
















































Автор: Захаров В.А. Чистоклетов А.С.
Теги: формообразование со снятием стружки молоты и прессы разделительные операции без образования стружки, дробление и измельчение, обработка листового материала, изготовление резьбы отдельные машиностроительные и металлообрабатывающие процессы и производства машиностроение металлорежущие станки токарные станки
ISBN: 5-217-01257-9
Год: 1993

ВАЗахаров А.С.Чистоклетов
ТОКАРИМ
дем
в картинках
ББК 34.632
3-38
УДК 621.941 (084)
Рецензент С. В. Меркулов
Федеральная целевая программа книгоиздания России
Захаров В. А., Чистоклетов А. С
3-38 Токарное дело. В картинках: Учебное пособие для профес-
сиональных учебных заведений — М.: Машиностроение,
1993.—176 с„ ил.
ISBN 5-217-01257-9
Приведены основные сведения о токарной обработке металлов, устрой-
стве токарных станков и их оснащении режущим и контрольно-измеритель-
ным инструментом. Наглядно показаны основные приемы токарной обработ-
ки. а также указаны требования, предъявляемые к обработке, организации
рабочего места и безопасности труда.
Учебное пособие может быть использовано при профессиональном обу-
чении рабочих на производстве.
2704040000—609
3 ---------------121—92
038(01)—93
Ы»К 34.632
ISBN 5-217-01257-9 © Издательство «МишиниСТри«ч11№». 1993
СОДЕРЖАНИЕ
Введение 4
Глава 1 5
ОСНОВНЫЕ СВЕДЕНИЯ О ТОКАРНОЙ ОБРАБОТКЕ МЕТАЛЛОВ
1.1. Основы резания метеЛЗТов 6
1.2. Устройство токарйых станков . 23
1.3. Режущий инструмент 41
1.4. Контрольноизмерительный инструмент 56
1.5. Технологические процессы обработки 61
Глава 2
ТОКАРНАЯ ОБРАБОТКА НА СТАНКЕ
2.1. Установка резцов 77
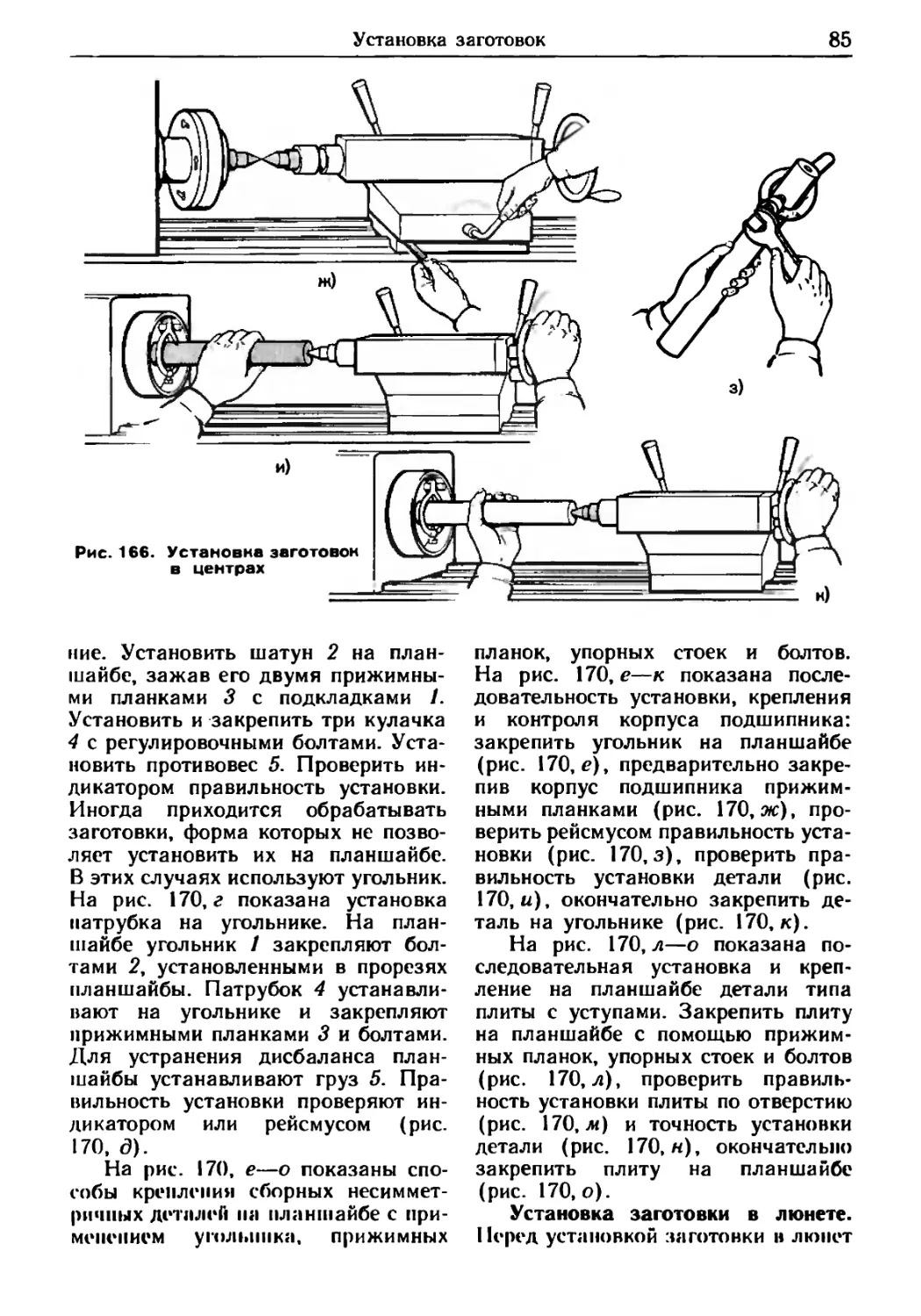
2.2. Установка заготовок 77
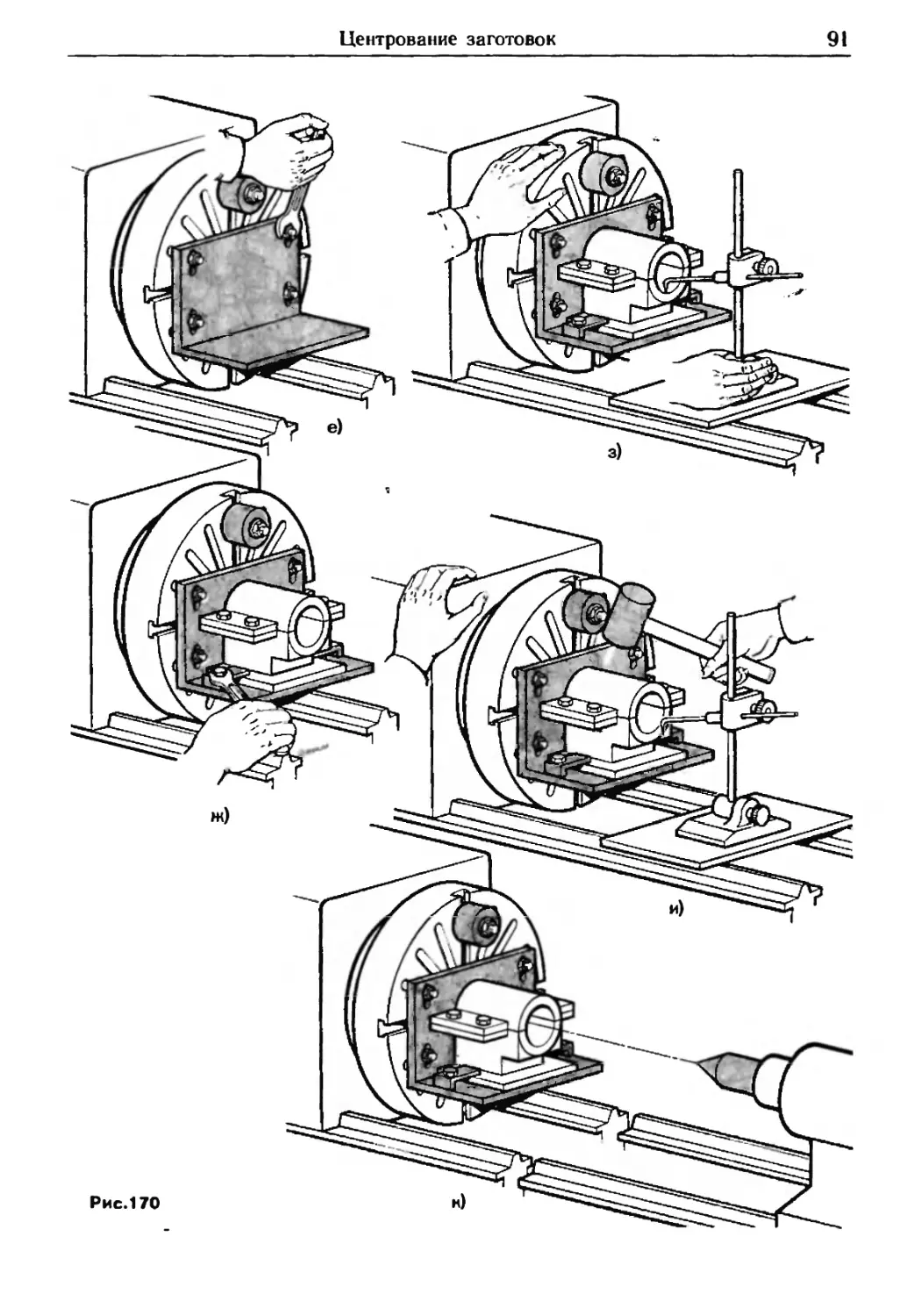
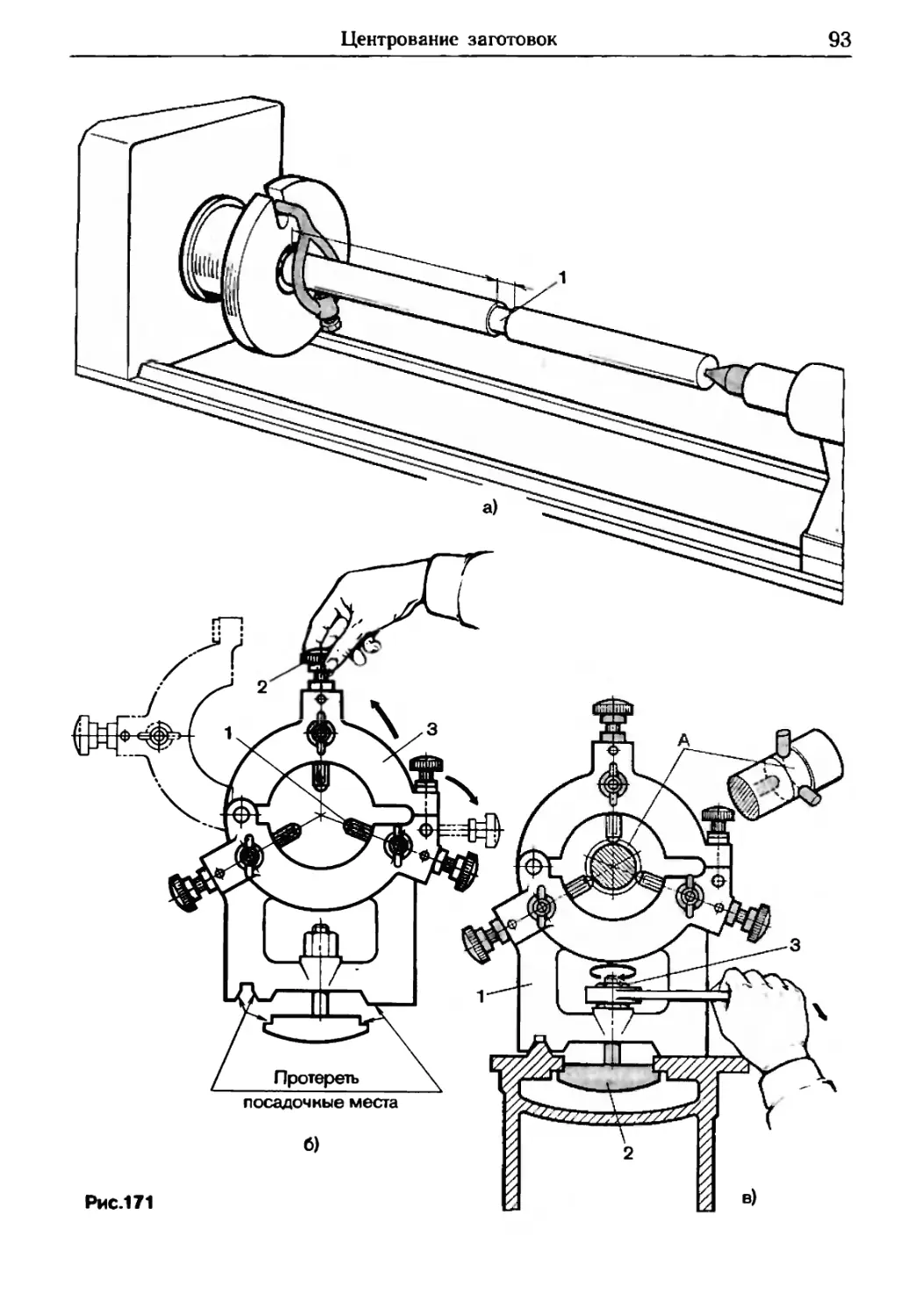
2.3. Центрование заготовок 89
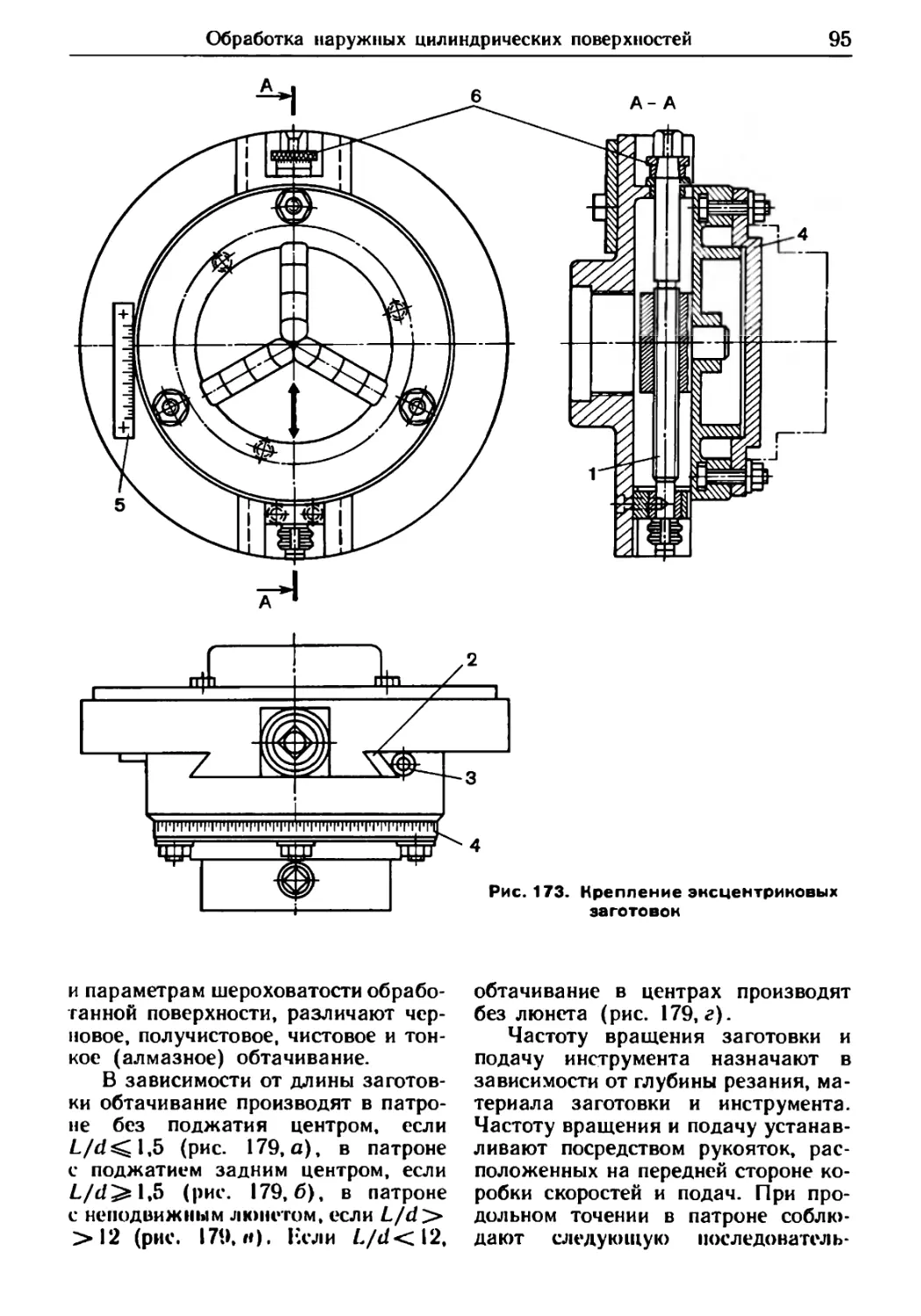
2.4 Обработка наружных цилиндрических поверхностей 94
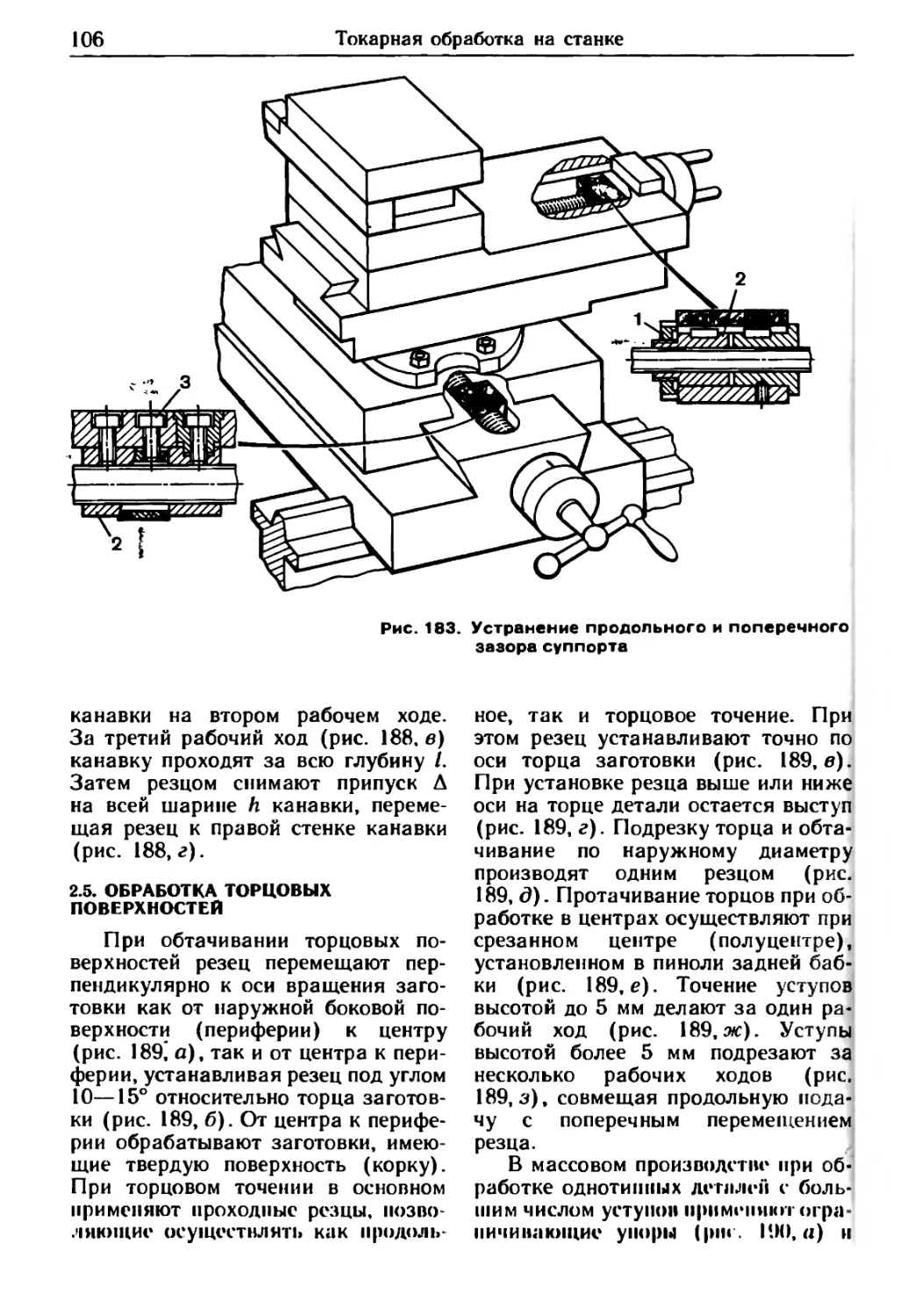
2.5. Обработка торцовых поверхностей. 106
2.6. Обработка внутренних цилиндрических поверхностей 108
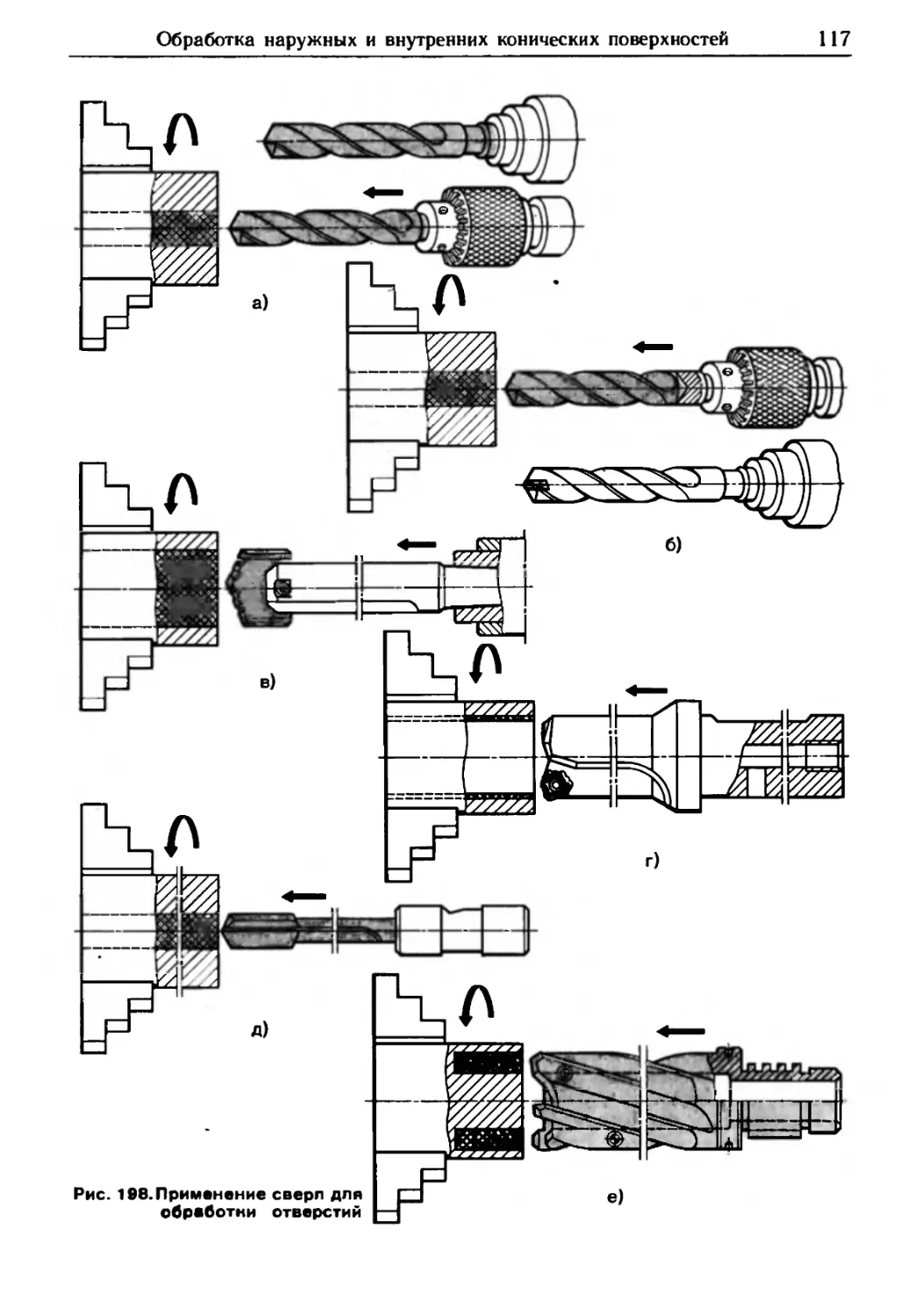
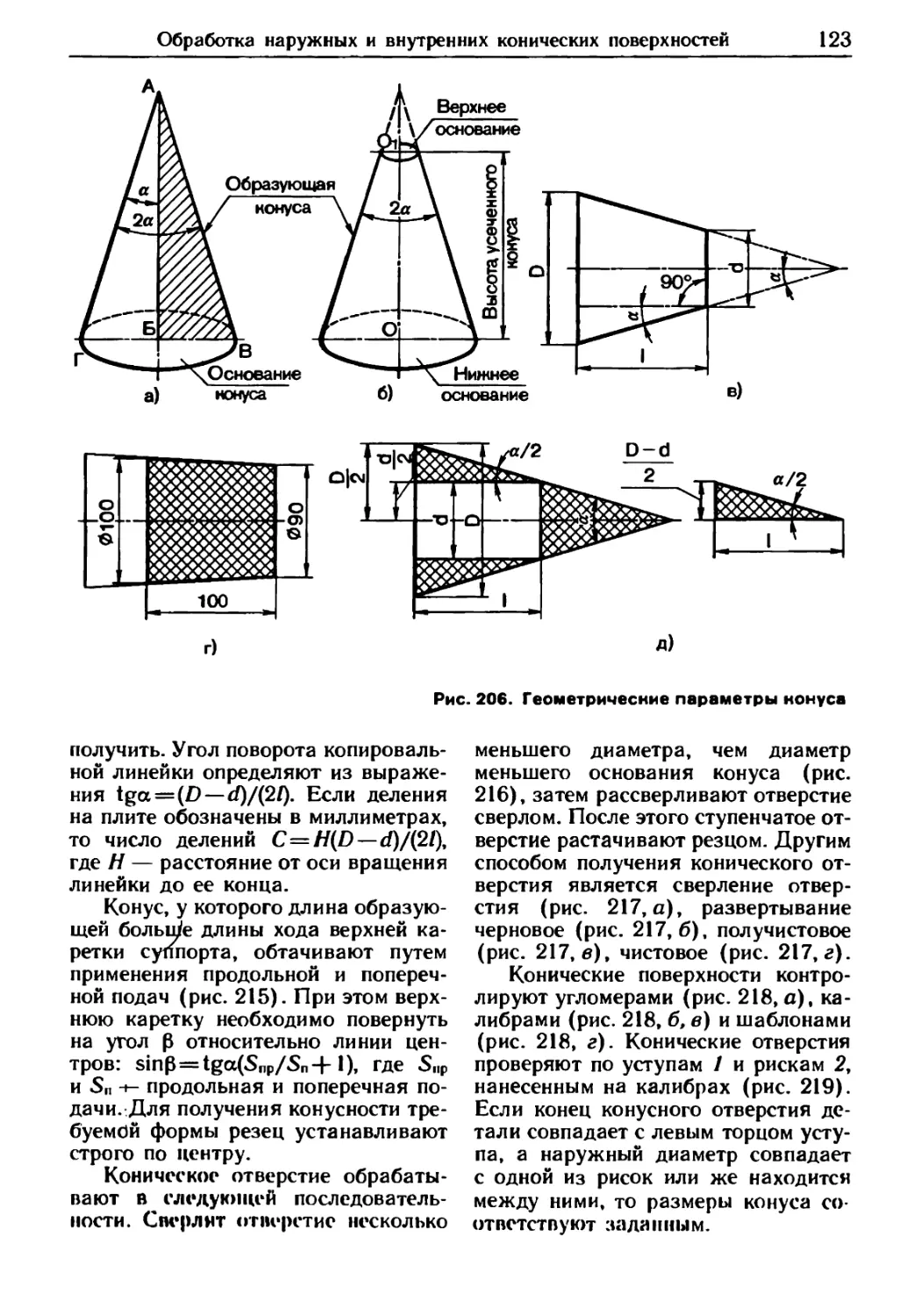
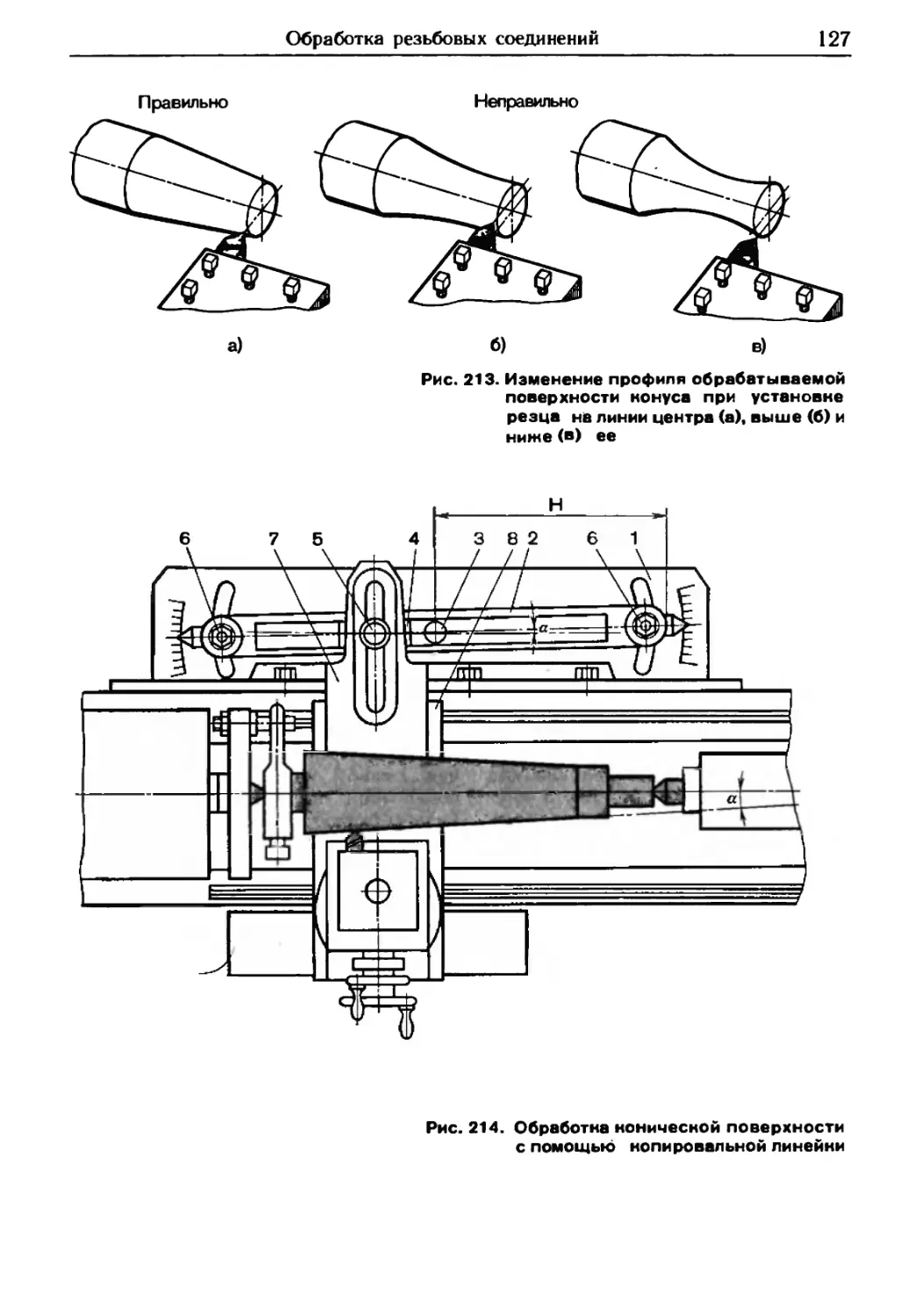
2.7. Обработка наружных и внутренних конических по-
верхностей 116
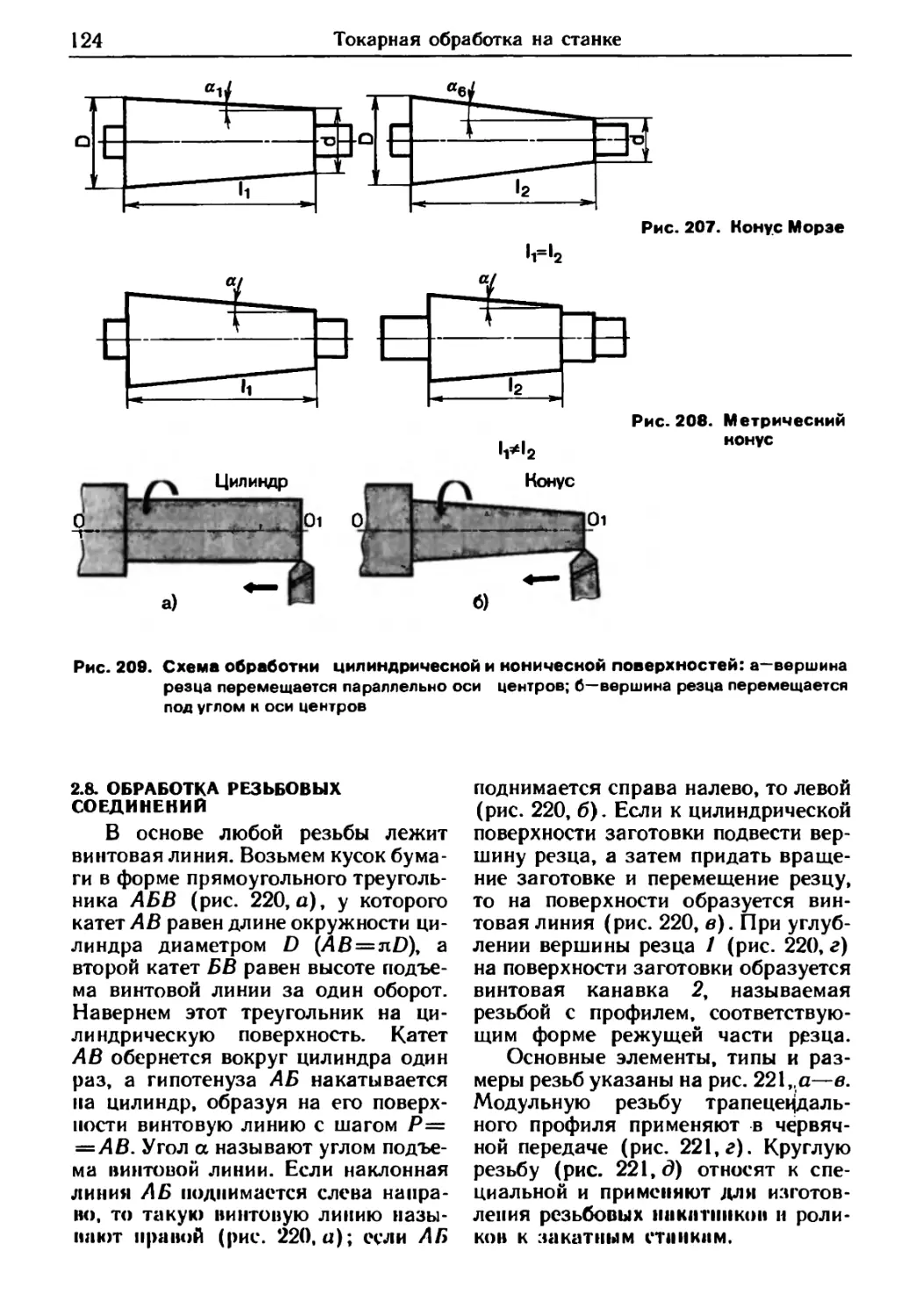
2.8. Обработка резьбовых соединений 124
2.9. Обработка фасонных поверхностей 142
2.10. Виды брака при работе на токарных станках 146
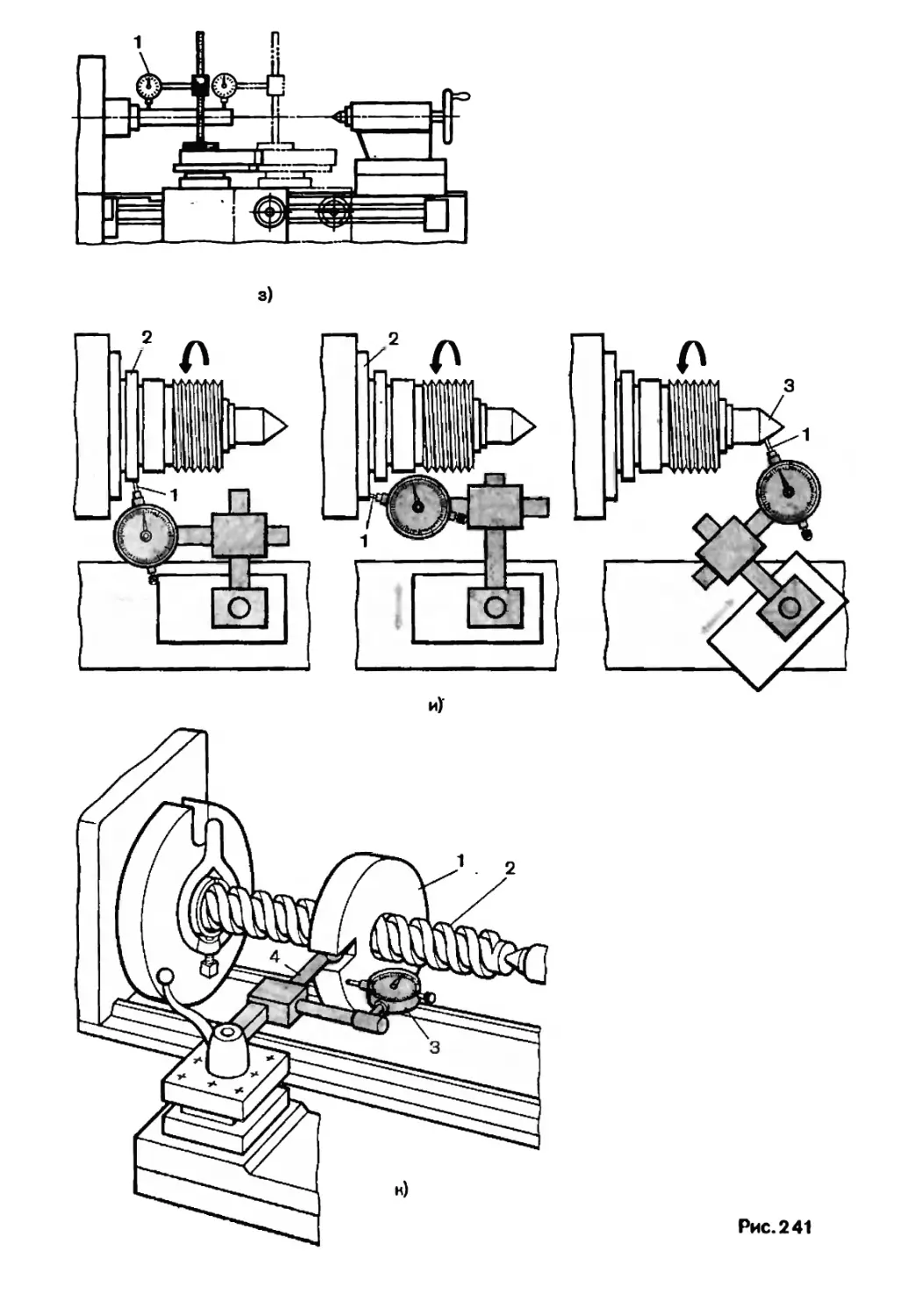
2.11. Способы проверки и испытания станков 149
Глава 3 150
МЕХАНИЗАЦИЯ ТОКАРНЫХ СТАНКОВ И РАБОЧЕЕ МЕСТО ТОКАРЯ
3.1. Механизация установки и снятия детали 151
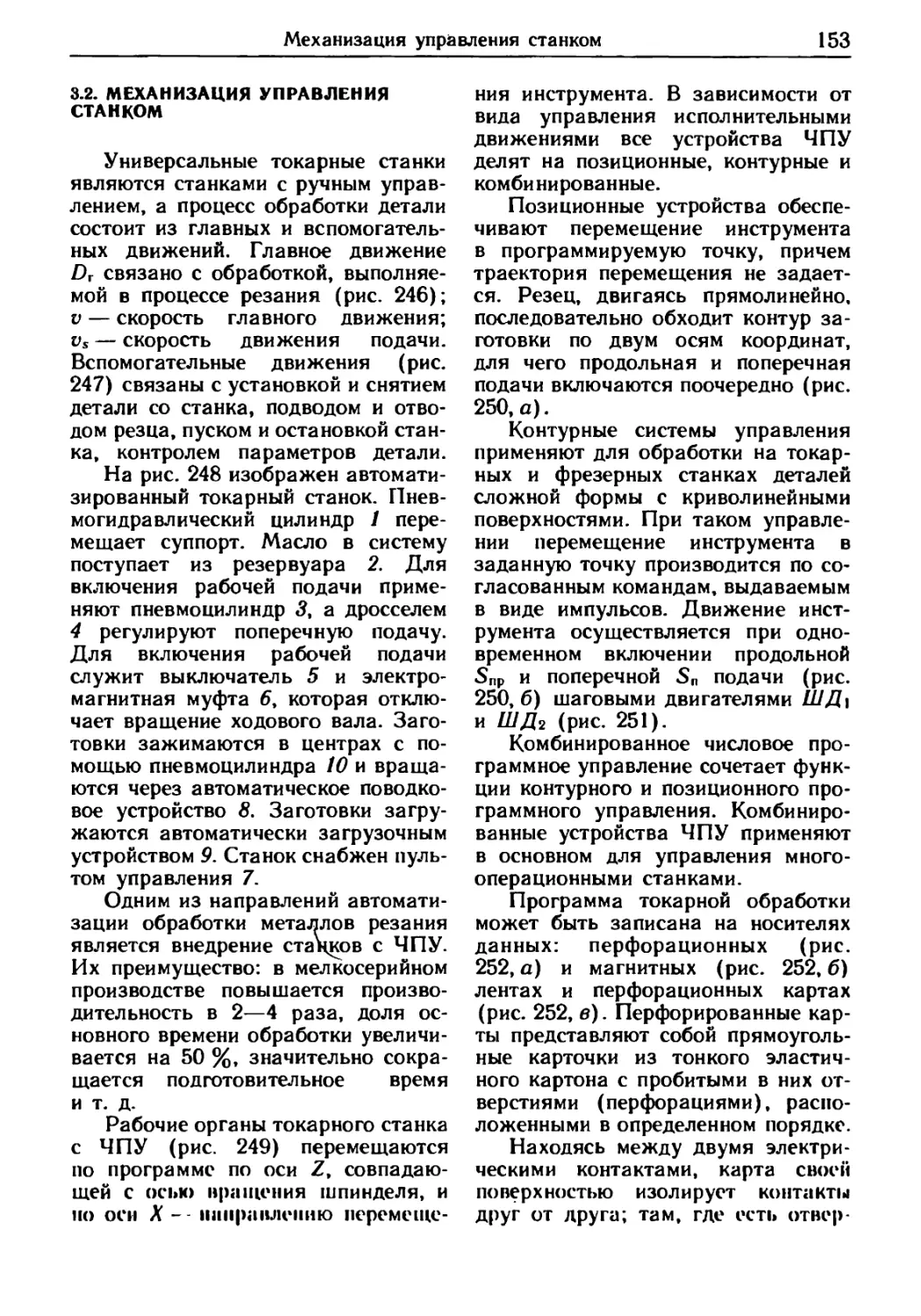
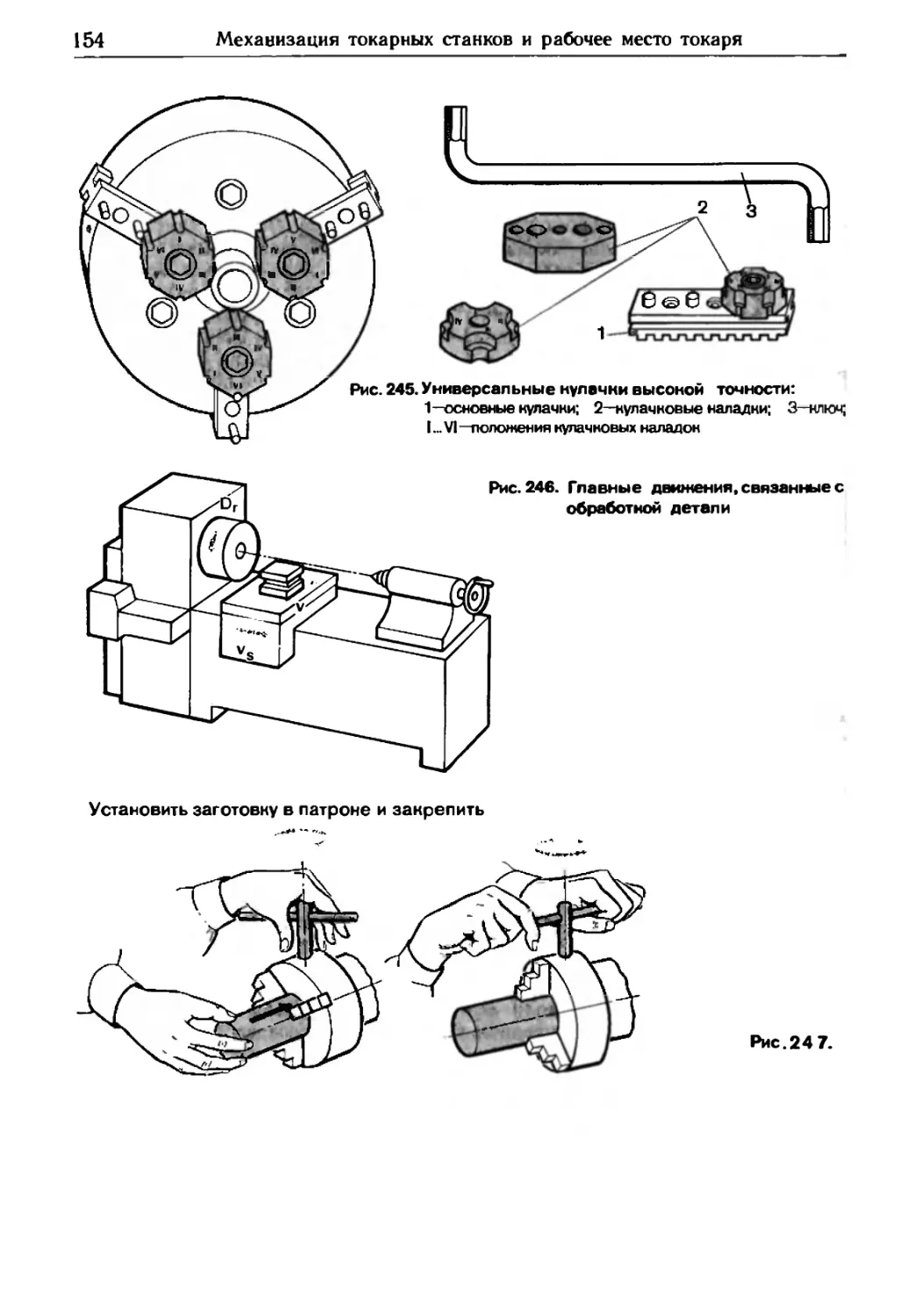
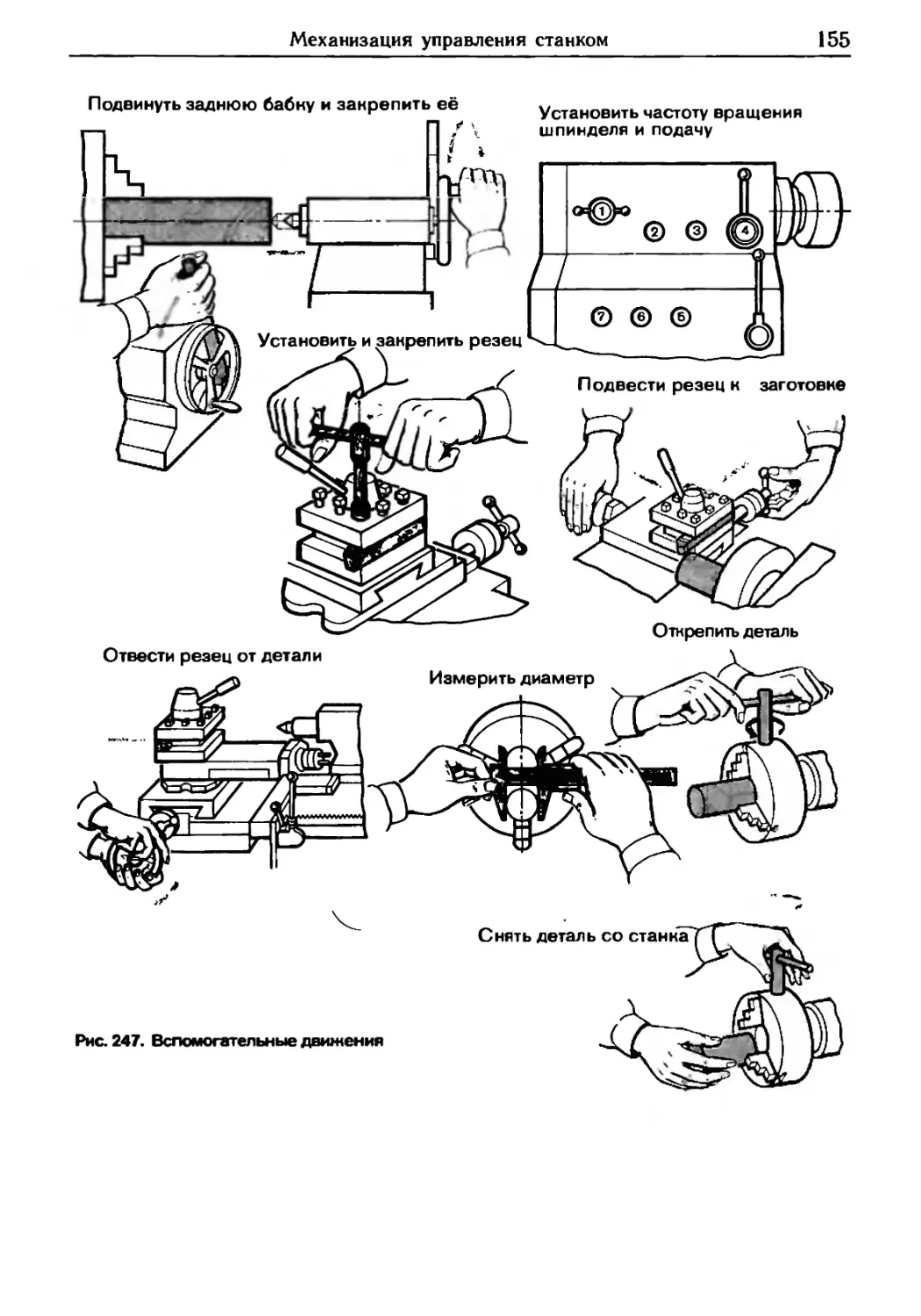
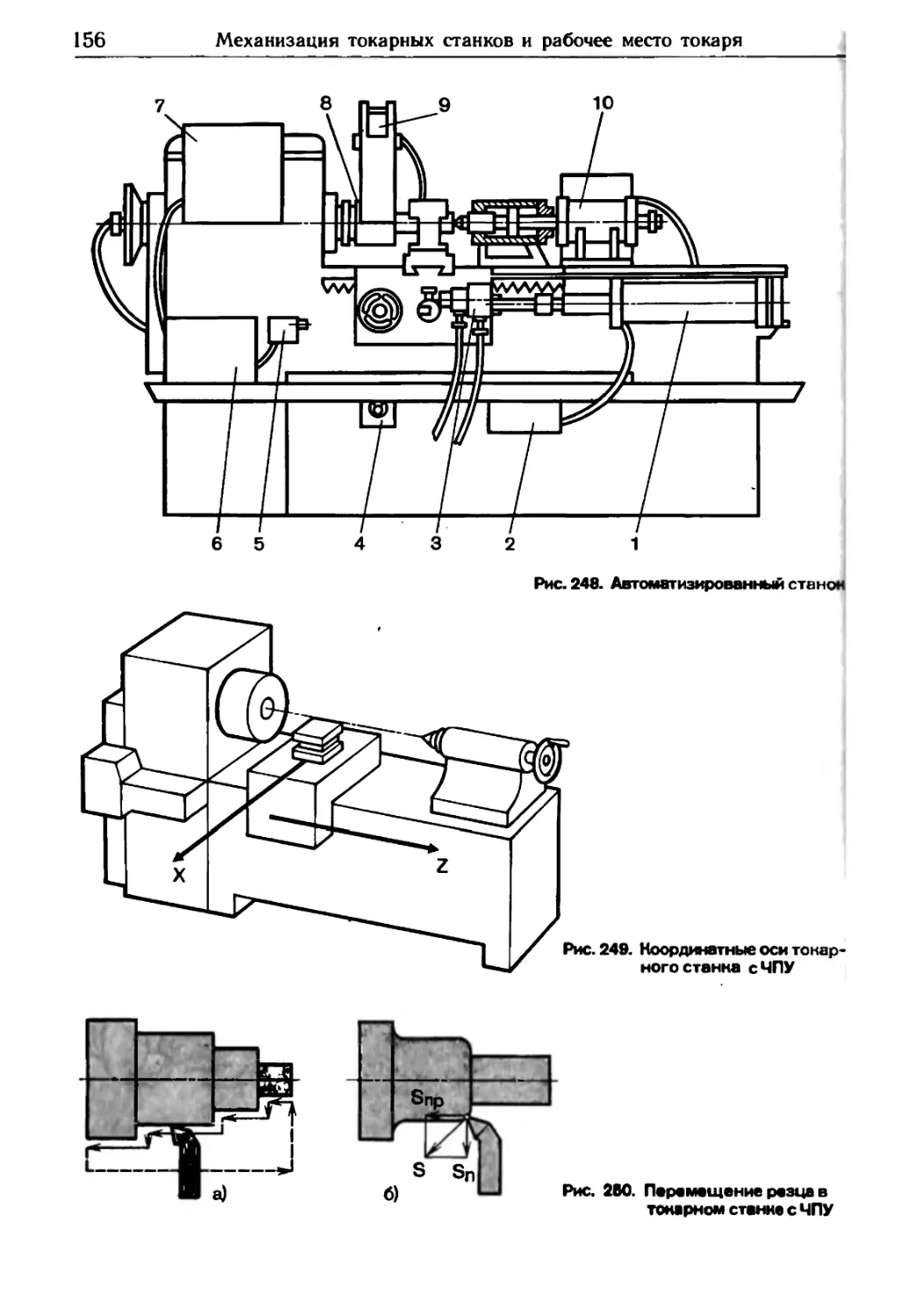
3.2. Механизация управления станком 153
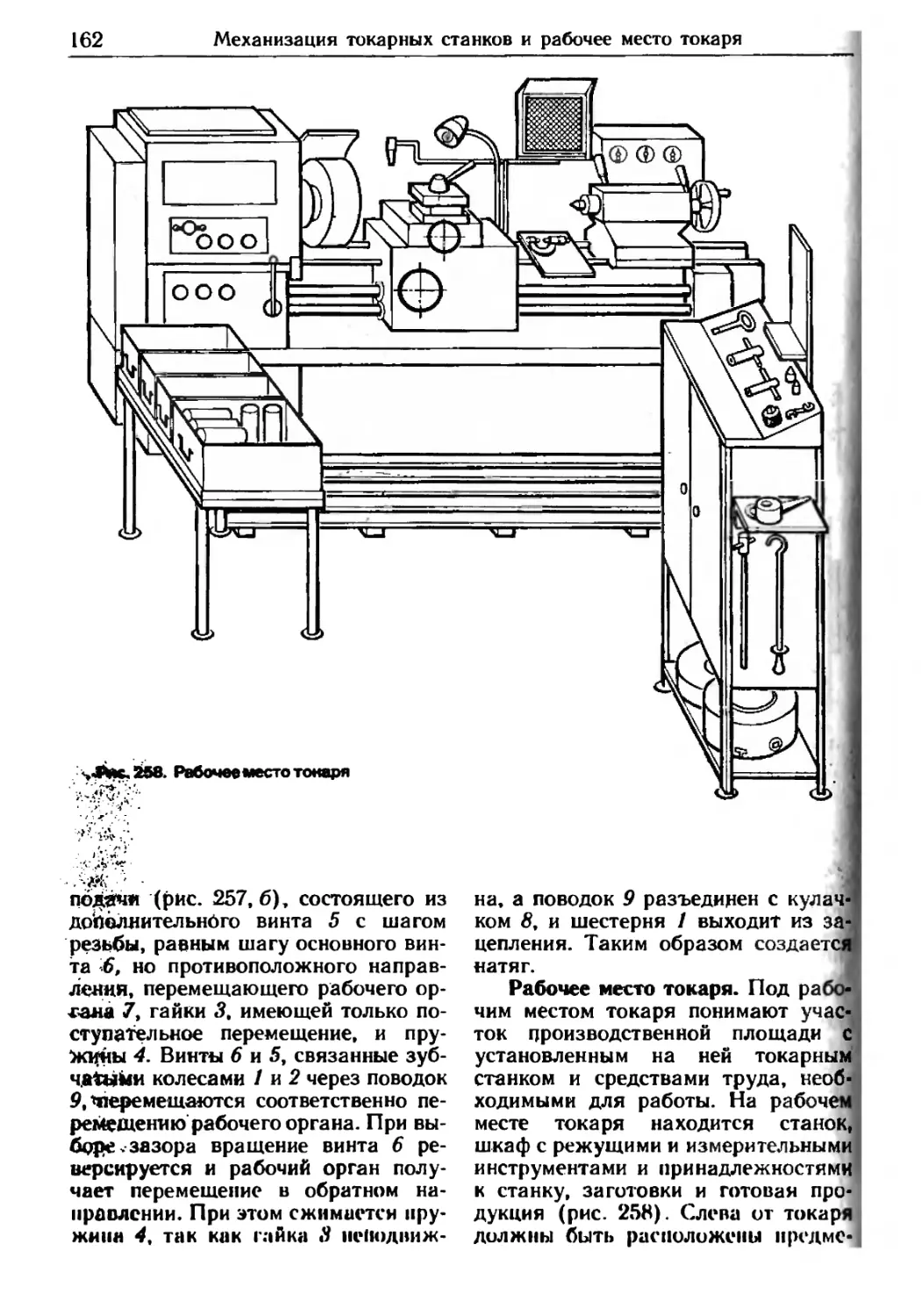
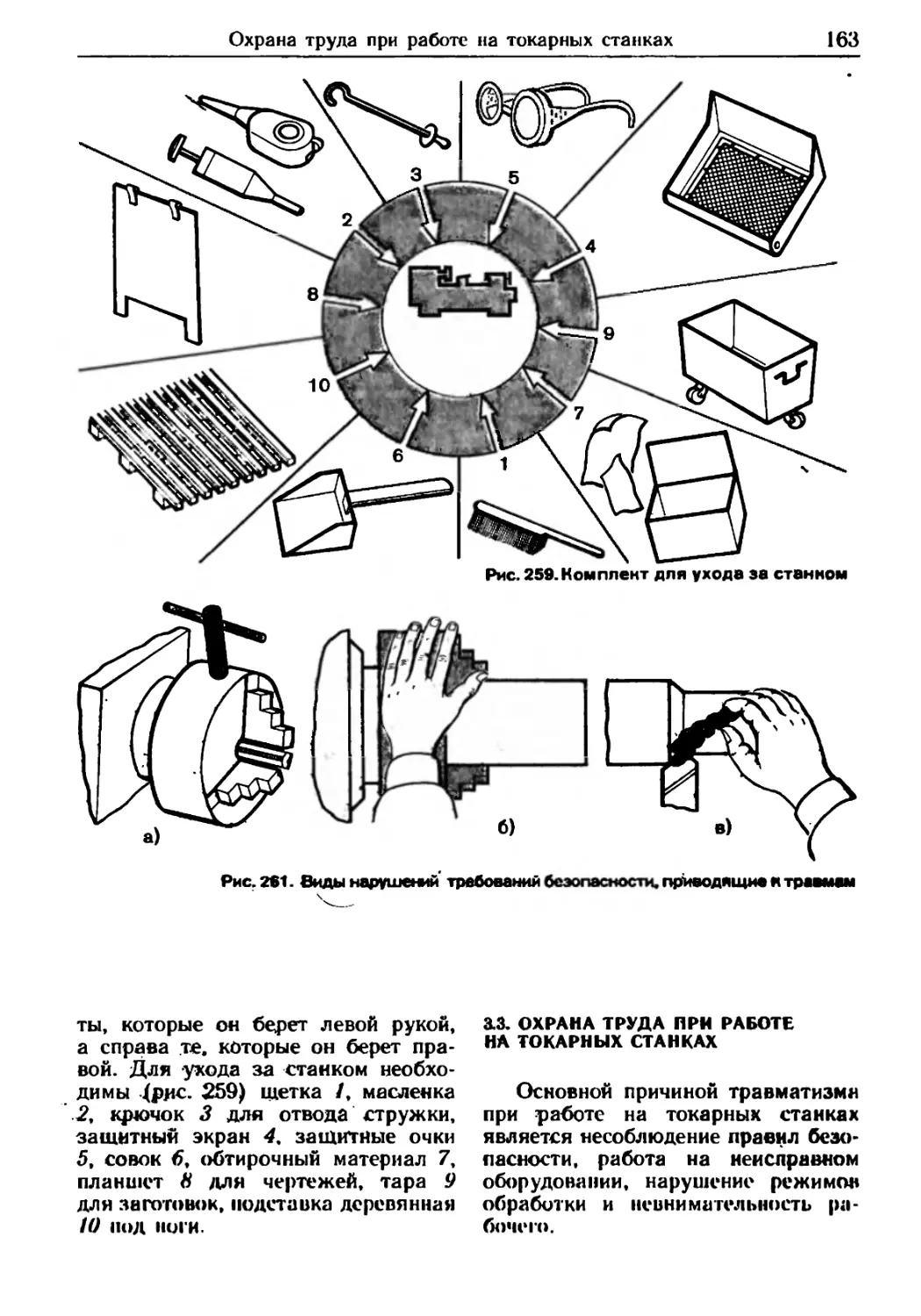
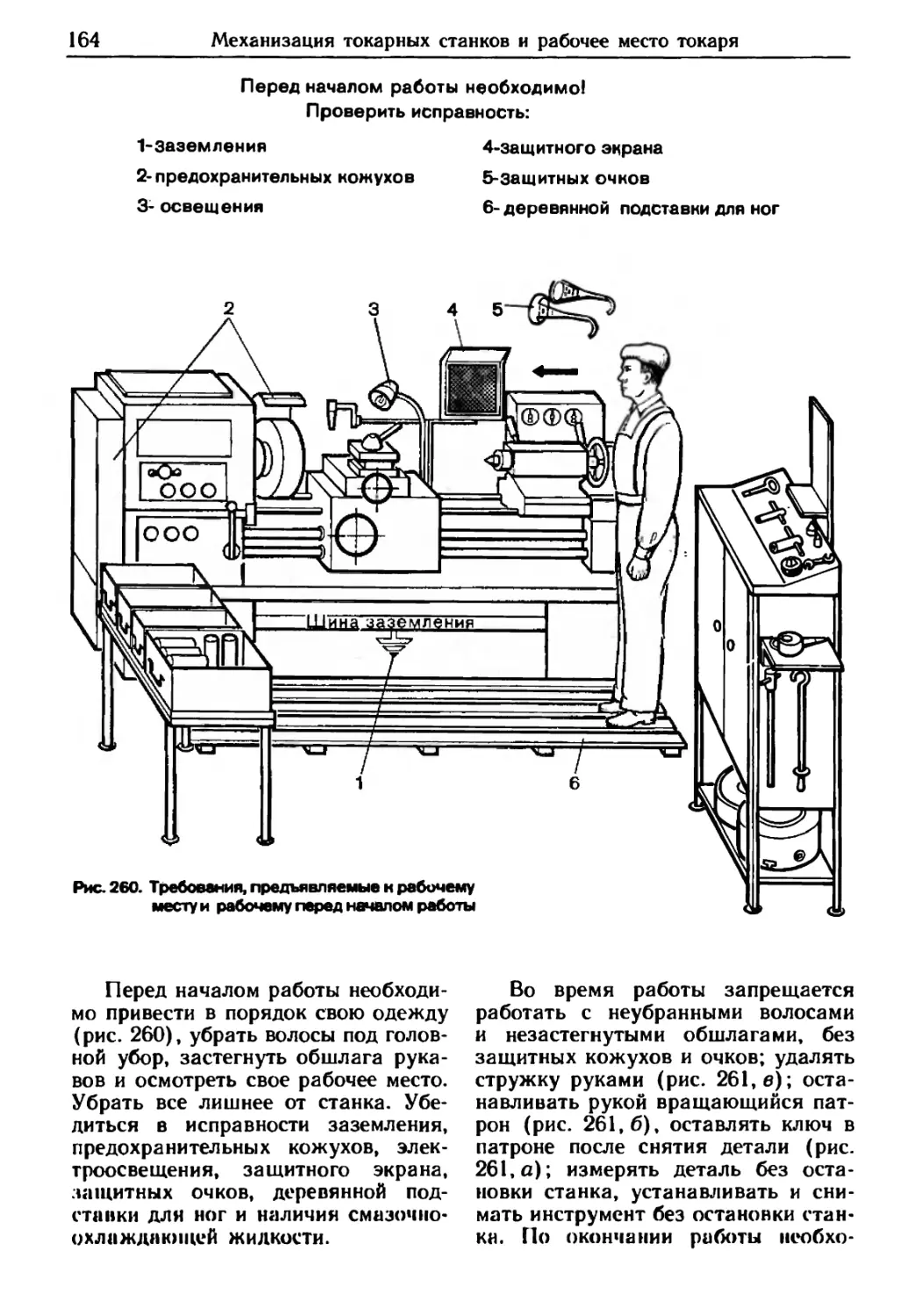
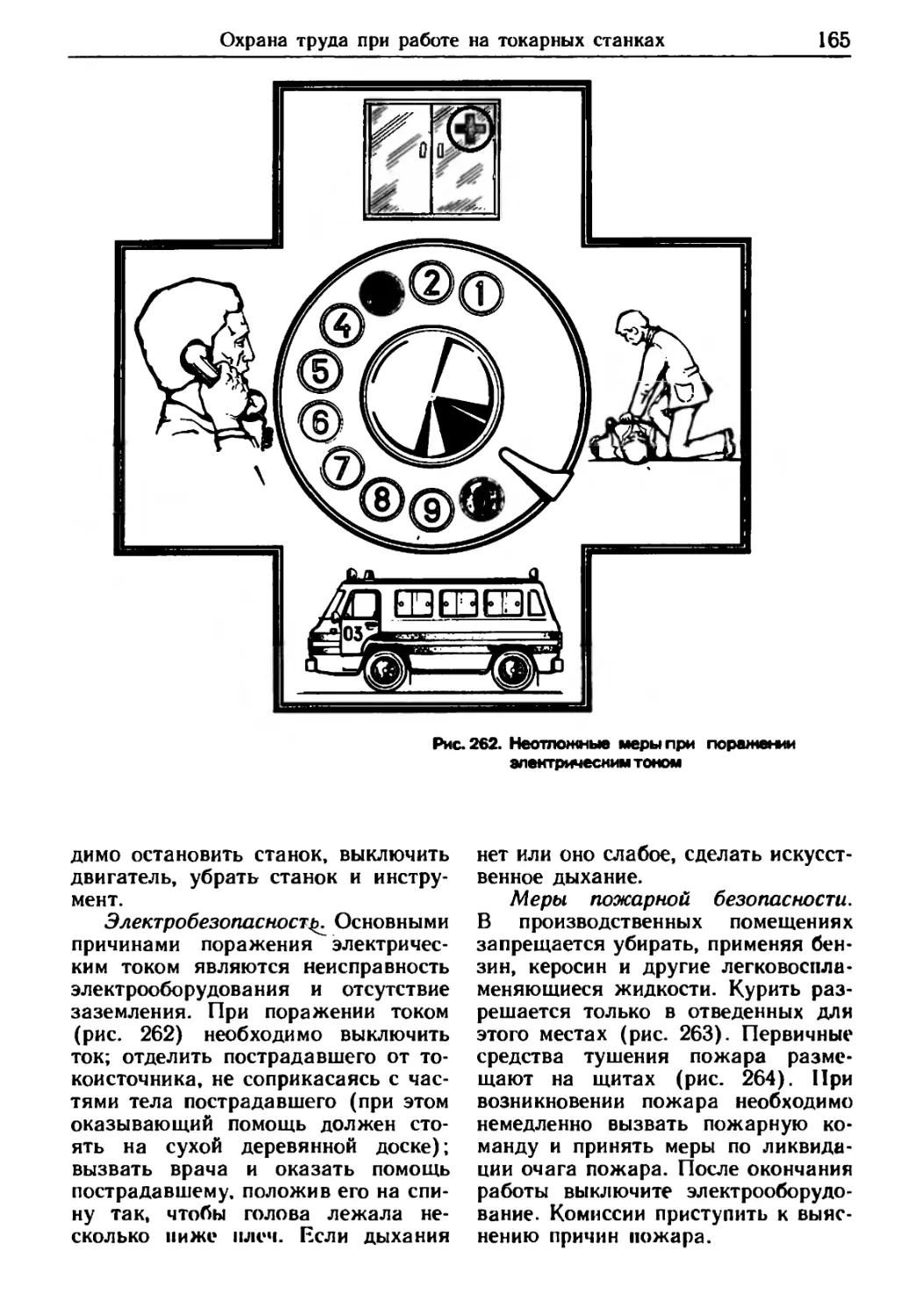
3.3. Охрана труда при работе на токарных станках 163
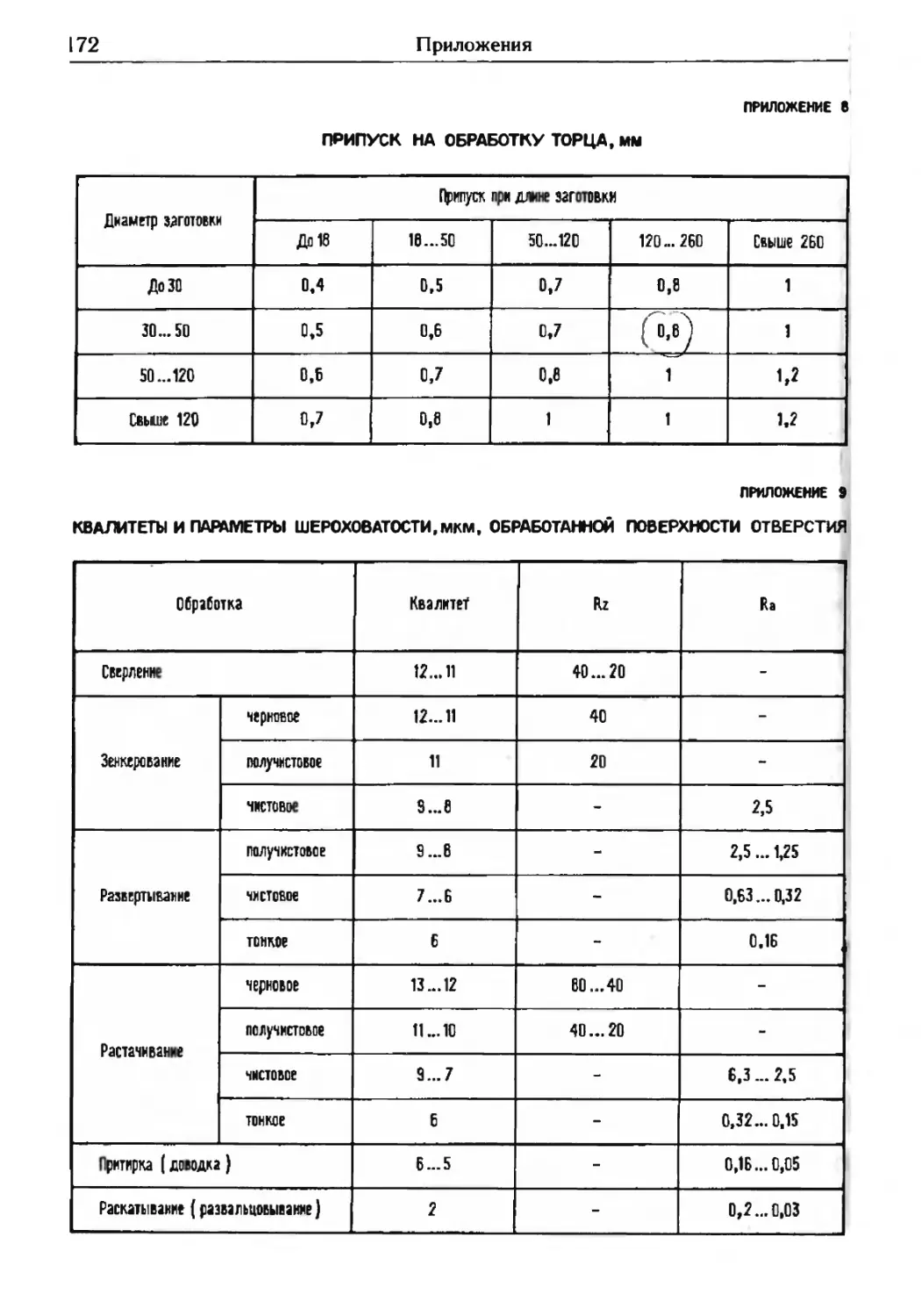
ПРИЛОЖЕНИЯ 167
ВВЕДЕНИЕ
Машиностроению принадлежит
ведущая роль в техническом разви-
тии всех отраслей промышленности
и сельского хозяйства. Оно должно
обеспечить механизацию и автомати-
зацию процессов производства. За-
дача повышения производительности
труда может быть решена при усло-
вии внедрения прогрессивной техни-
ки и наличия высококвалифициро-
ванных кадров. Чем выше професси-
онально-техническая подготовка ра-
бочих, тем более полно используется
станочный парк заводов и предприя-
тий, тем выше производительность и
эффективность труда.
Эта книга предназначена для ра-
бочих, учащихся школ и профессио-
нально-технических училищ. В книге
приведены сведения, необходимые
для более полного понимания сущ-
ности токарной обработки металлов.
Отличительной особенностью кни-
ги является ее построение и содер-
жание. Каждое законченное тексто-
вое объяснение, изложенное в книге,
широко иллюстрируется рисунками,
по которым учащиеся легко могут
воспринимать материал, не прибегая
к глубокому изучению текстовой ча-
сти. Большое внимание в книге уде-
лено показу необходимых практи-
ческих приемов, которые должен
усвоить учащийся при работе на то-
карном станке.
Последовательность изложения
материала принята, исходя из по-
этапного освоения материала. В кни-
ге в сжатой форме приведены только
минимальные сведения, необходимые
для обучения профессии токаря. Осо-
бое внимание уделено конструкции
токарного станка, режущему и изме-
рительному инструменту, процессу
резания и обработке различных по-
верхностей.
Иллюстрация текстового мате-
риала рисунками позволяет прово-
дить обучение учащихся на всей
территории нашей страны.
ГЛАВА
11 Основы резания металлов
Основные сведения
о токарной обработке
металлов
12 Устройство токарных
станков
13 Режущий инструмент
14 Контрольно- измеритель-
ный инструмент
15 Технологические процес-
сы обработки
6
Основные сведения о токарной обработке металлов
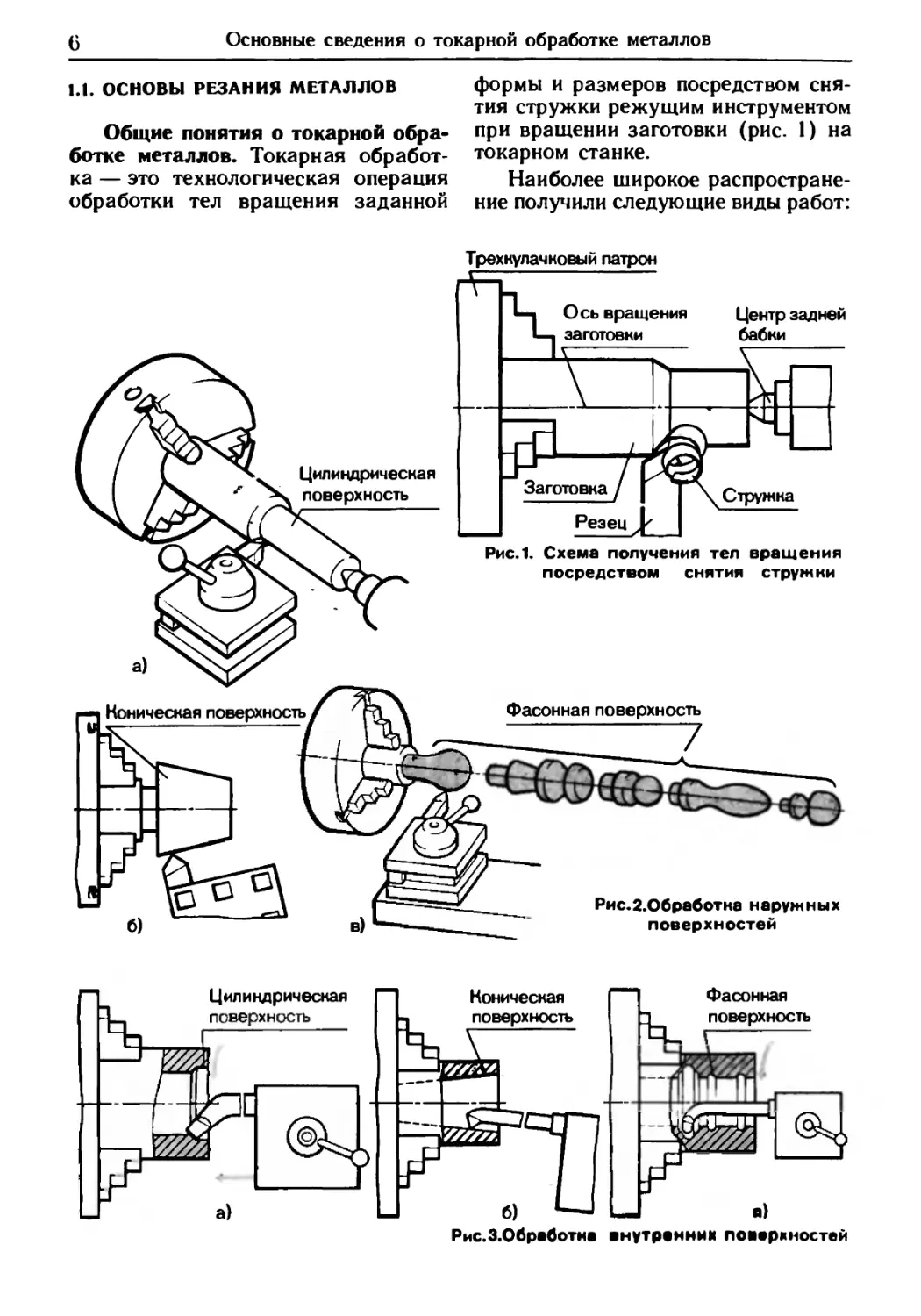
1.1. ОСНОВЫ РЕЗАНИЯ МЕТАЛЛОВ
Общие понятия о токарной обра-
ботке металлов. Токарная обработ-
ка — это технологическая операция
обработки тел вращения заданной
формы и размеров посредством сня-
тия стружки режущим инструментом
при вращении заготовки (рис. 1) на
токарном станке.
Наиболее широкое распростране-
ние получили следующие виды работ:
Рис.З.Обработиа внутренних поверхностей
Основы резания металлов
7
б) в)
Рис.4.Обработка торцов и нанавок
Рис.&Накатна
Рис. 5.Нарезание резьбы резцом (а, б),
плашкой (в)и метчиком (г)
обработка наружных цилиндричес-
ких (рис. 2, а), конических (рис. 2, б)
и фасонных (рис. 2, в) поверхностей;
обработке внутренних цилиндричес-
ких (рис. 3, а)« конических (рис. 3, б)
и фасонных (рис. 3, в) поверхностей;
подрезание торцов (рис. 4, а); прота-
чивание наружных (рис. 4, б) и вну-
тренних (рис. 4, в) канавок; нареза-
ние наружных (рис. 5, б, в) и вну-
тренних (рис. 5, а, г) резьб и образо-
вание рифленой поверхности
(рис. 6).
8
Основные сведения о токарной обработке металлов
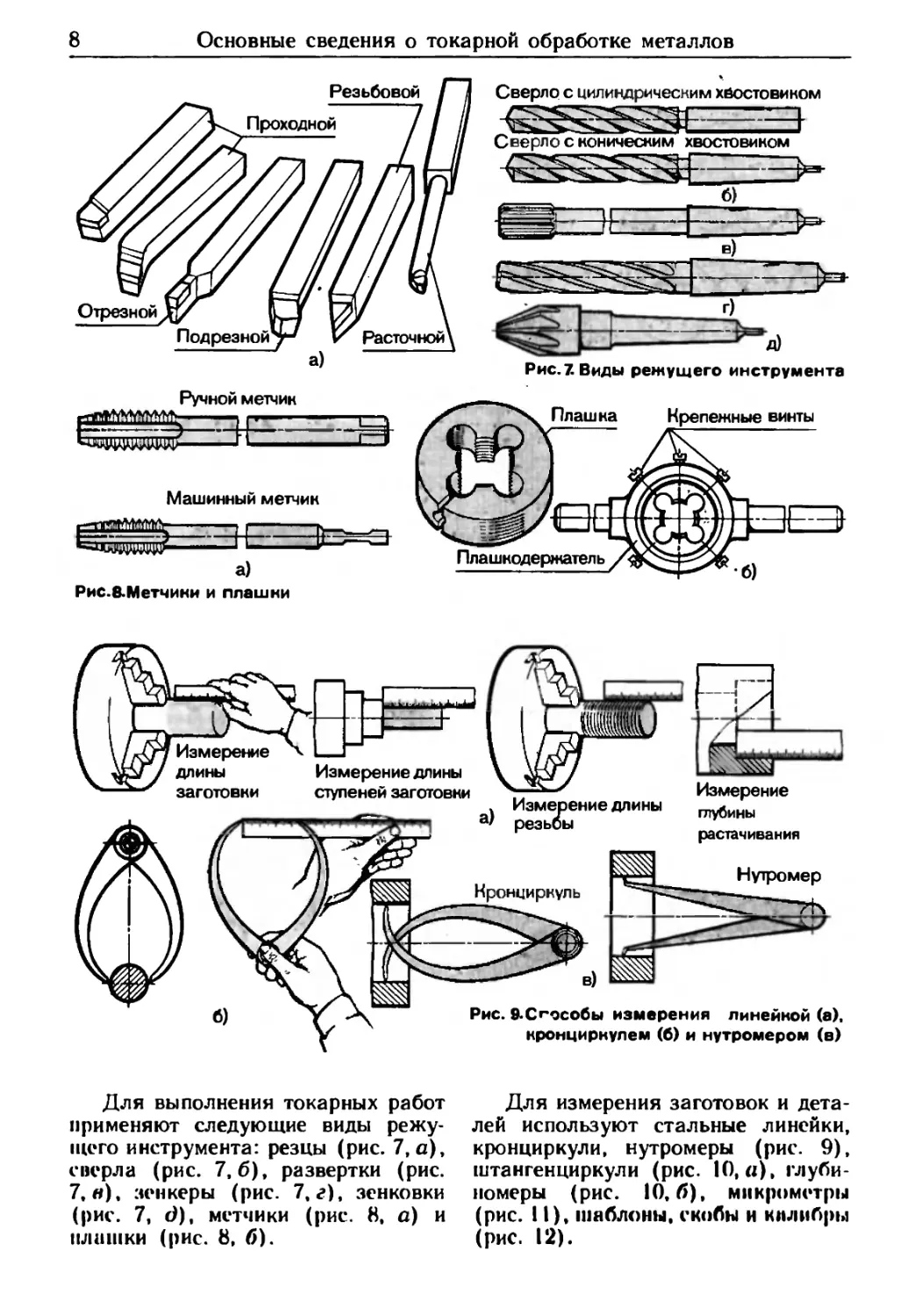
Рис. 7. Виды режущего инструмента
Рис.&Метчини и плашки
Для выполнения токарных работ
применяют следующие виды режу-
щего инструмента: резцы (рис. 7, а),
сверла (рис. 7.6), развертки (рис.
7, в), зенкеры (рис. 7, г), зенковки
(рис. 7, d), метчики (рис. 8, а) и
плашки (рис. 8, б).
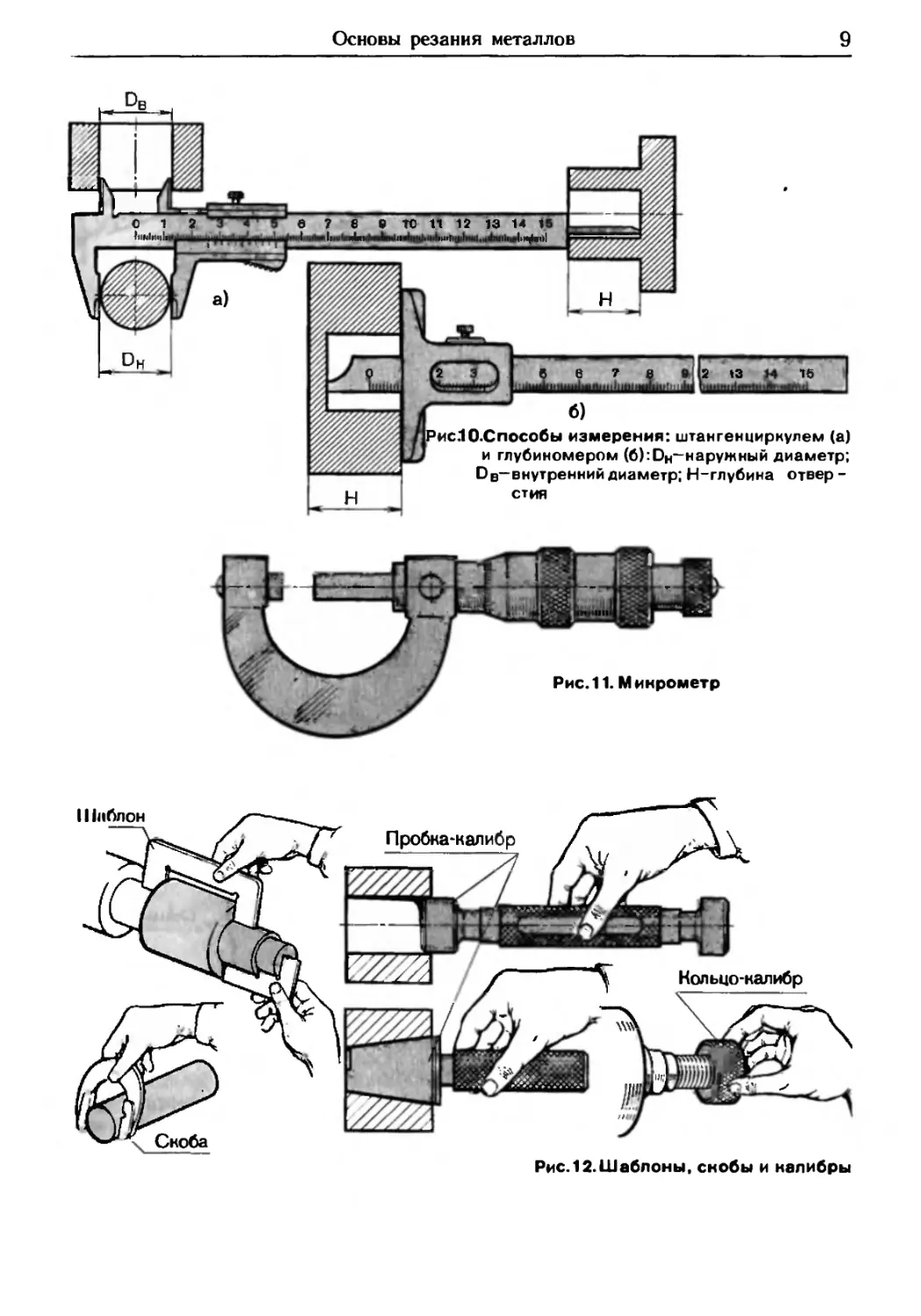
Для измерения заготовок и дета-
лей используют стальные линейки,
кронциркули, нутромеры (рис. 9),
штангенциркули (рис. 10, а), глуби-
номеры (рис. 10, б), микрометры
(рис. 11), шаблоны, скобы н килибры
(рис. 12).
Основы резания металлов
9
Рис. 12.Шаблоны, снобы и калибры
10
Основные сведения о токарной обработке металлов
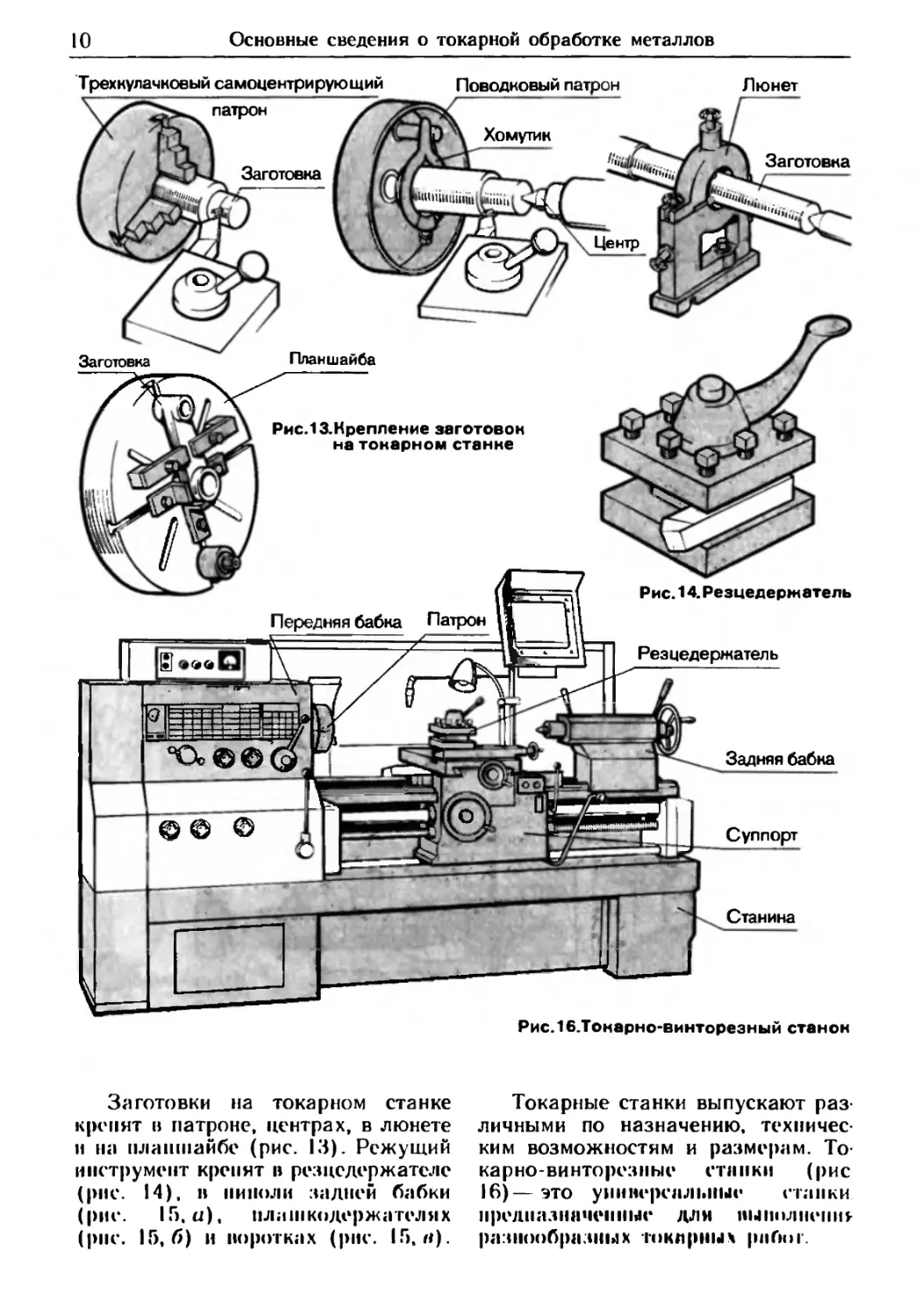
Заготовки на токарном станке
кренят в патроне, центрах, в люнете
н на планшайбе (рис. 13). Режущий
инструмент кренят в резцедержателе
(рис. 14), в пиноли задней бабки
(рис. 15. и). нлаН1кодержателях
(рис. 15,6) и воротках (рис. 15. а).
Токарные станки выпускают раз-
личными по назначению, техничес-
ким возможностям и размерам. То-
карно-винторезные станки (рис
16)— это универсальные станки
предназначенные для выполнение
разнообразных токарных работ.
Основы резания металлов
11
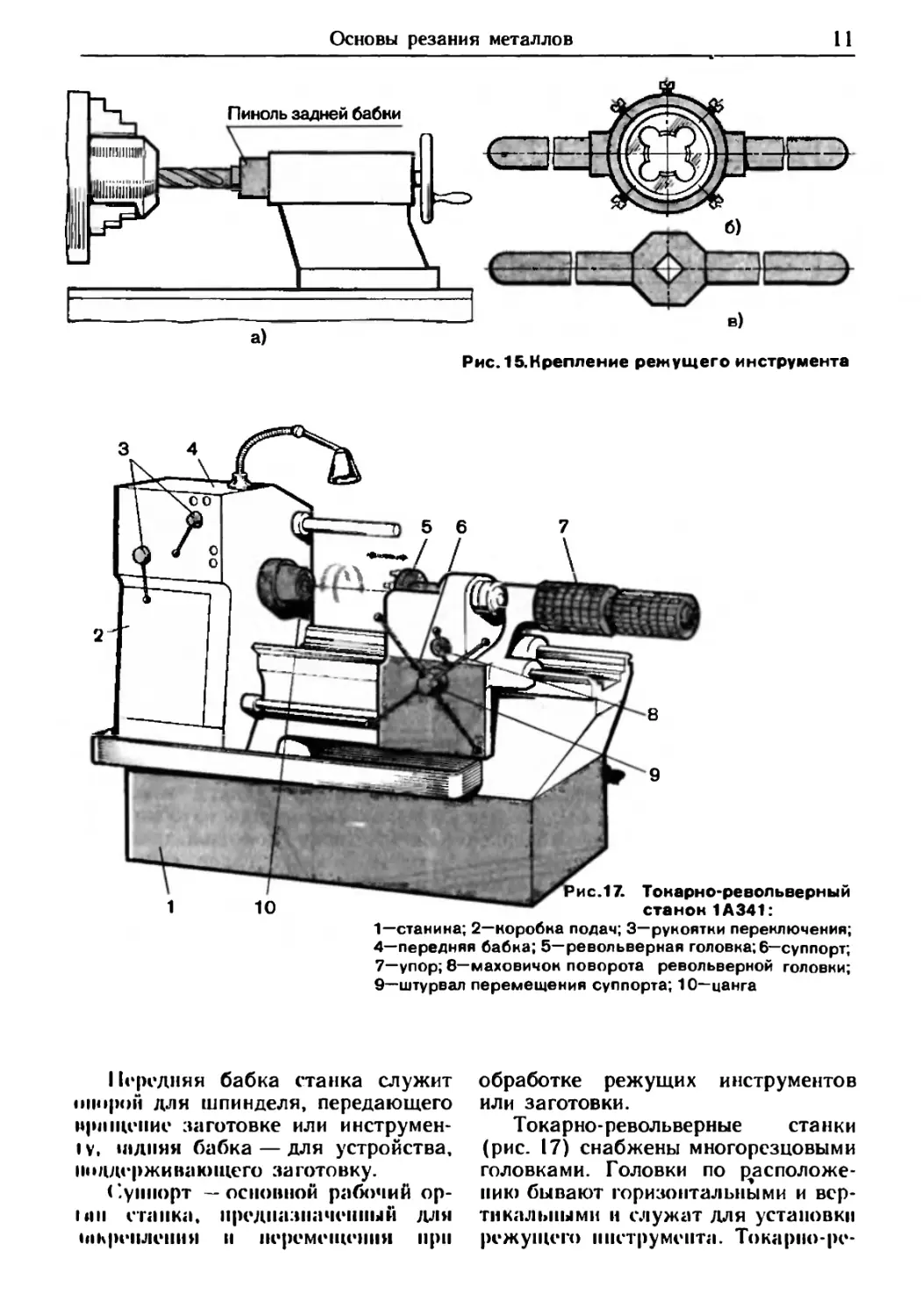
Рис.15.Крепление режущего инструмента
1—станина; 2—коробка подач; 3—рукоятки переключения;
4—передняя бабка; 5—револьверная головка; 6—суппорт;
7—упор; 8—маховичок поворота револьверной головки;
9—штурвал перемещения суппорта; 10~цанга
Передняя бабка станка служит
опорой для шпинделя, передающего
нрнщение заготовке или инструмен-
I у, 1ЛДНЯЯ бабка — для устройства,
поддерживающего заготовку.
Суппорт -основной рабочий ор-
I ни станка, предназначенный для
hihpeiuieiiHH и перемещения при
обработке режущих инструментов
или заготовки.
Токарно-револьверные станки
(рис. 17) снабжены многорезцовыми
головками. Головки по расположе-
нию бывают горизонтальными и вер-
тикальными и служат для установки
режущего инструмента. Токарно-ре-
12
Основные сведения о токарной обработке металлов
Рис. 19.Токарно-аатыловочиый станом
молI.верные станки предназначены
ал и обработки однотипных деталей
И условиях массового производства.
Коробка подач станка — много-
шенный механизм, предназначенный
/Ми изменения скорости и направле-
нии подачи.
Многорезцовые токарные станки
(риг. 18) предназначены для высо-
копроизводительной обработки дета-
лий и условиях серийного и массо-
iHiio производства. Это достигается
иг н< >л ьзова нием одновременно не-
гиольких резцов, закрепленных в
ре щедержателе суппорта.
Гокарно-затыловочный станок
(риг. 19, а) предназначен для обра-
rtoikii задних поверхностей зубьев
«уборезного и резьбонарезного инст-
румента. Особенностью станка явля-
г|< и наличие передачи (рис. 19,6) от
распределительного вала станка на
вертикальный вал 2 и кулачок 3,
расположенный в центральной части
основания суппорта. Поворотная
плита 4 может быть установлена под
углом относительно нижней части
суппорта 1. Эта поворотная часть
соединена с плитой 5, в которую за-
прессован палец 6, посредством ко-
торого плита 5 совершает возвратно-
поступательные движения.
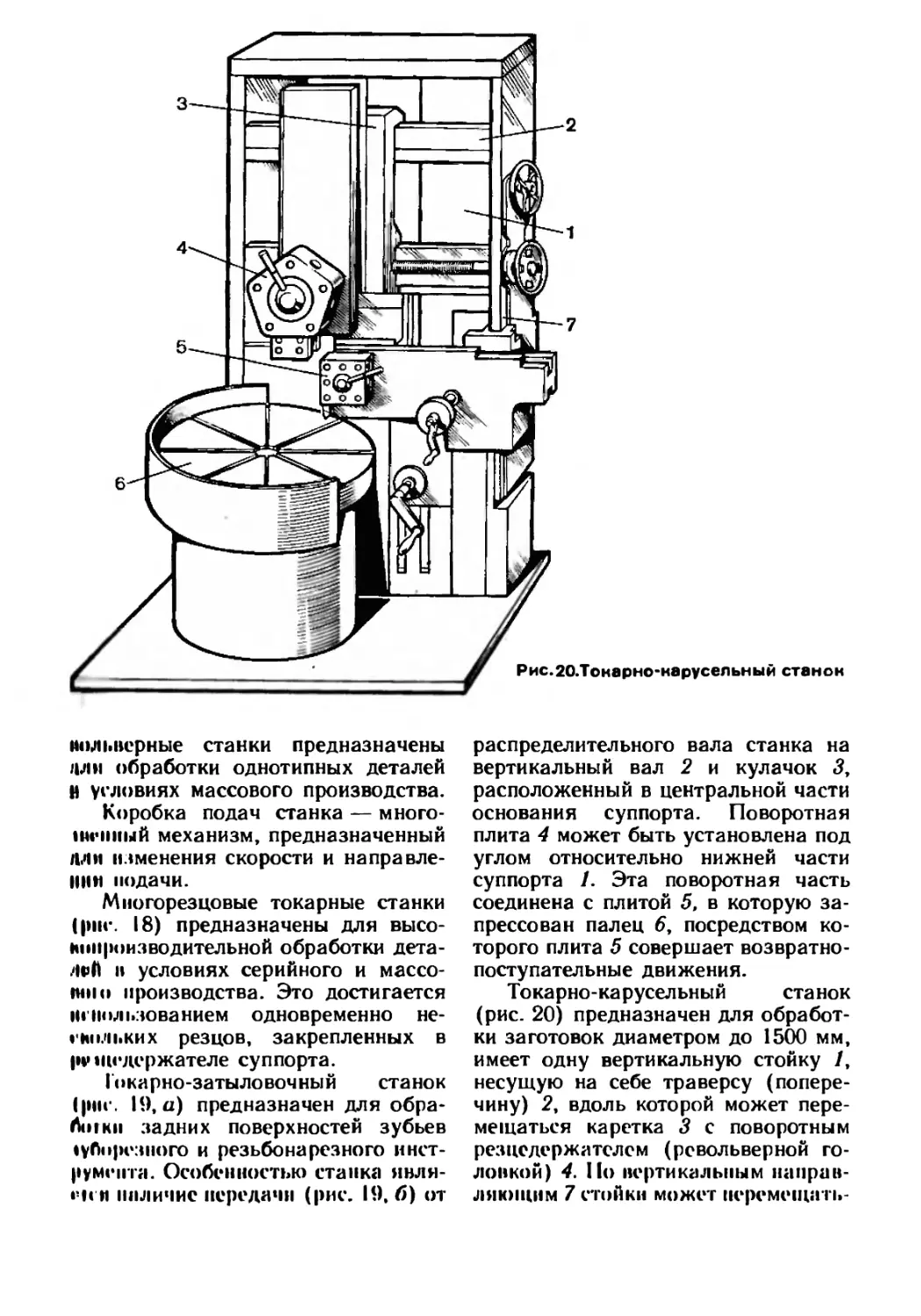
Токарно-карусельный станок
(рис. 20) предназначен для обработ-
ки заготовок диаметром до 1500 мм,
имеет одну вертикальную стойку /,
несущую на себе траверсу (попере-
чину) 2, вдоль которой может пере-
мещаться каретка 3 с поворотным
резцедержателем (револьверной го-
ловкой) 4. По вертикальным направ-
ляющим 7 стойки может перемещать-
14
Основные сведения о токарной обработке металлов
ся боковой суппорт с резцедержа-
телем 5, Заготовку устанавливают на
горизонтальной планшайбе 6.
Двухстоечный токарно-карусель-
ный станок (рис. 21) применяют
при обработке заготовок диаметром
свыше 1500 мм. Основные узлы: ста-
нина / и планшайба 2. две стойки 4
и 9. скрепленные между собой бал-
кой 8. По вертикальным направляю-
щим стоек 4 и 9 с помощью верти-
кальных ходовых винтов 5 и 10, пе-
ремещающихся от электродвигателя,
может перемещаться траверса 12.
По се горизонтальным направляю-
щим перемещаются два вертикаль-
ных суппорта 6 и 7. Пульт <9 предна
значен для дистанционного управле-
ния станком. Револьверная головкз
11 перемещается маховичками 13
Лобовые станки (рис. 22) слу
жат для обработки заготовок боль-
ших диаметров и малых длин. Ik
передней бабке 1 лобового стан к*
закреплена планшайба 2, на которой
устанавливают заготовку. Задняя
бабка у лобовых станков отсутству-
ет. Поперечная стииннм Л г двумя
суппортами расположена пн отдель
ной плите. Средняя чнегь суппорт;
Основы резания металлов
15
Рис.24.Схема обработки на токар-
ном полуавтомате
Рис.25. Схема обработки на автомате: а—положение зажимного устройства и
резцовой головки при подаче прутка; б—положение зажимного устройства и
резцовой головки в процессе точения
установлена параллельно или под
млом к оси шпинделя и к верхней
чисти 4 с резцедержателем 3.
По способу крепления заготовок
и управлению токарные станки под-
рп (деляют на станки с ручным уп-
ри нлением, полуавтоматы и автома-
। ы ('танки с ручным управлением
(рис. 23)— это обычные универсаль-
ные станки, на которых установку
и снятие заготовки /, подвод и от-
ШИ1 резца 2 осуществляют вручную.
I•’••ли установку и снятие заготовки
Ч (рис. 24) производят вручную, а
весь цикл обработки (подвод и от-
вод резцов / и 2, установка на раз-
мер и т. д.) производится в автома-
тическом цикле, то такие станки на-
зывают полуавтоматическими.
Если станок работает по задан-
ной программе без непосредственно-
го участия человека, т. е. загрузка
и снятие заготовки 3 (рис. 25), под-
вод и отвод резцов / и 2, установка
на размер и контроль производятся
автоматически, то такие станки на-
зывают автоматами.
Используют также специальные
агрегатные станки, которые состоят
из унифицированных, кинематически
16
Основные сведения о токарной обработке металлов
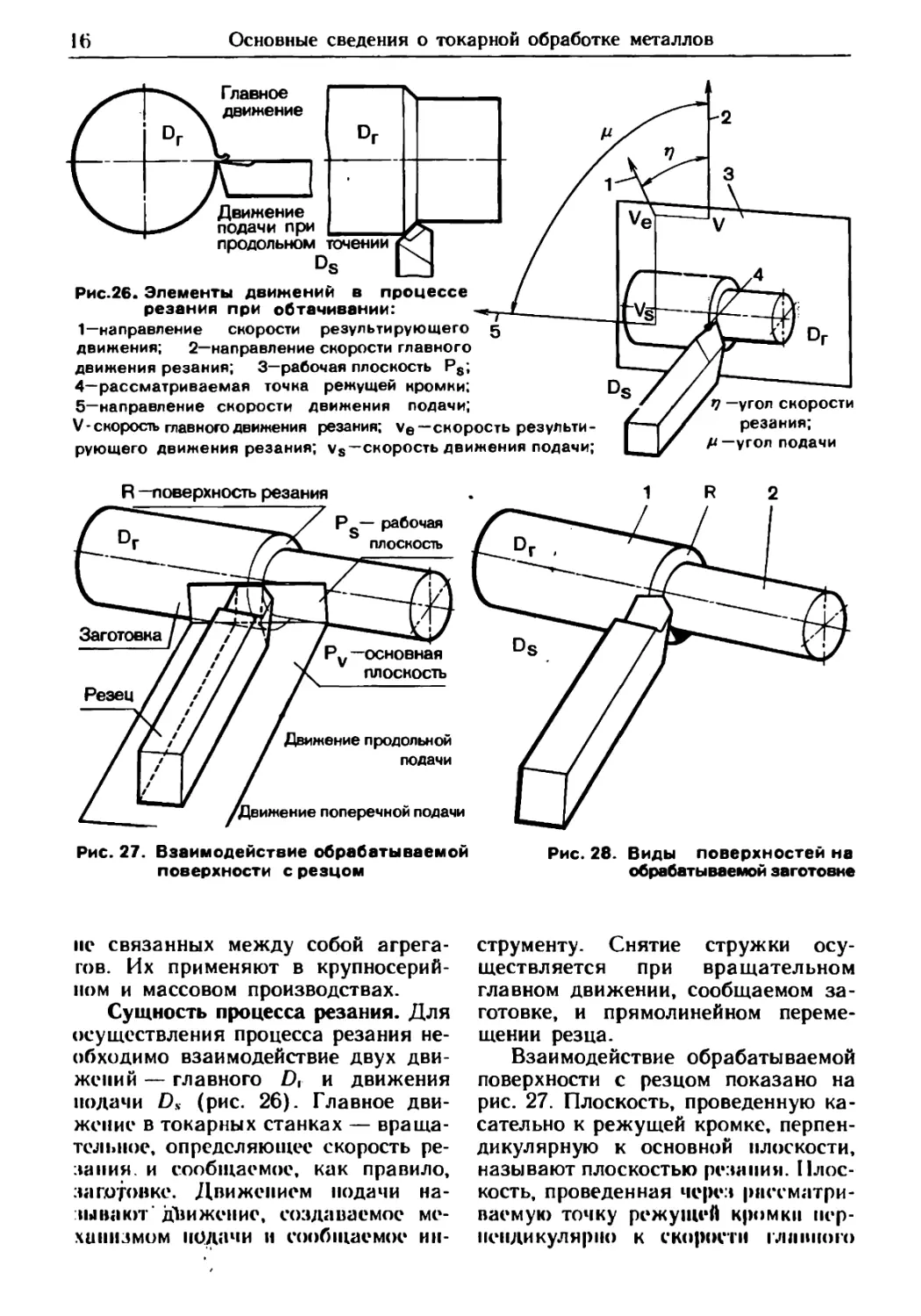
Рис.26. Элементы движений в процессе
резания при обтачивании:
1—направление скорости результирующего 5
движения; 2—направление скорости главного
движения резания; 3—рабочая плоскость Р8;
4—рассматриваемая точка режущей кромки;
5—направление скорости движения подачи;
V’скорость главного движения резания; ve —скорость результи-
рующего движения резания; vs— скорость движения подачи;
Dr
DS
R —поверхность резания
Рис. 27. Взаимодействие обрабатываемой
поверхности с резцом
Ч —утоп скорости
резания;
д —угол подачи
не связанных между собой агрега-
тов. Их применяют в крупносерий-
ном и массовом производствах.
Сущность процесса резания. Для
осуществления процесса резания не-
обходимо взаимодействие двух дви-
жений — главного АЛ и движения
подачи Ds (рис. 26). Главное дви-
жение в токарных станках — враща-
тельное, определяющее скорость ре-
зания. и сообщаемое, как правило,
заготовке. Движением подачи на-
зывают движение, создаваемое ме-
ханизмом подачи н сообщаемое ин-
струменту. Снятие стружки осу-
ществляется при вращательном
главном движении, сообщаемом за-
готовке, и прямолинейном переме-
щении резца.
Взаимодействие обрабатываемой
поверхности с резцом показано на
рис. 27. Плоскость, проведенную ка-
сательно к режущей кромке, перпен-
дикулярную к основной плоскости,
называют плоскостью резания. Плос-
кость, проведенная через рассматри-
ваемую точку режущей кромки пер-
пендикулярно к скорости ।лаиного
Основы резания металлов
17
/снижения, называют основной плос-
костью.
Различают три вида поверхностей
(рис. 28): 1—обрабатываемую (по-
верхность заготовки до обработки),
2 - обработанную (поверхность по-
сле обработки) и поверхность реза-
ния /?, образуемая режущей кромкой
н результирующем движении реза-
ния.
Процесс резания подобен процес-
су раскалывания и возможен только
при приложении к режущему клину
/ силы Р, которая больше сил сопро-
। пиления материала заготовки 2
(рис. 29).
Основные элементы резца. Резец
(рис. 30) является режущим инстру-
ментом и состоит из головки / и дер-
жавки //. Головка резца является
его режущей частью. Крепят резец
ж державку. Головка резца имеет
форму клина и состоит из нескольких
поверхностей и кромок. Передней по-
верхностью / называют поверхность
лезвия инструмента, контактирую-
щую в процессе резания со срезае-
мым слоем и стружкой. Главная зад-
няя поверхность 2 — поверхность
лезвия, примыкающая к главной ре-
жущей кромке 3. Главная режущая
кромка 3 лезвия образуется пересе-
чением передней 1 и главной задней
2 поверхностей; 4 — вспомогатель-
ная режущая кромка. Вершиной 5
лезвия называют участок режущей
кромки в месте пересечения двух
задних (главной 2 и вспомогатель-
ной 6) поверхностей.
Плоскости и кромки резца распо-
ложены под следующими углами:
(рис. 31). Главный передний угол
у — угол в секущей плоскости N — N
между передней поверхностью лез-
вия и основной плоскостью; глав-
ный задний угол а — угол между
главной задней поверхностью резца
и плоскостью резания; гл^гЯкй^гоТТ
заострения 0 — угол в* плос-
кости между передней й4 задней по-
ti'< '
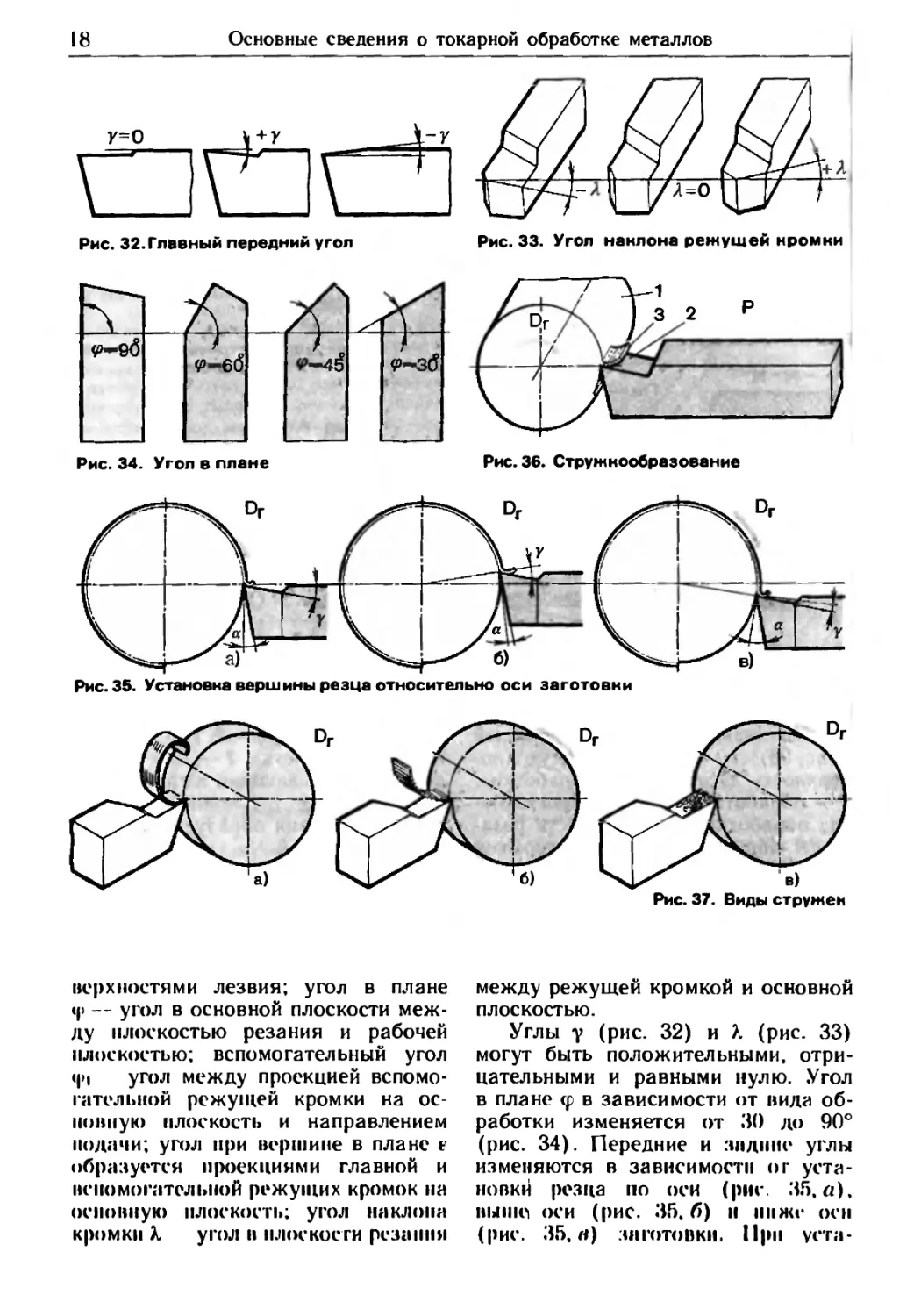
18 Основные сведения о токарной обработке металлов
Рис. 35. Установка вершины резца относительно оси заготовки
Рис. 37. Виды стружек
верхностями лезвия; угол в плане
<Р — угол в основной плоскости меж-
ду плоскостью резания и рабочей
плоскостью; вспомогательный угол
<|м угол между проекцией вспомо-
гательной режущей кромки на ос-
новную плоскость и направлением
подачи; угол при вершине в плане t
образуется проекциями главной и
вспомогательной режущих кромок на
основную плоскость; угол наклона
кромки X угол в плоскости резания
между режущей кромкой и основной
плоскостью.
Углы у (рис. 32) и X (рис. 33)
могут быть положительными, отри-
цательными и равными нулю. Угол
в плане <р в зависимости от вида об-
работки изменяется от 30 до 90°
(рис. 34). Передние и задние углы
изменяются в зависимости о г уста-
новки резца по оси (рис. 35, о),
выше оси (рис. 35,6) н ниже осн
(рис. 35,«) заготовки. При уста-
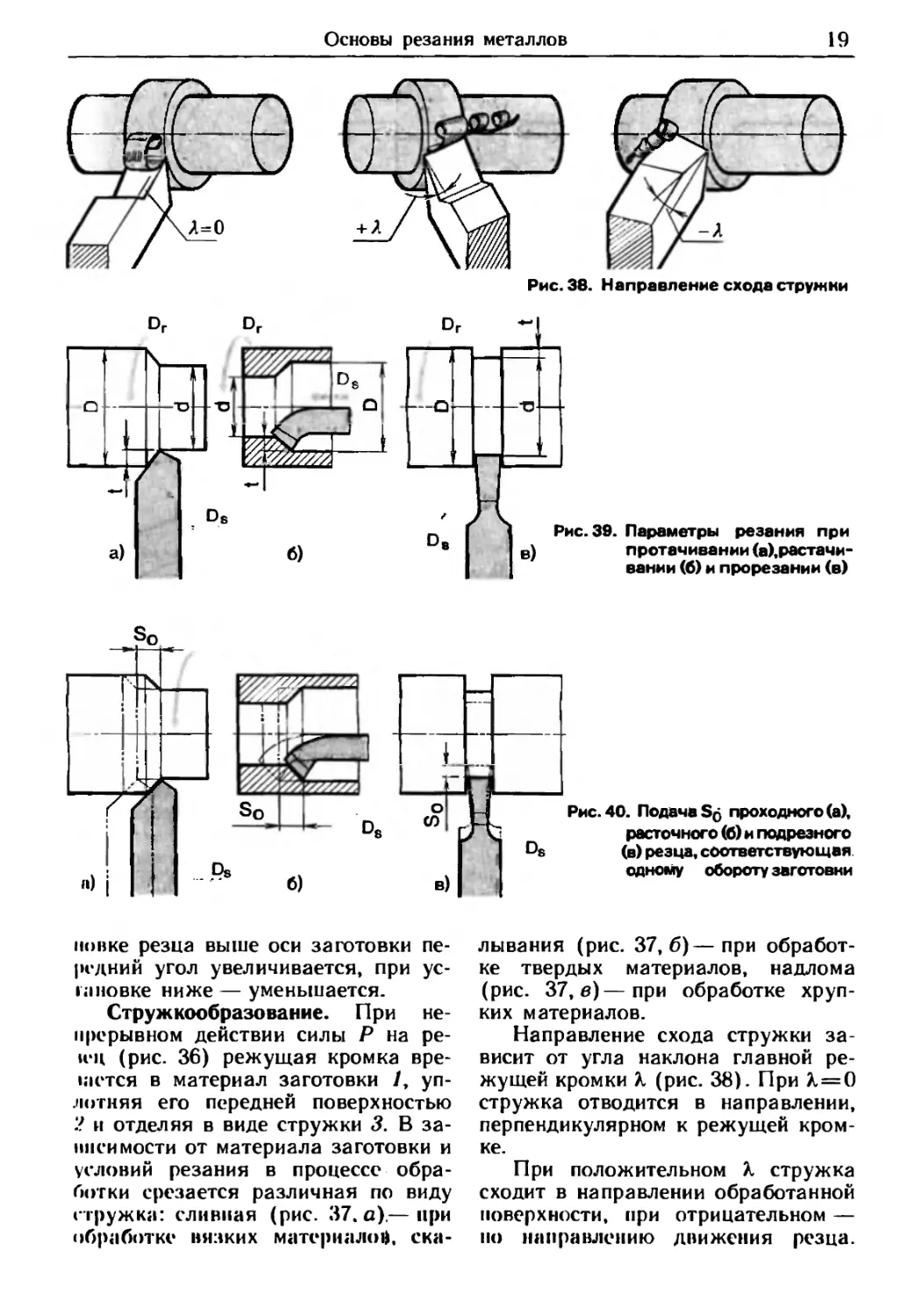
Основы резания металлов
19
Рис. 38. Направление схода стружки
Рис. 40. Подача Sq проходного (а),
расточного (б) и подрезного
(в) резца, соответствующая
одному обороту заготовки
новке резца выше оси заготовки пе-
редний угол увеличивается, при ус-
тановке ниже — уменьшается.
Стружкообразование. При не-
прерывном действии силы Р на ре-
1гц (рис. 36) режущая кромка вре-
»ается в материал заготовки /, уп-
лотняя его передней поверхностью
? и отделяя в виде стружки 3. В за-
писи мости от материала заготовки и
условий резания в процессе обра-
ботки срезается различная по виду
стружка: сливная (рис. 37. а).— при
обработке вязких материалов, ска-
лывания (рис. 37,6)—при обработ-
ке твердых материалов, надлома
(рис. 37, в)—при обработке хруп-
ких материалов.
Направление схода стружки за-
висит от угла наклона главной ре-
жущей кромки К (рис. 38). При Х = 0
стружка отводится в направлении,
перпендикулярном к режущей кром-
ке.
При положительном X стружка
сходит в направлении обработанной
поверхности, при отрицательном —
но направлению движения резца.
20
(к*ионные снедения о токарной обработке мгтиллон
Рис. 43. Силы, действующие в процессе
резания
Рис. 42. Определение скорости резания
Режимы резания. При работе на
токарных станках задают следую-
щие параметры: глубину резания /,
мм; подачу S, мм/об; скорость реза-
ния V, м/мин (рис. 39). Глубиной
резания называют толщину срезае-
мого слоя металла за один рабочий
ход инструмента, измеряют как рас-
стояние между обработанной и об-
рабатываемой поверхностями заго-
товки. При точении /=(£)-—d)/2.
При точении, сверлении и фрезе-
ровании используют понятие пода-
ча па оборот 5<>, мм/об, т. е. переме-
щение режущего инструмента отно-
сительно обрабатываемой поверхно-
сти за один оборот заготовки (рис.
40). Площадь срезаемого слоя (рис.
41) f=Sj = aht где а и b — соответ-
ственно толщина н ширина срезае-
мого слоя, мм. Толщина срезаемого
слоя a=Sosin<p, ширина 6 =//simp.
Рассмотрим понятие скорости
резания (рис. 42). Точка Я, находя-
щаяся на окружности диаметром
D, за один оборот заготовки прохо-
дит путь, равный длине окружности.
Длина окружности в 3,14 раз боль-
ше ее диаметра. Следовательно, точ-
ка А за один оборот совершит путь
3,14 или nD, Заготовка за 1 мин
совершит п оборотов. Путь, который
пройдет точка Л, равен произведе-
нию длины окружности на число обо-
ротов в минуту: nDn, мм/мин. Путь,
пройденный точкой А за 1 мин, на-
зывают ее окружной скоростью.
Точки Л и Б, лежащие на окружно-
стях разных диаметров I) и d знго-
товки, при вращении пройдут за
Основы резания металлов
21
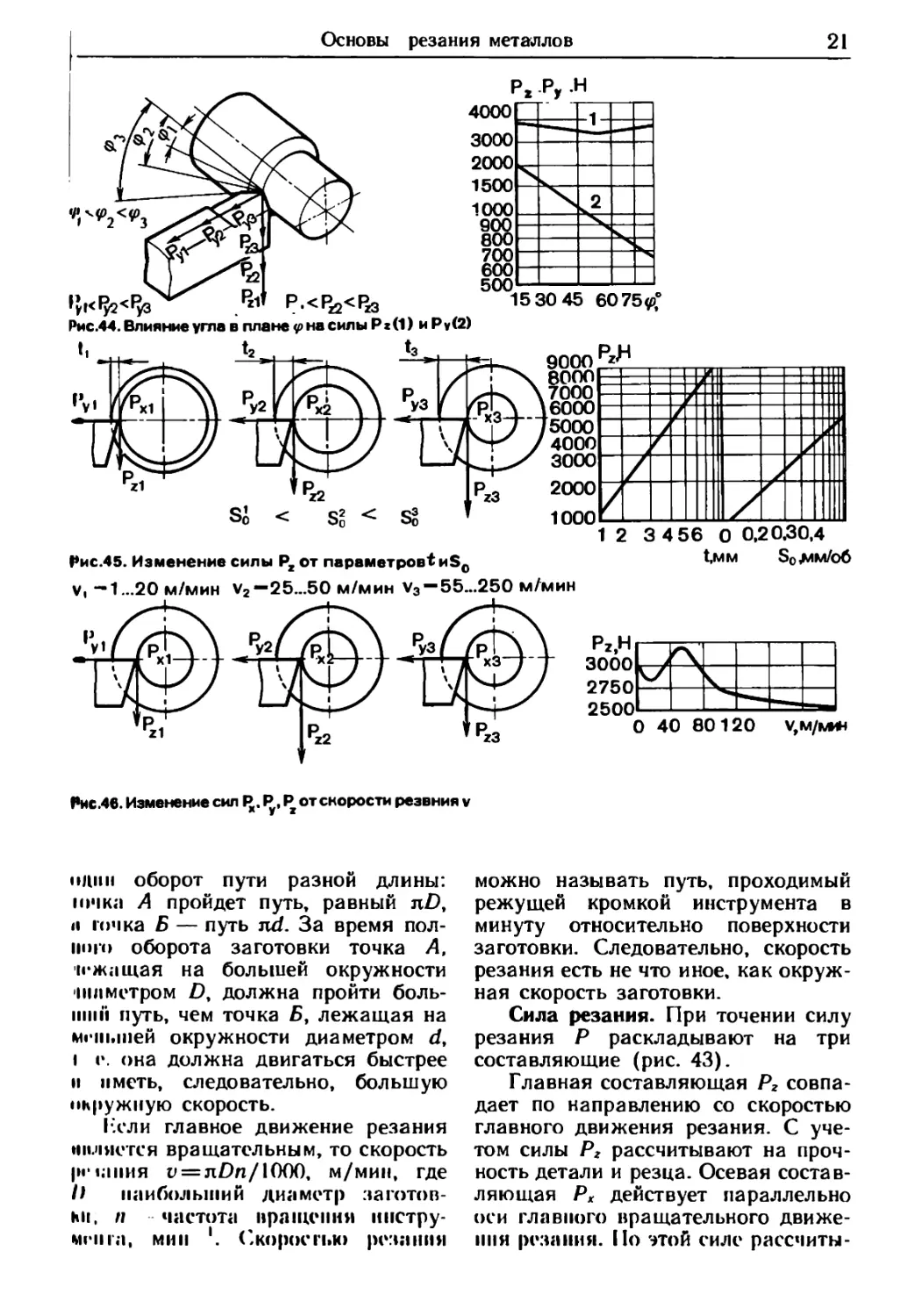
Рис.44. Влияние угла в плане <р на силы Р«(1) и Ру(2)
Рмс.46. Изменение сил . Р, Р от скорости резвния у
пдин оборот пути разной длины:
Н1чк<1 А пройдет путь, равный л£),
и гонка Б — путь nd. За время пол-
ного оборота заготовки точка Л,
ш жатая на большей окружности
in л метром D, должна пройти боль-
ший путь, чем точка Б, лежащая на
мгныпей окружности диаметром d,
I г. она должна двигаться быстрее
и иметь, следовательно, большую
окружную скорость.
Исли главное движение резания
ннлястся вращательным, то скорость
решння и = лРл/1000, м/мин, где
И наибольший диаметр заготов-
ки. п частота вращения инстру-
мента, мин '. Скоростью резания
можно называть путь, проходимый
режущей кромкой инструмента в
минуту относительно поверхности
заготовки. Следовательно, скорость
резания есть не что иное, как окруж-
ная скорость заготовки.
Сила резання. При точении силу
резания Р раскладывают на три
составляющие (рис. 43).
Главная составляющая Рг совпа-
дает по направлению со скоростью
главного движения резания. С уче-
том силы Р2 рассчитывают на проч-
ность детали и резца. Осевая состав-
ляющая Рх действует параллельно
оси главного вращательного движе-
ния резания. По этой силе рассчиты-
22
Осноиныг снедения о токарной обработке металлов
на ют механизм продольной подачи
станка и изгибающий момент, дейст-
вующий на резец. Радиальная со-
ставляющая Ру направлена по ра-
диусу главного движения резания,
отжимает резец от заготовки и про-
гибает заготовку. При нормальных
условиях резания сила Р2 в 4—8 раз
больше осевой силы Р2 и в 2—3 раза
больше силы Ру. Равнодействую-
щая сила резания
Р = + +
С увеличением угла в плане ср
составляющие Ру и Р2 уменьшаются
(рис. 44). При повышении твердости
обрабатываемого материала, глуби-
ны резания t и подачи So составляю-
щая Р2 увеличивается (рис. 45).
С увеличением скорости резания со-
ставляющие силы резания изменя-
ются незначительно (рис. 46).
Устройство токарных станков
23
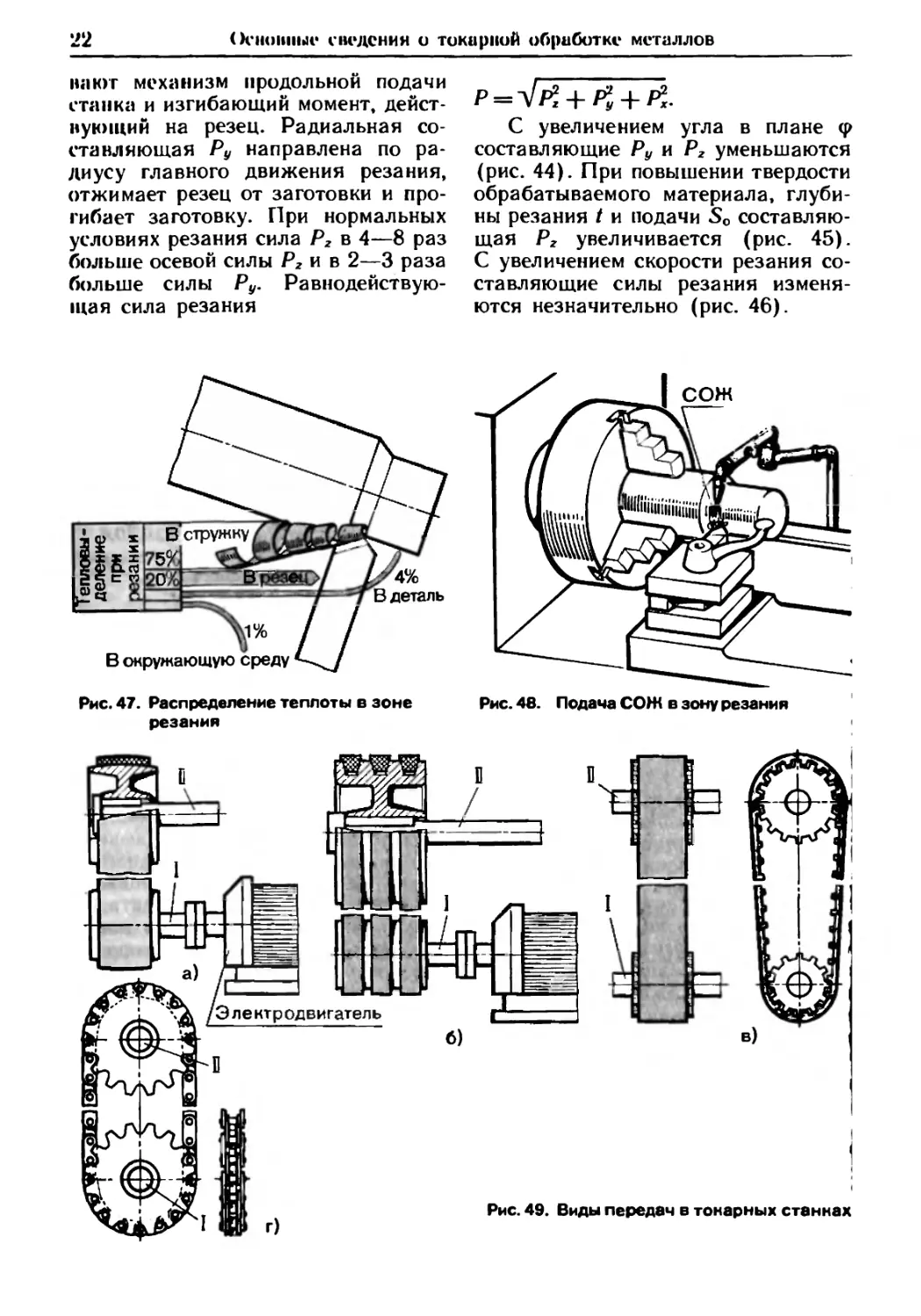
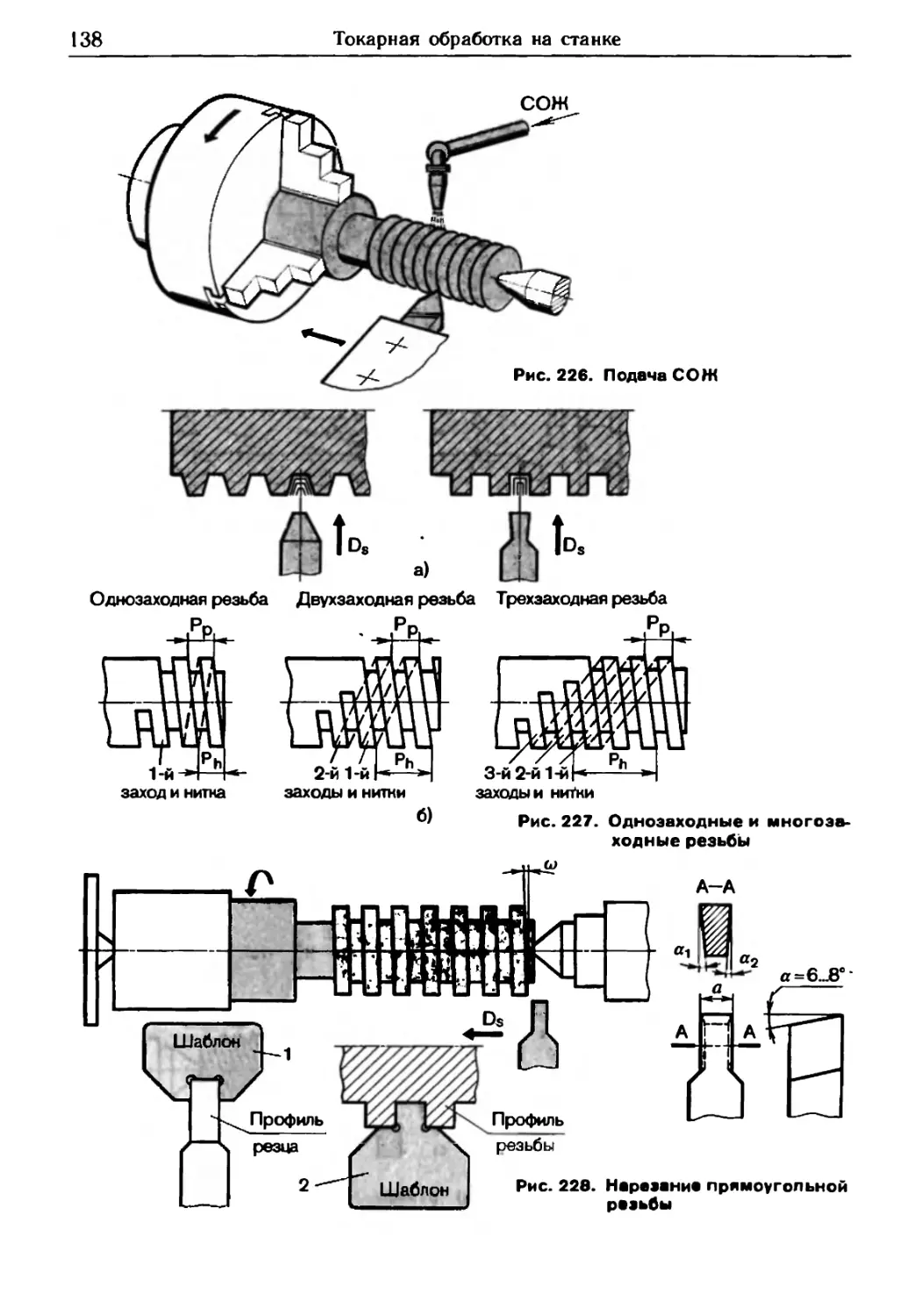
Тепловыделение в зоне резания
и СОЖ. В процессе обработки в зоне
резания выделяется большое коли-
чество теплоты, под действием кото-
рой режущий инструмент нагревает-
ся (рис. 47). Для уменьшения на-
грева заготовки (рис. 48) при обра-
ботке применяют смазочно-охлаж-
дающую жидкость (СОЖ). Под сма-
зочным действием понимают способ-
ность СОЖ образовывать на кон-
тактных поверхностях инструмента,
стружке и детали прочные пленки,
полностью или частично предотвра-
щающие соприкосновение передней
поверхности резца со стружкой и
задних поверхностей резца с по-
верхностью резания.
1.2. УСТРОЙСТВО ТОКАРНЫХ СТАНКОВ
Основные сведения о кинематике
токарных станков. Кинематическая
связь в токарных станках осуществ-
24
Основные сведения о токарной обработке металлов
пдв
ляется посредством передач, с по-
мощью которых вращательное дви-
жение с одного вала / (рис. 49) пере-
дается другому // или вращатель-
ное движение преобразуется в по-
ступательное. Наиболее простая пе-
редача — ременная, которая может
быть плоскоременной (рис. 49,а)
или клиноременной (рис. 49,6), кро-
ме того, передача может быть зуб-
чатой (рис. 49, в) и цепной (рис.
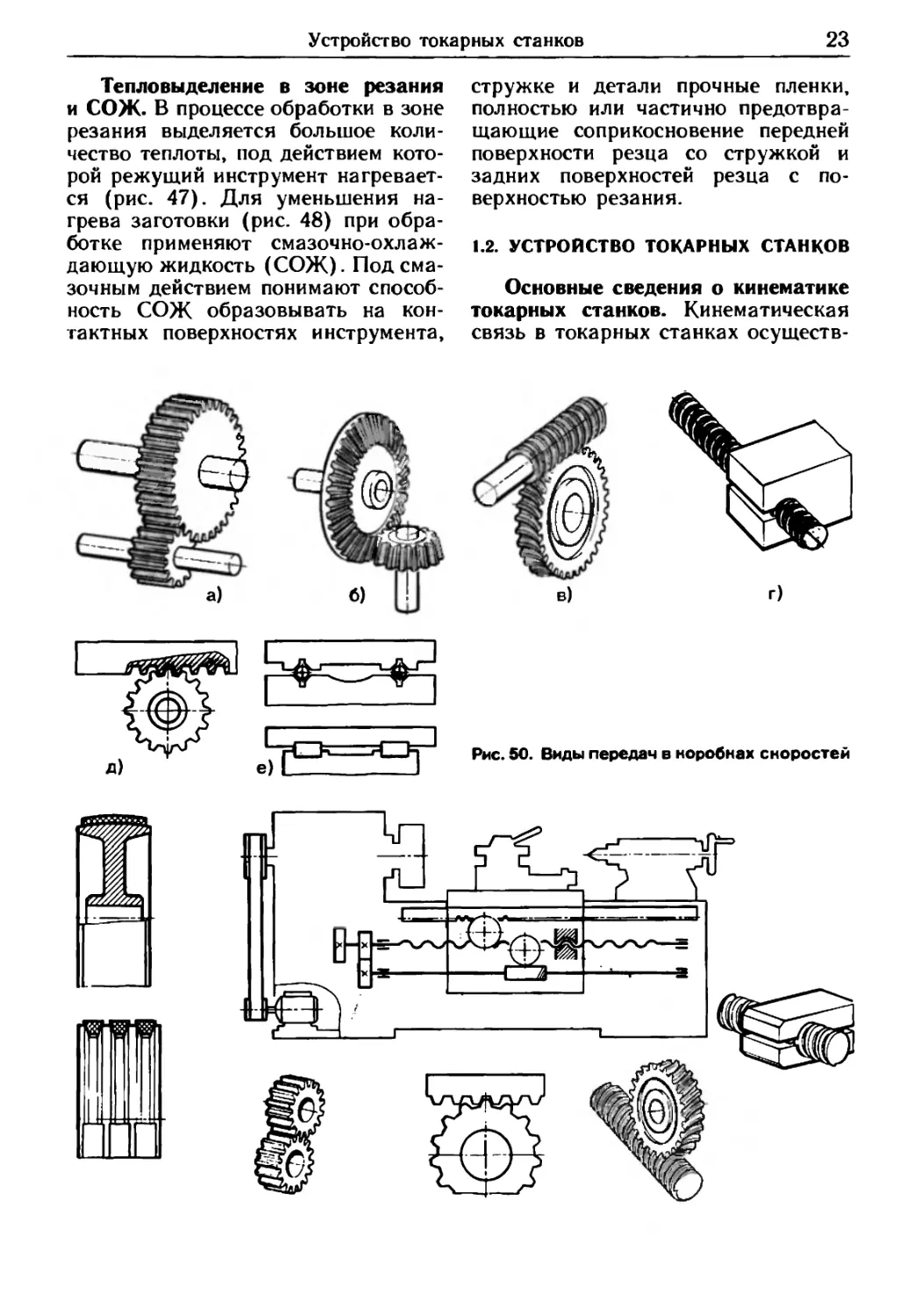
49, г). В коробках скоростей в ос-
новном применяют зубчатые переда-
чи: цилиндрические (рис. 50, а), ко-
нические (рис. 50,6), червячные
(рис. 50, в), винтовые (рис. 50, г),
реечные (рис. 50, д) и шарикороли-
ковые (рис. 50, е) в направляющих
узлах. Применение передач в токар-
ном станке показано на рис. 51.
Передаточное отношение i — от-
ношение частоты вращения п? ведо-
мого вала к частоте вращения п\
ведущего вала (рис. 52).
Кинематическая пара - соеди-
нение двух соприкасающихся iiieni»-
Устройство токарных станков
25
ев, допускающее их относительное
движение, например передача дви-
жения с вала / на вал II (рис. 53, а)
или преобразование одного движе-
ния А в другое Б (рис. 53,6).
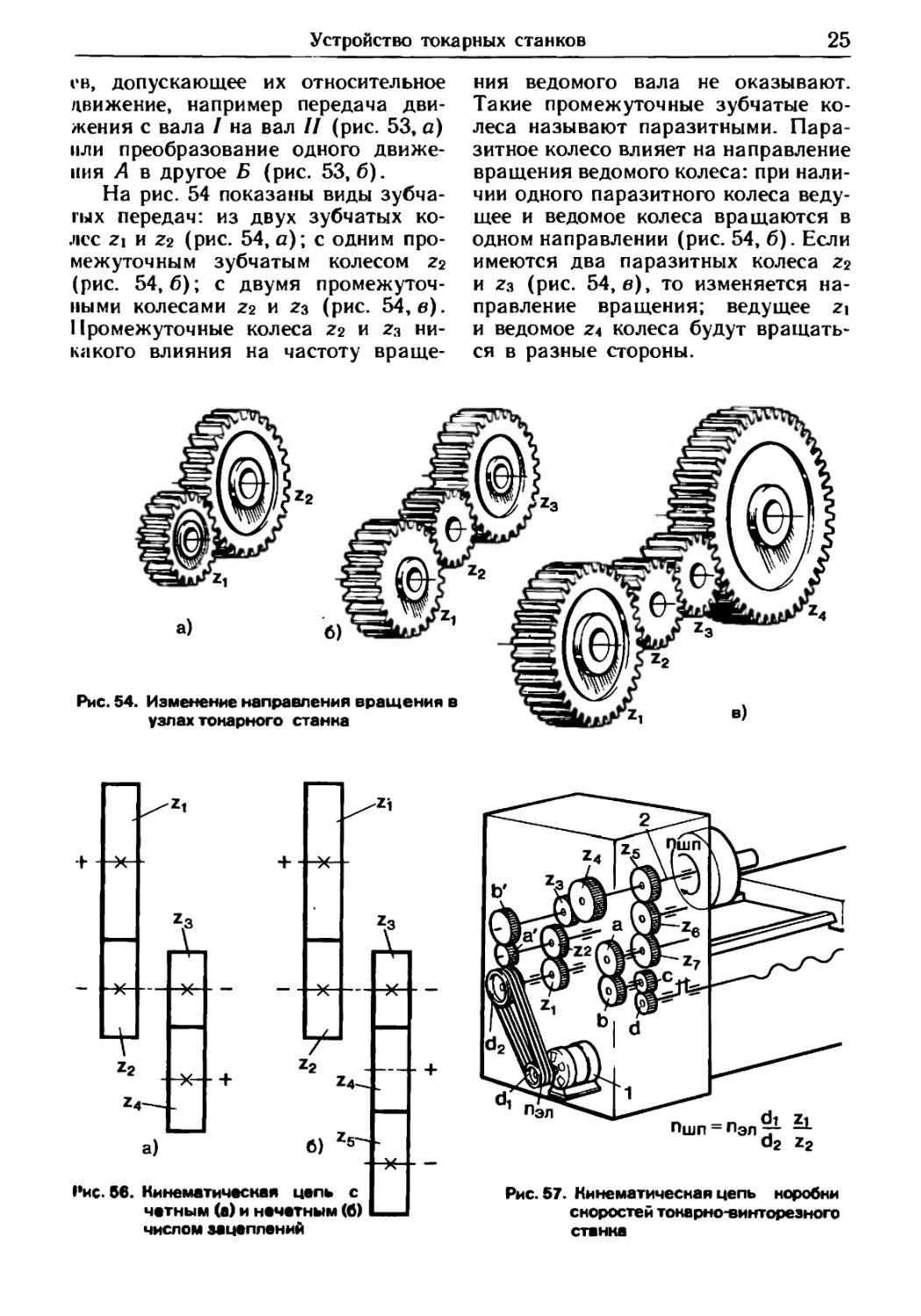
На рис. 54 показаны виды зубча-
тых передач: из двух зубчатых ко-
лес 21 и 22 (рис. 54, а); с одним про-
межуточным зубчатым колесом 2г
(рис. 54,6); с двумя промежуточ-
ными колесами 22 и 23 (рис. 54, в).
Промежуточные колеса 22 и 2з ни-
какого влияния на частоту враще-
ния ведомого вала не оказывают.
Такие промежуточные зубчатые ко-
леса называют паразитными. Пара-
зитное колесо влияет на направление
вращения ведомого колеса: при нали-
чии одного паразитного колеса веду-
щее и ведомое колеса вращаются в
одном направлении (рис. 54, 6). Если
имеются два паразитных колеса 22
и 2з (рис. 54, в), то изменяется на-
правление вращения; ведущее 21
и ведомое 24 колеса будут вращать-
ся в разные стороны.
числом зацеплений
Рис. 57. Кинематическая цепь коробки
скоростей токарно-винторезного
станка
26
Основные снедения о токарной обработке мсталлип
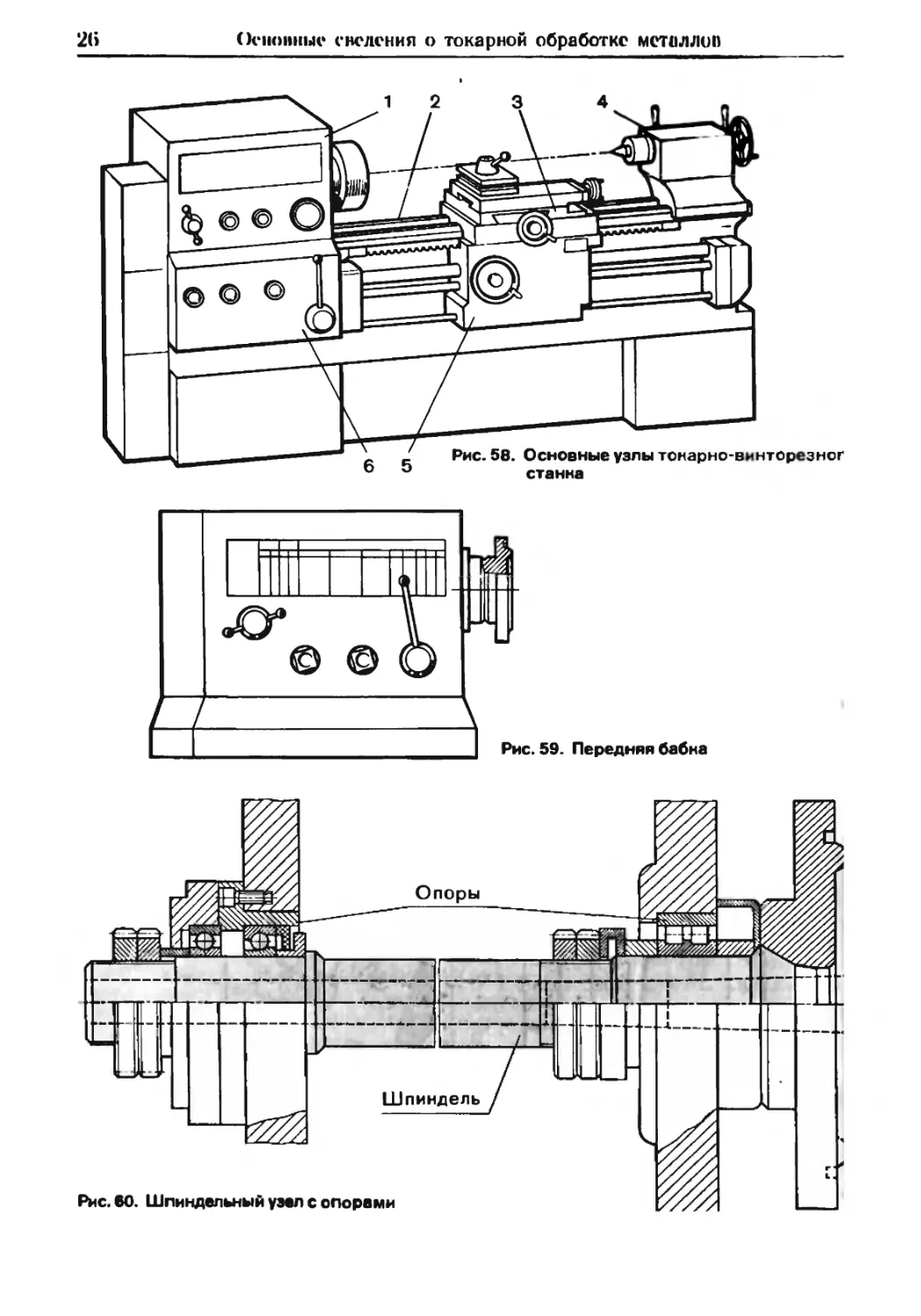
Рис. 59. Передняя бабна
Устройство токарных станков
27
Пример кинематической цепи
указан на рис. 55. Знак передаточ-
ного отношения кинематической це-
ни положителен, если направление
вращения конечного и начального
звеньев цепи одинаковое, и отрица-
телен, если направления их враще-
ния различны.
Положительный знак передаточ-
ного отношения кинематической цепи
обеспечивается, если кинематичес-
кая цепь состоит из четного числа
«ацеплений (рис. 56, а), и отрица-
тельный, если число зацеплений
нечетное (рис. 56,6).
Кинематической цепью станка
называют совокупность соединенных
между собой кинематических пар,
передающих движение от источника
движения (электродвигателя /) до
конечного звена — рабочего органа
станка шпинделя 2 (рис. 57).
Основные узлы станка. Основны-
ми узлами тока р но-винторезного
станка являются: станина 2 (рис.
58), передняя бабка (коробка скоро-
Рис.62. Задняя бабна
Рис. 63. Суппорт
28
Основные сведения о токарной обработке металлов
Устройство токарных станков
29
Рис. 68. Резцедержатели
стей) /, задняя бабка 4. коробка
подач 6, фартук 5 и суппорт 3.
Передняя бабка (рис.* 59) состо-
ит из шпиндельного узла с опорами
(рис. 60) и служит для передачи
вращения заготовки, закрепленной
в патроне посредством конусного
(рис. 61, а) или резьбового (рис.
61,6) соединения на фланце пат-
рона.
Задняя бабка служит для центри-
рования второго конца заготовки
или инструмента и состоит из основа-
ния / (рис. 62), корпуса 2, пиноли 4,
маховичка 5, рукоятки 6 крепления
задней бабки к станине и рукоятки 3
зажима пиноли. В переднем конце
пиноли имеется конусное гнездо.
в которое вставляется центр 7 или
режущий инструмент (сверло, зен-
кер, развертка и др.).
Суппорт предназначен для креп-
ления и перемещения резца в про-
цессе резания (рис. 63). Резец за-
крепляют в резцедержателе /, уста-
новленном на верхних салазках 2.
Суппорт может перемещаться вруч-
ную посредством шестерни / (рис.
64) и рейки 2, а также механически
посредством ходового вала 3. Меха-
ническое перемещение суппорта при
нарезании резьб осуществляется с
помощью ходового винта / и разъем-
ной (маточной) гайки 2 (рис. 65).
Поперечные салазки служат для
перемещения резца к заготовке (рис.
30
Основные снедении о токарной обработке мешляоп
Устройство токарных станков
31
Рис. 72. Органы управления тонарно-еинтореэного станка 16К20
66, а). На них устанавливают верх-
ние салазки (рис. 66, б). Подача рез-
ца как в поперечном, так и в про-
дольном направлении производится
маховиками с лимбами для установ-
ки на требуемый размер обработки
(рис. 67).
Резцедержатели предназначены
для крепления резцов на станке.
В одноместном резцедержателе (рис.
68, а) резец закрепляют одним вин-
том. Более надежное крепление рез-
ца обеспечивает резцедержатель
(рис. 68, б), в котором резец закреп-
ляют двумя винтами. На универ-
сальных станках применяют четырех-
местные резцедержатели (рис. 68, в),
позволяющие одновременно уста-
навливать четыре резца.
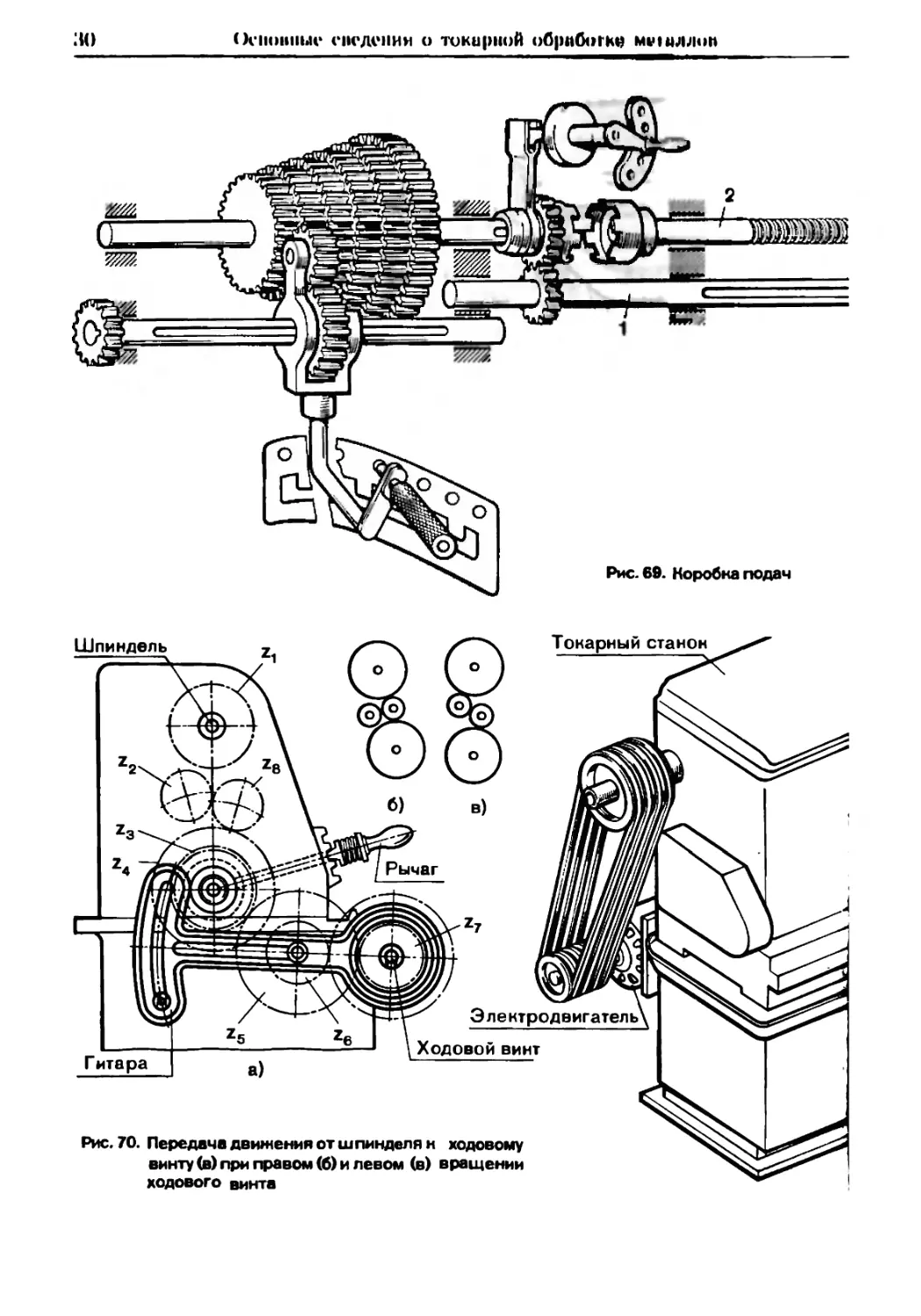
Коробка подач, обеспечивая дви-
/кение ходового вала / или винта 2
(рис. 69), позволяет изменять их час-
юту вращения (рис. 70) переключе-
нием блоков зубчатых колес г по-
мощью рычагов и рукояток.
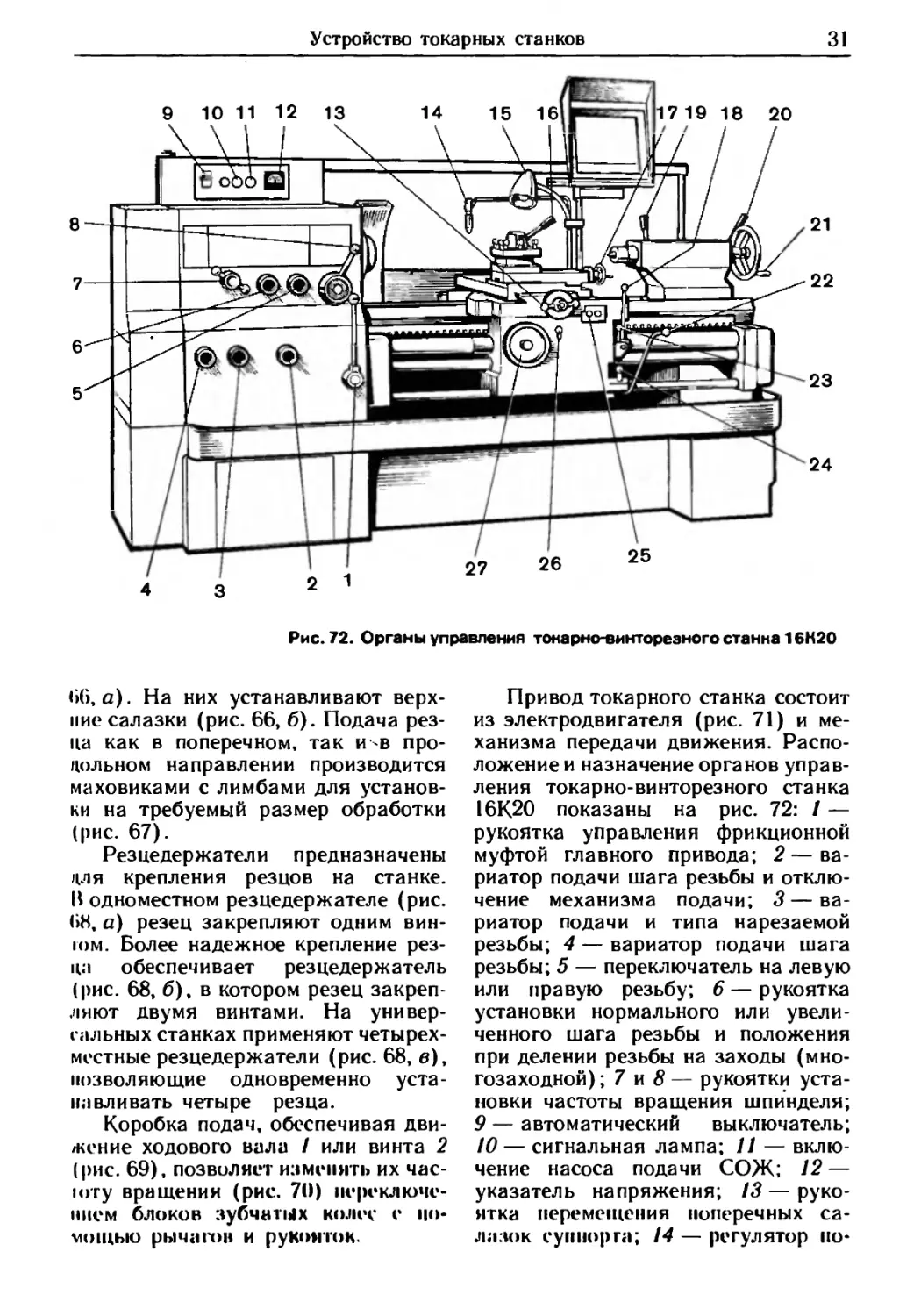
Привод токарного станка состоит
из электродвигателя (рис. 71) и ме-
ханизма передачи движения. Распо-
ложение и назначение органов управ-
ления токарно-винторезного станка
I6K20 показаны на рис. 72: / —
рукоятка управления фрикционной
муфтой главного привода; 2—ва-
риатор подачи шага резьбы и отклю-
чение механизма подачи; 3—ва-
риатор подачи и типа нарезаемой
резьбы; 4 — вариатор подачи шага
резьбы; 5 — переключатель на левую
или правую резьбу; 6 — рукоятка
установки нормального или увели-
ченного шага резьбы и положения
при делении резьбы на заходы (мно-
гозаходной); 7 и 8— рукоятки уста-
новки частоты вращения шпинделя;
9 — автоматический выключатель;
10 — сигнальная лампа; // — вклю-
чение насоса подачи СОЖ; 12 —
указатель напряжения; 13 — руко-
ятка перемещения поперечных са-
лазок суп нор га; 14 — регулятор по-
32
Основные сведения о токарной обработке металлов
а) б)
Рис. 73. Трехкулачновый сам ©центрирующий
патрон с обратными (а) и прямыми (б)
кулачками
Рис. 74. Спиральный трехкулачковый само-
центрирующий патрон: 1 —ведущая
шестерня; 2—диск 3—кулачки токарного
зажимного патрона; 4—зубчатый обод
Рис. 75. Патроны с эксцентриковым (а), винтовым (б)
и реечным (в) приводом
дачи СОЖ; 15 — местное освеще-
ние; 16 — рукоятка поворота и за-
жима резцедержателя; 17 — рукоят-
ка перемещения верхних салазок
суппорта; 18 — кнопка включения
двигателя ускоренного хода; 19 —
зажим пиноли задней бабки; 20—
рукоятка крепления задней бабки
па станине; 21 — маховичок переме-
щения пиноли задней бабки; 22 —
рукоятка включения и отключения
муфты главного привода; 23 — ру-
коятка включения и отключения
разъемной гайки ходового винта;
24 — рукоятка включения подачи;
25 — кнопочная станция двигателя
главного привода; 26 — рукоятка
включения и выключения реечной
шестерни продольной подачи; 27 —
маховичок ручного перемещения ка-
ретки суппорта.
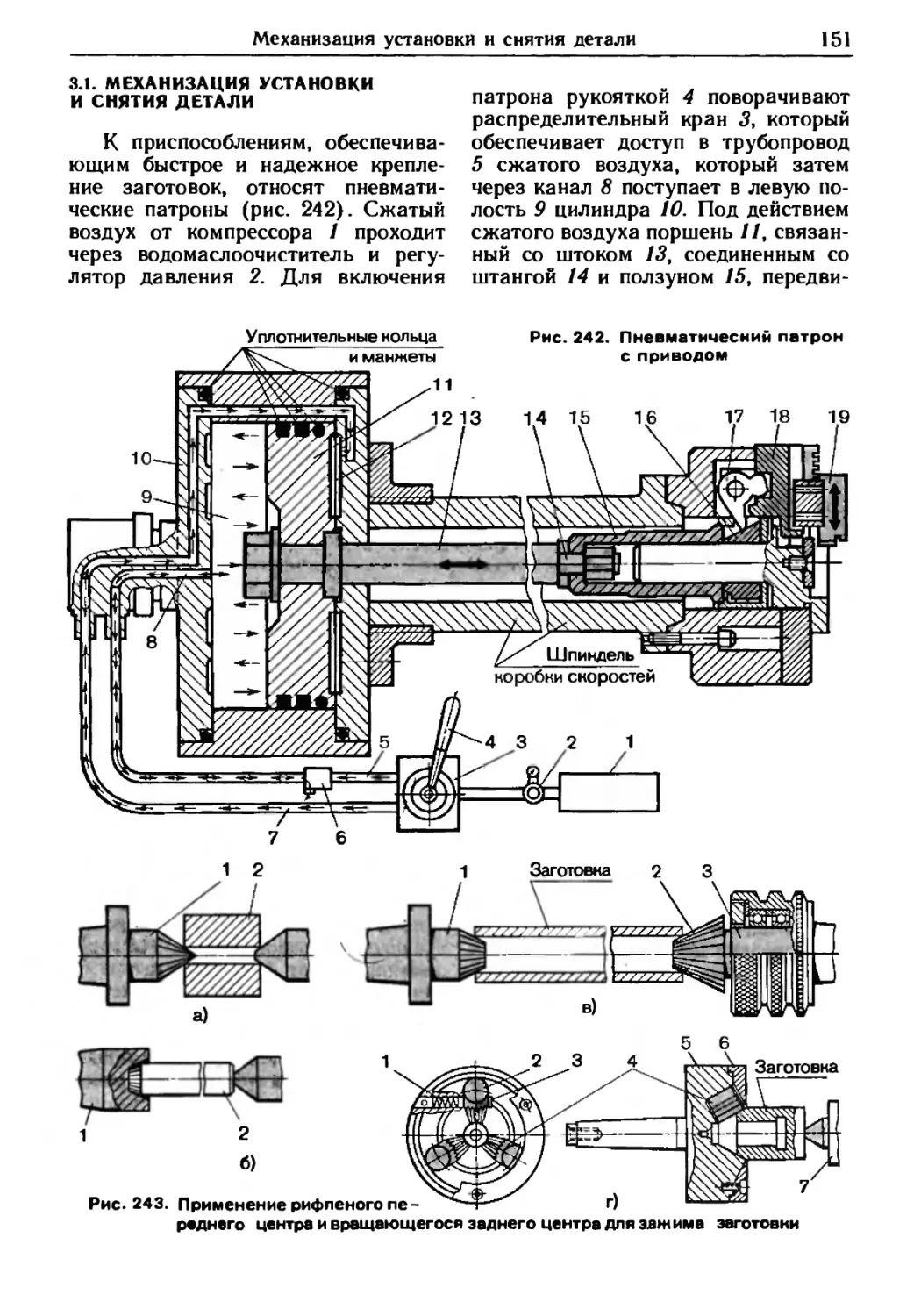
Принадлежности к токарным
Устройство токарных станков
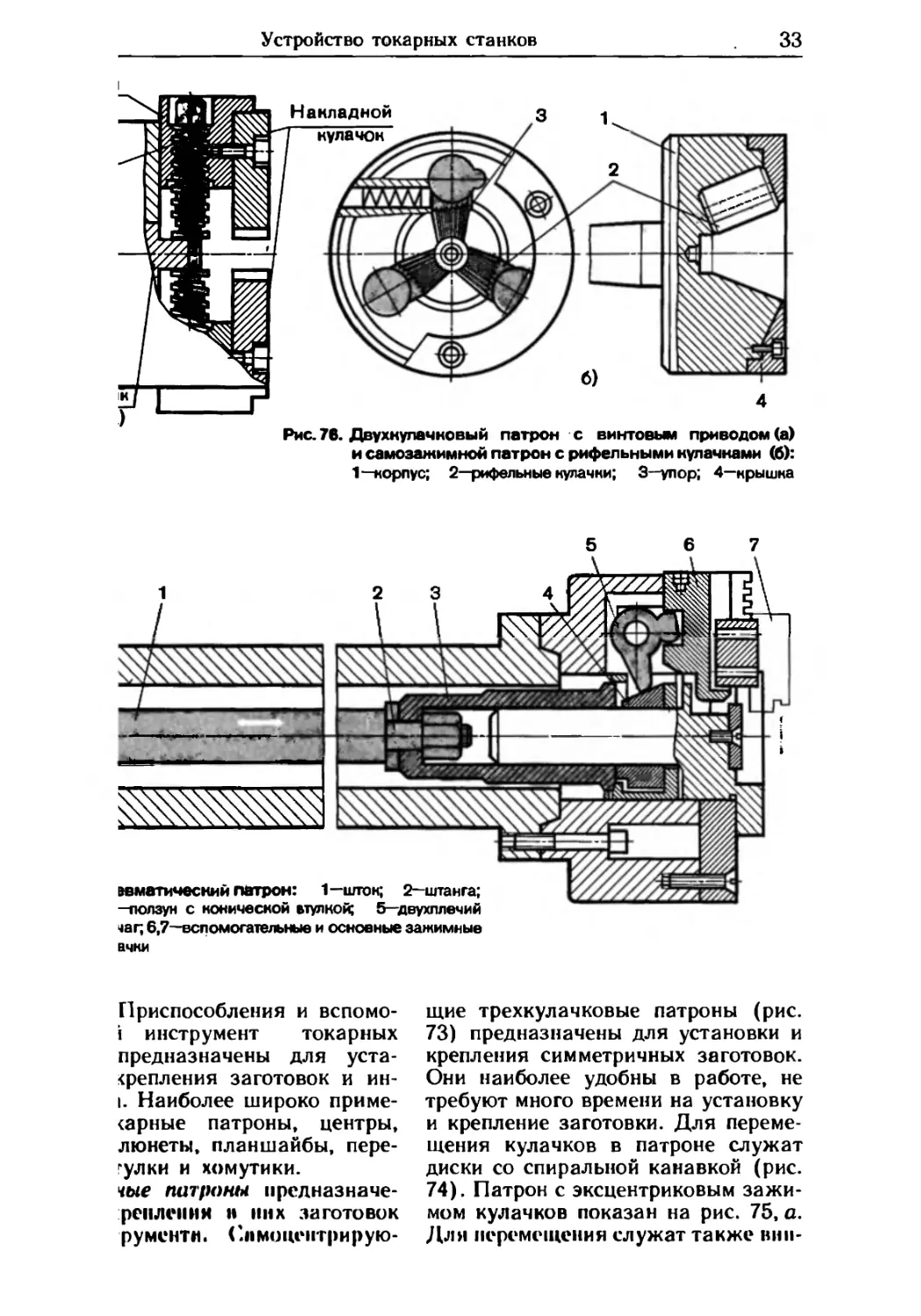
33
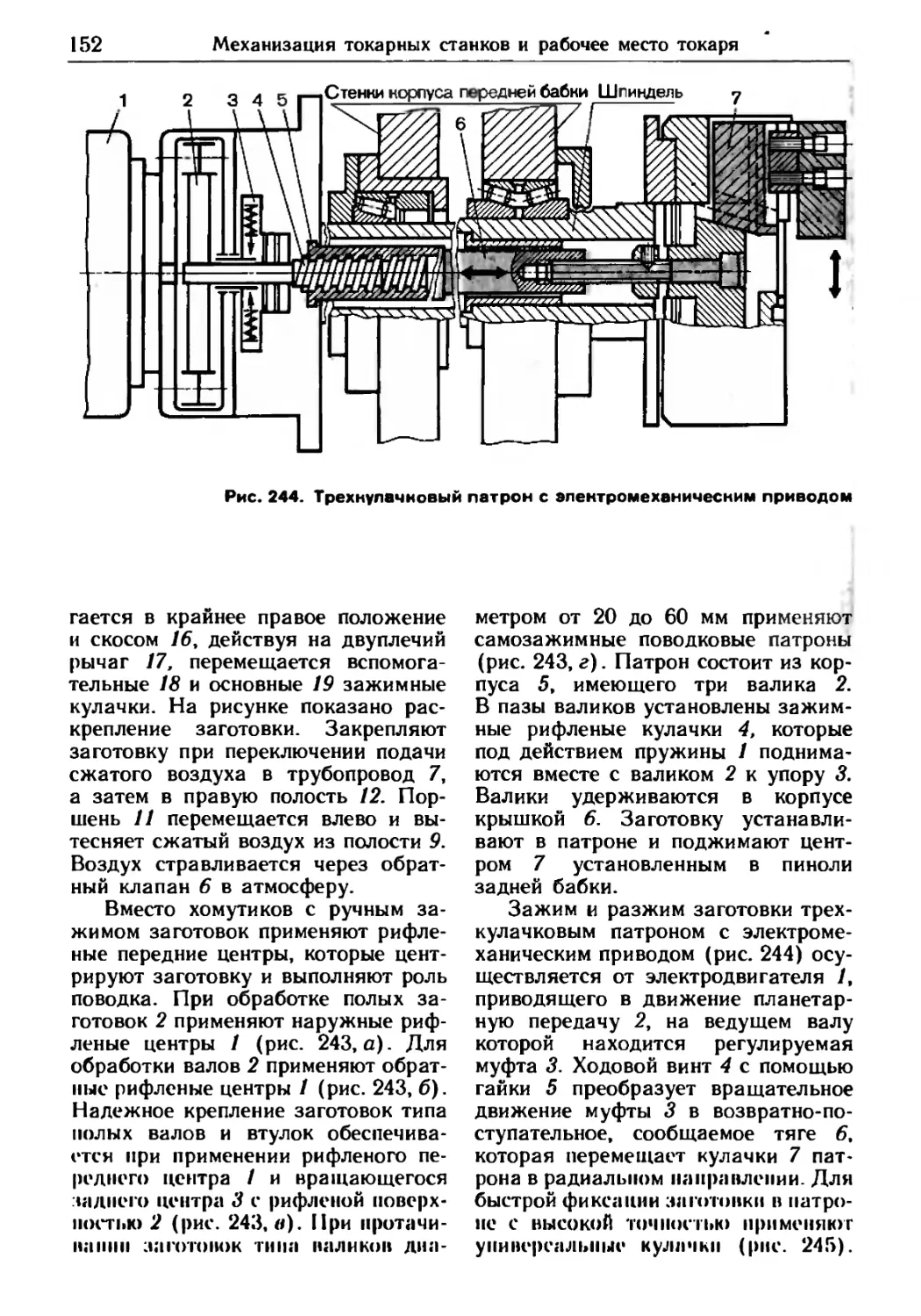
и самозажимной патрон с рифельными кулачками (б):
1—корпус; 2—рифельные кулачки; 3—упор; 4—крышка
—ползун с конической втулкой; 5—двухллечий
^аг, 6,7—вспомогательные и основные зажимные
ачкм
Приспособления и вспомо-
i инструмент токарных
предназначены для уста-
крепления заготовок и ин-
I. Наиболее широко приме-
карные патроны, центры,
люнеты, планшайбы, пере-
гулки и хомутики.
чые патроны предназначе-
реплепмя и них заготовок
рументи. Спмоцентрирую-
щие трехкулачковые патроны (рис.
73) предназначены для установки и
крепления симметричных заготовок.
Они наиболее удобны в работе, не
требуют много времени на установку
и крепление заготовки. Для переме-
щения кулачков в патроне служат
диски со спиральной канавкой (рис.
74). Патрон с эксцентриковым зажи-
мом кулачков показан на рис. 75, а.
Для перемещения служат также вин-
34
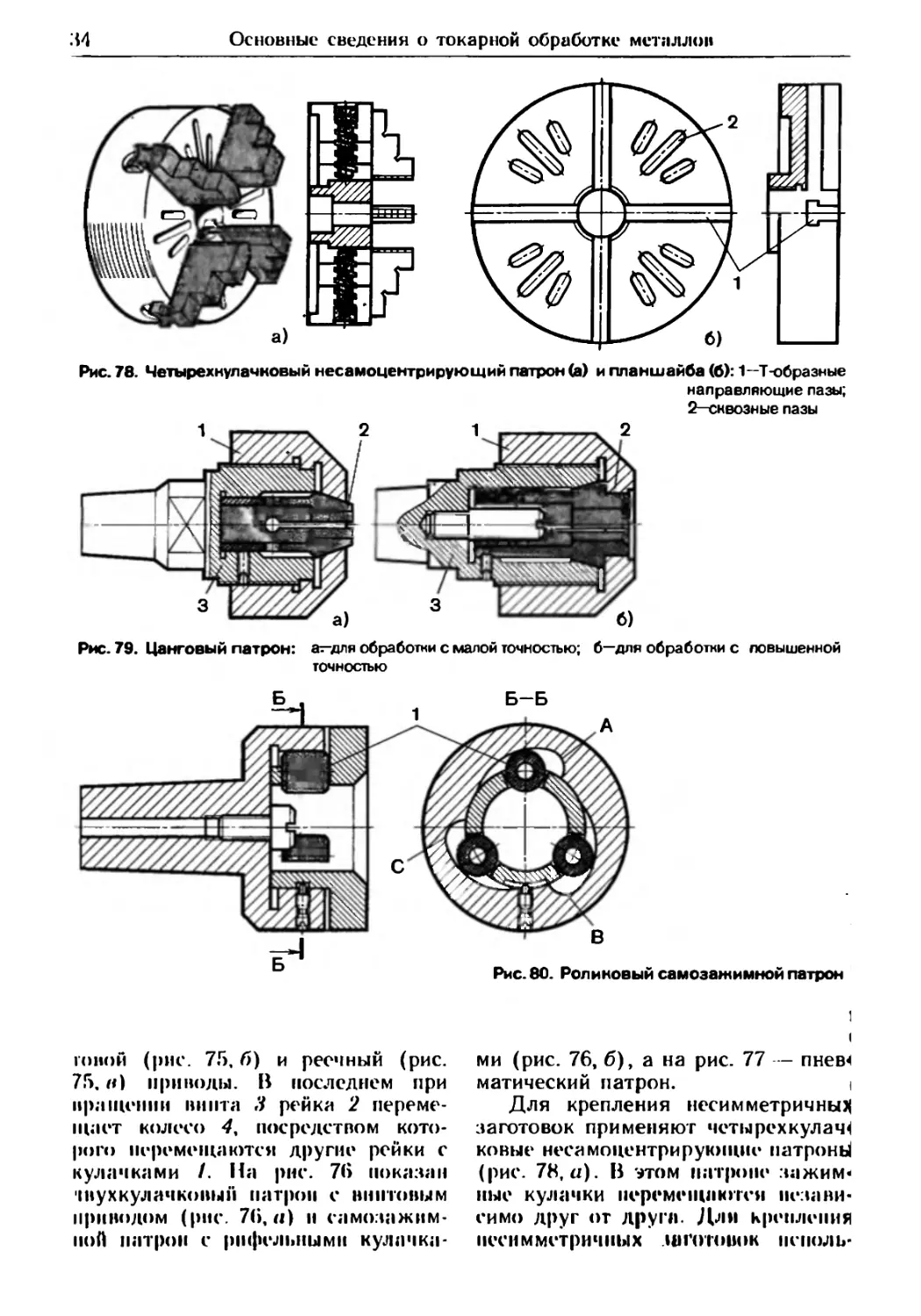
Основные сведения о токарной обработке металлов
Рис. 78. Четырехнулачковый несамоцентрирующий патрон (а) и планшайба (б): 1—Т-образные
направляющие пазы;
2-псквозные пазы
Рис. 79. Цанговый патрон: ar-для обработки с малой точностью; б—для обработки с повышенной
точностью
юной (рис. 75,6) и реечный (рис.
75, приводы. В последнем при
вращении винта 3 рейка 2 переме-
щает колесо 4, посредством кото-
рого перемещаются другие рейки с
кулачками /. На рис. 76 показан
(вухкулачковый патрон с винтовым
приводом (рис. 76,(0 и самозажим-
ной патрон с рифельными кулачка-
i
ми (рис. 76, б), а на рис. 77 — пнев<
матический патрон. ।
Для крепления несимметричны^
заготовок применяют четырехкулач<
новые несамоцентрирующие патронь!
(рис. 78, а). В этом патроне зажим-
ные кулачки перемещаются незави-
симо друг от друга. Для крепления
несимметричных .ш готовок исподь-
Устройство токарных станков
35
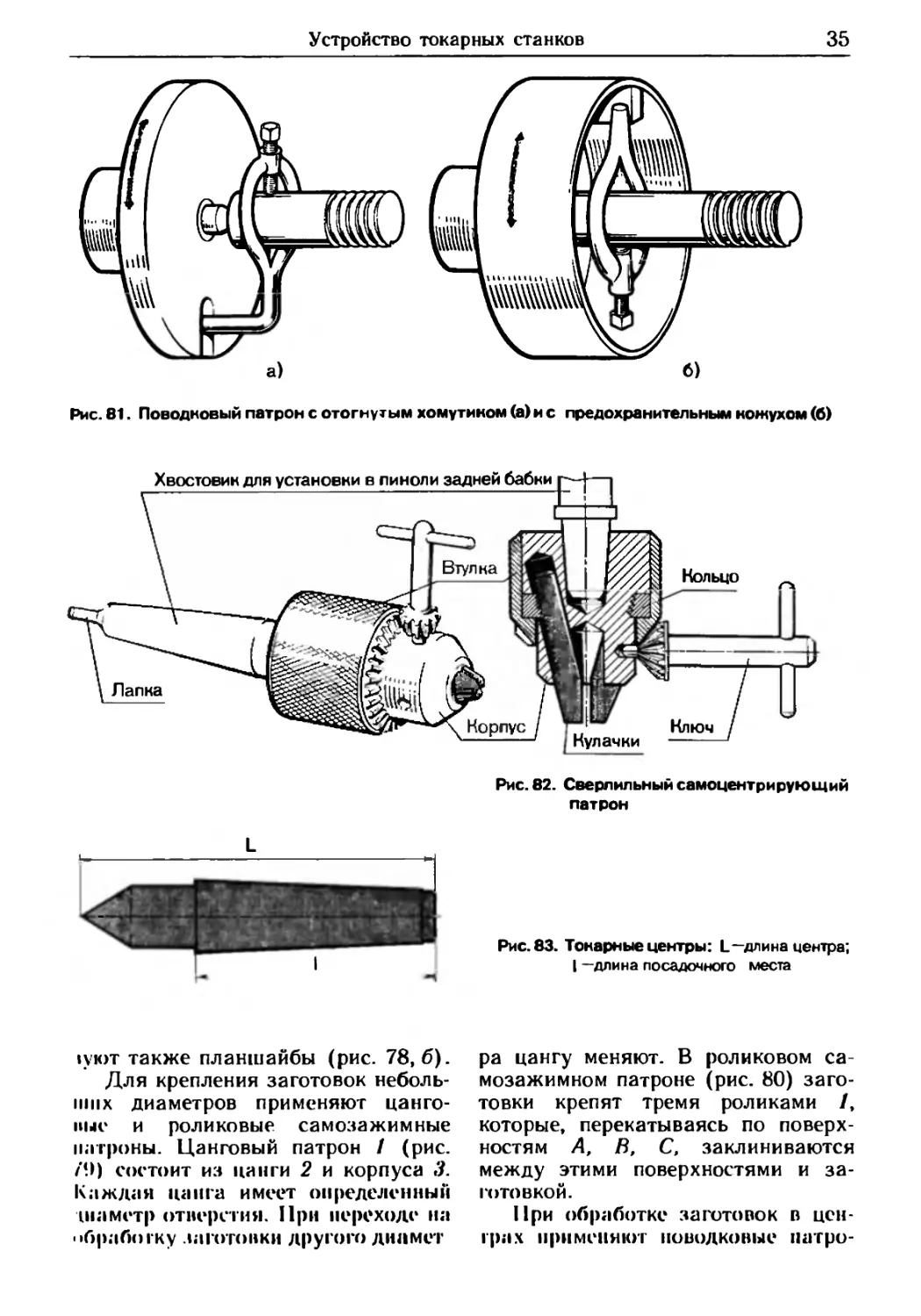
Рис. 81. Поводковый патрон с отогнутым хомутиком (а) и с предохранительным кожухом (б)
Рис. 82. Сверлильный самоцентрирующий
патрон
Рис. 83. Токарные центры: |_—длина центра;
I —длина посадочного места
•уют также планшайбы (рис. 78,6).
Для крепления заготовок неболь-
ших диаметров применяют цанго-
вые и роликовые самозажимные
патроны. Цанговый патрон / (рис.
/9) состоит из цанги 2 и корпуса 3.
Каждая цанга имеет определенный
тнаметр отверстия. При переходе на
обработку заготовки другого диамет
ра цангу меняют. В роликовом са-
мозажимном патроне (рис. 80) заго-
товки крепят тремя роликами /,
которые, перекатываясь по поверх-
ностям А, В, С, заклиниваются
между этими поверхностями и за-
готовкой.
При обработке заготовок в цен-
трах применяют поводковые патро-
.ш
Or ионные сведения о токарной обработке металлов
Рис. 84. Типы токарных центров
ны (рис. 81). Для крепления сверл
и другого концевого инструмента
применяют сверлильные самоцентри-
рующие патроны (рис. 82).
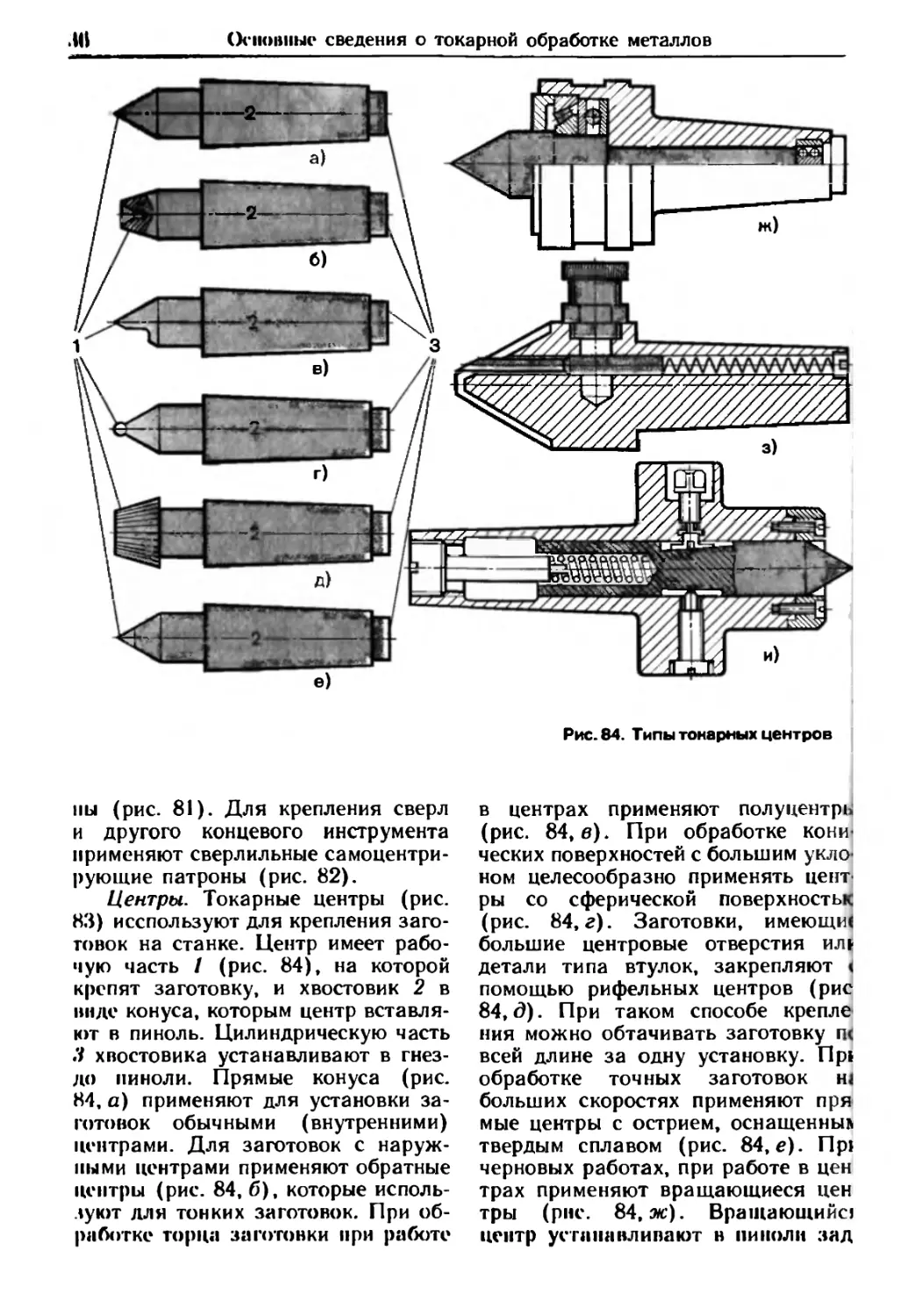
Центры. Токарные центры (рис.
83) исспользуют для крепления заго-
товок на станке. Центр имеет рабо-
чую часть / (рис. 84), на которой
крепят заготовку, и хвостовик 2 в
виде конуса, которым центр вставля-
ют в пиноль. Цилиндрическую часть
// хвостовика устанавливают в гнез-
до пиноли. Прямые конуса (рис.
84, а) применяют для установки за-
готовок обычными (внутренними)
центрами. Для заготовок с наруж-
ными центрами применяют обратные
центры (рис. 84, б), которые исполь-
зуют для тонких заготовок. При об-
работке торца заготовки при работе
в центрах применяют полуцентрь
(рис. 84, в). При обработке кони-
ческих поверхностей с большим укло-
ном целесообразно применять цент*
ры со сферической поверхность*
(рис. 84, г). Заготовки, имеющий
большие центровые отверстия ил|
детали типа втулок, закрепляют <
помощью рифельных центров (рис
84,(5). При таком способе крепле
ния можно обтачивать заготовку п<
всей длине за одну установку. Пр1
обработке точных заготовок на
больших скоростях применяют при
мые центры с острием, оснащенны»
твердым сплавом (рис. 84, е). Пр1
черновых работах, при работе в цен
трах применяют вращающиеся цен
тры (рис. 84, ж). Вращающийся
центр устанавливают в пиноли зад
Устройство токарных станков
37
ней бабки. При обработке загото-
вок больших диаметров, когда не-
обходимо обильное смазывание тру-
щихся поверхностей центров, приме-
няют центры с принудительным по-
ступлением смазочного материала
(рис. 84, з). В массовом производ-
стве при обработке однотипных за-
готовок на полуавтоматах применя-
ют плавающие центры (рис. 84, и).
Их устанавливают в пиноли перед-
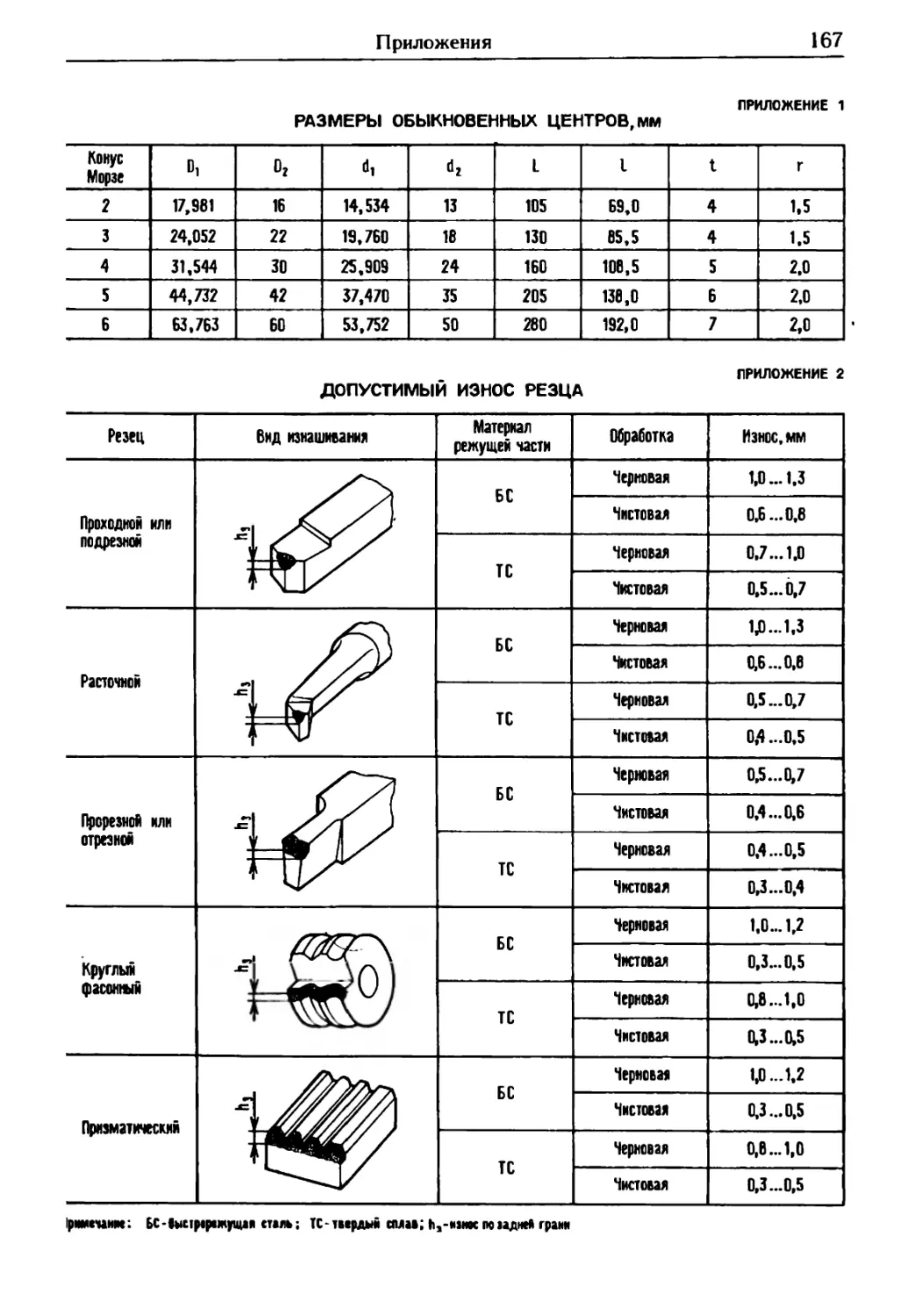
ней бабки. Размеры центров даны
в прилож. 1.
Оправки. Для крепления при об-
работке деталей типа втулок и полу-
чения соосности между внутренней и
наружной поверхностями применяют
различные виды оправок. При вы
полнении легких работ, когда, сре-
зают небольшие слои металла, при-
меняют конические оправки (рис.
85, а). Поверхность оправки выпол-
нена с небольшой конусностью, что
позволяет закрепить заготовку на
оправке. Такая оправка может быть
применена только для одного базо-
вого отверстия. При тяжелых усло-
виях работы применяют оправку,
показанную на рис. 85, б. Заготовку
устанавливают на цилиндрическую
поверхность оправки и зажимают
гайкой / через быстросменную шай-
бу 2. Недостатком таких оправок
является пониженная точность обра-
ботки, так как между цилиндриче-
ски соприкасающимися поверхности-
Основные сведения о токарной обработке металлов
Устройство токарных станков
39
ми заготовки и оправки имеются
шзоры. Для устранения этого недо-
статка применяют оправки, показан-
ные на рис. 85, в, г, д. На коническую
поверхность оправки устанавливают
прижимную цангу с цилиндричес-
кой наружной поверхностью, что по-
шоляет обрабатывать заготовки с
точностью 6—7-го квалитетов. При-
меняют также оправку с упругим
посадочным корпусом (рис. 85, е).
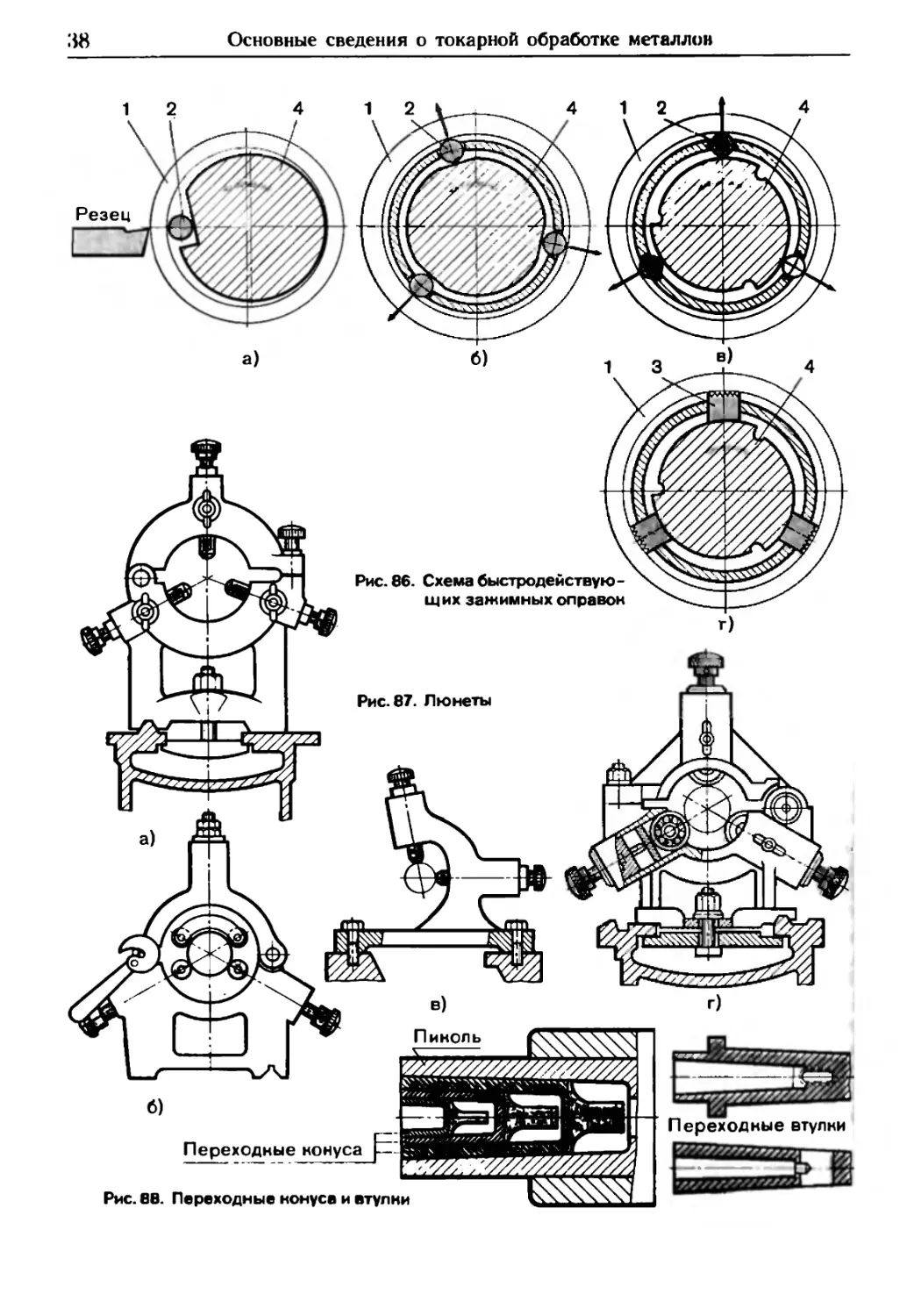
Широко применяют быстродейст-
вующие зажимные оправки с роли-
ковыми (рис. 86, а, б, в) и кулачко-
выми (рис. 86, г) зажимами. Заго-
товка / в таких оправках зажимает-
ся за счет перемещения роликов 2
или кулачков 3 относительно зажим-
ного профиля 4.
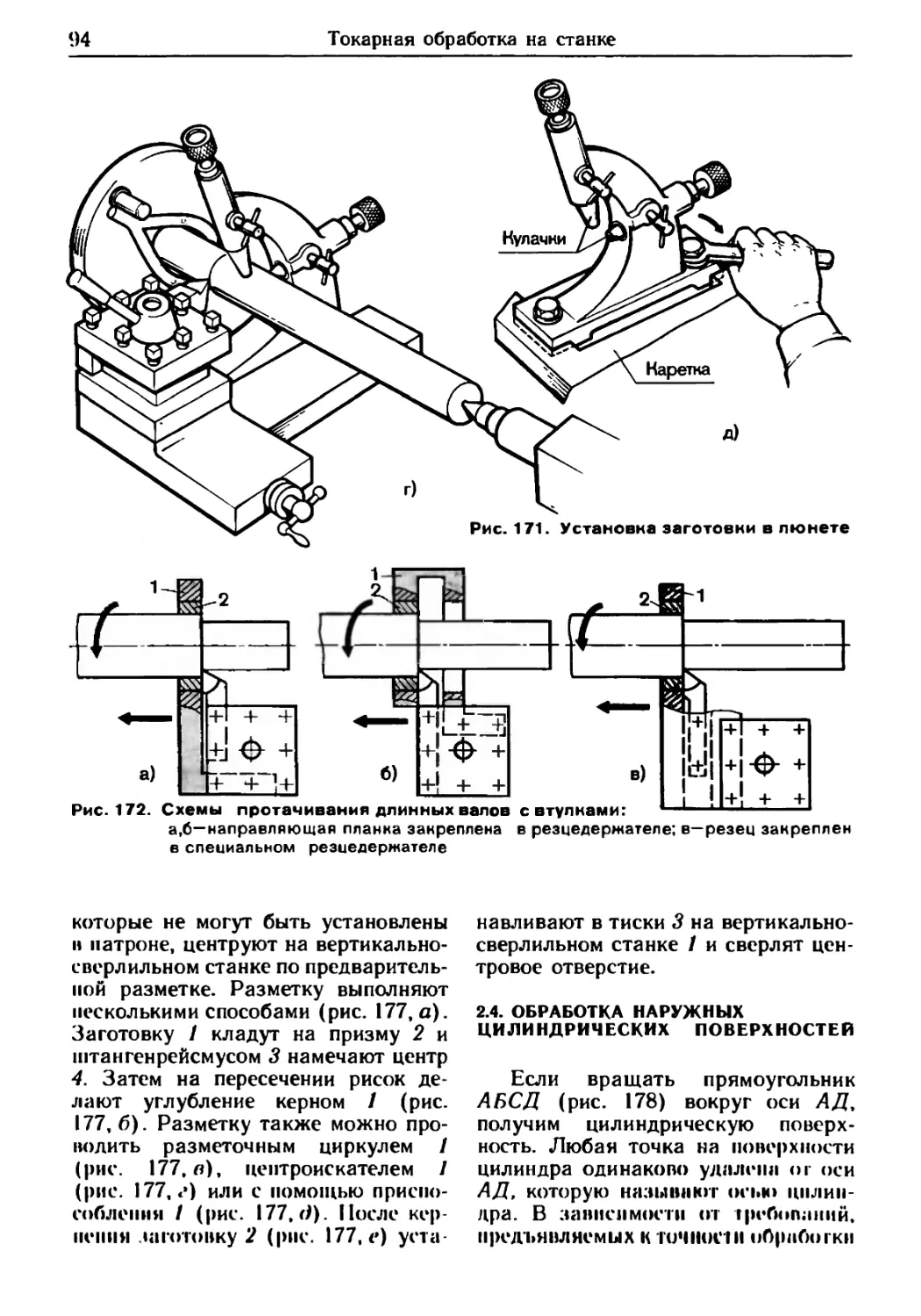
Люнеты, Длинные и тонкие заго-
товки, длина которых в 10* 15 раз
больше диаметра, при обработке про
। нбаются. В результате получается
деталь неправильной формы. Во из-
бежание прогиба заготовки приме-
няют неподвижные (рис. 87, а, б, г)
и подвижные (рис. 87, в) люнеты.
Неподвижные люнеты закрепляют
на направляющих станины токарно-
го станка. Заготовку обрабатывают
с двух сторон с переустановом. По-
движные люнеты закрепляют на ка-
ретке суппорта и перемещают вме-
сте с кареткой. В отличие от непо-
движного люнета, имеющего три
опоры (кулачка), у подвижного лю-
нета только два кулачка, на которые
опирается заготовка во время обра-
ботки.
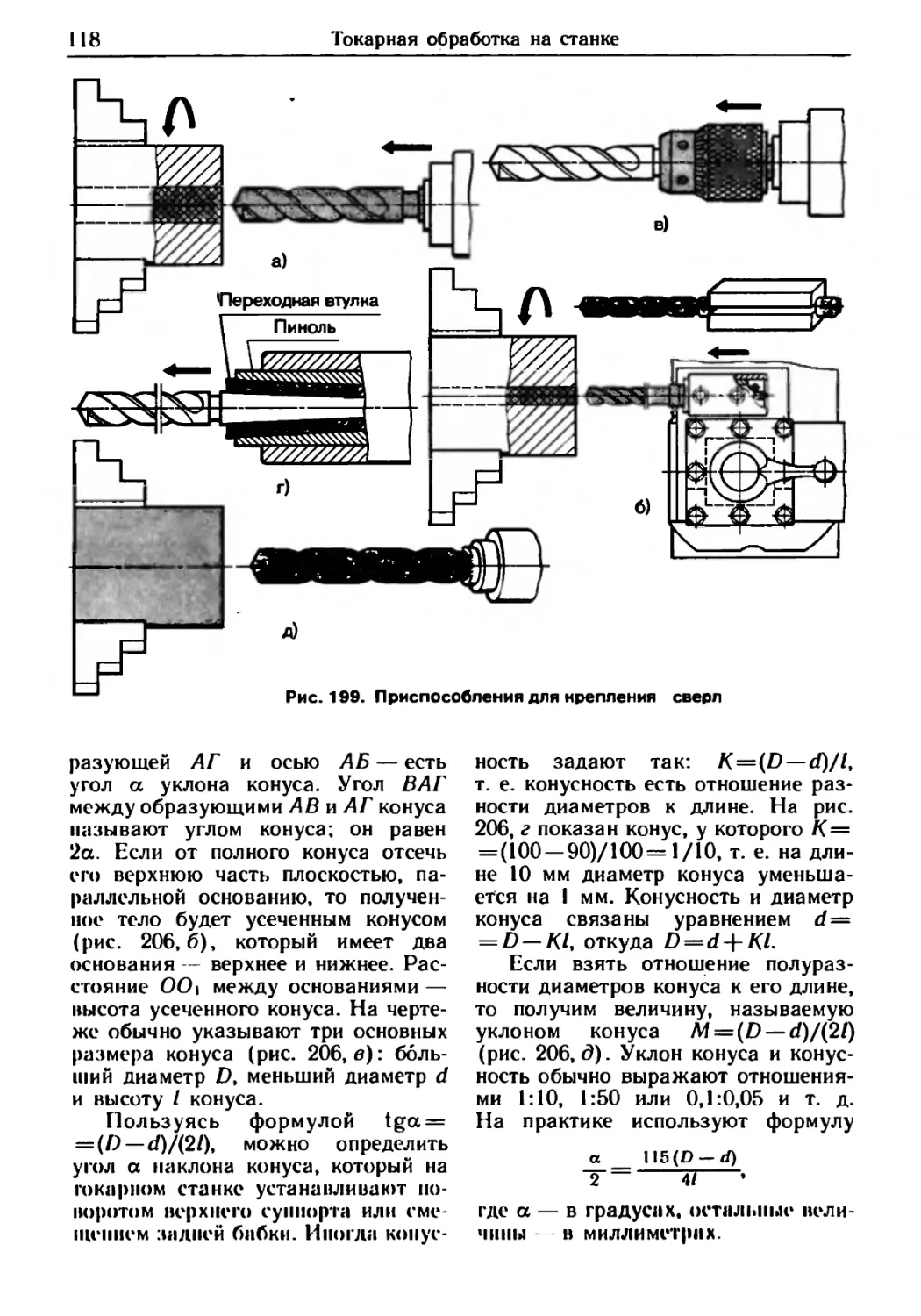
Переходные втулки. Для крепле-
ния на станке инструмента приме-
няют переходные втулки и конусы
(рис. 88). Переходные втулки при-
меняют для крепления сверл и друго-
го конического инструмента в пино-
ли задней бабки тогда, когда разме
ю
Основные сведения о токарной обработке металлов
Рис. 90. Хомутики
Рис. 91. Поводковая оправна
Рис. 92. ФизинО’ механические свойство материалов, применяемых при И1Г0Т01Лвнии
режущего инструменте
Режущий инструмент
41
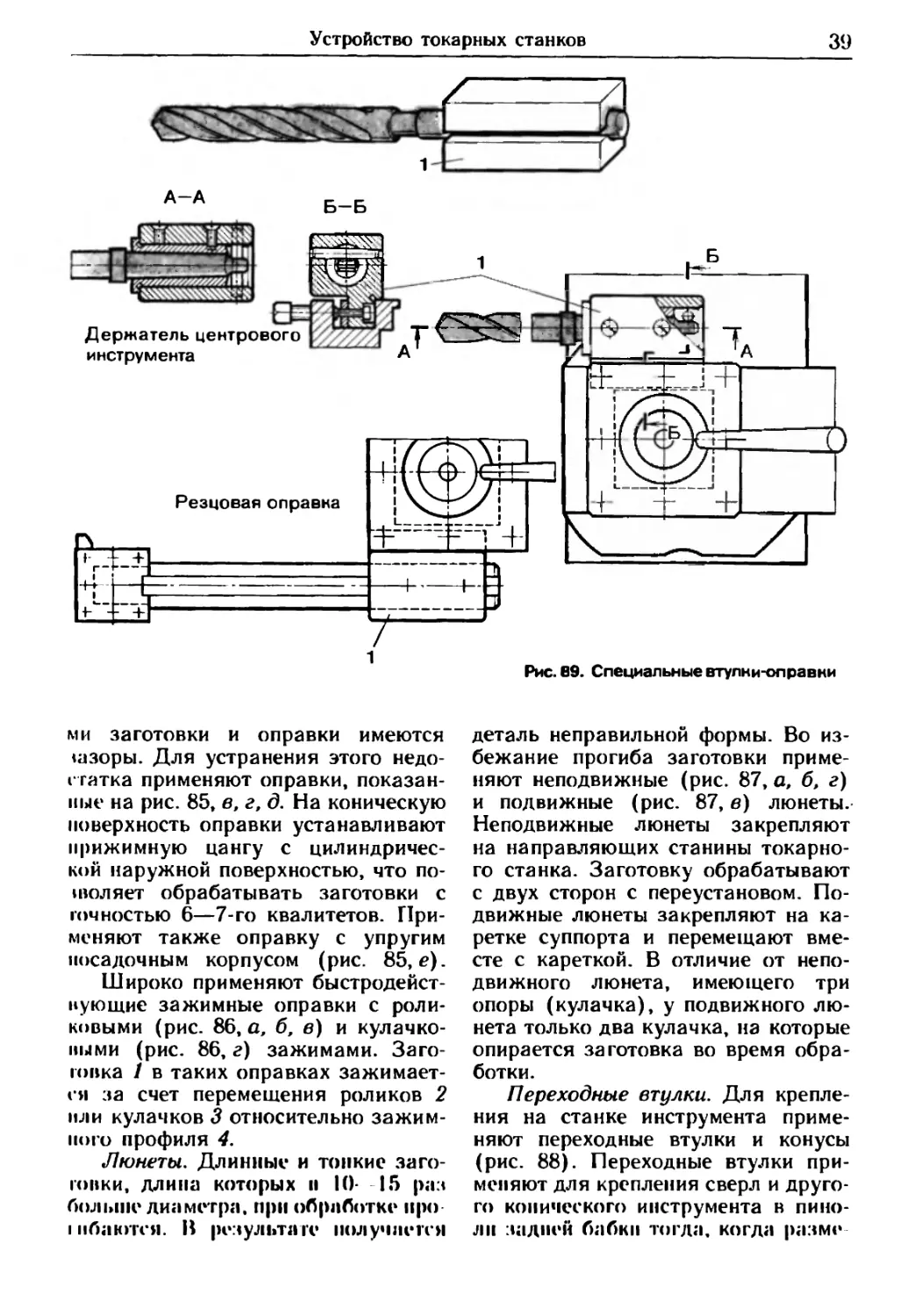
ры конуса инструмента не соответ-
ствуют размеру внутреннего конуса
пиноли задней бабки. Иногда приме-
няют специальные втулки-оправки /,
которые закрепляют в резцедержа-
теле (рис. 89).
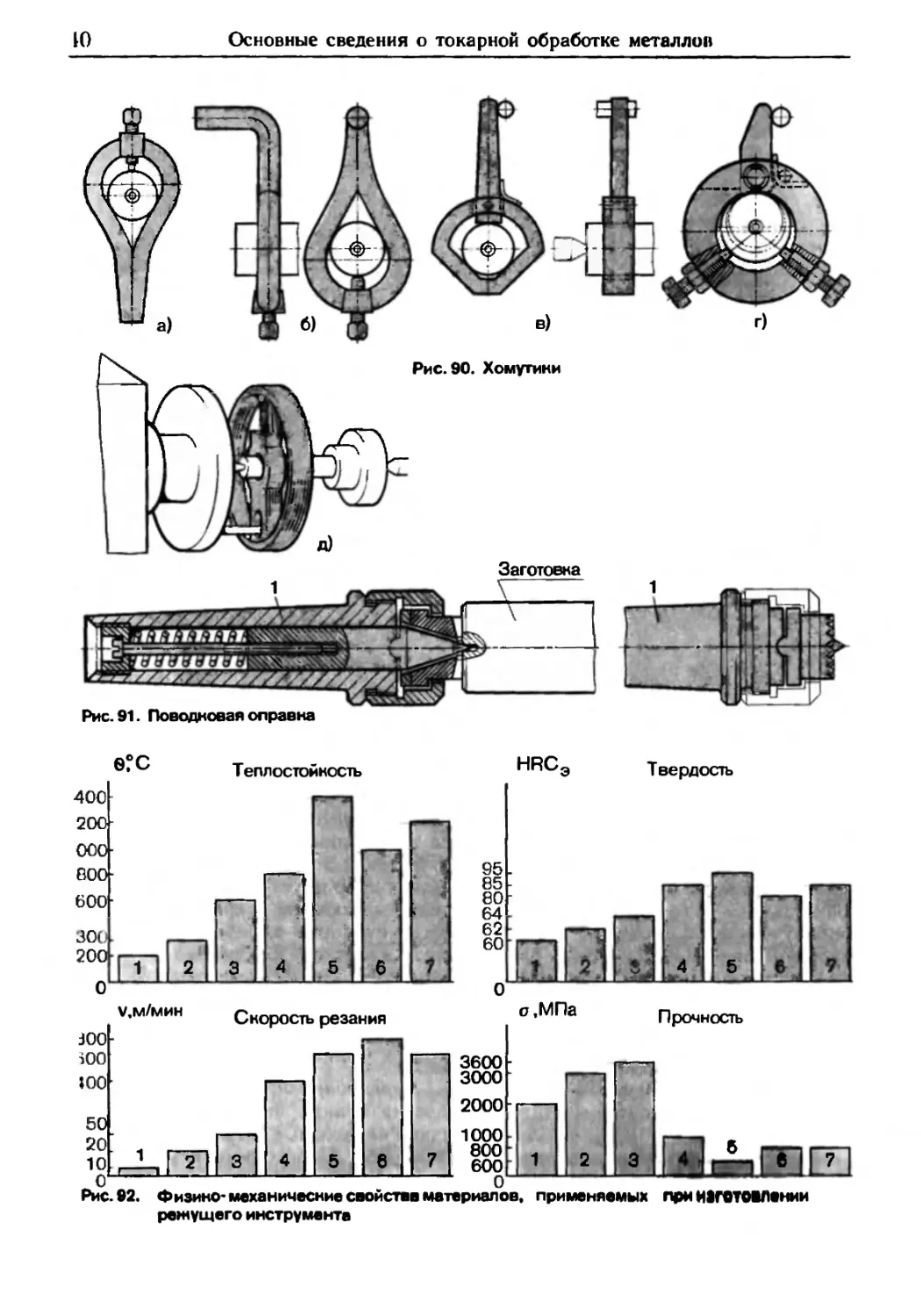
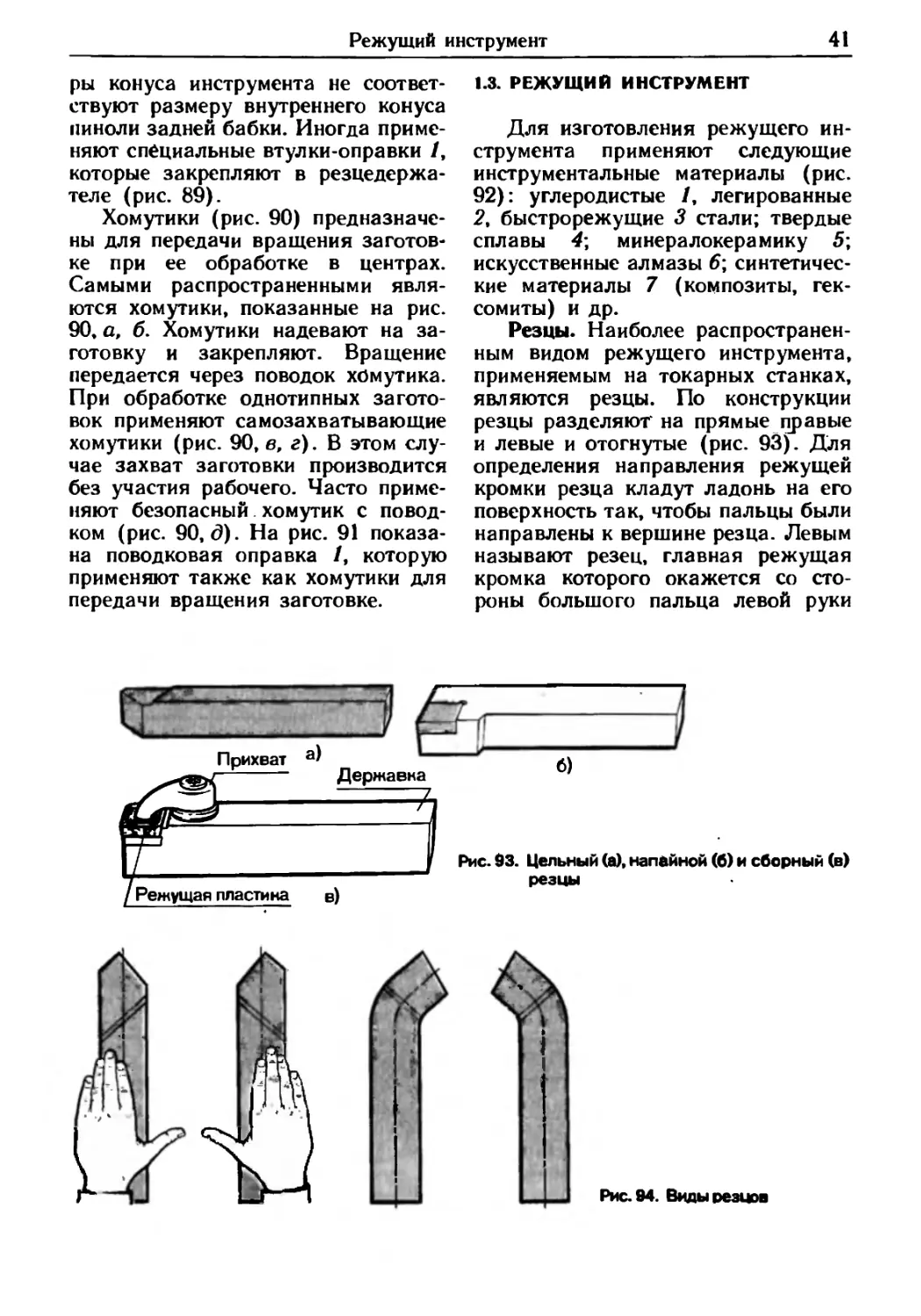
Хомутики (рис. 90) предназначе-
ны для передачи вращения заготов-
ке при ее обработке в центрах.
Самыми распространенными явля-
ются хомутики, показанные на рис.
90, а, б. Хомутики надевают на за-
готовку и закрепляют. Вращение
передается через поводок хомутика.
При обработке однотипных загото-
вок применяют самозахватывающие
хомутики (рис. 90, в, г). В этом слу-
чае захват заготовки производится
без участия рабочего. Часто приме-
няют безопасный хомутик с повод-
ком (рис. 90, д). На рис. 91 показа-
на поводковая оправка /, которую
применяют также как хомутики для
передачи вращения заготовке.
1.3. РЕЖУЩИЙ ИНСТРУМЕНТ
Для изготовления режущего ин-
струмента применяют следующие
инструментальные материалы (рис.
92): углеродистые /, легированные
2, быстрорежущие 3 стали; твердые
сплавы 4; минералокерамику 5;
искусственные алмазы 6; синтетичес-
кие материалы 7 (композиты, гек-
сомиты) и др.
Резцы. Наиболее распространен-
ным видом режущего инструмента,
применяемым на токарных станках,
являются резцы. По конструкции
резцы разделяют на прямые правые
и левые и отогнутые (рис. 93). Для
определения направления режущей
кромки резца кладут ладонь на его
поверхность так, чтобы пальцы были
направлены к вершине резца. Левым
называют резец, главная режущая
кромка которого окажется со сто-
роны большого пальца левой руки
Рис. 94. Виды резцов
12
Основные сведения о токарной обработке метлллон
В 12 16 20 25 30 40
н 12 16 20 25 30 40
б)______________ ,
fa || 3Z )*
d 6 12 20 25
в)
Рис. 96. Крепление многогранных режущих
пластин
Рис. 95. Держании резцов
Рис. 97. Виды резцов по назначению
Режущий инструмент
43
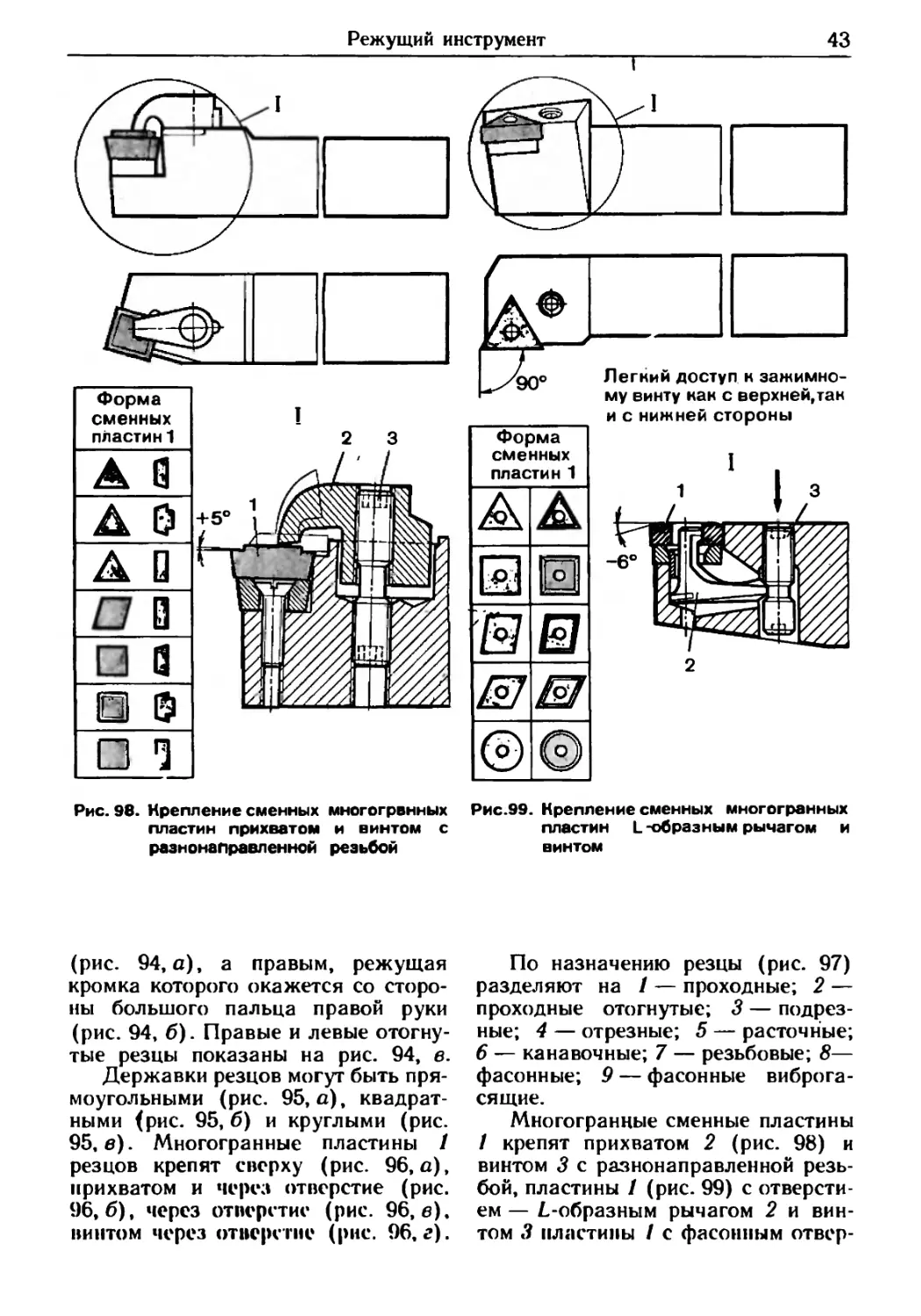
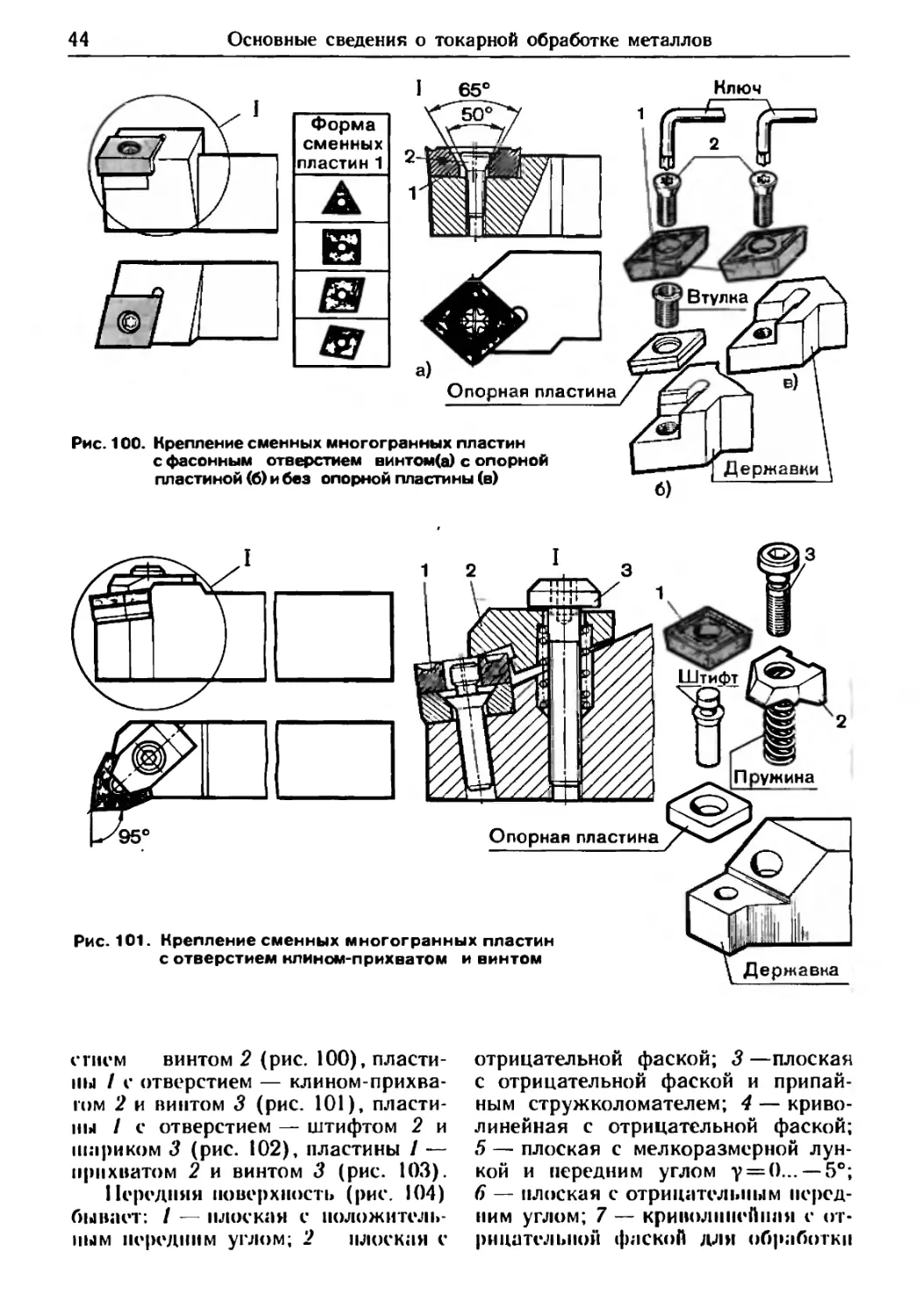
Рис. 98. Крепление сменных многогранных
пластин прихватом и винтом с
разнонаправленной резьбой
Легкий доступ к зажимно-
му винту как с верхней,так
и с нижней стороны
Форма
Рис.99. Крепление сменных многогранных
пластин L -образным рычагом и
винтом
(рис. 94, а), а правым, режущая
кромка которого окажется со сторо-
ны большого пальца правой руки
(рис. 94, б). Правые и левые отогну-
тые резцы показаны на рис. 94, в.
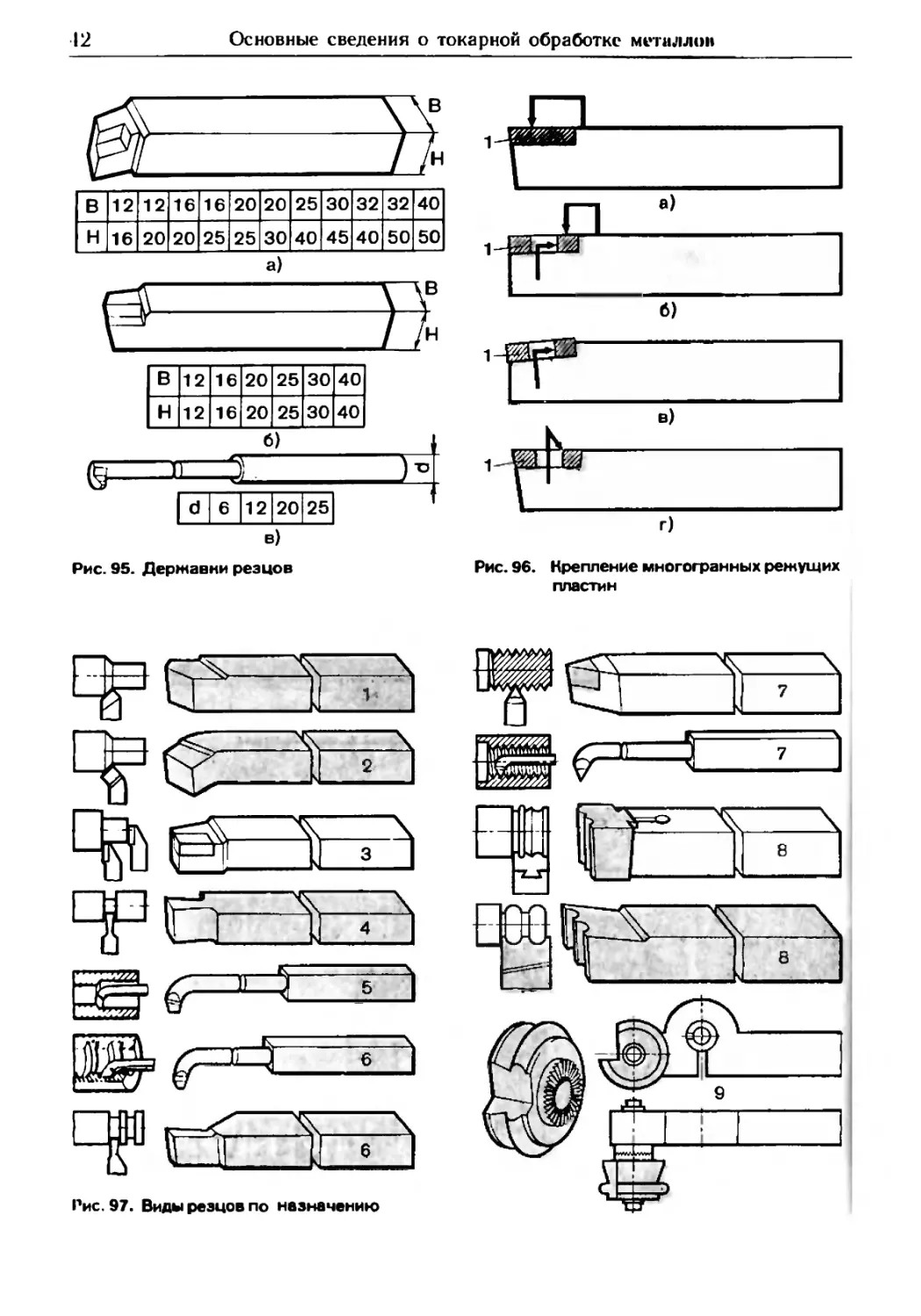
Державки резцов могут быть пря-
моугольными (рис. 95, а), квадрат-
ными (рис. 95, б) и круглыми (рис.
95, в). Многогранные пластины /
резцов крепят сверху (рис. 96, а),
прихватом и через отверстие (рис.
96,6), через отверстие (рис. 96, в),
винтом через отверстие (рис. 96, г).
По назначению резцы (рис. 97)
разделяют на / — проходные; 2 —
проходные отогнутые; 3 — подрез-
ные; 4 — отрезные; 5 — расточные;
6 — канавочные; 7 — резьбовые; 8—
фасонные; 9 — фасонные виброга-
сящие.
Многогранные сменные пластины
/ крепят прихватом 2 (рис. 98) и
винтом 3 с разнонаправленной резь-
бой, пластины / (рис. 99) с отверсти-
ем — L-образным рычагом 2 и вин-
том 3 пластины / с фасонным отвер-
44
Основные сведения о токарной обработке металлов
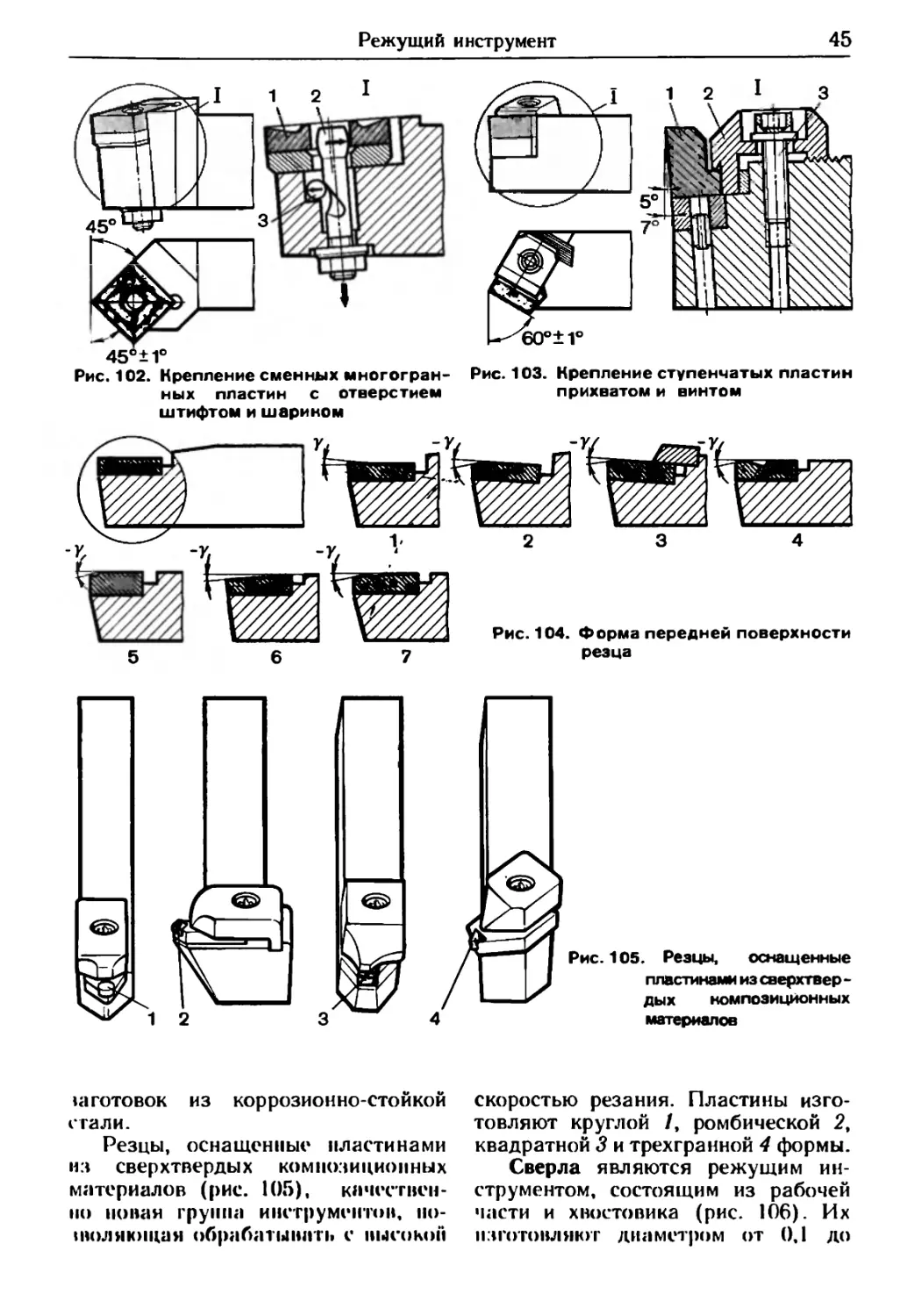
сгием винтом 2 (рис. 100), пласти-
ны / с отверстием — клином-прихва-
гом 2 и винтом 3 (рис. 101), пласти-
ны / с отверстием — штифтом 2 и
шариком 3 (рис. 102), пластины / —
прихватом 2 и винтом 3 (рис. 103).
Передняя поверхность (рис. 104)
бывает: / — плоская с положитель-
ным передним углом; 2 плоская с
отрицательной фаской; 3 —плоская
с отрицательной фаской и припай-
ным стружколомателем; 4 — криво-
линейная с отрицательной фаской;
5 — плоская с мелкоразмерной лун-
кой и передним углом у = ()... —5°;
6 — плоская с отрицательным перед-
ним углом; 7 — криволинейная с от-
рицательной фаской для обработки
Режущий инструмент
45
Рис. 102. Крепление сменных многогран-
ных пластин с отверстием
штифтом и шариком
Рис. 103. Крепление ступенчатых пластин
прихватом и винтом
<а готовок из коррозионно-стойкой
стали.
Резцы, оснащенные пластинами
из сверхтвердых композиционных
материалов (рис. 105), качествен-
но нонан группа инструментов, но-
1воляющая обрабатывать с высокой
скоростью резания. Пластины изго-
товляют круглой /, ромбической 2,
квадратной 3 и трехгранной 4 формы.
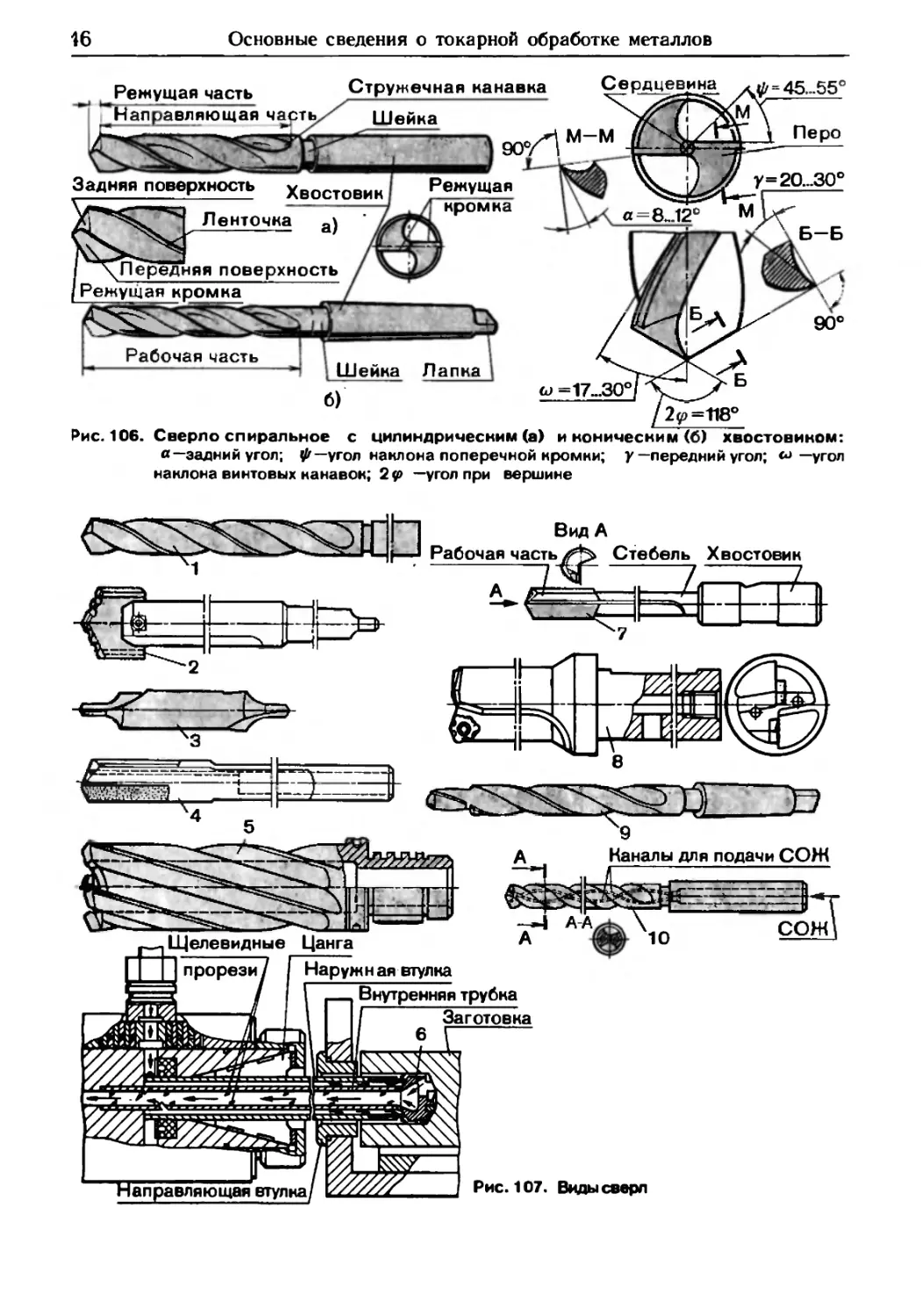
Сверла являются режущим ин-
струментом, состоящим из рабочей
части и хвостовика (рис. 106). Их
изготовляют диаметром от 0,1 до
46
Основные сведения о токарной обработке металлов
Рис. 106. Сверло спиральное с цилиндрическим (а) и коническим (б) хвостовиком:
У —передний угол; —угол
а—задний угол; ф— угол наклона поперечной кромки;
наклона винтовых канавок; 2у> —угол при вершине
Режущий инструмент
47
Рис. 10В. Виды спиральных сверл
80 мм и используют для образования
отверстий в сплошном материале.
По назначению и конструкции свер-
ла разделяют (рис. 107) на спираль-
ные /, перовые 2, центровочные 3,
ружейные 4, кольцевые 5» сверла
одностороннего резания 6 с эжектор-
ным отводом стружки и односторон-
него резания 7 с внутренним подво-
дом СОЖ; сборные 8, оснащенные
твердосплавными многогранными
пластинами; ступенчатые 9; спираль-
ные для глубокого сверления 10.
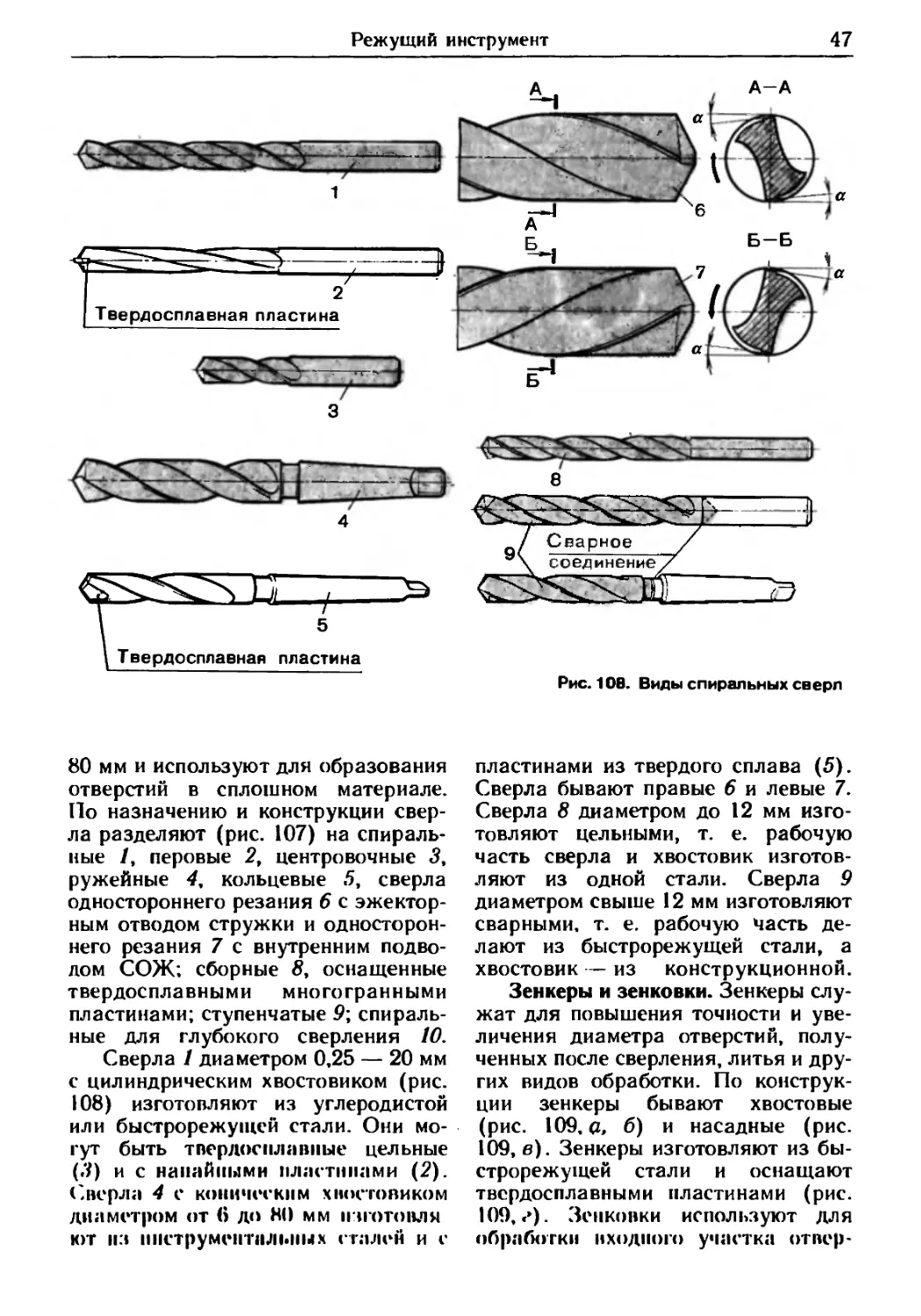
Сверла 1 диаметром 0,25 — 20 мм
с цилиндрическим хвостовиком (рис.
108) изготовляют из углеродистой
или быстрорежущей стали. Они мо-
гут быть твердосплавные цельные
(3) и с напайпымн пластинами (2).
Сверла 4 с коническим хвостовиком
диаметром от 6 до 80 мм пзготовля
ют нз инструменталI.пых гтален и г
пластинами из твердого сплава (5).
Сверла бывают правые 6 и левые 7.
Сверла 8 диаметром до 12 мм изго-
товляют цельными, т. е. рабочую
часть сверла и хвостовик изготов-
ляют из одной стали. Сверла 9
диаметром свыше 12 мм изготовляют
сварными, т. е. рабочую часть де-
лают из быстрорежущей стали, а
хвостовик — из конструкционной.
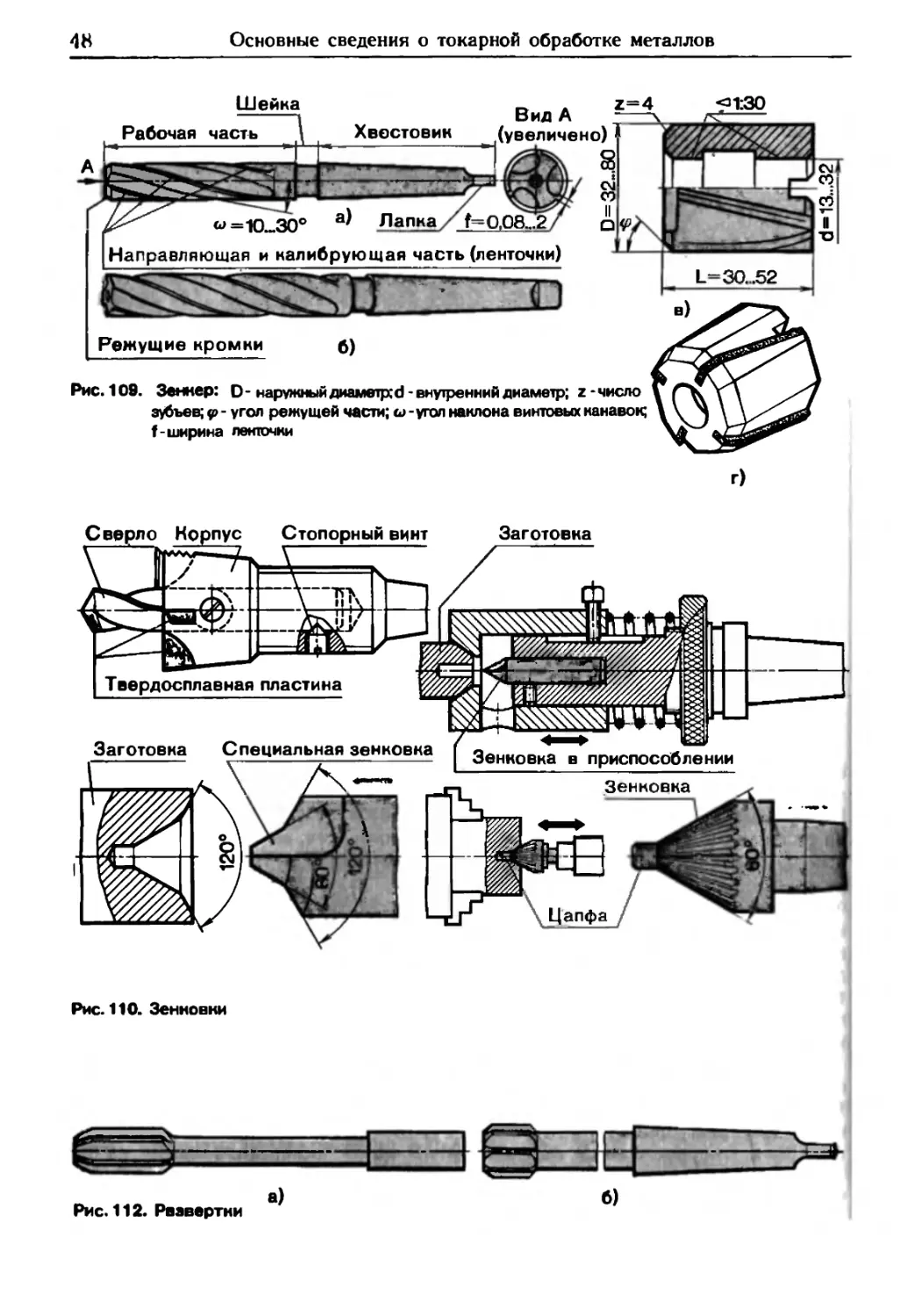
Зенкеры и зенковки. Зенкеры слу-
жат для повышения точности и уве-
личения диаметра отверстий, полу-
ченных после сверления, литья и дру-
гих видов обработки. По конструк-
ции зенкеры бывают хвостовые
(рис. 109, а, б) и насадные (рис.
109, в). Зенкеры изготовляют из бы-
строрежущей стали и оснащают
твердосплавными пластинами (рис.
109, г). Зенковки используют для
обработки входного участка отпер-
48
Основные сведения о токарной обработке металлов
<31:30
Хвостовик
а) Лапка /f^0,08...2
Вид А *
(увеличено)
Шейка
Рабочая часть
L—3Q..52
Режущие кромки
б)
Рис. 109. Зенкер: D - наружный диаметр; d - внутренний диаметр; z - число
зубъев; - угол режущей части; о -угол наклона винтовых канавок;
f-ширина ленточки
=10.^30°
Направляющая и калибрующая часть (ленточки)
1&..32I
Рис. 110. Зенковки
нис. 112. рвавертии
Режущий инструмент
49
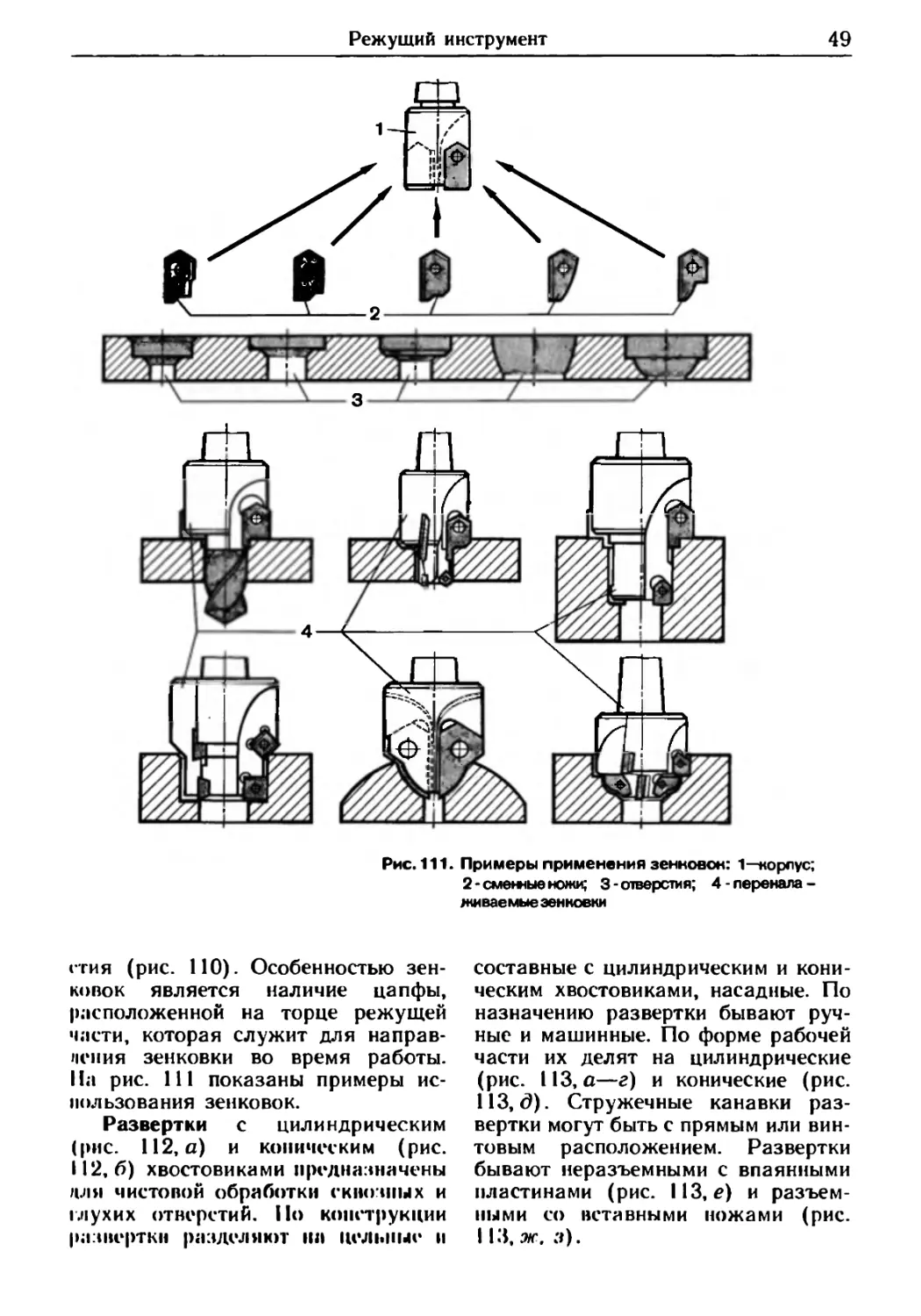
Рис. 111. Примеры применения зенковок: 1—корпус;
2 - смелые ножи; 3 - отверстия; 4 - перекала -
живаемые зенковки
ггия (рис. НО). Особенностью зен-
ковок является наличие цапфы,
расположенной на торце режущей
части, которая служит для направ-
ления зенковки во время работы.
На рис. 111 показаны примеры ис-
пользования зенковок.
Развертки с цилиндрическим
(рис. 112, а) и коническим (рис.
112,6) хвостовиками предназначены
для чистовой обработки сквозных и
глухих отверстий. Но конструкции
развертки разделяют на цельные и
составные с цилиндрическим и кони-
ческим хвостовиками, насадные. По
назначению развертки бывают руч-
ные и машинные. По форме рабочей
части их делят на цилиндрические
(рис. 113, а—г) и конические (рис.
113, д). Стружечные канавки раз-
вертки могут быть с прямым или вин-
товым расположением. Развертки
бывают неразъемными с впаянными
пластинами (рис. 113, е) и разъем-
ными со вставными ножами (рис.
113, ж. з).
50
Основные сведения о токарной обработке металлов
Развертка цилиндрическая машинная
Заборный конус
Развертка цилиндрическая ручная
Pi чая
часть
А
Шейка
Развертка цилиндрическая с винтовым
расположением стружечной канавки
Винтовая канавка
Прямая канавка
а)
Сварное
г)
Развертка с впаянными пластинами
з)
Лапка
Развертки конические с коническим
хвостовиком
соединение
к)
Рис. 113. Развертки
Развертка разжимная
со вставными ножами
л)
д)
Развертка ручная регулируемая
Насадка разъемная со
вставными ножами
Развертка ручная разжимная
и)
Развертка раздвижная регулируемая со
вставными ножами
Режущий инструмент
51
Для нарезания метрической резьбы
с шагомСЗмм
Рис. 115. Виды метчиков.
Кроме разверток, имеющих по-
стоянный диаметр и служащих для
обработки отверстия одного диа-
метра, применяют разжимные и ре-
гулируемые развертки (рис. 113, и,
к, л).
Метчики и плашки. Метчики яв-
ляются режущим инструментом,
предназначенным для образования
и обработки внутренних цилиндри-
ческих и конических резьб (рис.
114). Они имеют коническую забор-
ную часть / и калибрующую часть
2, стружечные канавки 3 и хвосто-
вик 4 с квадратом 5, Передняя по-
верхность 6 зуба метчика представ-
ляет собой плоскость, плавно сопря-
гающуюся с дном стружечной ка-
навки. Задняя поверхность 7 зуба
бывает затылованной и незатыло-
ванной, когда задняя поверхность
цилиндрическая. Главная режущая
кромка 9, срезающая стружку, на-
клонена к оси метчика под углом <р.
Вспомогательная режущая кромка 8
формирует профиль резьбы. Для на-
резания метрической резьбы (рис.
115.0) с шагом <3 мм применяют
комплект из двух метчиков / и //,
для резьбы с шагом ^3 мм —
комплект из трех метчиков /—III.
По назначению метчики разде-
ляют на ручные / (рис. 115,6),
машинные 2 с прямой или винтовой
канавками, машинно-ручные 3 пра-
вые и левые для нарезания метричес-
кой и дюймовой резьбы, конические 4
для нарезания конических резьб. На
рис. 116 показаны гаечные прямые /
метчики для нарезания резьбы в гай-
ках, гаечные изогнутые 2 для нареза-
ния резьбы в гайках на автоматах. Для
нарезания резьб в глухих отверстиях
применяют метчики 3 с короткой за-
борной частью; для нарезания резьб
в сквозных отверстиях — метчики 4
с длинной заборной частью.
По профилю резьбы метчики раз-
деляют: на метчики с метрической
резьбой / с углом профиля 60° и
метчики с дюймовой резьбой 2 с
углом профиля 55° (рис. 117). Кон-
струкция бесстружечного метчика
показана на рис. 118.
Круглые плашки (рис. 119) пред-
назначены для образования и обра-
52
Основные сведения о токарной обработке металлов
Рис. 116. Разновидности хвостовиков метчика
60°
55°
Рис. 117. Метчики для нарезания метри-
ческой и дюймовой резьбы
Прорезь
богки наружных цилиндрических и
конических резьб. Конструктивно
круглые плашки представляют собой
кольцо / с режущими кромками 3
и отверстия 2 для выхода стружки.
Плашки бывают с метрической 4
и дюймовой 5 резьбой, цельные 6
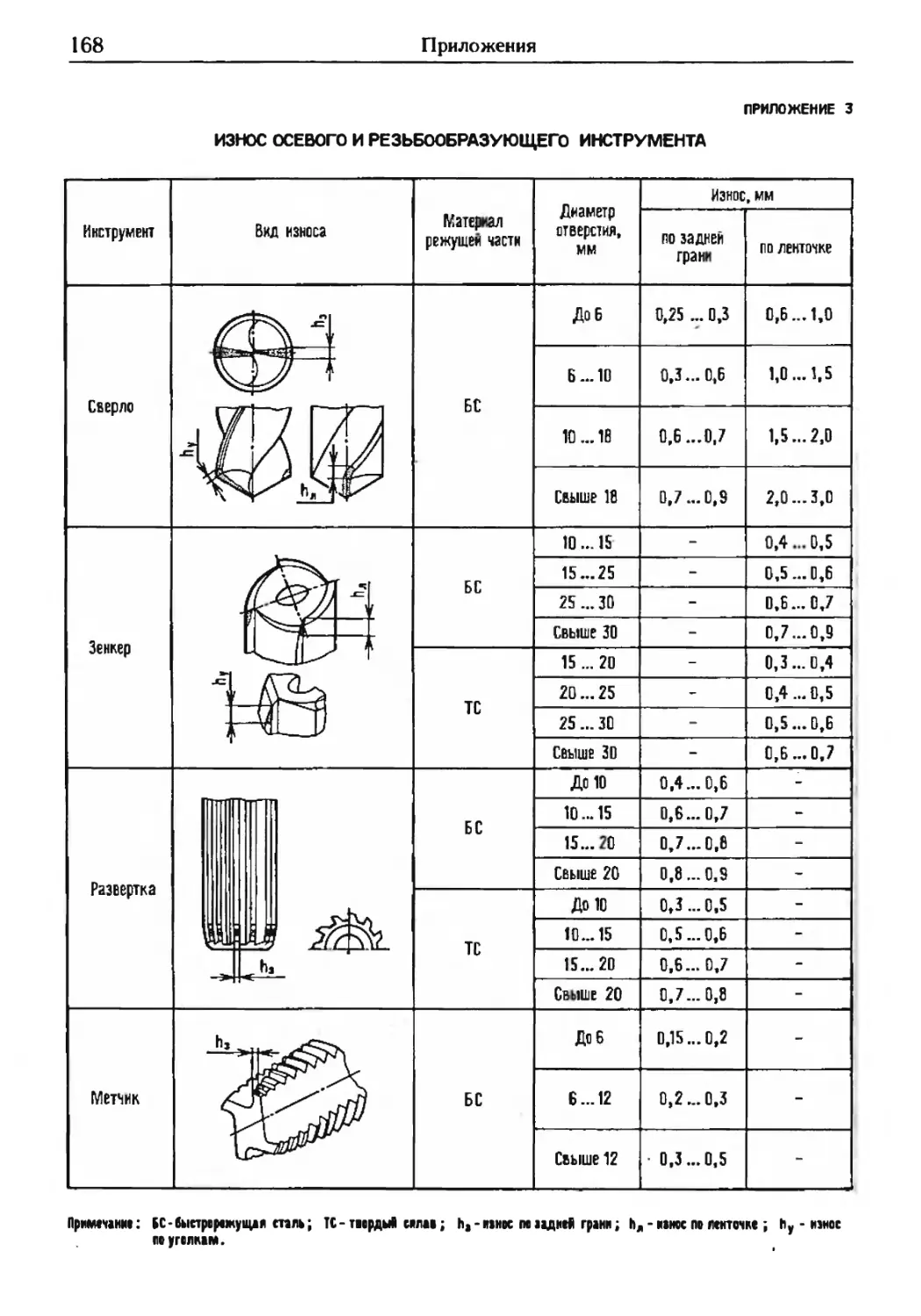
и разрезные 7. Износ осевого и резь
бообра зующего инструмента указан
в ирилож. 3.
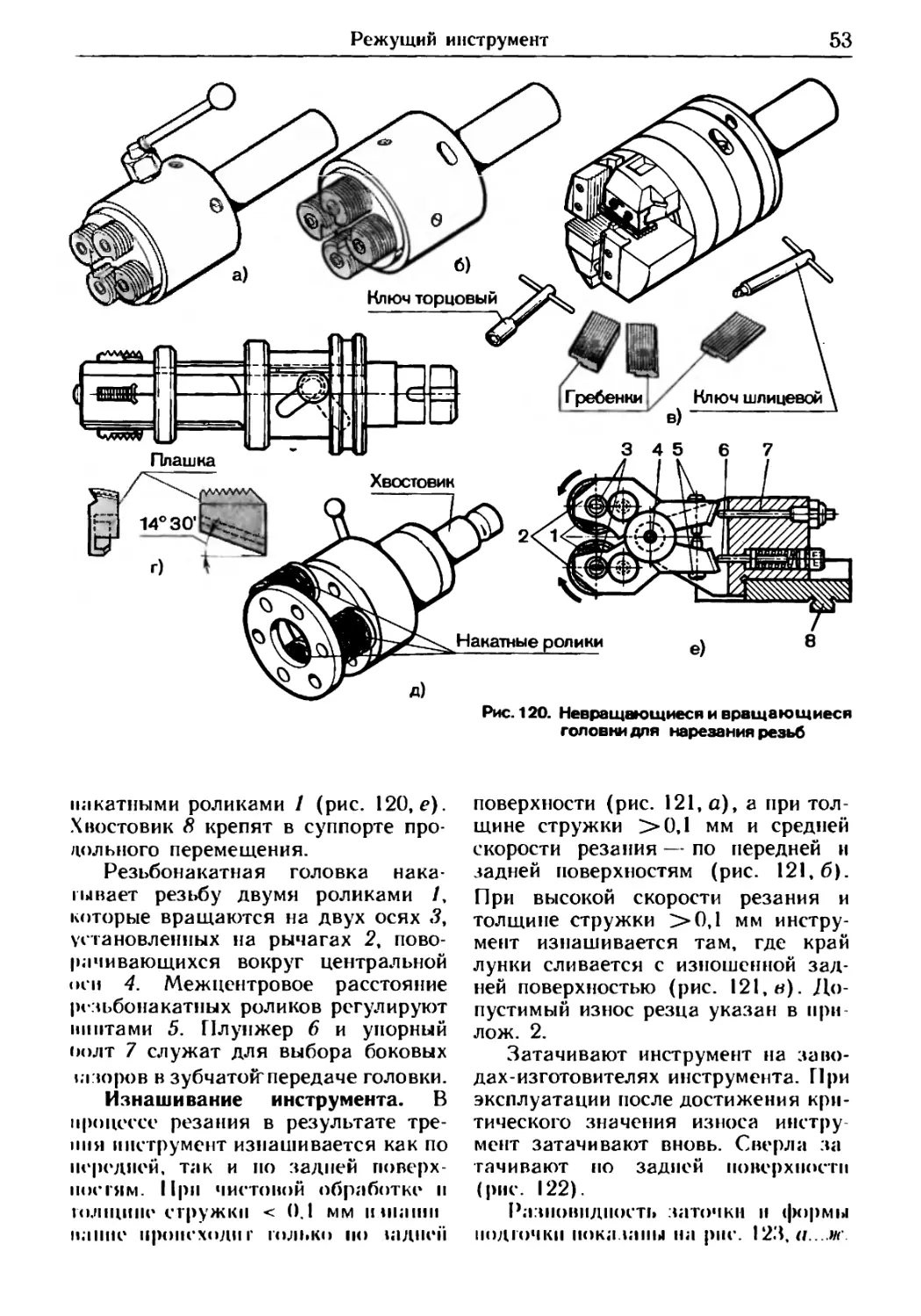
Резьбонарезные головки приме-
няют для нарезания наружных и
внутренних резьб. Они бывают с
круглыми гребенками невращающие-
ся (рис. 120, а) и вращающиеся
(рис. 120,6); с тангенциальными
плоскими гребенками (рис. 120, в) ;
для внутренней резьбы (рис 120, z);
тангенциальные (рис. 120. На-
ружные реи.бы накатываю! ре илю
Режущий инструмент
53
Рис. 120. Невращающиеся и вращающиеся
головни для нарезания резьб
накатными роликами 1 (рис. 120, е).
Хвостовик 8 крепят в суппорте про-
дольного перемещения.
Резьбонакатная головка нака-
тывает резьэбу двумя роликами /,
которые вращаются на двух осях 5,
установленных на рычагах 2, пово-
рачивающихся вокруг центральной
оси 4. Межцентровое расстояние
резьбонакатных роликов регулируют
пинтами 5. Плунжер 6 и упорный
нолт 7 служат для выбора боковых
ызоров в зубчатой'передаче головки.
Изнашивание инструмента. В
процессе резания в результате тре-
ния инструмент изнашивается как по
передней, так и по задней поверх-
ностям. При чистовой обработке и
толщине стружки < 0,1 мм iiniainii
иаппе происходит только по шднен
поверхности (рис. 121, а), а при тол-
щине стружки >*0,1 мм и средней
скорости резания — по передней и
задней поверхностям (рис. 121,6).
При высокой скорости резания и
толщине стружки >-0,1 мм инстру-
мент изнашивается там, где край
лунки сливается с изношенной зад-
ней поверхностью (рис. 121, в). До-
пустимый износ резца указан в при
лож. 2.
Затачивают инструмент на заво-
дах-изготовителях инструмента. При
эксплуатации после достижения кри-
тического значения износа инстру-
мент затачивают вновь. Сверла за
тачивают но задней поверхности
(рис. 122).
Разновидность заточки и формы
подточки показаны на рис. 123, п.. ж
54
Основные сведения о токарной обработке металлов
Рис. 121. Виды износа режущего инструмента:
h3~ширина изношенной контактной площадки
по задней поверхности; В л —ширина лунки;
Г|л-глубина лунки; f —расстояние (пере -
мычка) между главным лезвием и краем лунки
Рис. 122. Затачивание сверла
ж—двухступенчатая заточка; —угол наклона поперечной кромки; а л —угол заточки лентошч
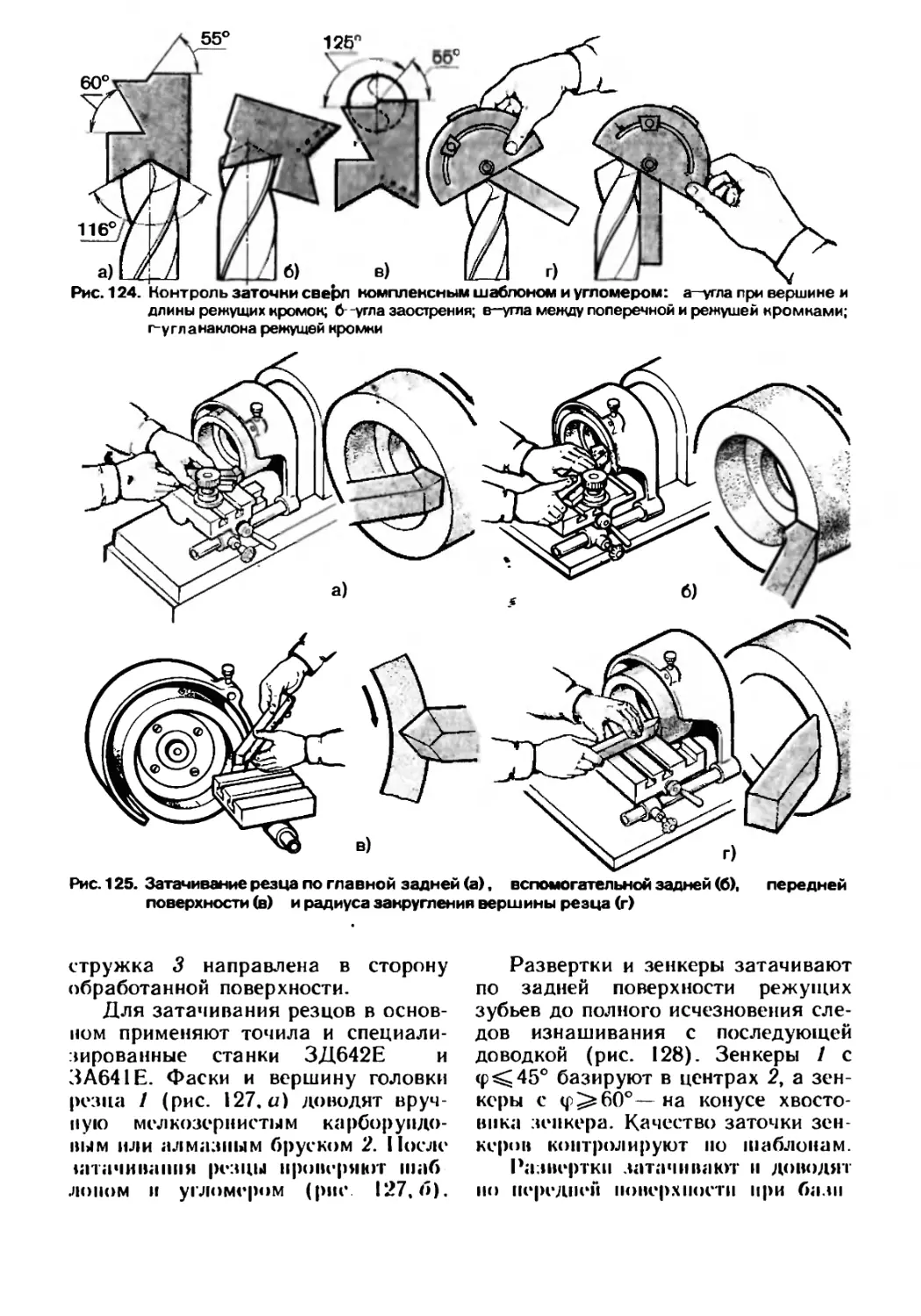
Контроль заточки сверл осуществля-
ют шаблонами и угломерами (рис.
124).
Резцы затачивают как по задним,
гак и по передним поверхностям
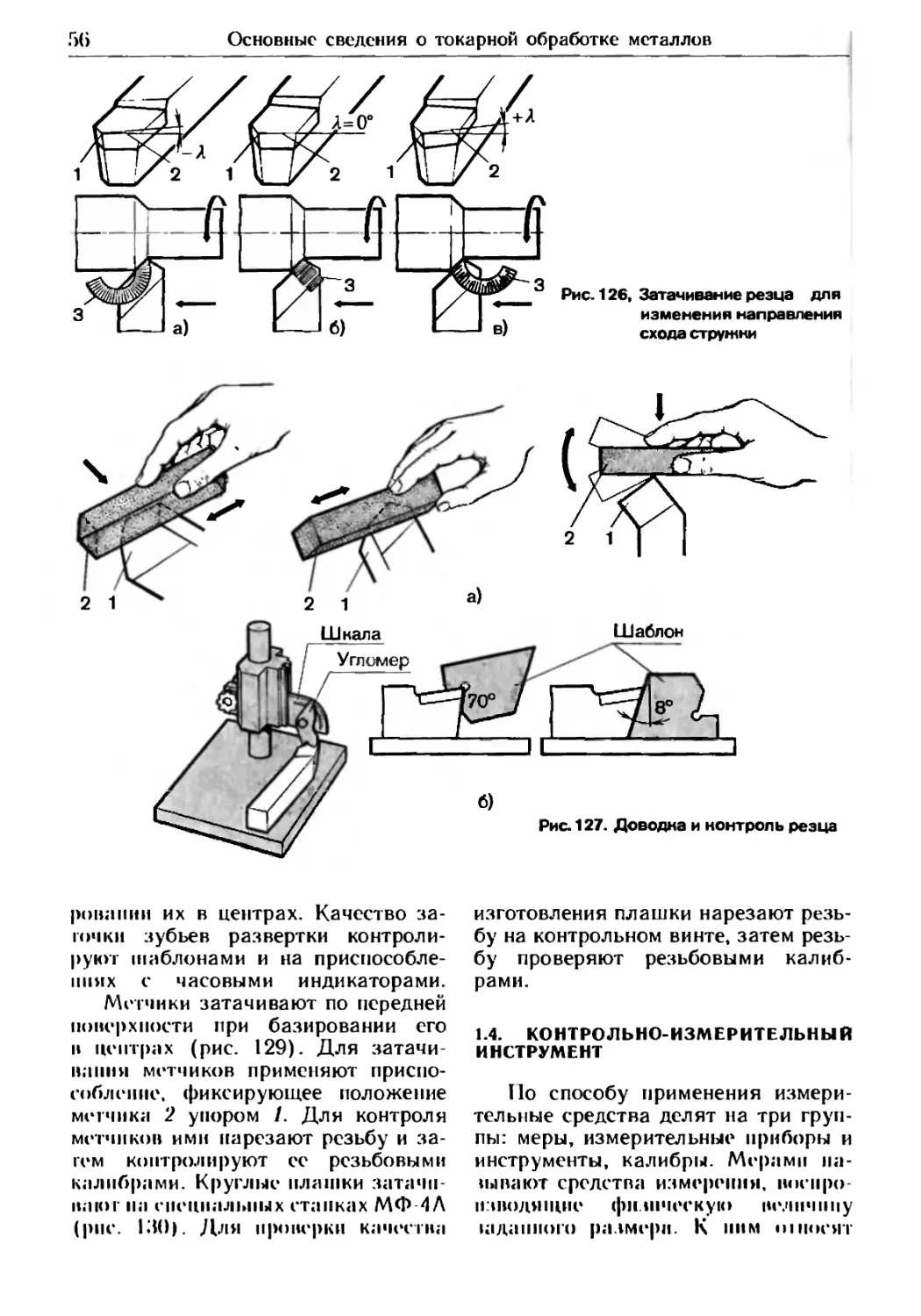
(рис. 125). Если главную режущую
кромку 2 (рис. !26, а) затачивают
наклонно вниз относительно верши-
ны /. при обработке заготовки из
мягкого н вязкого металла стружка
3 направлена в сторону обрабаты
ваемой поверхности. Главную режМ
щую кромку 2 (рис. 126,6) затачи
вают горизонтально относительн!
вершины /. При обработке заготов
ки из материалов средней твердосл
образуется стружка скалывания
Если главную режущую кромку |
затачивают наклонно вверх относи
телыю вершины / (рис. 126, л)
55°
126'
длины режущих кромок; б--угла заострения; в—угла между поперечной и режущей кромками;
г^угланаклона режущей кромки
Рис. 125. Затачивание резца по главной задней (а), вспомогательной задней (б), передней
поверхности (в) и радиуса закругления вершины резца (г)
стружка 3 направлена в сторону
обработанной поверхности.
Для затачивания резцов в основ-
ном применяют точила и специали-
зированные станки ЗД642Е и
ЗА641Е. Фаски и вершину головки
резца / (рис. 127. а) доводят вруч-
ную мелкозернистым карборундо-
вым или алмазным бруском 2. После
«атачиваиия резцы проверяют шаб
лоном и угломером (рис I27, б).
Развертки и зенкеры затачивают
по задней поверхности режущих
зубьев до полного исчезновения сле-
дов изнашивания с последующей
доводкой (рис. I28). Зенкеры / с
<р^45° базируют в центрах 2, а зен-
керы с (р^60°—на конусе хвосто-
вика зенкера. Качество заточки зен-
керов контролируют но шаблонам.
Развертки затачивают и доводят
ио передней поверхности при базн
Основные сведения о токарной обработке металлов
Рис. 126, Затачивание резца для
изменения направления
схода стружки
ровапии их в центрах. Качество за-
точки зубьев развертки контроли-
руют шаблонами и на приспособле-
ниях с часовыми индикаторами.
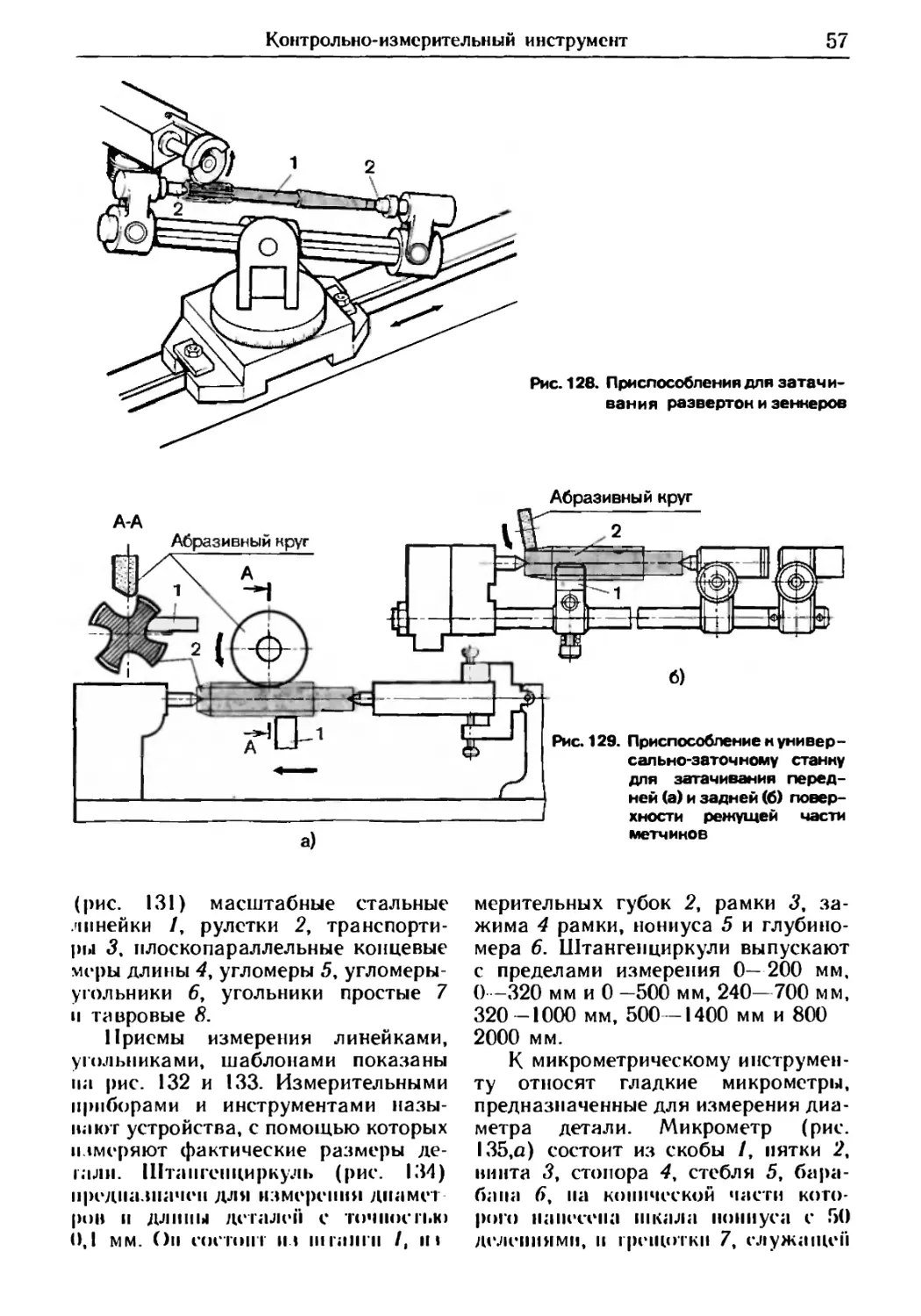
Метчики затачивают по передней
поверхности при базировании его
в центрах (рис. 129). Для затачи-
вания метчиков применяют приспо-
собление, фиксирующее положение
метчика 2 упором /. Для контроля
метчиков ими нарезают резьбу и за-
тем контролируют ее резьбовыми
калибрами. Круглые плашки затачи-
вают на специальных станках МФ 4Л
(рис. 130). Для проверки качества
изготовления плашки нарезают резь-
бу на контрольном винте, затем резь-
бу проверяют резьбовыми калиб-
рами.
1.4. КОНТРОЛЬНО-ИЗМЕРИТЕЛЬНЫЙ
ИНСТРУМЕНТ
По способу применения измери-
тельные средства делят на три груп-
пы: меры, измерительные приборы и
инструменты, калибры. Мерами на-
пивают средства измерения, военро
изводящие физическую величину
шданпого размера. К ним «иносят
Контрольно-измерительный инструмент
57
Абразивный круг
Абразивный круг
б)
Рис. 129. Приспособление и универ-
сально-заточному станку
для затачивания перед-
ней (а) и задней (б) повер-
хности режущей части
метчиков
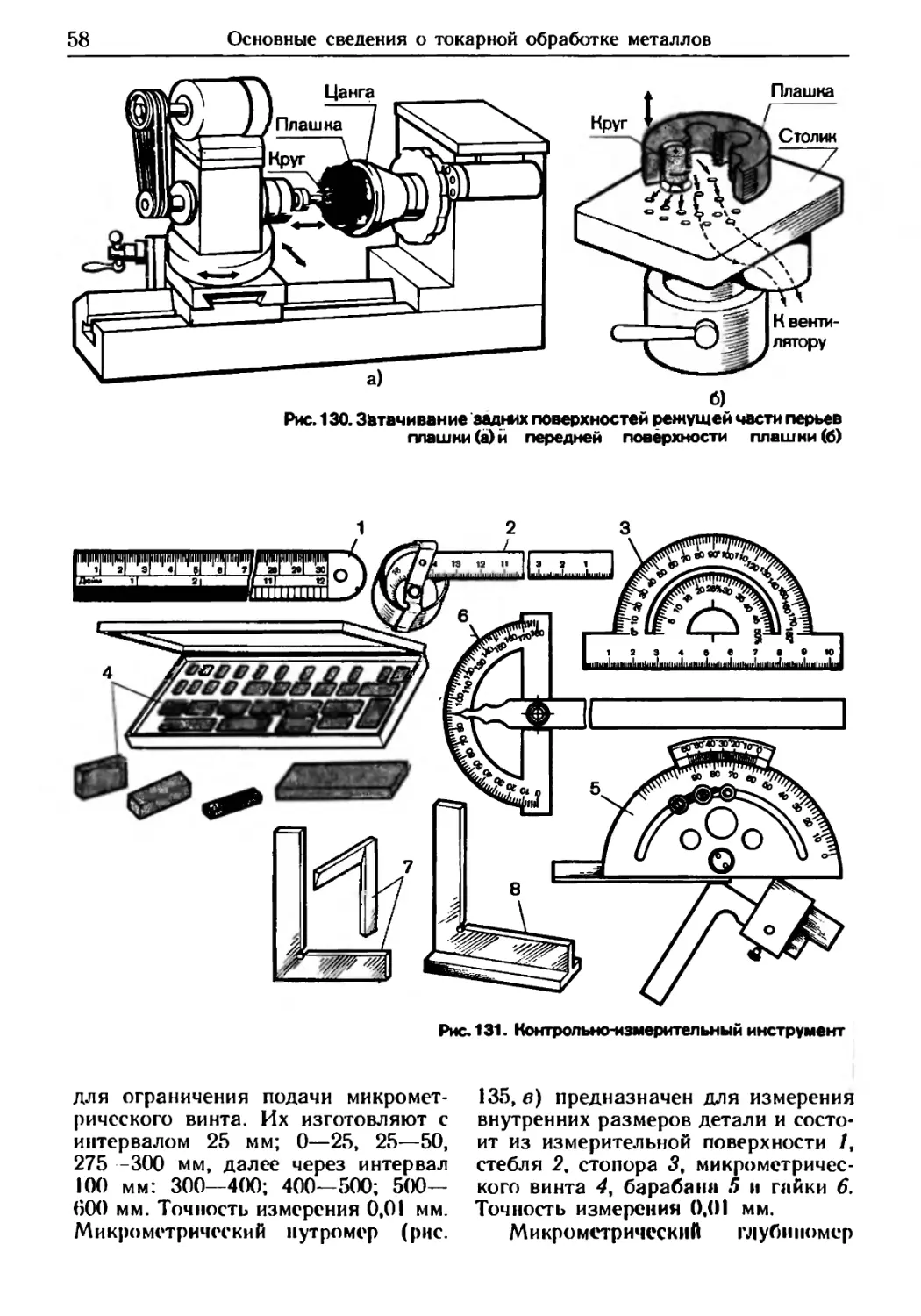
(рис. 131) масштабные стальные
линейки 1, рулетки 2, транспорти-
ры 3. плоскопараллельные концевые
меры длины 4, угломеры 5, угломеры-
угольники 6, угольники простые 7
и тавровые 8.
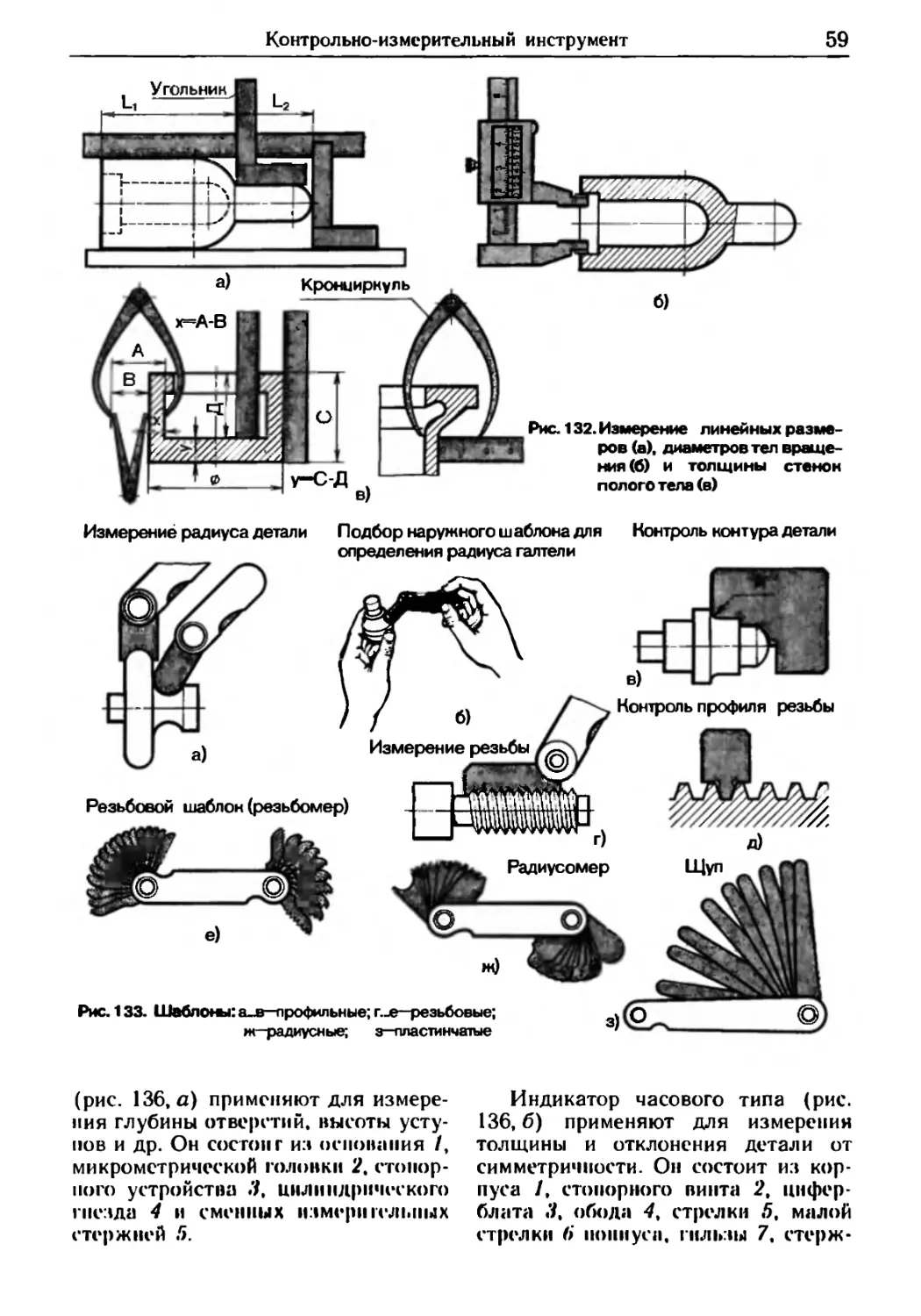
Приемы измерения линейками,
угольниками, шаблонами показаны
па рис. 132 и 133. Измерительными
приборами и инструментами назы-
вают устройства, с помощью которых
измеряют фактические размеры де-
тали. Штангенциркуль (рис. 134)
предназначен для измерения днамет
ров и длины детален с точностью
0,1 мм. Он состоит из штанги /, in
мерительных губок 2, рамки 3, за-
жима 4 рамки, нониуса 5 и глубино-
мера 6. Штангенциркули выпускают
с пределами измерения 0—200 мм,
0—320 мм и 0 —500 мм, 240—700 мм,
320-1000 мм, 500 -1400 мм и 800
2000 мм.
К микрометрическому инструмен-
ту относят гладкие микрометры,
предназначенные для измерения диа-
метра детали. Микрометр (рис.
135,а) состоит из скобы /, пятки 2,
винта 3, стопора 4, стебля 5, бара-
бана б, на конической части кото-
рого нанесена шкала нониуса с 50
делениями, н трещотки 7, служащей
58
Основные сведения о токарной обработке металлов
б)
Рис. 130. Затачивание задних поверхностей режущей части перьев
плашки (а) й передней поверхности плашки (б)
Рис. 131. Контрольно-измерительный инструмент
для ограничения подачи микромет-
рического винта. Их изготовляют с
интервалом 25 мм; 0—25, 25—50,
275 -300 мм, далее через интервал
I00 мм: 300—400; 400—500; 500—
600 мм. Точность измерения 0,01 мм.
Микрометрический нутромер (рис.
135, в) предназначен для измерения
внутренних размеров детали и состо-
ит из измерительной поверхности /,
стебля 2. стопора 5, микрометричес-
кого винта 4, барабана 5 и гайки 6.
Точность измерения 0,01 мм.
Микрометрический глубиномер
Контрольно-измерительный инструмент
59
Измерение радиуса детали Подбор наружного ш аблона для Контроль контура детали
определения радиуса галтели
(рис. 136, а) применяют для измере-
ния глубины отверстий, высоты усту-
пов и др. Он состоит из основания /,
микрометрической головки 2. стопор-
ного устройства .7, цилиндрического
гнезда 4 и сменных измерительных
стержней 5,
Индикатор часового типа (рис.
136,6) применяют для измерения
толщины и отклонения детали от
симметричности. Он состоит из кор-
пуса /, стопорного винта 2, цифер-
блата «7. обода 4, стрелки 5. малой
стрелки 6 нониуса, гильзы 7. стер ж-
60
Основные сведения о токарной обработке металлов
ня S, шейки 9, шарика 10 и головки
//. Точность измерения 0,01 и
0,001 мм.
Калибры — это бесшкальные
контрольные инструменты. К ним
относят предельные калибры-пробки
(рис. 137, а, б), состоящие из корпу-
са 2 и двух пробок: проходной / и
непроходной 3. С помощью этих про-
бок измеряют внутренний диаметр
отверстия. Предел измерения от 1
до 50 мм. Для проверки отверстий
больших размеров применяют проб-
ки односторонние (рис. 137, в), на-
садные (рис. 137. г) и неполные
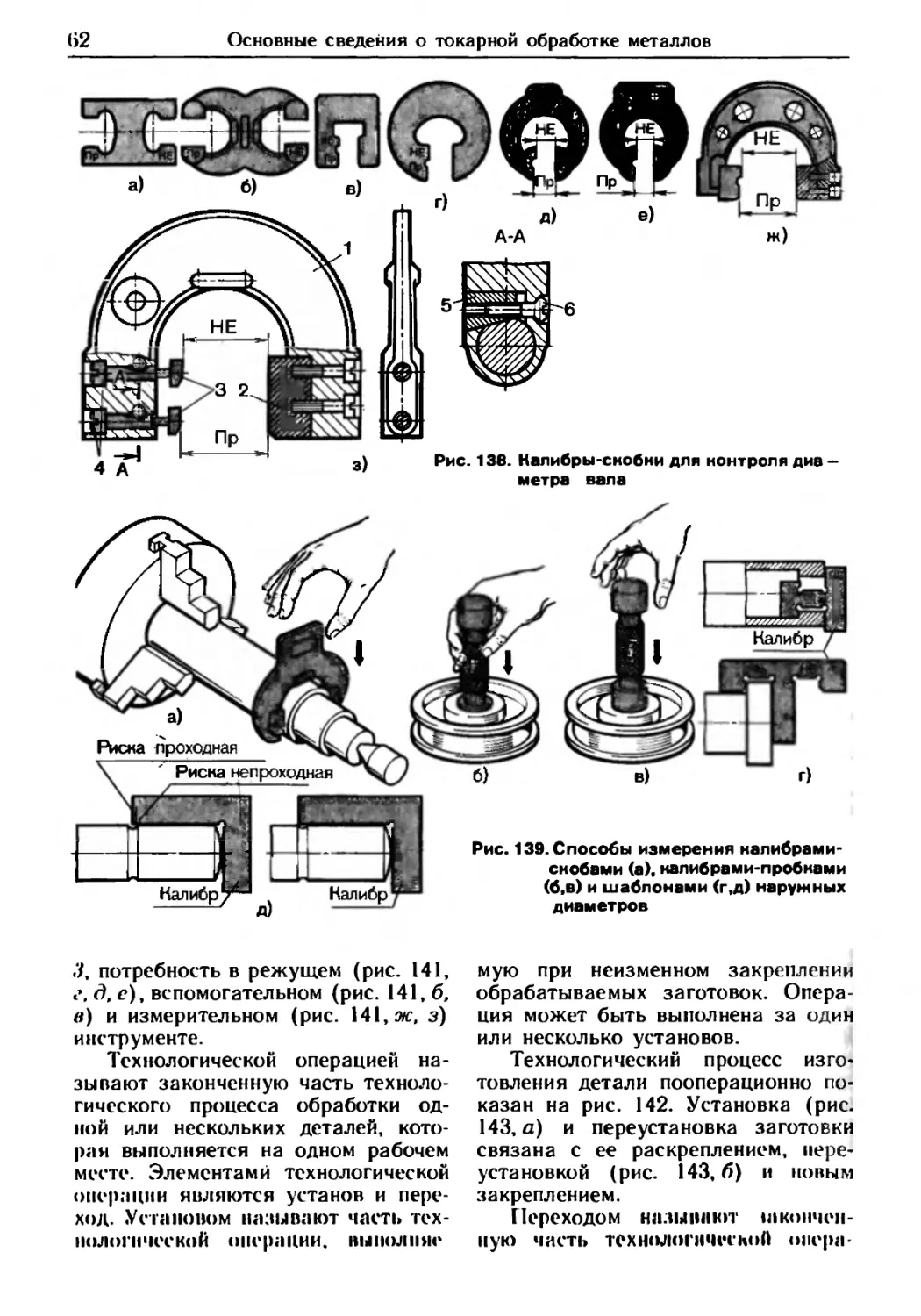
(рис. 137, д). Калибры-скобы слу-
жат для измерения диаметра валов.
Жесткими скобами (рис. 138, а-ж)
измеряют диаметры. Предел измере-
ний от 1 до 200 мм. Для контроля
валов диаметром до 300 мм приме-
няют регулируемые скобы (рис.
138, з). К корпусу / привернута не-
подвижная губка 2. Вставки 3 ре-
гулируют на величину от 3 до 8 мм
как по проходному, так и непроход-
ному размеру винтами 4. После уста-
новки необходимого размера встав-
ки стопорят втулками 5 с лыской и
винтами 6. На рис. 139 показаны
способы измерения диаметра. Про-
верка наружного диаметра вала ско-
бой показана на рис. 139, а. Вал
обточен правильно, так как непро-
ходная часть скобы через него не
проходит. Способ проверки отвер-
стия для вала показан на рис. 139, б.
Меньший проходной конго двусто-
Технологические процессы обработки
61
Рис. 135. Гладкий (а) и резьбовой (б) микрометр, микрометр-нутромер (в) и удлинительный
стержень (г) для измерения больших диаметров
ронней предельной пробки входит в
отверстие, а больший непроходной
(рис. 139, в) не входит в это отвер-
стие. Следовательно, отверстие рас-
точено правильно. Контроль длины
обработанной части поверхности
производят односторонними (рис.
139, д) и двусторонними (рис. 139, г)
шаблонами.
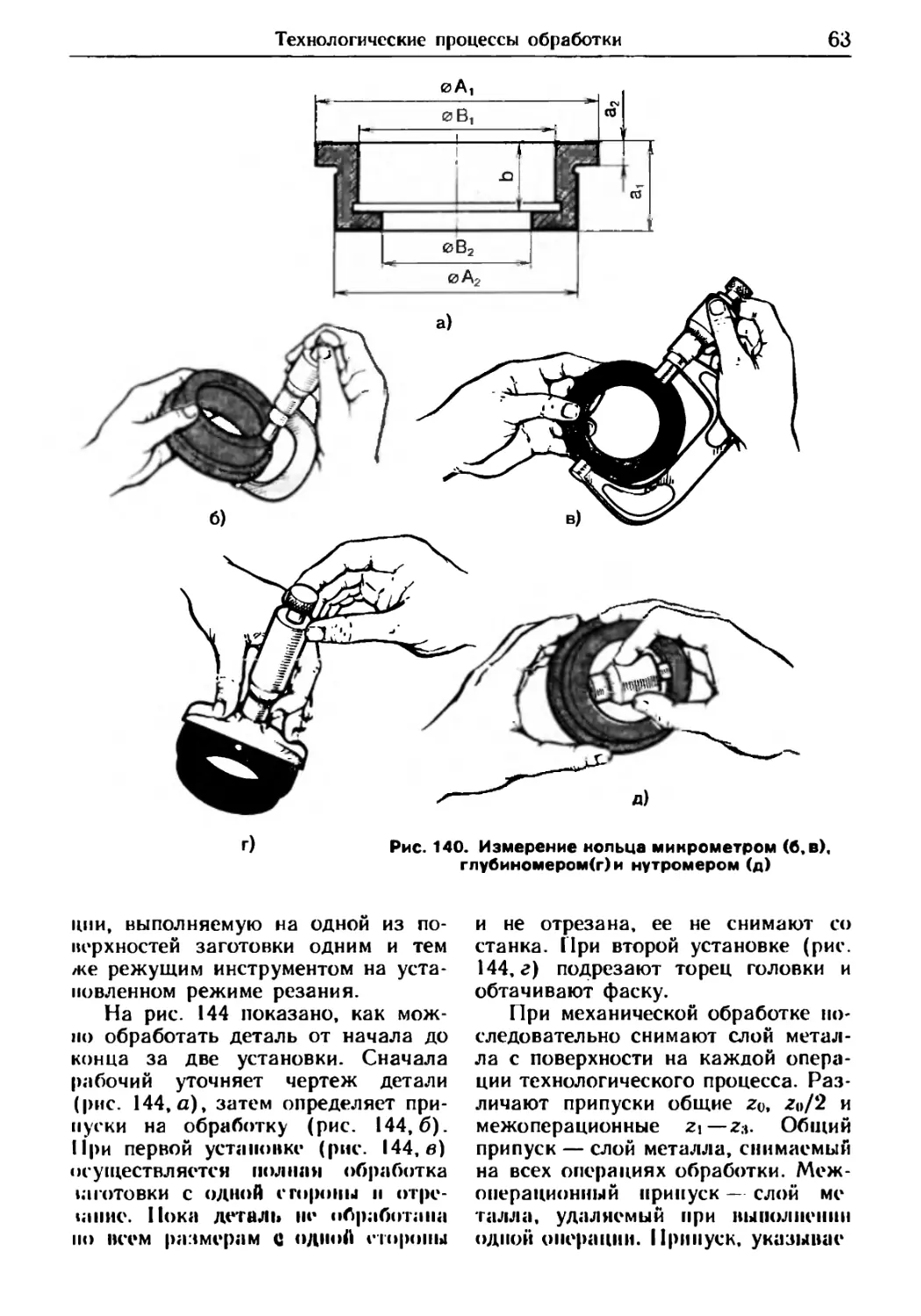
Способы измерения размеров
кольца показаны на рис 140. У коль-
ца (рис. 140, а) необходимо измерить
наружные диаметры At и Л2, вну-
тренние диаметры Bi и В2, а также
определить высоту кольца ai, тол-
щину буртика а2 и глубину b раста-
чивания. На рис. 140,6 показано
измерение размеров ui и а2 малым
микрометром; на рис. 140, в -из-
мерение диаметра Д; большим мик-
рометром. На рис. 140, с показан
Рис. 137. Калибры для контроля отверстий
способ измерения глубины b глуби-
номером, а на рис. 140, д — измере-
ние внутреннего диаметра В2 микро-
метрическим нутромером.
1.5. ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ
ОБРАБОТКИ
Технологическим процессом на-
зывают часть производственного
процесса, содержащую целенаправ-
ленные действия по изменению и
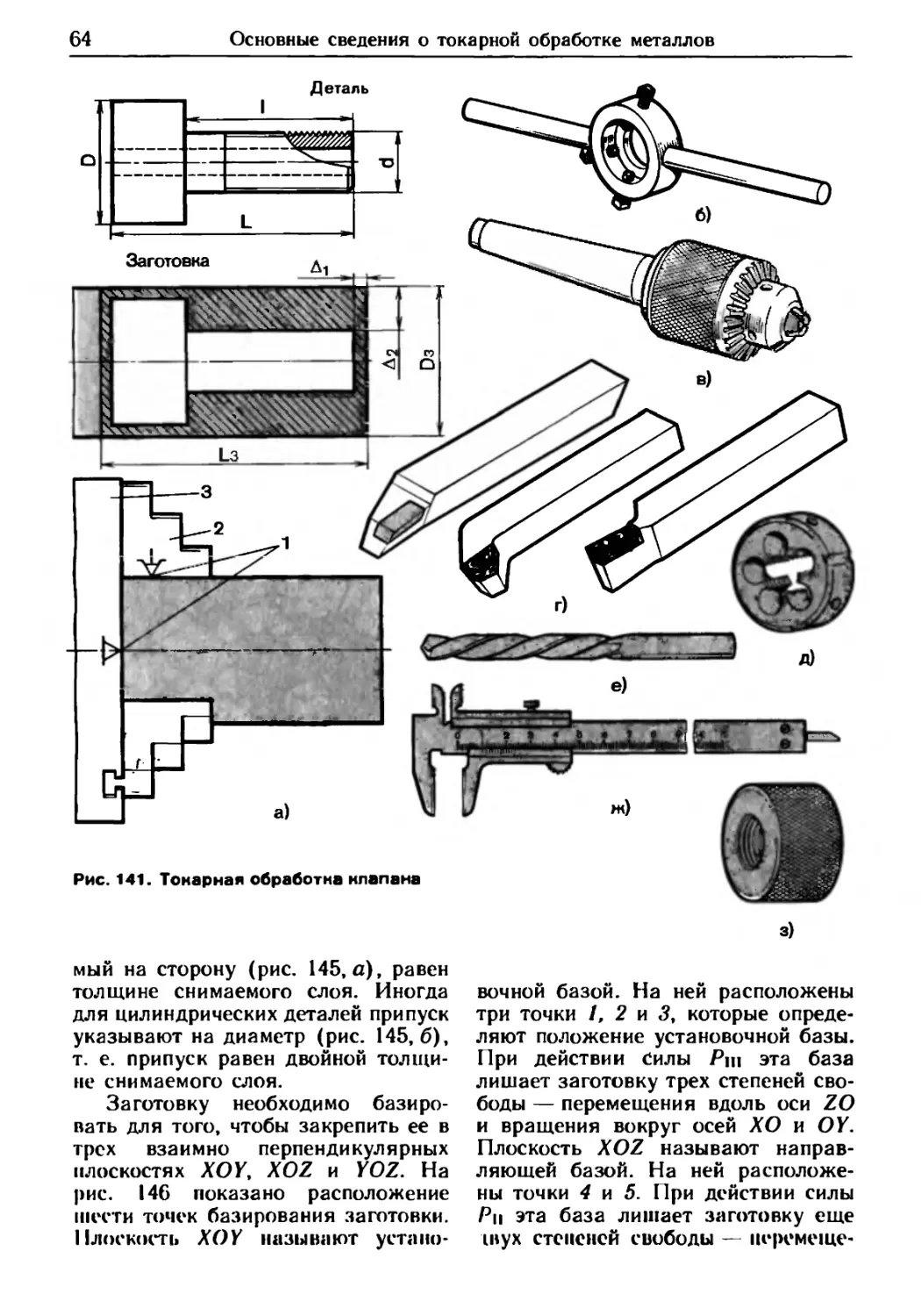
определению состояния заготовки. (В
технологическом процессе должны
быть указаны последовательность
обработки, размеры заготовки Ьл
и D3i припуски на обработку А| и Д2
(рис. 141, а), установочные и изме-
рительные базы /, способы крепле-
ния заготовки 2, вид приспособлений
62
Основные сведения о токарной обработке металлов
потребность в режущем (рис. 141,
г, д, с), вспомогательном (рис. 141,6,
в) и измерительном (рис. 141, ж, з)
инструменте.
Технологической операцией на-
зывают законченную часть техноло-
гического процесса обработки од-
ной или нескольких деталей, кото-
рая выполняется на одном рабочем
месте. Элементами технологической
операции являются уста нов и пере-
ход. Устиновом называют часть тех-
нологической операции, вынолпяе
мую при неизменном закреплении
обрабатываемых заготовок. Опера-
ция может быть выполнена за один
или несколько установов.
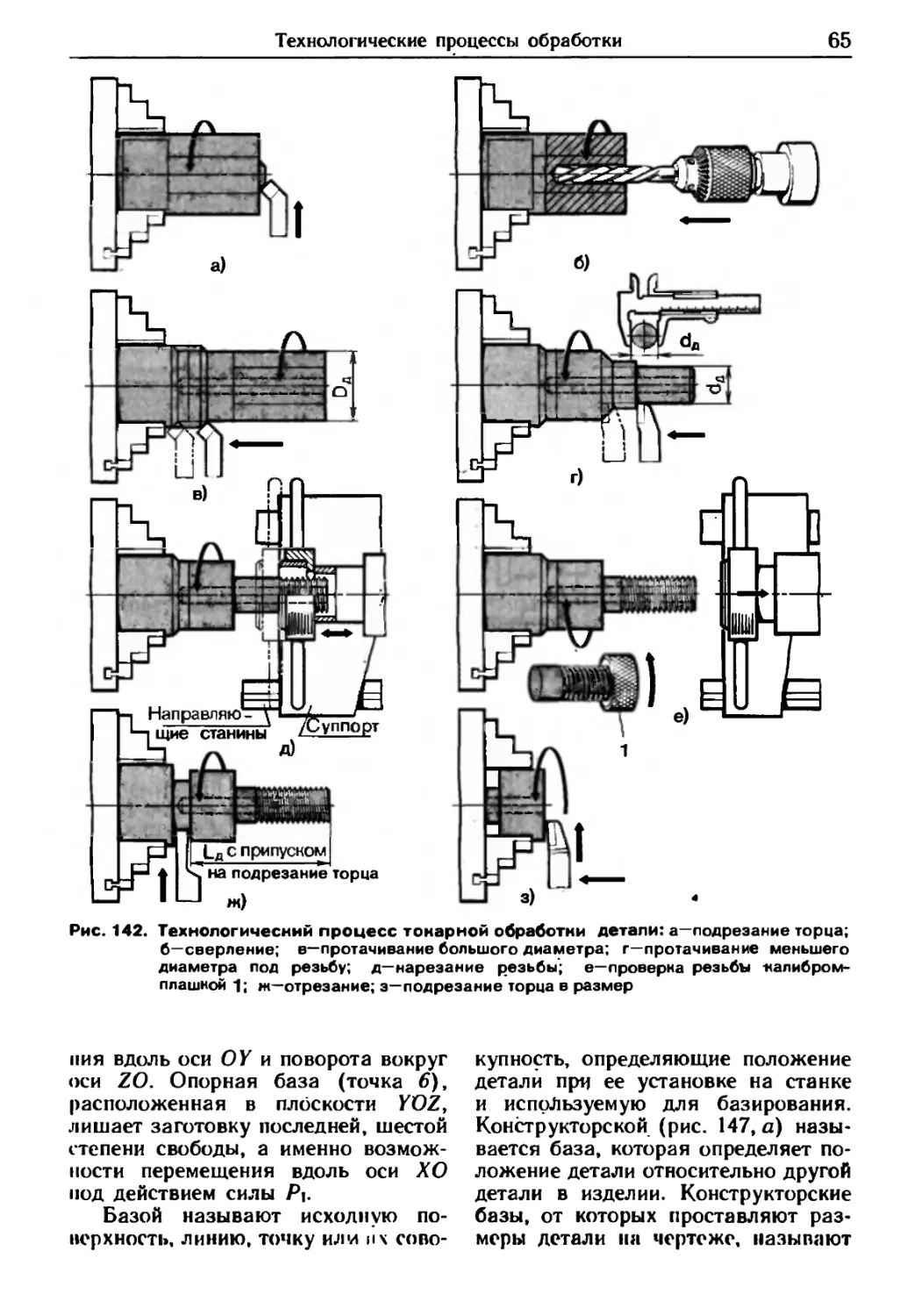
Технологический процесс изго-
товления детали пооперационно по-
казан на рис. 142. Установка (рис.
143, а) и переустановка заготовки
связана с ее раскреплением, пере-
установкой (рис. 143,6) и новым
закреплением.
Переходом называют шкоичен-
ную часть технологической опера-
Технологические процессы обработки
63
0А1
глубиномером(г)и нутромером (д)
ции, выполняемую на одной из по-
верхностей заготовки одним и тем
/ке режущим инструментом на уста-
новленном режиме резания.
На рис. 144 показано, как мож-
но обработать деталь от начала до
конца за две установки. Сначала
рабочий уточняет чертеж детали
(рис. 144, а), затем определяет при-
пуски на обработку (рис. 144,6).
При первой установке (рис. 144, в)
осуществляется полная обработка
ьт готовки с одной стороны н отре-
1анис. Пока деталь не обработана
но всем размерам с одной стороны
и не отрезана, ее не снимают со
станка. При второй установке (рис.
144, г) подрезают торец головки и
обтачивают фаску.
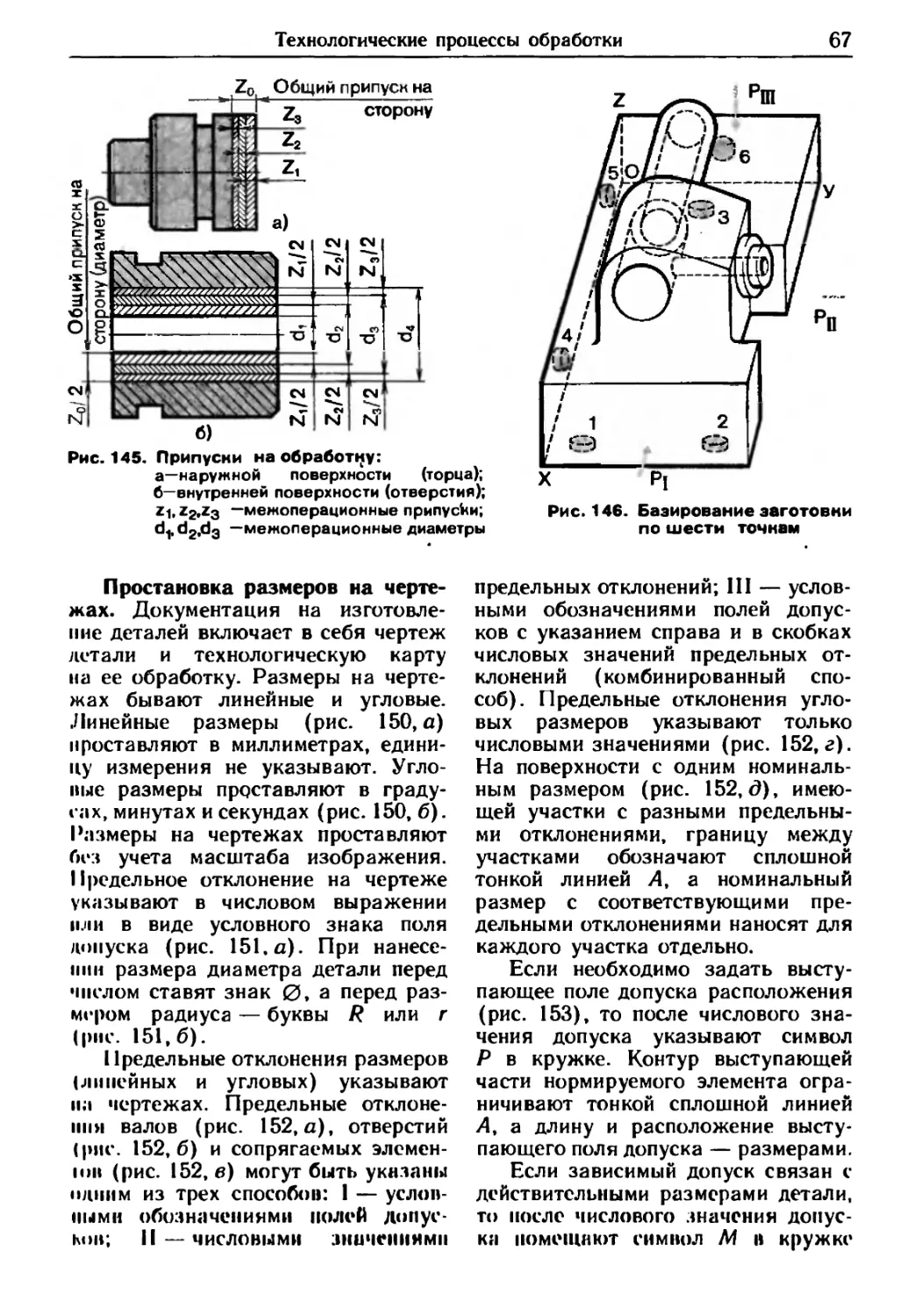
При механической обработке но*
следовательно снимают слой метал-
ла с поверхности на каждой опера-
ции технологического процесса. Раз-
личают припуски общие Zo, z«/2 и
межоперационные z\—г». Общий
припуск — слой металла, снимаемый
на всех операциях обработки. Меж-
операциониый припуск — слой ме
галла, удаляемый при выполнении
одной операции. Припуск, указывас
64
Основные сведения о токарной обработке металлов
з)
мый на сторону (рис. 145, а), равен
толщине снимаемого слоя. Иногда
для цилиндрических деталей припуск
указывают на диаметр (рис. 145,6),
т. е. припуск равен двойной толщи-
не снимаемого слоя.
Заготовку необходимо базиро-
вать для того, чтобы закрепить ее в
трех взаимно перпендикулярных
плоскостях XOY, XOZ и YOZ. На
рис. 146 показано расположение
шести точек базирования заготовки.
Плоскость XOY называют устано-
вочной базой. На ней расположены
три точки I, 2 и <?, которые опреде-
ляют положение установочной базы.
При действии Силы Рш эта база
лишает заготовку трех степеней сво-
боды — перемещения вдоль оси ZO
и вращения вокруг осей ХО и OY.
Плоскость XOZ называют направ-
ляющей базой. На ней расположе-
ны точки 4 и 5. При действии силы
Рп эта база лишает заготовку еще
тух степеней свободы — перемете-
Технологические процессы обработки
65
Рис. 142. Технологический процесс токарной обработки детали: а—подрезание торца;
б—сверление; в—протачивание большого диаметра; г—протачивание меньшего
диаметра под резьбу; д—нарезание резьбы'; е—проверка резьбы -калибром*
плашкой 1; ж—отрезание; з—подрезание торца в размер
пия вдоль оси ОУ и поворота вокруг
оси ZO. Опорная база (точка 6),
расположенная в плоскости YOZ,
лишает заготовку последней, шестой
степени свободы, а именно возмож-
ности перемещения вдоль оси ХО
под действием силы Р\.
Базой называют исходную по-
нерхность, линию, точку или их сово-
купность, определяющие положение
детали при ее установке на станке
и используемую для базирования.
Конструкторской (рис. 147, а) назы-
вается база, которая определяет по-
ложение детали относительно другой
детали в изделии. Конструкторские
базы, от которых проставляют раз-
меры детали на чертеже, называют
66
Основные сведения о токарной обработке металлов
22*2®
2x45°
5** 1 *
----72ю*5
а)
1-й рабочий ход Г*
1-я установка
2x45°
2-й рабочий ход
3-й рабочий ход:
обточить цилиндр
015 на длину 50мм
начисто
обточить цилиндр
024 на длину
80мм начисто
5
j 4-й рабочий
ход:
обточить фаску
2x45°
II-я установка
| Л 5-й рабочий ход:
1 L-J Точить ка-
навку шириной 5мм
6-й рабочий ход:
отрезать заго-
товку от прутка
2x45°
Установить заготовку 1-й рабочий ход:
2-й рабочий ход:
другим концом
подрезать торец головки г) обточить фаску 2x45°
основными. Технологическими (рис.
147,6) называют базы, которые
определяют положение заготовки
при установке ее в приспособлении
в процессе обработки. Обозначения
направления неровностей приведены
в прилож. 4.
На рис. 148, а показана базовая
поверхность цилиндрической заго-
товки, зажатой в трех точках само-
центрирующими кулачками 2, а на
рис. 148, б — базовая поверхность
цилиндрической заготовки, базирук*
щейся по поверхности 1 и зажато!
тремя обратными самоцентрирук»
щими кулачками 2. На рис. 148,1
показано базирование цилиндричео
кой заготовки по центровым отвер|
стиям /; на рис. 148, г — такое
базирование с использованием лк>
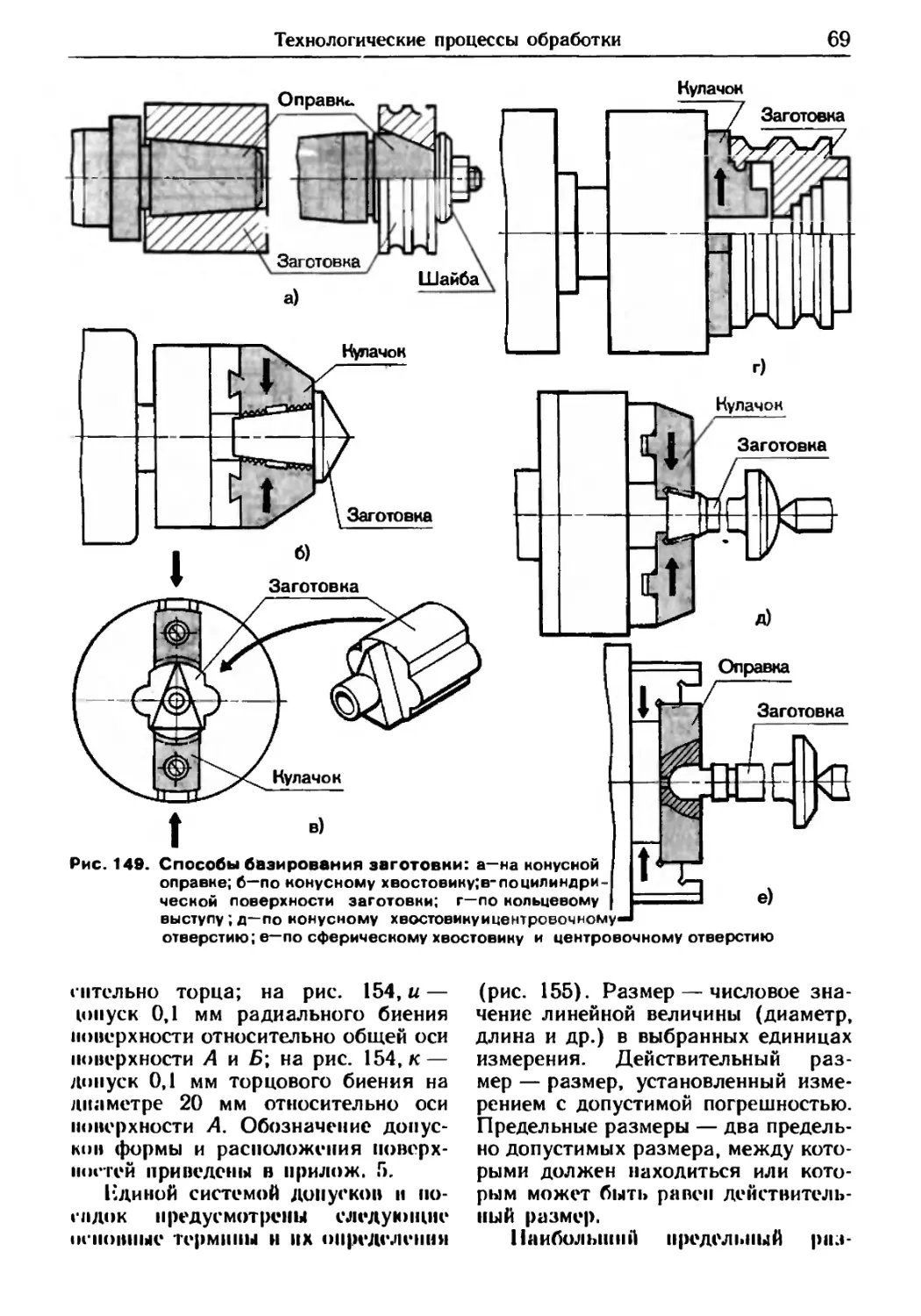
нета 2. Способы базирования и крел
ления заготовок при обработке н|
токарном станке показаны н|
рис. 149.
Технологические процессы обработки
67
Рис. 145. Припуски на обработку:
а—наружной поверхности (торца);
б—внутренней поверхности (отверстия);
Zf, z2,Z3 —межоперационные припуски;
—межоперационные диаметры
Рис. 146. Базирование заготовки
по шести точкам
Простановка размеров на черте-
жах. Документация на изготовле-
ние деталей включает в себя чертеж
летали и технологическую карту
на ее обработку. Размеры на черте-
жах бывают линейные и угловые.
Линейные размеры (рис. 150, а)
проставляют в миллиметрах, едини-
цу измерения не указывают. Угло-
вые размеры проставляют в граду-
сах, минутах и секундах (рис. 150, 6).
Размеры на чертежах проставляют
без учета масштаба изображения.
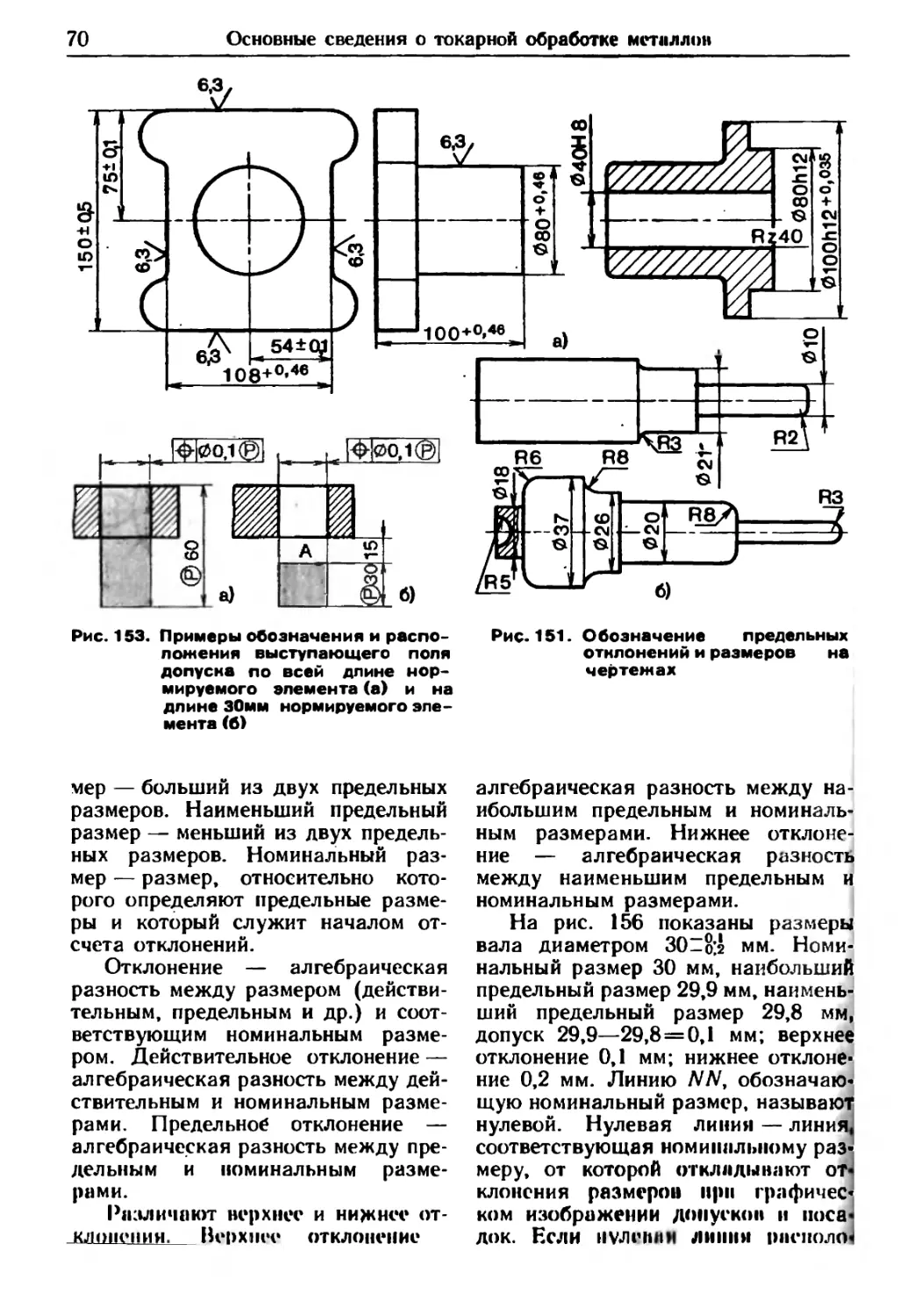
Предельное отклонение на чертеже
указывают в числовом выражении
пли в виде условного знака поля
допуска (рис. 151, а). При нанесе-
нии размера диаметра детали перед
числом ставят знак 0, а перед раз-
мером радиуса — буквы R или г
(рис. 151,6).
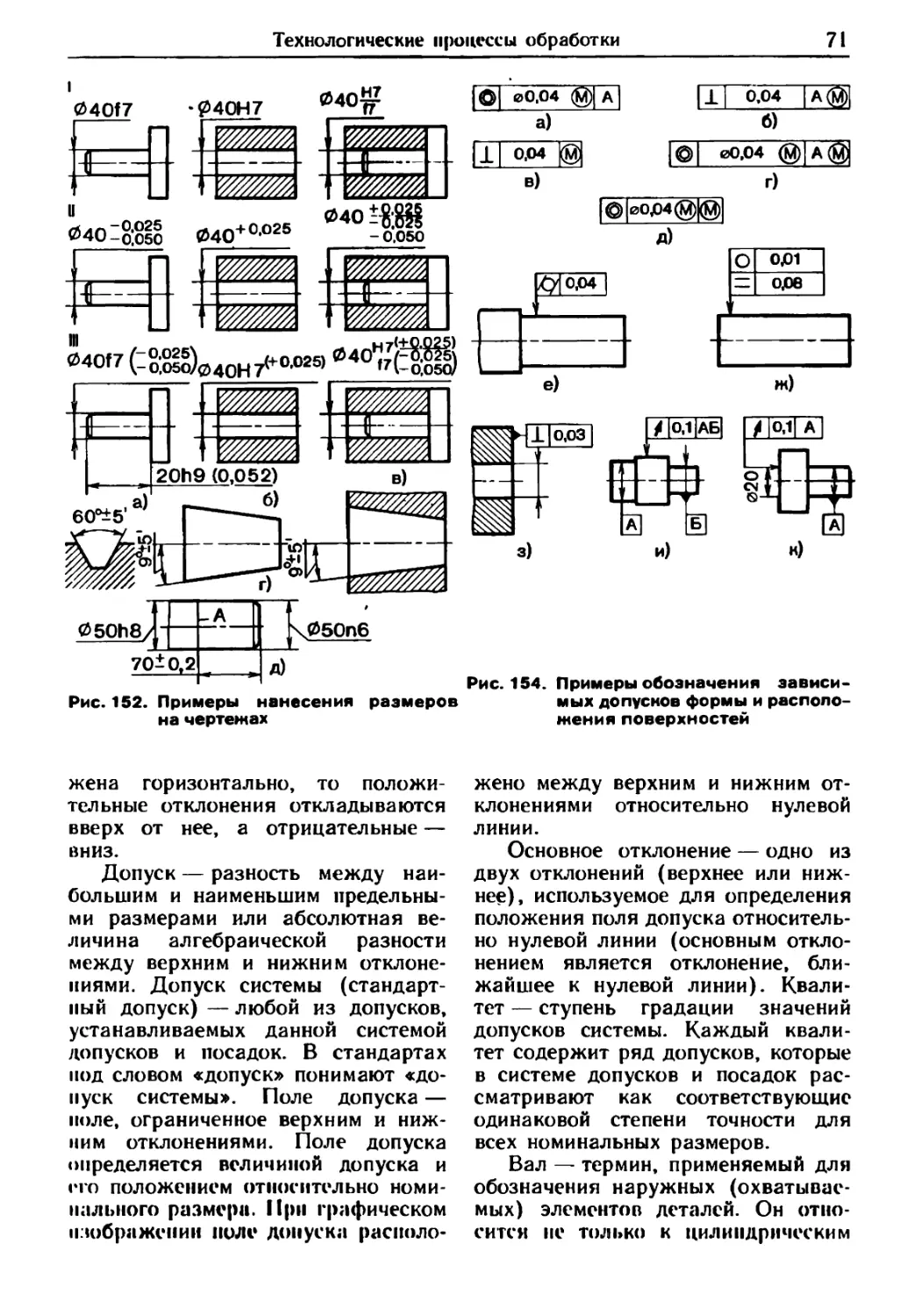
Предельные отклонения размеров
(линейных и угловых) указывают
па чертежах. Предельные отклоне-
ния валов (рис. 152, а), отверстий
(рис. 152,6) и сопрягаемых элсмен-
юп (рис. 152, в) могут быть указаны
одним из трех способов: 1 — услов-
ными обозначениями нолей допус-
ков; II — числовыми значениями
предельных отклонений; III — услов-
ными обозначениями полей допус-
ков с указанием справа и в скобках
числовых значений предельных от-
клонений (комбинированный спо-
соб). Предельные отклонения угло-
вых размеров указывают только
числовыми значениями (рис. 152, г).
На поверхности с одним номиналь-
ным размером (рис. 152,6), имею-
щей участки с разными предельны-
ми отклонениями, границу между
участками обозначают сплошной
тонкой линией Д, а номинальный
размер с соответствующими пре-
дельными отклонениями наносят для
каждого участка отдельно.
Если необходимо задать высту-
пающее поле допуска расположения
(рис. 153), то после числового зна-
чения допуска указывают символ
Р в кружке. Контур выступающей
части нормируемого элемента огра-
ничивают тонкой сплошной линией
Д, а длину и расположение высту-
пающего поля допуска — размерами.
Если зависимый допуск связан с
действительными размерами детали,
то после числового значения допус-
ка помещают символ М в кружке
68
Основные сведения о токарной обработке металлов
Рис. 147. Конструкторские и техноло-
гические базы
Рис. 150. Обозначение линейных и угловых Рис. 146. Поверхности . используемы!
размеров на чертежах для базирования
I
(рис. 154» а). Если зависимый допуск
связан с действительными размера-
ми базового элемента, то знак до-
пуска ставят в третьей части рамки
после буквенного обозначения базы
(рис. 154,6) или без буквенного
обозначения (рис. 154, в). Если за-
висимый допуск связан с действи-
тельными размерами рассматривае-
мого базового элемента, его услов-
ный знак проставляют после число
вого значения и буквенного обозна
чения базы (рис. 154, г) или без бум
венного обозначения базы (рис
154, д).
На рис. 154, е указан допуо|
0,04 мм цилиндричности вала; н
рис. 154, гм:— допуск 0,01 мм круг
лости вала и допуск 0.08 мм профил|
продольного сечении вила. На рис
154,з показан допуск 0,03 мм пер
пендикулярпости оси отверс тия отно
Технологические процессы обработки
69
выступу; д—по конусному хвостовику и центровом ному-*
отверстию; е— по сферическому хвостовику и центровочному отверстию
гнтельно торца; на рис. 154, и —
lonycK 0,1 мм радиального биения
поверхности относительно общей оси
поверхности А и Б; на рис. 154, к —
допуск 0,1 мм торцового биения на
диаметре 20 мм относительно оси
поверхности А. Обозначение допус-
ков формы и расположения поверх-
ностей приведены в нрилож. 5.
Вдиной системой допусков в по-
гадок предусмотрены следующие
основные термины и их определении
(рис. 155). Размер — числовое зна-
чение линейной величины (диаметр,
длина и др.) в выбранных единицах
измерения. Действительный раз-
мер — размер, установленный изме-
рением с допустимой погрешностью.
Предельные размеры — два предель-
но допустимых размера, между кото-
рыми должен находиться или кото-
рым может быть равен действитель-
ный размер.
Наибольший предельный риз-
70
Основные сведения о токарной обработке металлов
Рис. 153. Примеры обозначения и распо- Рис. 151. Обозначение предельных
ложения выступающего поля отклонений и размеров на
допуска по всей длине нор-
мируемого элемента (а) и на
длине 30мм нормируемого эле-
мента (б)
чертежах
мер — больший из двух предельных
размеров. Наименьший предельный
размер — меньший из двух предель-
ных размеров. Номинальный раз-
мер — размер, относительно кото-
рого определяют предельные разме-
ры и который служит началом от-
счета отклонений.
Отклонение — алгебраическая
разность между размером (действи-
тельным, предельным и др.) и соот-
ветствующим номинальным разме-
ром. Действительное отклонение —
алгебраическая разность между дей-
ствительным и номинальным разме-
рами. Предельное отклонение —
алгебраическая разность между пре-
дельным и номинальным разме-
рами.
Различают верхнее и нижнее от-
клопснии. Верхнее отклонение
алгебраическая разность между на-
ибольшим предельным и номиналь-
ным размерами. Нижнее отклоне-
ние — алгебраическая разность
между наименьшим предельным и
номинальным размерами.
На рис. 156 показаны размеры
вала диаметром ЗОЗо;! мм. Номи-
нальный размер 30 мм, наибольший
предельный размер 29,9 мм, наимень-
ший предельный размер 29,8 мм,
допуск 29,9—29,8=0,1 мм; верхнее
отклонение 0,1 мм; нижнее отклоне-
ние 0,2 мм. Линию NN, обозначаю*
щую номинальный размер, называют
нулевой. Нулевая линия — линия^
соответствующая номинальному раз*
меру, от которой откладывают от-
клонения размеров при графичес*
ком изображении допусков и носа!
док. Если иулсван липни располо^
Технологические п|юцессы обработки
71
04Of7 -04ОН7 g40ff
<z)4O-o:o5o 040+ °'025
®40f7(:К)04ОН7^0.025) 04Oa(l®
|©| е0,04 ®|а| |1| 0,04 |А(Й)|
а) б)
|1| охи |®| |©| О0.04 @)|A($
в) г)
|@|BQX)4®|(g)]
Рис. 152. Примеры нанесения размеров
на чертежах
Рис. 154. Примеры обозначения зависи-
мых допусков формы и располо-
жения поверхностей
жена горизонтально, то положи-
тельные отклонения откладываются
вверх от нее, а отрицательные —
вниз.
Допуск — разность между наи-
большим и наименьшим предельны-
ми размерами или абсолютная ве-
личина алгебраической разности
между верхним и нижним отклоне-
ниями. Допуск системы (стандарт-
ный допуск) — любой из допусков,
устанавливаемых данной системой
допусков и посадок. В стандартах
под словом «допуск» понимают «до-
пуск системы». Поле допуска —
поле, ограниченное верхним и ниж-
ним отклонениями. Поле допуска
определяется величиной допуска и
его положением относительно номи-
нального размера. При графическом
изображении пиле допуска располо-
жено между верхним и нижним от-
клонениями относительно нулевой
линии.
Основное отклонение — одно из
двух отклонений (верхнее или ниж-
нее), используемое для определения
положения поля допуска относитель-
но нулевой линии (основным откло-
нением является отклонение, бли-
жайшее к нулевой линии). Квали-
тет — ступень градации значений
допусков системы. Каждый квали-
тет содержит ряд допусков, которые
в системе допусков и посадок рас-
сматривают как соответствующие
одинаковой степени точности для
всех номинальных размеров.
Вал — термин, применяемый для
обозначения наружных (охватывае-
мых) элементов деталей. Он отно-
сится нс только к цилиндрическим
72
Основные сведения о токарной обработке металлов
Рис. 155. Схема сопряжения вала с отверстием:а—основные обозначения: ES — верхнее
отклонение отверстия, EI—нижнее отклонение отверстия, el—нижнее отклонение
вала; es-рерхнее отклонение вала; б - посадки в системе отверстия; в - посадки в системе
вала: 1 - поля допусков валов; 2 - поле допуска основного отверстия; 3 - поля допусков отверстий;
деталям круглого сечения, но и к
элементам деталей другой формы.
Отверстие — термин, применяемый
для обозначения внутренних (охва-
тывающих) элементов деталей лю-
бой формы. Основной вал — это
нал, верхнее отклонение которого
равно нулю. Основное отверстие —
это отверстие, нижнее отклонение
которого равно нулю.
Посадка — характер соединения
деталей, определяемый величиной
получающихся п нем зазоров или
на гигов. 11омннал1»ный размер по-
садки — это размер, общий для от-
верстия и вала. Зазор — это раз-
ность размеров отверстия и вала,
когда размер отверстия больше раз-
мера вала. Натяг — разность размен
ра вала и отверстия до сборки, если
размер вала больше размера отвер-
стия. Посадка с зазором — посадка,
при которой в соединении обеспечи*
вается зазор. К посадкам с зазоров!
относят также посадки, в которых
нижняя граница ноли допуска от<
верстия совпадает с верхней грани-
цей ноля допуска вили или выше
Технологические процессы обработки
73
Наибольший зазор
Наибольший натяг
Наибольший зазор
4-поле допуска основного вала; г—посадка с зазором (поле допуска отверстия расположено
над полем допуска вала); д— переходные посадки (поля допусков отверстия и вала
перекрываются частично или полностью); е—посадка с натягом (поле допуска отверстия
расположено под полем допуска вала); I - посадки с зазором;II - переходные посадки; - посадки
г. натягом
последней. Посадка с натягом —
посадка, при которой в соединении
обеспечивается натяг. Поле допуска
отверстия в таких посадках распо-
ложено под полем допуска вала.
11ереходная посадка — посадка, при
которой возможен как зазор, так и
пагяг. Поле допуска отверстия и
нала в такой посадке перекрывается
частично или полностью.
Определение зазора и натяга.
Если деталь с отверстием диаметром
Ю 1 "J мм посадить на кал, дмпметр
которого 4О=о:г мм, т. е. всегда мень-
ше отверстия, то в соединении вала
с отверстием получится зазор (рис.
157, а). В этом случае посадка будет
с зазором, так как вал сможет сво-
бодно вращаться в отверстии. Если
же диаметр вала 4Ojo:i5 мм (рис.
157,6), т. е. всегда больше данного
отверстия, то для соединения вал
придется запрессовать в отверстие
и тогда в соединении получится
натяг.
Наибольший зазор равен разно-
74
Основные сведения о токарной обработке металлов
Рис. 156. Изображение допусков для вала
сти между наибольшим предельным
размером отверстия и наименьшим
предельным размером вала:
40,1—39,8 = 0,3 мм; наименьший за-
зор равен разности между наимень-
шим предельным размером отверстия
и наибольшим предельным размером
вала: 40 — 39,9 = 0,1 мм. Наиболь-
ший натяг равен разности между
наибольшим предельным размером
нала и наименьшим предельным раз-
мером отверстия: 40,2 — 40=0.2 мм;
наименьший натяг равен разности
между наименьшим предельным раз^
мером вала и наибольшим предела
ным размером отверстия: 40,15 —
— 40,1=0,05 мм.
Посадка в системе отверстия ха
рактеризуется тем, что в ней дл
всех посадок одного и того же квалн
тета, отнесенных к одному и тому ж
номинальному диаметру, предельны
размеры отверстия остаются посте
янными. Осуществление различны!
посадок достигается путем соотвеЯ
ствующего изменении предельны!
Технологические процессы обработки
75
Рис. 158. Расположение полей допусков отверстий и валов: а—седьмого ивалитета
точности h7 в системе отверстия; б—седьмого ивалитета точности Н7 в системе
вала
размеров вала. В системе отверстия
поминальный размер является наи-
меньшим предельным размером (рис.
158, а).
Система вала характеризуется
гем, что в ней для всех посадок
одного и того же квалитета, отне-
сенных к одному и тому же номиналь-
ному диаметру, предельные размеры
вала остаются постоянными. Осу-
ществление различных посадок до-
стигается путем соответствующего
изменения предельных размеров от-
верстия. В системе вала номиналь-
ный размер является наибольшим
предельным размером вала (рис.
158,6). Обе стороны являются не-
симметричными, причем допуск от-
верстия в системе отверстия всегда
будет направлен в сторону увеличе-
ния диаметра отверстия (в тело),
а допуск вала в системе вала
в сторону уменьшения диаметра вала
(в тело).
ГЛАВА
2.1 Установка резцов
Токарная обработка на станке 2.2 Установка заготовок 2.3 Центрование заготовок 2.4 Обработка наружных цилиндрических поверх- ностей 2.5 Обработка торцовых поверхностей 2.6 Обработка внутренних цилиндрических поверх- ностей 2.7 Обработка наружных и внутренних конических поверхностей 2.8 Обработка резьбовых соединений 2.9 Обработка фасонных по- верхностей 2.10 Виды брака при работе на токарных станках 2.11 Способы проверки и ис« пытания станков
Установка резцов
77
2.1. УСТАНОВКА РЕЗЦОВ
Производительность, точность об-
работки и качество поверхности за-
висят от установки резцов в резце-
держателе. При правильной устано-
вке резец должен быть закреплен
всеми тремя болтами (рис. 159, а),
а подкладки под резцом установлены
без смещения (рис. 159, б). В против-
ных случаях (рис. 159, в, г) установ-
ка считается неправильной. Для про-
верки точности совпадения вершины
резца с осью центра станка резец
подводят к центру задней (рис.
160, а) или передней бабки. При чер-
новом точении допускается установ-
ка резца по центру (рис. 160, б) или
выше центра (рис. 160, в).
Большое влияние на качество
обработки оказывают центровые от-
верстия заготовки, имеющие для од-
ного цикла операции форму, пока-
занную на рис. 161,а, а для много-
кратного цикла — форму, показан-
ную на рис. 161, б. Дефекты возмож-
ны при отсутствии цилиндрической
части центрового отверстия (рис.
162, о), несовпадении углов центро-
вых отверстий заготовки и центра
(рис. 162,6, в); смещении осей цен-
трового отверстия и заготовки (рис.
162, г).
2.2. УСТАНОВКА ЗАГОТОВКИ
Установка в патроне. Патрон, в
котором крепят заготовку, закрепля-
ют на шпинделе с помощью фланца
или резьбовой втулки. Перед уста-
новкой патрона протирают посадоч-
ные конусные отверстия 1 шпинделя
ветошью 3 (рис. 163, а), намотан-
ной на медный стержень 2. Протерев
посадочный конус 4, вставляют в от-
верстие шпинделя оправку 5, а в
интрон зажимают направляющую
тулку 9 (рис. 163, в). Для крепле-
нии натрона необходимо совместить
отверстие 7 кольца 8 с четырьмя от-
верстиями 6 шпинделя, надегь пат-
рон на оправку 5, двигая его по
стрелке до плотного прилегания к
посадочному отверстию 12.
Четыре шпильки 10 планшайбы
11, прошедшие через четыре отвер-
стия 6 шпинделя, закрепить. Под-
держивая патрон правой рукой, ле-
вой рукой повернуть кольцо 8 про-
тив часовой стрелки так, чтобы про-
точки шпилек 10 вошли в прорези
отверстий во фланце, и в перекрест-
ном порядке завернуть гайки 13.
Оправку 5 убрать из отверстия
шпинделя.
Перед установкой патрона с резь-
бовым креплением на шпиндель не-
обходимо на шпинделе протереть
резьбу (рис. 164, а). Затем вставить
в отверстие шпинделя оправку /
(рис. 164,6), а в патроне зажать
направляющую втулку 2 (рис. 164, в).
При установке патрона диаметром
более 320 мм надо взять его двумя
руками, поставить на деревянную
подставку 3, надеть на оправку 1 и,
перемещая по оправке к шпинделю,
навернуть на шпиндель (рис. 164, г).
Затем вставить ключ в гнездо патро-
на и повернуть его резким движе-
нием от себя до отказа (рис. 164, б).
После установки патрона на шпин-
дель снять оправку I и втулку 2
(рис. 164, е).
Перед установкой заготовки в
патроне развести кулачки патрона
ключом, вращая его против часовой
стрелки, на размер, несколько боль-
ший даиметра заготовки (рис. 165,а).
Вставить правой рукой заготовку в
патрон, левой рукой, вращая ключ
по часовой стрелке, зажать заготов-
ку кулачками патрона (рис. 165,6).
Включить шпиндель и проверить
правильность установки заготовки.
При соприкосновении мела с торцом
и цилиндрической поверхностью вра-
щающейся заготовки на ней должны
образовываться сплошные липин
(рис. 165, д). Если линии получаются
прерывистые (рис. 165, в), то лег-
кими ударами киянки заготовку цен-
трируют (рис. 165, г). Если сплош-
ная меловая линия не получается.
78
Токарная обработка на станке
Рис. 160. Схема проверки совпадения вершины
резца с осью центра станка
Уста попка заготовок
79
Рис. 161. Центровые отверстия
Притупление вершины центра Ось центрового отверстия
то заготовку следует переустановить
(рис. 165, е).
Установка заготовки в центрах.
Перед установкой центров и повод-
кового патрона на станке необходи-
мо ветошью протереть конические
отверстия в шпинделе 1 и .пиноли
задней бабки 2, хомутик 4, поводко-
вый патрон 5.и центры 3 (рис. 166, а).
Вставить в отверстие шпинделя
центр (рис. 166,6), включить шпин-
дель и проверить биение центра ин-
дикатором 1 (рис. 166, в). Если
центр имеет биение, то его следует
переустановить или проточить, по-
вернув верхний суппорт под углом
<>()° (рис. 166, <»)• Для установки
центра в пиноль задней бабки пи-
ноль надо выдвинуть на 60—80 мм
(рис. 166,д) и левой рукой вставить
центр в отверстие пиноли.
Для проверки правильности уста-
новки центра правой рукой, повер-
нув ручку крепления задней бабки
на себя, пёреместить ее*к передней
бабке; линейкой проверить совпаде-
ние центров (рис. 166, е). Если цент-
ры не совпадают, сместить корпус
задней бабки до совмещения (рис.
166, ж) и отвести заднюю бабку в
исходное положение. Закрепить по-
водковый патрон на шпинделе ана-
логично креплению трехкулачкового
патрона. Взять заготовку в левую
руку, правой рукой установить на ней
хомутик и закрепить его ключом
80
Токарная обработка на станке
в)
(рис. 166, з). При работе с невраща-
ющимся центром смазать центровое
отверстие, обращенное к заднему
центру. Установить левой рукой за-
готовку в передний центр (рис.
166, и), а правой рукой переместить
заднюю бабку до соприкосновения
заднего центра с центровым отвер-
стием заготовки. Затем закрепить
заднюю бабку рычагом. Вращая пра-
вой рукой маховик задней бабки,
левой рукой слегка повернуть заго-
товку. Закрепить пиноль в том поло-
жении, при котором заготовка сво-
бодно поворачивается в центрах, но
не имеет продольного перемещения
(рис. 166, к).
Установка заготовки в оправках.
Оправки на токарном станке уста-
навливают в шпиндель или в центры.
Перед установкой необходимо ве-
тошью протереть отверстия шпинде-
ля и оправки (рис. 167, а). Правой
рукой взять оправку и вставить ее
в отверстие шпинделя. Установить
на станине индикатор и проверить
биение оправки (рис. 167,6). Уста-
новить заготовку на оправку и за-
крепить ее гайкой (рис. 167, в).
Затем, держа оправку левой ру-
кой, правой взять заготовку и устач
новить ее на оправку. Взять оправ-;
ку левой рукой (рис. 168, а) и уста-1
новить ее в передний центр. Правой
рукой совместить центры оправки
и задней бабки. Закрепить заднюю
бабку правой рукой, поворачивая руч
коятку от себя (рис. 168,6). Пово^
рачивая левой рукой оправку, правой
переместить пиноль до устранения
зазора между центрами (рис. 168, а).
После этого закрепить пиноль задней
бабки (рис. 168, г).
Установка заготовки в четырех-
кулачковом патроне. Несимметрич^
ные заготовки часто закрепляют
четырехкулачковом патроне. Перед
установкой патрона на станок необ-
ходимо протереть резьбу и отверстия
шпинделя и патрона ветошью (рис.
169, а). Вставляя ключ в гнезда
патрона (рис. 169.6). ри шести ку«
Установка заготовок
81
Рис. 164. Установив патронв с резьбовым
креплением на шпинделе
г)
Н2
Токарная обработка на станке
Установка заготовок
83
лачки 1—4 на размер заготовки.
Взять заготовку правой рукой, вста-
вить ее в патрон и несильно закре-
пить. Установить на станине стойку
с индикатором или рейсмус (рис.
169, в). Заготовку центрируют, по-
очередно ослабляя один кулачок /
и подтягивая противоположный 3
(рис. 169, г). После центрирования
заготовки в одном сечении переходят
к центрированию заготовки, закреп-
ленной другой парой кулачков 2 и 4.
После достижения требуемой точно-
сти установки кулачки поочередно
повторно зажимают. При обработке
однотипных заготовок (рис. 169, д)
после обработки одной заготовки ее
разжимают, поворачивая кулачки
1 и 2 на величину зазора Hi и аг. Сле-
дующую заготовку зажимают теми
же кулачками, не трогая два других
кулачкл 3 и 7. При креплении заго-
Рис. 165. Установка заготовки в патроне
товки больших размеров кулачки из
патрона вынимают и устанавливают
внутренней стороной (рис. 169, е).
Установка заготовки на план-
шайбе. Перед установкой планшай-
бы на станок необходимо протереть
резьбу и коническое отверстие шпин-
деля, посадочные поверхности план-
шайбы, оправки и подготовить груз
(противовес) /, опорные подкладки
2, прижимные планки 3, установоч-
ные угольники 4, болты 5, шайбы
с гайками 6 (рис. 170» а). Вставить
оправку / в шпиндель (рис. 170,6).
Положить на станину деревянную
подставку 2. Взять двумя руками
планшайбу и навернуть ее на шпин-
дель. Вынуть оправку из шпинделя
и снять со станка деревянную под-
ставку.
На рис. 170, в показана установка
шатуна на планшайбе и его крепле-
84
Токарная обработка на станке
Установка заготовок
85
ние. Установить шатун 2 на план-
шайбе, зажав его двумя прижимны-
ми планками 3 с подкладками L
Установить и закрепить три кулачка
4 с регулировочными болтами. Уста-
новить противовес 5. Проверить ин-
дикатором правильность установки.
Иногда приходится обрабатывать
заготовки, форма которых не позво-
ляет установить их на планшайбе.
В этих случаях используют угольник.
На рис. 170, г показана установка
патрубка на угольнике. На план-
шайбе угольник / закрепляют бол-
тами 2, установленными в прорезях
планшайбы. Патрубок 4 устанавли-
вают на угольнике и закрепляют
прижимными планками 3 и болтами.
Для устранения дисбаланса план-
шайбы устанавливают груз 5. Пра-
вильность установки проверяют ин-
дикатором или рейсмусом (рис.
170, <Э).
На рис. 170, е—о показаны спо-
собы крепления сборных несиммет-
ричных деталей на планшайбе с при-
менением у голышка, прижимных
планок, упорных стоек и болтов.
На рис. 170, е—к показана после-
довательность установки, крепления
и контроля корпуса подшипника:
закрепить угольник на планшайбе
(рис. 170, е), предварительно закре-
пив корпус подшипника прижим-
ными планками (рис. 170, ж), про-
верить рейсмусом правильность уста-
новки (рис. 170,з), проверить пра-
вильность установки детали (рис.
170, я), окончательно закрепить де-
таль на угольнике (рис. 170, к).
На рис. 170, л—о показана по-
следовательная установка и креп-
ление на планшайбе детали типа
плиты с уступами. Закрепить плиту
на планшайбе с помощью прижим-
ных планок, упорных стоек и болтов
(рис. 170, л), проверить правиль-
ность установки плиты по отверстию
(рис. 170, ж) и точность установки
детали (рис. 170, я), окончательно
закрепить плиту на планшайбе
(рис. 170, о).
Установка заготовки в люнете.
Перед установкой заготовки в люнет
86
Токарная обработка на станке
Протереть
посадочные места
Рис. 167. Установка заготовок в оправках
необходимо проточить шейку / под
кулачки люнета (рис. 171, а). Про-
тереть ветошью посадочные места
люнета (рис. 171, б). Кулачки / вин-
тами 2 развести на размер, равный
диаметру проточенной шейки заго-
товки и откинуть крышку 3. Устано-
вить корпус люнета / (рис. 171, в)
на станину против шейки А заготов-
ки и закрепить люнет планкой 2 и
гайкой 3.
При обтачивании длинных заго-
товок применяют подвижные люне-
ты, имеющие только два кулачка
(рис. 171,6). В этом случае люнет
устанавливают и закрепляют на по-
перечном суппорте станка. Установ-
ка подвижного люнета и обработка
вала с помощью люнета показана на
рис. 171,г. Обработку длинных тон-
ких деталей иногда производят с ис-
пользованием люнетных втулок,
установленных в кронштейнах и
закрепляемых в резцедержателе.
При обработке нежестких длинных
заготовок перед проходным резцом
устанавливают планку / с втулкой 2,
закрепленной в резцедержателе
(рис. 172).
Крепление эксцентриковых заго-
товок. Заготовку устанавливают в
самоцентрирующем патроне (рис.
173), закрепленном на поноротпом
диске 4, по окружности которого
Установка заготовок
87
Рис. 168. Установка оправки с заготовкой в центрах
88
Токарная обработка на станке
Протереть
Центрирование заготовок
89
Рис. 169. Установка заготовки в четырехкулачковом патроне
нанесено 360 делений. Установка
требуемого эксцентриситета осуще-
ствляется винтом / по нониусу ли-
нейки 5. Точность эксцентриситета
настраивают лимбом 6. Зазор между
направляющими и фланцем устанав-
ливают клином 2. В рабочем поло-
жении фланец крепят винтом 3. При
обработке нескольких эксцентричес-
ких поверхностей, равноудаленных
от центра заготовки, используют
поворотный диск 4.
На рис. 174 показана установка
коленчатого вала на токарном стан-
ке. Сначала устанавливают вал /
с отверстиями, расположенными на
оси А—Л, и обтачивают шейки.
После этого на этих шейках закреп-
ляют фланцы 2 с центровыми отвер-
стиями, расположенными по оси
Б—Б и совпадающими с осями ша-
тунных шеек 3. Сделав такую же ус-
тановку по оси В—В, обтачивают
вторую шейку. Для устранения про-
гиба вала применяют распорные
стержни 4. Для уравновешивания ва-
ла при обтачивании шатунных шеек
прикрепляют на планшайбе груз 5.
Для обтачивания коленчатых валов,
у которых выработаны центровочные
отверстия, применяют центросмести-
тели (рис. 175). Концы вала 3 пред-
варительно зажимают плашкой 4
и винтом 5. Вал устанавливают в
центрах станка и скобой 2 и плашкой
49 используя винты 1 и 5, устанавли-
вают эксцентриситет.
2.3. ЦЕНТРОВАНИЕ ЗАГОТОВОК
Заготовки, подлежащие центро-
ванию, закрепляют в патроне и
проверяют их биение рейсмусом,
установленным на станине (рис.
176, а). Затем сверлильный патрон
с зажатой в нем центровкой устанав-
ливают в пиноли задней бабки (рис.
176,6). Заднюю бабку подводят к
торцу заготовки и с помощью махо-
вика, вращая его по часовой стрелке,
центруют заготовку. Для центрова-
ния заготовки с другого торца заго-
товку переустанавливают.
Заготовки больших диаметров.
90
Токарная обработка на станке
92
Токарная обработка на станке
93
94
Токарная обработка на станке
а,б—направляющая планка закреплена в резцедержателе; в—резец закреплен
в специальном резцедержателе
которые не могут быть установлены
в патроне, центруют на вертикально-
сверлильном станке по предваритель-
ной разметке. Разметку выполняют
несколькими способами (рис. 177, а).
Заготовку / кладут на призму 2 и
штангенрейсмусом 3 намечают центр
4. Затем на пересечении рисок де-
лают углубление керном 1 (рис.
177, б). Разметку также можно про-
водить разметочным циркулем /
(рис. 177, н), центроискателем /
(рис. 177, г) или с помощью приспо-
соблении / (рис. 177, д). После кер-
нения заготовку 2 (рис. 177, с) уста
навливают в тиски 3 на вертикально-
сверлильном станке / и сверлят цен-
тровое отверстие.
2.4. ОБРАБОТКА НАРУЖНЫХ
ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ
Если вращать прямоугольник
АБСД (рис. 178) вокруг оси АД.
получим цилиндрическую поверх-
ность. Любая точка на поверхности
цилиндра одинаково удалена ог оси
АД, которую называют осью цилин-
дра. В зависимости от требований,
предъявляемых к точности обработки
Обработка наружных цилиндрических поверхностей
95
и параметрам шероховатости обрабо-
танной поверхности, различают чер-
новое, получистовое, чистовое и тон-
кое (алмазное) обтачивание.
В зависимости от длины заготов-
ки обтачивание производят в патро-
не без поджатия центром, если
L/4^1,5 (рис. 179, а), в патроне
с поджатием задним центром, если
L/d>l,5 (рис. 179,6), в патроне
с неподвижным люнетом, если L/d>
>12 (рис. 179. н). Если L/d<\2,
обтачивание в центрах производят
без люнета (рис. 179, г).
Частоту вращения заготовки и
подачу инструмента назначают в
зависимости от глубины резания, ма-
териала заготовки и инструмента.
Частоту вращения и подачу устанав-
ливают посредством рукояток, рас-
положенных на передней стороне ко-
робки скоростей и подач. При про-
дольном точении в патроне соблю-
дают следующую последователь-
96
Токарная обработка на станке
Рис. 175. Установка коленчатого вала в центросместителе и эксцентрических
деталей в центрах
ность. Устанавливают трехкулачко-
вый самоцентрирующий патрон на
шпиндель (рис. 180, а). Закрепляют
резцы для черновой и чистовой об-
работки в резцедержателе так. что-
бы их вершины совпадали с линией
центра станка (рис. 180,6). Зажи-
мают заготовку в патроне (рис.
180, а). Устанавливают на станке
IK62 требуемую частоту вращения
и подаче рукоятками 4, 5 и 6 (рис.
180, г) • Закрепляют в патроне заго-
товку и проверяют ее биение (рис.
180, д). Включают станок и подводят
резец к заготовке до соприкоснове-
ния с ее поверхностью для опреде-
ления толщины срезаемой стружки
(рис. 180, е). Отводят резец вправо
от торца заготовки и по лимбу уста-
навливают глубину резания (рис.
180, ж). Включают продольную по-
дачу, протачивают заготовку на дли-
не 5—10 мм и отводят резец. Вы-
ключают ставок И ИЗМГрИКП Н1Г1Н1ГСН-
Обработка наружных цилиндрических поверхностей
97
циркулем обточенный диаметр (рис.
180, з). Если диаметр обработанной
части заготовки не соответствует
заданному, то корректируют глубину
резания по лимбу. Включив станок
и установив рукоятку продольной
подачи, обтачивают заготовку на
требуемую длину /. Выключают по-
дачу, отводят резец и выключают
станок (рис. 180, и). Проверяют
полученный диаметр заготовки. Если
он соответствует заданному, то раз-
жимают кулачки и вынимают деталь
из патрона (рис. 180, к).
При обтачивании заготовки в цен-
трах необходимо проделать следую-
щее.
I. Установить центры в шпинде-
ле передней (см. рис. 166,6) и зад-
ней (рис. 181, а) бабки.
2. Совместить центры (рис. 181,6)
и в зависимости от условий обработ-
ки установить открытый / или закры-
тый 2 (с предохранительным кожу-
хом) поводковый патрон 2.
3. Исходя из припуска на обра-
ботку, глубины резания, параметров
заготовки, материала резца и заго-
товки, установить на станке 16К20
требуемую частоту вращения и пода-
чу (рис. 181,в). На станке 16К20
расположены рукоятки 1 и 4 частоты
вращения шпинделя, 2 и 3 шага и
направления резьбы, 5 включения и
выключения станка, 6—8 подачи.
4. Закрепить резец в резцедержа-
теле по линии центров.
5. Установить заготовку с хому-
тиком в центрах (рис. 181, г) и резец
под углом 90° к оси центров станка.
6. Для определения правильности
установки заготовки и резца обра-
ботать поверхность на длине 3—5 мм
и отвести резец. Затем установить
требуемый размер заготовки. Вклю-
чить станок, проточить заготовку
на длине 10—15 мм. Выключить
рукоятку подачи и отвести резец за
торец заготовки (рис. 181,6). Изме-
рить штангенциркулем диаметр обто-
98
Токарная обработка на станке
Обработка наружных цилиндрических поверхностей
99
Рис. 179. Схемы применения центров и люнетов в
зависимости от длины заготовки
ченной части заготовки и при необхо-
димости внести коррекцию. Включить
станок и рукоятку подачи, обточить
заготовку на заданную длину (рис.
I81, е). Выключить рукоятку подачи,
отвести резец и выключить станок.
Измерить обработанный диаметр
заготовки микрометром (рис. I81, ж)
и при необходимости обточить снова.
Взять левой рукой заготовку,
правой рукой отвести задний центр
и снять заготовку со станка. Откре-
пить хомутики и закрепить его на
обработанной поверхности заготовки
через разрезную втулку / (рис.
181, з). Установить заготовку в цен-
100
Токарная обработка на станке
Р и с. 180. Последовательность действий при продольном точении
грах станка. Подвести резец на за-
данный размер по лимбу, включив
подачу, проточить необработанную
поверхность заготовки (рис. 181,н).
Выключить станок и измерить диа-
метр обработанной поверхности.
Сиять леталI» / со станка (рис.
181, к), затем с детали хомутик 3 и
разрезную втулку 2.
Для установки резца на требуе-
мую глубину на винте поперечной и
продольной подачи устипонлены лим-
бы, на которых 11пнесен||| деления
(рис. 182, а). При кисииии ре«ца по-
Обработка наружных цилиндрических поверхностей
101
Лимб продольной подачи
Одно деление” 1мм
HVlTlp '|11?|1111ГТ1
190 180 1701
Лимб поперечной подачи
станков 1К62 и 16К20
Одно деление — 0,05мм
ж)
Рис.180
102
Токарная обработка на станке
нерхности заготовки лимб устанавли-
вают на нулевую отметку. На боль-
шинстве станков лимб имеет 100 де-
лений. При шаге Р=5 мм винта
поперечной подачи и полном обороте
лимба резец перемещается на длину
5 мм. Следовательно, при перемеще-
нии лимба на одно деление резец
переместится на 5/100 = 0,05 мм,
а диаметр обработанной поверхно-
сти уменьшится на 0,1 мм. Необхо-
димо помнить, что при установке
резца на требуемую глубину реза-
ния рукоятку лимба следует повер-
нуть назад на один оборот для устра-
нения зазора (рис. 182,6). Припус-
ки на наружное обтачивание указа-
ны в прилож. 6.
Продольный и поперечный зазор
и суппорте устраняют, перемещая
подвижные гайки 2 в осевом направ-
лении гайкой / и винтами 3 (рис.
183).
Для безопасной работы на токар-
ном станке необходимо учесть сле-
дующее.
1. Нельзя обрабатывать заготов-
ку, если кулачки выступают из кор-
пуса патрона более чем на 1 /4 своей
длины (рис. 184, а).
2. Часть резца, выступающая из
резцедержателя, должна быть как
можно короче (рис. 184,6).
3. Нельзя обрабатывать заготов-
ки, ось которых не совпадает с осью
станка (отклонение Я) (рис. 184, а),
в том числе изогнутые заготовки
(рис. 184, г).
4. Нельзя работать с большими
значениями подачи и глубины реза-
ния, так как резец «затягивается»
под заготовку, что приводит к его
Обработка наружных цилиндрических поверхностей
103
поломке и вылету заготовки из па-
трона (рис. 184, д).
5. При большом продольном и по-
перечном зазоре между заготовкой
и центрами заготовка может выско-
чить из центров (рис. 184, е).
6. Искривленные заготовки (рис.
185, а) перед установкой на станке
необходимо ныиравить с помощью
винтового пресен (рис. 185,6).
При наружном обтачивании вы-
полняют отрезку заготовок и прота-
чивание наружных канавок. Большое
влияние на отрезку заготовок ока-
зывает правильность заточки и уста-
новки отрезного резца. На рис. 186
показаны примеры неправильной за-
точки и установки резцов относи-
тельно линии центров: у резца отсут-
ствуют вспомогательный угол и зад-
ние вспомогательные углы ои и аг
(рис. 186, а), что приводит к иолом-
104
Токарная обработка на станке
ке резца; большие задние и перед-
ние углы (рис. 186,6, в), что тоже
приводит к поломке резца; затачи-
вание резца с завалом боковых по-
верхностей относительно оси резца
приводит к затуплению резца (рис.
186, г); установка резца ниже (рис.
186, д) или выше (рис. 186, е) центра
приводит к поломке резца; установка
резцов под углом (рис. 186, ж) к оси
центров приводит к выпуклости или
вогнутости торцов летали.
Канавки протачивают двумя спо-
собами. Узкие канавки протачивают
за один рабочий ход канавочного
резца (рис. 187), если ширина резца
равна ширине канавки.
Широкие канавки обрабатывают
за несколько рабочих ходов, если
ширина с резца меньше ширины h
канавки. Сначала прорезают правую
часть канавки (рис. 188, и) с припус-
ком Л на глубину KIIHU1IKII (рис.
188, 6). Затем прорезают левую часть
105
в
Неправильно
Поеерн^°иа
Повернуто на^^1
1И2 Пи»**1**
рис. 1»z- резания
&
д/ДОбО^
Правильно
106
Токарная обработка на станке
Рис. 183.
Устранение продольного и поперечного
зазора суппорта
канавки на втором рабочем ходе.
За третий рабочий ход (рис. 188. в)
канавку проходят за всю глубину /.
Затем резцом снимают припуск А
на всей шарине h канавки, переме-
щая резец к правой стенке канавки
(рис. 188, г).
2.5. ОБРАБОТКА ТОРЦОВЫХ
ПОВЕРХНОСТЕЙ
При обтачивании торцовых по-
верхностей резец перемещают пер-
пендикулярно к оси вращения заго-
товки как от наружной боковой по-
верхности (периферии) к центру
(рис. 189’ а), так и от центра к пери-
ферии, устанавливая резец под углом
10—15° относительно торца заготов-
ки (рис. 189, б). От центра к перифе-
рии обрабатывают заготовки, имею-
щие твердую поверхность (корку).
При торцовом точении в основном
применяют проходные резцы, позво-
ляющие осуществлять как продоль-
ное, так и торцовое точение. При
этом резец устанавливают точно по
оси торца заготовки (рис. 189, а).
При установке резца выше или ниже
оси на торце детали остается выступ
(рис. 189, г). Подрезку торца и обта-
чивание по наружному диаметру
производят одним резцом (рис.
189, д). Протачивание торцов при об-
работке в центрах осуществляют при
срезанном центре (полуцентре),
установленном в пиноли задней баб-
ки (рис. 189,е). Точение уступов
высотой до 5 мм делают за один ра-
бочий ход (рис. 189, ж). Уступы
высотой более 5 мм подрезают за
несколько рабочих ходов (рис.
189, з), совмещая продольную пода-
чу с поперечным перемещением
резца.
В массовом производстве при об-
работке однотипных деталей с боль-
шим числом уступов применяют огра-
ничивающие упоры (ри<. 190, а) п
Обработка торцовых поверхностей
107
плавающий центр (рис. 190,6), не-
обходимый тогда, когда уступ нахо-
дится близко у переднего центра,
так как исключается возможность
установки продольного упора на ста-
нине. Уступы обрабатывают пооче-
редно (рис. 190. а).
Прямолинейность торцовых по-
верхностей и рпгноложенне уступов
проверяют с помощью линейки (рис.
191, а, 6), кронциркуля (рис. 191, а),
шаблонов (рис. 191,0), глубиномера
(рис. 191, г).
Скорость резания назначают по
большому диаметру, так как она
уменьшается от периферии к центру
(рис. 192).
Припуски па обработку торцов h
108
Токарная обработка на станке
Рис. 185. Правка заготовки
и уступов Л| составляют 0,3—1 мм
в зависимости от диаметра D заго-
товки (рис. 193). При торцовом точе-
нии в зависимости от глубины реза-
ния t подачу выбирают от 0,06 до
0,8 мм/об (рис. 194). Припуски на
подрезку и обработку торца приве-
дены в прилож. 7 и 8.
2.6. ОБРАБОТКА ВНУТРЕННИХ
ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ
Отверстия могут быть сквозные
(рис. 195, а), глухие (рис. 195,6),
нормальные (рис. 195, в) и глубокие
длиной свыше пяти диаметров отвер-
стий (рис. 195, г). В зависимости от
вида отверстия, его размеров, точно-
сти и параметров шероховатости
обработанной-поверхности для обра-
ботки отверстия применяют сверле-
ние (рис. 196, а), рассверливание
(рис. 196,6), растачивание (рис.
196, в), зенкерование (рис. 196, г),
развертывание (рис. 196, д), при-
тирку (рис. 196, е) и раскатывание
(развальцовывание).
Отверстия диаметром 30—60 мм
раскатывают шариковым и ролико-
вым раскатником (рис. 196, ж). При
этом диаметр отверстия увеличива-
ется на 0,02—0,03 мм. Головка ша-
рикового раскатника имеет оправку
/, упорный подц/ипник 2 и конусные
кольцы 4 и 6, Кольцо 6 перемеща-
ется вдоль оси оправки и через коль-
цо 7 поджимается пружиной Я, сжа-
тие которой регулируется гайкой 9
с контргайкой 10. Обрнбитыннкицие
шарики 5 находятся я сепараторе 3
Обработка внутренних цилиндрических поверхностей
109
Рис. 187. Протачивание канавки за один
рабочий ход
и расположены под углом 120° от-
носительно друг друга. Квалитеты и
параметры обработанной поверхно-
сти отверстия приведены в прилож. 9.
Державка //с коническим хвосто-
виком с оправкой раскатника соеди-
нена штифтом 12.
В зависимости от требований,
предъявляемых к точности обрабо-
танных отверстий, и их диаметров
применяют различные виды инстру-
ментов (рис. 197).
Для сверления отверстий при об-
работке заготовок из материалов
средней твердости применяют спи-
ральные сверла с цилиндрическим
и коническим хвостовиком (рис.
198, а); при обработке заготовок из
материалов повышенной твердо-
сти — твердосплавные цельные свер-
ла или сверли, огни щепные твердо-
сплавными ПЛПСТН1ШМн (рис. 198,6)
При сверлении в заготовках из чу-
гуна отверстий глубиной не более
двух-трех диаметров сверла приме-
няют сверло с прямыми канавками
(рис. 198, в). При рассверливании
обычно применяют сборные сверла с
многогранными неперетачиваемыми
пластинами (рис. 198, г). При свер-
лении глубоких отверстий применяют
сверла одностороннего резания
(рис. 198, д). При сверлении отвер
стий диаметром более 50 мм в сплош
ном материале используют кольце-
вые сверла (рис. 198, е).
При сверлении отверстий сверла
устанавливают в пиноль задней баб-
ки (рис. 199, а) или в резцедержа-
тель. При этом используют крепеж-
ное приспособление (рис. 199,6).
позволяющее работать как с ручной,
так и механической подачей. Сверла
с цилиндрическим хвостовиком перед
но
Токарная обработка на станке
установкой закрепляют в сверлиль-
ном патроне (рис. 199. в), который
устанавливают в пиноль задней баб-
ки. Сверла с коническим хвостови-
ком устанавливают в пиноль задней
бабки с помощью переходных втулок,
имеющих конус Морзе (рис. 199, г).
При обработке сверла должны быть
установлены строго по линии цент-
ров (рис. 199. д).
При обработке отверстия длиной
более двух диаметров сначала свер-
лят его коротким сверлом (рис.
200, а), а затем длинным (рис. 200,6).
Не допускается сверлить отверстие,
имеющее глубину больше длины спи-
ральной канавки сверла. При свер-
лении глухих отверстий используют
шкалу, нанесенную на нинолп ладней
бабки (рис. 20().<0* При отсутствии
Обработка внутренних цилиндрических поверхностей
111
112
Токарная обработка на станке
Рис. 194. Подрезание торца отогнутым
подрезным резцом
Рис. 193. Припуски на обработку торцов
и уступов
рисок на пиноли для определения
глубины сверления к пиноли при-
кладывают масштабную линейку
(рис. 200, г). При сверлении отвер-
стий необходимо использовать СОЖ
(рис. 200, д). При затуплении сверла
появляется своеобразный скрежет.
Наибольшее изнашивание сверла
наблюдается по уголкам ленточки
(рис. 200, е).
Отверстие диаметром свыше
30 мм обрабатывают за два рабочих
хода. Сначала сверлят сверлом d =
= 25 мм (рис. 200, ж), а затем рас-
сверливают сверлом требуемого диа-
метра (рис. 2(Ю, а). В отливке или
поковке рассверливать отверстие
нельзя. Такие отверстия растачи-
вают. Отверстия, глубина которых
превышает диаметр сверла в 10 раз
и более, сверлят при подводе СОЖ
(рис. 200, и).
Растачивают отверстия расточ-
ными резцами. Углы заточки расточ-
ных резцов выбирают те же, что и у
резцов для наружного точения, за
исключением задних углов, которые
имеют большие значения. Чем мень-
ше диаметр отверстия, тем больше
должен быть задний угол а (рис.
201, а). Вылет резца из резцедержа-
теля делают больше на Г> 10 мм
Обработка внутренних цилиндрических поверхностей
113
114
Токарная обработка на станке
отверстий
глубины растачиваемого отверстия
(рис. 201,6). При растачивании глу-
бину глухого отверстия устанавли-
вают по упору, риске, нониусу (рис.
201, н). При черновом растачивании
резец устанавливают несколько ни-
же осевой линии, при чистовом —
несколько выше осевой линии отвер-
стия (рис. 201, г). Припуски на ди-
аметр растачиваемого отверстия ука-
заны в прилож. 11. При креплении
тонкостенных втулок в патроне в них
могут возникнуть деформации (рис.
202). Искажение формы отверстия
можно обнаружить с помощью ин-
дикаторного нутромера, имеющего
।рн точки касания (рис. 203).
Зенкеры по сравнению с расточ-
ными резцами обладают большой
прочностью, поэтому обработку ими
можно вести с большей подачей и
глубиной резания. Для зенкерования
отверстия диаметром до 35 мм
применяют зенкеры с тремя ре-
жущими кромками и коническим
хвостовиком (рис. 204, а). Для
зенкерования отверстий диаметром
до 100 мм используют насадные
зенкеры (рис. 204,6), закреплен-
ные на оправке.
При окончательной обработке от-
верстие развертывают. Развертку
устанавливают точно но оси обраба-
тываемого отверстия. Р«1вгргку кре-
Обработка внутренних цилиндрических поверхностей
115
116
Токарная обработка на станке
Диаметр
отверстия
Достигаемый квалитет точности в зависимости
от числа и вида применяемого инструмента
Отверстие,
полученное литьем
или штамповкой
жж
(1—60...100мм
и
(ЖЖ1
Рис. 197, Последовательность применения инструмента для
сверления, растачивания и развертывания отверстий
пят в шарнирном устройстве (рис.
205). В зависимости от требуемой
точности для развертывания приме-
няют одну или несколько разверток
(черновую / и чистовую 2). Припус-
ки на развертывание приведены в
ирилож. Ю.
Для получения поверхности от-
верстий 5 и 6-го квалитета точности
при /?а = 0,16...0,05 мм применяют
притиры. При этом необходимо, что-
бы отверстие предварительно было
обработано до 6 8-го квалитета в
имело /?и= 1,25...0.2 мм.
2.7. ОБРАБОТКА НАРУЖНЫХ
И ВНУТРЕННИХ КОНИЧЕСКИХ
ПОВЕРХНОСТЕЙ
Если вращать прямоугольный
треугольник АБВ (рис. 206, а) во-
круг катета АБ, то образующееся
тело называют полным конусом,
катет АБ — высотой конуса. Прямую
АВ называют образующей конуса,
а точку А — его вершиной. При
вращении катета БВ вокруг оси АБ
образуется поверхность, называемая
основанием конуса. Угол между об-
Обработка наружных и внутренних конических поверхностей
117
118
Токарная обработка на станке
разующей АГ и осью АБ — есть
угол а уклона конуса. Угол ВАГ
между образующими АВ и АГ конуса
называют углом конуса; он равен
2а. Если от полного конуса отсечь
его верхнюю часть плоскостью, па-
раллельной основанию, то получен-
ное тело будет усеченным конусом
(рис. 206,6), который имеет два
основания - верхнее и нижнее. Рас-
стояние 001 между основаниями —
высота усеченного конуса. На черте-
же обычно указывают три основных
размера конуса (рис. 206, в): боль-
ший диаметр О, меньший диаметр d
и высоту / конуса.
Пользуясь формулой tga =
= (D — d)/(2/), можно определить
угол а наклона конуса, который на
токарном станке устанавливают по-
воротом верхнего суппорта или сме-
щением задней бабки. Иногда конус-
ность задают так: K=(D—d)//,
т. е. конусность есть отношение раз-
ности диаметров к длине. На рис.
206, г показан конус, у которого К=
=(100 — 90)/100 = 1 /10, т. е. на дли-
не 10 мм диаметр конуса уменьша-
ется на 1 мм. Конусность и диаметр
конуса связаны уравнением d=
= D — KL откуда D = d + Kl.
Если взять отношение полураз-
ности диаметров конуса к его длине,
то получим величину, называемую
уклоном конуса M = (D — d)/(2Z)
(рис. 206, д). Уклон конуса и конус-
ность обычно выражают отношения-
ми 1:10, 1:50 или 0,1:0,05 и т. д.
На практике используют формулу
a _ 115(D - d)
2 ~ 41 ’
где a — в градусах, остальные вели-
чины — в миллиметрах.
Обработка наружных и внутренних конических поверхностей
119
120
Токарная обработка на станке
В машиностроении распростране-
ны конусы Морзе и метрические
конусы. Конус Морзе (рис. 207)
имеет семь номеров: 0, I, 2» 3, 4, 5 и 6.
Каждому номеру соответствует опре-
деленный угол наклона: наименьший
0, наибольший 6. Углы у всех кону-
сов разные. Метрические конусы
имеют конусность 4; 6; 80; 100; 120;
160 и 200; у них угол уклона одина-
ков (рис. 208).
Обработка конических поверхно-
стей отличается от обработки ци-
линдрических только углом подачи
резца (рис. 209), что достигают на-
стройкой станка. При вращении за-
готовки вершина резца перемеща-
ется под углом а (углом конуса).
Па токарном станке конусы обраба-
тывают несколькими способами. Об-
работка конуса с помощью широкого
резца показана на рис. 210, а. При
этом высота конуса должна быть не
более 20 мм. Кроме того, режущую
кромку резца устанавливают под
углом а к оси вращения детали точ-
но но высоте центров (рис. 210,6).
Наиболее простым способом для
получения конических поверхностей
является смещение линии центров.
Этот способ применяют только при
обработке поверхностей в центрах
путем смещения корпуса задней
бабки. При смещении корпуса зад-
ней бабки на рабочего (в сторону
резцедержателя) образуется кони-
ческая поверхность, у которой боль-
шее основание детали направлено в
сторону передней бабки (рис. 211, а).
При смещении корпуса задней бабки
от рабочего большее основание рас-
положено в сторону задней бабки
(рис. 211,6). Поперечное смещение
корпуса задней бабки H = L — sina.
При небольшом смещении угла на-
клона конуса а можно считать, что
sina^tga, тогда Н = L(D — d)/(2l).
Смещение корпуса задней бабки
измеряют линейкой (рис. 211, в),
соосность центров также можно про-
верить линейкой (рис. 211, г). Одна-
ко при смещении корпуса задней
бабки следует учитывать, что сме-
щение допускается не более чем на
1/50 длины детали (рис. 211, д).
При большем смещении образуется
Обработка наружных и внутренних конических поверхностей
121
Индикатор
Рис. 202. Крепление тонностенных
втулок при растачивании
Снятый
металл
Форма детали после
снятия со станка
Диаметр
растачива-
ния
в
индикатора
Измерительная
Рис. 203. Индикаторный нутромер для измерения глубины отверстий:
1—центрирующий мостин; 2— измерительный наконечник; 3—двух-
плечий рычаг; 4—регулируемый упор; 5—пружина, устраняющая
зазор в передаточных элементах; 6—измерительный стержень
Качающаяся оправка
1 2
Рис.205. Развертки
122
Токарная обработка на станке
неполное прилегание центровых от-
верстий детали и центров, что сни-
жает точность обрабатываемой по-
верхности.
Конусы с большим углом а и
малой высотой целесообразно обра-
батывать путем поворота верхнего
суппорта. Этот способ используют
при обработке наружного (рис.
212, а) и внутреннего (рис. 212,6)
конуса. В этом случае ручную подачу
осуществляют путем поворота руко-
ятки верхнего суппорта. Для пово-
рота верхнего суппорта на требуе-
мый угол при механической подаче
используют деления, нанесенные на
фланце поворотной части суппорта.
Нели угол а нс задан на чертеже,
его подсчитывают по формуле
tga = (D — rf)/(2/). Резец устанав-
ливают строго по центру. Откло-
нение от прямолинейности обра-
зующей обрабатываемого конуса
возникает при установке резца
выше (рис. 213,6) или ниже (рис.
213, в) линии центра.
Для получения конических по-
верхностей с а 10... 12° .применяют
копировальную линейку (рис. 214).
На плите 1 установлена линейка 2,
которую поворачивают под требуе-
мый угол а вокруг пальца 3 й за-
крепляют винтом 6. Ползун 4 жесткб
соединен с поперечной частью суп-*
порта 8 с помощью тяги 7 и зажима.
5. Копировальная линейка должна!
быть установлена параллельно обра-
зующей конуса, который нгпбчодимо
Обработка наружных и внутренних конических поверхностей
123
Рис. 206. Геометрические параметры конуса
получить. Угол поворота копироваль-
ной линейки определяют из выраже-
ния tga = (D— d)/(2Z). Если деления
на плите обозначены в миллиметрах,
то число делений С=//(£>—d)/(2/),
где Н — расстояние от оси вращения
линейки до ее конца.
Конус, у которого длина образую-
щей больп/е длины хода верхней ка-
ретки суппорта, обтачивают путем
применения продольной и попереч-
ной подач (рис. 215). При этом верх-
нюю каретку необходимо повернуть
на угол р относительно линии цен-
тров: sinp=tga(Snp/Sn+1), где 51ф
и 5П продольная и поперечная по-
дачи. Для получения конусности тре-
буемой формы резец устанавливают
строго по центру.
Коническое отверстие обрабаты-
вают в следующей последователь-
ности. Сверлит отверстие несколько
меньшего диаметра, чем диаметр
меньшего основания конуса (рис.
216), затем рассверливают отверстие
сверлом. После этого ступенчатое от-
верстие растачивают резцом. Другим
способом получения конического от-
верстия является сверление отвер-
стия (рис. 217, а), развертывание
черновое (рис. 217,6), получистовое
(рис. 217, в), чистовое (рис. 217, г).
Конические поверхности контро-
лируют угломерами (рис. 218, а), ка-
либрами (рис. 218, б, в) и шаблонами
(рис. 218, г). Конические отверстия
проверяют по уступам / и рискам 2,
нанесенным на калибрах (рис. 219).
Если конец конусного отверстия де-
тали совпадает с левым торцом усту-
па, а наружный диаметр совпадает
с одной из рисок или же находится
между ними, то размеры конуса со-
ответствуют заданным.
124
Токарная обработка на станке
Рис. 207. Конус Морзе
нонус
Рис. 200. Схема обработки цилиндрической и конической поверхностей: а—вершина
резца перемещается параллельно оси центров; б—вершина резца перемещается
под углом к оси центров
2.8. ОБРАБОТКА РЕЗЬБОВЫХ
СОЕДИНЕНИЙ
В основе любой резьбы лежит
винтовая линия. Возьмем кусок бума-
ги в форме прямоугольного треуголь-
ника АБВ (рис. 220, а), у которого
катет АВ равен длине окружности ци-
линдра диаметром D (AB = nD\ а
второй катет Б В равен высоте подъе-
ма винтовой линии за один оборот.
Навернем этот треугольник на ци-
линдрическую поверхность. Катет
АВ обернется вокруг цилиндра один
раз, а гипотенуза АБ накатывается
на цилиндр, образуя на его поверх-
ности винтовую линию с шагом Р=
—АВ. Угол а называют углом подъе-
ма винтовой линии. Если наклонная
линия АБ поднимается слева напра-
во, то такую винтовую линию назы-
вают правой (рис. 220, а); если АБ
поднимается справа налево, то левой
(рис. 220, б). Если к цилиндрической
поверхности заготовки подвести вер-
шину резца, а затем придать враще-
ние заготовке и перемещение резцу,
то на поверхности образуется вин-
товая линия (рис. 220, в). При углуб-
лении вершины резца / (рис. 220, г)
на поверхности заготовки образуется
винтовая канавка 2, называемая
резьбой с профилем, соответствую-
щим форме режущей части резца.
Основные элементы, типы и раз-
меры резьб указаны на рис. 221 „а—в.
Модульную резьбу трапецеидаль-
ного профиля применяют в червяч-
ной передаче (рис. 221, г). Круглую
резьбу (рис. 221, д) относят к спе-
циальной и применяют для изготов-
ления резьбовых ннкнтннков н роли-
ков к закатным етннкнм.
Обработка резьбовых соединений
125
Рис. 210. Обработка конуса широким резцом
126
Токарная обработка на станке
Рис. 212. Обработка наружного и внутреннего конусов
путем поворота верхнего суппорта
На токарном станке резьбу наре-
зают резцами, плашками и метчи-
ками. При нарезании резьбы ско-
рость продольного перемещения рез-
ца должна точно совпадать с часто-
той вращения шпинделя. Для этого
используют ходовой винт /, связан-
ный со шпинделем 2 с помощью зуб-
чатых колес z\— 2б (рис. 222, а).
За один оборот заготовки резец дол-
жен переместиться на шаг Р резьбы.
Пара зубчатых колес образует пере-
даточное число u = Zi/Z2, т. ё. отно-
шение числа зубьев ведущего колеса
к числу зубьев ведомого колеса:
Z. Zv Ze
1 об.шп. = -!-^--^Рх.. = РР.
z2 z4 z6
Для изменения направления враще-
ния ходового винта применяют про-
межуточные шестерни z? и Z5. Так
как они не изменяют передаточного
числа, их называют паразитными.
Передаточное отношение сменных
колес равно шагу нарезаемой резьбы
Рр, деленному на шаг ходового винта
Рх, т. е. и — Рр/Рх.
Для нарезания резьбы токарный
станок укомплектован набором смен-
ных шестерен (рис. 222, б) с числом
зубьев 20; 25; 30 и т. д. до 120. В каж-
дом наборе есть шестерня с 127
зубьями, которая необходима для на-
резания метрической резьбы. Если
два зубчатых колеса нельзя соеди-
нить между собой, между ними уста-
навливают паразитные шестерни с
соответствующим числом зубьев
(рис. 222, в). Точность расчета
сменных зубчатых колес проверяют
по соотношению иР* = Рр.
При нарезании резьбы резец не-
обходимо точно установить на высо-
те центров строго перпендикулярно
к оси нарезаемой резьбы. Резец
устанавливают перпендикулярно к
оси детали по шаблону (рис. 223, а).
Глубину резьбы определяют по лим-
бу /. Подают резец до тех пор, пока
резьба не будет нарезана полностью
(рис. 223,6). В этом случае резьба
нарезается равномерно обеими режу-
щими кромками, поэтому возможно
заедание резца. Этот способ приме-
няют для нарезания резьбы с Р^
^2 мм. При Р>2 мм резьбу наре-
зают резцом. Его устанавливают в
резцедержателе, повернутом на угол
а/2, т. е. равный половине угла
профиля резьбы, и подают, переме-
щая верхний суппорт под углом к
оси детали в направлении, указан-
ном стрелкой (рис. 224, а). После
каждого рабочего хода ргзец выво-
дят из канавки. пгргмени1н понерсч-
Обработка резьбовых соединений
127
Правильно
Неправильно
6)
Рис. 213. Изменение профиля обрабатываемой
поверхности конуса при установке
резца не линии центра (а), выше (б) и
ниже (в) ее
Рис. 214. Обработка конической поверхности
с помощью копировальной линейки
128
Токарная обработка на станке
Рис. 215. Обтачивание конусной поверхности с использованием
продольной и поперечной подач
ный суппорт на себя. Затем вклю-
чают обратный ход станка и возвра-
щают продольные салазки в исход-
ное положение. При нарезании как
наружной (рис. 224,6), так и вну-
тренней (рис. 224, в) резьбы долж-
ны быть предусмотрены канавки для
выхода резца. Диаметр канавки дол-
жен быть немного больше внутрен-
него диаметра резьбы, а ширина
равна двум-трем шагам резьбы.
При нарезании правой резьбы
ходовой винт и шпиндель вращает-
ся в направлении на токаря, а суп-
порт с резцом перемещается от зад-
ней бабки к передней (рис. 225, а).
При нарезании левой резьбы ходовой
винт вращается в направлении от то-
каря, а суппорт перемещают от пе-
редней бабки к задней (рис. 225,6).
При нарезании резьбы применя-
ют (ЮЖ (рис. 226). Для нарезания
резьбы в заготовках из стали и лату-
ни применяют «Укринол-1», ОСМ-3,
МР-2У или МР-4, в заготовках из
серого чугуна — ОСМ-3.
Прямоугольную и трапецеидаль-
ную резьбу нарезают только при
поперечной подаче (рис. 227, а).
Резьбы бывают однозаходные и мно-
гозаходные (рис. 227,6). У много-
заходной резьбы расстояние вдоль
оси между одноименными точками
одного и того же винта называют
ходом резьбы. У однозаходной резь-
бы шаг Р и ход Ph резьбы одинако-
вые, у многозаходных — различные.
Ход резьбы всегда равен шагу Р,
умноженному на число заходов А,
т. е. Ph = Pk. !
Прямоугольный профиль режу-
щей части резца для нарезания пря-
моугольной резьбы должен быть за-
точен строго по шаблону / (рис. 228).
Передний угол резца равен нулю,
главный задний а = 6...8°, боковые
поверхности резин должны быть ско-
шены. Чем больше угол наклона
Обработка резьбовых соединений
129
Рис. 217. Обработка конического отверстия сверлом (а) и
развертками (б-г)
резьбы, тем больше должен быть скос
у боковых поверхностей резца. Зад-
ний угол он у левоЙ4>ежущей кромки
резц’а должен быть на 2° больше
угла ф подъема резьбы. Задний угол
у правой режущей кромки «2~3°,
независимо от угла ф. Ширина ре-
жущей кромки должна быть равна
половине шага резьбы. Профиль
резьбы проверяют шаблоном 2.
Резец устанавливают строго пер-
пендикулярно к оси нарезаемой резь-
бы и пропевнют установку по шабло-
ну (рис. 229). Прямоугольную резь-
бу с шагом до 4 мм нарезают одним
резцом, резьбу с шагом свыше 4 мм—
черновым и чистовым. Трапецеидаль-
ную резьбу с углом при вершине 30°
нарезают так же, как прямоуголь-
ную (рис. 230). Трапецеидальную
резьбу можно также нарезать кана-
вочным и двумя подрезными резца-
ми (рис. 231). Сначала протачива-
ют резьбу до внутреннего диаметра
прорезным резцом /, имеющим ши-
рину, равную ширине канавки у ее
дна.
Затем правым 3 подрезным под-
130
Токарная обработка на станке
Рис. 216. Обработка конического отверстия
сверлом и резцом
Рис. 218. Способы контроля конических
поверхностей
Обработка резьбовых соединений
131
Конусы обработаны правильно
Конусы обработаны неправильно
Рис. 219. Определение правильности измерения
ионических отверстий
резают правый уступ, левым 2 —
левый.
Шаг резьбы проверяют линейкой
и резьбомером (рис. 232). Средний
диаметр резьбы проверяют резьбо-
вым микрометром. Профиль впадины
прямоугольной и трапецеидальной
резьб проверяют шаблоном.
При нарезании прямоугольных и
трапецеидальных резьб на длинных
и тонких валах применяют подвиж-
ные люнеты (рис. 233, а). Для наре-
зания треугольных яаружных резьб
применяют круглые плашки. Наруж-
ный диаметр резьбы должен быть на
I/10 меньше шага нарезаемой резь-
бы. При нарезании резьбы плашку с
плашкодержателем прижимают к
нарезаемой заготовке пинолью зад-
ней бабки. Прижимая плашкодержа-
тель к заготовке, включают станок
(рис. 233,6). Скорость резания при
нарезании резьбы в заготовке из
стали 3 4 м/мпн, из чугуна 2—5
м/мин, из латуни 9 15 м/мин.
В качестве СОЖ применяют в основ-
ном осерненное или веретенное мас-
ло, для заготовок из чугуна — ке-
росин.
Внутренние резьбы нарезают мет-
чиками. При нарезании резьбы за-
борную часть метчика вводят в наре-
заемое отверстие с помощью центра,
установленного в пиноли задней баб-
ки (рис. 233, в). Если метчик имеет
наружный конус, то применяют спе-
циальную оправку (рис. 233, г).
После включения станка маховиком
пиноли задней бабки направляют
метчик до начала врезания на одну-
две нитки. Далее метчик перемеща-
ется самозатягиванием. Необходимо
следить, чтобы задний центр не вы-
ходил из центрового отверстия мет-
чика. После нарезания резьбы де-
таль вынимают из патрона, а мет-
чик из детали.
После нарезания резьбы в глу-
хих отверстиях метчик вывинчи-
вают вручную.
132
Токарная обработка на станке
г)
Рис. 220. Образование винтовой линии и резьбы;
Рр-шаг резьбы заготовки; Рх~шаг резьбы
ходового винта
Обработка резьбовых соединений
133
Резьба
метрическая
Резьба трубная
цилиндрическая
Резьба
дюймовая
Резьба трубная
коническая
60°
Резьба
дюймовая
коническая
Резьба
трапецеидальная
Резьба
упорная
Резьба
прямоугольная
Рис. 221. Основные элементы, типы и размеры резьб; d~наружный диаметр наружной
резьбы (болта); D—наружный диаметр внутренней резьбы (гайни); ф—средний
диаметр болта; D2 —средний диаметр гайки; ф-внутренний диаметр болта;
Dj-внутренний диаметр гайни; R-радиус закругления впадины болта; Р—шаг резь-
бы; Н высота исходного треугольника
134
Токарная обработка на станке
di,D
Обработка резьбовых соединений
135
mil iiiiiH^iiiiiiiiiiiiiim»iiiiiii
а)
Z12/
Рис. 222
136
Токарная обработка на станке
Шкив Шпиндель
шестерня
Рис. 222. Передача вращения при нарезании резьбы
дканавки >d внутр, резьбы
Рис. 224. Нарезание треугольной резьбы с Р>2мм
Обработка резьбовых соединений
137
Рис. 226. Нареавние правой (а) и левой (б) резьбы
138
Токарная обработка на станке
Рис. 232. Способы контроля резьбы
140
Токарная обработка на станке
Обработка резьбовых соединений
141
Рис. 234. Измерение резьбы предельными (а,б)
и нормальными (в) калибрами
Рис. 235. Детали с фасонными поверхностями
142
Токарная обработка на станке
Нарезанную резьбу контролируют
резьбовыми кольцами и пробками
(рис. 234). Проходная пробка долж-
на ввинчиваться на полную длину
нарезаемой резьбы, а непроходная —
не более чем на одну-две нитки.
2.9. ОБРАБОТКА ФАСОННЫХ
ПОВЕРХНОСТЕЙ
К деталям с фасонными поверх-
ностями (рис. 235) относятся махо-
вички, рукоятки, стержни, клапаны
и т. д. Фасонные поверхности обра-
батывают разными способами. Фа-
сонные поверхности обтачивают рез-
цами (рис. 236, а) при поперечной
и продольной подаче. Обтачивают
фасонные поверхности также приз-
матическими 1 и дисковыми 2 рез-
цами (рис. 236,6). Во избежание
вибраций заготовки необходимо ра-
ботать с малыми подачами (S =
=0,06...0,09 мм/об) и скоростями
(и=18...25 м/мин).
Обработка фасонных поверхностей
143
Наиболее простым способом по-
лучения фасонных поверхностей яв-
ляется обработка по копиру. Устрой-
ство для фасонного точения (рис.
237) имеет копир 3 в виде точно об-
работанной детали, закрепленной в
пиноли задней бабки. Б“ суппорте
помимо резца 2 закрепляют щуп 4,
который своим концом касается ко-
пира. Совмещая вручную продоль-
ную и поперечную подачи и поддер-
живая в соприкосновении щуп с ко-
пиром, обрабатывают поверхность
заготовки 1. Вершины щупа и резца
должны находиться точно на линии
центров.
Для обработки деталей типа дис-
ковых кулачков (рис. 238), эксцент-
риков И других применяют оправку
/, на которой установлен копир 2,
втулка 3, заготовка 4 и шайба 5,
закрепляемая гайкой 6. В резцедер-
жателе закрепляют державку с роли-
ком 8 и резец 7. Ролик должен
быть постоянно прижат к копиру 2.
Для этого разъединяют суппорт с
винтом поперечной подачи, а вместо
него устанавливают валик с пру-
жиной.
Фасонные поверхности можно об-
рабатывать, используя гидрокопиро-
вальные суппорты. Гидрокопиро-
вальный суппорт (рис. 239) состоит
из корпуса гидроцилиндра /, уста-
новленного со штоком 9 в попереч-
ном суппорте 2 и продольном суппор-
те 3, благодаря которому резцедер-
жатель с резцом 4 перемещается
144
Токарная обработка на станке
в продольно-поперечном направле-
нии.
От гидронасоса масло под дав-
лением 0,2 МПа поступает в мень-
шую полость 11 гидроцилиндра. По-
лость 13 соединена со следящим
устройством каналом 14. Обе полости
между собой соединены через ка-
либрованное отверстие /2 в корпусе
10. Следящее устройство закреплено
на корпусе гидроцилиндра, а его
золотник 7 пружиной прижат к не-
подвижному копиру 5 через рычаг
15 и щуп 6. Между золотником и вы-
точкой в корпусе следящего устрой-
ства образуется кольцевое проход-
ное отверстие 8. Если щуп 6, следя
за копиром, переметает золотник 7
вперед, то выход масла из полости
13 прекращается и в сливной бак не
поступает. Благодаря тому, что обе
полости 13 и 11 цилиндра соединены
калиброванным отверстием /2, в них
устанавливаются равные давления.
Так как площадь поверхности порш-
ня 10 в полости 13 вдвое больше
площади поршня 10 в полости 11,
то сила, действующая на гидроци-
линдр, перемещает суппорт к заго-
товке. При нажатии копира на золот-
ник открывается проходное отверс-
стие 8 и масло из полости 13 слива-
ется в бак. При этом давление в по-
лости 11 становится больше давле-
ния в полости 13, поэтому сила,
действующая на цилиндр, переме-
щает суппорт от заготовки. Таким
образом, суппорт 2 следует за дви-
жением щупа но копиру.
Обработка фасонных поверхностей
145
Рис.240
146
Токарная обработка на станке
Рис. 240. Неисправности, возникающие от несоблюдения
технологических требований
2.10. ВИДЫ БРАКА ПРИ РАБОТЕ
НА ТОКАРНЫХ СТАНКАХ
При несоблюдении технологичес-
ких требований при работе на то-
карном станке могут иметь место
различные неисправности и дефек-
ты: вибрации заготовки (рис. 240, а)
из-за малой жесткости при крепле-
нии заготовки в центрах (рис. 240, б)
или в патроне (рис. 240, в) из-за
слабого закрепления резца (рис.
240, г), несоблюдения правил уста-
новки резца в резцедержателе, уста-
новки резца ниже или выше центра,
обработки длинных деталей без лю-
нетов (рис. 240, б). Вследствие этого
возможна овальность обработанной
поверхности (рис. 240, е), из-за бие-
ния шпинделя — конусность обра-
ботанной поверхности (рис. 240, ж),
из-за смещения центра задней баб-
ки — вогнутость 1 или выпуклость 2
обработанной поверхности (рис.
240, з), из-за установки резца не по
центру — вогнутость или выпук-
лость торцов детали (рис. 240, и);
неправильная заточка сверла и за-
зор в пиноли задней бабки (рис.
240, к) приводят к смещению оси
центра сверла и увеличению диамет-
ра обрабатываемого отверстия.
Рис. 241. Способы проверни узлов
станка
з)
и)
Рис. 241
Способы проверки и испытания станков
149
2.11. СПОСОБЫ ПРОВЕРКИ
И ИСПЫТАНИЯ СТАНКОВ
Для контроля прямолинейности
направляющих станины станков при-
меняют специальные линейки (рис.
241, а). Их изготавливают из чугу-
на или стали с ребрами жесткости
длиной 500—6000 мм. Уровень
(рис. 241,6) необходим для провер-
ки горизонтальности направляющих
плоскостей станины. Он состоит из
корпуса и стеклянной трубки, запа-
янной с обоих концов и имеющей
воздушный пузырек. При наклоне
уровня в какую-либо сторону пузы-
рек перемещается в сторону увеличе-
ния отклонения от горизонта. Набор
щупов (рис. 241, в) используют для
определения зазора между поверхно-
стью направляющих станка и плос-
костью линейки. Щупы представля-
ют собой набор пластин толщиной
0,03—1 мм. Контрольная оправка
(рис. 241, г) служит для проверки
биения шпинделя.
Изношенность направляющих
станины определяют визуально на
предмет выявления забоин и цара-
пин. Износ измеряют линейкой 2
(рис. 241,д), устанавливаемой на
направляющие 1. Для станков с вы-
сотой центров до 200 мм допусти-
мый износ направляющих равен
0,01 мм, для станков с высотой
центров до 300 мм — 0,02 мм.
Горизонтальность направляющих
станины проверяют уровнем 2 (рис.
241, е), передвигая линейку 1 вдоль
ее направляющих. Допустимое от-
клонение от горизонтальности равно
0,05 мм на длине 1000 мм. Парал-
лельность направляющих проверяют,
передвигая каретку 1 (рис. 241, ж)
с индикатором 2 вдоль направляю-
щих. Для станков с высотой центров
до 200 мм допустимое отклонение
от параллельности 0,01 мм, для стан-
ков с высотой центров до 300 мм —
0,02 мм. Параллельность оси шпин-
деля и направляющих суппорта про-
веряют индикатором по оправке,
установленной в шпинделе станка
(рис. 241, з). Индикатор 1 устанав-
ливают сначала в вертикальной,
а затем с поворотом индикатора
в горизонтальной плоскостях. Биение
шейки шпинделя 2 (рис. 241, и) при
осевом перемещении и биение перед-
него центра 3 определяют индикато-
ром 1, закрепленным в резцедержа-
теле. Точность шага ходового винта
проверяют контрольной резьбовой
оправкой 2 (рис. 241, к), точной ци-
линдрической гайкой /, державкой с
шариком 4 и индикатором 3. Допус-
тимое отклонение 0,03 мм на длине
100 мм и 0,05 мм на длине 300 мм.
ГЛАВА
Механизация токарных
станков и рабочее место
токаря
3.1 Механизация установки и
снятия детали
3.2 Механизация управления
станком
3.3 Охрана труда при работе
на токарных станках
Механизация установки и снятия детали
151
3.1. МЕХАНИЗАЦИЯ УСТАНОВКИ
И СНЯТИЯ ДЕТАЛИ
К приспособлениям, обеспечива-
ющим быстрое и надежное крепле-
ние заготовок, относят пневмати-
ческие патроны (рис. 242}. Сжатый
воздух от компрессора / проходит
через водомаслоочиститель и регу-
лятор давления 2. Для включения
патрона рукояткой 4 поворачивают
распределительный кран 3, который
обеспечивает доступ в трубопровод
5 сжатого воздуха, который затем
через канал 8 поступает в левую по-
лость 9 цилиндра 10. Под действием
сжатого воздуха поршень 11, связан-
ный со штоком 13, соединенным со
штангой 14 и ползуном 15, передви-
реднего центра и вращающегося заднего центра для зажима заготовки
152
Механизация токарных станков и рабочее место токаря
Рис. 244. Трехнулачиовый патрон с электромеханическим приводом
гается в крайнее правое положение
и скосом 16, действуя на двуплечий
рычаг 17, перемещается вспомога-
тельные 18 и основные 19 зажимные
кулачки. На рисунке показано рас-
крепление заготовки. Закрепляют
заготовку при переключении подачи
сжатого воздуха в трубопровод 7,
а затем в правую полость 12. Пор-
шень 11 перемещается влево и вы-
тесняет сжатый воздух из полости 9.
Воздух стравливается через обрат-
ный клапан 6 в атмосферу.
Вместо хомутиков с ручным за-
жимом заготовок применяют рифле-
ные передние центры, которые цент-
рируют заготовку и выполняют роль
поводка. При обработке полых за-
готовок 2 применяют наружные риф-
леные центры / (рис. 243, а). Для
обработки валов 2 применяют обрат-
ные рифленые центры / (рис. 243, б).
Надежное крепление заготовок типа
полых валов и втулок обеспечива-
ется при применении рифленого пе-
реднего центра / и вращающегося
заднего центра 3 с рифленой поверх-
ностью 2 (рис. 243, в). При протачи-
вании заготовок тина валиков диа-
метром от 20 до 60 мм применяют
самозажимные поводковые патроны
(рис. 243, г). Патрон состоит из кор-
пуса 5, имеющего три валика 2.
В пазы валиков установлены зажим-
ные рифленые кулачки 4, которые
под действием пружины 1 поднима-
ются вместе с валиком 2 к упору 3.
Валики удерживаются в корпусе
крышкой 6. Заготовку устанавли-
вают в патроне и поджимают цент-
ром 7 установленным в пиноли
задней бабки.
Зажим и разжим заготовки трех-
кулачковым патроном с электроме-
ханическим приводом (рис. 244) осу-
ществляется от электродвигателя /,
приводящего в движение планетар-
ную передачу 2, на ведущем валу
которой находится регулируемая
муфта 3. Ходовой винт 4 с помощью
гайки 5 преобразует вращательное
движение муфты 3 в возвратно-по-
ступательное, сообщаемое тяге б,
которая перемещает кулачки 7 пат-
рона в радиальном направлении. Для
быстрой фиксации заготовки в патро-
не с высокой точностью применяют
универсальные кулачки (рис. 245).
Механизация управления станком
153
3.2. МЕХАНИЗАЦИЯ УПРАВЛЕНИЯ
СТАНКОМ
Универсальные токарные станки
являются станками с ручным управ-
лением, а процесс обработки детали
состоит из главных и вспомогатель-
ных движений. Главное движение
Dr связано с обработкой, выполняе-
мой в процессе резания (рис. 246);
v — скорость главного движения;
vs — скорость движения подачи.
Вспомогательные движения (рис.
247) связаны с установкой и снятием
детали со станка, подводом и отво-
дом резца, пуском и остановкой стан-
ка, контролем параметров детали.
На рис. 248 изображен автомати-
зированный токарный станок. Пнев-
могидравлический цилиндр 1 пере-
мещает суппорт. Масло в систему
поступает из резервуара 2. Для
включения рабочей подачи приме-
няют пневмоцилиндр 3, а дросселем
4 регулируют поперечную подачу.
Для включения рабочей подачи
служит выключатель 5 и электро-
магнитная муфта 6, которая отклю-
чает вращение ходового вала. Заго-
товки зажимаются в центрах с по-
мощью пневмоцилиндра 10 и враща-
ются через автоматическое поводко-
вое устройство 3. Заготовки загру-
жаются автоматически загрузочным
устройством 9. Станок снабжен пуль-
том управления 7.
Одним из направлений автомати-
зации обработки металлов резания
является внедрение стацков с ЧПУ.
Их преимущество: в мелкосерийном
производстве повышается произво-
дительность в 2—4 раза, доля ос-
новного времени обработки увеличи-
вается на 50 %, значительно сокра-
щается подготовительное время
и т. д.
Рабочие органы токарного станка
с ЧПУ (рис. 249) перемещаются
по программе по оси Z, совпадаю-
щей с осью вращения шпинделя, и
но осн X - направлению перемеще-
ния инструмента. В зависимости от
вида управления исполнительными
движениями все устройства ЧПУ
делят на позиционные, контурные и
комбинированные.
Позиционные устройства обеспе-
чивают перемещение инструмента
в программируемую точку, причем
траектория перемещения не задает-
ся. Резец, двигаясь прямолинейно,
последовательно обходит контур за-
готовки по двум осям координат,
для чего продольная и поперечная
подачи включаются поочередно (рис.
250, а).
Контурные системы управления
применяют для обработки на токар-
ных и фрезерных станках деталей
сложной формы с криволинейными
поверхностями. При таком управле-
нии перемещение инструмента в
заданную точку производится по со-
гласованным командам, выдаваемым
в виде импульсов. Движение инст-
румента осуществляется при одно-
временном включении продольной
Snp и поперечной S„ подачи (рис.
250,6) шаговыми двигателями ШД\
и ШДъ (рис. 251).
Комбинированное числовое про-
граммное управление сочетает функ-
ции контурного и позиционного про-
граммного управления. Комбиниро-
ванные устройства ЧПУ применяют
в основном для управления много-
операционными станками.
Программа токарной обработки
может быть записана на носителях
данных: перфорационных (рис.
252, а) и магнитных (рис. 252,6)
лентах и перфорационных картах
(рис. 252, в). Перфорированные кар-
ты представляют собой прямоуголь-
ные карточки из тонкого эластич-
ного картона с пробитыми в них от-
верстиями (перфорациями), распо-
ложенными в определенном порядке.
Находясь между двумя электри-
ческими контактами, карта своей
поверхностью изолирует контакты
друг от друга; там, где есть отпер-
154
Механизация токарных станков и рабочее место токаря
246. Главные движения, связанные с
обработкой детали
Установить заготовку в патроне и закрепить
Рис.24 7.
Механизация управления станком
155
Механизация управления станком
157
Рис. 252. Носители данных
стие, контакты замыкаются и возни-
кает сигнал. Перемещая перфокар-
ту, получают серию электрических
сигналов для осуществления команд
управления (подвода и отвод^ суп-
портов, реверсирования и др.).
Существует много приемов коди-
рования и записи программ в деся-
тичной, двоичной и смешанной сис-
темах счисления. Запись числа по
десятичной системе счисления при-
ведена на рис. 252, в. Карта разде-
лена на десять горизонтальных до-
рожек, пронумерованных от 0 до 9,
а каждый участок имеет пять верти-
кальных строчек: первая подает сиг-
нал на перемещение на 100 мм, вто-
рая — на 10, третья -- на 1, четвер-
тая — на 0,1, пятня на 0,01 мм.
Если надо переместить суппорт на
245,35 мм, то эту величину можно
представить как сумму 2ХЮ0 +
= 4X10 + 5X1+ 3X0,1 + 5Х
ХОДИ =245,35 мм. Поэтому отверс-
тия располагают так: в строчке со-
тер — на второй дорожке сверху, в
строчке десятков — на четвертой
дорожке и т. д.
Токарный станок 16К20Т1 с ЧПУ
оснащен двухкоординатной контур-
ной системой и устройством ЧПУ
«Электроника НЦ-31», которая обес-
печивает линейно-круговое переме-
щение рабочих органов станка по
осям X и Z.
Основные узлы станка (рис. 253):
основание /; станина 2; каретка
левая опора 4 винта продольного нс
158
Механизация токарных станков и рабочее место токаря
Рис.253. Основные узлы станка 16К2ОТ1
рсмещения суппорта; шпиндельная
бабка 5; привод 6 продольного* пере-
мещения; неподвижное ограждение
7 электродвигателя; датчик резьбо-
нарезания 8\ шкафы управления 9
к /<?; подвижное ограждение 10;
револьверная головка //; винтовая
шариковая пара поперечного 12 и
продольного 14 перемещения суп-
порта/задняя бабка /5; правая опо-
ра 16 винта продольного перемеще-
ния; электрооборудование /7; элек-
тромеханический привод 18 пиноли
задней бабкн; централизованная сис-
Механизация управления станком
159
Рис.^54.Органы управления станком 16К20Т1
тема смазывания 22; электродвига-
тель главного движения 23\ патрон
24 с электромеханическим приводом
2/; привод поперечного перемещения
суппорта 25; разводка 19 электро-
коммуникации на станке и каретке;
пульт управления 20, включая УЧПУ
«Электроника НЦ-31».
Органы управления станком
16К20Т1 (рис. 254): / — панель уп-
равления для ручного включения
станка и шпинделя; 2 — рукоятка
переключения трех диапазонов час-
тоты вращения шпинделя; 3 — пульт
управления станком; 4 — пульт
ЧПУ; 5 — кнопка выключения стан-
ка в аварийных ситуациях; 6 — ру-
коятка ручного зажима пиноли зад-
ней бабки; 7 — панель управления
приводами; 8 — рукоятка ручного
зажима корпуса задней бабки; 9 —
рукоятка наладочного (ручного)
перемещения каретки; 10— педаль
перемещения пиноли; 11 — педаль
управления нитроном (зажим и раз-
жим заготовки).
Запись программ на программо-
носитель производят в определен-
ном коде. Перфоленту 2 (рис. 255)
вводят в считывающее устройство,
которое преобразует числовой сиг-
нал в электрический. Получив сигнал
от считывающего устройства, рабо-
чий орган начинает перемещение,
пока не поступит следующий сигнал
на изменение скорости и направле-
ния. Барабан / перемещает ленту 2
с пробитыми отверстиями. Пальцы 3
при совпадении с отверстиями 4 на
перфоленте под действием пружины
5 западают в отверстия ленты, за-
мыкая контакты 6 и включая соот-
ветствующую электрическую цепь,
питающую электромагнит 8, который
поворачивает рычаг 7. Если над
пальцем 3 нет отверстия, то он опус-
кается вниз, сжимая пружину 5 и
размыкая контакты 6.
Шаговый электродвигатель, при-
меняемый для перемещения рабочих
органов станка, имеет статор /
(рис. 256) с четным числом полюсов
2. Статор разделен на три равные
секции 4, 5 и 6. снабженные отдели
160
Механизация токарных станков и рабочее место токаря
Рис. 255. Схема считывающего устройства
6
ними обмотками. Ротор 3 имеет чис-
ло полюсов, равное числу полюсов
статора, и также разделен на три
секции, но смещенные одна относи-
тельно другой на угол, равный 1/3;
2/3 и 3/3 межполюсного расстоя-
ния. Если последовательно пода-
вать на обмотку / постоянное напря-
жение через клеммы Л и Б, то маг-
нитное сопротивление секции первого
ряда ротора будет минимальным и
ротор 3 будет неподвижным. При
нключении обмотки / и включении
обмотки // через клеммы В и Г ротор
3 повернется на 120° в направлении,
соответствующем уменьшению маг-
нитного сопротивления на 1/3 меж-
полюсного шагового расстояния, т. е.
до совпадения полюсов 8 и 5. При
выключении обмотки // и включении
обмотки /// через клеммы Д и Е ро-
тор 3 повернется на 2/3 межполюс-
ного расстояния, т. е. на 240° до
совпадения полюсов 7 и 6. Последо-
вательность подведения тока к об-
моткам (4, 5, 6 и т. д. или 6, 5, 4
Механизация управления станком
161
предварительного натяга в цепи приводе
подачи (б)
и т. д.) обеспечивает вращение ро-
тора против или по часовой стрелке.
Количество импульсов, подающихся
на двигатель, определяет длину пути
перемещения рабочего органа стан-
ка, а их частота — его скорость.
Для повышения точности переме-
щения рабочих органов станка,
устранения зазора в системе винт —
гайка и повышения точности ходо-
вого винта применяют шариковые
винты (рис. 257, а). Винт / и гайка
2 имеют совпадающие винтовые
беговые дорожки 3, которые запол-
няются стальными шариками 4 по
всей длине. Трубчатая направляю-
щая 5 расположена на гайке и явля-
ется замкнутой системой, в которой
при вращении винта и гайки проис-
ходит непрерывная циркуляция ша-
риков. Имеющийся в шариковых
винтах небольшой осевой зазор (до
0,1 мм) из-за допусков на изготов-
ление шариков и канавок винта и
гайки устраняется промежуточной
шайбой 7, находящейся между флан-
цами 6.
При обработке прерывных Криво-
линейных профилей изменяются зна-
чение и направление силы резания,
что вызывает неравномерное отжатие
рабочего органа. Для устранения
отжатия применяют устройства пред-
варительного натяга в цени привода
162
Механизация токарных станков и рабочее место токаря
• ; -
подпади (рис. 257, б) э состоящего из
дополнительного винта 5 с шагом
резьбы, равным шагу основного вин*
та 6, но противоположного направ-
ления, перемещающего рабочего ср-
одна 7, гайки 3, имеющей только по-
ступательное перемещение, и пру-
Жины 4. Винты 6 и 5, связанные зуб-
ч&ТыЫи колесами / и 2 через поводок
9, ^перемещаются соответственно пе-
ремещению рабочего органа. При вы-
боре .зазора вращение винта 6 ре-
версируется и рабочий орган полу-
чает перемещение в обратном на-
правлении. При этом сжимается пру-
жина 4. так как гайка 3 неподвиж-
на, а поводок 9 разъединен с кулач*
ком в, и шестерня / выходит из за-
цепления. Таким образом создается
натяг.
Рабочее место токаря. Под рабо-
чим местом токаря понимают учас-|
ток производственной площади с
установленным на ней токарным
станком и средствами труда, необ^
холимыми для работы. На рабочем
месте токаря находится станок,!
шкаф с режущими и измерительными!
инструментами и принадлежностями]
к станку, заготовки и готовая про-1
дукция (рис. 258). Слева от токаря
должны быть расположены нредмс-
Охрана труда при работе на токарных станках
163
Рис. 259.Комплект для ухода за станком
ты, которые он берет левой рукой,
а справа те, которые он берет пра-
вой. Для ухода за станком необхо-
димы {рис. 259) щетка /, масленка
.2, крючок 3 для отвода стружки,
защитный экран 4. защитные очки
5, совок 6, обтирочный материал 7,
планшет 8 для чертежей, тара 9
для заготовок, подставка деревянная
10 под ноги.
аз. ОХРАНА ТРУДА ПРИ РАБОТЕ
НА ТОКАРНЫХ СТАНКАХ
Основной причиной травматизма
при работе на токарных станках
является несоблюдение правил безо-
пасности, работа на неисправном
оборудовании, нарушение режимов
обработки и невнимательность ра-
бочего.
164
Механизация токарных станков и рабочее место токаря
Перед началом работы необходимо!
Проверить исправность:
1-Заземления
2-предохранительных кожухов
3- освещения
4-защитного экрана
5-защитных очков
6- деревянной подставки для ног
Перед началом работы необходи-
мо привести в порядок свою одежду
(рис. 260), убрать волосы под голов-
ной убор, застегнуть обшлага рука-
вов и осмотреть свое рабочее место.
Убрать все лишнее от станка. Убе-
диться в исправности заземления,
предохранительных кожухов, элек-
троосвещения, защитного экрана,
защитных очков, деревянной под-
ставки для ног и наличия смазочно-
охлаждающей жидкости.
Во время работы запрещается
работать с неубранными волосами
и незастегнутыми обшлагами, без
защитных кожухов и очков; удалять
стружку руками (рис. 261, в); оста-
навливать рукой вращающийся пат-
рон (рис. 261,6), оставлять ключ в
патроне после снятия детали (рис.
261, а); измерять деталь без оста-
новки станка, устанавливать и сни-
мать инструмент без остановки стан-
ка. По окончании работы необхо-
Охрана труда при работе на токарных станках
165
Рис. 262. Неотложные меры при поражении
электрическим тоном
димо остановить станок, выключить
двигатель, убрать станок и инстру-
мент.
Электробезопасност^ Основными
причинами поражения электричес-
ким током являются неисправность
электрооборудования и отсутствие
заземления. При поражении током
(рис. 262) необходимо выключить
ток; отделить пострадавшего от то-
коисточника, не соприкасаясь с час-
тями тела пострадавшего (при этом
оказывающий помощь должен сто-
ять на сухой деревянной доске);
вызвать врача и оказать помощь
пострадавшему, положив его на спи-
ну так, чтобы голова лежала не-
сколько ниже плеч. Если дыхания
нет или оно слабое, сделать искусст-
венное дыхание.
Меры пожарной безопасности.
В производственных помещениях
запрещается убирать, применяя бен-
зин, керосин и другие легковоспла-
меняющиеся жидкости. Курить раз-
решается только в отведенных для
этого местах (рис. 263). Первичные
средства тушения пожара разме-
щают на щитах (рис. 264). При
возникновении пожара необходимо
немедленно вызвать пожарную ко-
манду и принять меры по ликвида-
ции очага пожара. После окончания
работы выключите электрооборудо-
вание. Комиссии приступить к выяс-
нению причин пожара.
166
Механизация токарных станков и рабочее место токаря
Рис. 263. Меры пожарной безопасности
Рис. 264. Первичные средства тушения пожара
Приложения
167
ПРИЛОЖЕНИЕ 1
РАЗМЕРЫ ОБЫКНОВЕННЫХ ЦЕНТРОВ, мм
Конус Морзе 0, 0г d, 1t L I t г
2 17,981 16 14,534 13 105 69,0 4 1.5
3 24,052 22 19,760 16 130 65,5 4 1.5
4 31.544 30 25,909 24 160 106,5 5 2.0
5 44,732 42 37,470 35 205 136,0 6 2,0
6 63,763 60 53,752 50 280 192,0 7 2,0
ПРИЛОЖЕНИЕ 2
ДОПУСТИМЫЙ ИЗНОС РЕЗЦА
Резец Вид изнашивания Материал режущей части Обработка Износ, мм
Проходной или подрезной БС Черновая 1,0 ...1.3
Чистовая 0.6 ...0.8
хГ
ТС Черновая 0,7... 1.0
Чистовая 0,5... 0,7
Расточной БС Черновая 1JJ...1.3
Чистовая 0,6 ...0,8
-С= ТС Черновая Чистовая 0,5 ...0,7 0,4 ...0,5
Прорезной или отрезном БС Черновая 0,5...0,7
-с Чистовая 0,4 ...0,6
ТС Черновая 0,4 ...0,5
Чистовая 0,3 ...0,4
круглым фасонный БС Черновая 1,0... 1,2
Чистовая 0,3... 0,5
тс Черновая 0,8 ...1,0
Чистовая 03 ...0,5
Призматический БС Черновая 1,0 ...1.2
«с Чистовая 0,3 ...0,5
ТС Черновая 0,6 ...1,0
Чистовая 0,3 ...0,5
IpNMtUNM; БС-1ыс1р|рвжущ111 сталь; ТС-твердым сплав; Н3-ммх по задней грамм
168
Приложения
ПРИЛОЖЕНИЕ 3
ИЗНОС ОСЕВОГО И РЕЗЬБООБРАЗУЮЩЕГО ИНСТРУМЕНТА
Инструмент Вид износа Материал режущей части Диаметр отверстия, мм Износ, мм
по задней грани по ленточке
Сверло .с: БС До 6 0,25 ... 0,3 0,6 ...1,0
Б...10 0,3... 0,6 1,0... 1,5
-£=1 Ш /А h. 10 ...18 0,6 ...0,7 1,5...2,0
Свыше 18 0,7 ...0,9 2,0 ...3,0
Зенкер БС 10... 15 - 0,4... 0,5
-<= 1 15 „.25 - 0,5 ...0,6
1 HaL 25... 30 - 0,6 ...0,7
Свыше 30 - 0,7...0,9
j Г
ТС 15... 20 - 0,3... 0,4
20 ...25 25... 30 Свыше 30 - 0,4... 0,5 0,5 ...0,6 0,6 ...0,7
Развертка БС Д«10 0,4... 0,6 -
щ h; i 1 10 ...15 0,6... 0,7 -
15... 20 0,7... 0,8 -
Свыше 20 0,8... 0,3 -
ТС До 10 0,3 ...0,5 -
10... 15 15... 20 0,5... 0,6 0,6... 0,7 -
Свыше 20 0,7... 0,8 -
Метчик Из БС До 6 0,15 ...0,2 -
6...12 0,2...0,3 -
Свыше 12 0,3 ...0,5 -
Примечание: БС-быстрврежу|цал стат; ТС - тмрдый сын; h> - rimoc по аадиеН грани; - ноте по ленточке ; hy - износ
по уголком.
Приложения
169
ПРИЛОЖЕНИЕ 4
ОБОЗНАЧЕНИЕ НАПРАВЛЕНИЯ НЕРОВНОСТЕЙ ПОВЕРХНОСТЕЙ
Направление неровностей Изображение на чертеже Обозначение направления рисок Пояснение обозначения
'Параллельное \ / - — = Параллельно линнии, изображающей на чертеже поверхность
1 у 1 —
Перпендикулярное 1 ] Перпендикулярно к линии, изображающей на чертеже поверхность
Перекрещивающееся < £ Перекрещивание в двух направлениях - наклонно к линии, изображающей на чертеже поверхность
Произвольное х/м 1—: । Различные направления по отношению к линии, изображающей на чертеже поверхность
Кругообразное \Ус Г v 1 Приблизительно кругообразно по отношению к центру поверхности
Радиальное \/ R L__ 1 Приблизительно радиально по отношению к центру поверхности
Точечное \/ р 1—1 1 ':У* Точечное (например, после электроэроэионной обработки)
170
Приложения
ПРИЛОЖЕНИЕ 5
ОБОЗНАЧЕНИЕ ДОПУСКОВ ФОРМЫ И РАСПОЛОЖЕНИЯ ПОВЕРХНОСТЕЙ
Вид допуска Допуск Обозначение
Допуск формы прямолинейности —
плоскостности
круглости о
цилиндричиости о
профиля продольного сечения —
Допуск расположения параллельности //
перпендикулярности 1
наклона
соосности ©
симметричнкти —
позиционный
пересечения осей
Суммарный допуск формы и расположения радиального биения
торцового биения
биения в заданном направлении
полного радиального биения
полного торцового биения
।
Приложения
171
ПРИЛОЖЕНИЕ 6
ПРИПУСК НА НАРУЖНОЕ ОБТАЧИВАНИЕ, ММ
Диаметр заготовки Припуск на диаметр ори длине
ДР 50 50 ...100 100 ...400 400... 800 800...1200
Черн. Чист. Черн. Чист. Черн. Чист. Чери. Чист. Черн. Чист.
8... 18 2 1 3 1,2 3,5 1,5 4 1.5 - -
18... 30 2,5 1 3,5 1,5 3,5 1.5 4 2 4,5 2
30... 50 3 1.2 4 1.5 4,5 1.5 5 2 5,5 2
50... 80 3 1,2 4 2 4,5 2 5,5 2 6 2,5
80... 120 4,5 1,5 5,5 2 6 2 7 2,5 7.5 2,5
120... 200 5 1,5 6 2 7 2,5 7,5 2,5 8,5 3
Примечание: черн.-черновая обработка; чист.-чистовая обработка.
ПРИЛОЖЕНИЕ 7
ПРИПУСК НА ПОДРЕЗКУ ТОРЦА, мм
Длина заготовки 1
1
к с г х xhT
Ширина отрезного резца к Припуск на подрезку торца hT
До 18 3 1
18... 30 3,5 1
30... 50 4 1,2
50... 80 4 1,2
80 ...120 5 2
120 ...200 6 2
172
Приложения
ПРИЛОЖЕНИЕ 8
ПРИПУСК НА ОБРАБОТКУ ТОРЦА, ММ
Диаметр заготовки Припуск при длине заготовки
До18 16...50 50...12D 120... 260 Свыше 260
До 30 ол 0,5 0.7 0.8 1
30... 50 0.5 0,6 0,7 1
50 ...120 0,6 0,7 0.6 1 1,2
Свыве 120 0,7 0.8 1 1 1.2
ПРИЛОЖЕНИЕ 9
КВАЛИТЕТЫ И ПАРАМЕТРЫ ШЕРОХОВАТОСТИ,МКМ, ОБРАБОТАННОЙ ПОВЕРХНОСТИ ОТВЕРСТИЯ
Обработка КвалитеГ Rz Ra
Сверление t2... 11 40 ...20 -
Зенкерование черновое 12... 11 40 -
получнстовое 11 20 -
чистовое 9...8 - 2,5
Развертывание получкстовое 3...6 - 2.5... 1,25
чистовое 7...Б - 0,63 ...0,32
тонкое 6 - 0.16
Растачивание черновое 13 ...12 60 ...40 -
получистовое 11 ...10 40 ...20
чистовое 9... 7 - 6,3... 2.5
тонкое б - 0,32... 0,15
Притирка (доводка) 6...5 - 0,16 ...0,05
Раскатывание (развальцовывание) 2 - 0,2 ...0,03
Приложения
173
ПРИЛОЖЕНИЕ 10
ПРИПУСК НА РАЗВЕРТЫВАНИЕ, ММ
Вид припуска Припуск на развертывание при диаметре отверстия
12—18 16... 30 30... 50 50... 75 Свыше 100
На черновое развертывание 0,10 ...0,11 0,14 0,16 0,20 ...0,22 0,3
На чистовое развертывай» 0Д4... 0,05 0,06 0,07 0,08 ...0,10 0,1
Общий на черновое и чистовое развертывание 0,15 0,20 0,25 0,3 0,4
ПРИЛОЖЕНИЕ 11
ПРИПУСК НА ДИАМЕТР РАСТАЧИВАЕМОГО ОТВЕРСТИЯ, мм
Диаметр Припуск
1В... 30 0.7
30 ...50 1,0
50... 80 1.2
80... 100 1.5
100... 200 2,0
УЧЕБНОЕ ИЗДАНИЕ
Захаров Владимир Александрович,
Чисто к летов Анатолий Степанович
ТОКАРНОЕ ДЕЛО. В КАРТИНКАХ
Редактор Н. П. Гурвич
Обложка художника Е. Н. Самойлов
Художественный редактор В. В. Лебедев
Технический редактор Л. П. Гордеева
Корректор А. П. Сизова
ИБ № 6352
Сдано в набор 24.09.92. Подписано в печать
16.07.93. Формат 70X100‘/t6- Бумага офсетная.
Гарнитура литературная. Печать офсетная.
Усл. печ. л. 14,3. Усл. кр.-отт. 28,95. Уч.-изд. л. 13,66.
Тйраж 8000 экз. Заказ № 1923.
Ордена Трудового Красного Знамени издательство
«Машиностроение»
107076, Москва, Стромынский пер., 4
Московская типография № 4 Министерства печати
и информации РФ.
129041, Москва, Б. Переяславская, 46
ТОКАРНОЕ
ДЕЛО
«картинках
ТРУДНО ЗАБЫТЬ ОЩУЩЕНИЕ.
КОГДА ВПЕРВЫЕ СТАНОВИШЬСЯ
ЗА СТАНОК И БЛЕСТЯЩАЯ СТРУЖ-
КА НАЧИНАЕТ ВЫХОДИТЬ ИЗ-ПОД
РЕЗЦА. СОСРЕДОТОЧЕННОСТЬ,
НАПРЯЖЕННОСТЬ, И ВМЕСТЕ С
ТЕМ. КАКАЯ-ТО ВОЛНА РАДОСТИ И
СКРЫТОЙ ГОРДОСТИ ОХВАТЫВАЕТ
ВАС. ЕЩЕ БЫ, ИДЕТ ПРОЦЕСС ОБРА-
БОТКИ И ВСЕ ПОСЛУШНО ВАШИМ
РУКАМ! И БЕЗРАЗЛИЧНО, ГДЕ
ВПЕРВЫЕ ЭТО ПРОИЗОШЛО - В
МАСТЕРСКОЙ ШКОЛЫ ИЛИ УЧИЛИ
ЩА. В ЦЕХЕ МАЛЕНЬКОГО ИЛИ
БОЛЬШОГО ЗАВОДА.