

























































































































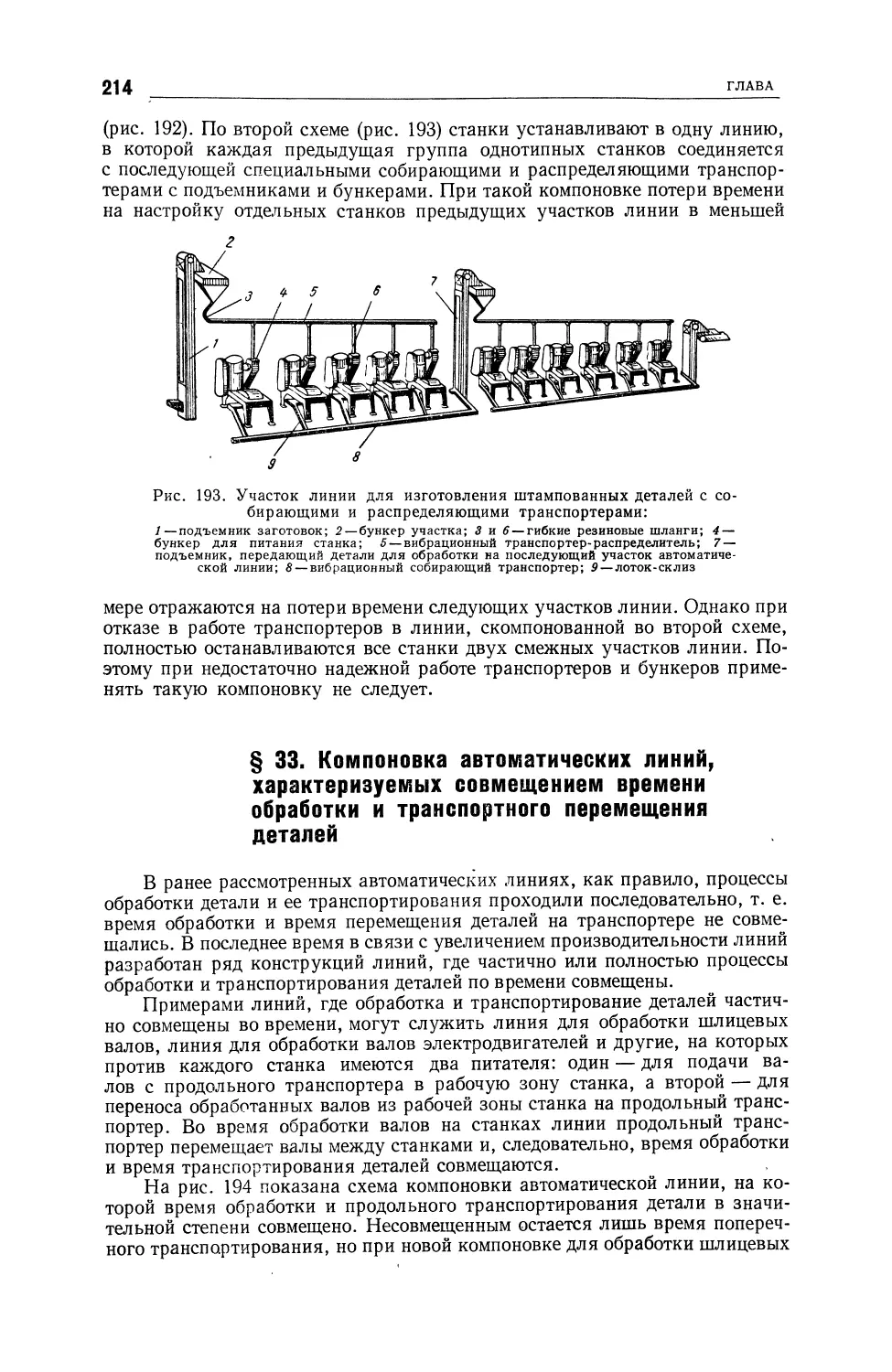

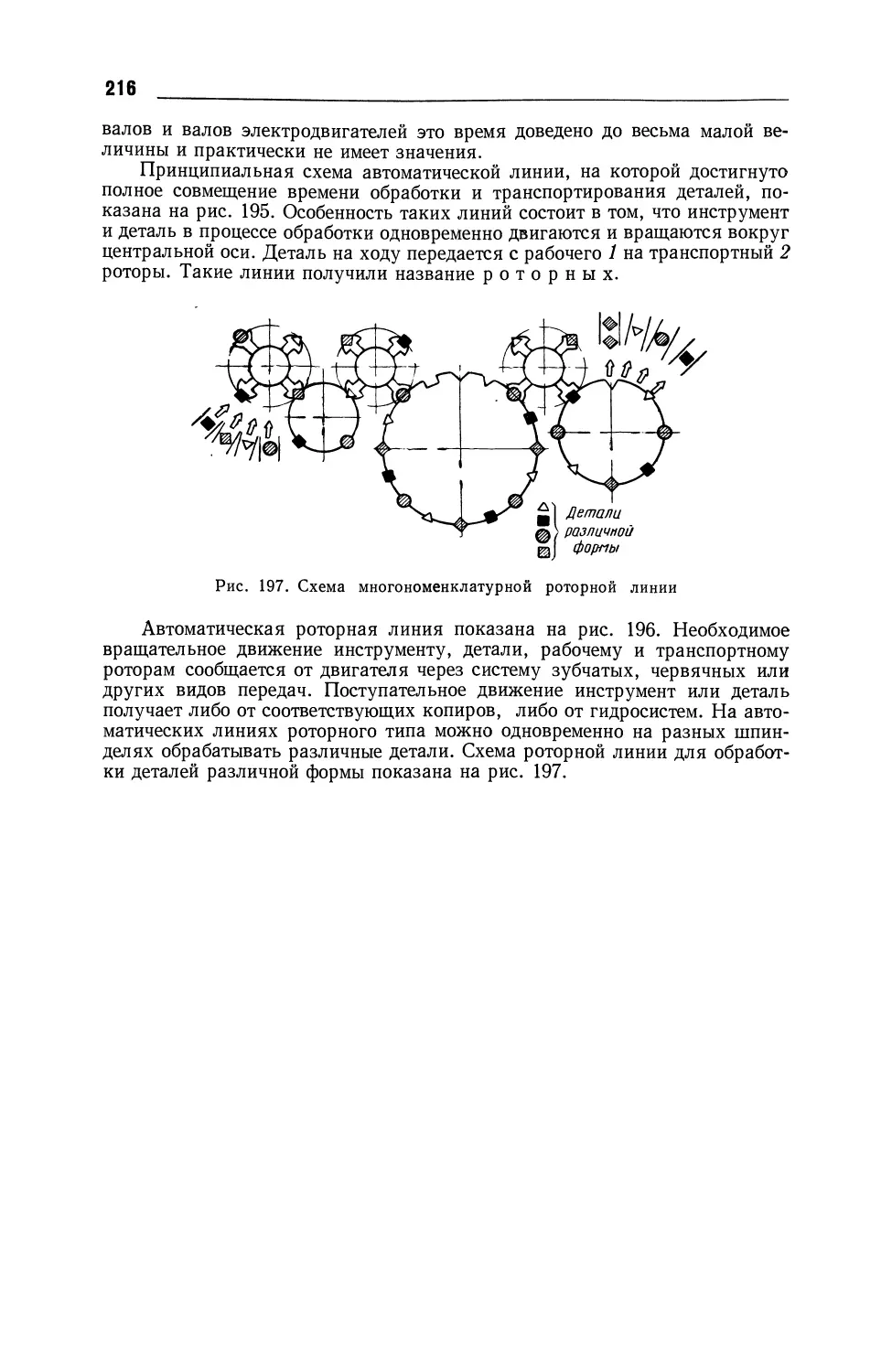











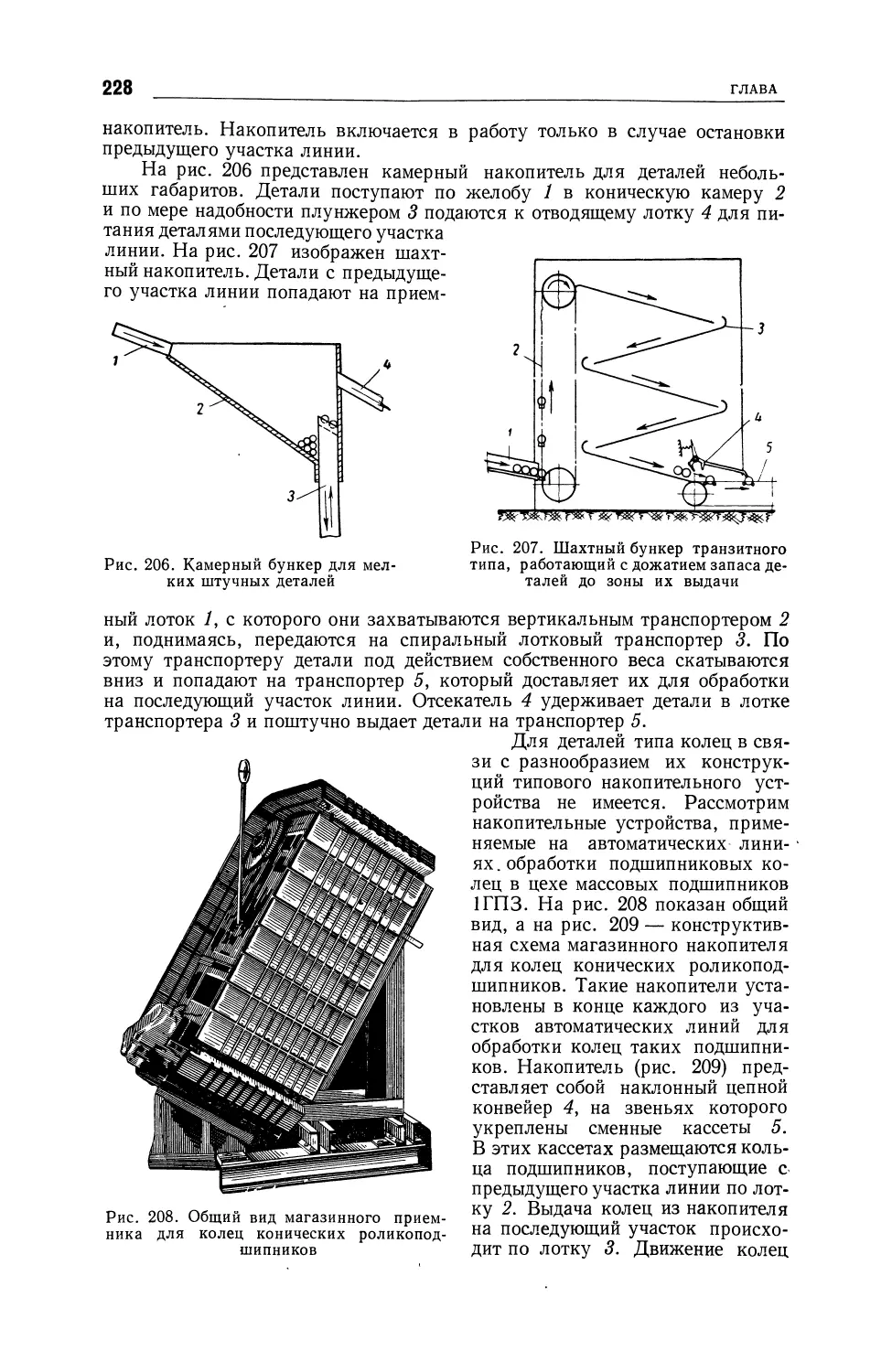
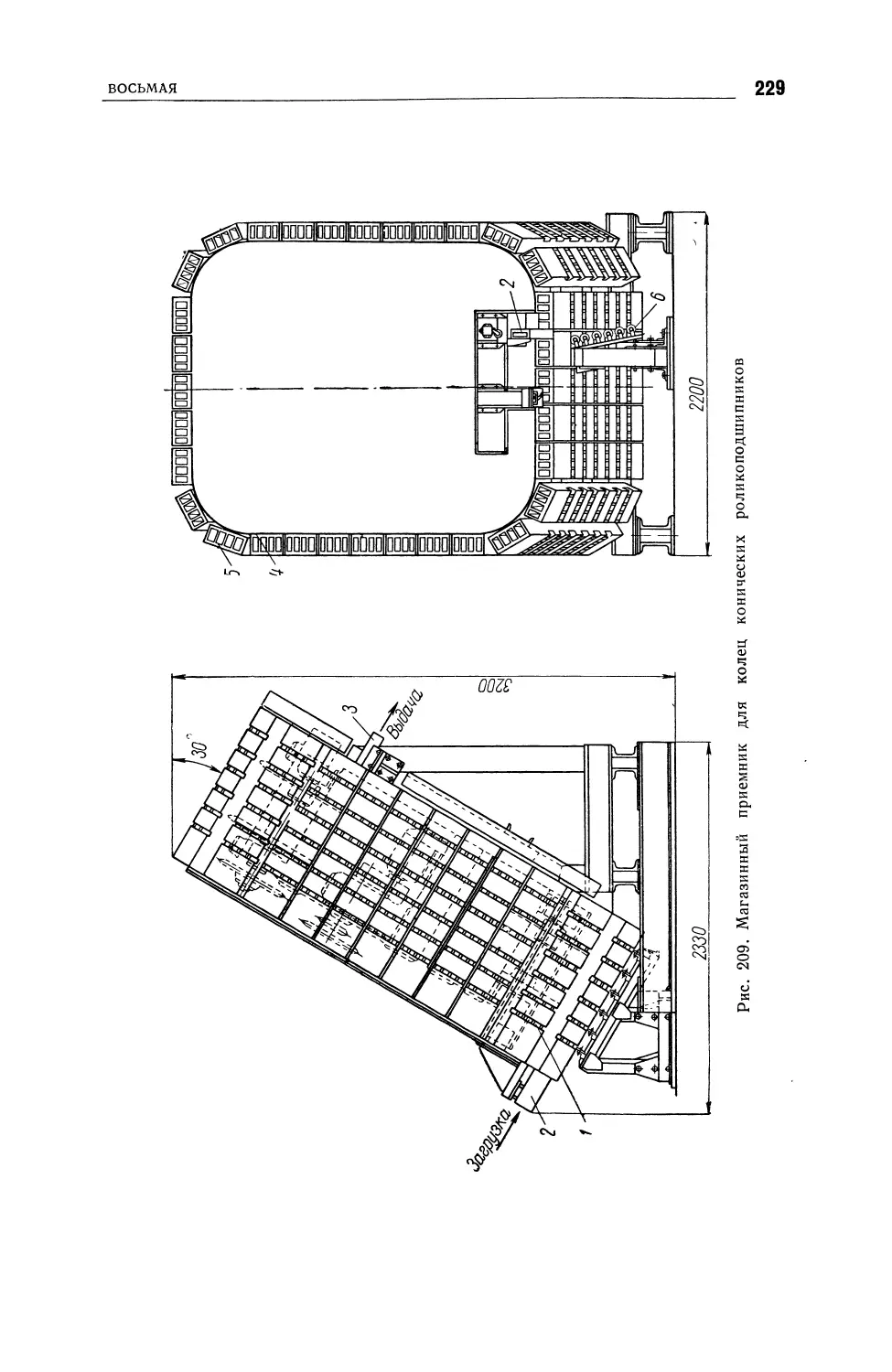


















































































Автор: Белоусов А.П. Владзиевский А.П.
Теги: формообразование со снятием стружки молоты и прессы разделительные операции без образования стружки, дробление и измельчение, обработка листового материала, изготовление резьбы регулирование и управление машинами, процессами машиностроение технологические процессы автоматизация
Год: 1966




ВЫСШАЯ ШКОЛА
ДОПУЩЕНО
МИНИСТЕРСТВОМ ВЫСШЕГО И СРЕДНЕГО
СПЕЦИАЛЬНОГО ОБРАЗОВАНИЯ СССР
В КАЧЕСТВЕ УЧЕБНИКА
ДЛЯ МАШИНОСТРОИТЕЛЬНЫХ ТЕХНИКУМОВ
проф. А. П. ВЛАДЗИЕВСКИЙ, доц. А. П. БЕЛОУСОВ
ОСНОВЫ
АВТОМАТИЗАЦИИ
И МЕХАНИЗАЦИИ
ТЕХНОЛОГИЧЕСКИХ
ПРОЦЕССОВ
В МАШИНОСТРОЕНИИ
ИЗДАТЕЛЬСТВО «ВЫСШАЯ 111КОЛА» МОСКВА —1966
УДК 621.9:62-5
6П2.154.4:6П5
В—57
В книге излагаются новейшие материалы по основам механи-
зации и автоматизации технологических процессов в машинострое-
нии. Рассмотрены типовые конструкции специальных устройств
для автоматической загрузки станков. Описаны,приборы и устрой-
ства для активного контроля размеров в машиностроении. Осве-
щены вопросы комплексной автоматизации механической обработки
деталей на автоматических линиях, вопросы автоматизации и ме-
ханизации технологических процессов сборки машин. Даны расче-
ты экономической эффективности при проведении работ по механи-
зации и автоматизации технологических процессов.
Книга предназначена в качестве учебника для учащихся маши-
ностроительных техникумов, а также может быть использована
студентами вузов и инженерно-техническими работниками машино-
строительных заводов.
Рецензенты: канд. техн, наук,
Лауреат Ленинской премии Бобров В. П.,
инж. Сергеев А. С.
Александр Павлович Владзиевский,
Алексей Петрович Белоусов
ОСНОВЫ АВТОМАТИЗАЦИИ
И МЕХАНИЗАЦИИ ТЕХНОЛОГИЧЕСКИХ
ПРОЦЕССОВ В МАШИНОСТРОЕНИИ
Редактор О. М. Смирницкая
Художественный редактор Н. К. Гуторов
Технический редактор С. С. Горохова
Корректор Т. И. Кострикова
Переплет художника А. Е. Григорьева
Т-13310 Сдано в набор 29/XI—65 г.
Подп. к печати 8/IX—66 г. Формат 70X1081/ie-
Объем 22 печ. л. 30, 8 усл. п. л. Уч.-изд. л. 27,13
Изд. № Стел-27 Тираж 30 000 экз. Зак. 109 Цена 1р. 10 к.
Тематический план издательства «Высшая школа»
(вузы и техникумы) на 1966 г. Позиция № 348.
Москва, И-51, Неглинная ул., д. 29/14,
Издательство «Высшая школа»
Московская типография № 4 Главполиграфпрома
Комитета по печати при Совете Министров СССР
Б. Переяславская, 46
3—1—6
348—66
ВВЕДЕНИЕ
В исторических решениях XXII и XXIII съездов КПСС и Сентябрь-
ского (1965 г.) пленума ЦК КПСС намечена грандиозная программа раз-
вития науки и техники Союза Советских Социалистических Республик
на ближайшие годы. Главным направлением в развитии современной нау-
ки и техники является широкое внедрение в различные виды машинострои-
тельной промышленности механизации и автоматизации технологических
процессов и в особенности комплексной автоматизации.
Под механизацией технологических процессов понимают ча-
стичную или полную замену ручного мускульного труда человека машинным
в той части технологического процесса, где происходит непосредственное
изменение состояния формы или качества объекта (например, обработка
деталей на станке) с сохранением непосредственного участия человека в
управлении машинами и контроле за их работой.
Под автоматизацией технологических процессов понимаются
мероприятия по управлению и контролю над отдельными машинами или
технологическими процессами, исключающими непосредственное участие
в этом человека, т. е. работа машин и механизмов происходит по программе,
разработанной человеком.
Механизация и автоматизация технологических процессов являются
одним из основных условий увеличения выпуска промышленной продукции
и роста производительности труда. Эти мероприятия обеспечивают значи-
тельное снижение себестоимости изготовления продукции, а также улуч-
шают ее качество. Механизация и автоматизация технологических процес-
сов в значительной степени повышают безопасность работы рабочих и улуч-
шают условия их труда.
За последние годы были достигнуты значительные успехи в машино-
строительной промышленности нашей страны в области механизации и
автоматизации технологических процессов механической обработки дета-
лей машин. В настоящее время вопросами автоматизации и механизации
технологических процессов занимаются многие заводы, проектные и научно-
исследовательские институты, вузы и т. д. При решении вопросов автома-
тизации и механизации технологических процессов основное внимание
должно быть уделено применению электроники, автоматизации контроля
продукции, созданию станков с программным управлением, разработке но-
вых автоматических линий, снижению себестоимости выпускаемой про-
дукции и повышению ее качества.
6
ВВЕДЕНИЕ
В настоящее время механизация и автоматизация технологических
процессов получили наибольшее внедрение в массовом и крупносерийном
видах производства, несколько меньшее в серийном производстве и совсем
незначительное применение в мелкосерийном производстве.
Необходимо отметить, что планомерное и пропорциональное развитие
различных отраслей промышленности СССР в значительной степени зависит
от уровня развития технологии машиностроения — науки о рабочих про-
цессах машиностроения, методах и средствах их выполнения.
Анализ современного положения технологии машиностроения показы-
вает, что прогрессивное развитие технологических процессов может про-
водиться, в основном, путем их автоматизации и механизации.
Развитие технологии машиностроения должно ориентироваться на тех-
нологические процессы, обеспечивающие наибольшую степень непрерыв-
ности различных рабочих процессов. Наибольшая непрерывность техноло-
гического рабочего процесса получается при комплексной его автомати-
зации. При этом все технологические операции обработки данной детали,
а также вСе контрольные и транспортные операции автоматизированы, т. е.
все перемещения детали, отапервой до последней операции, происходят не-
прерывно без непосредственного участия рабочего.
Примером комплексной автоматизации является автоматический завод
по изготовлению автомобильных поршней. На этом заводе весь процесс,
начиная от плавления чушек алюминиевого сплава, механической обработ-
ки поршней на‘автоматической линии и кончая упаковкой готовых поршней,
автоматизирован, и функции наладчиков сводятся к наблюдению за пра-
вильностью работы оборудования и его подналадкой.
Необходимо особо отметить, что внедрение механизации и автоматиза-
ции в капиталистических странах, особенно в США, ведет к сокращению
рабочей силы, занятой на производстве, и, следовательно, к увеличению
армии безработных. Поэтому рабочие капиталистических стран враждебно
относятся к механизации и автоматизации технологических процессов, про-
водимым капиталистами на машиностроительных заводах.
Применение механизации и автоматизации технологических процессов
в машиностроительной промышленности СССР создает условия для труда
рабочих, отвечающие требованиям коммунистического общества о постоян-
ном стирании граней между умственным и физическим трудом, ведет к все-
стороннему развитию всех способностей рабочего, освобождает от тяжелого
физического труда и создает его материальную заинтересованность. Сле-
довательно, в СССР рабочие ”заинтересованы в быстрейшем внедрении ме-
ханизации и автоматизации технологических процессов.
Машиностроительная промышленность является основой для успеш-
ного развития всех отраслей народного хозяйства. Вот почему партия и
правительство уделяют развитию машиностроения исключительно большое
внимание.
В связи с недостатком или отсутствием многих приспособлений, при-
боров и устройств для механизации и автоматизации технологических про-
цессов многие машиностроительные заводы своими силами проводят зна-
чительную работу в области малой автоматизации путем механизации от-
дельных элементов цикла работы станка. Например, многие токарные полу-
автоматы, бесцентрово-шлифовальные станки путем установки на них за-
грузочно-разгрузочных приспособлений превращены в автоматы. Многие
универсальные токарные круглошлифовальные станки при установке на
них измерительных устройств для автоматического контроля превращены
в полуавтоматические станки.
Особенно большой размах получили механизация и автоматизация
технологических процессов на заводах массового производства ЗИЛ, ГАЗ,
1-ГПЗ, ХТЗ, ВТЗ и др. На этих заводах в настоящее время в связи с внедре-
ВВЕДЕНИЕ
7
нием новых моделей автомобилей и тракторов установлены десятки новых
автоматических линий, изготовленных на наших станкостроительных заво-
дах, и небольшое количество автоматических линий, приобретенных за
рубежом.
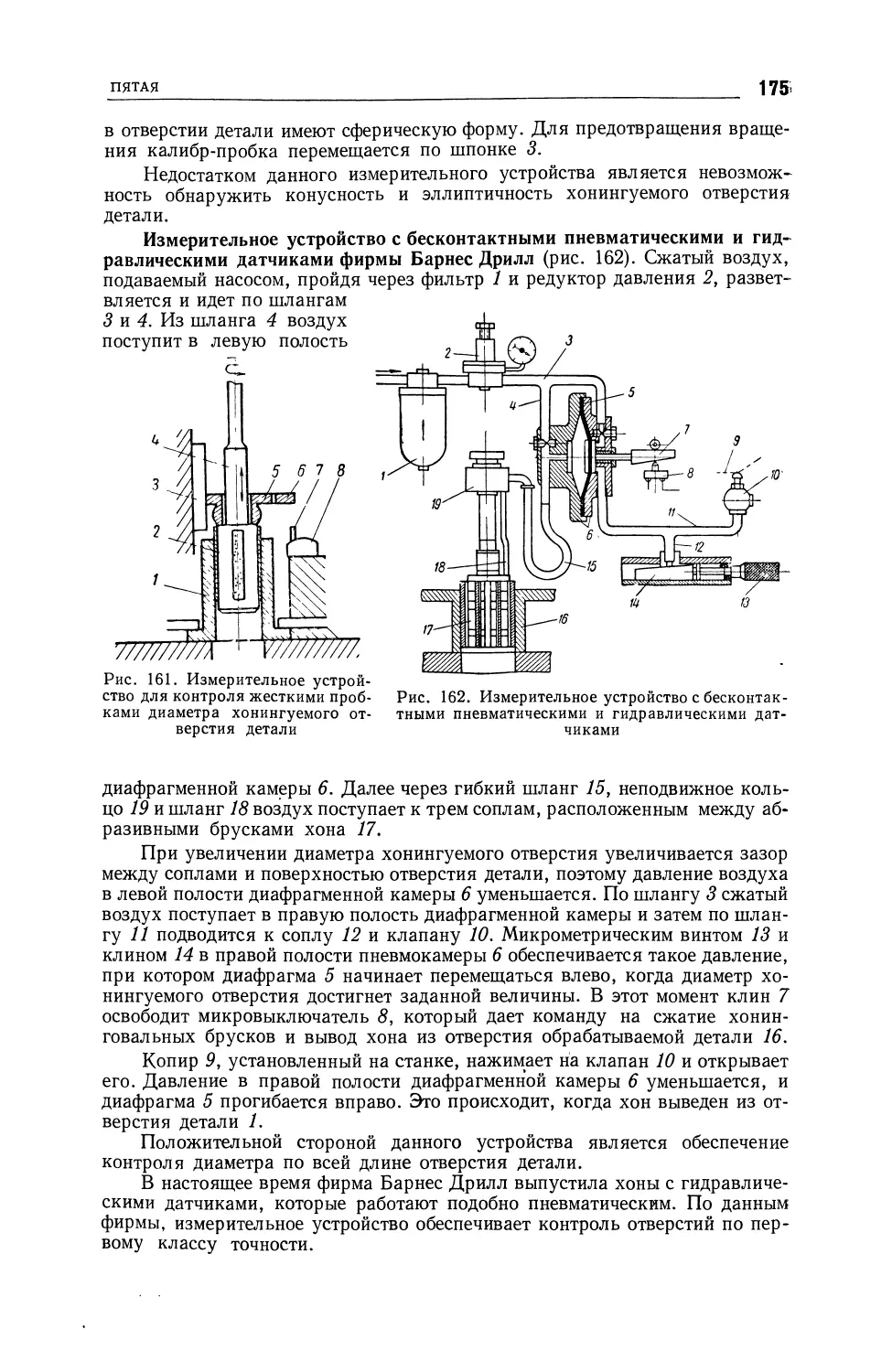
Наряду с внедрением автоматических линий заводы массового произ-
водства, имея мощную инструментальную базу, изготовляют различные
специальные станки, специальные станочные приспособления, загрузоч-
ные приспособления, измерительные приборы для активного контроля
и т. д. Таким образом, они своими силами производят механизацию и авто-
матизацию технологических процессов механической обработки.
Необходимо отметить, что изготовление несложных автоматических
линий в нашей стране началось еще до второй мировой войны. Например,
автоматические линии были построены по инициативе новаторов производ-
ства Волкова на 1-ГПЗ и Иночкина на Волгоградском заводе и др. В 1935 г.
была спроектирована линия, состоящая из нескольких участков для об-
работки блоков цилиндров, на Горьковском автозаводе. В настоящее время
в нашей стране построены и успешно работают на автомобильных, трак-
торных, подшипниковых заводах сотни автоматических линий, построенных
ЭНИМС, СКБ-1, СКБ-6, СКБ-8 и другими конструкторскими бюро.
В основном автоматические линии состоят из новых специальных станков.
Для снижения стоимости автоматических линий многие линии изго-
тавливаются из таких станков, которые могут работать при встраивании их
в линию, а также вне линии. На некоторых машиностроительных заводах
построены автоматические линии на имеющемся на заводе оборудовании.
В настоящее время в технологии машиностроения взята линия на кон-
центрацию технологических операций. Для этой цели на заводах массо-
вого производства применяются многопозиционные многошпиндельные
станки, полуавтоматы и автоматы для различных способов механической
обработки.
Для внедрения в производство активного контроля на автомобильных,
тракторных и подшипниковых, заводах изготовлены и работают различные
приборы и контрольные автоматы.
Анализируя процесс развития технологических процессов механической
обработки деталей машин, можно сделать вывод, что комплексная механи-
зация и автоматизация технологических процессов являются высшей фор-
мой развития технологии машиностроения. Практическое внедрение ком-
плексной автоматизации на заводах массового производства обеспечило
повышение производительности труда рабочих и гарантирует хорошее ка-
чество выпускаемой продукции.
Наша страна имеет большие достижения в области изготовления раз-
личных автоматических линий, полуавтоматических и автоматических стан-
ков и различных устройств для автоматизации и механизации технологи-
ческих процессов механической обработки.
В СССР непрерывно улучшается уровень культуры труда в машино-
строительной промышленности. Таким образом, у нас имеются необхо-
димые технические и экономические условия для планомерного перехода
к широкому внедрению автоматизации и механизации технологических про-
цессов механической обработки деталей машин.
Необходимо отметить, что, несмотря на большие качественные дости-
жения в области механизации и автоматизации технологических процессов,
в количественном отношении механизация и автоматизация технологических
процессов еще в значительной степени отстает от запросов машиностроитель-
ных заводов.
Количественное отставание в области механизации и автоматизации
технологических процессов в значительной степени снижает повышение про-
изводительности труда в машиностроении.
8
ВВЕДЕНИЕ
Необходимо отметить основные причины, тормозящие внедрение авто-
матизации и механизации в технологические процессы механической об-
работки деталей машин.
1. Недостаточно четкая отработка конструкции детали и технических
условий на ее изготовление.
2. Недостатки в действующих технологических процессах механиче-
ской обработки деталей (точность и чистота обработанных поверхностей
деталей).
3. Недостаточное количество теоретических и практических работ в об-
ласти механизации и автоматизации технологических процессов механиче-
ской обработки.
4. Слабо поставлен обмен опытом в области автоматизации и механи-
зации технологических процессов, что затрудняет работу конструктор-
ских бюро и проектных организаций.
5. Недостаточная централизация и специализация изготовления раз-
личных устройств в области механизации и автоматизации технологических
процессов-.
6. Недостаточное количество специализированных заводов по изго-
товлению общих средств по автоматизации и механизации технологических
процессов.
7. Отсутствие на рынке требуемого количества различных средств по
автоматизации и механизации вынуждает заводы изготавливать их своими
силами, что приводит к снижению их качества и удорожает стоимость работ
по автоматизации и механизации.
8. Недостаточно активное участие заводов-потребителей во внедрении
средств автоматизации и механизации и автоматических линий заводами-
поставщиками.
9. Слабая стандартизация и унификация различных устройств по ме-
ханизации и автоматизации технологических процессов. Такое положение
приводит к большому разнообразию конструкций различных устройств
в области механизации и автоматизации технологических процессов.
Степень автоматизации и механизации технологических процессов в
массовом, серийном и мелкосерийном производстве должна быть различной.
В каждом виде производства применяемые методы автоматизации и ме-
ханизации процессов должны соответствовать современному уровню раз-
вития науки и техники и давать предприятию экономический эффект и улуч-
шать условия труда.
Для получения положительных результатов при проведении различ-
ных мероприятий в области механизации и автоматизации необходимо пред-
варительно произвести тщательное изучение на конкретном заводе объектов,
подлежащих механизации и автоматизации. Только после тщательного
и критического их изучения можно проводить разработку различных меро-
приятий по механизации и автоматизации работ. Например, прежде
чем наметить какие-либо мероприятия по механизации и автоматизации
какого-нибудь технологического процесса механической обработки
детали на заводе, необходимо провести следующую подготовительную
работу:
а) тщательным образом изучить назначение детали в собранном узле
машины;
б) правильно определить вид заготовки для детали;
в) проанализировать применяемое оборудование по всем операциям
технологического процесса;.
г) проверить правильность применяемой оснастки для обработки де-
тали;
д) сравнить действующие режимы резания с режимами резания, реко-
мендуемыми в справочниках;
ВВЕДЕНИЕ
9
е) проверить нормы штучного времени по всем операциям обработки
детали и определить, соответствуют ли они техническим нормам времени.
Таким образом, только после тщательного изучения всего комплекса
вопросов, относящихся к объекту механизации и автоматизации, можно
приступать к выбору оптимальной конструкции оборудования оснастки,
режимов резания и технических норм времени для автоматизируемого тех-
нологического процесса механической обработки детали на заводе.
Примером автоматизации технологического процесса обработки детали
является перевод обработки детали с отдельных станков на автоматическую
линию. При переводе обрабатываемой детали с простого оборудования на
автоматическую линию необходимо весь комплекс вопросов решить в пра-
вильной взаимосвязи. В состав комплекса вопросов входят выбор заготовки;
технологичность конструкции детали, обрабатываемой на автоматической
линии; определение числа операций технологического процесса; выбор
конструкции станков, приспособлений режущего и мерительного инстру-
мента: режимы резания; транспортные устройства линии; величина заделов;
методы контроля и т. д.
Успешному и правильному проведению механизации и автоматизации
технологических процессов будет также способствовать разработка научно
обоснованных технологических процессов.
Серьезным препятствием для успешного внедрения в производство
средств автоматизации и механизации является отсутствие достаточно обо-
снованных технико-экономических показателей для определения эффектив-
ности технологических процессов механической обработки деталей машин.
В настоящее время установлено, что наиболее эффективным видом меха-
низации и автоматизации технологических процессов механической обра-
ботки деталей машин является комплексная автоматизация всего производ-
ственного процесса изготовления детали, начиная от получения заготовок до
окончательного контроля и упаковки готовой продукции. Поэтому весь про-
изводственный процесс от получения заготовки до выпуска готовой продук-
ции должен рассматриваться как единое целое.
Если в данное время невозможно провести комплексную автоматиза-
цию всего производственного процесса изготовления какой-либо детали, то
следует автоматизировать отдельные технологические процессы, входящие
в данный производственный процесс. Например, можно механизировать
технологический процесс получения заготовок или технологический процесс
механической обработки детали и т. д.
При решении комплекса вопросов, относящихся к автоматизации и
механизации технологических процессов, за основные критерии принимают
показатели экономической эффективности и ряд других технических по-
казателей.
Наиболее широкое применение комплексная механизация получила
на заводах массового производства, изготовляющих автомобили, трак-
торы, велосипеды, холодильники, телевизоры и т. д. Это объясняется тем,
что в течение ряда лет выпускается установившийся тип машины в боль-
ших количествах. Поэтому обработка детали одного типоразмера произво-
дится на специальных станках или специальных автоматических линиях.
Например, на ЗИЛе применяется специальная автоматическая линия, при-
годная для обработки только блока цилиндров автомобиля ЗИЛ-130, или
автоматическая линия, пригодная для обработки только картера коробки
скоростей ЗИЛ-130. На этих линиях высокопроизводительно обрабатыва-
ют детали, имеющие одни и те же размеры, т. е. эти линии являются
специальными, и не всегда и не полностью могут быть переналажены на
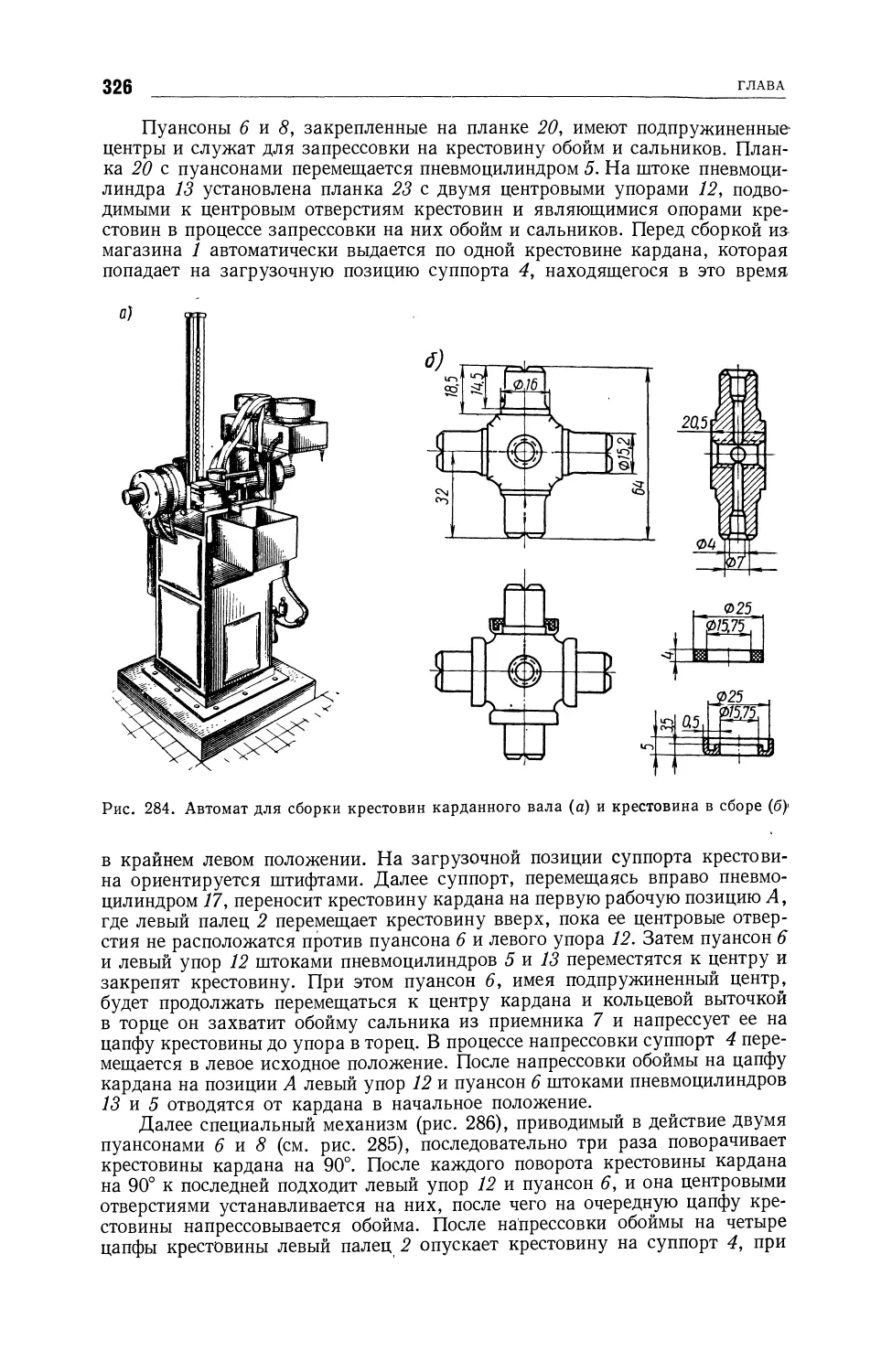
обработку другого вида аналогичных деталей.
На заводах крупносерийного и серийного производства[применяемые
станки и автоматические линии должны допускать переналадку при
10
ВВЕДЕНИЕ
частичном изменении формы или размеров изготавливаемой детали. Напри-
мер, на Московском заводе «Красный пролетарий» установлена переналажи-
ваемая автоматическая линия, на которой могут обрабатываться цилиндри-
ческие зубчатые колеса десяти типоразмеров для коробок скоростей станка
модели 1К62.
Для быстрейшего и широкого внедрения на заводах массового произ-
водства новейших автоматических линий необходимо проделать большую
работу по проектированию типовых, самодействующих головок типовых
станочных приспособлений, контрольных приборов и транспортных уст-
ройств. Необходимо значительно расширить на специализированных заво-
дах изготовление различных средств для частичной или полной автомати-
зации отдельных станков, а также изготавливать автоматические линии
из нормализованных узлов и деталей. Необходимо также увеличить вы-
пуск автоматических линий, состоящих из агрегатных станков, которые
могут встраиваться в эти линии или работать отдельно вне ее.
Значительная работа проделана на первом ГПЗ по организации группо-
вых автоматизированных участков с использованием наличного парка
одношпиндельных и многошпиндельных полуавтоматов, бесцентрово-шли-
фовальных и плоскошлифовальных станков с изготовлением специальных
транспортных устройств для перемещения подшипниковых колец между
станками, а также по оснащению станков автооператорами для установки
колец в рабочую зону станка и снятия и перемещения из рабочей зоны на
транспортное устройство.
Необходимо указать, что механизация и автоматизация имеющегося
станочного парка на заводах массового производства являются мощным
резервом повышения производительности труда. Каждый завод имеет план
мероприятий по механизации и автоматизации технологических процес-
сов в целом, а также по отдельным операциям и станкам, которые он осу-
ществляет своими силами и средствами с обязательным использованием раз-
личных технических средств и устройств, выпускаемых нашими специали-
зированными заводами.
Основными путями повышения производительности труда и улучше-
ния условий работы трудящихся являются механизация и автоматизация
технологических процессов в первую очередь на заводах массового про-
изводства.
Данная работа имеет целью дать учащи *ся основные теоретические и
практические материалы по механизации и . втоматизации технологических
процессов в машиностроении.
КЛАССИФИКАЦИЯ ЗАГРУЗОЧНЫХ
ПРИСПОСОБЛЕНИЙ ДЛЯ АВТОМАТИЗАЦИИ
ЗАГРУЗКИ МЕТАЛЛОРЕЖУЩИХ СТАНКОВ
ШТУЧНЫМИ ЗАГОТОВКАМИ
Автоматизация загрузки штучными деталями различных металлорежущих
станков производится с помощью автоматических загрузочных приспособ-
лений. Все металлорежущие станки по степени их автоматизации разделя-
ются на три группы: простые, полуавтоматы и авто-
маты.
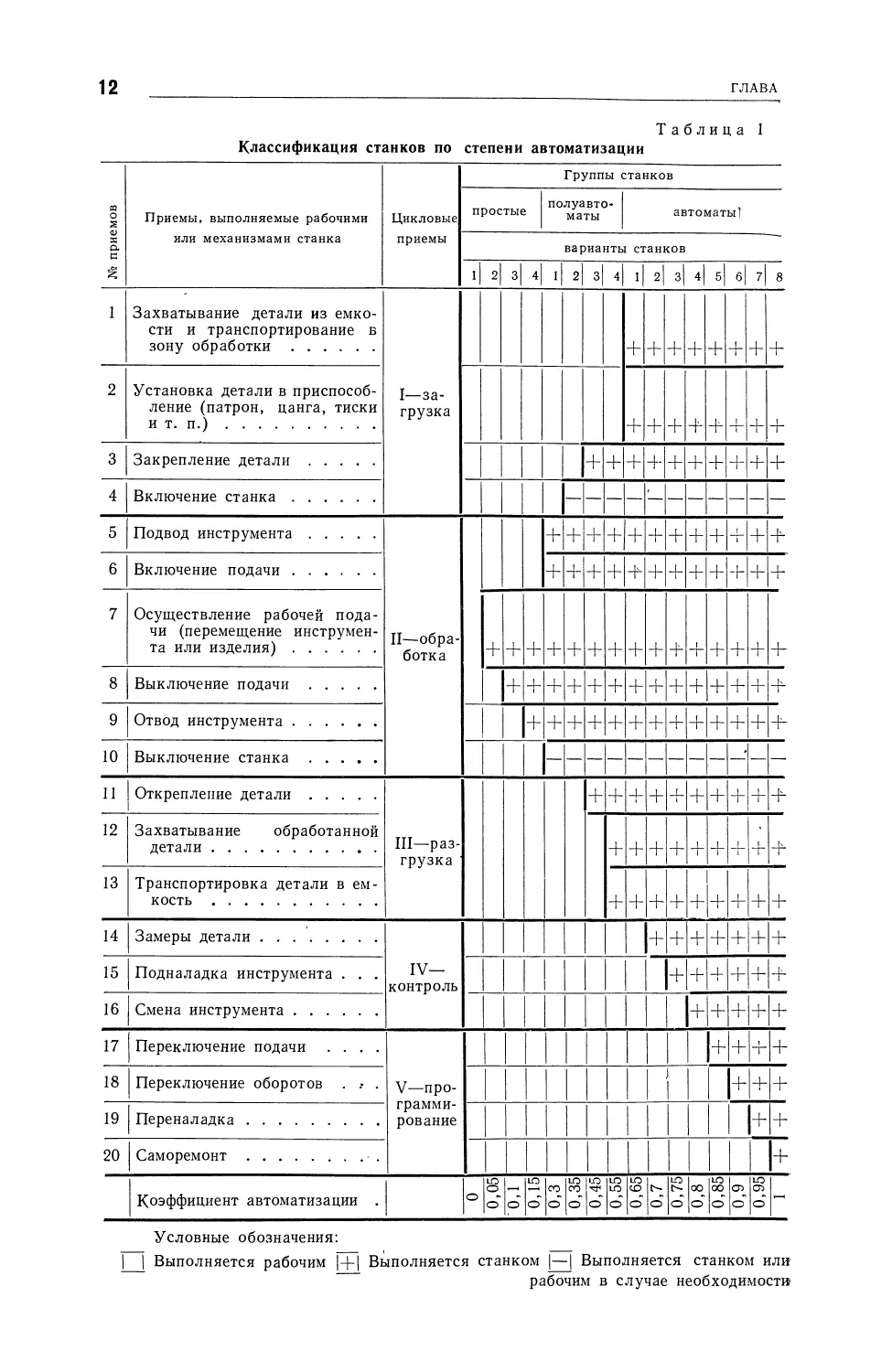
В табл. 1 приведена классификация станков по степени их механизации
и автоматизации. На каждом станке независимо от группы все приемы, вы-
полняемые рабочим или механизмами станка в течение цикла обработки де-
тали на станке, можно разделить на следующие пять видов: I — загрузка
(установка детали на станок); II — обработка, III — разгрузка (съем об-
работанной детали со станка); IV — контроль; V — программирование.
Из табл. 1 видно, что'в группе простых станков автоматизирована толь-
ко обработка деталей, в группе полуавтоматов — обработка и разгрузка
(съем) обработанных деталей, в группе автоматов — загрузка (установка),
обработка и разгрузка (съем) деталей после обработки на станке, а также
операции контроля и программного управления.
Анализируя приемы, входящие в цикл обработки детали, выполняемые
рабочим или механизмами станка и приспособлениями, можно установить,
что для полной автоматизации станка необходимо механизировать при-
мерно около 20 приемов цикла обработки детали (табл. 1). В зависимости
от типа станка некоторые цикловые приемы могут отсутствовать.
При ручной загрузке (установке) деталей рабочий берет из тары одну
или несколько деталей и устанавливает их в станочное приспособление
вручную. При механической загрузке (установке) деталей рабочий при-
меняет грузоподъемные и транспортные устройства для установки одной
или нескольких деталей в приспособление станка. При автоматической за-
грузке (установке) подача деталей в станочное приспособление производится
автоматическим загрузочным приспособлением. Рабочий производит только
загрузку деталей в емкость (тару) загрузочного приспособления.
§ 1. Классификация и назначение
загрузочных приспособлений
Под классификацией подразумевается распределение узлов и деталей
по классам, отделам, разрядам в зависимости от их общих признаков. В ка-
честве признака выбираются конструктивный элемент, принцип действия,
назначение, вид движения, габариты и т. д.
12
ГЛАВА
Таблица 1
Классификация станков по степени автоматизации
№ приемов Приемы, выполняемые рабочими или механизмами станка Цикловые приемы Группы станков
простые полуавто- маты автоматы]
варианты станков
>1 2 з| 4I 1| 2| з| 4| 1 2 з| 4| 5 6 ?| 8
1 Захватывание детали из емко- сти и транспортирование в зону обработки I—за- грузка + + + + + 4- + +
2 Установка детали в приспособ- ление (патрон, цанга, тиски и т. п.) + + + 4- + + +
3 Закрепление детали + + + + + + + + + +
4 Включение станка —
5 Подвод инструмента II—обра- ботка + + + + + + + + -Г + 4"
6 Включение подачи + + + + + + + ~г + 4-
7 Осуществление рабочей пода- чи (перемещение инструмен- та или изделия) + + + + + + + + + + + + + 4-
8 Выключение подачи + 4- + + + + + + + + + 4- +
9 Отвод инструмента + + + + + + + 4- + + + +
10 Выключение станка *
11 Открепление детали III—раз- грузка + + -к + + + + + 4"
12 Захватывание обработанной детали + + + + + + + +
13 Транспортировка детали в ем- кость + + + + + 1 + + + 4-
14 Замеры детали IV— контроль + + + + + + 4-
15 Подналадка инструмента . . . + + 4- + + +
16 Смена инструмента + + + + 4-
17 Переключение подачи .... V—про- грамми- рование + + -г- 4-
18 Переключение оборотов . .• . + 4- 4-
19 Переналадка + 4-
20 Саморемонт 4-
Коэффициент автоматизации . о 0,05 о 0,15 со о Ю o' 0,45 0,55 ю со о о 0,75 ОО o' 0,85 о 0,95 —4
Условные обозначения:
| | Выполняется рабочим |4~| Выполняется станком |—| Выполняется станком или
" рабочим в случае необходимости
ПЕРВАЯ
13
Классификация необхо дима
прежде всего для того, чтобы опре-
деленные предметы были сосредото-
чены в одном месте, для полного и
систематического их изучения. Она
дает возможность рассмотреть пред-
меты в строгом порядке и проанали-
зировать их с конструктивной, тех-
нологической и экономической то-
чек зрения. Наконец, классифика-
ция необходима для установления
терминологии в области данных
предметов.
В загрузочных станочных при-
способлениях запас штучных заго-
товок, находящихся в емкости (та-
ре), размещается тремя способами:
магазинным, штабель-
ным и бункерным.
При магазинном способе дета-
ли размещаются в емкости (таре)
в один ряд, с промежутками или
вплотную (рис. 1, а); при штабель-
ном способе—враскладку или вна-
кат в несколько рядов
(рис. 1, б); при бункерном
способе—навалом (рис. 1,в)
В соответствии с тремя
способами размещения (со-
средоточения) запаса дета-
лей в емкостях (тарах) за-
грузочные приспособления
разделяются на следующие
типы:
1) магазиннйе загру-
зочные приспособления
(рис. 2, а). В этих приспо-
соблениях запас деталей в
емкости 1 (таре) размещает-
ся в один ряд. Деталь, вый-
дя из лотка, захватывает-
ся питателем 5 и подается
к станочному приспособле-
нию, расположенному в ра-
бочей зоне станка. Для
увеличения объема мага-
зинного загрузочного при-
способления емкость 1 из-
готовлена в форме зигза-
гообразного лотка;
2) штабельные загру-
зочные приспособления*
(рис. 2, б). В таких при-
Навалом
Рис. 1. Способы сосредоточения изделий
в емкости
Рис. 2. Основные типы загрузочных приспособ
лений
* В классификации загрузочных приспособлений, разработанных ЭНИМС,
название бункерно-магазинные загрузочные приспособления заменено на штабельные
в соответствии со способом размещения в их емкости (таре) деталей.
14
ГЛАВА
способлениях запас деталей в емкости 1 (таре) размещается (сосредоточи-
вается) в несколько рядов (штабелем). Передача деталей из лотка 3 в ста-
ночное приспособление, находящееся в рабочей зоне станка, производится
питателем 5;
3) бункерные загрузочные приспособления (рис. 2, в). В таких при-
способлениях запас деталей в емкости 1 (таре) размещается (сосредоточи-
вается) беспорядочно, навалом. Эти приспособления имеют сбрасывающее
6 и захватывающее 2 устройства. Захватывающее устройство 2 совершает
возвратно-поступательное движение. Находясь в нижнем положении, за-
хват 2 захватывает верхним концом из кучи несколько деталей и, переме-
щаясь вверх, подносит их к ориентирующему устройству 6, которое ориен-
тирует и направляет детали в лоток 5. Из лотка 3 питатель 5 захватывает
по одной детали и переносит ее к станочному приспособлению, установлен-
ному в рабочей зоне станка. На лотке 3 имеется отсекатель 4.
Из трех типов загрузочных приспособлений наиболее совершенным ти-
пом является бункерное загрузочное приспособление. Это объясняется
тем, что оно является наиболее автоматизированным.
В связи с большим разнообразием форм и размеров деталей, обраба-
тываемых на металлорежущих станках, в машиностроении находят при-
менение все три типа загрузочных приспособлений. На производстве один
тип приспособления может применяться в комбинации с другим, например
бункерный тип может применяться в комбинации с магазинным или со шта-
бельным, и т. д.
Анализ конструкций трех типов загрузочных приспособлений показы-
вает, что они состоят из нескольких целевых механизмов (элементов), ко-
торые являются общими для трех типов загрузочных приспособлений.
В ЭНИМС установлено, что каждый из трех типов загрузочных прис-
пособлений может иметь несколько вариантов конструкций, от наиболее
простой до наиболее сложной. Получение различных вариантов конструк-
ций загрузочных приспособлений подчиняется определенной закономер-
ности. Сущность этой закономерности состоит в том, что все типы загрузоч-
ных приспособлений проектируются путем комбинации двух основных эле-
ментов емкости (тары) и привода с одним или несколькими различными уз-
лами целевого назначения.
К узлам целевого назначения загрузочного приспособления относятся
емкость, захват, накопитель, отсекатель, пита-
тель, сбрасыватель, ворошитель и привод. В табл. 2,
разработанной ЭНИМС, даны существующие и возможные варианты кон-
струкций для трех типов автоматических загрузочных приспособлений.
При разработке новой конструкции загрузочного приспособления конст-
руктор, пользуясь табл. 2, может предусмотреть 65 вариантов проектиру-
емой им конструкции загрузочного приспособления. Из таблицы следует,
что наиболее развитая форма конструкции загрузочного приспособления,
вариант № 65, состоит из восьми узлов (целевых механизмов). Наименее
развитая форма конструкции загрузочного приспособления, вариант № 1,
состоит из одного узла (целевого механизма) — емкости (тары).
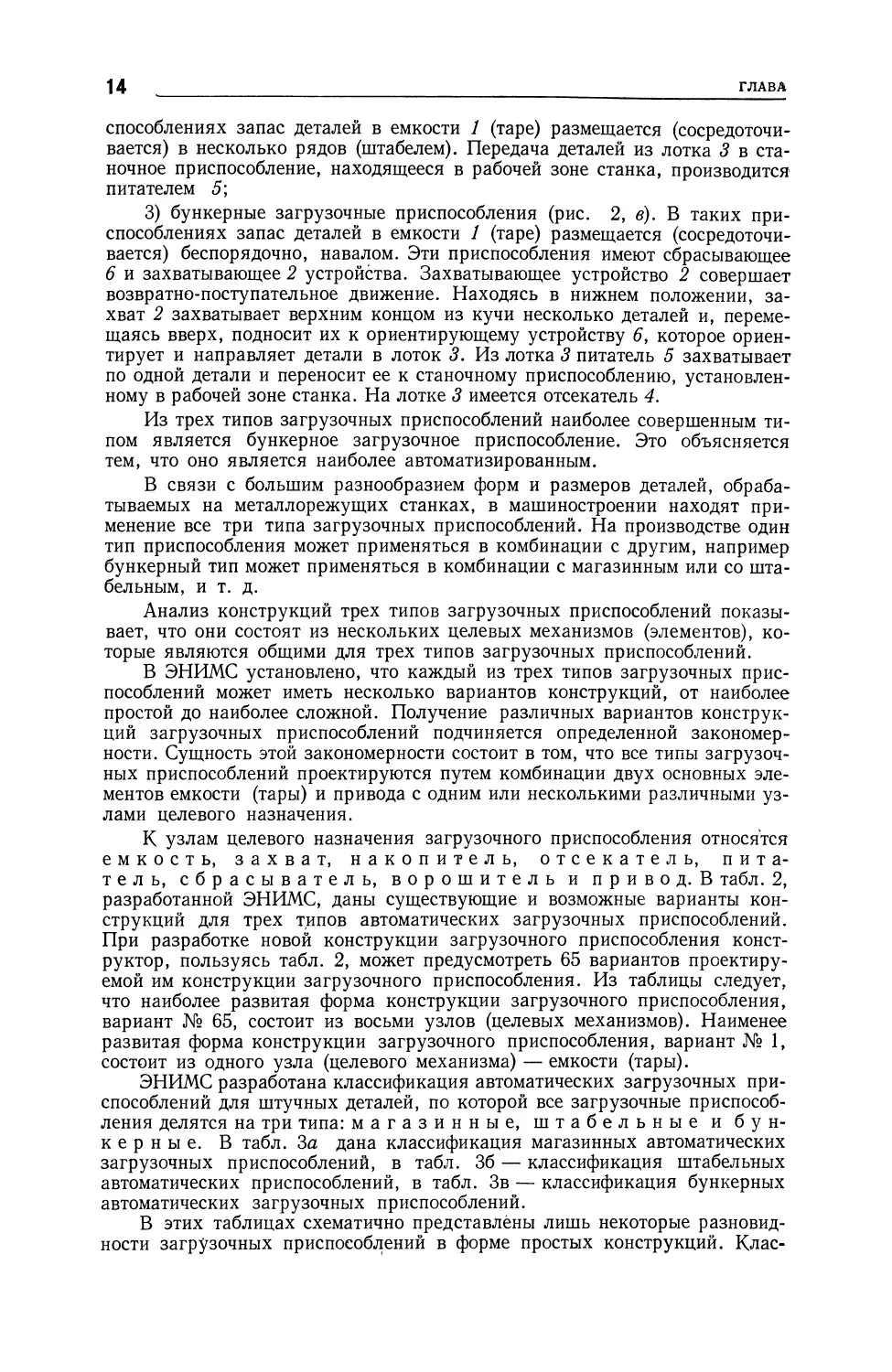
ЭНИМС разработана классификация автоматических загрузочных при-
способлений для штучных деталей, по которой все загрузочные приспособ-
ления делятся на три типа: магазинные, штабельные и бун-
керные. В табл. За дана классификация магазинных автоматических
загрузочных приспособлений, в табл. 36 — классификация штабельных
автоматических приспособлений, в табл. Зв — классификация бункерных
автоматических загрузочных приспособлений.
В этих таблицах схематично представлены лишь некоторые разновид-
ности загрузочных приспособлений в форме простых конструкций. Клас-
Таблица 2
Варианты автоматических загрузочных приспособлений
«5 Наименование узлов Номера существующих и возможных вариантов автоматических загрузочных приспособлений и количество входящих в них узлов
g загрузочных приспособлений 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 1G 1 7 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32
1 Емкость 11 11 1 1 11 |1 1 1 1 1 1 1 1 1 1 1 | 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
2 Захват ...... 1 2 2 2 2 2 I 1 2 2 2 2 2 2 2 2 2
3 Накопитель . . . 3 3 3 3 з 1 3 ! 1 3 3 3 3
4 Отсекатель .... 4 1 4 1 4 4 4 4 I 4 4 4 4
5 Питатель .... 1 1 1 1 5 1 5 | 1 5 1 5 1 1 | 1 5 5 1 1 1 5 5 5 5
6 Сбрасыватель . . 1 1 1 1 16 1 1 1 1 6 | 1 1 1 16 ! 1 161 1 1 16 1 161 1 1 ! 6 61 6
7 Ворошитель . . . 1 1 1 1 7 | 1 1 1 1 1 1 7 | 1 7 1 1 1 1 7 | 7 | 7 I 1 1 7 1 1 7 7
8 Привод 1 1 8 I |8|8|8|8|8|8|8 8 1 1 8 | 8 | 8 | 8 | 8 | 8 8 1 1 8 | 8 | 8 | 8 8 1 8 | 8 | 8 8 8 8 1 1 8 | 1 8 8 8
ПЕРВАЯ
Продолжение
। № узла । Наименование узлов загрузочных приспособлений Номера существующих и возможных вариантов автоматических загрузочных приспособлений и количество входящих в них узлов
33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65
1 Емкость 1 1 1 1 1 1 1 1 1 1 1 1 4 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
2 Захват 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2
3 Накопитель . . . 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3
4 Отсекатель .... 4 4 4 4 4 4 1 1 4 4 4 4 4 1 1 4 4 4 4 4 4 4 4 4 4 4
5 Питатель .... 5 | 5 1 5 5 1 1 5 5 5 5 I 5 5 5 5 5 5 5 5 5 5 5 5 5
6 Сбрасыватель . . 61 i 6 61 6 1 6 6 61 1 6 61 6 1 6 1 6 6 6 6 6 6 6 6 6 6 6 6 6
7 Ворошитель . . . 7 1 7 1 7 1 7 | 1 7 1 7 | 7 | 1 7 1 7 1 7 1 1 1 7 7 7 7 7 7 7 7 7 7 7 7 7
8 Привод 8 1 8 | 8 8 1 8 8 1 8 | | 8 | 8 | 8 | 8 | 8 8 1 8 | 8 8 | 8 | 8 | 1 8 8 8 8 8 8 8 8 8 8 8 8 8 8 8
Примечание. Вариант № 1 — наименее развитая форма исполнения загрузочного приспособления;
вариант № 65—наиболее развитая форма исполнения загрузочного приспособления.
сл
16
ГЛАВА
Общая классификация автоматических
Типы загрузочных приспо- соблений (по способу укладки деталей в емкости) Магазинные (изделия укладываются в емкости в один
Виды загрузочных при- способлений (по способу перемещения деталей) Самотечные Полу самотечные
МС МСР МПС
Группы загрузочных приспособлений (по виду движения транспортных органов емкостей) Транспортные органы (лотки) неподвижны Транспортные орга- ны совершают движение Транспортные органы неподвижны Транспортные органы совершают поперечное движение
поступа- тельное враща- тельное возвратно-поступатель- ное возвратно-качательное поступательное вращательное колебательное (вибрационное)
Подгруппы загрузочных приспособлений (по взаимному располо- жению деталей) Вплотную Вразрядку Вплотную Вплотную
Разновидности МС1 МСР1 МСР2 МПСО МПС1 МПС2 мпсз МПС4 1 МПС5
Примерные схемы загру- зочных приспособле- ний в наименее раз- витых формах испол- нения (без питателей) ct=;°
Детали движутся под дей-
ствием собственного веса
Самотеком
Детали движутся самотеком на
воздушной прослойке или на
плоскости, совершающей
поперечное перемещение
ПЕРВАЯ
17
загрузочных приспособлений для штучных изделий
Таблица За
ряд вплотную или вразрядку)
Принудительные Комбинированные
МП МПР мк МКР
Транспортные органы совершают движение Транспортные органы совершают движение
возвратно-поступательное возвратно-качательное поступательное вращательное колебательное (вибраци- онное) возвратно-пост упатель- ное возвратно-качательное поступательное вращательное колебательное (вибраци- онное) возвратно -поступательное воз вратно-качательное поступательное вращательное колебательное (вибра- ционное) возвратно-поступательное возвратно-качательное поступательное вращательное колебательное (вибраци- онное)
Вплотную Вразрядку Вплотную Вразрядку
Детали движутся
принудительно
фрикционной поверх-
ностью
Детали движутся
принудительно
захватами
Детали движутся
разными способами
2 Зак. 109
18
ГЛАВА
Типы загрузочных приспо-
соблений (по способу
укладки деталей в
емкости)
Штабельные
(изделия укладываются в емкости в
Виды загрузочных приспособлений (по спо- собу перемещения деталей) Самотечные Полусамотечные
ШС шсн шпс
Группы загрузочных при- способлений (по виду движения транспортных органов емкостей) Транспортные органы или емкости неподвижные Транспортные органы неподвижны Транспортные органы совер- шают поперечное движение
возвратно-поступательное возвратно-качательное I поступательное вращательное колебательное (вибра- ционное)
Подгруппы загрузочных приспособлений (по взаимному расположе- нию деталей) Враскладку Внакат Враскладку Враскладку
Разновидности ШС1 ШСН1 шпсо ШПС1 ШПС2 ШПСЗ ШПС4 ШПС5
Примерные схемы за-
грузочных приспособ-
лений в наименее раз-
витых формах испол-
нения (без питателей)
Детали движутся
самотеком (под дей-
ствием собственного
, веса)
Детали движутся самотеком на воз-
душной прослойке или на плоскости,
совершающей поперечное перемещение
Детали движутся Детали движутся
принудительно фрик- принудительно Варианты отсутствуют
ционной поверхно- захватами
стью
ШП1
ШП2
щпз
I
ШП4
ШП5
ШПН1
ШПН2
ШПНЗ
ШПН4
ШПН5
ШК1
ШК2
шкз
ШК4
ШК5
ШКН1
ШКН2
шкнз
ШКН4
ШКН5
Вра возвратно-поступательное Транспортные органы совершают движение ШП I Принудительные 1
возвратно-качательное
складку поступательное
вращательное
колебательное (вибра- ционное)
Внакат возвратно-поступательное шпн
возвратно-качательное
поступательное
вращательное
колебательное (вибраци- онное)
Враскладку возвратно-поступательное Транспортные органы совершают движение шк Комбинированные
возвратно-качательное
поступательное
вращательное
колебательное (вибраци- онное)
Внакат возвратно-поступательное шкн
возвратно-качательное
поступательное
вращательное
колебательное (вибра- ционное)
Таблица 36
20
ГЛАВА
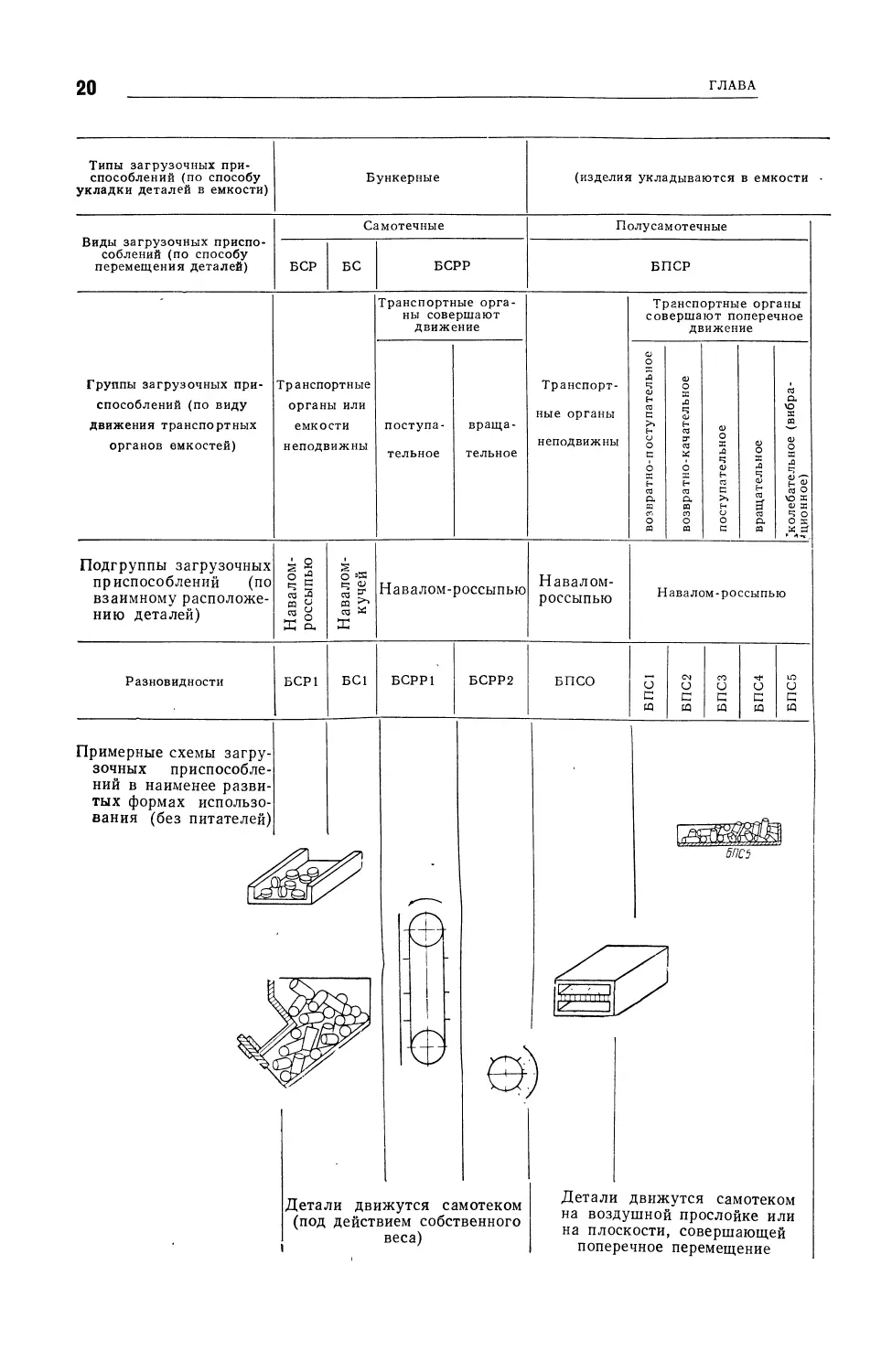
Типы загрузочных при- способлений (по способу укладки деталей в емкости) Бункерные (изделия укладываются в емкости >
Виды загрузочных приспо- соблений (по способу перемещения деталей) Самотечные Полу самотечные
БСР БС БСРР БПСР
Группы загрузочных при- способлений (по виду движения транспортных органов емкостей) Транспортные органы или емкости неподвижны Транспортные орга- ны совершают движение Транспорт- ные органы неподвижны Транспортные органы совершают поперечное движение
поступа- тельное враща- тельное возвратно-поступательное возвратно-качательное поступательное вращательное ’колебательное (вибра- -ционное)
Подгруппы загрузочных приспособлений (по взаимному расположе- нию деталей) Навалом- россыпью Навалом- кучей Навалом-россыпью Навалом- россыпью Навалом-россыпью
Разновидности БСР1 БС1 БСРР1 БСРР2 БПСО БПС1 БПС2 БПСЗ БПС4 БПС5
Примерные схемы загру- зочных приспособле- ний в наименее разви- тых формах использо- вания (без питателей)
Детали движутся самотеком
(под действием собственного
веса)
Детали движутся самотеком
на воздушной прослойке или
на плоскости, совершающей
поперечное перемещение
ПЕРВАЯ
21
Таблица Зв
навалом-россыпью или кучей)
Принудительные Комбинированные
БПР БП БКР БК
Транспортные органы совершают движение Транспортные органы совершают движение
возвратно-поступательное возвратно-качательное поступательное вращательное колебательное (вибраци- онное) возвратно-поступательное возвратно-качательное поступательное вращательное колебательное (вибра- ционное) возвратно-поступательное возвратно-качательное поступательное вращательное колебательное (вибра- ционное) возвратно-поступательное возвратно-качательное поступательное вращательное колебательное (вибраци- онное)
Нав алом-россыпью Навалом-кучей Навалом-россыпью Навалом-кучей
БПР1 БПР2 БПРЗ БПР4 БПР5 БП1 БП2 БПЗ БП4 БП5 БКР1 БКР2 БКРЗ БКР4 БКР5 БК1 БК2 БКЗ БК4 БК5
5W
Детали движутся
принудительно
фрикционной
поверхностью
Детали движутся
из бункера прину-
дительно с помощью
захватов
Варианты отсутствуют
22
ГЛАВА
сификация загрузочных приспособлений позволяет проводить постоянную
систематизацию всех их типов по установленным признакам.
В зависимости от способа перемещения деталей магазинные, штабель-
ные и бункерные загрузочные приспособления разделяются на следующие
виды: самотечные, полусамотечные, принудитель-
ные и комбинированные (см. табл. За, 36, Зв).
К самотечным загрузочным приспособлениям относятся такие, в ко-
торых перемещение деталей в лотках или других устройствах происходит
под действием собственного веса; к полусамотечным, — такие, в которых
перемещение деталей в лотках и других устройствах происходит под дей-
ствием собственного веса деталей при искусственном уменьшении силы тре-
ния между плоскостями деталей и лотка; к принудительным — такие, в ко-
торых перемещение деталей в лотках и других устройствах происходит
принудительно с помощью приводных механизмов; и комбинированным —
такие, которые комбинируются из нескольких однотипных приспособлений:
самотечных, полусамотечных или принудительных. Комбинированные за-
грузочные устройства образуют непрерывно или периодически движущееся
устройство, смонтированное на приводном диске или барабане, называемом
несущим элементом.
В зависимости от вида движения транспортных (несущих, захватных)
органов загрузочные приспособления разделяются на возвратно-
поступательные, поступательные, возврати о-к а-
чательные, вращательные, вибрационные (колеб-
лющиеся).
Все три типа загрузочных приспособлений в зависимости от конструк-
тивных признаков делятся на разновидности. При этом учитываются
только те конструктивные признаки, которые относятся к данному виду
загрузочного приспособления. К конструктивным признакам самотечного
вида загрузочного приспособления относится форма лотка (прямая, спи-
ральная и т. д.). К конструктивным признакам полусамотечного вида за-
грузочного приспособления относится конструкция направляющих и не-
сущих органов приспособления, например одновалковые, многовалковые
и т. д. К конструктивным признакам принудительного вида загрузочного
приспособления относится конструкция несущих и тяговых органов (цеп-
ные, ленточные) и т. д. К конструктивным признакам комбинированного
вида загрузочного приспособления относятся конструкции устройств для
перемещения загрузочных приспособлений, напримерАцепные, барабанные,
карусельные и т. д.
В разработанной ЭНИМС классификации автоматических загрузочных
приспособлений им присвоены определенные мнемонические обозначения
(см. табл. За, 36, Зв).
Типы: магазинные — М; штабельные — Ш; бункерные — Б.
Виды: самотечные — С; полусамотечные — ПС; принудительные — П;
комбинированные — К.
По видам приспособлений (для каждого типа) приняты следующие обо-
значения:
МС — магазинные самотечные;
МСР — магазинные самотечные с деталями, расположенными вразрядку;
МПС — магазинные полусамотечные;
МПСР — магазинные полусамотечные с расположением деталей вразрядку
(в таблице не показано);
МП — магазинные принудительные;
МПР — магазинные принудительные с размещением деталей вразрядку;
МК — магазинные комбинированные;
МКР — магазинные комбинированные с расположением деталей враз-
• рядку;
ПЕРВАЯ
23
ШС — штабельные самотечные;
ШСН — штабельные самотечные с расположением деталей внакат;
ШПС — штабельные по л у самотечные;
ШПСН — штабельные полусамотечные с расположением деталей внакат
(в таблице не показано);
ШП — штабельные принудительные;
ШПН — штабельные принудительные с расположением деталей внакат;
ШК — штабельные комбинированные;
ШКН — штабельные комбинированные с расположением деталей внакат;
БС — бункерные самотечные;
БСР — бункерные самотечные с расположением деталей россыпью;
БСРР — бункерные самотечные с расположением деталей россыпью враз-
рядку;
БПС — бункерные полусамотечные (в таблице не показано);
БПСР — бункерные полусамотечные с расположением деталей россыпью;
БП — бункерные принудительные;
БПР — бункерные принудительные с расположением деталей россыпью;
БК — бункерные комбинированные;
БКР — бункерные комбинированные с расположением деталей россыпью.
В классификации автоматических загрузочных приспособлений груп-
пы оставлены без мнемонического знака. Это объясняется тем, что групповые
признаки для всех трех типов загрузочных приспособлений общие и харак-
теризуются разновидностями, которым присвоены порядковые номера
(1, 2, 3 и т. д.).
§ 2. Применение различных видов загрузочных
устройств на станках
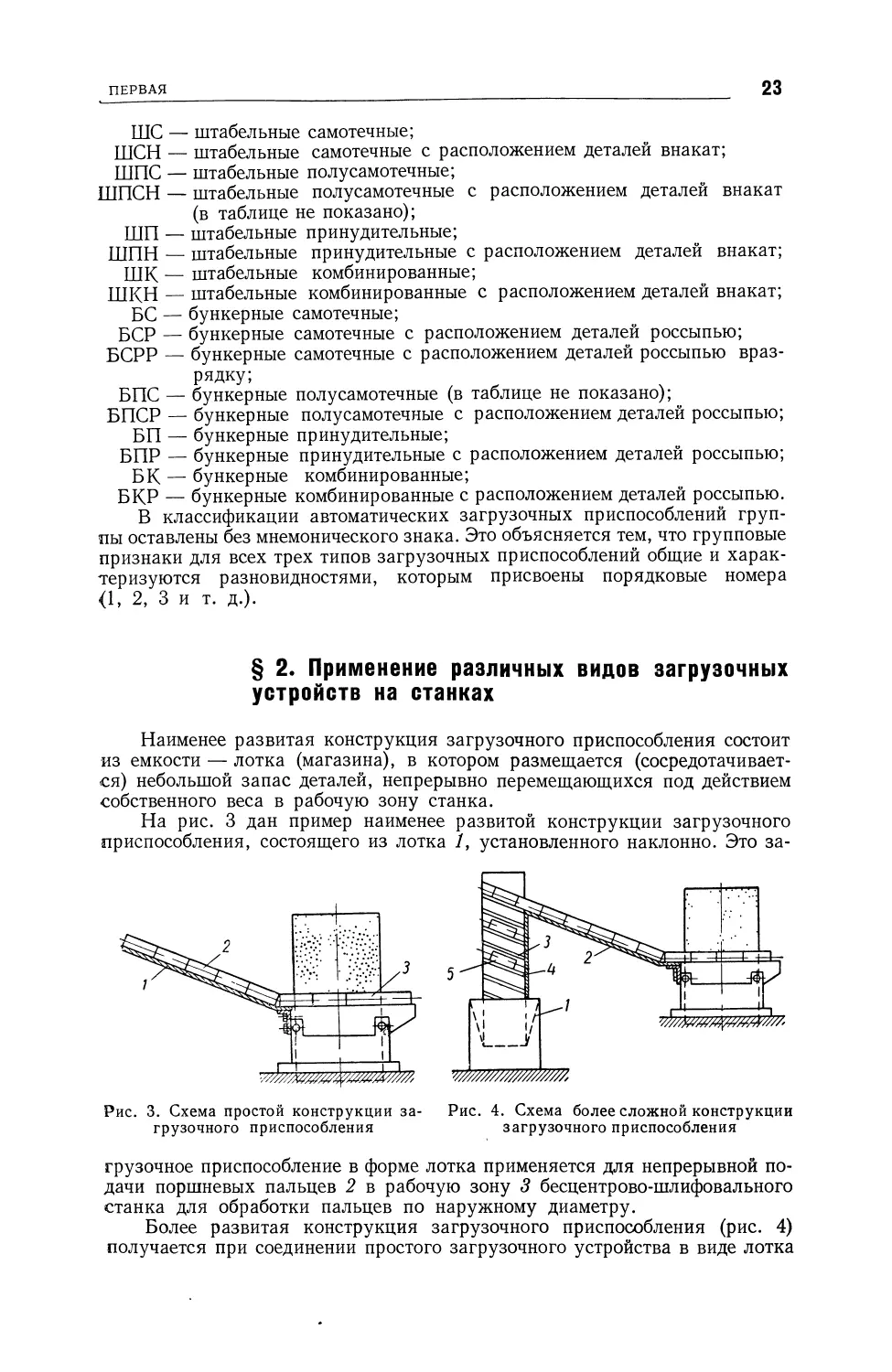
Наименее развитая конструкция загрузочного приспособления состоит
из емкости — лотка (магазина), в котором размещается (сосредотачивает-
ся) небольшой запас деталей, непрерывно перемещающихся под действием
собственного веса в рабочую зону станка.
На рис. 3 дан пример наименее развитой конструкции загрузочного
приспособления, состоящего из лотка /, установленного наклонно. Это за-
Рис. 3. Схема простой конструкции за-
грузочного приспособления
Рис. 4. Схема более сложной конструкции
загрузочного приспособления
грузочное приспособление в форме лотка применяется для непрерывной по-
дачи поршневых пальцев 2 в рабочую зону 3 бесцентрово-шлифовального
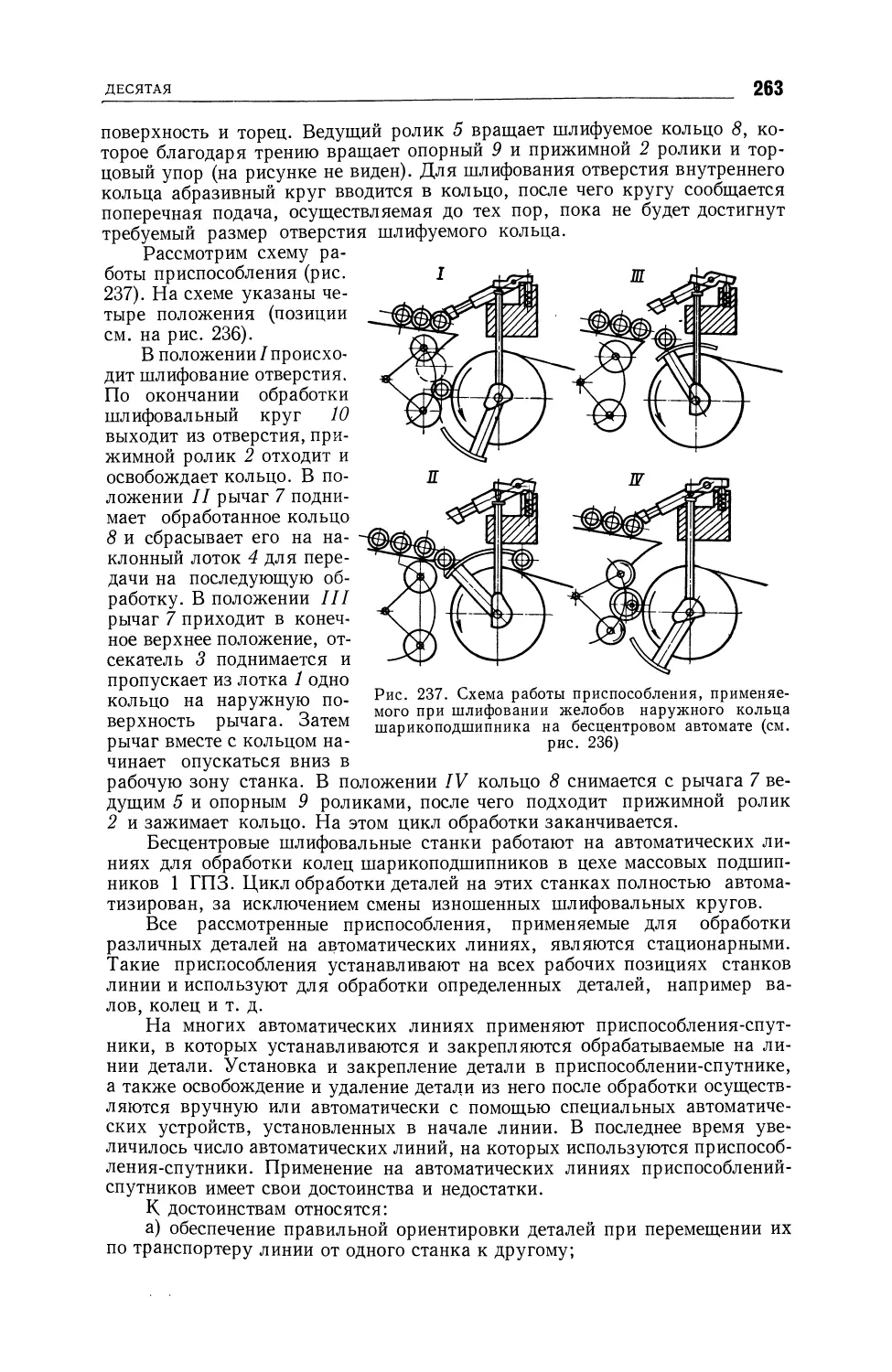
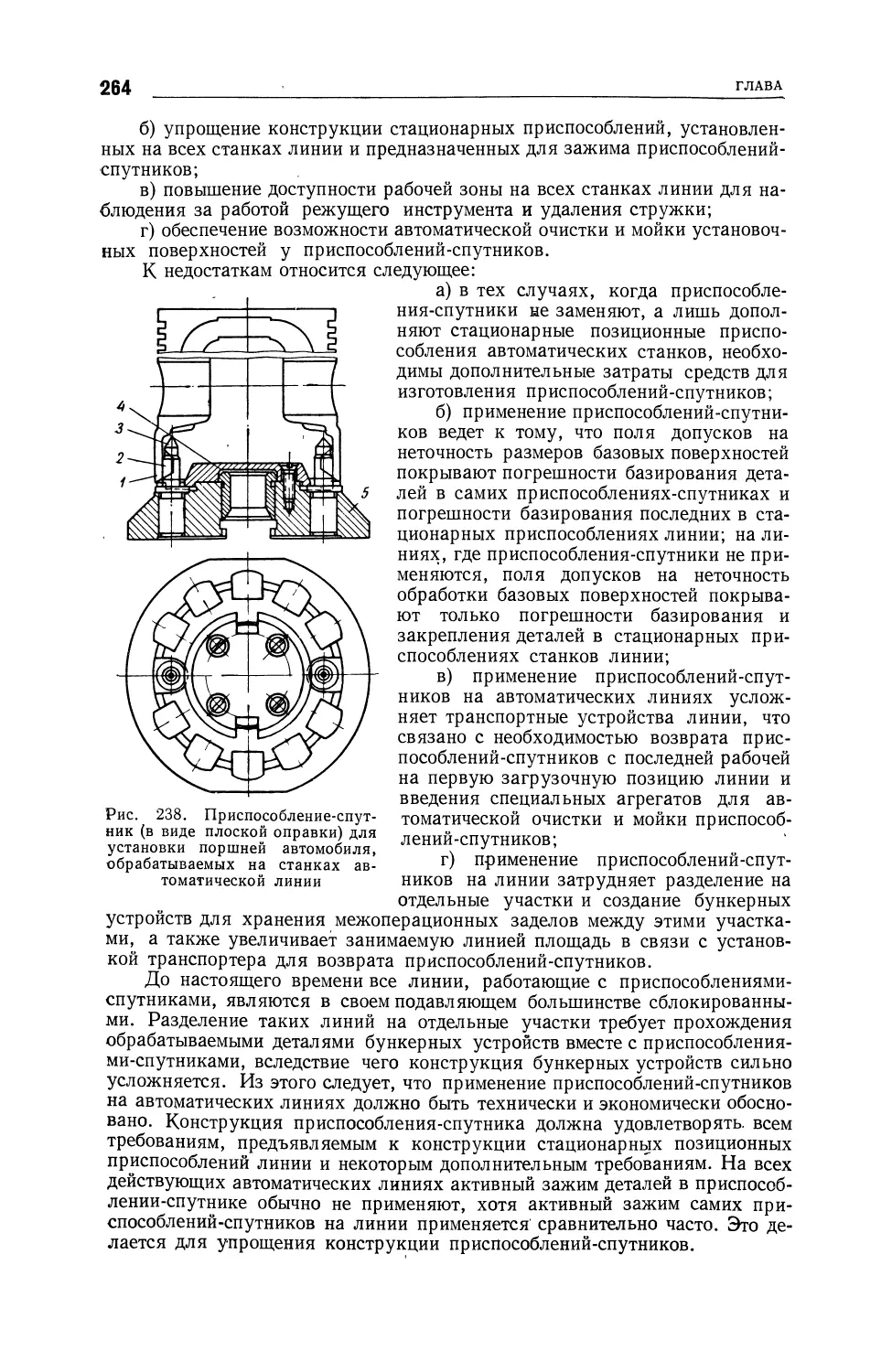
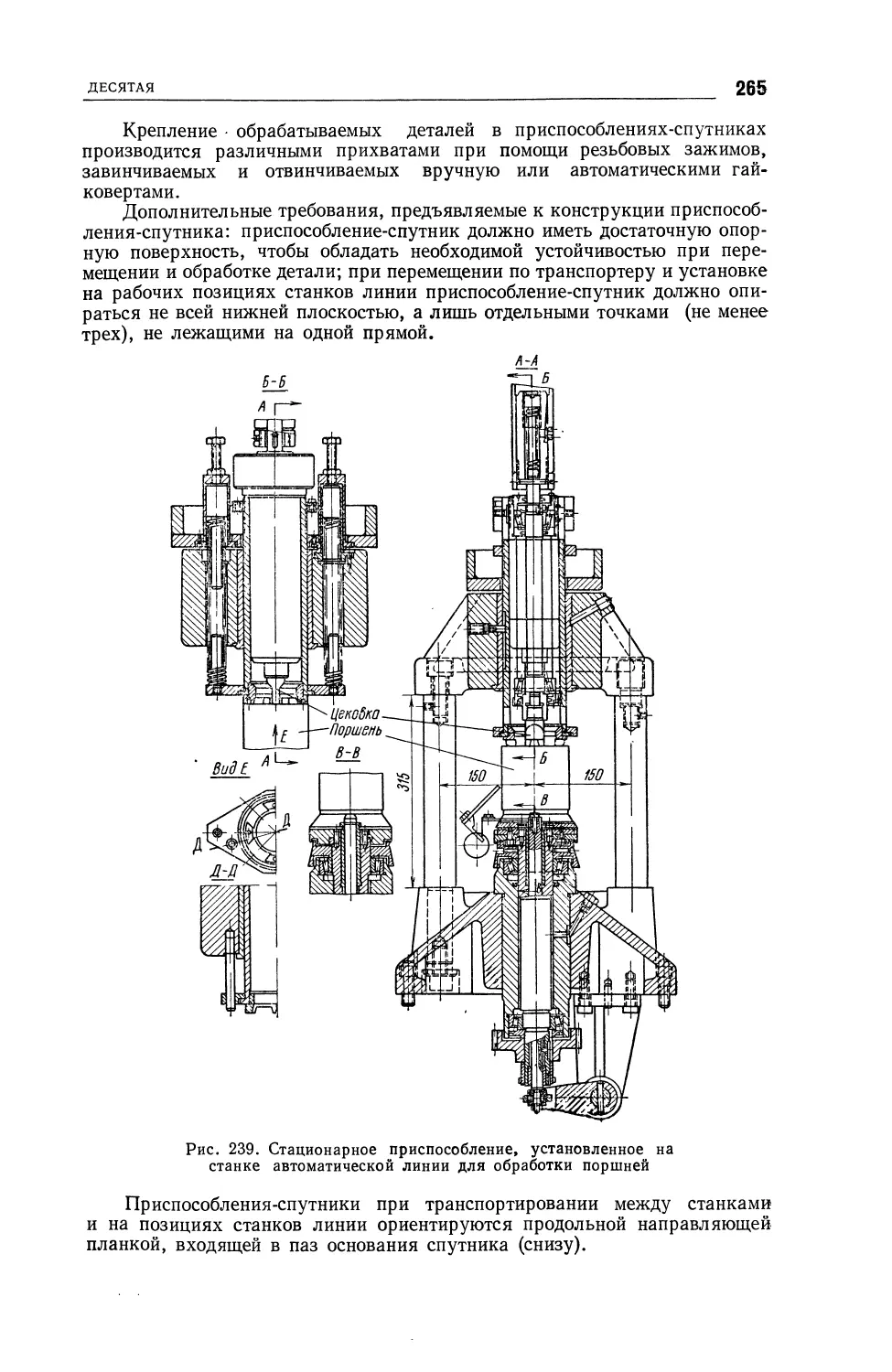
станка для обработки пальцев по наружному диаметру.
Более развитая конструкция загрузочного приспособления (рис. 4)
получается при соединении простого загрузочного устройства в виде лотка
24
ГЛАВА
2 с более сложным загрузочным приспособлением, состоящим из емкости
(тары) 1 и транспортера 3 с наклонными планками 4 для перемещения дета-
лей 5 вверх к лотку 2. В более сложном загрузочном приспособлении лоток 2
не может выполнять функцию самостоятельного загрузочного приспособле-
Рис. 5. Простое валковое загру-
зочное приспособление
ния и превращается в накопитель.
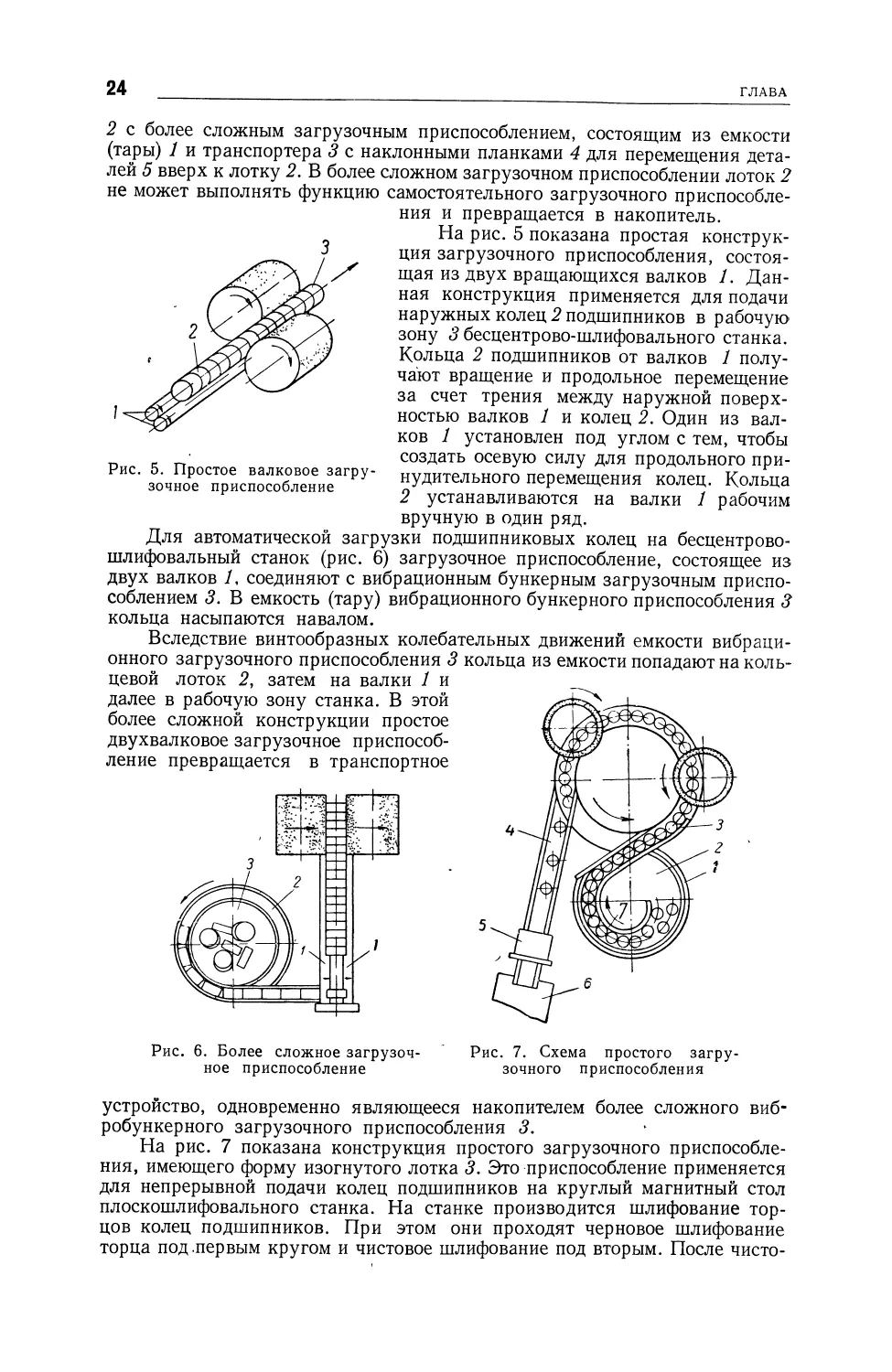
На рис. 5 показана простая конструк-
ция загрузочного приспособления, состоя-
щая из двух вращающихся валков 1. Дан-
ная конструкция применяется для подачи
наружных колец 2 подшипников в рабочую
зону 3 бесцентрово-шлифовального станка.
Кольца 2 подшипников от валков 1 полу-
чают вращение и продольное перемещение
за счет трения между наружной поверх-
ностью валков 1 и колец 2. Один из вал-
ков 1 установлен под углом с тем, чтобы
создать осевую силу для продольного при-
нудительного перемещения колец. Кольца
2 устанавливаются на валки 1 рабочим
вручную в один ряд.
Для автоматической загрузки подшипниковых колец на бесцентрово-
шлифовальный станок (рис. 6) загрузочное приспособление, состоящее из
двух валков Д соединяют с вибрационным бункерным загрузочным приспо-
соблением 3. В емкость (тару) вибрационного бункерного приспособления 3
кольца насыпаются навалом.
Вследствие винтообразных колебательных движений емкости вибраци-
онного загрузочного приспособления 3 кольца из емкости попадают на коль-
цевой лоток 2, затем на валки 1 и
далее в рабочую зону станка. В этой
более сложной конструкции простое
двухвалковое загрузочное приспособ-
ление превращается в транспортное
Рис. 6. Более сложное загрузоч-
ное приспособление
Рис. 7. Схема простого загру-
зочного приспособления
устройство, одновременно являющееся накопителем более сложного виб-
робункерного загрузочного приспособления 3,
На рис. 7 показана конструкция простого загрузочного приспособле-
ния, имеющего форму изогнутого лотка 3, Это приспособление применяется
для непрерывной подачи колец подшипников на круглый магнитный стол
плоскошлифовального станка. На станке производится шлифование тор-
цов колец подшипников. При этом они проходят черновое шлифование
торца под .первым кругом и чистовое шлифование под вторым. После чисто-
ПЕРВАЯ
25
вого шлифования торца кольца сходят с круглого магнитного стола в лоток
4 и поступают в демагнитизатор 5 для размагничивания и затем перемещают-
ся в тару 6.
виде вращающегося
Рис.
8. Схема более сложного загрузочного приспособ-
ления с ---------
К простому загрузочному приспособлению-лотку 3 (рис. 7) можно при-
соединить более сложное загрузочное приспособление. Емкость его состоит
из верхней неподвижной цилиндрической части 1 и дна в
диска 2, на который
шлифуемые кольца
укладываются вруч-
ную в один ряд. В ем-
кости приспособления
имеется неподвиж-
ный винтовой лоток
7, в который посту-
пают кольца с вра-
щающегося диска 2
под действием силы
трения между торца-
ми колец и плоско-
стью диска 2.
Для автоматиче-
ской загрузки колец
на плоскошлифоваль-
ный станок (рис. 8)
простое загрузочное прис-
пособление (см. рис. 7) лот-
ком 9 присоединяют ко вто-
рому загрузочному приспо-
соблению 8 магазинного ти-
па. В этом сложном прис-
пособлении диск 2 превра-
щается в транспортное уст-
ройство для принудитель-
ной подачи колец на круг-
лый магнитный стол плос-
кошлифовального станка.
Сложные загрузочные
приспособления для подачи
деталей сплошным потокоц
в рабочую зону станка име-
ют большую емкость и обе-
транспортно-загрузочным устройством
Рис. 9. Вибрационное загрузочное приспособление
спечивают автоматическую
загрузку станка. Эти приспособления создаются путем присоединения к про-
стым загрузочным приспособлениям других, более сложных загрузочных
приспособлений определенного целевого назначения.
В загрузочных приспособлениях подача обрабатываемых деталей в ра-
бочую зону станка может производиться сплошным потоком или по одной
штук^ через определенный промежуток времени. В тех загрузочных приспо-
соблениях, в которых детали подаются в рабочую зону станка по одной
штуке, захват деталей из соответствующего узла приспособления произво-
дится определенными органами станка или питателями. Питатель, захватив
одну деталь из емкости загрузочного приспособления, переносит ее в рабо-
чую зону станка.
На рис. 9 показано вибрационное загрузочное приспособление 3 для
подачи деталей по одной штуке в станочное приспособление револьверного
станка. При вибрационных движениях загрузочного приспособления 3 об-
2В. Зак. 109
26
ГЛАВА
рабатываемые детали 5 по винтовому лотку 4 перемещаются в лоток 1.
Через определенный промежуток времени лоток 1 перемещается в рабочую
зону станка. В этот момент к нему подходит толкатель 2, закрепленный в ре-
вольверной головке, и выталкивает из лотка 1 в патрон 6 одну деталь, после
чего лоток / отходит вверх и происходят зажим и обработка детали на ре-
вольверном станке.
На рис. 10 дано магазинное загрузочное приспособление, в котором пода-
ча деталей производится качающимся питателем /. Небольшой запас дета-
лей находится в изогнутом лотке 2. Находясь в верхнем положении, питатель
Рис. 10. Магазинное загрузочное • приспособле-
ние с питателем, поворачивающимся около сво-
ей оси в двух противоположных направлениях
Рис. И. Загрузочное
приспособление
1 захватывает из лотка 2 (магазина) одну деталь, при этом подвижный
рычаг 3 питателя под действием пружины 4 прижимает захваченную
деталь к неподвижной губке питателя 1. Затем питатель 1 перемещает де-
таль в рабочую зону станка, а сектор 5 питателя 1 закрывает выход для
деталей из лотка 2.
После установки и закрепления детали в приспособлении станка пита-
тель 1 перемещается вверх до тех пор, пока его захват совместится с лот-
ком 2. Перемещение деталей в лотке 2 к питателю 1 происходит под дейст-
вием силы тяжести, самотеком.
Встречаются конструкции загрузочных приспособлений (рис. 11),
в емкости которых штучные детали все время находятся в неподвижном со-
стоянии. Данное приспособление производит загрузку станка деталями сле-
дующим образом. Около станка установлен питатель /, который перемещает
вверх и вниз и поворачивает на 90° специальный патрон 5. Патрон 5, опус-
тившись вниз, захватывает одну деталь 6 со стержня 2 и затем вместе с де-
талью 6 поднимается вверх. Далее питатель 1 вместе с патроном 5 и деталью
6 поворачивается на 90° из положения 4 в положение 5, и патрон 3 с деталью
6 опускается и устанавливает ее в станочное приспособление, находящееся
ПЕРВАЯ
27
в рабочей зоне станка. После этого патрон 3 поднимается, и питатель 1 пово-
рачивается из положения 5 в исходное положение 4.
Конструкции загрузочных приспособлений для ритмичной подачи штуч-
ных заготовок в рабочую зону станка состоят из емкости (тары), транспорт-
ных устройств и питателей. В некоторых конструкциях загрузочных
устройств данного вида питатель может отсутствовать. В этом случае его
функции будут выполняться соответствующими органами станка. Поэтому
в классификации станочных загрузочных приспособлений, разработанной
ЭНИМС, взято наиболее простое приспособление, которое может самостоя-
тельно выполнять функции по автоматической загрузке станков деталями
без питателя независимо от формы и размеров детали и типа станка.
Способы транспортирования деталей.
Самотечный
р простран-
I стве
В простри
стое
В лотке
В лотке
на плос-
кости
На плос-
кости
Полусимотечный
Принудительный
на плос-
кости
В лотке
Скольже-
нием
Перевозом
непрерывно Прерывисто
Качением j
Перевозом
Скольже-
нием
Перевозом CK0J!^e"
наем
Качением
Сплошным^ [ По одной
потоком штуке
непрерывно Прерывисто^
непрерывно Прерывисто
Сплошным
потоком
По одной
штуке
Сплошным
потоком
По одной
штуке
Рис. 12. Основные способы транспортирования (перемещения) деталей
В загрузочных приспособлениях перемещение деталей на различных
транспортерах производится под действием силы тяжести или приложенной
силы. В зависимости от вида приложенной силы или от комбинации сил раз-
личают три способа транспортирования деталей (рис. 12): 1) самотечный, при
котором перемещение деталей по транспортеру происходит под действием
силы тяжести; 2) принудительный, при котором перемещение деталей по
транспортеру происходит под действием приложенной силы; 3) полусамотеч-
ный, при котором перемещение деталей по транспортеру происходит под
действием силы тяжести при искусственном уменьшении силы трения меж-
ду плоскостью детали и транспортера.
Весьма широкое применение получил самотечный способ транспортиро-
вания деталей, так как при этом способе не требуется применение какого-
либо привода для перемещения деталей по транспортеру. При этом способе
транспортирования в качестве транспортного устройства применяются лот-
ки или другие устройства. При самотечном способе детали могут перемещать-
ся только сверху вниз.
Принудительный способ транспортирования также имеет большое
распространение. Но при этом способе применяются транспортеры, имеющие
привод и механизмы для перемещения деталей. Этот способ дает возможность
2В*
28
ГЛАВА
перемещать детали по транспортеру в любом направлении, причем перемеще-
ние может быть равномерным, ускоренным, замедленным.
Полусамотечный способ транспортирования получил меньшее примене-
ние, чем первые два. При этом способе транспортер для перемещения дета-
лей устанавливается относительно горизонтальной плоскости под углом,
меньшим, чем угол трения. Перемещение деталей по транспортеру при по-
лусамотечном способе происходит при искусственном уменьшении силы тре-
ния между плоскостью перемещаемых деталей и плоскостью транспортера
или за- счет образования между этими плоскостями воздушной прослойки,
или путем поперечного колебания, или равномерного движения несущей
плоскости транспортера.
В полусамотечных транспортных устройствах в качестве направляющих
и несущих устройств для перемещения деталей применяются лотки или ва-
лики. Для приведения в действие полусамотечных транспортных устройств
применяются различные приводы.
При всех трех способах детали транспортируются перевозом* путем
скольжения или качения, непрерывно или периодически, по одной штуке
или по нескольку штук (непрерывным потоком).
При самотечном транспортировании перемещение деталей может проис-
ходить по наклонной плоскости транспортера без какой-либо ориентировки
деталей или по наклонной плоскости лотка с требуемой ориентировкой де-
талей.
При полусамотечном транспортировании детали перемещаются по на-
клонной плоскости или в лотке, путем скольжения или перевоза. При этом
перемещаемые детали могут двигаться непрерывно, сплошным потоком или
прерывисто — по одной штуке.
Принудительное транспортирование деталей в пространстве может
производиться специальными захватами, которые переносят детали из од-
ного места в другое. Принудительное транспортирование деталей на плос-
кости и в лотке происходит перевозом, скольжением и качением. При этом
детали могут перемещаться сплошным потоком или по одной штуке. Прину-
дительное транспортирование деталей происходит жестким, полу-
жестким и нежестким способами.
При жестком способе транспортирования детали перемещаются по транс-
портеру транспортными органами, которые при движении жестко связаны
с перемещаемыми деталями. При возникновении препятствий к перемещению
деталей транспортный орган ломается или повреждается.
При полужестком способе транспортирования деталей последние пере-
мещаются по транспортеру транспортными органами, которые полужестко
связаны с перемещаемыми деталями. Полужесткое транспортирование де-
талей производится от привода или муфтой. При возникновении препятст-
вий к перемещению деталей происходит разрыв связи между транспортным
органом и деталью без повреждения транспортирующего органа, например
происходит включение привода, муфты и т. д.
При нежестком способе транспортирования детали перемещаются
по транспортеру транспортными органами, которые при транспортировании
нежестко связаны с перемещаемыми деталями. Нежесткое транспорти-
рование деталей может производиться с помощью магнитного или вакуум-
ного устройства, под влиянием упругой силы пружины или струи сжатого
воздуха и т. д.
Все три способа транспортирования деталей имеют практическое при-
менение. Причем они могут применяться как отдельно, так и в различных
комбинациях друг с другом.
* Под перевозом подразумевается перемещение деталей на каком-либо несущем
устройстве (подставка, ящик, ячейка и т. д.).
Рис. 13. Классификация катучих
деталей
ЕРВАЯ
30
ГЛАВА
Для каждого из трех способов транспортирования или для их комбина-
ций изготавливаются соответствующие транспортеры, которые входят в кон-
струкцию загрузочно-транспортного приспособления или как самостоятель-
ный узел, или же являются самостоятельными межоперационными транс-
портными устройствами.
Все штучные детали, перемещаемые в транспортных и загрузочных
устройствах, в зависимости от способа перемещения разделяются на два
вида: катучие и некатучие. Вид деталей определяется их фор-
мой. К катучему виду относятся детали, которые имеют такую форму, ко-
торая позволяет перемещать их на транспортных устройствах качением.
К некатучему виду относятся детали, которые имеют форму, позволяющую
перемещать их на транспортных устройствах только скольжением.
Катучие детали (рис. 13) разделяются на три группы: шаровые,
стержневые и дисковые, которые в свою очередь подразделяются
на семь классов: 1) шары, 2) овалы, 3) валы, 4) втулки, 5) стаканы, 6) диски,
7) кольца. Каждый класс включает в себя различные детали с соответствую-
щими признаками. Некатучие детали (рис. 13) разделяются на три группы:
стержневые, состоящие из двух классов: 1) сплошные, 2) коробчатые;
зигзагообразные, состоящие из двух классов: 1) коленчатые
валы, 2) скобы; пространственные, состоящие из двух классов:
1) плоские, 2) объемные.
Необходимо указать, что многие некатучие детали можно транспорти-
ровать в таких лотках, в которых транспортируются катучие детали. По-
этому при выборе способа транспортирования для катучих и некатучих
деталей нельзя провести резкого разграничения между двумя способами
транспортирования деталей.
Помимо формы на выбор способа транспортирования также влияют га-
бариты и вес деталей, перемещаемых по транспортным устройствам.
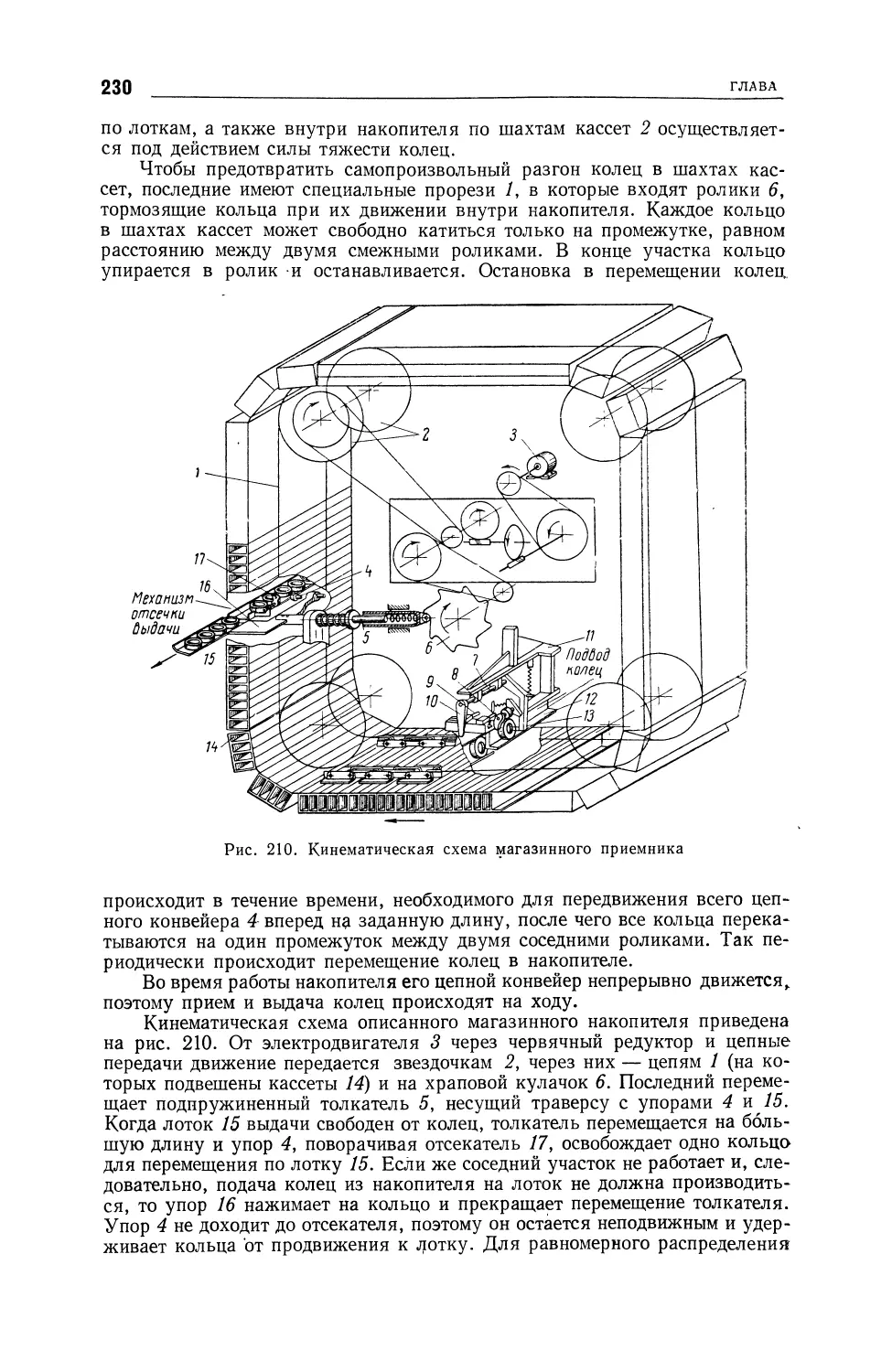
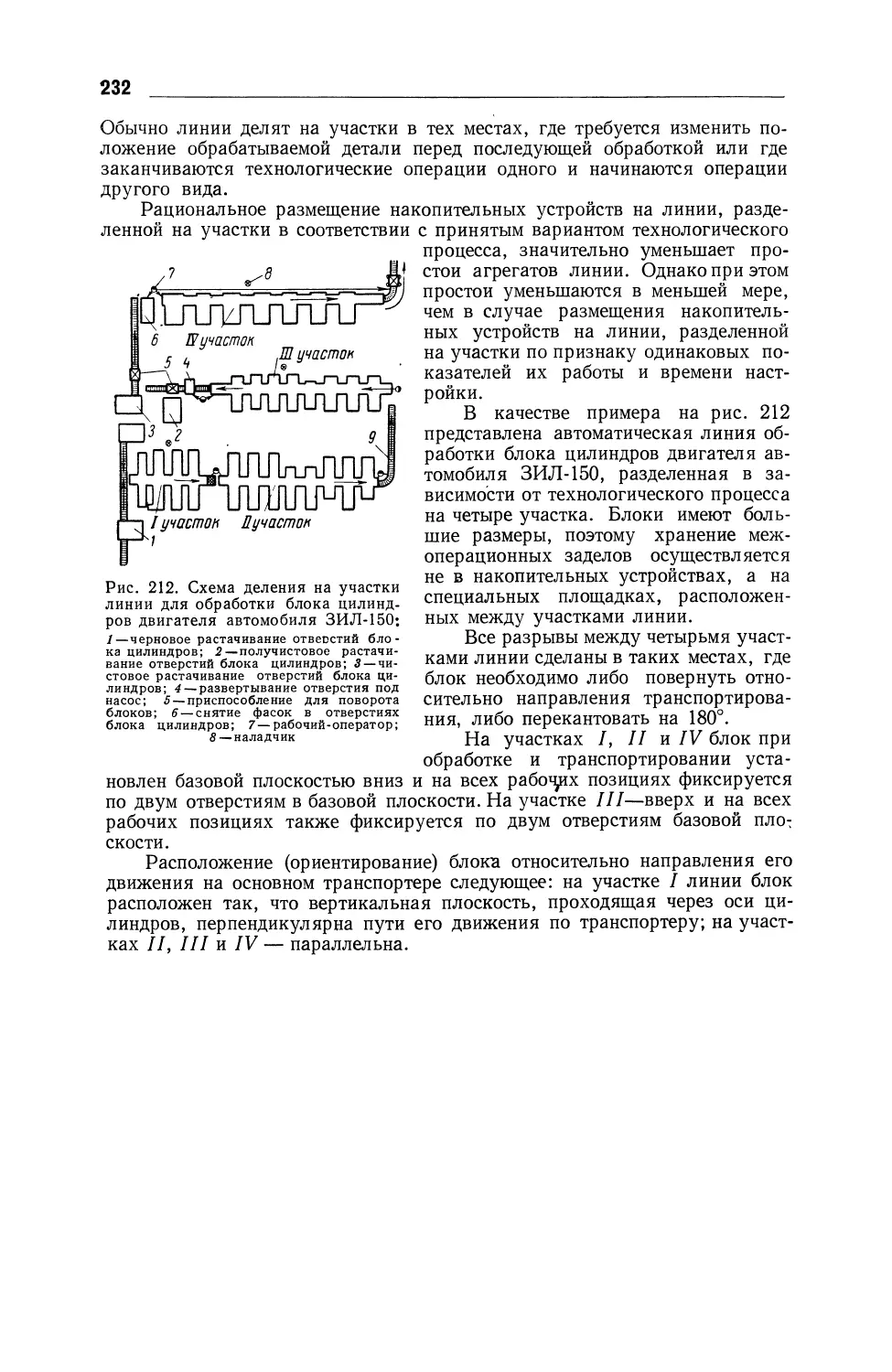
§ 3. Назначение и определения отдельных
элементов загрузочных приспособлений
и транспортных устройств
1. Бункер — это емкость (тара) автоматического загрузочного приспо-
собления. Он служит для сосредоточения запаса штучных деталей навалом,
отсюда название: бункерное загрузочное приспособление.
2. Ворошитель 3 (см. рис. 14) применяется
в загрузочном приспособлении для ворошения
деталей 1 и для того, чтобы не возникало затора
деталей перед выходным отверстием бункера или
штабельника 2.
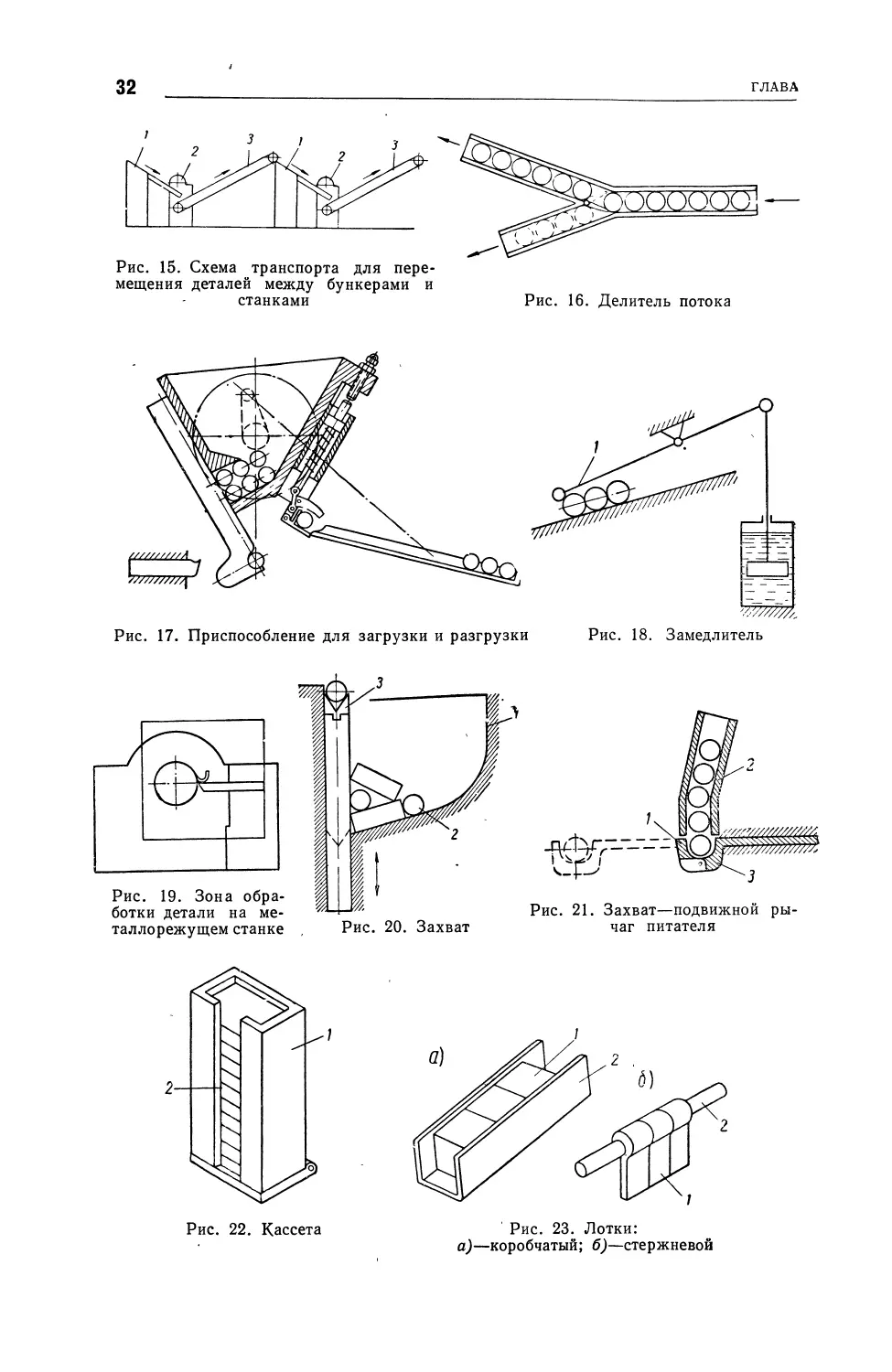
3. Гибкий транспорт 3 (рис. 15) служит для
перемещения деталей между бункерами 1 и стан-
ками 2.
4. Делитель потока (рис. 16) применяется
для деления одного потока обрабатываемых де-
талей на несколько потоков.
5. Загрузочно-разгрузочное приспособление
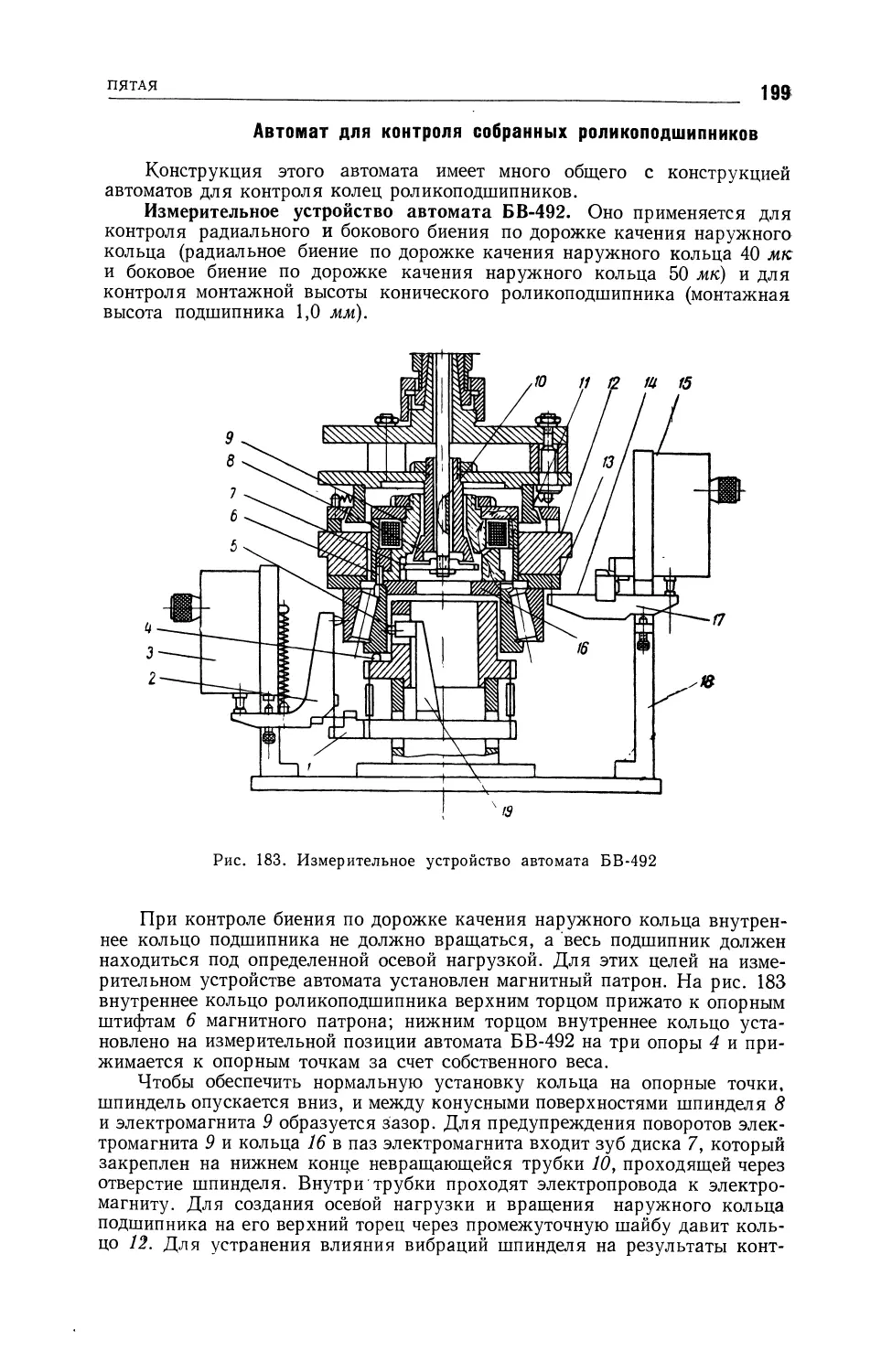
Рис. 14. Ворошитель (рис.17) применяется для автоматизации загруз-
ки (установки) деталей в рабочую зону станка
и для разгрузки (снятия) их из рабочей зоны
станка после обработки и передачи на транспортное устройство.
6. Замедлители 1 (рис. 18) — это устройства, применяемые для умень-
шения скорости перемещения обрабатываемых деталей по наклонной плос-
ПЕРВАЯ
31
кости транспортера. По конструкции привода замедлители разделяются на
механические, гидравлические, пневматические
иэлектромагнитные.
7. Зона обработки или рабочая зона станка (рис. 19) — это простран-
ство, в котором размещаются станочное приспособление, обрабатываемая
деталь, режущий инструмент и снимается стружка с обрабатываемой де-
тали.
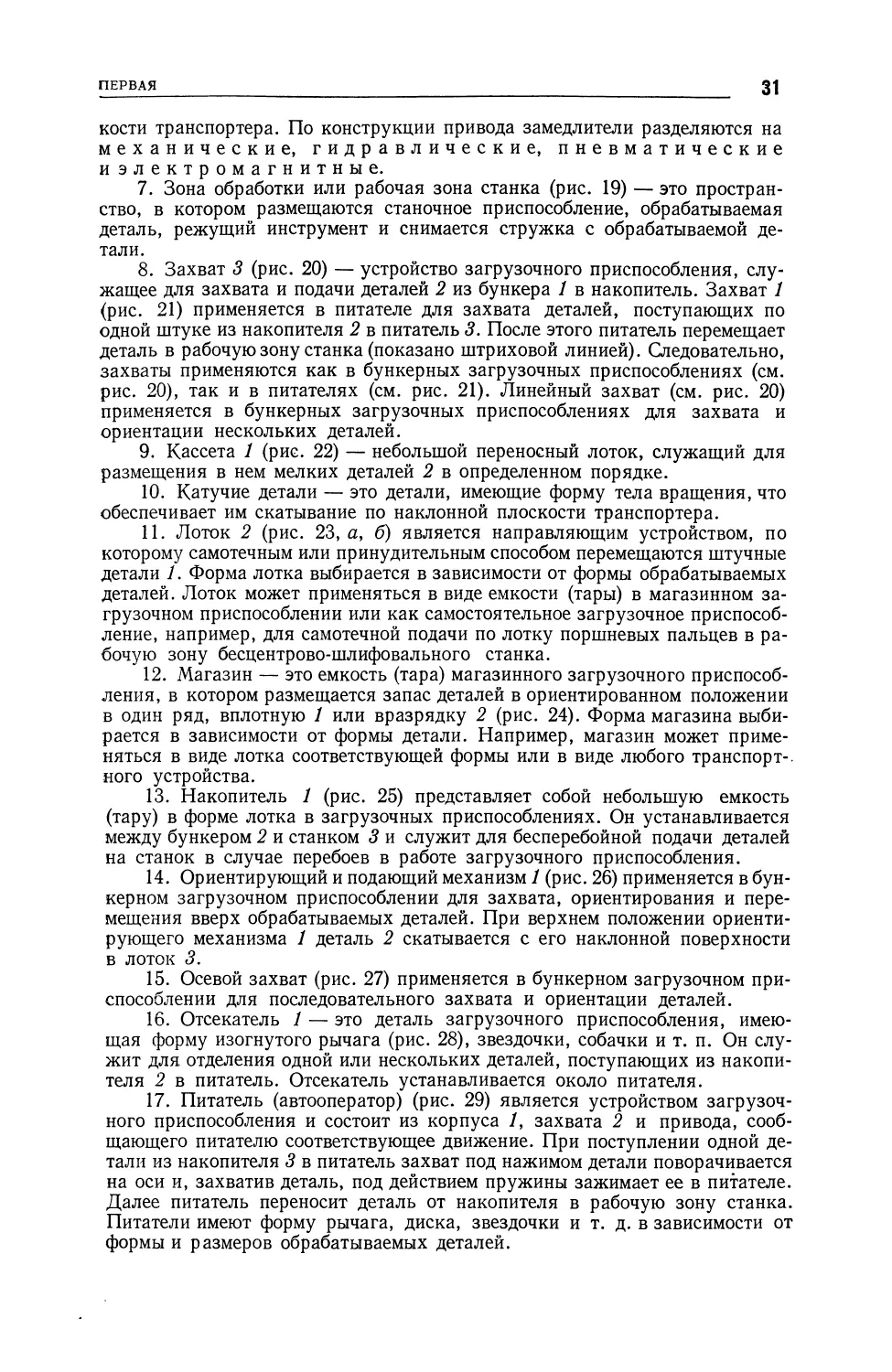
8. Захват 3 (рис. 20) — устройство загрузочного приспособления, слу-
жащее для захвата и подачи деталей 2 из бункера 1 в накопитель. Захват 1
(рис. 21) применяется в питателе для захвата деталей, поступающих по
одной штуке из накопителя 2 в питатель 3. После этого питатель перемещает
деталь в рабочую зону станка (показано штриховой линией). Следовательно,
захваты применяются как в бункерных загрузочных приспособлениях (см.
рис. 20), так и в питателях (см. рис. 21). Линейный захват (см. рис. 20)
применяется в бункерных загрузочных приспособлениях для захвата и
ориентации нескольких деталей.
9. Кассета 1 (рис. 22) — небольшой переносный лоток, служащий для
размещения в нем мелких деталей 2 в определенном порядке.
10. Катучие детали — это детали, имеющие форму тела вращения, что
обеспечивает им скатывание по наклонной плоскости транспортера.
11. Лоток 2 (рис. 23, а, б) является направляющим устройством, по
которому самотечным или принудительным способом перемещаются штучные
детали 7. Форма лотка выбирается в зависимости от формы обрабатываемых
деталей. Лоток может применяться в виде емкости (тары) в магазинном за-
грузочном приспособлении или как самостоятельное загрузочное приспособ-
ление, например, для самотечной подачи по лотку поршневых пальцев в ра-
бочую зону бесцентрово-шлифовального станка.
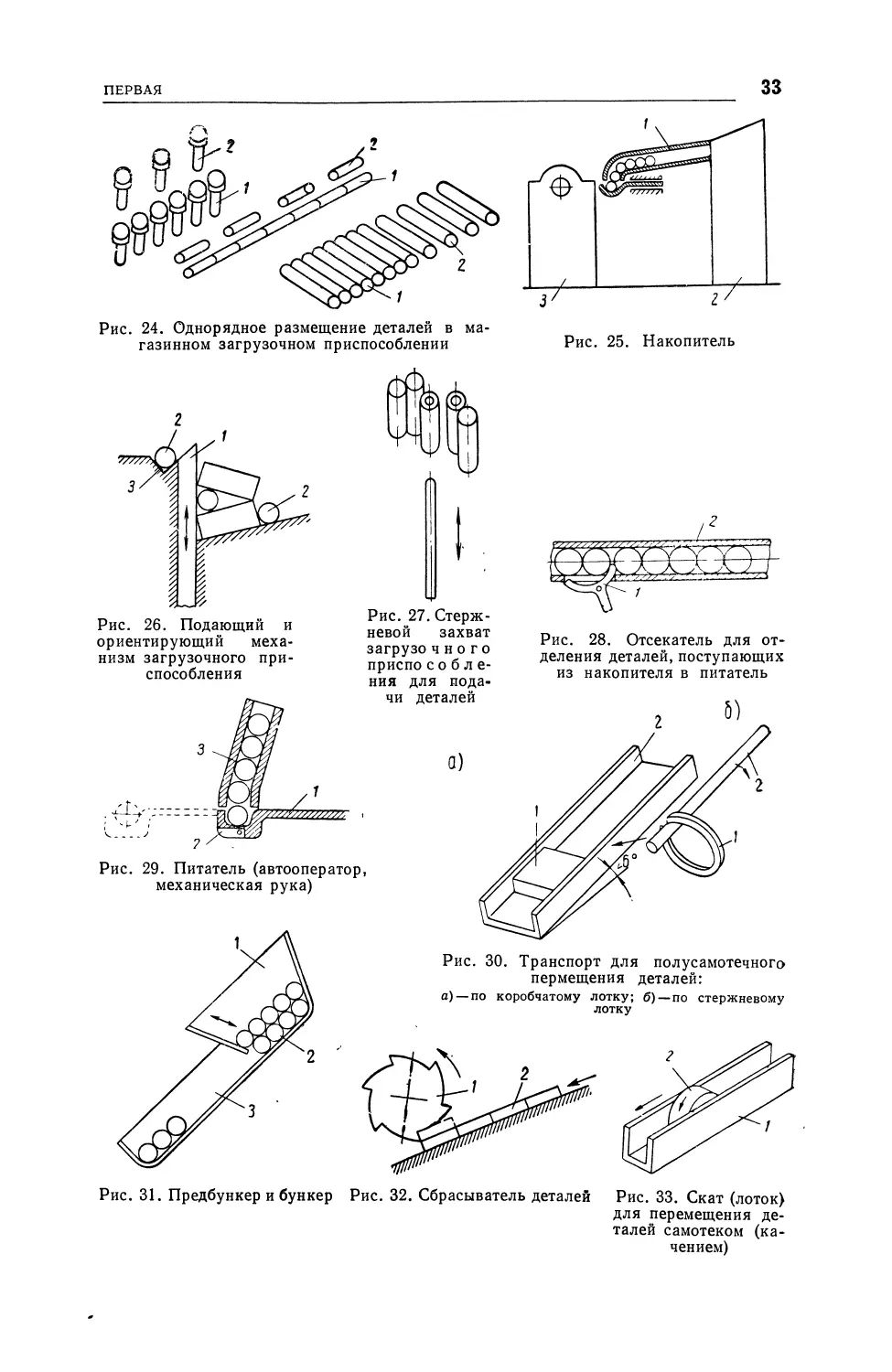
12. Магазин — это емкость (тара) магазинного загрузочного приспособ-
ления, в котором размещается запас деталей в ориентированном положении
в один ряд, вплотную 1 или вразрядку 2 (рис. 24). Форма магазина выби-
рается в зависимости от формы детали. Например, магазин может приме-
няться в виде лотка соответствующей формы или в виде любого транспорт-,
ного устройства.
13. Накопитель 1 (рис. 25) представляет собой небольшую емкость
(тару) в форме лотка в загрузочных приспособлениях. Он устанавливается
между бункером 2 и станком 3 и служит для бесперебойной подачи деталей
на станок в случае перебоев в работе загрузочного приспособления.
14. Ориентирующий и подающий механизм 1 (рис. 26) применяется в бун-
керном загрузочном приспособлении для захвата, ориентирования и пере-
мещения вверх обрабатываемых деталей. При верхнем положении ориенти-
рующего механизма 1 деталь 2 скатывается с его наклонной поверхности
в лоток 3.
15. Осевой захват (рис. 27) применяется в бункерном загрузочном при-
способлении для последовательного захвата и ориентации деталей.
16. Отсекатель 1 — это деталь загрузочного приспособления, имею-
щая форму изогнутого рычага (рис. 28), звездочки, собачки и т. п. Он слу-
жит для отделения одной или нескольких деталей, поступающих из накопи-
теля 2 в питатель. Отсекатель устанавливается около питателя.
17. Питатель (автооператор) (рис. 29) является устройством загрузоч-
ного приспособления и состоит из корпуса /, захвата 2 и привода, сооб-
щающего питателю соответствующее движение. При поступлении одной де-
тали из накопителя 3 в питатель захват под нажимом детали поворачивается
на оси и, захватив деталь, под действием пружины зажимает ее в питателе.
Далее питатель переносит деталь от накопителя в рабочую зону станка.
Питатели имеют форму рычага, диска, звездочки и т. д. в зависимости от
формы и размеров обрабатываемых деталей.
32
ГЛАВА
Рис. 15. Схема транспорта для пере-
мещения деталей между бункерами и
станками
Рис. 16. Делитель потока
Рис. 17. Приспособление для загрузки и разгрузки
Рис. 18. Замедлитель
Рис. 19. Зона обра-
ботки детали на ме-
таллорежущем станке
Рис. 20. Захват
Рис. 22. Кассета
Рис. 23. Лотки:
а)—коробчатый; б)—стержневой
ПЕРВАЯ
33
Рис. 24. Однорядное размещение деталей в ма-
газинном загрузочном приспособлении
Рис. 26. Подающий и
ориентирующий меха-
низм загрузочного при-
способления
Рис. 27. Стерж-
невой захват
загрузо ч н о г о
приспо с о б л е-
ния для пода-
Рис. 28. Отсекатель для от-
деления деталей, поступающих
из накопителя в питатель
Рис. 31. Предбункер и бункер Рис. 32. Сбрасыватель деталей Рис. 33. Скат (лоток)
для перемещения де-
талей самотеком (ка-
чением)
34
18. Транспортное устройство (рис. 30, а, б) для полусамотечного пере-
мещения деталей может иметь различную форму лотков, установленных от-
носительно горизонтальной плоскости под углом меньше 6°. В этих транс-
портных устройствах для
Рис. 34. Склиз (лоток) для
перемещения деталей само-
теком (скольжением)
уменьшения силы трения между поверхностью
лотка 2 и поверхностью деталей 1 применяются
поперечные вибрации лотка или перемещения
опорной плоскости лотка.
19. Предбункер 1 (рис. 31) является при-
ставкой к бункеру 3 или отделением в нем, в ко-
тором размещается большая часть обрабатывае-
мых деталей 2; детали, находящиеся в предбун-
кере, увеличивают запас бункера и постепенно
перемещаются из предбункера в бункер.
20. Сбрасыватель 1 (рис. 32) — это устройст-
во, применяемое в загрузочных приспособлениях
для сбрасывания в бункер неправильно ориенти-
рованной детали 2. Сбрасыватели бывают в виде
звездочки, рычага и т. п.
21. Скатом 1 (рис. 33) называется лоток, по
которому детали 2 скатываются самотеком под
действием силы тяжести.
22. Склизом 1 (рис. 34) называется лоток, по которому детали 2 при пе-
ремещении самотеком скользят по плоскости лотка.
23. Штабелем (рис. 35) называется размещение деталей в несколько ря-
дов по вертикали. Имеются два вида размещения деталей штабелем: штабель
Рис. 35. Расположение деталей шта- Рис. 36. Размещение деталей в штабель
белем: * нике:
а) —внакат; б) —вклетку а) —штабелем; б) — враскладку
вклетку (рис. 35, б), когда детали размещаются последовательно рядами
вдоль и поперек, и штабель внакат (рис. 35, а), когда детали размещаются
рядами только в продольном направлении.
24. Штабельником 1 (рис. 36) называется емкость (тара) штабельного
загрузочного приспособления, применяемая для размещения запаса деталей
в ориентированном положении штабелем внакат (рис. 36, а) или враскладку
(рис. 36, б). Отсюда и название: штабельное загрузочное приспособление.
II.
МАГАЗИННЫЕ, ШТАБЕЛЬНЫЕ И БУНКЕРНЫЕ
ЗАГРУЗОЧНЫЕ ПРИСПОСОБЛЕНИЯ
ДЛЯ АВТОМАТИЧЕСКОЙ ЗАГРУЗКИ СТАНКОВ
ШТУЧНЫМИ ЗАГОТОВКАМИ
Применение загрузочных приспособлений для автоматической загруз-
ки металлорежущих станков является одним из основных вопросов, связан-
ных с автоматизацией и механизацией технологических процессов механиче-
ской обработки деталей машин.
Рассматриваемые загрузочные приспособления спроектированы и из-
готовлены различными научно-исследовательскими институтами, специаль-
ными конструкторскими бюро или машиностроительными заводами.
Все приведенные конструкции загрузочных приспособлений внедрены
и успешно работают на автомобильных, тракторных, станкостроительных
и других машиностроительных заводах. Следовательно, данные загрузочные
приспособления могут получить практическое применение для автоматиче-
ской загрузки штучными заготовками различных типов станков на тех ма-
шиностроительных заводах, где загрузка станков заготовками не автома-
тизирована и производится рабочим вручную.
§ 4. Магазинные загрузочные приспособления
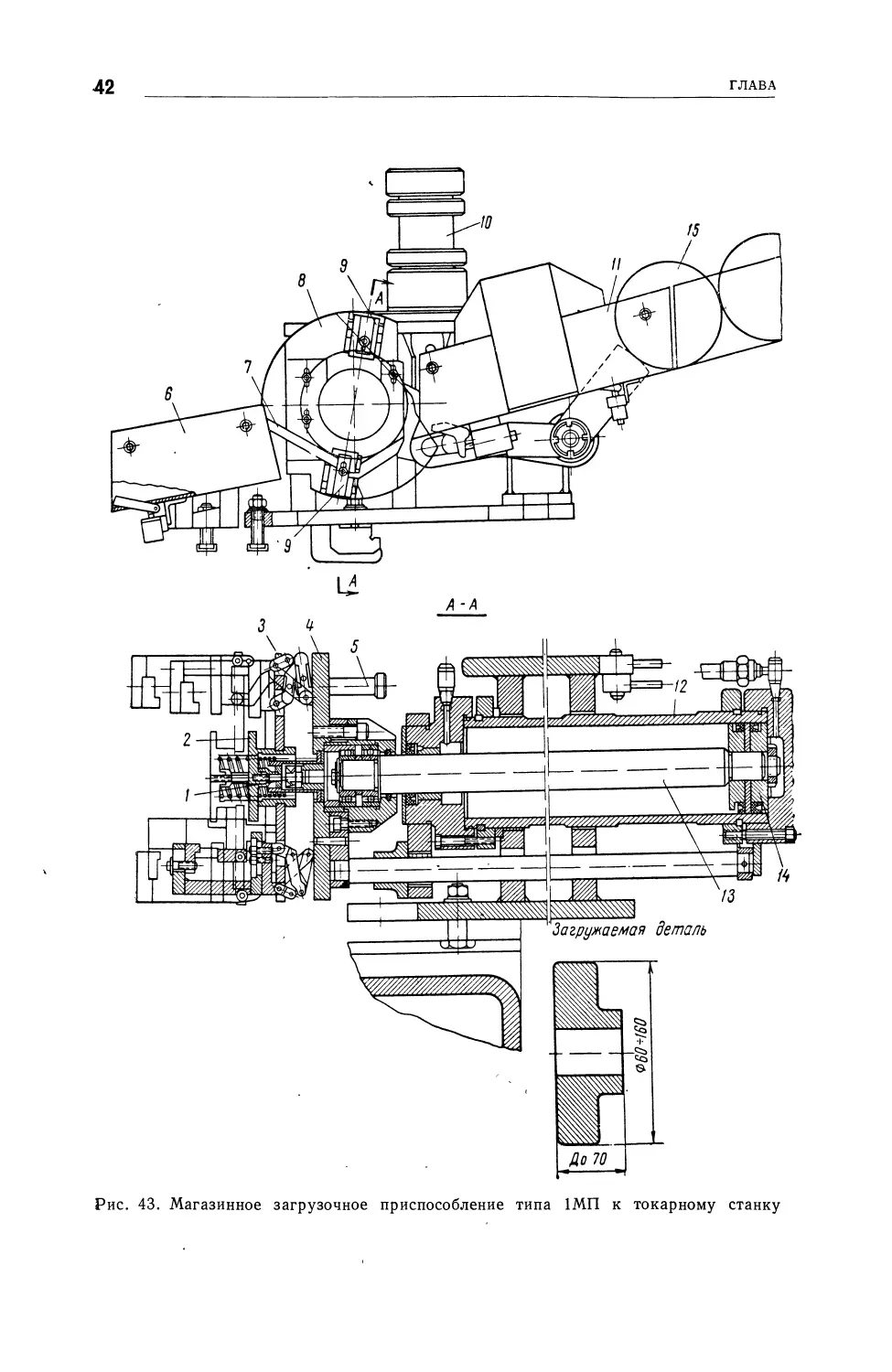
Магазинное загрузочное приспособление к токарному полуавтомату.
На рис. 37 дана схема магазинного загрузочного приспособления. Для
автоматизации рабочего цикла станка на нем установлен гидроцилиндр /,
перемещающий кулачки патрона при зажиме и разжиме обрабатываемых де-
талей, магазин 2 для хранения запаса деталей, питатель 3 для установки
и снятия обрабатываемых деталей в патроне станка, пульт управления 4,
захваты, головки питателя 5, лоток 6 для перемещения обрабатываемых
деталей в тару (ящик), гидробак 7 и механизм включения станка 8.
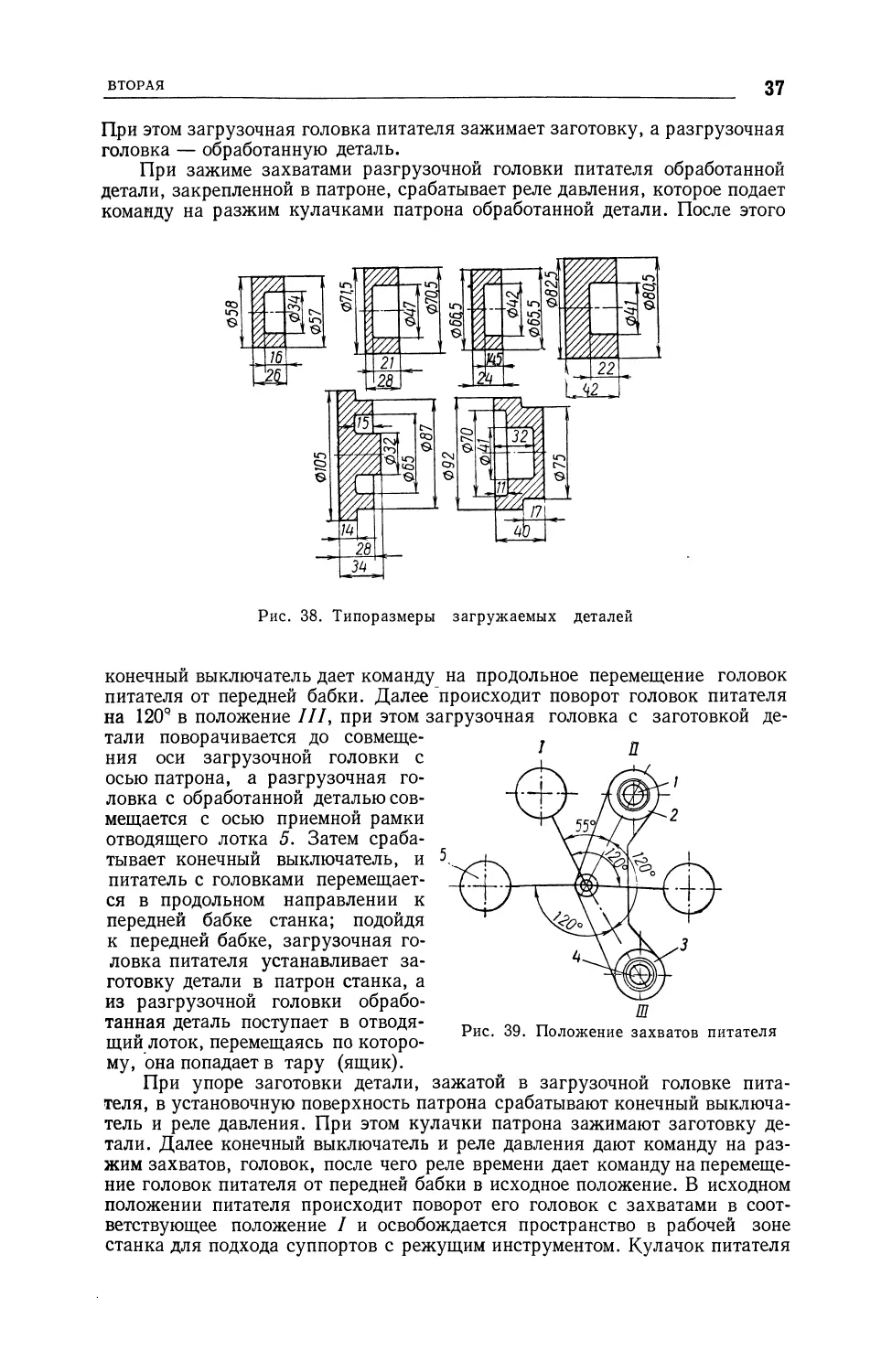
На рис. 38 даны типоразмеры деталей, которые может подавать для обра-
ботки на станок данное приспособление.
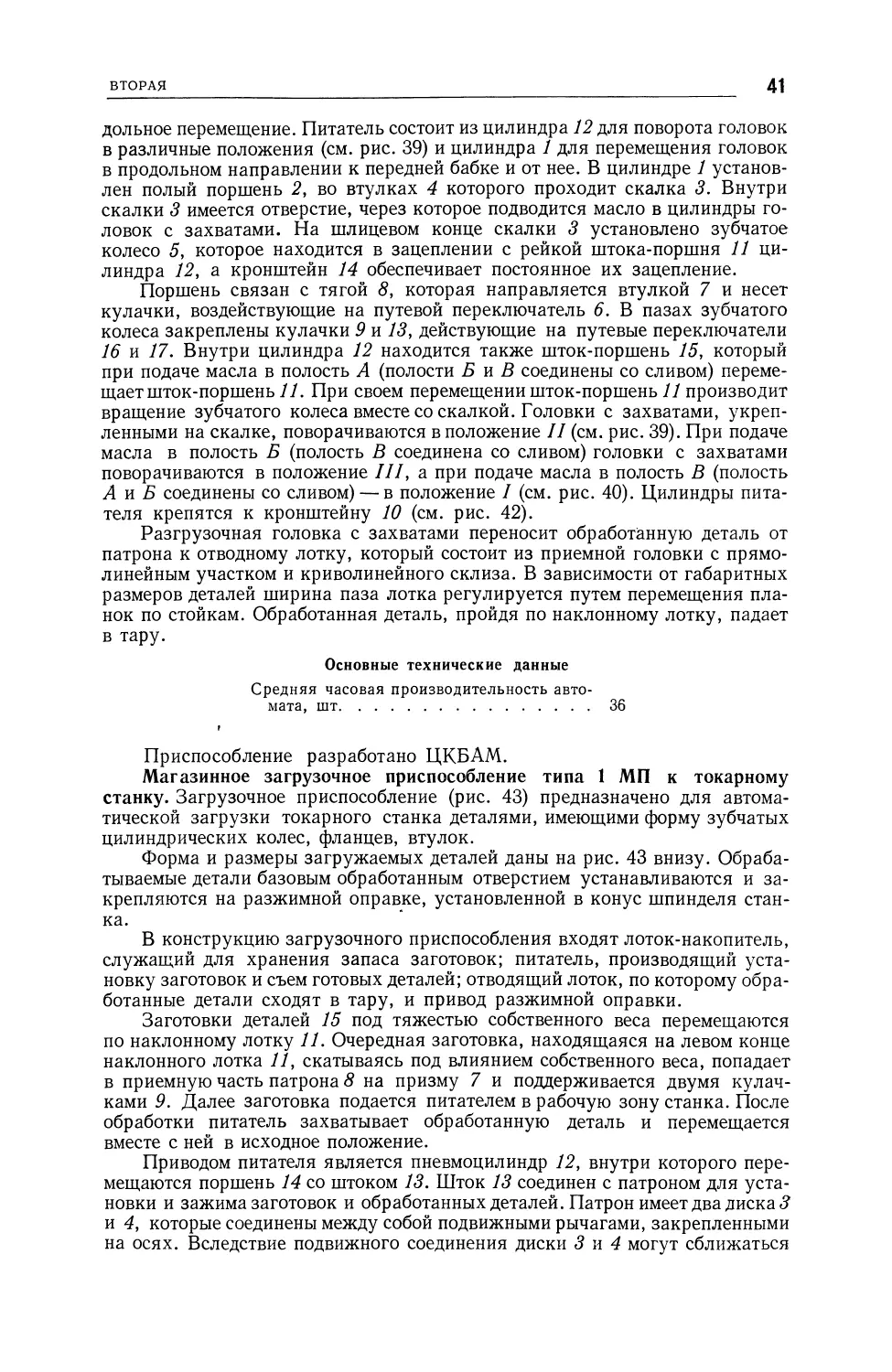
Различное положение захватов головок питателя показано на рис. 39.
В положении I захваты головки питателя разжаты и отведены от обраба-
тываемой детали. При включении станка на автоматический цикл работы
захваты головки питателя поворачиваются по часовой стрелке на 55° из
положения I в положение II. При этом загрузочная головка питателя 1
останавливается против загрузочной позиции магазина 2 (положение 77),
36
ГЛАВА
а разгрузочная головка питателя 3 — против оси патрона 4, установленного
на шпинделе станка. Затем конечный выключатель производит включение
продольной подачи питателя с двумя головками. При этом питатель переме-
щается в продольном направлении к передней бабке станка до момента упора
загрузочной головки питателя в заготовку обрабатываемой детали. В момент
упора загрузочной головки питателя в заготовку срабатывает реле давления.
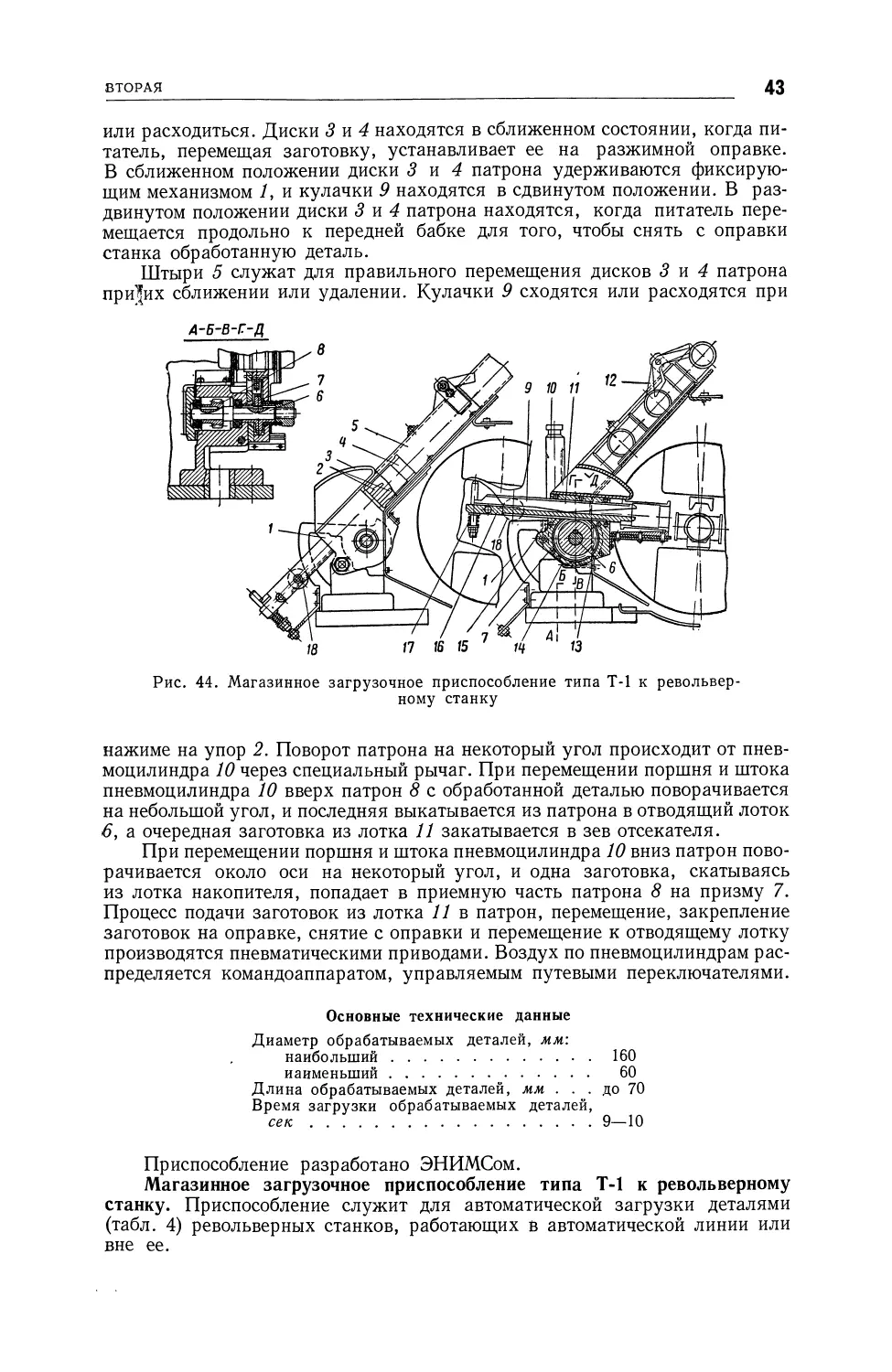
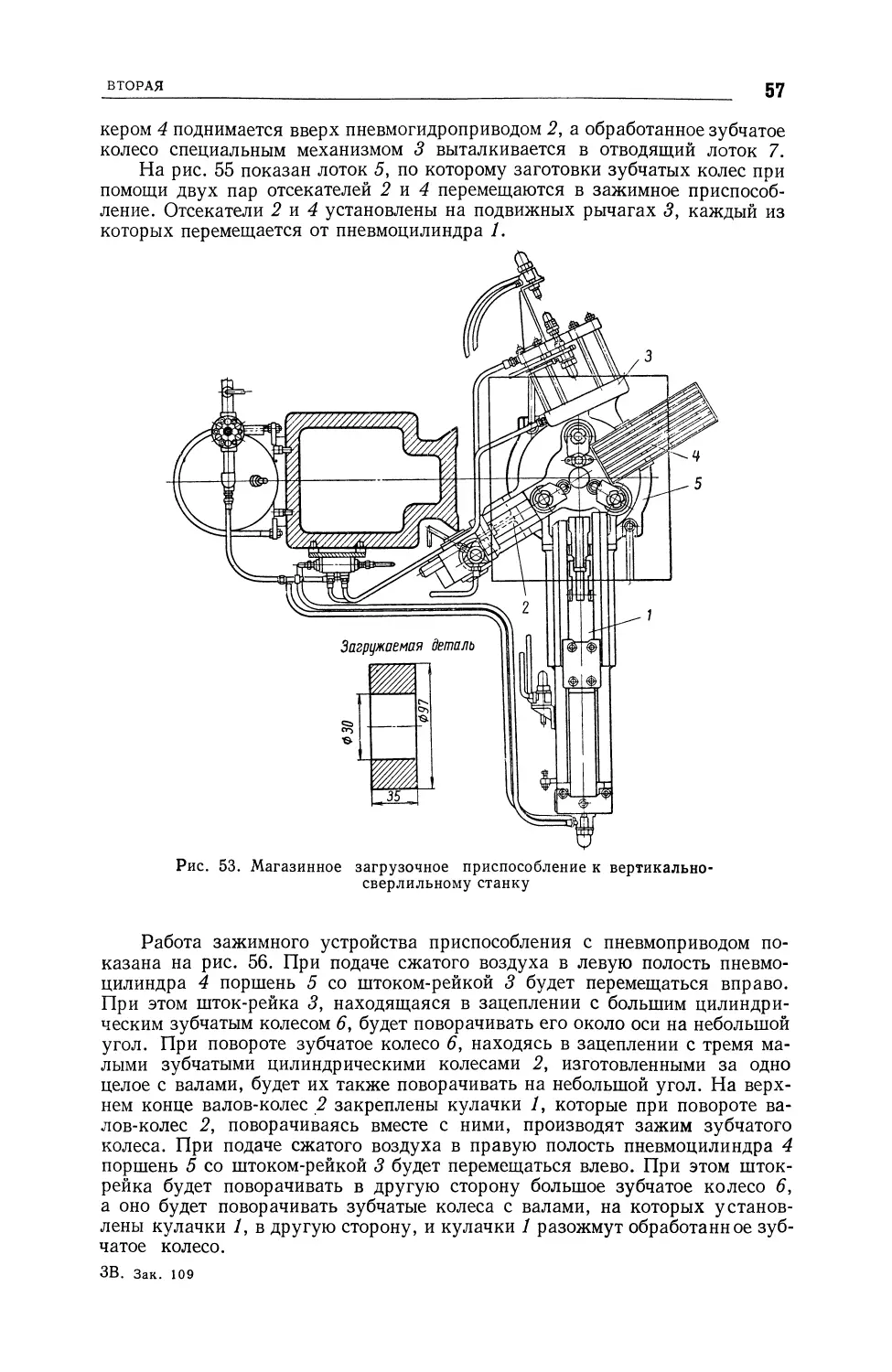
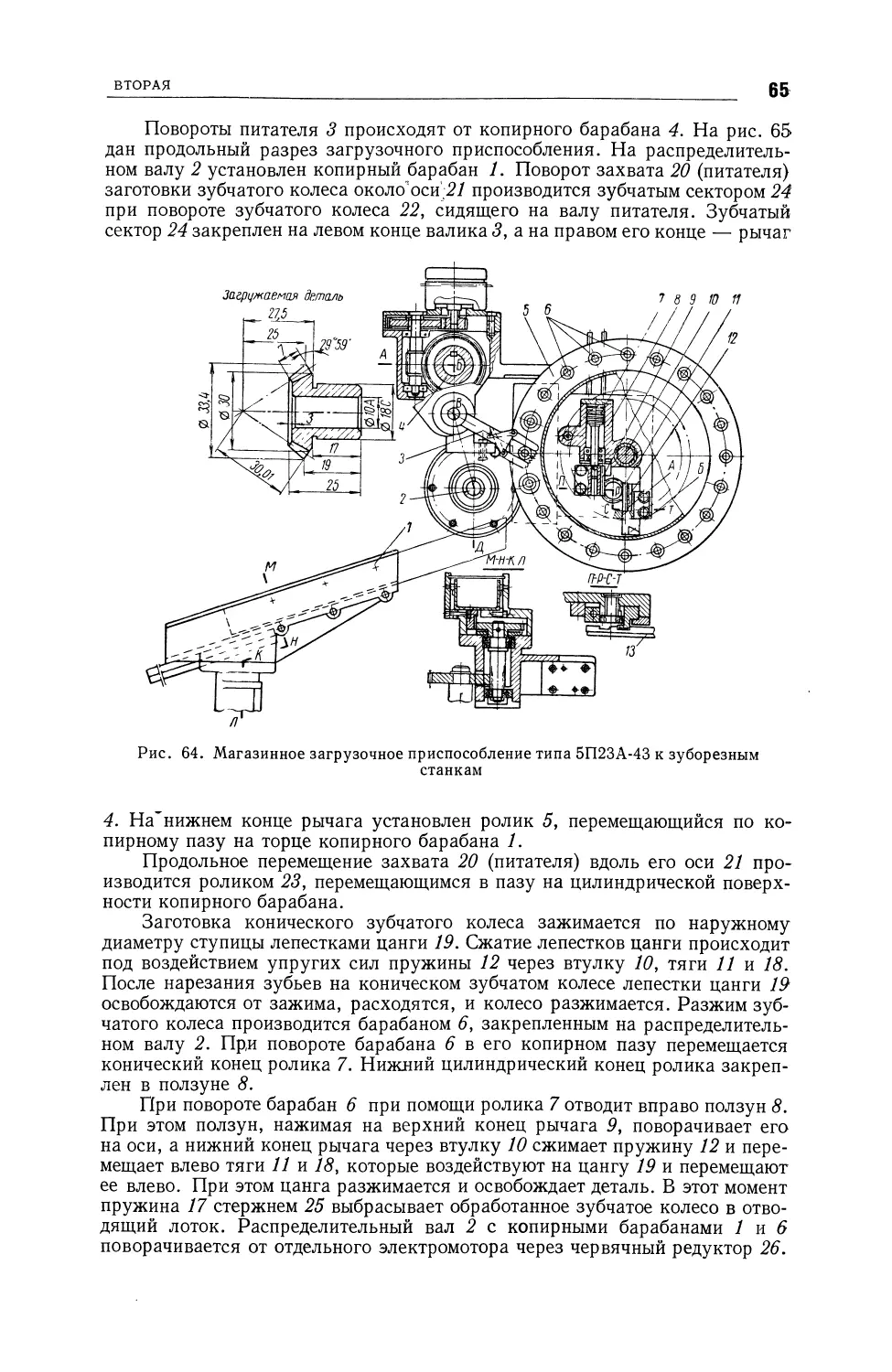
ВТОРАЯ
37
При этом загрузочная головка питателя зажимает заготовку, а разгрузочная
головка — обработанную деталь.
При зажиме захватами разгрузочной головки питателя обработанной
детали, закрепленной в патроне, срабатывает реле давления, которое подает
команду на разжим кулачками патрона обработанной детали. После этого
Рис. 38. Типоразмеры
загружаемых деталей
конечный выключатель дает команду на продольное перемещение головок
питателя от передней бабки. Далее происходит поворот головок питателя
на 120Q в положение III, при этом загрузочная головка с заготовкой де-
тали поворачивается до совмеще-
ния оси загрузочной головки с
осью патрона, а разгрузочная го-
ловка с обработанной деталью сов-
мещается с осью приемной рамки
отводящего лотка 5. Затем сраба-
тывает конечный выключатель, и
питатель с головками перемещает-
ся в продольном направлении к
передней бабке станка; подойдя
к передней бабке, загрузочная го-
ловка питателя устанавливает за-
готовку детали в патрон станка, а
из разгрузочной головки обрабо-
танная деталь поступает в отводя-
щий лоток, перемещаясь по которо-
му, она попадает в тару (ящик).
При упоре заготовки детали, зажатой в загрузочной головке пита-
теля, в установочную поверхность патрона срабатывают конечный выключа-
тель и реле давления. При этом кулачки патрона зажимают заготовку де-
тали. Далее конечный выключатель и реле давления дают команду на раз-
жим захватов, головок, после чего реле времени дает команду на перемеще-
ние головок питателя от передней бабки в исходное положение. В исходном
положении питателя происходит поворот его головок с захватами в соот-
ветствующее положение I и освобождается пространство в рабочей зоне
станка для подхода суппортов с режущим инструментом. Кулачок питателя
38
ГЛАВА
сходит с конечного выключателя и, перемещая рукоятку управления, вклю-
чает станок в работу.
Процесс обработки детали происходит следующим образом: передний и
задний суппорты с режущим инструментом подходят к детали и произво-
дится обработка детали на заданных режимах резания, после чего суппорты
отходят в исходное положение и т. д.
Рис. 40. Магазин загрузочного приспособления
Если в магазине не будет заготовок деталей, то к патрону подойдет
загрузочная головка питателя без заготовки детали. В этом случае конеч-
ный выключатель подает команду на включение светового сигнала, все узлы
возвращаются в исходное положение, и цикл работы станка прекращается.
Магазин (рис. 40) в зависимости от габаритных размеров обрабатывае-
мых деталей может вмещать 24—26 заготовок. Запас заготовок в магазине
обеспечивает непрерывную работу станка в течение 25—35 мин. Перемеще-
ние заготовок внутри магазина происходит под действием силы тяжести.
Лоток магазина имеет заднюю стенку 5 и переднюю стенку 2, которая при-
крепляется к станку и к стенке 5 на осях 1 и устанавливается на требуемую
ширину заготовки. Лоток магазина имеет рамку 7, из которой питатель за-
хватывает заготовку детали. В лотке магазина могут последовательно раз-
мещаться девять типоразмеров заготовок, имеющих различный диаметр и
ширину. Для размещения в лотке соответствующего типоразмера заготовки
требуется его переналадка.
Требуемое размещение оси заготовок деталей получается путем регули-
рования винта S, который поворачивает магазин около оси 5, а также регу-
лированием винта 6, ограничивающего перемещение заготовки в рамке 7.
При наладке лотка требуется регулировка и углового кронштейна 4.
Захваты загрузочной головки питателя (рис. 41) захватывают заготовки
из лотка магазина и при повороте и продольном перемещении головки пи-
ВТОРАЯ
39
тателя переносят ее в патрон. Захваты разгрузочной головки питателя за-
жимают обработанную деталь и при повороте головки питателя переносят
ее из патрона в отводящий лоток. Обе головки питателя (загрузочная 14
и разгрузочная 15) имеют одинаковую конструкцию. Головки установлены
на кронштейне 12, внутри которого проходят трубки 11 и 10 для подачи
Рис. 41. Захваты питателя
масла в гидроцилиндры 5, служащие для перемещения на оси 7 зажимных
губок <8.
Разжим губок 8 производится пружиной 6. На каждой головке имеется
гидроцилиндр 5 с поршнем 3 и пустотелым штоком 1. В пазах корпуса
закреплены зажимные губки <8. При перемещении поршня 3 со штоком 1
вправо губки 8 тягами 9, связанными со штоком 1, сходятся к центру и за-
жимают заготовку детали. После отвода масла из левой полости гидроцилин-
дра 5 пружина 6 разводит губки 8. Внутри каждой головки установлена
скалка 2 с упорным винтом 13, который ограничивает движение головок
в момент захвата заготовок из магазина и установки их в патрон станка.
Головки с губками установлены на штоке питателя станка. Питатель,
(рис. 42) производит поворот загрузочной и разгрузочной головок и их про-
Рис. 42. Питатель
ГЛАВА
ВТОРАЯ
41
дольное перемещение. Питатель состоит из цилиндра 12 для поворота головок
в различные положения (см. рис. 39) и цилиндра 1 для перемещения головок
в продольном направлении к передней бабке и от нее. В цилиндре 1 установ-
лен полый поршень 2, во втулках 4 которого проходит скалка 3. Внутри
скалки 3 имеется отверстие, через которое подводится масло в цилиндры го-
ловок с захватами. На шлицевом конце скалки 3 установлено зубчатое
колесо 5, которое находится в зацеплении с рейкой штока-поршня 11 ци-
линдра 12, а кронштейн 14 обеспечивает постоянное их зацепление.
Поршень связан с тягой 8, которая направляется втулкой 7 и несет
кулачки, воздействующие на путевой переключатель 6. В пазах зубчатого
колеса закреплены кулачки 9 и 13, действующие на путевые переключатели
16 и 17. Внутри цилиндра 12 находится также шток-поршень 15, который
при подаче масла в полость А (полости Б и В соединены со сливом) переме-
щает шток-поршень 11. При своем перемещении шток-поршень 11 производит
вращение зубчатого колеса вместе со скалкой. Головки с захватами, укреп-
ленными на скалке, поворачиваются в положение II (см. рис. 39). При подаче
масла в полость Б (полость В соединена со сливом) головки с захватами
поворачиваются в положение III, а при подаче масла в полость В (полость
А и Б соединены со сливом) — в положение / (см. рис. 40). Цилиндры пита-
теля крепятся к кронштейну 10 (см. рис. 42).
Разгрузочная головка с захватами переносит обработанную деталь от
патрона к отводному лотку, который состоит из приемной головки с прямо-
линейным участком и криволинейного склиза. В зависимости от габаритных
размеров деталей ширина паза лотка регулируется путем перемещения пла-
нок по стойкам. Обработанная деталь, пройдя по наклонному лотку, падает
в тару.
Основные технические данные
Средняя часовая производительность авто-
мата, шт...........................36
t
Приспособление разработано ЦКБАМ.
Магазинное загрузочное приспособление типа 1 МП к токарному
станку. Загрузочное приспособление (рис. 43) предназначено для автома-
тической загрузки токарного станка деталями, имеющими форму зубчатых
цилиндрических колес, фланцев, втулок.
Форма и размеры загружаемых деталей даны на рис. 43 внизу. Обраба-
тываемые детали базовым обработанным отверстием устанавливаются и за-
крепляются на разжимной оправке, установленной в конус шпинделя стан-
ка.
В конструкцию загрузочного приспособления входят лоток-накопитель,
служащий для хранения запаса заготовок; питатель, производящий уста-
новку заготовок и съем готовых деталей; отводящий лоток, по которому обра-
ботанные детали сходят в тару, и привод разжимной оправки.
Заготовки деталей 15 под тяжестью собственного веса перемещаются
по наклонному лотку 11. Очередная заготовка, находящаяся на левом конце
наклонного лотка 11, скатываясь под влиянием собственного веса, попадает
в приемную часть патрона 8 на призму 7 и поддерживается двумя кулач-
ками 9. Далее заготовка подается питателем в рабочую зону станка. После
обработки питатель захватывает обработанную деталь и перемещается
вместе с ней в исходное положение.
Приводом питателя является пневмоцилиндр 12, внутри которого пере-
мещаются поршень 14 со штоком 13. Шток 13 соединен с патроном для уста-
новки и зажима заготовок и обработанных деталей. Патрон имеет два диска
и 4, которые соединены между собой подвижными рычагами, закрепленными
на осях. Вследствие подвижного соединения диски 3 и 4 могут сближаться
42
ГЛАВА
Рис. 43. Магазинное
загрузочное приспособление типа 1МП к токарному станку
ВТОРАЯ
43
или расходиться. Диски 3 и 4 находятся в сближенном состоянии, когда пи-
татель, перемещая заготовку, устанавливает ее на разжимной оправке.
В сближенном положении диски 3 и 4 патрона удерживаются фиксирую-
щим механизмом /, и кулачки 9 находятся в сдвинутом положении. В раз-
двинутом положении диски 3 и 4 патрона находятся, когда питатель пере-
мещается продольно к передней бабке для того, чтобы снять с оправки
станка обработанную деталь.
Штыри 5 служат для правильного перемещения дисков 3 и 4 патрона
притих сближении или удалении. Кулачки 9 сходятся или расходятся при
Рис. 44. Магазинное загрузочное приспособление типа Т-1 к револьвер-
ному станку
нажиме на упор 2. Поворот патрона на некоторый угол происходит от пнев-
моцилиндра 10 через специальный рычаг. При перемещении поршня и штока
пневмоцилиндра 10 вверх патрон 8 с обработанной деталью поворачивается
на небольшой угол, и последняя выкатывается из патрона в отводящий лоток
6, а очередная заготовка из лотка 11 закатывается в зев отсекателя.
При перемещении поршня и штока пневмоцилиндра 10 вниз патрон пово-
рачивается около оси на некоторый угол, и одна заготовка, скатываясь
из лотка накопителя, попадает в приемную часть патрона 8 на призму 7.
Процесс подачи заготовок из лотка 11 в патрон, перемещение, закрепление
заготовок на оправке, снятие с оправки и перемещение к отводящему лотку
производятся пневматическими приводами. Воздух по пневмоцилиндрам рас-
пределяется командоаппаратом, управляемым путевыми переключателями.
Основные технические данные
Диаметр обрабатываемых деталей, мм:
наибольший........................ 160
наименьший........................ 60
Длина обрабатываемых деталей, мм . . . до 70
Время загрузки обрабатываемых деталей,
сек.................................9—10
Приспособление разработано ЭНИМСом.
Магазинное загрузочное приспособление типа Т-1 к револьверному
станку. Приспособление служит для автоматической загрузки деталями
(табл. 4) револьверных станков, работающих в автоматической линии или
вне ее.
44
ГЛАВА
Таблица 4
, l
Размеры деталей, мм
Нарезаемая резьба, дюймы а) ГОСТ 8951-59 б) ГОСТ 8948-59
dt L 1 D di L Li 1 D
J/2 21,5 28 24,5 12 31 21,5 28 24,5 12 31
3/4 27 33 29 13,5 38 27 33 29 13,5 38
1 34 38 34 15 45,5 34 38 34 15 45,5
1Х/4 42,5 45 41 17 55,5 42,5 45 41 17 55,5
Р/2 48,5 50 44 19 62,5 48,5 50 44 19 62,5
2 60,5 58 53 21 76,5 60,5 58 53 21 76,5
Загрузочное приспособление (рис. 44) имеет наклонный лоток 5,
в котором размещается запас заготовок, питатель 16, подающий заготовки
в рабочую зону станка, пневмопривод (на рисунке не виден). На рисунке
показаны два различных положения питателя 16. В положении, показанном
слева, одна заготовка 4, находящаяся на нижнем конце наклонного лотка 5,
под влиянием силы тяжести скатывается с лотка 5 и надевается на кулачки 2
питателя. После этого питатель 16 поворачивается на оси и занимает поло-
жение, показанное на рисунке справа. Поршень и шток пневмоцилиндра при
перемещении производят подъем или опускание рейки 10, находящейся в за-
цеплении с колесом 8. При перемещении рейка 10 вращает шестерню 8,
которая шпонкой закреплена на валу 6. На валу 6 жестко закреплена
шестерня 7, которая, находясь в зацеплении с рейкой питателя 16, при вра-
щении производит его перемещение вперед или назад. На питателе 16 на
оси установлен ролик 18, который, упираясь в профильную поверхность
копира 1, не дает питателю перемещаться'вправо вдоль своей оси в направ-
ляющих корпуса 13. Поэтому питатель 16 вместе с корпусом поворачивается
на валу 6 до упора корпуса 13 в ограничитель 14. При этом положении пи-
тателя ролик 18 переместится с криволинейного на прямолинейный гори-
зонтальный участок копира 1 и не будет препятствовать продольному пе-
ремещению питателя 16 вправо.
Далее вал 6, вращая шестерню 7, находящуюся в зацеплении с рейкой
питателя 16, будет перемещать питатель с заготовкой к патрону станка.
В это время кулачки патрона разжимают обработанную деталь, которая
сталкивается заготовкой, подаваемой питателем в разгрузочный лоток.
Затем происходит зажим кулачками патрона заготовки, поданной питателем
16. После зажима кулачками патрона поданной заготовки поршень и
шток лневмоцилиндра, перемещаясь в другую сторону через рейку 10,
ВТОРАЯ
45
шестерню S, вал 6, шес-
терню 7 и рейку питателя
16, перемещают его от
оси патрона станка вле-
во. При этом ролик 18
катится по прямолиней-
ному горизонтальному
участку копира 1 влево.
При переходе роли-
ка 18 с прямолинейного
участка копира 1 на кри-
волинейный питатель 16,
перемещенный штоком
пневмоцилиндра через
рейку 10 и зубчатые ко-
леса 8 и 7, повернется
около оси 6 и займет по-
ложение, показанное на
рисунке слева.
Одновременно с пи-
тателем 16 происходит и
поворот корпуса 13 с
сектором 3, который ос-
вобождает в лотке 5 оче-
редную заготовку. В на-
чале каждого цикла в
момент поворота питате-
ля 16 пружина 17 раз-
жимается, и кулачок 9,
поворачиваясь на оси 11,
производит зажим заго-
товки детали.
Поворот корпуса 13
ограничивается упора-
ми 14 и 15. Отсека-
тель 12 задерживает в
лотке 5 весь запас заго-
товок . Пр одол жител ь-
ность рабочего цикла
занимает 3—5 сек.
Загрузочное приспо-
собление разработано в
ЭНИМСе.
Магазинное загру-
зочное приспособление
типа 1МВ к токарному
станку. На рис. 45, а
дано загрузочное прис-
пособление для загрузки
токар ных многорезцо-
вых станков деталями,
представленными на
рис. 45, б. Конструкция
приспособления состоит
из магазина’/ и питателя
Рис. 45. Магазинное загрузочное приспособление ти-
па 1МВ к токарному станку
46
ГЛАВА
с пневмоцилиндром. Корпус магазина 1 крепится к задней части станины
станка. Одна сторона направляющего магазина может перемещаться вдоль
оси центров в зависимости от длины заготовки. На конце штока 2 пневмоци-
линдра 8 питателя закреплена колодка 3 с рычагами 4, которые поддержи-
вают очередную заготовку, поступающую из магазина 1 на колодку 3 в ее
Рис. 46. Пневматическая схема загрузочного приспособления
исходном положении. Обработанная деталь перемещается по двум нак-
лонным направляющим (на рисунке показана правая направляющая 5)
как по лотку.
Каждая из направляющих крепится на кронштейне, установленном на
поворотном валу 7. На поворотном валу 7 закреплены зубчатые секторы 6,
находящиеся в зацеплении с рейками, установленными на нижней плоскости
направляющих 5.
Вал 7 поворачивается вертикально расположенной рейкой от копира,
установленного на задней стенке суппорта станка.
После обработки детали суппорт находится в крайнем левом положении
и направляющие 5 подняты. При перемещении суппорта станка к задней
бабке вертикально расположенная рейка перемещается копиром вниз, пово-
рачивая вал 7 с зубчатыми секторами 6. Зубчатые секторы 6 поворачивают
кронштейн с двумя направляющими 5 и обработанной деталью вниз.
На рис. 46 дана пневматическая схема загрузочного приспособления.
После нажима кнопки «пуск» срабатывает электромагнит 1Э воздухораспре-
делителя 7. Воздух, пройдя через обратный клапан 5, поступает в верхнюю
полость пневмоцилиндра 4. При этом поршень со штоком 2 (см. рис. 45)
и заготовкой, лежащей на колодке 3 и поддерживаемой рычагами 4 питате-
ля, перемещаются в нижнее положение.
На колодке 3 (см. рис. 45) установлена тяга 3 (рис. 46) с двумя упорами..
Когда питатель переместит заготовку на линию центров станка, включа-
ется путевой выключатель 1ПВ, подающий команду на электромагнит 2Э,
воздухораспределителя 8. В этом положении воздухораспределитель 8
подает воздух в правую полость пневмоцилиндра 9 задней бабки. При этом
пиноль задней бабки с центром перемещается влево и производит зажим
обрабатываемой детали на центрах станка. При крайнем левом положении
пиноли //-задней бабки станка тяга, закрепленная на пиноли упором 10г
ВТОРАЯ 47
нажимает на путевой выключатель 2ПВ, включающий "электромагнит <ЗЭ.
При этом воздух по трубопроводу 6 поступает в нижнюю полость пневмо-
цилиндра 4, и поршень со штоком перемещается вверх. Когда поршень и
шток пневмоцилиндра 4 будут находиться в верхнем исходном положении,
то и питатель с колодкой <3 и подпружиненными рычагами 4 (см. рис. 45)
будет находиться в верхнем положении. В этот момент на подпружиненные
рычаги 4 колодки <3 питателя из магазина 1 поступает очередная заготов-
ка. В то же время нижний упор тяги <3 (рис. 46) включит путевой переклю-
чатель ЗПВ. При этом в работу включается главный электродвигатель 1 и
происходит обработка детали. После обработки подвижная тяга 14 упира-
ется в жесткий упор 15 и включает путевой переключатель 5ПВ. Затем
суппорт 13, на котором установлен копир с упором, быстро перемещается к
задней бабке в исходное положение. В исходном положении суппорта упор
на копире 12 включает выключатель 4ПВ. Выключатель 4ПВ воздействует
на электромагнит 4Э воздухораспределителя 8. При этом воздух подается в
левую полость пневмоцилиндра 9, поршень со штоком и пинолью 11 переме-
щаются вправо, и деталь освобождается от зажима на центрах. Обработан-
ная деталь попадает на направляющие лотки и скатывается по ним,вниз,
попадая на склиз. При нахождении пиноли 11 задней бабки в крайнем пра-
вом положении перемещается тяга, которая упором 10 нажимает на путевой
переключатель 2ПВ', он срабатывает и дает команду на перемещение питате-
ля очередной заготовкой на линию центров станка. Далее цикл работы пов-
торяется.
Наличие заготовок в загрузочном магазине 1 (см. рис. 45) контролирует-
ся микропереключателем 2 (рис. 46). Станок может работать на автомати-
ческом цикле при наличии в магазине 1 заготовок; если заготовок в магазине
нет, то станок останавливается.
Основные технические данные
Диаметр обрабатываемого вала, мм:
наибольший...........................30
наименьший.........................16
Длина обрабатываемого вала, мм:
наибольшая..........................260
наименьшая.........................150
Емкость магазина, шт...................20—40
Время на загрузку и разгрузку, сек . . . 5—6
Конструкция приспособления разработана ЭНИМСом.
Магазинное загрузочное приспособление к многорезцовому токарному
станку. Загрузочное приспособление (рис. 47) служит для автоматической
подачи заготовок зубчатого колеса в рабочую зону станка и переноса из ра-
бочей зоны обработанной детали на транспортер для перемещения на после-
дующую обработку.
Форма и размеры заготовки зубчатого цилиндрического колеса даны на
рис. 47. Многорезцовый станок был подвергнут модернизации. На рис. 48
дана кинематическая схема модернизированного станка. Электродвигатель
через пару конических зубчатых колес приводит во вращение барабан 14.
В правом пазу барабана помещается ролик, установленный на конце дву-
плечего рычага 6. Этот рычаг 6 горизонтальным плечом связан с рейкой 5,
а вертикальным — с роликом и барабаном 14. При повороте барабана ролик,
перемещаясь в его правом пазу, будет перемещать плечи рычага 6 вверх или
вниз. При этом горизонтальное плечо рычага переместит рейку 5 вперед или
назад.
Рейка 5 связана с зубчатым колесом, сидящим на валу. На левом конце
этого вала находится круговая рейка <3, которая при перемещении рейки 5
поворачивается около своей оси. На конце круговой рейки <3 закреплен пита-
тель 10. Питатель, захватив очередную заготовку из лотка 1, поворачивается
Рис. 47. Магазинное загрузочное приспособление многорезцового токарного станка
co
ГЛАВА
ВТОРАЯ
49
круговой рейкой на оси и переносит заготовку в рабочую зону станка и
надевает ее базовым обработанным отверстием на оправку 13.
Вместе с питателем 10 поворачивается рычаг 12, поддерживающий заго-
товку на питателе при ее перемещении из лотка на оправку. Продольное пере-
мещение питателя влево происходит при повороте барабана 14, в левом пазу
которого перемещается ролик, закрепленный на нижнем конце рычага 8.
Рычаг поворачивается на опоре и через рейку 9 (при т = 1,5) и зубчатое ко-
лесо 2 перемещает круговую рейку 3 (при т = 1,5) влево. При этом пита-
тель 10 с заготовкой для ее поддержания прижат к упору 12 и поворачивает-
ся вместе с ним с одинаковой скоростью и на один и тот же угол. Продольное
Рис. 48. Кинематическая схема модернизированного токарного станка
перемещение питателя 10 с установочным пальцем 11 необходимо для того,
чтобы питатель, находясь против выемки в лотке 1, мог надеть на палец 11
очередную заготовку зубчатого колеса. После захвата зубчатого колеса пи-
татель с упором 12 поворачивается около оси таким образом, что его палец
с заготовкой зубчатого колеса устанавливается против оси оправки станка.
Затем заготовка 2 (рис. 47) при перемещении рейки 5 фланцем 4 сдвигается
с пальца 3 питателя и насаживается на оправку 1, установленную на
конце шпинделя станка.
Обработанная деталь снимается с оправки специальным механизмом.
В левый паз барабана 14 (см. рис. 48) входит ролик, укрепленный на рычаге
15. Рычаг нижним концом шарнирно закреплен на опоре, а верхним входит
в паз зажимного механизма. При повороте барабана 14 ролик рычага, пере-
мещаясь в левом пазу барабана, переместит влево зажимной механизм
с захватами 7. Подойдя к обработанной детали, зажимной механизм захва-
тами зажмет заготовку, снимет ее с оправки, и, поворачиваясь около оси,
перенесет вправо к ножам 4. Обработанная деталь, упираясь в ножи, будет
освобождена от зажима захватами и скатится в лоток для дальнейшего транс-
портирования на последующую обработку.
Запас заготовок зубчатых колес находится в магазине 8 (рис. 49), от-
куда они поступают в лоток 6. Заготовки, находящиеся в лотке, предо-
храняются от выпадения отсекателем 5(7). При зажиме заготовки питателем
4 пружина 1 разжимается и поднимает правое плечо коромысла 3 вверх,
а левое плечо коромысла, опускаясь вниз, нажимает на золотник 2, кото-
рый осуществляет последовательную подачу воздуха в правую или левую
3 Заказ 109
50
ГЛАВА
полость пневмоцилиндра 9. Поршень со штоком пневмоцилиндра 9 при своем
перемещении, воздействуя на промежуточные звенья, производит поворот
отсекателя 5(7), который удерживает поток заготовок и отсекает очередную
заготовку, поступающую в питатель.
Конструкция данного приспособления разработана Московским авто-
заводом им. Лихачева.
Рис. 49. Магазин приспособления
Магазинное загрузочное приспособление типа ЗЭ35 к сверлильному
станку. Загрузочное приспособление применяется для загрузки сверлиль-
ного станка (рис 50). Размеры загружаемых крышек представлены в табл. 5.
В каждой из обрабатываемых деталей производится сверление четырех от-
верстий сверлильной четырехшпиндельной головкой. Загрузочное приспо-
собление состоит из сменного трехпозиционного стола 5, магазина 1 для
заготовок и накопителя 2 для хранения обработанных деталей.
Магазин 1 и накопитель 2 (рис. 50) имеют одинаковую сварную конструк-
цию. Каждый из них имеет основание 26 (рис. 51), в отверстия которого уста-
новлены нижними концами четыре стойки 28. На верхние концы стоек
28 надето кольцо 29, имеющее на оси отверстие, соответствующее форме обра-
батываемой детали. На нижней плоскости кольца 29 винтами закреплены
планки 30. На планках подвижно установлены на осях три рычага 5/Дна
нижних концах которых имеются выступы, служащие опорой для всех на-
ходящихся в магазине заготовок.
Установка заготовок в магазин производится рабочим вручную сверху
Рис. 50. Сверлильный станок с магазинным загрузочным приспособлением типа ЗЭ35
ВТОРАЯ
сл
52
ГЛАВА
Таблица 5
рычаги 31 не могли отойти от заготовок, они поджимаются к заготовкам пру-
жинами 32. Если один из рычагов 31 отойдет от заготовки, то штырь 33 через
промежуточное звено 34 нажмет на пневматические переключатели 6ППВ
или 7ППВ.
Магазин и накопитель устанавливаются на верхней крышке 24 съемного
стола и зажимаются на нем поворотными планками 11. Магазин и накопитель,
имея одинаковую конструкцию, отличаются один от другого формой нижних
концов рычагов 31. Загрузочное приспособление имеет корпус 25, который
устанавливается на верхнюю плоскость стола станка. На верхней плоскости
корпуса 25 установлен поворотный трехпозиционный стол 5, поворот кото-
рого производится на 120° после обработки детали. При этом заготовка, на-
ходящаяся на загрузочной позиции ЗП, перемещается на рабочую позицйю
РП, а обработанная деталь с рабочей позиции перемещается на разгрузоч-
ную позицию Раз. П. Периодический поворот стола 3 на 120° производится
при перемещении поршня со штоком в пневмоцилиндре 1. Движение штока
пневмоцилиндра 1 через рейку 4 передается шестерней 2, сидящей на валу,
на котором установлен храповой механизм с диском 13 и собачкой 14.
При повороте стола 3 из одной позиции в другую в конце каждого по-
ворота происходит его притормаживание. При этом толкатель 7, нажимая
скошенным концом на ролик S, закрепленный на подпружиненном ползуне
6, перемещает его вниз, и планка 5, установленная на верхнем конце ползу-
на 6, нажимает на поворотный стол 3 и производит торможение. После по-
ворота стола происходит его фиксация штырями, закрепленными на свер-
лильной головке станка.
Стол 3 имеет два отверстия, куда входят толкатели 27 и 16, установлен-
ные на загрузочной и разгрузочной позициях. Перемещение толкателей про-
изводится от поршней и штоков пневмоцилиндров 21 и 15. При одновремен-
ном перемещении поршней и штоков пневмоцилиндров 21 и 15 вверх шток
пневмоцилиндра 15 перемещает толкатель 27, который снимает с разгрузоч-
ной позиции поворотного стола обработанную деталь и поднимает ее вверх.
При перемещении вверх обработанная деталь, нажимая на скосы рыча-
гов 31 накопителя, раздвигает их и заходит в накопитель. После прохода
Б-Б
Рис. 51. Схема загрузочного приспособления
ВТОРАЯ
сл
ГЛАВА
обработанной детали в накопитель пружина 52, нажимая на рычаги 5/, сдви-
гает их, и выступы на нижних концах рычагов 31 подхватывают деталь.
В это же время шток пневмоцилиндра 21, перемещаясь вверх, будет подни-
мать загрузочный толкатель 16, который, подойдя к очередной заготовке, на-
ходящейся в магазине, прекратит движение вверх, так как втулка 18, сидя-
щая на штоке, упрется буртом в крышку 19 пневмоцилиндра 21. При этом
шток 20 пневмоцилиндра будет продолжать перемещаться вверх и сжимать
пружину 22, находящуюся на штоке. Наконечник 17, укрепленный на верх-
нем конце,штока, упирается в скосы трех подпружиненных стержней 23,
которые производят разжим рычагов 31 загрузочного магазина.
При разжиме рычагов 31 одна заготовка из загрузочного магазина па-
дает на загрузочный толкатель 16, а штыри 33 нажимают на пневматические
переключатели 6ППВ и 7ППВ. После этого воздух подается в верхние по-
лости пневмоцилиндров 21 и 15, и поршни со штоками начинают перемещать-
ся вниз.
Разгрузочный толкатель 27 опускается, оставив обработанную деталь
на выступах рычагов 31, а загрузочный толкатель 16 остается на месте до тех
пор, пока стержни 23 не переместятся к оси пневмоцилиндра 21. Рычаги 31
под действием пружины возвращаются в исходное положение И отсекают
своими выступами одну заготовку от остальной стопки заготовок.
При опускании вниз загрузочный толкатель 16 проходит через отвер-
стие в столе станка и оставляет находящуюся на нем заготовку на загрузоч-
ной позиции стола. После перемещения толкателей 27 и 16 вниз в исходное
положение и окончания обработки предыдущей детали стол повернет-
ся на 120°.
После поворота стола на 120° штырь 9 нажимает на ползун 10, который
поворачивает рычаг 12. При повороте рычаг нажимает на микропереключа-
тель 2ПВ, который дает команду на перемещение вниз четырехшпиндельной
сверлильной головки. Пневматическая схема загрузочного приспособления
показана на рис. 52. Из схемы видно, что в конструкцию загрузочного при-
способления входят пневмоцилиндр 22 для перемещения загрузочного тол-
кателя, пневмоцилиндр 21 для перемещения разгрузочного толкателя и пнев-
моцилиндр 23 с реечной передачей для поворота стола станка из одной
позиции в другую.
Последовательная подача воздуха в верхнюю и нижнюю полости пнев-
моцилиндров 21 и 22 для перемещения загрузочного и разгрузочного толка-
телей осуществляется золотником 11 и пневматическими переключателями.
Периодическая подача воздуха в правую и левую полости пневмоцилиндра
23 поворота стола производится золотником 1 и переключателем. Перед на-
чалом работы сжатый воздух из сети через впускной кран 28, влагоотдели-
тель 29, масленку 30 и регулятор давления 31 поступает в трубопровод 7
и далее подается к золотнику 1, а по трубопроводу 8 поступает к золотнику
11. Таким образом, последовательная подача воздуха в соответствующие по-
лости пневмоцилиндров для перемещения поршней со штоками производится
двумя золотниками 1 и 11 и пневматическими переключателями. При соеди-
нении золотника 1 с правой полостью пневмоцилиндра 23 поворота стола
станка поршень его со штоком находится в крайнем левом положении, микро-
переключатель 1ППВ, контролирующий исходное положение штока, нажат.
При соединении золотника 11 трубопроводами 16, 17 и 18 с верхними
полостями пневмоцилиндров 21 и 22 для перемещения загрузочного и раз-
грузочного толкателей поршни и штоки этих цилиндров находятся в край-
нем нижнем положении.
Пневматические переключатели 1ППВ, 2ППВ, контролирующие ис-
ходное положение толкателей, и пневматический переключатель ЗППВ,
не допускающий повторного поворота стола, включены. В начале работы
включается электромагнит ЭМ и открывается отверстие в правой крышке
ВТОРАЯ
55
золотника 1. Сжатый воздух из правой полости золотника 1 через отвер-
стие в его правой крышке выходит в трубу 2 и, пройдя через пневматические
переключатели 1ППВ, 2ППВ и ЗППВ, уходит в атмосферу. При этом дав-
ление в правой полости золотника 1 падает и его шток будет перемещаться
вправо; при перемещении штока золотника 1 вправо в корпусе золотника
откроется отверстие, через которое сжатый воздух по трубе 5 пойдет в об-
ратный клапан и далее в левую полость цилиндра для поворота стола. При
этом поршень со штоком пневмоцилиндра для поворота стола перемещается
вправо и воздух из правой полости пневмоцилиндра через дроссель 32 и
трубопроводы 3 и 4 уходит в атмосферу.
При перемещении поршня со штоком и рейкой вправо происходит пово-
рот стола на 120°, и, следовательно, деталь с одной позиции переходит
на другую. После поворота стола происходит включение пневматического
переключателя 4ППВ, подготавливающего механизм к подъему толкателей,
и микропереключателя 2ПВ, подающего команду на перемещение вниз
четырехшпиндельной сверлильной головки 24 с кондукторной плитой 26
и сверлами.
После фиксации стола происходит одновременное сверление четырех
отверстий в детали, при этом включается пневматический переключатель
5ППВ, управляющий подъемом штоков цилиндров 21 и 22 с загрузочным
и разгрузочным толкателями. При этом воздух из левой полости золотника
11 по трубе 10 и через пневматические переключатели 4ППВ и 5ППВ ухо-
дит в атмосферу. Вследствие падения давления воздуха в левой полости зо-
лотника 11 его шток переместится влево и воздух из правой полости золот-
ника пойдет по трубопроводам 14, 20 и 19 и, пройдя обратные клапаны 27,
поступит в нижние полости пневмоцилиндров 21 и 22 штоки которых про-
изводят подъем загрузочного и разгрузочного толкателей.
56
ГЛАВА
При подъеме вверх разгрузочный толкатель передает обработанную
деталь с разгрузочной позиции поворотного стола в накопитель, а загрузоч-
ный толкатель, забрав очередную заготовку из магазина, переносит ее на
загрузочную позицию поворотного стола. Когда штоки пневмоцилиндров 21
и 22 с загрузочным и разгрузочным толкателями переместятся вверх, то
включаются пневматический переключатель 6ППВ, контролирующий пере-
дачу обработанной детали с разгрузочного толкателя в накопитель, и пнев-
матический переключатель 7ППВ, контролирующий поступление очеред-
ной заготовки из магазина на загрузочный толкатель. Затем воздух из пра-
вой полости золотника И пойдет по трубопроводу 13 через пневматический
переключатель 6ППВ, по трубопроводу 12, 9 и, пройдя пневматический
переключатель 7ППВ, уйдет в атмосферу. Вследствие падения давления
воздуха в правой полости золотника его шток переместится вправо. При
этом воздух из нижних полостей пневмоцилиндров для перемещения за-
грузочного и разгрузочного толкателей, пройдя через обратные клапаны,
трубопроводы 19, 20 и 14, 15, уйдет в атмосферу. В это время воздух из
левой полости золотника по трубопроводам 16, 17 и 18, пройдя обратные
клапаны, поступит в верхние полости пневмоцилиндров 21 и 22 для пере-
мещения загрузочного и разгрузочного толкателей.
При перемещении вниз шток пневмоцилиндра 22 с загрузочным толка-
телем, пройдя через отверстие в поворотном столе, оставит заготовку на
столе. Перемещение поршня со штоком пневмоцилиндра 23 для поворота
стола в левое положение происходит после фиксации стола станка одно-
временно с подъемом штоков пневмоцилиндров загрузочного и разгрузоч-
ного толкателей. При этом упор 25 на кондукторной плите 26, нажимая на
шток пневматического переключателя ЗППВ, заставляет его прекратить
выход воздуха в атмосферу.
Давление в правой части золотника 1 повышается и его шток отходит
влево. Средняя полость золотника 1 соединяется через трубопровод 3
с правой полостью пневмоцилиндра 23 поворота стола. Воздух из левой
полости пневмоцилиндра 23 через дроссель и трубопровод 5 золотника 1
и трубопровод 6 уходит в атмосферу. При этом поршень со штоком пневмо-
цилиндра 23 поворота стола перемещается в крайнее левое положение.
После обработки детали цикл работы повторяется.
Дроссели служат для изменения скорости перемещения загрузочного
и разгрузочного толкателей и скорости поворота стола.
Время загрузки детали, равное 2—3 сек, не совмещается с временем
обработки детали на станке.
Конструкция приспособления разработана ЭНИМСом.
Магазинное загрузочное приспособление к вертикально-сверлильному
станку. На рис. 53 показано загрузочное приспособление для автоматиче-
ской загрузки зубчатыми цилиндрическими колесами (для коленчатого
вала) вертикально-сверлильного станка. На рисунке внизу показаны форма
и размеры обрабатываемой детали. На станке установлено приспособление 5
для зажима обрабатываемой детали. Зажимные устройства приспособле-
ния приводятся в действие от пневмопривода 3. Механизм 2 служит для
выталкивания обработанной детали из зажимного приспособления в отво-
дящий лоток 4. Механизм 1 производит подачу заготовки детали в приспо-
собление.
Загрузочное приспособление, установленное на вертикально-сверлиль-
ном станке, показано на рис. 54. Обрабатываемая деталь специальным по-
дающим механизмом устанавливается в приспособлении 6 и зажимается
тремя кулачками 5, перемещающимися от пневмопривода 1. Перемещение
шпинделя с зенкером при обработке отверстия в детали производится от
пневмогидропривода 2. После обработки пневмопривод 1 поворачивает ку-
лачки 5, и обработанная деталь освобождается от зажима. Шпиндель с зен-
ВТОРАЯ
57
кером 4 поднимается вверх пневмогидроприводом 2, а обработанное зубчатое
колесо специальным механизмом 3 выталкивается в отводящий лоток 7.
На рис. 55 показан лоток 5, по которому заготовки зубчатых колес при
помощи двух пар отсекателей 2 и 4 перемещаются в зажимное приспособ-
ление. Отсекатели 2 и 4 установлены на подвижных рычагах 3, каждый из
которых перемещается от пневмоцилиндра 1.
Рис. 53. Магазинное загрузочное приспособление к вертикально-
сверлильному станку
Работа зажимного устройства приспособления с пневмоприводом по-
казана на рис. 56. При подаче сжатого воздуха в левую полость пневмо-
цилиндра 4 поршень 5 со штоком-рейкой 3 будет перемещаться вправо.
При этом шток-рейка 3, находящаяся в зацеплении с большим цилиндри-
ческим зубчатым колесом 6, будет поворачивать его около оси на небольшой
угол. При повороте зубчатое колесо 6, находясь в зацеплении с тремя ма-
лыми зубчатыми цилиндрическими колесами 2, изготовленными за одно
целое с валами, будет их также поворачивать на небольшой угол. На верх-
нем конце валов-колес 2 закреплены кулачки 1, которые при повороте ва-
лов-колес 2, поворачиваясь вместе с ними, производят зажим зубчатого
колеса. При подаче сжатого воздуха в правую полость пневмоцилиндра 4
поршень 5 со штоком-рейкой 3 будет перемещаться влево. При этом шток-
рейка будет поворачивать в другую сторону большое зубчатое колесо 6,
а оно будет поворачивать зубчатые колеса с валами, на которых установ-
лены кулачки 1, в другую сторону, и кулачки 1 разожмут обработанное зуб-
чатое колесо.
ЗВ. Зак. 109
58
ГЛАВА
На рис. 57 показана конструкция выталкивателя. При подаче сжатого
воздуха в нижнюю полость пневмоцилиндра 4 поршень со штоком 3 будет
перемещаться вверх. При этом рейка 1, закрепленная на верхнем конце
штока 3, будет поворачивать зубчатое цилиндрическое колесо 6 с валом 7,
на котором закреплено цилиндрическое зубчатое колесо 8, находящееся
Рис. 54. Вертикально-сверлильный станок с загрузочным приспособ-
лением
в зацеплении с рейкой выталкивателя 2. Конец выталкивателя 2, упираясь
в наружную поверхность обработанного зубчатого колеса, выталкивает
его из станочного приспособления в отводящий лоток.
При подаче сжатого воздуха в верхнюю полость пневмоцилиндра 4
поршень 5 со штоком 3 будет перемещаться вниз. При этом рейка /, пово-
рачивая зубчатое колесо 6 на валу 7, колесом 8 отведет рейку со сбрасыва-
телями 2 в исходное положение. Приспособление разработано Московским
автозаводом им. Лихачева.
Магазинное загрузочное приспособление к зубодолбежному станку.
На рис. 58 дан общий вид станка с установленным на нем загрузочным
приспособлением. Для автоматизации рабочего цикла станок оснащен мага-
зином 2, питателем /, доворотником 5, отводным лотком 12, шпинделем 7.
механизмом подвода суппорта 6, гидропанелью 11, блоком золотников 4,
гидробаком 10, пневмозолотниками 8, электрошкафом 5 и пультом управ-
ления 9.
ВТОРАЯ
59
При переналадке станка производится замена двух-трех деталей в пи-
тателе в зависимости от наружных диаметров заготовок и замена деталей
в доворбтнике и шпинделе, имеющих шлицы.
Рис. 55. Механизм подачи деталей
На рис. 59 показаны форма и размеры деталей, которые могут быть за-
гружены в магазин загрузочного приспособления.
Для бесперебойной работы станка в магазине 2 (см. рис. 58) находится
запас заготовок. Магазин установлен на платике кронштейна питателя,
Рис. 56. Механизм зажима деталей
внутри магазина находятся стенки 7 (рис. 60), имеющие форму призм. Стен-
ки могут поворачиваться на петлях Р, которые закреплены на скалке /,
запрессованной в бобышку кронштейна 4. Нижняя пара петель 9 стенок 7
соединена серьгами 8 с пальцем 6.
При переналадке магазина с одного типоразмера заготовок на другой
требуется сместить палец 6 вдоль паза и зажать его в требуемом месте с по-
мощью болта и гайки. Для нормальной работы магазина нижний торец
стенок 7 устанавливается с зазором 2—4 мм над верхним торцом заготовки 5,
лежащей на плоскости питателя. Такой зазор обеспечивается подвижным
разрезным кольцом 2, которое после перемещения затягивается болтом 3.
ЗВ*
60
ГЛАВА
Рис. 58. Зубодолбежный станок с магазинным загрузочным приспо-
, соблением
ВТОРАЯ
61
Питатель (рис. 61) установлен на основании 8, подвижно соединенном
с кронштейном 11, который закреплен на станине станка. Крепление ос-
нования 8 на кронштейне 11 производится на осях 14 и 15 петлей 13 и бол-
том 10 с гайкой 9. На верхнем платике основания 8 установлен гидроци-
линдр 4, на верхней плоскости которого смонтирована плита 6 с направ-
ляющими планками 7 и 17 захвата, по которым перемещается захват 2.
Правый конец захвата имеет призму,
которая захватывает заготовку зуб-
чатого колеса и перемещает ее в рабо-
чую зону станка. На левом конце за-
хвата закреплен небольшой кронш-
тейн 1, который нижним концом зак-
Рис. 59. Загружаемые детали
Рис. 60. Магазин приспособления
реплен на левом резьбовом конце штока 3 гидроцилиндра 4 и, следователь-
но, соединяет захват со штоком гидроцилиндра.
Переналадка загрузочного устройства на другой типоразмер заготовки
зубчатого колеса производится путем перемещения кронштейна 1 на резь-
бовом конце штока 3, что позволяет отрегулировать ход захвата 2, так как
перемещение штока 3 гидроцилиндра 4 остается неизменным. Переналадка
загрузочного приспособления производится при переходе к обработке зуб-
чатых колес с наружным диаметром более 76 мм.
На переднем конце плиты 6 установлен поддон 5, являющийся опорной
плоскостью для всего запаса заготовок в магазине. По поддону происходит
перемещение заготовок зубчатых колес захватом 2 в рабочую зону станка.
При переходе на обработку зубчатых колес диаметром более 76 мм под-
дон 5 меняется. При смене захвата 2 и поддона 5 направляющие планки 7
и 17 после отвинчивания гаек на болтах могут быть раздвинуты или сдви-
нуты по пазам, в которых установлены болты. На левом конце штока 3
гидроцилиндра 4 установлен концевой упор 20, производящий переклю-
чение конечных выключателей 16 и 19. Зубчатое колесо после обработки
сталкивается заготовкой, перемещающейся захватом 2 питателя на лоток 12
и затем соскальзывает в тару.
Лоток 12 при переходе на обработку другого типоразмера заменяется.
Левая часть питателя 2 закрыта кожухом 18.
Для нарезания зубьев заготовка зубчатого колеса базовым шлицевым
отверстием устанавливается специальным механизмом на шлицевой оправке,
62
.ГЛАВА
Рис. 61. Питатель
Рис. 62. Доворотник
закрепленной в конусе шпинделя станка. Питатель подает заготовку зуб-
чатого колеса к шлицевой оправке в таком виде, что шлицы отверстия зуб-
чатого колеса не совпадают с впадинами шлицевой оправки. Поэтому пово-
рот заготовки зубчатого колеса, до момента совпадения шлиц отверстия за-
ВТОРАЯ
63
готовки зубчатого колеса со впадинами шлицевой оправки производит спе-
циальное устройство (доворбтник). Доворотник (рис. 62) установлен на
кронштейне /, который укреплен на планках корыта шпинделя станка.
Рис. 63. Узел шпинделя
В кронштейн 1 запрессован направляющий цилиндрический валик 11 и
установлен валик 7, имеющий на всей длине резьбу с большим шагом.
На кронштейне установлен гидроцилиндр 9 с поршнем и штоком 10,
который жестко соединен с корпусом 8 механизма для поворота заготовки
зубчатого колеса со шлицевым отверстием при установке его на шлицевую
оправку. Пустотелый стержень 5, находящийся в калиброванной втулке
шпинделя, получает вращение от зубчатых колес 6 и 5 и через подпружинен-
ную втулку 4 передает вращение сменному шлицевому наконечнику 2.
Так как шлицевой наконечник 2 получает вращение от подпружинен-
ной втулки 4, то при соприкосновении шлицевого наконечника 2 со шлицами
отверстия заготовки колеса он может повернуться без поломки шлиц на
некоторый угол до момента совпадения шлиц со впадинами шлицевого от-
64 ГЛАВА
верстия заготовки. Затем сменный шлицевой наконечник 2, опускаясь с на-
детой на него заготовкой зубчатого колеса, установит ее на шлицевой оп-
равке. Шлицевая оправка 15 (рис. 63) установлена в конусе шпинделя стан-
ка. На нижнем конце шпинделя станка закреплены гидроцилиндр 3 и гидро-
распределитель 1. Гидроцилиндр имеет поршень 4 со штоком 6. На верхнем
резьбовом конце штока 6 закреплена тяга 7, на оси которой закреплены две
собачки 8 и 9.
При подаче жидкости в нижнюю полость гидроцилиндра 3 поршень 4
со штоком 6 перемещается вверх. При выпуске масла из нижней полости
гидроцилйндра в бак поршень 4 со штоком 6 под действием упругих сил
тарельчатых пружин будет перемещаться вниз. На верхнем конце шпинделя
винтами закреплен фланец 11, в котором находится подвижная опора 12,
перемещающаяся под действием пружины.
Для предохранения от проникновения внутрь фланца И охлаждающей
жидкости, грязи и стружки в пазах шлицевой оправки установлены два
ряда бронзовых полуколец 13 и 14. На верхнем конце шпинделя закреплено
корыто 10\ на корпусе гидроцилиндра 3 — резиновый щиток 2.
Наконечник механизма доворбтника для установки заготовки зубчатого
колеса при надевании заготовки колеса на шлицевую оправку входит в от-
верстие на верхнем конце шлицевой оправки 15.
При поступлении масла в нижнюю полость гидроцилиндра 3 его пор-
шень 4 со штоком 6, перемещаясь вверх, сожмут тарельчатые пружины 5;
при этом тяга 7 с рычагами 8 и 9, перемещаясь вверх, разведет их. В это время
поясок наконечника механизма для установки заготовки зубчатого колеса
останавливается против собачек, и механизм установки насаживает заго-
товку зубчатого колеса на шлицевую оправку 15. После этого давление
в нижней полости гидроцилиндра прекращается, тарельчатые пружины раз-
жимаются и верхними выступами рычаги 8 и 9 удерживают конец установоч-
ного механизма (доворбтника) в течение всего времени нарезания зубьев
на заготовке колеса.
Основные технические данные
Производительность станка при на-
резании зубьев на зубчатых коле-
сах средних размеров, 1ит[ч . . 22
Вспомогательное время на операции,
сек................................... 10
Емкость магазина при высоте зубча-
тых колес 114-14 мм, шт........... 304-36
Зажимное усилие, н(кГ)............10000—14000
(1000—1400)
Магазинное загрузочное приспособление типа 5П23А-43 к зуборезным
станкам. Приспособление (рис. 64) служит для автоматической загрузки
заготовками конических зубчатых колес со спиральными зубьями зубо-
резных станков. Магазин 5 для хранения запаса заготовок зубчатых колес
представляет собой форму диска, в отверстия которого установлены паль-
цы 6. На пальцы отверстиями устанавливаются 20 заготовок зубчатых ко-
лес. В зависимости от габаритных размеров заготовок зубчатых колес
диск 5 может меняться. На станке имеется питатель 3, который, зажав оче-
редную заготовку зубчатого колеса, снимает ее с пальца диска, переносит
в рабочую зону станка и устанавливает в цанговую оправку 2, которая за-
жимает заготовку зубчатого колеса. Далее стол станка с заготовкой зубча-
того колеса перемещается к режущему инструменту для нарезания спи-
ральных зубьев на заготовке конического колеса. После нарезания зубьев
стол с обработанной деталью отходит в исходное положение, цанговая оп-
равка освобождает зубчатое колесо от зажима. Затем зубчатое колесо сбра-
сывается специальной пружиной с оправки и попадает в отводной лоток 1.
ВТОРАЯ
65
Повороты питателя 3 происходят от копирного барабана 4. На рис. 65
дан продольный разрез загрузочного приспособления. На распределитель-
ном валу 2 установлен копирный барабан 1. Поворот захвата 20 (питателя)
заготовки зубчатого колеса около’оси 21 производится зубчатым сектором 24
при повороте зубчатого колеса 22, сидящего на валу питателя. Зубчатый
сектор 24 закреплен на левом конце валика 3, а на правом его конце — рычаг
Рис. 64. Магазинное загрузочное приспособление типа 5П23А-43 к зуборезным
станкам
4. На^нижнем конце рычага установлен ролик 5, перемещающийся по ко-
пирному пазу на торце копирного барабана 1.
Продольное перемещение захвата 20 (питателя) вдоль его оси 21 про-
изводится роликом 23, перемещающимся в пазу на цилиндрической поверх-
ности копирного барабана.
Заготовка конического зубчатого колеса зажимается по наружному
диаметру ступицы лепестками цанги 19. Сжатие лепестков цанги происходит
под воздействием упругих сил пружины 12 через втулку 10, тяги 11 и 18.
После нарезания зубьев на коническом зубчатом колесе лепестки цанги 19
освобождаются от зажима, расходятся, и колесо разжимается. Разжим зуб-
чатого колеса производится барабаном 6, закрепленным на распределитель-
ном валу 2. При повороте барабана 6 в его копирном пазу перемещается
конический конец ролика 7. Нижний цилиндрический конец ролика закреп-
лен в ползуне 8.
При повороте барабан 6 при помощи ролика 7 отводит вправо ползун 8.
При этом ползун, нажимая на верхний конец рычага 9, поворачивает его
на оси, а нижний конец рычага через втулку 10 сжимает пружину 12 и пере-
мещает влево тяги 11 и 18, которые воздействуют на цангу 19 и перемещают
ее влево. При этом цанга разжимается и освобождает деталь. В этот момент
пружина 17 стержнем 25 выбрасывает обработанное зубчатое колесо в отво-
дящий лоток. Распределительный вал 2 с копирными барабанами 1 и 6
поворачивается от отдельного электромотора через червячный редуктор 26.
66
ГЛАВА
Магазинный диск 5 (см. рис. 64) с запасом заготовок на штырях 6 по-
лучает периодические повороты около оси от гидроцилиндра S. Внутри гид-
роцилиндра перемещается вверх или вниз поршень 7 со штоком. На конце
штока закреплена рейка 9, которая, поворачивая зубчатое колесо 11, на-
ходящееся в зацеплении с рейкой, нарезанной на сухаре 12, перемещает
сухарь вверх или вниз. На сухаре имеются два наклонных выступа А и Б.
Рис. 65. Продольный разрез загрузочного приспособления
Когда сухарь от поршня 7 гидроцилиндра 8 перемещается вниз, то его на-
клонный выступ А запирает диск 13, на торце которого имеются зубья.
При движении сухаря от поршня гидроцилиндра вверх, его наклонный
выступ Б поворачивает диск около оси 10 на угол, соответствующий рас-
стоянию между осями двух смежных загрузочных позиций.
Управление поворотом диска 13 (см. рис. 64) и временем на включение
и выключение вращения шпинделя производится воздействием упоров 14
и 15, установленных на барабане 6, на путевые выключатели 13 и 16
(см. рис. 65).
Основные технические данные
Продолжительность рабочего цикла, сек, . . 4
Максимальный диаметр зубчатых конических
колес со спиральными зубьями, мм . . .120
Наибольшая ширина зубчатого венца, мм . . 20
Конструкция загрузочного приспособления разработана ЭНИМСом.
Магазинное загрузочное приспособление типа 525-47 к зуборезному
станку. Загрузочное приспособление (рис. 66) предназначено для загрузки
Рис. 66. Магазинное загрузочное приспособление типа 525-47 к зуборезному станку
ВТОРАЯ
68
ГЛАВА
зуборезного станка валами, на коническом уступе которых нарезаются
зубья конического колеса. На зуборезном станке производится черновое
нарезание зубьев конических колес, изготовленных за одно целое с валом.
Загрузочное приспособление устанавливается и закрепляется на столе стан-
ка болтами.
На плите 20 устанавливаются магазин 17 и каретка 13 с питателем.
Плита 20 имеет направляющие, по которым перемещается каретка 13. Во
внутренних полостях 41 и 42 плиты 20 размещается гидроаппаратура для
загрузочного приспособления. Заготовки обрабатываемых деталей уста-
навливаются в гнездах цепи 11 магазина 17. При повороте цепи заготовки
периодически перемещаются к загрузочной позиции. С загрузочной позиции
заготовки снимаются питателем, который в это время другим концом сни-
мает обработанную деталь с приспособления. Далее питатель с заготовкой
и готовой деталью поворачивается на 180° и устанавливает заготовку в оп-
равку шпинделя, а обработанную деталь — в освободившееся гнездо цепи 11
магазина 17. Цепь магазина вместе с запасом заготовок периодически^пере-
мещается на величину, равную расстоянию между осями гнезд цепи, против
часовой стрелки. Передвижение цепи производится при перемещении порш-
ня и штока в гидроцилиндре /9, установленном в корпусе 18. Шток поршня
гидроцилиндра жестко соединен с тягой, на которой установлена подвижная
собачка. При перемещении штока с тягой влево собачка поворачивает уста-
новленные на одном валу храповое колесо 15 и цилиндрическое зубчатое
колесо 16, которое поворачивает колесо 14, сидящее на одном валу с ведущей
звездочкой 12. Правильная фиксация гнезда цепи 11 с очередной заготовкой
детали на загрузочной позиции производится роликом 39, входящим во
впадину между зубьями ведущей звездочки 12 и удерживаемым в этом по-
ложении с помощью рычагов и пружины 28.
Положение заготовки на загрузочной позиции можно регулировать
путем поворота эксцентричной оси 40, на которой сидит ролик 39. Заготовки
в гнездах цепи 11 удерживаются от продольного смещения подпружиненными
собачками 8. При взятии очередной заготовки питателем из гнезда цепи со-
бачка отводится от заготовки и удерживается в этом положении фикса-
тором 9.
Если какое-либо гнездо цепи с отведенной собачкой второй раз подой-
дет к загрузочной позиции (пустое или с обработанной деталью), то собачка
повернет рычаг 10, который нажмет конечный выключатель 7, и будет дана
команда на остановку станка.
Каретка 13 с питателем производит перемещение очередной заготовки
из гнезда цепи 11 магазина 17 в оправку шпинделя станка, съем готовой
детали из оправки шпинделя станка и перенос ее в освободившееся гнездо
цепи магазина. Каждая из двух пар захватов 33 питателя имеет сменные
вкладыши 30, внутреннее сечение которых соответствует форме конической
поверхности обрабатываемой детали.
Захваты питателя поворачиваются на осях 31 при помощи клина 21
(находящегося во втулке 22), к которому они прижимаются пружинами 34.
Перемещение клина 21 происходит при перемещении поршня и штока гидро-
цилиндра 25. При перемещении штока гидроцилиндра 25 влево происходит
зажим захватами питателя заготовки или обработанной детали.
Клин 21 состоит из двух половин, каждая из которых может смещаться
одна относительно другой за счет сжатия пружин 22, что обеспечивает пра-
вильный зажим обоймы захватами обработанной детали или заготовки.
При перемещении штока гидроцилиндра 25 с клином 21 вправо проис-
ходит разжим захватов, который контролируется путевым выключателем
27. Зажим заготовки или обработанной детали захватами контролируется
реле давления, подключенным к правой полости цилиндра 25. Поворот
питателя на 180° с зажатой заготовкой и обработанной деталью происходит
ВТОРАЯ
69
при перемещении поршня со штоком в гидроцилиндре 36 через посредство
реечных передач 37, 38 и 24.
Конечные положения питателя ограничиваются кронштейном 29, в ко-
торый упираются регулируемые упоры 35 и 32. Контроль конечных поло-
жений питателя производится путевыми выключателями 2 и 3. На рис. 66
представлено среднее положение питателя, которое контролируется путевым
выключателем 1.
На рейке 5, находящейся в зацеплении с зубчатым колесом 26, уста-
новлены кулачки 4 и 6, которые нажимают на упоры путевых выключателей 2,
3 и 1.
Перемещение каретки 13 с питателем по направляющим плиты 20
происходит под действием подвижного корпуса гидроцилиндра 23, шток
которого не перемещается и жестко Закреплен на плите 20 планкой.
Конечные положения каретки 13 с питателем при ее перемещении по
направляющим плиты контролируются тремя путевыми выключателями,
на упоры которых нажимают регулируемые кулачки, установленные на
каретке. Конечное левое положение каретки с питателем устанавливается
регулируемым винтом 43.
За исходное положение загрузочного приспособления принимается
такое, при котором каретка 13 с питателем занимают среднее положение на
плите 20, причем захваты питателя разжаты и в гнезде цепи 11 магазина,
находящегося на загрузочной позиции, имеется заготовка детали.
После нарезания зубьев на коническом колесе путевой выключатель
счетчика циклов дает команду на остановку электродвигателя главного
привода и выключение гидропанели зуборезного станка. Далее лепестки
цанги расходятся и освобождают обработанную деталь от зажима, стол
отходит в загрузочную позицию, и шток гидроцилиндра 19 транспортера
перемещается вправо. При этом цепь магазина не перемещается. В конце
отхода стола закрепленный на нем кулачок производит нажим на упор пу-
тевого выключателя, который подает команду на увеличение давления в
правой полости гидроцилиндра 36, вследствие чего питатель поворачивается
по часовой стрелке до упора и нажимает на конечный выключатель 3. Ко-
нечный выключатель 3 дает команду на подачу масла в левую полость
цилиндра 23. При этом каретка перемещается в крайнее левое положение
и нажимает на конечный выключатель, в это время головка обработанной
детали в цанговой оправке шпинделя и головка заготовки детали, находя-
щейся в загрузочной позиции магазина, размещаются между соответству-
ющими парами захватов 33 каретки. Далее конечный выключатель карет-
ки 13 дает команду на подачу масла в правую полость гидроцилинд-
ра 25, и одна пара захватов питателя производит захват обработанной де-
тали, а вторая пара захватов питателя — захват заготовки.
После того как обработанная деталь и заготовка будут зажаты захва-
тами питателя, давление в правой полости гидроцилиндра 25 повышается,
поэтому реле давления срабатывает и дает команду на подачу масла в
правую полость цилиндра 23. Вследствие этого произойдет перемещение
каретки 13 с питателем в крайнее правое положение. В этом положении
каретки 13 одна пара захватов питателя вынимает обработанную деталь из
цанговой оправки, а вторая пара захватов питателя вынимает заготовку
из гнезда цепи 11 загрузочного магазина.
В конце перемещения каретки 13 происходит нажим на конечный вы-
ключатель каретки, который подает команду на подачу масла в левую по-
лость цилиндра 36. Вследствие этого питатель с зажатыми заготовкой и об-
работанной деталью поворачивается против часовой стрелки до упора и
нажимает на конечный выключатель 2.
При нажиме конечный выключатель 2 дает команду на подачу масла
в левую полость цилиндра 23. При этом каретка 13 с питателем перемещает-
70
ГЛАВА
ся в крайнее левое положение и нажимает на конечный выключатель ка-
ретки. Обработанная деталь перемещается в свободное гнездо загрузочного
магазина, а заготовка — в оправку шпинделя станка. Затем конечный вы-
ключатель каретки 13 дает команду на подачу масла в левую полость ци-
линдра 25, при этом его шток, перемещаясь вправо, нажмет в конечном по-
ложении на упор конечного выключателя 27. Одна пара захватов 33 осво-
бодит от зажима обработанную деталь, а вторая пара захватов 33 освобо-
дит от зажима заготовку.
При нажиме штока гидроцилиндра 25 на конечный выключатель 27,
он подает команду на подачу масла в правую полость цилиндра 23. Каретка
13 будет перемещаться вправо до момента, пока не нажмет на конечный вы-
ключатель каретки, который дает команду на прекращение подачи масла
в правую полость цилиндра 23, причем каретка 13 останавливается в сред-
нем положении. В это же время конечный выключатель каретки 13 дает
команду на подачу масла в правую полость цилиндра 36, вследствие чего
питатель с захватами начинает поворачиваться по часовой стрелке, пока
не придет в среднее положение. В это время происходит нажим на конечный
выключатель, вследствие чего из работы выключается гидроцилиндр 36,
и питатель прекращает поворот. Затем конечный выключатель 1 дает коман-
ду на включение гидропанели станка, в результате чего происходит под-
вод стола станка на рабочую позицию, зажим лепестками цанги обрабаты-
ваемой детали и подача масла в правую полость цилиндра 19, вследствие
чего происходит перемещение цепи 11 магазина на следующую позицию.
Зажим обрабатываемой детали цангой гидропатрона контролируется
реле давления станка. Затем включается электродвигатель главного при-
вода и происходит нарезание зубьев конического колеса. Следовательно,
гидропривод автоматического загрузочного устройства служит для поворота
питателя, подвода и отвода каретки 13, зажима и разжима обрабатываемой
детали и ее заготовки и для перемещения транспортера магазина.
Загрузочное приспособление работает следующим образом: питатель
поворачивается из исходного положения в крайнее, каретка 13 перемещает-
ся из исходного положения вперед, происходит захват очередной заготовки,
находящейся в гнезде транспортера, и обработанной детали из цанги гидро-
патрона. Затем каретка 13 отходит назад, питатель поворачивается во вто-
рое крайнее положение. Далее каретка 13 идет вперед, происходит разжим
захватами питателя обработанной детали и заготовки, перемещение каретки
13 в исходное положение и поворот питателя с захватами в исходное поло-
жение.
Основные технические данные
Продолжительность рабочего цикла, сек 15
Максимальный диаметр обрабатываемых
конических зубчатых колес, мм ... 70
Длина детали, мм....................87—172
Привод загрузочного приспособления . гидрав-
лический
Конструкция загрузочного приспособления разработана в ЭНИМСе.
Магазинное загрузочное приспособление к зубошевинговальному стан-
ку. Загрузочное приспособление (рис. 67) применяется для автоматической
загрузки зубошевинговального станка зубчатыми цилиндрическими коле-
сами, представленными на рисунке справа. Запас заготовок зубчатых колес
размещается в магазине 3, из которого одна заготовка зубчатого колеса’по-
падает на опорные поверхности питателя 7 и поддерживается в ней подпру-
жиненным захватом 8.
Перемещение питателя 7 с зажатой заготовкой производится поршнем
и штоком пневмоцилиндра 5. Крайнее правое и крайнее левое положения
ВТОРАЯ
71
питателя 7 контролируются конечными выключателями 10 и 11 при нажиме
на них упора 7, установленного на тяге 2. В магазине 3 установлен отсе-
катель 6, который выдает по одной заготовке в питатель 7.
Подъем и опускание отсекателя 6 производится клином 4, установлен-
ным на ползуне. Заготовка зубчатого колеса базовым отверстием устанав-
ливается на оправке 1 (рис. 68) и зажимается между торцом конусной части
оправки и опорной шайбой 2. Конусным отверстием оправка 1 посажена
на вращающемся валике 7 и закреплена винтом, а опорная шайба 2 закреп-
лена винтом на вращающемся валике 3. Зажим заготовки зубчатого колеса
происходит при перемещении поршня и штока пневмоцилиндра 8. Поршень
Рис. 67. Магазинное загрузочное приспособление зубошеввнговального
станка
со штоком при движении вверх через тягу 10 и втулку 11 перемещают вверх
пиноль 9 с валиком 7, оправкой 1 и заготовкой колеса, которая, упираясь
в торец шайбы 2, зажимается.
При подаче сжатого воздуха в верхнюю полость пневмоцилиндра 8
его поршень и шток будут перемещаться вниз. При этом тяга 10, втулка 11
и пиноль 9 с валиком 7, оправкой 1 и обработанной деталью будут переме-
щаться вниз, и обработанное зубчатое колесо будет разжато.
Съем обработанного зубчатого колеса с оправки 1 происходит при упоре
нижнего торца колеса в специальную втулку 4. Снятое с оправки 1 зубчатое
колесо падает на подпружиненный рычаг 9 (см. рис. 67). При движении
ползуна 12 вправо рычаг 9 переносит обработанное зубчатое колесо из рабо-
чей зоны станка на разгрузочный лоток. Автоматическая загрузка произ-
водится при последовательном нажиме движущимися упорами 6 (см.
рис. 68), закрепленными в пиноли 9, и ползуна на воздушные конечные вы-
ключатели 5, которые производят переключение золотников, регулирующих
подачу воздуха в правую или левую полость пневмоцилиндров.
При перемещении ползуна 12 упор 6, закрепленный в пиноли 9, нажи-
мает на конечный выключатель 5 (см. рис. 68), который через промежуточное
реле производит включение рабочего цикла станка. Далее цикл повторяется.
72
ГЛАВА
Данное загрузочное приспособление применяется на Горьковском и Мо-
сковском автозаводах.
Магазинное загрузочное приспособление типа ПИ1-112 к горизон-
тально-фрезерному станку. Приспособление служит для автоматической
загрузки горизонтально-фрезерных станков (рис. 69) деталями, форма и раз-
меры которых представлены на рисунке справа.
Загрузочное приспособление можно установить на горизонтально-фре-
зерных станках различных моделей при условии, что они могут работать по
Рис. 68» Рабочая зона зубошевинговального станка
автоматическому циклу. В конструкцию загрузочного приспособления вхо-
дят станочное приспособление 2 для установки и закрепления обрабатывае-
мой детали, магазин 1 для хранения запаса заготовок, командоаппарат 3,
который управляет работой приспособления, и гидравлическая привод-
ная станция 4.
Зажимное устройство приспособления (рис. 70) имеет корпус 3, на
верхней плоскости которого неподвижно закреплена зажимная губка 7.
Подвижная зажимная губка 6 закреплена на перемещающейся каретке 4,
связанной со штоком 2 гидроцилиндра 1. При установке заготовки детали
в приспособление производится подача масла в левую полость гидроцилинд-
ра /.При этом каретка 4, перемещаясь вправо, штоком 2 доводится до упора 11
и останавливается. Далее упор 11, упираясь правым концом в регулируемый
винт 12 на рычаге 14, поворачивает этот рычаг. Рычаг, поворачиваясь на
оси 13 и нижним концом упираясь в толкатель 15 и ролик 16, закрепленный
в штоке 17 гидроцилиндра 18, заклинивает упор 11 и обеспечивает неподвиж-
ное положение каретки 4. В это время поршень и шток 2 гидроцилиндра 1
находятся в крайнем правом положении и прижимают каретку 4 к упору 11.
При этом между подвижной 6 и неподвижной 7 губками имеется расстоя-
ние, необходимое для установки между ними Заготовки обрабатываемой де-
тали. Заготовка детали, перемещаясь под действием собственного веса, из
Загружаемые
детали
Рис. 69. Горизонтально-фрезерный станок с
магазинным загрузочным приспособлением типа ПИ1-112
вторая
74
ГЛАВА
магазина 5 попадает на штыри, установленные в подвижной губке 6, закреп-
ленной на подвижной каретке 4. При зажиме заготовки детали между губ-
ками 7 и 6 приспособления масло подается в нижнюю полость гидроцилинд-
ра 18, и шток 17 перемещается в верхнее положение. При этом толкатель 15
сходит с ролика 16, и упор И, зажатый регулируемым винтом 12, закреп-
ленным на подвижном рычаге 14, получит возможность перемещаться и
освободит каретку 4, которая сможет передвигаться к губке 7.
При движении штока 17 вверх его клиновой конец, перемещаясь по
клиновой поверхности упора 20, закрепленного на подвижной каретке 4,
передвигает ее к неподвижной губке 7 и зажимает деталь губками 6 и 7.
Для тех заготовок, которые требуют прижима их боковой базовой по-
верхностью к опорным штырям приспособления, имеется специальное уст-
ройство, куда входит подпружиненный толкатель 10 (на рисунке пружина
отсутствует), связанный с рычагом 23, на котором закреплен ролик 25.
При зажиме заготовки подвижная каретка 4 с губкой 6 перемещается впра-
во, и ролик 25 надвигается на наклонную поверхность копира 24. Вследствие
этого рычаг 23 поворачивается около оси 22, и толкатель 10 поджимает
заготовку боковой базовой поверхностью к опорам приспособления.
При разжиме^и выталкивании обработанной детали из приспособления
масло подается одновременно в правую полость гидроцилиндра /ив верх-
нюю полость гидроцилиндра 18. При этом шток 2 гидроцилиндра 1 будет пе-
ремещаться влево, а шток 17 гидроцилиндра 18 будет перемещаться вниз.
ВТОРАЯ
75
В то же время шток 2 будет отводить подвижную каретку 4 влево, обрабо-
танная деталь будет разжата и упадет на плиту 9. При последующем пере-
мещении подвижной каретки 4 вправо обработанная деталь сбрасывателем
28 сталкивается на наклонный склиз 26. Сбрасыватель 28 приводится в дей-
ствие сектором 27, находящимся в зацеплении с рейкой 29, которая закреп-
лена на нижней плоскости подвижной каретки 4. Сталкивание обработан-
ных деталей со штырей губки 6 произво-
дится толкателем 3. Последовательная по-
дача масла в обе полости гидроцилиндров
1 И 18 производится золотником 21, кото-
рый переключается от упоров 19.
На рис. 71 дана гидравлическая схе-
ма загрузочного приспособления. Насос 15
по трубе 2 подает масло в напорный золот-
ник 1, отрегулированный на давление 2—
3 Мн/м2* (20—30 кПсм?) и в реверсивный
золотник! 14. Управление работой ревер-
сивных золотников производится от элек-
тромагнитов, которые при перемещении
стола получают команду от конечного вы-
ключателя, размещенного в командоаппа-
рате.
Когда стол со станочным приспособ-
лением находится в загрузочной позиции,
масло по трубопроводу 4 подается в левую
полость 7 гидроцилиндра 8. При этом золот-
ник 5 находится на упоре, поэтому закрыто
поступление масла в нижнюю полость 12
гидроцилиндра 11. В это время подвиж-
ная каретка 4 с губкой 6 переместилась до
упора 11 (см. рис. 70). При перемещении
стола с приспособлением вправо (рис. 71)
золотник 5 открывает доступ масла в ниж-
нюю полость 12 гидроцилиндра 11, и поршень 6 со штоком будет пере-
мещаться вверх. Шток, передвигаясь по скошенной поверхности упора,
закрепленного на каретке 4, верхним клиновым концом переместит ее впра-
во, и она зажмет деталь (рис. 70).
После обработки детали масло по трубопроводу 13 одновременно по-
дается в правую полость 9 гидроцилиндра 8 и в верхнюю полость 10 гидро-
цилиндра 11. При этом подвижная каретка 4 (см. рис. 70) перемещается влево,
обработанная деталь разжимается и падает вниз на плиту. Отвод масла из
полости 7 гидроцилиндра 8 и из полости 12 гидроцилиндра 11 в гидробак
производится по трубопроводам 4 и 3. Гидравлическая аппаратура установ-
лена на гидробаке 16.
Продолжительность рабочего цикла 4 сек. Конструкция приспособле-
ния разработана в ЭНИМСе.
Магазинное загрузочное приспособление к автоматическому вертикаль-
но-протяжному станку. Приспособление (рис. 72) применяется для авто-
матической загрузки деталями вертикально-протяжного станка. Форма
и размеры обрабатываемых деталей даны на рис. 73.
Для автоматизации работы станка на нем установлен магазин 1 для хра-
нения запаса заготовок, питатель 2 для подачи заготовок из магазина 1
в рабочую зону станка, тумба 3, пульт управления 4, гидропанель 5 с прием-
ным лотком 6 и гидробак 7.
* 1 кГ/см2 ж 10 «/м2.‘ 106 н/м2 = 1 Мн/м2; 103 н/м2 = 1 кн/м2.
76
ГЛАВА '
В процессе работы питатель 2 периодически поворачивается на 60°
с одной позиции на другую, при этом одна очередная заготовка детали
втулкой питателя подается на рабочую позицию станка. В это же время во
Рис. 72. Автоматический вертикально-протяжной станок с магазинным загру-
зочным приспособлением
втулку питателя, находящуюся на загрузочной позиции, из магазина по-
ступает одна заготовка, а из разгрузочной позиции обработанная деталь
попадает в лоток.
После очередного поворота питателя для перемещения деталей с одной
позиции на другую он фиксируется и затем происходит протягивание От-
верстия протяжкой, которая перемещается сверху вниз. Затем диск пита-
теля поворачивается на 60°, и1 обработанная деталь отводится с рабочей
позиции, а на рабочую позицию диск питателя подводит кольцо для прохода
протяжки вберх при холостом ходе.
ВТОРАЯ
Поворот барабана магазина с заготовками с одной позиции на другую
происходит во время протягивания отверстия в детали.
Магазин, установленный и закрепленный на верхней плоскости тумбы
(рис. 74), вмещает 55 шт. деталей длиной 40 мм. Запас деталей обеспечивает
бесперебойную работу станка в течение 15 мин. Магазин приспособления
имеет центральную ось 7, на которой установлен поворотный барабан 3
с дисками 4 и 5, опирающимися на диск 6 и имеющими пять регулируемых
гнезд для установки деталей с различными габаритными размерами.
Рис. 73. Обрабатываемые
детали
Чтобы получить требуемые размеры гнезд дисков, в одно гнездо следует
установить эталонную деталь, повернуть диски относительно оси 1 и затем
их сжать.
Фиксация барабана 3 производится двуплечим рычагом 10 с роликом
на конце одного плеча. Второе горизонтальное плечо все время подтягива-
ется пружиной 12 вверх. Заготовки деталей имеют один обработанный торец
и загружаются стопкой в магазин рабочим вручную обработанным торцОм
вниз. Далее заготовки деталей забираются диском питателя из очередной
секции поворотного барабана 3, установленной на разгрузочной позиции.
Когда из соответствующей секции поворотного барабана взяты все заготов-
ки, рычаг 10 питателя (см. рис. 75), контролирующий наличие заготовок
в диске питателя на разгрузочной позиции, поднимается и дает команду
на подвод на загрузочную позицию следующей секции барабана с заготов-
ками деталей. При этом поворотный барабан 3 (рис. 74) поворачивается
при перемещении штока с рейкой 8 гидроцилиндра 9 через пару зубчатых
колес И и 13 и храповой механизм 7 на оси 1. Зазор по вертикали между
диском питателя и барабана устанавливается путем регулирования гайки 2.
Питатель (рис. 75) устанавливается на передней верхней плоскости
станка. В ^центральном отверстии корпуса 1 питателя установлен вал, на
котором закреплены диск 7 (захват) питателя и кожух 2. Диск питателя
имеет шесть позиций. Три позиции имеют сменные втулки 19, в которые
А-А
Вид В
ход поршня
Рис. 74. Магазин за-
грузочного приспо-
собления
ГЛАВА
ВТОРАЯ
7»
устанавливаются заготовки, перемещаемые диском на загрузочную пози-
цию 773, рабочую позицию ПР и позицию выгрузки ПВ.
В трех следующих позициях (через одну) диска установлены три втул-
ки /7, через которые проходит протяжка при перемещении ее вверх. Втулки
19 и 17 являются быстросменными и удерживаются в гнездах диска 7 под-
пружиненными пальцами 18. На корпусе 1 закреплен гидроцилиндр 6 с ме-
ханизмом, производящим поворот питателя. При рабочем ходе штока-рей-
Рис. 75. Питатель
ки 5 гидроцилиндра 6 поворачиваются зубчатое колесо 3 и храповой меха-
низм 4 , которые производят периодический поворот питателя для переме-
щения детали с одной позиции на другую. Зубчатые колеса 3 и 8 находятся
в зацеплении, поэтому при повороте зубчатое колесо 3 будет поворачивать
зубчатое колесо 8 с диском кулачка 5, контролирующим через путевой вы-
ключатель 13 перемещение штока-рейки 5 в начальное положение.
Ниже диска закреплен поддон 12, на который опирается заготовка при
перемещении ее диском 7 с загрузочной позиции на рабочую. При протяги-
вании отверстия деталь на рабочей позиции устанавливается на сфериче-
ской шайбе. После протягивания отверстия деталь сдвигается диском 7
на второй поддон 14, по которому она перемещается на разгрузочную по-
зицию.
Правильное положение диска 7 питателя на каждой из шести позиций
фиксируется подпружиненным роликовым фиксатором 16 и выключателем
15. На трех рабочих позициях правильное положение диска 7 контроли-
руется кулачками И и конечным выключателем, подающим команду на
перемещение протяжки сверху вниз при протягивании отверстия. Обрабо-
танные детали подаются питателем в приемный лоток.
80
ГЛАВА
Основные технические данные
Время одного цикла, сек...................15
Вспомогательное время автоматического за-
грузочного приспособления в одном цикле,
сек......................................2
Емкость магазина при средней длине детали,
шт......................................55
Конструкция приспособления разработана ЦКБАМ.
Магазинное загрузочное приспособление типа ПИ1-105К к вертикально-
протяжному станку. Загрузочное приспособление (рис. 76) применяется
для автоматической загрузки заготовками станка и для автоматической
разгрузки его от обрабо-
танных деталей. Форма и
размеры деталей, которые
могут уместиться в загру-
зочном приспособлении,
даны на рис. 77.
Загрузочное приспо-
собление (рис. 78) имеет
магазины 8 и 11. В магази-
не 8 стопкой размещается
запас заготовок, а в мага-
зине 11 — обработанные
Рис. 76. Вертикально-протяжной станок с ма-
газинным загрузочным приспособлением типа Рис. 77. Загружа-
ли!-105К емая деталь
детали. Перемещение заготовок на вертикальном штыре загрузочного
приспособления производится подвижной плитой 2, а перемещение готовых
деталей на вертикальном штыре — подвижной плитой 12.
После каждого цикла работы станка подвижная плита 2 перемещается
вверх на высоту заготовки, а подвижная плита 12 — вниз на ту же высоту.
Перемещение подвижной плиты 2 вверх и подвижной плиты 12 вниз произ-
водится штоком-рейкой 5 гидроцилиндра 4 через зубчатое колесо 6, пере-
дающее вращение двум звездочкам 5, соединенным цепью 1 и далее через
промежуточные звенья, расположенные внизу, двум звездочкам 14, соеди-
ненным цепью 13.
Заготовки со штырей магазина 8 загрузочного приспособления подаются
на рабочую позицию захватом 7, а с рабочей позиции детали после протя-
гивания отверстия — захватом 10 на штыри магазина 11. Движение обоих
захватов производится одновременно от штока гидроцилиндра 9.
ВТОРАЯ
81
Гидрокинематическая схема загрузочного приспособления дана на
рис. 79. От насоса 1 масло по трубопроводу 2 подается в золотник 4, а по
трубопроводу 38 — в золотник 34. Когда вспомогательная каретка станка
Рис. 78. Схема загрузочного приспособления
приходит в конечное положение, то срабатывает электромагнит 7. При этом
плунжер 6 золотника 4 передвигается вправо, и масло по трубопроводу 8
подается в верхнюю полость гидроцилиндра 15. При этом поршень 16 гидро-
цилиндра 15, перемещаясь со штоком-рейкой 14 вниз, будет вращать ше-
Рис. 79. Гидрокинематическая схема загрузочного приспособления
• 4 зак. Ю9
82
ГЛАВА
стерню 13, сидящую на одном валу со звездочкой 17, которая цепью 12 со-
единена со звездочкой 9.
С цепью 12 соединена подвижная плита 10, которая поддерживает стоп-
ку заготовок, установленную на штыре магазина загрузочного приспособ-
ления. Подвижная плита 10 поднимает стопку заготовок вверх до тех пор,
пока торец верхней заготовки не нажмет на конечный выключатель 21.
После этого электромагнит 7 отключается, и плита 10 удерживает пакет
заготовок давлением масла, находящимся в трубопроводе 8.
От звездочки 17 вращение через цепь передается на звездочку 9 и далее
через промежуточные звенья — на звездочку 31 и на цепь, связанную с
плитой 29, которая по мере заполнения ее обработанными деталями опу-
скается. В исходном положении верхний торец плиты 29 устанавливается
на одном уровне с плоскостью сферической планшайбы, закрепленной на
столе станка. Подвижная каретка в конце рабочего хода нажимает на ко-
нечный выключатель, регулирующий ее перемещение. При этом срабатывает
электромагнит 32, и плунжер 33 золотника 34 перемещается вправо. В этот
момент масло по трубопроводу 38 через внутреннее отверстие в штоке 26
будет поступать в правую полость гидроцилиндра 24. Так как шток 26
закреплен неподвижно, то гидроцилиндр 24 будет перемещаться вправо и
снимет толкателем 19 одну заготовку со штыря загрузочного магазина, а
толкателем 23 переместит обработанную деталь с рабочей позиции к штырям
разгрузочного магазина. В это время масло из левой полости гидроцилинд-
ра 24 по трубопроводам 28 и 37 будет сливаться в бак.
При дальнейшем перемещении гидроцилиндра 24 его упор 20 нажимает
на конечный выключатель 22 и отключает электромагнит 32. При этом плун-
жер 33 устанавливается в среднее положение и дальнейшее перемещение
гидроцилиндра 24 прекращается. Рабочая каретка перемещается в перво-
начальное положение, а протяжка входит в патрон вспомогательной ка-
ретки. Когда вспомогательная каретка приходит в конечное положение, то
электромагнит 32 срабатывает, гидроцилиндр 24 возобновляет свое движе-
ние вправо. При этом рычаг 19, закрепленный на гидроцилиндре 24, уста-
навливает заготовку детали на рабочую позицию для протягивания отвер-
стия, а рычаг 23 перемещает обработанную деталь на плиту 29.
В конце рабочего хода гидроцилиндра 24 его упор 25 нажмет на конеч-
ный выключатель 27 и отключит электромагнит 32. При этом электромагнит
35 срабатывает, и плунжер 33 золотника 34 будет перемещаться влево.
Вследствие этого масло по трубопроводам 38 и 28 будет подаваться в левую
полость гидроцилиндра 24. Так как шток гидроцилиндра 24 неподвижен,
то при поступлении масла в левую полость гидроцилиндра 24 он будет пере-
мещаться влево в исходное положение, которое определяется при нажиме
его упора на конечный выключатель 18. Затем происходит подъем площад-
ки 10 с заготовками на высоту заготовки и одновременно опускание пло-
щадки 29 с обработанной деталью на высоту заготовки, при этом обработан-
ная деталь надевается на штырь разгрузочного магазина.
Когда все заготовки, установленные на штыре, будут обработаны, то
площадка 10 поднимется в крайнее верхнее положение, а площадка 29 с го-
товыми деталями опустится в нижнее конечное положение. При этом плита
29 нажмет на конечный выключатель 30, который произведет остановку
протяжного станка. Далее рабочий нажимает на кнопку «подъемник вниз»,
имеющуюся на пульте управления станка. При этом срабатывает электро-
магнит 5, плунжер 6 золотника 4 перемещается влево, и масло по трубо-
проводам 2 к 11 будет подаваться в нижнюю полость гидроцилиндра 15.
Поршень 16 со штоком-рейкой 14, перемещаясь вверх, через соответствующие
звенья опустит плиту 10 в крайнее положение. Затем рабочий вручную про-
изводит установку стопки заготовок на штырь с опорой их на площадку 10,
после чего станок включается ,на автоматический цикл. Клапан 39 служит
В ЮРАЯ
83
Загружаемая деталь
О______J
Таблица 6
Загружаемая деталь
Обозначения D do
Размеры, мм . 100—230 20—50 40 45 70 Не более 80
гидравлической системы от перегрузки. Дроссели 36
Рис. 80. Мага'зинное загрузочное приспособле-
ние типа Э113
для предохранения
и 3 служат для регулирования скорости подъема и перемещения заготовок.
Конструкция приспособления
разработана в ЭНИМСе.
Магазинное загрузочное
приспособление типа Э113.
Загрузочное приспособление
(рис. 80) применяется для
загрузки и разгрузки про-
дольного транспортера авто-
матической линии одновен-
цовыми зубчатыми колесами,
представленными в табл. 6.
Продольный транспортер для
периодического перемещения
зубчатых колес между стан-
ками линии является жест-
ким. Перемещение зубчатых
колес по продольному транс-
портеру производится штан-
гой с собачками, которая со-
вершает возвратно-поступа-
тельное движение с опреде-
ленным шагом.
С небольшими конструк-
тивными изменениями оно мо-
жет быть использовано для
загрузки отдельных станков.
Загрузочное приспособление
имеет колонну 1 с кронш-
тейном, на конце которого
установлен подвижный пита-
тель 2 с автоматическим захватом 3. В нижней части загрузочного приспо-
собления установлен магазин 5 с вертикальными штангами 4, на которых
отверстием устанавливаются зубчатые колеса.
На рис. 81 представлена кинематическая схема загрузочного приспособ-
ления. От электродвигателя 5 движение через червячную пару 14 и 13 пе-
редается на промежуточный валик 12, с которого через коническую зубча-
тую передачу 11 и 19 или 18 и 19 вращение передается на выходной валик 10.
На выходном валике 10 установлена ведущая звездочка 9, которая может
соединяться с валиком 10 двусторонней муфтой 20 заданного момента, кл
Звездочка через цепь передает движение гильзе 3 питателя 1. Кони-
ческие зубчатые колеса 11 и 18 соединяются с валом 12 зубчатой муфтой 17,
которая переключается от кулачков барабана с помощью системы рычагов.
При перемещении зубчатой муфты 17 в сторону конического зубчатого ко-
’ леса 11 или 18 изменяется направление вращения выходного валика 10
и перемещения питателя вверх или вниз.
4*
84
ГЛАВА
С промежуточного вала 12 вращение через две пары зубчатых колес
передается на вал барабана управления. Барабан управления имеет ку-
лачки 16, служащие для перемещения вдоль вала 12 зубчатой муфты 17,
и кулачок 15 для поворота питателя 1 около оси. Подача команд от кулачков
16 барабана к зубчатой муфте 17 производится через рычажный механизм,
обеспечивающий быстрое ее переключение. Это необходимо для того, чтобы
Рис. 81. Кинематическая схема приспособления
исключить произвольное
вращение конических зуб-
чатых колес под действи-
ем веса питателя 1, когда
он находится в верхнем по-
ложении.
Кулачок 15 для пово-
рота питателя 1 закрепля-
ется на барабане на шпон-
ке. Движение от кулачка
15 к поворотной трубе 4
передается через рычаж-
ный механизм, который
пружинным устройством
предохраняется от полом-
ки. Колонна загрузочного
приспособления состоит из
неподвижной штанги 2, по
которой перемещается
втулка питателя 1, закреп-
ленная в осевом направле-
нии в гильзе 3,
Вертикальное переме-
щение втулки питателя
производится цепью, сое-
диненной с гильзой 3. Кро-
ме продольного перемеще-
ния, втулка питателя мо-
жет поворачиваться около
оси колонны. Гильза питателя с цепью заключена внутри поворачиваемой
трубы 4, Труба 4 имеет продольный паз, по которому перемещается шпон-
ка, закрепленная на питателе, поэтому вместе с трубой поворачивается и
питатель. На нижнем конце трубы крепятся рычаг поворота и регули-
руемые упоры, определяющие угол ее поворота. В начальном положении
питатель размещается над магазином-накопителем.
В процессе загрузки питатель перемещается вниз и снимает одну за-
готовку зубчатого колеса со штанги 4 магазина, затем питатель с заготовкой
поднимается вверх. Далее происходит поворот питателя около оси штанги
в направлении транспортера.
Подойдя к транспортеру, питатель с заготовкой опускается вниз и,
разжав заготовку, оставляет ее на транспортере, после чего питатель под-
нимается вверх и поворачивается на 90° к магазину.
При разгрузке питатель поворачивается к транспортеру у станка,
затем перемещается вниз и, захватив обработанное зубчатое колесо, под-
нимается вверх — происходит поворот питателя к магазину. При этом пи-
татель с обработанной деталью устанавливается вверху против штанги
магазина. Затем питатель, опускаясь^вниз, одевает отверстием обработан-
ную деталь на штырь магазина, разжимает ее и поднимается вверх. Циклом
работы загрузочного приспособления управляет барабан управления.
ВТОРАЯ
85
При нажатии питателя на упор, крутящий момент на муфте 20 ста-
новится больше расчетного, и муфта отключает звездочку 9 от конического
зубчатого колеса 19. После изменения направления вращения вала зубчатая
муфта 17 снова входит в зацепление с коническим зубчатым колесом. Вслед-
ствие этого происходит передача крутящего момента на звездочку 9, питатель
перемещается в противоположном направлении. Зубчатая муфта 17 пере-
дает крутящий момент тогда, когда ролик 6 заклинивается между валом 8
и пакетом пластинчатых пружин 7. При увеличении крутящего момента
Рис. 82. Четырехпозиционный поворотный магазин приспособления
ролик 6 передвигается вправо (на рисунке его положение показано пунк-
тиром), и зубчатая муфта 17 выйдет из зацепления с зубчатым коническим
колесом, т. е. будет пробуксовывать.
На рис. 82 показан четырехпозиционный поворотный магазин. Он
имеет опорный диск 5 с кольцевой выточкой для размещения шариков 7.
На них опирается поворотный диск 6, в отверстия которого ввинчены шты-
ри 5 с верхним коническим концом. На конический конец штырей 3 опира-
ются четыре штанги 2. Шариковый подшипник 4, установленный в поворот-
ном диске 6, также облегчает его поворот относительно неподвижного ди-
ска 5.
Когда питатель установит стопку обработанных зубчатых колес на одну
штангу 2 поворотного магазина, рабочий нажимает ногой на педаль 8, по-
ворачивает вручную диск 6 на 90° и, сняв ногу с педали, фиксирует его в этом
положении подпружиненной педалью-защелкой 8. После заполнения всех
четырех штанг 2 стопками обработанных деталей штанги с деталями сни-
маются при помощи тележки Э110 и вместо них ставятся четыре пустых
штанги 2.
Штанга имеет опорный диск 1 с платинами. В отверстие диска 1 встав-
лена и приварена втулка, в резьбовое отверстие которой нижним концом
ввернута штанга 2. На штангу 2 стопкой устанавливаются заготовки или
обработанные зубчатые колеса. Платики привариваются к поворотному
диску 6 с той целью, чтобы штыри тележки ЭНО могли подойти под диск,
когда штанга 2 стоит на штыре 3 магазина.
86
ГЛАВА
Основные технические данные
Наибольшая высота вертикального
подъема питателя, мм.............. 1800
Угол поворота питания .............. 90°
Продолжительность цикла работы, сек 27,7
Емкость магазина (при высоте заготов-
ки 45 мм), шт....................... 84
Размеры заготовок цилиндрических
зубчатых колес, мм\
диаметр............................ 100—230
высота............................до 80
Конструкция приспособления разработана ЭНИМСом.
Магазинное загрузочное приспособление типа Э140А05-Э140А57. На
рис. 83 показано загрузочное приспособление, в котором хранится межопе-
рационный запас заготовок, двухвенцовых зубчатых колес (табл. 7). Такие
приспособления устанавливаются между станками автоматической линии
для обеспечения бесперебойной работы станков линии. Межоперационный
задел рассчитан на 20 мин независимой работы каждого станка линии. Пе-
редвижение обрабатываемых деталей между магазином и станком перед
обработкой и от станка к магазину после обработки, а также перемещение
деталей в рабочую зону станка и из нее выполняются продольным транспор-
тером с захватами. Захваты могут перемещаться в вертикальном направ-
лении для захвата и освобождения обрабатываемых деталей. Загрузочное
приспособление имеет магазин для хранения запаса заготовок и питатель
для передачи заготовок из магазина в рабочую зону станка. Магазин прис-
пособления состоит из вращающегося стола 11 с установленными на нем
двумя вертикальными штырями 8 и 12, на которые отверстием устанавли-
ваются стопками заготовки обрабатываемых деталей.
А
А
Таблица 7
п
А
Стол 11 магазина после израсходования заготовок на одном из верти-
кальных штырей 8 или 12 поворачивается вручную на 180° около своей оси.
На штыри 8 и 12 стола магазина приспособления могут устанавливаться
и окончательно обработанные детали. В этом случае после установки стопок
окончательно обработанных деталей по всей длине штырей магазина по-
следние вместе с деталями снимаются с магазина с помощью специальной
ручной тележки и транспортируются рабочим к месту назначения.
Питатель приспособления состоит из вертикальной стойки 1, на кото-
рой закреплены раздвижные столики 2, производящие захват и вертикаль-
ное перемещение заготовок или обработанных деталей вдоль вертикальных
штырей стола магазина при установке или съеме деталей со штырей. Пита-
тель вместе с магазином установлены на одной неподвижной плите 9.
ВТОРАЯ
87
1MU
Рис. 83. Магазинное загрузочное приспособление типа Э140А05—Э140А57
88
ГЛАВА
Если станки линии работают бесперебойно, то детали в магазин не по-
ступают и не выходят из магазина; в этом случае столики 2 питателя не пере-
мещаются.
При выходе из строя любого станка линии в работу включаются пре-
дыдущий и последующий магазины, расположенные около остановившегося
станка. При этом магазин загрузочного приспособления, установленного
перед остановившимся станком, принимает обработанные детали со станка,
расположенного перед остановившимся станком. Магазин загрузочного
приспособления, расположенного за остановившимся станком, выдает де-
тали на соседний станок для выполнения последующей операции. Наладчик
линии следит за работой всех загрузочных приспособлений, установленных
между станками линии. При заполнении одного штыря магазина деталями
наладчик поворачивает стол 11 магазина на 180°. Перед поворотом стола
наладчик вручную прижимает подвижную рукоятку 4 к неподвижной 3
и выводит фиксатор 6 из отверстия в неподвижной плите 7, после этого стол
11 со штырями 8 и 12 поворачивается на 180° около оси. Для облегчения
поворота стола в загрузочном приспособлении установлены ролики 10.
После поворота на 180° стол фиксируется фиксатором 6, который под дей-
ствием пружины 5 заходит в отверстие в неподвижной плите 7.
Питатель приспособления (рис. 84) состоит из подвижной каретки 5,
на которой установлены захваты 6 и прижимной рычаг 7. Сам захват состоит
из двух подвижных рычагов, на концах которых закреплены полки 11.
При захватывании заготовки подвижные рычаги с полками 11 сходятся,
и полки подходят под нижний торец заготовки детали (сечение Г Г — ДДУ
При разжиме рычагов полки 11 выходят из-под нижнего торца заготов-
ки или обработанной детали, и она остается в рабочей зоне станка или на
штыре стола магазина.
Подвижные рычаги с полками 11 при захватывании заготовки и освобож-
дении обработанной детали сдвигаются и раздвигаются от подвижного ко-
пира 20, установленного на каретке с двумя валиками 21. Подвижной ко-
пир 20 может перемещаться вправо и влево относительно каретки. При
этом пальцы 19, закрепленные на втором плече рычагов захвата, переме-
щаясь в пазах копира, сдвигают или раздвигают рычаги захвата с пол-
ками 11.
При движении подвижного копира 20 вправо (сечение АА — ББ)
рычаги захвата с полками 11 раздвигаются, а при движении влево они сдви-
гаются и захватывают заготовку или обработанную деталь.
Каретка 5 перемещается вверх и вниз по направляющим, установлен-
ным в корпусе питателя. Перемещение каретки производится от электро-
двигателя 16 через ременную передачу, червячный редуктор 17, на конце
вала которого установлена звездочка 18. Ведомая звездочка 15 установлена
на валу, закрепленном в корпусе питателя. На звездочки 15 и 18 надета
цепь 1 с роликом 14, который, вращаясь вместе с цепью, нажимает на упоры
и скосы копира и приводит в движение копир 20 и каретку 5. Если заготов-
ки из магазина поступают на станок, то ролик 14 обкатывается вокруг звез-
дочки по часовой стрелке, нажимает на правый выступ копира 20 и сдвигает
его в первый момент опускания каретки 5 вправо. При этом захваты с пол-
ками 11 расходятся. Каретка 5, опираясь на ролик 14, перемещается вниз
под действием собственного веса. В этот момент ролик 12, закрепленный на
зажимном рычаге 7, перемещаясь по наклонной поверхности копирной
планки 13, отклоняется вверх, и прижимной рычаг 7 повернется около оси
в горизонтальное положение. Подвижная каретка 5 будет опускаться до
тех пор, пока винт прижимного рычага 7 не упрется в очередную заготовку,
находящуюся на верху стопки заготовок, установленных на штыре стола
магазина. При этом дальнейшее продвижение каретки прекращается, а ро-
лик 14 вместе с цепью, опускаясь вниз, нажмет на упор 2 и переместит ко-
ВТОРАЯ
Рис. 84. Питатель приспособления
33-ИИ
90
ГЛАВА
пир влево. Затем рычаги захвата с полками 11 сходятся под нижним тор-
цом очередной заготовки, находящейся на верху стопки заготовок.
После прекращения нажима ролика 14 на упор 2 пружина 4 отводит
упор 2 в первоначальное положение. Звездочки 18 и 15, продолжая вращать-
ся, вращают цепь с роликом 14. При этом ролик, поднимаясь вверх, нажи-
мает на подвижной упор 5, который отклоняется вправо и упирается в верх-
ний выступ подвижного копира 20.
Дальнейшее передвижение ролика 14 вверх происходит совместно с
подвижной кареткой 5. Когда подвижная каретка 5 и ролик 14 будут на-
ходиться в крайнем верхнем положении, то ролик 12 прижимного рычага,
упираясь в копир 10, переместится в первоначальное положение и поднимет
прижимной рычаг 7 вверх, который освободит заготовку от зажима. При
дальнейшем перемещении цепи, сидящей на звездочках 18 и 15, ролик 14,
закрепленный на звене этой цепи, нажимая на подвижной копир 20, пере-
мещает его вправо. В это время рычаги захвата с полками 11 расходятся
и опускаются вместе с кареткой 5 вниз для захвата и подъема очередной
детали.
Верхнее крайнее положение подвижной каретки 5 контролируется ко-
нечным выключателем 8 с роликом, на который нажимает регулируемый
упор 9. При заполнении штырей магазина деталями электродвигатель
16 изменяет направление вращения ротора. Цепь, установленная на звез-
дочках 18 и 15, вместе с роликом 14 изменяет направление своего вра-
щения, и ролик 14, нажимая на подпружиненный упор 3, отодвигает его, и
подвижная каретка 5, опираясь на ролик 14, под действием собственного веса
опускается вниз. В этот момент копир 20 находится в крайнем левом поло-
жении и захваты с полками 11 сведены, так как на них находится заготовка.
Подвижная каретка 5 вместе с заготовкой будет опускаться вниз до тех пор,
пока опускаемая заготовка не упрется в заготовку, находящуюся на верхней
части стопки заготовок, установленной на штыре. В этот момент движение
каретки 5 вниз прекращается, цепь вместе с роликом 14переместится вниз,
ролик 14 нажмет на подвижной копир 20, который раздвинет захваты с
полками 11, и заготовка освободится от захвата. Далее подвижная каретка 5>
вместе с цепью и роликом 14 перемещается вверх для захвата последующей
заготовки и установки ее на штырь магазина.
Таким образом, цикл работы повторяется. При переналадке загрузоч-
ного приспособления производится замена штырей и захватов с полками 11
питателя.
Конструкция приспособления разработана ЭНИМСом и применяется
на автоматической линии обработки двухвенцовых зубчатых колес.
§ 5. Штабельные загрузочные приспособления
Штабельное загрузочное приспособление к сверлильному станку. Шта-
бельное загрузочное приспособление (рис. 85) применяется для подачи
пальцев траков тракторов в рабочую зону сверлильного станка. На ри-
сунке внизу дана загружаемая деталь. На столе 1 сверлильного станка уста-
новлен и закреплен кронштейн, на котором смонтировано загрузочное прис-
пособление. Рабочий вручную в ориентированном положении укладывает
заготовки пальцев в штабельник 3. На левом конце пальца трака сверлится
отверстие. В конструкцию загрузочного приспособления входит питатель 5,
который от пневмоцилиндра 11 может перемещаться вправо или влево.
Когда питатель 5 находится в крайнем левом положении, то заготовки
пальцев из накопителя 9 по одной штуке падают на наклонную плоскость
питателя 5. Для того чтобы заготовка пальца не скатывалась по наклонной
ВТОРАЯ
91
плоскости питателя 5, ее поддерживает подпружиненный палец 7, нижний
торец которого опирается на планку 8. Захватив заготовку пальца, пита-
тель штоком 10 пневмоцилиндра И перемещается вправо до тех пор, пока за-
готовка пальца5; не,'будет зажата между питателем 5 и неподвижным упором
6. Далее подается команда — шпиндельная головка опускается и произво-
дится сверление отверстия в пальце. После обработки пальца подается
команда, и шпиндельная головка поднимается. Шток 10 пневмоцилиндра 11
Рис. 85. Штабельное загрузочное приспособление к свер-
лильному станку
перемещает питатель 5 влево, при этом обработанная деталь освобождается о?
зажима, палец 7 под действием пружины опускается вниз и перестает под-
держивать обработанную деталь. Палец трака под действием силы тяжести
скатывается по наклонной плоскости питателя 5 и попадает в тару. Затем
цикл повторяется.
Чтобы не было затора заготовок, в штабельнике 3 установлен качаю-
щийся рычаг 2, который производит ворошение заготовок. Перегородка 4
обеспечивает поступление по одной заготовке из штабельника 3 в накопи-
тель 9, в котором детали размещаются в один ряд.
Штабельное загрузочное приспособление КШ51 к круглошлифовальным
станкам. На рис. 86 показано загрузочное приспособление, применяемое
для подачи гладких или ступенчатых валов в рабочую зону круглошлифо-
вальных станков. Вверху на рис. 86 даны типоразмеры деталей, которые
могут подаваться загрузочным приспособлением в рабочую зону станка.
Заготовки загружаются вручную в ступенчатый кожух штабельника 8.
В зависимости от диаметра вала заготовок штабельник может вместить
запас заготовок от 12 до 30 штук. Внутри кожуха штабельника перемещает-
ся штоком пневмогидравлического цилиндра 10 ступенчатая пластина 9,
высота уступов которой соответствует высоте уступов кожуха штабельника.
4В*
92
ГЛАВА
Подвижная ступенчатая пластина при перемещении вверх подает из штабель-
ника по одной заготовке на верхний лоток 4 двухъярусного лотка. Далее за-
готовка перемещается по лотку верхнего яруса в продольном направлении
цепным транспортером до такого положения, из которого она захватывает-
ся питателем и переносится в рабочую зону станка.
Рис. 86. Штабельное загрузочное приспособление КШ51 к
круглошлифовальному станку
В исходном вертикальном положении питатель 2 находится над заготов-
кой. При подаче сжатого воздуха в верхнюю полость пневмоцилиндра 12
питателя 2 (рис. 86) его шток с двумя захватами перемещается вниз и захва-
ты питателя зажимают заготовку, снимая ее с верхнего лотка 4. Затем, при
соответствующем движении ступенчатой пластины 9 штабельника, двухпле-
чий рычаг 11, закрепленный на этой пластине, поворачивает питатель 2
около оси /, и шток питателя переносит заготовку на линию центров станка.
Далее заготовка вала зажимается на центрах станка, и сжатый воздух, по-
ступая в нижнюю полость пневмоцилиндра 12, перемещает шток пневмо-
цилиндра питателя 2 с захватами 14 вверх.
ВТОРАЯ
93
При последующем перемещении ступенчатой пластины 9 вниз двуплечий
рычаг 11 повернет питатель 2 около оси 1 в первоначальное вертикальное
положение. Когда операция шлифования вала будет закончена, шлифоваль-
ный круг отойдет в исходное положение, а под деталь подойдет призма 5,
которая соединена с бабкой шлифовального круга. Затем пиноль задней
бабки с центром отходит от обработанной детали, валик падает на наклонные
направляющие призмы и, скатываясь по ним, попадает на цепь 6, которая
при помощи толкателя 3 перемещает вал на нижний лоток 7 двухъярусного
лотка. Из нижнего лотка 7 обрабатываемый вал с помощью толкателя, на-
ходящегося на нижней ветви продольно расположенной цепи, скатывается
в отводящий лоток.
Пневматическая схема загрузочного приспособления дана на рис. 87.
В начале работы открывается кран 1. При повороте рукоятки крана управ-
ления 7 вправо подвижная пластина 9 штабельника 8 (см. рис. 86) переме-
щается вверх, а при повороте влево — вниз. При движении вниз подвиж-
ная пластина 9 штабельника 8 в конце хода упором нажимает на конечный
выключатель 9 (рис. 87), который переключает воздухораспределительный
кран 6. После этого сжатый воздух поступает в верхнюю полость пневмо-
цилиндра 12 питателя 2. Поршень со штоком 13 пневмоцилиндра питателя
опускается вниз, и захваты 14, находящиеся на нижнем конце штока,
захватывают заготовку вала из верхнего лотка 4 (см. рис. 86). При опуска-
нии шток 13 нажимает на конечный выключатель 3 (см. рис. 87), который
переключает воздухораспределительный кран 6. Вследствие этого сжатый
воздух начинает поступать в нижнюю полость пневмоцилиндра 12 питателя
2. чВ этом случае поршень, шток и заготовка вала, зажатая захватами штока,
поднимаются вверх.
При перемещении подвижной пластины 9 штабельника 8 (см. рис. 86)
вверх питатель 2 поворачивается на оси 1 и нажимает на конечный вы-
<94
ГЛАВА
ключатель 5 (см. рис. 87), который переключает воздухораспределительный
кран 6. При этом сжатый воздух будет поступать в верхнюю полость пневмо-
цилиндра 12 питателя 2, и шток 13 питателя вместе с заготовкой, опускаясь
вниз, переместит заготовку вала на линию центров станка (см. рис. 86).
В конце хода шток 13 питателя нажимает на конечный выключатель 2
(см. рис. 87), который переключает воздухораспределительный кран 13.
При этом сжатый воздух поступает в правую полость цилиндра задней
бабки, вследствие чего поршень с пинолью и задним центром перемещает-
ся влево до упора в центровое отверстие детали. Затем корпус пневмоци-
линдра задней бабки перемещается вправо, и пиноль с центром зажимает
вал. Сдвигаясь вправо, пневмоцилиндр задней бабки нажимает на конечный
выключатель 10, которьш переключает воздухораспределительный кран 6.
Вследствие этого сжатый воздух будет поступать в нижнюю полость пневмо-
цилиндра 12 питателя 2, и шток 13 питателя вместе с захватами, оставив вал
на центрах, поднимется вверх. В конце перемещения штока питателя вверх
нажимается конечный выключатель 4, после чего начинается шлифование
вала.
Далее конечный выключатель 4 (см. рис. 87) переключает^воздухораспре-
делительный кран 8 и сжатый воздух поступает в левую половину масляного
бачка 15 и, нажимая на-масло, вытесняет его из бачка в верхнюю полость
гидроцилиндра 14. Масло сверху давит на поршень гидроцилиндра 14, и
поршень со штоком опускается вниз. При этом подвижная пластина 9 шта-
бельника 8 (см. рис. 86), связанная со штоком гидроцилиндра 14, также будет
опускаться. В конце перемещения вниз подвижная пластина’^ штабельника
8 нажмет на конечный выключатель 9 (см. рис. 87).
Закончив шлифование вала, бабка со шлифовальным кругом отходит от
вала и нажимает на конечный выключатель 12. Последний переключает
воздухораспределительный кран 13, и сжатый воздух поступает в левую по-
лость пневмоцилиндра пиноли задней бабки; поршень с пинолью и центром,
перемещаясь вправо, выведет задний центр из центрового отверстия отшли-
фованного вала. Вал упадет на наклонные направляющие призмы.
При перемещении вправо пиноль в конечном положении нажимает на
конечный выключатель 11, который переключает воздухораспределитель-
ный кран 8. Вследствие этого сжатый воздух поступает в правую часть масля-
ного бачка 15, нажимает на масло, которое по трубопроводу поступает в ниж7
нюю полость гидроцилиндра 14. При этом поршень и шток гидроцилиндра 14
перемещаются вверх, и подвижная пластина 9 штабельника <?Дсм. рис. 87),
захватив заготовку, поднимается вверх. Обработанный вал с призмы 5 пере-
местится на цепь 6 и, захваченный упорами 3 цепи 6, перенесется на нижний
лоток 7. Затем цикл повторяется.
Переналадка приспособления требуется только лишь при изменении
длины вала. Она состоит и в том, что питатель и сбрасывающее устройство
устанавливаются в одно из трех положений:
1-е положение соответствует длинам валов 200—300 мм;
2-е положение » » » 300—400 мм;
3-е положение » » » 400—500 мм.
Основные технические данные
Диаметр шлифуемого вала, мм:
наименьший.......................... 30
наибольший ...................... 80
Время цикла, сек.................. 5—7
Производительность, шт/ч.......... 250—300
Конструкция приспособления разработана ЭНИМСом.
Штабельное загрузочное приспособление типа ЛВ02Т20, ЛВ02Т21.
Загрузочное приспособление установлено рядом с первым станком автома-
ВТОРАЯ
95
тической линии для обработки валов роторов электродвигателей. Загрузоч-
ное приспособление служит для хранения запаса заготовок валов и выдачи
заготовок валов на транспортер автоматической линии. В конструкцию при-
способления (рис. 88) входят штабельник 1 для хранения запаса заготовок
валов и подъемник для перемещения их из штабельника на транспортер ли-
нии. Штабельник и подъемник установлены и закреплены на одной плите 2.
Заготовки валов роторов закладываются рабочим вручную в штабельник
1 и ориентируются по длине. В правой части дна штабельника имеется вы-
емка, под которой установлен барабан 3, сидящий на валу 9. При вращении
барабана заготовки валов по одной штуке из штабельника 1 западают в паз
барабана 3 и при его повороте выпадают из него на отводящий лоток 5.
В лотке 5 имеются прорезь и цепь. Вращаясь на двух звездочках, цепь свои-
ми захватами 6, проходящими в прорези лотка 5, захватывает вал и, подняв
вверх, сбрасывает его на лоток 16 транспортного устройства автоматической
линии. Внутри штабельника имеются передвижные стенки 10, расстояние
между которыми устанавливается в зависимости от длины заготовки вала
ротора.
Приводной вал 9 с барабаном 3 получает вращение от звездочки 7 при
соединении ее с кулачковой предохранительной муфтой 8. При разъедине-
нии кулачковой муфты со звездочкой приводной вал с барабаном 3 не вра-
щается, так как звездочка сидит на валу свободно. Приводной вал с бараба-
ном, в пазу которого имеется одна заготовка, через определенный период
времени совершает один полный оборот и сбрасывает заготовку в отводящий
лоток 5. При этом в конце поворота барабана в его паз из штабельника запа-
дает одна заготовка.
На наружной поверхности барабана 3 имеются продольные лыски, ко-
торые перемещают заготовки валов и предотвращают их заклинивание в шта-
бельнике 1. В пазу барабана имеется вкладыш 4, который меняется в зави-
симости от диаметра заготовки вала.
От специального привода штанга/7 периодически совершает возвратно-
поступательные движения. На штанге имеется рейка, сцепляющаяся с ше-
стерней 13. На приводном валу 12 установлена обгонная муфта 14, которая
обеспечивает периодическое вращение приводного вала при перемещении
штанги с рейкой вправо.
На нижнем конце приводного вала 12 закреплено коническое зубчатое
колесо, которое при вращении этого вала, зацепляясь с коническим зуб-
чатым колесом 11, закрепленном на конце вала 18, вращает вал 18. На валу
18 установлены две звездочки 19, которые вращают две цепи с захватами 6
подъемника.
На валу 22 имеются две звездочки 29, на которых устанавливаются
две цепи с захватами 6. Вал 22 с двумя поддерживающими звездочками 29
установлены в колодке 21, которую винтом 20 можно перемещать вверх
или вниз, регулируя звездочками натяжение двух цепей подъемника.
Звездочка 7, сидящая на приводном валу 9 барабана, получает периодиче-
ское вращение через цепь от звездочки 23, установленной на валу 22. На
валу 12 установлена фрикционная муфта 15, которая предохраняет его при-
вод от перегрузки.
Чтобы цепи с захватами 6 подъемника, нагруженные заготовками ва-
лов, не опускались под их тяжестью, на валу 18 установлено цилиндрическое
зубчатое колесо 28, которое при зацеплении с двуплечим рычагом 27, уста-
новленным на оси 24, приостанавливает вращение вала 18.
Когда штанга 17 с рейкой перемещается вперед (вправо), то кулачок 25,
установленный на штанге 17, нажмет на ролик 26, закрепленный на конце
рычага 27. При этом рычаг повернется на небольшой угол около оси 24 и
вторым концом войдет во впадину цилиндрического зубчатого колеса 28.
Так как зубчатое колесо сидит на валу 18 жестко, то этот вал не сможет по-
6-6
ГЛАВА
ВТОРАЯ
97
вернуться до тех пор, пока конец двуплечего рычага 27 не выйдет из зацеп-
ления с цилиндрическим колесом.
При перемещении штанги 17 с рейкой назад (влево) кулачок 25 освободит
ролик 26 на рычаге 27 от нажима, и пружина 30 повернет один конец ры-
чага 27 около оси 24, а другой — выйдет из зацепления с колесом 28, и вал
18 сможет вращаться.
Производительность загрузочного приспособления 120 деталей в час.
Конструкция приспособления разработана ЭНИМСом.
§ 6. Бункерные загрузочные приспособления
Бункерное загрузочное приспособление к бесцентрово-шлифовальному
станку. На рис. 89 дано загрузочное приспособление для автоматической за-
грузки пяток микрометра в рабочую зону бесцентрово-шлифовального стан-
ка. На станке одновременно шлифуются два диаметра пятки микрометра
(на рисунке внизу) профильным шлифовальным кругом.
Заготовки пяток микрометра навалом загружаются рабочим в вибро-
бункер, из которого они поступают в наклонный лоток 6. Из лотка заготовки
пяток последовательно, по одной штуке, головкой вверх западают в паз
дискового накопителя 14. При повороте накопителя происходит заполнение
пятками микрометра всех его пазов, расположенных с правой стороны на-
копителя 14, кроме одного нижнего, вертикально расположенного паза. От
выпадения из пазов дискового накопителя 14 заготовки пяток микрометра
удерживаются кожухом 13. Захват заготовок из нижнего вертикального
паза дискового накопителя и перенос их в рабочую зону станка для шли-
фования, а также перемещение отшлифованных деталей из рабочей зоны
в нижний вертикальный паз дискового накопителя 14 производится питате-
лем 17.
При подаче сжатого воздуха в правую полость пневмоцилиндра 1
поршень со штоком 2 перемещается влево. При этом тяга 8, жестко связанная
со штоком 2, и рейка 20, связанная со штоком 2 винтом с сидящей на нем пру-
жиной 18, также перемещаются влево. Рейка 20, перемещаясь и находясь
в зацеплении с зубчатым колесом 21, будет его поворачивать около оси. Зуб-
чатое колесо, установленное на одной оси с питателем 17, при повороте пере-
местит питатель и введет его правый конец в нижний вертикальный паз дис-
кового накопителя 14.
Правильная ориентация питателя 17 в нижнем вертикальном пазу дис-
кового накопителя 14 обеспечивается двумя регулируемыми упорами 3 и 4.
Питатель из нижнего вертикального паза накопителя захватывает заготовку
специальным захватом, который имеет форму обрабатываемой заготовки.
Упор 3 также разжимает захват питателя при захватывании им заготовки из
нижнего вертикального паза накопителя. Величина перемещения питателя
17 от исходного положения до вертикального нижнего паза дискового на-
копителя 14 для захвата очередной заготовки соответствует перемещению»
тяги 8 со штоком 2 на длину ее цилиндрического участка до конусной по-
верхности втулки 9.
При дальнейшем перемещении тяги 8 влево конусная поверхность втул-
ки 9, закрепленной на тяге, будет нажимать на ролик 7, закрепленный на
нижнем конце толкателя 11. При этом толкатель верхним концом поднимает
упор 12 накопителя и повернет диск 14 около его оси.
Заготовка, размещенная в пазу рядом с вертикальным пазом, при перио-
дическом повороте дискового накопителя перемещается и занимает вертикаль-
ное положение. Заготовка, переместившаяся в вертикальный паз, зажимает-
Рис. 89. Бункерное загрузочное приспособление к бесцентрово-шлифовальному станку
ГЛАВА
ВТОРАЯ
99
ся захватом питателя 17. Подпружиненный упор 15 возвращает упор 12
в исходное положение.
Во время подачи сжатого воздуха в левую полость пневмоцилиндра 1
шток 2 будет перемещаться вправо и через рейку 20 и зубчатое колесо 21
переместит питатель 17 и зажатую его захватом заготовку на поддерживаю-
щий нож 16 станка. Захват питателя 17 зажимает заготовку с помощью пру-
жины 19.
При перемещении питателем 17 заготовки в рабочую зону станка на нож 16
дисковый накопитель 14 остается в неподвижном положении, так как фикси-
руется торцовым храповым устройством 5. Подвод шлифовального круга,
шлифование детали и отвод шлифовального круга от детали происходят ав-
томатически. Питатель 17, подавший деталь на опорный нож 16, во время
шлифования детали находится в рабочей зоне шлифовального станка. При
подаче сжатого воздуха в правую полость пневмоцилиндра 1 шток 2 будет
перемещаться влево, и рейка 20, поворачивая зубчатое колесо 21, сидящее
на одной оси с питателем 17, будет перемещать его вместе с отшлифованной
деталью к нижнему свободному вертикальному пазу дискового накопителя
14. Захват питателя 17, разжимаясь, оставляет отшлифованную деталь
в вертикальном нижнем пазу дискового накопителя. Затем при дальнейшем
перемещении штока 2 влево конусная поверхность втулки 9 нажмет на ролик
7, и толкатель 11, воздействуя на упор 12, повернет дисковый накопитель 14
на один паз. Диск накопителя 14 при повороте переместит обработанную
деталь, размещенную в вертикальном пазу, в последующий паз. При этом
отшлифованная деталь, находящаяся в пазу диска накопителя 14, разместив-
шись против отводящего лотка 10, выпадает из паза накопителя в лоток 10
и направляется им в тару.
Часовая производительность — 760 отшлифованных деталей. Приспо-
собление работает на Московском инструментальном заводе «Калибр».
Бункерное загрузочное приспособление к бесцентрово-шлифовальному
станку. На рис. 90 представлено загрузочное приспособление для автомати-
ческой загрузки деталей цилиндрической формы в рабочую зону бесцентро-
во-шлифовального станка. На станке производится шлифование наружного
диаметра деталей, имеющих форму тел вращения и представленных на ри-
сунке справа. Заготовки цилиндрических деталей навалом загружаются ра-
бочим в бункер 6. Приспособление закреплено на плите 7 и размещается ря-
дом со станком.
Для предотвращения образования пробок (заторов) из цилиндрических
заготовок в бункере 6 на втулке 4 эксцентрично закреплен ворошитель 5.
Ворошитель 5, вращаясь, перемещает заготовки в бункере 6 и помогает им
занять вертикальное положение при перемещении из бункера 6 в накопи-
тель 8. Из накопителя 8 заготовки под действием собственного веса посту-
пают в рабочую зону станка на его опорный нож.
От электромотора 1 через клиноременную передачу 2 и два конических
зубчатых колеса 3 вращение передается на втулку 4 с закрепленным на ней
ворошителем 5. Отшлифованные детали с опорного ножа станка поступают
на отводной наклонный лоток (на рис. 90 он отсутствует). Перемещаясь по
наклонному лотку, детали падают в тару.
Основные технические данные
Производительность бункерного загрузоч-
ного приспособления, дет/ч....... 3500
Производительность станка, дет/ч .... 400
Конструкция приспособления разработана и применяется на Харьков-
ском заводе «Серп и Молот».
100
ГЛАВА
Бункерное загрузочное приспособление типа БЗУ-ОЗ. На рис. 91 пред-
ставлено бункерное загрузочное приспособление, применяемое для автома-
тической загрузки деталей (табл. 8), имеющих форму тел вращения, в зону
обработки металлорежущих станков. В этом случае обработка деталей
производится с непрерывной продольной подачей (бесцентрово-шлифоваль-
ные станки, контрольные автоматы и т. д.).
Таблица 8
Загружаемая деталь
Обозначения d I
Размеры, мм . 10—35 15—150
Загрузочное приспособление имеет литую станину 34 (с крышкой 6),
на которой установлен бункер 15. Бункер 15 имеет литой корпус, разделен-
ный ворошителем 16 на верхнюю и нижнюю части. На наклонном дне бун-
Рис. 90. Бункерное загрузочное приспособление’к бесцентрово-шлифовальному
станку
кера 15 установлен стальной закаленный лист 17 для увеличения срока
службы бункера. В верхней части бункера 15 хранится запас заготовок,
а через нижнюю его часть производится их выдача.
Заготовки загружаются вручную навалом в верхнюю часть бункера 15,
где они удерживаются ворошителем 16. Между нижней частью вороши-
теля 16 и наклонным дном 17 бункера 15 по всей длине ворошителя 16 имеет-
ся зазор, через который заготовки из верхней части А бункера 15 поступают
в нижнюю его часть Б.
Ворошитель 16, установленный на двух осях 49, совершает качательное
движение около них и, перемешивая заготовки, предупреждает образование
пробок в верхней части А бункера 15. Кроме того, ворошитель помогает
заготовкам занять горизонтальное положение при прохождении через за-
зор между дном 17 бункера и нижней частью ворошителя.
Качательное движение ворошителя 16 около осей 49 производится при
перемещении вверх и вниз ножа 41. Передача движения от ножа вороши-
телю производится следующим образом: на боковых сторонах бункера
имеются два ползуна 12. На верхних концах ползунов установлены роли-
ки 50, а на их нижних концах закреплены тяги 48, имеющие упоры 42.
Рис. 91. Бункерное ножевое загрузочное приспособление типа БЗУ-ОЗ
ВТОРАЯ
102
ГЛАВА
Боковые стенки ворошителя 16 имеют кулачки 51. Когда нож 41 пере-
мещается вниз, то поводки 43 и 18, закрепленные на ноже 41, нажимают на
упоры 42 тяг 48 и перемещают ползуны 12 вниз. При этом ролики 50, за-
крепленные на тягах 48, будут нажимать на кулачки 51, закрепленные на
стенках ворошителя 16, и поворачивать его около осей 49.
При перемещении ножа 41 вверх поводки 43 и 18 отходят от упоров
42 тяг 48, и ползуны 12 освобождаются от воздействия поводков 43,18 и ножа
41. Ролики 50, поднимаясь вверх, прекращают нажим на кулачки 51 во-
рошителя 16. Ворошитель возвращается в первоначальное положение с по-
мощью двух плоских пружин 11, установленных внутри трубы, которая
жестко закреплена на ворошителе. Последний совершает одно качательное
движение около осей 49 за один ход ножа 41. За один двойной ход ножа из
верхней части А бункера 15 в нижнюю Б перемещается некоторое количество
заготовок. Заготовки, попавшие в нижнюю часть бункера, под тяжестью
своего веса скользят по его наклонному дну 17 и попадают на верхнюю на-
клонную поверхность подающего ножа 41. При этом на наклонной поверх-
ности подающего ножа удерживаются только те заготовки, которые занимают
на нем продольное положение. Все остальные заготовки, которые при паде-
нии из нижней части букера 15 на подающий нож 41 заняли неправильное
положение, не могут удержаться на наклонной поверхности ножа и падают
в бункер.
Захватив продольно расположенные заготовки, подающий нож 41 при
перемещении вверх будет поднимать заготовки несколько выше уровня пере-
городки 44. При этом заготовки, не поддерживаемые больше боковой опорой,
скатываются на отводящий транспортер, который производит подачу заго-
товок на станок.
Внутри станины на четырех рычагах 29 подвешена подвижная плита 40,
на верхней части которой закреплен подающий нож 41. Плита с подающим:
ножом получает перемещение вверх и вниз по вертикали от кривошипно-
шатунного механизма. На конце вала редуктора 35 установлен кривошип?
36 с предохранительной муфтой 30. При вращении вала редуктора кривошип,
36 через шатун 32, шарнирно связанный с плитой 40, перемещает вверх
и вниз плиту 40 с подающим ножом 41. Длина перемещения плиты с подаю-
щим ножом по вертикали равна 120 мм. Величину перемещения подающего
ножа относительно уровня перегородки 44 можно регулировать изменением
длины шатуна 32.
Отводящий транспортер, на который подающий нож сбрасывает заго-
товки, состоит из зубчатой цепи 46, надетой на приводную 25 и поддерживаю-
щую 10 звездочки. Опоры для валиков, на которые установлены звездочки,
25 и 10, закреплены в кронштейне 9. Звездочка 10 с опорами может переме-
щаться для натяжения зубчатой цепи 46.
Кронштейн 9 вместе с зубчатой цепью 46 и звездочками 25 и 10 закреп-
лен на станине и может передвигаться вверх или вниз относительно уровня
перегородки 44 винтами 7. На зубчатой цепи 46 транспортера заготовки долж-
ны размещаться в один ряд, что обеспечивается переставным щитком 47.
Заготовки, неправильно расположенные на зубчатой цепи 46 транспортера,
при помощи сбрасывателя 14 или получают правильное положение на зубча-
той цепи 46, или сбрасываются им в нижнюю часть бункера. Сбрасыватель
14 установлен в правой части бункера 15 над зубчатой цепью 46 отводящего
транспортера. Сбрасыватель может перемещаться над транспортером в вер-
тикальном направлении винтом 20. Сбрасыватель имеет резиновые зубья
для того, чтобы не наносить царапин и забоин на поверхности шлифованных
деталей. На верхнем валу червячного редуктора 35 закреплена звездочка
31, которая через зубчатую цепь передает вращение звездочке 28. На одной
оси со звездочкой 28 сидит сменная шестерня 23, которая, вращаясь вместе
со звездочкой 28, передает вращение сменной шестерне 22.
ВТОРАЯ
103
Цепные передачи производят вращение ведущих звездочек 27 и 25
транспортеров и звездочек сбрасывателя 26, 19, 21 и 13. Звездочка 26
передает вращение звездочке 19, а звездочка 21, сидящая на одном валу со
звездочкой 19, — звездочке 13, сидящей на одной оси со сбрасывателем 14.
Приводом загрузочного приспособления служит трехфазный электро-
двигатель, который приводит во вращение стандартный червячный редуктор.
Электродвигатель передает вращение на вал червячного редуктора с по-
мощью клинового ремня, установленного на двух сменных шкивах 5 и 33.
Электродвигатель установлен и закреплен на поворотной плите 4, повора-
чивая которую около оси винтом 3, можно менять расстояние между валами
электродвигателя и редуктора при смене шкивов на этих валах.
Станина, электродвигатель, червячный редуктор установлены на пли-
те 2, которая может перемещаться по основанию 1 при вращении винта
38, перемещающего гайку 37. Перемещение плиты 2 с агрегатами необхо-
димо для того, чтобы установить в требуемом положении транспортер, пере-
дающий детали из бункера в рабочую зону станка.
В резьбовые отверстия основания 1 ввинчены опорные винты 39. С по-
мощью этих винтов можно поднимать или опускать основание со всеми уста-
новленными на нем узлами для изменения положения линии выдачи загото-
вок в зависимости от высоты линии подачи. Максимальное число двойных хо-
дов загрузочного ножа в минуту — 100. Число двойных ходов загрузоч-
ного ножа устанавливается сменными шкивами 5 и 33.
Изменение скорости зубчатой цепи 46 отводящего транспортера и сбра-
сывателя 14 производится с помощью сменных шкивов и сменных шестерен
23 и 22.
При изменении диаметра заготовок производится переналадка загрузоч-
ного приспособления. При переналадке устанавливается зубчатая цепь 46
отводящего транспортера относительно перегородки 44. Для этой цели
ослабляют винты 8 и винтами 7 перемещают вверх или вниз отводной транс-
портер так, чтобы перегородка 44 возвышалась над поверхностью зубчатой
цепи 46 транспортера на высоту, равную половине диаметра заготовок дета-
лей. Затем немного отвинчивают два винта 45 и перемещают щиток 47 по
горизонтали так, чтобы между щитком и заготовкой, лежащей на цепи 46
транспортера, был зазор 2 мм по всей длине заготовки. При наладке также
устанавливается величина зазора между наклонным дном 17 бункера 15
и нижним концом ворошителя 16.
При изменении длины заготовок деталей меняется амплитуда (угол)
качания ворошителя относительно осей 49 перестановкой двух упоров 42.
Основные технические данные
Производительность, дет/ч...........150
Количество двойных ходов подающего но-
жа, в мин..........................23—95
Скорость подающего транспортера, м!мин 2,8—9
Размеры загружаемых заготовок, мм:
диаметр..........................10—35
длина .................... . , . .15—150
Емкость бункера, лг3 . . . « е « » . « . 0,5
Конструкция загрузочного" приспособления разработана ЭНИМСом.
Бункерное дисковое загрузочное приспособление. На рис. 92 показано
загрузочное приспособление, применяемое для автоматической подачи за-
готовок метчиков или цилиндрических деталей для обработки на станках.
В конструкцию загрузочного приспособления входит бункер 2, который
установлен относительно горизонтальной плоскости под углом 45°. На дне
бункера имеется сменный диск 1. Бункер с диском установлены на верхнем
конце вала и закреплены гайкой. На нижнем конце вала 9 на шпонке сидит
104
ГЛАВА
червячное колесо 7 (т= 3,5; z = 28), находящееся в зацеплении с червя-
ком 6 (однозаходным левым, tn = 3,5). На левом конце оси червяка 6 уста-
новлен на шпонке шкив 5, а на правом конце — на шпонке шкив 8. От шкива
электродвигателя через клиноременную передачу вращение передается на
шкив|5, далее через червяк 6 — на червячное колесо 7 и вал с диском 1.
Шкив 8 приводится в движение от оси червяка 6 и служит для приве-
дения в действие валкового устройства ориентации заготовок деталей. За-
готовки деталей метчиков размещаются в пазах сменного диска 1. При вра-
щении диска заготовки поднимаются вверх и через проем 4, имеющийся
в верхней части бункера 2, подаются в лоток, перемещаясь в котором, они
попадают на валковое ориентирующее устройство.
Загрузочное приспособление является переналаживаемым. В него
можно загружать метчики или цилиндрические детали диаметром 4—22 мм
и длиной 51—95 мм. При переналадке загрузочного приспособления с од-
ного типоразмера деталей на другой производится замена диска 1. При на-
ладке загрузочное приспособление настраивается на определенную произ-
водительность бункера, т. е. бункер в определенный отрезок времени дол-
жен выдавать требуемое число заготовок деталей для обработки на станке.
Для получения требуемой производительности бункера необходимо подо-
брать соответствующее число пазов в сменном диске 1 и установить соот-
ВТОРАЯ
105
ветствующее передаточное число для червячной передачи 6 и 7 и для шки-
вов клиноременной передачи электродвигателя. Определение требуемого
передаточного числа для клиноременной передачи электродвигателя до-
стигается путем изменения диаметров шкивов 5 на оси червяка 6 и на валу
электродвигателя, а также выбором червяка и червячного колеса с соответ-
ствующим передаточным отношением i = 1 : 20; i = 1 : 40; i = 1 : 55.
Рис. 93. Моечное устройство
Для того чтобы заготовки деталей лучше заполняли пазы сменного
диска /, в бункере установлен шестилопастный перегружатель 5, служащий
для перемещения метчиков в верхнюю часть бункера. В среднем продол-
жительность цикла выдачи заготовок деталей из бункера равна примерно
0,5 сек. Если заготовки деталей поступают с предыдущей операции в бункер
сильно загрязненными маслом и стружкой, то над бункером устанавливает-
ся специальное устройство для промывки заготовок деталей.
Моечное устройство (рис. 93) имеет бак 7, в котором находится эмуль-
сия. Из бака 7 эмульсия с помощью электронасоса 6 по шлангу 3 подается
к многоканальной насадке 4 и S, вытекая из которой жидкость производит
промывку деталей. Загрязненная жидкость стекает с деталей и попадает
в прорези Д', имеющиеся в поддоне бункера, и далее стекает в лоток 5, уста-
новленный под бункером. Из лотка 5 жидкость по трубе 2 течет в бак 7.
Для увеличения срока службы бункера на его дне закреплена планка /.
106
ГЛАВА
Конструкция приспособления разработана институтом Оргстанкин-
пром.
Винтовой виброподъемник с механическим приводом. Такой вибро-
подъемник применяется для перемещения заготовок метчиков размером от
М4 до М24 на автоматической линии. Кроме того, он может быть исполь-
зован для автоматической подачи заготовок метчиков в рабочую зону от-
дельных станков. Виброподъемник (рис. 94) состоит из внутренней трубы,
на нижнем конце которой закреплена втулка с фланцем. Выточкой фланца
внутренняя труба устанавливается на плите 9 и крепится винтами. К верх-
нему концу' внутренней трубы фланцем приваривается короткий валик.
Наружная труба 2 (колонка) виброподъемника на нижнем конце имеет
приваренный фланец, которым она устанавливается на шариковом подшип-
нике. На верхнем конце трубы 2 приварена втулка, этой втулкой труба
устанавливается в шарикоподшипнике. На всей длине наружного диаметра
трубы 2 закреплен винтовой лоток /, по которому снизу вверх перемещают-
ся заготовки метчиков.
В нижней части виброподъемника установлены электродвигатель 6,
связанный с редуктором 7, кулачковый механизм с рычагами 8 и пружин-
ный буфер 4. При помощи электродвигателя через редуктор и кулачковый
механизм с системой рычагов труба 2 вместе с винтовым лотком /, запол-
ненным заготовками метчиков, периодически поворачивается выступом
вращающегося кулачка на угол около 6°. При соскакивании ролика с вы-
ступа вращающегося кулачка сильная пружина 3 очень быстро поворачи-
вает трубу 2 в исходное положение. При этом упор 5, закрепленный на тру-
бе, ударяется в конец пружинного буфера 4. В этот момент труба прекра-
щает поворот около своей оси, а заготовки метчиков под влиянием силы
инерции перемещаются вверх по всему винтовому лотку 1.
Виброподъемник предназначен для подачи заготовок метчиков на один
станок, а при необходимости может подавать заготовки метчиков на два стан-
ка. В этом случае на нем устанавливается специальное устройство для вы-
дачи заготовок метчиков по лоткам на два станка (рис. 95).
На верхнем фланце, закрепленном винтами на втулке, приваренной
к рычагу 2, установлен рычаг 3, а на невращающемся валике, приваренном
к внутренней трубе, закреплена планка 5 с осью, на которой установлены
храповое колесо 6 и кулачок 4. В отверстия планки нижними концами уста-
новлены две оси, на верхних концах которых установлены две собачки 13
и 14, прижатые пружинами к зубьям храпового колеса 6.
На левом конце рычага 3 закреплена втулка, в отверстие которой встав-
лен болт 1. На нижнем конце болта 1 закреплен один конец поворотного
рычага 2, который шарнирно соединен с двумя отводными лотками 7. На
правом конце планки 5 закреплен кронштейн, в отверстии которого уста-
новлена ось 10. На этой оси может поворачиваться двуплечий рычаг 11.
На верхнем конце рычага закреплен ролик 9, прижимаемый пружиной 8
к поверхности кулачка 4. Нижним концом рычаг упирается в наконечцик
лотков 7, к которому он прижимается пружиной 12.
При каждом периодическом повороте верхнего рычага 2 на 6° кулач-
ковым механизмом с системой рычагов храповой механизм перемещает
кулачок 4 на один зуб храпового колеса 6. После 30 перемещений кулачка 4
верхний конец рычага 11 с роликом 9 переместится на 7 мм, а нижний конец
рычага передвинет приемный лоток в сторону на 42 мм. Вследствие этого
ось второго лотка перемещается на место оси первого лотка. Такое переме-
щение лотков 7 происходит после поворота кулачка 4 на 180°.
Основные технические данные
Наружный диаметр винтового лотка, мм 420—540
Ширина винтового лотка, мм......90—150
2
2155
1
& U20
приводом
ВТОРАЯ
108 ГЛАВА
Число колебаний, мин................70—75
Скорое^ перемещения метчиков по вин-
товому лотку, мм/сек................20—25
Конструкция виброподъемника разработана институтом Оргстанкин-
пром.
§ 7. Способы ориентации различных деталей
в вибробункерах
А. Способ ориентации деталей типа валиков и втулок в вибробунке-
рах. Детали типа валиков и втулок ( рис. 96), перемещаясь по винтовому
лотку вибробункера, могут иметь три различных положения:
1) в первом положении деталь цилиндрической поверхностью лежит
на винтовой поверхности лотка, при этом ее ось совпадает с направлением
движения детали в лотке;
2) во втором положении деталь цилиндрической поверхностью лежит на’
винтовой поверхности лотка, но ее ось находится в перпендикулярном по-
ложении по направлению движения детали в лотке;
3) в третьем положении деталь торцовой поверхностью размещается на
ВТОРАЯ
109
винтовой поверхности лотка, при этом ее ось находится в вертикальном по-
ложении и совпадает с направлением движения детали в лотке.
На рис. 96 показаны все три различных положения деталей, находя-
щихся в начале лотка на участке, обозначенном цифрой /. При правильной
ориентации деталь должна подаваться к питателю в вертикальном поло-
жении торцом вниз.
Из трех различных положений, которые могут иметь детали, переме-
щаясь по винтовому лотку вибробункера к питателю, за основное, как наи-
Рис. 96. Ориентация валиков и втулок
более устойчивое, принимается положение 1. Не следует допускать пере-
мещения деталей по лотку вибробункера в положении 2 и 3. С этой целью
лоток вибробункера устроен так, что в положении 2 и 3 детали неустойчивы
и сваливаются с лотка на дно вибробункера. Поэтому нужно, чтобы'детали
перемещались в положении 1 по всей длине винтового лотка до его конца,
где они, проходя по изогнутому лотку, поворачиваются из горизонтального
положения в требуемое вертикальное.
Для выбрасывания деталей, перемещающихся по винтовому лотку
в положении 2 , из общего потока на лотке имеется вырез (участок //, се-
чение А — Л). Ширина оставленной поверхности винтового лотка принята
0,35 1(1 — длина детали). Поэтому деталь, перемещаясь в лотке в поло-
жении 2, не может пройти через прорезь и падает на дно бункера.
Детали, перемещающиеся по винтовому лотку в положении 1 и 3, про-
ходят прорезь, не падая на дно бункера, так как оставшаяся часть лотка
имеет достаточную поверхность для их опоры и расположена под углом 15°.
Для удаления деталей, перемещающихся по винтовому лотку в поло-
жении 3, из общего потока деталей над лотком установлен отсекатель на
высоте 1,1 d (сечение Б — Б). Для более плавного сбрасывания деталей от-
секатель в направлении движения деталей имеет скошенную поверхность
под углом 45—60° (участок ///). Таким образом, к моменту выхода из вин-
тового лотка детали подходят в изогнутый лоток только в одном поло-
жении 1.
110
ГЛАВА
Чтобы детали при выходе из лотка занимали вертикальное положение 3,
конец лотка должен иметь изогнутую форму. При этом радиус изгиба конца
лотка и внутренний диаметр его должны выбираться так, чтобы обеспечить
Рис. 97. Ориентация ступенчатых дисков
свободный проход деталей в лотке (сечение В — В), Внутренний диаметр
выходного изогнутого лотка
где с1д — диаметр детали;
h — стрелка сегмента, образованного хордой /, равной длине
детали, и дугой окружности, описанной соответствующим ра-
диусом;
6^ — необходимый зазор между внутренним диаметром выходного
лотка и диаметром детали.
Б. Способ ориентации деталей типа ступенчатых дисков в вибробун-
керах. На рис. 97 справа показаны детали типа ступенчатых дисков, полу-
чающих определенную ориентацию при перемещении по винтовому лотку
вибробункера. Кроме того, показаны четыре различных положения, которые
могут занимать ступенчатые диски при заходе на участок I винтового лотка
вибробункера.
В положении 1 деталь размещается на лотке цилиндрической поверх-
ностью с направлением малого уступа вперед или назад, с расположением
оси детали параллельно к направлению ее движения в лотке.
В положении 2 деталь размещается на лотке торцом малого уступа вниз,
а торцом большого уступа — вверх от лотка.
В положении 3 деталь размещается на спиральном лотке цилиндриче-
ской поверхностью большого уступа с направлением малого уступа справа
или слева относительно направления движения. При этом ось детали долж-
на быть перпендикулярна направлению ее движения в спиральном лотке.
ВТОРАЯ
111
В положении 4 деталь размещается на спиральном лотке торцом боль-
шого уступа вниз, а торцом малого уступа — вверх; Расположение оси
детали вертикально, но параллельно к направлению ее движения в лотке.
Деталь в лотке вибробункера должна быть ориентирована в положении 2
гв этом же положении она подается к питателю.
Чтобы все детали, проходящие по лотку вибробункера, занимали поло-
жение 2, в винтовом лотке по всему его периметру имеется паз глубиной
L — h + А и шириной (1,1—1,2) d (сечение А — Л).
Рис. 98. Ориентация ступенчатых и конических валиков
Все детали, перемещающиеся по винтовому лотку в положении /, 3
и 4, отсекателем сбрасываются на дно бункера. Отсекатель установлен над
плоскостью лотка на высоте h + А (сечение Б — Б).
Следовательно, по участку II винтового лотка детали перемещаются
только в положении 2. Далее с участка // детали в положении 2 попадают
в изогнутый выходной лоток, пройдя который, они поступают к питателю.
Профиль выходного лотка показан на рис. 97 (сечение В — В).
В. Способ ориентации деталей типа ступенчатых и конических валиков
в вибробункерах. На рис. 98 справа показаны детали типа ступенчатых
и конических валиков, получающих определенную ориентацию при переме-
щении по винтовому лотку вибробункера. При ориентации деталей, имею-
щих форму тел вращения, большое значение имеет смещение центра тяжести
деталей. При перемещении деталей, имеющих форму тел вращения, неболь-
шие размеры и вес, влияние расположения центра тяжести на ориентацию
этих деталей значительно уменьшается. Поэтому для таких деталей при пе-
ремещении их в винтовом лотке вибробункера применяется способ ориен-
тации, показанный на рис. 98. На этом рисунке изображены четыре различ-
ных положения, которые могут занимать ступенчатые и конические валики
при поступлении на участок / винтового лотка вибробункера.
В положении 1 деталь размещается на лотке цилиндрической поверх-
ностью большого уступа с направлением малого уступа вперед, т. е. в на-
правлении движения детали по лотку. Причем ось детали располагается
или параллельно, или под небольшим углом к направлению движения де-
тали в лотке.
В положении 2 деталь располагается на лотке цилиндрической поверх-
ностью большого уступа с направлением малого уступа назад относительно
направления перемещения детали по лотку. При этом ось детали распола-
112 ______________________________________________________
гается или параллельно, или под небольшим углом к направлению дви-
жения детали по лотку.
В положении 3 деталь размещается на лотке торцом большого уступа
с направлением малого уступа вверх от поверхности лотка. В этом случае
ось детали располагается вертикально.
В положении 4 деталь размещается на спиральном лотке частью ци-
линдрической поверхности большого уступа с направлением малого уступа
к оси бункера. При этом ось детали располагается перпендикулярно к на-
правлению движения детали в спиральном лотке бункера.
Детали в лотке вибробункера должны быть ориентированы в положе-
нии 2. Из вибробункера к питателю ступенчатые валики должны подходить
в вертикальном положении торцом большого уступа вниз.
На участке II лотка вибробункера над его поверхностью на высоте
D + б установлен отсекатель. Отсекатель сбрасывает с лотка все детали,
перемещающиеся в положении 3 и 4 (сечение А — Л). Следовательно,
к участку III (сечение Б — Б) и на нем детали могут перемещаться в по-
ложении 1 или 2.
Пройдя участок III лотка вибробункера, детали поступают в вертикаль-
ный лоток, имеющий на верхнем конце конус, внутри которого находится
ориентирующий порог. Он пропускает без изменения ориентации детали,
идущие большим уступом вниз, и поворачивает их на 180°, если они идут
малым уступом вниз.
III.
СИЛОВЫЕ ПРИВОДЫ ДЛЯ МЕХАНИЗАЦИИ И
АВТОМАТИЗАЦИИ ЗАЖИМНЫХ УСТРОЙСТВ
В РАЗЛИЧНЫХ СТАНОЧНЫХ ПРИСПОСОБЛЕНИЯХ
§ 8. Пневматические приводы
В качестве пневматических силовых приводов в приспособлениях при-
меняются пневматические цилиндры с поршнем (поршневые пневмоприводы)
и пневматические камеры с диафрагмами (диафрагменные пневмоприводы)*
По способу соединения с приспособлением последние разделяются на
встроенные, прикрепляемые и универсальные.
Рис. 99. Пневмоприводы:
а) —одностороннего действия; б) —двустороннего действия
Встроенные пневмоприводы помещаются в корпусе приспособления и со-
ставляют с ним одно целое. Прикрепляемые пневмоприводы отделены от
корпуса приспособления и присоединяются к нему. Такой пневмопривод
может отделяться от данного приспособления и использоваться в другом
приспособлении. Универсальный (агрегатированный) пневмопривод — это
специальный пневмоагрегат, применяемый для перемещения зажимных
элементов различных станочных приспособлений.
5 Зак. 109
114
ГЛАВА
Поршневые приводы. Пневматические поршневые приводы бывают
одностороннего и двустороннего действия. В пневмо-
приводах одностороннего действия (рис. 99, а) сжатый воздух поступает
только в одну полость 1 пневмоцилиндра и перемещает поршень 2 со што-
ком 4 вправо при зажиме детали. При разжиме детали поршень 2 со штоком 4
отводится влево пружиной 3, установленной на штоке. В пневмоприводах
двустороннего действия (рис. 99, б) сжатый воздух поочередно подается
в обе полости 1 и 3 пневмоцилиндра и перемещает поршень 2 со штоком 4
при зажиме и разжиме деталей. Золотник 5 распределительного крана 6
служит для последовательной подачи сжатого воздуха в полость 1 или 3
п невмоцил индр а.
Пневмоприводы одностороннего действия используются в тех случаях,
когда для разжима обрабатываемой детали не требуется больших усилий.
12 12 3
Рис. 100. Пневмоцилиндр для патронов токарных станков
Пневмоприводы двустороннего действия применяются тогда, когда для за-
жима нужны значительные силы или при большой длине хода поршня со
штоком. Пневмоприводы применяются в приспособлениях, вращающихся
при обработке детали (патроны токарных станков); в стационарных при-
способлениях, устанавливаемых на столах станков; в приспособлениях,
закрепляемых на вращающихся столах станков (приспособления к кару-
сельно-фрезерным станкам с непрерывно вращающимся круглым столом
или с делительным столом для позиционной обработки детали).
На рис. 100 показан пневмоцилиндр для перемещения кулачков пат-
рона при зажиме и разжиме деталей, обрабатываемых на токарных станках.
Пневмоцилиндр установлен на заднем конце шпинделя станка и вращается
вместе с ним. На корпусе 1 пневмоцилиндра винтами закреплена крышка 12г
в отверстие которой жестко посажена ось П\ на последней установлен не-
вращающийся приемник сжатого воздуха 10. Внутри корпуса 1 находится
поршень 3, закрепленный на штоке 4. На вращающейся оси И установлен
шарикоподшипник, являющийся опорой для невращающегося воздухо-
приемника 10. В воздухоприемник 10 ввернуты штуцеры 7 и 8.
Во избежание просачивания сжатого воздуха из одной полости пневмо-
цилиндра в другую применяются специальные уплотнения-манжеты 2 из
маслостойкой резины, которые прижаты к поршню 3 кольцом 6. Утечке
сжатого воздуха из пневмоцилцндра в атмосферу препятствует установлен-
ТРЕТЬЯ
115
ное в корпусе 1 резиновое уплотнение 5 и прокладки между крышкой 12
и корпусом /, а утечке воздуха из воздухоприемника 10 препятствуют
уплотнения-манжеты 9 и воротник.
При зажиме детали в патроне сжатый воздух подается к штуцеру 8
и, пройдя через верхнее отверстие в оси 11, крышке 12 и корпусе 1, посту-
пает в правую полость пневмоцилиндра. Поршень 3 перемещается под дав-
лением воздуха влево и через шток 4, тягу и другие промежуточные звенья
Рис. 101. Невращающийся пневмоцилиндр с полым штоком
для патронов токарных станков
патрона (на рисунке не показаны) сдвигает кулачки к центру патрона,
при этом происходит зажим обрабатываемой детали. При разжиме детали
сжатый воздух подается к штуцеру 7 и, пройдя через нижнее отверстие
в оси 11, поступает в левую полость пневмоцилиндра. При этом поршень 3
перемещается вправо и через те же промежуточные звенья раздвигает ку-
лачки патрона.
Основные размеры вращающихся пневмоцилиндров нормализованы.
На рис. 101 показан невращающийся пневмоцилиндр с полым поршнем
для перемещения зажимных устройств патрона при обработке деталей из
прутка на токарном станке. Корпус 1 пневмоцилиндра неподвижно закреп-
лен на передней бабке станка; следовательно, корпус 1 и поршень 2 не
вращаются. Поршень перемещается вместе со втулкой 4 вдоль оси корпу-
са 9, который закреплен на переднем конце шпинделя и вращается вместе
с ним. При движении влево поршень, упираясь в подшипник 3, передвигает
его и втулку 4 влево. При этом втулка 4 конической кольцевой выточкой а
нажимает на шарики 8, установленные в отверстиях корпуса 9. В свою оче-
редь шарики, нажимая на коническую поверхность б втулки 6, перемещают
ее. При этом втулка 6 сжимает цангу 7, которая зажимает пруток. Крышка 5
ограничивает перемещение цанги 7 вправо.
5*
116
ГЛАВА
Для увеличения силы на штоке применяют пневмоцилиндры с двумя
или тремя поршнями, установленными на одном штоке. На рис. 102 показан
пневмоцилиндр с двумя поршнями. Корпус 1 пневмо цилиндра разделен
внутренней перегородкой 3 на две половины и закрыт крышками 4 и 6. Сжа-
тый воздух подается в отверстие б, расходится по каналам а, в, г корпуса
Рис. 102. Пневмоцилиндр с двумя поршнями на штоке
и, поступая в правые полости цилиндра, давит на поршни 2 и 5, перемещая
их влево. При подаче в отверстие е сжатый воздух расходится по каналам д,
ж, и и, поступая в левые полости цилиндра,
Рис. 103. Пневматический привод с усиливающим
рычагом
перемещает поршни вправо.
Пневмоцилиндры с не-
сколькими поршнями на
одном штоке применяют-
ся в качестве пневмопри-
водов стационарных и вра-
щающихся приспособлений
в том случае, когда шток
должен передавать боль-
шую силу на зажимы при-
способления, а конструк-
ция станка или приспо-
собления не позволяют при-
менить пневмоцилиндр с
поршнем большого диамет-
ра (например, при уста-
новке пневмоцилиндров на
шпинделях многошпин-
дельных автоматов, на ма-
шинных тисках и т. д.).
Пневмоцилиндры с ры-
чагом-усилителем развивают на штоке в несколько раз большую силу, чем
пневмоцилиндры такого же диаметра без него, и применяются в приспо-
соблениях, где требуется большая сила зажима обрабатываемой детали и
нужен цилиндр небольшого диаметра. На рис. 103 показан пневмопривод
с рычагом-усилителем для приведения в действие зажимов при закреп-
лении и раскреплении обрабатываемых деталей в приспособлениях для
фрезерных и сверлильных станков.
В пневмоцилиндре 1 установлен поршень 2 со штоком 3, На нижнем
конце штока имеется паз, в который входит длинное плечо рычага-усили-
теля 4, установленного на оси 5, Короткое плечо рычага-усилителя входит
ТРЕТЬЯ
117
в паз ползуна 6. В верхний конец ползуна ввинчена серьга 7, которая сое-
диняется с зажимными устройствами приспособления. Сжатый воздух, по-
следовательно поступая в бесштоковую и штоковую полости пневмоцилинд-
ра, перемещает поршень со штоком вверх или вниз. Поршень через шток,
рычаг-усилитель, ползун и серьгу перемещает зажимные устройства, кото-
рые зажимают или разжимают обрабатываемую деталь в приспособлении.
Основные размеры поршневых пневмоцилиндров с усиливающим рыча-
гом даны в справочной литературе.
Расчет силы на штоке поршневых приводов. Сила Q на штоке пневмо-
цилиндра в зависимости от типа и размеров пневмоцилиндра рассчитывается
по следующим формулам.
1. Для пневмоцилиндров одностороннего действия (см. рис. 99, а)
Q = ^-D2p^-P н(кГ).
2. Для пневмоцилиндров двустороннего действия (см. рис. 99, б) при
давлении сжатого воздуха на поршень в бесштоковой полости
и(кГ),
а при давлении сжатого воздуха на поршень в штоковой полости
Q = ^(D2_£/2)pn м(кГ)>
где D — диаметр пневмоцилиндра, см;
р — давление сжатого воздуха; 0,4 Мн/м2(4 кГ/см2);
ц — к. п. д. (ц 0,85) пневмоцилиндра;
Р — сопротивление возвратной пружины при крайнем .рабдчем поло-
жении поршня, Р=(0,05—02)Q, н (кГ);
d — диаметр штока поршня, см.
3. Для пневмоцилиндров с двумя поршнями на одном штоке
(см. рис. 102) сила на штоке при давлении сжатого воздуха на поршень 5
в бесштоковой полости и на поршень 2 в штоковой, т. е. при движении порш-
ней справа налево,
Q = y(2Z)2 — d2)px]
а при давлении сжатого воздуха на поршни 2 и 5 в штоковых полостях
т. е. при перемещении поршней слева направо,
Q = i [(D2-d2) + (D2 -d?)] РП Н (кГ),
где d — диаметр штока между поршнями 2 и 5, см;
d± — диаметр штока перед поршнем 2, см.
Для универсальных и специальных пневмоцилиндров с рычагом-уси-
лителем (рис. 103) сила на штоке 3 поршня
где i — передаточное отношение плеч рычага-усилителя.
Практически диаметр поршня выбирают по конструктивным сообра-
жениям, а длину хода поршня в цилиндре — в зависимости от величины
перемещения зажимных устройств приспособления.
Диафрагменные приводы. Пневмокамеры с упругими диафрагмами,
как и поршневые пневмоцилиндры, бывают одностороннего и
двустороннего действия. В зависимости от способа компоновки
118
ГЛАВА
с приспособлениями пневмокамеры разделяются на универсальные,
встраиваемые и прикрепляемые. На рис. 104 показана
нормализованная пневмокамера одностороннего действия, применяемая для
перемещения зажимов при закреплении деталей в стационарных приспо-
соблениях.
Между двумя крышками 1 винтами зажата резинотканевая диафраг-
ма 2, жестко прикрепленная к стальному диску 8, установленному на што-
ке 4. Сжатый воздух через штуцер 5 поступает в бесштоковую полость пнев-
мокамеры и перемещает диафрагму 2 с диском 3 и штоком 4 вправо; при этом
Рис. 104. Нормализованная пневмокамера одностороннего действия
осуществляется зажим детали в приспособлении. Когда сжатый воздух из
бесштоковой полости выпускается в атмосферу, пружины 6 и 7 отводят ди-
афрагму с диском и штоком в исходное положение, зажимы приспособления
отходят от оси и разжимают обработанную деталь. Пневмокамера крепится
к корпусу приспособления шпильками 3. Через отверстие а атмосферный
воздух вытесняется из штоковой полости пневмокамеры при движении диа-
фрагмы со штоком вправо.
На рис. 105 показана вращающаяся пневмокамера двустороннего дей-
ствия, применяемая для перемещения кулачков патрона при зажиме и раз-
жиме обрабатываемой детали. Пневмокамера устанавливается на заднем
конце шпинделя токарного станка. Между крышками 1 и 2 винтами зажаты
промежуточный диск 3 и две резинотканевые диафрагмы 5. Диск 4 жестко
соединен со штоком 6 и диафрагмами 5. При впуске сжатого воздуха в пра-
вую полость пневмокамеры диафрагмы с диском и штоком движутся влево
через тягу, и промежуточные звенья патрона перемещают кулачки к его
центру и происходит зажим обрабатываемой детали. При впуске сжатого
воздуха в левую полость пневмокамеры диафрагмы с диском и штоком пере-
мещаются вправо и через промежуточные звенья патрона разводят его ку-
лачки, которые разжимают обрабатываемую деталь. На левом конце штока
установлен воздухоприемник 7 двустороннего действия для последовательной
подачи сжатого воздуха в левую и правую полости пневмокамеры. Во время
работы станка воздухоприемник не вращается, но движется со штоком вдоль
его оси.
Двусторонние пневмокамеры применяются в тех случаях, когда требу-
ются значительные силы для зажима и разжима обрабатываемых деталей.
Основные размеры пневмокамер нормализованы.
ТРЕТЬЯ
119
Пневмокамеры по сравнению с пневмоцилиндрами обладают некото-
рыми преимуществами: 1) имеют более простую конструкцию и стоят де-
шевле; 2) требуют меньшую точность изготовления и чистоты обработки по-
верхностей деталей; 3) при нормальной эксплуатации диафрагмы пневмо-
камер до износа выдерживают 500 000 включений, тогда как манжеты пнев-
моцилиндров — до 10 000 включений; 4) исключают утечку сжатого воздуха
до полного износа диафрагмы.
Рис. 105. Вращающаяся пневмокамера двустороннего действия к
токарному станку
К недостаткам пневмокамер следует отнести небольшую величину пе-
ремещения диафрагмы со штоком (5—35 мм), зависящую от диаметра, тол-
щины и материала диафрагмы, и уменьшение усилия на штоке пневмока-
меры при его перемещении от исходного положения. Поэтому пневмока-
меры применяются в тех случаях, когда для зажима детали в приспособ-
лении не требуется очень больших зажимных усилий и значительных
перемещений диафрагмы со штоком.
В серийном и мелкосерийном производстве при обработке деталей на
фрезерных, сверлильных и других станках применяются в основном уни-
версальные приспособления с ручными зажимами. Чтобы повысить про-
120
ГЛАВА
изводительность труда и облегчить условия работы станочника, необходимо
ручные зажимы заменить механизированными. Для механизации зажимных
устройств приспособлений следует применять универсальные пневмопри-
воды (диафрагменные и поршневые).
На рис. 106 показана универсальная пневмокамера двустороннего дей-
ствия с рычажным усилителем, применяемая для механизации перемеще-
ния зажимных устройств приспособлений при обработке деталей на фрезер-
ных и сверлильных стан-
ках. Внутри пневмока-
меры установлены две
резинотканевые диаф-
рагмы /, жестко прик-
репленные к стальному
штоку 8, В паз штока 8
справа и слева вставле-
ны длинные плечи ры-
чагов-усилителей 7, ус-
тановленных на осях 6.
На левом плече рыча-
1 8 7 гов имеется по два ко-
~ ротких отростка 5 и 4,
Рис. 106. Универсальная пневмокамера двусторон- птппгтки f
него действия с рычажным усилителем Отростки о используют
ся для перемещения за-
жимных устройств приспособления по вертикали, а отростки 4— по горизон-
тали. При поочередной подаче сжатого воздуха в верхнюю и нижнюю по-
лости пневмокамеры диафрагмы 1 и шток 8 будут опускаться или подни-
маться и "через отростки рычага 7 перемещать зажимные устройства прис-
пособлений при зажиме и разжиме обрабатываемых деталей. Благодаря на-
личию двух рычагов пневмокамера может одновременно обслуживать два
приспособления, так как каждое из них соединяется с одним из рычагов 7.
Поочередная подача сжатого воздуха в полости пневмокамеры осуществ-
ляется распределительным краном 2 при повороте рукоятки 3.
Основными величинами, определяющими работу пневмокамеры, яв-
ляются сила Q на штоке и длина рабочего хода штока. В диафрагменных
пневмоприводах сила Q зависит от отношения и расстояния штока от
своего исходного положения (d — диаметр опорного диска, к которому
прикреплена диафрагма, и D — диаметр рабочей части диафрагмы, или
внутренний диаметр пневмокамеры). С увеличением отношения сила Q
на штоке возрастает. По мере удаления штока от своего исходного поло-
жения сила Q уменьшается. В конце рабочего хода штока вся энергия сжа-
того воздуха будет расходоваться на упругую деформацию диафрагмы;
при этом полезное усилие на штоке снижается до нуля. Поэтому используют
не всю длину рабочего хода штока диафрагмы, а только часть ее, чтобы сила
на штоке составляла 80—85% силы при исходном положении штока. Прак-
тически принимают отношение ~ == 0,7, при котором рабочая длина хода
штока диафрагмы для тарельчатых диафрагм равна (0,22—0,30) D, а для
плоских диафрагм — (0,16-4-0,2)D
Величина силы на штоке в исходном положении (см. рис. 104) для пнев-
мокамеры одностороннего действия
Q = (D^+Dd+d^p-Q1 н (кГ),
а для пневмокамеры двустороннего действия (см. рис. 105)
ТРЕТЬЯ
121
Q = ^(D2+Z)d+d2)p «(кГ),
где р —давление сжатого воздуха, н/м2 (кГ/см2)-,
Qi — сопротивление возвратной пружины при крайнем рабочем по-
ложении штока с диафрагмой, н(кГ).
На поверхность диафрагмы вследствие ее вогнутости сжатый воздух
давит под некоторым углом к оси, поэтому за активную площадь диафрагмы
принимают только ее часть
F = g (Dz+Dd+d2) см2.
В пневмокамерах двустороннего действия с двумя плоскими диафраг-
мами сила Q на штоке будет меньше силы, рассчитанной по формуле для
Рис. 107. Схема присоединения вращающегося пневмоцилиндра к
воздушной сети и к патрону токарного станка
камеры двустороннего действия из-за потерь на деформацию второй диафраг-
мы и на трение в уплотнениях. Эти потери достигают 25%.
Вспомогательная аппаратура пневматических приводов. Для надежной
работы приспособления с пневматическим приводом в сеть подвода сжатого
воздуха включаются ряд приборов. На рис. 107 показана схема присоеди-
нения вращающегося пневматического цилиндра 1 к воздушной сети и к пат-
рону 5 токарного станка. Из цеховой сети сжатый воздух поступает в воз-
душный фильтр 10, регулятор давления 2 с манометром 3, масленку 4, об-
ратный клапан 6, распределительный кран 7 и по воздухопроводам 8
или 9 поочередно подается в правую или левую полости пневмоцилиндра 1
двустороннего действия.
§ 9. Гидравлические приводы
В станочных приспособлениях с гидроприводом высокое давление масла
создается насосом гидравлической установки, работающей от электромо-
тора.
5В. Зак. 109
122 ГЛАВА
По сравнению с пневматическими приводами гидравлические приводы
имеют ряд преимуществ: 1) высокое давление рабочей жидкости — мас-
ла — на поршень гидроцилиндра создает большую силу зажима детали;
2) благодаря высокому давлению можно уменьшить размеры и массу гидрав-
лических приспособлений; 3) рабочей жидкостью в гидравлических приво-
дах является масло, которое обеспечивает надежную смазку трущихся по-
верхностей деталей гидроцилиндра и уменьшает их износ; 4) передача за-
жимных усилий происходит плавно вследствие практической несжимае-
мости рабочей жидкости — масла.
К недостаткам гидравлических приводов относятся: 1) сложность гид-
роустановки и необходимость в дополнительной площади для ее размещения;
2) большая стоимость гидроприводов по сравнению с пневмоприводами.
Гидравлические приводы применяются в основном на заводах серий-
ного и мелкосерийного производства, не имеющих компрессорных установок
для получения сжатого воздуха.
Гидравлический привод — это самостоятельная установка (агрегат),
состоящая из электродвигателя, рабочего гидроцилиндра, насоса для по-
дачи масла в цилиндр, бака для масла, аппаратуры управления и регулиро-
вания и трубопроводов. В зависимости от назначения и мощности гидрав-
лический привод может обслуживать приспособление, установленное на
одном станке, группу из трех-пяти приспособлений, установленных на не-
скольких станках, или группу из 30—40 приспособлений, установленных на
различных станках. Гидравлические приводы для единичного и группо-
вого обслуживания конструктивно устроены одинаково и различаются
лишь мощностью.
На рис. 108 дана схема гидропривода, который может обслужить 30—
40 приспособлений (показаны только три приспособления, установленные
на различных станках). Объединенный гидропривод — гидроагрегат — со-
стоит из двух самостоятельных гидроприводов, каждый из которых имеет
самостоятельную ветвь. При работе используется только один гидропривод
или одна ветвь (второй является запасным).
На баке 1 установлена вся гидроаппаратура. Каждая рабочая ветвь
объединенного гидропривода состоит из электродвигателя 2, гидронасоса 3
производительностью 12 л!мин, обратного клапана 5, гидроаккумулятора 7,
предохранительного клапана 4, манометра 6, реле давления S, магнитных
пускателей 9 и трубопроводов. Электродвигатель 2 приводит в действие
гидронасос 3, который подает масло через обратный клапан 5 в гидроакку-
мулятор и гидросеть под давлением 5 Мн!м2 (50 кГ!см2). Реле давления
отключает электродвигатель с насосом, если давление масла в гидросети
становится выше этой величины, и включает его, когда давление в гидро-
сети падает ниже 4,5 Мн/м2 (45 кГ/см2),
Предохранительный клапан 4 при увеличении давления масла в гидро-
сети спускает его в бак 1, Гидроаккумулятор 7, поддерживающий постоян-
ным давление масла в гидросети, состоит из цилиндра, внутри которого
находится поршень со штоком. Одна полость цилиндра гидроаккумулятора
заряжается из баллона сжатым воздухом под давлением 3—4 Мн!м2 (30—
40 кГ/ см2), после чего в другую его полость насосом 3 нагнетается масло
под давлением 5 Мн/м2 (50 кГ/см2). При этом поршень перемещается и по-
вышает давление сжатого воздуха в полости цилиндра гидроаккумулятора
с 4 Мн!м2 (40 кПсм2) до 5 Мн/м2 (50 кПсм2), При уменьшении давления
масла в гидросети ниже этого воздух, сжатый под давлением 5 Мн/м2
(50 к,Псм2) в полости цилиндра гидроаккумулятора, будет перемещать пор-
шень и, сжимая масло в другой полости цилиндра гидроаккумулятора под
таким же давлением, будет выравнивать давление масла в гидросети до
5 Мн/м2 (50 кГ/см2),
ТРЕТЬЯ
123
Рис. 108. Гидропривод для одновременного обслуживания 30—40 станочных приспо-
соблений
5В*
124
ГЛАВА
Каждый станок с гидравлическим приспособлением снабжен гидро-
панелью 10 и распределительным краном 11, через которые масло проходит
к гидроцилиндрам каждого приспособления станка.
На рис. 109 дана схема гидропанели, служащей для поочередной по-
дачи масла в правую или левую полости гидроцилиндра. Гидроаккумуля-
Рис. 109. Схема гидропанели:
/ — гидроаккумулятор; 2 — запорные
краны; 3—воздушный клапан; 4 —
обратный ^клапан; 5 — манометр
тор 1 и обратный клапан 4 поддерживают в
гидроцилиндре станочного приспособления по-
стоянное давление независимо от колебаний
давления в гидросети.
Рис. ПО. Гидропривод к токарному станку
Схема гидропривода к токарному станку показана на рис. 110. Гидро-
привод состоит из агрегата 1 (электродвигатель, насос и бак для масла),
трубопроводов 2 и гидроцилиндра 3. Распределительный кран 6 поочеред-
но переключает подачу масла в правую или левую полость гидроцилиндра.
При этом поршень гидроцилиндра последовательно перемещается вправо
или влево и через шток, тягу и промежуточные звенья приводит в действие
кулачки 5 патрона 4, которые сжимают или разжимают обрабатываемую
деталь.
Гидроцилиндры являются самостоятельными силовыми узлами гидро-
приводов. По конструкции гидроцилиндры можно разделить на порш-
невые и лопастные. Поршневые гидроцилиндры широко при-
меняются в приспособлениях к различным станкам. Лопастные гидроци-
линдры используются в некоторых случаях (весьма редко) для зажима де-
талей на токарных и револьверных станках и здесь не рассматриваются.
Гидроцилиндры нормализованы и различаются по типоразмерам, ко-
торые определяются диаметром цилиндра и длиной хода поршня со штоком.
Основные эксплуатационные показатели гидроцилиндров — усилие на
штоке и длине его хода.
По принципу действия гидроцилиндры разделяются на односто-
ронние и двусторонние. Гидроцилиндры одностороннего дей-
ствия по способу подачи масла в их полость и по характеру работы штока
изготовляются толкающими и тянущими (рис. 111, а, б).
В гидроцилиндрах одностороннего действия масло под давлением поступает
через штуцер 1 в полость А цилиндра и перемещает поршень 2 со штоком 4
вправо (при зажиме детали). Движение поршня 2 со штоком 4 влево
осуществляется пружиной 3 (при разжиме детали). В двусторонних гидро-
цилиндрах масло последовательно поступает в левую или правую полость
гидроцилиндра и перемещает поршень в обе стороны при зажиме и раз-
жиме обрабатываемой детали в приспособлении.
ТРЕТЬЯ
125
На рис. 112 показан вращающийся гидроцилиндр двустороннего дей-
ствия, установленный на заднем конце шпинделя токарного станка и слу-
жащий для перемещения кулачков патрона при зажиме и разжиме обраба-
тываемых деталей. Внутри корпуса 7 гидроцилиндра на штоке 9 закреплен
Рис. 111. Гидроцилиндр одностороннего действия:
а) —толкающий; б) —тянущий
поршень 3. В крышку 6 запрессована ось 5, вращающаяся во втулке 4, уста-
новленной в неподвижном маслоприемнике 1. В правый конец штока 9
ввинчена тяга, которая передает движение поршня со штоком промежуточ-
ным звеньям, перемещающим кулачки патрона. Герметичность между порш-
нем, корпусом и крышкой, а также между штоком и корпусом обеспечи-
вается резиновыми кольцами. Масло, подводимое под давлением к штуцеру 2
Рис. 112. Вращающийся гидроцилиндр двустороннего действия
через каналы в оси 5, крышке 6 и корпусе 7, поступает в штоковую полость
гидроцилиндра. Масло, подводимое под давлением к штуцеру 3, по каналу
в оси поступает в бесштоковую полость гидроцилиндра. Поочередная по-
дача масла в штоковую и бесштоковую полости гидроцилиндра осуществ-
ляется гидропанелью.
Сила на штоке гидроцилиндра зависит от давления масла и площади
поршня гидроцилиндра. Сила Q на штоке гидроцилиндров в зависимости
от типа гидроцилиндра определяется по следующим формулам:
для гидроцилиндров одностороннего действия — толкающих (см. рис. 111, а)
Q = Г>2РП —Q1 « (лсГ),
126
ГЛАВА
для гидроцилиндров одностороннего действия—тянущих (см. рис. 111,6)
Q==^(D2_d2)pT)_Q1 Н(КГ)>
для гидроцилиндров двустороннего действия (см. рис. 112) при давлении
масла на поршень в бесштоковой полости гидроцилиндра
Q = н (кГ),
а при давлении масла на поршень в штоковой полости гидроцилиндра
Q=-J(^-d2)pr1 н(кГ),
где D —диаметр поршня гидроцилиндра, м(см\,
р — давление масла на поршень, равное 2—7,5 Мн/м? (20—75 кГ/сж2);
Л — к. п. д. гидроцилиндра (т) » 0,85—0,9);
Qx — сопротивление пружины при крайнем правом рабочем положе-
нии поршня, н(кГ)\
d — диаметр штока,ж (см).
§ 10. Пневмогидравлические приводы
Эти приводы состоят из преобразователя (повышающего) давления
с аппаратурой и подключаемых к нему рабочих гидроцилиндров, которые
через промежуточные звенья перемещают зажимные механизмы приспособ-
ления при зажиме и
разжиме детали.
Пневмогидравли ч е-
ские силовые приводы
применяются в различ-
ных станочных приспо-
соблениях. На рис. 113
показана схема пнев-
могидропривода с пнев-
могидравлическим пре-
образователем давления
прямого действия, ко-
Рис. 113. Пневмогидропривод с пневмогидравлическим торЫЙ СОСТОИТ ИЗ пневмо-
преобразователем давления прямого действия цилиндра 2 односторон-
него действия с порш-
нем 4 и гидравлического цилиндра 1 одностороннего действия с поршнем 6.
Сжатый воздух поступает из воздушной сети в бесштоковую полость 3 пнев-
моцилиндра и перемещает поршень 4 со штоком-плунжером 5 влево. Шток-
плунжер оказывает давление на масло, находящееся в гидроцилиндре 1.
При увеличении давления масла в гидроцилиндре поршень 6 со штоком 7
движется влево, и шток через промежуточные звенья перемещает зажимные
устройства приспособления. Давление масла в гидроцилиндре во столько
раз больше давления воздуха в пневмоцилиндре, во сколько раз пло-
щадь поршня 4 больше площади штока-плунжера 5.
При равновесии давления между воздухом и маслом в пневмогидрав-
лическом преобразователе
ltd2 "О? '
Рг^-=Рв —,
ТРЕТЬЯ
127
откуда давление масла в гидроцилиндре 1
D2,
рг=Рв • Н1М* (кГ/см2),
Где рв — давление воздуха в пневмоцилиндре, н1м\кГ1см2);
]j1 — диаметр поршня пневмоцилиндра, м (см);
d — диаметр шток-плунжера, м (см).
D2 *
Отношение является коэффициентом усиления давления и колео-
d2
лется в пределах от 16 до 26. Сила Q, создаваемая давлением масла на
поршень 6, передается через шток 7 и промежуточные звенья зажимным
устройствам приспособления:
Q=pr -j- п «(«Л-
Подставив вместо давления рг его значение, получим
Q=Pb • -4- п «(КП-
Приняв
TCD?
Рв — = Q1 н (кГ),
получим
Q=Qi п н (кГ),
где D — диаметр поршня гидроцилиндра, см;
т] — коэффициент полезного действия пневмогидропривода (т] да
да 0,854-0,9);
Qx — сила на штоке пневмоцилиндра 2 н(кГ).
Пневмогидравлические приводы применяются в стационарных и вра-
щающихся приспособлениях станков.
На рис. 114 показана схема пневмогидравлического преобразователя
последовательного действия со следующим циклом работы: подвод зажимов
до их соприкосновения с обрабатываемой деталью (при низком давлении
масла), зажим детали (при высоком давлении масла) и разжим обрабо-
танной детали. На схеме показаны различные положения рукоятки 8 плос-
кого золотника распределительного крана и направления движения сжа-
того воздуха при поджиме, зажиме и разжиме.
При подводе зажимов к детали рукоятка 8 находится в положении, со-
ответствующем предварительному зажиму детали («Поджим»). Сжатый воз-
дух по трубопроводу II поступает в полость А цилиндра и перемещает пор-
шень 3 вправо. Поршень 3 перегоняет масло из полости Б через отверстия 5
к 4 в плунжере 6 в полость В. При этом давление масла в полости В уве-
личивается, и поршень 2 со штоком перемещается вправо. В это время за-
жимы приспособления предварительно зажимают обрабатываемую деталь.
Так как диаметры поршней 2 и 3 примерно одинаковы, то сила предвари-
тельного зажима зависит от давления воздуха в сети и площади поршня 3.
Для полного зажима детали рукоятку 8 распределительного крана ставят
в положение «Зажим». При этом сжатый воздух по трубопроводу III по-
ступает в полость Г и перемещает влево поршень 7 с плунжером 6.
В то время, когда радиальные отверстия 5 плунжера 6 перекроются,
масло перестает переливаться из полости Б в полость В. При этом плунжер,
128
сжимая масло в полости В, резко повышает его давление. Это давление пе-
редается поршню 2 со штоком 1 и на штоке возникает сила до 50 кн
(5000 кГ).
При разжиме обрабатываемой детали рукоятка 8 распределительного
крана ставится в положение «Разжим». При этом сжатый воздух по трубо-
проводу 1 поступает в полости Д и Е, а из полостей А и Г выпускается
Рис. 114. Пневмогидравлический преобразователь давления
масла последовательного действия
в атмосферу. При этом поршень 2 перемещается влево, а поршень 7 с плун-
жером 6 — вправо. Радиальные отверстия 5 плунжера 6 открываются,
масло поршнем 2 вытесняется из полости В в полость Б, и все детали пневмо-
гидропривода занимают первоначальное положение.
Пневмогидропривод применяется в приспособлениях, где требуются
большие силы для зажима и разжима обрабатываемых деталей. Большое
давление масла в пневмогидроприводе создается пневмогидравлическими
преобразователями, превращающими энергию сжатого воздуха в большое
давление масла. Пневмогидравлические приводы сочетают в себе простоту
конструкции пневматических с преимуществами гидравлических приводов.
Весьма рационально применять пневмогидравлические приводы для зажима
деталей в многоместных и многопозиционных приспособлениях, исполь-
зуемых в серийном производстве. Приспособления с пневмогидравлическим
приводом могут применяться на заводах, имеющих компрессорные установ-
ки для получения сжатого воздуха.
IV.
СТАНОЧНЫЕ ПРИСПОСОБЛЕНИЯ
С МЕХАНИЗИРОВАННЫМИ И
АВТОМАТИЗИРОВАННЫМИ УСТРОЙСТВАМИ
ДЛЯ ЗАЖИМА И РАЗЖИМА ОБРАБАТЫВАЕМЫХ
ДЕТАЛЕЙ
§ 11. Классификация станочных приспособлений
Станочными приспособлениями называются дополнительные устройства
к металлорежущим станкам, служащие для установки и закрепления об-
рабатываемых деталей.
По степени специализации станочные приспособления разделяются
на универсальные, специальные, переналажива-
емые, универсально-сборные (УСП), сборно-разбор-
ные (СРП), универсальн о-наладочные (УНП).
По целевому назначению приспособления разделяются на приспособ-
ления для токарных, сверлильных, фрезерных и других станков.
По степени механизации и автоматизации приспособления разделяются
на ручные, механизированные, полуавтоматиче-
ские и автоматические. Применение станочных приспособ-
лений позволяет:
1) повысить производительность труда в результате сокращения вспо-
могательного времени, увеличения числа одновременно обрабатываемых
деталей или числа одновременно работающих инструментов;
2) облегчить труд рабочих и снизить требования к их квалификации;
3) повысить точность обработки деталей;
4) расширить технологические возможности оборудования;
5) создать условия для механизации или автоматизации станка;
6) снизить себестоимость обработки деталей на станке.
Выбор вида приспособления зависит от типа производства, программы
выпуска деталей, формы и точности их размеров и технических требований,
предъявляемых к обрабатываемым деталям.
Ниже приводятся некоторые типовые конструкции приспособлений,
в которых применяются силовые приводы для механизации и автоматиза-
ции зажимных устройств.
§ 12. Приспособления для токарных станков
При обработке деталей на токарных и токарных многорезцовых станках
в основном применяют пневматические двух- и трехкулачковые поводко-
вые патроны, обеспечивающие быстрый и равномерный зажим и снижающие
130
ГЛАВА
до минимума вспомогательное время на установку и снятие обрабатываемой
детали.
На рис. 115 показан самозажимной трехкулачковый поводковый пат-
рон с плавающим центром, применяемый на машиностроительных заводах.
В хвостовике 2 сварного корпуса 12 патрона установлены резьбовая пробка
13, пружина 1 и плавающий центр 3. В корпусе имеются три груза-5, ка-
чающихся на осях 6. На передней части патрона установлены на осях 9
Рис. 115. Самозажимной трехкулачковый поводковый патрон с плаваю-
щим центром и с автоматически перемещающимися кулачками
три кулачка 8. Грузы 5 соединены с кулачками 8 пальцами 10. Винт 4 ог-
раничивает продольное перемещение плавающего центра 3. При остановке
патрона пружины 14 разводят грузы 5 и кулачки 8, и обрабатываемая де-
таль освобождается от/зажима. Для безопасности работы патрон закрыт
крышкой 11 и кожухом 7. При нажиме на обрабатываемую деталь центром
задней бабки передний плавающий центр 3 перемещается влево до тех пор,
пока его коническая шейка плотно не войдет в коническое отверстие хвосто-
вика 2. Зажим обрабатываемой детали в патроне осуществляется автомати-
чески поворачивающимися на осях 9 кулачками 8 под действием сил ре-
зания и центробежных сил от грузов 5.
На рис. 116 показан пневматический двухкулачковый патрон, приме-
няемый при центровой обработке деталей на многорезцовых токарных стан-
ках. Обрабатываемая \ деталь устанавливается левым концом на передний
плавающий центр 14, а правым — на задний вращающийся центр, установ-
ЧЕТВЕРТАЯ
131
„ленный в пневматической пиноли задней бабки. После установки в центрах
обрабатываемая деталь поджимается задним центром до упора ее в торец
втулки 13. Обрабатываемая деталь под действием сил резания автоматически
зажимается двумя эксцентриковыми кулачками 12. Эксцентриковые ку-
лачки поворачиваются на осях 11, которые установлены в каретках 10,
Каретки вместе с кулачками могут перемещаться в пазах корпуса 1 патрона.
Рис. 116. Пневматический самозажимной двухкулачковый поводковый патрон
с плавающим центром к многорезцовым токарным станкам
В отверстиях корпуса помещены ползуны 7 с пазами, в которых установлены
на осях 9 цилиндрические зубчатые колеса 8. Зубчатые колеса находятся
в зацеплении с клиновыми реечными плунжерами 2 и втулкой-рейкой 3.
Во втулке 4, жестко связанной с корпусом 1 патрона, помещен плавающий
центр 14.
На заднем конце шпинделя станка установлен пневматический цилиндр
(на рисунке отсутствует). При подаче сжатого воздуха в левую полость
пневмоцилиндра его поршень со штоком, передвигаясь вправо, через го-
ловку 5 и рычаг 6 перемещает ползуны 7 с зубчатыми колесами 8 вправо.
Зубчатые колеса, вращаясь около осей 9, передвигают втулку-рейку 3 впе-
ред. При этом коническая часть втулки, нажимая на три шарика 15, закли-
нивает центр 14. При движении ползунов 7 вправо и вращении около осей 9
зубчатые колеса 8 перемещают влево плунжеры 2. Плунжеры, нажимая
конической поверхностью на крестообразные сухари 16, установленные
в пазах кареток 10, перемещают каретки с кулачками 12 к центру патрона.
Кулачки плунжерами 19 прижимаются к упорным винтам 18. При этом
происходит предварительный зажим детали — кулачки касаются ее средней
частью своей рабочей поверхности. Окончательный зажим, как уже отме-
чалось, осуществляется кулачками 12 под действием сил резания. После
обработки детали каретки 10 с кулачками 12 разводятся пружинными паль-
цами 20, и кулачки разжимают деталь. На торце патрона укреплен защит-
ный диск 17, который обеспечивает безопасность работы (обрабатываемая
деталь устанавливается и снимается при вращении шпинделя станка).
Консольная оправка с тарельчатыми пружинами показана на рис. 117.
Основными деталями оправки являются корпус 1 с конусом Морзе № 5,
упорное кольцо 2, пакет тарельчатых пружин 3, нажимная втулка 4 и тяга 5,
соединенная со штоком пневмоцилиндра. Тяга, перемещаясь влево, через
головку 6 и втулку 4 давит на тарельчатые пружины 3. Последние при этом
выпрямляются, их внутренний диаметр уменьшается, а наружный увели-
чивается, благодаря чему происходят центрирование и зажим обрабаты-
132
ГЛАВА
Рис. 117. Консольная оправка с тарельчаты-
ваемой детали 7. Размеры тарельчатых пружин и технические условия на
их изготовление выбираются по нормалям.
На консольных оправках с тарельчатыми пружинами можно обраба-
тывать детали с внутренними базовыми поверхностями в пределах 1—4-го
класса точности. Такие оправки обеспечивают центрирование деталей с точ-
ностью 0,02—0,03 мм.
Тарельчатую пружину с прорезями можно рассматривать как сово-
купность двухзвенных рычажно-шарнирных механизмов двустороннего дей-
ствия, нагруженных осевой си-
лой.
Необходимая осевая сила
на штоке механизированного
привода
Q = l,33tga№ я(кГ),
где W — потребная суммарная
радиальная сила за-
жима обрабатываемой
детали на консольной
ми пружинами оправке с тарельчаты-
ми пружинами, н(кГ).
Момент резания, передаваемый консольной оправкой (см. рис. 111),
WfR=RMpe3,
откуда
а осевая сила на штоке механизированного привода
М
Q = н(кГ),
где Мрез — крутящий момент от силы резания Pz\
R — радиус установочной поверхности тарельчатых пружин;
f — коэффициент трения между установочной поверхностью тарель-
чатых пружин и базовой поверхностью обрабатываемой дета-
ли (/ = 0,14-0,12);
R — коэффициент запаса (К = 1,54-2,5);
a — угол наклона тарелки в рабочем положении (а 10°).
В массовом, крупносерийном и частично в серийном производстве при-
меняются двух- и трехкулачковые патроны с пневматическим, гидравли-
ческим или пневмогидравлическим приводом для зажима и разжима обра-
батываемых деталей. Такие патроны значительно сокращают вспомогатель-
ное время, облегчают труд рабочих и повышают производительность труда.
Привод патрона помещается или внутри его корпуса, или отдельно.
В зависимости от центрирующего механизма патроны с механизирован-
ным зажимом разделяются на рычажные, рычажно-винто-
вые, рычажно-клиновые и клиновые. Патроны имеют
переставные или регулируемые кулачки.
На рис. 118 показан трехкулачковый универсальный рычажно-вин-
товой патрон для зажима деталей на токарных и револьверных станках.
Патрон имеет два независимых устройства, одно из которых служит для за-
жима обрабатываемой детали, а второе — для установки кулачков на раз-
мер обрабатываемой детали.
ЧЕТВЕРТАЯ
133
На шпинделе станка патрон крепится через переходную планшайбу.
От пневмопривода, установленного на заднем конце шпинделя, движение
через поршень, шток и тягу передается центральной втулке 1 с винтом 2,
которая может перемещаться вдоль оси корпуса 4. На осях 5, укрепленных
в корпусе, установлены три рычага 6 с отношением плеч 3:1. На концах
рычагов на осях установлены сухари 3 и 7. Сухари 7 входят в пазы основа-
ния 8 кулачков 10, а сухари 3 — в пазы центральной втулки /. Поршень
пневмоцилиндра при продольном перемещении через шток, тягу и втулку /,
поворачивая рычаги 6 на осях 5, сдвигает кулачки 10 к центру при зажиме
детали и раздвигает их при разжиме.
Ч 5 6 7 8 9
Рис. 118. Универсальный трехкулачковый рычажно-винтовой пат-
рон с механизированным приводом
Кулачки патрона устанавливаются по размеру детали с помощью вин-
тов 9, на концах которых имеются зубчатые венцы 11. Этими венцами винты 9
зацепляются с плоским центральным зубчатым колесом 12. При вращении
торцовым ключом одного из винтов 9 его зубчатый венец 11 поворачивает
центральное зубчатое колесо 12. В свою очередь зубчатое колесо через зуб-
чатые венцы поворачивает остальные винты. Поворачиваясь, винты пере-
мещают кулачки 10 в требуемое положение, соответствующее размеру об-
рабатываемой детали. При зажиме детали по внутреннему диаметру кулач-
ки 5 необходимо повернуть в пазах патрона на 180°. В таком патроне можно
обрабатывать как детали из прутка, так и отдельные детали диаметром до
40 мм. Наружный диаметр патрона 250 мм.
На рис. 119 показан универсальный трехкулачковый клиновой патрон.
В пазах корпуса 1 патрона установлены три кулачка 2, к которым винта-
ми 4 и сухарями 3 прикреплены сменные кулачки 5. В корпусе патрона
помещена втулка б, соединенная винтом 8 со штоком поршня пневмоцилинд-
ра. Во втулке 6 имеются три паза а с углом наклона 15°, в которые входят
наклонные выступы б кулачков 2, образуя клиновые сопряженные пары.
При движении влево поршень пневмоцилиндра через шток, тягу, винт 8
и втулку 6 перемещает выступы б кулачков 2 вниз по пазам втулки 6. При
этом сменные кулачки 5, перемещаясь к центру патрона, зажимают обра-
батываемую деталь. Когда поршень движется вправо, выступы б кулачков 2
перемещаются вверх по пазам втулки 6, и сменные кулачки 5, расходясь
от центра патрона, разжимают обрабатываемую деталь.
Для замены кулачков 2 во втулке 6 имеется шестигранное отверстие
под торцовый ключ. При повороте втулки 6 против часовой стрелки на угол
134 ГЛАВА
15° кулачки 2 выходят из пазов и вынимаются. Втулка 7 предохраняет пат-
рон от засорения.
Клиновые патроны компактны, жестки и износоустойчивы. Основные
размеры рычажных и клиновых патронов выбираются по ГОСТ 5410—50.
Рассмотренные патроны имеют следующие недостатки: 1) цельная тяга,
соединяющая шток пневмоцилиндра с патроном, не позволяет обрабатывать
на станке детали из прутка или детали значительной длины; 2) вращающий-
ся пневмоцилиндр, смонтированный на заднем конце шпинделя, необходимо
тщательно балансировать; при наличии дисбаланса происходит значитель-
ный износ подшипников шпинделя. Более совершенными и компактными
Рис. 119. Универсальный трехкулачковый
ванным приводом
патрон с механизиро-
являются пневматические и пружинно-пневматические патроны с пневмо-
приводом, помещенным внутри корпуса патрона.
На рис. 120 показан трехкулачковый патрон со встроенным поршневым
пневмоприводом. Пневмоцилиндр с установленным на нем распределитель-
ным краном 5 является невращающейся частью патрона и с помощью ско-
бы 13 опирается на станину станка, которая принимает на себя осевые силы,
действующие на пневмоцилиндр, разгружая от них шпиндель станка. Пневмо-
цилиндр состоит из корпуса 3 с крышкой 12, поршня 1 с амортизаторами 2,
предохраняющими поршень 1 от ударов. Пневмоцилиндр скрепляется с
корпусом 10 патрона переходной втулкой 4.
При зажиме детали сжатый воздух поступает в полость А пневмоци-
линдра и перемещает поршень 1 влево вместе с направляющей обоймой 11,
жестко скрепленной с поршнем гайкой 7. При движении влево направляющая
обойма 11 сообщает радиальное перемещение к центру трем цилиндрическим
плунжерам 8, правые концы которых находятся в пазах ползунов 9. Сле-
довательно, плунжеры будут перемещать к центру ползуны вместе с кулач-
ками 6, которые и зажмут обрабатываемую деталь.
После зажима детали золотник распределительного крана 1 выпускает
сжатый воздух из полости А пневмоцилиндра в атмосферу.
Таким образом, при резании кулачки 6 удерживают обрабатываемую
деталь в зажатом состоянии благодаря силам трения между наклонными
поверхностями отверстий в направляющей обойме 11 и цилиндрическими
поверхностями плунжеров, выполняющих роль клиньев. Сила зажима пат-
рона при давлении сжатого воздуха 0,4 Мн/м? (4 кПсм*) равна примерно-
45 кн (4500 кГ)‘
вид 6
Рис. 120. Трехкулачковый
патрон со встроенным пневмоприводом
ЧЕТВЕРТАЯ
136
ГЛАВА
Патрон безопасен в работе, так как при падении давления воздуха сила,
зажимающая обрабатываемую деталь, поддерживается самоторможением
пары: между плунжером 8 и поверхностью отверстия обоймы 11.
Расчет сил 1УСум и Q для кулачковых патронов. Силу Q на штоке меха-
низированного привода для рычажных кулачковых патронов определяют,
исходя из требуемой силы зажима обрабатываемой детали. На деталь 1
(рис. 121), закрепленную в патроне 2, действуют силы резания Pz, Рх,Ру-
Сила Pz создает на обрабатываемой детали крутящий момент, сила Р х —
осевой сдвиг, и сила Ру — опрокидывающий момент. Величина крутящего
момента зависит от силы Рг и от отношения где D и Do — диаметры де-
тали до и после обработки. Чем больше это отношение, тем меньше действие
Рис. 121. Схемы:
а) — направления сил резания, действующих на обрабатываемую деталь, закрепленную в
патроне; б)—определение потребной силы на штоке механизированного привода для патро-
нов с рычажным перемещением кулачков
крутящего момента на деталь. Величина опрокидывающего момента зависит
от силы Ру и от отношения , где L — длина вылета обрабатываемой
детали.
Чем больше это отношение, тем больше действие опрокидывающего мо-
мента на деталь.
Сила зажима №сум детали в патроне всеми кулачками в основном зави-
сит от момента резания и коэффициента трения (сцепления) между поверх-
ностями кулачков и обрабатываемой детали:
ГСум//? = К1Л1рез,
откуда
= = Я (/сГ).
Далее определяется потребная сила Q на штоке механизированного
привода патрона. В патронах (рис. 121,6) с рычажным перемещением кулач-
ков
Q=/((l + ^^ Гсум н{кГу
В трехкулачковых клиновых патронах (см. рис. 119) исходная сила на
штоке механизированного привода патронов
Q=tf(l + ^1) tg (₽+<p) 17сум я (кГ),
ЧЕТВЕРТАЯ
137
где gj — коэффициент трения между кулачками и пазами корпуса
патрона = 0,15);
Ф — угол трения в клиновом сопряжении патрона ср 5° 43';
X — коэффициент, учитывающий дополнительные силы трения
в патроне (К = 1,05-4-1,2);
Ro — радиус обработанного конца детали;
7? — радиус необработанного конца детали, зажатого в патроне-,
f — коэффициент трения между кулачками и поверхностью об-
рабатываемой детали, зависящий от вида рабочей поверхно-
сти кулачков: при гладкой поверхности f = 0,20; при нали-
чии кольцевых канавок f = 0,3-4-0,4, продольных f = 045-4-
4-0,5; при рифленой поверхности f = 0,8-4-1,0;
Ki — коэффициент запаса (Ki = 1,2-4-1,6);
а — вылет кулачка от середины его опоры до центра приложения
силы на одном кулачке;
h и I — длины малого и большого плеча рычага;
h — длина направляющей части кулачка в корпусе патрона;
Р — угол наклона пазов в скользящей муфте, равный пример-
но 15°.
Цанговые патроны. Цанговые патроны применяются на револьверных
станках и автоматах для зажима калиброванных прутков разного профиля.
Рис.- 122. Цанговые патроны:
а) — с втягиваемой цангой; б)— с выдвижной цангой; в) —с неподвижной цангой;
г)— формы отверстий цанг; д) — цанга
а также тонкостенных деталей на револьверных и шлифовальных станках.
Центрирование и зажим прутка цангой осуществляются под действием
осевой силы Q на штоке механизированного привода патрона.
На рис. 122 показаны три типа цанговых патронов и сама цанга. Раз-,
меры цанг нормализованы. Для возможности зажима в одном цанговом
патроне прутков разного диаметра и форм к нему прилагается комплект
сменных цанг. Цанговые патроны по сравнению с кулачковыми более точно
центрируют обрабатываемые детали.
Сила на штоке механизированного привода, необходимая для сжатия
лепестков цанги при зажиме ею- обрабатываемой детали при отсутствии
упора для детали
Q = + Pltg (% + ф) н(кГ),
где М — момент, передаваемый цангой;
Рх — осевая сила, сдвигающая заготовку;
г —радиус базовой поверхности заготовки детали, зажатой в цанге;
138 ГЛАВА
а — угол конуса цанги;
ф — угол трения между цангой и сжимающей втулкой (ф^ 0,2);
f — коэффициент трения между цангой и обрабатываемой деталью
(f = 0,25-4-0,5); выбирается в зависимости от жесткости упора
для прутка;
К — коэффициент запаса (7( = 1,2-4-1,5).
На рис. 123 показан цанговый патрон для зажима прутков со встроен-
ным пневмопружинным приводом. Зажим прутка цангой 10 осуществляется
Рис. 123. Цанговый патрон для зажима прутков
под действием пружины 2, а разжим цанги и освобождение прутка — под
воздействием сжатого воздуха. Пневмоцилиндр 4 прикреплен к передней
бабке револьверного станка винтами 3. Внутри пневмоцилиндра 4 переме-
щается поршень 5, закрепленный на пустотелом штоке 7. Цанговый патрон
при помощи втулки 1 с внутренней резьбой навинчивается на передний ко;
нец шпинделя станка.
Чтобы разжать цангу и освободить пруток, необходимо нажать на
кнопку 13. Золотник 6 перемещается вправо и пропускает сжатый воздух
из сети через штуцер 14 в правую полость пневмоцилиндра 4. При этом пор-
шень 5 движется влево, давит штоком 7 на кольцо 11 с пальцами 12 и, сжи-
мая пружину 2, перемещает влево гильзу 8. Цанга 10 под действием сил уп-
ругости разжимается и освобождает пруток. При зажиме цанги с прутком
золотник 6 перемещается влево и выпускает сжатый воздух из правой по-
лости пневмоцилиндра в атмосферу. В этот момент пружина 2 толкает пор-
шень 5, шток 7, кольцо 11 с поводковыми пальцами 12 и гильзу 8 вправо.
Гильза, перемещаясь по конической поверхности цанги 10, сначала прижи-
мает ее к торцу гайки 9, а затем сжимает цангу с прутком. Сила зажима
прутка или детали в процессе обработки постоянна. Патрон прост по кон-
струкции и надежен в эксплуатации.
Наряду с пневматическими применяются центробежные цанговые
патроны с автоматическим креплением обрабатываемой детали. Один из
таких патронов показан на рис. 124. Он применяется при групповой об-
работке деталей на револьверных станках.
Разъемный корпус 4 патрона скреплен болтами. Внутри корпуса на
осях 3 установлены два груза 2, которые могут поворачиваться на некото-
рый угол до упора в корпус 4. Нд осях 3 неподвижно закреплены два зуб-
ЧЕТВЕРТАЯ
139
чатых сектора 5, находящихся в зацеплении с шестерней-гайкой 7, имеющей
трапецеидальную резьбу и навинченной на втулку 8. В коническое отвер-
стие втулки вставлена цанга 9 для зажима деталей. Все детали патрона за-
крыты кожухом 6,
При вращении патрона грузы под действием центробежных сил расхо-
дятся от центра на угол 16—20° и поворачивают оси 3 вместе с зубчатыми
Рис. 124. Центробежный цанговый патрон с автоматическим зажимом
детали
секторами 5. Одновременно находящаяся в зацеплении с зубчатыми секто-
рами шестерня-гайка 7 поворачивается и перемещает втулку 8 по резьбе
вправо. Втулка надвигается на вставленную в ее коническое отверстие цан-
гу 9. При этом лепестки цанги 9 сжимаются и зажимают обрабатываемую
деталь. Разжим цанги и освобождение обрабатываемой детали происходят
автоматически при торможении кожуха патрона тормозом с помощью руко-
ятки 1. Сила зажима детали зависит от размеров и массы грузов, скорости
вращения патрона и передаточного отношения между зубчатыми секторами
и шестерней-гайкой.
§ 13. Приспособления для сверлильных станков
На рис. 125 показан нормализованный скальчатый кондуктор консоль-
ного типа с пневматическим зажимом и разжимом обрабатываемой детали.
В корпус 1 кондуктора встроен пневмоцилиндр 9, в котором перемещается
поршень 8 со штоком 3. На двух направляющих скалках 2 и штоке 3 закреп-
лена постоянная кондукторная плита 4. При подаче сжатого воздуха в што-
ковую полость пневмоцилиндра 9 поршень 8 со штоком 3, постоянной кон-
дукторной плитой 4 и направляющими скалками 2 опускается, и кондук-
торная плита с прикрепленной к ее нижней поверхности сменной кондук-
торной плитой зажимает обрабатываемую деталь. При подаче сжатого воз-
духа в бесштоковую полость пневмоцилиндра 9 поршень 8 со штоком 3
и плитой 4 поднимается и происходит разжим обрабатываемой детали.
В таком кондукторе можно обрабатывать отверстия в деталях различ-
ной формы и размеров. На плоскость 7 корпуса 1 устанавливают и фикси-
руют двумя пальцами 6 сменную наладку. Обрабатываемые детали устанав-
ливают на опорные поверхности сменной наладки, форма и размеры которых
должны соответствовать форме и размерам базовых поверхностей обраба-
140
ГЛАВА
тываемых деталей. Сменную кондукторную плиту устанавливают, фикси-
руют двумя пальцами 10 и закрепляют на нижней плоскости 5 кондуктор-
ной плиты 4.
Зажим обрабатываемых деталей в скальчатых кондукторах чаще всего
производится постоянной или сменной кондукторной плитой, жестко закреп-
ленной на направляющих скалках. Подъем и опускание направляющих
скалок 2 вместе с кондукторной плитой 4 в скальчатых кондукторах осу-
ществляется вручную или с помощью пневмопривода.
Столы с вертикальной осью вращения. Поворотные столы устанавли-
вают и закрепляют на столе вертикально- или радиально-сверлильного
станка. На рис. 126 показан универсальный поворотный стол, применяемый
Рис. 125. Нормализованный скальчатый кондуктор консольного
типа со встроенным пневмоприводом
для последовательного сверления отверстий по окружности детали. Стол
состоит из корпуса 5 (неподвижная часть) и планшайбы 4 (поворотная
часть).
К планшайбе прикреплено кольцо 9, в котором по окружности диамет-
ром 256 мм расположены 23 отверстия, а по окружности диаметром
286 мм — 30 отверстий. Следовательно, поворот планшайбы 4 на определен-
ный угол осуществляется с помощью реечных фиксаторов <?, входящих в
соответствующий ряд отверстий в кольце 9 под воздействием пружин, рас-
положенных в двух втулках 11, которые запрессованы в корпус 5.
Для управления каждым реечным фиксатором 8 служат рукоятки 10
и 12, Поворот планшайбы 4 стола на одно деление осуществляется вручную.
Для большей жесткости приспособления при обработке отверстий в детали
планшайбу после ее поворота и фиксации прижимают к корпусу 5 и отжи-
мают от него перед последующим поворотом. Прижим планшайбы к корпусу
производится пневмоприводом, встроенным в корпус, а отжим пружиной 1,
В пневмоцилиндре перемещается поршень 3 со штоком 2, на конце кото-
рого установлена втулка 7. При впуске сжатого воздуха в штоковую полость
пневмоцилиндра поршень со штоком и втулкой перемещается вниз, и втулка
7 прижимает планшайбу 4 к корпусу 5. При выпуске сжатого воздуха из
штоковой полости в атмосферу поршень 3 со штоком и втулкой под воздей-
ствием пружины перемещается вверх, и планшайба отжимается от корпуса;
Сменные наладки для базирования и крепления деталей устанавливают
на верхней плоскости 6 планшайбы 4 и закрепляют болтами, установлен-
ными в пазах 13 планшайбы. Такие поворотйые столы применяются на
Уралмашзаводе.
ЧЕТВЕРТАЯ HI
Рис. 126. Универсальный поворотный стол
§ 14. Приспособления для фрезерных станков
На рис. 127 показаны поворотные тиски с встроенным поршневым пнев-
моприводом двустороннего действия. В отверстии неподвижного корпуса 1
тисков установлен пневмоцилиндр 4, который соединен винтами с верхним
поворотным корпусом 6. К корпусу прикреплен распределительный кран 12
с рукояткой 13 для поочередного впуска сжатого воздуха в верхнюю и ниж-
нюю полости пневмоцилиндра 4 и выпуска его в атмосферу. К верхней по-
лости поворотного корпуса 6 тисков прикреплена стальная термически об-
работанная плита 11. В плите и подвижной губке 7 имеются Т-образные
пазы под головки болтов, служащие для крепления к тискам специальных
сменных наладок. На верхней плоскости плиты 11 закреплена регулируемая
губка 9, которую в зависимости от размеров обрабатываемых деталей можно
перемещать с помощью винтов 10 или переставлять в пазах плиты. При
зажиме обрабатываемой детали сжатый воздух поступает в верхнюю по-
лость пневмоцилиндра 4, и поршень 3 со штоком 2 опускается. При этом
длинное плечо рычага S, входящее в паз штока, также опускается, а корот-
кое плечо перемещает подвижную губку 7 к центру, и деталь зажимается
губками 7 и 9. При впуске сжатого воздуха в нижнюю полость пневмоци-
линдра 4 поршень 3 со штоком 2 поднимается и, поворачивая рычаг 8
142
ГЛАВА
7 8 9 10
Рис. 127. Универсальные поворотные тиски со
встроенным поршневым пневмоприводом двусто-
роннего действия
на оси 5, перемещает губку
7 от центра — деталь разжи-
мается. Сила зажима детали
в тисках такой конструкции
достигает 40 кн (AOGQkF) [при
давлении в пневмоцилиндре
0,4 Мн/м2(4 кГ/см2)]. Верх-
няя часть тисков поворачива-
ется в горизонтальной пло-
скости на 360°.
В серийном и мелкосерий-
ном производстве наряду с
пневматическими тисками ис-
пользуются также гидравли-
ческие и пневмогидравличе-
ские. Гидравлические тиски
следует применять при обра-
ботке детали с большой глу-
биной резания. В этом слу-
чае требуется большая сила
зажима обрабатываемой дета-
ли [50—70 кн (5000—7000 кГ) ]
Приспособления для неп-
рерывного фрезерования. В
массовом и крупносерийном
производстве непрер ы в н о е
фрезерование плоских поверхностей различных деталей производится на
одношпиндельных и двухшпиндельных карусельно-фрезерных станках с
круглым столом. На верхней поворотной части стола крепят сменные налад-
ки или многоместные приспособления, в которых устанавливают и зажима-
ют обрабатываемые детали.
Для непрерывного фрезерования плоскостей небольших деталей можно
использовать универсально-фрезерные станки, оснащенные круглым вра-
Рис. 128. Универсальное многоместное поворотное приспособление с пнев-
матическим приводом
ЧЕТВЕРТАЯ 143
щающимся столом, на котором закреплено многоместное приспособление.
В новых конструкциях круглых столов поворот верхней части стола, а так-
же зажим и разжим обрабатываемых деталей осуществляются с помощью
пневматических или гидравлических приводов.
На рис. 128 показано универсальное многоместное поворотное приспо-
собление конструкции завода «Красный пролетарий». Оно применяется на
карусельно-фрезерных станках для непрерывного фрезерования плоскостей
на деталях типа колец и рычагов, на небольших корпусах и т. д. Приспособ-
ление состоит из нижней (неподвижной) и верхней (вращающейся) частей.
На вращающейся части — поворотном столе 1 — закреплен винтами 7
специальный узел, который состоит из круглых дисков 5 и 2, зажатых вин-
тами 9 на втулке 8. Для большей жесткости между дисками 5 и 2 установ-
лены стойки 3 и 6. Вращающаяся часть приспособления центрируется на
неподвижной оси 10 и вращается вокруг нее. На верхней плоскости диска 5
расположен сменный круглый диск 4 со сменными наладками-втулками 14,
на которых устанавливают обрабатываемые детали 17. В диске 5 имеется
двенадцать отверстий, в которых установлены и закреплены винтами 20
фланцы 21 для крепления двенадцати гидроцилиндров 23.
В оси 10 проходят два вертикальных канала 25; один из них служит для
подвода масла к полостям гидроцилиндров, другой — для отвода масла из
полостей в гидроустановку. Вертикальные каналы через штуцеры 26 и ре-
зиновые шланги соединены с гидроустановкой. Во втулке 8 имеется два ряда
радиально расположенных отверстий, в которые ввинчены штуцеры 11 и 24
с трубопроводом 12 и 13 для подвода и отвода масла к полостям гидроцилин-
дров 23. Масло из гидроустановки под давлением подается через штуцер 25
по одному из вертикальных каналов 25 в оси 10 и через верхнее отверстие во
втулке 8 и штуцер 11 по трубопроводу 12 поступает в верхнюю полость гид-
роцилиндра 23. Под давлением масла поршень 22 со штоком 19 и тягой 18,
перемещаясь вниз, головкой 16 и быстросменной шайбой 15 зажимает об-
рабатываемую деталь 17. Одновременно из нижней полости гидроцилиндра 23
масло, вытесняемое поршнем 22, по трубопроводу 13, штуцеру 24 и второму
вертикальному каналу 25 в оси 10 и штуцеру 26 сливается в бак гидро-
установки.
При непрерывном круговом вращении верхней части приспособления
обрабатываемые детали 17, пройдя зону обработки, поступают в зону уста-
новки и снятия деталей. Во время прохождения деталью этой зоны масло-
по трубопроводу 13 и штуцеру 24 поступает в нижнюю полость гидроцилинд-
ра 23. Поршень 22 со штоком 19 и тягой 18 поднимается, и деталь 17 освобож-
дается от зажима. Так как втулка 8 со штуцерами И и 24 и маслопроводами
12 и 13 вращается вокруг неподвижной оси 10, масло из каналов в оси по-
дается в отверстия во втулке 8 и к полостям гидроцилиндров лишь в зоне
установки и снятия деталей.
При фрезеровании деталей на станках с непрерывным вращением стола
вспомогательное время на их установку и снятие полностью перекрывается
машинным временем.
Специальные приспособления. Как уже отмечалось, специальными на-
зываются приспособления, применяемые в крупносерийном и массовом
производстве при обработке на определенной операции и станке деталей
одного типоразмера. По числу устанавливаемых деталей такие приспособ-
ления разделяются на одноместные и многоместные.
На рис. 129 показано четырехместное приспособление для фрезерова-
ния торцов ступенчатых валиков. Заготовки валиков устанавливают на
призмы 8 и ориентируют в продольном направлении торцовой поверхностью
по упорам 12. Приспособление снабжено двумя пневмоцилиндрами 7, каж-
дый из которых осуществляет зажим двух заготовок.
144
ГЛАВА
При зажиме заготовок левым пневмоцилиндром сжатый воздух из сети
поступает в левую полость пневмоцилиндра, и поршень 6 со штоком 5 пере-
мещается вправо. При этом шток коническим концом 4 нажимает на ролик 3
и перемещает его вместе с плунжером 1 вниз. На верхнем конце плунжера
болтом 11 закреплен прихват 10, который при опускании плунжера зажимает
Рис. 129. Четырехместное приспособление с поршневым пневматическим
приводом
два валика. При подаче сжатого воздуха в правую полость пневмоцилинд-
ра 7 поршень 6 со штоком 5 движется влево. При этом конический конец 4
штока перестает нажимать на ролик 3, пружина 2 перемещает плунжер 1
с прихватом 10 вверх, и валики освобождаются от зажима. Пружина 9, под-
нимая прихват 10, облегчает установку и снятие заготовок.
Правый пневмоцилиндр 7 работает аналогично.
§ 15. Приспособления для зуборезных
и протяжных станков
На рис. 130 показано зубофрезерное приспособление с пневматическим
цанговым зажимом, применяемое при фрезеровании зубьев цилиндрических
зубчатых колес на зубофрезерном станке. Приспособление закреплено вин-
тами 2 на столе станка. При поступлении сжатого воздуха через штуцер 14
в верхнюю полость пневмоцилиндра 1 (корпус приспособления одновременно
ЧЕТВЕРТАЯ
145
является пневмоцилиндром) поршень 16 со штоком 3 и тягой 12 опускаются.
При этом тяга верхним коническим концом разжимает цангу 10, которая
зажимает обрабатываемое колесо 9. После нарезания зубьев на колесе сжа-
тый воздух через штуцер 13 и каналы 8, 7, 6, 5, 4 в пневмоцилиндре 1 по-
ступает в нижнюю полость пневмоцилиндра. При этом поршень 16 со штоком
Зи тягой 12 поднимается, верхний конический конец тяги выходит из отвер-
стия цанги 10, которая сжимается и освобождает обработанное колесо 9
Рис. 130. Приспособление для фрезерования зубьев цилинд-
рических колес со встроенным поршневым приводом
от зажима. Втулка 15 стержнями 11 снимает колесо с цанговой оправки и под-
нимает его.
Приспособление к вертикально-протяжному станку, применяемое при
наружном протягивании плоских и полукруглых поверхностей крышек
коренных подшипников коленчатого вала автомобильного двигателя, пред-
ставлено на рис. 131. В приспособлении можно обрабатывать крышки че-
тырех типоразмеров, поэтому оно имеет четыре сменных угольника 11, 13,
16, 20. Крышки, установленные на угольник нижней горизонтальной пло-
скостью, вертикальной плоскостью упираются в два пальца 12. Сменные
угольники устанавливают и центрируют в корпусе приспособления с по-
мощью шпонок и закрепляют болтами.
При повороте рукоятки 2 распределительного крана 1 сжатый воздух
поступает в нижнюю полость вертикального пневмоцилиндра 19 и пере-
мещает поршень 18 со штоком 17 вверх. При этом шток-рейка вращает зуб-
чатый валик 5, который приводит в движение зубчатую скалку 14 с установ-
ленной на ее конце планкой 15. Планка цилиндрическими поверхностями
центрирует крышку подшипника и прижимает ее к упорным пальцам 12.
6 Зак. 109
146
В это же время зубчатый валик 5 перемещает зубчатый ползун 6, который
штифтом 7 надвигает на обрабатываемую деталь зажимной рычаг S, качаю-
щийся на двух цапфах 25 в пазах неподвижных планок 24.
При втором повороте рукоятки 2 распределительного крана 1 сжа-
тый воздух поступает в левую полость горизонтального пневмоцилиндра
22. Поршень 21 со штоком 23, перемещаясь вправо, через регулируемую
Рис. 131. Приспособления для наружного протягивания плоскостей со встроенными
поршневыми пневмоприводами
штангу 4 поворачивает зажимной рычаг 8 на цапфах 25. При этом правый
конец рычага 8 опускается и через качалку 9 и пальцы 10 зажимает обра-
батываемую деталь. При поступлении сжатого воздуха в правую полость
пневмоцилиндра 22 поршень 21 со штоком 23 перемещается влево, и правое
плечо рычага 8, поднимаясь, разжимает деталь. Затем сжатый воздух по-
дается в верхнюю полость вертикального пневмоцилиндра 19, и поршень 18
со штоком 17, опускаясь, через промежуточные детали перемещает рычаг 8
влево, чтобы он не мешал при установке и снятии обрабатываемой детали.
Рычажно-шарнирный механизм-усилитель, состоящий из тяги 4 и ро-
лика создает при угле сс = 54-7® силу W на конце зажимного рычага^
которая в 5—6 раз больше исходной силы на штоке пневмоцилиндра.
V.
АВТОМАТИЗАЦИЯ КОНТРОЛЯ ЗАДАННЫХ
РАЗМЕРОВ ДЕТАЛЕЙ ПРИ МЕХАНИЧЕСКОЙ
ОБРАБОТКЕ НА СТАНКАХ
В машиностроительной промышленности получает все большее развитие
автоматизация контроля различных размеров деталей в процессе их обра-
ботки на металлорежущих станках.
Быстрое развитие машиностроительной промышленности и растущие
требования, предъявляемые к точности сопрягаемых деталей, к качеству
поверхности и геометрической форме деталей, выдвигают перед методами
технического контроля деталей новые задачи. Эти задачи могут быть реше-
ны внедрением в машиностроение активного контроля и созданием новых тех-
нических средств для измерения деталей,
' В машиностроении применяются два вида контроля деталей: актив-
ный и пассивный. Контроль деталей, выполняемый в процессе
их обработки на станке специальными измерительными устройствами, на-
зывается активным контролем. Контроль деталей, производимый после их
обработки на станке с помощью различных контрольных и измерительных
устройств, называется пассивным контролем. Внедрение в машинострое-
ние активного контроля обеспечивает повышение производительности тру-
да рабочего, предупреждает появление брака, снижает себестоимость ме-
ханической обработки деталей и т. д .
Внедрение на заводах новых более производительных методов обра-
ботки деталей и применение механизации и автоматизации требуют более
совершенных методов технического контроля. Поэтому развитие новых
методов контроля и средств измерения должно идти в направлении создания
новых высокопроизводительных измерительных приборов для активного
контроля деталей.
Машиностроительная промышленность повышает требования, предъ-
являемые к контрольно-измерительным приборам. При измерении многих
деталей необходимо измерить не только размеры, но и отклонения от гео-
метрической формы, правильность взаимного расположения обрабатывае-
мых поверхностей и т. д.
Значительное развитие должны получить комплексные методы конт-
роля деталей, которые позволяют без нарушения технических требований
к качеству изготовляемых деталей предотвратить брак таких деталей, у ко-
6*
148 ГЛАВА
торых увеличенные отклонения по одним размерам компенсируются за счет
неиспользованных допусков по другим размерам.
Для выполнения перечисленных задач необходимо добиться резкого
повышения уровня измерительной техники как в количественном, так и в
качественном отношении.
Повышение уровня измерительной техники должно идти в следующем
направлении:
1) разработка и внедрение в производство новых методов и приборов,
предупреждающих возникновение брака и органически связывающих про-
цессы обработки и контроля деталей;
2) значительное увеличение в производстве различных приборов для
активного контроля деталей;
3) повышение точности показаний увеличения срока службы действую-
щих контрольных приборов.
Необходимо, чтобы вновь изготовленные измерительные приборы
были на уровне мировых стандартов и последних достижений науки и тех-
ники. Следует внедрять в промышленность приборы для новых физико-
технических методов измерения.
Важнейшей задачей повышения уровня измерения деталей является
разработка и внедрение высокопроизводительных автоматов для контроля
различных деталей.
При определении целесообразности автоматизации какой-либо конт-
рольной операции необходимо определять экономический эффект от внед-
рения этого мероприятия. При этом необходимо учитывать затраты не
только на создание контрольного автомата, но и на его обслуживание. Одним
из основных направлений в повышении качества изготовляемых деталей
является внедрение активного контроля. Имеются различные формы
активного контроля: например, проверка точности производственного
оборудования, правильности взаимного расположения обрабатывае-
мой детали и инструмента, различных размеров у обрабатываемых дета-
лей и т. д.
Одной из важнейших задач является правильный выбор организацион-
но-технических форм контроля в зависимости от видов производства, формы,
размеров, классов точности и чистоты поверхности обрабатываемых дета-
лей. В настоящее время нет достаточно четких обоснованных критериев
для выбора наиболее целесообразной формы контроля. Например, йет
четких обоснований, когда необходимо применять 100-процентный
и когда — выборочный контроль изготовленных деталей, в каких
случаях эффективно автоматизировать отдельные контрольные опера-
ции и т. д.
§ 16. Классификация различных средств
для активного контроля размеров
обрабатываемых деталей
Современные измерительные приборы для активного контроля в ос-
новном применяются для контроля одного размера и реже — нескольких
размеров детали.
Контрольные приборы применяются для автоматического контроля раз-
меров деталей со сплошными и прерывистыми поверхностями. Контрольные
приборы, применяемые для активного контроля размеров деталей в про-
цессе обработки, основываются как на п р я м о м, так и на косвенном
ПЯТАЯ
149
методах измерения. Прямой метод измерения характеризуется непосред-
ственной оценкой значений искомой величины или отклонений от нее по
показаниям прибора. Косвенный метод измерения характеризуется оценкой
значений искомой величины или отклонений от нее по результатам изме-
рений другой величины, связанной с искомой определенной зависимостью.
Прямой метод измерения является более рациональным по сравнению с кос-
венным, так как исключается дополнительная погрешность передачи раз-
мера от промежуточного звена к размеру обрабатываемой детали.
Измерительные приборы для прямых измерений разделяются на:
а) приборы, контактирующиеся с измеряемой поверхностью детали
в одной точке при измерении внутреннего (рис. 132, а) и наружного
(рис. 132, б) диаметров.
В основном одноконтакт-
ные измерительные при-
боры применяются для
активного контроля при
плоском и бесцентровом
шлифовании деталей.
Значительно реже они
применяются для актив-
ного контроля при на-
ружном и внутреннем
шлифовании;
б) приборы, кон-
а) .
Рис. 132. Схема активного контроля размеров деталей
одноконтактными измерительными приборами
тактирующиеся с изме-
р яемой поверхностью
детали в двух точках.
Двухконтактные изме-
рительные приборы при-
меняются для активного
контроля деталей на
круглошлифов а л ь н ы х
(рис. 133, а), внутри-
шл ифовал ьных (р ис.
133, б), хонинговальных
станках и т. д.;
в) приборы, контак-
тирующиеся с измеряе-
мой поверхностью дета-
ли в трех точках. Трех-
контактные измер ител ь-
ные приборы применя-
ются для активного
контроля деталей на
круглошлифовальных
(рис. 134. а) и внут-
ришлифовальных (рис.
134, б) станках;
г) приборы, контак-
тирующиеся по цилин-
дрической измеряемой
поверхности обрабаты-
ваемой детали (рис. 135).
Эти измерительные при-
боры применяются для
активного контроля от-
Рис. 133. Схема активного контроля размеров деталей
двухконтактными измерительными приборами
Рис. 134. Схема активного контроля размеров деталей
трехконтактными измерительными приборами
150
ГЛАВА
верстий на внутришлифовальных и хонинговальных станках. Имеются
измерительные приборы для бесконтактных измерений. Такие приборы
для активного контроля размеров деталей применяют сравнительно
редко.
Измерительные приборы для косвенных измерений разделяются на:
а) приборы, контролирующие перемещение узла станка с режущим
инструментом (рис. 136, а)\
Рис. 135. Схема активного контроля размеров деталей
измерительными приборами с цилиндрической пробкой
Рис. 136. Измерительное устройство:
а) — контролирующее перемещение узла станка с режущим инструментом;
б) — контролирующее положение режущих граней режущего инструмента от-
носительно обрабатываемой поверхности детали
б) приборы, контролирующие положение режущих граней режу-
щего инструмента относительно обрабатываемой поверхности детали
(рис. 136, б).
§ 17. Классификация контрольно-измерительных
устройств, применяемых на шлифовальных
станках в зависимости от степени их
автоматизации
В измерительном устройстве для активного визуального контроля*
(рис. 137, а) изменение размера обрабатываемой детали контролируется
штоком 7, перемещение которого передается на индикатор 2. Рабочий, на-
блюдая за стрелкой индикатора, выключает станок в тот момент, когда
стрелка индикатора подойдет к делению шкалы, которое соответствует за-
данному размеру обрабатываемой детали.
Во втором измерительном устройстве для активного контроля
(рис. 137, б) изменение размера обрабатываемой детали контролируется
штоком 7, перемещение которого передается датчику 2. При получении де-
талью заданного размера на электрическом датчике 2 загорается одна сиг-
нальная лампочка 3, и рабочий выключает станок.
* Визуальный — зрительный (субъективый) — контроль применяется для
определения чистоты поверхности обработанной детали путем сравнения ее с эталоном.
ПЯТАЯ
151
В третьем измерительном устройстве для активного контроля
(рис. 137, в) изменение размера обрабатываемой детали контролируется
штоком /, перемещение которого одновременно передается индикатору 2
и датчику 3. В этом случае достижение заданного размера обрабатываемой
Рис. 137. Схема активного контроля размеров дета-
лей:
а) — индикатором 2; б)—датчиком 5; в)—одновременно индикатором 2 и датчиком 3
детали показывается одновременно стрелкой индикатора и загоранием лам-
почки 4 на датчике, после чего рабочий выключает станок.
На рис. 138 показана контрольно-измерительная двухконтактная ско-
ба 1 для активного контроля деталей. Подвод и отвод измерительной скобы 1
Рис. 138. Измерительная двухконтактная скоба для
активного контроля размеров деталей
от обрабатываемой детали 2 производится поршнем 3 со штоком 4 гидро-
цилиндра 5. Цикл работы контрольной скобы 1 заключается в следующем:
автоматический подход к детали 2, контроль за размером детали в процессе
обработки, выключение станкапри достижении деталью требуемого размера
и автоматический отход от детали.
Автоматический контроль заданных размеров деталей на металлоре-
жущих станках может производиться до начала обработки, непосредственно
в процессе обработки и после обработки деталей.
На рис. 139, а представлена схема контрольно-измерительного устрой-
ства для контроля деталей, поступающих для обработки на станок. Заго-
152
ГЛАВА
Рис. 139. Измерительное устройство для контро-
ля деталей:
а)— поступающих для обработки на станок; б) —прошед-
ших обработку на станке
товки 2, проходя контроль-
ное устройство 3, управляе-
мое датчиком /, сортируются
на три группы: «Брак +»,
«Брак — » и «Годные», кото-
рые и поступают для обработ-
ки на станок. Следовательно,
блокирующие устройства про-
пускают на станок только го-
дные детали, предупреждают
поломку станка или режуще-
го инструмента.
На рис. 139, б дана схе-
ма контр о л ьно - измер ител ь -
ного устройства для автома-
тического контроля деталей
после их обработки на стан-
ке. Такое измерительное уст-
ройство устанавливается око-
ло станка, проверяет требу-
емый размер у каждой обра-
батываемой детали и с по-
мощью датчика 3 разделяет
все детали на три группы:
«Брак +», «Брак —» и «Год-
ные».
§ 18. Классификация датчиков в зависимости
от способа преобразования измерительных
импульсов
Наибольшее применение для автоматического контроля получили
электроконтактные, индуктивные, емкостные и
пневматические измерительные системы.
В основном любая измерительная- система состоит из следующих
узлов: датчика, измерительного устройства, отсчетной части, командного,
сигнального и записывающего устройства, блока питания.
Датчик — это прибор, служащий для преобразования линейной величи-
ны в нелинейную.
Измерительное устройство служит для преобразования сигнала датчи-
ка и приведения в работу командного устройства (отсчетного, сигнального,
записывающего).
Отсчетная часть (шкала) показывает значение измеряемой величины
в соответствующих единицах.
Командное устройство формирует электрический импульс, который мо-
жет управлять электрическими цепями станков, контрольно-сортировоч-
ными автоматами и т. д. В электроконтактных системах для этой цели при-
меняется электромагнитное реле.
Сигнальное устройство служит для подачи светового или звукового
сигнала при достижении заданного размера обрабатываемой деталью.
Записывающее устройство записывает контролируемые размеры детали
и применяется весьма редко.
Блок питания преобразует поступающую из сети энергию в такой вид,
который необходим для нормальной работы измерительного устройства.
ПЯТАЯ 153
Например, блок питания электроконтактной системы представляет собой
трансформатор.
В зависимости от способа преобразования датчиком линейной величины
в нелинейную они разделяются наэлектроконтактные, индук-
тивные, емкостные, пневматические и др.
Электроконтактные измерительные системы
с электроконтактными датчиками
Электроконтактные датчики по ГОСТ 3899—58 разделяются по своему
назначению на предельные, применяемые для контроля заданного
размера детали в соответствии с допуском на обработку, и амплитуд-
н ы е, предназначаемые для контроля правильности формы и взаимного
положения обрабатываемых
Электрокон т а к т н ы е
датчики в зависимости от
числа контактов разделя-
ются на о д н о п р е-
дельные, двухпре-
дельные и много-
предельные. Одно-
предельные датчики имеют
одну пару контактов и
разделяют контролируемые
детали на две группы: с
размером больше заданного
и с размером меньше за-
данного. Двухпредельные
датчики имеют две пары
контактов и разделяют кон-
тролируемые детали на три
группы: годные, негодные
с завышенным и негод-
ные с заниженным разме-
рами. Многопредельные
датчики имеют несколько
пар контактов и применя-
ются для сортировки дета-
лей на несколько групп.
Электроконт а к т н ы й
двухпредельный датчик
БВ-779У. Он служит для
контроля деталей по пре-
дельным размерам исорти-
поверхностей детали.
а)
-85
ровки их на три группы.
Двухпредельный датчик
БВ-779У (рис. 140, а) смон-
тирован в корпусе /, имею-
щем форму скобы. Во втул-
ках корпуса перемещается
цилиндрический измери-
тельный стержень 2 с на-
конечником 4\ на верхней
части корпуса находятся
отверстие 08А и зажим
б)
Рис. 140. Электроконтактный двухпредельный дат-
чик БВ-779У:
а)—конструкция датчика в двух проекциях; б)— конструк-
ция узла настроечного винта датчика
6В. Зак. 109
154 ГЛАВА
для закрепления отсчетного устройства (индикатора); нижний конец на-
конечника отсчетного устройства нажимает на верхний конец измеритель-
ного стержня 2. На стержне имеется гайка 3, которая служит для пере-
мещения стержня при настройке датчика с помощью отсчетного устрой-
ства. На верхнем конце измерительного стержня установлен хомутик 7, в
котором верхним концом закреплена пружина 6, служащая для создания
измерительного усилия. Второй хомутик 5, закрепленный внизу на стерж-
не, имеет регулируемый по ширине паз, в котором размещается запрессо-
ванный в корпусе штифт, служащий для предохранения стержня от про-
ворота. к корпусу 1 двумя винтами крепится стенка 3, на которой монти-
руются передаточный и настроечный механизмы датчика.
В колодке 14 на крестообразном пружинном шарнире подвешен цель-
ный рычаг 13 с двумя подвижными контактами. При перемещении стержня 2
с хомутиком 7 вниз конец хомутика, нажимая на корундовый штифт 12,
запрессованный в рычаг 13, поворачивает этот рычаг и при повороте замы-
кает нижний контакт. Нижний подвижной контакт подвешен к рычагу 13
на плоской пружине 15, которая отходит от рычага, позволяя ему поворачи-
ваться далее при замкнутом нижнем контакте. Это дает возможность изме-
рительному стержню 2 опускаться, чтобы обеспечить отсчет по индикатору
ниже минусового предела настройки датчика.
Неподвижные (настроечные) контакты запрессованы в концы регули-
руемых настроечных винтов 9 с барабанами 10. Тугое вращение винтов
создается осевым натягом, который обеспечивается пластинчатыми пружи-
нами 16 и гайками 18, размещенными внутри барабанов (рис. 140, б). По-
ложение гайки фиксируется стопором 17.
Контакты датчика следует включать в сеточные цепи электронного реле.
Напряжение на контактах не больше 20 в. Ток, проходящий через контакты,
не больше 0,6 ма. Контакты датчика имеют независимые выводы к штырям,
которые служат для присоединения розетки 11 к датчику. Корпус 1 датчи-
ка закрыт с двух сторон крышками из оргстекла.
Настройка предельных электроконтактных датчиков производится по
специальным установочным калибрам или по двум эталонным деталям:
первая имеет наибольший предельный, а вторая— наименьший предельный
размеры контролируемых деталей.
Индуктивные измерительные системы с индуктивными
датчиками
Измерительные системы с индуктивными датчиками применяются для
контроля деталей в процессе обработки на станках и автоматах, для контроля
и сортировки обрабатываемых деталей.
Контроль размеров индуктивными датчиками основан на том, что с из-
менением контролируемого размера детали изменяется индуктивность дат-
чика. Индуктивный метод контроля деталей может быть контактным
или бесконтактным. В основном применяется контактный метод,
измерения, при котором положение измерительного стержня датчика опре-
деляет взаимное расположение якоря датчика и катушек, т. е. индуктив-
ность всей системы.
В измерительных системах с индуктивными датчиками малые линейные
перемещения измерительного стержня датчика преобразуются в изменения
индуктивных сопротивлений его катушек, включенных в электрическую
схему. Изменение индуктивных сопротивлений воздействует на электри-
ческую схему. Электрическая схема, получив сигнал, преобразует его в от-
счетных устройствах в перемещение стрелки по шкале этого устройства,
протарированной в единицах длины, или, воздействуя на реле, автомата-
ПЯТАЯ
155
Рис. 141. Электроиндуктивный датчик для активного
контроля размеров деталей
чески отключает исполнительный механизм контрольного устройства и
станка.
Наибольшее применение имеют дифференциальные датчики, имеющие
две катушки, между которыми помещается якорь датчика. При смещении
якоря из нейтрального положения индуктивность одной катушки возрастает,
а другой убывает на ту же величину.
Электроиндуктивный датчик. Принцип работы такого датчика (рис. 141)
состоит в том, что при изменении контролируемого размера детали 1 стержень
2 перемещает якорь 3,
закрепленный на гибкой
пружине 4. Измеритель-
ное усилие стержня обе-
спечивает пружина 5.
С перемещением стерж-
ня вниз якорь прибли-
жается к сердечнику ка-
тушки 7 и удаляется от
сердечника катушки 6,
вследствие этого увели-
чивается зазор и
уменьшается зазор б2.
Такое перемещение яко-
ря с измерительным
стержнем изменяет ин-
дуктивность катушек 6
и 7, что приводит к на-
рушению баланса моста
и появлению тока в отс-
четном устройстве, вели-
чина которого пропор-
циональна перемещению
стержня.
Питание индуктивного датчика производится переменным током с часто-
той от 50 до десятка тысяч герц.
Индуктивные датчики просты по своей конструкции, надежны в работе
и обеспечивают большую точность измерений. К недостаткам индуктивных
датчиков следует отнести сравнительную сложность электрических схем и
невозможность подсоединения любого индуктивного датчика к любому
электроблоку, обслуживающему этот датчик.
Индуктивный безрычажный датчик типа ДИ1-М. Такой датчик (рис.
142, а) в комплекте с пультом ПИ8-М (рис. 142, б) применяется для контро-
ля линейных размеров деталей 1, 2, 3 и 4-го классов точности и в измери-
тельных приборах для контроля размеров деталей в процессе их обработки
на станках.
Датчики ДИ1-М отдельно от пульта ПИ8-М применяются в приборах и
автоматах для контроля и сортировки деталей. Индуктивный датчик ДИ1-М
состоит из цилиндрического корпуса 4, в котором размещены две индуктив-
ные катушки 3 и 10, намотанные на эбонитовые каркасы. Между сердечниками
-этих катушек перемещается якорь 2 в виде диска, закрепленного на верхнем
конце измерительного стержня 12. В нижний конец этого стержня ввинчен
наконечник 13, соприкасающийся с поверхностью контролируемой детали.
Магнитопроводами датчика являются обоймы 1 и 5, между которыми
установлено распорное кольцо 9. Пружина 8 прижимает стержень 12
к обрабатываемой детали, создавая измерительное усилие. Свободный ход
измерительного стержня обеспечивается пружиной 11. В верхней части
корпуса 4 смонтирован разъем 6 для подключения выводного провода 7.
6В*
156
ГЛАВА
При измерении деталей происходит перемещение измерительного стерж-
ня 12 с якорем 2 между магнитопроводами (обоймами) 1 и 5 датчика и, сле-
довательно, происходит изменение индуктивных сопротивлений его кату-
шек 3 и 10.
Рабочий ход измерительного стержня—
0,6—0,8 мм; погрешность измерения±2 мк.
Увеличение чувствительности этих дат-
чиков за счет электрической схемы позво-
ляет уменьшить габариты датчика и упро-
стить его конструкцию.
Индуктивные датчики включаются в
дифференциальную мостовую схему. В
пульте ПИ8-М (рис. 142, б) смонтирована
вся электрическая схема. На передней па-
нели пульта находятся шкальный прибор,
микроамперметр М-24, сигнальная лампа
и тумблер для включения и выключения
питания схемы.
Для контроля деталей в процессе их об-
работки на станке на микроамперметре М-24
имеются две шкалы: нижняя — для гру-
бых и верхняя—для точных отсчетов раз-
меров деталей. Переход с отсчета одной
шкалы на другую производится специаль-
ным ' переключателем.
<>)
Рис. 142, Индуктивный безрычажный датчик типа ДИ1-М (а) и пульт типа
ПИ8-М (б)
Емкостные измерительные системы с емкостными
датчиками
Принцип действия измерительной системы с емкостными измеритель-
ными датчиками основан на том, что при изменении размера обрабатываемой
детали происходят небольшие линейные перемещения измерительного
стержня датчика, которые преобразуются в изменение емкостей дифферен-
циального конденсатора датчика. Измеряя соответствующим способом эту
емкость, можно контролировать размер обрабатываемой детали.
Емкостный метод контроля деталей бывает контактный и бес-
контактный. При бесконтактном методе контроля детали одной из
пластин конденсатора является контролируемая деталь. При контактном
методе емкостный датчик является плоским или цилиндрическим конденса-
тором, одна пластина которого связана с измерительным стержнем датчика.
ПЯТАЯ
157
Перемещение измерительного стержня датчика, на нижнем конце ко-
торого находится измерительный рычаг, упирающийся в поверхность кон-
тролируемой детали, вызывает смещение подвижной обкладки конденсатора
относительно смонтированных в корпусе подвижных обкладок. При этом на
подвижной обкладке конденсатора возникает напряжение, поступающее
Рис. 143. Секторный емкостный датчик ДЕ-11
в сетку усилительной лампы, которое после усиления подается на отсчетный
прибор.
Секторный емкостный датчик ДЕ-11. Служит для измерения линейных
размеров деталей 1 и 2-го классов точности и поверхностей, расположенных
под углом 30° (рис. 143). Датчик можно применять в измерительных устрой-
ствах, производящих контроль деталей непосредственно в процессе их обра-
ботки на станке, а также в автоматических и полуавтоматических устрой-
ствах. В корпусе 8 датчика установлена втулка 7, изготовленная из радио-
фарфора и имеющая 12 продольных выступов, покрытых слоем серебра и
представляющих собой неподвижные электроды. Подвижной блок, вращаю-
щийся на шариковых опорах, состоит из втулки 2, имеющей шесть посереб-
ренных выступов, являющихся подвижными электродами, оси 3 и гайки 4.
На нижнем конце оси установлен и закреплен рычаг 1 со сферическим нако-
нечником. Внутри датчика расположена миниатюрная радиолампа 6, за-
крепленная в цоколе 5.
При измерении обрабатываемой детали рычаг /, перемещаясь по вер-
тикали вместе с осью 3 и втулкой 2, смещает подвижные электроды втулки
158
ГЛАВА
относительно неподвижных электродов на втулке 7; при этом смещении на
подвижных электродах втулки появляется напряжение, которое поступает
на сетку усилительной лампы.
Величина малых угловых поворотов рычага измеряется шкальным при-
бором типа ПЕ-3, расположенным на пульте.
Датчик ДЕ-11 для работы включается в схему пульта.
Угол поворота рычага (рабочий ход) ± 30°, предельная погрешность
± 1,8 мк.
В промышленности СССР емкостные датчики имеют незначительное
применение.
Пневматические измерительные системы
и пневматические датчики
Пневматические контрольные устройства для контроля размеров и
формы деталей, обрабатываемых на металлорежущих станках, получили
большое применение в промышленности.
В зависимости от способа определения расхода воздуха все пневматиче-
ские измерительные устройства можно разделить на две группы: реагирую-
щие на изменение давления воздуха — манометрические и реа-
Рис. 144. Пневматический измерительный при-
бор манометрического типа для активного конт-
роля размеров деталей
Рис. 145. Пневматический датчик низкого
давления с жидкостным стабилизатором
давления
гирующие на изменение ско-
рости воздушного потока —
ротометри ч е с к и е.
Наибольшее применение име-
ют устройства первого типа—
манометр ические.
В зависимости от величи-
ны рабочего давления (мано-
метрическое) пневматические
устройства разделяются на
устройства низкого давления
[Н = 5 10 кн/м2 (500 4-
+ 1 000 мм вод. ст) ] и уст-
ройства высокого давления
[Н = 0,034-0,4 М«/ж2(0,3^-
4 кГ/см2)].
Пневматическое измери-
тельное устройство маномет-
рического типа. Воздух из
камеры А (рис. 144) с посто-
янным давлением (Н = const),
которое называется рабочим,
поступает через входное соп-
ло с площадью сечения fr в
измерительную камеру Б. Да-
лее из камеры Б воздух через
измерительное сопло с площа-
дью сечения /2 выходит в
атмосферу. Давление h воз-
духа в камере Б является из-
мерительным, и расход возду-
ха, проходящего через каме-
ру 5, будет определяться от-
ношением площадей входного
сопла /\и измерительного/2.
пятая 159
Таким образом, если площадь j\ входного сопла постоянна, а площадь /2
измерительного сопла меняется, то давление h в камере Б будет являться
функцией площади /2 измерительного сопла.
Если перед измерительным соплом поставить деталь 1 с зазором s,
то между поверхностью детали и торцом измерительного сопла получает-
ся кольцевой зазор, с изменением которого будет меняться и измеритель-
ное давление h. При этом давление h будет мерой линейной величины
зазора s.
Пневматический датчик низкого давления с жидкостным стабилизато-
ром давления. Такие пневматические датчики имеют рабочее давление 54-
4-10 кн/м2 (5004-1 000 мм вод. ст.). Сжатый воздух из воздушной сети через
редукционный клапан 1 и жиклер 2 поступает в камеру 3. Из камеры воздух
по каналу 5 подходит к измерительной пробке 7 и, проходя через радиаль-
ные отверстия пробки, попадает в зазор между поверхностью пробки и из-
мерительной поверхностью детали 6, а затем уходит в атмосферу. Пневма-
тический датчик имеет трубку S, погруженную в наполненный водой сосуд
9, вследствие чего поддерживается постоянное давление воздуха перед жик-
лером 2. Трубка 4 соединяет камеру 3 с сосудом 9 и является водяным мано-
метром.
Давление Н воздуха, поступающего через жиклер 2 в камеру 3, зависит
от глубины погружения трубки 8. При повышении давления в сети избыток
воздуха будет выделяться из воды в виде пузырьков, выходящих из нижнего
конца трубки, и поэтому давление воздуха, поступающего в камеру, будет
все время постоянным. Разность уровней жидкости в сосуде 9 и в трубке 4
водяного манометра зависит от величины зазора между измеряемой поверх-
ностью детали 6 и поверхностью пробки 7.
На манометрической трубке нанесены деления в микронах. Отсчет
отклонений контролируемого размера от заданного производится по поло-
жению уровня жидкости в стеклянной трубке 4 относительно шкалы, нане-
сенной на этой трубке. Конструкции датчиков низкого давления с водяным
стабилизатором давления весьма просты. В этом состоит их основное преиму-
щество перед приборами высокого давления. По метрологическим данным,
датчики низкого давления уступают датчикам высокого давления: шкала
прибора неравномерна; поверхность контролируемых деталей должна быть
тщательно подготовлена для измерения, так как наличие пленки масла или
эмульсии искажает результаты измерения; повышена инерционность датчи-
ка, вследствие чего снижается его производительность.
Пневматические датчики в зависимости от конструкции чувствитель-
ного элемента разделяются в основном на мембранные и силь-
фонные.
Мембранный преобразователь И-23. Мембранный преобразователь в со-
четании с электроконтактным датчиком является простейшим видом пневмо-
электрического датчика. На мембранном преобразователе И-23 (рис. 146)
электроконтактный датчик устанавливается хвостовой втулкой в верхней
части корпуса 2 преобразователя и закрепляется винтом 1. Измерительный
стержень электроконтактного датчика нижним концом прижимается к
к штоку 3 мембраны 7. Резиновая мембрана 7 зажата между верхней 2 и
нижней 4 половинками корпуса преобразователя.
Сжатый воздух поступает из заводской воздушной сети через фильтры
и стабилизаторы давления и, пройдя через входное сопло 6, попадает в ниж-
нюю полость 5 пневмокамеры с мембраной 7; затем он проходит к измери-
тельному соплу, установленному в корпусе 4 справа.
Давление в полости 5 пневмокамеры меняется в зависимости от измене-
ния величины зазора между наружным торцом сопла и проверяемой поверх-
ностью обрабатываемой детали. При изменении давления мембрана 7 с дис-
ком выгибается, и шток 3. нажимает на измерительный стержень электро-
160
ГЛАВА
контактного датчика и заставляет его производить соответствующие отсчеты
размеров контролируемой детали.
Однопредельный пневмоэлектрический дифференциальный мембранный
датчик БВ-Н808. Чувствительным элементом датчика является резиновая
мембрана 1 (рис. 147), которая, разделяя корпус на две части, образует две
полости. На мембране закреплен диск 3, на котором вольфрамовый контакт
Рис. 146. Мембранный преобразователь типа И-23
4 расположен против регулируемого контакта на винте 5, установленном на
левой части корпуса 2.
В крышках датчика имеются входные сопла 7. Воздух с постоянным
давлением через сопла поступает в обе полости датчика. При измерении
с противодавлением для регулировки противодавления на корпусе устанав-
ливается узел, представляющий собой вен-
Рис. 147. Однопредельный пнев-
моэлектрический дифференциаль-
ный мембранный датчик БВ-Н808
тиль с коническим клапаном 6, облегчаю-
щим точную регулировку давления при
настройке датчика. Верхняя полость дат-
чика через клапан противодавления сообща-
ется с атмосферой, а нижняя полость — с
измерительным соплом.
Соотношение величин давления в по-
лостях 8 и 9 датчика находится в зависи-
мости от величины зазора измерительного
сопла. Контакты 4 и 5 замыкаются, если
давление в правой полости больше давле-
ния в левой полости, и размыкаются, если
давление в левой полости 8 больше, чем в
правой 9.
Датчик по эталонной детали мож но на-
строить на подачу сигнала «Брак +» или
«Брак —». При настройке датчика на сиг-
налы «Брак +» контакт датчика замкнет-
ся, если размер проверяемой детали будет
равен или больше наибольшего предельно-
При настройке датчика на
го размера контролируемой детали.
сигнал «Брак —» контакт датчика разом-
кнется, если проверяемый размер детали будет равен или меньше наимень-
шего предельного размера контролируемой детали.
ПЯТАЯ
161
Рис. 148. Пневмоэлектрический дифференци-
альный сильфонный датчик с отсчетной шка-
лой БВ
Мембранные датчики имеют высокие метрологические показатели. Пнев-
моэлектрические мембранные датчики могут работать как на высоком, так
и на низком рабочем давлении.
К недостаткам мембранных, датчиков следует отнести отсутствие изме-
рительной отсчетной шкалы.
Пневмоэлектрический дифференциальный сильфонный датчик с отсчет-
ной шкалой конструкции БВ. Сжатый воздух из сети поступает через фильтр,
стабилизатор, манометр и среднюю трубку к соплам 3 и 15 (рис. 148). Воз-
дух, проходящий через сопло 15, попадает в сильфон 17 (сильфон — чувст-
вительный элемент датчика), а затем по правой трубке подходит к измери-
тельной пробке 20 и, пройдя через сопла пробки, зазор между поверхностью
пробки и измеряемой поверхностью детали /, уходит в атмосферу. Поток
воздуха, проходящий через сопла 3, попадает в сильфон 4 и уходит в атмосфе-
ру через левую трубку с регу-
лируемым винтом 2. Давление в
сильфоне 17 зависит от величи-
ны зазора между соплами из-
мерительной пробки 20 и по-
верхностью контролируемой
детали.
Подвижные концы 8 и 16
сильфонов 4 и 17 связаны меж-
ду собой скобой 5, подвешенной
на плоских пружинах 14. При
измерении детали давление воз-
духа в сильфонах будет изме-
няться, при этом один сильфон
будет растягиваться, а второй—
укорачиваться, что вызовет про-
дольное перемещение скобы 5.
При перемещении скоба, нажи-
мая на сферический наконечник
13 рычажно-зубчатого отсчетно-
го механизма, производит по-
ворот зубчатого сектора 12 и
прибора 9, на оси которого ук-
реплены волосок и стрелка 10.
Стрелка, поворачиваясь вправо
или влево, по шкале 11 показы-
вает соответствующую величину
отклонения проверяемого размера детали. Этот датчик служит для диффе-
ренциального измерения овальности или конусности вала или отверстия,
а также для измерения скобой размеров вала и пробкой размеров
отверстия.
Датчик имеет два регулируемых электрических контакта 7 и 19, ко-
торые применяются при использовании датчика для автоматического кон-
троля.
При продольном перемещении подвижной скобы 5 пластины 6 и 18,
закрепленные на концах подвижной скобы, производят последовательное
замыкание или размыкание контакта 7 с пластиной 6 или контакта 19 с пла-
стиной 18. Цена деления отсчетной шкалы может меняться в пределах 0,2—
1 мк при помощи подбора диаметров входных сопел 3 и 15, измерительных
сопел и рабочего давления воздуха.
Датчик может применяться для активного контроля размеров деталей,
обрабатываемых на станках.
162
ГЛАВА
§ 19. Приборы и устройства для активного
контроля размеров валов в процессе их обработки
на круглошлифовальных станках
ГОСТ 8517—57 установил типы приборов для активного контроля на-
ружных диаметров деталей (валов) в процессе их шлифования на круглошли-
фовальных станках. Имеются приборы для автоматического контроля валов
с плавающей скобой и специальным устройством для автоматического под-
вода и отвода скобы относительно шлифуемого вала. Такие приборы (для
контроля деталей) в процессе шлифования автоматически дают команду на
изменение режимов резания при переходе с предварительного на оконча-
тельное шлифование и при достижении заданного размера обрабатываемой
детали дают команду на остановку станка. Эти приборы применяются на
круглошлифовальных станках с автоматическим и полуавтоматическим
циклом работы.
Применяются также приборы для полуавтоматического контроля валов
с плавающей скобой и устройством для неавтоматического подвода и отвода
скобы от шлифуемого вала. Такие приборы для контроля деталей в процессе
шлифования также автоматически дают команду на изменение режимов
резания при переходе с предварительного на окончательное шлифование и
при достижении заданного размера обрабатываемой детали дают команду на
остановку станка. Эти приборы применяются на круглошлифовальных стан-
ках с полуавтоматическим циклом работы.
Встречаются приборы для визуального контроля валов с плавающей
скобой и устройством для неавтоматического подвода и отвода скобы отно-
сительно шлифуемого вала. Такие приборы для контроля деталей в процессе
их шлифования не могут подавать команду на изменение режимов резания
и остановку станка. Эти приборы применяются на круглошлифовальных
станках с неавтоматическим циклом работы.
По ГОСТ 8517—57 требуется обеспечить контроль диаметра шлифуе-
мого вала в одном его сечении при продольном или поперечном шлифовании
измерительными устройствами с двухконтактной неплавающей скобой и
в одном сечении шлифуемого вала при поперечном шлифовании измеритель-
ными устройствами с трехконтактной плавающей скобой.
Измерительные устройства для активного контроля размера вала в про-
цессе шлифования устанавливаются на бабке шлифовального круга или на
столе круглошлифовального станка.
Двухконтактные устройства и приборы для активного
контроля валов при обработке на круглошлифовальных
станках
Рычажно-зубчатый измерительный прибор Б В-993 для визуального
контроля валов (рис. 149). Измерительный прибор БВ-993 применяется для
контроля диаметров валов при продольном и поперечном шлифовании. При
шлифовании валов с несколькими уступами необходимо установить контроль-
ный прибор для каждого уступа. Прибор состоит из корпуса /, на верхней
части которого крепится ножка 6 с измерительным контактом. Внутри кор-
пуса закреплен рычаг 7, на нижнем конце которого установлен измеритель-
ный контакт. Для уничтожения вибраций стрелки 2 в корпусе 1 имеется
магнитный демпфер 8. Установка стрелки 2 по шкале прибора производится
винтом 5, поворачивающим рычаг 7, который верхним плечом нажимает на
рычаг 4 и поворачивает зубчатым сектором 3 стрелку 2. Цена деления шкалы
ПЯТАЯ
163
приборов — 0,002 мм. Погрешность приборов ± 2мк. Пределы измерения —
5—60 мм.
Прибор предназначен для контроля валов в процессе обработки на круг-
лошлифовальных станках с неавтоматическим циклом работы.
Измерительный электроконтактный прибор БВ-4001 для контроля
валов (рис. 150). Эти приборы имеются на станках с автоматическим и полу-
автоматическим циклом работы. Вал устанавливается на центрах, а изме-
рительный прибор штоком гидроцилиндра подводится к валу и осуществляет
его контроль в процессе шли-
фования; после обработки
прибор отводится от вала.
Прибор в процессе шлифова-
ния подает команду на изме-
нение режимов резания при
переходе с чернового на чи-
стовое шлифование и отвод
шлифовального круга при до-
стижении валом заданного
размера. Для визуального
контроля прибор снабжен отс-
четной шкалой с ценой деле-
ния 0,01 мм и световой сиг-
нализацией. Пределы измере-
ния—5—60 мм, погрешность
измерения — ±1,5 мк.
Рис. 149. Рычажно-зубчатый измерительный при-
бор БВ-993
Измерительный прибор состоит из корпуса 13 с измерительными губками
1 и 2, имеющими на концах твердосплавные наконечники. При настройке
прибора губка 2 может перемещаться вверх и вниз по направляющим 3
с помощью винта, а после установки на требуемый размер вала она жестко
закрепляется на направляющих корпуса. Губка 1 подвешена к корпусу 13
на плоской пружине 19.
Контроль за изменением размера шлифуемого вала производится под-
вижной губкой /, связанной с упором 4 и планкой 6, которая, перемещаясь
на плоских пружинах 5, прогибает пружины 16 и 17, так как пружина 17
верхним концом неподвижно закреплена на колодке 18, а пружина 16 —
на планке 6 и перемещается вместе с ней. На нижних концах пружин 16
и 17 закреплена стрелка 15, производящая отсчет по шкале 7.
В процессе шлифования вала стрелка 15, поворачиваясь, последова-
тельно замыкает контакты 14 и 8. Установка контактов при настройке при-
бора на требуемый размер детали производится регулировочными винтами
9 и 10. Корпус 13 измерительного прибора плоской пружиной 11 закреплен
на неподвижной стойке 12.
Измерительный индуктивный прибор БВ-1017 для автоматического
контроля диаметров валов (рис. 151). Контрольный прибор БВ-1017 состоит
из следующих узлов: измерительной скобы с вмонтированным в нее индук-
тивным датчиком БВ-Н1007А, отсчетного устройства БВ-Н9601 и электрон-
ного блока БВ-Н9602.
Контрольная скоба (рис. 151, а) устанавливается на столе круглошли-
фовального станка, а электронный блок — в любом месте станка, удобном
для наблюдения за стрелкой отсчетного устройства. Контрольная скоба што-
ком гидроцилиндра подводится и отводится от контролируемой шейки вала.
На направляющих 2 корпуса 3 скобы может перемещаться измерительная
ножка 1 с ноконечником 10. При настройке скобы ножка перемещается до
соприкосновения наконечника 10 с эталонной деталью и затем жестко кре-
пится винтами на направляющих 2. Внутри корпуса 3 скобы на шарнире 7 из
плоских пружин подвешен рычаг 8, на конце которого закреплен измери-
164
ГЛАВА
тельный наконечник 9. При уменьшении диаметра шлифуемого вала рычаг
8, поворачиваясь под действием пружины 4 на шарнире 7 из плоских пру-
жин, перемещает якорь индуктивного датчика, размещенный между двумя
магнитопроводами, что приводит к изменению индуктивного сопротивле-
Рис. 150. Измерительный электроконтактный прибор БВ-4001
ния катушек датчика. Корпус 3 измерительной скобы крепится плоской
пружиной 5 к планке 6, установленной на подводящем устройстве.
Отсчетное устройство измерительного прибора БВ-1017 имеет шкалу 1
(рис. 151, б) диаметром 150 мм, по которой можно следить за показаниями
Рис. 151. Измерительный индуктивный прибор БВ-1017:
а) — измерительная скоба; б) — отсчетное устройство
измерительной скобы. Шкала имеет 120 делений с ценой деления 1 мк. На
оси установлена стрелка 2, которай отсчитывает размеры контролируемой
детали.
На оси со стрелкой 2 установлена щетка 4, а в соответствующих местах
наружного кольца шкалы 1 — контакты 3. При изменении диаметра вала
ПЯТАЯ
165
стрелка 2 вместе с осью повернется, и щетка 4, сидящая на этой же оси, будет
последовательно замыкать контакты 3 и подавать команды на переход с чер-
нового шлифования на чистовое, на прекращение обработки и быстрый
отвод шлифовального круга в исходное положение. На оси со стрелкой 2
установлена щетка 6, перемещающаяся по реохорду 5, включенному в мо-
стовую схему с индуктивным датчиком. Одновременное перемещение ще-
ток 4 и 6 и стрелки 2 происходит от электродвигателя 10 при помощи двух
шкивов 7 и 9 и шнура 8.
Отсчетное устройство имеет четыре сигнальные лампочки 11с цветными
колпачками 12. Под каждой лампочкой имеется надпись: черновое шлифова-
ние, чистовое шлифование, выхаживание, требуемый размер. Одновременно
с включением соответствующей лампочки в цепь автоматического управления
станком подается электрический сигнал.
Пределы измерения прибором —304-100 мм, погрешность измерения—
~4~ 1,5 мк.
Трехконтактные приборы и устройства для контроля
валов при шлифовании
Трехконтактные скобы получили широкое применение для контроля
валов в процессе шлифования на круглошлифовальных станках.
Трехконтактная скоба для визуального контроля (конструкция ЗИЛ).
Скоба крепится на круглошлифовальном станке с помощью шарнирной под-
вески с масляным амортизатором. Два наконечника скобы, боковой 3
(рис. 152) и нижний 1, являются упорными, а третьим наконечником служит
нижний конец измерительного штока 4. Измерительный шток в процессе
шлифования вала 2 прижимается к его поверхности пружиной 7. При шли-
фовании диаметр вала уменьшается, и шток 4, перемещаясь вниз, нажимает
скосом 6 на стержень индикатора 5, установленного под углом 45° в корпусе
скобы. По показаниям индикатора рабочий следит за изменением диаметра
шлифуемого вала.
Скоба закрепляется на одном конце поворачиваемой державки S, а дру-
гой конец зажимается в кронштейне 9 масляного амортизатора. Спиральная
пружина 11 амортизатора подтягивает кронштейн 9 кверху и этим обеспе-
чивается прижим контакта 1 к поверхности шлифуемой шейки вала, а также
удерживается скоба в верхнем положении при установке и снятии вала со
станка.
Смещение нижнего контакта 1 скобы относительно продольной оси из-
мерительного стержня 2 на 15° обеспечивает прижим среднего контакта 3
к поверхности детали.
На одном валу 12 закреплены кронштейн 9 и цилиндр 13 амортизатора
10. Цилиндр имеет две полости 14, которые через небольшие отверстия
сообщаются с масляным резервуаром амортизатора. Одновременно с изме-
нением положения скобы происходит поворот цилиндра; при этом масло
перетекает из одной полости 14 в другую, что и предохраняет скобу и ин-
дикатор 5 от резких толчков и вибраций. Деталь вращается в направлении
против часовой стрелки.
Основным преимуществом трехконтактных измерительных скоб по
сравнению с одноконтактным является то, что они измеряют диаметр, а не
радиус детали. Поэтому при одинаковых условиях точность измерения трех-
контактными измерительными скобами получается более высокая,чем одно-
контактными.
Индикаторная скоба обеспечивает точность диаметра шлифуемого вала
5—6 мк. Скоба применяется для измерения только одной шейки шлифуемо-
го вала.
166
ГЛАВА
Индуктивный прибор для визуального контроля диаметра шейки вала
в процессе шлифования на круглошлифовальных станках. Прибор состоит
из корпуса 1 (рис. 153), закрепленного на штанге 4 сменной скобы 12, амор-
тизатора 7, внутри которого находится пружина, служащая для прижима
бокового 11 и нижнего 9 наконечников к шлифуемому валу. На корпусе*
установлен индуктивный датчик 3, соединенный проводом с пультом 5 и
Рис. 152. Трехконтактная скоба для активного контроля размеров деталей
с помощью индикатора
отсчетным прибором 6, стрелка которого показывает изменение диаметра
шлифуемого вала.
Боковой 11 и нижний 9 наконечники скобы 12 являются упорными,
а третий наконечник 8 закреплен на нижнем конце измерительного стержня
13, верхний конец которого упирается в нижний конец шпинделя датчика 3.
В процессе шлифования измерительный стержень с наконечником все
время прижат пружиной 14 к шлифуемой поверхности шейки вала. При
шлифовании происходит уменьшение диаметра шейки вала 10, вследствие
чего измерительный стержень 13 и прижимающийся к нему шпиндель 14
с ограничителями 2 датчика 3 опускаются. Индуктивный датчик через вы-
ПЯТАЯ 167
водной шнур будет давать сигналы на пульт 5 с отсчетным прибором 6,
стрелка которого будет перемещаться вправо.
Когда шейка вала будет отшлифована до заданного размера, то стрелка
отсчетного прибора 6 подойдет к нулевому делению. При этом шлифование
вала заканчивается, рабочий выключает станок и отводит скобу 12 от вала.
Измерительный прибор настраивается по образцовой детали.
Рис. 153. Трехконтактный индуктивный прибор для актив-
ного контроля размеров деталей
Пределы измерения диаметров валов при наличии двух сменных скоб
104-250 мм. В отсчетных устройствах имеются шкалы с ценой деления 1—
2 мк (для точных работ) и с ценой деления 10 мк (для грубых работ). Пере-
ключение шкал производится рабочим вручную.
Приборы и устройства для контроля ступенчатых валов
Контрольное устройство для активного контроля диаметров ступенча-
тых валов выбирают в зависимости от способа их обработки. Например,
можно шлифовать несколько уступов вала одновременно несколькими кру-
гами с поперечной подачей, а можно — одним шлифовальным кругом после-
довательно с поперечной или продольной подачей. При одновременном шли-
фовании нескольких уступов вала контроль их диаметров производится
несколькими контрольными устройствами одновременно. При последова-
тельном шлифовании — последовательно.
Измерительное устройство с набором скоб для последовательного авто-
матического контроля диаметров уступов вала (рис. 154). Измерительное
устройство кронштейном 7 закрепляют на кожухе 8 шлифовального круга.
В револьверной головке 4 закреплено несколько скоб 5, количество
которых равно числу последовательно шлифуемых уступов вала. Каждая
скоба настроена на определенный диаметр соответствующего уступа вала.
После обработки первого уступа вала первая скоба 3 отводится от вала
вручную. Под действием спиральной пружины 2 скоба поднимается в верхнее
168
ГЛАВА
Рис. 154. Измерительное устройство с набором
скоб для последовательного активного контроля
диаметров уступов вала
исходное положение до упора
рычага 1 в резиновое кольцо
6. Далее револьверная голов-
ка 4 поворачивается вручную
на следующую очередную по-
зицию (требуемое положение
головки определяется шари-
ковым фиксатором). Опуска-
ется вторая измерительная
скоба с индикатором 5, наст-
роенная на заданный диаметр
второго уступа вала, и про-
исходит шлифование этого
уступа. После обработки вто-
рого уступа вала вторая ско-
ба вручную * поднимается
вверх и занимает исходное
положение — так продолжа-
ется до тех пор, пока не бу-
дут обработаны все уступы
вала.
Настройка скоб 3 произ-
водится по эталонной детали.
Такие измерительные устрой-
ства имеют три-пять скоб. При-
менение такого измеритель-
ного устройства повышает
производительность шлифо-
вания ступенчатых валов
на 25— 30%. При однов-
ременной обработке уступов
вала несколькими шлифоваль-
ными кругами применяется
соответствующий набор трех-
контактных скоб для одновре-
менного контроля диаметров
всех шлифуемых уступов ва-
ла.
Пневматический прибор
Б В-1096 для контроля диа-
метра шлицевых валов при
шлифовании. Измерительный
прибор применяется для конт-
роля наружного диаметра
шлицевых валов при шлифо-
вании. Предел измерения ди-
аметров валов 54-60 мм.
Прибор контролирует валы,
изготовляемые по второму
классу точности.
Рис. 155. Измерительный прибор
БВ-1096 с пневматическим от-
счетным устройством
ПЯТАЯ
16В
Из воздушной сети сжатый воздух направляется в фильтр и стабилиза-
тор 1 (рис. 155). После очистки воздух с постоянным давлением, пройдя
через входные сопла 24 и 25, поступает в измерительные ветви контрольного*
устройства. В сильфоне 27 возникает постоянное противодавление, регули-
руемое конической иглой 26. Давление в сильфоне 23, а также положение
подвижной каретки 21, зубчатого сектора 2, трибы 3 и стрелки 4 находятся
в зависимости от зазора между торцом регулируемого винта 8 и измери-
тельным соплом 7 контрольной скобы 13.
Величина зазора между торцами винта 8 и колпачка 17 сопла 7 зависит
от колебаний диаметра обрабатываемого вала 9. При уменьшении диаметра
шлицевого вала 9 на шкале 18 появляются соответствующие цифры. Измере-
ние размера вала при шлифовании влияет на положение подвижной карет-
ки 21, закрепленной на плоских пружинах 22 и имеющей два контакта 19.
Регулируемые контакты 20 устанавливаются так, чтобы сигнал пода-
вался при получении требуемого размера шлифуемого уступа вала. Изме-
рительная скоба имеет две регулируемые губки 6 и 11 с наконечниками
10 из твердого сплава. Губки закрепляются на колодках 5 и 12, подве-
шенных на плоских пружинах 15.
В нижней колодке 5 установлено измерительное сопло 7 с предохрани"
тельным колпачком 17, торец которого на 0,1 мм выше торца сопла. Пере-
мещение колодок 12 и 5 ограничивается упором 16.
При измерении усилие между губками 6, 11 и шлифуемой поверхностью
вала создается пружиной 14. Измерение диаметров шлицевых валов при шли-
фовании основано на том, что зазор у измерительного сопла при проходе
над впадинами всегда равен 0,1 мм, что обеспечивается колпачком 17. При
проходе над выступами зазор зависит от размера диаметра обрабатываемого'
уступа в соответствующий момент времени.
Пневматическая система, обладая инерционностью, показывает средний
размер уступа обрабатываемой детали. Поэтому давление в сильфоне 23’
будет зависеть от полусуммы зазоров у измерительного сопла 7 при контакте
пятки с колпачком 17 и торцом винта 8 и измерительных наконечников 10'
с выступами вала.
Привод подает две команды: на изменение режима обработки и оконча-
ние шлифования вала.
§ 20. Измерительные приборы и устройства
для контроля валов при бесцентровом
шлифовании
Измерительный прибор БВ-942 электроконтактного типа. Прибор осу-
ществляет контроль диаметров валов, шлифуемых по второму классу точ-
ности, на бесцентрово-шлифовальном станке. Этот станок работает в автома-
тической линии для обработки валов роторов электродвигателей. Прибор
БВ-942 обеспечивает автоматический цикл работы бесцентрово-шлифоваль-
ных станков линии и производит измерения диаметров валов в пределах 25-ь
35 мм. На бесцентрово-шлифовальном станке несколькими шлифовальными
кругами обрабатываются одновременно все уступы вала. Измерительный
прибор БВ-942 контролирует диаметр только одного уступа вала и в зави-
симости от размера этого диаметра управляет станком.
Измерительное устройство прибора —двухконтактная скоба размещена
в рабочей зоне станка (рис. 156). В измерительном приборе применяется
170
ГЛАВА
двухпредельный электронный датчик 8 с электронным реле. Верхний изме-
рительный наконечник жестко связан с плавающим корпусом прибора и
прижимает шлифуемый вал к опорному ножу /; нижняя подвижная ножка 2
скобы — с измерительным штоком 5, закрепленным на плоских пружинах 4.
Две пружины 6, воздействуя на шток 5, обеспечивают контакт нижней нож-
ки 2 скобы с шейкой шлифуемого вала.
Во время шлифования диаметр вала уменьшается, и верхний конец
штока, опускаясь, передает показания одновременно датчику 8 и индика-
тору 9 с ценой деления 0,001 мм. При снятии припуска на черновое шлифова-
ние измерительный шток 5, опускаясь, размыкает нижние контакты датчика,
Рис. 156. Измерительный прибор БВ-942 электроконтактного типа
и дает команду на переключение станка с чернового на чистовое шлифова-
ние, и передает сигнал на табло. После получения требуемого размера
вала при чистовом шлифовании измерительный шток 5, опускаясь, замыкает
верхние контакты датчика 8 и дает команду на быстрый отвод бабки шлифо-
вального круга и измерительного прибора в исходное положение, показан-
ное пунктиром 3.
Прибор БВ-942 управляется автоматически при перемещении поршня 11
со штоком 10 гидравлического цилиндра 12, укрепленного вверху измери-
тельного прибора. В этом случае перемещается рычаг 14, а две пружины 13,
поворачивая измерительный прибор относительно шариковых опор 7,
вводят его в рабочую зону бесцентрово-шлифовального станка. Корпус из-
мерительной скобы подвешен на шариковых опорах и в рабочем положении
поддерживается упором.
Измерительный прибор БВ-942 с незначительными изменениями
можно применять для измерения диаметра вала на бесцентрово-шлифоваль-
ном станке, установленном вне автоматической линии.
ПЯТАЯ
171
§ 21. Приборы и устройства для контроля
диаметров отверстий деталей на
внутришлифовальных станках
Одноконтактные измерительные приборы и устройства
ю
Рис. 157. Одноконтактный измерительный
прибор ГЧ-4М2
Одноконтактные измерительные приборы и устройства применяются
для контроля отверстий при шлифовании на внутришлифовальных станках.
Конструкция одноконтактных приборов проста и занимает мало места в ра-
бочей зоне станка. Одноконтактные измерительные устройства контроли-
руют отклонение радиуса отверстия и поэтому имеют пониженную точность.
На точность работы одноконтактных устройств влияют биение и отжим обра-
батываемой детали, а также сило-
вые и тепловые деформации узлов
станка, которые нарушают соответ-
ствующее расположение измери-
тельного наконечника в шлифуемом
отверстии детали. Поэтому одно-
контактные устройства применяют-
ся при шлифовании отверстий по
третьему классу точности.
Одноконтактный прибор
ГЧ-4М2 для контроля отверстий ко-
лец подшипников на внутришли-
фовальных станках конструкции
1 ГПЗ (рис. 157). Измерительный
наконечник 2 закреплен на рычаге
3 и под действием пружины 5 при-
жимается к поверхности шлифуе-
мого отверстия детали /. Рычаги 3
и 7 закреплены на шарнирах 4 и
6, состоящих из плоских стальных
крестообразно расположенных пластин.
С изменением диаметра шлифуемого отверстия детали происходит по-
ворот на шарнире 4 двуплечего рычага 3 с наконечниками 2 и 14. При пово-
роте рычага 3 вертикальное его плечо будет нажимать наконечником 14
на рычаг 7 и перемещать его на шарнире 6. Перемещение рычага 7, все время
прижимающегося к наконечнику 14 двуплечего рычага 3, пружиной 13 пе-
редается миниметру 9, по отсчетной шкале которого можно визуальным спо-
собом следить за изменением диаметра отверстия шлифуемой детали и вы-
ключать станок при получении требуемого размера.
Передача изменения размера отверстия к миниметру 9 производится ры-
чагами 3 и 7 с общим передаточным отношением 2:1. Корпус 8 измеритель-
ного устройства подвешивается к станку на оси 12, которая закрепляется
в кронштейне 11 и удерживается от поворота шариковым фиксатором 10.
Двухконтактные измерительные приборы и устройства
Двухконтактный прибор типа П-53М конструкции Мазина. Прибор
применяется для контроля диаметра отверстий на внутришлифовальных
станках на 1 ГПЗ. Прибор П-53М имеет два двуплечих измерительных ры-
чага 2 к 4 (рис. 158) с твердосплавными наконечниками А и Б. Пружины 6,
нажимая на рычаги 2 и 4, обеспечивают постоянный контакт наконечников
А и Б рычагов с поверхностью шлифуемого отверстия детали. Рычаги 2 и4
172
ГЛАВА
установлены на шарнирах 3 и 5, состоящих из плоских стальных, кресто-
образно расположенных пружин. На рычаге 2 с шарниром 7, состоящим из
крестообразно расположенных пружин, закреплен нижним концом сумми-
рующий рычаг 8. С изменением размера отверстия шлифуемой детали 1
Рис. 158. Двухконтактный измеритель-
ный прибор П-53М
рычаг 8 суммирует величину переме-
щения наконечников А и Б рычагов
2 и 4 и передает результаты этого
перемещения миниметру 9, по шкале 11
которого с помощью стрелки 10 конт-
ролируют увеличение размера отвер-
стия шлифуемой детали. Рабочий,
наблюдая за показаниями минимет-
ра 9, при получении заданного раз-
мера выключает станок.
Соотношение плеч рычагов 2, 4 и
8 выбрано таким, чтобы передаточное
отношение от верхнего А и нижнего Б
наконечников рычагов 2ъ4 было оди-
наковым. При этом точка Н наконеч-
ника миниметра 9 перемещается на ве-
личину, равную суммарному переме-
щению наконечников А и Б, т. е. пе-
ремещение точки Н равно изменению
диаметра шлифуемого отверстия.
Прибор П-53М имеет следующие
достоинства: не требуется точной уста-
новки прибора в вертикальной плос-
кости; не чувствителен к вибрациям
станка; прост в наладке и надежен в
эксплуатации.
Измерительный прибор П-53М применяется для контроля шлифуемых
отверстий (сквозных и глухих) диаметром 30—150 мм с допуском 10 мк.
Трехконтактные измерительные устройства
При шлифовании отверстий, имеющих значительную длину, необхо-
димо применять измерительные устройства, контролирующие диаметр
по всей длине отверстия. Трехконтактные автоматические устройства с жест-
кими калибрами применяют для контроля отверстий, обрабатываемых на
внутришлифовальных станках.
Измерительное устройство с жесткими калибрами-пробками. Измери-
тельное устройство (рис. 159), применяемое для контроля гладких и шлице-
вых отверстий деталей, имеет два калибра-пробки 7 и 6, жестко посажен-
ных на штоке 5 и размещенных у левого торца обрабатываемой детали 8 со
стороны, противоположной шлифовальному кругу 9. Калибр 7 — чер-
новой, имеющий диаметр, меньший диаметра чистового калибра 6
на 0,01 мм.
Диаметр чистового калибра соответствует заданному размеру диаметра
шлифуемого отверстия. Калибры 6 и 7 закреплены на штоке 5, проходящем
внутри шпинделя. Шток соединен шпонкой со шпинделем станка, поэтому
калибры 6 и 7 вращаются вместе со шпинделем, на котором закреплена шли-
фуемая деталь 8.
Левый конец штока 5 жестко соединен с кареткой 4 станка. Пружина 13,
нажимая на втулку 11, через шток 12 перемещает каретку 4 со штоком 5 и
калибрами 7 й 6 к левому торцу обрабатываемой детали 8. Когда шлифоваль-
ПЯТАЯ
173
ный круг 9 войдет в отверстие шлифуемой детали и, перемещаясь влево,
приблизится к калибрам 7 и 6 на расстояние, равное примерно 2 мм, шток 5
с калибрами начнет отходить влево, сохраняя небольшой зазор между шли-
фовальным кругом 9 и калибрами. Отход штока 5 с калибрами происходит
при нажиме упора 10 на правый конец штока 12, закрепленного левым кон-
цом в нижней части каретки 4. При отходе шлифовального круга 9 от ле-
вого торца примерно на х/з его ширины стол станка изменяет направление
движения и вместе с кругом начинает перемещаться вправо. В этом случае
на шток 12 перестанет нажимать упор 10, и пружина 13, разжимаясь, будет
перемещать через шток 12 каретку и шток 5 с двумя калибрами вправо. При
движении штока 5 вправо первый черновой калибр 7 будет пытаться войти
Рис. 159. Измерительное устройство с двумя калибрами
(черновым и чистовым)
в отверстие шлифуемой детали. Затем при перемещении круга в отверстии
справа налево калибры 7 и 6 будут отходить от левого торца шлифуемой де-
тали влево.
Таким образом, на протяжении всего периода шлифования детали ка-
либры совершают возвратно-поступательное движение, йытаясь под дейст-
вием пружины 13 войти в отверстие шлифуемой детали.
Когда диаметр отверстия будет отшлифован начерно, черновой ^калибр 7
войдет в отверстие детали, винт 2 каретки 4 замкнет контакт 15 и подаст ис-
полнительным механизмам станка импульс на вывод шлифовального круга 9
из детали для правки. Станок будет переключен с чернового на чистовой
режим резания и после правки круга 9 начнется чистовое шлифование отвер-
стия. Когда отверстие будет отшлифовано окончательно, в него войдет чисто-
вой калибр 6, и винт 1 каретки 4 замкнет контакт 14. Исполнительные меха-
низмы станка получат команду на вывод шлифовального круга из отверстия
детали и остановку станка. В исходное положение калибры отводятся што-
ком 3 гидроцилиндра.
Рассмотренное измерительное устройство с жесткими калибрами для
контроля размера отверстий применяется на внутришлифовальных станках.
Вследствие большого измерительного усилия получается значительный
износ калибров. По данным первого ГПЗ, износ чернового калибра, изго-
товленного из стали ШХ15 твердостью HRC 624-65, составляет 15 мк в сме-
ну, а износ чистового калибра — 6 мк.
К достоинствам этого устройства следует отнести нечувствительность
к прогибам и вибрациям шлифуемой детали и станка и возможность контро-
ля гладких и шлицевых отверстий деталей.
174
ГЛАВА
§ 22. Измерительные приборы и устройства
для контроля диаметров отверстий
при хонинговании
Диаметр хонингуемого отверстия детали проверяется в плоскости, на-
ходящейся или у торца детали, или в плоскости на небольшом расстоянии
от него. При контроле размера диаметра хонингуемого отверстия в одном
сечении нельзя определить отклонение от правильной геометрической
формы отверстия по его длине. Контроль хонингуемых отверстий в различ-
Рис. 160. Измерительное
устройство для контроля
диаметра хонингуемого от-
верстия детали
ных сечениях производится точечным методом с размещением измери-
тельной части контрольного устройства в кор-
пусе хонинговальной головки.
Измерительное устройство для контроля ди-
аметра хонингуемых отверстий. Устройство ос-
новано на косвенном методе измерения (фирмы
Микроматик). Вверху над хонингуемой деталью
8 (рис. 160) в выемке кронштейна/ размещает-
ся кольцо 5, диаметр отверстия которого равен
окончательному размеру хонингуемого отвер-
стия детали. Для предохранения отверстия из-
мерительного кольца 3 от быстрого износа хон
1 имеет специальные абразивные бруски 2, на
верхние концы которых наклеиваются пласт-
массовые наконечники 4. При возвратно-посту-
пательном движении хона вверх пластмассовые
наконечники 4 брусков 2 входят в 'отверстие
кольца 5, а абразивная часть не входит. Когда
бруски 2 хона раздвинутся до размера, соответ-
ствующего окончательному размеру диаметра
хонингуемого отверстия, пластмассовые нако-
нечники абразивных брусков 4 при входе их в от-
верстие кольца 3 будут соприкасаться с поверхностью отверстия. Штифт 9,
упирающийся в упор 10, запрессован в кольцо 3 и ограничивает его поворот.
Вследствие трения между пластмассовыми наконечниками брусков и
поверхностью отверстия кольца 3 последнее поворачивается в направлений
вращения хона и своим вырезом нажимает, на кнопку 6 конечного выключа-
теля 5, замыкая его контакты. При замыкании контактов конечного выклю-
чателя дается команда механизму на сближение брусков, а затем хон вы-
водится из отверстия обрабатываемой детали, и станок останавливается.
Недостаток данного измерительного устройства состоит в том, что кон-
троль диаметра хонингуемого отверстия производится не по всей его длине.
Это измерительное устройство применяется для контроля отверстии диаме-
тром до 60 мм. Точность измерения примерно 10 мк.
Измерительное устройство с жесткими калибрами-пробками для авто-
матического контроля диаметров сквозных и глухих отверстий при хонинго-
вании фирмы Нагель (ФРГ). Измерительное устройство (рис. 161) имеет ка-
либр-пробку 5, которая с зазором устанавливается на хвостовике 4 хона 2.
При каждом ходе хона вниз калибр-пробка пытается войти в хонингуемое
отверстие детали 1. Во время движения вверх хон поднимает и калибр-
пробку; после достижения заданного диаметра отверстия детали /,она вхо-
дит в ее отверстие. При этом верхний буртик 6 калибра-пробки касаетсй
стержня 7 конечного выключателя 8, контакты которого замыкаются, и по-
дается команда, на срабатывание исполнительного механизма, автоматически
останавливающего станок. В этот момент загорается сигнальная лампочка.
Измерительные поверхности калибра-пробки для ее самоцентрирования
ПЯТАЯ
175
в отверстии детали имеют сферическую форму. Для предотвращения враще-
ния калибр-пробка перемещается по шпонке 3.
Недостатком данного измерительного устройства является невозмож-
ность обнаружить конусность и эллиптичность хонингуемого отверстия
детали.
Измерительное устройство с бесконтактными пневматическими и гид-
равлическими датчиками фирмы Барнес Дрилл (рис. 162). Сжатый воздух,
подаваемый насосом, пройдя через фильтр 1 и редуктор давления 2, развет-
вляется и идет по шлангам
3 и 4, Из шланга 4 воздух
поступит в левую полость
Рис. 162. Измерительное устройство с бесконтак-
тными пневматическими и гидравлическими дат-
чиками
Рис. 161. Измерительное устрой-
ство для контроля жесткими проб-
ками диаметра хонингуемого от-
верстия детали
диафрагменной камеры 6. Далее через гибкий шланг 15, неподвижное коль-
цо 19 и шланг 18 воздух поступает к трем соплам, расположенным между аб-
разивными брусками хона 17,
При увеличении диаметра хонингуемого отверстия увеличивается зазор
между соплами и поверхностью отверстия детали, поэтому давление воздуха
в левой полости диафрагменной камеры 6 уменьшается. По шлангу 3 сжатый
воздух поступает в правую полость диафрагменной камеры и затем по шлан-
гу 11 подводится к соплу 12 и клапану 10. Микрометрическим винтом 13 и
клином 14 в правой полости пневмокамеры 6 обеспечивается такое давление,
при котором диафрагма 5 начинает перемещаться влево, когда диаметр хо-
нингуемого отверстия достигнет заданной величины. В этот момент клин 7
освободит микровыключатель 8, который дает команду на сжатие хонин-
говальных брусков и вывод хона из отверстия обрабатываемой детали 16.
Копир 9, установленный на станке, нажимает на клапан 10 и открывает
его. Давление в правой полости диафрагменной камеры 6 уменьшается, и
диафрагма 5 прогибается вправо. Это происходит, когда хон выведен из от-
верстия детали 1.
Положительной стороной данного устройства является обеспечение
контроля диаметра по всей длине отверстия детали.
В настоящее время фирма Барнес Дрилл выпустила хоны с гидравличе-
скими датчиками, которые работают подобно пневматическим. По данным
фирмы, измерительное устройство обеспечивает контроль отверстий по пер-
вому классу точности.
176
ГЛАВА
§ 23. Измерительные устройства для активного
контроля плоских поверхностей деталей
при шлифовании
Измерительное устройство для визуального контроля плоских преры-
вистых поверхностей детали конструкции ЗИЛ. Наконечник 13 (рис. 163) за-
креплен на качающемся рычаге 1, который подвешен на крестообразных
стальных пластинчатых пружинах 17. Длина наконечника 13 выбирается
такой, чтобы он мог перекрыть расстояние между двумя смежными преры-
вистыми поверхностями или между двумя обрабатываемыми деталями. Из-
мерительное устройство устанавливается на тумбе. Крышка 3 закрывает
Рис. 163. Измерительное устройство для визуального активного конт-
роля плоских прерывистых поверхностей детали
колпак 5, в котором находится индикатор 4, диск 6 и защищает последние от
попадания охлаждающей жидкости и пыли.
Для устойчивых показаний индикатора и поглощения колебаний нако-
нечника 13 измерительное устройство имеет два демпфера, масляный 15
и пружинный, имеющий пружины сжатия 8 и растяжения 9. Винты 2 и 10
ограничивают перемещение рычага 1 в вертикальной и горизонтальной плос-
кости. В колпак 5 вмонтирован механизм 7 для установки шкалы индика-
тора 4 в требуемом положении. При повороте эксцентрик 11 нажимает на
планку 12, связанную с рычагом 1, и измерительный наконечник 13 отходит
от шлифуемой детали 14. Верхняя часть устройства может поворачиваться
вокруг оси втулки 16.
Точность измерения — 0,014-0,15 мм.
§ 24. Автоподналадчики для различных
металлорежущих станков
Автоподналадчиками, или подналадчиками,
называются устройства, которые, воздействуя на исполнительные меха-
ПЯТАЯ
177
низмы станка, изменяют относительное расположение режущего инструмен-
та или обрабатываемой детали при отклонении контролируемого размера
детали от заданной величины.
Одни подналадчики автоматически контролируют размер детали после
ее обработки, другие — положение рабочей поверхности шлифовального
круга или режущей грани инструмента относительно обработанной поверх-
ности детали.
Современные подналадчики в основном приводятся в действие не по ре-
зультатам измерения контролируемого размера у одной детали, а по резуль-
татам измерения контролируемо-
го размера у нескольких дета-
лей. Следовательно, подналад-
чик подает команду исполни-
тельным органам станка на его
подналадку только в том случае,
если не одна, а несколько (три-
четыре) обработанных деталей
получились с размерами, выхо-
дящими за пределы заданного
размера. В таком подналадчи-
ке имеется накопитель импуль-
сов, который не позволяет под-
наладчику подавать команду на
подналадку станка при единич-
ных отклонениях контролируе-
мого размера детали. Подналад-
чики могут автоматически про-
изводить не только 100-процент-
ную, но и выборочную провер-
ку контролируемого размера у
Рис. 164. Подналадчик для автоматической
подналадки токарного станка при износе
резца
обрабатываемых деталей.
Наиболее целесообразно применять подналадчики при точной, финиш-
ной обработке деталей, когда даже небольшой износ режущего инструмента
влияет на точность заданного размера и вызывает необходимость остановки
станка для подналадки режущего инструмента. Подналадчики устанавли-
ваются на станке или на близком расстоянии от станка.
Подналадчик конструкции ЭНИМС для автоматической подналадки
токарного станка при износе резца. Токарный станок установлен в автома-
тической линии и производит обточку наружной поверхности роторов 1
электродвигателей (рис. 164). Подналадчик закреплен на суппорте 2 станка.
Резец 13 установлен в державке 3, которая крепится плоскими пружинами 12
к суппорту. Державка винтом 11 соприкасается с профильной поверх-
ностью кулачка 4, жестко соединенного с храповым колесом 5. Кулачок
с храповым колесом свободно сидит на оси 6, установленной на суппорте.
После обтачивания наружная поверхность ротора 1 контролируется
в транспортном лотке измерительным прибором. При выходе диаметра D
ротора за допустимые размеры датчик подает команду на включение соле-
ноида 9, который опускает стопор 3 и ставит его на пути продольного пере-
мещения скалки 7. Команда подается датчиком в конечном положении суп-
порта 2, т. е. в конце обработки ротора.
Во время обратного перемещения суппорта в крайнее правое положение
скалка 7, упираясь в стопор 8, смещается влево и поворачивает собач-
кой 10 храповое колесо 5 на один зуб, а спиральный кулачок 4, поворачи-
ваясь, переместит державку 3 с резцом вперед на 2 мк.
При одном обороте кулачка 4 резец переместится на 1 мм, после этого
подается команда на подналадку и смену затупившегося резца 13.
7 Зак. 109
178
ГЛАВА
Электроконтактный прибор ОКБ для подналадки токарного станка-ав-
томата модели 1272. Прибор автоматически контролирует промежуточный
вал коробки передач после его обработки на токарном станке-автомате. Про-
межуточный вал контролируется по диаметрам 48,55~°’02 и 35,55~°’02 и по
длинам уступов вала 26~°’28; 115,2~°’35; 159,2—°-35 и 196,82~°’35. Допусти-
мая погрешность диаметров и длин в пределах допусков. Промежуточ-
ный вал после обработки устанавливается в центрах специальной каретки
и перемещается в измерительную зону подналадочного прибора. Чтобы
Рис. 165. Измерительный электроконтактный прибор ОКБ
в подналадчик не могли попасть обработанные валы с большими отклоне-
ниями от заданных размеров, имеется механизм блокировки в виде валика,
на котором хомутиками закреплены контрольные рычажки.
При задевании обработанным промежуточным валом за один из конт-
рольных рычажков валик блокировочного устройства поворачивается, осво-
бождая шток конечного выключателя, к .которому он был прижат, кон-
такты конечного выключателя размыкаются и подают команду на оста-
новку станка.
Если обработанный вал изготовлен с допустимыми отклонениями от
заданных размеров, то он, не задерживаясь, проходит блокировочное уст-
ройство и входит в измерительную зону подналадчика, где размещены изме-
рительные рычаги. В конце перемещения каретки с обработанным валом
выступ на каретке нажимает на вертикальную тягу механизма арретирова-
ния рычагов для измерения длин. Воздействуя на пружину, выступ на
каретке поворачивает ось с рычагами /, поддерживающими плиты (рис. 165).
Плиты под собственным весом перемещаются вниз, причем подпружиненные-
упоры 2 обеспечивают плавный контакт жестких измерительных наконеч-
ников с контролируемой поверхностью обработанного вала.
Одновременно механизм арретирования освобождает подвижные изме-
рительные рычаги 4\ пружины 3 поджимают однй концы рычагов к проверяе-
мой поверхности вала, а другие находятся в постоянном соприкосновении.
ПЯТАЯ
179
Рис. 166. Схема измерения диа-
метральных размеров ступенчато-
го вала на измерительном прибо-
ре ОКБ
со шпинделями 5 электрокошлктных датчиков 6. Датчики установлены
в кронштейнах, закрепленных на плитах.
Перемещением в пазах плит кронштейнов с датчиками можно регули-
ровать предварительный натяг шпинделей датчиков. Рычаги двух скоб подна-
ладчика, контролирующих два диаметра вала, не арретируются, потому что
скобы 2 (рис. 166), установленные на оси 1, самоустанавливаются по шейкам
вала при поступлении вала в измерительную зону подналадчика.
Конструкция обеих скоб одинакова: в каждой скобе имеется подвижный
рычаг 5, закрепленный на плоских пружинах 6. Такое закрепление позволяет
рычагу 5 перемещаться относительно рычага 4 скобы без перекосов. Непод-
вижный рычаг 4 жестко закреплен на ско-
бе 2.
Электроконтактный датчик 3 установ-
лен на скобе 2. Подвижный рычаг 5, про-
изводя замер диаметра вала, отклоняется и
нижним концом, нажимая на шпиндель 7
датчика 6, заставляет его подавать соот-
ветствующие сигналы. Продолжительность
контроля вала по всем шести размерам рав-
на 3 сек. После этого каретка перемещается
в исходное положение, освобождая рычаг
механизма арретирования, который под
действием пружин разводит измерительные
рычаги. По результатам измерения диамет-
ров шеек прибор дает станку команду для
подналадки режущего инструмента. Если
один из шести проверяемых размеров выхо-
дит за допустимые пределы, то подается
сигнал «брак». Для устойчивой работы все
датчики, установленные на подналадчике,
включаются через электронные реле. Элект-
ронное реле представляет собой блок на де-
сять контролируемых параметров. Все уз-
лы подналадчика и его электрическая часть устанавливаются в жестком
сварном кожухе, который закреплен на плите загрузочного устройства
станка.
Настраивают подналадчик по эталонной детали, которая устанавливает-
ся на центрах каретки и перемещается в измерительную зону прибора. За-
тем регулируют плюсовые контакты датчика таким образом, чтобы при вклю-
чении плюсовых контактов загорались лампочки, показывающие «брак»,
а стрелки индикаторов, установленных в датчиках, показывали ноль.
После этого каретка с эталонной деталью отводится, и каждый индикатор
для измерения четырех линейных размеров гайками датчика устанавли-
вается на величину заданного допуска. Индикаторы для измерения диаметров
шеек вала устанавливаются на величину подналадки резцов. В таком поло-
жении индикаторов настраиваются минусовые контакты всех датчиков. При
этом настройка датчиков, осуществляющих контроль линейных размеров,
производится по лампочкам «брак», а настройка датчиков, контролирующих
диаметральные размеры, — по лампочкам, показывающим «подналадка».
После настройки подналадчика гайки у всех датчиков отпускаются для того,
чтобы обеспечить свободное перемещение шпинделя каждого датчика в за-
данных пределах проверяемых размеров.
Автоподналадчик для расточного станка фирмы Хилд. На этом станке
производится тонкая расточка отверстий в различных деталях. Для тонкой
расточки отверстия обрабатываемая деталь устанавливается механической
рукой в трехкулачковый пневматический патрон 8 (рис. 167, а). После рас^
7*
180 ГЛАВА
точки отверстия одна механическая рука захватывает обработанную деталь
из патрона 3, переносит и устанавливает ее в невращающийся трехкулачко-
вый пневматический патрон /3 стола/5 и направляющей 16 для контроля
размера отверстия.
Рис. 167. Подналадчик
для активного контроля
диаметра растачиваемого
отверстия детали и пос-
ледующей подналадки
расточного станка (а) и
последовательные этапы
работы гидроцилиндра
станка при подналадке
резца (б)
В это же время вторая рука захватывает заготовку, переносит и встав-
ляет ее в патрон 8. После зажима заготовки и готовой детали в патронах
8 и 13 две механические руки разжимаются, освобождают заготовку и обра-
ботанную деталь и отходят вверх в исходное положение. Далее в заготовке,
закрепленной в патроне 3, производится тонкая расточка отверстия резцом
7. Одновременно обработанная деталь, закрепленная в неподвижном патро-
ПЯТАЯ
181
не 13, перемещаясь, надвигается на пневматическую измерительную пробку 14
с отверстием 12, которая контролирует диаметр отверстия детали. Пневмати-
ческая пробка по результатам измерения отверстия детали производит или
подналадку станка, если контролируемый диаметр отверстия приближается
к наибольшему или наименьшему предельному размеру отверстия детали,
или остановку станка, если размер диаметра отверстия выходит за предельные
размеры отверстия, указанные на чертеже детали. Подналадчик поднала-
живает станок во время установки последующей заготовки в патрон 8.
Узлы подналадчика работают следующим образом. Если размер диа-
метра отверстия детали приближается к наименьшему предельному размеру,
то замыкаются контакты мембранного пневматического датчика // (см. рис.
167, а) и дается команда электромагниту, который с помощью золотника
включает в работу гидроцилиндр 10. При перемещении поршня со штоком
гидроцилиндра собачка, закрепленная на конце штока, поворачивает против
часовой стрелки храповое колесо 19, посаженное на валике, который при
вращении поворачивает вправо винт 2 в колодке 3. Во время перемещения
вправо винта 2 шток гидроцилиндра 1 отводится влево (рис. 167, б), рез-
цедержавка 5 под влиянием пружины 4 поворачивается на оси 6 и отходит
влево от винта.
После окончания подналадки, т. е. поворота винта 2, поршень и шток
гидроцилиндра 1, перемещаясь вправо и нажимая на резцедержавку 5,
поворачивают ее около оси 6 до тех пор, пока она не упрется в торец вин-
та 2. В результате этой подналадки резец 7 будет снимать большую глубину
стружки и диаметр отверстия увеличивается. При повороте храпового ко-
леса 19 на один зуб резец перемещается на 5 мк.
Если диаметр отверстия приближается к наибольшему предельному
размеру, то замыкаются контакты датчика /// (см. рис. 167, а) и дается
команда электромагниту 17, который с помощью золотника включает гидро-
цилиндр 11. Во время перемещения поршня и штока гидроцилиндра 11 со-
бачка, сидящая на конце штока, поворачивает по часовой стрелке храповое
колесо 18 вместе с валиком. Винт 2, поворачиваясь в колодке 3, перемещается
влево и нажимает торцом на резцедержавку 5, заставляя ее поворачиваться
на оси 6 вправо. При этом шток гидроцилиндра 1 отводится (см. рис. 167, б).
После подналадки шток гидроцилиндра 1, перемещаясь вправо и повора-
чивая резцедержавку 5 на оси 6, прижмет ее к торцу винта 2 и резец 7 будет
снимать меньшую глубину стружки. Маховичок 20 через звездочку и цепную
передачу может производить подналадку резца вручную.
Визуальный контроль диаметров отверстий производится по шкале из-
мерительного устройства 9, которое связано с контрольной пневматической
пробкой 14.
После обработки отверстия шток гидроцилиндра отходит влево, а пру-
жина 4 поворачивает резцедержавку 5 около оси 6 влево, и резец 7 отходит
от поверхности отверстия обрабатываемой детали. <
Перед обработкой отверстия следующей детали шток гидроцилиндра
перемещается вправо и, поворачивая резцедержавку 5 около оси 6, прижи-
мает ее к торцу винта 2.
На данном расточном станке компенсация износа резца производится
в пределах 154-50 мк в зависимости от заданной точности обработки. При
поломке резца пневматическая контрольная пробка не войдет в проверяемое
отверстие, будет подана команда на остановку станка, и загорится красная
лампочка. После контроля пневматической пробкой детали скатываются по
лотку 23, в котором имеются два люка, закрытые крышками 21 и 22, подни-
мающимися и опускающимися с помощью пневматических датчиков I и
IV. Детали, изготовленные с диаметром отверстия меньше, чем наименьший
предельный размер (исправимый брак), попадают в один люк, а детали, изго-
товленные с диаметром отверстия больше наибольшего предельного разме-
182
ГЛАВА
ра (неисправимый брак), — в другой люк. При этом для каждого люка
поднимается соответствующая крышка.
Годные детали проходят по лотку 23 с закрытыми крышками люков и
попадают в тару годных деталей. При появлении бракованных деталей за-
гораются соответствующие лампочки.
Подналадчик к круглошлифовальному станку фирмы Федераль. Автома-
тический контроль шлифуемого диаметра вала производится скобой 1 (рис. 168)
Рис. 168. Схема работы подналадчика к круг-
лошлифовальному станку
Рис. 169. Схема контроля диаметра поршне-
вых пальцев на электроконтактном поднала-
дочном автомате Б В-940
с электроконтактным датчиком
2, который подает команду на
выключение станка устройству
11. При шлифовании происходит
нагрев вала и износ наконечни-
ков скобы, что нарушает пра-
вильность показания скобы 1.
Для обеспечения правильных
показаний скобы с учетом вли-
яния на ее работу указанных
погрешностей на круглошлифо-
вальном станке установлен под-
наладчик 3 с пневмоэлектрокон-
тактным датчиком 4. Подналад-
чик контролирует размер диа-
метра вала 5 после обработки.
В зависимости от результа-
тов проверки диаметра вала дат-
чик 4 через усилитель 10 авто-
матически производит подналад-
ку датчика 2, установленного на
скобе 1. Датчик 4 контролирует
работу измерительного устройст-
ва 6, которое сортирует все об-
работанные детали на три груп-
пы: «Брак—» 9, «Брак +» 7 и
годные S.
Установка валов в рабочую
зону станка для обработки и пе-
редача из рабочей зоны обрабо-
танных деталей на лоток про-
исходят автоматически с помо-
щью манипулятора.
Схема контроля диаметра поршневых пальцев на электроконтактном
подналадочном автомате БВ-940. Подналадочный автомат БВ-940 установлен
над ленточным транспортером в конце автоматической линии для шлифова-
ния наружной поверхности поршневых пальцев тракторов. Допуск на
неточность изготовления наружного диаметра пальца составляет 0,008 мм.
Автомат производит 100-процентный контроль по наружному диаметру
всех поршневых пальцев после окончательной обработки. Правильно отшли-
фованные пальцы после контроля на измерительной позиции автомата снова
поступают на сквозной транспортер 1, по которому они подаются к автомату.
Поршневые пальцы с диаметром, выходящим за пределы допуска, заслонкой 9
(рис. 169), управляемой электромагнитом, направляются в бункер 10. При
поступлении на измерительную позицию подналадочного автомата последо-
вательно трех поршневых пальцев с размерами, близко расположенными
к верхней границе поля допуска, он дает команду на подналадку станка,
т. е. на сближение шлифующего и ведущего кругов. Окончательно отшли-
фованные пальцы захватываются барабаном 8 с транспортера /, затем бара-
ПЯТАЯ
183
бан, периодически поворачиваясь на 60°, переносит пальцы вверх на изме-
рительную позицию. Контролируемый палец устанавливается в призме 6.
Измерительное устройство для контроля пальцев установлено на рычаге 3,
который при повороте барабана поднимается вверх кулачком 2, установлен-
ным на распределительном валу автомата. Контроль пальцев на измеритель-
ной позиции производится скобой, имеющей неподвижную 4 и подвижную 7
ножки. Подвижная 7 ножка, соприкасающаяся одним концом с контроли-
руемой поверхностью пальца, а вторым — нажимающая на шпиндель элек-
троконтактного датчика 5, передает ему соответствующие результаты измере-
ний диаметра поршневого пальца.
При замыкании контактов датчика «Брак+» или «Брак—» загорается
соответствующая сигнальная лампочка. Третий контакт датчика настраи-
вается на 0,003 мм ниже верхней границы поля допуска на диаметр пальца.
В этом случае команда на подналадку станка дается при условии, что три
пальца, подряд поступившие на измерительную позицию, будут иметь раз-
мер выше этого предела.
Контрольный подналадочный автомат БВ-940 путем переналадки может
контролировать поршневые пальцы диаметром 35, 48 и 60 мм.
Цикл работы автомата 6-4-9 сек.
Устройство для автоматической подналадки
плоскошлифовального станка
Измерительное устройство (подналадчик) конструкции СКБ-6 для под-
наладки шлифовального станка модели 3772-В (рис. 170). Подналадчик авто-
матически контролирует высоту шлифуемых деталей. Верхнее плечо рычага
1 —4 измерительного устройства прижимается пружиной 3 к упору 2. Про-
шлифованные детали с заданными размерами по высоте проходят под измери-
тельным наконечником 9, не задевая его. Детали, имеющие завышенные
размеры по высоте, проходя под измерительным наконечником, задевают его
и поворачивают рычаги 1,4 и 5. При повороте рычага 5 происходит замыкание
контактов 7 и 3, и подналадчик через электронное реле подает команду ме-
ханизму подналадки станка для перемещения вниз шлифовального круга
на определенную величину. В процессе шлифования происходит износ шли-
фовального круга и поэтому через определенный промежуток времени высота
шлифуемых деталей увеличивается. Когда высота шлифуемых деталей при-
близится к верхней границе допуска, то подналадчик снова через электрон-
ное реле подаст команду для подналадки исполнительному механизму стан-
ка> и шлифовальный круг опустится на требуемую величину и т. д.
Настраивают измерительное устройство СКБ-6 по эталонной детали,
изготовленной с наибольшим предельным размером по высоте.
Вращением лимба 10 подводят измерительный наконечников соприкос-
новение с верхним торцом эталонной детали. Затем вращением лимба 6
добиваются сначала замыкания контактов 7 и 8 (при этом загорается крас-
ная сигнальная лампочка), а потом размыкания контактов 7 и 8 (при этом
красная лампочка гаснет). После этого эталонная деталь снимается со станка
и измерительное устройство готово к контролю высоты шлифуемых деталей.
Погрешность измерения равна i 0,002 мм.
Устройства для автоматической подналадки
зуборезных станков для нарезания зубьев
цилиндрических зубчатых колес
Зубофрезерный станок с подналадочным устройством фирмы «Мичиган-
Тул» (рис. 171). На кронштейне 17 закреплен магазин /, в котором находят-
184 ГЛАВА
Рис. 170. Измерительное устройство (подналадчик) конструкции СКБ-6 для подналад-
ки шлифовального станка модели 3772-В
1 2 3 4 5 6
Рис. 171. Зубофрезерный станок-автомат с подналадочным устрой-
ством фирмы «Мичиган-Тул»
ПЯТАЯ
185
ся заготовки цилиндрических зубчатых колес. Питатель 7, захватив из ма-
газина одну заготовку 2 колеса, поворачиваясь вокруг оси, переносит ее
в рабочую зону зуборезного станка, отсекатель 16 задерживает от выпадания
заготовки, находящиеся в магазине.
В рабочей зоне станка заготовка колеса базовым отверстием устанав-
ливается и зажимается на оправке 3, которую перемещает поршень гидро-
цилиндра 4. Нижним концом оправка крепится в отверстии планшайбы 8,
установленной на столе 9 зуборезного станка.
Питатель 7 имеет упругий прижим 15, который при перемещении пита-
теля в исходное положение отгибается и скользит по наружному диа-
метру заготовки колеса, установленной на оправке. Выйдя из соприкоснове-
ния с колесом, упругий прижим занимает положение, необходимое для за-
хвата из магазина очередной заготовки колеса.
Перед нарезанием зубьев колеса стол 9 перемещается в направлении чер-
вячной фрезы 5 на заданную величину, после чего червячная фреза нарезает
зубья цилиндрического колеса. Затем стол 9 станка отходит в исходное поло-
жение, и поршень гидроцилиндра 4 выводит оправку 3 из отверстия зубчато-
го колеса 6. При передвижении с очередной заготовкой от магазина 1 в ра-
бочую зону станка питатель сталкивает зубчатое колесов лоток 10. Из лотка
зубчатое колесо поступает в измерительное устройство 14, которое произво-
дит измерение комплексной погрешности по диаметру делительной окруж-
ности зубчатого колеса. Измерительное устройство 14 в зависимости от ре-
зультатов проверки подает команду подналадочному устройству 13 на под-
наладку или остановку станка. Измерительное устройство 14 имеет два лот-
ка: по лотку 12 сходят годные детали, по лоткам И — бракованные детали.
Измерительное устройство к зубофрезерному автоматическому станку
Мичиган-Тул (рис. 172). В измерительном устройстве зубчатые колеса 1
катятся по зубчатой рейке 3 до упора в отсекатель 2, подъем которого осу-
ществляется цепной передачей 32 через звездочку 31, вал 33, кулачок 29
и рычаг 30.
Пройдя отсекатель, колесо катится по рейке 3 до упора в сердечник 22
электромагнита 21. При этом зубчатое колесо попадает на выступ 11 планки
12, которая установлена в зазоре рейки 3. Выступ 11, выполненный по
профилю зуба рейки, имеет вырез по середине зуба.
Планка с зубом закреплены на верхнем конце штока 13. Цепная пере-
дача 4, поворачивая кулачок 8, освобождает от нажима правое плечо ры-
чага 9. В это время пружина, нажимая на нижний конец штока 13, поднимает
его вместе с планкой 12 и проверяемым зубчатым колесом вверх до соприкос-
новения с коническим наконечником, закрепленным на верхнем штоке 6,
установленном во втулке 5. Наконечник прижимается к контролируемому
колесу пружиной 7. Шток 13 перемещается вверх на определенную величину
независимо от диаметра делительной окружности измеряемой детали, шток
6 — в зависимости от диаметра делительной окружности измеряемой детали.
Вертикальное перемещение штока 6 передается на планку 10, которая
под действием пружины всегда находится в соприкосновении с верхним кон-
цом этого штока.
На верхнюю полость планки 10 опираются шпиндель датчика 23 и на-
конечник индикатора 24, которые закреплены в кронштейне 25. Таким обра-
зом, перемещение штока 6 через планку 10 передается датчику и индикато-
ру. Показание датчика 23 передается усилителю 20.
В измерительном устройстве применяются двух- или трехконтактные
датчики. Двухконтактный датчик используют в том случае, когда не произ-
водят подналадку станка. Трехконтактный — при автоматическом управле-
нии подналадкой и остановом станка. Один контакт трехконтактного датчи-
ка настраивается по верхней границе поля допуска, второй контакт — по
нижней границе поля допуска, а третий контакт— по верхней контрольной
7В. Зак. 109
рис. i72
16
^3«iep!1Tl
ШШ
32
33
ельиое подНаля
^НалаДочНое
yCT₽0^a0K3v,
НомУ Ha°*Pe3ePHoMv
У на РИС. 77?>Муав^атуфип
Ф“№«
ГИ,("Р^8„„.
Vsrvifj
пятая ।87
границе. Датчик управляет работой механизма, который после контроля
направляет годные детали в один лоток, забракованные — в другой.
После контроля зубчатого колеса цепная передача 28 повернет кулачок
27, который нажмет на штифт конечного выключателя 26. Конечный выклю-
чатель включает ток, идущий к датчику 23 и электромагниту 21. В это же
зремя цепная передача 4 при повороте кулачка 8 перемещает вверх правое
плечо рычага 9, а левое плечо его, преодолевая сопротивление пружины,
перемещает вниз шток 13 с планкой 12 и проверенным колесом. Затем сердеч-
ник 22 втягивается внутрь электромагнита, и проверенное зубчатое колесо,
не имея упора в виде сердечника, скатывается в лоток 18. Правильно изго-
товленное зубчатое колесо скатывается по лотку 16 в свою тару. Если зуб-
чатое колесо изготовлено с размером, выходящим за верхние или нижние
границы поля допуска по диаметру делительной окружности, датчик подает
команду электромагнитам 14 и 15, которые открывают заслонки 17 или 19,
н деталь попадает в лоток «Брак+» или «Брак —».
Если три колеса, последовательно поступивших на измерительное
устройство, будут забракованы, то автоматически подается команда на оста-
новку станка. На данном измерительном устройстве размеры зубчатых колес
выдерживаются с точностью 124-15 мк, а погрешность самого измеритель-
ного устройства равна 2,5 мк. Производительность измерительного устрой-
:тва|— 1 000 зубчатых колес в час.
§ 25. Контрольно-блокировочные устройства
металлорежущих станков
Контрольно-блокировочные устройства являются разновидностью
средств для активного контроля деталей. Эти устройства контролируют де-
тали до или после обработки их на станке, а также останавливают станки
при изготовлении бракованных деталей или при поломке режущего инстру-
мента. Блокировочные устройства применяются также для контроля пра-
вильности базирования обрабатываемой детали в приспособлении станка на
автоматической линии.
Контрольно-блокировочные устройства имеют измерительный орган,
контролирующий правильность размера обрабатываемой поверхности де-
тали, и исполнительный орган, который производит останов станка. Измери-
тельный орган контрольно-блокировочного устройства имеет электрокон-
гактные или пневматические датчики.
Контрольно-блокировочные устройства настраиваются для контроля
наибольшего и наименьшего предельного размеров обработанной поверхно-
сти деталей. При получении со станка деталей с размерами, выходящими за
допустимые предельные размеры, исполнительный орган блокировочного
устройства останавливает станок.
Контактная пневматическая пробка блокирующего устройства. Такое
блокирующее устройство применяется для проверки диаметра отверстий
в корпусных деталях, обрабатываемых на автоматических линиях.
На конце пневматической пробки закреплены щетки 9 (рис. 173, а)
для очистки поверхности обработанного отверстия от стружки. Внутри
пневмоконтактной пробки на плоской пружине 6 подвешен двухплечий рьь
чаг 7, с которым соприкасается наконечник 11 штока 4 контактного пневма-
тического датчика. На двухплечем рычаге 7 закрепляется измерительный на-
конечник 8. В пробке имеется второй неподвижный измерительный нако-
нечник 10.
Для самоцентрирования в контролируемом отверстии корпус 5 пробки
нежестко крепится двумя гайками во втулке 2, опираясь на резиновое коль-
7В*
188
ГЛАВА
цо 3 и шарики 1. Корпус 5 может поворачиваться относительно оси пробки
на небольшой угол. Пневматическая пробка вводится в проверяемое отвер-
стие гидравлическим устройством в соответствии с циклом работы станков ав-
Рис. 173. Узлы блокирующего устройства:
а)—контактная пневматическая^пробка; б) — схема преобразования
импульса
томатической линии.
Схема преобразо-
вания импульса в
контрольно-блоки р у-
ющем уст р о й с т в е.
Пневматический дат-
чик шлангом 1 (рис.
173, б) соединяют с
отсчетным устройст-
вом низкого давления
с водяным маномет-
ром. Между пневма-
тическим датчиком и
отсчетным устройст-
вом размещены мемб-
ранные электрокон-
тактные датчики 2.
Контакты датчиков
включаются при пере-
мещении штока мем-
браны, которая про-
гибается под давле-
нием воздуха/. Давле-
ние воздуха в пнев-
мокамере зависит от
вел ичины откр ыти я
сопла пневматическо-
го датчика. В свою
Рис. 174. Схема работы контрольной позиции
контрольно-блокировочного автомата БВ-655:
а) —исходное положение калибра-пробки 3; б) — положе-
ние калибра-пробки 3 при измерении диаметра шлифуемо-
го отверстия детали
очередь величина открытия
сопла пневматического датчи-
ка зависит от степени откло-
нения контролируемого диа-
метра отверстия от заданного
диаметра отверстия обрабаты-
ваемой детали.
Сигнальные лампы 3 свя-
заны с контактами датчика.
Пневматический датчик имеет
отсчетную шкалу для визуаль-
ного наблюдения за фактиче-
скими размерами отверстия
обрабатываемой детали.
Контрольно - блокировоч-
ный автомат БВ-655 для
контроля припуска на шли-
фование отверстия внутрен-
него кольца роликоподшип-
ника (применяется на автома-
тической линии на 1-ГПЗ). На
рис. 174 дана схема работы
контрольной позиции автома-
та БВ-655. Кольцо, катясь по
наклонному лотку, поступает
189
на измерительную позицию, где задерживается подвижным упором 5 и
прижимается к трем штифтам 4 стаканом 2 под действием пружины 1.
Это устройство размещено на приводной каретке 6. Контроль отверстия
кольца роликоподшипника производится калибром-пробкой 3, которая
входит в отверстие кольца за счет разности усилий пружин 7 и 1. При за-
вышенном припуске на шлифование отверстия калибр-пробка 3 не войдет
в отверстие. В этом случае каретка не придет в крайнее правое положение,
контакты 8 останутся замкнутыми, что вызовет сигнал на удаление кольца
с линии.
На рис. 174, а дано исходное положение калибра-пробки 3, а на рис.
174, б—положение пробки 3 при измерении отверстия. Для уменьшения
погрешностей, связанных с несоосностью проверяемого отверстия и пробки,
последняя имеет небольшую длину. Контактные измерительные пробки дают
более устойчивые показания по сравнению с бесконтактными, если на по*
верхности проверяемого отверстия имеется стружка, грязь и т. д.
Контролыю-блокирующие устройства на агрегатных
сверлильных станках
При обработке корпусных деталей на многошпиндельных агрегатных
станках автоматических линий производится одновременное сверление боль-
шого количества глухих отверстий с последующим нарезанием в них резьбы.
При сверлении нескольких глухих отверстий на определенную длину
возможны различные случаи брака. Например: а) в одном из отверстий оста-
лось сломаное сверло, б) какое-либо отверстие было просверлено не на пол-
ную длину, в) отверстие совсем не было просверлено. При обработке таких
деталей на последующей операции — нарезании резьбы в отверстиях —
возможна поломка метчика, поэтому необходимо производить контроль на-
личия всех просверленных отверстий и контроль их длины перед нареза-
нием резьбы.
Контрольное приспособление для проверки глубины просверленных от-
верстий в корпусных деталях. Каждая обрабатываемая корпусная деталь
после просверливания в ней отверстия автоматически подается на контроль-
ную позицию, где производится контроль наличия отверстий и полной дли-
ны их. На этой позиции в контролируемые глухие отверстия 10 детали 11
от гидроцилиндра вводятся штифты 9 для проверки наличия и глубины про-
сверленных отверстий. Каждый штифт имеет длину, равную заданной глу-
бине просверленного отверстия.
Контрольные штифты закреплены в головках 3, которые установлены
на штоках /3, смонтированных в корпусе 5. В корпусе установлены два ко-
нечных выключателя 4, стержни которых соприкасаются со скосами
на левых концах штоков 13 (рис. 175, а). Корпус скреплен со штоком 3 гид-
роцилиндра 2. Для проверки наличия и глубины отверстий поршень 1 и
шток 3 гидроцилиндра с головками 8 перемещаются вправо по направляющим
штангам 15, пока правый торец корпуса 5 не упрется в упор 12. При этом кон-
трольные штифты 9 входят в отверстия 10 и производят проверку наличия и
заданной длины сверления. Если все контролируемые отверстия просверле-
ны на заданную глубину, то штоки 13, перемещающиеся во втулках 7 с по-
мощью пружин 6, будут находиться в крайнем правом положении, стержни
конечных выключателей — касаться скосов на левых концах штоков 13 и
контакты 14—разомкнуты (рис. 175,6).
Если одно из контролируемых отверстий будет просверлено на мень-
шую длину или в отверстии осталось сломанное сверло, то один из измери-
тельных стержней 9 головки 8 не сможет войти в отверстие или войдет
в него на меньшую длину и, упираясь в дно, остановит перемещение го-
190
ГЛАВА
ловки вправо. Но корпус 5, несущий головку, будет штоком 3 гидроцилин-
дра перемещаться вправо, пока корпус не упрется в упор 12.
Так как верхняя головка 8 со штифтами останавливается раньше, чем
корпус достигнет упора, то левый конец верхнего штока своим скосом нажмет
на стержень верхнего конечного выключателя и подаст команду на останов
Рис. 175. Контрольное приспособление для проверки глубины просвер-
ленных отверстий в корпусных деталях:
а) — исходное положение контрольного приспособления; б)—положение контрольного
приспособления при проверке наличия и глубины просверленных отверстий
станка соответствующего участка автоматической линии для смены зату-
пившегося или сломавшегося сверла и удаления бракованной детали.
Такие контрольные устройства конструкции ЭНИМС и СКВ приме-
няются на автоматических линиях для обработки корпусных деталей.
§26. Многомерные контрольные приспособления
светосигнального типа
Контроль нескольких различных размеров одной детали, проводимый
на одном измерительном устройстве за один установ детали, называется
многомерным.
Первичный контрольный орган такого измерительного устройства
состоит из нескольких датчиков. При этом каждый из этих датчиков кон-
тролирует только один размер проверяемой детали.
Одна из измерительных позиций электронного контрольно-сортировоч-
ного автомата К-19 конструкции НИЭЛ. На одной позиции контрольно-
сортировочного автомата К-19 ступенчатый валик проходит контроль по
длине шеек /2,- /3 и 1г.
191
Контролируемый ступенчатый валик зажимается двумя втулками 2
и 6 (рис. 176), причем каждая из них упирается в торцы средней шейки
валика. Продольное перемещение втулок при зажиме и разжиме валика
производится приводным механизмом. Во время зажима контролируемого
валика 1 втулка 6 прижимается торцом к жесткому упору 5. При такой
установке валика получаются изме-
рительные базы I—I для контроля
длины шеек и /3 и II—II — для
контроля длины шейки Z2.
На измерительной позиции авто-
мата имеются три датчика. Датчик
ДЗ, закрепленный на втулке 6, конт-
ролирует длину шейки /3; датчик Д2,
закрепленный во втулке 2, — длину
шейки Z2; датчик Д19 закрепленный
неподвижно, — длину шейки через
рычаг 3 и втулку 2. Постоянный кон-
такт между втулкой 2 и рычагом 3
обеспечивается пружиной 4. После
проверки валика втулки разводятся
и освобождают валик от зажима. При
этом все три датчика приходят в
свободное (нормальное) со-
стояние и в датчике Д1
замыкается контакт В1, а
в датчиках Д2 и ДЗ—кон-
такты Н2 и НЗ.
Схема измерения што-
ков на многомерном све-
тосигнальном контрольном
приспособлении. У штока
контролируются четыре ди-
аметра (рис. 177, а) и пять
продольных размеров (рис.
177, б). Контроль всех де-
вяти размеров производит-
ся девятью электроконтакт-
ными датчиками за один
установ детали. Диамет-
ральные размеры контро-
лируются плавающими ско-
бами, применение которых
устраняет погрешность из-
мерения от эксцентрисите-
та шеек и базирования де-
тали относительно скоб;
линейные размеры штока—
двумя рычажными система-
ми. При проверке шток
Рис. 176. Одна из измерительных по-
зиций электронного контрольно-сорти-
ровочного автомата К-19 конструкции
НИЭЛ
Рис. 177. Схема измерения штоков на многомерном
светосигнальном контрольном приспособлении:
а) — измерение четырех диаметральных размеров; б) — изме-
рение пяти линейных размеров у штоков
устанавливается на две
опоры 1 и прижимается к упору 2 через рычаг 4 пружиной. Рычаг при
помощи датчика 3 контролирует общую длину детали.
На рычаге 4 установлен второй датчик 5, который по положению ры-
чагов 4 и 8 контролирует длину между правыми торцами детали и выточки.
Длина правой выточки контролируется датчиком 7 с помощью рычагов 6
и 8, а длина левой выточки — датчиком 7 и рычагами 9 и 10. Размер между
192
ГЛАВА
левыми торцами детали и выточки контролируется датчиком 11 через ры-
чаг 9.
Результаты измерения поступают на светосигнальное табло, на котором
изображен контур контролируемой детали. По загоранию соответствующей
лампочки можно определить, какой из размеров детали выходит за предел
допуска на неточность изготовления детали. Данное многомерное приспособ-
ление не имеет отдельного сигнала о годности детали по всем контролиру-
емым размерам, что снижает надежность контроля, так как при перегорании
одной из ламп брак по соответствующему размеру не будет установлен, и
бракованные детали могут пойти на сборку.
Контакты всех датчиков настраивают по эталонной детали. Произ-
водительность многомерного приспособления — 200 деталей в час. Точ-
ность измерения размеров деталей на многомерных светосигнальных прис-
пособлениях зависит в основном от точности электроконтактных датчиков
и находится в пределах 0,0034-0,005 мм.
§ 27. Полуавтомат БВ-539К для комплексной
двухпрофильной проверки зубчатых колес
Полуавтомат БВ-539К. Применяется для контроля зубчатых
колес, обрабатываемых на автоматической линии. При двухпрофильном
контроле проверяемое зубчатое колесо устанавливается на оправке
29 (рис. 178) и обкатывается в плотном (беззазорном) зацеплении
Рис. 178. Полуавтомат БВ-539К для контроля цилиндрических зубчатых колес
ПЯТАЯ
193
с измерительным (эталонным) зубчатым колесом 31, закрепленным на смен-
ной шлицевой втулке 1. При вращении зубчатых колес на полуавтома-
те БВ-539К контролируются величина межцентрового расстояния колес
по верхнему и нижнему пределам, колебание межцентрового расстояния
за один оборот проверяемого зубчатого колеса и колебание межцентрово-
го расстояния на одном зубе (проверка этого размера производится шесть
раз в продолжение одного оборота проверяемого зубчатого колеса).
Величины допусков для контролируемых размеров определяются по
ГОСТ 1643—56 для цилиндрических зубчатых колес 7 и 8-й степени
точности.
Полуавтомат БВ-539К имеет сварную станину, на которой установ-
лены две каретки 28 и 2. При вращении рукоятки 4 будет вращаться винт 3
и перемещать каретку 2 в специальных направляющих вдоль станины. Ка-
ретка устанавливается и закрепляется в требуемом положении, которое
определяется величиной межцентрового расстояния контролируемой пары
зубчатых колес.
На каретке 2 закреплена оправка, на которую в зависимости от диамет-
ра отверстия контролируемого колеса устанавливаются сменные шлицевые
втулки 1. На втулки вручную устанавливаются эталонные колеса 31.
Оправка каретки 2 получает вращение от червячной пары 7, червяк
которой при перемещении каретки 2 передвигается вместе с ней по валу 6
на шпонке. На второй подвижной каретке 28 закреплена невращающаяся
оправка 29, на которую устанавливается контролируемое колесо. Каретка
28 в процессе измерения зубчатого колеса должна очень легко совершать
возвратно-колебательные движения в продольном направлении, поэтому
она установлена на шариковых опорах. Эта каретка 28 является измери-
тельным органом контрольного полуавтомата и имеет регулируемые упо-
ры 26, которые при колебательном движении каретки воздействуют на не-
подвижно установленные электроконтактные датчики 27, индикатор 25
и индуктивный датчик 24 (для самописца). Измерительное усилие между
двумя зубчатыми колесами создается пружиной 8.
Приводом автомата является электродвигатель 14 мощностью 0,125 кет,
который через ременную 13 и червячную 16 передачи и зубчатую пару 10
передает движение валу 6, вращающему через червячную пару 7 эталонное
зубчатое колесо 31. Одновременно электродвигатель через ременную и чер-
вячную передачи и червяк на валу 11 передает вращение командоаппарату 23,
который управляет автоматическим циклом работы полуавтомата БВ-539К.
Контроль межцентрового расстояния двух зубчатых колес (при без-
зазорном зацеплении) производится по верхнему и нижнему пределам с по-
мощью предельного электроконтактного датчика БВ-779. Определение
пределов при настройке производится блоками концевых мер, установ-
ленных между каретками 2 и 28.
Контроль допустимой величины колебания межцентрового расстояния
по фактической величине колебания за один оборот проверяемого колеса
и по величине колебания одного зуба осуществляют двумя амплитудными
электроконтактными датчиками БВ-634. Настраивают амплитудные дат-
чики при продольном возвратно-поступательном перемещении кареток 2
и 28, находящихся в сомкнутом положении вручную вращением рукоятки 4
и винта 3. Величина возвратно-поступательных перемещений кареток
при настройке должна укладываться в допуск, а величина настроечных
перемещений контролируется показаниями микронного отсчетного прибора.
При контроле на автомате правильности межцентрового расстояния
по величине колебания на одном зубе соответствующий датчик должен
включаться во время поворота колеса на два зуба. Для получения надеж-
ных результатов контроля проверка колебания на зубе производится шесть
раз в течение одного оборота контролируемого колеса.
194 ГЛАВА
Полуавтомат имеет командоаппарат, на валу 23 которого установ-
лены четыре регулируемых кулачка: один кулачок перемещает каретку
28 после проверки колеса, а три кулачка управляют включением и выклю-
чением тока в датчиках.
Чтобы иметь возможность включить или выключить датчик, контро-
лирующий колебание на одном зубе шесть раз за один оборот контролиру-
емого колеса, командоаппарат имеет длинный кулачок 18 с двумя продоль-
ными углублениями. Этот кулачок связан валом 23 командоаппарата с уско-
ряющей передачей 22\ таким образом, два его продольных углубления дают
за один оборот вала командоаппарата 12 замыканий контактора 21.
Длительность включений тока регулируется перемещением контак-
тора вдоль кулачка 18. Кнопкой «Пуск» полуавтомат включается на один
цикл, во время которого автоматически контролируются все размеры колеса.
Результаты проверки зубчатого колеса регистрируются пятью сигналь-
ными лампочками 30, установленными на пульте управления. Одна лам-
почка загорается, когда колесо изготовлено правильно, вторая — при
«Браке +» по межцентровому расстоянию, третья — при «Браке —» по
межцентровому расстоянию, четвертая — при браке по колебанию меж-
центрового расстояния за один оборот колеса, пятая — при браке по ко-
лебанию межцентрового расстояния на одном зубе.
Величина межцентрового расстояния и его колебания могут определять-
ся контролером визуально по индикатору и в случае необходимости запи-
сываться на бумажную ленту при помощи индуктивного электросамописца
БВ-662 с увеличением до 5000 раз.
Проверенные зубчатые колеса раскладываются по группам вручную
на основании показаний сигнальных ламп. В том случае, когда возникает
сомнение в правильности срабатывания сигнального устройства или с целью
более удобного визуального наблюдения по индикатору за колебаниями
межцентрового расстояния, контролер может в любой момент переключить
вращение проверяемого зубчатого колеса на обратное, замедленное по срав-
нению с нормальным в восемь раз. Такое переключение производится дву-
сторонней конической фрикционной муфтой 15 с перебором и перекидной
рукояткой 9.
Во время замедленного обратного вращения для изучения характера
погрешностей обработки контролируемых зубчатых колес может служить
электросамописец БВ-662. Продолжительность автоматического цикла
проверки колеса 30 сек.
Привод входного сельсина самописца, служащего для перемещения
бумажной ленты пропорционально углу поворота проверяемого колеса,
осуществляется с помощью ременной передачи 20 и специального редуктора
17 от вала командоаппарата. Электросхема полуавтомата БВ-539К включает
силовую (приводную) и измерительную части. Измерительная электронная
схема полуавтомата основана на принципе сеточного контакта и служит для
включения сигнальных ламп в зависимости от импульсов электроконтакт-
ных датчиков. Шкала 19 (для определения положения контактора) градуи-
руется в числах зубьев контролируемых колес. Деревянный стол 12 служит
для крепления на его верхней части станины и привода полуавтомата.
§ 29. Автоматы для контроля колец шарико-
и роликоподшипников
На двух автоматических линиях цеха-автомата 1-ГПЗ обрабатываются
шариковый 307К и конический роликовый 7815К1 подшипники. На этих
автоматических линиях установлены четыре автомата БВ-470 для контроля
ПЯТАЯ
195
наружных колец роликоподшипников, БВ-471 — внутренних колец ро-
ликоподшипников, БВ-472 — наружных колец шарикоподшипников и
БВ-473 — внутренних колец шарикоподшипников. Автоматы контролируют
все размеры колец, а также определяют величину отклонений от геометри-
ческой формы, выявляют бракованные кольца (с учетом количества брака
по каждому размеру кольца) и размагничивают годные кольца, поступаю-
щие на сборку. Количество контролируемых размеров по каждому кольцу
колеблется от 16 до 19. Производительность контрольных автоматов для
роликовой автоматической линии — 180 штук в час (цикл 20 сек), для ша-
риковой линии — 260 штук в час (цикл 13,8 сек).
Каждое контролируемое кольцо проходит на контрольном автомате
последовательно через одну приемную, пять измерительных, одну сорти-
Рис. 179. Один из контрольных многопозиционных автоматов для контроля
колец подшипника
ровочную позиции и позицию выдачи. На некоторых измерительных по-
зициях автомата производится одновременный контроль нескольких раз-
меров колец.
Кольца необходимо проверять по всей окружности, а не в одном осе-
вом сечении, поэтому они при контроле вращаются электромагнитными пат-
ронами, причем измерительной базой является торец патрона.
Один из контрольных автоматов. Перемещение контролируемых колец
между позициями производится транспортером 17 (рис. 179), представля-
ющим собой швеллер, в котором размещены гнезда для контролируемых
колец. Над транспортером установлены восемь кронштейнов 13, имеющих
шпиндели, в которых закреплены магнитные патроны 15.
Шпиндели поднимаются одновременно через рычаги 4 при повороте
вала 6. Вал поворачивается при подъеме шпинделей в одну сторону, а при
их опускании — в другую. Поворот вала в обе стороны происходит от двух
одинаковых кулачков 1, установленных на концах распределительного
вала 2 с целью уменьшения величины скручивания длинного вала 6. Две
пружины 8, закрепленные по обеим сторонам каждого кронштейна 13, урав-
новешивают вес шпинделей. В верхней части тяги 7 имеется блокировочное
устройство 9.
Вращение шпинделей с магнитными патронами 15 происходит от рас-
пределительного вала 2. Зубчатый сектор (на рисунке отсутствует) в оп-
ределенные отрезки времени, соответствующие измерению, вращает блок 5
шестерен, который свободно сидит на валу 6. Блок передает вращение на
вал 12 и далее через цепную передачу шестерням 11 и 10, установленным на
щпинделях.
196
ГЛАВА
Рис. 180. Патрон для зажима внут-
реннего кольца роликоподшипника
7815К1
Шпиндели с патронами вращаются на пяти позициях, а на приемной,,
сортировочной и позиции выдачи — нет.
Под транспортером 15 на приемной позиции установлен приемный сто-
лик 26, далее идут четыре измерительные позиции; шестая позиция с вра-
щающимся столиком — резервная; седьмая — сортировочная. Против этой
позиции под транспортером установлен лоток 24, на который падает забра-
кованное кольцо при прекращении поступления тока в катушку электро-
магнитного патрона. С лотка забрако-
ванное кольцо попадает в бункер брака
23. На восьмой позиции выдачи годные
кольца падают с электромагнитного пат-
рона на ленточный транспортер 22, ко-
торый проносит их через демагнитиза-
тор, находящийся в кожухе 21.
Основные узлы автомата установле-
ны на верхней плоскости чугунной ли-
той станины 20. Внутри станины раз-
мещаются редуктор привода 19, блок 18
фильтров и стабилизаторов пневматиче-
ской системы, накопитель импульсов 3
и не показанные на рисунке кулачко-
во-рычажный механизм привода транс-
портера и передача на выводной транс-
портер 22. Червячный редуктор 19 пе-
редает вращение от мотора мощностью
1,7 кет через цепную передачу на рас-
пределительный вал 2.
В передней части автомата за ог-
раждением установлена подставка 14
для закрепления сильфонных пневмати-
ческих датчиков, а на передней части
станины — пульт управления и сигнали-
зации 25. С левой стороны станины име-
ется кронштейн 27 для присоединения
промежуточного транспортера линии.
Продольное перемещение колец между
позициями автомата производится тран-
спортером 16, имеющим гнезда 17 для
колец, вертикальное перемещение ко-
лец — электромагнитными патронами 15, установленными в шпинделях.
Электромагнитные патроны вращают кольца при проверке их на изме-
р ител ьных позициях.
Патрон для зажима внутреннего кольца роликоподшипника 7815КК
Патрон состоит из корпуса 3 (рис. 180) с хвостовиком. В выточке корпуса
вмонтирована катушка 2, рассчитанная на 48 в постоянного тока.
На шейку нижнего конца корпуса устанавливается сердечник 7 из мяг-
кого железа, последний крепится к корпусу винтами. Внутрь корпуса встав-
ляется бронзовый разделитель 8 для заполнения магнитного зазора. К сер-
дечнику винтами крепится кольцо9 с тремя твердосплавными пластинками 10.
Кольцо с пластинами служит для центрирования внутреннего кольца ро-
ликоподшипника в патроне. К корпусу винтами крепится кольцо 1 с тремя
внутренними выступами, по которым верхним торцом базируется кольцо-
роликоподшипника в патроне.
Конусным хвостовиком 5 патрон вставляется в конусное гнездо шпин-
деля 6 и закрепляется накидной гайкой 4, с помощью которой патрон сни-
мается со шпинделя 6.
ПЯТАЯ
197
Патрон опирается на шарик центрирующей оправки, установленной
на контрольной позиции автомата. Направление магнитного потока показано
стрелками. Магнитные силовые линии проходят через сердечник 7, корпус 3
вокруг катушки 2 и, преодолев воздушный зазор, по кольцу подшипника,
затем, пройдя второй раз через воздушный зазор, они образуют замкнутый
контур.
Для более быстрого освобождения колец из патрона при размагничи-
вании последнего в катушку 2 подается переменный ток напряжением 127 в.
Одна из позиций автомата БВ-471 для контроля внутренних колец ро-
ликоподшипников (рис. 181). На этой измерительной позиции производится
контроль диаметра, овальности и угла конуса дорожки качения внутреннего
Рис. 181. Одна из позиций измерительного автомата БВ-471
кольца конического роликоподшипника. Основание 21 измерительного уст-
ройства установлено на станине контрольного автомата. В центре основания
закреплена стойка 12, на верхнем конце которой имеется центровое отвер-
стие с шариком для центрирования магнитного патрона И. На концах ос-
нования установлены две стойки 8, к которым на плоских пружинах 5 и 3
подвешены плавающие рамки 2 и 4, стягиваемые между собой пружиной 1.
На рамках установлены кронштейны 7 и 14 с твердосплавными наконеч-
никами 13. Когда контролируемое кольцо роликоподшипника прижато к
магнитному патрону 11, то перемещение рамок к оси оправки ограничи-
вается твердосплавными наконечниками, упирающимися в поверхность
дорожки качения кольца.
На определенной высоте от базовых опор 10 патрона 11 на нижней рам-
ке 4 закреплен кронштейн 16 с двумя упорами, в которые упираются шпин-
дели датчиков 17 и 18. На верхней рамке 2 установлено два датчика; верх-
ний датчик 17, электроконтактный, для контроля диаметра дорожки и ниж-
ний датчик 18, амплитудный, для контроля овальности дорожки кольца.
В кронштейнах 7 и 14 установлены два сопла 6 и 15 с винтом 9 для из-
мерения угла конуса роликовой дорожки (отклонения угла измеряются как
отклонение разности диаметров на определенной длине). Трубки от сопел 6
и 15 подведены к опорному сильфону датчика, следовательно, датчик кон-
тролирует изменение суммарного зазора у торцов обоих сопел.
При установке и снятии контролируемых колец на измерительное уст-
ройство пружина 24 перемещает вправо шток 22 и , нажимая на регулировоч-
ный винт 20 кронштейном 19, отводит рамку 4 от центра. Точно так же от-
водится и рамка 2.
Во время измерения кольца в полость цилиндра золотников подается
сжатый воздух, который сжимает пружину 24 и, перемещая шток 22 к цент-
ру, освобождает кронштейн 19 с винтом 20 от нажима.
198
ГЛАВА
Одна из позиций автомата БВ-471 для контроля разностенности и высо-
ты внутренних колец конического роликоподшипника. Контроль разностен-
ности кольца подшипника производится электроконтактным амплитудным
датчиком 1 (рис. 182). Чтобы исключить радиальное биение кольца, карет-
ка 18 легко перемещается на шариках. Каретка имеет верхний измеритель-
ный упор 5, соприкасающийся с внутренней поверхностью подшипника. На
верхней плоскости каретки закреплен амплитудный датчик 1. Постоянный
контакт упора 5 каретки с внутренней поверхностью кольца при его изме-
рении обеспечивается пружиной 17. На каретке установлен на оси качаю-
щийся рычаг 3 с упором 4, соприкасающимся с наружной поверхностью’
кольца роликоподшипника.
Рис. 182. Одна из позиций измерительного автомата БВ-471
Шпиндель амплитудного датчика 1, нажимая на упор 2 рычага 3, по-
ворачивает его на оси каретки и обеспечивает постоянный прижим упора 4
к наружной поверхности кольца при измерении. После окончания проверки
кольца роликоподшипника сжатый воздух выпускается из правой полости
пневмоцилиндра 15 в атмосферу. При этом пружина 16, установленная на
левом штоке, будет разжиматься и перемещать поршень со штоком 14 впра-
во. Шток, перемещаясь вправо, нажимает на упор 13, закрепленный на
нижнем конце рычага 3, и поворачивает его на оси каретки, при этом верх-
ний его конец с упором 4 отойдет от наружной поверхности кольца ролико-
подшипника. В этом положении шток 3, нажимая упором 12 на упор 11
каретки, отведет каретку вправо, и упор 5 отойдет от внутренней поверх-
ности кольца роликоподшипника — кольцо будет освобождено от нажима
упоров 4 и 5*
При контроле высоты кольца подшипника упор 10, запрессованныц в
колодку 9, которая закреплена на плоских пружинах, находится в сопри-
косновении с нижней плоскостью вращающегося вокруг оси роликопод-
шипника. В колодке закреплено сопло 8, через которое проходит сжатый
воздух, поступающий в зазор между верхним торцом сопла и нижней базо-
вой плоскостью кольца 7 патрона 6.
Величина зазора между соплом 8 и кольцом 7 будет изменяться в за-
висимости от изменения размера высоты кольца,. В свою очередь в зависи-
мости от величины зазора будут меняться подача сжатого воздуха и его дав-
ление.
ПЯТАЯ
19»
Автомат для контроля собранных роликоподшипников
Конструкция этого автомата имеет много общего с конструкцией
автоматов для контроля колец роликоподшипников.
Измерительное устройство автомата БВ-492. Оно применяется для
контроля радиального и бокового биения по дорожке качения наружного
кольца (радиальное биение по дорожке качения наружного кольца 40 мк
и боковое биение по дорожке качения наружного кольца 50 мк) и для
контроля монтажной высоты конического роликоподшипника (монтажная
высота подшипника 1,0 мм).
Рис. 183. Измерительное устройство автомата БВ-492
При контроле биения по дорожке качения наружного кольца внутрен-
нее кольцо подшипника не должно вращаться, а весь подшипник должен
находиться под определенной осевой нагрузкой. Для этих целей на изме-
рительном устройстве автомата установлен магнитный патрон. На рис. 183
внутреннее кольцо роликоподшипника верхним торцом прижато к опорным
штифтам 6 магнитного патрона; нижним торцом внутреннее кольцо уста-
новлено на измерительной позиции автомата БВ-492 на три опоры 4 и при-
жимается к опорным точкам за счет собственного веса.
Чтобы обеспечить нормальную установку кольца на опорные точки,
шпиндель опускается вниз, и между конусными поверхностями шпинделя 8
и электромагнита 9 образуется зазор. Для предупреждения поворотов элек-
тромагнита 9 и кольца 16 в паз электромагнита входит зуб диска 7, который
закреплен на нижнем конце невращающейся трубки 10, проходящей через
отверстие шпинделя. Внутри трубки проходят электропровода к электро-
магниту. Для создания осейой нагрузки и вращения наружного кольца
подшипника на его верхний торец через промежуточную шайбу давит коль-
цо 12. Для устранения влияния вибраций шпинделя на результаты конт-
200
ГЛАВА
роля кольцо получает вращение от шпинделя через три промежуточные пру-
жины И.
Радиальное биение наружного кольца проверяют двухплечим рычагом 2
с наконечниками. Для устранения влияния смещения внутреннего кольца
на результаты измерения величины радиального биения двухплечий рычаг 2
с помощью плоской пружины закреплен на подвижной рамке 1. На рамке
установлен кронштейн 19, упор 5 которого касается поверхности отверстия
внутреннего кольца ролика подшипника.
Величина радиального биения передается горизонтальным плечам ры-
чага 2. шпинделю амплитудного датчика 3. Величина биения торца под-
шипника — рычагом 14 на шпиндель амплитудного датчика 15. Рычаг 14
с наконечниками двумя плоскими пружинами закреплен на стойке 18. При
контроле биения подшипника левое плечо 14 рычага с упором прижимается
к торцовой поверхности шайбы 13, закрепленной на кольце 12, а правое
плечо 17 рычага при его колебании будет нажимать на нижний конец шпин-
деля амплитудного датчика 15, и датчик станет давать соответствующие по-
казания.
§ 29. Автомат БВ-952 для контроля поршневых
пальцев и сортировки их на группы
Автомат БВ-952 может работать в автоматической линии и вне ее. Па-
лец на автомате контролируется бесконтактным пневматическим способом.
Поршневой палец проходит контроль по девяти параметрам на одной из-
мерительной позиции автомата.
Пневматическая система измерительной позиции автомата для кон-
троля всех девяти параметров поршневого пальца. Автомат контролирует
следующие параметры пальца (рис. 184, а): диаметр в сечениях /—/, //—II
и III—IIГ, овальность в сечении //—77; гранность в сечениях I—I и
///—ПГ, конусность как разность диаметров в сечениях /—I и ///—ПГ,
бочкообразность и корсетность как разность диаметров в сечениях /—/,
II—II и III—III.
Автомат сортирует пальцы на брак и годные. Годные пальцы разде-
ляются на три размерные группы по наибольшему из измеренных диаметров.
Годные пальцы с допуском 0,008 мм на диаметр разделяются на три размер-
ные группы по 0,003 и 0,002 мм. По схеме, изображенной на рис. 184, а,
измерение диаметров пальца производится пневматическими соплами 13
и 16. Измерение гранности выполняется соплами 12, 15 и 16. При из-
мерении палец вращается. Датчики 1 и 2, сравнивая разность размеров в
сечениях I—I, II—П и //—//, ///—///, контролируют корсетность и боч-
кообразность пальца; датчики 4 и 9 служат для контроля диаметра в се-
чении /-—/; датчики 5 и 10 контролируют диаметр и овальность в сечении
II—1Г, датчики 6 и И контролируют диаметр в сечении ///—ПГ, датчи-
ки 3 и 8 проверяют огранку в плоскости /—I и ///—ПГ, датчики 7 кон-
тролируют конусность на длине пальца, сопоставляя диаметры в плоско-
стях I—I и ///—///.
В измерительные системы, контролирующие диаметры, входит по два
двухконтактных датчика, так как для сортировки пальцев на пять групп
«Брак +», «Брак —» и три группы «Годных» требуется четыре контакта.
Всего на автомате установлено 11 датчиков. В контрольном автомате
БВ-952 применяются различные виды датчиков, например пневматические
двухпредельные дифференциальные датчики (датчик 1), датчики с противо-
давлением (датчик 4), датчики амплитудные (датчик 3) и комбинированные
(датчик 5).
ПЯТАЯ
201
Рис. 184. Пневматическая система измерительной позиции автомата БВ-952
(а) и измерительное устройство контрольно-сортировочного автомата БВ-952
для поршневых пальцев (б)
202
Погрешности автомата при измерении диаметров— 1,5 мк\ при конт-
роле погрешностей геометрической формы — 0,75 мк.
Измерительное устройство контрольно-сортировочного автомата
Б В-952 для контроля и сортировки поршневых пальцев. Контролируемый па-
лец 4 (рис. 184, б) подается на измерительную позицию шаговым транспор-
тером. На измерительной позиции он двумя роликами 1 поднимается к
верхним роликам 5, которые приводятся во вращение роликом 2 с резино-
вым кольцом.
После контроля пальцы выталкиваются в сортировочное устройство
последующими пальцами, которые подаются на измерительную позицию
шаговым транспортером. После контроля годные пальцы распределяются
по лоткам выдачи поводком сортировочной каретки, промежуточные поло-
жения которой фиксируются отпадающими якорями электромагнитов. С
лотков годные пальцы сталкиваются приводным толкателем. Бракованные
пальцы с помощью приводной заслонки перемещаются в бункер брака,
имеющий шахту, где накапливаются забракованные пальцы, опирающиеся
на специальную^площадку. Площадка после подачи очередного пальца ав-
томатически опускается на величину, равную диаметру пальца. При запол-
нении бункера брака подается звуковой сигнал.
Производительность автомата в зависимости от темпа работы автомати-
ческой линии — 377, 406 и 637 пальцев в час. Автомат может настраиваться
для контроля пальцев диаметром 60, 48 и 38 мм и длиной от 120 до 87 мм.
Источники питания — 3-фазный ток 220/380 в, сжатый воздух с дав-
лением 0,4—0,5 Мн!м2(4—5 кГ/см2).
VI.
КОМПОНОВКА АВТОМАТИЧЕСКИХ ЛИНИИ
§ 30. Факторы, влияющие на компоновку
автоматических линий
Понятие «компоновка* автоматических линий» включает комплекс вопро-
сов, касающихся способов передачи обрабатываемых деталей между стан-
ками, разделения линии на участки, размещения на линии межоперацион-
ных заделов и бункерных устройств, выбора числа операций и позиций,
выбора числа потоков обработки деталей, планировки станков, транспорт-
ных устройств и т. д. При рассмотрении этих вопросов необходимо учиты-
вать технико-экономические показатели данной линии.
На компоновку автоматических линий влияют две группы факторов**.
К факторам первой группы относятся годовая программа выпуска деталей,
размеры детали и ее форма, материал детали, технические условия на из-
готовление детали, выбранный технологический процесс обработки деталей
на автоматической линии и т. д. К факторам второй группы — состав обо-
рудования, входящего в автоматическую линию, синхронизация работы
или выравнивание производительности станков автоматической линии, воз-
можность применения на линии специальных установочных и контрольных
приспособлений, транспортных, загрузочных и бункерных устройств и т. д.
Размеры, форма и материал детали, технические условия на ее изго-
товление и годовая программа выпуска в основном определяют выбор ва-
рианта технологического процесса обработки на проектируемой линии.
Окончательно дорабатывают технологический процесс обработки детали при
эскизном проектировании линии, когда приходится увязывать все вопросы,
относящиеся к работе автоматической линии.
При разработке технологических процессов, осуществляемых на ав-
томатических линиях, необходимо выполнять основное требование о мини-
мально возможном числе перебазирований и перезакреплений обрабаты-
ваемых деталей. Соблюдение этого условия дает возможность уменьшить
длительность цикла обработки и потребность в различных вспомогательных
механизмах, автооператорах, кантователях для данной линии. Особенно
хорошо это требование удовлетворяется при совмещении транспортных
и технологических движений деталей, обрабатываемых на линии.
В качестве примера рассмотрим линию для шлифования поршневых
пальцев (рис. 185). Линия состоит из трех участков, каждый из которых
* Составление из отдельных агрегатов или элементов единого целого.
** Факторы — основные условия совершающегося процесса.
204
ГЛАВА
имеет бункерные устройства для питания данного участка деталями, а так-
же бесцентрово-шлифовальные станки для шлифования наружной поверх-
ности поршневых пальцев. Все станки линии соединены между собой не-
прерывно движущимся цепным транспортером для перемещения пальцев.
Практически при одной установке детали не удается выполнить весь
цикл технологических операций на линии, особенно при сложной форме
детали, когда для выполнения всех операций ее приходится переустанав-
ливать и перезакреплять.
Форма обрабатываемой детали может иногда очень сильно влиять на
технологический процесс, поэтому в этих случаях приходится менять кон-
струкцию детали и только после этого ее можно обрабатывать на автомати-
ческой линии.
При разработке технологического процесса обработки деталей на авто-
матической линии иногда, кроме изменения формы готовых деталей, воз-
никает необходимость изменить форму заготовок и технические условия на
их изготовление.
Рис. 185. Линия для шлифования поршневых пальцев:
1—бункеры; 2—бесцентрово-шлифовальные станки; 3 — контрольные автоматы; 4 —
элеваторы; 5 — автоматические подналадчики; £ —конвейеры; 7 —склизы; 8 — направ-
ляющие диски для правильного ориентирования пальцев; 9 — распределители
Для некоторых деталей, обрабатываемых на автоматических линиях,
кроме того, приходится выбирать специальные базирующие поверхности,
примером этого служит обработка поршней автомобилей на автоматическом
заводе. Литые заготовки алюминиевых поршней, поступающие на авто-
матическую линию механической обработки, имеют на внутренней поверх-
ности юбки два специальных прилива, в которых сверлятся (на одном из
станков линии) базовые отверстия; этими отверстиями поршни устанав-'
ливаются на центрирующие штифты приспособлений-спутников.
Необходимо отметить, что форма детали оказывает большое влияние на
компоновку автоматической линии. По координации детали при их бази-
ровании для обработки на станках автоматической линии можно разделить
на следующие группы:
а) с координацией по трем точкам поверхностей детали в пространстве
относительно баз обработки (блоки и головки блоков цилиндров, поршня,
рычаги и т. п.);
б) с координацией по двум точкам поверхностей детали в пространстве
(валы, диски и т. п.);
в) с координацией по одной точке поверхностей детали в пространстве
(шары).
При координации по нескольким точкам для базирования и закрепле-
ния обрабатываемой детали на различных позициях автоматической линии
требуется применение специального транспортера, перемещаясь по кото-
рому деталь сохраняет требуемое положение (ориентацию). Величина до-
пустимого изменения ориентации детали при транспортировании на авто-
матической линии зависит от конструкции фиксирующих устройств уста-
новочных приспособлений. Например, на автоматических линиях для об-
работки корпусных деталей, где фиксаторами являются два конусных штиф-
ШЕСТАЯ
205
та, изменение ориентации деталей при перемещении между станками как
в продольном, так и в поперечном направлении определяется односторонней
конусностью фиксирующих штифтов. На автоматических линиях для об-
работки тел вращения, где фиксирующими (центрирующими) элементами
Рис. 186. Приспособление-спутник линии для] обработки корпусов вентилей:
/—винт; 2 — зажимная гайка; 3 — пружина для подъема прижимной планки; 4 — прижимная
планка; 5 — прижимной сухарь; £ —вентиль; 7 —базовая призма
являются цанги, кулачки и центры, изменение ориентации оси детали оп-
ределяется величиной разжима цанги, перемещением кулачков, точностью
центровых отверстий.
Детали сложной формы, не имеющие поверхностей, которые можно
было бы использовать для правильной ориентации детали, при ее транспор-
тировании на линии устанавливают для обработки в приспособления-спут-
ники (рис. 186); в таких приспособлениях обрабатываемые детали без пере-
установки проходят всю обработку на станках линии.
Материал, из которого изготовляется обрабатываемая деталь, также
оказывает влияние на компоновку автоматической линии; это влияние ска-
зывается и в технологическом процессе, при разработке которого прихо-
дится учитывать механические свойства материала детали.
206 :ГЛАВА
Косвенное влияние на компоновку линии оказывает и вид стружки,
получаемой в процессе обработки. Например, при обработке стальных де-
талей часто образуется сливная, непрерывная стружка большой длины;
поэтому в ряде случаев предусматривают одностороннее расположение стан-
ков на автоматической линии, что существенно улучшает обслуживание
рабочих зон станков.
Проектирование автоматических линий на базе существующих на дан-
ном заводе станков в значительной мере ограничивает компоновку авто-
матической линии.
Конструкции транспортных и загрузочных устройств, предназначенных
для обслуживания встраиваемых в автоматическую линию универсальных
и полуавтоматических станков, часто получаются сложными. В настоящее
время имеются автоматические линии, созданные из универсальных стан-
ков, которые встроены в линию без существенных конструктивных изме-
нений. В качестве примера можно привести автоматическую линию для
обработки поршневых пальцев, собранную из обычных бесцентрово-шлифо-
вальных станков (см. рис. 185). Эти станки снабжены автоподналадчиками,
которые обеспечивают постоянство размера диаметра шлифуемой поверх-
ности пальца, что создается поперечной подачей бабки ведущего круга по*
мере износа шлифующего круга.
Большое применение для встраивания в автоматические линии могут
найти токарные полуавтоматические станки после их модернизации и ос-
нащения автооператорами, т. е. автоматическими устройствами, которые
передают обрабатываемые детали с транспортера в рабочую зону станка
и перемещают их после обработки из рабочей зоны на транспортер. При ком-
поновке автоматических линий из универсальных и полуавтоматических
станков приходится осуществлять относительно несложную модернизацию’
этих станков, оснащать их автооператорами и манипуляторами и объеди-
нять в линию при помощи транспортных устройств с сохранением или не-
большим изменением ранее действующего технологического процесса об-
работки деталей.
Наиболее рациональной является компоновка автоматических линий
из нормализованных узлов или специально изготовленного оборудования.
При этих условиях можно выбрать наилучший вариант технологического’
процесса обработки детали, найти наиболее рациональный способ разме-
щения транспортных и загрузочных устройств, создать необходимые удоб-
ства для обслуживающего персонала линии и т. д.
В настоящее время при проектировании новых автоматических линий
большое применение получили нормализованные узлы и силовые само-
действующие головки для агрегатных станков. В процессе компоновки*
линии необходимо стремиться к равной штучной производительности от-
дельных агрегатов, а также к получению заданного темпа выпуска деталей
с линии. В зависимости от состава оборудования применяются различные*
методы выравнивания штучной производительности отдельных агрегатов
линии.
При компоновке линий со сквозным транспортным устройством вырав-
нивание производительности агрегатов или станков линии осуществляется
теми же способами, какие применяются в поточном массовом производстве:
концентрация нескольких переходов на одной позиции; разделение трудо-
емких переходов на несколько более коротких (по времени) переходов, вы-
полняемых на различных станках; применение сложных комбинированных
инструментов и т. д. Кроме того, на наиболее трудоемких операциях можно
устанавливать несколько однотипных станков, как это, например, сделано
на автоматической линии для обработки зубчатых цилиндрических колес.
На операции нарезания зубьев колес, являющейся наиболее длительной
по времени, установлено три однотипных зубофрезерных станка.
ШЕСТАЯ 207
§ 31. Компоновка автоматических линий
для изготовления деталей, не вращающихся
при обработке
В настоящее время наиболее отработанными являются компоновки
линий для изготовления деталей, которые при выполнении различных тех-
нологических операций находятся в неподвижном состоянии, т. е. не вра-
щаются. На таких линиях выполняются операции сверления, зенкерования,
растачивания различных отверстий, нарезания резьбы в отверстиях, фре-
зерования плоскостей. Эти линии изготовляются из нормализованных уз-
лов, что значительно сокращает сроки проектирования, изготовления и
сборки линий и снижает стоимость их изготовления по сравнению с лини-
ями других типов. Линии рассматриваемого типа характеризуются опре-
деленным расположением станков относительно транспортных устройств.
Транспортер для перемещения деталей от одной рабочей позиции к другой
Рис. 187. Прямолинейная компоновка линии со сквозным транспортером
проходит между станками линии параллельно базовым плоскостям обра-
батываемых деталей. Компоновка со сквозным транспортером, проходящим
между станками линии, представлена на рис. 187. Такие линии могут иметь
различную планировку: в виде прямой, буквы Г или П, либо замкнутого
прямоугольника или окружности.
Наиболее удобными с точки зрения их обслуживания являются линии,
вытянутые по прямой, но при большой ее длине работа наладчика усложняет-
ся, так как ему приходится затрачивать на обслуживание линии больше вре-
мени.
Линии со сквозным транспортером, спланированные в виде буквы П
или в виде прямоугольника, являются более сложными по конструкции, но
более простыми в обслуживании.
На некоторых отечественных заводах имеются автоматические линии
для обработки корпусных деталей со сквозным вынесенным транспортером,
расположенным не на линии, а рядом с ней. Такое расположение транспор-
тера целесообразно при компоновке линии на базе агрегатных станков,
рассчитанных на установку и снятие обрабатываемых деталей, а также на
обслуживание линии с передней стороны (рис. 188).
Необходимо отметить, что компоновка линии со сквозным, встроенным
транспортером более рациональна, чем со сквозным вынесением, так как
последний занимает большую площадь и условия обслуживания такой ли-
нии менее благоприятны. Цикл обработки детали на линии с вынесенным’
транспортером увеличивается, потому что к затратам времени на продоль-
ное перемещение детали по линии прибавляется затрата времени на попереч-
кэ
о
со
Рис. 188. Компоновка линии с вынесенным J/rp экспортером
(арабскими цифрами обозначены порядковые номера агрегатных станков линии; стрелками показано перемещение обрабатываемых деталей с продольного транс-
портера на станки линии и возврат деталей после обработки на транспортер)
ГЛАВА
ШЕСТАЯ
209
ное перемещение детали с транспортера на станок и со станка на транспор-
тер. Компоновка линий со сквозным транспортером между станками при-
меняется для обработки деталей сложной формы. Для установки и транс-
портирования таких деталей на линии требуется применение специальных
зажимных приспособлений.
В отдельных случаях на линиях для обработки корпусных деталей мо-
гут применяться приспособления-спутники. Например, на автомобильном
заводе французской фирмы «Рено» на автоматических линиях обработки
блока цилиндров и головки блока цилиндров применены приспособления-
спутники, хотя перечисленные детали можно вполне надежно перемещать
Рис. 189. Схема прямого и возвратного (для приспособлений-спутников) транспортера
на линии основной механической обработки автоматического завода поршней:
/ — опоры штанги; 2 — поводковые флажки штанги 4; 5—верхний основной транспортер; 4—штанга
транспортера; 5 — цилиндр привода штанги 4 (для ее поворота); 6 — цилиндр привода штанги 4
(для осевого перемещения ее); 7 — цепь; 8 — цилиндр привода толкателя; 9 — толкатель, осущест-
вляющий возвратное транспортирование приспособлений-спутников; 10— столик опускания приспо-
соблений-спутников (поршни снимаются со спутников при опускании столика); //—цилиндр при-
вода столика 10 (для вертикального перемещения); 12 — нижний (возвратный) транспортер;
13— столик подъема приспособлений-спутников (заготовки поршней надеваются на штифты спут-
ников в их верхнем положении); 14 — цилиндр привода столика 13 (для вертикального перемеще-
ния); 15 — кулисный механизм
с помощью сквозного транспортера с опорой деталей на их нижние базовые
плоскости. Очевидно, подобная компоновка принята с тем, чтобы освобо-
дить рабочие зоны станков от зажимных приспособлений тоннельного типа,
но конструкция транспортера такой линии является более сложной.
Основная особенность компоновки линий, на которых применяются
приспособления-спутники, заключается в том, что такие линии имеют спе-
циальный транспортер для возврата приспособлений-спутников с последней
операции линии на первую загрузочную позицию. При компоновке авто-
матических линий транспортеры для возврата приспособлений-спутников
могут быть размещены внутри станков линии под верхним прямым транс-
портером, перемещающим обрабатываемые детали между станками. На рис.
189 представлен транспортер, примененный на автоматической линии для
механической обработки поршней автомобиля. Нижнее расположение транс-
портера для возврата приспособлений-спутников имеет следующие преиму-
щества: относительно простую конструкцию транспортеров линии и мень-
шую производственную площадь, занимаемую линией. Недостатки такого
транспортера: затрудненный отвод стружки и сложность обслуживания
нижнего транспортера для возврата приспособлений-спутников.
Имеются линии с транспортерами, расположенными в горизонтальной
плоскости вне линии для возврата приспособлений-спутников. Пример
8 Зак. 109
ю
л
О
Рис. 190. Схема автоматической линии для обработки блока цилиндров с транспортером, расположенным в одной гори-
зонтальной плоскости с транспортером для транспортирования между станками линии для возвратного перемещения
приспособлений спутников:
/—моечная станция для промывки приспособлений-спутников; 2 — транспортер для возврата приспособлений-спутников; 3 — обрабатываемый
блок цилиндров на спутнике; 4— электромеханическая агрегатная головка; 5 — приспособления-спутники, возвращающиеся по возвратному
транспортеру без обрабатываемой детали
ГЛАВА
ШЕСТАЯ
211
одной из таких линий обработки блока цилиндров с транспортером возврата
приспособлений-спутников приведен на рис. 190. Однако компоновка линии
с вынесенным транспортером требует увеличения площади для размещения
ветви возвратного транспортера и затрудняет обслуживание тех станков,
которые расположены в замкнутом пространстве.
Встречаются линии, у которых транспортер для возврата приспособ-
лений-спутников расположен в одной вертикальной плоскости с основным
транспортером, но не внизу, а наверху, над линией. Эта компоновка ухуд-
шает условия освещения линии, приводит к ее загрязнению. Однако такая
компоновка линий свободна от недостатков, характерных для компоновки
предшествующих линий, и их применение в некоторых случаях является
целесообразным.
§ 32. Компоновка автоматических линий
для изготовления деталей типа валов
или дисков, вращающихся при обработке
Автоматических линий для обработки валов изготовлено немного, по-
этому типичной компоновки для таких линий пока не разработано. В ос-
новном компоновка этих линий зависит от вида технологических операций
обработки валов. Если большинство операций технологического процесса
построено таким образом, что для их осуществления необходимо вращение
вала, то компоновка линии будет аналогична компоновке, принятой
ЭНИМСом для линии обработки валов электродвигателей (рис. 191).
В последнее время линии для обработки валов компонуют из типовых
полуавтоматов и автоматов, которые могут работать с высокой производи-
тельностью как при встраивании их в линию, так и при работе вне ее.
На всех операциях, при которых требуется вращение обрабатываемого
вала, обычно применяют станки, оснащенные автооператором, предназ-
наченным для передачи деталей с продольного транспортера на рабочие по-
зиции станков и с рабочих позиций на продольный транспортер перемеще-
ния деталей. Между станками линии детали транспортируются продольным
транспортером вне линии.
В зависимости от степени синхронизации операции (т. е. выравнива-
ния операций по времени) общая схема транспортирования деталей на такой
линии может быть прямой. Установка деталей на станки и снятие их со
станка после обработки производится с поперечными возвратно-посту-
пательными движениями. Примером такой компоновки может служить ли-
ния для обработки валов электродвигателей (см. рис. 191).
Компоновка линий для обработки деталей типа дисков (например,
кольца подшипников качения) аналогична компоновке линий для деталей
формы валов. Такие линии компонуют или из специальных станков или из
станков общего назначения, оснащенных автозагружателями.
Детали типа дисков транспортируются (катятся) между станками по
лоткам-скатам. Около каждого станка имеется специальный подъемник,
который доставляет кольца к верхней части лотка, по которому они ска-
тываются к следующему станку для дальнейшей обработки. Такое транс-
портирование применяется, например, на линиях для обработки колец
подшипников качения.
При компоновке линий из станков, обладающих примерно одинаковой
производительностью (в штуках), когда программа выпуска не превышает
того количества деталей, которое может обработать наименее производи-
тельный станок, применяют транспортеры, непосредственно передающие
обрабатываемые детали с этого станка в приемник автоматического пита-
теля следующего станка.
8*
№
Ю
Рис. 191. Линия для обработки ва-
лов электродвигателей:
а) — общий вид; б)—технологический про-
цесс обработки вала; I — загрузка; II —
фрезерование торцов вала; /// — зацентров-
ка вала; IV — черновое обтачивание со сто-
роны шкива; V — черновое обтачивание с
глухой стороны; VI — черновое обтачивание
шеек вала; VII — привод транспортера;
VIII — накатка рифлений; IX — бесцентро-
вое шлифование; X — фрезерование шпоноч-
ного паза; XI — бункер; X// —запрессовка
вала в ротор; XIII — обтачивание поверх-
ности ротора; XIV — балансировка вала с
ротором; XV —разгрузка
Операция X
Операция XU
ГЛАВА
ШЕСТАЯ
213
Если компонуют линии из станков с существенно отличной произво-
дительностью (в штуках) и при программе выпуска, значительно большей, чем
производительность отдельных станков линии, то для передачи обраба-
тываемых деталей с одной рабочей позиции на другую применяют специаль-
ные виды транспорта. На этих линиях для выполнения заданной программы
Рис. 192. Схема компоновки линии для обработки втулок
клапанов
выпуска деталей приходится устанавливать на трудоемких операциях не-
сколько однотипных станков-автоматов. При этом количество станков для
обеспечения заданного темпа выпуска на различных операциях будет нео-
динаковым. Поэтому компоновка линий этого вида предусматривает много-
кратно разделяющийся и вновь сливающийся поток деталей. Несколько
станков, выполняющих одну определенную операцию, обслуживаются од-
ним собирающим транспортером. Он доставляет детали, обработанные на
всех станках данной операции, к приемнику, питающему станки следующей
операции при помощи распределяющего транспортера. Таким способом
транспортируют детали от одной группы станков (выполняющих одну опе-
рацию) к другой (выполняющих следующую операцию).
Если для выполнения заданной программы выпуска деталей требуется
для каждой операции установить одинаковое число станков, то компоновоч-
ные схемы соединения станков могут быть двух видов. По первой схеме
станки соединяют в отдельные параллельные линии, работающие незави-
симо друг от друга и имеющие сквозной транспорт; примером может слу-
жить первый четырехпоточный участок линии, состоящий из станков 1—4
214
ГЛАВА
(рис. 192). По второй схеме (рис. 193) станки устанавливают в одну линию,
в которой каждая предыдущая группа однотипных станков соединяется
с последующей специальными собирающими и распределяющими транспор-
терами с подъемниками и бункерами. При такой компоновке потери времени
на настройку отдельных станков предыдущих участков линии в меньшей
Рис. 193. Участок линии для изготовления штампованных деталей с со-
бирающими и распределяющими транспортерами:
1—подъемник заготовок; 2 — бункер участка; 3 и 6 — гибкие резиновые шланги; 4 —
бункер для питания станка; 5 — вибрационный транспортер-распределитель; 7 —
подъемник, передающий детали для обработки на последующий участок автоматиче-
ской линии; 8 — вибрационный собирающий транспортер; 9 — лоток-склиз
мере отражаются на потери времени следующих участков линии. Однако при
отказе в работе транспортеров в линии, скомпонованной во второй схеме,
полностью останавливаются все станки двух смежных участков линии. По-
этому при недостаточно надежной работе транспортеров и бункеров приме-
нять такую компоновку не следует.
§ 33. Компоновка автоматических линий,
характеризуемых совмещением времени
обработки и транспортного перемещения
деталей
В ранее рассмотренных автоматических линиях, как правило, процессы
обработки детали и ее транспортирования проходили последовательно, т. е.
время обработки и время перемещения деталей на транспортере не совме-
щались. В последнее время в связи с увеличением производительности линий
разработан ряд конструкций линий, где частично или полностью процессы
обработки и транспортирования деталей по времени совмещены.
Примерами линий, где обработка и транспортирование деталей частич-
но совмещены во времени, могут служить линия для обработки шлицевых
валов, линия для обработки валов электродвигателей и другие, на которых
против каждого станка имеются два питателя: один — для подачи ва-
лов с продольного транспортера в рабочую зону станка, а второй — для
переноса обработанных валов из рабочей зоны станка на продольный транс-
портер. Во время обработки валов на станках линии продольный транс-
портер перемещает валы между станками и, следовательно, время обработки
и время транспортирования деталей совмещаются.
На рис. 194 показана схема компоновки автоматической линии, на ко-
торой время обработки и продольного транспортирования детали в значи-
тельной степени совмещено. Несовмещенным остается лишь время попереч-
ного транспортирования, но при новой компоновке для обработки шлицевых
ШЕСТАЯ
215
Рис. 194. Схема автоматической линии с частичным совмещением
времени обработки и транспортирования:
1—деталь на транспортере перед подачей|для обработки на первый станок;
2 — обработка детали на первом станке; 3 — механизмы для поперечного пере-
мещения обрабатываемых деталей; 4 — положение деталина транспортере, пе-
ремещающем ее со второго станка на третий для последующей обработки; 5—
обработка детали на втором станке; 6 — исходное положение обрабатываемой
детали перед подачей ее на второй станок; 7 — обрабатываемая деталь на
транспортере, перемещающем ее с первого станка на второй, для последую-
щей обработки
Рис. 195. Схема автоматической Г роторной линии
Рис. 196. Группа
станков автомати-
ческой роторной
линии:
1 — роторный станок;
2— путь, проходимый
обрабатываемой де-
талью по станкам и
транспортерам линии;
3— клещи (захваты)
транспортного рото-
ра для захвата дета-
ли; 4 — транспортный
ротор для перемеще-
ния обрабатываемых
деталей; 5 —блок ин-
струмента; 6 — копир
для продольного пе-
ремещения инстру-
мента
216 _________________________________________________________________
валов и валов электродвигателей это время доведено до весьма малой ве-
личины и практически не имеет значения.
Принципиальная схема автоматической линии, на которой достигнуто
полное совмещение времени обработки и транспортирования деталей, по-
казана на рис. 195. Особенность таких линий состоит в том, что инструмент
и деталь в процессе обработки одновременно двигаются и вращаются вокруг
центральной оси. Деталь на ходу передается с рабочего 1 на транспортный 2
роторы. Такие линии получили название роторных.
Рис. 197. Схема многономенклатурной роторной линии
Автоматическая роторная линия показана на рис. 196. Необходимое
вращательное движение инструменту, детали, рабочему и транспортному
роторам сообщается от двигателя через систему зубчатых, червячных или
других видов передач. Поступательное движение инструмент или деталь
получает либо от соответствующих копиров, либо от гидросистем. На авто-
матических линиях роторного типа можно одновременно на разных шпин-
делях обрабатывать различные детали. Схема роторной линии для обработ-
ки деталей различной формы показана на рис. 197.
VII.
ТРАНСПОРТНЫЕ УСТРОЙСТВА ДЛЯ ПЕРЕМЕЩЕНИЯ
ДЕТАЛЕЙ, ОБРАБАТЫВАЕМЫХ НА
АВТОМАТИЧЕСКИХ ЛИНИЯХ
Транспорт автоматической линии представляет собой комплекс различ-
ных устройств, предназначенных для передачи обрабатываемых деталей
с одной операции на другую.
В состав транспорта линии входят следующие устройства: загружаю-
щие, разгружающие, транспортирующие и ориентирующие. В связи с боль-
шим типажом линий (разное назначение и исполнение) дать четкую клас-
сификацию транспортных систем и устройств, которая учитывала бы конст-
руктивные, технологические и организационные факторы, в настоящее вре-
мя не представляется возможным.
В этой главе описываются транспортные устройства для неподвижных
в процессе обработки корпусных деталей с непосредственным их переме-
щением на транспортере и перемещением обрабатываемых деталей вместе
с приспособлениями-спутниками, а также для деталей типа валов, колец
и т. п., вращающихся при обработке.
§ 34. Транспорт автоматических линий
для деталей, неподвижных и подвижных
при обработке и перемещаемых на линии
вместе с приспособлениями-спутниками
Автоматические линии для изготовления неподвижных в процессе об-
работки деталей чаще всего имеют сквозной транспортер, непосредственно
перемещающий обрабатываемые детали между станками. Наибольшее рас-
пространение получили шаговые штанговые транспортеры с собачками.
Схема такого транспортера показана на рис. 198, а. При перемещении де-
талей 2 эти транспортеры совершают возвратно-поступательное движение
вдоль линии.
На рис. 199 представлена конструкция шагового штангового транспор-
тера с собачками. На штанге 2, проходящей через весь сблокированный
участок линии, установлены собачки 4У которые под действием пружин 3
стремятся подняться над поверхностью штанги и занять положение, пока-
занное на рисунке.
8В Зак. 109
218
ГЛАВА
При возвратном движении штанги обрабатываемые детали 7, установ-
ленные на транспортере, нажимают на тыльную часть собачек и опускают
их вниз. Как только деталь пройдет собачку, последняя освобождается от
нажима и под действием пружины 3 вновь поднимается, а при последующем
Рис. 198. Схемы штанговых транспортеров
перемещении штанги вперед — упирается в очередную деталь и переме-
щает ее вперед. *
Основное преимущество шагового штангового транспортера с собачками
заключается в том, что штанга совершает простое прямолинейное возвратно-
Рис. 199. Шаговый штанговый транспортер с утапливаемыми подпружиненными собач
ками:
__направление транспортирования
поступательное движение. Кроме того, конструкция пневмо- или гидропри-
вода транспортера является несложной. Если штанги 2 транспортера
(рис. 200) имеют круглую форму, то их установка и перемещение осуществ-
ляются на опорных роликах 3, установленных для более легкого вращения
на шарикоподшипниках 1.
К недостаткам шаговых штанговых транспортеров с собачками отно-
сится сложность обеспечения точного перемещения обрабатываемых дета-
лей на рабочие позиции станков. Для достижения необходимой точности
СЕДЬМАЯ
219
доставки деталей на рабочие позиции приходится снижать скорость транс-
портера в конце его хода и тем самым увеличивать цикл обработки детали
на линии.
Шаговые штанговые транспортеры с флажками (см. рис. 198, б) обеспе-
чивают более точное перемещение и базирование обрабатываемых деталей
на рабочих позициях станков линии. Точность положения деталей на рабочих
позициях при перемещении их флажковыми транспортерами определяется
в основном допуском зазора между флажками 1 и деталью 2, а также до-
пуском на размер меж-
ду смежными парными
флажками. Так как точ-
ность перемещения де-
талей флажковыми тран-
спортерами выше, чем
с помощью транспорте-
ров с собачками, то и
скорость перемещения
деталей флажковыми
транспортерами допу-
скается более высокая.
Шаговые транспор-
теры с флажками со-
вершают прямолинейное
возвратно - поступатель-
ное движение и враща-
тельное движение штан-
ги 3 с флажками око-
ло своей оси. Обраба-
тываемые детали пере-
Рис. 200. Опорные ролики для круглых штанг шаго
вых штанговых транспортеров
мещаются только при
движении штанги вперед. Поворот штанги с флажками около "оси для
освобождения детали происходит от дополнительного привода. Штанга
транспортеров с флажками обычно имеет цилиндрическую форму и опирает-
ся на несколько пар роликов.
Грейферные шаговые транспортеры с флажками (см. рис. 198, в) при-
меняют значительно реже. Штанга 3 транспортера при перемещении дета-
лей на линии последовательно выполняет два возвратно-поступательных
движения — в горизонтальном и вертикальном направлениях. Обраба-
тываемые детали 2 перемещаются флажками /. Конструкция грейферных
транспортеров довольно сложная, вследствие этого их применяют в тех
случаях, когда обрабатываемые детали могут захватываться лишь с одной
стороны, т. е. когда обрабатываемые детали установлены на рабочих по-
зициях станков таким образом, что сначала их необходимо поднять, а затем
переместить на следующие операции для дальнейшей обработки. Грейфер-
ные шаговые транспортеры применяются также для перемещения неустой-
чивых деталей, поэтому при транспортировании такие детали приходится
закреплять и передавать в зажимные приспособления в закрепленном поло-
жении.
Рейнерные шаговые транспортеры (см. рис. 198, г) представляют собой
усложненный вариант конструкции грейферных транспортеров, они пере-
мещают детали 2 при помощи захватов /, закрепленных на штанге 3, распо-
ложенной над деталями. Недостатком транспортеров этого типа является
громоздкость конструктивных устройств, располагаемых над линией стан-
ков. На некоторых автоматических линиях для обработки деталей типа ва-
лов применение рейнерных транспортеров является целесообразным, но
надежность их при эксплуатации зависит от конструкции самих рейнеров.
8В*
220
ГЛАВА
Толкающие шаговые транспортеры (см. рис. 198, д) конструктивно
весьма просты. На этих транспортерах перемещение обрабатываемых де-
талей 2 осуществляется штоком 3 гидро- или пневмоцилиндра, который да-
вит на деталь, находящуюся в соприкосновении со штоком. При движении
штока вперед все находящиеся на транспортере обрабатываемые детали пе-
ремещаются одновременно вдоль линии за счет взаимного давления деталей
или транспортных устройств. Транспортер такого типа применяется на ниж-
ней ветви транспортной системы автоматической линии для механической
обработки поршней на заводе-автомате (см. рис. 189).
Если требуется перемещать большую группу тяжелых деталей, то тол-
кающий транспортер снабжают двумя толкателями, каждый из которых ра-
ботает самостоятельно. Ход штока основного толкателя равен длине пере-
мещения деталей между рабочими позициями. Вспомогательный толкатель
помогает основному сдвинуть всю группу обрабатываемых деталей в момент
начала движения деталей.
Недостаток толкающих транспортеров заключается в том, что фиксация
всех обрабатываемых деталей на рабочих позициях не может производиться
одновременно, так как величина линейного перемещения отдельных дета-
лей будет различна. В этом случае приходится фиксировать детали на рабо-
чих позициях линии последовательно, начиная с первой головной детали;
из-за этого увеличивается время обработки деталей на линии.
Цепные транспортеры (см. рис. 198, е) применяют на многих линиях,
где требуется непрерывное транспортирование деталей в процессе их об-
работки. В качестве примера можно указать на цепные транспортеры, уста-
новленные на Горьковском автомобильном заводе в линии для шлифова-
ния поршневых пальцев, на 1 ГПЗ в линии для обработки колец подшип-
ников качения и т. д. Однако в качестве шаговых цепные транспортеры почти
не применяются. Это объясняется тем, что обеспечить точное базирование
обрабатываемых деталей на рабочих позициях цепной транспортер не мо-
жет.
Транспортные системы автоматических линий для обработки деталей,
перемещаемых на линии вместе с приспособлениями-спутниками, являются
весьма сложными. Конструкция такой системы включает транспортеры
прямого и возвратного перемещения и два связывающих их устройства,
установленных в начале и в конце транспортеров.
Транспортеры прямого перемещения (в основном изготовляемые в виде
шаговых штанговых) служат для передвижения приспособлений-спутников
с обрабатываемыми деталями между станками автоматической линии. Транс-
портер возвратного перемещения возвращает приспособления-спутники от
конца линии к ее началу. Два связывающих транспортных устройства слу-
жат: первое — для перемещения приспособлений-спутников в конце ли-
нии с транспортера прямого перемещения на транспортер возвратного
перемещения; второе — для перемещения приспособлений-спутников в
начале линии с транспортера возвратного перемещения на транспортер пря-
мого перемещения.
Транспортеры для возвратных и связывающих перемещений имеют ряд
конструктивных особенностей. На автоматических линиях с приспособ-
лениями-спутниками часто применяются компоновки, в которых транспор-
теры возвратного перемещения приспособлений-спутников размещаются
внизу под транспортером прямого перемещения (внутри станин станков).
В качестве примера применения такого транспортера на рис. 201 дана прин-
ципиальная схема линии для обработки корпусов вентилей.
Обработка вентилей на линии происходит следующим образом. Заго-
товки корпусов вентилей по две штуки устанавливают и закрепляют в двух-
местном приспособлении-спутнике. Вместе со спутником детали в процессе
обработки проходят по всем, позициям линии. На одной промежуточной
СЕДЬМАЯ
221
позиции происходит поворот каждого приспособления-спутника в горизон-
тальной плоскости на 90°. В конце линии обработанные детали вместе с
приспособлениями-спутниками передаются на нижний транспортер и воз-
вращаются к началу линии на загрузочно-разгрузочную позицию. Рабочий
Рис. 201. Схема транспортера автоматической линии для перемещения корпусов вен-
тилей в приспособлениях-спутниках (базовых плитах):
________________>—движение спутника при обработке; <——возврат спутника
снимает обработанные детали, устанавливает на приспособление-спутник
две новые заготовки и направляет их вместе с приспособлением-спутником
для обработки на автоматическую линию.
Рис. 202. Схема транспортной системы линии с основным
верхним транспортером для перемещений приспособлений-
спутников с деталями и с нижним транспортером для возврата
приспособлений-спутников:
1 — стол для подъема приспособлений-спутников; 2 — основной транс-
портер для перемещения приспособлений-спутников с обрабатываемыми
деталями между станками линии; 3 — столик для опускания приспособ-
лений-спутников; 4 — сталкиватель спутников со столика на нижний
транспортер; 5 — нижний наклонный транспортер для возврата приспо-
соблений-спутников; 6 — ограничитель перемещения приспособлений-
спутников
Транспортеры 1 к 4 линии для прямого и возвратного перемещения
приспособлений-спутников являются шаговыми штангами с подпружинен-
ными собачками. Транспортер возврата имеет больший шаг и большую ско-
рость движения, чем транспортер прямого перемещения. Поворот приспо-
собления-спутника вместе с деталями на 90° производится специальным
агрегатом 2. В конце линии приспособление-спутник попадает на стол подъ-
емно-поворотного устройства 3. В дальнейшем стол вместе с приспособле-
222
ГЛАВА
нием-спутником опускается до уровня плоскости транспортера возвратного
перемещения 4. При опускании стол поворачивается для того, чтобы при-
способление-спутник получило требуемое положение. С транспортера воз-
врата приспособление-спутник попадает на стол подъемного устройства 5,
который поднимает приспособление-спутник до уровня плоскости транспор-
тера прямого перемещения /. Здесь происходит разгрузка обработанных
деталей, а на смежной позиции — установка двух новых заготовок в при-
способление-спутник.
На коротких линиях можно производить обратное транспортирование
приспособлений-спутников по наклонной плоскости (рис. 202), располо-
Рис. 203. Схема транспортной системы линии с основным
нижним транспортером для перемещения приспособлений-
спутников и с верхним наклонным транспортером для возв-
рата приспособлений-спутников:
1—верхний наклонный транспортер для возврата на загрузочную по-
зицию приспособлений-спутников; 2 — толкатель для сталкивания при-
способлений-спутников; 3— стол для подъема спутников; 4 — основной
нижний транспортер для перемещения приспособлений-спутников меж-
ду станками линии; 5 — стол для опускания приспособлений-спутников;
6 — упор, ограничивающий перемещение приспособлений-спутников
женной под транспортером прямого перемещения. Размещение транспор-
теров возвратного перемещения приспособлений-спутников под транспор-
тером прямого перемещения позволяет уменьшить удельную площадь под
агрегаты автоматической линии. Но такое расположение затрудняет ремонт
и обслуживание возвратного транспортера и усложняет отвод стружки с
линии, поэтому часто транспортер возврата приспособлений-спутников рас-
полагают вне линии в одной горизонтальной плоскости с транспортером пря-
мого перемещения (см. рис. 190). При расположении транспортера возврата
в горизонтальной плоскости вне линии значительно проще разместить аг-
регаты для мойки и очистки приспособлений-спутников.
Значительно реже встречаются линии с верхним расположением транс-
портера для возврата приспособлений-спутников. На рис. 203 дана прин-
ципиальная схема транспортера возврата приспособлений-спутников в виде
верхней наклонной плоскости, расположенной над транспортером прямого
перемещения. Такой транспортер применен на короткой автоматической
линии для радиального сверления гильз.
На подавляющем большинстве линий с верхним, нижним и боковым
расположением транспортера возврата перемещение приспособлений-спут-
ников производится принудительно.
СЕДЬМАЯ
223
§ 35. Транспорт автоматических линий
для деталей типа валов и колец,
вращающихся при обработке
Ввиду обширной номенклатуры типоразмеров валов и различных ва-
риантов их обработки транспортные системы автоматических линий для де-
талей, вращающихся при обработке, могут иметь различное конструктив-
Рис. 204. Принципиальные схемы основных транспортных систем линий
для обработки валов
ное исполнение. Принципиальные схемы транспортных систем, применя-
емых на линиях для обработки валов, приведены на рис. 204. На автома-
тических линиях обработки небольших цилиндрических деталей (валиков,
пальцев) применяется транспорт в виде трубопровода (рис. 204, а). Для
перемещения крупных деталей применение транспорта этого вида невоз-
можно из-за его громоздкости.
Транспортирование деталей цилиндрической формы средних и круп-
ных размеров обычно происходит по открытым лоткам и на конвейерах
224 глава
(рис. 204, б — ж). Перемещение цилиндрических деталей на линии можно
производить либо вдоль, либо поперек их оси. Перемещение валов вдоль
их оси (рис. 204, б, е) несколько сложнее, и для этой цели необходимо при-
менять специальные магазины для бесперебойной работы станков линии.
Перемещение валов поперек их оси (рис. 204, д — з) является более про-
стым. Такое транспортное устройство может быть одновременно магазином
для хранения и последовательной выдачи деталей. Перемещение обраба-
тываемых цилиндрических деталей на линии бывает параллельным или пер-
пендикулярным относительно оси центров станков линии.
При всех способах транспортирования деталей цилиндрической формы
необходимо выполнить следующие виды перемещения каждой обрабаты-
ваемой детали: 1) снять обработанную деталь с центров станка; 2) перенести
деталь из рабочей зоны станка на основной транспортер линии; 3) переместить
деталь по основному транспортеру для обработки с одного станка на сле-
дующий станок линии; 4) захватить обрабатываемую деталь с основного
транспортера; 5) подать деталь в рабочую зону станка.
Для выполнения перечисленных видов транспортных перемещений де-
талей применяют специальные питатели. При использовании питателей с
зажимом по одной детали транспортные перемещения деталей происходят
последовательно. Поэтому время, затрачиваемое на транспортные пере-
мещения детали, не совмещается со временем, затрачиваемым на обработку
детали на данном станке. Если применяют питатели с одновременным за-
хватом двух деталей, из которых одна обработана, а другая нет, то из всех
перечисленных транспортных перемещений детали должны учитываться
(последовательно) только первый и пятый виды перемещений. Остальные
виды транспортных перемещений деталей совмещаются по времени с тех-
нологическим временем, необходимым для выполнения данной операции.
В качестве примера рассмотрим транспортную систему линии для обработки
валов электродвигателей, схематически представленную на рис. 205.
Обрабатываемые валы перемещаются между станками по транспор-
теру-лотку 4, расположенному вне рабочей зоны станков параллельно осям
центров станков линии. Перемещение валов с центров станков на транс-
портер и с транспортера на центры станков производится питателями 5
в определенной последовательности.
После выполнения операций на всех станках линии питатели снимают
с центров станков обработанные валы и переносят их на лоток 4, после чего
собачки штанги 3 проталкивают валы по лотку и устанавливают их в ис-
ходное положение против рабочих позиций следующих станков линии. В это
время все питатели захватывают с лотка по одному валу и, совершая второй
поперечный ход, переносят валы на линию центров станков.
Конструкция рассмотренной системы является сравнительно простой,
но вследствие последовательного выполнения всех перемещений питателя
нельзя достигнуть совмещения времени на перемещение детали (12 сек) с вре-
менем на выполнение технологической операции (36 сек).
Существуют автоматические линии, у которых путь перемещения де-
талей по транспортеру совпадает с осью одного из захватов двустороннего
поворотного питателя. На рис. 204, г показана принципиальная схема та-
кого питателя, установленного на всех станках линии. Питатель имеет две
пары захватов, одна из которых захватывает и снимает обработанную деталь
с центров станка, а другая зажимает необработанную деталь, поданную
продольным транспортером к станку. Затем люлька питателя с двумя зажа-
тыми валами поворачивается на 180°. При этом обрабатываемая деталь пере-
мещается на линию центров станка, а обработанная деталь — вверх. Все
остальные перемещения валов на питателе происходят во время обработки
детали на станке.
СЕДЬМАЯ
225
Недостатком питателя, представленного на рис. 204, г, является не-
обходимость размещения в рабочей зоне станка поворотной люльки пи-
тателя с двумя валами. В ряде случаев такое размещение люльки питателя
невозможно, так как оно мешает обработке отдельных ступеней вала. Для
устранения этого недостатка применяют транспортные системы линий с раз-
дельным продольным и поперечным транспортированием деталей. Конст-
рукция этих транспортных загрузочных устройств предусматривает вывод
их из рабочей зоны станка после установки детали на станке. Схема такой
транспортной системы линии приведена на рис. 204, д. Недостатком этой
Рис. 205. Схема транспортной системы линии для обработки валов электродви-
гателей:
1—цилиндр привода штанги; 2 — роликовые опоры штанги; 3 — штанга транспортера со сво-
бодно висящими собачками; 4 — лоток для продольного перемещения валов между станка-
ми линии; 5 — питатель для передачи заготовок валов с транспортного лотка в рабочую зо-
ну станка и для выноса обработанных валов на транспортный лоток; 6 — привод питателя 5
транспортной системы является некоторое загромождение рабочей зоны
станка. Для упрощения конструкции питателей лотки для перемещения
деталей размещаются так, чтобы питатель имел одно поперечное движение
при перемещении лотков с деталями.
Конструкции транспортных систем автоматических линий для деталей
типа колец и дисков, вращающихся при обработке, имеют несколько раз-
новидностей, одной из них являются лотки-скаты. Детали типа колец хорошо
перемещаются (катятся) в лотках. Лотки-скаты применяются как для ос-
новной транспортной системы линии, так и для передачи колец с основной
транспортной системы в рабочую зону станка и с рабочей зоны на основной
транспортер.
§ 36. Особенности транспорта
автоматических линий с ветвящимся
(разделяющимся) потоком обработки деталей
Разделение одного транспортного потока обработки деталей на не-
сколько применяется в автоматических линиях в тех случаях, когда агре-
гаты (станки) линии имеют различную штучную производительность.
Выравнивание штучного времени, необходимого для выполнения раз-
личных технологических операций обработки деталей, достигается установ-
кой на лимитирующих операциях нескольких одинаковых станков, выпол-
няющих одну операцию.
226
Рассмотрим особенности транспорта линии с разделяющимся транс-
портным потоком обрабатываемых деталей. На автоматических линиях с аг-
регатами, жестко связанными между собой транспортером для перемещения
деталей, используют несколько способов разделения транспортного потока
обрабатываемых деталей:
1) применение транспортера для перемещения обрабатываемых деталей
с одного участка линии на другой; участки расположены под углом 90°
друг к другу;
2) изменение длины (шага) перемещения обрабатываемых деталей по
транспортеру;
3) периодическая передача обрабатываемых деталей с одного транспор-
тера на два-три параллельных транспортера;
4) применение специальных питателей-накопителей, принимающих
детали, обработанные на предыдущих операциях, и передающих их для
обработки на последующие операции;
5) применение на операциях с большим штучным временем специаль-
ных многопозиционных станков-автоматов или нескольких однотипных
станков.
VIII.
МЕЖОПЕРАЦИОННЫЕ ЗАДЕЛЫ
НА АВТОМАТИЧЕСКИХ ЛИНИЯХ И АГРЕГАТЫ
ДЛЯ ИХ ПРИЕМА, ХРАНЕНИЯ И ВЫДАЧИ
НА ЛИНИЮ
Сравнивая процесс механической обработки деталей на обычных поточных
линиях и на автоматических линиях с жесткой связью, следует отметить
существенный недостаток последних — все станки автоматических линий,
имеющие жесткую транспортную связь, при вынужденной остановке одного
станка простаивает вся линия. Для уменьшения потерь рабочего времени,
связанного с настройкой отдельных станков автоматической линии, ее раз-
деляют на отдельные участки, каждый из которых при остановке других
может работать самостоятельно.
Чтобы каждый участок линии мог работать независимо от других, перед
началом каждого из участков создают межоперационные заделы деталей.
Следовательно, при остановке какого-либо участка линии все остальные
будут работать, получая детали из межоперационных заделов. Для приема,
хранения и выдачи деталей из межоперационных заделов на линиях при-
меняют специальные автоматические накопители магазинного, штабельного
и бункерного типов. Эти накопители устроены аналогично загрузочным
приспособлениям, описанным в гл. II, только они, накопители, имеют значи-
тельно большие размеры ввиду необходимости накопления больших меж-
операционных заделов. При создании межоперационных заделов из круп-
ных деталей (блоки, моторы) вместо автоматических накопителей приме-
няют площадки-склады, которые обслуживаются рабочими-операторами.
§ 37. Классификация схем работы
бункерных устройств, места установки бункеров
в автоматических линиях. Конструкции
бункерных устройств
По конструкции накопительные устройства делятся на два вида: тран-
зитные и магазинные. Транзитные накопители устроены так,
что для выдачи из накопителя одной детали необходимо перемещать все
детали, находящиеся в нем. Магазинные накопители сконструированы та-
ким образом, что при бесперебойной работе двух смежных участков линии
поток деталей с предыдущего участка поступает на последующий, минуя
228
ГЛАВА
накопитель. Накопитель включается в работу только в случае остановки
предыдущего участка линии.
На рис. 206 представлен камерный накопитель для деталей неболь-
ших габаритов. Детали поступают по желобу 1 в коническую камеру 2
и по мере надобности плунжером 3 подаются к отводящему лотку 4 для пи-
тания деталями последующего участка
линии. На рис. 207 изображен шахт-
ный накопитель. Детали с предыдуще-
го участка линии попадают на прием-
Рис. 207. Шахтный бункер транзитного
типа, работающий с дожитием запаса де-
талей до зоны их выдачи
Рис. 206. Камерный бункер для мел-
ких штучных деталей
Рис. 208. Общий вид магазинного прием-
ника для колец конических роликопод-
шипников
ный лоток 1, с которого они захватываются вертикальным транспортером 2
и, поднимаясь, передаются на спиральный лотковый транспортер 3. По
этому транспортеру детали под действием собственного веса скатываются
вниз и попадают на транспортер 5, который доставляет их для обработки
на последующий участок линии. Отсекатель 4 удерживает детали в лотке
транспортера 3 и поштучно выдает детали на транспортер 5.
Для деталей типа колец в свя-
зи с разнообразием их конструк-
ций типового накопительного уст-
ройства не имеется. Рассмотрим
накопительные устройства, приме-
няемые на автоматических лини-
ях, обработки подшипниковых ко-
лец в цехе массовых подшипников
1ГПЗ. На рис. 208 показан общий
вид, а на рис. 209 — конструктив-
ная схема магазинного накопителя
для колец конических роликопод-
шипников. Такие накопители уста-
новлены в конце каждого из уча-
стков автоматических линий для
обработки колец таких подшипни-
ков. Накопитель (рис. 209) пред-
ставляет собой наклонный цепной
конвейер 4, на звеньях которого
укреплены сменные кассеты 5.
В этих кассетах размещаются коль-
ца подшипников, поступающие с
предыдущего участка линии по лот-
ку 2. Выдача колец из накопителя
на последующий участок происхо-
дит по лотку 3. Движение колец
Рис. 209. Магазинный приемник для колец конических роликоподшипников
230
ГЛАВА
по лоткам, а также внутри накопителя по шахтам кассет 2 осуществляет-
ся под действием силы тяжести колец.
Чтобы предотвратить самопроизвольный разгон колец в шахтах кас-
сет, последние имеют специальные прорези /, в которые входят ролики 6,
тормозящие кольца при их движении внутри накопителя. Каждое кольцо
в шахтах кассет может свободно катиться только на промежутке, равном
расстоянию между двумя смежными роликами. В конце участка кольцо
упирается в ролик и останавливается. Остановка в перемещении колец,
Рис. 210. Кинематическая схема магазинного приемника
происходит в течение времени, необходимого для передвижения всего цеп-
ного конвейера 4 вперед нд заданную длину, после чего все кольца перека-
тываются на один промежуток между двумя соседними роликами. Так пе-
риодически происходит перемещение колец в накопителе.
Во время работы накопителя его цепной конвейер непрерывно движется,,
поэтому прием и выдача колец происходят на ходу.
Кинематическая схема описанного магазинного накопителя приведена
на рис. 210. От электродвигателя 3 через червячный редуктор и цепные
передачи движение передается звездочкам 2, через них — цепям 1 (на ко-
торых подвешены кассеты 14) и на храповой кулачок 6. Последний переме-
щает подпружиненный толкатель 5, несущий траверсу с упорами 4 к,15.
Когда лоток 15 выдачи свободен от колец, толкатель перемещается на боль-
шую длину и упор 4, поворачивая отсекатель 17, освобождает одно кольцо
для перемещения по лотку 15. Если же соседний участок не работает и, сле-
довательно, подача колец из накопителя на лоток не должна производить-
ся, то упор 16 нажимает на кольцо и прекращает перемещение толкателя.
Упор 4 не доходит до отсекателя, поэтому он остается неподвижным и удер-
живает кольца от продвижения к лотку. Для равномерного распределения
ВОСЬМАЯ
231
колец по шахтам кассет накопителя за каждый последующий подход шахты
к подводящему лотку в нее попадает по одному кольцу. С этой целью при-
меняется механизм 11 отсечки загрузки колец в накопитель, защелка-от-
секатель 8 которого пропускает по одному кольцу при прохождении под ней
пальцев 9, установленных на кассетах. В механизме приема колец имеется
устройство, предохраняющее лотки магазина от переполнения. Оно со-
стоит из двух рычагов 10 и 13, закрепленных на валу 7. Рычаг 10 входит
в прорези кассет накопителя, а рычаг 13 — в приемный лоток 12, Если кас-
сета накопителя будет занята кольцом, то рычаг 10 отклонится и повернет
Рис. 211. Линейный бункер магазинного типа, работающий без пол-
ного дожития запаса деталей до зоны их выдачи
рычаг 13, который прекращает поступление колец в накопитель и воздей-
ствует на конечный выключатель, предназначенный для остановки преды-
дущего агрегата линии. Для возвращения застрявших колец между прием-
ным лотком и кассетой магазина в нормальное положение часть стенки при-
емного лотка 12 подпружинена.
Данный накопитель вмещает 1000 колец, через каждые 20 сек он при-
нимает и выдает одно кольцо. Накопитель имеет счетчик, учитывающий по-
ступление и выдачу колец.
На рис. 211 представлен линейный накопитель магазинного типа. Де-
тали с предыдущего участка линии поступают на приемный 1 и распре-
делительный 2 транспортеры. Далее по опущенной заслонке 3 (как пока-
зано на рис. 211) детали поступают на транспортер 4, который поднимает
их и передает на верхнюю горизонтальную ветвь бесконечного цепного
транспортера 6, Перемещение деталей с верхнего транспортера 6 на верхние
ветви всех последующих транспортеров производится специальными пере-
брасывателями 5. С горизонтальной ветви нижнего транспортера 7 детали
попадают на транспортер 8 и затем на отводящий лоток 9, с которого они
поступают на транспортер последующего участка линии.
Межоперационные заделы, находящиеся в накопительных устройст-
вах, по-разному влияют на снижение вынужденных простоев отдельных
участков линии, причем степень этого влияния зависит от места установки
накопителей на линии. Для каждой конкретной линии имеется такой ва-
риант разделения ее на отдельные участки, при котором можно наилучшим
образом разместить между ними накопительные устройства для хранения
межоперационных заделов деталей. Основными критериями оценки целе-
сообразного деления линии на отдельные участки являются одинаковые
количественные показатели их работы, число отказов в работе различных
устройств линии и продолжительность настройки агрегатов отдельных уча-
стков линии.
Практически линию разделяют на отдельные участки в зависимости от
принятого для нее варианта технологического процесса обработки деталей.
232
Обычно линии делят на участки в тех местах, где требуется изменить по-
ложение обрабатываемой детали перед последующей обработкой или где
заканчиваются технологические операции одного и начинаются операции
другого вида.
Рациональное размещение накопительных устройств на линии, разде-
ленной на участки в соответствии с принятым вариантом технологического
Рис. 212. Схема деления на участки
линии для обработки блока цилинд-
ров двигателя автомобиля ЗИЛ-150;
1—черновое растачивание отвеостий бло-
ка цилиндров; 2—получистовое растачи-
вание отверстий блока цилиндров; 3 — чи-
стовое растачивание отверстий блока ци-
линдров; 4 — развертывание отверстия под
насос; 5 — приспособление для поворота
блоков; 6 — снятие фасок в отверстиях
блока цилиндров; 7 —рабочий-оператор;
8 — наладчик
процесса, значительно уменьшает про-
стои агрегатов линии. Однако при этом
простои уменьшаются в меньшей мере,
чем в случае размещения накопитель-
ных устройств на линии, разделенной
на участки по признаку одинаковых по-
казателей их работы и времени наст-
ройки.
В качестве примера на рис. 212
представлена автоматическая линия об-
работки блока цилиндров двигателя ав-
томобиля ЗИЛ-150, разделенная в за-
висимости от технологического процесса
на четыре участка. Блоки имеют боль-
шие размеры, поэтому хранение меж-
операционных заделов осуществляется
не в накопительных устройствах, а на
специальных площадках, расположен-
ных между участками линии.
Все разрывы между четырьмя участ-
ками линии сделаны в таких местах, где
блок необходимо либо повернуть отно-
сительно направления транспортирова-
ния, либо перекантовать на 180°.
На участках /, II и IV блок при
обработке и транспортировании уста-
новлен базовой плоскостью вниз и на всех рабочих позициях фиксируется
по двум отверстиям в базовой плоскости. На участке III—вверх и на всех
рабочих позициях также фиксируется по двум отверстиям базовой пло:
скости.
Расположение (ориентирование) блока относительно направления его
движения на основном транспортере следующее: на участке I линии блок
расположен так, что вертикальная плоскость, проходящая через оси ци-
линдров, перпендикулярна пути его движения по транспортеру; на участ-
ках II, III и IV — параллельна.
IX
УПРАВЛЕНИЕ АВТОМАТИЧЕСКИМИ ЛИНИЯМИ
Для осуществления заданной последовательности обработки деталей на
различных агрегатах автоматической линии применяется комплекс авто-
матического управления линией. Этот комплекс состоит из следующих
систем:
1) управления всеми последовательными видами движений и очеред-
ностью работы основных и вспомогательных агрегатов линии;
2) блокирования, обеспечивающего нормальную (безаварийную) работу
станков, приспособлений и инструментов линии и безопасность их обслу-
живания;
3) регулирования, применяемого при подналадке станков и инструмен-
тов, для получения заданных размеров обрабатываемых деталей;
4) контроля, проверяющего форму и размеры обрабатываемых деталей;
5) наладочного управления агрегатами и инструментами линии;
6) сигнализации, применяемой для облегчения работы персонала, об-
служивающего линию.
В настоящее время в системах автоматического управления применя-
ются электрические, гидравлические, гидропневматические, механические
и пневматические средства связи. Сами связи разделяются на в н е ш н и е,
промежуточные, внутренние и вспомогательные.
Внешние связи — это цепи управления, обеспечивающие согласован-
ную работу нескольких независимых участков автоматической линии. Про-
межуточные связи — это цепи управления, обеспечивающие согласован-
ную работу отдельных станков одного независимого участка линии. Внут-
ренние связи представляют собой цепи управления, обеспечивающие по-
следовательность и длительность приемов работы отдельных узлов одного
станка линии. Вспомогательные связи являются цепями управления, свя-
зывающими систему, управляющую всеми последовательными видами дви-
жений и очередностью работы основных и вспомогательных агрегатов ли-
нии, с другими частными системами управления.
Чаще всего внешние и внутренние связи бывают электрическими, про-
межуточные связи — комбинированными: электромеханическими, электро-
гидравлическими и электропневматическими. Внутренние связи иногда
могут быть комбинированными или механическими, гидравлическими, пнев-
матическими.
234 ГЛАВА
§ 38. Системы управления
последовательностью фаз работы линии
На автоматических линиях применяют различные системы управле-
ния последовательностью действия и чередованием фаз работы основных
и вспомогательных агрегатов линии. На выбор такой системы для конкрет-
ной линии влияют следующие факторы: назначение линии, состав ее обо-
рудования, компоновка и размеры линии, длительность цикла ее работы.
Системы управления бывают полностью централизованные,
децентрализованные (не полностью централизованные) и с ме-
шан н ы е.
На станках линии механической обработки деталей имеются узлы,
предназначенные для установки режущего инструмента и перемещающиеся
относительно обрабатываемых поверхностей деталей. Поэтому косвенным
показателем выполнения операции может быть конечное положение режу-
щего инструмента. Используя датчик, срабатывающий в конце перемеще-
ния режущего инструмента, можно получить сигнал на включение следую-
щей фазы цикла работы механизмов или станков линии.
Перемещение режущего инструмента является косвенным показателем,
так как он предполагает применение доброкачественного режущего инстру-
мента и точное его перемещение на заданную величину относительно обраба-
тываемой поверхности. Поэтому может потребоваться еще контроль качества
режущего инструмента и правильности его перемещения. Такой контроль
можно выполнить и по другим косвенным показателям (например, по факти-
чески расходуемой мощности на резание при работе данным инструментом)
или по прямым показателям (например, по размерам обработанной детали).
По этим показателям соответствующие датчики могут дать сигналы испол-
нения.
Оборудование линии подбирается в полном соответствии с операциями,
перечисленными в запроектированном технологическом процессе механиче-
ской обработки детали на линии. Состав оборудования линии оказывает ре-
шающее влияние на выбор системы управления последовательностью фаз
работы агрегатов линии потому, что эта система должна отвечать особен-
ностям устройства внутренних цепей этих агрегатов.
Наиболее практичными средствами управления последовательностью фаз
работы агрегатов линии являются гидравлические устройства. Компоновка
и количество оборудования автоматической линии определяют объем работы
систем управления. Сблокированная автоматическая линия (т. е. состоящая
из одного участка) не имеет внешних средств связи (цепей) в системах комп-
лексного управления лйнии. Несблокированная автоматическая линия,
состоящая из нескольких участков, должна иметь внешние средства связи
в системах комплексног© управления линии. Классификация систем управ-
ления последовательностью действия и чередованием фаз работы агрегатов
автоматических линий приведена в табл. 9.
На автоматических линиях, имеющих механические промежуточные и
внутренние средства связи (цепи), управление соответствующими испол-
нительными органами агрегатов линии осуществляется с помощью кулачков
распределительного вала, регулирующих работу промежуточных рычаж-
ных передач. Правильная работа распределительного вала зависит от
формы и расположения его кулачков, а также от скорости вращения и ки-
нематики передач, связывающих исполнительные органы с кулачками.
На линиях с централизованным управлением последовательностью дей-
ствия с очередностью фаз работы агрегатов линии, управление которыми
производится от распределительного вала, контроль исполнения отдельных
фаз работы не производится.
девятая 235
Таблица 9
Классификация систем управления последовательностью действия
и чередованием фаз работы агрегатов автоматических линий
Вид системы управления Характеристика системы управления
без контроля исполнения команд с контролем исполнения команд с контролем исполнения команд по прямым показателям
Централи- зованная Сигналы от непре- рывно вращающегося распределительного вала; сигналы от не- прерывно вращающе- гося командоаппара- та, вращающегося периодически от сиг- налов, измеряющих время С валОхМ командоаппа- рата, вращающимся пе- риодически от сигналов датчиков, контролирую- щих пути перемещения, сопротивления переме- щениям, скорости пере- мещений и др. С валом командоаппа- рата, вращающимся пе- риодически от сигналов датчиков, измеряющих исполнительные разме- ры, форму или каче- ственные характеристи- ки изделия (детали)
Децентра- лизованная Сигналы от датчи- ков, измеряющих вре- мя Сигналы от датчиков, контролирующих пути перемещения, сопротив- ления перемещениям, скорости перемещений и др. Сигналы от датчиков * измеряющих исполни- тельные размеры,* форму или качественные харак- теристики изделия (де- тали)
Смешанная С валом командоаппа- рата, вращающимся не- прерывно, но останавли- вающимся в случае не- поступления разрешения на продолжение цикла (сигналы датчиков, конт- ролирующих пути пере- мещения, сопротивления перемещениям, скорости перемещений и др.) С валом командоаппа- рата, вращающимся не- прерывно, но останавли- вающимся в случае не- поступления разрешения на продолжение цикла (сигналы датчиков, из- меряющих исполнитель- ные размеры, форму или качественные характери- стики изделия (детали)
Проектирование системы управления осуществляется в соответствии
с циклограммой работы отдельных агрегатов линии, в которой указывается
время на выполнение всех последовательных фаз работы на всех агрегатах
линии. На линиях с немеханическими промежуточными связями (цепями
управления) работу распределительного вала выполняет командоаппарат.
Командоаппарат состоит из одного или нескольких дисков, установленных
на одном вращающемся валу. Каждый диск имеет либо щетки для замыка-
ния неподвижных контактов, либо кулачки, переключающие расположен-
ные вокруг дисков электрические путевые выключатели, гидравлические
или пневматические золотили.
Исполнительные органы агрегатов линии получают соответствующие
команды через электрические цепи, замыкаемые от щеток или кулачков
командоаппарата, или через гидравлические устройства. Командоаппараты
работают или с непрерывным, или с периодическим вращением вала с дис-
ками. В централизованных системах управления с непрерывно вращающим-
ся валом командоаппарата длительность цикла действия линии прямо про-
порциональна продолжительности времени одного оборота вала командо-
аппарата.
Централизованные системы управления с периодически вращающимся
валом командоаппарата являются весьма гибкими. В этих системах можно
устанавливать длительность выполнения одних фаз независимо от длитель-
236 ГЛАВА
ности других фаз и скорости вращения вала командоаппарата, а также кон-
тролировать исполнение различных фаз цикла линии.
Вал командоаппарата, на котором установлены диски с кулачками,
переключающими схему управления на выполнение последующих фаз ра-
боты агрегатов линии, поворачиваются на некоторый угол между последо-
вательно расположенными кулачками. После этого привод вращения вала
командоаппарата отключается до момента получения сигнала об исполнении
предшествующей команды.
Централизованные системы управления с периодически вращающимся
командоаппаратом имеют продолжительность цикла работы линии, на ко-
торой они применяются, равной продолжительности одного полного обо-
рота командоаппарата.
Необходимо отметить, что централизованные системы управления с пе-
риодически вращающимся валом командоаппарата, повороты которого
(вала) происходят в результате сигналов об исполнении предшествующих
команд, имеют важное достоинство: они позволяют обходиться без широкого
применения блокировок. В значительной мересам командоаппарат является
блокирующим устройством и заставляет линию работать только с определен-
ным чередованием фаз цикла действия всех агрегатов или станков, входящих
в линию. Такие централизованные системы управления могут применяться
для контроля исполнения команд как по косвенным, так и по прямым пока-
зателям. Прямыми показателями являются размеры и форма поверхностей
обрабатываемых деталей. При использовании сигналов контроля от прямых
показателей разрешение на выполнение последующих команд является наи-
более надежным, так как при этом точно определяется, что заданная техно-
логическая операция выполнена правильно.
Однако линия не может работать только по сигналам контроля прямых
показателей, так как в цикл работы любой линии, кроме технологических
операций, входит ряд вспомогательных приемов, например перемещение
деталей по транспортеру, фиксация и закрепление деталей на рабочих по-
зициях линии и т. д.
В децентрализованных системах управления линией сигналы на испол-
нение каждой фазы цикла подаются по истечении определенного промежутка
времени. Время, расходуемое на выполнение каждой фазы цикла, контро-
лируется приборами для отсчета времени. Следовательно, децентрализован-
ная система управления имеет столько приборов для отсчета времени, сколь-
ко последовательных фаз имеет цикл работы линии. Прибор отсчета времени
для каждой фазы настроен на определенное время, причем каждый преды-
дущий прибор, сработав, включает следующий.
Работа децентрализованных систем управления линией производится
аналогично работе централизованных систем. Различие состоит лишь в том,
что в первых время выполнения отдельных фаз цикла работы линии неза-
висимо, поэтому и можно быстро изменять при отладке или переналадке аг-
регатов линии.
В системах с централизованным управлением линий при изменении вре-
мени на выполнение какой-либо фазы цикла работы линии время на выполне-
ние последующей фазы цикла автоматически изменяется (увеличивается или
уменьшается). Однако централизованные системы с непрерывно вращающим-
ся распределительным валом командоаппарата имеют существенное преиму-
щество перед децентрализованными системами управления с сигналами по
времени. Это преимущество состоит в том, что время исполнения отдельных
фаз цикла работьи линии в целом в централизованных системах управления
является более устойчивым.
При децентрализованных системах управления с контролем по времени
на исполнение отдельных фаз цикла работы линии время выполнения отдель-
ных фаз цикла колеблется. Причцна этого явления — значительные колеба-
ДЕВЯТАЯ 237
ния при отсчете приборами времени между двумя последовательными сигна-
лами.
Чтобы строго уложиться во время, отведенное для выполнения каждой
фазы цикла, приходится все приборы для отсчета времени весьма тщательно
настраивать. Каждый прибор необходимо настраивать так, чтобы минималь-
ный промежуток времени до его срабатывания был не меньше фактического
времени, необходимого для выполнения данной фазы цикла работы агрегатов
линии. Поэтому средняя продолжительность выполнения всех отдельных
фаз цикла получается больше необходимой, и цикл работы линии увеличи-
вается, появляются скрытые внутрицикловые потери.
По этой причине децентрализованные системы управления с контролем
выполнения фаз цикла по времени применяют в автоматических линиях весь-
ма редко. Значительно чаще применяются децентрализованные системы уп-
равления с подачей сигналов об окончании перемещений различных узлов
станков линии с помощью датчиков. Наиболее часто в качестве датчиков ис-
пользуют конечные выключатели. Перемещающийся узел станка сам произ-
водит переключение конечного выключателя в конце своего перемещения.
Применяют также датчики, срабатывающие при достижении определен-
ной силы сопротивления, при перемещении узлов станков, при достижении
определенной величины фактически потребляемой мощности. Потребляемая
мощность измеряется по силе тока в цепи привода перемещаемого узла стан-
ка. Сила сопротивления, возникающего при перемещении узлов, измеряется
приборами давления.
Основное преимущество децентрализованных систем управления с пода-
чей сигналов от датчиков (путевых выключателей) состоит в том, что они яв-
ляются весьма гибкими и обеспечивают большую надежность работы агре-
гатов линии. Однако эти системы имеют и значительные недостатки. В этих
системах приходится размещать датчики для подачи сигналов в рабочей зоне
станков линии, поэтому условия работы датчиков весьма тяжелые. На датчи-
ки попадает смазочно-охлаждающая жидкость, стружка, пыль. Работая в та-
ких условиях, датчики могут подавать неправильные команды вследствие
закорачивания цепей, в результате чего на линии могут возникнуть аварии.
Необходимо также отметить, что средства управления, включающие датчики
для подачи команд (сигналов), приборы промежуточных цепей и сами цепи,
не являются совершенно безотказными в работе. Изучение работы действую-
щих автоматических линий показало, что устранение различных неполадок
в системах управления занимает тем больше времени, чем более сложной яв-
ляется применяемая аппаратура и чем чаще она срабатывает. Например, для
нормальной работы электроцепей требуется после 20 000 контактосрабатыва-
ний аппаратуры линии останавливать линию на 1 мин. Это положение оказы-
вает большое влияние на работу линии, так как при децентрализованной
системе управления на одной позиции линии имеется 20—40 различных элек-
трических аппаратов.
В смешанных системах управления последовательными действиями чере-
дования фаз работы станков линии применяют центральный командоаппарат
и параллельный контроль выполнения очередных команд. Вал командоаппа-
рата при нормальной работе линии вращается непрерывно, но если очеред-
ная команда не была выполнена, то командоаппарат отключается, и вал оста-
навливается. На валу командоаппарата имеются два барабана с кулачками:
от первого барабана подаются в заданной последовательности основные
команды, а кулачки второго барабана включают нормально открытые кон-
такты цепи привода командоаппарата точно в те моменты, в которые должно
заканчиваться исполнение предыдущих команд и начинаться выполнение по-
следующих.
Параллельно контактам, срабатывающим от кулачков второго бараба-
на, вкдючещя датчики с нормально закрытыми контактами, осуществляющи-
238
ГЛАВА
ми контроль исполнения команд. Вследствие параллельного включения двух
контактов в цепь привода командоаппарата вал последнего будет вращаться,
если предыдущая команда была выполнена вовремя, и будет отключен, если
исполнение команды не было выполнено вовремя. Эта система управления
уменьшает внутрицикловые потери и обеспечивает работу линии с минималь-
ным циклом. В будущем эта система должна получить более широкое приме-
нение на автоматических линиях.
Все рассмотренные системы управления, использующие контроль ис-
полнения команд, имеют один недостаток: время на срабатывание аппарату-
ры, передающей команды, входит во время соответствующей фазы цикла
работы линии.
В настоящее время имеется возможность изготовить систему управле-
ния последовательностью действия и закономерным чередованием фаз ра-
боты агрегатов линии так, чтобы исключить из времени, затрачиваемого на
выполнение отдельных фаз цикла, время на передачу команд и сигналов об
их выполнении.
Такая система управления обеспечит наиболее короткий цикл работы и
наибольшую производительность линии; ее можно изготовить на базе любой
из существующих систем управления с центральным командоаппаратом,
который получает разрешение на продолжение работы от сигналов контро-
ля исполнения команд. В этом случае командоаппарат используется не
для подачи команд, а для их планирования. Чем сложнее работа линии и
чем короче ее технологический цикл, тем большего эффекта можно достиг-
нуть при переходе на систему управления с предварительным планирова-
нием команд в системах управления.
Рассмотрев различные системы управления последовательностью дейст-
вия и закономерным чередованием фаз работы агрегатов линии можно сде-
лать вывод, что каждая из них имеет как достоинства, так и недостатки.
Поэтому практически на линиях применяются комбинированные системы
управления.
§ 39. Средства управления
последовательностью фаз работы линии
Электрические средства управления. Электрические средства' управ-
ления можно разделить на четыре группы: датчики сигналов, приборы для
преобразования сигналов, приводы исполнительных органов, командоаппа-
раты.
Рассмотрим датчики сигналов о перемещениях, потребляемой мощности
и скорости движения, из которых первые получили наибольшее применение
в автоматических линиях. Контроль исполнения команд на автоматической
линии по косвенным признакам производится датчиками, выполненными
в виде путевых переключателей (путевых выключателей).
В основном устройство всех путевых переключателей аналогично.
Они имеют один или несколько контактов, каждый из которых состоит из
неподвижной и подвижной частей. Подвижную часть контакта закрепляют
на станке или рычаге. На шток или рычаг с контактом действует перемещаю-
щаяся часть агрегата линии, которая заставляет подвижную часть контакта
совершать перемещение по прямой или по дуге. При этом перемещении штока
или рычага с контактом совершается переключение — размыкаются нормаль-
но закрытые (НЗ) и замыкаются нормально открытые (НО) контакты.
Путевые переключатели бывают мгновенного и немгновен-
ного действия, с перестраиваемыми (с НЗ на НО и наоборот)
ДЕВЯТАЯ
239
инеперестраиваемыми контактами, с различной защитой кон-
тактов от пыли, влаги и т. п.
Наибольшее применение нашли путевые переключатели, показанные
на рис. 213. Они имеют один НО и один НЗ контакты и мгновенное переклю-
чение. В силуминовом корпусе путевого переключателя установлены клеммо-
вые колодки /, на которых закреплены неподвижные контакты 2. Подвижные
контакты 5 укреплены на пластмассовом рычаге 3. Контакты переключаются
при повороте рычага 4, связанного с поводком 10. При этом шарик 8 катится
по планке 7, жестко связанной с рычагом 3, перемещающим подвижные
Рис. 213. Путевой переключатель моментного действия
контакты. Пружина 9, нажимая на шарик 8, заставляет планку 7 мгновен-
но переключать контакты в моменты освобождения ее собачкой 13, поджимае-
мой пружиной 14. Возврат контактов в первоначальное положение происхо-
дит под действием пружины 12 после прекращения действия силы Р
на рычаг 4. Поводок 10 нежестко связан с рычагом 4 при помощи ленточ-
ных пружин 11. Такая связь допускает определенный «пережим». Рычаг 4
на валике 6 можно устанавливать под различными углами. Обычно путевые
переключатели перемещаются в специальном кожухе, который предохра-
няет рабочую полость переключателя от пыли и влаги.
Путевые переключатели обычно устанавливают весьма близко от рабо-
чих зон агрегатов автоматической линии. Поэтому они, несмотря на предо-
хранительный кожух, подвержены засорению металлической пылью, пара-
ми масла и охлаждающей жидкостью, что неблагоприятно отражается на
их работе: они либо отказывают в работе, либо закорачиваются.
Нормальный срок службы путевых переключателей — 1 млн. циклов.
Однако проникновение пыли и влаги в переключатель требует периодической
чистки, поэтому в некоторых системах управления приходится выносить
переключатели по возможности дальше от рабочей зоны агрегатов и при этом
вводить дополнительные передачи.
На рис. 214 показан механизм передачи «путевого сигнала» гибким тро-
сиком к конечному выключателю, вынесенному в защищенную зону.
С целью повышения надежности работы путевых выключателей создают-
ся конструкции герметических и бесконтактных конечных выключателей,
конструкции которых разработаны в ЭНИМСе. Ввиду отсутствия контакти-
рующих элементов и возможности размещения всех частей схемы вне рабо-
240
ГЛАВА
чей зоны контролируемого станка бесконтактные путевые переключатели
(датчики) должны получить широкое применение на линиях с тяжелыми ус-
ловиями работы путевых переключателей.
При контроле исполнения команд по прямым признакам (размеры обра-
ботанной детали) сигнал исполнения команды дается в тот момент, когда пе-
ремещение контролируемого узла станка обеспечило получение заданного
размера детали. В этих случаях в качестве датчиков сигналов применяются
различные измерительные устройства, связанные со специальными электро-
переключателями.
Типовые конструкции датчиков, контролирующих потребляемую мощ-
ность, пока не разработаны. В автоматических линиях также датчики при-
Рис. 214. Конечный выключатель с передачей путевого сигнала гибким
тросиком:
/ — механизм передачи путевого сигнала, установленный в загрязненной зоне; ZZ —ко-
нечный выключатель, установленный в защищенной зоне; /—упор, установленный на
контролируемом перемещающемся элементе, узле; 2 — рычаг передачи движения от
упора/ к толкателю 5; 3—толкатель, связанный с тросиком; 4 — тросик; 5 — толка-
тель перемещения рычага конечного выключателя
меняют на внутри- и круглошлифовальных станках для переключения подач
абразивного круга с больших на малые.
В качестве датчиков сигналов о достижении заданной величины исполь-
зуемой мощности применяют максимальные реле. Эти приборы переключают
соответствующие контакты в тот момент, когда ток в цепи питания электро-
привода для вращения шлифовального круга достигнет заданной величи-
ны, которая регулируется с помощью реостата.
Для управления циклом работы внутришлифовальных станков некото-
рых автоматических линий (например, в линиях автоматического произ-
водства подшипников качения) применяют специальные датчики. В качестве
таких датчиков для контроля команды быстрого перемещения шлифоваль-
ного круга применяют максимальные реле, которые срабатывая, производят
переключение. При этом шлифовальный круг изменяет число оборотов,
что связано с переключением подачи круга с большой (врезание) на среднюю
(черновое шлифование) и малую (чистовое шлифование).
Датчики контроля потребляемой мощности применяют также при свер-
лении отверстий небольшого диаметра. В этом случае они предохраняют ре-
жущий инструмент от поломки при перегрузке.
В следующую группу средств управления входят приборы, преобразую-
щие сигналы датчиков контроля команд. К этим приборам относятся проме-
жуточные реле, реле времени, счетчики импульсов.
Промежуточное реле часто используют как дополнение к путевому пе-
реключателю, когда в последнем не хватает контактов для подачи сигналов
ДЕВЯТАЯ 241
♦
и когда необходимо усилить импульс сигнала включением цепи питания
током более высокого напряжения. Промежуточные реле выпускают несколь-
ко серий. Наибольшее применение имеют реле, показанные на рис. 215.
Основание реле изготовлено из карболита. Стойки с неподвижными контак-
тами прикреплены винтами к основанию. Контактные мостики, на которых
Рис. 215. Промежуточное реле (изготовленное с двумя, четырь-
мя и шестью контактами)
93
установлены подвижные контакты, насажены на карболитовый штифт,
перемещающийся в осевом направлении. Карболитовый штифт при помощи
рычагов связан с электромагнитом, который перемещает его вверх при пода-
че тока в катушку магнита. При отключении тока подвижные части реле под
действием силы тяжести возвращаются в исходное положение.
Реле времени представляют собой приборы, применяемые для отсчета
времени. После подачи напряжения на реле времени оно включает последую-
щие приборы и подает команды лишь через некоторое, наперед заданное
время. Реле времени бывают маятниковые, пневматические и электронные.
Маятниковые реле времени применяют для коротких выдержек — от 2 до
10 сек\ пневматические — для различных выдержек в пределах до 180 сек,
а электронные — для нескольких выдержек в пределах 10—32; 25—70;
50—120 и 90—175 сек. Наибольшее применение нашли пневматические реле
времени.
Устройство пневматического реле времени показано на рис. 216. Когда
катушка электромагнита 19 выключена, то его якорь 18 поднят. В это время
возвратная пружина 1 сжата и, воздействуя на упор 17, колодку 16 и шток 3,
удерживает выпуклый поршень 12 и лапу 13 в крайнем верхнем положении.
Рычаг 14 и штифт 15 микропереключателя при этом свободны, поэтому
9 Зак. 109
242
ГЛАВА
у микропереключателя контакт НО открыт, а контакт НЗ закрыт, пружи-
на 2 сжата, резиновая мембрана 4 выгнута вверх, воздушная камера над ней
имеет минимальный объем.
При включении катушки электромагнита якорь опускается, упор 17
освобождает колодку 16, а пружина 2 и мембрана 4 перемещают поршень 12
вниз. Во время опускания поршня в камере над мембраной образуется ва-
куум, поэтому поршень перемещается вниз с меньшей скоростью, чем упор
А~А
9д
98
Рис. 216. Пневматическое реле времени
17. Это отставание в перемещении, а следовательно, и выдержка времени
будет тем больше, чем меньше отверстие 9, регулируемое гайкой 11 и штиф-
том 10. В нижнем положении поршня лапа 13 колодки 16 нажимает через*
рычаг 14 на штифт 15 микропереключателя, и реле срабатывает. Происходит
отключение электромагнита, возвратная пружина 1, сжимаясь, быстро пе-
ремещает поршень 12 вверх, и он, выгибая мембрану, вытесняет воздух из
камеры в атмосферу. Удаление воздуха из камеры происходит через отвер-
стие 5 клапана 6, фильтр 8 и отверстие 7 в крышке.
Это пневматическое реле времени работает с выдержкой времени на
выключение катушки его электромагнита.
Для преобразования первичных сигналов применяют реле счета импуль-
сов. В конструкцию этого реле входит ряд приборов. На рис. 217 изображена
схема реле счета импульсов, которое может отсчитывать импульсы от 1 до»
ДЕВЯТАЯ
243
25. При настройке переключатель П устанавливают на требуемое число им-
пульсов. Шаговый искатель ШИ переходит на следующую позицию при по-
лучении каждого отдельного электрического импульса. В конце отсчета за-
данного числа импульсов замыкается цепь: шаговый искатель—переключа-
тель— катушка промежуточного реле. При получении заданного числа им-
пульсов подается требуемая команда.
Реле счета импульсов применяют
на шлифовальных автоматах линий.
Рис. 217. Электросхема реле счета
пульсов:
Тр — автотрансформатор; СВ— селеновый
прямитель; КВ—конечный выключатель,
сылающий отсчитываемые импульсы; ШИ—
Шаговый искатель; П—переключатель; РП—
промежуточное реле
>Л цилиндру *
Спид
а)
Подвод
2
им-
вы-
по-
4
5
Рис. 218. Золотник с механиче-
ским управлением:
а) — схема; б)—устройство
Через назначенное число циклов работы реле включает механизм для ав-
томатической правки шлифовального круга.
Рассмотрим электрические средства управления, применяемые в ка-
честве привода исполнительных органов линии. Такими средствами являются
электродвигатели и электромагниты. В качестве электродвигателей на автома-
тических линиях используют фланцевые, закрытые и многоскоростные элек-
тродвигатели. В основном на автоматических линиях находят применение
электродвигатели переменного тока. Электродвигатели постоянного тока
применяют сравнительно редко для специальных целей, например, когда
необходимо регулировать число оборотов или скорость перемещения раз-
личных узлов агрегатов линии или когда требуется периодический разгон и
торможение больших вращающихся масс.
В качестве примера укажем, что электродвигатели постоянного тока
использованы в главных приводах круглошлифовальных станков линий для
получения постоянной скорости резания при уменьшении диаметра шлифо-
вального круга вследствие износа.
Электромагниты применяют для поступательных перемещений отдель-
ных деталей или узлов в агрегатах линии, например для перемещения зо-
лотников гидросистем, включения муфт и тормозов.
Широкое использование на практике получили электромагниты пере-
менного тока, которые изготовляют как с тянущими, так и с толкающими
якорями. Такие электромагниты могут работать всухую или с погружением
в масло. Электромагниты изготовляются для поступательных перемещений
9*
244 глава
на длину от 10 до 50 мм с тяговым усилием соответственно от 10 до 250 н
(1—25 кГ).
Гидравлические средства управления. В состав гидравлических средств
управления входят датчики для подачи сигналов, аппараты для преобразо-
вания сигналов. Системы гидравлического управления собирают из нормали-
зованных гидравлических аппаратов.
В качестве датчиков для подачи сигналов о выполнении команд на пере-
мещение применяются управляемые от упоров различные золотники с осе-
вым или угловым движением пе-
реключающего элемента. Осевые
золотники изготовляют с меха-
ническим, электрическим и элек-
трогидравлическим управлени-
ем.
На рис. 218 показан осевой
двухпозиционный четырехходо-
вой золотник с механическим
управлением от упоров. Такие
золотники служат для переклю-
чения плунжеров-золотников с
гидравлическим управлением, а
также для дистанционного уп-
равления или для самостоятель-
ного реверсирования силовых
поршней. В корпусе / золотника
находятся плунжер 3, пружина 4
и шайба 5. Крышка 2 предназ-
Рис. 219. Схема работы многопозиционного
золотника
начена для крепления золотника. Четыре отверстия О19 О2, О3 и О4, имею-
щиеся в корпусе, служат для присоединения золотника: отверстием О3 —
к баку; отверстием О4 — к линии давления; отверстиями О± и О2 — к уп-
равляемому золотнику или силовому цилиндру.
Реверсивные золотники применяют в реверсирующих устройствах агре-
гатов линии. Реверсивные золотники бывают двух-, трех- и многопозицион-
ные. Последние используют на автоматических станках, на которых обработ-
ка детали заканчивается за один проход, причем смена команд «Быстрый
подвод», «Рабочая подача», «Быстрый, отвод», «Стоп» происходит автоматиче-
ски от упоров стола станка. На рис. 219*приведена схема многопозиционно-
го золотника.
Плунжер 8 золотника имеет на левом конце несколько уступов а, б, в,
а, д, число которых должно соответствовать числу команд силового органа.
Направление и скорость перемещения силового поршня зависят от положения
плунжера. Силовой поршень перемещается в обоих направлениях маслом
[давление Р = 0,2—0,4 Мн/м2(2—4 кГ/см2) ]. Масло подается в отверстие О
вспомогательного золотника 9, который перемещается влево электромаг-
нитом, а вправо (после выключения катушки электромагнита) — пружи-
ной 10.
Переключение плунжера 8 при выполнении различных фаз рабочего цик-
ла происходит от путевых упоров управления / и 2, которые при нажиме на
них ролика 3, установленного на конце рычага 4, поворачивают последний,
а вместе с ним и рычаг 5, установленный на одной оси с рычагом 4. При по-
вороте рычага 5 фиксатор 6 будет перемещаться вверх. При подъеме фиксато-
ра сила давления Р масла будет перемещать плунжер до того момента, по-
ка в фиксатор не упрется следующий уступ плунжера. Последний уступ
«Стоп» соответствует останову силового поршня.
В начале цикла происходит быстрый ход силового поршня. Для этого
включают электромагнит подвода, который перемещает золотник 9 влево.
ДЕВЯТАЯ
245
Масло под давлением 0,2—0,4 Мн!м2(2—4 кГ/см?) поступает под левый сту-
пенчатый конец плунжера и перемещает его в крайнее правое положение.
Силовой поршень быстро перемещается вперед. Пока ролик 3 рычага 4
не сойдет с упора, соответствующего команде «Стоп», электромагнит под-
вода должен быть включен, что достигается соответствующей установкой пу-
тевого упора. Когда ролик 5 сойдет с путевого упора «Стоп», пружина 7 пере-
двинет фиксатор 6 в крайнее нижнее положение. Последующее включение
Рис. 220. Реверсивный четырехходовой золотник с электрогидравли-
ческим управлением:
а) — схема; б)—устройство: /—корпус; 2—электромагниты; 3 — вспомогатель-
ный золотник; 4—пружины; 5 — основной золотник
электромагнита подвода не изменит положение плунжера. Верхний конец
фиксатора соединен с электромагнитом отвода, при включении которого
фиксатор поднимается на величину Л, соответствующую степени отвода, что
дает возможность с помощью электромагнита отвести силовой поршень на-
зад из любого положения.
Первое положение (а) плунжера 8 соответствует быстрому подводу
силового поршня вперед; второе (б) и третье (в) — первой и второй рабочим
подачам; четвертое (г) — быстрому ходу силового поршня назад; пятое (5) —
команде «Стоп», при которой масло от насосов сливается в бак.
На рис. 220, а, б показан реверсивный четырехходовой золотник с элек-
трогидравлическим управлением. Он имеет два вспомогательных золотника
3 с электромагнитами и основной гидравлический золотник 2. Когда элек-
тромагниты, управляющие золотниками 3, выключены, основной золотник
2 находится в среднем положении, как показано на рис. 220, а, и масло сли-
вается. Рабочий гидроцилиндр находится в неподвижном положении.
При включении одного из электромагнитов соответствующий вспомога-
тельный золотник 3 перемещается вниз и направляет масло под ближайший
торец основного золотника 2. Последний, перемещаясь ко второму электро-
магниту, откроет проход для масла в полость цилиндра.
На рис. 221 показан пример применения реверсивного четырехходо-
вого золотника с электрогидравлическим управлением в гидросхеме управ-
ления агрегатами линии. Золотники этого типа являются надежными в ра-
боте и легко связываются при помощи электрических схем с общей системой
управления автоматической линией.
246
ГЛАВА
Пневматические средства управления. Пневматические средства (устрой-
ства) широко применяются в системах управления автоматическими ли-
ниями. Они просты по конструкции, надежны в работе и легко обслужи-
ваются. Однако в связи с особенностями воздуха как рабочего тела пневма-
тические приводы применяют для выполнения вспомогательных функций на
з 4 станках автоматических линий.
Рассмотрим основные виды пневмоаппара-
туры.
Пневматические датчики сигналов о выпол-
нении команд на перемещение используются как
приборы измерения давления или расхода возду-
ха в щели между калиброванным соплом и конт-
ролируемой поверхностью детали. Применяемые
на автоматических линиях пневмодатчики снаб-
жены мембранным ртутным манометром и уст-
ройством электрической подачи сигналов.
Пневматические реле давления применяют
на автоматических линиях. На рис. 222 показа-
но пневматическое реле давления конструкции
ЭНИМС, используемое на автоматическом заво-
де автомобильных поршней в системе управле-
ния бункером. Это реле отключает бункер от
электросети при снижении давления сжатого
воздуха в магистральной сети ниже определен-
ного уровня. В качестве приводов пневматиче-
Рис. 221. Золотник в гид-
росхеме управления:
1—вспомогательный вертикаль-
ный золотник; 2 — электромаг-
нит; 3 — поршень; 4 — цилиндр;
5 — основной горизонтальный зо-
лотник; 6 — предохранительный
клапан; 7 — насос; 8 — бак
ства имеют существенный
ские устройства применяются на линиях в ви-
де поршневых пневмоцилиндров и мембранных
пневмокамер.
Пневматические устройства, используемые
на автоматических линиях, имеют определенные
достоинства, и их эксплуатация не требует
больших затрат. Однако пневматические устрой-
недостаток: их работа зависит от величины дав-
ления сжатого воздуха в сети, которое в производственных условиях мо-
жет существенно колебаться. Для обеспечения постоянства давления воз-
духа в пневматических и пневмогидравлических системах предусматривают
устройства — стабилизаторы давления воздуха. В качестве примера таких
устройств на рис. 223 показан стабилизатор давления воздуха.
Рассмотрим конструкцию командоаппаратов периодического вращения.
Принципиальная схема и устройство командоаппарата ЭНИМС показаны на
рис. 224, а, б (обозначения на рис. 224, а и 224, б одинаковы). На валу 12
установлены кулачки 13, профиль которых и их взаимое расположение
обеспечивают выполнение всех фаз цикла работы линии за один оборот ва-
ла 12. Кроме того, на валу укреплен храповик 17 и электрически изолиро-
ванный от вала ползунок 9 коммутатора с диском 8. Сектор 10 установлен
на валу свободно, и собачка 11 при качаниях сектора поворачивает храпо-
вики вместе свалом 12. Качание сектора происходит при движении реечного
штока 5, на котором установлен двусторонний упор 4 в форме скобы. При
движении штока вверх упор замыкает, а при движении вниз — размыкает
конечный выключатель 18.
На диске 8 установлены контакты 7, к каждому из которых присоеди-
нено по одной ветви цепей питания путевых переключателей (ki) с НО кон-
тактами. Вторая ветвь у этих цепей общая. Через электромагнит 2, золот-
ник 1, конечный выключатель 18 и щетку 6 эта ветвь присоединена к диску
коммутатора. Таким образом, при установке ползуна коммутатора на какой-
либо из контактов 7 ток в электромагните 2 отсутствует, пока не будет замк-
ДЕВЯТАЯ
Рис. 223. Стабилизатор давления воздуха:
1 — винт регулирования давления воздуха; 2— мембра-
на; 3 — демпфер
248 ГЛАВА
нут очередной по циклу работы путевой переключатель, контролирующий
выполнение предыдущей команды. При открытых контактах переключателей
шток 5 находится в верхнем положении, а контакты выключателя 18 замк-
нуты. Сигнал исполнения предыдущей команды подается срабатыванием
переключателей, и контакты соответствующего из них замыкаются. В элек-
тромагнит 2 подается ток, золотник 1 переместится в нижнее положение,
поток рабочей жидкости поступает в верхнюю штоковую часть гидроцилинд-
ра 3, поршень со штоком переместится вниз, а рейка штока 5 поднимет
собачку //.для поворота храповика /7.
В конечном нижнем положении штока 5 скоба 4 разомкнет контакты
выключателя 18, подача тока в электромагнит прекратится, золотник пере-
местится в верхнее положение, и рабочая жидкость из гидросистемы по-
ступит в нижнюю бесштоковую полость цилиндра 3. При этом поршень
с реечным штоком переместится вверх и через шток 5, сектор 10, собачку 11
и храповики 17 повернет вал 12 на определенный угол. В конце поворота
положение вала фиксируется звездочкой 14. При повороте вала куЛачок 13
через рычажные передачи 16 переместит золотник 15 управления гидросисте-
мой линии в положение, соответствующее очередной команде, а ползун 9
коммутатора установится на следующий контакт 7, подготовляя очередную
команду.
Электромагнит 2 обесточен, несмотря на то, что выключатель 18 при
верхнем положении скобы 4 замкнут, а путевой переключатель Ki+i, контро-
лирующий выполнение следующей команды, разомкнут. После срабатывания
этого путевого переключателя цикл работы командоаппарата повторяется.
Рис. 224. Электрический командоаппарат периодического вращения с
а) — схема устройства (тонкие линии—электропровода, жирные
ДЕВЯТАЯ
249
фазовыми поворотами от сигналов исполнения предыдущих команд:
линии—трубопроводы); б)—конструкция командоаппарата
9В. Зак. 109
250
ГЛАВА
§ 40. Блокирование в системах управления
автоматическими линиями.
Системы регулирования параметров настройки
инструментов и агрегатов (станков) линии
Системы блокирования в общих системах управления автоматическими
линиями обеспечивают нормальную, безаварийную работу оборудования,
приспособлений и инструментов линий. Аппаратура системы блокирования
отключает или не позволяет включать в работу те агрегаты линии, на кото-
рых имеются неполадки. При этом появляется сигнал на агрегате, который
имеет неполадки.
Для блокирования необходимо устанавливать соответствующие прибо-
ры и передающие устройства, которые в свою очередь могут оказаться
неисправными и отказать в работе.
Практика эксплуатации автоматических линий показывает, что сущест-
вует оптимальный предел применения системы блокирования в общих си-
стемах управления линиями.
Блокирование обычно применяют для проверки: 1) правильности уста-
новки деталей в приспособлениях на всех позициях линии; 2) исправности
режущих инструментов и допускаемых пределов значений сил резания, дей-
ствующих на них; 3) работы систем смазки, охлаждения и отвода стружки.
Рассмотрим примеры применения систем блокирования.
Правильное положение обрабатываемой детали на рабочих позициях
линии определяется ориентирующими, базирующими и зажимными элемен-
тами приспособления. Например, фиксирование блока цилиндров двигателя
при установке в приспособлениях станков линии производится двумя штиф-
тами, которые входят в отверстия, предусмотренные в нижней плоскости
блока.
При такой системе фиксации блока возможны неправильные команды;
например, на некоторых автоматических линиях для обработки блока ци-
линдров при определенных условиях транспортер может переместить обра-
батываемый блок вдоль линии так, что он пройдет меньший путь по сравне-
нию с требуемым для его правильной установки. В результате этого блок
цилиндров займет неправильное положение на рабочей позиции станка.
Фиксирующие штифты войдут не в отверстия блока, а в его внутреннюю
полость. Поскольку контроль этой фазы цикла производится в зависимости
от длины пути, пройденного каждым фиксирующим штифтом, и они не встре-
тят никаких препятствий на своем пути, то каждый из них пройдет весь
заданный ему путь. Следовательно, система управления последователь-
ностью фаз работы агрегатов линии даст команду зажимным элементам
приспособления на закрепление блока в неправильном положении.
Для предотвращения возможной аварии применяют дополнительный
контроль положения блока в приспособлениях агрегатов линии при помощи
электрического путевого блокировочного переключателя (рис. 225). На не-
которых автоматических линиях контроль положения блока в приспособ-
лениях агрегатов линии можно проводить с помощью пневмодатчиков. На
рис. 226 показана схема контроля правильности установки (базирования}
блока пневмодатчиком по величине давления воздуха в щели между базовой
плоскостью блока и установочной поверхностью приспособления. Если блок
установлен в приспособлении правильно, то все отверстия для выхода воз-
духа закрыты и пневмодатчик команды не подает. Если блок установлен не-
правильно, то некоторые отверстия для выхода воздуха останутся откры-
тыми и пневмодатчик подаст команду на остановку работы линии.
Для предотвращения поломок инструмента на линиях применяют спе-
циальные блокировочные контрольные приспособления.
ДЕВЯТАЯ
251
Блокировочный контроль нагрузки на режущие инструменты приме-
няют на автоматических линиях для предохранения инструментов от поло-
мок при затуплении или при забивании их стружкой. В качестве примера
на рис. 227 показано предохранительное устройство, контролирующее на-
грузку на сверло по усилию подачи и крутящему моменту. Устройство вмон-
тировано в шпиндель многопозиционного станка А907 для сверления ра-
диальных смазочных отверстий на линии механической обработки авто-
матического завода автомобильных поршней.
Кулачок распределительного устройства поворачивает рычаг 1, кото-
рый через поводок 2 передает движение пиноли 8. Шпиндель 7 приводится
во вращение электродвигателем 10 через шариковую муфту 9. В случае
увеличения крутящего момента на
сверле свыше допустимого муфта про-
скальзывает, что приводит к увеличе-
нию подачи сверла на оборот и к повы-
Рис. 225. Предварительная бло-
кировка положения блока цилин-
дров перед фиксацией в приспо-
соблении:
1 — блок цилиндров; 2 — отверстия под
фиксирующие штифты; 3 — блокировоч-
ный переключатель
Рис. 226. Контроль правильности
базирования блока пневмодатчи-
ком:
/ — блок цилиндров; 2 — стружка, по-
павшая под базовую плоскость; 3—
каналы подвода воздуха к базовой пло-
скости; 4 — подвод воздуха к пневма-
тическому датчику; 5 — подвод возду-
ха из сети
шению нагрузки на поводок 2. Последний установлен на оси свободно и удер-
живается от провертывания подпружиненным штифтом 5, который верхним
концом упирается в планку микровыключателя 6. Втулка 4, в которой уста-
новлен штифт, является подвижной и удерживается от перемещения правым
концом рычага 3. Этот рычаг отводится при повороте поводка и дает возмож-
ность втулке подняться для того,чтобы облегчить подъем штифта 5, осу-
ществляющего нажим на планку микровыключателя 6. При дальнейшем
повороте рычага 1 подача пиноли 8 прекращается, и поводок провертывается
на оси. В случае увеличения осевой нагрузки на сверло блокировочное уст-
ройство работает так же, как и при увеличении крутящего момента.
Необходимо отметить, что чувствительность этого блокировочного уст-
ройства для предохранения от перегрузки сверл небольших диаметров не-
достаточна. Применение на линии систем блокирования для контроля про-
сверленных отверстий является пассивной мерой, поэтому на действую-
щих линиях применяются только такие пассивные системы, которые облег-
чают работу обслуживающего персонала линии. Если же на выполнение
команд и на собственные отказы системы блокирования расходуют значи-
тельное время, то их применение не имеет смысла. Например, описанная
система блокировки для контроля наличия и заданной глубины просвер-
ленных отверстий в блоке для последующего нарезания в них резьбы на
действующей автоматической линии практически не используется. В на-
стоящее время сверлильные головки линии работают надежно и наладчику
нетрудно периодически проверять наличие и заданную глубину отверстий
визуально.
В состав общих систем автоматического управления линиями иногда
9В*
252
приходится вводить системы регулирования, предназначенные для под-
наладки режущих инструментов и агрегатов линии. Так как введение в
линию системы автоматического регулирования связано с необходимостью
применения специальной аппаратуры (датчиков), то такая мера не всегда
оказывается целесообразной для проведения подналадки агрегатов линии.
Практика показывает, что при проектировании автоматических линий
в них следует вводить минимально необходимое число систем и приборов для
автоматической подналадки агрегатов линии. Выбор систем и средств (при-
боров) автоматической подналадки зависит от тех причин, которые вызывают
разладку отдельных агрегатов. Например, при механической обработке
деталей на линии происходит износ режущего инструмента. Для компен-
сации этого износа приходится подналаживать инструмент (положение от-
носительно обрабатываемой поверхности детали).
На операциях обработки отверстий такими инструментами, как сверла,
зенкеры, развертки, метчики и протяжки, производить регулирование ин-
струментов не приходится. На операциях же обработки поверхностей де-
талей резцами (обтачивание и растачивание) и шлифовальными кругами
(внутреннее и наружное шлифование) необходима периодическая подналадка
режущего инструмента для получения требуемых размеров детали.
Другой причиной, вызывающей необходимость подналадки агрегатов
линии, является нестабильность припусков, твердости и структуры мате-
риала детали.
Система автоматического регулирования для компенсации износа и за-
тупления режущих инструментов применяют в основном на токарных и шли-
фовальных станках линий. Регулирование режимов резания при увеличе-
нии припусков и твердости у деталей, обрабатываемых на станках авто-
матической линии, пока не получило практического решения.
Наиболее надежной мерой обеспечения правильной работы режущих
инструментов и станков линии является строгое выполнение технических
требований на изготовление заготовок, т. е. получение их с нормальными
припусками и- заданной твердостью.
ПРИСПОСОБЛЕНИЯ АВТОМАТИЧЕСКИХ ЛИНИИ
ДЛЯ УСТАНОВКИ И ЗАКРЕПЛЕНИЯ
ОБРАБАТЫВАЕМЫХ ДЕТАЛЕЙ
§ 41. Особенности стационарных
приспособлений линий.
Стационарные приспособления
автоматической линии для обработки деталей
в неподвижном состоянии
Для установки и закрепления обрабатываемых деталей на линиях приме-
няют приспособления двух типов: стационарные и приспособления-спут-
ники.
Стационарные приспособления линии предназначены только для вы-
полнения определенной операции обработки детали на одном определенном
агрегате (или станке). Эти приспособления выполняют следующие функции:
предварительное ориентирование обрабатываемой детали, базирование
детали, окончательное ориентирование детали и фиксирование ее в этом
положении, закрепление и раскрепление детали, направление режущих
инструментов при обработке.
Несмотря на то, что станочные стационарные приспособления линий
применяют для тех же целей, что и обычные станочные приспособления не-
автоматизированного производства, они существенно отличаются друг от
друга тем, что в обычных станочных приспособлениях деталь устанавливают
вручную, а в приспособлениях линии — автоматически. Установка деталей
в стационарные приспособления автоматической линии осуществляется
специальными питателями, которые могут совершать относительно про-
стые пространственные перемещения деталей. Следовательно, подача де-
талей с транспортера в стационарное приспособление, установка детали на
базовые поверхности, ее фиксация, закрепление, раскрепление и перемеще-
ние из рабочей зоны станка на транспортер должны осуществляться про-
стыми пространственными движениями питателя.
Обычные станочные приспособления с ручным обслуживанием перед
установкой каждой последующей детали рабочий очищает от стружки и ос-
матривает. Стационарные приспособления автоматической линии наладчик
осматривает периодически, поэтому они должны иметь специальное устрой-
ство для автоматического удаления стружки и работать более надежно, чем
обычные станочные приспособления.
Отмеченные различные условия работы приспособлений оказывают ре-
шающее влияние на выбор конструкций обычных приспособлений для ав-
томатических линий.
При обработке на агрегатах линии детали могут быть: 1) неподвижны
(например, корпусные детали при обработке отверстий); 2) перемещаться
прямолинейно (например, корпусные детали при фрезеровании плоскостей);
3) вращаться (например, детали, имеющие форму тел вращения); 4) совер-
254 глава
шать сложное винтовое движение (например, валы при точении и шлифо-
вании с продольной подачей). Во время установки в приспособление в пер-
вом и втором случаях деталь должна быть лишена шести степеней свободы
относительно приспособления, а в третьем и четвертом случаях — пяти сте-
пеней свободы.
При закреплении к детали должно быть приложено количество связей,
равное количеству лишенных степеней свободы. Часть этих связей создают
зажимные элементы, часть —* установочные и фиксирующие. Общее коли-
чество связей, прилагаемых к детали, не должно быть больше необходимого,
так как лишние связи не только не повышают точность установки (базиров-
ки) детали, но даже могут привести к нарушению первоначальной бази-
ровки детали в приспособлении.
Чтобы подавать обрабатываемые детали в станочное приспособление
автоматической линии простыми перемещениями, иногда требуется делать
установочные элементы приспособления подвижными. Применение подвиж-
ных установочных элементов в приспособлениях линий усложняет их кон-
струкцию, так как это связано с введением дополнительных передач, и уп-
равление ими, что снижает коэффициент использования линии. Поэтому
желательно, чтобы приспособления линии имели неподвижные установоч-
ные элементы.
Положение обрабатываемых деталей на установочных поверхностях
приспособлений линий не является достаточно точным, поэтому оно уточ-
няется при помощи фиксирующих элементов, называемых фиксато-
рами. Фиксаторы бывают подвижными и неподвижными. Подвижные
фиксаторы имеют те же недостатки по сравнению с неподвижными, что и по-
движные установочные элементы приспособлений по сравнению с неподвиж-
ными. Несмотря на недостатки, подвижные фиксаторы применяют весьма
часто. Это объясняется тем, что для установки детали на неподвижные фик-
саторы необходимо дополнительное перемещение ее вверх и последующее
опускание для посадки на неподвижные фиксаторы. Все это требует соот-
ветствующих сложных механизмов для таких перемещений детали.
Следует отметить, что к конструкции фиксирующих устройств при-
способлений предъявляют определенные требования: число фиксаторов в
приспособлении должно быть минимальным (один-два); их установочные
поверхности должны размещаться в одной плоскости; ввод фиксаторов в от-
верстия обрабатываемой детали и вывод их должны производиться одним
простым движением фиксаторов.
Установка деталей в приспособление осуществляется в определенной
последовательности. Предварительное положение (ориентирование) об-
рабатываемой детали в приспособлении определяется установочными эле-
ментами, а окончательное — после ввода фиксаторов в отверстия. Закреп-
ление детали осуществляется специальными зажимами после фиксации.
Конструктивно привод установочных, фиксирующих и зажимных эле-
ментов приспособления может быть выполнен общим или раздельным. По-
следовательные перемещения установочных, фиксирующих и зажимных эле-
ментов приспособления должны производиться плавно, чтобы предотвра-
тить возможные смещения и деформации детали. Необходимо также, чтобы
фиксирующие элементы приспособлений были разгружены от действия
зажимных усилий и сил резания. Излишняя нагрузка фиксаторов приводит
к быстрой потере точности установки детали в приспособлении.
Для надежной работы линии после фиксации деталей на всех приспособ-
лениях агрегатов линии должна контролироваться правильность фиксацйи
деталей. Существуют различные способы такого контроля. Следует от-
метить, что достаточно надежных конструкций для обеспечения прямо-
го контроля правильности фиксации деталей в приспособлении пока
не создано.
ДЕСЯТАЯ
255
После точной установки детали в приспособлении при помощи устано-
вочных и фиксирующих элементов и проверки правильности фиксации де-
таль должна быть автоматически закреплена в этом неизменном положении.
Усилие зажима детали в приспособлении должно быть достаточным, чтобы
обеспечить при обработке неизменность ее первоначального положения, и в
то же время таким, чтобы деформация детали от усилия зажима не выходила
за допустимые пределы. Постоянство усилия зажима детали в приспособ-
лении в течение всего периода ее обработки достигается применением ак-
тивного зажима, при котором усилие гидропривода или пневмопривода под-
держивается постоянным.
На автоматических линиях применяют также приспособления-спут-
ники с пассивным усилием зажима. В этих приспособлениях-спутниках де-
таль зажимается один раз перед обработкой на линии. Такие механические
зажимы работают достаточно надежно.
В качестве силового привода зажимных элементов приспособлений ав-
томатических линий применяют гидравлические и реже пневматические
приводы. Электроприводы для зажима элементов используют весьма редко.
Гидроприводы получили наиболее широкое распространение. Они срав-
нительно просты и надежны, а также обеспечивают активный зажим с любым
требуемым усилием.
Необходимым условием надежной работы и длительного срока службы
приспособлений является применение в приспособлениях специальных
блокирующих устройств, не допускающих превышения усилий зажима де-
тали больше заданной величины.
При проектировании стационарных приспособлений для автоматических
линий механической обработки деталей необходимо учитывать, что при
освобождении обрабатываемой детали от закрепления требуется большее
усилие, чем для ее зажима в приспособлении. Поэтому зажимные элементы
и их привод должны быть рассчитаны по максимальному усилию, необходи-
мому для разжима детали. При применении гидро- или пневмоприводов
это требование выполняется просто. Гидро- и пневмоцилиндры работают
так, что при зажиме рабочее тело (воздух или жидкость) поступает в ци-
линдр и давит на поршень со стороны штока. При разжиме детали рабочее
тело поступает в цилиндры и давит на поршень с другой стороны, где нет
штока.
Так как площадь поршня, воспринимающая давление рабочего тела,
в первом случае меньше, чем во втором, то и усилие при разжиме будет
больше, чем при зажиме.
Для передачи усилий зажима от привода до элементов, осуществляю-
щих закрепление детали в приспособлении, применяют промежуточные
звенья в виде рычажных механизмов, зубчатых и червячных пар, плоских
клиньев и т. д .
Стационарные приспособления используют на автоматических линиях
для деталей, неподвижных при обработке. Типичными деталями, обраба-
тываемыми в стационарных приспособлениях автоматических линий, яв-
ляются головки и блоки цилиндров двигателей внутреннего сгорания. Чаще
всего у этих деталей на таких линиях выполняются операции фрезерования
плоскостей, обработки отверстий (сверление, зенкерование, развертывание)
и нарезания резьбы в отверстиях. При обработке детали закреплены не-
подвижно в стационарных приспособлениях, установленных на всех стан-
ках автоматической линии. Корпусные детали закрепляются в приспособ-
лениях активным зажимом, действующим от гидропривода. Усилие зажима
от привода к зажимающим элементам приспособления передается либо не-
посредственно через самотормозящий плоский клин (рис. 228), либо через
дисковый клин (рис. 229).
256
ГЛАВА
Корпусы всех стационарных приспособлений для обработки корпусных
деталей типа блока цилиндров двигателя имеют прямоугольную форму, от-
крытую с торцов для прохода деталей. Такие приспособления состоят из
четырех плит с ребрами для увеличения жесткости.
Для отвода стружки внутрь станины станков в нижней плите приспособ-
ления имеются проемы с наклонными стенками. Проваливаясь через эти
Рис. 228. Приспособление для базирования и закрепления
картера коробки передач при сверлении и расточке отвер-
стий на автоматической линии
проемы, стружка попадает на отводящий желоб станины и далее на транс-
портер для уборки стружки с линии.
На автоматических линиях стационарные приспособления применяют
не только для обработки корпусных деталей в неподвижном положении,
но и для выполнения отдельных, операций обработки деталей типа ступени
чатых и коленчатых валов, поршней и др. Конструкция стационарных при-
способлений для обработки деталей типа валов и поршней значительно от-
личается от конструкции стационарных приспособлений, применяемых для
обработки корпусных деталей.
ДЕСЯТАЯ
257
Эти конструктивные отличия вызваны тем, что при обработке деталей
типа валов, поршней и других тел вращения за базу принимают такие поверх-
ности, ось которых совпадает с основной продольной осью детали, а при
обработке корпусных деталей — плоскую поверхность.
На рис. 230 показан пример стационарного приспособления, применя-
емого на автоматической линии для обработки коленчатых валов на операции
сверления каналов для смазки.
Рис. 229. Приспособление для базирования и закрепления блока
цилиндров двигателя автомобиля при сверлении и зенкеровании от-
верстий на автоматической линии
Коленчатый вал перемещается между станками линии, опираясь корен-
ными шейками на направляющие транспортера. В рабочей зоне станка ко-
ленчатый вал зажимается в центрах, ось которых расположена выше оси
вала, когда она находится на опорных направляющих транспортера.
Изделие
Рис. 230. Приспособление автоматической линии для коленчатых валов
Перемещение центров станка осуществляется двуплечими рычагами от
гидропривода через рычажно-шатунный механизм. При сближении центры
входят в центровые отверстия коленчатого вала и поднимают его над на-
правляющими транспортера. Число опорных направляющих транспортера
соответствует числу коренных шеек коленчатого вала, т. е. в данном случае
четырем.
На поверхности двух средних направляющих имеются скосы, на ко-
торые надвигаются щеки средних шеек коленчатого вала. При этом проис-
258
ГЛАВА
ходит правильная установка вала в плоскости, перпендикулярной к его
оси. После этого клин нажимает на торец левого центра и перемещает его
вместе с валом к правому центру. В результате крайняя правая щека колен-
чатого вала прижимается к направляющей, и вал зажимается.
Операция сверления каналов для смазки выполняется сверлами боль-
шой длины, которые направляются кондукторными втулками, запрессован-
ными в отверстия специальных кронштейнов.
§ 42. Стационарные приспособления
автоматических линий для изготовления деталей,
вращающихся при обработке.
Приспособления-спутники на автоматических
линиях для обработки различных деталей
Здесь будут рассмотрены стационарные приспособления автоматиче-
ских линий для обработки деталей, имеющих форму тел вращения. Основ-
ными операциями, которые проходят эти детали на линии, являются чер-
новое и чистовое точение и шлифование наружных поверхностей. При то-
чении детали устанавливаются на центрах или в патроне в зависимости от
Рис. 231. Поводковый патрон на передней бабке токарного автомата, установленного
на автоматической линии для обработки валов-роторов электродвигателей
соотношения их длины и диаметра. Детали шлифуют на центровых или бес-
центровых станках.
Токарная обработка ступенчатых валов роторов электродвигателей осу-
ществляется при установке их на центрах, вращается вал с помощью повод-
кового патрона (рис. 231), установленного на шпинделе передней бабки
токарного автомата.
ДЕСЯТАЯ
259
Вал подается на линию центров токарного автомата специальным пи-
тателем и устанавливается на центр 1 и 9 передней и задней бабок станка.
При перемещении к детали центр 1 разводит рычаги 2 и 5, которые повора-
чиваются на осях 14 и 17 и разводят роликами 15 и 18 кулачки 8 и 12, сво-
бодно установленные на осях 11 к 6. Одновременно центр 1 раздвигает створ-
ки 3 и 4. После установки вала в центрах происходит его продольное пере-
мещение вместе с центрами 1 и 9 в направлении от задней бабки и передней
до тех пор, пока вал левым торцом не упрется в торец рычагов 2 и 5. Эти
рычаги при перемещении центра 1 внутрь патрона под действием пружин 13
и 16 сводятся и занимают положение, показанное на рисунке. При этом
кулачки 8 и 9, освободившись от нажима роликов 15 и 18, под действием
пружин 7 и 10 возвращаются в положение, показанное на рисунке, и при-
жимаются к поверхности шейки вала, продвинутого внутрь патрона задним
центром. При перемещении центра 1 внутрь патрона створки 3 и 4 освобож-
даются от нажима на них центра и под действием пружин 19 и 20 занимают
исходное положение. При непопадании центров 1 и 9 в центровые отверстия
вала он будет зажат неправильно и при продольном перемещении, подойдя
Рис. 232. Цанговый патрон на передней бабке токарного автомата, установ-
ленного на автоматической линии для обработки валов-роторов электро-
двигателей
к патрону, не сможет продвинуться внутрь его, так как левый торец вала
упрется в торец закрытых створок 3 и 4, и остановится. Центр 1 при этом не
вернется в крайнее левое (исходное) положение, а центр 9 пройдет меньший
путь и поэтому не нажмет на наконечник, предназначенный для включения
вращения шпинделя. Такое устройство предотвращает поломку станка или
резцов при неправильной установке вала на центрах автомата. Если вал
установлен на центрах правильно, то створки 3 и 4 не будут задерживать его
при продвижении внутрь патрона.
Перед началом обработки вал, установленный на центрах, самоза-
жимается двумя кулачками 8 и 12 патрона и при вращении шпинделя начи-
нает вращаться вместе с ним. После обработки центр 1 перемещается к зад-
нему центру 9 вместе с валом и выводит его из патрона. При этом рычаги 2
и 5 расходятся и роликами 15 и 18 отводят кулачки от поверхности шейки
вала. Створки 3 и 4 при нажиме на них конусной части центра 1 раздвигают-
ся. После вывода из внутренней части патрона вал захватывается питате-
лем и переносится на транспортер линии. Центр 1 перемещается внутрь
патрона, рычаги 2 и 5, кулачки, а также створки занимают исходное
положение.
280 ГЛАВА
После запрессовки вала электродвигателя в ротор происходит обтачи-
вание наружной поверхности ротора на автоматической линии. Вал с ротором
устанавливается на центрах и получает вращение с помощью двух цанговых
патронов. На рис. 232 и 233 представлены патроны передней и задней бабок
станка. После установки ротора на центрах они перемещаются вдоль цент-
ровой линии влево и вводят передний конец вала ротора в разжатую цангу
патрона передней бабки станка. Когда торец вала ротора упрется в поясок
цанги патрона, он заставит цангу смещаться внутрь патрона до тех пор,
пока цанга не зажмет переднюю концевую шейку вала. После этого продоль-
ное перемещение валд ротора прекратится, подвижный центр задней бабки
при этом переместится внутрь патрона и сожмет пружину. Разжатая цанга
задней бабки надвинется на заднюю концевую шейку вала ротора и зажмет
ее (пиноль задней бабки вращающаяся). Таким образом, зажим вала ротора
производится за оба его конца при помощи двух цанговых патронов. Такой
Рис. 233. Цанговый патрон задней бабки токарного автомата,
установленного на автоматической линии для обработки
валов-роторов электродвигателей
Рис. 234. Поводковый патрон, ус-
тановленный на передней бабке
круглошлифовального автомата
для шлифования валов-роторов
электродвигателей
способ закрепления объясняется тем, что
момента трения, создаваемого только в од-
ной передней цанге патрона, при точении
поверхности большого диаметра недостаточ-
но (ротор может провернуться на центрах).
После обтачивания наружной поверх-
ности ротора центры, передвигая вал-ротор
вдоль линии центров, выводят его из пе-
редней цанги до упора в съемник, которым‘
вал-ротор выводится из цанги задней бабки.
Из рабочей зоны станка питатель загрузки
и выгрузки захватывает вал-ротор и пере-
носит его на транспортер линии.
При обработке шеек ступенчатого вала
ротора на шлифовальных автоматах линий
применен поводковый патрон, показанный
на рис. 234. Патрон используется для пе-
редачи крутящего момента от шпинделя
на вал при помощи специальных кулач-
ков 3, соединенных согнутой в кольцо пру-
жиной 2 и вместе образующих как бы
цангу.
Патрон устанавливается на планшайбе
передней бабки станка на специальные
пальцы 1 с зазором, поэтому он может
плавать (перемещаться) в двух взаимно
перпендикулярных направлениях. Ротор
подается для шлифования на линию цент-
ров станка специальным питателем и уста-
ДЕСЯТАЯ
261
навливается на центрах передней и задней бабок станка. Центр задней
бабки поджат более сильной пружиной, чем центр 4 шпинделя передней баб-
ки. Поэтому установленный на центрах вал ротора под нажимом со сторо-
ны заднего центра будет перемещаться в сторону переднего центра. При этом
концевая шейка вала входит в зев кулачков 3, упирается торцом в выступы
кулачков и перемещает их по конусной поверхности корпуса патрона влево.
Вследствие этого кулачки сходятся в радиальном направлении и зажимают
шейку вала ротора. Далее пода-
ется соответствующий сигнал на
шлифование шеек вала. После
окончания операции шпиндель
задней бабки с центром отводит-
ся при помощи гидравлического
устройства, а центр передней
бабки, перемещаясь вправо под
действием пружины, выталкива-
ет вал и зажимающие его кулач-
,1
Заготовко Д
Заготовка!
Рис. 235. Питатель автоматической линии для установки заготовки кольца в
патрон и снятия обработанного кольца с патрона
I'ssssss^ssssfii
ки вперед. Кулачки разводятся кольцевой пружиной 2, и вал ротора выво-
дится из патрона. В этот момент подходит питатель, захватывает шлифо-
ванный вал и переносит его на транспортер линии. Конструкция патрона
сравнительно проста, однако в ней имеется недостаток, заключающийся в
том, что нормальная работа патрона зависит от большого числа пружин.
Для надежной работы необходимо все пружины периодически заменять и
патрон часто регулировать.
Токарная обработка колец подшипников качения производится на
автоматических линиях цеха массовых подшипников 1 ГПЗ. Кольца в цан-
говых патронах автоматов устанавливаются и снимаются после обработки
специальными загрузочными устройствами-питателями, конструкция и
последовательность работы которых представлены на рис. 235.
В положении а скалка 1 с патроном 2 начинает двигаться слева направо.
Кулачки 3 патрона раскрыты. Патрон со скалкой, переместившись в край-
нее правое положение, при котором упор 4 соприкасается с торцом кольца 5,
останав л ивается.
В положении б патрон 6, установленный на шпинделе токарного авто-
мата, освобождает обработанное кольцо 5, кулачки 3 патрона 2 захватывают
и зажимают его, после чего скалка 1 с патроном перемещаются справа на-
лево.
262
ГЛАВА
В положении в патрон 2 вместе с обработанным кольцом перемещается
справа налево. Дойдя до лотка S, кулачки 3 патрона 2 освобождают кольцо 5,
и оно, упираясь в собачки 9, падает в отводящий лоток. Чтобы кольцо не
опрокинулось, оно поддерживается верхним откидным упором 7.
В положении г скалка 1 с патроном 2 находится в левом исходном поло-
жении. В это время тяга 11 поворачивает рычаг поштучной выдачи 10, ко-
торый пропускает кольцо 13 (заготовку I) на нижнюю часть лотка 12.
В положении д скалка 1 с патроном 2 перемещается слева направо.
Рис. 236. Приспособление для установки и зажима наруж-
ных колец шарикоподшипников при шлифовании их жело-
бов на бесцентровом автомате
Дойдя до лотка, кулачки 3 зажимают кольцо 13 (заготовку I) и перемещают
его к патрону 6 токарного автомата до тех пор, пока кольцо не будет надето
на цангу этого патрона. Затем кольцо 13 зажимается цангой патрона 6,
и на этом процесс снятия и установки кольца на цанговый патрон автомата
с помощью питателя заканчивается.
Рассмотрим приспособления, применяемые для бесцентровой обработки
колец подшипников на автоматических линиях.
На рис. 236 представлена схема приспособления, применяемого на бес-
центрово-шлифовальном автомате для обработки отверстий внутренних
колец шарикоподшипников. Обработка желобов наружных колец анало-
гична и производится на автомате.
Подлежащие шлифованию внутренние кольца 8 установлены на наклон-
ном лотке 1 и по одной штуке с помощью отсекателя 3 пропускаются на спе-
циальный рычаг 7 выбрасывателя, когда он находится в верхнем положении.
Получив кольцо, рычаг 7 опускается и подает кольцо в зону шлифования.
Кольцо 8 расположено между ведущим роликом 5, опорным роликом 9
и роликом 2, который прижимает кольцо к роликам 5 и 9. Сзади кольца 1
установлен кольцевой подвижный упор, в который упирается торец кольца
при шлифовании. Базой при шлифовании кольца являются его наружная
ДЕСЯТАЯ 263
поверхность и торец. Ведущий ролик 5 вращает шлифуемое кольцо S, ко-
торое благодаря трению вращает опорный 9 и прижимной 2 ролики и тор-
цовый упор (на рисунке не виден). Для шлифования отверстия внутреннего
кольца абразивный круг вводится в кольцо, после чего кругу сообщается
поперечная подача, осуществляемая до тех пор, пока не будет достигнут
требуемый размер отверстия шлифуемого кольца.
Рассмотрим схему ра-
боты приспособления (рис.
237). На схеме указаны че-
тыре положения (позиции
см. на рис. 236).
В положении/происхо-
дит шлифование отверстия.
По окончании обработки
шлифовальный круг 10
выходит из отверстия, при-
жимной ролик 2 отходит и
освобождает кольцо. В по-
ложении // рычаг 7 подни-
мает обработанное кольцо
8 и сбрасывает его на на-
клонный лоток 4 для пере-
дачи на последующую об-
работку. В положении ///
рычаг 7 приходит в конеч-
ное верхнее положение, от-
секатель 3 поднимается и
пропускает из лотка 1 одно
кольцо на наружную по-
верхность рычага. Затем
рычаг вместе с кольцом на-
Рис. 237. Схема работы приспособления, применяе-
мого при шлифовании желобов наружного кольца
шарикоподшипника на бесцентровом автомате (см.
рис. 236)
чинает опускаться вниз в
рабочую зону станка. В положении IV кольцо 8 снимается с рычага 7 ве-
дущим 5 и опорным 9 роликами, после чего подходит прижимной ролик
2 и зажимает кольцо. На этом цикл обработки заканчивается.
Бесцентровые шлифовальные станки работают на автоматических ли-
ниях для обработки колец шарикоподшипников в цехе массовых подшип-
ников 1 ГПЗ. Цикл обработки деталей на этих станках полностью автома-
тизирован, за исключением смены изношенных шлифовальных кругов.
Все рассмотренные приспособления, применяемые для обработки
различных деталей на автоматических линиях, являются стационарными.
Такие приспособления устанавливают на всех рабочих позициях станков
линии и используют для обработки определенных деталей, например ва-
лов, колец и т. д.
На многих автоматических линиях применяют приспособления-спут-
ники, в которых устанавливаются и закрепляются обрабатываемые на ли-
нии детали. Установка и закрепление детали в приспособлении-спутнике,
а также освобождение и удаление детали из него после обработки осуществ-
ляются вручную или автоматически с помощью специальных автоматиче-
ских устройств, установленных в начале линии. В последнее время уве-
личилось число автоматических линий, на которых используются приспособ-
ления-спутники. Применение на автоматических линиях приспособлений-
спутников имеет свои достоинства и недостатки.
К достоинствам относятся:
а) обеспечение правильной ориентировки деталей при перемещении их
по транспортеру линии от одного станка к другому;
264
ГЛАВА
б) упрощение конструкции стационарных приспособлений, установлен-
ных на всех станках линии и предназначенных для зажима приспособлений-
спутников;
в) повышение доступности рабочей зоны на всех станках линии для на-
блюдения за работой режущего инструмента и удаления стружки;
г) обеспечение возможности автоматической очистки и мойки установоч-
ных поверхностей у приспособлений-спутников.
К недостаткам относится следующее:
а) в тех случаях, когда приспособле-
ния-спутники не заменяют, а лишь допол-
няют стационарные позиционные приспо-
собления автоматических станков, необхо-
димы дополнительные затраты средств для
изготовления приспособлений-спутников;
б) применение приспособлений-спутни-
ков ведет к тому, что поля допусков на
неточность размеров базовых поверхностей
покрывают погрешности базирования дета-
лей в самих приспособлениях-спутниках и
погрешности базирования последних в ста-
ционарных приспособлениях линии; на ли-
ниях, где приспособления-спутники не при-
меняются, поля допусков на неточность
обработки базовых поверхностей покрыва-
ют только погрешности базирования и
закрепления деталей в стационарных при-
способлениях станков линии;
в) применение приспособлений-спут-
ников на автоматических линиях услож-
няет транспортные устройства линии, что
связано с необходимостью возврата прис-
пособлений-спутников с последней рабочей
на первую загрузочную позицию линии и
введения специальных агрегатов для ав-
томатической очистки и мойки приспособ-
лений-спутников;
г) применение приспособлений-спут-
ников на линии затрудняет разделение на
отдельные участки и создание бункерных
устройств для хранения межоперационных заделов между этими участка-
ми, а также увеличивает занимаемую линией площадь в связи с установ-
кой транспортера для возврата приспособлений-спутников.
До настоящего времени все линии, работающие с приспособлениями-
спутниками, являются в своем подавляющем большинстве сблокированны-
ми. Разделение таких линий на отдельные участки требует прохождения
обрабатываемыми деталями бункерных устройств вместе с приспособления-
ми-спутниками, вследствие чего конструкция бункерных устройств сильно
усложняется. Из этого следует, что применение приспособлений-спутников
на автоматических линиях должно быть технически и экономически обосно-
вано. Конструкция приспособления-спутника должна удовлетворять, всем
требованиям, предъявляемым к конструкции стационарных позиционных
приспособлений линии и некоторым дополнительным требованиям. На всех
действующих автоматических линиях активный зажим деталей в приспособ-
лении-спутнике обычно не применяют, хотя активный зажим самих при-
способлений-спутников на линии применяется сравнительно часто. Это де-
лается для упрощения конструкции приспособлений-спутников.
установки поршней автомобиля,
обрабатываемых на станках ав-
томатической линии
ДЕСЯТАЯ 265
Крепление - обрабатываемых деталей в приспособлениях-спутниках
производится различными прихватами при помощи резьбовых зажимов,
завинчиваемых и отвинчиваемых вручную или автоматическими гай-
ковертами.
Дополнительные требования, предъявляемые к конструкции приспособ-
ления-спутника: приспособление-спутник должно иметь достаточную опор-
ную поверхность, чтобы обладать необходимой устойчивостью при пере-
мещении и обработке детали; при перемещении по транспортеру и установке
на рабочих позициях станков линии приспособление-спутник должно опи-
раться не всей нижней плоскостью, а лишь отдельными точками (не менее
трех), не лежащими на одной прямой.
Рис. 239. Стационарное приспособление, установленное на
станке автоматической линии для обработки поршней
Приспособления-спутники при транспортировании между станками
и на позициях станков линии ориентируются продольной направляющей
планкой, входящей в паз основания спутника (снизу).
266
ГЛАВА
Рассмотрим конструкции некоторых приспособлений-спутников, приме-
няемых при обработке деталей на автоматических линиях. На рис. 238
представлена конструкция приспособления-спутника, применяемого на
Рис. 240. Подпружиненный центр для зажима
приспособления-спутника с установленным на
нем поршне
приспособлениях-спутниках вертикально (дном
линии механической обра-
ботки автоматического за-
вода автомобильных порш-
ней. Поршень, установлен-
ный на приспособлении-
спутнике, проходит на
станках линии следующие
операции: черновое раста-
чивание отверстий под пор-
шневой палец; черновое и
чистовое обтачивание на-
ружной поверхности; фре-
зерование горизонтального
паза; протачивание канавок
под поршневые кольца;
протачивание торца со сто-
роны дна; сверление сма-
зочных отверстий; черно-
вое шлифование наружной
поверхности и разрезка
юбки поршня.
В приспособлении-
спутнике обрабатываемый
поршень устанавливается
предварительно проточен-
ным торцом юбки 1 на то-
рец плоской оправки 5,
а центрирование и угловая
фиксация поршня произ-
водятся двумя штифтами 3,
которые входят в полуот-
верстия двух внутренних
приливов 2 на юбке порш-
ня; сверху поршень под-
жимается центром (на ри-
сунке не показан).
Таким образом, порш-
ни устанавливаются на
вверх), и в этом положе-
нии они проходят вместе со спутниками по всем станкам линии механи-
ческой обработки.
При перемещении приспособлений-спутников по транспортеру линии
их угловое положение фиксируется Т-образным пазом, профрезерованным
на нижней плоскости оправки 5. В этот паз при перемещении приспособ-
ления-спутника между рабочими позициями входит направляющий рельс
прямоугольного сечения, а на рабочих позициях — рельс Т-образного се-
чения. На всех рабочих позициях линии спутники центрируются выдвиж-
ным штифтом, который входит во втулку 4, запресованную в оправку 5.
Приспособления-спутники в стационарных позиционных станочных при-
способлениях линии крепятся разнообразными способами, что объясняется
различными видами операций, выполняемых на тех или иных станках ли-
нии.
На рис. 239 показано крепление приспособления-спутника с поршнем
ДЕСЯТАЯ 267
в позиционном стационарном приспособлении автоматического станка для
разрезки юбки и срезания торцовой бобышки в поршне. На трех рабочих
позициях, где нельзя осуществлять поджим поршней через бобышку доныш-
ка (например, на позиции, где она срезается), прижим их к приспособле-
ниям-спутникам, а последних к опорным поверхностям стационарных при-
способлений производится специальными прижимами, как это показано
на рис. 239.
На остальных рабочих позициях линии (рис. 240) осевое усилие от
гидроцилиндра через центр передается на бобышку донышка поршня и при-
жимает его к спутнику, а спутник — к опорным плоскостям стационарного
позиционного станочного приспособления.
Во всех стационарных позиционных приспособлениях передвижение
нижних фиксаторов для фиксации спутников и верхних центров для при-
жима их к опорным поверхностям стационарных приспособлений происхо-
дит от гидроцилиндров.
XI.
УДАЛЕНИЕ СТРУЖКИ И ПОДАЧА
СМАЗЫВАЮЩЕ-ОХЛАЖДАЮЩИХ ЖИДКОСТЕЙ
НА АВТОМАТИЧЕСКИХ ЛИНИЯХ
§ 43. Отвод’стружки из рабочей зоны
станков автоматической линии
Выбор способа отвода стружки из рабочей зоны станков зависит в основном
от вида стружки, которая образуется при обработке деталей на станках
линии. В процессе обработки, кроме стружки, образуется мелкая металли-
ческая пыль, которая осаждается на трущихся рабочих поверхностях при-
способлений и станков, вызывая их более быстрый износ и потерю точности.
В настоящее, время применяют следующие способы удаления стружки
из рабочей зоны станков: механический, при котором удаление стружки про-
изводится скребками, щетками, граблями и т. д.; гравитационный, при
котором стружка попадает на наклонные поверхности приспособлений и под
действием силы тяжести сваливается в специальные стружкосборники;
смывание стружки струей жидкости (эмульсией); сдувание стружки струей
сжатого воздуха; всасывание стружки за счет создания разрежения воздуха
(вакуума) и с помощью электромагнита. В автоматических линиях применя-
ются все перечисленные методы удаления стружки.
При обработке чугунных деталей на всех технологических операциях
образуется мелкая стружка надлома, состоящая из отдельных мелких ку-
сочков чугуна. Такую стружку сравнительно легко отводить от рабочей
зоны станков. Одновременно с образованием чугунной стружки выделяется
большое количество весьма мелкой металлической и графитовой пыли, ко-
торая длительное время находится во взвешенном состоянии в воздухе.
Часть этой пыли осаждается на рабочих поверхностях приспособленийу
станков и оказывает вредное влияние на их работоспособность. Если чугун-
ные детали обрабатываются с эмульсией или маслом, то пыль, смешиваясь
с жидкостью и попадая между трущимися поверхностями станков, еще боль-
ше увеличивает их износ. Поэтому обработку чугунных деталей обычно ве-
дут без охлаждения. Исключение составляют шлифование и нарезание
резьбы.
Наиболее часто чугунная стружка удаляется со станков автоматиче-
ских линий гравитационным методом. Для этой цели в станинах станков пре-
дусматривают специальные проемы или люки с наклонными или вертикаль-
ными стенками, через которые основная масса образовавшейся стружки по-
падает на транспортер.
Весьма сложной задачей является удаление стружки с горизонтальных
плоскостей обрабатываемых деталей, особенно если на них имеются несквоз-
ные отверстия, которые будут проходить дальнейшую обработку (например^
ГЛАВА ОДИННАДЦАТАЯ 269
в отверстиях, расположенных в верхней плоскости блока цилиндров, в ко-
торых должна быть нарезана резьба). Если на горизонтальной плоскости
имеются сквозные отверстия, то очистка ее от стружки производится метал-
лическими щетками. При наличии на горизонтальной плоскости несквозных
отверстий стружку удаляют из них сжатым воздухом, подаваемым к отвер-
стиям деталей через специальные сопла.
На рис. 241 показано устройство для выдувания чугунной стружки из
несквозных отверстий блока цилиндров автомобиля при его перемещении
по транспортеру с операции сверления отверстий на операцию нарезания
резьбы в этих отверстиях. Опыт применения таких устройств показал, что
для успешной их работы не-
обходимо, чтобы диаметры
отверстий сопел 1 и 2 были
значительно меньше диамет-
ров глухих отверстий, а вы-
дувание стружки производи-
лось бы в течение длительно-
го времени. При движении
блок-цилиндров мимо сопел
Рис. 241. Схема расположения сопел для
выдувания стружки из глухих отверстий
блока цилиндра автомобиля
з
Рис. 242. Схема удале-
ния стружки из глухих
отверстий сжатым воз-
духом:
1—сопло; 2—кольцевой ка-
нал с поперечными отверсти-
ями, исключающий скопле-
ние стружки в углах; 3 —
трубка для подвода сжато-
го воздуха; 4 — канал отвода
стружки из отверстия
(при их перемещении по транспортеру) в некоторых отверстиях часть
стружки остается.
В последнее время для удаления стружки из несквозных отверстий пе-
ред нарезанием в них резьбы используют контрольные приспособления,
щупы которых, предназначенные для проверки длины отверстий, снабжают
специальными соплами, вводимыми в отверстия (рис. 242).
На некоторых линиях удаление стружки из глухих отверстий перед
нарезанием в них резьбы осуществляется механическим способом. Напри-
мер, на линиях обработки чугунных блоков цилиндров удаление стружки из
глухих отверстий, расположенных на верхней плоскости блока, происходит
на поворотном агрегате, установленном между позициями сверления от-
верстий и нарезания резьбы. Зажатый блок поворачивается на 180°, при этом
верхняя плоскость с отверстиями оказывается внизу, блок встряхивается,
и вся стружка из отверстий высыпается.
При обработке стальных деталей на автоматических линиях образуется
стружка скалывания или сливная стружка. При этом металлическая пыль
выделяется мало. Образование стальной стружки того или иного вида зави-
сит от способа обработки, геометрических параметров режущих инстру-
ментов, режимов резания. При выполнении таких операций, как сверление
отверстий, фрезерование небольших плоскостей, нарезание резьбы, протя-
270
ГЛАВА
гивание отверстий, образуется стальная стружка небольшой длины, уда-
ление которой со станков линии не представляет затруднений. При этом
могут быть использованы различные способы: смывание эмульсией, уда-
ление под действием силы тяжести, обдувка сжатым воздухом, удаление
скребками и др.
Наиболее затруднителен отвод стружки при токарной обработке сталь-
ных деталей на автоматических линиях. Это объясняется тем, что токарные
автоматы, устанавливаемые на автоматических линиях, являются много-
резцовыми, и сливная стружка, отходящая от каждого резца, спутывается
в жесткий стальной клубок, удалить который сложно. Для борьбы с этим^
явлением применяют специальные ломающие стружку резцы и державки.
Однако рациональных способов удаления стальной спутавшейся стружки
с токарных автоматов пока нет. Практически доказано, что наиболее эф-
фективным способом борьбы с образованием клубков стружки является при-
менение резцов со стружколомателями, но на автоматических линиях такие
резцы не получили широкого применения.
Это объясняется тем, что применение на резцах различных стружколо-
мательных устройств усложняет их конструкцию. Резцы со стружколома-
телями, особенно при черновой обработке, имеют меньшую стойкость по!
сравнению с резцами без них. Особенно затруднено удаление стружки с
обычных токарных автоматов и полуавтоматов при встраивании их в авто-
матические линии, так как один рабочий-оператор, обслуживающий не-
сколько многорезцовых автоматов линии, должен успевать вручную удалять
клубки стружки из рабочей зоны этих станков. При использовании таких
станков в массовом производстве удаление стальной стружки производится
вручную рабочим, который имеет значительно больше времени по сравне-
нию с оператором, так как рабочий обслуживает один-два станка.
Стружка, образующаяся при обработке алюминиевых деталей, имеет
сходство с чугунной, однако между ними существуют и значительные разли-
чия. Главное из них состоит в том, что некоторая часть алюминиевой струж-
ки образуется в виде сливной, представляющей собой весьма длинные спи-
рали. Образование сливной стружки в этих случаях объясняется появле-
нием лунки износа на передней поверхности резца, которая и вызывает за-
вивание стружки.
При токарной многорезцовой обработке алюминиевых деталей на то-
карных автоматах и полуавтоматах в рабочей зоне станков образуются клуб-
ки стружки, удаление которых производится рабочим вручную. Мелкую,
алюминиевую стружку удалять с приспособлений станков линии значитель-
но легче, чем чугунную и стальную. Для удаления алюминиевой стружки из
рабочей зоны станков линии применяют в основном те же способы, что и для<
удаления чугунной и стальной.
С целью устранения влияния стружки на нарушение правильности ба-
зирования и закрепления обрабатываемых деталей в приспособлениях ли-
ний при разработке конструкций приспособлений предусматривают специ-
альные средства защиты. Чаще всего установочные элементы приспособлений
размещают так, чтобы стружка, попадающая на их поверхности, легко сва--
ливалась, смывалась жидкостью или сдувалась сжатым воздухом в стружко-
сборник. Часть мелкой стружки, попадающей во внутренние полости при-
способлений, может скапливаться в специальных углублениях и карманах,,
откуда накопившаяся пылевидная стружка периодически удаляется. Значи-
тельно реже применяют приспособления, в которых базирующие и зажим-
ные элементы полностью защищены от попадания в них мелкой пылевид-
ной стружки.
а Мероприятия для очистки базовых поверхностей от стружки и грязи,
в приспособлениях-спутниках предусматриваются при разработке их кон-
струкций. Помимо этого на некоторых линиях производится очистка базовых.
ОДИННАДЦАТАЯ
271
поверхностей приспособлений-спутников на автоматических моечных стан-
циях. Местоположение моечной станции на линии выбирают в зависимости от
вида технологических операций. Например, если при обработке детали на
какой-либо операции при смешивании металлической пыли с охлаждающей
жидкостью образуется грязь (шлам), а перенос грязи на последующие опе-
рации не допускается, то моечную станцию устанавливают непосредственно»
после станка, на котором выполняется такая операция.
Рис. 243. Автоматическая линия обработки блока цилиндров с раз-
ветвленной пылеотсосной системой
Если на участке линии нет технологических операций со значительным
образованием грязи, то очистка приспособлений-спутников обычно про-
изводится при перемещении их по возвратному транспортеру или на загрузоч-
ных позициях. Промывать спутники на загрузочной позиции можно в том
случае, если очистка приспособлений и их установка займут время не боль-
ше времени цикла обработки детали.
Для удаления металлической и графитовой пыли из цеха необходимо
применять мощные вытяжные устройства. На рис. 243 изображен общий вид.
мощной разветвленной пылеотсосной системы, примененной на автомати-
ческой линии для обработки блока цилиндров.
На автоматических линиях применяют следующие три системы транс-
портирования стружки с линии в общецеховую транспортную систему:
1. От автоматической линии в общецеховой транспортер в контейнерах;
в этом случае стружка со станков через специальные окна в станине высы-
пается в соответствующую тару (ящик, тележку), доставляется к контейне-
рам и ссыпается в них.
Контейнеры после заполнения их стружкой транспортируют цеховыми
транспортными средствами к общецеховому транспортеру. Такая система
транспортирования стружки несовершенна. Она применялась на первых ав-
томатических линиях (например, на первых линиях обработки блоков ци-
линдров).
2. С автоматической линии в сборники общецехового транспортера
специальными транспортерами, проходящими вне линии. На эти транспор-
теры стружка подается специальными конвейерами. Такую систему транс-
портирования стружки применяют на тех линиях, которые позволяют ис-
272
ГЛАВА
пользовать имеющиеся в цехе подземные устройства для транспортирования
стружки от отдельных участков линии в общецеховой транспортер. По такой
системе отводится стружка на линии, разработанной ЭНИМСом, для об-
работки валов электродвигателей. Стружка от станков на специальные транс-
портеры линии подается отводящими конвейерами—шнековыми транспор-
терами.
3. Со станков автоматической линии в сборники общецехового транс-
портера специальным транспортером, встроенным в нижние части станин
А-А
Рис. 244. Двухшнековый транспортер для удаления стружки от
станков автоматической линии
станков или проходящим под всеми станками линии в специальной канаве
или тоннеле. Такая система транспортирования стружки позволяет устра-
нить промежуточные конвейеры для отвода стружки с каждого станка на
общий транспортер линии, так как он расположен внизу под станками, и
стружка из рабочей зоны попадает непосредственно на этот транспортер.
На всех новых линиях, разработанных в СССР и многих линиях, изготов-
ленных за рубежом, применяется этот вид транспортеров.
Выбор конструкции транспортера и его размещение зависят от условий
работы и компоновки линии. В первую очередь следует учитывать вид об-
разующейся стружки и наличие или отсутствие охлаждения при обработке
деталей на станках.
Очистка и ремонт транспортера, встроенного в линию и проходящего
через нижние части станков, значительно проще, чем транспортера, располо-
женного в канаве.
На линиях обработки чугунных деталей без использования охлаждаю-
щих жидкостей обычно для отвода стружки применяют транспортеры, встро-
енные в линию и проходящие через нижние части станков; такие транспор-
теры выполняют в виде бесконечной ленты, поддерживаемой роликами.
-ОДИННАДЦАТАЯ
273
Для транспортирования стальной стружки могут быть использованы
шнековые транспортеры. На рис. 244 показан двухшнековый транспортер
для сквозного перемещения стальной стружки со всех станков токарного
участка автоматического цеха обработки подшипников качения; длина транс-
портера 80 м. За смену такой транспортер переносит 1700 кг стружки; про-
изводительность его зависит от поперечных размеров лотка и количества шне-
ков, отводящих стружку.
На линиях, где обработка деталей происходит с применением охлаж-
дающей жидкости (эмульсии), в основном используют транспортеры, рас-
положенные под станками линии в бетонированных канавах, стенки которых
Рис. 245. Секция вибрационного транспортера для удаления струж-
ки от станков автоматической линии
покрываются стальными листами. На таких линиях обычно предусматри-
вают металлические транспортеры: скребково-цепные, вибрационные, се-
точные. На рис. 245 показана секция вибрационного транспортера для пере-
мещения стружки. Образовавшаяся стружка попадает в желоб У, уста-
новленный на упругих подвесках 2. При быстрых продольных колебатель-
ных движениях несущего желоба стружка перемещается по нему вперед.
Колебательные движения желоб получает от электродвигателя через ре-
дуктор и кривошипно-шатунный механизм.
§ 44. Снабжение автоматических линий
смазывающе-охлаждающими жидкостями
Снабжение станков линий смазывающе-охлаждающими жидкостями
осуществляется несколькими способами: 1) централизованным способом от
общезаводской системы; 2) от специально изготовленной для данной линии
станции очистки и подачи смазывающе-охлаждающих жидкостей к отдель-
ным станкам (применяется при отсутствии централизованного способа
снабжения); 3) от местных станций для очистки и подачи смазывающе-охлаж-
дающих жидкостей (станции установлены на тех станках линии, на которых
обработка производится с охлаждением).
Обычно смазывающе-охлаждающие жидкости на универсальные авто-
маты подаются от местных станций. При встраивании таких автоматов
в автоматические линии жидкость на них подается местными станциями,
что нерационально.
Централизованный способ снабжения станков линии смазывающе-
охлаждающей жидкостью является наиболее совершенным, так как при этом
обеспечивается возможность поддержания требуемой температуры охлаж-
дения и создаются наиболее выгодные условия эксплуатации.
При применении местных станций количество смазывающе-охлаждаю-
щей жидкости, находящейся в рабочей зоне станка с высокой температурой,
значительно увеличивается, жидкость нагревается, и охлаждение режущего
инструмента и обрабатываемой детали ухудшается.
10 Зак. 10 9
274
Очистка смазывающе-охлаждающей жидкости, применяемой на станках
автоматической линии, от малых металлических и абразивных частиц долж-
на быть автоматизирована. При обработке деталей из ферромагнитных ме-
таллов автоматическая фильтрация жидкости производится на магнитном
сепараторе (рис. 246). Непрерывно вращающийся барабан 1 с постоянными
магнитами все время притягивает отдельные частицы стружки, которые
скребком 2 сбрасываются с барабана на транспортер удаления стружки или
в металлический ящик.
Рис. 246. Магнитный сепара-
тор для очистки охлаждаю-
щей эмульсии
Рис. 247. Сетчатый фильтр с автоматическим
отводом стружки
Весьма сложной является очистка смазывающе-охлаждающей жид-
кости, применяемой для шлифовальных станков, от шлама. Наиболее уни-
версальным способом очистки является применение сетчатого фильтра. На
рис. 247 представлен общий вид такого фильтра. Загрязненная эмульсия
выливается из трубы 3 на непрерывно движущуюся фильтровальную сет-
ку 4, которая приводится в движение от специального привода 2. Твердые
частицы и грязь задерживаются на сетчатой ленте и при ее движении сбра-
сываются в железный ящик 6, а очищенная жидкость проходит сквозь сетку
и сливается в бак 5, из которого по трубе 1 подается в рабочую зону шлифо-
вального станка. В зависимости от требуемой степени чистоты фильтрации
смазывающе-охлаждающей жидкости выбирают плотность и скорость дви-
жения фильтровальной сетки.
XII.
АВТОМАТИЧЕСКИЕ ЛИНИИ ДЛЯ ОБРАБОТКИ
ШАТУНА, КРЫШКИ И ШАТУНА
В СБОРЕ С КРЫШКОЙ
§ 45. Автоматическая линия 1Л103
для раздельной обработки шатуна и крышки
грузового автомобиля ЗИЛ-130
На рис. 248 изображена крышка шатуна, а на рис. 249 — шатун. На
этих чертежах даны только те размеры, которые получаются при обработке
шатуна и крышки на автоматической линии 1Л103. Эти размеры обведены
рамкой.
Заготовки для шатуна и крышки изготовляются штамповкой в закрытых
штампах на паровом молоте или прессе. Форма и размеры заготовок на крыш-
ку и шатун получаются весьма близкими к форме и размерам готовых де-
талей. В среднем суммарный припуск на сторону для обрабатываемых по-
верхностей у крышки и шатуна равен примерно 2 мм.
Крышка и шатун изготовляются из стали 40 с твердостью НВ-217-4-
248. Базовые установочные поверхности деталей отмечены ромбиком. Ме-
ста приложения зажимных сил к деталям обозначены знаком |.
При обработке крышки (рис. 248) на станках линии должны быть вы-
держаны следующие технические условия:
1) неперпендикулярность плоскости Б относительно плоскости В не
более 0,05 на длине 100 мм;
2) базовые поверхности В должны находиться в одной плоскости, до-
пускаемое отклонение — не более 0,06 мм;
3) плоскости Б должны быть обработаны по всей длине;
4) плоскость А должна быть без уклонов.
При обработке шатуна (рис. 249) на линии должны выдерживаться сле-
дующие технические условия:
1) неперпендикулярность оси отверстия 0 29,5+°’023 к плоскости М
не более 0,1 на 100 мм длины;
2) неперпендикулярность плоскости Б относительно плоскости В не бо-
лее 0,05 на длине 100 мм;
3) плоскости Б должны быть обработаны по всей длине;
4) разностенность малой головки на линии не проверяется.
Перед обработкой на станках линии 1Л103 крышка и шатун проходят
следующую механическую обработку.
Обработка крышки:
I операция — протягивание боковых поверхностей с двух сторон в раз-
мер 29,52_о,о4 мм;
10*
276 ГЛАВА
II операция — протягивание установочных боковых поверхностей в
размер 99,47-0,05 мм, плоскости в размер 33,7 мм и боковых плоскостей
в размер 20,054-19,85 мм до установочной площадки.
III операция — протягивание плоскости стыка в размер 31,5 мм по вы-
соте бобышек, полуокружности — в размер 66,5+0 5 мм.
Обработка шатуна:
I операция — предварительное шлифование шатуна с двух сторон по
боковым поверхностям большой головки в размер 29,524-29,48 мм и малой
головки в размер 36,524-36,48 мм, необходимо выдержать перепад между
торцами большой и малой головок 3,564-3,52 мм.
49,5
Рис. 248. Крышка шатуна
перед обработкой на линии
1Л103
II операция — а) протягивание установочной площадки на бобышке
малой головки в размер 15,9754-16,025 мм по ширине и не более 6 мм по
глубине; б) протягивание торца малой головки, выдержав размер 25,54-
24,5 мм по оси малой головки.
III операция — протягивание установочной площадки большой голов-
ки в размер 99,474-99,42 мм и полуокружности в размер 066,04-66,5 мм,
выдержав размер 177 мм от полуокружности до торца малой головки.
IV операция — а) протягивание плоскости под головку болта в размер
182,14-182,3 мм от торца малой головки до площадки под головку болта;
б) протягивание плоскости стыка в размер 28,64-28,4 мм, боковых плоско-
стей под головку болта —в размер 16,254-16,05 мм до установочной пло-
щадки.
Рис. 249. Шатун перед обработкой на линии 1Л103
ДВЕНАДЦАТАЯ
*4
278
ГЛАВА
Таким образом, крышка и шатун поступают на автоматическую линию
1Л103 с обработанными базовыми поверхностями.
Автоматическая линия 1Л103 для обработки крышки и шатуна гру-
зового автомобиля спроектирована специальным конструкторским бюро
(СКБ-1), изготовлена Московским станкостроительным заводом им. G. Орд-
жоникидзе. Линия предназначается для заводов автомобильной промыш-
ленности.
Совместная обработка крышек и шатунов на всех станках линии про-
изводится в специальных приспособлениях-спутниках, имеющих массивный
корпус. На верхней части корпуса спутника устанавливаются восемь ша-
тунов, а на нижней его части — восемь крышек. На нижней плоскости прис-
пособления-спутника имеется Т-образный паз, служащий для правильного
перемещения спутника по продольному транспортеру, а на нижней пло-
скости спутника — два отверстия, куда входят два фиксирующих штифта
для правильной установки спутника в стационарном станочном приспособ-
лении каждого станка линии.
В началё линии на загрузочной позиции два рабочих-оператора уста-
навливают в каждый спутник восемь шатунов и восемь крышек, причем
последовательно загружаются два приспособления-спутника. Затем рабо-
чий-оператор поворачивает рукоятку гидравлического крана и включается
гидравлический цилиндр, служащий для подъема зажимных прихватов
приспособления-спутника. После установки деталей в спутник автомати-
чески с помощью механических ключей происходит завинчивание гаек, ко-
торые, нажимая на зажимы, закрепляют детали в спутнике. Далее, рабочий-
оператор нажимает на кнопку «Предварительный пуск».
Перемещение спутников с деталями на рабочие позиции станков
осуществляется штангой по продольному транспортеру Т1. Штанговый
транспортер Т1 для продольного перемещения деталей между станками ли-
нии приводится в движение гидравлическим приводом. На рабочих пози-
циях станков каждый спутник с деталями автоматически устанавливается
в стационарных приспособлениях. После установки в приспособлениях
каждый спутник автоматически фиксируется двумя фиксаторами.
Спутник с деталями в стационарном приспособлении зажимается снизу
и сверху гидравлическими зажимами. На автоматической линии 1Л103
установлены следующие^станки: Gl; G2; СЗ; С4; С5; С6; G7; С8. Обработка
деталей на линии ведется в один поток. Станки, применяемые для обработ-
ки крышки и шатуна, являются агрегатными. В конструкцию станков вхо-
дят значительное количество унифицированных узлов и механизмов, а так-
же специальные узлы и механизмы, например кондукторные плиты, много-
шпиндельные головки и т. д.
Все станки и механизмы автоматической линии сблокированы с помо-
щью гидравлических и электрических устройств и работают с наперед задан-
ной последовательностью в соответствии с циклограммой работы линии.
Технологический процесс обработки деталей на линии
I операция — сверление отверстий 0 26,4 в восьми шатунах малой
головки и отверстий 0 10,2 в восьми шатунах и восьми крышках под кре-
пежные болты (см. рис. 248 и 249). Схема обработки шатунов и крышек Дана
на рис. 250. Эта операция происходит на двух позициях на специальном аг-
регатном станке С1, имеющем вертикальную несамодействующую головку
и горизонтальную самодействующую головку. Сверла изготовлены из
стали Р18.
II операция —досверливание отверстия 0 26,4 в восьми шатунах ма-
лой головки и сверление отверстий 0 10 в восьми шатунах и восьми крыш-
ДВЕНАДЦАТАЯ
279
ках под крепежные болты (см. рис. 248 и 249). Схема обработки шатунов
и крышек дана на рис. 251. Эта операция выполняется на двухпозиционном
агрегатном станке С2. На станке С2 одновременно обрабатываются восемь
шатунов и восемь крышек, установленных в двух спутниках. Агрегатный
станок С2 имеет вертикальную несамодействующую и горизонтальную са-
модействующую головки. Сверла изготовлены из стали Р18.
Шпиндельная коробка вертикальная
Крышка
Рис. 250. Схема обработки шатунов и крышек на станке С1
Вертикальная головка
Горизонтальная головка (правая)
Сверление в шатуне и крышке . . . 3210,2 21 13,7 417 0,1 1 47 0,45 535 1170 1300
III операция — зенкерование отверстия 0 29 в восьми шатунах малой
головки и сверление отверстия 0 6 для масла в восьми шатунах большой
головки (см. рис. 248 и 249). Схема обработки шатунов дана на рис. 252.
Эта операция выполняется на двухпозиционном агрегатном станке СЗ. На
станке СЗ одновременно обрабатываются восемь шатунов, установленных
280
ГЛАВА
Направление движения спутников
Рис. 251. Схема обработки шатунов и крышек на станке С2
Вертикальная головка
Операция Количество отверстий D, мм Рабочая подача L, мм а* as а п, O&Iмин Подача i, мин Стойкость Г, мин Количество деталей между пере- точками
3, мм]аб s, мм[мин
Pmin | Ртах
Сверление в шатуне 8 26,1 27 14,4 175 0,31 54 0,5 480 845 105Q
Горизонтальная головка
Сверление в шатуне и крышке . 32 10 20 13,4 427 0,11
47 |0,4315 70-1 1680 1370
ДВЕНАДЦАТАЯ
281
Рис. 252. Схема обработки шатунов на станке СЗ
Вертикальная головка
Операция Количество отверстий D, мм Рабочая по- дача L, мм V, м/мин п, об/мин Подача t, мин Стойкость Г, мин Количество деталей меж- ду переточ- ками
S, мм/об S, мм/мин
Pmin Ртах
Зенкерование в шатуне 8 29 45 17 186 0,54 100 0,45 480 1170 1300
Горизонтальные головки
Сверление в шатуне 1 8 6 8 12,5 666 0,03 20 0,4 680 3150 3400
ЮВ. Зак. 109
282
ГЛАВА
вертикальная шпиндельная головка
Рис. 253. Схема обработки шатунов на станке С4
Вертикальная головка
аг КО о е Подача t, мин Стойкость Т, мин Количество деталей меж- ду переточ- ками
S, мм/об S, MM/MUH
Pmin Ртах
Снятие фаски в отверстия ша
туна с двух сторон..........
8 32,3 4/30 18,8
186
0,054/
0,4
10 0,4 1400
1200
Горизонтальные головки
Сверление в шатуне
...... 8 3,5 14 13 1 180 0,03 35 0,4 530 1680 1870
ДВЕНАДЦАТАЯ
283
Рис. 254. Схема обработки шатунов и крышек на станке С5
Горизонтальная головка правая
Снятие фасок в отверстии ша
туна и крышке
32 12,6 6
1 1,3 285 0,07
20
10В*
650
13000
Рис. 255. Схема обработки шатунов и крышек на станке С6
ГЛАВА
ДВЕНАДЦАТАЯ 285
в двух спутниках. Специальный агрегат-
ный станок СЗ имеет вертикальную неса-
модействующую и горизонтальную самодей-
ствующую головки. Зенкеры и сверла из-
готовлены из стали Р18.
IV операция — одновременное снятие
двух фасок в отверстии в восьми шатунах
малой головки и сверление отверстия 03,5
для масла в восьми шатунах большой го-
ловки (см. рис. 248 и 249). Схема обра-
ботки шатунов дана на рис. 253. Эта опе-
рация выполняется на двухпозиционном
агрегатном станке С4. На станке С4 одно-
временно обрабатываются восемь шатунов,
установленных в двух спутниках. Спе-
циальный агрегатный станок С4 имеет вер-
тикальную несамодействующую и горизон-
тальную самодействующую головки. Резцы
и сверла изготовлены из стали Р18.
V операция — зенкерование отверстия
0 11,5 и снятие фаски 1,2x45° в восьми
шатунах большой головки и зенкерование
отверстия 011,5 и снятие фаски 1,2x45’
в восьми крышках (см. рис. 248 и 249).
Схема обработки шатуна и крышек дана
на рис. 254. Эта операция выполняется на
двухпозиционном агрегатном станке С5.
На станке С5 одновременно обрабатывают-
ся восемь шатунов и крышек, установленных
в спутниках. Специальный станок С5 имеет
правую и левую горизонтальные самодейст-
вующие головки. Зенкеры и зенковки изго-
товляются из стали Р18.
VI операция — расточка паза замка в
большой головке в восьми шатунах; рас-
точка паза в восьми крышках; снятие фас-
ки 0,5x45° в большой головке в восьми
шатунах; снятие фаски 1x45° в восьми
крышках (см. рис. 248 и 249). Схема об-
работки шатуна и крышек дана на
рис. 255. Эта операция выполняется на
двухпозиционном агрегатном станке С6.
На станке С6 одновременно обрабатывают-
ся восемь шатунов и восемь крышек, уста-
новленных в двух спутниках. Специальный
станок С6 имеет вертикальную несамодей-
ствующую силовую и горизонтальную
самодействующую силовую головки. На
станке С6 одновременно обрабатываются
восемь шатунов и восемь крышек, установ-
ленных в двух спутниках. Резцы и сверла
изготовлены из стали Р18.
VII и VIII операции—досверливание
отверстия 0 1,5 под масло в большой го-
ловке в восьми шатунах и развертывание
отверстия 0 29,5+0’023 в малой головке
Рис. 256. Схема обработки шатунов на станках С7 и С8
Вертикальная головка
ДВЕНАДЦАТАЯ 287
Движение деталей
шатуна в восьми шатунах (см. рис. 248 и 249). Схема обработки шатуна
дана на рис. 256. Операция VII выполняется на специальном станке С7,
операция VIII—на специальном станке С8. Досверливание отверстия 0 1,5
происходит последовательно на двух станках С7 и С8, снабженных специ-
альными двухшпиндельными горизонтальными сверлильными головками (по
четыре на каждом станке), установленными на столе. Перемещение головок
(быстрый подвод) происходит от гидропривода.
На каждом станке С7 и С8 одновременно обрабатывается восемь шату-
нов, установленных в двух спутниках. Сверла и развертки изготовлены из
стали Р18.
Время обработки шатунов и крышек на специальных станках Cl, С2,
СЗ, С4, С5, С6 равно 0,5 мин, а на станках С7 и С8 — 1,0 мин. Ритм обра-
ботки деталей на линии — 1,06 мин.
Штанга продольного транспортера Т1 в течение 1,7 мин (два ритма)
получает следующие четыре различных положения:
1) перемещение спутников с деталями по продольному транспортеру
между станками линии;
2) перемещение спутников с деталями по продольному транспортеру на
станках С7 и С8 и в моечной машине Р5;
288 глава
3) последующее перемещение спутников с деталями по продольному
транспортеру между станками С1 — С6. На станках С7 и С8 время обра-
ботки в два раза больше, чем на остальных, поэтому спутники на этих стан-
ках в этот момент не перемещаются;
4) перемещение спутников с деталями штангой по продольному транс-
портеру после их обработки на станках С7 и С8. После обработки на станке
С8 спутники с обработанными крышками и шатунами поступают в моечную
машину Р5, где они промываются горячей эмульсией.
Из моечной машины спутники с обработанными деталями по транспор-
теру перемещаются на позицию специальной установки Р4, где производится
продувка отверстий в малой головке шатунов и очистка от эмульсии, мел-
кой стружки, грязи и т. д.
Далее спутники по транспортеру перемещаются на позицию контроль-
но-измерительного устройства К1, на котором контролируется диаметр от-
верстия в малой головке у восьми шатунов одновременно.
После контроля спутники с обработанными деталями перемещаются
по транспортёру на позицию специальной установки Р7. На установке Р7
механические ключи автоматически свинчивают гайки, прижимы спутника
отходят, детали освобождаются от зажимов. С установки Р7 спутникидс де-
талями, освобожденными от зажима, перемещаясь по транспортеру, посту-
пают на специальное устройство РЗ. На разгрузочном устройстве РЗ об-
работанные шатуны и крышки специальными выталкивателями сбрасыва-
ются со спутника на ленточный транспортер.
Спутники, освобожденные от обработанных деталей, перемещаются по
продольному транспортеру к концу линии. Здесь спутники сталкивателем
перемещаются с основного продольного транспортера Т1 на поперечный ТЗ.
Пройдя поперечный транспортер ТЗ, спутники перемещаются на продоль-
ный'; цепной транспортер Т4 для возврата к началу линии. Переместившись
в конец транспортера Т4, спутники передаются на второй поперечный транс-
портер Т2, пройдя который они поступают на загрузочную позицию Р2.
Жидкость для охлаждения режущего инструмента подается на станки
централизованным способом, в качестве охлаждающей жидкости приме-
няется эмульсия.
Уборка стружки от станков линии производится специальным шнеко-
вым транспортером, который размещается в специальном корыте и проходит
под всеми станками линии. Шнековый транспортер перемещает стружку по
лотку к началу линии, откуда она специальным транспортером подается на
общецеховой транспортер.
Смена режущего инструмента на станках линии производится по раз-
работанному графику. Сверла, зенкеры, развертки крепятся в быстросмен-
ных патронах, установленных в отверстиях шпинделей головок.
Линия имеет центральный пульт управления, с которого производится
контроль за работой линии.
Основные технические данные
Производительность шатунов и кры-
шек, шт/ч....................... 540
Коэффициент загрузки..............’ у = 0,8
Ритм (темп), мин.................. 0,85
Количество станков, шт............ 8
Общее количество головок, шт ... 24 (из них
8 специаль-
ных)
Количество шпинделей на всех го-
ловках, шт......................... 256
Количество электродвигателей на ли-
нии, шт.......................... 35
Общая мощность, кет................. 153,6
Количество участков ,на линии . . 2
ДВЕНАДЦАТАЯ 289
Автоматическая линия станков обслуживается одним наладчиком и дву-
мя рабочими-операторами, а также электромонтером и слесарями, прикреп-
ленными к линии. Наладчик должен хорошо знать устройство и работу
всего оборудования линии, так как он наблюдает за работой всех станков
и механизмов и производит подналадку станков линии. Большую часть вре-
мени наладчик находится у центрального пульта управления линией, но пе-
риодически он проходит по линии, проверяя работу станков и механизмов.
Работа рабочего-оператора заключается в бесперебойной загрузке на
рабочей позиции линии спутников заготовками шатунов и крышек.
При правильной эксплуатации оборудования линии устранение непо-
ладок, мелкий ремонт, смена затупившегося инструмента, заливка масла
и т. д. должны производиться не ц рабочее время, а между двумя сменами
(линия работает в две смены).
Автоматическая линия 1Л103 должна соответствовать общим техни-
ческим условиям на автоматические линии Н19991, разработанным СКБ-1.
§ 46. Автоматическая линия 1Л102
для совместной обработки шатуна с крышкой
После обработки на станках автоматической линии 1Л103 шатуны и
крышки поступают для последующей обработки и сборки на автоматиче-
скую линию 1Л102.
Рис. 257. Крышка шатуна перед обработкой на линии 1Л102
На рис. 257 дан технологический чертеж крышки шатуна, на рис. 258—
шатуна и на рис. 259 — шатуна после сборки с крышкой. На этих чертежах
даны только те размеры, которые получаются при совместной обработке
Рис. 258. Шатун перед обработкой на линии 1Л102
ГЛАВА
ДВЕНАДЦАТАЯ 291
шатуна с крышкой на автоматической линии 1Л102 (эти размеры обведены
рамкой). Базовые установочные поверхности деталей отмечены ромбиком,
места приложения зажимных сил к деталям — знаком | . Технические
условия на изготовление крышки и шатуна даны в описании линии 1Л103.
Автоматическая линия 1Л102 для совместной обработки и сборки шату-
нов и крышек грузового автомобиля спроектирована специальным конструк-
торским бюро (СКБ-1), изготовлена Московским станкостроительным за-
водом им. С. Орджоникидзе. Линия предназначается для заводов автомо-
бильной промышленности.
Автоматическая линия 1Л102 состоит из восьмишпиндельного четырех-
позиционного агрегатного станка С1, моечно-сушильного агрегата, спе-
Рис. 259. Шатун, собранный с крышкой после обработки на линии 1Л102
циального двухпозиционного агрегатного станка С2 и транспортера для
перемещения шатунов и крышек между станками линии. Обработка деталей
на линии ведется в один поток.
Все станки и механизмы автоматической линии сблокированы с по-
мощью гидравлических и электрических устройств и работают в соответ-
ствии с циклограммой работы агрегатов линии.
Технологический процесс обработки деталей на линии
I операция — зенкерование отверстий 0 10,9 и развертывание тех же
отверстий до 0 1 l,2Z|Zo’,oiо в шатунах и крышках. Схема совместной об-
работки шатунов и крышек дана на рис. 260. Эта операция выполняется на
вертикальном восьмишпиндельном четырехпозиционном агрегатном станке
С1. Агрегатный станок С1 собран из унифицированных узлов: вертикальной
станины, силовой восьмишпиндельной головки, поворотного стола и других
узлов. Агрегатный станок С1 имеет четыре позиции: 1-я позиция — загру-
зочная, 2-я и 3-я позиции — рабочие и 4-я позиция — разгрузочная. На
1-й загрузочной позиции агрегатного станка С1 рабочий-оператор устанав-
ливает две крышки и два шатуна в специальное станочное приспособление,
которое затем перемещается на 2-ю рабочую позицию станка С1. На этой
позиции производится совместное зенкерование четырех отверстий 0 10,9
под крепежные болты в двух шатунах и крышках. После обработки деталей
на 2-й рабочей позиции приспособление вместе с деталями перемещает-
ся на 3-ю рабочую позицию станка С1. Здесь производится совместное
развертывание четырех отверстий 0 11,2фо^оio в двух шатунах и крышках-
ю
CD
ьэ
Рис. 260. Схема совместной "обработки шатунов и крышек на станке С1
12 30. J5.29-qm\28-o.52 1O, 35
ГЛАВА
ДВЕНАДЦАТАЯ
293
Режим резания и расчет производительности Производи- тельность станка при 100%-ной за- грузке, шт./« о • СО
unw ‘-НП f вн nwadg 0,2
нпп ‘шгяаД Hwadg о
[ Вспомогательное время, мин \ | Поворот и фиксация стола 0,05 IJ Холостой ход головок 0,05
unw ‘Hwads эонниптв'м 0,3
Подача I <z> з? а 100
S, мм/об о 1 0,8
unw/go *и 1 330 ю см
nnw/w *а Ю
WW ‘вн -Hirtf кв'шро СО
WW ‘BXHawAd -хэни toxna и anHBsadg^
ww ‘7 EhBtfOU HBhO9Bd СО сч
WW ‘Q I 10,9 см
Переход Зенкеровать Развернуть ;
К № CO № о Е * СМ СО
Схема совместной обработки шатуна с крыш-
кой на 2-й и 3-й рабочих позициях станка С1
дана на рис. 260.
После обработки на 3-й позиции шатуны
с крышками перемещаются на 4-ю разгрузоч-
ную позицию станка С1. Работа на всех четырех
позициях станка С1 производится одновременно.
С 4-й разгрузочной позиции транспортер
Т1 автоматически забирает за два хода два
комплекта шатунов и крышек и перемещает их
к моечно-сушильному агрегату. Перемещение
шатунов и крышек по продольному транспор-
теру происходит комплектно: внизу находится
крышка, а вверху над ней шатун.
При перемещении по транспортеру крыш-
ка нижней плоскостью А (см. рис. 257) сопри-
касается с нижней планкой транспортера. Пря-
молинейное перемещение крышек и шатунов по
продольному транспортеру Т1 направляется
двумя планками по размеру 29,52-°’04 (см.
рис. 257 и 258).
Перемещение крышек и шатунов по про-
дольному транспортеру Т1 производится штан-
гой транспортера с закрепленными на ней со-
бачками. При рабочем ходе штанги вперед на
120 мм собачки, закрепленные на штанге, упи-
раясь в боковые плоскости Б деталей (см.
рис. 257 и 258), перемещают их по продольному
транспортеру от Ьтанка С1 к моечно-сушильному
агрегату. После продольного хода вперед
штанга вместе с собачками поворачивается на
90° около своей оси, и собачки выходят из со-
прикосновения с деталями. После отвода собачек
к плоскости Б деталей подходят фиксаторы,
которые удерживают их в неизменном положе-
нии на транспортере. Штанга транспортера с
собачками после поворота на 90° перемещается
назад на 120 мм в исходное положение. Далее
штанга с собачками снова поворачивается около
оси на 90°, при этом фиксаторы отходят от боко-
вых плоскостей Б деталей, а собачки штанги
транспортёра входят в соприкосновение с пло-
скостями Б деталей. Таким образом, штанга
с собачками продольного транспортера совер-
шает возвратно-поступательное движение и
поворачивается около своей оси на 90° при вы-
воде и вводе собачек в соприкосновение с дета-
лями.
II операция — промывание и затем просу-
шивание шатунов и крышек. Эта операция вы-
полняется в моечно-сушильном агрегате Р1,
где одновременно промывается и сушится по
четыре комплекта шатунов и крышек. В моеч-
но-сушильном агрегате Р1 шатуны с крышками
установлены на продольном транспортере, ша-
туны поднимаются над крышками на 4 мм.
294
ГЛАВА
Подъем шатунов осуществляется рычажным механизмом в момент поворота
штанги продольного транспортера Т1.
Шатуны и крышки промываются водным раствором с содой с темпера-
турой 90° С, а подсушиваются струями сжатого воздуха, направленными на
поверхности крышек и шатунов.
III операция — сборка шатуна с крышкой при помощи двух болтов
с гайками. Схема сборки шатунов с крышками дана на рис. 261. Сборка
Рис. 261. Схема сборки
шатунов с крышками на станке С2
деталей выполняется одновременно на двух рабочих позициях специального
станка С2: на первой рабочей позиции — запрессовка двух болтов в отвер-
стия крышки и шатуна; на второй рабочей позиции — установка и завин-
чивание гаек на нижние концы двух болтов. На 1-ю рабочую позицию по
транспортеру подается комплект из шатуна и крышки. Точность совпадения
осей отверстий в шатуне и крышке перед запрессовкой болтов обеспечи-
вается двумя фиксаторами, а также прижимом шатуна и крышки к базовой
плоскости, находящейся против бобышек крышки и шатуна. На станке
установлены два вибробункера для хранения и выдачи на сборку болтов.
Из каждого вибробункера болты в два потока головкой вверх подаются на
1-ю рабочую позицию для запрессовки их в отверстия шатунов и крышек.
Специальная планка устанавливает сверху против каждого шатуна и крыш-
ДВЕНАДЦАТАЯ 295
ки болт. Затем сверху (см. рис. 261) опускаются два толкателя, которые од-
новременно запрессовывают два болта в отверстия шатунов и крышек.
На 1-й рабочей позиции имеется контрольное устройство, контроли-
рующее наличие всех деталей, необходимых для сборки узла. При отсут-
ствии какой-либо детали для сборки узла подается команда, и линия оста-
навливается. С 1-й рабочей позиции станка С2 собранный комплект, со-
стоящий из шатуна, крышки и двух болтов, штангой транспортера Т1 пере-
двигается на 2-ю рабочую позицию станка С2, где комплект собранных дета-
лей при повороте штанги транспортера около своей оси на 90° передвигается
влево на 40 мм от оси продольного транспортера и устанавливается в спе-
циальное приспособление. Над головками болтов установлены специальные
планки для того, чтобы болты при завинчивании гаек не могли подниматься
вверх.
Рядом со 2-й рабочей позицией станка С2 установлен вибробункер для
хранения и выдачи на лотки гаек. Из вибробункера гайки поступают на
два лотка и двумя непрерывными потоками по двум лоткам в ориентирован-
ном положении, коронками вниз, подаются на 2-ю рабочую позицию для
завинчивания на болты. Внизу под болтами установлены два пустотелых
шпинделя гайковерта, через шестигранные отверстия которых проходят
шестигранные гайки к нижним резьбовым концам болтов.
Перемещение вверх стопок гаек, находящихся в пустотелых шпинделях
гайковертов, производится специальным толкателем от штока гидроци-
линдра. При навинчивании гаек на болты пустотелые шпиндели гайковерта
вращаются от специального гидромотора. После навинчивания гаек на болты
собранные шатуны перемещаются из рабочей зоны станка на продольный
транспортер, на наклонный лоток, скользя по которому они попадают в спе-
циальную тару.
На 2-й рабочей позиции станка С2 имеется устройство для контроля
наличия гаек и сборочного комплекта крышка—шатун — болты. При от-
сутствии на 2-й рабочей позиции полного комплекта деталей для сборки
дается команда, и линия останавливается.
Основные технические данные
Производительность, шт/ч...............300
Коэффициент загрузки...................^=0,8
Количество станков, шт.................. 2
Количество силовых головок, шт......... 1
Количество шпинделей, шт................12
Количество электродвигателей, шт. ... 5
Общая мощность, кет...................17,6
§ 47. Автоматическая линия 1Л104
для обработки шатуна, собранного с крышкой
После обработки на автоматической линии 1Л102 шатун в собранном
виде поступает для дальнейшей обработки на автоматическую линию
1Л104. На рис. 262 дан технологический чертеж шатуна в собранном виде.
На этом чертеже даны только те размеры, которые получаются при
обработке собранного шатуна на линии 1Л104 (эти размеры обведены
рамкой).
Базовые установочные поверхности шатуна в сборке отмечены ром-
биками, места приложения зажимных сил — знаками | . Технические
условия на изготовление крышки и шатуна даны при описании линии
1Л103. Для шатуна в сборе добавляется одно техническое условие: не-
перпендикулярность оси отверстия 0 69 ± 0,05 к плоскостям М не
более 0,1.
99,47-99,42
Рис. 262, Шатун в сборе с крышкой перед обработкой на линии 1Л104
ДВЕНАДЦАТАЯ
297
Автоматическая линия 1Л104 для обработки собранного шатуна гру-
зового автомобиля ЗИЛ-130 спроектирована СКБ-1, изготовлена Москов-
ским станкостроительным заводом. Линия предназначается для заводов
автомобильной промышленности.
Автоматическая линия 1Л104 состоит из станков Cl, С2, СЗ, С4 и С5.
Перемещение собранного шатуна между станками линии производится
шаговым штанговым транспортером с собачками. Гидравлический привод
транспортера размещается в начале линии. При перемещении штанги вперед
ее собачки перемещают приспособления с обрабатываемыми деталями вдоль
станков линии. Затем штанга поворачивается около своей оси, и собачки
выводятся из соприкосновения с приспособлением. После этого штанга
перемещается назад на один шаг и снова поворачивается вокруг оси для
того, чтобы собачки, заняв вертикальное положение, могли при продоль-
ном ходе штанги вперед перемещать приспособление с деталями.
На загрузочной позиции автоматической линии рабочий-оператор уста-
навливает базовым отверстием в верхней головке шатун в сборе на штырь,
приспособления. В приспособлении устанавливаются восемь шатунов.
Зажим шатунов в приспособлении производится по торцовым поверхно-
стям большой и малой головок собранного шатуна специальными зажимами.
С загрузочной позиции приспособление с шатунами перемещается для об-
работки на станок С1 собачками, закрепленными на штанге транспортера.
Технологический процесс обработки деталей на линии
I операция — черновое зенкерование отверстия 0 68,2 и снятие фаски
1,25 X 45° в большой головке; сверление отверстия 0 12 под смазку в ма-
лой головке собранного шатуна.
Схема обработки шатуна в сборе на станке С1 дана на рис. 263. Агрегат-
ный станок С1 имеет горизонтальную самодействующую головку, установ-
ленную слева, для одновременной обработки восьми отверстий в больших
головках и вертикальную несамодействующую головку для одновременной
обработки восьми отверстий в малых головках собранных шатунов. После
обработки на станке С1 приспособление с шатунами перемещается собач-
ками штанги продольного транспортера при его ходе вперед для последую-
щей обработки на станок С2.
II операция — получистовое зенкерование отверстия 0 69+0»05 и
снятие фаски с другой стороны в большой головке собранного шатуна.
Схема обработки шатуна в сборе на станке С2 дана на рис. 264. Агрегатный
станок С2 имеет горизонтальную самодействующую головку, установлен-
ную справа для одновременной обработки восьми отверстий в больших го-
ловках собранных шатунов. После обработки на станке С2 приспособление
с шатунами перемещается собачками штанги продольного транспортера
при его ходе вперед для последующей обработки на станок СЗ.
III операция — запрессовывание бронзовой втулки в отверстие малой
головки собранного шатуна. Схема обработки шатуна в сборе на станке СЗ*
дана на рис. 265. На специальном станке СЗ установлены гидроцилиндры,
на конце штоков которых закреплены толкатели. При подаче масла в пра-
вые полости гидроцилиндров поршни со штоками и толкателями будут пере-
мещаться влево. При этом толкатели, левым концом нажимая на тяги, пере-
местят последниес установленными на них бронзовыми втулками влево, и тяги*
запрессуют бронзовые втулки в отверстия верхних головок шатунов в сборе.
Запас бронзовых втулок размещается в двух вибробункерах. В каж-
дый бункер можно загрузить 1200 втулок. Втулки загружает в каждый бун-
кер рабочий-оператор два раза в смену. Втулки из двух вибробункеров по*
двум лоткам подаются к питателям и затем перемещаются на рабочую пози-
цию для запрессовки.
298
ГЛАВА
На станке СЗ также контролируется наличие втулки в каждом шатуне.
При отсутствии втулки в одном из шатунов соответствующий конечный
выключатель дает команду электромагнитам, установленным на специаль-
ном устройстве, для сбрасывания шатунов без втулки. На каждой позиции
Рис. 263. Схема обработки шатуна в сборе на станке С1
сбрасывающего устройства имеется сигнальная лампочка, которая, заго-
раясь, показывает, с какой позиции был сброшен шатун без втулки.
После запрессовки втулок на станке СЗ приспособление с шатунами пе-
ремещается собачками штанги продольного транспортера при его ходе впе-
ред для последующей обработки на станок С4.
ДВЕНАДЦАТАЯ 299
IV операция — проглаживание 8 отверстий 0 27,5+0»045 в бронзовых
запрессованных втулках. Схема обработки шатуна на станке С4 дана на
рис. 266. На специальном станке С4 установлены гидроцилиндры, концы
штоков которых связаны с правым концом прошивок. При подаче масла
в правые полости гидроцилиндров поршни со штоками и прошивками будут
перемещаться влево, и восемь прошивок прогладят восемь отверстий во
Рис. 264. Схема обработки шатуна в сборе на станке С2
втулках шатунов. При подаче масла в левые полости гидроцилиндров
поршни со штоками и прошивками будут перемещаться вправо. Прошивки
выйдут из отверстий и переместятся в исходное положение. После прогла-
живания отверстий во втулках шатунов приспособление с восемью шатуна-
ми перемещается собачками штанги продольного транспортера при его ходе
вперед для обработки на станок С5.
V операция — снятие фасок 1,75 X 45° с двух торцов запрессованных
бронзовых втулок и досверливание отверстий 0 5 в малых головках шатунов.
Схема обработки шатунов в сборе на станке С5 дана на рис. 267. Агрегатный
станок С5 имеет правую горизонтальную самодействующую силовую го-
ловку с восемью шпинделями, в каждом из которых крепится оправка
с двумя фасочными резцами. Вертикальная несамодействующая головка
300
ГЛАВА
Рис. 265. Схема запрессовки втулки в отверстие верх-
ней головки шатуна в сборе на станке СЗ
Операция^ Количество отверстий D, мм L, мм V, м/ мин /, мин
Запрессовка втулки 8 27,5 29,5 35-0,34 1,0 0,
Рис. 266. Схема обработки шатуна в сборе на станке С4
Операция Количест- во отвер- стий D, мм L, мм V, M/MUH t, мин
Проглаживание втулки 8 27,5 400 1,0 2,40
ДВЕНАДЦАТАЯ 301
имеет восемь шпинделей, в каждом из которых закреплено сверло. После
обработки на станке С5 шатуны, перемещаясь по склизам, попадают в спе-
циальную тару (железный ящик).
Все режущие инструменты, применяемые для обработки шатунов на
станках линии, изготовлены из быстрорежущей стали Р9 или Р18. Обра-
ботка шатунов на станках Cl, С2 и С5 производится с охлаждением. Подача
эмульсии на станки осуществляется централизованным способом.
Рис. 267. Схема обработки шатуна в сборе на станке С5
9 11,8 750 0,04
5 35 378 0,03
Подача
s, s,
мм/об мм/мин
Количество
деталей меж-
ду переточ-
ками
Pmin Ртах
30 0,3
11,3 0,44
3440
1200
3700 500
7800 1200
Со станков С1 и С2 стружка удаляется шнековым транспортером, ко-
торый располагается в специальном корыте под станинами станков и про-
ходит вдоль всей автоматической линии. Стружка перемещается шнековым
транспортером к началу линии, откуда она специальным транспортером
передается к общецеховому транспортеру для удаления.
На станке С5 бронзовая стружка, попадая в специальные люки, отде-
ляется от стальной.
Смена затупившегося режущего инструмента производится комплектом
в соответствии с его стойкостью по графику, составленному для каждого
станка линии. Запасной комплект режущего инструмента хранится в ин-
302 ___________________________________________________________
струментальном шкафу, установленном рядом со станками линии. Для
быстрой смены сверл в шпинделях вертикальных головок станков G1 и С5
имеются быстросменные патроны для установки и зажима сверл.
Обработка шатуна и крышки после автомати-
ческой линии 1Л103
После обработки на линии 1Л103 собранный шатун проходит следую-
щую обработку:
I операция — шлифование плоскости стыка в размер 31~0’02 мм по
высоте бобышек крышки; шлифование плоскости стыка в размер 185,1 4-
184,9 мм от оси отверстия в малой головке до стыка с выдерживанием вы-
соты бобышек шатуна 28,0 4- 27,38 мм. Плоскости стыка должны лежать
в одной плоскости с точностью '0,01 мм.
Обработка шатуна в сборе после линии 1Л104
I операция — окончательное шлифование плоскости большой головки
шатуна в размер 28,94 4- 28,90 мм и малой головки I размер 36,02 4-
35,98 мм с двух сторон, с выдерживанием перепада между плоскостями
головок 3,56 4- 3,52 мм.
II операция — окончательное растачивание в два прохода большой:
головки шатуна в размер 69,49 4- 69,46 мм.
III операция — окончательное растачивание в два прохода малой го-
ловки шатуна в размер 28,007 4- 27,998 мм.
IV операция — хонингование отверстия в большой головке шатуна
в размер 69,512—69,5 мм. Отклонение от геометрической формы цилиндра —
не более 0,008 мм.
XIII.
АВТОМАТИЧЕСКАЯ ЛИНИЯ 1Л93 ДЛЯ ПОЛНОЙ
ОБРАБОТКИ КОРПУСА МАСЛЯНЫХ ФИЛЬТРОВ
АВТОМОБИЛЯ ЗИЛ-130
На рис. 268 дан чертеж корпуса масляных фильтров. На этом чертеже все-
размеры, которые должны быть выдержаны при обработке детали на линии,
заключены в рамку. В качестве заготовки для детали принята отливка
в кокиль.
Корпус масляных фильтров изготовляется из алюминиевого сплава
АЛ 108 ГОСТ 2685—53 с твердостью НВ-80. Базовые установочные поверх-
ности детали отмечены ромбиком, места приложения зажимных сил —
знаком | .
При обработке корпуса (рис. 268) на линии должны выдерживаться
следующие технические условия:
1. Неточность расположения осей всех просверленных отверстий до-
пускается до 0,2 жж.
2. При установке детали в приспособлении отверстием 0 16,4 жж под
резьбу М18 X 1,5 кл. 2 с опорой на торец Т допускается несоосность по-
верхностей Д и Д± не более 0,08 жж.
3. Неперпендикуляркость оси отверстия 0 16,4 жж под резьбу
М18 X 1,5 кл. 2 относительно плоскости торца Т допускается не более
0,1 жж.
4. Неплоскостность поверхностей Е и М — не более 0,1 жж.
5. Неперпендикулярность плоскости Е относительно оси отверстия
0 16 ± 0,12 допускается не более 0,3 на длине 100.
6. Длина уступов ступенчатого отверстия 0 10,5 и 12 строго не уста-
навливается.
7. Все отверстия под резьбу должны зенковаться под угол 90° на глубину
резьбы.
Автоматическая линия 1Л93 для обработки корпуса масляных фильтров
автомобиля спроектирована специальным конструкторским бюро (СКБ-1),
изготовлена Московским станкостроительным заводом им. С. Орджоникид-
зе. Линия предназначается для заводов автомобильной промышленности.
Корпус имеет довольно сложную форму. У него нет простых и надежных
поверхностей, которые могли бы служить базовыми поверхностями при его
транспортировке и установке во время обработки в стационарных станочных
приспособлениях. Поэтому транспортировка корпуса между станками и
обработка на станках производится в специальном приспособлении-спут-
нике.
Рис. 268. Корпус масляных
фильтров автомобиля ЗИЛ-130
11 Зак. 109
306
ГЛАВА.
Приспособление-спутник состоит из массивной плиты, на которой за-
креплены призма, служащая для установки корпуса, и прихваты для за-
жима корпуса в спутнике. На нижней плоскости приспособления-спутника
имеются два отверстия, куда входят два фиксирующих штифта для того,
чтобы спутник занял правильное положение при установке его в стационар-
ном станочном приспособлении соответствующего станка линии. На нижней
плоскости спутника имеются также два взаимно перпендикулярных Т-об-
разных паза, служащих для правильного
перемещения спутника по про-
дольному транспортеру и
для закрепления спутника в
стационар ных станочных
пр испособл ениях.
В начале линии на загру-
зочной позиции рабочий уста-
навливает корпус в спут-
нике, зажимается корпус
автоматически специальным
механическим ключом.
После обработки на ли-
нии спутник с деталью воз-
вращается к началу линии
на загрузочную позицию.
Здесь механическим ключом
отвинчиваются гайки на при-
хватах, и корпус разжимает-
ся и снимается. Зажим и раз-
жим корпуса в спутнике
происходят автоматически
при нажатии соответствующей
Рис. 269. Схема установки и зажима корпуса
в приспособлении-спутнике
кнопки рабочим. При нажатии рабочим кнопки «Предварительный пуск»
на пульте управления подается команда на предварительный пуск обору-
дования линии. Во время пуска оборудования линии на автоматический
цикл необходимо, чтобы все спутники с деталями были установлены на
соответствующих позициях. Когда все механизмы линии находятся в ис-
ходном положении, начинается следующий цикл работы линии. При этом
фрезерная головка на ускоренном ходу перемещается в исходное положе-
ние, и штанга продольного транспортера, жестко связанная с фрезерной
головкой, перемещается вперед.
Приспособления-спутники с обрабатываемыми корпусами переме-
щаются штангой продольного транспортера на рабочие позиции станков
линии. На рабочих позициях станков спутники автоматически устанавли-
ваются в стационарных приспособлениях, затем фиксируются и зажимают-
ся специальными зажимами, перемещающимися от гидроприводов. После
обработки на всех станках линии корпус вместе со спутником, перемещаясь,
по специальным транспортерам, находящимся рядом с линией, возвращается
к началу линии на загрузочно-разгрузочную позицию. На этой позиции
надевание механического ключа на гайки происходит автоматически. Да-
лее рабочий нажимает соответствующую кнопку и происходит отвинчи-
вание гаек с прихватов и освобождение обработанного корпуса от за-
жимов.
На автоматической линии 1Л93 установлено шесть станков: Cl, С2,
СЗ, С4, С5, С6. Обработка корпусов на линии производится в один поток.
Все эти станки, применяемые для обработки корпуса на линии, являются
агрегатными. В конструкцию агрегатных станков входят значительное
количество унифицированных узлов и механизмов, а также специально’
изготовленные узлы, например станины станков, стационарные приспособ-
ТРИНАДЦАТАЯ 307
ления, установленные на рабочих позициях станков, кондукторные плиты,
многошпиндельные головки и т. д.
Все станки и механизмы автоматической линии сблокированы с по-
мощью электрических и гидравлических устройств и работают в заданной
последовательности в соответствии с циклограммой работы линии. В основ-
ном агрегатные станки линии имеют самодействующие унифицированные
силовые головки. На агрегатном фрезерном станке С1 имеются две специаль-
ные несамодействующие фрезерные головки. При работе линии на автома-
тическом цикле каждый станок линии работает по индивидуальному циклу,
поэтому перемещение силовых головок вперед, перед обработкой деталей и
возвращением их назад, после обработки на каждом станке линии проис-
ходит по самостоятельному циклу. При обработке на шести станках линии
1Л93 корпус проходит шесть операций.
Схема установки корпуса в приспособлении-спутнике показана на
рис. 269.
Технологический процесс обработки корпуса линии
I операция — фрезерование двух плоскостей корпуса. Эта операция
выполняется на агрегатном станке С1, имеющем две специальные несамо-
действующие головки. Правая фрезерная головка, установленная под углом,
производит торцовой фрезой обработку наклонной плоскости, левая фре-
зерная головка, установленная в горизонтальной плоскости, — обработку
торцовой фрезой горизонтальной плоскости. Схема обработки корпуса на
станке С1 дана на рис. 270. Пластинки ножей торцовых фрез изготовлены
из твердого сплава.
II операция — сверление отверстий на 1-й позиции и сверление, зенко-
вание отверстий на 2-й позиции.
II операция производится на агрегатном двухпозиционном станке С2,
имеющем две унифицированные самодействующие силовые головки (правая
и левая). Схема обработки корпусов на двухпозиционном станке С2 дана на
рис. 271. Правая многошпиндельная головка производит на 1-й позиции
сверление отверстия 0 15,4 и на второй позиции — зенкование отверстия
0 18,3 и снятие фаски 1,5 X 45°. Левая многошпиндельная головка: на
1-й позиции — сверление трех отверстий 0 10,5 и на 2-й позиции — свер-
ление отверстия 0 18.
III операция — 1-я позиция: растачивание отверстий, снятие фаски и
сверление отверстия; 2-я позиция: растачивание отверстия, подрезание тор-
ца, снятие фаски, протачивание канавки, подрезание торца, зенкерование
отверстия окончательно, сверление отверстия; 3-я позиция: сверление от-
верстия. Схема обработки корпусов на трехпозиционном станке СЗ дана на
рис. 272.
III операция выполняется на агрегатном трехпозиционном станке СЗ,
имеющем две унифицированные самодействующие силовые головки (правая
и левая). Правая силовая головка выполняет: на 1-й позиции — растачи-
вание отверстий 0 138, 124, 120 и снятие фаски 1 X 45° на 0 124, на 2-й
позиции—растачивание 0 125+0’08 и снятие фаски 1 X 45°, протачивание
канавки на 0 130,5~°’53 шириной 4,8+°*3, подрезание торца 0 30 окон-
чательно и зенкерование 0 16,4.
Одновременно с правой работает левая силовая головка, которая вы-
полняет на 1-й позиции станка сверление правой ступени отверстия 0 12
на глубину 60, на 2-й позиции — сверление второй ступени того же отвер-
стия 0 11,5 на глубину 60 и на 3-й позиции — сверление третьей ступени
того же отверстия 0 10,5 насквозь.
IV операция — 1-я позиция справа: сверление четырех отверстий 0 8,4
и двухступенчатого отверстия (первая ступень 0 16 и вторая 0 12) и слева:
11*
308
ГЛАВА
сверление отверстия 0 12; 2-я позиция справа: снятие фаски в четырех от-
верстиях 0 8,4 и сверление второй ступени отверстия 0 10,5 насквозь и
справа — сверление второго уступа отверстия 0 10,5 насквозь.
Схема обработки корпусов на двухпозиционном станке С4 дана на
рис. 273.
Рис. 270. Схема обработки корпуса на станке С1
Левая горизонтальная фрезерная головка
Операция D, мм V, м/мин п, об/мин Число зубьев, z sz, пода- ча на зуб Подача Длина рабо- чей подачи деталей L, мм i машин- ное, мин
s, мм/об S, мм/мин
Фрезерование 110 38 5 1115 6 0,075 0,45 500 265 0,53
Правая^горизонтально-наклонная головка
Фрезерование 150 470 1000 6 0,07 0,42 420 155 0,37
Обратный отвод фрезы осуществляется на рабочей подаче с ускоренной минутной подачей
smhh = 840 мм/мин
IV операция выполняется на агрегатном двухпозиционном станке С4
с двумя унифицированными самодействующими силовыми головками правой
и левой. Правая силовая головка производит на 1-й позиции станка С4
сверление четырех отверстий 0 8,4 и сверление двухступенчатого отвер-
стия: 0 16 — первая ступень и 0 12 — вторая. И на 2-й позиции головка
производит в трехступенчатом отверстии сверление последнего уступа
0 10,5 насквозь. Левая силовая головка выполняет на первой позиции стан-
ка С4 сверление отверстия 0 12 и на второй позиции — сверление отвер-
стия 0 10,5 насквозь.
ТРИНАДЦАТАЯ
309
Рис. 271. Схема обработки корпуса на станке С2
Левая силовая головка
№ шпинделя Операция D, мм v, mJ мин п, об/мин Подача s « 5^ \о tc <Я о Он X t машин- ное, мин
S, мм/об S, мм\мин
I позиция 4/1-3/2 Сверление 10,5 34 1030 0,15 155 25 0,16
2/3 Сверление 10,5 34 1030 0,15 155 — —
II позиция 4 Сверление 18 41,8 740 0,21 155 — —
Правая силовая головка
I позиция 1/1 Сверление 15,4 36 745 0,2 149 40 0,27
II позиция 1/2 Зенкование и снятие фаски 18,3 42,8 745 0,2 — — —
310
ГЛАВА
ТРИНАДЦАТАЯ
311
После обработки на станке С4 спутники с закрепленными в них дета-
лями поворачиваются по часовой стрелке на 90° и перемещаются для даль-
нейшей обработки на станок С5.
V операция, 1-я позиция справа: сверление сквозного отверстия 0 10,3
(сбоку), сверление сквозного отверстия 0 14,4. 2-я позиция сверху: зенко-
вание отверстия 0 40 и снятие фаски на 0 16. Эскиз обработки корпусов на
двухпозиционном станке С5 дан на рис. 274. Эта операция выполняется на
агрегатном двухпозиционном станке С5 с двумя унифицированными само-
действующими силовыми головками: правой горизонтальной и левой вер-
тикально наклонной. Правая горизонтальная силовая головка производит
на 1-й позиции станка сверление отверстия 0 10,3, левая вертикально
наклонная силовая головка — на 1-й позиции сверление сквозного отвер-
стия 014,4 и на 2-й позиции зенкование отверстия 0 40 и снятие фаски 0 16.
При поступлении на станок С6 спутник с деталью поворачивается про-
тив часовой стрелки на 90° и перемещается с транспортера на рабочую по-
зицию и после нарезания резьбы возвращается на транспортер.
VI операция — нарезание резьбы в семи отверстиях корпуса. Схема
обработки корпуса на однопозиционном станке С6 дана на рис. 275. Эта
операция выполняется на однопозиционном четырехстороннем семишпин-
дельном резьбонарезном станке С6.
Вертикальная наклонная головка метчиком нарезает в отверстии
резьбу М16 X 1,5, левая наклонная головка метчиками — в четырех
отверстиях резьбу М10 X 1,5; передняя горизонтальная головка метчи-
ком— в отверстии резьбу М18 X 1,5, правая горизонтальная головка
метчиком — в отверстии резьбу 1/4".
Резьбонарезной станок С6 размещается вне линии станков, поэтому
спутник с корпусом перемещается заталкивателем с продольного транспор-
тера линии в поперечном направлении на рабочую позицию резьбонарез-
ного станка С6.
Левая силовая головка
№ шпинделя Операция £), мм V, м/мин п, об/мин Подача Рабо- чий ход L, мм t машин- ное, мин
S, мм/ об S, мм/мин
I позиция 6/1 Сверление 12 41 1090 0,14 153 68 0,44
II позиция 6/2 Сверление 11,5 39,5 1090 0, 14 153 68 0,44
III позиция 6/3 Сверление 10,5 42 1275 0, 12 153 68 0,44
Правая силовая головка
I позиция 1/1 Растачивание 0 124 и подрезание торца, снятие фасок 1X45° на 0 124 и 24,3 138 240 550 0,1 55 26 0,47
II позиция 1/2 Растачивание 0 125+°»08 и под- резание торца, сня- тие фаски 1X45°, зенкерование на 0 16,4. Прореза- ние канавки 4,8"Ь3 и торца 0 30 на- чисто. Зенкерова- ние 0 16,4 125 235 550 0,1 55 26 0,47
00
А
Рис. 273. Схема обработки корпуса
на станке С4
ГЛАВА
ТРИНАДЦАТАЯ
313
Левая силовая головка
ив. Зак. 109
После нарезания резьбы в
отверстиях корпуса поперечный
заталкиватель перемещает спут-
ник с корпусом на продольный
транспортер линии. Штангой
продольного транспортера спут-
ник с корпусом перемещается
на специальный агрегат для
очистки спутника и корпуса от
стружки. На агрегате для
очистки спутник с обработан-
ным корпусом поворачивается
на 165° и затем сильно встряхи-
вается гидравлическим вибрато-
ром. Одновременно подается
эмульсия для очистки спутника
и корпуса от стружки и грязи.
Далее спутник с обработан-
ным корпусом поступает на
первый поперечный транспор-
тер, пройдя который он попа-
дает на продольный транспортер
для возврата спутников. С про-
дольного транспортера спутник
с обработанным корпусом по-
ступает на второй поперечный
транспортер. Переместившись
по нему, спутник с обработан-
ным корпусом подается на за-
грузочно-разгрузочную пози-
цию, расположенную в начале
автоматической линии. На этой
позиции обработанный корпус
снимается со спутника.
Поперечные транспортеры
представляют собой ленты с
закрепленными на них собач-
ками. Движение поперечных
транспортеров производится
унифицированными гидравли-
ческими приводами.
Продольный транспортер,
перемещающий спутники с обра-
ботанными корпусами ко вто-
рому поперечному транспортеру
для последующего их переме-
щения на разгрузочную пози-
цию, представляет собой беско-
нечную втулочную цепь, у кото-
рой несколько звеньев заменены
специальными пластинами-со-
бачками. Собачки, упираясь в
спутники, перемещают их по
направляющим планкам транс-
портера. Верхняя ветвь про-
дольного транспортера закреп-
314
ГЛАВА
ленными в ней роликами, опираясь на планку, получает правильное
направление. Нижняя ветвь — роликами, закрепленными на осях ее звень-
ев, через определенные интервалы опирается катящимися роликами по
планке, расположенной под нижней ветвью цепи по всей ее длине. Натяже-
ние ветвей цепи транспортера регулируется специальным натяжным меха-
низмом. Транспортер имеет механический привод от червячного редуктора.
Рис. 274. Схема обработки корпуса на станке С5
Вертикально-наклонная силовая головка
№ шпинделя Операция D, мм \ V, м/мин п, об/мин Подача к - <я <я о <я VO fcC <я о о. с t машин- ное, мин
S, мм/об S, мм\мин
I позиция 1 Сверление 14,. 4 33,5 742 0, 14 104 30 0,29
II позиция 2 Зенкование и снятие фаски 1,5x45° 40 130 1040 0,1 104 — —
Правая горизонтальная силовая головка
1 Сверление 10,3 36 1040 0, 1 104 48 0,46
Передача спутника с обработанным корпусом с основного продольного
на продольный транспортер для возврата приспособлений-спутников проис-
ходит с помощью поперечного транспортера и подъемного стола. Подъемный
стол, получив спутник с обработанным корпусом с первого поперечного
транспортера> опускается вместе со спутником до тех пор, пока горизонталь-
ТРИНАДЦАТАЯ
315
ная плоскость стола с находящимся на ней
спутником совместится с горизонтальной
плоскостью продольного транспортера для
возврата спутников, после чего спутник пе-
ремещается с плоскости подъемного стола
на продольный транспортер. Подъемный
стол закреплен на конце штока гидроци-
линдра. При последовательной подаче мас-
ла в верхнюю или нижнюю полость гидро-
цилиндра поршень со штоком и закреплен-
ным на его конце столом перемещается вниз
при опускании спутника и поднимается
вверх без спутника.
На линии (между станками С4 и С5
установлен поворотный стол, служащий
Рис. 275. Схема обработки корпуса на станке С6
Вертикально-наклонная головка
№ шпин- деля Наименование операции D, мм V, м/мин п, об/мин Подача Рабочая подача, мм t машин- ное, мин
S, мм/об S, мм\мин
1 Резьбонарезание М16Х1,5 12,6 250 1,5 375 120 0,33
Левая наклонная головка (604-60) —
2, 3, 4, 5 Резьбонарезание М10Х1,5 6,3 200 1,5 300 100 0,33
Передняя горизонтальная головка (504-50) —
6 Резьбонарезание М18Х 1,5 кл, 2 10 177 1,5 265 70 0,26
Правая горизонтальная головка (354-35) —
7 Резьбонарезание 1/4" 11 250 1,411 350 120 (604-60) 0,34
ИВ*
316
для поворота спутника с корпусом на 90° по часовой стрелке для того,
чтобы получить возможность обработать отверстия в корпусе на станке С5.
Транспортеры для перемещения спутников, зажимные стационарные
станочные приспособления, поворотные и подъемные столы имеют меха-
нический или гидравлический привод, управляемый унифицированными
панелями.
На линии применяются контрольные приспособления для проверки
наличия и заданной глубины отверстий под резьбы. Контрольные устройства
имеют стержневые щупы, которые прикрепляются к корпусам шпиндель-
ных головок соответствующих станков. При перемещении шпиндельных
головок в направлении к обрабатываемой детали щупы заходят в просвер-
ленные отверстия. Если одно из контролируемых отверстий не просверлено
или просверлено не на заданную глубину, то измерительный стержень ос-
вобождает микровыключатель, и линия останавливается.
Перемещение приспособлений-спутников с деталями по транспортеру
выполняется поворотной штангой с жестко закрепленными на ней цилиндри-
ческими пальцами. Каждый палец штанги входит в Т-образный паз в ниж-
ней плоскости спутника и при перемещении штанги вперед продвигает спут-
ник по продольному транспортеру на один шаг. Далее штанга поворачи-
вается на 60° около своей оси и выводит все пальцы из Т-образных пазов
спутника. Затем штанга с пальцами перемещается назад на один шаг, снова
поворачивается около своей оси на 60° и вводит пальцы вТ-образные пазы
спутников. Поворот штанги с пальцами производится специальным устрой-
ством, а перемещение штанги вперед и назад — при соответствующем ходе
левой фрезерной головки, с которой штанга жестко связана.
Стружка от станков линии убирается специальным шнековым транс-
портером, который размещается в специальном корыте и проходит под стан-
ками линии. Шнековый транспортер работает от механического привода.
На резьбонарезном станке С6 уборка стружки производится рабочим-
оператором вручную.
Охлаждение подается на станки С1 и С5 централизованным способом.
В качестве охлаждающей жидкости применяется эмульсия. На станке С6
при нарезании резьбы в качестве смазочно-охлаждающей жидкости при-
меняется керосин, который подается насосом из бака, размещенного в ста-
нине резьбонарезного станка.
Управление работой всего оборудования линии производится от
командоаппарата. Линия имеет центральный пульт управления, с которого
осуществляется контроль за работой линии. На центральном пульте имеется
искатель для обнаруживания повреждений в электрической цепи линии.
Смена режущего инструмента на станках линии производится по раз-
работанному графику. На линии имеется сигнализация о необходимости
смены затупившегося инструмента. Рядом с линией установлен стенд, где
рабочий-наладчик подналаживает режущий инструмент.
Основные технические данные
Производительность линии, шт/ч .... 60
Коэффициент загрузки линии............^=0,8
Темп линии, мин........................0,8
Количество унифицированных головок на
станках, шт........................... 8
Количество резьбонарезных головок, шт.. 4
Количество фрезерных головок, шт. ... 2
Количество шпинделей на линии, шт. . . 35
Количество спутников на линии, шт. . . 42
Количество электродвигателей на линии,
шт.................................. 21
Общая мощность электродвигателей, кет. 69
Площадь, занимаемая линией, м2 .... 85
XIV.
МЕХАНИЗАЦИЯ И АВТОМАТИЗАЦИЯ
ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ СБОРКИ МАШИН
Технология сборки машин является одной из основных частей техно-
логии машиностроения. Технологический процесс сборки разрабатывается
в зависимости от годовой программы выпуска машин и от конструкции
собираемых машин. Основным направлением технического прогресса сборки
машин является механизация и автоматизация сборочных процессов.
Под механизацией сборки машин следует понимать применение на
узловой и общей сборке механизированной оснастки, увеличивающей рост
производительности труда, улучшение условий труда сборщиков, увеличе-
ние выпуска машин, снижение себестоимости сборочных работ и улучшение
качества выпускаемой продукции.
Механизация технологических процессов сборки может проводиться
как на отдельных операциях, так и на всех сборочных операциях.
В настоящее время степень механизации сборочных процессов, пред-
ставляющая собой отношение трудоемкости работ, выполняемых при по-
мощи механизированных средств, к общей трудоемкости сборки на различ-
ных машиностроительных заводах, сильно колеблется. Возможны следую-
щие четыре ступени механизации сборки.
1. Частичная механизация, при которой механизированная оснастка
применяется на отдельных, наиболее трудоемких сборочных операциях,
а большинство сборочных операций производится вручную, с помощью
универсальной оснастки.
2. Комплексная механизация технологического процесса сборки, при
которой все сборочные операции выполняются с применением механизи-
рованной оснастки (приспособлений и инструментов).
3. Частичная автоматизация, при которой сборка на некоторых опера-
циях производится с применением автоматизированного оборудования и
оснастки, а сборка на остальных операциях — с применением механизиро-
ванной оснастки.
4. Комплексная автоматизация технологического процесса сборки, при
которой все сборочные операции выполняются с применением автомати-
зированного оборудования и оснастки. Следовательно, при автоматизации
технологического процесса сборки отдельные узлы машин или сами машины
собираются с помощью специальных сборочных автоматов или автомати-
ческих линий, отдельные детали подаются в автоматы и автоматические ли-
нии транспортными устройствами и загрузочными приспособлениями.
318 ГЛАВА
В настоящее время трудоемкость сборочных работ составляет 20%
от общей трудоемкости производства машины при сборке ее на конвейере
и достигает 40—45% при сборке без конвейера.
Одним из важнейших мероприятий для увеличения производительности
труда при сборке и повышения ее качества является применение поточных
методов сборки. Необходимо также отметить, что низкая степень механи-
зации сборочных работ в известной мере объясняется недостатком механи-
зированной оснастки, например гайковертов, шпильковертов, механических
отверток, электротельферов и т. д.
Для механизации сборочных процессов, кроме универсальной оснастки,
требуется также применение специальной оснастки. В некоторых сбороч-
ных процессах специализированная оснастка составляет 50% к общему
количеству всей оснастки.
Одна из причин, тормозящих механизацию сборочных процессов, —
это значительное время, расходуемое на пригоночные работы. Необходимо,
чтобы пригоночные работы в сборочных цехах были бы сведены к минимуму;
эти работы должны выполняться в механических цехах. При автоматической
сборке машин все детали должны быть взаимозаменяемыми и не требовать
дополнительной пригонки. При автоматизации технологических сборочных
процессов как отдельные узлы, так и машины должны обладать технологич-
ностью конструкции для того, чтобы обеспечить производительную и ка-
чественную автоматическую сборку узлов и машин.
В штучное время, затрачиваемое на сборочную операцию, входит ос-
новное и вспомогательное время. Следует отметить, что величина вспомога-
тельного времени в норме штучного времени занимает больший удельный
вес. Следовательно, путем механизации элементов сборки, например пере-
мещения собираемых узлов, деталей, приспособлений, инструментов и т. д.,
относящихся к вспомогательному времени, можно повысить производитель-
ность труда и уменьшить трудоемкость сборки машины.
§ 48. Автоматы для сборки узлов автомобиля
Автомат для сборки болта стайкой. На рис. 276, а показан общий вид
автомата для сборки болта с гайкой, а на рис. 276, б — собираемые детали
(болт и гайка) и болт с гайкой в собранном виде. Автомат имеет один диско-
вый бункер для хранения и выдачи болтов и второй бункер для хранения и
выдачи гаек. На столе автомата смонтированы два диска, расположенных
один над другим. Ввинчивание болта в гайку производится специальной
резьбозавертывающей головкой.
Бункер для хранения гаек вращается от электродвигателя, при этом
гайки из бункера подаются в лоток, затем в приемник 1 (рис. 277, а) и
далее в специальный паз 3 нижнего диска 1 (рис. 277, б).
Стол автомата поворачивается мальтийским крестом от электродвига-
теля через червячный редуктор. При повороте стола с нижним диском гайка
перемещается к месту поступления болтов на верхний диск стола автомата.
Бункер для хранения болтов вращается от электродвигателя, при этом
болты из бункера через лоток проходят в приемник 4 и затем в паз 3 верх-
него диска, где устанавливаются в вертикальном положении головкой вверх
(рис. 277, б).
При последовательных поворотах стол вместе с верхним диском, несу-
щим в пазах болты, и нижним диском, несущим в пазах гайки, приходит
на рабочую сборочную позицию 2 (см. рис. 277, а).
На рабочей позиции 2 на нижний конец плунжера 5 (см. рис. 277, б)
нажимает копир и поднимает его вместе с гайкой вверх до тех пор, пока
ЧЕТЫРНАДЦАТАЯ 319
гайка не упрется в нижний конец болта. В это время конец шпинделя электро-
механического гайковерта захватывает головку болта и завинчивает болт
в гайку; при этом гайка поднимается по направляющим поверхностям верх-
него диска.
Рис. 276. Автомат для сборки болта с гайкой (а) и собираемые детали (б)
При последующем повороте стола с дисками болт, собранный с гайкой,
упираясь головкой в упор 5, сбрасывается в лоток и, перемещаясь по лотку,
падает в тару.
Автомат изготовлен и работает на Горьковском автозаводе.
Основные технические данные
Производительность, комплектов/^ .... 1800
Количество собираемых деталей, шт. . . 2
Количество электродвигателей, шт....... 4
Система управления автомата............электрическая
Габаритные размеры, мм:
ширина.............................1000
длина...............................1500
Механизированный стенд для сборки крышки распределительных зуб-
чатых колес. На рис. 278, а представлен общий вид агрегата (стенда), слу-
жащего для сборки крышки (рис. 278, б) распределительных зубчатых колес
двигателя автомобиля «Запорожец». С основной базовой деталью—крыш-
кой — собираются два установочных штифта, резиновый сальник коленча-
того вала, ось ведомого зубчатого колеса и алюминиевая заглушка канала
для масла.
Сборочный агрегат имеет две рабочие позиции для сборки крышки.
На первой позиции стенда (рис. 279) крышка устанавливается в приспособ-
ление на два пальца 12 и опирается на опорные поверхности корпуса 1
приспособления. Зажим крышки в приспособлении производится прихва-
том 2. На первой позиции в крышку одновременно запрессовываются два
штифта.
На первой рабочей позиции установлено два вертикальных пневмо-
цилиндра. Подача воздуха в полости пневмоцилиндра производится ру-
кояткой 4. На концах штоков 3 пневмоцилиндров закреплены самозажим-
ные патроны 11, в которых при запрессовке устанавливаются и закрепляют-
ся штифты.
320
ГЛАВА
Самозажимной патрон 11 состоит из корпуса 8, двух сухарей 9 и за-
жимной пружины 10. При подаче воздуха в верхние полости пневмоцилинд-
ров 7 поршни 5 со штоками 3 перемещаются вниз, и штифты запрессовыва-
ются в отверстия крышки на заданную длину. Длины хода поршней 5
Рис. 277. Поворотный стол:
а) —вид сверху; 6) —продольный разрез
со штоками регулируются гайками 6. Далее крышка снимается с первой
позиции, поворачивается на 180° и устанавливается двумя запрессованными
штифтами в сборочное приспособление на второй позиции.
При подаче воздуха в нижнюю полость пневмоцилиндра 10 (рис. 280)
его поршень со штоком 12 перемещается вверх. На верхнем конце штока
установлена направляющая втулка 5, на которую рабочий вручную надевает
резиновый сальник 3 для запрессовки и нажимную шайбу 4.
При подаче сжатого воздуха в верхнюю полость пневмоцилиндра 10
его поршень со штоком будут перемещаться вниз, и шток 12 через нажимную
ЧЕТЫРНАДЦАТАЯ
321
шайбу 4 запрессует резиновый сальник 3 в крышку и зажмет крышку в при-
способлении на второй позиции. Затем во втулку 6 вставляется заглушка 7.
Далее из специальной установки для охлаждения парами жидкого азота
клещами берется ось 8 ведомого зубчатого колеса и вставляется во втул-
ку 9, запрессованную в ползуне 11.
Для большей жесткости крышки при
запрессовке к ней с левой стороны от
пневмоцилиндра 1 подводится упор 2.
Запрессовка оси 8 и заглушки 7 в
крышку производится при перемеще-
нии ползуна И от пневмопривода.
После сборки крышки штоки всех
пневмоцилиндров одновременно отво-
дятся, и собранная крышка снимает-
ся с приспособления.
Данный агрегат разработан
НИИТавтопромом и внедрен на Ме-
литопольском моторном заводе.
Основные технические данные
Производительность, шт/ч .... 45
Система управления . . .пневматическая
Количество пневмоцилиндров, шт. . 5
Габаритные размеры, мм
длина............................1220
ширина........................ 840
Масса, кг..........................950
330
Рис. 278. Механизированный
стенд для сборки крышки
распределительных зубча-
тых колес малолитраж-
ного двигателя автомобиля
«Запорожец» (а), крышка
в сборе и детали (б)
Автомат для сборки коромысел клапана автомобиля «Москвич-407».
На рис. 281, а, б показаны автомат, собираемые детали и коромысло в сборе.
Автомат выполняет сборку правого и левого коромысел клапана с винтом и
гайкой автомобильного двигателя «Москвич-407».
Правые и левые коромысла из вибробункера 1 (рис. 282) поступают
в ориентированном положении на вибрационный лоток 2. С вибрационного
лотка 2 коромысло попадает в паз рычага 26, который штоком пневмоцилинд-
ра 28 может подниматься или опускаться. Захватив коромысло, рычаг 26
322
ГЛАВА
Рис. 279. Первая рабочая позиция сборочного стенда (см. рис. 278, а)
Рис. 280. Вторая рабочая позиция сборочного стенда (см. рис. 278, а)
ЧЕТЫРНАДЦАТАЯ 323
Рис. 281. а) Автомат для сборки коромысел клапана, и б) коромысло в сборе
Рис. 282. Конструктивная схема автомата (см. рис. 281, а)
324‘
ГЛАВА
штоком пневмоцилиндра 28 будет опускаться до тех пор, пока ось отвер-
стия коромысла не совпадет с осью штока 4 пневматического цилиндра 3
и с осью шпинделя 22 задней бабки. Далее шток пневмоцилиндра войдет
в отверстие коромысла и будет перемещать его вправо к торцу шпинделя 22.
Коромысло, находящееся на движущемся штоке 4, будет нажимать на
шпиндель 22 и перемещать его вправо до тех пор, пока шпиндель не упрется
в регулируемый упор 21. Чтобы ось резьбового отверстия коромысла заняла
вертикальное положение, необходимое для завинчивания винта на задней
бабке, имеются палец 24 п упор 25.
Рис. 283. Механизм для ориентации винта (см. рис. 281, а)
Шпиндель 22, переместившись вправо, упрется в упор 21, при этом
положении ось резьбового отверстия левого коромысла и ось шпинделя
винтоверта 13 совместятся. При сборке правого коромысла для обеспечения
совмещения оси резьбового отверстия с осью шпинделя винтоверта 13 коро-
мысло при движении вправо нажимает на микропереключатель 10, который
дает команду регулируемому упору 21 переместиться влево на 6 мм. Гайки
для сборки с винтом коромысла из вибробункера 16 подаются к лотку 15.
Перемещение гаек на сборочную позицию выполняется толкателем 17,
который перемещается штоком пневмоцилиндра. Винты для сборки с ко-
ромыслом и гайками подаются из вибробункера 19 в накопитель 18 в неориен-
тированном положении. Из накопителя 18 винты попадают на ползун 4
(рис. 283), который, передвигаясь на 30 мм, доставляет винт на позицию
ориентирования. На ориентирующей позиции имеется ориентирующий шпин-
дель 5, который, перемещаясь вниз, упирается в торец винта.
Если шпиндель 5 упирается в цилиндрический конец винта, а конец,
винта с гранями под ключ будет находиться внизу, то кулачковый упор,
поворачиваясь, перемещает рычаг 7, который дает команду ориентатору
винта 3 отклониться вправо. При этом винт будет падать по наклонному
каналу так, что его торец с гранями под ключ будет внизу; попав на упор 1.,
ЧЕТЫРНАДЦАТАЯ 325
винт переворачивается так, что его торец с гранями под ключ будет нахо-
диться вверху, т. е. винт займет то положение, которое он должен иметь при
сборке. Затем винт (см. рис. 283) в правильном ориентированном положе-
нии поступает по лотку 8 (или по лотку 14, см. рис. 282) к шпинделю винто-
верта 13 (см. рис. 282).
Если шпиндель 5 (см. рис. 283) упрется в конец винта с гранями под
ключ, то упор 6 опустится еще ниже и, нажимая на рычаг 7, даст команду
ориентатору винта 3 отклониться влево. При этом винт падает по каналу 2
в ориентированном положении, т. е. концом с гранями под ключ вверх.
На рабочей позиции сборки (см. рис. 282) шпиндель винтоверта 13
вначале завинчивает винт в гайку, которая удерживается от провертывания
вилкой 11, а затем винт с навернутой гайкой завинчивается в резьбовое
отверстие коромысла. Чтобы при сборке не произошло законтривание
гайки с коромыслом, устанавливается прокладка 9, регулирующая зазор.
При перемещении шпинделя винтоверта 13 в нижнее конечное положе-
ние винт 6 нажимает на кнопку микропереключателя 5, и шток пневмоци-
линдра 12 получает соответствующую команду на подъем шпинделя винто-
верта 13.
При перемещении шпинделя винтоверта 13 штоком пневмоцилиндра 12
в верхнее исходное положение регулировочный винт 7 нажимает на кнопку
микропереключателя 8, и дается команда на перемещение упора 21 и
штока 4 пневмоцилиндра 3.
Собранное коромысло, перемещаясь вместе со штоком 4 влево и упи-
раясь в торец втулки 27, снимается со штока и падает на лоток. Последова-
тельность всех приемов сборки регулируется командоаппаратом. Автомат
разработан НИИТавтопромом.
Основные технические данные
Производительность, шт/ч ........... 360
Количество собираемых деталей, шт. . 3
Система управления ................. электро-
пневма-
тическая
Габаритные размеры, мм:
длина ........................... 1440
ширина............................ 725
Масса, кг............................... 750
Автомат для сборки крестовин карданного вала автомобиля «Москвич-
407». Автомат с центральным управлением (рис. 284, а) постоянно вра-
щающего командоаппарата применяется для сборки крестовин карданного
вала автомобиля «Москвич-407». Автомат производит запрессовку на шейке
крестовины (рис. 284, б) четырех металлических обойм для сальника и че-
тырех пробковых сальников (колец). На рис. 284, б показана крестовина
в сборе.
На рис. 285 показана кинематическая схема расположения основных
узлов автомата. Автомат имеет вертикальный магазин 1 для хранения и вы-
дачи крестовин, вибробункер 18 ддя. хранения и выдачи обойм сальников
в приемник 7, вибробункер 9 для хранения и подачи сальников по лотку 22
в приемник 10. Суппорт 4, перемещающий собранные крестовины влево,
передвигается пневмоцилиндром 17. Автомат имеет рабочие позиции А и Б.
На позиции А производится напрессовка обойм на шейки крестовины, а на
позиции Б — напрессовка пробковых сальников (колец).
Крестовины установлены на пальцах 2, жестко соединены с планкой 21,
перемещаются пневмоцилиндром 3 вверх и подают крестовины в зону сборки.
Для сборки крестовины из вибробункера 18 обоймы сальников по лот-
ку 19 поступают в приемник 7, а из вибробункера 9 по лотку 22 — в прием-
ник 10.
326 ГЛАВА
Пуансоны 6 и 8, закрепленные на планке 20, имеют подпружиненные-
центры и служат для запрессовки на крестовину обойм и сальников. План-
ка 20 с пуансонами перемещается пневмоцилиндром 5. На штоке пневмоци-
линдра 13 установлена планка 23 с двумя центровыми упорами 12, подво-
димыми к центровым отверстиям крестовин и являющимися опорами кре-
стовин в процессе запрессовки на них обойм и сальников. Перед сборкой из
магазина 1 автоматически выдается по одной крестовине кардана, которая
попадает на загрузочную позицию суппорта 4, находящегося в это время
о)
Рис. 284. Автомат для сборки крестовин карданного вала (а) и крестовина в сборе (б)>
в крайнем левом положении. На загрузочной позиции суппорта крестови-
на ориентируется штифтами. Далее суппорт, перемещаясь вправо пневмо-
цилиндром 17, переносит крестовину кардана на первую рабочую позицию Л,
где левый палец 2 перемещает крестовину вверх, пока ее центровые отвер-
стия не расположатся против пуансона 6 и левого упора 12. Затем пуансон 6
и левый упор 12 штоками пневмоцилиндров 5 и 13 переместятся к центру и
закрепят крестовину. При этом пуансон 6, имея подпружиненный центр*,
будет продолжать перемещаться к центру кардана и кольцевой выточкой
в торце он захватит обойму сальника из приемника 7 и напрессует ее на
цапфу крестовины до упора в торец. В процессе напрессовки суппорт 4 пере-
мещается в левое исходное положение. После напрессовки обоймы на цапфу
кардана на позиции А левый упор 12 и пуансон 6 штоками пневмоцилиндров
13 и 5 отводятся от кардана в начальное положение.
Далее специальный механизм (рис. 286), приводимый в действие двумя
пуансонами 6 и 8 (см. рис. 285), последовательно три раза поворачивает
крестовины кардана на 90°. После каждого поворота крестовины кардана
на 90° к последней подходит левый упор 12 и пуансон 6, и она центровыми
отверстиями устанавливается на них, после чего на очередную цапфу кре-
стовины напрессовывается обойма. После напрессовки обоймы на четыре
цапфы крестовины левый палец 2 опускает крестовину на суппорт 4, при
ЧЕТЫРНАДЦАТАЯ
327
этом она ориентируется штифтами, затем суппорт перемещает крестовину
с позиции А на позицию Б.
На позиции Б при движении штока пневмоцилиндра 3 вверх происхо-
дит подъем планки 21, и правый палец 2 входит в отверстие крестовины и
поднимает ее на уровень упора 12 и правого пуансона S. При перемещении
к центру крестовина центровыми отверстиями устанавливается на пуан-
сон 8 с подпружиненным центром и на правый центровой упор 12.
Рис. 285. Кинематическая схема сборочного автомата (см. рис. 284, а)
На рабочей позиции Б происходит последовательное надевание на каж-
дую из четырех цапф крестовины сориентированных пробковых сальников
и последующую их запрессовку в обоймы сальников. Пуансон 8 и правый
упор 12 работают так же, как пуансон 6 и левый упор 12 на рабочей пози-
ции А.
После запрессовки в обоймы сальников шток пневмоцилиндра 3 с план-
кой 21, правым пальцем 2 и крестовиной опускается и устанавливается на
суппорт между его штифтами. В это время суппорт 4 находится в левом
исходном положении. Шток пневмоцилиндра 17 перемещает суппорт с кре-
стовиной вправо, при этом собранная крестовина попадает на загрузочную
позицию, где она захватывается двумя подпружиненными захватами 11.
При перемещении штока пневмоцилиндра 17 с суппортом 4 влево собранная
крестовина по наклонному торцу суппорта соскальзывает на лоток автома-
та и попадает в тару. Следует указать, что работа на рабочих позициях Л и
Б производится одновременно. Отдельные команды на выполнение всех
приемов работ подаются кулачковым барабаном командоаппарата 16, воз-
действующим на пневмозолотники. Барабан командоаппарата вращается
от электродвигателя 15, передающего движение через редуктор 14. Автомат
разработан НИИТавтопромом и внедрен на Московском заводе малолитраж-
ных автомобилей.
328 ГЛАВА
Рис. 286. Механизм поворота и напрессовки обойм сальника
Основные технические данные
Производительность, шт/ч............ 180
Система управления .................электро-
пневма-
тическая
Габаритные размеры, м2.............. 1
Масса, кг........................... 500
Автоматическая линия для механической обработки и сборки шатуна
автомобиля «Москвич-407». Рассмотрим назначение и работу автоматиче-
ской линии для сборки и небольшой механической обработки шатуна авто-
мобиля «Москвич-407». Автоматическая линия разработана НИИТавтопро-
мом и работает на Московском заводе малолитражных автомобилей. Линия
(рис. 287, а) состоит из трех автоматических агрегатов. Перемещение шату-
ЧЕТЫРНАДЦАТАЯ
392
Рис. 287. а) Автоматическая линия сборки и частичной
механической обработки шатуна автомобиля и б) шатун в сборе
Рис. 288. Процесс сборки и частичной механической обработки шатуна автомобиля:
а)— запрессовка болтов, б) —наживление гаек, в) —затяжка гаек, г) —запрессовка втулки, д)—проглаживание втулки,
е) — зенкование и подрезание торцов втулки, ж) —поворот [шатуна, з) —сверление смазочного отверстия в малой го-
л ловке шатуна
330 _______________________________________ ГЛАВА
ЧЕТЫРНАДЦАТАЯ
331
Рис. 289. Механизм для запрессовки
болтов
нов между агрегатами линии осущест-
вляется пульсирующим транспорте-
ром. На рис. 287, б показаны детали
шатуна и шатун в сборе. На рис. 288
а, б, в, г, <3, г, ж, з показаны опера-
ционные эскизы сборки и механиче-
ской обработки шатуна. На первом
агрегате происходят запрессовка бол-
тов, наживление гаек и окончатель-
ное завинчивание гаек двумя электри-
ческими гайковертами с требуемым
крутящим моментом. На втором аг-
регате — подача втулок к первому
прессу, который производит запрес-
совку втулок и проглаживание их
прошивкой.
На третьем агрегате имеются три
пневмогидравлических сверлильных
головки: две головки производят
последовательное подрезание торцов
и снятие фаски во втулке малой го-
ловки шатуна, а третья головка
сверлит отверстие для масла в малой
головке шатуна.
На третьем агрегате установлен
механизм, поворачивающий шатун на
180° для удобной обработки торцов малой головки шатуна с одной и с другой
стороны.
В начале обработки оператор берет шатун, спаренный с крышкой, и кла-
дет на транспортер, который перемещает их к первому агрегату линии.
На первом агрегате имеется устройство для запрессовки болтов (рис. 289).
Рис. 290. Последовательность процесса запрессовки
болтов:
а)—подача болтов в зону ориентации из вибробункера б) — по-
дача болта по лотку в зону запрессовки, в) —запрессовка
болта, г) — отвод штока запрессовки в крайнее положение
00
рис, ?91. Механизм наживлени^ га.ет^
00
го
ГЛАВА
ЧЕТЫРНАДЦАТАЯ
333
на рис. zw. после запрессовки
Из двух вибробункеров 1 болты в ориентированном положении подают-
ся в рабочую зону А для запрессовки. Каждый вибробункер имеет отсека-
тель 2, который пропускает из вибробункера за один цикл работы линии
по одному болту. В рабочую зону А для запрессовки болты подаются рань-
ше, чем поступает шатун с крышкой. Запрессовка болтов в отверстия ша-
туна и крышки выполняется двумя пуансонами 3. При запрессовке болтов
крышка шатуна опирается на два пуансона 4. Последовательность процесса
подачи и запрессовки болтов показана
тов шатун с крышкой перемещается
транспортером на следующую пози-
цию первого агрегата линии, где спе-
циальный механизм наживляет гайки.
Гайки (рис. 291), находящиеся в
вибробункере (на рисунке он отсут-
ствует), по двум лоткам 1 поступают
в гнезда Л, затем штоками-отсекате-
лями 4 гайки проталкиваются во вра-
щающиеся цанги К. Вращение двух
цанг К производится от мотора 3
через редуктор 2 и промежуточные
зубчатые колеса.
Процесс подачи и наживления
гаек на болты показан на рис. 292.
На двух следующих позициях
первого агрегата происходит последо-
вательное завинчивание гаек: на од-
ном болте гайка окончательно завин-
чивается одним электрическим гай-
ковертом, а на следующей позиции
на втором болте — вторым электри-
ческим гайковертом.
Далее собранный шатун транс-
портером с первого агрегата линии
передается на второй агрегат для за-
прессовки и проглаживания втулки в
малой головке шатуна. Из вибробун-
йера 1 (рис. 293) втулки по лотку 2
поступают к ползуну 4 с двумя отвер-
стиями А и Б. При левом положении ползуна 4 отверстие А совпадает с
отверстием лотка 2, в которое падает одна втулка. Затем ползун переме-
щается вправо на 130 мм под конец вращающейся оправки 3. Оправка,
вращаясь, одновременно опускается вниз, ее конец входит в отверстие
втулки, разжимаясь, закрепляет на себе втулку и затем вместе с ней под-
нимается вверх. Далее ползун 4 перемещается влево до тех пор, пока
его отверстие А не совместится с отверстием лотка 2 и в отверстие А
не поступит из лотка 2 одна втулка. В это же время отверстие Б ползуна 4
будет размещаться под вращающейся оправкой 3 с закрепленной на его
конце втулкой.
В момент нахождения оправки с закрепленной втулкой в верхнем поло-
жении зажигается лампочка, смонтированная внутри оправки, причем свет
от лампочки проходит только через щель, образовавшуюся в месте стыка
при разжиме втулки концом оправки. Если щель в месте стыка совпадает
с отверстием в корпусе фотореле 5, то луч от лампочки попадает на фото-
элемент, который дает команду на перемещение механизма вниз для сбра-
сывания втулки с конца оправки в отверстие Б ползуна 4. После сбрасыва-
ния втулки с оправки механизм поднимается вверх, а ползун перемещается
Рис. 292. Последовательность процесса
наживления гаек:
а) —ориентация гаек в вибробункере, б) — по-
дача гаек, в) —наживление гаек
Рис. 293. Механизм напрессовки втулок
оо
ГЛАВА
ЧЕТЫРНАДЦАТАЯ
335
на шаг вправо, и втулка в ориентированном положении переносится к пози-
ции запрессовки.
При перемещении вправо ползун нажимает на конечный выключатель,,
подается команда, шток пресса опускается и запрессовывает втулку в ма-
лое отверстие головки шатуна.
Процесс перемещения и запрессовки втулки показан на рис. 294. После
запрессовки втулки шатун перемещается по транспортеру на следующую»
Рис. 294. Последовательность процесса ориентирования и запрессовки
втулок:
а) — подача втулки, б) — захват втулки оправкой, в) — ориентация втулки, г) — за-»
прессовка втулки
позицию второго агрегата, где вертикальный пресс проталкивает прошивку
через втулку. Затем прошивка поднимается вверх, захватывается цанго-
вым зажимом, закрепленным на конце штока пресса.
После выполнения операции на втором агрегате линии шатун перено-
сится транспортером на третий агрегат линии. На первой позиции третьего
агрегата происходят снятие фаски в отверстии втулки и подрезка торцов
малой головки шатуна. Эта обработка производится вертикально сверлиль-
ной головкой с помощью специального комбинированного зенкера. Далее
шатун транспортером перемещается на следующую позицию третьего агрега-
та. На этой позиции специальное устройство поворачивает шатун на 180°,
после чего происходят снятие фаски в отверстии втулки и подрезка торца
малой головки с другой стороны.
Вертикальная сверлильная головка обрабатывает отверстие шатуна
специальным комбинированным зенкером. Затем шатун перемещается транс-
портером на следующую позицию, где производится сверление отверстия
для смазки специальной сверлильной головкой. После обработки на третьем
агрегате линии шатун перемещается транспортером и сталкивается в тару.
Основные технические данные
Производительность, шт/ч............. 240
Количество собираемых деталей, шт. . 7
Система управления...................электро-
пневма-
тическая
Количество вибробункеров, шт......... 4
Количество электродвигателей, шт. . . 9
Мощность электродвигателей, кет . . 9,25
Пневмогидравлические сверлильные го-
ловки типа ПГСГ-12, шт............... 3
Площадь, занимаемая линией, м2 . . . 8,32
XV.
РАСЧЕТ ЭКОНОМИЧЕСКОЙ ЭФФЕКТИВНОСТИ
ПРИ ПРОВЕДЕНИИ МЕХАНИЗАЦИИ И
АВТОМАТИЗАЦИИ В МАШИНОСТРОЕНИИ
При проведении различных мероприятий по механизации и автоматизации
технологических процессов обработки деталей на металлорежущих стан-
ках необходимо определять экономическую эффективность, получаемую от
внедрения этих мероприятий.
При подсчете экономической эффективности определяются отдельные
экономические показатели, а также срок окупаемости дополнительных ка-
питаловложений, который принят в качестве основного показателя в дей-
ствующей типовой методике *. В этой методике срок окупаемости и коэффи-
циент сравнительной экономической эффективности Е дополнительных капи-
тальных вложений на внедрение новой техники определяются по формулам
т к^-Кг. р G-C2 _ 1
ок Сх—С2 ’ £ — Ток ’
где Ki — сумма капитальных вложений на действующем предприятии, руб.;
К2 — сумма капитальных вложений для вновь проектируемого пред-
приятия, руб.;
Ct — себестоимость годовой продукции на действующем предприятии,
руб-;
С2 — себестоимость годовой продукции на вновь проектируемом пред-
приятии, руб.
Срок окупаемости Ток показывает, через сколько лет дополнительные
капитальные вложения, истраченные на внедрение новой техники, будут
полностью возмещены за счет экономии, которая получится от снижения
себестоимости выпускаемой продукции вследствие внедрения в производство
новой техники. Коэффициент сравнительной экономической эффективности
Е является величиной, обратной сроку окупаемости.
На машиностроительных заводах должна внедряться новая техника
с наименьшими сроками окупаемости дополнительных капитальных вло-
жений. Причем принятый срок окупаемости дополнительных капитало-
вложений не должен превышать нормативного срока, установленного для
данной отрасли промышленности. Для машиностроительной промышлен-
* Методика определения экономической эффективности внедрения новой техники,
механизации и автоматизации производственных процессов в промышленности. Гос-
план СССР и АН СССР. Изд-во АН СССР, 1962.
ГЛАВА ПЯТНАДЦАТАЯ
337
ности установлен срок окупаемости дополнительных капитальных вложе-
ний в 3—5 лет. Нормативный коэффициент сравнительной экономической
эффективности Е для машиностроительной промышленности определяется
как отношение единицы к соответствующему нормативному сроку окупае-
мости
Сравнение нескольких вариантов (более двух) внедрения новой тех-
ники для выбора наиболее эффективного по срокам окупаемости дополни-
тельных капитальных затрат требует сложных расчетов. В этом случае
для всех вариантов внедрения новой техники (новых станков взамен ста-
рых) определяются суммы приведенных затрат, которые рассчитываются
по формулам
3i=Ki+TnCi или 3Zr=Cz+FH^,
где 3t — приведенные затраты по каждому варианту, руб.;
3[Г— приведенные затраты по каждому варианту, руб., отнесенные
к году;
К/ — капитальные вложения по каждому варианту, руб.;
Ci — себестоимость продукции за год по каждому варианту, руб.;
Тн — отраслевой нормативный срок окупаемости капитальных затрат,
годы;
£н — отраслевой нормативный коэффициент сравнительной экономиче-
ской эффективности.
Наилучший вариант определяется по минимальной сумме приведенных
затрат. Выбор наилучшего варианта покажем на примерах.
Пример 1. Имеются три варианта внедрения нового оборудования на
предприятиях машиностроительной промышленности с принятым норма-
тивным сроком окупаемости Тн = 5 лет и нормативным коэффициентом
сравнительной экономической эффективности:
^=У7 = 4 = 0’2-
Каждый из трех рассматриваемых вариантов имеет следующие показа-
тели капиталовложений Kt и себестоимость готовой продукции за год Ct по
каждому варианту в руб.:
1-й вариант = 1000 тыс. руб.; С\ = 1200 тыс. руб.;
2-й вариант К2 = Н00 тыс. руб.; С2 = 1150 тыс. руб.;
3-й вариант К3 = 1400 тыс. руб.; С3 = 1050 тыс. руб.
Для определения наилучшего варианта внедрения нового оборудования
с минимальной суммой приведенных затрат произведем расчет по формулам
3i=Kl+THCt и 3Zr=Cz+£HK;.
1-й вариант: 1000 тыс. руб. + 5-1200 тыс. руб. = 7000 тыс. руб.;
1200 тыс. руб. + 0,2-1000 тыс. руб. = 1400 тыс. руб.;
2-й вариант: 1100 тыс. руб. + 5-1150 тыс. руб. = 6850 тыс. руб.;
>-к Ц50 тыс. руб. + 0,2-1100 тыс. руб. = 1370 тыс. руб.;
3-й вариант: 1400 тыс. руб. + 5-1050 тыс. руб. = 6650 тыс. руб.;
1050 тыс. руб. + 0,2-1400 тыс. руб. = 1330 тыс. руб.
Таким образом, по минимальной сумме приведенных затрат наилучший
эффект дает третий вариант внедрения нового оборудования.
Пример 2. Определим для трех приведенных вариантов срок окупае-
мости дополнительных капиталовложений, затрачиваемых при внедрении
нового ’оборудования.
12 Зак. 109
338
ГЛАВА
Примем для Kt\ Тп; Ci значения, приведенные в первом примере. При-
мем за основной (базовый) первый вариант. Сравним второй вариант с пер-
вым:
т _ — _ иоо— юоо _ юо _ 9
7°к— Cj —С2 ~ 1200— 1150 — 50 “ 2 Г0Да*
Сравним третий вариант с первым:
т _ Кз-Ki _ 1400- юоо _ 400 _ 0 А7
1 ок Cj —С3 1200— 1050 150 ~ 2,0/ Г0Да-
По результатам данного примера можно сделать вывод, что при сравне-
нии второго и третьего вариантов с первым второй вариант является луч-
шим, так как срок окупаемости капитальных вложений по второму варианту
меньше, чем по третьему. Но при сравнении нескольких вариантов (больше
двух) такой вывод является неправильным.
Когда сравниваются несколько вариантов внедрения нового оборудо-
вания, то после сравнения всех последующих вариантов с первым (базовым)
необходимо сопоставить эти варианты между собой, опуская худшие из
них.
Сравнив второй и третий варианты с первым, определяем, что второй
вариант по сроку окупаемости дополнительных капиталовложений является
лучшим. Сравнивая между собой по срокам окупаемости дополнительных
капитальных вложений лучший второй вариант с третьим, получим
т __ _ 1400 — 1100 _ 300 _ о
У°к С2 — С3 ~ 1150— 1050 “ 100“ 6 Г0Да‘
Однако третий вариант обеспечивает большее снижение себестоимости
изготовляемой продукции по сравнению со вторым при окупаемости допол-
нительных капитальных затрат в течение трех лет (при нормативном сроке
в пять лет).
Следовательно, при сравнении нескольких рассматриваемых вариантов
внедрения новой техники (новых станков, агрегатов и т. д.) экономически
наиболее эффективным является тот вариант, внедрение которого требует
наименьших капитальных затрат и одновременно обеспечивает наименьшую
себестоимость выпускаемой продукции при соблк^дении Тн,
При внедрении комплексных мероприятий по новой технике наряду
с определением экономической эффективности для всего комплекса необ-
ходимо также провести расчет экономической эффективности отдельных
мероприятий, входящих в данный комплекс. Например, при внедрении
комплексной механизации и автоматизации технологических процессов
обработки деталей резанием в механических цехах заводов необходимо от-
дельно определять экономическую эффективность для всех объектов (новых
станков, агрегатов), входящих в объем работ по комплексной механизации
и автоматизации.
При проведении механизации и автоматизации технологических про-
цессов, т. е. при внедрении новой техники на работающем машиностроитель-
ном заводе, когда не изменяются состав и стоимость имеющихся основных
производственных фондов (находящихся в эксплуатации на заводе станков,
агрегатов и т. д.), станки, входящие в основные производственные фонды,
дополнительно оснащаются новой техникой. (Например, на одних станках
устанавливаются автооператоры для автоматической установки обрабаты-
ваемых деталей в станочные приспособления и снятия обрабатываемых дета-
лей, на других — контрольно-измерительные приспособления для актив-
ного контроля обрабатываемых деталей.)
ПЯТНАДЦАТАЯ 339
Срок окупаемости капитальных вложений
лет, (3)
где /Сд— дополнительные капитальные вложения, связанные с механиза-
цией и автоматизацией; прибавляются к стоимости имеющихся
производственных фондов завода;
Ci и С2 — себестоимость годовой продукции при действующем (базовом)
и внедряемом вариантах, руб.
При внедрении новой техники на действующем машиностроительном
заводе может произойти изменение состава его основных фондов, так как
часть оборудования устарела и должна быть списана; другая часть обору-
дования может быть передана в другие цехи завода для дальнейшего исполь-
зования. Если основные фонды (станки, агрегаты и т. д.) могут быть пере-
даны для работы в другие цехи завода, где они будут эффективно использо-
ваны, то никаких потерь капитальных вложений, связанных с заменой ста-
рой техники новой, на заводе не произойдет. При этом расчет экономической
эффективности производится по формуле (3).
Если некоторые станки списываются, то соответствующая часть основ-
ных фондов аннулируется. Если же дальнейшее использование станков
неизвестно, то неамортизированная часть их первоначальной стоимости
должна быть компенсирована экономией от снижения себестоимости продук-
ции в связи с внедрением новой техники. В этом случае срок окупаемости
дополнительных капитальных вложений
ок Ci - с2
где /С2 — стоимость производственных фондов после внедрения новой тех-
ники, руб.;
К± — стоимость производственных фондов на действующем машино-
строительном заводе, руб.;
Ку—.неамортизированная часть стоимости основных производственных
фондов, подлежащих списанию, руб.
При расчетах экономической эффективности определяют сумму годо-
вого экономического эффекта, полученную в результате внедрения новой
техники,
Э=(С1-\-ЕнК1)-(С2-\-ЕпК2) руб., (5)
где Cj — себестоимость изготовления продукции за год на действующем
машиностроительном заводе (цехе) до внедрения новой техники,
руб-;
С2 — себестоимость изготовления продукции за год на действующем
машиностроительном заводе (цехе) после внедрения новой тех-
ники, руб.;
Еи — нормативный коэффициент экономической эффективности (для
машиностроительной промышленности);
К1ИК2—капитальные вложения или стоимость производственных фон-
дов до и после внедрения новой техники, руб.
Пример 3. Требуется определить сумму годового экономического эф-
фекта от внедрения новой техники Э по следующим данным:
С\=3000 тыс. руб.; С2—2000 тыс. руб.; /С2=3000 тыс. руб.;
7^= 1000 тыс. руб.; Ttt=5 лет; Еи = ~ = 4- = 0,2;
э = (С1+ЕнК1) — (С^+ЕнК2) руб.;
. Э = (3000+0,2-1000) —(2000+0,2-3000)=600 тыс. руб.
12*
340
ГЛАВА
Одним из важнейших вопросов при внедрении новой техники является
производительность внедряемого объекта (станка, агрегата и т. д.). Напри-
мер, производительность металлорежущих станков определяется количе-
ством обработанных деталей в час или смену. Производительность станка
зависит от многих факторов. Одним из важнейших факторов является сте-
пень непрерывности процесса обработки детали Яц:
(6)
1 ц
где Ты—время, в течение которого станок обрабатывает детали (время,
затрачиваемое станком на срезание стружки, ч);
Тц — рабочий фонд времени станка за смену, ч (время цикла станка, ч).
Чем выше уровень непрерывности процесса обработки, тем выше тех-
нический уровень станка (агрегата) и тем больше его производительность.
Одним из мероприятий, способствующих повышению непрерывности
процесса обработки детали на станке, является степень автоматизации А
технологического процесса обработки деталей машин:
Л = ГРУЧН'100 о/О) (7)
То
где ТруЧн— время, затрачиваемое рабочим на ручные приемы работ в про-
цессе обработки деталей за смену в нормо-часах;
То — рабочий фонд времени станка за смену, ч.
Чем больше степень автоматизации станка (агрегата) будет прибли-
жаться к 100%, тем выше степень его автоматизации. Станкоемкость опре-
деляется в станко-часах. Трудоемкость обработки детали определяется ве-
личиной штучного времени в нормо-часах.
При обслуживании рабочим одного станка и выполнении им заданных
норм обработки деталей на 100% станкоемкость равна трудоемкости. При
перевыполнении рабочим заданных норм станкоемкость равна трудоемкости
/тр, поделенной на коэффициент выполнения норм цНорм’
/ _ ^тр
*ст — - •
1норм
§ 49. Методы расчета экономической
эффективности внедрения новой техники
в машиностроении
Любой действующий или вновь разработанный технологический про-
цесс механической обработки детали должен удовлетворять требованиям,
предъявляемым к ней чертежом и техническими условиями.
При проектировании технологического процесса механической обра-
ботки детали технолог может разработать несколько вариантов обработки
детали, каждый из которых будет обеспечивать получение детали в соответ-
ствии с требованиями чертежа и технических условий. Но из всех разрабо-
танных вариантов технолог должен выбрать один оптимальный вариант,
при котором гарантируется выполнение как технических, так и экономиче-
ских требований.
Основным критерием для выбора оптимального варианта технологиче-
ского процесса механической обработки детали на станках является изго-
товление детали требуемого качества в заданном количестве при наименьшей
затрате труда как живого, так и овеществленного в материалах и средствах
производства.
ПЯТНАДЦАТАЯ
341
Из этого определения следует, что между техническими и экономиче-
скими показателями технологического процесса существует тесная орга-
ническая связь, которую необходимо учитывать при разработке любого
технологического процесса.
К экономическим показателям относят показатели, характеризующие
экономичность технологического процесса, под которой понимается наи-
меньшая затрата общественного труда, т. е. получение деталей с наименьшей
себестоимостью. Таким образом, получение наименьшей себестоимости обра-
ботки детали на станках является одним из важнейших требований при
выборе оптимального варианта технологического процесса механической
обработки детали.
Чтобы определить, какой из нескольких сравниваемых вариантов тех-
нологического процесса является наиболее экономичным, необходимо про-
вести технико-экономический анализ. При таком анализе сопоставляется
себестоимость обработки по каждому из сравниваемых вариантов. Анализ
сравниваемых вариантов технологического процесса следует начинать с
трудоемкости обработки детали, выраженной в станко-часах и в трудо-часах.
Экономический анализ вариантов технологического процесса произ-
водится путем сравнения калькуляций себестоимости обработки по каж-
дому из сравниваемых вариантов. Следует указать, что при сравнении ва-
риантов обработки детали необходимо учитывать только те расходы (годо-
вые или месячные), которые оказывают большое влияние на себестоимость
обработки деталей. Те затраты, которые остаются постоянными и не оказы-
вают влияния на себестоимость обработки деталей, можно не учитывать.
Поэтому при экономическом анализе вариантов технологического процесса
следует в большинстве случаев сравнивать между собой не варианты техно-
логических процессов обработки детали, а лишь возможные варианты обра-
ботки детали на отдельных операциях.
Для тех операций, которые Ьстаются неизменными в сравниваемых
вариантах, проводить технико-экономический анализ не следует.
Сумму расходов, зависящую от варианта технологического процесса,
называют сравнительной или технологической себе-
стоимостью обработки по соответствующему технологическому ва-
рианту.
При экономическом анализе технологических процессов механической
обработки деталей приходится учитывать следующие элементы, входящие
в состав технологической себестоимости:
1. Стоимость заготовки, на деталь.
2. Зарплату производственных рабочих, включая расходы по соц-
страху и отпускам.
3. Расходы, связанные с эксплуатацией действующего парка оборудо-
вания, куда входят затраты на его ремонт, электроэнергию, смазочно-об-
тирочные материалы и охлаждающие жидкости.
4. Расходы по амортизации оборудования.
5. Расходы по эксплуатации (амортизации и заточке) режущих ин-
струментов и универсальных приспособлений.
6. Расходы по эксплуатации (амортизации и ремонту) приспособлений
специальных. •
7. Расходы по переналадке оборудования (зарплата наладчиков, вклю-
чая расходы по соцстраху и отпускам).
8. Общецеховые расходы (зарплата административно-технического пер-
сонала, амортизация и эксплуатация зданий и сооружений и т. д.).
9. Общезаводские расходы (расходы на содержание общезаводских
зданий, лабораторий, налоги, сборы, зарплата управленческого аппарата
и т. д.<).
342
ГЛАВА
При сравнении вариантов обработки деталей при одинаковой заготовке
затраты на металл не включаются в технологическую себестоимость.
Если внедрение нового варианта технологического процесса связано
с изменением вида заготовки и с нормой расхода материалов на ее изготов-
ление, то при сравнении двух вариантов следует учитывать стоимость затрат
на новый вид заготовки.
В настоящее время определение сравнительной себестоимости всей об-
работки детали или отдельной операции производится двумя методами:
1) методом прямого расчета — путем калькуляции себестоимости об-
работки детали;
2) нормативным методом.
Метод прямой калькуляции себестоимости изготовления детали при-
меняется при внедрении новой техники при условии наличия всех необхо-
димых данных по материальным, трудовым и денежным расходам.
Нормативный метод требует наличия норм для определения денежных
затрат на станко-минуту по всем статьям, включаемым в себестоимость об-
работки детали. Эти статьи состоят из следующих видов расходов:
а) основная и дополнительная заработная плата станочника с начис-
лениями по соцстраху;
б) основная и дополнительная заработная плата наладчика с начисле-
ниями по соцстраху;
в) расходы на электроэнергию;
г) расходы по эксплуатации (амортизации и заточке) режущих инстру-
ментов и приспособлений;
д) расходы по эксплуатации (амортизация, ремонт) оборудования.
Общецеховые и общезаводские расходы, как условно постоянные (не
зависят от внедрения нового оборудования, приспособления и т. д.), не
входят в расчет себестоимости обработки детали. Просуммировав все выше-
перечисленные статьи расходов и отнеся их к одной минуте работы обору-
дования, определим стоимость обработки детали за одну станко-минуту.
Умножив стоимость обработки детали за одну станко-минуту на штучное
время обработки детали, получим себестоимость обработки детали на дан-
ном станке или операции.
§ 50. Методика расчета отдельных статей
себестоимости изготовления деталей
Затраты на заготовки деталей машин. Если в сравнительных вариантах
технологических процессов или операций механической обработки деталей
будет применяться одинаковая заготовка, то себестоимость ее изготовления
можно не включать в себестоимость изготовления детали по всему техноло-
гическому процессу или по отдельным операциям.
Заработная плата станочника. Расходы по заработной плате станоч-
ника, отнесенные к стоимости обработки детали за одну станко-минуту,
при сдельной оплате зависят от величины тарифной ставки, квалификации
работы (разряда работ), коэффициента переработки норм, размера допол-
нительной заработной платы, расходов по социальному страхованию. За-
траты 3 на заработную плату станочника с учетом начислений по социаль-
ному страхованию, входящие в себестоимость изготовления детали (опера-
ции) в течение одной станко-минуты, определяются по формуле
3=3х+324-^ч,
где Зх — основная заработная плата станочника, коп.;
32— дополнительная заработная плата станочника, коп.;
ПЯТНАДЦАТАЯ 343
Нч — начисления по социальному страхованию на заработную плату
станочника, коп.
Основная заработная плата станочника, входящая в себестоимость из-
готовления детали (операции) в течение одной станко-минуты,
о _ Ч3 ККг
60 ’
где Ч3— тарифная часовая ставка 1-го разряда, коп.;
7< — тарифный коэффициент (выбирается в зависимости от разряда
работ);
— коэффициент на заработную плату, учитывающий выполнение
норм выработки.
Дополнительная заработная плата станочника определяется в процен-
тах к его основной заработной плате. Эта величина устанавливается для
каждого предприятия и утверждается в техпромфинплане. При расчетах
дополнительная заработная плата станочника принимается 6,5% к его
основной заработной плате.
Отчисления на социальное страхование (в копейках) зависят непо-
средственно от заработной платы станочника:
тт (31 + 32) 7,5
4 ~~ 100,
где 7,5 — отчисления на социальное страхование в процентах от заработ-
ной платы станочника.
Производственная заработная плата с начислениями по социальному
страхованию рабочих станочников при сдельной оплате за одну станко-
минуту работы определяется по табл. 10.
Заработная плата станочника за одну станко-минуту находится в за-
висимости от разряда работ как сумма полной заработной платы и зарплаты
ра процент перевыполнения норм. Например, при выполнении станочником
забот по 3-му разряду и выработки норм на 110% заработная плата за одну
станко-минуту будет определяться по формуле
3=31+32+Яч=0,688+0,041 +0,055=0,784 коп./лшя
с учетом зарплаты за выполнение норм на 110%
3=0,784+0,078=0,862 коп./мин.
Затраты по наладке станка, т. е. заработная плата наладчика. Затраты
по наладке станка, приходящиеся на партию деталей, обрабатываемых за
время одной наладки,
П. — Зн /н /Сз. п,
где Зн — заработная плата наладчика за одну минуту, коп.;
tn — время наладки станка, мин\
Кз.п — коэффициент заработной платы, учитывающий процент перевы-
полнения норм станочником.
Из приведенной формулы определяем заработную плату наладчика
(в копейках) за одну минуту:
О _
ин. п
Данные о времени, необходимом на наладку, и о разряде наладчика вы-
бираются из соответствующих нормативов.
344
ГЛАВА
Таблица 10
Расход производственной заработной платы с начислениями по соцстраху рабочих-сдельщиков на 1 станко-минуту работы
(при 7-часовом рабочем дне и тарифной сетке 1 : 6) ___________
Процент перевыполнения норм о Норма заработной платы с начислениями на 1 станке, коп. ююоооо со СО СО Ф ю СО о о о о о о
О Ф СО СЧ О СО 00 Ф Г- —< СО ОО СЧ СЧ со со Ф ф о о о с о о
О СО СО Г- Ф о СЧ со ОО О СО Г- — со »—< СЧ СЧ СЧ СО СО о о о* о* о* о*
О} СЧ ОО СО О ОО Ф СЧ СО Ю ОО О Ф — _ _ _ СЧ СЧ о о о о о о
о —1 03 оо о Ф сч СО СО Г- 03 О СЧ оо о о о о* о о о
о Ю СЧ О «— Ф о Ю СО Г"- 00 03 1 о о о о о о* о о* о о О
00 оз ю сч сч со 00 ф Ю СО Ь- оо 03 о о о о о о o' o' о o' o' о
Г- СО 00 Ю со со Ю ф Ф ю CD Ь- 00 ООО 0,0 о, о о о о о о
со ь- —1 г- Ф СЧ со СО Ф Ф ио CD О О 0^0,0 о, о" о* о* о о о*
ю — LQ 03 ю СЧ СО со со Ф ю со О О О О о, о, о~ о* о о о о*
ф ф оо 1 со сч оз СЧ СЧ СО со Ф ф ООО 0,0,0, О ОГ о о о о
СО 00 —' СО Г- — Ь- — СЧ СЧ СЧ СО со о о о о о о О* о* о о" о о"
сч СЧ Ф СО 00 — ф _ _ _ _ сч сч ООО 0,0 о, •о" о" o’* о" o'о
0,006 0,007 0,008 0,009 0,010 0,012
Полная заработ- ная плата с начисле- ниями в минуту (гр. 4+ +5+6), коп. оо оо ф о ю со О оо оо ОФ — со со г- оз о сч О О О ОО —
Начисле- ния по соцстраху в минуту (7,5%), коп. СЧ 00 Ю со СО Ю ФФЮЮ N00 0,0 О О 0,0, о о о о о о
ss'gh О " Я Д И д и<О сч со — Г- Ю Ф со со Ф Ф ю со Оо 0,0 0,0 о о о* о" о* о"
Тарифная ставка зара- ботной платы, коп. s « ® COCOOOOt^-b- со о оо оз — со ю СО СО Г- 03 о о* о* о* о о* —"
в час О СЧ СО Ф о о СЧICO — 1Л Ф со со Ф Ф ю со
хнэиЦиф -феои Ц1чнфи(1в1£ О со 03 00 сч о О^СЧФЬ-О — .«.сч
нхорвЦ tfEdeEd —1 сч со Ф ю со
Расходы по эксплуатации
станка. Затраты на электро-
энергию. Расход электроэнергии,
необходимой для обработки детали
на станке, состоит из трех состав-
ляющих: энергии, расходуемой в
процессе резания, энергии на хо-
лостой ход и энергии на покрытие
потерь рабочего хода.
Годовой расход электроэнергии
Р3 (в квт-ч) на станке зависит от
мощности электродвигателя стан-
ка и степени его использования в
работе по мощности и по времени
и определяется формулой
Рэ==Руст Кз Фд. год,
где РуСТ — установочная мощность
электродвигателя стан-
ка, квт\
Кз — коэффициент, учиты-
вающий использование
электродвигателя по
времени в течение ра-
бочего дня (К3 = 0,44-
0,7);
Ко — коэффициент, учиты-
вающий использование
установочной мощности
электродвигателя стан-
ка (Ко = 0,7 4- 0,8);
Фд. год — действительный годо-
вой фонд работы стан-
ка, ч.
Себестоимость расхода элек-
троэнергии на 1 станко-минуту ма-
шинного времени (в копейках)
э_ РэЦ + Сг+Съ
ФД- год
где Рэ — годовой расход электро-
энергии, квт-ч;
Ц — себестоимость 1 кет • ч
электроэнергии, руб.;
С± — оплата за установленную
мощность трансформато-
ров в год, руб.;
С2 — годовые заводские расхо-
ды по содержанию транс-
форматорной подстанции
и заводских электросетей,
руб-;
Фд.год — годовой фонд работы стан-
ка при двухсменной рабо-
те, мин.
ПЯТНАДЦАТАЯ
345
Определение расхода режущего инструмента. В табл. 11 дано сравнение
стоимости затрат на режущий инструмент при выполнении технологических
операций обработки детали на старом и на вновь внедренном станке. Графы 1,
2, 3, 4, 7, 8 заполняются по данным технологической карты. Графы 5, 9s
(себестоимость минуты эксплуатации режущего инструмента) определяются
по нормативам *, а цены на режущий инструмент — по прейскуранту от-
пускных цен.
Таблица 11
Пример расчета потребности инструмента
Наименование инструмента Размер Старый станок Новый станок
операция машинное время обра- ботки дета- лей, мин. стоимость 1 мин рабо- ты, коп. § ° CJ к св Л Я Е- . ч У к о о О К S Я операция машинное время обра- ботки дета- лей, мин стоимость 1 мин рабо- ты, коп. я 2 о к л св Л Я Н • ЧОК О о о Е S «
Резец проходной прямой . 20x30 1 1,5 0,068 0,102 1 1,0 0,068 0,068
Резцы подрезные 20x30 2 2,2 0,080 0,176 2 0,1 0,080 0,008
Резцы отрезные 20x30 3 0,1 0,091 0,009 3 0,1 0,091 0,009
Резцы резьбовые 20x30 4 2,5 0,126 0,315 4 2,0 0,126 0,252
Итого инструмента 6,3 0,602 3,2 0,337
Определение средней стоимости эксплуатации режущего инструмента
на старом и новом станках в течение одной станко-минуты производится
путем деления суммарной стоимости эксплуатации инструмента (гр. би 10)
на суммарное машинное время обработки детали по всем операциям.
Затраты на специальный режущий инструмент (протяжки, шёверы)
определяются так же, как и для универсального инструмента, но с учетом
их фактической стоимости, сроком службы и условиями эксплуатации на
соответствующем предприятии.
Себестоимость минуты эксплуатации универсальных приспособлений
(коп.)
__ *$п. с "Г ^к. р пк Н" $с. р пс 4" ^м. р пм
~ Тс-25-7-2-60
где Sn.c — первоначальная стоимость покупного приспособления или
себестоимость приспособления, изготовленного у себя на
заводе, коп.;
5к.р, 5С.р, 5М.Р — расходы на капитальный, средний и малый ремонты при-
способления, коп.;
пк, пс, пм — соответствующее число этих ремонтов до полного износа
приспособления;
Тс — срок службы приспособления.
Если для обработки детали на определенной операции применяется
специальное приспособление, пригодное для обработки деталей одного ти-
поразмера и неамортизируемое до полного износа, то себестоимость (в ко-
пейках) эксплуатации С2 такого приспособления
С = $л‘срПк~^~рПс*$м- р
* БТН^МСС. Нормативы для определения стоимости эксплуатации инструмента.
346 ГЛАВА
где Sn. с. — первоначальная стоимость покупного приспособления, или
себестоимость его изготовления у себя на заводе, коп.;
5K.p, Sc.p, SM.P—расходы на капитальный, средний и малый ремонты за
время обработки Z деталей, коп.;
ик, ис, им — соответственно число этих ремонтов, проведенных в тече-
ние времени обработки Z деталей;
Z — количество деталей, обработанных в специальном при-
способлении за весь период его эксплуатации.
Расходы по амортизации оборудования. Каждый станок, входящий
в состав основных фондов завода, переносит на стоимость готовой продук-
ции, выпускаемой заводом, ту часть своей стоимости, которую он утрачи-
вает вследствие своего износа. Эта стоимость, утрачиваемая станком, выра-
жается определенным процентом амортизации, зависящим от фактического
времени работы станка и степени его износа. Нормы амортизационных от-
числений включают в себя также определенный процент на капитальный и
средний ремонт станка. Определение расчетного срока службы станков и
соответствующего процента амортизационных отчислений встречает много
затруднений.
В настоящее время размер амортизационных отчислений в себестои-
мости одной минуты работы станка определяется путем деления всей суммы
амортизационных отчислений на фактическое время работы станка до его
полного износа (списания). Амортизационные отчисления выражаются
в процентах относительно первоначальной балансовой стоимости станка.
Для машиностроительных заводов при двухсменной работе механических
цехов амортизационные отчисления от первоначальной стоимости станков
установлены в размере 8,4%, включая отчисления на капитальный и
средний ремонт.
Стоимость станка, работающего на заводе, определяется по его балан-
совой стоимости. Стоимость нового станка определяется расчетным путем,
причем учитываются транспортные и монтажные расходы. Величину этих
расходов можно принять равной примерно 5—15% от первоначальной стои-
мости станка.
Амортизационная составляющая Са, входящая в состав себестоимости
обработки детали на одной операции на универсальном станке,
с ___ Лс-100 / _ /
— К (Ь .fid — Яс Гщт>
'п. с ^д
где Дс — годовые амортизационные отчисления от первоначальной стои-
мости станка;
ас — амортизациойные отчисления, отнесенные к одной минуте штуч-
ного времени;
Ап.с — принятый коэффициент использования станка;
Фд — действительный годовой фонд времени станка при двухсменной
работе, ч\
£шт — годовые амортизационные отчисления;
р 9
д ___ 1 а. с ис
с ~ 100 ’
где Ра.с — установленный при двухсменной работе процент амортизацион-
ных отчислений различный для разных станков (Ра.с « 8,4%);
Sc — полная себестоимость станка, включая расходы на его транспор-
тировку и монтаж, руб.
Затраты на текущий ремонт металлорежущих станков. Расходы на те-
кущий ремонт станка находятся в зависимости от его сложности, измеряемой
категориями ремонта, ремонтного цикла и режима работы.
пятнадцатая 347
Норма затрат по текущему ремонту на единицу ремонтной сложности,
отнесенной к 1 мин работы станка,
п_ (Тг + ^ + Т^ЗККг + М + Р^ + Э
К — -------------ф--------------- коп.,
год
где Т\ — среднегодовая трудоемкость слесарных работ по текущему ремон-
ту на единицу ремонтной сложности в нормо-часах;
Т2 — среднегодовая трудоемкость станочных работ по текущему ремон-
ту на единицу ремонтной сложности в нормо-часах;
Т3 — среднегодовая трудоемкость прочих работ по текущему ремонту
на единицу ремонтной сложности в нормо-часах;
3 — тарифная ставка заработной платы первого разряда, коп.;
К — тарифный коэффициент для соответствующего разряда работы;
/Ci —коэффициент выполнения норм • выработки;
М — годовая стоимость ремонтных материалов на единицу ремонтной
сложности, коп.;
Рц — сумма цеховых расходов в год на единицу ремонтной сложности,
коп.;
Э — стоимость ремонта электрической части станка на единицу ре-
монтной сложности, коп.;
Фгод— действительный годовой фонд работы станка, мин.
Среднегодовая трудоемкость текущего ремонта металлорежущих стан-
ков (7\ + Т2 + Т3) определяется по нормам, приведенным в книге* и
включающим девять осмотров, шесть мелких и два средних ремонтов за
цикл с ужесточением, связанным с переходом на семичасовой рабочий день
и введением новых тарифных условий по зарплате. Средний разряд для за-
вода по действующей тарифной сетке принимается 3,0. Размер цеховых на-
кладных расходов принимается в процентах, утвержденных техпромфин-
планом завода.
Стоимость материалов определяется по книге *.
Стоимость ремонта электрической части станка рассчитывается по дей-
ствующему положению планово-предупредительного ремонта в процентном
отношении к стоимости ремонта механической части станка. Стоимость
ремонта электрической части составляет около 40% от стоимости ремонта
механической части станка.
С 1 января 1963 г. в норму себестоимости изготовленной продукции не
должны включаться затраты на средний ремонт станков, так как он будет
производиться за счет амортизационных отчислений.
Затраты на содержание станков. В себестоимость эксплуатации станка
входят затраты по заработной плате вспомогательного персонала (смазчики,
электрики, уборщицы стружки и т. д.) и стоимость материалов, необходи-
мых для работы станка (смазочные и охлаждающие жидкости, обтирочные
материалы и т. д.). Эти расходы зависят от вида и сложности станков. Рас-
ходы по эксплуатации станка, отнесенные к 1 мин,
У — (31+32+33+34+Л4)ч коп.,
где Зх — заработная плата станочника с начислениями на единицу ремонт-
' ной сложности на 1 мин работы станка, коп.;
32 — заработная плата смазчика с начислениями на единицу ремонтной
сложности на 1 мин работы станка, коп.;
З3 — заработная плата слесаря по уходу за станком с начислениями на
единицу ремонтной сложности на 1 мин работы станка, коп.;
* Единая система планово-предупредительного ремонта и рациональной эксплуа-
тации технологического оборудования машиностроительных предприятий. Машгиз,
1962.
348 ________________________________________________________________
34 — заработная плата электрика по уходу за электрической частью
станка с начислениями на единицу ремонтной сложности на 1 мин
работы станка, коп.;
М — стоимость материалов, потребляемых станком (обтирочные мате-
риалы, смазочные и охлаждающие жидкости и т. д.) на единицу
ремонтной сложности на 1 мин работы станка, коп.;
ч — сложность станка, выраженная в единицах ремонтных сложностей.
Заработная плата вспомогательного персонала (смазчиков, электриков
и т. д.) определяется в соответствии с действующей тарифной сеткой.
Определение расходов на смазочные и охлаждающие жидкости произ-
водится по соответствующим нормативам в зависимости от типоразмера
станка. Расчет норм расходов на смазочные и обтирочные материалы произ-
водится для двухсменной работы станка.
Затраты по эксплуатации оборудования, отнесенные к 1 мин работы
станка, в копейках можно определять не только по формуле, но и по соот-
ветствующим таблицам. Рассчитанные таким образом нормы расхода по
каждой статье себестоимости являются основными критериями для опре-
деления себестоимости продукции, изготовляемой на старом и на внедряемом
новом станке.
Исходные материалы, необходимые для сравнительной экономической
эффективности двух сравниваемых станков. Для сравнительной оценки
экономической эффективности применения нового станка необходимо иметь
следующие материалы:
1) чертежи деталей и вид обработки, которую проходят эти детали на
двух сравниваемых станках;
2) технологические карты механической обработки деталей по всем
операциям. Из технологических карт выбирается та операция, для которой
необходимо провести сравнение оценки экономической эффективности на
двух сравниваемых станках (старом и новом). Для решения вопроса о том»
какой из двух сравниваемых станков по экономической эффективности яв-
ляется более выгодным, главным критерием является норма штучного вре-
мени на выполнение данной операции на соответствующем станке;
3) техническую характеристику каждого из двух сравниваемых по
экономической эффективности станков (старого и нового).
ЛИТЕРАТУРА
А. П. Владзиевский, А. П. Белоусов. Устройство автоматиче-
ских линий. Машгиз, 1963.
А. П. Белоусов. Проектирование приспособлений. Машиностроение, 1964.
А. П. Владзиевский. Автоматические линии в машиностроении, книга
первая и вторая. Машгиз, 1958.
Академия наук СССР. Автоматизация машиностроительных процессов, т. III.
Изд-во АН СССР, 1960.
Академия наук СССР. Автоматизация технологических процессов в машино-
строении. Изд-во АН СССР, 1956.
Автоматизация в машиностроении за рубежом. Сборник переводов. ИЛ, 1959.
А. Н. Рабинович. Комплексная механизация и автоматизация производ-
ственных процессов в машиностроении и приборостроении. Машгиз, 1961.
Московский дом научно-технической пропаганды. Основные вопросы комплекс-
ной механизации и автоматизации в машиностроении (материалы семинара), сб. 2.
М., 1961.
Г. А. Т е р е х о в, Ю. А. Шувалов. Автоматизация технологических
процессов механической обработки и сборки в машиностроении. Машгиз, 1960.
ЭНИМС.Технологические процессы механической обработки валов и цилиндри-
ческих зубчатых колес в автоматизированном производстве. ЦИНТИМАШ, 1960.
Ф. С. Демьянюк. Технологические основы поточного и автоматизирован-
ного производства. Высшая школа, 1965.
В. И. Дементьев [и др.]. Средства автоматизации механической обработ-
ки. Справочное пособие. Машгиз, 1962.
А. Н. Малов. Механизация и автоматизация универсальных металлоре-
жущих станков. Машгиз, 1960.
А. Н. Иванов. Механизация и автоматизация технологических процессов
в машиностроении. Машгиз, 1960.
Свердловское и Челябинское отделения НТОмашпром. Механизация и автомати-
зация машиностроительного производства. Машгиз, 1959.
Автоматизация механической обработки в ленинградской промышленности. Маш-
гиз, 1959.
Московский дом научно-технической пропаганды. Автоматические роторные ли-
нии — средство комплексной автоматизации производства. Машгиз, 1960.
С. А. X е й н м а н. Вопросы автоматизации в США. Машгиз, 1960.
В. Хорнауэр. Техника автоматизации производственных процессов. Маш-
гиз, 1958.
В. А. Б а р у н, А. А. Будницкий. Системы автоматизации станков.
Машгиз, 1963.
А. С. Азаров. Механизация и автоматизация технологических процессов
в машиностроении. Машгиз, 1963.
Госкомитет по машиностроению при Госплане СССР. Средства механизации и ав-
томатизации технологических процессов, разд. 1, 2, 3, 4, 5. Центральный институт науч-
но-технической информации по автоматизации и машиностроению, 1964.
Московский дом научно-технической пропаганды. Проектирование и эксплуата-
ция автоматических линий механической обработки. Машгиз, 1962.
В. В. Бойцов. Механизация и автоматизация в мелкосерийном производстве.
Машгиз, 1962.
И. М. Б е р к л а й д [и др.]. Датчики и измерительные головки. Машгиз,
1960.
А. В. Высоцкий, Е. Р. Дворецкий, В. В. К о н д а ш е в-
с к и й [и др.]. Приборы и устройства для активного контроля размеров в машино-
строении. Машгиз, 1961.
А. Д. Бобров. Методика расчета экономической эффективности автомати-
ческих линий, ЭНИМС, 1964.
ОГЛАВЛЕНИЕ
Стр.
Введение ...................................................... 5
Глава I. Классификация загрузочных приспособлений для автоматизации
загрузки металлорежущих станков штучными заготовками .... 11
§ 1. Классификация и назначение загрузочных приспособлений ............11
§ 2. Применение различных видов загрузочных устройств на станках ... 23
§ 3. Назначение и определения отдельных элементов загрузочных приспособ-
лений и транспортных устройств . . . х..................................30
Глава II. Магазинные, штабельные и бункерные загрузочные приспособления
для автоматической загрузки станков штучными заготовками ... 35
§ 4. Магазинные загрузочные приспособления ............................35
§ 5. Штабельные загрузочные приспособления ............................90
§ 6. Бункерные загрузочные приспособления..............................97
§ 7. Способы ориентации различных деталей в вибробункерах.............108
Глава III. Силовые приводы для механизации и автоматизации зажимных
устройств в различных станочных приспособлениях ...........113
§ 8. Пневматические приводы...........................................113
§ 9. Гидравлические приводы...........................................121
§ 10. Пневмогидравлические приводы.....................................126
Глава IV. Станочные приспособления с механизированными и автоматизирован-
ными устройствами для зажима и разжима обрабатываемых деталей 129
§ 11. Классификация станочных приспособлений .........................129
§ 12. Приспособления для токарных станков .............................129
§ 13. Приспособления для сверлильных станков ..........................139
§ 14. Приспособления для фрезерных станков ............................141
§ 15. Приспособления для зуборезных и протяжных станков................144
Глава V. Автоматизация контроля заданных размеров деталей при механиче-
ской обработке на станках ........................................... 147
§ 16. Классификация различных средств для активного контроля размеров
обрабатываемых деталей ................................................148
§ 17. Классификация контрольно-измерительных устройств, применяемых
на шлифовальных станках в зависимости от степени их автоматизации 150
§ 18. Классификация датчиков в зависимости от способа преобразования из-
мерительного импульса................................................ 152
Электроконтактные измерительные системы с электроконтактными
датчиками.....................................................153
Индуктивные измерительные системы с индуктивными датчиками . 154
Емкостные измерительные системы с емкостными датчиками . . . 156
Пневматические измерительные системы и пневматические датчики 158
§ 19. Приборы и устройства для активного контроля размеров валов в процес-
се их обработки' на круглошлифовальных станках ........................162
Двухконтактные устройствам приборы для активного контроля валов
при обработке на круглошлифовальных станках ..................162
Трехконтактные приборы и устройства для контроля валов при шли-
фовании ..................................................... 165
Приборы и устройства для контроля ступенчатых валов ..........167
_____________________ 351
Стр.
§ 20. Измерительные приборы и устройства для контроля валов при бесцен-
тровом шлифовании...................................169
§ 21. Приборы и устройства для контроля диаметров отверстий деталей на
внутришлифовальных станках..............................................171
Одноконтактные измерительные приборы и устройства .............171
Двухконтактные измерительные приборы и устройства.............171
Трехконтактные измерительные устройства........................172
§ 22. Измерительные приборы и устройства для контроля диаметров отверстий
при хонинговании.....................................................j 174
§ 23. Измерительные устройства для активного контроля плоских поверхностей
деталей при шлифовании..................................................176
§ 24. Автоподналадчики для различных металлорежущих станков.............176
Устройство для автоматической подналадки плоскошлифовального
станка..........................................................183
Устройства для автоматической подналадки зуборезных станков для
нарезания зубьев цилиндрических зубчатых колес .................183
§ 25. Контрольно-блокировочные устройства металлорежущих станков . . 187
Контрольно-блокирующие устройства на агрегатных сверлильных
станках................................................................189
§ 26. Многомерные контрольные приспособления светосигнального типа . . 190
§ 27. Полуавтомат БВ-539К для комплексной двухпрофильной проверки зуб-
чатых колес.............................................................192
§ 28. Автоматы для контроля колец шарико- и роликоподшипников .... 194
Автомат для контроля собранных роликоподшипников ......................199
§ 29. Автомат БВ-952 для контроля поршневых пальцев и сортировки их на
группы..................................................................200
Глава VI. Компоновка автоматических линий ..............................203
§ 30. Факторы, влияющие на компоновку автоматических линий .............203
§ 31. Компоновка автоматических линий для изготовления деталей, не вращаю-
щихся при обработке ....................................................207
§ 32. Компоновка автоматических линий для изготовления деталей типа ва-
лов или дисков, вращающихся при обработке ..............................211
§ 33. Компоновка автоматических линий, характеризуемых совмещением вре-
мени обработки и транспортного перемещения деталей .....................214
Глава VII. Транспортные устройства для перемещения деталей, обрабатывае-
мых на автоматических линиях ...........................................217
§ 34. Транспорт автоматических линий для деталей, неподвижных и подвиж-
ных при обработке и перемещаемых на линии вместе с приспособлениями-
спутниками .............................................................217
§ 35. Транспорт автоматических линий для деталей типа валов и колец, вра-
щающихся при обработке .................................................223
§ 36. Особенности транспорта автоматических линий с ветвящимся (разделяю-
щимся) потоком обработки деталей .......................................225
Глава VIII. Межоперационные заделы на автоматических линиях и агрегаты
для их приема, хранения и выдачи на линию ..............................227
§ 37. Классификация схем работы бункерных устройств, места установки бун-
керов в автоматических линиях. Конструкции бункерных устройств . . 227
Глава IX. Управление автоматическими линиями ...........................233
§ 38. Системы управления последовательностью фаз работы линии...........234
§ 39. Средства управления последовательностью фаз работы линии .... 238
§ 40. Блокирование в системах управления автоматическими линиями. Систе-
мы регулирования параметров настройки инструментов и агрегатов (стан-
ков) линии..............................................................250
Глава X. Приспособления автоматических линий для установки и закрепления
обрабатываемых деталей.................................................253
§ 41. Особенности стационарных приспособлений линий. Стационарные при-
способления автоматической линии для обработки деталей в неподвижном
состоянии ..............................................................253
§ 42. Стационарные приспособления автоматических линий для изготовления
деталей, вращающихся при обработке. Приспособления-спутники на ав-
томатических линиях для обработки различных деталей . . Г . . . 258
352 ________________________________________________________________________
Стр.
Глава XI. Удаление стружки и подача смазывающе-охлаждающих жидкостей
на автоматических линиях...............................................268
§ 43. Отвод стружки из рабочей зоны станков автоматической линии .... 268
§ 44. Снабжение автоматических линий смазывающе-охлаждающими жидкос-
тями ............................................................273
Глава XII. Автоматические линии для обработки шатуна, крышки и шатуна
в сборе с крышкой.......................................................275
§ 45. Автоматическая линия 1Л103 для раздельной обработки шатуна и крыш-
ки грузового автомобиля ЗИЛ-130 ................................. 275
Технологический процесс обработки деталей на линии............278
§ 46. Автоматическая линия 1Л102 для совместной обработки шатуна с крыш-
кой ...................................................................289
Технологический процесс обработки деталей на линии............291
§ 47. Автоматическая линия 1Л104 для обработки шатуна, собранного с крыш-
кой ...................................................................295
Технологический процесс обработки деталей на линии............297
Г лава XIII. Автоматическая линия 1Л93 для полной обработки корпуса масля-
ных фильтров автомобиля ЗИЛ-130 ...................................... 303
Технологический процесс обработки корпуса линии...............307
Глава XIV. Механизация и автоматизация технологических процессов сборки
машин..................................................................317
§ 48. Автоматы для сборки узлов автомобиля.............................318
Глава XV. Расчет экономической эффективности при проведении механизации
и автоматизации в машиностроении........................................336
$ 49. Методы расчета экономической эффективности внедрения новой техники
в машиностроении..................................................340
§ 50. Методика расчета отдельных статей себестоимости изготовления деталей 342
Литература.............................................................349