Значения поправочного коэффициента на тонкость помола при-
ведены в табл. 4.
Таблица 4'
Значения поправочного коэффициента на тонкость помола (по В. В. Товарову)
Остаток на сн- те № 008 в % я 1* Я Остаток на си- те № 008 в % Q 1* Я
2 0,588 1,7 и 0,042 0,96
3 0,655 1,52 12 1.С9 0,92
4 0.715 1,4 13 1,13 0,885
5 0.768 1.3 14 1.17 0,85
6 0,818 1,22 15 1.215 0,82
7 0,865 1,15 16 1,258 0.795
8 0,912 1.1 17 1,301 0,77
9 0,95 1,045 18 1,342 0,74
10 1 1 19 1,385 0,72
20 1,425 0,7
* 1 коэффициент для перехода от фактической тонкости помола к 10 %
ч остатка иа снте № 008.
Глава 2. Конструкции мельниц
317
Если же применяют интенсивную аспирацию, то в формулу для
расчета производительности мельницы необходимо ввести поправоч-
ный коэффициент. В табл. 5 приводятся значения коэффициента
аспирации.
Таблица 5
Значения коэффициента аспирации в зависимости от скорости воздуха
в полости мельницы
Скорость воз- духа в полос- ти мельницы в MjCeK Портланд- цемент Шлакопорт- ландцемент с 75% основ- ного шлака Шлакопорт- ландцемент с 50% основ- ного шлака Шлакопорт- ландцемент с 50% кислого шлака
0,3 1 1 1 1
0,35 1,05 1,03 1,03 1,03
0.4 1.1 1,07 1,07 1,07
0,45 1.14 1.1 1.1 1.11
0.5 1,18 1,13 1,13 1.14
0.55 1.2 1,16 1,16 1.17
0,6 1,22 1,19 1,18 1.2
0,65 1,24 1.21 1,19 1,22
0.7 1.25 1,23 1.2 1,24
Глава 2
КОНСТРУКЦИИ МЕЛЬНИЦ
В цементной промышленности применяются мельницы различ-
ных типоразмеров. Неотъемлемой частью всех мельниц является ци-
линдрический барабан, в котором осуществляется измельчение ма-
териала мелющими телами.
По семилетнему плану развития народного хозяйства для помо-
ла цемента предусматривается изготовление и освоение мельниц
большой мощности размерами 3,2x15 м. работающих в открытом и
замкнутом циклах с двумя сепараторами диаметром 5 м. Для раз-
мола мягких пород сырья будут применяться мельницы 3,2x8,5 м.
1. КОРПУС МЕЛЬНИЦЫ
На цементных заводах до сих пор встречаются мельницы с кле-
паными корпусами. В послевоенное время корпуса мельниц стали
изготовлять сварными. Корпус мельницы размером 2,2х 13 м изго-
товлен из стальных лиет'ов толщиной 26 мм, а мельницы размером
2.6X13 м — из стальных листов толщиной 36—40 мм.
С торцовых сторон корпус закрыт днищами, отлитыми вместе
с пустотелыми цапфами, которыми мельница опирается на цапфо-
вые подшипники. Внутренняя полость корпуса разделена междука-
мерными перегородками на три или четыре камеры, а в мельницах с
318
РАЗДЕЛ IV. Помол
конической сортирующей бронефутеровкой — на две камеры. В конце
барабана мельницы устанавливается разгрузочная или выходная ре-
шетка.
В каждой камере имеется люковое отверстие прямоугольной или
овальной формы, закрываемое крышкой.
Трубиая мельница размером 2,2x13 м с центральным приводом
и центральной разгрузкой материала. Корпус мельницы сварен из
стальных листов. Люковые отверстия, предназначенные для загруз-
ки мелющих тел во внутреннюю полость корпуса, овальной формы л
Рис. 5. Загрузочная часть мельницы размером
2,2X13 м с центральным приводом
расположены по одной образующей. Крышки их шарнирно подве-
шены к телу корпуса.
С торцовых сторон корпус мельницы закрыт двумя днищами,
отлитыми из стали. Внутренняя боковая поверхность корпуса, а так-
же внутренняя поверхность днищ защищены от износа стальными
бронеплнтами.
Загрузочная часть мельницы показана на рис. 5. Чугунная на-
клонно расположенная течка 1 закреплена на фундаментной плите
при помощи четырех болтов. Во внутреннюю полость цапфы встав-
лена чугунная воронка 2, имеющая форму усеченного конуса. Сво-
им торцом воронка упирается в футеровочные плиты днища 3.
Вследствие этого материал не соприкасается с днищами, следова-
Глава 2. Конструкции мельниц
319
тельно, не истирает его. Между загрузочной течкой и воронкой
установлены шайбы 4 н 5, зажимающие уплотнитель 6.
Разгрузочное устройство показано на рис. 6. Решетка / соедине-
на с торцовым днищем болтами 2, проходящими через днище 3.
Между решеткой и днищем располагается разгрузочное приспособ-
ление из стальных лопастей 4. В центральной части разгрузочной по-
Рис. 6. Разгрузочное устройство мельницы размером
2,2x13 м с центральным приводом
лости расположен разгрузочный конус 5. В разгрузочной цапфе по-
мещается разгрузочная воронка 6, по которой цемент поступает в
грушевидную полость 7 и через имеющиеся в ней овальные отвер-
стия — иа контрольное сито 8 с наклонной боковой поверхностью.
Трубная мельница размером 2,2x13 м с периферийным приво-
дом и центральной разгрузкой применяется для сухого и мокрого
помола.
Загрузочная часть мельницы изображена на рис. 7. Из течки I
материал поступает в загрузочный патрубок 2, изготовленный из ли-
стовой стали и прикрепленный болтами к торцу загрузочной цапфы
и вращающийся вместе с ней. В этом патрубке радиально располо-
жены лопасти, предназначенные для подачи материала в цапфу.
В последнюю вставлена и неподвижно закреплена стальная втулка 3,
имеющая винтовые лопасти 4 для продвижения материала в пер-
вую камеру. Эта втулка предохраняет цапфу от износа и торцовой
стороной примыкает к футеровке внутренней поверхности днища 5.
Конструкция разгрузочного устройства мельницы значительно
упрощена (рнс. 8). Оно расположено между решеткой 1 и днищем
2 и состоит из винтовых лопастей 3, которые поднимают продукт
320
РАЗДЕЛ IV. Помол
и ссыпают его на винтовые лопасти 4. Этими лопастями материал
подается во внутреннюю полость разгрузочной втулки 5, вставлен-
ной в цапфу. Чтобы втулка не забивалась материалом, в ней уста-
навливаются винтовые лопасти 6, проталкивающие готовый продукт
к выходному концу разгрузочной цапфы в воронку 7, прикреплен-
ную болтами к наружному торцу цапфы. К воронке крепится конт-
рольное сито 8, закрытое кожухом 9. На одном конце корпуса
мельницы жестко закреплена венцовая шестерня 10.
Рнс. 7. Загрузочная часть мельницы разме-
ром 2,2X13 м с периферийным приводом
Трубиые мельницы размером 2,6x13 м с периферийной раз-
грузкой и центральным приводом также предназначены для мок-
рого и сухого помола.
Загрузочное устройство мельницы (рис. 9) состоит из чугун-
ной течки 1, загрузочной воронки 2, вставленной в пустотелую цап-
фу, стального кольца 3, вкладыша подшипника 4, смазочного коль-
ца 5 и скребка 6.
Загрузочное торцовое днище мельницы отлито из стали и для
усиления жесткости снабжено радиально расположенными ребра-
ми. Чтобы размалываемый материал не соприкасался с внутренней
поверхностью днища и не истирал его, во входную полость мельни-
цы вставлено стальное кольцо. Загрузочная воронка своей кромкой
упирается в это кольцо, образуя в центральной части сечения про-
ход для материала, поступающего в первую камеру мельницы.
Разгрузочное устройство (рис. 10) мельницы имеет стальное
днище 1, предназначенное для выпуска измельченного материала и
для соединения корпуса 2 с центрально расположенным привод-
ным валом. Кромки днища, примыкающие к корпусу, несколько
вытянуты вперед так, что между внутренней поверхностью днища
Глава 2. Конструкции мельниц
321
и разгрузочной решеткой 3 образуется пространство в виде кольца.
В вытянутых кромках днища вырезаны отверстия 4 овальной фор-
мы. Через иих готовый продукт попадает в иижнюю часть кожуха
5, охватывающего разгрузочный конец мельницы и снабженного
контрольным ситом для улавливания иедомолотых кусков материа-
ла и осколков мелющих тел.
Рис. 8. Разгрузочное устройство мельницы размером 2,2x13 м с пе-
риферийным приводом
Для того чтобы избежать пылеобразования и подсосов возду-
ха, зазор между неподвижным кожухом и вращающимся корпусом
уплотняется. Верхняя часть кожуха присоединена к вытяжной
трубе, соединенной с аспирационной системой мельницы.
В мельницах размером 2,6X13 м, предназначенных для помола
клинкера, в последней камере иногда устанавливаются радиальные
перегородки. При наличии таких перегородок удельный расход
электроэнергии на помол уменьшается, одиако помол цемента не-
редко ухудшается и снижается производительность мельницы.
21 1621
322
РАЗДЕЛ IV Помол
В последнее время начали применять мельницы большой мощ-
ности размерами 3,2X15 м отечественного производства. Эта
мельница является новейшим мощным агрегатом для получения це-
мента с высокой тонкостью помола, она может работать в замкну-
том цикле с сепаратором и в открытом цикле при отключении се-
параторов.
Рис. 9. Загрузочная часть трубной мельницы раз-
мером 2,6 X 13 м
Корпус мельницы сварной, днища литые с полыми цапфами,
опирающимися на два подшипника скольжения. Барабан разделен
на две камеры. Первая камера грубого измельчения загружается
шарами разных размеров. Вес шаровой загрузки первой камеры
78 т. Вторая камера загружается цильпебсами. Вес загрузки 62 т.
В первой камере установлена сортировочная бронефутеровка с
каблучной поверхностью, обеспечивающая желательное распределе-
ние шаров по длине камеры, в результате чего производительность
мельницы повышается на 10—20%.
Конструктивно предусмотрено введение распыленной воды в
камеру тонкого помола для предотвращения агрегирования и на-
липания мельчайших фракций размалываемого материала на мелю-
щие тела и броневые плиты, вызываемых образованием статиче-
ских зарядов на частицах материала. Это создает благоприятные
условия для получения продукта помола высокой тонкости и сни-
жения расхода электроэнергии на помол.
Г лаза 2. Конструкции мельниц
323
Рис. 10. Разгрузочное устройство трубной мельницы
размером 2,6X13 м
2. МЕЖДУКАМЕРНЫЕ ПЕРЕГОРОДКИ И ВЫХОДНЫЕ (РАЗГРУЗОЧНЫЕ)
РЕШЕТКИ
Полый цилиндр мельницы разделен междукамернымн перего-
родками, устанавливаемыми для того, чтобы мелющие тела не пе-
ремещались из одной камеры в другую и был обеспечен проход
достаточно измельченного материала. Перегородки состоят из от-
дельных элементов, имеющих форму секторов или сегментов круга.
Препятствуя перемещению мелющих тел вдоль мельницы, перего-
родки воспринимают их давление. Поэтому отдельные элементы
перегородок должны быть прочно скреплены между собой, а вся
перегородка в целом — с корпусом мельницы.
Различают перегородки с радиально расположенными щелями
и перегородки, в которых щели расположены по концентрическим
окружностям.
Производительность мельницы в значительной мере зависит от
правильного выбора величины живого сечения перегородки (т. е.
отношения суммарной площади щелей и центрального аспираци-
онного отверстия перегородки ко всей ее площади). Обычно велн-
21*
324
РАЗДЕЛ IV. Помол
чина живого сечения междукамерных перегородок ие превышает
7—10%, а выходных решеток 5—7%.
Для снижения аэродинамического .сопротивления мельиицы в
центральной части междукамерных перегородок и выходных ре-
шеток устраивают аспирационные отверстия.
Трубные мельницы с одинарными перегородками устанавлива-
ло Л-Л
Рис. 11. Междукамерная одинарная перегородка мель-
ницы размером 2,2X13 м
ются строго горизонтально, поэтому движение размалываемого мате-
риала в мельнице является следствием разности уровней распо-
ложения материала в загрузочном и разгрузочном концах. Если же
в мельнице установлены двойные перегородки, то материал передви-
гается вдоль мельницы вследствие разности уровней по длине одной
камеры. Следовательно, в мельнице с двойными перегородками мате-
риал может продвигаться быстрее, чем в мельнице с одинарными пе-
регородками.
Форма щелей, их величина и расположение должны быть та-
кими, чтобы перегородка оказывала минимальное сопротивление
продвижению материала и воздуха из одной камеры в другую.
Одной из основных причин, вызывающих снижение коэффициента
полезного действия трубиых мельниц, является медленное переме-
щение уже измельченного материала. Когда готовый продукт за-
держивается б камере, то не только тормозится поступление в нее
новых порций материала, но и повышается упругость размалывае-
Глава 2. Конструкции мельниц
325
мой смеси, а также снижается эффективность ударного и истираю-
щего действия мелющих тел.
В трубных мельницах размером 2,2X13 м с центральным при-
водом устанавливаются одинарные междукамерные перегородки
(рис. 11). Перегородка состоит из 16 секторов 1, связанных между
собой в центральной части при помощи двух колец 2, скрепленных
болтами 3. _____
Рис. 12. Междукамерная одинарная перегородка мельницы
размером 2,6X13 м
По АБ
В мельницах размером 2,6X13 м междукамерная перегородка
(рис. 12) состоит из пяти отдельных сегментов 1, которые болтами,
проходящими через отверстия 2, крепятся к корпусу. Средний, са-
мый большой сегмент, изготовляется из двух половин. Жесткость
перегородки усилена накладками 3, расположенными с обеих сто-
рон и стянутых соединительными болтами. Перегородка такой кон-
струкции прочна и .надежна в работе. Ширина опорной части пере-
городки равна ширине уложенных в мельнице броневых плит, по-
этому в случае необходимости ее можно переносить вправо или
влево, что позволяет изменять длину соседних камер.
В мельницах размером 2,2X13 м, предназначенных для сухого
или мокрого размола, иногда применяют двойные, или элеваторные,
перегородки. Элеваторная перегородка мельницы для сухого помо-
32G
РАЗДЕЛ IV. Помол
ла (рис. 13) состоит из передней стенки 1, образованной из шести
звеньев с радиально расположенными щелями, и задней стенки 2,
состоящей также из шести звеньев без щелей. Между стенками
перегородки установлено восемь лопастей 3 для транспортирования
материала, прошедшего через щели передней стенки, в последую-
щую камеру. В отверстие, имеющееся в передней стенке, вставлен
стальной патрубок 4, на котором закреплен разгрузочный конус 5.
Рис. 13. Междукамерная двойная перегородка мельницы
сухого помола
Лопасти загнуты в сторону вращения мельницы и приварены
к вспомогательному листу 6, примыкающему изнутри к задней
стенке перегородки. Футеровкой части корпуса, расположенной меж-
ду двумя стенками перегородки, служит внутренний кольцевой
пояс 7, состоящий из восьми частей. Этот пояс является также ос-
нованием, на котором монтируется разгрузочное устройство пере-
городки. Пояс жестко крепится к корпусу мельницы броневыми
болтами 8. Передняя и задняя стенки перегородки соединены меж-
ду собой стяжными болтами 9. На стяжные болты надеты газовые
трубки 10, препятствующие сближению стенок перегородки.
Мельницы размерами 2,2x13 м с центральной разгрузкой го-
тового продукта и периферийным приводом, предназначенные для
мокрого помола сырьевых материалов, снабжены двойными пере-
городками другой конструкции (рис. 14).
Передняя стейка 1, имеющая концентрические щели, состоит из
отдельных секторов, а задняя глухая стенка 2—из шести сегмен-
тов. Секторы и сегменты своими наружными кромками зажимают
ребра специальных фасонных броневых плит 3, которые крепятся
к корпусу мельницы при помощи болтов 4. Сквозные болты 5 нд-
Глава 2. Конструкции мельниц
327
дежно скрепляют секторы и сегменты передней и задней стенок пе-
регородки с броневыми плитами. Концы секторов соединены при
помощи разгрузочного конуса 6. К наружной рабочей поверхности
конуса приварены радиально расположенные ребра 7, которые спо-
собствуют транспортированию материала из пространства между
стенками перегородки в последующую камеру.
Рис. 14. Междукамерная двойная перегородка мельни-
цы мокрого помола
Последнюю перегородку в мельнице, отделяющую ее рабочую
часть от разгрузочного пространства, которую называют разгрузоч-
ной решеткой, делают одинарной. По своей конструкции эти решет-
ки, как правило, незначительно отличаются от обычных одинарных
перегородок.
Щели междукамерных перегородок должны иметь такую форму
сечения, при которой они в наименьшей степени забивались бы ку-
сочками размалываемого материала и остатками мелющих тел, а
проходящий через них измельченный материал встречал бы на
своем пути минимальное сопротивление. В процессе работы пере-
городка истирается и толщина ее уменьшается. Это увеличивает
ширину щелей и приводит к общему увеличению живого сечения
перегородки, что необходимо учитывать при выборе формы щелей.
Наилучшим материалом для междукамерных перегородок яв-
ляется марганцовистая сталь. Однако отливка из этой стали секто-
ров и сегментов с узкими щелями представляет известные трудно-
сти, так как эта сталь при остывании дает большую усадку.
Перегородки из обыкновенной углеродистой стали расклепы-
ваются до такой степени, что приходится делать прорезку отвер-
стий с помощью автогенной горелки, нарушая тем самым форму
щелей.
328
РАЗДЕЛ IV. Помол
Глава 3
СЕПАРАТОРЫ
При помоле твердых материалов по замкнутому циклу в рабо-
те находятся два агрегата, тесно связанные между собой: помоль-
ный барабан и сепаратор.
Разделение частиц материала по крупности и объемному весу
в сепараторе основано на разнице
Рис. 15. Схема центробежного се-
паратора (с замкнутым потоком
воздуха)
скоростей, с которой частицы
выпадают из воздушного
потока.
Воздушная сепарация
материала осуществляется
двумя способами. В первом
случае сепаратор улавлива-
ет из проходящего воздуш-
ного потока все содержа-
щиеся в нем частицы мате-
риала и одновременно раз-
деляет их по крупности на
две фракции. При втором
способе улавливаются и
осаждаются из воздушного
потока только крупные ча-
стицы материала (крупка).
В зависимости от при-
нятого способа сепарации
применяют сепараторы опре-
деленной конструкции. При
первом способе сепарации
вентилятор, создающий воз-
душный поток, помещают в
сепараторе и он работает
в замкнутом потоке возду-
ха, почти не засасывая све-
жий воздух извне.' Установ-
ки этого типа, называемые
сепараторами с замкнутым
потоком воздуха или цент-
робежными сепараторами,
применяют в основном для сепарирования цементных порошков.
При втором способе сепарации вентилятор устанавливают от-
дельно от проходных сепараторов. Проходные сепараторы приме-
няются в основном на угольных мельницах.
Из центробежных сепараторов наиболее широко применяется
сепаратор, конструкция которого показана на рис. 15. Он состоит из
наружного и внутреннего кожухов 1 и 2, между которыми образова-
но воздушное кольцевое пространство. Наружный кожух в нижней
части имеет форму конуса и оканчивается патрубком 3 для выхода
продукта. Во внутреннем кожухе находится вертикальная течка 4,
через которую в сепаратор поступает материал. На вертикальном
валу 5, расположенном в центральной части течки, подвешен ротор
вентилятора 6. Верхняя часть ротора представляет собой диск
Глава 3. Сепараторы
329
сплошного сечеиня. Ротор приводится в движение через пару ко-
нических шестерен 7 и приводной вал 8. Во внутреннем кожухе
помещен ряд наклонно расположенных лопастей 9, угол наклона
которых можно изменять при помощи специального приспособле-
ния. Сверху сепаратор закрыт сплошной крышкой.
Поступающий через вертикальную течку материал попадает
на верхний диск ротора вентилятора и отбрасывается центробеж-
ной силой к стенкам внутреннего кожуха. Крупные частицы мате-
1 риала при ударе о стенки кожуха теряют свою скорость, сползают
по его стенкам вниз и через разгрузочный патрубок 10 выходят на-
ружу, образуя крупную фракцию продукта. Более мелкие и легкие
> частицы материала захватываются воздушным потоком, возникаю-
щим при вращении ротора вентилятора, и уносятся в кольцевое
пространство между кожухами. При входе в это пространство на-
: правление воздушного потока резко изменяется, поэтому из него
выпадает большая часть содержащихся в нем частиц материала.
Эти мелкие частички сползают по стенкам наружного конуса и
. выпадают наружу через патрубок, образуя топкую фракцию про-
, дукта. Воздух из кольцевого пространства, образованного внеш-
, ним и внутренним кожухом, с оставшимися в нем самыми мелкими
1 частицами засасывается вентилятором и вновь выбрасывается в
полость внутреннего кожуха. Следовательно, во внутренней поло-
i сти сепаратора циркулирует почти один и тот же воздух, так как
через вертикальную течку, заполненную материалом, засасывается
. лишь незначительное количество свежего воздуха.
При проходе воздушного потока через щели между наклонно
•(Расположенными лопастями частицы материала ударяются о иих,
• теряют скорость и сползают по стенкам конуса. Изменяя угол на-
1 клона лопастей, можно в определенных пределах регулировать со-
i отношение между количеством крупных и мелких частиц, выходя-
щих из сепаратора. В основном разделение материала по крупио-
<сти зависит от .скорости воздушного потока, создаваемого веитиля-
.тором.
При уменьшении числа оборотов ротора снижается скорость по-
тока, и тогда ои захватывает только мелкие частицы. При этом
увеличивается выход материала грубой фракции и уменьшается
[количество мелкой фракции. С повышением числа оборотов ротора
происходит обратное явление.
Техническая характеристика наиболее распространенных цент-
робежных сепараторов приведена в табл. 6.
Проходные воздушные сепараторы выделяют нз движущегося
(воздушного потока только крупную фракцию материала, а мелкие
•частицы улавливаются в циклонах, куда направляется запыленный
[воздушный поток из сепаратора.
Проходной сепаратор (рис. 16) состоит из кожухов 1 и 2, име-
ющих форму конусов, вставленных один в другой. Сверху на-
ружный кожух закрыт плотной крышкой, а внизу имеет разгрузоч-
ный патрубок 3 и патрубок 4 для входа запыленного воздушного
потока. В промежутке между крышкой наружного кожуха и верх-
ней кромкой внутреннего помещены направляющие лопасти 5, ко-
торые при помощи регулировочного круга 6, расположенного на
наружной поверхности крышки, можно устанавливать под разным
-22—1621
330
РАЗДЕЛ /V. Помол
Рис. 16. Схема проходного сепаратора
Глава 3. Сепараторы
331
Таблица 6
Техническая Характеристика центробежных сепараторов
Показатели Завод-изготовитель Нем ентанлагенбау•
Диаметр в м 1.8 2,5 2.8 3.2 3.5 4
Высота в м 3,2 4,4 5 5,3 5,3 5,8
Число оборотов вала в 1 мин . 330 275 250 220 200 180
Производительность при 10% остатка на сите № 008 в т,ч 4 12,5 17 22 28 45
Требуемая мощность в кет . 7 12 16 20 26 37
Вес с броней в 3.2 5,3 7.2 8,9 10,8 13.5
углом к касательным. В центральной части крышки наружного ко-
жуха установлен патрубок 7 для выхода воздушного потока. Под
нижним концом внутреннего конуса подвешен отражательный ко-
нус 8. На крышке наружного конуса имеются два предохранитель-
ных клапана 9.
При входе в сепаратор запыленный воздушный поток, движу-
щийся в результате разрежения, создаваемого вентилятором, раз-
бивается отражательным конусом на отдельные струи. При ударе
о стенки кожухов часть содержащихся в воздушном потоке круп-
ных частиц материала теряет скорость, выпадает из потока и, спол-
зая по стейкам, попадает в разгрузочный патрубок. Перед лопастя-
ми направление воздушного потока меняется, затем его струи уда-
ряются о лопасти, вследствие чего из потока вновь выпадают круп-
ные частицы материала. Сползая по стенке внутреннего конуса, оии
также попадают в разгрузочный патрубок, мелкие же частицы вы-
носятся потоком через патрубок. Изменяя угол наклона лопастей, ре-
гулируют скорость его движения и степень осаждения крупных ча-
стиц материала. Техническая характеристика проходных сепарато-
ров приведена в табл. 7.
Таблица 7
Техническая характеристика проходных сепараторов
Показатели Завод-изготовитель
.Ме- тал- лист- Черновицкий механический имени Э. Тельмана
Диаметр в м 1,3 2.5 2,85 3,42 3,3 3,4 3.6
Высота в м 1,78 4,18 4,65 5,35 3,4 3,6 3,8
Пропускная способ- ность В М?/Ч 6500 22 500 <30 000 43 500 39 000 78 000 84 000
Вес в т 0,68 2.5 3,25 5 4.6 5,4 6,3
22'
332
РАЗДё}) IV. Помол
Глава 4
ФУТЕРОВКА МЕЛЬНИЦ И МЕЛЮЩИЕ ТЕЛА
Внутреннюю поверхность корпуса мельницы, которая подвер-
гается ударам мелющих тел, истирается ими и размалываемыми
материалами, футеруют для предохранения от износа стальными
или чугунными броневыми плитами. Эти плиты облегчают также
подъем мелющих тел.
Плиты, предназначенные для футеровки внутренней поверхно-
сти днищ (торцовые), не подвергаются удару мелющих тел, на них
материал не измельчается и потому они изнашиваются медленно.
Боковые же плиты, воспринимающие удары мелющих тел, изнаши-
ваются значительно быстрее.
Рабочая поверхность броневых плит бывает гладкой, волнис-
той, ребристой и ступенчатой. Броневые плиты различают также и
по их профилю. Они могут быть цилиндрическими или конусными
(по отношению к оси мельницы).
В последние годы для футеровки цементных и сырьевых мель-
ниц стали применять самосортирующие конусные броневые плиты
с каблучной поверхностью. Применение таких плит при помоле
предварительно дробленого клинкера позволяет повысить произво-
дительность мельницы на 15—20%, при помоле недробленого клин-
кера— иа 7—10%. При мокром помоле сырьевых материалов в
мельнице с сортирующей бронефутеровкой производительность по-
вышается на 20—25%. Броневые плиты с каблучной поверхностью
изготовляются из аустенитовой стали, содержащей 12—14% мар-
ганца и около 1% хрома. Броневые плиты из аустенитовой стали
с каблучной поверхностью в несколько раз износоустойчивее, чем
броней литы, отлитые из углеродистой стали, с гладкой или рифле-
ной поверхностью.
Размеры каблуков и расстояние между инми выбираются со-
ответственно среднему диаметру шаров с таким расчетом, чтобы
между ними ие могли заклиниваться самые мелкие из загружаемых
в камеру шаров. Каблуки можно размещать параллельными ряда-
ми или в шахматном порядке.
В мельнице с каблучной сортирующей бронефутеровкой мелю-
щие тела ие скользят по броневым плитам. Поэтому чтобы шары
попадали иа нижележащие слои мелющих тел, на так называемую
<пяту», коэффициент заполнения (по данным Бельвиикеля) должен
быть не менее 0,25. В противном случае происходят расклепывание
каблуков и быстрый износ мелющих тел.
Броневые плиты, автоматически сортирующие мелющие шары,
монтируются внутри мельницы кольцами так, что мелющая поверх-
ность каждого кольца располагается под углом к центральной оси
барабана мельницы. Конусио-ступенчатая броиефутеровка образует
набор коротких усеченных конусов, обращенных своей вершиной в
сторону разгрузочной части. В мельнице с такой футеровкой более
крупные и тяжелые мелющие шары собираются у загрузочного
конца барабана, а мелкие, более легкие шары перемещаются к вы-
грузочному концу. Благодаря этому отпадает необходимость в
перегородках для разделения шаров внутри мельницы.
Глава 4. Футеровка мельниц и мелющие тела
333
Угол наклона рабочей поверхности сортирующих броневых
плит, зависящий от скорости вращения корпуса мельницы и степе-
ни расслоения шаровой загрузки, обычно колеблетси в пределах
10—13°.
Автоматическая сортировка шаров в мельнице с конусно-сту-
пенчатой бронефутеровкой происходит только в том случае, если
иа наклонную поверхность броневых плит попадают крупные шары.
Автоматическая сортировка мелющих тел возможна в мельницах,
работающих со скоростью вращения от 60 до 90% от критической
скорости. Наилучшую сортировку мелющих тел и оптимальный
угол отрыва шара в мельнице можно обеспечить, если скорость
вращения мельницы (о) составляет:
60—70% Пкр— при каблучной поверхности броневых плит;
70—80% окр—при волнистой поверхности броневых плит;
80—90% окр—при гладкой поверхности броневых плит.
При помоле клинкера без предварительного его измельчения
содержание шаров d>90 мм должно быть ие меиее 35—40%. Если
это ие соблюдается, то крупные куски клинкера на участке крупных
шаров не дробятся до требуемых размеров.
Броневые плиты никогда ие располагают так, чтобы образо-
вался прямолинейный кольцевой стык, так как в этом случае мел-
кие куски материала или струи шлама при вращении мельницы
перекатывались бы в кольцевом зазоре и быстро истирали стенку
корпуса.
Плиты надежно крепят к барабану мельницы болтами, которые
изготовляют из мягкой стали, что обеспечивает тщательность их
нарезки.
Примерный расход бронеплит цилиндрического профиля по дан-
ным Гипроцемента составляет:
Размалываемый материал
Расход броневых
плит на 1 tn
цемента в кг
Уголь ...............................................
Мергель и мел........................................
Известняк............................................
Клинкер шахтиых печей................................
. вращающихся печей..............................
Смесь клинкера и шлака при помоле шлакопортлаидце-
мента................................................
0,04
0,05
0,1
0.1
0.12
0.15
На некоторых заводах практикуют в камерах тонкого измель-
чения установку продольных стальных планок, .назначение которых
заключается в том, чтобы поднимать на большую высоту циль-
пебс и тем самым увеличивать эффективность помола материала
в последней камере.
С установкой этих планок на некоторых заводах производи-
тельность цементных мельииц повысилась почти на 10% при сохра-
нении прежней тонкости помола.
334
РАЗДЕЛ IV. Помол
Применение планок в цнльпебсной камере дает положительные
результаты в том случае, если коэффициент заполнения ие превы-
шает 0,25—0,27, поверхность бронеплит сравнительно гладкая и
скорость вращения мельницы лежит в пределах 0,6—0,7 v кр.
Сортирующая футеровка с каблучной поверхностью при соот-
ветствующей скорости вращения мельнииы (v=0.65 скр) в сочета-
нии с установкой продольных плаиок в камере тонкого измельчения
создает необходимые условия для получения высоких показателей
работы мельницы.
Измельчение размалываемого материала в трубных мельницах
происходит под воздействием ударов падающих мелющих тел.
Применяемые для измельчения сырьевых материалов и клин-
кера мелющие тела изготовляют из легированного чугуна и стали,
причем крупные шары — из более твердой стали. Легирование хро-
мом обеспечивает получение твердых и достаточно вязких карбид-
ных соединений, а добавка никеля, как известно, способствует соз-
данию однородной структуры отливки и уменьшает хрупкость, вы-
зываемую влиянием хрома. При вводе в шихту 25% халиловского
хромоникелевого чугуна содержание хрома в цилиндриках дости-
гает 0,4—0,6, а никеля 0,2—0,5%.
. Цильпебс, отлитый из легированного чугуна, по износоустой-
чивости в несколько раз превосходит изготовленный из отходов
прокатной стали. Все же при наличии раковин он раскалывается,
дробится и в виде осколков и зерен выходит вместе с материалом,
увеличивая расход мелющих тел на тонну готовой продукции.
На Павшинском механическом заводе изготовлены мелющие
тела в виде эллипсоидов из низкоуглеродистого чугуна методом
центробежной отливки в кокиль на специально сконструированном
карусельном станке. Исследованиями в производственных услови-
ях установлено, что износоустойчивость эллипсоидов при размоле
клинкера в три раза выше износоустойчивости цильпебса, отлитого
из легированного чугуна (по ГОСТ 7522—55).
На основании практических данных о работе ряда цементных
заводов можно рекомендовать коэффициент заполнения для це-
ментных и сырьевых мельниц в следующих пределах:
при заполнении камер шарами <р=0,25-г-0,3;
при заполнении камер цильпебсох <р =0,254-0,35.
Насыпной вес мелющих тел, зависящих от их размера, приве-
ден в табл. 8.
Таблица 8
Насыпной вес и вес шара в вавясимости от его размера
(по данным А. В. Арефьева, А. С. Чериеико и В. В. Ткачева)
Диаметр шара в мм Вес одного шара в кг Котичество шаров на 1 tn материала Вес 1 м* шаров в кг
100 4,115 240 4560
80 2.107 460 4620
60 0.889 1120 4660
60 ’ 0,514 1965 4708
! 40 0.263 3800 4760
30 S- - о.ш 9000 4850
Глава 5. Болтушки и мельницы-мешалки
335
Знай насыпной вес мелющих тел, размеры мельницы (камер)
и имея коэффициент ее заполнения, можно определить вес за-
грузки по формуле
Q= 0.785Г»2 ,
где D — внутренний диаметр мельницы в м;
I—внутренняя длина мельницы (камеры) в м;
<р—коэффициент заполнения в долях единицы или в %;
q — насыпной вес мелющих тел в т/л3.
Мелющие тела, измельчая материал, сами изнашиваются, ис-
тираются, что вызывает необходимость через каждые 150—200 ч
работы мельницы производить их догрузку.
Мелющие тела изнашиваются с поверхности и через опреде-
ленное число часов работы их размеры значительно изменяются.
Поэтому, согласно «Правилам технической эксплуатации цементных
заводов», через каждые 1800—2000 ч работы мельницы произво-
дится полная перегрузка мелющих тел.
Гипроцементом разработаны следующие примерные нормы рас-
хода мелющих тел на 1 т размалываемого материала:
Материалы \ Расход мелющих тел в кг
Известняк 0,8
Мергели и мел 0,5
Уголь 0,3
Клинкер вращающихся печей 0.8
„ автоматических шахтных печей 0.7
„ шахтных печей 0,6
Смесь клинкера и шлака при помоле шлакопортландце- мента 1
Глава 5
БОЛТУШКИ И МЕЛЬНИЦЫ-МЕШАЛКИ
При работе цементных заводов по мокрому способу производ-
ства предварительное измельчение пластичных материалов произ-
водится в болтушках, а кондиционный по тонкости помола шлам
получают из сырьевых мельниц.
Болтушки служат одновременно и для обогащения материалов,
т. е. отделения из иих камней, кремня и других примесей.
Болтушка (рис. 17) состоит из стальных грабель (борой) 1,
подвешенных на цепях к балочной раме 2 и вращающихся в бе-
тонном бассейне 3 вокруг центрального вала 4. Свободная подвеска
грабель предохраняет их от поломок при попадании твердых
камней. Подшипник 5 вертикального вала монтируется иа фунда-
336
РАЗДЕЛ IV. Помол
менте 6, а верхний подшипник 7 с подшипниками 8 приводного
вала 9 — иа балках 10.
Крестовина с граблями приводится в движение от электродви-
гателя 11 через редуктор 12 и коническую зубчатую передачу 13.
Рис. 17. Схема болтушки
Загружаемое в болтушку сырье разбивается зубьями и распуска-
ется в воде.
Шлам сливается через окно 14 в боковой стене, перекрытое ре-
шеткой 15, которая не пропускает крупных неизмельченных кусков
материала в канал 16. Дно и стенки бассейна футеруются чугун-
ными плитами. В зимнее время, чтобы ускорить распускание мате-
риала, ® болтушки подают горячую воду.
Глава 5. Болтушки и мельницы-мешалки
337
Техническая характеристика болтушек приведена в табл. 9.
Таблица 9
Техническая характеристика болтушек
Показатели Завод-изготовитель
„Стром- машина* УЗТМ имени Э Тельмана (ГДР)
Диаметр вл... . ... . Производительность в л?1ч: 5 12 6 8 12
по глине 7—9 26—32 6—8 10—14 26—32
. мелу . 16—31 60—72 14—18 24—32 60—72
Требуемая мощность в кет-..... 34 75 14 23 55
Общий вес метал лич ескихчастей^в т" 6,5 99,8 13 56,5 109
В последнее время перед болтушками устанавливают дробилки,
которые предварительно перерабатывают мягкие пластичные породы
и обеспечивают болтушки материалом нужной крупности. В этих
целях используют самоочищающиеся дробилки типа Дикси или вал-
ковые дробилки.
Таким образом, для первичной переработки сырья применяют
следующую схему: приемный бункер с толкателем, пластинчатый
питатель, дробилку и две болтушки.
Болтушка является малоэффективным и весьма громоздким
агрегатом, установка которого требует больших производственных
площадей. В ближайшем будущем будут использоваться другие,
более эффективные агрегаты. Одной из наиболее вероятных моде-
лей такого агрегата является конструкция, действующая по прин-
ципу абразивного измельчения материалов, так называемая мель-
ница-мешалка системы А. С. Сладкова.
Сущность ее работы заключается в следующем (рис. 18). Бы-
строходный ротор дезинтеграторного типа вращается в горизон-
тальном барабане со скоростью 300—400 об!мин и перерабатывает
кусковой материал (совместно с водой) в шлам, который продавли-
вается через боковую разгрузочную решетку.
Куски мергеля или глины загружаются экскаватором в прием-
ную воронку мельницы. Вода для приготовления шлама подводится
через коллектор. Готовый шлам отводится через штуцер самотеком
или при помощи насоса.
На базе такой мельницы-мешалки Южгипроцемент спроекти-
ровал передвижной агрегат (рис. 19), который испытан на Белго-
родском цементном заводе.
Агрегат состоит из собственно мельиицы-мешалки, питателя
(шириной 1000 лии) для равномерного питания мельницы материа-
лом и насоса для откачки шлама к центральной насосной.
Загрузочная вороика перенесена в центральную часть мельни-
цы, а вода поступает через коллектор.
На валу ротора в месте загрузки установлены шарнирно укреп-
ленные била для дробления крупных кусков материала. Это позво-
ляет перерабатывать в мельнице куски размером до 500 мм~
РАЗДЕЛ IV. Помол Глава 5. Болтушки и мельницы-мешалки
Рис. 19. Передвижной агрегат конструкции Южгипроцемеита
/—корпус мельницы; 2—пластинчатый питатель шириной 1000 мм с режущими зубьями; 3—иясос Rb-250; 4—приемная во-
ронка мельницы; 5—полозья металлические; 6—катки; 7—фиксаторы; 8—коллектор распределения воды; 9—приемный буи-
кер питателя
340
РАЗДЕЛ IV. Помол
Для передвижения мельницы предусмотрены полозья с катка-
ми. Кусковой материал экскаватором загружается в приемный бун-
кер, в передней стенке которого имеется регулируемый шибер.
При размере барабана 1X3,4 м производительность агрегата
по переработке мела составляет около 100 т/ч сухого вещества.
Тонкость помола шлама характеризуется 10—15% остатка иа сите
№ 008. Влажность его зависит от свойств перерабатываемого сырья
и может легко регулироваться в нужных пределах.
Техническая характеристика мельниц-мешалок
Производительность в т/ч:
по мелу..........................................- ... 75—100 (по
сухому веще-
ству)
. мергелю • . . . ...........................• . . . 50—60
Число оборотов ротора в 1 мин...................... . . 250—400
Мощность электродвигателя в квпг . . . •......... . . - 100—120
Диаметр отверстий выходной решетки в мм ........... . . 5—15
Удельный расход электроэнергии в квт-ч1т:
по мелу ........ ....................................... 0.75—1,2
» мергелю........................................... 2
Размеры барабана мельницы в м.
диаметр ................................................ 1
длина.................•.............................. 3,4
Размеры ротора в м:
диаметр.......................................•......... 0,75—0.85
длииа................................................ 3
Применение мельниц подобного типа является особенно целе-
сообразным при осуществлении гидротранспорта шлама с карьера
на завод. В этом случае отпадает необходимость в строительстве
иа карьере дорогостоящих и громоздких болтушек.
Принцип поточности и автоматизации производственных про-
цессов положен в основу предложенной Южгипроцемеитом конст-
рукции комбайна для добычи, переработки и гидротранспорта мяг-
ких пород |(рис. 20).
Добыча сырья производится с помощью вращающегося рото-
ра 1, к стенкам ковшей которого 2 прикреплены цепи, что предот-
вращает возможность их залипания. Материал из ковшей высыпает-
ся на ленточный транспортер 3, который загружает его в приемную
воронку 4 двух мельниц-мешалок 5. Туда же поступает вода для
приготовления шлама. Образующийся в мельницах-мешалках шлам
проходит через разгрузочные решетки 6 в сборник 7 и откачивает-
ся насосом 8 по трубопроводу 9 к зумпфу центральной насосной
станции на карьере, а оттуда по магистральному шламопроводу
поступает на завод.
Техническая характеристика комбайна
Производительность (по сухому материалу) в т/ч . . 300
Высота черпания в м......-................ 12
Усилие резания в г........................ 7
Вылет стрелы в м .................. 18
Удельное давление на грунт в кГ1см‘‘...... 0,6
Удельный расход электроэнергии в кет-ч1т.. 2,77
Общий вес вт..............................230
Применение таких комбайнов на цементных заводах мощностью
2,5 млн. т цемента в год по предварительным расчетам позволит
Глема 5. Болтушки и мельницы-МешалНи
341
Рис. 20. Комбайн конструкции института Южгипроцемент
342
РАЗДЕЛ IV. Помол
сократить капиталовложения на 1,2 млн. руб. и снизить эксплуа-
тационные расходы на 150 тыс. руб в год; при этом сокращается
потребность в рабочей силе на 100 человек.
Г л а в а^ 6
ИНТЕНСИФИКАЦИЯ ПРОЦЕССА ПОМОЛА
Важнейшие показатели работы основного помольного оборудо-
вания зависят от многих условий: типа и размера мельницы, ско-
рости вращения, поверхности и профиля броневых плит, интенсив-
ности аспирации, гранулометрического состава и сопротивления
размолу материала, количества и ассортимента мелющих тел и т. д.
Опыт показывает, что изменяя соответствующим образом условия
размола в мельнице, можно во многих случаях значительно улуч-
шить эти показатели.
Скорость вращения мельницы и шаровая загрузка. Для мак-
симальной работы мелющих тел необходимо, чтобы угол отрыва их
внешнего ряда был бы в пределах 55°. Это условие обеспечивается
подбором соответствующей скорости вращения барабана мельницы
и коэффициента заполнения объема мельницы мелющими телами.
Чтобы создать наивыгоднейшие условия работы шаровой загрузки,
необходимо при каждой скорости вращения барабана подбирать
соответствующие поверхности броневых плит и коэффициент за-
полнения.
Если поверхность броневых плит близка к гладкой, то она сла-
бо сцепляется с шарами и материалом. В данном случае увеличением
коэффициента заполнения можно создать оптимальные условия для
работы мелющих тел.
В мельнице, оборудованной сильно рифленой футеровкой, от-
сутствует скольжение мелющих тел по поверхности броневых плит.
Поэтому угол отрыва шаров внешнего ряда зависит не от коэффи-
циента заполнения, а только от скорости вращения мельницы.
При использовании сортирующих конических броневых плит с
каблучной поверхностью угол отрыва шара является оптимальным
тогда, когда скорость вращения мельницы лежит в пределах v=
=0,6 ч-0,7 цкр. Если же скорость вращения мельницы превышает
указанные пределы, то установка сортирующих броневых плит с
каблучной поверхностью сопровождается плохой сортировкой мелю-
щих тел, переброской их через «пяту», повышенным износом бро-
невых плит и расклепыванием каблучков в начале камеры.
Большое влияние на эффективность работы трубной мельницы
оказывает и ассортимент мелющих тел. Загрузка, предлагаемая за-
водами-изготовителями мельниц, является ориентировочной, так как
ие учитываются особенности измельчаемого материала. Поэтому в
конкретных условиях работы завода требуются дополнительные
эксперименты для подбора оптимального ее ассортимента.
Особое значение для интенсификации процесса помола приоб-
ретает подбор ассортимента загрузки мелющих тел при использо-
вании мелышц со ступенчатой футеровкой, когда объединяются ка-
Глава 6. Интенсификация процесса помола
343
меры грубого и среднего измельчения в одну. Здесь нет перегород-
ки, которая разделяла бы эти камеры, а поэтому создается воз-
можность беспрепятственного продвижения крупных кусков клин-
кера к концу камеры, в зону мелких шаров. Нагромождение круп-
ных кусков в конце камеры создает сопротивление продвижению
материала вдоль мельницы, шаровая камера переполняется и про-
цесс измельчения ухудшается. В связи с этим при объединении
двух камер в одну и установке в ней сортирующей футеровки ас-
сортимент загрузки необходимо подбирать с таким расчетом, что-
бы крупные куски клинкера не выходили из зоны крупных шаров.
Шаровую загрузку необходимо подбирать с учетом гранулометри-
ческого состава размалываемого- материала и степени его размалы-
ваемости.
В целях поддержания постоянного коэффициента заполнения
мелющими телами требуется систематическая догрузка мелющих
тел (с учетом выявленного на заводе удельного расхода шаров и
цильпебса иа 1 т готового продукта).
Контроль работы мельницы и подбор рациональной загрузки
осуществляют по диаграммам помола, соответствующим данным
загрузкам. Диаграммы помола строят по результатам просеивания
проб, отобранных вдоль камеры (мельницы) через сита № 085,
021 и 008. Еще нагляднее получается диаграмма помола, если
кроме указанных используются и более крупные сита с величиной
ячейки 10; 5; 3; 1; 0,5 мм.
Аспирация мельницы. При измельчении на вновь образованных
поверхностях материала возникают электростатические заряды, что
в камерах тонкого измельчения приводит к агрегированию тонко-
дисперсных фракций в комочки и налипанию частиц материала на
мелющие тела и броневые плиты. В результате процесс измельче-
ния тормозится, и повышается расход электроэнергии на помол.
Влияние этих явлений можно ослабить или полностью устранить
путем снижения температуры в самой мельнице и частичного уда-
ления из нее мельчайших фракций материала. Этого можно до-
стичь, применяя интенсивную аспирацию барабана мельницы. Для
аспирации трубных мельниц при сухом помоле, проводимой в са-
нитарно-гигиенических целях, достаточно небольшое разрежение в
аспирационной коробке, при котором агрегаты работают уже без
выделения пыли в помещение цеха. При интенсивной же, так на-
зываемой технологической, аспирации через полость мельницы
просасывается значительное количество воздуха, снижается темпе-
ратура мельницы и удаляется значительное количество тонкодис-
персиых фракций размалываемого материала, что интенсифицирует
процесс помола. ♦
Для обеспечения наилучших результатов технологической аспи-
рации скорость воздуха в полости барабана мельницы должна со-
ставлять 0,7 м!сек (рассчитывается по объему воздуха, просасывае-
мого через свободное сечение мельницы при температуре, с которой
воздух выходит из разгрузочной цапфы, 120—140° С).
В этих условиях производительность трубных цементных мель-
ниц повышается, и снижается удельный расход энергии на помол.
При увеличении скорости воздуха в полости барабана мельницы от
0,3 до 0,7 м/сек производительность ее повышается примерно на 20—
Рис. 21. Установка для подачи поверхностно-активных веществ в мельницу
/ — форсунка; 2 — воздушная труба 0 1да; 3 — бак расходный ПАВ; 4 — электродвигатель мощностью 27 кет,
5 —насос Ш-18; 6 — реле поплавковое РМ-40; Z—манометр; 8 - регулировочный вентиль; 9 — труба га-
зовая 0 3/Z/: Ю — электроконтактный манометр; И — вод омер ВВ-15, 12— РЭД-3103; 13 — труба газовая 0 1
СлЗ
сл
346
РАЗДЕЛ IV. Помол
25%, а удельный расход энергии на помол уменьшается на 5—8квт-ч
на 1 т цемента.
Интенсификаторы сухого помола. Известно, что если в сырьевую
смесь или в размалываемый клинкер вводить малые количества та-
ких добавок, как каменный уголь, канифоль, лигнин или поверхност-
но-активные вещества (ПАВ) — соапсток, мылонафт, триэтанол-
амин, «контакт Петрова» и др., налипания размалываемого материала
не происходит, материал измельчается интенсивнее и производитель-
ность мельниц повышается.
Двуводный гипс, трепел, также как и уголь, являются интенси-
фикаторами помола цемента. Наилучший эффект достигается при
добавках угля — 0,3—0,5%, гипса—2,5—3%, трепела — 1—2%.
Указанные добавки при помоле клинкера улучшают процесс из-
мельчения главным образом за счет меньшего налипания и агреги-
рования мелких фракций цемента. Гипс, трепел и уголь, применяе-
мые в качестве интенсификаторов помола, обладают весьма низкой
по сравнению с клинкером сопротивляемостью измельчению. Эти до-
бавки размалываются примерно в 5—7 раз быстрее, чем клинкер.
Можно предположить, что частицы трепела, гипса и угля, находясь
в высокодисперсном состоянии, контактируют с клинкерными части-
цами и предотвращают их взаимодействие, а следовательно, налипа-
ние и агрегирование.
Добавки поверхностно-активных веществ, вводимые в первую
камеру цементных мельниц, также повышают эффективность процес-
са измельчения в результате понижения сопротивляемости материала
размолу. Исследованиями установлено, что эффективность действия
поверхностно-активных веществ зависит от способа введения их в
мельницу и свойств размалываемого материала.
Действие ПАВ весьма эффективно, если их подавать в первую
камеру мельницы в высокодисперсном виде. Способ подачи ПАВ в
мельницу в распыленном состоянии разработан в ИИИЦементе (рис.
21) и внедрен на цементных заводах. Концентрация добавок 0,02—
0,03% к весу цемента повышает производительность мельниц на 15—
30%.
Известно, далее, что при помоле клинкера в трубных мельницах,
в особенности при выпуске высокосортных цементов, выделяется зна
чительное количество тепла. В некоторых случаях температура в
мельнице поднимается до 180—200° С. Такое повышение температуры
оказывает неблагоприятное влияние на работу мельницы. Но темпе-
ратура продукта помола снижается, когда вводят воду — до 1,5% к
весу материала; при этом увеличивается также электропроводность
аспирационного воздуха. Кроме того, вода покрывает мономолеку-
лярным слоем частички материала и локализует на них электриче-
ские заряды, благодаря чему устраняется налипание и агрегирова-
ние мелких частиц материала.
Вводить воду в первую камеру, куда поступает холодный воздух
и сравнительно холодный материал, нежелательно, так как это при-
водит к снижению текучести материала («мельница глохнет»), мате-
риал налипает на поверхность бронеплит (шары остаются чистыми)
и производительность мельницы снижается. Поэтому целесообразно
вводить воду в камеру тонкого помола, где температура размалывае-
мого материала достигает наиболее высоких значений и где происхо-
Глава 6. Интенсификация процесса помола
347
дит интенсивное налипание его на мелющие тела и броневые плиты.
При этом лучшие результаты достигаются, когда воду вводят в
камеру тонкого измельчения мельницы в распыленном состоянии.
Для распыления воды используют специальную атоматическую
установку (рис. 22). К форсунке 1 подводится сжатый воздух по
двойной трубе 2, закрепленной на ложе 3. Труба к ложу крепится
Рис. 22. Схема введения воды в распыленном виде в камеру
тонкого измельчения цементной мельницы с периферийным
приводом
зажимной шайбой 4 и болтом 5. Ложе крепится к стойкам аспира-
ционной коробки растяжками 6. Вода подается через два электро-
магнитных вентиля 7 типа ЭМВ-15, перед которыми установлены
обычные вентили 8. Для удобства эксплуатации вентили и трубы сое-
диняются эластичными резиновыми шлангами 9. Давление воды,
подаваемой в мельницу, измеряется манометром 10, а ее количест-
во — водомером 11.
Вода, используемая для охлаждения цемента, не должна иметь
примесей. Если давление воды в водопроводе не ниже 2 атм и явля-
ется постоянным, то водораспыляющую установку монтируют без
насоса. Сжатый воздух подается от компрессора.
РАЗДЕЛ V
ОБЖИГ
Автор-составитель инж. В. К. ХОХЛОВ
Глава 1
ПРОЦЕССЫ, ПРОИСХОДЯЩИЕ ПРИ ОБЖИГЕ КЛИНКЕРА
Обжиг тонкоизмельченной и хорошо гомогенизированной сырье-
вой смеси заданного состава в специальных обжиговых агрегатах
является важнейшей составной частью производства цемента.
В результате обжига сырьевой смеси получается цементный
клинкер, содержащий в основном известь и кремнезем, а также гли-
нозем и окись железа, находящиеся в виде силикатов, алюминатов и
алюмоферритов кальция.
Свойства портландцемента как вяжущего материала обусловли-
ваются свойствами составляющих его минералов, основными из ко-
торых являются трехкальциевый силикат (C3S), двухкальциевый
силикат (C2S), алюмоферриты кальция переменного состава (от
C8ASF до C2F), алюминаты кальция (СзА и С5Аз).
’ Кроме того, в клинкере могут находиться и другие минералы,
присутствие которых будет обусловливаться наличием тех или иных
примесей в сырье.
Образованию конечного продукта — портландцементного клин-
кера — предшествует ряд физико-химических и теплотехнических
процессов, которые протекают в определенных температурных гра-
ницах — технологических зонах печного агрегата.
При мокром способе производства шлам с влажностью от 28 до
50% поступает в так называемую зону испарения влаги. Часть зоны
испарения влаги шлама обычно оснащается цепными завесами с
целью интенсификации процесса сушки.
В процессе нагревания и испарения влаги происходит загустева-
ние шлама, и при некоторой вязкости шлама в цепных завесах обра-
зуются гранулы, которые выходят с влажностью 6—12% и темпера-
турой порядка 90—100° С.
Расход тепла на испарение влаги шлама в зависимости от спо-
соба производства, т. е. от влажности сырьевой смеси или гранул,
поступающих в печь, колеблется от 20 до 650 ккал/кг клинкера и со-
ставляет при мокром способе производства более одной трети от об-
щих затрат тепла на обжиг.
Газовый поток поступает в зону испарения влаги с температурой
800—1000° С и покидает печь с температурой 150° С или несколько
выще.
Глава 1. Процессы, происходящие при обжиге клинкера 349
Потери тепла с отходящими газами на лучших современных пе-
чах не превышают 150 ккал/кг клинкера.
В следующей зоне печи — подогрева и дегидратации — материал
нагревается от 90—100 до 600° С. При температуре 450° С и выше на-
чинаются дегидратация и процесс
разложения каолинового ядра глини-
стого компонента на SiO2 и А12Оз, а
также декарбонизация углекислого
магния.
На этом участке печи обычно ус-
танавливаются металлические или
керамические теплообменники, кото-
рые улучшают процесс передачи те-
пла и снижают температурный пере-
пад между газами и материалом.
Участок печи, где происходит
разложение карбонатной составляю-
щей,— так называемая зона декар-
бонизации, является с теплотехни-
ческой точки зрения главной зоной
печи с максимальным потреблением
тепла (см. табл. 1). Процесс раз-
ложения карбоната кальция начина-
ется при температуре около 600° С
и ускоряется по мере повышения
температуры материала, достигая
максимума при 900° С, когда парци-
альная упругость СО2 достигает 760
Рис. 1. Изменение парци-
альной упругости углекисло-
го газа при декарбонизации
чистого карбоната кальция
мм рт. ст. (рис. 1).
Таблица 1
Тепловой эффект реакций, происходящих при образовании цементного клинкера
Исходные вещества Конечные продукты Тепловой эффект в ккал/кг Тем- пера- тура реакции в ®С
при 20*С при тем- пературе реакции
СаСОа СаО+СО3 425 396 +3 907
MgCO3 мео+со3 215 195+8 —
Al„O,+2SiO2 Al,O,-2SiOa 72±10 72 ±10 960
AlaO,-2SiO,-2H,O Al3O,-2S!O,4-2HaO 135-145 213—233 450
SiOa (кварц)4-ЗСаО C.S 126,2 107,3 1300
SIO3 (кварц)-|-2СаО C,S 171 144 1300
«-AlaO,+3CaO С,А 14,1 9,1 1300
4CaO+-(-Al«O,-|-FeaO, C.AF 26 — 1300
P-CjS T"CaS 6 8,8 675
Одновременно с диссоциацией карбонатов идут реакции в твер-
дом состоянии между известью, с одной стороны, кремнеземом и
полуторными окислами — с другой. Процесс твердофазовой реакции
350
РАЗДЕЛ V. Обжиг
образования кристаллов двухкальциевого силиката размером до 1 мк
начинается при температуре ниже 800° С.
В температурном интервале 1000—1200° С реакции в твердой
фазе между известью и силикатными составляющими протекают до-
вольно быстро.
В интервале температур 800—1000° С из глинозема глинистого
компонента и свободной извести образуется моноалюминат кальция
(СА), который прн более высокой температуре реагирует с окисью
кальция и образует вначале CsA3, а затем и С3А.
Взаимодействие окиси железа с окисью кальция начинается при
температуре 800—900° С с образованием С2Р, который при более вы-
сокой температуре вступает во взаимодействие с алюминатами каль-
ция и переходит в алюмоферриты кальция.
Для более полного прохождения твердофазовых реакций, про-
текающих, как известно, в местах контактов зерен взаимодействую-
щих компонентов, имеют весьма существенное значение такие фак-
торы, как тонкость помола и однородность сырьевой смеси.
При плохой гомогенизации и крупном помоле смеси образовав-
шиеся в результате разложения СаСО3 зародышевые кристаллы из-
вести могут остаться в свободном виде и вследствие рекристаллиза-
ции не могут быстро взаимодействовать с другими окислами.
Расход тепла на разложение известнякового компонента и по-
догрев сырьевой смеси от 900 до 1250—1300° С составляет 550—
650 ккал!кг клинкера. Все процессы так называемого «белитового
периода» обжига клинкера можно значительно ускорить путем уве-
личения температурного напора на 150—200° С.
В зоне экзотермических реакций за счет выделения тепла (при-
мерно 100 ккал!кг клинкера) при реакциях образования двухкаль-
циевого силиката, алюминатов и алюмоферритов кальция температу-
ра материала резко повышается от 1100 до 1300° С и выше. Вместе
с тем в этой зоне часть материалов начинает расплавляться и вслед-
ствие имеющих место диффузионных процессов происходит насыще-
ние ранее образовавшихся зерен p-C2S до трехкальциевого силиката.
Образование алита.заканчивается в интервале температур 1300—
1450° С. По данным последних исследований советских и зарубеж-
ных ученых можно представить себе механизм образования алита в
результате растворения окиси кальция и двухкальциевого силиката
в жидкой фазе с последующей кристаллизацией алита или в резуль-
тате диффузии молекул окиси кальция в расплаве к кристаллам
двухкальциевого силиката, т. е. взаимодействием в твердой фазе.
Время полного усвоения окиси кальция и образования алита в
зоне спекания исчисляется в действующих печах от 10 до 25 мин.
Этот участок печи и располагающаяся здесь же зона горения
топлива являются самой ответственной частью печи, так как от пра-
вильной организации процесса сжигания топлива и дальнейшего ис-
пользования тепла продуктов сгорания зависят расход тепла на об-
жиг и качество клинкера.
В зависимости от времени пребывания клинкера при высоких
температурах, а также скорости охлаждения клинкера кристаллы его
могут иметь различные размеры.
Кристаллическая структура клинкера оказывает существенное
влияние на прочностные показатели. Установлено, что мелкокристал-
Глава 2. Установки для обжига цементного клинкера 351
лическая структура клинкера позволяет при прочих равных условиях
получать цементы более высоких прочностей.
Процесс охлаждения клинкера в самой печи и в холодильниках
имеет большое значение как с теплотехнической, так и с технологи-
ческой точки зрения.
Обычно в зоне охлаждения, расположенной в самой печи, тем-
пература клинкера снижается до 1100—1350е С, а в холодильниках
в зависимости от их конструкции — до 50—300° С.
Вторичный' воздух, охлаждающий клинкер, нагревается до 600—
800° С и с ним возвращается в печь 200—270 ккал/кг клинкера. Сле-
довательно, эффективное охлаждение клинкера приводит к значи-
тельной экономии тепла и повышению температуры горения топлива.
Быстрое охлаждение клинкера препятствует разложению алита,
находящегося в метастабильном состоянии в интервале температур
1200—1250° С, способствует фиксации жидкой фазы в стекловидном
состоянии и мелкой кристаллизации клинкерных минералов, мешает
выделению прнмесен из минералов и росту самих кристаллов.
Глава 2
УСТАНОВКИ ДЛЯ ОБЖИГА ЦЕМЕНТНОГО КЛИНКЕРА
По принципу работы существующие установки можно разбить
на три группы: вращающиеся печи, шахтные печи и спекательиые
решетки.
1. ВРАЩАЮЩИЕСЯ ПЕЧИ
Мировое производство цементного клинкера базируется в основ-
ном на вращающихся печах. Широкому внедрению вращающихся
печей в цементную промышленность способствовали высокая произ-
водительность этих агрегатов, возможность успешного использования
различных видов топлива и сырья, получение клинкера высокого ка-
чества и простота обслуживания агрегата.
В последнее десятилетие техническое усовершенствование вра-
щающихся печей идет по линии увеличения их мощности и повыше-
ния экономичности процесса обжига.
Вращающиеся печи по способу подготовки сырья делят на печи,
применяемые при сухом способе производства и при мокром.
Вращающиеся печи могут быть со встроенными теплообменными
устройствами и с вынесенными теплообменниками. Печи сухого спо-
соба могут быть и без таких устройств.
В конструктивном отношении вращающиеся печи различаются
также по длине и диаметру.
Во вращающихся печах процесс теплообмена построен по прин-
ципу противотока, т. е. движение теплоносителя (газов) происходит
навстречу обжигаемому материалу.
Конструктивно вращающиеся печи представляют собой цилин-
дры с отношением длины к диаметру до 45, отфутерованные изнут-
ри огнеупорными материалами.
Сырьевую смесь вне зависимости от способа подготовки за-
гружают в верхний конец печи.
352
РАЗДЕЛ V. Обжиг
Последовательно пройдя все стадии
тепловой обработки, полученный полу-
фабрикат (клинкер) выгружается из
печи в холбдильное устройство и далеэ
транспортером подается в клинкерный
склад.
Вращающиеся печи состоят из сле-
дующих основных элементов: корпуса
с бандажами и венцовой шестерней,
привода, роликоопор, теплообменников,
холодной и горячей головок с уплотни-
тельными устройствами.
Корпуса вращающихся печей рань-
ше изготовляли клепаными, а теперь
они полностью сварной конструкции.
Это дает экономию металла и обеспе-
чивает герметичность швов, что особен-
но необходимо при водяном орошении
корпуса печи в зоне спекания.
На корпусе печи закрепляются на
подкладках массивные кольца прямо-
угольного сечения — бандажи. В месте
установки бандажей участок обечайки
изготовляется из более толстого сталь-
ного листа. Для печей с диаметром кор-
пуса до 4 л бандажи изготавливают
цельнолитыми, а для печей больших
диаметров — сварными из двух поло-
вин. Примерно на середине печи уста-
навливается венцовая шестерня, приво-
димая во вращение электродвигателем
через редуктор. Кроме основного рабо-
чего двигателя привода имеется вспо-
могательный, который обеспечивает вра-
щение печи в случае внезапного выхода
из строя основного привода.
Бандажи опираются на роликовые
опоры, смонтированные на металлической
раме, которая установлена на массив-
ном железобетонном фундаменте.
В местах соединения корпуса вра-
щающейся печи с пыльной камерой и
горячей головкой создается уплотнение
с целью устранения подсосов холодного
наружного воздуха.
В цементной промышленности для
обжига клинкера применяются печи
различной производительности и конст-
рукций. Описание конструкций и основ-
ные показатели работы вращающихся печей производительностью
до 25 т/ч довольно подробно освещены в технической литературе.
В справочнике дается краткое описание печей большой мощ-
Глава 2. Установки для обжига цементного клинкера 353
ности, которые в настоящее время внедряются в промышленность
в качестве основных агрегатов для обжига.
Вращающаяся печь размером 4Х150.М. Производительность этой
печи составляет 35 т клинкера в час. Корпус печи / (рис. 2) сварен
из стальных листов толщиной 30 и 32 мм. На корпусе печи установ-
лены семь бандажей 2, которые опираются на роликоопоры. В местах
установки бандажей подбандажная обечайка 3 имеет толщину листа
50 мм. На третьей опоре 4 устанавливается упорная стойка с упор-
ными роликами нз стального литья, которые ограничивают продоль-
ное движение вращающейся печи. Привод печи осуществляется от
разъемного зубчатого венца 5, который крепится к корпусу печи с
помощью пружинящих прокладок. Толщина листа подвенцовой обе-
чайки составляет 50 мм. Подвенцовая шестерня надевается непосред-
ственно на выходной вал редуктора.
Для увеличения жесткости корпуса печи предусматривается уста-
новка колец жесткости 6.
Сырьевая смесь (жидкотекучий шлам) поступает в загрузочный
конец печи 7. У холодного конца печи расположен цепной фильтр S,
а далее — гирляндная цепная завеса 9 н металлические теплообмен-
ники 10. Уловленная в электрофильтрах пыль возвращается в печь
через специальное устройство И на корпусе печи.
Горячий клинкер поступает через горячую головку печи 12 в хо-
лодильник.
Техническая характеристика печи конструкции
Брянского завода «Строммашина»
Внутренний диаметр печи в м....................• • . 4
Длина в м.................................. . . . . 150
Уклон в % . •.........•.............................. 4
Производительность (при влажности шлама 36%) в
т,сутки . •......................................... 850
Количество опор в шт......................•......... 7
Число оборотов печи в 1 мин......................... 0,57—1,14
„ „ на вспомогательном приводе в 1 ч ... 3,88
Длина цепной завесы в м............................. 32,5
в металлического теплообменника в м.............. 10
Производительность колосникового холодильника пере-
талкивающего типа в т/ч.................35
Главный привод печи
Электродвигатель:
тип.......................................... ФАМСО-1410-8
мощность в кет................................ 280
число оборотов в 1 мин........................ 740
напряжение в в................•............... 6000
передаточное число............................ 87,82
редуктор......................................А-600х900х1400
Вспомогательный привод печн
Электродвигатель:
тнп................................................. АОП-72-6
мощность в кет................................... 1 ?
число оборотов в 1 мин ................. 9'/)
напряжение в е...............•.............. ‘ вО
передаточное число............................... 2Л34
редуктор.........................................Р М-400-IV-1
тахогенератор...................................... ЭГ-7/110
Общий вес печи без футеровки в т.................... 15(2
Вес футеровки печи в т.............................. 722
То же, холодильника в m • . .......................... 90
Вес холодильника без футеровки в .............. 100
23—1621
$54
РАЗДЕЛ V. Обжиг
Вес корпуса печи в сборе в .............................. 952,25
, металлических теплообменников в т....................... 29,7
, устройства для периферийной загрузки пыли в печь в т 17,81
. цепного фильтра в ...................................... 5,45
Подшипники опор и ролики снабжены системой водяного охлаж-
дения. Смазка подшипников опор печи — жидкая черпаковая, из мас-
ляных ванн подшипников. Смена масла — периодическая централи-
зованная. Смазка подшипников упорных роликов, главного редукто-
ра, подшипников подвенцовой шестерни — жидкая циркуляционная,
а смазка редуктора вспомогательного привода и венцовой пары —
жидкая заливная.
В табл. 2, 3 и 4 приведены размеры и характеристики основных
узлов печи.
Таблица 2
Размеры бандажей печи (опоры с холодного конца)
Показатели Опоры
I II III IV v VI VII
Диаметр в мм наруж- ный 4890 4910 4910 4890 4910 4930 4890
То же, внутренний . . 4188 4188 4188 4188 4188 4188 4188
Ширина в мм .... 750 850 850 750 850 950 - 750
Вес в 29.37 34,2 34,2 29,37 34,2 39,5 29,37
Таблица 3
Размеры роликовых опор
Показатели Опоры
I п III IV V VI VII
Диаметр в мм наруж- ный 1400 1400 1400 1400 1400 1400 1400
То же, внутренний. • 460 525 525 460 525 525 460
Ширина ролика в мм 875 950 950 875 950 1050 875
Таблица 4
Характеристика зубчатого венца и подвенцовой шестерни
Показатели Зубчатый венец Подвенцовая шестерня
Число зубьев 120 25
Модуль 50 50
680 730
Диаметр делительной окружности в мм 6000 1250
Вращающаяся печь размером 4,5x170 м. Этот агрегат также
предназначен для обжига цементного клинкера по мокрому способу
производства. Коппус вращающейся печи / (рис. 3) представляет
Глава 2. Установки для обжига цементного клинкера 355
собой стальной барабан, состоящий
из отдельных обечаек, сваренных из
листов в продольном и поперечном
направлениях. На корпусе печи
закрепляются бандажи 2, опирающие-
ся на роликоопоры 3.
Между четвертой и третьей опо-
рами на корпусе печи крепится вен-
цовая шестерня 4.
В местах установки бандажей и
венцовой шестерни подбандажные
обечайки 5 имеют толщину 50 мм.
В холодном конце печи 6 уста-
навливается фильтр-подогреватель 7.
Фильтр подогреватель с плотной на-
веской цепей занимает 5—7 м дли-
ны печи в холодном ее конце. Печ-
ные газы фильтруются через цепи,
обильно смоченные шламом, и обес-
пыливаются.
Клинкер через горячую головку
печи 8 поступает в колосниковый хо-
лодильник 9. Зона спекания печи
орошается водой с помощью устрой-
ства 10.
В комплект печного агрегата
входят:
колосниковый холодильник пере-
талкивающего типа;
ячейковый транспортер для
транспортирования клинкера шири-
ной 1000 мм и производительностью
200 г/ч;
весы с вращающимся барабаном
для взвешивания клинкера произво-
дительностью 120 т/ч;
вентилятор высокого давления
типа ВМ-75/1200-16 производитель-
ностью 4000 м3/ч и напором до
1300 мм вод. ст.
Этот вентилятор применяется
для сжигания твердого топлива. При
использовании жидкого или газооб-
разного топлива необходим напор
450 мм вод. ст.;
двойной шламовый питатель с
питателя 50—100 м*/ч
регулируемой скоростью вращения
черпакового колеса. Производительность
с емкостью контрольного бачка 500 л;
дымосос типа Д-14 производительностью 270 000 м3/ч и напором
200 мм вод. ст. с электродвигателем мощностью 350 кет. На каждую
печь устанавливаются по два дымососа;
23*
356
РАЗДЕЛ V. Обжиг
электрофильтр типа ДГПН-32-3 с оборудованием для транспор-
тирования пыли и возврата ее в печь.
Техническая характеристика вращающейся печн
размером 4,5x170 м конструкции завода «Сибтяжмаш>
Внутренний диаметр корпуса в мм.......................
Длина в ..............................................
Уклон печи в %........................................
Производительность печн при влажности шлама 36% в
т/сутки................................................
Число оборотов печи
на основном приводе в об/мин. . . *................
„ вспомогательном приводе в об/ч...................
Производительность колосникового холодильника переталки-
вающего типа в т/ч.....................................
Регулировка числа оборотов ...........................
4500
170
4
1200
50
электрическая
ступенчатая
В табл. 5 приведены данные о весе основных узлов печи.
Таблица 5
Вес основных узлов вращающейся печи 4,5X170 м (по проектным данным)
Увлы Размер в мм Количест- во в шт. Вес 1 шт. в т
Печной агрегат — 1 2056,2
0 5400X700 6 33
То же . 0 5500X800 1 40,6
Опора печи:
тип I — 4 53,7
.11 — 2 50
„ III — 1 51
Привод печи — 1 178
Зубчатый венец » 0 70ССХ7С0 1 68
Корпус печн — 1 900
Фильтр-подогреватель — 1 29.5
Цепная завеса — 1 100
Г еплообменник — 1 25,7
Смазка подшипников роликоопор — черпаковая с периодической
централизованной сменой жидкого масла.
При смазке подшипников упорных роликов и редукторов при-
вода применяется циркуляционная система.
Вращающаяся печь размером 5X185 м. Схема этого высокопро-
изводительного агрегата представлена на рис. 4. Шлам по течке /
подается в печь и поступает в цепной фильтр-подогреватель 2 и да-
лее высушивается в цепной завесе 3, общая длина которой составля-
ет 4U м. После третьей опоры внутри печи смонтированы теплооб-
менники 4.
На корпусе печи установлены восемь бандажей 5 на подбандаж-
Глава 2. Установки для обжига цементного клинкера
357
358
РАЗДЕЛ V. Обжиг
ных обечайках 6, имеющих большую толщину листа, чем корпус.
Между четвертой и пятой опорами находится привод печи 7.
В зоне спекания предусматривается возможность охлаждения
корпуса печи при помощи устройства 8. Горячий клинкер через го-
ловку печи 9 поступает в колосниковый холодильник переталкиваю-
щего типа 10.
Одной из технических особенностей этой печи является наличие
специального гидравлического устройства для регулирования поло-
жения роликов на раме.
Техническая характеристика гидравлического устройства
для регулирования положения роликов иа раме
Рабочее давление в гидравлической системе в кГ/см*:
при прямом ходе................................. 200
w обратном ходе............................• . . 16
Диаметр цилиндра в мм............................... 330
Рабочий ход поршня в мм..................•.......... 250
Усилие, развиваемое поршнем, в т ....... ........... 165
Емкость бака в л......... ...............,........... 40
Техническая характеристика вращающейся печи
размером 5x185 м
Производительность печи в т/сутки ......... 1800
Внутренний диаметр корпуса в м ............. . 5
Длина корпуса в Л . . ................................... 185
Уклон печи в % ...................... 3,5
Вес печн в т ............................................. 3790
Мощность двигателя в кет ................................... 310
Количество опор в шт..................................... 8
Число оборотов печн на основном приводе в об1мин .... 0,6—1,24
То же, на вспомогательном приводе в об1ч ......... 4,39
Мощность вспомогательного мотора привода в кет..... 20
Расход воды на охлаждение корпуса, подшипников и др. в лэ/ч 80
Привод печи характеризуется следующими данными:
Рабочий крутящий момент на оси печи в кГм........ 330
Рабочее число оборотов при работе от главного привода
в 1 мин ......... ................................ 0,6—1,24
То же, от вспомогательного привода в 1 ч ......... 4,35
Передаточное число венцовой пары................... 9,052
То же, главного редуктора.......................... 87,82
. вспомогательного редуктора.................. 12,64
Передача от вала главного электродвигателя к валу тахо-
генератора ....................................... 1,829
(ускоряющая)
Электродвигатель главного привода:
тип...........•........................... ФАМСО-148-6
мощность в кет ................. .... 310
число оборотов в 1 мин............ ..... 985
напряжение в в ......................... 6000
Электродвигатель вспомогательного привода:
тип..................................... ».........
мощность в кет................................
число оборотов в 1 мин . ... . ....................
АОП-82-80
20
735
Тахогенератор:
тип. . ................................................ ЭТ-7/110
мощность в кет ....................................... 23,2
число оборотов в 1 мин ...................1900
Глава 2. Установки для обжига цементного клинкера 359
Смазка подшипников, зацепления главного редуктора и подшип-
ников подвенцовой шестерни — жидкая циркуляционная. Смазка ре-
дуктора вспомогательного привода — жидкая заливная, зацепления
венцовой'пары — густая автоматическая и лопастей шпинделя—гу-
стая, ручная.
2. АВТОМАТИЧЕСКИЕ ШАХТНЫЕ ПЕЧИ
В нашей цементной промышленности шахтные печи не получили
широкого применения из-за малой производительности единичного
агрегата.
В современных шахтных печах процесс получения цементного
Рис. 5. Автоматическая шахтная печь
360
РАЗДЕЛ V. Обжиг
ГТехническая характеристика и основные
Показатели 2,8х Х9.2 2,5Х XII.5 2.5Х Х9 2.78Х Х9,7 2.8Х Х12 2.ВХ Х14 р 2.7Х ХЮ «ме >ы 2.6Х Х8.6 —
Площадь поперечного се- чения печи в свету в м* Вид обжигаемого матери- ала Тип разгрузочного уст- ройства Содержание летучих в топливе в % Содержание золы в топ- ливе в % Низшая теплотворная спо- собность топлива в ккал/кг Вид сырья • . Влажность обжигаемого материала в % Давление дутья в мм вод. ст Производительность печи в т/ч Удельная производитель- ность печи в кг/м2 ч . . Удельный расход тепла в ккал/кг клинкера. . . Тепловая мощность печи в млн. ккал/ч . . . • . 6,15 Валюш- ки 8.1 8,1 6400— 6800 Извест- няк, мергель 12—13 2060 7,37 1198 1023 7.54 4,91 8,1 8,1 6400— 6800 Изве- стняк 12 2000 6,63 1350 1023 6,78 4,9 Гран] Враща- ющаяся решет- ка 8,1 9 7600 1500— 2000 6,25 1275 1СС0 6,25 5,72 ЛЛЫ Валь- цы 5,9 8,12 7300 Мерг 11 900— 1000 6,04 1С55 1277 7,71 6,15 Вращ, яся ре 8,5 9.5 73С0— 7900 ель 9 1200 5.83 947 12(9 7.95 6.6 неща- шетка 1,47 11,6 7200 7 1500 5.66 857 1368 7.74 5,72 Ва- люш- ки Валь- цы 9,1 8,10 7000 Изве 8 1200 5,42 917 1260 6,83 5.3 8 10-12 7000 стняк 14 1000 5.2 981 1400 7,23
Г лава 2. Установки для обжига цементного клинкера 361
показатели работы шахтных печей
печей в м
2,7Х ХЮ 2,6Х ХЮ 2,7х Х14.4 2,5х Х12 2,5Х ХЮ 2.5Х Х12 2,4Х ХИ 2,6Х Х9.8 2.4Х Х8.5 2.5Х ХЮ 2,5X8 2,6X8
5,72 5,3 5,72 4,9 4,9 4.9 4,52 5,3 4,52 4.9 4,9 лГ
Ва- люш- ки Круп- ные бри- кеты Ва- люш- ки Круп- ные бри- кеты Гра- нулы Круп- ные бри- кеты Ва- люш- ки Крупные брикеты Гра- нулы — Круп- ные бри- кеты
Вращ ающаж :я реш гтка Решетка с посту- патель- ным дви- жением Валь- цы
8 2,3 9 1—1,5 8 16,5 7,6 11 14,5 5,8 12,7—15 10
8—10 14,2 9 10-15 12 13,5 15—23 15 7,5 14 8,7—11,5 16
6600— 6500 5740 7000 6500— 7000 6500 6750 5500 6900 7250 6000 6500 6150
Мер- гель Из вес мерг тняк, ель — Из- вест- няк, мер- гель Мер гель Мер- гель, из- вест- няк Извес мер тняк, гель Извест- 1няк, мергель Из- вест- няк, глина
12 15 12-15 10 13 12 14 9 10 13 8—10 8
900 1000 1800 1000 800 980 800 700 400 700 350 300
5 4,58 4,58 4,16 4,1 3,5 3,3 3,1 2,9 2,5 1,9 1,29
874 864 800 848 836 714 730 584 641 510 387 363
1320 1236 1330 1387 1170 1370 1156 1215 1450 1170 1300 1199
7,92 5,2 6,09 5,77 4,43 4,79 3,81 3,77 4,21 2,7 2,47 1.55
24—1621
362
РАЗДЕЛ V. Обжиг
клинкера полностью механизирован и протекает непрерывно, а по-
этому шахтные печи получили название автоматических.
Большинство автоматических шахтных печей работает по спосо-
бу «черного» брикета: сырьевая смесь размалывается и брикетиру-
ется или гранулируется вместе с короткопламенным твердым топли-
вом (рис. 5).
Основной частью шахтной печи является цельносварной кор-
пус 1, отфутерованный в верхней, наиболее горячей части печи ог-
неупорным кирпичом 2, а в нижней, наиболее подверженной абра-
зивному действию цементного клинкера, — чугунными кольцами 3. В
иижней части шахты устанавливается разгрузочное устройство 4 в
виде колосниковой вращающейся решетки.
Отделившийся от основной массы клинкер удаляется из печи че-
рез трехшлюзовой затвор 5, который предотвращает потери сжатого
воздуха, поступающего в печь по воздухопроводу 6.
С целью создания условий для лучшего и интенсивного сгорания
топлива применяется так называемое фурменное дутье 7—воздух
подается воздуходувками под колосниковую решетку под давлением
1500—2000 мм вод. ст. В верхней части печи устанавливается загру-
зочное устройство для равномерного распределения брикетов
или гранул по сечению печи.
Максимальная производительность шахтных печей находится в
пределах 150—200 т клинкера в сутки при удельном расходе тепла
1200—1300 ккал!кг клинкера.
В цементной промышленности в настоящее время используются
автоматические шахтные печи следующих размеров в м: 2,75X10;
2,3X2,55X2,6X11,6; 2,5X11; 2,5X2,35X11,4. Средняя производи-
тельность печей составляет 6,2 т/ч при среднем расходе тепла на
сушку и обжиг сырья 1620 ккал/кг клинкера.
Основные показатели работы различных шахтных печей по дан-
ным испытаний приведены в табл. 6.
3. СПЕКАТЕЛЬНЫЕ РЕШЕТКИ
Получение цементного клинкера на спекательных решетках (аг-
ломерационных машинах) относится к мало распространенным спо-
собам производства цемента. Обожженный продукт содержит до
50% необожженной сырьевой смеси.
Принцип действия спекательной решетки заключается в следую-
щем (рис. 6). Сырьевая смесь в виде гранул вместе с топливом по-
дается питателем 1 на палеты 2 и далее поступает в зажигательную
камеру 3. В зажигательной камере за счет тепла факела загорается
топливо, находящееся в составе сырьевых гранул. Воздух просасы-
вается через слой гранул в палетах за счет разрежения в отсасыва-
ющих камерах 4, которое создается дымососом.
После сгорания топлива гранулы охлаждаются и разгружаются
в камере 5, где клинкер отделяется от недопала.
Палеты конструктивно оформлены в виде бесконечной ленты,
движущейся на роликах 6 по направляющим 7.
Приводная станция 8 располагается близко к загрузочному кон-
цу спекательной решетки, а направляющий ролик — в камере.
Процесс обжига на агломерационных решетках характеризуется
следующими удельными показателями:
Глава 2. Установки для обжига цементного клинкера 363
24*
364
РАЗДЕЛ V. Обжиг
съем с 1 л2 полезной площади палет — 380—500 kzIm2-,
съем с 1 л3 полезного объема — около 1300 кг/л3ч.
Производительность агломерационной машины определяют по
формуле
^клинкера = 0,006For уш га [т/ч},
где F— полезная площадь агломерационной машины в л2;
ог — скорость перемещения зоны горения в вертикальном на-
правлении в м!мин\
уш— объемный вес влажной гранулированной шихты в т1м\
г — выход продуктов обжига нз влажной гранулированной ших-
ты в %;
а — выход готового клинкера из продуктов обжига в %.
Прн расчетах практически можно применять следующие пределы
значений для величин:
Уш= 1 -=-1.2 т/л3;
г = 50--60%;
а = 354-55%;
ог=0,0154-0,03 м/мин.
Глава 3
ТЕПЛООБМЕННЫЕ УСТРОЙСТВА
I. ВНУТРИПЕЧНЫЕ ТЕПЛООБМЕННЫЕ УСТРОЙСТВА
Цепные завесы
Цепные завесы устанавливаются во вращающихся печах для ин-
тенсификации процесса сушки шлама н теплообмена между обжи-
гаемым материалом и газовым потоком в зоне сушки. Навеска це-
нен улучшает теплоиспользование в холодном конце вращающихся
печей — при этом увеличивается поверхность шлама, омываемая га-
зовым потоком. Так происходит ла участке, где шлам хорошо сма-
чивает цепи. На участке же, где частично высушенный шлам уже
не обладает пластичностью и не обволакивает цепи, тепло передает-
ся нагретыми цепями прн погружении их в шлам.
Поверхность цепей подбирают с расчетом, чтобы шлам выходил
из цепной зоны с остаточной влажностью в среднем 8—12%. Кон-
струкция цепной завесы должна способствовать хорошей грануляции
материала.
Недостаточная поверхность цепей в цепной зоне приводит к из-
лишней остаточной влажности материала, что вызывает перерасход
тепла на обжиг, снижает производительность печи и в отдельных слу-
чаях затрудняет правильную эксплуатацию теплообменников. С дру-
гой стороны, прн излишней поверхности цепей в цепной зоне шлам
Г лава 3. Теплообменные устройства
365
пересушивается и повышается пылевынос сырья с отходящими из пе-
чи газами.
Обычно отношение поверхности цепей к поверхности футеровки
на этом участке равно 2,5 ~4.
Сейчас в практике цементного производства применяются цеп-
ные завесы с подвеской цепи в одной точке — так называемые сво-
бодиовисящие цепи и с подвеской цепи в двух точках —так назы-
ваемые гирляндные навески.
Свободновисящие цепи подвешиваются на швеллера, установлен-
ные через равные промежутки по окружности корпуса печи. Каждый
последующий ряд цепей смещен на некоторый угол, так что в целом
образуется навеска цепей в шахматном порядке, что улучшает транс-
портирование материала вдоль печн. Длина, цепей обычно составля- /
ет 0,6—0,7 внутреннего диаметра печи по футеровке. По показате-
лям повышения эффективности теплообмена, а также улучшения
гранулометрии обжигаемого материала свободновисящие цепи зна-
чительно уступают гнрляндным системам навески цепей.
Испарительная способность свободновнсящих цепей составляет
10—12 кг воды 1м2 ч, а гнрляндных цепных завес — 20—25 кг водь^м2 ч.
Основные показатели работы печн при разных навесках цепей
по данным испытаний приведены в табл. 7.
Таблица 7
Основные показатели работы печи 3,6/4,5x108 м при разных навесках цепей
Показатели Тип навески
свободнови- сяшие цепи свободновисящие [ и перекрещиваю- щиеся гирлянды
Температура отходящих газов на выходе из^ печи в °C • 449 348
То же, из электрофильтров в °C 356 220
Потеря тепла с отходящими газами в ккал/кг клинкера 620 475
Разрежение в пылеосаднтельной камере в мм вод. ст • ....... 6—8 8—10
Различают две основные системы гирляндных цепных завес: на-
веска в виде перекрещивающихся гирлянд (рис. 7 и 8) и винтообраз-
ная. Первая система применяется для шламов, легко транспортируе-
мых, не образующих шламовых колец, а другая (рис. 9) — для шла-
мов с плохой транспортабельностью, так как эта цепная завеса спо-
собствует интенсивному продвижению материала даже с очень вы-
сокими пластичными свойствами.
На цементных заводах применяют различные способы крепления
цепей к корпусам вращаюшихся печей: с помошью скобы, приварен-
ной к корпусу и к кольцу, а также к разъемным кольцам корпуса, к
кольцу, приваренному к корпусу печи, и с помощью серьги. Для гир-
ляндных цепных завес следует применять такие крепления, которые
не сильно выступают над футеровкой и не мешают движению шлама.
Общая длина цепей в современных длинных печах составляет
2000 м и более, а их поверхность более 1500 м?.
366
РАЗДЕЛ V. Обжиг
В последнее время, наряду с цепями овальной формы, стали при-
менять цепи с круглыми звеньями, характеризующиеся большой по-
верхностью на 1 пог. м длины и более высокой механической стой-
костью.
Рис. 7. Навеска цепей перекрещива-
ющимися гирляндами
Характеристика цепей с овальными и круглыми звеньями дана
в табл. 8.
Таблица 8
Характеристика цепей с овальными и круглыми звеньями
Показатели Диаметр прутка стали цепей в мм
16 | 18 | 20 23 | 26
Цепи со звеньями овальной формы
Вес 1 пог. м цепи в кг ........ 5,6 6,94 8,76 11,4 14,51
Эффективная поверхность 1 пог. м цепи в м2. . . .......... 0,149 0,164 0,186 0,213 0,289
Цепи с круглыми звеньями
Вес 1 пог. м цепи в кг . 85 10,7 13,3 17,6 22,4
Эффективная поверхность 1 пог. м цепи вл2 0,215 0,241 0,268 0.313 0,356
Глава 3. Теплообменные устройства
367
368
РАЗДЕЛ V. Обжиг
Цепи меньшего диаметра, более легкие, применяются в печах
диаметром до 3 м, а также в длинных печах на участках жидкоте-
кучего шлама.
Рнс. 9. Винтообразная навеска цепей в печи раз-
мером 3,6/3,3/3,6X150 м
Во время эксплуатации печей необходимо следить за тем, чтобы
температура газов перед цепями не поднималась выше допустимой,
так как это может привести к выгоранию и разрушению цепной за-
весы.
Металлические и керамические теплообменники
Для интенсификации теплообмена между газовым потоком и ма-
териалом путем увеличения поверхности теплопередачи внутри вра-
щающихся печей устанавливают различного рода специальные тепло-
обменники.
В зависимости от местоположения по длине вращающейся пёчи
н, следовательно, от рабочей температуры теплообменники могут
быть изготовлены из жа_ррстоцкбго чугуна или жаростойкой стдлИ,
; а также из>огнеупорного кирпича. I i
• „ Имеется большое разнообразие конструкций теплообменников:
ячейковые, звеньевые, гирляндные и экранирующие;
На рис. 10 показан:четырехячейковый теплообменник с шарнир-
ным креплением кронштейнов. ’ ‘
К корпусу печн 1 прикреплены уголки 2, которые Находятся в
i футеровке 3, а к уголкам — полки теплообменников 4.
Каждая пара полок скреплена между собой с помощью уголков
5, которые предохраняются от разрушения при воздействии горя
чиА гагзов экранами б. :
Другая конструкция четырехлопастного теплообменника показа-
на на рис. 11. Литые чугунные лопастн 1 неподвижно крепятся сквозё
ными болтами к корпусу печи 2. Нижняя часть лопастей заходит под
Глава 3. Теплообменные устройства
369
Рис. 10. Ячейковый теплообменник с шарнирным крепле-
нием кронштейнов
Рис. 11. Четырехлопастной ячейковый теплообменник
370
РАЗДЕЛ V. Обжиг
футеровку печи 3. В центре все четыре лопасти скрепляются болтами
с пружинами 4.
Поверхность теплоотдачи значительно больше в конструкции
шестилопастного теплообменника (рис. 12).
Рис 12. Шестилопастной ячейковый теплообменник
К корпусу печи 1 сквозными болтами крепятся по окружности
печи шесть лопастей 2. Нижняя часть лопастей зафутерована огнеу-
порным кирпичом 3. Между собой лопасти скреплены пружинящими
пластинами 4. Центральная часть креплений предохраняется экра-
ном 5 от теплового воздействия горячих печных газов.
В продольном направлении печи теплообменники образуют
сплошные коридоры, в которых передвигается сырьевой материал.
При расчленении единого потока материала на несколько потоков
увеличивается поверхность теплообмена и усиливается перемешива-
ние слоев материала. Степень улучшения теплообмена и интенсифи-
кации перемешивания зависит от конструкции теплообменника и чис-
Глава 3. Теплообменные устройства
371
ла лопастей в печи. Кроме того, определенную роль играют поверх-
ность и вес теплообменников.
Требуемое количество ячейковых теплообменников подбирают с
учетом длины участка печи и количества тепла, передаваемого ма-
териалу.
Необходимую длину участка печи для установки теплообменни-
ков определяют по формуле
^-Т — _ р A f М ’
* т Л *т
где G — производительность печи в кг клинкера/ч;
0т=л£>(1-}-&т)—условная поверхность теплопередачи теплооб-
менников, приходящаяся на 1 пог. м печи, в л2;
здесь D — внутренний диаметр печя в л;
/т
kT= ——- — отношение поверхности теплообменников к внут-
nDl
ренней поверхности футеровки на 1 пог. м;
Ft— поверхность теплообменников, приходящаяся на
1 пог. м длины печи, в л2,
ат=14,9о°р7—коэффициент теплоотдачи в ккал/м2 «°C (ог —
скорость газа в м/сек)\
Д/т— среднелогарифмическая разность температур
между газовым потоком и материалом.
здесь tr — температура газового потока на выходе из теплообменни-
ков в °C;
tT—температура газового потока на входе в теплообмен-
ники в °C;
tM—температура материала на входе в теплообменники в °C;
(ы—температура материала на выходе из теплообменников
в °C.
Обычно температуру газового потока на входе в теплообменни-
ки принимают не выше 1100° С. Температура поступающего в тепло-
обменники материала составляет обычно около 100° С.
Количество тепла, передаваемого материалу в зоне теплообмен-
ников, подсчитывается по формуле
q = ГТ — /’ — [ккал/кг клинкера],
где /г=К*с' t’T—теплосодержание газового потока на входе в
теплообменники в ккал/м2-,
lT—Vr c’Tt " — теплосодержание газового потока на выходе из
теплообменников в ккал/м2-, _____________________
372
РАЗДЕЛ V. Обжиг
qn—потери тепла корпусом печи на участке установ-
ки теплообменников в ккал!кг клинкера;
Уги Vr ^-количество газов на входе и выходе в тепло-
обменник с учетом паров воды, выделившихся из
материала, в л3/кг клинкера;
с'—теплоемкость газа прн tr в ккал/кг °C;
с"—теплоемкость газа при t Г в ккал/кг °C.
Иным типом теплообменников являются звеньевые и гирлянд-
ные теплообменники. По своей конструкции они резко отличаются о г
ячейковых.
Звеньевой теплообменник показан на рис. 13. К кор-
пусу печи 1 приваривается кронштейн 2, в который закладывается
крюк 3. На крюк последовательно надеваются звенья теплообменни-
а)
Рис. 13. Звеньевой теплообменник
а — схема теплообменника; б—узел сочленения звеньев
Рис. 14. Гирляндный теплообменник
а — схема теплообменника; б узел сочленения звеньев
Глава 3. Теплообменные устройства
373
ка 4, скрепляемые в середине шарнирным соединением. Со стороны
газового потока шарнирное соединение защищено экраном 5.
Гирляндный теплообменник (рис. 14) имеет анало-
гичную конструкцию и отличается от звеньевого теплообменника
только системой подвески гирлянд 1 к корпусу 2.
Для выбора гирлянд и звеньевых теплообменников следует руко-
водствоваться данными, приведенными в табл. 9 и 10.
Таблица 9
Конструктивные параметры звеньевых теплообменников
Показатели Внутренний диаметр корпуса печи в мм
4500 3710 3600 3480 3300 3000
Длина звена теплообменника в мм 828 315 305 293 840 305
Количество звеньев в шт. . . 12 10 10 10 8 8
Длина нитки звеньевого теп- лообменника в мм ..... 4100 3390 3290 3170 2960 2680
Количество звеньев из расче- та 24 рядов по длине печи в шт. * 576 480 480 480 384 384
Таблица 10
Конструктивные параметры гирляндных теплообменников
Показатели Внутренний диаметр корпуса печи в мм
4500 3710 3600 3480 3300 3000
Длина звена теплообменника в мм • * 370 350 370 350 330 330
Количество звеньев в одной гирлянде в шт Длина гирлянды в мм .... 10 3753 9 32С0 8 3005 8 2840 8 2680 7 2345
Количество звеньев из расче- та 24 рядов по длине печи в шт. 720 648 576 576 576 504
Теплообменники звеньевой н гнрляндной конструкции выполня-
ются из сталей жаропрочных марок. Благодаря своей конструкции
очи не претерпевают термических напряжений и могут применяться
при более высоких температурах, чем ячейковые теплообменники.
Экранирующие теплообменники предназначены
для использования в более горячих зонах вращающихся печей, вплоть
до зоны декарбонизации. Их следует устанавливать на тех участках
вращающейся печи, где сырьевой материал не способен налипать на
них, в противном случае эффективность этих теплообменников резко
снизится.
374
РАЗДЕЛ V. Обжиг
В конструктивном отношении экранирующие теплообменники
представляют собой рифленую керамическую пирамидальную футе-
ровку или различного рода грибовидные металлические насадки на
футеровку. На рис. 15 показаны два типа экранирующих теплооб-
менников.
Рнс. 15. Экранирующий теплообменник с выступом и без выступа
При установке экранирующих теплообменников увеличивается
поверхность теплоотдачи и улучшаются основные показатели рабо-
ты вращающейся печи, что подтверждается результатами испытаний
различных печей, приведенными в табл. 11.
Установка экранирующих теплообменников приводит к увеличе-
нию коэффициента теплоусвоения футеровки
где с — теплоемкость материала теплообменников в ккал/кг°С;
X— теплопроводность материала теплообменников в ккал!м ч °C;
у— удельный вес материала теплообменников в кг!м?\
т—длительность оборота печи в ч.
Роль коэффициента теплоусвоенця футеровки аналогична роли
коэффициента теплоотдачи от футеровки к материалу.
Количество тепла, передаваемого материалу при равных усло-
виях, пропорционально значению at. Поэтому установка шамотных
или металлических теплообменников интенсифицирует процесс пере-
дачи тепла материалу.
Шамотная экранирующая рифленая футеровка из-за скалыва-
ния требует частого ремонта, н поэтому распространения в промыш-
ленности не получила.
Глава 3. Теплообменные устройства
375
Таблица 11
Основные показатели работы печей с экранирующими теплообменниками
Показатели Печь с теплооб- менником Печь без тепло- обменника
Влажность шлама в % , угольной пыли в % Зольность угля в % Содержание летучих в % Низшая теплотворная способность угольной пы- ли в ккал/кг .................. Тонкость помола угольной пыли: остаток на сите № 200 в % то же, № 90 в % Вес 1 л клинкера в г..... Температура клинкера в °C Температура отходящих из печи газов в °C - • . Разрежение в обрезе печи в мм вод. ст Первоначальная температура газов в °C Температура газов после теплообменника в °C. . Первоначальная температура материала в °C . . Температура материала в теплообменнике в СС . Температура материала после теплообменника в °C Влажность материала перед теплообменником в % Влажность материала в теплообменнике в % . Производительность печи в т/ч Удельный расход тепла в ккал! к г клинкера . . . 36,8 5,5 23,93 19,05 5440 0,8 11,6 1660 167 422 46 1100 495 96 114 278 12,6 0,54 17,8 1795 36,6 3,28 22,93 21 5748 0,8 11,2 1660 198 534 25,6 17,3 2055
Керамические теплообменники из-за сложности монтажа и ре
монта широкого применения во вращающихся печах не получили
Схематически одна из возмож-
ных конструкций керамического
теплообменника приводится на
рис. 16. Фасон огнеупоров, коли-
чество рядов по длине печи, дли-
ну одного ряда керамического
теплообменника подбирают инди-
видуально для каждой печи.
Рис. 16. Принципиальная кон-
структивная схема керамиче-
ского теплообменника
376
РАЗДЕЛ V. Обжиг
2. ЗАПЕЧНЫЕ ТЕПЛООБМЕННЫЕ УСТРОЙСТВА
Конвейерные кальцинаторы
В подготовительных зонах вращающихся печей, где превалирует
теплообмен конвекцией, наблюдается слабое использование тепла га-
зового потока.
Наиболее эффективно конвективный процесс теплопередачи про-
текает при прохождении газообразного теплоносителя через слой
зернистого материала. Именно этот принцип положен в основу рабо-
ты кальцинирующей решетки в печах с конвейерными кальцинатора-
ми. Конвейерный кальцинатор представляет собой бесконечную дви-
жущуюся решетку, составленную из палет — колосников, на которой
находится слой гранулированного материала высотой 150—250 мм.
Через слой материала и отверстия в колосниках проходят газы
с температурой 1000—1100° С, которые отдают тепло материалу.
Существуют две схемы работы конвейерных кальцинаторов: с
однократным просасыванием газов и с двукратным просасыванием
газов.
Схема с двукратным просасыванием газов наиболее экономична:
расход тепла на обжиг может составлять 850 ккал/кг клинкера.
По схеме печи с кальцинирующей решеткой при однократном
просасывании газов (рис. 17) гранулированный материал из бара-
банного гранулятора 1 поступает через распределительное устройст-
во на решетку кальцинатора 2, гце. высушивается и частично декар-
бонизируется за счет тепла отходящих из вращающейся печи 3 га-
зов. В последней происходят окончательная декарбонизация мате-
риала и его спекание.
Горячий клинкер направляется нз печи в барабанный холодиль-
ник 4, где он охлаждается поступающим в печь воздухом.
В целях создания более мягкого режима сушки гранул в начале
процесса часть печных газов направляют через нижнюю часть роз-
жиговой трубы 5 в смесительную камеру 6, где они разбавляются на-
ружным холодным воздухом.
Температура газов при этом должна понизиться до 400—500° С.
При поступлении газов с этой температурой сушка влажных гранул
материала происходит постепенно без их разрушения. Печные газы,
пройдя через слой материала на решетке, отсасываются дымососом
и после очистки от пыли выбрасываются в атмосферу. Провал мате-
риала транспортером 7 подается в бункер сырья. Кальцинатор зак-
лючен в герметичный кожух 8.
Более эффективно работает печь, оборудованная конвейерным
кальцинатором с двукратным просасыванием газов и снабженная
колосниковыми холодильниками для охлаждения клинкера. Проект-
ная производительность такой печи 1800 т клинкера в сутки. Разме-
ры вращающейся печи 5X85 л, а площадь решетки 200 м2.
Грануляция сырьевой муки производится в двух тарельчатых
грануляторах диаметром 6 м каждый. Гранулы попадают через спе-
циальное распределительное устройство на решетку кальцинатора,
высушиваются и частично декарбонизируются, а затем нагретые до
температуры 700—800° С поступают в печь. Горячие газы с темпера-
Глава 3. Теплообменные устройства
377
378
РАЗДЕЛ V. Обжиг
турой 1100—1200° С поступают из печи в кальцинатор и просасы-
ваются через слой материала, в результате чего температура газов
под решеткой снижается до 350—400° С. Газы из первой горячей ка-
меры направляются на очистку в циклоны, уловленные же частицы
материала и провал сырьевых гранул элеватором подаются в печь.
Газы из циклонов двумя промежуточными дымососами нагнетаются
в «холодную» камеру кальцинатора, где отдают свое тепло влажным
сырьевым гранулам и удаляются дымососом на очистку в электро-
фильтр и далее в дымовую трубу. Клинкер охлаждается в колосни-
ковом холодильнике переталкивающего типа производительностью
75 т/ч. Цепной питатель имеет бачок постоянного уровня для сырье-
вой муки. Уловленная пыль в пыльной камере и электрофильтре на-
правляется пневмотранспортной системой в приемный бункер пыли
и далее в печь.
Техническая характеристика и основные проектные показатели вращающейся
печи размером 5X85 м с конвейерным кальцинатором
Площадь решетки переталкивающего холодильника разме-
ром 4X20 м в /л1.................................... 80
Удельный расход тепла в ккал[кг клинкера............. 900
Начальная влажность гранул в %......................... 12—15
Внутренний объем печи в jw3.......................... 1400
Удельная производительность печи по внутреннему объему
в т[л? сутки............................................ 1,3
Размеры гранул в мм................................ 5—20
Степень декарбонизации сырья:
в кальцинаторе в %................................ 25
в печи „ ..................................... 75
Толщина слоя на решетке кальцинатора в мм............ 150—200
Время пребывания материала иа решетке в мин ....... 16—23
Температура газов над решеткой горячей камеры в °C . . . 950—1000
Температура газов под решеткой горячей камеры в °C . . . 300—350
Температура отходящих газов в °C..................... 90—100
Поверхность материала на кальцинаторе в ж’........... 200
Живое сечение кальцинатора в м2...................... 24
То же, в %........................................... 12
Сопротивление решетки и слоя материала в мм вод ст. . . . 60—80
Объем газов на выходе из кальцинатора (при t — 100°С) в
л^1кг клинкера .................................... 4
Производительность дутьевого вентилятора для подачи в печь
угольной пыли (с учетом запаса производительности 20%)
в м31ч.......................• •.................... 32 000
Производительность дымососа для передачи газа из горячей
камеры кальцинатора в холодную (с запасом производи-
тельности 40%) в м?1ч............................... 240 000
Напор в мм вод. ст. ..................................... 150
Производительность дымососа для отбора газов из холодной
камеры кальцинатора (с запасом производительности 40%)
в м3/ч............ -.............................. 225 000
Тип циклона........................................... ЦН-24
Диаметр циклона в ................................... 1,2
Количество циклонов в шт.................................. 20
Производительность вентилятора колосникового холодильника
в м31ч............................................. 250 000
Напор в мм вод. ст..................... 180
Вращающиеся печи с кальцинирующей решеткой являются эко-
номичными агрегатами, но эксплуатация их связана с некоторыми
трудностями.
Глава 3. Теплообменные устройства
379
Циклонные теплообменники
Новой конструкцией запечных теплообменников являются цик-
лонные теплообменники. Максимально развитая поверхность теплооб-
мена взвешенной в газовом потоке сырьевой муки, высокая скорость
нагревания, простота конструкции н надежность работы в сочетании
с низким расходом топлива обеспечивают этой высокопронзводитель
ной теплообменной системе
быстрое внедрение в промыш-
ленность.
Для работы циклонных
теплообменников гранулиро-
вать сырьевую муку не требу-
ется, что также выгодно отли-
чает нх от других теплообмен-
ных конструкций. Данные,
подтверждающие эффектив-
ность применения циклонных
теплообменников, помещены в
табл. 12. Принцип действия
системы этих устройств (рис.
18) заключается в следующем.
Откорректированная сырьевая
мука подается пневмонасосом
в бункер 1, а затем элевато-
ром 2 на ленточный транспор-
тер-дозатор 3 и в газоход ба-
тарейного циклона 4, где под-
хватывается отходящими га-
Рис. 18. Система циклонных теп-
лообменников
зами циклона 5 и вместе с ни-
ми поступает в циклон 4.
Из циклона 4 осевший в нем материал поступает в циклон 5 вместе с
отходящими газами циклона 6. В циклон 6 нагретая сырьевая мука
попадает из циклона 5 вместе с отходящими газами нз циклона 7.
В циклон 7 нагретая сырьевая смесь поступает из циклона 6 вместе
Таблица 12
Показатели работы вращающихся печей после установки циклонных
теплообменников
Показатели Размеры печи в м
2,5X40 2,7x60 2,6X60 2,4X38 2,5X50
Производительность печи в т1сутки-. до установки циклонных теплооб- менников 143 • 212 159 146 133
после установки циклонных теп- лообменников 209 303 232 255 204
Расход тепла в ккал/кг клинкера: до установки теплообменников . . 1460 1360 1415 1615 1460
после установки теплообменников 970 910 970 955 955
Повышение производительности в %. 49,8 41,4 52,4 74 53,8
Снижение расхода топлива в % . . . 33,3 35,2 31.2 41 34,7
380
РАЗДЕЛ V. Обжиг
с отходящими газами из вращающейся печи 5, а в печь — окончатель-
но нагретая и частично декарбонизированная смесь — из циклона 7.
Нижние циклоны 6 и 7 обычно футеруют изнутри огнеупорной
керамикой, а верхние циклоны 4 и 5 изолируют снаружи.
В качестве последней ступени очистки 9 могут применяться эф-
фективные конструкции циклонов илн, лучше, электрофильтры.
Газы удаляются в трубу с помощью дымососа 10.
Техническая характеристика печей размером 3X58,9 м
с циклонными теплообменниками
Производительность печи в т/ч................................... 14,4
Удельный расход тепла в ккал!кг клинкера......................... 950
Температура отходящих газов в °C .... .......................... 2С0
Избыток воздуха (перед дымососом)............................... 2,С5
Удельная производительность в кг!ч:
с 1 М2 внутренней футеровки печн........................... . 31
с 1 м2 внутренней поверхности футеровки печи и двух ветвей
циклонных теплообменников . . I ............................. 14
Безвозвратный унос сырья в т/ч ................................. 0,25
То же, в %................................................... 1.1
Концентраторы шлама
При комбинированном способе производства шлам перед поступ-
лением в печь высушивается отходящими газами в концентраторах
(испарителях) шлама, характеризующихся высокоразвитой поверх-
ностью теплопередачи.
Применение концентраторов для вращающихся печей длиной до
60—80 м при мокром способе производства позволяет увеличить про-
изводительность этих печей на 20—25% н снизить расход тепла на
6 7 3 2 7
Рис. 19. Барабан концентратора
Глава 3. Теплообменные устройства
381
обжиг клинкера. Прн увеличении диаметра этих печей можно полу-
чить еще более высокие результаты.
Опыт эксплуатации концентраторов шлама показывает, что они
вполне надежны в работе.
Рис. 20. Схема установки концентратора шлама для вращающейся
печи размером 3,6X70 м
Существенным недостатком в их работе является повышенный
пылеунос сырья, достигающий 15—30%. Снижения пылеуноса можнс
добиться тщательным подбором оптимального количества тел напол-
нения и соблюдением установленного технологического и теплотех-
нического режима работы установки.
Конструктивно концентратор шлама представляет собой вра-
щающийся барабан (рис. 19), набранный из колосников 1, закреплен-
ных в поперечных несущих балках 2. Поперечные балки закреплены
в торцовых днищах 3 болтами.
Вращение от вала электродвигателя передается редуктору 4 в
далее на подвенцовую шестерню 5, находящуюся в зацеплении с вен-
цовой шестерней 6. Вал барабана концентратора вращается в под-
шипнике 7. В барабан концентратора загружаются полые тела на-
полнения. Вес загружаемых тел наполнения и другие данные, харак-
теризующие работу концентраторов шлама, приведены в табл. 13.
382
РАЗДЕЛ V. Обжиг
Таблица 13
Техническая характеристика концентраторов шлама (по зарубежным данным)
Производительность по клинкеру в т1сутки Концентратор Дымосос Вращающаяся печь
размеры барабана в м скорость вращения । в о 61 мин | вес тел наполнения в т мощность электропри- вода в кет производительность при /г 150°С в м31мин< мощность электродви-: гателя при,Д500 об 1 мин в кет размеры в м мощность привода в кет
диаметр ширина диаметр длина
100 150 200 250 300 400 5С0 3 3 3,5 4 4 4 4.5 2 2,8 2,6 2,5 3 4 3,8 1 до 1,6 7 10,5 14 17,5 21 28 35 7,5 11 15 18,5 22 30 37 550 850 1100 1400 1700 2300 2900 23,5 36 47 59 72 95 120 2,5 2,75 3 3,2 3,2 3.4 3,6 35 40 45 50 55 65 70 18,5 24 30 35 40 50 60
На рис. 20 приведена схема установки концентратора шлама для
вращающихся печей размером 3,6X70 м (один из проектных вари-
антов).
Шлам из дозирующего питателя поступает в концентратор 1,
где, попадая на тела наполнения, высушивается отходящими печ-
ными газами с температурой 650—750° С, а затем в виде лепешек
неправильной формы с остаточной влажностью 8—12% поступают в
печь 2.
Газы с пылью из концентратора по газоходу 3 поступают в цик-
лоны 4 и далее по газоходу 5 дымососом 6 выбрасываются в дымо-
вую трубу. Осевшая в циклонах пыль поступает в шнек 7, которым
транспортируется в приемный бункер 8 элеватора. Элеватор 9 по-
дает пыль в промежуточный бункер 10. Из бункера пыль подается
на гранулятор 11, где гранулируется при орошении водой.
Готовые гранулы поступают по течке 12 в печь.
В отечественной цементной промышленности концентраторы шла-
ма нашли применение главным образом для оснащения коротких
вращающихся печей с целью увеличения их производительности и
снижения удельного расхода тепла на обжиг.
3. холодильники
Холодильники, предназначенные для окончательного охлаждения
клинкера, выходящего из зоны охлаждения печи с температурой
1000—1100° С, бывают нескольких типов: барабанные, рекуператор-
ные и колосниковые.
Барабанные холодильники применялись для вращающихся печей
старых конструкций, производительность которых не превышала 10—
12 т/ч. Конструктивно барабанный холодильник представляет собой
Глава 3. Теплообменные устройства
383
стальной барабан, на котором укреплены два или три бандажа, опи-
рающиеся каждый на пару роликов.
Скорость вращения барабанных холодильников находится в пре-
делах от 3 до 6 об/мин. На корпусе холодильника крепится венцовая
шестерня, которая находится в зацеплении с подвенцовой шестерней,
приводимой в движение от электродвигателя через редуктор. Ось
барабана холодильника имеет наклон 5—6°. В горячей части при-
Рис. 21. Барабан рекуператора
мерно на половине длины холодильник футеруется износоустойчивым
шамотным кирпичом.
В холодной части барабана холодильника на внутренней поверх-
ности привариваются или крепятся болтами пересыпающие полки,
которые ускоряют процесс охлаждения клинкера.
В среднем температура клинкера по выходе из барабанного хо-
лодильника составляет 180—300° С.
Для печей высокой производительности барабанные холодиль-
ники не применяются, так как при их использовании значительно
увеличиваются габариты всей печной установки.
Рекуператорные холодильники. Ряд печей средней мощности
производительностью до 25 т/ч снабжены рекуператорными холо-
дильниками.
В рекуператорном холодильнике для печей размером 3,6/3,3/3,6Х
Х150 м имеется десять барабанов, закрепленных по окружности
корпуса вращающейся печи. Каждый барабан изготовлен из 10- мм
стального листа, диаметр его составляет 1,3 м, а длина 6 м (рис. 21).
В горячей части рекуператоры отфутерованы броневыми плита-
ми 1 из жароупорного чугуна. В целях более интенсивного пересы-
пания клинкера броневые плиты имеют направляющие ребра.
В разгрузочной части рекуператоров к корпусу 2 привариваются
пересыпающие лопасти 3, а иногда к ним навешиваются цепи 4.
Рекуператоры соединены с печью при помощи сменных патруб-
ков из жароупорного чугуна, по которым поступает горячий клин-
кер.
384
РАЗДЕЛ V. Обжиг
Чтобы предотвратить преждевременное разрушение рекуперато-
ров от попадания в них крупных кусков клинкера из печи, на входе
в патрубки устанавливаются решетки.
Из рекуператоров клинкер высыпается через боковые отверстия
с колосниками 5, когда они находятся в ннжнем положении.
Тепловое напряжение рекуператорных холодильников выражает-
ся формулой
— = 19 000 Uq‘6 [ккал/м* ч],
F
где v0— скорость воздуха в рекуператорах в л3/ж2 сек (при °C и
760 мм рт. ст.)-,
F— внутренняя поверхность рекуператоров в м!;
Q — количество тепла, отдаваемое клинкером в рекуператорах,
в ккал]ч.
Колосниковые холодильники. Для охлаждения клинкера, полу-
чаемого в мощных вращающихся печах производительностью более
25 т/ч, применяют колосниковые холодильники переталкивающего
типа (рис. 22). В этих холодильниках интенсивное охлаждение клин-
кера осуществляется за счет продувания холодного воздуха через
слой горячего клинкера.
Наружный воздух вентилятором 1 нагнетается в подколоснико-
вое пространство холодильника по трубопроводу 2 в патрубки 3 и 4.
Подколосниковое пространство разделено на две части воздухонепро-
ницаемой перегородкой 5. Колосниковая решетка конструктивно вы-
полнена в виде двух отдельных частей 6 и 7, каждая из которых
приводится в движение от самостоятельного привода. На рамах
закреплены колосники, которые совершают движение вместе с ра-
мой. Между подвижными колосниками установлены неподвижные.
В результате периодических поступательных перемещений рамы
клинкер постепенно перемещается к разгрузочному концу холодиль-
ника н попадает на колосниковый грохот 8 и далее по течке 9 в
дробилку, а затем в бункер 10.
Клинкер, прошедший через грохот, поступает по течке 11 в бун-
кер. Провал клинкера под колосниковую решетку с помощью цеп-
ного транспортера 12 подается в бункер.
Воздух из первой камеры, поступивший по патрубку 3, пройдя
через слой горячего клинкера на решетке 6, попадает в печь. Во вто-
рую камеру воздух по патрубку 4 проходит через слой частично
уже охлажденного клинкера на решетке 7 и направляется либо на
выброс в трубу 13, либо в циклон 14, где обеспыливается и вентиля-
тором 15 выбрасывается в атмосферу.
Холодильник заключен в металлический герметизированный кор-
пус 16, отфутерованный в верхней половине шамотом 17 для умень-
шения потерь тепла в окружающую среду.
В табл. 14 приведены основные конструктивные данные и про-
ектные показатели работы отечественных колосниковых холодиль-
ников переталкивающего типа.
Применение холодильников этого типа имеет значительные тех-
нико-экономические преимущества. В них достигается быстрое эф-
фективное охлаждение клинкера до 30—50° С, а вторичный воздух
нагреваясь, возвращает тепло клинкера в печь.
Глава 3. Теплообменные устройства
385
Рис. 22. Колосниковый холодильник переталкивающего типа
25—1621
86
РАЗПЕЛ V Обжиг
Таблица 14
Техническая характеристика колосниковых переталкивающих холодильников
Показатели Типы холодильников
.Волга-25* | .Волга-35* .Волга-50" •Волга-75*
Производительность в т!ч . 25 35 50 75
Температура клинкера перед холодильником в °C ... . 1 2С0 1 200 1 250 1 200
Температура после холодильни- ка превы пает температуру окружающей среды на °C. 50 50 50—70 50
Ширина колосниковой ре- шетки в мм 2 400 2 400 2 800 3 6С0
Длина колосниковой решетки в мм 13 250 15 250 18 455 23125
Полезная площадь колосни- ковой решетки в м* . . . . 31,8 36,6 51,5 83,1
Ход подвижных колосников в мм 100 100 100 100
Число двойных ходов колос- ников в 1 млн. 7—20 7—20 10—25 8—25
Регулировка числа ходов ко- лесников Электрическая бесступенчатая
Толщина слоя клинкера на решетке в мм ....... 200—250 200—250 150—200 150—300
Напор воздуха, подаваемого чергз колосниковую решет- ку. в мм. влд, ст.:
острое дутье 1 200 До 1200 1С50 До 1 050
общее . 240 , 240 260 . 250
Удаление просыпи из под ко- лосниковой решетки .... Цепными транспортерами Скребковыми транспортера- ми с тремя тяговыми цепями
Скорость цепного транспор- тера в м сек:
первая ..... 0,193 0,193 0,193 —
вторая .......... 0,395 0,395 0.393 —
Скорость скребкового тран- спортера в ж сек:
первая — — — 0,193
вторая — — — 0,395
Смазка механизмов Централизованная автоматическая с ручной в сочетании
Управление воздушными ши- берами Посредством кнопок дистанционного управления
Глава 4. Методы интенсификации процесса обжига 387
Продолжение табл. 14
Показатели Типы холодильников
, Волга-25" | .Волга-35" | , Волга-50" ] .Волга-75"
Вес металла в кг:
без дробилки 76 7С0 94 0С0 114 045 178 000
с дробилкой 82 300 100 000 120 194 186 000
Вес бетона (железобетонные блоки основания) в кг. . . 21 ОСО 28 0С0 33 000 40 000
Вес электрооборудования в кг'.
без дробилки 4 750 5 0С0 6 500 10 000
с дробилкой 5100 5 500 6 8С0 10 400
Вес футеровки, включая бе- тонный слой, в m 78 90 131 250
Глава 4
МЕТОДЫ ИНТЕНСИФИКАЦИИ ПРОЦЕССА ОБЖИГА
Интенсификация обжига, т. е. ускорение физико-химических про-
цессов, происходящих в исходных сырьевых компонентах в процессе
обжига, позволяет повысить производительность действующих печей,
а при конструировании новых — существенно уменьшить их габариты.
Наряду с ростом производительности печей обеспечивается Сни-
жение абсолютных и относительных потерь сырья и топлива.
Следует подчеркнуть, что интенсификация процесса обжига не
имеет ничего общего с так называемым «форсированным» режимом
работы печей, когда некоторого увеличения их производительности
добиваются в результате повышенного расхода топлива и сырья на
единицу продукции.
Интенсификация процесса обжига может быть достигнута путем
более полного использования тепла в печи, т. е. улучшением тепло-
обмена между газовым потоком и сырьевой смесью, а также сни-
жением влажности последней за счет применения сульфитно-спирто-
вой барды илн механических обезвоживателей.
Основной целью установки теплообменников, встроенных в печь
в зоне сушки и подогрева материала, является повышение скорости
испарения влаги шлама и его подогрева.
Теплообменные устройства должны ие только интенсифицировать
процесс теплопередачи, но и улучшать технологические свойства
сырьевой смеси на данном участке печи. Например, конструкция
цепной завесы должна обеспечивать не только интенсивную сушку
шлама, но и получение продукта в виде прочных гранул с остаточ-
ной влажностью 8—12%. Соответственно различные конструкции
25*
388
РАЗДЕЛ V. Обжиг
теплообменников в зонах подогрева и декарбонизации материала
должны не только интенсифицировать процесс передачи тепла, но и
сохранять гранулометрический состав материала, поступившего из
цепиой зоны, и не повышать запыленности газового потока. При
этом с увеличением поверхности теплопередачи и ускорением процес-
са перемешивания частиц материала интенсифицируется передача
тепла в толщу слоя материала.
В практике цементного производства для ускорения физико-хи-
мических процессов при обжиге, главным образом спекания, приме-
няются добавки специальных веществ — минерализаторов. В насто-
ящее время в качестве минерализатора наибольшее применение по-
лучили фтористые соединения щелочных металлов, которые добав-
ляются к шламу в количестве до 1,5% от веса загружаемого сырья.
Кроме фтористого кальция рекомендуется также применять кремне-
фтористые соли Na2SiF6, CaSiF6 и MgSiF6.
Добавка фтористого кальция в виде плавикового шпата снижа-
ет температуру спекания клинкера на 100—150° С, что сопровождает-
ся повышением производительности печей и снижением расхода топ-
лива на обжиг.
Действие мииерализаторов проявляется прежде всего в сниже-
нии температуры обжига и ускорении процессов минералообразо-
вания, но сказывается оно значительно слабее, когда сырьевая смесь
содержит в своем составе плавни (в виде железистых и марганцо-
вистых соединений), которые и сами в значительной мере оказыва-
ют минерализующее влияние.
Данные о влиянии добавок минерализаторов на процесс обжига
приведены в табл. 15 и 16.
Таблица 15
Влияние добавки минерализаторов иа образование трехкальциевого силиката
Внд и количество минерализатора Содержание RaOs в % Содержание трехкальциевого силиката после часового об- жига при 1450°С в %
Без минерализатора 0 10
2% CaF, 0 40
Без минерализатора ....... 3 40
2% CaF3 3 60
1% MgSiF„ 3 60
2% MgSiF„ 3 80
Добавка минерализаторов сверх подбираемого опытным путем
оптимального количества иногда приводит к загустеванию шлама.
Процессы клинкерообразовання ускоряются также с повышени-
ем температуры обжига сырьевой смесн.
Лабораторные исследования показали, что с увеличением тем-
пературы спекания с 1400 до 1600°С в отдельных случаях сокра-
щается длительность обжига сырьевых гранул разных размеров и
Глава 4. Методы интенсификации процесса обжига 389
Таблица 16
Влияние различных минерализаторов иа процесс обжига сырьевой смеси
(в лабораторной печи)
Минерализатор Добавка к сухой сырьевой смеси в % Содержание свободной СаО в % в спеках при температуре в °C
' 1100 1 1300 1400
Без минерализа- тора — 42,04 13,76 8.6
0,5 32,15 8,79 5,76
Сар, 1 25,68 7,64 5,01
1,5 22.35 4,92 2,98
0,5 30,24 10,47 6,09
NaaSIF» 1 17,01 5,55 2,27
1.5 13,19 4,24 1,85
0,5 40.71 11,67
FeSO, 1 36,74 11,57 6,89
1.5 32,97 11,3 —
3 22,26 9,27 5,08
0,53 36,79 10,5 6,57
0,795 —. 9,82 —
1,06 35,66 8,9 4,92
Fe3O, 1,325 — 8,19 —
1,595 — 7,47 4.45
1,856 — — 3,86
0,5 40,35 12,61 8,26
CaSO, 1 36,95 14,18 9,43
1.5 34,55 13,87 8,69
3,4 27,96 11,45 —
различного минералогического состава в несколько раз. Это можно
проследить по данным, приведенным в табл. 17 и 18.
При комбинированном способе производства эффективное обез-
воживание цементного шлама достигается при использовании меха-
нических способов снижения его влажности — вакуум-фильтрации.
Вакуум-фильтры. Процесс фильтрации основан на задержании
твердых и взвешенных в какой-либо среде частиц пористыми пере-
городками, способными пропускать жидкость. Обязательным усло-
вием осуществления процесса фильтрации является наличие разно-
сти давлений по обе стороны пористой перегородки. Задержанные
390
РАЗДЕЛ V. Обжиг
Таблица 17
Длительность обжига в зависимости от температуры и размере гранул
материала
1емпература обжига в *С Продолжительность обжига в мин.
клинкера с н размером гранул в мм клинкера с КНa=0,75 и размером гранул в мм
5 2.5 1.25 5 2.5 1.25
1400 25 20 15 7.5 6,5 5,5
1500 10 6.5 5 4 2.5 1.5
1600 4.5 4 3,5 1.5 1.6 0.9
Таблица 18
Влияние температуры, химического состава и минерализаторов
на длительность обжига
«Я Продолжительность обжига в мин
S* с 2 а> тура обжига в °C Л7/=0.87 Я//=0.75 Я//=0.87; 2% CaF3 Л77=П,75; 2% NjF Я//=0.87; 2% CaF3 К77=0.75; 2% NaF
1400 30 15 8 4 12 4
1500 14 5 4 3 8 3
1600 10 4 3 2 4 2
1700 3 3 2 1 2 —
пористой перегородкой (фильтровальной тканью) твердые частицы
образуют слой осадка, который сам в дальнейшем служит фильтру-
ющей основой.
Производительность фильтра характеризуется скоростью филь-
трации, под которой понимают количество фильтрата, проходящего
через 1 м? поверхности в единицу времени.
Производительность фильтра при повышении температуры шлама
повышается. С повышением температуры шламов от 20 до 60° С
производительность фильтра для различных шламов увеличивается в
среднем на 30—40%. Одновременно несколько (на 2—3%) пони-
жается конечная влажность осадка на фильтре («сухаря»).
Наиболее целесообразно температуру шлама при вакуум-фильт-
рации поддерживать в пределах 55—65° С
Повышение производительности фильтра достигается при увели-
чении разности давлений, действующих на фильтруемый шлам, при-
чем в области разрежения увеличение разности давлений на каждые
100 мм сверх минимального (200 мм рт. ст.) приводит к повыше-
нию производительности на 6—8%. Оптимальная величина разре-
Глава 4. Методы интенсификации процесса обжига 391
жения при промышленной фильтрации на вакуум-фильтрах состав-
ляет 500 мм рт. ст.
Скорость фильтрации, производительность фильтра н конечная
влажность «сухаря» зависят от состава шлама и свойств материа-
лов. из которых он изготовлен, а также от условий его подготовки
(тонкость помола н др.).
Так, шламы, состоящие из нзвестияка и низкопластичной глины
(лёсс, суглинок, слайды), характеризуются наиболее высокой филь-
труемостью и дают «сухарь» с наиболее низкой влажностью
(17—19%).
По данным института Южгппропемеит. увеличение производи-
тельности фильтра может быть достигнуто путем применения добавок
извести нлн материалов, выделяющих известь при взаимодействии с
жидкой фазой шлама (цемент, пыль холодных камер электро-
фильтра).
Величина добавки извести составляет 0.2%, цемента 0,1—0.15%,
пыли холодных камер 5% В качестве добавок, повышающих произ-
водительность фильтра, могут быть также использованы алюмо-ка-
лиевые квасцы и сульфат алюминия.
Таблица 19
Техническая характеристика вакуум-фильтров
Показатели Барабанные фильтры Д. сковые фильтры
Б-20-2,6/2,6 Б-40-3/4,4 Д-34-2,5/4 О 1Л сГ 1О Ч Д-68-2,5/8
Поверхность фильтрации В М- 20 40 34 51 68
Диаметр диска (барабзиа) в мм 2600 3C00 2500 25С0 2500
Длина барабана в мм. . . 2600 4400 — — —
Количество дисков в шт.. — — 4 6 8
Угол погружения барабана (диска) в суспензию в град 150 155 166 166 166
Угол зоны в град.: фильтрации ..... 133 135 133 133 133
обдувки 20 20 38 38 38
сушкн 161 159,5 157 157 157
регенерации 20 20 38 38 38
Скорость вращения бара- бана (диска) в об1мин. . 0,13—2 0.13—2 0.08—2 0.08—2 0,08—2
Число двойных качаний мешалки в i мин. . . . 21 21 32 32 32
Мощность, расходуемая на вращение барабана (дис- ков), в кет 0.2—1.8 0,3—2,5 0,15-1,5 0,2—1,8 0,25-2,3
Мощность, расходуемая на движен te мешалки, в кет 2.2 2.5 1.1 1,5 1.5
Вес фильтра с редуктора- ми и электродвигателями в кг 13 550 14 400 6170 7615 8810
392
РАЗДЕЛ V. Обжиг
Существует целый ряд конструкций вакуум-фильтров, однако
наиболее приемлемыми для цементной промышленности являются
вакуум-фильтры барабанного и дискового типа. Техническая харак-
теристика их дана в табл. 19.
Барабанный вакуум-фильтр представляет собой горизонтально
расположенный вращающийся барабан 1, частично погруженный в
Рис. 23. Схема барабанного вакуум-фильтра
1 — барабан; 2 — слой ссухаря» на поверхности
барабана; 3—корыто со шламом; 4—вал фильт-
ра; /V — продольные камеры на валу, соответ-
ствующие зонам 5, 6, 7 н 6; 9 — нож
корыто 3 с фильтруемой суспензией. Фильтрующей поверхностью
является боковая поверхность барабана, металлическая сетка кото-
рого обтягивается фильтровальной тканью (рис. 23).
Пространство под сеткой разделено по окружности на ряд сек-
ций, разобщенных между собой. Каждая секция имеет свой отводя-
щий канал. Каналы секций выходят на торцовую поверхность цапфы
барабана. К этой поверхности прижата неподвижная распредели-
тельная головка фильтра.
При вращении барабана секции последовательно сообщаются с
камерами распределительной головки. В зоне 5 фильтрат поступает
через ткань внутрь секций, а из них через камеру I, сообщающуюся
с вакуумной линией, отводится из фильтра.
Твердая фаза задерживается на поверхности ткани, образуя
слой осадка. ..... .... .. . ___ ..
Глава 4. Методы интенсификации процесса обжига 393
При переходе в следующую зону 6 осадок просушивается за
счет действия вакуума и удаления воды. В зоне съема осадка 7
внутрь секций через камеры III поступает сжатый воздух, способ-
ствующий отделению осадка от ткани и его съему ножом В зоне 8
производится регенерация ткани воздухом нли паром, поступающим
в секции через камеру IV.
Съем осадка может быть также осуществлен при помощи спе-
циалнього валика. В этом случае в зоне отдувки фильтра устанав-
ливается валик, изнутри обогреваемый паром.
Диаметр валика может быть от 150 до 400 мм
в зависимости от габаритов фильтра. Пар по-
дается под давлением 4—5 атм. Валик уста-
навливается таким образом, что корж, сопри-
касаясь с его поверхностью, налипает на нее,
подсушивается, а затем снимается ножом.
Применение обогреваемого валика для
съема «сухаря» позволяет одновременно сни-
зить его влажность на 2—3% (при температу-
ре поверхности валика 120—150°С).
Известен и метод шнурового съема, при-
меняемый на цементном заводе «Пунане-Кун-
да» (ЭССР).
По поверхности барабанного фильтра рас-
полагаются бесконечные шнуры толщиной 3—
4 мм и на расстоянии друг от друга 10—15 мм.
Мешалка качающегося типа движется ради-
Рис. 24. Схема ди-
скового вакуум-
фильтра
I — диски фильтра;
II — корыто фильтра;
III — полый вал
фильтра; /—8 — сек-
тора диска
ально по дну корыта и взмучивает твердые ча-
стицы шлама. Во время фильтрации твердые
частицы суспензии оседают на поверхности тка-
ни, создавая между шнурами сплошной оса-
док, который вместе со шнурами легко отделяется от поверхности ба-
рабана фильтра и уносится ими к гребенке, где его и снимают со
шнуров. При таком способе съема «сухаря» нет необходимости в при-
менении сжатого воздуха для отдувки.
Дисковые вакуум-фильтры. Фильтрующая поверхность таких
фильтров имеет до 10 параллельных дисков, насаженных на общий
горизонтальный вал. Каждый диск состоит из 8—12 секторов, кото-
рые покрыты фильтровальной тканью, сшитой по форме и разме-
рам сектора.
Диски почти до половины погружены в фильтруемую суспен-
зию, находящуюся в специальном корыте, которое имеет переливной
лоток для поддержания постоянного уровня суспензии и механиче-
скую мешалку для ее перемешивания.
Создание в секторах диска низкого давления (разрежения) или
противодавления осуществляется вакуум-насосом либо воздуходув-
кой через распределительную головку с шайбой, установленную не-
подвижно на одной оси с общим валом фильтра (рис. 24). Во время
работы фильтра диск вращается.
Секторы диска вакуум-фильтра врашаются вместе с валом в
указанном стрелкой направлении, при этом секторы 3—8 находятся
под вакуумом, созданным в соответствующих камерах вала с по-
мощью насоса. В секторы 1 и 2 через секционные камеры вала перед
26—1621
.394
РАЗДЕЛ V. Обжиг
новым погружением в фильтруемую суспензию вдувается сжатый воз-
дух. На поверхности секторов 6, 7, 8 (в зафиксированном положе-
нии) происходит накопление осадка (зона фильтрации), а на по-
верхности секторов 5, 4, 3 — подсушка ранее накопившегося осадка
(зона сушки).
Рис. 25. Принципиальная схема установки вакуум-
фильтров
1 — вращающаяся печь: 2 — пыльная камера: 3 — транспортер
пыли. 4 — элеватор; 5 — пылевой шнек; 6 — течка печи; 7 —
шнек-смеситель; 8 — шнек для «сухаря»; 9—вакуум фильтр;
10 — бункер пыли; //—сборник фильтрата; 12 — центробежный
насос; 13 — барометрический ящик; 14 — конденсатор. 15 — ло-
вушка; 16 — вакуум-насос; 17 — воздуходувка; 18 — ресивер
Размеры отдельных зон фильтра могут быть различными. Они
определяются его конструкцией и свойствами фильтруемой суспен-
зии.
Брянским заводом «Строммашнна» изготовлен опытный образец
дискового вакуум-фильтра с поверхностью фильтрации 150 м2.
Расчетная производительность фильтра для шламов средней
фильтруемости (300—400 кг/м2 ч) составляет 45—60 т/ч в расчете иа
сухое вещество. Габариты такого фильтра: длина 5700 мм. ширина
4470 мм, высота 3950 мм, общий вес фильтра 12 000 кг. Число обо-
ротов дисков регулируется от 0 до 50 в час.
При конструировании этого вакуум-фильтра учтены особенности
работы иа цементно-сырьевых шламах и увеличена прочность от-
дельных деталей фильтра.
Промышленные вакуум-фильтрационные установки включают в
себя следующее вспомогательное оборудование: вакуум-сбориик для
Глава 4. Методы интенсификации процесса обжига 395
сглаживания толчков при колебаниях вакуума, вакуумные насосы
воздуходувки, предназначенные для создания вакуума и противодав-
ления в системе, барометрический ящик для слива фильтрата. Схема
установки вакуум-фильтров и вспомогатёльного оборудования при-
ведена на рис. 25.
В своем большинстве фильтровальные установки снабжены ро-
тационными вакуум-насосами типа РМК. Эти насосы обеспечивают
необходимую величину разрежения (до 600 мм рт. ст.) при произ-
водительности около 10 м2)мин. Они могут быть использованы как
воздуходувки с избыточным давлением до 1,5 атм. что позволяет
сократить необходимое количество резервного оборудования.
На заводе «Пунане-Кунда» установлены барабанные фильтры
поверхностью 50 м1 к печам размером 2,4X45 м. Тепло отходящих
газов здесь используется для получения пара в запечном котле-
утилизаторе, а полученный пар используют для получения электро-
энергии. Влажность шлама снизилась с 34 до 17,5%, производитель-
ность печи увеличилась на 14%. а расход тепла уменьшился на 35%.
На Красноярском цементном заводе установлены дисковые ва-
куум-фильтры с поверхностью 68 м2 к печам размером 3,6/3.3/3,6Х
Х60 м. Влажность шлама снизилась с 37 до 19%, что привело к по-
вышению производительности печей и к уменьшению расхода тепла
на 20%.
Вакуум-фильтры могут быть применены, наряду с концентрато-
рами шлама, как запечные устройства для повышения производи-
тельности коротких и средних по длине вращающихся печей.
Следует отметить, что успешная эксплуатация вакуум-фильтров
зависит от правильного выбора фильтровальной тканн. Такой выбор
надо производить с учетом ряда факторов. Нужно иметь в виду,
что чем меньше у ткани сопротивление фильтрации, тем толще оса-
док, но одновременно с этим он становится более влажным. Вели-
чина уноса всегда обратно пропорциональна степени сопротивления
ткани. При выборе фильтровальной ткани следует исходить из того,
что утроенный средний диаметр частиц шлама должен быть больше
диагонали ячейки тканн. В этом случае унос составит от 1 до 3%
твердой фазы от веса фильтрата.
Естественный износ ткани в случае обработки нейтральных сред
и при тщательном уходе за фильтром происходит не ранее 3 ме-
сяцев.
На величину уноса также оказывают влияние ворсистость ткани,
усадка нитей, вызванная сокращением длины волокон. Поэтому филь-
тровальные ткани перед употреблением обычно замачивают в раство-
ре CuSO4 (1%). Как правило, используют ткани бельтинг, миткаль,
фильтрдиагональ, бязь, перхлорвиниловую Из этих тканей наиболь-
шим сопротивлением характеризуется ткань бельтинг; бязь обеспечи-
вает более высокую производительность фильтрации; перхлорвини-
ловая ткань плохо выдерживает повышенные температуры шлама
(40—60° С) — коробится и трескается. Наиболее хорошо зарекомен-
довала себя ткань фильтрдиагональ.
В последнее время промышленность начинает осваивать синтети-
ческие ткани, которые при сравнительно небольшом уиосе обеспечи-
вают более высокую производительность фильтров-
26*
396
РАЗДЕЛ V. Обжиг.
Глава б
ФУТЕРОВКА ПЕЧЕИ
Автор-составитель канд. техн, наук Г. А. СОХАЦКАЯ
1. ПРИМЕНЕНИЕ И УСЛОВИЯ СЛУЖБЫ ОГНЕУПОРОВ
В ЦЕМЕНТНОЙ ПРОМЫШЛЕННОСТИ
Огнеупорные материалы применяются в цементной промышленно-
сти для футеровки корпуса и головки вращающихся печей, горячих и
холодных камер, боровов, дымоходов, труб, камер сушильных бара-
банов, топок, шахтных печей и других тепловых агрегатов.
В табл. 20 н 21 приведены данные, характеризующие условия
службы футеровки во вращающихся и шахтных печах.
Во вращающихся печах сравнительно тонкостенная (120—230 мм)
кладка подвергается одностороннему нагреву горячими газами: тем-
пература рабочей поверхности футеровки в зоне спекания достигает
1400—1450° С, а наружной поверхности — до 300° С. Кроме того, за
время каждого оборота печи (1 мин) поверхность футеровки подвер-
гается периодическому воздействию горячих газов и обжигаемого ма-
териала: колебания температуры за один оборот печи составляют
150—250° С и распространяются в глубину футеровки на 25—30 мм.
Колебания температуры в футеровке возникают также при останов-
ках печи, переводе ее на тихий ход, при нарушениях режима обжи-
га (иеравномерное питание топливом и сырьем, изменение калорий-
ности топлива, изменение химического состава, тонкости помола и
влажности сырьевой шихты и т. п.).
Сырьевая шихта цементного производства имеет сильно основ-
ный характер (~65% СаО); в процессе обжига при температуре око-
ло 1300° С в обжигаемом материале появляется жидкая фаза и со-
держащиеся в расплаве известь, окислы железа, щелочи и другие
компоненты взаимодействуют с материалом футеровки, вызывают
изменения химического и фазового состава огнеупора, обусловлива-
ющие изменения технических свойств огнеупора.
Футеровка подвергается истирающему действию обжигаемого
материала и переменному (в процессе вращения печи) давлению
кладки, в футеровке возникают также напряжения, обусловленные
деформацией корпуса, неправильным положением опор, неисправно-
стью привода и т. п.
Температурные, физико-химические и механические факторы в
различных зонах печи влияют на футеровку в разной степени, что и
учитывается при выборе огнеупора определенного качества для фу-
теровки различных участков печи и других тепловых установок.
При оценке пригодности огнеупоров для конкретных условий
службы руководствуются показателями главнейших их свойств.
Огнеупорность (ГОСТ 4069—48)—свойство материалов и изде-
лий противостоять, не расплавляясь, воздействию высоких темпера-
тур.
Показателем огнеупорности является температура, при которой
образец из данного материала, имеющий форму трехграиной усечен-
Глава 5. Футеровка печей
397
св
И
S
к>
св
Условия службы футеровки вращающейся печи при мокром способе производетва
398
РАЗДЕЛ V. Обжиг
Таблица 21
Условия службы футеровки шахтных печей
Зона Температура обжигаемого материала в *С Условия службы огнеупора
Подготовительная Горения (спекания) Охлаждения ......... 9 2С0-1200 1200—1450 12С0-7С0 Истирающее действие опускающе- гося брикетированного матери- ала Поверхность покрыта защитным слоем обмазки; при неправиль- ном ходе печи возникают при- вары Истирающее действие горячего клинкера
иой пирамиды (условно именуемой «конусом»), высотой 30 мм со
сторонами нижнего основания 8 мм и верхнего — 2 лои деформирует-
ся под влиянием собственной тяжести настолько, что его вершина
касается подставки, т. е. конус «падает».
Огнеупорность материала обозначается номером стандартного
контрольного пироскопа (ПК), с которым испытуемый образец «упал»
одновременно; если температура падения образца является проме-
жуточной между температурами падения двух смежных контроль-
ных пироскопов, огнеупорность его обозначается их номерами, на-
писанными последовательно.
Нумерация пироскопов приведена в табл. 22.
Температура деформации под нагрузкой при высоких температу-
рах характеризует способность материала противостоять одновре-
менному воздействию высокой температуры и нагрузки. По степени
деформации определяют также интервал размягчения, т. е. предел
температуры, при котором изделие из этого материала характери-
зуется явно выраженной пластической деформацией.
По результатам испытания регистрируют (ГОСТ 4070—48):
температуру начала размягчения — HP, соответствующую точке
иа кривой деформации, лежащей на 0,3 мм ниже максимального зна-
чения расширения образца;
температуру начала деформации, которая соответствует 4% сжа-
тия образца, — 4%;
температуру, соответствующую 40% сжатия образца.—40%.
Температура, при которой происходит резкая деформация, фик-
сируется как температура разрушения.
Постоянство формы и объема при высоких температурах харак-
теризуется:
величиной дополнительной усадки (—) или расширения ( + ) в
результате необратимых изменений линейных размеров изделия под
влиянием повторного длительного нагревания до высокой темпера-
туры (ГОСТ 5402—50);
Глава 5. Футеровка печей
399
Таблица 22
Шкала температур падения и нумерация пироскопов (ОСТ ВКС 7665)
Нумерация пироскопов Температу- ра падения в ®С Нумерация пироскопов Температу- ра падения в fC Нумерация пироскопов Температу- ра падения в ®С
60 (022) 600 106 (02) 1060 152 (19) 1520
63 (021) 635 108 (01) 1080 154 (20) 1540
66 (020) 665 ПО (1) 1100 158 (26) 1580
69 (019) 690 112 (2) 1120 16! (27) 16Ю
71 (018) 710 114 (3) 1140 163 (28) 1630
74 (017) 740 116 (4) 1180 165 (2!) 1650
76 (016) 760 118 (5) 1180 167 (30) 1670
79 (015) 790 120 (6) 1200 169 (31) 1690
81 (014) 815 123 (7) 1230 171 (32) 1710
83 (013) 835 125 (8) 1250 173 (з;) 1730
85 (012) 855 128 (9) 1280 175 (31) 1750
88 (011) 880 130 (К) 1300 177 (35) 1770
90 (0И) 900 132 (II) 1320 179 (36) 1790
92 ((9) £20 135 (12) 1350 182 (37) 1825
93 (08) 935 138 (13) 1380 185 (38) 1850
96 (07) 9о0 141 (14) 1410 168 (39) 1880
98 (06) 980 143 (15) 1435 192 (И) 1920
100 (05) 1000 146 (16) 1460 196 (41) I960
102 (05) 1020 148 (17) 1480 200 (12) 2000
104 (03) 1040 150 (18) 15С0
Примечание. Нумерация в скобках приведена для сравнения со шка- лой, действовавшей до 1935 г.
коэффициентом термического расширения; этот показатель явля-
ется одним из важнейших показателей при выборе огнеупора и дол-
жен учитываться при определении толщины температурных швов
кладки.
Термическая стойкость или способность огнеупорных изделий
выдерживать, не разрушаясь, резкие повторные колебания темпера-
туры, характеризуется количеством водных или воздушных тепло-
смен, т. е. повторных односторонних нагревов образца до температу-
ры 1350°С с последующим резким охлаждением (ГОСТ ?875—56
взамен ОСТ 3267, которым предусматривался нагрев образна лишь
до 850° С); нагревают образец до тех пор, пока он не потеряет 20%
веса.
Для ориентировочной оценки термической стойкости материала
пользуются расчетным коэффициентом, который определяется по фор-
муле
at It 1а
Kf.z = = = — ,
а суа суаЕ
где а — коэффициент температуропроводности;
I е — максимальное относительное удлинение;
в — коэффициент термического расширения;
А—коэффициент теплопроводности;
£
в Шамо Полук Высок Бокси' Магне Хромо Форете Долом: о о
ИД ог гные. целые оглнно говне | зитовы магнез фИТОВК итовые
эг 1Н э 38' 1эе эн
* О • S ч-
. . и . ® я я
юрн СТЫ А1г не
• . . . Q ф • . Q.
• • • • • М
. ; • • • • § • • я 1, • • • • 3 • •
}•*• • • х • • 2 : Й х Пт
а»
• * . • • • Е со
• J • • • • го • Я J4
о tn
ж !» !ч
«• W- W- WW ЬЫ tO tO КЗ КЗ W
Рсл 1с».сл *otS loco со от он <joi Удельный вес в г! см3 сл]- а-| ,СЛ| СЛ| | | | [ W н ГО д 51
я
КЗ to tO о
ЬЗ^ tOtO to- to КЗ I КЗ to <-* КЗ - у
отр ' cn w оосл 1о си to от со со 1—‘-о Объемный вес в г[см3 № s Е
1 1*4 1 W 1 1 Л>
СП и
»
Пористость (кажу-
щаяся) в % 8В ев
Е
88 85 “о “8 Й6 оо “о feo Предел прочности при И
°р’ °р о<р о.^ О(р> °| °| сжатии в кГ/см1 ев X
>а
о
ь- -* -* г— W
J— ►— со to to -J tO co Cn t— СП
сл too § о ото op wp Йо Огнеупорность в °C о о I о а о । о | о । о । j г о X л
-5 «Ел -5 — К >-S> ssn гй -5 Температура начала 38 аз 38 88 88 88 88 „ &8 деформации под на- °| °| =| =| ° Г °1 °1 • &1 грузкой 2 кПсм* в °C я о о W
1
10,7 (20—100G°C) 10,7-14,3 (20—15С0°С) 14,3 (20—1500°С) 7.8 (20-130С°С) 6,24—7,9 (24-1000°С) 1 5,2—5,8 (20—1300°C) Коэффициент терми- ческого расширения а.10~б (в пределах температур) 3 X 3 г» X X р» 3
1 0,218- 0,302 0,179— 0,296 । 0,218— 0,302 1 0,211— 0,304 о о to to to to w co 0,208— 0,403 Средние теплоемкости (100—1400®С) в ккал!кг град. И » <9
1 со 4,84 1 2,12 0,75 0,71 to о о 3 л X н X
1-1 to О fe о ’ S о »
1 to 8 1 1 co to о я
1 ►—1 w*** 3,92 1 2,76 0,98 0,93 § e-s 'с » 3 о 3 Е Е ы л X X
1 I-* 1 3,46 1 W о со 1 1,04 8 О й ® СИН я 2
1 о «3 1 W 1 W 1 1,15 1000 = s -1 о -в д н X
1 о 1 to W [ N3
со СЛ to й ОТ о э = и
1 о 1 . 2,08 1 4,04 1 1,37 1400 < с S
1 о 1 l-t 1 I l-t ОТ О
о to о? co о
3—7 4—8 СЛ 1 8 1—2 1 5—6 4—15 5—25 Термическая стой- кость (до потери 20% веса) в количествах теплосмен
• « Отличная То же Удовлетво- рительная Плохая Слабая Химическая стойкость против основной аг- рессии
402
РАЗДЕЛ V. Обжиг
с — теплоемкость;
у—объемный вес;
Е — модуль растяжения (для хрупких материалов £= — ).
Следует иметь в виду, что расчетный коэффициент не отражает
особенности условий нагрева и охлаждения огнеупорных материалов,
в зависимости от которых меняются значения теплопроводности ма-
териала, не учитывает влияния формы и размеров образца на его
термическую стойкость.
Теплопроводность материала характеризуется коэффициентом
теплопроводности X , который зависит от химико-минералогического
состава, пористости и структуры черепка и от температуры.
Химическая стойкость (шлакоустойчивость или клинкероустойчц-
вость) материала — способность противостоять разрушающему дей-
ствию шлаков (клинкера, стекла) при высоких температурах. Свой-
ство это имеет решающее значение при выборе огнеупоров, так как
разъедающее действие шлаков, клинкера или других обжигаемых
материалов и продуктов топлива являются основной причиной из-
носа футеровки.
В СССР химическая стойкость огнеупорных материалов опреде-
ляется «динамическим» методом (ОСТ НКТП 3270), предусматри-
вающим обработку кирпича нормальных размеров при 1450° С ма-
териалом (шлаком, клинкером), непрерывно возобновляемым и сте-
кающим по кирпичу. Химическая стойкость испытуемого материала
выражается величиной потери веса или объема образца. Ввиду того
что процесс разъедания огнеупора реагентом зависит от ряда факто-
ров (температура, количество реагента, характер его возобновления
и т. п.), химическая стойкость, определяемая по этому методу, не
является универсальным показателем, и более реальным методом
представляется сравнительное изучение огнеупорных изделий в кон-
кретных условиях службы.
Объемный вес материала, его водопоглощение и пористость. Эти
показатели определяют путем гидростатического взвешивания насы-
щенного жидкостью образца, из пор которого удален воздух (ГОСТ
2409—53).
Прочность огнеупоров пря нормальной температуре характери-
зуется пределами прочности при сжатии, растяжении, изгибе и кру-
чении, а также величинами модуля сдвига. Действующими стандар-
тами нормируется только предел прочности при сжатии.
Сопротивление истиранию — сопротивление огнеупора истираю-
щему действию обжигаемого материала; косвенным показателем ус-
тойчивости истиранию может служить предел прочности при сжатии
и плотность изделий.
В табл. 23 приведены показатели свойств главных видов огне-
упоров, применяемых в цементной промышленности.
’ 2. Огнеупоры, применяемые для футеровки печей
в отечественной цементной промышленности
Шамотные и многошамотные изделия (ГОСТ 9738—61 взамен
ЧМТУ 5298—55) для футеровки вращающихся и шахтных печей в
зависимости от назначения подразделяются на следующие маркиз
Глава 5. Футеровка печей
403
ЦМ-1. ЦМ-1А. ЦМ-2. ЦМ-3, ЦМ-4 и ЦМ-5 (табл. 24) —для футеров-
ки зоны охлаждения; Ц-1-. Ц-1А, Ц-2 и Ц-З (табл. 25)—для футеровки
зоны декарбонизации; Ц-4. Ц-5 и Ц-6 (табл. 25) — для футеровки
зоны дегидратации и подогрева; ЦМ-6, ЦМ-7, ЦМ-8 и ЦМ-9
(табл. 24) — для цепной зоны и холодильника.
Таблица 24
Форма и размеры многошамотных изделий для футеровки вращающихся печей
Наименование и форма изде- лий Марка Размеры в мм Объем в см1 Вес в кг Соответ- ствует диаметру печи в м
а а1 б в
Клин торцовый двухсторонний ЦМ-1 100 88 150 зсо 4230 8.5 5,1
аГ*— ЦМ-1А 80 70 150 300 3375 6.8 4.9
/хдЧ ЦМ-2 75 55 150 300 2925 5,8 2,3
у/7^ ЦМ-3 100 92 150 200 2880 5.7 5.4
— ЦМ-4 75 65 150 200 2100 4.2 3,1
Клин ребровый двухсторонний ЦМ-5 75 55 150 200 1950 3.9 1.5
ЦМ-6 100 94 200 160 3104 6.2 5,4
ЦМ-7 67 200 160 2272 4.5 3.1
Гч z \ \
ЦМ-8 75 71 200 120 1752 3.5 4.6
\\ Г/ % ЦМ-9 75 65 2С0 120 1680 3.4 1.8
—nJa'h*—
Для футеровки зон охлаждения цепной зоны и холодильника из-
готовляют многошамотные изделия.
Головка печи, горячая и холодная камеры, дымоходы, борова,
топки, камеры сушильных барабанов и т. п. футеруют шамотными
огнеупорами общего назначения (ГОСТ 390—54) в соответствии с
проектом.
Талькомагнезитовый цельиопиленый кирпич (ГОСТ 1517—42)
марок 200-Б и 200-М (табл. 26), изготовленный по специальному
заказу, применяется для футеровки переходных участков между зо-
ной спекания и смежными — зоной охлаждения и зоной декарбониза-
ции. При обжиге клинкера для белого цемента талькомагнезитовый
кирпич используют для футеровки зоны спекания.
Высокоглиноземистый (более 62% A12OS) кирпич применяется
для футеровки переходных участков (вместо талькомагнезитового) и
404
РАЗДЕЛ V. Обжиг
Таблица 25 Форма и размеры шамотных изделий для футеровки вращающихся печей
Наименование и форма изделий Марка 1 ! Ра а змерЪ В МА б в Объем в еле3 Вес в its Соответ- ствует диа- метру пе- чи в м
Клин торцовый двухсто- ронний О Ц-1 100 92 150 200 2880 5,2 5,1
Ц-1А 80 74 150 200 2310 4,4 5,4
v/zl Ц-2 75 65 150 200 2100 3,8 3,1
\л/л (' Ц-3 75 55 150 200 1950 3,5 1,5
_ Клин ребровый двухсто- ронний * fl Ц-4 100 94 200 160 3104 5,6 5,4 3,1
Ц-5 75 67 200 160 2272 4,1
4 л \\\ Ц-6 75 60 200 160 2160 3,9 1.6
Таблица 26
Форма и размеры талькомагнезитового цельнопиленого кирпича
Примечание. По соглашению сторон допускается изготовление талько-
магнезитового цельнопнлеиого кирпича также и других размеров и форм.
Глава 5. Футеровка печей
405
Форма и размеры магнезиальных огнеупорных изделий для футеровки зоны спекания вращающихся печей
406
РАЗДЕЛ V. Обжиг
керамических теплообменников в печах диаметром 3,6 м и более.
Для зоны спекания вращающихся печей при обжиге клинкера
всех видов, исключая предназначенный для белого и цветных це-
ментов, применяются (ГОСТ 10380—63 взамен ГОСТ 5381—50);
хромомагнезитовый кирпич марок от ХМЦ-1 до ХМЦ-10 для пе-
чей диаметром менее 3,6 м и печей диаметром 3,6 м при легкообжи-
гаемом клинкере, а также для шахтных печей;
магиезитохромитовый обжиговый кирпич марок от МХЦ-1 до
MXU-10;
периклазошпинелидный кирпич марок от ПШЦ-1 до ПШЦ-Юдля
печей диаметром более 3,6 м, а также печей диаметром 3,6 м при
обжиге клинкера тампонажного, высокопрочного, быстротвердеюще-
го и других специальных видов цементов;
безобжиговый магиезитохромитовый кирпич марок БМХЦ-1,
БМХЦ-2, БМХЦ-3, БМХЦ-8, БМХЦ-9 и БМХЦ-10 в металлических
обоймах — для футеровки наиболее высокотемпературного участка
зоны спекания.
Форма и размеры хромомагнезитового пернклазошпннелидного,
магнезитохромитового обжигового и безобжигового огнеупоров при-
ведены в табл. 27; при изготовлении магнезитохромитового безобжи-
гового кирпича в металлических обоймах размеры а и б должны быть
иа 1 мм больше указанных в таблице.
Основные свойства огнеупорных изделий, применяемых для фу-
теровки клинкерообжигательных печей, приведены в табл. 28.
С целью изыскания высокоустойчивых огнеупоров для зоны спе-
кания вращающихся печей большого диаметра и замены хромомагне-
зитовых огнеупоров материалами, не содержащими или содержащи-
ми в незначительном количестве хромитовую руду, в стадии промыш-
ленной проверки находятся футеровки из кирпича, изготовленного
на доломитовой основе (стабилизированные, водоустойчивые доломи-
товые, хромодоломитовые и магнезитодоломитовые), изделия форсте-
ритовые и магнезитовые на шпинельной связке, а также плавленые
литые изделия.
Стабилизированные водоустойчивые доломитовые и магнезито-
доломитовые обожженные изделия получают на основе доломитового
и магнезитодоломитового клинкера, в котором вся окись кальция
связана в трехкальциевый, двухкальциевый силикаты и алюмофер-
риты; двухкальциевый силикат стабилизируется в fl -форме введе-
нием в шихту Р2О5 (фосфорная мука), боросодержащих материа-
лов и небольших количеств хромита. Указанные изделия характери-
зуются высокой огнеупорностью и способностью хорошо набирать
и удерживать на рабочей поверхности защитную обмазку. Недостат-
ком такой футеровки является низкая термическая стойкость.
Форстеритовый кирпич изготовляют на основе природных сили-
катов магния (дунита, серпентинита, оливинита и др.), в которых
главным составляющим минералом является форстерит — MgSiO4.
Периклазовые огнеупоры на шпинельной связке, полученные
в УНИИО, состоят в основном из MgO и шпинели—MgO-Al2Os;
огнеупорность их выше 2000° С, предел прочности при сжатии — не
менее 500 кГ/см2. Для огнеупоров этого вида характерна высокая
устойчивость против основной агрессии.
Плавленые литые изделия предусматриваются; днопсидитовые —
Глава 5. Футеровка печей
407
Характеристика огнеупорных изделий, применяемых в цементной 'промышленности
Примечание По ГОСТ 6298-55 То же По ГОСТ 5040- 58; применять прн температуре не выше 1400‘С; То же, не выше 130С*С
% я вягвэЛ КЕН -qireiHHirouotf .ООН ИОЦ не более 0,7 При 1400е ф 5м ©о ф к При 1400’С не более 1
XBHawooirim Я ЧХЭ0ЯИО1Э ввмээьиидах
10-11 СЧ 1 УЗ (опре деляс ся фа КУЛЬТ! тивно 1
. <2 О° ° «О •&>.О 40% 1 1
•атура д< под нап :Г{см2 в 1 1
Темпер мации 2 к начало | 3 СЧ т—< 1300**
ч1эондопХан*о 1 1710» 1710 1750 1070
tW3ljx я НИ1ВЖ0 иди ихэон -ьоди гатадц L.O СЧ т—« .S СЧ Не менее 45 Не менее 35
% я (ьзкв'тЛжви) чхоогэидоц Ф X более 30 ф ф "а X о ю 1
КМЭ 2 8 ЭЭ8 И1чииэч.до 1 1 1,3 1.3
Содержание гланных окислов в % о 4 с не менее 30 А1,О, + TiO, не_менее 34
Огнеупорные изделия Шамотные Клин торцовый, клин ребровый и нормаль- ный кирпич Миогошамотиые Клии торцовый, клин ребровый Шамотные легковесные Vauunn'ifl А П.1 Q м ! i з S S 1 £
Продолжение табл. 28
Огнеупорные изделия Содержание главных окислов в % Объемный вес в г/см1 Пористость (кажущаяся) в % Предел проч- ности прн сжатии в кГ1см? Огнеупорность Температура дефор- мации под нагрузкой 2 кГ}см* в °C Термическая стойкость в теплосменах Дополнитель- ная усадка в % Примечание
начало 4% 40%
Талькомагнезнтовые цельнопнленые Клиновый 3 MgO-4SiO2- •Н2О с приме- сями хлорита, карбоната, магнезита и др. — 0,7—2,7 (истин- ная) Не менее 80 Не менее 1540 1275— 1440 — 1470— 1520 8 При 1400°С не более 1,3 По ГОСТ 1517—42
Хромомагиеэи- товые Клин торцовый MgO —42 СгаО, — 15 — 24—25 250—200 — 1450 — — — — По ГОСТ 10380-63
Магиезитохроми- товые Клин торцовый MgO-60 GraO, — 8 — 13 — 23—24 250—200 — 1500 — — 8 — То же
Магнезнтохроми- товые безобжнго- вые в металличе- ских кассетах Клин торцовый MgO — 60 CraO, — 8 — 25 250 — — — — —
Продолжение табл. 28
Огнеупорные изделия Содержание главных окнслов в % Объемный вес в г, см3 Пористость (кажущаяся) в % Предел проч- ности при сжа- тии в кПсм2 Огнеупорность Температура деформа- ции под нагрузкой 2 кГ/см* в ”С Термическая стойкость в теплосменах Дополнитель- ная усадка в % Примечание
начало 4% 40%
Периклазошпнне- лидиые Клин торцовый MgO — 60 СгаО,—10—17 — 17—20 400—300 — 1540 — — 5—3 — По ГОСТ 10380—63
Доломитовые стаби- лизированные обожженные Клиновые MgO —30 СаО — 46 s;o„ —16 RaO3 — 5 Р2О5 - 1 КН — 0,89 2,8— 2,9 14 800— 1000 1770— 1780 1550— 1610 — 1680— 1690 1—2 При !700°С 1,37 Опытная пар- тия изготовле- на по ВТУ УНИИО
Магиезито-дол оми- товые обожженные Клиновые MgO — 55 — 70 СаО — 17 SiO2 — 5 R3O, - 6 Р,О5 - 0.5 КН—0,96 2,9— 2,95 14 1000 2000 1700 — — 1—2 При 1700°С 1.6 То же
* По договоренности с заказчиком допускается 1670°С. ♦* ГОСТ 1599—53.
РАЗДЕЛ V. Обжиг Глава 5. Футеровка печей
410
РАЗДЕЛ V. Обжиг
для порога, холодильника и зоны охлаждения; кордиеритовые — для
элементов теплообменных устройств. Предел прочности кордиерито-
вых изделий при сжатии 1400 кГ/см*. термостойкость изделий очень
высокая — после 30 водных теплосмеи (при 800—20е С) не наблюда-
лось следов разрушения: температура начала деформации под на-
грузкой 2 кПслР— 1340°С. 4% деформации при температуре 1380—
1400° С; огнеупорность 1430° С: коэффициент термического расшире-
ния в пределах 20—1000°С— а. 10®= 1,52.
3. ОГНЕУПОРЫ. ПРИМЕНЯЕМЫЕ ДЛЯ ФУТЕРОВКИ
ВРАЩАЮЩИХСЯ ПЕЧЕЙ ЗА РУБЕЖОМ
В цепной зоне—шамот обычный, содержащий 35—40% AljOj,
или бетонная набивная футеровка.
В зоне подсушки, дегидратации и декарбонизации — шамот обыч-
ный, содержащий 35—40% А12О3, шамотный легковес с объемным
весом 1—1.2 г/см3, шамот с повышенным содержанием А12О3—50—
70%, полукислые огнеупоры.
В зоне спекания — высокоглиноземистые, содержащие 70—80%
А12О3 (США, Англия, Япония), магнезитовые — лэвенит-1. радекс-А,
анкроль-1 (Австрия, ЧССР. Англия и др.), хромомагнезнтовые —
радекс СК. радекс Е и т. п , безобжиговые магнезиальные огнеупоры
в металлических обоймах (Австрия, Австралия), доломитовые (Ан-
глия), хромодоломитовые — «магнекон» (Канада, США. Мексика,
Бразилия, Швеция, Бельгия. Финляндия. Сев. Африка).
Технические свойства некоторых из указанных видов огнеупоров
приведены в табл. 29 и 30.
Срок службы огнеупоров в зоне спекания печей в США — от г
до 12 месяцев, в Канаде— 10—16 месяцев, Австрии и ЧССР—12—
16 месяцев.
4. КЛАДОЧНЫЕ РАСТВОРЫ И БЕТОНЫ
Огнеупоры в печи укладывают иа растворах определенного со-
става. При использовании магнезиальных огнеупоров в зоне спека-
ния вращающихся печей можно производить кладку на металличе-
ских гладких или гофрированных пластинах, форма и размеры ко-
торых соответствуют поверхности кирпича: в продольных швах —
прямоугольная, а в поперечных — трапецеидальная; толщина глад-
ких пластин— 1,25—2 мм, гофрированных— 1—1,5 мм, высота волны
около 2 мм.
За рубежом применяют кладку на пластинах, из кирпича с впрес-
сованной пластиной и на растворе.
Для печей диаметром 3.6 м и более предпочтительна кладка иа
растворе, так как при этом достигается лучшее сцепление футеровки
с кожухом печи.
При футеровке печей используют кладочные растворы следую-
щих составов.
При укладке шамотных изделий:
а) портландцементное тесто:
портландцемент марки 400 и выше, 30—40°/п воды (полу-
густая консистенция);
Глава 5. Футеровка печей
411
н S’ о 3 5s (Австралия) | СС 1,81 5,3 о « 0,26 25 ~0,7
Шамотные S 1,02 2,3 1.42 0,41 41 ~0.6
Полукис- лип 1,2 1.02 0,22 0,36 82 ~1 1
Шамотные (ЧССР) | о 2 а 3 повышен- ным содер- жанием О Е 1 1 1111 8-15
шамот твердый § J 2-3 1 8-11
облегчен- ный 1111 1 1
нормальный । 7 । । । । । 1 со сч 11,5-15
Высокоглиноземиетые с содержанием А^О, (Англия) 1 70—/3 2-2,5 2-2,5 0,2—0,4 0,3—0,5 оа от е с о 27—31
S J. о 2—2,5 2-2,5 0,2—0,4 0,3—0,5 ЯП Я9 26-30 25—29
Показатели Содержание в %: А1,О, Т1О, Fe,0 СгА MgO SiO, Р.П пористость в у0; истинная И и № а £ л *
» Показатели Высоко глиноземистые с содержанием Al2O8 (Англия) Шамотные (ЧССР) Полукис- лые Шамотные Высокогли- ноземистые
нормаль- ный облегчен- ный шамот твердый шамот с повышен- ным содер- жанием Ai2O,
60—65% 70—73%
(Австралия)
Объемный вес в г/см3 2,15—2,33 2,22—2.35 1,8—2 1—1,2 1,95—2,15 1.9—2,2 — — —
Удельный вес в г/слс®. 3,15 3,27 — — — — — —
Предел прочности в кГ/см2 — — 100 Не менее 20 280—400 250—500 — — —
Огнеупорность в °C 1770 (SK№35) 177 (SKM35) 1690—1750 1630—1670 1580—1750 — — —
Температура деформа- ции под нагрузкой 2 кГ/см2 в °C . . — — 1330—1410 1020—1140 1280—1440 1480—1520 — — —
Дополнительная усад- ка в % ...... — — При 1400° С —0,5 — Прн 1400» С —0,3; —0,8 t При 1500°С —0,5; —0,8 —• — —
Термическая стойкость в теплосменах — — 8—12 — Миним. 10 12—20 — — —
Таблица 30
Характеристика магнезиальных огнеупоров, применяемых за рубежом
Показатели Магнезите- хромитовые необжиго- вые Доломито- вые обжи- говые Магнезито- хромитовые Хромодоломи- товые ,маг- некон" (Кана- да) Ловениты (ЧССР—CSN 726106—726112) „Анкрал* (Австралия) Магнези- альные (Румыния)
без- обжиго- вые обжи- говые
□ LID НЭП О LIII
(Англия) (Австралия)
Содержание в %: А12О, по, Fe,O, ........ Сг2О8 СаО . . . ..... MgO SiOa R..O 4-6 8—10 1—2 66—70 1—2 1—3 0.1—0.2 1—3 48—50 36—40 0,1 2—3 8,06 7,14 7,34 65 5,17 0.2 14,35 0,43 11,68 17—16 46 8,71 0,2 4—5 6,5—8,5 6—8 17—21 53—55 9—10 6—10 3,6 86 2,9 6-9,5 2,5 87 1,5 32 10 5 70 17 42 7 11 111 1 11 Макс. 3 Макс. 12 Макс. 3 Миним. 70
Пористость в %: истинная кажущаяся 20—22 18—20 20—22 19—20 — — 16—20 24 20 25 23 25 -21 18
Обт смиый вес в г/сж’ VzU BCL- В bft'Jn • 2,81—2,88 2,01—2,68 - - — — - - — - 2,95 2.6
Удельный вес в г{см3 3,6 3,25 2,88 - 2,88 - — —
Предел прочности при сжа- тии в кПсм2 . . - - - - 350—450 400 300 200 240 135 450 -400
Огнеупорность в °C . 1920 (SK№40) 1920 (SKM40) - - — — - >2(00 (SK>№42) —
Температура деформации под нагрузкой 2 кПсм* в °C: начало разрушения . . , разрушение . .... — — 1600 1600 1670 1300 1400 1500 1500—1550 1600—1650 —
Термостойкость в теплосме- нах — — — — Не ме- нее 10 — | 40 (водные т смены 920- гпло- —20°) 40 100 — —
РАЗДЕЛ V. Обжиг ____________Глава 5- Футеровка печей
414
РАЗДЕЛ V. Обжиг
б) шамотно-цементный раствор:
шамот с величиной зерен меньше 0,5 мм—1—2 объемные
части;
портландцемент марки 400 и выше — 1 объемная часть;
вода — 30—40% к весу сухой смеси;
в) шамотно-глиняный раствор на жидком стекле:
шамот молотый (ГОСТ 6137—52)—8—9 объемных частей;
огнеупорная глина молотая (ТУО 51 и ТУО 27—54) — 2—3
объемные части;
жидкое стекло (плотноссью 1,3—1,35)—35—40% от веса су-
хой смеси;
г) шамотно-глиняный раствор на воде:
состав тот же, что и шамотно-глиняного раствора на жидком
стекле, но вместо жидкого стекла 30—40% воды; перед
употреблением в готовый раствор прибавляют 10% порт-
ландцемента (от веса сухого материала);
д) раствор для подмазки заклепочных головок, болтов, креп-
ления деталей печей:
шамот с зерном до 0,5 мм — 3 объемные части;
шамот мельче 0,5 мм — 2 объемные части;
асбест мягкий V—VI сортов — 1 объемная часть;
портландцемент— 10% от веса готовой смеси;
жидкое стекло (плотностью 1,35—1,38) —20—30% от веса су-
хой смеси (густая консистенция).
При укладке магнезиальных огнеупоров:
а) магнезиальный раствор № 1:
молотый магнезиальный порошок МПК;
15—20% (от веса порошка) жидкого стекла плотностью
1,35—1,38 (консистенция полугустая);
б) магнезиальный раствор № 2:
молотый магнезиальный порошок МПК;
молотые чугунные опилки (5:1 по объему);
25—30% жидкого стекла плотностью 1,35—1,38 (к весу сухой
смеси);
в) каустический раствор № I1:
каустический магнезит (ГОСТ 1216—41) II и III классов —
4 объемные части;
колчеданные огарки — 1 объемная часть;
молотые чугунные опилки — 2 объемные части;
жидкое стекло плотностью 1,35—1,38 — около 40% от веса
сухой смеси;
г) каустический раствор № 2'
каустический магнезит II и III классов — 3 объемные части;
колчеданные огарки — 1 объемная часть;
жидкое стекло плотностью 1,35—1,38 — около 50% от веса
сухой смеси;
д) хромомагнезитовый раствор № 1:
хромомагнезитовый бой молотый — 2 объемные части;
чугунные опилки молотые — 1 объемная часть;
жидкое стекло—15—35% от веса сухой смеси;
е) хромомагнезитовый раствор № 2:
Глава 5. Футеровка печей
415
хромомагнезитовый бой молотый — 5 объемных частей;
колчеданные огарки — 1 объемная часть;
жидкое стекло — 30—40% от веса сухой смеси.
Для футеровки стационарных частей печной установки холодной
части зоны испарения и входной части клинкерообжигательной печи
можно применять жароупорный бетон. Бетонную набивную футеров-
ку, за исключением части, расположенной в первой половине цепной
завесы, следует армировать; арматуру необходимо закладывать к ко-
жуху печи Ближе, чем к рабочей поверхности, и прочно крепить к
кожуху. Жароупорный бетон можно применять также в виде бло-
ков.
К жароупорным относятся бетоны, пригодные для работы при
температуре выше 250° С. Армированный жароупорный бетон пред-
ставляет собой жароупорный железобетон. Предельная допустимая
температура нагрева рабочей арматуры, расположенной со стороны
ненагретой грани, должна быть не выше 350° С. Если арматура раз-
мешена со стороны нагретой грани, то ее температура не должна
превышать 500° С; в последнем случае арматура не должна иметь
сцепления с бетоном (для этого ее покрывают слоем битума пли мас-
сой из измельченного асбеста, затворенного водой).
В зависимости от вида применяемого вяжущего вещества жаро-
упорные бетоны разделяются на бетоны на глиноземистом и на высо-
коглиноземистом (73% А12О3) цементах, бетоны на портландцементе с
тонкомолотой добавкой, бетоны на шлакопортландцементе, воздуш-
нотвердеющие бетоны на жидком стекле с кремнефтористым натри-
ем, бетоны из хромомагнезитовой смеси на сернокислом магнии и
ЧМТУ
сульфитно-спиртовой барде ( ~у^ИИо~9—59).
Тонкомолотые добавки вводятся в жароупорные бетоны на порт-
ландцементе и на жидком стекле с кремнеф гористым натрием. Жаро-
упорные бегоны можно применять при температурах элементов кон-
струкции не выше указанных в табл. 31.
Составы и предельная температура службы жароупорных бето-
нов приведены в табл. 31, технические требования к ним — в
табл. 32.
Выбор бетона для футеровки различных установок и участков
печи производится с учетом службы и свойств бетона.
Гипроцемент проводит работу по усовершенствованию состава
магнезитового бетона на жидком стекле и шамотного бетона на
жидком стекле: вместо кремнефтористого натра вводится 0,3—0,5%
портландцемента от веса сухой массы. После сушки образца в воз-
расте 1 суток при 110°С в течение 5 ч предел прочности его достига-
ет: при изгибе —64 кГ/см2, при сжатии—195 кГ/см2. Термостой-
кость характеризуется 21 теплосменой (водной). После 4-ч обжига
при 1200° С прочность возрастает: при изгибе — до 120 кГ!см\ при
сжатии — до 385 кГ/сл2; термостойкость — 25 теплосмен. Пористость
такого образца составляет 23,2%, усадка — 0,98%; температура де-
формации под нагрузкой: начало—1220°С; 4%-ная деформация —
1280° С, разрушение— 1360° С. Огнеупорность—1670° С.
Для жароупорного бетона применяют цемент не ниже марки 400.
Жидкое стекло должно соответствовать требованиям ГОСТ
962—41, модуль не ниже 2,4 и не выше 3; плотность 1,38.
Составы бетонов
Таблица 31
Предельная темпе- ратура службы бе- тона в °C при одно- стороннем нагреве Материалы, входящие в состав бетона Расход материалов в кг на 1 м3 бетонной смесн
вяжущее тонкомолотая добавка стабилизатор или добавка, обеспечиваю- щая твердение мелкий и крупный заполнители вяжущее тонкомолотая добавка стабилизатор или добавка, обеспечиваю- щая твердение заполнители
мелкий крупный
1700 1200 1100 900 800 700 700 700 700 700 Портландцемент Портландцемент*** Портландцемент То же Портландцемент*** Хромит—магнезит Шамот классов А, Б Шамот класса В, лесс, лессовид- ный суглинок Цемянка Топливный клин- керный шлак Пемза, цемянка, доменный грану- лированный шлак Зола-уиос Пемза, цемянка, гранулирован- ный доменный шлак Зола-унос Пемза, семянка, гранулирован- ный доменный шлак Бетоны на пс Фосфоритная мука То же >ртлаидцемеите Хромит Шамот классов А, Б Шамот класса В Бой глиняного обыкновенного кирпича Топливный клин- керный шлак Базальт, диабаз, андезит То же Отвальный домен- ный шлак То же Артикский туф 300 350—450 350—450 ЗОС—400 350—450 350—450 350—450 350—450 350—450 300—400 600** 350—450 350—450 300—400 350—450 350—450 175—225 350—450 175—225 300—400 ' 30* 900 550—450 550—450 500—400 550—450 750—650 850—800 800—700 900—800 450—400 1100 550—450 550—450 500—400 350—250 750—650 850—800 800—700 900—800 450—400
27—1621
Продолжение табл. 31
Предельная темпе- ратура службы бе- тона в’Спри одно- стороннем нагреве Материалы, входящие в состав бетона Расход материалов в кг на 1 м3 бетонной смеси
вяжущее тонкомолотая f добавка w стабилизатор илн добавка, обеспечиваю- щая твердение мелкий н крупный заполнители вяжущее ’тонкомолотая добавка стабилизатор или добавка, обеспечиваю- щая твердение заполнители
мелкий крупный
350 Портландцемент илн шлакопорт- ландцемент Пемза, цемянка, гранулирован- ный доменный шлак Фосфоритная мука Базальт, диабаз, андезит 300 — 950 950
350 350 350 То же То же То же Бетон на пери Отвальный домен- ный шлак Артикскнй туф Бой глиняного кирпича клазовом цементе 300 300 300 __ 30* 1000 600 650 1000 600 650
1700 Периклазовый це- мент • Титано-глино- земистый шлак Хромит 950**** — 250 1500 —
1700 То же То же Бой магнезито- хромитового кирпича 575**** — 225 1600 —
1700 - Бетон на ж Дунит ндком стекле 725**** — 1675 —
1400 Жидкое стекло плотностью 1,36— 1,38***** Бой магнезитового кирпича Кремнефторн- стый натрий Бой магнезитово- го кирпича 300—350 600 18—20 600 1150
РАЗДЕЛ V. Обжиг Глава 5. Футеровка печей
418
РАЗДЕЛ V. Обжиг
С;
| Расход материалов в «на 1 м3 бетонной смеси | 1 заполнители 1 иганиЛСя О ООО о О 10 10 10 10 СО т-< СМ Г~- г* гЧ Т—< О ООО о 10 S 00 S 5 700 900 400 700
эинэтгбэях ввтп -отвяиьзнээдо ‘ВЯЯВуОР И1ГИ dOXBBHVHQBXO 1 оо Х—< 10 1 10 с СО V .1 со т с 1Г 5 35—40 40—50
вмявдои ВВХОКОИОЯНОХ ззтпЛжбя 350-400 500 1 10 со 250—300 700 35С>—400 500 мл—400 500 ЗСО—350 500 350—400 400
1 Материалы, входящие в состав бетона мелкий и кпупный заполнители Шамот класса А м ст > с с с. ст й h А, Б Шамот класса В. бой полукисло- го огнеупора классов А, Б, В Базальт, диабаз, андезит Бой глиняного обыкновенного кирпича
стабилизатор тонкомолотая или добавка, лобапка обеспечиваю- си Я С f I Бой магнезитового Кремиефтори- S S $ я « о i ь J га S в. ч £ S > ЛриМП! „ Шамот классов А, „ Б Шамот класса В. андезит Шамот класса В, . андезит, диабаз То же •
вяжущее Жидкое стекло плотностью 1,36— 1,38***** То же •
asaojBH ианноёохэ
онио и(1п зо я виох
3Q нржЛкэ Ed.CiEd
-зим эх KBHqiravadu
8
Ю Q га
S
Я £
s й
X Е 2
Глава 5. Футеровка печей
419
Применение технического кремнефтористого натрия, содержа-
щего менее 90% Na2SiF6, не допускается.
Фосфористая мука должна отвечать требованиям ГОСТ 5716—
51, содержать не менее 19% фосфорного ангидрида Р2Оь в пересчете
иа сухое вещество.
Крупный и мелкий заполнители должны быть чистыми, не со-
держать посторонних примесей.
Хромит должен отвечать требованиям ЧМТУ 5555—56, содер-
жать не менее 45% Сг20з, не более 8% SiO2 и 16% 1е20з и FeO
(в пересчете на окись железа) и не более 1,5% СаО.
Металлургический магнезитовый порошок (ТУО 40), предназна-
ченный для тонкомолотой добавки, должен содержать не менее 88%
MgO, не более 4% SiO2 и 4% СаО, потеря при прокаливании — не
более 0,6%. Если магнезит при затворении на жидком стекле без
кремнефтористого натрия через час начинает схватываться, его сле-
дует распределить слоем 5—10 см, слшка увлажнить, накрыть мок-
рой мешковиной и дать вылежаться при температуре 16—25° С в те-
чение 5 суток; после этого магнезит подсушивают, слежавшиеся ком-
ки размельчают.
Тонкомолотые добавки размалывают до прохождения через сито
№ 0085 не менее 70%.
Максимальный размер зерен крупного заполнителя для жаро-
упорных бетонов не более 20—25 мм, минимальный размер зерен
крупного заполнителя 5 мм.
При укладке бетонной набивной футеровки бетон укладывают
отдельными полосами, вытянутыми вдоль образующей печи; ширина
бетонируемых полос не должна превышать '/|2 окружности печи.
Бетон должен быть тщательно проштыкован, уплотнен; необхо-
димо, чтобы он плотно примыкал к арматуре, кожуху, отдельным
деталям печи и к огнеупорной футеровке смежного участка,
Толшину бетонной кладки контролируют с помощью деревянных
«маяков».
Сушка и разогрев агрегатов, футерованных жароупорным бето-
ном, могут осуществляться только после достижения бетоном проект-
ной прочности, но не раньше:
для бетона на глиноземистом цементе и жидком стекле с кремне-
фтористым натрием — 3 суток;
Для бетона на портландцементе — 7 суток.
Сушку футеровки жароупорного бетона следует начинать нагре-
тым сухим воздухом или газом, получаемым от действующих агрега-
тов, приставных топок, калориферов и т. п. Необходимо обеспечить
вытяжку паров воды, выделяющихся при сушке.
При сушке набивной футеровки толщиной до 200 мм из жаро-
упорного бетона скорость подъема температуры до 100—150° С
должна составлять 10—20° С в час, выдержка при этой температуре
кпоог-4’ нагРевание До 600°С — со скоростью 100—200°С в час; от
оии С до рабочей температуры — в обычном порядке.
В. ТЕПЛОИЗОЛЯЦИОННЫЕ МАТЕРИАЛЫ
Ниже (табл. 33) приводятся данные о свойствах некоторых ма-
териалов и изделий, применяемых для тепловой изоляции отдельных
27*
420
РАЗДЕЛ V. Обжиг
Основные свойства жаростойких
Материалы, применяемые в бетонах Предельная температура службы бетона при односто- роннем нагреве элемента в °C Минимально допустимая марка бетона
вяжущее Тонкомолотая добавка мелкий и крупный заполнители
Портландцемент с фос- форным ангидридом Высокоглиноземнстый цемент Периклазовый цемент Глиноземистый цемент Жидкое стекло с крем- неф гористым на- трием То же Глиноземистый цемент Жидкое стекло с крем- иефторлстым на- трием Портландцемент Хромит и магнезит Не применяется То же Бой магнезитового кирпича Хромит Не применяется Бой магнезитового кирпича Шамот классов А и Б Хромит Бой высокоглинозе- мистого кирпича Хромит с титаиогли- ноземистым шла- ком, бой магнезито- хромитового кир- пича с титаногли- ноземнетым шла- ком, дунит Хромит Бой магнезитового кирпича Хромит Шамот класса А То же Шамот классов А и Б Выс 1700 1700 1700 О 1400 1400 1100 Ж 1300 1300 1200 окоогне 250 250 250 гиеупор 250 150 150 ароупор 250 150 250
Глава 5. Футеровка печей
421
Таблица 32
к ним
Минимально допустимая остаточная прочность бетона в % после нагревания до 800’С Величина огневой усадкн в % после нагревания до предель- ной температуры службы с выдержкой 2 ч Температура в °C, при ко- торой под на- грузкой 2 кПсм1 деформации составляют Огнеупорность в °C Дополнительная характери- стика бетона
4% 40% (разру- шение) связки бетона
упорные б< 30 30 30 ные бетош 30 70 90 н ые бетон 30 70 30 ‘ТОНЫ 1.5 1 0.6 4 0.8 1 0.6 ы 0,6 0.4 0.6 1500 1500 1400— 1600 1350 1250 1100 1250 1300 1150 1600 1650 1600— 1700 1450 1450 1200 1350 1450 1250 Выше 1770 Выше 1770 2000 1450 Выше 1700 1700 1450 1700 1300 Выше 1770 Выше 1770 Выше 1770 1700 Выше 1700 1700 1500 1500 1550 Стоек против основного шлака, в кислой агрессив- ной среде разрушаете» В условиях постоянного воз- действия паровой среды или воды непригоден Не рекомендуется применять в конструкциях, толщина которых превышает 40 см, и при температурах служ- бы менее 800°С Стоек в условиях действия расплавов NaCi, Na2SO4, Na-jSOs, NaF и плава содо- регенерационных агрегатов То же, и кислой среды (кро- ме HF) Не рекомендуется применять в коистр укциях, толщина которых превышает 40 см, и npi температурах служ- бы меиее 80о°С Стоек в условиях действия расплавов NaCi, NakSO4, NijCO» NaF и плава содо- регенерационных агрегатов Не допускается пр шенение в кислой агрессивной среде
422
РАЗДЕЛ V. Обжиг
Материалы, применяемые в бетонах эатура 4 односто- мента в тимая
вяжущее тонкомолотая добавка мелкий и крупный заполнители Предельная темпе] службы бетона npi роннем нагреве эле Минимально допус марка бетона
Портландцемент Шамот классе В, лесс, лессовидный суглинок Шамот класса В 1100 250
Жидкое стекло с крем- нефторнстым на- трием Тальк Тальк 1100 100
То же Шамот классов А и Б Шамот классов А и Б 1000 150
Шамот класса В, ан- дезит Шамот класса В, бой полукислого огне- упора классов А, Б, В 900 150
Портландцемент Цемянка Бой глиняного кир- пича 900 100
• Топливный каширский шлак Топливный кашир- ский шлак , 800 ' 150
- Пемза, цемянка, аола- унос, доменный гра- нулированный шлак Базальт, диабаз, ан- дезит 700 250
То же Отвальный доменный шлак 700 150
* > Артикский туф 700 100
Жидкое стекло с крем- нефтористым на- трием Шамот классов Б, В, андезит, диабаз Базальт, диабаз, ан- дезит 600 150
То же То же Бой глиняного кир- пича 600 100
Портландцемент Не применяется Базальт, диабаз, ан- дезит 350 250
- То же Отвальный доменный шлак 350 150
- Артикский туф, бой глиняного кирпича 350 100
Глава 5. Футеровка печей
423
Продолжение табл. 33
Минимально допустимая остаточная прочность Сетона в % после нагревания до 8(кгС 1 Величина огневой усадки в % после нагревания до предель- ной температура! службы с выдержкой 2 ч Температура в *С, при ко- торой под на- грузкой 2 кПсм1 дефор- мации состав- ляют Огнеупор- ность’ в ®С Дополнительная характеры- стика бетона
4% 40% (раз- руше- ние) связки бетона
so 50 00 90 30 30 40 40 40 80 80 0,6 0,6 0.4 0,4 0.4 0,4 1100 1200 1000 950 950 1100 1200 1250 1200 1150 1150 1150 1250 1300 1400 1300 1050 1250 1500 1400 1550 1500 1200 1350 Не допускается применение в кислой агрессивной среде Стоек в условиях действия расплавом NaCl, NisSO4, Na2CO3, NiF и плава содо- регенерационных агрегатов Стоек в условиях действия кислой среды (кроме HF) То же Не допускается применение в кислой агрессивной среде Тэ же Стоек в условиях действия кислой сре,1Ы (кроме HF) Не допускается применение в кислой агрессивной среде То же
424
РАЗДЕЛ V. Обжиг
зон вращающихся печей, головок, газоходов, трубопроводов, аспира-
ционных установок и т. п.
Таблица 33
Основные свойства теплоизоляционных материалов
Материалы Объемный вес в кг 1м3 Предел прочности при сжатии в кГ/см2 Коэффициент теплопровод- ности в ккал! мч град Максималь- ная рабочая темпера- тура в °C
Асбест распушенный:
III сорт 340 — 0,0754-0,21 k* 500
V 650 — 0,0954-0.16 k 500
VI 800 — 0,184-0,16 k 500
Асбестовый картон 900 — 0,144-0,15 k 500
« шнур 800 — 0.114-0.13 k 300
Асбозурит (изделия) 700 18 0,144-0,14 k 250
Асботермнт (изделия) .... 670 20 0,1 4-0,08 k 600
Диатомит необожженный в по-
рошке 550 — 0,084-0,21 k 900
Диатомит обожженный в по- Idfto
рошке 550 — 0,0854-0,215 k
Диатомитовый кирпич .... 700 12 . 0,174-0,28 k 950
Стеклянная вата 250—300 — 0,0324-0,22 k 600
Стеклянное волокно..... 100—200 — 0,0254-0,25 k 600
Шлаковая минеральная вата:
1-й сорт 200 — 0,0484-0.13 k —
2-й 300 — 0,0524-0,135 k —
3-й 300 — 0,064-0.135 k —
Шамотный легковес ..... 1300 50 0,354-0,3 k 1300
То же. с выгорающими до- бавками 1000 30 0,254-0,22 k 1250
Шамотный пенолегковес . . . 640—610 25—35 0,084-0,14 k 1150—1300
**=10~3#Ср-
Шамотный легковес с объемным весом не выше 1,3 т/м3 и пре-
делом прочности при сжатии не ниже 45 кГ/см2 может применяться
для термоизоляции футеровки зоны дегидратации, подогрева и де-
карбонизации вращающихся печей в виде лещадки размером 115Х
X40X 230 и 115 X 20 X 230 мм или в виде клинового кирпича для от-
крытой футеровки; в этом случае желательно применять легковесный
шамот с повышенным содержанием А120з(52% и выше).
Асбестовый картон и шамотную лещадку 115X40X230 мм укла-
дывают в частях печи, где нет заклепочных соединений.
Асбест механического обогащения мягкий (V и VI сортов) и
шамотную лещадку 115X20X 230 мм применяют в местах заклепоч-
ных соединений.
Глава 5. Футеровка печей
42
6. РАЗМЕЩЕНИЕ ОГНЕУПОРОВ ПО ДЛИНЕ ПЕЧИ
Технологические зоны вращающихся печей различных размеров и
конструкций занимают:
зона подсушки и подогрева — около 50% всей длины печи;
» декарбонизации — 25—28%;
» спекания— 10—15% (от 4,5 до 6 диаметром печи);
» охлаждения — 2—4%.
На заводах с разными технологическими условиями (свойства
сырьевой смеси, вид топлива, конструктивные особенности печи, те-
плообменных устройств и т. п.) схема размещения огнеупоров преду-
сматривается проектом, а затем уточняется в процессе работы.
Примерная схема размещения огнеупоров во вращающейся печи
длиной 150 м приведена в табл. 34.
7. ПРИЕМКА, ХРАНЕНИЕ И ТРАНСПОРТИРОВАНИЕ ОГНЕУПОРОВ
Огнеупорные изделия и материалы для футеровки печей должны
удовлетворять требованиям стандартов или технических условий на
них и иметь паспорт завода-изготовителя. Приемка, хранение и
транспортирование огнеупоров осуществляются согласно ГОСТ
8179—56.
Перевозить огнеупоры рекомендуется в пакетах и на поддонах
в контейнерах.
Размещать огнеупорные материалы на складе огнеупоров сле-
дует по маркам, классам и сортам.
Огнеупоры должны быть защищены от увлажнения.
Материалы для изготовления растворов, подмазок и бетонов
(металлургический магнезит, молотые чугунные опилки, молотый
шамот и огнеупорная глина и т. д.) должны храниться в закрытом
сухом помещении в упакованном виде или в отдельных закромах,
бункерах и т. п. в условиях, исключающих загрязнение.
Молотую огнеупорную глииу и бочки с жидким стеклом необхо-
димо хранить в утепленном складе.
Металлические пластины, поступающие на склад, должны хра-
ниться в ящиках на стеллажах в условиях, исключающих ржавле-
ние. Хранить прокладки на полу, а также россыпью запрещается.
Склад следует располагать вдоль железнодорожного пути; раз-
грузочная платформа должна находиться на одной отметке с полом
вагонов; ширина платформы должна обеспечивать возможность про-
езда автокара (или электрокара). Крыша склада должна иметь свес,
защищающий платформу от осадков. Кирпич должен храниться на
складе уложенным в клетки или на поддонах контейнеров в шта-
белях.
Длительное хранение магнезиальных огнеупоров в цехе обжига
разрешается только под холодными частями печей.
Доставленный в цех обжига огнеупорный кирпич должен быть
сложен в клетки и штабеля, на которых следует сделать соответст-
вующие отметки о марке, классе и сорте изделий.
8. КЛАДКА ФУТЕРОВКИ
Кладка футеровки производится в соответствии с инструкцией
СН 64—59.
28—1621
Таблица 3<
Примерная схема размещения огнеупоров во вращающейся печи длиной 150 м
Участки печи Вид огнеупора Толщина футеровки в мм Заполнение швов кладки Толщина шва в мм
Головка печи Шамотный кирпич прямой класса Б, I и 11 сортов 115 Цементное тесто полугустой консистенции
Холодильники Многошамотный кирпич марок ЦМ-6, ЦМ-7, ЦМ-8, ЦМ-9— 1 и 11 сортов 160—120 То же I
Рекуператоры Многошамотный кирпич класса Б, I и 11 сортов, изготовленный по заказам и чертежам цементных заводов, или шамотный кирпич классов Б и В, I и II сортов; стальные жаростойкие плиты 65—100 •
Зона охлаждения: а) консольная часть и обрат- ный конус Многошамотный кирпич марок ЦМ-8 и ЦМ-9, ЦМ-6 и ЦМ-7 120—160 Шамотный раствор на жидком стекле или шамотно-порт- ландцементный раствор До 2
б) рекуператорные окна Многошамотный кирпич марок ЦМ-3, ЦМ-4 и ЦМ-5 200 То же
в) порог н жаровое кольцо Многошамотный кирпич марок UM-1, ЦМ-1А, ЦМ-2, ЦМ-3, ЦМ-4 и ЦМ-5 500—600 Цементное тесто полугустой консистенции
Передний переходный участок (охватывает часть зоны охлаж- дения, примыкающую к участ- ку, футерованному высокоогне- упорным материалом) Высокоглнноземистый кирпич нли талькомагнезитовый кирпич марок 200-Б и 200-М (ГОСТ 1517—42 200 200 Шамотно-глиняный раствор на жидком стекле Магнезитовый раствор на жид- ком стекле илн цементное тесто полугустой консистен- ции
Продолжение табл. 34
Участки печн Вид огнеупора Толщина футеровки в мм Заполнение швов кладки Толщина шва в мм
Наиболее высокотемпературный участок: а) горячая часть ^зоны охлаж- дения б) зона спекания в) зона*" экзотермических ре- акций Хромомагнезитовый кирпич ХМЦ Хромомагнезитовый кирпич или безобжнговый магнезитохро- митовый кирпич в кассетах БМХЦ или обжиговый магнезитохромн- товый кирпич МХЦ Периклазошпинелидный кирпич ПШЦ или тальковый кирпич* I сорта Хромомагнезитовый кирпич ХМЦ 200 200—230 230 200—230 200—230 200 200 Магнезитовый раствор на жид- ком стекле полугустой кон- систенции или металлические прокладки, гофрированные либо плоские То же Металлические кассеты Магнезитовый раствор на жид- ком стекле полугустой кон- систенции или металлические прокладки, гофрированные или плоские То же Магнезитовый раствор на жид- ком стекле или цементное тесто полугустой консистен- ции Магнезитовый раствор на жид- ком стекле полугустой кон- систенции или металлические прскладки, гофрированные либо плоские 1,5—2,5 1,25 Продольные до 2,5; попереч- ные до 3 1,5-2,5 До 2,5 Продольные до 2,5; по перечные до 3 1,5-2,5
РАЗДЕЛ V. Обжиг_______ _ _ рлада 5. Футеровка печей
428
РАЗДЕЛ V. Обжиг
родолжение табл.
Глава 5. Футеровка пеней
429
По своему характеру и объему футеровочные работы подразде-
ляются на три группы.
Первая группа — полная футеровка всего печного агрегата при
монтаже новых печей и реконструкции действующих.
Новая футеровка в зависимости от размеров печи укладывается
последовательно отдельными захватами.
В табл. 35 указаны размеры печей, число и длина захваток.
Таблица 35
Число и длина захваток
Размеры печи в м Примерное число захваток Примерная длина одной захватки в м
3/2Л1 3X127 3 42
3,6 /3.3/ 3.6X150 2 75
4,5X170 3 57
5X185 3 61
На протяжении каждой захватки укладывается огнеупор опре-
деленного вида, формы и размера. Наиболее высокотемпературный
участок следует футеровать в последнюю очередь.
Вторая группа—частичная замена футеровки; границы участка,
подлежащего замене, уточняются при выломке футеровки; работы
могут производиться в одну, две и три захватки.
Третья группа — местные горячий и холодный ремонты футеров-
ки; заключаются в установке «заплат» и замене футеровки по всей
окружности на длине ие более 1 м.
Горячим считается ремонт, при котором охлаждение печи дли-
лось не более 8 ч. При охлаждении печи свыше 8 ч ремонт считается
холодным. Горячий ремонт из соображений техники безопасности
и охраны труда может производиться только на участках, ближай-
ших к головке печи.
На данном участке футеровки горячий или холодный ремонты
производятся не более одного раза, а в случае необходимости по-
вторного ремонта производится полная замена футеровки. Для ре-
монта футеровки используется тот же вид огнеупора, которым был
зафутерован ремонтируемый участок.
Место ремонта должно быть тщательно очищено, все примыка-
ющие к нему ненадежные кирпичи удаляются, кожух печи очищает-
ся от материала и пыли. При ремонте кладки, уложенной в пере-
вязку, кирпич следует укладывать также с перевязкой; при ремонте
участка, составляющего более */2 окружности печи перед поворотом
печи следует осуществить крепление.
Перед укладкой новой футеровки кожух печи тщательно очища-
ют от остатков старой футеровки, раствора, клинкера и пыли.
Футеровку в обжигательных печах укладывают продольными
рядами с перевязкой поперечных швов смежных рядов (рис. 26);
продольные швы должны иметь радиальное направление.
430
РАЗДЕЛ V. Обжиг
Пороги, обратный конус (рис. 27, 28) и рекуператорные окна
футеруют кольцами.
Участки футеровки, выполняемые в перевязку, разбивают по
длине на панели; отдельные
Рис. 26. Укладка кирпича
с перевязкой поперечных
швов
Необходимо следить за
панели должны примыкать друг к другу
по прямому обрезу. Участки футе-
ровки, для которых применены раз-
личные огнеупоры, а также отдель-
ные части футеровки, выполняемые
специальной кладкой (кольца, поро-
ги, переходные конусы), должны при-
мыкать к смежным участкам также
по прямому обрезу.
Кирпич следует укладывать
плотно по кожуху печи или по изо-
ляции; в местах расположения свар-
ных и заклепочных швов или бол-
тов крепления ходовых частей до-
пускаются выступы в кладке на со-
ответствующую величину. Раствором
промазывают боковую поверхность
кладки и ребровую поверхность по-
следнего кирпича.
правильным чередованием рядов кирпи-
ча большого и малого радиусов: кирпич должен быть уложен строго
по радиусу печи (табл. 36—46).
Рис. 27. Укладка талькового кирпича на конусе печи
кольцами; кирпич, уложенный в нижией (а) и верхней
(б) части конуса, подтесан (подтесанные кирпичи за-
штрихованы)
Рис. 28. Укладка талькового кирпича на конусе коль-
цами без подтески .....
Глава Б. Футеровка печей
431
Таблица 36
Расход магнезиальных огнеупоров на футеровку печей диаметром от 2,2 до
3,5 Л (толщина футеровки 200 мм)
Расход кирпича на 1 кольцо Расход кирпи- ча (ХМЦ) на 1 пог. мвгп размером в мм
* в шт. в г (ХМЦ)
S размером в мм
с 70х62х X120Х2СО 70Х57Х Х12<’Х2С0 70Х62Х X 120 x 200 70Х57Х Х12лХ2(’О
2 ст S »=1 или 70 X62 X X150X200 или 70Х57Х X150X200 всего 70х62х X 150x200 70X57 х X 150x200 всего X о ю X си и
2,2 95 95 — 0,427 0,427 3.3 3.3
— 0,532 0,532
2,5 29 79 108 0,123 0,356 0,489 1 2,8 3,8
0,168 0.442 0,61
2,8 62 59 121 0,292 0,266 0,558 2,2 2,1 4,3
0,36 0,330 0,69
3.0 84 45 129 0,435 0,202 • 0,638 3 1.6 4,6
0,487 0,387 0,874
3,5 140 151 0,658 0,05 0,708 5 0,4 5,4
0,812 0,062 0,874
Шахматно-рифленую и полочную футеровку укладывают путем
чередования кирпичей разной высоты (300 и 200 мм; 200 и 160 мм;
160 и 120 мм), в зависимости от марок применяемого кирпича высота
рифов может составлять от 40 до 100 мм; рифы могут быть располо-
жены в шахматном порядке (Николаевский цементный завод) и в
виде полок, параллельных образующей печи или смешенных по вин-
товой линии (обратный винт). Со стороны холодного конца рифле-
ная футеровка должна начинаться с участка, куда не попадает
влажный материал, в противном случае рифы будут замазываться.
Количество кирпичей большого и малого радиусов, необходимое
для правильной укладки футеровки по окружности в печах разного
диаметра с соблюдением радиальности продольных швов, подсчи-
тывают по формуле Г. О. Гросса:
„ 6,28 (Р-|-Ф)а2 — РЬ2
М=-----------------------;
^2--^2
6,28Pfri—(Р + Ф)01
^1 ^2----^2
где М — количество кирпичей малого радиуса по окружности печи;
Б—количество кирпичей большого радиуса по окружности
печи;___________________ ' __________ _________
Таблица 37
Расход магнезиальных огнеупоров на футеровку печей диаметром от 3 до 5,4 м при толщине футеровки 230 мм
Диа- метр печи в м Огнеупор, размер в мм Расход кирпича на 1 коль- цо в шт. Расход кирпича на футеровку в т марки
ХМЦ мхц пшц БМХЦ
на 1 кольцо на 1 пог. м на 1 кольцо на 1 пог. м на 1 кольцо на I пог. м на 1 кольцо на 1 пог. м
При футеровке кирпичом шириной 115 мм
3 80X73X115X230
65X55X115X230 149 0.7 6 0,663 6 0,775 7 0,76 7
Всего 149 0.7 6 0.663 6 0,775 7 0,76 7
3,5 80X73X115X230 37 0,222 2 0,211 2 0,248 2 0,24 2
65 X 55X115X 230 118 0,555 5 0,525 5 0,611 5 0,602 5
Всего 115 0.777 7 0,736 7 0,862 7 0.842 7
4 80 X73X115 X230 82 0,492 4 0,467 4 0,549 5 0,533 5
65 X 55X115 X230 87 0.4С9 4 0,387 3 0,452 4 ОД 44 4
Всего 169 0,901 8 0,854 7 1,001 9 0,977 9
4.5 86X73X115X230 127 0,762 7 0,724 6 0,851 7 0,825 7
65X55X115X230 55 0,258 2 0.245 2 0,286 2 0,281 2
Всего 182 1.020 9 0,962 8 1,137 9 1,106 9
5 80X73X115X230 172 1,032 9 0.98 9 1,152 10 1,118 10
65 X 55X115 X 230 24 0,113 1 0.107 1 0,125 1 0,122 1
Всего 196 1,115 10 1,087 10 1,277 И 1,24 И
5.4 80X73X115X230 207 1,242 11 1,18 10 1,387 10 1,315 12
65X55X115X230 — — —
Всего , 207 1,242 11 . 1,18 10 1,387 12 1,345 12
Продолжение табл. 37
Диа- метр печи в м Огнеупор, размер в мм Расход кирпича на 1 коль- цо в шт. Расход кирпича на футеровку в т марки
ХМЦ мхц ПШЦ БМХЦ
на 1 кольцо на 1 пог. м на 1 кольцо на 1 пог. м на 1 кольцо на 1 пог. м на 1 кольцо на 1 пог. м
Пои футеровке кирпичом шириной 150 мм
3 80 X 73X150 X230 65X55X15 Х230 149 0.7 5 0,663 7 0.775 5 0,76 5
Всего 149 0,7 5 0,663 4 0,775 5 0,76 .5
.3,5 80 X 73X16'1X230 65 X55X150 X230 37 118 0,222 0,555 1 4 0,211 0,525 0,248 0,614 2 4 0,24 0,602 2 4
Всего 155 0,777 5 0,736 5 0,862 6 0,812 6
4 80 X73X150X230 65X55X150X230 82 87 0.492 0,409 3 3 0,467 0,387 3 3 0,549 0,452 4 3 0,533 0,444 4 3
Всего 169 0,901 6 0,854 6 1,001 7 0,977
4,5 80 X 73X150 X230 65X55X150X230 127 55 0,762 0,258 5 2 0,724 0,245 5 2 0,851 0,286 6 2 0,825 0,281 6 2
Всего 182 1,02 7 0,962 / 1,137 8 1.106 8
5 80X73X150X230 65 X 55X150X230 172 24 1,032 О.ПЗ 8 0,98 0,107 7 1 1,152 0,125 8 1 1.118 0.122 7 1
Всего 196 1.145 15 1,087 8 1,277 9 1,24 8
5,4 80X73X150 X230 65 X 55X150 X230 207 1,242 8 1,18 8 1,387 9 1,345 9
Всего 207 | 1,242 1 8 | 1.18 8 1,387 8 1,345 8
РАЗДЕЛ V, Обжиг ________Глава 5- Футеровка печей
434
РАЗДЕЛ V. Обжиг
Таблица 38
Расход многошамотного кирпича марок ЦМ-1 и ЦМ-2
при толщине футеровки 300 мм
Диа- метр печи в м Число кирпичей по окружности печи Расход кирп1ча на 1 пог. м футеровки в шт. Расход кирпича на 1 пог. м футеровки в т
ЦМ-1 ЦМ-2 всего ЦМ-1 ЦМ-2 всего ЦМ-1 ЦМ-2 всего
2.3 93 93 614 614 3,6 3,6
3 39 71 ПО 257 470 734 2,2 2,7 4,9
3,5 66 54 120 435 357 792 3,7 2.1 5,8
4 95 37 132 627. 215 872 5,3 1,4 6,7
4.5 123 20 143 810 132 942 6,8 0,8 7,6
5 151 4 155 997 26 1023 8,4 0,2 8,6
5.1 157 — 157 1036 — 1036 8,8 — 8,8
Таблица 39
Расход многошамотного кирпича марок ЦМ-2 и ЦМ-1А
прн толщине футеровки 200 лик
Диа- метр печн в м Число кирпичей по окружности печи Расход кирпича на 1 пог. м футеровки в шт. Расход кирпича на 1 пог. м футеровки в т
ЦМ-2 | ЦМ-1А | всего ЦМ-2 | ЦМ-1А | всего ЦМ-2 ЦМ-1А всего
2.3 93 93 614 — 614 3.56 3.56
2.5 14 101 572 92 664 3.32 0.62 3,94
3 69 , 50 119 455 330 785 2,65 2,25 4,9
3.5 51 86 137 337 565 902 1,96 3,85 5,71
4 33 122 155 213 805 1023 1,26 5,45 6,71
4.5 15 158 173 98 1042 1140 0,57 7,1 7,67
4.9 — 188 188 — 1240 1240 — 8.4 8,4
Ф — толщина футеровки (высота кирпича) в ли (рис. 29);
Р — радиус печи, считая до рабочей поверхности футеровки,
в мм;
Р+Ф—радиус печн, считая от кожуха, в мм;
01 — верхнее основание кирпича малого радиуса, увеличенное
на толщину шва, в мм;
61 — нижнее основание кирпича малого радиуса, увеличенное
на толщину шва, в мм;
02 — верхнее основание кирпича большого радиуса, увеличен-
ное на толщину шва, в мм;
б2 — нижнее основание кирпича большого радиуса, увеличенное
на толщину шва, в мм.
Глава 5. Футеровка печей
435
Таблица 40
Расход многошамотного кирпича марок ЦМ-3 и ЦМ-5
при толщине футеровки 200 мм
Диаметр печи в м Число кирпичей по окружности печн Расход кирпича на 1 пог. м футеровки в шт. Расход кирпича на 1 пог. м футеровки в m
e-wn g 3 ЦМ-5 всего ЦМ-3 3 ЦМ-5 о 02 О са ЦМ-3 ЦМ-4 ЦМ-5 о ш m
1,5 — — 61 61 — — 402 402 — — 1,57 1,57
2 — 37 44 81 — 244 290 534 — 1,02 1.14 2,16
2.5 — 78 24 102 — 514 158 672 — 2,16 0,64 2.8
3 — 119 3 122 — 785 20 805 — 3,3 0,08 3,38
3,5 33 99 — 132 218 652 — 870 1,24 2,75 — 3.99
4 72 68 — 140 475 449 — 914 2,7 1.9 — 4,6
4,5 110 38 — 148 725 252 — 977 4,12 1,06 — 5,18
Б 149 6 — 155 980 39 — 1019 5,6 0,16 — 5,76
5.4 167 — — 167 1100 — — 1100 6,3 — — 6.3
Таблица 41
Расход много шамотного кирпича марок ЦМ-ЗА и ЦМ-4
при толщине футеровки 300 мм
и X X Число кирпичей по окружности печи Расход кирпича на 1 пог. м футеровки в шт. Расход кирпича на 1 пог. м футеровки в m
Диаметр п< со § ЦМ-4 всего ЦМ-ЗА i всего ЦМ-ЗА i о О) и
3.1 — 126 126 — 831 831 — 3,5 3,5
3.5 11 119 130 73 785 858 0,33 3,28 3,61
4 79 77 156 521 608 1028 2,35 2,12 4,47
4,5 125 51 176 825 336 1161 3,7 1,4 5.1
5 168 25 193 1110 165 1275 5 0.69 5,69
5.4 206 — 206 1380 — 1360 6,15 — 6,15
436
РАЗДЕЛ V. Обжиг
Таблица 42
Расход многошамотиого кирпича марок ЦМ-6 и ЦМ-7
при толщине футеровки 160 мм
Диаметр печн в м Число кирпичей по окружности печи Расход кирпича на 1 пог. м футеровки в шт. Расход кирпича на 1 пог. м футеровки в т
ЦМ-6 ЦМ-7 всего ЦМ-6 ЦМ-7 всего ЦМ-6 ЦМ-7 всего
3,1 — 126 126 — 630 630 __ 2,84 2,84
3.3 15 114 129 75 570 645 0,47 2,52 2,99
3,5 30 103 130 150 515 665 0,92 2,32 3,24
3,6 37 97 134 185 485 670 1,15 2,17 3,32
4 65 77 142 325 385 710 2,02 1,75 3.77
4,5 101 50 151 505 250 755 3,15 1,12 4,27
5 136 20 156 680 100 730 4,2 0,45 4,65
6.4 166 — 166 830 — 830 5,18 — 5.18
Таблица 43
Расход многошамотного кирпича марок ЦМ-8 и ЦМ-9
при толщине футеровки 120 мм
Диаметр печи в м Число кирпичей по окружности печи Расход кирпича на 1 пог. м футеровки в шт. Расход кирпича на 1 пог. м футеровки в т
ЦМ-8 ЦМ-9 всего ЦМ-8 ЦМ-9 всего ЦМ-8 ЦМ-9 всего
1,8 — 73 73 — 365 365 — 1,24 1.24
2 10 71 81 50 355 405 0.17 1,21 1,38
2,5 44 58 102 220 290 510 0,77 0,99 1,76
3 78 44 122 390 220 610 1,36 0,75 2,11
3,5 112 30 142 580 150 710 1,96 0,51 2,47
3,6 119 28 147 595 140 735 2,07 0,47 2,55
4 146 17 163 730 85 810 2,57 0,29 2,86
4,5 180 3 183 900 15 915 3,15 0.05 3,2
4,6 187 — 187 935 — 935 3,3 — 3,3
Глава 5. Футеровка печей
437
Таблица 44
Расход шамотного кирпича марок Ц-1, Ц-2, Ц-3
при толщине футеровки 200 мм
Диаметр печн в м Число кирпичей по окружности печн Расход кирпича на 1 пог. м футеровки в шт. Расход кирпича на 1 пог. м фуаеровки в m
я z-n Ц-3 всего я г-п ц-3 всего я Ц-2 Ц-з о си m
1.5 — — 61 61 — — 402 402 — — 1,41 1.41
2 — 38 44 82 — 251 29Э 541 — 0,96 1,(2 1,98
2,5 — 78 24 102 — 515 158 673 — 1,95 0,55 2,5
3 — 119 4 123 — 785 26 811 — 2,95 0,С9 3.04
3,5 33 99 — 132 218 653 — 871 1.14 2,5 — 3,64
3,6 41 91 — 133 272 607 — 879 1.42 2,3 — 3,72
4 72 68 — 140 475 450 — 925 2,47 1,72 — 4,19
4,5 110 37 — 147 726 245 ; — 971 3,77 0,93 — 4,7
5 149 6 — 155 983 40 — 1023 5,1 0,15 — 5,25
5,1 137 — — 137 1036 — — 1036 5,4 — — 5.4
Таблица 45
Расход шамотного кирпича марок Ц-1А и Ц-2
при толщине футеровки 200 мм
Диаметр печн в м Число кирпичей по окружности печи Расход кирпича на 1 пог. м футеровки в шт. Расход кирпича на 1 пог. м футеровки в m
Ц-1А Ц-2 всего Ц-1А Ц-2 всего Ц-1А Ц-2 всего
3,1 . 127 127 — 838 838 — 3,18 3,18
3,5 37 103 140 245 680 925 1,С8 2,60 3,68
3.6 46 98 144 303 647 950 1,34 2,46 3,8
4 80 77 157 528 508 1036 2,32 1,94 4.26
4,5 125 51 176 825 336 1161 3,62 1,28 4,9
5 169 24 193 1195 158 1273 4,92 0,61 5,56
5.4 207 — 207 1366 — 1366 6,01 — 6.01
438
РАЗДЕЛ V. Обжиг
Таблица 46
Расход шамотного кирпича марок Ц-4, Ц-5 и Ц-8
при толщине футеровки 160 мм
X X ш с о. ш я ст з» X * а Число кирпичей по окружности печи Расход кирпича на 1 пог. м футеровки в шт. Расход кирпича на 1 пог. м футеровки в т
ю д СО й О О) а ’Т 3 ю СО я О OJ И Й V5 =Г СО о о» и
1.6 2 2,5 3 3,5 3,6 4 4,5 5 5,4 30 37 65 101 136 166 31 75 118 103 97 76 50 23 65 50 27 4 65 81 102 122 133 134 141 151 159 166 150 185 325 505 680 830 155 375 590 515 485 380 250 115 325 250 135 20 325 405 510 610 675 670 705 755 795 830 0,84 1,04 1,84 2,84 3,84 4,64 0,64 1,54 2.42 2,12 2 1.56 1,06 0,47 ООО»—* 1 1 1 1 1 1 г ел ю КЗ 00 W 00 м 1,27 1,62 2,07 2,5 2,95 3,04 3.4 3,9 4,31 4,64
Рис. 29. Схема распределения по кольцу
кирпичей малого и большого радиуса
При кладке на растворе нужно несколько осаживать пятку кир-
пича.
После того как кладка выложена более чем на половину ок-
ружности печи, производится крепление (рис. 30) с помощью распор,
устанавливаемых на расстоянии 0,5—1,25 м одна от другой (в зави-
симости от диаметра печи). Чтобы предотвратить смещение кладки
Глава 5. Футеровка пёчей
435
й выпадение кирпичей, к последним рядам футеровки прижимают
чисто обрезанные доски или брусья так, чтобы они на 3/< плотно за-
крыли верхнюю торцовую поверхность этих рядов (рис. 31).
Футеровочные работы выполняют в соответствии с инструкцией
СН 64—59 в порядке, указанном на рис. 32.
Рис. 30. Схема крепле-
ния кладки домкратами
перед первым поворотом
печи
Рис. 32. Схема выполнения футеровочных работ при дом-
. кратном креплении
а—е — положения прн повороте
’ Схема и последовательность укладки огнеупора в керамическом
теплообменнике показаны на рис. 33.
Укладка огнеупора по шамотной изоляционной лещадке пока-
зана иа рис. 34, 35.
440
РАЗДЕЛ V. Обжиг
Трестом Тепломонтаж для печей диаметром 3,6—4,5 м длиной
135—170 м разработан способ бездомкратного крепления футеровки.
Он предусматривает подачу огнеупоров в печь пакетами с помощью
электропогрузчика 4004 (с переоборудованным сталкивателем).
Рис. 33. Схема установки кружал и последовательность укладки
огнеупора при кладке теплообменника
/—3— маркировочные точки (сплошной линией показан огнеупор, уклады-
ваемый при футеровке корпуса печи; пунктиром — укладываемый после
футеровки, но до установки кружал; пунктиром с точкой — укладывае-
мый после установки кружал в первую очередь;. пунктиром с двумя точ-
ками — укладываемый ’ после установки кружал во вторую очередь)
Кладка крепится к кожуху печи с помощью приваренной к нему пла-
стинки и закрепляемого на ней болта с гайкой (рис. 36). Такие
крепления располагаются на расстоянии 0,8—1 м одно от другого
по длине печи.
Для производства работ печь разбивается на три участка:
Глава 5. Футеровка печей
Рис. 34. Укладка огнеупора по шамотной изоля-
ционной лещадке
1 — лещадка; 2 — огнеупор; 3 — продольный скрепляю-
щий ряд огнеупора
первый участок длиной 70 м,
футеруемый на цементном тесте;
второй участок длиной 46,6 м;
футеровку ведут на растворе из
шамотного мертеля на жидком
стекле;
третий участок длиной 44,2 м,
футеруемый на растворе из ме-
таллургического молотого шлака и
колчеданных огарков, затворенных
на жидком стекле.
Участки разбивают на захват-
ки, длину которых определяют с
учетом сменной производительно-
сти каменщиков.
Процесс футеровки на каждом
участке печи разделяется на во-
семь этапов работы (рис. 37) и
осуществляется при четырех пово-
ротах.
Перед первым поворотом печи (после окончания IV этапа)
Рис. 35. Укладка огнеупора по шамотной изоляционной лещадке
1 — лещадка; 2 — огнеупор; 3 — скрепляющее кольцо
442
РАЗДЕЛ V. Обжиг
Рис. 36. Безраспорочное крепление футеровки вращающейся
печи
/ — пластинка; 2 — штифт; 8— вилочный болт; 4 — плита опорная;
5 — гайка
1 г з 4
Рис. 37. Схема проведения работ при бездомкратном креп-
лении футеровки и пакетной подаче кирпича
1—8 — этапы укладки
Глава 5. Футеровка печей
443
кратного крепления; при футеровке прилегающие к пластинкам кир-
пичи подтесывают.
Шамотная футеровка крепится одним рядом бездомкратных
креплений с шагом 1 м, хромомагнезитовая — двумя рядами с ша-
гом 0,7 м.
Рис. 38. Схема крепления кладки при футеровке без
поворота печи
1 — шланг; 2 — домкрат; 3 — станина прижимных домкратов;
4 — стяжная муфта; 5 — монтажная станина (радиус на 12 мм
меньше радиуса кирпичной кладки); 6 — крепежное приспособ-
ление из швеллера (сваривается с монтажной станиной); 7—-
болт домкрата; 8 — стальной клин
Работу по футеровке начинают с холодного конца печи, а футе-
ровочный материал подают в печь с горячего конца. Первый и по-
следующие повороты производят только после того, как высота
футеруемого участка, выкладываемого с настила (подлесков),
достигает максимально возможной величины. Поворачивают печь
тар, чтобы после поворота между обрезом зафутерованной части и
444
РАЗДЕЛ V. Обжиг
вертикальной осью печи все время сохранялся угол в. 60°. Это пред-
отвращает возможность сползания кладки под собственным весом
и обеспечивает безопасность ведения работ.
Раствор готовится в растворомешалке, насосом подается на
приемную площадку, где разливается в ящики, установленные на
погрузчик, которым и доставляются в печь. Бездомкратный метод
крепления с пакетной Подачей огнеупоров позволяет увеличить про-
изводительность труда на футеровке более чем в 2 раза.
Метод укладки футеровки без поворота печи практикуется в
Канаде. После укладки футеровки в нижней части печи на первый
ряд кирпичей (рис. 38), начиная с холодного конца, укладывают
полукольцо из швеллера диаметром, равным внутреннему диаметру
печи минус двойная толщина футеровки; затем болтами крепится
верхнее полукольцо, имеющее еще меньший диаметр. В верхнем
полукольце через каждые 250 мм установлены винтовые домкраты,
которые прижимают каждый кирпич и удерживают его в'верхнем
полукольце кладки; замок забивается в вершине свода. Этот метод
более эффективен при укрупненных размерах кирпича и требует
тщательного выполнения.
9. СТОЙКОСТЬ ФУТЕРОВКИ И УДЕЛЬНЫЙ РАСХОД ОГНЕУПОРОВ
Продолжительность междуфутеровочной кампании вращающих-
ся печей характеризуется сроком службы футеровки в наиболее на-
пряженной зоне — зоне спекания. Средняя стойкость футеровки за
год определяется как среднеарифметическая продолжительность
междуфутеровочных кампаний печей (в календарных сутках), за-
кончившихся с 1 января по 31 декабря данного года.
Удельный вес футеровок зоны спекания вращающихся печей,
выложенных из различных видов огнеупоров за 1961 г., составля-
ет в %:
хромомагнезитовых.............................................. 88,6
магиезитохромитовых обжиговых .... -.......................... 5,5
„ безобжиговых............................- 1,8
„ в кассетах............................... 3
комбинированных.................................................. 0,1
тальковых........................................................ 0,9
периклазошпииелидиых............................................. 0,1
100
Средний удельный расход огнеупоров на 1 т клинкера приведен
в табл. 47.
Удельный расход огнеупора находится в зависимости от стой-
кости футеровки (табл. 48) и от часовой производительности печи
и длины участка, футеруемого данным видом огнеупора.
Данные о влиянии способа охлаждения корпуса печи, вида при-
меняемого топлива и способа укладки на стойкость футеровки при-
водятся в табл. 49, 50 ц 51.
Глава 5. Футеровка печей
445
Таблица 47
Средний удельный расход огнеупоров в кг на 1 т клинкера’
Год Огнеупоры
хромомаг- незнтовый ХМ магиезитохромитовый тальковый шамот и миого- шамота
обжиго- вый безобжиговый
БМХС БМХС в кассетах
1959 1,87 0,85 1,62 0,38 0,5
1960 2,02 1,31 1,43 1,5 0 32 0,35
1961 1,84 1,06 1,34 1,15 0,32 0,39
1962 1,54 — — — — —
1 Величины удельных расходов огнеупоров на различных заводах имеют зна- чительные отклонения от приведенных. а Не учтен расход огнеупоров для топок сушильных барабанов, камер, ды- моходов и т. п.
Таблица 48
Зависимость между стойкостью футеровки и удельным расходом
хромомагнезитового огнеупора
Группа цемент- ных заводов со средней стойко- стью хромомагне- зитовой футеров- ки в сутках I960 г. 1961 г.
средняя стой- кость футе- ровки в ка- лендарных сутках средний удель- ный расход огнеупоров в кг!т клинкера средняя стой- кость футе- ровки в ка- лендарных сутках средний удель- ный расход огнеупора в кг/m клин- кера
Выше 200 .... 295 1 259 1,08
100—200 138 1,82 134 1,74
50—100 . ... 72 2,87
Менее 50 .... 42 3,87 | 70 2,44
Таблица 49
Стойкость футеровок в печах с различным способом охлаждения корпуса
в зоне спекания
£ Способ охлаждения кор- пуса печи Количество учтенных Средняя стой- кость футеровок в сутках
заводов печей
Естественное 49 162 131
Водяное орошение ...... 22 60 154
Воздушная обдувка 2 7 110
446
РАЗДЕЛ V. Обжиг
Таблица 50
Стойкость футеровок в печах с применением различного вида топлива
Вид применяемого топлива Количество учтенных Средняя стой- кость футеровок в сутках
заводов печей
Уголь 42 130 99
Газ 26 1С6 170
Мазут 3 8 110
Слайды • 2 5 224
Таблица 51
Стойкость футеровок при разном способе укладки
Способ укладки фу- теровок Число учтенных -Средняя стой- кость футеровок в сутках
заводов печей футеровок
На пластинах ...... 8 8 15 129
ж растворе 6 22 36 148
Стойкость хромомагнезитовых футеровок
в календарных сутках характеризуется следующими данными:
1959 г........................... средняя 123 (от 4 до 461)
1960 г......................................... . 128 (от 10 до 568)
1961 г......................................... . 133 (от 4 до 547)
1962 г......................................... . 140 (от 9 до 485)
Стойкость магнезитохромитовой и периклазошпинелидной фу*
теровки в сравнимых условиях в 1,5—2 раза выше, чем хромомаг-
незитовой.
Стойкость футеровки в подговительных зонах составляет 1—
2 года и более.
Главным условием правильной эксплуатации футеровки явля-
ются создание и сохранение защитного слоя обмазки на ее рабочей
поверхности.
Принудительное охлаждение корпуса в зоне спекания путем об-
дувки или водяного орошения имеет большое значение для создания
обмазки и продления срока службы футеровки.
Более эффективным является водяное орошение. При ороше-
нии температура внешней поверхности корпуса печи снижается до
80—100° С, вместе с тем понижается и температура внутренней (ра-
бочей) поверхности футеровки и образующегося на ней тонкого слоя
эвтектического расплава. Вязкость этого пограничного расплавлен-
ного слоя между огнеупором и клинкером под влиянием снижения
температуры резко возрастает, расплав делается густым и липким,
обжигаемый материал прилипает к нему, образуя все утолщающийся
защитный слой обмазки.
Г лава 5. Футеровка печей
447
Следовательно, для конкретного завода в зависимости от физи-
ко-химических свойств обжигаемого материала существуют опреде-
ленные оптимальные термодинамические условия образования обмаз-
ки и толщина ее может регу-
лироваться путем изменения
температуры кожуха. При
применении водяного орошения
во всех случаях необходимо
регулирование степени ороше-
ния и предотвращение образо-
вания накипи на поверхности
корпуса. При орошении потери
тепла через корпус печи во
внешнее пространство не возра-
стают, так как защитная об-
мазка является одновременно
и теплоизолирующим слоем.
Имеется несколько конст-
рукций оросительных устано-
вок, разработанных Гипроце-
ментом (рис. 39), а также ря-
дом цементных заводов, отли-
чающихся устройствами для
подачи, распределения по дли-
не корпуса и регулирования
количества подаваемой воды.
В отдельных случаях, ког-
да температура плавления эв-
тектики, образующейся в месте
контакта поверхности огнеупо-
ра с клинкером, выше темпера-
туры рабочей поверхности фу-
теровки, целесообразно приме-
нение' теплоизоляции в зоне
спекания (в частности, при
применении периклазошпине-
лидного огнеупора) с целью
создания термодинамических
условий, необходимых для по-
Рис. 39. Схема водяного орошения
корпуса печи
1 — каркас; 2 — форсунка; 3 — желоб
для сбора воды; 4 — вытяжной колпак
лучения жидкой фазы и ее налипания на поверхности футеровки.
Теплоизоляция в зоне спекания применяется на ряде заводов
за рубежом (Финляндия, Вьетнам и др.).
РАЗДЕЛ VI
ГОМОГЕНИЗАЦИЯ И ОБОГАЩЕНИЕ
Автор-составитель инж. Л. А. БЕРНШТЕЙН
Глава 1
ГОМОГЕНИЗАЦИЯ СЫРЬЕВОЙ СМЕСИ
Необходимым условием получения качественного клинкера ста-
бильного состава является высокая степень гомогенизации сырьевой
смеси. Сырьевая смесь должна быть однородна во всей своей массе.
На заводах, работающих по мокрому способу производства,
шлам перемешивается и гомогенизируется в вертикальных бассей-
нах. Бассейны могут быть изготовлены из железобетона или металла
и имеют форму цилиндра, заканчивающегося конической нижней
частью.
На современных цементных заводах устанавливаются бассейны
емкостью 800—1000 м3 каждый.
Шламбассейн емкостью 800 м3 имеет следующие размеры: высо-
та 21,4 м, диаметр 8 м, высота цилиндрической части 14,5 м.
В таких бассейнах шлам перемешивают при помощи сжатого
воздуха, который вводится по специальному вертикальному воздухо-
проводу диаметром 100 мм. Удельный расход воздуха составляет
0,025 м3/мин на 1 м3 шлама; давление воздуха 1,5—2 атм. В бассейнах
устанавливают уровнемеры УР-15. Воздухопровод и трубки уровне-
меров для придания им жесткости крепят к стенкам бассейна при
помощи специальных металлических конструкций: двух — в цилин-
дрической и одной — в конической части бассейна. Перемешанный и
откорректированный шлам направляется в запасные (горизонталь-
ные) бассейны’ емкостью до 5—6 тыс. м3 для хранения.
На современных цементных заводах, в связи с внедрением по-
точного метода приготовления шлама, горизонтальные, бассейны
используются также для корректирования шлама. В этом случае
приготавливаются два шлама близкого состава, которые подаются
в два горизонтальных бассейна для усреднения. Из этих бассейнов
шламы отбираются в заданном количестве и поступают в бассейн го-
тового шлама.
При такой технологической схеме приготовления шлама усред-
нительная способность бассейнов должна быть резко повышена.
С этой целью шламбассейны оборудуются двухплечными крановыми
мешалками. Кроме того, подача шлама в бассейны производится не
в одном месте, а рассредоточивается по всей поверхности шлам-
бассейна. Отбор шлама из бассейнов производится через централь-
ную часть, для чего днище бассейнов изготовляется коническим,
Глава 1. Гомогенизация сырьевой смеси
449
а крановая мешалка оборудуется специальными скребками, которые
направляют шлам и образующиеся осадки от периферии к центру.
Конструкции такого бассейна и крановой мешалки (КМ-1) разрабо-
таны институтом Южгипроцемент и изготовляются заводом Волго-
цемтяжмаш.
При сухом способе производства перемешивание и гомогениза-
ния сырьевой муки осуществляются, как правило, в железобетонных
или металлических силосах различной емкости при помощи сжатого
воздуха, который проходит через поры аэроплиток, уложенных на
дне силоса. Создающиеся при этом мельчайшие воздушные струи
перемешивают материал и приводят его в состояние текучести. Для
разрыхления порошкообразных материалов в силосах применяют
керамические аэроплитки марки КМ-101, КМ-102 и КМ-103, изго-
товляемые Кучинским заводом керамических блоков.
Аэроплитки могут быть также изготовлены из микропористых
металлических сплавов, что значительно повышает прочность плиток
на изгиб и на сжатие.
Аэроплитки могут быть заменены
прочной тканью, например типа «бель-
тинг»; для повышения прочности таких
тканей их можно пропитывать различ-
ными веществами (сульфитно-спиртовой
бардой 'И др.). В последнее время стали
применять перфорированные трубки,
покрытые тканью.
В ряде зарубежных стран большое
распространение получила так называе- «
мая фуллер-система секционной аэра- у/
ции, позволяющая эффективно переме-
шивать большие количества материала в
силосе (около 2000 т). Схема работы
силоса при такой системе перемешива-
ния показана на рис. 1. На вертикаль-
ном разрезе стрелками обозначено на-
правление отдельных струй цемента, а
большой стрелкой — направление отбра-
сывания этих струй.
Днище силоса разделено на четыре
сектора, которые покрыты пористыми
плитками. Каждый сектор снабжается
воздухом отдельно. В секторах 2, 3, 4
воздух подается в небольшом количест-
ве, он обеспечивает только разрыхле-
ние порошка у днища. В сектор 1 в это
время поступает избыток воздуха ( 75%
от всего количества). Слой материала
в этом секторе полностью аэрируется
и вследствие более низкого объемного
веса по сравнению с остальным порош-
ком поднимается вверх и отбрасывается
на участки трех других секций.
Рис. 1. Схема секцион-
ной аэрации
1, 2, 3, 4 — секторы силоса;
5 — пористые плитки; б —
воздухопроводы к аэроплит-
кам
29—162V
450
РАЗДЕЛ VI. Гомогенизация и обогащение
Это создает активную циркуляцию порошка в силосе, обеспечиваю-
щую полное и эффективное перемешивание. Продолжительность пе-
ремешивания в одном силосе для достижения полной гомогенности
материала составляет около 1 ч, расход воздуха около 12 м3/мин
при давлении до 2 атм, расход электроэнергии 0,75 квт-ч!т муки.
В последние годы разработан так называемый «гейзерный» спо-
соб аэрации силосов с помощью аэроплиток, которые занимают
23—25% площади дннша силоса. Аэроплнтки укладывают таким об-
разом, что они образуют пять концентрических секций; при этом
обеспечивается индивидуальный подвод воздуха к каждой секции.
Размер пор аэроплиток 10—100;л . Секции включаются на продувку
последовательно и аэрируются сначала под одинаковым давлением,
а затем — под различным переменным давлением воздуха. Воздух
к аэроплиткам подается вентилятором вначале к центральной сек-
ции а (рис. 2), причем первоначальное его давление составляет
Рис. 2. Схема «гейзерной» аэрации силосов
А — днище силоса, аэрируемого по гейзерному способу: 1 — аэроплит-
ки иэ пористой бронзы; 2 — трубки для подачи воздуха; 3 — разгрузоч-
ный трубопровод. Б — прямая и обратная схемы циркуляции сырьевой
муки; 1 — подача аоздуха под давлением 0.4 атм; II — подача возду-
ха под давлением 0.1 атм
1,5 атм и падает затем до 0,4 атм; после этого включается секция б,
потом в, г, д. В дальнейшем одновременно включают в работу все
секции под переменным давлением (секции а, в и д при 0.4 атм, сек-
ции биг при 0,1 атм) Естественно, что материал в первых трех
секциях поднимается выше и падает на участки секций б и г.
Примерно через каждые 10 мин меняют порядок подачи воздуха
в различные секции, что приводит к циркуляции материала в обрат-
ном направлении.
Наиболее удачное соотношение высоты силоса к его диаметру
при таком способе перемешивания составляет 1,5—2. В этом случае
100 т смеси могут быть полностью гомогенизированы примерно за
20 мин при расходе электроэнергии 0,4—0,5 квт-ч/т.
Глава 2. Процессы обогащения
451
На некоторых цементных заводах иногда применяют методы
усреднения больших количеств порошкообразного материала, не
прибегая к его перемешиванию. Пэ одному из таких методов при-
меняют усреднительную установку, состоящую из 12 силосов, в один
нз которых загружают материал нз мельницы, а из остальных одно-
временно ведут выгрузку. Затем ’/3 материала из общего шнекового
транспортера поступает в складскую емкость, а 2/з смешиваются с
сырьевой мукой, поступающей из мельницы, и вновь подаются на
усреднительную установку, что усиливает эффект усреднения.
Глава 2
ПРОЦЕССЫ ОБОГАЩЕНИЯ
На некоторых переделах цементного производства осуществля-
ется обогащение цементного сырья.
К процессам обогащения относятся операции, связанные с вы-
делением из сухого кускового или порошкообразного материала раз-
личных примесей (включений кремня, камней, металла) и разделе-
нием материалов на фракции путем грохочения, просеивания,
классификации.
1. ПРОСЕИВАНИЕ
При переработке твердых пород (известняка) после первой или
второй стадии дробления необходимо из всей массы материала,
поступающей на помол, отсортировать более крупные куски и воз-
вратить их в дробилку для дополнительного измельчения. Такое раз-
деление материала на фракции может быть осуществлено на вибро-
грохотах.
В цементной промышленности применяют наклонные одно- или
двухситные грохоты. В виброгрохоте имеется неподвижная рама_с
вибраторами, которые придают подвижной раме с ситом колеба-
тельные движения (2000—3000 кол/мин).
Наиболее эффективно грохоты работают на твердых кристалли-
ческих породах, не содержащих включений пластичных материалов,
которые замазывают решетку грохота, нарушая его работу.
Виброгрохоты применяются в схемах многоступенчатого дробле-
ния твердых пород преимущественно после второй стадии дробления.
Разделение материалов на фракции применяется не только при
дроблении твердых пород. Так, подвергая помолу шлам из пластич-
ных материалов, эффективность работы мельницы можно значитель-
но повысить, если отделить от шлама частицы, которые не требу-
ется измельчать. Эта задача может быть решена при помощи
виброгрохотов, оборудованных тонкой сеткой (размер отверстий
меньше 1 леи). При этом надситная (крупная) фракция направляет-
ся на домол в болтушки или мельницы, а подситная (тонкая) фрак-
ция— в бассейн готового шлама.
Виброгрохоты могут быть с успехом также использованы для
выделения из шлама твердых включений (кремневой гальки, нераз-
мытых кусков окремненных пород и др.). В этом случае грохот обо-
рудуется только одной решеткой с ячейками размером 8 или 10 мм.
Ниже, в таблице приведена техническая характеристика приме-
няемых внброгрохотов.
29*
452
РАЗДЕЛ VI. Гомогенизация и обогащение
Техническая характеристика виброгрохотов
]Покаэатели Завод-изготовитель
имени Котлякова имени Э. Тельмана
Максимальный размер отверстий сит в мм Производительность в m 1ч Требуемая мощность в кет Вес в т ................. 4—30 5,8—56 1.5 0,6 8 1С0 9 4,6
Рабочая поверхность грохотов (сита) бывает трех типов; колос-
ники, штампованные сита с перфорированными отверстиями и
проволочные, изготовленные из тканой сетки.
Колосники применяют для сортировки самого крупного материа-
ла, а проволочные сита — наиболее мелкого.
В качестве колосников обычно используют стальные рельсы или
брусья; штампованные сита делают из листовой стали, отверстия в
которой пробивают штампами различных видов и размеров.
Если сито предназначено для обработки крупного материала,
то, как правило, отверстия делают круглыми, если же просеивают
мелкий материал, применяют сита с продолговатыми отверстиями,
так как они меньше забиваются.
Проволочные сита делают с квадратными или прямоугольными
отверстиями. В последних полезная площадь увеличивается на 25—
30%, однако они быстрее изнашиваются.
На скорость просеивания мелкого материала влияет ряд факто-
ров: размер отверстий живого сечения решетки, угол и скорость
падения частицы на снто, влажность материала и др. Производи-
тельность грохота прямо пропорциональна размеру отверстия сита.
Воздушно-сухой продукт и шлам легко проходят через сито. При
небольшом содержании влаги в сухом продукте просеивание значи-
тельно затрудняется.
Наряду с виброгрохотами,' в последние годы на ряде цементных
заводов за рубежом нашли применение дуговые сита, основной ра-
бочей частью которых являются металлические колосники, набран-
ные в стык друг к другу и образующие вогнутую поверхность.
В верхней части сита находится загрузочная коробка с патрубком
для подвода шлама. Давление шлама, питающего сита, поддержи-
вается равным 0,5 атм.
Преимущество грохотов такого типа состоит в отсутствии виб-
раторов, кроме того, в них практически исключается возможность
забивания отверстий включениями. Основной их недостаток — отно-
сительно быстрое истирание колосников и повышенная влажность
надситного продукта.
В качестве просеивающего агрегата в цементной промышленно-
сти 'Применяют также просеивающие шнеки; их устанавливают
обычно над бункерами пневматических насосов и упаковочных
машин.
Просеивающий шнек представляет собой короб из листовой
стали, внутри которого установлен просеивающий цилиндр. Для за-
грузки материалом к коробу примыкает короткий транспортный
Глава 2. Процессы обогащения
453
шнек. Посторонние тела через выпускное отверстие в днище просеи-
вающего шнека, расположенное в конце цилиндра, попадают в спе-
циальный сборник.
Техническая характеристика просеивающего шнека
Диаметр спирали транспортной части в мм.............. 450
» спирали для отвода избытка цемента в мм......... 900
. просеивающего цилиидра в мм..................... 600
Производительность шнека в т!ч...................... 50
Потребная мощность в кет.............................. 3,7
Число оборотов вала шнека в 1 мин..................... 30
2. ГИДРАВЛИЧЕСКАЯ КЛАССИФИКАЦИЯ
Вследствие некоторых особенностей цементно-сырьевых шламов
условия их гидравлической классификации значительно отличаются
от условий классификации рудных
и угольных суспензий.
Высокая дисперсность твер-
дых частиц и их гидрофильность
обусловливают наличие у цемен-
тно-сырьевых шламов определен-
ных структурно-механических
свойств (вязкость, сопротивление
сдвигу). Кроме того, в соответст-
вии с технологией дальнейшей
переработки шламов требуются
определенные условия их подго-
товки (титр, влажность .и грану-
лометрический состав), которые
не должны существенно изменять-
ся в процессе классификации.
По данным института Южгип-
роцемент при близких парамет-
рах подготовки шламов эффек-
тивность классификации зависит
от их реологических свойств. Про-
веденными исследованиями рео-
логических
материалов
ных
32
30
28
26
24
22
20
18
1В
14
12
10
8
6
п,
пуаз Г
34
СВОЙСТВ
ряда
заводов
2
0
сырьевых
цемент-
установлена
Рис. 3. Зависимость вязкости предельно разрушенной структу-
ры от влажности материала
I — Балаклейскнй завод; 2 — Амвросиевский завод; 3 — Вольский завод;
4 — Белгородский завод; 5 — Краматорский завод
454 РАЗДЕЛ VI. Гомогенизация и обогащение
определенная зависимость вязкости шлама от влажности.
Эта зависимость показывает, в какой степени следует изменить
влажность данных сырьевых материалов, чтобы получить равноцен-
ные величины вязкости, а следовательно, и одинаковые условия
классификации.
Как видно из рис. 3, наименьшая вязкость предельно разрушен-
ной структуры для исследованных материалов находится в пределах
2 пуаз. Вязкость предельно разрушенной структуры, равную 2 пуаз,
можно получить для шламов из сырья различной влажности и со-
става. На Белгородском цементном заводе такая вязкость для ме-
лового шлама достигается при влажности 46%, глиняного — при
влажности 46,5%, смеси мела с 20% глины — при влажности 41%.
На Балаклейском цементном заводе добавка в меловой шлам глины
в пределах 20—25% позволяет получить требуемый шлам при влаж-
ности 44—46% (влажность глиняного шлама 60% и мелового 52%).
Для шлама Вольских заводов добавка глины, наоборот, увеличивает
вязкость, и для получения вязкости шлама 2 пуаза его влажность
должна быть не меньше 46% (обычно он приготовляется с 117=37%).
Таким образом, определив реологические свойства сырьевых
материалов, можно судить о возможности классификации их и на-
метить пути регулирования этого процесса (применение различных
добавок, подогрев шлама и др.).
Реечный классификатор предназначен для классификации ча-
стиц размером от 2 до 0,15 мм и представляет собой желоб, который
наполняется шламом таким образом, что одна треть днища остается
сухой. При взмучивании шлама расположенными внутри желоба
рейками тонкие фракции выходят через наружный лоток желоба, а
крупные фракции выпадают на дно желоба и выгружаются грибко-
вым механизмом.
Реечно-чашевый классификатор представляет собой реечный
классификатор с чашевым сгустителем и используется для класси-
фикации частиц размером 0,23—0.045 мм. -
Классифицируемый материал поступает в сгуститель, из которо-
го удаляются в слив тонкие фракции, а осевшие крупные фракции
направляются в реечный классификатор.
Недостатком' этих аппаратов является то, что процесс класси-
фикации в них осуществляется достаточно эффективно только при
повышенной влажности шламов (80—85%); это приводит к необ-
ходимости последующего их сгущения.
Гидроциклон. В качестве классификаторов сырьевого шлама из
пластичного сырья могут быть применены более простые по устрой-
ству и обслуживанию аппараты — гидроциклоны. Принципиальная
возможность и целесообразность применения гидроциклонов уста-
новлена в результате проведенных институтом Южгипроцемент
исследований их работы в технологической схеме приготовления
сырьевого шлама на Белгородском, Амвросиевском и Балаклейском
цементных заводах.
Гидроциклон состоит из верхней цилиндрической и нижней ко-
нической частей. Питание его производится под давлением от обыч-
ного шламового насоса через патрубок. Поступая в аппарат танген-
циально, исходный шлам приобретает вращательное движение. Под
действием возникающих значительных центробежных сил более
крупные частицы отбрасываются к стенкам и по спиральной траек-
Глава 2. Процессы обогащения
455
торни движутся вниз и удаляются через нижний патрубок, а более
мелкие частицы движутся во внутреннем спиральном потоке вверх
и отводятся через верхний сливной патрубок.
Расчет гидроциклонов сводится к определению основных гео-
метрических размеров, определяющих показатели их работы — ми-
нимальную крупность разделения, производительность и выход про-
дуктов разделения.
Установлено, что при меньшем диаметре гидроциклона получает-
ся более тонкий отделяемый продукт. Классификация оказывается
более эффективной в гидроциклонах с малым углом конусности —
15 и даже 10°.
Рис. 4. Схема помола шлама с гидроциклонами
1 — болтушка; 2 — шламовыП насос: 3 — гидроциклов;
4 — сырьевая мельница
Эффективность классификации по содержанию тонких фракций
в значительной мере обусловливается параметрами подготовки ис-
ходного шлама. Проведенные исследования показывают, что при
14—16% остатка на сите № 008 в исходном шламе разделение по
траничному зерну размером 75—85 мк может быть достигнуто в
гидроциклоне диаметром до 350 мм.
В процессе классификации происходит увеличение влажности
готового продукта (верхнего слива) на 1,5—2.5%. Соответственно
уменьшается влажность нижнего продукта (поступаюшего на помол
в мельницу), что однако заметно не отражается на его транспор-
табельности. При этом содержание крупных частиц в нижнем про-
дукте увеличивается, а следовательно, уменьшается общая смачи-
ваемая поверхность, водопотребность и вязкость шлама. При выходе
из мельницы происходит интенсивное разрушение структуры шлама,
что также приводит к уменьшению его вязкости.
С учетом имеющихся различий по влажности, титру и грануло-
метрическому составу готового продукта (верхнего слива) и про-
дукта помола (нижнего слива) общую схему приготовления шлама
с классификацией следует организовать таким образом, чтобы эти
продукты смешивались непосредственно после мельницы.
456 РАЗДЕЛ VI. Гомогенизация и обогащение
Институтом Южгипроцемент предложена и опробирована сле-
дующая принципиальная схема помола цементно-сырьевого шлама
с применением гидроциклонов (рис. 4).
Шлам после болтушек подается насосом по трубопроводу в
гидроциклоны, установленные над горловинами сырьевых мельниц.
Готовый продукт, минуя мельницу, поступает в приямок насосной.
Некондиционный продукт (нижний слив гидроциклона) подается на
домол в мельницу, после чего направляется в тот же приямок. Сме-
шиваться эти два продукта могут и непосредственно в потоке ма-
териалов, минуя приямок насосной.
Рис. 5. Показатели работы гидроциклона в
зависимости от давления в системе
I — степень разделения материала — остаток на сите
№ 008 в %; II — производительность циклона
Верхний слив гидроциклона характеризуется остатками на сите
№ 008 в пределах 4,5—8,5%; смесь верхнего слива с продуктом по-
мола характеризуется остатком на этом сите 4—8% и небольшими
колебаниями по влажности и титру. Выход готового продукта со-
ставляет 68—70%, и производительность одного гидроциклона диа-
метром 350 мм — 92—НО м3/ч.
Проведенные исследования показали также, что результаты
классификации в большой мере зависят от отношения диаметра ниж-
него патрубка к диаметру верхнего патрубка и ухудшаются, если
оно становится меньше 0,55.
Производительность гидроциклона, а также содержание частиц
крупнее 85 мк в готовом продукте изменяются и в зависимости от
давления, под которым подается шлам (рис. 5). Как видно из графи-
ка (испытания шлама Белгородского завода при влажности 40—
42% и остатке на сите № 008 в исходном шламе от 13 до 16%), при
давлении меньше 2,5 атм содержание частиц крупнее 85 мк превы-
Глава 2. Процессы обогащения
457
—4 оггН-
------SIL~----|
30—1621
458
РАЗДЕЛ VI. Гомогенизация и обогащение
шает требуемые кондиции и производительность гидроциклона не-
высока.
Следует учитывать, что при работе гидроциклона отдельные его
части изнашиваются, особенно в случае запесоченного сырья. Наи-
более интенсивный износ наблюдается в месте впуска шлама в ги-
дроциклон.
В качестве футеровочных материалов могут быть применены
мягкая резина, каменное литье, легированный марганцовистый чугун.
В случае применения резины футе-
Рис. 7. Центриклон
/ — рабочий диск; 2 — отража-
тельный диск; 3 — отверстие для
питания; 4 — выход грубой
фракции; 5 — выход тонкой
фракции
ровна должна выполняться в виде
сплошной вставной обечайки. Хоро-
шо зарекомендовала себя наплавка
верхней обечайки гидроциклона ста-
линитом; в течение 20 суток работы
истирание слоя сталинита не превы-
шает 1,5—2 мм.
Гидроциклоны (рис. 6) диамет-
ром 500, 350, 250, 150 и 75 мм, фу-
терованные резиной и базальтом,
изготовляются Средне-Уральским сов-
нархозом.
Расчеты показали, что (примене-
ние гидроциклонов на цементном
.заводе .мощностью 1800 тыс. т це-
мента в год приводит к снижению
расхода электроэнергии на помол
шлама с 4,8 до 1,75 квт-ч на 1 т и
•соответствующему снижению амор-
тизационных расходов.
Центриклоны также могут быть
использованы для классификации
шламов по крупности. В центрикло-
не (рис. 7) вращательное движение
шлама создается ротором, установ-
ленным в цилиндрической части. В
этом аппарате достигается скорость
вращения шлама до 25—30 м/сек
вместо 6—9 м/сек в обычном гидро-
циклоне. Шлам в центриклон по-
ступает ,в пространство между ро-
тором (рабочим диском) и отража-
тельным диском, отбрасывается по-
следним к ротору, который сообщает
ему быстрое вращательное движе-
ние.
Центриклоны характеризуются
меньшей производительностью, чем
гидроциклоны тех же размеров. Так,
при диаметре 500 мм производительность центриклона составляет
около 30 м3/ч вместо 150 для гидроциклона; центриклон менее
устойчив sb работе из-за износа внутренних вращающихся частей.
РАЗДЕЛ VII
ПИТАНИЕ, ДОЗИРОВАНИЕ, ВЗВЕШИВАНИЕ
Автор-составитель инж. Л. А. БЕРНШТЕЙН
Глава 1
ПИТАНИЕ И ДОЗИРОВАНИЕ
Точное дозирование отдельных компонентов сырьевой смеси
является одним из факторов, определяющих нормальную работу
мельниц. Равномерная и бесперебойная подача сырьевых материалов
обеспечивает равномерность состава сырьевой смеси, высокопроиз-
водительную работу мельниц и минимальный расход электроэнергии
на помол. Налаженность непрерывного и стабильного питания печей
материалом обусловливает возможность работы печи на оптималь-
ном режиме, высокое качество и однородность состава клинкера.
Качество помола цемента также зависит в значительной мере от
равномерности питания мельниц и надежности дозирования компо-
нентов цемента (клинкера, шлака, добавок).
Непластичные сырьевые материалы на цементных заводах дози-
руют объемным или весовым методами.
Объемное дозирование осуществляется обычно с по-
мощью пластинчатых, ленточных и тарельчатых питателей.
Пластинчатые питатели предназначаются для равномерной по-
дачи в машины кускового материала из бункеров и загрузочных
воронок. Питатели этого типа состоят из укрепленных на подвижных
каретках отдельных металлических палет, образующих бесконечное
полотно. Объем поступающего материала регулируется измене-
нием скорости движения ленты или толщины слоя материала
на ленте.
Пластинчатые питатели в зависимости от размеров бывают лег-
кого, среднего и тяжелого типа. Длина пластинчатых питателей,
изготовляемых на отечественных заводах, не превышает 18 м. Тех-
ническая характеристика пластинчатых питателей тяжелого и сред-
него типа, выпускаемых Электростальским заводом тяжелого маши-
ностроения и Костромским заводом «Строммашина», приведена в
табл. 1. Питатели легкого типа выпускает Луганский завод имени
Пархоменко.
Ленинградский завод имени Котлякова и Пермский завод ГШМ
выпускают пластинчатые питатели легкого типа следующих типораз-
меров в мм: .. _ ________
30*
460 РАЗДЕЛ VII. Питание, дозирование, взвешивание
Таблица I
Техническая характеристика пластинчатых питателей
Типоразмеры питателей (ши- ринах рассто- яние между осями бараба- нов) Скорость движения полотна в м/сек Произво- дитель- ность при максималь- ной скоро- сти В М?/Ч Габариты в мм Общий вес в кг
длина ширина высота
Питатели
тяжелого
типа
1 500X4 500 6 965 41 686
1500x6 000 8 4С5 46 724
1 500X9 000 0.026—0,08 275 11 395 5 700 1581 65 977
1500X12000 13 940 70 8С9
1500X15000 16 990 85 364
1 800X6 ОСО 8 511 55 750
1 800X9 000 , 0,02—0,06 350 И 511 6 610 2 077 69 582
1 800X12 000 14 511 83 519
1 800X15 000 17 561 101067
Питатели
среднего
типа
1200 x3 000 4 740 17 340
1 200 X4 500 6 238 . 4 545 20 963
1 200x6000 0.3—0,1 7 740 1600 24 700
1 200X9 000 10 740 33 200
1 200X12 000 13 740 4 573 40 855
1 500X3 000 4 740 4 573 1501 19 169
1 500 X4 500 R00 6 240 4 845 1601 23 400
1 500x6 000 0.25—0,08 7 850 4 845 1600 30 700
1 500 X9 000 10 850 5160 1 775 41 070
1 500X12 000 13 850 7 750 1 152 49 250
1800X6 000 8 650 6100 2С85 45 390
1800 X9 000 800 12 570 6100 2 085 59 740
1 800X12 000 14 584 6С80 2 085 66С25
1 800x15 000 17 660 6190 2 105 79 520
1800X18 000 20 660 6190 1 451 89 405
2 400X4 500 0,16-0,08 7 085 6 739 2 085 47 420
2 400 X6 000 8 585 6 730 2 085 51 875
2 400X9 000 1500 11669 6 880 2 105 68 365
2 400X12 000 14 690 7 370 2120 82 600
2 400X15 000 17 690 7 470 2126 £5 300
2 400X18 000 20 690 7 470 2 126 106 600
Питатели лег-
кого типа
1200 X3 000 0,13 450 5 500 3800 1 600 9 074
1200x3 000 0,34 1175 5 3t5 3 380 1 600 7 205
1200X4 000 0,34 1775 6 400 3 400 1200 9 040
Глава 1. Питание и дозирование
461
Длина Шири- на Высота Вес В
ППН-6 ( 800x2200) .... 3800 2643 1125 3370
ППН-7 (1000X1600) .... 3200 2755 1125 3138
ППН-9 (1000 X3000) .... 4660 3180 1125 4218
ППН-10 (1200X1800) .... 3400 3257 1125 3481
ППН-12 (1200 X 3000) .... 4660 3180 980 4478
ППН-13 (1200x4000) .... 5630 3367 1041 5753
Скорость движения для всех указанных типов составляет 0,02—
0,15 м!сек.
Казанским заводом «Серп и молот» выпускаются пластинчатые
питатели размерами 1200x3000, 1200X4500, 1200x20004-10000 мм,
скорость движения ленты питателя 0,34 м]сек, производительность
от 80 до 200 м3/ч.
Ленточные питатели предназначаются для равномерной подачи
сыпучего материала из бункера в машины или на транспортерную
ленту,
В зависимости от размеров они маркируются от ПЛ-1 до ПЛ-6
(табл. 2).
Таблица 9
Техническая характеристика ленточных питателей
Показатели Модели
ПЛ-1 ПЛ-2 ПЛ-4 ПЛ-5 ПЛ-6
/ Ширина ленты в мм ...... Скорость движе- ния в Mice к . . . Максимальная крупность пита- ния в мм .... Габаритные разме- ры в мм: длина .... ширина . . . высота .... Вес в кг ..... Завод-изготовит 400 0,018—0,262 50 1485 788 920 405 ель — амурси 400 0,018—0,262 50 1920 788 920 458 ий завод ,М 400 0,018—0,262 50 2820 788 920 525 еталлист*. 400 0,018—0,262 50 3320 788 920 557 400 0,018—0,262 50 3820 788 920 589
Ленточные питатели выпускаются также следующих типов: ПТ-4 (400x865) производительностью 46,5 ju’;« ПТ-5 (500X1560) . 60 . ПТ-6 (800X2000) . ДО 176 .
Завод-изготовитель — Белохолуницкий имени Ленина.
Производительность ленточных питателей подсчитывается по
формуле
Q = 3 600Fо/т lm/ч},
где F — вмещающее сечение в мг;
____f— коэффициент «аполнения желоба;
462
РАЗДЕЛ VII. Питание, дозирование, взвешивание
v — скорость движения ленты в м/сек;
Y— насыпной вес в т/м3.
Тарельчатый питатель представляет собой горизонтальный
диск диаметром от 500 до 2000 мм, который вращается со скоростью
4—6 об/мин. -Питатель устанавливается между течкой и бункером,
с которым он соединен телескопическим патрубком; поднимая и
опуская патрубок, можно регулировать подачу материала на диск.
Материал с диска снимается ножом. Производительность тарельча-
тых питателей составляет от 1,5 до 40 т/ч. Техническая характери-
стика тарельчатых питателей приведена в табл. 3.
' Таблица 3
Техническая характеристика тарельчатых питателей
Показатели Диаметр тарелки в мм
500 750 1000 1250
СМ-86А СМ-179А СМ-274А СМ-187А
Производительность в л3/ч . . . Число оборотов тарелки в 1 мин Тип двигателя Мощность двигателя в кет . . . Число оборотов двигателя в 1 мин Вес в кг . . Завод-изготовитель — ижевскр ностроительиый завод. 1.5 4,27 АО 0 1410 189 1й завод .1 3 4,19 -31-4 6 1410 238 Зтроммашни 10 . 7 АО-41-6 1 930 790 а“; Кажборс 15 7 АО-42-6 1.7 930 952 кий машн-
Тарельчатые питатели поставляются комплектно с двигателями.
Тарельчатые питатели более высокой производительности выпус-
каются Вольским заводом «Металлист».
Техническая характеристика таких питателей приведена в
табл. 4.
Таблица 4
Техническая характеристика тарельчатых питателей, выпускаемых Вольским
заводом
Показатели Диаметр тарелки питателя в мм
1300 (на 1 выход) 1300 (на 2 выхода) 1600 (на 1 выход) 2000 (на 1 выход)
Производительность в ж3 ч ... . До 15 До 15 До 28 ДО 25-35
Тип электродвигателя ...... АО-42-4 А-52-4 А-52-6 —
Мощность в кет ......... 2,8 2,8 4.5 4,5
Общий вес в кг ......... 1335 1442 2565 3200
Глава 1. Питание и дозирование
463
Машиностроительной промышленностью выпускается и ряд дру-
:гих питателей — качающиеся, ячейковые. Техническая характеристи-
ка ячейковых питателей приведена в табл. 5.
Таблица 5
Техническая характеристика ячейковых питателей
Показатели Размеры питателей в мм
200 X200 300 x300 400X300
Производительность в мг/ч.......... 5 16 32
Число оборотов в 1 мин 25 25 25
Мощность электродвигателя в кет 1 1 1.6
Общий вес питателя (без двигателя и редук- 90 300 350
Питатели поставляются комплектно с двигателями и редукто-
рами.
Эти питатели предназначены для питания сыпучими материала-
ми. Выпускаются Барышским механическим заводом.
Питатель качающийся колосниковый предназначается для пита-
ния щековых дробилок. Производительность питателя до 300 т/ч;
мощность электродвигателя 20/25/28 кет. Вес без электрооборудова-
ния 30 420 кг. Ширина питателя 180 мм, длина 7000 мм. Движение
колосников возвратно-поступательное. Максимальный размер перера-
батываемых кусков материала до 1 м.
Шнековые питатели предназначены для подачи угольной пыли.
Питатели размером 150X2000 мм. выпускаемые вельским заво-
дом «Металлист», имеют производительность от 2,67 до 4 м3/ч.
В таком питателе установлены два шнека с числом оборотов 74
и 49 в 1 мин, двигатель (АО-42-4/6) двухскоростной мощностью
1,7 кет.
Питатель диаметром 125x2200 мм с двумя шнеками с числом
оборотов 9—36 в 1 мин имеет производительность до 800 кг/ч.
Производительность шнековых питателей, выпускаемых Кусин-
ским машиностроительным заводом,— 2—6 и 3—9 т/ч.
Шнековые питатели применяются также для питания печей
сырьевой мукой (печи с циклонными теплообменниками). С этой це-
лью применяют двойные шнековые питатели диаметром 300 и
400 мм, выпускаемые Киевским заводом имени Калинина.
Техническая характеристика питателей диаметром 300 мм
Длина в мм ................ t ... . 2000
Высота . ..................... 120
Число оборотов впита в 1 мин ......... ... от 43
до 75
Производительность двух шнеков в jk’/ч:
при 43 об/мин .................. 28
. 75 ........................... 50
Электродвигатель постоянного тока:
. типа-ПА-68, мощность в кет ......... 3,7
- число оборотов в 1 мин .......... ... от 1000
ДО 1700
464
РАЗДЕЛ VII. Питание, дозирование, взвешивание
Большую точность дозирования материалов (до 0,2—0,3%) по
сравнению с объемными обеспечивают весовые дозаторы.
Для каждого материала, поступающего в мельницу, обычно устанав-
ливают отдельный дозатор; между собой дозаторы сблокированы.
На практике хорошо зарекомендовали себя леиточные дозаторы
двух основных типов: с постоянной скоростью ленты (типа Хардин-
га) и с регулируемой скоростью ленты (типа «Пендан»).
Основными частями ленточного дозатора типа Хардинга явля-
ются: короткий транспортер с резиновой лентой, взвешивающий ме-
ханизм и вибрационный питатель. При изменении загрузки транспор-
тера наклон его изменяется, что воздействует на вибрационный пи-
татель, регулирующий вес поступающего на транспортер материала.
Дозаторы предназначены для непрерывной подачи из бункеров по-
стоянного количества различных сыпучих материалов. Ленточные
дозаторы этого типа выпускаются Ивановским заводом ЗИМ. Тех-
ническая характеристика ленточных дозаторов приведена в табл. 6.
В комплект каждого дозатора входит шкаф управления с вторич-
ным прибором типа ЭПИД, устанавливаемый дистанционно. При-
бор ЭПИД показывает и записывает производительность дозатора,
имеет суммирующий счетчик количества выданного материала и за-
датчик производительности.
‘ Таблица 6
Техническая характеристика автоматических ленточных дозаторов
Марка дозатора а 3 мм ть ия лен- сек Габаритные размеры (с вибропитателем) в мм Вес в кг К 3 й> ж се Л
Ширин! ленты i ; Произв< । тельное в МЯ1Ч о 1 » о а> ~ S ш ° 5 * 5 3 О н длина ширина высота доза- тора вибро- питате- ля Потреб мощное в кет
ЛДА-12Н ЛДА-32Н } 500 1,5; 8 1 0.17 4500 1135 1290 560 690 1.5
ЛДА-25Н ЛДА-60Н } 800 25 ] 40 | 0.35 4500 1435 1350 600 640 1.5
ЛДА-102Н 1000 100 J 4500 1635 1425 600 1300 2
Дозатор типа «Пендан» состоит из короткого транспортера, ко-
торый снабжен стальной или резиновой лентой, питателя и взве-
шивающего механизма.
Устанавливаются такие дозаторы под бункером, из которого
подается материал. Работает дозатор по принципу двухплечного
рычага, причем одним плечом служит транспортерная лента, а вто-
рым— привод питателя с грузами. Производительность дозаторов
составляет в зависимости от их размеров От 0,2 до 42 т/ч. Точ-
ность взвешивания 0,1—0,3%.
Благодаря специальному автоматическому устройству степень
загрузки материалов остается неизменной до тех пор, пока вес 1 л
загружаемого материала дает отклонения от среднего веса I л не
более чем ±3%.
При неизменном весе 1 л подаваемого материала рама транс-
портера находится в равновесии. При увеличении веса 1 л мате-
Глава 1. Питание и дозирование
465
риала конец рамы начинает опускаться, и скорость питаюшей лен-
ты соответственно автоматически снижается. При уменьшении веса
I л материала происходит обратное явление.
Рис. 1. Перестановочное или регулирующее устройство дозаторов
типа «Пендан»
/ — приводной вал; 2 — передаточный вал: 3 — приводной диск на валу /;
4—приводной диск иа валу 2; 5— приводной шар; 6—направляющее коль-
цо для приводных шаров; 7 — ось вращения приводных шаров; 8 — уста-
новочные диски (плиты «ирис»): 9 и 10 — диск для настройки; //—лобо-
вая крышка (со стороны управления): 12— направляющий ролик в канав-
ке лобовой крышки; 13—направляющие шары в затворах установочных
дисков: //—игольчатый подшипник; /5 — колпак редуктора; /6—наруж-
ный поперечный подшипник: /7 — дистанционное кольцо: 18 — продольный
подшипник; 19— разъемное кольцо шейки вала: 20 — внутренний попереч-
ный подшипник: 2/— лобовая крышка; 22 — уплотняющее кольцо из ре-
анны; 23 —шайба с канавкой: 24 — тарельчатые пружины; 25 — ролики
(шарики) с держателем и промежуточным кольцом
Благодаря автоматическому регулированию дозирования мате-
риалов их весовое количество, подаваемое в единицу времени, ос-
тается постоянным.
Принцип действия, регулирующего устройства, (рис. 1) заклю-
466
РАЗДЕЛ VII. Питание, дозирование, взвешивание
чается в следующем. На двух валах вариатора, расположенных на
одной оси, укреплены передающие или приводные шайбы, узкий
край которых прижат к шарам. Эти шары вращаются в цилиндри-
ческом направляющем кольце.
Приводная сила от вала / передается на шары через шайбу,
а затем через другую шайбу на вал 2, который вращается с той
же скоростью, что и вал 1.
При помощи специального переключающего устройства все
шары могут быть установлены таким образом, что их оси будут
иметь одинаковый наклон в ту или иную сторону одновременно.
Для этой цели имеются установочные шайбы, так называемые пла-
стины «ирис», снабженные наклонно расположенными вогнутыми
управляющими шлицами для осей шаров и поворачивающиеся при
помощи рычага, червячной передачи иля другого устройства.
Дозаторы такого типа ДН-5/1, ДН-5/2 выпускает Одесский
завод имени Старостина.
Техническая характеристика автоматического весового дозатора
непрерывного действия ДН-5/1
Наибольшая производительность в т/ч ...................... 64
Погрешность дозирования в %............................... 2
Дозируемый материал.......................................кусковые
материалы
Питание от сети трехфазного тока в в..................... 380/220
Потребляемая мощность в кет................................. 1,1
Габаритные размеры в мм-.
длина................................................... 2700
ширина.................................................. 1100
высота................................................ 1165
Вес в кг..................................................... 1100
В дозаторе ДН-5/1 (рис. 2) металлическая пластинчатая лента
грузоприемного конвейера приводится в движение двигателем с ре-
дуктором. Рычаг, воспринимающий усилие с грузоподъемного кон-
вейера, передает его на уравновешивающий механизм.
Шкаф управления устанавливается дистанционно. Он включает
в себя интегрирующее устройство, состоящее из диска и ролика с
винтом, электронный дифференциально-трансформаторный прибор
ЭПИД-05 и регулятор скорости.
Работа дозатора протекает следующим образом. Плечо. а
конвейера уравновешивается пружиной таким образом, что изме-
нение нагрузки на конвейере от 0 до максимума вызывает опреде-
ленное отклонение рычага и соответствующее отклонение подводка.
Величина расстояния б пропорциональна скорости ленты до-
затора, а величина хода плунжера индукционного датчика пропор-
циональна производительности дозатора. Регулятор скорости дви-
гателя изменяет скорость движения ленты дозатора до величины,
обеспечивающей заданную на приборе весовую производительность
При изменениях насыпного веса дозируемого материала.
Дозатор ДН-5/2 отличается от ДН-5/1 несколько большими
габаритными размерами (3030x1280x1885 мм) и большим весом
(1650 кг).
Основной недостаток этого типа дозаторов состоит в некото-
ром запаздывании в саморегулировании. В ленточных весовых .до-
заторах, работающих по принципу магнитоупругогр измерения усц-
Глава 1. Питание и дозирование
467
Рис. 2. Принципиальная схема дозаторов ДН-5/1
/ — пластинчатая лента грузоподъемного конвейера; 2 — редуктор;
3— двигатель; 4 — рычаг; 5 — уравновешивающий механизм; 6 и
10— грузы; 7 — пружина; 8 — рычаг; 9, 11, 16 и 17 — сельсины; 12 —
диск; 13— ролик; 14 — плунжер индукционного датчика; 15—подво-
док; 18 — регулятор скорости; 19 — электронный дифференциально-
трансформаторный прибор; 20 —- шкаф управления
Рис. 3. Схема автоматического ленточного до-
затора с магнитоупругим динамометром
/ _ течка бункера; 2 — питатель с электромагнитным
вибратором; 3— вибратор; 4 — весовая рама; 5 — маг-
нитоупругий динамометр; 6 — регулятор
468
РАЗДЕЛ VII. Питание, дозирование, взвешивание
лий (изменения веса), этот недостаток устранен. Точность взвеши-
вания в таких дозаторах (рис. 3) составляет 0,2%.
На современных цементных заводах питание печей
шламом осуществляется ковшовым питателем, представляющим
собой резервуар, в котором на вращающемся горизонтальном валу
установлены дозирующие ковши (2—3 шт.). Питатели такого типа
приводятся во вращение от двигателей постоянного тока. Работа
питателей синхронизирована с работой печи таким образом, что
при изменении числа оборотов печи ее питание шламом изменяется
автоматически.
Стабильность питания при таком типе питателей обеспечивается
тем, что в иих поддерживаются постоянный уровень шлама и, сле-
довательно, постоянная степень заполнения ковшей.
Ковшовые питатели применяются совместно с мерными бачка-
ми, что дает возможность осуществлять замеры и дозирование
шлама в заданных количествах при сравнительно небольших откло-
нениях.
Техническая характеристика ковшовых питателей приведена
в табл. 7.
Таблица 7
Техническая характеристика ковшовых питателей
Показатели Питатели
ВОЛЬСКОГО завода .Метал- лист" СМ-50Э ВНИИ- Стром- маш Завода „Строммашина"
ПШ-1 ПШ-2 ПШ-3
Производительность в л’/ч. . 12,5 25—50 75—150 50—100 33—65
Количество черпаковых колес В ШТ 1 2 2 2 1
Объем черпака вл ..... 20 20 35 35 35
Число оборотов черпаковых колес в 1 млн 3,5-7 3,5—7 6,4-12 4,2—8 5,3—10,3
Мощность двигателя в квт . . 1 1 6 6 3,2
Число оборотов двигателя в 1 мин .......... 1000—2000 1000—2000 1000—2000 800—1500 1000—1950
Тип двигателя ... ПН-17,5 ПН-17,5 П-61 П-61 П-51
Габариты в мм:
длина 3030 3700 4760 4760 3210
ширина 2600 2650 2654 2654 2600
высота 1780 1780 1725 1725 1725
Вес питателя в кг 1295 1782 3710 3700 2300
Для питания концентраторов вращающихся печей применяют
автоматические шламовые питатели с объемным замером. Такой
питатель (рис. 4) имеет два контрольных бачка / и 2, которые по-
переменно наполняются шламом из общего бачка 3 через приточ-
ные клапаны 4 и 5 и опорожняются в общий сточный бак 6 через
клапаны 7 н 8.
Глава 1. Питание и дозирование
469
После заполнения бачков приточные клапаны закрываются
уровнемерами 9 и 10.
Трубопроводы // на приточном баке и 12 на контрольных
бачках подсоединяют к насосам, а трубопровод 13 на сточном
баке — к питающей машине. На спуске 14 сточного бака имеется
Рис. 4. Схема шламового питателя
с объемным замером
кольцевое сечение 15, которое увеличивается при возрастании уров-
ня шлама.
Клапаны приводятся в действие гидравлическими тормозными
магнитами 16—19, которыми управляет электрический импульсный
датчик.
Наименьшему количеству шлама, подаваемого питателем, со-
ответствует цифра 100 на счетчике, или 25,2 м3/ч. Максимальное ко-
личество шлама 63 м3/ч.
Для дозирования шлама вместо ковшовых питателей могут быть
использованы расходомеры (например электромагнитные), сблоки-
рованные с пережимными устройствами. Первые расходомеры такого
типа внедрены институтом Южгипроцемент на Балаклейском це-
ментном заводе.
Для снижения вязкости шлама широко применяют добавку
сульфитно-спиртовой барды. С этой же целью могут быть примене-
ны добавки торфяной или буроугольной вытяжки и др. Как пра-
вило, количество вводимой в шлам добавки невелико и составляет
0,1—0,3% от веса шлама (в расчете на сухое вещество).
Для дозирования таких небольших добавок используют ков-
шовые питатели конструкции Гипроцемента.
470
РАЗДЕЛ VII. Питание, дозирование, взвешивание
Глава 2
ВЗВЕШИВАНИЕ МАТЕРИАЛОВ
Весовой учет различных материалов, потребляемых цементным
заводом, а также отправляемой им продукции осуществляется при
помощи автоматических весоизмерительных приборов или путем
взвешивания автомашин либо вагонов на автомобильных или же-
лезнодорожных весах.
Весы автоматические ленточные ВН-1 для клинкера предназ-
начаются для взвешивания клинкера гиря температуре его не более
200° С с насыпным весом не более 1,6 т/м3 величиной кусков до
100 мм.
Техническая характеристика весов BH-i
Наибольшая производительность в т/ч............. 80
Погрешность взвешивания в%.................... ±2
Мощность электродвигателя в кет . ............ 1
Вес в кг ........................... 840
Габаритные размеры в мм:
длина ....................................... 2580
ширина............................... 1000
высота.............................. 1155-
Завод-изготовитель — Ивановский завод исполнительных ме-
ханизмов.
Весы автоматические порционные ДКЛ-500 применяются для
взвешивания клинкера при температуре его не более 300° С с ве-
личиной кусков до 120 мм.
Техническая характеристика весов ДКЛ-500
Производительность в т/ч................... 60
Вес порции в кг ................. ........ 500
Объем ковша в л:3............•............ 0,5
Точность взвешивания для 10 порций в кг. .. ±5
Вес с гирями в кг ...................... 2400
„ без гирь в кг.........*............... 1900
Габаритные размеры в мм:
длина. . . '. ....................... 1850
ширина ............................... 1452
высота.............................. 2145
Завод-изготовитель —Киевский имени Дзержинского.
Весы автоматические порционные ДУ-200 для угля предназна-
чаются для взвешивания угля с насыпным весом 0,74—0,99 т/м3 и
размером взвешиваемых кусков до 35 мм с влажностью не более
15%. Содержание пыли во взвешиваемом материале должно быть
не более 15%.
Глава 2. Взвешивание материалов
471
Техническая характеристика весов ДУ-200
Производительность в т}ч ....................... От 4 до 120
Взвешиваемая порция в кг . ................. 140—200
Погрешность взвешивания в %............................ ±1
Мощность электродвигателя в кет........................ 2,7
Вес (без гирь) в кг . . ................................. 950
Габаритные размеры в мм.
длина.............................................. 1543
ширина............................................. 904
высота . .......................................... 1650
Завод-изготовитель—Киевский имени Дзержинского.
Весы автоматические порционные для цемента ДЦП-200 пред-
назначены для взвешивания цемента с температурой 120° С и на-
сыпным весом 0.9—1.2 т/лЛ
Техническая характеристика весов ДЦП-200
Производительность в т!ч.............................. 30
Вес пориии в кг . . . • . ......................... 200
Объем ковша в м3 ...... .............................. 0,24
Допустимая погрешность при взвешивании 10 порций в % . +1
Вес с гирями в кг.................................... 1010
Габаритные размеры в мм~.
длина.........•.................................... 1440
ширина г.......................................... 1140
высота ........................................... I960
Завод-изготовитель — Киевский имени Дзержинского.
При работе весов должна быть обеспечена непрерывная и рав-
номерная подача в их воронку взвешиваемого материала.
Весы автоматические для мелкосыпучих пылящих материалов
ДМС-50-2 предназначены для взвешивания кальцинированной соды
и других материалов с насыпным весом 0,5—0,7 т/л<3.
Техническая характеристика весов ДМС-50-2
Производительность в т/ч.................................. 2—8
Мощность электродвигателя в кет ]......................... 0,6
Вес с гирями в кг...................................... 560
Завод-изготовитель — Киевский имени Дзержинского.
Автомобильные и вагонные весы выпускаются заводом «Ар-
малит» (г. Армавир). Техническая характеристика автомобильных
весов лриводится в табл. 8, вагонных весов в табл. 9.
Таблица 8
Техническая характеристика автомобильных весов
Марка и тип весов Вес в кг Габариты в мм Грузоподъ- емность в т Размер платформы в мм
длина ширина высота
ПН-10 т(П-10) .... 1072 6 550 5245 1200 До 10
П/А-10т(АЦ-10) . . . 2680 6 550 5195 1800 . ю | 550X3000
А-25/6 — 13 310 5370 — , 25
АП-25(5)* 7048 13 310 5900 — . 25 | 12000 x3000
* Для автомашин с прицепами.
472 РАЗДЕЛ VII. Питание, дозирование, взвешивание
Таблица S
Техническая характеристика нагонных весов
Мар а и тип весов Вес в кг Габариты в мм Пределы взвешива- ния в m Размеры платформы в мм
длина ширина высота
ПН-103, ВПП-100 . . 11 500 15 763 8218 1206 От 2,5 до 100 18 420X2360
ПА-150, ВЦ-150 . . . 14 670 14 530 8320 — От 15 до 150 15500X2 500
' Вагонные весы указанных типов предназначены для взвешива-
ния железнодорожных товарных вагонов широкой колеи.
РАЗДЕЛ VIII
ПОЛУЧЕНИЕ СЖАТОГО ВОЗДУХА,
ОТСОС ГАЗОВ И ЗАПЫЛЕННОГО ВОЗДУХА
Автор-составитель инж. Ю И. ДЕШКО
Глава 1
КОМПРЕССОРЫ И ВОЗДУХОДУВКИ
Применение сжатого воздуха дает возможность обеспечить эф-
фективное и интенсивное перемешивание шлама или сырьевой му-
ки, гомогенизацию и корректирование смеси, что особенно важно
при использовании сырья неравномерного состава. Пневматический
транспорт, работающий на сжатом воздухе, экономичен и удобен
в эксплуатации и обеспечивает быстрое распределение порошкооб-
разных материалов без пыления.
По данным Гипроцемента, расход сжатого воздуха на цемент-
ном заводе составляет:
для перемешивания 1 мъ шлама в вертикальных шламбассей-
нах — 0,025 м3!мин и в крупных горизонтальных бассейнах с кра-
новой мешалкой — 0,003—0,0045 м3)мин (при избыточном давлении
до 3 атм);
для перемешивания сырьевой муки в силосах по схеме секци-
онной аэрации — до 12 м?)м.ин на 1 т муки при давлении воздуха
до 2 атм, и по гейзерному способу аэрации — до 20 м3!мин при
давлении воздуха 0,4—1,5 атм;
для транспортирования 1 т цементного порошка (воздух дав-
лением 3—6 атм) при длине трубопровода 50—500 м — 20—
54 м3)мин;
для аэрации и разрыхления цемента в конических днящах
силосов — 0,25 м3!мин на 1 м2 аэрирующей поверхности из кера-
мических аэроплиток или бельтинговой ткани при давлении воздуха
2—3 атм;
для транспортирования сухих порошкообразных материалов на
расстояние до 100 м — до 1,5 м3!мин на 1 м2 поверхности аэрирую-
щих плиток (давление воздуха — 500 мм вод. ст.).
Ориентировочная потребность в сжатом воздухе цементных за-
водов, работающих по мокрому способу производства, .по данным
Гипроцемента, приведена в табл. 1.
Пневматическая система на цементном заводе состоит из ком-
прессорной установки, в которую входят компрессоры, электродви-
гатели к ним и вспомогательное оборудование, и из пневматиче-
474 РАЗДЕЛ VIII. Получение сжатого воздуха, отсос газов
Таблица 1
Ориентировочная потребность в сжатом воздухе цементных заводов,
работающих по мокрому способу производства
Назначение сжатого воздуха Необходимое количество сжа- того воздуха в м* мин для завода годовой мощностью в тыс. m
9ЭС—950 1350—1420
Перемешивание шлама Транспортирование цемента от цементных мель- ниц до силосов Разрыхление цемента в силосах Пневматическое управление работой упаковочных машин Разгрузка цемента из силосов Транспортирование цемента от силосов в емкости для погрузки в автотранспорт Транспортирование пыли от электрофильтров печей Транспортирование угольного порошка к топкам сушильных барабанов 70 ICO 40 6 40 30 15 18 100 130 60 10 60 50 20 25
Всего ... 319 455
Рис. 1. Схема компрессорной станции
I — фильтр: 2— компрессор; 3 — электродвигатель; 4— всасывающий
воздухопровод; 5 — нагнетательный воздухопровод; 6 — вл а го маслоот-
делитель, 7— дренажная линия; 8— воздухопровод; 9 — воздухосбор-
ник; 10 — дренажная линия, // — предохранительный клапан; 12 — об-
ратный клапан: 13 — задвижка: 14 — насос; /5 — напорный бачок;
16— поплавковый регулятор уровня; 17— линия охлаждающей воды;
18 — задвижка; 19 — сливная линия
Глава 1. Компрессоры и воздуходувки
475
ских сетей — воздухопроводов, служащих для передачи сжатого
воздуха к точкам потребления.
Атмосферный воздух подается к компрессорам через фильтр
(рис. 1), расположенный в отдельной пристройке. Сжатый воздух
из компрессоров проходит через влагомаслоотделитель и воздухо-
сборник.
Компрессор — машина для сжатия и подачи воздуха под избы-
точным давлением не ниже 2 кГ1смг. По принципу действия разли-
чают компрессоры следующих типов:
поршневые, в которых сжатие воздуха происходит в замкнутой
полости;
осевые, в которых крыльчатка воздействует на воздушный по-
ток с последующим преобразованием скоростного напора в давле-
ние;
турбокомпрессоры, у которых в отличие от осевых компрессо-
ров поток воздуха в колесе имеет радиальное направление и потому
создаются условия для развития центробежных сил;
ротационные компрессоры, в которых сжатие воздуха осуще-
ствляется при помощи вращающихся пластин — поршней.
По давлению, на которое рассчитаны машины, различают ком-
прессоры:
низкого — от 2 до 10 атм (избыточных);
среднего—от 10 до 100 атм\
высокого — от 100 атм и больше.
1. ВОЗДУШНЫЕ ПОРШНЕВЫЕ КОМПРЕССОРЫ
В цементной промышленности наиболее распространены порш-
невые компрессоры низкого и среднего давления со ступенями по-
вышения давления свыше 2.
Производительность поршневых компрессоров не превышает
200 м31мин, так как при большей производительности размеры и
вес компрессора оказываются чрезмерно большими.
Поршневые компрессоры подразделяют на следующие типы:
одинарного и двойного действия в зависимости от числа рабо-
чих сторон цилиндра;
одноступенчатые, двухступенчатые и многоступенчатые по чис-
лу ступеней сжатия;
горизонтальные, вертикальные и с наклонными цилиндрами;
одноцилиндровые и многоцилиндровые.
По способу охлаждения поршневые компрессоры подразделяют
на компрессоры с воздушным и водяным охлаждением.
В табл. 2 приведены данные, характеризующие особенности
поршневых компрессоров разных типов.
При движении поршня слева направо в одноступенчатом пор-
шневом компрессоре (рис. 2, а) атмосферный воздух поступает че-
рез всасывающий клапан. При обратном движении поршня воздух
сжимается и через нагнетательный клапан выталкивается в возду-
хосборник. Таким образом, за один оборот кривошипного вала
(два хода поршня) происходит один раз всасывание и один раз
нагнетание; при этом одна и та же порция воздуха сжимается
один раз.
476 РАЗДЕЛ VIII. Получение сжатого воздуха, ртсос газов
Таблица
Техническая характеристика применяемых в цементной промышленности воздушных поршневых компрессоров
ЗИФ-ВКС-5] рнхвьнэиХхзхХяГ ‘цонжиягэбаи ю 8328 8 1 1 8 " 8S8 04 «-Ч «-Ч 04 СС О Ленинград- ского СНХ
ш ю to -оj ‘янхвьиаиХхэхЛяТГ ‘ jiHflodtf ншг HlixXetf 8 900 530 550 167 8 600 28 0,26 625 25,8 6600 4500 2500 1СКИЙ орный
|e/ooi-ja VFUBhH3UXX3XXflV ‘уПНЧЬ'ЕХНОЕИЙОЛ 8 900 530 550 167 8 565 28 0,25 625 32,7 7280 5400 2500 П ензег компресс
В300-2К I liHHqifEMMidafl ‘вияхэиаг олонуоог ‘ушЕьиаи^лэхЛвГ 'HFIfiOdtfHHL'HlIX^Sr с 570 340 300 330 7 224 13 0,25 250 7,7 5660 3160 3500 Северо- Кавказ- ского СНХ
|8/oz-ac9i вияхзиаг ojoioodu ‘ушЕьнаи -ЛхэхХяГ ‘VNHEEdgo-Д с о 270 200 160 730 8 140 4 0,3 160 3 3300 1890 1920 о СНХ
2Р-20/8 1 Ц1ЧНЧ1ГВД -Hxdafl ‘вияхэнаг олои -goer ‘ушЕьнаиЛлзхХяГ о см 400 230 500 8 95 5 0,2 120 4,5 1800 1600 2000 О а и И О Сч к ш
8/OI-aOGS ВИЯХЭИЭГ OJ -oioodu ‘инхвьнаиЛхэ -хЛяГ ‘vNHqLTMHidao о ♦—< 350 200 200 730 8 65 3 0,2 80 1,5 2830 1187 1430 ПрИД!
о инннэЕОмотго ‘иан -mdou иннчьтипн^аф -фиг э вияхэдэЯ OJOHdcw -иго ‘v^xBhHauKiox^flV о ♦—1 525 420 400 220 8 95 3,5 0,17 100 3,9 3300 2600 3200 У (ГДР)
TR-35 I бияхэиэг олоипояг ‘HFiQodrMuL'H'nxXev ‘ jinx® ьнаиХхэхХяТГ 04 420 240 350 300 6 105 5,4 0,14 125 5,9 4000 2100 1800 ганлагенба
R4-35Z I БИЯХЭИЛГ 0J -ондоеИ 'ипннагохоиго ‘wodVHHifHii иииго э 'цнхвънэиХхэоШГо С4 о оо -е ю -ч о 222 С4 1 СП*-’*-* О 04 000 "° С4О *Ч со *-< *-< Цемен’
Показатели Производительность в m'imuh ПийМРТП ПМЛИМППЯ R ММ‘. I ступени...... 11 Ход поршня в мм Число оборотов вала в 1 мин Рабочее давление в атм (из- быточное) Потребная мощность на валу в квт ... *....... Расход воды в л’/ч . смазки в кг1ч .... Мощность электродвигателя в квт........... Вес компрессорной установ- ки в т . . Габариты в мм-. длина .......... ширина . . . . • • . . . высота. ......... Завод-изготовитель
Глава I. Компрессоры и воздуходувки
477
При работе двухступенчатого компрессора (рис. 2, б) воздух
засасывается вначале в цилиндр I, затем сжимается и поступает в
холодильник, в котором охлаждается до первоначальной темпера-
Ряс. 2. Схема компрессора
а — одноступенчатого; б — двухступенчатого; / — поршень;
2 — всасывающий клапан; 3—нагнетательный клапан; 4 —воз-
духосборник; 5 — холодильник
туры. Далее воздух поступает в цилиндр II, где сжимается и затем
выталкивается в воздухосборник.
Во время испытания компрессоров (после установки их или
капитального ремонта) для определения показателей работы ком-
прессора и- зависимости
между давлением в цилин-
дре компрессора и ходом
чоршня снимают индикатор-
ную диаграмму.
Теоретическая индика-
торная диаграмма поршне-
вого компрессора в коорди-
натах давление — объем
приведена на рис. 3. Пока-
занный на диаграмме V вр
представляет собой объем
воздуха, заключенный меж-
ду поршнем и крышкой ци-
линдра в крайнем положе-
нии поршня. Обычно данный
объем так называемого
вредного пространства со-
ставляет 3—12% объема ци-
линдра.
На диаграмме линия
расширения d—а — поли-
тропа, линия всасывания
а—b — изобара. При пере-
мещении поршня из крайне-
Рис. 3. Теоретическая индикатор-
ная диаграмма поршневого ком- -
прессора
S — ход поршня
478 РАЗДЕЛ VIII. Долучёнае сжатого воздуха, оТсос газов
го правого положения влево всасывающий клапан закрывается и
давление в цилиндре повышается. Линия b—с—политропа характе-
ризует сжатие воздуха в цилиндре, отсоединенном от всасывающего
и напорного трубопроводов.
Когда в точке с давление в цилиндре становится несколько
больше давления в напорной линии,
Рис. 4. Коэффициент расхода
/гр для нормальной диафрагмы
и нагнетательном клапанах. Тем не
нагнетательный клапан откры-
вается. Линия с—d — изобара
характеризует период выталки-
вания (нагнетания) воздуха
при постоянном давлении в на-
гнетательный трубопровод. В
положении поршня, когда он
только начинает движение
вправо, закрывается нагнета-
тельный клапан и давление в
цилиндре падает с Ра до Ра.
Практически диаграмма
действия поршневого компрес-
сора отличается от теоретиче-
ской индикаторной диаграммы,
что объясняется наличием по-
терь давления во всасывающем
менее теоретическая индикатор-
ная диаграмма дает возможность с достаточной точностью опреде-
лить эффективность работы компрессора.
Простейший индикатор работает следующим образом: полость
цилиндра компрессора (вредного .пространства) трубкой и треххо-
довым краном соединяется с полостью индикатора, в которой пере-
мещается поршенек, нагруженный сверху пружиной. Каждому зна-
чению давления в цилиндре соответствует определенное положение
поршня и, следовательно, карандаша, закрепленного на рычаге. Ка-
рандаш вычерчивает индикаторную диаграмму на бумаге, закреп-
ленной на барабане, вращение которого пропорционально ходу
поршня.
Производительность компрессора поршневого типа можно оп-
ределять тремя способами: по наполнению резервуара,-индикаторной
диаграмме и по уравнению Бернулли. Первые два способа неточны,
поэтому производительность компрессоров рекомендуется опреде-
лять по уравнению Бернулли, измерив скорость и давление в су-
женном сеченин трубопровода (расходомером Вентури или же по
калиброванной диафрагме).
Производительность компрессора по всасыванию Q определя-
ется по формуле
<2 = 0,012fcpd’/& Ру [кг/ч],
где d — диаметр отверстия диафрагмы в мм;
kp — коэффициент расхода воздуха, зависящий от отношения
наименьшего диаметра дроссельного органа к наибольше-
му; kp определяется по графику, приведенному на рис. 4;
ДР — перепад давлений в диафрагме, замеренный дифманомет-
ром, в кГ/м2-,
у— удельный вес засасываемого воздуха в кг)м\
Глава 1. Компрессоры и воздуходувки
479
Производительность компрессора типа R4-35Z, TR-35 и других
с двойным действием поршня определяется по формуле
Q = 94,2ч (p\—d?) In \м*/ч\ ,
где Ч—коэффициент подачи; Ч = ф).о; здесьф —«коэффициент по-
догрева», учитывающий предварительный подогрев всасываемого
воздуха в клапанах и цилиндре, а также утечки воздуха через
неплотности (обычно ф =0,8-5-0,97) ;
Хо—объемный коэффициент полезного действия;
1
Г/Р т 1
Х0=1-е0[(^-) -1].
здесь е0—объем вредного пространства в долях от объема, опи-
сываемого поршнем;
РциРк—начальное и конечное абсолютное давление в кГ/м2;
т — показатель политропы;
1>1 — диаметр поршня 1 ступени в м;
d — диаметр штока в м;
I — ход поршня в л;
п — скорость вращения шкива в об/мин.
Производительность компрессоров типа № 40, В300-2К и других
с одинарным действием дифференциального поршня определяется по
формуле
Q — 47In [м3/ч].
Мощность компрессора определяется по индикаторной диаграм-
ме, а также электроизмерительными приборами.
Работу поршневых компрессоров регулируют путем:
изменения числа оборотов двигателя;
временной остановки двигателя илн отключения компрессора
от двигателя;
отжима всасывающих клапанов;
перекрытия всасывающей линии;
дросселирования воздуха во всасывающей линии.
Клапаны имеют различную конструкцию; наиболее распростра-
нены пластинчатые автоматические и механические клапаны. Пла-
стины клапанов изготовляются из листовой хромистой стали, а так-
же из стали со специальной термической обработкой. Седла и крыш-
ки выполняются из чугунного литья.
В компрессорах применяются главным образом сальники само-
уплотняющиеся металлические и с мягкой набивкой (асбест, пень-
ка и пр.).
В качестве смазочных устройств для компрессоров наибольшее
распространение получили капельная масленка и лубрикаторы раз-
личной конструкции.
Для смазки цилиндров и сальников компрессоров с давлением
до 10 атм применяется компрессорное масло (ГОСТ 1861—54 или
марки Т); может быть также использовано цилиндровое масло
(ГОСТ 1841-51).
480 РАЗДЕЛ VIII. Получение сжатого воздуха, отсос газов
2. ТУРБОКОМПРЕССОРЫ И ТУРБОВОЗДУХОДУВКИ
Турбокомпрессоры и турбовоздуходувки представляют собой
центробежные машины, в которых сжатие и нагнетание воздуха
происходит под воздействием лопаток вращающегося колеса.
Техническая характеристика турбокомпрессоров и турбовозду-
ходувок приведена в табл. 3.
Таблица 3
Техническая характеристика турбокомпрессоров и турбовоздуходувок,
применяемых на цементных заводах
Марка Произво- дитель- ность в м?1мин Давление сжатия (избыточ- ное) в атм Число обо- ротов в 1 мин Мощность 1 электро- двигателя в кет Вес в т Привод
ТК-700-5 7,5 1,39 2950 юо 2.3 Электродвигатель с ре- дуктором
ТК-700-7 75 1,57 2950 150 2,5 То же
ТК-100-2 100 2 7250 450 3,7
ТВ-1 140 1,8 2960 120 2.5 Непосредственно от электродвигателя
ТВ-80-1,6 83 1 2950 125 5,1 То же
ТК-250-9 250 9 6000 2000 29,6 Синхронный электро- двигатель редук- тором
К-350-60-1 350 7,5 8600 2000 25 Электродвигатель с ре- дуктором
ТК-150-7 100 6 9000 1200 14 То же
Турбовоздуходувки применяются при давлении нагнетания (из-
быточном) от 0,15 до 2—3 атм, турбокомпрессоры — при давлении
нагнетания от 2 до 10 атм.
На рнс. 5 приведена турбовоздуходувка, применяемая в ос-
новном для шахтных печей. Она состоит из нескольких центробеж-
ных рабочих колес различной ширины, которые закреплены на од-
ном валу. Лопатки колес бывают различной формы: загнутые на-
зад или радиальные. Рабочее колесо вместе с направляющим уст-
ройством и обратными каналами называют ступенью, число кото-
рых в воздуходувке (компрессоре) составляет от 3 до 7. Колеса
последовательно соединены переходными каналами (диффузорами)
и расположены в одном кожухе с направляющими устройствами.
Воздух, всасываемый через фильтр, поступает от одного колеса к
другому и постепенно сжимается. Степень сжатия в одном колесе
составляет от 1,2 до 1,5 прн окружной скорости до 200 м!сек. Диа-
метр колес колеблется в пределах от 700 до 1400 мм.
Направляющие устройства, устанавливаемые на выходе из
каждого колеса, а также обратные направляющие устройства слу-
жат для увеличения давления и снижения скорости воздуха на
выходе нз компрессора н бывают лопаточные и безлопаточные.
Глава 1. Компрессоры и воздуходувки
481
31—1621
482 РАЗДЕЛ VIII. Получение сжатого воздуха, отсос газов
Характеристика турбокомпрессора приведена на рис. 6. На оси
ординат откладывается разность давлений на выходе и на входе в
компрессор. Характеристика представлена тремя кривыми, выра-
жающими зависимость давления, мощности и к. п. д. от производи-
тельности компрессора.
В связи с тем, что компрессор и при работе вхолостую соз-
дает некоторое давление, кривая давления не проходит через на-
чало координат. Кривая мощности также не проходит через начало
координат из-за потребления компрессором (при работе вхолостую)
некоторой мощности.
При включении компрессора в работу и постепенном увеличе-
нии производительности его к. п. д. повышается до некоторого мак-
симального значеният]какс(при известном снижении давления).
Точка К является критической точкой. Если подача воздуха
уменьшается до значения Q*. работа компрессора становится не-
устойчивой, что выражается в периодическом прекращении подачи
воздуха, сопровождающемся обратным движением воздуха, резким
сотрясением трубопровода и машины от воздушных ударов. Это
явление называется «помпажем». Применять компрессоры, работа-
ющие при к. п. д. равном 0,9 Чмакс. не рекомендуется.
Требуемая полезная мощность компрессора составляет
Mi = 102
где Y— удельный вес воздуха в кг/м3;
Q — подача воздуха в м^/сек;
Н — напор в м возд. ст.
Мощность на валу компрессора равна
где I— общий к. п. д. машины.
. Турбокомпрессоры и турбовоздуходувки пускают в работу при
закрытой задвижке на всасывающей линии. Во время работы ма-
шины давление масла должно быть не менее 1 атм, температура
его не должна превышать 50—60° С, а температура охлаждающей
воды (на выходе) 35—40° С.
Работу компрессоров регулируют следующими способами.
Если привод позволяет изменять число оборотов вала компрес-
сора, то, изменяя число оборотов при приближении к критической
точке, можно обеспечить устойчивую работу компрессора. Такой
способ регулирования наиболее экономичен.
Дросселированием на выходе из компрессора уменьшают его
производительность, перекрывая нагнетательную трубу при помощи
задвижки. При этом имеют место потери мощности на проталкива-
ние газа через задвижку.
При дросселировании задвижкой, установленной на входе в
компрессор, изменяется характеристика машины и снижается (со-
ответственно разрежению на входе) перепад давления.
Турбокомпрессоры имеют по сравнению с поршневыми ком-
прессорами следующие преимущества:
Глава 1. Компрессоры и воздуходувки
483
меньшие основные размеры и вес;
отсутствие всасывающих и нагнетательных клапанов (кроме
обратного клапана на напорном трубопроводе);
большая скорость вращения, что позволяет непосредственно
соединять компрессор с электродвигателем;
большая производительность одного агрегата;
равномерность н непрерывность подачн воздуха, благодаря чему
нет необходимости в установке больших ресиверов;
чистота подаваемого воздуха, не загрязненного смазкой рабо-
чих органов;
отсутствие инерционных усилий, что позволяет устраивать лег-
кие фундаменты.
С другой стороны, у турбокомпрессоров несколько меньший
к. п. д., чем у поршневых компрессоров. Кроме того, при параллель-
ной работе турбокомпрессоры работают несколько хуже поршневых
машин.
При общей производительности компрессорной станции свыше
200 м3/мин применяют вместо поршневых компрессоров турбоком-
прессоры.
3. РОТАЦИОННЫЕ ПЛАСТИНЧАТЫЕ КОМПРЕССОРЫ И ВОЗДУХОДУВКИ
Сжатие воздуха в ротационных машинах осуществляется в ка-
мерах, образованных пластинами ротора.
Ротационный пластинчатый компрессор состоит из двух основ-
ных частей — ротора и цилиндра.
Поверхности цилиндра и ротора образуют серповидное рабочее
пространство. В роторе по радиусу с некоторым наклоном в сторо-
ну движения сделаны пазы, в которые вставлены стальные пластин-
ки толщиной 1—3 мм, разделяющие серповидное рабочее прост-
ранство на отдельные камеры разных объемов. Пластинки под дей-
ствием центробежной силы при вращении ротора выдвигаются из
пазов и плотно прижимаются к стенкам цилиндра.
Ротационные компрессоры бывают одно- и двухступенчатые
производительностью от 6 до 100 м3/мин и мощностью до 1200 кет.
Одноступенчатые ротационные компрессоры развивают давление до
4 атм (избыточное), двухступенчатые — до 10 атм. Число оборотов
ротора составляет от 700 до 1500 об/мин. Механический к. п. д. у ро-
тационных машин т;гакс=О,85 >0,92.
Работу пластинчатых ротационных компрессоров регулируют
обычно либо изменением числа оборотов (если это допускает при-
вод), либо периодическим переводом на холостой ход.
Окружная скорость конца пластин не должна превышать
15 м/сек и не быть менее 7 м/сек.
Производительность ротационного компрессора определяют по
формуле
Q — 2ml (п£> — г®) ут, [м3/мин],
где m — эксцентрицитет в м;
I — длина цилиндра в м;
D — диаметр цилиндра в м;
z — число пластин;
.31
484 РАЗДЕЛ УШ. Получение сжатого воздуха, отсос газов
Ь — толщина пластины в м;
п — скорость вращения в об!мин;
X — коэффициент подачи воздуха (принимается равным 0,75-ь
-0,85).
Мощность на валу компрессора определяется по формуле
nb = "б0~75™-----
60- 75у>]макс
где А — количество работы для сжатия 1 м3 газа в кГм.
Ротационные компрессоры по сравнению с поршневыми отли-
чаются меньшими размерами, небольшим весом и простотой конст-
рукции. Из-за отсутствия крнвошипно-шатуиного механизма у ро-
тационных компрессоров спокойный уравновешенный ход. Большое
число оборотов машины допускает применение многооборотных
электродвигателей.
К недостаткам ротационных компрессоров относятся меньший
к. п. д., чем у поршневых компрессоров, и более высокая темпера-
тура сжатия воздуха.
4. ВСПОМОГАТЕЛЬНОЕ ОБОРУДОВАНИЕ КОМПРЕССОРНОЙ УСТАНОВКИ
Воздухосборники (ресиверы) устанавливают между компрес-
сорами и воздухопроводной сетью. Они выполняют функции ре-
гулятора поступления воздуха в сеть. Воздухосборники устанав-
ливаются вне компрессорной на открытой площадке. Воздух по-
дается в середину воздухосборника с загибом трубы вниз, а
отводится сверху. В воздухосборнике улавливается увлекаемое воз-
духом масло и конденсируется вода, которые необходимо перио-
дически удалять.
Обычно воздухосборники имеют цилндрическую форму, изго-
товляются клепаными или сварными из стальных листов, бывают
горизонтальными и вертикальными.
Для обеспечения нормальной работы воздухосборника устанав-
ливается предохранительный клапан простейшего или дифференци-
ального типа. На линии от воздухосборника к потребителю уста-
навливают задвижку и обратный клапан. Предохранительный кла-
пан необходимо периодически регулировать с таким расчетом,
чтобы давление в воздухосборнике превышало рабочее не более
чем на 10%. Воздухосборник периодически пропаривают для уда-
ления с его стенок слоя масла.
Требуемый объем воздухосборника определяется по эмпири-
ческой формуле
VB = 0,l -0.2Q («’J,
где Q — производительность компрессора в м3!мин.
Для очистки воздуха применяют обычно металлические висци-
новые фильтры, которые представляют собой ящики с сетчатым
дном, заполненные латунными обрезками трубок диаметром 10 лл
и длиной 10 лл. В ящик заливают висциновое масло (60% цилин-
дрового и 40% солярового масла). Зимой вместо висцииового
можно применять трансформаторное масло. Толщина слоя трубок
составляет примерно 60 мм. Сопротивление очищенного внсцинового
фильтра не превышает 15—20 мм вод. ст. При сопротивлении за-
Глава 2. Вентиляторы и дымососы
485
грязненного фильтра порядка 40 мм вод. ст. необходима его
очистка.
Необходимая поверхность фильтра определяется по формуле
ГФ = Л(? И],
где k — удельная нагрузка фильтра в м2 сек!м3.
Для поршневых компрессоров £=2,2 = 3,6 Л!2 сек/м3-, для ло-
пастных компрессоров £=0,9 м2 сек!м3.
Кроме того, очистка воздуха от влаги и масла производится во
влагомаслоотделителях, устанавливаемых после промежуточных
холодильников и компрессора.
Простейший влагомаслоотделитель представляет собой цилинд-
рический сосуд, в нижнюю часть которого сверху подается воздух.
Воздух отводится таким образом, чтобы происходил резкий по-
ворот потока внутри сосуда. Скопляющиеся на дне сосуда вода н
масло периодически удаляются.
Пластинчатый влагомаслоотделитель состоит из элементов
сплошного зигзагообразного изогнутого листа и дырчатого листа.
Благодаря такому устройству резко меняется направление движе-
ния проходящего воздуха. Масло и вода оседают на поверхности
листов и стекают в нижиюю часть фильтра.
Объем влагомаслоотделителя определяется по эмпирической
формуле ____
VB.M=a у4lOVo [л31,
где а — 0,01 = 0,02;
Vo — расход воздуха по условиям всасывания ступени, пред-
шествующей влагомаслоотделителю, в м?!сек.
Для снижения конечной температуры сжатого воздуха приме-
няют многоступенчатое сжатие с охлаждением воздуха в холодиль-
никах. Применение промежуточных холодильников позволяет по-
высить производительность компрессора и создать более легкие
температурные условия работы цилиндров н клапанов.
По конструктивным признакам различают промежуточные хо-
лодильники трубчатые и змеевиковые. Трубчатые холодильники
имеют стальной или чугунный цилиндрический корпус, в котором
установлены решетки с завальцованными в них прямыми труб-
ками. Воздух движется по трубкам, омываемым снаружи холод-
ной водой. Температура воздуха, выходящего из компрессора, не
должна превышать 140—160° С.
Расход воды для компрессоров малой производительности со-
ставляет 4,5—5 л на 1 л3 всасываемого воздуха, для компрессоров
производительностью выше 10 м3!мин— 3,5 — 4,5 л на 1 м3 воз-
духа.
Глава 2
ВЕНТИЛЯТОРЫ и дымососы
Вентиляторы и дымососы широко применяются в цементной
промышленности для отсоса горячих отходяших газов из враща-
ющейся печи (или сушильного агрегата) и создания разрежения
в печи. Количество газов, отходящих из вращающихся печей, в
486 РАЗДЕЛ VIII. Получение сжатого воздуха, отсос газов
зависимости от их размеров, расхода топлива и режима обжига
находится в пределах 80 000—600 000 Л13/ч.
Для создания необходимой скорости газового потока в печи
н интенсивного горения топлива применяют дутьевые вентиляторы
производительностью до 50 000 лс’/ч и напором до 600 мм вод. ст.
Вентиляторы и дымососы применяются для оборудования пы-
леулавливающих и аспирационных систем трубных мельниц, су-
шильных и дробильных агрегатов и пр. Количество отсасываемого
воздуха из этих систем и агрегатов достигает 60 000 м3/ч. Венти-
ляторы применяются также для воздушного транспортирования по-
рошкообразных материалов (с относительно большой скоростью
при низком давлении).
Вентилятор может быть использован для перемещения воздуха
или других газов при общем напоре, не превышающем
1500 мм вод. ст.
Вентиляторы по их назначению разделяются на всасываю-
щие — для отсоса дымовых газов и запыленного воздуха (дымо-
сосы) и нагнетающие, предназначенные для перемещения воздуха
и газов. Устройство тех и других одинаково.
По принципу действия различают вентиляторы осевые и цент-
робежные.
Центробежные вентиляторы предпочтительно применять для
подачи воздуха при значительных давлениях, а осевые — для по-
дачи относительно больших количеств воздуха при небольших дав-
лениях.
Осевой вентилятор (ЦАГИ) представляет собой конструкцию
из цилиндрического кожуха с расположенным в нем колесом с ло-
патками, при вращении которого поступающий через входное от-
верстие воздух под воздействием лопаток перемешается между ни-
ми в осевом направлении.
Осевые вентиляторы бывают двух-, трех- и многолопастные и
могут развивать давление до 50—70 мм вод. ст.
Центробежный вентилятор — улиткообразный кожух, внутри ко-
торого вращается колесо с лопатками (ротор). Воздух засасывает-
ся вентилятором через боковое отверстие и выбрасывается под вли-
янием центробежной силы, развиваемой при вращении ротора.
Центробежные вентиляторы по создаваемому напору (при
удельном весе воздуха на входе в вентилятор у =1,2 кг/м3) под-
разделяются на вентиляторы низкого давления — до 100 мм вод. ст.,
среднего давления — до 300 мм вод. ст., высокого давления — вы-
ше 300 мм вод. ст. Такая классификация является условной, так
как вентилятор низкого давления при увеличении числа оборотов
может работать как вентилятор среднего давления, и наоборот.
Вентиляторы характеризуются также показателем быстроход-
ности или удельным числом оборотов
1
Q2
Пуд — п 3 ,
/7/\4
\ у /
Г лава 2. Вентиляторы и дымососы
487
[мм вод. ст. ],
где «уд — удельное число оборотов;
п — число оборотов в 1 мин;
Q — производительность вентилятора в м3/сек;
Н — статический напор в мм вод. ст.;
Y—объемный вес газа в кг/м3.
Статический напор представляет собой сумму величин разре-
жения при всасывании (hB ) и давления при нагнетании (йн) в
мм. вод. ст.
Полный напор вентилятора складывается из статического
(йст) и динамического (Лд н), т. е. /7=/гСт+ЛД:н мм вод. ст.
Динамический напор равен
о2
где v — скорость воздуха на выходе из вентилятора в м/сек. Ди-
намический напор в вентиляторах может составлять до 50% от
полного напора.
Для определения необходимого максимального напора венти-
лятора определяют потери напора в трубопроводах — на прямых
участках, в фасонных частях (местные сопротивления) и в оборудо-
вании, расположенном по газовому тракту.
Требуемая производительность дутьевого вентилятора враща-
ющейся печи определяется по формуле
273 I t
Qb = 1000G VB аЛ„.в -
z/о
где G — производительность печи в т/ч;
VB — удельный расход воздуха в м3/кг клинкера при 0° С и
760 мм рт. ст. (расчетный — 0,875 м3/кг клинкера);
а — коэффициент избытка воздуха;
А’п.в— Доля первичного воздуха в общем расходе воздуха;
tB—температура воздуха в °C.
Требуемая производительность дымососа рассчитывается по
формуле
273 + t0 Г
Qp. = 1000G Г0.г----k [м’/ч],
где' G — производительность печи в т/ч;
I'o.r— количество отходящих газов, приходящихся на 1 кг клин-
кера, в м3;
t0.r—температура отходящих газов в °C;
k — коэффициент запаса мощности.
Техническая характеристика вентиляторов и дымососов, приме-
няемых в цементной промышленности, приведена в табл. 4.
Существуют два способа подбора вентиляторов: по таблицам,
приведенным в каталогах, и характеристикам. Пользуясь заданны-
ми величинами производительности и статического напора, по
таблицам определяют номер н число оборотов соответствующего
вентилятора.
Таблица 4
Техническая характеристика вентиляторов и дымососов
; Тип ш вентилятора, дымососа Вентилятор Электродвигатель Завод изготовитель Место установки
Q в мЧч Н в мл вод. ст п в об/мин t в °C тип МОЩНОСТЬ в кет
ДН18Х2 ДУ-14 ДН21К2 LSOCd ДН18Х2 ДН21Х2 270 000 576 000 360 000 120 000 180 000 400 000 150 220 190 105 200 220 735 760 735 750 730 735 Ды 200 200 200 250 220 200 мососы вращав А104-8 ДНО-148/Ю ФАМСО157-8 ФАМСО157-8 Веитилят эщихся 160 800 320 100 245 320 оры печей Барнаульский Имени Э. Тельмана (ГДР) Барнаульский .Цементанлагенбау* (ГДР) Подольский Барнаульский Вращающаяся печь 4,5x170 л (дза на одну печь) То же Вращающаяся печь 4x150 м То же, 3,6/3/3/,6X127,5 м То же, 3,3/3/3,3x118 м То же, 5X185 м (два иа од- ну печь)
ВМ-75/1200-1Б ВМ-75/1200-1Б ВМ-50/1000-1Б ВМ-75/1200-1Б ВМ-75/120Э-1Б 40 000 40 000 30 000 60 000 60 000 1300 450 1050 1300 430 1480 980 1480 1480 980 70 150 70 70 70 А111-4 АО-94-6 А103-4 АК-130-6, 380 в 250 75 200 310 125 J Барнаульский Вращающаяся печь^4,5x170 м, при работе на угле Вращающаяся печь4,5Х 170 jw, при работе на мазуте н газе То же, 4X150 м прн работе на угле То же, 5X185 м при работе на угле То же. 5X185 м (на”газе)
32—1621
Продолжение табл. 4
Вентилятор Электродвигатель
Тнп вентилятора, дымососа У со о Н В мм вод. ст. ss 'е о СО е О о со тип МОЩНОСТЬ в кет Завод изготовитель Место установки
St 13 32 400 600 1470 70 — 1С0 Имени Э. Тельмана То же, 3,6/3, 3/3.6Х150 м
(ГДР)
Н-135 9 9G0 560 1450 70 .— 60 „Цементанлагеибау“ То же, 3,6/3/3,6X127,5 м
(ГДР)
St-13 32 4С0 600 1470 70 — 100 Имени Э. Тельмана То же
(ГДР)
St-11 21600 600 1440 70 — 80 То же Угольная мельница 2,18x4,37 м
MTV8 13 200 300 1440 60 — 40 „Цементанлагенбау* (ГДР) Барнаульский То же, 2x5,2 м
ВМ-4С775С-1Б 50 000 700 1470 70 — 120 Цементная мельница 2,2X13 ж
TV10/7, тип II 18 0С0 120 720 40 •— 25 „Цементанлагенбау- То же
(ГДР)
д-10 25 0С0 170 735 60 — 30 Хабаровский Трехкамерная цементная мель-
ница УЗТМ 2,2x13 м
МЕ-700/1100 24 000 175 950 60 .— 850 Имени Э. Тельмана Цементная мельница 2,6X13 м
(ГДР)
ВД-12 30 000 350 970 70 •— 45 Хабаровский То же, 3,2 Х15 м
ДУЮОО/ЗЗО 60 000 330 1500 60 ДАМ6-15-4 135 „Цементанлагенбау" То же, 3X14 м
(ГДР)
MTV-10 26 000 300 980 50 -— 40 То же, 2,4X10,5 м
HV45/525 840 5С0 3000 20 — 1,5 Имени Э. Тельмана Аэрожелоб мельницы 3X14 м
(ГДР) Аэрожелоб шириной 250 мм
ВВД-240 240 500 2880 20 АО-42-2 2,8 Горьковский имени Воробьева Хабаровский
ВД-12 20 ОСО 300 980 60 АО-82 28 Цементная мельница 2,6X13 м
ВВД-1С00 1000 500 2880 20 АО-51-2 4,5 Горьковский имени Воробьева Аэрожелоб шириной 1000 мм
РАЗДЕЛ VIII, Получение сжатого воздуха, отсос газов Г лава 2. Вентиляторы и дымососы
490 РАЗДЕЛ VIII. Получение сжатого воздуха, отсос газоб
Мощность, потребляемая вентилятором, определяется по фор-
муле
QH
где Q — производительность вентилятора в м?!сек;
Н — напор в мм вод. ст.;
Чобщ — коэффициент полезного действия, Чобщ=0Л-=- 06;
k — коэффициент запаса мощности.
Для центробежных вентиляторов коэффициент запаса мощно-
сти принимается равным 1,14-1,15, для осевых—1,05-г- 1,1.
После определения мощности вентилятора подбирают по ката-
логу соответствующий двигатель, у которого установленная мощ-
ность на валу должна быть ближайшей к расчетной, но несколько
большей по сравнению с ней. __
Спиральные кожухи вентиляторов изготовляют сварными из
листовой стали или литыми, а также клепаными на фальцах. Спи-
ральную обшивку кожуха пылевых вентиляторов выкладывают ке-
рамическими плитками, а у дымососов для отходящих газов ее
покрывают броней. Кожухи дымососов выполняют разъемными.
Кожух устанавливается на самостоятельной литой илн сварной ста-
нине.
Форма и относительные размеры лопаток должны допускать
окружные скорости до 100 м/сек. Для увеличения срока службы
вентиляторов нх изготовляют из износоустойчивых материалов, при-
меняют утолщенные лопаткн и наварку на них твердых сплавов.
Когда одни вентилятор не обеспечивает нужной производи-
тельности, прибегают к параллельному соединению вентиляторов.
При параллельном соединении вентиляторы подают воздух в об-
щий воздухопровод, причем через каждый вентилятор проходит
часть общего количества воздуха. При соединении воздушных по-
токов устанавливается некоторое общее давление, а расход воз-
духа будет равен сумме величин производительности каждого вен-
тилятора.
Параллельное включение вентиляторов невыгодно при больших
сопротивлениях сети, так как увеличение их суммарной произво-
дительности в данном случае оказывается незначительным.
На приведенном графике (рис. 7) построена суммарная харак-
теристика МС совместно работающих вентиляторов; отрезок OF
характеризует производительность, a ED — к. п. д. каждого из вен-
тиляторов.
Если работает только один вентилятор из двух параллельно
соединенных, то его производительность (OG) больше, чем при
совместной работе (ОЕ); развиваемый напор и к. п. д. значительно
меньше, чем при параллельной работе двух вентиляторов.
Последовательное соединение вентиляторов применяется в том
случае, когда один из них не в состоянии преодолеть сопротивле-
ние сети. При этом нагнетательный патрубок одного из вентилято-
ров соединяется с всасывающим патрубком другого, который по-
дает воздух в сеть.
Глава 2. Вентиляторы и дымососы
491
При последовательной работе вентилятора (рис. 8) с харак-
теристикой 1 и вентилятора с характеристикой 2 получается сум-
марная характеристика 3.
Рис. 7. Схема параллельной работы вентиляторов
с одинаковыми характеристиками
а — схема соединения вентиляторов; б — отдельная и сум-
марная характеристики: 1—характеристика каждого вен-
тилятора в отдельности (условно характеристика одного
из них показана пунктиром и несколько смещена); 2—
суммарная характеристика двух вентиляторов; 3 — харак-
теристика сети; 4 — к. п. д. вентиляторов
Рис. 8. Схема последовательной работы
вентиляторов
а — схема соединения; б — характеристики
Расход воздуха через первый вентилятор (при изолированной
работе в сети) характеризуется отрезком ОС, а общая производи-
тельность вентиляторов при их совместной работе — отрезком ОС\.
При этом производительность каждого из них также равна OCt,
поскольку весь воздух, подаваемый первым вентилятором, прохо-
дит через второй вентилятор.
32*
492 РАЗДЕЛ VIII. Получение сжатого воздуха, отсос газов
Производительность двух последовательно работающих вен-
тиляторов несколько больше производительности одного вентилято-
ра при его изолированной работе. Общий иапор, хотя н больше
напора, создаваемого только одним вентилятором, все же меньше
суммарного напора при отдельной работе каждого вентилятора.
Оба вентилятора могут быть соединены непо’редственно с од-
ним электродвигателем. В этом случае электродвигатель должен
иметь два свободных конца вала. Возможна также последова-
тельная работа вентиляторов, имеющих самостоятельный привод.
РАЗДЕЛ IX
ОБЕСПЫЛИВАНИЕ ОТХОДЯЩИХ ГАЗОВ
И АСПИРАЦИОННОГО ВОЗДУХА
Автор-составитель канд. техн, наук Б. А. ПЕТРОВ
Глава 1
ХАРАКТЕРИСТИКА ГАЗОПЫЛЕВЫХ ВЫБРОСОВ
И УЛАВЛИВАЕМОЙ ПЫЛИ
В цементном производстве основными источниками пылезы-
деления являются клинкерообжигательные печи, сушильные ба-
рабаны, сырьевые (при сухом способе производства) н цементные
мельницы, а также дробильные агрегаты. Выбросы пыли от печей
в атмосферу составляют до 80% от всего количества пылн, вы-'
брасываемой в атмосферу в процессе производства цемента.
В зависимости от размеров вращающихся печей, наличия в
них теплообменных устройств (цепи, теплообменники и др.), ре-
жима обжига, способа производства цемента (сухой, мокрый) и
свойств сырьевой шихты и топлива пылеунос в среднем колеблет-
ся в пределах от 5 до 25% к весу подаваемой сырьевой шихты в
печь. При использовании нефелинового шлама и форсированном
режиме обжига, а также при работе печей с концентраторами
пылеунос достигает 30—32%.
Количество отходящих газов от печей составляет от 80 000 до
600 000 м3/ч при температуре от 150 до 600° С. При сухом способе
производства цемента температура отходящих газов доходит до
800° С.
Количество пыли, выбрасываемой вместе с отходяшими газами
сушильных барабанов, изменяется в зависимости от размеров ба-
рабанов, режима сушки, вида сырья и топлива.
Количество пыли, удаляемой с аспирационным воздухом из
мельниц, зависит от размеров и типа мельниц, типа и конструкции
аспирационных коробок, степени уплотнения их, а также от интен-
сивности аспирации мельницы, т. е. от количества просасываемого
через нее воздуха, режима помола и характеристики размалывае-
мого материала.
Характеристика пылегазовых выбросов пыли нз различных аг-
регатов приведена в табл. 1.
Пыль, выносимая газами из вращающихся печей, представляет
гобой тонкую полидисперсную систему, в которой преобладает
большое количество тонких фракций размером до 20 мк. При мо-
494
РАЗДЕЛ IX. Обеспыливание отходящих газов
Таблица I
Характеристика пылегазовых выбросов (по данным Гипроцемента)
Наименование агрегата Темпера- тура в *С Запыленность в г м1 (при С®С и 76'1 мм рт. ст.) Пылеунос в % к су- хому сырью
Вращающиеся печи длинные (свыше 100 ж', работающье по мокрому способу производства • . . .... 180—350 10—50 8—22
То же, короткие, длиной менее 100 м 15 —500 25—60 10—25
Вращающиеся печи, {а5отающие по сухому способу производен*а . - 5(0—800
Вращающиеся печи с концентрате ра- ми (на выходе из концентратора) . 160—260 45-80 20—30
Вращающиеся печи с циклонными теплообменниками (на выходе нз циклонов теплообменников). . 200—220 15—20 0,9—1,2
Автоматизированные шахтные печи 70—150 8—15
Цементные мельницы с аспирацион- ными коробками обычного типа . , 70—150 80—700
То же, с аспи£ адионными коробками шахтного типа 70—160 10—60
Сушильные барабаны при сушке: угля 50—120 10—80
шлака1 90—160 10—60
сырья1 90—160 10—30 ——
опоки 150—2С0 50—70 - -
Мельницы прн размоле угля1..... 30—120 10—200 —
1 По данным НИИ Цемента.
кром способе производства количество тонких фракций по весу
составляет от 40 до 70%, прн сухом способе — до 85%. Эта пыль
является частично подготовленным (полуобожженным) продуктом,
обладающим вяжущими свойствами.
Пыль газов, отходящих от сушильных барабанов, представ-
ляет собой наиболее тонкие фракции материала, подвергавшегося
сушке.
Пыль, выносимая аспирационным воздухом из цементных мель-
ниц при помоле портландцемента (без добавок), благодаря своей
тонкой дисперсности и большой удельной поверхности является
высокомарочным быстротвердеющий цементом. При помоле шлако-
портландцемента в аспирационном воздухе преобладают частицы
шлака, что резко снижает вяжущие свойства пыли.
На цементных заводах перерабатываются и транспортируют-
ся большие массы порошкообразных материалов: различные це-
менты, сырьевые мелкоизмельченные смеси при сухом способе про-
изводства, угольный порошок, а также пыль, уловленная из отхо-
дящих газов и аспирационного воздуха. Вследствие этого требуют-
ся значительные емкости (бункера, силосы), а также различные
транспортные и разгружающие устройства.
Основными параметрами при проектировании и эксплуатации
этих емкостей, транспортных и разгружающих устройств и. .пыле-
Глава 1. Характеристика газопылевых выбросов
495
* По данным НИ И Цемента.
496
РАЗДЕЛ IX. Обеспыливание отходящих газов
улавливающих установок, применяемых в цементной промышленно-
сти, являются гранулометрический состав, объемный и удельный вес,
углы естественного откоса и обрушения, коэффициенты и углы
трения порошкообразных материалов и др.
1. ГРАНУЛОМЕТРИЧЕСКИЙ СОСТАВ
Одной из основных характеристик пылн, как и всякого сыпу-
чего материала, является его гранулометрический состав, т. е.
геометрические размеры отдельных зерен материала и фракцион-
ный состав.
Учитывая гранулометрический состав пыли, содержащейся в
отходящих газах и аспирационном воздухе, можно рассчитать эф-
фективность работы пылеулавливающих аппаратов.
В табл. 2 приведен гранулометрический состав пыли отходя-
щих газов печей, сушильных барабанов и аспирационного воздуха
цементных мельниц по данным Гипроцемента, в табл. 3—грану-
лометрический состав пыли, уловленной электрофильтрами и цик-
лонами, по данным Гипроцемента.
Таблица 3
Гранулометрический состав пылн, уловленной электрофильтрами и циклонами
Материалы
Количество фракций в % (по весу) при размере
частиц в мк
0—10 1п— 20 20— 30 30— 40 40— 60 60— 90 90— 200 >200
Пыль, уловленная элек-
трофильтрами из отхо-
дящих газов враща-
ющихся печей, работа-
ющих на обычном шла-
ме ...................
То же, вращающихся пе-
чей, работающих на
нефелиновом шламе . .
П ыль, уловленная цик-
лонами Крейзеля из
отходящих газов вра-
щающихся печей . . .
18-
32
25
16-
23
9—24
24
17-
го
4—17
И
7—18
3—9
9
7—14
1—26
10
10—
19
0—6
0
0—4
Приведенные данные могут служить параметрами для проек-
тирования транспортных устройств и установок по утилизации
пылн.
2. ОБЪЕМНЫЙ И УДЕЛЬНЫЙ ВЕС
Одним из основных параметров при проектировании, расчете
и эксплуатации различных емкостей и транспортных устройств яв-
ляется объемный вес сыпучих материалов.
В табл. 4 приводятся величины удельного и объемного веса
порошкообразных материалов цементного производства как в сво-
Глава 1. Характеристика газопылевых выбросов
497
бодно насыпанном (рыхлом) состоянии, так и в уплотненном. Объ-
емный вес материалов в свободно насыпанном состоянии определя-
ли прибором, применяемым при стан артных испытаниях цемента.
Определение объемного веса материалов в уплотненном состоянии
производилось на весах «Пуркн». Прн определении объемного веса
на этих весах состояние уплотненной порошкообразной массы
близко к ее состоянию при насыпке ручным способом в мешки,
автомашины или закрома. Объемный вес материала, уплотненного
путем вибрации, соответствует его объемному весу при максималь-
но возможном уплотнении в условиях длительного хранения в си-
лосах и бункерах илн в процессе транспортирования его по желез-
ной дороге.
Таблица 4
Удельный и объемный вес порошкообразных материалов
(по данным Ги.троцемелта)
Объемный вес в кг я? Коэффициен- ты уплотнения
Материалы Удельный вес в г/. в рыхлом состоя- нии 7 на весах .Пуркн* Тп в уплотненном 1 состоянии путем ' вибрации 7 при уплотнении иа приборе .Пур- ки“ при уплотнении путем вибрации *У
Пыль, уловленная электро- фильтрами из отходящих газов вращающихся печей, работающих на обычном шламе То же, вращающихся печей, работающих на нефелино- вом шламе Пыль, уловленная циклонами Крейзеля из отходящих га- зов вращающихся печей . . Обычный портландцемент . . Гидрофобный портландцемент Пластифицированный порт- ландцемент ......... Глиноземистый цемент .... Обычная сырьегая смесь (му- ка) для получения портланд- цемента Сырьевая смесь, приготовлен- ная на основе шлаков . . . Вольский .нормальный* песок 2,7 3 2,9 3,2 3 3.1 3 2,7 2.8 бес- ед) 950 920 1220 1080 1110 1070 700 940 1490 600— 1100 1080 12С0 1390 1250 1360 1240 810 Ю70 1560 90— 1250 1380 1510 1780 1670 1900 1630 1200 1370 1710 1.1— 1.4 1.14 1,31 1.14 1,16 1,22 1,16 1,16 1.11 1.С5 1.4— 1.8 1,15 1.67 1,16 1,55 1,71 1,56 1.7 1,46 1,15
3. УГЛЫ ЕСТЕСТВЕННОГО ОТКОСА И ОБРУШЕНИЯ
Величины углов естественного откоса н обрушения сыпучих
материалов необходимо учитывать при расчете емкостей (буикероз,
498
РАЗДЕЛ IX. Обеспыливание отходящих газов
силосов) для этих материалов, а также при организации их склади-
рования в штабеля.
Угол естественного откоса образуется при заполнении емко-
стей — насыпании в них материала. Угол обрушения, наоборот,
образуется в процессе разгрузки материала и при его вытекании
самотеком через течки.
Величины углов естественного откоса и углов обрушения ма-
териалов приведены в табл.. 5.
Таблица б
Углы естественного откоса, обрушения и внутреннего трения порошкообразных
материалов (по данным Гипроцемента)
Материалы Угол есте- ственного откоса в град Угол обру- шения в град Угол вну- треннего трения в град Коэффи- циент вну- треннего трення
Пыль, уловленная электрофиль- трами из отходящих газов tpa- щающихся печей, работающих на обычном шламе 32—42 44—61 24—26 0,44—0,49
То же, вращающихся печей, ра- ботающих на нефелиновом шламе 80 58 22 0,4
Пыль, уловленная циклонами Крейзеля из отходящих газов вращающихся печей ...... 35 51 25 0,47
Обычный портландцемент .... 41—42 57—62 30 0,58
Гидрофобный портландцемент. . 35 — 30 0,58
Пластифицированный портланд- цемент 39 32 0,62
Глиноземистый цемент 45—46 32 0,62
Обычная сырьевая смесь (мука) для получения портландце- мента 48-50 33 0,65
Сырьевая смесь, приготовленная на основе шлаков 51 — 28 0.53
Вольский .нормальный* песок. . 35 — 28 0,53
4. КОЭФФИЦИЕНТЫ И УГЛЫ ТРЕНИЯ СЫПУЧИХ МАТЕРИАЛОВ
Важной характеристикой сыпучего тела является его трение
как внутреннее, происходящее внутри самого тела, так и трение
об ограждающие поверхности, т. е. о стенки хранилищ (бунке-
ра, силосы), подпорные стенки, ленты транспортеров и пр.
Величины внутреннего трения в сыпучем теле обычно выража-
ют через углы трения нли через тангенсы этих углов, численное
значение которых называется коэффициентом внутреннего трения:
/= tg?,
где f —коэффициент внутреннего трейия;
<f — угол внутреннего трения.
В табл. 5 приведены коэффициенты и величины углов внут-
Глава 1. Характеристика газопылевых выбросов
499
Коэффициенты и углы трения порошкообразных материалов
500
РАЗДЕЛ IX. Обеспыливание отходящих газов
реннпго трения, полученные опытным путем на приборе, разрабо-
танном и изготовленном в Гипроцементе.
Коэффициенты и углы трения этих же материалов при со-
прикосновении с поверхностью из разных материалов и различной
степени шероховатости (обработки) представлены в табл. 6.
5. СЛИПЛЕМОСТЬ ПЫЛИ
При выборе пылеулавливающего аппарата необходимо учиты-
вать слипаемость пыли, от которой ззвисит допускаемая запылен-
ность газа при его входе в пылеулавливающий аппарат.
По степени слипаемости пылезыбросы можно классифициро-
вать следующим образом (табл. 7).
Таблица 7
Классификация различных видов пыли по слипаемости (по данным НИИОГаз)
Группа пыли по сли- паемости Степень слипаемости Вид пыли
I Неслипающаяся и слабо сли- пающаяся Угольная Шлаковая Глиноземная Сланцевая
II Средне слипающаяся Пыль вращающихся и шахтных пе- чей Цементная (из сухого воздуха)
III Сильно слипающаяся Цементная (из влажного воздуха) Гипсовая и алебастровая
Глава 2
ПЫЛЕУЛАВЛИВАЮЩИЕ АППАРАТЫ
Выбор пылеулавливающих аппаратов зависит от температуры,
влажности, количества и степени запыленности газов и аспираци-
онного воздуха, а также физико-механических свойств самой пыли.
В качестве пылеулавливающих аппаратов в цементной промышлен-
ности нашли применение главным образом аппараты сухой о :ист-
ки газов: циклоны типа НИИОГаз, Кр'йзеля, матерчатые ру.сазные
фильтры и электрофильтры различных типоз.
Пылеосадительные камеры вслед твае низкой эффе тивности
их работы в качестве пылеулавливающих аппаратов в цементной
промышленности не применяются. Сооружаемые в холодном кон-
це врашаюшихся печей или сушильных барабанов так на ываемые
«пылевые камеры» небольших, размеров служат только в качестве
Глава 2. Пылеулавливающие аппараты
501
конструктивного сопряжения печи или барабана с газовым трак-
том. В этом случае степень очистки газов от пыли не пгевышает
3—10%.
Пылеулавливающие аппараты мокрого способа очистки газов
от пыли могут применяться в ограниченных пределах в зависимо-
сти от возможности использования получаемой пульпы.
1. циклоны
8 7
Рис. 1. Схема движения газов
в циклоне
Циклоны НИИОГаз (ЦН) конструкции Государственного ин-
ститута по проектированию газоочистных сооружений (Гипрогазо-
очистка) предназначены для очистки газов и воздуха от взвешен-
ных в них твердых частиц.
Эти циклоны рекомендует-
ся применять в цементной про-
мышленности в качестве пыле-
улавливающих аппаратов пер-
вой ступени очистки аспираци-
онного воздуха цементных
мельниц, сушильных бараба-
нов, а также аспирационного
воздуха от транспортно-разгру-
жающих устройств и мест пе-
ресыпания кусковых и порош-
кообразных материалов.
Эти аппараты высокоэф-
фективны, просты и надежны в
эксплуатации, занимают не-
много места и на их изготов-
ление расходуется сравнитель-
но мало металла.
В циклоне НИИОГаз (рис.
1) запыленный поток газа,
пройдя входной патрубок /,
завихряется винтообразной
крышкой 2, огибает выхлоп-
ную трубу 3 и, вращаясь, дви-
жется вниз по цилиндрической
части 4 корпуса. По мере
части 5 корпуса, часть потока
хлопной трубе, а взвешенная в газе пыль отбрасывается к стенке
корпуса и вместе с остальной частью потока газа продолжает дви-
гаться к пылевыпускному отверстию. Некоторая часть вращающе-
гося потока выходит через пылеотводящее отверстие корпуса, вы-
нося с собой частицы пыли. В бункере 6 поток газа меняет свое
направление и теряет скорость, вследствие чего выпадают частицы
пыли. Очищенный газ движется по восходящей (внутренней) спи-
рали к выхлопной трубе и выводится из аппара а ли о через
улитку 7, либо непосредственно через выходной патрубок 8. Внизу
бункера устанавливается пылевой затвор 9.
Диаметр циклонов НИИОГаз не рекомендуется принимать бо-
лее 800 мм.
движения газа вниз, к конусной
газа, теряя скорость, отходит к вы-
502
РАЗДЕЛ IX. Обеспыливание отходящих газов
В случае надобности циклоны соединяют в группу с общим
подводом и отводом газа и с общим бункером пыли. В этом слу-
чае газовый поток разделяется на параллельные потоки, очищаемые
в циклонах. При этом необходимо обеспечить одинаковое гидравли-
ческое сопротивление в каждом нз объединенных в группу цикло-
нов, равномерный подвод и отвод газа от группы и одинаковое
распределение газа между циклонами.
В зависимости от угла наклона крышки и входного патрубка,
т. е. угла наклона входа газа в циклон, различают следующие ти-
пы циклонов конструкции НИИОГаз:
ЦН-15 и ЦН-15у (укороченный) с углом наклона крышки и
входного патрубка, равным 15°;
ЦН-24 с углом наклона крышки входного патрубка, равным
24°;
ЦН-11 с углом наклона крышки и входного патрубка, рав-
ным 11°.
Наиболее распространенным типом циклона является ЦН-15.
Гидравлическое сопротивление одиночного циклона или группы
циклонов определяется по формуле
т«о2
Д Р= Е —— [леи вод. ст.],
2g
где Е — коэффициент гидравлического сопротивления, отнесенный
к условной скорости газа v и зависящий от конструкции
циклона;
Y/ — удельный вес очищаемого газа при температуре газа t
в кг/м3;
о — условная скорость газа в поперечном сечении цилиндри-
ческой части циклона в м/сек.
Гидравлическое сопротивление циклона рекомендуется выби-
ДР
рать с таким расчетом, чтобы величина напора ------ находилась в
Vt
пределах 55—75 м. В этих пределах напора работа циклона и сте-
пень очистки газа в ием являются оптимальными. Увеличение зна-
ДР
чения ----- выше 75 м практически не приводит к возрастанию
ДР
степени очистки газа. Снижение значения ------- меиее 55 м для
Y/
ЦН-15 или менее 65 м для ЦН-11 сопровождается резким умень-
шением степени очистки.
Коэффициент гидравлического сопротивления для различных
типов циклонов ЦН составляет:
_ Коэффициент гидравлического
Тип аппарата сопротивления
ЦН-15 105
ЦН-15у 110
ЦН-24 60
ЦН-11 180
Для группы циклонов независимо от их числа в группе коэф-
фициент гидравлического сопротивления следует увеличивать
на 10%.
Глава 2. Пылеулавливающие аппараты
503
Циклоны могут устанавливаться как под разрежением, так и
под давлением газа до 250 мм вод. ст.
Температура газа, поступающего иа очистку в циклон, долж-
на превышать точку росы на 20—25° С. По условиям механической
прочности конструкции циклона температура газа должна быть не
выше 400° С.
Допускаемая запыленность газа для слабо слипающейся пыли,
по данным НИИОГаз, характеризуется следующей зависимостью
от диаметра циклона: (
Диаметр циклона в мм Допускаемая запыленность газа в г!м3~ (при 0*С и 760 мм рт. ст)
800 400
600 300
400 200
200 150
100 60
60 40
40 20
Допускаемая запыленность газа уменьшается в два раза для
средне слипающейся и в четыре раза для сильно слипающейся
пыли.
Циклоны НИИОГаз улавливают из газа взвешенные частицы
пыли диаметром от 5 мк и выше. Чем меньше диаметр циклона,
тем более мелкие частицы пыли могут быть в нем уловлены.
Степень очистки газов в циклонах НИИОГаз в зависимости
от размера частиц пыли и диаметра циклона представлена в
табл. 8.
Таблица 8
Приближенные значения степени очистки газа от пыли в циклонах НИИОГаз
Тип циклопа ' Дйамётр цйклбна в мк . Степень очистки в % прн условном диаметре частиц в мк
5 10 20
ЦН-15 800 50 85 97,5
ЦН-15 600 55 87 98
ЦН-15 400 69 89 98.5
ЦН-15 200 77 93 99
ЦН-15 100 83 95 99,5
ЦН-15у. 800 40 81 97
ЦН-15у 200 70 91 99
ЦН-24 1000 30 70 98
ЦН-24 500 41 79 97
ЦН-11 800 65 90 98
ЦН-11 1С0 86 97 99.8
Таблица 9
Производительность циклонов НИИОГаз по газу
Состав установки Производительность в м?',ч при диаметре циклона в мм
400 450 500 650 600 650 700 750 800
Одиночный циклон: от 1840 2 270 2 740 3 250 3 830 4 440 5 100 5 800
до . г- 2140 2 650 3 200 3 810 4 460 5 180 5 950 6 760
Группа из двух циклонов: от 4 540 5 480 6 520 7 650 8 880 10 200 11 600
до . — — 5 290 6 400 7 620 8 920 10 360 11900» 13 520
Группа из трех циклонов: ОТ > 11 480 13 320 15 300 17 400
до * — — — — — 13 380 15 540 17 850 20 280
Группа из четырех циклонов: ОТ ............ 5800 7340 9 080 10 960 13 040 15 300 17 760 20 400 23 200
до . 6760 8560 10 580 12 800 15 240 17 840 20 720 23 8С0 27 040
Группа из шести циклонов: ОТ ......... 13 620 16 440 19 560 22 950 26 640 30 600 34 800
до — — 15 960 19 200 22 860 26 760 31 080 35 700 40 560
Группа из восьми циклонов: от - — — —> 40 800 46 400
до — — — — — — 47 600 54 080
504 РАЗДЕЛ IX. Обеспыливание отходящих газов Глава 2. Пылеулавливающие аппараты 505
506
РАЗДЕЛ IX. Обеспыливание отходящих газов
Данные о производительности по газу циклонов НИИОГаз, со-
АР
ответствующие оптимальному значению напора —— в пределах
55—75 м, приведены в табл. 9.
На рис. 2 представлен одиночный циклон ЦН-15 с выводом
газа через улитку. Конструктивные размеры циклона приведены
в табл. 10.
Таблица 10
Конструктивные размеры одиночного циклона ЦН-15 с выводом газа через улитку
Обозначения на рис. 2 Размеры в мм п>я дшметре D щклона в мм
450 5С0 550 600 650 700 750 800
А 8С0 SCO 950 950 950 1050 1050 1050
В 15 0 15С0 1850 1850 1850 2(00 2000 2000
Г 1935 2152 2365 2600 2800 ЗОЮ 5230 3440
Д 270 300 330 360 390 420 450 480
ж 303 336 371 409 437 475 503 536
3 270 300 330 360 390 420 450 480
И 265 295 325 355 385 415 445 475
к 482 531 570 599 660 686 744 774
л 2446 2630 2991 32(13 3374 3570 3748 3945
м 1С20 1020 1180 1180 1180 1272 1272 1272
н 3863 4113 4711 4979 5212 5605 5858 6101
О 130 140 160 150 180 200 205 220
П 784 784 964 964 961 1114 1114 1114
р 2065 2292 2525 2750 2980 3210 3435 3660
а 210 210 210 210 210 210 210 210
б 210 210 210 210 210 210 210 210
в 125 138 153 166 179 192 205 218
г 305 338 373 406 439 472 505 538
д 123 136 151 164 177 1С0 2 5 216
е 303 336 371 404 437 470 505 536
Группа из четырех и шести циклонов (рис. 3 и 4) имеет раз-
меры, приведенные в табл. 11 и 12.
Таблица II
Конструктивные размеры группы из четырех циклонов ЦН-15 с выводом газа
через сборник
Обозначе- ния на рис. 3 Размеры в мм при диаметре D циклона в мм
400 450 500 550 600 650 700 750 800
А 1040 1165 1290 1450 1510 1660 1790 1910 2040
Б 1200 1350 1500 1659 1800 1950 2100 2250 2400
В 1400 1500 1820 1900 2000 2100 230) 2500 2700
Г 1720 1935 2152 2365 2600 28С0 3010 3230 3440
Д 240 270 ЗСО 330 360 390 420 450 480
Глава 2. Пылеулавливающие аппараты
507
Продолжение табл. 11
Размеры мм при диаметре D цикленд в ММ
Обозна1 имя на рис. 3 403 450 500 550 600 650 700 750 800
ж 920 960 юсо 1030 1070 1080 1150 1185 1220
3 240 270 300 330 360 390 420 450 480
И 440 490 540 590 640 690 740 790 840
к 800 900 ЮСО 1100 1200 1300 14(0 1500 1600
Л 2123 2401 2630 2818 3693 3319 3552 386'8 4(55
м ЮСО 1125 1250 1375 15: 0 1623 1750 1870 2000
н 4165 4523 5( 97 552J 5795 61(5 6585 7140 7480
О 272 3(5 338 373 4(6 439 472 5(5 534
П 729 829 1104 1184 1224 1269 1414 1559 1704
р 1840 •2 65 2292 2525 2750 2980 3210 3435 3660
с 120 130 140 160 150 180 200 2(5 220
т 458 516 568 630 682 734 786 838 890
X 1230 1340 I486 1620 17(3 1830 1952 2 66 2170
ц 1390 1528 1676 1830 I960 2120 2258 2416 2530
а 210 210 210 210 210 310 310 310 310
6 420 518 518 618 618 718 718 818 818
е 648 724 800 884 960 1(36 1112 1188 1264
Таблица 12
Конструктивные размеры группы из шести циклонов ЦН-15 с выводом газа
через сборник
Обозначе- ния на рис. 4 Размеры в мм при диаметре D циклона в мм
500 550 600 650 700 750 800
А 1910 2685 2260 2440 2610 2785 2960
Б 1750 1925 2100 2270 2450 2625 2800
В 2(00 24(0 2400 2400 2900 ЗССО 31(0
г 2152 2365 2600 2800 ЗОЮ 3230 3440
Д 3(0 330 360 390 420 450 480
ж 1195 1140 1200 1375 1300 1380 1370
3 300 330 363 390 420 450 480
И 580 630 680 730 780 830 880
к 1660 1810 I960 2110 2260 2410 2569
Л 2630 2822 3( 93 3319 3162 3808 4( 55
м 1600 1760 1920 2080 2240 2400 2560
н 5471 6( 30 6325 6700 7335 7735 8(35
' о 338 373 4(6 439 472 5(5 538
п 1284 1684 1624 1569 2104 2(59 2104
р 2292 2525 2750 2980 3210 3435 3660
с 140 169 150 180 2-ю 2(5 220
т 918 1015 11(>2 1189 1276 1363 1450
X 2(85 2265 2400 2660 2785 2936 ЗЮ8
ц 1920 2115 2270 2440 2635 280 4 2974
а 210 210 210 310 310 310 310
б 518 718 818 818 918 918 Ю18
в 1150 1269 1380 1491 1602 1713 1824
508
РАЗДЕЛ IX. Обеспыливание отходящих газов
Рис. 3. Группа из четырех циклонов НИИОГаз с выво-
дом газа через сборник
/ — выходной патрубок; 2 — коллектор для вывода газа нз кор-
пуса циклона; 3 — люк на корпусе коллектора; 4 — входной
патрубок; 5 — винтовая крышка циклона (завихритель); 6 — вы-
хлопная труба; 7 — цилиндрическая часть корпуса циклона;
8 — конусная часть корпуса циклона; 9 — люк на корпусе бун-
кера; 10 — бункер; // — горловина для выпуска пыли из бунке-
ра; 12 — фланец входного патрубка; 13 — фланец выходного
патрубка; 14 — фланец бункера; /—Z — допускаемый уровень
заполнения бункера пылью
Глава 2. Пылеулавливающие аппараты
509
Рис 4. Группа из шести циклонов НИИОГаз с выводом газа
через сборник
/ — выходной патрубок: 2 — коллектор для вывода газа из корпуса
цнклона; 2 — люк на корпусе коллектора: 4 — входной патрубок;
5 — винтовая крышка циклона (завихритель); 6—выхлопная труба;
7 — цилиндрическая часть корпуса циклона; 8 — конусная часть кор-
пуса циклона-. 9— люк на корпусе бункера: 10— бункер: // — горло-
вина для выпуска пыли нз бункера; 12 — фланец входного патрубка;
13 — фланец выходного патрубка: 14 — фланец бункера; /—/ — допус-
каемый уровень заполнения бункера пылью
510
РАЗЦЕЛ IX. Обеспыливание отходящих газов
В табл. 13 приведены основные габаритные размеры циклонов
НИИОГаз различных типов. Угол раскрытия переходов должен
быть не больше 15° и скорость газа в газоходе — не менее 10 л/сек.
Таблица 13
________________Габаритные размеры циклонов НИИОГаз
Показатели Тип циклона
ЦН-15 ЦН-15у ЦН-24 НН-11
Угол наклона крышки и входного патрубка циклона в град . . . 15 15 24 11
Внутренний диаметр циклона D в мм .... От 400 до 800 От 200 до 800 От 400 до 1000 От 4С0 до 800
Высота входного патрубка (внут- ренний размер) 0,6G D 0,66 D 1,11 О 0,48 0
Ширина входного патрубка в ци- клоне (внутренний размер) . » . 0,2 D 0.2 D 0,2 0 0,2 D
Ширина входного патрубка на входе газа (внутренний размер). 0,26 0 0,26 D 0,26 0 0,26 D
Длина входного патрубка .... 0,6 0 0.6 D 0,6 0 0,6 о
Высота выхлопной трубы с флан- цем 1,74 D 1,50 2,11 О 1,560
Высота внешней части выхлопной тр> бы 0,3 D 0.3 0 0,4 0 0,30
Высота цилиндрической части корпуса циклона . 2,26 D 1,51 О 2,11,0 2,08 О
Высота конуса циклона 2 0* 1,50 1,75 0 20
Общая высота циклона И .... 4,56 D 3,31 о 4,26 D 4,38 D
Внутренний диаметр пылевыпуск- ного отверстия1 0,3 0 — 0,40 9
1 Больший диаметр отверстия или при большой запыленности. принимается при малых диаметрах циклонов
Циклоны Крейзеля (рис. 5) рекомендуется применять в качест-
ве пылеуловителей первой ступени очистки аспирационного воздуха
мельниц и отходящих газов вращающихся печей.
Циклоны Крейзеля по сравнению с циклонами НИИОГаз име-
ют относительно большую производительность по газу и сравни-
тельно высокую степень очистки. С другой стороны, присущее этим
аппаратам высокое аэродинамическое сопротивление, которое очень
резко возрастает с увеличением скорости газа в циклоне, снижает
возможности их широкого применения в промышленности.
Аэродинамическое сопротивление циклонов Крейзеля в зависи-
мости от скорости газа в циклоне составляет:
Условная скорость газа
по сечению циклона в
м'сек
2
2.5
3
3.5
Аэродинамическое сопротив-
ление циклона в мм вод. cm
60
90
130
200
Глава 2. Пылеулавливающие аппараты
511
Применение этих циклонов эффективно для очистки газов пе-
чей, работающих с концентраторами, в качестве аппаратов первой
ступени очистки при запы-
ленности газов свыше
50 г/м3 (при 0°С и 760 мм
рт. ст.) и условной скорости
газов по сечению цикло
нов от 2,5 до 3 м/сек. В
этом случае степень очистки
газов составляет от 80 до
88%.
2. РУКАВНЫЕ ФИЛЬТРЫ
Рукавные фильтры в ос-
новном применяются для
тонкой очистки от пыли
газов и аспирационного воз-
духа. Рукавный фильтр со-
стоит из ряда тканевых ру-
кавов. подвешенных внутри
металлической камеры.
Запыленный воздух, по-
ступая в нижнюю часть
фильтра, проходит через
ткань рукавов, и пыль осе-
дает на ее поверхности и в
порах. По мере увеличения
слоя пыли увеличивается
сопротивление фильтра про-
хождению воздуха. В связи
с этим для удаления пыли с
поверхности рукавов приме-
няется их периодическое
автоматическое встряхива-
ние, а также производится
обратная продувка рукавов
установленным для этой це-
ли вентилятором. В целях
предотвращения возможно-
сти конденсации паров воз-
дух для обратной продувки
рукавов предварительно по-
догревают в калориферах.
Степень очистки аспи-
рационного воздуха зависит
от характеристики пыли и
качества фильтровальной
ткани.
Для изготовления рука-
вов фильтров применяют
Рис. 5. Циклон типа Крейзеля
1 — корпус циклона. 2 — бункер пыли;
3 — входной патрубок для газа; 4 —
труба для выхода газа; 5 — конус;
6 — смотровой люк
512
РАЗДЕЛ IX. Обеспыливание отходящих газов
17П7 —---------
Рис. 6. Матерчатый 24-рукавиый
4—металлический корпус фильтра; 2—матерчатые рукава; 3— механизм ВСТРЯ™^
Глава 2. ПылёуЛавАйва(о(цие аппараты
513
фильтр марки ФВК-30
ння; 4—бункер; 5— шнек для выгрузки пыли; б—ячейковый затвор; 7—коромысло ДЛЯ
bob; 8— люки
33—1621
514 РАЗЙЁЛ IX. Обеспыливание отходящих газов
ткани из натуральных и искусственных волокон. При этом допус-
каемая температура очищаемого воздуха для рукавов из шерстяной
ткани не должна превышать 90° С, из бумажной — 65° С.
Пылевая нагрузка на фильтрующую ткань фильтра не должна
превышать 1 кг/м2 в час. Производительность рукавных фильтров
по воздуху следует принимать из расчета фильтрации 1—1,5 м3
воздуха в 1 мин через 1 м2 фильтрующей ткани.
Рукавные фильтры (рис. 6) рекомендуется применять в ка-
честве аппаратов второй ступени очистки аспирационного воздуха
цементных и сырьевых (при сухом способе производства цемента)
мельниц, а также аспирационного воздуха от дробилок, транспор-
теров, мест пересыпания, бункеров и силосов сырьевой муки и
цемента.
В табл. 14 приведена техническая характеристика рукавных
фильтров, изготовляемых заводом имени Калинина (г. Киев).
Таблица 14
Техническая характеристика рукавных фильтров ФВК
Показатели Марка фильтра
ФВК-30 ФВК-60 ФВК-90
Поверхность фильтровальной ткани в м1. . . Производительность по чистому воздуху в м\ч Количество рукавов в секции в шт. Количество рукаве в в фильтре в шт. Диаметр рукава в мм . ........... Сопротивление ткани фильтра при чистом воздухе в мм вод. ст То же, ткани при запыленном воздухе . . Механизм встряхивания . Период между встряхиваниями в каждой секции в сек ............... Габариты фильтра в мм: ширина высота .................. Общий вес фильтра в кг 30 • 5000 2 18 36 135 ФИЛЬТРОВ! 45—55 80—100 Автома Регул 1707 1690 3910 1064 60 10 000 4 18 72 135 льное сукно 6986—51 45—55 80—100 тического д ируемый 1CI 2807 1690 3910 1700 90 15 000 6 18 108 135 М 2, ГОСТ 45—55 80—100 гйствия 4-708 3907 1690 3910 2323
Для очистки запыленного воздуха, выходящего из бункеров
при их наполнении пылящими материалами (цемент, уловленная
электрофильтрами пыль, сырьевая мука и пр.), применяются на-
порные рукавные фильтры (табл. 15), устанавливаемые непосредст-
венно на бункерах.
Конструкция напорного рукавного фильтра (типа РФ-14) пред-
ставлена на рис. 7.
Глава 2. Пылеулавливающее аппараты
515
Таблица 15
Техническая характеристика напорных рукавных фильтров
Показатели
Тип фильтра
РФ-8 РФ-14 РФ-22
8 14 22
250 1000 2000
6,4
0,27
306 590 774
ыео
-*мзг
по в-8
Количество рукавов в шт..........
Производительность по воздуху в жэ/ч . .
Число встряхиваний в 1 мин .... . . .
Мощность электродвигателя в кет , . .
Вес фильтра в кг
ПОА-А
Рис. 7. Напорный рукавный 2
фильтр типа РФ-14
4
1 — корпус фильтра; 2 — матерчатые рукава; 3 — встряхивающий меха-
низм; 4 — дверка; 5 — люк; 6 — трубка для слива масла; 7 — электродви-
гатель; 8 — редуктор
33*
5(6
РАЗДЕЛ IX. Обеспыливание отходящий газов
3. ЦЕНТРОБЕЖНЫЕ СКРУББЕРЫ
Центробежный скруббер представляет собой полый цилиндр, в
нижнюю часть которого тангенциально вводится запыленный газ;
в верхней части цилиндра по его окружности установлены фор-
сунки (сопла), через которые жидкость (вода) подается на внут-
Рис. 8. Центробежный скруббер ВТИ
а — с выводом газа через шахту; б — с выводом
газа через улитку; / — корпус скруббера; 2 —
входной патрубок для газа; 3— сливная труба;
4 — мигалка; 5 — форсунки; б — оросительная
труба; 7 — выходная шахта; 8 — улитка
реннюю стенку цилиндра и образует тонкую водяную пленку.
Сверху цилиндр открыт, и газ свободно выходит наружу.
Газ движется в скруббере по винтовой линии снизу вверх; пыль
отжимается к стенкам скруббера, смачивается водой и вместе с
ней стекает в виде пульпы в нижнюю часть скруббера, откуда и
удаляется из аппарата.
В цементной промышленности скрубберы как аппараты мокро-
го способа очистки газа вследствие вяжущих свойств пыли и труд-
ности утилизации пульпы имеют ограниченное применение. Они мо-
гут быть рекомендованы в основном для очистки аспирационного
воздуха при дроблении известняка с использованием пульпы (при
мокром помоле) в сырьевых мельницах, а также для очистки
Глава 2. Пылеулавливающие аппараты
517
газов сушильных барабанов угля и шлака при условии возможности
утилизации пульпы или сброса ее в отвал.
Степень очистки газа в зависимости от дисперсности пыли на-
ходится в пределах 80—90%. При этом влажность пульпы состав-
ляет около 90—95%.
Отвод воздуха из скруббера может осуществляться вверх, на-
прямую через шахту, или вбок через улитку (рис. 8). Диаметр
шахты должен быть равным диаметру скруббера.
Скорость воздуха во входном патрубке рекомендуется при-
нимать в пределах 16—23 м/сек, так как при больших скоростях
увеличивается сопротивление скруббера, а при меньших — значи-
тельно снижается степень очистки газа.
Сопротивление скруббера при скорости воздуха во входном
патрубке 16—23 м/сек составляет 40—85 мм вод. ст. Для нор-
мальной работы скруббера необходимо, чтобы напор воды перед
форсунками был постоянным — около 3 м вод. ст. и струя воды,
выходящая из форсунок, направлялась горизонтально по касатель-
ной к внутренней поверхности скруббера, в сторону вращательного
движения воздушного потока.
Мигалка на спускной трубе может быть заменена водяным
затвором, для чего спускную трубу опускают в пульпоотстойник
на глубину 300—350 мм ниже уровня поверхности жидкости
(пульпы). Наибольшее применение в промышленности получили
скрубберы конструкции Всесоюзного теплотехнического института
(ВТИ).
Скрубберы изготовляют с левым и правым вращением газа.
Техническая характеристика центробежных скрубберов ВТИ, раз-
работанная институтом Промстройпроект, приведена в табл. 16.
4. ЭЛЕКТРОФИЛЬТРЫ
В последнее время в цементной промышленности широко ста-
ли применять электрическую очистку отходящих газов и аспираци-
онного воздуха от пыли при помощи электрофильтров.
Электрофильтры являются наиболее эффективными пылеотде-
лителями и при надлежащих условиях обеспечивают высокую
степень очистки газов.
Принцип действия электрофильтра основан на использовании
явления ионизации газа при воздействии коронного разряда элект-
рического тока высокого напряжения 40 000—100000 в.
Установка электрофильтра состоит из двух основных частей:
из собственно электрофильтра, через который пропускается запы-
ленный газ и где происходит его очистка от пыли, и из электри-
ческой повысительно-преобразовательной подстанции, предназна-
ченной для питания электрофильтра постоянным (выпрямленным)
током высокого напряжения.
В камере электрофильтра, которая может быть стальной или
железобетонной, устанавливают на строго определенном друг от
друга расстоянии осадительные и коронируюшие электроды.
Осадительные электроды могут быть пластинчатыми, выпол-
ненными из волнистой или листовой стали с выштамповаиными
карманами, из пластин, набранных из прутков, а также из труб
круглого или шестиугольного сечения. • —
618
РАЗДЕЛ IX. Обеспыливание отходящих газов
Техническая характеристика центробежных скрубберов ВТИ
• Расход воды на промывку продолжительностью 2—3 мин.
* * D — внутренний диаметр.
* *• Вес шахты в таблице не учтен.
Глава 2. Пылеулавливающие аппараты
519
Коронирующие электроды выполняются из профилированной
проволоки круглого, штыкового, ромбического сечения.
При подаче высокого напряжения на электроды фильтра воз-
никает коронный разряд, происходит движение заряженных частиц
газа — ионов к электродам.
При прохождении запыленного газа между электродами, час-
тицы пыли заряжаются, двигаются и оседают на электродах, а
очищенный газ выводится из электрофильтра наружу. Осевшая
на электродах пыль (большая часть пыли оседает на осадительных
электродах) непрерывно или периодически отряхивается встряхи-
вающими механизмами и выпадает в бункере электрофильтров, от-
куда удаляется при помощи шнеков.
Электрофильтры изготовляют с вертикальным (вертикальные
электрофильтры) и с горизонтальным ходом газа (горизонтальные
электрофильтры).
В зависимости от количества газа, подлежащего очистке, а
также в целях более равномерного распределения газа и удобства
эксплуатации установку, как правило, конструктивно выполняют
в виде двух электрофильтров, соединенных вместе и работающих
параллельно (так называемые двухсекционные электрофильтры).
Для того чтобы повысить интенсивность очистки газа в гори-
зонтальных электрофильтрах по ходу газа устанавливают не-
сколько ячеек из осадительных и коронирующих электродов. По
числу этих ячеек (полей) электрофильтры называют двухпольными,
трехпольными и т. д.
В зависимости от их. назначения в цементной промышленио~ги
применяют вертикальные и горизонтальные двухпольные, трехполь-
ные и четырехпольные электрофильтры. —....- -
На рис. 9, 10, 11 и 12 представлены различные типы электро-
фильтров конструкции института Гипрогазоочистка.
В табл. 17. 18 и 19 приведены технологические и технические
характеристики электрофильтров, применяемых в настоящее впемя
для обеспыливания газов и аспирационного воздуха в цементной
промышленности.
Высоковольтная аппаратура, предназначенная для питания
электрофильтра выпрямленным током высокого напряжения, раз-
мещается в отдельном помещении — преобразовательной подстан-
ции электрофильтров.
Питающий электроагрегат состоит из регулятора напряжения,
высоковольтного трансформатора, преобразующего переменный ток
напряжением 280—500 в в ток напряжением до ЮОООО в, и меха-
нического высоковольтного выпрямителя, от которого выпрямлен-
ный ток по кабелю и шинам подается на электроды электрофильт-
ра. Для питания электрофильтров в цементной промышлеиости при-
меняются электроагрегаты АФА-90-200.
Требуемое напряжение создается однофазным трансфопмато-
ром. Выпрямление тока осуществляется механическим выпрямите-
лем по двухполупериодной схеме.
При помощи пускорегулирующего устройства приводится в
действие весь агрегат, контролируется его работа и устанавлива-
ется необходимое высокое напряжение, которое подается затем иа
электроды, расположенные внутри камеры электрофильтра.
520 РАЗДЕЛ IX. Обеспыливание отходящих газов
озги
Глава 2. Пылеулавливающие аппараты
521
ПоГГ-АЛ
Рис. 9. Электрофильтр горизонтальный двух-
секционный трехпольный ДГП-55-3
/ — средние изоляторные коробки; 2 — крайние изоля-
торные коробки; 3 — монтажный люк; 4 — осадитель
ные электроды; 5 — короннрующие электроды; 6 —
корпус электрофильтра; 7 — двойная газораспредели-
тельная решетка; 8 — люки; 9 — приводы встряхива-
ния осадительных электродов; 10 — промежуточные
бункера; // — основные бункера; /2—приводы
стряхивания короннрующих электродов
34—1621
522
РАЗДЕЛ IX Обеспыливание отходящих газов
9-9 °U
Г лава 2. Пылеулавливающие аппараты
523
Осадительные электроды заземляются, и в соответствии с этим
заземляется один из полюсов электроагрегата. Схема питания
электрофильтра представлена на рис. 13.
Рис. 11. Электрофильтр горизонтальный односекционный двухполь-
ный Ц-11,5-2ск
/ — диффузор; 2 — газораспределительная решетка; 3 — корпус (стальной)
электрофильтра; 4 — конфузор; 5 — механизм встряхивания осадительных элект-
родов; 6 — механизм встряхивания коронирующих электродов; 7 — люки; 8 —
изоляторные коробки; 9 — сборные бункера
Механический выпрямитель представляет собой крестообразное
устройство из изоляционного материала, укрепленное на оси трех-
фазного синхронного электродвигателя и снабженное ме-
таллическими наконечниками. Каждая пара наконечников креста
соединена металлической перемычкой. Двигатель вращает крест
со скоростью 1500 обI мин между четырьмя неподвижными щетка-
ми. Две противоположные щетки соединены с выводами высоко-
вольтного трансформатора, третья (нижняя) заземляется через
миллиамперметр, а четвертая (верхняя) соединяется с электродами
фильтра.
34*
Таблица 17
Технологическая и техническая характеристика электрофильтров, применяемых для очистки газов клиикерообжнгательных
печей
Показатели Тип электрофильтра
ДГПН-32-3 ДГП-35-2 ДГП-35-3 ДГП-42-2 ДГП-42-3 ДГП-55-2 ДГП-55-3 ДГП-91-2 ДГП-91-3 ДВП-2Х25
Производительность по газу в м?1ч 173 000 190 000 190 000 230 000 , 230 000 300 000 300 000 500 000 500 000 180 000
Допускаемая максималь- . ная температура газов в °C 250
Допускаемая максималь- ная начальная запылен- ность газов (прн 0°С 4.И 760 мм pm. cm) в г/м3 0
Максимальное разрежение газа в электрофильтре в мм вэд. ст...... 300
Гидравлическое сопротив- ление электрофильтра в мм вэд. ст 15 10
Удельный расход тока на 1 м длины коронирую- щего электрода в ма . . 0,05—0,06 0,04-0.08 0,08
Рабочая сила тока коро- ны на аппарат в ма . • 316 350 500 420 600 560 800 900 1300 —
РАЗДЕЛ IX. Обеспыливание Отходящих газов Глава 2. Пылеулавливающие аппараты
Продолжение табл. П
Показатели Тип электрофильтра
ДГПН-32-3 см ю со Ё ч ГП-42- ДГП-42-3 см ю 1Л С *4 ДГП-55-3 ДГП-91-2 ДГП-91-3 ДВП-2Х25
Рабочая разность потен- циалов между разно- именными электродами в в 60 000
Потребляемая мощность на питание электро- фильтра в кет. ... 22 22 33 27 40 36 52 58 83
Потребляемая мощност ь на работу механизме в в квт ......... 9 4.5 6 4,5 6 6 9 9 12 —
Расход электроэнергии на 1000 j<* газа в кет-ч . . 0.2 0,135 0.2 0,135 0.2 0,14 0.2 0,135 0.2 —
Степень очистки газа в % 96—98 92—94 95—98 92—94 95—98 92—94 95—98 92—94 95—98 90—92
Площадь сечения актив- ной зоны электрофиль- тра в ж1 32 35 35 42 42 55 55 91 91 50
Количество секций в шт. 1 2 2 2 2 2 2 4 4 2
Число полей в шт. .... 3 2 3 2 3 2 3 2 3 1
Длина корпуса электро- фильтра в мм 16 050 11000 16 050 И 000 16 050 11000 16 050 И 000 16 050 8505
Ширина корпуса электро- фильтра в мм ..... 6 470 7 360 7 360 8 660 8 660 11260 11260 18 440 18 440 7460
Продолжение табл. 17
Тип электрофильтра
i Показатели со см со £ с к ДГП-35-2 ДГП-35-3 ДГП-42-2 ДГП-42-3 ДГП-55-2 ДГП-55-3 ДГП-91-2 ДГП-91-3 см X см к CQ *4
, Общая высота электро- фильтра в мм 12 335 12 325 12 375 12 325 12 375 12 325 12 375 12 325 12 375 19 774
Сечение входного и вы- ходного патрубков газо- хода в мм — 2990 X Х5510 2980 X Х55Э5 3630Х Х5505 3640 X .Х5510 4930 X Х5505 4930 X Х5505 3965Х Х5510 3955 X X55J5 2310X1630 2100 X 2000
Число осадительных элек- тродов (пластин) в шт. 57 44 66 52 78 68 102 112 168 44
Число коронирующих электродов (рам) в шт. 54 40 60 48 72 64 96 104 156 42
Сечейие электрода (про- вод штыкового профи- ля) в мм ........ 4X4 4X4 4X4 4X4 4X4 4X4 4X4 4X4 4X4 4X4
Активная длина короннру- .' ющих электродов всего 1 аппарата в М. • . • . . 5670 4360 6300 5232 7560 6976 10 080 11 336 16 380 4872
Общий вес электрофиль- и тра в стальном корпусе л т • .• . 185,5 126,8 184,2 144,9 210,2 182,6 266,3 300,2 438.4 134,5
В том числе в т: | вес стального корпуса 50 40,5 57,4 43,6 62,1 52,9 75,5 83,9 121 59.9
- осадительных влект- 94,3 61,6 89.6 72,8 105,9 95,5 136.4 156,8 228,1 —
. прочих узлов н обо-' рудования ..... 19,4 24.7 37,2 28,5 42,8 34,5 52,4 59,5 89,3 —
РАЗДЕЛ IX. Обеспыливание отходящих газов Глава 2. Пылеулавливающие аппараты
Технологическая и техническая характеристика
Таблица 18
*Х?и°™ыхЬ «^ки^.НМеН"еМЫК *“ очист“ «<™P«WOHHoro воздуха
Показатели Тип электрофильтров
ДГПН-17.5-2 1 Ц-23-2 Ц-23-3 Ц-11,5-2 Ц-11,5-3 | Ц-7,5-2
Производительность по газу в л«’/«............• -
Допускаемая максимальная температура газов в ®С
Допускаемая максимальная начальная вапыленность
газа (при °C и 760 мм рт. ст.) в а/лс’..........
Максимальное разрежение газа в электрофильтрах
в мм взд. ст....................................
Гидравлическое сопротивление электрофильтра
ьмм вэд. ст.....................................
Удельный расход тока короны на 1 м длины короии-
рующего электрода в ма..........................
Рабочая сила тока короны иа аппарат в ма........
Рабочая разность потенциалов между разноименны-
ми электродами аппарата ве .....................
Потребляемая мощность на питание электрофиль-
тра в кет.......................................
То же, на работу механизмов в кбт...............
То же, на обогрев изоляторных коробок в кет . • .
Расход^электроэнергии иа 1000 м? газа в квт-ч . . .
Степень очистки газа в %........................
70 000
250
300
15
0,04—0,08
126
0,2
70 000
70 000
| 35 000
200
60
200
35 000
30 000
150
10—15
10—15
60 000
95—98
10—15
10—15
20
0,07
65
5
2,7
3,4
0,37
Продолжение табл. /8
Показатели Тип электрофильтра
ДГПН-17.5-2 Ц-23-2 Ц-23-3 Ц-11,5-2 Ц-11,5-3 Ц-7,5-2
Площадь сечения активной зоны влектрофильтра в м* 17,5 23 23 11,5 11,5 7,5
Количество секций в шт 1 2 2 1 1 1
Число полей в шт. 2 2 3 2 3 2
Длина корпуса электрофильтра в мм И 000 И 200ск 11 62(жб 15 ЗООск 15 590жб 11 20Сск И 620жб 15 ЗООск 15 590жб 11200
Ширина в мм ................... , 3 590 7 960ск 7 98Сжб 7 960ск 7 981 жб 3 780жб 3 780жб 2 730
Общая высота в мм 12 335 8 590ск 8 740жб 8 590ск 8 740жб 8 590ск 8 74Сжб 8 590ск 8 740жб 7 855
Сечение входного и выходного патрубков газохода — 1000X1000 850
Число осадительных электродов (пластин) в шт. . . . 22 48 72 24 36 16
Число корон ирующнх электродов (рам) в шт 20 44 66 22 33 14
Сечеиие коронирующего провода в мм 4X4 02 02 02 02 02
Активная длина короиирующих электродов всего аппарата вл 2100 1628 2442 814 1221 924
Общий вес электрофильтра в стальном корпусе, включая изоляцию, в m 85,8 83,7 79.1 44.3 61.2 22,7
То же, в железобетонном корпусе в m ....... — 129,1 177,5 69 6 92.1 63
В том числе в тп:
корпуса стального • 25,1 30.8 42.9 17 23.2 12,2
« железобетонного - — 104,3 141 57,2 — 62.6
РАЗДЕЛ IX. Обеспыливание отходящих газов Глава 2. Пылеулавливающие аппараты
Таблица 19
Технологическая и техническая характеристика электрофильтров, применяемых для очистки аспирационного воздуха
угольных мельниц и отходящих газов углесушильных барабанов
Показатели Тнп электрофильтра
УВП-12 УВП-10 УВП-8
в стальном корпусе в железо- бетонном корпусе в сталь- ном корпусе в железо- бетонном корпусе в сталь- ном корпусе в железо- бетонном корпусе
Производительность по газу в лс’/ч . Допускаемая максимальная температура газов в °C . . . Допускаемая максимальная запыленность газов (при 0°С и 760 мм pm. cm.) в г/м3 . . Гидравлическое сбпротивление фильтра в мм вод. ст. . Удельный расход тока короны на 1 м длины корониру- ющего электрода в ма 40 000 40 000 32 000 | 32 000 130 50 5 0,06 25 000 25 000
Рабочая снлв тока короны на аппарат в ма Рабочая разность потенциалов между разноименными электродами аппарата в в 48 48 38 | 38 55 000 30
Потребляемая мощность на питание электрофильтра в кет То же, на работу встряхивающих механизмов в кет . . Расход электроэнергии на очистку 1000 м3 газа в кет-ч Степень очистки газа в % Площадь сечения активной зоны электрофильтра в м2 . . 5 12 5 12 4 1/ 0,2 9£ 10 4 10 3 8 3 8
Продолжение табл. 19
Показатели Тип электрофильтра
УВП-12 УВП-10 УВП-8
в стальном корпусе в железо- бетонном корпусе в сталь- ном корпусе в железо- бетонном корпусе в сталь- ном корпусе в железо- бетонном корпусе
Количество секций в шт ....... 1
Корпус электрофильтра в мм:
длина 4530 4820 3730 4020 2930 3220
ширина 3300 3600 3300 3600 3300 3600
высота 18 440
Сечение входного патрубка в лис 2600x1600 2600X1600 2200X1600 2200x1600 1700X1600 1700X1600
. выходного патрубка в мм • 3300Х 1000
Число осадительных электродов (пластин) в шт 12 12 10 10 8 8
Число коронирующнх электродов (рам) в шт. 11 И 9 9 7 7
Сечение коронирующего провода в мм.......... 01 ,5
Активная длина коронирующих электродов всего аппа- 792 650 650 500
рата в м 792 500
Общий вес электрофильтра в т ....... ...... 51,9 45,8 46 40,5 40,4 35,3
В том числе:
корпуса аппарата 20,9 11,8 19 10,7 17 9,8
теплоизоляции Л4.5 15 12,9 13,4 11,5 И.7
РАЗДЕЛ IX. Обеспыливание отходящих газов глава 2. Пылеулавливающие аппараты
532
РАЗДЕЛ IX. Обеспыливание отходящих газов
Передача тока происходит при
помощи электрической дуги, появ-
ляющейся при прохождении металли-
ческих наконечников креста вблизи
неподвижных щеток.
Управление агрегатом может
быть выполнено дистанционным.
Рис. 13. Схема питания
электрофильтра от сети
220—500 в
I — предохранитель: 2 — панель
управления электроагрегата;
3— дверной блок-контакт: 4—
повышающий трансформатор;
5 — электродвигатель выпрями-
теля: 6 — стальная шина: 7 —
крест-выпрямитель; 8 — резерв-
ная шина к соседнему агрега-
ту; 9 — высоковольтный пере-
ключатель; 10 — электрофильтр;
II — земля
Техническая характеристика электроагрегата
Мощность на стороне выпрямленного напряжения в кеа........... 18
Максимальное выпрямленное напряжение при нагрузке 200 ма в ке 90
Напряжение питающей сети прн частоте 50 гц в в:
модель Б................................................... 220
. А.................................................... 380
, В.................................................... 500
Регулирование напряжения высоковольтной цепи — ступенча-
тое; напряжение регулируется без разрыва цепи 15 ступенями.
Глава 3
СПОСОБЫ ОБЕСПЫЛИВАНИЯ ОТХОДЯЩИХ ГАЗОВ
И АСПИРАЦИОННОГО ВОЗДУХА
Выбор схемы очистки и пылеулавливающих аппаратов должен
производиться с таким расчетом, чтобы запыленность отходящих
газов и аспирационного воздуха, выбрасываемых после очистки
из труб в атмосферу на цементных заводах, согласно действую-
щим санитарным нормам не превышала 0,15 г/м3.
Основной способ очистки от пыли газов, отходящих от клин-
керообжигательных печей, — электрический при помощи электро-
фильтров различных типов.
Для очистки газов с запыленностью до 50 г/м3 (при 0°С и
760 мм рт. ст.) и температурой не свыше 250° С следует применять
Глава 3. Способы обеспыливания
533
горизонтальные трехпольные электрофильтры с пластинчатыми
электродами карманного типа прн непрерывном отряхивании элект-
родов от пыли.
Очистку газов с температурой в пределах от 250 до 450° С ре-
комендуется производить при помощи электрофильтров с прутко-
выми осадительными электродами и периодическим отряхиванием
их от пыли. Для печей (коротких), работающих с концентратора-
ми, необходимо применять двухступенчатую очистку газов: на
первой ступени очистки циклоны типа Крейзеля, на второй — го-
ризонтальные двухпольные электрофильтры.
Отходящие газы от вращающихся печей, работающих по су-
хому способу производства, имеющие высокую температуру, перед
подачей их на очистку в электрофильтры рекомендуется охлаждать
и увлажнять по методу испарительного охлаждения в скрубберах
илн форкамерах.
Для обеспыливания отходящих газов сушильных барабанов не-
обходимо применять двухступенчатую очистку.
При сушке известняка, мергеля и различных добавок -(шлак,
опока и др.) в качестве аппаратов первой ступени очистки можно
рекомендовать циклоны типа НИИОГаз или Крейзеля и в качест-
ве аппаратов второй ступени в зависимости от степени начальной
запыленности газов — горизонтальные двух- или трехпольные элект-
рофильтры.
При сушке угля следует по условиям взрывобезопасности при-
менять в качестве второй ступени очистки вертикальные электро-
фильтры типа УВП.
В целях снижения запыленности аспирационного воздуха це-
ментных мельниц и мельннц сухого помола сырья их оборудуют
аспирационными коробками шахтного типа, позволяющими умень-
шить запыленность воздуха по сравнению с аспирационными ко-
робками обычного типа в 8—10 раз.
Конструктивно вертикальная шахтная аспирационная коробка
представляет собой прямоугольный воздуховод большого сечении.
Размеры поперечного сечения шахтной коробки определяют в за-
висимости от количества и принятой скорости (I—1,2 м.1сек) аспи-
рационного воздуха, проходящего через коробку.
Высоту шахты, считая от оси мельницы, принимают по дан-
ным Гнпроцемента (табл. 20) в зависимости от типа мельницы
и величины гидравлического' диаметра (Dr ) поперечного сечении
шахты.
Количество рабочего воздуха, т. е. просасываемого через мель-
ницу, определяется из расчета 0,2 кг на 1 кг цемента.
Эффективность работы шахтной аспирационной коробки резко
снижается, если увеличиваются подсосы наружного воздуха.
При нормальном хорошем уплотнении количество подсосов на-
ружного воздуха по отношению к количеству воздуха, просасыва-
емого через мельницу, не должно превышать:
для мельниц с центральной разгрузкой цемента — 50%;
для мельниц с периферийной разгрузкой —100%.
Очистка аспирационного воздуха мельниц применяется двух-
ступенчатая. В качестве аппаратов первой ступени очистки хорошо
себя зарекомендовали в эксплуатации циклопы типа НИИОГаз.
534 РАЗДЕЛ IX. Обеспыливание отходящих газов
Таблица 20
Высота шахтных аспирационных коробок различных типов мельниц
Тип привода мельницы Система разгрузки мельницы Соотно- шение сторон коробки Высота коробки
с кон- трольным ситом без кон- трольного сита
Периферийный Центральная 1:1 5,5 Dr 6,5 Dr
Центральный • 1:1 4,5Ог 5,5 Dr
2:3 5Dr 6Df
Периферийная 1:3 6Dr 7Dr
Рис. 14. Схема двухступенчатой очистки аспирационно
го воздуха мельниц с применением электрофильтров
/ — цементная мельница; 2 — аспирационная коробка шахтногс
типа; 3— батарея циклонов типа НИИОГаз; 4 — электрофильтр;
5 — вентилятор; 6 — шлюзовые или лопастные затворы; 7 — аэро-
желоб или шнек; в — шнек
Не исключена возможность применения для этой цели также цикло-
нов Крейзеля. Для второй ступени очистки следует применять либо
горизонтальные двух- или трехпольные электрофильтры типа Ц, ли-
бо, если запыленность воздуха, поступающего на вторую ступень
очистки, не превышает 15 г/м3, матерчатые рукавные фильтры. При
этом расчетное количество аспирационного воздуха рекомендуется
Глава 3. Способы обеспыливания
535
принимать не более 1—1,5 ж3 в 1 мин на 1 м2 поверхности филь-
тровальной ткани.
Варианты двухступенчатой очистки аспирационного воздуха
цементной мельницы с применением на второй ступени очистки
электрофильтра и рукавного фильтра представлены иа рис. 14 и 15.
Рис. 15. Схема двухступенчатой очистки аспирационного
воздуха мельниц с применением рукавного фильтра
1 — цементная мельница; 2 — аспирационная коробка шахтного ти-
па; 3— батарея циклонов типа НИИОГаз; 4 — рукавный фильтр;
5 — вентилятор; 6 — шлюзовые илн лопастные затворы; 7 — аэро-
желоб или шнек; 8 — калорифер; 9 — вентилятор обратной горячей
обдувки рукавов
Для очистки аспирационного воздуха угольных мельниц в
качестве аппаратов первой ступени можно применять циклоны
НИИОГаз, в качестве аппаратов второй ступени—вертикальные
электрофильтры типа УВП.
В зависимости от степени запыленности аспирационного воз-
духа дробилок, используемых для измельчения сырья, угля, клин-
кера, можно применять как одноступенчатую, так и двухступенча-
тую схему очистки. В качестве пылеулавливающих аппаратов в
зависимости от свойств пыли могут быть использованы циклоны
типа НИИОГаз, матерчатые рукавные фильтры и в случае возмож-
ности утилизации пульпы — центробежные скрубберы ВТИ.
Для очистки воздуха, выходящего из бункеров и силосов в
момент загрузки их порошкообразным материалом (цемент, сырь-
евые смеси, пыль, уловленная электрофильтрами и др.), рекоменду-
ется установка матерчатых рукавных фильтров типа МФУ или при
небольших количествах воздуха — напорных фильтров типа РФ.
РАЗДЕЛ X
ХРАНЕНИЕ МАТЕРИАЛОВ
Автор-составитель инж. И. Г. П Е Р Ц И К
Глава 1
СКЛАДЫ СЫРЬЯ, ДОБАВОК, ТОПЛИВА И КЛИНКЕРА
Сырье, добавки и твердое топливо в зависимости от климати-
ческих условий хранят в открытых, навесных и закрытых складах.
Склады для этих материалов могут быть объединенными или раз-
дельными.
Рис. 1. Схемы бункеров
а — односкатный; б — двухскатный; в — пирамидальный с центральной
разгрузкой; г — с трехгранной воронкой; д — с конической вороикой;
е — параболический; ж — щелевидный
На заводах небольшой мощности кусковые и порошкообразные
материалы хранят в бункерах, железобетонных или стальных. Раз-
новидностью бункеров являются силосы большой емкости, пред-
назначенные для хранения цемента и других сыпучих материалов.
Форму и размеры бункеров, угол наклона стенок и размер выход-
ного отверстия (рис. 1) подбирают с учетом местных условий и в
зависимости от свойств материалов, подлежащих хранению. Наи-
меньший размер выпускного отверстия бункера должен превышать
размер основных кусков материала в 5—6 раз. Угол наклона дол-
жен быть больше угла естественного откоса материала.
Глава 1. Склады сырья, добавок, топлива и клинкера 537
Металлические бункера для улучшения условий разгрузки обо-
рудуют пневматическими, механическими и магнитными вибрато-
рами.
Нормы складского хранения материалов установлены, исходя
из суточной потребности производства, и составляют:
для дробленого известняка — 5 суток;
для твердого топлива — 10—15 суток (в зависимости от рас-
стояния между заводом и угольным бассейном);
для гидравлических добавок — 7—15 суток (в зависимости от
расстояния до места их отгрузки);
для гипса — 15 суток.
Выбор средств механизации складов определяется количеством
и свойствами грузов, а также методом проведения складских опе-
раций.
Отдельные склады для сырья и топлива, имеющие большой
грузооборот, оборудуются козловыми кранами с грейферами. Могут
быть сооружены также специальные эстакады, что позволяет ме-
ханизировать разгрузку железнодорожных составов с углем. В этих
же целях на складах с суточным поступлением угля до 200 т при-
меняют поднятые пути.
При больших грузооборотах разгрузка вагонов может произ-
водиться при помощи стационарных вагоноопрокидывателей. Со-
держимое вагона при этом выгружается в приемные бункера лен-
точных конвейеров.
Выгруженные нз вагонов материалы подаются к соответству-
ющим участкам складов мостовыми грейферными кранами.
Для механизации погрузочно-разгрузочных работ и штабелиро-
вания материалов на складах применяют экскаваторы, тракторы,
бульдозеры, автопогрузчики с соответствующими навесными ору-
диями — грейферами, погрузчики с шаровой головкой и др.
Погрузчик с фрезерной шаровой головкой предназначен для
погрузки угля, шлака, щебня, песка и других материалов с куска-
ми крупностью до 100 jhjii. Фрезы производят круговое движение,
сгребают груз и передают его на ленточный конвейер, находящий-
ся внутри трубы, несущей головку. С приемного конвейера груз
передается на поворотный конвейер. Фрезы шаровой головки снаб-
жены зубьями и имеют резиновые уплотнительные прокладки. Не-
сущая труба смонтирована на поворотной раме. На каждом меха-
низме установлен отдельный электродвигатель. Может быть уста-
новлен дизель-генератор. Управляют погрузчиком из кабины. Хо-
довая тележка — на гусеничном ходу. Наклон грубы можно менять
при помощи полиспаста.
Техническая характеристика погрузчика с фрезерной шаровой головкой
Производительность в м31ч ......................
Скорость передвижения в м1мин ..................
Угол поворота в град'.
несущей трубы............................
ленточного конвейера ....................
Средняя мощность двигателя в кет..........8,
Общая длина от конца шаровой головки до конца ленточного кон-
вейера в м .............................
Высота погрузчика в я.......................
Ширина погрузчика в М .......................
90
10
±170
±72
5—9,5
14,7
3,3
2.9
538
РАЗДЕЛ X. Хранение материалов
Рабочая высота шаговой головки в ж:
при погрузке иад уровнем земли............................... 2,5
то же. ниже уровня земли...................................’ . 0’3
Высота ленточного конвейера в ж..........................* ’ * ’ 1,3^3,5
Обший вес в т:
без дизель-генератора......................................... . 12,5
с дизель-генератором......................................... 14*
Предназначенный для перегрузки сыпучих материалов и обслу-
живания складов угля мостовой перегружатель с грейферной те-
лежкой представляет собой консольную мостовую ферму, опираю-
щуюся на две высокие ноги, стоящие на ходовых тележках, кото-
рые перемешаются вдоль складской плошали. По крановым путям,
проложенным по ферме, передвигается грузовая тележка или по-
воротный кран с подвешенным на подъемном канате грузозахват-
ным грейфером.
Техническая характеристика мостовых перегружателей
' Грузоподъемность тележки в m............ 22; 30
Емкость грейфера в м3....................... 7; 15
Производительность в гп1ч................... 250; 400
Полезивя дчинэ консоли в м:
на одной стороне............................ 16: 21
. другой . ....................... 16: 25
Наибольшая высота подъема в ж............... 22; 30
Рабочие скорости в м!минл
подъема груза............................... 66: 60
движения к^ана . . ............. 20; 28.5
передвижения тележки........................ 180
Суммарная мощность электродвигателей в кет 510; 800
Для выгрузки песка, щебня, угля, гравия и других сыпучих
материалов с открытых железнодорожных платформ может быть
применена установка, состоящая нз разгрузочной машины T-I82A,
приемного бункера (под железнодорожным путем), системы конвей-
еров, подающих разгружаемые грузы на склад, и тяговой лебедки.
Разгрузчик T-I82A в зимнее время может быть использован для
разгрузки песка и гравия при промерзании на глубину до 100 мм.
Техническая характеристика разгрузочной установки
Производите чьность в т’ч ................. 175—200
Максимальное лобовое усилие разгрузки в КГ........ 15^0
Ширина скребка в мм............................... 1250
Высота „ „ „ . . .................... 720
Скорость движения скребка по горизонтали в м}мпн . . - . 36—42
Мощность электродвигателя для привода продольного хода
хобота в кет..................................... 14
То же, дтя вертикального хода обоймы в кет ....... 4,5
Габаритные размеры в жж:
длина...................................... 8360
ширина......................................... 2500
высота...............................*......... 2650
Вес^машины в кг................................... 3625
Во время работы хобот со скребками, двигаясь возвратно-по-
ступательно, сталкивает материал с платформы и очишает ее щет-
ками. Разгрузчик Т-182А работает в агрегате с маневренной ле-
бедкой Т-193.
Никопольским заводом строительных машин имени В. И. Ле-
нина изготовляется разгрузочно-штабелевочнаи машина С-492
Глава 1. Склады сырья, добавок, топлива и клинкера 53о
(рис. 2), предназначенная для выгрузки сыпучих и мелкокусковых
материалов (песка, щебня, шлака, каменного угля и др.) из же-
лезнодорожных вагонов и платформ, а также для укладки их в
штабеля. Материалы ссыпаются машиной на расстояние 20—25 м
от оси железнодорожного вагона; при этом вдоль фронта разгруз-
ки образуются штабеля высотой 8—9 м.
На самоходном портале 1 подвешена передвижная рама 2 с
двумя ковшовыми элеваторами 3 и передаточным транспортером 4.
Подъем и опускание рамы с элеватором и транспортером осущест-
вляется лебедкой 5 через систему полиспастов. Ковшовый элева-
тор перемещается вместе с передаточным ленточным транспорте-
ром, что обеспечивает непрерывную подачу выгружаемого мате-
риала. Подъем и опускание ковшового элеватора ограничиваются
системой концевых выключателей. Для передвижения портала слу-
жит м£ханизм 6. Машина снабжена отвальным ленточным транс-
портером 7. Управление машиной производится нз кабины 8. Ма-
шина передвигается по рельсовому пути с колеей 5000 мм. Внут-
ренний габарит портала обеспечивает прохождение под ним желез-
нодорожного состава.
Техническая характеристика разгрузочно-штабелевочной
машины С-492
Расчетная производительность в МЧч........... 550
Общая мощность электродвигателей в кет ..... 98
Габариты в мм:
длина.................................... 7200
ширина с отвальным транспортером........ 25030
. без отвального транспортера.......... 7700
Общий вес машины в т.......................... 35
Для работы в зимнее время машину необходимо оборудовать
специальным разрыхляющим устройством. Вагоны со смерзшими-
ся материалами могут разгружаться при помощи виброрыхлптеля,
который подвешивается на крюк любого крана грузоподъемностью
не менее 10 т.
Виброрыхлитель конструкции Волгоградгидростроя представляет
собой типовой свайный вибратор направленного действия ВВП-2 или
ВВП-2А, соединенный с плитой-рыхлителем. Снизу плита имеет
28 стальных штырей.
Техническая характеристика виброрыхлителя
конструкции Волгоградгидростроя
’ Производительность в м'1ч..................... 120—150
Частота колебаний в 1 мин................... 1500—1800
Количество штыпей в шт....................... 13—28
Диаметр штыоей в леи.........................от’ 50 до 70
Длина штыпей в мм............................35°—700
Габариты плиты с 28 штырями в мм...............1ЭТХ1200 '
Мощность электродвигателя в кет.............. 28—40
Конструкция виброрыхлителя ВРМ-28 предусматривает вместо
раздавливания плитой смерзшегося материала его раскалывание с
помощью длинных клиновидных стержней.
Эти виброрыхлители рекомендуются для выгрузки смерзшихся
непластичных материалов, когда не требуется восстановление их
сыпучести и достаточно расколоть материал иа куски размером
15—30 мм.
540
РАЗДЕЛ X. Хранение материалов
Рис. 2. Разгрузочно-штабелевочная машина
Глава /. Склады сырья, добавок, топлива и клинкера 541
Техническая характеристика виброрыхлителя ВРМ-28
Производительность в т]ч .................................... 180—200
Частота колебаний в 1 мин.................................... 1500
Кинематический момент в кГсм................................... 550
Суммарная мощность электродвигателей в квт . . ......... 74
Возможно также применение специальной разрыхлительной
машины (рис. 3), основным рабочим органом которой являются
четыре вертикальных фрезы рыхлителя 1, смонтированные на двух
Рис. 3. Схема установки бурофрезерной разрыхлительной
машины
блоках на обшей раме 2. Рама подвешена на тросах 3. Перемеще-
ние рамы по вертикали производится прн помощи отдельной ле-
бедки. В нерабочем положении рама с рыхлителями поднимается
за пределы габарита и фиксируется стопорами.
Портальная опора, фундаменты, а также маневровые лебедкн
и приемные устройства для выгружаемых материалов подбираются
при проектировании установок.
Рыхление производится путем бокового фрезерования матери-
ала рабочим органом машины. Внедрение фрез в материал проис-
ходит путем бурения прн . опускании рамы.
542
РАЗДЕЛ X. Хранение материалов
Бурофрезерная машина оснащается подъемной лебедкой. Тех-
ническая характеристика бурофрезерной машины приведена в
табл. 1.
Таблица 1
Техническая характеристика бурофрезерной машины
Показатели Тип машины
БРМ-56 БРМ-80
Производительность рыхления в т/ч Количество фрез в шт Диаметр фрез (по резцам) в мм Число оборотов фрезы в 1 мин Мощность электродвигателя в кет: привода фрез механизма, осуществляющего поперечное перемеще- ние Грузоподъемность (с полиспастом) в т Скорость подъема (рабочая) в мсек Суммарная мощность в квт Вес машины (без лебедки и портала) в кг 100—200 4 720 75 2x28 2X0,6 6 0,083 64,7 5420 150—300 4 720 75 2X40 2X1 10 0,25 104 9162
Шлам. Бассейны для шлама сооружаются железобетонные или
металлические. Коррекционные бассейны бывают обычно вертикаль-
ные цилиндрической формы с конической нижней частью, а запас-
ные бассейны (горизонтальные) — прямоугольной или круглой
формы.
Вертикальные бассейны строятся диаметром 6—12 м и высотой
10—20 м, горизонтальные — диаметром 25—36,5 м и высотой 15 м,
емкостью до 12 000 м3.
Общая емкость шламовых бассейнов согласно правилам техни-
ческой эксплуатации должна обеспечивать бесперебойную работу
печей завода не меиее чем на 3 суток.
По типовому проекту заводов с вращающимися печами разме-
ром 4,5X170 м емкость бассейнов рассчитана на хранение и кор-
ректирование четырехсуточного запаса нормального шлама и 2,5-
суточного глиняного шлама.
Для получения клинкеров специального минералогического со-
става выделяются отдельные шламбассейиы.
Шламбассейны оборудованы специальными пневматическими
устройствами для перемешивания шлама. В цилиндрических бас-
сейнах осуществляется подводка воздуха снизу — по соплам или
сверху — по трубам. Цилиндрические бассейны оборудуются также
вращающейся мешалкой или вращающимся мостом, а прямоуголь-
ные — пневматической мешалкой кранового типа. В таких бассей-
нах, снабженных аппаратами с соплами, происходит помимо пнев-
матического и механическое перемешивание шлама.
Для заводов с вращающимися печами размером 4,5X170 м
предусмотрены горизонтальные круглые шламбассейны, оборудо-
ванные крановыми мешалками диаметром 35 м, с поворотным мос-
Глава 1. Склады сырья, добавок, топлива и клинкера 543
том и редуктором, изготовляемыми Ставропольским заводом це-
ментного оборудования.
По кругу бассейна на рельсах движется мешалка с вращаю-
щимися траверсами со скоростью 0,25 об/мин. На мешалке смон-
тирован компрессор, который по воздухопроводам, проложенным
по вертикальным направляющим мешалкн, подает воздух в ниж-
нюю траверсу под давлением 1,5—2 атм (избыточных).
Удельный расход сжатого воздуха на перемешивание шлама
в вертикальном шламбассейне составляет 0,020 м31мин, а в круп-
ных горизонтальных шламбассейнах с крановой мешалкой—0,003—
0,0045 м'/мин на 1 м3 шлама.
Сырьевую муку на заводах, работающих по сухому способу
производства, хранят в цилиндрических железобетонных силосах
диаметром от 8,5 До 12 м н высотой до 30 м, снабженных устрой-
ствами для пневматического разрыхления и выгрузки смеси. Ем-
кость таких снлосов должна обеспечивать 4—5-суточную работу
печей.
Подробные данные об устройстве снлосов для сырьевой муки
и способах ее гомогенизации приведены в разделе VI, часть IV на-
стоящего справочника.
Мазут поступает на заводы по мазутотрубопроводам, в нефте-
наливных баржах и в цистернах.
Хранение мазута производится в специальных металлических
или железобетонных резервуарах емкостью 1000, 3000 н 5000 м3.
Из резервуаров его транспортируют в расходные металлические
бакн, оборудованные специальным устройством для подогрева до
60—70° С.
По действующим нормам технологического проектирования на
заводе должен храниться запас мазута в размере месячной, а
подогретого и отстоявшегося мазута — в размере четырехчасовой
потреоности в нем печей.
Предусматриваются устройства для слива топлива, прибыва-
ющего в железнодорожных цистернах или баржах, и для перекач-
ки его в резервуар и из них к цехам-потребителям, а также си-
стема трубопроводов, соединяющих резервуары между собой, со
слнвным пунктом н с цехами-потребителями.
Клинкер. Клинкерные склады должны обеспечивать возмож-
ность хранения запаса клинкера для пятнсуточной потребности про-
изводства завода.
Следует учитывать, что загрузка мельннц клинкером с тем-
пературой выше 50° С ухудшает нх работу (уменьшает производи-
тельность и увеличивает расход электроэнергии). На заводах, где
установлены вращающиеся печи с колосниковыми переталкиваю-
щими холодильниками н встроенными дробилками, обеспечиваю-
щими дробление крупных кусков клинкера н выход клинкера с тем-
пературой ие выше 50° С, емкость складов может быть уменьшена
до трехсуточной потребности цеха обжига завода.
Для транспортирования клинкера из холодильников на склад
предусматриваются металлические ячейковые, вибрационные н дру-
гие транспортеры. Подачу клинкера в бункера мельниц и распре-
деление клинкера по складу производят грейферными кранами
либо вибротранспортерами.
544
РАЗДЕЛ X. Хранение материалов
На заводах, выпускающих специальные цементы, должны быть
устроены отдельные отсеки или площадки для хранения клинкера
соответствующих сортов и добавок.
Производительность мельницы увеличивается, если размер кус-
ков подаваемого в нее клинкера составляет 8—12 мм. Поэтому на
клинкерных складах заводов, оборудованных вращающимися печа-
ми с рекуператорными нли открытыми холодильниками, устанав-
ливают конусные или валковые дробилки для предварительного
дробления крупных кусков клинкера перед помолом.
В целях снижения пылевыделения, уменьшения перегрузочных
операций и обеспечения непрерывности процесса производства для
хранения клинкера, гнпса н других добавок используют силосы,
под которыми монтируется устройство для автоматического дози-
рования материалов н их подачи через сборные транспортеры в
мельницы.
На заводах с печами размером 5X185 м каждая печь имеет
свой силосный блок, состоящий из двух силосов диаметром 15 м
для клинкера (один для некондиционного) и одного силоса для
гипса.
Глава 2
ХРАНЕНИЕ, УПАКОВКА И ОТГРУЗКА ЦЕМЕНТА
Хранение цемента. Для хранения насыпного цемента (порош-
ка) используют хранилища, сооружаемые из железобетона илн ме-
талла, — силосы с перекрытием, предохраняющим их н транспорт-
ные устройства от воздействия атмосферных осадков н ветра. Пе-
рекрытия выполняются из несгораемого материала н не имеют от-
крытых проемов. Снлосы строятся диаметром 8, 10, 12, 15 и 18 м
высотой 25—40 м н больше.
Для заводов, выпускающих цемент нескольких видов, Гипро-
цементом рекомендуется сооружение снлосов диаметром 10—12 м,
как наиболее экономичных. Силосы установлены на колоннах; ем-
кость их 2500—4000 т.
Для хранения цемента каждого вида необходимо использо-
вать не менее двух снлосов; запрещается загружать один силос
цементами разных видов и сортов.
Общая емкость силосов согласно нормам технологического
проектирования должна обеспечивать хранение не менее 10-суточ-
ной продукции цеха помола. Силосы обычно располагают блоками
в два и более рядов по 4—5 в каждом ряду или выстраивают в
одну линию на колоннах или на железобетонной плнте, уложенной
непосредственно на грунт.
К силосному корпусу завода н районных цементных складов
(элеваторов) для ускорения погрузки подводят железнодорожные
пути с двух сторон. В новейших конструкциях снлосов предусмат-
ривается укладка железнодорожных путей под силосами. Для
взвешивания железнодорожных вагонов и автоцементовозов преду-
Г лава 2. Хранение, упаковка и отгрузка цемента
545
сматриваются тензометрические весовые устройства под каждой
группой силосов.
Заводы, расположенные у водных путей, имеют специальные
силосы для погрузки из них цемента в суда.
Средний объемный вес цемента в силосах составляет в т/м3:
портландцемента — 1,45;
пуццоланового цемента—1,2;
Рис. 4. Схема загрузки цементных силосов
/ — шнековый насос; 2—аэрожелоб; 3 — трубопровод сжатого воздуха; 4—
цементопровод; 5 — Двухходовой шибер; 6 — распределительный трубопровод;
Т — уровнемер; 8 — силосы; S — двухходовой шибер; 10 — соединительная тру-
ба силосов; 11 •— фильтр
шлакопортландцемеита—1,15—1,3 (в зависимости от % вводи-
мого шлака).
Загрузка цементных силосов производится при помощи аэро-
желобов, пневматических винтовых или камерных насосов по сталь-
ным трубам. На рис. 4 представлена схема загрузки силоса при
помощи аэрожелоба и винтового пневмонасоса.
Установленные на трубопроводах двухходовые шиберы (пере-
ключатели) могут открываться и закрываться автоматически при
помощи сжатого воздуха. Переключателями управляют со щита,
устанавливаемого в отделении цементных мельниц. В силосах уста-
навливаются уровнемеры, подающие на щит сигналы л заполнении
цементом силоса.
35—1621
546
РАЗДЕЛ X. Хранение материалов
Каждый силос снабжается фильтром для очистки сжатого воз-
духа, поступающего в силос вместе с цементом.
Заводские силосы оборудуют устройствами для разрыхления
и выгрузки цемента. 20—25% площади наклонных днищ силосов
покрывают воздухораспределительными коробками, состоящими из
чугунных рам (рис. 5), в верхней! части которых на заплечиках
закреплены керамические пористые плитки на специальной замазке
По Л -Б
Ряс. 5. Рама с пористой плиткой
1 — пористая плитка; 2— труба для подвода сжатого воздуха;
3 — рама
(нз клея БФ-2 с цементом марки не ниже 400). Воздухораспреде-
лительные коробки применяются с пористыми плитками, имеющи-
ми активную поверхность 0,25 и 0,125 мг.
Предварительно охлажденный н обезвоженный сжатый воз-
дух под давлением 2—3 атм (избыточных) поступает через спе-
циальную распределительную систему в каналы силоса под порис-
тые плитки и через поры в ннх — в цемент, который, разрыхляясь,
приобретает свойство текучести и стекает по уклону дна (10—15%)
к разгрузочному отверстию силоса.
Аэрирование силосов возможно также обеспечивать укладкой
(вместо распределительных коробок с плитками) в днище силоса
системы перфорированных металлических труб (мелкие отверстия
в трубах имеют диаметр 4 мм), покрытых термостойкой износо-
устойчивой тканью.
Микропористые керамические плитки производства Кучинского
завода керамических блоков (для разрыхлительных устройств) име-
ют (ТУ 107—55) следующие размеры в мм:
Марка Длина Ширина Толщина
КМ-101 560 410 30
КМ-102 5<0 250 30
КМ-1СЗ 250 250 20
Размер пор в среднем составляет 70—90 мк.
Воздухопроницаемость находится в пределах 3—5 м3/ч на 1 м*
плиток толщиной 1 см при сопротивлении 1 мм вод. ст.
Глава 2. Хранение, упаковка и отгрузка цемента
Рис. 6. Донный разгружатель
35*
548
РАЗДЕЛ X, Хранение материалов
Предел прочности плиток при изгибе равен 40 кГ!смг, а при
сжатии 60 кГ1см2.
Разгрузка силосов производится при помощи дониых разгру-
жателей — через днище силоса и боковых разгружателей — через
боковые отверстия в силосе
Рис. 7. Боковой разгружатель
Пневматический выгружатель для донной выгрузки (рис. 6)
предназначается для подачи и регулирования потока аэрирован-
ного цемента в железнодорожные вагоны, автоцементовозы либо
какое-либо другое транспортное устройство или резервуар.
Он состоит из чугунной переходной воронки /. чугунного кор-
пуса выгружателя 2, корпуса пневматической аэрирующей плиты
3 и пневматического выгружателя 4. В чугунный корпус пневма-
тической аэрирующей плнты подается сжатый воздух, который,
Глава 2. Хранение, упаковка и отгрузка цемента
549
силоса
Рис. 8. Схематический разрез
с разрыхлительной системой и уста-
новкой бокового разгружателя
проходя через пористую керамическую плиту 5, аэрирует лежащий
на ней материал, все время поддерживая его в состоянии текуче-
сти. Дополнительный воздух, необходимый для дальнейшего транс-
портирования материала, подводится через специальную трубку 6,
находящуюся в корпусе выгружателя. Перед трубкой помещается
небольшой фильтр из пористой керамической плитки, который пре-
пятствует обратному попаданию материала в воздухопровод. Меж-
ду корпусом выгружателя и
чугунной переходной ворон-
кой располагается плоская
задвижка 7, которая позво-
ляет производить разборку
и ремонт выгружателя при
загруженном силоне.
Пневматический выгру-
жатель для боковой раз-
грузки представляет собой
запорный клапан, устанав-
ливаемый с боковой сторо-
ны силоса.
Основными деталями
бокового выгружателя (рис.
7) являются стальная пли-
та 1, седло клапана 2, ре-
зиновое опорное кольцо сед-
ла 3, корпус 4, клапан 5,
стойка 6, шпиндель 7, махо-
вик 8, задвижка 9 с рукоят-
кой 10. Поток аэрированно-
го материала регулируют
перестановкой шпинделя.
Производительность разгру-
жателя можно контролиро-
вать по шкале 11 с указателем 12. Установку разгружателей реко-
мендуется выполнять с дистанционным управлением.
Схема расположения аэрационных плит в силосах с боковой
разгрузкой видна на рис. 8. В табл. 2 приведена техническая ха-
рактеристика выгружателей.
Таблица 2
Техническая* характеристика пневматических выгружателей
Показатели Тнп выгружателя
боковой ДОННЫЙ
Производительность в ш!ч. До 150
Диаметр трубопровода в мм 100—150
Удельный расход воздуха вмч1т 1
Давление воздуха в атм (избыточных) . 2—3
Вес выгружателя в кг 250 | 450
550
РАЗДЕЛ X. Хранение материалов
Погрузка цемента из силосов с аэрационной системой н боко-
вым выгружателем в вагон происходит следующим образом. От-
крывают загрузочный люк вагона и опускают в люк гибкий рези-
нотканевый рукав (диаметром 150 мм), закрепленный на патрубке
выгружателя. Затем открывают воздушные вентили аэрационной
системы и задвижку выгружателя.
Для прекращения загрузки вагона сначала закрывают задвиж-
ку, а затем вентили воздушной магистрали аэрационной системы.
Загрузка вагона грузоподъемностью 60 т длится 14—30 мин.
Для разгрузки силосов со сплошными днищами на некоторых
цементных заводах применяют пневматическую установку системы
Проха. Основные параметры установки: давление воздуха 3,5—
4 атм-, производительность выгружателя—80—100 т/ч; диаметр
транспортирующего трубопровода — 125 мм; диаметр воздухопро-
вода — 25—30 мм.
Установка действует следующим образом.
Транспортный трубопровод вводится в снлос через боковую
стенку на высоте около 0,5 м от днища. Он представляет собой
трубу диаметром 125 мм, имеющую на конце, находящемся в си-
лосе, раструб; ко второму концу трубы прикрепляют гибкий шланг,
который вводят в вагон. К раструбу по дюймовой трубе подводят
сжатый воздух от заводской сети или отдельного компрессора.
Кроме того, подают сжатый воздух для предварительного разрых-
ления и аэрации цемента (по одной или двум отдельным трубкам
диаметром 25 мм). Аэрированный цемент попадает в раструб и
под воздействием сжатого воздуха движется по трубопроводу и
гибкому шлангу в вагон. Для уменьшения сопротивления движе-
нию цемента на расстоянии 1—2 м от раструба дополнительно
подводят сжатый воздух.
С уменьшением количества цемента в силосе продолжитель-
ность погрузки возрастает. В среднем погрузка одного вагона
грузоподъемностью 20 т длится 18—20 мин, а 40 т — 50 мин. Когда
остаток цемента в силосе снижается до 800—900 т, установка пе-
рестает действовать, так как над разгрузочным устройством дол-
жен быть слой цемента, уравновешивающий давление воздуха. Не-
достатком установки являются также отсутствие регулирующих
устройств н сильное пыление во время погрузки.
Погрузка цемента навалом в специальные автомашины (авто-
цементовозы) должна производиться либо в помешениях под си-
лосами, либо из отдельно расположенных установок, при этом
обеспечивается герметизация трубопровода илй шланга от выгру-
жателя силоса до загрузочного люка автоцементовоза с тем, что-
бы попадание влаги из атмосферы было исключено.
Упаковка цемента. Часть цемента отгружается в таре—в бу-
мажных мешках. Для упаковки цемента в силосных корпусах нли
возле них организуются специальные отделения, в которых уста-
навливают упаковочные машины. До подачи в бункер упаковоч-
ной машины цемент пропускают через просеивающие устройства
для отделения посторонних случайно попавших в него включений
и предметов.
Глава 2. Хранение, упаковка и отгрузка цемента
551
Для упаковки цемента применяют машины разных конструк-
ций производительностью в т/ч:
стационарные двухсосковые.................................... 25
, трехсосковые.................................... 35
. четы;>ехсосковые................................ 40
ротационные десятисосковые................................... 60
, двеиадиатисосковые............................. 120
. четыриадцатисоскопые ........................95-120
Рис. 9. Схема упаковочной машины завода «Молот»
Стационарная четырехсосковая упаковочная машина конструк-
ции завода «Молот» (рис. 9) состоит из следующих основных уз-
лов: подавателя (лопастного питателя) цемента 1, камеры 2 с ло-
пастной крыльчаткой 3, весов и вибратора. Количество подаваемо-
552
РАЗДЕЛ X. Хранение материалов
го цемента в камеру упаковочной машины регулируется лопастным
питателем. При вращении четырехлопастиой разгрузочной крыль-
чатки цемент, выбрасываемый из сосков 4 ее лопастями, быстро
наполняет мешок 5. Его ставят иа основание 6, верхняя часть
Рис. 10. Ротационная 14-сосковая упаковочная машина
которого давит на призму коромысла 7 десятичных весов. Когда
вес мешка достигнет установленного, коромысло весов опускается,
выводя из зацепления защелку соответствующего рычага, вследст-
вие чего лопастная крыльчатка отключается. В процессе засыпки
цемент уплотняется в мешке вибратором, который приводится в
движение от эксцентрика через тягу. Мешки, заполненные цемен-
Глава 2. Хранение, упаковка и отгрузка цемента
553
том, сбрасываются при помощи рукояти и соответствующего рычага
на транспортер, установленный под упаковочной машиной.
Ротационная (карусельная) упаковочная машина (рис. 10)
имеет приемную емкость для цемента — металлический цилиндриче-
ский резервуар 1, вращающийся вокруг своей оси. В днище ре-
зервуара имеются отверстия с клапанами для выпуска цемента.
Для разрыхления поступающего в резервуар цемента установлен
смеситель 2 с вращающимися лопастями, в нижнюю часть кото-
рого подводится сжатый воздух. Резервуар вращается по часовой
стрелке (если смотреть сверху), а смеситель — в противополож-
ную сторону.
Под действием сжатого воздуха разрыхленный цемент через
отверстия с клапанами 3 поступает к соскам (соплам) 4, распо-
ложенным по окружности нижнего днища. На соски надевают
мешки. Каждое сопло (сосок) связано с индивидуальным взвеши-
вающим устройством. Наполненные мешки сбрасываются с пово-
ротной тарелки 5 на транспортер 6.
Под упаковочной машиной имеется решетка 7, через которую
рассыпанный цемент поступает в сборный резервуар. Резервуар
приводится во вращение от электродвигателя 8 через редуктор 9
и червячный редуктор IV, а смеситель — от электродвигателя 11
через редуктор 12 и коническую передачу при помощи полого вала.
Все операции, за исключением навешивания мешков, выполняются
автоматически.
Техническая характеристика ротационной машниы
Количество насыпных сосков в шт.................................... 14
Внутренний диаметр резервуара в мм............................... 1750
Производительность в мешках в 1 ч................................ 1900
Расход сжатого воздуха в лЛч....................................... 85
Мощность электродвигателя в кет:
резервуара.........................•............................. 1
смесителя...................................................... 4,4
транспортера .................................................. 2,2
При минимальном числе оборотов 1,22 производительность со-
ставляет около 1200 мешков в час. Производительность машины
регулируют путем изменения числа оборотов электродвигателя
либо путем выключения части сосков при постоянном числе оборо-
тов электродвигателя.
На цементных заводах, выпускающих цементы различных сор-
тов в больших количествах в затаренном виде, упаковочные маши-
ны для различных сортов цемента устанавливают на разных эта-
жах и затаренные мешки перемешают отдельными транспортерами.
Мешки для затаривания цемента должны быть термостойкими,
влагоустойчивыми и прочными. Для цемента меньшего объемного
веса применяются мешки большего размера.
Мешки с цементом должны транспортироваться от упаковоч-
ных машин специальными конвейерами непосредственно к железно-
дорожным вагонам или автомашинам. При задержке подачн ваго-
нов и других транспортных средств цемент в мешках хранится в
специальном помещении возле погрузочной платформы, а бумаж-
ные мешки — в помещении упаковочного отделения вблизи от упа-
ковочных машин.
36—1621
554
РАЗДЕЛ X. Хранение материалов
Для погрузки тарированного цемента (в мешках) в грузовые
автомашины применяют ленточные штабелирующие транспортеры,
которые могут поворачиваться в наклонном и вертикальном на-
правлении, а также передвигаться вперед и назад. Над ними рас-
полагается добавочная транспортерная леита, подающая мешки.
« 9
Рис. 11. Разработанная Волгоградгидростроем схема раз-
грузки и транспортирования цемента из саморазгружаю-
щихся вагонов-цементовозов
1 — вагои-цементовоз; 2 — аэробункер; 3 — приемный бункер; 4 —
пневмовинтозой насос; 5 — трубопровод диаметром 182 мм; 6 — си-
лос; 7 — передвижной пневмовинтовой иасос; 8 — расходный бункер;
9— трубопровод сжатого воздуха
Для загрузки барж используют ленточные подвижные транс-
портеры, соединенные со спиральным спуском. Этот спуск может
поворачиваться во всех направлениях н при любом наклоне.
Имеются также конструкции ленточного транспортера, которые
могут поворачиваться наклонно вверх и по горизонтали и дейст-
вовать как телескопические. Система управления и подъемные
устройства вмонтированы в установку.
Для механизации погрузочных работ затаренный в мешки це-
мент можно укладывать иа поддоны. Поддоны с мешками грузят
с помощью автопогрузчиков с вилочными захватами или кранами.
При погрузке цемента в вагон с помощью раздвижного лен-
точного транспортера и специальной штабелирующей головки сна-
чала мешки укладываются в углах вагона, а затем загружается
Глава 2. Хранение, упаковка и отгрузка цемента
556
середина вагона. Производительность одной машины, обслуживае-
мой двумя рабочими, при погрузке цемента в железнодорожные
вагоны составляет 1600, а в автомашины—1000 мешков в час.
СИгрузка цемента. Для отгрузки насыпного цемента применя-
ются различные технические средства.
Са моразгр уж а юшиеся бункерные вагон ы-ц е-
ментовозы с герметическим металлическим кузовом оборудо-
ваны четырьмя течками для самотечной выгрузки цемента. Цемент
загружается через четыре люка, расположенные в крыше вагона и
имеющие металлические крышки и приспособления для пломбиро-
вания.
Рис. 12. Схема разгрузки и транспортирования цемента из
крытых вагонов (Волгоградгидростроя)
/ — вагон; 2 — осадительная камера разгрузчика цемента С-347; 3 — буи-
кер; 4 — пневматический винтовой иасос диаметром 200 мм (Павшин-
ского механического завода); 5 — трубопровод сжатого воздуха;
6 — пневмотранспортный трубопровод; 7 — силосы; 8 — расходный буи*
кер
На Волгоградгидрострое был осуществлен способ разгрузки
этих вагонов прн помощи аэробункера (рис. 11), который обеспе-
чивает разгрузку одного вагона за 0,64 ч. Расход воздуха для
аэрации цемента и очистки бункера составил от 0,1 до 0,33 м3 на
1 т цемента.
Саморазгружающиеся 60-т вагоны-цемеитовозы изготовлены
заводом «Правда». Модернизированные вагоны такого типа выпу-
скаются Крюковским вагоностроительным заводом.
Применение вагонов с самотечной выгрузкой под действием
собственного веса цемента требует сооружения механизированных
подземных складов под путями, оборудованных приемными устрой-
ствами.
Выгрузка цемента из стандартных крытых вагонов (рис. 12)
производится механическими лопатами и вакуумными разгрузчика-
36*
556
РАЗДЕЛ X. Хранение материалов
ми (табл. 3). В вагонах дверные проемы с внутренней стороны за-
гораживают деревянными щитами высотой 1—1,2 л; пол, стенхи
вагона и щиты покрывают плотной бумагой для уменьшения утечки
цемента и порчи его от проникания влаги.
Таблица 3
Техническая характеристика пневматических (вакуумных) разгрузчиков
цемента
Показатели Марка разгрузчика
С-347 С 559 С-362А С-362Б С-577 С-578
Производительность в т[ч . . Габариты гибкого цементово- да в мм : .......... 50 80 30 45 50 15
диаметр 150 150 150 150 150 102
длина 16 000 16 000 12 000 12000 12 000 12 000
Диаметр воздуховода в мм . . Объем осадительной каме- — 125 — — 125 80
ры в м3 5,6 3,1 5,6 2,8 0,84 —
Площадь ткаии фильтров в м? 18 12 18 13,5 3 1,35
Вакуум насос, тип ...... Мощность электродвигателей РМК-4 РМК-4 РКМ-З РМК-3 РМК-3 РМК-2
в кет Габариты осадительной каме- ры В ММ‘. 104,5 104,5 54,5 54,5 54,5 24,8
длина 3150 — 2960 2800 —- —
ширина 1025 — 2310 1800 — —
высота Габариты заборного устрой- ства в мм . 3710 — 2930 3220 — —
длина . 1425 — 1425 — —
ширина 1200 — 1200 — — —
высота Дальность транспортирова- 1040 — 1040 — — —
НИЯ В Л — 16 — — 12 10
Заводы-изготовители — Харьковский н Ленинградский заводы строительных машин.
Разгрузчики цемента С-347 и С-362 в настоящее время сняты с
производства.
Железнодорожные цистерны - цементовозы
(горизонтальные, герметичные со встроенными внутри цистерн аэро-
днищами) приспособлены для выгрузки цемента при помощи сжа-
того воздуха, поступающего в цистерны от специальной установки
или сети, имеющейся на складе получателя цемента.
Железнодорожные вагоны-цементовозы конструкции Жданов-
ского завода тяжелого машиностроения выполнены иа базе нефтя-
ной цистерны грузоподъемностью 60 т. Загрузка цемента произво-
дится через патрубок 1 (рис. 13). Устройство, находящееся внутри
цистерны цементовоза, обеспечивает аэропневматическую выгрузку
цемента через патрубок 2, расположенный в нижией средней части
Г лава 2. Хранение, упаковка и отгрузка цемента
557
цистерны. К нему с помощью быстроразъемного соединения при-
соединяется разгрузочный шланг 3 диаметром 150 мм.
Необходимый для выгрузки сжатый воздух давлением 2 атм,
прошедший через масло-и водоотделитель, может быть получен
от заводской сети потребителя или передвижного компрессора со-
Рис. 13. Схема пневматической выгрузки цемента из вагона-
цементовоза
ответствующей производительности; при необходимости выгрузки це-
мента из вагона в автоцементовоз может быть использован ком-
прессор последнего.
Разгрузочное устройство цистерны-цементовоза состоит из аэро-
лотков с пористой перегородкой 4, рассекателей 5, откосов 6, аэро-
плиток 7 и других деталей. Воздух подается через гибкий шланг 8
и специальный патрубок 9.
. Цемент из цистерны может выгружаться на высоту до 25 м и
по горизонтали до 50 м. Производительность разгрузочного устрой-
ства до 120 т/ч. Вес цементовоза нетто 25,2 т. Диаметр загрузоч-
ных и разгрузочных патрубков 150 мм.
558
РАЗДЕЛ X. Хранение материалов
Глава 2. Хранение, упаковка и отгрузка цемента
559
Цистерны могут быть и вертикальными, также оборудованны-
ми для пневматической выгрузки, смонтированными иа железно-
дорожной платформе.
Автоцементовозы. Выгрузка из автоцементовозов мо-
жет производиться самотеком через задние люки при наличии ци-
стерн или при помощи сжатого воздуха (рис. 14).
. Производительность такой схемы разгрузки 0,6—1,5 т/мин, воз-
можное расстояние транспортирования до 100 м, высота подъема
до 25 м, рабочее давление сжатого воздуха от 0,6 до 3 ат/1 (в за-
висимости от необходимых условий транспортирования и конструк-
ции автоцементовоза).
Грузоподъемность вертикально устанавливаемых резервуаров
составляет 3—8 т, горизонтальных цистерн — до 35 т.
Таблица 4
Техническая характеристика автоцементовозов
Показатели Марка автоцементовоза
С-570 С-5’1
Марка автомашины (тягача) Грузоподъемность по дороге с твердым по- крытием в m Высота подачи цемента при выгрузке в м - . Производительность в кг!мин . Полезная емкость цистерны в лса Наибольшее рабочее давление в цистерне в кГ1см‘ Внутренний диаметр цистерны в мм Угол наклона цистерны в сторону выгрузки в град Диаметр загрузочного люка в мм Число люков в шт Разгрузочный шланг в мм: диаметр , длина Компрессор: тип производительность по всасыванию в м* мин давление в кПсм* ............ число ходов поршня в 1 мин • ступеней потребляемая мощность в д с Габариты автоцементовоза с тягачом в мм: длина ширина высота Вес автоцементовоза в кг: без груза с тягачом с грузом МАЗ-200В 12 21 800-1000 11 2.5 1600 6 400 2 100 4200 Поршиево охл 3,2 3 1500 1 18 И 250 2 700 3 200 10 060 22 060 ЗИЛ-ММЗ-164Н 7 21 700—1000 6,8 2,5 1400 7 400 1 100 4200 й с воздушным икдеиием 3,2 3 1500 1 14—18 9 260 2 350 2 900 6 350 13 350
560
РАЗДЕЛ X. Хранение материалов
Автоцементовозы С-570 и С-571 состоят из автотягача седель-
ного типа и полуприцепа безрамной конструкции.
Цистерна имеет встроенное днище, представляющее собой ло-
ток верх которого покрыт восьмислойной хлопчатобумажной
тканью. Загружают цемент через верхние люки, имеющие сфериче-
ские крышки. Давление воздуха в цистерне контролируется мано-
метром.
Автоцементовозы С-570 и С-571 с пневматической разгрузкой
(табл. 4) предназначены для транспортирования и выгрузки це-
мента с цементных заводов или районных базисных складов. Для по-
вышения производительности выпускаемых автоцементовозов С-570
предусматривается укомплектование их ротационными компрес-
сорами.
При погрузке цемента в кузовные машины и стандартные са-
мосвалы следует принимать меры для предохранения цемента от
распыла и воздействия атмосферных осадков.
Сухогрузные баржи и речные баркасы широко
применяются для отгрузки цемента в первую очередь на строи-
тельные площадки гидростанций.
Цемент для Волгоградгидростроя отгружали сухогрузной бар-
жей грузоподъемностью 3000 т, баркасом грузоподъемностью 1000 т
и другими судами. Осадка сухогрузной баржи с грузом составила
3,2 м, баркаса—1,3 м. Для разгрузки барж были применены пиев-
моразгрузчики С-347 с вакуум-насосами РМК-4, смонтированными
иа палубе понтона плавучего крана. В трюме понтона были уста-
новлены пневмонасосы с диаметром шнека 200 мм и насос для
подачи воды к водокольцевым насосам.
В зарубежных странах для перевозки цемента навалом приме-
няются многобункерные суда-цемеитовозы грузоподъемностью до
1850 т. В Швеции такие суда оборудованы бункерами и упаковоч-
ными машинами. Погрузка цемента на суда осуществляется сис-
темой закрытых шнековых транспортеров или пневматикой.
РАЗДЕЛ XI
ВНУТРИЗАВОДСКОЙ
И МЕЖЦЕХОВОЙ ТРАНСПОРТ
«
Автор-составитель инж. М. Б. КРЕИМЕР
В зависимости от физико-химических свойств транспортируемо-
го материала, а также компоновки цехов и оборудования в цемент-
ной промышленности используют различные транспортные системы
и устройства.
Для транспортирования порошкообразных материалов (цемен-
та, угольного порошка, сырьевой муки и пр.) широко применяют
пневмовинтовые и камерные насосы. Цементный шлам, мазут и
другие жидкости транспортируют при помощи центробежных насо-
сов различной конструкции. Для подачи масла ко всем системам
смазки трущихся частей оборудования используют центробежные
шестеренчатые иасосы.
Горизонтальное транспортирование порошкообразных материа-
лов в ряде случаев осуществляется по пневмотранспортиым жело-
бам. Почти во всех цехах цементного завода для непрерывного
транспортирования насыпных и штучных грузов широко применя-
ются различные конвейеры—винтовые (шнеки), ленточные (транс-
портеры), пластинчатые и скребковые.
Вертикальное транспортирование цемента, сырьевой муки,
угольного порошка, а также кускового известняка, угля, шлака,
высушенной глины, добавок, клинкера, клинкерной крупки и дру-
гих материалов производится при помощи ковшовых элеваторов.
ПНЕВМАТИЧЕСКИЕ НАСОСЫ
Действие пневматического насоса основано иа том, что сжатый
(до 3—4 атм) воздух по пути своего движения захватывает поро-
шок и образующаяся пылевоздушная смесь перемещается по тру-
бопроводу. Насосы этого типа разделяются на винтовые (стацио-
нарные и передвижные) и камерные.
Винтовой пневматический насос (рис. 1). Материал поступает
в бункер и из него в питательный шнек (винт), вращающийся со
скоростью около 1000 об!мин. Затем материал поступает в смеси-
тельную камеру, куда одновременно через ряд сопел подается вы-
сушенный и очищенный от масла сжатый воздух. Образующаяся в
этой камере цементно-воздушная смесь по трубопроводу переме-
щается по горизонтали на расстояние до 700 м при подъеме до
30 м.
562 РАЗДЕЛ XI. Внутризаводской межцеховой транспорт
Производительность насоса зависит от диаметра и числа обо-
ротов винта, физических свойств транспортируемого материала, схе-
мы и способа укладки трубопровода и высоты подачи материала.
В насосе имеется регулировочная заслонка (клапан), воспринимаю-
щая на себя давление воздуха и позволяющая регулировать на-
грузку насоса.
Рис. 1. Винтовой пневматический насос
1 — установочное кольцо; 2— стальная втулка; 3—стальной вал;
4 — отражательное кольцо; 5 — патрубок корпуса; б — плоская задвиж-
ка; 7 — винтовые лопастн; 8 — виит; 9 — разгрузочное кольцо; 10 — кла-
пан; 11 крышка; 12 — цилиндрические сопла; 13 — воздухопровод:
14 — рычаг
Таблица 1
Техническая характеристика пневматических винтовых насосов
Показатели Диаметр насоса в мм
100 150 200 250
Производительность по цементу в т1ч ... И 34 65 144
Производительность по угольной пыли в т/ч — — 35 —
Диаметр шнека в мм ............ 100 150 200 250
Число оборотов шнека в 1 мин Направление вращения шнека Рабочее давление воздуха в атм 1000 1000 Л 1000 е в о е 4 1000
Расход воздуха в м’Чмин .......... 4,1 15 28,3 50
Диаметр транспортного трубопровода в мм . Расстояние транспортирования материала в м Высота подъема материала в м Предел регулирования .пылевой пробки- 100 150 185 200 30 300
в мм 10-60 30—90 100 40—100
Мощность электродвигателя в кет 14 28 55 115
Число оборотов электродвигателя в 1 мин . 1000 1000 1000 1000
Вес электродвигателя в « 280 495 805 1150
, насоса (без электродвигателя) в кг • . • 808 1395 1ь50 1866,5
Пневматические насосы
563
В табл. 1 приведена техническая характеристика винтовых на-
сосов, выпускаемых Павшинским механическим заводом.
Камерный пневматический насос (рис. 2) включает в себя
две камеры, которые снабжены переключающимися клапанами: на-
верху — в месте поступления материала и внизу — в месте его вы-
хода.
Рис. 2. Схема двухкамерного пневматического насоса с ниж-
ней выгрузкой
1 — камеры; 2 — указатель уровня: 3 — клапан; 4 — пневмоцилиндр;
5 — цилиндрический патрубок; 6 — клапан; 7 — фильтр; 8 — дроссель-
ный клапан; 9—12 — воздухопроводы; 13 — сопло; 14 — задвижка;
/5 — электромагнитный клапан; 16 — обратный воздушный клапан;
/7 — замедлитель; /8 — пневматический клапан; 19— воздушный кол-
лектор; 20 — вентили
Образующаяся в камере цементно-воздушная смесь при помо-
щи сжатого воздуха выбрасывается в трубопровод. Пока освобож-
дается первая камера, заполняется вторая. Работа насоса автома-
тизирована и отрегулирована так, что освобождение камеры про-
исходит иа 2—3 мин быстрее, чем ее заполнение.
564 РАЗДЕЛ XI. Внутризаводской межцеховой транспорт
Сжатый воздух, поступающий к иасосу из компрессорной, очи-
щается от масла и влаги в фильтре, заполненном торфом или
коксом.
Техническая характеристика камерных пневматических насосов
с нижней выгрузкой приведена в табл. 2.
Таблица 2
Техническая характеристика камерных пневматических иасосов
с нижней выгрузкой
Показатели Тип насоса
одно- камерный двух- камерный
Производительность по цементу в т1ч Полезная емкость камеры в м3 (т) .... Внутренний диаметр камеры в мм Высота насоса в ж . Диаметр транспортного трубопровода в мм Максимальное расстояние подачи материала в м .... Максимальная высота подачи материала в м ...... Диаметр конического сопла в мм . ...... Необходимое давление сжатого воздуха (избыточное) в атм ...... . Рабочее давление в камере в атм ....... ... То же, в транспортном трубопроводе в атм Расход воздуха в м3;мин. ... . Продолжительность загрузки камеры в мин....... „ разгрузки . . ........ 24 3,5 (4,7) 1400 6 125 200 40 75 5 1.8—2 2,8—3 15 8 2 45 5.2 (7) 1800 5 125 95 40 90 5 1,8—2 2,8—3 18 10 8
Павшинским механическим заводом выпускаются также двух-
камерные пневматические насосы с верхней выгрузкой (рис. 3).
Техническая характеристика двухкамерного пневматического
насоса
Производительность по цементу в т]ч. ........... 40
Наружный диаметр камеры в мм 1420
Максимальное расстояние подачи материала в л.... 200
Высота подачи материала в ж ..... *............. 35
Внутренний диаметр транспортного трубопровода в мм . . . 1Б0
Рабочее давление (избыточное) сжатого воздуха в атм. . . 6
Расход аоздуха в м3,мин . .................. 22—£5
Габариты насоса в мм:
длина.................................... 4480
ширина.................................... 2320
высота.................................... 3370
Вес насоса в т .......... ....................... 4.6
Пневматические насосы
565
Оргпроектцементом разработана конструкция двухкамерного
малогабаритного пневматического насоса с производительностью по
цементу 30 т/ч (рис. 4).
Насос состоит из двух металлических камер (сосудов), кото-
рые через течку 1 и загрузочные клапаны 2 с пневматическими
приводами 3 попеременно загружаются цементом; сжатый воздух
Рис. 3. Схема двухкамерного пневматического насоса с верхней
выгрузкой
I — насос камерный, правый; 2 — насос камерный, левый; 3 — рама: 4 —
домкрат; 5 — клапан блокировки насосов; 6 — соединительная трубка;
7—вентиль регулирующий; 8 — воздухораспределитель; 9 — гидравлический
датчик; 10 — задвижка; 11— клапан запорный; 12 — аэрирующие устрой-
ства; 13—устройства для разводки воздуха; 14 — выводная труба; 15 —
фильтр для воздуха; 16 — компенсатор; 17 — пневмомеханический клапан;
18 — распределительная коробка; 19 — манометр; 20 — резинотканевые
шланги
поступает через мембранные клапаны 4 и кольцеобразную перфо-
рированную трубу 5, обернутую бельтинговой тканью и металли-
ческой сеткой. Для попеременного подключения камер к цемеито-
проводу и отключения от него служат клапаны 6.
866 РАЗДЕЛ XI. Внутризаводской межцеховой транспорт
Работа насоса регулируется при помощи электронных синхро-
низаторов уровня ЭСУ-2, электроконтактных манометров 7 и элект-
ромагнитных воздушных переключателей 8. Цемент транспортиру-
ется к месту назначения во взвешенном состоянии по стальному
цементопроводу 9. Установка снабжена шкафом сигнализации и
автоматического управления.
Диаметр камер (сосудов) составляет 1400 мм, максимальное
расстояние подачи материала по горизонтали — 300 м и высота
подачи — 30 м, рабочее давление воздуха (избыточное) — до 6 втж.
5 и
Рис. 4. Двухкамерный малогабаритный пневматический насос
Насос имеет следующие габаритные размеры в лои: длина — 3130,
ширина — 2200 и высота — 2210. На 1 т перекачиваемого насосом
цемента расходуется воздуха на 15% меньше, чем при использо-
вании пневмовинтовых насосов.
НАСОСЫ ЦЕНТРОБЕЖНЫЕ И ШЕСТЕРЕНЧАТЫЕ
Насосы этих типов применяют для перекачки шлама, нефти,
мазута, воды, пульпы, масла и других жидкостей, а также для
отсасывания воздуха. Технические характеристики различных на-'
сосов приведены в табл. 3, 4, 5, 6, 7, 8, 9 и 10.
Насосы центробежные и шестеренчатые
567
Таблица 3
Техническая характеристика центробежных шламнасосов
Тип насоса Завод-изготовитель Производитель- ность В МЛ1Ч Полная высота подъема шлама в м Число оборотов рабочего колеса в 1 мин Диаметр всасыва- ющего патрубка в мм Вес насоса в кг
106/103 . Редуктор % г. Ленинград 100 25 1460 150 735
6ФШ-7С Бобруйский машинострои- тельный завод . . 200 60 1470 150 620
6ФШ-11 То же 100 60 — — —
РВ-100 .Цемеитанлагенбау" (ГДР) 30—50 30 1460 100 —
РВ-150 То же 60—80 30 1460 150 —
Таблица 4
Техническая характеристика центробежных насосов для воды
и других жидкостей
Марка Производительность В МЯ1Ч Полный напор в м Число ступеней
2К-6 10—25 34,5—16,3 1
ЗК-6 30—65 62—30 1
ЗК-9 30—45 84,8—19,5 1
4К-6 65—125 98-61,6 1
4К-8 70—109 59—36,8 1
4К-12 65—110 37,7—23,3 1
4К-18 65—95 22.6—13,2 1
6К-8 110—180 36,5—18 1
8К-12 220—290 32—21.8 1
8К-18 220—320 20,7—12,7 1
6НДС 216—330 65—68 1
12НДС 900—1260 61—51 1
147ДС 1080—1800 86—78 1
187ДС 1980—2800 58—34,5 1
20НДС 2700—3600 68—40 1
22НДС 3610—4700 92—53 1
4НДВ 90—180 97—25 1
5НДВ 126—250 30—26 1
6НДВ 216—360 47—42 1
8НДВ 400—720 89—32 1
12НАХЗ 150 33 3
12НАХ4 150 44 4
12НАХ5 154 55 5
21/2НФ 43—108 37—42 1
4НФ 72—108 26—11 1
6НФ 252—504 24—20 1
8НФ 432—864 35—29 1
568
РАЗДЕЛ XL Внутризаводской межцеховой транспорт
Таблица 5
Техническая характеристика песковых насосов
Марка Производи- тельность в л]сек Полный иапср в м Максимальная крупность твердых частиц в мм Максимальное содержание твердых час- тиц в %
НП-2 8 20 6
НП-3 14 25 8
ПНВ-2 8 20 8 60
ПНВ-3 14 25 8
Таблица 6
Техническая характеристика роторио-зубчатых насосов
Марка Производи- тельность В М31ч Полный напор в м Вес в кг Перекачиваемая жидкость
РЗ-З 2 140 11
РЗ-4,5 3,3 30 13 Масло, нефть,
РЗ-7,5 5 30 15,5 мазут с темпе-
РЗ-ЗОа 18 36 62,5 ратурой до 5GeC
Таблица 7
Техническая характеристика горизонтальных шестеренчатых насосов
Марка Производи- тельность в м*1ч Полный напор в м Вес в кг Перекачиваемая жидкость
111-200 11 30 57 Вода и масло с
температурой до 9L°C
ШВ-200 и 25 63 Бензин
Таблица 8
Техническая характеристика центробежных шестеренчатых насосов
Марка Производитель- ность в л/мин Рабочее давле- ние в кГ1см* Высота всасы- вания в мм
ШДП-125 ШДП-100 ШДП-70 ШДП-50 Н1ДП-35 ШДП-25 ШДП-18 Ц1ДП12 125 100 70 50 35 25 18 12 13 5С0
Пневмотранспортные желоба
569
Таблица О
Техническая характеристика центробежных вакуум-насосов (консольных)
Марка Производительность в лс’/ч Предельный вакуум в мм рт. ст.
КВН-4 0,4 660
КВН-8 0,8 660
Таблица 10
Техническая характеристика центробежных насосов для мазута
Марка Производительность в м3/ч Полный напор в м
4Н 36 220
5Н 90 340
ПНЕВМОТРАНСПОРТНЫЕ ЖЕЛОБА
Принцип работы желобов заключается в том, что транспорти-
руемые порошкообразные материалы насыщаются вдуваемым в же-
лоба воздухом и приобретают способность при уклоне желоба
3—4% течь подобно жидкости.
Пневматические желоба бывают трех типов:
I — из сплошных лоткообразных звеньев, согнутых из листовой
стали толщиной 3—4 мм, с плоской крышкой. Внутри желоба на
приваренных к его стенкам угольниках устанавливаются пористые
керамические плитки;
II—из двух лоткообразных звеньев листовой стали длиной
по 2 м, соединенных между собой в продольном направлении бол-
тами. Пористые керамические плитки в этих желобах располагают-
ся на специальных заплечиках;
Таблица 11
Техническая характеристика пневмотранспортных желобов
Ширина желоба В ММ Высота слоя материала в желобе в мм Длина желоба в м Количество вентиляторов в uitv Производи- тельность же- лоба в М3;Ч
125 50 До 150 1 20
250 50 . 150 1 40
400 60 . 80 1 30
400 60 Свыше 80 2 80
5С0 60 До 60 1 120
500 60 Свыше 60 2 120
570 РАЗДЕЛ XI. Внутризаводской межцеховой транспорт
III — из лоткообразных звеньев с мягкой пористой перегород-
кой «бельтинг» вместо керамических плиток.
На рис. 5 представлена схема пневмотранспортного желоба. В
табл. 11 приведена техническая характеристика желобов.
Производительность желоба определяется по формуле
Q =/и-0,9-3600 [м3/ч],
где f — площадь сечения слоя материала в л2;
v — скорость движения слоя материала в м/сек',
0,9 — поправочный коэффициент на сопротивление движению
материала по плиткам.
Рис. 5. Схема пневмотранспортного желоба
/ «—верхний лоток; 2 — нижний лоток; 3 — пористая плитка; 4 — матер-
чатый фильтр; 5 — течка; 6 — вентилятор; 7 — резиновая или войлочная
прокладка
Объемный вес аэрированного цемента принимается равным 1.
Расход воздуха на 1 м2 поверхности плиток составляет 1,5 лР/мин.
При уклоне желоба 4% скорость движения материала составляет
1 м/сек.
Средний размер частиц цемента составляет 20—40 мк. Размер
пор в пористых плитах (коксобакелитовых)—от 40 до 50 мк.
Плитки выпускаются размерами 500 x 280 x 20; 500 x 430 x 20 и
250x430x20 мм Воздухопроницаемость плиток 44 л на 1 см2/ч,
сопротивление 200 мм вод. ст., пористость 50—52%.
При укладке пористых плиток в желоб обеспечивают гермети-
зацию швов как между самими плитками, так и между ними и
стенками желоба. В этих целях применяют густую и вязкую за-
мазку состава: 1 кг шамотного порошка и 0,5 кг жидкого натрие-
вого стекла.
Накладывают швы из замазки при температуре окружающей
среды не ниже +10° С. Расход замазки на 1 пог. м шва составляет
1450 г.
Конвейеры
571
Пневматический желоб снабжен коробчатым фильтром со
съемной лабиринтной плитой, где воздух очишается от пыли. Этот
фильтр монтируется на конце всасывающего патрубка вентилятора.
Для пневможелобов применяют центробежные вентиляторы, тех-
ническая характеристика которых приведена в табл. 12.
Таблица 12
Техническая характеристика центробежных вентиляторов для пиевможелобов
Показатели Тип А для жело- ба шириной 250 мм Тип В для жело- ба шириной 4С 0 мм
Максимальная производительность в m'Imuh 4 18
Диаметр крылатки (ротора) в мм .... 565 565
Суммарный напор в мм вод. ст 500 500
Статический напор в мм вод. ст 475 485
Потребная мощность в кет 2,2 3.5
Установленная мощность электродвигате- ля в кет ................ 2,5 4,4
Число оборотов ротора в 1 мин ..... 2850 2850
Температура воздуха в °C 20 20
Вес вентилятора в кг 150 160
КОНВЕЙЕРЫ
Конвейеры (транспортеры) предназначены для непрерывного
транспортирования массовых насыпных и штучных материалов и
могут перемещать грузы по горизонтали, по вертикали, а также
под разными углами наклона. Конвейеры разделяются на винто-
вые, ленточные, пластинчатые, скребковые, а также на стационар-
ные, передвижные и переносные.
Винтовые конвейеры (шнеки) служат для перемещения мелких
и среднекусковых насыпных грузов, обычно на небольшое расстоя-
ние. В закрытом желобе полуцилиндрической формы вращается
винт, проталкивающий груз; выгрузка происходит через отверстия
в дне желоба.
Производительность винтовых конвейеров определяется по фор-
муле
<2 = ЗООО/еу/г [т/ч],
где f — площадь поперечного сечения потока материала в м2:
nD2
f = —-----*н .
4
Здесь D— диаметр винта в м (по ГОСТ 2037—43 D равен 150;
200; 250; 300; 400; 500; 600 мм)-
572 РАЗДЕЛ XI. Внутризаводской межцеховой транспорт
kn — коэффициент наполнения желоба материалом, равный
0,254-0,4 (меньшие значения принимаются для более аб-
разивных материалов);
о — скорость движения материала вдоль желоба в м/сек-.
Sn ,
о=—^— {м/сек},
здесь S— шаг винта в м; S= (0.8 4- 1)D;
п — число оборотов винта в I мин, п=40н- 120 об/мин (боль-
шие значения принимаются для материалов, обладаю-
щих высокой сыпучестью);
у— объемный вес транспортируемого материала в т/м3;
k— коэффициент, учитывающий наклон винтового конвей-
ера; при различных углах наклона k имеет следующие
значения:
k Угол наклона винтового конвейера в град
1 0,9 0,8 0,7 0,65 0 5 10 15 20
Потребную мощность электродвигателя определяют по формуле
Л'в
гдет;—к. п. д. передачи от вала двигателя к валу винта;
7VB— мощность на валу винта в л. с.:
QLr<os , QU r ,
2/0 + 270
Л'в =
здесь <2 — производительность в т/ч;
Lr— длина горизонтальной проекции винта в ж;
<i>s — коэффициент сопротивления.
Значения <о5:
для сильно абразивного материала................ 4
. абразивного материала .......................... 3,2
. полуабразивного материала ...................... 2,5
. неабразивного материала......................... 1,5
Н — высота, на которую транспортируется материал, в м.
Винтовые конвейеры применяются для транспортирования на-
сыпных грузов по горизонтали при наклоне под углом до 20°. Оии
изготовляются с одноходовым и многоходовым винтом.
Номинальное число оборотов винта в 1 мин составляет: 9,5;
Ц,8; 15; 19; 23,6; 30; 37,5; 47,5; 60; 75; 95; 118; 150.
Конвейеры
573
Техническая характеристика пинтовых конвейеров, выпускаемых Вольским заведом «Металлист»
и Белохолуннцким заводом имени Ленина_______________________________________________________
Шнеки диаметром винта в мм 1 о В И'СЖ Я ЧХЭСН IL'BX -ИГОСЕИобп 13,9 27,7 33,3 44,4 22 44,1 52,9 70,5 35,2 70,5 84,6 ИЗ 55,8' 112 134 179
жз jx я хнаи -ои уитвхХйи уитчгодиен 40 000
ЖЖ Я ехнин хеш 8
8 hlsw я Ч1Э0НЧЕЭХ -ИЪ'ОЯЕИОЙП 7.1 14,2 17 22,7 11,3 22,6 27,1 36,1 18 36,1 43,3 57,8 29,6 57,2 68,6 91,4
НЭ Я XH9W -ow уитвхЛёя уИГПЧЬ'ОуиЕН 8 О о а
нн я ехния лет о Ci со
8 СО Я/СЖ я ЧХЭОНЧ1ГЭ1 -HITOHEHOdU 2,99 5,99 7,14 9,58 4,76 9,52 • 11,4 15,2 7.6 15,2 18,3 24,4 12,1 24,1 28,9 38,6 )
нэ jJi я хнэи -ои уиТпвхЛйя Витчгоднвн О о о о
WW я ехния лет о GJ
8 Ci 9г/к9Г Я ЧХЭОНЧ1ГЭХ -игоиеиойи — 1,41 2,82 3,38 4,61 2,26 4,52 5,41 7,22 3,57 7,14 8,57 11.4 J
жз я хнаи -ои дотвхЛйя уитчкодиен 0009
жж я ехния лет 8
Коэффи- циент за- полнения 0,125 0,25 0,3 0,4 0,125 0,25 0,3 0,4 0,175 0,25 0,3 0,4 0,125 0,25 0,3 0,4
Число оборотов в 1 мин 23,6 37,5 60 95
574 РАЗДЕЛ XI. Внутризаводской межцеховой транспорт
Зубчатые передачи с числом оборотов в минуту свыше 350
заключают в герметические масляные ванны.
Шкивы, муфты валов и зубчатые колеса должны быть отба-
лансированы.
Конструкция крепления крышки к желобу должна обеспечи-
вать плотность их прилегания друг к другу.
Техническая характеристика винтовых конвейеров приведена в
табл. 13.
Ленточные конвейеры применяются для горизонтального пере-
мещения как насыпных, так и штучных грузов. Бесконечная лента
конвейера движется по стационарным роликам, огибая приводнрй
и натяжной барабаны.
Производительность конвейера определяют по формуле
<2=36ОО/Ьу [т/ч],
где f — площадь поперечного сечения слоя материала на ленте
в ж2;
v — скорость движения ленты в м]сек-, скорость движения
ленты обычно принимается равной 0,1—5 м/сек\
Y — объемный вес транспортируемого материала в т/л3.
Потребную мощность электродвигателя определяют по фор-
муле
А’дв = [л с ],
’I
где NB — потребная мощность на валу приводного барабана в л. с.;
щ — к. п. д. передачи от вала двигателя к валу приводного
барабана.
/VB = (0,0002QLr + 0,W4QHLrBv)k1k2 + k3Q ,
где Q — производительность транспортера в т/ч;
Ег— длина горизонтальной проекции транспортера в ж;
Н — высота подъема материала транспортером в ж;
В — ширина ленты в м;
v — скорость движения ленты в м!сек\
ki— коэффициент, зависящий от длины транспортера; при дли-
не транспортера более 50 ж; 30—50 ж; 15—30 м и менее 15 ж
значения k\ будут соответственно 1; 1,05; 1,15 и 1,25;
А2 — коэффициент, учитывающий увеличение мощности при
использовании разгрузочной тележки; при отсутствии раз-
грузочной тележки А2= 1, при использовании разгрузочной
тележки А2=1,25;
Аз — коэффициент, учитывающий расход энергии на разгрузку
транспортера; при разгрузке через коицезой барабан А3=0.
Если разгрузка производится при помощи плужкового
сбрасывателя Аз=0,001, а при помощи разгрузочной те-
лежки — 0,007.
Диаметр приводного барабана D= (120 -=- 150)i мм, где i — ко-
личество прокладок в ленте.
Конвейеры
575
Длина барабана й=В+100 мм, где В — ширина ленты в мм.
Диаметр натяжного барабана D= 100 i мм; диаметр отклоня-
ющего барабана при натяжном устройстве на холостой ветви D=
= (40 4-50) i мм.
Количество прокладок в зависимости от ширины транспортер-
ной ленты составляет:
Ширина ленти в мм 300 и 350 400 и 500 500 и 600 650 и 700 750 и 800 О о о S о S 11(0, 1400 и 1700 1200, 1500 и 18 0 оо г и 0091 ‘0061
Число прокладок в ленте. 3—5 3—8 3—9 3—10 3—11 3—12 3—12 3—12 3—12
Основные размеры выпускаемых ленточных конвейеров при-
ведены в табл. 14.
Техническая характеристика передвижных и переносных лен-
точных транспортеров приведена в табл. 15.
Конвейеры пластинчатые стационарные применяют для горизон-
тального или наклонного транспортирования насыпных и штучных
грузов. Тяговая сила передается через две звездочки тяговыми це-
пями, к которым крепятся пластины; скорость движения не превыша-
ет 0,3—0,6 м/сек.
Тяговые цепи разделяются на пластинчатые, втулочные, втулоч-
но-роликовые и втулочно-катковые (ГОСТ 588—54), разборные
(ГОСТ 589-54).
Шаг цепи составляет: 100; 125; 160; 200; 250; 320; 400; 500 и
630 мм; число зубьев звездочек: 5; 6; 7 и 8; число оборотов звездочек
в 1 мин: 1; 1,5; 1,8; 1,9; 2,36; 3; 3,75; 4,75; 6; 7,5; 9,5; 11,8; 15; 19;
23,6; 30; 37,5; 47,5; 60 и 75.
Техническая характеристика пластинчатых конвейеров, изго-
товляемых Павшинским механическим заводом, .приведена в
табл. 16.
Транспортеры выпускаются с тяговым усилием на цепи 5000,
8000 и 12 000 кГ. Привод транспортера подбирается в зависимости от
тягового усилия.
Завод «Волгоцемтяжмаш» выпускает пластинчатые конвейеры с
шириной лотка 1200 мм; скорость транспортера составляет
0,196 м/сек, длина его 40—150 м, производительность по клинкеру
225 т/ч.
Скребковые транспортеры предназначены для транспортирова-
ния сыпучих материалов и состоят из приводного и натяжного уст-
ройств, желобов и цепи. В приводном и натяжном устройствах распо-
ложены шестиугольные приводные звездочки, вращающиеся в под-
шипниках качения.
Подшипники натяжного устройства выполнены подвижными и
крепятся при помощи натяжных болтов и конических спиральных
пружин, вследствие чего создается равномерное натяжение цепи.
Цепь состоит из стальных пластин с шагом 200 мм, к которым прива-
576 РАЗДЕЛ XI. Внутризаводской межцеховой транспорт
Конвейеры
577
Таблица 16
Техническая характеристика передвижных н переносных
ленточных транспортеров
Показатели Марка конвейера
передвижного переносного звеньевого
Т-44 Т-80 Т-45 Т-46 Т-47
Ширина ленты в мм 400 400 5С0 5С0 650
Длина транспортера в м . . . 5 10 15 До 80 До 240
Скорость ленты в м сек . . . 1.6 0,8 1.2-2,5 1.3 2
Производительность в ж3/* . . 60 30 80 1С0 200
Число прокладок ленты . . . Диаметр приводного барабана 3 3 3 8 б
в мм Мощность электродвигателя 220 — 250 400
в квт Число оборотов электродви- 1.8 1.5 3.2 5 27,5
гателя в 1 мин . . Предельный угол наклона в 1000 1Б00 1500 1500 1000
град ........... Вес транспортера с колесным ходом и загрузочным бун- — До 22 До 19 22 22
кером в т ....... • 840 288 ИЗО 4440 (при длине 80 ж) 17 700
Таблица 16
Техническая характеристика пластинчатых конвейеров,
выпускаемых Павшинским механическим заводом
Показатели Ширина лотка в мм
4С0 500 600 700 800 900 1С00 1100 1200
Расчетная емкость 1 пег. м лотка в м3 . 0,03 0,0375 0,045 0,0525 0,06 0,0675 0,075 0,0825 0,С9
Скорость транспор- тера в м'.сек ч . . Производительность транспортера в ж’/ч . 18,0 23,625 28,35 33,17 0.175 37,8 42,52 48,825 51,975 56,7
рены планки, транспортирующие материал. Цепь движется в жело-
бах на съемных направляющих.
Техническая характеристика скребкового транспортера,
выпускаемого Гороховецким авторемонтным заводом
Производительность при заполнении желоба
на /0%.....................................4,5 т'ч (золы)
Мсщнссть электродвигателя ................... 2— Зл. с.
Скорость цепи............................ 0,17 м;сек
Число оборотов вала звездочки в 1 мин. • . 9
37—1621
578 РАЗДЕЛ XL Внутризаводской межцеховой транспорт
Ковшовые элеваторы перемещают сыпучие преимущественно
мелко-и среднекусковые грузы, а также пылевидные по вертикали
или под углом 60—75° к горизонту. Тяговым органом служат две це-
пи либо прорезиненная лента с ковшами (глубокими или мелкими);
глубокие ковши используются для сыпучих легковысыпаюшихся ма-
териалов, а мелкие — для шлама и материалов, которые могут за-
висать на стенках ковша.
Производительность элеватора определяют по формуле
v
Q — 3,6 —
где v — скорость движения ковшей в м/сек-,
о = 0,64-1 м/сек для тихоходных элеваторов и v= 1,24-2 м/сек
для быстроходных элеваторов;
t — шаг ковшей в л;
t = h для чешуйчатых ковшей, где h — высота, задней стенки
ковша;
t = (2,5 4- 3) h — для всех других ковшей;
9л — емкость ковша в л;
kH — коэффициент заполнения ковша материалом;
Лн составляет:
для цемента и гипса 0,75—0,95;
для песка и мелкого шлака 0,7—0,9;
для гранулированного шлака (при размере куска до 50 мм) —
0,6—0,8;
для известнякового и мергельного щебня (при размере куска до
100 мм) 0,5—0,7;
Y — объемный вес материала в т/м?.
Таблица 17
Техническая характеристика элеваторов, изготовляемых заводом имени
Калинина
Тип элеватора Ширина ковша в мм Емкость ковша в л Шаг к эв шей в мм Скорость цепи в м,сек Наибольшая высота элеватора при материале с 7=1,6 m/м3 в ж
В-200 200 2,5 352 1,1 25
В-300 300 5 448 1.1 25
В-450 450 16 640 1,25 20
Э2ЦО-900 S00 — — — 25
Конвейеры
579
Продолжение табл. 17
Тип элеватора Производительность при заполнении ковша чз=О,7 в т.н Мощность электродвига- теля при наи- большей высоте элеватора в кет
сырьевой му- кой (ц=-1 т/ж’) 1 клинкером (7 = 1,6 т,<к3) гипсом (1 = 1,3 т/л’) цементом (7—1,1 т/л3) углем кусковым (7=0,9 т м1) угольной пылью (7=0,5 т а1)
В-200 В-300 В-450 Э2ЦО-900 19.6 31 79 31,4 49,5 127 25.4 40.4 104 21.6 34 87 250 16,5 28 67 9.8 15.5 39,5 4.5 7 10 40
Потребную мощность на ведущем валу элеватора определяют по
формуле
Л'в = ^(1’15+v)lKeml*
где Н— высота от подошвы элеватора до оси ведущего барабана
в м;
k — поправочный коэффициент; при производительности до
20; 20—40; 40—80 и 80—150 м3/ч значения k соответст-
венно составляют 1,05; 0,75; 0,65 и 0,55.
Таблица 18
Техническая характеристика элеваторов, изготовляемых заводом имени Ленина
Тип элеватора Ширина ковша в мм Скорость движения в м сек Коэффи- циент заполнения ковша Произво- дительность В М?1Ч
ЭЦО-250, одноцепной 250 0.5 0,75 22,3
Э2ЦО-450, двухиепной верти- кальный 450 0,4 0,85 85
ЦБ-350, двухиепной вертикаль- ный 350 0,4 0,8 50
Ленточные с глубокими ковшами:
ЛГ-160 160 1 — 8
Л Г-250 250 1,25 — 21.6
ЛГ-350 350 1.25 — 42
ЛГ-450 450 1.25 — 69.5
Ленточные с мелкими ковшами:
Л М-100 160 1 — 3.1
ЛМ-250 250 1,25 —. 11.8
ЛМ-350 350 1.25 —. 25
ЛМ-450 450 1.25 — 48
37'
580 РАЗДЕЛ XI. Внутризаводской межцеховой транспорт
Техническая характеристика ковшевых элеваторов конструкции
Гипроцемента, изготовляемых заводом имени Калинина, приведена
в табл. 17.
У ковшовых элеваторов конструкции Южгипроцемеита, также
выпускаемых заводом имени Калинина, расстояние между центрами
блоков составляет 21 160 мм, расстояние между осями ветвей цепи —
773 мм. Шаг ковшей 895 мм, ширина ковша 600 мм. емкость ков-
ша 33 л; скорость движения ковшей 0,985 л!сек. Потребная мощ-
ность электродвигателя 12 кет.
Техническая характеристика ковшовых элеваторов, выпускаемых
Белохолуницким машиностроительным заводом имени Ленина, приве-
дена в табл. 18.
РАЗДЕЛ ХИ
ОСОБЕННОСТИ МОНТАЖА И РЕМОНТА
ОСНОВНОГО ОБОРУДОВАНИЯ
Автор-составитель канд. техн, наук Ф. Г. БАНИТ
Глава 1
ОРГАНИЗАЦИЯ МОНТАЖА ОБОРУДОВАНИЯ
Для обеспечения успешного и быстрого монтажа оборудования
необходимо подготовить проект организации монтажных работ, ру-
ководствуясь проектно-сметными материалами. В проекте необходи-
мо предусмотреть методы работ и способы механизации, план мон-
тажной площадки, схемы укрупненных монтажных узлов и их стро-
повки, технологические схемы и графики монтажных работ, потреб-
ность в рабочей силе по квалификациям и в инструменте для меха-
низации работ, графики поступления оборудования и схему разме-
щения складов оборудования, вспомогательных мастерских и сбороч-
но-комплектовочных площадок.
В зависимости от степени укрупнения монтажных единиц, на
которые предварительно делится монтируемая машина, существуют
следующие методы монтажа:
1) монтаж отдельных деталей, при котором требуется повышен-
ная затрата труда и много вспомогательных приспособлений;
2) монтаж предварительно собранных укрупненных узлов или
даже целых машин, осуществляемый значительно быстрее первого.
Применение этого метода позволяет вести укрупнительную сборку и
монтаж параллельно со строительными работами и значительно со-
кратить сроки монтажа.
До начала монтажа основного оборудования в цехах, где долж-
ны быть установлены постоянно действующие краны, следует смон-
тировать и испытать эти краны.
Выбор методов монтажа и способов его механизации должен
определяться стоимостью монтажных работ и их сроками.
При монтаже и ремонте оборудования применяются такелажное,
крановое, транспортное оборудование и приспособления, специаль-
ные монтажные механизмы, а также сборочно-монтажные, механиче-
ские, пневматические, сварочные, электрические, геодезические и дру-
гие инструменты.
Стальные канаты (тросы) применяются соответственно требова-
ниям ГОСТ 3491—46 предпочтительно крестовой свивки; грузовые ка-
наты рассчитывают на растяжение по наибольшему допускаемому
582 РАЗДЕЛ XII. Особенности монтажа и ремонта оборудования
натяжению в ветви каната при коэффициенте запаса прочности 4,5—
6 в зависимости от режима эксплуатации.
Наименьший допускаемый диаметр барабана или блока, огибае-
мого канатом, принимается в пределах 16—20 диаметров каната.
Чалочные канаты при зачалке с обхватом груза рассчитывают с
коэффициентом запаса прочности не менее 10.
Сращивание концов каната в грузоподъемных механизмах до-
пускается лишь на таком участке, где исключена возможность навив-
ки места сопряжения на блок или барабан. В этом случае концы ка-
натов сопрягают путем постановки не менее трех сжимов (хому-
тов) или двух коушей прн заплетке свободного конца на длине не
менее 15 диаметров каната, но не менее 300 мм.
Коуши кованые или штампованные изготовляют из стали. Гру-
зовые крюки и петли должны быть изготовлены путем ковки или
штамповки из стали марки 20 по ГОСТ 1050—57 с последующей тер-
мической обработкой по размерам, установленным ГОСТ 6626—53
(ручной привод) и ГОСТ 6647—53 (механический привод).
Блоки должны быть устроены так, чтобы сделать невозможным
произвольное сползание каната с ролика и заклинивание его между
роликом и обоймой.
Тали применяют при подъеме грузов до 10 т на высоту до 10 м.
Из лебедок применяют однобарабанные с ручным приводом (ГОСТ
7014—54) с тяговым усилием до 10 т и электрические (ГОСТ
2914—45).
При монтаже пользуются также реечными, винтовыми и гидрав-
лическими домкратами. Кроме того, применяют ручные или электри-
фицированные паровозные (винтовые) домкраты грузоподъемностью
до 120 т с высотой подъема до 2,2 м.
Глава 2
ОСОБЕННОСТИ МОНТАЖА МАШИН ОБЩЕГО НАЗНАЧЕНИЯ
До начала монтажа необходимо проверить качество бетона фун-
дамента, соответствие размеров фундамента чертежу, нанесение ос-
новных осей, натяжку струн, подвеску отвесов над колодцами фун-
даментных болтов и т. п. Кроме того, перед монтажом следует уста-
новить комплектность, наружное и внутреннее состояние машины.
При монтаже машин, соединенных с электродвигателем муфтой
и установленных на общей с ним фундаментной плите, необходимо
проверить горизонтальное положение вала или строганых плоскостей
этой плиты. Точность установки машин, на фундаменте должна соот-
ветствовать данным, приведенным в табл. 1.
Втулки всех соединительных болтов муфты между машиной и
электродвигателем должны прилегать к отверстиям полумуфты в
рабочем положении с зазором с противоположной стороны в преде-
лах 0.5—1.5 мм. Полумуфты должны быть пдотно и правильно за-
креплены иа валах.
Глава 2. Особенности монтажа машин общего назначения 583
Таблица 1
Точность установки машин на фундаменте
Машины Точность установки в мм на 1000 мм длины
вдоль вала поперек вала
Дробильно-размольное оборудование 0.2—0,3 0,2—0,3
Редукторы и другие мтшины со скоростью вра- тения до ЗгО0 об/мин 0,05—0,1 0,08—0.15
Насосы, вентиляторы» компрессоры, двигатели внутреннего сгорания и другие машины со ско- ростью вращения до 1500 6б1мин 0.12—0,2 0,2—0,3
Зазор между торцами полумуфт (в пределах 3—6 мм) следует
установить с учетом величины осевого разбега и теплового удлине-
ния валов машины и электродвигателя. Затем проверяют соосность
валов в радиальном и осевом направлениях (допуск в среднем около
0.1 мм), перемещая в необходимых случаях электродвигатель по го-
ризонтали илн подкладывая под его лапы стальные подкладки. Да-
лее заливают фундаментные болты и опорную раму бетоном марки
не ниже 150 на толшину не менее 30 мм. После затвердевания бето-
на повторно проверяют сопряжение валов и окончательно закрепля-
ют муфты в положении, при котором осуществлена их проверка. За-
тем фиксируют положение машины и двигателя контрольными штиф-
тами (по две штуки — диагонально).
При монтаже машин с редуктором проверяют боковые зазоры в
зацеплениях, межцентровые расстояния и пятна контакта зубчатых
передач (соответственно ГОСТ 1643—56 — для цилиндрических пе-
редач, ГОСТ 1758—56 — для конических и ГОСТ 3675—57 — для чер-
вячных передач).
При монтаже машин с промежуточной гибкой передачей между
машиной и электродвигателем необходимо обеспечить параллельность
их осей, а также проверить совмещение средних плоскостей и биение
обоих шкивов. Биение шкивов не должно превышать 0,005 диаметра
шкива. Выверка осуществляется при насаженных шкивах.
После дополнительного осмотра, смазки и регулирования сопря-
жений машину испытывают на холостом ходу и под нагрузкой. При
работе машины не должно быть звуков от задевания в корпусе, уда-
ров и ненормального шума.
Межцентровое расстояние шкивов для открытой плоскоременной
передачи должно быть не менее 2(Dt + D2), а для клипоременной пе-
редачи не менее O,5(D| + D2)+3й, где Dt и Di — диаметры шкивов,
h — высота сечения ремня.
При работе машины вибрация подшипников не должна превы-
шать 0.1 мм при 1500 об/мин и 0.06 мм при 3000 об/мин. Под на-
грузкой вибрация подшипников уменьшается примерно на 30%. Тем-
пература масла в подшипниках не должна превышать 60—70° С.
ЪФАРАЗДЕЛ ХИ. Особенности монтажа и ремонта оборудования
Глава 3
ОСОБЕННОСТИ МОНТАЖА ВРАЩАЮЩИХСЯ ПЕЧЕЙ,
МЕЛЬНИЦ И ДРОБИЛОК
Монтаж печей. До начала монтажных работ следует закончить
подготовку фундамента опор печи и всех вспомогательных машин,
подземных сооружений, пылевой камеры и площадки перед головкой
печи. Одновременно с этим на укрупнительно-сборочной площадке
необходимо комплектовать обечайки и другие части печи в крупные
сборочные блоки. Во время монтажа печи и вспомогательного обору-
дования требуется возвести здание цеха и закончить строительно-
отделочные работы.
При монтаже вращающейся печи выделяют следующие основные
операции по подъему и транспорту частей оборудования:
а) подъем и установку на фундаменты опорных рам с подшип-
никами и роликами, обечаек с бандажами, рекуператоров или дру-
гих холодильников, деталей приводного механизма и редуктора;
б) подъем и установку дымососа, деталей пылеуловителей,
транспортеров и элеваторов пыли, шлампитателя и др.;
в) подъем и установку дутьевого вентилятора, углепитателей,
бункеров угля, форсунки и путей для ее откатки.
При монтаже корпусов, роликоопор и приводного механизма со-
временных мощных печей обычно пользуются козловым краном типа
КМК-120, движущимся по временным путям и прокладываемым
вдоль всей монтажной площадки печи на подушке из шебня и шпал.
Для погрузочно-разгрузочных работ и укрупнения блоков применяют
два гусеничных крана грузоподъемностью до 50 т при минимальном
вылете стрелы, автокран грузоподъемностью 5 т, трактор С-80 (для
транспортных и такелажных работ) и кран типа «Пионер-2» (для
монтажа узлов внутри печи).
Для регулировочных работ на опорах применяют домкраты гид-
равлические (200 и 100 т), реечные (10—20 г) и винтовые (5—10 т),
а для монтажных и такелажных работ — электролебедки (1—5 т)
и тали (5—10 т).
Автоматическую сварку кольцевых швов обечаек печи производят
специальными приспособлениями, укомплектованными электросвароч-
ными тракторами типа ТС-17М со сварочными генераторами
ПСМ-1000. Кроме того, участок монтажа обеспечивают компрессо-
рами типа ЗИФ-55 с комплектом пневматического инструмента и
набором измерительного инструмента (нивелиры, уровни, отвесы, ру-
летки и др.).
Площадки укрупнительной сборки располагают на участках меж-
ду опорами печи на площади, обслуживаемой козловым краном.
После приемки опорных фундаментов и нанесения или закреп-
ления на них продольных и поперечных осей, высотных отметок и
углов наклона начинают подъем и монтаж фундаментных рам и ро-
ликоопор (рис. 1). Затем монтируют смазочные и охладительные
системы опорных подшипников.
Параллельно с этим обечайки корпуса укрупняют в блоки и сва-
ривают. Одновременно сваривают бандажи н надевают их. Пример-
Глава 3. Монтаж вращающихся печей, мельниц и дробилок 585
ная схема разбивки корпуса печи 4,5X170 м на блоки по проекту
треста Оргтехмонтаж приведена на рис. 2, размеры и вес блоков
обечаек — в табл. 2.
Рис. 1. Схемы применения гусеничных кранов для монтажа ролико-
опор (а) и для насаживания бандажей на обечайки (б)
/, II, III — положения при монтаже
Таблица 2
Размеры и вес блоков обечаек печп 4,5X170 м
Длина блока обечаек в мм Вес в m Длина блока обечаек в мм Вес в m
14 500 114 20 000 116
[ 20 000 121 16 ОСО 116
21500 76 16 000 121
16 000 1С6 17 000 70
18 000 66 9 000 92
После регулирования оси печи, установки, выверки и обкатки
приводного механизма печь проворачивают и затем осуществляют
автоматическую сварку кольцевых швов обечаек. После вторичной
проверки и регулирования оси печи устанавливают наружные коль-
ца жесткости, крепления для цепей и теплообменников, осуществ-
ляя при этом футеровку печи.
38—1621
586 РАЗДЕЛ XII. Особенности монтажа и ремонта оборудования
Глава S. Монтаж вращающихся печей, мельниц и дробилок 587
Одновременно с перечисленными работами ведут монтаж дымо-
соса, пылеулавливающих аппаратов, шлампитателей, дутьевого веи-
тилятрра, холодильника, форсунки и др.
С целью удешевления строительно-монтажных работ для монта-
жа мощных вращающихся печей целесообразно применять дизель-
электрические гусеничные краны грузоподъемностью до 50 т.
При монтаже небольших по размерам печей в отдаленных райо-
нах иногда целесообразно применить вместо гусеничных крапов спе-
циальный временный настил с установкой на нем подъемных козел
достаточной высоты, рассчитанных на подъем самой тяжелой обечай-
ки (рис. 3, а).
По рельсовым путям, уложенным на настиле с уклоном, равным
уклону печи, на двух тележках с помощью лебедки перемешают в
нужное место обечайки, поднятые по наклонной плоскости полиспас-
тами или талями.
По другому варианту (рис. 3, б) вдоль настила по рельсам пе-
редвигается небольшой упрощенный козловой кран, при помощи ко-
торого поднимают детали корпуса и опор печи и переносят их к месту
монтажа электролебедкой, установленной в пыльной камере.
Перед началом монтажных работ и при сооружении опорных
фундаментов осевые линии следует наносить с учетом удлинения печи
при нагреве.
Нивелиром или другим способом проверяют отметки фундамен-
тов и определяют положение фундаментных плит и опорных роли-
ков в вертикальной и горизонтальной плоскостях так, чтобы ось печи
была прямолинейной и соответствовала принятому уклону. Ось кор-
пуса печи фиксируют в горизонтальной плоскости при помощи про-
волоки, натянутой по оси фундаментов (рис. 4,6). Далее при помощи
водяного уровня или нивелира определяются отметки Лц As, Аз и At
верхней плоскости фундаментов по отношению к верхней опоре хо-
лодного конца печи (рис. 4, а).
Обозначив угол наклона печи а и расстояние между бандажами
11, 1г, 1з и It в соответствии с монтажным чертежом, подсчитывают,
на какой высоте от горизонтали должны находиться верхние плос-
кости фундаментов (Bi, В2, В3 и В4)по формулам:
Bi = (li + Is + /з + It) tg а; В2 = (Is + 1з + U) tg а;
Вз — Цз + It) tg а; Bt=l^tga.
Затем сравнивают результаты замеров (Ль As, А3 и Л4) с подсчета-
ми. При этом учитывают разницу С в диаметрах бандажей (если
печь имеет расширенную зону), в диаметрах опорных роликов и вы-
сотах фундаментных плит по формуле
где Р|—диаметр бандажей зоны спекания (расширенной);
Ds — диаметр бандажей суженной части корпуса печи;
а — разница в высотах фундаментных плит;
Ь — полуразность диаметров роликов расширенной и суженной
части печн.
38*
588 РАЗДЕЛ XII. Особенности монтажа и ремонта оборудования
Глава 3. Монтаж вращающихся печей, мельниц и дробило* 589
Если величина А, определенная при помощи нивелира, не равна
подсчитанной для этой же опоры величине В, то при укладке фун-
даментных плит соответственно увеличивают или уменьшают тол-
щину подкладок и слоя бетонной заливки под плитами.
Фундаментные
отверстия для болтов
Стальная
ItроНбл ока
Рис. 4. Разметка фундаментов печи
Руководствуясь произведенными замерами и чертежами, опреде-
ляют высоту оси печи над фундаментами (рис. 5) по формуле
Н = А + (А,б + гР)2-/2.
где Л — высота центра оси опорного ролика над фундаментом;
— радиус бандажа соответствующей опоры;
г0 — радиус опорнм.о ролика;
/ — расстояние от горизон-
тальной проекции оси
печи до осей опорных
роликов.
Ось печи в вертикальной плос-
кости фиксируют при помощи про-
волоки, натянутой между непод-
вижными точками пылевой камеры
и головки печи.
Монтаж сушильного барабана
проводится так же, как и работы
по монтажу вращающейся печи.
Выверку правильности установки
роликоопор осуществляют также с
помощью клина и уровня, струны,
линейки и нивелира. Бандажи на
корпусе закрепляют на башмаках
с учетом теплового удлинения ба-
рабана. Подъем барабана на роли-
Рис. 5. Определение поло-
жения оси печи
590 РАЗЦЕЛ XII. Особенности монтажа и ремонта оборудования
Глава 3. Монтаж вращающихся печей, мельниц и дробилок 591
коопоры осуществляют с помощью гусеничного крана или по на-
клонной эстакаде с помощью полиспаста и лебедки.
Монтаж мельииц. Проверив качество и размеры фундаментов и
их высотные отметки по отношению к конструкциям здания, бункерам
и транспортирующим механизмам, на достаточной высоте натягива-
ют стальную проволоку, определяющую оси электродвигателя, при-
водного механизма и мельницы. Для этого опускают в надлежащих
местах отвесы, фиксирующие
осевые линии подшипников и
др. (рис. 6). Затем все тяжелые
детали и узлы после ревизии и
укрупнения доставляют к мес-
ту монтажа.
Фундаментные плиты и цап-
фовые подшипники мельниц ус-
танавливают с помощью пред-
варительно смонтированного
крана, предназначенного для
загрузки мелющих тел, а затем
выверяют их по осям, отвесам
и уровню (нивелиру) и залива-
ют фундаментные болты бето-
ном марки 150 так, чтобы уро-
вень его не доходил до верхней
плоскости фундамента пример-
но на 1 м.
После затвердевания рас-
твора, подтяжки болтов и вто-
ричной проверки установки под-
Рис. 7. Подъем корпуса мель-
ницы
I — корпус; 2 — штабель из шпал;
3— фундамент мельниц; 4 — гидрав-
лические домкраты; 5 — положение
корпуса мельницы после установки
в цапфовые подшипники
шипников начинают подъем
предварительно собранного с днищами корпуса мельницы на высо-
ту цапфовых подшипников. Для этой пели обычно используют гид-
равлические домкраты и постепенно выкладываемые (по мере подъ-
ема корпуса) шпальные клетки (рис. 7). Затем по балкам, уложен-
ным на штабелях и фундаментах, при помощи двух лебедок подка-
тывают барабан к подшипникам и посредством гидравлических дом-
кратов опускают его на вкладыши, предварительно проверив со-
стояние их и цапф.
Параллельно с этим следует монтировать приводной механизм,
редуктор, электродвигатели, питатели мельницы, разгрузочный транс-
портер, аспирационную систему, водопровод, маслонасосы с фильт-
рами и маслопровод.
Монтаж щековых дробилок. В зависимости от веса монтируемых
деталей для облегчения их подъема применяют гусеничные стрело-
вые краиы, мачты или козлы с талями. Станину дробилки устанав-
ливают горизонтально, выверяя по уровню, укладываемому на плос-
кости разъема коренных подшипников. Затянув фундаментные бол-
ты, последовательно устанавливают подвижную щеку с броней и
осью, регулировочные клинья, эксцентриковый вал с шатуном, пе-
реднюю и заднюю распорную плиты, тяги с пружинами, неподвиж-
ную щеку с бронями, маховики-шкивы и др. Обкатку и пуск дро-
билки производят соответственно паспорту завода-изготовителя.
592 РАЗДЕЛ XII. Особенности монтажа и ремонта оборудования
Монтаж валковой дробилки. Выверяют правильность установки
станины, укладывая уровень на шейки цапф валков. Затем прове-
ряют прилегание вкладышей к цапфам, а также величину осевых и
радиальных зазоров в зубчатом зацеплении. Перед опробованием
дробилки проверяют действие пружинного предохранительного уст-
ройства, сжимая и распуская пружины путем затяжки гаек и плав-
ного перемещения валков в направляющих.
Монтаж молотковой дробилки ведется в той же последователь-
ности, что и монтаж валковой. При монтаже тщательно проверяют
крепление молотков во избежание их обрыва и поломки дробилки.
Монтаж болтушки. В цилиндрическом углублении центральной
железобетонной опоры, выступающей над максимально допустимым
уровнем размучиваемого в резервуаре болтушки материала, закреп-
ляют болтами и заливают бетоном массивный чугунный стакан. В
стакане устанавливают и прочно закрепляют стопором вертикальную
ось болтушки, опирающуюся нижним концом на чугунный фланец.
Затем на выступающей из стакана верхней части оси монтируют боль-
шую коническую шестерню.
К нижней плоскости этой шестерни жестко крепят раму из швел-
леров, к которой подвешивают на цепях две стальные бороны с
вертикально укрепленными зубьями. Одновременно с этим монтиру-
ют приводной вал с малой ведущей шестерней, редуктор, электродви-
гатель и маслосистему.
Глава 4
ОСОБЕННОСТИ МОНТАЖА МОСТОВЫХ КРАНОВ
И КОНВЕЙЕРОВ
Мостовые электрокраны следует монтировать с помощью пере-
движных железнодорожных или гусеничных кранов. Использо-
вание монтажных мачт (рис. 8) для подъема и установки на подкра-
новые балки мостовых кранов связано со значительными затратами
на подготовку и демонтаж такелажных средств. Поэтому при от-
сутствии передвижных кранов целесообразнее подъем, установку и
сборку кранов на подкрановых путях осуществлять. при помощи
лебедок и полиспастов, подвешенных к конструкциям здания (к ко-
лоннам и фермам). На рис. 9 показана схема монтажа крана грузо-
подъемностью 20 т, выполненного путем закрепления полиспастов к
колоннам здания без постановки на них дополнительных монтажных
элементов. При этом затраты времени снижаются на 15%. В пролете,
где монтируются один или несколько кранов, при необходимости
предусматривают усиление одной фермы и подвеску к ней монтаж-
ного блока.
До начала монтажа следует осуществить ревизию и укрупни-
тельную сборку кранов.
Пролет подкрановых путей на участке сборки моста не должен
отличаться от проектного более чем "на +5 мм.
Глава 4. Монтаж мостовых кранов и конвейеров
593
До окончательного соединения монтажных стыков моста необхо-
димо замерить диагонали моста крана, и если одна из диагоналей
отличается от другой более чем на 5 мм, следует исправить мост.
Схема замера диагоналей моста крана и способ устранения разности
Рис. 8. Сборка и монтаж мостового крана с помощью мон-
тажной мачты
1— первая ферма крана; 2 — вторая ферма крана; 3— монтажная мач-
та; 4 — грузовой полиспаст; 5 — оттяжной полиспаст; 6 — грузовая
электролебедка; 7 — оттяжная электролебедка
их показаны на рис. 10. Для исправления разности в диагоналях мо-
ста по направлению большей диагонали к конструкциям крана укреп-
ляют пятироликовые блоки с грузоподъемностью до 50 т, охватывае-
мые 10 нитками троса диаметром не менее 20 мм, а ходовой конец
594 РАЗДЕЛ Xfl. Особенности монтажа и ремонта оборудования
этого полиспаста прикрепляют к лебедке с тяговым усилием около
10 т. Одновременно ослабляют сборочные болты, стягивающие фер-
мы крана с торцовыми балками. Затем постепенно натягивают трос
полиспаста, периодически контролируя разность диагоналей. После
уменьшения последней до нормальной величины болтовые стыки за-
тягивают и заклепывают (или сваривают), не снимая полиспаста.
Весьма важно все краны цементного завода смонтировать и
По а-а
Рис. 9. Подъем крана грузоподъемностью 20 т
1 — подъемные полиспасты ряда А; 2 —подъемные полиспасты
ряда Б; 3 — поднимаемая ферма крана: 4 — колонны здания;
5 — ферма крана перед подъемом
ввести в действие до начала монтажа оборудования с целью исполь-
зования их при укрупнительной сборке и при монтаже.
Конвейеры и ленточные транспортеры. Приводную станцию уста-
навливают так, чтобы середина ее совпала с продольной осью транс-
портера, предварительно нанесенной на фундаменте. При установке
натяжных станций учитывают, чтобы направляющие, по которым
перемещается барабан, были параллельны оси транспортера и нахо-
дились от нее на одинаковом расстоянии. Ось вала барабана должна
быть перпендикулярной к продольной оси транспортера. Натяжные
станции устанавливают так же, как и приводные. Затем по продоль-
ной оси транспортера устанавливают секции станины так, чтобы от-
весы, опущенные с середины поперечин, своими остриями совпадали
с проволокой, фиксирующей продольную ось транспортера. При свер-
лении отверстий в уголках станины для крепления роликоопор пре-
дусматривают возможность передвижки последних во время регули-
рования движения ленты.
Глава 4. Монтаж мостовых кранов и конвейеров
595
Монтаж пластинчатых транспортеров ведут следующим образом.
Сначала устанавливают раму с приводным механизмом, опорные
стойки и рельсовый путь, а также раму с натяжным механизмом. За-
тем от середины приводного вала 1 (рис. 11) натягивают горизон-
тально проволоку А (с отвесами С и D) до натяжной станции. Вто-
рую проволоку В натягивают также по возможности горизонтально
от середины натяжного вала 2 как можно ближе к приводу. Ориеи-
Рис. 10. Схема замера диагоналей моста
/ — главные балки; 2— вспомогательные балкн; 3— торцовые балки;
4 — замеренные диагонали; 5 — пятнроликовые блоки; 6 — трос полиспаста
But'
Рис 11. Схема монтажа пластинчатого транспортера
/ — приводной вал; 2 — натяжной вал; 3 — ходовые рельсы; А, В
- н Е — шнуры; С и О — отвесы
596 РАЗДЕЛ ХП. Особенности монтажа и ремонта оборудования
тируясь по отвесам С и D, проволоку В устанавливают точно под
проволокой А, сдвигая при необходимости раму натяжного механиз-
ма и стойки. Третью проволоку Е натягивают от конца проволоки В
к середине вала 1. Затем по осям В и Е устанавливают ходовые
рельсы так, чтобы горизонтальное расстояние между ними на всем
протяжении было равно половине ширины колеи. Проверив далее ши-
рину колеи по всей длине и на одном ли уровне находятся головки
рельсов, затягивают болты рам н подшипников.
Монтаж элеваторов начинают с установки нижней головки (баш-
мака, на фундаменте. Ось'вала должна совпадать с осью, намечен-
ной на фундаменте. Шахту элеватора монтируют с выверкой ее по
2—4 отвесам, спущенным по углам фланца башмака с площадки, на
которой должна быть установлена верхняя головка элеватора После
установки верхней головки с цепными звездочками, закрепления
шахт и башмака навешивают предварительно собранные ковши с
цепями, пользуясь при этом приводным механизмом головки как
лебедкой.
При необходимости положение головки башмака и кожуха регу-
лируют так, чтобы ковши не задевали последний.
Шне>-и и винтовые питатели. После выверки желоба шнека по го-
ризонтали. осям и высотным отметкам его крепят к фундаменту или
к оперной конструкции. Отклонение шеек вала винта от гопизонтали
до 5 мм на 1 м длины шнека не влияет на его работу. Однако под-
весные и концевые подшипники, а также продольносвертные муфты
вала должны точно совпадать с осью вала во избежание биения
шнека. Приводной механизм монтируют по обычной схеме.
Тарельчатый питатель устанавливают под бункером с отклонени-
ем вертикальной оси тарелки от оси приемной воронки, не превыша-
ющим 10 мм. Обычно питатели поступают на монтаж собранными с
дисками. Лля ревизии опорного подшипника диск снимают с помо-
щью скоб. Редуктор осматривают через люк на верхней крышке. В
зависимости от конструкции питатель монтируется на специальном
фундаменте либо закрепляется с помощью нескольких болтов к
приемной воронке бункера.
Глава 5
СИСТЕМА ПЛАНОВО-ПРЕДУПРЕДИТЕЛЬНОГО РЕМОНТА
ОРГАНИЗАЦИЯ РЕМОНТНОГО ХОЗЯЙСТВА ЗАВОДА
На цементных заводах принята система планово-предупредитель-
ного ремонта (ППР) оборудования, которой предусматривается
комплекс мероприятий по уходу, надзору, проверке и ремонту обо-
рудования, проводимых профилактически по плану, в определенной
последовательности и периодичности.
Система ППР включает в себя:
1) ежесменное обслуживание машин, в которое входят провер-
ка степени нагрева и смазки трущихся узлов, проверка и регулирова-
Глава 5. Система планово-предупредительного ремонта 597
ние болтовых, шпоночных и других креплений, осмотр и регулирова-
ние силовых кинематических передач, проверка пусковых тормозных
и защитных устройств с устранением дефектов, герметизация жидкост-
ных и газовых трактов, уборка и обтирка машин;
2) технические осмотры, состоящие из частичной разборки машин
со вскрытием узлов трения и креплением сопряжений, промывки
маслосистем с заполнением их (при необходимости) свежей смаз-
кой.
Основной целью технических осмотров помимо устранения мел-
ких неисправностей и предупреждения интенсивного нарастания из-
носа и аварий является выявление деталей, подлежащих замене при
очередном плановом ремонте;
3) текущий ремонт, при котором путем замены или восстанов-
ления изношенных деталей, имеющих срок службы, примерно
равный межремонтному периоду, и регулирования механизмов
обеспечивается нормальная работа машины до очередного планово-
го ремонта;
4) средний ремонт, предусматривающий разборку, ревизию и ре-
монт части основных узлов с износом деталей, превышающим уста-
новленные нормы; при среднем ремонте осуществляют восстановле-
ние основных деталей, изнашивающихся в сроки, превышающие меж-
ремонтный период, а также выверку осей и регулирование механиз-
мов;
5) капитальный ремонт, при котором для восстановления точно-
сти, мощности и производительности машины требуются полная ее
разборка, смена износившихся основных деталей, устранение выяв-
ленных при работе конструктивных недостатков, а также выверка
всех баз, координат и осей с регулированием агрегата.
Мероприятия по проверке состояния и ремонту оборудования
осуществляются по годовому графику через заранее установленное
для каждого агрегата количество отработанных машино-часов (с уче-
том особенностей конструкции, условий работы и износа) на основе
ремонтных нормативов, приведенных в «Правилах технической экс-
плуатации (ПТЭ) цементных заводов». Объем и характер ремонта
определяют по специальному классификатору.
Для сокращения сроков, уменьшения трудоемкости и стоимости
ремонта применяются специальные приспособления и механизмы
(подъемники, тали, лебедки, домкраты, пневматические и электри-
ческие инструменты, рубильные молотки и другие специальные маши-
ны для рубки, опиловки, шабрения и т. п.). С этой же целью внед-
рены скоростные индустриальные методы ремонта, при которых на
ремонтной плошадке осуществляются только разборка машины, вы-
браковка изношенных узлов, а затем сборка ее без каких-либо под-
гоночных работ из заранее заготовленных, деталей и узлов.
Средние и текущие ремонты обычно осуществляют по наиболее
прогрессивному методу последовательно-поузлового (агрегатно-уз-
лового) ремонта, при котором все изношенные узлы агрегата ремон-
тируют не одновременно, а последовательно с использованием крат-
ковременных перерывов в работе.
Все виды ремонтных операций совмещаются во времени с тех-
нологическими неизбежными остановками агрегатов (футеровка пе-
чей, догрузка мелющих тел в мельницы и т. п.).
598 РАЗДЕЛ Xff. Особенности монтажа и ремонта оборудования
Глава 6
МЕТОДЫ УМЕНЬШЕНИЯ ИЗНОСА И ПОВЫШЕНИЯ
ДОЛГОВЕЧНОСТИ МАШИН
Износ деталей, сопровождающийся изменением формы, разме-
ров и свойств, может быть нормальным и преждевременным (ава-
рийным), возникающим при ненормальных условиях работы детали.
Процессы, обусловливающие износ деталей машин, можно раз-
делить в основном на четыре группы: механические, молекулярно-ме-
ханические, коррозионно-механические и контактно-усталостные. Все
эти процессы возникают и развиваются в поверхностных слоях глу-
биной, равной нескольким сотым и десятым долям миллиметра. Сле-
довательно, срок службы деталей и машины зависит не только от ее
конструкции, выбора соответствующих марок материала, надлежа-
щего ухода и смазки узлов трения, но и от прочности и износоустой-
чивости поверхностных слоев. Экспериментально установлено, что из-
носоустойчивость деталей в значительной степени зависит также от
качества поверхности и остаточных напряжений первого рода.
Чистота поверхности деталей, характеризуемая средней высотой
микронеровностей, полученных при окончательной обработке, клас-
сифицируется по ГОСТ 2789—59. Для уменьшения износа важно, что-
бы шероховатость деталей была не наименьшей, а оптимальной, т. е.
соответствовала бы по высоте микронеровностям приработанных по-
верхностей для аналогичных условий износа.
Усталостная прочность деталей, работающих на изгиб и круче-
ние, с ухудшением чистоты поверхности и при наличии конструк-
тивных концентраторов напряжений резко понижается. Для повы-
шения усталостной прочности этих деталей необходимо создавать в
их поверхностном слое напряжения сжатия (путем наклепа, термиче-
ской или химико-термической обработки), улучшать его чистоту и
механические свойства. Качество поверхности деталей, работающих
при статическом растяжении или сжатии, оказывает на их прочность
незначительное влияние.
Наиболее часто детали восстанавливают путем наплавки, метал-
лизации распылением и электролитического покрытия. Кроме того,
в практике ремонта широко применяют химико-термическую обра-
ботку, поверхностную закалку, насыщение поверхности детали хро-
мом, молибденом и другими карбидообразующими и легирующими
элементами, обкатку роликом, дробеструйную обработку.
В табл. 3 приведены данные, которыми следует руководствовать-
ся для определения способа восстановления и упрочнения с учетом
свойств материала детали, ее термообработки, условий работы и
величины износа, производственных возможностей завода и техноло-
гических особенностей самого способа, включая вопросы экономики.
В настоящее время разработаны и широко применяются раз-
личные способы наплавки деталей машин: ручная (газовая или элек-
тродуговая), биметаллизация подшипников, механизированная на-
плавка под слоем флюса, электрошлаковая наплавка, автоматическая
вибродуговая наплавка с использованием наплавочных составов —
сталинита, сормайта, специальных электродов и флюсов. Применяют-
Глава 6. Методы уменьшения износа машин
599
Таблица 3
Способы восстановления и упрочнения деталей
Процессы, обусловливающие износ Способы восстановления н упрочнения деталей
Механические (абразивное исти- рание, выкрашивание, смятие н т. п.) Молекулярно-механические Коррозионно-механические Контактная усталость (язвины, шелушение) Наплавка износостойкими сплавами, поверх- ностная закалка, металлизация распыле- нием, химико-термическая обработка, галь- ваническое хромирование, поверхностное легирование, электроискровое наращива- ние. Смазка трущихся поверхностей, поверхност- ная закалка, азотирование и гальваническое хромирование Хромирование, азотирование, устранение не- равномерности остаточных напряжений в поверхностном слое Поверхностная закалка с последующим уп- рочнением дробью
ся также различные способы металлизации деталей сплавами и элек-
тролитические покрытия. Характеристики некоторых из этих спосо-
бов указаны в табл. 4.
Таблица 4
Характеристика некоторых способов восстановления деталей машин
Способ восстановления деталей Показатели наращивания слоя Темпера- тура нагрева в °C Коэффи- циент стои- мости I см1 покрытия толщиной 0,1 мм
твердость В Нд толщина в мм прочность сцепления с основным металлом на отрыв в кПсм1
Наплавка Ручная (газовая) . . * (дуговая) . . . Механизированная под флюсом Электрошлаковая ... Вибродуговая Металлизация Газовая Электрическая .... Электролитические покрытия Хромирование .... Осталивание . . . . . Никелирование . . . Борирование Наращивание тонких слоев ... .... 200—400 200—400 250—450 500—650 500—650 120—420 120—420 150—1200 12; —600 550—650 2200 40—420 0,5—20 2—20 1.5—40 2—40 0,2—3 0,3—15 0,3—15 0,01—1 0,2—5 0,( 5—2 До 10,3 0,05-2 Хоро- шая 500—550 500—550 3000 200—400 700—1400 Хорошая 500—1500 До плав- ления 60—80 130—220 130—220 60—70 60—100 75—80 950 60—80 1 1 0,6—0,7 0,75—0,82 0,8—0,82 0.85 0,85 1,43 0,7—0,8 0,72—0,78 1.2 0,8—1,2
600 РАЗДЕЛ XII. Особенности монтажа и ремонта оборудования
Наиболее экономичный способ восстановления определяют из со-
отношения
ЬБ1Б
где Сн — отпускная стоимость новой детали;
Св — себестоимость восстановления детали;
(Б — интенсивность износа восстановленной детали в лк/ч;
«н — интенсивность износа новой детали в мк/ч.
Глава 7
ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ И ПРИЕМЫ РЕМОНТА
ТИПОВЫХ ДЕТАЛЕЙ И УЗЛОВ
1. СВАРОЧНЫЕ РАБОТЫ
При ремонте машин целесообразнее применять более дешевую
электродуговую сварку переменным током Газовая сварка чаще при-
меняется прн ремонте деталей из цветных металлов и особо ответст-
венных узлов. Взамен газовой сварки в последние годы широко вне-
дряется сварка черных и цветных металлов парами керосина или
бензина.
Подготовка кромок для ручной дуговой сварки осуществляется
в соответствии с ГОСТ 5264—58 с помощью газовой резки на метал-
лорежущих станках.
Таблица 5
Тилы и марки некоторых электродов
Тип электрода по ГОСТ 2523-51 Марка электрода Свариваемая сталь Характер нагрузок на шов Род тока и полярность
Э42 ЦМ-7 Малоуглероди- стая и низколе- гированная Статические и ди- намические при значи гельных колебаниях тем- пературы Постоянный при прямой поляр- ности и пере- менный
Э42 ОММ5 То же То же То же
Э42А УОНИ-13/45 • « Постоянный при обратной поляр- ности, перемен- ный с осцилля- тором
Э50А УОНИ-13/55 Среднеуглеродис- тая и легиро- ванная То же
Э50А Л ОНИ-13/tx То же • •
Глава 7. Ремонт типовых деталей и узлов
601
При сварке малоуглеродистых сталей используют стальную
электродную проволоку марок, предусмотренных ГОСТ 2246 60.
Электроды с тонким меловым покрытием (мела — 70%, жидкого
стекла — 30%) применяют для сварки деталей, работающих при
статической нагрузке.
Типы и марки некоторых электродов приведены в табл. 5.
Для получения хорошего шва длина дуги I прн диаметре элек-
трода d выбирается в пределах /=(0,5d—1) мм. Сила тока в амперах
для электродов й=3-ь6 мм принимается: /=(35-ь50)4— для элек-
тродов с тонкой обмазкой и /=(35-:- 60)d— для качественных элек-
тродов.
При дуговой сварке тонкостенных деталей во избежание их
деформации применяют схему с использованием однофазного тока,
при которой дуга горит между двумя электродами, закрепленными
в одном электрододержателе.
Дуговая сварка чугуна осуществляется чугунными прутками с
обмазкой ОМЧ. 1 с подогревом детали до 400—700° С или без подо-
грева — по методу А. Т. Назарова пучком электродов из одного-
двух стальных и одного-двух медных прутков, завернутых в обер-
точную бумагу, пропитанную жидким стеклом.
Алюминиевые сплавы сваривают без флюса присадочным прут-
ком диаметром 9 мм,. отлитым в кокиль, из того же сплава, что н
ремонтируемая деталь, и графитовым электродом диаметром 15 мм
при токе 250 а.
Бронзу сваривают, применяя нейтральное газовое пламя, флюсы
и латунные присадочные прутки. Горелку подбирают с расчетом по-
дачи 180—200 л ацетилена в час на 1 мм толщины детали. Перед
сваркой деталь нагревают до 450е С, а после сварки отжигают при
450—500° С и охлаждают водой.
Качество сварных швов проверяют внешним осмотром с по-
мощью лупы, испытанием на плотность керосином или просвечива-
нием гамма-лучами.
Электродуговая и газовая сварка и резка эффективно приме-
няются для восстановления лопнувших валов мощных дробилок, при-
водных валов мельниц, коленчатых валов двигателей, сварки бан-
дажей на вращающихся печах, заварки трещин на барабанах мель-
ниц н корпусах вращающихся печей.
Большое значение имеют предварительный подогрев детали и
последующая нормализация (отжиг). Обычно нагревают детали в
горне, в специальной печи или электрическим током. В последнем
случае место сварки обертывают асбестовым картоном, н поверх
картона наматывают несколько десятков витков изолированного
мягкого медного провода.
Количество ампервитков (800—1000 ав для нагрева вала мельни-
цы) зависит от мощности сварочного трансформатора. Если нужен
ток большей силы, то трансформаторы включают параллельно.
Нагрев новых бандажей диаметром 5000 мм с поперечным се-
чением 800X175 мм при сварке на заводе «Гигант» осуществ-
лялся электрическим индукционным нагревателем мощностью
130 кет.
&У2РАЗДЕЛ ХИ. Особенности монтажа и ремонта оборудования
2. СЛЕСАРНЫЕ РАБОТЫ
Трудоемкие слесарные работы: обрубка, опиливание, шабрение и
притирка — механизируются с помощью пневматических рубильных
молотков типа РМ1, РМЗ и РМ5, переносных электрических или
пневматических роторных машин И54, ШРТ, УМР1 и др., передвиж-
ных электроустановок с гибким валом, на концевой рукоятке кото-
рого укреплен напильник или абразивный круг.
Характеристики некоторых роторных машин, применяемых для
механизации слесарных работ, приводятся в табл. 6.
Таблица 6
Техническая характеристика шлифовальных роторных машин
Показатели Пневматические Электрические
ШР2 И36 И26 И66 И82
Диаметр абразивного круга в мм 150 125 100 175 50
Число оборотов круга в 1 мин 4500 2530 3500 12 0С0
Расход воздуха в м? мин ....... 1.6
Напряжение перемен- ного тока в в ... . —. — 220/127 36 или 220 36 или 220
Мощность двигателя в вт ........ 1000 220 450 800 200
Вес в кг ....... 6.7 5 12,4 6.2 1.8
Размеры в мм .... 580 Х2С0Х 360Х175Х 320 Х225Х 530Х115Х 450Х75Х
Х2С0 Х215 Х250 Х190 Х75
Применяют также электрошлифовальные машины И-54 с гибким
валом, работающие от двигателя мощностью 1 кет, с числом оборо-
тов 2850 об!мин, при напряжении 220 в. Сменные головки, прямая
и угловая, укомплектованы кругом диаметром 200 мм. Используют
также механические напильники — шаберы, приводимые в движение
кривошипно-шатунным двигателем мощностью 0,2 л. с. с помощью
сжатого воздуха (5—6 атм). Число двойных ходов инструмента
в 1 мин— 1500, длина хода— 12 мм.
В табл. 7, 8 и 9 приводятся данные о припусках и точности опи-
ловки и шабрения поверхностей.
Таблица 7
Припуски и точность опиловки
Тип напильника Припуск в мм Точность ) обработки в мм
Драчевые 0.5—1 0.1—0.25
Личные. 0,1—0,3 0,02—0,05
Бархатные ............ ...... 0,02—0.05 0,005—0.01
Г лава 7. Ремонт типовых деталей и узлов
603
Таблица 8
Припуски на шабрение цилиндрических поверхностей
Диаметр отверстия в мм Длина отверстия в мм
до 10Э 100 - 200 200 —300 более 300
До 83 0.05 0.08 0,12. . —
80-180 0.1 0.15 0.2 0.2
180—360 0,15 0.2 0.25 0.3
Более 360 0,2 0.25 0.3 0.3
Таблица 9
4 Припуски на шабрение плоскостей
Ширина плоскости в мм Длина плоскости в мм
до 300 300—1000 1000—2000 2000—4000 ] 4000—6000
До 100 0,1 0.15 0.2 0.25 0,3
100-500 0.15 0.2 0.25 0.3 0.4
500-1000 0.18 0.25 0.35 0.45 0.5
Более высокая степень точности пригонки деталей может быть
достигнута путем притирки, применяемой для отделки плотных сое-
динений кранов, плоскостей разъема, сальников, поршневых колец,
клапанов и др.
Для механизации притирки применяют электродрели или спе-
циальные станки.
Припуск на притирку — 0,01—0.02 мм, точность притирки —
0,001 —0,002 мм, а при очень тонкой отделке — до 0,0002—0,0004 мм.
Для притирки используют абразивные порошки: корунд, карбид
кремния, окиси железа, хрома и аммония, а также стеклянные по-
рошки (ГОСТ 3647—47). Порошки разводят в керосине (по чугуну),
в минеральном масле (по стали) и в техническом сале (по бронзе).
Для окончательной доводки деталей применяют пасту ГОИ,
разведенную в керосине. Эти пасты воздействуют на деталь не меха-
нически, а химически.
• 3. РЕМОНТ ВАЛОВ И подшипников
Дефекты и повреждения шеек валов (задиры, трещины и др.)
устраняют путем протачивания и шлифования. При этом диаметр
шейки не следует уменьшать более чем на 5%, если вал испытывает
ударную нагрузку, и более чем на 10% при статической нагрузке.
Шейки валов можно восстанавливать до нормальных размеров,
металлизацией либо электронаплавкой их вдоль оси вала с последую-
щим отжигом.
Изогнутые валы правят в холодном состоянии или в нагретом.
Допустимая величина изгиба валов указана в табл. 10.
6М РАЗ ДЕЛ XII. Особенности монтажа и ремонта оборудования
Таблица 10
Предельная величина изгиба валов
Число оборотов вала в 1 мин Стрела прогиба в мм
на 1 * длины на всю длину вала
Менее 503 0,3 0.6
Более 503 0,2 0,4
Во избежание концентрации напряжений и поломки недопустимо
оставлять на галтелях риски, царапины или следы резца, а также
уменьшать их радиус. Радиусы галтелей валов и вкладышей должны
быть соответственно увязаны между собой (табл. 11).
Таблица 11
Радиусы галтелей валов и вкладышей
Диаметр вала в мм (от—до) Радиус галтелей в мм
вала вклады ла
30— 50 2 2.5
50— 70 2.5 3
70—п 0 3 4
1 ОС—150 4 5
150-200 5 6
200-250 6 7
250—300 7 8
Зазоры и натяги в шпоночных соединениях принимают в соот-
ветствии с данными, приведенными в табл. 12.
Увеличение ширины шпоночной канавки по сравнению с нор-
мальной для вала данного диаметра не должно превышать 15°/0. До-
пускаются заварка изношенной канавки и изготовление взамен ее
новой с расположением под углом 120°.
Нагруженные грани шпонок и шпоночных канавок (у призма-
тических — боковые, а у клиновых — верхняя н нижняя) тщательно
припиливают н пришабривают по краске.
Овальность шейкн вала m допускается в пределах, необходимых
для обеспечения жидкостного трения в подшипнике, и зависит от
первоначального потолочного зазора а между валом н вкладышем:
0,5Ла
т= 1 тМ-
где k — коэффициент, принимаемый для бронзовых вкладышей рав-
ным 0,5, а для баббитовых — 0,3;
а — зазор в сопряжении вал — вкладыш.
Максимальная овальность шеек валов со средним числом оборо-
тов после износа не должна быть больше 0,1 мм. Для быстроходных
Глава 7. Ремонт типовых деталей и узлов
605
Таблица 12
Зазоры и иатяги в шпоночных соединениях
3 Призматические шпонки Клиновые шпонки
а а X о к посадка у боковых гранен вала в м и посадка у бо- ковых граней отверстия в мм
Размеры и зазор у верх- ней грани в мм максималь- ный зазор макси- мальный натяг макси- мальный зазор макси- мальный натяг зазор у боковых граней в мм
10X8 12X8 16X10 18X11 20X12 24X14 28X16 32X18 36X20 40X22 | От 0,2 до 0,5 . . 0.3 , 0,6 <> . 0,4 . 0.7 0,03 0,035 0.045 | 0,05 0,03 0,035 0,045 0,05 0,05 0,07 0,08 0.1 0.01 0,01 0,01 0,02 От 1 до 0.3 . 0 . 0,36 . 0 . 0,42 | . о . 0.51
машин (турбины, воздуходувки и т. п.) допустимая овальность шеек
обусловливается степенью нх вибрации и определяется по специаль-
ным нормам.
Конусность шеек валов не должна превышать допусков на оваль-
ность, а конусность посадочных мест — допусков на посадку.
Ремонт подшипников скольжения. Выбор материала для под-
шипников определяется условиями нх работы: допускаемым удель-
ным давлением на вкладыш; окружной скоростью на поверхности
шейки вала; работой трения; родом нагрузки (спокойная, ударная,
с вибрацией и т. п.); видом смазки (ручная, капельная, кольцевая,
циркуляционная); жесткостью валов, обусловливающей величину
кромочного давления и возможность задиров; характером и степенью
чистоты обработки шейки вала и вкладыша (термическая обработка,
шлифование н др.); запыленностью среды, конструкцией уплотнений
подшипников и т. п.
Необходимость перезаливки баббитовых (или смены бронзовых)
вкладышей определяется в каждом отдельном случае в зависнмостн
от величины зазора в них, условий работы узла, имеющихся дефек-
тов и др. Предельный зазор при износе узла вал — вкладыш не дол-
жен .быть больше максимального зазора для данного класса допус-
ков н посадок: для спокойной нагрузки — в 2,5—3 раза; для узлов,
работающих на удар, — в 1,5 раза. При превышении этих величии
606РАЗДЕЛ XII. Особенности монтажа и ремонта оборудования
втулки и вкладыши следует заменять (перезаливать) или ремонти-
ровать.
Если толщина прокладок между вкладышами приводных валов
при нормальном потолочном зазоре менее 0,5 мм, то необходима
перезаливка баббитовых вкладышей (или замена бронзовых).
Осевые (торцовые) зазоры могут в 4—5 раз превышать перво-
начальные, но даже при этом перезаливать вкладыши не следует —
необходимо наварить нх торцы.
По точности сборки подшипники скольжения делятся на три
группы:
а) нерегулируемые подшипники без прокладок в разъеме от-
ветственных узлов (редукторы 1-го и 2-го классов, турбины, турбо-
прнводы и др.);
б) регулируемые подшипники шпинделей металлорежущих стан-
ков, которые должны длительное время сохранять точность вра-
щения;
в) регулируемые и нерегулируемые подшипники в узлах общего
назначения.
При сборке подшипников первой группы должны быть обеспече-
ны жидкостное трение в узле н правильное взаимное положение
осей валов. Перекос валов вызывает ненормальную работу зацепле-
ний и другие неполадки в машине.
При сборке подшипников второй группы изменяют толщину про-
кладок либо путем затяжки специальных болтов нли гаек дефор-
мируют тонкостенную разрезную втулку.
Подшипники обеих групп пришабривают особо тщательно (число
пятен касания — не менее 15—25 на участке 25x25 мм). Сборку под-
шипников третьей группы выполняют с меньшей точностью (10—12
точек касания на участке 25x25 мм).
До начала шабрения подшипников, выполняемого для обеспе-
чения надлежащего прилегания шейки к вкладышу (60—80° по дуге
окружности), а также обеспечения масляного зазора н уплотнений,
проверяют горизонтальность, параллельность и соосность (отсутствие
перекоса) валов; прн сборке подшипников зубчатых передач прове-
ряют Также зазоры (боковой и радиальный) в зацеплении.
Если на вал действуют силы, вызывающие передачу нагрузки
попеременно на нижний и верхний вкладыши (у пальцевых муфг,
кривошипов, реверсивных передач н т. п.), то пришабривают оба
вкладыша. В остальных случаях пришабривают только нагружен-
ный вкладыш.
Величину верхнего зазора между валом и вкладышем данного
диаметра определяют по табл. 13 в зависимости от условий работы н
конструкции узла. В среднем для валов, вращающихся со скоростью
до 3000 об/мин, этот зазор составляет 0,001—0,0012 диаметра шейки,
а при скорости вращения свыше 3000 об/мин — не более 0,002 диа-
метра шейки вала.
Величина верхних зазоров в подшипниках центробежных венти-
ляторов и дымососов должна быть в два раза выше, чем у таких же
подшипников центробежных насосов.
Верхний зазор в подшипниках валов четырехтактных двигателей
внутреннего сгорания принимается равным 0,0008d, а двухтактных —
0,00 Id, где d — диаметр шейки вала.
Глава 7. Ремонт типовых деталей и узлов
607
Таблица 13
Верхние зазоры между шейкой вала и вкладышем
Наименование узлов
Зазоры в мм при диаметре шейки вала в мм
50—80 | 80—12o|12O—18o|l8O—26о|269—36о|збО—500
Подшипники тихоходных ва-
лов. редукторов и зубчатых
передач повышенной точно-
сти ....................
Подшипники электродвигате-
лей и центробежных насо-
сов, ременных и зубчатых
передач средней точности,
а также быстроходных ва-
лов ........................
Подшипники валов компрес-
соров и стационарных дви-
гателей внутреннего сгора-
ния ........................
0,15—
0.2
0.С9—
0.11
Зазоры между цельными втулками и шейкой вала принимают:
S=k d 3 мм- здесь 5 — зазор в мм, d — диаметр вала в мм, величина
k — при ходовой посадке II класса точности — 0,015, а при легко-
ходовой посадке 11 класса точности — 0,025.
Зазоры в подшипниках нз антифрикционного чугуна принимают-
ся на 15% выше приведенных величин.
Зазоры в подшипниках из ДСП (древесно-слоистый пластик) во
избежание защемления вала прн разбухании вкладышей должны
находиться в пределах 0,003—0,006 диаметра для цельнопрессован-
ных вкладышей и 0,002—0,004 диаметра для наборных (нз плит).
Верхние зазоры в подшипниках из сплава НАМ-10.5 в зависи-
мости от диаметра и от посадки, определяющей скорость вращения,
принимаются следующими:
Вид посадки Зазоры в мм при диаметре пейки вала в мм
30—50 50—80 80—120 120—180 180—200
Ходовая X 35—60 40—75 55—90 70—110 80—125
Легкоходовая Л 70-95 90—120 100-140 120—170 150—200
Боковой зазор принимают равным половине верхнего зазора.
Для получения нужной величины этих зазоров после окончания шаб-
рения между половинками вкладыша устанавливают дополнитель-
ные прокладки нз латунной фольги и жести соответствующей тол-
РАЗ ДЕЛ ХП. Особенности монтажа и ремонта оборудования
шнны. Прокладки во избежание задира вала не должны касаться
шейки.
Для предупреждения осевого смещения вала одни нз подшипни-
ков делают упорным; величина суммарного осевого зазора между
галтелями вала и вкладыша должна быть в пределах 0,1—0,15 мм.
У остальных подшипников должны быть образованы осевые зазоры
соответствующей величины (0,6 мм на каждый метр длины вала прн
нагреве его на 50° С) для компенсации теплового удлинения вала.
Масло следует подводить в ненагруженную часть подшипника;
при нагрузке, действующей вниз, канавки прорезают в верхнем
вкладыше.
При переменном нагружении, а также в быстроходных подшип-
никах и в подшипниках с циркуляционной нагрузкой взамен сма-
зочных канавок у мест разъема вкладышей делают фаскн, способ-
ствующие распределению масла и отводу тепла. Размеры смазоч-
ных канавок принимаю! в зависимости от диаметра вала;
Диаметр вала в мм Радиус и глубина канавки
в мм
До 40 1,5
От 4и до 80 2,5
. 80 . 100 3.2
. 100 . 150 4,8
Изношенные или частично поврежденные (трещины, задиры,
подплавка) бронзовые н баббитовые вкладыши на цементных заво-
дах обычно восстанавливают путем электронаплавкн латунью или
бронзовыми электродами марок ОЦС5.20 нлн БрАЖ9.4 либо бабби-
том той же марки, что и вкладыш.
Сборка подшипников качения. Срок службы этих подшипников
в основном зависит от правильной посадки обойм на вал н в корпус,
характер которой выбирается в зависимости от условий работы узла.
При местном нагружении, когда вся радиальная нагрузка на
обойму постоянно воспринимается небольшим участком дорожки ка-
чения и наблюдается местный износ кольца, внутреннюю и наруж-
ную обойму сопрягают с валом и корпусом с зазором (посадки С,
Д илн X); лишь при наличии толчков наружную обойму сажают в
корпус с небольшим натягом (посадки П). Все это дает возможность
наружной обойме при толчках поворачиваться и воспринимать наг-
рузку другими участками.
Прн циркуляционном нагружении, когда нагрузка передается
последовательно по всей окружности дорожки качения, вызывая рав-
номерный износ, для предупреждения поворачивания наружную и
внутреннюю обоймы плотно сопрягают с корпусом и валом (посадки
П, Н, Т, Г нли Р? по ISA).
При колебательном нагружении, когда точка приложения нагруз-
ки колеблется на некотором участке обоймы, обеспечивают надежное
сопряжение внутренней и наружной обоймы с валом н корпусом
(посадки Н нли П). в противном случае возможно их проворачива-
ние и износ мест сопряжений вала или корпуса.
Выбор посадок в зависимости от вида нагружения обоймы и
режима нх работы производится по ГОСТ 3325—46 н ГОСТ 3324—46.
Величины допусков прн сопряжениях подшипников качения с валами
Глава 7. Ремонт типовых деталей и узлов
609
и с корпусами принимают по ГОСТ 3325—46. Для облегчения по-
садки подшипники нагревают в масле до 90° С.
Чистота поверхностей, сопрягаемых с подшипниками качения,
должна быть не ниже 8 по ГОСТ 2789—59. Эти поверхности долж-
ны иметь точную цилиндрическую форму. Величина овальности и
конусности их не должна быть больше половины допуска на диа-
метр для принятой посадки.
Галтели заплечиков на вал должны быть также чисто обрабо-
таны по радиусу, несколько меньшему радиуса галтели обоймы под-
шипника. Биение заплечиков на валах диаметром до 100 мм не
должно превышать 0,005 мм, а на валах диаметром от 100 до
200 мм — 0,008 мм.
Прн ушановке в узле двух или большего числа подшипников
один из них закрепляют на валу и в корпусе во избежание осевого
смешения, а остальные во избежание заклинивания при тепловом
удлинении закрепляют только на валу или только в корпусе. Для
предупреждения защемления тел качения весьма важно обеспечить
соосность подшипников одного узла.
Прн установке на валу упорного н нескольких радиальных под-
шипников последние должны оыть плавающими, т. е. в корпусах
подшипников следует предусмотреть зазоры для небольшого (теп-
лового) смещения колец, а на валах — упорные втулки или запле-
чики для фиксирования среднего кольца, упорного и внутренних
колец радиальных подшипников.
Осевые зазоры в радиально-упорных подшипниках между на-
ружной обоймой и стенкой корпуса устанавливают в пределах 0,25—
0,5 мм.
На продолжительность работы подшипников качения (при нор-
мальном режиме— 10 000 ч, при тяжелом — 5000 ч) влияют степень
уплотнения корпуса, правильный выбор смазки и степень заполнения
ею корпуса.
Максимальная рабочая температура подшипника не должна пре-
вышать 80е С.
Большинство узлов общего назначения работает вполне удовлет-
ворительно при зазорах в подшипниках качения, превышающих на-
чальные в 2—3 раза.
4. СБОРКА И РЕМОНТ ЗУБЧАТЫХ ПЕРЕДАЧ И РЕДУКТОРОВ
Зубчатые передачи должны длительный период без ремонта пе-
редавать мощность от двигателя к машине с минимальными поте-
рями (2—4% в одной передаче), без вибраций и ударов, не оказывая
вредного влияния на работу и срок службы arpeiaTa. Это зависит
от правильного выбора марки материала шестерен, качества их из-
готовления нли ремонта, сборки н пригонки (обкатки), охлаждения
н смазки прн работе.
Все механически обработанные зубчатые передачи соответственно
ГОСТ 1643—56 (для цилиндрических), ГОСТ 1758—56 (для кони-
ческих) и ГОСТ 3675—56 (для червячных передач) подразделяются
на двенадцать классов точности, обозначаемых в порядке убывания
степеней точности. В цементной промышленности наиболее часто
применяются: цилиндрические передачи 3—11-го классов, конические
5-—11-го н червячные — 5—9-го классов точности.
39—1621
610 РАЗДЕЛ XII. Особенности монтажа и ремонта оборудования
При сборке цилиндрических зубчатых передач тщательно прове-
ряют: радиальное н торцовое биение колес (с помощью рейсмуса или
индикатора); межцентровое расстояние (микроштикмасом); боковой
зазор (с помощью свинцовой проволоки нлн щупом); прилегание
(контакт) рабочих поверхностей зубьев (по отпечаткам краски на
зубьях ведомого колеса).
При сборке конических передач проверяют биение конуса высту-
пов (рейсмусом или индикатором), наименьший боковой зазор и
прилегание (контакт) зубьев, а также прн необходимости — пересе-
чение осей, отклонение межосевого угла и смещение вершины дели-
тельного конуса.
Независимо от степени точности передач устанавливаются нормы
бокового зазора. Основными являются нормы нормального гаран-
тированного зазора, обеспечивающего компенсацию уменьшения бо-
кового зазора от нагрева зубчатой передачи. Нормы гарантирован-
ного зазора допускается изменять. Прн этом применяют одно из
следующих сопряжений: с нулевым зазором, с уменьшенным зазором
либо с увеличенным зазором. Основные нормы (допуски, посадки, за-
зоры и т. п.) по цилиндрическим, коническим и червячным передачам
предусмотрены ГОСТ 1643—56, 1758—56 н 3675—57.
Шестерни считают изношенными и заменяют новыми прн полном
заострении головок зубьев.
Допускаемый износ зубьев по толщине (по начальной окруж-
ности) составляет:
а) для открытых передач при скорости до 3 м/сек— 30% или
определяется по формуле
лМ-ЗО
И=-------
2-100
0.5Л1,
где И — износ зубьев в лип;
М — модуль зубьев в мм\
б) для редукторных и других передач при скорости более
2 м/сек — 20% нлн 0,ЗМ;
в) в механизмах передвижения кранов — до 20%, а в механизмах
подъема кранов — не более 8%.
Шестерни с цементированными зубьями заменяют прн износе
80% первоначальной толщины цементационного слоя, а также при
его растрескивании и выкрашивании.
Изношенные зубья стальных шестерен с модулем более 8, рабо-
тающих при скорости до 15 м/сек, целесообразно восстанавливать
электронаплавкой, подбирая соответствующие марки электродов с
качественными покрытиями.
Сборка открытых зубчатых передач ведется в такой последо-
вательности: производят насадку шестерен на валы, выверку за-
цепления, выверку осей передачи по отношению к осям двигателя
н рабочей машины. Особо тщательно контролируют н устанавливают
зазоры в зацеплении, контролируют отклонения межцентрового рас-
стояния, а также радиальное и торцовое биение колес. Прн малом
радиальном зазоре шестерни стремятся раздвинуться, что влечет за
собой выдавливание смазки, ускорение износа зубьев, а иногда
даже изгиб валов и повреждение подшипников. При увеличенном
Глава 7. Ремонт типовых деталей и узлов
611
боковом зазоре зубья ударяют друг о друга, что вызывает быстрый
их износ и даже поломку.
При несоответствии зазоров, предусмотренных ГОСТ 1643—56,
1758—56 н 3675—57, зацепление исправляют, изменяя положение
осей, подшабрнвая вкладыши и, в крайнем случае, обрабатывая
зубья. Прн недостаточной поверхности соприкосновения зацепления
производят опиливание и шабрение (при менее точных передачах)
либо осуществляют приработку с пастой.
Рнс. 12. Схема зазоров в узлах редуктора
с подшипниками качения
Ремонт редукторов обычно осуществляют в следующем порядке:
наружный осмотр, разборка его и измерение зазоров, заполнение и
анализ формуляра, ремонт деталей и узлов, сборка, центровка, об-
катка н испытание.
В результате полученных замеров сопоставляют величины ради-
альных и боковых зазоров в зацеплении у обоих торцов шестерен и
устанавливают величину и направление перекоса последних, анали-
зируют величины боковых зазоров в подшипниках и определяют
способ устранения указанного перекоса (шабрение соответствующих
вкладышей, напайка или перезаливка). Проверка величины потолоч-
ных зазоров в подшипниках позволяет определить причины негорн-
зонталыюго положения валов редуктора и т. п. Анализируют тор-
цовые зазоры в упорных подшипниках и устанавливают соответствие
нх нормам.
Нормы зазоров при сборке редукторов с подшипниками качения
принимают соответственно данным, приведенным на рис. 12 и в
табл. 14. Допуски на эллипсность и конусность шеек вала редуктора
приведены в табл. 15.
39*
(Al РАЗ ДЕЛ XII. Особенности монтажа и ремонта оборудования
Таблица 14
Нормы зазоров в узлах редуктора с подшипниками качения
Детали, образующие зазор Обозначение на рис. 12 Зазор в мм
Наружная обойма подшипника н бортик кор- пуса редуктора а 0.05—0,1
Торцовая крышка и корпус редуктора .... б 0,05—0,1
Внутренняя обойма подшипника и буртик вала в 0,05—0.1
Наружная обойма опорного подшипника и торцовая крышка г 1 —1.5
Упо) ная шайба и внутренняя обойма под- шипника О 0
Фланец торцовой крышки и корпус редук- тор а е С—0/5
Упорная втулка и полумуфта ж 0—0.15
Упорная втулка и внутренняя обойма упор- ного подшипника 3 0—0/5
Упорная втулка и вал и 0.1 —0,15
Упорная втулка н торцовая крышка (радиаль- ный зазор) к 1.5 —2
Ролик и обойма (радиальный зазор) л С,1 —0.3
Таблица 15
Допуски на эллипсность и конусность шеек вала редуктора
Диаметр вала в мм Д »пуск i м и
на эллипсность на конусность
50—80 С.Г1 0,015
8(—120 0.(12 0.(17
12' —180 0.014 С.<2
181—260 0,015 0,(22
5. РЕМОНТ МАСЛОНАСОСОВ, МАСЛОСИСТЕМ И МУФТ
Прн износе внутренней поверхности корпуса маслонасоса и го-
ловок зубьев с превышением зазора между ними более 0,25 мм необ-
ходимо заменить эти части новыми; так же поступают, если шестерни
имеют в зацеплении зазоры, превышающие 0,25—0,3 мм.
При ремонте или замене деталей шестеренчатых маслонасосов
надлежит выдерживать следующие зазоры в мм:
радиальный зазор в зацеплении шестерен................... 0,15—л.25
боковой зазор в зацеплении шестерен...................... 0.05
зазор между торцами шестерен и крышкой корпуса маслонасоса 0,02—0,05
ор между втулкой крышки и осью шестерни............ • 0,02—0,03
Г лава 7. Ремонт типовых деталей и узлов
613
При ремонте необходимо проверить состояние клапана и пру-
жины насоса, а также плотность всей маслоснстемы, нагнетая в нее
воздух под давлением ие ниже 3 атм.
Износ граней уравнительной муфты (шлицев) более 2 мм не до-
пускается; в глухих муфтах не допускается нарушение плотной по-
садки на валы и затяжки болтов.
Износ зубьев в зубчатых муфтах допустим в пределах не более
10% от начальной толщины, в противном случае при пуске возни-
кают толчки и удары, вызывающие поломки зубьев. Максимальные
зазоры между пальцами и отверстиями эластичной муфты допу-
скаются не более 4 мм, а величина износа металлических гнезд и
эластичных пальцев не должна превышать 2 мм по диаметру.
Сопряжение валов н полумуфт осуществляют, применяя тугую
(Т), напряженную (Н) или плотную (П) посадку при нагреве полу-
муфты до 80—100° С. Посадку полумуфты на вал проверяют индика-
тором. Допускаемые величины радиального и осевого биения полу-
муфт приводятся в табл. 16.
Таблица 16
Допускаемые величины радиального и осевого биения полумуфт
Диаметр муфты в мм. более Число обо- ротов вала в 1 мин Осевое и ра- диальное биение в мм, не более Диаметр муфты в мм, бо- лее Число оборотов вала в 1 мин, до Осевое и ра- диальное биение в мм. не более
Зг0 0.3 300 0.15—0.2
500 До 300 • С.5 500 | 750 0,3 —0,4
750 1 300 0.1 -0,15
loco 1 5 5'Ю | 1500 0.2 —0 3
Осевой зазор между полумуфтами устанавливают в пределах
3—8 мм в зависимости от их диаметра.
6. БАЛАНСИРОВКА ВРАЩАЮЩИХСЯ ДЕТАЛЕЙ И УЗЛОВ
Призмы для балансировки изготовляют из закаленной стали мар-
ки Ст. 7 (и выше). Длина призм составляет 1,5—2 окружности шейки
вала оправки. Ширина призм в мм:
для деталей весом до 30 кг
то же 300 ,
. 2000 .
3
10
30
Призмы устанавливают по уровню с отклонением ие более
0,02 мм на 1000 мм; непараллелыюсть призм — не более 1 мм на
1 пог. м.
Диаметры шеек, которыми балансируемый узел опирается иа
призмы, должны быть одинаковыми; эллипс шеек — не более вели-
чины допуска для данного сопряжения.
614РАЗДЕЛ XII. Особенности монтажа и ремонта оборудования
Степень уравновешенности балансируемого узла после баланси-
ровки проверяют, не снимая его с прнзм, прн помощи контрольного
груза, определяемого по формуле
G
<2 = 0,45* — IM.
ГРН.
где G — вес балансируемой детали в кг;
R — радиус ротора в ж;
п — число оборотов в 1 мин;
k — коэффициент, определяющий допустимую величину неурав-
новешенной центробежной силы при нормальных оборотах
узла (принимается 0,03—0,08).
Для проверки степени уравновешенности окружность баланси-
руемого узла делят двумя взанмно-перпендикулярными диаметрами
на четыре части. Каждую нз точек пересечения этих диаметров с
окружностью ротора устанавливают в горизонтальной плоскости,
проходящей через ось вращения ротора. В этом положении для
каждой указанной точки подбирают такой груз, под действием кото-
рого ротор делал бы поворот на один и тот же угол (— 10—30°)
и в том же направлении, в каком он перекатывается по призмам.
Половина разности между наибольшим и наименьшим весами
тодобранных грузов не должна превышать подсчитанной по приве-
денной выше формуле величины контрольного груза.
Более целесообразна балансировка на вращающихся опорах (ша-
рике- или роликоподшипниках), имеющих следующие размеры в мм
в зависимости от веса уравновешиваемых деталей:
Вес детали в кг
До 250
. 1 250
, 10 000
Диаметр ролика
100
150
250
Ширина ролика
40
70
250
В этом случае возможна балансировка узлов с разными диамет-
рами опорных шеек.
В зависимости от окружной скорости и отношения ширины вра-
щающейся детали к ее диаметру следует принимать балансировку,
указанную в табл. 17.
Таблица 17
Вид балансировки в зависимости от окружной скорости и отношения ширины
вращающейся детали к ее диаметру
Окружная скорость в м{сек Отношение ширины шкива к его диаметру Вид балансировки
1-6 6—15 >15 До 1:1 и выше . 1:1 . 1:3 > 1:3 Статическая нормальная | Статическая точная (с коит- ) рольным грузом) Динамическая
Динамическую балансировку на цементных заводах возможно
осуществлять методом отметок с измерением вибрации вибрографом.
Глава 7. Ремонт типовых деталей и узлов
615
7. ЦЕНТРОВКА ОСЕЙ ВАЛОВ
Во избежание вибрации и ускоренного износа геометрические
оси валов рабочей машины и редуктора, а также электродвигателя
и редуктора, сопрягаемых полумуфтами, надлежит совмещать (цент-
ровать) особенно тщательно, не допуская смещения и перекоса (из-
лома) осей.
Рис. 13. Центровочные скобы
1 и 2 — центровочные скобы; 3 хомут; 4 — полумуфта
Центровку осей валов осуществляют непосредственно по полу-
муфтам илн используя специальные центровочные скобы (рис. 13),
жестко закрепленные на полумуфтах. Полумуфты временно соеди-
няют одним болтом, не затягивая его, а затем индикатором или
щупом измеряют осевой н радиальный зазоры О н Р. После этого
обе полумуфты последовательно поворачивают на 90, 180, 270 и
360°, замеряя н записывая в каждом нз этих положений радиальный
и осевой зазоры. Величины зазоров в положениях 0 и 360° должны
быть одинаковыми. Во избежание ошибок валы при центровке долж-
ны быть сдвинуты до упора галтелей шеек в подшипниках, а фунда-
ментные болты — затянуты.
Прн правильном положении осей радиальные зазоры должны
быть одинаковыми во всех положениях I, II, III и /V; также должны
6\6РАЗДЕЛ XII. Особенности монтажа и ремонта оборудования
быть одинаковы н осевые зазоры. Сумма зазоров по вертикали
должна быть равна сумме зазоров по горизонтали
+ П1П = °Il+ °IV
центров валов:
+ "ш ~ "п + piv>
Величина радиального сдвига
по горизонтали (рис. 14)
(прн Р„ > PIV);
Рнс. 14. Схемы неправильного
сопряжения вала (смещение н
перекос осей)
1 и 2 — опоры
по вертикали
_ Л - Р1И
Угол излома осей:
в горизонтальной плоскости
tga (При Ojv >
в вертикальной плоскости
О,., — О.
tg₽ = _ ___1_(при о,п >(?,),
где Д—диаметр окружности, по которой замеряют зазоры Р и О.
Руководствуясь этими подсчетами, перемещают оси выверяемого
вала, подкладывая под корпус подшипника (или редуктора) метал-
лические подкладки, толщина которых определяется по следующим
формулам:
для ближайшей к муфте точки опоры 1 (см. рис. 14)
БЪ1
= ЛВ + —— [мм];
Дм
для удаленной от муфты опоры 2
БВЬ , ,
с2—^в + „ [МИ],
Дм
где I и L—расстояния от муфты до соответствующей опоры в ми,;
Дм—диаметр муфты в лш.
Центровка считается законченной, если радиальное смещение и
перекос осей валов не превышают величин, приведенных в табл. 18.
Глава 8. Ремонт печей, барабанов, мельниц и дробилок 617
Таблица 18
Допуски иа перекос и параллельное смещение осей при сборке муфт
(при числе оборотов 750—1500 в 1 мин)
Муфты Диаметры муфт в мм, от—до Допуски в мм
перекос на 1000 мм длины параллельное смещение осей
Зубчатые 15!'—300 0.5 0,3
300—500 1 0,8
БОС—900 1.5 1
90С—14С0 2 1.5
Пальцевые упругие 130—300 0,2 0.05
300—500 0.2 0,1
Жесткие компенсиру- 100—300 0.8 0.1
ющие ЗСС—600 1.2 0.2
Уп >угие со змеевид- 13 ‘—200 1 0,1
ной пружиной 200—400 1.2 0.2
400—700 1.3 0.3
7С0—1350 1.5 0,5
135С—2500 2 0.7
2510—3600 2 1
Примечание Допуски на пере кос и параллельно! смещение осей
муфт при числе оборотов ниже 750 в I мин могут быть увеличены на 30%.
Глава 8
ОСОБЕННОСТИ РЕМОНТА ВРАЩАЮЩИХСЯ ПЕЧЕЙ,
СУШИЛЬНЫХ БАРАБАНОВ, МЕЛЬНИЦ И ДРОБИЛОК
1. ПЕЧИ И СУШИЛЬНЫЕ БАРАБАНЫ
При капитальном ремонте вращающихся печей и сушильных ба-
рабанов производят замену или восстановление части корпуса, ре-
монт деталей ролнкоопор и регулирование креплений бандажей, за-
мену или ремонт деталей приводного механизма, рекуператоров и
их креплений, транспортирующих и питающих механизмов, вентиля-
тора и дымососа, а также теплообменных устройств; кроме этого,
осуществляют выпрямление корпуса печи (регулирование оси).
Прн ремонте всех деталей, н в особенности корпусов печей, сле-
дует широко применять электросварку, что сокращает простой печи,
уменьшает расход металла и снижает трудоемкость ремонта.
40—1621
(Л8РАЗДЕЛ XII. Особенности монтажа и ремонта оборудования
До остановки печи на ремонт монтируют рядом с печью эста-
каду, на которой полностью собирают н сваривают новые части
корпуса печн. Затем печь останавливают и подлежащие замене части
вырезают н удаляют. После этого ремонтируют старые роликоопоры
илн (при необходимости) устанавливают новые и на них с эстакады
перекатывают новые части корпуса печн.
Рис. 15. Стенд для подготовки (сварки и футеровки)
и монтажа обечаек прн ремонте
1—обойма; 2— ролики; 3 — футеруемая обечайка; 4 — леса,
устанавливаемые после остановки печи; 5 — ремонтируемая
печь; 6 — портальный кран; 7 — старая обечайка после
демонтажа; 8 — подъемные лебедкн
Прн этом все операции осуществляют с помощью тракторов,
лебедок, подъемников, талей и других механизмов. Крупные звенья
корпуса печн с подъемника на эстакаду подают через специальный
монтажный проем, образованный путем удаления одной колонны
здания после предварительной передачи нагрузки от фермы на сосед-
ние колонны с помощью специальной конструкции.
Новую часть корпуса печн иногда до остановки печн полностью
футеруют огнеупорами, а затем уже останавливают печь, демонти-
руют изношенные обечайки и на их место перекатывают новую часть
корпуса. Работы выполняют примерно в такой последовательности.
Отдельные обечайки длиной 7—8 м стыкуют и сваривают на спе-
циальных роликоопорах, расположенных у печн на специальной эс-
такаде (рис. 15). Футерование осуществляют после установки бан-
дажа, прн этом огнеупоры удерживаются винтовыми домкратами,
устанавливаемыми примерно через 0,5 м, а также кольцевыми упо-
рами из углового железа, временно приваренными внутри обечайки
на расстоянии 0,3—0,4 м от ее торцов.
Цилиндрическая форма обечайки (до футерования) обеспечи-
вается путем установки внутри нее специальных распорок. Повороты
обечайки во время футерования, а также перекатывание по эстакаде
Глава 8. Ремонт печей, барабанов, мельниц и дробилок 619
па роликоопоры печи выполняются с помощью портала и лебедок.
Старые обечайки удаляются в противоположную сторону.
Приспособления, применяемые при сборке обечаек в стык, пока-
заны на рис. 16.
Кольцевые швы обечаек сваривают электродами типа Э42
(ГОСТ 2523—51) с помощью сварочных аппаратов, обеспечивающих
Рнс. 16. Приспособления для сборки обечаек в стык
а — уголки для стяжки стыков; б — клинья для выравнивания
кромок; в — направляющие планки; г — скоба для выравнивания
кромок
силу тока 300—400 а. В стыковых швах применяют как Х-образную
разделку кромок с наложением многослойных обратноступенчатых
швов с двух сторон, так и одностороннюю (У-образную) с углами
скоса 35°.
После стыкования и проверки прямолинейности оси обечаек
(струной илн световым лучом) каждый стык до наложения сплошных
сварных швов проваривают на участках, а затем стыки сваривают
в порядке, указанном на рис. 17 цифрами, сначала в положении I,
а затем, после поворота обечайки, в положении II.
Стыковые круговые швы печи сваривают с помощью автомата,
что повышает производительность труда в 15—20 раз.
Бандажи у вращающейся печи заменяют новыми в случаях пре-
дельного износа или прогрессирующего раската. Схема замены бан-
дажа с вырезкой н последующей вставкой части корпуса печи при-
ведена на рис. 18; концентрическое положение бандажа по отноше-
нию к обечайке прн этом обеспечивают с помощью приспособления,
показанного на рнс. 19.
Подбандажные башмаки закрепляют на корпусе печн заклеп-
ками илн приваривают; приварка значительно упрощает изготовле-
40*
&2()РАЗЦЕЛ XII. Особенности монтажа и ремонта оборудования
а — места приварки
Рис. 19. Приспособление для выверки бандажа
/ — обечайки печн; 2 — бандаж; 3 — балка с регулировочными бол-
тами: 4 — угольник с регулировочными болтами
Глава 8. Ремонт печей, барабанов, мельниц и дробилок 621
нне и ремонт этого узла. Во избежание трещин в швах приварка
должна быть выполнена весьма тщательно с установкой дополни-
тельных упоров (рис. 20) для уменьшения напряжений в сварочных
швах.
Рис. 20. Упоры для уменьшения напряжений в швах
у башмаков
I — дополнительные упоры
Башмаки у бандажей со скользящей посадкой на корпусе заме-
няют нлн под них устанавливают прокладки нз листовой стали, если
зазор между внутренней поверхностью бандажа в холодном состоя-
нии в горячей части печи превышает 10 мм, а в холодной —8 мм.
&22РАЗДЕЛ XII. Особенности монтажа и ремонта оборудования
Появившиеся на бандаже трещины заваривают на месте с по-
следующим отжигом.
Поверхности бандажей н опорных роликов должны быть чисты-
ми и иметь правильную цилиндрическую форму. Небольшую конус-
Рис. 21. Проверка установки
опорных роликов при помощи
клина и уровня
1 — клин; 2 — уровень
ность и накаты на бандаже устра-
няют на месте, не снимая бандаж
с печн, с помощью обычного шли-
фовального приспособления, за-
крепленного на суппорте, установ-
ленном на опорной раме печн.
Опорные н контрольные ро-
лики обычно заменяют одновре-
менно с бронзовыми вкладышами
при износе цапф по диаметру бо-
лее чем на 15%, при износе обода
катания более чем на 20% по тол-
щине н прн одностороннем износе
(на конус) и трещинах. Вкладыш
заменяют новым, если толщина
его уменьшилась на 6—8 мм. При
обточке шеек осей и расточке вкла-
дышей соблюдают посадку А3)Х3.
Правильность установки опорных
роликов проверяют с помощью
уровня н специального клина с углом уклона, равным углу наклона
оси печн к горизонту (рнс. 21), а также с помощью приспособления
для контроля параллельности осей обоих роликов осн печи (рис. 22).
ному чертежу
Рис. 22. Приспособление для контроля
установки опорных роликов
/ — проволока; 2 — отвес; 3 — линейка с уста-
новочными винтами; 4 опорные ролнкн; 5 —
контрольная черта; 6 — установочные винты
Прн замене контрольных роликов обеспечивают следующие посадки:
бронзовая втулка — ступица Пр1з/Л3, втулка — ось ролика — ХуА3.
Глава 8. Ремонт печей, барабанов, мельниц и дробилок 623
Венцовую и подвенцовую шестерни меняют прн износе зубьев,
достигшем 30% (0,5 модуля). Предварительно проверяют диаметр и
эллнпсность венцовой шестерни. Пределы регулировки радиального
зазора в зубьях венцового зацепления ограничены, так как отодви-
нуть вал подвенцовой шестерни можно лишь на незначительную
величину.
Рис. 23. Схема выверки венцовой шестерни
1 — вепцовая шестерня; 2 — бандажи; 3 — проволока натянутая для проверки
Венцовую шестерню следует устанавливать таким образом, что-
бы ось ее совпадала с осью бандажей опор, т. е. с продольной осью
печи. Следовательно, при центровке венцовой шестерни должны быть
соблюдены следующие условия: ai=a2=--a3=a4; ei=e2; Ci=c2, угол
BCOt=90° (рнс. 23). Радиальное и осевое биение шестерни не долж-
но превышать 0,08 модуля. При ненормальном радиальном биении
шестерню поворачивают так, чтобы место наибольшего биения на-
ходилось вверху. Затем отпускают гайки всех болтов, крепящих
шестерню к рессорам, до тех пор, пока шестерня опустится вниз до
среднего положения. Если этим способом шестерню не удастся по-
ставить концентрнчно поверхности ближайших бандажей, то рас-
пиливают болтовые отверстия в направлении оси рессор. Радиальное
бненне шестерни, укрепляемой к корпусу параллельными оси печи
рессорами, устраняют путем регулировки толщины подкладок под
рессорами.
Радиальный зазор в зацеплении не должен превышать 0,25 мо-
дуля + 5 мм. Если радиальный зазор в зубьях мал, а отодвинуть
вал подвенцовой шестерни от оси печи невозможно, то следует,
сдвигая опорные ролнкн, поднять целиком весь корпус печи на всех
опорах.
Вновь устанавливаемые рессоры выверяют при помощи уголь-
ника по поверхности ближайшего бандажа так, как указано на
рнс. 24. Вал с подвенцовой шестерней, а также другие валы привод-
ного механизма печн с соответствующими шестернями сопрягают,
выдерживая посадку А3а/С3а,
Проверка и регулирование оси корпуса печи осуществляются в
горизонтальной и вертикальной плоскостях.
Для проверки оси печи в горизонтальной плоскости тонкую сталь-
ЮАРАЗДЕЛ ХИ. Особенности монтажа и ремонта оборудования
ную проволоку натягивают вдоль оси печи примерно на уровне цент-
ров осей опорных роликов так, чтобы At—As (рнс. 25), при этом
Рнс. 24. Проверка установки пружин для
крепления венцовой шестерни
При одинаковых диаметрах парных опорных роликов условие
прямолинейности оси печи в горизонтальной плоскости выражается
следующими равенствами:
. <5i . б3
°т + — = °2 + 2" — а3 + —
5?
2
Наличие отклонений в величинах А по каким-либо опорам, выяв-
ленное в результате измерений, показывает, что для устранения бо-
кового смещения оси печи соответствующие ролики следует сместить
на некоторую величину, определяемую с учетом результатов провер-
ки оси печн в вертикальной плоскости.
Ось печи в вертикальной плоскости проверяют по результатам
определения отметок верхних точек бандажей по отношению к ви-
зирной линии нивелира (Ль Л2, Л3, Л4 и т. д. — на рнс. 26, а) или
теодолита (аь а2, аа и т. д. — по рис. 26,6).
Глава 8. Ремонт печей, барабанов, мельниц и дробилок 625
В первом случае, принимая за базу отметки Л3 и Л5 (отметки
верхних точек редко перемещаемых бандажей у привода и около
уплотнения холодного конца печи), угол наклона печи равен:
кз — ht
^-s + ^-4
Рис. 26 Схемы вертикальной проверки осн печи
а — нивелиром; б — теодолитом илн световым лучом
Затем подсчитывают отметки верхних точек остальных бандажей
по формулам •
Л1 ~( Li + L2 + L3 + Li) sin a 4- лв;
Л2 = ( s in a + h6 и т. д.
Разность между подсчитанными и замеренными с помощью ни
велнра отметками показывает величину отклонения оси печи в верти-
кальной плоскости на соответствующей опоре.
Прн определении отметок с помощью теодолита его визирную
трубку устанавливают по отметкам на рейке в] и аЕ под углом, рав-
ным углу наклона осн печи, так, чтобы
л । . Дъ .
А— 2 +at= As = -^-+as.
Если в результате измерений и подсчетов окажется, что Л,=Д2=
==А=А=А и т. д.. то ось корпуса печи в вертикальной плоскости
прямолинейна. Наличие разности между величиной А по какой-либо
&2&РАЗДЕЛ XII. Особенности монтажа и ремонта оборудования
опоре и Л] (или Д5) показывает, что ось печн на этой опоре имеет
налом, для устранения которого надлежит переместить каждый из
парных роликов на величину
h
где / — величина перемещения каждого опорного ролика в мм;
h — разность величин А—At по данной опоре в мм нлн разность
h'—h — при нивелировании;
р — угол между линией, соединяющей центр бандажа с центром
опорного ролика, и вертикалью, проходящей через центр
бандажа.
Подсчитанные таким образом величины перемещения опорных
роликов, необходимые для исправления положения оси печи в верти-
кальной плоскости, суммируют (алгебраически) с величинами пере-
мещений роликов, необходимых для исправления положения осн
печи в горизонтальной плоскости, и соответственно перемещают оси
опорных роликов.
Строганая поверхность
фундаментной, плиты
Рис. 27. Схема нивелирования опорных поверхностей
печн
Глава 8. Ремонт печей, барабанов, мельниц и дробилок 627
направлении;
До проведения указанных выше замеров необходимо:
а) определить отметки строганых поверхностей, на которые уста-
новлены подшипники опорных роликов (рис. 27), проверив одно-
временно правильность уклона плнт по оси печн н горизонтальность
положения нх в поперечном к oci
б) проверить положение
печи по монтажным рискам на
плитах н по осям опорных ро-
ликов;
в) замерить зазоры между
бандажами и башмаками на
каждой опоре и при определе-
нии окончательного перемеще-
ния опорных роликов учесть
вызванное имн смещение осн
печн по вертикали;
г) устранить односторон-
ний износ поверхностей банда-
жей н роликов (на конус) пу-
тем шлифования или проточки
нх.
Прн проверке оси печи не-
обходимо проверить, опирают-
ся лн все бандажи на опорные
ролнкн, радиальный зазор в
венцовом зацеплении и уплот-
нении холодного конца печн, нет
искривления корпуса печи между
При значительном искривлении осн печи на участках между
двумя илн несколькими опорами необходимо регулировать положе-
ние осн путем смещения опорных роликов последовательно в 2—3
приема, сдвигая ролики каждый раз только на половину нлн на одну
треть общей величины, а также путем установки подкладок под
подшипники, замены опорных роликов и вкладышей.
Оси опорных роликов на всех опорах, кроме одной-двух пар ро-
ликов за приводным механизмом в холодной части печн, устанавли-
вают параллельно оси печн. Величину перекоса указанных пар роли-
ков устанавливают в зависимости от величины давления на верхний
или нижннй контрольные ролики. Направление перекоса осей роли-
ков зависит от направления вращения печи н определяется по
рнс. 28.
Рис. 28. Направление перекоса
осей роликов прн регулировании
печн
1 — печь; 2 — бандажи; 3 — оси опорных
роликов; 4 — направление вращения
печн
ли ненормального (свыше 20 мм)
опорами.
2. МЕЛЬНИЦЫ
При ремонте мельницы должна быть устранена вибрация под-
шипников и редуктора, вызывающая повреждения фундаментов, тре-
щины в валах и цапфах н поломки зубьев в зацеплениях. Эта вибра-
ция происходит в основном из-за дефектов зацепления шестерен,
особенно при значительном износе зубьев, неправильной установки
подшипников, ослабления затяжки фундаментных болтов, неудов-
летворительной центровки валов, дефектов соединительных муфт
и т. п.
628 РАЗ ПЕЛ ХП. Особенности монтажа и ремонта оборудования
Величина вибрапни подшипников приводного механизма не
должна превышать 0.2 лл. а редуктора и электродвигателя — 0,1 мм.
Величину вибрации замеряют специальным виброметром, вибро-
графом или виброскопом Колесника.
Бронеплиты заменяют новыми при износе свыше 70%. Плпты
с износом 30—40% н межкамерные перегородки прн износе более
30% по толщине снимают и восстанавливают путем наплавки.
Для" предохранения корпуса мельницы от абразивного износа
бронефутеровку мельннц мокрого помола укладывают на листовой
резине или на фанере, несколько смещая стыки бронеплит во избе-
жание образования кольцевых каналов. Бронеплиты мельниц сухого
помола укладывают на пементно-песчаном растворе.
Перегородки устанавливают перпендикулярно к оси барабана,
располагая поверхности всех секторов в одной плоскости. Ширина
щелей в стыках между секторами не должна превышать ширины
отверстий в секторах. Решетки перегородок устанавливают так, что-
бы материал входил в отверстие с узкой стороны, а выходил с ши-
рокой.
Цапфы барабана шлифуют или протачивают при ненормальной
конусности нлн овальности, а также прн наличии глубоких царапни
и задиров.
Овальность папф всех типоразмеров шаровых мельниц не долж-
на превышать 0 05 лш. а конусность — 0 08 мм.
Ремонт цапфовых подшипников осуществляют обычными мето-
дами. Количество пятен, образуемых при шабровке, не должно быть
меньше 14 на 100 мм длины вкладыша, а центральный угол дуги,
по которой последний прилегает к цапфе, должен быть равен 60°.
Боковой масляный зазор между цапфой и вкладышем должен
быть равен с каждой стороны 0 001 диаметра напфы.
Осевые зазоры у мельниц длиной до 15 м должны быть равны
у опорного подшипника со стороны барабаня 20 мм, а с противо-
положной стороны— 10 мм, у упорного подшипника — 0,2—0,5 мм с
каждой стороны.
Если оба цапфовых подшипника мельницы упорные, то при усло-
вии. что величина температурного удлинения бапабяна компенси-
руется путем перемещения подшипника, установленного на роликах,
осевые зазоры в подшипниках должны быть равны 0,2—0,5 мм с
каждой стороны вкладыша.
Допуск на негсризонтальность оси барабана, выверяемую ниве-
лиром. уровнем с микрометрическим винтом илн водяным уровнем,
составляет 0.2 мм на 1 пог. м длины.
Ремонт корпуса и дниш при местном износе, трещинах и т. п.
осуществляют путем вырезкн дефектных мест, пригонки новых н
заварки.
При износе зубьев венповой или подвенцовой шестерни больше
чем на 20% по толщине их наплавляют на месте. Для уменьшения
толчков и вибрации иногда целесообразно повернуть шестерню иа
180° используя неизношенную сторону зубьев.
Верхние потолочные зазоры в подшипниках приводных валов
мельниц принимают "о шнпокоходовой посадке 111 класса точности
(по системе вала). При диаметре шеек приводных валов от 180 до
?20 мм этот зазор находится в пределах 0.3—0.45 мм. Боковые за-
Глава 8. Ремонт пбчей, барабанов, мельниц и дробилок 629
зоры, равные половине потолочного, в этом случае должны быть в
пределах от 0,15 до 0,23 лик
Общая величина осевых зазоров между торцами вкладыша
опорно-упорного подшипника должна составлять 0,3—0,5 мм.
Овальность шейки вала не должна превышать 0.015 мм, а конус-
ность ее на расстоянии, равном длине вкладыша. — не более 0.02 мм.
Сопряжение подвенцовой шестерни и полумуфт с приводным ва-
лом осуществляют по посадкам II класса: плотной П, тугой Т или
глухой Г.
При центровке осей мельниц с периферическим приводом сна-
чала устанавливают оси цапф горизонтально и определяют надле-
Рис. 29. Приспособление для центровки ведомого вала редук-
тора и выходной цапфы мельницы с центральным приводом
жащую величину зазоров в зацеплении венцовой и подвенцовой
шестерен. Затем центруют оси приводного вала мельницы и ведомого
вала редуктора по их полумуфтам с помощью центровочных скоб и
оси ведущего вала редуктора и вала электродвигателя.
При центровке осей мельниц с центральным приводом обеспе-
чивают горизонтальность цапф барабана, затем центруют ось выход-
ной цапфы мельницы и ось ведомого (выходного) вала редуктора с
помощью специального приспособления и, наконец, центруют осн
ведущего вала редуктора и вала электродвигателя по их полумуф-
там с помощью центровочных скоб.
Жрнспособление для центровки ведомого вала редуктора н вы-
ходной цапфы мельницы с центральным приводом, расстояние между
которыми достигает 2,5 м, состоит из двух частей — жесткой фермы
н стального диска (рис. 29). Жесткая ферма 1, сваренная нз труб 2
диаметром 25 н 100 мм, стального диска 3 и угольников 4 н 5 с
установленными на них тремя индикаторами 6 н 7, жестко прикреп-
ляется к выходному валу редуктора 8.
Стальной диск 9 соединен с кольцом 10 прн помощи регулиро-
вочных мнкровинтов 11 н 12. Диск 9 жестко крепится винтом 13 на
цапфе мельницы 14.
Торцовую н цилиндрическую поверхности кольца 10. на которые
опираются концы штифтов индикаторов 6 и 7, протачивают и шли-
фуют весьма тщательно, с допусками по 11 классу точности. Так же
тщательно изготовляют мнкровинты 11 и 12. Остальные детали при-
способления изготовляют путем резки автогеном и сварки, обеспе-
чивая жесткость фермы и надежность крепления деталей к цапфе
Мельницы и к валу редуктора.
№0 РАЗДЕЛ XII. Особенности монтажа и ремонта оборудования
Закрепив обе части приспособления и вращая барабан мельницы,
регулируют положение кольца 10, передвигая его в радиальном на-
правлении микровинтами 11, а в осевом — микровннтамн 12, доби-
ваются вращения кольца без торцового и радиального биения.
Установив таким образом кольцо 10, вручную вращают вал ре-
дуктора 8 прн неподвижном барабане мельницы и записывают пока-
зания индикаторов в четырех точках через каждые 90° на круговую
диаграмму. По этим данным определяют радиальное смещение и
перекос осей выходного вала редуктора и прн необходимости пере-
мещают последний.
Допуск на разность радиальных н осевых зазоров в диаметраль-
но противоположных положениях центровочных скоб (нлн индика-
торов) не должен превышать у полумуфт редуктора и вала (цапфы)
мельницы 0,1 мм, а у полумуфт электродвигателя и редуктора
0,08 мм.
3. ДРОБИЛКИ
При сборке ротора быстроходных молотковых дробилок во избе
жанне быстрого износа подшипников необходимо путем подбора
молотков по весу обеспечить удовлетворительную балансировку ро-
тора. С этой целью, взвешивая каждый молоток, сортируют и мар-
кируют нх по весу на четыре группы: с весом 94—96%, 97—99%,
100—102%, 103—105% нормального веса. Все молотки, вес которых
ниже 94% нормального, наплавляют, а молотки с весом на 5% боль-
ше нормального обрабатывают на наждачном круге, обеспечивая
отмеченные выше пределы колебаний веса.
Прн сборке ротора используют маркированные молотки, распо-
лагая их по окружности так, чтобы обеспечить надлежащую степень
его балансировки.
Основные изнашивающиеся детали дробилки: молотки, коромыс-
ла, колосники верхних и нижних решеток, бронеплиты и др. — до
установки на место наплавляют твердыми сплавами.
Зазоры в сопряжении роторных валов и вкладышей, а также
в сопряжении шкива с грундбуксой должны выдерживаться по до-
пускам посадок Вз!Ш3. Вал или вкладыш восстанавливают нлн за-
меняют при увеличении зазоров до предельных, определяемых по-
садкой BJ'UIf.
Прн ремонте щековых дробилок зазоры в сопряжении шеек
эксцентрикового вала с шатунным и коренным подшипниками сле-
дует выдерживать по допускам посадок BSa!JI3. Если диаметр шеек
ниже предельных допусков посадки В4, то нх обрабатывают по ре-
монтным размерам. Если размеры вкладышей выше предельных до-
пусков, определяемых посадкой Л4, их следует наплавлять или заме-
нять. Бронзовые вкладыши подвижной оси заменяют, если зазор в
сопряжении увеличивается с B3fJl3 до величины, определяемой по-
садкой Bi/Jit.
Для того чтобы избежать аварий из-за попадания металличе-
ских (недробнмых) предметов, у всех типов дробилок необходимо
устанавливать соответствующие предохранительные устройства или
применять специальные автоматы, останавливающие питатель дро-
билки при попадании на него металла.
Г лава 9. Вспомогательные материалы при монтаже и ремонтеБЗ!
Глава 9
ВСПОМОГАТЕЛЬНЫЕ МАТЕРИАЛЫ, ПРИМЕНЯЕМЫЕ
ПРИ МОНТАЖЕ, РЕМОНТЕ И ЭКСПЛУАТАЦИИ
ОБОРУДОВАНИЯ
Авторы-составиТели инж.\п. К- МАЛЫШЕВ,
канд. техн, наук Ф. Г. БАНИТ
Научный редактор инж. Б. Т. ЦП ПОРКИ Н
1. МЕТАЛЛЫ И МЕТИЗЫ
1) Сталь сортовая и листовая прокатная
В табл. 19—21 дается характеристика различных сортов этой
стали.
Таблица 19
Сталь горячекатаная круглая (ГОСТ 2590—57)
Диаметр стали в мм Теоретиче- ский вес 1 пог. м в кг Диаметр стали > в мм Теоретиче- ский вес 1 пог. м е кг Диаметр стали в мм Теоретиче- ский вес 1 пог. м в кг
10 0,617 32 6.31 90 49,94
11 0.746 34 7,13 95 55,64
12 0,888 36 7,99 100 61.65
13 1,04 38 8,9 105 67,97
14 1,21 40 9,87 110 74,6
15 1,39 42 10,87 120 88,78
16 1.58 45 12,48 125 96,33
17. 1,78 48 14,21 130 104,2
18 2 50 15,42 140 120,84
19 2,23 53 17,32 150 138,72
20 2,47 56 19.33 160 157,83
21 2,72 60 22,19 170 178,18
22 2,98 63 24.47 180 199,76
24 3,55 65 26,05 190 222,57
25 3,85 70 30,21 200 246,62
26 4,17 75 34,68 210 271,89
28 4,83 80 39.46 220 298,4
30 5,55 85 44,55 240 355,13
632РАЗДЕЛ XII. Особенности монтажа и ремонта оборудования
Таблица 20
Сталь горячекатаная квадратная (ГОСТ 2591—57)
Сторона квадрата В JHJU Теоретический вес 1 п г. м в кг Сторсна квадрата в мм Тео1етиче:кий вес 1 nt г. м в кг
13 1.33 38 11.24
14 1.54 40 12,56
15 1.77 42 13,85
16 2.01 45 15,9
17 2.27 48 18,09
18 2.54 50 19.63
19 2.82 53 22,05
20 3,14 56 24.61
21 3,46 60 28,26
22 3.8 63 31,16
21 4.52 65 33,17
25 4,91 70 38,47
26 5.3 75 41,16
28 6,15 80 50,21
30 7,06 85 56,72
32 8,04 90 63.59
34 9.07 95 70,85
36 10,17 100 78,5
Нормальная длина прутков составляет:
прл дламетре до 21 мм .................•........ от 5 до 10 м
. . от 20 . до 50 мм ........................4, 9.
. . . 53 . . 1.0.............................4.7.
. . свыше 1.0 мм...........................3. 6.
Местная кривизна прутка не должна быть более 5 мм на
1 пог. м, а обшая его кривизна не должна превышать произведения
величины допускаемой местной кривизны 1 пог. м на длину прутка.
Скручивание прутка вокруг продольной оси не допускается.
Пруток должен быть отрезан под прямым углом.
Таблица 21
Сталь прокатная толстолистовая (ГОСТ 5881—57) _____
Длина в м при ширине в мм
Толщина в мм 6Г0- 12(0 12(1- 15(0 15< 1- 1ооо 1611— 1700 1701— 1800 1801— 2000 2001— 2200 2201— 2500 25 1- 28L0 2801- 3000
4 10 10 10 8 6 — — —
4.5—4,4 12 12 12 12 12 6 — — — —
6—7 12 12 12 12 12 10 — — — —
8—10 12 12 12 12 12 12 9 9 — —
11—15 12 12 12 12 12 12 9 8 8 8
16—20 12 12 12 10 10 9 8 7 7 7
21—25 12 11 10 10 9 8 7 6 6 6
Глава 9. Вспомогательные материалы при монтаже и ремонте^
Широкое применение на цементных заводах находят окалино-
стойкие и жаропрочные стали некоторых марок (табл. 22).
Таблица 22
Окалиностойкие и жаропрочные стали (ГОСТ 5632—51)
Марки сталей Важнейшие свойства Примерное назначение
Х9С2 (ЭСХ8) Окалиностойка до 801° С Детали машин. работаю- щих с пониженной на- грузкой
Х12ЮС (ЭИ404) То же. ДО 9г0° С То же
Х25 (ЭИ181) . . 11С<» С •
Х25СЗН (ЭИ261) . . 1101 «С •
Х23Н18 (ЭИ319) Окалиностойка до Ц(ч • С. жарой очиз и кисло- тостойка Сварочная проводека. трубы
Х13Н2ЕС2 (ЭЯЗС) Окалиностойка до 4'< • С, жаоопрочна н кисло- тостойка Детали пе <ей, кре еж- ные детали, работаю- щие при высоких тем- пературах н больших нагрузках
Х5М (ЭХ5М) Жаропрочна до 656* С Детали печей, работаю- щих при пов мшенных температурах н на- гр'зхах
X18HI2M3T (ЭИ 183, ЭИ397, ЭИ432) Примечание. Ж является также нестандарт . . 80С' С аропрочной примерно до 1 ная сталь МАХ РОТИ (ЗИ92 То же Of* С н окалинсстойкой 1).
2) Канаты
Могут быть рекомендованы следующие конструкции (табл. 23)
стальных канатов (тросов).
Таблица 23
Рекомендуемые стандартные конструкции стальных канатов
Условные обозначения1 Диаметр в jkjm Разрывное усилие пр( волоки в к Г мм‘ № ГОСТ
каната проволоки
Для ручных лебедок и воротов
6Х7+1ОС 3,6—9,9 0.4—1,1 130—140 3066—55
6X19+1OC 7.7—20 0,5—1,3 130—140 3(70—55
634 РАЗДЕЛ XII. Особенности монтажа и ремонта оборудования
Продолжение табл. 23
Условные обозначения1 Диаметр в мм Разрывное усилие проволоки в кГ1мм* № ГОСТ
каната проволоки
Для кра нов, лифтов и тельферов
6X19-J-1OC 7,7—25 0,5—1.6 140-190 3070—55
6Х374-1ОС 11—52 0.5—2,4 140—200 3071—55
6X61-|-loc 19,5—50,5 0,7—1.8 140—180 3072—55
8Х19+1ОС 11,5—49 0,6—2,6 140—180 3073—55
8Х374-1ос 10,5—68 0,4—2,6 140—180 3074—55
6Х17-|-1ос 24—41 1.4—2,4 140-180 3076—55
6Х194-1ОС 9,9—30 0,9—2,6 130—200 3077—55
6X27-J-1OC 11—40 0,4—1,4 140—180 3078—55
lOXlO-ploc 10,5—30 0,7—2 140—180 3086—55
18Х194-1ОС 13—66.5 0,5—2,6 150—200 3088—55
6Х19-]-1ос 8,8—41 0.5—3 140—200 2688—55
6X37Ц-loc 15-56 0,8—3 140—180 3079—55
Для экскаваторов, дерриков и скреперных лебедок
8Х194-1ОС 12—39 0,9—2,8 130—200 3080—55
6Х19-Ц7Х7) 17—36 0,65—3,2 150—200 3081—55
1 Первая цифра означает количество прядей в канате, вторая—количество
проволок в одной пряди и третья—количество сердечников; ОС сердечник. —органический
Стальные канаты изготовляют с правым н левым на-
правлением свнвкн, которая бывает крестовой, односторонней н ком-
бинированной.
Расчет стальных канатов на растяжение производят по формуле
где S — наибольшее допустимое натяжение в ветви каната (опре-
деляемое расчетом) в кг;
Р—разрывное усилие (указанное в заводском паспорте или
определенное испытанием) в кг;
К — коэффициент запаса прочности, принимаемый для грузо-
подъемных канатов равным 10.
Наименьший допустимый диаметр барабана нли блока, огибае-
мого канатом, определяется по формуле
et,
где d — диаметр каната в мм;
6]— поправочный коэффициент, зависящий от типа подъемного
устройства, режима его эксплуатации, выбираемый по
табл. 24;
ез— поправочный коэффициент, зависящий от принятой кон-
струкции каната (см. примечание 3 к табл. 24).
Г лава 9. Вспомогательные материалы при монтаже и ремонте 635
Таблица 24
Наименьшие допустимые запасы прочности стальных канатов
и значения коэффициента е,
Типы подъемных устройств Внд привода и режим эксплуатации 6 OJ <у ' - ж а ж * я ° л <D <и а- X « X X С 5х S*< >—< о X’tJ'rt f- X. Kj n tn п у Наименьшее допускаемое значение ко- эффициента
А. Краны стреловые желез- нодорожные, гусеничные на тракторах и автомоби- лях, в том числе экскава- торы, работающие как кра- ны (краны, подъемные ме- ханизмы, применяемые на строительных и временных работах) Б. Все остальные типы кра- нов и подъемных механиз- мов В. Лебедки грузоподъемно- стью до 1 tn, устанавливае- мые на всевозможных пе- редвижных механизмах (ав- томобили, автокары и т.п.) Г. Тельферы Д. Механизмы грейферных подъемных устройств (кро- ме блоков, находящихся на грейфере): для кранов и подъемных механизмов группы А то же, группы Б Примечания: 1. Прг блоков, находящихся в грейф н гельферных) групп А н Б, 2. Коэффициент К у меха 3. Значение коэффициент сторонней свивкой от 0,9 до Ручной привод Машинный привод прн режиме эксплуатации: легком среднем тяжелом и весьма тя- желом Ручной привод Машинный привод при режиме эксплуатации: легком среднем тяжелом и самом тя- желом Ручной привод определении наименьшего ере, кранах и подъемных числовое значение може низмов для подъема людей л а еа составляет от 0,85 до 1—для канатов крестовой 4,5 5 5.5 6 4,5 5 5.5 6 4 5,5 5 5 допускаемог механизмах ( т быть сннже олжен быть 0,9 для капа свивкн. 16 16 18 20 18 20 25 30 12 20 20 30 о диаметра том числе но до 18. <е менее 14. гов с одно-
Для воздушно-канатных дорог применяют спиральные закрытые
канаты с одним наружным слоем фасонной проволоки (ГОСТ
3090—55). Эти канаты имеют гладкую поверхность, и потому мед-
ленно изнашиваются и меньше корродируют.
Спиральный канат имеет диаметр от 30 до 48 мм.
3) Цепи
Грузовые и чалочные цепи изготовляют только короткозвеннымн
(табл. 25 н 26).
Коэффициент прочности цепей (К) для ручных кранов и подъ-
емных механизмов должен быть не менее 3, а для кранов и подъ-
емных механизмов с машинным приводом—не менее 6.
636 РАЗ ДЕЛ XI/. Особенности монтажа и ремонта оборудования
Таблица 25
Иекалиброванные цепи (ГОСТ 2319—55)
Размеры звена в мм Нагрузка в m Вес 1 п< г м в кг (тео- ретиче- ский) Примечание
диаметр цепной стали шаг ширина пробная разрушаю- щая
2 12 9 Цепи 1 е испы тыгаюгся 0,08 Цепи предварительно испиты, ают под i а-
3 4 16 19 11 15 То же 0.17 грузкой, вдвое пре- вышаю ней лопускае м<ю рабочую ’ на-
5 19 19 0.32 0.61 0.5 грузку. При этой
6 19 21 0.5 1 0,74 жр нагрузке дслжны произвэдиться пов-
7 21 24 0,75 1.5 1,05 торные испытания
8 23 27 1.1 2.2 1.4 (не реже чем через
9 27 32 1,55 3.1 1,76 каждые 6 месяцев)
И 31 36 2.2 4.4 2.58
13 36 43 3.3 6.6 3.7
16 44 53 5.1 10.2 5.6
18 50 58 6.4 12,8 6,94
20 56 66 8 16 8.76
23 64 76 10.5 21 11.4
26 72 84 13.3 26.6 14.51
18 78 91 15,6 31,2 16,94
30 84 98 17.8 35.6 19,35
Таблица 26
Калиброванные цепи (ГОСТ 2319—55)
Размеры звена в мм Нагрузка в m Вес 1 п< г м в кг (тео- ретиче- ский) Примечание
диаметр цепной стали шаг шир 1на пробная разрушаю щая
5 19 19 0,32 0.64 0.5 Цепи, применяемые в
6 19 21 С.5 1 1,5 0,74 к. a iax и подъемных механизмах, за *од-
7 21 24 0,75 1.05 изготовитель п; е ша-
8 23 27 1,1 2.2 1,4 рительно п >дв<.р а ?т
9 27 32 1.55 3.1 1.76 испытаниям на проб-
11 31 36 2.2 4.4 2,58 н \ ю разрушающую нагрузку
13 56 43 3.3 6.6 3,7
16 44 53 5,1 10,2 5,6
18 50 58 6,4 12,8 6.94
20 56 66 8 16 8.76
23 64 76 10.5 21 11.4
26 72 84 13,3 26.6 14.51
28 78 91 15.6 31,2 16.94
Глава 9. Вспомогательные материалы при монтаже и ремонте637
Цепи некалиброванные, предназначенные для навески в клинке*
рообжигательных печах, можно изготовлять из круглых или эллип-
тических звеньев, образованных путем электростыковой сварки двух
половинок либо одного стыка; материал звена — сталь одной из
следующих марок Ст.З или Ст.2 по ГОСТ 380—57, Ст.Зкп по
ГОСТ 380—60, Ст.ЗЦ по ГОСТ 924—51.
Звенья этих цепей должны иметь следующие размеры (табл. 27).
Размеры звеньев цепей и допуски
а) Круглозвенные Цепи
Таблица 27
Размеры звена в мм Допускаемые отклонения в мм Вес 1 пег. м в кг (приб- лижение) Пробная "на-
диаметр прутковой стал I средний диаметр звена по диамет- ру Пр' тко вон стали по диамет- ру звена гру л авт
16 1С0 + 0.3 ±3 5.7 4.1
18 100 ±0.4 ±4 8.1 5
20 100 ±0.5 ±5 9.1 6
23 100 ±0,5 ±5 11.8 8,5
26 ICO ±< .5 ±5 15,2 10
б) Цепи из эллиптических звеньев
Размены звена в мм Допускаемы? отклонения в мм Вес 1 псе. м цени (приб- лиженна) Пробная на- грузка в m
диаметр пруткевэй стали шаг ширина по диамет- ру прут- КОНОЙ ста in по шагу по шири- не
16 50 58 ±0,3 +2.5 ±2.5 5.8 2.4
18 56 66 ±('.4 ±3 ±3 6.3 3,2
19 63 70 ±0.4 ±5 ±5 7.6 3.4
20 66 75 ±0,5 ±5 ±5 8.2 4
23 71 80 ±0.5 ±5 ±5 10.5 4.6
26 79 90 ±0.5 ±5 ±5 13 5,9
На поверхности звеньев не должно быть трещин, плен и других
дефектов; допускаются отдельные вмятины глубиной до 2 мм и
шероховатость; смещение оси одного полузвена по отношению к
другому, а также прогиб в продольной плоскости звена не должны
превышать 3 мм. Увеличение диаметра звена в месте стыка допу-
скается: для цепей диаметром 16—19 мм — до 3 мм. а для цепей ди-
аметром 22—25 мм — до 5 мм.
Цепи подвергаются испытаниям по ГОСТ 7070—54: каждую
цепь ставят на цепепробный станок, доводят усилие натяжения до
ЪЗ&РАЗДЕЛ XII. Особенности монтажа и ремонта оборудования
пробной нагрузки и ударяют в разных местах ручным молотком
весом 3 кг. Цепь должна выдерживать пробную нагрузку и
удары молотков без появления разрывов, трещин и других
пороков.
4) Мелющие тела
а) Шары
Мелющие шары изготовляют нз углеродистой нли легированной
стали с последующей термообработкой до твердости не более
220 НБ. Предел прочности стали — не менее 50 кГ/мм'2. На поверх-
ности шаров не должно быть трещин, закатов, плен, пузырей н шла-
ковых включений; отдельные мелкие волосовины, раковины н вмяти-
ны на поверхности допускаются, если они не превышают величины
установленных отклонений по диаметру шара.
Прн наличии в партии более 10% шаров, не соответствующих
приведенным требованиям, она должна быть пересортирована и
вновь предъявлена к приемке. Диаметры мелющих шаров, приме-
няемых для измельчения клинкера, сырья н угля, предусмотрены
ГОСТ 7524—55:
Диаметр шара в мм........
Допускаемые отклонения
в мм.....................
30; 40; 50
±2
60; 70; 80
±3
90; 100; 110;
120
±4
Рекомендуется применять шары диаметрами 30, 40, 50, 60, 70
и 80 мм, отлитые (по специальным техническим условиям) центро-
бежным способом нз серого модифицированного чугуна примерно
следующего состава (я %): 2,6—ЗС; 0,8—l,4Si; 0,8—1,2Мп; до 0,ЗР
и до 0,12S, с отбелом на глубину не менее */3 диаметра и последую-
щим томлением; твердость поверхности шаров после этого должна
находиться в пределах 350—400 ДБ, а работа, затраченная на рас-
калывание шара, — не менее 350 кгм (т. е. 10 ударов бойком весом
24 кг при длине стрелы 1,5 л). Износостойкость чугунного шара
должна превышать величину износостойкости стали Ст. 5 в 2,5
раза.
б) Цилиндры стальные и чугунные
Размеры стальных (ГОСТ 7525—55) н чугунных (ГОСТ
7522—55) цилиндров, применяемых для измельчения клинкера, сыры
и угля, должны быть следующими (в доч):
диаметр цилиндра............ 18
длина цилиндра.............. 27
20 25 (допускаемые откло-
нения ±1 мм)
30 40 J (допускаемые откло-
нения ±1,5 мм)
Глава 9. Вспомогательные материалы при монтаже и ремонте 639
Стальные цилиндры следует изготовлять из легированной стали
с последующей термообработкой до твердости не менее 480 НБ
(1-й класс); предел прочности этой стали — не менее 80 кГ/мм2.
Стальные цилиндры также можно изготовлять нз углероди-
стой стали с последующей термообработкой по твердости не ме-
нее 380 ДБ (2-й класс); предел прочности этой стали — не менее
50 кГ1мм2.
На поверхности цилиндров не должно быть трещин, зака-
тов, плен, пузырей и шлаковых включений, а на торцах —
расслоений.
Чугунные цилиндры отливают нз отбеленного чугуна; твердость
поверхности нх должна быть в пределах 380—450 //Б. Конусность
н эллиптичность, а также отдельные мелкие дефекты на поверхно-
сти стальных и чугунных цилиндров (волосовины, вмятины, прнгар,
заусенцы н раковины) допускаются, если они не превышают вели-
чины установленных отклонений по диаметру или по длине цн-
циндра.
Вместо цилиндров целесообразно применять так называемые
эллипсоиды, отливаемые центробежным способом нз чугуна со
сплошным отбелом. Эллипсоиды, которые отливают на Павшинском
заводе, представляют собой цилиндры диаметром 25 мм и длиной
36 мм со скругленными торцамн радиусом 12,5 мм. Износостойкость
н удароустойчнвость эллипсоидов в 2—3 раза выше, чем чугунных
мелющих цилиндров.
5) Проволока, болты, шайбы и гайки
Стальная проволока изготовляется диаметром 1; 1,2; 1,6; 2;
2,5; 3; 3,5; 4; 5; 6; 6,5; 7; 8; 9; 10 и 12 мм.
Электродная проволока, используемая при сварочных работах,
выпускается шести марок (ГОСТ 2246—60):
I — для получения швов повышенной пластичности н вязко-
сти;
IA — для изготовления наиболее ответственных сварных конст-
рукций;
II — для получения швов повышенной прочности;
III — для сварки стали специального назначения, прн этом про-
волоку изготовляют нз стали марки 10ГСМ;
VIII — для сварки трубопроводов из стали марки Х5М;
XI — для сварки жароупорной стали н специальной стали высо-
кой твердости (проволока нз стали марки Х25Н15).
Для изготовления электродов проволоку покрывают иони-
зирующими (тонкими) илн качественными (толстыми) обмаз-
ками. 1
Для неответственной сварки изделий нз стали марок Ст.1, Ст.4,
Ст.08, Ст.25 можно применять стальную проволоку нз Ст.08,
Ст. 10, Ст. 15.
Болты, гайки, шайбы. Требуемые размеры этих деталей указаны
соответственно в ГОСТ 1759—56, ГОСТ 1528—53 и ГОСТ 6960—54
(табл.- 28).
640 РАЗДЕЛ ХИ. Особенности монтажа и ремонта оборудования
Размеры болтов, гаек и шайб в мм и их вес
I | Диаметр i 30 Вес болта с метрической резьбой (OCT 2CIL5—с'8) 0,63 ( ,685 0,737 0,792 0,847 0,903 0,959 1,014 < 07 1,125 1,228 1,339 1,45 1,561 1,672
6 | 8 | 10 | 12 14 | 16 | 18 | 20 | 22 | 24 | 27 0,443 0,488 0,529 0,575 0,619 0,664 0,709 0,754 0,799 Л ЯЛ.1 0,889 С,97о 1/66 1,156 1,216 1,335
0,326 (,361 0,397 (,429 0,(65 0,5 0,536 (,571 4,6(7 0,612 (',678 (.746 ( ,817 0,888 0,959 1,03
0,27 0,3 0,33 0,36 0,088 0,417 0,447 0,477 0,5 7 (,537 (• МП 0,506 0,651 0,714 (,773 0,833 0,893
0,172 0,182 0,205 0,23 0,254 0,279 (.3(2 0,327 0,351 , 0,376 0,4 0,425 Г1 лг. 0,475 0,522 0,571 0,621 0,67 0,719
0,15 0,158 0,178 0,198 0,218 0,238 0,256 0,276 0,206 0,316 0,336 0,356 П. 37R 0,396 0,434 0,474 0,514 0,554 0,594.
0,095 0,1(2 0,0 9 (.125 0,14 0,156 0,172 0,185 0,2(2 0,218 (,234 0,25 0,265 0,281 0,297 0,327 0,359 0,39 0,422 0,453
0,058 0/64 (,1 69 0,(75 0,(87 0,(99 0,111 0,123 0,134 (,146 0,158 0,17 0,182 0,194 0.9 я 0,219 0,241 0,265 0,289 0,313 0,337
0,048 (,’52 < /56 (. 6 0/69 0,(78 0,(87 1 /96 0,104 (,113 (.122 (.13 0,139 (,148 0.157 0,166 0,182 0.2 0,218 0,235 0,253
0,024 0/27 0/29 0,(32 0/36 0,042 0,048 0,054 0/6 0/65 0/72 0,078 0/84 0/9 0/97 0.1(3 0,1(9 0,121 0,133
0,013 0,014 0,(16 0/18 0/2 0/22 0,026 0,(3 0,1 34 0,(38
ci ci г- оо СОГ-СОС5">«СЧ’<1,Г-*0 t s s : : с з г с I I I I I I I 1 । । 1 I 1 I
Длина 1 । 1 15 20 25 30 35 40 50 60 70 80 90 100 ПО 120 ГО 140 150 160 180 200 220 240 260
Г лава 9. Вспомогательные материалы при монтаже и ремонте&Ы
Продолжение табл. 28
Вес 100 шт. гаек шестигранных (черных) с метрической резьбой
(ОСТ НКТП 3311)
0,3 0,5 1,2 2,5 3,3 4,3 7,3 7,7 11.1 14,5 18,3 22
Вес 100 шт. шайб (черных) согласно ОСТ НКТП 3100
0,2 0,3 0,4 0,7 1 1,5 2.2 2,8 3,8 4.6 5,6 6,2
6) Цветные металлы для подшипников скольжения и их заменители
На цементных заводах применяют оловянистые и свинцовистые
баббиты, химический состав которых приведен в табл. 29.
Таблица 29
Химический состав оловянистых и свинцовистых баббитов
(по ГОСТ 1320—55)
Марка баббита Содержание компонентов в %
сурьма мель кадмий никель мышьяк Олово свинец
Б83 10—12 5,5—6,5 Остальное
Б16 15—17 1,5—2 — — — 15—17 Остальное
БН 13—15 1,5—2 1,25—1,75 0,75—1.25 0,5—0,9 9—11
Б6 14—16 2,5—3 1,75—2,25 — 0,6-1 5.6 •
Продолжение табл. 29
Марка баббита Прнмеси в %, ие более
железо мышьяк ЦИНК свинец висмут всего
Б83 0,1 0,1 0,03 0,35 0,05 0,55
Б16 0,1 0,3 0,15 — 0.1 0,6
БН 0,1 — 0.15 —» 0.1 0,35
Б6 0,1 — 0,15 — 0.1 0.4
П р 1 м е ч а и и Баббиты г зготовляют виде чуше к весом не б олее 20 кг.
Таблица 30
Химический состав кальциевых баббитов
Марка баббита Содержание компонентов в %
кальций натрий ОЛОВО магний алюминий свинец приме- си
БКА БК-2 . . При» кальция. 0,85—1,15 0,35—0,55 е ч а и и е. 0,6—0,9 0,25—0,5 Натрия в 1,5—2,5 баббите 0,04— 0.09 марки 0,05—0,2 5КА должно Остальное быть меныи 0,3 0,3 е, чем
41—1621
б&РАЗДЕЛ XII. Особенности монтажа и ремонта оборудования
Химический состав оловянных броиа Таблица 31
Всего ГТ ГУН . месей 1.3 1.3 я-"
Fe о о о
3 0,5 0,05 0.5
ш О Ч О ю CU 1 1 СМ 1
о о
X Мг 0,02
X L с Pd । ' В
S X о с m 0,005
СО - 0,05
<75 0,02
< 0.05 0,05 0,05
/• 1 -Ним ; иедь) РЬ 2—4 4-6
“г со £ * 3 g л к N Г- СО 4 4 1
с. о 5 а» X *° Ч о £ ° С Л (J в Sn 5—7 4-6 П-61
Стандарт ГОСТ 613—50 То же Нестан- , дартная |
СО
св X СО сА in о я-м
« < БрОЦС БрОЦС БрОФ
Сплав Оловянно-цннково- I свинцовистая бронза То же Оловянно-фосфори- стая бронза
Область применения Детали, работающие на трение при спокойных нагрузках н температурах до 2аЛС Подшипники, работающие при значительных ударных н пе- ременных нагрузках, допу- скаемая рабочая температу-' ра—до 2СС°С . ( Подшнпникн, работающие по тяжегым режимам при удар- ных нагрузках и температу- рах до 20б°С
Граница применения | УЭЭ СЙГ fl (в РИЧ If вя -иэмея) д j 120 100 200
хээ '.н а ввшчвод -нвн вин -ЭЖЧРОМЭ чхэоЯомэ СО W 0-5
я d BMEAdjEH ВЕНЧ1ГЕЯ *ИЗМЕН 0SI 0S 08
9—01*» винэднт -эей олонуаншг хнгипиффбоя II гп
QVCi2 УЭЭ ягз/ггз/з/ fl Ч1ЭОН -Гояобшлгнэ! 0,224 0,224 0,082
Коэффици- ент трения ИМЕЕИЭ ЕЭ9 0,16 0,16 0,1
НОМ -ЕЕНЭ 00 0,009 0,007 0,008
tW3l jy 0 Ч1ЭОМ -ева BGiidnrx 2,5 2,1 0,9
ZH3IJH в Ян qiooidaoi 60 60 80— 120
% й эинаииьтгК аончЕэлиэошо С со чг
rWKlJX 8 шшэжвхэ -Ed ndu шэон -hodu varadij 15 18 20—35
Марка °? о _ СО V3 X 1 ° “«з 5 и Ос ч с Я ° ° &
Глава 9. Вспомогательные материалы при монтаже и ремонте$А&
Кроме оловянистых и свинцовистых изготовляют баббиты каль-
циевые (ГОСТ 1209—59):
а) марки БКА, предназначенные для заливки толстостенных
подшипников (толщина слоя более 3 мм) с максимальным удельным
давлением 200 кГ)см2. Этот баббит лучше сопротивляется ударным
нагрузкам, нежели баббит Б16;
б) марки Б К-2, предназначенные для заливки тонкостенных
подшипников (толщина слоя менее 1 мл). Данные о химическом
составе этих баббитов приведены в табл. 30.
При выборе марки баббита учитывают окружную скорость вала
V, так как нагревание подшипника пропорционально квадрату ско-
рости и удельной нагрузке вала р на подшипник. При этом надо
иметь в виду и характер нагрузки, так как ударные нагрузки вызы-
вают образование трещин в баббите. Не менее важными являются
такие факторы, как жесткость вала и опор, величина зазоров между
валом и вкладышем, отношение длины подшипника к его диаметру,
вязкость масла, применяемого для смазки подшипника.
В узлах трения различных видов оборудования цементных за-
водов применяют оловянные бронзы разных составов (табл. 31 и 32).
Вместо оловянистых цветных сплавов для заливки подшипни-
ков оборудования можно применять ряд заменителей (табл. 33).
Таблица 33
Заменители цветных сплавов в подшипниках оборудования
Оборудование Узлы трения, в которых применяются цветные сплавы Материал н марка применяемых цветных металлов Возможные заменители
Вращающиеся печи Вкладыши осей опор- ных роликов Втулки осей контроль- ных роликов БрОЦС 5-5-5 То же БрАЖ 9-4 или ЦАМ 10-5 То же
Вкладыши подшипни- ков приводного ме- ханизма • -
То же, складыши ва- ла 1-й передачи, ре- дуктора и электро- двигателя Баббит БН.Б16 ЦАМ 10-5, сое 6.6
Сушильные бара- баны Вкладыши осей опор- ных и контрольных роликов БрОЫС 5-5-5, БрОЦС 6-6-3 ЦАМ 10-5, БрАЖ 9-4
Вкладыши подшипни- ков приводного ме- ханизма То же То же
41*
644РАЗДЕЛ XI1. Особенности монтажа и ремонта оборудования
Продолжение табл. 33
Оборудование Узлы трения, в которых применяются цветные сплавы Материал и маркг применяемых цветных металлов Возможные заменители
Мельницы Вкладыши подшипни- ков цапф Баббит Б16, БН ЦАМ 10-5, СОС 6,6
Вкладыши подшипни- ков приводного вала То же То же
Вкладыши редукторов и электродвигателей Баббит БН •
Экскаваторы Вкладыши подшипни- ков различных валов и осей БрОЦС 6-6-3 и БрОЦС 5-5-5 ЦАМ 10-5, БрАЖ9-4-Л
Грейферные кра- ны То же То же То же
Элеваторы, вин- товые и ленточ- ные транспор- теры Вкладыши подшипни- ков приводов, вкла- дыши валов, роли- ков, винтового ва- ла и пр. БрОЦС 6-6-3, БрОЦС 5-5-5 ЦАМ 10-5, дре- весные пластин- ки, дерево
Дробилки молот- ковые Подшипники валов Б16, БрОЦС 5-5-5 ЦАМ 10-5, СОС 6.6
Дробнлкн щеко- вые Рамовые и эксцентри- ковые вкладыши Баббит БН, Б-16 То же
Вентиляторы вы- сокого давления и дымососы Вкладыши подшипни- ков БрОЦС 10-2, баббит БН, Б16
Электродвигатели до 1000 кет То же Баббит Б16. БН •
Станки металло- режущие и де- ревообрабаты- вающие Подшипники шпинде- лей, втулок, коробок скоростей, ходовых валов, кулис и др. БрОЦС 5-5-5 ЦАМ 10-5
Компрессоры Рамовые и мотылевые подшипники Баббит БН, БН ЦАМ 10-5, СОС 6.6
Паровозы типа ОД 0-4-0 Буксовые подшипники То же ЦАМ 10-5
Втулки сцепления ды- шел БрОЦС 5-5-5 То же
Паровые желез- нодорожные краны Втулки различных уз- лов и подшипники вертикального вала То же
' Более подробные данные о различных заменителях оловянистых
бронз и баббитов приведены в табл. 34.
Глава 9. Вспомогательные материалы при монтаже и ремонте 645
Примечание. Твердость сплава должна быть не ниже Н
646 РАЗДЕЛ XIГ. Особенности монтажа и ремонта оборудования
Продолжение табл. 34 3. Алюминиево-железистая бронза БРАЖ9-4Л для фасонного литья (ГОСТ 493—54) (Граница применения: наибольшая Р<300 кГ1см'‘, наибольшая о<8 м1сек', наибольшая Ро< 600 кем 1см' | Примеси в % | Zn Mg Sn всего 1 0,5 0,2 2,7 4. Подшипниковый сплав СОС 6. | Примеси в % не более | Bi Ni Cd 1 c w c c c c ? >
Ni Pb P О IT c c c
Ac 8 о
e N о о
Ac Sb Si 0,05 0,05 0,2
o> U. о
Cu GO О
1 Содержание компонентов в % Fe Cu G C 3 E « c
| Содержание компонентов в % 00 IT IT tr
1 CM Pb Sn Основа 5,5—6,5
< 8—10
Глава 9. Вспомогательные материалы при монтаже и ремонте 647
О свойствах заменителей в сравнении со свойствами баббитов
могут дать представление следующие данные (табл. 35).
Таблица 35
Свойства баббитов и их заменителей
Показатели Марка сплава
Б83 Б16 БН Б6 ЦАМ 10-5 СОС 6.1
Удельный вес ..... Начало затвердевания Конец затвердевания в °C Пр едел’прочиости”при растяжении в кГ/см? Относительное [удли- нение в % ..... Твердость Яр в кГ/мм? Ударная вязкость в Коэффициент линей- ного расширения . . Т еплопроводность в кал/см сек град\ , Коэффициент трения: со смазкой .... без смазки .... Допускаемая рабочая температ} ра в °C . . Нагрузка (наибольшая) Р в кГ/см* ..... Скорость скольжения (наибольшая) в м1сек Р (наибольшая) в кгм}см* сек.... 7,83 370 240 9 6 30 0,6 22-10-6 0,08 - 0,005 0,28 100 200 50 1000 9,29 410 240 7.8 0.2 30 0,14 24-10—6 0,06 0,006 0,25 100 150 6 500 9,55 400 240 7 ' 1 29 0,3 0,006 0,27 100 150 15 800 9.6 416 232 6.8 0.2 32 0,15 28-10—6 0,05 0,005 90 50 6 50 6,8 395 378 30,3 1 100 6 27-10—6 0,24 0,0036 0.35 100 См. табл. 34 280 247 6-7 12—13 16—17
Припои и флюсы. Припои подразделяются на твердые — туго-
плавкие (медно-цинковые) с повышенной механической прочностью
и мягкие — легкоплавкие (оловянно-свинцовые и алюминиевые).
Техническая характеристика и области применения твердых и мяг-
ких припоев, а также данные о флюсах приводятся ниже (табл. 36).
Таблица 36
Химический состав и область применения припоев
1. Медно-цинковые припои (ГОСТ 1534—44)
Марка припоев Содержание компонентов в % Темпера- тура плавле- ния в °C Примерное назначение
медь ЦИНК примеси не более
железо свинец
ПМЦ36 36±2 Остальное 0.1 0.5 740—807 Для пайки латуни, со- держащей до 68 % меди
648 РАЗДЕЛ XIL Особенности монтажа и' ремонта оборудования
Продолжение табл. 36
*&•&**'*' Г? Марка припоев7 Содержание компонентов в % Темпера- тура плавле- ния в °C Примерное назначение
медь цинк приме бо. железо си ие лее свинец
ПМЦ48 ПМЦ54 П р и до 5 мм. 2. В к рошке. 48±2 54±2 л е ч а и ачестве Остальное и я: 1. Прап элюса при п 0,1 0,1 ои поста айке с 0,5 0,5 вляются помощьн 870 870—881 в виде зе ПМЦ п| Для пайки медных сплавов, содержа- щих свыше 68% ме- ди Для пайки меди, том- пака, бронзы, ста- ли рен размером от 0,2 заменяют буру в по-
Продолжение табл. 36
2. Оловянно-свинцовые припои (ГОСТ 1499—54)
Марка припоя Содержание компонентов в % Примерное назначение
олово сурьма свинец приме- си не более
ПОС90 89—90 0.1—0,15 Остальное 0,23 Пайка внутренних швов и пи- щевой посуды, обмоток и коллекторов
ПОС61 59—61 До 0,8 0.25 То же
ПОС50 49-50 . 0,8 • 0.25 Пайка проволочных бандажей быстроходных электриче- ских машин
ПОС40 39—40 1,5-2 - 0,25 Пайка латуни, железа, мед- ных проводов и обмоток
ПОСЗО 29—30 1,5-2 - 0,3 То же, и белой жести, бан- дажной проволоки, гибких шлангов, цинковых листов
ПОС18 17—18 2—2,5 • 0,3 Пайка свинца, железа, лату- ни, меди, лужение железа перед пайкой, пайка изде- лий широкого профиля; за- менитель припоя ПОС40
ПОСС 4-6 3—4 5-6 • 0.25 Заменитель припоя ПОСЗО
Примечания: 1. Припои оловянно-свинцовые поставляются в виде круг-
лых и трехгранных прутков, проволоки, ленты либо трубок, заполненных флю-
сом.
2. При пайке и лужении токоведущих частей электрических машин следует
применять исключительно канифоль—твердую или растворенную в этиловом
спирте; в остальных случаях можно использовать хлористый цинк и твердый
нашатырь.
Глава 9. Вспомогательные материалы при монтаже и ремонте 649
Продолжение табл. 36
3. Припои для пайки алюминия
Марка прдпоя Содержание компонентов в % 1 емнера тура плавления в °C Назначение
алюми- ний кадмий медь кремний о са о о ЦИНК |
Авиа-2 1—6 20 40 24 Пайка алюминиевых
ЦА15 15 — — — — 85 435 шин и проводов
34А 65—70 — 25—30 4,7 — — — Пайка ответственных соединений алюми- ниевых проводников
Припой для алюминия 67 — 12 — 21 — Для разных работ
То же, для пайки меди к алюминию — 24 — — 36 40 — То же
ВЭИ-ЦО43 — — 1,5 — 43,5 55 500 Лужение алюминие- вых проводов и шин, соединяемых с мед- ными проводниками
МКсЦО12 — — — — 12 88 420 То же
Характеристика флюсов приведена в табл. 37.
Таблица 37
Флюсы для пайки и сварки алюминия
Флюсы и их назначение Состав флюса Содержа- ние по весу в %
КМ-1, для пайки То же, для пайки и сварки № 1 для сварки № 2 то же Хлористый калий. „ барий........... „ натрий Фтористый , Криолит Хлористый натрий ....... ... Фтористый калий (или натрий) .... Хлористый литий . „ цинк .......... , калий , натрий ... ...... Бисульфат калия . 45 20 20 15 55 45 8—12 25—35 8—15 Остальное 65 27 8
2. СМАЗОЧНЫЕ, ТКАНЕВЫЕ, ПРОКЛАДОЧНЫЕ, АБРАЗИВНЫЕ И ПРОЧИЕ
МАТЕРИАЛЫ
1) Масла и смазки
Ниже (в табл. 38 и 39) приведены данные, характеризующие
основные свойства и условия практического использования различ-
ных масел и смазок, применяемых в цементной промышленности.
42—1621
Таблица 38
Масла, их свойства и назначение
Масла гост Вязкость ус при 50° С ловная ь°ВУ при 100° С Температура вспышки в °C Температура за срывания в °C Назначение Заменитель
1 2 3 4 5 6 7 8
Индустриальное 12 (веретенное 2) Индустриальное 20 (веретенное 3) Индустриальное 30 (машинное Л) Масло для механиз- мов опрокидывания Приборное Примечание, ная. 1767—51 1707-51 1707—51 5660—51 1805—51 В графах 10—14 1,86—2,26 17—23 2,6—3,31 27—33 3,81—4,59 18,5—20,5 2,78—3 6,3—8,5 1,51—1,72 и 4 в числ стеле указ 165 170 180 135 120 ана вя —30 —20 —15 —60 экостъ к Для легких механизмов, ра- ботающих с большим чис- лом оборотов, подшипни- ков маломощных электромо- торов с кольцевой системой смазки, а также для гидро- систем Для металлообрабатывающих станков, электродвигателей средней мощности с коль- цевой системой смазки Для металлорежущих стан- ков, энергосиловых устано- вок (механизмы движения) и технологического обору- дования Для вагонов-самосвалов Для КИП, работающих при низких температурах ^нематическая в сантистоксах и Индустриальное 20 (веретенное 3) Веретенное ЗВ Смесь индустриально- го 20 (веретенное 3) н индустриал? него 45 (машинное С) в знаменателе—услсв-
Продолжение табл. .38
Масла гост Вязкость Температура вспышки в °C Температура застывания в °C Назначение Заменитель
при 50° С при 100° С
1 2 3 1 4 1 5 | 6 1 1 1 8
Цилиндровое 11 (ци- линдровое 2) Осевое 3 „ с Турбинное 46 (1) Сульфофрезол Компрессорное 12(М) . 19(Т) Трансформаторное 1841—51 61С—48 610—48 32—53 122—51 1861—51 1861-54 982—56 20—25 3—3,5 12—14 2—2,2 44—48 20—25 9,6 9—13 1,76-2,15 11—14 17—21 215 130 125 195 160 216 242 135 +5 —40 —55 —10 —10 —45 Для червячных н зубчатых цилиндрических передач, меха н измов, работа ющих при положительных темпе- ратурах окружающей среды, и для цилиндров воздушных компрессоров Для вагонных букс То же Для турбокомпрессоров, тур- бовоздуходувок и насосов Для охлаждения при обра- ботке металлов резанием и под давлением Для горизонтальных воздухо- дувных машин, горизон- тальных двух и трехсту- пенчатых компрессоров низкого и среднего давле- ния (до 40 атм) и для одноступенчатых и верти - кальных и горизонтальных компрессоров низкого давле- ния (7-8 атм) Для ротационных компрессоров Для трансформаторов, вы- ключателей, коробок сопро- тивления Компрессорное М и осевое Л » Цилиндровое 11 (ци- линдровое 2) или ав- тотракторное А К-10 (автол 10)
Ь5дрАЗДЕЛ XII. Особенности монтажа и ремонта оборудования Iлава 9. Вспомогательные материалы при монтаже и ремонте Ь5\
Таблица 39
Смазки, их свойства и назначение
Смазки ГОСТ Темпера- тура кап- лепадения, в *С (ми- нимальная) Назначение Реко- менду- емая замена
1 2 3 4 5
Густые универсальные 1) Низкеплавкие а) УНЗ 3005—51 50 Для механизмов в летнее время, а также в качестве предохранительной УН,
б) УН (вазелин тех- 782—59 54 смазки для защиты металлических деталей и изделий от коррозий УНЗ
нический) 2) Средиеплавкие а) УСс - 3 (солидол 4366—56 75 Для подшипников колес автомашин и тракторов, а также водяных помп, узлов трения штамповочных прессов и других механизмов, работающих в условиях тяжелых нагрузок и рабочих температурах ие выше 80 °C Для узлов трения, работающих при температуре до 4*85®С УСс-2
синтетический) б) НК - 30 морозе- 3275—46 90
стойкая (УМ) Солидолы жировые УС - 2 (солидол Л) 1033—57 75 Для легко и средиенагруженных подшипников различных механизмов. УС-3
УС - 3 (солидол Т) 1033—51 90 работающих при малых, средних и выше средних скоростях при тем- пературе не выше 60вС; смазка подает*.я при помощи масленок и по- средством одновременной загрузки (подшипники ступиц колес, авто- машин, тракторов, станочного оборудования и трансмиссий) Для водяных помп автомашин и узлов трения, работающих в условиях
3) Универсальные туго- плавкие УТ - 1 (консталин жиро- 1957—57 130 тяжелых нагрузок при малых и средних скоростях и рабочих темпера- турах ие выше 80®С Для подшипников гасительных барабанов и высоконагруженных подшип- УТс-1.
вой) УТВ (смазка 1—13) 1631—52 120 ников вращающихся печей, шарико-и роликоподшипников электродви- гателей Для средне- и высоконагруженных подшипников качения трансмиссий. УТс-2. УТ-2 и УТ-3 УТ-1
Индустриальные ИК (ка- 5570—50 40 электродвигателей и другого оборудования Для стальных канатов и УТ
ватные)
2) Фильтровальные ткани
Фильтровальные ткаии и изготовляемые из них рукава применяются для фильтрации аспирационного
воздуха и отходящих газов. Для изготовления этих тканей используют различные волокна (табл. 40)
Таблица 40
Свойства волокон, применяемых для производства фильтровальных тканей
Волокна Термо- стойкость в °C Стойкость в Предел прочности на разрыв в кГ1мм* Влаго- емкость В % Процент прочности в мокром состоянии
кислотной среде щелочной среде
Хлопок ..... 65 Плохая Хорошая 36-52 8—9 110
Шерсть 100 Хорошая Плохая 15—18 10—15 85
Капрой 65 - Хорошая 46—57 4—4,5 90
Нитрон 135 • 23—40 1—2 90—95
Лавсан 150 - • 55—70 0,4 93—97
Стекло бесщелочное 315 • - 160—300 0.2 100
652 РАЗДЕЛ XII. Особенности монтажа и ремонта оборудования Глава 9. Вспомогательные материалы при монтаже и ремонте 553
654 РАЗДЕЛ XII. Особенности монтажа и ремонта оборудования
-Характеристика фильтровальных тканей приведена в табл. 41-
Характер поверхности Гладкая • К га X в га да Ворсованная Нсвореоваиная •
3
I Воздухо- проницае- мость при ! S и ио ч’"' вод. cm в ! л!м'2 сек : 8 1 «3 СЧ со 250 о 8
** о 5 X с <о СЧ LO 1Л 1
X >1
га
о о СО W ю 20/4 1
га X К СЗ X полоски ом 50 X И 3? 3? о X о ь 1 ОС 8 8 й о со 190
3 си о й 2 га m с 1Q СО U0 о СО
к с££,Х ОСНС 1 — СЧ
=? о х£ X о f- 250 160 104 100 со СТ) S о СЧ
= о
•=; • га
= 3 ОСНОЕ § о с\ СП СЧ СЧ
S* 1 Э А) О 310 1Г с 445 о + 8 -н еч 370 300
ty CQ ЙО
> СЧ СЧ
Переплс тенне 1 G 4 Саржа 2 СЧ Сатин четырех ремизки;
а Хлопчатобумажная (тик-лас- тик арт. 156—158) Фильтрсукно № 2 (шерсть-хло- пок) Сукно ЧШ (арт. 21) .... . Капрон (32%)-шерсть, ИМ . Нитрон Лавсан Стеклоткань апретированная составом М 2
Глава 9. Вспомогательные материалы при монтаже и ремонте С55
По желанию потребителя фильтровальные ткани поставляют
в виде цельнотканых (бесшовных) рукавов диаметром 210±10 .«.«
или 135±5 мм, различной длины.
3) Транспортерные ленты
Ленты. Изготовляют транспортерные тканевые прорезиненные
ленты (ГОСТ 20—62) как общего, так и специального назначения
(теплостойкие, морозостойкие, маслостойкпе и пищевые). В зави-
симости от конструкции различают четыре типа лент (табл. 42):
А-1—послойные с усиленным бортом и двухсторонней резино-
вой обкладкой;
А-2 — послойные с двухсторонней резиновой обкладкой;
А-3 — послойные с односторонней резиновой обкладкой (при-
меняемые при отсутствии влаги и атмосферного воздействия);
В — спирально или послойно завернутые без резиновой обкладки
(применяемые при отсутствии влаги) и с резиновой обкладкой (для
службы при постоянной влажности).
Таблица 42
Ширина и число прокладок в лентах различных типов
Ширина ленты в мм 1 Число прокладок в завис .шести от типа ленты и применяемой ткани
Лента типа А-1 Лента типа А 2 Лента типа АЗ Лента типа В
ОПБ 5 ОПБ-12 Уточная шнуровая ткань Б-820 Уточная шнуровая ткань Б 820 Б 820
зсо 350 3-4 3—4 3 4
400 450 .— 3—5 — 3—4 3-4
500 600 — — 3—6 3—4 3—4
650 700 3—5 3—5 3-5 3—7 3-5 3-5 3—5
750 800 3-6 3—6 3-6 4-8 3-6 3 5 3-5
900 1000 3—7 4—8 3—7 4—8 8—7 4-8 4—8 5-10 3—7 4—8 3—6 3—6 3-6 3-6
1100 1200 5—9 5—9 5-9 6—12 5—9 — —
1300 1400 6—10 6-10 6—10 7—12 6—10 — —
1500 1600 7—10 7—10 7—10 — 7-10 — —
1700 1800 8-12 8-12 8—12 .— 8—12
2000 9-14 9—14 9—14 — 9—14 — —
Толщина ленты по всей ее длине должна быть одинаковой; от-
клонение по толщине в двух разных точках должно быть не бо-
лее 10°/о-
656РАЗДЕЛ XII. Особенности монтажа и ремонта оборудования
Ленты типа А-1 изготовляют длиной от 25 до 400 м, а типов
А-2; А-3 и В — от 25 до 96 м.
Все ленты изготовляют конечными, и только леиты типа В могут
быть бесконечными.
4) Прокладки и набивки
Прокладки должны быть упругими, устойчивыми против разъ-
едающего действия среды и стойкими при изменении температуры.
Для их изготовления применяются следующие мягкие материалы
и металлы:
резина листовая толщиной от 1 до 8 мм с прокладками
из ткани и без них, применяется для водопроводов с температурой
воды до 80° С, так как при более высокой температуре обычная
резина пересыхает и становится негодной. Обычную резину для мас-
ло- и нефтепроводов не применяют, так как она растворяется при
соприкосновении с маслом и нефтью;
асбест применяется в виде:
а) картона (ГОСТ 2850—58) с размерами 900x900, 900x1000
и 1000X1000 мм, толщиной 2; 2,5; 3; 3,5; 4; 5; 6; 8; 10 мм;
б) бумаги асбестовой в виде листов размерами 1000x950 мм,
толщиной 0,5—1 и 1,5 мм;
в) бумаги асбестовой в виде рулонов шириной 670: 950 и
1150 мм с толщиной листа 0,3; 0,4; 0,5; 0,65 и 1 мм (ГОСТ 2630—44);
г) асбестовой нити толщиной 0,5; 0,75; 1; 1,5; 2 и 2,5 мм
(ГОСТ 1779—55);
д) асбестового шнура диаметром 3; 4; 5; 6; 8; 10; 13; 16; 19;
22 и 25 мм (ГОСТ 1779—55);
е) асбестового картона толщиной до 10 мм в виде листов дли-
ной и шириной от 900 до 1000 мм (ГОСТ 2850—58).
Эти прокладки толщиной не более 4 мм применяются для флан-
цевых соединений паропроводов, газопроводов, пыле- и воздухопро-
водов при давлении не более 1.5 атм. Предварительно их смазывают
суриком, разведенным в минеральном масле, или жидким стеклом;
клингерит, состоящий из 70—75% асбеста, 10—12% каучу-
ка и минеральных примесей, применяется для особо ответственных
уплотнений. Клингерит неустойчив при соприкосновении с керосином
н нефтью. Предварительно его размачивают в горячей воде;
паронит (ГОСТ 481—58), выдерживающий давление до
50 Kl'lcMi и температуру 450° С, выпускается листами размерами от
1200X700 до 400 X 300 мм, толщиной 0,4—2 мм. Применяется для
уплотнения соединения деталей, работающих в бензине, керосине
и масле при давлении до 75 кГ/сж2 и нормальной температуре;
полотно армированное (ГОСТ 2198—43), представля-
ющее собой прорезиненную и прографиченную ткань саржевого илн
миткального переплетения, изготовленную на основе из латунной
проволоки, а по утку — из асбестовой ровницы, скрученной вместе
с латунной проволокой в нить. Изготовляется в виде листов тол-
щиной 0,6; 0,7 и 1,1 мм, шириной не менее 500 мм, длиной не менее
|500 мм;
бумага применяется для прокладок в уплотнениях, находя-
щихся В соприкосновении с маслом, керосином и нефтью, при темпе-
Глава 9. Вспомогательные материалы при монтаже и ремонте 657
ратуре до 80° С и давлении не свыше 10 атм. Бумагу предварительно
пропитывают машинным маслом, керосином и нефтью;
парусина используется для уплотнения соединений водо-
провода низкого давления. Устанавливается на свинцовом сурике,
разведенном на олифе;
фибра листовая применяется для прокладок в уплотне-
ниях, соприкасающихся с водой, бензином, керосином, минеральны-
ми маслами и щелочами;
лен применяется для уплотнения стыков водопроводов. Он
должен быть хорошо прочесан и иметь длинное волокно. Обычно
применяется в виде плоских плетенок, пропитанных смесью свинцо-
вого сурика с вареным маслом;
свинец листовой применяется для прокладок толщиной
от 2 до 4 мм при температуре 40° С и давлении до 10 атм;
красная медь используется для прокладок в виде листов
и проволоки при температуре 250° С. Медную проволоку предвари-
тельно необходимо отжечь, а при установке обмазать графитом.
Эти прокладки применяют для уплотнения фланцевых соединений
паропроводов перегретого пара при давлениях до 35 атм и темпера-
туре свыше 400° С;
мягкая сталь применяется в виде гофрированных прокла-
док, изготовляемых штамповкой из жести толщиной 0,3—0,5 мм,
для уплотнения фланцевых соединений при высоких давлениях.
Для набивки сальников рекомендуются следующие материалы
(табл. 43).
Таблица 43
Свойства набивных материалов и условия их применения
Набивка Рабочая среда Рабочее давление в атм Темпера- тура в ®С
Пеньковая, просаленная Вода пресная и морская 65 100
Тальковая, прэсалечиая, гра- фитизированная Вода перегретая и насы- щенный пар 3 130
Асбестовая, просаленная, гра- фитиз фоваиная То же 4—25 140—225
То же, в соединении с метал- лом • 26—50 265
Асбестовая, просаленная, гра- фитизированная Перегретый пар 25 300
Асбестовая, графитизирован- ная, в соединении с метал- лом То же 26—40 500
Пеньковая, просаленная Нефть с минеральным маслом 65 100
Асбестовая, просаленная, гра- фитизированная То же 25 300
658 РАЗДЕЛ XII. Особенности монтажа и ремонта оборудования
5) Абразивы
Различают две группы абразивных материалов: твердые и мягкие.
Твердые абразивные материалы (порошки) представляют собой
мелкоизмельченные естественные и искусственные абразивы (корунд,
электрокорунд, карборунд), твердость которых выше твердости за-
каленной стали — по шкале Мооса (табл. 44).
Таблица 44
Размерная характеристика твердых абразивных материалов
Крупнозернистые доводочные порошки Доводочные мшгрэпорошкл
Номер зернисто- сти Размер зерен основной фракции в мк Марка порошка Размер зерен основной фракции в мк
220 75—53 М28 28—20
240 63—12 М20 2С—14
280 53—28 М14 110 j
320 42—20 мю 10—7
М7 7-5
М5 5—3,5
Мягкие абразивные материалы — это тонкие порошки и пасты,
твердость которых ниже твердости закаленной стали, приготовлен-
ные из различных веществ, обладающих полирующей способностью.
К ним относятся окиси железа, хрома, алюминия, олова, а также
трепел, диатомит и органические вещества.
Широко применяются пасты ГОИ, главной составной частью
которых является окись хрома. Пасту ГОИ изготовляют трех сор-
тов: грубая, средняя и тонкая.
Грубой пастой снимают припуски, составляющие десятые доли
миллиметра, средней пастой — сотые доли и тонкой пастой — тысяч-
ные доли миллиметра.
Цвет пасты: тонкой— светло-зеленый, средней — темно-зеле-
ный, грубой — темно-зеленый (почти черный).
Состав пасты ГОИ следующий:
1) 74—81% окиси хрома (чем грубее паста, тем больше окиси
хрома); 2) 20—15% стеарина и расщепленного жира (чем грубее
паста, тем меньше жира).
Шлифовальные круги в зависимости от крупности зерен
материала (ГОСТ 3647—59), применяемого при их изготовлении,
подразделяют на шесть групп:
1) весьма крупнозернистые № 10 и 12;
2) крупнозернистые № 16, 20, 24;
3) среднезернистые № 30, 36, 46,
, 4) мелкозернистые № 60, 80, 100;
5) весьма мелкозернистые № 120, 150, 180, 200, 250;
6) микропорошки — чрезвычайно мелкие.
Глава 9. Вспомогательные материалы при монтаже и ремонте 659
С учетом ' зернистости материала применяют круги:
№ 10—16 — для чистки литья;
№ 16—24 — для предварительной грубой шлифовки;
№ 36—46 — для заточки крупных инструментов;
№ 60—120 — для окончательного шлифования.
Цементирующим веществом в кругах служат керамические, ми-
неральные и органические связки.
Чем тверже обрабатываемый предмет, тем мягче должен быть
шлифовальный круг. Для точной шлифовки используют мягкие кру-
ги. Для затачивания закаленного инструмента (при ручной шлифов-
ке) также надо пользоваться более мягкими кругами, чтобы не от-
жечь лезвия.
Шлифовальные шкурки по степени зернистости разде-
ляют на 15 номеров- 0000, 000, 00, 0, 1, 2, 3, 4, 5, 6, 7, 8, 9, 10 и 11.
Чем больше номер шкурки, тем больше рисок на шлифовке.
РАЗДЕЛ xni
АВТОМАТИЗАЦИЯ ПРОИЗВОДСТВА
Авторы-составители инж. И. Б. ГИНЗБУРГ,
канд. техн, наук Э. Л. ИЦКОВИЧ
Глава 1
АВТОМАТИЧЕСКИЙ КОНТРОЛЬ И УЧЕТ
1. ПРИБОРЫ ДЛЯ ИЗМЕРЕНИЯ ФИЗИЧЕСКИХ И ХИМИЧЕСКИХ
СВОЙСТВ ВЕЩЕСТВ
Измерение вязкости шлама
Для контроля вязкости шлама иа цементных заводах применяет-
ся ротационный вискозиметр типа РВ-2. При помоле твердых пород
сырья по мокрому способу в трубных шаровых мельницах и перера-
ботке мягких пород сырья в болтушках вязкость шлама контролиру-
ется при помощи вискозиметра. Вискозиметр может быть использован
также для контроля вязкости шлама, подаваемого на цементообжи-
гательные печи.
Принцип действия вискозиметра основан на зависимости сопро-
тивления вращению погруженного в жидкость тела от вязкости этой
жидкости.
Чувствительный элемент вискозиметра (рис. 1) состоит из элект-
родвигателя, вращающего цилиндрический ротор. Электродвигатель
типа ЗАСМ-200 помещен в кожухе, имеющем кронштейн для уста-
новки его в месте измерения. Ротор представляет собой алюминие-
вый полый цилиндр, соединенный с валом электродвигателя при по-
мощи муфты. Для предохранения от попадания брызг шлама в зазор
между валом и отверстием в кожухе иа валу предусмотрен отража-
тель.
Соотношение между диаметрами цилиндра и вала таково, что
некоторым изменением момента сопротивления вала, вызываемым
колебанием уровня шлама, можно пренебречь по сравнению с мо-
ментом сопротивления самого цилиндра.
Сопротивление, преодолеваемое при вращении ротора, зависит
от вязкости шлама. Принципиальная схема ви'козиметра приведе-
на на рис. 2. К обмотке / трансформатора подводится стабилизи-
рованное напряжение переменного тока 120 или 2.0 в. Сетевая об-
мотка П7С двигателя подключается непосредственно к траисформа-
Глава 1. Автоматический контроль и учет
661
тору. Управляющая обмотка двигателя Wy вместе с конденсато-
ром С составляет одно из плеч измерительного моста.
Остальными тремя плечами моста являются две половины об-
мотки III трансформатора и регулируемое сопротивление Ri. В
Рис. 1. Чувствительный элемент вискозиметра типа РВ-2
1—двухфазный асинхронный двигатель типа ЗАСМ-200; 2 — кожух;
3 — муфта; 4 — цилиндрический ротор; 5 — отражатель; 6 — кронштейн
диагональ моста включены: выпрямитель Bi, показывающие при-
боры /71, /72 (выносной) и сопротивление для регулирования чувст-
вительности моста R2.
При вращении цилиндра чувствительного элемента в воздухе,
вязкость которого условно принята нулевой, сопротивлением Ri
устанавливается минимально возможный ток в диагонали моста.
Для полной компенсации тока в диагонали моста предусмот-
рена цепь компенсации, состоящая из обмотки IV трансформато-
662
РАЗДЕЛ ХИ1. Автоматизация производства
ра, сопротивления установки нуля R3 и выпрямителя В2. Ток в
этой цепи, проходя через показывающие приборы, компенсирует
ток остаточного небаланса. Таким образом, обеспечивается нуле-
вое показание прибора при вращении чувствительного элемента в
воздухе.
Рис. 2. Принципиальная схема вискозиметра типа РВ-2
— сопротивление «баланс» схемы; R? — сопротивление «чувст-
вительность» схемы; R3 — сопротивление «подавление нуля»;
— сопротивление «автоматический потенциометр»; П\ и П2 — пока-
зывающие приборы; Bi и В2 — выпрямители
При вращении цилиндра в шламе в зависимости от вязкости
изменяется момент на валу двигателя, а следовательно, эквивалент-
ное сопротивление управляющей обмотки Wy, что приводит к раз-
балансу моста. В результате с изменением вязкости шлама изме-
няется ток, протекающий через показывающие приборы.
Элементы измерительной схемы вискозиметра размещены в из-
мерительном блоке. На передней панели блока установлен показы-
вающий прибор. Шкала прибора имеет 100 делений, соответству-
ющих максимальному диапазону изменения вязкости шлама, воз-
можному в данных производственных условиях.
Нестабильность показания прибора при работе в среде с по-
стоянной вязкостью ±2,5%.
Параллельно показывающему прибору к блоку вискозиметра
может быть подключен через клеммы А и Б автоматический по-
тенциометр. Сопротивление /?4 служит для согласования шкалы по-
тенциометра со шкалой показывающих приборов. Регистрация вяз-
кости шлама дает возможность машинисту учитывать не только
величину, но и тенденцию значения вязкости шлама.
Отбор шлама в бак, на котором устанавливается чувствитель-
ный элемент, производится с помощью шламозаборного устройства.
На рис. 3,а схематически показан способ отбора шлама из мельницы.
Глава 1. Автоматический контроль и учет
663
Стрелка указывает направление вращения мельницы. Часть общего
потока шлама поступает в шламозаборное устройство и оттуда
по трубе — в шламозаборный бак. Переливаясь через край бака,
шлам поступает в шламовый приямок. Таким образом в баке соз-
дается постоянный уровень непрерывно обновляющегося шлама.
Рис. 3. Схема отбора шлама
а — из сырьезой мельницы: 1 — сливной кожух мельницы; 2 — бак; 3 — шла-
мозаборное устройство; 4 — труба; 5 — чувствительный элемент вис?:озимет-
ра; б — из болтушки; / — подъемная труба; 2 — воз-духо отделительный ба-
чок; 3 — бачок вискозиметра; 4 — чувствительный элемент; 5 — отбойник
Для отбора шлама из болтушки применяется шламозаборное
устройство, работающее на принципе эрлифта (рис. 3,6).
Устройство представляет собой вертикальную трубу диаметром
50 мы, опускаемую в болтушку перед выходным ситом. В нижний
конец трубы вводится сжатый воздух, увлекающий за собой шлам
вверх. Подъемная труба оканчивается воздухоитделптельным бач-
ком, из которого шлам стекает в бак постоянного уровня и через
него сливается обратно в болтушку. На баке постоянного уровня
шлама устанавливается чувствительный элемент.
664
РАЗДЕЛ XIII. Автоматизация производства
В том случае, если шлам из болтушки транспортируется по ин-
дивидуальным приямкам, чувствительный элемент вискозиметра
можно установить в приямке на специальных поплавках.
Ротационный вискозиметр типа РВ-2 разработан ЦПКБ треста
Севзапмонтажавтоматика и выпускается заводом «Редуктор»
(Ленинград).
Измерение плотности жидкостей
Для измерения плотности шлама можно применить радиоак-
тивные плотномеры. В других отраслях производства эти приборы
применяются для контроля плотности аналогичных шламу сред.
Рис. 4. Схема радиоактивного плотномера
/ — труба с контролируемой жидкостью; 2 — контейнер с радиоактивным
изотопом; 3 — группа счетчиков гамма-излучения; 4— электронный блок;
5 — компенсационная группа счетчиков; 6 — вспомогательный источник
гамма-нзлучения; 7 — исполнительный механизм; 8 — стрелка показываю-
щего прибора; 9 — индуктивный датчик; 10 — самопишущий потенциометр
Радиоактивный плотномер типа ПЖР-2 служит для измерения
концентрации загрязненных и вязких сред и может быть исполь-
зован на цементных заводах. Прибор состоит из датчика, электрон-
ного блока и вторичного прибора (рис. 4).
Датчик представляет собой источник и приемник излучения,
расположенные друг против друга на отрезке трубопровода диа-
метром 300 мм. Посредством фланцев источник и приемник уста-
навливаются на трубопроводе, по которому транспортируется из-
меряемая среда. Источником излучения является кобальтовая про-
волока, содержащая изотоп СО6 . Приемник излучения состоит из
группы счетчиков СТС-1.
При измерении плотности жидкости используется метод срав-
нения двух потоков излучения гамма-лучей (см. рис. 4), один из
Глава 1. Автоматический контроль и учет
665
которых проходит через объект с контролируемой жидкостью, а
другой — через компенсационный клин.
При изменении плотности жидкости, находящейся внутри тру-
бопровода, в измерительной схеме появляется ток разбаланса, ко-
торый усиливается в электронном блоке. Сигнал электронного бло-
ка вызывает вращение электродвигателя исполнительного механиз-
ма; последний перемещает клин компенсационного устройства до
тех пор, пока потоки радиоактивного излучения, проходящие через
трубопровод и клин, не сравняются.
Величина перемещения клина прямо пропорциональна измене-
нию плотности жидкости. С исполнительным механизмом связаны
стрелка показывающего прибора и плунжер дифференциально-
трансформаторного датчика, который работает в комплекте с са-
мопишущим потенциометром.
Пределы измерения плотномера 1—1,5 г]см3\ погрешность
±0,025 г/см3.
Прибор выпускается заводом «Калугаприбор».
В настоящее время институтом НИИТеплоприбор разработай
радиоактивный плотномер жидкости типа ПЖР-5, обладающий бо-
лее высокой чувствительностью и меньшей погрешностью измере-
ния, чем ПЖР-2.
Для измерения плотности шлама нерадиоактивными методами
иа цементных заводах может найти применение разработанный
Харьковским заводом контрольно-измерительных приборов индика-
тор плотности типа ИПВФ. Индикатор осуществляет непрерывное
автоматическое измерение плотности неагрессивных жидкостей и
пульп путем автоматической компенсации веса подвижного участ-
ка трубы, по которому протекает жидкость. Индикатор работает в
комплекте с приборами, снабженными ферродннамическими преоб-
разователями.
Диапазоны измеряемой плотности: 1—1,6 и 1—2,5 а/см3. Точ-
ность прибора ±1,5% от диапазона измерения.
Измерение концентрации кислорода в отходящих газах
Для контроля концентрации кислорода в отходящих газах це-
ментообжигательных печей служит установка типа УГК. Установ-
ка производит забор представительной пробы газов из пылеэсади-
тельной камеры, их очистку и автоматический непрерывный анализ
на кислород.
Установка состоит из газоотбориого устройства и термомаг-
иитного газоанализатора на кислород типа ТМГК-5.
Газоотборное устройство с газораспределителем (рис. 5) слу-
жит для непрерывного отбора, очистки, стабилизации расхода и
подачи газа в газоанализатор. Воздуходувка создает в системе
разрежение, обеспечивающее отбор газа и прохождение его через
все части газоотборного устройства в датчик газоанализатора.
Газ в месте отбора проб засасывается через керамический
фильтр, очищающий его от механических примесей, и затем про-
ходит через сернистый фильтр, поглощающий SO2. Далее газ про-
ходит через контрольный ватный фильтр, дроссель и попадает в
газораспределитель, который является основным узлом газоот-
666
РАЗДЕЛ XIII. Автоматизация производства
Рис. 5. Схема газоотборного устройства
/ — керамический фильтр; 2 — сернистый фильтр: 5 — конденсационный сосуд;
4—воздуходувка с электроприводом; 5 — газораспределнтель; б — фильтр газа;
7 —фильтр воздуха; 5— маностат; 9 — газовый переключатель для проверки ну-
левой точки прибора; 10 — масляный бачок; 11 — контактный дифманометр;
12 — дифманометр. 13 — кислородный фильтр; 14 — камера приемника иа Oj;
15 — постоянный магнит; 16 —- чувствительный «лемент
Глава 1. Автоматический контроль и учет
667
борного устройства. Он стабилизирует расход газа, проходящего
через датчик газоанализатора.
Газораспределитель заливается чистым трансформаторным мас-
лом до определенного уровня, который поддерживается постоян-
ным за счет периодической доливки масла. Путем барбатирования
анализируемого газа и воздуха через масло достигается постоян-
ная разность давлений, что обусловливает стабильность расхода
Рис. 6. Принципиальная схема газоанализатора типа ТМГК-5
а — конструктивная схема; б — электрическая схема
(стрелками показан путь анализируемого газа в измерительной камере)
анализируемого газа через датчик. Из маностата газ поступает в
датчик газоанализатора. Отработанный газ через воздуходувку вы-
брасывается в атмосферу.
Принцип действия газоанализатора основан иа явлении тер-
момагиитной конвекции. При этом используется тот факт, что кис-
лород является практически единственным парамагнитным газом,
тогда как прочие компоненты отходящих газов диамагнитны.
Схема газоанализатора приведена на рис. 6.
В неравномерном магнитном поле между полюсами магнита
помещены нагреватели Ri и Кз — противоположные плечи моста
постоянного тока; два других плеча /?2 и Rt располагаются сим-
метрично вне магнитного поля. Нагреватели изготовлены из ма-
териала. обладающего большим температурным коэффициентом со-
противления. Мост балансируется, когда через камеру, где нахо-
дятся нагреватели, пропускается бескислородная смесь. При этом
напряжение, снимаемое с диагонали моста, равно нулю. Если в
газах, проходящих через газовую камеру, появляется кислород,
то газ начинает втягиваться в магнитное поле. Кислород, нагре-
ваясь, частично теряет свои магнитные свойства, и нагретый газ
вытесняется из камеры более холодными слоями. Нагреватели ох-
лаждаются, что вызывает изменение их электрического сопротивле-
ния и, таким образом, разбаланс моста. На выходе моста появля-
ется напряжение, величина которого зависит от степени охлажде-
668
РАЗДЕЛ XIII. Автоматизация производства
иия нагревателей, т. е. от содержания кислорода в анализируемом
газе.
В комплект газоанализатора входят: датчик, блок питания и
вторичный прибор. Датчик состоит из термостатированного отсека,
в котором находятся магнитная система и измерительная камера,
и наружного отсека с элементами электрической схемы. В измери-
тельную камеру помещены четыре плеча моста, собранные попар-
но в жесткую конструкцию, называемую чувствительным элемен-
том.
Блок питания, состоящий из феррорезонансиого стабилизатора
напряжения, трансформатора, селеновых выпрямителей и баррето-
ра, позволяет стабилизировать питание схемы с точностью 0,5%
по току при колебаниях напряжения сети в пределах 190—240 в.
Вторичным прибором газоанализатора служит электронный по-
тенциометр типа ЭПД-12, шкала которого отградуирована в про-
центах содержания кислорода. Пределы измерения содержания кис-
лорода— 0±5% Oj. Основная погрешность измерения ±2,5% от
верхнего предела шкалы.
Установка типа УГК разработана ЦПКБ треста Севзапмонтаж-
автоматика совместно с Институтом автоматики и телемеханики
АН СССР и изготовляется ленинградским заводом «Редуктор».
Определение качества клинкера и цемента
В настоящее время на заводах качество и химический состав
сырья, клинкера и цемента определяются лабораторными способа-
ми, которые в большинстве своем трудоемки и требуют больших
затрат времени. Автоматизация контроля этих величин является
пока нерешенной задачей. Наиболее простым способом с точки зре-
ния метода измерения, хотя и громоздким, является контроль с
помощью автоматических устройств, которые механически повто-
ряют этапы лабораторного анализа. Такие устройства обладают
невысокой надежностью, периодичностью измерений и представляют
лишь первый этап в применении приборов автоматического контроля
этих специфических величин цементного производства.
На цементных заводах наибольшее распространение получили
два вида экспресс-аналнза качества клинкера:
определение при помощи петрографического анализа содержа-
ния свободной извести в клинкере;
определение веса 1 л клинкера, который в какой-то степени
отражает содержание в клинкере свободной извести.
Второй анализ является наиболее простым и быстрым, однако
требует постоянства гранулометрического состава клинкера.
Для определения веса 1 л клинкера служит прибор ВЛК
(рис. 7), который производит отбор клинкера, выбор фракции
5—10 мм, отбор 1 дм3 этой представительной пробы и взвешива-
ние ее.
В месте поступления материала устанавливается решетка, ко-
торая препятствует попаданию в прибор клинкера размером более
10 мм. Отобранный клинкер поступает в грохот с отверстиями ди-
аметром 5 мм. С помощью эксцентрика, вращаемого электродви-
Глава 1. Автоматический контроль и учет
669
гателем, грохот вибрирует и все фракции диаметром меньше 5 мм
просеиваются и удаляются из прибора. Оставшийся после просева
клинкер заполняет мерную кружку емкостью 1 дм3. Из нее клин-
кер высыпается в чашу взвешивающего устройства, которое свя-
зано с индуктивным датчи-
ком. Последний преобразует
величину отклонения чаши
весов в электрический сиг-
нал. В качестве вторичного
прибора используется элек-
тронный потенциометр типа
ЭПИД, шкала которого от-
градуирована в граммах на
литр. Последовательность
операций по заданной про-
грамме осуществляет ко-
мандный аппарат. Длитель-
ность всего цикла состав-
ляет 5 мин. Диапазон изме-
рения веса 1 л клинкера со-
ставляет 1300—1700 а/л;
точность взвешивания
±10 г.
Прибор типа ВЛК раз-
работан ЦПКБ треста Сев-
запмонтажавтоматнка.
О качестве цемента су-
дят по тонкости измельче-
ния шихты в мельнице.
Для определения тонко-
сти помола цемента служит
прибор, схема которого
представлена на рис. 8.
Контрольная проба по-
дается из заборной трубы
на ковш первичных весов и
при достижении веса 20 г
поступает в барабанное си-
то с отверстиями 90 мк, где
просеивается. Остаток про-
бы высыпается на вторич-
Рис. 7. Прибор для определения веса
1 л клинкера
1 — механизм отбора проб; 2 — грохот; 3 —
эксцентрик; 4 — электродвигатель; 5 — от-
водная течка; 6 — бункер; 7 — мерная
кружка; 8— плита, служащая дном мер-
ной кружки; 9 — пневматический привод;
10 — нож; 11 — чаша взвешивающего уст-
ройства; 12 — штанга взвешивающего уст-
ройства; 13 — арретнр; 14 — индуктивный
датчик; 15 — рычаг, перемещающий плун-
жер индуктивного датчика
иые весы, связанные с индуктивным датчиком.
С индуктивного датчика сигнал поступает на вторичный при-
бор, шкала которого отградуирована в процентах остатка на сите
4900 отв!см2. После каждого замера чаша вторичных весов опро-
кидывается н высыпает остаток пробы в дренаж прибора. Вклю-
чается вентилятор, который удаляет отработанную пробу. Затем
цикл повторяется. Программное устройство управляет всеми опе-
рациями.
Продолжительность цикла составляет 5 мин, пределы измере-
ния — от 3,5 до 15% остатка на сите 4900 отв!см2\ точность изме-
рения ±1% остатка на сите.
670
РАЗДЕЛ XIII. Автоматизация производства
Рис. 8. Прибор для определения тонкости помола цемента
/ — ковш первичных весов; 2 — барабанное снто; 3 — вторичные весы;
4 — индуктивный датчик
Конструкция прибора разработана ЦПКБ треста Севзапмон-
тажавтоматика.
Контроль наличия металлических включений в сырье
Для предотвращения попадания в молотковые дробилки вместе
с сырьем металлических предметов на резиновых транспортерах
устанавливаются металлоискатели, которые при появлении на лен-
те металлических предметов из магнитного материала автоматиче-
Рис. 9. Схема установки металлоискате-
ля типа МЗД-1М
/ — транспортер; 2 — катушки датчика; 3 —
электронный прибор; 4 — промежуточное реле;
5 — пускатель; 6 — привод транспортера; 7 —
кнопка съема сигнала; 8—сигнальная лампа;
9 — звуковой сигнал
Глава 1. Автоматический контроль и учет
6?1
ски останавливают поток сырья и включают световую п звуковую
сигнализацию. Принцип действия металлоискателя типа МЗД-1М
(рис. 9) основан на увеличении коэффициента самоиндукции кату-
шек датчика при попадании их в магнитное поле предмета из маг-
нитного материала.
Две индуктивные катушки, установленные под лентой транс-
портера, включены в два смежных плеча моста переменного тока;
два других плеча составляют активные сопротивления. Схема мос-
та питается напряжением переменного тока 127 в и балансируется
при отсутствии металла в магнитном поле катушек. При наличии
на транспортере магнитного материала увеличивается коэффициент
самоиндукции одной из катушек и нарушается баланс моста, что
приводит к появлению тока в его диагонали. Электронный усили-
тель усиливает напряжение разбаланса моста до величины, доста-
точной для срабатывания реле, находящегося в цепи управления
сырьевым потоком и в цепи аварийной сигнализации.
Чувствительность прибора настраивается на металлический
предмет из магнитного материала весом не менее 200 г, находя-
щийся на расстоянии не более 25 см над любой из катушек.
Металлоискатель типа МЗД-1М разработан ЦПКБ треста Сев-
запмонтажавтоматика и выпускается ленинградским заводом «Ре-
дуктор».
2. ПРИБОРЫ ДЛЯ ИЗМЕРЕНИЯ РАСХОДА И ДАВЛЕНИЯ
В цементном производстве управление технологическими про-
цессами связано с дозированием и учетом расхода жидких и твер-
дых компонентов сырья.
Необходимо измерять расход сырья, воды, глиняного шлама и
барды, так как они должны дозироваться в определенном соотно-
шении для получения однородного .продукта. Для управления про-
цессом обжига необходимо контролировать расход сырьевого шла-
ма, газообразного топлива и воздуха, поступающих в клинкерооб-
жигательные печи.
Для учета производительности и для управления технологиче-
ским процессом агрегатов необходимо измерять расход кусковых
материалов: 'сырья, клинкера, добавок, а также порошкообразных
материалов — цемента, сырьевой муки и угольной пыли.
Измерение расхода воды и газа
При измерении расхода воды и газа пользуются методом пере-
менного перепада давления. Принцип работы расходомеров пере-
менного перепада давления основан на измерении разности давле-
ний до н после сужающего устройства, установленного в трубопро-
воде, по которому протекает жидкость или газ. В качестве
сужающих устройств применяются диафрагмы, сопла и трубы «Вен-
тури».
Для измерения перепада давления иа сужающем устройстве
служат мембранные, поплавковые и кольцевые дифманометры. Све-
дения о расчете и установке дроссельных устройств и выпускаемых
дифманометров, о градуировании расходомеров имеются в лите-
ратуре.
72
РАЗДЕЛ XIII. Автоматизация производства
Для учета количества выработанного или израсходованного
продукта за определенный период времени используются расходо-
меры со встроенными интеграторами. Имеются также устройства,
предназначенные только для учета, различные типы скоростных и
объемных счетчиков. Например, для учета расхода мазута при-
меняются счетчики с овальными шестернями типа СВШ и СШМ.
Измерение расхода шлама
Контроль расхода шлама по скорости пи-
тающих устройств. Для дозирования шлама в печи и пи-
тания мельницы наибольшее распространение в настоящее время
получили ковшовые питатели. Количество подаваемого шлама ча-
ще всего оценивают по числу оборотов питателя. Для непрерывно-
го определения расхода шлама применяют электрический тахометр,
состоящий из тахогенератора, устанавливаемого на валу двигателя
питателя, и вторичного прибора — вольтметра, отградуированного
в об/мин или в м3/ч.
Для учета количества шлама применяются датчики импульсов
типа ДИ-5/1, ДИ-5/2, ДИ-1/1 и электроимпульсные счетчики типа
ЭС-1. Датчик импульсов представляет собой редуктор с эксцентри-
ком, который управляет ртутным прерывателем. Вал питателя со-
единяется с валом датчика импульсов. При вращении ковшового
питателя происходят замыкание и размыкание прерывателя, кото-
рый включен в цепь источника питания последовательно с катуш-
кой электроимпульсного счетчика.
Электромагнитная система счетчика питается постоянным током
напряжением 24 в. Потребляемая мощность составляет 2 вт.
Количество импульсов не должно превышать 100 в минуту.
Датчик типа ДИ-5/1 имеет передаточное число от 1 до 4, датчик
типа ДИ-5/2 — от 1,2 до 0,2.
Данный метод позволяет учитывать расход шлама лишь при •
равномерном наполнении ковшей питателя шламом. Для этого
уровень шлама в питателе поддерживается постоянным при по-
мощи слива.
Способ учета расхода по числу оборотов питателей использует-
ся не только для шлама, поступающего в печь, и глиняного шла-
ма, поступающего в мельницу, а также для определения расхода
материала (например, угольной и цементной пыли), подаваемого
ячейковым или шнековым питателем.
Щелевой расходомер истечения. В последнее вре-
мя находит применение щелевой расходомер истечения. Дозатор с
таким расходомером имеет ряд преимуществ перед ковшовым до-
затором — отсутствие вращающихся ковшей, мощного электродви-
гателя, меньшие габариты.
Щелевой расходомер (рис. 10) состоит из трех камер: прием-
ной, расходной и сливной. Шлам по трубе поступает в приемную
камеру и через диафрагму уходит в расходную камеру и далее в
агрегат. Излишек шлама уходит через заслонку в сливную камеру.
Таким образом строго выдерживается уровень шлама в дозаторе.
При необходимости изменить расход шлама включается исполни-
тельный механизм, поднимающий или опускающий заслонку. Из-
Г лава /. Автоматический контроль и учет
673
Рис. 10. Щелевой расходомер исте-
чения
/ — поплавок; 2 — дифференциально-транс-
форматорный датчик; 3 — вторичный при-
бор; 4 — исполнительный механизм; 5 —
ключ управления; 6 — заслонка; 7 — слнв-
е
6
7
Рис. 11. Схема установки контроля расхода
шлама типа КШ-3
/ — трубопровод шлама; 2 — контрольный бачок; 3 —
шток с пробкой; 4 — электромагнит; 5 ~ пружина;
6 — рычаг; 7 — контакт; 8 — электронное реле; 9 —
релейный блок; 10—магнитный пускатель; // — элек-
трический секундомер; 12— кнопка включения заме-
ра; 13 — кнопка возврата стрелки секундомера на нуль
43—1621
674
РАЗИЕЛ XIII. Автоматизация производства
мерение расхода основано иа измерении высоты уровня шлама в
приемной камере. Уровень контролируется поплавком, который че-
рез систему рычагов перемещает плунжер дифференциально-транс-
форматорного датчика. Вторичный прибор фиксирует расход
шлама.
Расчет профиля диафрагмы производится по формуле [9]
<2макс
х =-----—-----—-----
а V^^g if Л ^макс
где х — ширина профиля диафрагмы;
<2макс—максимальный расход шлама;
а — коэффициент расхода, получаемый экспериментальным пу-
тем;
g — ускорение силы тяжести;
h — высота уровня жидкости;
ЛМакс — максимальная высота окна диафрагмы.
Конструкция расходомера на расход шлама с пределом
120 м3/ч разработана ЦПКЬ треста Севзапмонтажавтоматика.
Установка периодического контроля рас-
хода шлама типа КШ-3. На цементных заводах для пери-
одического измерения расхода поступающего в печь шлама пополь-
зуется установка типа КШ-3 (рис. 11), принцип действия которой
основан на измерении времени заполнения контрольного мерного
бачка. Шлам, поступающий в печь, непрерывно проходит через от-
верстие в днище мерного бачка.
Для измерения расхода шлама нажимают кнопку «пуск»; ре-
лейный блок одновременно включает электрический секундомер,
электромагнит и электронное реле уровня типа ЭР-1. Электромаг-
нит, опуская пробку, закрывает отверстие в мерном бачке, а элект-
рический секундомер начинает отсчитывать время заполнения бачка
шламом. В момент, когда шлам коснется штыря контрольного кон-
такта, срабатывает электронное реле уровня. При этом электриче-
ский секундомер и электромагнит выключаются. Пружина подни-
мает пробку, открывая выходное отверстие бачка. Стрелка секундо-
мера устанавливается против деления, соответствующего времени
наполнения бачка шламом в момент контрольного замера. При
нажатии кнопки «съем» стрелка секундомера возвращается на нуль.
Устройство типа КШ-3 разработано ЦПКБ треста Севзапмон-
тажавтоматика.
Индукционный расходомер. В последнее время
для измерения расхода вязких и загрязненных жидкостей начина-
ют применяться расходомеры, принцип действия которых осиозан
иа явлении электромагнитной индукции. Индукционный метод из-
мерения расхода может быть применен лишь к электропроводным
жидкостям.
Участок трубопровода из немагнитного материала, по которо-
му протекает шлам, помещен в магнитном поле (рис. 12). На диа-
метрально противоположных концах поперечного сечения трубопро-
вода введены электроды для съема э. д. с., индуктируемой в жид-
кости.
Глава 1. Автоматический контроль и учет
675
Контролируемый поток, протекая по трубопроводу, пересекает
магнитные силовые линии и в нем индуктируется э. д. с.
Е = Bdv ср,
где В — индукция магнитного поля;
d—внутренний диаметр трубопровода;
Оср — средняя скорость жидкости в трубе.
К электродам подключен измерительный прибор, отградуиро-
ванный в единицах расхода.
Рис. 13. Лопастной расходомер
1 — кожух: 2 — питающая труба;
3 — слианая труба; 4 — диск с ло-
пастями (импеллер); 5 — редуктор
с измерительным устройством; 6 —
электродвигатель; 7 — индукцион-
ный датчик; 8 — вторичный прибор
Рис. 12. Индукционный расхо-
домер
1 — магнит; 2 — трубопровод: 3 —
электроды: 4 — поток жидкости;
5 — измерительный прибор
Особенностью этого метода являются малая инерционность
измерения, отсутствие сужения в месте замера, отсутствие чувст-
вительного элемента, соприкасающегося с контролируемой жид-
костью, что повышает надежность прибора и упрощает эксплуата-
цию. Показания расходомера не зависят от давления, температуры,
плотности, вязкости и характера потока контролируемой жидкэсти.
Харьковский завод контрольно-измерительных при'оров разра-
ботал индикатора расхода типа ИРЭФ, обеспечивающий непрерыв-
ное измерение расхода пульпы. В основу работы индикатора поло-
жен принцип электромагнитной индукции. Индикатор состоит из
двух блоков: измерителя типа ДЭС и электронно-компенсирующего
блока типа БЭР. Индикатор имеет два ферродинамических пре-
образователя: для подачи сигнала на вторичный прибор и в схему
регулирования. Прибор рассчитан на верхние пределы измерения
от 1 до 630 л3/ч при диаметрах проходного отверстия от 10 до
250 мм.
Лопастной расходомер шлама. В настоящее вре-
мя в цементном производстве внедряется лопастной расходомер,
43*
676
РАЗДЕЛ XIII. Автоматизация производства
предназначенный для непрерывного автоматического измерения и
суммирования весового расхода шлама влажностью выше 30% и
других жидких сред в потоке при условии свободного падения их
иа чувствительный элемент. Показания расходомера не зависят от
вязкости и плотности шлама.
Схема лопастного расходомера приведена на рис. 13. Расходо-
мер состоит из диска с лопастями (импеллера), электродвигателя
с редуктором и индукционного датчика. Диск с лопастями уста-
новлен на вертикальной оси редуктора. Через направляющую течку
шлам в свободном падении непрерывно поступает на диск. При
свободном падении шлам имеет нулевую горизонтальную скорость.
Лопасти увлекают шлам, сообщая ему тангенциальную скорость,
равную окружной скорости диска. Тормозной момент на валу' диска
определяется усилием, затрачиваемым на придание шламу танген-
циальной скорости, и может быть выражен формулой:
где .Q — весовой расход материала, проходящего через чувстви-
тельный элемент в единицу времени;
о> — угловая скорость чувствительного элемента;
R — радиус диска чувствительного элемента;
g — ускорение силы тяжести.
Таким образом, тормозной момент пропорционален весовому
расходу шлама, поступающему на диск. Для измерения момента
используется механическая система, преобразующая момент в пере-
мещение плунжера индукционного датчика. Сигнал, полученный от
индукционного датчика, контролируется на вторичном приборе, ко-
торый является показывающим, регистрирующим и интегрирующим.
Верхний предел измерения импеллерных расходомеров — до
80 т/ч. Основная погрешность показаний по расходу в пределах от
10-д100% шкалы не превышает ±1,5%.
Конструкция прибора разработана ЦПКБ треста Севзапмон-
тажавтоматика.
Измерение расхода порошкообразных и кусковых материалов
Для измерения расхода порошкообразных материалов в на-
стоящее время внедряется импеллерный расходомер, который пред-
назначен для измерения расхода песка, цемента, угольного порош-
ка и других веществ с размером фракций до 2 мм в потоке при
условии свободного падения материала на чувствительный элемент
с высоты не более 500 мм.
Принцип действия прибора и конструктивное исполнение в
основном аналогичны импеллерному расходомеру шлама. Верх-
ний предел измерения расходомера сыпучих материалов до 60 т/ч.
Основная погрешность показаний по расходу в пределах от 10
до 100% диапазона шкалы не превышает ±1,5%.
Конструкция прибора разработана ЦПКБ треста Севзапмои-
тажавтоматика.
Г лава 1. Автоматический контроль и учет
677
Измерение давления
На цементных заводах широко применяются приборы для из-
мерения перепада давления и разрежения. Эти приборы контроли-
руют давление и разрежение потока газа и воздуха в цементо-
обжигательных печах, угольных мельницах, сырьевых с подсушкой,
в цементных мельницах, сушильных барабанах; давление масла
в смазочных системах; давление в системах сжатого воздуха для
перемешивания пневматического транспорта; давление воды в
трубопроводах.
Применяемые для этой цели приборы не являются специфиче-
скими для цементной промышленности и подробно описаны в ли-
тературе.
3. ПРИБОРЫ ДЛЯ ИЗМЕРЕНИЯ УРОВНЯ
Основными технологическими емкостями цементного производ-
ства являются бункера для кусковых материалов — известняка,
клинкера, угля, добавок; бункера и силосы для порошкообразных
материалов — цемента, сырьевой муки, угольной и цементной пыли;
бассейны для сырьевого шлама. Контроль уровня за наполнением
емкостей осуществляется уровнемерами. В бункерах кусковых ма-
териалов непосредственное измерение уровня затруднено вследст-
вие больших ударных нагрузок и неравномерности уровня зеркала.
Сигнализаторы уровня жидкости
Наибольшее распространение для контроля уровня воды, кон-
денсата, масла, мазута получили сигнализаторы уровня жидкости —
поплавковые реле типа ПР-40, РМ-51 и сигнализатор уровня типа
СУ-3 [1].
Для сигнализации уровня электропроводных жидкостей разра-
ботаны схемы, одна из которых приведена на рис. 14. Над бачком
или приямком устанавливаются на проходных изоляторах метал-
лические электроды К| и К2, определяющие верхнее и нижнее пре-
дельный значения уровней измеряемой среды.
Если жидкость, находящаяся в резервуаре, достигнет одного из
контактов, срабатывает соответствующее реле, которое включает
цепь сигнализации и блокировки.
Схемы такого рода просты и применяются на многих заво-
дах.
Для повышения чувствительности схемы, исключения влияния
переходного сопротивления между электродом и средой на ток
срабатывания реле применяют электронные реле уровня. Принци-
пиальная схема электронного реле уровня ЭР-1 приведена на рис. 15.
При нормальном уровне шлама в резервуаре контактный
штырь касается шлама. На сетку лампы поступает отпирающий
лампу нмпульс. Лампа открыта — реле Р включено. Включается
сигнализация о достижении уровня. При падении уровня шлама
лампа запирается, реле обесточивается и сигнализация о дости-
жении уровня выключается. Максимально допускаемое переходное
сопротивление .в цепи сетки лампы 3 мом.
678
РАЗДЕЛ XIII. Автоматизация производства
Рис. 14. Схема сигнализации уровня
проводящей среды
Ki и К2 — металлические электроды; Pi н
Р2 — реле
I
Рис. 15. Схема сигнализации уровня шлама
/ — электронное реле уровня типа ЭР-1; 2 — ре-
зервуар со шламом: 3 — сливная труба; 4—кон-
тактный штырь
Глава 1. Автоматический контроль и учет
679
Реле уровня ЭР-1 разработано ЦПКБ треста Севзапмоитажав-
томатика и применяется в комплекте с прибором КШ-3 для опре-
деления верхнего уровня шлама в измерительном бачке.
Сигнализатор уровня типа ЭСУ-1. Для сигнали-
зации уровней жидкостей, а также порошкообразных и гранули-
рованных материалов применяются электронные сигнализаторы
уровня с электрическими емкостными датчиками. Комплект сигна-
лизатора уровня типа ЭСУ-1 состоит из емкостного датчика и
электронного блока. Измеряется изменение значения электрической
емкости между электродом и стенками бункера или бассейна при
изменении среды между ними. Вследствие различия диэлектриче-
ских постоянных воздуха и контролируемой среды меняется элект-
рическая емкость между электродом и стенками бункера илн бас-
сейна. Электронный блок сигнализатора состоит из генератора вы-
сокочастотных колебаний, собранного на электронной лампе 6Н8С.
Генератор настраивается таким образом, что при достижения оп-
ределенного уровня измеряемой среды (заданного значения элект-
рической емкости между электродом и стенками) происходит срыз
высокочастотных колебаний и анодный ток резко возрастает. Реле
МКУ-48, включенное в анодную цепь лампы, срабатывает н вклю-
чает соответствующие контакты в цепях сигнализации и управле-
ния.
Сигнализатор ЭСУ-1 с некоторым изменением конструкции
датчика можно применять для контроля уровня сыпучих материа-
лов. •
Погрешность сигнализатора уровня составляет ±2,5 мм.
Электронные сигнализаторы уровня типов ЭСУ-1, ЭСУ-2,
ЭСУ-2а выпускаются отечественными заводами.
Радиоактивный индикатор уровня типа РИУ-1.
В тех случаях, когда из-за сложности технологического процесса
контроль уровня необходимо осуществить без непосредственного
контакта с контролируемой средой, применяется радиоактивный
индикатор уровня типа РИУ-1, который предназначен для сигнали-
зации определенного уровня материала в бункерах и бассейнах.
Принцип действия прибора основан на измерении потока гам-
ма-лучей. проникающих через объект. Интенсивность потока гамма-
лучей зависит от плотности контролируемой среды.
Прибор состоит из источника с радиоактивным изотопом, дат-
чика (блок счетчика гамма-лучей) и электронного блока. Источник
и датчик крепятся снаружи на стенках бассейна или бункера иа
уровне, который требуется сигнализировать. В том случае, когда
уровень материала находится выше линии, соединяющей источник
со счетчиком, часть потока гамма-лучей поглошается материалом,
имеющим большую плотность по сравнению с воздухом: реле элект-
ронного блока срабатывает и сигнализирует наличие тока.
Погрешность прибора составляет ±20 мм.
Максимальное расстояние между источником и счетчиком не
должно превышать 6 м, между счетчиком и электронным блоком
расстояние должно быть не более 100 м.
Радиоактивный индикатор уровня типа РИУ-1 выпускается за-
водом «Калугаприбор».
80
РАЗДЕЛ XIII. Автоматизация производства
Сигнализаторы уровня сыпучих материалов
Сигнализатор уровня типа УКМ. Для сигнали-
зации уровня сыпучих материалов в бункерах применяются ука-
затели уровня с вращающейся крыльчаткой типа УКМ. Указатели
уровня устанавливаются сверху и снизу бункера и предназначе-
ны для сигнализации крайних уровней загрузки бункеров.
Принцип действия указателя уровня заключается в следующем:
синхронный электродвигатель типа СД-60 посредством пары ци-
линдрических шестерен и червячной передачи вращает вал с уста-
новленной на нем крыльчаткой. При повышении уровня материала
крыльчатка погружается в материал, н вращение ее затормажива-
ется. Вращение червячного колеса, сидящего на одном валу с
крыльчаткой, также тормозится. Червяк при остановке колеса,
продолжая вращаться, начинает перемещаться вдоль застопорен-
ного червячного колеса. Кулачок, установленный на оси червяка,
поворачивает рычаг с закрепленными на нем ртутными переключа-
телями. Контакты в цепи питания синхронного двигателя размыка-
ются, и он останавливается, а в схеме сигнализации — замыкаются
и включают световую и звуковую сигнализацию.
При падении уровня материала ниже контролируемого проти-
вовес возвращает кулачок и червяк в прежнее положение. Вклю-
чается электродвигатель, н крыльчатка вновь начинает вращаться.
Указатель уровня типа УКМ выпускается ленинградским за-
водом «Редуктор».
Сигнализатор наличия руды типа CH Р-1063М, Для
автоматического контроля наличия материала на ленточных, пластин-
чатых и других питателях применяется сигнализатор наличия мате-
риала типа СНР-1063М.
Сигнализатр состоит из электродного датчика типа ДЭ-63М и
электронного сигнализатора типа ЭС-101IM. Датчик представляет со-
бой гибкий стальной трос, подвешенный на изоляторе так. что при от-
сутствии материала он не касается ленты транспортера, а при наличии
материала на ленте соприкасается с материалом. Электронный сигна-
лизатор представляет собой чувствительное электронное реле, конт-
ролирующее сопротивление материала в цепи датчика.
Принцип действия сигнализатора аналогичен ранее описанному
электронному сигнализатору уровня шлама.
Чувствительность реле по переходному сопротивлению лежит в
пределах до 20 мом. Толшина слоя материала на ленте 30-ь500 мм,
выдержка времени на срабатывание реле 1.5—3 сек.
Сигнализатор выпускается заводом «Цветметприбор» (г. Наль-
чик).
Следящие уровнемеры
Электроконтактный следящий уровнемер со-
здан на базе электроконтактного реле уровня и применяется в це-
ментной промышленности для определения уровня шлама в шламо-
вых бассейнах. Схема уровнемера приведена на рис. 16.
Щуп подвешен на тросе лебедки. Трос и барабан лебедки изо-
лированы от заземленных элементов. Лебедка приводится во вращение
реверсивным электродвигателем через редуктор. При включении из-
Глава 1. Автоматический контроль и учет
681
мерительной части прибора срабатывает реле Н, включается элек-
тродвигатель п щуп, будучи в подтянутом кверху положении, начи-
нает перемещаться вниз. Как только щуп достигнет шлама, замы-
кается цепь питания реле уровня РУ. В качестве реле уровня при-
менено электронное реле типа ЭР-i. Реле срабатывает и включает
катушку В пускателя, контакты которого включают реверсивный
Рис. 16. Электроконтактный следящий уров-
немер
1 — щуп; 2 — лебедка; 3 — редуктор; 4 — электро-
двигатель; РУ — реле уровня, В и Н — реверсив-
ные пускатели; Д — сельсии-датчик; П — сельсии-
приемник
электродвигатель лебедки, и щуп начинает подниматься. Как только
он выйдет из шлама, реле обесточивается, включается катушка Н,
и лебедка начинает вращаться в обратную сторону, вновь опуская
щуп в шлам. Таким образом происходит непрерывный поиск щу-
пом уровня шлама.
Частое реверсирование двигателя приводит к незначительным ко-
лебаниям щупа относительно уровня шлама, что несущественно ска-
зывается на точности показания прибора.
Угол поворота лебедки соответствует уровню шлама. Шкала
сельсина-приемннка, отмечающего положение щупа, отградуирована
в кубических метрах шлама. Сельсин-датчик установлен непосредст-
венно на валу лебедки.
Пределы измерения уровня 04-2600 см. Уменьшение погрешно-
сти измерения до +4 см достигается путем применения двух шкал
отсчета: грубого и точного.
Схема уровнемера разработана ЦПКБ треста Севзапмонтажав-
томатика совместно с цехом КИП Ленинградского цементного за-
вода имени Воровского.
Уровнемер шлама мембранный типа У Ш-4М.
Для определения уровня в шламовых бассейнах используются мем-
44—1621
682
РАЗДЕЛ XIII. Автоматизация производства
бранные уровнемеры, принцип действия которых заключается в изме-
рении давления столба шлама на мембрану датчика, устанавливае-
мого внизу бассейна. Давление шлама прямо пропорционально
удельному весу и высоте уровня шлама. Если принять, что удель-
ный вес шлама практически не меняется, то давление шлама пропор-
ционально его высоте. Этот принцип лежит в основе уровнемера ти-
па УШ-4М. Мембранный датчик, заполненный незамерзающей жид-
костью — антифризом, устанавливается внутри бассейна. Соедини-
тельная трубка связывает датчик с приемной камерой уровнемера.
Давление, создаваемое шламом, воспринимается мембранным датчи-
ком и через антифриз передается в приемную камеру уровнемера,
где вызывает сжатие сильфона на величину, пропорциональную вели-
чине давления. С сильфоном жестко связан плунжер, оканчивающий-
ся зубчатой реечной передачей. Линейное перемещение рейкн по-
средством сектора преобразуется во вращательное движение вала
сельсина-датчика и стрелки, угол поворота которых пропорциона-
лен уровню шлама в бассейне.
Сельсин-приемник впащает стрелку вторичного прибора, шкала
которого отградуирована в метрах. Прибор имеет сигнальные кон-
такты верхнего и нижнего уровней. Положение контактов можно ре-
гулировать при настройке.
Уровнемер разработан ЦПКБ треста Севзапмонтажавтома-
тика.
Радиоактивный уровнемер. Для контроля уровня шлама в шла-
мовых бассейнах цементных заводов институтом НИИЦемент ис-
пытан опытный образец радиоактивного уровнемера. Радиоактивный
уровнемер в комплекте со вторичным прибором предназначен для не-
прерывного дистанционного измерения высоты границы раздела двух
сред различной плотности.
Принцип действия прибора аналогичен радиоактивному индика-
тору уровня типа РИУ-1. Прибор состоит из колонки источника излу-
чения, колонки счетчика и электронного блока. Колонки представ-
ляют собой вертикальные трубы, устанавливаемые вертикально внут-
ри бассейна на расстоянии 800 мм друг от друга. Граница раздела
сред определяется с помощью источника гамма-частиц (Со60) и счет-
чика радиоактивного излучения СТС-I, подвешиваемых на одинако-
вом уровне на тросах в колонках. Измерительная система расходоме-
ра непрерывно следит за положением границы раздела двух сред:
шлам—воздух. Реверсивный электродвигатель управляется сигнала-
ми, полученными от счетчика, который регистрирует большую илн
меньшую интенсивность излучения в зависимости от положения ли-
пни источник—счетчик относительно границы двух сред. Двигатель,
вращая барабаны источника и счетчика, удерживает линию источ-
ник—счетчик на границе раздела сред.
Для передачи показаний уровнемера на расстояние в измери-
тельном блоке установлен сельсин-датчик, связанный через редук-
тор с реверсивным электродвигателем. Сельсин-датчик передает пока-
зания на сельсины-приемники, связанные с показывающими, регист-
рирующими и регулирующими приборами.
Радиоактивные уровнемеры выпускаются заводом «Калугапри-
бор».
Г лава 1. Автоматический контроль и учет
683
4. ПРИБОРЫ ДЛЯ ИЗМЕРЕНИЯ ТЕМПЕРАТУРЫ
Измерение температуры до 200° С
На многих объекта^ цементного производства необходимо конт-
ролировать температуру с верхним пределом измерения дс 200° С.
К таким объектам относятся: обмотки электродвигателей, вкладыши
подшипников, смазочное масло, охлаждающая вода, потоки газов
и т. д.
Для местного контроля ис-
пользуются стеклянные ртут-
ные термометры; для дистанци-
онного контроля и сигнализа-
ции отклонения от заданных
пределов применяются мано-
метрические термометры, тер-
мометры сопротивления и полу-
проводниковые термосопротив-
ления (термисторы).
Манометрические
термометры. На цемент-
ных заводах применяются ма-
нометрические термометры ти-
пов ТГ, ТС, ЭКТ. Принцип дей-
ствия, устройство этих термо-
метров указаны в литерату-
ре [8].
Проволочные тер-
мометры сопротивле-
н и я. Для измерения темпера-
туры применяется комплект ап-
паратуры, состоящей из термо-
метра сопротивления, измери-
тельного прибора и источника
тока. Термометры сопротивления
Рис. 17. Принципиальная схема
измерения температуры при помо-
щи полупроводникового термосо-
противления
[8]- изготавливаются из платины
илн меди; платиновые рассчитаны на измерение температуры до
500 °C, медные — для температур до 150°С.
В качестве измерительных приборов служат логометры ЛПр-53 и
автоматические уравновешенные электронные мосты.
Термометры сопротивления обладают значительной тепловой
инерцией (до 15 мин), что является недостатком, особенно в случае
их применения в качестве датчиков для систем регулирования.
Полупроводниковые термо сопротивления. По-
лупроводниковые термосопротивления (термисторы) обладают малой
инерционностью. Кроме того, по сравнению с проволочными термо-
метрами сопротивления они обладают более простым устройством,
имеют более высокую чувствительность и меньшие габариты. Наи-
более распространены термосопротивления типов ММТ-1, ММТ-4,
КМТ-1, КМТ-4. Термосопротивления типа ММТ-1 и КМТ-1 предна-
значены для работы в сухих помещениях, типа ММТ-4 и КМТ-4 гер-
метизированы, вследствие этого они могут быть использованы в ус-
ловиях повышенной влажности и в жидкостях.
44*
684
РАЗДЕЛ XIII. Автоматизация производства
Схема контроля температуры с помощью термистора приведе-
на на рис. 17.
Термосопротивление R\ включено в плечо неуравнозешеиного
моста постоянного тока, с диагонали которого снимает-я сигнал
на показывающий пирометрический милливольтметр МПЩПр-54 и
на автоматический потенциометр ЭПП-09 или ЭПД для регистра-
ции значения контролируемого параметра. При необходимости ис-
Рис. 18. Блок-схема прибора автоматиче-
ского контроля температуры подшипников
типа УКТ-5М
71—Тю— термосопротивлеиия; А,—.4W— селекторы;
£i—£ц>— блоки световой сигнализации; В,—В5—
блоки отключения; Д— блок звуковой сигнали-
зации; Г — блок контроля
пользовать контролируемый параметр в системе регулирования си-
гнал с сопротивления /?6 подключают на вход электронного регу-
лирующего прибора. Зависимость тока в измерительной диагонали
моста от значения контролируемой температуры имеет практиче-
ски линейную характеристику.
Приведенная схема разработана ЦПКБ треста Севзапмонтаж-
автоматика в виде отдельного блока ИПП-2/6.
На основе этой схемы разработана установка контроля
температуры подшипников.
Для измерения температуры подшипников, для сигнализации
предельно допустимых значений температур в любой из контроли-
руемых точек и для остановки агрегата в случае превышения
заданного значения температуры применяется прибор автомати-
ческого контроля температуры типа УКТ-5М. На рис. 18 приведена
блок-схема прибора.
Прибор имеет десять каналов температурного контроля, рабо-
тающих независимо друг от друга. Каждый канал обеспечивает
контроль температуры одного объекта, в котором может быть уста-
новлено до 12 термодатчиков. Термодатчики устанавливаются не-
посредственно в рабочей части подшипника. Чувствительными эле-
ментами термодатчиков служат термосопротивления ММТ-4.
Глава I. Автоматический контроль и учет
685
Основным узлом прибора является селектор, который выделяет
значение максимальной температуры нз значений температур груп-
пы термодатчиков, входящих в данный селектор, и дает сигнал при
достижении предельного значения температуры. Селекторы выпол-
няются в виде отдельных блоков и устанавливаются непосредст-
венно у контролируемого объекта.
Каждый селектор подключен к отдельному блоку световой
сигнализации, а все селекторы — к общему блоку звуковой сигна-
лизации. Такая схема позволяет оператору получать информацию
об аварийном состоянии какого-либо из контролируемых объектов.
Значения текущей максимальной температуры в каждом объекте
могут быть в любое время проверены оператором с помощью пере-
ключателя на 10 положений и стрелочного измерительного прибора.
При необходимости некоторые селекторы подключаются к бло-
кам отключения, которые предназначены для автоматической оста-
новки агрегата, если температура подшипника достигнет макси-
мального значения.
Точность измерения составляет ±2,5° при температуре окру-
жающего воздуха от +15 до +30° С. Пределы измерения темпе-
ратуры составляют от 30 до 100° С, максимальное число точек, од-
новременно контролируемых прибором, составляет 120, максималь-
ное число блокируемых агрегатов 5.
Установка типа УКТ-5М разработана ЦПКБ треста Севзап-
монтажавтоматика.
Измерение температуры от 200 до 1000° С
Измерение температур газов й материалов в обжиговых печах
и сушильных барабанах, а также на входе в сырьевые мельницы
с одновременной подсушкой осуществляется термоэлектрическими
пирометрами, если контролируемые температуры не превышают
1100° С. Термоэлектрические пирометры состоят из трех оснойиых
частей: термопары, соединительны., проводов н измерительного при-
бора.
>. Принцип их действия заключается в том, что в спае. разнород-
ных' проводников возникает термоэлектродвижущая сила','величи-
на которой зависит от температуры. На цементных заводах ис-
пользуются преимущественно термопары типов ТХК, ТХА, ТНК,
ТПП, щитовые милливольтметры типов МПЩПл-54 и МПЩПр-54
для мгновенного контроля, самопишущие милливольтметры типа
МСЩПр-654 и автоматические электронные потенциометры типов
ПС, ЭПД и ЭПП-09 для записи температур.
Для получения истинной величины температуры материала или
отходящих газов существенное значение имеет правильная уста-
новка термопар.
При измерении температуры в зонах вращающейся печи и су-
шильного барабана термопара защищается чехлом, изготовляемым
из жаростойкой стали, например марки ЭЯ-ЗС. Для измерения
температуры материала в зонах вращающейся печи чехол с термо-
: парой устанавливается в специальном кармане. Карманы бывают
.. нескольких типов: с вертикальными - стенками, с конусообразными
стенками и. «самоочищающиеся». ,
686
РАЗДЕЛ XIII. Автоматизация производства
Очистка внутренней поверхности «самоочищающегося» кармана
ет налипшего материала производится специальными скребками,
выполненными в форме двух полудуг, вращающихся вокруг оси
(рис. 19). Дуги жестко скреплены с рычагом, который находится
снаружи кармана. На рычаге закреплен груз. При вращении печи
I яс. 19. Установка термопары в «самоочищающемся» кармане
1 — чехол с термопарой; 2 — «самоочищающийся» карман; 3 — рычаг с
грузом; 4 — полудуги-скребки; 5 — корпус печи; 6 — фланец
рычаг с грузом перекидывается, приводя в движение полудуги,
которые очищают стенки кармана от материала. Съем сигнала от
-термопар осуществляется через токосъемное устройство, состоя-
щее из троллейных колец и щеток с траверсами. Термопара с
троллейными кольцами н токосъемники со вторичным прибором
соединяются компенсационными проводами марок КПО и КПГ.,
Глава 1. Автоматический контроль и учет
687
Токосъемное устройство и конструкция самоочищающегося кар-
мана с термопарой разработаны ЦПКБ треста Севзапмонтажавто-
матика и входят в комплект установок УРПО, изготовляемых тре-
стом Севзапмонтажавтоматика.
В зарубежной практике применяется устройство для контроля
температуры корпуса печи в зоне спекания с целью предотвраще-
ния прогорания футеровки. Устройство состоит из пирометра, под-
вешенного иа тросах и перемещающегося вдоль контролируемого
участка корпуса печи. Пирометр визируется на корпус печи. Вслед-
ствие вращения печи пирометр контролирует всю поверхность кор-
пуса печи в наиболее термонапряженной зоне. Когда температура
какого-либо участка корпуса печи превысит заданную, пирометр
сигнализирует о повышении температуры и включает реле, которое
останавливает пирометр напротив опасного участка.
Измерение температуры свыше 1100° С
Температура материала в зоне спекания печн является одним
из наиболее важных технологических параметров процесса обжи-
га. Измерение температуры материала в зоне спекания с помощью
Рис. 20. Радиационный пирометр
1 — излучающее тело; 2 — линза объектива
телескопа: 3 — термобатарея; 4—панель с
уравнительными и эквивалентными сопротив-
лениями; 5 — милливольтметр; 6 — электрон-
ный потенциометр; 7 — сигнализатор
термопар крайне затруднено вследствие высоких температур и ме-
ханических воздействий на термопары. Для измерения температур
в зоне спекания при работе печей на газообразном топливе исполь-
зуют радиационный пирометр типа РАПИР, не требующий непос-
редственного соприкосновения чувствительного элемента с телом,
температура которого измеряется.
В радиационном пирометре (рис. 20) поток тепловой энергии,
излучаемой зоной спекания, концентрируется через объектив на
теплочувствительном органе—термобатарее, которая состоит из
нескольких последовательно соединенных термопар. Термобатарея
помещена в стеклянную колбу, заполненную нейтральным газом.
Развиваемое на термобатарее напряжение подается на измери-
тельный прибор (милливольтметр или электронный потенциометр).
688
РАЗДЕЛ Х1П. Автоматизация производства
Погрешность прибора при измерении температуры от 900 до 1800°С
составляет ±18° С.
Кроме радиационных пирометров для измерения высоких тем-
ператур применяются фотоэлектрические пирометры типа ФЭП-3,
принцип действия которых основан на свойстве фотоэлемента из-
менять возникающий в нем ток пропорционально падающему на
него световому потоку.
Пирометры типа РАПИР и ФЭП-3 изготавливаются Калужским
заводом пирометрических приборов.
Применение пирометров для контроля температуры материала
в зоне спекания при работе печи на газообразном топливе ослож-
няется из-за наличия запыленности на участке между пирометром
н излучателем. При работе печи на пылеугольном или даже на га-
зообразном топливе, по с вдуванием пыли из пылеосадительных
устройств со стороны подачи топлива применение радиационных
пирометров типа РАПИР и ФЭП-3 невозможно, ибо при этом зона
визирования затемнена.
В настоящее время ведутся работы по применению выпускае-
мых отечественной промышленностью цветных фотоэлехтрических
пирометров ЦЭПИР, на которые запыленность газов оказывает
меньшее влияние.
Невозможность разграничения между излучением факела, фу-
теровки и излучением материала не позволяет получить точного
значения температуры материала в зоне спекания.
Показания пирометра характеризуют суммарное излучение
участка зоны спекания, на который он визирован, к изменяются
в зависимости от состояния материала в зоне визирования. Таким
образом, показания пирометра пока можно использовать только
для характеристики изменения температурного режима в зоне спе-
кания.
Пирометр визируется на футеровку в зоне спекания, темпера-
тура которой близка к температуре материала, а не иа сам ма-
териал. так как он в зоне спекания обычно прикрыт факелом,
а футеровка хорошо просматривается с головки печи. Для уменьше-
ния влияния факела на показания пирометра используются
диафрагмы.
5. ПРИБОРЫ ДЛЯ КОНТРОЛЯ РЕЖИМА РАБОТЫ МЕЛЬНИЦЫ
В цементной промышленности большое распространение по-
лучил электроакустический метод контроля загрузки шаровых мель-
ниц, основанный на зависимости характеристик шума, издаваемого
шаровой мельницей, от количества находящегося в ней материала.
Этот метод применим для различных типов и размеров мельниц.
Показателем загрузки служит интенсивность нли частота шума
мельницы, величина которых тем выше, чем меньше загрузка мель-
ницы материалом. .
На отечественных цементных заводах в основном применяется
. частотный электроакустический метод контроля загрузки мельниц,
который сводится к измерению частоты спектра шума путем замера
числа перехода шумовой э. д. с. через нулевое значение в единицу
времени, Этет метод менее чувствителен к шумам соседних мельниц
Глава 1. Автоматический контроль и учет
689
по сравнению с методом контроля загрузки мельницы по интенсив-
ности шума. Для измерения частоты переходов шумовой э. д. с. через
нуль применяется конденсаторный метод измерения частоты (рис.
21,а). При отрицательном полупериоде напряжения на сетке лам-
па J1 полностью заперта, в это время происходит заряд конденса-
6) J
6) Э
Рис. 21. Конденсаторный метод измере-
ния частоты
а — схема измерения частоты переменного то-
ка; б — амплитудная характеристика; в — ча-
стотная характеристика
тора С. При положительном полупериоце напряжения на сетке
лампа полностью отпирается и конденсатор разряжается. Через
стрелочный прибор Г проходят как зарядный, так и разрядный
ток. Показания прибора будут соответствовать величине тока
l = 2qf=2JCf,
где q — величина заряда;
С — емкость конденсатора;
... f— частота напряжения на сетке лампы;
U — напряжение.
690
РАЗДЕЛ XIII. Автоматизация производства
Если напряжение на сетке лампы настолько велико, что даль-
нейшее его увеличение не изменяет величины проводимости лампы,
то ток, проходящий через гальванометр Г, будет зависеть только
от частоты напряжения, поданного на сетку лампы.
Рис. 22. Микрофонное устройство
а — головка микрофонного устройства: 1 — экраиировочный щиток с войлочным
покрытием: 2 —устройство для регулировки направления микрофона; 3—ми-
крофон; 4 — кожух; б — установка микрофонного устройства УМ-3: 1 — голов-
ка микрофонного устройства; 2—натяжной тросик; 3 — рессора; 4— фиксатор
положения; 5 — раздвижная стойка с основанием
Амплитудная н частотная характеристики конденсаторного ме-
тода измерения частоты приведены соответственно на рис. 21, б
и в. Точка перехода амплитудной характеристики в горизонталь-
ный участок соответствует напряжению полного отпирания и запи-
рания лампы Un- Увеличение интенсивности шумовой э. д. с. выше
точки иП не оказывает влияния на показания гальванометра. По-
казания становятся зависимыми только от частоты шума.
Для восприятия шума мельницы используется динамический
микрофон типа МД-57 или МД-59, а также микрофоны типа
МД-35 и МД-44. Микрофон устанавливается в специальном устрой-
стве, схема которого дана на рис. 22. Микрофон помещается в пы-
ленепроницаемый кожух, в передней крышке которого имеется
отверстие, закрытое звукопроницаемой прокладкой. Микрофон с
кожухом установлен на стойке (рис. 22), основание которой кре-
пится к полу. Для подсоединения экранированного кабеля к устрой-
ству имеется штепсельный разъем. Микрофонное устройство уста-
навливается вблизи обечайки мельницы со стороны падения мелю-
щих тел в мельнице под углом 45° к вертикали.
Глава 1. Автоматический контроль и учет
691
С целью устранения влияния шума соседних мельниц на ко-
жухе устанавливается экранирующий щиток, покрытый звукопо-
глощающим материалом (войлоком). Кожух микрофонного устрой-
ства прикреплен к стойке с помощью рессоры, обеспечивающей
Рис. 23. Принципиальная схема прибора типа УПБ-2А
• при необходимости прилегание щитка к поверхности мельницы и
демпфирование случайных ударов. Тросик служит для оттягива-
ния кожуха при очистке и позволяет отрегулировать необходимую
величину зазора между щитком и мельницей
€92
РАЗДЕЛ XIII. Автоматизация производства
В настоящее время находит распространение вибрационный
метод измерения загрузки мельницы, в котором вместо мн рсфона
используется индукционный датчик, разработанный институтом
НИИЦемент.
Индукционный датчик представляет собой постоянный магнит,
в поле которого находится измерительная катушка. Принцип дей-
ствия датчика заключается в том, чго конфигурация магнитного
поля, определяемая расстоянием между датчиком и вибрирующей
обечайкой мельницы, непрерывно меняется, и в катушке находится
э. д. с., пропорциональная скорости колебания обечайки. Датчик
исключает влияние акустических помех.
Для усиления шумовой э. д. с. и преобразования ее частоты в
напряжение постоянного тока, пропорциональное этой частоте,
служит прибор типа УПБ-2А (рис. 23). Прибор имеет узкие пре-
делы измерения (100-:-1000 гц). Зависимость напряжения на вы-
ходе прибора от частоты входного сигнала прямолинейная с коэф-
фициентом пропорциональности 35 мв/гц. Амплитуда входного
сигнала должна составлять не менее I мв.
Входной сигнал шумовой э. д. с. усиливается тремя каскадами
усилителя напряжения, собранного на двух электронных лампах
Л1 и Л2. Коэффициент усиления регулируется сопротивлением Ri.
Усиленный сигнал в виде прямоугольных импульсов поступает на
ceiKH лампы ЛЗ, которая выполняет роль ключа.
Если полупериод напряжения на сетках лампы отрицательный,
то лампа закрыта и конденсатор С( заряжается. При положитель-
ном полупериоде конденсатор разряжается. На выходе УПБ-2А
развивается напряжение, пропорциональное частоте шумовой э. д. с.
Фильтр RC(R2, С2, Сз) служит для сглаживания флюктуаций аку-
стического сигнала. С сопротивлений R3, Rt и Rs выходное напря-
жение может подаваться на вход регулирующих приборов и ав-
томатического потенциометра типа ЭПП-09. Нулевой прозод
УПБ-2А заземляется. Прибор питается от сети через стабилизатор
напряжением переменного тока 120 в. Нестабильность показаний
прибора не превышает +3%.
Электроакустический метод контроля режима работы мельниц
разработан ЦПКБ треста Севзапмонтажавтоматика. Микрофонное
устройство типа УМ-3 и прибор типа УПБ-2А являются самостоя-
тельными изделиями и комплектуются в установки, предназначен-
ные для контроля и автоматического регулирования процессов
помола в сырьевых и цементных мельницах. Микрофонное устрой-
ство типа УМ-3 и ппибор типа УПБ-2А выпускаются трестом Сев-
запмонтажавтоматика.
6. ВТОРИЧНЫЕ ПРИБОРЫ И ПРЕОБРАЗОВАТЕЛИ
Основу схем автоматического контроля технологических величин
составляют датчики со вторичными приборами. Большинство датчи-
ков имеет устройство для дистанционной передачи показаний на
вторичные приборы.
По виду измерительной схемы н принципу действия вторичные
автоматические и электронные приборы разделяются на:
а) автоматические электронные потенциометры типов ЭПП,
ЭПД, ПС, ПСР, ЭПВ, ЭПП-09 и др.;
Глава 1. Автоматический контроль и учет
693
б) автоматические электронные мосты типов ЭМП, ЭМД, ЭМВ,
МПР, МС, МСР, МСРМ и др.;
в) автоматические электронные вторичные приборы с индук-
ционными датчиками типов ЭПИД, ЭПВИ, ДС, ДСР, МСИР,
ДПР и др.
Автоматические электронные потенциометры работают в ком-
плекте с термопарами и радиационными пирометрами и предназна-
чены главным образом для измерения, записи и регулирования тем-
пературы. Автоматические потенциометры используются также для
измерения других технологических величин, значения которых пред-
варительно преобразовываются в сигнал постоянного тока.
Автоматические электронные уравновешенные мосты работают
в комплекте с термометрами сопротивления и предназначены для
измерения записи и регулирования температуры. Автоматические
электронные мосты используются также для измерения других тех-
нологических величин, значения которых предварительно преобра-
зовываются в значение электрического сопротивления.
Автоматические электронные приборы, работающие в комплекте
с первичными приборами, имеющими индукционные датчики, пред-
назначены для измерения, записи и регулирования давления, разре-
жения, перепада давления, уровня, расхода жидкостей и газов.
Все автоматические вторичные приборы по конструктивным
признакам разделяются на показывающие, записывающие и регули-
рующие приборы или в комбинации всех этих функций с ленточной
и дисковой диаграммами.
Большая разнотипность применяемых датчиков вызывает в свою
очередь применение разнообразных вторичных приборов.
На щитах автоматического контроля устанавливается большое
число вторичных приборов, по которым становится затруднительно
вести технологический процесс, так как чтобы определить взаимо-
связь между контролируемыми величинами, оператору нужно всякий
раз решать задачу совмещения записи этих величин на диаграммах
во времени, учитывая различие диаграмм по форме.
Один из способов упрощения схемы автоматического контроля
состоит в том, что на каждый технологический агрегат или техноло-
гическую нитку устанавливается один или, если число контролируе-
мых величин велико, два многоточечных электронных автоматиче-
ских потенциометра типа ЭПП-09, которые регистрируют все вели-
чины процесса. Во избежание пересечения кривых записи каждая
контролируемая величина регистрируется на определенной части
шкалы диаграммы.
Для того чтобы осуществить этот способ автоматического кон-
троля, необходимо согласовать выходные сигналы датчиков со вхо-
дом автоматического потенциометра или, иными словами, преобра-
зовать сигналы датчиков в пропорциональное им напряжение
постоянного тока, которое может быть измерено автоматическим
потенциометром. Эта задача решается с помощью специальной изме-
рительно-преобразующей приставки, которая является связующим
звеном между датчиками и вторичным прибором. Одновременно
с помощью такой приставки решается вопрос перехода на так на-
зываемую «параллельную» схему контроля и регулирования, в кото-
рой автоматические потенциометры исключаются из схемы регули-
694
РАЗДЕЛ XIII. Автоматизация производства
рования и сигнал от датчика поступает параллельно на контролиру-
ющий и регулирующий прибор.
«Последовательное» и «параллельное» соединение датчиков
с регулирующими и регистрирующими приборами схематично пока-
зано на рис. 24. Основные преимущества параллельного варианта:
1) число автоматических потенциометров значительно сокраща-
Рис. 24. Схема последовательного (с) и параллельного
(б) соединения датчиков с регулирующими и регистри-
рующими приборами
Д1——датчики; Д/7,—Д/7^—автоматические потенциометры;
Р\—Рп— регуляторы; П — приставка
2) исключение автоматических потенциометров из схемы регу-
лирования значительно повышает надежность работы последней.
При выходе из строя автоматического потенциометра во время
его ремонта или замены система автоматического регулирования
продолжает непрерывно работать.
Приставка, с помощью которой осуществляется переход на
«параллельную» схему контроля и регулирования, а также запись
нескольких разнотипных контролируемых величин на диаграмме
одного автоматического потенциометра разработаны ЦПКБ треста
Севзапмонтажавтоматика.
Приставка рассчитана на преобразование сигналов от различных
типов датчиков и выпускается следующих типов:
ИПП 1/1.................. комбинированная на различные типы сигналов
ИПП 2/1.................. от дифференциально-трансформаторных дат-
чиков
ИПП 2/2............ . • • от индуктивного датчика
ИПП 2/3..................для демпфирования сигнала
ИПП 2/4.................. для подавления нуля шкалы потенциометра
. проверки контрольной точки прибора
ИПП 2/5.................. УПБ 2А
ИПП 2/6.................. от термссопротивлеиия (термистора)
ИПП 2/7.................. для размножения сигнала от датчика
Глава 1. Автоматический контроль и учет
695
Ниже приводится описание схемы блоков типа ИПП 2/1 и
ИПП 2/2.
Схема блока типа ИПП 2/1. Для регистрации величин, измеряе-
мых первичными приборами с дифференциально-трансформаторными
датчиками, служат автоматические потенциометры типа ЭПИД,
ЭПВИ, ДС-1, ДСР-1 н другие, рассчитанные на контроль одной тех-
нологической величины.
Рис. 25. Схема блока типа ИПП 2/1
Д — дифференциально-трансформаторный
датчик; Р — регулирующий прибор типа
ЭР-Т2-59; АП — автоматический потенцио-
метр типа ЭПП-09; ПП — показывающий
прибор типа МПЩПр-54
Приведенная на рис. 25 схема позволяет преобразовать вели-
чину перемещения плунжера дифференциально-трансформаторного
датчика в напряжение постоянного тока, которое затем использует-
ся в схемах контроля и регулирования. Первичная катушка датчика
Питается напряжением переменного тока от обмоток II—III транс-
форматора приставки. Со вторичной обмотки датчика снимается на-
пряжение, пропорциональное величине перемещения плунжера. Это
напряжение складывается с постоянным по величине напряжением
обмотки III трансформатора. Суммарное выпрямленное напряжение
сравнивается с напряжением компенсационной схемы обмотки IV
трансформатора.
Выходной нагрузкой схемы являются сопротивления Rt, R? н Rs,
напряжение с которых подается в схему автоматического контроля
и регулирования. Сопротивления Ri и Rs изменяют чувствительность
схемы, а сопротивление R< служит для баланса схемы при различных
положениях плунжера датчика.
Схема блока типа ИПП 2/2. Первичные приборы с индуктивны-
ми датчиками ДП-I и ДП-П, разработанные ВТИ, дифманометры
696
РАЗДЕЛ XIII. Автоматизация производства
ДМ, дифтягомеры ДТ, манометры ЧМ и другие предназначены для
работы в комплекте с регуляторами и не имеют вторичных приборов
для контроля измеряемых величин. Приведенная на рис. 26 схема
позволяет преобразовать величину перемещения плунжера индуктив-
ного датчика в напряжение постоянного тока, которое затем исполь-
зуется в схемах контроля и регулирования. Мост, в два плеча
которого включен индуктивный датчик, питается напряжением пере-
менного тока 12 в. При среднем положении плунжера индуктивного
датчика и движка сопротивления /?з напряжение в диагонали моста
равно нулю. При отклонении плунжера в ту или иную сторону ве-
Рис. 26. Схема блока типа ИПП 2/2
Д — индуктивный датчик; Р — регулирующий прибор
типа ЭР-Т2 59; АП — автоматический потенциометр
типа ЭПП 09 ПП — показывающий прибор типа
МПЩПр-54; 1—IV — обмотки
личина тока в диагонали моста пропорциональна отклонению
плунжера. Напряжение разбаланса моста с сопротивления /?2 по-
дается в схему контроля на показывающий прибор типа МПЩПр-54
и регистрирующий прибор типа ЭПП-09. Напряжение с сопротивле-
ния R\ подается в схему регулирования на вход электронного регу-
лятора. Сопротивлением R3 можно сбалансировать мост при любом
положении плунжера датчика. Необходимый масштаб записи вели-
чины на автоматическом потенциометре устанавливается движком
сопротивления /?2.
В настоящее время рассматривается возможность применения
вместо многоточечных вторичных приборов машин цифрового конт-
роля. Такая машина последовательно обегает до 500 точек контроля,
автоматически определяет отклонения каждой контролируемой ве-
личины от нормы, ведет цифровую регистрацию всей необходимой
информации, позволяет по вызову оператора измерить любую конт-
ролируемую величину.
Глава 2. Автоматическое регулирование
697
Глава 2
АВТОМАТИЧЕСКОЕ РЕГУЛИРОВАНИЕ
1. ОСНОВНЫЕ ПОНЯТИЯ ТЕХНИКИ АВТОМАТИЧЕСКОГО
РЕГУЛИРОВАНИЯ
Основные термины
Необходимой предпосылкой автоматизации является полная
механизация производства. Один из важнейших и эффективных ви-
дов автоматизации — автоматическое регулирование, при котором
без непосредственного участия человека поддерживается заданное
Рис. 27. Система автоматического регули-
рования
I — чувствительный элемент; 2 — элемент сравне-
ния; 3 — управляющий блок; 4 — исполнительный
механизм; 5 — регулирующий орган; 6, —объект
регулирования
значение какой-либо технологической величины, характеризующей
течение процесса, или производится ее изменение по определенному
закону в зависимости от времени или других величин. Регулирование
осуществляется построением замкнутой системы (рис. 27), обычно
называемой системой автоматического регулирования.
В систему автоматического регулирования входят; объект ре-
гулирования — технологический агрегат, в котором протекает про-
цесс, подлежащий регулированию, и регулятор —совокупность
устройств, осуществляющих регулирование.
Автоматический регулятор должен поддерживать постоянной
или изменять по определенному закону величину технологического
агрегата, называемую регулируемой величиной. Регулируемая вели-
чина (чаще всего, температура, давление, расход и тому подобные
показатели процесса) измеряется соответствующим прибором —
чувствительным элементом (датчиком), который преобразует значе-
698
РАЗДЕЛ XIII. Автоматизация производства
ние измеряемой величины в электрический или пневматический сиг-
нал в зависимости от типа применяемого регулятора. Далее сигнал
поступает в элемент сравнения, в котором измеренная величина
сравнивается с заданным для нее значением. Последнее может
изменяться специальным устройством в элементе сравнения — задат-
чиком. Вырабатываемый элементом сравнения сигнал разности между
Рис. 28. Переходный процесс
в объекте
а — изменение регулирующей вели-
чины во времени: б — то же. регу-
лируемой: у — регулирующая вели-
чина: х — регулируемая величина;
t — время: е — единичное изменение;
« — коэффициент усиления: т —за-
паздывание; 7 — постоянная вре-
мени
измеренным и запанным значения-
ми регулируемой величины (сигнал
ошибки) поступает в управляю-
щий блок, в котором формируется
управляющее воздействие Оно
обычно зависит от знака и величи-
ны сигнала ошибки. Управляющее
воздействие поступает иа вход ис-
полнительного механизма, который
управляет работой регулирующего
органа. Последний изменяет зна-
чение регулирующей величины (ко-
личество сырья, топлива, воздуха
и т. д.). сводя к пулю имеющийся
сигнал ошибки.
В качестве регулирующих ор-
ганов производственных агрегатов
употребляются вентили, заслонки,
шиоеры, ножи тарельчатых пита-
телей и т. д. Конструктивно непо-
средственно в регулятор вводят
обычно следующие устройства:
элемент сравнения с задатчиком,
управляющий блок и исполнитель-
ный механизм.
Изменение значений регули-
руемой величины в объекте проис-
ходит от действующих на объект
возмущений. Основными возмуще-
ниями являются случайные коле-
бания различных химических и физических свойств потоков, входя-
щих в объект. Все величины объекта, используемые при построении
системы регулирования, делятся на входные (возмущения и регули-
рующие величины), режимные (регулируемые величины, характери-
зующие режим работы объекта: температура печи, частота шума
мельницы и т. д.) и выходные (регулируемые величины, определяю-
щие качественные и количественные показатели работы объекта:
влажность шлама на выходе болтушки, тонина помола цемента на
выходе из мельницы и т. д.).
Для построения системы регулирования необходимо знать тре-
бования, предъявляемые к поведению регулируемой величины во
времени, число и вид возмущений, воздействующих на объект, основ-
ные характеристики объекта регулирования. К последним относятся
статическая и динамическая характеристики объекта.
Статическая характеристика определяется в простейшем случае
коэффициентом усилении k, представляющим собой величину уста-
Глава 2. Автоматическое регулирование
699
новившегося изменения значения регулируемой величины при еди-
ничном изменении значения регулирующей величины (рис. 28).
Чем больше коэффициент усиления, тем, следовательно, значи-
тельнее воздействие со стороны регулятора на регулируемую
величину.
Динамическая характеристика объекта определяет характер пе-
реходного процесса в объекте при скачкообразном изменении зна-
чения регулирующей величины. Для наиболее распространенных на
практике объектов переходный процесс имеет монотонный характер.
Такой процесс приближенно характеризуется двумя динамическими
параметрами: постоянной времени и запаздыванием. Постоянная
времени Т определяет длительность процесса изменения регулируе-
мой величины от начального до конечного установившегося значения.
Для оценки значения постоянной времени проводится касательная к
точке максимальной крутизны кривой переходного процесса. Интер-
вал времени, заключенный между точками пересечения касательной
с установившимися начальным и конечным значениями регулируе-
мой величины, определяет значение постоянной времени. Последнее
.тем меньше, чем быстрее происходит процесс установления регули-
руемой величины. Запаздывание т оценивается интервалом времени
от точки приложения к объекту регулирующего воздействия до точки
пересечения касательной, определяющей Т, с начальным значением
регулируемой величины. Значительную часть запаздывания воздей-
ствие совершенно не ощущается регулируемой величиной: в это
время в объекте происходит перенос (транспорт) воздействия от
места установки регулирующего органа до места установки чувст-
вительного элемента. Эта часть запаздывания называется транспорт-
ным запаздыванием. На практике параметры " и Т для разных
объектов имеют значения от нескольких секунд до нескольких десят-
ков минут. Обычно, чем меньше значение параметра т по сравне-
нию с параметром Т, тем более точно может быть осуществлен про-
цесс регулирования.
При разработке системы регулирования для сложного техноло-
гического объекта знание его статических и динамических характери-
стик дает возможность произвести выбор необходимых регулируемых
величин, определить для каждой из них наилучшую регулирующую
величину, осуществить выбор регуляторов, связывающих регулируе-
мые и регулирующие величины, произвести расчет параметров на-
стройки регуляторов [4], [11].
Выбор типа регулятора и параметров его настройки для каждой
отдельной системы регулирования определяется требованиями устой-
чивости работы системы и заданного качества процесса регулиро-
вания. Система называется устойчивой, если она после снятия воз-
мущения возвращается с достаточной для практики точностью в
исходное состояние равновесия. Качество процесса регулирования
в простейшем случае определяется характером переходного процесса
регулирования при приложении к системе единичного скачкообразно-
го возмущения. Параметрами качества процесса регулирования яв-
ляются: длительность переходного процесса, его затухание, макси-
мальное отклонение регулируемой величины от исходного состояния,
ее остаточное отклонение и др.
700
РАЗДЕЛ XIII. Автоматизация производства
Виды автоматического регулирования
В зависимости от требований, предъявляемых к поведению ре-
гулируемой величины во времени, системы автоматического регули-
рования подразделяются на три типа.
Для поддержания постоянного заданного значения регулируемой
ве личины применяются системы автоматической стабилизации. Такие
системы широко употребляются для стабилизации температур, рас-
ходов, давлений и т. д. в различных агрегатах.
Для изменения заданного значения регулируемой величины по
определенной заранее известной программе применяются системы
программного регулирования. Такие системы применяются в цемент-
ной промышленности, например, при автоматизации лабораторного
контроля.
Третий тип — следящие системы — характеризуются тем, что
заданное значение регулируемой величины меняется в зависимости
от изменения какой-либо другой величины, изменяющейся произ-
вольно во времени. Такой системой является, например, система
регулирования скорости вращения двигателя, если заданное значе-
ние скорости в определенное число раз больше скорости вращения
другого двигателя. При этом следящая система поддерживает за-
данное соотношение между скоростями вращений этих двух дви-
гателей.
В зависимости от характера воздействия на регулирующий ор-
ган системы подразделяются на следующие типы:
системы непрерывного регулирования, характеризуемые тем, что
между величинами на входе и на выходе всех элементов регулятора
существует непрерывная связь. Такие системы обычно применяются
Т
при соотношении динамических параметров объекта—>1;
т
системы прерывистого регулирования, вырабатывающие регули-
рующее воздействие в виде последовательности импульсов, ампли-
туда, длительность или частота повторения которых зависят ог
значения регулируемой величины в отдельные моменты времени.
Такие системы применяются при значительной величине транспорт-
ного запаздывания объекта, обычно при — < 1;
системы релейного регулирования, имеющие в своем составе од-
ним из основных звеньев реле; поэтому непрерывное изменение ре-
гулируемой величины вызывает прерывное (релейное) действие
регулирующего воздействия.
В зависимости от числа возможных положений регулирующего
органа релейные системы бывают двух- и трехпозиционные. Двух-
позиционные системы имеют два возможных положения регулирую-
щего органа: «открыто—закрыто» или «включено — выключено».
В трехпозиционных системах к этим положениям прибавляется еще
и третье, обычно промежуточное, положение.
Релейные системы конструктивно наиболее просты, однако они
имеют меньшую точность регулирования по сравнению с непрерыв-
ными и прерывистыми системами.
По виду процесса регулирования системы подразделяются на
статические и астатические.
Г лава 2, Автоматическое регулирование
701
Статическая система регулирования перемещает регулирующий
орган пропорционально отклонению регулируемой величины от нор-
мы. Чем больше отклоняется регулируемая величина от заданного
значения, тем больше перемещается регулирующий орган. Статиче-
ский регулятор, осуществляющий такую зависимость, конструктивно
может быть достаточно простым, однако точность регулирования
при этом сравнительно низка — при таком действии система не до-
водит точно регулируемую
величину до заданного зна-
чения.
Для повышения точно-
сти регулирования при от-
клонении регулируемой ве-
личины следует медленно
перемещать регулирующий
орган до тех пор, пока ре-
гулируемая величина посте-
пенно ‘не достигнет снова
заданного значения. Такой
характер работы имеет
астатическая система регу-
лирования. Астатический
регулятор, достаточно точ-
но поддерживает регули-
Рис. 29. Двухкаскадная система ре-
гулирования
у — входная регулирующая величина; х —
выходная регулируемая величина; z — ре-
жимная регулируемая величина; 1 — регу-
лятор первого каскада; 2 — регулятор вто_
рого каскада
руемую величину; процесс
регулирования протекает
сравнительно медленно.
Если при отклонении регулируемой величины от нормы регуля-
тор вначале перемещает регулирующий орган пропорционально
измеренному отклонению (как статический регулятор), а затем при
подходе регулируемой величины к заданному значению медленно
доводит ее до нормы (как астатический регулятор), то регулирова-
ние получается достаточно точным и быстродействующим. Регуля-
торы, имеющие указанный характер работы, называются изо-
дром ными.
При регулировании объектов, обладающих значительным запаз-
дыванием, применяются двухкаскадные системы регулирования
(рис. 29). Непосредственное регулирование выходной величины
объекта х воздействием на входную величину у при большом т
приводит к очень низкому качеству работы системы регулирования.
В этом случае выбирают такую режимную величину г, которая при
сравнительно небольшом по сравнению с величиной х запаздывании
характеризует изменения режима работы объекта, влияющие на его
выходной показатель. Регулятор первого каскада по величине z воз-
действует на входную величину у, что стабилизирует режим работы
объекта, уменьшая колебания его выходного показателя х. Регуля-
тор второго каскада по величине х воздействует на задатчик регу-
лятора первого каскада, корректируя его работу и компенсируя
остающиеся изменения выходной величины х. Двухкаскадные си-
стемы регулирования позволяют достаточно точно управлять работой
агрегатов при запаздывании, достигающем десятки минут.
В ряде случаев двухкаскадные системы регулирования не могут
702 РАЗДЕЛ XIII. Автоматизация производства
быть осуществлены ввиду отсутствия датчика, измеряющего выход-
ную величину объекта (например, качество обжига клинкера, тонина
помола шлама и цемента). При этом в объекте регулируются только
режимные величины. Такие системы регулирования являются систе-
мами стабилизации режима работы агрегатов.
Универсальные регуляторы
Для регулирования технологических процессов промышленность
выпускает ряд универсальных регуляторов, которые могут работать
с различными чувствительными элементами и вырабатывать управ-
ляющие воздействия на разные регулирующие органы. В регулято-
рах имеется несколько параметров настройки, изменения которых
позволяют регулировать объекты с различными статическими и ди-
намическими характеристиками. Значения параметров настройки
обычно вначале рассчитываются по инженерным формулам расче-
та [4], а затем практически уточняются при наладке регулятора на
объекте.
Универсальные промышленные регуляторы принято различать
по роду используемой в них вспомогательной энергии. Регуляторы,
в которых используется энергия давления жидкости, называются
гидравлическими, сжатого воздуха — пневматическими, электроэнер-
гия — электрическими.
Гидравлические регуляторы просты по устройству и настройке
и получили широкое распространение для регулирования тепловых
процессов. Серийно выпускаются гидравлические регуляторы со
струйной трубкой, статической, астатической и нзодромной моди-
фикацией. В качестве чувствительных элементов к гидравлическим
регуляторам используются мембранные и сильфонные устройства.
Специальный электронно-гидравлический регулятор типа РТЭГ-1
позволяет использовать в качестве чувствительных элементов любые
электрические приборы, выходным сигналом которых является на-
пряжение постоянного тока. Эти регуляторы комплектуются с ис-
полнительными механизмами прямого хода для регулирующих
органов с поступательным движением и кривошипными исполнитель-
ными механизмами для регулирующих органов с вращательным
движением.
Пневматические регуляторы наибольшее распространение полу-
чили в химической и нефтяной промышленности при работе во взры-
ве- и пожароопасных помещениях. Серийно выпускаются регуляторы
пневматической агрегатной унифицированной системы (АУС) изо-
дромной модификации. Регуляторы АУС состоят из стандартных
блоков, унифицированных по конструкции и объединенных в группы.
Это создает возможность выполнять разнообразные сочетания от-
дельных блоков при сборке конкретного регулятора. В качестве
чувствительных элементов к регуляторам АУС используются уст-
ройства, преобразующие отклонения регулируемой величины в
пневматический сигнал — давление воздуха. Пневматические регу-
ляторы применяются с мембранными исполнительными механизмами
МИМ.
Электрические регуляторы могут без дополнительного преобра-
зования работать с любым чувствительным элементом, имеющим на
Г лава 2. Автоматическое регулирование
703
выходе электрический сигнал, обладают практически неограниченным
радиусом действия (передача энергии происходит по проводам, а ие
по трубопроводам) и не требуют специальных источников энергии.
Такие регуляторы получили массовое распространение в цементной
промышленности.
Серийно выпускаются регуляторы системы Всесоюзного тепло-
технического института им. Ф. Э. Дзержинского (ВТИ) следующих
основных модификаций:
1) электронный регулирующий прибор типа ЭР-Т для работы с
чувствительными элементами, имеющими на выходе напряжение
постоянного тока (термопары). Число подключаемых датчиков один
или два;
2) электронный регулирующий прибор типа ЭР-2Т для работы
с тремя чувствительными элементами: одна термопара и два индук-
ционных датчика;
3) электронный регулирующий прибор типа ЭР-С для работы
с медным или платиновым термометром сопротивления любого
типа;
4) электронный регулирующий прибор типа ЭР-П1 для работы
с индукционными датчиками. Число подключаемых датчиков — от
одного до трех, в приборе типа ЭР-IV — от одного до четырех;
5) электронный корректирующий прибор типа ЭКГ) (ЭКР), ра-
ботающий в комплекте с индукционными датчиками, предназначен
для подачи корректирующего воздействия па другие регулирующие
приборы. С его помощью осуществляется построение второго каскада
двухкаскадной системы регулирования. Число подключаемых датчи-
ков — от одного до трех;
6) электронный следящий прибор типа ЭСП предназначен для
обеспечения одинакового перемещения двух регулирующих органов,
управляемых самостоятельными исполни тельными механизмами.
Регуляторы системы ВТИ обеспечивают пзодромный характер
регулирования; кроме того, с помощью незначительных схемных из-
менений они могут быть превращены в статические или астатиче-
ские регуляторы. В качестве исполнительных механизмов применя-
ются колонки дистанционного управления типа КДУ с редуктором
малой (МР) илн большой модели (БР). Максимальный крутящий
момент на выходном конце вала достигает у сервомотора МР
25 кГм, а у сервомотора БР — 100 кГм.
Для работы с регуляторами системы ВТИ выпускается ряд спе-
циальных датчиков, выходы которых согласованы с входами регу-
ляторов. К ним относятся манометры, дифманометры, дифтягомеры
и т. п.
Подробная справочная литература по типам регуляторов, их
характеристикам, конструкциям и схемам приведена в литературе [7].
2. РЕГУЛИРОВАНИЕ ПРОЦЕССОВ ДРОБЛЕНИЯ И РАЗМУЧИВАНИЯ
Процесс дробления
Для достижения экономичного режима работы молотковых
дробилок применяют систему автоматического регулирования, ста-
билизирующую работу дробилки. В качестве регулируемой величины
704
РАЗДЕЛ XIII. Автоматизация производства
используют мощность, потребляемую двигателем дробилки, а при
примерно постоянном напряжении в питающей сети—ток двигателя,
измеряемый датчиком — трансформатором тока Д1 (рис. 30). Сигнал
от Д1 поступает в регулятор Р1 который через исполнительный
механизм ИМ1 воздействует на скорость ленты транспортера, пода-
ющего материал в дробилку.
Изменение скорости ленты
достигается регулированием
передаточного отношения
редуктора между транспор-
тером и приводным двига-
телем.
Указанная система ре-
гулирования обеспечивает
равномерную загрузку дро-
билки при наличии колеба-
ний крупности и твердости
материала, поступающего из
карьера. Это предохраняет
дробилку от перегрузок и
повышает ее производитель-
Рис. 30. Схема регулирования процес-
са дробления
1 — бункер: 2 — транспортер; 3 — дробилка;
4 — электродвигатель дробилки; 5 — элект-
родвигатель транспортера; 6 — редуктор с
регулируемым пер-да точным отношением;
Д1 — датчик-траисформатор тока; PI — ре-
гулятор тока нагрузки; ИМ1 — исполни-
тельный механизм редуктора транспортера
НОСТЬ.
Процесс размучиваиия
При использовании в
качестве сырья глины и ме-
ла материал после предва-
рительного дробления по-
ступает в болтушки, в кото-
рых приготовляется шлам.
Стабилизация работы болтушек достигается схемой автоматическо-
го регулирования, разработанной ЦПКБ треста Севзапмонтажавто-
матика.
Схема предназначена для регулирования процесса приготовления
шлама в блоке, состоящем из двух болтушек.
Исходный материал (мел, глина) поступает в блок по общему
для двух болтушек транспортеру. В течке после транспортера уста-
новлен шибер, распределяющий материал между болтушками. Вода
поступает в каждую болтушку по отдельному трубопроводу. Схема
регулирования (рис. 31) состоит из систем: автоматического регу-
лирования загрузки блока болтушек материалом; соотношения за-
грузок между двумя болтушками и вязкости шлама, приготовляемо-
го в каждой болтушке.
Две первые системы основаны на зависимости тока нагрузки
электродвигателей привода болтушек от загрузки болтушек мате-
риалом.
Сигналы от датчиков-трансформаторов тока Д1 и Д2 поступают
иа приставку П1, в которой они выпрямляются и суммируются.
Сигнал с выхода приставки П1, пропорциональный общей загрузке
блока болтушек, поступает на регулятор загрузки Р1, который через
исполнительный механизм ИМ1 воздействует иа магнитный пуска-
Глава 2. Автоматическое регулирование
705
тель двигателя транспортера. В случае перегрузки блока болтушек
материалом двигатель останавливается, при недогрузке — вклю-
чается.
Аналогичные входные сигналы используется в системе регули-
рования соотношения загрузок. От датчиков—трансформаторов то-
ка ДГ и Д2' сигналы поступают на приставку П2, в которой они
выпрямляются и сравниваются. На выходе приставки вырабатывает-
ся сигнал, полярность и величина которого определяются отклоне-
нием соотношения токов двигателей от заданного значения. Этот
Рис. 31. Схема регулирования процесса размучивания
1 и 9 — вентили в трубопроводах воды; 2 и 7 — электродвигатели
болтушек; 3 и 8 — болтушки; 4 — распределительный шибер; 5 —
транспортер; 6 — электродвигатель транспортера; Д1, ДГ, Д2, Д2‘ —
датчики-трансформаторы тока; ДЗ, Д4 — датчики вискозиметры;
/7/— суммирующая приставка; П2 — приставка соотношений; Р1 —
регулятор загрузки; Р2 — регулятор соотношения; РЗ и Р4 — регу-
ляторы вязкости; ИЛИ — исполнительный механизм двигателя транс-
портера; ИЛ12 — исполнительный механизм распределительного ши-
бера; ИЛ13 и ИЛ\4 — исполнительные механизмы подачи воды
сигнал поступает на регулятор соотношения Р2, который через ис-
полнительный механизм ИМ2 меняет положение шибера, распре-
деляющего поступающий материал по болтушкам.
Системы регулирования вязкости шлама выполняются одина-
ково для каждой болтушки блока. На выходе шлама из каждой
болтушки устанавливается вискозиметр (соответственно ДЗ и Д4),
сигнал от которого поступает на регулятор вязкости (РЗ и Р4).
Исполнительным механизмом (ИМЗ и ИМ4) регулятор воздействует
на вентиль трубопровода воды, изменяя подачу воды в болтушку
согласно отклонению значения вязкости шлама от заданного зна-
чения.
Промышленные испытания описанной схемы регулирования
блока болтушек показали, что при ее работе значительно улучшают-
ся технико-экономические показатели работы блока: отклонения от-
дельных проб влажности шлама на выходе из болтушек от среднего
45—1621
706
РАЗДЕЛ XIII. Автоматизация производства
значения влажности снижаются примерно вдвое по сравнению с руч-
ным управлением. Это позволяет без опасности замазывания шламо-
проводов снизить среднюю влажность шлама, приготовляемого в
болтушках, на 1—1,4%. Автоматическое регулирование дает повы-
шение производительности болтушек до 20% по сравнению с их про-
изводительностью при ручном управлении.
На базе описанной схемы ЦПКБ треста Севзапмонтажавтома-
тика разработало установки типов КРБ-1 и КРБ-2, предназначенные
для автоматического контроля и регулирования процесса приготов-
ления шлама в блоке болтушек. Установка типа КРБ-2 отличается
от установки типа КРБ-1 тем, что в системе регулирования вязкости
шлама предусмотрена возможность одновременного воздействия на
подачу в болтушку воды и глиняного шлама. В качестве регулирую-
щей аппаратуры в этих установках используются электронные ре-
гуляторы системы ВТИ. Конструктивно установка оформлена в ви-
де щита с аппаратурой контроля и регулирования и выносного
пульта с элементами дистанционного управления.
3. РЕГУЛИРОВАНИЕ ПРОЦЕССОВ ПОМОЛА
Процесс сухого помола
Процесс помола клинкера и добавок обычно происходит в труб-
ных шаровых мельницах, работающих по разомкнутому циклу
(с однократным прохождением материала). Автоматическое регули-
рование процесса помола выполняет две основные задачи: стабили-
зацию заданного соотношения веса компонентов, загружаемых в
мельницу, и поддержание тонины помола цемента на определенном
заданном уровне. Выполнение первой задачи достигается примене-
нием весовых дозаторов, стабилизирующих загрузку каждого ком-
понента, и регуляторов соотношения, синхронизирующих изменения
подачи компонентов. Установлено, что при точной весовой дозиров-
ке компонентов, загружаемых в мельницу, незначительных колеба-
ниях их по влажности и размалываемостн, соблюдении режима за-
грузки мельницы мелющими телами процесс помола протекает
достаточно стабильно. Отсутствие этих условий или части из них
выдвигает требования автоматической стабилизации тонины помола
цемента.
Непосредственное регулирование тонины помола цемента не
представляется возможным, ввиду отсутствия апробированного в
промышленных условиях датчика, автоматически измеряющего ка-
чество помола. Поэтому задача правильной загрузки мельницы ма-
териалом решается косвенным путем: стабилизацией режимной
величины объекта, что осуществляется при помощи электроакусти-
ческой системы регулирования. В основу работы такой системы,
разработанной ЦПКБ треста Севзапмонтажавтоматика, положена
зависимость частоты акустического спектра шума, издаваемого пер-
вой камерой мельницы, от загрузки ее материалом. Датчиком систе-
мы Д1 (рис. 32) является микрофон, установленный у обечайки
первой камеры, с частотомером, анализирующим шум, воспринимае-
мый микрофоном. Сигнал от датчика поступает на регулятор за-
грузки Р1, который через исполнительный механизм ИМ1 изменяет
Глава 2. Автоматическое регулирование
707
расход материала, поступающего в мельницу. В зависимости от
типа применяемого питателя исполнительный механизм может воз-
действовать либо на задатчик весового дозатора, либо на нож или
на скорость тарельчатого питателя.
Рис. 32. Схема регулирования процесса
сухого помола
/ — бунк°р: ? — юж тарельчатого питателя;
3— тарельчатый питатель: 4 — электродвига-
тель: 5 — мельница; Ц1 - датчик микрофон с
частотомером; Р1 — регулятор загрузки:
ИМ1 — испслиительиый механизм питателя;
------------связи в системе типа РЗМ-2а;.
—.—.—связи в системе типа РЗМО
Наибольшее распространение на цементных заводах получил
двухпозиционный регулятор загрузки типа РЗМ-2а. который в зави-
симости от величины воспринимаемого датчиком сигнала включает
и выключает электродвигатель тарельчатого питателя.
В настоящее время система регулирования загрузки модернизи-
рована. На регулятор загрузки Р1 подаются два сигнала: частота
шума первой камеры мельницы и расход материала на входе в мель-
ницу. Регулятор стабилизирует заданное соотношение между ука-
занными сигналами. Через исполнительный механизм ИМ1 регулятор
воздействует на положение ножа тарельчатого питателя (при нали-
чии весового дозатора — на задатчик дозатора), плавно изменяя
подачу в мельницу материала. Стабилизация соотношения частоты
шума к расходу материала как бы учитывает загрузку не только
первой, но и последующих камер мельницы. При работе такого ре-
гулятора устраняются перегрузка последующих камер на мелком
материале и недоиспользование их на крупном материале. Задание
регулятору подбирается на значение стабилизируемого отношения
между частотой шума и расходом материала, при котором отсут-
ствовала бы тенденция к уменьшению или увеличению среднего зна-
чения тонины помола цемента в результате изменения грануломет-
рии поступающего в мельницу материала.
Промышленные испытания системы регулирования загрузки по
соотношению частоты шума к расходу материала показали, что по
45*
708
РАЗДЕЛ Х1П. Автоматизация производства
сравнению с двухпозиииониым регулированием загрузки оиа имеет
следующие основные преимущества.
часовая производительность мельниц возрастает иа 3% при
уменьшении остатка иа сиге 4900 огв/слг2 от 10 до 8%; удельный
расход электроэнергии снижается иа 10%;
повышается качество помола цемента: число проб с грубым по-
молом (свыше 11 % остатка на сите 4900 отв!см2) сокращается с 20
до 5%; соответственно возрастает число проб, близких к заданной
тонине.
Системы регулирования загрузки по соотношению частоты шума
к расходу материала выпускаются в виде опытных установок типа
РЗМО трестом Севзапмонтажавтоматика. Установка комплектуется
на основе электронного регулятора системы ВТИ.
Установки типа РЗМО имеют две модификации: РЗМО-I для
подачи в мельницу клинкера и добавок с помощью тарельчатых
питателей (кроме регулятора загрузки они дополнительно имеют ре-
гуляторы, синхронизирующие подачу в мельницу всех компонентов),
РЗМО-П для работы с весовыми дозаторами (в этом случае эле-
менты синхронизации работы питателей имеются в самих доза-
торах).
За рубежом также получили широкое распространение системы
автоматического регулирования загрузки многокамерных мельииц,
работающие от акустического сигнала. В отличие от описанных си-
стем они реагируют не на частоту акустического спектра шума,
издаваемого первой камерой мельницы, а на интенсивность шума.
На зарубежных цементных заводах получили распростраиеиие
различные схемы автоматического регулирования цементных мель-
ниц, работающих в замкнутом цикле с сепараторами. Так, например,
по одной из схем поддерживается постоянным общее количество
материала, загружаемого в мельницу. Крупные фракции материала,
возвращаемые с выхода мельницы на помол, взвешиваются. Подача
материала из бункеров регулируется в зависимости от количества
загружаемой крупки.
Процесс мокрого помола
При мокром способе производства цемента сырье после дробле-
ния обычно поступает в многокамерную трубную шаровую мельницу,
куда также добавляется вода. Целью автоматического регулирова-
ния процесса мокрого помола является достижение максимальной
производительности мельницы при поддержании заданной тонкости
помола и вязкости шлама, выходящего из мельницы. Схема авто-
матического регулирования, разработанная ЦПКБ треста Севзап-
монтажавтоматика, состоит из систем загрузки и влажности шлама.
Система регулирования загрузки выполнена аналогично системе
загрузки мельииц сухого помола (рчс. 33). Система состоит из дат-
чика Д1 (микрофон с частотомером), устаиовлеиного у обечайки
первой камеры мельницы, регулятора загрузки Р1 и исполнительно-
го механизма ИМ1, изменяющего положение ножа тарельчатого
питателя. На вход регулятора подаются два сигнала: частота шу-
ма, издаваемого первой камерой, и положение иожа питателя,
определяющее расход материала. Система регулирования поддер-
Глава 2. Автоматическое регулирование
709
живает заданное соотношение между частотой шума первой каме-
ры и расходом материала, стабилизируя этим тоиину помола шлама
на выходе мельницы.
Система регулирования влажности шлама стабилизирует режим
в зоне шламообразования в мельнице по косвенной режимной вели-
чине— частоте шума второй камеры. К зоне шламообразования от-
носится зона по длине мельницы, в которой весь материал перемеши-
Рис. 33. Схема регулирования процесса мокрого помола
1 — бункер. 2 — нож тарельчатого питателя: 3 — вентиль трубопровода
воды: 4 — мельница; Д! и Д2 — датчики-микрофоны с частотомерами;
ДЗ — дифманометр; Pl — регулятор загрузки; Р2 — регулятор влажно-
сти; ИМ1 — исполнительный механизм питатгля; И М2 — исполнитель-
ный механизм подачи воды
вается с водой. В основе работы системы заложена зависимость
частоты шума в зоне шламообразования (вторая камера мельницы)
от режима шламообразования и, следовательно, от влажности об-
разующегося шлама. Система состоит из двух датчиков: Д2 — мик-
рофон с частотомером, измеряющий частоту шума второй камеры
мельницы, и ДЗ—дифманометр, измеряющий расход воды, посту-
пающей в мельницу; из регулятора влажности шлама Р2 и из
исполнительного механизма ИМ2, изменяющего подачу воды в
мельницу. Работа системы регулирования влажности шлама анало-
гична работе системы регулирования загрузки: регулятор поддержи-
вает заданное соотношение между частотой шума второй камеры и
расходом воды в мельницу, стабилизируя влажность шлама на вы-
ходе из мельницы.
Промышленные испытания описанной схемы регулирования по-
казали. что она обеспечивает по сравнению с ручным управлением
мельницы снижение влажности шлама на 2%, повышение произво-
дительности агрегата на 4% при одновременном улучшении средней
тонины помола. По этой схеме трест Севзапмонтажавтоматика раз-
работал и выпускает установку типа КРС-1 для автоматического
контроля и регулирования работы мельниц мокрого помола. Уста-
новка комплектуется измерительными и вторичными приборами,
причем кроме датчиков схемы регулирования в установку входит
710
РАЗДЕЛ ХШ. Автоматизация производства
вискозиметр, контролирующий вязкость шлама иа выходе из мель-
ницы. Регулирующая аппаратура установки состоит из четырех
электронных регуляторов системы ВТИ. Кроме регуляторов загруз-
ки и влажности шлама установка комплектуется двумя регулято-
рами соотношения, синхронизирующими подачу в мельницу допол-
нительных компонентов (например глиняного шлама, огарков и др.).
Конструктивно установка оформлена в виде щита с аппарату-
рой и пульта управления.
Процесс помола с одновременной подсушкой
При осуществлении процесса помола с одновременной подсушкой
в коротких шаровых мельницах с проходным сепаратором часто
используют схему автоматического регулирования, разработанную
для агрегатов по приготовлению угольной пыли на электростанциях.
Рис. 34. Схема регулирования процесса помола с одновременной
подсушкой
/ — бункер: 2 — иож тарельчатого питателя: 3 — топка: 4 — мельница;
5—циклон: Д/. Д2 — дифференциальные маноме-ры: ДЗ — термометр
сопротивления: PI — регулятор расхода газа- Р2 — регулятор загрузки:
РЗ — регулятор температуры газа. ИМ1 — исполнительный механизм пода-
чи газа; ИМ2 — исполнительный механизм питателя; ИМЗ — исполнитель-
ный механизм присадки воздуха
Схема состоит из трех систем автоматического регулирования,
стабилизирующих расход газа (сушильного агента), проходящего
через мельницу, перепад давления в ней (косвенный .показатель
загрузки мельницы) и температуру газов за мельницей (рис. 34).
Регулятор расхода газа Р1 получает сигнал от расходомера Д1 с
измерительной диафрагмой, устанавливаемой за циклоном, и воздей-
ствует через исполнительный механизм ИМ/ на дроссельную заслон-
ку, изменяющую сопротивление газового тракта. Ввиду того что в
трубе за циклоном все же содержится значительное количество пыли,
следует использовать в качестве измерительной диафрагмы трубу
Вентури или сегментную диафрагму. Регулятор загрузки Р2 получает
сигнал от дифференциального манометра Д2, измеряющего перепад
Глава 2. Автоматическое регулирование
711
давления между входцртм н выходным патрубками мельницы, и че-
рез исполнительный механизм ИМ2 воздействует на нож тарельча-
того питателя (или на задатчик весового дозатора). Регулятор тем-
пературы газа за мельницей РЗ, получая сигнал от термометра
сопротивления ДЗ, установленного на выходной горловине мельницы,
воздействует через исполнительный механизм ИМЗ на дроссельную
заслонку, служащую для присадки холодного воздуха.
В схеме используются электронные регуляторы системы ВТИ.
Описанная схема регулирования, стабилизируя расход и тем
самым скорость газов в мельнице, содействует поддержанию задан-
ной тонкости помола готового продукта При условии стабилизации
расхода газа перепад давления в мельнице характеризует уровень
загрузки мельницы материалом. Поэтому система регулирования
загрузки, работающая по перепаду давления, поддерживает произ-
водительность мельницы на заданном уровне, что также способству-
ет стабилизации тонины помола. Наличие взаимосвязи между
температурой газа на выходе из мельницы и влажностью материала
в ней позволяет уменьшить колебания влажности готового продукта
стабилизацией температуры в выходной горловине мельницы.
4. РЕГУЛИРОВАНИЕ ПРОЦЕССА ОБЖИГА
Процесс обжига клинкера при сухом способе производства
Схема автоматического регулирования обжига клинкера, разра-
ботанная и испытанная на цементном заводе в ФРГ, стабилизирует
режим обжига в печи с конвейерным кальцинатором и колосниковым
холодильником*.
Схема состоит из ряда систем регулирования, стабилизирующих
отдельные входные величины и показатели, характеризующие режим
обжига (рис. 35). Система регулирования расхода отходящего газа
стабилизирует перепад давления между первой камерой кальцинато-
ра и всасывающим патрубком дымососа, измеряемый дифференци-
альным манометром Д1. Регулятор Р1 через исполнительный меха-
низм ИМ! воздействует иа шибер, установленный перед дымососом.
Система регулирования поддерживает неизменной температуру газа,
а следовательно, и ограничивает изменение температуры материала
вдоль всей печи.
Стабилизация расхода воздуха на охлаждение клинкера произ-
водится системой регулирования, состоящей из дифманометра Д4,
регулятора Р4 и исполнительного механизма ИМ4. Система, еозтей-
ствуя на заслонку, установленную перед холодной зоной камеры
холодильника, стабилизирует перепад давления на дифманометре
перед всасывающим патрубком вентилятора холодильника. Стаби-
лизация расхода охлаждающего воздуха, вдуваемого в холодильник,
при неизменной скорости движения колосниковой решетки поддер-
живает постоянство температуры вторичного воздуха, поступающе-
го в печь.
1 Ввиду малочисленности печей с конвейерным кальцинатором
в СССР широкие работы по их автоматизации у нас ие проводи-
лись.
712 РАЗДЕЛ XIII. Автоматизация производства
При стабилизации расхода отходящего газа (регулятор Р1)
изменения расхода топлива сказываются на содержании кислорода
в отходящих газах. В системе регулирования содержания кислорода
сигнал от термомагнитного газоанализатора ДЗ поступает иа регу-
лятор РЗ, который через исполнительный механизм ИМЗ воздейст-
вие. 35. Схема регулирования процесса обжига клинкера в печи
с конвейерным кальцинатором и колосниковым холодильником
1 — промежуточный бункер; 2 — электродвигатель транспортера кальцина-
тора; 3 — транспортер кальцинатора; 4 — вентилятор; 5 — дымосос; 6 — ши-
бер дымососа; 7 — шибгр вентилятора: 8 — первая камера кальцинатора;
9 — вторая камера кальцинатора; 10 — барабан печи; 11— электродвига-
тель печи: 12 — трубопровод топлива; 13 — трубопровод первичного воз-
духа; 14— колосниковая решетка; 15 — электродвигатель колосниковой
решетки; 16 — холодильник; /7 — заслонки: 18 — вентилятор холодильни-
ка; Д/, Д2 и Д4 — датчики — дифференциальные манометры; ДЗ — дат-
чик— термомагиитный газоанализатор; Р/— регулятор расхода отходя-
щего газа; Р2 — регулятор нулевого перепада давлений между камерами;
РЗ — регулятор содержания кислорода; Р4 — регулятор расхода охлаж-
дающего воздуха: ИМ!— исполнительный механизм дымососа: ИМ2 — ис-
полнительный механизм вентилятора; ИМЗ — исполнительный механизм по-
дачи топлива; ИМ4 — исполнительный механизм подачи воздуха
вует на регулирующий орган подачи топлива. Тем самым стабили-
зируется количество поступающего з печь топлиза.
Для предотвращения перехода пыли и газов из холодной первой
камеры кальцинатора в горячую вторую камеру перепад давлений
между камерами кальцинатора поддерживается иа нулевом уровне,
сигнал от дифференциального манометра Д.2 поступает на регулятор
Р2, который через исполнительный механизм ИМ2 воздействует на
шибер вентилятора, подающего газы из второй камеры кальцина-
тора в первую.
Глава 2. Автоматическое регулирование
713
Описанная схема комплектуется специальным корректирующим
устройством, которое по показаниям пирометра, измеряющего тем-
пературу в зоне спекания, воздействует на задатчики регуляторов
содержания кислорода PJ и расхода отходящего газа Р1.
Эксплуатация описанной схемы регулирования повышает эко-
номичность работы печи и уменьшает колебания качества выходного
продукта — клинкера.
В последнее время в связи с расширением применения колосни-
ковых холодильников для печей различного типа разрабатываются
схемы автоматического регулирования таких холодильников. Целью
автоматизации являются ооеспечение достаточно полного использо-
вания тепла, уносимого клинкером, и стабилизация температуры и
количества вторичного воздуха, поступающего из холодильника
в печь.
Одной из наиболее полных схем автоматического регулирования
колосникового холодильника является схема, осуществленная на за-
воде в Тулса (США). Схема состоит из трех самостоятельных систем
автоматического регулирования.
В системе стабилизации расхода воздуха, проходящего через
слой клинкера в первой (ближайшей к печи) секции холодильника,
с помощью сигнала от расходомера регулируется положение шибе-
ра вентилятора, подающего воздух в первую секцию. Воздух в
остальные секции холодильника подается другим вентилятором, и
его расход автоматически не регулируется.
В системе стабилизации разрежения в головке печи исполни-
тельный механизм системы регулирования воздействует либо на ско-
рость вытяжного вентилятора холодильника, либо на положение
шибера в вытяжной трубе.
В двухкаскадной системе стабилизации температуры вторичного
воздуха первый каскад поддерживает заданную величину давления
под решеткой в первой секции холодильника путем изменения скоро-
сти движения решетки. Второй каскад стабилизирует температуру
вторичного воздуха воздействием на задатчик регулятора первого
каскада.
Кроме указанных систем регулирования в схему входит авто-
матическое двухпозицноиное устройство, которое при превышении
заданной температуры выходящего из холодильника клинкера
охлаждает выходящий клинкер распыленной водой.
Процесс обжига клинкера при мокром способе производства
Для широко распространенного типа вращающихся печей с ре-
куператориым холодильником, работающих на газообразном топли-
ве, ЦПКБ треста Севзапмонтажавтоматика разработало схему
автоматического регулирования, стабилизирующую процесс обжига
клинкера. Схема состоит из ряда систем регулирования, связанных
между собой логическими элементами (рис. 36). Две самостоятель-
ные системы стабилизируют входные величины: давление газообраз-
ного топлива и начальный уровень шлама в печи.
Система давления газообразного топлива комплектуется серий-
ным регулятором прямого действия Р1, характеристика которого
подбирается исходя из конкретных параметров газопровода.
46—1621
714
РАЗДЕЛ XIII. Автоматизация производства
Глава 2. Автоматическое регулирование
715
Система регулирования расхода шлама является следящей си-
стемой. Сигналы от тахогенератора Д4, измеряющего скорость вра-
щения печи, и тахогенератора Д5, измеряющего скорость вращения
двигателя шлампитателя, поступают на регулятор Р4. В зависимости
от изменений скорости вращения печи регулятор через исполни-
тельный механизм ИМ4 меняет скорость вращения двигателя шлам-
питателя таким образом, что соотношение между указанными ско-
ростями сохраняется постоянным. Учитывая пропорциональность
между скоростью вращения двигателя шлампитателя и расходом
шлама регулятор практически поддерживает заданное отношение
расхода шлама к скорости вращения печи, что стабилизирует на-
чальный уровень шлама в печи. В качестве регулятора Р4 обычно
используется специально разработанный ЦПКБ астатический ре-
гулятор шлама типа РШ-2.
Все остальные системы регулирования рассматриваемой схемы
осуществляют стабилизацию температурного режима основных зои
вращающейся печи, зоны спекания, зоны кальцинирования, зоны под-
сушки. Отсутствие достаточного числа регулирующих величии, воз-
действующих выборочно на температурные режимы отдельных зон
печи, значительно затрудняет построение схемы стабилизации тем-
пературного режима печи, что обусловливает некоторую сложность
схемы.
Основным показателем, определяющим температуру материала
на выходе из зоны подсушки, является влажность материала за
цепной завесой по ходу материала. Этот показатель косвенно, в пер-
вом приближении, характеризуется температурой отходящих газов,
измеряемой термопарой Д7, помещенной в пылеосадительной каме-
ре. Стабилизация температуры отходящих газов достигается систе-
мой регулирования, состоящей из регулятора Р5, действующего че-
рез исполнительный механизм ИМб и следящую систему (регуля-
тор Р6 и исполнительный механизм ИМб) на положения обоих жа-
люзийных шиберов дымососа.
Температура материала в зоне кальцинирования оценивается по
показаниям термопары ДЗ, установленной в «кармане» корпуса пе-
чи. Термопара значительную часть времени находится в материале,
ввиду этого ее показания отражают изменения температуры мате-
риала в рассматриваемом сечении печи. В системе регулирования
температуры в зоне кальцинирования (регулятор РЗ и исполнитель-
ный механизм ИМЗ) воздействие на подачу топлива производится
через одну из форсунок двухпозиционным регулятором: при умень-
шении температуры в зоне кальцинирования ниже установленного
предела увеличивается на заданное значение подача топлива в
печь, при достижении же температуры нормального значения по-
дача добавки топлива прекращается.
Ввиду того что регулирование температуры в зоне спекания про-
изводится также подачей топлива (регулятор Р2 и исполнительный
механизм ИМ2, действующий на заслонку второй форсунки печи),
необходимо обеспечить независимое действие регуляторов РЗ и Р2.
Это достигается введением логической связи от регулятора РЗ на ре-
гулятор Р2: при снижении температуры материала в зоне кальцини-
рования ниже установленной нормы одновременно с увеличением
подачи топлива через ИМЗ запрещается регулятору Р2 срабатывать
46*
716
РАЗДЕЛ XJ1J. Автоматизация производства
иа уменьшение подачи топлива до тех пор, пока температура в зоне
кальцинирования не достигнет нормального значения.
Температура в зоне спекания оценивается приближенно радиа-
ционным пирометром Д2, визированным с головки печи иа футеров-
ку, выходящую из-под материала. Воспринимаемое пирометром из-
лучение является интегральным показателем температур материала,
футеровки и газов, находящихся в поле визирования. Регулятор тем-
пературы зоны спекания Р2 стабилизирует отношение между сигна-
лом радиационного пирометра и расходом топлива, измеряемым рас-
ходомером переменного перепада Д1.
Для обеспечения условий нормального горения топлива в печи
в схему введена блокирующая связь термомагнитного газоанализа-
тора Д6 с регулятором Р2. Связь ограничивает регулируемый диапа-
зон изменения подачи топлива по содержанию кислорода в отходя-
щих газах. Содержание кислорода допускается изменять за счет
действия схемы регулирования в пределах 0,8—3% Ог.
Промышленные испытания схемы регулирования показали, что
ее эксплуатация ие исключает участия оператора в управлении печью;
однако работа схемы положительно сказывается на режиме обжига,
облегчая труд оператора. Кроме того, при работе схемы несколько
улучшается качество клинкера по сравнению с его качеством при
ручном управлении печью.
На базе описанной схемы ЦПКБ треста Севзапмоитажавтомати-
ка разработало установку типа УРПО для контроля и регулирова-
ния температурного режима процесса обжига клинкера во вращаю-
щихся печах, работающих на газообразном топливе. В установку
входит контрольная и регулирующая аппаратура систем регулиро-
вания температуры отходящих газов, температуры в зоне кальцини-
рования и температуры в зоне спекания. В установку типа УРПО ие
входит термомагнитный газоанализатор ввиду того, что он включа-
ется в состав установок контроля газов иа кислород типов УГК-1
или УГК-М, имеющихся на большинстве цементных заводов. В ка-
честве регулирующей аппаратуры используются электронные регуля-
торы системы ВТИ (Р2 и Р6), электронный потенциометр типа ЭПД
с позиционным регулятором РЗ и прерывистый регулятор типа КУ,
разработанный ЦПКБ треста Севзапмонтажавтоматика (Р5).
Конструктивно установка оформлена в виде щитов шкафного
типа, в которых размещены вторичные приборы, регуляторы и аппа-
ратура дистанционного управления.
Схема автоматического регулирования процесса обжига клинкера
во вращающейся печи, работающей на газообразном топливе при
мокром способе производства, осуществлена и дала положительные
результаты на заводе в Сан-Андреас в США.
Схема автоматического регулирования состоит из трех самостоя-
тельных систем:
1) двухкаскадная система стабилизации температуры материала
в зоне кальцинирования. Первый каскад системы стабилизирует рас-
ход газообразного топлива, поступающего в печь. Второй каскад кор-
ректирует задание регулятору первого каскада по температуре ма-
териала в зоне кальцинирования. Температура измеряется термопа-
рой, установленной в «кармане> корпуса печи;
Глава 2. Автоматическое регулирование
717
2) система стабилизации отношения расходов топлива и первич-
ного воздуха, воздействующая на подачу первичного воздуха в печь;
3) двухкаскадная система стабилизации содержания кислорода
в отходящих газах печи. Первый каскад системы воздействием на
скорость дымососа стабилизирует заданное соотношение топливо —
воздух. Второй каскад корректирует задание регулятору первого
каскада по содержанию кислорода, измеряемому термомагиитным
газоанализатором.
Б. РЕГУЛИРОВАНИЕ ПРОЦЕССА СУШКИ
Сушка угля, добавок в цементном производстве обычно проис-
ходит в сушильном барабане прямоточного типа.
Схема автоматического регулирования, разработанная ЦПКБ
треста Севзапмонтажавтоматика для барабанов, работающих иа
газообразном топливе, предусматривает работу барабана в режиме
максимально возможной (при данной влажности сырья) производи-
тельности.
Схема предназначена и используется для сушки гранулирован-
ного шлака, имеющего входную влажность в пределах 8—25% и вы-
сушиваемого до влажности 0—3%.
Схема состоит из двух самостоятельных систем автоматического
регулирования (рис. 37).
Рис. 37. Схема регулирования процесса сушки
1 — дымосос: 2 — шибер дымососа: 3 — пылеосадительиая камера: 4 — транс-
портер готового продукта; 5 — сушильный барабан; 6 — бункер сырья; 7 иож
тарельчатого питателя; 8 — смесительная камера; 9 — топка; 10 — заслонка
трубопровода воздуха; 11 — регулирующий орган трубопровода топлива. Д1 и
Д2 — датчики-термопары; ДЗ — датчик-термометр сопротивления; Р1’ — регу-
лятор температуры смесительной камеры: Р2 — регулятор температуры внутри
барабана; РЗ —регулятор влажности; И.М/— исполнительный механизм по-
дачи топлива; ИМ2 — исполнительный механизм питателя, ИМЗ исполни-
тельный механизм задатчика регулятора
718
РАЗДЕЛ ХИI. Автоматизация производства
Первая система обеспечивает ввод в барабан максимально воз-
можного количества тепла. Максимальное количество тепла, вво-
димое в барабан, определяется температурой в смесительной камере
и количеством теплоносителя (газа), проходящего через агрегат.
Система стабилизации температуры в смесительной камере со-
стоит из термопары Д1, регулятора Р1 и исполнительного меха-
низма ИМ1, воздействующего на подачу газообразного топлива в
топку барабана. Регулирование количества теплоносителя не пре-
дусмотрено, поскольку при поддержании постоянными режимов ра-
боты вентилятора и дымососа и неизменных положениях регулиру-
ющих органов заслонки и шибера колебания количества теплоно-
сителя невелики.
Вторая двухкаскадная система регулирует загрузку барабана
сырьем, устанавливая его максимально возможный расход при
заданных тепловом режиме и влажности выходного продукта.
Первый каскад системы в качестве датчика Д2 использует термо-
пару, установленную в барабане на расстоянии 1 м от его обреза
с горячего конца. Съем сигнала производится посредством контакт-
ных колец и троллей. Термопара измеряет температуру газового
потока внутри барабана, зависящую от влажности материала, по-
ступающего в барабан. Сигнал от термопары поступает на регуля-
тор температуры Р2 и через исполнительный механизм И М2 воз-
действует на положение ножа тарельчатого питателя загрузки ма-
териала. Второй каскад системы — регулятор влажности выходного
продукта РЗ —корректирует работу первого каскада, воздействуя
через исполнительный механизм ИМЗ на задатчик регулятора Р2.
Влажность продукта оценивается косвенным путем при помощи
контроля температуры шлака на выходе из барабана. Термометр
сопротивления ДЗ, контролирующий температуру выходящего шла-
ка, устанавливается в лотке на пути шлака из барабана на транс-
портер.
Промышленные испытания схемы показали, что ее применение
дает существенный технико-экономический эффект: по сравнению с
ручным управлением барабана снижается расход тепла иа сушку
примерно на 10%, повышается производительность барабана иа
5%. уменьшается диапазон колебаний влажности высушенного
шлака.
На базе разработанной схемы трест Севзапмонтажавтоматика
начал выпуск установок типа УРПС, предназначенных для автома-
тического контроля и регулирования процесса сушки во вращаю-
щихся барабанах. В качестве регулирующей аппаратуры использо-
ваны потенциометр типа ЭПД с трехпозиционным регулятором
Р1, электронный регулятор системы ВТИ — Р2 и прерывистый ре-
гулятор разработки ЦПКБ — РЗ. Кроме элементов схемы регули-
рования в установку входят: устройство сигнализации о наличии
шлака на тарельчатом питателе, датчик сигнализации о засоре-
нии входной течки, по которой поступает материал в барабан, уст-
ройство сигнализации аварийной остановки транспортера сухого
шлака.
Конструктивно установка выполняется в виде трех щитов
шкафного типа, в которых размещаются вторичные приборы, регу-
ляторы и элементы дистанционного управления.
Глава 2. Автоматическое регулирование
719
, 6. ЦЕНТРАЛИЗАЦИЯ КОНТРОЛЯ И УПРАВЛЕНИЯ ПРОИЗВОДСТВОМ
Первым этапом работы по централизации управления явилось
создание на отдельных заводах цеховых пультов контроля и управ-
ления.
С пультов, иа которых сосредоточивается вся аппаратура авто-
матического контроля (вторичные приборы), регулирования и дис-
танционного управления механизмами цеха, производится управле-
ние его работой одним оператором.
Обычно на заводе строится четыре таких пульта, по числу це-
хов (участков) основного производства: пульт сырьевого цеха,
пульт цеха обжига, пульт отделения сушки и пульт цеха помола
цемента.
Для автоматического получения, переработки и выдачи инфор-
мации оператору иа ряде заводов внедрены машины цифрового
контроля. К ним относятся машины типа «Зенит 1», ЭЛРУ-2 и
МАРС-УБ, установка которых предусматривается типовыми проек-
тами на строительство новых цементных заводов. Характеристики
машин цифрового контроля приведены в таблице.
Дальнейшим этапом централизации является создание системы
централизованного контроля и управления цементным производст-
вом с применением управляющей вычислительной машины. Управ-
ляющая машина через коммутаторы путем периодического опра-
шивания (обегания) датчиков будет получать информацию о ходе
производственного процесса. Поступающая при этом на пульт уп-
равления информация будет проходить необходимую математиче-
скую и логическую обработку в вычислительном устройстве маши-
ны (в частности, будет определяться характер воздействий на про-
изводство для оптимизации определенных технико-экономических
критериев работы завода). Часть информации, характеризующая
те или иные отклонения от нормального хода процесса, должна
поступать на пульт представления информации оператору. В этот
пульт входят: мнемосхема производства, сигнализаторы, различные
табло, печатающие устройства. Часть информации после переработ-
ки должна непосредственно поступать в виде команд на управля-
ющее устройство машины, которое через коммутаторы будет уп-
равлять включением или выключением агрегатов и механизмов,
переводом их с одного режима на другой, изменением заданий
системам регулирования, стабилизирующим режим работы агре-
гатов.
За рубежом на нескольких заводах, состоящих из двух техно-
логических линий, осуществлено управление всем производством
из нейтрального пульта. На некоторых агрегатах этих заводов осу-
ществлены системы автоматического регулирования режимов их
работы. В центральный пульт управления передается вся инфор-
мация с производства, необходимая оператору для управления.
Это достигается оснащением агрегатов и механизмов контрольно-
измерительной и сигнальной аппаратурой. Применяется промышлен-
ное телевидение для контроля работы зоны спекания вращающихся
печей. На центральном пульте находится также вся аппаратура ди-
станционного управления производством.
На нескольких заводах за рубежом начаты работы по центра-
лизации управления цементным заводом с помощью управляю-
720
РАЗДЕЛ XIII. Автоматизация производства
Характеристики машин цифрового контроля
Типы машин
СЧ
Ef
Регулирование ................. Позиционное
Основная погрешность измерения в %:
для сигнала постоянного тока. . . ±0,2 ±1
то же, переменного тока..... — ±1
Глаеа 2. Автоматическое регулирование 721
щей вычислительной машины. Так, на заводе в Оро-Граиде (США),
работающем по сухому способу производства, производится реше-
ние задач управления производством с помощью управляющей вы-
числительной машины типа RW-300. В настоящее время решена за-
дача автоматического управления составлением сырьевой смеси.
Вычислительная машина, по данным химического анализа отдельных
компонентов (на заводе их число достигает семи) и по их стои-
мости, определяет дозировку этих компонентов, при которой обес-
печивается минимальная стоимость сырьевой смеси и заданный
химический состав. На этом же заводе проводятся работы по автома-
тическому управлению процессом обжига клинкера с помощью уп-
равляющей машины.
Посредством управляющей вычислительной машины предпола-
гается осуществить полное централизованное управление всем це-
ментным производством.
ЛИТЕРАТУРА К ЧАСТИ IV
К разделу II
1. Левен сон Л. Б., Цигельный П. М. Дробильно-сор-
тировочные машины и установки. Госстройиздат, 1962.
2. О л е в с к и й В. А. Конструкции, расчеты и эксплуатация
дробилок. Металлургиздат, 1958.
3. Ромадин В. П. Пылеприготовление. Госэнергоиздат, 1953.
4. Сапожников М. Я., Д р о з д ов Н. Е. Справочник по
оборудованию заводов строительных материалов. Госстройиздат,
1959.
5. Т а г г а р т А. Ф. Справочник по обогащению полезных ис-
копаемых, т. II. Металлургиздат, 1950.
6. Фишман М. А. Дробилки ударного действия. Госгортех-
издат, 1960.
К разделу III
1. Ворошилов А. П. Барабанный сушильный агрегат. Гос-
техиздат, 1949.
2. Гинзбург Д. В., Деликишкин С. Н., Ходо-
ров Е. И., Ч и ж с к и й А. Ф. Печи и сушила силикатной про-
мышленности. Промстройиздат, 1956.
3. Каталог «Сушильные барабаны». Гипростройматериалы,
1958.
4. Лурье М. Ю. Сушильное дело. Госэнергоиздат, 1948.
5. Мамыкин А. С., Стрелков К. К. Топки, печи и су-
шила огнеупорных заводов. Металлургиздат, 1950.
6. Справочник инженера-строителя. Госстройиздат, 1960.
К. разделу IV
1. Богданов А. И. Механическое оборудование цементных
заводов. Промстройиздат, 1955.
2. Б е р н ш т е й н Л. А. и др. Труды института Южгипроце-
мент, № 1, 1960.
3. Канторович 3. Б. Размольно-дробильные машины и
грохота. ОНТИ, 1937.
4. К р ы х т и н Г. С. Работа мелющих тел в мельнице с сорти-
рующей бронефутеровкой. Труды НИИЦемеита, вып. 13. Госстрой-
издат, 1960.
Литература
723
5. Левенсон Л. Б. и Прейгерзои Г. И. Дробление и
грохочение полезных ископаемых. Гостоптехиздат, 1940.
6. Лурье Ю. С. Дробление и помол в цементной промышлен-
ности. Промстройиздат, 1951.
7. Стериин И. О., Болдырев А. С., Кузнецов П. М.
Дробление и помол в цементной промышленности. ОНТИ, 1937.
8. Т о в а р о в В. В. Методы расчета производительности мель-
ничных агрегатов цементной промышленности. Труды Гипроцемеи-
та. 1948.
К разделу V
1. Ансельм В. Шахтные печи, ч. 1 и 2. Промстройиздат,
1956.
2. Бернштейн Л. А. Улучшение эксплуатационных показа-
телей работы вакуум-фильтров. Промстройиздат, 1954.
3. Будников П. П., Бережной А. С., Булавин М. А.,
К алл и га Г. П., Куколев Г. В., Полубояринов Д. Н.
Технология керамики и огнеупоров, М., 1962.
4. В а л ь б е р г Г. С. Получение цементного клинкера на аг-
ломерационной решетке. Промстройиздат, 1957.
5. В е с т ф а л ь Э. А. Вакуум-фильтры непрерывного действия.
Машгиз, Москва — Свердловск, 1949.
6. Временные инструктивные указания по применению водяно-
го охлаждения корпуса зоны спекания вращающихся печей на
цементных заводах. Промстройиздат. М., 1952.
7. Инструкция по технологии приготовления и применения жа-
ростойких бетонов. НИИЖБ, М., Госстройиздат, 1962.
8. Жароупорный бетон и железобетон в строительстве. Труды
совещаний по вопросам исследования, проектирования, строительст-
ва и эксплуатации тепловых агрегатов жароупорного бетона и же-
лезобетона. НИИЖБ, М, Госстройиздат, 1962.
9. Макашев С. Д. Труды Гипроцемента, вып. II. 1940.
10.. Р о я к С. М. К вопросу об интенсификации процесса об-
жига цементного клинкера. Труды НИИЦемента, вып. 2. 1949.
11. Справочник «Огнеупорные изделия, материалы и сырье»,
под ред. Г. Г. Фельдгандлера. М., 1961.
12. Ходоров Е. И. Печи цементной промышленности, ч. I и
II. Промстройиздат, 1951.
13. Шахматов Н. В., Н и к о л а й ч и к Н. Н. Интенсифика-
ция процесса обжига клинкера с помощью добавки кремнефтори-
стого натрия, Научные сообщения НИИЦемента Ns 9 (40), 1960.
К разделу VI
1. Бернштейн Л. А., Горный А. М. и др. Труды инсти-
тута Южгипроцемент. Госстройиздат УССР, 1960.
2. Годен А. М. Основы обогащения полезных ископаемых.
Металлургиздат, 1946.
3. Поваров А. И. Труды научно-технической сессии институ-
та Мехаиобр, 1952.
724
Литература
К разделу VII
1. Ильевич А. П. Оборудование заводов силикатной про-
мышленности. Госстройиздат, 1959.
2. Сапожников М. Я-, Силенок С. Г., Л а п и р Ф. А.
Фоломеев А. А. Механическое оборудование для производства
строительных изделий. Госстройиздат, 1958.
К разделу VIII
1. Дурнов П. И. Насосы и компрессорные машины. Машгиз,
1960.
2. Елин В. И., Солдатов К. Н., Соколовский С. М.
Насосы и компрессоры. Гостоптехиздат, 1960.
3. Ж у м а х о в И. М. Насосы, вентиляторы и компрессоры.
Углетехиздат, 1958.
4. Инструкция по опробованию и эксплуатации мощного обо-
рудования на цементных заводах «Горизонтальные поршневые воз-
душные компрессоры». Промстройиздат, 1952.
5. Р ы с и н С. А. Вентиляционные установки машиностроитель-
ных заводов. Машгиз, 1954.
6. Семидуберский М. С. Насосы, компрессоры, вентиля-
торы. Промстройиздат, 1957.
К разделу IX
1. Гордон Г. М., Пейсахов И. Л. Пылеулавливание и
очистка газов. Металлургиздат, 1953.
2. Зайцев М. М., Макаров А. И. Основные параметры и
схемы расчета аспирационных установок цементных мельниц. Тру-
ды НИИЦемента, вып. 3. Промстройизлат, 1950.
3. Калинушкнн М. П. Обеспыливающие установки. Изд.
МКХ РСФСР, 1957.
4. Каталог № 22, Циклоны НИИОГАЗ Го^химизпат, 1958.
5. Каталог № 19, Электрофильтры ДГП-2. Госхнмиздат, 1958.
6. Каталог № 20. Электрофильтры ДГП-3. Госхимнздат, 1958.
7. Каталог № 17, Электрофильтры ДВП. Госхимнздат, 1958.
8. Каталог № 15, Электрофильтры Ц. Госхимизтат, 1°58.
9. Каталог № 16, Электрофильтры УВП. Го~химиздат, 1958.
10. Петров Б. А. Физико-механические свойства порошкооб-
разных материалов цементной промышленности. Промстройиздат,
1956.
11. Петров Б. А. Обеспыливание воздуха и дымовых газов
на действующих цементных заводах. «Цемент» № 6. 1949.
12. Петров Б. А., Алорова М. Н.. Петухов Н. Н.
Двухступенчатая очистка а"пирационного воздуха цементных мель-
ниц. Промстройиздат, 1957.
13. Петров Б. А., Болдышева Н. И. Исследование работ
электрофильтров вращающихся печей на цементных заводах. Бюл-
Литература
725
летень «Новое в науке и технике о цементе» № 76. Гнпроцемеит,
Л.. 1959.
14. С а тар и и В. И., Перли С. Б. Движение и обеспылива-
ние газов в цементном производстве. Госстройиздат, 1960.
15. Сид я ков П. В., АдороваМ. Н. Об аспирационном ре-
жиме цементных мельниц. Бюллетень «Новое в науке и технике о
цементе» № 66. Гнпроцемеит, 1956.
16. С и д я к о в П. В., Б о г и н А. М., Кушманова Н. А.
Снижение запыленности аспирационного воздуха цементных мель-
ниц с помощью шахтных аспирационных коробок. Труды Гииро-
цемента, вып. XXII. Госстройиздат, i960.
17. Трест «Газоочистка», Циклоны НИИОГАЗ, Руководящие
указания по проектированию, изготовлению, монтажу и эксплуата-
ции. Госхимнздат, 1956.
18. У ж о в В. Н. Очистка отходящих промышленных газов.
Госхимнздат, 1959.
19. Шнеерсон Б. Л. Электрическая очистка газов. Метал-
лургиздат, 1950.
К разделу X и XI
1. Алферов К. В., Зенков Р. Л. Бункерные установки.
Машгиз, 1955.
2. Гринев К. М., Крашенинников М. Н., Кротов
А. П. Пневматический транспорт в цементной промышленности.
Промстройиздат, 1950.
3 Гурфинкель М. А. и др. Транспортные и погрузочные
машины в химической промышленности. Машгиз, 1960.
4. Евневич А. В. Грузоподъемные и транспортирующие ме-
ханизмы. Промстройиздат, 1956.
К разделу XII
1. Банит Ф. Г. Ремонт оборудования цементных заводов, 2-е
изд., Госстройиздат, 1958.
2. Банит Ф. Г. Скоростной ремонт вращающихся печей иа
основе электросварки. Промстройиздат, 1952.
3. Б о г а н о в А. И. Механическое оборудование цементных за-
водов. Машгиз, Москва — Свердловск, 1961.
4. В а с и л ь е в В. 3. и др. Справочник механика угольной
шахты. Госгортехиздат, 1960.
5. Гаврилов С. А. и др. Индустриальные методы ремонта
и реконструкции вращающихся печей. Промстройиздат, 1956.
6. Госстрой СССР. Правила технической эксплуатации цемент-
ных заводов СН 103—60. Госстройиздат, 1960.
7. Госстрой СССР. Технические условия на монтаж оборудова-
ния. Общая часть, СН 94—60. Госстройиздат, 1960.
8. Госстрой СССР. Технические условия на монтаж дымососов,
вентиляторов и эксгаустеров. СН 145—60. Госстройиздат, 1961.
726
Литература
9. Госстрой СССР. Технические условия иа монтаж оборудова-
ния для очистки газов, СН 84—60. Госстройиздат, I960.
10. Долматовский Г. А. Справочник технолога по обра-
ботке металлов резанием, 3-е изд. Машгиз, 1962.
И. Елизаветин М. А. Повышение срока службы деталей
при ремонте машин. Трудрезервиздат, 1959.
12. Ж м у р Н. С,. Н е д р и г а й л о В. Г., Ш а г о в В. И. Мон-
таж технологического оборудования основных процессов химических
заводов. Госстройиздат, 1961.
13. К р ы л о в В. А. Рациональные методы монтажа мостовых
кранов. Госстройиздат, 1957.
14. К о р м а и А. Г. Механизация монтажных работ. Машгиз,
1960.
15. Левин М. Л. Монтаж технологического оборудования
предприятий металлургической промышленности. Госстройиздат,
1962.
16. Л у к о в ц е в А. А. Монтаж механического оборудования.
Машгиз, 1955.
17. Л уковцев А. А. Рациональные способы установки машин
на фундаменты. Машгиз, 1958.
18. Михалин Г. И. Механизации трудоемких процессов при
обслуживании и ремонтах двигателей. Госкоммуниздат, 1957.
19. НИИОМТП АСиА СССР. Инструкция по методам ремонта
строительных машин. Госстройиздат, 1961.
20. Ратников А. Д. и.Непомнящий Н. И. Организация
работ при реконструкции вращающихся печей. Промстройиздат,
1954.
21. Сапожников М. Я., Банит Ф. Г. Ремонт и монтаж
оборудования заводов промышленности строительных материалов,
2-е изд., Промстройиздат, 1953.
22. Справочник механика на строительстве под ред. А. П.
Станковского. Госстройиздат, 1960.
23. Справочные таблицы по деталям машин. Машгиз, 1958.
24. Ч у м а д и н И. Т. Индустриальные методы монтажа техно-
логического оборудования цементных заводов. Госстройиздат, 1961.
25. Энциклопедический справочник «Машиностроение». Машгиз,
1949.
К разделу XIИ
1. Агейкии Д. И., Костина Е. Н., Кузнецова Н. Н.
Датчики систем автоматического контроля и регулирования. Маш-
гнз, 1959
2. Драбкин Г. С., Б ров ар И. П., Гельфанд Я- Е„
Ицкович Э. Л. Автоматизация цементных заводов. Госстройиз-
дат. 1961.
3. Кремлевский П. П. Расходомеры. Машгиз, 1955.
4. Круг Е. К., М и и и н а О. М. Электрические регуляторы
промышленной автоматики. Госэнергоиздат. 1962.
5. Леоитенков А. И. Автоматизация цементного производ-
ства. Сб. «Цементная промышленность. Современное состояние и
перспективы развития». Госстройиздат, 1963.
Литература
72?
6. Леоитенков А. И., Гольдфарб Ю. М. Новый датчик
для регулятора загрузки шаровых мельниц, «Цемент» № 4, 1959.
7. и р о н о в К. А, Ш и пет и и Л. И. Автоматические регу-
ляторы. Машгиз, 1961.
8. Миронов К. А., Ш и п е т и и Л. И. Теплотехнические из-
мерительные приборы. Машгиз, 1958.
9. Правила 27—54 по применению и проверке расходомеров с
нормальными диафрагмами, соплами н трубами Вентури. Машгиз,
1955.
10. Сатарин В. И., Ф р е н к е л ь М. Б. Цементная промыш-
ленность за рубежом. Госстройиздат, 1963.
11. Теплотехнический справочник, т. П, Госэнергоиздат, 1958.
12. Шенброт И. М. Централизованный контроль технологи-
ческих процессов. Госэнергоиздат, 1961.
ЧАСТЬ V
ТЕХНОЛОГИЧЕСКИЙ КОНТРОЛЬ ПРОИЗВОДСТВА
Научный редактор канд. техн, наук В. В. МЫ Ш Л Я Е В А
ВВЕДЕНИЕ
Контроль готовой продукции осуществляется на основе требо-
ваний стандарта. Качество сырья и полуфабриката проверяют иа
основании норм и допусков, установленных для каждого завода и
приведенных в технологической карте каждого цеха.
Технологический контроль начинается с карьеров цементного
сырья и заканчивается проверкой качества готового продукта, от-
гружаемого потребителю.
На карьерах уточняют химический состав и влажность сырья,
а также условия его залегания. Эти данные, включаемые в опере-
жающую карьерную сетку, позволяют правильно организовать ра-
боту карьера. В последующем на заводах систематически проверя-
ют влажность и дозировку сырьевых материалов для составления
сырьевой шихты. Состав последней, тонкость помола, влажность и
однородность ее химического состава — основные параметры конт-
роля при подготовке сырьевой смеси.
Приводимые ниже данные дают представление о технике про-
ведения этого контроля и, в частности, о методах расчета и кор-
ректирования сырьевой смеси.
При сушке материалов контроль технологических операций за-
ключается в проверке дозировки компонентов смеси (при совместной
сушке двух или нескольких материалов), размеров кусков сырья,
его влажности, температуры газов, поступающих в сушильный ба-
рабан и выходящих из него.
В цехах обжига периодически контролируют качество подго-
товленной сырьевой смеси (ее титр, влажность, тонкость помола),
топлива и готового клинкера, устанавливают также количество
подаваемой в единицу времени сырьевой смеси и топлива.
Приведенные ниже сведения характеризуют условия проведения
и сами особенности технологического контроля работы цементных
мельниц и качества цементного порошка, а также дают пред-
ставление о всей системе мероприятий и формах контроля сырья,
полуфабриката и готовой продукции применительно к выпуску тех
.или иных разновидностей цементов.
Химический анализ и механические испытания цемента произ-
водят по методике, предусмотренной имеющимися стандартами.
Помимо кратких справочных данных о характере этих стандартных
испытаний и принципах их проведения приводятся сведения о сущ-
ности разработанных в последние годы и применяемых в промыш-
ленности новых методов контроля, а также ускоренного анализа,
дающих возможность своевременно выявлять и устранять какие-
либо отклонения в химическом составе материалов и обеспечиваю-
щих повышение качества выпускаемой продукции.
РАЗДЕЛ I
РАСЧЕТ И КОРРЕКТИРОВАНИЕ СЫРЬЕВОЙ
СМЕСИ
Автор-составитель инж. Е. 3. ОГНЯНОВА
Глава 1
РАСЧЕТ СЫРЬЕВОЙ СМЕСИ И ЕГО ОСОБЕННОСТИ
t. ОБЩИЕ СВЕДЕНИЯ
Правильный расчет сырьевой смеси1 является одним из важ-
нейших условий, обеспечивающих нормальное протекание и полное
завершение процессов клинкерообразования при обжиге, а также
получение клинкера заданного минералогического состава.
При расчете сырьевой смеси по результатам химических анали-
зов сырьевых материалов и заданной характеристике проектируе-
мого состава клинкера устанавливают те количественные соотноше-
ния исходных сырьевых компонентов, которые обеспечивают полу-
чение клинкера требуемого состава и свойств.
Химическим анализом определяется содержание (в%) следую-
щих окислов: SiO2, А12О3; Fe2O3, СаО, MgO. SO3 — и потерь при
прокаливании. При наличии в сырьевых материалах закиси железа
(FeO) и закиси марганца (МпО) их содержание пересчитывают на
Fe2O3 и Мп2О3 и прибавляют Fe2O3. При наличии ТЮ2 и Р2О5 их
прибавляют к А12О3.
Для пересчета FeO на Fe2O3 применяют коэффициент 1,1114;
для пересчета МпО на Мп2О3 — коэффициент 1,1127.
Для удобства расчета и возможности контроля правильности
вычислений сумму всех компонентов в каждом сырьевом материа-
ле, полученную при химических анализах, приводят к 100%.
Если сумма окислов составляет более 100%, то значение каж-
дого окисла умножают на коэффициент К. который вычисляют
путем деления 100 на сумму всех окислов. Если сумма окислов ме-
нее 100%, то к 100% химический состав приводят путем включе-
ния содержания «прочих» соединений.
Минерализаторы и другие материалы, добавляемые в сырьевую
’ Термин «сырьевая, смесь» применим при сухом и мокром спо-
собах производства и относится к смеси, пересчитанной иа сухое
вещество по общепринятой методике химического анализа.
730 РАЗДЕЛ /. Расчет и корректирование сырьевой смеси
смесь в количестве, не превышающем 1% от веса сухой сырьевой
смеси, при расчете сырьевой смеси не учитываются.
Число сырьевых компонентов должно быть на единицу больше
числа заданных характеристик. Так, если задаются только величи-
ной коэффициента насыщения, то сырьевая смесь должна состоять
из двух компонентов; если кроме коэффициента насыщения прини-
мают и величину одного из модулей (п или р), то сырьевая смесь
должна состоять из трех компонентов; когда же задаются тремя
характеристиками (КН, п и р), то шнхта должна состоять из че-
тырех компонентов. При всех возможных случаях следует ограни-
чиваться минимальным количеством компонентов сырьевой смеси.
При обжиге клинкера на твердом топливе учитывают присадку
золы.
При расчете сырьевой смеси пользуются упрощенной форму-
лой коэффициента насыщения, в которую не входят поправки на
содержание свободной извести и кремнекислоты (это может быть
установлено лишь в процессе производства), а также на количе-
ство СаО, связанное с серным ангидридом (SO3):
СаО — (1,65А)2О3 + 0,35Fe2O3)
2,8 SiOa
В расчетных формулах пользуются следующими сокращенными
обозначениями главнейших окислов (табл. 1).
Таблица 1
Окислы и их обозначения
Окислы ф ы X 3 ч X CQ Си В сырье- вой смеси В первом компонен- те , 2 О О Ф f- ЬЙ Н в X _ Ф _ ЗЕ 3 ° о о со сх,е В третьем компонен- те В четвер- том ком- поненте В золе топлива
СаО с Со с, с, с. С, ся
SIO, S So S1 S, S, S, S4
А1,О, А Ао А, А» А. А4 А<?
Fe,O, F Fo F, F, F, F«
Для упрощения техники расчета количество одного из компо-
нентов (обычно содержащегося в меньшем количестве) принимают
равным единице.
Все вычисления при расчете сырьевой смеси можно вести с
точностью до 0,01%, но желательно, в особенности для многоком-
понентных сырьевых смесей, повысить точность расчетов до 0,001%.
Рекомендуется пользоваться при расчетах арифмометром или
счетной машиной. Логарифмическая линейка для этой цели непри-
годна, так как она ие позволяет получить точные результаты.
Глава 1. Расчет сырьевой смеси
731
2. РАСЧЕТ СЫРЬЕВОЙ СМЕСИ ПО КН И МОДУЛЯМ БЕЗ УЧЕТА ЗОЛЫ
ТОПЛИВА
1) Двухкомпоиеитиая сырьевая смесь
Известей химический состав обоих исходных материалов и
задана величина коэффициента насыщения. Расчет производится
по следующей формуле:
первый компонент 2,8S2- КН-\- 1,65 А2-|-0,35 F2—Са
х=------------------= --------------------------------. (I)
второй компонент С2 — 2.8SX- КН— 1,65А! — 0,35Fi
Сырьевая смесь из двух компонентов может быть составлена
только в том случае, если величины кремнеземного и глиноземного
модулей глинистого компонента находятся в пределах, допускае-
мых для портландцемента.
При наличии в известковом компонечте существенного коли-
чества кислотных окислов следует учитывать величину модулей и
этого компонента. г",
ft. Л L.
2) Трехкомпонентиая сырьевая смесь (расчет по заданным
значениям коэффициента насыщения и кремнеземного модуля)
Если второй заданной характеристикой является кремнеземный
модуль, то третий компонент — корректирующая добавка — выби-
рается в зависимости от того, в какую сторону (повышения или по-
нижения) необходимо изменить величину этого модуля.
Для повышения кремнеземного модуля служит богатый кремне-
земом материал (трепел, глина с высоким содержанием кремнезема,
песок и т. д.), а для понижения — компонент, богатый глиноземом
нлн окисью железа (колчеданные огаркн, колошниковая пыль, же-
лезная руда, глнна с высоким содержанием А12О3 и т. д.). При выбо-
ре глиноземистого или железистого материала необходимо считать-
ся с тем, в какую сторону желательно изменить одновременно с изме-
нением кремнеземного модуля глиноземный модуль.
Принимается соотношение:
t-й компонент: 2-й компонент: 3-й компонентах: у : I. Рассчиты-
вается смесь, т. е. определяется х и у по следующим формулам;
первый компонент b2ci — t>ic2
дг=-----------------= ------—------; (z)
третий компонент aib2 — a2bi
второй компонент а2с2— a2Ci
у=------------------= - , (3)
третий компонент а2Ь2— a2bi
где:
а1 = С1 — 2.8S1-KH— 1.65А! — О.ЗбЕь
Ьг = с2 — 2,8 S2-KH — 1,65А2 — 0,35 F2;
С1 = 2,8S3.ft77+ 1,65А30,35 F3 — С3. (4)
а2 = Si — п Ai — п Fij
b2 = S2 — п А2 — п F2;
с2 — п A3 п F3 — S3.
732 РАЗДЕЛ I. Расчет и корректирование сырьевой смеси
Полученные весовые соотношения сырьевых компонентов пере-
считывают на процентные, а затем вычисляют химический состав
сырьевой смеси и клинкера.
а) Пример расчета трехкомпонентной сырьевой смеси
Проектируемый клинкер должен иметь: КН=0,9 и кремнеземный
модуль 2,3.
Химический состав исходных материалов, пересчитанный на
100%. приводится в табл. 2.
Таблица 2
Химический состав сырья в %
Материалы О СЛ С С о Lu СаО ОЗи 6 (Л с с Е Сумма л Р
Известняк .... 0,6< 1.15 0.52 54,15 0.40 п,12 42,88 100 0.41 2.21
Глина 73,79 14,98 3,65 2.71 1.75 0.29 2.83 100 3.96 4.1
Колчеданные огар- ки 1 13,94 1,44 78,4 2.1 0,22 3,1 0.8 100 0,17 0,02
Кремнеземный модуль глины значительно превосходит заданную
величину. Несмотря на то, что известняк имеет небольшой кремне-
земный модуль, присутствие его в сырьевой смеси незначительно сни-
зит кремнеземный модуль смеси, так как в известняке очень мало
кислотных окислов. Учитывая, что наряду с уменьшением величины
кремнеземного модуля, нужно понизить и величину глиноземною мо-
дуля, в качестве третьего компонента выбираем колчеданные огар-
ки — материал, богатый окисью железа.
Вычисляем значение «i, fri. Ci и т. д. по формулам (4):
'• а1 = 54,15 — 2,8 0,69 0,9 — 1,65-1,15 — 0,35 0,52 = 50,33;
о t>!= 2,71 — 2,8-73,79-0,9 — 1,65 14,98 —0,35-3,65=-209,24;
<4 = 2,8-13,94 - 0,9+ 1,65-1,44 + 0,35-78,4 —2,10 = 62,85;
а2 = 0,69 — 2,3-1,15 — 2,3 0,52 = —3,16;
62 = 73,79 — 2,3-14,98 — 2,3-3,65 = 30,94;
с2= 2,3-1,44+ 2,3 78,4 — 13,94= 169,69.
Подставляя полученные величины в формулы (2) и (3), находим
значения х и у:
__ 62,85-30,94 — 169,69 (—209,24) _
50,33 30,94 — (—3,16) (—209,24) ~ ’
_ 50,33 169,69 —(—3,16)62,85 _
У~ 50,33 30,94-(—3,16) (—209,24) ~9’75'
Глава I. Расчет сырьевой смеси
733
Следовательно, для получения портландцементного клинкера с
А//=0,9 и кремнеземным модулем 2,3 из данного сырья необходимо
иа 41,8 весовых частей первого компонента (известняка) дать 9,75
весовых частей второго компонента (глины) и одну весовую часть
третьего компонента (огарков).
Пересчитывая эти весовые части на 100%, получим следующий
состав сырьевой смеси: 79,54% известняка, 18,55% глины н
1,91 % огарков. После этого подсчитываем химический состав сырье-
вой смеси и клинкера (табл. 3).
Таблица 3
Подсчет химического состава в %
Компоненты SIO, А1,О, Fe,O. СаО MgO SO, П. п. п.
79,54 вес. ч. извест- няка . 18,55 вес. ч. глины • . 1,91 вес. ч. огарков. О.с5 13,69 0.26 0,91 2.78 0,03 0,41 0,68 1.5 43,07 0,5 0.04 0,39 0,32 0,01 0.1 0.05 0.1 о 34.11 0.53 0,01
Итого — состав сырьевой сме- си в %... . Состав кл ликера в % юо 14.5 22,2 3,72 5,69 2.59 3.96 43,61 66,73 0.72 1.1 0,21 0,32 34,65
10G—п и. п. «-1,53(22
Вычисление значений коэффициента насыщения и модулей дает
следующие результаты:
66,73 — 1,65-5,69 —0,35-3,96 „
к// = —--------„—— = °*9;
2,8 22,2
22,2
" “5,69 + 3,96 ~2,3'
5,69
р = —-----= 1,44.
Р 3,96
Полученные величины совпадают с заданными значениями А/7
и п. Это показывает, что расчет сырьевой смеси сделан правильно.
3) Трехкомпонентная сырьевая смесь (расчет по заданным
значениям коэффициента насыщения и глиноземного модуля)
Расчетные формулы остаются такими же, как и при расчете сырь-
евой смеси по КН и п [формулы (2) и (3)[, где «, bi, С| имеют те
же значения, что и в формулах для расчета смеси по КН и п.
Значения же а2, Ь2 и с2 определяются следующими выражениями:
oa = pFi — Ai, 62 = pF2— А2; с2 = As — pFa. (5)
734 РАЗДЕЛ I. Расчет и корректирование сырьевой смеси
4) Четырехкомпонеитиая сырьевая смесь (расчет по заданным
значениям коэффициента насыщения, кремнеземного
и глиноземного модулей)
При расчете исходят из того, что на одну весовую часть четвер-
того компонента приходится х весовых частей первого компонента,
у весовых частей второго и г весовых частей третьего.
Основными сырьевыми материалами в данном случае являются
известковый и глинистый компоненты, третий и четвертый компонен-
ты — корректирующие добавки.
Расчет состава четырехкомпонентной сырьевой смеси произво-
дится по следующим формулам:
__ difbjCs — b3c2) + d2 (ЬзС1 — Ь1Сз) 4- d3 (bic2 — b^ci)
Oi (Ь^рз — b..c2) -|- a2 (Ьлд — bic3) 4- a3 (bic2 — b2g)
= Qi (d2c3 — d.c2) + a2 (d3g — dxcj 4- a3 (dic2 — d2g) .
V ai(b2c3—b.c2) + a2 (Vi — + a3(bic2 — b2ci)
__Qi (b2d3 — b3d2) 4~ (bjdi — bid„) + a., (bid2 — b2di)
Oi (b2c3 — b3c2) -j-a2 (b3Ci — bic3) + a3 (bic2 — b^i)
где
d = 2,8 Sr /Ш-I- 1,65 Ai 4-0,35 Fx — g-
bi = 2,8S2 KH 4- 1,65 A2 4- 0,35 F2 — c2,
g = 2,8 S3-KH 4-1,65 A34- 0,35 F3 — c3; -
di = c* — 2,8 Si-KH — 1,65 A4— 0,35 F4;
Is/
a2 = n Ai 4- n Fi — Sij a3 = p Fi — Ai;
62 = nA24nF!-S2; b3 = pF2—A2.
c2 = n A3 4- nF3 — S3; c3 = p F3 — A3;
d2=S4 — nA4 — nF<; d3=A4 — pF4-
3. РАСЧЕТ СЫРЬЕВОЙ СМЕСИ С УЧЕТОМ ПРИСАДКИ ЗОЛЫ ТОПЛИВА
При использовании для обжига клинкера твердого топлива зола,
оседающая в печи на обжигаемом материале, влияет на химический
состав получаемого клинкера, снижая его коэффициент насыщения
и кремнеземный модуль.
Учитывать влияние присаживающейся золы на состав клинкера
можно двояко: в процессе расчета смеси или до этого расчета —
путем соответствующего изменения численных характеристик соста-
ва клинкера. Последний способ применим в случаях, когда завод ра-
ботает на форсуночном топливе более или менее постоянного состава.
Количество присаживающейся золы топлива (в процентах от ве-
са клинкера) определяют по формуле
(10)
4 100-100 '
Глава 1. Расчет сырьевой смеси
735
где Р — удельный расход топлива в % от веса клинкера;
Л — зольность топлива в %;
л—количество присаживающейся золы в % от всей золы топ-
лива.
Присадка золы зависит от типа цементообжигательной печи: в
автоматических шахтных печах она практически равна 100%, а при
вращающихся печах колеблется от 60 до 100%—в зависимости от
способа подготовки сырьевой смеси, размеров печи, способа питания
печи сырьевой смесью, тонкости помола топлива и т. д. Кроме того,
должно быть учтено изменение заданного состава клинкера, вызыва-
емое избирательным уносом материала из печи.
Точное определение величины присадки золы во вращающейся
печи возможно лишь на основе систематического сопоставления хи-
мического состава исходной сырьевой смеси, готового клинкера и
золы топлива с одновременным учетом зольности топлива и его
удельного расхода. При этом следует учитывать, что в клинкерооб-
разованни участвует лишь та зола, которая оседает на обжигаемом
материале до зоны спекания или в ней.
Количество присаживающейся золы топлива по данным химиче-
ских анализов сырьевой смеси, клинкера и золы определяют следу-
ющим образом.
Содержание главнейших окислов СаО, SiO2, А!2Оз, Fe2O3 обозна-
чают сокращенно (табл. 4).
Таблица 4
Окислы и их обозначения
Окисел В сырьевой смеси В кл.шкере В золе топлива
СаО Ссм Ск Сз
SIO, SCM «к S3
А 1,0, Асм Ак Аз
Fe,O, FCM FK F3
Количество золы топлива, вошедшей в состав клинкера (в % от
веса клинкера), обозначают через 9; тогда можно написать следую-
щий ряд уравнений:
100 Ск = (100 - q) Сем + ?С3;
100 SK = (100 - q) SCM+ q Sa;
100AK = (100- q) ACM + ?A3;
100FK = (100-0 FCM+?Fa.
Решая каждое из этих уравнений относительно q, получают для
последнего четыре значения:
Ск — Ссм
?! = r г 100;
'-а — '-см
736 РАЗДЕЛ I. Расчет и корректирование сырьевой смеси
<72 = -*см 100;
s3-scll
Ак —Асм
9,= А ~'ь 10С;
ZI3 — /а см
Fk—FCM irin
94 = р-----— 100-
F з — FCM
Среднее арифметическое из этих четырех значений дает иско-
мую величину q.
Подставляя величину q в формулу
_ 100-100-
РА
(И)
п=
определяют величину п, которую и принимают при последующих рас-
четах сырьевой смеси.
Ниже приведен наиболее распространенный расчет трехкомпо-
нентной сырьевой смеси по заданным значениям коэффициента насы-
щения и кремнеземного модуля с учетом присадки золы топлива.
Принимают, что 100 частей клинкера состоят из:
х частей прокаленного первого компонента;
у частей прокаленного второго компонента;
z частей прокаленного третьего компонента;
q частей золы топлива, т. е. 100=x+i/+z-l-9.
Значения х, у и z определяют по формулам (6), (7) и (8), где
ai, 61, С|. и2, Ь2, с2 имеют те же значения, что и в формуле (9).
Значения же di, d2, аз, Ь3, с3, d3 определяются следующими урав-
нениями:
di = q (с4 — 2,8 SxKH — 1,65 Л4 — 0,35 F4);
d2 = q (S4 — nA4 — n F4);
Оз 63 —c2 1;
d3 = 100 — q.
После определения x, у и z вычисляют отношения между не-
прокалениыми компонентами по следующим формулам: .
_ *100
Х° 100 - п.п.п. '
_ у 100
100—п.п.п.
_ z-100
° 100—п.п.п.
(12)
где п.п.п. — потеря при прокаливании в соответствующем компонен-
те: для х0 — в первом, для у0 — во втором и для Zo —
в третьем. Затем сумму хв+у0+г0 приводят к 100% и
получают состав сырьевой смеси в %•
Глава 1. Расчет сырьевой смеси
737
4. РАСЧЕТ СЫРЬЕВОЙ СМЕСИ ПО ЗАДАННОМУ МИНЕРАЛОГИЧЕСКОМУ
СОСТАВУ КЛИНКЕРА БЕЗ УЧЕТА ЗОЛЫ ТОПЛИВА
При расчете сырьевой смеси по заданному минералогическому со-
ставу клинкера рекомендуется выразить его состав в окислах и затем
вести расчет аналогично обычному расчету сырьевой смеси.
Для этого пользуются следующими формулами (в %):
СаО =0,7369 C3S + 0,6512 C2S + 0.6227CsA + 0,4616 QAF;
SiO2 = 0,2631CsS + 0,3488 C2S;
A1SO3 = 0,3773 C3A + 0,2098 C4AF;
Fe2O3 = 0,3286 C«AF.
В приведенных формулах принимается, что сумма C3S+C2S+
+C3A+C4AF точно так же, как н сумма главнейших окислов СаО+
+ 5Ю2-}-А1гОз+Ре2Оз, равна 100%.
При этом пользуются данными о характеристике клинкера и чис-
ле сырьевых компонентов, необходимом для получения заданных зна-
чений (табл. 5).
Таблица 5
Определение состава цементного клинкера
Характеристика клинкера Задаваемые мо- дули Задаваемый минера- логический состав Количество сырьевых компонентов
Полная КН, пир C.S; C,S; С,А били C,F; C4AF) Четыре
1-я сокращенная КН и л C.S и C.S Три
2-я КН н р C.S и С,А
Краткая КН C.S и C,S Два
I) Четырехкомпонеитная сырьевая смесь
Задана полная характеристика клинкера: C3S : C2S : С3А : C«AF.
После пересчета минералогического состава клинкера на состав
в окислах расчет смеси ведется по формулам расчета четырехком-
поиентной смеси (6), (7) и (8),
где at = S — Si; а2 = А — Аг; aa = F — Fi;
bi = S — Sg; Ья = A — A2; b3 = F — Fs;
Ci = S — S3; c3 = A — A,; c3 = F — F3;
di = S< — S; d% = A4 — A: d3 = Fa — F.
Учитывая, что значения x, у и z относятся к материалам, хими-
ческие составы которых пересчитаны на сумму C+S+A+F=100%,
определяют значения х, у и г для природных материалов. Для это-
го каждое значение должно быть умножено иа 100 и разделено на
величину суммарного фактического содержания С, S, А и F в соот-
47—1621
738 РАЗДЕЛ I. Расчет и корректирование сырьевой смеси
ветствуюшем материале. Такой же пересчет должен быть сделан и
для четвертого компонента, количество которого по условиям расчета
принято за единицу.
Весовое соотношение компонентов пересчитывают в процентах,
затем подсчитывают химический состав сырьевой смеси и клинкера.
При проверочном подсчете минералогического состава, получен-
ного по расчету клинкера, исходят нз условия, согласно которому
сумма четырех основных материалов составляет 100%. При этом
пользуются следующими уравнениями:
C3S = 4,07С — 7,63S —6,72А — 1.42F;
C2S = 8,6S4-5,07A + 1.07F —3.07С;
С3А = 2.65А - 1.7F;
C«AF= 3.04F.
(14)
Получение минералогического состава клинкера, близкого к за-
данному, свидетельствует о правильности расчетов.
2) Двухкомпоиеитная сырьевая смесь
При данном расчете имеется возможность состав проектируе-
мого клинкера характеризовать лишь определенным отношением
C3S : C2S без указания суммарного содержания обоих силикатов.
Расчет смеси производится по формуле
_ KS2+ 1,65 А2 4-0,35F-, — С2
Х~ С2 — (KSj4-1.65Ai4-0.35Fi) ’ ( }
где
_ С5 _ 0,737 C3S 4-0,651 C2S
S ~ 0,263C3S4- 0,349C2S
С3—- С —1,65А — 0.35F.
В результате получаем соотношение весовых частей первого ком-
понента х на одну весовую часть второго компонента.
3) Трехкомпоиеитная сырьевая смесь
При расчете сырьевой смесн из трех компонентов по заданному
минералогическому составу клинкера состав последнего характери-
зуется следующим соотношением:
C3S:C2S: (минералы плавни) = х:у:1.
Чтобы получить такое соотношение в проектируемом клинкере,
необходимы: определенное отношение C3S к C2S и определенное
содержание в клинкере SiO2.
Смесь рассчитывают по формулам (2) и (3),
где
01 = KSi4- 1,65 Ах 4-0,35 Fi —Ci;
t>i = KS2 4- 1,65 А24- 0,35F2 —С2;
Глава I. Расчет сырьевой смеси
739
С1 = Сз — (A S3 + 1,65 А3 + 0,35 FJ;
Од - S — Si; Ь2 = S — S2; с2 - S3 — S;
Cs 0,737CaS+0,651 C2S
K ~ S — 0,263 C3S-h 0,349 C2S’
S = 0,263 C3S + 0,349 C2S.
Для перехода от отношения прокаленных материалов к отноше-
нию между материалами непрокаленнымн необходимо каждый член
в отношении х: у: 1, включая и единицу, умножить на 100 и разде-
лить на разность (100 — п.п.п), где п.п.п. обозначает потери при
прокаливании соответствующего сырьевого компонента.
5. РАСЧЕТ СЫРЬЕВОЙ СМЕСИ ПО ЗАДАННОМУ МИНЕРАЛОГИЧЕСКОМУ
СОСТАВУ С УЧЕТОМ ЗОЛЫ ТОПЛИВА
Все условия расчета сырьевой смеси по заданным КН и модулям
с учетом присадки золы остаются в силе и в данном случае. В каче-
стве примера приводим расчеты двухкомпонентной и трехкомпонент-
ной сырьевой смеси.
1) Двухкомпонеитиая сырьевая смесь
Прн проектировании состава клинкера задаются отношением
C3S : C2S, которое при расчете заменяют отношением Cs : S=K. Смесь
составляется нз х частей прокаленного первого компонента и у час-
тей прокаленного второго компонента, к которым в процессе обжи-
га присаживается q частей золы топлива:
* + > + ?= 100%.
Расчет смеси производится по формулам (2) н (3),
где Qi = АГ S, + 1,65 Ai + 0,35 Fi — Cf,
bi = К S2+ 1,65 А2-ЬО,35 F2 —С2;
Ci = qCs + KSa- 1,65 А3- 0,35 Fs);
а2=1; Ь2=1; с2 = 100 — q.
2) Трехкомпонеитная сырьевая смесь
Для определения состава проектируемого клинкера задаются от-
ношением C3S : C2S : плавни.
* + >’+*+<7 = ЮЭ%.
Расчет ведется по формулам (6), (7) и (8),
где О1 = Cs -|- 1,65 Ai -|- 0.35F1 — Cij
bl = cs + 1,65 Ад -ь 0,35F2 — Сг;
47'
740 РАЗДЕЛ I. Расчет U корректирование сырьевой смеси
«1 = Cs + 1,65А3 + 0.35F, - С,;
di = q (С4 — Cs — 1,65 А« — 0,35 Fa);
Д3 - S- Si* Gg -— 1 J
b3 — S — S3; feg — 1;
c» = S — S3; c3=l;
d» = 9(S4-S); d3=100-9.
После определения x, у и г их пересчитывают на иепрокалеиные
материалы путем умножения каждой из этих трех величин на 100 и
деления на разность 100 — п.п.п.
Все приведенные выше расчеты велись на сухие исходные мате-
риалы. Обычно на практике при составлении сырьевых смесей необ-
ходимо учитывать влажность материалов, изменяя соответствующим
образом их дозировку. В таком случае содержание каждого ком-
понента для получения заданного количества сырьевой смеси уста-
навливают по формуле
где X — дозировка влажного компонента в %;
А — заданное количество сырьевой смеси в кг;
Р — дозировка сухого компонента в %;
с — влажность данного компонента в %.
Глава 2
МЕТОДЫ КОРРЕКТИРОВАНИЯ СЫРЬЕВОЙ СМЕСИ
I. ОБЩИЕ СВЕДЕНИЯ
Корректировать шлам (или сырьевую муку) можно по задан-
ному его титру, а также по заданному коэффициенту насыщения или
по коэффициенту насыщения и одному из модулей.
Корректировать сырьевую смесь по тнтру можно только при од-
нородном и постоянном химическом составе сырьевых материалов.
Для заводов, применяющих сырьевые материалы неоднородного
и непостоянного химического состава, институтом Гипроцемеит
(Л. С. Коган) разработан метод корректирования смеси по перемен-
ному, «скользящему» коэффициенту насыщения.
При использовании сырьевых материалов с часто изменяющими-
ся значениями кремнеземного и глиноземного модулей сырьевая
смесь и клинкер будут характеризоваться также переменными зна-
чениями модулей. Чтобы получить клинкер заданного минералоги-
ческого состава, величину коэффициента насыщения следует менять
в зависимости от фактической величины модулей сырьевой смеси, рас-
считываемых по данным ускоренных химических анализов.
Глава 2. Методы корректирования сырьевой смеси
741
Когда необходимо получить сырьевую смесь с заданной вели-
чиной не только коэффициента насыщения, но и одного из модулей,
применяется двукратное корректирование шлама. В этом случае
кроме известняка или глины, используемых для корректирования ко-
эффициента насыщения, в качестве корректирующих материалов при-
меняются огарки при необходимости понизить величину модулей или
высококремнеземистые материалы (кварцевый песок, трепел и др.),
когда требуется повысить величину кремнеземного модуля. В редких
случаях, если нужно увеличить глиноземный модуль, применяются
высокоглиноземистые породы, например бокситы.
При корректировании сырьевой смесн обычно пользуются не ве-
совыми, а объемными соотношениями материалов. Для этой цели
необходимо определить вес сухой массы в 1 м3 сырьевой смеси, пред-
варительно установив ее объемный вес и влажность. Если объемный
вес сырьевой смеси D кг/л или т/м3, а влажность Д%, то вес сухой
массы будет
„ „ 100 —В
Р'—Д» ———кг/л или т/м3. (19)
На основании этой формулы составляют таблицу в диапазоне
значений влажности, которые могут встретиться в практике работы
данного завода (табл. 6).
Таблица 6
Определение веса сухой массы
Влажность сырь- евой смеси в % Объемный вес в mjw3 100-В 100 Вес сухой смеси Рс в т!мг
29 1,822 0,71 1,822-0.71=1,29
30 1.803 0,70 1,803-0,7 =1,26
31 1.784 0.69 1.784.0.69=1.23
32 1.765 0,68 1.765-0,68=1.2
33 1.746 0.67 1,7460.67=1.17
34 1.727 0,66 1,727.0.66=1,14
35 1.707 0.65 1.707-0.65=1.11
36 1,689 0.64 1,689.0,64=1,08
Этими данными пользуются при переходе от объемного к весо-
вому измерению путем умножения объема сырьевой смеси на вели-
чину Рс. Наоборот, для перехода от весовых к объемным величинам
следует вес сырьевой смесн разделить на величину Рс-
В связи с тем что объемный вес и влажность каждой сырьевой
смеси находятся в обратно пропорциональной зависимости, уста-
навливают заранее все значения Рс для тех пределов влажности, ко-
торые могут встретиться в практике данного завода. С этой целью
достаточно установить значение Рс для крайних (нли близких к ним)
значений влажности сырьевых смесей и получить промежуточные
(и крайние) значения Рс путем интерполяции.
742 РАЗДЕЛ I. Расчет и корректирование сырьевой смеси
2. КОРРЕКТИРОВАНИЕ СЫРЬЕВОЙ СМЕСИ ПО ТИТРУ1 *
Расчет соотношения корректируемой и корректирующей сырье-
вой смеси делается с помощью так называемого «метода креста».
Схема расчета такова:
г,
(тнтр корректируемой сырьевой
смеси)
Т,
(тнтр корректирующей сырь-
евой смеси)
—> т ч—
(запанный тнтр
сырьевой смеси)
т. е. на каждые а м3 корректируемой сырьевой смеси 7\ необходимо
добавить Ь м3 корректирующей сырьевой смеси Га-
Правильность расчета проверяется по формуле
Т1Я 4~ 7*gZ?
а 4- Ь
(20)
3. КОРРЕКТИРОВАНИЕ СЫРЬЕВОЙ СМЕСИ ПО КОЭФФИЦИЕНТУ
НАСЫЩЕНИЯ
Прн постоянстве значений модулей корректируемой сырьевой
смесн величина ее коэффициента насыщения может быть задана по-
стоянной. В тех случаях, когда подлежащая корректированию сырь-
евая смесь характеризуется переменными значениями модулей, нель-
зя задаваться постоянной величиной ее коэффициента насыщения; эта
величина должна быть переменной, «скользящей», увязанной с фак-
тическими значеннямн модулей (табл. 7).
Этн данные для каждого завода должны уточняться примени-
тельно к конкретным условиям его работы; в частности, необходимо
учитывать, какие изменения в абсолютных численных значениях КН
и модулей вносятся присадкой золы топлива и избирательным уно-
сом материала из печи.
В производственных условиях можно принять допустимым ко-
лебание величины КН клинкера в пределах 0,03 (±0,015), что при-
мерно соответствует колебанию зольности топлива в пределах 6+3%.
При большем колебании величины зольности топлива численные
1 Под титром понимается содержание в сырьевой смесн
CaCOj+MgCOs, выраженное в % СаСО3.
Глава 2. Методы корректирования сырьевой смеси
743
Таблица 7
Зависимость КН сырьевой смеси от численных значений модулей
(по данным Л. С. Когана)
Сырьевая смесь Клинкер
Модули Рекоменду- емая величи- на КН Модули Рекоменду- емая величи- на КН
кремне- земный глинозем- ный кремне- земный глинозем- ный
2—2.22 0,7—1 1,1—1.4 1.5—1.8 1,05 1,04 1,03 1.9—2.1 1 —1.3 1.4—1.7 1.8-2,1 0.89 0,88 0,87
2,3—2,5 0,7—1 1.1—1.4 1.5—1,8 1.04 1.03 1,02 2,2—2.4 1 —1.3 1.4—1.7 1.8-2.1 0,88 0.87 0,86
значения КН клинкера могут быть иными. Тогда рекомендуемая ве-
личина КН должна быть повышена или понижена на 0,01% на
каждые 2% отклонения зольности от установленного предела.
Для корректирования сырьевой смесн по коэффициенту насыще-
ния можно использовать известняк нли глину. В первом случае вели-
чина КН сырьевой смесн, выпущенной мельницами, должна быть за-
ведомо ниже его заданной величины. Это достигается тем, что титр
смеси, выходящей из мельниц, на 0,5—1% ниже обычной его величи-
ны. Во втором случае тнтр сырьевой смеси с мельниц должен быть на
0,5—1 % выше обычного.
Корректирующий шлам с целью его усреднения перед откачкой в
бассейн в течение примерно 10 мин перемешивают. Корректируют
шлам по КН прн помоши известной формулы Кинда, определяющей
весовое соотношение корректируемого и корректирующего материа-
лов.
При этом одни нз материалов должен характеризоваться более
высоким, а другой — более ннзкнм значением КН по сравнению с
величиной этого показателя, заданной для окончательно откорректи-
рованной сырьевой смесн.
Если обозначить через А — весовое количество материалов с вы-
1 соким КН, н Б — то же, с низким КН, то
А _ (2,8A7/-SiO2 + 1,65 А12О3 + 0,35 Fe2O3) — СаО
Б ~ СаО — (2,8/W-SiO2 + 1,65 А12О3+0,35 Fe2O3)
(в числителе — окислы материала с более низким КН, в знаменате-
ле— окнслы материала с более высоким КН).
Это отношение, представленное в виде десятичной дроби, пока-
зывает, сколько весовых частей материала с более высоким КН надо
добавить на каждую весовую часть материала с более низким КН.
Если корректирование производится известняком в тех случаях, ког-
да КН шлама необходимо повысить, то это отношение показывает,
сколько весовых единиц известняка надо добавить на одну весовую
часть корректируемого шлама.
744 РАЗДЕЛ I. Расчет и корректирование сырьевой смеси
а) Корректирование известняком
При корректировании сырьевой смеси известняком объемное
соотношение корректируемого и корректирующего шламов вычис-
ляют по формуле
СРс
м = -йрТ' <21>
где М — объем известнякового шлама, который необходимо до-
бавить на 1 м3 корректируемого шлама;
С — 2,8 SiO2 • К//+1,65А12О3+0,35Ре2Оз—СаО (окнслы из кор-
ректируемого шлама);
И — СаО—2,8SiO2 • КН—1,65А120з—0,35Fe2Os (окнслы из из-
вестнякового шлама). КН в обоих случаях — это задан-
ное значение коэффициента насыщения конечной откор-
ректированной сырьевой смесн;
Pz и Рн—соответственно вес сухой массы в I л3 корректируемого
и известнякового шламов.
Пронзведенне ИРН является постоянной величиной для данного
корректирующего (известнякового) шлама.
Рс
=К — функция влажности корректируемого шлама; имеет оп-
Ам и
ределенную величину для каждого значения влажности.
Таким образом, формула корректирования сырьевой смеси при-
обретает следующий вид:
СР
M-~7fP~=CK- ™
Для облегчения расчета на основании приведенной формулы
составляется таблица значений К в зависимости от влажности шла-
ма.
Пример составления такой таблицы дан ниже (табл. 8).
Таблица 8
1
Значение К в зависимости от влажности и КН сырьевой смеси при„ р =0.0210
'‘и
Значение КН
о g 0,97* 0,98 0.99 > 1.01 1,02
IS 5 ₽с
2- 2 Ж Ш о и И—Р
30 1,26 0,026 0.026 0.026 0,026 0,026 0,027
31 1.23 0.026 0,026 0,026 0,026 0,026 0.026
32 1,19 0.025 0.025 0.025 0.025 0,025 0.025
33 1.16 0.024 0.024 0.024 0.024 0.024 0.024
34 1.13 0,024 0,024 0,024 0,024 0,024 0,024
* 1
" — 0,0209.
Г лава 2. Методы корректирования сырьевой смеси
745
При использовании для корректирования шлама чистых извест-
няков, отличающихся незначительным содержанием кислотных окнс-
лов, особенно кремнезема, разница в значениях К сказывается толь-
ко в третьем десятичном знаке. Возможно, что в подобных случаях
будет целесообразно ориентироваться на одну постоянную усред-
ненную величину К, соответствующую наиболее часто встречающим-
ся значениям влажности шлама. В этом случае (для данного извест-
няка) формула корректирования может быть еще более упрощена
и, например, прн К=0,26 представлена в следующем виде: А1=
=0,026С.
б) Корректирование глиной
К этому способу прибегают в том случае, когда надо пони-
зить КН.
В случае корректирования сырьевой елеен глиной объемное со-
отношение корректируемого и корректирующего шламов вычисляют
по следующей формуле:
М = —Рс— . (23)
ГРг
где М — объем глиняного шлама, который надо добавить на 1 л3
корректируемого шлама;
С— СаО— (2,8SiO2-KW+l,65Al2O3-|-0,35Fe2O3); СаО, SiO2,
А120з н Fe2O3 — окислы корректируемого шлама;
КН—заданный коэффициент насыщения для сырьевой смеси;
Г = (2,8 SiO2 • КН+ 1,65 А12О3+0,35 Fe2O3) — СаО; SiO2,
А12О3 • Fe2O3 и СаО — окислы глиняного шлама,
КН — заданный коэффициент насыщения корректируемого
шлама;
Рс и Рт —соответственно вес сухой массы корректируемого и гли-
няного шламов.
Рс
Величина К в данном случае равна А= ; она вычисляется
/ Г г
так же, как н в случае корректирования известняковым шламом.
Тогда формула корректирования будет
М = СК.
(24)
Корректирование ведется по схеме, аналогичной приведенной
выше для известнякового шлама:
1) вычисляют величины С и К (прн помощи таблицы);
2) перемножением этих величин устанавливают значение М —
объем глиняного шлама на 1 м3 корректируемого шлама;
3) рассчитывают необходимый объем корректирующего глиня-
ного шлама, умножая значения А1 на величину объма корректируе-
мого шлама.
Применительно к каждому новому бассейну глиняного шлама
необходимо составлять новые таблицы для вычисления величины К-
Прн помощи вспомогательных таблиц легко рассчитывают объ-
емное количество данного известнякового нлн глиняного шлама, ко-
торое необходимо прибавить на каждый 1 м3 сырьевой смеси, чтобы
получить сырьевую смесь с заданным значением КН. Умножив вели-
48—1621
746 РАЗДЕЛ I. Расчет и корректирование сырьевой смеси
чину М на объем корректируемой смеси, устанавливают общее коли-
чество добавляемого корректирующего шлама. Весь расчет занимает
около 3—5 мин, а составление таблицы—не более I ч. Приготовле-
ние откорректированного шлама без учета времени на проведение
ускоренных химических анализов занимает не более 25—30 мин.
4. КОРРЕКТИРОВАНИЕ СЫРЬЕВОЙ СМЕСИ ДО ЗАДАННЫХ ВЕЛИЧИН
ОДНОГО МОДУЛЯ И К.Н
Когда необходимо получить шлам с заданными велнчниамн К/7
н одного из модулей (кремнеземного илн глиноземного), в качестве
корректирующих добавок применяют огарки нлн высококремнеземи-
стые материалы.
Схему корректирования шлама в этом случае можно представить
следующим образом.
Приготавливают огарочный шлам и после тщательного переме-
шивания подвергают его ускоренному химическому анализу с опре-
делением содержания SiO2, AI2O3, Fe2O3, СаО и титра. Определяют
также влажность этого шлама (Во) и его объемный вес (£)0).
По получении химического анализа исходного шлама, подлежа-
щего корректированию, рассчитывают весовое количество огарков
(величина а)~, которое необходимо прибавить на одну весовую еди-
ницу сухой массы корректируемого шлама, после чего устанавливают
весовое количество огарков, добавляемое на все его количество. Учи-
тывая значения Рс и ?о Для этих шламов, рассчитанные весовые
количества нх на основе формулы (19) переводят в объемные. Таким
путем устанавливают объемное количество огарочного шлама (То)»
которое необходимо добавить на весь объем корректируемой сырье-
вой смесн (Тс).
Сумма Тс+Т0 представляет собой общий объем шлама, откор-
ректированного до заданной величины того или иного модуля и под-
лежащего вторичному корректированию известняком (пли глиной)
до заданной величины КН.
Количество добавляемого известнякового (нли глиняного) шла-
ма рассчитывают по тем же формулам, что и при однократном кор-
ректировании, однако несколько усложненным из-за необходимости
учета дополнительного количества этого шлама в связи с добавле-
нием огарочного шлама.
Величину а определяют по следующим формулам:
1) при необходимости корректировать кремнеземный модуль (п)
SiO2— n R2O3
а = ----- —• (Д>>
п R2O3 — SiO2
2) при необходимости корректировать глиноземный модуль (р)
А12О3 — р Fe2Os
а = — ——. (/и)
р Fe2O3—А12О3
В обеих формулах в числителе показаны окислы корректируемого
шлама, а в знаменателе — окислы огарочного шлама.
По данным химического анализа огарочного шлама, численное
значение знаменателя в этих формулах может быть рассчитано зара-
Глава 2. Методы корректирования сырьевой смеси 747
(27)
нее и будет являться постоянной величиной для данного огарочного
шлама. Эта постоянная величина условно обозначается в дальней-
шем буквой б.
Таким образом, формула для определения величины а при кор-
ректировании шлама, например по кремнеземному модулю, будет
SiO2 — л R2OS
а =-------------—
б
После установления численного значения величины а, рассчиты-
вают весовое количество сухих огарков, приходящихся на все весо-
вое количество сухой массы корректируемого шлама Это обшее ве-
совое количество сухих огарков составляет: а Vc Рс, а выражен-
ное в объемных единицах огарочного шлама будет:
Уо = ^.
го
Так как для данного огарочного шлама величина Ро является по-
• ?с
стояннои, то величина -г- может быть заранее рассчитана для всех
'о
значений Рс, которые могут встретиться в практике работы завода,
Рс
т. е. для всех значений влажности сырьевой смеси. Обозначая —— =
‘о
^К, имеем
V0 = a-VQ-K.
Полученный после добавления огарочного шлама общий объем
смешанного шлама Vc + Vo корректируется затем известняковым или
глиняным шламом до заданной величины КП по формуле
В этой формуле:
1) М — объемное количество известнякового (или глиняного)
шлама, добавляемое на 1 л:3 корректируемого смешанного (сырьево-
го +огарочного) шлама;
2) С = (2,8 SiO2A7( + 1,65 А)2О3 + 0.35 Fe2O3) - СаО*.
Здесь окислы — из исходного (сырьевого) шлама. Величина С опре-
деляет весовое количество сухого известняка, необходимее для кор-
ректирования одной весовой единицы сухой массы исходного шлама;
3) O = (2.8SiO2- КН+ 1,65 А12О3 +0,35 Fe2O3) — СаО*.
Здесь окислы — нз огарочного шлама. Величина О, рассчитываемая
заранее, является постоянной для данного огарочного шлама. Чис-
ленное значение О определяет весовое количество сухого известняка
на одну весовую единицу сухой массы огарочного шлама.
При корректировании глиной расчет ведется по формуле (23).
48*
748 РАЗДЕЛ I. Расчет и корректирование сырьевой смеси
Приведенная в формулах для расчета величии С и О величина
КН представляет ту заданную величину его, до которой требуется
откорректировать шлам;
4) К — величина, учитывающая химический состав известняково-
го (илн глиняного) шлама, а также влажность корректируемого
и корректирующего шламов, н позволяющая выразить весовые отно-
шения сухнх материалов в объемных единицах для соответствующих
сырьевых смесей;
Найденная по формуле (28) величина М, как отмечалось, пока-
зывает объем корректирующего шлама, приходящийся на 1 м3 кор-
ректируемого шлама.
Оощее количество корректирующего шлама составляет
v = М (Ус + Vo). ' (29)
Чтобы уменьшить количество огарков, оседающих в бассейне, нх
следует замалывать в смесн с мелом нлн известняком, т. е. получать
известняково-огарочный шлам с примерным весовым соотношением:
30% огарков и 70% известняка.
Правильность перекачки заданных количеств корректирующих
шламов в бассейн с корректируемым шламом может оыть ориенти-
ровочно проверена следующим образом.
Рассчитывается весовое количество всех смешиваемых шламов
путем умножения объемного количества каждого из них на соответ-
ствующую величину Р. Зная титры этих шламов и нх весовое соот-
ношение легко рассчитать тнтр конечного откорректированного
шлама.
В общем виде титр этого шлама должен быть равен
УсРс Ге + Уо Ро То+Ун ,30.
УсРр + УоРо + УиРи ’
Сравнивая эту расчетную величину титра конечного, откорректиро-
ванного, шлама с его фактической величиной, можно судить о пра-
вильности и степени точности выполненной операции.
Может быть принят также следующий порядок расчета.
Таблица 9
Расчет титра шлама__________________
Шлам Весовое количест- во и’лама Долевое кол -шест- во титра, вноси- мое шламом
в tn в %
Сырьевой VcPc=340.1.13= =384.2 92,6 92.6-0,73=37,6
Известняково-огарочный . . . vopo=;21-12= =13,4 3,2 3,2-0,681=2,18
Известняковый =17-1.01= =17,2 4,2 4,2-0,957=1,02
Откорректированный - 414 ICO 73,8
Глава 3. Расчет сырьевой шихты для глиноземистого цемента/49
Пусть, например, объемное количество шламов, их значение Р н
величина титра следующие:
Рс =* 340 м3; Рс = 1,13 m/м3; Тс = 73%;
Ро-12 . ; Ро=1.12 . ; ТО = 68,1%;
Ги=17 Рн—1,01 , ; Тн = 95,7%:
Тогда тнтр откорректированного шлама можно рассчитать
следующим образом (см. табл. 9).
Глава 3
РАСЧЕТ СЫРЬЕВОЙ ШИХТЫ ПРИ ПРОИЗВОДСТВЕ
ГЛИНОЗЕМИСТОГО ЦЕМЕНТА
Автор-составитель д-р техн, наук И. В. КРАВЧЕНКО
Расчет сырьевой шнхты глиноземистого цемента производится
в зависимости от выбранного способа производства, а значит, от
минералогического состава клинкера или расплава.
Ниже приводятся методы расчета сырьевой шнхты глиноземисто-
го цемента при получении его различными способами.
1. РАСЧЕТ ШИХТЫ ПРИ ДОМЕННОМ ПРОЦЕССЕ
При расчете доменной шнхты задаются составом чугуна и шла-
ка, а также количеством кокса, необходимого для проплавления
шнхты и осуществления восстановительных процессов, и соотноше-
нием между шлаком и чугуном.
а) Пример расчета
1. Исходные данные:
1) Расход топлива на 1 т чугуна 1300 кг, в том числе: кокса —
900 кг и древесного угля — 400 кг.
2) В составе чугуна должно быть: Si —1,8%, Fe — 92%, прочих
компонентов — 6,2%.
. 3) Состав шлака: SiO2— 8%; А12О3 — 48%, СаО — 40%, FeO —
1%, CaS— 1%; прочих — 2%.
4) Отношение веса шлака к весу чугуна 1,2: I.
5) Результаты анализов сырья и топлива следующие (табл. 10).
Таблица 10
Содержание окислов в %
Компоненты сырь- евой шихты S1O3 А13О, Fe,O, СаО MgO Fe п. п. и. Прочие
Боксит . ....... 6,5 54 24 1.5 1 (16.8) 13
Известняк 0.5 0.5 0,5 55 0.5 (0.35) 43 —
Стружка металличес- кая «л — м — 99 — 1
Зола кокса * . . . . 50 25 23 1 1 — — —
750 РАЗДЕЛ 1. Расчет и корректирование сырьевой смеси
Содержание серы в коксе —0.5%; зольность кокса —10%.
2. Определяют количество чугуна и его компонентов на 1 т кокса.
Прн относительном расходе кокса 0,9 т на 1 т чугуна на 1 т кок-
са приходится: чугуна 1000:09=1111,11 кг. В этом количестве чугу-
на содержится: железа 1111.11-0,92=1022,22 кг; кремния 1111,1 IX
Х0.018=20 кг; прочих 1111,11-0.062 = 68.89 кг.
Для получения этого количества кремния должно быть восста-
новлено кремнезема: 20 - 60 : 28 = 42,86 кг. . •
3. Определяют количество шлака и его компонентов на 1 т
кокса.
При соотношении шлака и чугуна 1,2 на 1 т кокса выход шлака
составляет: 1111.11 - 1.2=1333,33 кг.
В шлаке содержится:
Si О-.—1333,33 0,08= 106.68 кг;
А1гО3 -- 1333,33-0,48 = 640 кг;
СаО — 1333.33 0.4 = 533,33 кг;
FeO — 1333,33 0,01 = 13,33 кг нли 13,33-56:72 = 10,37 кг Fe
CaS — 1333,33 0,01 = 13,33 кг;
прочих — 1333,33-0,02 = 26,66 кг.
На образование 13,33 кг CaS потребуется СаО=13,33 • 56 : 72=
= 10.37 кг.
4. С учетом состава золы кокса н ее количества устанавливают,
что боксит, известняк и стружка должны дать для образования шла-
ка и чугуна следующие количества окислов и металлического железа:
А12О:1 — 640 — 25 = 615 кг;
СаО —533,33+ 10.37— I = 542.7 кг;
Fe - 1022,22+ 10,37 — 23-112:160 = 1016,49 кг.
5. Основываясь на составе сырьевых компонентов, исходя из
только что определенного количества необходимых окнслов, состав-
ляют три уравнения для трех основных окислов, обозначив через х—
количество боксита в шихте, через у — количество известняка и че-
рез г — количество железной стружки:
А12О3— х0,54 + у 0,005 = 615кг.
СаО— х 0,015 +у 0,55 = 542,7кг;
Fe — х 0,24-112:160+ у 0,005 112:160 + z 0,99 =1016,49 кг.
6. Решая эти уравнения, находят значения х, у и г; х=1130,04 кг,
у= 956 кг. г=831.61 кг.
Таким образом, состав доменной шнхты будет (в кг);
кокса.................................1С00
древесного угля . . . . •............. 444
боксита. . ИЗО
известняка.............................. 956
тружки_Л|етддличерсой • Ь3£- —
Глава 3. Расчет сырьевой шихты для глиноземистого цемента751
7. Выражают состав доменной шихты в вес. %:
кокса............................... 22,93
древесного угля.................. . 10,18
боксита..............................25.90
известняка . .......................21,92
стружки металлической............... 19,07
8. Проверяют расчет, составляя материальный баланс (в кг)
(табл. 11).
Таблица II
Материальный баланс в кг для проверки правильности расчета смеси
сырьевой шихты
Статьи
баланса
Кокс. 1'00 . . 50 25
Древесный
уголь, 444 — —
Боксит, ИЗО. 74 610
Известняк. 956 5 5
Стружка ме
таллическая,
832 ............ — —
1
17
526
900
444
— — 1000
— — 444
147 — ИЗО
410 — 956
— 8 832
Всего в сырь-
евой шихте .
Сгорает и ухо-
дит с отходя-
щими газами
Переходит
в чугун
Остается
в шлаке . • .
Состав шла-
ка**** в % -
129 610
43* —
85 640
7 48
299
269**
824 1344
— 1344
824 —
13*** 544
557 8 4362
557 — 1901
— — 1136
— 8 1308
— 0.6 100
• Из 43 кг S1O, получится — 20 кг SI.
60
* * Из 269 кг Fe,O, получится 269-0,7=188 кг Fe.
• ** Из Зо кг Fe20, в шлаке будет 13,33 кг FeO (заданное количество) I
♦»** CaS=l%.
Соотношение шлака к чугуну 1.2: I.
Проверка показывает, что расчет выполнен правильно.
2. РАСЧЕТ ШИХТЫ ПРИ ВОССТАНОВИТЕЛЬНОЙ ЭЛЕКТРОПЛАВКЕ
При данном способе производства глиноземистого цемента ших-
ту рассчитывают, исходя из необходимости одновременно получить
в качестве основных продуктов производственного процесса высоко-
глиноземистый шлак и ферросилиций.
752 РАЗДЕЛ I. Расчет и корректирование сырьевой смеси
Сначала определяют количество ферросилиция и восстановителя,
а затем — количество шлака и соотношение между бокситом и из-
вестняком илн известью, исходя из заданного состава шлака, после
чего устанавливают выход шлака и в заключение рассчитывают со-
став сырьевой шихты в весовых частях или в процентах.
а) Пример расчета
Состав основных сырьевых материалов следующий (табл. 12).
Таблица 12
1. Принимают следующий состав шлака:
SiO2 —7%; А12О3-49%; FeO —0,3%; TiO2- 1%; СаО -
39%; MgO—1% илн SiO2 — 7%; А12О3 —49%; СаО —39%;
прочие — 5%-
Соотношение СаО : А12О3=0,796.
2. Состав ферросилиция:
Si—13%; Fe — 84%, С—1,3%, прочие—1,7%.
3. Расчет ведут на 100 кг непрокаленного боксита.
4. Принимают следующее распределение кремния в боксите:
остается в шлаке 6% SiO2, улетучивается 10% от общего его со-
держания, остальное количество кремния переходит в ферросили-
ций.
16-28
Всего в боксите содержится кремния: ~~гг~ =7,47 кг, улету-
60
„ 6 28
чивается: 7,47-0,1=0,75 кг, остается в шлаке: =2,8 кг, пере-
ходит в ферросилиций: 7,47—2,8—0,75=3,92 кг.
„ 100
5. Получается ферросилиция из 100 кг боксита: 3,92 — =
= 30,15 кг.
6. Определяют необходимое количество железной стружки. В
30,15 кг ферросилиция содержится железа: 30,15-0,84=25,33 кг.
Принимают, что железо из золы, не восстанавливаясь, перехо-
дит в шлак.
Глава 3. Расчет сырьевой шихты для глиноземистого цемента753
В боксите железа содержится 11,18 кг, следовательно, требует-
ся добавочно ввести железа: 25,33—11,18=14,15 кг, или =
и ,УУ
= 14,29 кг стружки.
7. Определяют количество углерода, необходимого для восста-
новления железа н кремния.
а) На восстановление железа нз боксита требуется углерода
по реакции
Fe2O3 4- ЗС - 2Fe + 3 СО;
на 160 кг Fe2O3— 36 кг С;
на 11,18 кг — х;
х=2,52 кг.
б) На восстановление кремния идет углерода по реакции
SiO2+2C = Si4-2CO;
на 60 кг SiO2— 24 кг С;
па 10 кг SiO2 — х кг С;
х—4 кг.
Количеством углерода на восстановление других малых со-
ставляющих пренебрегают.
Всего на восстановление потребуется углерода: 2,52+4=6,52 кг.
8. На науглероживание ферросилиция нужно углерода:
30,15-0,013=0,39 кг.
Всего требуется углерода: 6,52+0,39=6,91 кг.
Для расчета восстановителя необходимы следующие вычисле-
ния.
6,91
Для внесения 6,91 кг углерода потребуется кокса: =7,68 кг.
Принимая 15% избытка восстановителя сверх теоретического
на поверхностное горение, улетучивание и т. п., получают оконча-
тельный расход восстановителя: 7,68 • 0,85=9,04 кг.
Для подсчета количества шлака определяют:
а) кокс внесет золы: 9,04-0,1=0,9 кг, и это количество золы
внесет окислов (в кг):
SiO2 А12О3 Fe2O8 СаО MgO
0,45 0,22 0,13 0,07 0,03
б) боксит и зола внесут в шлам окислов (в кг):
Компоненты SiO2 А12О, Fe2O, СаО MgO Сумма
Боксит . • Зола кокса 6 0,45 54,84 0,22 0,13 1,4 0.07 0.03 62,24 0,9
Итого 6,45 55,06 0,13 1,47 0,03 63,14
754 РАЗДЕЛ I. Расчет и корректирование сырьевой смеси
После этого рассчитывают необходимое количество извести,
исходя из соотношения СаО : А120з в готовом продукте, равного
39
— =0,796.
В готовом продукте должно содержаться СаО — 39% и
А120з — 49%.
В составляющих шихты содержится (в %):
Компоненты S1O, А1,О, Fe,O, СаО MgO Сумма
БокснтН-зола 10,22 87.2 0,21 2,33 0.04 100
Известь 1 0,25 0,25 96 0.4 97.9
Составляют систему уравнений:
х-0,8720 + у-0,0925= 49;
х-0,0233 4-£/-0,9600= 39.
Решая уравнения, находят: х=56,08 вес. ч. боксита+золы,
£/=38,30 вес. ч. извести, или на 63,14 вес. ч. боксита + золы 43,12
вес. ч. извести.
С учетом улетучивания извести в процессе плавки принимают,
что избыток ее составляет 3%. тогда количество весовых частей из-
вести в шихте должно быть: 43,12- 1,03=44.41 вес. ч.
Вслед за этим определяют состав и количество шлака:
SiO, Al,О, Fe,O, СаО MgO Сумма
Боксит 6 54.84 1.4 .— 62.24
Зола ......... 0.45 0,22 0,13 0,07 0.03 0.9
Известь . 0.44 0,11 0.11 42.44 0,02 43.12
Шлак 1 6,89 55.17 0,24 43,91 0,05 106.26 вес. ч.
1 6.49 51.92 0,23 41,32 0,04 ioo%
Полученный состав шлака достаточно точно совпадает с за-
СаО 41,32
данным; соотношение ' = 7^,77 =0,796.
l-’C/g 01
Состав сырьевой шнхты должен быть:
а) по весу б) в %
(в кг)
Боксит . ’ ...................... 100 59,61
Стружка.........'................... 14,3 8,53
Кокс................................. 9,04 5,39
Известь . ........................ 44,41 26,47
167,75
100
Глава 3. Расчет сырьевой шихты для глиноземистого цемента755
Выход готовой продукции составит в кг:
шлака........................................ 106,26
ферросилиция ................................. 30,15
3. РАСЧЕТ ШИХТЫ ПРИ МЕТОДЕ СПЕКАНИЯ
Расчет сырьевой шнхты для получения глиноземистых цементов
методом спекания в окислительной среде, когда все ее составные
части, за исключением воды и углекислоты, переходят в цемент,
осуществляется в принципе так же, как и расчет двухкомпонентной
шихты клинкера портландцемента. Но в соответствии с тем, что
минералогический состав клинкера будет иным, изменятся и ко-
эффициенты перед окислами. входящими в систему уравнений и
конечную расчетную формулу.
Так, если при расчете принимается, что в составе цемента дол-
жен образоваться только моноалюминат кальция, коэффициент прн
А12О3 должен составлять 0.55. Если же по расчету в составе цемен-
та должен присутствовать и С|2А7 , то по мере увеличения в це-
менте количества этого минерала будет увеличиваться и коэффи-
циент А120з, значение которого достигнет 0.951 в случае обра-
зования из алюминатов только С|2А7. Если же в цементе должен
присутствовать СА2. то значение этого коэффициента будет умень-
шаться и дойдет до 0.277. Это произойдет тогда, когда из алюми-
натов в составе цемента будет присутствовать только СА2.
Таким же образом следует изменять коэффициенты и перед
другими окислами, в зависимости от того, в каком соединении они
будут связаны в готовом клинкере (см. ниже «Расчет минералоги-
ческого состава клинкера»).
Для двух случаев расчета применяют следующие формулы:
1) В составе клинкера присутствуют C2S, СА. C2F, СТ* и
МА**, тогда соотношение между известью и бокситом будет вы-
числяться по формуле
Известь 1,87 SiO2 бокс + 0.55 (А12Озбокс—2.53 MgOfoKc) + ~
Боксит СаОнзв — [1,87 SiO2 нзв -[-0,55 (А12О3 изв —
[ 4~ 0 7 Fe2O3 бокс ~Ь 0 88Т102 бокс — СаОбокс
— 2,53 MgOH3B) -[- 0,7Fe2Oaизв-f- 0,88TiO2 изв]
2) в составе клинкера присутствуют C2AS, СА, CF, СТ и МА,
тогда
Известь 1,87 Si О2 бокс ~Ь 0,55 (А12О3 бокс — 1 • 7 SiO2 бохс
Боксит СаОнзв—[1,87 51О2н3в + 0,55 (А12О3изв —
— 2,53 MgOeoKc) ~Ь 0>35Fe20jбокс ~Ь 0,88 ТiО2бокс — ОзОбокс
—1,7SiO2нзв — 2,53MgOH3B)+ 0,35 Fe2Osизв4~ 0 158 TiO2 изв]
* CaO-TiOj.
** MgO-AljOj.
756 РАЗДЕЛ I. Расчет и корректирование сырьевой смеси
Если прн обжиге сырьевой смеси будет присадка золы топли-
ва, ее учитывают при расчете сырьевой смеси так же, как это де-
лается прн расчете сырьевой смесн портландцемента, но примени-
тельно к минералогическому составу глиноземистого цемента.
Если обжнг ведут в восстановительной среде, то расчет сырье-
вой смесн, принципиально меняется, он должен проводиться с уче-
том минералогическо-о состава клинкера, и оссбенчо железосодер-
жащих минералов, образующихся в подобных клинкерах.
Для обжига на агломерационной решетке, когда значительная
часть железа восстанавливается до закн~ии даже до металлического
железа, в расчетах сырьевой смесн условно принимается, что FeO
не вступает в химическое взаимодействие с другими окислами и
будет находиться в твердом растворе или в свободном состоянии.
РАЗДЕЛ II
КОНТРОЛЬ НА ОТДЕЛЬНЫХ СТАДИЯХ
ПРОИЗВОДСТВА
Автор-составитель инж. Е. 3. ОГНЯ НОВА
Методика контроля качества готовой продукции предусмот-
рена стандартами. Контроль же за качеством сырья н полуфабри-
ката производится на основании нормативов, установленных для
каждого завода и приведенных в технологических картах цехов.
Для правильной организации контроля производства большое
значение имеют следующие факторы: 1) правильный выбор мест
(точек) для отбора проб; 2) строгое соответствие качества взятой
пробы среднему качеству материала; 3) характер взятой пробы —
усредненная или периодическая (моментальная); 4) точное время
отбора каждой пробы.
Пробы нужно отбирать таким образом, чтобы они не были слу-
чайными. Усредненную пробу следует отбирать специальными авто-
матически действующими приборами. Взятая в течение смены илн
другого отрезка времени проба должна отражать среднее качество
выпускаемого материала.
Для проверки же работы отдельных агрегатов служит перио-
дический отбор проб.
Контроль производства должен осуществляться главным об-
разом ускоренными методами. Он может быть действенным и эф-
фективным только в том случае, если является контролем преду-
преждающим и дает возможность быстро исправлять обнаружен-
ные нарушения технологии.
1. ДОБЫЧА СЫРЬЯ
Технологический контроль начинается с карьера сырьевых ма-
териалов, где он проводится в соответствии с правилами эксплуа-
тации карьера и заключается в основном в следующем:
а) наблюдении за тем, чтобы работы по удалению вскрыши
шли с достаточным опережением (нормально не менее 6 Л1);
б) проведении предварительного опробования сырья (до на-
чала разработок) и составлении карьерной сетки;
в) непрерывной оценке качества сырьевых материалов, посту-
пающих в производство.
Методика составления карьерной сетки устанавливается в за-
висимости от характера месторождения сырья (условия залегания.
768 РАЗДЕЛ 11. Контроль На отдельных стадиях производства
выдержанность и мощность слоев, однородность состава и пр.) на
карьере данною завода.
Для месторождений сырья, в которых по геологическим дан-
ным пласты породы по всему их простиранию сравнительно вы-
держаны по мощности и химическому составу, карьерную сетку
составляют по скрытому фронту карьера путем отбора проб нз
борозд глубиной 5—10 см. Эти борозды проводят по всей высоте
разрабатываемой толши вкрест простирания пластов.
В остальных случаях пробы следует отбирать из шурфов нли
скважин, заложенных в шахматном порядке на участке, предназ-
наченном для разработок в течение ближайших 3—5 лет. Борозды
шурфов н скважины должны проходить по возможности перпен-
дикулярно к направлению простирания пластов.
Расстояние между бороздами, шурфами или скважинами оп-
ределяется степенью равномерности состава залегающих в место-
рождении пород, причем максимальное расстояние по простиранию
при относительно равномерном химическом составе породы допус-
кается для борозд до 30 м, а для шурфов и скважин — до 50 м.
Пробы из шурфов отбирают из борозд глубиной 5—10 см. Пробы
из скважин берут из кернов, получаемых при бурении скважин.
Перед тем как заложить борозды, производят вскрышу и за-
чистку породы по высоте забоя или шурфа и у подошвы забоя,
куда должны ссыпаться отбиваемые по борозде куски породы. Для
твердых разновидностей сырьевых материалов рекомендуется про-
ходить борозды размером 5x5 см, для рыхлых и мягких пород —
10X10 см.
Пробы отбирают, начиная от кровли исследуемого пласта,
сверху вниз (или по горизонтали) от каждого пласта в отдель-
ности.
Если мощность пласта или пропластка меньше метра, отбирают
среднюю пробу по всей толщине пласта. При большей мощности
пласта и относительно равномерном химическом составе породы
пробы отбирают с каждого метра мощности пласта. При резком
колебании химическою состава породы пробы отбирают с каждых
0,5 м и меньше в зависимости от степени неоднородности состава
сырьевых материалов.
Процесс обработки пробы состоит нз следующих операций:
1) дробления ее до размера крупки (2—3 .и.и);
2) последовательного перемешивания и сокращения веса про-
бы методом квартования до получения средней пробы весом око-
ло I кг;
3) измельчения средней пробы до размеров частиц около 1 мм
н сокращения се веса путем квартования до 200 г.
Для получения средних показателен (физических свойств и
химического состава) по пласту или по группе пластов устанав-
ливают возможность группировки их путем предварительного оп-
ределения содержания в отдельных пробах основных компонентов
н вредных примесей (MgO и SO3), после чего средние пробы сме-
шивают по весу пропорционально мощности соответствующих пла-
стов и из них составляют общую среднюю пробу
Для проведения специальных определений (естественная влаж-
ность, удельный н объемный вес и пр.) отбирают штуфные (ме-
стные) пробы.
Качество сырьевых материалов
759
В пробах глинистых пород определяется запесоченность. Эти
пробы подвергают ускоренному химическому анализу с определе-
нием содержания вредных примесей.
При составлении карьерной сетки особое внимание обращают
иа тщательность оформления документации.
Вначале составляют внешнее описание карьера с графически-
ми приложениями (разрез и план).
Для изображения разрезов необходимы следующие замеры:
1) глубины залегания отдельных пластов; 2) мощности отдельных
пластэв; 3) мощности вскрыши; 4) угла падения пластов; 5) абсо-
лютных отметок поверхности в замеренных точках; если это не
делается, то все замеры производят от одного и тою же маркиру-
ющего горизонта породы (подошва, кровля какого-либо пласта).
При составлении плана желательно, чтобы были нанесены точ-
ные очертания забоя карьера, с обязательной привязкой к закреп-
ленным на плане пунктам (скважина, шурф). Составляется
схематический план карьера, для чего необходимо на месте выбрать
определенный пункт и замерить расстояния и углы по отношению
к отдельным точкам забоя.
При описании пород, залегающих в карьере, необходимо отме-
тить все особенности сырья по внешним признакам (структура, ок-
раска, включения, твердость, изменения в залегании и пр.).
Борозды, шуфры или скважины должны быть точно указаны
как на плане, так и на разрезе.
Каждую отобранную пробу упаковывают в отдельную тару и
снабжают этикеткой, на которой указываются номер борозды,
шурфа или скважины и пробы, а также глубина отбора пробы.
Одновременно с этим составляется акт, где фиксируются:
I) дата отбора пробы; 2) номер пробы; 3) глубина взятия
пробы; 4) характеристика пробы.
Карьерную сетку периодически нужно дополнять данными
контрольных анализов бороздовых проб, отбираемых лаборатори-
ей завода, или анализов проб из скважин при подготовке участка к
массовому взрыву.
2. КАЧЕСТВО ПОСТУПАЮЩИХ В ПРОИЗВОДСТВО
СЫРЬЕВЫХ МАТЕРИАЛОВ
Контроль качества сырьевых материалов заключается в;
1) определении степени влажности;
2) ускоренном определении состава, что предполагает установ-
ление не только титра мела, известняка, мергеля и т. д., ио и крем-
неземного и глиноземного модулей мергелей и глин;
3) определении количества включений — кремния, галькн,
крупного кварцевого песка и т. д.
Для текущею контроля сырья через каждые 3—4 ч отбирают
небольшие равные порции его из прибывающих на завод вагонов,
вагонеток или автомашин и один раз в 10—15 дней делают полный
химический анализ средней пробы, составленной нз остающихся
после текущих определений порций сырья.
Опережающий и текущий контроль качества активных мине-
ральных добавок производится так же, как и для карбонатных и
760 РАЗДЕЛ II. Контроль на отдельных стадиях производства
глинистых пород. Критерием для оценки кондиционности этих до-
бавок служат результаты испытания их активности в соответствии
с требованиями стандарта.
Качество гипса, поступающего на завод, контролируют в соот-
ветствии с требованиями действующего стандарта на гипс как до-
бавку к портландцементу.
Если сырьевые материалы подаются на завод не непосредст-
венно с карьера, а с сырьевого склада, то лаборатория должна
наблюдать за их складированием, отмечая в лабораторном журна-
ле, из каких участков карьера взято сырье. При этом устанавливают,
какое сырье следует подавать в производство.
3. ПРИГОТОВЛЕНИЕ СЫРЬЕВОЙ СМЕСИ
В процессе приготовления сырьевой смеси контролируют влаж-
ность и степень дробления сырья, правильность дозирования мате-
риалов, подаваемых в мельницу, тонкость помола материала после
мельницы, влажность шлама (сырьевой муки), и корректируют
состав шлама в шламбассейнах или сырьевой муки в силосах.
1) Влажность сырьевых материалов, поступающих в производ-
ство, определяют раз в сутки. Пробу отбирают один раз в смену
из вагонеток, вагонов или автомашин путем откалывания от от-
дельных кусков породы небольших количеств материалов с таким
расчетом, чтобы общая проба составила не менее 500 г. Для оп-
ределения влажности материала пробы, отобранные за смены, сме-
шивают и измельчают до полного прохождения через сито с раз-
мером отверстий 3 мм.
От пропущенной через сито пробы на металлической или стек-
лянной доске «методом квадратов» отбирают среднюю пробу в
количестве примерно 100 а.
Из полученной пробы отбирают 10 г для определения влажно-
сти путем высушивания в сушильном шкафу при температуре 100+
+ 10° С до постоянного веса.
2) Контроль степени дробления сырьевых материалов обеспе-
чивает нормальную работу дробилок и равномерное дробление
сырья до заданной величины, что облегчает поддержание необхо-
димого титра сырьевой смеси, выходящей из мельницы, и способ-
ствует нормальной работе мельницы.
Пробу для определения степени дробления сырьевых матери-
алов отбирают раз в смену в количестве примерно 2 кг непосред-
ственно после дробилки. Собранную за сутки пробу пропускают
через сито с размером отверстий 25 мм. Остаток на сите взвеши-
вают.
Полный химический анализ сырьевых материалов делают один —
три раза в месяц, в зависимости от степени их однородности, из
пробы, составленной из среднесменных проб.
Влажность, текучесть, титр, тонкость помола шлама, поступаю-
щего из мельниц, определяют ежечасно, чтобы немедленно испра-
вить нарушения технологического режима.
В случае необходимости осуществляется химический контроль
содержания в шламе специальных добавок, например CaF2, Ре20з
и др.
Приготовление сырьевой смеси
761
Пробы шлама для контроля его характеристик отбирают непос-
редственно посЛе сырьевых мельниц.
Рекомендуется для этой операции применять пробоотборники
непрерывного действия, позволяющие брать не разовую, а средне-
часовую пробу. Эту пробу тщательно перемешивают, и из иее, в свою
очередь, отбирают пробу для проведения указанных выше опреде-
лений.
3) Чтобы определить, влажность и текучесть сырьевой смеси,
навеску шлама (сырьевой муки) в 10 г отвешивают с точностью до
0,01 г иа технических весах иа предварительно тарированной пла-
стинке (из нержавеющего железа).
Пластинку с навеской сушат на горячей песочной бане при
120° С; если к пластинке приближают холодное стекло и пар на нем
не конденсируется, то высушивание считают законченным. Вслед
за этим снимают пластинку с бани, охлаждают в эксикаторе и взве-
шивают иа технических весах с точностью до 0,01 г. Потеря в весе,
умноженная на 10, дает процент влажности шлама или сырьевой
муки
у (а-г) 100
а
где W — влажность шлама (муки) в %;
а—навеска шлама (муки) до высушивания (10 г);
г—навеска шлама (муки) после высушивания в г.
Влажность сырьевой смеси можно определять автоматически с
помощью прибора УОВ-5, в котором навеску материала высуши-
вают путем кратковременного облучения инфракрасными лучами.
Прибор состоит из:
1) командного аппарата с промежуточными реле;
2) вращающейся калиброванной алюминиевой платформы для
навески материала;
3) «плуга» для непрерывного перемешивания пробы;
4) контактного устройства, автоматически сокращающего ре-
жим облучения при испытании проб низкой влажности;
5) весов, иа одной тарелке которых расположена вращающаяся
калиброванная платформа, а на другой — уравновешивающий ее
командный аппарат.
Шкала прибора может отмечать влажность в пределах от 0
до 20%, цена деления 0,2%. При влажности выше 20% точность от-
счета обеспечивается автоматическим съемом разновесов.
Величина навески составляет 100 г, максимальная крупность
материала — 3 мм н начальная его влажность — от 10 до 60%.
Само определение длится 10 мин при точности его, равной ±2%.
При сухом способе производства регулярно проверяют конечную
влажность сырьевых компонентов по выходе из сушильных бара-
банов (или другого сушильного устройства). При мокром способе
производства контроль за содержанием воды в шламе дополняется
определением текучести шлама, что позволяет поддерживать его
влажность на нижнем пределе.
При регулярном определении текучести влажность шлама мож-
но устанавливать раз в смену. Текучесть шлама определяют е по-
мощью текучестемера системы МХТИ (ТН-2).
762 РАЗДЕЛ II. Контроль на отдельных стадиях производства
При пользовании этим прибором в лаборатории применяют
шкалу с точными делениями, нанесенными в виде концентрических
окружностей на расстоянии 1 мм одно от другого.
Если прибор применяется непосредственно в цехах, то следует
пользоваться той же шкалой, однако на ней тушью следует нанести
толстые окружности, диаметры которых
должны соответствовать предельным зна-
чениям установленных на заводе нормати-
вов текучести.
Текучесть шлама определяют по диа-
метру расплыва с точностью до 1 мм. Для
этого производят четыре отсчета показа-
ний шкалы. Среднее арифметическое из
этих четырех показаний и является вели-
чиной, характеризующей текучесть испы-
тываемой пробы шлама (диаметр расп-
лыва).
Для непрерывного контроля и регули-
рования текучести цементного сырьевого
шлама в производственных условиях эф-
фективно применение ротационных виско-
зиметров, например вискозиметра РВ-2,
разработанного лабораторией автоматики
треста Севзапмонтажавтоматика (рис. 1).
Действие его основано на изменении кру-
тящего момента на валу двигателя, вращающего цилиндрический
* ротор в шламе.
Вискозиметр состоит из бачка 1, в нижнюю часть которого по
трубе 2 непрерывно поступает шлам нз сырьевой мелышны, и чув-
ствительного элемента 3, снабженного электродвигателем малой
мощности, а также цилиндром, который погружен в шлам. Чем
больше вязкость шлама, тем больше момент сопротивления, ко-
торый преодолевается электродвигателем. Таким образом, о теку-
чести шлама судят по величине нагрузки электродвигателя.
4. ДОЗИРОВАНИЕ СЫРЬЕВЫХ МАТЕРИАЛОВ
Правильность дозирования материалов контролируют по титру
сырьевой смеси, выходящей из мельниц.
После заполнения шламом бассейна (или сырьевой мукой —
силоса) усредняют состав сырьевой смеси путем ее перемешивания.
Степень усреднения проверяют, сопоставляя титр в пробах шлама,
отобранных из разных мест бассейна, или в пробах смешанной
сырьевой муки, отобранных в процессе корректирования.
Если расхождение между значениями титра шлама не превы-
шает ±0,12% (абсолютных), то шлам считается удовлетворитель-
но пеоемешанным. Для сырьевой муки допускаются отклонения
±0,25% (абсолютных).
Усредненную сырьевую смесь при необходимости подвергают
корректированию для получения смеси заданного состава.
Определение титра в большинстве случаев не дает точного
представления о содержании окиси кальция в сырьевой смеси. В
Дозирование сырьевых материалов
763
сырье почти всегда, наряду с углекислым кальцием, есть и угле-
кислый магний; оба эти соединения легко разлагаются соляной
кислотой. Кроме того, имеются соединения кальция (силикаты),
которые в условиях определения титра, т. е. при пятиминутном ки-
пячении с разбавленной соляной кислотой, разлагаются и титру-
ются лишь частично. Количество «нетитрующейся» извести сильно
колеблется даже при кажущейся (по внешнему виду) однородно-
сти сырья. Поэтому определение титра дает лишь приблизительные
данные для суждения о содержании окиси кальция в сырьевой
смеси.
Что же касается сырьевой смеси, в состав которой входит до-
менный шлак (в качестве глинистого компонента), то контроль ее
качества по титру в этом случае вообще невозможен. Результаты
определения титра по содержанию окиси кальция оказываются
сильно завышенными (на 2—3%), что объясняется значительной
растворимостью в соляной кислоте всех остальных окислов, вхо-
дящих в состав шлака.
Качество сырьевой смеси, содержащей шлак, необходимо конт-
ролировать или по количеству углекислоты, определяемому каль-
циметром, иля непосредственно по содержанию окиси кальция, оп-
ределяемому ускоренным методом.
а) Определение титра сырьевой смеси
Около 3 а сырьевой муки или шлама (не взвешивая) помеща-
ют в маленькую фарфоровую чашку и высушивают при помешива-
нии на песчаной бане при температуре 120° С.
Высушенное вещество измельчают в небольшой фарфоровой
ступке. Затем навеску в 1 г помещают в коническую колбу емко-
стью 250 мл, смачивают 10 мл воды, прибавляют 20 мл 1 н, соля-
ной кислоты (титрованный раствор) и 30 мл воды. Жидкость на-
гревают до кипения. Кипятят 5 мин (кипение не должно быть бур-
ным), промывают воронку и внутренние стенки колбы 60 мл горя-
чей воды, прибавляют 3—4 капли фенолфталеина и оттитровыва-
ют избыток кислоты 0,25 н. щелочью до появления розового окра-
шивания.
1 мл 1 и. раствора НС1 соответствует 0,05 г СаСОз. Тогда:
V V
(20——)0,05 • 100= (20—— )5=% СаСОз в сырьевой смеси,
4 4
где V — число миллилитров 0,25 н. щелочи.
Для удобства и быстроты вычисления результатов титрования
составляют таблицу, в одну графу которой заносят количество мил-
лилитров 0.25 н. щелочи (с интервалом в 0,1 мл), израсходованных
на обратное титрование, а в другую — помещают результаты титро-
вания, выраженные в процентах СаСОз.
V
Для этого в приведенную выше формулу [% СаСОз= (20——)5]
подставляют вместо V разные его значения.
764 РАЗДЕЛ П. Контроль на отдельных стадиях производства
б) Определение содержания угля и углекислого кальция
(титра) в «черной муке»1
Коэффициент насыщения известью «чериой муки» может быть
правильно вычислен лишь в том случае, если все компоненты сырь-
евой смеси рассчитаны на свободную от угля сырьевую смесь с
учетом золы прибавляемого угля. Это может быть осуществлено
либо иа основании результатов определения титра, либо по коли-
честву окиси кальция в прокаленной навеске сырьевой смеси с уг- '
лем.
При определении титра «черной муки» необходимо учесть коли-
чество золы угля (после сгорания угля в процессе обжига остается
зола, которая входит в состав клинкера). Для этого нужно уста-
новить содержание угля в сырьевой смеси и процент золы в при-
бавляемой пробе угля.
Содержание угля в «черной муке» может быть вычислено иа
основании результатов определения процента горючих в сырьевой
смеси, что устанавливается по разности между величиной потери
при прокаливании и количеством углекислоты в испытуемом об-
разце.
Потерю при прокаливании определяют как сумму количеств
углекислоты сырьевой смеси и горючих (соответственно проценту
прибавленного угля): органические примеси сырьевой смеси из-за
небольшого их содержания в расчет не принимают, ие входит в
эту сумму и влага, поскольку проба предварительно высушивается.
Пронент горючих в сырьевой смеси С равняется разности меж-
ду потерей при прокаливании А и количеством углекислоты В.
Следовательно, для расчета содержания горючих в сырьевой
смеси необходимо определить потерю при прокаливании и содер-
жание углекислоты.
Для определения потери при прокаливании навеску высушен-
ной смеси в 1 г помещают в предварительно прокаленный и взве-
шенный фарфоровый тигель. Нагревают в течение 5 мин при невы-
сокой температуре, затем прокаливают в течение 30 мин в муфель-
ной печи при температуре около 1000° С, охлаждают в эксикаторе и
взвешивают. Потеря при прокаливании А равняется разности в
весе тигля с навеской до и после прокаливания, умноженной на 100.
Содержание углекислоты В в сырьевой смеси определяют в
той же навеске, в какой определяют титр. Методика также ие из-
меняется.
Процентное содержание углекислоты вычисляют по формуле
/ V \
% СОг (В)= 120 — — ) 0,022-100,
где V — количество миллилитров 0,25 и. раствора едкой щелочи,
израсходованной на титрование;
0,022 — количество СОг в г, соответствующее I мл точно 1 и. рас-
твора НС1.
1 «Черная мука» — цементная сырьевая смесь, размолотая
вместе с углем.
Дозирование сырьевых материалов
765
Текущий контроль содержания горючей массы в черной муке
производится ежечасно.
Зиая содержание горючих, можно вычислить и процент угля D
в испытываемом образце «черной муки»
С-100
где С —содержание горючих в испытываемом образце;
Со—содержание горючих в прибавленной пробе угля.
Содержание горючих угля Со определяют обычными методам^
технического анализа. Навеску сухого угля прокаливают в муфеле
до постоянного веса. Потеря в весе, умноженная на 100 и деленная
на величину навески, дает процентное содержание горючих в угле.
Процент золы угля Ео определяют в той же навеске, что и
процент горючих. Вес остатка, получающегося при определении го-
рючих, умноженный на 100 и деленный на навеску, дает процент-
ное содержание золы угля.
Зная процент угля, добавленного в сырьевую смесь, и его золь-
ность, можно вычислить содержание золы Е. соответствующее ко-
личеству добавленного угля D и входящее в состав клинкера после
обжига сырьевой смеси:
РЕВ
“ 100’
Золу, входящую ‘В состав клинкера, необходимо учитывать при
определении титра сырьевой смеси; в противном случае содержание
углекислого кальция, определенное обычным способом, не будет
соответствовать количеству окиси кальция в клинкере.
в) Определение содержания СаСОз в «черной муке»
Это определение производится в той же навеске, что и опреде-
ление углекислоты, с пересчетом результатов титрования на СаСОз
по формуле
/ И i
% СаСОз (Г) = (20 - — j 0,05-100,
где V—количество миллилитров 0,25 н. раствора едкой щелочи,
израсходованной на титрование;
0,05 — количество СаСОз в г, соответствующее 1 мл точно 1 и.
раствора НС1.
Искомое фактическое содержание СаСОв (Tt) в сырьевой сме-
си, коэффициент насыщения которой соответствует коэффициенту
насыщения клинкера, будет следующим:
Т-100
10—(£> — £) ’
где Т—процент СаСОз в исходной сырьевой смеси;
D — процент угля в исходной сырьевой смеси;
Е — процент золы в исходной сырьевой смеси.
766 РАЗДЕЛ И. Контроль на отдельных стадиях производства
5. ТОНКОСТЬ ПОМОЛА СЫРЬЕВОЙ СМЕСИ
Проверяют тонкость помола каждый час путем просева иа
стандартных ситах № 02 и 008 (с размером стороны ячейки в свету
0,2 и 0,08 мм) проб материала, отобранного из сырьевых мельниц.
Навеску шлама 25 г отвешивают с точностью до 0,01 г на
технических весах в предварительно тарированную чашечку из же-
сти. Затем навеску осторожно смывают струей воды из водопро-
вода на сито № 008 и промывают осадок до тех пор, пока не бу-
дет стекать совершенно чистая вода. Затем сито с остатком ставят
в сушильный шкаф и высушивают при температуре 120° С.
Высушенный остаток просеивают на лист белой бумаги. Про-
сеивание считается законченным, когда в течение одной минуты
через сито проходит не более 0,05 г остатка. Оставшийся на сите
№ 008 остаток ссыпают в чашку весов и взвешивают с точностью
до 0,01 г.
Тонкость помола выражают в процентах остатка на сите и
вычисляют по формуле
4с-109
~ (10Э— U7)’
где В — остаток на сите № 008 в %;
с — остаток на сите № 008 в а;
W — влажность шлама в %.
Остаток на сите № 008 после взвешивания помещают на сито
№ 02 и просеивают. Остаток на сите № 02 взвешивают с точностью
до 0,01 г. Тонкость помола выражают в процентах остатка на сите
и рассчитывают по формуле
4d-100
~ (ЮО- U7)’
где D — остаток на сите № 02 в %;
d — остаток на сите № 0,2 в а;
W — влажность шлама в %.
6. ПОДГОТОВКА ТОПЛИВА
Твердое топливо. Контроль подготовки топливной шихты дол-
жен начинаться с контроля качества углей, поступающих на уголь-
ный склад завода, и проверки правильности их складирования.
Для опережающего технического анализа состояния углей, подле-
жащих переработке, отбирают пробу из каждого прибывающего
вагона и по средней пробе судят о теплотворной способности, влаж-
ности, зольности и содержании летучих веществ. Средняя проба
для определения тех же показателей отбирается из каждого шта-
беля или участка. На основании полученных данных устанавлива-
ется дозировка угольной смеси.
Приготовляя пылеугольную (форсуночную) смесь, контролируют
степень дробления угля, правильность составления угольной шихты,
качество сушки и помола угля.
Степень дробления определяют один раз в сутки по средней
пробе, периодичность отбора проб — один раз в смену. Методика
Подготовка топлива
767
отбора пробы, приготовления средней пробы и ситовой анализ те
лее. что и для известняка.
Правильность составления угольной шихты, если она представ-
ляет собой смесь тощего и газового углей, контролируется по со-
держанию в ней летучих веществ. При отсутствии резкого различия
в содержании летучих веществ в углях, составляющих угольную
шихту, контролировать правильность дозирования углей следует по
зольности или калорийности. (Дозировка углей во всех возможных
случаях должна быть весовая).
Для контроля состава угольной смеси пробы ее отбирают не-
посредственно после того агрегата, перед которым уголь дозирует-
ся. Количество пробы 2—3 кг, определения производят четыре ра-
за в смену. Крупные куски дробят молотками, и методом кварто-
вания вес пробы доводят приблизительно до 500 г. Затем уголь
снова дробят до полного прохождения через сито с отверстиями
3 мм, после чего «методом квадратов» отбирают среднюю пробу
примерно в 25 г, подсушивают, растирают и берут навеску для оп-
ределения.
Качество сушки угля контролируют по влажности угля до по-
ступления в сушильный агрегат и при выходе из него.
Влажность угля до сушки определяют один раз в смену из
среднесменной пробы. Пробы отбирают два-три раза в смену из
разных мест дозирующего аппарата. Из равных количеств этих
единичных проб составляют среднесменную пробу весом 500 г.
Материал дробят, пропускают через сито с отверстиями 3 мм, за-
тем «методом квадратов» отбирают 25—30 г пробы.
Влажность угля после сушки определяют ежечасно в пробах
угля, отобранных при выходе из сушильного агрегата. При этом
пробу обрабатывают так же, как и для определения влажности до
сушки.
После высушивания навески топлива в сушильном шкафу при
температуре 105—110° С до постоянного веса вычисляют ее потерю
в весе. Аппаратура, техника определения и вычисления результатов
испытаний предусмотрены ГОСТ 63,9—59 и 8719—58
Тонкость помола угля определяют ежечасно. Пробу отбирают
на выходе из угольной мельницы или из циклона (при сепараторных
мельницах).
Для получения усредненной пробы за данный период времени
рекомендуется отбирать пробы с помощью пробоотборника непре-
рывного действия, устанавливаемого у выходного отверстия мель-
ницы. Вес накопленной в приемнике пробоотборника часовой про-
бы «методом квадратов» сокращают до 500 а, и из этой пробы бе-
рут навеску.
Тонкость помола угля определяют по той же методике, что и
цемента, согласно ГОСТ 310—60. При этом пользуются следую-
щей формулой:
L с-100
о —------,
а
где Ь — остаток на сите в %;
с — остаток на сите в г;
а — вес навески в г.
768 РАЗДЕЛ И. Контроль на отдельных стадиях производства
Полный остаток иа сите № 008 складывается нз суммы остат-
ков на ситах № 02 и 008.
Технический анализ форсуночного топлива (из шнека перед
поступлением в печь) необходим не реже двух раз в смену (влаж-
ность, зольность, содержание летучих и тонкость помола).
Теплоту сгорания (теплотворную способность) форсуночного
топлива определяют по мере надобности и обязательно при резком
изменении содержания в угольной шихте летучих веществ и ее
вольности.
Пробы форсуночного топлива также следует отбирать пробо-
отборником непрерывного действия.
Зольность угля определяют стандартным методом — согласно
ГОСТ 6383—52 и 2661—58 (ускоренное определение), содержание
летучих веществ в углях — по ГОСТ 6382—52 и 7303—54, теплот-
ворную способность—по ГОСТ 147—54, а содержание серы — по
ГОСТ 8606—57 и 2059—54.
Газообразное топливо. Методика определения его качества
предусмотрена ГОСТ 5439—56 (метод анализа на газоанализаторе
типа ВТИ-2) и ГОСТ 9471—60 (метод определения химического
состава газа с применением масс-впектрометра).
Жидкое топливо. Для контроля его качества определяют: ки-
нематическую вязкость (ГОСТ 33—53), содержание воды (ГОСТ
2477—44), содержание механических примесей (ГОСТ 6370—59),
температуру вспышки (ГОСТ 6356—52), зольность (ГОСТ 1461—
59), теплоту сгорания — теплотворную способность (ГОСТ 6712—
53) и содержание серы (ГОСТ 3877—49).
7. ОБЖИГ КЛИНКЕРА
Технологический контроль на этой стадии производства це-
мента заключается в проверке:
качества поступающего в печи шлама (сырьевой муки);
правильности питания печей шламом;
качества форсуночного топлива;
основных параметров теплового режима;
качества получаемого клинкера.
1. Пробы шлама для определения его основных технических
показателей (влажность, тонкость помола и титр) отбирают каж-
дый час из контрольного бачка.
В отличие от шлама, выходящего из мельниц, в данном случае
определяют ие его текучесть, а влажность. При работе по сухому
способу пробу сырьевой муки для определения влажности отби-
рают по выходе из увлажнительного шнека. В том случае, когда
сырьевую муку после увлажнения формуют, определять ее влаж-
ность рекомендуется из отформованной пробы: валюшки, брикета,
гранулы.
Из часовых проб (сухих порошков после определения титра)
приготовляют среднесменную пробу для химического анализа.
Полученные данные служат для корректирования работы сырь-
евого отделения и установления правильного режима обжигатель-
ной печи.
Обжиг клинкера
769
2. Периодический контроль за подачей шлама в печь осуществ-
ляется с помощью прибора КШ-3, предназначенного для периоди-
ческого замера количеств* шлама, поступающего в печь в единицу
времени. При определении количества шлама, поступающего в печь,
автоматически включается электрический секундомер и одновре-
менно перекрывается выход шлама из контрольного бачка. Когда
уровень шлама в мерном бачке достигнет контрольного уровня,
электросекундомер останавливается, и шлам выпускается из бачка.
После окончания замера нажимают кнопку и возвращают стрелку
секундомера в исходное положение. Этот прибор хорошо зареко-
мендовал себя в работе на печах Ленинградского завода им. Во-
ровского.
В дополнение к прибору КШ-3 для контроля за непрерывно-
стью поступления шлама в печь на щите машиниста монтируется
световая сигнализация. Белая лампа сигнализации соединена с
контактным реле. Выливающийся из ковша питателя шлам
отклоняет лопатку, контакт замыкается, и лампочка на щите
машиниста загорается. Если лампочка мигает, то это значит, что
питатель работает и подача шлама в печь происходит беспе-
ребойно.
Красная лампочка соединена с электронным реле, контролиру-
ющим уровень шлама в распределительном бачке. При нормальном
уровне шлама в бачке лампочка горит, в случае же его понижения
контакт реле размыкается и лампочка гаснет. Если красная лам-
почка горит, а белая непрерывно мигает, значит шлам в распреде-
лительном бачке стоит на необходимом уровне и ковши заполня-
ются нормально.
Замеры можно записывать автоматически, применив для этого
самопишущий секундомер, позволяющий автоматизировать опера-
цию измерения и регистрации режима питания печи шламом (рис.
2). Промежуток времени, измеряемый этим прибором, можно изме-
нять в пределах от 60 до 140 сек. Запись замеров производится
секундомером в течение суток.
3. В форсуночном топливном порошке определяют влажность,
зольность, содержание летучих, тонкость помола и теплотворную
способность. На основании контрольных показаний регулируется
работа агрегатов по подготовке топлива и устанавливается режим
обжига.
4. Контроль основных параметров режима обжига заключается
в определении температуры и состава отходящих газов, разреже-
ния, температуры в зоне спекания и т. п. (см. часть IV, раздел
«Топливо и его сжигание»),
5. Качество получаемого клинкера проверяют следующими спо-
собами.
а) По содержанию свободной извести, которую нужно опреде-
лять каждый час по каждой печн в отдельности петрографическим
методом и один раз в смену химическим методом (контрольная
проба).
Чтобы метод петрографического анализа клинкера был эффек-
тивным, необходимо определять не только содержание свободной
извести, но и минералогический состав клинкера (см. ниже в разде-
ле III главу «Химический и петрографический контроль»);
49—1621
770 РАЗДЕЛ II. Контроль на отдельных стадиях производства
б) По весу 1 л клинкера каждый час. Клинкер отбирают по вы-
ходе из холодильников печей. Часовые пробы клинкера после опре-
деления веса I л ссыпаются в равном количестве в специальный
ящик для составления среднесменной пробы. Кроме того, от каждой
часовой пробы отсыпают небольшое, но постоянное количество клин-
Рис. 2. Схема контрольного устройства с самопишу-
щим секундомером (для двух вращающихся печей)
конструкции Норильского металлургического комби-
ната
1 — питатели: 2 — вал питателя; 3 — фиксирующий контакт;
4 — электромагнит; 5 —- исполнительный механизм на конт-
рольном бачке. 6 — амортизатор; 7 — контрольный бачок;
8 — верхний уровень шлама в заполненном бачке; 9 — само-
пишущий секундомер: 10 — электрод; 11 — щит вспомога-
тельной коммутационной аппаратуры на шламовой площад-
ке; 12 — ввод силового кабеля; 13 — щит управления
кера в плотно закрывающуюся банку для определения в нем сво-
бодной извести.
Норма!ивы определения устанавливают на основании сопостав-
ления веса I л клинкера и содержания в нем свободной извести
(при нормальном дл« данного завода составе клинкера).
Ориентировочно нижним пределом значения веса 1 л клинкера
рекомендуется считать такой его вес. при котором содержание сво-
бодной СаО не превышает 1%. Этот показатель должен быть уста-
новлен с таким расчетом, чтобы получаемый цемент обладал равно-
мерностью изменения объема и характеризовался нормальным ро-
стом прочности во времени. По этим признакам рекомендуется уста-
навливать и предельно допустимое содержание свободной СаО в
клинкере. При выпуске высокопрочных цементов и некоторых спе-
циальных цементов нормативным следует считать тот вес 1 л клин-
кера, при котором содержание свободной извести не превышает 0,5%.
Для определения веса I л клинкера во взвешенную с точностью
до 1 а кружку емкостью 2 л насыпают пробу до краев кружки, пос-
Помол цемента
ТП
ле чего кружку с клинкером взвешивают и результат вычисляют по
следующей формуле:
4 2
где Q—вес 1 л клинкера в г;
а — вес кружки с клинкером в г;
С — вес кружки без клинкера в г.
в) По результатам химического анализа клинкера. Ускоренный
химический анализ клинкера должен производиться ежесменно по
средней пробе. (Подробно о методах химического анализа см. ни-
же, в разделе III главу «Химический и петрографический контроль»).
Периодически, не реже одного раза в месяц, для контроля за
присадкой золы топлива и для установления того, насколько в дей-
ствительности состав получаемого клинкера соответствует характе-
ристикам, принятым при расчете сырьевой смеси, подвергаются пол-
ному химическому анализу средняя прЬба сырьевой смеси из одно-
го выборочного шламбассейна (силоса), средняя проба клинкера,
полученного из этой сырьевой смеси, и зола средней пробы форсу-
ночного топлива, использованного для обжига этой смеси. Среднюю
пробу смеси составляют из порошков «печной» сырьевой смеси, ото-
бранной за период питания печи смесью из выборочно взятого шлам-
бассейна (силоса).
г) По результатам физико-механических испытаний клинкера
лабораторного помола. Как правило, физико-механические испыта-
ния клинкера лабораторного помола производят один раз в сутки
из среднесуточной пробы, составляемой путем смешения равных ко-
личеств среднечасовых или среднесменных проб. Одновременно дела-
ют ускоренный химический и петрографический анализ этой пробы,
а также определяют ее гранулометрический состав.
Эти данные, обработанные за длительный период времени, по-
зволяют установить связь между составом клинкера и механиче-
скими свойствами цемента и более обоснованно выбирать в даль-
нейшем химические и минералогические характеристики новых со-
ставов сырьевой смеси.
Для физико-механических испытаний отобранные пробы клин-
кера размалывают в лабораторной мельнице до удельной поверхно-
сти 3000+100 см2/г. Испытания заключаются в определении сроков
схватывания, равномерности изменения объема и показателей проч-
ности образцов на растяжение и сжатие в 1, 3, 7 и 28-суточном
возрасте.
8. ПОМОЛ ЦЕМЕНТА
В цехе помола лаборатория контролирует:
1) отбраковку и складирование клинкера. Клинкерный склад
условно разбивают на участки и устанавливают, с каких участков
склада и в какой пропорции подавать клинкер в бункера цемент-
ных мельниц для помола и в какой силос направлять готовый це-
мент;
2) эффективность процесса сушки добавок — путем определения
их влажности до и после сушки два-три раза в смену
(ГОСТ 6269—54);
49*
Tt2 РАзЦЁЛ II. Контроль на отдельных стадиях производства
3) степень дробления клинкера, добавок и гипса (аналогично
контролю степени дробления известняка);
4) правильность дозирования клинкера и добавок при поступле-
нии в мельницу два-три раза в смену (секундомером);
5) содержание гипса в цементе три-четыре раза в смену катио-
нитовым методом (см. ниже, в разделе 111 главу «химический и
петрографический контроль»);
6) содержание добавок в цементе как в мгновенных пробах,
характеризующих работу каждой мельницы в данный момент, так
и в усредненных пробах за определенный срок;
7) тонкость помола цемента — ежечасно из каждой мельницы.
Тонкость помола цемента определяется просеиванием через два си-
та № 02 и 008 (ГОСТ 310—60).
Тонкость помола специальных цементов, не содержащих актив-
ных минеральных или инертных добавок, характеризуется их удель-
ной поверхностью, определяемой по методу воздухопроницаемости
с помощью специального прибора — поверхностемера (см. ниже, в
разделе III главу «Стандартные испытания цементов»).
Для цементов, содержащих указанные добавки, контроль тон-
кости помола по удельной поверхности неприменим из-за того, что
добавки, значительно менее твердые, чем клинкер, измельчаются
сильнее и имеют гораздо большую величину удельной поверхности;
8) температуру, сроки схватывания и равномерность изменения
•объема цемента, выходящего из мельниц (каждый час по каждой
мельнице).
Наконец, цемент из мельниц подвергают физико-механическим
испытаниям, для чего из равных количеств среднечасовых проб
составляют среднесменные пробы. (О методике этих испытаний см.
ниже, в разделе III главу «Стандартные испытания цемента»).
8. ХРАНЕНИЕ И ТРАНСПОРТИРОВАНИЕ ЦЕМЕНТА
При тарировании цемента, а также при погрузке его в вагоны
для отправки навалом проверяют температуру цементного порошка
и отбирают контрольные пробы из каждой партии цемента для про-
ведения физико-механических испытаний. По результатам этих испы-
таний составляют паспорт на каждую партию цемента.
При упаковке цемента в мешки контрольную пробу отбирают
из шнека, транспортирующего цемент к упаковочной машине.
Если цемент оставляют на складе в мешках и хранят больше ме-
сяца, то перед отгрузкой его снова отбирают пробы (в количестве
20 кг} для испытаний — по 1 кг из каждого мешка.
При отправке навалом в вагонах пробы отбирают из каждого
вагона в период загрузки вагона цементом, а при отправке автомо-
бильным транспортом — по I кг от каждых 10 т цемента.
Пробу, отобранную в период упаковки от каждой партии цемен-
та, делят на две чаши: одну—10 кг — подвергают физико-механи-
ческим испытаниям, а вторую оставляют в герметически закрытой
таре для контрольной проверки. При отправке цемента в таре на
последней должны быть обозначены: название завода, марка, номер-
заводской партии, год и месяц насыпки.
Хранение и транспортирование цемента 773
Систематически осуществляют контроль за тем, чтобы при хра-
нении и транспортировании цемент был защищен от действия влаги
и от загрязнения.
Каждая отправляемая с завода партия цемента должна быть
снабжена паспортом, составленным согласно требованиям ГОСТ.
РАЗДЕЛ III
МЕТОДИКА КОНТРОЛЯ КАЧЕСТВА ЦЕМЕНТА
Г л а в а 1
МЕТОДЫ ОПРЕДЕЛЕНИЯ СВОЙСТВ ЦЕМЕНТА
Автор-составитель канд. техн. наук. А. Ф. ЧЕРКАСОВА
Удельный вес — вес единицы объема материала в абсолютно
плотном состоянии — рассчитывают для определения удельной по-
верхности, абсолютного объема цемента, расхода его, состава бе-
тонной смеси и расчетного удельного веса бетона.
Для определения удельного веса цемента у пользуются форму-
лой
Р
где у —удельный вес цемента в г/см3;
Р — вес цемента в г;
V — объем жидкости, вытесненной цементом, в см3.
Удельный вес цемента определяется при помощи прибора Ле-
Шателье.
Методика определения удельного веса цемента описана в
ГОСТ 310—60.
Объемный вес — вес единицы объема материала в естественном
состоянии, включая поры. Для порошкообразных материалов раз-
личают два вида объемного веса; в рыхлом и уплотненном со-
стоянии.
Объемный вес цемента вычисляют по формуле
где у0 — объемный вес в г/см3;
Р — вес пустого сосуда в г;
Pi — вес сосуда с материалом в г;
V — объем сосуда в см3.
Плотность материала — степень заполнения его объема твердым
веществом.
Плотность материала определяется отношением объемного веса
к удельному весу (в %)
У
d= —100.
У
Глава I. Методы определения свойств цемента 77Г
где d — плотность материала;
V— объемный вес в г!смъ\
у — удельный вес.
Пористость (или пустотность) материала — степень заполнения
его объема порами
Пористость материала Ро вычисляют по формуле (в %)
у — V
Ро = -----100.
V
Влажность материала определяют следующим образом: образец
или пробу взвешивают в естественном состоянии (вес G,) и поме-
шают в сушильный шкаф, где высушивают при температуре Н15±
±5° С до постоянного веса, затем охлаждают в зксикаторе и снова
взвешивают (вес G2).
Влажность (в %) вычисляют по формуле
Gi—G2
г=-2—100.
Gi
Водопоглощение — способность материала впитывать и удержи-
вать воду; оно характеризуется степенью заполнения объема мате-
риала водой. Водопоглощение цементных, растворных и бетонных
образцов зависит ст их пористости.
Водопоглощение определяют по разности весов образца мате-
риала, насыщенного (полностью или частично) водой и сухого, и
выражают в процентах от объема или веса сухого материала:
Q __ Q
£об = -’-- 100%;
Gi — О
Ввес= ~ Ю0%;
О
Роб ~ Рвчс Уо
(у0—объемный вес материала).
Для определения водопоглощения образцов их насыщают во-
дой. постепенно погружая в воду или выдерживая в кипящей воде
либо в воде под вакуумом.
Водоотделение — способность свежеизготовленного цементного
теста в спокойном состоянии отделять воду; одни цементы во время
схватывания прочно удерживают воду затворения, другие отделяют
некоторое ее количество.
Существует несколько способов определения водоотделения це-
ментов. Сущность одного из них. более распространенного, заклю-
чается в следующем: цементное тесто с ВЩ—\ помешают в мерный
цилиндр и тотчас же производят первый отсчет объема цементного
теста. Этот момент принимается за начало опыта При совпадении
результатов двух последних отсчетов наблюдения прекращают.
Срок полного водоотделения цемента характеризуется време-
нем, прошедшим от начала опыта до последнего отсчета до ци-
776 РАЗДЕЛ III. Методика контроля качества цемента
линдру. Коэффициент водоотделения цемента в данный срок вычи-
сляют по формуле
бетонной
описан в
гидротех-
а—Ь
р= ----- 100,
а
где р — коэффициент водоотделения в %;
а — первоначальный объем цементного теста в см\
Ь — объем осевшего цементного теста в см9;
а — Ь — объем воды, отделившейся за данный срок, в см9.
Относительное водоотделение бетонной смеси В составляет
н
где h — высота слоя воды, отделившегося с поверхности
смеси, в мм;
Н—высота цилиндрического мерного сосуда в мм.
Метод определения водоотделения бетонной смеси
ГОСТ 4799—57 («Методы испытаний бетонной смеси для
нического бетона»).
Морозостойкость — способность насыщенных водой материалов
выдерживать многократное попеременное воздействие заморажива-
ния и оттаивания без видимых на глаз признаков разрушения (тре-
щин, расслаивания, выкрашивания и т. д.) и без значительного
снижения прочности и веса.
Морозостойкость цемента в бетоне зависит от величины и ха-
рактера пористости цементного камня, степени заполнения пор во-
дой, от прочности цемента при растяжении или изгибе1, от скорости
замораживания или оттаивания бетона, от температуры заморажи-
вания нли оттаивания, от качества заполнителя.
Для испытания бетона на морозостойкость (ГОСТ 4800—57)
изготовляют образцы-кубы или образцы-балочки, которые погружа-
ют в воду до полного насыщения. Затем их подвергают заморажи-
ванию при температуре не выше —15° С в течение определенного
количества часов, после чего погружают в воду комнатной темпера-
туры, где они оттаивают столько же времени, сколько продолжалось
их замораживание.
Коэффициент морозостойкости через п циклов вычисляют по
формуле
_ изг
"'изг
где К” — коэффициент морозостойкости образцов через п циклов
при данной степени водонасыщения;
1 При испытании на изгиб напряжения, возникающие в образ-
цах во время замораживания и оттаивания, в большей степени
соответствуют условиям службы бетона, чем при испытании на
сжатие.
Глава 1. Методы определения свойств цемента
777
/?”эг—прочность при изгибе образцов, подвергавшихся замора-
живанию и оттаиванию в течение п циклов, в кГ/см2',
R изг — прочность при изгибе образцов в эквивалентном возрасте,
равном возрасту замораживания образцов за вычетом
времени замораживания, в кГ/см2.
Водонепроницаемость бетона, цементного раствора или цемент-
ного теста характеризуется наибольшим давлением воды, при кото-
ром она еще не просачивается через образцы.
Для определения водонепроницаемости согласно ГОСТ 4800—57
приготовляют раствор нормальной густоты состава 1 : 2 по весу с
нормальным Вольским песком.
Водонепроницаемость растворных или бетонных образцов мож-
но испытывать на приборе любой конструкции, который дает воз-
можность подвергнуть одну из торцовых поверхностей образца по-
вышающемуся давлению воды и наблюдать при этом за состоянием
противоположной торцовой поверхности. Испытание начинают при
давлении воды, равном I кГ)см2-, в дальнейшем через каждые 8 ч
давление повышают ступенями на 1 кГ/см2. В момент появления на
торцовой поверхности образца признаков просачивания воды отме-
чают соответствующее давление воды (в кГ/см2).
За степень водонепроницаемости испытуемого бетона принима-
ют то наибольшее давление воды, при котором на четырех из ше-
сти образцов еще не наблюдается просачивания воды.
Усадка и расширение. Вследствие физико-химических процессов,
происходящих при твердении цемента, в образцах или изделиях
возникают объемные изменения; при хранении образцов в воде,
как правило, наблюдается набухание вследствие расширения образ-
ца, а при хранении на воздухе— усадка.
По инструкции Гипроцемента образцы-балсчки размером 4Х
Х4Х16 см из раствора 1:3 через двое суток после изготовления
расформовывают, маркируют и тотчас же опускают в воду с тем-
пературой 20±2° С на 5 суток. После этого образцы хранят на воз-
духе при постоянной температуре 22+1° С и постоянной влажности
55±5%. Впервые образцы замеряют через 7 суток после изготовле-
ния, а затем через 8, 14, 28, 56, 90 и 180 суток. При расчетах уса-
дочных деформаций исходной считают длину образцов через 8
суток.
Перед измерением образцов каждой серии и после него опреде-
ляют длину эталона.
Величину расширения или усадки рассчитывают по формуле
х= (-2 -~~П1) 100%,
где х — линейное расширение или усадка в %;
nt — результат первоначального отсчета, произведенного при
измерении свежеизготовленного образца;
п2—результат отсчета при последующих измерениях образца;
I — первоначальная длина образца.
За результат измерений принимается среднее арифметическое
из замеров трех образцов, причем отклонение в показаниях не долж-
но превышать 15% от средней величины.
50—1621
778 РАЗДЕЛ 111. Методика контроля качества цемента
Контракция — суммарное уменьшение объема в процессе твер-
дения системы (цемент+вода).
Контракция цементного теста связана с процессами гидратации
Клинкерных лтинералов, а следовательно, и с гидравлической актив-
ностью цемента. Морозостойкость цементного камня, раствора н бе-
тона непосредственно связана с величиной контракции.
Контракция цементного теста с ZJ/Z7--O.5 определяется в обык-
новенном стеклянном сосуде с резиновой пробкой, через которую
пропускается узкая часть бюретки. После заполнения сосуда це-
ментным тестом приливают воду до уровня 5 слт но шкале бюретки.
Сумму же уменьшения объема материала выражают в миллилитрах
на 300 г цемента
Трешиностоикость цемента связана с объемными изменениями
его прн твердении.
Для определения трешнностойкости из цементного раствора
1 : 2 пластичной консистенции изготовляют кольца с наружным диа-
метром 140 мм, внутренним диаметром 90 мм и высотой 30 мм пу-
тем уплотнения цилиндрической стороной стандартного шпателя.
После 24-часового хранения во влажном пространстве кольца осво-
бождают от опалубки и вместе г сердечником помещают на 6 су-
ток в воду, после чего перенс'ят на воздух (при температуре 17—
20° С и относительной влажности воздуха 55—65%) до появлении
трещин.
Трешиностоикость выражается временем (в сутках), прошедшим
С момента изготовления колец до появления на них трешин.
Прочность сцепления цементного теста с заполнителями прове-
ряют на образцах, изготовленных из раствора 1:3с песком данной
горной породы и такой же крупности, как и нормальный Вольский
песок, и цемента. Из такого раствора формуют восьмерки н срав-
нивают их прочность с прочностью восьмерок, изготовленных из
исследуемого цемента и нормального Вольского песка. По получен-
ным результатам судят о силе сцепления во времени между цемен-
том н исследуемыми заполнителями по сравнению с силами сцепле-
ния этого цемента с нормальным Вольским песком.
Существуют и другие способы определения прочности сцепления
цемента с твердым веществом: например, плитку или стержень из
испытуемого материала заделывают в образец из цементного рас-
твора при изготовлении, а затем через определенный срок твердения
испытывают на изгиб, растяжение срез или выдергивание.
Коррозийная стойкость. Стандарт на гидротехнический бетон
предусматривает определение стойкости цементов в природных во-
дах, характеризующихся сульфатной или магнезиальной агрессив-
ностью.
Сущность определения коррозийной стойкости цемента (ГОСТ
4798—5<) заключается в установлении и сопоставлении величин
пределов прочности при изгибе образцов-балочек размером 1Х1Х
ХЗ см из раствора, содержащего 1 вес. ч. исследуемого цемента
и 3,5 вес. ч. кварцевого песка с размером зерен 0,36—и.5 мм, твер-
девших как в растворе данной агрессивности, так и в питьевой воде.
Для приготовления раствора используют 10—14% воды Образцы
прессуют под нагрузкой ИМ) к! /см2. Агрессивные растворы приготов-
ляют на дистиллированной или, в крайнем случае, ыа кипяченой
Глава 1. Методы определения свойств цемента
779
питьевой воде. В агрессивную среду образцы помещают через 14 су-
ток хранения в питьевой воде.
Количественной характеристикой коррозийной стойкости явля-
ется коэффициент стойкости цемента в данной воде — среде (КСе),
который вычисляют как отношение величины среднего предела
прочности при изгибе образцов после 6 месяцев их хранения в аг-
рессивном растворе к величине среднего предела прочности образ-
цов из того же цемента, хранившихся 6 месяцев в питьевой воде.
Теплота гидратации (твердения) цемента. Определять теплоту
твердения цемента необходимо не только в целях оценки его при-
годности для крупных (массивных) бетонных сооружений, но и для
того, чтобы судить о скорости процессов гидратации.
Существуют прямые и косвенные методы определения теплоты
твердения цемента. В первом случае тепло, выделяемое при тверде-
нии цемента, измеряют непосредственно при помощи калориметра,
а во втором — отдельно определяют теплоту растворения цементно-
го порошка и гидратированного цемента; разность этих величин и
составляет теплоту твердения цемента.
Непосредственное измерение теплоты твердения цемента имеет
то преимущество, что оно показывает кинетику тепловыделения во
времени и позволяет определить теплоту гидратации в первые сроки
твердения.
Метод измерения теплст растворения целесообразно применять
при определении теплоты твердения цемента только после суточного
возраста и для цементов, хорошо растворяющихся в кислотах. Для
непосредственного измерения теплоты твердения цемента применяют
адиабатический, изотермический и термосный методы. При адиаба-
тическом методе в продолжение всего опыта температура в калори-
метре поддерживается такой же, какую имеет испытываемый твер-
деющий цемент. При изотермическом методе температура в калори-
метре во время опыта остается постоянной, несмотря на тепловые
процессы внутри испытуемого цементного образца; выделяющееся
тепло систематически замеряют и отводят. Термосный метод явля-
ется промежуточным между адиабатическим и изотермическим. При
этом часть выделяющегося тепла расходуется на повышение темпе-
ратуры термоса, а большая часть уходит в окружающую среду.
Значения этих теплот вычисляют и суммируют. Точность определе-
ния теплоты твердения в адиабатическом калориметре составляет
3—4, а в термосном I—2 кал на 1 г цемента.
Термосный метод определения теплоты твердения цемента пре-
дусмотрен ГОСТ 4800—49 на методы испытания гидротехнического
бетона. Теплота твердения цемента по этому методу определяется
как сумма тепла, накопленного в термосе, и тепла, потерянного
нм за то же время, т. е.
где q — теплота гидратации в кал!г\
g — вес цемента в г;
Q — общее количество теплоты в кал, выделенное твердеющим
50*
780 РАЗДЕЛ 111. Методика контроля качества цемента
цементом за данный отрезок времени, определяемое по
формуле
Q = Cp{tx-t0) + QKF0_x,
где Ср — тепловое значение (в кал) термоса с цементным раство-
ром, вычисляемое для каждого испытания по формуле:
Ср=0,2 (вес цемента + вес песка)+вес воды-(-тепловое
значение (средняя теплоемкость) собранного термоса;
tx — температура цементного раствора в конце данного отрез-
ка времени в °C;
/0 —начальная температура цементного раствора в °C;
QK — константа теплоотдачи в кал/ч град.
Fq_x—площадь, ограниченная кривой температуры раствора и
линией температуры термостата, нанесенными на график
за отрезок времени от 0 до х часов в координатах гра-
дусо-часы.
Величина площади, расположенной ниже линии температуры
термостата, вычитается из величины площади, находящейся выше
этой линии.
Глава 2
ФИЗИКО-МЕХАНИЧЕСКИЕ ИСПЫТАНИЯ ЦЕМЕНТА
Автор-составитель канд. техн, наук А. Ф. ЧЕРКАСОВА
1. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ К ЦЕМЕНТАМ
При испытании цемента по методике ГОСТ 310—41 в трамбо-
ванных образцах из растворов жесткой консистенции основные свой-
ства портландцемента, пластифицированного портландцемента, гид-
рофобного портландцемента, быстротвердеющего портландцемента,
сульфатостойкого портландцемента, портландцемента с умеренной
экзотермией, портландцемента для дорожных покрытий, шлакопорт-
ландцемента, быстротвердеющего шлакопортландцемеита, пуццола-
нового портландцемента и сульфатостойкого пуццоланового порт-
ландцемента нормируются ГОСТ 970—61.
Требования к магнезиальному портландцементу и шлаковому
магнезиальному портландцементу нормируются ГОСТ 3909—62, к
портландцементу для асбестоцементных изделий ГОСТ 0835—61,
к глиноземистому цементу—ГОСТ 969—41, к белому портландце-
менту— ГОСТ 965—41.
При физических и механических испытаниях цемента по ГОСТ
310—60 из растворов полупластичной консистенции основные свой-
ства портландцемента, шлакопортландцемеита, пуццоланового порт-
ландцемента и их разновидностей нормируются ГОСТ 10178—62.
Требования к тампонажному цементу нормируются ГОСТ
1581—63, к кислотоупорному кварцевому кремнеземистому цемен-
ту-ГОСТ 5050—49.
Глава 2. Физико-механические испытания цемента
781
Технические требования указанных стандартов сводятся к сле-
дующему.
Содержание активных минеральных добавок в портландцементе
и гидрофобном портландцементе не должно превышать 15%;
в быстротвердеющий портландцемент разрешено вводить до 10%
активных минеральных добавок или до 15% доменного гранулирован-
ного шлака. Портландцемент для дорожных покрытий может
содержать только доменный гранулированный шлак — до 15%.
Доменного гранулированного шлака в шлакопортландцементе и
шлаковом магнезиальном портландцементе должно быть не менее
30% и не более 70% При этом до 15% шлака может быть заменено
активной минеральной добавкой. Содержание доменного гранулиро-
ванного шлака в быстротвердеюшем шлакопортландцементе от 30
до 50%. Нормируемое содержание активных минеральных добавок:
а) в пуццолановом портландцементе — добавок вулканического
происхождения не менее 30 и не более 45%; добавок осадочного
происхождения—не менее 20 и не более 35%; обожженной глины,
глиежа или топливной золы — не менее 25 и не более 40%;
б) в сульфатостойком пуццолановом портландцементе добавок
вулканического происхождения или глиежа (содержание активного
глинозема не более 3%) не менее 30 и не более 45%, добавок оса-
дочного происхождения не менее 20 и не более 35%.
По ГОС! 1017*4—62: а) содержание шлака в шлакопортландце-
менте от 30 до 60%, а в шлаковом магнезиальном портландцемен-
те— от 30 до 50%;
б) в пуццолановом портландцементе и сульфатостойком пуццо-
лановом портландцементе может содержаться добавок вулканиче-
ского происхождения или глиежа от 25 до 40%, добавок осадочного
происхождения от 20 до 30%. Гидравлической добавкой может слу-
жить обожженная глина или топливная зола в количестве от 25
до 40%.
Портландцемент, пластифицированный портландцемент и гидро-
фобный портландцемент могут содержать по ГОСТ 970—61 до 10%
инертных добавок. По ГОСТ 10178—62 вводить инертные добавки
в цементы не разрешено. Содержание сульфитно-спиртовой барды
в пластифицированном портландцементе допускается от 0,15 до
0,25%. считая на сухое вешество.
Содержание гидрофобизующей добавки (асидол, асидол-мыло-
нафт, мылонафт, олеиновая кислота, окисленный петролатум) в
гидрофобном портландцементе, в зависимости от вида добавки
должно составлять от 0,06 до 0,3% от веса цемента, считая на су-
хое вещество.
Кроме того, при помеле портландцемента, шлакопортландцемен-
та, пуццоланового портландцемента и их разновидностей для интен-
сификации помола разрешается вводить до 1 % специальных доба-
вок (уголь, поверхностно-активные вещества), не ухудшающих ка-
чества цемента.
Содержание окиси магния (MgO) в исходном клинкере не долж-
но быть более 5%, а в магнезиальном клинкере—10%.
Содержание ангидрида серной кислоты (SO3) не должно пре-
вышать 3,5% в портландцементе, шлакопортландцементе, пуццола-
новом портландцементе и их разновидностях; в портландцементе
оно должно быть не ниже 1,5%. ...
782 РАЗДЕЛ III- Методика контроля качества цемента
Цементы при испытании образцов кипячением в воде должны
равномерно изменяться в объеме. При содержании в клинкере бо-
лее 5% окиси магния (MgO) цемент должен проверяться иа рав-
номерность изменения объема испытанием в автоклаве при 20 атм.
Тонкость помола цемента должна быть такой, чтобы через сито
№ 008 проходило не менее 85% взятой пробы всех цементов; глино-
земистого белого и кислотоупорного не менее 90%, портландцемента
дли производства асбестоцементных изделий не менее 92%.
Расплыв конуса раствора из пластифицированного портландце-
мента с нормальным песком состава 1 ; 3 при ВЩ=0,5, после 30
встряхиваний на стандартном столике должен быть не менее 160 мм
нли при В/Ц=0,4—не менее 125 мм. Гидрофобный портландцемент
не должен впитывать в себя воду в течение 5 мин.
Начало схватывания для всех цементов должно наступать не ра-
нее 45 мин, а конец схватывания — не позднее 12 ч от начала зат-
ворения. Начало схватывания портландцемента для дорожных пок-
рытий не ранее 2 ч, портландцемента для асбестоцементных изделий
не ранее 1 ч 30 мин, глиноземистого цемента и белого портландце-
мента не ранее 30 мин.
Сроки схватывания тампонажного цемента приведены в табл. 1.
Таблица 1
Сроки схватывания тампонажного цемента при В1Ц—0,5
Вода Начало схватывания Конец схватывания
для холодных скважин для горячих скважин для холодных скважин для горячих скважин
Пресная Морская Не ранее 3 ч и не позднее 7 ч 30 мин после затворения Не ранее 3 ч и не позднее 6 ч после затворения Не ранее 1 ч 45 мин н не позд нее 2 ч 45 мин после затворения Не позднее 3 ч после на чала схваты- вания Не позднее 1 ч ЗС мин после начала схватывания
Содержание трехкальциевого силиката (SCaO-SiOs) в клинкере-
сульфатостойкого портландцемента и портландцемента с умеренной
экзотермией должно быть не более 50%.
Содержание трехкальциевого алюмината (ЗСаО • Л120з) в клин-
кере сульфатостойкого портландцемента — не более 5%, в клинкере
сульфатостойкого пуццоланового портландцемента, портландцемента
С умеренной экзотермией и портландцемента для асбоцементных из-
делий— не более 8%, в клинкере портландцемента для дорожных
покрытий — не более 10%.
В зависимости от прочности стандартно изготовленных образ-
цов цементы делятся иа марки:
а) При испытании в жестких трамбованных растворах по мето-
'Дике ГОСТ 310—41 цементы должны удовлетворять требованиям,
приведенным в табл. 1, 2, 3, 4, 5.
Глава 2. Физико-механические испытания цемента
783
Таблица 2
Требования к прочности портландцемента, шлакопортландцемента.
пуццоланового портландцемента и их разновидностей (ГОСТ 970—61
и ГОСТ 3909—62)
Цемент
Марки цементе
ЗСО | 4Г0 | 500 | 600 | 700
Предел прочности при сжатии через
28 суток в кГ см'-
Портландцемент, пластифицированный
портландцемент, гидрофобный порт
ландцемент .....................
Сульфатостойкий портландцемент . .
Портландцемент с умеренной =кзо
термией..........................
Шлакопортландпемент, пуццолановый
портландцемент, сул! фатостойкгй
пуц юлановый портландцемент . . .
Магнезиал! ный портландцемент . . -
Шлаковый магнезиальный портланд-
цемент ..........................
40) 5С0 600 700
— 400 5С0 600 —
— 400 'soo — —
300 4С0 SCO 6С0
300 4СО 5С0 — —
300 4С0 SCO —
Марка портландцемента для дорожных покрытий должна быть
не ниже 500
Таблица 3
Требования к прочности быстротвердеющих цементов
(ГОСТ 970—61)
Цемент Прочность при сжатии в кГ см не менее
через 3 суток через 28 суток
Быстроте ердеющий портландцемент 300 500
Быстротвердеющий шлакопортландцемент .... 250 500
Таблица 4
Требования к прочности портландцемента для асбестоцементных изделий
(ГОСТ 9835—61)
Марка цемента Предел прочности при сжа- тии в кГ см через Предел прочности при рас- тяжении в кГ см' 4ejes
3 суток | 7 суток 3 суток [ 7 суток
500 260 380- 20 ' ’ 23
600 800 450 .22 27
781 РАЗДЕЛ III. Методика контроля качества цемента
Таблица В
Требования к прочности глиноземистого цемента (ГОСТ 968—41)
Марка Прочность при сжатии в кГ!см\ не менее
через 24 ч через 3 суток
400 350 400
500 450 500
600 500 600
Марка глиноземистого цемента определяется прочностью при
сжатии образцов-кубов из раствора жесткой консистенции состава
1 : 3 (по весу) с нормальным песком через трое суток стандартного
твердения.
б) При испытании в малопластичных растворах по ГОСТ 310—60
цементы должны удовлетворять требованиям, приведенным в табл.
6, 7.
Таблица 6
Требования к прочности портландцемента, шлакопортландцемента,
пуццолаиового портландцемента и нх разновидностей (ГОСТ 10178—62)
Цемент
Мапки цемента
20Г| 250| 30< | 4СС| 450| 5'0| 200 | S5 | ЗСО | 400 | 450 | 5г0
Предел прочности ппн
изгибе чег ез 28 суток
в кГ1см\ не менее
Предел прочности пон
сжатии чегез 24 суток
в кГ1см\ не менее
Портландцемент, пла-
стифицированный
портландцемент, гид-
рофобный портланд-
цемент .............. —
Сульфатостойкий порт-
ландцемент, порт-
ландцемент с уме-
ренной экзотермней —
Шлакопогтландиемент,
пуццолановый порт-
ландцемент .... 25
Шлаковый магнези-
альный портландце-
мент .............. 36
- Сульфатостойкнй пуц-
пслановый порт-
ландцемент ........ 26
2С0
2С0
2С-0
250
250
250
250
250
300
300
зсо
зсо
зсо
400
400
4С0
450
450
Марка цемента определяется прочностью при изгибе образцов-
балочек 40X 40X160 мм и сжатии их половинок из раствора мало-
пластичной консистенции состава 1 : 3 (по весу) с нормальным пес-
„коМЛедез 28 сутрк_ стандартного твердения.
Глава 2. Физико-механические испытания цемента
785
Таблица 7
Требования к прочности быстротвердеющих цементов (ГОСТ 10178—82)
Цемент Предел прочности образцов из раствора состава 1:3 через 3 суток твердения в кПсм . не менее
прн изгибе прн сжатии
Быстротвердеющий портланд- цемент Быстротвердеющий шлакопорт- ландцсмент 35 30 200 150
Оба цемента через 28 суток должны иметь прочность на сжатие
не ниже 350 кГ/сл2.
Требования к прочности тампонажного цемента приведены в
табл. 8.
Таблица 8
Требования к прочности тампонажного цемента (ГОСТ 1581—63)
Вода Прочность при изгибе через 2 суток в кГ!см\ не менее
для холодных скважин для горячих скважин
при температуре твердения 22+5оС при температуре твердения
75-f-S°C 22+3°С
Пресная 27 62 18
Морская 32 62 22
Прочность при изгибе определяется в образцах-балочках 40Х
Х40Х160 мм из цементного теста при В/Ц=0,5.
2. МЕТОДЫ ЛАБОРАТОРНЫХ ИСПЫТАНИИ ПОРТЛАНДЦЕМЕНТА
Методы физических и механических испытаний портландцемента
предусмотрены ГОСТ 310—41 и 310—60. Принципиальное различие
между ними заключается в том, что ГОСТ 310—41 предусматривает
испытание прочности в растворах жесткой консистенции (в соответ-
ствии с требованиями ГОСТ 970—61), а ГОСТ 310—60 —испытание
в растворах малопластичной консистенции.
По ГОСТ 310—41 образцы изготовляют в виде кубов и восьмерок,
которые испытывают соответственно на сжатие н растяжение. По
ГОСТ 310—60 предусматривается испытание прочности цементов
только в растворах малопластичной консистенции с постоянным
ВЩ=0,4 и применением образцов-призм размером 4X4X16 см, ко-
торые испытывают на изгиб, а полученные половинки —-на сжатие>
786 РАЗДЕЛ 111. Методика контроля качества цемента
1) Отбор проб
При отборе на заводах проб для испытания физико-механических
свойств пемеит одного наименования делят на партии по 500 т каж-
дая. Если отгружено менее 500 т цемента, то это количество также
считают целой партией.
От каждой партии отбирают пробу в 20 кг. При отправке нава-
лом в вагонах пробу отбирают от каждого вагона из 10 разных мест,
при отправке в метках — из 20 мешков по 1 кг из каждого: при от-
правке автомобильным транспортом по I кг от каждых 20—25 т.
Отобранные от каждой партии пробы цемента тщательно сме-
шивают и делят на две равные части, одну из которых подвергают
испытаниям, а другую—маркируют и хранят в сухом помеп'енни в
сухой плотно закрытой таре в течение одного месяпа fna случай не-
обходимости повторного испытания). Для удаления случайных при-
месей пробу цемента перед испытанием просеивают через сито с раз-
мером отверстий 1 мм. Как температура воды для хранения образ-
цов. так и температура в помещении для влажного хранения должна
составлять 20 +2° С. Воду для испытания применяют ппесную питье-
вую. Нельзя использовать алюминиевые и цинковые формы, читки,
ложки, так как алюминий и цинк вступают в реакцию с продуктами
гидратации цемента.
2) Нормальная густота и сроки схватывания цементного теста
Нормальная густота цементного теста (или раствора) означает
такую его консистенцию, которая обеспечивает достаточную улобо-
обрабатываемость или подвижность и позволяет плотно укладывать
тесто в форму. Нормальная густота выражается количеством вопы в
%, необходимым для получения теста (раствора) указанной конси-
стенции.
Нормальную густоту цементного теста определяют ппи помощи
прибора Вика, цилиндрический стержень которого снабжен указате-
лем для отсчета перемещения его относительно шкалы Ппи опреде-
лении нормальной густоты в нижнюю часть прибора вставляют пес-
тик. а при определении сроков схватывания пестик заменяют сталь-
ной иглой.
Для определения нормальной густоты и сроков схватывания це-
ментного теста отвешивают 400 г цемента, заливают необходимым
(ориентировочно) количеством воды и перемешивают в течение
5 мин. Полученным тестом заполняют стальное или эбонитовое коль-
цо вровень с краями. Пестик или иглу приводят в соприкосновение
с поверхностью теста и закрепляют винтом: вслед за этим винт от-
крывают. и пестик или игла свободно погружаются в тесто.
Нормальной густотой цементного теста считается такая его кон-
систенция. при которой пестик прибора Вика не доходит на 5—7 мм
до пластинки, на которой установлено кольцо.
За начало схватывания принимают время, прошедшее от начала
затворения водой до того момента, когда игла не будет доходить до
пластинки на 1—2 мм, а за конец схватывания — время от начала
аатвореиия до момента, когда игла будет погружаться в тесто не бо-
лее чем. на 1. мм
Глава 2. Физико-механические испытания цемента 787
3) Равномерность изменения объема
Неравномерное изменение объема цемента может быть вызвано
избытком в нем свободной окиси кальция, гипса или окиси магния.
Неравномерное изменение объема, вызываемое присутствием в порт-
ландцементе свободной окиси Кальция, обнаруживается при стан-
дартных испытаниях лепешек кипячением. Неравномерное изменение
объема, вызываемое окисью магния, выявляется при автоклавном ис-
пытании лепешек.
Для портландцемента ГОСТ 970—61 предусмотрено испытание
на равномерность изменения объема только кипячением в воде.
Для этого испытания готовят тесто нормальной густоты. Две
навески теста по 75 г в виде шариков помещают иа отдельные стек-
лянные пластинки, предварительно протертые машинным маслом.
Затем пластинки встряхивают до получения лепешек диаметром 7—
8 см н толщиной в середине около I см. Приготовленные лепешки в
течение 24 +2 ч с момента изготовления хранят при температуре 20
+2° С во влажном пространстве (относительная влажность воздуха
не ниже 90%), после чего их снимают с пластинок и помешают в
бачок с водой. Воду в бачке доводят до кипения, которое поддержи-
вают в течение 4 ч; после этого лепешки в бачке охлаждают до тем-
пературы 20 +3° С. Осматривают лепешки сразу после охлаждения.
Цемент признается выдержавшим испытание, если на лицевой
поверхности лепешек не обнаруживаются радиальные доходящие до
краев трещины или сетка мелких трешин либо признаки коробления
и увеличения объема.
Появляющиеся иногда в первые сутки хранения трещины усы-
хания. не доходящие до краев лепешек, не являются признаком не-
доброкачественности цемента, если на обратной стороне отсутству-
ют радиальные трещины, доходящие до краев. Радиальные трешины,
появляющиеся иногда на лепешках, выдержавших испытание кипя-
чением и хранящихся на воздухе, являются усадочными и поэтому не
свидетельствуют о недоброкачественности цемента.
4) Прочность цемента ''*
а) Растворы жесткой консистенции
При испытании портландцемента (а также пуццоланового порт-
ландцемента, шлакопортландцемеита, пластифицированного порт-
ландцемента, гидрофобного портландцемента, магнезиального порт-
ландцемента, сульфатостойкого портландцемента, глиноземистого це-
мента и некоторых других гидравлических вяжущих веществ) проч-
ность его определяется на цементных растворах 1:3 (1 вес. ч. це-
мента и 3 вес. ч. песка).
Песок при испытании применяется нормальный Вольский (ГОСТ
6139—52), представляющий собой кварцевый песок с содержанием
SiO2 не ниже 96% и размером зерен 0,5—0.85 мм. Крупность зерен
песка должна быть такой, чтобы при просеивании его на сите № 008
оставалось не более 3%, а через сито № 005 проходило ие более 8%
песка. Содержание глинистых, илистых и пылевидных частиц в песке
не Должно превышать 1%, а потеря в весе прн прокаливании —0,3%.
788 РАЗДЕЛ 111. Методика контроля качества цемента
Удельный вес нормального Вольского песка колеблется в пределах
2,62—2,66, объемный вес в рыхлом состоянии — от 1500 до 1550 г/л,
а в уплотненном состоянии — от 1770 до 1820 г/л.
Нормальная густота цементного раствора В определяется в за-
висимости от нормальной густоты цементного теста по формуле
Р
В = — + 1 (для портландцемента),
где Р—нормальная густота цементного теста в %.
Перемешивание цементно-песчаного раствора осуществляется
в бегунковой мешалке, состоящей из станины вращающейся чаши,
счетчика оборотов, привода и вращающегося валика. Чаша мешалки
должна делать 8 +0,5, а валик — 72 об/мин. После 20 оборотов ча-
ши мешалка автоматически отключается.
Для каждого замеса берут 1,5 кг нормального песка и 0,5 кг це-
мента и перемешивают в сухом виде в течение 1 мин, потом добав-
ляют необходимое количество воды и снова перемешивают 1 мин,
после чего смесь загружают в мешалку и перемешивание после 20
оборотов заканчивается.
Изготовление и хранение образцов. Для приготовления одной
восьмерки берут 190 г раствора и трамбуют на копре Клебс 36 уда-
рами, а для приготовления одного куба размером 7,07X7,07X7,07 см
860 г раствора трамбуют 53 ударами. Вес бойка при трамбовании
восьмерок 2 кг, кубов 3 кг; высота подъема бойка при трамбовании
восьмерок 0,25 м, кубов 0,5 м.
По окончании трамбования избыток раствора срезают и поверх-
ность образцов выравнивают смоченным ножом вровень с верхними
краями формы. Формы вместе с образцами вынимают из станины,
устанавливают на пластинки, протертые маслом, маркируют их и по-
мещают в ванну с гидравлическим затвором или в комнату с отно-
сительной влажностью не ниже 95%. где и хранят первые сутки.
Через 24 +2 ч с момента изготовления образцы освобождают от
форм и укладывают в бассейн с водой для хранения до момента ис-
пытания. Воду, в которой хранятся образцы, следует менять каждые
14 суток. Образцы при хранении устанавливают в один ряд на рас-
стоянии 1 см друг от друга. Восьмерки ставят на ребро. Уровень во-
ды над образцами должен быть примерно 2 см.
Прочность цемента при растяжении определяют при помощи ры-
чажного прибора типа Михаэлиса или разрывной машины. Восьмер-
ки, имеющие прочность больше 10 кГ/см2, испытывают на приборе
с двумя рычагами, причем верхний рычаг должен иметь соотношение
плеч 1 : 10, а нижний — 1:5. Восьмерки прочностью меньше 10 кГ/см2
следует испытывать на приборе с одним рычагом, имеющим соотно-
шение плеч 1 : 10. Разрушающим грузом служит равномерно пада-
ющая дробь диаметром 2—3 мм.
Образец вставляют в захваты так, чтобы его плоские грани сов-
пали с плоскими поверхностями верхнего и нижнего захватов. Ско-
рость истечения дроби при испытании должна быть 100 J+0 г в се-
кунду.
Для определения предела прочности при растяжении ведерко с
дробью взвешивают и результат умножают на 10 в случае примене-
Г лава 2. Физико-механичесКиё испытания цемента 789
ния прибора с соотношением плеч 1 :50, и на 2 — при работе на при-
боре с соотношением плеч 1 : 10, исходя из следующего расчета:
Р-50
^раст — к — ЮР,
О
РЮ
^раст — j- — 2Р,
о
где Рраст —предел прочности при растяжении в кГ/см2;
Р — вес ведерка с дробью в кг;
5 — площадь поперечного сечения тонкой части шейки вось-
мерки в см2.
За величину предела прочности при растяжении принимают сред-
нее арифметическое из четырех наибольших результатов, полученных
при испытании шести образцов.
Прочность цемента при сжатии определяют на гидравлических
прессах. Согласно ГОСТ 310—41 давление на плиты пресса должно
передаваться строго в центр образца. Одна из плит должна иметь
шаровую опору.
При испытании образец (куб) очищают от заусенцев и устанав-
ливают на нижнюю плиту пресса так, чтобы основанием служили
грани, соприкасающиеся со стенкой формы. Находиться он должен
точно в середине плоскости. Потом верхнюю плиту приближают к
поверхности образца, оставляя зазор не более 0,5 мм.
Скорость нарастания нагрузки должна составлять в среднем
20 кГ/см2 в секунду. Предел прочности при сжатии определяется
как частное от деления величины разрушающего груза (в кГ) на
площадь грани (в см2), т. е. на 50. За конечный результат принима-
ют среднее арифметическое из двух небольших значений, полученных
при испытании трех образцов.
б) Растворы малопластичной консистенции
Для определения нормальной густоты раствора пользуются
встряхивающим столиком с формой.
Форму-конус изготовляют из материала, не впитывающего воду
и не взаимодействующего с цементом, а штыковку, применяемую
для укладки раствора в конусе, — из некорродирующего материала.
500 г цемента и 1500 г нормального песка перемешивают всу-
хую одну минуту, затем вливают 200 г воды (Д/Д=0,4) и снова
перемешивают одну минуту. После этого раствор переносят в ме-
шалку, перемешивание в которой заканчивают после 20 оборотов.
Конус устанавливают в центре стеклянного диска встряхи-
вающего столика и заполняют раствором в два приема слоями
равной толщины. Нижний слой уплотняют 15 штыкованиями, верх-
ний — 10. Во время укладки и уплотнения раствора конус при-
жимают рукой к стеклянному диску столика. После уплотнения из-
лишек раствора срезают ножом вровень с краями формы, и конус
осторожно снимают в вертикальном направлеиии. Затем раствор
на столике встряхивают 30 раз в течение 30 сек и измеряют рас-
790 РАЗДЕЛ III. Методика контроля качества цемента
плыв конуса по нижнему основанию штангенциркулем в двух вза-
имно-перпендикулярных направлениях.
Еслй расплыв конуса окажется ниже 105 мм, то увеличивают
количество воды затворения с тем, чтобы получить расплыв ко-
нуса после 30 встряхиваний в пределах 105—НО мм.
Изготовление образцов. Для определения прочности цемента
изготовляют образцы-балочки размером 40x40X160 мм из раство-
ра нормальной консистенции.
Раствор укладывают в формы, предварительно закрепленные
на виброплощадке с амплитудой колебаний 0,35 мм. и частотой ко-
лебаний 2800—3000 в минуту. Формы наполняют примерно на 1 см
раствором и включают виброплощадку: в течение 2 мин вибрации
все три гнезда формы равномерно, небольшими порциями пол-
ностью заполняют раствором. Через 3 мин от начала вибрации
выключают виброплощадку.- Форму снимают с виброплощадки, сре-
зают излишек раствора смоченным в воде ножом, поверхность
образцов зачищают вровень с краями формы, маркируют их и по-
мещают в ванну с гидравлическим затвором или в комнату с отно-
сительной влажностью не ниже 95%.
Через 24+2 ч после изготовления образцы расформовывают и
погружают в ванны или бассейн с водой в горизонтальном поло-
жении так, чтобы они не соприкасались друг с другом. Объем воды
в ваннах должен быть примерно в четыре раза больше объема
образцов. Воду, в которой хранятся образцы, следует менять че-
рез каждые 14 суток.
Предел прочности при изгибе. По истечении срока хранения
образцы извлекают из воды и не позднее чем через 10 мин ис-
пытывают, насухо вытерев их.
Прочность образцов при изгибе можно определять на приборе,
применяемом для определения прочности при растяжении, с при-
способлением для испытания балочек. Образец устанавливают на
опоры рычагов прибора таким образом, чтобы те грани, которые
при изготовлении образца были горизонтальными, стали вертикаль-
ными. Конны образца должны выступать из опор на одинаковое
расстояние. После установки образца верхний рычаг поднимают
на такую высоту, чтобы в момент излома образца рычаг находил-
ся по возможности ближе к положению равновесия. После этого
ведерко нагружают дробью (скорость истечения дроби диаметром
2—3 мм равна 100+10 г/сек) до разрушения образца.
Предел прочности при изгибе в кГ/см? ( аИзг ) вычисляют по
формуле
изг 2b/iaA’
где Р — вес ведерка с дробью в кг;
I — расстояние между опорами в см;
Ь — ширина образца в см;
h — высота образца в см;
Д — коэффициент, определяемый соотношением плеч рычагов
прибора.
Для балочки размером 4X4X16 см при расстоянии между опо-
Глава 2. Физико-механические испытания цемента
791
рамн 10 см и соотношении плеч рычагов 1:50 расчетная форму-
ла принимает вид
°иэг — И .7 Р кГ/см2.
Предел прочности при изгибе цементного раствора вычисляют
как среднее арифметическое значение из двух наибольших резуль-
татов испытания трех образцов.
Полученные после испытания на изгиб шесть половинок бало-
чек сразу же испытывают на сжатие. Для передачи нагрузки на
половинки балочек пользуются специальными стальными пластин-
ками, которые должны иметь плоскую полированную поверхность
размером 40X62,5 мм при допуске +0,2 мм.
Каждую половинку балочки помещают между двумя пластин-
ками таким образом, чтобы боковые грани, которые при ее изго-
товлении прилегали к продольным стенкам формы, находились иа
плоскостях пластинок, а упоры пластинок плотно прилегали к
гладкой торцовой стенке образца. Образец вместе с пластинками
подвергают сжатию на прессе. Скорость нарастания нагрузки дол-
жна составлять 20+5 кГ/см2 в секунду, или 0,5 г в секунду от
обшей нагрузки.
Предел прочности при сжатии вычисляют как среднее арифме-
тическое значение из четырех наибольших результатов испытания
шести образцов.
3. ДРУГИЕ ВИДЫ ЦЕМЕНТОВ
Физико-механнческие свойства пластифицированного портланд-
цемента, быстротвердеющего портландцемента, пуццоланового порт-
ландцемента, сульфатостойкого портландцемента, сульфатостойкого
пуццоланового портландцемента, шлакопортландцемеита, портланд-
цемента для дорожных покрытий и портландцемента для асбесто-
цементных изделий определяют по той же методике, что и свой-
ства портландцемента (ГОСТ 310—41 и 310—60).
Нормальную густоту цементного раствора при испытании проч-
ности в растворах жесткой консистенции (В) определяют по фор-
мулам:
для пуццоланового портландцемента В= — +0,8;
4
для
ДЛЯ
для
ДЛЯ
Р
шлакопортландцемеита В=— +0,2;
4
Р
глиноземистого цемента В=— +1;
4
Р
магнезиального портландцемента В=— +1;
4
р
шлакового магнезиального портландцемента В=— +0,4.
4
Для всех других разновидностей цемента нормальная густота
Р
раствора определяется по формуле
в-т+1.
?92 РАЗДЕЛ III. Методика контроля качества цемента
При испытании цементов, для которых не установлены форму,
лы пересчета нормальной густоты цементного теста, за нормаль-
ную густоту цементного раствора принимают то количество воды,
при котором во время трамбования кубиков на копре вода появ-
ляется снизу формы лишь после того, как будет затрачен 1 кГм
работы на 10 г сухой смеси (при изготовлении образцов по тре-
бованиям ГОСТ 310—41 вода должна появляться не раньше 48-го
удара и не позже 53-го).
Глиноземистый и гипсоглиноземистый расширяющийся цементы
характеризуются быстрым твердением. Поэтому согласно ГОСТ
969—41 и ВТУ МПСМ СССР 13—51 образцы первые 4 ч с момента
изготовления выдерживают в формах в ванне с гидравлическим
затвором при температуре 20+3° С, после чего их погружают в
воду и хранят при той же температуре. Через 24±2 ч с момента
изготовления лепешки подвергают испытаниям на равномерность
изменения объема, а восьмерки, кубы и балочки извлекают из
форм, причем часть их подвергают испытаниям, а часть — хранят
в воде до следующих сроков испытания.
Пробы отбирают от партии весом 100 г для глиноземистого
цемента и 50 т для гипсоглиноземистого расширяющегося цемента.
При отправке цемента водным транспортом допускается увеличение
партии до 200 т. При отправке цемента в мешках пробы отбирают
от 10 мешков по 2 кг от каждого. Во всем остальном методика
испытаний остается той же, что и для портландцемента.
Гидрофобный портландцемент. При испытании на гидрофоб-
ность устанавливают наличие характерной нетонущей пленки це-
мента на поверхности воды и несмачиваемость цемента каплями
воды. В этих целях применяют несколько способов.
1) В стакан с водой насыпают тонкий слой (2—3 г) гидро-
фобного цемента; он распределяется на поверхности воды в виде
пленки. Обычный цемент при этом оседает на дно.
2) На поверхность тонкого слоя гидрофобного цемента нано-
сят несколько капель воды, которые остаются на ней в виде ка-
пель не менее 5 мин. Обычный цемент эту воду быстро впитывает.
3) В сухой стакан насыпают наполовину цемент и осторожно
по стенке стакана приливают воду. Гидрофобный цемент с водой
не смешивается, и через 1—2 ч воду можно слить, а сухой це-
мент высыпать на лист бумаги. Обычный цемент при этих усло-
виях постепенно впитывает воду, превращаясь в тесто.
Физические и механические свойства гидрофобного портланд-
цемента определяют по ГОСТ 310—41 и 310—60.
Белый и цветные портландцементы. Физические и механиче-
ские испытания этих цементов производятся по ГОСТ 310—41 и
310—60. Белизну и коэффициент яркости цементов устанавливают
согласно ГОСТ 965—41 по эталону (BaSO4) на фотометре. Рав-
номерность окраски цветного цемента определяют на глаз сравне-
нием цвета цементов, насыпанных рядом на гладкой поверхности
и придавленных стеклом или бумагой.
Для производства физико-механических испытаний цемент де-
лят на партии по 100 т. При отправке водным транспортом раз-
мер партии увеличивается до 200 т. *
Магнезиальный портландцемент и шлаковый магнезиальный
Г лава 2. Физико-механические испытания цемента 793
портландцемент. Как предусмотрено ГОСТ 3909—62, лепешки из
магнезиального портландцемента или шлакового магнезиального
портландцемента, выдержавшие испытание на равномерность из-
менения объема при кипячении, подвергают испытанию в автоклаве
в среде насыщенного водяного пара под давлением.
Допускаются три способа испытания:
1) давление в автоклаве в течение часа постепенно поднима-
ют до 14 ати, и при этом давлении лепешки выдерживают 2 ч,
после чего давление в течение часа постепенно снижают до атмос-
ферного;
2) давление в автоклаве в течение часа постепенно поднимают
до 8 ати, и при этом давлении выдерживают лепешки 4 ч. после
чего давление в течение часа постепенно снижают до атмосфер-
ного;
3) давление в автоклаве в течение 1,5—2 ч поднимают до
20 ати, и при этом давлении выдерживают лепешки 3 ч, после
чего в течение часа снижают его до атмосферного.
Цемент признается доброкачественным в том случае, если пос-
ле автоклавных испытаний на лепешках нет признаков неравно-
мерности изменения объема.
Определение других физических и механических свойств этих
цементов производится теми же методами, что и для портландце-
мента.
Тампонажный цемент. ГОСТ 1581—63 предусматривает следу-
ющую методику испытаний.
Растекаемость цементного раствора определяют при B/Z/=0,5
с применением усеченного конуса объемом 120 см3 с верхним диа-
метром 36±0.5 мм в свету, нижним диаметром 64+0,5 мм в свету
и высотой 60+0,5 мм. Вес конуса должен быть не менее 300 а.
За нормальную растекаемость тампонажного цемента прини-
мается расплыв конуса диаметром не ниже 160 мм.
Сроки схватывания цемента для «холодных» скважин опреде-
ляют при температуре 22+2° С.
Раствор, оставшийся после определения растекаемости, сразу
же энергично перемешивают в течение 30 сек и, продолжая пере-
мешивать. заливают в кольцо с металлической подставкой. Если
через час после затворения не началось схватывание, то поверх-
ность раствора выравнивают ножом и кольцо оставляют на воз-
духе при температуре 22+2° С. Первое погружение нглы произво-
дится через 3 ч с момента затворения, а последующие — не реже
чем через каждые 15 мин.
При определении сроков схватывания цементов для «горячих»
скважин раствор заливают в кольцо без подставки, поверхность
выравнивают ножом и тотчас же погружают кольцо в термостат с
пресной водой, в котором поддерживается температуре 75±3°С.
Затем кольцо извлекают из воды и ведут испытание при помощи
иглы, после чего кольцо снова помещают в термостат. Первое по-
гружение иглы производят через час с момента затворения, а затем
через каждые 5 мин.
Прочность тампонажного цемента определяется только
прн изгибе призм размером 4X4X16 см из цементного теста е
ВЩ-ОЛ
794 РАЗДЕЛ III. Методика контроля качества цемента ~
Образцы, хранившиеся при температуре 22 ±2° С, через 48+'
+2 ч после затворения извлекают из воды и ие позднее чем че-
рез 15 мин испытывают, предварительно вытерев их насухо: об-
разцы, находившиеся в термостате, через 48±2 ч после затвоее-
ния охлаждают на воздухе при комнатной температуре в течение
2 ч 30 мин и затем испытывают.
Цемент кислотоупорный кварцевый кремиефтористый. Кислото-
устойчивость цементного порошка устанавливается ити по потере
веса порошка после обработки ки-лотами, нли путем обработки
лепешек, изготовленных из теста нормальной густоты, ки"лотами
в холодной и горячей пробе (ГОСТ 5050—49). Цемент считается
кислотоустойчивым, если на лепешках -ие обнаруживается вздутия
и разрушения поверхностного слоя, а при растворении порошка це-
мента в кислоте потеря будет не выше 7%.
Для определения прочности этого цемента при растяжении из-
готовляют образиы-восьмерки из теста нормальной густоты
(1600 г сухого цемента затворяют водным раствором силиката нат-
рия). Через 30 суток с момента изготовления образны кипятят в
течение 1 ч в 40%-ной серной киглоте и медленно охлаждают в
той же кислоте, после чего испытывают на разрыв; предел прочно-
сти при растяжении должен быть не ниже 20 кПсмг
Этот цемент испытывают также на керосинопоглошение.
Керосинопоглощение (U7 в %) вычисляют по формуле
G2
Г=“ 100,
GiT
где G2 — вес керосина, поглощенного образцом, в г;
G\ — вес образца в сухом состоянии в г;
Y — удельный Вес керосина.
Керосинопоглошение стандартно изготовленных образцов-куби-
ков после твердения их на воздухе в течение 10 суток от начала
затворения должно быть не более 15%.
Глава 3
УСКОРЕННЫЕ МЕТОДЫ ОПРЕДЕЛЕНИЯ МАРКИ
ИЛИ АКТИВНОСТИ ЦЕМЕНТА
Автор-составитель канд. техн, наук X. М. ЛЕЙБОВИЧ
Марка цемента принята за основную прочностную его харак-
теристику как при классификации цементов, так и при проектиро-
вании состава бетоиа.
По ГОСТ 970—61 'цементные заводы обязаны каждую отгру-
жаемую партию цемента снабжать паспортом. В нем указывается
окончательная марка цемента, полученная на основе результатов
испытаний образцов при текущем контроле произвотства.
В связи с этим иа цементных заводах возникла необходимость
в применении ускоренных методов определения марки илн актин-
Глава 3. Ускоренные методы определения марки цемента 795
иости цементов. Ниже описаны ускоренные методы испытания це-
ментов, получившие широкое применение иа предприятиях. Сле-
дует отметить, что метод ЦНИПС-2 (он основан на испытании ма-
лых образцов из чистого цементного теста с применением пере-
ходных коэффициентов) не обеспечивает получения достаточно
надежных результатов при определении марки цементов, содержа-
щих активные минеральные добавки (и, в частности, трепел).
Методы ЮжНИИ и ГНЦ имеют преимущество по сравнению
с методом ЦНИПС-2 в том, что при испытании применяются
стандартные образцы. Однако для определения ожидаемой марки
цемента используются переходные коэффициенты, которые обычно
имеют значительные колебания. Кроме того, результаты испытания
получают не ранее, чем через 32 ч (метод ГНЦ) и 48—72 ч (метод
ЮжНИИ) с момента изготовления образцов.
Методы НИИЦемента НЦ-1 и НЦ-2 выгодно отличаются от
указанных выше тем, что по первому из них примерно через 7 ч
с момента изготовления стандартных образцов из раствора 1:3
удается получить активность цемента, соответствующую 28-суточ-
ной, с применением переходного коэффициента, а из раствора 1 : 1
через 7—8 ч без переходного коэффициента
1) Метод ЦНИПС-2
Этот метод, разработанный Научно-исследовательским институ-
том промышленного строительства (ТУ 71—50), предусматривает
испытание прочности цементов в малых образцах-кубах (2х2Х
Х2 см), изготовленных из чи-
стого цементного теста нор-
мальной густоты. Для опреде-
ления прочности изготовляют
12 образцов (две формы по
шесть ячеек). Уплотняют их
в два приема: после заполне-
ния форм цементным тестом
штыкуют каждую ячейку 10
раз металлическим стержнем
диаметром 3—4 мм (штыкова-
ние) по периметру ячейки
формы спирально к ее центру;
Рис. 1. График для определения
переходного коэффициента от ре-
зультатов ускоренного анализа
к результатам стандартных испы-
таний
затем форму с цементным те-
стом встряхивают 25 раз иа
стандартном встряхивающемся
столике. Первые 20 ч после
изготовления все образцы
твердеют в помещении при тем-
пературе 20±2° С и отиоси-
тельной влажности воздуха
95—100%. Затем одну форму
(шесть образцов) помешают на этажерку пропарочного бачка и
подвергают ее 4-ч прогреву над кипящей водой, после чего образ-
цы 1 ч остывают. Формы раскрывают, замеряют размеры кубов,
взвешивают их и испытывают на 5-т прессе. Для каждой серии
из шести кубов вычисляют средний предел прочности при сжатии
796 РАЗДЕЛ III. Методика контроля качества цемента
из четырех наибольших для данной серии результатов: Лпроп-для
пропаренных кубов и для кубов, не подвергавшихся пропа-
риванию.
Вначале определяют коэффициент эффективности пропарива-
RcyT
'проп
иия цемента (отношение >) =-----, а затем по графику (рис. 1)
^норм
находят переходной коэффициент К от результатов ускоренного
определения активности цемента к результатам стандартных 28-
суточных испытаний ^28)СТ= К^проп-
2) Метод ЮжНИИ
Метод, предложенный ЮжНИИ, отличается от стандартного
метода испытания цементов режимом твердения образцов после
их распалубки. Состав раствора, методика изготовления образцов,
их размер, а также режим твердения до распалубки указаны в
ГОСТ 310—41.
Образцы из портландцемента через 24 ч, а из шлакопортланд-
цемента через 48 ч подвергают тепловлажностной обработке в спе-
циально сконструированной пропарочной камере. Камера ЮжНИИ
обеспечивает среду насыщенного пара и мягкий автоматически
регулируемый режим пропаривания.
ЮжНИИ рекомендован следующий режим твердения образцов
после распалубки:
подъем температуры до максимальной (80° С) в течение 4 ч,
первые 2 ч по 10° С в час, а последующие 2 ч по 20° С в час;
выдерживание образцов при максимальной температуре в течение
1 ч с последующим их остыванием в течение 15 ч от 80 до 50° С
по 2° С в час.
Примерно на уровне 50° С пропарочную камеру отключают
от электросети, образцы в ней продолжают остывать до момента
испытания еще 4 ч. Таким образом, общая продолжительность
пропаривания образцов составляет 24 ч. Полный цикл и'пытания
для портландцементов составляет 48 ч, а для шлакопортландце-
ментов — 72 ч.
Переходной коэффициент от результатов ускоренных испыта-
ний к результатам стандартных испытаний устанавливают опытным
путем. Ожидаемую активность цемента определяют по формуле
Р0Ж"Д _ Кп
D — Ампроп,
А 23
К — переходной коэффициент
где Япроп — активность цемента после, пропаривания;
^28
. ^проп .
ношение предела прочности при сжатии образцов,
твердевших 28 суток в стандартных условиях, к пре-
делу прочности при сжатии образцов, пропаренных
по ускоренному методу.
, выражающий от-
Глава 3. Ускоренные методы определения марки цемента 79?
3) Метод ГНЦ
Этот метод разработан двумя институтами—Гипроцементом
и НИИЦементом.
Он предусматривает применение образцов-кубов из раствора
жесткой консистенции с размером ребра 7,07 см, изготовленных
и твердевших до распалубки в условиях, указанных в ГОСТ
310—41.
Образцы пропаривают в бачке, предназначенном для испыта-
ния цементных лепешек, в который предварительно заливают
3—3,5 л воды. Режим пропаривания образцов упрошен по сравне-
нию с применяемым по методу ЮжНИИ; общая продолжитель-
ность пропаривания образцов составляет 8 ч:
подъем температуры до 100° С — 2 ч;
пропаривание при 100° С — 4 ч;
остывание образцов — 2 ч (крышка бачка открывается сразу
же после окончания пропаривания).
Переходной коэффициент от значения прочности пропаренных
образцов к величине их активности в 28-суточном возрасте
/ ??28 \
I —---- I вычисляется на основании результатов параллельного ис-
\ г?проп '
пытания проб данного цемента по стандартной методике и по уско-
ренному методу.
^?28
--- — К, изменяется
проп
в зависимости от минералогического состава цемента, а также от
качества и количества вводимых в цемент добавок. Поэтому на
каждом заводе, исходя из результатов параллельных испытаний
Таблица 9
Значение переходного коэффициента —
7?
'Результаты сравнительных испытаний цементов по ГОСТ 310—41 и методу ГНЦ
Завод и вид цемента (ГОСТ 310—41) в кГ,см* ^ускор “ “^проп в кГ.см* Л'= ^проп
Армянский, пуццолановый порт- ландцемент 495 502 1,25
„Большевик*, портландцемент . . 582 587 1,38
Грузинский, портландцемент . . . 582 578 1,38
Днепродзержинский, шлакопорт- ландцемент 430 430 1.18
Здолбуновский, портландцемент . 536 535 1,5
Косогорский, шлакопортландце- мент 312 327 1.17
Кричевский, пуццолановый порт- ландцемент 512 509 1,39
Кувасайский, портландцемент • . 539 541 1,58
Николаевский, портландцемент. . 553 548 1,37
Яшкинский, портландцемент . . . 552 550 1,43
798
РАЗДЕЛ III. Методика контроля качества цемента
проб, определяют переходной коэффициент для каждого вида вы-
пускаемого цемента в отдельности.
Активность цементов, определяемая ускоренным методом, со-
ставляет обычно 60—65% от /?28- В табл. 9 приведены ре-
зультаты сравнительных испытаний цементов по ГОСТ 310—41 и
методу ГНЦ, а также значения переходных коэффициентов.
4) Метод НИИЦемента-1 (НЦ-1)
По этому методу стандартные трамбованные образцы-кубы
подвергают кратковременному и интенсивному гидротермальному
прогреву. В отличие от метода ГНЦ, по которому гидротермальной
обработке подвергаются образцы, предварительно твердевшие в
течение суток во влажном пространстве, данный метод предусмат-
ривает такой прогрев свежеизготовленных образцов в закрытых
формах.
По три образца-куба 7X7X7 см в формах устанавливают на
плиту-поддон и закрывают такой же плитой-крышкой. Плиты скреп-
ляют болтами, зажимающими формы.
Интенсивный режим твердения цемента имеет три стадии:
1) подъем температуры воды до кипения—2 ч (свежеизготовлен-
иые образцы в закрытых формах устанавливают в камеру до вклю-
чения обогревательного устройства); 2) прогрев образцов при тем-
пературе кипения воды — 3 ч; 3) остывание расформованных об-
разцов в помещении лаборатории — 1 ч.
Специальная лабораторная пропарочная камера имеет наруж-
ный электрообогрев, обеспечивающий обильное и равномерное об-
разование пара. Внутренние стенки камеры размером 40Х40Х
ХбО см изготовляют из листовой 2-лм стали, а наружную оболоч-
ку (кожух) камеры размером 42X42X62 см—из 1-мм листовой
стали. Для предотвращения теплопотерь в окружающую среду
между внутренним корпусом и наружным кожухом укладывается
листовой асбест толщиной 10 мм. Таким же образом осуществля-
ется термоизоляция крышки камеры.
Внутри камеры к ее стенкам на высоте приблизительно 15 см
привариваются пунктирным швом уголки сечением 25X25X3 мм,
на которые укладывается перфорированный стальной лист разме-
ром 39 X 39 X 0,3 см. Камера снабжена гидравлическим затвором.
В начале испытания включают обе спирали нагревательного
прибора мощностью в 3 и 2 кв, а по достижении температуры пара
98—100° С малую спираль отключают от электрической сети. Уро-
вень воды в камере должен составлять приблизительно 10 см.
Свежеизготовленные образцы устанавливают в закрытых фор-
мах в камеру до включения обогревательного устройства. С мо-
мента включения тока до начала кипения воды должно пройти
2 ч. Необходимо, чтобы температура воды поднималась равномер-
но, затем вода должна интенсивно кипеть в течение 3 ч. Темпе-
ратура в камере контролируется техническим термометром. По ис-
течении 5 ч с момента загрузки камеры обогревательное устройство
выключают, открывают крышку камеры, выпускают пар, осторожно
выгружают формы, образцы немедленно расформовывают и еще
через час (6 ч от начала изготовления) испытывают их на прессе.
Глава 3. Ускоренные методы определения марки цемента 799
Таким образом, весь цикл ускоренного испытания цемента, в ко-
торый входит изготовление образцов, их твердение и испытание на
прочность, занимает менее одной семичасовой рабочей смены.
Ускоренный метод НЦ-1 позволяет через 6 ч после изготовле-
ния образцов получить прочность при сжатии, в зависимости от
активности цемента, равную трех- или семисуточной прочности це-
мента по действующему ГОСТ.
Ожидаемую марку (активность) цемента (Т?28) определяют по
формуле
Т?28 — KRyCK'
где /?Уск —предел прочности при сжатии образцов, подвергавших-
ся прогреву, в кГ/см2;
К — переходной коэффициент.
Для вычисления среднего значения переходного коэффициента
от результатов ускоренного испытания к прочности стандартных
образцов 26-суточного возраста пользуются методом математиче-
ской статистики, основываясь на данных параллельных испытаний
нескольких десятков проб цемента.
7? 28
Для полученного ряда отношений —------- вычисляют взвешеи-
7'проп
ную среднеарифметическую (Хср) по общему выражению
_ К1 ТТ1+/<2 4----Ь п3
с₽ «1 + лг 4---------4-я*
где Кт, К2... Кз — частное значение отношения —- -----;
- «upon
m, п2... ns — количество повторяющихся зиач<.„.й К.
Степень рассеяния частных значений величины К оценивается
средним квадратом отклонений от их средней величины (дисперсия
с4) или корнем квадратным из среднего квадрата отклонений
(стандарт а).
Результаты сравнительных испытаний цементов по ГОСТ
310—41 и ускоренному методу НИИЦемента-1, а также значения
переходных коэффициентов приведены в табл. 10.
5) Метод НИИЦемеита-2 (НЦ-2)
В отличие от предыдущего метода НЦ-1 данный метод уско-
ренного определения марки цемента позволяет примерно в течение
одной рабочей смены определять марку цемента без применения
переходных коэффициентов.
Как показали исследования НИИЦемента и заводских лабо-
раторий, большое влияние на точность получаемых результатов
оказывает, как н следовало ожидать, величина водоцементного от-
ношения (нормальная густота раствора 1 : 1). Поэтому приводимая
ниже формула для определения нормальной густоты раствора 1 : 1
должна быть уточнена в лаборатории цементного завода. Это
особенно важно для пуццоланового портлаидцемеита, содержание
трепела или опоки в котором вызывает повышенную водопотреб-
800 РАЗДЕЛ 1П. Методика контроля качества цемента
Результаты сравнительных испытания цементов по ГОСТ 310—41 и методу НИИЦемента-1
Глава 3. Ускоренные методы определения марки цемента 801
ность и необходимость в связи с этим изменить водоцементное
отношение.
Сущность метода заключается в том, что свежеизготовленные
образцы-кубы 7,07X7.07 см нз раствора 1 : 1 нормальной густоты
подвергаются кратковременному интенсивному прогреву в закры-
тых формах.
Прогрев свежеизготовленных образцов осуществляется в спе-
циальной сконструированной в НИИЦементе лабораторной пропа-
рочной камере с наружным электрообогревом, обеспечивающим
обильное и равномерное образование пара.
Технические параметры камеры должны быть постоянными.
Внутренние размеры камеры: длина 700 мм, ширина 400 мм, высота
600 мм. Стенки камеры изготовляют нз 2-лои листовой стали. За-
ключена она в наружную оболочку (кожух) размером 420Х
Х720Х 620 мм из 1-мм листовой стали.
Для предотвращения теплопотерь в окружающую среду между
внутренней камерой и наружным кожухом укладывается лист ас-
беста толщиной 10 мм или другой теплоизоляционный материал.
Таким же способом осуществляется термоизоляция крышки камеры.
Внутри камеры к ее стенкам на расстоянии 200 мм от диа
приваривают пунктирным швом уголки сечением 25 x 25 x 3 мм, на
которые укладывают перфорированный стальной лист 390Х 690Х
ХЗ мм. Камера должна иметь гидравлический затвор. Для того
чтобы конденсат с крышки камеры возвращался через желоб гид-
равлического затвора в пропарочную камеру, внутренний борт ее
делают на 5 мм ниже наружного по всей горизонтальной поверх-
ности.
Обогрев камеры осуществляется при помощи нагревательного
прибора, состоящего из двух спиралей 3 н 2 кет с разобщенным
включением их в электросеть.
Нормальную густоту раствора 1 : 1 определяют по формулам:
Р
для портландцемента ——3; для портландцемента с добавкой тре-
Р
пела и пуццоланового портландцемента — —4; для шлакопорт-
Р Р
лаидцемеита —3 или —4 в зависимости от вида н содер-
жания гранулированного доменного шлака в цементе. Здесь Р —
нормальная густота цементного теста в %, определяемая по дей-
ствующему ГОСТ.
Если нормальная густота цементного теста выше 30% У шла-
копортландцемента или 40% у пуццоланового портландцемента, не-
обходимо проверить опытным путем нормальную густоту раствора
1:1. Для этого изготовляют раствор 1:1с нормальной густотой,
Р Р Р
которая меньше, чем —— 4, например — — 4.5, либо — — 5, по
принципу появления «росы» [после трамбования образцов иа копре
должно оставаться на поддоне (станине) и сердечнике несколько
мелких капель воды, представляющих собой иеслпвающнйся водя-
ной узор]; трамбование на копре может осуществляться меньшим.
51—1621
802
РАЗПЕЛ III. Методика контроля Качества цемента
чем в стандарте, числом ударов, т. е. меиее 53; на некоторых
заводах число ударов снижено до 35—40.
. Заглаженные образцы-кубы в формах (по два-три) сразу пос-
ле изготовления устанавливают на плиту-поддон, нумеруют н за-
крывают крышкой. Плиту-поддон и крышку скрепляют болтами,
зажимающими форму с образцами.
Образцы в закрытых формах помещают на перфорированную
полку пропарочной камеры, при этом необходимо предусмотреть
зазоры в 0,5—1 см между формами, а также между формами й
стенками камеры.
В начале испытания включают обе спирали камеры; по дости-
жении температуры пара в пропарочной камере 98—100° С малую
спираль отключают от электрической сети. Температура в камере
контролируется техническим термометром.
В камеру наливают постоянный объем воды, при котором подъ-
ем температуры от комнатной до кипения достигается за 2 ч (уро-
вень воды составляет 12—15 см).
Подъем температуры воды в пропарочной камере должен быть
равномерным. После достижения заданной температуры необходи-
мо поддерживать постоянное кипение воды в течение всего пери-
ода изотермического прогрева.
Примерная продолжительность рекомендуемого режима тверде-
ния образцов:
1) подъем температуры воды до кипения 2 ч;
2) изотермический прогрев в парах кипящей воды 4±1 ч;
3) расформованиые образцы остывают в помещении лабора-
тории в течение 1 ч.
Исследования показали, что для портландцемента марок 600,
700 и быстротвердеющего цемента продолжительность изотермиче-
ского прогрева образцов составляет 3 ч, для портландцемента ма-
рки 500 и ниже и шлакопортландцемеита — 4 ч.
Глава 4
УСКОРЕННЫЕ МЕТОДЫ ХИМИЧЕСКОГО
И ПЕТРОГРАФИЧЕСКОГО КОНТРОЛЯ ПРОИЗВОДСТВА1
Автор-составитель канд. техн, наук Э. И. НАГЕРОВА
I. химический контроль
Применение новых ускоренных методов химического контроля
цементного производства вызвано необходимостью в кратчайший
срок и с достаточной степенью точности определять содержание
основных окислов: SiOj, AI2O3, РегОз •—в магнезиальном сырье н
MgO, а также SO3 — в цементе.
1 Полный химический анализ выполняют по методам ГОСТ
5382—58 и 9552—60.
Глава 4. Ускоренные методы контроля производства 803
Результаты этих определений позволяют рассчитать коэффици-
ент насыщения, кремнеземный, глиноземный модули и ориентировоч-
ное содержание периклаза (при магнезиальном сырье), а также
ожидаемый минералогический состав клинкера.
Ускоренные методы контроля разработаны применительно к
сырьевой смеси и клинкеру, поскольку определение их химического
состава может служить основным критерием для оценки правильно-
сти ведения технологического процесса.
При этом наиболее эффективными являются фотоколориметри-
ческие и трилоиометрические методы. Эти методы позволяют вести
анализы сырьевой смеси и клинкера по трем основным вариантам.
Вариант I — кремнекислоту, А12О3 и Ье2О3 определяют фотоко-
лориметрическим методом в аликвотных частях раствора после
сплавления сырьевой смеси или клинкера со смесью соды и буры
и растворения сплава в соляной кислоте (I :3).
СаО и сумму CaO+MgO также определяют в аликвотных частях
раствора трилонометрическим методом; окись магния рассчитывают
по разности.
Вариант II — содержание SiO2 определяют на фотоэлектро-
колориметре, а А12Оз, Fe2O3, СаО и сумму СаО и MgO трилономет-
рическим методом.
Вариант III — содержание кремнекислоты определяют по методу
коагуляции желатиной. Все остальные определения Ре2Оз, А12О3,
СаО, суммы CaO+MgO производятся трилонометрическим методом
в аликвотных частях фильтрата после отделения SiO2.
Ход анализа при различных вариантах представлен на прила-
гаемой схеме (рис. 2).
Для проверки количества гипса, добавляемого при помоле це-
мента, применяется катионитовый метод определения серного ан-
гидрида.
ВАРИАНТ I
1) Фотоколориметрический метод анализа
В основу фотоколорийетрического метода анализа положен за-
кон Ламберта — Бера, который устанавливает пропорциональную
зависимость между интенсивностью света, проходящего через окра-
шенный раствор, концентрацией этого раствора и толщиной его слоя.
На приборе ФЭК-М, которым оснащены многие лаборатории це-
ментных заводов, концентрация окрашенного раствора определяется
по величине его оптической плотности. Концентрацию раствора уста-
навливают либо сравнением исследуемого раствора с эталонным,
либо по калибровочному графикч.
Эталонный раствор для фотоколориметрического определения
SiO2, А12Оз и Fe2O3 готовят на основе так называемого стандартного
шлама — образца сырьевой смеси, состав которого тщательно прове-
рен в нескольких лабораториях. Состав стандартного шлама должен
быть возможно ближе к составу анализируемого образца.
Для приготовления эталонного раствора навеску стандартного
шлама в 0,15 г сплавляют в платиновом тигле с 1 г смеси соды и
буры (2 : 1), сплав выщелачивают 100 мл торячей соляной кислоты
51*
804
РАЗДЕЛ ill. Методика контроля качества цемента
Глава 4. Ускоренные методы контроля производства
805
(1 ; 3), переносят в мерную колбу емкостью 500 мл и разбавляют
водой до метки.
Колориметрирование растворов по методу сравнения производят
из одинаковых объемов эталонного и исследуемого образцов (при
равных навесках) в кюветах с одинаковой толщиной слоя. Нулевым
раствором служит вода.
Для построения градуировочного графика определяют оптиче-
скую плотность ряда растворов с различной концентрацией опреде-
ляемого окисла. С этой целью разные объемы эталонного раствора
в зависимости от содержания окисла в смеси (например, 2,5, 5,
7,5 мл для SiO2 и А12Оз, 10, 25, 50 мл для Ре2Оз) переносят в мерные
колбы емкостью 100 мл (при определении SiO2 и Ре2Оз) и 50 мл (при
определении А12О3), добавляют соответствующие реактивы и изме-
ряют оптическую плотность полученных растворов.
При определении содержания А12О3 необходима строго опреде-
ленная и одинаковая кислотность раствора. Поэтому в случае коло-
риметрирования аликвотных частей в 2,5 и 7,5 мл сначала уравни-
вают их кислотность с кислотностью раствора, соответствующей 5 мл;
с этой целью к аликвотной части 2,5 мл добавляют 2,5 мл 1 и. НС1,
а к аликвотной части 7,5 мл — 10 мл 0,25 н. NaOH.
Графики строят для кювет со слоем раствора определенной тол-
щины, откладывая по оси абсцисс концентрацию эталонного раство-
ра, а по оси ординат — соответствующую ей оптическую плотность.
а) Определение двуокиси кремния
Навеску сухой сырьевой смеси 0,15 г сплавляют с I г смеси
соды и буры (2 : 1). Сплав выщелачивают 100 мл горяч’ей НС1 (1 :3),
переносят в мерную колбу емкостью 500 мл, охлаждают, доливают
водой до метки и перемешивают.
Отбирают пипеткой 5 мл раствора, переносят »в мерную колбу
емкостью 100 мл, разбавляют 50 мл воды, добавляют 5 мл раствора
молибденовокислого аммония (5%-иый раствор в 5%-иой серной
кислоте), перемешивают, дают постоять 10 мин для полноты образо-
вания желтого комплекса. Затем добавляют 5 мл восстановителя
(I г аскорбиновой кислоты и 5 г лимонной кислоты в 100 мл воды),
доводят водой до метки, перемешивают и дают постоять 15 мин дли
получения синего комплекса.
Колориметрируют с красным светофильтром. Рекомендуется при-
менять кюветы размером 10 мм. Две кюветы наполняют исследуе-
мым раствором, две другие — дистиллированной водой и колори-
метрируют растворы по инструкции, приложенной к прибору.
При работе по методу сравнения определяют в аналогичных
условиях оптическую плотность эталонного раствора.
Процентное содержание SiO2 рассчитывают по формуле
di
%SiOa = A—, (1)
d
где А — процентное содержание SiO2 в стандартном шламе;
dj — оптическая плотность анализируемого раствора;
d — оптическая плотность эталонного раствора.
806
РАЗДЕЛ III. Методика контроля качества цемента
При определении по методу градуировочного графика процент-
ное содержание SiO2 рассчитывают по формуле
% SiO2 =
Gx У-100
GVi-1000 ’
(2)
где Gj — количество SiO2, соответствующее найденной оптической
плотности по градуировочному графику, в мг;
V — общий объем раствора (в данном случае 500 мл) в мл\
V) — объем раствора, взятого для определения SiO2 (5 мл), в мл;
G — сухая навеска в а.
При анализе клинкера навеску в 0,1 а сплавляют с 1 а смеси
соды с бурой (2: 1), выщелачивают сплав 100 мл горячей соляной
кислоты (1:3) и переносят в мерную колбу емкостью 500 мл. Все
дальнейшие операции при определениях SiO2, А12Оз, Fe2O3, СаО н
MgO производят с такими же объемами растворов и с применением
таких же количеств реактивов, как при анализе сырьевой смеси.
Стандартным образцом служит клникер, химический состав ко-
торого определен несколькими аналитиками (желательно в разных
лабораториях) по ГОСТ 5382—58.
Образец клинкера сохраняется в запарафинированной склянке
с притертой пробкой.
б) Определение окиси алюминия
Отбирают пипеткой 5 мл солянокислого раствора анализируемо-
го образца из мерной колбы в 500 мл и переносят в мерную колбу
емкостью 50 мл. Добавляют 1 мл 0,5%-ного раствора аскорбиновой
кислоты и 5 мл 0,1%-ного раствора алюминона, затем приливают
10 мл буферного раствора (10%-иый раствор уксуснокислого натрия
в пересчете на безводную соль или 17%-ный раствор трехг,одной
соли). Доводят до метки дистиллированной водой, хорошо переме-
шивают и оставляют в покое на 15 мин. После этого осуществляют
колориметрирование в кюветах размером 10 мм с зеленым свето-
фильтром.
В аналогичных условиях колориметрируют такой же объем эта-
лонного раствора.
Процентное содержание А12О3 рассчитывают по формуле
di
%А1гОз=А~7-, (3)
а
где в отличие от формулы (1) А— процентное содержание А12О3 в
стандартном шламе.
При определении по градуировочному графику процентное со-
держание А12О3 рассчитывают по формуле, аналогичной форму-
ле (2):
„ GiV-100
/о 2°3- GVi-1000 * 4
где Gj — количество А12О3, найденное по градуировочному графи-
ку, в мг\
Глава 4. Ускоренные методы контроля производства
807
Vi — объем раствора, взятого для определения А12О3 (5 мл),
в мл.
в) Определение окиси железа
Для определения Fe2O3 отбирают пипеткой 25 мл раствора
испытуемого образна (из колбы в 500 мл) и переносят в мерную
колбу емкостью 100 мл. Затем добавляют 20 мл 25%-ного раствора
сульфосалициловой кислоты и по каплям 25%-ный аммиак до полу-
чения устойчивого желтого окрашивания и доливают еще 5 мл из
бытка. Если раствор окажется мутным, добавляют еще сульфосали
циловой кислоты до растворения мути и аммиак — до получения
неизменяющейся желтой окраски. Добавляют до метки дистиллиро-
ванную воду и перемешивают. Колориметрирование проводят мето
дом сравнения либо по градуировочному графику.
При определении по методу сравнения процентное содержание
ре20з рассчитывают по формуле, аналогичной формуле (1):
di
%Fe2O3 = A~-, (5)
а
где А — процентное содержание Fe2O3 в стандартном шламе.
При определении по градуировочному графику процентное со-
держание Ее2Оз рассчитывают по формуле, аналогичной форму-
ле (2):
% Fe2O3 —
G] У-100
GVi-1000 ’
(6)
где Gi — количество Fe2O3, найденное
ку, в мг',
Vi—объем раствора, взятого для
в мл.
по градуировочному графи-
определения Fe2O3 (25 мл).
2) Трилонометрический метод анализа
Метод основан на замещении ионов водорода трилона Б (дву-
натриеваи соль этиленди амииотетрауксусиой кислоты) ионами не-
которых двух- и трехвалентных металлов с образованием прочных
комплексов при определенной величине pH раствора.
а) Определение окиси кальция
Определять содержание СаО можно либо после отделения
гидратов полуторных окислов, либо в присутствии железа и алюми-
ния, связанных в виде прочных комплексных соединений.
Первый метод является более точным, второй — более быстрым.
Для определения содержания окиси кальция (и магния) при-
меняется 0,05 М раствор трилона Б (19 г в 1 л воды).
Титр раствора устанавливают либо по навескам углекислого
кальция (при определении СаО), либо по точно ОД н. раствору
сернокислого магния (при определении MgO).
808 РАЗДЕЛ III. Методика контроля качества цемента
При определении титра раствора трилона Б по углекислому
кальцию используется химически чистый СаСОз, в котором предва
рительно определено содержание СаО.
Навески высушенного СаСОз по 0,1 г разлагают соляной кисло-
той (1 : 5), кипятят до удаления СО2 и доводят до слабокислой ре-
акции 20%-ным раствором едкой щелочи по лакмусовой бумажке.
Затем охлаждают колбу, спускают из бюретки 10—15 мл раствора,
трилона Б, добавляют 8—10 мл 20%-ного раствора едкой щелочи и
на кончике шпателя вносят 0,04—0,05 г смеси индикаторов (0,1 г
мурексида и 0,25 а нафтолового зеленого Б перемешивают с 25 е
безводного NaCl или КС1). После этого продолжают титрование
раствором трилона Б до перехода розовато-сиреневой окраски рас-
твора в сине-голубую.
Титр 0,05 М раствора трилона Б по СаО рассчитывают по фор-
муле г
Т = - (7>
СаО V-100 ’ ' *
где G — навеска СаСОз в г; !
С — процентное содержание СаО в СаСОз;
V — объем раствора трилона Б, израсходованного иа титрова-
ние, в мл.
Определение окиси кальция без отделения гидратов полуторных,
окислов производится из аликвотной части раствора анализируемого»
образца.
К 200 мл раствора, отобранного из мерной колбы емкостью»
500 мл, добавляют 10 мл маскирующего реагента (5%-ный водный
раствор триэтаноламина TEA, содержащий 0,5% фтористого натрия).
Нейтрализуют раствор 20%-ным раствором шелочи по бумажке
коиго-красной. Добавляют еще избыток щелочи в 10 мл для повы-
шения pH раствора до 12 и 0,04—0,05 а смеси индикаторов, а
затем быстро титруют 0,05 М раствором трилона Б до перехода
окраски раствора из розовато-сиреневой в сине-голубую.
Процентное содержание окиси кальция рассчитывают по фор-
муле
где V — объем раствора трилона Б, израсходованного на титро-
вание, В МЛ',
7’СаО_ТИТр 0,05 М раствора трилона Б, выраженный в г СаО;
G—сухая навеска в а.
Определение содержания окиси кальция с отделением гидро-
окисей алюминия и железа производят также из аликвотной части
раствора анализируемого образца (200 л<л). Осаждают аммиаком и
отфильтровывают /?(СН)з, осадок отбрасывают. Затем охлаждают
раствор, добавляют 5 мл 0,05 М раствора трилона Б, 8—10 мл
20%-иого раствора едкой щелочи, 0,04—0.05 а смеси индикаторов и
титруют раствором трилона Б до перехода окраски раствора из
розовато-сиреиевой в сине-голубую. В конце титрования добавля-
Г лава 4. Ускоренные методы контроля производства
809
ют 5—7 Л1Л 20%-ного раствора едкой щелочи для сохранения pH
раствора около 12.
Процентное содержание СаО рассчитывают по приведенной вы-
ше формуле (8).
б) Определение окиси магния
Для определения титра 0,05 М раствора трилона Б спускают
из бюретки в коническую колбу 20 мл 0,05 М (0,1 н.) раствора
MgSO4, приготовленного из фиксанала, разбавляют водой до 100 мл,
нагревают до 60—70° С. Затем добавляют 15—20 мл аммиачного
буферного раствора с рН~10 (70 г NH4C1 растворяют в 200 мл во-
ды, отфильтровывают, добавляют 570 мл 25%-иого NH4OH и воды
до 1 л), доливают 5—7 капель индикатора кислотного хромтемио-
синего (0,5 г индикатора-1-10 мл буферного раствора + этиловый
спирт до 100 мл) и титруют раствором трилона Б до перехода
окраски раствора из красной в устойчивую сиие-сиреневую. Титр
0,05 М раствора трилона Б, выраженный в г MgO, рассчитывают по
формуле
0,002015-20
Т Mgo — у
(9)
где V — объем раствора трилона Б, израсходованного на титро-
вание, в мл;
0,002015 — количество окиси магния, соответствующее 1 мл точно
0,05 М (0,1 н.) раствора трилона Б, в г.
При повышенном содержании окиси магния в сырье MgO опре-
деляют наряду с окисью кальция. Для этого отбирают пипеткой
200 мл раствора испытуемого образца (из мерной колбы в 500 мл)
и определяют сумму CaO+MgO в фильтрате после отделения гидра-
тов полуторных окислов либо в присутствии R2O3 путем их маски-
ровки. В последнем случае к отобранной аликвотной части добав-
ляют 5 мл 5%-ного водного раствора триэтаноламина TEA, содер-
жащего 0,5% фтористого натрия, нейтрализуют 20%-ным раствором
щелочи до покраснения бумажки конго-красной, вливают 20 мл
аммиачного буферного раствора, 6—7 капель индикатора кислотного
хромтемно-синего и титруют раствором трилона Б до перехода
окраски жидкости из красной в устойчивую сине-сиреиевую.
Процентное содержание MgO рассчитывают по формуле
(10,
о
где V — объем раствора трилона Б, израсходованного на титро-
вание суммы CaO+MgO, в мл;
V,—объем раствора трилона Б, израсходованного на титро-
вание СаО, в мл;
7MgO — титр 0,05 М раствора трилона Б, выраженный в г MgO;
С — сухая навеска в г.
Окись магния с отделением гидратов полуторных окислов опре-
деляют также в аликвотной части раствора (200 мл); осаждают
52—1621
810
РАЗДЕЛ III. Методика контроля качества цемента
аммиаком и отфильтровывают R(OH)3. Объем раствора доводят до
250—300 мл, нагревают до 60—70° С, добавляют 20 мл аммиачного
буферного раствора и 7—8 капель индикатора кислотного хромтемно-
синего, проводят титрование 0,05 М раствором трилоиа Б и рассчи-
тывают процентное содержание MgO по приведенной выше форму-
ле (10).
ВАРИАНТ II
SiO2 определяется иа фотоэлектроколориметре, остальные окис-
лы— трилонометрнческим методом.
а) Определение двуокиси кремния
Сплавление навески и определение SiO2 производят так же, как
и в варианте I.
Определение окисей железа и алюминия
Определение Fe2O3 и А12О3 комплексометрическим методом ос-
новано на образовании ими при соответствующей кислотности среды
прочных растворимых комплексов с трилоиом Б. Для определении
применяют 0,05 М раствор трилона Б, титр которого устанавливают
по солям трехвалентного железа и алюминия.
Чтобы получить раствор соли трехвалентиого железа, 13,5 г
хлорного железа растворяют в небольшом количестве воды, фильт-
руют, подкисляют 8—10 мл НС1 (уд. вес 1,19) и разбавляют водой
до 1 л. Титр раствора, выраженный в г Fe2O3 (а), определяют весо-
вым методом путем осаждения Fe(OH)3 из 25 мл раствора ам-
миаком.
Для приготовления раствора соли алюминия 16 г алюмокалие-
вых квасцов растворяют в небольшом количестве воды, подкисляют
9 мл НС1 (уд. вес 1,19) и разбавляют водой до 1 л. Титр раствора,
выраженный в г А12О3 (в), также определяют весовым методом из
25 мл раствора с переосаждением.
Для установки титра раствора трилона Б по окиси железа
спускают из бюретки в коническую колбу 20 мл хлорного железа,
разбавляют водой до 100 мл, добавляют 6—7 капель сульфосали-
цилового индикатора (10 г сульфосалициловой кислоты растворяют
в 50 мл воды, нейтрализуют 10%-ным раствором NaOH по бумажке
коиго-красной и разбавляют водой до 100 мл). Затем медленно тит-
руют раствором трнлона Б до исчезновения фиолетового окраши-
вания.
Титр раствора трилона Б по Fe2O3 (Tpe2os) рассчитывают по
среднему результату из трех титрований, пользуясь формулой
где а—тнтр раствора FeCl3, выраженный в г Fe2O3;
V — объем раствора трилона Б, израсходованного иа титрова-
ние, в мл.
Глава 4. Ускоренные методы контроля производства 811
Чтобы установить титр этого же раствора трилона Б для опре-
деления окиси алюминия, прежде всего устанавливают соотношение
между растворами трилона Б и хлорного железа. С этой целью
спускают из бюретки в коническую колбу 10 мл раствора трилона Б,
разбавляют водой до 100 мл, добавляют 10 мл ацетатного буфер-
ного раствора (270 г уксуснокислого натрия растворяют в 500 мл
воды, добавляют 70 мл ледяной уксусной кислоты или 80 мл
80%-ной кислоты и разбавляют водой до 1 л) и 7—8 капель сульфо-
салицилового индикатора. Титруют раствором хлорного железа до
появления золотисто-оранжевого окрашивания, не исчезающего в
течение 1 мин.
По среднему результату трех титрований рассчитывают коэф-
фициент соотношения К между концентрациями растворов хлорного
железа и трилона Б:
П2)
где V — объем раствора хлорного железа, израсходованного на
титрование 10 мл раствора трилона Б, в мл.
Титр раствора трилона Б по окиси алюминия определяют сле-
дующим образом. В три конические колбы спускают из бюретки по
25 мл раствора алюмокалиевых квасцов, разбавляют водой до
100 мл, опускают в раствор небольшой кусок бумажки конго-крас-
ной, нейтрализуют 10%-иым аммиаком, пока бумажка не станет
красного цвета. Затем добавляют по каплям соляную кислоту (1 :3),
пока бумажка из красной не станет синей, и еще 8—10 капель
той же кислоты. К полученному раствору добавляют из бюретки
30 мл 0,05 М раствора трилона Б, нагревают до кипения, прибавля-
ют 10 мл ацетатного буферного раствора и 6—7 капель сульфосали-
цилового индикатора. Раствор охлаждают и титруют раствором
хлорного железа до появления золотисто-оранжевого окрашивания,
не исчезающего в течение 1 мин.
Титр 0,05 М раствора трилона Б, выраженный в г А120з
(ТА] о )• рассчитывают по среднему результату из трех титрова-
ний, пользуясь формулой
25 6
^АЪО, ~ зо _
где b — титр раствора алюмокалиевых квасцов, выраженный в г
А120з;
V — объем раствора хлорного железа, израсходованного на
титрование, в мл;
К — соотношение между концентрациями растворов трилона Б
и хлорного железа.
а) Определение окиси железа
Навеску сухой сырьевой смеси в 0,2 г сплавляют с 1,5 г смеси
соды с бурой (2: 1). Сплав выщелачивают 50 мл горячей соляной
кислоты (1 :3), нагревают до полного разложения сплава н перено-
52а — 1621
812
РАЗДЕЛ HI. Методика контроля качества цемента
сят в коническую колбу. Затем добавляют 2—3 капли азотной кис-
лоты (уд. вес 1,4), нагревают до кипения, кипятят до удаления
окислов азота и доводят объем до 100 мл водой.
Раствор нейтрализуют аммиаком по бумажке конго-красной.
Затем добавляют по каплям HCI (1:3), пока бумажка не станет
синей, после чего добавляют еще 8—10 капель той же кислоты, на-
гревают до 50—70° С, приливают 7—8 капель сульфосалицилового
индикатора и титруют раствором трилона Б до перехода окраски
раствора из фиолетовой в светло-желтую. Раствор сохраняют для
определения окиси алюминия.
Процентное содержание окиси железа рассчитывают по формуле
% Fe2Os —
ТХоЛ100
G .
(И)
где Тре о — титр 0,05 М раствора трилоиа Б, выраженный в г
Fe2O3;
V — объем раствора трилона Б, израсходованного на ти-
трование, в мл;
G—сухая навеска в г.
б) Определение окиси алюминия
К раствору после определения окиси железа прибавляют трилон
Б в количестве, необходимом для связывания А120з, в комплекс,
и сверх того — избыток в 10 мл.
Нужное количество раствора трилона Б (С) рассчитывают по
формуле
c=G1%Al2O1^in
где G — сухая навеска в
% А12О3 — предполагаемое
в образце;
Т'А1 о — титр раствора трилона Б, выраженный в г А12О3.
ТХо/ЮО
г;
процентное содержание окиси алюминия
После добавления трилона Б раствор нагревают до кипения,
доливают 8—10 мл ацетатного буферного раствора, 6—7 капель
сульфосалицилового индикатора, охлаждают и титруют раствором
хлорного железа до появления золотисто-оранжевого окрашивания,
не исчезающего в течение 1 мин.
Процентное содержание окиси алюминия рассчитывают по фор-
муле
. (С-ЕК)7\|О -100
% А12 Оз = ------AijO.-----_ (16)
где С—объем трилона Б, добавленного в раствор после определе-
ния Бе20з, в мл;
V — объем раствора хлорного железа, израсходованного на
обратное титрование, в мл;
Глава 4. Ускоренные методы контроля производства 813
К — соотношение между концентрациями растворов трилона Б
и хлорного железа;
T'aijO,— ТИТР раствора трилона Б, выраженный в г А120з;
G — сухая навеска в г.
в) Определение окиси кальция
Окись кальция определяют в аликвотной части раствора из
мерной колбы в 500 мл. Отбирают пипеткой или мерной колбой
200 мл раствора, титруют трилоном Б и рассчитывают содержание
СаО так же, как и в пункте 2 варианта I.
г) Определение окиси магния
Окись магния определяют также из аликвотной части в 200 мл,
причем проводят титрование трилоном Б суммы (CaO+MgO)
по пункту б варианта I; содержание MgO рассчитывают по фор-
муле (11).
ВАРИАНТ III
Химический анализ по этому варианту ведут при отсутствии в
лаборатории фотоэлектроколориметра. В этом случае SiO2 отделяют
и определяют методом коагуляции желатиной, а содержание осталь-
ных окислов устанавливают трилоиометрическим методом из алик-
вотных частей (100 мл) фильтрата от SiO2.
а) Определение двуокиси кремния коагуляцией желатиной
Количественно кремнекислоту можно выделить лишь из кон-
центрированных растворов соляной кислоты.
Навеску сухой сырьевой смеси 0,5 г перемешивают в платиновом
тигле с 1 г углекислого натрия и спекают при температуре 950—
1000° С в течение 1—3 мин (или при 700—800° С около 5 мин).
Быстро охлаждают тигель, выщелачивают спек 10—15 мл соляной
кислоты (уд. вес 1,19) в стакан емкостью 100 мл. Тигель споласки-
вают той же кислотой и сохраняют для дальнейшей работы. Накры-
тый часовым стеклом стакан погружают иа 10 мин в нагретую до
70—80° С водяную баню. После растворения спека прибавляют 10 мл
1%-ного водного раствора желатины и энергично перемешивают в
течение 1 мин, не вынимая стакана из баии. Нагревают еще 10 мин,
дают раствору немного остыть и еще в теплом виде фильтруют,
тщательно смывая горячей водой на фильтр частицы осадка, при-
ставшие к стейкам стакана и тигля. Промывают осадок 2—3 раза
горячим раствором соляной кислоты (5:95), а затем 10—12 раз
небольшими порциями горячей воды, давая полностью стечь каждой
порции. Фильтрат переводят в мерную колбу емкостью 500 мл, раз-
бавляют водой до метки, хорошо перемешивают и сохраняют дли
дальнейших определений. Осадок вместе с фильтром помещают во
взвешенный платиновый тигель, озоляют фильтр, прокаливают око-
ло 20 мин при температуре 1000—1050° С и взвешивают.
52а*
814
РАЗДЕЛ Ш. Методика контроля качества цемента
Процентное содержание двуокиси кремния рассчитывают по
формуле
Gt-100
%SiOa=~^—, (17)
где Gj—прнвес тигля в г;
G —сухая навеска в г.
Рис. 3. Ионооб-
менная колонка
I анализируемый
раствор; 2 — катиоии-
говая смола; 3 — стек-
лянная вата
При анализе клинкера к навеске 0,5 г
в стакане емкостью 50 мл добавляют 5—
7 мл НС1 (уд. вес 1,19). Стакан погружа-
ют в горячую водяную баню и выдержи-
вают 10 мин при помешивании. Все осталь-
ные операции—прибавление желатины,
фильтрование, прокаливание и расчет —
производят по приведенной выше методике
для сырьевой смеси.
б) Определение окисей железа, алюминия{
кальция и магния трилонометрическим
методом
Указанные окислы определяют в трех
аликвотных частях по 100 мл, отобранных
из фильтрата в мерной колбе после отде-
ления SiO2. Применяют титрование трило-
ном Б по соответствующим методикам 1 и
II вариантов; содержание окислов рассчи-
тывают по аналогичным формулам, но с
учетом навески материала в отбираемой
аликвотной части (0,1 г).
3) Катионитовый метод определения
серного ангидрида в цементе
Содержание в цементе серного ангид-
рида, а также двуводного гипса катиоии-
товым методом определяют при помощи
ионообменной (катионитовой) колонии (рис.
3), которую заполняют катионитовой смо-
лой (СБС, КУ-2, КУ-1, СДВ и др.). В ниж-
ней части колонки помещают стеклянную
вату, поверх нее смолу, а над смолой —
стеклянные бусинки.
Затем ионообменную колонку 3—4 ра-
за промывают раствором соляной кислоты
(!•: 3) для насыщения катионита водород-
ными ионами и дистиллированной водой
до исчезновения кислой реакции по мети-
ловому оранжевому.
По окончании работы катиоиитовую
смолу регенерируют раствором соляной ки-
слоты (1:3) и 2—3 раза промывают во-
Г лава 4. Ускоренные методы контроля производства
815
дой. Перед началом нового определения катионит промывают водой
до отрицательной реакции на кислоту.
Катионитовый метод определения содержания в цементе серного
ангидрида и двуводиого гипса основан иа динамическом поглощении
катионов раствора ионообменной смолой колонки. Выделившаяся в
результате катионирования серная кислота оттитровывается раство-
ром щелочи.
Навеску цемента в 0.5 г помещают в сухой стакан емкостью
150 мл и обрабатывают 25 мл 5%-ного раствора борной кислоты
при непрерывном перемешивании в течение 10 мин. Раствору дают
отстояться до осветления и фильтруют через неплотный фильтр.
Нерастворимый остаток промывают 5%-ным раствором борной
кислоты, 3—4 раза декантацией и 5—6 раз на фильтре.
По мере поступления фильтрата основной раствор и промывные
воды пропускают через катионитовую колонку в стакан со ско-
ростью около 4 мл!мин. Затем катионит промывают 2—3 раза водой.
Фильтрат с промывными водами общим объемом около 130 мл пере-
носят в коническую колбу емкостью 250 мл. Титруют полученный
раствор 0,1 и. раствором едкого натра по метиловому оранжевому.
Процентное содержание серного ангидрида рассчитывают по
формуле
VK-0.004-100
%SO3 =--------------
и
(18)
где V — объем раствора щелочи, израсходованной на титрова-
ние, в мл\
К—поправка к титру 0,1 н. раствора щелочи;
G — сухая навеска в г;
0,004—количество SO3 в г, соответствующее 1 мл точно 0,1 н.
раствора щелочи.
Содержание двуводного гипса—CaSO4-2H2O — рассчитывают
по формуле
%CaSO4-2H2O= %SO3.2,15, (19)
где 2,15 — коэффициент пересчета SO3 на CaSO4-2H2O.
4) Определение окисей натрия и калия методом пламенной
фотометрии
Метод пламенной фотометрии основам на измерении интенсив-
ности спектральных линий с помощью фотоэлемента и соответствую-
щих светофильтров. Анализ производят при помощи пламенного
фотометра (рис. 4). В качестве источника возбуждения используют
ацетилено-воздушное пламя, пропан или обычный газ.
Под действием струи сжатого воздуха анализируемый раствор
распыляется и в виде мелких частиц аэрозоля подается в пламя.
Характерное для определяемого элемента излучение при помощи
светофильтров отделяется от излучений других элементов, нахо-
дящихся в пламени, и направляется на фотоэлемент, фототок
которого измеряется чувствительным гальванометром. Показания
гальванометра находятся в пропорциональной зависимости от кон-
616 РАЗДЕЛ III. Методика контроля качества цемента
центрации исследуемого элемента, определяемой по градуировочному
графику.
Градуировочный график строят по показаниям гальванометра
при излучении эталонных растворов химически чистых солей натрия
и калия. Концентрация растворов выражается в мг/л Na2O и КгО
и находится в пределах от 1 до 100 мг)л.
При построении графика откладывают иа оси абсцисс логариф-
мы концентраций растворов, а иа оси ординат — логарифмы показа-
ний гальванометра.
Рис. 4. Схема пламенного фотометра
1 — иитерферациоиный светофильтр: 2 — распылитель; 3 — горел-
ка: 4 — кожух с прорезью; 5 — фотоэлемент: 6 — анализируе-
мый раствор; 7,.— гальванометр; 8 — диафрагма; 9 — промежу-
точная емкость для воздуха; 10—манометры для газа и воз-
духа; 11 — сливная трубка для раствора; 12 — бачок с возду-
хом; /5.— бачок с ацетиленом
о
Излучения натрия с длиной волны 5890 и 5895 А н калия с
о
длиной волны 7665 и 7699 А выделяются из пламени при помощи
интерференционных светофильтров с максимумами пропускания,
совпадающими с длинами волн измеряемых излучений.
Выделенное светофильтрами излучение натрия попадает иа се-
леновый фотоэлемент типа Сф-10, а калия — на сериисто-серебря-
ный фотоэлемент типа ФЭОС-УЗ, которые непеременно подключаются
к зеркальному гальванометру типа М-21.
Вследствие недостаточной монохроматичности светофильтров
может быть пропущена часть полос и фона кальции в области
О
5500—6150 А, и тогда данные анализа по натрию окажутся
завышенными. Чтобы предотвратить это, учитывают и компенсируют
фототок, вызванный излучением кальция, для чего выделенное излу-
чение последнего направляют на селеновый фотоэлемент, включен-
Глава 4. Ускоренные методы контроля производства
817
ный в направлении, обратном направлению фотоэлементов Na и К.
Вводя в пламя раствор кальция, свободный от примесей натрия и
калия, устанавливают путем диафрагмирования компенсационного
светофильтра такое показание гальванометра, которое не изменя-
ется при введении любых концентраций кальция.
Раствор для определения щелочей готовят следующим образом.
Навеску образца в 0,5 г смачивают в платиновом тигле несколь-
кими каплями воды, прибавляют 4—5 капель серной кислоты (уд.
вес 1,84) и 10—12 мл фтористоводородной кислоты (40%-ной). Осто-
рожно перемешивают содержимое тигля платиновым шпателем и.
не вынимая шпателя, переносят тигель на нераскаленную песочную
баню.
Выпаривают раствор до удаления паров фтористого водорода,
затем переносят тигель на более горячее место на песочной бане и
нагревают до прекращения выделения белых паров серного ангид-
рида Полученный остаток тщательно выщелачивают горячей водой
в стакан.
По мере выщелачивания фильтруют раствор через плотный
фильтр в мерную колбу емкостью 500 мл. Общее количество фильт-
рата должно быть не меньше 400 мл. Раствор в колбе охлаждают,
доводят до метки водой и хорошо перемешивают.
В первую очередь снимают показания по шкале гальванометра
при введении эталонов в газовоздушное пламя. Раствор эталона
засасывается через трубку и распыляется потоком воздуха.
Раствор пропускают до тех пор, пока не устанавливается по-
стоянное положение «зайчика» на шкале гальванометра.
Газ и воздух должны поступать в соотношении, дающем голу-
бое иекоптящее пламя с резко очерченными краями внутреннего
зеленого конуса. Количество поступающего газа и воздуха должно
быть строго постоянным; оно контролируется манометрами.
Измерения ведутся поочередно по натрию для эталонов и про-
изводственных проб, а затем по калию, при соответственно включен-
ных светофильтрах.
На основании градуировочных графиков, построенных по эта-
лонным растворам, и результатов замера интенсивности излучения
Na и К в анализируемых пробах, определяют содержание в по-
следних натрия и калия.
Содержание окиси калия вычисляют по формуле (в %)
% К2О =
1У-100У
1000 G ’
(20)
где N — количество К2О, соответствующее показаниям шкалы зер-
кального гальванометра, в мг:
V — объем раствора, в котором находится навеска, в л;
G — сухая навеска в г.
Аналогичным способом рассчитывают и процентное содержа-
ние Na2O.
Средняя относительная ошибка определения калия и натрия
ие превышает +5%, относительная чувствительность метода —
1 мг/л.
818
РАЗПЕЛ III. Методика контроля качества цемента
5) Расчет минералогического состава клинкера
а) Портландцемент
Автор-составитель канд. техн, наук Т. Г. МЕШИК
Минералогический состав портлаидцементного клинкера может
быть вычислен по его химическому составу с помощью коэффици-
ента насыщения.
Для клинкеров обычного состава, т. е. для тех, в которых мо-
лекулярное отношение А12О3 к Fe2O3 превышает 1 : 1 (или весовое
А12О3
отношение р— _ • >0,64), коэффициент насыщения может быть
ге2О3
рассчитан по следующей формуле:
СаО—(1,65 A!2Os+0,35 Fe2O3-|-0,7 803+Са0своб)
А П = ---------------------------------------------
2,8 (SiО2—SiO2 свсб)
В клинкерах с повышенным содержанием Fe2O3 и, следователь-
но, с молекулярным отношением А12О3 к Fe2O3 меньше единицы
и весовым отношением тех же окислов р<0,64, процессы минерало-
образования при обжиге должны идти так, чтобы весь глинозем
связывался с C4AF, а избыточная окись железа давала двухкаль-
циевый феррит. Исходя из этого, в рассматриваемом случае коэф-
фициент насыщения может быть рассчитан по следующей формуле:
„„ СаО—(1,1 А12Оя+0,7 Fe2O3 + 0,7 SO3 + СаОсвоб)
Кп—--------------------------------------------
представляет собой разность между об-
клннкере и количеством свободной SiO2,
которое прореагировало в процессе об-
2,8 (SiO2—SiO2 своб)
Зная КН, содержание C3S и C2S определяют следующим об-
разом:
C3S=3,8 (ЗКН — 2),
C2S=8,6 (\—КН).
В этих формулах S
щнм содержанием SiO2 в
т. е. то количество SiO2,
жига.
Содержание минералов-силикатов может быть вычислено и без
расчета коэффициента насыщения по следующим формулам.
C3S = 4,07 СаО — 7,6 SiO2 — 6,72 А12О3 — 1,42 Fe2O3;
C2S = 8,6 SiO2 4- 5,07 А12О3 +1,07 Fe2O3 — 3,07 СаО.
В этих формулах под СаО понимают то количество окиси каль-
ция, которое связано в силикаты, алюминаты и ферриты кальция,
т. е. разность между общим содержанием СаО в клинкере и тем ко-
личеством ее, которое осталось свободным, а также связанным
с SO3 в CaSO4.
Под SiO2 понимают также связанный кремнезем.
Содержание минералов-плавней (четырехкальциевого алюмо-
феррита и трехкальциевого алюмината или двухкальциевого фер-
рита) определяют по-разному, в зависимости от количественного
Глава 4. Ускоренные методы контроля производства
819
соотношения в клинкере глинозема и окиси железа. При обжиге
портландцемента с избытком глинозема, т. е. когда р>0,64, по-
мимо CjAF образуется трехкальциевый алюминат, а при избытке
окиси железа при р<0,64 — двухкальциевый феррит. При р=0,64
образуется только C4AF.
В соответствии с этим в первом случае содержание C4AF и
СзА определяют по формулам:
C4AF = 3,04F;
СЭА = 2,65 (А — 0,64 F),
где коэффициент 3,04 показывает, сколько процентов C4AF обра-
зуется из 1% окиси железа; коэффициент 2,65 соответствует числу
процентов С3А, образующихся из каждого процента оставшегося
несвязанным глинозема; коэффициент 0,64 выражает весовое отно-
шение А12Оз к Fe2O3 в C4AF, т. е. показывает, сколько глинозема
в этом соединении связывает каждый процент окисн железа.
Во втором случае, т. е. при глиноземном модуле р<0.64, при
расчете содержания мииералов-плавией — C4AF и C2F — следует
учитывать, что каждый процент А12О3 дает 4,77% C4AF и каждый
процент Fe2O3— 1,7% C2F, и что при образовании C4AF—1% А120з
связывает 1,57% Ре2Оз.
В соответствии с этим содержание C4AF н C2F в данном слу-
чае рассчитывают по формуле:
C2F= 1,7(F — 1,57 А).
В третьем случае — при глиноземном модуле р=0,64 — в клин-
кере из минералов-плавней присутствует только C4AF, содержание
которого рассчитывают по формуле
C4AF=3,04F.
Каждый процент SO3 дает 1,7% CaSO4, следовательно, про-
центное содержание CaSO4 будет следующим:
CaSO4= 1,7SO3.
Можно по данному минералогическому составу клинкера вы-
числить его химический состав. Для этой цели служат следующие
формулы:
SiO2 = 0,263 C3S -J- 0,349 C2S ~F SiOg своб»
А12О3 = 0,377 С3А 4- 0,21 C4AF;
Fe2O3 = 0,329 C4AF + 0 587 C2F;
СаО = СаОсвоб + 0,737 C3S + 0,651C2S+0,623 C3A +
+ 0,461 C4AF +0,413 C2F.
Эти формулы применимы для любого значения коэффициента
.насыщения и глиноземного модуля.
820
РАЗДЕЛ III. Методика контроля качества цемента
б) Глиноземистый цемент
Автор-составитель д-р техн, наук И. В. КРАВЧЕНКО
Глиноземистые цементы являются многокомпонентными сис-
темами, что, естественно, затрудняет расчет их минералогического
состава. К тому же на процессы кристаллизации в этих цементах
существенно влияет скорость охлаждения расплава или клин-
кера.
Для определения минералогического состава глиноземистого
цемента необходимо в еще большей мере, чем в других случаих,
учитывать данные экспериментальных исследований глиноземистого
шлака либо.клинкера методами химического, петрографического или
рентгеновского анализа.
При определении минералогического состава глиноземистых це-
ментов расчетным путем обычно исходят из конечных фаз кристал-
лизации тройной диаграммы СаО — А120з— SiO2 либо одной из
четверных диаграмм равновесия систем СаО—А12О3—Ре20з— SiO2
или СаО—А12Оз—SiO2—FeO (или MgO), корректируя их данными
химических, рентгенографических и микроскопических исследований
клинкера (или застывшего расплава).
Первым этапом расчета минералогического состава глинозе-
мистого цемента является определение фигуративной точки ис-
следуемого цемента на тройной диаграмме СаО—А12О3—SiO2. для
чего содержание трех основных компонентов — СаО, А12О3, SiO2 —
пересчитывают на 100%. и полученные данные наносят на диаграм-
му. В зависимости от того, в какой частный треугольник попадает
фигуративная точка, устанавливают конечные фазы кристаллизации,
по которым и производят расчет. Так, если эта точка лежит в
частном треугольнике СА—Ci2A7—C2S. расчет ведут, исходя из
необходимости получения минералов C2S. Ci2A?, СА, если же эта
точка лежит в треугольнике СА—C2AS—C2S. то нужно вести рас-
чет с учетом образования геленита, C2S и СА.
Вначале определяют содержание минералов, в котопые входят
малые составляющие глиноземистого цемента: S, MgO. TiO2,
FeO. Если имеются какие-либо экспериментальные данные о фак-
тическом минералогическом составе цемента, например результаты
анализа нерастворимого остатка, микроскопического или рентгенов-
ского исследования, то рассчитывают содержание тех минералов,
присутствие которых уже установлено.
После расчета малых составляющих переходят к расчету со-
держания основных минералов в соответствии с данными о поло-
жении фигуративной точки состава цемента на тройной диаграмме.
При этом, как и при расчете малых составляющих, данные тройной
диаграммы необходимо корректировать экспериментальными дан-
ными о фактическом наличии того или другого минерала в соста-
ве цемента.
Для наглядности и удобства ведения расчета рекомендуется
составить вспомогательную таблицу (см. ниже).
Глава 4. Ускоренные методы контроля производства
821
Пример расчета минералогического состава
цемента, фигуративная точка которого лежит в
треугольнике СА — C2S — С|2А7.
Допустим, что химический состав цемента является таким, ка-
кой указан во вспомогательной табл. 11.
Таблица 11
Вспомогательная таблица
Окислы Количество окис- лов в % Содержание минералов в %
CaS FcO-AI,O, О 6 Ъй s: 2 CaO SlO, О 6 rt О о» СаО-А1,О,
S1O, А1,О СаО FeO MgO s Количество минералов в % 6.64 49.1 42.26 0.67 0.63 0.7 1.23 0,7 1,58 0.95 0,67 1,62 i,6i 0.63 2.24 6,64 12,39 19,03 О СП СЛ о 1 I I W 1 КЗ СП 40,89 23,32 64.21
1. Находим иа тройной диаграмме фигуративную точку цемен-
та, для чего сумму количества СаО, А12Оз и SiO2 пересчитываем на
100%:
6,64-100:98 = 6,7% SiO2,
49,1-100:98 = 50,1% А12О3,
42,26-100:98 = 43,12% СаО.
Наносим полученные данные на тройную диаграмму и устанав-
ливаем, что фигуративная точка цемента лежит в частном треуголь-
нике СА—C2S—Ci2A?.
2. Определяем количество CaS в цементе, полагая, что вся
сера связана в этом соединении:
0,7-56:32= 1,23 СаО или 0,88 Са; 0,7 + 0,88 = 1,58 CaS.
Поскольку мы берем СаО вместо кальция, связанного в CaS,
сумма весовых процентов всех минералов будет несколько меньше
100% (за счет неучтенного кислорота).
3. Определяем кочичество MgO-AI2O3. связывая в это соеди-
нение всю MgO, присутствующую в цементе:
0,63-102:40= 1,61 А12О3; 1,61 + 0,63 = 2,24 MgO-А12О3.
4. Устанавливаем содержание FeO • А12О3:
0,67-102:72 = 0,95 А1?О3; 0,95 + 0,67= 1,62FeO-Л12О8.
822
РАЗДЕЛ 111. Методика контроля качества цемента
5. Определяем количество двухкальциевого силиката:
6,64-112:60 = 12,39 СаО; 12,39+6,64 = 19,03 2CaO-SiOa.
6 Находим количество СаО и А12Оэ, оставшихся для образо-
вания алюминатов кальция:
42,26— 1,23— 12,39 = 28,64 СаО.
49,1—0,95— 1,61 = 46,54 А12 О3.
7. Определяем количество алюминатов кальция.
Если предположить, что весь глинозем связан в виде
СаО • А120з, то на образование его потребуется СаО:
46,54- 56:102=25,55 СаО; 25,55 + 46,54 = 72,09% СаО- А12О3.
Остается окиси кальция: 28,64—25,55—3,09%.
Для того чтобы один весовой процент СаО • А12О3 превратить
в Ci2A?, необходимо дополнительно затратить 0,392% СаО. Значит,
из оставшихся 3,09% СаО будет получено Ci2A7:
3,09.0,392 = 7,88%.
7,88 + 3,09 = 10,97% СПА7
Таким образом, в составе цемента будут присутствовать:
10,97% С12 А7
и 72,09 — 7,88 = 64,21% СА.
Результат расчета минералогического состава приведен в
табл. 11 (графа «Количество минералов в %»)
Пример расчета минерологического состава
глиноземистого цемента, содержащего C2S и C3AS
Если состав глиноземистого цемента лежит в частном треуголь-
нике C2S—СА—C2AS, то, наряду с C2S, будет образовываться и
C2AS. Расчет в этом случае ведут следующим образом.
Вначале, как и в предыдущем случае, заносят в таблицу дан-
ные химического анализа и рассчитывают малые составляющие:
CaS, MgO А12О3, СаО • ТЮ2 и т. п. Если геленит имеет повышен-
ные показатели светопреломления, расчет по закиси железа сле-
дует вести с учетом образования 2СаО • FeO • 2SiO2 (примем это
в нашем примере).
После этого определяют, какое количество кремнезема, глино-
зема и СаО остается на образование основных минералов. ,
Полученное количество СаО связывают с кремнеземом, по-
скольку и для геленита, и для C2S на одну молекулу кремнезема
приходится одинаковое количество СаО. Оставшийся СаО свя-
зывают с А12О3 в моноалюминат кальция, а оставшийся А12О3 — в
геленит, определяя по разности количество QS.
Состав рассчитываемого цемента приведен во вспомогательной
табл. 12. Пересчет трех основных компонентов на 100% и нанесе-
ние полученных данных на тройную диаграмму показывают, что
конечными фазами кристаллизации этого цемента должны быть:
C2S, C2AS и моноалюминат кальция.
Глава 4. У скоренные методы контроля производства 823
Таблица 12
Вспомогательная таблица
Окислы Количество окислов в % Содержание минералов в %
CaS CaO-TiO, MgO- •AitO, 2 СаО - FeO - 2 SIOj d </5 6 О CM coo CO — CM - CaO • •AlBOt
SiO, .... 9,41 — 1 5.65 2,76
А 1,0, 48 — —. 2.09 — 4.69 41,22
СаО 40,38 0.84 0,28 — 0.93 10.55 5,15 22,63
FeO 0,6 — — 0.6
MgO 0,82 — — 0,82 —
s 0,48 0.48 —. — —
TIOa 0,31 — 0,31 —
Количество ми- нералов в вес. % . . . — 1,08 0.59 2.91 2,53 16,2 12.6 63,85
Определяем содержание:
1) CaS в цементе:
0,48-56:32 = 0,84 СаО; 0,84-40:56 = 0,6 Са;
0,48 + 0,6= 1,08 CaS;
2) перовскита: - j
0,31-56:62 = 0,28 СаО; 0,28 + 0,31 = 0,59 СаО-ТЮ2;
3) шпинели:
0,82-102:40 = 2,09 А12О3; 0,82 + 2,09=2,91 MgO-Al2O3;
4) 2CaO-FeO-2SiO2
0,6-112:72 = 0,93 СаО; 0,6-120:72= 1 SiO2;
0,6 + 0,93 +1 = 2,53 2Са О • FeO • 2Si О2;
5) кремнезема, глинозема и окиси кальция, остающихся для
образования основных минералов:
SiO2 = 9,41 — 1 = 8,41%;
СаО = 40,38 — 0,84 — 0,28 — 0,93 = 38,33%;
А12О3 = 48 — 2,09 = 45,91 %;
6) СаО, необходимое для связывания SiO2 в геленит и двух-
кальциевый силикат:
8,41-112:60= 15,7 СаО; 15,7+8,41 =24,11 C2S;
824 РАЗДЕЛ III. Методика контроля качества цемента
7) остаток СаО, который должен быть связан в моноалю-
минат:
38,33— 15,7 = 22,63%;
8) AI2O3 и моноалюмината:
22,63 -102:56 = 41,22% А12О3; 22,63 + 41,22 = 63,85% СА;
9) оставшееся количество А12О3:
45,91 —41,22 = 4,69% А12О2;
10) геленита:
4,69-1 72:102 = 7,91 C2S; 7,91 + 4,69=12,6% геленита;
11) C2S в цементе:
24,11—7,91 = 16,2% C2S.
Для ускорения расчетов минералогического состава целесо-
образно использовать 'таблицы, составленные О. М. Астреевой
(см. список литературы).
6) Определение содержания добавки в цементах
Автор-составитель канд. техн, наук Т. Г. М ЕIIIИ К
Метод определения содержания добавки в портландцементах
(и пуццолановых портландцементах) основан на различной раст-
воримости в HCI портландцементного клинкера и добавкр. Вслед-
ствие меньшей растворимости добавки увеличение содержания ее
в цементе влечет за собой уменьшение количества кислоты, рас-
ходуемой на растворение навески цемента. По величине этого
уменьшения можно установить количество клинкера, замененного
добавкой, т. е. содержание последней в цементе.
Если обозначить через Т, Т\ и Т2 соответственно количество
кислоты, расходуемое при растворении в определенных условиях,
клинкера, цемента и добавки, и считать, что цемент содержит х%
добавки и, следовательно, доля собственно клинкера в цементе
составляет (100—х%), то зависимость между расходом кислоты
для рассматриваемых материалов при их растворении может быть
выражена следующим образом:
(100 —х)Т + Т2х= 100 Л.
Преобразуя, находим
100 (Т — Ti)
В практических условиях удобнее пользоваться показателем
расхода кислоты при растворении, условно называемым титром, в
виде количества мл NaOH, израсходованного на обратное титрова-
ние избытка соляной кислоты.
Глава 4. Ускоренные методы контроля производства
825
В этом случае представляется возможным ие делать расчетов
и определять по соответствующей заранее составленной таблице
содержание добавки в цементе в зависимости от числа мл ще-
лочи. израсходованной на обратное титрование.
Если для определения титра материала применяется 1 н. НС1,
а для обратного титрования избытка кислоты 0,25 н. NaOH и
если для растворения определенной навески материала берется
п мл НС1, то:
Т = п — Т1 = п — — ; Т2 = п — —;
4 4 4
где V, Vi, V2— соответственно количества мл 0,25 н. NaOH, из-
расходованного на обратное титрование навески
клинкера, цемента и добавки.
Подставляя значения Т, Tt и Т2 в выражение для х, после
проведения соответствующих преобразований получим
100 (V1 — V)
х = -----------.
v2—V
Эта представленная в общем виде формула позволяет рас-
считать содержание (в %) добавки в цементе, если известны коли-
чества мл 0,25 н. NaOH, израсходованные на обратное титрование
клинкера, добавки и цемента, т. е. если известны титры этих ма-
териалов.
В том частном случае, когда добавка не растворяется в кис-
V2
лоте, величина Т—п— —= 0, откуда V2 = 4л. В этом случае по-
следняя формула приобретает следующий вид:
100 (V1 — V)
* - 4л—V
Так как величина л известна, то для определения содержания
добавки в цементе в этом случае достаточно установить лишь
величины V и Иц т. е. определить титр клинкера и цемента.
Для правильного контроля содержания Добавки в цементах
необходимо в начале каждой смены отобрать с тарелки цементной
мельницы пробу клинкера весом около 0,5 кг. Клинкер сначала
раздробляют в крупку, затем от него отбирают небольшую сред-
нюю пробу, которую тонко растирают в ступке. Навеску такого
порошка в 0,25 г помешают в коническую колбу емкостью 250 мл,
куда предварительно наливают около 20 мл горячей дистиллиро-
ванной воды. Чтобы порошок не комковался, рекомендуется на-
веску его помещать в колбу завернутой в бумагу — сложенный
конусом фильтр, края которого слегка загибают.
После этого в колбу наливают из бюретки 10 мл 1 н. НС1 и
нагревают до кипения, время от времени взбалтывая содержимое
колбы. Кипячение продолжают до полного растворения навески
Таблица 13
Вспомогательная таблица для вычисления содержания добавки (иавеска — 0,25 г; для растворения навески взято 10 мл
I н. раствора НС1; обратное титрование избытка кислоты производится 0.25 н. раствора NaOH)
Содержа- ние добав- ки в не- мейте в % Количество NaOH, израсходованного на обратное титрование навески чистого клинкера, в мл
15.8 16 16.2 16,4 16,6 16.8 17 17.2 17.4 17.6 17,8 18 18,2
0 15.8 16 16.2 16.4 16,6 16,8 17 17,2 17.4 17,6 17,8 18 18,2
1 16 16.3 16,4 16,6 16,8 17 17,2 17.4 17.6 17.8 18 18.2 18,4
2 16.3 16,5 16,7 16.9 17.1 17,3 17,5 17.7 17,9 18 18.2 18,4 18,6
3 16.5 16,7 16.9 17.1 17.3 17,6 17,7 17,9 18,1 18.3 18,5 18,7 18,9
4 16,8 17 17,2 17,3 17,5 17,7 17,9 18,1 18.3 18,5 18,7 18.9 19.1
5 17 17,2 17.4 17,6 17,8 18 18,2 18,3 18.6 18,7 18,9 19.1 19.3
6 17,3 17.5 17.6 17.8 18 18,2 18,4 18,6 18,8 18,9 19.1 19,3 19,5
7 17.5 17,7 17,9 18.1 18,2 18,4 18,6 18,8 19 19,2 19.4 19,5 19,7
8 17,7 17,9 18,1 18.3 18,5 18,7 18,8 19 19.2 19,4 19.6 19,8 19.9
9 18 18.2 18,3 18,5 18.7 18,9 19 1 19.3 19,4 19.6 19,8 20,0 20.2
10 18,2 18,4 18,6 18,8 18,9 19,1 19,3 19,5 19.7 19,8 20,1 20.2 20,4
11 18,5 18,7 18,8 19 19,2 19,4 19,5 19,7 19,9 20,1 20,2 20,4 20,6
12 18.7 18.9 19.1 19.2 19,4 19,6 19,8 19,9 20.1 20,3 20,5 20.6 20,8
13 18.9 19.1 19.3 19.5 19,6 19,8 20 20,1 20,3 20.5 20.7 20,9 21
14 19.2 19.4 19.6 19,7 19,9 20 20,2 20.4 20,6 20,7 20.9 21.1 21,3
15 19.4 19,6 19.8 19,9 20.1 20,3 20,5 20,6 20.8 21 21.1 21.3 21.5
16 19.7 19.9 20 20,2 20,3 20,5 20,7 20,8 21 21.2 21,4 21.5 21.7
17 19.9 20.1 20,2 20,4 20,6 20,7 20,9 21.1 21.1 21,4 21,6 21.7 21.9
18 20.2 20.3 20,5 20.6 20,8 21 21,1 21,3 21,5 21,6 21,8 22 22.1
19 20.4 20.6 20.7 20.9 21 21,3 21.4 21,5 21,7 21,9 22 22,2 22.3
20 20.6 20.8 21 21.1 21,3 21,4 21.6 21.8 21,9 22,1 22,2 22.4 22,6
21 20,9 21,1 21.2 21.3 21,5 21,7 21.9 22 22,1 22,3 22,5 22.6 22.8
22 21.1 21,3 21.4 21,6 21,7 21,9 22,1 22.2 22,4 22,5 22,7 22,8 23
Продолжение табл. 13
Содержа- ние добав- ки в це- менте в % Количество^ЫаОН, израсходованного иа обратное титрование навески чистого клинкера, в мл
15.8 16 16,2 16.4 16,6 16,8 17 17,2 17,4 17.6 17,8 18 18.2
23 21,4 21.5 21.7 21.8 22 22,1 22,3 22.4 22,6 22,8 22,9 23,1 23.2
24 21,6 21,8 21,9 22,2 22,2 22.4 22,5 22,7 23,8 23 23,1 23.3
25 21,9 22 22,2 22,3 22,5 22,6 22,8 22.9 23,1 23,2 23,4 23,5 23,7
26 22,1 22.3 22,4 22,5 22,7 22,8 23 23.1 23,3 23.4 23,6 23,7 23,9
27 22,3 22,5 22,6 22,8 22,9 23,1 23,2 23,4 23.5 23,6 23,8 23,9 24,1
28 22,6 22,7 22,9 23 23,1 23,3 23.4 23.6 23.7 23,9 24 24,2 24,3
29 22,8 23 23,1 23,2 23,4 23.5 23,7 23,8 24 24.1 24.2 24,4 24,5
30 23,1 23.2 23.3 23.5 23,6 23,8 23,9 24 24,2 24.3 24.5 24,6 24,7
31 23,3 23,4 23,7 23,7 23.9 24 24,1 24.3 24.4 24.5 24.7 24,8 25
32 23,5 23,7 23,8 24 24,1 24,2 24,4 24,5 24.6 24,8 24,9 25 25,2
33 23,8 23,9 24,1 24,2 24,3 24,5 24,6 24,7 24,9 25 25,1 25,3 25,4
34 24 24,1 24,3 24,4 24,6 24,7 24,8 25 25,1 25.2 25.3 25,5 25.6
35 24,3 24.4 24,5 24.7 24,8 24,9 25,1 25.2 25,3 25,4 25,6 25,7 25,8
36 24,5 24,6 24,8 24,9 25 25,2 25,3 25,4 25.5 25.7 25,8 25,9 26
37 24,8 24,9 25 25,1 25,3 25,4 25,5 25,6 25,8 25,9 26 26,1 26,3
38 25 25,1 25,2 25,4 25,5 25,6 25,7 25,9 26 26,1 26,2 26,4 26,5
39 25,2 25,4 25,5 25,6 25.7 25,8 26 26,1 26,2 26,3 26,5 26,6 26,7
40 25,5 25,6 25,7 25,8 26 26,1 26,2 26,3 26,4 26,6 26.7 26,8 26,9
41 25,7 25,9 25,9 26,1 26,2 26.3 26,4 26,5 26,7 26,8 26.9 27 27,1
РАЗДЕЛ III. Методика контроля качества цемента Глава 4. Ускоренные методы контроля производства
828
РАЗДЕЛ III. Методика контроля качества цемента
клинкера, после чего стенки колбы ополаскивают холодной дистилли-
рованной водой, а содержимое титруют 0,25 н. NaOH в присутствии
индикатора фенолфталеина. Определив титрованием величину V,
т. е. число мл NaOH, израсходованного на обратное титрование,
отмечают на приводимой ниже вспомогательной табл. 13 ту графу,
которая соответствует найденному значению V. Данными этой гра-
фы пользуются для определения содержания добавки в цементе.
Для растворения цемента также берут навеску 0,25 г и обра-
батывают описанным выше способом. Кипятят навеску в кислоте
не до полного растворения, а в течение 15 мин. Определив вели-
чину Vj, т. е. число мл NaOH. израсходованного на обратное тит-
рование навески цемента с добавкой, находят в соответствующей
графе указанной таблицы эту величину и по ней определяют х
т. е. содержание добавки в цементе.
Если, например, на обратное титрование навески клинкера из-
расходовано 16,6 мл NaOH (V=16,6), а на обратное титрование
навески цемента с добавкой—-23,1 мл NaOH (1Л=23,1), то содер-
жание добавки в цементе составляет 28%
2. ПЕТРОГРАФИЧЕСКИЙ контроль
Петрографическим методом определяют содержание свободной
извести и минералогический состав клинкера, а по результатам этих
определений судят о качестве его обжига. Важное технологическое
значение имеют также данные о содержании в клинкере трехкалъ-
циевого алюмината и свободной окиси магния, полученные при пет-
рографическом анализе.
1) Определение свободной окиси кальция
Для этого определения используют микрохимическую реакцию,
применяя раствор фенола в нитробензоле: ) г кристаллического
фенола растворяют в 3 мл нитробензола с одной каплей дистилли-
рованной воды. После того как раствор отстоялся, проверяют ско-
рость образования в нем фенолятов кальция, применяя прокален-
ный прн 1000° С известняк или мел. Раствор пригоден для работы,
если игольчатые кристаллы фенолятов кальция появляются мгно-
венно.
Для определения содержания свободной извести незначитель-
ное количество тонко растертой пробы клинкера помещают в сере-
дину предметного стекла, сверху его покрывают тщательно про-
тертым покровным стеклом (размером не более 1 см1 2)-, подготов-
ленный препарат смачивают каплей раствора.
Чтобы порошок равномерно распределился в жидкости, про-
водят несколько раз покровным стеклом по предметному стеклу;
если имеется излишек жидкости, ее оттягивают фильтровальной бу-
магой. Полученный препарат просматривают при большом увели-
чении: объектив 60Х, окуляр 8Х при включенном анализаторе.
Свободная известь вступает в реакцию с фенолом с образова-
нием фенолятов кальция в форме иголочек или тонкочешуйчатых
скоплений гнезд.
Глава 4. Ускоренные методы контроля производства
829
При большом количестве свободной извести в клинкере все
поле препарата бывает покрыто тонкими иглами, при малом — игол-
ки и гнезда фенолятов кальция встречаются гораздо реже.
Просматривают весь препарат, передвигая его по столику мик-
роскопа в разных направлениях. Чтобы убедиться в том, что на-
блюдаемые скопления являются фенолятами кальция, просматри-
вают препарат с выключенным анализатором; при этом кристаллы
фенолятов кальция почти сливаются с жидкостью, а клинкерные
минералы наблюдаются в виде рельефных обломков.
Содержание свободной извести определяют в двух-трех пре-
паратах одной пробы клинкера.
2) Определение минералогического состава клинкера
Основными компонентами портландцементного клинкера явля-
ются алит (3CaO-SiO2), белит (2СаО • SiO2) и промежуточное ве-
щество, в состав которого входят алюмоферриты кальция, трех-
кальциевый алюминат, свободная известь, периклаз и другие малые
составляющие.
Алит в клинкере наблюдается под микроскопом в виде бес-
цветных кристаллов, хорошо видных при выключенном анализато-
ре. Алит в скрещенных николях характеризуется низким двойным
лучепреломлением н имеет серовато-белую окраску.
Белит кристаллизуется в виде округлых зерен, обычно окра-
шенных в буроватый цвет. При включенном анализаторе у белита
наблюдается желтовато-оранжевая интерференция.
Промежуточное вещество при включенном анализаторе окра
шено в темно-бурые тона. Если структура клинкера хорошая, кри-
сталлическая, то алюмоферриты при включенном анализаторе име-
ют яркую окраску в зеленых тонах.
Для определения минералогического состава клинкера готовят
препарат так же, как для определения содержания свободной из-
вести, применяя вместо реактива Уайта иммерсионную жидкость
со светопреломлением в пределах 1,67—1,7.
При определении процентного содержания клинкерных мине-
ралов в препарате каждый минерал считают отдельно.
3) Определение трехкальциевого алюмината
Для этого определения используют насыщенный спиртовой
раствор красителя — кислотного ярко-голубого «3».
Пробу клинкера растирают до состояния пудры. Помешают
небольшое количество порошка на часовое стекло, смачизают
0,1 н. соляной кислотой и перемешивают палочкой. Через 10—15 сек
оттягивают избыток кислоты фильтровальной бумагой, прибавляют
к порошку 2—3 капли раствора красителя и тшательно перемеши-
вают. Окрашенный порошок несколько раз промывают спиртом до
тех пор, пока спирт перестанет окрашиваться в интенсивно синий
цвет.
Промывают, добавляют несколько капель спирта и отсасывают
его фильтровальной бумагой после перемешивания стеклянной па-
830
РАЗДЕЛ III. Методика контроля качества цемента
лочкой и осаждения порошка. Промытый порошок высушивают в
течение 2—3 мин до испарения спирта. Из полученного окрашен-
ного порошка готовят препарат с той же жидкостью, которая ис-
пользуется и для определения минералогического состава клинкера.
Количество С3А в препарате подсчитывают, пользуясь объек-
тивом 60Х и окуляром 6Х с линейкой. При подсчете препарат про-
двигают вдоль окулярной линейки, на которой замеряют сумму от-
резков, приходящихся на долю окрашенных зерен С3А.
Таких подсчетов делают не менее 20—30. Для подсчета коли-
чества С3А готовят по 2—3 препарата. Из полученных результатов
вычисляют среднюю величину.
При подсчете зерен трехкальциевого алюмината необходимо
проверить, изотропно ли каждое окрашенное зерно, при включен-
ном анализаторе, так как в клинкере может присутствовать незна-
чительное количество примесей, которые также окрашивают в си-
ний цвет; обычно пщ! включенном анализаторе эти примеси имеют
интерференционную окраску.
• 4) Определение свободной окиси магния
Содержание свободной окиси магния — периклаза — определя-
ют в полированных шлифах в отраженном свете.
Для исследования берут 3—4 зерна клинкера разного диамет-
ра. Вначале отшлифовывают на шлифовальном круге нли на чу-
гунном диске с грубым шлифовальным порошком одну сторону
зерна клинкера до получения ровной поверхности. Затем отшли-
фовывают поверхность до появления блеска и полируют на сукне
с окисью хрома.
Отраженный свет можно получить, применяя опак-нллюмина-
тср, которым снабжен микроскоп МП-3, или специальный метал-
лографический микроскоп МИМ-6 или МИМ-7.
Кристаллы периклаза отчетливо видны — это светлые углова-
тые зерна, имеющие более высокий рельеф, чем окружающая среда.
Процентное содержание периклаза подсчитывают при помощи
окулярной линейки, передвигая шлиф, как при подсчете зерен С3А.
ЛИТЕРАТУРА К ЧАСТИ V
К разделу 1
1. А ст ре ев а О. М. Справочные таблицы для расчета мине-
ралогического состава клинкера и шлака по данным химического
анализа. Промстройиздат, 1954.
2. Б у т т Ю. М. Технология цемента и других вяжущих. Пром-
стройиздат, 1956. _
3. Инструктивные указания по корректированию шлама по за-
данному коэффициенту насыщения и модулям, составленные Л. С.
Коган. Гнпроцемент, 1961.
4. Коган Л. С. Метод получения рационального состава сЙрь-
евой смеси. Журн. «Цемент» № 2, 1954.
5. Контроль производства цемента, ч. I. Промстройиздат, 1952.
6. О к о р о к о в С. Д. Расчет портландцементной сырьевой ши-
хты. Стройиздат, 1947.
К разделу II
1. Сборник материалов по организации лабораторий иа цемент-
ных заводах. Промстройиздат, 1950.
2. Сборник «Вяжущие материалы, бетоны н заполнители для
бетона». Стандартгиз, 1958.
3. Сборник «Твердое топливо. Методы лабораторных испыта-
ний». Стандартгиз, 1960.
4. Юнг В. Н., Бутт Ю. М., Журавлев В. Ф., Окоро-
ков С. Д. Технология вяжущих веществ. Под общей ред. В. Н.
Юнга. Промстройиздат, 1952.
К разделу III
1. Астреева О. М. Петрографический контроль цементного
производства. Госстройиздат, 1959.
2. А л е к с а н д р и и И. П. Строительный контроль качества
бетона. Изд. ВИТУ ВМФ. 1945.
3. Б у т т Ю. М. Практикум по технологии вяжущих веществ
и изделий из них. Промстройиздат, 1953.
4. В о р о б ь е в В. А. Руководство к лабораторным работам по
строительным материалам. Изд. Министерства коммунального хо-
зяйства РСФСР, 1950.
5. Глебов С. А. Испытание строительных материалов. Пром-
стройиздат, 1950. I
6. Контроль цементного производства, ч. II. Промстройиздат,
1952.
832
Литература
7. Коновалов П. Ф., Ш тейерт Н. П., Ивано в-Г о ро-
дов А. Н., В о л к о н с к и й Б. В. Физико-механнческие и физико-
химические исследования цемента. Госстройиздат, 1960.
8. М ы ш л я е в а В. В. и Нагерова Э. И. Ускоренный хи-
мический анализ материалов цементного производства. Изд. НИИ-
Цемента, М., 1959.
9. М ы ш л я е в а В. В., Н а г е р о в а Э. И. Химический конт-
роль цементного производства с применением новейших методов.
Труды НИИЦемента, вып. 16. Экономиздат, 1962.
10. П е т р о в Б. А. Физико-механические свойства порошкообраз-
ных материалов цементной промышленности. Промстройиздат, 1956.
11. Скрамтаев Б. Г., Горчаков Г. И., Тагунцева
Н. Д. Ускоренное определение марки цемента. Промстройиздат,
1954.
12. Труды НИИЦемента, вып. 16. Эконоциздат, 1962.
13. Указания по ускоренному методу определения марки це-
мента с применением кратковременного интенсивного контактного
прогрева. НИИЦемент, 1960.
14. Ш т е й е р т Н. П., Михайлов Л. М., Ивано в-Г о р о-
д о в А. Н. Аппаратура для физических и механических испытаний
демента. Гипроцемент, 1942.
ЧАСТЬ VI
ОСНОВНЫЕ ТЕХНИКО-ЭКОНОМИЧЕСКИЕ
' ПОКАЗАТЕЛИ
ЦЕМЕНТНОЙ ПРОМЫШЛЕННОСТИ
Автор-составитель инж.-экономист В. И. ВЕЗЛОМЦЕВ
В табл. 1—17 приведены основные технико-экономические по-
казатели цементной промышленности, характеризующие производст-
во цемента в СССР по видам и маркам, выпуск цемента за 1950—
1962 гг., мощность печного и мельничного парков, производитель-
ность труда по различным группам цементных заводов, географи-
ческое размещение цементных заводов на I января 1963 г., темпы
роста производства цемента по сравнению с другими важнейшими
видами промышленной продукции в СССР и пр.
Таблица 1
Географическое размещение цементных заводов иа 1 января 1963 г.
Союзные республики, экономические районы Количество цементных заводов с объемом производства цемента в тыс. m
до 200 351— 500 501— 750 751- 1000 свыше 1000
РСФСР 8 6 3 13 7 13
В том числе:
Ленинградский —. 1 1 1 — 1
Коми — 1 — — — —
Московский — — — 2 2 1
Приокский . a 3 — — — — 1
Волго-Вятский . — — — — 1 —
Центрально-Черноземный — — — 1 — 1
Приволжский 1 2 1 1 — 1
Средне-Волжский. . — — — 1 •— 1
Нижне-Волжский .... — — — — — 1
Северо-Кавказский , . . . . — 1 — 1 — 2
Средне-Уральский ..... 1 — — 2 1 —
Западно-Уральский 1 — — 1 — —
Южно-Уральский ..... — 1 — — 1 2
Западно-Сибирский ..... — — — — — 1
Кузбасский — — 1 — 1
834 ЧАСТЬ VI. Основные технико-экономические показатели
Продолжение табл. 1
Союзные республики, экономические районы Количество цементных заводов с объемом производства цемента в тыс. m
до 200 201- 350 351- 500 Slo" '1U0 свыше 1000
Красноярский 1 1
Восточно-Сибирский .... — — — 2 — —
Хабаровский — — 1 —. —.
Дальневосточный 1 — —. —. 1 —-
Украинская ССР . ..... 3 2 — 2 1 4
В том числе:
Донецкий . 1 —. —. 2 1
Приднепровский ...... 1 — — — 1 1
Харьковский — 1 — —. — —.
Киевский . . 1 — — — — —
Львовский .... — 1 2
Литовская ССР ....... — — — 1 —
Латвийская ССР ....... — 2 —
Эстонская ССР ........ — — 1 —. — —
Грузинская ССР — — — 2 —. —
Армянская ССР . — — —. 1 — —.
Азербайджанская ССР . . 1 — — — 1
Узбекская ССР 1 — 2 1
Киргизская ССР 2 — — — — —
Таджикская ССР — — 1 —
Туркменская ССР ..... — 2 — —. ___ —
Казахская ССР ...... 1 — — 1 1 1
В том числе:
Карагандинский — — 1 —
Южио-Казахстаискнй .... 1 .—. — 1
Семипалатинский ...... 1
Белорусская ССР — — 1 1 — —.
Молдавская ССР — 1 — — —
В с е г о по СССР 16 12 23 10 18
Таблица 2
Темпы роста производства цемента по сравнению с другими важнейшими
видами промышленной продукции в СССР за 1950—1962 гг.
Виды продукции Выпуск по годам
1950 1958 1960 1961 1962
Чугун в млн. . 19,2 39.6 46.8 50.9 55.3
• в % к 1950 г. 100 206 244 265 288
Сталь в млн. m 27.3 54,9 65,3 70,8 76.3
. в % к 1950 г 100 201 239 260 280
Основные технико-экономические показатели
835
Продолжение табл. 2
Виды продукции Выпуск по годам
1950 1958 1960 1961 1962
Уголь в млн. т ..... .... 261,1 496,1 513,2 510,5 517
. в % к 1950 г 1С0 190 196 195 198
Нефть в млн. т ........ . 37.9 113.2 147,9 166,1 186
• в % к 1950 г 100 300 390 438 492
Электроэнергия в млрд, квт.-ч . 91,2 235,4 292,3 327,6 369
• в % к 1950 г ICO 258 321 359 405
Цемент в млн. т .......... 10,2 33,3 45,5 50,9 57.3
. в % к 1950 г 100 326 446 499 562
Таблица 3
Основные технико-экономические показатели развития цементной
промышленности за 1950—1962 гг.
Годы
показатели 1950 1958 I960 1961 1962
Количество действующих заводов. , . 64 82 85 85 86*
В том числе: с полным технологическим циклом 57 77 80 80 80
помольные установки ...... 7 5 5 5 6
Выпуск клинкера в млн. т . ... . 7,5 23,5 31,9 35,7 41.3
„ цемента в млн. т ...... 10,2 33,3 45,4 50.7 57,1
Средний выпуск цемента на одни за- вод (включая помольные установки) в тыс. т . ...... ....... 159 406 534 596 664
Расход добавок, вводимых при помоле цемента, в млн. т ......... 2,5 9.4 13,3 15 15,8
Содержание добавок в среднем по всем видам цементов в % 25,4 29,4 29,8 29.6 27,6
Количество дей гвовавших основных производственных агрегатов: а) вращающиеся печи 123 216 258 277 301
В том числе: с конвейерными кальцинаторами . — 3 5 8 9
с циклонными теплообменниками . — 1 1 1 8
с концентраторами шлама .... — — 20 23 26
б) шахтные автоматические печи. 22 22 34 34 34
в) шахтные печи прочих систем . 47 40 43 37 35
। г) спекательные решетки .... — 1 — — —
д) цементные мельницы ..... 144 ЗС2 379 395 421
Средняя часовая производительность в т: вращающихся печей 8,5 14 15,6 16.4 17,7
шахтных автоматических печей . 3,5 5,9 6.2 5.6 6
шахтных печей прочих систем . . 1,31 1,73 1.8 1,87 1,85
цементных мельниц . 11.8 16,4 17,8 18.9 20,5
*Без крымского областного Бахчисарайского завода.
836 ЧАСТЬ VI. Основные те хнико-экономические показатели
Продолжение табл. 3
Показатели Годы
1950 1958 1960 1961 1962
Средняя продолжительность рабочего времени за год в % к календарно- му: вращающихся печей 75.5 88 88,4 88,7 88.1
шахтных автоматических печей . 77 83,5 90,8 79,3 88,3
шахтных печей прочих систем . , 81 93,3 93,1 95 95.6
цементных мельниц 70,7 82 82,1 80,7 80.5
Мощность печного парка по обжигу клинкера (на конец года) в млн. m 9,2 28,4 38,1 44,8 52,2
Средняя стойкость хромомагнезитовой футеровки в сутках .... — 127 128 133 140
Выпуск основных видов цемента в млн. т: портландцемент ... 5.2 14,9 20.2 23.4 29.6
шлакопортландцемент 3.3 12,2 10.6 18,7 19,1
пуццолановый портландцемент. . 1.2 5,6 7,8 7,7 7.5
Выпуск цемента в таре в млн. т . . 1.6 4,8 5.0 4.8 4,3
То же, в % к общему выпуску це- мента 16,1 14,5 11.2 9.4 7,5
Средняя марка всех видов цемента* в кГ см‘.............. 353 415 429 441 448
В том числе: портландцемент2 411 466 482 496 487
пуццолановый портландцемент . . 393 426 434 436 446
шлакопортландцемент 287 348 363 373 388
Действующие основные фонды на ко- нец года в млн. руб 219 832 1243 1446 1646
В том числе: промышленно-производственные . 133 662 985 1157 1344
непромышленные 35 170 258 289 303
Стоимость промышленно-производст- венных основных фондов: на 1 рабочего в тыс. руб. .... 4.6 9,5 12.7 13,6 14.8
,1т цемента в руб 16.9 18,3 20,5 21,6 22,2
Средняя выработка натурального це- мента на 1 рабочего, занятого в производстве цемента, в т .... 288 650 765 824 877
То же, в % к 1950 г 100 226 266 286 305
Затраты труда на производство 1 т цемента в чел.-час. 7,9 3,2 2.5 2,28 2.1
То же, в % к 1950 г 100 40 32 29 26
Энерговооруженность труда рабочих в квт чел.-ч п.о 25,4 33,7 36,4 39,5
То же, в % к 1950 г. Средняя списочная численность про- мышленно-производствеиного персо- нала, занятого в производстве це- мента, в тыс. человек 100 231 зоб 330 360
43,8 61,1 71.1 73,5 78,2
•Кроме тампонажного, белого, белитового и кислотоупорного.
яДо 1962 г. быстротьердеющий цемент учтен по марке L00: с 1962 г.—по фак-
тическим результатам испытаний образцов.
Основные технико-экономические показатели
837
Продолжение габл. 3
Показатели Годы
1950 1958 1960 1961 1962
В том числе: рабочие 35,3 51,2 59,4 61.5 65.2
ИТР 3,8 6,3 6,5 7.0 7,7
служащие 1,9 2,5 2.5 2,6 2.8
Удельный расход условного топлива в кг: на 1 m клинкера 293 281 277 271 264
.1m цемента — 206 199 197 197
Удельный расход электроэнергии на 1 m цемента в квт ч 89 89 92 95 96
Средняя дальность перевозки цемен- та всем 4 видами транспорта (с за- водов СССР)в км 680 507 522 529 479
Таблица 4
Важнейшие показатели работы цементных заводов с полным технологическим
циклом за 1958—1962 гг.
Показатели Всего В том числе по заводам с объемом произ- водства цемента в тыс. т
до 200 201— 350 351— 500 5Г1— 750 751— 1000 свыше 1000
Количество действую- щих заводов:
1958 г. 77 20 18 И 16 7 5
1961 г 80 15 10 5 26 8 16
1962 г 80 11 и 7 23 10 18
Выпуск цемента в тыс. т:
1958 г 36 698 1573 5036 4722 9 481 6164 5 722
1961 г 49 997 13< 6 2721 2071 15 872 7151 20 876
1962 г 56 300 778 2982 3147 14 677 8669 26 047
Выпуск клинкера в тыс. т:
1958 г 23 499 1196 3823 3704 5 879 47Г2 4 195
1961 г 35 670 837 2130 1717 11 С48 5155 14 783
1962 г 41 341 1151 3822 8147 8 314 7670 12 207
Объем производства цемента в среднем на один завод в тыс. т:
1958 г 476 79 280 429 593 881 1 144
1961 г 625 87 272 414 610 894 1 305
1962 г 704 71 271 450 638 867 1 447
53—1621
838 ЧАСТЬ VI. Основные технико-экономические показатели
Продолжение табл. 4
Показатели Всего В том числе по заводам с объемом произ- воден ва цемента в тыс. т
до 200 201— 350 351— 500 501— 750 751— 1000 свыше 1000
Средняя списочная чис- ленность промышлен- но производственного персонала на одном заводе: 1958 г 785 324 744 839 922 1230 1364
1961 г 909 3(3 665 879 941 1229 15(2
1962 г. . • . . . . 979 332 629 926 968 1139 1498
Выработка натурально- го цемента на одно- го рабочего в т: 1958 г 648 298 444 622 707 913 947
1961 г 826 330 5С8 573 779 860 1112
1962 г 877 296 517 599 790 911 1165
Таблица б
Производство цемента в СССР по видам и маркам
Виды и марки цемента Производство цемента в % к общему
1950 выпуску по годам
1958 1960 1961 1962
Марка 250 и ниже 13.0 1.9 0.4 0.2 —
. 300 27.4 21.2 16,9 15.6 11,1
. 400 37.6 43,3 43.8 39.9 36,1
. БОЭ 15.4 23.8 28.2 30.1 44,7
. 600 и выше 1.7 7,7 9.2 12,6 6,7
Прочие цементы без указания марки 4.9 2.1 1.5 1.6 1,4
Итого 100 100 юо 100 100
Портландцемент из общего выпуска цемента 51,2 44.7 44.5 46.1 51.9
В том числе: рядовой 51 30.7 30.6 29.3 35.4
быстротвердеющий — 5.9 6.3 8.4 8
для производства асбестоцемент- ных изделий — 6.7 6.1 6.7 6.5
сульфатостойкий и с умеренной экзотермией . . — 1.4 0.9 0.9 1.1
прочие 0.2 — 0.6 0.8 0.9
Из общего выпуска портландцемента: марки 250 и ниже 1.9 0.1 — — —
, 300 7,7 2.8 1.3 1.3 0,9
. 400 26.3 17 14,4 12 11,6
, 500 14 17.1 Ь.6 21 ',2 32.7
. 600 и выше 1.3 7.7 9,2 12,6 6,6
Основные технико-экономические показатели
839
Продолжение табл. 5
Виды и марки цемента Производство цемента в % к общему выпуску по годам
1950 1958 1950 1961 1962
Из общего выпуска портландцемента: пластифицированный . .' 3,3 ' 2,2' 1.7 1,1
гидрофобный 0.2 0.2 0,3 0.2
Пуццолановый портландцемент из обшего выпуска цемента...... 11.5 16,7 17,1 15,3 13,0
В том числе:
марки 250 и ниже . . - 0.2 — —. — —-
. зоэ. ; 2.7 1.5 1.1 0.9 0,4
. 400 6,8 9,4 9.1 7.9 6,3
„ 50Э 1,4 5,8 6.9 6.5 6.2
„ €00 и выше 0,4 — — — 0,1
Из общего выпуска пуццоланового портландцемента сульфатостойкий 0,8 0,5 0.6
и с умеренной экзотермией .... — 0.5
Шлакопортландцемент из общего вы- 32,4 36,5 36.6
пуска цемента 36.8 33,4
В том числе:
марки 203 и ниже 4.2 — — —-
, 250 6,7 1.8 0.4 0.2 —.
, 300 17 16,9 14.4 13.4 9.8
, 403 4.5 17 20,2 19.8 17,9
. 503 — 0,8 1.6 3,4 5,7
Тампонажный 2.8 1.6 1.2 1 1.1
Глиноземистый 0,2 0,1 о,1 0.2 0,2
Белый и цветной 0.2 0.2 0.2 0,2 0,2
Песчанистый — 0,1 0.1 0,1 0,1
Кладочный 1.2 0,1 — — —
Прочие виды 0,5 . — 0.2 0,3 0,1
Таблица 6
Производство клинкера по типам обжигательных печей
Типы обжигательных печей Выпуск клинкера в % к общему выпуску по годам
1950 1958 1961 1962
Вращающиеся печи 87,8 93,0 94.9 95,1
В том числе: а) с встроенными теплообмен- ными устройствами длиной в м: 170 2.1 6.9
150 10.2 34,6 35,8 35,3
53*
840 ЧАСТЬ VI. Основные технико-экономические показатели
Продолжение табл. 6
Типы обжигательных печей Выпуск клинкера в % к общему выпуску по годам
1950 1958 1961 1962
135 0.4 4,1 4
125—127 1,1 13,6 12,1 11,1
118 — 3.7 5,7 5,2
108 6,8 3,2 2 1.8
менее 100 69,3 36,2 22,7 18,4
б) с циклонными теплообмен-
никами — 0,2 0.2 1,8
в) с конвейерными кальцинато- 2,4 2,9
рами — 1,1
г) с концентраторами шлама . — — 7.8 7,7
Шахтные автоматические печи . 7,2 4,1 3,5 3.6
. печи прочих систем . . 5,4 2,9 1,6 1,3
Итого 100 100 100 100
Таблица 7
Производство клинкера по способу приготовления сырьевой смеси
Способ производства Выпуск клинкера в % к общему выпуску по годам
1950 1955 1958 1961 1962
Выпуск клинкера по мокрому спосо- бу 77,6 84,1 86,5 88,4 87,7
То же, по сухому способу 22,4 15,9 13,5 11,6 12,3
Из общего выпуска по сухому спосо- бу выпущено: во вращающихся печах 43,6 39,5 48,9 56 60,2
в шахтиых и прочих печных агре- гатах 56,4 60,5 51 44 39,8
Таблица 8
Характеристика парка вращающихся печей цементной промышленности СССР
Виды печей Диаметр в зоне спе- кания в м Количество печей иа конец года
1950 1958 1960 1961 1962
Вращающиеся печи В том числе: с встроенными теплообмен- ными устройствами в м: 4,5 123 216 258 277 301
го — — 2 7 18
150 4 — — 3 10 14
Основные технико-экономические показатели
841
Продолжение табл. 8
Виды печей Диаметр в зоне спе- кания в м Количество печей на конец года
1950 1958 | 1960 1961 1962
150 3,6 8 51 60 62 63
135 4,5 — 2 5 5 5
128—125 3,45—3,6 1 26 29 30 32
118 3,3—3,6 —. 9 17 17 17
108 3,6 4 4 4 4 4
90—97 2,85 6 5 7 6 6
82—88 2,4—3,2 10 12 10 12 12
70—79 3.2—3,6 5 5 5 4 4
70—79 2,5—3 14 14 14 15 14
60—69 3,3—3,6 4 13 10 11 11
60-69 2,8—3 20 18 16 17 16
50—58 2,4—3,6 24 23 21 17 14
42—48 2,4—2,7 20 22 21 21 21
25-36 2—2.5 7 8 8 8 7
с циклонными теплообмеини-
ками — •— 1 1 1 8
с конвейерными кальцинатора-
ми .... • — — 3 5 8 9
с концентраторами шлама . . — — — 20 23 26
Таблица 9
Основные показатели работы вращающихся печей за 1962 г.
Тип печи Выпуск клинкера в среднем на 1 печь в тыс. m Средняя часовая произво- дительность в m ч Использо- вание ка- лендарного времени в %
С встроенными теплообменными устройствами:
170X4,5 285,4 38,4 77.4
150x4 229,6 29,7 86,2
150x3,6 190,4 24,1 90.1
135X4,5 329,8 43,6 86,3
128—125 X3,45—3,6 150 18,8 90,8
118x3,3—3,6 125.9 15,8 90.9
108X3,6 182.1 22.2 93,4
90-97 X2.85 110,4 13,5 93,3
82-88 x 2,4- 3.2 88,8 11.3 89,9
70—79x3.2-3,6 104,2 12.9 77.4
70—79X2,5—3 93,9 10,1 87,4
60-69x3,3-3,6 96.7 11,9 88,8
60—69x2.8—3 85,4 10,9 90.6
50—58x2,4- 3,6 57,6 7,9 85,4
42—48 x2,4—2,7 42,3 5,4 87,5
25—36 x2—2.5 20,1 2.8 85,6
842 ЧАСТЬ VI. Основные технико-экономические показатели
Продолжение табл. 9
Тип печи Выпуск клинкера в среднем на 1 печь в тыс. m Средняя часовая производи- тельность в m ч Использо- вание ка- лендам ного времени в %
С циклонными теплообменниками:
51—70x3—3.6 102,4 16,7 68,4
С конвейерными кальцинаторами:
60X4 173.2 24,6 73.6
54X3,6 163.9 21,7 86
32x3.2 153.1 10.1 86.7
С концентраторами шлама:
60-82 x 3,3-3,6 128,3 16,2 89,5
35X2.7 ‘33,8 4.1 95,1
В среднем по вращающимся печам 143,1 17.7 88.1
Таблица 10
Характеристика и основные показатели работы парка цементных мельниц
Вид мельниц Количество мельниц в шт. к концу года Средняя про- изводитель- ность в m ч по годам Коэффициент использования календарного времени по го гам
1958 1961 1а62 1958 1961 U62 1958 1961 | 1962
Цементная мельница разме-
ром В М‘.
— 4 9 — 49,7 44,6 — 0,63 0,61
— 22 40 — 37.7 38.4 — 0,61 0.68
2,6X13 75 125 134 23,6 23.1 23 0,82 0.83 0.83
2.5X14 — 3 5 — 22,6 24,3 — 0.62 0.66
2,4X14 3 3 3 .20,8 19,3 18,8 0.9 0.78 0.78
2.4X13 7 17 18 — 18 20 0.48 0,79 0,75
2.5X12 1 1 1 28,7 26.1 22.7 0,87 0.87 0.83
2,4X10.5 — 10.6 6 8 8 16,7 20,2 21.3 0.67 0,81 0,83
2.2X13 П2 125 128 16,2 16.7 16.6 0.88 0,83 0,82
2,2X12 26 27 27 16.4 16,9 14.3 0,88 0.87 0,82
. 2X12 ............ 21 14 14 14,5 13.9 13.6 0,82 0.82 0.83
Прочие 51 41 34 7,7 8.7 9.2 0.78 0.69 0.76
Всего по цементным , мель- ницам . . 302 390 421 16,4 18.9 20.1 0,82 0.81
Основные технико-экономические показатели
843
Таблица II
Производительность труда по различным группам цементных заводов
Группы заводов с годовым объемом производства в тыс. tn 1961 г. 1962 г.
Выработка цемента на 1 рабочего в год в m Доля групп за ВОЛОВ В % к об шему итогу Выработка цемен- та на 1 рабочего в год в ш Доля групп за- водов в % к об- щему нгогу
по коли- честву за-1 водив 1 по объему производ- ства це- мента по коли- честву за- водов по обьему производ- ства це- мента
Свыше 1000 751—1003 501—750 351—500 201-350 Менее 201 1112 860 779 573 549 374 18.8 8.2 27,1 9.4 11.8 24,7 41,6 14 29.8 5.3 6 3.3 1165 9П 790 599 557 400 22.1 10.5 27.9 8.1 12.8 18,6 49.3 13,1 25,4 5.2 5.1 1.9
Таблица 12
Изменение структуры топливного баланса в цементной промышленности
Расход условного топлива в % к итогу
Годы уголь камен- ный газ природный и искусствен- ный нефтетопливо прочие виды
1950 85.8 0.9 9 4.3
1958 61,6 28.9 7.4 2.1
1960 52.8 38 7,8 1.4
1961 46.1 44.2 8,4 1.3
1962 39.3 47.5 11.1 2.1
Таблица 13
Удельный расход топлива в цементной промышленности
Показатели Расход в кг условного топлива по годам
1958 I960 1961 1962
Удельный расход топлива на 1 m цемента в кг: СССР 206 199 197 197
РСФСР 207 200 192 194
УССР 171 165 169 172
Удельный расход на 1 m клинке- ра в кг по СССР 281 277 271 264
В том числе во вращающихся Кечах: при мокром способе произ- водства 291 281 278 271
при сухом способе производ- ства 232 244 232 222
844 ЧАСТЬ VI. Основные технико-экономические показатели
Таблица 14
Удельный расход топлива на производство клинкера по однотипным печам
Группы заводов с однотипными печамн Расход условного топлива в кг,т клинкера по годам
1958 1961 1932
Заводы с вращающимися печами, работаю- щими по мокрому способу производства длиной в м: ГО 275
150 268 260 251
118—127 291 279 269
60—75 334 316 315
менее €0 373 351 393
Заводы с вращающимися печами, работаю- щими по сухому способу производства, длиной 35—о2 м 241 278 286
В том числе оборудованные кальционирую- щей решеткой 192 217 228
Заводы с автоматическими шахтными печами 233 237 215
Заводы с неавтоматическими шахтными пе- чами 155 144 138
Таблица 15
Удельный расход основных материалов и мелющих тел в производстве
цемента
Годы Расход на 1 т цемента в кг
клинкер шлак гра- нулирован- | ный‘ ГИПС1 прочие материалы1 мелющие тела
1951 731 187 41 70 1,87
1952 737 175 37 80 1.93
1955 708 212 39 72 1,79
1958 705 206 42 80 1,62
1961 705 203 43 79 1,68
1962 724 193 44 69 1,65
1 В пересчете на сухое вещество.
Твблнца 16
Производство цемента в странах социализма и наиболее развитых
капиталистических странах
Страны и показатели Годы
1950 1958 1960 1961 1962
Социалистические страны Выпуск цемента в млн. т . 21 63,5 89,2 96 103
Основные технико-экономические показатели
845
Продолжение табл. 16
Страны н показатели Годы
1150 1958 I960 1961 1962
В том числе: СССР 10,2 33,3 45.5 50,9 57,3
Польша 2,54 5.05 6,59 7.35 7.5
Чехословакия ......... 2 4,1 5.05 5.3 5,7
ГДР 1.41 3.5G 5.03 5.6 5.4
Доля социалистических стран в ми- ровом производстве цемента в % . 15,8 24,4 28.2 28.7 29.0
В том числе СССР 7.7 12,8 14,4 15.2 16.1
Капиталистические страны Выпуск цемента в млн. m 112,2 196,5 226,8 239 252
В том числе: США 38,7 52,2 53.4 54,1 56,3
Англия 9.9 11,85 13,5 14,4 14,3
Франция 7.4 13,63 14,34 15.7 16,8
Доля капиталистических стран в ми- ровом производстве цемента в % . 84,2 75,6 71,8 71.3 71,0
В том числе США 29,1 20,1 16,9 16,1 15.9
Таблица 17
Темпы развития цементной промышленности в СССР и наиболее развитых
капиталистических странах
Страны Производство цемента в 1962 г. Среднего- довые тем- пы приро- ста произ- водства цемента за 1954—1962 гг. в % Выпуск цемента в % к пре- дыдущему году
в млн. m в % к 1955 г. 1956 1959 1950 1962
СССР 57,32 255 15,2 110,5 116,5 117,3 112,7
США 56,27 113 2.5 106,5 108,7 94 104.0
Англия . 14,25 112 2.5 102 108,9 104,7 99,1
Франция 16,82 156 6.9 105,9 104,2 101 107.4
ФРГ 28,61 152 7.7 104,4 119,7 108,9 104,7
Канада 5,48 137 6,2 115,7 99.7 93,6 112.6
Италия .... • . 20,16 189 10,8 106,4 111.7 110,7 114.7
• В 1962 г. СССР по годовому объему производства цемента вое место в мире. вышел на пер-
ОГЛАВЛЕНИЕ
Стр.
Введение.......................................... 3
ЧАСТЬ I
Виды цементов, сырье и основы технологии
Раздел 1. Портландцемент............................ 5
Раздел II. Специальные портландцементы............. 25
Глава 1. Быстротвердеющий портландцемент.................. —
Глава 2. Пластифицированный портландцемент............... 26
Глава 3. Гидрофобный портландцемент...................... 27
Глава 4. Сульфатостойкий портландцемент.................. 29
Глава 5. Портландцемент с умеренной экзотермией.......... 30
Глава 6. Тампонажные цементы............................. 31
Глава 7. Белый и цветные портландцементы................. 33
Глава 8. Цемент для производства асбестоцементных изделий 38
Глава 9. Портландцемент для бетонных покрытий автомо-
бильных дорог............................................ —
Глава 10. Магнезиальный портландцемент................... 39
Глава 11. Шлакопортландцемент............................ 40
Глава 12. Быстротвердеющий шлакопортландцемент .... 48
Глава 13. Шлаковый магнезиальный портландцемент. ... 49
Глава 14. Пуццолановый портландцемент.................... 50
Глава 15. Портландцемент пуццолановый сульфатостойкий . 54
Глава 16. Кислотоупорный цемент.......................... 55
Раздел III. Глиноземистый цемент................... 57
Раздел IV. Расширяющиеся цементы ................. 75'
Глава 1. Водонепроницаемый расширяющийся цемент (ТУ
МСПТИ № 66—50)........................................... -
Глава 2. Гипсо-глиноземистый расширяющийся цемент (ВТУ
МПСМ СССР № 13—51)...................................... 79
Раздел V. Сырьевые материалы .•.................... 84
Глава 1. Сырье для производства цементного клинкера ... —
Литература к части I.................................... 106
Оглавление 847
Стр.
ЧАСТЬ П
Разработка месторождений цементного сырья
Введение.................................................... 108
Раздел I. Вскрытие месторождений и системы от-
крытой разработки . . . . ......... 109
Глава 1. Общие сведения................................... —
Глава 2. Способы вскрытия месторождений..................... 113
Глава 3. Способы проведения траншей......................... 117
Глава 4. Системы открытой разработки и их элементы. . 119
Раздел II. Буровзрывные работы ....................... 124
Глава 1. Бурение скважнн............................... ’ —
Глава 2. Бурение шпуров..................................... 131
Глава 3. Техника проведения взрывных работ.................. 132
Раздел III. Экскаваторные и скреперные работы . . 134
Глава 1. Экскаваторы.................................... —
Глава 2. Колесные тракторные скреперы и бульдозеры ... 141
Раздел IV. Карьерный транспорт и отвальные работы 146
Глава 1. Железнодорожный транспорт..................... 146
Глава 2. Автомобильный транспорт....................... 153
Глава 3. Конвейерный транспорт...................... . . 157
Глава 4. Подвесные канатные дороги..................... 158
Глава 5. Отвальные работы.............................. 160
Раздел V. Гидромеханизация и гидротранспорт . . 165
Глава 1. Гидромеханизация открытых горных работ. ... —
Глава 2. Гидротранспорт цементного сырья.................... 178
Литература к части II....................................... 184
ч А с т Ь ш
Топливо и его сжигание
Введение.................................................. 186
Раздел I. Технологическое топливо и его харак-
теристика . . .;....................... 187
Глава 1. Твердое топливо...................................... —
Глава 2. Жидкое топливо.................................. 198
Глава 3. Газообразное топливо.............'................. 200
Глава 4. Расчет количества воздуха, необходимого для сго-
рания, и продуктов сгорания топлива................... 204
848
Оглавление
Стр.
Раздел II. Теплотехнические испытания цементных
печей и сушилок................................... 207
Глава 1. Параметры /теплотехнических испытаний............ —
1. Расход топлива и приготовление его средних проб . . —
2. Химический состав газов........................... 208
3. Температура среды и материалов.................... 210
4. Давление газового потока, его скорость и количество . 215
5. Запыленность газового потока...................... 224
6. Объем теплотехнических измерений.................. 228
Глава 2. Тепловые балансы цементных печей и сушильных
барабанов.............................................. 237
1. Материальные балансы печей.......................... —
2. Исходные данные для составления тепловых балансов
печей.............................................. 242
- 3. Тепловые балансы печей разных типов.............. 251
1) Вращающиеся печи с концентраторами шлама ... —
2) Вращающиеся печи с конвейерными кальцинаторами 255
3) Вращающиеся печи с циклонными теплообменниками 256
4) Переталкивающие колосниковые холодильники . . 257
5) Автоматические шахтные печи.................... 258
4. Тепловой баланс сушильного барабана............... 259
1) Материальный баланс на 1 кг топлива.............. —
2) Тепловой баланс........................... . 262
Литература к части III.................................. 266
ЧАСТЬ IV
Технологический процесс производства цемента
‘И оборудование цементных заводов
Раздел I. Основные способы и схемы производства
цемента . . . . •.................... 267
Раздел II. Дробление . ...................... 273
Раздел III. Сушка . . . ...................... 293
Раздел IV. Помол . . •....................... 309
Глава 1. Процесс помола и технологические особенности по-
мольного оборудования ................................... —
Глава 2. Конструкции мельниц............................ 317
Глава 3. Сепараторы..................................... 328
Глава 4. Футеровка мельниц и мелющие тела............... 332
Глава 5. Болтушки и мельницы-мешалки.................... 335
Глава 6. Интенсификация процесса помола................. 342
Раздел V. Обжиг..............•..................... 348
Глава 1. Процессы, происходящие при обжиге клинкера . . —
Глава 2. Установки для обжига цементного клинкера .... 351
Глава 3. Теплообменные устройства....................... 364
Глава 4. Методы интенсификации процесса обжига.......... 387
Глава 5. Футеровка печей................................ 396
Оглавление 849
Стр.
Раздел VI. Гомогенизация и обогащение............... 448
Глава 1. Гомогенизация сырьевой смеси....................... —
Глава 2. Процессы обогащения.............................. 451
Раздел VII. Питание, дозирование, взвешивание. . 459
Глава 1. Питание и дозирование.............................. —
Глава 2. Взвешивание материалов........................... 470
Раздел VIII. Получение сжатого воздуха, отсос га-
зов и запыленного воздуха............. 473
Глава 1. Компрессоры и воздуходувки........................ —
Глава 2. Вентиляторы и дымососы.......................... 485
Раздел IX. Обеспыливание отходящих газов и ас-
пирационного воздуха.......................... 493
Глава 1. Характеристика газопылевых выбросов и улавлива-
емой пыли.................................................. —
Глава 2. Пылеулавливающие аппараты......................... 500
Глава 3. Способы обеспыливания отходящих газов и аспира-
ционного воздуха......................................... 532
Раздел X. Хранение материалов...................:. 536
Глава 1. Склады сырья, добавок, топлива и клинкера ... —
Глава 2. Хранение, упаковка и отгрузка цемента........., 514
Раздел XI. Внутризаводский межцеховой транспорт 561
Раздел XII. Особенности монтажа и ремонта ос-
новного оборудования ....... 581
Глава 1. Организация монтажа оборудования.......... —
Глава 2. Особенности монтажа машин общего назначения . 582
Глава 3. Особенности монтажа вращающихся печей, мель-
ниц и дробилок 584
Глава 4. Особенности монтажа мостовых кранов и конвей-
еров .............................................. • • 592
Глава 5 Система планово-предупредительного ремонта . . . 596
Глава 6. Методы уменьшения износа и повышения долго-
вечности машин........................................... 598
Глава 7. Технологические процессы и приемы ремонта типо-
вых деталей и узлов...................................... 600
Глава 8. Особенности ремонта вращающихся печей, сушиль-
ных барабанов, мельниц и дробилок........................ 617
Глава 9. Вспомогательные материалы, применяемые при мон-
таже, ремонте и эксплуатации оборудования................ 631
850
Оглавление
Стр.
Раздел XIII. Автоматизация производства .... 660
Глава 1. Автоматический контроль и учет........................ —
1. Приборы для измерения физических и химических
свойств веществ................................... —
2. Приборы для измерения расхода и давления..... 671
3. Приборы для измерения уровня................. 677
4. Приборы для измерения температуры............ 683
5. Приборы для контроля режима работы мельницы . . 688
6. Вторичные приборы и преобразователи . . ..... 692
Глава 2. Автоматическое регулирование........................ 697
1. Основные понятия техники автоматического регулиро-
вания, ................................................. —
2. Регулирование процессов дробления и размучивания 703
3. Регулирование процессов помола................ 706
4. Регулирование процесса обжига................. 711
5. Регулирование процесса сушки.................. 717
6. Централизация контроля и управления производством 719
Литература к части IV............................... 722
ЧАСТЬ V
Технологический контроль производства
Введение..................................................... 728
Раздел I. Расчет и корректирование сырьевой смеси 729
Глава 1. Расчет сырьевой смеси и его особенности .........
1. Общие сведения......................................
2. Расчет сырьевой смеси по КН и модулям без учета зо-
лы топлива......................................... 731
3. Расчет сырьевой смеси с учетом присадки золы топлива 734
4. Расчет сырьевой смеси по заданному минералогическо-
му составу клинкера без учета золы топлива.............. 737
5. Расчет сырьевой смеси по заданному минералогическо-
„му составу с учетом золы топлива....................... 739
Глава 2. Методы корректирования сырьевой смеси........... 740
1. Общие сведения........................................ —
2. Корректирование сырьевой смеси по титру............. 742
3. Корректирование сырьевой смеси по коэффициенту на-
сыщения .................................................. —
4. Корректирование сырьевой смеси до заданных величин
одного модуля и КН...................................... 746
Глава 3. Расчет сырьевой шихты при производстве глино-
земистого цемента....................................... 749
1. Расчет шихты при доменном процессе.................... —
2. Расчет шихты при восстановительной электроплавке . . 751
3. Расчет шихты при методе спекания.................... 755
Раздел II. Контроль на отдельных стадиях произ-
водства ...................................... 757
1. Добыча сырья.......................................... —
2. Качество поступающих в производство сырьевых ма-
териалов ............................................ 759
Оглавление
851
Стр.
3. Приготовление сырьевой смеси........................ 760
4. Дозирование сырьевых материалов..................... 762
5. Тонкость помола сырьевой смеси...................... 766
6. Подготовка топлива.................................... —
7. Обжиг клинкера...................................... 768
8. Помол цемента....................................... 771
9. Хранение и транспортирование цемента................ 772
Раздел 111. Методика контроля качества цемента. . 774
Глава 1. Методы определения свойств цемента................ —
Глава 2. Физико-механические испытания цемента............ 780
Глава 3. Ускоренные методы определения марки или актив-
ности цемента.......................................... 794
Глава 4. Ускоренные методы химического и петрографиче-
ского контроля производства............................ 802
1. Химический контроль................................... —
2. Петрографический контроль........................... 828
Литература к части V...................................... 831
ЧАСТЬ VI
Основные технико-экономические показатели
цементной промышленности 833
НИИЦЕМЕНТ
СПРАВОЧНИК ПО ПРОИЗВОДСТВУ ЦЕМЕНТА
• • •
Госстройиздат
Москва, Третьяковский проезд, д. I
О • ♦
Редакторы издательства Л!. С. Тютюник и Р. Л. Черкинская
Технический редактор 3. С. Мочалина
Сдано в набор 17/VI 1963 г. Подписано к печати 26 X 1963 г.
Т 14712. Бумага 84Х108‘/82 =® 13,31 бум. л. — 43,65 усл. печ. л.
(55,3 уч.-изд. л.). Тираж 10.000 экз. Йзд. № X—4518
Зак. № 1621 Цена 2 р. 97 к.
Типография № 1 Государственного издательства литературы
по строительству, архитектуре и строительным материалам,
г. Владимир
ОПЕЧАТКИ
iwi