





























































































































































































Автор: Денежный П.М. Стискин Г.М. Тхор И.Е.
Теги: формообразование со снятием стружки молоты и прессы разделительные операции без образования стружки, дробление и измельчение, обработка листового материала, изготовление резьбы отдельные машиностроительные и металлообрабатывающие процессы и производства токарные станки токарное дело
Год: 1979




П. М. Денежный, Г. М. Стиснин, И. Е. Тхор
ТОКАРНОЕ
ПЕЛО
ИЗДАНИЕ ТРЕТЬЕ, ПЕРЕРАБОТАННОЕ
Одобрено Ученым советом
Государственного комитета СССР
по профессионально-техническому образованию
в качестве учебного пособия
для средних профессионально-технических
училищ
Долгопрудненский авиационный техникум
Электронная библиотека
141702 Россия, Московская обл , Phone 8(495)4084593 8(495)4083109
г Долгопрудный, пл Собина, 1 Email dat@mail mipt ru
Site gosdat ru
МОСКВА «ВЫСШАЯ ШНОЛА» 1979
ББК 34.632
ДЗЗ
УДК 621.941.1
Отзывы и замечания просим направлять по адресу:
101430, Москва, К-51, Неглинная ул., 29/14, издательство
«Высшая школа».
Денежный П. М. и др.
ДЗЗ Токарное дело: Учеб, пособие для сред
проф -техн. училищ /|П, М. Денежный},
Г. М. Стискин, И. Е. Тхор. — 3-е изд.,
перераб, —М.: Высш, школа, 1979.—199 с.,
ил. — (Профтехобразование. Обраб. реза-
нием).
45 к.
В книге описаны принцип действия токарных станков,
серийный станок 16К20, приемы токарной обработки; при-
ведены сведения об организации рабочего места токаря,
о построении технологического процесса токарной обра-
ботки, выборе режима резания, инструментов и приспо-
соблений, экономичной обработке типовых деталей, пока-
заны пути повышения производительности труда и качест-
ва продукции, рассмотрены вопросы техники безопасности
при работе на токарных станках.
„ 31207-516
д ------------91-79 2704040000
052(01)-79
6П4.61
ББК 621,941.1
© Издательство «Высшая школа», 1976
© Издательство «Высшая школа», 1979, с изменениями
Введение
Без машин немыслима жизнь человека в
современном обществе.
Уголь, руда, нефть добываются при помощи
различных машин.
Тепловозы, электровозы, теплоходы, самоле-
ты, автомобили перевозят людей и грузы.
Для изготовления самих машин применяют
машины-орудия: молоты, прессы, металло-
режущие станки. В современном производ-
с гве сельскохозяйственных продуктов также
используются машины. При помощи машин
выпекают хлеб, изготовляют обувь; машины
мы используем в быту.
Коммунистическая партия и Советское прави-
тельство уделяют большое внимание разви-
тию машиностроения — основы техническо-
го прогресса страны. Советское машиностро-
ение после Великой Октябрьской социалисти-
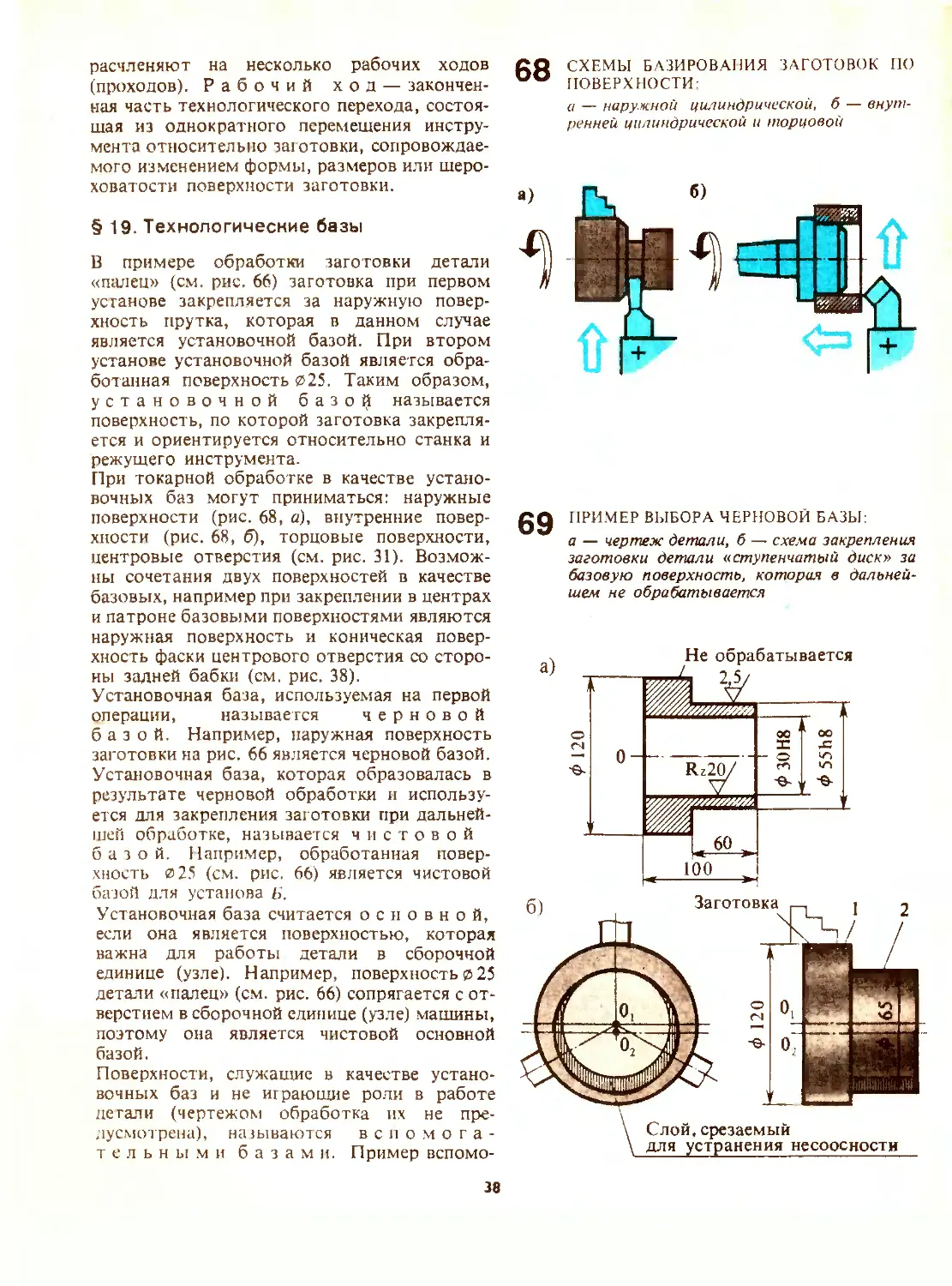
ческой революции прошло большой и не-
легкий путь развития. В 1930 г. вступил в
строй первенец отечественного тракторос-
троения — тракторный завод в г. Волгогра-
де, через три года сельское хозяйство стало
получать машины Челябинского тракторного
завода, в июле 1933 г. завершено строи-
тельство гиганта тяжелого машинострое-
ния — Уральского машиностроительного за-
вода (Уралмаша).
В годы Великой Отечественной войны маши-
ностроительные предприятия нашей страны
внесли огромный вклад в дело победы — ос-
нащали Советскую Армию самолетами, та-
нками, артиллерией, боеприпасами и другими
средствами военной техники.
Современный машиностроительный за-
вод — это сложный комплекс тесно связан-
ных между собой различных цехов, отделов,
служб. Заготовительные цехи производят за-
готовки, из которых в других цехах изго-
товляют детали машин. Некоторые заго-
товки получают в литейных цехах заливкой
жидкого металла в специальные формы,
другие — штамповкой нагретого металла на
молотах или прессах, или отрезкой из прутко-
вого материала (проката).
Чтобы получить деталь нужной формы с
требуемыми размерами и качеством повер-
хности, в механических цехах заготовку обра-
батывают на металлорежущих станках, уда-
ляя лишние слои металла. Токарная обра-
ботка — одна из разновидностей обработки
металлов резанием, выполняемая в механи-
ческих цехах заводов.
Специальность токаря — наиболее широко
распространенная специальность металлооб-
работки. так как токарные станки — это са-
мая крупная группа станков в механических
цехах. Кадры рабочих для машиностроения,
так же как и для других отраслей народного
хозяйства, готовит система профессионально-
технического образования. Учащиеся училищ
профтехобразования получают необходимую
теоретическую подготовку, приобретают
практические навыки работы на современном
оборудовании. Это определенный минимум
знаний и навыков, который нужен токарю-
универсалу для выполнения работ средней
сложности. А потом перед ним открывается
широкая дорога творческого труда, дальней-
шей учебы, совершенствования мастерства.
Счастливого трудового пути тебе,
молодой друг!
♦ ♦ *
Авторы выражают благодарность токарям-
новаторам лауреату Госудаост венной премии
СССР, заслуженному изобретателю УССР
В. К. Семинскому и Герою Социалистическо-
го Труда М. Н. Лапшину, предоставившим
материалы о своем производственном опыте,
а также рецензентам — лауреату Государ-
ственной премии СССР, профессору
Г. Б. Лурье и инженеру И. П. Максимову за
помощь по улучшению книги. Переработка
для третьего издания выполнена Г. М.
Стискиным.
3
Часть
первая
Основы
токарного
дела
Глава 1
Основные сведения
о токарной обработке
§ 1 . Сущность
токарной обработки
Среди различных способов изготовления
деталей для машин, механизмов, приборов и
других изделий широко применяют обработку
резанием: точение, сверление, фрезерование,
строгание, шлифование, шабрение и другие
способы.
Обработка резанием заключается в образо-
вании новых поверхностей путем деформиро-
вания и последующего отделения поверхнос-
тных слоев материала с образованием струж-
ки* .
Валы, шкивы, зубчатые колеса и многие
другие детали, называемые телами
вращения (рис. 1, а—в), изготовляют
обработкой на токарных станках. Такой
вид обработки называется токарной
обработкой (точением).
Токарной обработкой на заготовке детали
получают цилиндрические, конические, фа-
сонные и плоские поверхности, а также
резьбы, фаски и галтели (радиусные перехо-
ды) (рис. 2).
Инструментами для токарной обработки
являются резцы, сверла, зенкеры, развертки,
метчики и др.
ТИПОВЫЕ JliA.ll ПОЛУЧАЕМЫЕ ОБ-
РАБОТКОЙ НА ТОКАРНЫХ СТАНКАХ:
а — енп’пенчатый нал. б — шкив, в — зуб-
чатое колесо
ВИДЫ ПОВЕРХНОСТЕЙ. ПОЛУЧАЕМЫХ
токарной обработкой
/ — цилиндрическая, 2 — галтель, 3 — фа-
ска, 4 — плоская (торцовая), 5 — фасонная,
6 — коническая, 7 — резьбовая
* Определение по ГОСТ 3 1173.
4
§ 2. Устройство
тонарно-винторезного станна
Токарный станок, оснащенный специальным
устройством для нарез шия резьбы, называ-
ется токари о-в инторезным. На
рис. 3 изображен общий вид токарно-
винторезного станка. Станок состоит из
следующих основных частей и узлов (сбо-
рочных единиц).
Станина/ — массивное чугунное основа-
ние, на котором смонтированы основные
узлы станка. Верхняя часть станины имеет
две плоские и две призматические направляю-
щие, по которым перемещаются суппорт и
задняя бабка. Станина установлена на двух
тумбах.
Передняя бабка / — чугунная короб-
ка, внутри которой расположены главный
рабочий орган станка — шпиндель и ко-
робка скоростей. Шпин, (ель представляет
собой полый вал. На правом конце шпинделя
крепится приспособление (например, патрон),
зажимающее заготовку. Шпиндель получает
вращение от электродвигателя, расположен-
ного в левой тумбе, через клиноременную
передачу и механизм, состоящий из зубчатых
колес, размещенных внутри передней бабки.
Этот механизм называется коробкой
скоростей и служит для изменения
частот вращения (чисел оборотов в минуту)
шпинделя.
Суппорт 6 — устройство для закрепле-
ния резца и обеспечения движения подачи,
т. е. перемещения резца в продольном и попе-
речном направлениях. Движение подачи мо-
жет осуществляться вручную или механичес-
ки. Механическое (автоматическое) движение
подачи суппорт получает от ходового
вала или ходового винта (при на-
резании резьбы).
Суппорт состоит из следующих сборочных
единиц: каретки, которая перемешается
по направляющим станины; фартука, в
котором расположен механизм преобразова-
ния вращательного движения ходового вала и
ходового винта в прямолинейное движение
суппорта; поперечных салазок;
верхних (резцовых) салазок;
резцедержателя.
Коробка подач 3 представляет
собой механизм, передающий вращение от
шпинделя к ходовому валу или ходовому
винту. Коробка подач служит для изменения
скорости движения подачи суппорта (величи-
ны подачи). Вращательное движение к ко-
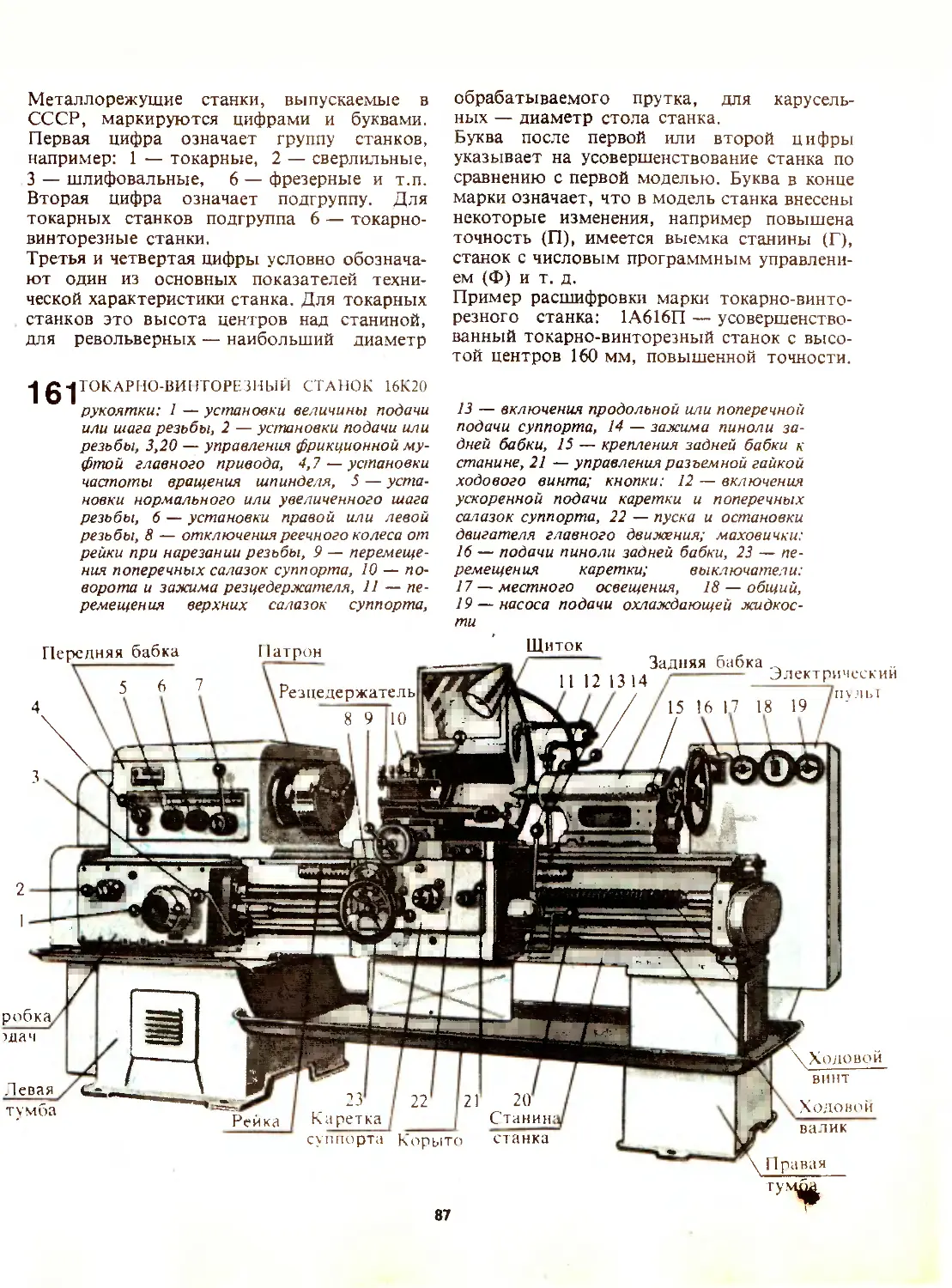
3 ОБЩИЙ ВИД ТОКАРНО-ВИНТОРЕЗНОГО
СТАНКА:
1 — передняя бабка с коробкой скоростей,
2 — гитара сменных зубчатых колее (ше-
стерен), 3 — коробка подач, 4 — станина,
5 — фартук, 6 — суппорт, 7 — задняя
бабка, 8 — шкаф с электрооборудованием
робке подач передается от шпинделя через
реверсивный механизм (трензель) и гитару со
сменными зубчатыми колесами.
Гитара 2 предназначена для настройки
станка на различные шаги нарезаемых резьб.
Задняя бабка 7 предназначена для
поддержания конца длинных заготовок в про-
цессе обработки, а также для закрепления и
подачи стержневых инструментов (сверл,
зенкеров, разверток).
Электрооборудование станка размещено в
шкафу 8.
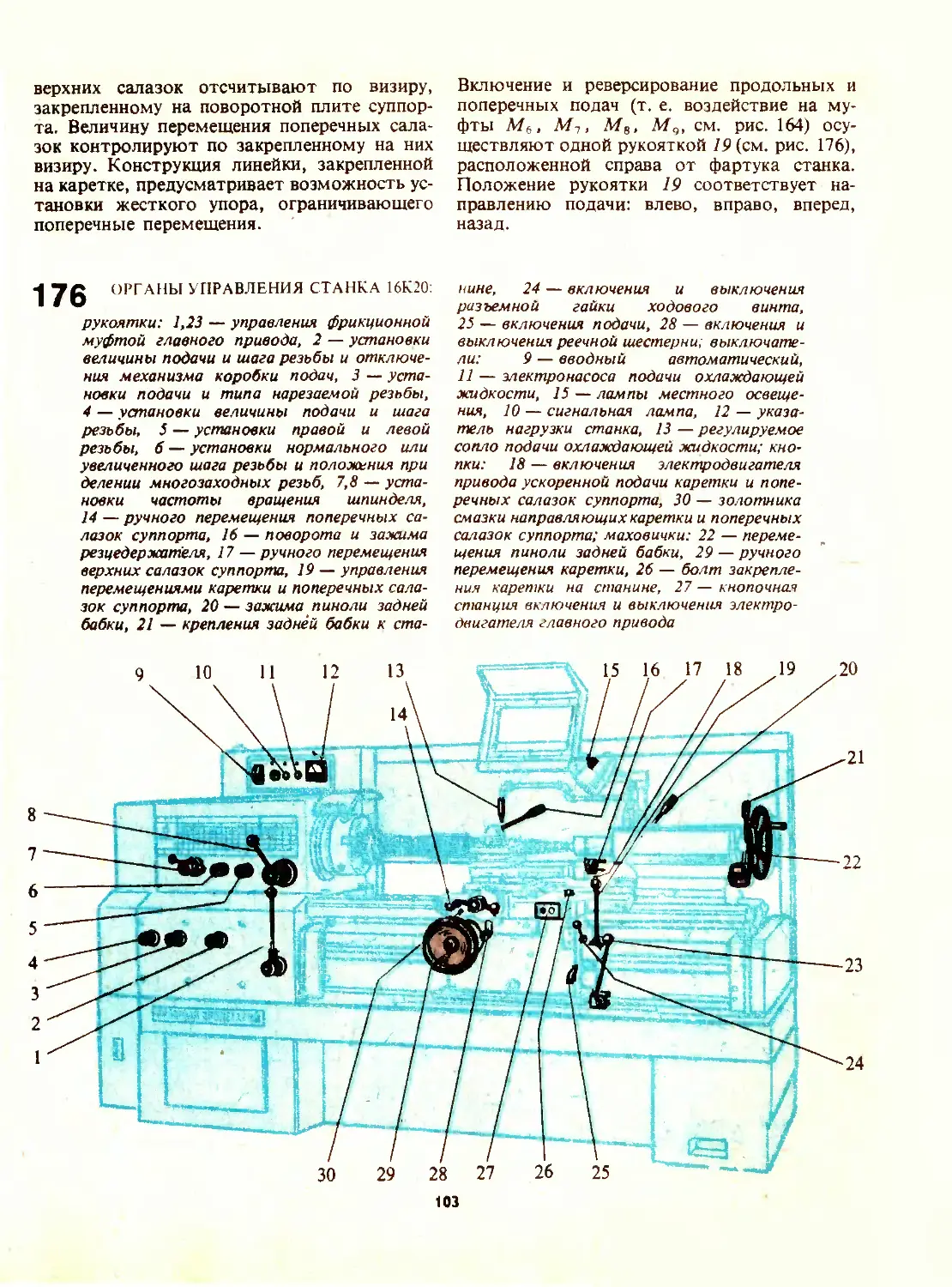
Включение й выключение электродвигателя,
пуск и останов станка, управление коробкой
скоростей, коробкой подач, механизмом фа-
ртука и т д. производится соответствуюши-
миорганами управления (рукоят-
ками, кнопками, маховичками).
Для закрепления заготовок на шпинделе
токарного станка применяют зажимные
приспособления: патроны, пла-
ншайбы, центры, люнеты, оправки и др.
При работе на станке токаоь контролирует
точность получаемых размеров при помощи
измерительных и н ст р ум си -
т о в: штангенциркуля, микрометра, калиб-
ров, шаблонов, угломеров и др
§ 3. Понятие о процессе
образования стружни
Детали машин изготовляют из заготовок.
Заготовка — предмет производства, из
которого изменением формы, размеров, ше-
ДВИЖЕНИЯ, ОСУЩЕСТВЛЯЕМЫЕ СТАН-
КОМ, И ПОВЕРХНОСТИ НА ОБРАБАТЫ-
ВАЕМОЙ ЗАГОТОВКЕ:
а — при наружном точении, б — при под-
резании и отрезании; 1 — обрабатываемая
поверхность, 2 — поверхность резания,
3 — обработанная поверхность, 1 — глав-
ное движение; II — движение подачи
ПРОЦЕСС ОБРАЗОВАНИЯ СТРУ ЖКИ
1 — заготовка, 2 — элементы стружки,
3 — резец
роховатости поверхности и свойств материа-
ла изготовляют деталь* .
Слой металла, который срезают с заготовки
во время обработки резанием, называется
припуском.
Для осуществления на токарном станке
процесса резания необходимы два движения:
главное движение 1 и движение подачи II
(рис. 4, а,б).
Главное движение — это враща-
тельное движение заготовки; на него расходу-
ется большая часть мощности станка.
* Определение по ГОСТ 3.1109—73.
Движение подачи — это поступа-
тельное движение резца, обеспечивающее не-
прерывное врезание его в новые слои металла.
При точении различают продольную
подачу, направленную вдоль оси заго-
товки; поперечную подачу, на-
правленную перпендикулярно оси заготов-
ки; подачу под угломк оси заго-
товки (при обработке конической поверхнос-
ти), подачу по криволинейной траектории
(при фасонной обработке).
Поверхности на обрабатываемой заготовке:
обрабатываемая — поверх-
ность, с которой должен быть срезан слой
металла; обработанная — получен-
ная на заготовке после срезания слоя металла;
поверхность резания — образуе-
мая на обрабатываемой заготовке непосред-
ственно режущей кромкой резца. Повер-
хность резания может быть конической, ци-
линдрической, плоской (торцовой) и фасон-
ной в зависимости от формы и расположения
режущей кромки резца (см. рис. 2).
Процесс резания сопровождается сложными
физическими явлениями (пластическими и уп-
ругими деформациями заготовки, тепловыде-
лением, образованием нароста на режущей
части инструмента), которые оказывают
большое влияние на работу режущего инстру-
мента, производительность труда и качество
обработки.
В токарном деле применяют различные
режущие инструменты, но принцип их работы
в основном сходен. Наиболее простой режу-
щий инструмент — резец. Его режущая
часть представляет собой гело клиновидной
формы, которое под действием силы Р,
передаваемой на резец механизмом станка,
врезается в поверхностный слой заготовки,
сжимая его (рис. 5). В этом сжатом слое
возникают внутренние напряжения. Когда
при дальнейшем углублении резца внутренние
напряжения превысят напряжения, допускае-
мые силами сцепления между молекулами
металла, сжатый элемент скалывается и
^двигается вверх по передней поверхности
резца. Последующее движение резца сжима-
ет, скалывает и сдвигает очередные элементы
металла, образуя стружку.
Элемент н а я стружка (стружка ска-
лывания) образуется при обработке твердых и
маловязких материалов с низкой скоростью
резания (например, при обработке твердых
сталей). Отдельные элементы такой стружки
слабо связаны между собой или совсем не
связаны (рис 6, а).
6
ВИЛЫ СТРУЖКИ:
а — элементная, б — ступенчатая,
в — сливная спиральная, г — сливная лен-
точная. д — надлома
Ступенчатая стружка образуется при
обработке стали средней твердости, алюми-
ния и его сплавов со средней скоростью
резания. Она представляет собой ленту,
гладкую со стороны резца и зазубренную с
внутренней стороны (рис. 6, б).
Сливная стружка образуется при обра-
ботке мягкой стали, меди, свинца, олова и
некоторых пластмасс при высокой скорости
резания. Эта стружка имеет вид спирали
(рис. 6, в) или длинной (часто путанной)
ленты (рис. 6, г).
Стружка надлома образуется при
резании малопластичных материалов (чугуна,
бронзы) и состоит из отдельных кусочков
(рис. 6, О).
§ 4. Тонарные резцы
Резец (рис. 7) состоит из тела
(державки, или стержня) и
головки (рабочей части). Державка слу-
жит для закрепления резца в резцедержателе.
На головке резца различают следующие
элементы:
7 ЧАСТИ И ЭЛЕМЕНТЫ РЕША
Головка Тело
Передняя поверхность
Главная
режущая кромка
Вспомогательная
режущая кромка
Вершина резца
Главная
задняя поверхность
Вспомогательная
задняя поверхность
8
ГЛАВНЫЕ УГЛЫ РЕЗЦА:
к — задний, р — заострения, у — перед-
ний, 6 — резания
УГЛЫ РЕЗЦА В ПЛАНЕ:
<р— главный, ср,—вспомогательный
9
7
11
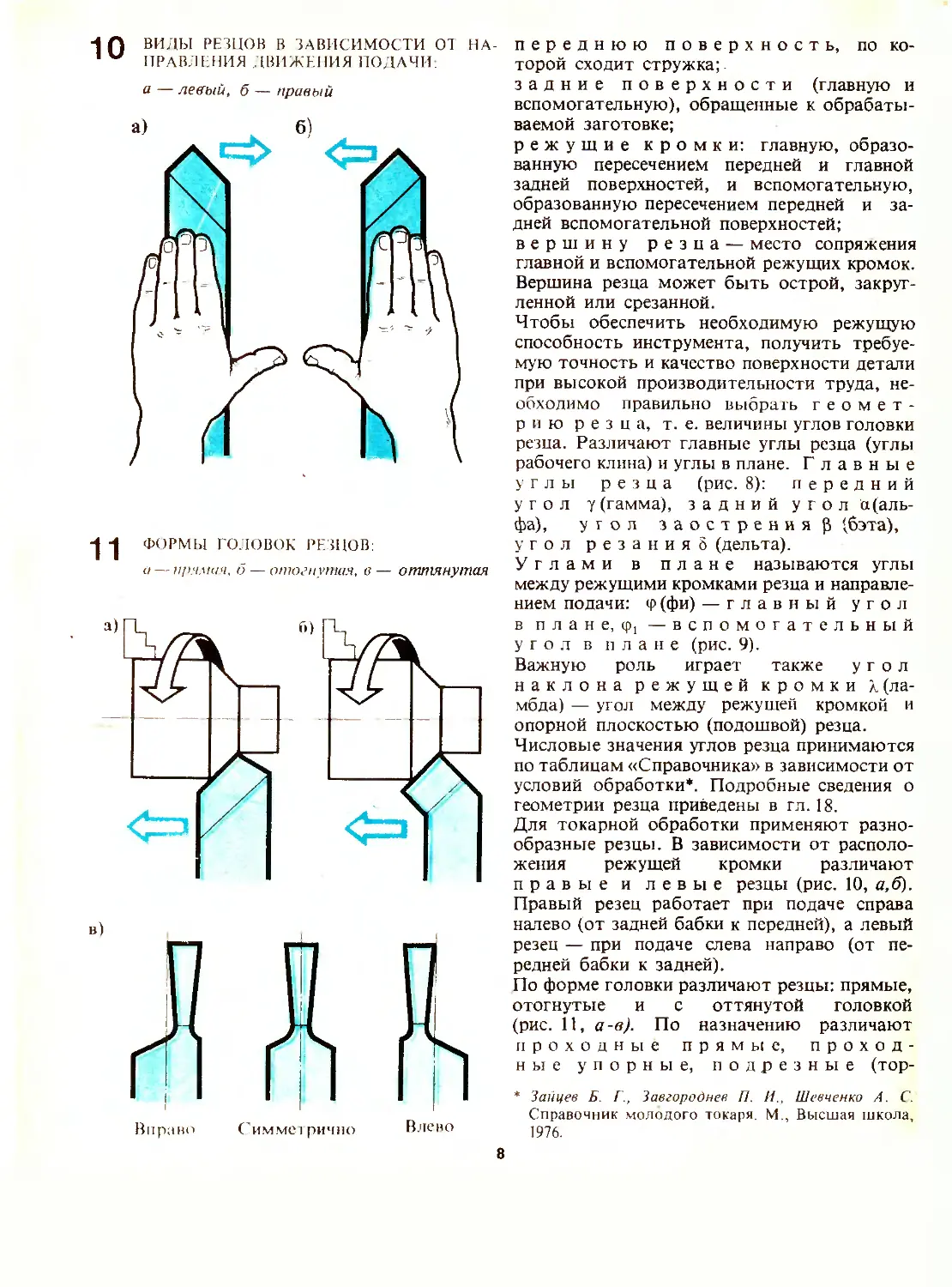
i О вилы РЩЦОВ В ЗАВИСИМОСТИ ОТ НА-
1 W ПРАВЛЕНИЯ ЯВИ КЕНИЯ ПОДАЧИ.
ФОРМЫ ГОЛОВОК РЕЗЦОВ:
« — прямцч. б — отогнутая, в — оттянутая
Вправо
( ИММС1 рично
Влево
переднюю поверхность, по ко-
торой сходит стружка;
задние поверхности (главную и
вспомогательную), обращенные к обрабаты-
ваемой заготовке;
режущие кромки: главную, образо-
ванную пересечением передней и главной
задней поверхностей, и вспомогательную,
образованную пересечением передней и за-
дней вспомогательной поверхностей;
вершину резца — место сопряжения
главной и вспомогательной режущих кромок.
Вершина резца может быть острой, закруг-
ленной или срезанной.
Чтобы обеспечить необходимую режущую
способность инструмента, получить требуе-
мую точность и качество поверхности детали
при высокой производительности труда, не-
обходимо правильно выбрать геомет-
рию резца, т. е. величины углов головки
резца. Различают главные углы резца (углы
рабочего клина) и углы в плане. Г л а в н ы е
углы резца (рис. 8): передний
угол у (гамма), задний угол а(аль-
фа), угол заострения р (бэта),
угол резанияб (дельта).
Углами в плане называются углы
между режущими кромками резца и направле-
нием подачи: <р(фи) — главный угол
в плане, <р, — вспомогательный
угол в плане (рис. 9).
Важную роль играет также угол
наклона режущей кромки X(ла-
мбда) — угол между режущей кромкой и
опорной плоскостью (подошвой) резца.
Числовые значения углов резца принимаются
по таблицам «Справочника» в зависимости от
условий обработки*. Подробные сведения о
геометрии резца приведены в гл. 18.
Для токарной обработки применяют разно-
образные резцы. В зависимости от располо-
жения режущей кромки раз шчают
правые и левые резцы (рис. 10, а,б).
Правый резец работает при подаче справа
налево (от задней бабки к передней), а левый
резец — при подаче слева направо (от пе-
редней бабки к задней).
По форме головки различают резцы: прямые,
отогнутые и с оттянутой головкой
(рис. 11, а-в). По назначению различают
проходные прямые, проход-
ные упорные, подрезные (тор-
* Зайцев Б. Г., ЗавгороОнев П И . Шевченко А. С.
Справочник молодого токаря. М., Высшая школа,
1976.
8
2 КЛАССИФИКАЦИЯ РЕЗЦОВ ПО НАЗНА-
ЧЕНИЮ:
а — проходной прямой, б — проходной
отогнутый, в — проходной упорный,
г — подрезной, д — отрезной, е — прорез-
ной, ж — фасонный, з — резьбовой,
и — расточной проходной, к — расточной
упорный
•4 О КЛАССИФИКАЦИЯ РЕЗЦОВ ПО СПОСОБУ
КРЕПЛЕНИЯ РЕЖУЩЕЙ ЧАСТИ
а — цельный, б — сварной, в — с напаянной
пластинкой, г — с механическим креплени-
цовые), прорезные, отрезные,
фасонные, резьбовые и рас-
точные резцы (рис. 12, a-к). Резцы под-
разделяются также на черновые, служащие
для предварительной обработки, и чистовые,
служащие для окончательной (чистовой)
обработки.
По конструкции резцы могут быть
цельные, выполненные из одного мате-
риала, и составные: державка из кон-
струкционной стали, а рабочая часть из спе-
циального инструментального материала.
Рабочая часть составного резца прикрепля-
ется к державке сваркой, припаиванием или
механическим прижимом (рис. 13, а—г).
§ 5. Материалы
рабочей части резцов
Рабочая часть режущего инструмента, в том
числе резца, должна обладать высокой тве-
рдостью, высокой теплостойкостью (способ-
ностью не терять твердости при нагоеве),
высокой износостойкостью (способностью
сопротивляться истиранию), а также высокой
вязкостью (сопротивлением ударной нагруз-
ке).
Для изготовления режущих инструментов
широко применяются быстрорежу-
щие стали — легированные инструмен-
тальные стали, содержащие от 6 до 18%
вольфрама и от 3 до 4,6% хрома, а также
другие легирующие эдеме! ты. Марки широко
применяемых быстрорежущих сталей: Р9
(9% вольфрама), Р12, Р6М5 (5% молибдена),
Р9К5 (5% кобальта) и др. Теплостойкость
быстрорежущих сталей до 650°С. Для инстру-
ментов, работающих на высоких скоростях
резания, применяют металлокера-
мические твердые сплавы,
выпускаемые в виде пластинок различных
размеров и форм. Теплостойкость твердого
сплава достигает 1000°С. Чугун и цветные ме-
таллы обрабатывают инструментами, рабо-
чие части которых оснащаются твердыми
сплавами вольфрамокобальтовой группы
(ВК): ВК8 (кобальта 8%, карбида вольфрама
92%)— для обдирочной обработки, ВК6 —
для получистовой и чистовой обработки.
Стали и другие вязкие материалы обрабаты-
вают инструментами, рабочие части которых
оснащаются твердыми сплавами титановоль-
фрамокобальтовой группы (ТК): Т5К10 (ко-
бальта 10%, карбида титана 5%, карбида
вольфрама 85%) — для черновой обработки и
4 Л ТОЧИЛЬНО-ШЛИФОВАЛЬНЫЙ СТАНОК
141 (ТОЧИЛО):
а — общий вид, б — схема установки под-
ручника, 1 — станина. 2 — резервуар для
воды. 3 — шлифовальный круг, 4 — щи ин
де.’.ьная головка. 5 — щиток, 6 — защит-
ный кожух, 7 — регулируемый подручник,
8 — поворотный сегмент. 9 — поворот
ный столик. 10 — пульт управления
10
при прерывистом резании, Т15К6 — для по-
лучистовой и чистовой обработки.
Подробно инструментальные материалы
освещены в гл. 17.
§ 6. Износ и заточна резцов,
правила пользования резцами
В результате трения стружки о переднюю
поверхность резца, а главной задней по-
верхности резца о заготовку рабочая часть
резца изнашивается Работать изношенным
резцом нельзя, так как снижается производи-
тельность труда, снижается точность и ка-
чество обработки. Изношенный (затуплен-
ный) резец перетачивают.
Для заточки резцов используют точильно-
шлифовальный станок: («точило»)
(рис. 14, а,б). Основная сборочная единица
(узел) точильно-шлифовального ста-
нка — шпиндельная головка 4 представляет
собой встроенный электродвигатель. На обо-
их концах его вала (шпинделя) установлены
шлифовальные круги 3. Шлифовальные круги
из электрокорунда предназначены для за-
точки резцов из быстрорежущей стали, круги
из зеленого карбида кремния — для заточки
твердосплавных резцов.
При заточке резец укладывают подошвой на
подручник (см. рис. 14,6). Сегментом 8 и по-
воротным столиком 9 регулируют положение
резца по отношению к центру шлифовального
круга и под требуемым углом к рабочей
поверхности круга. Вершина резца должна
находиться на уровне центра круга или не-
сколько выше его (но не более чем на 10 мм).
При заточке (рис. 15) резец слегка прижима-
ют затачиваемой поверхностью к вращающе-
муся кругу, а чтобы износ круга происходил
равномерно и чтобы затрачиваемая повер-
хность получилась плоской, резец непрерывно
передвигают вдоль рабочей поверхности
круга. Сначала затачивают главную и вспо-
могательную задние поверхности, затем пе-
реднюю поверхность. На пересечении главной
и вспомогательной режущих кромок делают
фаску или скругление.
После заточки осуществляют доводку (при-
тирку) задних и передних поверхностей на уз-
ких участках вдоль режущей кромки, что обе-
спечивает спрямление кромки и повышение
стойкости резца. Доводку резца выполняют
на эльборовых (для быстрорежущей
стали) или алмазных (для твердого
сплава) доводочных кругах.
•4 Е ЗАТОЧКА ОТРЕЗНОГО РЕЗЦА ПЕРИФЕ-
1Э РИЕЙ ПЛОСКОГО КРУГА (УСЛОВНО БЕЗ
ЩИТКА)
Геометрию резца контролируют специальны-
ми шаблонами, универсальными или специ-
альными угломерами. Подробно вопросы за-
точки, доводки и контроля резцов освещены в
гл. 18.
На машиностроительных заводах инстру-
менты затачивают централизованно в заточ-
ных отделениях. Токарь получает из инстру-
ментальной кладовой заточенный резец, а
изношенный сдает. В механических цехах
единичного производства, ремонтных цехах и
мелких мастерских резцы затачивают сами
токари.
При работе на заточном станке необходимо
соблюдать следующие правила техники безо-
пасности:
перед тем, как приступить к заточке,
убедиться в полной исправности всех меха-
низмов станка, в наличии исправного ограж-
дения круга и правильности направления
вращения круга (круг должен вращаться н а
резец);
проверить правильность установки подручни-
ка: зазор между рабочей поверхностью круга
и подручником не должен превышать 3 мм
(см. рис. 14,6);
•4 е ГЛУБИНА РЕЗАНИЯ ПРИ РАЗЛИЧНЫХ
1 ° ВИДАХ ТОКАРНОЙ ОБРАБОТКИ:
а — наружное точение (обтачивание),
б — растачивание, в — подрезание торца,
г — отрезание
перестановка подручника допускается только
после полной остановки круга: запрещается
работа без подручника и без ограждения
круга;
перед заточкой следует закрыть зону заточки
защитным прозрачным экраном или надеть
защитные очки.
Токарь должен соблюдать ряд правил
пользовали.i резцами:
перед выключением подачи отводить резец от
заготовки, это предохраняет режущую кро-
мку от выкрашивания;
не допускать значительного затупления резца
по задней поверхности, перетачивать резец до
наступления разрушения режущей кромки,
т. е. при ширине изношенной площадки на
главной задней поверхности 1-4-1.5 мм;
периодически ‘доводить режущую кромку
резца мелкозернистым абразивным или ал-
мазным бруском непосредственно в резце-
держателе, что удлиняет срок службы резца;
не складывать резцы в инструментальном
шкафчике «навалом»;
следить, чтобы кромки резцов не касались
стенок инструментального шкафчика, не уда-
рялись о твердые предметы.
§ 7. Понятие о режиме резания
при точении
Процесс резания характеризуется опреде-
ленным режимом. К элементам режима
резания относятся глубина резания, подача,
скорость резания.
Глубина редания t мм — толщина
слоя металла, срезаемого за один рабочий
ход (проход) резца. Глубина резания изме-
ряется в направлении, перпендикулярном
обработанной поверхности. При наружном
продольном точении глубина резания опре-
деляется как полуразность диамез ров обра-
батываемой и обработанной поверхносте:
(рис. 16, а), т. е.
i = -^±
2
При растачивании (рис. 16, б) глубина реза-
ния представляет собой полуразность между
диаметром о гверстия после обработки и диа-
метром отверстия до обработки. При подре-
зании глубиной резания является размер
срезаемого слоя, измеряемый перпендикуляр-
но обработанному торцу (рис. 16, в), а при
прорезании (вытачивании канавок) и отреза-
нии глубина резания равна ширине канавки,
образуемой резцом (рис. 16, г).
Величина подачи s мм/об («пода-
ча») — путь перемещения режущей кромки в
направлении движения подачи за один оборот
заготовки (pi с. 16, а).
Произведение глубины резания на величину
подачи составляет площадь сечения среза
F — ts мм2.
Скорость резания v м/мин — путь, прой-
денный наиболее отдаленной от оси вращения
точкой поверхности резания относительно
режущей кромки резца за единицу времени.
Если путь л£>, пройденный точкой на повер-
хности резания, умножить на частоту враще-
ния шпинделя (число оборотов в минуту п
об/мин), то получим путь, пройденный этой
точкой в минуту, l = 7tDll мм/мин. А путь,
пройденный в единицу времени, — это и есть
скорость.
В металлообработке для процессов резания
лезвийными инструментами обычно пользу-
ются внесистемной единицей скорости: метры
в минуту (м/мин). Так как 1 мм = 0,001 м, то
окончательно формула зависимости скорости
резания от диаметра и частоты вращения
выглядит так:
12
~Dn ,
V — ----- м/мин.
1000
СИ:
60 • 1000
м/с.
Из формулы видно, что чем больше диаметр
D заготовки, тем больше скорость резания
при одной и той же частоте вращения, так как
за один оборот заготовки (или за одну
минуту) путь, пройденный какой-либо точкой
на поверхности с диаметром D, будет больше
пути, пройденного точкой на поверхности с
диаметром d(nD>Tid) (рис. 17).
Если известна скорость резания г, допускае-
мая режущими свойствами инструмента, и
диаметр заготовки D, то можно определить
требуемую частоту вращения заготовки и на-
строить коробкой скоростей станка вращение
шпинделя на эту частоту:
1000с
П =--------
об/мин.
•4 7 СХЕМА ДЛЯ ОПРЕДЕЛЕНИЯ СКОРОСТИ
1 * РЕЗАНИЯ
В
v =
Объем стружки, срезанной резцом в единицу
времени, называется производительностью
резца. За один оборот заготовки среза-
ется слой, геометрически близкий к кольцу
(рис. 18). Объем этого кольца q^nDts мм3.
При частоте вращения п об/мин объем слоя,
срезаемого за одну минуту, составит:
Q = -Dtsn мм3/мин,
но
~Dn = lOOOv,
тогда Q= 1000 isv мм 3/мин.
Припуск на обработку должен быть доста-
точным для получения заданной формы и ра-
змеров детали: слишком малый припуск
может привести к браку (на поверхности
детали остается «чернота» — необработан-
ный участок); слишком большой припуск при-
водит к перерасходу металла и повышению
трудоемкости обработки. Припуски выбира-
ют по справочнику.
§ 8. Организация
рабочего места тонаря
Рабочим местом называется часть
производственной площади цеха, на которой
размещены один или несколько исполнителей
работы и обслуживаемая ими единица техно-
логического оборудования, а также оснастка и
(на ограниченное время) предметы производ-
с гва *.
* Определение по ГОСТ 3.1109—73.
•4 О СХЕМА ДЛЯ ОПГТДГ.П НИЯ ПРОИЗВОДИ-
1 ° ТЕДЫ 10 СТИ РЕЗЦА
На планировку рабочего места токаря влияют
габариты и назначение станка, размеры и
масса обрабатываемых заготовок, •₽. также
тип производства. В единичном и серийном
производстве в условиях обработки разно-
образных заготовок на рабочем месте уста-
навливают инструментальный шкафчик и
стеллаж. Заготовки и детали укладывают на
стеллаже, крупные принадлежности хранят на
нижней полке стеллажа. При обработке
главным образом коротких заготовок, за-
крепляемых в патроне правой рукой, стеллаж
устанавливают справа от токаря (рис. 19).
Применяют различные инструментальные
шкафчики для одного или для двоих рабочих-
сменщиков с общим или раздельным пользо-
13
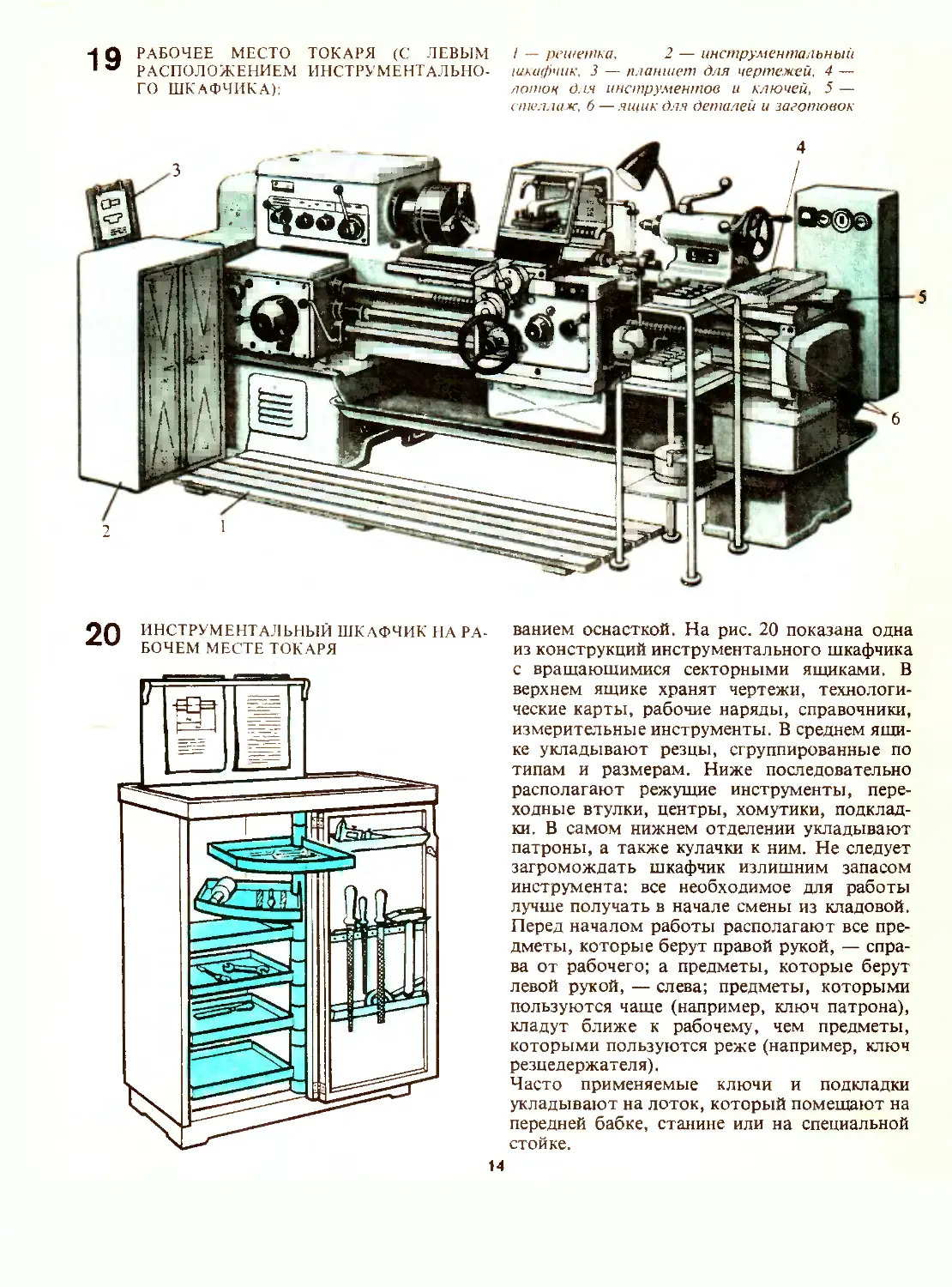
4 Q РАБОЧЕЕ МЕСТО ТОКАРЯ R3 ЛЕВЫМ
1 ~ РАСПОЛОЖЕНИЕМ ИНСТРУМЕНТАЛЬНО-
ГО ШКАФЧИКА):
/ — решетка, 2 — инструментальный
шкафчик, 3 — планшет для чертежей. 4 —
лоток для инструментов и ключей, 5 —
стеллаж, 6 — яшик для деталей и заготовок
ИНСТРУМЕНТАЛЬНЫЙ ШКАФЧИК НА
БОЧЕМ МЕСТЕ ТОКАРЯ
РА- ванием оснасткой. На рис. 20 показана одна
из конструкций инструментального шкафчика
с вращающимися секторными ящиками. В
верхнем ящике хранят чертежи, технологи-
ческие карты, рабочие наряды, справочники,
измерительные инструменты. В среднем ящи-
ке укладывают резцы, сгруппированные по
типам и размерам. Ниже последовательно
располагают режущие инструменты, пере-
ходные втулки, центры, хомутики, подклад-
ки. В самом нижнем отделении укладывают
патроны, а также кулачки к ним. Не следует
загромождать шкафчик излишним запасом
инструмента: все необходимое для работы
лучше получать в начале смены из кладовой.
Перед началом работы располагают все пре-
дметы, которые берут правой рукой, — спра-
ва от рабочего; а предметы, которые берут
левой рукой, — слева; предметы, которыми
пользуются чаще (например, ключ патрона),
кладут ближе к рабочему, чем предметы,
которыми пользуются реже (например, ключ
резцедержателя).
Часто применяемые ключи и подкладки
укладывают на лоток, который помещают на
передней бабке, станине или на специальной
стойке.
Перед станком на полу укладывают дере-
вянную решетку (см. рис. 19).
Рабочее место важно всегда содержать в
чистоте, так как грязь и беспорядок приводят
к потере рабочего времени, браку, несчас-
тным случаям, простою и преждевременному
износу станка.
Пол на рабочем месте должен быть ровным и
чистым, не иметь подтеков масла и смазочно-
охлаждающей жидкости.
Рабочее помещение оборудуется устройства-
ми для удаления загрязненного и притока
чистого воздуха. Температура воздуха в цехе
(мастерской) 15—18°С.
Для достижения высокой производительнос-
ти при наиболее полном использовании те-
хнических возможностей оборудования и при
нормальной физиологической нагрузке рабо-
тающего организация рабочего места должна
Контрольные вопросы
отвечать требованиям научной организации
труда (НОТ).
Научная организация труда предусматривает:
рациональную планировку рабочего места;
оснащение рабочего места необходимым ком-
плектом инвентаря, приспособлений, режу-
щего и измерительного инструмента;
своевременную подачу необходимого коли-
чества заготовок на рабочее место и вывоз
готовых деталей или перемещение их на со-
седнее рабочее место;
своевременный контроль деталей контроле-
ром отпела з ехнического контроля (ОТК),
четкую организацию получения и сдачи ин-
струментов, их своевременную заточку; сво-
евре? :енное обеспечение технической докумен-
тацией (чертежи, операционные карты, рабо-
чие наряды); работу на рациональных режи-
мах резания.
1. В чем заключается сущность токарной обработки?
2. Назовите основные части и сборочные единицы
(узлы) токарно-винторезного станка,
3. Как протекает процесс образования стружки? Ка-
кие виды стружки различают?
I
4. Назовите основные части, элементы и углы то-
карного резца.
5. Чю такое глубина резания, подача, скорость ре-
зания, производительность резца?
6. Что должно находиться на рабочем месте токаря
и как оно должно быть организовано?
Глава 2
Обработка наружных
цилиндрических поверхностей
§ 9. Общие сведения
о деталях с наружными
цилиндрическими поверхностями.
Контроль наружных диаметров
Различные детали машин, например валы,
зубчатые колеса, оси, пальцы, штоки, пор-
шни, имеют наружные цилиндрические по-
верхности.
К цилиндрическим поверхностям предъявля-
ются следующие требования:
прямолинейность образую-
щей;
цилиндричностыв любом сечении,
перпендикулярном оси, окружности должны
быть одинакового диаметра (не должно быть
конусообразности, бочкообразное™, седло-
образное™);
круглость: любое сечение должно
иметь форму правильной окружности (не дол-
жно быть овальности или огранки);
соосность: расположение осей всех
ступеней ступенчатых деталей на обшей
прямой*.
Невозможно абсолютно точно выдержать
требования, предъявляемые к цилиндричес-
ким поверхностям: даже при самом тща-
тельном изготовлении будут возникать какие-
то погрешности. На рис. 21, а—д показаны
некоторые погрешности формы цилиндри-
ческих поверхностей.
Допускаемые отклонения формы и располо-
жения поверхностей указываются на чертежах
деталей условными обозначениями или тек-
стом в соответствии с Единой системой
конструкторской документации (ЕСКД,
ГОСТ 2.308—68).
Для контроля точности диаметров наруж-
ных цилиндрических поверхностей приме-
няют различные измерительные инструмен-
ты. Контроль с точностью до 0,1 мм осу-
ществляют штангенциркулем ШЦ-1
* Подробно требования к цилиндрическим поверх-
ностям даны в ГОСТ 10356—63 и 23082—68.
rt-f ПОГРЕШНОСТИ ФОРМЫ ЦИЛИЧДРИЧЕ-
1 СКИХ ПОВЕРХНОСТЕЙ:
а — конусообразность б — бочкообраз-
ность, в — седлообразность, г — оваль-
ность, д — огранка
(рис. 22, а), а с точностью 0,05 мм — шта-
нгенциркулем ШЦ-П.Для измерений с то-
чностью до 0,01 мм применяют микрометры
(рис. 22, б) с пределами измерений 0—25;
25—50; 5O--75; 75—100; 100-4150; 150—200;
200-4-300 мм. Точные измерения наружных
поверхностей (до 0,01 мм) производят также
индикаторной скобой (рис. 22, в), которую
предварительно настраивают на номиналь-
ный размер по мерным плиткам. При замерах
стрелка индикатора показывает на шкале
отклонение от номинального размера.
В условиях изготовления больших партий
деталей диаметры наружных цилиндрических
поверхностей контролируют предель-
ными калибрами-скобами
(рис. 22, г). Размер считается правильным,
если проходная сторона скобы ПР свободно
находит на измеряемую поверхность,
а непроходная сторона НЕ не находит* **.
КОНТРОЛЬ НАРУЖНОГО UIAMETPA:
а — штангенциркулем, б — микрометром
в — индикаторной скобой, г — калибром-
скобой
§ 10. Установка
и закрепление заготовок
в универсальных трехкулачковых
токарных патронах
Заготовки небольшой длины закрепляют в
токарных патронах. Патроны бывают тре-
хкулачковые самоцентрируюшие и четырех-
кулачковые несамоцентрирующие* * .
У ниверсальный трехкулачковый с а м о -
центрирующий токарный пат-
рон имеет три кулачка, которые одновре-
менно сходятся к центру или расходятся от
него (рис. 23, а, б). Кулачки обеспечивают
точное центрирование заготовки (совпадение
оси заготовки с осью вращения шпинделя).
Кулачки 1 движутся в радиальных пазах
корпуса 2 патрона. Своими выступами на по-
дошве кулачки входят в канавки спиральной
резьбы большого конического зубчатого ко-
леса 3, которое приводится во вращение
ключом, вводимым в гнездо одного из сопря-
женных с ним малых зубчатых колес 4. По
спиральной резьбе большого конического ко-
леса кулачки патрона движутся к центру или
от центра, закрепляя или освобождая заго-
товку.
Рабочие поверхности кулачков самоцентриру-
ющего патрона изнашиваются неравномерно,
поэтому их периодически растачивают или
* Подробно вопросы контроля изучаю1ся по пред-
мету-^Допуски и технические измерения».
** О четырехкулачковом патроне см. з ( 89.
16
93 ТРЕХКУЛАЧКОВЫЙ САМОЦЕНТРНРУЮ-
ЩИЙ ПАТРОН:
25
ЗАКРЕПЛЕНИЕ ТОКАРНОГО П АТРОНА НА
РЕЗЬБЕ:
а — общий вид, б — детали патрона;
I — кулачки, 2 — корпус, 3 — коническое
колесо со спиральной нарезкой, 4 — кони-
ческое зубчатое колесо
ЗАКРЕПЛЕНИЕ ЗАГОТОВКИ В ОБРАЗНЫХ
КУЛАЧКАХ П А ГРОНА la). УСЛОВНОЕ
ОБОЗНАЧЕНИЕ (о):
24
/ — корпус патрона, 2 — кулачок
шлифуют. Рекомендуется на рабочем месте
токаря иметь два трехкулачковых патрона:
один для обдирочных работ, второй с незака-
ленными кулачками — для чистовых. Незака-
ленные кулачки перед обработкой партии
деталей повышенной точности растачивают
на диаметр, соответствующий диаметру за-
жимаемой поверхности.
а — схема закрепления, б — навинчивание,
в — проволочный очиститель; 1 — резьбо-
вой конец шпинделя, 2 — планшайба,
3 — винт, 4 — корпус
9Д ЗАКРЕПЛЕНИЕ ТОКАРНОГО ПАТРОНА С
ПОС АДКОЙ II А КОНУС:
I — корпус патрона, 2 — винт. 3 — план-
шайба. 4 — шпиндель, 5 — резьбовая
шпилька, 6 — гайка. 7 — шайба
Заготовки больших диаметров закрепляют в
обратных кулачках, в этом случае уступы
кулачков создают надежный! упор заготовки.
На рис. 24, а показано закрепление заготовки
в обратных кулачках патрона, а на
рис. 24, б — условное обозначение закрепле-
ния заготовки в патроне (согласно Единой
системе технологической документа-
ции — ЕСТД, ГОСТ 3.1 107—73)* .
На пазах корпуса патрона и на кулачках
нанесены цифры 1,2,3 (или накернсно со-
* 13 дальнейшем на схемах укрепления шготовок
приведшей условные обо шачения по ЕС ТД
27 ЦАНГОВЫМ патрон
1 — регулируемый упор, 2 — корпус,
3 — цанга, 4 — нажимная гайка, 5 — винт
ответствую шее количеетял точек). При сбо-
рке патрона кулачки вставляют в пазы
поочередно в порядке возрастания цифр.
На некоторых токарных станках патроны
закрепляются на резьбовом конце шпинделя
при помощи планшайбы с резьбой (рис. 25,а).
Не допускается навинчивание и свинчивание
паз рона во время вращения шпинделя. При
навинчивании и свинчивании под патрон
подкладывают деревянный брус, высота ко-
торого обеспечивает совпадение патрона с
резьбой шпинделя (рис. 25, б). Резьбовой ко-
нец шпинделя перед навинчиванием на него
патрона протирают и смазывают, а резьбу в
центральном отверстии планшайбы патрона
очищают проволочным очистителем
(рис. 25, в) и протирают.
У современных станков (16К20, 1К62 и др.)
планшайба патрона центрируется по наруж-
ному конусу шпинделя и притягивается к то-
рцу фланца шпинделя четырьмя винтами с
гайками (рис. 26). Фланцевое закрепление
патрона обеспечивает высокую точность цен-
трирования и исключает самоотвинчивание.
Для смены патрона ослабляют четыре гай-
ки 6, а шайбу 7 поворачивают так, чтобы
окна прорези шайбы оказались против гаек:
патрон в таком положении легко снимается.
При закреплении зш отопки в па троне не до-
пускается использование удлинителя на руко-
ятку ключа. Заютовку закрепляют и осво-
бождают поворотом ключа, причем рукоятка
его захватывается обеими руками.
Нельзя оставлять ключ в
патроне, так как это может стать
причиной травмы.
Токарный патрон периодически разбирают
для очистки и смазки. При хранении в инстру-
ментальной тумбочке кулачки патрона дол-
жны быть сведены к центру, а центральное
отверстие закрыто пробкой из пенопласта или
ветошью.
Самоцентрирующий цанговый пат-
рон (рис. 27) служит для закрепления заго-
товок по предварительно обработанной на-
ружной поверхности. Цанга 3 (тонкостен-
ная стальная закаленная втулка с прорезями)
сжимается при Навертывании гайки 4 на резь-
бу цилиндрического участка корпуса 2 патро-
на, так как входит в коническую расточку
корпуса, при этом внутренняя рабочая по-
верхность цанги зажимает заготовку.
Если после закрепления в трехкулачковом или
в цанговом патроне заготовка «бьет», то бие-
ние устраняют поворотом и перезакреплени-
ем заготовки. После устранения биения око-
нчательно зажимают заготовку.
§ 11. Установка и закрепление
заготовок в центрах
Центры. Заготовки валов, длина которых
превышает диаметр в пять и более раз,
обычно вначале центруют, а затем обрабаты-
вают с установкой коническими поверхностя-
ми торцовых центровых отверстий на центры
станка. Передний центр закрепляется в
шпинделе, а задний — в пиноли задней баб-
ки. Передний центр вращается вместе с заго-
товкой, а задний центр неподвижен, поэтому
между заготовкой и задним центром возника-
ет трение. Для уменьшения грения в ци-
линдрическую часть центрового отверстия
заготовки со стороны задней бабки вводят
густую смазку (технический вазелин), которая
от нагрева размягчается, попадает на рабочий
конус центра и смазывает его.
Центровые отверстия стандартизованы по
ГОСТ 14034—74.
На рис. 28 показаны основные типы центро-
вых отверстий: типа А — для заготовок, по-
сле обработки которых необходимость в цен-
тровых отверстиях оз надает; тип В — для
заготовок, которые обрабатываются в даль-
нейшем закрепленными в центрах;
тип R — для заготовок точных деталей (обе-
спечивает надежный кольцевой контакт с по-
верхностью головки центра даже при некото-
рых перекосах).
Обычный (жесткий) центр (рис. 29) состоит из
рабочего конуса 1 с углом 60° (а для тя-
желых станков 70° или 90°) и хвостовика 2,
18
QO ОСНОВНЫЙ ТИПЫ ЦЕНТРОВЫХ ОТВЕРС-
тий
29 ЖЕСТКИЙ ЦЕНТР:
1 — рабочий конус, 2 — хвостовик
Of] ВРАЩАЮЩИЙСЯ ЦЕНТР ДЛЯ ЛЕГКИХ
РАДИАЛЬНЫХ НАГРУЗОК (ДО 2000 И):
1 — крышка, 2 — радиальный подшипник,
3 — упорный подшипник, 4 — корпус с хво-
стовиком, 5 — центр, 6 — игольчатый под-
шипник
выполненного по стандартному кону-
су Морзе (№ 2,3,4,5,6). Угол уклона конуса
хвостовика 1°26 . Для тяжелых станков хво-
стовик центра имеет метрический конус:
М 60, М 100 или М 120 с углом уклона 1°30'.
Жесткий задний центр применяют при сра-
внительно невысокой частоте вращения шпи-
нделя (до 150 об/мин). Работа с высокой
частотой вращения вызывает необходимость
в применении вращающегося заднего
центра, шпиндель которого установлен в по-
дшипниках: радиально-упорных шариковых
для легких работ, радиально-упорных роли-
ковых для повышенных нагрузок.
На рис. 30 показан вращающийся центр для
легких радиальных нагрузок. Осевую нагрузку
воспринимают упорный подшипник 3 и за-
дний игольчатый подшипник 6. Радиальную
нагрузку воспринимает радиальный подшип-
ник 2. Крышка 1 ввертывается в корпус 4 и
упирается в торец наружного кольца ради-
ального подшипника, что позволяет регули-
ровать люфт (зазор). Фетровое уплотнение в
крышке предохраняет подшипники от загряз-
нения и вытекания смазки.
Для передачи вращения от шпинделя к заго-
товке, установленной в центрах, служат
поводковые устройства. Прос-
тейшее из них — токарный
хомутик (рис. 31, а—в). Вращаясь вме-
сте со шпинделем, планшайба 7 поводком 3
увлекает за собой хомутик 2, а вместе с ним
установленную в центрах заготовку. Роль
поводка выполняет пален или планка. На
рис. 32 показано применение хомутика с ото-
гнутым хвостовиком, который входит в ради-
альный паз планшайбы.
Работа с хомутиком представляет опреде-
ленную опасность: возможны случаи захвата
хвостовиком хомутика одежды рабочего.
Поэтому в целях безопасности применяют
04 ПЕРЕДАЧА ВРАЩЕНИЯ ПЛ ЗА10ТОВКУ
1 ПРИ ПОМОЩИ ХОМУ ГИКА:
О О САМОЗАЖИМНОЙ ПОВОДКОВЫЙ ХОМУ
° ° ти к
а — поводковая планшайба с поводком-
пальцем, б — поводковая планшайба с по-
водком-планкой, в — условное обозначе-
ние; 1 — поводковая планшайба, 2 — хому-
тик, 3 — поводок
1 — кольцо, 2 — ось, 3 — пружина, 4 — по-
водок
ОО ПРИМЕНЕНИЕ ХОМУТИКА С ОТОГНУ-
ТЫМ ХВОСТОВИКОМ:
1 — поводковая планшайба, 2 — передний
центр, 3 — хомутик, 4 — задний центр,
5 — ПЦНОЛь
J — г. Ki’-.'2 — «плавающее» кольцо,
к — кулачок, 4 — ось кулачка
I — корпус оправки с коническим хвостови-
ком, 2 — поводковая шайба с торцовыми
зубцами, 3 — плавающий центр, 4 — пру-
жина, 5 — регулирующий винт пружины
Конус Морзе № 5
20
ОД ЗАКРЕПЛЕНИЕ ЗАГОТОВКИ В ОБРАТНЫХ
ЦЕНТРАХ (ИОВОДКАХ ТРЕНИЯ):
а — установка по фаскам, б — установка по
торцовым конусам, в — условное обозначе-
ние; 1 — передний центр, 2 — задний вра-
щающийся центр
37
ЗАКРЕПЛЕНИЕ ЗАГОТОВКИ ПРИ ПОМО-
ЩИ ПОВОДКОВОГО ЦЕНТРА - .«ЕРША» f«k
УСЛОВНОЕ ОБОЗНАЧЕНИЙ (о):
I — центр-керш», 2 — задний вращающий-
ся центр
планшайбы с защитными кожухами (безо-
пасные планшайбы) (см. рис. 31). Чтобы не
повредить поверхность зажимаемой заготов-
ки при чистовом обтачивании, на нее надева-
ют разрезную втулку либо под зажимной
болт подкладывают резиновую шайбу.
Сокращение времени на установку и снятие
хомутика достигается применением быстро-
действующих поводковых устройств. Основ-
ной деталью самозажимного поводко-
вого хомутика является кольцо 1
(рис. 33), которое надевают на заготовку,
установленную в центрах. При включении
шпинделя планшайба воздействует на пово-
док 4, который, поворачиваясь на оси 2,
захватывает заготовку рифленой рабочей по-
верхностью. В процессе резания этот хомутик
тем надежнее зажимает заготовку, чем боль-
ше глубина резания и подача.
Передачу крутящего момента от шпинделя на
заготовку часто осуществляют специальным
лп ЗАКРЕПЛЕНИЕ' ДЛИННОЙ ЗАГОЛОВКИ ИЗ
*50 ПРОКАТА В ПАТРОНЕ С ПОДДЕРЖКОЙ
ЗАДНИМ ЦЕНТРОМ (Я УСЛОВНОЕ ОБО.
ЗНАЧЕНИЕ (*)
21
поводковым самозажимным
патроном с эксцентриковыми кулачка-
ми. Конструкция такого патрона предложена
токарем-новатором В. К. Семинским (рис.
34). Наличие «плавающего» кольца 2, на ко-
тором расположены оси 4 кулачков 3,
позволяет закрепить заготовку с неровной
наружной поверхностью (например, поковку).
Широко применяются также поводковые
оправки, которые увлекают заготовку зубца-
ми, находящимися на рабочем торце поводко-
вой шайбы. Заготовка поджимается к зубцам
центром задней бабки. Одна из конструкций
поводковой оправки приведена на рис. 35. На
установку заготовок в центрах (с надеванием
хомутика) затрачивается от 0,25 до 0,6 мин (в
зависимости от массы заготовки). Установка
в центрах с поводковым самозажимным па-
троном или поводковой оправкой сокращает
время на зажим и снятие заготовок почти в
2 раза.
Валики небольшого диаметра закрепляют в
обратных центрах типа «рюмка» на ходу
станка (рис. 36, а). Заготовка поджимается к
«рюмке» задним врашающимся центром и ув-
лекается во вращение благодаря трению ме-
жду «рюмкой» и фаской заготовки, поэтому
такой поводок называют поводком
трения. Валики диаметром до 15 мм мо-
жно закреплять в обратных центрах
(рис. 36, б,в). На заготовках предварительно
протачивают торцовые конусы под уг-
лом 60 °.
Поводком при получистовой обработке
валиков диаметром до 30 мм может ’служить
рифленый поводковый центр — «ерш»
(рис. 37, а,б). Длинные ( / > 5d) заготовки из
проката при черновом обтачивании крепят в
трехкулачковом патроне с поддержкой за-
дним опорным центром (рис. 38, а,б).
§ 12. Резцы для обработки наружных
цилиндрических поверхностей
и установка их в резцедержателе
Проходные резцы бывают прямые и отогну-
тые (рис. 39, а,б). Отогнутыми можно не
только обтачивать наружную цилиндричес-
кую поверхность, но и подрезать торец дета-
ли. Проходные резцы имеют главный угол в
плане <р = 304-60°; меньшие углы в плане
характерны для обработки жестких загото-
вок, когда отношение длины к диаметру < 5
(см. рис. 38). Вспомогательный угол в плане
Ф1 обычно принимают 10—45°.
3Q ПРОХОДНЫЕ РЕЗЦЫ:
а — прямой, б — отогнутый, в — упорный
гг
42
4Q ТВЕРДОСПЛАВНЫЕ НА11АЙНЫЕ РЦЗЦЫ:
а — острозаточенный, б — с фаской на ре-
жущей кромке
Д-| ЧИСТОВЫЕ РЕЗЦЫ
а — с радиусной вершиной, б — широкий,
в — геометрия широкого резца
Токари часто применяют проходные упорные
резцы с главным углом в плане q>=90°
(рис. 39, в), так как ими удобно обрабатывать
наружные цилиндрические поверхности и по-
дрезать уступы. Проходные упорные резцы
применяют также для обтачивания нежестких
валов, когда отношение длины к диаметру
^>12, так как они вызывают меньший прогиб
за; отовки. Однако у резцов с углом <Р =90° в
работе участвует меньшая длина режущей
кромки, чем у резцов с углом <р = 30—60°,
поэтому стойкость проходных упорных ре-
зцов меньше, чем проходных.
Для черновых проходов применяют резцы с
радиусом закругления при вершине 0,5 мм, а
для получистовых— 1,5—i—2 мм, так как чем
больше радиус при вершине, тем меньше
резцы с многокромочными плас-
тинками ИЗ ТВЕРДОГО СПЛАВА:
а — общий вид резцов, б — конструкция
резца; 1 — державка, 2 — направляющий
штифт, 3 — опорная пластинка, 4 — пла-
стинка из твердого сплава, 5 — клин,
6 — винт
ДЗ УСТАНОВКА РЕЗЦА В РЕЗЦЕДЕРЖАТЕЛЕ:
а — контроль положения вершины резца по
заднему центру, б — установка подкладок
Неправильно
б)
Правильно
44 ДОПУСТИМЫЙ ВЫЛЕТ РЕЗЦА
высота остаточных шероховатостей. 1 вер-
досплавные резцы для обработки чугуна
имеют острую кромку, а для обработки стали
на кромке резца доводят узкую фаску
(рис. 40, а,б).
Для чистового точения целесообразно приме-
нять чистовые резцы с радиусом закругления
при вершине 3-45 мм (рис. 41, а) или широкие
резцы (ширина кромки превышает принятую
подачу — рис. 41, б,в).
Все шипе применяют резцы с механическим
креплением многокромочных неперетачивае-
мых пластинок ift твердого сплава (рис.
42, а,б). Многокромочную сменную плас-
тинку 4 насаживают отверстием на штифт
2 и прижимают к штифту и опорной
пластинке 3 клином 5 и винтом 6- После
износа одной режущей кромки пластинку
поворачивают, и в работу вступает следую-
щая кромка, а после износа всех кромок
пластинку сдают в инструментальную кладо-
вую.
Такие резцы выпускаются с шестигранными,
пятигранными, четырехгранными и трех-
гранными пластинками. Геометрия резца:
передний угол ;/= 10—15 ° , задний
угол а = 74-10 °, радиус при верши-
не г = о,4н-1 мм, фаска (ленточка) на кромках
J =0,14-0,5 мм.
Резцы с механическим креплением многокро-
мочных неперетачиваемых пластинок эконо-
мичны, удобны в работе, обеспечивают на-
дежное дробление стружки и имеют повы-
шенную стойкость по сравнению с напайными
резцами.
Резец устанавливают в резцедержателе таким
образом, чтобы вершина его была располо-
жена на уровне оси центров. Установку резца
контролируют по заднему центру (рис. 43, а).
Под подошву резца помещают подкладки из
мягкой стали, причем количество подкладок
должно быть минимальным, а подошва резца
должна опираться на подкладки всей по-
верхностью (рис. 43, б).
Вылет разца из резцедержателя не должен
превышать полторы высоты державки, т. е.
/<1,5/7 (рис. 44). Резец закрепляют в резце-
держателе не менее чем двумя болтами.
§ 13. Обработка гладких наружных
цилиндрических поверхностей
(обтачивание)
Перед началом обтачивания на основании
изучения чертежа и обмера заготовки опре-
деляют, какая толщина слоя металла подле-
жит срезанию и за сколько рабочих ходов
(проходов) можно выполнить обработку.
Резец устанавливают на требуемую глубину
резания с помощью лимба — кольца с де-
лениями, закрепленного на винте поперечных
салазок суппорта (рис. 45, а—в). На лимбе
обозначена цена деления. Ценой
деления называется величина поперечно-
го перемещения резца при повороте лимба на
одно деление.
Чтобы получить нужный диаметр детали,
применяют метод пробных рабочих
ходов. Резец подводят к вращающейся
заготовке до соприкосновения с обрабатывае-
мой поверхностью, и момент соприкосновения
замечают по появлению на заготовке едва
заметной кольцевой риски. Затем резец отво-
дят вправо за пределы заготовки продольным
перемещением суппорта. Лимбовое кольцо
устанавливают вначале в нулевое положение и
поворотом рукоятки подают поперечные са-
лазки суппорта по лимбу вперед на величину,
несколько меньшую, чем требуется для полу-
чения окончательного размера. После этого
ручной подачей обтачивают участок повер-
хности на длину 3-45 мм, отводят резец
вправо и измеряют размер обточенного учас-
тка.
По данным измерения уточняют, на какое
расстояние требуется дополнительно подать
резец вперед. Этот размер устанавливают по
лимбу и вновь обтачивают пробный участок.
Когда резец окончательно установлен на ра-
змер, остальные заготовки .партии обраба-
тывают с установкой резца по лимбу без про-
бных рабочих ходов.
Между винтом поперечных салазок и его гай-
кой всегда имеется некоторый люфт. Чтобы
24
45 ЛИМБ ПОПЕРЕЧНОЙ ПОДАЧИ:
а — схема лимба, б — установка размера,
в — вращение рукоятки для устранения
люфта; I — риска на фланце суппорта,
2 — лимб, 3 — рукоятка лимба
люфт не вызывал погрешности при установке
резца по лимбу, рукоятку винта вращают
только по часовой стрелке вправо, предвари-
тельно сделав один оборот против часовой
стрелки (см. рис. 45, в).
Верхние (резцовые) салазки суппорта также
имеют лимб. У токарных станков 1К62 и
16К20 цена деления лимбов поперечных и вер-
хних (резцовых) салазок 0,05 мм.
§14 . Выбор режима резания
для обтачивания
Одним из средств достижения высокой
производительности труда при токарной
обработке является выбор рационального
режима резания. Режим резания зависит от
обрабатываемого материала и материала
резца, от припуска на обработку, допускаемой
шероховатости детали, жесткости заготовки
и резца, способа закрепления заготовки и ре-
зца, смазочно-охлаждающей жидкости
(СОЖ) и других факторов.
Прежде всего назначают глубину резания,
стремясь по возможности срезать весь при-
пуск за один рабочий ход. Если жесткость
заготовки недостаточна или требуется высо-
кая точность, то обтачивание выполняют за
несколько рабочих ходов. Для чернового
рабочего хода глубину резания обычно прини-
мают 4—6 мм, для получистового — 2-4-4 мм
и для чистового — 0,54-2 мм.
После назначения глубины резания выбирают
подачу, которая зависит главным образом от
допускаемой шероховатости поверхности го-
товой детали. Для черновых рабочих ходов
принимают подачу 0,5-н1,2 мм/об, а для чи-
стовых — 0,24-0,4 мм/об.
Далее определяют допустимую скорость
резания Основным фактором, от которого
зависит скорость резания, является стойкость
резца — способность выдерживать высокую
температуру и сопротивляться истиранию
режущей части, что в первую очередь зависит
от материала рабочей части резца. Средние
значения допустимой скорости резания для
наружного точения приведены в табл. 1.
1. Средние значения скорости резания
для наружного точения, м/мин
Материал резца Обраба* тываемый материал Вид обработки
черновая чистовая
Быстроре- жущая сталь Р12, Р6М5 . . Сталь 20-?30 354-45
Твердый сплав ВК8 Чугун 604-70 804-100
Твердый сплав Т15К6 .... Сталь 1004-140 1504-220
Зная скорость резания и диаметр заготовки,
можно определить частоту вращения шпинде-
ля станка (число оборотов в минуту) (см. § 7).
Фактическую частоту вращения, ближайшую
меньшую к расчетной, выбирают из ряда
частот вращения шпинделя, который обеспе-
чивает коробка скоростей станка. Ряд частот
вращения указан в таблице, закрепленной на
станке.
§15 . Обработка плоских
торцовых поверхностей
и уступов (подрезание)
К плоским торцовым поверхностям и уступам
предъявляются следующие основные требо-
вания: плоскостность, т. е. отсут-
ствие выпуклости или вогнутости;
перпендикулярность оси;па -
раллельность плоскостей уступов
или торцов между собой. Для подрезания
торцов и уступов применяют резцы: про-
25
ДС ПОДРЕЗАНИЕ ТОРЦОВ И УСТУПОВ РЕЗ-
НАМИ:
а — прямым проходным, б — отогнутым
проходным, в — проходным упорным,
г — подрезным (торцовым)
а) в)
Д7 КОНТРОЛЬ УСТАНОВКИ УПОРНОГО РЕЗ-
ЦА УГОЛЬНИКОМ
ДО ПОДРЕЗАНИЕ ТОРЦА ПОПЕРЕЧНОЙ ПО-
ДАЧЕЙ УПОРНОГО РЕЗЦА:
а — подача к центру при большом припуске,
б — подача от центра при малом припуске,
в — подача к центру при установке в цен-
трах и зацентровке с фаской, г — подача к
центру при установке на заднем срезанном
центре
ДО ВЫЛЕТ ЗАГОТОВКИ ИЗ ПАТРОНА ПРИ
4,0 ПОДРЕЗАНИИ ТОРПА.
а — правильно, б — неправильно
ходной прямой (рис. 46, а), проходной ото-
гнутый (рис. 46, б), проходной упорный
(рис. 46, в), подрезной (торцовый)
(рис. 46, г).
Невысокие уступы подрезают проходным
упорным резцом при продольной подаче,
причем подрезание уступа обычно совмещают
с обтачиванием наружной поверхности
(рис. 46, в). Режущая кромка резца в этом
случае должна располагаться перпендикуляр-
но оси заготовки, что контролируют уголь-
ником (рис. 47).
При закреплении заготовки в патроне вылет
ее должен быть по возможности минималь-
ным (рис. 48, а,б). Торец можно подрезать
упорным резцом поперечной подачей с уста-
новкой главной режущей кромки под не-
большим углом (5-е10°) к торцовой по-
верхности (рис. 49, а), работу резания в этом
случае выполняет вспомогательная режущая
кромка. Если при подрезании торца прихо-
дится срезать большой припуск, то подача в
направлении к центру вызывает отжимаю-
щую силу (черная стрелка), углубляющую ре-
зец в торец, в результате чего торец может
получиться вогнутым. Чтобы этого не прои-
зошло, чистовой рабочий ход выполняют
поперечной подачей от центра (рис. 49, б).
На рис. 49, в,г показаны методы подрезания
26
торца при закреплении заготовки в патроне и
зацентровке с фаской (тип В) или в патроне с
поджимом срезанным задним центром.
Плоскостность торца после подрезания про-
веряют прикладыванием к нему ребра линей-
ки или угольника. Перпендикулярность торца
к наружной поверхности определяют уголь-
ником.
§16 . Обработка
ступенчатых валов
Валы, имеющие несколько участков различ-
ного диаметра и длины, называются
ступенчатыми. Для обработки сту-
пенчатых валов станок налаживают с по-
мощью пробных рабочих ходов, отдельно для
каждой ступени. Деления лимба, соответ-
ствующие диаметрам каждой ступени, запо-
минают или записывают. По этим данным
ведут обработку всей партии заготовок без
пробных рабочих ходов.
Длины ступеней контролируют штангенцир-
кулем с выдвижным глубиномером (типа
ШЦ-1), штангенглубиномером, линейкой или
шаблоном (рис. 50, а—г). Токарные станки
16К20, 1К62, 1К625, 1И611 и другие имеют
лимб продольной подачи. Повороту лимба на
одно деление соответствует перемещение суп-
порта на один миллиметр. По лимбу про-
дольной подачи можно контролировать про-
дольное перемещение резца и отводить резец
в тот момент, когда получена нужная длина
ступени.
Высокая производительность при обработке
ступенчатых валов достигается правильным
выбором схемы обработки. Наиболее про-
изводительной является такая схема обтачи-
вания, при которой весь припуск расчленяют
на участки (рис. 51, а). Общий путь перемеще-
ния резца при этом равен сумме длин
ступеней (мм):
^сум — h + 4 4“ 4-
Если жесткость заготовки не позволяет вести
обтачивание с большой глубиной резания, то
принимается схема расчленения припуска по
глубине резания на рабочие ходы (рис. 51,6),
при этом общий путь перемещения резца
/сум составит (мм):
4ум — (4 + 4 + 4) + (4 + + h —
= 34 + 24 + 4.
Работа по второй схеме менее производи-
тельна, чем по первой.
СП КОНТРОЛЬ ДЛИН СТУПЕНЕЙ СТУПЕН-
ЧАТОГО ВАЛИКА:
а — иипанценциркулем ШЦ-I, б — штан-
генглубиномером, в — линейкой, г — шаб-
лоном, I — контролируемый размер
Большую партию ступенчатых заготовок
целесообразно обрабатывать, пользуясь про-
дольным упором, закрепляемым на направля-
ющей станины и ограничивающим перемеще-
ние суппорта (рис. 52). Проточив первую
пробную заготовку на нужную длину, токарь
выключает станок и, не отводя суппорта,
закрепляет упор так, чтобы он прикоснулся к
левой боковой грани каретки суппорта. Те-
перь все последующие заготовки, обрабаты-
ваемые при перемещении суппорта до упора,
будут иметь одинаковые длины обтачивае-
мых ступеней. Механическую подачу выклю-
чают при подходе суппорта к упору на рассто-
янии 1-^-2 мм и доводят его до упора ручной
подачей.
Заготовки с несколькими ступенями обраба-
тывают по упору с мерными длиноограничи-
телями, в качестве которых можно использо-
27
E-j СХЕМА ОБТАЧИВАНИЯ СТУПЕНЧАТОГО
3 ' ВАЛИКА
а — за один рабочий ход с расчленением
припуска по длине и глубине на участки,
б — за три рабочих хода с расчленением
припуска по глубине
Участок 3 Участок 2 Участок 1
Ф50
LM.---ь—л ь J
53 ПЛАВАЮЩИЙ ЦЕНТР:
I — упорный винт, 2 — пружина, 3 — кор-
пус. 4 — винт-стопор, 5 — центр, б —
винт-итонка
ЦП НЕПОДВИЖНЫЙ ПРОДОЛЬНЫЙ УПОР К
ТОКАРНОМУ СТАНКУ 16К20:
1 — корпус упора, 2 — прижимная планка,
3 — зажимной винт, 4 — регулировочный
винт
ЦЛ СХЕМА НАЛАДКИ СТАНКА НА ОБТАЧИ-
ВАННЕ СТУПЕНЧАТОГО ВАЛА ПО УПО-
РУ (о), УСЛОВНОЕ ОБОЗНАЧЕНИЕ (б):
1 — плавающий центр, 2 — упор, 3 — регу-
лировочный винт, 4 — длиноограничители
28
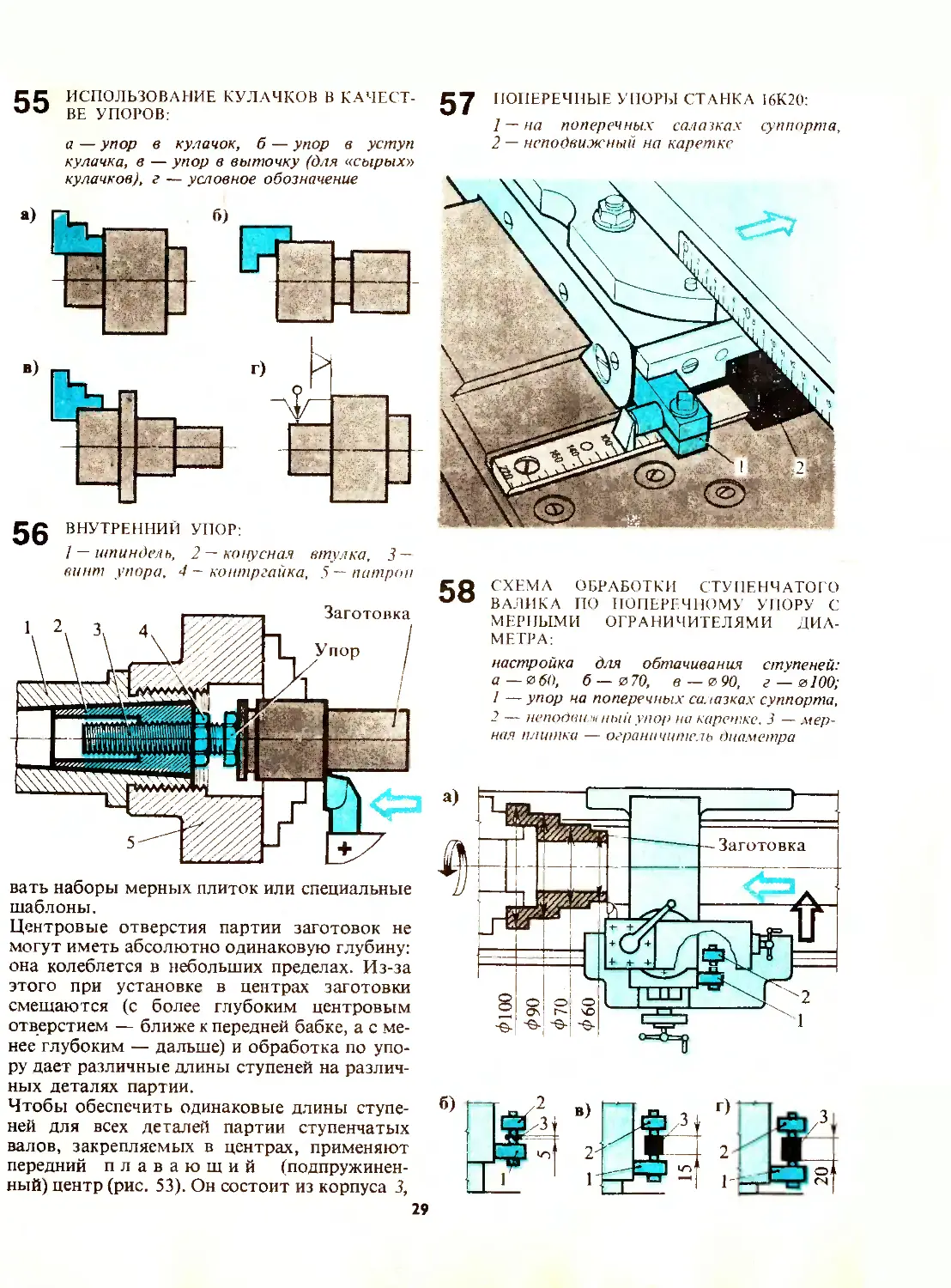
ЕЕ ИСПОЛЬЗОВАНИЕ КУЛАЧКОВ В КАЧЕСТ-
vJ'J BE УПОРОВ:
а — упор в кулачок, б — упор в уступ
кулачка, в — упор в выточку (для «сырых»
кулачков), г — условное обозначение
, *7 ПОПЕРЕЧНЫЕ УПОРЫ СТАНКА 16К20:
1 — на поперечных салазках суппорта,
2 — неподвижный на каретке
вать наборы мерных плиток или специальные
шаблоны.
Центровые отверстия партии заготовок не
могут иметь абсолютно одинаковую глубину:
она колеблется в небольших пределах. Из-за
этого при установке в центрах заготовки
смещаются (с более глубоким центровым
отверстием — ближе к передней бабке, а с ме-
нее глубоким — дальше) и обработка по упо-
ру дает различные длины ступеней на различ-
ных деталях партии.
Чтобы обеспечить одинаковые длины ступе-
ней для всех деталей партии ступенчатых
валов, закрепляемых в центрах, применяют
передний плавающий (подпружинен-
ный) центр (рис. 53). Он состоит из корпуса 3,
КО СХЕМА ОБРАБОТКИ СТУПЕНЧАТОГО
ВАЛИКА ПО ПОПЕРЕЧНОМУ УПОРУ С
МЕРНЫМИ ОГРАНИЧИТЕЛЯМИ ДИА-
МЕТРА:
настройка для обтачивания ступеней:
а — 0 60, б — 0 70, в — 0 90, г — я 100;
1 — упор на поперечных са. юзках суппорта,
2 — исподни ‘и ный упор на каретке. 3 — мер-
ная плитка — ограничитель диаметра
который устанавливается в конической ра-
сточке шпинделя; собственно центра 5, сво-
бодно перемещающегося в осевом отверстии
корпуса; пружины 2 и упорного винта 1.
Винт 6 играет роль шпонки, а винт 4 — роль
стопора.
На рис. 54, а,б видно, как заготовка, поджа-
тая задним центром, упирается в торец ко-
рпуса плавающего центра, а рабочий конус
плавающего центра центрирует заготовку и в
зависимости от глубины центрового отвер-
стия может «утопать» глубже в корпус или
выдвигаться из него.
Когда обрабатывается партия коротких
заготовок в патроне по продольным упорам,
то для предотвращения ее продольного сме-
щения заготовка должна упираться в уступы
кулачков патрона (рис. 55, а—г) или в торец
винта 3 внутреннего (шпиндельного) упора
(рис. 56). Рабочий торец винта внутреннего
упора подрезают непосредственно на станке
при затянутой контргайке: это обеспечивает
его перпендикулярность оси шпинделя.
На рис. 54 показана схема наладки станка для
обтачивания ступенчатого вала по упору (с
длиноограничителями и применением плава-
ющего центра). Первую ступень на размер / л
обтачивают (?ез длиноограничителя с подачей
суппорта непосредственно до упора; вторую
ступень обтачивают на длину /3 до длино-
ограничителя, длина которого равна
U— !3, зретью степень /3 до длиноограни-
чителя, длина которого равна /4— /2; четвер-
тую ступень /] до длиноо! раничителя, длина
которого равна /4— G.
Постоянство диаметров ступеней партии
валов достигается при помощи поперечных
упоров; неподвижного поперечного упора,
закрепляемого на каретке суппорта, и по-
движного, закрепляемого на поперечных са-
лазках суппорта (рис. 57). Пример наладки
токарного станка на работу с поперечным
упором и длинноо! раничителями при обра-
ботке ступенчатой заготовки приведен на
рис. 58,а—г.
В табл. 2 указаны виды, причины и меры
предупреждения брака при обтачивании на-
ружных цилиндрических поверхностей и по-
дрезании торцов. Если брак исправим, т. е. на
поверхности заготовки осталась часть при-
пуска, то после соответствующего подвода
резца чистовой рабочий ход повторяется.
Обработанную первую пробную деталь кон-
тролируют, в случае брака устраняют его
причины, затем приступают к обработке всей
партии.
§17. Вытачивание наружных нанавон
(прорезание)и отрезание
Назначение и формы кана-
вок. На наружных поверхностях деталей
канавки вытачивают: в конце резьбового
участка для выхода резьбонарезного инстру-
мента, для установки стопоров, для разме-
щения колец и т. д. Канавки контролируют
глубиномером штангенциркуля ШЦ-1,
штангенглубиномером или шаблоном
(рис. 59, а, б).
Особенности геометрии и
конструкции прорезных и
отрезных резцов. Канавки вытачи-
вают прорезными (канавочными) резцами, а
отрезание выполняют отрезными резцами,
которые отличаются от прорезных большей
длиной оттянутой головки (рис. 60). На
рабочей части прорезного и отрезного резца
имеется режущая кромка и две вспомога-
тельные кромки, причем каждая вспомога-
тельная кромка расположена но отношению к
направлению поперечной подачи под неболь-
шим вспомогательным углом в плане
<Pi = 1-?3° и, кроме того, головка резца
сужается к подошве ( а6= 1-нЗ°). Это умень-
шает трение вспомогательных задних по-
верхностей резца о стенки прорезаемой ка-
навки.
Отрезной резец служит для отрезания готовой
детали от заготовки либо для разрезания
заготовки на части. С целью повышения
прочности головки резца применяют уси-
ленные конструкции отрезных резцов: с уве-
личенной высотой головки («петушок»)
(рис. 61, а) и с расположением режущей кро-
мки на уровне оси державки (рис. 61, б).
Ширина режущей кромки отрезного резца
зависит от диаметра обрабатываемой заго-
товки и составляет 3-н8 мм.
При вытачивании канавок и отрезании
необходимо выполнять следующие правила:
резец устанавливать точнее по оси центров
станка: если режущая кромка ниже оси цен-
тров, то при приближении резца к оси на от-
резаемой детали образуется стерженек
(рис. 62, а); при установке выше оси центров
резец, приближаясь к оси заготовки, может
упереться задней поверхностью в остающийся
стерженек (рис. 62, б);
державку прямого отрезного резца уста-
навливать строго перпендикулярно оси заго-
товки, чтобы боковая поверхность головки
30
2. Виды, причины и меры предупреждения брака пои обтачивании наружных
цилиндрических поверхностен и подрезании торцов
Причины брака Меры предупреждения
Часть поверхности ос Недостаточный припуск на обработку Неправильно выполнено центрование: цент- ровые отверстия смещены от оси заготовки Заготовка закреплена в патроне с недопусти- мым биением или перекосом Не выдержаны диаметры Ошибка измерения при снятии пробной стружки Перед установкой размера по лимбу не был выбран люфт Не выдержаны линейные разм Ненадежно закреплены упоры Разное положение заготовок в патроне Несвоевременно выключена автоматическая подача Неодинаковые линейные размеры ступеней в партии деталей К о н у ( Смещение оси центра задней бабки относи- тельно оси шпиндельного центра Перекос заднего центра вследствие загрязне- ния конической расточки пиноли задней бабки Повышенный износ из-за неправильной тер- мообработки быстрорежущего резца или нали- чия микротрещин в пластинке твердосплавно- го резца Не выбран люфт в поперечных салазках суппорта (отжим салазок) Ненадежно закреплен резец в резцедержа- теле (отжим резца) Н е п е р п е н д и к у л я р н о с т ь ropuoi Отжим резца из-за люфтов в направляющих поперечных салазок суппорта Отжим резца вследствие большого вылета галась необработанной Проконтролировать размеры заготовок, со- поставив с размерами в чертеже. Заменить за- готовку Проверить у сомнительных заготовок рас- стояние от оси центрового отверстия до пе- риферии торца При закреплении добиваться минимального биения заготовки по наружной поверхности и по торцу обточенных поверхностей Тщательно измерять заготовку при пробных проходах Выбирать люфт при пользовании лимбом еры обточенных поверхностей Надежно закрепить винты упоров Установить шпиндельный упор, надежно за- креплять заготовку, не допуская ее осевого смещения Выключать автоматическую подачу за 24-3 мм до контрольной риски и доводить резец до риски ручной подачей суппорта Применить «плавающий» передний центр : н о с т ь Устранить смещение оси центра задней бабки Тщательно очистить центр и коническую расточку пиноли задней бабки Заменить резец Выбрать люфт Надежно закрепить резец в резцедержателе зой поверхности к оси детали Подтянуть клинья поперечных салазок суп- порта Уменьшить вылет резца
31
Продолжение табл. 2
Причины брака Меры предупреждения
Отжим упорного резца вследствие большого припуска (см. рис. 49, а) Расчленить припуск на черновой и чистовой проходы, чистовой проход выполнять подачей от центра (см. рис. 49, б)
Неправильная установка заготовки Выверить и перезакрепить заготовку
Овальность
Перекос переднего центра вследствие за- грязнения конической расточки шпинделя Биение шпинделя вследствие износа его под- шипников или ослабления регулировочной гайки Ослаблено закрепление заготовки Очистить передний центр и расточку шпин- деля. Установить передний центр и проверить его индикатором на биение Поставить в известность мастера. Вызвать дежурного слесаря, устранить биение шпин- деля Проверить и надежно закрепить заготовку
Бочкообразноеть
Прогиб заготовки под действием отжимаю- щего усилия резца Износ средней части направляющих станины, вследствие чего резец становится ниже центра Уменьшить глубину резания и подачу. При- менить проходной упорный резец Требуется ремонт станка (шабрить направ- ляющие станины)
Седлообразность (больший диаметр со стороны задней бабки)
Резец ненадежно закреплен в резцедержателе и «втягивается» в заготовку Заготовка отжимается резцом Затянуть болты резцедержателя Уменьшить глубину резания и подачу. При закреплении заготовки в центрах уменьшить вылет пиноли задней бабки, надежно закре пить пиноль
Седлообразность (меньший диаметр со стороны задней бабки)
Износ направляющих станины вблизи пе- редней бабки Требуется ремонт станка
Повышенная шероховатость обработанной поверхности
Плохая заточка резца Низкая обрабатываемость (вязкая сталь, за- каленная сталь и др.) Резец установлен намного ниже или выше оси центров станка Неправильно выбран режим резания Заточить резец и довести режущую кромку Обратить внимание технолога и ОТК на не- обходимость термообработки заготовок с целью улучшения обрабатываемости Установить резец по оси центров Принять режим резания по справочнику
32
gg КОНТРОЛЬ ГЛУБИНЫ КАНАВКИ:
а — глубиномером штангенциркуля ШЦ-1,
б — шаблоном
gQ ОТРЕЗНОЙ ТВЕРДОСПЛАВНЫЙ резец
резца не терлась о стенки прорезаемой
канавки;
отрезание выполнять ближе к кулачкам
патрона, расстояние места отрезания от ку-
лачков патрона должно быть 3—5 мм. С
целью предотвращения забивания прорезае-
мой канавки стружкой и облегчения процесса
резания отрезание или прорезание следует
выполнять «вразбивку» с продольным пере-
мещением резца на 1-^2 мм в обе стороны
(рис. 63, а).
если обрабатывается партия заготовок и вы-
тачивание канавки или отрезание являются
самостоятельными работами (операциями),
то каретку суппорта закреплять на станине, а
клинья суппорта подтягивать, что предотвра-
щает вибрации и уменьшает опасность по-
ломки отрезного резца;
при отрезании заготовок большого диаметра
резец не доводить до оси заготовки, так как
под действием собственной массы часть заго-
товки может начать отламываться раньше,
чем режущая кромка дойдет до оси, и во-
зможно защемление резца в прорезанной
канавке. Выводить резец из канавки, не дово-
дя режущую кромку на 2ч-3 мм до оси, а
затем, остановив станок, отломить отрезае-
мую часть.
Отрезание заготовок небольшого диаметра,
когда к торцу изготовляемой детали предъяв-
ляются невысокие требования, производится
отрезным резцом со скошенной режущей
кромкой (рис. 63, 6).
Тяжелые отрезные работы (большой диа-
метр: твердый материал) целесообразно вы-
g-| УСИЛЕННЫЕ ОТРЕЗНЫЕ РЕЗЦЫ:
а — с увеличенной высотой головки («пе-
тушок»), б — с расположением режущей
кромки на уровне оси державки
2-290
33
65
СП СХЕМА ОТРЕЗАНИЯ РЕЗЦОМ УСТАНОВ-
(ЕННЫМ НЕ 110 ЦЕНТРУ ЗАГОТОВКИ
а — при установке ниже центра, б — при
установке выше центра; положения резца:
I — в начале отрезания, 2 — в конце отре-
зания
gg < ХЕМЫ ОТРЕЗАНИЯ
а — «вразбивку», б — с подрезанием торца
отрезаемой детали
ПРИМЕНЕНИЕ ОТКИДНЫХ УПОРОВ ПРИ
ОТРЕЗАНИИ:
а — упор закреплен в пиноли задней бабки,
б — упор закреплен в резцедержателе;
1 — упор (в положении при установке заго-
товки), 2 — шарнир, 3 — основание;
L — вылет прутка из патрона
СД ОТРЕЗНОЙ РЕЗЕЦ, РАБОТАЮЩИЕ! ПРИ
ОБРАТНОМ ВРАЩЕНИИ ШПИНДЕЛЯ
поднять обратным вращением шпинделя изо-
гнутым отрезным резцом, режущая кромка
которого расположена снизу (рис. 64). При
этом стружка не задерживается на резце и
под действием собственной массы падает в
корыто. Кроме того, выступы или твердые
включения, ударяя о резец, вызывают некото-
рый отжим изогнутой державки, что аморти-
зирует удар и предохраняет резец от поломки.
Для получения заданной длины L отрезанной
части при отрезании заготовок от прутка
рекомендуется пруток выдвигать из патрона
до соприкосновения с откидным упором, за-
крепленным в задней бабке (рис. 65, а) или в
резцедержателе (рис. 65, б); после установки
прутка упор отводят в сторону.
Режим резания при отреза-
н и и. Подача при отрезании принимается
меньшей, чем при наружном обтачивании или
34
3. Виды, причины и меры предупреждения брака
при протачивании канавок и отрезании
Виды брака Причины Меры предупреждения
Неточный размер канавки по ширине Неточность размера канавки по глубине Боковые стороны канавки не- перпендикулярны оси детали Не выдержано расположение канавки относительно торца или уступа детали Захват резцом стружки чрез- мерно большой толщины (под- рыв) Повышенная шероховатость поверхности канавки Неточность ширины мерного резня Неточносп. контроля при вытачивании канавки «враз- бивку» или последователь- ным врезанием Ошибка при отсчете числа делений по лимбу Не выбран люфт винта по- перечного суппорта Резец «самозатягивается» в деталь Резец установлен неперпен- дикулярно оси детали Резец имеет малые вспомо- гательные углы в плане Ослаблены клинья попереч- ных салазок Неточность устаноки резца по упору Большой люфт между вин- том и гайкой поперечного суппорта Биение шпинделя Вибрация из-за большой ши- рины или большого вылета резца Правильно заточить широкий резец, а узкий заменить Предварительно прорезать контрольные риски, ограничи- вающие « разбивку» Тщательный контроль глуби- ны канавки шаблоном или глу- биномером Выбрать люфт Переточить резец (уменьшить передний угол) Проверить установку резца Правильно заточить резец Подтянуть клинья Проверить установку резца и упора Отрегулировать люфт Вызвать дежурного слесаря для регулирования переднего подшипника Работать более узким рез- цом, протачивать канавки «вразбивку» или использовать более жесткий резец
подрезании торца. Так, при отрезании загото-
вок (деталей) диаметром до 60 мм рекоменду-
ется, подача 0,1-4-0,15 мм/об, при больших
диаметрах — до 0,3 мм/об. Скорость резания
при отрезании на 15н-2О% меньше, чем при
наружном точении.
В прорезаемой канавке возникает значи-
тельное трение между поверхностями резца и
летали, поэтому при отрезании стальных
деталей в качестве СОЖ применяют мине-
ральное масло или жидкость «Аквол-2».
Брак при вытачивании канавок и отрезании и
меры его предупреждения приведены
в табл. 3.
К о нтро.1 ьи ы е вопросы
1. Как устроен и работает грехку.тачковый токарный
патрон?
2. Как контролируют длину ступеней при об|ачива-
иии ступенчат01 о вала?
3. Для чею предназначен и как устроен плаваюший
центр?
4. Перечислите основные особенности выполнения
работ по подрезанию горцов, вьиачивашло кана-
вок и о i резанию.
5. Назовите виды и меры предупреждения брака при
обтачивании .наружных цилиндрических поверх-
ностей.
35
2*
Глава 3
Технологический процесс
токарной обработки
§18. Элементы
технологичесного процесса
и технологический процесс
обработки простого вала
Заготовки. Понятие о заготовке дано в
гл. 1 (§ 3). Заготовки производят в литейных
цехах (отливки), кузнечных цехах (поковки
свободной ковки, поковки-штамповки) или
нарезают из проката в заготовительных
цехах. Способ производства заготовок зави-
сит от конструктивных требований к деталям
и вида производства.
Технологический процесс.
При изготовлении различных деталей обтачи-
вание, подрезание торцов и уступов, прореза-
ние канавок и отрезание выполняют обычно
комплексно, в определенной последователь-
ности. Например, при изготовлении из пру-
тковой заготовки (проката) е>34 детали «па-
лец» (простой вал) (рис. 66, б) принята такая
последовательность: проходным отогнутым
резцом I (рис. 66,в) подрезают торец. Про-
ходным упорным резцом II обтачивают на-
ружные поверхности 032 и 025, канавочным
резцом III вытачивают канавку шириной
3 мм, резцом I снимают фаску 2x45°, отре-
зают деталь отрезным резцом IV. Затем
отрезанную деталь вновь закрепляют в па-
троне за поверхность 0 25, подрезают второй
торец и снимают фаску резцом I.
Величина вылета прутка из патрона определяется
следующим расчетом: 65 мм — длина детали, 1 мм —
припуск на подрезание правого торца, I мм — при-
пуск на подрезание левого торца, 3 мм — ширина
отрезного резца, 3 мм — расстояние от отрезного
резца до патрона. Всего: 65 + 1 + 1 + 3 + 3 — 73 мм
(см. рис. 66,а).
Резцы закреплены в резцедержателе последо-
вательно (по очередности их применения) и
вводятся в работу поворотом резцедержате-
ля. Установка инструментов в резцедержате-
ле называется наладкой резцедер-
жателя, схема которой для обработки
детали «палец» показана на рис. 66,г.
Последовательность выполнения различных
видов обработки, направленная на превраще-
ние заготовки в готовую деталь, составляет
технологический процесс.
«Технологический процесс — это часть про-
изводственного процесса, содержащая дейс-
твия по изменению и последующему опреде-
лению состояния предмета производства»
(ГОСТ 3.1109—73).
Законченная часть технологического про-
цесса, выполняемая на одном рабочем месте,
называется операцией. После снятия
детали со станка и закрепления новой заго-
товки начинается новая операция.
В приведенном примере технологический
процесс обработки детали «палец» состоит из
одной токарной операции. Так как выполня-
лось два закрепления детали (за наружную
поверхность прутка и за проточенную по-
верхность й25), то считается, что операция
выполнялась в два установа.
У станов — часть технологической опера-
ции, выполняемая при неизменном закрепле-
нии обрабатываемых заготовок.
Выполняемые виды обработки (подрезание
торца, наружное обтачивание, вытачивание
канавки и т. д.) называются технологически-
ми переходами. Технологический
переход — законченная часть технологи-
ческой операции, характеризуемая постоян-
ством применяемого инструмента и повер-
хностей, образуемых обработкой.
Таким образом, операция токарной обра-
ботки заготовки детали «палец» (рис. 66, б)
выполнялась за два установа, причем за пер-
вый уставов выполнено пято переходов, а за
второй у станов — два перехода.
Полная обработка заготовки за одну опера-
цию характерна для единичного про-
изводства.
В условиях серийного производства,
т. е. при изготовлении деталей партиями (или
сериями), технологический процесс обработки
расчленяют на несколько операций, которые
могут выполняться последовательно на од-
ном и том же или на разных станках. К
примеру, деталь «палец» (рис. 66, б) можно
изготовить из предварительно нарезанных
заготовок за две операции с применением
продольного упора (рис. 67).
В условиях массового производства,
т. е. когда одинаковые детали изготовляются
в больших количествах и на протяжении
длительного времени, деталь «палец» целесо-
образно изготовлять на токарном автомате.
При большом припуске на обработку переход
36
ее ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ИЗГОТОВ-
ЛЕНИЯ ДЕТАЛИ «ПАЛЕЦ» В УСЛОВИЯХ
ПРОИЗВОДСТВА ЗА ОДНУ
ЕДИНИЧНОГО
ОПЕРАЦИЮ:
а) Заготовка б)
а — заготовка, б — чертеж дегпали «па-
лец», в — схема техно югического процесса,
г — схема наладки резцедержателя;
1—б — переходы; резцы: I — проходной
отогнутый, II — проходной упорный,
III — канавочный, IV — отрезной
37
расчленяют на несколько рабочих ходов
(проходов). Рабочий ход — закончен-
ная часть технологического перехода, состоя-
щая из однократного перемещения инстру-
мента относительно заготовки, сопровождае-
мого изменением формы, размеров или шеро-
ховатости поверхности заготовки.
§19. Технологические базы
В примере обработки заготовки детали
«палец» (см рис. 66) заготовка при первом
ус ганове закрепляется за наружную повер-
хность прутка, которая в данном случае
является установочной базой. При втором
установе установочной базой является обра-
ботанная поверхность 025. Таким образом,
установочной базой называется
поверхность, по которой заготовка закрепля-
ется и ориентируется относительно станка и
режущего инструмента.
При токарной обработке в качестве устано-
вочных баз могут приниматься: наружные
поверхности (рис. 68, а), внутренние повер-
хности (рис. 68, б), торцовые поверхности,
центровые отверстия (см. рис. 31). Возмож-
ны сочетания двух поверхностей в качестве
базовых, например при закреплении в центрах
и паз роне базовыми поверхностями являются
наружная поверхность и коническая повер-
хность фаски центрового отверстия со сторо-
ны задней бабки (см. рис. 38).
Установочная база, используемая на первой
операции, называется черновой
базой. Например, наружная поверхность
заготовки на рис. 66 является черновой базой.
Установочная база, которая образовалась в
результате черновой обработки и использу-
ется для закрепления заготовки при дальней-
шей обработке, называется чистовой
базой. 11апример, обработанная повер-
хность 0 25 (см. рис. 66) является чистовой
базой для установа Ь
Установочная база считается основной,
если она является поверхностью, которая
важна для работы детали в сборочной
единице (узле). Например, поверхность025
детали «палец» (см. рис. 66) сопрягается с от-
верстием в сборочной единице (узле) машины,
поэтому она является чистовой основной
базой.
Поверхности, служащие в качестве устано-
вочных баз и не hi оающие роли в работе
детали (чертежом обработка их не пре-
дусмотрена), называются вспомога-
тельными базами. Пример вспомо-
68
СХЕМЫ БАЗИРОВАНИЯ ЗАГОТОВОК ПО
ПОВЕРХНОСТИ
а — наружной цилиндрической, б — внут-
ренней цилиндрической и торцовой
69
ПРИМЕР ВЫБОРА ЧЕРНОВОЙ БАЗЫ:
а — чертеж детали, б — схема закрепления
заготовки детали «ступенчатый диск» за
базовую поверхность, которая в дальней-
шем не обрабатывается
38
гательной базы: центровые отверстия на
торцах валов, служащие для установки валов
в центрах (см. рис. 31).
Поверхности обрабатываемой заготовки, от
которых производится отсчет размера, назы-
ваются измерительными база-
м и. Так, для измерения размера 50 мм
детали «палец» (см. рис. 66) измерительной
базой является торец детали.
Установочные и измерительные базы назы-
ваются технологическими ба-
зами. При выборе баз руководствуются
правилом единства баз: устано-
вочная и измерительная базы должны
по возможности являться одними и теми же
поверхностями. Соблюдение этого правила
обеспечивает высокую точность обработки.
При выборе технологических баз учитывают
также следующие правила:
1.3а черновую установочную
базу принимают ту поверхность, которая в
дальнейшем не подлежит обработке или ра-
змер ее задан с наибольшим допуском.
Соблюдение этого правила исключает во-
зможность брака при дальнейшей обработке.
Например, деталь, изображенная на
рис. 69, а,б, могла бы на первой операции
базироваться по поверхности 2(0120) или по
поверхности 2 (с65). Заготовка-штамповка
может иметь некоторые смещения осей по-
верхностей 1 и 2. Поэтому, если за базу взять
поверхность 2, которая подлежит в дальней-
шем обработке на 0 55/18* и 6-му классу
шероховатости, то ось обрабатываемого от
этой базы отверстия 0 30 может оказаться
смещенной от оси ступени 1 (0120), и испра-
вить погрешность невозможно, так как по-
верхность о 120 обработке не подлежит
(припуск на обработку не предусмотрен). Если
принять за базу псвепхность 1 заготовки
(0120), то возможная несоосность отверстия
030/710 и поверхности 055/18 легко исправи-
ма, так как поверхность 055/18 обрабатыва-
ется и имеет припуск на обработку.
2. В качестве черновой базы принимают
поверхность, не имеющую неровностей, усту-
пов и других дефектов, что важно для обеспе-
чения надежности закрепления заготовки.
При выборе чистовой базы необходимо
соблюдать правило постоянства
баз: от одной и той же чистовой базы
следует обрабатывать по возможности боль-
шее число поверхностей.
* Перевод обозначений допусков по ОСТ в Еди-
ную систему допусков и посадок СЭВ дан в при-
ложении 1.
§ 20. Правила построения
технологического пр зцесса
Технологический процесс является основой
организации производства, так как в зависи-
мости от содержания процесса определяют
количество необходимого оборудования и ра-
бочей силы для выполнения программы по
выпуску деталей.
Технологический процесс связывает между
собой все звенья производства. Поэтому
точное соблюдение технологии является не-
обходимым условьем правильной организа-
ции производства. Технологический процесс
является законом производства, который на-
рушать нельзя.
Технологический процесс должен обеспечи-
вать наиболее экономичное изготовление де-
талей в соответ ствии с указанными в чертеже
техническими требованиями.
Исходные данные для пост-
роения технологического
процесса: чертеж детали и технические
требования к ее изготовлению. В чертеже
детали указываются все сведения, необходи-
мые для ее изготовления: форма и размеры
поверхностей, материал заготовки, техниче-
ские требования к изготовлению, точность
формы, точность размеров, точность взаим-
ного расположения поверхностей (допускае-
мая несоосность, неперпендикулярность
и др.), требования к шероховатости поверх-
ностей;
род и размеры заготовки, из которой должна
быть изготовлена деталь;
количество деталей, которое нужно изгото-
вить;
данные о технологических возможностях
станка, на котором намечено обрабатывать
заготовки. Под технологическими понимают
такие возможности станка, которые позволя-
ют строить процесс наиболее производи-
тельно. Например, если шпиндель станка
имеет сквозное отверстие большего диамет-
ра, чем диаметр прутка, то это позволяет
изготовлять детали из прутка, что во многих
случаях выгоднее, чем изготовление из от-
дельных заготовок
Построение Технологического процесса дол-
жно подчиняться определенным правилам.
Правила для единичного
производства:
обработку заготовок по возможности вы-
полнять за два установа: сначала с одной
стороны (обработка чистовой базы), затем с
другой стороны (см. рис. 61);
39
4. Операционная карта токарной обработки детали «Палец
Ли
Н-ский механический з-д,
цех 5
Операционная карга механической
обработки
01
Палец Наименование детали
АБВГ 234341015 Тсхиоло» ический шифр но ГОСТу
R/20
Деталь
65
2x45
50
2x45
Наименование операции № операции
Токарная 11
Количество деталей в партии 100
Материал — сталь Марка — сталь 30 зв =60 кге/мм2 (600 МПа)
Станок 16К20 Профессия рабочего Разряд
Технологические возмож- ности станка: L Резцедержатель фикси- рует точно 2. Имеется однопозицион- ный продольный упор 3, К патрону имеются сы- рые кулачки Токарь 3
77родолжение табл. 4
3 х: н» Переходы Содержание устанонов и переходов Схемы переходов Приспособления Инструмент Режим резания
режущий и ?мери- тельный глубина резания t, мм подача s, мм,, об - к § сз у Э ' частота вращения шпинделя ; п, об/мин
А Установить заготовку в пат- рон с расточенными кулачка- ми за поверхность 032, с вылетом 52 мм 65 о сч Т рехкулач- ковый само- центрирую- щий патрон с сырыми ку- лачками , продольный упор, мерная плитка / 50 мм
Т г— ё г
У Ч +
1 .Подрезать торец (поверх- ность /) в размер 65 мм на- чисто Про- ходной резец Т15К6 Штан- генцир- куль 1 0,3 120 305
2 Точить поверхность (3) 0 25 на длину 50 мм начисто юм/ Т рехкулач- ковый само- центрирую- щий патрон с сырыми кулачками, упор Упор- ный ре- зец Т15К6 То же 3,5 0,3 120 305
'I » | + X Ф 25
3 Точить фаску (6) 2x45 начисто 2 х45° —*г «А Трехку- лачковый самоцентри- рующий па- трон с сы- рыми кулач- ками Про- ходной резец Т15К6 » 2 120 305
• *
1 +
4 Выточить канавку (4) ши- риной 3 мм, глубиной 1 мм начисто 50 Трехку- лачковый са- моцентриру- ющий патрон с сырыми кулачками, упор Кана вочный резец Т15К6 Шаб- лон на канавку 3 0,1 120 305
23 Jp 3 -<
/Ю2 0 ф J
укрупнять операции, т. е. объединять в одном
установе несколько переходов (см. рис. 66; в
установе А — шесть переходов, в устано-
ве Б — два перехода).
Правила для серийного
производства:
технологический процесс обработки расчле-
нять на несколько простых операций;
для каждой операции предусматривать вы-
полнение продольных размеров по про-
дольному упору или лимбу продольной пода-
чи, а поперечных размеров — по поперечному
упору или лимбу винта поперечных салазок
суппорта;
на первой операции подготовлять чистовую
базу;
на последней операции вначале выполнять
переходы, при которых можно пользоваться
упорами и лимбами, а затем остальные
переходы.
Технологический процесс оформляется специ-
альными документами. В СССР с 1974 г. вве-
дена Единая система технологической доку-
ментации (ЕСТД), по которой установлены
основные виды технологических документов.
Маршрутная карта. Документ,
содержащий описание технологического поо-
цесса изготовления изделия по всем операци-
ям в технологической последовательности, с
указанием соответствующих данных по обо-
рудованию, оснастке, материальным, трудо-
вым и другим нормативам.
Операционная карта. Документ,
содержащий описание операций технологи-
ческого процесса изготовления изделий с рас-
членением операций по переходам и с указани-
ем режимов работы, расчетных норм и тру-
довых нормативов.
Карта эскизов и схем. Документ,
содержащий графическую иллюстрацию те-
хнологического процесса изготовления изде-
лия и отдельных его элементов.
Стандарты ЕСТД устанавливают формы
бланков технологических документов.
В табл. 4 приведена операционная карта
второй операции обработки детали «палец» в
условиях серийного производства
(см. рис. 66). Операционная карта оформлена
па стандартном бланке, установленном
ЕС! Д.
Контрольные вопросы
1. Чю такое технологический процесс и из каких
элементов он состоит?
2. Что такое установочная база, как выбирают чер-
новые и чистовые базы?
3. Перечислите правила построения технологического
процесса для единичного и серийного производства.
4. Что такое операция, у станов, технологический пе-
реход?
Глава 4
Обработка
цилиндрических отверстий
§ 21. Общие сведения
о деталях с отверстиями.
Контроль отверстий
Во многих деталях машин важным элементом
являются отверстия. Через отверстия
соединяют детали винтами или болтами.
Отверстия служат для установки подшипни-
ков, подвода смазки или охлаждающей
жидкости. Рабочими полостями двигателей,
компрессоров являются также отверстия и
т. д.
К отверстиям предъявляются различные
требования по точности, прямолинейности
оси, правильности геометрической формы,
шероховатости поверхности.
Цилиндрические отверстия бывают гладкие,
ступенчатые, с канавкой (выточкой) Отвер-
стия могут быть также сквозными или глухи-
ми (рис. 70, а—д).
Диаметры отверстий контролируют штан-
генциркулем с точностью отсчета до 0,1 мм
или 0,25. При замерах штангенциркулем
ШЦ-11 с точностью до 0,05 мм учитывают
толщину губок (рис. 71, а).
Отверстия диаметром 120 мм и выше
измеряют микрометрическим нутромером с
точностью до 0,01 мм (рис. 71, 6).
Глубокие отверстия большого диаметра
(например, полости цилиндров) контролиру-
ют индикаторным нутромером (рис. 71, в),
который предварительно настраивают на ра-
змер по эталонному кольцу или по микро-
метру. Индикатор показывает отклонение от
установленного размера с точностью до
0,01 мм.
42
72
КАЛИБРЫ-ПРОБКИ:
71
yQ ФОРМЫ ЦИЛИНДРИЧЕСКИХ ОТВЕРСТИЙ:
а, г — гладкие, б, д — ступенчатые, в — с
канавкой
Сквозные отверстия
Глухие
КОНТРОЛЬ ДИАМЕТРА ОТВЕРСТИЯ:
а — штангенциркулем с точностью до
0,05 мм, б — микрометрическим штихмас-
сом с точностью до 0,01 мм, в — индика-
а — двусторонняя пробка, б — срезанная
односторонняя пробка, в — двусторонняя
пластинчатая пробка
торным нутромером с точностью до
0,01 мм
В крупносерийном и массовом производстве
отверстия контролируют предельными ка-
либрами-пробками (рис. 72, а). Если проход-
ная пробка ПР без усилия проходит в отвер-
стие, а непроходная НЕ — не проходит, то
размер отверстия находится в пределах до-
пуска. Для контроля отверстий диаметром
80 мм и более применяют срезанные
(рис. 72, б) и пластинчатые (рис. 72, в) про-
бки. Такие пробки легче, кроме того, ими мо-
жно выявлять овальность отверстия, про-
изводя контроль отверстия в двух взаимно
перпендикулярных направлениях.
Перед контролем калибром-пробкой полость
отверстия очищают от стружки и протирают.
Протирать отверстие и кон-
тролировать размер допуска-
ется только после полной ос-
тановки вращения шпинделя.
Калибры-пробки хранят в вертикальном
положении или укладывают на панель из пе-
нопласта.
§ 22. Спиральное сверло
Отверстия в сплошном металле образуют
сверлением. Сверление обеспечивает то-
чность размеров отверстия до 12-го квалитета
и шероховатость до 3—4-го классов.
Наиболее распространенным инструментом
для сверления является спиральное
43
76
7 О ЧАСТИ И ЭЛЕМЕНТЫ СПИРАЛЬНОГО
* СВЕРЛА
Режущая
Передняя
поверхность
Задняя
поверхность
Ленточка
2Ф- угол при вершине
w-угол наклона
винтовой канавки
Поперечная кромка
'Р- угол наклона
поперечной
кромки.-: I
Канавка
Режущие
кромки
ПАТРОН ДЛЯ ЗАКРЕПЛЕНИЯ СВЕРЛ:
а — общий вид, б — разрез, в — ключ;
1 — хвостовик, 2 — корпус, 3 — обойма,
4 — резьбовое кольцо (гайка), 5 — кулачок
iepe. 1ычка
7Д СЦрЛА СО СПЕЦИАЛЬНОЙ ЗАТОЧКОЙ
* ДЛЯ ОБРАБОТКИ:
а — твердого чугуна и нержавеющей стали,
б — легких сплавов, в — пластмасс
7 С ЗАКРЕПЛЕНИЕ СВЕРЛА ПРИ ПОМОЩИ
* u ПЕРЕХОДНОЙ ВТУЛКИ:
1 — сверло, 2 — переходная втулка
сверло (рис. 73). Сверло состоит из рабо-
чей части, шейки и хвостовика. Торец рабочей
части, на котором расположены две режущие
кромки, называется режущей
частью. Угол между режущими кромка-
ми 2 <р (угол при вершине) составляет
118—120° для обработки стали и чугуна. Для
обработки других материалов значение уг-
ла 2 <р указано на рис. 74, а—в.
На рабочей части сверла имеется два спи-
ральных пера, связанные перемычкой. По
наружной поверхности перьев прошлифованы
узкие направляющие ленточки. Между
перьями расположены две спиральные
канавки. Одна из стенок канавки образу-
ет переднюю поверхность режущего клина
сверла. По канавкам охлаждающая жидкость
подается к режущим кромкам, а стружка
выводится из отверстия.
Угол наклона винтовых канавок к оси све-
рлам = 20-4-30°. Торцы перьев, выходящие на
режущую часть, называются затылками.
На пересечении затылков с перемычкой об-
разуется поперечная кромка, которая распо-
ложена под углом ф =55° к режущим кромкам.
Хвостовик сверла служит для закрепления его
в пиноли задней бабки или в специальной
державке суппорта. Хвостовик может иметь
коническую или цилиндрическую форму. Ко-
нические хвостовики выполняются по стан-
дарту (конус Морзе № 1, 2, 3, 4, 5 с углом
44
77
ТВЕРДОСПЛАВНЫЕ СВЕРЛА:
а — со впаянной пластинкой, б — с припа-
янной коронкой, в — цельное твердосплав-
ное; 1 — рабочая часть, 2 — хвостовик
7R СВЕРЛО ОВЧИННИКОВА С ВНУТРЕННИ-
' ** МИ КАНАЛАМИ ДЛЯ ОХЛАЖДЕНИЯ:
а — общий вид, б — закрепление сверла;
1 — рабочая часть сверла, 2 — хвостовик
сверла, 3 — патрон, 4 — шланг для подвода
охлаждающей жидкости, 5 — хвостовик
патрона, б — пиноль задней бабки
уклона конуса 1°26' ). Конус хвостовика
обеспечивает надежное центрирование сверла
и удерживание его от проворачивания. Если
конус хвостовика сверла отличается по разме-
ру (номеру) от конусного отверстия пиноли
задней бабки или державки, то Црименяют
переходные втулки (рис. 75).
Сверла с цилиндрическими хвостовиками
закрепляют в пиноли или в державке при по-
мощи сверлильного патрона. Простейший
кулачковый сверлильный патрон показан на
рис. 76, а—в. В корпусе 2 патрона в наклон-
ных пазах расположены три кулачка 1 с на-
ружной резьбой. На резьбу навертывается
гайка 4, связанная с обоймой 3, которая
вращается зубчатым ключом, вставляемым в
отверстие корпуса патрона.
С обоймой вращается гайка 4, которая,
воздействуя на резьбу кулачков, заставляет их
перемещаться по наклонным пазам корпуса и
при этом сходиться, закрепляя сверло, или ра-
сходиться, освобождая его.
Рабочая часть сверла изготовляется из ин-
струментальной стали, а шейка и хвосто-
вик — из конструкционной стали; обе части
соединены сваркой. Мелкие сверла обычно
цельные.
Отверстия в твердых материалах целесо-
образно сверлить сверлами, оснащенными
твердым сплавом в виде впаянной
пластинки (рис. 77, а) или припаянной
спиральной коронки (рис. 77, б).
Твердосплавные сверла диаметром до 8 мм
изготовляют цельными и впаивают в сталь-
ные хвостовики (рис. 77, в).
Высокую стойкость имеют сверла конструк-
ции Овчинникова с внутренним подводом
охлаждающей жидкости (рис. 78, а, б). В
каждом пере сверла проходит сквозное отвер-
стие; отверстия соединяются в хвостовике,
образуя центральный канал. Через специ-
альный патрон жидкость от насоса поступает
в канал хвостовика и далее по отверстиям к
режущим кромкам. Жидкость подается под
давлением, активно охлаждает сверло и при-
нудительно удаляет стружку из отверстия.
Сверла Овчинникова особенно эффективны
для сверления отверстий в вязких сталях.
§ 23. Заточна и рациональная
подточна сверл
При заточке сверла затылкам перьев придают
криволинейную форму, что обеспечивает по-
лучение задних углов на режущих клиньях.
Для этого затачиваемое сверло прижимают к
шлифовальному кругу и одновременно вра-
щают. При определенном навыке заточник
или токарь могут обеспечить равенство двух
кромок сверла по длине, равенство углов <р и
постоянство заднего угла а по всей длине
режущего клина.
45
80
КОНТРОЛЬ ГЕОМЕТРИИ СВЕРЛА КОМП-
ЛЕКСНЫМ ШАБЛОНОМ:
70 СХЕМА ЗАТОЧКИ СВЕРЛА НА CBEPjfo-
« ЗАТОЧНОМ СТАНКЕ:
1 — заточный круг, 2 — заточное приспо-
собление, 3 — сверло
а — шаблон, б — контроль угла 2<р = 120°и
длины режущих кромок, в — контроль угла
60°, г — контроль угла 55°
Высокопроизводительная и точная заточка
сверл выполняется на специальных станках в
заточных отделениях. При заточке по схеме,
показанной на рис. 79, затылок является
участком конической поверхности, что обе-
спечивает постоянство заднего угла по всей
длине режущего клина.
В процессе заточки сверла контролю
подлежит угол 2<р, угол 60° на режущем
клине и угол наклона поперечной кромки 55°,
а также длина режущих кромок. Контроль
ведут комплексным шаблоном (рис. 80, а—г).
С целью уменьшения сопротивления реза-
нию при сверлении (крутящего момента и
усилия подачи) у сверл диаметром более
12 мм перемычку подтачивают узким шлифо-
вальным кругом, что уменьшает длину попе-
речной кромки (табл. 5, форма НП).
Участки режущих кромок на периферии
сверла наиболее подвержены износу, так как
они работают с самой большой скоростью
резания, но имеют малую массу и плохо
отводят тепло, отчего возможен перегрев
сверла (и даже заклинивание его в отверстии).
Улучшения условия работы сверл большого
диаметра достигают двойной заточкой за-
дних поверхностей (затылков). Сочетание
двойной заточки с подточкой перемычки
(табл. 5, форма ДП) повышает стойкость
сверла в два раза
5. Формы рациональной подточки сверл
Диаметр сверл, мм Форма подточки Обрабатываемые металлы
название эскиз обозначение
124-80 154-80. Одинарная с под- точкой перемычки Двойная с подточ- кой перемычки НП ДП Отливки стальные с коркой 3g до 500 МПа Отливки стальные и чугунные с коркой ав более 500 МПа
46
§ 24. Сверление отверстий
на тонарном станне
При сверлении на токарном станке сверло,
закрепленное в пиноли задней бабки, подают
к детали, закрепленной в патроне, вру-
чную — вращением маховичка (рис. 81). При-
менение каких-либо дополнительных рычагов
не допускается. Максимальный диаметр све-
рления для станков 1К62 и 16К20 — 25 мм по
стали и 28 мм по чугуну.
Сверление с подачей сверла вручную ма-
лопроизводительно и утомительно для тока-
ря (особенно сверление отверстий большого
диаметра и глубоких отверстий). Некоторые
токарные станки (например, 1К62) имеют
устройство для подсоединения задней бабки
к каретке суппорта (рис. 82), с помощью
которого сверление выполняется механиче-
ской подачей.
Для механической подачи сверл (и других
стержневых инструментов) применяют также
дополнительный держатель, закрепляемый в
резцедержателе станка. У станка 16К20 такой
держатель (рис. 83) устанавливается в пози-
цию резцедержателя, обозначенную симво-
лом — рисунком сверла. Совмещение оси све-
рла с осью шпинделя осуществляют переме-
щением поперечных салазок суппорта до со-
впадения визира с риской на каретке, также
обозначенной рисунком сверла.
Чтобы сверло не уходило от горизонтальной
оси в начале сверления, торец заготовки
предварительно засверливают коротким све-
рлом большего диаметра, чем просверливае-
мое отверстие (рис. 84). Важно, чтобы перед
сверлением торец заготовки был подрезан,
т. е. был перпендикулярен оси.
Отверстия большого диаметра (30 мм и
более) обрабатывают последовательно двумя
сверлами: вначале сверлом меньшего диа-
метра, затем рассверливают на больший
диаметр. Рассверливание обеспечивает то-
чность до 12-го квалитета и шероховатость
поверхности не выше 4-го класса.
Элементы режима резания
при сверлении. Глубиной
резания является половина диаметра
сверла. При рассверливании глубина реза-
ния — это полуразность диаметров до и по-
сле обработки (мм):
, D ' , _ D — d
‘сверл g ’ ‘рассверл %
Величина подачи («п о д а ч а»)
при сверлении — это путь сверла, пройден-
ный за один оборот заготовки s мм/об.
СВЕРЛЕНИЕ НА ТОКАРНОМ СТАНКЕ ПО-
ДАЧЕЙ ВРУЧНУЮ
Й9 УСТРОЙСТВО ДЛЯ ПОДСОЕДИНЕНИЯ
*** ЗАДНЕЙ БАБКИ В КАРЕТКЕ СУППОРТА:
1 — замочная планка каретки, 2 — замоч-
ная планка задней бабки
Задняя бабка
ДО ДЕРЖАТЕЛЬ ДЛЯ СТЕРЖНЕВЫХ ИНСТРУ-
0,3 МЕНТОВ (СТАНОК 16К20):
1 — держатель, 2 — стопорный винт втул-
ки. 3 — втулка с инструментальным ко-
нусным отверстием, 4 — хвостовик ин-
струмента, 5 — резцедержатель
47
6. Виды, причины и меры предупреждения брака при сверлении отверстий
Причины Меры предупреждения
Отверстие <у в е д е Неправильно заточено сверло Торцовая поверхность заготовки непер- пендикулярна ее оси Длинное сверло В заготовке имеются раковины или твер- дые включения «Разбивка» ди Неправильно заточено сверло; одна ре- жущая кромка больше другой, неодинако- вы углы у Биение шпинделя станка Сверло установлено с перекосом по от- ношению к оси отверстия: а) ось пиноли задней бабки не совпадает с осью шпиделя б) посадочный конус пиноли или хвосто- вик сверла загрязнены Неточная гл Ошибки при контроле глубины сверления Низкий класс шероховатое Затупилось сверло Попадание стружки на ленточки сверла Недостаточное охлаждение Завышена подача но* в сторону от оси Переточить сверло, контролировать заточку по шаблону Обеспечить перпендикулярность торца к оси Произвести предварительное центрование ко- ротким сверлом Вести сверление с пониженной подачей аметра отверстия Переточить сверло, контролировать заточку по шаблонам Вызвать дежурного слесаря, отрегулировать подшипники шпинделя Добиться соосности пиноли задней бабки и шпинделя Протереть конус пиноли и хвостовик сверла у б и н а отверстия Тщательно контролировать глубину сверления При сверлении с автоматической подачей сверла установить упор ти обработанной поверхности Заточить сверло Периодически выводить сверло из отверстия и очищать щеткой Увеличить интенсивность охлаждения Уменьшить подачу
Скорость резания v м/мин при
сверлении зависит от диаметра сверла и ча-
стоты вращения заготовки п об/мин:
v _ д£>свп
1000
Значения подачи и скорости резания принима-
ются по справочнику в зависимости от кон-
кретных условий све{ пения.
Охлаждающая жидкость при сверлении
должна направляться непосредственно в от-
верстие. Рекомендуется периодически выво-
дить сверло из отверстия для очистки от
стружки и для охлаждения.
Длину сверления (глубину отверстия) контро-
лируют в процессе сверления по делениям на
пиноли или по меловой риске на сверле. Для
этой же цели можно на сверло насадить
ограничительную втулку (рис. 85, а). Приме-
няется также индикаторное приспособление,
закрепляемое на пиноли: индикатор настраи-
вают по эталонной детали, он обеспечивает
точность контроля глубины отверстия до
0,01 мм (рис. 85, б).
Виды, причины и меры предупреждения брака
при сверлении отверстий приведены в табл. 6.
48
86
дД ЗАСВЕРЛИВАНИЕ ТОРЦА ЗАГОТОВКИ
СВЕРЛА ДЛЯ ГЛУБОКОГО СВЕРЛЕНИЯ:
а — однокромочное («пушечное»), б — шне-
ковое, в — четырехленточное
gg КОНТРОЛЬ ГЛУБИНЫ ОТВЕРСТИЯ:
а — при помощи ограничительной втулки,
б — по индикатору
§ 25. Особенности сверления
глубоких отверстий
Глубокими называются отверстия,
длина которых превышает диаметр в пять и
более раз (сквозное осевое отверстие в шпи-
нделе токарного станка, осевые отверстия в
прогреваемых прокатных валках и др.). К
глубоким отверстиям часто предъявляются
высокие требования по прямолинейности оси,
по точности формы и размеров.
При глубоком сверлении сверлом обычной
конструкции неизбежен «увод» сверла в сто-
рону из-за разности радиальных усилий на ре-
жущих кромках, что может привести к «ра-
збивке» отверстия (увеличению диаметра),
хотя ось отверстия остается прямолинейной.
С целью предотвращения «увода» для сверле-
ния глубоких отверстий применяют специ-
альные однокромочные («пушечные») сверла
с прямой стружечной канавкой. Такое сверло
хорошо направляется в отверстии благодаря
большой поверхности соприкосновения спи-
нки сверла с обработанной поверхностью от-
верстия (рис. 86, а).
Охлаждающая жидкость от насоса поступает
к режущей кромке через сквозной канал в све-
рле, охлаждает режущую кромку и принуди-
тельно удаляет стружку.
Применяют также шнековые
(рис. 86, б) и четырехленточные (рис. 86, в)
б)
Хвостовик
Я7 ОПРАВКА СО ШТЫКОВЫМ ЗАТВОРОМ
°* ДЛЯ ГЛУБОКОГО СВЕРЛЕНИЯ:
1 — оправка, 2 — корпус с хвостовиком,
3 — прорези в корпусе, 4 — рукоятка оправ-
gg ЗЕНКЕРЫ:
а — устройство, б — четырехперый рель
ный быстрорежущий, в — твердосплав
ный, г — насадной быстрорежущий
д — насадной твердосплавный, е — насад
ной со вставными ножами
сверла, работающие с минимальным «уво-
дом» благодаря большой поверхности сопри-
косновения ленточек сверла со стенками
отверстия. Важным при глубоком сверлении
является периодический вывод сверла из от-
верстия для очистки от стружки. Сокращение
времени на ввод и вывод сверла достигается
применением оправки со штыковым затво-
ром, который показан на рис. 87.
§ 26. Зеннерование отверстий
Зенкерованием обрабатывают предваритель-
но просверленные отверстия или отверстия,
имеющиеся в отливках или поковках. Зенкеро-
ванием получают отверстие с точностью до
10-го квалитета и шероховатость до 6-го
класса. На рис. 88, а—е показан технологи-
ческий процесс обработки отверстия 050 НЮ
сверлением, рассверливанием и зенкеровани-
ем.
Классификация зенкеров: хвостовые и на-
садные, цельные (монолитные) и сборные (со
вставными ножами), быстрорежущие и тве-
рдосплавные (рис. 89, а—ё). По количеству
рабочих перьев различают трех- и четырехпе-
рые зенкеры, иногда применяются двухперые
зенкеры (ножи).
50
Зенкеры крепят коническим хвостовиком в
пиноли задней бабки. Так же, как и при све-
рлении, подача зенкера может быть автома-
тизирована (см. рис. 82 и 83). Припуск на зен-
керование 0,5 4-2 мм на сторону в зависи-
мости О' диаметра отверстия.
Подача при зенкеровании (мм/об): для зенке-
ров из быстрорежущей стали 0,3-4—1,2, для
твердосплавных зенкеров 0,4-41,5. Скорость
резания соответственно 20-435 и
60-4200 м/мин.
Для обработки отверс гий большого диаметра
применяют комбинированный инструмент —
сверло-зенкер (рис. 90). Для обра-
ботки фасок и внутренних конических углуб-
лений («потаев») применяют разновидность
зенкера — зенковку, которая в отличие
от зенкера является многолезвийной, что обе-
спечивает степень шероховатости по 7-му
ЗЕНКОВАНИЕ ФАСКИ ОТВЕРСТИЯ
классу (рис. 91). Стандартные зенковки изго-
товляются с углом конуса рабочей части 45,
60, 75, 120°.
Виды, причины и меры предупреждения
возможного брака при зенкеровании приведе-
ны в табл. 7.
7. Брак при зенкеровании отверстий и меры его предупреждения
Виды брака Причины Меры предупреждения
«Разбивка» диаметра отверстия Неправильно заточен зенкер Заменить зенкер
«Усадка» диаметра отверстия Зенкер изношен
Часть поверхности отверстия осталась необработанной Слишком мал припуск на зенкерованне Увеличить припуск
Низкий класс шероховатости обработанной поверхности Перекос заготовки в патроне Выверить заготовку, прове рить отверстие на биение
Велик припуск Уменьшить припуск
Затупление зенкера Заменить зенкер
Налипание стружки на лен- точки зенкера Периодически очищать зен- кер щеткой и обмывать струей жидкости
Завышена подача Уменьшить подачу
51
Q9 ТЕХНОЛОГИЧЕСКИМ ПРОЦЕСС ОБРАБОТ-
КИ ОТВЕРСТИЯ Р50//8
2. Рассверливание
3. Растачивание
§ 27, Растачивание отверстий
Предварительно просверленные отверстия
либо отверстия в заготовках, полученных
литьем или ковкой (штамповкой), часто
подвергают растачиванию с целью
увеличения диаметра, обеспечения высокой
точности размера и высокого класса шерохо-
ватости обработанной поверхности. Растачи-
вание обеспечивает получение допуска на диа-
метр до 0,02 мм и 6-й класс шероховатости.
Растачиванием можно исправить положение
оси отверстия.
На рис. 92 приведен технологический процесс
обработки втулки при повышенных требова-
ниях к соосности отверстия и наружной
поверхности и с точностью отверстия Н8:
вначале сверлят отверстие предварительно,
затем рассверливают и после этого растачи-
вают. Растачивание является наиболее уни-
версальным способом обработки отверстий,
не требующим специальных инструментов.
Расточные резцы бываю г
проходные для сквозных отверстий
Грис. 93, а) и у п о р н ы е для глухих отвер-
стий (рис. 93, б). Расточной резец закрепляют
в резцедержателе параллельно оси заготовки.
Чтобы головка резца вписывалась в обраба-
тываемое отверстие, задний угол расточного
резца принимается большим, чем у резца для
наружного точения (а= 124-16°).
93 РАСТОЧНЫЕ РЕЗЦЫ:
а — для сквозных отверстий, б — для глу-
хих отверстий; I — вылет вершины резца
относительно державки Вид д
52
ЛЕ РАСТОЧНЫЙ РЕЗЕЦ С МЕХАНИЧЕСКИМ
**»* КРЕПЛЕНИЕМ ТРЕХКРОМОЧНОЙ НЕПЕ-
РЕТАЧИВАЕМОЙ ПЛАСТИНКИ ИЗ ТВЕР-
ДОГО СПЛАВА:
1 — державка, 2 — пластинка из твердого
сплава, 3 — штифт, 4 — винт
96
УНИВЕРСАЛЬНАЯ РАСТОЧНАЯ ДЕРЖАВ-
КА К ТОКАРНОМУ СТАНКУ
а — растачивание проходным резцом,
б — растачивание упорным резцом; 1 —
держатель, 2 — державка, 3 — проходной
резец, 4 — винт; 5 — втулка, 6 — винт для
закрепления резца, 7 — упорный резец
А—А (Повернуто)
Вид Я (Повернуто)
Q7 УНИВЕРСАЛЬНАЯ РАСТОЧНАЯ ДЕРЖАВ-
КА С МЕРНОЙ РАСТОЧНОЙ ПЛАСТИНОЙ
а — схема растачивания, б — схема закреп-
ления пластины; 1 — державка, 2 — пла-
стина, 3 — штревель
Растачивание отверстий на тяжелых режимах
успешно выполняется расточными резцами
конструкции В. К. Семинского с жесткой
державкой квадратного сечения (рис. 94).
Резец крепится в призмах, вылет регулируется
выдвижением державки из призм. На рис. 95
изображен расточной упорный резец с меха-
ническим креплением (горизонтально распо-
ложенным винтом) трехкромочной неперета-
чиваемой пластинки из твердого сплава или
керамической.
Расточные державки. Отверстия
2 60—100 мм и более обычно растачивают
расточными резцами, которые закрепляют в
державке. Получила распространение кон-
струкция универсальной расточной державки
с регулируемым вылетом (рис. 96, а, б). Дер-
жавку 2 закрепляют в держателе 1, уста-
новленном в резцедержателе суппорта. Резец
крепится в державке штревелем (стержнем),
проходящим по осевому отверстию державки
и имеющим резьбу на небольшом участке
возле квадрата под ключ. На державке
выфрезерована канавка (уклон 1:300), по ко-
торой охлаждающая жидкость попадает не-
посредственно на резец. Универсальную ра-
сточную державку можно использовать для
вытачивания внутренних канавок, нарезания
внутренней резьбы и других работ.
РАСТОЧНАЯ ПЛАСТИНА С МЕХАНИЧЕ-
СКИМ КРЕПЛЕНИЕМ ЧЕТЫРЕХКРОМОЧ-
НЫХ ПЛАСТИНОК ИЗ ТВЕРДОГО СПЛАВА:
1 — корпус, 2 — пластинка из твердого
сплава 1
53
да КОЛЬЦЕВОЕ СВЕРЛО:
1 — нож, 2 — коронка, 3 — направляющие
колодки, 4 — штанга
4 ЛЛКОНТРОЛЬ ГЛУ БИНЫ ОТВЕРСТИЯ В ПРО-
IUU1U.CCE РАСТАЧИВАНИЯ:
а — при помощи риски на резце, б — при по-
мощи плоского упора, в — при помощи
роликового упора; L — вылет резца,
I — глубина растачивания
ЧЛЧУГЛЫ В ПЛАНЕ ПРИ РАБОТЕ РАСТОЧ-
1 ** «НЫМ УПОРНЫМ РЕЗЦОМ:
<р = 95°— при продольной подаче, Ч>=5°— при
поперечной подаче
Плоский
Расточные пластины. Расточная
пластина (нож) имеет размер, равный диа-
метру растачиваемого отверстия. Пластина
обеспечивает получение отверстия правиль-
ной цилиндрической формы за один проход,
так как действующие с двух сторон усилия
взаимно уравновешиваются. Расточные пла-
стины бывают цельные из быстрорежущей
стали и напайные, оснащенные пластинками
из твердого сплава. Расточную пластину за-
крепляют в пазу расточной державки
(рис. 97, а, б).
Высокую эффективность растачивания обе-
спечивают расточные ножи, оснащенные дву-
мя четырехкромочными пластинками из твер-
дого сплава (рис. 98). Пластинки затачивают
комплектно по две на алмазных кругах в
кассетном приспособлении.
Для образования отверстия большого диа-
метра в сплошном металле вместо сверления
и многократного растачивания применяют
кольцевое сверление («трепани-
рование»). Кольцевое сверло представляет
собой трубу с режущими зубьями на торце.
При продольной подаче кольцевое сверло
вырезает в детали кольцевой канал, а образу-
ющийся стержень (керн) попадает внутрь
сверла (рис. 99).
Приемы растачивания. Задан-
ную глубину растачиваемого отверстия обе-
спечивают измерением линейкой, шганген
глубиномером или шаблоном либо при помо-
щи лимба продольной подачи. Для облегче-
ния контроля глубины отверстия на резце
наносят риску (рис. 100, а) или закрепляют в
резцедержателе металлическую планку (пло-
ский упор), вылет которой равен вылету резца
минус глубина отверстия (рис. 100, б). Когда
54
i ЛОКОНТРОЛЬ
1 '“'''ВЫТОЧЕК:
ВНУТРЕННИХ КАНАВОК И
1 02ВЬ|ТАЧИВАНИЕ ВНУТРЕННИХ КАНАВОК;
а — прямоугольной, б — трапецеидальной
(под сальник)
планка подойдет к заготовке на расстояние
2-е-З мм, автоматическую подачу выключают
и суппорт подают вручную до соприкоснове-
ния планки с заготовкой: это значит, что ра-
стачивание выполнено на заданную глубину.
Упором может служить также державка с
роликом («роликовый упор») (рис. 100, в).
Точность диаметра растачиваемого отвер-
стия обеспечивается так же, как и при на-
ружном точении: пробными проходами с за-
мером штангенциркулем, настройкой по ли-
мбу поперечной подачи, по линейке попе-
речных салазок суппорта, по поперечному
упору. Рекомендуемые режимы резания при
растачивании даны в справочнике.
Подрезание внутренних тор-
цов и уступов. Внутренние торцы и
уступы подрезают расточным упорным
резцом при подаче к центру; для этого
расточной резец должен иметь главный угол в
плане ц> более 90° (например, 95°), тогда при
подрезании торца (дна) отверстия фактически
главный угол в плане <р составит 5° (рис. 101).
Точность осевых размеров ступенчатого
отверстия при растачивании выдерживают с
помощью лимба продольной подачи или упо-
ра с длиноограничителями, как при обработке
ступенчатых валов.
Вытачивание внутренних
канавок. Геометрия рабочей части про-
резного резца для прямоугольных канавок
такая же, как и у прорезных наружных резцов
(рис. 102, а, б). Резцы для внутренних канавок
а, б — ширины выточки и расстояния до
выточки штангенциркулем, в — ширины
выточки шаблоном
1 04КОНТРО’1Ь ДИАМЕТРА ВЫТОЧКИ:
а — кронциркулем, б — штангенциркулем
со специальными губками
55
105МАШИННЫЕ РАЗВЕРТКИ:
**а — хвостовая регулируемая со вставными
ножами, б — хвостовая твердосплавная,
в — насадная твердосплавная; 1 — рабочая
часть, 2 — шейка, 3 — хвостовик;
I — длина рабочей части, L— общая длина
развертки
106
СЛЕСАРНАЯ РАЗВЕРТКА
Шейка
Хвостовик
Обратный конус
Квадрат
Рабочая часть
^Калибрующая часть
Режущая'
часть
24’-Угол режущей ‘Мсти
Направляющий конус
Сечение
по режущей части
Сечение
по калибрующей
части
Передняя поверхность
Передний угол аД 0
на режущей части
бывают цельные и вставные (державочные).
При вытачивании канавки токарю не видна
зона обработки, поэтому особенно важно
пользоваться лимбами и упорами.
Широкую внутреннюю канавку обрабатыва-
ют последовательным врезанием на глубину
канавки поперечной подачей и зачисткой дна
канавки продольной подачей.
Ширину канавки в отверстии и расстояние от
торца заготовки до канавки контролируют
штангенциркулем (рис. 103, а, б) и шаблоном
(рис. 103, в). Диаметр выточки определяют
измерением толщины стенки а до выточки,
этот размер переносят на линейку
(рис. 104, а). Затем вводят в канавку
кронциркуль (простой измеритель,
состоящий из двух шарнирно-соединенных
изогнутых ножек) и, не изменяя раствора
ножек, прикладывают кронциркуль к линейке.
По размеру Ь, отсеченному ножкой кронцир-
куля на линейке, определяют толщину стенки
(мм): h = a—b, а диаметр выточки определя-
ют расчетом (мм) d = D—2h, где D— наруж-
ный диаметр втулки.
Более точно диаметр выточек измеряют
штангенциркулем со специальными губками
(рис. 104, б). К прочитанному на штангенцир-
куле размеру А прибавляют двойную ширину
ножек.
§ 28. Развертывание отверстий
Для точной чистовой обработки отверстий
применяют многолезвийные размерные ин-
струменты — развертки. Развертка
обеспечивает точность /ДО, Н9, НЗ, ЪП и
8—9-й классы шероховатости. Обработка
последовательно двумя развертками может
обеспечить 10-й класс шероховатости по-
верхности. Развертыванием нельзя устранить
56
биение или перекос отверстия, если они оста-
лись после предыдущей обработки.
Различают развертки: слесарные (ру-
чные) и станочные (машинные)
(рис. 105, а—в), хвостовые и насадные, цель-
ные и сборные (со вставными ножами).
Применяют также регулируемые (установоч-
ные) развертки, размер которых можно изме-
нять в небольших пределах.
Развертка состоит из рабочей части, шейки и
хвостовика (рис. 106). Хвостовик машинной
развертки — конический (конус Морзе), у ру-
чных разверток — цилиндрический с квадра-
том под вороток.
На рабочей части развертки различают
следующие элементы:
направляющий конус, облегчаю-
щий ввод развертки в отверстие, режущую
часть и калибрующую часть (рис. 106).
Режущая часть имеет остро
заточенные зубья и выполняет работу реза-
ния. Главный угол в плане 2<р составляет
4-н12о для обработки чугуна и 15^30 для
обработки стали (при развертывании сквоз-
ных отверстий).
Калибрующая часть — цилиндри-
ческий участок развертки, служащий для на-
правления развертки в отверстии и для ка-
либрования отверстия. Зубья на этом участке
имеют узкие шлифовальные ленточки шири-
ной 0,05-4-0,2 мм. Диаметр развертки, изме-
ренный по ленточкам противолежащих
зубьев, соответствует диаметру обрабатыва-
емого отверстия. Для облегчения вывода
развертки из отверстия на калибрующей
части по ленточкам шлифуется обратный ко-
нус: диаметр уменьшается, в сторону хвосто-
вика на 0,04-4-0,08 мм.
Геометрия зуба развертки на режущей части и
на калибрующей части показана на рис. 106.
Угловой шаг между зубьями развертки дела-
ется неравномерным. Если у развертки,
например, 12 зубьев, то центральный угол
составляет не 30°, а 33°, 33°30 , 36°, 37°30',
39°; при этом противолежащие зубья должны
располагаться на одной прямой, проходящей
через центр, что важно для контроля развер-
тки. Неравномерность углового шага спо-
собствует получению отверстия без огранки.
Высокое качество обработки обеспечивают
развертки со спиральными (винтовыми) ка-
навками (рис. 107). Левые винтовые канавки
при правом вращении развертки (по часовой
стрелке) проталкивают стружку вперед, что
способствует улучшению качества сквозного
отверстия (устраняется опасность поврежде-
107 РАЗВЕРТКИ С ВИНТОВЫМИ КАНАВКАМИ:
а — угол наклона винтовой канавки
/—in.,,,.,
Левые винтовые
канавки
ЧЛОС.ХЕМЛ «РАЗБИВКИ» ОТВЕРСТИЯ ПРИ
1 ЖЕСТКОМ КРЕПЛЕНИИ РАЗВЕРТКИ:
а — до развертывания, б — после развер-
тывания
1 QQ КАЧАЮЩИЙСЯ ПАТРОН ДЛЯ РАЗВЕРТКИ:
1 — оправка, 2 — штифт, 3 — корпус,
4 — шарик, 5 — подпятник
57
ния обработанной поверхности стружкой).
Развертки с правыми винтовыми канавками
применяют для развертывания глухих отвер-
стий, так как они хорошо выводят стружку из
отверстия.
Перед развертыванием отверстие и ра >вертку
очищают от грязи, стружки и протирают.
Если хвостовик развертки закоеплен непо-
средственно в пиноли задней бабки, то незна-
чительная несоосность хвостовика и рабочей
части развертки, перекос пиноли или загряз-
нение посадочного конуса вызовут неравно-
мерное срезание припуска: отверстие будет
иметь больший диаметр у торцов и меньший
в середине отверстия (рис. 108, а, б). Ч гобы
припуск срезался равномерно, развертку за-
крепляют в качающемся патроне (рис. 109):
корпус патрона устанавливают конусным
хвостовиком в пиноли, а деожавка, несущая
развертку, связывается с корпусом шарнирно.
Припуск на развертывание зависит от диа-
метра отверстия и от обрабатываемого мате-
риала и составляет 0,08 4-0,2 мм на сторону.
Выбор режима резания при
развертывании. Подача при развер-
тывании принимается в два-три раза боль-
шей, чем при сверлении отверстия такого же
диаметра, а скорость резания в два-три раза
меньше. Величина подачи не влияет на шеро-
ховатость обработанного отверстия, так как
она зависит только от состояния кромки на
калибрующей части.
Необходимость низкой скорости резания при
развертывании объясняется явлением нарос-
тообразования; при низкой скорости резания
нарост (налип металла) на режущей кромке не
образуется, что обеспечивает высокое ка-
чество обработки* . Развертывание допжне
производиться с применением СОЖ (мине-
ральное масло при обработке стали, керосин
при обработке чугуна).
Припуски под развертывание, рекомендуемые
подачи и скорости резания для различных
условий развертывания даются в справочни-
ке. Виды, причины и меры предупреждения
брака при развертывании отверстия приведе-
ны в табл. 8.
* Подробнее о явлении наростообоазования см. в
гл. 17.
8. Виды, причины и меры предупреждения брака
при развертывании отверстий
Виды брака Причины Моры предупреждения
«Разбивка» диаметра отверс- тия Неправильно заточена раз- вертка: увеличен передний угол; режущие кромки па ре- жущей части имеют бие- ние; завышен диаметр ка- либрующей части разверт- ки Заменить развертку
«Усадка» диаметра отверстия Жесткое закрепление раз- вертки Развертка изношена Упругая деформация метал- ла при развертывании тонко- стенной втулки Применить качающийся пат- рон Заменить развертку
Часть поверхности осталась необработанной Недостаточен припуск на раз- вертывание Увеличить припуск
Отверстие заготовки имеет биение Применить качающийся пат рон
Неудовлетворительная шеро- Велик припуск Уменьшить припуск
ховатость отверстия Зазубрины на калибрующей части развертки Заменить развертку
Неправильно выбрана СОЖ Принять СОЖ по справоч нику
58
§ 29. Центрование на тонарном станне
Заготовки валов часто обрабатывают на то-
карных станках с установкой центровыми
отверстиями на центрах. Процесс сверления
центровых отверстий в заготовках называ
ется центрованием. В условиях се-
рийного или массового производства заго-
товки валов поступаю^ на рабочее место
токаря зацентрованными в заготовительных
отделениях на центровальных или фрезерно-
центровальных станках. В условиях мелкосе-
рийного или единичного производства цен-
трование может производиться на токарном
станке. Формы центровых отверстий приве-
дены в § 11.
Короткие заготовки центруют на токарном
станке без предварительной разметки поло-
жения центровых отверстий. Для центрова-
ния применяют центровочные
сверла, позволяющие получать одновре-
менно цилиндрический и конический (тип А
и В) или радиусный (тип R) участки центрово-
го отверстия (рис. 110, а—в). Центрование'
выполняют также укороченным спиральным
сверлом с последующей обработкой конуса
зенковкой (см. рис. 91).
При центровании заготовку закрепляют в
патроне, а центровочное сверло при помощи
сверлильного патрона — в пиноли задней
бабки (рис. 111).
Если длинную или сложной формы заготовку
невозможно установить на станке для центро-
вания, то его выполняют вне станка (на ра-
зметочной плите или на полу) электродрелью,
предварительно разметив положение центро-
вых отверстий при помощи угольника-цен-
троискателя (рис. 112). Призму центроиска-
теля прикладывают к поверхности заго-
товки и проводят диаметр (риску) по линейке.
Затем этот же прием повторяют в другом
положении призмы относительно заготовки.
Центр накернивается на пересечении двух
диаметральных рисок.
Режим резания при центровании
ниже, чем при сверлении, что объясняется
малым диаметром центровочного сверла и
необходимостью получения сравнительно то-
чного центровочного отверстия. Особенно
важным является соблюдение требования
малой шероховатости конусной фаски, с ко-
торой сопрягается рабочий конус центра.
Подача при центровании 0,02-;-0,1 мм/об,
скорость резания 10 ч-12 м/мин.
В табл. 9 приведены виды, причины и меры
предупреждения брака при центровании.
j jQ ЦЕНТРОВОЧНЫЕ СВЕРЛА:
а — тип А, 6 — тип В, в — тип R
Ч Ч ЧЦЕНТРОВАНИЕ ЗАГОТОВКИ ВАЛА НА
1 1 'ТОКАРНОМ СТАНКЕ
НО НАХОЖДЕНИЕ ЦЕНТРА ТОРЦА 1АГОТОВ-
1 1 ^КИ УГОЛЬНИКОМ-ЦЕНТРОИСКАТЕЛЕМ:
1 — угольник, 2 — линейка, 3 — заготовка
59
9. Виды, причины и меры предупреждения брака при центровании
Виды брака
Эскиз
Причины и меры предупреждения
Не выдержан угол конуса
(слишком малый или слиш-
ком большой), что приводит
к ускоренному износу рабо-
чей головки центра
Неправильно выбран угол
зенковки. Погрешность про-
филя центровочного сверла
Заменить центровочный
инструмент
Отсутствует цилиндричес-
кая часть отверстия, что
приводит к ускоренному из-
носу кончика рабочей го-
ловки центра
Поломка конца центре
вочного сверла
Заменить центровочное
сверло
Слишком мелкое или слиш-
ком глубокое отверстие, что
нарушает точность базиро-
вания и приводит к ухудше-
нию смазки центра
Нечеткий контроль глу-
бины сверления при цент-
ровании
Выполнять центрование
по упору или по метке на
центровочном сверле
Ось центровочного отвер-
стия смещена от оси заго-
товки. При обработке в
центрах на поверхности де-
тали может остаться чернота
Ось центрового отверстия
перекошена: ускоряется из-
нос рабочего конуса цент-
ра, нарушается безопасность
работы
Смещение или перекос
заготовок в кулачках пат-
рона. Неправильная раз-
метка центровочного от-
верстия
Тщательно контролиро-
вать установку заготовки в
патроне
При центровании на то-
карном станке — перекос
задней бабки
Отрегулировать заднюю
бабку
Контрольные вопросы
1. Назовите основные части н элементы спирального
сверла.
2. Перечислите особенности конструкции и геометрии
зенкеров и разверток.
3. Как контролируют длину и диаметр растачиваемо-
го отверстия?
4. Как выполняют центрование валов на токарном
станке?
60
Глава 5
Технологический процесс
изготовления деталей
типа втулок
§ 30. Обработка втулон
из прутковой заготовки
(проката)
Втулки — детали, часто встречающиеся в
машинах. Они характеризуются наличием от-
верстия и требованием к концентричности
наружной и внутренней поверхностей.
Типовой технологический процесс изготовле-
ния простой втулки с буртиком из прутковой
заготовки в условиях единичного производ-
ства показан на рис. 113, а—г. Как видно из
чертежа детали (см. рис. 113), наружная
поверхность Ф 45 должна быть концентрична
отверстию Ф 25 (допускаемое радиальное бие-
ние 0,05 мм). Это условие выполняется
благодаря тому, что наружная поверхность и
отверстие обрабатываются от одной базы,
т. е. при одном и том же закреплении прутка в
патроне.
Технологический процесс изготовления вту-
лки в условиях единичного производства вы-
полняется в одну операцию, которая состоит
из двух установов: в установе А заготовку
обрабатывают со стороны меньшего диа-
метра (обтачивание наружной повеохности,
сверление и растачивание отверстия); в уста-
нове Б заготовку закрепляют за проточенную
поверхность 0 45, подрезают торец со сторо-
ны буртика и снимают фаску.
В условиях серийного производства такую
втулку целесообразно изготовлять из шту-
чных заготовок, предварительно отрезанных
от прутка. Технологический процесс расчле-
няют на две токарные операции: обработку с
одной стороны со сверлением отверстия,
затем обработку с другой стороны с закрепле-
нием в расточенных кулачках патрона за
обточенную в первой операции чистовую базу
45 (рис. 114). Размеры 58 и 40 обеспечиваются
при помощи упора.
§ 31. Обработка втулон
на оправке
При. серийном изготовлении втулок эффек-
тивна их обработка с базированием по отвер-
стию на оправке. Оправка — это сте-
ржень, наружный диаметр которого соответ-
'ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ИЗГОТОВ-
'ЛЕНИЯ ДЕТАЛИ «ВТУЛКА» В УСЛОВИЯХ
СЕРИЙНОГО ПРОИЗВОДСТВА (ЗА ДВЕ
ОПЕРАЦИИ):
а — заготовка — пруток, б — чертеж де-
тали «втулка», в — схема наладки резце-
держателя, г — технологический процесс
1—6 — переходы, I—IV— резцы
ч и технологический ПРОЦЕССИЗГОТОВ-
• . 1ЕНИЯ ДЕТАЛИ «ВТУЛКА» В УСЛОВИЯХ
ЕДИНИЧНОГО ПРОИЗВОДСТВА (ЗА ОДНУ
ОПЕРАЦИЮ):
1 — 4 — переходы
ствует диаметру базового отверстия заго-
товки (детали). Оправка обеспечивает точное
центрирование втулки по отверстию, быст-
рое и надежное ее закрепление.
На рис. 115, а,б показано закрепление загс
товки втулки на цилиндрической оправке.
Заготовку насаживают отверстием на оправку
и зажимают гайкой. Поводком служит планка
с квадратным окном, в которое входит
квадратный хвостовик оправки.
Ч ЕЗАКРЕПЛЕНИЕ ЗАГОТОВКИ ВТУЛКИ Нл
1 UЦИЛИНДРИЧЕСКОЙ ОПРАВКЕ*^ ), УСЛОВ-
НОЕ ОБОЗНАЧЕНИЕ (»):
1 — поводок, 2 — оправка, 3 — шайба
4 — гайка
1 jgn\HrOBbIE РАЗЖИМНЫЙ ОПРАВКИ:
а — со стальной цангой, б — цельная чу-
гунная; 1 — корпус, 2 — цанга, 3 — нажим
ная гайка, 4 — конус с винтом, 5 — корпус
цанга
62
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ИЗГОТОВ-
ЛЕНИЯ ДЕТАЛИ «ВТУЛКА С КАНАВКОЙ»
С ПРИМЕНЕНИЕМ ОПРАВКИ
а — чертеж детали, б — заготовка,
в —техно логический процесс; 1—4 перехо-
ды
1 1 О ЗАКРЕПЛЕНИЕ ЗАГОТОВОК ВТУЛОК НА
1 .ХОДУ СТАНКА.
а — в грибковых центрах, б — на гладкой
оправке с поджимом задним вращающимся
центром
На рис. 116, а,б изображены конструкции
цанговых разжимных оправок. На оправке а
заготовку закрепляют стальной закаленной
цангой (втулкой с прорезями), которая по-
джимается гайкой на конус корпуса. На
□правке б заготовку закрепляют завинчивани-
ем конического стержня в чугунный корпус-
цангу.
Выше приведен пример технологического
процесса изготовления детали «втулка с ка-
навкой» из трубчатой заготовки с применени-
ем разжимной цанговой оправки
(рис. 117, а—в). В первой операции, при бази-
ровании по наружной поверхности, предус-
мотрено подрезание торца и обработка от-
верстия 032/78. Во второй операции заготовку
базируют по отверстию 032/78 и подрезанно-
му торцу на разжимной цанговой оправке и
обработку ведут за четыре перехода: обтачи-
вание наружной поверхности 060/7, подреза-
ние второго торца в размер 80 мм, вытачива-
ние канавки шириной 8 мм и снятие фаски
шириной 15 мм под углом 15°. Установка на
оправке обеспечивает соблюдение условия
концентричности отверстия 032/78 и наруж-
ной поверхности 060/7 (допустимое биение
0,03 мм).
При невысоких требованиях к концентричнос-
ти поверхностей (допустимое биение более
0,08 мм) заготовку с отверстием закрепляют
в грибковых центрах или на гладкой оправке
(т. е. на поводках трения) с поджимом задним
вращающимся центром (рис. 118, а,б). Дос-
тоинством такого способа закрепления явля-
ется возможность установки заготовки и
сбрасывания готовой детали без остановки
станка: левой рукой токарь насаживает заго-
товку на грибковый задний центр, затем
поджимает его влево маховичком. Когда
заготовка соприкоснется с поводком трения,
токарь убирает левую руку, а правой рукой
дожимает маховичок задней бабки, при этом
Контрольные вопросы
1. В какой последовательности обрабатывают втулки
из прутковой заготовки?
2. Как устроена и работает разжимная цанговая
оправка?
Глава 6
Нарезание резьбы
плашками и метчиками
§ 32. Общие сведения
о резьбовых деталях и резьбах.
Контроль резьб
Резьбовые детали. В различных
машинах, установках и приборах часто при-
меняют детали, имеющие наружные и вну-
тренние резьбовые поверхности. Это кре-
пежные винты и гайки, ходовые винты для
преобразования вращательного движения в
поступательное, грузовые винты (домкраты)
и т. д. В измерительных инструментах и при-
борах применяют микрометрические (точные),
винты.
Резьба (резьбовая поверхность)
образуется одновременным вращательным и
поступательным движениями какого-либо
профиля относительно оси. В зависи-
мости от формы профиля раз-
личают резьбы: треугольные, трапецеидаль-
ные, прямоугольные, упорные, круглые
(рис. 119, а-д).
По направлению витков резьбы
делятся на правые (винт ввинчивается в гайку
при вращении по часовой стрелке) и левые
(рис. 119, е,ж). Резьбы бывают однозаходные
и многозаходные (рис. 120, а—г). Многоза-
ходные имеют несколько параллельно идущих
витков: на торце детали с такой резьбой
видно несколько равномерно расположенных
винтовых канавок и выступов.
Элементы резьбы. Если винтовую
линию, являющуюся основой резьбы, развер-
нуть на плоскости, то она превратится в
гипотенузу прямоугольного треугольника
АВС, один катет которого равен длине
окружности лЛср, другой — шагу резьбы Р* в
мм (рис. 121).
* Обозначение по ГОСТ 9150—59.
заготовка увлекается во вращение поводком
трения. Сбрасывание готовой детали в коры-
то происходит при отводе заднего центра.
3. В какой последовательности обрабатывают втулку
с применением оправки?
Шагом резьбы называется расстояние
между одноименными точками двух соседню
витков, измеренное параллельно оси резьбь:
(рис. 122).
Угол между направлением витка и пло-
скостью, перпендикулярной оси цилиндре
называется углом подъема резь-
б ы ц(мю) (см. рис. 121).
Из рис. 122 видно, что tgp = п j. , где
d2 — средний диаметр резьбы, т.2е. дил-
метр воображаемого цилиндра, образующая
которого делиг профиль резьбы так, что тол-
щина витка резьбы равняется ширине канавки
Чем меньше угол ц, тем меньше опасность
самоотвинчивания резьбового соединения
Кроме среднего диаметра резьбы d2 , шага
резьбы Р и угла подъема ц резьба характере-
зуется также наружным диаметром d, вну-
тренним диаметром d, , углом профиля е а
глубиной профиля t . Элементы профия
резьбы (ГОСТ 9150—59) показаны я
рис. 122.
Угол профиля е — это угол меж*
боковыми сторонами профиля, измеренный
осевом сечении.
Глубиной профиля г является полура шоств
наружного и внутреннего диаметров
t = d~d'
2
Метрическая резьба (ГОСТ8724—
58 и 16093—70) имеет треугольный профдш
с углом 8 = 60°. Вершины выступов среза! ы.
а дно впадин закруглено. Шаг и диаметр»
измеряются в миллиметрах. В зависимост
от точности среднего диаметра метриче-^я
резьба имеет четыре степени точности
винтов (4, 6, 7, 8) и четыре степени гочно^я
64
11 9КЛАССИФИкХЦИЯ *'
по форме профи. Li: а — треугольная,
б — mpuneuew)u.ibiia:i. в — прямоугольная
(ленточная/, г — упорная, д—круглая; по
направлению витков: е — правая, ж — ле-
вая
а) ЛЛЛЛЛЛ. '\/\/\/\/\/\/\
120'1НОГОЗАХО₽НЬ1Е
а — однозаходная,
в — трехзаходная,
РЕЗЬБЫ:
б — двухзаходная,
г — четырехзаходная
для гаек (4, 5, 6, 7). В зависимости от назна-
чения резьбы на ее элемешы предусмотрены
различные поля допусков: п,р, e.d — для бол-
тов; //, С, — для гаек.
Метрические резьбы делятся на резьбы с
крупным шагом и мелким. У крупных резьб с
увеличением диаметра увеличивается и шаг
резьбы, наибольший шаг этой резьбы 6 мм.
Мелкие резьбы имеют шаг, независимый от
диаметра: на деталях большого диаметра
может бы гь нарезана резьба с мелким шагом.
Резьба с крупным шагом обозначается
буквой М (метрическая) и цифрами (диа-
метром резьбы). Рядом с диаметром указы-
вается степень (класс) точности резьбы (на-
пример: 4g, 677). Если резьба левая, то рядом с
классом точности указывается: «левая».
Резьбы с мелким шагом обозначаются:
буквой М, цифрами (диаметр резьбы) и, кро-
ме того, указывается величина шага.
19ТХ’БМА ОБРАЗОВАНИЯ ВИНТОВОЙ ЛИ-
1 Л ’пни
3-290
65
122')JIEMEHTbI РЕЗЬЕЬ1
1 24 РЕЗЬБОВОЙ МИКРОМЕТР:
]__скоба, 2 — пятка, 3 — призматическая
вставка, 4 — коническая вставка, 5 — шпин-
дель б — стебель, 7 — барабан, 8 — шаб-
лон
23 КОНТРОЛЬ ШАГА РЕЗЬБЫ:
а — линейкоь- " — резьбомером
ПК КОНТРОЛЬ РЕЗЬБЫ ТРЕМЯ ПРОВОЛОЧ
КАМИ
Примеры обозначения метри-
ческих резьб: М12—6 h — метрическая на ви-
нте, наружный диаметр 12 мм, степень то-
чности 6/?; М12х 1—6/7 левая — метрическая
на гайке, наружный диаметр 12 мм, шаг ме-
ткий 1 мм, степень точности 6Н.
Дюймовая резьба (ОСТ НКТП
1260). Для ремонта старых машин или
машин, поступающих из стран, где принята
дюймовая система мер (Англия, США и др.),
изготовляют изделия с дюймовой резь-
бой. Дюймовая резьба имеет треугольный
профиль с углом е= 55°, диаметры изме-
ряются в долях дюйма (1" =25,4 мм), а
шаг характеризуется числом ниток (витков),
приходящихся на один дюйм. Резьба обозна-
чается на чертежах только наружным диа-
метром (например, Г ; 1/4"). Каждой резьбе
соответствует определенное число ниток на
один дюйм (по справочнику). Например, для
резьбы 1У2", п = 6 ниток на 1", т. е. Р= У6".
Стандартом предусмотрены дюймовые резь-
бы от 3/,6'' до 4" с числом ниток от 24 до 3 на
1''. Для дюймовых резьб принято два класса
точности: второй (кл. 2) и третий (кл. 3).
Шаг резьбы ориентировочно проверяют
66
масштабной линейкой, измеряя расстояние
через десять или двадцать витков. Полу-
ченный размер делят соответственно на 10
или 20, определяя таким образом расстояние
между двумя соседними витками (рис. 123, а).
Для дюймовой резьбы определяют, сколько
витков укладывается на длине 1".
Для контроля шага и одновременно угла
профиля резьбы пользуются набором шабло-
нов-резьбомеров. На каждом шаблоне име-
ется греоенка определенного шага и угла
профиля и соответствующее обозначение (на-
пример: 60°, 2 мм или 55°, 11 витков).
Прикладывая шаблон гребенкой к резьбе,
определяют на просвет совпадение шага и
угла профиля гребенки с шагом и углом
профиля контролируемой резьбы
(рис. 123, б).
Средний диаметр резьбы измеряют резьбо-
вым микрометром (рис. 124). В шпинделе 5 и
пятке 2 сделано отверстие, в котором уста-
навливают резьбовые вставки (из набора к
микрометру): в шпиндель — коническую 4 с
углом, равным углу профиля, в пятку — при-
зматическую 3. При контроле коническую
вставку 5 вводят в канавку резьбы, а призма-
тическая 3 охватывает противоположный ви-
ток. Для установки микрометра на нуль слу-
жит установочный шаблон 8. Погрешность
измерения среднего диаметра микромет-
ром — 0,01 мм.
Точный контроль резьб (с погрешностью до
0,01 мм) выполняют также обычным микро-
метром при помощи трех закаленных ци-
линдрических проволочек, диаметр которых
выполнен с высокой точностью. Проволочки
входят во впадины резьбы (рис. 125). Микро-
метром измеряют размер М по проволочкам,
а средний диаметр резьбы рассчитывают по
формулам:
для метрической резьбы
dcp = М — 3d + 0.866Р,
для дюймовой резьбы
dcp = М — 3,166d+ 0.961Р,
где d— диаметр проволочки.
В массовом производстве точность резьбовых
изделий контролируют предельными калиб-
рами: наружную резьбу резьбовыми кольца-
ми (рис. 126, а), а внутреннюю — резьбовы-
ми пробками (рис. 126, б). Проходной калибр
ПР имеет полный профиль резьбы и должен
свинчива гься с контролируемым резьбовым
изделием на полную длину резьбы, непро-
ходной калибр НЕ имеет два-три витка и
1 26 КОНТРОЛЬ рЕЗББЫ КАЛИБРАМИ-
а — калибром-кольцом, б — калибром-
пробкой
укороченный профиль. Непроходной калибр
может свинчиваться с резьбой не более чем на
1 -г 2 витка.
Не допускается контроль
резьб до полной остановки
станка.
§ 33. Нарезание наружной
резьбы плашками
Для нарезания наружной крепежной резьбы
треугольного профиля с шагом до 2 мм при-
меняют плашки. Иногда плашки применяют
для калибрования резьбы крупного шага,
предварительно нарезанной резцом.
Плашка (рис. 127, а,б) похожа на гайку,
изготовленную из инструментальной стали и
имеющую такую же резьбу, для нарезания
которой она предназначена. В плашке в зави-
симости от ее размеров просверлено 3 4 8
отверстий, пересекающих резьбу. На пересе-
чении поверхности отверстий с поверхностью
резьбы образуются режущие гребенки, при-
чем благодаря фаскам гребенки имеют режу-
щие части, которые выполняют работу реза-
ния. На цилиндрическом участке резьбы обра-
зуется калибрующая часть плашки (5 4 6 ви-
тков), которая калибрует резьбу по размеру и
обеспечивает требуемую шероховатость по-
верхности резьбы.
Плашки используются с двух сторон: после
износа режущей части с одной стороны
плашку переворачивают в плашкодержателе и
работу ведут другой стороной. На торце
плашки маркируется размер нарезаемой резь-
67
з«
'1 27резьбонарезная ПЛАШКА:
а — вид в плане, б — элементы резьбы
плашки, в — разрезная регулируемая плаш-
ка, г — закрепление плашки в плашкодер-
жателе, 1 — зажимные винты, 2 — регу-
лирующий винт, 3 — плашкодержатель,
4 — плашка
1 28 НАРЕЗАНИЕ РЕЗЬБЫ ПЛАШКОЙ:
а — плашкодержатель-вороток, б — при-
менение упорной планки; 1 — плашкодержа-
тель, 2 — упор, 3 — планка
QQ КАЧАЮЩИЙСЯ САМОВЫДВИЖНОЙ
^^ПЛАШКОДЕРЖАТЕЛЬ:
1 — плашка, 2 — плашкодержатель, 3 —
wmui'm, 4 — корпус, 5 — винт
бы. Резьбонарезная плашка крепится в ру-
чном плашкодержателе-воротке (рис. 128, а).
Для компенсации износа применяют регу-
лируемые плашки с прорезью. Величину сре-
днего диаметра нарезаемой резьбы регули-
руют винтами 1, 2 плашкодержателя (см.
рис. 127 в, г).
При нарезании оезьбы плашкой, закреплен-
ной в ручном плашкодержателе, ее подводят к
заготовке, подпирая плашкодержатель то-
рцом пиноли задней бабки, рукоятка плашко-
держателя упирается в суппорт. После наре-
зания двух-трех витков с поджимом дальней-
шая подача плашки происходит самозатяги-
ванием.
Плашкодержатель. можно поджимать ува-
ром, закрепленным в резцедержателе, а руко-
ятку плашкодержателя упирать в планку
которая также закреплена в резцедержатси
(рис. 128, б). При работе ручным плашз
держателем следует соблюдать
осторожность, чтобы рука не попарь
между рукояткой плашкодержателя и опоров
Более совершенный и безопасный метол
закрепления плашки — в самовыдвижном ка-
чающемся плашкодержателе, который уста-
навливают в пиноли задней бабки (рис. 129«
Стержень под нарезание резьбы плашг "
обтачивают на несколько меньший диаметр,
чем диаметр нарезаемой резьбы, для компа -
68
сирования некоторого выдавливания метал-
ла. Диаметр стержня под нарезание резьбы
принимают по справочнику. Перед началом
нарезания резьбы на торце заготовки прота-
чивают фаску для облегчения захода плашки.
Нарезание резьбы плашками выполняют со
скоростью резания 2 4 4 м/мин по стали и
чугуну и до 10 м/мин по цветным металлам.
Смазочно-охлаждающая жидкость — эмуль-
сия, минеральное масло или сульфофрезол
для стали, керосин — для чугуна.
Для высокопроизводительного нарезания
наружной резьбы применяется с а м о рас-
крывающаяся резьбонарез-
ная головка (рис 130, а, б). В корпусе 3 го-
ловки имеются радиальные пазы, в которых
скользят кулачки с закрепленными на них дис-
ковыми гребенками 7. Корпус головки уста-
навливают хвостовиком в задней бабке, а
подачу для врезания гпебенок осуществляют
маховичком задней бабки. Дальнейшая пода-
ча головки происходит самозатягиванием.
Скорость резания при нарезании резьбы
резьбонарезными головками 15-20 м/мин.
После нарезания резьбы на полную длину
головку раскрывают поворотом рукоятки 2
^гребенки радиально расходятся) и отводят от
зарезанного стержня без свинчивания. Резь-
бонарезная головка обеспечивает высокую
производительность, гребенки перетачивают
то передней поверхности на заточном станке
^только централизованно в заточном отделе-
ши).
§ 34. Нарезание внутренней
резьбы метчиками
Внутренние резьбы диаметром до 20 мм наре-
зают на токарном станке метчиками. Метчик
(рис. 131) представляет собой винт того же
диаметра, шага и угла профиля резьбы, что и
нарезаемая им резьба, изготовляется из ин-
струментальной стали и имеет продольные
стружечные канавки. На пересечениях канавок
с витками резьбы образуются резьбовые
гребенки.
Работа резания выполняется режущей (за-
борной) частью метчика, у которой высота
режущих зубьев постепенно повышается. По
мере ввинчивания метчика в отверстие режу-
щая часть прорезает резьбовые канавки:
каждый зуб срезает небольшую часть при-
пуска, после прохода режущей части резьба
приобретает полный профиль.
Зубья на режущей части метчика затылованы,
т. е. имеют заднюю (затылочную) повер-
И‘йМОН*СКРЫВАЮ1ЦАЯ( Я РЕЗЬБОНАРЕЗ-
НАЯ ГОЛОВКА:
а — общий вид, б — схема работы гребе-
нок; 1 — дисковая гребенка, 2 — рукоятка
.механизма раскрывания головки, 3 — корпус.
хность, выполненную по архимедовой спира-
ли, благодаря чему образуется задний угол а,
облегчающий процесс резания. За режущей
частью метчика расположена калибрующая
часть, не имеющая затыловки (а = 0); она слу-
жит для направления метчика по резьбе и для
зачистки (калибрования) профиля резьбы.
После затупления метчик загачивают по пе-
редним поверхностям режущих гребенок, т. е.
по дну стружечной канавки. Так как на ка-
либрующей части не имеется заднего угла, то
после переточек диаметр резьбы метчика не
изменяется.
По числу перьев различают трехперые и
четырехперые метчики. Метчики бывают ру-
чные (слесарные) (рис. 132, а), машинные
(рис. 132, б) и гаечные с удлиненным хвосто-
виком (рис. 132, в). Ручные метчики применя-
ют комплектом из двух или трех штук
(рис. 132, а), между которыми распределя-
ется припуск на обработку.
69
1 31ЧАСТИ И ЭЛЕМЕНТЬ1 МЕТЧИКА
1 33НАРЕЗАНИЕ резьбы МЕТЧИКОМ ПРИ
w'“'ПОМиЩИ ВОРОТКА И УПОРНОЙ плл нки
1 — вороток, 2 — дополнительный держа-
тель с центром, 3 — планка
Вид А
Канавка
Сердцевина
Режущее перо
Центровое отверстие
В-В
режу-
Вид Б
(Сечение по ]
щей части
д-д
(Сечение по калибру-
ющей части)
7-Передний угол
«-Задний
части
Затылочная
поверхность
Режущая кромка
Передняя
поверхность
132 МЕТЧИКИ:
а — комплект из трех слесарных, б — ма-
шинный, в — гаечный
На каждом метчике обозначены марка стал?
и размер резьбы. Для отличия первого, вто-
рого и третьего метчиков комплекта на хво-
стовике метчика нанесено соответствующее
количество кольцевых рисок (рис. 132, а).
Для нарезания резьбы метчиком пользуются
слесарным воротком, который насаживакт
на квадратный хвостовик метчика. Метчп
поджимают центром, установленным в пино-
ли задней бабки, а рукоятка воротка упира
ется при этом в суппорт. Такой способ подачи
метчика допускается только для нарезаны
резьб небольшого диаметра (до 8 мм). В
других случаях в резцедержатель устанавли-
вают дополнительный держатель
(см. рис. 83) с центром (рис. 133) и упорную
п танку: метчик поджимают центром, а воро-
ток упирают в планку. Так как метчик
планка передвигаются вместе, то перекоса не
будет: устраняется опасность брака резьбы и
поломки метчика.
Наиболее целесообразно закреплять мегчик
качающемся самовыдвижном метчикодержа
теле (рис. 134). Корпус его устанавливаю1"
конусным хвостовиком в пиноль задн»
бабки, а метчик 1 — в квадратное гнездо по-
движной части метчикодержателя 2. При в ре-
шающейся заготовке метчик вводи гея в от-
верстие и легко подается вращением махо-
вичка задней бабки. Как только в заготовка
будет нарезано два-три витка резьбы, даль-
нейший поджим мез чика не требуется, так как
он будет сам ввинчива гься в резьбу, а метчь-
кодержатель, следуя за метчиком, будет
выдвигаться из корпуса 4.
Для нарезания резьбы в деталях из нержавею-
щей и жаропрочной стали применяю-
70
1 Н АРЕЗАНИЕ внутренней РЕ'ЗЬБЫ при
! ЧЮМОЩИ КАЧАЮЩЕГОСЯ самовыд-
ВИЖНОГО МЕТЧИКОДЕРЖАТЕЛЯ:
1 — метчик, 2 — метчикодержатель,
3 — штифт, 4 — корпус
J 35ВЬ1СОКОГ1РОИЗВО;1ИТЕЛЬ11Ь|Е МЕТЧИКИ
а — «шахматный», б — спиральный
Заготовка
Пиноль задней бабки
«ш а х м ат н ы е» метчики со срезанными
через один зубьями. Образующаяся между
зубьями широкая впадина способствует хоро-
шему размещению стружки, устраняет опа-
сность заклинивания метчика от наросто-
образования (рис. 135, а).
Метчики со спиральными канав-
ками (рис. 135, б) обладают повышенной
стойкостью. При правом наклоне канавок
(для правого метчика) облегчается вывод
стружки из отверстия.
При нарезании метчик ввинчивается в резьбу,
и его затем нужно вывинчивать. Непроизво-
дительное время, затрачиваемое на вывинчи-
вание метчика после нарезания резьбы, мо-
жно сократить, применив резьбонарезную го-
ловку КБ с задвигающимися внутрь корпуса
резьбовыми гребенками (рис. 136). Рукоят-
кой 4 гребенки выводятся в рабочее положе-
ние. Когда резьба нарезана на полную длину,
упор воздействует на фланец 3 и специальный
механизм сдвигает гребенки: головку можно
свободно выводить из отверстия. Резьбона-
резные головки применяют для нарезания
резьб большого диаметра (более 32 мм).
Если резьба глухая, то возникает опасность
упора метчика в дно отверстия: это не-
избежно ведет к поломке метчика и срыву
резьбы. Для нарезания глухих резьб приме-
няют предохранительные патроны. Пока-
занный на рис. 137 предохранительный па-
трон состоит из корпуса 6 с коническим хво-
стовиком, кулачковой подвижной муфты 3,
поджимаемой пружиной 4, и оправки 2, в ко-
торую вставляют быстросменный патрон 1
для метчика. При упоре метчика в дно отвер-
стия метчик с патроном на мгновение оста-
2g РЕЗЬБОНАРЕЗНАЯ ГОЛОВКА КБ:
1 — корпус, 2 — задвигающаяся гребенка,
3 — фланец упора, 4 — рукоятка механизма
задвигания гребенок
Ч '^ПРЕДОХРАНИТЕЛЬНЫЙ ПАТРОН ДЛЯ
1 ' НАРЕЗАНИЯ РЕЗЬБЫ МЕТЧИКАМИ.
7 — быстросменный патрон, 2 — оправка,
3 — кулачковая муфта, 4 — пружина,
3 — упорная гайка, 6 — корпус с хвостови-
ком
71
навливается, кулачки муфты 3 сдвигаются по
скосам кулачков оправки 2 и, отжимая пру-
жину 4, отсоединяют муфту от оправки:
передача вращения на метчик прекращается.
Подготовка отверстия под
нарезание резьбы метчиком.
При работе метчик выдавливает некоторый
слой металла из впадины резьбы и уменьшает
диаметр отверстия, что затрудняет нареза-
ние. Поэтому диаметр отверстия должен
быть несколько больше внутреннего диамет-
ра резьбы. Так как сталь более подвержена
пластической деформации, чем чугун, отвер-
стие под резьбу стальной заготовки выполня-
ют большего диаметра, чем для чугунной
заготовки. Диаметр отверстия под резьбу
принимается по справочнику.
Скорость резания при нарезании резьбы
метчиками составляет 5 -г 15 м/мин. Приме-
нение СОЖ обязательно.
В табл. 10 приведены виды, причины и меры
предупреждения брака при нарезании резьбы
плашками и метчиками.
§ 35. Накатывание резьбы
Накатывание резьбы заключа-
ется в пластическом деформировании металла
заготовки, в результате чего образуется
резьбовая поверхность. Преимущества нака-
тывания перед нарезанием: волокна металла
не перерезаются, а изгибаются и уплотня-
ются, отчего резьба получается прочной и из-
носостойкой; экономится металл, так как
10. Виды, причины и меры предупреждения брака при нарезании резьбы плашками и метчиками
Виды брака Причины Меры предупреждения
Неполная высота резьбы Неодинаковая высота резьбы по всей длине Разбивка внутренней резьбы по среднему диаметру: пробка Р—НЕ проходит «Усадка» внутренней резьбы по среднему диаметру: пробка' Р—ПР не проходит Нечистая («рваная») поверх- ность резьбы «Растяжка» резьбы Неправильно под: отовлена заготовка: занижен диаметр стержня или завышен диаметр отверстия Конусность стержня или отверстия под резьбу Перекос плашки или метчи- ка в процессе нарезания Завышен средний диаметр калибрующего метчика Большой передний угол, происходит отжим перьев мет- чика Износ метчика по среднему диаметру Чрезмерное затупление ин- струмента Завышена скорость резания Неправильно выбрана смазка Недостаточная смазка Притормаживание инстру- мента в процессе самовыдви- жения подвижной части оправ- ки Размеры стержня или от- верстия под резьбу принимать по справочнику и тщательно контролировать их Тщательно контролировать заготовку. Крепить инстру- мент в качающейся оправке Контролировать положение плашки или метчика в момент врезания Заменить метчик Заменить метчик на более «полный» Заменить инструмент Откорректировать скорость резания по первой детали Подобрать смазку по спра- вочнику Улучшить смазку Устранить перекосы в оп- равке Смазать подвижные соедине- ния оправки
72
диаметр заготовки соответствует не наруж-
ному, а среднему диаметру резьбы.
Накатывание наружной резьбы на токарных
станках осуществляют накатными регулируе-
мыми плашками (головками НП-1) (рис. 138).
В пазах корпуса 1 головки расположены суха-
ри, к которым на осях 3 крепятся накатные
ролики 2. Ролики имеют кольцевую нарезку,
по шагу и профилю соответствующую нака-
тываемой резьбе. Диаметр резьбы регулиру-
ют поворотом эксцентриковых шеек всех осей
роликов при помощи специального устройс-
тва.
Накатные головки можно закреплять в специ-
альный держатель, который устанавливают в
задней бабке. Можно также в момент вреза-
ния удерживать головку вручную, а затем
упирать рукояткой в упор, зажатый в резце-
держателе (см. рис. 133). Накатывание обе-
спечивает высокую производительность и то-
чность образования резьбы (до степени 6й), а
также малую шероховатость поверхности
витков (до 8-го класса).
Внутреннюю резьбу в деталях из легких
сплавов можно получить внутренним
накатыванием (выдавливанием).
Инструмент — накатник напоминает метчик:
138 НАКАТЫВАНИЕ НАРУЖНОЙ РЕЗЬБЫ:
1 — корпус, 2 — ролик, 3 — ось ролика
имеет заборную и калибрующую части, но без
стружечных канавок. Диаметр отверстия под
выдавливание резьбы ориентировочно опре-
деляется по формуле «/отв = di—0,4Р, но
практически уточняют по первым обрабо-
танным деталям. Выдавливанием можно по-
лучить резьбу с точностью до степени 5Н и
шероховатостью поверхности до 8-го класса.
При накатывании резьбы в качестве смазки
применяют минеральное масло.
Контрольные вопросы
1. Какими элементами характеризуется резьба?
2. Как и чем контролируют наружные и внутрен-
ние резьбы?
Глава 7
Обработка
конических поверхностей
§ 36. Общие сведения
о ионических поверхностях.
Контроль ионических поверхностей
В технике часто используют детали с на-
ружными и внутренними коническими по-
верхностями, например: конические зубча-
тые колеса и втулки, ролики конических
подшипников и др. Инструменты для обра-
ботки отверстий (сверла, зенкеры, развертки)
имеют конические хвостовики, а шпиндели
станков — конические центральные отвер-
стия под эти хвостовики; две конические
поверхности имеет также опорный токарный
центр. Некоторые типовые детали с кони-
ческими поверхностями показаны на
рис. 139, а—г.
3. Назовите части и элементы и укажите особеннос-
ти геометрии метчика и плашки.
4. Какие достоинства имеет накатывание резьбы?
Конические поверхности характеризуются
следующими элементами (рис. 140, а):
углом конуса 2а — между двумя
образующими, лежащими в одной плоскости,
проходящей через ось; углом уклона
а — между осью и образующей конуса;
уклоном У — тангенсом угла уклона
... D — d
(У=tga= ------ конусностью, или
D — d
удвоенным уклоном К = ----- .
I
Условные обозначения конусности и уклона
на чертежах деталей показаны на рис. 140, б.
Угол конуса конических поверхностей контро-
лируют угловыми шаблонами: нерегулируе-
мыми (жесткими) или регулируемыми
(рис. 141, а—в). Точность угла конуса опреде-
73
ОЙ ТИПОВЫЕ’ Ват АЛИ. ИМЕЮЩИЕ КОНИ-
°^ЧЕСКИЕ ПОВЕРХНОСТИ
"1 41КОНТРОЛВ УГЛА КОНУСА КОНИЧЕСКОЙ
1'ПОВЕРХНОСТИ:
а — коническое зубчатое колесо, б — кони-
ческая зенковка, в — нентр токарного стан-
ка. г — переходная впЛ'Лка
а — жестким шаблоном, 6 — регулируе-
мым шаблоном, в — универсальным угло-
мером
i ДП ОТЕМЕНТЫ КОНИЧЕСКОЙ ПОВЕРХНОС-
l*tMTn (_й), УСЛОВНЫЕ ОБОЗНАЧЕНИЯ КО-
НУСНОСТИ НА ЧЕРТЕЖАХ (б)
ляют по зазору меаду конической повер-
хностью контролируемой детали и измери-
тельной поверхностью шаблона: если обнару-
жится зазор у большего основания, то угол
конуса меньше заданного; если зазор у малого
основания, то угол конуса больше заданного.
Более точно угол конуса измеряют уни-
версальным угломером.
В условиях единичного производства широко
применяют контроль конусов «на краску».
Контрольный конус с нанесенной на его по-
верхность продольной полоской краски со-
прягают с контролируемой деталью. После
проворачивания конуса относительно сопря-
гаемой детали полоска краски стирается в
местах наиболее плотного соприкосновения
конических поверхностей, что позволяв! су-
дить о полноте сопряжения поверхностей,
т. е. о точности обработки.
В серийном и массовом производстве кони-
ческие поверхности контролируют предель-
ными конусными калибрами: пробками
и втулками (рис. 142). Расстояние между
рисками или размер уступа на торце калибра
(т) соответствует допуску на конусность.
Если одна риска на пробке зашла в контроли-
руемое отверстие, а вторая не вошла
(рис. 142, а), то конус правильный. Анало-
гично для калибра-втулки с уступом: если
торец контролируемого конуса окажется ме-
жду рисками на уступе, то конус правильный
(рис. 142, б).
74
§ 37. Обработка коротких
конических поверхностей
Наружные и внутренние конические по-
верхности длиной до 20 мм обрабатывают
широким резцом, у которого главный угол в
плане <р равняется углу уклона конической
поверхности (рис. 143, а,б). Для установки
резца применяют установочный шаблон, ко-
торый прижимают к цилиндрической по-
верхности заготовки, а к наклонной рабочей
поверхности шаблона подводят резец. Затем
шаблон убирают и резец подают к заготовке
(рис. 143, в).
Стандартные конические отверстия с не-
большим углом уклона (например, инстру-
ментальный, конус Морзе) могут быть обра-
ботаны набором стержневых инструментов:
сверлом, двумя ступенчатыми зенкерами и
окончательно — конической разверткой
(рис. 144, а—г). Для получения стандартных
инструментальных внутренних конусов при-
меняют также специальный инстру-
мент — двухперый конический зенкер
(рис. 145). Внутренние конусы-фаски обра-
батывают зенковкой (см. рис. 81).
Универсальным способом обработки кони-
ческих поверхностей является способ пово-
рота верхних салазок суппорта (рис. 146, а-в).
Поворотная плита суппорта вместе с верхними
салазками может поворачиваться относитель-
но поперечных салазок: для этого освобожда-
ют гайки винтов крепления плиты Контроль
угла поворота с точностью до одного градуса
осуществляют по делениям плиты.
Более точно настройка на угол поворота
производится по предварительно изготовлен-
ной (эталонной) детали, которую закрепляют
в шпинделе станка. Индикатор закрепляют в
резцедержателе, а наконечник индикатора
устанавливают точно по центру и подводят к
конической поверхности эталона вблизи мень-
шего сечения, при этом стрелка индикатора
ставится на нуль. Затем суппорт перемещают
так, чтобы штифт индикатора касался заго-
товки, а стрелка все время находилась на
нуле. Положение суппорта после настройки
фиксируют зажимными гайками.
Перед растачиванием конического отверстия
в сплошной заготовке предварительно све-
рлят отверстие, диаметр которого меньше
малого диаметра конуса. Для облегчения
растачивания длинного отверстия можно по-
дготовить его ступенчатым рассверливанием
(рис. 147, а,б). Разность размеров ступеней
1,5 42,5 мм на сторону.
1 ДОКОНТРОЛЬ КОНИЧЕСКИХ ПОВЕРХНОС-
1 ^ЛТЕЙ КАЛИБРАМИ:
а — калибром-пробкой, б — калибром-
втулкой, т— допуск на конусность
б)
Деталь
4 ДООБРАБОТКА КОРОТТКИХ КОНИЧЕСКИХ
“'^ПОВЕРХНОСТЕЙ ШИРОКИМ РЕЗЦОМ:
а — наружной поверхности, б — внутрен-
ней поверхности, в—установка резца по
шаблону
75
-|ДДНАБОР СТЕРЖНЕВЫХ ИНСТРУМЕНТОВ
’^ЛТЛЯ ОБРАБОТКИ КОПИЧ1 СКИХ ОТВ1.Р
(jtylEl:
а — сверю, б, в — конические зенкеры,
г — коническая развертка
Ч 4R ОБРЛБ0ТК X КОНИЧЕСКИХ ПОВЕРХИОС-
1 ^°!И1 ПРИ ПОВЕРНУТЫХ БЕРЛИН' СА-
.1 XiKAV СЯПЮРТЛ:
а — обтачивание наружной поверхности,
б — растачивание внутренней поверхности,
в — растачивание внутренней поверхности
расточным резцом с головкой, отогнутой
вправо, и — угол уклона конуса
Ч ДЕДВУХИЕРЫЙ КОШ.ЧЕС КИИ ЗЕНКЕР ,1 1Я
1 ^**ОБРАБО1 КИ ВНУТРЕННИХ СТАНДМ’Г
НЫХ КОИХ СОВ МОРЯ
Если наружная коническая поверхность вала и
внутренняя коническая поверхность втулки
должны сопрягаться, то конусность сопрягае-
мых поверхностей должна быть одинакова.
Чтобы это обеспечить, обработку сопрягае-
мых поверхностей выполняют бет изменения
положения поворотной плиты (см.
рис. 146, в). При этом применяют расточной
резец с головкой, отогнутой вправо от стер-
жня, а шпинделю сообщают обратное враще-
ние.
Достоинства способа поворо1а
верхних салазок: возможность обработки
конических поверхностей с любым углом ук-
лона. проггота наладки станка.
Недостатки: невозможность обработ-
ки длинных конических поверхностей, так
как длина обработки ограничена величиной
хода верхних салазок суппорта (у станка
I6K20—180 мм); обработка производится
ручной иодачей, что снижает произво-
дительность и ухудшает качество обрабо-
танной поверхности. Некоторые токар-
ные станки (163, 16К20П и др.) имеют меха-
низм автоматической подачи верхних салазок
суппорта (см. гл. 10).
76
§ 38. Обработка длинных
ноничесних поверхностей
Способ смещения корпуса
задней бабки. Длинные наружные
конические поверхности (с углом уклона не
более 10°) обрабатывают способом смещения
корпуса задней бабки относительно ее плиты.
Заготовку устанавливают в центра, и она ув-
лекается во вращение поводковой планшай-
бой и хомутиком. Корпус задней бабки при
помощи винта смещают в поперечном на-
правлении так, чтобы ось заготовки распола-
галась под углом к оси центров.
При включении подачи каретки суппорта
резец, перемещаясь параллельно оси шпинде-
ля, будет обтачивать коническую поверхность
(рис. 148). Если смещение корпуса произво-
дится «на токаря», то меньший диаметр
конуса получится на заготовке со стороны
задней бабки, а если «от токаря», то со сторо-
ны передней бабки.
Величина смещения корпуса задней бабки Я
определяется из заштрихованного треуголь-
ника:
Н — L sin а.
Из тригонометрии известно, что для малых
углов (до 10°) синус практически равен
тангенсу угла. Например, для угла 7° синус
равен 0,120, а тангенс — 0,123. Способом
смещения корпуса задней бабки обрабатыва-
ют, как правило, заготовки с малыми углами
уклона, поэтому можно считать, что
sin а = tga. Тогда
и т г D—d L D — d
Н = L tg a = L ---- = — • ------.
ь 2/ I 2
147 СХЕМА ПОДГОТОВКИ ОТВЕРСТИЯ ДЛЯ
1 РАСТАЧИВАНИЯ КОНИЧЕСКОЙ ПОВЕРХ-
НОСТИ:
а — схема ступенчатого сверления, б — го-
товая деталь
Допускается смещение корпуса задней бабки
на ± 15 мм.
Величину смещения корпуса задней бабки
относительно плиты контролируют по деле-
ниям на торце плиты или при помощи лимба
поперечной подачи. Для этого в резцедержа-
теле закрепляют планку, которая подводится
к пиноли задней бабки; положение планки
фиксируется лимбом. Затем поперечные са-
лазки отводят назад на расчетную величину
по лимбу и корпус задней бабки смещают до
соприкосновения пиноли с планкой.
Наладку станка на обтачивание конусов
способом смещения корпуса задней бабки
можно выполнять по эталонной детали,
которую закрепляют в центрах. Корпус
задней бабки смещают, контролируя индика-
тором параллельность образующей повер-
Ч ДООВРАБОТКА НАРУЖНОЙ КОНИЧЕСКОЙ
1 ПОВЕРХНОСТИ СПОСОВОМ СМЕЩЕНИЯ
КОРПУСА ЗАДНЕЙ БАБКИ
Я — величина смещения
II. Виды, причины и меры предупреждения брака при обработке конических поверхностей
Виды брака
Причины
Меры предупреждения
। Угол конуса правильный, но не-
точны размеры большого и малого ос-
нований:
Неточность установки
резца по лимбу поперечной
подачи
Тщательно установить
размер по лимбу при окон-
чательном проходе резцом
Неточность продольного
перемещения 'конической
развертки или двухперого
зенкера
По первой детали заме-
тить риску на лимбе про-
дольной подачи и соблю-
дать ее при обработке всей
партии
Нарушена точность дли-
ны заготовки
Тщательно контролиро-
вать заготовку по длине
Угол конуса не соответствует ука-
занному в чертеже:
Неточность поворота пли-
ты верхних салазок на за-
данный угол
Отжим плиты в процес-
се обработки
Отрегулировать угол по-
ворота плиты
Надежно закрепить плиту
Неточность смещения
корпуса задней бабки на
расчетную величину
Отрегулировать величину
смещения корпуса задней
бабки
Образующая конуса криволинейна
Неточность установки ко-
нусной линейки
Погрешность угла заточ-
ки резца или угла кони-
ческой развертки
Резец установлен выше
или ниже оси центров
Отрегулировать установ-
ку конусной линейки
Точно выдержать углы
заточки инструмента
Установить резец точно
по оси центров
78
1ДОЧОЛОЖЕНИЕ ЗАГОТОВКИ НА СМЕЩЕН-
,^'7НЫХ ЦЕНТРАХ:
а — на обычном, б — на шариковом
Ч ЕЛОБРАБОТКА КОНИЧЕСКОЙ ПОВЕРХНОС-
I ииП1 ПРИ ПОМОЩИ КОПИРОВАЛЬНОЙ (КО-
НУСНОЙ) ЛИНЕЙКИ:
1 — кронштейн, 2 — плита, 3 — конусная
линейка, 4 — палец, 5 — сухарь, б — тяга
хности эталонной детали к направлению
подачи.
На рис. 149, а,б показано положение центра в
центровом отверстии заготовки при обра-
ботке конических поверхностей способом сме-
щения корпуса задней бабки. Чтобы во время
вращения заготовки не повредилось центро-
вое отверстие, применяют шариковый центр.
Вращение заготовке должно передаваться
только хомутиком: крепление в патроне
недопустимо.
Достоинства обработки конических
поверхностей способом смещения корпуса
задней бабки: возможность обработки длин-
ных заготовок и возможность автомати-
ческой подачи суппорта. Недостатки:
невозможность обработки внутренних кону-
сов и конусов с большим углом уклона
(свыше 8°), длительность переналадки ста-
нка.
Обработка конических по-
верхностей при помощи копи-
ровальной (конусной) линей-
ки. В условиях изготовления больших
партий деталей конические поверхности
целесообразно обрабатывать при помощи
копировальной (конусной) линейки, которая
имеется у некоторых моделей токарных
станков (рис. 150). Конусная линейка 3 распо-
ложена на плите 2 сзади станка и может
поворачиваться на некоторый угол и, кото-
рый отсчитывают по шкале. Поперечные са-
лазки суппорта станка отсоединяют от своего
винта и тягой 6 с сухарем 5 присоединяют к
конусной линейке 3.
При осуществлении продольной подачи ка
ретки поперечные салазки суппорта под дейс-
твием линейки смешаются в поперечном
направлении, в рез; льтате чего резец дви-
жется под углом к оси заготовки и обрабаты-
вает коническую поверхность.
Способ обеспечивает высокопроизводитель-
ную и точную обработку наружных и вну-
тренних конических поверхностей с углом
уклона до <1= 10—12 0 . Для обработку кони-
ческих поверхностей с большими углами
уклона сочетают способ смещения корпуса
задней бабки и наладку по конусной линейке.
Для этого линейку поворачивают на макси
мально допустимый угол поворота, а смеще-
ние корпуса задней бабки (мм) рассчитывают,
как при обтачивании конуса, у которого угол
уклона равен разности между заданным уг-
лом а и углом поворота линейки И т. е.
Н = Ltg(a — Hi).
В табл. И приведены виды, причины и меры
предупреждения брака при обработке кони-
ческих поверхностей.
Контрольные вопросы
1. Какими элементами характеризуются конические
поверхности?
2. Укажите достоинства и недостатки способов обра-
ботки конусов при повернутых верхних салазках
суппорта и при смещенном корпусе задней бабки.
3. Как рассчитать величину смещения корпуса зад-
ней бабки для обтачивания наружной конической
поверхности?
4. Как устроена п работает копировальная (конусная)
линейка?
79
Часть
вторая
Токарные
станки
Глава 8
Типовые механизмы станков
9 39. Передачи
Ременная передача (рис. 151, а) состоит из
двух шкивов, один из которых ведущий (диа-
метр £>ь частота вращения nJ, а второй
ведомый (диаметр D2, частота враще-
ния nJ. Отношение диаметра ведущего шкива
к диаметру ведомого шкива или отношение
частот вращения ведомого и ведущего шкивов
называется передаточным отно-
шением ременной передачи и обознача-
ется Мрем •
и = - zti.
“рем — п — •
D2 nt
практически upesl ~ 0,985,
где 0,985 — коэффициент, учитывающий не-
которое проскальзывание ремня на шкивах.
Зубчатая передача (рис. 151, б)
состоит из двух зубчатых колес, одно из кото-
рых — ведущее (число зубьев zit частота вра-
щения nJ, а второе — ведомое (число
зубьев Z2, частота вращения пг). Передаточ-
ное отношение зубчатой передачи равно
отношению чисел зубьев ведущего и ведомого
зубчатых колес, т. е.
п __ г1 _
“зубч----— ---- .
z2 п2
Зубчатая передача может быть простой,
состоящей из двух зубчатых колес, и
ступенчатой, состоящей из последо-
вательно расположенных простых передач
Передаточное отношение ступенчатой пере-
дачи равно произведению передаточных от-
ношений простых передач, входящих в сту-
пенчатую, т. е.
Ыстув ^1^2^3 И T. Д.
На рис. 152, а показана передача с промежу-
точным зубчатым колесом. Между веду-
щим zi и ведомым z2 зубчатыми колесами
находится промежуточное колесо zn. Переда-
точное отношение такой передачи будет:
,, __и __ г1 гп
Ui-3 — “1- 2W2-3 — - # --- — --- •
2ll Z-2 Z2
Для передачи с двумя промежуточными
зубчатыми колесами z2 и z3 (рис. 152, б)
передаточное отношение составляет:
Следовательно, промежуточные зубчатые
колеса не влияю т на ве личину передаточного
отношении передачи. Наличие промежуточ-
ных колес влияе: на направление вращения
последнею ведомо! о вала передачи (рис. 152).
Это свойство промежуточных колес передачи
используется в реверсах — механизмах
для изменения направления вращения послед-
него ведомого вала.
На рис. 152, ь показа!:а передача, в которой
вечущее зубчатое кол-.-ео второй пары нахо-
ди гея на одной ос!' о вс юмым колесом первой
паты или изготовлена е нею заодно, образуя
блок |убчатых колес. Передаточное отно-
шение будет:
И Е-«ТИПОВЫЕ ПЕРЕДАЧИ, ПРИМЕНЯЕМЫЕ
1 ** *В СТАНКАХ:
а — км ноременная, б — зубчатая; шкивы
1 — ведущий, 2 — ведомый; зубчатые коле-
са: 3 — ведущее, 4 — ведомое
►СТУПЕНЧАТЫЕ ЗУБЧАТЫЕ ПЕРЕДАЧИ
а — одна пара зубчатых колес с про.’..ежу
точной шестерней, б — оона пара зубчатых
колес с двумя промежуточными шестерня-
ми, в — две пары зубчатых колес
Если в передаче движения от первого вала к
последнему участвуют последовательно три
пары зубчатых колес (рис. 153), то переда-
точное отношение всей передачи будет:
21 г5
Н1-6 — Ul-2U3-4U5-e — --- --- • —
г2 г4 гв
Червячная передача (или червяч-
ная пара) состоит из червяка и сопряженного с
ним червячного колеса (рис. 154). Чер-
вяк — это винт, имеющий трапецеидальный
профиль резьбы с шагом, кратным числу
к(Р- тот мм)* . Червяк может быть одноза-
ходным и многозаходным. При повороте
червяка на один оборот червячное колесо
поворачивается на один шаг зубьев (т. е. на
один зуб), если червяк однозаходный, и на
А зубьев, если червяк А’— заходный. Переда-
* яг- crniuwpi HL.H мо.цль зацепления, т = Р/я
точное отношение червячной передачи будет:
К
^черв ' >
гч. к
/с
^ч.к — ^ч^черв Цч >
гч.и
где z ' к — число зубьев червячного колеса.
Направление вращения червячного колеса
зависит от направления вращения червяка,
направления витков резьбы червяка (червяки
бывают правые и левые) и от того, с какой
стороны червячного колеса сопрягается с ним
червяк.
Червячное колесо, показанное на рис. 154,
будет вращаться против часовой стрелки, так
как червяк левый и вращается по часовой
стрелке.
Винтовой механизм (рис. 155, а)
состоит из винта и гайки и служит для пре-
образования вращательного движения в по-
ступательное. За один оборот винт перемеща-
"I Ч ^СТУПЕНЧАТАЯ ЗУБЧАТАЯ ПЕРЕДАЧА
1 ТРИ ПАРЫ ЗУБЧАТЫХ КОЛЕС
154 ЧЕРВЯЧНАЯ ПЕРЕДАЧА:
1 — червяк, 2 — червячное колесо
ется в гайке (или гайка по винту) на один шаг
Р; за п оборотов винта перемещение винта
(или гайки) составит Рп мм. Если винт
многозаходный, то за п оборотов винта
осевое перемещение составит пРК мм, где
К — число заходов винта.
Зубчатореечный механизм
(рис. 155, б) представляет собой зубчатое
колесо, сопряженное с рейкой, и служит для
преобразования вращательного движения в
поступательное, либо поступательного дви-
жения во вращательное.
При повороте колеса на один зуб поступа-
тельное перемещение будет равно одному
шагу, т. е. пт мм. Если зубчатое колесо
вращается с частотой п об/мин, то за это вре-
мя путь поступательного движения составит
п п т мм.
Совокупность всех передач механизма стан-
ка называется кинематической
цепью. Передаточное отношение кинема-
тической цепи является произведением пере-
даточных отношений всех элементарных пе-
редач (пар):
1 55МЕХАНИЗМЫ ДЛЯ ПРЕВРАЩЕНИЯ вра-
'^'Тщательного движения в поступа-
тельное:
с — винтовой, б — зубчато-реечный
^1-к — ^1-2^2-3^3-4 «(к—1)—к —
пк (ведомой)
«1 (ведущей)
«к=п1Н1_к; К—количество элементарных
передач.
Это уравнение называется у р а в н е н и е м
кинематическою баланса
цеп и. Зная частоту вращения ведущего
звена цепи и передаточное отношение всех
промежуточных передач, можно с помощью
этого уравнения определить частоту враще-
б)
82
ggMEXAHH3M С ПЕРЕДВИЖНЫМ БЛОКОМ:
1,2 — положения блока
К7МЕХАНИЗМ С ПЕРЕКЛЮЧАЮЩЕЙ МУФ-
** ' ТОЙ:
1,2 — положения муфты
ния последнего (ведомого) звена цепи. Напри-
мер, для передачи, показанной на рис. 153:
= 11 = 0,125;
ni
п/у = = 600 • 0,125 = 75 об/мин.
§ 40. Типовые механизмы
коробок скоростей
Понятие о ряде частот
вращения. Обработка на токарных стан-
ках ведется с различной скоростью резания.
Для заготовок различных диаметров регули-
ровать скорость резания можно только изме-
нением частоты вращения шпинделя п
об/мин, так как ”~--м/мин (см. § 7). Час-
1000
тоту вращения шпинделя станка изменяют
при помощи специального механизма — ко-
робки скоростей.
Ниже описаны типовые механизмы коробок
скоростей токарных станков.
Механизм с передвижным
блоком является простейшим механиз-
мом для изменения частот вращения ведомо-
го вала при постоянной частоте вращения
ведущего вала (рис. 156, а). На ведущем валу
1 находится передвижной блок Б (-, - z3),
сидящий на шлицах (крутящий момент от
блока к валу или от вала к блоку передается
шлицами). На ведомом валу II закреплены
неподвижно два зубчатых колеса с числами
зубьев z2 и z4. При правом положении блока
Б в зацеплении находятся зубчатые колеса z3
и 54; пере та 1 очное отношение их будет
,, __ гз
“2-4 — — •
При левом положении блока Б в зацепление
войдут зубчатые колеса z, и z2; передаточное
отношение их будет
ui-2 = ~ •
Z2
Таким образом, вал II может получить две
различные частоты вращения:
п//,= ni ~~; пи, ,ii —
-
Графически передачу вращения от вала 1 на
вал II можно изобразить такой структурной
схемой:
Аналогично устроена передача с тройным
передвижным блоком, дающая три различ-
ные частоты вращения ведомому валу. Пере-
мещение блоков вдоль вала осуществляется
специальным рычажным механизмом, свя-
занным с соответствующей рукояткой, нахо-
дящейся на передней стенке коробки ско-
ростей. Если скомпоновать последовательно
два или несколько механизмов с передвижны
ми блоками, то получим простейшую коробку
скоростей.
83
'ПРОСТАЯ КОРОБКА СКОРОСТЕЙ С ПЕ-
РЕДВИЖНЫМ БЛОКОМ, КУЛАЧКОВОЙ
МУФТОЙ И ПЕРЕБОРОМ:
а — кинематическая схема, 6 — структур-
ная схема; 1,2,3 — положения блока Б и
муфты М, 1,11,111 — валы
б) 25____________
пг 600 1 /35 --------
об мин \20 2У \20 30/
40 111 50 40
Перебор
159ТИГЮВЬ,Е РЕВЕРСИВНЫЕ МЕХАНИЗМЫ:
а — с кулачковой муфтой, б — с передвиж-
ным блоком: 1,2 — положения муфты или
передвижного блока, 1,11,111— валы
Механизм с переключающей
кулачковой муфтой (рис. 157). На
ведущем валу 1 закреплены зубчатые колеса
z, и z, , а на ведомом валу II свободно сидят
зубчатые колеса z2 и z4 , сопряженные
соответственно z2 с z,, a z4 с :}. На торцах
зубчатых колес z2 и z4 имеются кулачки, а
между зубчатыми колесами на шлицах вала II
сидит кулачковая муфта М, также имеющая
кулачки на торцах.
Если включить муфту влево (положение 7), то
ее кулачки соединяются с кулачками зубчато-
го колеса z, и свяжут ее с валом. При правом
положении муфты М к валу присоединяется
колесо z4 . В зависимости от положения
муфты передача движения от вала I к валу II
будет идти через зубчатые колеса z1 - z2 (пе-
редаточное отношение —) или через зубча-
та
тые колеса z,- z4 (передаточное отношение
—) и на ведомом валу //можно получить две
? 1
различные частоты вращения, т. е.
4г - z4
Обычно механизм с кулачковой муфтой
компонуется в коробках скоростей в сочета
нии с передвижными блоками (рис. 158, а, б).
При включении муфты М влево (положение Г)
вращение от вала передается на втулку с
колесами z4 =20, z5 =35; z6 = 25; z7 =40 и
через муфту непосредственно шпинделю, а
при включении муфты М вправо (положе-
ние 2) вращение от втулки передается шпи-
нделю через дополнительную передачу с пере-
даточным отношением
w = А гы 20 3» _ Д . 0 3
г9 z8 50 40 10
Такая передача, служащая для резкого
изменения частоты вращения, называется
«переборе м». Всего на шпинделе мо-
жно получить 3x2 = 6 различных частот вра-
щения.
Структурная схема коробки скоростей дана на
рис. 158, б, а расчет всех частот вращения,
получаемых на шпинделе, приведен в табл. 12.
Реверсивные механизмы. На
рис. 159, а, б показаны типовые реверсивные
механизмы: с кулачковой муфтой и с пе-
редвижным блоком. При включении муфты
М или блока Б вправо (положение /) передача
84
12. Частоты |р.пцения шпинделя коробки скоростей (к рис. 158)
Положение механизмов переключения Частота вращения шпинделя, об/мин
№ п. п. тройной блок Б кулачковая муфта М
1 1 1 Z. 25 = Пх — — 600 —- = 430 Zft 35
2 2 1 z. 35 л, = Л1 -L = 60С — = 840 25
3 3 1 z. 20 л, = л, — =600 =300 z, 40
4- 1 2 перебор z, z4 z10 25 20 30 п. = л. — • — • — - 600 128 4 1 2 Z5 z, z8 35 50 40
5 2 2 z. z. z10 35 20 30 п» =П1 — -1 . .2? =600 250 z8 z, z8 25 50 40
6 3 2 z3 z. z.o 20 20 30 n, = fix _L • — . 2L = 600 • — • = 90 z, z, Zg 40 50 40
вращения с вала I на вал III идет напрямую с
зубчатого колеса z , на колесо z4; направление
вращения вала III изменяется. При включении
муфты М или блока Б влево (положение 2)
передача вращения с вала I на вал III идет
через промежуточное зубчатое колесо z„, и на-
правление вращения вала III будет такое же,
как и вала I.
Контрольные вопросы
1. Какие типовые передачи применяют в металло-
режущих станках?
2. Что такое nepejaiочное отношение? Напишите
формулы передаточных отношений для ременной,
зубчатой и червячной передач.
3. Как работают типовые механизмы коробок скорос-
тей: с передвижным блоком и с кулачковой муф-
той?
4. Какой закономерности подчиняется ряд частот
вращения шпинделя токарного станка?
85
Глава 9
Общий обзор
тонарных станков
§ 41. Развитие
станкостроения в СССР
Простейшие станки для обработки дерева
применялись еще в Древнем Египте. В России
станки известны с середины XIV в.: они при-
водились во вращение вручную, а резец
удерживался на деревянной опоре.
Токарные станки получили широкое распрос-
транение после изобретения русским механи-
ком Андреем Нартовым (1680—1756) механи-
ческого суппорта для закрепления и подачи
резца. И поныне в ленинградском музее
Эрмитаже можно видеть токарные и токарно-
копировальные станки, созданные талантли-
вым умельцем А. Нартовым. В истории
станкостроения почетное место занимают
русские станкостроители Яков Батищев,
Алексей Сурнин, Павел Захава, Лев Собакин.
Русский ученый А. В. Гадолин является осно-
воположником теории расчета коробок ско-
ростей станков.
До Великой Октябрьской социалистической
революции станкостроения в России практи-
чески не было. Создание отечественного
станкостроения как самостоятельной отрасли
относится к периоду осуществления первого
пятилетнего плана (1928—1932). В 1932 г. в
стране было освоено производство первого
токарного станка с коробкой скоростей.
Станок назывался ДИП («Догнать и пе-
регнать»).
Важным направлением развития отечествен-
ного станкостроения является выпуск совре-
менных высокопроизводительных станков с
числовым программным управлением (ЧПУ).
§ 42. Классификация и марки
токарных станков
Токарные станки классифицируются по ос-
новным размерам: наибольшему диаметру D
обрабатываемой заготовки (детали), наи-
большей длине обрабатываемой заготовки
(детали), массе, точности и целевому назначе-
нию. В зависимости от массы токарные
станки делятся на легкие — до 1т
(D = 1004-200 мм), средние — до Ют
(D = 2004-500 мм), крупные — 10—30 т
(0 = 6304-1200 мм), тяжелые — 30—100 т
1 601ЕГКИЙ ТОКАРНО-ВИНТОРЕЗНЫЙ СТА-
НОК 1Е604
(D = 16004-4000 мм), особо тяжелые
или уникальные (более 100 т).
На рис. 160 изображен легкий токарно-
винторезный станок 1Е604, на
рис. 161 — средний токарно-винторезный
станок 1К62, а на рис. 162 — тяжелый то-
карный станок 1А665.
По степени точности станки разделяются на
пять классов', нормальной точности Н, повы-
шенной точности П, высокой точно
сти В, особо высокой точности А и особо точ-
ные С.
По целевому назначению различают следую-
щее исполнение токарных станков: базовые
или токарно-винторезные, имеющие ходовой
винт для нарезания резьбы; токарно-центро-
вые (без винторезной цепи); операционные,
применяемые для выполнения несложных
операций; токарные станки с числовым про-
граммным управлением.
Характеристики некоторых токарно-винто-
резных станков приведены в табл. 13.
86
Металлорежущие станки, выпускаемые в
СССР, маркируются цифрами и буквами.
Первая цифра означает группу станков,
например: 1 — токарные, 2 — сверлильные,
3 — шлифовальные, 6 — фрезерные и т.п.
Вторая цифра означает подгруппу. Для
токарных станков подгруппа 6 — токарно-
винторезные станки.
Третья и четвертая цифры условно обознача-
ют один из основных показателей техни-
ческой характеристики станка. Для токарных
станков это высота центров над станиной,
для револьверных — наибольший диаметр
обрабатываемого прутка, для карусель-
ных — диаметр стола станка.
Буква после первой или второй цифры
указывает на усовершенствование станка по
сравнению с первой моделью. Буква в конце
марки означает, что в модель станка внесены
некоторые изменения, например повышена
точность (П), имеется выемка станины (Г),
станок с числовым программным управлени-
ем (Ф) и т. д.
Пример расшифровки марки токарно-винто-
резного станка: 1А616П — усовершенство-
ванный токарно-винторезный станок с высо-
той центров 160 мм, повышенной точности.
ТОКАРНО-ВИНТОРЕЗНЫЙ GTAHOK 16К20
рукоятки: 1 — установки величины подачи
или шага резьбы, 2 — установки подачи или
резьбы, 3,20 — управления фрикционной му-
фтой главного привода, 4,7 — установки
частоты вращения шпинделя, 5 — уста-
новки нормального или увеличенного шага
резьбы, 6 — установки правой или левой
резьбы, 8 — отключения реечного колеса от
рейки при нарезании резьбы, 9 — перемеще-
ния поперечных салазок суппорта, 10 — по-
ворота и зажима резцедержателя, И — пе-
ремещения верхних салазок суппорта,
13 — включения продольной или поперечной
подачи суппорта, 14 — зажима пиноли за-
дней бабки, 15 — крепления задней бабки к
станине, 21 — управления разъемной гайкой
ходового винта; кнопки: 12 — включения
ускоренной подачи каретки и поперечных
салазок суппорта, 22 — пуска и остановки
двигателя главного движения; маховички:
16 — подачи пиноли задней бабки, 23 — пе-
ремещения каретки; выключатели:
17 — местного освещения, 18 — общий,
19 — насоса подачи охлаждающей жидкос-
ти
87
162 ТЯЖЕЛЫЙ ТОКАРНЫЙ СТАНОК 1А665
13- Характеристики отечественных токарных станков*
Основные параметры Станки
1Е604 1И611П 1A6I6 1К62 1А625 IA64 1А665
Наибольший диаметр обрабатываемой заготов- ки, мм: над станиной 200 250 320 400 500 800 1000
над суппортом НО 125 180 200 290 450 650
Наибольшее расстояние 350 500 1000 710, 1000 2000 2800 5000
между центрами (РМЦ), мм Частота вращения шпинделя, об/мин: наименьшая 44 20 П,2 12,5 11,5 7,5 5
наибольшая 3000 2000 2240 2000 2000 750 500
Продольные подачи, мм/об: наименьшая 14*» 0,02 0,08 0,07 0,07 0,02 0,02
наибольшая 190 0,71 2,6 4,16 4,00 3,05 3,05
Мощность электродви- 1 3 4,5 7,5 10 20 28
гателя главного привода, кВт Габаритные размеры станка, мм: длина 1310 1790 2140 10 2522 2820 5825 8050
высота 1280 1300 1320 1324 1280 1660 1760
ширина 690 670 1225 1166 1202 2000 2000
Масса, кг 565 1120 1500 3000 2750 11 700 14 800
♦ Характеристика станка 16К20 дана в § 43.
Независимый привод подачи. Подача указана в мм/мин.
Контрольные вопросы
1. Дайте общий обзор развития станкостроения в 2. Как классифицируются токарные станки?
ССрР. 3. Расшифруйте марку станка: 16К20Г.
88
Глава 10
Токарно-винторезный
станок 16К20
§ 43. Общая характеристика
который служит для обеспечения прямого
вращения шпинделя, а также колесо обратно-
го вращения z = 50, свободно сидящее на ва-
лу.
Между ними находится двусторонняя муфта
Mt, включающая вращение этих зубчатых
колес. На валу II расположен насаженный на
шлицы скользящий двойной блок z=34 и
z = 39 и три неподвижно закрепленных колеса
z =29, z = 21 и z = 38. В зависимости от поло-
жения блока 34—39 вал 7/ получает две часто-
ты вращения (передаточные отношения: 56:34
и 51:39). На шлицевом участке вала Ш
расположен тройной скользящий блок z = 47,
z=55 и z = 38, который при соединении с
колесами вала II осуществляет три переда-
точных отношения: 29:47, 21:55 и 38:38.
Таким образом, на валу III можно получи гь
2x3 = 6 различных частот вращения.
Далее вращение передается на механизм
перебора, который состоит из блока
45—60 и зубчатого колеса z = 18.
Перебор обеспечивает два передаточных
отношения:
— 45 18 _ 1
«пеР 1 - 45 ' 72
_ 15 18 I
«пер 2 — 6() 72 ]6 •
Шпиндель получает вращение от вала V через
передачу 30:60 (блок 48—60 включен вправо)
или непосредственно от вала 7/7 через
передачу 60:48, либо 30:60 (блок 48—60
включен влево). При правом включении блока
48—60 вращение от вала III на шпиндель
передается через механизм перебора, и часто-
та вращения шпинделя по сравнению с часто-
той вращения вала III уменьшается.
Через перебор на шпинделе можно получить
2x3x2=12 различных частот вращения. При
включении блока 48—60 на прямую передачу
(влево) на шпинделе можно также получить
2x3x2=12 различных частот вращения. Та-
ким образом, общее число частот вращения
шпинделя 12+12 = 24. Частоты вращения
89
Токарно-винторезный станок 16К20, выпус-
каемый московским заводом «Красный про-
летарий» имени Ефремова, предназначен для
выполнения различных токарных и резьбона-
резных работ, скоростного точения «сырых»,
закаленных, а также труднообрабатываемых
материалов (нержавеющих и жаропрочных
сталей) в условиях единичного и серийного
производства. Общий вид станка показан на
рис. 163. Станок обеспечивает наиболее пол-
ное использование стойкостных возможнос-
тей инструментов, оснащенных твердым
сплавом, минералокерамикой, алмазом или
композитом (эльбором).
Широкие диапазоны частот вращения шпи-
нделя и подач обеспечивают универсальность
станка, что особенно важно для механических
цехов единичного и серийного производства, а
также ремонтных, инструментальных и
экспериментальных цехов.
На основе станка 16К20, как базовой модели,
выпускается ряд модификаций: станок
16К20Г с выемкой в станине для обтачивания
заготовок диаметром до 600 мм на длине
295 мм от торца фланца шпинделя;
16К25 — облегченного типа для обработки
заготовок диаметром до 500 мм над стани-
ной; 16К20П — повышенного класса точнос-
ти для инструментального производства, ос-
нащенный механизмом автоматической пода-
чи верхних салазок суппорта; 16К20ФЗ — с
числовым программным управлением.
§ 44. Механизм главного движения
Кинематическая схема .токарно-винторезного
станка 16К20 показана на рис. 164.
Вал 1 коробки скоростей получает враще-
ние от электродвигателя ( N = 10 кВт,
п = 1460 об/мин) через клиноременную пере-
дачу:
«рем = -В1- 0-985; мрем = 0,985.
рем рем 268
На валу I расположен свободно вращающий-
ся блок зубчатых колес : = 56 и ~ = 51,
163ТОКАРИО'ВИНТОРЕЗНЬ1Й СТАН0К1ЪК20
Техническая характеристика
токарно-винторезного станка 16К20
Наибольший диаметр об-
рабатываемой заготов-
ки, мм:
над станиной ....
над поперечными са-
лазками суппорта . .
Расстояние между цент-
рами (РМЦ), мм . . .
Число частот вращения
шпинделя ..............
Пределы частоты враще-
ния шпинделя, об/мин
Пределы подач, мм/об:
продольных ....
поперечных ....
400
220
710, 1000, 1400,
2000
24 (22 различных
значения)
12,5—600
0,05—2,8
0,025—1,4
Шаги нарезаемых резьб:
метрической, мм . . .
дюймовой, число ни-
ток на 1"..............
Мощность электродвига-
теля главного приво-
да, кВт................
Габаритные размеры
станка, мм:
длина..................
высота ............
ширина ............
Масса станка (РМЦ
1000 мм), кг ....
0,5—112
56—0,5
7,5; 10
2470, 2760
3160, 3760
1470
1195
3000
90
14. Частоты вращения шпинделя, допустимые крутящие моменты и мощности
для всех ступеней вращения шпинделя станка 16К20
Положение рукояток Прямое вращение шпинделя
№ 8 (рис. 176) о=@=о № 7 (рис. 176) Частота вращения (число оборотов шпинделя в минуту) п, об/мин Наибольший допус- тимый крутящий момент на шпинделе, Нм Наибольшая допус- тимая мощность по указанию нагрузки 12 (рис. 176), кВт
1 ’32 1 12,5 1300 2,3
2 16 1300 3
3 20 1300 3,7
4 25 1300 4,7
5 31,5 1300 6
6 40 1300 7,7
1 Я 1 50 1300 9,3
2 63 1090 10
3 80 855 10
4 100 670 10
5 125 530 10
6 160 405 10
1 2 1 200 380 10
2 250 300 10
3 315 240 10
4 400 180 10
5 500 146 10
6 630 114 10
1,25:1 1 500 145 10
2 630 116 10
О. 3 800 90 10
4 1000 70 10
() 5 1250 55,5 10
6 1600 41,8 1 10
л = 500 об/мин и « = 630 об/мин повторяются
дважды. Схемы вариантов передачи враще-
ния с вала III на шпиндель (кроме варианта,
показанного на кинематической схеме,
рис. 164) приведены на рис. 165, а—в.
Частоту вращения шпинделя для каждой
ступени рассчитывают по уравнению кинема-
Ладанка. vs.vx\
телем и шпинделем. Структура кинемати-
ческой цепи механизма главного движения
(структурная схема) приведена на
рис. 166.
Минимальная частота вращения (при работе с
перебором) будет:
«мин = 1460 •
55 ’ 60
2^- . 0,985 • И х
268 39
\Ъ
72
---= 12,5 об/мин.
60
0268
М, 50
VII
Коробка скоростей
36
18
LJ38
А. III пиндель
15
47 55
Ms(BWKJl)
XIII
_15.1&.30=Х
Перебор 60 72 60 32
Трензель
(реверс)
24
2?
П
28
XIV
30
28
080
Насос
60
30
"Пм5(вкл_)
30
— zlj —18
25 М4(вкл) Ц xv
IV
X
К-
ТорМОЗ
VIII
40
пк
60 £
60
45
86
_48
XII
64
N
60
Звено увеличения
(нага
Коробка подач
28 М.(выкл)
I—XVII
48
Гитара (цепьА)
!<-
080
Обратимый
механизм
(цепьА)
Множительный
механизм
18 L5=_L
45 ‘ 48 8
'Обгонная
муфга
0154
N=10kBt
n= 1460 об/мин
1 СД КИНЕМАТИЧЕСКАЯ СХЕМА ТОКАРНО-
’ ВИНТОРЕЗНОГО СТАНКА I6K20
СЕ СХЕМЫ ПЕРЕДАЧИ ВРАЩЕНИЯ С ВА
Оч,.1А Ш НА ШШШДЕТЬ (СТАНОК 16К20):
а — без перебора (и = 1,25:1), б — без пере-
бора (и = 1:2), в — с перебором (и = 1:8)
Максимальная частота вращения (при работе
без перебора) будет:
«макс = Н60 . . 0,985 X
56 38 60 lfinn
X----- ----- ----=- 1600 об/мин.
34 38 48
Обратное (левое) вращение шпинделя осу-
ществляется через промежуточный реверсив-
ный блок 24—36 (муфта М, включена вправо)
и далее, как при правом вращении. Так как в
этом случае двойной блок 34—39 в передаче
движения не участвует, то число частот
вращения обратного хода в два раза меньше,
чем прямого хода (т. е. 12), причем обратное
вращение шпинделя является ускоренным, гак
50 36
как передаточное отношение -------- • ---
24 38
51 56
оольше-----или------.
39 34
«обр мин = 1460 • — • 0,985 X
50 36 21
24 38 55
— •-—=19 об/мин,
16 60
«обо макс = 1460 • . 0,985 X
U О р • ,»1 а К 6 О К/ Q ’
36 38 60 л ,
— ------- • ---= 1900 об/мин.
38 38 48
В табл. 14 приведены все числовые значения
частот вращения шпинделя станка 16К20 и со-
ответствующие им значения допустимых кру-
тящих моментов и мощностей, а также
положения рукояток переключения частот
вращения.
§ 45. Механизм подач
В кинематическую цепь механизма подач
входят: звено увеличения шага (блок 60—45)
(см. рис. 164), механизм реверса (трензель),
гитара сменных зубчатых колес, коробка
подач, механизм фартука, ходовой вал и
ходовой винт.
При настройке станка на рабочие подачи от
ходового вала и при нарезании метрической и
дюймовой резьб от ходового винта муфта М 3
включается влево, муфта Л/4 — вправо и вра-
щение от шпинделя через звено увеличения
шага (блок 60—45), трензель и гитару со смен-
ными колесами передается с вала XII на
обратимый механизм: через зу-
бчатые колеса 28:28 на вал Х/ll, передачу 28:28
94
СТРУКТУРНАЯ СХЕМА КОРОБКИ СКО-
РОСТЕЙ СТАНКА 16К20 (ОБОЗНАЧЕНИЕ
ВАЛОВ СМ. РИС. 164)
(или 28:35, или 30:25, или 42:30) на вал X V и
далее на множительный механизм (цепь Л).
Множительный механизм состоит из двух
двойных зубчатых блоков: 18—28 и 28—48, а
также колес z = 45; z=35 и z = 15. Механизм
обеспечивает четыре различные комбинации
переключений. Одна из них показана на кине-
матической схеме станка (см. рис. 164):
«1 = ----- • -- - ---- ;
45 48 8
три другие комбинации приведены на
рис. 167, а—в:
28 35 . 18 35 1
и„ = ---- • --- = 1; (/.,= — • — = —
35 28 " 45 28 2
28 15 1
1/4 —----- • -- — .
35 4 8 4
Таким образом, по цепи А на валу XI1 можно
получить 4x4=16 различных частот враще-
ния, а значит, и 16 различных подач (от 0,05
до 0,7 мм/об).
При нарезании модульных и питчевых резьб
(червяков) вращение с вала XII на вал XIV
передается через зубчатые колеса 28-38
28 38
28 ' 34
муфта М3 — выключена и муфта Л/4 — вы-
слючена), затем через блоки 28—35 или 25—30
га вал XIII, колеса 30:33 — на вал XV и далее
га множительный механизм (цепь5) (рис. 168).
Зключение звена увеличения шага (см.
шс. 164) заключается в зацеплении зубчатого
Д7 ВАРИАНТЫ ИЕРРК 1ЮЧЕЯИИ МНОЖИ
°* ТЕЛЬНОГО МЕХАНИЗМА КОРОБКИ ПО
ДАЧ СТАНКА 16К20 (ОБОЗНАЧЕНИЕ ВА-
ЛОВ СМ РИС. 164)
а — и = 1, б — и = 1:2, в — и = 1:4
К
4 CQCXEMA ВАРИАНТА НАСТРОЙКИ ОБРА-
I ООуиМОГО МЕХАНИЗМА КОРОБКИ ПОДАЧ
СТАНКА 16К20 НА НАРЕЗАНИЕ МОДУЛЬ-
НОЙ И ПИТЧЕВОЙ РЕЗЬБ (ЦЕПЬ Б)
колеса z = 45 вала III с колесом с = 45 вала
VIII. Так как величина подачи исчисляется на 1
оборот шпинделя, то условно считаем, что
при включенном звене увеличения шага дви-
жение от шпинделя на механизм подач
передается через перебор (в обратном направ-
лении) или через зубчатые колеса 60:30 с
передаточными отношениями:
60 45 _
30 ' 45 ~
60 72 45 45 . g.
30 18 ’ 45 ’ 45 ~ ’
60 72 60 45 __
"зо” ’ 18 15 45
Таким образом, включение звена увеличения
шага вызывает увеличение подач (и шагов
нарезаемых резьб) в 2 или 8 или 32 раза. Если
коробкой скоростей установлен диапазон ча-
стот вращения 500-4-1600 об/мин (соединение
зубчатых колес 60:48= 1,25), то передача на
169
СТРУКТУРНАЯ СХЕМА МЕХАНИЗМА ПО-
ДАЧ СТАНКА 16К20 (ОБОЗНАЧЕНИЕ ВА-
ЛОВ СМ. РИС. 164)
Коробка скорое гей
40 86
8664
Г итара
60 86
73 36
Звено
увеличения шага
60
~~
/ 30 18 15 45 \ I—,
VI 1 об/ \У11 30 X
Ш пиндель’ /
\ 60 7245 45 /гре
W30 18 45 45W Л
г
Коробка
Цепь Б 42
Обратимый
механизм
96
механизм подач через колеса 45:45 даст
уменьшение табличных подач в 1,25 раза.
С учетом возможности включения звена
увеличения шага коробка подач может обе-
спечить 16x4 = 64 различных подач.
Дальнейшая передача вращения из коробки
подач через ходовой вал в механизм фартука и
на реечное зубчатое колесо (или на винт
поперечной подачи) ясна из структурной
схемы механизма подач (рис. 169). Вращение
на ходовой винт передается при включенном
положении муфты М5. При выключенном
положении муфты М<. вращение передается
_ 23 24 с
через зубчатые колеса --- ---- обгонную
28 40 39
муфту и колеса —- на ходовой вал XX.
35
Важным конструктивным элементом коробки
подач является обгонная муфта,
которая позволяет включать ускоренный ход
каретки суппорта и поперечных салазок суп-
порта по каретке от отдельного электродви-
гателя (А/= 0,75 кВт) без выключения цепи
подач. Обгонная муфта (рис. 170) состоит из
ведущей обоймы 3 и ведомого диска 1 с
вырезами, в которых располагаются ролики
2. При вращении обоймы ролики заклинива-
ются в вырезах и вращение от обоймы
передается на диск и далее на вал XXI.
При вращении ходового вала XX от электрод-
вигателя ускоренного хода диск, получая
вращение через зубчатые колеса 35:28, враща-
ется быстрее обоймы, ролики отжимаются в
углубления вырезов, обойма отсоединяется
од диска и может продолжать вращаться со
своей частотой, полученной от коробки по-
дач.
Как видно из структурной схемы (см.
рис. 169), в кинематическую цепь механизма
подач входит гитара сменных
зубчатых колес, которая может нас-
I раиваться с передаточным отношением
и,.,,=-------(см. рис. 164) для табличных
1 86 64
подач
настройке на
гитарой
Обгонная муфта
Фартук
Ре1ьбы мм/о:
Ходовой винд Р=12мм
36 17 п 3 10
32 4
30 21
41
Рейка
66
ш *»3
мм/об
Продоль-
ная подача
36,
36
34 55
55 2° 16
29-5
мм/об
- й
Винт
поперечной
додачи р—5 мм
Попереч-
ная подача
4-290
97
47ЧСХЕМА НАСТРОЙКИ ГИТАРЫ СТАНКА
’ * 116K20 НА НАРЕЗАНИЕ МОДУЛЬНОЙ И
ПИТЧЕВОЙ РЕЗЬБ (ЦЕПЬ Б)
170 ОБГОННАЯ МУФТА:
1 — корпус, 2 — ролики, 3 — обойма
подач и нарезания метрической и дюймовой
резьб (цепь А) или с передаточным отношени-
' 60 86
ем и,„г=--------—для нарезания модульных и
73 36
питчевых резьб (цепь Б — рис. 171).
Числовые значения продольных подач полу-
чаем при составлении уравнения баланса
кинематической цепи от шпинделя до реечно-
го зубчатого колеса фартука:
_ . 60 30 40 86
5проД- м“" ~ 60 ‘ 45 ’ 86 ‘ М Х
X— . — . — — 15 23
28 34 42 33 ’ 45 ’ 48 ’ 40 *
24 28 30 32 4 36 17 „
39 35 32 30 21 41 бб
X 10= 0,043 мм/об
(в габл. 15 значение MH11 округлено до
0,05 мм/об).
_ . 60 30 40 86
«прод-макс - • 60 • 45 • 86 — X
X — . — . — . — 24 * * * 28 * * * * * * 35 23
28 34 28 33 35 " 28 " 40
24 28 30 32 4 36 17 „
— . — . — . — . — . — . — • к • 3 X
39 35 32 30 21 41 66
X 10 = 0,669 мм/об
в табл. 15 ^крод.^ане округлено до 0,7 мм/об).
Для осущес гвления поперечной подачи вклю-
чается муфта Ма (или М,) и в то же время
отключается муфта Af6 (или М7), и движение
от ходового вала XX будет передаваться на
винт поперечной подачи. Числовые значения
поперечных подач в два раза меньше про-
дольных при тех же положениях рукояток
коробки подач, что подтверждается следую-
щим расчетом:
60 30 40 86 28
5“оп-ман- • 60 • — •— •— X
X - 30 30 18 15 23 24 28
34 42 33 45 48 40 39 35
SZ 30 32 4 36 34 55 29
32 30 21 36 55 29 16 J —
= 0,021 мм/об.
^ПОП.МНН • ^прод. рнн 0,021.0,043^0,5.
Расчетные значения продольных подач приво-
дятся в соответствующей таблице паспорта
станка. Повторяющиеся и очень большие,
практически не применяющиеся подачи в та-
блице не указываются. В этой же таблице
указан шаг нарезаемых резьб (табл. 15).
Таблица прикреплена к передней стенке ко-
робки подач станка.
§ 46. Основные сбооочные единицы
(узлы) и органы управления
Станина является основанием станка, на
котором монтируются основные сборочные
единицы (узлы). Станина (рис. 172) изго-
товляется из высокопрочного модифициро-
ванного чугуна и имеет коробчатую форму с
поперечными ребрами жесткости. По перед-
ним призматическим и задним плоским на-
правляющим станины перемещается каретка
суппорта, а по передним плоским и задним
призматическим перемещается задняя бабка.
Благодаря этому износ направляющих, по ко-
торым движется каретка, не влияет на поло-
жение цен гра задней бабки.
Станина установлена на монолитном основа-
нии, одновременно служащем стружкосбор-
98
66
. - 60 86 00 I СП [ 40 86 86 64 40 86 Г итара
Нарезание модуль- ной или патчевой резьбы Нарезание метриче- ской или дюймовой резьбы Точение работы (рукоят- ка 3) □з X ia
Через звено увеличения шага норм, шаг Через звено увеличения шага Е° Через звено увеличения шага подача | Положение рукоятки 6
12,5—40 50—160 20Q—630 12,5—1600 12,5—40 50—160 200—630 12,5—1600 12,5-40 50—160 200—630 12,5—1600 Частота вращения шпинделя. П П6;МИИ
— сп СО го сь 4* — 0,5 сп О О 0,05 < с ) л □ с 3 Положение рукоятки 4
1,25 1,5 1,75 сл 20 24 28 40 48 56 20 24 28 СЛ СТ) 1,25 1,5 1,75 0,75 2 2,4 2,8 I 0,5 0,6 0,7 0,1250,15 0,175 0,06 |0,075|0,09 | П | III IV
О СЛ ю ю СЛ ОО О 16 20 32 .40 оо ю ьо СЛ 1 1,25 — 0,8 1 0,2 0,25 0,1 0,125 я о ь о к п X X <с ж о м ж X — Со
0,75 3 3,5 12 14 24 28 48 56 12 14 Со со СЛ 1,5 1,75 — 1,2 1.4 0,3 0,35 0,15 0,175 Ill IV
— оо 2 сп 4* ьр О 0,2 положение рукоятки -
— 1,25 1,5 1,75 Сл СП 10 12 14 80 96 112 20 24 28 ] СЛ сп 2,5 3 3,5 — 2 2,4 2,8 0,5 0,60,7 0,25 0,3 0,35 Л1 III II
— 0,5 0,75 2 2,5 3 СЛ о [ 32 40 48 8 10 12 СЛ СП — 0,8 1 1,2 0,4 0,5 0,6 положение рукоятки —
СО СЛ СЛ СП * О 7
15. Подачи (мм/об) и шаги нарезаемых резьб (мм), обеспечиваемые гокарно-винторезным станком
(обозначения рукояток см рис. 176)
172 СТАНИНА СТАНКА 16К20:
1 — передняя направляющая, 2 — задняя
направляющая
ником и резервуаром для охлаждающей
жидкости. В левой части основания располо-
жен главный электродвигатель станка.
Передняя (шпиндельная) б а б -
к а представляет собой литой чугунный кор-
пус, внутри которого размещаются валы и
зубчатые колеса механизма переключения
частот вращения шпинделя (коробка
скоростей).
Шпиндель — главный рабочий орган
станка — представляет собой массивный пу-
стотелый вал, изготовленный из легиро-
ванной стали. На переднем конце шпинделя
выполнен посадочный конус, по которому
базируются патроны для закрепления загото-
вок. С переднего конца шпиндель расточен на
стандартный конус Морзе № 6. В конической
расточке устанавливаются передний центр
или оправки.
Шпиндель установлен на двух опорах качения
(рис. 173). Передняя опора представляет со-
бой регулируемый двухрядный роликовый
подшипник с роликами 15 и внутренними
коническими кольцами 13 и 16. Подшипник
регулируют затягиванием гайки 12, которая
нажимает на внутреннее коническое кольцо 13
Подшипника. Кольцо надвигается на шейку
шпинделя и, таким образом, уменьшается за-
зор между ним и роликами, образующийся в
результате износа.
Задняя опора также представляет собой
радиально-упорный подшипник 9. Постоян-
ный натяг в нем обеспечивают пружины 3,
которые упираются в диск 1 и отжимают
наружное кольцо 4 ролико-подшипника.
Опорные подшипники шпинделя регулирует
слесарь-ремонтник.
Внутри передней бабки на первом валу I
коробки скоростей (см. рис. 164) находится
фрикционная реверсивная муфта а на валу
III — ленточный тормоз.
Фрикционная муфта (рис. 174).
Блок зубчатых колес 2 прямого хода (блок
56—51 на рис. 164) имеет ступицу с пазом.
Такую же ступицу имеет и колесо 6 обратного
хода (колесо 50 на рис. 164). Внутри ступиц
находятся стальные фрикционные диски 3,
наружные выступы которых входят в пазы
ступиц, и диски 12 со шлицевым отверстием:
выступы шлицев отверстия входят в канавки
шлицев полого вала 1.
Работа фрикционной муфты заключается в
том, что при поджатии дисков 3, вращаю-
щихся с валом 1, к дискам 12 благодаря
трению между ними возникает сцепление и
вращение от вала 1 через диски передается к
блоку 56—51 или к колесу z=50. Фрикци-
онные диски включаются муфтой 7 (Mj на
рис. 164). При включении муфты влево вклю-
чается прямое вращение шпинделя, а при
включении вправо — обратное вращение.
Диски фрикционной м> фз ы постепенно изна-
шиваются, и муфта начинает пробуксовы-
вать. Устраняют это регулировкой фрикци-
онной муфты. Поворотом гайки 4 (рис. 174)
по часовой стрелке при утопленной (нажатой)
защелке 12 подтя! ивают муфту прямого
вращения шпинделя, а поворотом гайки 5
против часовой стрелки — муфту обратного
вращения.
Ленточный тормоз. На валу III
коробки скоростей (см. рис. 164) закреплен
тормозной шкив 2, охватываемый стальной
тормозной лентой 3. Включение тормоза
происходит в нейтральном положении фри-
кционной муфты. Тормоз регулируют натя-
жением тормозной ленты 3 гайкой 4
(рис. 175). При правильном отрегулирован-
ном тормозе время торможения шпинделя
(без патрона и заготовки), вращающегося с
частотой 1000 об/мин. должно составлять не
более 1,5 с.
Органы управления станком показаны на
рис. 176. Для управления фрикционной му-
фтой и тормозом служат рукоятки 1 и 23.
100
7О ШПИНДЕЛЬНЫМ УЗЕЛ (СБОРОЧНАЯ ЕДИ-
• ° НИНА) СТАНКА 16К20.
1 — диск, 2 — кольцо, 3 — пружина,
4 — наружное кольцо заднего поошипника,
5,12 — гайки, 6 — фланец, 7 — внутреннее
кольцо заонего подшипника, 8 — крышка,
9 — задний радиально-упорный подшипник.
10 — втулка, И — шпиндель, 13 — левое
внутреннее кольцо переднего подшипника,
14 — наружное кольцо переднего подшипни-
ка, 15 — ролик, 16 — правое внутреннее
кольцо переднего подшипника, 17 — упор-
ное кольцо. 18 — кожух, 19—делитель-
ный диск, 20 — планшайба
101
< 7КСХЕМА регулирование натяжения
1 * ’’ТОРМОЗНОЙ ЛЕНТЫ:
1 — вал Ш коробки скоростей (см. рис. 164),
2 — шкив, 3 — тормозная лента, 4 — на-
тяжная гайка, 3 — рычаг, б — палец
Конструкция механизма исключает возмож-
ность включения или выключенья фрикци-
онной муфты при случайном нажатии на ру-
коя гки I и 23, которые сблокированы между
собой: при работе рукояткой 23 рукоятка 1
повторяет те же движения.
Частоту вращения шпинделя устанавливают
рукоятками 7 и 8, расположенными на пе-
редней стенке коробки скоростей (передней
бабки) станка. В табл. 14 указаны частоты
вращения шпинделя (при прямом вращении) и
соответствующие им положения рукояток 7 и
8. Рукоятка 7 управляет блоками 34—39 и
47—55—38 (см. рис. 164) коробки скоростей и
устанавливается в одну из шести позиций,
обозначенных цифрами на ступице рукоятки:
соответствующую цифру совмещают с верти-
кальной стрелкой, изображенной над руко-
яткой.
Рукоятка 8 управляет перебором (блок 45—60)
и блоком 48—60 (см. рис. 164) и ус ганавлива-
ется в одну из четырех позиций, обеспечиваю-
щих передаточное отношение 1:32; 1:-8; 1:2;
1,25:1, т. е. четыре ряда (диапазона) частот
вращения.
Рукоятка 6 служит для переключенш с
нормального на увеличенный шаг резьбы
(включение звена увеличения шага), а также
для отключения механизма подач переп деле-
нием в случае нарезания многозаходной резь-
бы.
Рукоятка 5 управляет трензелем, т. е. нас-
тройкой на правую или левую резьбу.
Рукоятка 3 переключает обоаз имый механизм
коробки подач на рабочие подачи и нарезание
метрической и дюймовой резьбы (цепь Л) или
на нарезание модульной и питчевой резьбы
(цепь Б).
Коробка подач закреплена на станине
ниже передней бабки; внутри коробки нахо-
дится механизм передачи вращения от гитары
к ходовому валу и ходовому винту (см,
рис. 164). Необходимые подачу и шаг резьбы
устанавливают рукояткой 4 (см. рис. 176),
которая, занимая положения А, В, С и D,
управляет переключениями блоков обратимо-
го механизма, а также рукояткой 2 (положе-
ния I, II, III, IV), которая управляет переклю-
чением блоков множительного механизма
коробки подач. Подачи и шаги нарезаемых
резьб, обеспечиваемых механизмом коробки
подач в сочетании со звеном увеличения шага .
и гитарой, приведены в табл. 15.
Суппорт состоит из каретки 2 (рис. 177),
которая движется по направ шющим стани-
нам; фартука Г, поперечных салазок 3,
которые движутся по направляющим карет-
ки; поворотной плиты 7; верхних (резцовых)
салазок Л, на которых закреплен резцедержа-
тель 4. Для обработки конических поверхнос-
тей верхние салазки суппорта поворачиваются
вместе с поворотной плитой (при отжиме
двух фиксирующих гаек 5 на винтах).
В случае неравномерного или тугого переме-
щения каретки по направляющим станины
либо поперечных и верхних салазок по своим
направляющим, а также при появлении кача-
ния суппорта в направляющих регулируют
прижим планок сзади каретки и подтя! ивают
клинья салазок.
Износ гайки поперечных салазок вызывает
«мертвый ход»; это означает, что при враще-
нии рукоятки винта поперечные салазки начи-
нают двигаться не сразу, а лишь после
выборки люфта. «Мертвый ход» снижает то-
чность обработки. С целью устранения «мер-
твого хода» гайка винта выполняется из двух
полугаек 2 и 7 (рис. 178).
Для регулирования зазс ра снимают крышку 5
и при помощи бородка (легким постукивани-
ем) отворачивают контргайку 3, а затем
проворачивают регулировочную гайку 4.
Величину зазора определяют по лимбу попер-
ечной подачи (допускается «мертвый ход» в
пределах до одного деления лимба). После
регулировки затягивают контргайку 3 и уста-
навливают крышку 5 на место.
Для удобства определения величин перемеще-
ния поперечных и верхних салазок при паботе
суппорт снабжен масштабными линейками с
ценой деления 1 мм. Величии! перемещения
верхних салазок отсчитывают по визиру,
закрепленному на поворотной плите суппор-
та. Величину перемещения поперечных сала-
зок контролируют по закрепленному на них
визиру. Конструкция линейки, закрепленной
на каретке, предусматривает возможность ус-
тановки жесткого упора, ограничивающего
поперечные перемещения.
Включение и реверсирование продольных и
поперечных подач (т. е. воздействие на му-
фты М7, Ms, Мч, см. рис. 164) осу-
ществляют одной рукояткой 19 (см. рис. 176),
расположенной справа от фартука станка.
Положение рукоятки 19 соответ ствует на-
правлению подачи: влево, вправо, вперед,
назад.
1 76 ОРГАНЫ УПРАВЛЕНИЯ СТАНКА 16К20:
рукоятки: 1,23 — управления фрикционной
муфтой главного привода, 2 — установки
величины подачи и шага резьбы и отключе-
ния механизма коробки подач, 3 — уста-
новки подачи и типа нарезаемой резьбы,
4 — установки величины подачи и шага
резьбы, 5 — установки правой и левой
резьбы, б — установки нормального или
увеличенного шага резьбы и положения при
делении многозаходных резьб, 7,8 — уста-
новки частоты вращения шпинделя,
14 — ручного перемещения поперечных са-
лазок суппорта, 16 — поворота и зижима
резцедержателя, 17 — ручного перемещения
верхних салазок суппорта, 19 — управления
перемещениями каретки и поперечных сала-
зок суппорта, 20 — зажима пиноли задней
бабки, 21 — крепления задней бабки к ста-
нине, 24 — включения и выключения
разъемной гайки ходового винта,
25 — включения подачи, 28 — включения и
выключения реечной шестерни; выключате-
ли: 9 — вводный автоматический,
11 — электронасоса подачи охлаждающей
жидкости, 15 — лампы местного освеще-
ния, 10 — сигнальная лампа, 12 — указа
тель нагрузки станка, 13 — регулируемое
сопло подачи охлаждающей жидкости; кно-
пки: 18 — включения электродвигателя
привода ускоренной подачи каретки и попе-
речных салазок суппорта, 30 — золотника
смазки направляющих каретки и поперечных
салазок суппорта; маховички: 22 — переме-
щения пиноли задней бабки, 29 — ручного
перемещения каретки, 26 — болт закрепле-
ния каретки на станине, 27 — кнопочная
станция включения и выключения электро-
двигателя главного привода
103
FСУППОРТ СТАНКА 16К20:
1 — фартук, 2 — каретка, 3 — поперечные
салазки, 4 — резцеоержатель, 5 — гайки
прижима плиты, 6 — верхние салазки,
7 — поворотной плита, 8 — линейка вер-
хних салазок, 9 — регулировочная гайка пре-
дохранительного устройства (цифры в кру-
жках см. рис. 176)
7Q ГАЕЧНЫЙ МЕХАНИЗМ УСТРАНЕНИЯ
• О «МЕРТВОГО ХОДА» ВИНТА ПОПЕРЕЧНО-
ГО СУППОРТА:
1 — ходовой винт, 2 — регулируемая полу-
гайка подачи, 3 — контргайка, 4 — регули-
ровочная гайка, S — крышка, 6 — винт,
7 — основная полугайка подачи
Ручную подачу каретки осуществляют махо-
вичком 27, на вал которого насажен лимб
продольной подачи. Одно деление лимба
соответствует перемещению каретки на 1 мм.
Для ускоренного перемещения каретки по на-
правляющим станины или поперечных сала-
зок по направ гяюгцим каретки нажимают на
кнопку 18 рукоятки 19 и ставят рукоятку в
положение, соответствующее желательному
направлению подачи. Тогда ходовой вал по-
лучит вращение от электродвигателя уско-
ренного хода (см. рис. 164).
У станка 16К20П в суппорт встроен механизм
автоматической подачи верхних салазок. Ко-
ническое зубчатое колесо z=20 (см. рис. 164)
винта верхних салазок получает вращение от
колеса z = 29 фартука через колесо z=18,
коническую пару 20:20, колеса z=20, 23, 30,
28, 36 и коническое колесо z = 20. При помощи
этого устройства можно обрабатывать ко-
роткие конические поверхности (на длину не
более хода верхних салазок) под любым углом
уклона конуса с автоматической подачей
верхних салазок^
Резцедержатель станка 16К20
(рис. 179) фиксируется и закрепляется на своей
опоре при помощи конусного сопряжения.
Фиксация в основных четырех положениях
осуществляется подпружиненным шариком
(фиксатором) 11, расположенным в резцедер-
жателе и заскакивающим в гнезда основания
При повороте резцедержателя рукояткой 7
(рукоятка 16 на рис. 176) вначале колпак о
сходит по резьбе с центрального винта 5
опоры. Затем подпружиненные фрикционные
колодки 10, связанные со штифтами 8,
прижимаются к расточке колпака и таким
образом передают вращение на резцедержа-
тель. При зажиме вначале поворачивается
колпак вместе с резцедержателем, а после
фиксации резцедержателя колпак, преодоле-
вая трение колодок, навинчивается на винт
окончательно, надежно закрепляя резцедер-
жатель.
Конструктивное исполнение механизма
фиксации четырехпозиционного резцедержа-
теля обеспечивает высокую точность, на-
дежность фиксации и виброустойчивость.
Фартук. Спереди каретки к суппорту
прикреплен фартук — коробка, внутри кото-
рой находится механизм для преобразования
вращательного движения ходового вала и
ходового винта в прямолинейное поступа-
тельное движение суппорта. В фартуке распо-
ложено также предохранительное устройство
(муфта М„, см. рис. 164), служащее для пре-
дохранения станка от перегрузки и автомата
ческого отключения подачи при достижении
кареткой неподвижного упора, закрепленного
на передней направляющей станине, или при
достижении поперечным суппортом непод-
вижного упора, закрепленного на каретке.
При перегрузке в цепи движения подачи
суппорт мгновенно останавливается, а с ним и
вся кинематическая цепь фартука. Червячное
колесо z=21 также останавливается и при-
тормаживает вращение четырехзаходного че-
рвяка, но так как ходовой вал XX и зубчатые
колеса 30—32—30 (см. рис. 164) продолжа-
ют вращаться, то червяк, скользя по скосам
торцовых кулачков предохранительной му-
фты, отходит от муфты и передача вращения
на реечную шестерню прекращается.
Прижим червяка к муфте регулируют гай-
кой 9 (см. рис. 177), расположенной с правой
стороны фартука. После срабатывания пре-
дохрани тельного устройства подачу включа-
ют рукояткой 25 (см. рис. 176). Предохрани-
тельное устройство позволяет вести работу
по упорам с автоматической подачей при про-
дольном и поперечном точении.
Ходовой винт станка имеет трапецеи
дальную резьбу с шагом 12 мм. Винт
сопрягается с разъемной гайкой, которая
состоит из двух половинок (полугаек) 1 и 2
(рис. 180), расположенных в фартуке станка.
Замыкание и размыкание полугаек осущес-
твляется диском 3 со спиральными прорезями
и пальцами 4, связанными с полугайками.
При повороте рукоятки 24 (см. ,рис. 176) про-
рези диска, воздействуя через пальцы 4 на
полугайки, замыкают их на ходовом винте,
что делает возможным нарезание резьбы .Д
Задняя бабка устанавливается на пра-
вом конце станины и перемещается по ее на-
правляющим (см. рис. 172). Корпус 1
(рис. 181) может иметь поперечное смещение
относительно плиты 2, что необходимо при
обтачивании длинных конических поверхнос-
тей. Поперечное смещение производится ви-
нтом 3.
В отверстии корпуса движется пиноль 4.
Винт подачи пиноли вращается при помощи
маховичка 7. Заднюю бабку закрепляют на
станине рукояткой 6 (рукоятка 21 на
рис. 176). Для фиксации положения пиноли
служит рукоятка 5. Задняя бабка станка
установлена на аэростатической опоре (во-
здушной подушке), что значительно снижает
давление при передвижении задней бабки.
В устройство, создающее «воздушную по-
душку» (рис. 182), входит воздушный тру-
79 РЕЗЦЕДЕРЖАТЕЛЬ СТАНКА 16К20 С ПО-
САДКОЙ НА КОНУС:
1 — каретка, 2 — регулировочный клин по-
перечных салазок, 3 — поперечные салазки,
4 — поворотный резцедержатель, 5 —
винт, 6 — колпак, 7 — рукоятка, 8 —
штифт, 9 — опора, 10 — фрикционная
колодка, 11 — фиксатор
(РАЗЪЕМНАЯ ГАЙКА:
1,2 — полугайки, 3 — диск со спиральными
прорезями, 4 — палец полугайки, 5 — руко-
ятка
181 ЗАДНЯЯ БАБКА СТАНКА 16К20:
1 — корпус, 2 — опорная плита, 3 — винт
поперечного смещения, 4 — пиноль, 5 — ру-
коятка зажима пиноли, 6 — рукоятка за-
жима задней бабки на направляющих,
7 — маховичок (обозначения в скобках со-
ответствуют схеме расположения органов
управления — рис. 176)
1 ЯОПНЕВМООБОРУДОВАНИЕ ЗАДНЕЙ БАБКИ
1 ОЛСТАНКА 16К20:
1 — рукоятка закрепления задней бабки и
включения пневматики, 2 — толкатель
клапана, 3 — трехходовой клапан, 4 — ма-
слораспылитель, S — влагоотделитель
бопровод, подключенный к цеховой магис-
трали сжатого воздуха; фильтр (влагоотдели-
тель) 5, в котором осаждается имеющаяся в
воздухе влага; маслораспылитель 4, в кото-
ром воздух захватывает мелкие частицы ма-
сла, служащие для смазки клапана 3; треххо-
довой клапан 3 для впуска сжатого воздуха в
специальную камеру на подошве основания
задней бабки с целью создания «воздушной
подушки». Подача воздуха включается при
нажиме кулачка, укрепленного на рукоятке 1
(рукоятка 21 на рис. 176) на толкатель 2
клапана 3. Для перемещения задней бабки при
включенном аэростатическом устройстве тре-
буется небольшое усилие.
Контрольные вопросы
1. Покажите на кинематической схеме станка 16К20
направление передачи движения от электродвига-
теля на шпиндель, на ходовой винт и на реечную
шестерню.
2. Перечислите основные сборочные единицы (узлы)
станка 16К20, расскажите об их назначении и
особенностях конструкции.
3. Расскажите о назначении органов управления
станком 16К20.
4. Как регулируют фрикционную муфту и тормоз?
5. На каких опорах покоится шпиндельный узел
станка 16К20?
Глава 11
Основы рациональной
эксплуатации токарных
станков
§ 47. «Руководство по эксплуатации»
и паспорт станна
Завод-изготовитель прилагает к станку спе-
циальный документ — «Руководство по экс-
плуатации станка». «Руководство» содержит:
краткое описание назначения и облас ги при-
менения станка; инструкцию по перемещению
(перевозке), распаковке и установке станка (с
чертежом фундамента); описание конструк-
ции основных сборочных единиц (узлов) стан-
ка; инструкцию по пуску и обслуживанию
станка; паспорт электрооборудования и элек-
трическую схему станка.
Отдельной составной частью руководства
является паспорт станка, оформленный
на специальных стандартных бланках. Пас-
порт содержит: основные данные станка
(характеристику); спецификацию сборочных
единиц (узлов) станка; таблицу основных
параметров зубчатых колес, червяков, винтов
и гаек; кинематическую схему станка; таблицу
механики главного движения (положение ру-
коягок и соответствующие им частоты вра-
щения шпинделя, наибольшие допускаемые
крутящие моменты, мощности, к.п.д., указа-
ния о слабых звеньях); таблицу механизма
подачи (положение рукояток и соответствую-
щие им величины подачи и шагов резьб),
схему расположения и спецификацию под-
шипников. К «Руководству» прилагаю гея
чертежи наиболее часто заменяемых деталей
станка.
Ознакомление с новым станком токарь
начинает с изучения паспорта станка и «Руко-
водства по эксплуатации».
Этими документами руководствуются
также при ремонтах и регулировках стан-
ка, смене смазки, модернизации станка
или установке на него специальных
приспособлений.
§ 48. Модернизация станнов
Станки прежних выпусков, находящиеся в
хорошем техническом состоянии, модернизи-
руют, т. е. усовершенствуют, приближая та-
ким образом их характеристики к уровню
новых станков.
107
Основные направления модернизации: повы-
шение мощности, увеличение числа частот
вращения шпинделя, повышение быстроход-
ности, повышение жесткости станка.
При модернизации токарные сханки оснаша-
ют устройствами, механизирующими закреп-
ление заготовки и снятие детали, ускоряющи-
ми подвод и отвод суппорта, повышающими
безопасность работы на станке. Модерниза-
ция обычно осуществляется при капитальном
ремонте станка.
Для повышения мощности на станок уста
навливают более мощный электродвигатель.
Однако может оказаться, что какой-либо
элемент привода главного движения не вы-
держит повышенной мощности; чтобы этого
не произошло, во время модерни гации станка
делают поверочный расчет механизмов стан-
ка и на основании этого расчета усиливают
слабые звенья, заменяют материалы или из-
меняют размеры некоторых зубчатых колес,
увеличивают число дисков фрикционной му-
фты и др. Данные о проведенной модерниза-
ции вносят в паспорт станка в раздел «Изме-
нений в станке».
Простейшим способом повышения быстро-
ходности станка является увеличение диа-
метра ведущего шкива (на валу электродвига-
теля) и уменьшение диаметра ведомого шкива
(на первом валу коробки скоростей). Перед
такой модернизацией делают поверочный
расчет на проскальзывание ремней и на со-
ответствие подшипников шпинделя повышен-
ной частоте вращения; при необходимости
вносят в станок необходимые конструктив-
ные усовершенствования.
Целью модернизации токарного станка мо-
жет являться расширение его технологических
возможностей. Например, для обработки
особо длинных валов удлиняют станину
станка, для сверления глубоких отверстий
вводят специальный механизм вращения све-
рла, для нарезания резьб — механизм уско-
ренного отвода резца от заготовки в конце
рабочего хода и т. д.
Возможна также модернизация станка с
целью узкой специализации на обработку оп-
ределенных деталей: ступенчатых валов, вту-
лок, зубчатых колес и др.
1 83 ОСНОВНЫЕ ПРОВЕРКИ ТОКАРНОГО СТАН-
VKA НА ТОЧНОСТЬ:
, а — радиального биения центрирующей
\, шейки шпинделя передней бабки, б — рас-
положения осей отверстия шпинделя перед-
ней бабки и пиноли на одинаковой высоте
над направляющими станины, в — парал-
лельности шпинделя передней бабки на-
правлению движения киретки; 1,2 — инди-
каторы
§ 49. Проверка станна на точность
На заводе-изготовителе составляется акт о
приемке станка после проверки на точность.
Такие проверки проводятся также после
капитального ремонта станка.
Нормы точности каждого типа станка
указаны в ГОСТ 7599—73, которым руко-
водствуются при проверке станков на то-
чность.
Ниже приведены основные проверки токарно-
го станка на точность. (
Проверка радиального бие-
ния центрирующей шейки
шпинделя передней бабки
(рис. 183, а). Допускаемое биение для станков
с наибольшим диаметром обрабатываемой
заготовки 400 мм составляет 0,006ч-0,015 мм.
Проверку осуществляют индикатором, уста-
новленным на направляющих станины. Изме-
рительный штифт индикатора должен ка-
саться центрирующей шейки, частота враще-
ния шпинделя 10ч-20 об/мин.
Проверка соосности осей
шпинделя передней бабки и
пиноли задней бабки (рис. 183, б).
Допускаемое отклонение 0,01 мм (ось пиноли
может быть только выше оси шпинделя).
Заднюю бабку с полностью выдвинутой
пинолью устанавливают примерно на J6 наи-
большего расстояния между центрами. Меж-
ду центрами, закрепленными в шпинделе и
пиноли, устанавливают точную цилиндри-
ческую оправку, а на суппорте — индикатор
так. чтобы его измерительный штифт касался
оправки.
Суппорт перемещают в продольном направ-
лении, индикатор при этом показывает сме-
щение оси пиноли относительно оси шпинде-
ля.
Замер делают в верл анальной плоскости
(индикатор касается поверхности оправки
сверху) и горизонтальной плоскости (индика-
тор касается поверхности шейки спереди).
Проверка параллельности
оси шпинделя передней
бабки направлению продоль-
ного перемещения суппорта
(рис. 183, в). Допускаемое отклонение
в вертикальной плоскости 0,030 мм, а в
горизонтальной плоскости 0,015 мм на
длине 300 мм. В отверстие шпинделя плотно
вставляют точную закаленную и шлифо-
ванную цилиндрическую оправку, а на суп-
порте устанавливают индикатор так, чтобы
его измерительный штифт касался поверхнос-
ти оправки. Суппорт перемещают вдоль
ст анины.
Для токарных станков предусмотрено 18-?25
различных проверок. Этп проверки произво-
дятся отделом технического контроля (ОТК).
Токарь проверяет станок на точность только
в случаях появления брака деталей, когда
нужно убедиться не является ли причиной
брака неточность станка.
108
9 50. Смачна станна
Ниже приведена выписка из заводского
руководства по эксплуатации станка 16К20,
относящаяся к смазке станка.
На станке применена автоматическая центра-
лизованная система смазки шпиндельной
бабки и коробки передач.
Шестеренный насос 12 (рис. 184), приводи-
мый от электродвигателя главного привода
через ременную передачу, засасывает масло
из резервуара 18 и подает его через сетчатый
фильтр 77 к подшипникам шпинделя и на ма-
слораспределительные лотки. Примерно че-
рез минуту после включения электродвигате-
ля начинает вращаться диск маслоуказатё-
ля 7. Его постоянное вращение свидетель-
ствует о нормальной работе системы смазки.
Из шпиндельной бабки и коробки подач масло
через сетчатый фильтр с магнитным вклады-
шем 13 сливается в резервуар 18. В процессе
работы следят за вращением диска маслоука-
зателя 1. При его остановке тут же выключа-
ют станок и очищают фильтр И. Для этого
его вынимают из корпуса резервуара 18, пре-
дварительно отсоединив трубы, отвертыва-
ют гайку, расположенную в нижней части, и
снимают фильтрующие сетчатые элементы в
пластмассовой оправе. Каждый элемент про-
мывают в керосине до полного очищения.
Перед началом работы проверяют по указа-
телю 16 уровень масла в резервуаре и долива-
ют через отверстие 8. Уровень масла контро-
лируют по маслоуказателю 7.
Направляющие каретки и поперечных салазок
смазывают в начале и в середине смены,
поочередно перемещая на быстром ходу
каретку и поперечные салазки включением
рукоятки 19 и кнопки 18 (см. рис. 176) при на-
жатой кнопке 2 (см. рис. 184) до появления
масляной пленки на направляющих.
Опоры ходового вала и ходового винта и
задней бабки смазываются фитилями из ре-
зервуаров, в которые масло заливают через
отверстия 6 и 5, закрываемые колпачками.
Резервуар задней бабки заполняют до вытека-
ния масла через отверстие 4.
Сменные шестерни и ось промежуточной
сменной шестерни (точки 75) смазывают вру-
чную консистентной смазкой.
Остальные точки смазывают вручную при по-
мощи масленки. К паспорт}' станка прилага-
ется карта смазки, в котооой указываются
точки смазки, способы и периодичность
смазки, периодичность замены и марки сма-
зочных материалов.
§ 51. Основные правила ухода
за товарным станком
От состояния станка зависит и работа его.
Токарь должещ'беречь станок, ухаживать за
ним, периодически очищать, самостоятельно
исправлять мелкие неполадки, о замеченных
неисправностях оповещать мастера.
Для обеспечения длительной бесперебойной
работы станка необходимо соблюдать следу-
ющие основные правила.
1. До начала смены токарь должен принять
станок от сменщика. При приемке необходи-
мо:
проверить общее состояние станка и включе-
ние двигателя;
опробовать работу фрикциона, первоначаль-
но включив станок на малую частоту враще-
ния (малые обороты) и, проверив на слух, нет
ли каких-либо подозрительных шумов в ко-
робке скоростей, коробке подач и в механизме
фартука;
проверить по струйному маслоуказателю при
малой частоте вращения шпинделя, работает
ли смазочный насос;
осмотреть направляющие станины: нет ли за-
боин и царапин;
проверить ход каретки суппорта, поперечных
и верхних салазок суппорта, включение и пе-
реключение подач, замыкание и размыкание
разъемной гайки;
убедиться в исправности насоса для подачи
охлаждающей жидкости и системы трубопро-
водов;
убедиться в исправности осветительных
устройств в станке;
убедиться в исправности предохранительного
щитка;
убедиться в исправности заземления.
2. Своевременно и правильно смазывать
станок согласно карте смазки, регулярно
проверять и периодически очищать смазочные
отверстия, следить за своевременной сменой
смазки в коробке скоростей, коробке подач и
фартука суппорта.
3. Во время работы не укладывать заготовки,
детали, режущие и измерительные инстру-
менты на направляющие станины, использо-
вать для этой цели деревянные планшеты.
4. Для надежного закрепления резцедержате-
ля не допускается постукивание молотком или
металлическим стержнем по рукоятке. Пери-
одически резцедержатель снимают, очищают
опорную поверхность от грязи, промывают
керосином и протирают гнезда фиксаторов.
109
1 84 СХЕМА ВМАЗКИ СТАНКА 16К20:
1,7 — маслоуказатель, 2 — кнопка золот-
ника смазки направляющих, 3,14,15 — то-
чки ручной смазки, 4,16 — указатель уровня
масла, 5,6,10,17 — отверстия для залива
масла, 8,19 — сливные отверстья, 9 —ин-
дивидуальный плунжерный насос, 11,
13 — сетчатый фильтр, 12 — шестерен-
ный насос, 18 — резервуар
5. Не оставлять двигатель станка включен-
ным на продолжительное время, выключать
станок при измерении изготовляемых дета-
лей, при перерывах в подаче электроэнергии,
при наладочных или ремонтных работах у
станка.
При выполнении ручных работ (развертыва-
ние, нарезание резьбы метчиком, сверление с
ручной подачей пиноли, полирование), когда
не требуется автоматическая подача суппор-
та, отключать механизм подачи, поставив
рукоятку трензеля в нейтральное положение.
6. Тщательно очищать станок после работы,
следи гь, чтобы на направляющих станины и
суппортов не оставалась стружка, грязь,
влага. Обтирочные материалы не должны
оставлять следов от частичек стружки и ворса
на протираемых поверхностях.
При обработке чугунных заготовок несколько
раз в смену тщательно удаляют стружку и
пыль с направляющих станины и каретки и
смазывают их.
Желательно, чтобы обработка чугунных
заготовок не превышала 20% от общего
количества изделий. Если обрабатывали чу-
гунные заготовки, а затем нужно обрабаты-
вать стальные с применением смазочно-
охлаждающей жидкости, то вначале очищают
направляющие от чугунной стружки, грязи и
масла, протирают их тряпкой, смоченной в
керосине, затем протипаюг насухо и вновь
смазывают.
Не реже одного раза в месяц выполняют
общую уборку станка и рабочего места (целе-
сообразно эту работу выполнять вместе со
сменщиком): обмывают станок теплым содо-
вым раствором и вытирают; промываю1 2)
сетку корыта, полностью заменяют эмульсию
в резервуаре; промывают ходовые винты;
тщательно очищают направляющие; проти-
рают внутренние поверхности защитных ко-
жухов; очищают свое рабочее место под ста-
нком, под решеткой, вокруг станка, под ту-
мбочкой; очищают и при необходимости
ремонтируют решетку; наводят порядок в ра-
бочей тумбочке.
После общей уборки полностью смазывают
станок. Два раза в год производят гене-
ральную уборку станка и рабочего места.
7. Станок должен быть надежно установлен
на фундаменте или на виброопорах; о заме-
ченных ослаблениях закрепления станка со-
общают мастеру.
Температура в помещении, где установлен
станок, должна быть от 10 до 30°С,
относительная влажность — не более 80 %
при 10°С или 60% при 30°С.
Для длительного сохранения первоначальной
точности не рекомендуется совмещать на од-
ном станке чистовые и обдирочные операции.
Станок, остановленный на длительное время
(свыше пяти суток), должен быть покрыт
чехлом и все неокрашенные поверхности тща-
тельно смазаны.
Контрольные вопросы
1. Назовите основные Направления модернизации
старых токарных станков.
2. Как проверяют токарный станок на радиальное
биение шпинделя, соосность осей шпинделя перед-
ней бабки н пиноли задней бабки?,
3. Укажите точки смазки токарно-винторезного стан-
ка 16К20.
4. Перечислите основные правила ухода за токарным
станком.
Часть
третья
Обработка
сложных поверхностей
Глава 12
Обработка
фасонных поверхностей
§ 52. Общие сведения
о фасонных поверхностях.
Контроль фасонных поверхностей
Фасонной называется поверхность, по-
лученная вращением криволинейной образую-
щей вокруг оси. На различных деталях машин
встречаются радиусные переходы (галтели),
радиусные канавки, сочетание выпуклых и во-
гнутых фасонных поверхностей (например, у
рукояток), сферические поверхности (напри-
мер, шаровые опоры) и т.д.
Контроль фасонных поверх-
ностей осуществляют шаблонами.
Контур измерительной поверхности шаб-
лона соответствует контролируемому
профилю. Шаблон прикладывают к детали
так, чтобы его плоскость совпадала с пло-
скостью, проходящей через ось детали, и
ведут контроль «на просвет» (рис. 185).
Если фасонная поверхность имеет вогнутый и
выпуклый участки (см. рис. 185), то в про-
цессе обработки эти участки контролируют
самостоятельными шаблонами Ш1 и Ш2, а
общий контроль осуществляют комплексным
шаблоном Ш2. Сами шаблоны контролируют
контршаблонами КШ. Контроль осуществля-
ют только после выключения вращения шпи-
нделя.
§ 53. Обраоотка фасонных
поверхностей способом сочетания
двух подач
Любую фасонную поверхность тела вращения
можно получить сочетанием ручных про-
дольной и поперечной подач. При опреде-
ленном навыке, периодически контролируя
обрабатываемую деталь шаблоном, токарь
довольно точно может выточить фасонную
рукоятку, шар и другие фасонные детали.
Предварительно заготовку обрабатывают
проходным резцом, придавая ей форму,
близкую к заданной. Способ обработки ру-
чным сочетанием двух подач непроизводите-
лен и применяется при единичном изготовле-
нии деталей.
Некоторое ускорение фасонной обработки
дает несложное приспособление, показанное
на рис. 186, а. Токарь включает автомати-
ческую продольную подачу и манипулирует
только рукояткой поперечной подачи, следя,
чтобы конец проволочного рейсмаса 3, за-
крепленного в резцедержателе, все время
касался фасонного контура, вычерченного на
листке планшета 2. Планшет закреплен в дер-
жателе 7, установленном в пиноли задней
бабки.
112
186
ОБРАБОТКА ФАСОННЫХ ПОВЕРХНОСТЕЙ
СПОСОБОМ СОЧЕТАНИЯ ДВУХ ПОДАЧ:
.КОНТРОЛЬ ФАСОННОЙ ПОВЕРХНОСТИ
ШАБЛОНАМИ:
шаблоны: Ш1 — для контроля выпуклой
поверхности, Ш2 — для контроля вогну-
той поверхности, ШЗ — комплексный ша-
блон, КШ — контршаблон
а — контроль по чертежу, б — контроль
по эталонной детали; 1 — держатель пла-
ншета, 2 — планшете чертежом фасонного
контура детали, 3 — рейсмас, 4 — эталон-
ная деталь, 5 — щуп, 6 — державка щупа
Можно в заднюю бабку закрепить также
эталон 4 детали и контролировать попе-
речную подачу постоянным прикосновением
щупа 5 к эталонной детали (рис. 186, б).
§ 54. Обработка фасонных
поверхностей по копиру
При серийном изготовлении деталей для
обработки фасонных поверхностей применя-
ют копировальное приспособление (анало-
гичное конусной линейке, см. рис. 150).
На плиту приспособления закрепляют копир с
фасонным пазом. В этом пазу находится
ролик, связанный с тягой суппорта. Как и при
обработке конусов, гайку поперечного суп-
порта отсоединяют от винта. При про-
дольной подаче каретки поперечная подача
суппорта будет подчинена движению ролика
по пазу копира и резей будет воспроизводить
па заготовке профиль установленного на ли-
нейке копира (рис. 187). Существуют также
конструкции копировальных устройств с при-
жимом ролика к открытому копиру пружина-
ми.
Фасонные поверхности деталей небольших
размеров можно обрабатывать при помощи
несложного копировального приспособления
с коромыслом. В пиноль задней бабки
устанавливают копир 4. Корпус б приспособ-
113
1 О70БРАБ0ТКА ФАСОННОЙ ПОВЕРХНОСТИ
IOf ПРИ ПОМОЩИ КОПИРОВАЛЬНОГО ПРИ-
СПОСОБЛЕНИЯ:
4 ООПРИСПОСОБЛЕНИЕ ДЛЯ ОБТОЧКИ ФЛ-
• <WCOHHblX ПОВЕРХНОСТЕЙ:
1 — коромысло, 2 — палец, 3 — щуп,
4 — пружина, 5 — резцедержатель, б — ко-
рпус
ления закрепляют в резцедержателе 5. В
корпусе на оси 2 свободно насажено качающе-
еся коромысло 1, которое поджимается к ко-
пиру пружиной 4. На одном конце коро-
мысла закрепляют резец, а на втором щуп 3.
При включении продольной подачи щуп пере-
мешае гсг в продольном направлении по копи-
ру и резец описывает кривую, заданную
копиром. Из рисунка видно, что для выпукло-
го участка детали, участок копира должен
быть вогнутым и, наоборот, для вогнутого
участка — выпуклым (рис. 188).
$ 55. Обработка фасонных
поверхностей фасонными резцами
Короткие фасонные поверхности длиной до
60 мм в серийном и массовом производстве
обрабатывают фасонными резцами. Профиль
режущей кромки фасонного резца соответ-
ствует профилю обрабатываемой поверх-
ности.
Стержневые фасонные резцы.
Простейшим фасонным резцом является
стержневой с приваренной или напаянной
режущей пластинкой (рис. 189). Переточка
по- задней поверхности, т. е. по всей про-
фильной режущей кромке, сложная и тру-
доемкая операция поэтому фасонные
резцы перетачивают по передней поверхно-
сти. После переточки по передней по-
верхности исходный профиль режущей кро-
мки сохраняется. Стержневой резец допускает
только две-три иерея очки по передней по-
верхности, так как после каждой переточки, с
1 89 СТЕРЖНЕВЫЕ ФАС0ННЫЬ РЕЗЙЫ:
1 — сложного профиля, 2 — радиусный ка-
навочный, 3 — наружный галтельный,
4 — внутренний галтельный
целью установки режущей кромки резца по
центру заготовки, резей поднимают выше при
помощи подкладок и он может упередься в
«потолок» паза резцедержателя. Малое число
допускаемых переточек является недостатком
стержневых резцов; их применяют обычно в
качестве радиусных и галтельных (см. рис.
189).
С целью предупреждения вибраций вылет
фасонного резца из резцедержателя не должен
превышать высоты державки.
Призматические резцы. Шлифо-
ванный профиль задней поверхности призма-
тического резца соответствует заданному
фасонному профилю детали. Резец крепят в
специальной державке хвостовиком, имею-
щим форму «ласточкин хвост» (рис. 190, а,б).
Для образования заднего угла а резец уста-
навливаю! под углом к подошве державки.
Переточку резца осуществляют шлифованием
передней поверхности.
Дисковый фасонный резец
имеет фасонную наружную поверхность.
В резце сделан угловой вырез. Пересечением
плоскости выреза с наружной фасонной по-
верхностью образуется фасонная режущая
кромка (рис. 191, а).
Если бы передняя поверхность резца прохо-
дила через центр заготовки, а центр дискового
резца находился на уровне центра заготовки,
то резец имел бы нулевые передний и задний
углы, т. е. практически не работал бы
(рис. 191, б). Чтобы создать нужную геомет-
рию режущего клина, вырез делают ниже цен
114
тра резца, а центр резца устанавливают
выше центра заготовки (рис. 191. в). Кроме
того, переднюю поверхность затачивают по
касательной к определенной условной окруж-
ности, радиус которой г = R sin (u+y), где
а — заданный задний угол, у — заданный
передний угол. При указанных условиях уста-
новки резца значения переднего и заднего
углов будут положительными.
После каждой переточки по передней поверх-
ности дисковый резец поворачивают на оси
державки, вновь устанавливают по оси цент-
ров и закрепляют. Имеющиеся на торце
резца и на торце державки зубцы предотвра-
щают проворот резца от усилий, возникаю-
щих при резании.
Призматические и дисковые резцы изго-
товляют, как правило, из быстрорежущей
стали, реже применяют твердосплавные.
Чтобы уменьшить вибрацию заготовок
при обработке фасонным резцом способом
поперечной подачи, предварительно протачи-
вают поверхность проходным резцом, остав-
ляя небольшой припуск на окончательную
обработку фасонным резцом.
Фасонный резец подводят к заготовке плавно
с подачей 0,02—0,1 мм/об, причем к концу
прохода подачу уменьшают. Для получения
малой шероховатости поверхности скорость
резания при точении фасонными резцами не
должна превышать 30 м/мин.
В качестве смазочно-охлаждающей жидкости
при фасонной обработке стали применяют
эмульсию или жидкость «Аквол-2».
Обточку галтелей (радиусных переходов)
ступенчатых валов обычно совмещают с чи-
стовым проходом по шейке вала радиусным
резцом (см. рис. 189).
§ 56. Обработка
сферических поверхностей
Наружные сферические поверхности неболь-
шого диаметра (до 40 мм) обрабатывают
фасонными резцами. Последовательность
выполнения этой операции показана на
рис. 192. а—г.
Точно и с высокой производительностью
сферические поверхности обрабатывают при
помощи специальных приспособлений, созда-
ющих перемещение вершины резца по дуге
окружности. Одно из таких приспособлений
состоит из угольника и стандартного фре-
зерного поворотного столика (рис. 193). При
вращении рукоятки 7 червячной передачи сто-
лик 3 получает вращение и закрепленный на
115
[ПРИЗМАТИЧЕСКИЙ ФАСОННЫЙ РЕЗЕЦ
а — в сборе с державкой, б — схема
установки; I — державка, 2 — винты,
3 — резец
191 ДИСКОВЫЙ ФАСОННЫЙ РЕЗЕЦ:
а — конструкция, б — установка по центру
заготовки (а=0, у = 0), в — установка вы-
ше центра заготовки (а>0, У>0;
1 ООИиСЛЕДОВАТЕЛЬНОСТЬ ОБРАБОТКИ СФЕ-
I лирической поверхности:
а — наружное обтачивание, б — прорезание
канавки, в — снятие фасок, г — обтачива-
ние фасонным резцом
нем резец совершает движение по дуге
окружности.
Неполные сферические поверхности радиусом
свыше 100 мм можно обработать без какого-
либо приспособления при помощи мерного
'ПРИСПОСОБЛЕНИЕ С ПОВОРОТНЫМ СТО-
ЛИКОМ ДЛЯ ОБРАБОТКИ СФЕРИЧЕСКИХ
ПОВЕРХНОСТЕЙ:
1 — угольник, 2 — корпус поворотного
столика, 3 — поворотный столик, 4 — ус-
тановочный калибр, 5 — резец, 6 — резце-
держатель, 7 — рукоятка поворотного
столика
стержня (штихмасса), длина которого равна
заданному радиусу сферической поверхности.
Для обработки наружной сферы (рис. J94. р\
между поперечными ацлазкеми суппорта ста
нка и упором 1, закрепленным на станине,
устанавливают мерный штихмасс 2. Резец
подводят к поверхности большого диаметра
заготовки и штихмасс ставят «на перекос».
При автоматической подаче поперечных сала-
зок «уппорта штихмасс поворачивается отно-
сительно своего неподвижного левого конца и
отжимает каретку суппорта вправо, а резец
при этом будет описывать кривую радиуса R,
т. е. обтачивать сферическую поверхность.
Для обработки внутренней сферической по-
верлнисги штихмасс должен упираться в упор
справа от каретки (упором может служить
плита задней бабки) (рис. 194,6). Концы
штихмасса остро заточены, а в поперечных
салазках суппорта и плите имеются накернен-
ные углубления, куда входят концы штихмас-
са. При наладке станка следят, чтобы конец
штихмасса со стороны упора находился под
воображаемым центром окружности радиу-
са R, что достигается контролем при первом
пробном проходе шаблоном и регулировкой
положения упора, который крепится к ста-
нине планкой (рис. 194, в).
В серийном производстве торцовые сфери-
ческие (и фасонные) поверхности часто обра-
батывают при помощи приспособления, по-
казанного на рис. 195. Копир в виде плоского
шаблона закрепляют в держателе 5, хвосто-
вик которого вставляют в коническое отвер-
стие пиноли задней бабки. Работу ведут при
ручной или автоматической подаче попе-
речных салазок.
§ 57. Применение
гидронопировального суппорта
Современные токарные станки оснащаются
гидравлическим копировальным суппортом,
который целесообразно применять при обра-
ботке партии 20 деталей и более; он позволя-
ет обтачивать ступенчатые валики и вы-
полнять различные копировальные работы с
укреплением заготовки в центрах или в па-
троне. Гидрисуппорт обеспечивает повыше-
ние производительности труда на 25- -40%.
На рис. 196 показана конструкция гидроко-
116
1 QА.ОБРАБОТКА СФЕРИЧЕСКИХ ПОВЕРХНОС-
1 ^^ТЕЙ ПРИ ПОМОЩИ МЕРНОГО ШТИХ-
МАССА:
QE ПРИСПОСОБЛЕНИЕ ДЛЯ ОБРАБОТКИ ТОР-
’J ПОВОЙ СФЕРИЧЕСКОЙ ПОВЕРХНОСТИ:
а — обработга наружной сферы, б — обра-
ботка внутренней сферы, в — устройство
упора; 1 — мерный штихмасс, 2 — упор,
3 — корпус, 4 — винт, 5 — прижимная пла-
нка
1 — держатель резца, 2 — пружина,
3 — ползушка, 4 — ролик, 5 — копир,
6 — держатель копира
пировального суппорта ГСП-42 (к станку
16К20).
Гидрокопировальный суппорт устанавливают
на поперечных салазках суппорта при снятых
поворотной плите и верхних салазках. Для
продольного точения среднюю часть копиро-
вального суппорта устанавливают под уг-
лом 60° к направлению продольной подачи
(рис. 196, а). При торцовом точении среднюю
часть устанавливают на месте крепления
заднего резцедержателя под утлом 30° к на-
правлению продольной подачи (рис. 196, в).
Растачивание показано на рис. 196, б.
На рис. 196, а показана схема работы гидро-
суппорта От насоса 1 через фильтр масло
поступает в меньшую полость А гидроци-
линдра. Полость Б цилиндра соединена со
следящим устройством. Обе полости ци-
линдра сообщаются между собой через отвер-
стие в поршне 8. Шток 5 гидроцилиндра
жестко закреплен в кронштейне поворотной
части суппорта, т. е. поршень неподвижен, а
цилиндр может перемешаться. Гидроци-
линдр привернут к копировальному суппорту
4.
Следящее устройство представляет собой
золотник 7, корпус которого расположен в
блоке с цилиндром, а сам золотник при помо-
щи пружины прижимается через рычаг со щу-
пом 6 к копиру. Между золотником и вы-
точкой в корпусе следящего устройства обра-
зуется кольцевое проходное сечение.
Если золотник выдвинут вперед (на схеме
вверх), то выход масла из большой полости
цилиндра перекрывается, и благодаря тому,
что обе полости цилиндра соединены отвер-
стием, в них устанавливается одинаковое
давление. Так как площадь поршня в по-
117
•f Q С ГИДРАВЛИЧЕСКИЙ КОПИРОВАЛЬНЫЙ
1 '*°СУППОРТ ГСП-42:
а — схема наладки для наружного точения,
б — для растачивания, в — для торцового
точения; 1 — насос, 2 — нагнетательный
трубопровод, 3 — фильтр, 4 — суппорт,
5 — шток, 6 — щуп, 7 — золотник,
8 — поршень
16. Виды, причины и меры предупреждения брака при обработке фасонных поверхностей
Виды брака Причины Меры предупреждения
Фасонный профиль детали не соответст- вует заданному Большая шерохова- тость обрабатываемой поверхности При работе фасонным резцом: про- филь резиа не соответствует заданному; резец заточен с большим или меньшим передним углом, чем предусмотрено; резец, установлен выше или ниже оси центров При работе способом двух подач: не- правильно выполнен контроль выпуклых и вогнутых элементов профиля в про- цессе обработки При работе копировальными приспо- соблениями: не «выбирается» люфт меж- ду винтами и гайками механизмов про- дольной и поперечной подач Отжим резца и заготовки в процессе резання Вибрация заготовки из-за больший ширины режущей кромки Неправильно принят режим резания Заменить или переточить ре- зец Отрегулировать установку резца по осн центров Контролировать выпуклые и вогнутые элементы профиля раздельными шаблонами Устранить люфты Надежно закрепить резец и заготовку Разделить обтачиваемый про- филь по длине и обрабатывать двумя фасонными резцами Уменьшить подачу. Умень- шить скорость резания
лости А примерно вдвое больше, чем в по-
лости Б, то усилие, действующее на цилиндр,
направлено к обрабатываемой заготовке (на
схеме вверх) и суппорт движется вперед к
заготовке.
При нажатии на золотник между ним и его
корпусом образуется канал достаточный для
пропуска масла из полости Б в бак. Тогда
благодаря сопротивлению в поршневом От-
черсз ии давление в полости А значительно
превзойдет давление в полости Б, в результа-
те чего равнодействующее усилие на ци-
линдр направлено от обрабатываемой заго-
товки (на схеме вниз) — суппорт отходит
назад.
Если относительное положение золотника и
корпуса следящего устройства образует ме-
жду ними малый канал, то масло, выходящее
из полости Б, испытывает сопротивление, и
давление в полости Б становится вдвое мень-
ше, чем в полости А. Усилия, действующие на
цилиндр, уравновешиваются, и копироваль-
ный суппорт остается неподвижным
Контрольные вопросы
1. Как обрабатывают фасонные поверхности сочета-
нием двух подач?
2. Какие копировальные приспособления применяют
для обработки фасонных поверхностей?
(обрабатывается цилиндрическая поверх-
ность).
В местах перехода от цилиндрической
поверхности к прямоугольному торцу щуп от-
клоняется и, нажимая на золотник, увеличи-
вает канал в следящем устройстве, вследствие
чего копировальный суппорт начинает отхо-
дить от заготовки. Так как каретка про-
должает двигаться с постоянной скоростью к
передней бабке, то в результате сложения
этих двух движений образуется прямой угол
на заготовке. Аналогично при копировании
других профилей сложением движений на
заготовке воспроизводится форма копира.
Гидросуппорт позволяет сочета гь работу по
копиру с «доделочными» переходами: прота-
чиванием канавок, снятием фасок, отрезани-
ем. Некопировальные операции выполняют
при выключенном гидронасосе. Копиры (ша-
блоны) изготовляют из листовой стали.
Виды, причины и меры предупреждения брака
при обработке фасонных поверхностей приве-
дены в табл. 16.
3. Назовите способы обработки сферических (шаре-
вых) поверхностей.
4. Как устроен н работает гидр о копировальный суп-
порт?
119
Глава 13
Отделна поверхностей
1 О7ПРИТИРКА НАРУЖНОЙ ЦИЛИНДРИЧЕ-
• 3 * СКОЙ ПОВЕРХНОСТИ НА ТОК М>НОМ
СТАНКЕ:
1 — разрезной притир, 2 — хомут, 3 — ре-
гулировочный винт
§ 58. Притирна
Притиркой осуществляют окончательную чи-
стовую обработку (отделку) поверхностей с
целью получения высокой точности (6—7-й
квалитеты) и малой шероховатости
(Ля до 0,05 мкм). Припуски под притир-
ку — 0,01 -0,03 мм на сторону.
Инструментом для притирки является чу-
гунный или медный притир, представляющий
собой втулку с одной или несколькими
прорезями. Рабочей поверхностью притира
для обработки наружной поверхности детали
является внутренняя поверхность притира, а
для обработки внутренней поверхности дета-
ли — наружная поверхность притира. Рабо-
чую поверхность притира покрывают абра-
зивной пастой, состоящей из мелкозернистого
абразивного порошка и масла.
На рис. 197 показан притир с хомутом для
притирки наружной цилиндрической повер-
хности. В процессе обработки притир перио-
дически сжимают при помощи винта, кото-
рый стягивает хомут притира.
Для притирки внутренней поверхности при-
меняют разжимной притир (рис. 198, а). Раз-
жим притира осуществляется навинчиванием
гайки 4 при одновременном отвинчивании
гайки 2 (притир сдвигается по конической
оправке и разжимается). Часто предвари-
тельную притирку выполняют притиром с
выступами на рабочей поверхности
(рис. 198, б). Оправку притира устанавлива-
ют в шпинделе станка, а притираемую деталь
насаживают на притир и удерживают от про-
ворачивания приспособлением (жимком). По-
дача при притирке ручная, равномерная,
окружная скорость 104-20 м/мин, причем пе-
риодически реверсируют (изменяют направ-
ление) вращение шпинделя. На рис. 198, в
показан притир для окончательной притирки.
§ 59. Полирование
Полированием на токарном станке получают
малую шероховатость поверхности (клас-
сы 11—12-й). Полирование осуществляют
шлифовальной шкуркой, которая представля-
ет собой полотно с наклеенным на нет о слоем
абразивных зерен.
ПРИТИРЫ ДЛЯ ОТВЕРСТИЙ:
198
а — притир в сборе с оправкой, б — Оля
предварительной притирки, в — для око-
нчательной npiimupm; 1 — оправка,
2,4 — гайки, 3 — притир
120
Шкурки бывают рулонные (Р) и листо-
вые (Л), на тканевой или на бумажной основе.
Полирование выполняют при помощи
жимков — двух шарнирно связанных дере-
вянных колодок, между которыми вкладыва-
ют шлифовальную шкурку (рис. 199). Токарь
удерживает жимки за ручки левой рукой,
создавая необходимый прижим шкурки к за-
готовке (детали), а правой рукой поддержива-
ет шарнир и осуществляет продольную пода-
чу. Можно закреплять шкурку в резцедержа-
теле при помощи деревянной колодки с обхва-
том заготовки (детали) шкуркой (рис 200, а)
или с прижимом шкурки к заготовке
(рис. 200, б). Не допускается прижим шкурки
к заготовке (детали) вручную.
При внутреннем полировании шкурку нама-
тывают на деревянную оправку, закрепив
конец шкурки в прорези оправки. Н е
допускается полирование
отверстия с прижимом
шкурки ладонью или пальцем.
Окружная скорость при полировании шкуркой
бО-г-70 м/мин. Чтобы абразивная пыль не
попадала в отверстие патрона, его закры-
вают заглушкой из пенопласта, а направ-
ляющие станины прикрывают брезентовой
тканью.
§ 60. Поверхностное
пластическое деформирование
Одним из методов отделки, выполняемых на
токарном станке, является пластическое де-
фоомирование (гладкое обкатывание) наруж-
ной поверхности. Сущность процесса состоит
в смятии, сглаживании микронеровностей под
давлением обкатника, что уменьшает шеро-
ховатость поверхности до 9-го класса. Обка-
танная поверхность приобретает на-
клеп — повышается ее твердость и износо-
устойчивость. Шероховатость поверхности
перед обкатыванием должна быть на
1—2 класса ниже класса шероховатости, ко-
торый нужно получить обкатыванием.
Обкатыванию подвергают поверхности дета-
лей, подлежащих запрессовке (цапфы валов),
работающих на истирание (плунжеры), испы-
тывающих переменную нагрузку (шейки ко-
ленчатых валов) и др. Припуски на обкаты-
вание обычно не оставляют, так как процесс
пластического деформирования незначитель-
но влияет на размер (сминаются микроне-
ровности в пределах допуска на заданный
класс шероховатости).
□ □ПОЛИРОВАНИЕ НАРУЖНОЙ ПОВЕРХНОС-
5,5,ТИ ПРИ ПОМОЩИ ЖИМКА
ПЛЛ ПОЛИРОВАНИЕ АБРАЗИВНОЙ ШКУРКОЙ
AWHA ТОКАРНОМ СТАНКЕ'
а — шкурка охватывает заготовку,
б — шкурка прижимается к заготовке;
1 — державка, 2 — шкурка, 3 — планка
121
ЛЛ -«ОБКАТЫВАНИЕ НАРУ Ж НОЙ ПОВЕРХ НО С-
XV 1ти РОЛИКОМ:
а — процесс обкатывания, б — роликовый
обкатник; 1 — державка, 2 — ролик,
3 — ось, 4 — упорный подшипник, 5 — фла-
нец, 6 — шарикоподшипник, 7 — втулка,
8 — гайка
202ШАРИКОВЫЙ 0БКАТНИК:
1 — шарик, 2 — шарикоподшипник, 3 — ось,
4 — колпачок, 5 — скалка, б — пружина,
7 — державка, 8 — регулировочная гайка
ППОР ДОКАТЫВАНИЕ ВНУТРЕННЕЙ ПОВЕРХ-
Х,УУ<*НОСТИ РОЛИКОВОЙ ВАЛЬЦОВКОЙ:
1 — конусная оправка, 2 — ролик,
3 — обойма, 4 — гайка
Для наружного обкатывания
используют обкатники различной конструк-
ции. Роликовый обкатник имеет
ролик, изготовленный из закаленной стали,
рабочая поверхность его имеет малую шеро-
ховатость (12-й класс). На рис. 201, а показа-
на схема обкатывания роликом. Ролик кре-
пится в державке на шарикоподшипниках
(рис. 201, б) и поджимается к детали винтом
поперечных салазок суппорта станка. Однов-
ременно производится автоматическая подача
(два-три прохода ролика).
Шари ко в ы й обкатник (рис. 202)
имеет закаленный шарик 1, опирающийся на
наружную обойму шарикоподшипника 2 и
удерживаемый колпачком 4. Ось подшипника
запрессована в головке скалки 5, которая
постоянно поджимается к заготовке (детали)
пружиной 6. Корпус державки 7 обкатника
крепится в резцедержателе.
В процессе обкатывания поверхность детали
должна обильно смазываться. Для смазки
применяют: масло индустриальное 20; смесь
из 50% индустриального масла и 50%
керосина; сурепное масло. Продольная подача
при обкатывании составляет 0,05-г0,1 мм/об,
окружная скорость — 20-г30 м/мин.
Внутреннее обкатывание (ра-
скатывание) выполняют раскатни-
ком — вальцовкой. Ролики вальцовки
расположены в прорезях обоймы под не-
большим углом (1°30) к оси оправки,
поэтому во время работы вальцовка как бы
ввинчивается в раскатываемое отверстие
(рис. 203). Для обкатывания отверстий ра-
зных диаметров применяют самостоятельные
вальцовки.
Обкатывание отверстий большого диаметра
выполняют шариковым обкатником
(по типу обкатника для наружных по-
122
рерхностей), который крепят в державке,
зажимаемой в резцедержателе.
Одна из разновидностей пластического де-
формирования поверхности на токарном ста
нке — алмазное выглаживание.
Инструментом является гша гельно отполи-
рованный алмаз 1 (рис. 204), впаянный в на-
конечник 2. Алмаз прижимается к обрабаты-
ваемой поверхности врашзющейся детали и
сминает микронеровности. Державка 7 кре-
пится в резцедержателе с ганка. Усилие при-
жима регулируют винтом 4, поджимая или
ослабляя пружину 3.
При помощи шкалы 5 и стрелки б контроли-
руют усилие прижима. Алмазное вглажива-
ние обеспечивает шероховатость поверхности
до 12-го класса и выше при обработке черных
и цветных металлов и сплавов. Режимы ал-
мазного выглаживания: окружная скорость
40— 20 м/мин, подача 0,024-0,1 мм/об, уси-
лие прижима 54-20 кгс (504-200 Н).
§ 61. Накатывание рифлений
Некоторые детали (рукоятки, головки вин-
тов, ручки калибров и т. д.) имеют на-
ружную рифленую поверхность с различным
узором: линейчатым (прямым или косым),
елочным, сетчатым, точечным и др. Рифле-
ние получают обкатыванием поверхности ро-
ликами из закаленной инструментальной ста-
ли с соответствующим узором (рис. 205, а). В
державку закрепляют один накатной ролик
либо два (для получения сетчатых рифлений).
При накатывании сетчатых рифлений обойма
с роликами свободно крепится в державке и
самоустанавливается по накатываемой по-
верхности (рис. 205, б). Ролики должны рас-
полагаться строго параллельно к обрабаты-
ваемой поверхности.
Накатывание осуществгяют за 24-3 рабочих
хода. Нежесткие детали могут отжиматься
под действием большого радиального усилия.
Поэтому для получения на них рифлений
осуществляют 54-10 рабочих ходов (в зависи-
мости от шага рифлений). Накатывание ведут
с подачей в обе стороны. Поперечную подачу
роликов (вдавливание в поверхность) осу-
ществляют в конце каждого рабочего хода без
выхода роликов за пределы детали. Режим
обработки: продольная подача 14-2 мм/об,
окружная скорость — 104-20 м/мин по стали,
304-40 м/мин по чугуну, 704-80 м/мин по алю-
минию, поперечная подача 0,054-0,1 ммбсод,
смазка индустриальным маслом.
204АЛМАЗНЫЙ ВЫГЛАЖИВАТЕЛЬ:
1 — алмаз, 2 — наконечник, 3 — пружина,
4 — регулировочный винт, 5 — шкала,
б — стрелка, 7 — державка, 8 — скалка
205НАКАТЫВАНИЕ РИФЛЕНИЙ:
а — процесс накатывания, б — двухралико-
вая державка; 1 — державка, 2 — ролик,
3 — ось ролика
123
Размер заготовки под накатывание рифлений
принимают с учетом выдавливания металла
роликами (диаметр накатываемой поверхнос-
ти менее номинального диаметра примерно
на 0,6 шага узора накатки). Для предотвраще-
ния проскальзывания ролика желательно,
чтобы диаметр его был кратным диаметру
накатываемой поверхности.
Накатные ролики периодически прочищают
стальной щеткой, удаляя из канавок металли-
ческую пыль.
Контрольные вопросы
1. Какими способами осуществляют притирку и по-
лирование па токарном станке?
2. В чем заключается сущность поверхностного плас-
тического деформирования ?
3. Как накатывают рифления?
4. В чем заключается особенность накатывания риф-
лений на нежестких деталях и как ведут на-
катку?
Глава 14
Нарезание
резьбы резцами
§ 62. Резьбовые резцы
Резьбы с высокими требования» и к соосности
с другими поверхностями и к точности шага
выполняют резьбовыми резцами на токарном
станке, настроенном на подачу, соответству-
ющую шагу нарезаемой резьбы.
Различаю г резьбовые резцы быстрорежущие
и твердосплавные, для нарезания наружных
и внутренних резьб (рис. 206, а,б). Профиль
резьбового резца соответствует профилю на-
резаемой резьбы: для метрической резьбы
угол профиля е = 60°, для дюймовой е = 55°.
В процессе нарезания резцом возможна неко-
торая «разбивка» профиля резьбы, поэтому
фактический угол профиля резца занижается:
для резцов из быстрорежущей стали на
10—20', для твердосплавных резцов на
204-30'.
Передний угол у для чистовых резьбовых
резцов принимается равным 0°, для черно-
вых у= 5-410°. Задний угол на боковых кро-
мках at и а2 принимается 34-5°, что образу-
ет задний угол под вершиной
резца а в = 12-415°. Заточку резьбовых резцов
контролируют угломером или специальным
шаблоном.
Чтобы при нарезании резьбы большого шага
задние поверхности головки резца не терлись
о стенки резьбовых канавок, применяют два
способа:
первый — задний угол, под которым
затачивается задняя поверхность с той сто-
роны, куда направлена подача суппорта
при нарезании, делают большим, чем угол
наклона резьбы. Для празой резьбы
«зат лев. =«1 + М1. где ц — угол подъема
резьбы (рис. 207, а). Заточенный таким обра-
зом резец имеет отрицательный передний
угол (- у2) У правой кромки (для правой
резьбы), что нежелательно, так как увеличи-
вает шероховатость поверхности резьбы;
второй — резец затачивают с одинако-
выми задними углами <4 = а2 на правой и
левой задних поверхностях, но при установке
его поворачивают на угол подъема витков д
(рис. 207, б). Для этой цели применяют де-
ржавку с поворотной головкой и делениями
(рис. 20Я)
Широко применяют резьбовые резцы с меха-
ническим креплением резьбовых пластинок из
твердого сплава. Одна из конструкций такого
резца, предложенная ВНИИ, показана на
рис. 209. Пластинка 3 удерживается прихва-
том 4 в углублении, которое выфрезероьано в
державке. Пластинка используется четырех-
кратно (с двух сторон и с двух концов).
Для уменьшения числа и упрощения перето-
чек, а также сокращения времени на замену
резца широко применяют призматические и
дисковые (рис. 210, а,б) резьбовые резцы,
перетачиваемые только по передней повер-
хности.
Для нарезания сквозных резьб часто применя-
ют гребенки, по профилю напоминающие
метчик, т. е. имеющие режущую (с постоянно
возрастающей высотой элементарных резь-
бовых резцов) и калибрующую части. Таким
инструментом резьбу нарезают на полную
высоту профиля за один рабочий ход.
Гребенки делятся на стержневые
(рис. 211, а), призматические (рис. 211, б) и
круглые (рис. 211, в,г).
124
206резьбовые РЕЗЦЫ:
а—резцы в работе, б — геометрия тве-
рдосплавного чистового резьбового резца;
резцы: 1 — наружный, 2 — внутренний
9ПЯДЕРЖАВКА С ПОВОРОТНОЙ головкой
Л>*/ОДЛЯ РЕЗЬБОВОГО РЕЗЦА:
1 — резец, 2 — винт, 3 — поворотная го-
ловка, 4 — корпус, S — винт
ОПОрезьбобой резец С МЕХАНИЧЕСКИМ
''КРЕПЛЕНИЕМ РОМБИЧЕСКОЙ ПЛАС-
ТИНКИ:
207схема УСТАНОВКИ РЕЗЬБОВОГО резца
а — без поворота, б — с поворотом
1 — державка, 2 — опорная пластинка,
3 — режущая пластинка, 4 — прижимная
планка (прихват), 5 — винт
ПРЕЗЬБОВЫЕ РЕЗЦЫ, ЗАТАЧИВАЕМЫЕ ПО
1 '^ПЕРЕДНЕЙ ПОВЕРХНОСТИ:
а — призматический, б — дисковый
125
211 РЕЗЬБОВЫЕ ГРЕБЕНКИ:
а — стержневая, б — призматическая,
в — круглая для наружных резьб, г — кру-
глая для внутренних резьб, I — режущая
часть гребенки
Державка
219СХЕМА настройки ТОК АРНО-винто-
* * “резного станка на нарезание резь-
бы резцом
Гитара
§ 63. Настройка
тонарно-винторезного станна
на нарезание резьбы резцом
Для нарезания резьбы на токарном станке
нужно кинематически связать шпиндель и
ходовой винт (рис. 212) таким образом,
чтобы за один оборот заготовки (детали)
перемещение резца равнялось шагу нарезае-
мой ре >ьбы Р (или ходу Н — для многоза-
ходной резьбы). Подача суппорта при этом
осуществляется от винтового механизма
(ходовой винт — разъемная 1айка). За один
оборот ходового винта суппорт переместится
на шаг винта Рх , . Резьбу заданного шага Р
на детали получают при условии, что
Р=Р1В • лх. „, где «х .в — количество оборо-
тов ходового винта за один оборот шпинделя:
ях. в = J ' W06m ,
где «общ — общее передаточное отношение
кинематической цепи между шпинделем и
ходовым винтом. В эту цепь входит звено
увеличения шага (з.у.ш.), механизм реверси-
рования (трензель), гитара с набором смен-
ных зубчатых колес (шестерен) и коробка
подач: при и3.у.ш =1
Цэбщ == ^треиз ^гит^кпр. щ>д •
Р ~ ^х.в^обпй цобщ ~ —р-----•
X • в
Эта формула является основной для настрой-
ки станка на нарезание резьбы.
Современные токарно-винторезные станки
настраивают на нарезание резьбы с любым
шагом при помощи постоянных наборов
сменных зубчатых колес (шестерен) гитары и
определенных сочетаний зацепления шестерен
коробок подач. Например, у станка 16К20 для
нарезания метрической и дюймовой резьб на
гитаре устанавливают зубчатые колеса (ше-
, К L 40 86
стерни) — • — —- ----- • ---, а для наре-
L N 86 64
зания модульной и питчевой резьб — колеса
, К М 60 86 ,
(шестерни) — • — = --------- • -- (см.
L N 73 36
рис. 164). Требуемый шаг резьбы получают
соответствующим переключением зубчатых
колес (шестерен) обратимого и множительно-
го механизмов коробки подач (см. § 45) руко-
ятками 27 и 29 (см. рис. 176). Шаги резьб ука-
заны в таблице, закрепленной на передней
бабке (см. табл. 15).
При нарезании резьб, шаг которых не приве-
ден в таблице, станок настраивают подбором
126
зиенных зубчатых колес (шестерен) по следу-
ошим формулам: *
для метрической резьбы
КМ 5 Р„
— • — = — • -------, где
L N 8 Рт
Рн — шаг нарезаемой резьбы, мм; Р, — та-
бличное значение шага резьбы, ближайшее к
шагу нарезаемой;
зля дюймовой резьбы
Л . Л - _1 _Лт
L N 8 пн ’
где чт — табличное значение числа витков
на 1", ближайшее к числу витков на 1" на-
резаемой резьбы; пн — число витков (ниток)
на один дюйм нарезаемой резьбы;
для модульной резьбы
К м 60 86
— • ----- = ---- • — • —- , где
L N 73 36 тт
т„ — модуль нарезаемой резьбы; т, — та-
бличное значение модуля резьбы, ближайшее
к модулю нарезаемой.
Для нарезания нестандартной резьбы, когда
настроить шаг переключением рукояток уп-
равления невозможно, и для нарезания особо
точной резьбы коробку подач настраивают
«на прямую» (муфты М2 и М5 включены) (см.
рис. 164j, а нужное передаточное отношение
механизма подачи осуществляется зубчатыми
колесами, устанавливаемыми на гитаре.
К станкам прилагаются наборы сменных
зубчатых колес. Так называемый «пятковый»
набор содержит колеса с числами зубьев
z=20, 25, 30, 35 и т. д. до 120 зубьев и
специальное зубчатое колесо z = 127. К станку
16К20 кроме пяткового набора поставляют
также колеса z=36, 48, 52, 57, 64, 73, 86
зубьев. Из наборов подбирают такие зубча-
тые колеса, передаточное отношение которых
равнялось бы передаточному отношению,
рассчитанному по приведенной выше формуле
ДЛЯ Иобш •
Возможны случаи настройки гитары одной
парой зубчатых колес (с промежуточным
колесом) (рис. 213, а):
— Р -- £1_ г2 — г1
ИГ11Т р --- ’ ---
Х-В г2 г3 г3
или двумя парами (рис. 213, б)
Во втором случае при подборе зубчатых колес
нужно обеспечить соблюдение условий сне-
пляемости, т. е. подобрать их так, чтобы
П -I О ГИТАРА ТОКАРНО-ВИНТОРЕЗНОГО
А 1 СТАНКА.
а — настройка в одну пару зубчатых колес,
б — настройка в две пары, в — настройка в
три пары
колесо z2 не задевало вал И, а колесо z3
не задевало вал 1. Для этого числа зубьев
колес, составляющих передаточные отноше-
ния, должны удовлетворять следующим ус-
ловиям:
+ z2 > г3 4- 15 зубьев,
z3 + zi > z2 -> 15 зубьев.
Ниже даны примеры подбора сменных
зубчатых колес для настройки станка на наре-
зание резьбы без участия коробки подач.
Пример!. Станок 1К62 имеет ходовой
винт с шагом Р *= 12 мм. Шаг нарезаемой
резьбы детали Р = 1,25 мм:
_ Р 1 -25 _ 125
МгИТ ~ рх.в ~ 12 ~ 1200
Чтобы получить в числителе и знаменателе
дроби числа, соответствующие числам зубьев
сменных зубчатых колес набора, раскладыва-
ем числитель и знаменатель дроби на два
множителя:
127
Р _ 125 __ 25 5
«гит — в ~ 1200 — ]20 10
Зубчаты0 колеса с числом зубьев 25 и 120
(первая дробь -j^) в наборе сменных колес
имеются. Умножаем числитель и знаменатель
второй дроби (jTj) на любое число, которое
обеспечит получение чисел, соответствующих
числу зубьев колес набора; пусть это будет 6,
тогда
Р 25 5-6
Рх.в 120 ’ 10-6 ~
25 30
— 120 60
Проверяем сцепляемость: 25 + 120>30 на 115
зубьев; 30 + 60<120.
Условие сцепляемости не выдержано. Обеспе-
чить сцепляемость можно, умножив числи-
тель и знаменатель второй дроби на большее
число, например на 10, но можно поменять
знаменатели обеих дробей местами, так как
это не изменит передаточного отношения
т. е.
Р __ 25 30
~ рх.в — 60 120
Зубчатые колеса z= 25 и z = 30 — ведущие,
z =60 и z= 120 — ведомые.
В этом случае 25 + 60 >30 на 55 зубьев; 30 +
+ 120 >60 на 90 зубьев.
Следовательно, условие сцепляемости вы-
держано.
Пример 2. На этом же сганке нужно
нарезать на детали дюймовую резьбу 11
ниток на Г', т. е. Р = мм;
— Р — 25’4 254
гит ~ Рх в ~ 11-12 ~ НО • 12 ‘
Раскладываем числитель (254) на два множи-
теля: 127 (имеется в наборе сменных зубчатых
колес) и 2. Тогда отношение будет выглядеть
так:
— 127 2
“,ит“ 110 ’ 12 ’
Умножив числитель и знаменатель второй
дроби на 10, получим
Р _ 127 2 10
“r,,T^ Р ~~ ПО ' 12 ' 10
х.в
127 20
~ ПО 120
Проверяем сцепляемость:
127 + 110>20 на 117 зубьев;
20+120>110 на 30 зубьев.
Условие сцепляемости выдержано.
Пример 3. На станке 16К20 требуется
нарезать червяк с модулем т = 4, шаг резьбы
червяка Р = пт, шаг ходового винта
Рх в = 12 мм.
Число тг, равное 3,14159, с небольшой по-
грешностью можно выразить отношением:
— = 3,1428;
7
______ Р _ к 4__________4_ _22_
«шт — * — 12 ~ 12 ’ 7
Умножаем числитель и знаменатель на 10 и
на 5
— 4 22 Ю 5 =
гит ~ 12 7 10 ' 5 ~
40 ПО _ 40 55
~ 35 ’ 120 35 ’ 60
Проверяем сцепляемость: 4О + 35>55 на
20 зубьев; 5О+6О>35 на 75 зубьев.
Условие сцепляемости выдержано.
Возможны случаи настройки гитары в три па-
ры зубчатых колес (рис. 213, в).
§ 64. Нарезание треугольной резьбы
Подготовка заготовки (дета-
ли) к нарезанию резьбы. При
обтачивании заготовки под последующее
нарезание резьбы учитывают, что при нареза-
нии происходит некоторое выдавливание ме-
талла из впадин. Поэтому диаметр вала под
резьбу должен быть несколько меньше на-
ружного диаметра резьбы, а диаметр отвер-
стия — больше внутреннего. Выбор диаметра
вала и отверстия под резьбу зависит от обра-
батываемого материала и шага резьбы.
Диаметры вала и отверстия при подготовке
поверхности под нарезание резьбы определя-
ют по справочникам. В конце резьбового
участка протачивают канавку (проточку) для
выхода резца (рис. 214, а). Ширина канавки
должна быть не менее шага резьбы (при ско-
ростном нарезании резьбы твердосплавными
резцами — 2-+3 шага). Глубина канавкь дол-
жна быть больше глубины резьбы на
0,1-+-0,2 мм. Иногда в чертеже детали указы-
вается не канавка в конце резьбы, а длина
«сбега» (рис. 214, б), т. е. участка, на кото-
128
ром выводится резец (резьба на этом участке
получается неполной).
Установка резца. Резьбовой резец
устанавливают точно по центру заготовки:
установка ниже центра приводит к искажению
профиля, а установка выше центра — к «за-
тиранию» резца. Для получения правильного
профиля резьбы резец устанавливают по ша-
блону (рис. 215, а,б). Шаблон прикладывают
к заготовке (детали) на уровне оси, и резец
вводят в профильный вырез. Правильное
положение режущих кромок резца проверя-
ют на «просвет», затем резец закрепляют и
убирают шаблон.
Приемы нарезания резьбы
резцом. Резьбу нарезают за несколько
рабочих ходов; после каждого рабочего хода
резец выводят из канавки, суппорт возвраща-
ют в исходное положение и вновь начинают
рабочий ход. Число рабочих ходов и глубина
врезания для каждого рабочего хода зависят
от шага нарезаемой резьбы и материала
резьбового резца. Например, для резьбы шага
2-1-3 мм (9—7 ниток на 1") при наоезании
резцом из стали Р6М5 рекомендуется пять-
шесть черновых и три чистовых рабочих хода,
при нарезании твердосплавным рез-
цом — три черновых и два чистоьых рабочих
хода. Число рабочих ходов определяют по
справе чник''
При нарезании длинных резьб целесообразно
возвращать суппорт в исходное положение
вручную или автоматической подачей (уско-
ренным пеоемещением каретки) при разом-
кнутой разъемной гайке. Однако в этом
случае возникает необходимость попадания
резьбового резца во впадину резьбы после
каждого рабочего хода.
Если шаг ходового винта делится без остатка
на шаг нарезаемой резьбы (резьба «четная»),
то резец будет попадать во впадины резьбы
при включении разъемной гайки в любом
положении суппорта. Если резьба «нечетная»,
т. е. шаг ходового винта не делится на шаг
резьбы без остатка, то суппорт возвращают в
исходное положение при ускоренном обрат-
ном вращении шпинделя без размыкания
разъемной гайки.
При возвращении суппорта в исходное
положение обратным ходом в сопряжении
винтовой пары (ходового винта и разъемной
гайки) образуется люфт (зазор). Для устране-
ния («выбирания») люфта между ходовым
винтом и разъемной гайкой перед каждым
новым рабочим ходом резец отводят на два-
три шага за пределы резьбового участка и
У, 5-290 1
^ОФОРМЛЕНИЕ ВЫХОДА РЕЗЬБЫ:
а — канавка (проточка), б — сбег резьбы
ПЧ ^УСТАНОВКА РЕЗЬБОВОГО РЕЗЦА ПО ШАБ-
1 ''ПОНУ:
затем начинаю!' выполнение нового рабочего
хода.
В случае нарезания резьбы на партии деталей
рекомендуется расчленить операцию резьбо-
нарезания на две: черновую и чистовую.
Перед чистовым нарезанием резьбы следует
заново заточить резец.
В момент начала нарезания резьбы резьбовой
резец под действием осевой силы несколько
отжимается и пепвый виток резьбы получа-
ется толще, чем остальные. Последний виток
резьбы также получается толще, так как ре-
зец, освобожденный от действия усилий, вы-
прямляется. Чтобы гайка навертывалась на
винт, первый и последний витки резьбы
подрезают резьбовым резцем.
Боковое врезание. Резьбу большо-
го шага (2 мм и более) нарезают не с попе-
речным, а с боковым врезанием резца, при
котором работает только одна режущая
кромка. При боковом врезании облегчается
процесс резания, повышается качество резьбы
ССХЕМЫ ВРЕЗАНИЯ ПРИ НАРЕЗАНИИ РЕЗЬ-
1 VEW РЕЗЦОМ:
а — поперечное, б — боковое с разворотом
верхних салазок суппорта под углом Уз
(рис. 216, а,б). Для этого верхние салазки
суппорта разворачивают под углом Б/2 (для
метрической резьбы е/2 = 30° ) относительно
своего нормального положения. Врезание
осуществляют рукояткой верхних салазок
суппорта. Последние один-два чистовых ра-
бочих хода выполняют с поперечной подачей.
Нарезание левой резьбы осу-
ществляют при вращении ходового винта в
сторону, противоположную вращению шпин-
деля. Для этого переключают механизм
реверсирования вращения ходового винта
(трензель). При нарезании левых резьб вреза-
ние производят в зарезьбовую канавку, а суп-
порт с резцом перемещается слева направо (от
передней бабки к задней).
Режимы резания при
нарезании резьбы резцом.
Глубина резания определяется числом рабо-
чих ходов. Подача равняется шагу резьбы, а
при нарезании многозаходной резьбы — ходу
(Н=К Р мм, где К—число заходов).
Скорость резания (м/мин) зависит от обраба-
тываемого материала и материала резьбово-
го резца: при нарезании резьбы по стали
быстрорежущими резцами составляет 20-435,
при обработке чугуна — 10-415, при обра-
ботке твердосплавными резцами соответ-
ственно 100-4150 и 40—60. Для чистовых
рабочих ходов скорость резания увеличивают
в 1,5-42 раза. Для нарезания внутренних резьб
скорость резания снижают на 20-430%.
§ 65. Нарезание резьбы
для передачи движения
К резьбам, служащим для передачи движения,
относятся трапецеидальная, упорная, прямо-
угольная, модульная и питчевая. Трапецеи-
дальная резьба имеет профиль в виде равно-
бедренной трапеции с углом между сторона-
ми 30°.
Упорная резьба имеет профиль в виде
неравнобедренной трапеции с наклоном сто-
рон 30° и 3°. Усилие воспринимается одной
стороной (с наклоном 3°).
Прямоугольная (ленточная) резьба имеет
профиль в виде прямоугольника. Глубина
канавки принимается равной половине шага.
Прямоугольные резьбы не стандартизирова-
ны и в промышленности применяются ре-
дко (заменяются трапецеидальными).
Модульная резьба имеет профиль в виде
равнобокой трапеции с углом 40° и применя-
ется на червяках, сопрягаемых с червячными
колесами. Шаг резьбы — кратный стандар-
130
П Ч ^НАРЕЗАНИЕ РЕЗЬБЫ ДЛЯ ПЕРЕДАЧИ ДВИ-
1 ' ЖЕНИЯ'
а)
а — трапецеидальной двумя
б — трапецеидальной тремя
в — прямоугольной тремя
резцами,
резцами,
резцами,
г — прямоугольной двумя резцами
тному модулю Р=пт. Питчевая резьба также
применяется для червяков, шаг ее измеряется
- 25 4
в дюймах. Шаг этой резьбы Р=л !— ,
Рп
где Р„ — заданный питч.
Способы нарезания резьб
для передачи движения. Трапе-
цеидальные, упорные и прямоугольные резь-
бы шага до 3 мм нарезают соответственно
заточенными резцами за несколько рабочих
ходов так же, как и треугольные резьбы.
Трапецеидальные резьбы большого шага
прорезаются предварительно прорезным ре-
зцом прямоугольного профиля, а затем око-
нчательно чистовым резцом трапецеидально-
го профиля (рис. 217, а). Врезание ведут под
углом % или сочетанием поперечного и боко-
вого врезания (рис. 218, а,б).
21 8СХЕМЫ ВРЕЗАНИЯ РЕЗЦА при нареза.
° НИИ ТРАПЕЦЕИДАЛЬНОЙ РЕЗЬБЫ:
Трапецеидальные резьбы шага не более 8 мм
целесообразно нарезать предварительно ши-
роким прорезным резцом на глубину 0,25 h
(h — высота профиля), затем узким про-
резным резцом на полную глубину профиля
и окончательно — чистовым резцом трапеце-
идального профиля (см. рис. 216, б).
Крупные прямоугольные резьбы прорезают
узким прорезным резцом (см. рис. 217, в),
затем правую и левую стороны витков
обрабатывают начисто раздельно. На
рис. 217, г показано нарезание прямоугольной
резьбы двумя прорезными резцами: черно-
вым и чистовым.
Внутренние трапецеидальные и прямоуголь-
ные резьбы нарезают резцами соответствую-
щего профиля — цельными или закрепляемы-
ми в державках. Если изготовляют винтовую
пару (винт и гайку) в условиях единичного
производства, то резьбу винта контролируют
гайкой (проверка на свинчиваемость). В
крупносерийном и массовом производствах
трапецеидальную резьбу контролируют ка-
либрами.
Шаг и профиль прямоугольных, трапецеи-
дальных, упорных и модульных резьб кон-
тролируют шаблонами. Более точный кон-
троль (в лабораторных условиях) осущес-
твляют при помощи инструментальных и
универсальных микроскопов.
5*
131
§ 66. Скоростное нарезание резьбы
Резкое повышение производительности и улу-
чшение качества обработки достигается ско-
ростным нарезанием резьбы твердосплавным
резцом. Трудность скоростного нарезания
заключается в опасности врезания резца в
заготовку после выхода из резьбы, так как то-
карь может не успеть одновременно вывести
резец из канавки и включить реверс. Эту
трудность преодолевают нарезанием резьбы
«на выход»: резец вводят в канавку и нареза-
ют резьбу при обратном вращении шпинделя;
подача при этом будет для правой наружной
резьбы не справа налево, а слева направо, т. е.
за пределы заготовки (рис. 219, а). Для наре-
зания правой внутренней резьбы этим спосо-
бом используют резьбовой резец, отогнутый
вправо от стержня (рис. 219, б).
Для автоматического отвода резца в конце
рабочего хода при скоростном нарезании
резьбы применяют приспособления. Одно из
таких приспособлений с резцовой державкой,
отбрасываемой под действием пружины вверх
в конце рабочего хода, когда резец входит
в зарезьбовую канавку и прекращается дей-
ствие усилия резания, показано на рис. 220
(было предложено токарем-нов? тором
В. И. Гургалем).
Скоростное («в и х р е в о е») наре-
зание трапецеидальной резь-
б ы. При серийном и массовом изготовлении
длинных винтов с трапецеидальной резь-
бой применяют приспособление для ско-
ростного («вихревого») нарезания резьбы
(рис. 221). На поперечных салазках суппорта
станка вместо поворотной плиты и верхних
салазок суппорта устанавливают шпиндель-
ную головку 4 с пустотелым шпинделем. К
шпинделю прикрепляют четырехрезцовый ре-
зцедержатель 5, в котором находятся тве-
рдосплавные резцы нужного профиля. Шпин-
дель приводится во вращение через клиноре-
менную передачу 2 электродвигателем 1, ус-
тановленным на каретке суппорта. Нарезае-
мый винт закрепляют в патроне, пропускают
сквозь шпиндельную головку и поджимают
задним центром..
Ось вращения головки смещена относительно
оси заготовки, поэтому резцы касаются
заготовки последовательно на коротких учас-
тках. Шпиндельную головку устанавливают
под углом, равным углу подъема винтовой
канавки.
Шпиндельная головка с резцедержателем
ПИ QCKOPOCTHOE НАРЕЗАНИЕ РЕЗЬБЫ «НА
А 1 ^выхода
а — наружной, б — внутренней
99ППРИСП0С0Б;1ЕНИЕ в- и- гурьятя ДЛЯ
^^^СКОРОСТНОГО НАРЕЗАНИЯ РЕЗЬБЫ:
1 — резьбовой резец, 2 — корпус, 3 — де-
ржавка, 4 — пружина
получает высокую частоту вращения
— до 2000 об/мин, а заготовка — низкую
(до 20 об/мин). Одновременно включают по-
дачу станка на шаг резьбы, как при обычном
нарезании резьбы резцом. Сочетание этих
трех движений обеспечивает высокопроизво-
дительное нарезание резьбы за один рабочий
ход на полную глубину резьбовой канавки.
Достигаемый класс шероховатости резьбовой
поверхности — 7-й. При «вихревом» наре-
зании резьбы образуется вихрь мелких стру-
жек, поэтому приспособление накрывают
щитком.
132
09‘1СК0Р0СТН0Е («ВИХРЕВОЕ») НАРЕЗАНИЕ
^РЕЗЬБЫ:
1 — электродвигатель, 2 — клиноременная
передача, 3 — пиноль задней бабки,
4 — шпиндельная головка, 5 — четырехрез-
новый резцедержатель
§ 67. Нарезание многозаходной резьбы
Чтобы нарезать многозаходную резьбу,
станок настраивают не на шаг резьбы Р, а на
ход Н. Это значит, что за один оборот
заготовки резец должен проходить путь,
равный ходу Н=КР, где К— число заходов
резьбы. Например, для нарезания резьбы
М20х(2хЗ), т. е. трехзаходной с ша-
гом 2 мм, станок настраивают да шаг
2x3 = 6 мм. После прорезания первой канавки
производят деление, т. е. поворачивают заго-
товку на угол 360 °: К, где К — число заходов
резьбы при разомкнутой связи между шпи-
нделем станка и ходовым винтом.
Станок 16К20 имеет на переднем конце
шпинделя специальный делительный диск
(60 делений) (см. рис. 173). Порядок деления:
рукоятки 1 и 23 (см. рис. 176) устанавливают
в среднее положение, рукояткой 24 включают
разъемную гайку ходового винта, рукоятка-
ми 7 и 8 устанавливают требуемую частоту
вращения шпинделя, а рукоятками 2 и 4
требуемое значение шага (хода) нарезаемой
резьбы. Затем, поворачивая вручную шпи-
ндель, совмещают какую-либо риску дели-
тельного диска 2 со стрелкой, нанесенной на
кожухе 18.
Шпиндель отсоединяют от кинематической
цепи подач, т. е. от ходового винта уста-
новкой рукоятки б (см. рис 176) в среднее
положение: при этом зубчатые колеса звена
увеличения шага выходят из зацепления
(см. рис. 164). Деление на число заходов
осуществляют поворотом вручную шпинделя
на число рисок делительного диска 19, со-
ответствующее числу заходов нарезаемой
резьбы (при двух заходах — на 30 рисок, при
трех — на 20, при четырех — на 15, при ше-
сти — на 10 и т. д.), контролируя угол
поворота по стрелке на кожухе. После
деления рукоятку 6 устанавливают в рабочее
положение (на нормальный или увеличенный
шаг).
У станка 1К62 делительный диск, разде-
ленный на 60 частей, установлен на заднем
конце шпинделя под кожухом (над гитарой).
Если у станка нет специального делительного
устройства, то применяют делительную пла-
ншайбу с патроном или с поводковым хому-
тиком (рис. 222). Делительная планшайба 4
поворачивается относительно корпуса 9, на-
саженного на шпиндель станка. В планшайбу
запрессованы по окружности 24 закаленные
втулки (для наиболее часто встречающихся
случаев деления на 12,8,6,4,3,2 заходов).
Фиксатор б, заскакивая под действием пружи-
ны 7 в одну из втулок, фиксирует положение
делительной планшайбы относительно ко-
рпуса 9. Винты 10 (3 шт.) после каждого
деления затягивают, надежно связывая этим
поводок 11 планшайбы с корпусом.
Возможно также нарезание многозаходных
(обычно двухзаходных) сквозных резьб од-
новременно двумя резцами, расстояние между
которыми равно шагу резьбы детали. Станок
нас рацвают на ход Н= К Р (рис. 223). При
133
ПОВЕЛИТЕЛЬНАЯ ПЛАНШАЙБА. С ПОВОД-
^^^КОВЫМ ХОМУТИКОМ:
1 — хомутик, 2 — винт хомутика,
3 — втулка. 4 — делительная планшайба,
5 — корпус фиксатора, 6 — фиксатор,
7 — пружина, 8 — рукоятка фиксатора,
9 — корпус, 10 — винт, 11 — поводок
ОЛОСХЕМА НАРЕЗАНИЯ ДВУХЗАХОДНОЙ
^^^РЕЗЬБЫ ДВУМЯ РЕЗЦАМИ
ООЛНАРЕЗАНИЕ МНОГОЗАХОДНОЙ РЕЗЬБЫ
^^*С ДЕЛЕНИЕМ СПОСОБОМ ПЕРЕМЕЩЕНИЯ
РЕЗЦА (СМЕЩЕНИЕМ ВЕРХНИХ САЛАЗОК
СУППОРТА С КОНТРОЛЕМ ШАГА ПО
ИНДИКАТОРУ):
1 — планшайба, 2 — палец, 3 — хомутик,
4 — держатель, 5 — индикатор
134
17. Виды, причины и меры предупреждения брака при нарезании резьбы резцом
Виды брака Причины Меры предупреждения
Неточный шаг резьбы Неполный профиль резьбы Неправильный угол про- филя резьбы Витки резьбы неперпен- дикулярны оси детали Первый и последний вит- ки резьбы толще других Значительная шерохова- тость резьбовой поверхности Неправильная настройка станка на шаг Неправильная установка ве- личины врезания по лимбу Неправильно заточен резец Резец установлен не по оси центров «Разбивка» профиля резьбы при скоростном нарезании Резец установлен непер- пендикулярно оси заготовки (детали) Отжим резца в момент вре- зания и спрямление в момент выхода в зарезьбовую канавку Большая глубина резания на последнем рабочем ходе Работают обе кромки резца Затупился резец Образуется нарост Проверить по таблице коробки подач настройку шага, а при настройке станка со сменны- ми зубчатыми колесами проверить расчет и подбор зубчатых колес Тщательно установить величину врезания для последнего рабоче- го хода (контроль до первой проб- ной детали) Переточить резец (контроль по шаблону или угломеру) Установить резец по оси цент- ров Уменьшить угол профиля на 204-30' Проверить установку резца по шаблону Увеличить число проходов, уменьшить глубину резания для последнего прохода Оставлять припуск для подре зания первого и последнего витков после нарезания резьбы Уменьшить глубину резания Работать с боковым врезанием Заточить и довести резец Уменьшить скорость резания, применить высококачественную смазку
изготовлении детали с многозаходной резь-
бой можно выполнять деление способом сме-
щения верхних салазок суппорта на заданный
шаг после каждого рабочего хода (прохода).
Смещение контролируют лимбом верхних
салазок, мерными плитками или индикатора-
ми (рис. 224).
Чтобы канавки всех заходов были на одной
глубине и толщина всех витков была одинако-
вой, вначале прорезают все заходы начерно, а
затем, установив резец на окончательный
размер, снова производят деление и все захо-
ды обрабатывают начисто.
Виды, причины и меры предупреждения брака
при нарезании резьбы резцами приведены в
табл. 17.
Контрольные вопросы
1. В чем заключаются особенности геометрии резь-
бового резца?
2. Выведите формулу для расчета передаточного
отношения сменных зубчатых колес гитары для
настройки станка «напрямую» при нарезании
резьбы.
3. Как нарезают трапецеидальную и прямоугольную
резьбы?
4. Как производится деление при нарезании много-
заходной резьбы?
5. Для каких работ применяют резьбовые гребенки?
135
Глава 15
Технологические вопросы
обработки сложных
поверхностей
§ 68. Использование сложных
поверхностей в качестве
установочных баз
В отличие от простых поверхностей
(цилиндрической и плоской) коническая, фа-
сонная и накатанная поверхности, а также
поверхности с резьбой и шлицами называ-
ются сложными. В некоторых случаях
сложные поверхности могут служить устано-
вочными базами.
Коническая поверхность как чистовая база
обеспечивает точное центрирование, быстро-
ту и надежность крепления заготовок. Для
базирования заготовки по конической по-
верхности применяют конические оправки
(если на заготовке имеется обработанный
внутренний конус) (рис. 225, а) или кони-
ческие втулки (если на заготовке имеется
обработанный наружный конус).
Заготовка под действием сил резания может
заклиниться на конусной оправке или в ко-
нусной втулке, поэтому для снятия ее с при-
способления применяют сталкивающую гай-
ку. Можно закрепить заготовку за коническую
поверхность в расточенных сырых кулачках
патрона (рис. 225, б). Когда коническая по-
верхность является черновой базой, применя-
ют патрон со специальными качающимися
рифлеными губками (рис. 225. в).
Для базирования заготовки по фасонной
поверхности применяют трехкулачковый па-
трон с расточенными сырыми кулачками или
двухкулачковый патрон со специальными гу-
бками, соответствующими профилю базовой
поверхности зажимаемой за! отовки
(рис. 226, а,б).
Для базирования заготовки по резьбовой
поверхности применяют резьбовые оправки,
причем резьбу на этих оправках нарезают
непосредственно на том станке, на котором
обрабатывают данную заготовку: это обеспе-
чивает необходимую соосность резьбовой
поверхности заготовки с другими ее по-
верхностями. Для точного центрирования при
базировании по резьбе на заготовке должен
быть цилиндрический поясок (цапфа) или вы-
точка, а на оправке аналогичная контрпо-
верхность (рис. 227, а,б).
ППЕБАЗИРОВАНИЕ ЗАГОТОВОК 110 КОНИЧЕ-
‘ЛХ',СКОЙ ПОВЕРХНОСТИ:
а — на оправке, б — в патроне с расточен-
ными кулачками, в — в патроне с качаю-
щимися губками; 1 — оправка, 2 — сталки-
вающая гайка, 3 — расточенный кулачок,
4 — качающаяся губка
б)
136
ПОСБАЗИРОВАНИЕ ЗАГОТОВОК НО ФАСОН-
‘Л^°НОЙ ПОВЕРХНОСТИ:
а — в двухкулачковом патроне со специ-
альными губками, б — в трехкулачковом
патроне с расточенными кулачками
Базирование заготовки по предварительно
протянутому шлицевому отверстию осущес-
твляют на шлицевой оправке запрессовкой
оправки в отверстие (рис. 228, а,б).
Если в качестве установочной базы исиользу-
ют накатанную поверхность, то заготовку
зажимают в кулачках патрона через разрез-
ную втулку, чтобы не повредить рифления на
поверхности.
§ 69. Выбор способа обработки
сложных поверхностей
При выборе способа обработки сложной
поверхности в первую очередь исходят и з при
нципа обеспечения наивысшей производи-
тельности обработки. Например, короткие
конусные поверхности целесообразно обраба-
тывать при повернутых верхних' салазках
суппорта, а длинные пологие конусные по-
верхности — при помощи конусной линейки.
Для фасонных поверхностей выбор способа
обработки (фасонным резцом, сочетанием
двух подач, при помощи копировального при-
способления и др.) также зависит от рымеоов
и требований к точности детали, от величины
партии деталей и от возможностей техноло-
гического оборудования.
Нарезание резьб метчиками и плашками
является наиболее эффективным для резьб с
шагом до 2 мм. Крепежные резьбы большего
шага, а также винты с трапецеидальной
резьбой целесообразно нарезать на юкарном
станке твердосплавными резцами Значи тель-
ный эффект по производительности и точнос-
ти дает накатывание резьбы.
ПОуЬАЗИРОВАНИЕ заготовок по резьбо-
Х^*В0Й ПОВЕРХНОСТИ
а — заготовки с наружной резьбой, б — за-
готовки с внутренней резьбой
«ПвЬАЗИРОВАНИЕ ЗАГОТОВКИ ПО ШЛИЦГ-
^^°НОИ ПОВЕРХНОЖгИ (а). УСЛОВНОЕ ОБО-
ЗНАЧЕНИЕ (6}
6-290
137
ДЕТАЛЬ «ФИКСАТОР»
Коническую поверхность при повернутых
верхних салазках суппорта обрабатывают
резцом, который перемещается не вдоль оси
заготовки, а под углом к ней, поэтому
контролировать точность размеров по упору
и по лимбу поперечных салазок невозможно.
Например, при изготовлении деталей «фикса-
тор» (рис. 229) во вторую операцию (после
подрезания левого торца и обтачивания базо-
вой поверхности 0 60/18) включены три пере-
хода: подрезание правого горца, обтачивание
цилиндрической поверхностно 55/9 на длину
60 мм и обтачивание конической поверхности
под углом 15°. Если при подрезании торца и
обтачивании цилиндрического участка пере-
мещение резца ограничено установленным на
станине упором, то при обработке коническо-
го участка резец, перемещаясь под углом,
сместится относительно упора на некоторую
величину, и это смещение неизбежно отра-
зится на длине цилиндрического участка,
обрабатываемого по упору.
При угловом перемещении резца относи-
тельно каретки суппорта теряется также ори-
ентировка по делениям лимба. Действитель-
но, если цилиндрическая поверхность й 55/9
обтачивалась, например, по 20-Му делению
лимба, после чего обрабатывалась коническая
поверхность, то обтачивать цилиндрическую
поверхностна 55/9 следующей заготовки по
тому же делению лимба затруднительно.
Отсюда следует вывод, что обработку
конической поверхности целесообразно выде-
лить в самостоятельную операцию, чтобы эта
операция не мешала обработке цилиндри-
ческих поверхностей по упору и по лимбу.
Можно совместить обработку конической
поверхности с такими переходами, при кото-
рых инструмент закрепляется в задней бабке,
а именно со сверлением, развертыванием и
т. п.
При высоких технических требованиях к изго-
товлению детали иногда поиходится кони-
ческие и другие сложные поверхности обраба-
тывать в одну операцию, не переставляя
заготовки В таких случаях возвращение
верхних салазок в исходное положение кон-
тролируют по лимбу верхних салазок суппор-
та.
Если не требуется специальная наладка
станка, то обработка сложной поверхности
может выполняться за одну операцию с обра-
боткой цилиндрической или торцовой по-
веохности. Например, обработку конуса ши-
роким резцом или .фасонной поверхности
фасонным резцом можно осуществить за одну
операцию с обработкой цилиндрических по-
верхностей, так как это не мешает пользо-
ваться лимбом поперечной подачи. Сверле-
ние, зенкерование или развертывание с за-
креплением инструмента в пиноли задней
бабки, нарезание резьбы метчиками, плашка-
ми, резьбонарезными головками или накаты
вание резьбы вполне можно объединять с
переходами по обработке наружных цилин-
дрических поверхностей.
Нарезание резьбы резцом требует опреде-
ленной настройки станка на шаг резьбы
(переключения рукояток коробки подач, в от-
дельных случаях перестановки зубчатых колес
гитары, переключения частоты вращения
шпинделя), поэтому переход нарезания резь-
бы резцом обычно не объединяют с другими
переходами, а выделяют его в самостоя-
тельную операцию (при условии сохранения
установочной базы).
Сказанное относится и к обработке фасонных
поверхностей по копиру, нарезанию резьбы
«вихревым» способом, накатыванию рифле-
ний и другим видам обработки. Выделение
обработки сложных поверхностей в самосто-
ятельные операции обеспечивает повышение
производительности и улучшение качества.
Контрольные вопросы
1. Как используют сложные поверхности в качестве
установочных баз?
I. По какому принципу выбирают вариант обработки
сложной поверхности?
3. В чем заключаются преимущества выделения об-
рабо1ки сложных поверхностей в самостоятельные
операции?
138
Глава 16
Обработка заготовок
со сложной установкой
§ 70. Установка заготовок
в четырехнулачковом патроне
Цилиндрические поковки или литые заго-
товки с неровной наружной поверхностью, а
также несимметричные заготовки крепятся в
четырехкулачковом патроне (рис. 230, а,б).
Кулачки патрона перемещаются независимо
один от другого в пазах корпуса 2. На каждом
кулачке нарезана полугайка, сопрягаемая с ви-
нтом 4, расположенным в пазу. Положение
винта фиксируется сухарем 3. Заготовку за-
крепляют в патроне поворотом ключа, вводи-
мого в гнездо винта.
При установке заготовки в четырех кулачко-
вый патрон важно сделать выверку, т. е. обе-
спечить минимальное радиальное и торцовое
биение заготовки. На торце корпуса патрона
имеются концентричные кольцевые риски, по
которым осуществляют предварительную
(грубую) ориентацию заготовки.
Точную выверку выполняют описанными
ниже способами.
Выверка «на мело к». Мелок подво-
дят к медленно вращающейся заготовке и по
следу, оставляемому мелком на поверхности,
определяют, в какую сторону сместить ку-
лачки для ориентирования обрабатываемой
поверхности по оси шпинделя (рис. 231).
Кулачок, возле которого остается след мела
на заготовке, подают к центру. Для этого
предварительно освобождают кулачок, ра-
сположенный на противоположной стороне
патрона. Если след мелка располагается
между двумя кулачками, то слегка освобож-
дают два кулачка, расположенных на проти-
воположной стороне от следа, а затем пода-
ют кулачки, между которыми расположился
след мелка, к центру. Кулачки освобождают
по одному, одновременно поджимая противо-
положный, во избежание выпадения заго-
товки из кулачков патрона.
Выверка по рейсмасу. Основа-
ние рейсмаса устанавливают на поперечных
салазках суппорта или на специальной плите,
укладываемой на направляющие станины под
патроном. Конец иголки рейсмаса подводят к
контролируемой поверхности с просветом до
1 мм. Провертывая шпиндель вручную, сле-
дят за изменением просвета и регулируют
положение кулачков, добиваясь теми же спо-
230ЧЕТЬ|РНХКУ 1АЧКОВЬ|11|,АТ|>01,:
а — общий вид, б — сборочная единица
(узел) крепление кулачка; 1 — планшайба,
2 — корпус, 3 — сухарь, 4 — винт, 5 — ку-
лачки
ПОИВЫВЕРКА МГОТОВКИ «НА МЕЛОК» В
•ЧЕТЫРЕХКУ IАЧКОВОМ ПАТРОНЕ
собами, что и при выверке «на мелок»,
постоянной величины просвета по всей ок-
ружности заготовки (рис. 232, а). Торцовое
биение также выверяют по рейсмасу
(рис. 232, б), причем положение заготовки
регулируют постукиванием молотком. Для
выверки заготовки по ранее обработанной
поверхности применяют медный молоток.
После выверки все кулачки патрона надежно
закрепляют (затягивают). Окончательный за-
жим кулачков осуществляют в последова-
тельности: 1—3—2—4 (см. рис. 232, а).
Выверка по индикатору. Стойку
индикатора устанавливают на суппорте или
13»
6*
9'5ОВЬ|ВЕРКЛ ЗАГОТОВКИ в ЧЕТЫРЕХКУЛАЧ-
Л'*Л,КОВОМ ПАТРОНЕ:
а — рейсмасом по наружной поверхности,
б — рейсмасом по торцу, в — индикатором
по наружной поверхности, г — индикато-
ром по торцу
ПООВЫВЕРКА ЗАГОТОВКИ В ЧЕТЫРЕХ О ЛАЧ-
ПАТРОНЕ ПРИ ПОМОЩИ Ш1АН-
ГЕНРЕЙСМАСА-
1 — плита, 2 — штангенрейсмас
на плите (можно также закрепить державку
индика гора в пазу резпедеожателя). Штифт
индикатора подводят к обрабатываемой по-
верхности заготовки и поворотом патрона
вручную контролируют биение (рис 232, в,г).
Точность установки, достигаемая при кон-
троле по индикатору, — до 0,01 мм.
Выверка по штангенрейсма-
с у. Штангенрейсмас устанавливают на
плите. Острие ножки штангенрейсмаса
подводят к заготовке, на которой нанесены
разметочные риски, и производят выверку
так же, как и рейсмасом. Наличие у штан-
генрейсмаса движка с нониусом позволяет,
кроме ’того, ko”tpi'ллрова ть смешение
кулачков и точно устанавливать их на нужном
расстоянии от оси шпинделя (рис. 233).
§ 71. Установка заготовок
на планшайбе и на угольнике
Установка на планшайбе. Заго-
товку сложной формы закрепляют непосред-
ственно на планшайбе (корпусе) четырехку-
лачково! о патрона или на специальной пла-
ншайбе — чугунном диске с Т-образными
радиальными пазами. Если торец планшайбы
после установки на шпиндель «бьет», то для
обеспечения перпендикулярности торца пла-
ншайбы к оси шпинделя с торца снимают
тонкую стружку.
Заготовку крепят к планшайбе:
болтами через пазы план-
шайбы (если в заготовке имеются от-
верстия);
прихватами с Г-образной
головкой («к о с т ы л я м и»), «Кос-
тыли» изготовляют ковкой (гнутые из пру-
ткового материала или сварные костыли не
допускаются). Зажим заготовки осуществля-
ют затягиванием гаек с обратной стороны
планшайбы (рис 234, д);
планками-прихватами (рис. 234,
б). Один конец планки-прихвата 6 опирается
на головку специально завинченного болта
(или на поивинченную опору), а второй конец
прижимает заготовкку при навинчивании
гайки I на винт 7;
планками через заготовку.
При соответствующей форме заготовку за
крепляют на планшайбе планками, которые
прижимаются двумя винтами (рис. 234, в).
Заготовку закрепляют вначале предваритель-
ным затягиванием гаек «крест-накрест» (на-
пример,/—III—II—IV), а затем окончатель-
ным. Чрезмерное затягивание гаек не до-
140
п^Лустлновкл заготовки на план-
ЧПАИБЕ
закрепление: а — «костылями». б — план-
ками-прихватами, в — планками через за-
готовку; I — гайка, 2 — шайба, 3 — пла-
ншайба, 4 — «костыль», 5 — опора,
6 — планка—прихват, 7 — винт, 8 — пла-
нка, 9 — упор
пускается. После закрепления и обрабозки
первой заготовки на планшайбе устанавлива-
ют упоры (см. рис. 234, в), соприкасающиеся
в нескольких точках с поверхностью заго-
товки. По этим упорам фиксируется положе-
ние последующих заготовок партии, что со-
кращает время выверки и закрепления.
Возможно сочетание крепления кулачками и
прихватами, кулачками и планками через
заготовку, прихватами и планками и др.
Важным условием обработки на планшайбе
является уравновешивание заготовки проти-
вовесом, который собирается из чугунных
шайб одинакового диаметра, но различных по
массе, и закрепляется болтом в па зу планшай-
бы против неуравновешенной массы заюгов-
QOC \ СТ AIIOBKA ЗАГОТОВКИ НА УГОЛЬ-
J НИКЕ:
1 — планшайба. 2 — противовес, 3 — при-
хват, 4 — угольник
23£1>ЕГУ.ТИ|’У ЕМЫИ УГОЛЬНИК
1 — горизонтальный винт, 2 — верти-
кальный винт, 3 — планшайба, 4 — проти-
вовес, 5 — каретка, 6 — угольник
141
0*?7Т0КАРН0Е УНИВЕРСАЛЬНО-СБОРНОЕ
' ПРИСПОСОБЛЕНИЕ ТИПА «УГОЛЬНИК»:
1 — планшайба. 2 — базовая плита, 3 —
угольник, 4 — поворотная плита, J — приз
мы. 6 — прихват, 7 — противовес
ки. Работу на планшайбе ведут с соблюдени-
ем предосторожности, чтобы рука не попала
в зону крепления заготовки. Периодически
проверяют, надежно ли закреплены планшай-
ба, заготовка и противовес.
Установка на угольнике. Заго-
товки корпусов подшипников, кронштейнов,
патрубков и подобных несимметричных дета-
лей обрабатывают закрепленными на уголь-
нике (рис. 235). Угольники бывают литые или
сварные, .рабочие плоскости их взаимно пе-
рпендикулярны. Угольник крепят болтами к
планшайбе, а заготовку на угольнике (болта-
ми через отверстия в заготовке, «костылями»
или прихватами). Угольник и заготовку ура-
вновешивают противовесом. Положение за-
готовки выверяют рейсмасом.
На рис. 236 показан регулируемый угольник:
положение заготовки относительно оси шпи-
нделя регулируют горизонтальным I и верти-
кальным 2 винтами.
Установка на универсально-
сборном приспособлении
(УСП). На машиностроительных предприя-
тиях серийного производства применяют
эффективную Систему сборки станочных
приспособлений из деталей стандартного ко-
мплекта. Такие приспособления называются
универсально-сборными (УСП). Комплект
состоит из плит, планшайб, угольников,
упоров, планок, прихватов, винтов, гаек и
других деталей, изготовленных с высокой
точностью. На сборку приспособления затра-
чивается от 20 мин до 2' ч.
После обработки партии заготовок приспо-
собление разбирают и детали раскладывают
по ячейкам специальных стеллажей—кассет.
На рис. 237 показано приспособление типа
«угольник», собранное из деталей комплекта
УСП. На этом приспособлении можно обра-
батывать деталь «патрубок» с двух сторон.
§ 72. Обработка
нежестких валов
Валы характеризуются жесткостью, т. е. спо-
собностью противостоять силам, вызываю-
щим деформации. Чем больший прогиб
вызывается одной и той же силой, тем мень-
ше жесткость вала. При отношении-^->8 вал
считается нежестким.
Нежесткие валы обрабатывают закрепленны-
ми в центрах и дополнительных приспособле-
ниях — люнетах, чтобы при обтачива-
нии заготовка не отжималась. Отжим приво-
дит к увеличению размера в средней части
вала (бочкообразность), сильным вибрациям
и даже к вырыву заготовки из центров.
Люнеты бывают неподвижные, закреп-
ляемые на направляющих станины
(рис. 238, а,б), и подвижные, закрепляемые на
каретке суппорта и движущиеся вместе с ним
(рис. 238, в,г). Люнеты имеют кулачки из ан-
тифрикционного материала (обычно бронза),
которые прижимаются к заготовке и пре-
пятствуют ее отжиму в процессе резания.
Кулачки периодически смазывают,-
При обтачивании валов твердосплавными
резцами с высокой скоростью резания бро-
нзовые кулачки люнета сильно нагреваются
и изнашиваются, кроме того, возможно за-
клинивание заготовки. При этом люнеты
оснащают роликовыми кулачками (рис.
238,0).
Обработка валов в люнетах требует опреде-
ленного навыка и аккуратности, так как ма-
лейший пережим одного из кулачков может
вызвать прогиб заготовки и брак детали.
Закрепив длинный вал одним концом в патро-
не, а другим — в неподвижном люнете,
можно подрезать торец (рис. 239) и обраба-
тывать осевое отверстие.
На рис. 240, а—г показана последователь-
ность обработки гладкого нежесткого вала
при помбщи неподвижного люнета. Вал за-
крепляют в центрах и в средней его части
(ближе к передней бабке), протачивают на по-
142
O'JOOBPAEOTKA НЕЖЕСТКИХ ВАЛОВ, ЗА-
^ООКРЕПЛЕННЫХ В ЦЕНТРАХ И ЛЮНЕТАХ:
АОППОДРЕЗАНИЕ ТОРЦА ВАЛА, ЗАКРЕПЛЕН-
НОТО В ПАТРОНЕ И ЛЮНЕТЕ
а — в неподвижном люнете, в — в подвиж-
ном, б, г — условные обозначения, д — ро
ликовый кулачок; 1 — планшайба, 2 — хо-
мутик, 3 — люнет, 4 — задний центр
ОЛ,ПСХЕМЬ1 ОБРАБОТКИ ГЛАДКОГО НЕЖЕСТ-
Х^иКОГО ВАЛА, ЗАКРЕПЛЕННОГО В ЦЕНТ-
РАХ И НЕПОДВИЖНОМ ЛЮНЕТЕ.
а — обтачивание шейки под люнет,
б — обтачивание первого конца, в — пе-
рестановка вала, г — обтачивание второго
конца
143
ПРИМЕНЕНИЕ ЛЮНЕТНОЙ ВТУЛКИ
1 — люнет, 2 — втулка
ОДОобработка НЕЖЕСТКОГО В ХЛ.А С ЛВУ X
4П4СТОРОН С ПРИМЕНЕНИЕМ ШПИНДЕЛЬ-
НОГО ОБРАТНОГО ЦЕНТРА:
1 — фланец, 2 — втулка, 3 — винт, 4 — ца-
нга, 5 — обратный центр, 6 — планшайба,
7 — кулачок
ниженном режиме шейку под люнет. На
станину станка устанавливают неподвижный
люнет и его кулачками охватывают прото-
ченную шейку. После установки люнета
обтачивают заготовку от задней бабки до
люнета. Затем вал поворачивают, вновь
закрепляю г в центрах и люнете и обтачивают
второй конец. Чистовую обработку длинного
вала целесообразно выполнять при помощи
подвижною люнета.
Если заготовка вала является не прокатом, а
поковкой с неровной наружной поверхностью,
то вместо про гачивания шейки на вал надева-
ют люнетную втулку, закрепляемую на валу
винтами (рис. 241). Биение наружной по-
верхности люнетной втулки контролируют
индикатором. После выьерки втулку уста-
навливают в кулачки люнета.
На рис. 242 изображена установка нежесткого
вала по методу В. К. Семинского без люнета.
На заготовке вала в середине протачивают
участок на длину 50—60 мм и фаску на торце.
Внутри шпинделя закрепляют обратный
центр. Заготовку вводят в отверстие шпин-
деля, она упирается фаской в обратный центр
и закрепляется за проточенный участок трех-
кулачковым патроном. Вал протачивают с
одной стороны (одновременно снимается вто-
рая фаска), а затем с другой стороны (с бази-
рованием но второй фаске).
§ 73. Обработка заготовок
эксцентриковых деталей
Эксцентриковыми называются де-
тали, у которых оси отдельных поверхностей
смещены параллельно осям друз их повер-
хностей. К таким деталям относятся:
эксцентриковые диски (ось от-
верстия смещена относительно оси диска,
рис. 243; в,б); эксцентриковые
валы (ось цапфы смешена относительно
оси вала, рис. 244); коленчатые
валы (оси шатунных шеек смещены отно-
сительно осей коренных шеек, рис. 245).
Расстояние между центрами эксцентричных
(смещенных) элементов детали называется
эксцентриситетом е .
Эксцентриковые диски устанавливают для
обработки одним из следующих способов.
Первый способ. Предварительно
обточенный диск зажимают в четырехку-
лачковом патроне (рис. 246, а, б) с выверкой
положения центра О., по рейсмасу. Затем
патрон ставят гак, чтобы два его кулачка
расположились горизонтально, а к заготовке
подводят резец или металлический стержень,
закрепленный в резцедержателе. По лимбу
поперечного суппорта замечают деление, со-
ответствующее соприкосновению стержня с
заготовкой. Рукояткой поперечного суппорта
отводят стержень к себе на величину эксцен-
триситета е (люфт между винтом и гайкой
суппорта должен быть выбран). Затем ку-
лачки смещают до соприкосновения заготов-
ки со стержнем. Соприкосновение (прижим)
контролируют бумажкой, защемленной ме-
жду стержнем и заготовкой: бумажка должна
извлекаться с небольшим сопротивлением.
Теперь центр О2 эксцентричного отверстия
144
243эксцентриковые ДИСКИ:
а — без ступицы, б — со ступицей,
О, — центр смещенного отверстия,
О2 — центр диска, е — эксцентриситет
245колеичатый ВАЛ:
А, Б — центровые отверстия, е—эксцен-
триситет
244ЭКС,1ЕНТРИКОВЬ1Й baje
А—А — ось коренных шеек, Б—Б — ось
шатунной шейки, е — эксцентриситет
ПЛСКОНТРОЛЬ СМЕЩЕНИЯ КУЛАЧКОВ ПР1
Z^UyciAHOBKE ЭКСЦЕНТРИКОВОГО ДИСКА
В ЧЕТЫРЕХКУЛАЧКОВОМ ПАТРОНЕ:
а — стержень отведен от заготовки на рас-
стояние «е», б — заготовка смещена до со-
прикосновения со стержнем и зижата;
О, — центр смещенного отверстия,
О — центр диска, е — эксцентриситет
будет находиться против оси шпинделя и
эксцентриситет е будет выдержан — можно
сверлить и растачивать (или развертывать)
отверстие Точнее (с точностью до 0,01 мм)
смещение кулачков контролируют индикато-
ром, закрепленным в резцедержателе.
Второй способ. Диск насаживают
предвари гельно обработанным отверстием
на оправку, которую закрепляют в четы-
рехкулачковом патроне, и смешают на
эксцентриситет е описанным выше способом.
Возможна также обработка на центровой
оправке (рис. 247) со смещенными дополни-
тельными центровыми отверстиями Б.
Оправку устанавливают в центрах станка.
Третий способ. Диск закрепляют в
трехкулачковом патроне, причем под один из
кулачков подкладывают мерную пластинку,
котовая смещает диск на заданный эксцен-
триситет е (рис. 248).
Толщина мерной пластинки h определяется
по формуле (мм):
h = 1,Ье |1 + -М,
\ 2D )
где D — диаметр поверхности, зажимаемой в
кулачках патрона
Обработка коленчатого в а -
л а. Заготовка коленчатого вала (см. рис. 245)
устанавливается вначале на центрах А,
145
ЛД7ОБРАБОТКА ЭКСЦЕНТРИКОВОГО диска
НА ЦЕНТРОВОЙ ОПРАВКЕ:
центровые отверстия: А — для обработки
поверхности 1, Б — для обработки поверх
хности 2; е — эксцентриситет
ЛИЛУСТАНОВКА ЗАГОТОВКИ ЭКСЦЕНТРИКО-
^*ОВ0И ДЕТАЛИ В ТРЕХКУЛАЧКОВОМ ПАТ-
РОНЕ:
ОЛО0БРАБ0ТКА КОЛЕНЧАТОГО ВАЛА В
**ПЕНТРОСМЕСТИТЕЛЬНЫХ ШАЙБАХ:
1 — планшайба, 2,4 — центросместителъ-
ные шайбы, 3 — распорки, 5,6 — противо-
весы; е— эксцентриситет
ПЕПДЕФСШМАЦИЛ ТОНКОСТЕННОЙ ВТУЛКИ
4ОЧПрИ РАСТАЧИВАНИИ:
1 — кулачок, 2 — мерная пластинка,
е — эксцентриситет
а — втулка до зажима в трехкулачковом
патроне, б — втулка зажата в патроне,
в — процесс растачивания, г — втулка по-
сле освобождения из патрона
затем — на центрах Б, и последней уста-
новкой — на центрах Б2,
Если ось эксцентричной шейки выходит за
пределы основных (коренных) шеек, то заго-
товку устанавливают в центросмести-
тельных шайбах (рис. 249). Ценз рос-
местительные шайбы 2 и 4 крепят на ко-
ренных шейках вала. На торцах шайб засвер-
лены центровые отверстия с заданным сме-
щением от оси коренных шеек. При обработ-
ке шатунных (эксцентричных) шеек заготовку
устанавливают в центрах на смещенных
центровых отверстиях шайб. Распорки 3
служат для повышения жесткости заготовки.
Противовесы 5 и 6 уравновешивают смещен-
ные части заготовки. По мере обтачивания
масса заготовки уменьшается и противовесы
заменяют более легкими.
Для протачивания шеек применяют удли-
ненный резец с широкой режущей кромкой.
Чистовую обработку шеек выполняют ре-
зцом, закрепленным в пружинящей! державке.
§ 74. Обработка тонностенных
втулон (гильз)
При растачивании тонкостенной втулки
наблюдается искажение обрабатываемого
отверстия, вызываемое деформацией стенок
втулки кулачками трехкулачкового патрона.
146
АЕ4 ЗАКРЕПЛЕНИЕ ТОНКОСТЕННЫХ ВТУЛОК
1 В ТРЕХКУЛАЧКОВОМ ПАТРОНЕ:
а — при помощи широких (сегментных)
кулачков, б — при помощи удлиненных ку-
лачков, в — в разрезной втулке
АЕАСХЕМА ЗАКРЕПЛЕНИЯ ТОНКОСТЕННОЙ
«Ь^ЛВТУЛКИ В ГИДРОПЛАСТНОМ ПАТРОНЕ:
1 — планшайба, 2 — винт, 3,5 — плунже-
ры, 4 — тяга от пневмоцилиндра, б — про-
бка, 7 — зажимная втулка, 8 — гидроп-
ласт, 9 — корпус
После снятия детали со станка деформиро-
ванные стенки втулки занимают прежнее
положение и расточенное отверстие приобре-
тает огранку (рис. 250, а—г). Поэтому для за-
крепления тонкостенных втулок применяют
широкие (сегментные) или удлиненные ку-
лачки (рис. 251, а,б). Иногда на заготовку на-
девают разрезную втулку (рис. 251, в).
На рис. 252 показана схема закрепления по
обработанной наружной поверхности тонкос-
тенной втулки в гидропластном патроне.
Привод зажима — пневматический. Заготов-
Контрольные вопросы
1. Как закрепляют заготовки сложной формы в
четырехкулачковом патроне, на планшайбе, на
угольнике?
2. Как обрабатывают нежесткие ва >ы?
ку устанавливают в эластичной зажимной
втулке 7. Тяга пневмоцилиндра перемещается
вправо и давит на плунжер 5, который
передает давление гидропласту 8. Резинооб-
разный несжимаемый гидропласт деформи-
рует эластичную втулку 7, которая и зажима-
ет заготовку. При отсутствии сжатого возду-
ха зажим можно осуществить при помощи
винта 2 и плунжера 3. Наружное обтачивание
тонкостенных втулок успешно выполняют
при закреплении заготовки по отверстию на
гидропластной оправке.
3. Какими способами контролируют смещение заго-
товки жспептрикового диска при установке?
4. Какие приспособления применяют для закрепле-
ния тонкостенных втулок?
147
Часть
четвертая
Основы
теории резания
Глава 17
Физические основы
процесса резания металлов
§ 75. Развитие науни
о резании металлов
Токарная обработка — один из способов
обработки металлов резанием. Процесс реза-
ния металлов изучается наукой, которая
является частью физики твердых тел и назы-
вается теорией резания. Для глубокого изуче-
ния токарного дела необходимо знание 'снов
этой теории.
Теория резания рассматривает: общие зако-
номерности процесса образования стружки;
силы, действующие на инструмент, и их влия-
ние на процесс резания; тепловые явления,
возникающие в процессе резания; износ ин-
струментов и пути повышения их стойкости;
влияние геометрии инструментов на процесс
резания; влияние режимов резания на уси-
лие резания и стойкость инструмента; прави-
ла выбора смазочно-охлаждаю щей жидкости
и способа подвода ее в зону резания и т. д.
Основоположниками научных исследований
процесса резания металлов являются русские
ученые. Профессор Петербургского горного
института Иван Августович Тиме
(1838—1920) в 1870 г. в своем труде <<Сопро-
тивление металлов и дерева резанию» изло-
жил основные закономерности процесса
стружкообразования, указал на прерывистый
характер этого процесса, сделал важные
выводы о причинах вибрации при резании и
т. д.
Научные исследования процессов резания,
имеющие большое практическое значение для
производства, провели К. А. Зворыкин
(1861 — 1928) и Я. Г. Усачев (1873—1941). Зна-
чительный вклад в науку о резании металлов и
ее практическое применение внесли советские
ученые И М. Беспрозьанный, В. А. Кривоу-
хов, В. Д. Кузнецов, А. В. Панкин,
Е. П. Надеинская и другие, заслуги которых
признаны мировой наукой.
В развитии теории резания металлов огром-
ную роль играет тесная связь науки с про-
изводством. ученых с инженерами-практика-
ми и рабочими-станочниками. Часто бывает,
что новое, примененное рабочим, затем на-
учно обосновывается учеными и оформляется
в виде конкретных производственных реко-
мендаций.
Ученые, работающие в области резания
металлов, дали производству пенные реко-
мендации по обработке труднообрабатывае-
мых мета.>нов (нержавеющей и жаропрочной
стали, титаноьых сплавов, отбеленного чугу-
на), по обработ ке легких сплавов и пластмасс,
по применению синтетических алмазов и ку-
бического нитрида бора для обработки ме-
таллов и заточки инструментов, по новым
рецептам смазочно-охлаждающих жидкостей
и путям повышения стойкости инструментов.
§ 76. Процесс
образования стружни
С| щност ь обработки металлов резанием
заключается в удалении с заготовки поверхно-
стного слоя металла в виде стружки с целью
получения детали нужной формы, требуемых
разменов и качества поверхности.
148
2'i3CXEMA 0БРЛ}0ВА1{ИЯ СТРУЖКИ:
т— т — плоскость скалывания
2 ^ДСХ'ЕМА УСАДКИ СТРУЖКИ
Исследования показали, что процесс резания
металла — это скалывание частичек металла
под действием силы, с которой передняя
поверхность резца вдавливается в срезаемый
слой. Скалывание .частичек металла (эле-
ментов стружки) происходит по плоскости
сдвига т— г, расположенной к обрабатывае-
мой поверхности под углом сдвига (скалыва-
ния) Pi = 30 -5-40°. Внутри каждого элемента
происходят межкристаллические сдвиги под
углом р2=60н-65° (рис. 253).
В зависимости от обрабатываемого материа-
ла образуются различные виды стружки: ска-
лывания, ступенчатая, сливная и надлома
(см. гл. 1).
Усадка стружки. Каждый элемент
стружки сдавливается под действием силы,
прилагаемой со стороны передней поверхнос-
ти резца, в результате чего стружка всегда
имеет меньшую длину, чем длина той по-
верхности, с которой она срезана (рис. 254).
Это явление называется усадкой стружки
и характеризуется коэффициентом
усадки
-о
L ’
где Iо — длина обрабатываемой поверхнос-
ти (путь прохода резца по заготовке), мм:
L — длина стружки, мм. Величина К всегда
больше! (К= 1,14-10). Чем больше значе-
ние К, тем более деформирована стружка,
т. е. меньшее сопротивление металл оказывал
скалыванию (лучшая обрабатываемость).
Следовательно, по коэффициенту усадки мо-
жно судить о сопротивлении данного металла
резанию (обрабатываемость), делать нсобхо
димые выводы и принимать практические
меры для облегчения процесса резания.
Механическая энергия, затраченная на процесс
резания, превращается в другой вид — тепло-
вую энергию В зоне резания возникает
теплота резания. Более всего на-
гревается стружка (до 75% выделяющейся
теплоты), так как она претерпевает значи-
тельную деформацию. До 20% выделяемой
теплоты воспринимает резец, около
4% — обрабатываемая заготовка и около 1%
расходуется на нагрев окружающей атмосфе-
ры. При затуплении резца схема распределе-
ния теплоты резания несколько изменяется:
резец и заготовка нагреваются в большей
степени.
Стальная стружка, сходя по передней по-
верхности резца, успевает передать ему значи-
тельную часть своей теплоты, поэтому ин-
струмент, нагреваясь от грення и получая
дополнительный нагрев от стружки, может
перегреться и утратить режущие свойства.
Режущая кромка перегретого инструмента
приобретает синий оттенок и оплавляется.
Оплавление режущей кромки — результат
неправильного выбора режима резания.
Если резец не доведен до аварийного разруше-
ния (оплавления), перегрев и в этом случае
приводит к размягчению режущей кромки
инструмента и ускорению износа.
149
255(,бразование |,1ЧРОС1а 11РИ ТОЧЕНИИ
а — схема образования нароста, б — срыв
нароста, в — зависимость высоты нароста
от скорости резания
§ 77. Физические явления,
сопровождающие процесс резания
Процесс резания сопровождае i ся рядом зако-
номерных явлений, изучение которых позво-
ляет правильно обосновывать выбор кон-
кретных условий (режима) резания, геомет-
рии резца, смазочно-охлаждающей жидкос-
ти.
Наклеп. Обработанная поверхность всег-
да имеет более высокую твердость, чем вся
заготовка; это результат наклепа (изменения
структуры) поверхнос гного слоя обрабатыва-
емого металла под действием деформации,
сопровождающей скалывание элементов
стружки. Глубина наклепанного слоя досги
гает 1—2 мм. Степень наклепа (повышение
твердости) и глубина наклепанного слоя
зависят от механических свойств обрабатыва-
емого материала (хрупкие металлы наклепы-
ваются меньше, чем вязкие), от геометрии
резца (меньший передний угол резца вызыва-
ет больший наклеп), от режима резания
смазки и других факторов. Наклеп снимают
отжигом.
Образование нароста. При реза-
нии пластичных металлов на передней по-
верхности резца вблизи режущей кромки
образуется «бугорок» металла, «приваривше-
гося» к передней поверхности. Это так назы-
ваемый нарост. Причина его возникнове-
ния — некоторое притормажива-
ние поверхностного слоя
стружки при сходе по перед-
ней поверхности резца (рис. 255,
а). Нарост обладает высокой твердостью, так
как, нагреваясь, а затем охлаждаясь, закали-
вается и, кроме того, значительно уплотняет-
ся (наклепывается).
При обдирочной обработке нарост, принимая
на себя нагрузку, предохраняет переднюю
поверхность резца от перегрева и износа,
поэтому явление наростообразования при че-
рновой обработке не вредно, а даже полезно.
Наростообразование при чистовой обработ-
ке — вредное явление, снижающее точность и
класс шероховатости обработанной повер-
хности.
Нарост не удерживается длительное время на
резце, а периодически обламывается и увлека-
ется между режущей кромкой резца и заго-
товкой (рис. 255, б), при этом мелкие облом-
ки образуют вмятины (лунки) на обрабо-
танной поверхности, а прилипшие к ней мель-
чайшие кусочки металла создают повышен-
ную шероховатость. Кроме того, неровные
края нароста, выходя за режущую кромку,
царапают обработанную поверхность. По
этим причинам в условиях наростообразова-
ния невозможно получить высококачествен-
ную обработанную поверхность (не выше 5-го
класса шероховатости).
Устранение причин наростообразования и по-
лучение высокого качества обработанной по-
верхности достигают следующими путями:
работой в определенной зоне
скоростей резания. Наиболее ин-
тенсивно нарост образуется при скоростях
резания 7-^80 м/мин (рис. 255, в). При малых
скоростях резания (до 7 м/мин) температура в
зоне резания недостаточна для спекания и
закаливания наросза. а при больших ско-
ростях резания (выше 80 м/мин) нарост не ус-
певает привариваться к резцу, так как уно-
сится быстросходяшей стружкой. Обработку
многолезвийными инструментами из быстро-
режущей стали (развертками, метчиками) и
фасонными резцами, т. е. инструментами,
которые должны обеспечива(Ь малую шеро-
150
256РЕЗЦЬ1:
а — с виброгасящей фаской, б — с виброга-
сящей прорезью
257'ЮДПРУЖИНЕННЬ11:1 КУЛлч°К ЛЮНЕТА:
1 — роликовый кулачок, 2 — пиноль,
3 — пружина, 4 — нажимной винт,
5 — крышка, 6 — винт
ховатость, ведут на низких скоростях резания,
а твердосплавными резцами и зенкерами
— на высоких скоростях резания;
доводкой или полированием
передней поверхности, при этом
трение стружки об инструмент резко снижа-
ется, уменьшается «притормаживание» по-
верхностного слоя стружки и нарост практи-
чески не образуется;
применением смазочно-ох-
лаждающей жидкости. Если по-
верхность резца хорошо смазывается, нарост
образуется в меньшей степени.
Вибрации. В процессе резания возника-
ют вибрации инструмента, заготовки и ста-
нка. Причины вибраций: колебание действия
сил сопротивления металла резанию в про-
цессе скалывания элементов стружки
(см. § 76); колебание действия сил сопро-
тивления металла при неравномерном при-
пуске на обработку; неуравновешенность па-
трона или заготовки; внешние колебания,
передаваемые через фундамент от других
машин, работающих вблизи станка.
Вибрации нарушают нормальную работу,
снижают стойкость инструмента, ухудшают
качество обработки, ускоряют износ деталей
станка, нарушают безопасность работы.
При токарной обработке применяют следую-
щие способы борьбы с вибрациями:
надежно закрепляют станок на фундаментных
болтах с амортизирующими шайбами под за-
тяжными гайками, либо устанавливают ста-
нок на виброопоры (амортизирующие
подкладки);
трехкулачковые патроны вместе с планшай-
бами балансируют (уравновешивают), на по-
водковой планшайбе закрепляют противове-
сы, уравновешивающие массу хвостовика
хомутика; при обработке несимметричных
заготовок устанавливают противовесы
(см. рис. 235). При обработке валов вылет
пиноли задней бабки должен быть мини-
мальным, задняя бабка надежно закреплена, а
пиноль застопорена. Вылет резца не должен
превышать I =1,577; при необходимости уве-
личения вылета уменьшают нагрузку на ре-
зей;
при подрезных и отрезных работах без про-
дольной подачи зажимают каретку суппорта;
при работе на налаженном станке по упору
(см.§ 16) без поперечной подачи затягивают
клинья поперечных салазок суппорта;
на задней поверхности резца доводят вибро-
гасящую фаску (рис. 256. а). Фаска трется об
обработанную поверхность и несколько гасит
вибрации. Этот способ применяют при черно-
вой обработке;
при чистовой обработке нежестких валов
применяют резец с вибрбгасящей прорезью
(рис. 256, б), в которую вставляют дере-
вянную или картонную вставку.
Действенным средством борьбы с вибрация-
ми является применение виброгасите-
л я. Фрикционный виброгаситель люнетного
типа имеет кулачки, поджатые пружинами,
которые воспринимают и гасят вибрации
(рис. 257). Виброгаситель устанавливают
после проточки некоторого участка на по-
верхности детали.
1S1
§ 78. Смазочно-охлаждающие жидкости
и их подача в зону резания
Выбор смазочно-охлаждающей жидкости
(СОЖ) зависит от вида обработки (черновая
или чистовая), свойств обрабатываемого ма-
териала, скорости и глубины резания, вида
стружки, требований к качеству обработан-
ной поверхности и т. д.
Смазочно-охлаждающие жидкости, применя-
емые при обработке стали, делятся на две
группы. К первой группе относятся
жидкости, которые выполняют главным
образом охлаждаю шее действие.
Сюда входят водные растворы соды или мы-
ла, водные эмульсии и другие составы,
характеризуемые большой теплопровод-
ностью. Ко второй группе отно-
сятся жидкости, выполняющие главным
образом смазывающее действие, т. е.
обладающие большой смазывающей способ-
ностью. К ним относятся минеральные масла
и их смеси, сульфофрезол (осерненное мине
ральное масло), жидкость «Аквол-2», масла
с добавкой дисульфида молибдена и др.
При обработке чугунных заготовок примени
ют охлаждение керосином со скипидаром или
содовой эмульсией. В отдельных случаях
чугун и другие хрупкие материалы обраба-
тывают без охлаждения.
Правильный выбор смазочно-охлаждающей
жидкости — важный фактор обеспечения вы-
сокой стойкости инструмента и высокого
качества обработанной поверхности
Смазочно-охлаждающая жидкость потводит-
ся в зону резания следующими способами:
свободной струей (рис. 258, а).
Жидкость нагнетается из резервуара станка
насосом и через систему шлангов и направля-
ющее сопло подается в зону резания (на
стружку в место ее загиба);
высоконапорной струей (рис.
258, б). Жидкость подается со стороны зад-
ней поверхности резца через отверстие
малого диаметра сопла (0,2ч-0,4 мм) под да-
влением 2СК-24 кгс/см2. При таких условиях
жидкосл ь интенсивно проникает в зону
стружкообразования и, быстро испаряясь,
отводит больше тепла, чем жидкость, пода-
ваемая свободной струей;
в распыленном состоянии при
помощи специальной установки. При охлаж-
дении распыленной эмульсией наиболее
эффективно используются охлаждающие и
смазывающие свойства применяемых
жидкостей. Эмульсия подается в зону резания
НОСОВЫ ПОДВОДА ОХЛАЖДАЮЩЕЙ
Л**°ЖИДКОСТИ:
а — свободной струей. б — высокона-
порной струей
со скоростью до 300 м/с, что обеспечивает
интенсивный отвод тепла от резца, заготовки
и стружки. Подача СОЖ в распыленном
состоянии повышает стойкость инструмента
из быстрорежущей стали в 1,5-1—2 раза по сра-
внению с охлаждением свободной струей.
Использованная смазочно-охлаждающая
жидкость попадает в корыто станка и далее
через сито и Фильтр вновь направляется в
резервуар. Очистка (регенерация) жидкости
позволяет использовать ее многократно.
§ 79. Инструментальные материалы
К материалу, из которого изготовляют
режущие инструменты, предъявляются осо-
бые требования. Чтобы режущая часть ин-
струмента могла врезаться в поверхность
заготовки, т. е. скалывать элементы стружки
(см. § 71), твердость режущей части
должна быть выше твердости обрабатывае-
мого металла.
Обрабатываемый металл, сопротивляясь
внедрению режущей’ части инструмента в сре-
заемый слой, давит на переднюю поверхность
инструмента; эта сила давления стремится
изогнуть, сломать инструмент, поэтому ма-
териал, из которого он сделан, должен
обладать высокой прочностью.
Режущая часть инструмента, испытывающая
при работе ударные нагрузки, не должна
выкрашиваться, поэтому материал режущей
части должен быть достаточно вязким.
Рабочие поверхности режущей части инстру-
мента, соприкасающиеся при резании с обра
152
батываемой заготовкой и со сходяшей струж-
кой, подвергаются истиранию и нагреву до
высокой температуры. Следовательно, ин-
струментальные материалы должны обла-
дать высокой износостойкостью и
способностью сохранять режущие свойства
при высокой температуре, т. е. высокой
теплостойкостью.
Широко применяемым инструментальным
материалом является быстрорежу-
щая сталь, которая после соответствую-
щей термической обработки (закалки и отпус-
ка) приобретает высокую твердость (до
HRC65) и высокую теплостойкость (до 650 С),
а также прочность, износостойкость. Важной
особенностью быстрорежущей стали является
спосообность в случае перегрева восстанавли-
ваз ь режущую способность после охлаждения
на воздухе. Эти качества придаются стали
легированием вольфрамом, молибденом,
хромом, ванадием, кобальтом.
По ГОСТ 19265—73 быстрорежущие стали
подразделяются на три группы: нормальной,
повышенной и высокой теплостойкости.
К быстрорежущим сталям
первой группы' относятся марки: Р9
(9% вольфрама), Р18, Р6МЗ (3% молибдена),
Р6М5. Быстрорежущие стали, содержащие
молибден, обладают повышенной износо-
стойкостью и лучше обрабатываются в сы-
ром (незакаленном) состоянии. Теплостой-
кость быстрорежущих сталей первой груп-
пы — до 600°С._
К быстрорежущим сталям
второй группы относятся: Р9К5 (5%
кобальта), Р18К5Ф2 (2% ванадия), Р10К5Ф5,
Р9Ф5, Р6М5К5. Теплостойкость этих сталей
достигает 630° С, применяют их для обра-
ботки металлов повышенной твердости.
В быстрорежущих сталях
третьей группы содержание кобаль-
та доходит до 12%, ванадия до 3,5%, воль-
фрама до 18%. Стандартные марки: Р9К10,
Р9М4К8, Р18К5Ф2 и др. Теплостой-
кость — до 65О°С. Области применения:
обработка твердых и вязких конструкци-
онных материалов (нержавеющей и жаро-
прочной стали, титановых сплавов).
Инструмент ы из быстрорежущей стали по-
двергают термической обработке — закалке и
отпуску. Для быстрорежущей стали Р6М5
закалка заключаемся в нагреве до 1230°С,
выдержке до 2 мин и быстром охлаждении в
масле. Режим отпуска: нагрев до 55О°С,
выдержка до 60 мин и медленное охлаждение
на воздухе. Отпуск производят троекра гно.
Благодаря отпуску структура металла, полу-
ченная после закалки (мартенсит), стабилизи-
руется, снимаются внутренние напряжения,
инструмент приобретает высокие режущие
свойства.
Твердые сплавы. Значительно боль-
шей твердостью (до HR А 90), теплостой-
костью (до 1000°С) и износостойкостью обла-
дают металлокерамические
твердые сплавы. Сырьем для их из-
готовления являются порошки карбидов (сое-
динения с углеродом) вольфрама и титана
совместно с порошком кобальта. Порошки
прессуют в пресс-формах, получая пластинки
различных форм и размеров. Эти пластинки
затем спекают при температуре до 1600°С (в
водородной атмосфере). Металлокерамичес-
кие твердые сплавы непластичны, наоборот,
обладают повышенной хрупкостью.
В зависимости от содержания карбида
вольфрама, карбида титана и кобальта тве-
рдые сплавы обладают различными свойс-
твами. Чем больше кобальта, тем сплав более
вязок, лучше сопротивляется ударной нагруз-
ке. Поэтому сплавы с большим содержанием
кобальта применяют для инструментов, ко-
торыми выполняют обдирочные работы.
Стальная стружка обладает способностью
«прилипать» к передней поверхности инстру-
мента и выносить за собой частички металла
инструмента. Если твердый сплав содержит
карбид титана, то такое «прилипание» («адге-
зия») наступает только при очень высокой
температуре (выше 700°С), что соответствует
скоростям резания, на которых практически
работы не ведутся. Поэтому для обработки
стали применяют твердые сплавы, содержа-
щие карбид титана.
При обработке чугуна стружка надлома давит
на переднюю поверхность резца близко к ре-
жущей кромке, и это может вызвать по-
ломку режущей кромки. Наличие большого
количества карбида вольфрама повышает
твердость режущей кромки, т. е. способству-
ет увеличению работоспособности резца
именно при обработке чугуна.
Области применения твердых сплавов для ре-
жущих инструментов рекомендованы ГОСТ
3882—74: твердые сплавы группы ВК (воль-
фрамокобальтовые) — для обрабо гки хру
пких материалов (чугун, бронза); сплавы
группы ТК (титановольфрамокобальто-
вые) — для обработки вя ;ких материалов
(сталь, латунь). На державках резцов указана
марка твердого сплава
153
18. Области применения твердых сплавов для токарной обработки
Характер обработки Обрабатываемый материал
углеродистая и легированная стали чугун и бронза нержавеющие и жаропрочные стали, титановые стали
Черновое точение поковок, штам- повок и литья по корке и окалине при неравномерном сечении среза и прерывистом резании (с ударами) Т5К10 ТТ7К12 вкз ВК8В ВК60М ТТ10К8Б
Получистовое и чистовое точение при непрерывном резании Т15К6 Т14К8 ВК6 ВК4 ВК6М ВК4М
Тонкое точение ' Т30К4 вкз вкзм
Мелкозернистые твердые сплавы группы ВК
(с индексом М) и крупнозернистые (с индек-
сом В) предназначены для изготовления ин-
струментов, обрабатывающих заголовки из
нержавеющей и жаропрочной стати, из тита-
новых сплавов, закаленнной стали.
Промышленность выпускает также трехкар-
бидные твердые сплавы титанотан галоволь-
фрамокобальтовые, обладающие высокой
ударной вязкостью. Инструментами, осна-
щенными пластинками сплава ТТ7К12, ус-
пешно выполняют работы с тяжелой ударной
нагрузкой, например, обрабатывают заго-
товки с прорезями, с наплавленной повер-
хностью, отливки со следами отрезанных
прибылей и т. д. Сплав ТТ10К8-Б служит
для обработки труднообрабатываемых мате-
риалов
Области применения твердых сплавов указа-
ны в табл. 18.
Минералокерами.< а. Для оснаще-
ния режущей части резца применяется также
синтетический материал — ми-
нералокерамика («микролит» ЦМ332), изго-
товляемый из дешевого сырья — глинозема и
кремнезема. Пластинки минеральной керами-
ки (белого цвета) обладают высокой тве-
рдостью (доНКА93), теплостойкостью (до
1200 °C) и высокой износостойкостью, однако
повышенная хрупкость этого материала огра-
ничивает его применение.
Применяется также кермет — минерало-
керамический материал с добавкой карбидов
тугоплавких металлов. Кермет марки В-3
успешно применяется для обработки зака-
ленной стали и других труднообрабатывае-
мых материалов.
Алмазы. Самыми твердыми из инстру-
ментальных материалов являются алмазы.
Алмазы бывают естественные (природные) и
искусственные (синтетические). Применение
алмазных инструментов позволяет произво-
дительно и высококачественно обрабатывать
самые твердые материалы.
Для высокопроизводительной обработки ста-
лей, в том числе легированной и закаленных,
применяют новый синтетический матери-
ал — кубический нитрид бора
(торговые марки: «Эльбор-Р», «Композит»,
«Кубонит», «Гексанит»).
Контрольные вопросы
1. Как происходит процесс образования стружки?
2. Поясните причину образования наклепа, нароста
и вибраций, расскажите о путях борьбы с на-
клепом, наростообразованием и вибрациями.
3. Какие смазочно-охлаждаюшие жидкости приме-
няют при токарной обработке'*
4. Назовите основные марки быстрорежущей стали
и твердых сплавов и области их применения.
154
Глава 18
Токарные резцы
§ 80. Геометрия резца
Режущая часть резца представляет собой
клин. Клин лежит в основе действия топора,
ножа, ножниц, косы, зубила и других режу-
щих инструментов. Сила?, приложенная к
клину зубила (рис. 259, а), раскладывается на
две силы О, каждая из которых больше
силы Р (кгс или Н):
ч — —
COS Р
Эти две силы и расклинивают металл. При
рубке металла в тисках снимаемый слой отде-
ляется в виде стружки (рис. 259, б). Если
представить, что режущий клин принадлежит
не зубилу, а резцу, то схема работы будет
такая же (рис. 259,в). Элементы и формы
головки оезца описаны в гл. 1.
Работоспособность резца определяется его
геометрией, т. е. углами. Для изучения гео-
метрии резца принимаются следующие услов-
ные плоскости (рис. 260).
Основная плоскость (ОП) — пло-
скость, в которой совершается движение
подачи резца. Обычно основная плоскость
совпадает с опорной плоскостью резца («по-
дошвой»).
Плоскость резания (ПР) — пло-
скость, касательная к поверхности резания и
проходящая через режущую кромку. Если
резец стоит по центру заготовки, то пло-
скость резания перпендикулярна основной
плоскости. На рис. 261 плоскость резания
спроектировалась Прямой линией, проходя-
щей через режущую кромку.
Главная секущая плоскость
(ГСП) — плоскость, перпендикулярная пло-
скости резания и проходящая через режущую
кромку. На рис. 261 главная секущая пло-
скость спроектировалась на основную пло-
скость прямой линией, перпендикулярной
главной режущей кромке резца.
Углы резца в главной
секущей плоскости (главные
у г л ы). Если рассечь резец по главной
секушей плоскости, то в сечении будет видна
клиновидная форма режущей части резца
(рабочий клин), которая характеризуется сле-
дующими углами (рис. 261).
Главный задний угол а — угол
между главной задней поверхносч ью резца
(или касательной к ней) и плоскостью резания.
259 РАБОТА КЛИНА:
а, б — при рубке зубилам, в — при строга-
нии резцом
ОйЛУСЛОВНЬ1Е ПЛОСКОСТИ ДЛЯ ИЗУЧЕНИЯ
^UVrEOMETPHH РЕЗЦА
Главная секущая плоскость (ГСП)
При малом угле а возможно трение главной
задней поверхности по поверхности резания.
При большом угле а ослабляется режущая
кромка. Главный задний угол а =6-4-12 (обы-
чно 8 °).
Передний угол у — угол между пе-
редней поверхностью (или касательной к ней)
и плоскостью, перпендикулярной плоскости
резания. От переднего угла зависит сход
стружки: при малых значениях переднего угла
стружка круто загибается, что повышает
сопротивление резанию, вызывает вибрации и
ухудшение качества обработки; при увеличе-
нии переднего угла сход стружки облегчается,
процесс резания проз екает нормально, однако
155
19. Формы передней поверхности твердосплавных резцов
Плоская
без фаскн
с положительным
передним углом
Плоская с фаской
Радиусная
Плоская без фаски
с отрицательным
передним углом
Для обработ-
ки чугуна и
вязких сгалей
Для получиш овой и
чистовой обработки стали
Для обработки стати со
стру жколоманием
Для обработки
стали при ударной
нагрузке
ослабляется рабочий клин резца. Поэтому
большой передний угол допускается только
при обработке мягких металлов.
Передний угол выбирают по справочнику в
зависимости от механических свойств обраба-
тываемого материала.
Если передняя поверхность резца направлена
вниз от плоскости, перпендикулярной пло-
скости резания, то передний угол считается
положительным (+ у); если передняя по-
верхность направлена вверх от плоскост и,
перпендикулярной плоскости резания, то пе-
редний угол считается отрицательным (-у).
Резцы с отрицательным передним углом,
оснащенные пластинками из твердого сплава
(обычно Т5К10), применяют для обдирочных
работ по стали с ударной нагрузкой или при
неравномерном припуске на мощных токар-
ных и карусельных станках. Удары выступов
заготовки о резец воспринимаются не режу-
щей кромкой, а всей передней поверхностью,
что предохраняет рабочий клин от разру-
шения.
Рекомендуемые формы передней поверхности
твердосплавных резцов в зависимости от ус-
ловий работы показаны в табл. 19.
Угол заострения р — угол между
передней и главной задней поверхностями
(или угол между касательными к этим по-
верхностям) (см. рис. 8).
Угол резания 5 — угол между пе-
редней поверхностью и плоскостью резания.
Углы а и у образуются при заточке резца, а
углы р и 5 являются производными от уг-
лов а и у :
р==90°—а —у; 5 = 90° —у.
Углы резца в плане, т. е. углы
в основной плоскости (см.
рис. 261).
Главный угол в п л а н е <р — угол
между режушей кромкой и направлением
подачи. Из рис. 262, а—в видно, что при ма-
лом угле <р в работе участвует большая часть
режущей кромки, улучшается отвод тепла,
повышается стойкость резца. При большом
угле Ф работает меньшая часть режущей
кромки, поэтому стойкость резца снижается.
При обработке длинной и тонкой, т. е. не-
жесткой заготовки (детали), когда возникает
опасность ее прогиба, лучше применять резцы
с большим углом <р, так как это уменьшает
отжимающее усилие. Из соображений обеспе-
156
чения высокой стойкости резца и уменьшения
отжимающего усилия назначают главный
угол в плане <р: для жес гких загото-
вок <р = 304-45 °, для нежестких <р = 60—90 °,
Вспомогательный угол в
п л а н е ф, — угол между вспомогательной
кромкой и направ (ением подачи. Для черно-
вой обработки принимают резец с уг-
лом <Pi= 10-415°, а для чистовой обработки
— <Pi = 5-410°. У проходного отогнутого ре-
зца <р1 = 45°.
Угол при вершине е — угол между
режущей и вспомогательной кромками.
Углы <р и <pj зависят от заточки и установки
резца, а угол е — только от заточки
(<р+ е + <pi = 180°). При установке резца не-
перпендикулярно оси заготовки углы <р и <р i
изменяются, а угол е остается неизменным.
Закругление г вершины резца (см. рис. 261)
предохраняет ее от поломок и, кроме того,
обеспечивает меньшую шероховатость обра-
ботанной поверхности Радиус закругления
зависит от размеров ре ща и его назначения
(черновой или чистовой).
Угол наклона режущей
кромки X — это угол между режущей
кромкой и ее проекцией на основную пло-
скость (рис. 263). Он может быть нулевым,
если режущая кромка параллельна основной
плоскости; положительным (вершина явля-
ется самой нижней точкой режущей кромки),
отрицательным (вершина является самой вер-
хней точкой режущей кромки). От направле-
ния режущей кромки и числовой величины
угла Л зависит направление схода стружки.
При положительном угле + X вершина всту-
пает в соприкосновение е заготовкой (де-
талью) позже всех остальных точек режущей
кромки, поэтому она защищена от ударов.
Для работы с тяжелой ударной нагрузкой
рекомендуются резцы с углами + X и - у.
§ 81. Влияние установки резца
относительно оси центров
станна на главные углы резца
Главные углы а и у зависят не только от
заточки, но и от установки резца относи-
тельно оси центров станка. При установке
резца выше оси центров плоскость резания
(касательная к поверхности резания) изменяет
положение, т. е. поворачивается под углом ц
(рис. 264):
261
УГЛЫ РЕЗЦА В ПЛАНЕ И В
СЕКУЩЕЙ ПЛОСКОСТИ
ГЛАВНОЙ
ОСОЗАВИСИМОСТЬ РАБОЧЕЙ ЖДНЫ РЕЖУ-
КРОМКИ ОЙ' ГЛАВНОГО УГЛА В
ПЛАНЕ:
а— ч> = 30°, 6—4=45° в—4=90°
а) б)
263 ’ ГОЛ НАКЛ0НА РЕЖУЩЕЙ КРОМКИ X
157
264 ИЗМЕНЕНИЕ УГЛОВ а И у ПРИ УСТА-
” НОВКЕ ТОКАРНОГО РЕЗЦА НЕ ПО ОСИ
ЦЕНТРОВ СТАНКА:
наружное точение: а — установка выше оси
центров, б — установка ниже оси центров;
растачивание: в — установка выше оси цен-
тров, г — установка ниже оси центров
При наружной обработке поворот плоскости
резания приводит к тому, что фактический
задний угол аф уменьшается на угол д, а пе-
редний угол уф, наоборот, увеличивается на
угол д (рис. 264, а) по сравнению с углами
заточки а,ат и у1ат :
аф = азат (И Уф = Т3ат + Р-
Если резец поставить ниже оси центров, то
соответственно задний угол увеличивается, а
передний уменьшается (рис. 264, б):
®ф ~ азат “Ь Тф = Тзат Н"
Практически при наружной токарной обра-
ботке допускается установка резца выше оси
центров на величину />=0,020, так как сила
резания несколько отжимает резец вниз и ре-
жущая кромка становится на уровень оси цен-
тров станка.
При внутренней обработке (растачивании)
углы ОфИ уфтакже изменяются в зависимости
от установки вершины резца относительно
оси центров, но в противоположном направ-
лении (рис. 264, в,г).
§ 82. Изготовление резцов
Токарные резцы изготовляют на специализи-
рованных инструментальных шводах или в
инструментальных цехах машиностроитель-
ных заводов. Державки (.стержни) для резцов
изготовляют из стали 45 свободной ковкой,
горячей штамповкой или литьем в точных
(оболочковых) формах. Державки для резцов
с прямой головкой нарезают из проката
прямоугольного сечения.
Технологический процесс изготовления тве-
рдосплавных резцов:
обработка опорной плоскости державки
строганием, фрезерованием или плоским
шлифованием;
фрезерование главной и вспомогательной
задних поверхностей головки резца и 1незда
под пластинку;
припаивание пластинки из твердого сплава. В
качестве припоя применяют красную медь или
латунь Л62. Гнездо посыпают прокаленной
бурой, служащей в качестве флюса, и уклады-
вают в него пластинку и припой. Головку
резца нагревают до расплавления припоя
(900-7-950 °C) в петлевом индукторе (ТВЧ)
(токи высокой частоты) (рис. 265). После рас-
плавления припоя резец извлекают из индук-
тора и пластинку прижимают к гнезду
металлическим стержнем Головку резца с
ЛОК НАГРЕВ ГОЛОВКИ РЕЗЦА В ИНДУКТОРЕ
* '^ТВЧ ПЕРЕД НАПАИВАНИЕМ ПЛАСТИНКИ
Державка
резца
Индуктог
Медная фольга
Пластии ч из
твердого
сплава
ОСДСТАНОК ДЛЯ АЛМАЗНОЙ ДОВОДКИ РЕЗ-
ЦОВ
припаянной пластинкой охлаждают в сухом
леске или древесной золе, что предохраняет
пластинку от появления трещин;
заточка и доводка рабочей части резца.'
Ой7ГЮСЛЕДОВАТЕЛЬНОСТЬ заточки и-до-
* ВОДКИ ТВЕРДОСПЛ ЯВНОГО РЕЗЦА:
а — е — операции
§ 83. Алмазная заточна, доводка
и контроль геометрии резцов
Основные понятия по заточке резцов даны в
гл. 1. Прогрессивной является алмазная
заточка, которая обеспечивает высокую
стойкость инструмента, так как протекает без
перегрева пластинки из твердого сплава.
Алмазную заточку выполняют на заточных
станках, имеющих точные подшипники шпин-
деля Для алмазной заточки применяют
алмазные круги на металлической связке.
Алмазоносный слой круга содержит алмаз-
ный порошок высокой прочности (АСВ) или
повышенной прочности (АСП).
После заточки резцы подвергают доводке на
алмазных доводочных кругах (рис. 266).
Алмазоносный слой этих кругов содержит
алмазный порошок обычной прочности
(АСО), связка бакелитовая (Б). Окружная
скорость алмазного круга при доводке
204-25 м/с.
Твердосплавные резцы, подлежащие доводке,
должны иметь такие углы режущей кромки,
чтобы алмазный круг работал только по пла-
стинке и не касался державки резца, иначе
круг будет быстро «засаливаться». Державку
затачивают предварительно под уг-
лом а + 20, пластинку затачивают под уг-
лом а, а ленточку по задней поверхности
доводят алмазным кругом на ширину
/=14-1,5 мм под углом a.f=a—2°.
159
9Р ДКОНТРОЛЬ ГЕОМЕТРИИ РЕЗЦА ШАЬЛО-
а — удерживаемым в руке (держат в руке и
резец), б — закрепленным в стойке
9fiQK0HTP0;Ib ГЕОМЕТРИИ РЕЗЦА УНИВЕР
‘tU'*CA.IbflbIM УГЛОМЕРОМ:
Алмазная доводка позволяет получить на ле-
нточках шероховатость поверхности
10—11-го классов, обеспечивает высокую
остроту режущей кромки и повышает долго-
вечность резца в 1,5—2 раза.
Для высокопроизводительной и высокока-
чественной заточки и доводки резцов (а также
других режущих инструментов из быстроре-
жущей стали) используют круги из синтети-
ческого материала «Эльбора», близкого по
твердости к алмазу, но имеющего значи-
тельно более высокую теплостойкость.
При заточке и доводке резцов придержива-
ются следующей последовательности: внача-
ле затачивают главную и вспомогательную
задние поверхности по державке, затем их
же — по пластинке из твердого сплава. После
этого затачивают стружколомающую канав-
ку и в заключение доводят ленточки по гла-
вной задней поверхности, по передней по-
верхности и по вершине (рис. 267, а—е).
После заточки геометрию резца контролиру-
ют шаблонами, которые удерживают в руке
или закрепляют в специальной стойке
(рис. 268, а,б). Более точно геометрию резца
контролируют универсальным угломером
(рис. 269, а— в) или специальным угломером
(рис. 270).
§ 84. Высокопроизводительные резцы -
Резцы с механическим
креплением неперетачиваемых мно-
гокромочных пластинок из твердого сплава
(см. рис. 42) применяются все шире благодаря
совершенствованию способа крепления пла-
стинки к державке. На рис. 271 показан
рычажный механизм крепления пла-
стинки (конструкция ВАЗ). При завинчивании
винта 6 рычаг 5 прижимает режущую пла-
стинку 3 к уступу гнезда и сила прижима
пластинки совпадает с направлением ради-
альной силы Рг, возникающей в процессе
резания. Это способствует повышению на-
дежности* крепления пластинки, устранению
вибраций и общему повышению стойкости
резца.
Применяют резцы с механическим креплени-
ем многокромочных режущих пластинок (без
центрального отверстия) при помощи
прихвата-костыля (рис. 272) Эта
конструкция обеспечивает высокую механи-
ческую прочность и стойкость пластинок, а
также стабильность размеров изготовляемой
детали.
160
270угломер для резцов
97ОРЕЗЕП С КРЕПЛЕНИЕМ МНОГОКРОМОЧ-
"b' ^НОЙ ПЛАСТИНКИ ИЗ ТВЕРДОГО СПЛА-
ВА ПРИХВАТОМ-<ЖОСТЫЛЕМ»:
1 — державка, 2 — опорная пластинка,
3 — штифт, 4 — режущая пластинка,
5 — стружколомателъ, 6 — прихват-«ко-
стыль», 7 — винт
ОТ^ЕЕЗЕЦ СО СМЕННОЙ РАБОЧЕЙ ГОЛОВ-
^КОЙ:
I — сменная головка, 2 — державка
луч РЕЗЕД С РЫЧАЖНЫМ КРЕПЛЕНИЕМ
•многокромочной ПЛАСТИНКИ из
ТВЕРДОГО СПЛАВА:
1 — державка, 2 — опорная пластинка,
3 — режущая пластинка, 4 — втулка,
5 — рычаг, 6 — винт
Вид А
(Повернуто)
На заводах тяжелого машиностроения приме-
няют конструкцию резцов со сменными
рабочими головками: при необхо-
димости заменяется только рабочая головка,
а державка из резцедержателя не извлекается.
Это сокращает вспомогательное время на за-
мену резцов, облегчает манипулирование ре-
зцом при его заточке.
На рис. 273 показана конструкция резца со
сменной рабочей головкой, которая закрепля-
ется в державке в пазе типа «ласточкин
хвост». Головки для проходных, подрезных,
прорезных, галтельных резцов изготовляют
точным литьем без механической обработки
паза «ласточкин хвост». Головка заклинива-
ется в державке под действием силы резания,
а извлекают ее при замене легким постукива-
нием молотком снизу.
Контрольные вопросы
1. Какие условные плоскости приняты для изучения
геометрии рьзпа?
2. Перечислите углы, характеризующие геометрию
режущей части резпа.
3, Как влияет установка резпа относительно оси
центров станка на его главные углы?
4. В чем заключаются достоинства алмазной заточки
и доводки резцов?
Глава 19
Основные закономерности
процесса резания
металлов при точении
§ 85. Износ и стойкость резцов
На передней поверхности резца стружка
«вырабатывает» углубление (лунку) глуби-
ной hn (рис. 274, а). При дальнейшем износе
лунка увеличивается и может дойти до режу-
щей кромки, вызвав ее разрушение. Однако
практически такое разрушение кромки мало-
вероя гно, так как инструмент перетачивают
раньше из-за износа по задней поверхности.
Лунка, увеличивая передний угол резца,
облегчает процесс резания и относительно
даже полезна.
Трение по поверхности резания заготовки
приводит к износу задней поверхности резца;
здесь образуется площадка, характеризуемая
высотой й3 (рис. 274, б). Чем больше высота
площадки, тем больше трение, соответствен-
но больше нагрев и быстрее протекает даль-
нейший износ: размер площадки увеличива-
ется, и это вновь приводит к ускорению
нагрела и истирания инструмента. Значи-
тельный износ по задней поверхности явля-
ется опасным для резца, так как может
привести к разрушению режущей кромки.
Причины износа резца:
непосредственное царапание твердыми части-
цами обрабатываемого металла поверхности
инструмента. Износ по этой причине называ-
ется абразивным. Он характерен для
обработки чугуна, который обладает абра-
зивной способностью — интенсивно истирает
поверхность инструмента;
прилипание размягченных от нагрева части-
чек металла инструмента к сходящей стружке
и к поверхности резания («адгезия»). Чем
выше нагрев, тем интенсивнее протекает при-
липание и износ инструмента из-за выноса
частичек металла инструмента. Износ по этой
причине называют тепловым (или «ад-
гезионным»), Он характерен для обработки
стали и других вязких металлов.
Резец изнашивается неравномерно. В первые
минуты работы инструмента быстро истира-
ются шероховатости на режущей кромке и
обезуглероженный в процессе закалки тонкий
слои Это так называемый прирабозоч-
ный износ.
Если изобразить процесс износа графически
(рис. 275), откладывая по горизонтальной оси
время работы инструмента Т, а по верти
кальной — величину износа /з3 по задней пс
верхности, то приработочный износ буде
представлять собой линию АВ (зона /).
Затем наступает период нормального
износа: с течением времени высота плс
щадки h з равномерно растет (зона 2, пря
мая ВС). Когда эта высота площадки дости
гает определенной максимальной величи
ны h макс, дальнейший перегрев резца вызо
вет резкое увеличение высоты площадки и ра
зрушение режущей кромки (на графике лини
износа идет круто вверх — зона 3).
Чтобы не допустить аварийного разрушени
кромки резца, его перетачивают раньше, т. е
когда величина износа составит определенную
допустимую оптимальную величину /1лол
Нормативные величины допустимого износ
приводятся в справочнике. Например, дл
проходного твердосплавного резца ceneHHet
16x25 мм допустимый износ А? до„ = 2 мм п<
стали и h до„ =4 мм по чугуну; для чистовы
проходных, отрезных и резьбовых ре
зцов h доп =0,5 мм и т. д. (рис. 276).
Время работы инструмента до износа на ве
личину Адоп называется периодом
стойкости (стойкостью; Тмин. Инаи
говоря, стойкостью называется машинно<
время работы резца до переточки. Переточк;
инструмента при износе на заданную до
пустимую величину h до1| называется
принудительной переточкой.
Она обеспечивает правильную эксплуатации:
режущего инструмента.
Непосредственный контроль величины изно-
са h, при помощи оптического приборе
осуществляют в лабораториях, а на про-
изводстве применяют другие способы оценки
состояния инструмента (так называемые кри-
терии износа).
В качестве критерия износа может служите
показание стрелки амперметра, вклю-
ченного в цепь статора электродвига-
теля. Современные станки (например.
16К20, 1К62, 1А616) имеют на электрическом
щите такой прибор.
При повышенном износе инструмента резке
возрастает расходуемая на процесс резаши
мощность и стрелка амперметра делает ре-
зкий скачок.
162
J 7 ^СХЕМА ИЗНОСА РЕЗЦОВ:
а — по передней поверхности, б — по за-
дней поверхности
97.1ГРАФИК ЗАВИСИМОСТИ ИЗНОСА ПО ЗАД-
^НЕЙ ПОВЕРХНОСТИ ОТ ПРОДОЛЖИТЕЛЬ-
НОСТИ РАБОТЫ РЕЗЦА:
зоны: 1 — приработки, 2 — нормального
износа, 3 — разрушения
ПуСНОРМЫ ДОПУСТИМОГО ИЗНОСА для
*' °ПРОХОДНОГО ТВЕРДОСПЛАВНОГО РЕЗ-
ЦА
Критерием износа может быть также появле-
ние на обработанной поверхности блестящей
желтой полоски.
В серийном и массовом производстве предва-
рительно устанавливают, сколько должно
быть изготовлено деталей до износа инстру-
мента на допустимую величину, и после
обработки установленного количества заго-
товок снимают инструмент для переточки.
Оценка износа инструмента по количеству
обработанных заготовок называется
технологическим критерием.
Стойкость режущего инструмента зависит от
многих факторов: от материала инстру-
мента, обрабатываемого материала, геомет-
рии инструмента, режима резания, качества
СОЖ и др. Наибольшее влияние на стойкость
оказывает скорость резания. Чем она выше,
тем больше энергии расходуется на процесс
резания, больше выделяется тепла, интенсив-
нее происходит износ трущихся поверхностей
(тепловой и абразивный) и тем меньше
период стойкости.
Доказано, что небольшое прира-
щение скорости резания вы-
зывает значительное умень-
шение стойкости резца. Напри-
мер, если скорость резания при работе твер-
досплавным резцом увеличивается в два раза,
то стойкость резца уменьшится в 32 раза.
Повышение стойкости против нормативной
потребует снижения скорости резания, а зна-
чит, и производительности, что в свою
очередь ведет к росту себестоимости изделия.
*
§ 86. Скорость резания
Скорость резания, при которой себестои-
мость изготовляемых деталей является мини-
мальной, называется экономической
скоростью резания гэк . Стой-
кость инструмента, соответствующая эко-
номической скорости резания, называется
экономической стойкостью
1 эк (табл. 20).
Рациональная эксплуатация режущего инст-
румента заключается в назначении таких ре-
жимов резания, при которых инструмент вы-
держивал бы заданную норму экономической
стойкости. На основании экспериментов вы-
ведена формула для расчета скорости резания
при различных условиях обработки (м/Кшн):
v =----------к к
Tmt v s>v
163
20. Среднее значение экономической стойкости Тэк и экономические скорости резания оэк для
различных инструментов
Наименование инструмента Стойкость Г9К, мин Скорость резания 09к. м/мин
Резпы проходные Р6М5 304-60 154-50
Резцы проходные Т15К6 604-90 1204-350
Сверла Р6М5 при обработке стали 104-110 104-55
Сверла ВК8 при обработке чугуна 404-80 504-100
Зенкеры Р6М5 • 304- ЮО 104-40
Развертки Р6М5 при обработке стали 404-120 24-15
где С„ — коэффициент, принимаемый) в зави-
симости от вида обработки, обрабатываемого
материала и от угла ф резца (принимается
по справочнику) (см. приложение 2, карту 1).
Чем меньше угол <р,тем большая длина режу-
щей кромки участвует в работе, тем лучше
отвод тепла от головки в державку; стойкость
резца повышается и это делает возможным
повышение скорости резания; т— показатель
степени, характеризующий интенсивность
падения стойкости при увеличении скорости;
для быстрорежущих резцов т =0,125, для
твердосплавных т = 0,2; А‘м,— коэффициент,
учитывающий механические свойства обраба-
тываемого материала: с увеличением предела
прочности коэффициент уменьшается (прило-
жение 2, карта 2); Kgv— коэффициент , учи-
тывающий (только для быстрорежущих рез-
цов) сечение державки резца; при большем
сечении державки коэффициент увеличивается
(приложение 2, карта 2); Kco*t,— коэффици-
ент, зависящий от качества смазочно-охлаж-
дающей жидкости (только для быстрорежу-
щих резцов); чем лучше охлаждается резец,
тем выше коэффициент (прилож. 2, карта 5 )•
Глубина резания t находится в знаменателе
формулы: это означает, что с увеличением
площади сечения стружки увеличивается сила,
действующая на резец, и расходуемая мо-
щность резания, соответственно растет те-
плота ре зания, вызывающая размягчение и
износ резца. Чтобы сохранить заданную
стойкость, уменьшают скорость резания.
Дробный показатель указывает на двойное
влияние глубины резания: увеличение глуби-
ны резания, хотя и вызывает повышение
теплоты резания, но благодаря увеличению
рабочей длины режущей громки улучшает
отвод тепла от головки резца (хг =0,15 для
твердого сплава Т15К6; 0,2 для ВК6; 0,25 для
быстрорежущей стали).
Величина подачи s находится в знаменателе
формулы: это означает, что с увеличением
подачи также растет площадь сечения среза и
соответственно падает стойкость резца.
Дробный показатель степени объясняется
тем, что с увеличением подачи уменьшается
активность теплоотдачи от заготовки к резцу
(уь =0,2 для Т15К6 и ВК6; 0,66 для быстроре-
жущей стали).
Показатель степени при глубине резания
всегда меньше, чем показатель степени при
подаче, т. е. v„. Отсюда следует важная
закономерность резания при точении: для
повышения скорости резания
при неизменной стойкости
или для повышения стойкос-
ти при неизменной скорости
резания следует увеличить
глубину резания, соответст-
венно уменьшив подачу.
9 87. Силы, действующие
на резец
Обрабатываемый материал сопротивляется
срезанию (скалыванию) и на резец действует
сила сопротивления резанию (давление струж-
ки). Эта сила складывается из силы сопро-
тивления металла разрыву в момент скалыва-
ния, силы сопротивления стружки завиванию
и силы трения на рабочих поверхнос*гях резца.
Сила сопротивления резанию (рис. 277)
направлена перпендикулярно передней по-
верхности резца. Положение передней по-
верхности резца в пространстве зависит от
сочетаний переднего угла у и угла наклона
режущей кромки 2 (число сочетаний безгра-
нично), поэтому направление действия векто-
164
ра силы сопротивления резанию неопреде-
ленно.
Для облегчения изучения и измерения силы
сопротивления резанию принято рассматри-
вать не саму силу сопротивления, а ее про-
екции на три выбранные оси. Эти проекции
называются составляющими силы сопротив-
ления резанию.
Вертикальная составляющая,
или сила резания Р,, действует вер-
тикально вниз, т. е. лежит в плоскости
резания (ее вектор совпадает с вектором ско-
рости резания). Сила резания Р. стремится
согнуть, сломать резец (рис. 278, а), поэтому
расчет резца на прочность ведут по силе Р. .
Реактивная сила P‘z , действующая со стороны
резца на заютовку, препятствует вращению
заготовки, создавая момент резания (Н-м)
(рис. 278, б): ,
лл -------£--
рез 2 • юоо
(если Р. выражена в ньют онах, а диа-
метр — в миллиметрах). На преодоление мо-
мента резани? расходуется крутящий момент
прикладываемый к шпинделю станка от элек-
тродвигателя.
Горизонтальная составляю-
щая — осевая сила, или сила по-
дачи,/) направлена в сторону, противопо-
ложную направлению подачи, и препятствует
движению подачи. По этой силе рассчитыва-
ют механизм подачи станка.
Вторая горизонтальная сос-
тавляющая, или радиальная си-
ла, Pt направлена вдоль оси резца, отжимает
резец от заготовки и воспринимается бол-
тами резцедержателя. Реактивная сила P'f
отжимает заютовку (рис. 279). По силе Р,
рассчитывают жесткость заготовки и погреш-
ность размера готовой детали, получаемую в
результате отжима.
Силы Р. ,' Рх и Р, взаимно перпендикулярны.
Суммарная сила сопротивления резанию яв-
ляется их геометрической суммой: по величи-
не и направлению она равна диагонали
прямоугольного параллелепипеда, построен-
ного на этих силах как на сторонах (//) (см.
рис. 277):
R = / Pl+Pl+P^.
Наибольшую величину имеет сила Р: . При
остро заточенном резце и угле <р = 45° при-
мерное соотношение сил Р, : Pv : Р,=
= 1:0,4:0,25. Соотношение сил Р, и Р зави-
сит от величины главного yrtia в плане <р:с
277
силы, действующие на резец
ДЕЙСТВИЕ СИЛЫ РЕЗАНИЯ:
а — прогиб резца, б — образование мо-
мента резания
16S
2790ТЖИМ ЗАГОТОВКИ ПОД ДЕЙСТВИЕМ
РАДИАЛЬНОЙ СИ 1Ы Ру
ООП ЗАВИСИМОСТЬ ОСЕВОЙ И РАДИАЛЬНОЙ
СИЛ ОТ ГЛАВНОГО УГЛА В ПЛАНЕ:
а — при Ф = 60} б — при<р = 10°,
в — при ф = 90° (прорезной резец),
г — при ф = 90° (упорный резец)
с увеличением угла ф уменьшается сила Р,
и увеличивается сила Р (рис. 280, а—г).
Проходные упорные резцы с углом ф =90°
работают, не создавая отжимающей силы,
поэтому их »применяют для обтачивания
нежестких заготовок.
Определение силы резания
Р. . Сила резания зависит в первую очередь от
обрабатываемого материала: чем выше меха-
ническая прочность материала (характеризуе-
мая пределом прочности о „ и тве-
рдостью НВ), тем выше сопротивление реза-
нию, тем больше сила резания Р . Вторым
фактором, влияющим на силу резания, явля
ется площадь среза F = ts мм2, т. е. глубина
резания t и подача s .
Сила резания Р, определяется по эмпири-
ческой (опытной) формуле (Н):
P2=Cf, ts К C01KPz *
где СР — коэффициент, зависящий от об-
рабатываемого материала и главного
угла в плане Ф (приложение 2, карта 1);
А\, — коэффициент, зависящий от меха-
нических свойств обрабатываемого материа-
ла: чем выше предел прочности о „ или тве-
рдость НВ, тем большее сопротивление
резанию оказывает обрабатываемый матери-
ал (приложение 2, карта 2); — коэффици-
ент, зависящий от переднего угла у (приложе-
ние 2, карта 4). Чем больше передний угол,
тем легче условия схода стружки, уменьша-
ется ее деформация, поэтому с увеличением
переднего угла коэффициент уменьшается.
При работе с отрицательным передним углом
стружка круто загибается, ее деформация
вызывает дополнительное сопротивление и
сила Р. увеличивается, что и отражается
увеличением числового значения коэффици-
ента К у.?.; коэффициент, зависящий от
свойств' смазочно-охлаждающей жидкости:
чем лучше смазка, тем меньше трение на ра-
бочих поверхностях резца, тем меньше сила
резания (приложение 2, карта 5).
§ 88. Мощность резания
и момент резания
Мощность, затрачиваемая на процесс резания
(эффективная мощность), равна мощности,
затрачиваемой на главное движение реза-
ния — вращение шпинделя. Эта мощность
определяется по формуле (кВт, если Р: в нью-
тонах, a v в м/мин):
166
э<1' 60 • 1000 '
Не вся мощность, создаваемая электродвига-
телем, расходуется на процесс резания, т. е.
является эффективной: имеются потери мо-
щности в ременной передаче, в подшипниках
валов, в зубчатых передачах. Поэтому для оп-
ределения потребной мощности электродви-
гателя учитывают коэффициент полезного
действия (к.п.д.) всей кинематической цепи
станка (он составляет обычно 0,74-0,85):
Л/ — ЛэФ
ч
Как известно (см. § 87), момент от ре-
активной силы резания Р', препятствует вра-4
Р' D
щению заготовки: ЛГрс1 =—-------- Для но-
2 • 1000 '
рмального протекания процесса резания кру-
тящий момент на шпинделе, создаваемый
электродвигателем, должен преодолевать мо-
мент резания, т. е. должно соблюдаться
условие: МрС1.
Из механики известно, что крутящий момент
на валу зависит от мощности N, передаваемой
на вал (в данном случае на шпиндель), и от
частоты вращения вала (Н-м, если .,У в кВт,
а п в об/мин):
.. 10 000W
м »-----------.
п
Следовательно, для нормальной работы
станка должно соблюдаться условие
10000.V > ргр
п " 2 • 1000
Кроме того, принятый режим резания должен
проверяться по крутящему моменту, допуска-
емому слабыми звеньями механизма привода
главного движения станка (см. табл. 14). Та-
ким слабым звеном может быть ременная
передача или одно из зубчатых колес коробки
скоростей.
Задача. Проверить заданный режим резаний по
Мощности станка и допускаемому крутящему моменту
на шпинделе. Станок 1ьК20 (<V= 10 кВт, 11 — 0.8).
Обрабатываемый материал — сталь 45. <5В — 850 МПа,
диаметр заготовки 120 мм, резец из быстрорежущей
стали Р6М5 (<р —45°, у = 10°), глубина резания
г—6 мм, подача у —0,5 мм/об, скорость резания
V— 30 м/мин; охлаждение эмульсией.
Решение: определяем коэффициенты по табли-
цам (приложение 2) Ср — 1800. —1,23; К-,„ =
- 1,03; А'сожр- 1.
Определяем значение у0,75; 0,5°’75 — 0,6 (приложение 2,
карга 6).
Определяем силу резания: Р, = 1800 6 • 0.6 • 1,23Х
X 1,03 1 = 8209 Н.
Определяем эффективную мощность:
Pzv 8209-30
= -----------=------------= 4,1 кВт
60 • 1000 60 1000
Определяем потребную мощность электродвигателя:
Лэф 4,1
Л'лв =------=:ТТ = 5,1 кВт-
О , о
*1
Мощность электродвигателя достаточна.
Определяем момент резания:
рез 2 • 1000
8209 120
2 • I000
= 492,5
Н-м.
Определяем часюту вращения шпинделя;
ЮООп 1000 • 30
п =------—----------- ~ 79,6 об/мин.
~D тс - 120
Принимаем по паспорту станка »фак., “80 об/мин
(см. табл. 14) Этой частите вращения соответству-
ет наибольший допустимый крутящий момент
855 Н • м, 492,5 < 855, следовательно, принятый ре-
жим резания не вызовет перегрузку станка и явля-
ется допустимым.
§ 89. Выбор рационального
режима резания
Токарная обработка должна вестись на таком
режиме резания, при котором наиболее полно
используется мощность станка и стойкость
инструмента, обеспечивается высокое ка-
чество обработки при минимальной ее себе-
стоимости и создаются безопасные усло-
вия работы. Такой режим на зывается
рациональным. Рациональный ре-
жим резания принимается по справочным та-
блицам, данные которых определены по фо-
рмулам теории резания с учетом обобщенного
опыта передовых предприятий.
Пример определения рационального
режима резания при помощи справочных таб-
лиц (по «Справочнику молодого токаря»).
Исходные данные: обратабываемый материал —
сталь 45 (ст„ — 850 МПа), заготовка — прокат D — 80мм,
резец прямой проходной, сечением 16 X 25, оснащен-
ный пластинкой из твердого сплава Т15К5, <р—60°;
Ф, — 30°, г — 1,0 мм, заданная стойкость резца 90 мин,
припуск на обработку 1,5 мм; допускается 6-й класс
шероховатости поверхности. Станок 16К20.
167
Решение; 1. Назначаем глубину резания. Учитывая,
что требуемая шероховаюсть не превышает Ra 2,5,
снимаем припуск на один рабочий ход: глубина
резания t= 1,5 мм.
2. Из «Справочника молодого токаря» (табл. 51)
выписываем подачу, обеспечивающую 6-й класс ше-
роховатости (чистовое обтачивание); 5 — 0,14-ь
0,24 мм/об. Принимаем имеющееся в паспорте
станка (см. табл. 15)тначсние 5 = 0.2 мм/об.
3. По справочнику (табл. 55) находим скорость реза-
ния. При глубине резания /=1,5 мм и подаче
5 — 0,2 мм/об 1’табл = 220 м. мин.
По табл. 56 справочника находим поправочные
коэффициенты: для ст„ = 850 МПа Л,— 0,88; для
стойкости 90 мин Л 2 —0,92; для угла <р = 60°
А’з - 0,92.
Скорость редания определяем из произведения-
р—1’табл A'. A'j А'3=220 0,88 0,92 0,92 — 164 м^м.ин
4. Определяем частоту вращения шпинделя:
1000:'
1000 164
т. 80
— 652,8 об/мин.
Принимаем по паспорту станка Тфакт — 630 об/мин.
§ 90. Тонкое (алмазное) точение
Сущность тонкого точения заключается в
срезании с поверхности заготовки тончайших
стружек, что обеспечивает высокую точность
(квалитеты 5—7 по СТ СЭВ 144—75) и малую
(до 7-го класса) шероховатость поверхности.
Припуск под тонкое точение составляет
0,1—1-0,2 мм. Тонкое точение называют также
алма зным, потому что наибольший
эффект по производительности инструмента и
качеству обработки дают резцы, оснащенные
кристаллами природного или синтетического
алмаза (рис. 281, а,б). Для этой цели исполь-
зуют кристаллы массой около 1 карата
(0,2 г), которые впаивают в державку или кре-
пят в державке механическим способом (при-
жим планкой). Кристалл алмаза проходит
огранку (шлифование плоскостей алмазным
порошком) для получения требуемой гео-
метрии.
Алмазными резцами обрабатывают цветные
металлы (медь, алюминий), легкие сплавы
(сплавы алюминия, латунь, баббит) и пласт-
массы. Возможно алмазное точение отливок
из чугуна при условии отсутствия в заго-
товках раковин. Для тонкого точения стали
алмазы не применяют, так как высокая
температура в зоне резания приводит к потере
алмазом режущих свойств (теплостойкость
алмаза до 700° С).
Для тонкого точения стали применяют резцы,
оснащенные кристаллами кубического нитри-
281 АЛМАЗНЫЕ РЕЗЦЫ.
1 а — со впаянным кристаллом алмаза, б —
с механическим креплением, 1 — державки,
2 — подкладка, 3 — алмаз, 4 — прижимная
планка, 5 — винт, 6 — опора
168
да бора (композита 0,1; 0,5; 10). Теплостой-
кость этого синтетического инструменталь-
ного материала достигает 'iMrt.
Режимы резания, рекомендуемые при гонком
точении резцами, оснащенными алмазом или
кубическим нитридом бора, приведены в
Справочнике.
Тонкое точение выполняю! также резцами,
оснашенными пластинками из твердых спла-
вов ВКЗ (обработка чугуна), Т30К4 (обра-
ботка стали), минеральной
керамикой, или керметом. Гео-
метрия резца для тонкого точения и режимы
резания в зависимости от обрабатываемого
материала и условий обработки принимаются
по Справочнику Твердосплавный резец для
тонкого точения тщательно доводят на ал-
мазном доводочном круге, качество доводки
контролируют при помощи лупы пятикрат-
ного увеличения.
Станки для алмазной обработки (наружного
точения или растачивания) отличаются высо-
кой жесткостью, быстроходностью и то-
чностью подшипниковой сборочной единицы
(узла) (допуск на радиальное биение шпин-
деля до 0,005 мм). Этим требованиям удов-
летворяет, например, токарный станок
1И611П.
ПОПРЕЛИ В А. КОЛЕСОВА для силового
£ JОЧЕЛИЯ
§ 91. Силовое
и ротационное точение
Силовым называется точение при боль-
шой подаче резца. Геометрия резца для сило-
BOi о точения предложена токарем-нова гором
В. А. Колесовым и характеризуется наличи-
ем дополнительной (зачистной) кромки с
вспомогательным углом в плане <р,= 0
(рис. 282). Длина этой кромки должна превы-
шать подачу /=( 1,1-4—l,2)s. При работе с
большой подачей дополнительная кромка
считает шероховатости, оставляемые гла-
вной режущей кромкой, и обеспечивает 7-й
класс шероховатости. Дополнительную кро-
мку тщательно доводят и устанавливают
строго параллельно оси заготовки.
Режимы резания: t = 3—6 мм,
5 = 1-У2.5 мм/об, г =300- 500 м/мин.
Силовое точение вызывает большое усилие
сопротивления подаче, поэтому применение
этого метода возможно только на мощных
токарных и карусельных станках.
Ротационным называется точение
вращающимися (ротационными) резцами. Ре
283РОТАиИОННЫИ РЕЗЕЦ.
а — конструкция, б—схема работы,
/ — режущая чисть, 2 — оправка, 3 — ста
кан, 4 — сальник, 5 — роликоподшипники,
6 — кольца. 7 — болт, 8 — корпус
169
7-29»
жущая кромка ротационного резпа представ-
ляет собой окружность. Резец установлен в
корпусе (державке) свободно на подшипниках
качения (рис. 283, а). Под действием сил тре-
ния, возникающих в процессе резания в местах
контакта крутлой режущей кромки резца с
заготовкой, резец увлекается во вращение и
автоматически обкатывает обрабатываемую
поверхность. Непрерывная смена рабочего
участка режущей кромки создает интенсив-
ный теплоотвод из зоны резания, снижает
трение между заготовкой и рабочими по-
верхностями резца, что значительно повыша-
ет его стойкость.
На рис. 283, б показана схема установки
ротационного резца для наружного точения.
Режимы резания: г = 0,2—0,5 мм,
s =0,5—Н1 мм/об, г = 75— 200 м/мин.
Ротационное точение применяют для черно-
вой и получистовой обработки труднообраба-
тываемых материалов (жаропрочных и не-
ржавеющих сталей, титановых сплавов и др.),
когда к режущему инструменту предъявля-
ются повышенные требования по стойкости.
Контрольные вопросы
1. Но каким поверхностям изнашивается резец, чго
является причиной износа?
2. Напиши ie формулу зля определения скорости ре-
зания, дону екаему н> режущими свойствами инстру-
Mtina.
3. Как влияют глубина резания, подача и заданная
стойкость на скорость резания?
4. Напишите формулу для определения силы резания.
5. Как влияют глубина резания и подача на силу
резания?
Часть
пятая
Сведения для расширения
технического кругозора токаря
Глава 20
Технологические процессы
токарной обработки заготовок
некоторых типовых деталей
§ 92. Классификация деталей,
заготовки которых обрабатываются
на товарных станках
Согласно единой классификации изделий* все
детали, изготовляемые на токарных станках,
можно подразделить на симметричные (тела
вращения) и несимметричные (рис. 284, д—з).
К симметричным деталям отно-
сятся:
детали класса круглые стержни,
характеризуемые отношением длины к диа-
метру больше 3. К ним относятся: простые
валы (гладкие и ступенчатые), валы с резьбой
или со шлицами, валы с коническими или фа-
сонными участками, валы с осевыми отвер-
стиями (типа шпинделей), пальцы, оси, што-
ки, штыри и т. д. Отдельно можно выделить
нежесткие валы (например, ходовой вал то-
карного станка) и тяжелые валы (например,
колонны прессов, валы турбин, прокатные
валки);
детали класса полые цилиндр ы,
характеризуемые наличием осевого отверстия
и отношением длины к наружному диаметру
I :<7>3. К ним относятся: втулки, стаканы,
тонкостенные втулки (гильзы) и т. д. Отдель-
но можно выделить крупные цилиндры и обе-
чайки;
* Общесоюзным классификатор промышленной и
сельскохозяйс!венной продукции (ОКИ) Госыан
дар га СССР.
детали класса дисков, характеризуемые
отношением длины к диаметру /:с/<0,5. К
ним относятся собственно диски, крышки,
фланцы, шкивы, одновенцовые зубчатые ко-
леса и т. д. К классу дисков относятся также
кольца, характеризуемые наличием отверстия
большого диаметра.
К несимметричны м деталям отно-
сятся эксцентриковые и корпусные детали
(кронштейны, патрубки, рычаги, крестови-
ны). Детали всех классов можно подразде-
лить на типы по конструктивным особеннос-
тям, которые влияют на технологию их про-
изводства.
Обработка заготовок деталей типа простых
валов описана в гл. 2, втулок — в гл. 4,
нежестких валов и несимметричных дета-
лей — в гл. 20. Ниже кратко описана обра-
ботка заготовок деталей типа стаканов,
тонкостенных втулок (гильз) дисков и колец.
§ 93. Обработка заготовок
деталей типа стаканов
Детали типа стаканов представляют собой
втулки со сплошным дном или дном с отвер-
стием. Стаканы могут быть гладкие или с
фланцами, расположенными ближе к откры-
тому торцу (горловине) или ближе к глухому
горцу стакана (см. рис. 284).
На рис. 285 приведена схема технологическо-
го процесса изготовления стакана с глухим
дном из проката в условиях серийного
7
171
ОРД! 1АС СИФИКА11ИЯ Д1 ТАЛЕЙ. ПОфУЧАЕ-
МЫХ ObPAbQTKOll НА ТОКАРНЫХ СТАН-
КАХ
а — валы: 1 — гладкий, 2 — ступенчатый,
3 — с резьбой, 4 — специальный (шпин-
дель), 5 — с фасонной и конической по-
верхностями, 6 — тяжелый; б — втулки:
7 — с гладким отверстием. 8 — со сту-
пенчатым отверстием, 9 — гильза:
в — стаканы: 10 — с отверстием а дне,
Il — гладкий co сплошным дном 12 — глад-
кий со ступенчатым отверстием, 13 —-
с фланцем, г — диски: 14 — плоский, 15 —
с отверстием; д — кольца: 16 — гладкое.
17—со сложной наружной поверхностью;
< — крышки: 18 — глухая, 19 — с отвер-
стием, ж — эксцентриковые: 20 — эксцен-
триковая втулка, 21 — эксцентриковый
вал, 22 — коленчатый вал; з — корпусные:
23 — кронштейн, 24 — патрубок
Классификация деталей
Симметричные
Круглые стержни
Полые цилиндры
производства. Технологический процесс со-
стоит из двух операций. Заключительная
вторая операция обеспечивает точность глу-
бины отверстия. Концентричность цилиндри-
ческих поверхностен (наружных и внутренних)
обеспечивается благодаря тому, что чистовой
базой является обработанная наружная по-
верхность.
Концентричность наружных и внутренних
поверхностей обеспечивается также обработ-
кой на оправке от чистовой базы (предвари
тельно обработанного отверстия). На рис. 286
показана цанговая оправка для закрепления
стакана с глухим дном. Гайка 3 , навертыва-
ясь на резьбу корпуса 1 , перемещает влево
штифт 4 , который связан с хвостовиком
разжимною конуса 2 и смещает его влево;
при этом конус разжимает цанговую (ра-
зжимную) часть корпуса и закрепляет заю-
товку.
На рис. 287 приведена схема технологическс
го процесса обработки стакана из штампо-
ванной заготовки в условиях серийного про-
изводства с применением гладкой цилиндри-
ческой оправки, грибкового вращающегося
центра и откидного упора.
При изготовлении в серийном производстве
стаканов с фланцами точность расстояния от
внутреннею торца фланца до дна отверстия
обеспечивается наладкой станка по одному-
жесткому упору с точным регулированием
вылета вершин резцов L, и I., (рис. 288).
172
ООЦСХ1МА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕС-
^ОЭСА ИЗГОТОВЛЕНИЯ СТАКАНА ИЗ ПРО-
КАТА В СЕРИЙНОМ' ПРОИЗВОДСТВЕ:
1,2,3 — переходы
0Я7СХЕМл ТЕХНОЛОГИЧЕСКОГО ПРОЦЕС-
СА ИЗГОТОВЛЕНИЯ СТАКАНА Из ШТАМ
ПОВАННОИ ЗАГОТОВКИ
1,2,3 — переводы
лОСЦАНГОВАЯ ОПРАВКХ 3>ЛЯ 0ВРАБО1КИ
200 СТАКАНОВ:
1 — корпус с цингой, 2 — разжимной конус,
3 — гайка, 4 — штифт
Заготовка
§ 94. Обработка заготовок
деталей типа диенов
Из за небольшой длины диска возникают
трудности при закреплении его на станке.
Разжимные оправки здесь не всегда примени-
мы. Наиболее трудоемкой является обра-
ботка торцовых поверхностей дисков, для ко-
торых технические условия в большинстве
случаев предусматривают перпендикуляр-
ность оси отверстия и параллельность
между собой.
В единичном производстве заготовки дисков
небольших (до 200 мм) диаметров изз отселя-
ют из проката отрезанием. Отрезанный диск
закрепляют в патроне и обрабатывают вго-
173
288 С ХЕМА НАЛАДКИ ДЛЯ ОБРАБОТКИ СТА-
КАНА С ФЛАНЦЕМ:
/.>— вылет резцов из резцедержателя
9Q0 СХЕМА НАРЕЗАНИЯ КОЛЕЦ ИЗ ТРУБЧА-
‘t'/V,TOH ЗАГОТОВКИ
1 — державка, 2 — прорезной резец,
3 — приемная штанга
289 КРЕПЛЕНИЕ ДИСКОВ
ПРИЖИМА ТРЕНИЯ:
ПРИ ПОМОЩИ
а — упор в кулачки патрона, б — упор в
оправку; 1 — прижим, 2 — центр, 3 — оп-
равка
рой торец. Крепят диски в сырых расто-
ченных кулачках. При растачивании кулачков
оставляют упорные буртики.
Диски большого диаметра изготовляют из
единичных заготовок, отрезанных от прока-
та, откованных (отштампованных) или выре-
занных ацетилено-кислородным или плазмен-
ным резаком из листового проката. Такие
диски обрабатывают за два установа (при
больших партиях за две самостоятельные
операции). Вначале заготовку крепят в ку-
лачках патрона, подрезают торец и обтачива-
ют до кулачков. Затем заготовку зажимают
за обточенную поверхность, подрезают вто-
рой торец и обтачивают наружную повер-
хность, оставшуюся необработанной. Если к
точности наружной поверхности предъявля-
ются повышенные требования, то необходи-
ма третья операция: чистовое обтачивание.
Крепить заготовку в этом случае лучше
прижимом трения, насаженным на задний
вращающийся центр. Заготовка может упи-
раться в кулачки (рис. 289, а) патрона или в
оправку, зажатую в патроне (рис. 289, б).
§ 95. Обработка заготовок
деталей типа колец
Детали типа колец отличаются от дисков
наличием отверстия большого диаметра
(более % от наружного диаметра). Заготовка-
ми для колец служат индивидуальные отлив-
ки или поковки. Встречаются сварные заго-
174
291 ИЗГОТОВЛЕНИЕ КОЛЕЦ:
а — вырезанием из листового проката,
б — вырезанием из круглого проката,
в —- высверливанием из круглого проката;
1 — поводковая планшайба, 2 — закален-
ный штифт, 3 — прижим трения. 4 —
центр задней бабки, 5 — вырезной резей.
6 — прорезной резец. 7 — сверло
292чистовля обработка кольца
а — наружное обтачивание, б — снятие
фасок, / — поводковая оправка. 2 — гриб
ковый вращающийся центр
QQО ПРИМЕНЕНИЕ РАСПОРКИ-КРЕСТОВИНЫ
ЧИСТОВОЙ ОБРАБОТКЕ ТОРИ \
КОЛЬЦА
товки из полосового проката. Крупные коль-
ца вырезают из листового проката. Заго-
товками для колец диаметром до 400 мм мо-
гут служить трубчатые отливки («маслоты»)
или прокатанные стандартные трубы.
Кольца из трубчатых заготовок нарезают на
токарном станке одним или сразу нескольки-
ми отрезными резцами. Для безопасности
работы в трубчатую заготовку вводят шта-
нгу, закрепленную в задней бабке; отрезанное
кольцо попадает на эту штангу и за гем
сдвигается токарем вправо. При отрезании
несколькими резцами рекомендуется устанав-
ливать резцы в резцедержателе с различным
вылетом (рис. 290): вначале отрезают одно
кольцо, затем второе, третье и т.д.
Токари-новаторы добиваются высокой про-
изводительности труда при изготовлении ко-
лец вырезанием из квадратной заготов-
ки — пластины (из листового проката). Плас-
175
ООЛ,()БРАБ0ТКА КОЛЕЦ КОМПЛЕКТНО В КАС-
“®"*СЕТЫЫ ПРИСПОСОБЛЕНИЯХ
а — наружное обтачивание, б — растачи-
вание; 1 — кассета, 2,3 — шайбы, 4 — на-
жимной фланец, 5 — нажимная гайка
QQE ГРУППА ДЕТАЛЕЙ ТИПА ВТУЛОК И
КОМПЛЕКСНАЯ ДЕТАЛЬ
тину (рис. 291, а) прижимают прижимом тре-
ния к остриям трех закаленных штифтов 2
поводковой планшайбы 1 . Кольцо вырезают
резцом 5, боковые задние поверхности кото-
рого заточены по радиусу. Для обеспече-
ния безопасности работы вырезку ведут
резцом с режущей кромкой шириной не бо-
ле 6 мм на низком режиме резания:
подача 0,14-0,3 мм/об, скорость резания
254-50 м/мин.
Способ вырезки применяю г при изготовлении
колец из круглого проката, предварительно
прорезанного прорезным резцом (рис. 291, б).
Разновидностью способа вырезки является
высверливание (рис. 291, в).
Чистовую обработку колец ведут с закрепле-
нием на поводках трения при поджиме задним
грибковым центром (рис. 292, а,б). Зажим в
патроне может вызваз ь деформацию кольца.
Для повышения жесткости заготовки при чи-
стовой обработке торцов применяют винто-
вую распорку-крестовину, которую укрепля-
ют внутри кольца до закрепления кольца в
патроне (рис. 293).
На рис. 294, а,б показана обработка колец
комплектно в кассетных приспособлениях: на
кассете-оправке осуществляется наружная
обработка (обтачивание) пакета колец, а в
кассете-стакане — внутренняя обработка (ра-
стачивание).
176
§ 96. Типовые
технологические процессы
Одним из путей повышения производи-
тельности труда на машиностроительных
предприятиях является применение типовых
технологических процессов (метод групповой
обработки, предложенный докт. техн, наук
С. П. Митрофановым). Основным преиму-
ществом типовых процессов является значи-
тельное сокращение вспомогательного време-
ни при выполнении станочных операций в ус-
ловиях серийного, мелкосерийного и индиви-
дуального производства.
Технологический процесс разрабатывается не
на отдельную деталь, а на группу деталей (с
общими конструктивными признаками), ко-
торые могут быть изготовлены на одно-
типном оборудовании при помощи одних и
тех же приспособлений и режущих инстру-
ментов. При подборе деталей в группу
учитывают их форму, размеры, точность
изготовления и требуемый класс шерохова-
тости поверхности.
На основе чертежей группы деталей раз-
рабатывается чертеж так называемой
Контрольные вопри с ы
]. Как классифицируются детали, изготовляемые
на токарных станках?
2. Приведите примеры последовательности обработки
стаканов.
комплексной детали, которая со-
держит все поверхности, присущие деталям
группы. Технологический процесс механичес-
кой обработки разрабатывают на эту ком-
плексную деталь и станок налаживают для
обработки заготовки комплексной детали.
Такая наладка называется г р у п п п о в о й.
При изготовлении конкретной детали из груп-
пы требуется лишь небольшая подналад-
ка станка, заключающаяся в изменении вы-
лета резца, замене развертки или метчика
и др.
На рис. 295 приведены эскизы группы деталей
типа втулок и эскиз комплексной детали,
даны указания об обработке заготовок ка-
ждой из деталей группы. Нумерация повер-
хностей комплексной детали соответствует
нумерации переходов.
Для закрепления заготовок деталей, обраба-
тываемых по типовому технологическому
процессу, применяют групповое приспособле-
ние, обеспечивающее возможность изготов-
ления любой детали группы при мини,
мальных затратах времени на переналадку,
получение требуемой точности размеров и
высокой производительности.
3. Как изготовляют на токарном станке детали типа
дисков и колеи.
4. В чем заключается сущность метода групповой
обработки?
Глава 21
Пути повышения
производительности труда
при токарной обработке
§ 97. Понятие
о производительности труда
Производительность труда
определяется количеством продукции, выра-
батываемой в единицу времени. В социа-
листическом обществе повышение производи-
тельности труда является основой повышения
жизненного уровня трудящихся.
Основные пути повышения
производительности труда
при токарной обработке:
сокращение машинного времени, т. е. време-
ни, затрачиваемого непосредственно на про-
177
цесс резания: применение твердосплавных
инструментов, многорезцовых наладок, рабо-
та на повышенных режимах резания и др.;
сокращение вспомогательного времени, т. е.
времени, затрачиваемого на закрепление заго-
товки и снятие детали, подвод и отвод
инструмента; ускорение зажима и освобожде-
ния заготовки при помощи быстродействую-
щих зажимных приспособлений (пневмати-
ческих патронов, самозажимных хомутиков и
планшайб, быстрозажимных оправок, пне-
вмопривода пиноли задней бабки); ускорение
замены режущих инструментов; усовершен-
ствование способов контроля размеров; на-
296 ПНЕВМАТИЧЕСКИМ токарный патрон
1—рас пре де 7U тельный кран, 2 — прием-
ная муфта, 3 — рабочий цилиндр, 4 — пор-
шень, 5 — тяги. 6 — двуплечий рычаг.
7 — зажимной кулачок, 8 — корпус патрона
ладка станков на работу по упорам; примене-
ние шаблонов и калибров; механизация тру-
юемких операций, автоматизация станков;
применение приспособлений, ускоряющих и
облегчающих работу токаря, и т.д. '
§ 98. Пневматические
зажимные устройства
В серийном п массовом производствах
широко применяют пневматический привод
зажимных устройств, который обеспечивает
быстрое закрепление и освобождение загото-
вок без физического усилия. Воздух под давле-
нием 4—6 кгс/вм2 поступает к станку из це-
ховой воздушной магистрали.
На рис. 296 показана схема
пневматического привода
токарного патрона (с вращаю-
щимся цилиндром). Сжатый воздух из ма-
гистрали поступает во влаюогделитель с
фильтром, проходит регулятор давления с
манометром и маслораспылитель. Далее че-
рез распределительный кран 1 сжатый во-
здух по шлангам направляется в приемке ю
муфту 2 , оттуда поступает в правую полость
рабочего цилиндра 3 и давит на поршень 4 ,
вызывая осевое перемещение тяги 5 . Тяга 5
воздействует на двуплечий рычаг 6 , который
вызывает перемещение зажимных кулачков 7
по радиальным пазам корпуса 8 патрона и
таким образом закрепляет заготовку.
Для освобождения закрепленной заготовки
поворачивают рукоятку крана управления,
сжатый возцу.х поступает- в левую полость
рабочего цилиндра. Перемещаясь в обратном
направлении, поршень через тягу 5 и двупле-
чий рычаг 6 раздвигает кулачки 7 и гем са-
мым освобождает заготовку.
От пневмопривода может работать и цанго-
вый патрон, при этом тяга вызывает про-
дольное перемещение цанги, которая, вдвига-
ясь своей наружной конической поверхностью
в коническую расточку корпуса, сжимается и
закрепляет заготовку.
Вспомогательное время на установку загото-
вок и снятие деталей при закреплении в само-
центрирующем патроне (без выверки) состав-
ляет от 0,15 до 0,4 мин в зависимости от
массы детали. При закреплении в пневмати-
178
9О7п11ЕВМ0Г1РИВ°Д ПИНОЛИ ЗАДНЕЙ БАБ-
КМ:
1 — винт пиноли, 2 — поршень, 3 — корпус
пневмопиноли, 4 — кран управления,
5 — шток, 6 — маховичок, 7 — задняя
бабка
QQOlIPIIMEHl НИЕ МНОГОКРОМОЧНЫХ СТУ-
‘С^°ПЕНЧАТЫХ РЕЗЦОВ ДЛЯ ОБРАБОТКИ
ЗАГОТОВОК ИЗ ЛЕГКИХ СПЛАВОВ
а — растачивание ступенчатого отвер-
стия, б — обтачивание ступенчатого хво-
стовика
299 РАСТАЧИВАНИЕ. ПОДРЕЗАНИЕ ДНА И
СНЯТИЕ ФАСКИ МНОГОЕ РО'1ОЧНИМ
РЕЗЦОМ
ческом патроне это время уменьшается в
1,5 раза (0,1-4—0,25 мин).
Для механического подвода и отвода заднего
центра или инструмента, закрепленного в пи-
ноли, заднюю бабку оснащают пневма-
тическим приводом пиноли
(пневмопинолью) Корпус 3 (рис. 297) пневмо-
пиноли с краном управления 4 крепится к
корпусу задней бабки 7. Шток 5 имеет пор-
шень 2 и соединяется с винтом 1 задней бабки.
Удлиненный конец винта проходит сквозь
шток 5. На его конце за! цепляется маховичок
б пиноли.
§ 99. Применение
многокромочных резцов
Многокромочный, или к о м-
Венгров энный, резец имеет нес-
колько режущих кромок, которые обраба-
тывают различные поверхности.
Проходные и расточные ступенчатые тве-
рдосплавные резцы (рис. 298) широко приме-
няют в серийном производстве для обработки
корпусных деталей из легких сплавов. Резцом,
показанным на рис. 299, выполняют растачи-
вание, радиусную обработку дна отверстия и
снятие фаски.
На рис. 300, а—г изображен комбиниро-
ванный peieii «молоточек», которым под-
резают торец, растачивают отверстие, сни-
мают фаску и нарезают внутреннюю резьбу
в гайке.
179
ОЛЛ ПРИМЕНЕНИЕ КОМБИНИРОВАННОГО PF.3-
«МОЛОТОЧКА» 31ЛЯ ОБРАБОТКИ
ГАЙКИ
а — подрезание торца, б — растачивание,
в — снятие фаски, г — нарезание резьбы
<)ЛЧ ОБРАБОТКА ГЛАДКОГО ВАЛА ПРИ МНО-
’ ГОРЬЗЦОВОИ НАЛАДКЕ РЕЗЦЕДЕРл.А
ТЕ../Я-
а — расчленение припуска по длине, б — ра-
счленение припуска по глубине
§ 100. Применение
многорезцовых наладок
Одновременная работа несколькими предва-
рительно установленными резцами обеспе-
чивает высокую производительность и то-
чность обработки. Основные способы то-
карной обработки с многорезцовой наладкой
резцедержателей описаны ниже.
Расчленение припуска по
длине (рис. 301. а) Одну поверхность
обрабатывают двумя-тремя резцами, каждый
из которых протачивает только часть згой
поверхности по длине. Предварительно ре
зцы врезаются на заданную глубину при ру-
чной поперечной подаче. Резцы закрепляют в
резцедержателе непосредственно или при по-
мощи дополнительных державок.
Расчленение припуска по
глубине (рис. 301, б). Два или три резца
устанавливают с различным вычетом: ка-
ждый резец срезает часть общего припуска на
полную длину детали; после прохода всех
резцов припуск будет снят на полную глубину
Общая мощность, расходуемая на процесс
ротания, складывается из мощностей, за-
качиваемых на работу каждого резца, но
нагрузка на отдельный резец небольшая,
чю позволяет работать резцами малых
сечений.
Мнет о р е з и о в а я обработка за-
то I о в о к ступенчатых дета-
лей. Каждый резец выставляется на
определенный диаметр и обтачивает одну
ступень Путь подачи равен длине самого
|яс
'?09°БРАБ0ТКА СТУПЕНЧАТОГО ВАЛА ПРИ
МНОГОРЕЗЦОВОЙ НАЛАДКЕ РЕЗЦЕДЕР-
ЖАШПЯ:
а — штампованная заготовка (припуск на
всех ступенях одинаков), б — заготовка из
проката (припуск расчленяется по глубине),
в — заготовка из проката (припуск расчле-
няется по длине и глубине)
'?тсХЕМА наладки <ВО ФРОНТ» ДЛЯ НА-
ружНОГО ОБТАЧИВАНИЯ И ПОДРЕЗА-
НИЯ ВТУЛКИ
I — резец проходной упорный, 2 — резец
проходной, 3 — дополнительный резцедер-
жатель, 4 — резцедержатель станка
длинного участка /чакс (рис. 302, а). Резцы
выставляю гея по эталонной детали. После
изготовления двух-трех пробных деталей на-
ладку корректируют по данным замеров
ступеней. При обработке заготовок из прока-
та припуск * ежду резцами расчленяют по глу-
бине (рис. 302. б) или по длине и глубине
(рис. 302, в).
В отдельных случаях осуществляют много-
резцовую наладку станка без изготовления
специальной сснастки, используя для этого
обычный резцедержатель. Применяют мно-
181
горезцовые наладки резцов «во фронт», т. е. в
сторону обрабатываемой заготовки, что ис-
ключает необходимость в поворотах резце-
держателей, повышает производительность
труда и точность обработки.
На рис. 303 показана схема несложной
наладки «во фронт» с применением дополни-
тельной резцедержавки. Резцом 1 обтачива-
ют наружную поверхность заготовки, а ре-
зцом 2 — подиезают торец и снимают фаску.
Резцы располагаются так, что друг другу не
мешают.
ОЛЕСХЕМА НАЛАДКИ ДЛЯ ОБРАБОТКИ СП
ОМч*ПЕНЧАТОГО ВАЛИКА С ИСПОЛЬЗОВА-
НИЕМ ЗАДНЕГО РЕЗЦЕДЕРЖАТЕЛЯ:
резцы 1 — проходной упорный, 2 — про-
ходной, 3,5 — фасочные, 4 — прорезной
306 ИСПОЛЬЗОВАНИЕ РЕГУЛИРУЕМОГО ЗАД-
4'V/WHETO РЕЗЦЕДЕРЖАТЕЛЯ ДЛЯ ПОДРЕЗА-
НИЯ ТОРЦА ДИСКА:
/ — задний рчгтедер-ате.т 2 — попереч-
ные салазки суппорта, 3 — передний ре:зце-
tiepxame.ih
§ 101. Применение
заднего резцедержателя
При помощи заднего резцедер-
жателя можно ускорить некоторые то-
карные работы: производить одновременно
наружную и внутреннюю обработку; наруж-
ное обтачивание резцами, расположенными
спереди и сзади заготовки; нарезать резьбу
с использованием обратного хода суппорта;
совмещать наружное обтачивание с протачи-
ванием канавок и снятием фасок и др.
К станкам 1К62, 16К20, 1И611П поставляют
задние резцедержатели (рис. 304). На рис. 305
приведена схема наладки станка на обработку
ступенчатого валика с применением заднего
резцедержателя в сочетании с многорезцовой
наладкой. Резцы 1 и 2 , закрепленные в пе-
реднем резцедержателе, производят наружное
обтачивание ступеней, а резцы, закрепленные
в заднем резцедержателе, совершают только
поперечную подачу и служат для снятия фасок
• резцы 3 ,5 ) и для прорезания канавки (ре-
зей 4 ).
Станки некоторых старых моделей в отдель-
ных случаях оснащают задним резцедержате-
лем. Эффективна конструкция заднего резце-
держателя с регулировкой положения резца в
продольном и поперечном направлениях. На
рис. 306 дана схема обработки горца диска с
применением такого резцедержателя. Перед-
ний резец подрезает торец, начиная от на-
ружной поверхности до середины торца, а
задний резец подрезает торец от отверстия
также до середины торца. Путь рабочего хода
каждого резца в два раза меньше ширины
торцовой поверхности заготовки, что сокра-
щает время обработки в два раза.
§ 102. Ускоренная замена
инструмента
Применение быстросменно-
го патрона. Для ускорения замены стер-
жневых инструментов служит быстросмен-
ный патрон (рис. 307, о). Инструменты за-
крепляют коническим хвостовиком в сменных
втулках (рис. 307, б). На наружной цилиндри-
ческой поверхности сменной втулки имеются
углубления. Втулку 2 вставляют в цилиндри-
ческую расточку корпуса 7 патрона. Шари-
ки 3 , сидящие в отверстии корпуса, под дейс-
твием скоса зажимного кольца 4 заходят в
углубления втулки 2 , связывая ее, а следова-
тельно, и инструмент с патроном. Для смены
инструмента достаточно слег ка сдвинуть
142
ОП7БЫСТР0СМЕН||ЫИ ПАТР0Н <а~>' сверло
OVf во ВТУЛКЕ (б):
1 — корпус патрона с хвостовиком,
2 — быстросменная втулка, 3 — шарик,
4 — зажимное кольцо
ОНО РЕВОЛЬВЕРНАЯ ТРЕХПОЗИЦИОННАЯ ИН-
ОМ^сТРУМЕНТАЛЬНАЯ ГОЛОВКА ЗАДНЕЙ
БАБКИ
1 — инструментодержатель, 2 — фикса-
тор, 3 — ось, 4 — корпус с хвостовиком
308™™™^^ 31 Ослиный ШГСТИ1ЮМЦИ0ННЫ11
ПАРНОМУ СТАНКУ В:
/ барабан, 2 — регулировочный винт
3 — контргайка
кольцо: при этом втулка с инструментом
свободно выходит из корпуса патрона. На
смену инструмента затрачивается до 10 с.
Применение револьверной
инструментальной головки.
На рис. 308 показана восьмипозиционная го-
ловка, в гнездах которой крепят резцы или
втулки для стержневых инструментов. Ре-
вольверная головка оснащается различными
инструментами в определенной технологи-
ческой последовательности. Наличие револь-
верной головки, налаженной для обработки
заготовок определенной детати. позволяет
быстро переналаживать станок и обеспечи-
вать высокопроизводи тельную работу даже
при изготовлении малых партий деталей.
Для ускорения замены стержневых инстру-
ментов (сверл, зенкеров, разверток), закреп-
ляемых в задней бабке станка или в специ-
альной державке, применяют револьверную
инструментальную головку другого вида
(рис. 309).
183
§ 103. Применение
барабанного упора
Обработка заготовок деталей со ступенчаты-
ми наружными или внутренними поверхнос-
тями связана с необходимостью контроля
длин ступеней: приходится останавливать
станок и замерять длину ступеней линейкой,
штангенциркулем, штангенглубиномером.
Значительного ускорения изготовления дета-
лей со ступенчатыми поверхностями, а также
высокую точность размеров ступеней при из-
готовлении деталей партиями достигают
применением поворотного (барабанного) упо-
ра с регулируемыми упорными винтах»!,
которые ограничивают подачу каретки суп-
порта (рис. 310). Упорные винты вывинчива-
ют из барабана на различную длину, со-
ответствующую пути прохода резца для ра-
зличных ступеней изготовляемой детали.
Упорные винты предохраняются от само-
отвинчивания контргайками. После наладки
упоров по первой пробной детали остальные
заготовки партии обрабатывают по упорам
лишь с периодическими (выборочными) заме-
рами длин ступеней.
К о н । р о .1 ь я ы е вопросы
I. Как jстроев пневматический токарный патрон и
в чем заключаются его преимущества?
2. Перечислите способы многорезцовой наладки то-
карней о станка.
3. Приведи ie примеры использования заднего резце-
держателя.
4. Как осуществляется ускоренная замена режущих
инструментов?
Глава 22
Станки токарной группы
§104. Лобовые
и карусельные станки
Лобовые станки предназначены для
обработки крупных заготовок, диаметр кото-
рых значительно превосходит длину (шкивы,
маховики, зубчатые колеса, плиты и др.).
Лобовой станок отличается от токарного
отсутствием задней бабки и большими разме-
рами планшайбы. Из-за неудобства крепления
и выверки заготовки эти станки применя-
ют редко, их заменяют карусельными стан-
ками.
На карусельных станках обраба-
тывают крупные заготовки (диаметром свы-
ше 300 мм) в цехах единичного и серийного
производства. Планшайба (стол) карусельно-
го станка служит для установки заготовок в
горизонтальной плоскости (вращение вокруг
вертикальной оси). Карусельные станки
бывают одностоечные (одно- и двухсуппор-
тные) и двухстоечные (двух-, трех- и четы-
рехсуппортные).
Одностоечный карусельный станок (рис. 311)
имеет вертикальный суппорт с пяти!ранной
поворотной (револьверной)- инструменталь-
ной головкой и боковой суппорт Вертикаль-
184
ный суппорт расположен на траверсе, которая
может перемещаться вверх и вниз по направ-
ляющим стойки. Боковой суппорт может
перемещаться вертикально и горизонтально.
В револьверной (инструментальной) головке в
определенной технологической последова-
тельности закрепляют инструментальные де-
ржавки или непосредственно стержневые ин-
струменты (сверла, зенкеры). В боковом
суппорте закреплен обычный четырехрезцо-
вый поворотный резцедержатель (как у то-
карного станка).
Заготовку устанавливают на столе станка и
крепят кулачками, имеющими независимое
перемещение, или болтами и планками-
прихватами. Горизонтальное расположение
стола упрощает выверку заготовки и обеспе-
чивает надежность крепления.
Двухсгоечный карусельный станок предназ-
начен для обработки особо крупных загото-
вок. Высокая производительность этого ста-
нка объясняется возможностью одновремен-
ной обработки несколькими суппортами при
большом сечении стружки.
На рис 312 показана схема наладки односто-
ечного карусельного станка для обработки
шкива.
-f ОДНОСТОЕЧНЫЙ КАРУСЕЛЬНЫЙ СТА-
° 1 1 НОК:
/ — станина, 2 — стойка, 3 — поперечина
(траверса), 4 — суппорт, 5 — револьверная
головка, 6 — пульт, 7 — стол
СХЕМА НАЛАДКИ ОДНОСТОЕЧНОГО КА-
РУСЕЛЬНОГО СТАНКА ДЛЯ ОБРАБОТКИ
ШКИВА:
3 РЕВОЛЬВЕРНЫЙ СТАНОК С ВЕРТИКАЛЬ-
НОЙ ОСЬЮ РЕВОЛЬВЕРНОЙ ГОЛОВКИ
1 — станина, 2 — поперечный суппорт,
3 — передняя бабка, 4 — приклон (приспо-
собление для нарезания резьбы резцам),
5 — револьверная головка, 6 — каретка,
7 — электрошкаф
I — кулачок, 2,3 — опорное кольцо, 4 —
винт, 5— центрирующая оправка
§ 105. Револьверные станни
Револьверные станки в отличие
от токарных вместо задней бабки имеют
каретку, на которой находится поворотная
(револьверная) инструментальная головка.
Револьверные станки применяют в серийном
и массовом производстве при изготовлении
больших партий одинаковых деталей. Детали
изготовляются из поковок, отливок или пру-
ткового материала. Различают два типа
револьверных станков: с вертикальной осью
револьверной головки и горизонтальной осью
револьверной головки.
На рис. 313 показан револьверный станок с
вертикальной осью шестигранной револьвер-
ной. головки На гранях револьверной го-
ловки в соответствии с предварительно
разработанной технологией закрепляют ре-
зцы, сверла, зенкеры, метчики и другие
инструменты. В обычном резцедержателе
поперечного суппорта закрепляют резцы. На
рис. 314, а—в показана схема наладки ре-
вольверного станка с вертикальной осью ре-
вольверной головки для обработки втулки.
Сочетание работы инструментов, закреплен-
185
0-1 Л СХЕМА НАЛАДКИ РЕВОЛЬВЕРНОГО СТАН-
'’’^КА С ВЕРТИКАЛЬНОЙ ОСЬЮ РЕВОЛЬ-
ВЕРНОЙ ГОЛОВКИ ДЛЯ ОБРАБОТКИ
ВТУЛКИ:
а — наладка револьверной головки и резце-
держателя, б — подрезание уступа, в — ра-
стачивание выточки; 1,3,6 — проходные ре-
зцы, 2,7 — расточные резцы, 4 — зенкер,
5 — развертка
О И ЕСХЕМА НАЛАДКИ ГИДРОКОПИРОВАЛЬ-
'>|'-,ИОГО ПОЛУАВТОМАТА ДЛЯ ОБРАБОТ-
КИ СТУПЕНЧАТОГО ВАЛА:
резцы: 1 — проходной, 2 — торцовый,
3 — канавочный, 4 — фасочный
190-о.в
суппорт
O-JCCXEMA НАЛАДКИ МНОГОРЕЗЦОВОГО
1 и ПОЛУ АВТОМАТА ДЛЯ ОБРАБОТКИ СТУ-
ПЕНЧАТОГО ВАЛА:
резцы: 1,3 — фасочные, 2 — прорезной,
4,5 — проходные упорные, 6 — проходной
ных в револьверной головке и в поперечном
суппорте, быстрая замена инструмента по-
средством поворота револьверной головки,
автоматическое получение заданных размеров
благодаря наладке по упорам — все это обе-
спечивает высокую производительность ре-
вольверного станка.
У станка с горизонтальной осью револьвер-
ной головки дисковая револьверная головка
обращена к шпинделю торцом и имеет гнезда
для закрепления инструментов. Каретка, на
которой установлена револьверная головка,
совершает продольную подачу, а поперечная
подача (по дуге окружности) осуществляется
поворотом револьверной головки.
Задний суппорт
Поводковый
са мозажимной
патрон
050/9
080/18
166-°’4
190 “О’6
Передний
суппорт
186
§ 106. Тонарные полуавтоматы
Полуавтоматом называют станок, который
автоматически, без участия рабочего, вы-
полняет весь цикл движений инструментов:
подвод к заготовке, врезание, рабочую подачу
на заданную длину, отвод инструментов и
остановку станка, а рабочий (оператор)
только устанавливает заготовки, снимает из-
готовленные детали, включает и выключает
станок.
Гидрокопировальный полу-
автомат снабжен двумя суппортами:
верхним с гидравлическим копировальным
устройством и нижним — поперечным.
На рис. 315 показана схема наладки гидроко-
пировального полуавтомата для обработки
ступенчатого вала. Резец, закрепленный в ве-
рхнем суппорте, обтачивает наружные по-
верхности ступеней вала (вершина резца
повторяет контур копира, с которым сопри-
касается шуп гидравлического следящего ус-
тройства). Нижний суппорт совершает попе-
речную подачу, и закрепленные в нем резцы
протачивают канавки, подрезают уступы,
обрабатывают галтели и снимают фаски.
Гидравлическая система станка обеспечивает
движения продольной и поперечной подач, а
также поджим задней бабки. Вертикальное
расположение суппортов создает удобства
для наблюдения за зоной резания и облегчает
сход стружки непосредственно в корыто (под
действием собственной силы тяжести).
У многорезцового полуавтомата передний
суппорт, несущий несколько резцов, соверша-
ет продольную подачу: каждый резец, заранее
выставленный по эталонной детали, обтачи-
вает только одну ступень, а путь прохода
суппорта равен длине наиболее длинного
участка детали. Задний суппорт совершает
только поперечную подачу, а закрепленные в
нем резцы подрезают торцы, вытачивают
канавки и т.д.
На рис. 316 показана схема наладки много-
резцового полуавтомата для обработки сту-
пенчатого вала.
§ 107. Тонарные автоматы
В отличие от полуавтоматов станки-
автоматы осуществляют автоматически не
только весь цикл движения инструмента, но
также закрепление заготовки и освобождение
изготовленной детали. Автоматы бывают
прутковые (заготовки — прутковый матери-
Oj 7МЕХАНИЗМ ПОДАЧИ ПОПЕРЕЧНЫХ СУП-
1 * ПОРТОВ АВТОМАТА IA136:
1 — шпиндель, 2 — суппорт, 3 — рычаг с
зубчатым сектором, 4 — кулачковый вал,
5 — кулачок
ал) и патронные (заготовки — отливки или
поковки).
Для изготовления мелких деталей из прутко-
вого материала в массовом производстве
применяют одношпиндельные прутковые ре-
вольверные автоматы. Эти автоматы имеют
несколько суппортов: продольный, несущий
револьверную инструментальную головку, и
поперечные. Движение подачи суппортов вы-
зывается действием профильных дисковых
кулачков через систему рычагов. На рис. 317
изображен механизм подачи трех поперечных
суппортов одношпиндельного револьверного
автомата. Станок налаживают так, что за
один оборот вала 4 с кулачками 5 происхо-
дит полная обработка заготовки.
Высокую производительность обеспечивают
многошпиндёльныё ТбкйрйЫё ЙЙТОШТЫ,
применяемые в массовом производстве. Мно-
187
гошпиндельные автоматы работают по пози-
ционному принципу: барабан (планшайба) с
патронами или цанговыми зажимами перио-
дически поворачивается, и в каждой позиции
заготовка обрабатывается определенным ин-
струментом (или несколькими инструмента-
ми). Время обработки заготовки на мно-
гошпиндельном автомате равно времени,
затрачиваемому на самой трудоемкой пози-
ции.
Контрольные вопросы
1. Какие особенности имеют лобовые и карусельные
станки?
2. Расскажите об устройстве и работе револьверных
станков.
3. Чем отличается гидрокопнровальный полуавтомат
от многорезцового полуавтомата?
4. Как осуществляется движение подачи в токар-
ном автомате?
Глава 23
Техника безопасности
при работе на токарном станке
Токарь должен соблюдать следующие прави-
ла техники безопасности.
При подготовке к работе:
привести в порядок рабочую одежду; застег-
нуть или обвязать обшлага рукавов, запра-
вить халат (комбинезон), чтобы не было
развевающихся концов, убрать волосы под
головной убор;
небрежно надетая одежда
может привести к травме;
убедиться в исправности станка;
осмотреть ограждение зубчатых колес, при-
водных ремней и гитары станка, проверить,
не оборван ли заземляющий провод; прове-
рить установку светильника местного освеще-
ния (свет не должен слепить глаза); проверить
станок на холостом ходу и убедиться в ис-
правности кнопок «пуск» и «стоп», органов
управления, тормоза, систем смазки и охлаж-
дения, подъемных и загрузочных устройств;
работать на неисправном
станке опасно;
привести в порядок рабочее место- убрать все
лишнее со станка и площади рабочего места;
осмотреть и подготовить к работе приспо-
собления, режущий и измерительный инстру-
мент и крепежные детали; удобно установить
тару для заготовок и деталей; проверить,
исправна ли подножная деревянная решетка;
порядок на рабочем месте —
залог безопасности работ ы;
о неисправностях станка и электрооборудова-
ния немедленно сообщить мастеру или де-
журному слесарю (электрику) и до устранения
неисправности к работе не приступать;
содержать рабочее место в чистоте: недо-
пустимо наличие на полу под ногами стружки,
различных отходов, масляных пятен. Рабо-
тать следует в спецодежде, не стесняющей
движений, исключающей возможность захва-
та ее движущимися частями станка (рис. 318);
для установки и съема заготовок массой более
20 кг пользоваться подъемными устройства-
ми, при этом надежно стропить заготовку.
Освобождать от псдвески заготовку только
после ее установки и надежного закрепления
на станке. Прочно закреплять обрабатывае-
мые заготовки на станке (в патроне, центрах
или на оправке). Не наращивать рукоятки
ключа для закрепления заготовок в патроне,
не применять подкладок между зевом ключа и
гранями гайки;
не оставлять ключ в патроне после закрепле-
ния или освобождения заготовки; рекоменду-
ется применять безопасный ключ с подпружи-
ненным рабочим стержнем (рис. 319). При
нажиме на рукоятку 5 стержень ключа по-
лностью входит в гнездо. Если ключ оставлен
в патроне и, следовательно, снят нажим на
рукоятку, пружина 2 вытолкнет ключ из гне-
зда патрона;
правильно и надежно закреплять инструмент,
при установке резца применять минимальное
число подкладок;
перед включением станка убедиться в гом,
что пуск его никому не угрожает опасностью.
188
0 4 ©КЛЮЧ С ПОДПРУЖИНЕННЫМ РАБОЧИМ
'* 1 ^СТЕРЖНЕМ ДЛЯ БЕЗОПАСНОГО ЗАКРЕП-
ЛЕНИЯ ЗАГОТОВКИ В П АТРОНЕ;
1 — неподвижная трубка, 2 — пружина,
3 — подвижная трубка, 4 — рабочий стер-
жень, 5 — рукоятка
Перед остановкой станка выключить подачу и
отвести инструмент от заготовки;
отключать станок при временном прекраще-
нии работы: измерении обрабатываемой за-
готовки, наладке станка, уборке рабочего
места, смазке станка или регулировке, при пе-
рерывах в подаче электроэнергии;
электродвигатели, шкаф управления, клем-
мная коробка, каретка и станина должны
быть надежно заземлены;
не снимать и не открывать ограждений и
предохранительных устройств; не снимать
футляров с электрооборудования, не откры-
вать дверей электрошкафов, не прикасаться к
клеммам;
при заточке не подводить инструмент к торцу
плоского круга; не допускать большого зазора
между подручником и кругом; не прижимать
инструмент с большим усилием к кру-
। у; пользоваться защитным щитком или
очками.
Во время работы:
не работать на станке в перчатках или рукави-
цах; если палец забинтован, поверх бинта
надевать резиновый напальчник; вытирать
руки чистой ветошью, не использовать для
189
этой цели обтирочный материал, которым
вытирают станок, так как можно поранить
руки мелкой стружкой;
следить, чтобы охлаждающая жидкость или
масло не попадали на решетку и на пол в зоне
рабочего места токаря: при обнаружении
утечки масла .из картеров станка немедленно
вызвать слесаря; не облокачиваться на станок
во время работы; при работе с невращаю-
щимся задним центром своевременно за-
полнять смазкой центровые отверстия заго-
товок; периодически проверять, не отходит ли
задний центр. Не допускается работа с жес-
тким центром при частоте вращения шпинде-
ля свыше 150 об/мин; применять стопорное
устройство, предохраняющее патрон от само-
отвинчивания; не раздвигать кулачки патрона
до выхода их из корпуса; в кулачковом
патроне без поддержки центром задней бабки
закреплять только кори гкие заготовки, более
длинные поддерживать центром задней
бабки; нежесткие валы закреплять в люнете:
не допускать чрезмерного зажима кулачков
люнета на заготовке, периодически смазы-
вать кулачки, своевременно заменять срабо-
танные кулачки;
QO Л ПРЕДОХРАНИТЕЛЬНЫЙ ЩИТОК К ПАТ-
^Vpom :
а — положение
б — положение
при зажиме заготовки,
при точении
322 НАКЛАДНОЙ СТРУЖКОЛОМАТЕЛЬ
/ — резец, 2 — стружколомателъ
QO1 йПДИВИ 1УАЛБНЫЕ СРЕДСТВА ЗАЩИТЫ
* ГЛАЗ:
а — защитные очки, б — защитный щиток
{«забрало»)
ДАЛЕШЩСТРУ ЖКИ С.0 СТАНКА КРЮЧ-
ч3^°КОМ И 1ЦЕТКО1
190
зботать только исправным инструментом;
ри получении инструмента из кладовой
роверять, нет ли забоин на конусных
зостовиках инструмента, трешин в твердос-
завных пластинках, сколов или выкрошив-
мхся участков на режущих кромках; надежно
и механическое крепление пластинки; не то-
мозить станок нажимом руки на патрон или
зготовку, работать с отрегулированным то-
мозом; во время работы перекрывать зону
езания защитным экраном
;м. рис. 304); на станке, не оснащенном
зщитным экраном, работать в защитных
чках или использовать индивидуальный за-
щитный щиток (см. рис. 321, а,б);
рименять предохранительный щиток над па-
ровом (рис. 320, а,о);
ри точении стали твердосплавными резцами
ользоваться накладными стружколомателя-
ш или стружколомающими канавками, при
обработке чугуна — стружкоотражателями;
применять простой накладной пружинящий
стружколоматель, представляющий собой
планку из закаленной стали, прижимаемую к
резцу болтами резцедержателя (рис. 322);
не убирать стружку на ходу станка. После
остановки станка удалять стружку крючком и
щеткой (рис. 323);
не отрезать прутковый материал при боль-
шом вылете из шпинделя. Выступающий из
нерабочей стороны шпинделя конец прутка
ограждать трубчатым кожухом; не произво-
дить никаких измерений универсальными из-
мерительными инструментами или калибра-
ми на ходу станка.
После окончания работы:
выключить электродвигатель станка; при-
вести в порядок рабочее место, очистить и
смазать станок; аккуратно сложить на рабо-
чем месте заготовки и детали.
< о и т р о л ь и ы е вопросы
. К акне правила безопасности должны соблюдаться
при подготовке к работе на токарном станке?
2. Перечислите основные правила техники безопас-
ности при работе на токарном станке.
Приложения
Приложение 1
Карта 1
Замена классов точности по ОСТ на квалитеты и поля допусков основного отверстия
по ЕСДП СЭВ
Классы точности 1 2 2а 3 За 4 5
Квалитеты 6 7 8 9 10 11 12
Поля допусков /76 7/7 /78 /79 Н10 /711 //12
Карта 2
Замена полей допусков валов в системе ОСТ на поля допусков в ЕСДП СЭВ
Класс точности Поля допусков в системе ОСТ
Широкоходо- вая (Ш) Легкоходовая (Л) Ходовая (X) Движения (Д) Скользящая (С) Плотная (П) Напряженная (Н) Глухая (Г) Легкопрессо- вая (Пл) Прессовая (Пр) Горячая (Гр) Прессовая первая (Пр1) 1 Прессовая вторая (Пр2)
1 Поля допусков в ЕСДП СЭВ
1 2 — 2а 3— 4 5 1 1 -d9 —* з8 /7 /9, е8 dll Ь12 £6 Л5 /16 /17 /18, /19 /111 /112 js5 i>s k6 пб рб, гб гб, sG 1/7 57 118
192
Приложение 2
Карта 1
• ээффициенты С,, и Ср? для определения скорости резания и (м/мин)
•. члы резания Рг (Н) при обработке стали
Обрабатываемый матерная Материал режущего инструмента Коэффициент Главный угол в плане <р
30° 45° 60° 90°
.* ч-леродистые и легиро- ванные тв == 65 кгс/мм2 .й МПа) Р6М5 Ц, CPZ 86 1940 68 1800 59 1760 45 1640
Т15К6 cv срг 296 3080 262 2850 241 2680 212 2530
ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ НА КОНКРЕТНЫЕ УСЛОВИЯ ОБРАБОТКИ
СТАЛИ ДЛЯ ОПРЕДЕЛЕНИЯ.СКОРОСТИ РЕЗАНИЯ И СИЛЫ РЕЗАНИЯ
К я р т а 2
I. В зависимости от cboScib обрабатываемого материала
Механические свойства Коэффициент Механические своигз в а Коэффициент
Число твердости по Бринеллю НВ Предел прочности при растяже- нии а , М Па КМР. Чи ело твердости по Бринеллю НВ Предел прочности при рас'гяже- нии а > МПа Л’Л! V л"л» Pz
Резш 774-107 1074-138 1384-169 1694-200 2004-230 2304-262 I из быстрорс 3004-400 4004-500 500-4-600 6004-700 7004-800 8004-900 жущей ст 1,7 1,39 1,31 1,0 0,77 0,63 зли 0.78 0.86 0,92 1,0 1,13 1,23 Резць <137 1434-174 1744-207 2074-229 2294-267 2674-302 3024-320 3204-350 , оснащении! из твердого 4004-500 5004-600 6004-700 7004-800 8004-900 9004-1000 10004-1100 11004-1200 пластинк сплава 1,44 1,18 1,0 0,87 0,77 0,69 0,62 0,57 амн 0,83 0,92 1 ,о 1 ,07 1 ,14 1 .20 1,26 1,32
193
Карта 3
II. В зависимости от сечения резца (для резцов из быстрорежущей стали)
Сечение резца, мм
6x6 10x10 010 012 12х 12 10x16 16x16 12x20 016 20x20 16x25 020 025 20x30 25x25 030 зохзо 25x40 040 30X45 40x40 40x60
Значение коэффициента Kq
0,80 0,87 0,90 0,93 0,97 1,0 1,04 1 ,08 1,12
III. В зависимости от переднего угла разца 7
Карта 4
Материал резца Обрабатываемый материал Передний угол 7, град
-4-30 +25 4-20 + 12 +ю +8 0 —10
Коэффициент К-, ЛРг
Быстрорежущая сталь Сталь ав, МПа <500 0,94 1,0 1,06 — — — —
5004-800 0,94 1,0 1,10 — — — —
8004-1000 — — 0,91 1,0 1,03 1,06 __ —
10004-1200 — — 0,94 0,97 1,0 — —
Твердые сплавы Сталь ав, МПа <800 __ 0,94 1,0 1,04 1,07 1,15 1,25
>800 — — 0,9 0,96 1,0 1,03 1,10 1,20
194
Карта 5
IV. В зависимости от смазочно-охлаждающей
жидкости (СОЖ)
СОЖ Ксож^ ^СОЖ„ Pz
Эмульсия Минеральное масло . . Сульфофрезол, «Аквол-2» Распыленная эмульсия 1 1,05 1.1 1,15 1 0,95 0,9 0,95
Карта 6
Числовые значения подач в степени 0,75
(s°>75)
S 0,1 0,2 0,3 0,4 0,5 0,6 0,7 0.8 0,9
s0,75 0,18 0,3 0,41 0,5 0,6 0,69 0,77 0,85 0,93
Литература
Берков В. И. Технические измерения. М., 1977.
Журавлев А.Н. Допуски и технические измерения. М , 1978.
Зайцев Б. Г., 3 а в г о р о д н е в П. И., Ш е в ч е н к о А. С. Справочник
молодого токаря. М., 1976.
Лурье Г. Б., Новые инструментальные материалы и конструкции рез-
цов. М., 1977.
Оглоблин А. Н. Основы токарного дела. М., 1974.
Семинский В. К. Повышение производительности труда при работе
на токарных станках. М., 1973.
Слепинин В. А. Руководство по обучению токарей по металлу. М.,
1977.
Оглавление
Введение 3
Часть первая
Основы токарного дела 4
ГЛАВА 1
Основные сведения о токарной обработке 4
§ 1. Сущность токарной обработки 4
§ 2 Устройство токарно-винторезного станка 5
§ 3. Понятие о процессе образования стружки 5
§ 4, Токарные резцы 7
§ 5. Материалы рабочей части резцов 10
§ 6. Износ и заточна резцов, правила пользо-
вания резцами 11
§ 7. Понятие о режиме резания при точении 12
§ 8. Организация рабочего места токаря 13
ГЛАВА 2
Обработка наружных цилиндрических по-
верхностей 15
§ 9. Общие сведения о деталях с наружными
цилиндрическими поверхностями. Контроль
наружных диаметров 15
§10. Установка и закрепление заготовок в
универсальных трехкулачковых токарных
патронах 16
§11. Установка и закрепление заготовок в
центрах 18
§12. Резцы для обработки наружных цилинд-
рических поверхностей и установка их в
резцедержателе 22
§13. Обработка гладких наружных цилиндри-
ческих поверхностей(обтачивание) 24
§14. Выбор режима резания для обтачивания 25
§15. Обработка плоских торцовых поверхнос-
тей и уступов (подрезание) 25
§ 16. Обработка ступенчатых валов
§ 17. Вытачивание наружных канавок (проре-
зание) и отрезание 30
ГЛАВА 3
Технологический процесс тонарной обра-
ботки
36
§18. Элементы технологического процесса и
технологический процесс обработки прос-
того вала 36
§19. Технологические базы 38
§ 20. Правила построения технологического
процесса 39
ГЛАВА 4
Обработка цилиндрических отверстий 42
§ 21. Общие сведения о деталях с отверстия-
ми. Контроль отверстий 42
§ 22. Спиральное сверло 43
§ 23. Заточна и рациональная подточка сверл. 45
§ 24 Сверление отверстий на токарном станке 47
§ 25. Особенности сверления глубоких отвер-
стий 49
§ 26. Зеннерование отверстий 50
§ 27. Растачивание отверстий 52
§ 28. Развертывание отверстий 56
§ 29. Центрование на токарном станке 59
ГЛАВА 5
Технологический процесс изготовления де-
талей типа втулок 61
§ 30. Обработка втулок из прутковой заготовки
(проката) 61
§ 31. Обработка втулок на оправке 61
ГЛАВА 6
Нарезание резьбы плашками и метчиками 64
§ 32. Общие сведения о резьбовых деталях
и резьбах. Контроль резьб 64
§ 33. Нарезание наружной резьбы плашками 67
§ 34. Нарезание внутренней резьбы метчиками 69
§ 35. Накатывание резьбы 72
197
ГЛАВА 7
Обработка конических поверхностей 73
§ 36. Общие сведения о конических поверх-
ностях. Контроль конических поверхностей 73
§ 37. Обработка коротких конических поверх-
ностей 75
§ 38- Обработка длинных конических поверх-
ностей 7 7
Часть вторая
I Токарные станки so
ГЛАВА 8
Типовые механизмы станков 80
§ 39. Передачи 80
§ 40. Типовые механизмы коробок скоростей 83
ГЛАВА 9
Общий обзоо токарных станков 86
§ 41. Развитие станкостроения в СССР 86
§ 42. Классификация и марки токарных станков 86
ГЛАВА 10
Токарно-винторезный станок 16К20 89
§ 43. Общая характеристика 89
§ 44. Механизм главного движения 89
§ 45. Механизм подач 94
§ 46. Основные сборочные единицы (узлы)
и органы управления 98
ГЛАВА 11
Основы рациональной эксплуатации токар-
ных станков 107
§ 47. «Руководство по эксплуатации» и паспорт
станка 107
§ 48. Модернизация станков 107
§ 49. Проверка станка на точность 108
§ 50. Смазка станка 109
§ 51. Основные правила ухода за токарным
станком 109
Часть третья
Обработка сложных поверх-
ностей 112
ГЛАВА 12
Обработка фасонных поверхностей 112
§ 52. Общие сведения о фасонных поверх-
ностях. Контроль фасонных поверхностей 112
§ 53. Обработка фасонных поверхностей спо-
собом сочетания двух подач 112
§ 54. Обработка фасонных поверхностей по
копиру 113
§ 55. Обработка фасонных поверхностей фа-
сонными резцами 114
§ 56. Обработка сферических поверхностей 115
§ 57. Применение гидрокопировального суп-
порта 116
ГЛАВА 13
Отделка поверхностей 120
§ 58. Притирка 120
§ 59. Полирование 120
§ 60. Поверхностное пластическое деформиро-
вание 121
§ 61. Накатывание рифлений 123
ГЛАВА 14
Нарезание резьбы резцами 124
§ 62. Резьбовые резцы 124
§ 63. Настройка токарно-винторезного станка
на нарезание резьбы резцом 126
§ 64. Нарезание треугольной резьбы 128
§ 65. Нарезание резьбы для передачи движе-
ния 130
§ 66. Скоростное нарезание резьбы 132
§ 67. Нарезание многозаходной резьбы 133
ГЛАВА 15
Технологические вопросы обработки слож-
ных поверхностей 136
§ 68. Использование сложных поверхностей в
качестве установочных баз 136
§ 69. Выбор способа обработки сложных по-
верхностей 137
ГЛАВА 16
Обработка заготовок со сложной установ-
кой 139
§ 70. Установка заготовок в четырехкулачковом
патроне 139
§ 71. 'Установка заготовок на планшайбе и на
угольнике 140
§ 72. Обработка нежестких валов 142
§ 73. Обработка заготовок эксцентриковых
деталей 144
§ 74. Обработка тонкостенных втулок (гильз) 146
Часть четвертая
Основы теории резания ма
ГЛАВА 17
Физические основы процесса резания ме-
таллов 148
»-
§ 75. Развитие науки о резании металлов 148
§ 76. Процесс образования стружки 148
§ 77. Физические явления, сопровождающие
процесс резания 150
§ 78. Смазочно-охлаждающие жидкости и их
подача в зону резания 152
§ 79. Инструментальные материалы 152
ГЛАВА 18
Токарные резцы 155
§ 80. Геометрия резца 155
§ 81 Влияние установки резца относительно
оси центров станка на главные углы резца 157
§ 82. Изготовление резцов 158
§ 83. Алмазная заточна, доводка и контроль
геометрии резцов 159
§ 84. Высокопроизводительные резцы 160
ГЛАВА 19
Основные занономерности процесса реза-
ния металлов при точении 162
§ 85. Износ и стойкость резцов 162
§ 86. Скорость резания 163
§ 87. Силы, действующие на резец 1 64
§ 88. Мощность резания и момент резания. 166
§ 89. Выбор рационального режима резания 167
§ 90. Тонкое (алмазное) точение 168
§ 91. Силовое и ротационное точение 169
Часть пятая
Сведения для расширения
технического кругозора то-
каря 171
ГЛАВА 20
Технологические процессы токарной обра-
ботки заготовок некоторых типовых дета-
лей 171
§ 92. Классификация деталей, заготовки кото-
рых обрабатываются на токарных станках 171
§ 93. Обработка заготовок деталей типа ста-
канов 171
§ 94. Обработка заготовок деталей типа дисков 173
§ 95. Обработка заготовок деталей типа колец 174
§ 96. Типовые технологические процессы 177
ГЛАВА 21
Пути повышения производительности труда
при токарной обработке 177
§ 97. Понятие о производительности труда 177
§ 98. Пневматические зажимные устройства 178
§ 99. Применение многокромочных резцов 179
§ 100. Применение многорезцовых наладок 180
§ 101. Применение заднего резцедержателя 182
§ 102. Ускоренная замена инструмента 182
§ 103. Применение барабанного упора 184
ГЛАВА 22
Станни токарной группы 184
§ 104. Лобовые и карусельные станни 184
§ 105. Револьверные станки 185
§ 106. Токарные полуавтоматы 187
§ 107. Токарные автоматы 187
ГЛАВА 23
Техника безопасности при работе на то-
карном станке 188
Приложения 192
Литература 196
Долгопрудненский авиационный техникум
Электронная библиотека
141702 Россия, Московская обл Phone 8(495)4084593 8(495)4083109
г Долгопрудный пл Собина 1 Email dat^mail mipt ru
Site gosdat ru
|Петр Моисеевич Денежный],
Григорий Моисеевич Стиснин,
Иван Ефимович Тхор
ТОКАРНОЕ ДЕЛО
Редактор А, М. Мокрецов
Художественный редактор С. Г. Абелин
Художник И. Н. Веселов-Новицкий
Технический редактор 3. А. Муслимова
Корректор Р. К. Косинова
ИБ № 1797
Изд. № М-107 Сдано в набор 10.04.79. Подп. в печать
04.12.79. Т-17492. Формат 70Х901/1е- Бум. офсетная № 2.
Гарнитура Таймс. Печать офсетная. Объем 14,62. Усл. печ. л.
17,42 уч.-изд. л. Тираж 200 000 экз.
Зак. № 290. Цена 45 кол.
Издательство «Высшая школа»,
Москва, К-51, Неглинная ул., д. 29/14
Ярославский полиграфкомбинат Союзполиграфпром.а при Го-
сударственном комитете СССР по делам издательств, по-
лиграфии и книжной торговли. 150014, Ярославль, ул. Сво-
боды, 97.
45 ноп