/





















































































































































































































































































































































































Текст
И. А. НОРИЦЫН, д-р теХн. наук проф.,
В. И. ВЛАСОВ, канд. техн. наук доц.
АВТОМАТИЗАЦИЯ
И МЕХАНИЗАЦИЯ
ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
КОВКИ и ШТАМПОВКИ
Допущено Министерством высшего
и среднего специального образования РСФСР
в качестве учебного пособия
для высших технических учебных заведений
МАШИНОСТРОЕНИЕ
Москва 1967
УДК 621.97.01
В книге рассмотрены проблемы, возникающие при
автоматизации и механизации технологических процессов ковки и
штамповки. В ней изложены основные направления и принципы
автоматизации кузнечно-штамповочного производства, а также
требования к технологическим процессам и оборудованию в
условиях автоматизации. Даны структурные схемы средств
автоматизации, автоматизированных участков и автоматических линий.
Освещены вопросы проектирования, даны схемы и узлы
средств автоматизации и механизации кузнечно-штамповочного
производства. Приведены классификация, описание и
необходимые расчетные зависимости для типовых узлов и конструкций
ориентирующих, питающих, подающих, удаляющих и других
устройств, используемых при автоматизации технологических
процессов ковки и штамповки. Изложены некоторые вопросы
программного и дистанционного управления.
Книга предназначена в качестве учебного пособия для
студентов, изучающих курсы «Основы автоматизации кузнечно-
штамповочного производства» или «Комплексная механизация
и автоматизация производственных процессов ковки и
штамповки». Она может быть полезна инженерно-техническим
работникам и конструкторам, занимающимся автоматизацией кузнечно-
штамповочного производства.
Таблиц 18. Иллюстраций 220. Библиографий 23.
Рецензенты: Кафедра «Машины и технология обработки металлов
давлением» Челябинского политехнического института
и заслуженный деятель науки и техники РСФСР
д-р техн. наук проф. Прейс В. Ф.
3-12-3
15-67
ВВЕДЕНИЕ
Автоматизация по праву считается одним из важнейших
направлений технического прогресса. Без автоматизации
невозможны высокие темпы дальнейшего роста производительности
труда. Прогресс в машиностроении и объективный ход развития
производства показывают, что автоматизация производственных
процессов в период коммунистического строительства является
важной технической, экономической и социальной проблемой.
Техническая необходимость автоматизации обусловлена
наличием все увеличивающегося противоречия между
ограниченными возможностями оператора и все возрастающими скоростями
и силовыми параметрами оборудования. Изыскание путей роста
производительности труда, борьба за повышение эффективности
производства, за снижение себестоимости приводят к
экономической необходимости автоматизации. А так как автоматизация
меняет характер труда, сближает физический труд с умственным,
повышает культурно-технический уровень трудящихся, то
возникает социальная необходимость автоматизации.
Для создания автоматических машин необходимы
определенные уровень развития науки и техники и экономические условия.
Автоматизация является логическим результатом технического
прогресса. История машинной техники насчитывает три основных
этапа: первый — изобретение рабочих машин, на которые было
переложено выполнение различных исполнительных функций;
второй — изобретение различных двигательных машин (паровых,
электрических и др.), т. е. переход к такому состоянию, когда
машина-двигатель приводит в движение технологическую
(рабочую) машину; третий — автоматизация производства.
Различают три стадии автоматизации. На первой стадии
автоматизируются все операции (включая и операции управления),
необходимые для обеспечения заданной программы работы
машины. Однако наблюдение и контроль за работой машины
осуществляются оператором, так как для управления машинами на
этой стадии автоматизации используются незамкнутые
управляющие системы, не обладающие способностью реагировать на
1*
4
Введение
отклонения от нормальных условий работы и не могущие
ликвидировать последние.
На второй стадии автоматизации используются такие системы
управления, которые обеспечивают не только выполнение
заданной программы, но и автоматически, без вмешательства
оператора, регулируют и поддерживают нормальные условия работы
машины. Это становится возможным при применении для
управления машин замкнутых систем, т. е. систем с так называемыми
обратными связями. Применение устройств обратной связи
значительно упрощает работу оператора, оставляя за ним лишь
функции первоначальной наладки машины, т. е. задание программы.
На третьей стадии автоматизации ввиду резкого возрастания
количества поступаемой информации от различных устройств
управления становится неизбежным выполнение системой
управления ряда логических операций для определения оптимальных
условий работы машины. Системы управления на третьей стадии
автоматизации оборудуются, помимо устройств обратной связи,
еще и логическими устройствами и устройствами памяти, т. е.
счетно-решающими, которые обеспечивают выполнение
оптимальной программы, учитывающей реальные внешние и внутренние
условия работы машины. Следовательно, на этой стадии
автоматизации машины превращаются в самоуправляемые..В них вводится
уже не какая-то определенная программа, а числовые значения
параметров изделия, выполнение которых обеспечивается
автоматически, и выпуск продукции осуществляется с минимальными
затратами.
Качественные отличия автоматизации от механизации
начинаются тогда, когда автоматизация управления
производственными процессами осуществляется при применении устройств
обратной связи, т. е. на второй и главным образом на третьей
стадиях автоматизации, переход к которым происходит в
соответствии с техническим прогрессом в данной отрасли
машиностроения.
Так как на технологический процесс ковки и штамповки влияет
большое число факторов: форма и свойства материала детали
и инструмента, характеристики машин и средств автоматизации,
температурный и скоростной режимы обработки и т. д., а
средства автоматизации непрерывно совершенствуются, то
необходимость обеспечения оптимального режима работы машины и
проблема оптимального технологического процесса неизбежно
станут неотъемлемыми требованиями автоматизированного кузнечно-
штамповочного производства.
Механизацией называются такие мероприятия,
которые направлены на частичный или полный перевод отдельных
ручных приемов и операций ковки, штамповки, нагрева и других про-
Введение
5
изводственных и вспомогательных операций на обслуживание
специальными механизированными устройствами, управляемыми
операторами. Механизация предполагает перевод машины на такой
режим работы, когда труд оператора значительно облегчен, но
связан с ритмом работы машины. Для современного этапа
развития кузнечно-штамповочного производства характерна
комплексная механизация, заключающаяся в
механизации и частичной автоматизации ряда технологических
операций, осуществляемых на машинах, работающих в единой линии
по изготовлению данной детали.
Автоматизация производства представляет собой этап
машинного производства, который характеризуется освобождением
человека от непосредственного выполнения функций управления
производственными процессами и передачей этих функций
специальным устройствам. При автоматизации технологического
процесса рабочий не связан с ритмом работы машины, и роль его
сводится к наблюдению за работой машины, ее контрольных устройств
или только к первоначальной наладке автоматизированного
агрегата. Автоматизация обусловливает дальнейшее расширение
механизации, использует специальные технические средства для
самоконтроля работы отдельных узлов (обратная связь, счетно-
решающие устройства и др.), заменяет человека в некоторых
видах его интеллектуальной деятельности, делает непрерывным и
более стабильным производственный цикл, оказывает воздействие
на методы производства и даже на сам продукт производства.
При комплексной автоматизации весь
автоматизированный участок производства (это, как правило,
несколько различных автоматических линий, например штамповка
и механическая обработка, ковка и термическая обработка,
штамповка и сборка и т. д.) должен рассматриваться как единая
взаимосвязанная система, обеспечивающая выполнение требуемой
последовательности отдельных операций или фаз технологического
процесса. При комплексной автоматизации отдельные
автоматические устройства (контрольные, регулирующие, программные
и др.) должны быть связаны между собой и образовывать
согласованно действующую единую систему управления,
обеспечивающую бесперебойную работу автоматической системы машин.
Комплексная автоматизация — это высшая форма организации
автоматизированного производства.
При рассмотрении проблем, связанных с автоматизацией,
необходимо различать понятия «автоматизация» и «автоматика».
При разработке'той или иной автоматической линии приходится
решать многие проблемы автоматики: контроль, управление и т. д.
Однако это не значит, что автоматика является лишь звеном,
составной частью науки об автоматизации.
6
Введение
Автоматика — самостоятельная отрасль науки и
техники, охватывающая теорию и принципы построения систем
управления техническими процессами, действующими без
непосредственного участия человека. Современная автоматика неразрывно
связана с электроникой, пневматикой и гидравликой. Автоматика
как научная дисциплина связана с изучением общих
закономерностей и условий функционирования и алгоритмов управления для
различных технических процессов с целью разработки принципов
построения систем автоматического управления.
Задача курса «Автоматизация и механизация технологических
процессов ковки и штамповки» как научной дисциплины состоит
в изучении способов и средств автоматизации и механизации
различных технологических процессов и оборудования кузнечно-
штамповочного производства; в разработке методов, правил и
норм проектирования средств автоматизации исходя из заданных
условий работы (объема и типа производства, номенклатуры
деталей и др.), технологического маршрута и вида основного
оборудования.
Курс «Автоматизация и механизация технологических
процессов ковки и штамповки» связан со следующими научными
дисциплинами:
а) деталями машин, теоретической механикой и теорией
механизмов и машин, теорией машин-автоматов и автоматических
линий, которые позволяют определять действующие силы,
законы движения и выбирать оптимальные параметры и
стандартные узлы для средств автоматизации;
б) теорией обработки металлов давлением, технологией и
оборудованием кузнечно-штамповочного производства, которые
являются определяющими при выборе того или иного способа,
а также и средств автоматизации;
в) организацией производства и проектированием кузнечно-
прессовых цехов, позволяющими определять эффективность
выбранного способа автоматизации и его экономическую
целесообразность.
Настоящий курс построен в соответствии с программой
дисциплины «Автоматизация и механизация производственных
процессов ковки и штамповки», разработанной кафедрой «Машины
и технология обработки металлов давлением» Московского
автомеханического института.
Глава
i
ТЕХНИКО-ЭКОНОМИЧЕСКИЕ ОСНОВЫ
АВТОМАТИЗАЦИИ В КУЗНЕЧНО-ШТАМПОВОЧНОМ
ПРОИЗВОДСТВЕ
§ 1. ОБРАБОТКА МЕТАЛЛОВ ДАВЛЕНИЕМ
В УСЛОВИЯХ АВТОМАТИЗАЦИИ
Обработка металлов давлением относится к числу
прогрессивных и высокопроизводительных процессов технологии
машиностроения. Процессы ковки, горячей и холодной штамповки
занимают ведущее место в технологическом цикле изготовления
многих изделий, ини не только обеспечивают получение
заготовок высокого качества и точности для последующей
механической обработки, но во многих случаях являются
завершающими операциями.
Дальнейшее совершенствование технологии в кузнечно-штам-
повочном производстве состоит в максимальном приближении
штампованных изделий по размерам, конфигурации и качеству
поверхности к окончательным размерам деталей, требующих
минимальной механической обработки в виде доводочных
операций, а в ряде случаев полностью исключающих механическую
обработку.
Сочетание указанного направления развития обработки
металлов давлением с комплексной механизацией и автоматизацией
производства позволяет обеспечить резкое повышение
производительности труда.
Успех в д§ле автоматизации технологических процессов ковки
и штамповки возможен лишь при условии комплексного решения
вопросов выбора, расчета, проектирования технологического
процесса и конструирования штамповой оснастки в зависимости от
типа и особенностей используемого оборудования.
Кузнечно-штамповочные машины являются быстроходными
машинами. Современные листоштамповочные автоматы имеют до
1250 ходов в минуту, а мощные кривошипные горячештамповоч-
ные прессы усилием 40 Мн D000 тс) — 50 ходов в минуту.
Указанная быстроходность штамповочного оборудования приводит
к тому, что собственно машинное время составляет небольшую
часть общего времени, необходимого для изготовления детали.
8
Технико-экономические основы автоматизации
Основное же время расходуется на вспомогательные операции:
загрузку и выгрузку заготовок и готовых изделий,
транспортировку их между переходами, укладку и др. В результате
быстроходное высокопроизводительное прессовое оборудование в
неавтоматизированном производстве используется нерационально, лишь
на 10—15%, а иногда и меньше, от номинального числа ходов.
В настоящее время для каждой группы технологических
операций ковки и штамповки рекомендуются определенные значения
скоростей перемещения ползуна, величины которых определяются
быстроходностью того или иного типа оборудования, т. е. для
технологического процесса, состоящего из разнотипных операций,
приходится применять соответствующее оборудование,
обладающее иногда различной производительностью. Например,
автоматизированные поточные линии для листовой штамповки
крупногабаритных облицовочных деталей автомобиля состоят из
вытяжного пресса и нескольких универсальных листоштамповочных
прессов, производительность которых примерно в два-три раза больше
производительности вытяжных прессов. Это приводит к
снижению производительности всей линии. В результате возникает все
большая необходимость в создании эффективных двухскоростных
приводов для вытяжных прессов. Решение указанной задачи
устранит значительное препятствие на пути повышения эффективности
автоматизации штамповки крупногабаритных листовых деталей.
Быстроходность листоштамповочного оборудования, как
правило, не лимитирует осуществление автоматизации, чем и
объясняются успехи, достигнутые при автоматизации процессов
листовой штамповки. Сложнее осуществить автоматизацию процессов
горячей штамповки* Быстроходность горячештамповочных
машин значительно выше листоштамповочных. Например, листо-
штамповочный пресс усилием 10 Мн A000 тс) имеет 8—10 ходов
в минуту, а горячештамповочный пресс такого же усилия 80—
100 ходов в минуту; листоштамповочный пресс усилием 25 Мн
B500 тс) 4—6 ходов в минуту, а горячештамповочный такого же
усилия 50—60 ходов в минуту и т. д. Высокая быстроходность
машин для горячей штамповки объясняется необходимостью
сокращения времени контакта нагретой заготовки со штампом.
Малые числа ходов ползуна листоштамповочных машин вызваны
необходимостью ограничения скорости деформирования в момент
соприкосновения инструмента с заготовкой л
Изложенное показывает, что широкое внедрение
автоматизации в кузнечно-штамповочное производство с последующим
переходом к, полной автоматизации связано с рядом объективных
трудностей, обусловленных самой природой обработки металлов
давлением. При изготовлении деталей методами обработки металлов
давлением приходится иметь дело с большими скоростями переме-
Общие принципы автоматизации
9
щения рабочего инструмента при значительных усилиях
деформирования. Это обусловливает особые требования, предъявляемые
к технике безопасности в кузнечно-штамповочных цехах. Однако
любые мероприятия, направленные на совершенствование
устройств техники безопасности при неавтоматизированном
производстве, не могут полностью решить этой проблемы.
Применение автоматических устройств, обеспечивающих подачу,
перемещение и удаление заготовок и готовых изделий, исключает ручные
операции в опасной зоне пресса, т. е. исключает первопричину,
приводящую к несчастным случаям. Поэтому только при помощи
автоматизации и механизации можно решить важную проблему
кузнечно-штамповочного производства — полностью избавиться
от травматизма.
§ 2. ОБЩИЕ ПРИНЦИПЫ АВТОМАТИЗАЦИИ
1. Основные условия
Поточность изготовления детали, т. е. последовательность
расположения технологических операций в одном направлении.
На рис. 1 показан типовой технологический маршрут
изготовления шестерни на кривошипном горячештамповочном прессе
(КГШП). Нагретая заготовка от индукционного нагревателя
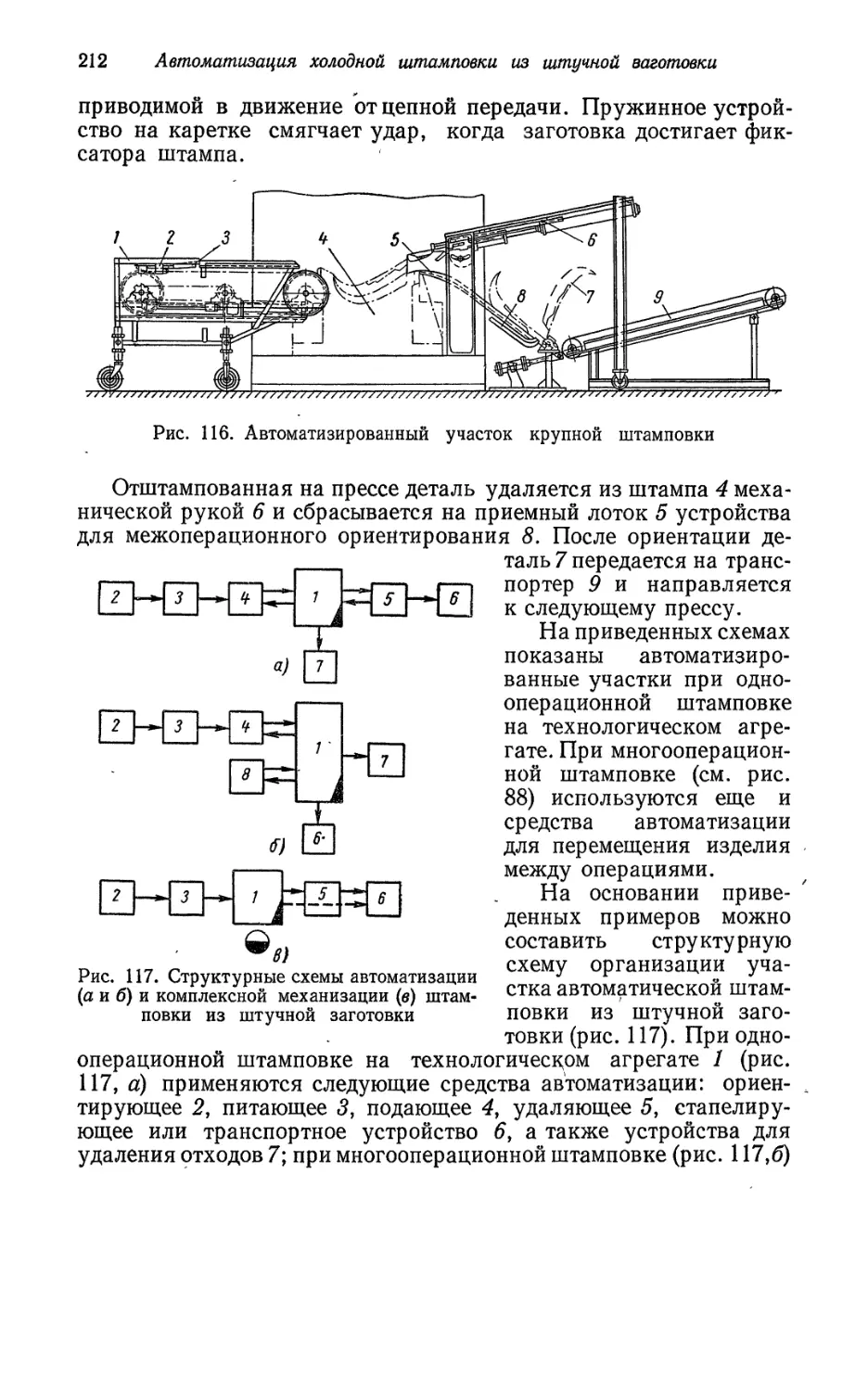
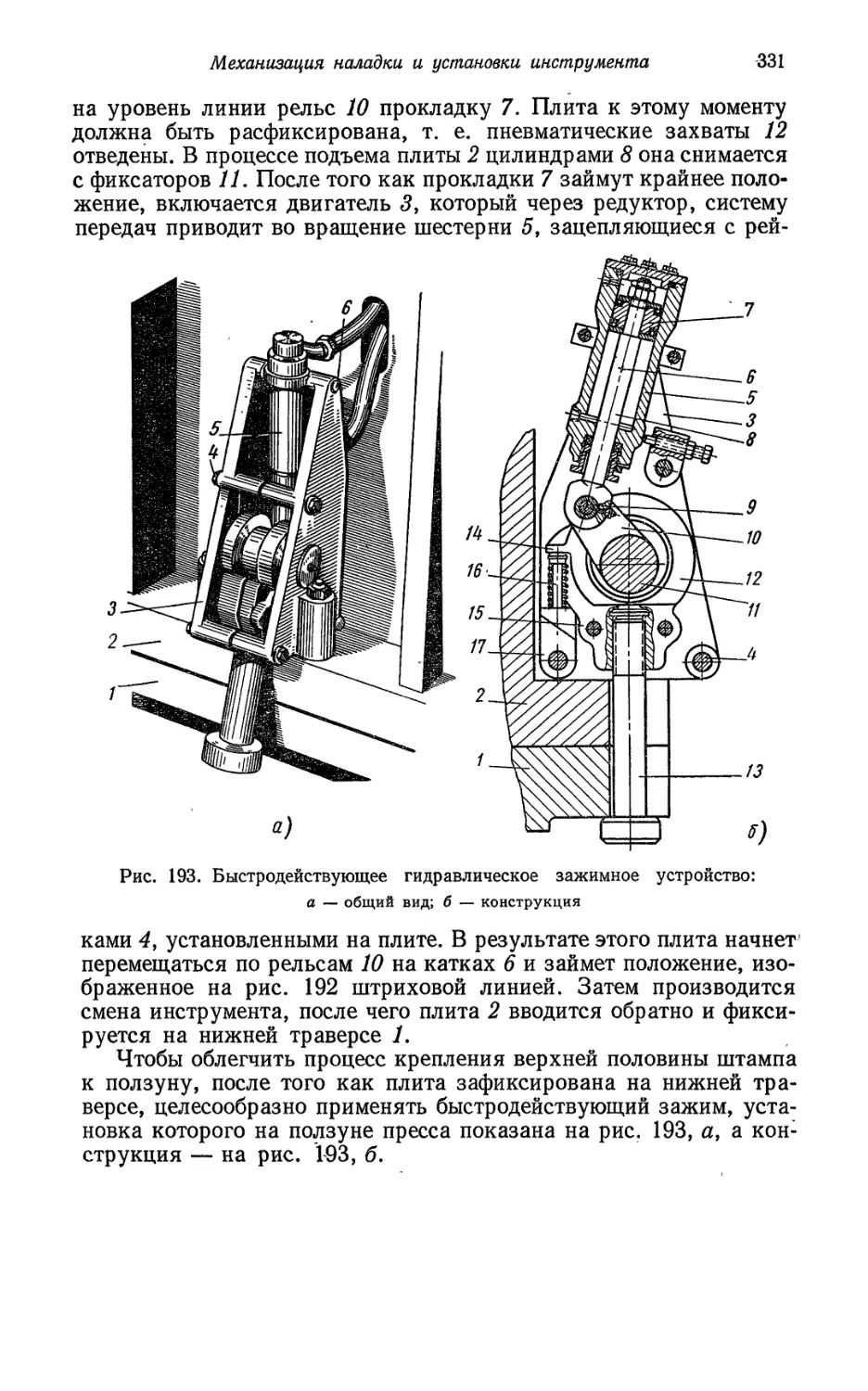
подается в рабочую зону пресса (по стрелке А). Штамповщик
устанавливает заготовку на операцию / (осадка), потом переносит ее
в предварительный ручей 77 и затем в окончательный ручей III.
Отштампованная заготовка подается на обрезной пресс (по
стрелке Б) для обрезки заусенца и пробивки отверстия.
Расположение ручьев (рис. 1) выбрано исходя из того, что
наиболее нагруженная операция расположена по центру штампа.
Это приводит к нарушению последовательности расположения
операций в направлении перемещения изделия, т. е. к
невыполнению условия поточности. Чтобы выполнить условие поточности
для рассматриваемого технологического процесса, необходимо
поменять местами ручьи // и III. При этом будет иметь место
внецентренное нагружение ползуна пресса. При внецентренном
нагружении с нагрузкой, близкой к номинальному усилию пресса,
развиваемому в окончательном ручье, в эксцентриковом вале
пресса могут возникнуть большие дополнительные напряжения.
Изложенное выше еще в большей степени относится и к
штамповке на горизонтально-ковочных машинах (ГКМ) с
вертикальным разъемом. Здесь при больших наборах металла (если имеет
место 4—5 переходов) нарушается поточность перемещения
заготовки по операциям, так как наиболее тяжелым переходом
является последний набор металла. Правда, в последнее время для
10
Технико-экономические основы автоматизации
ГКМ удалось значительно расширить силовые возможности
машины (зону предельного нагружения) за счет дезаксиального
расположения оси кривошипного вала относительно оси малой
головки шатуна, на преимущества которого впервые указал
И. И. Гирш.
Одним из наиболее рациональных методов штамповки,
позволяющих обеспечить поточность при изготовлении деталей горячей
штамповкой, является
метод закрытой штамповки.
Благодаря повышению
степени деформации при
закрытой штамповке удается
исключить
предварительный ручей.
Технологический маршрут
изготовления деталей методом
закрытой штамповки
показан на рис. 2. Нагретая
заготовка подается на
осадку / (по стрелке Л),
затем в окончательный
ручей // и на операцию ///
пробивки отверстия.
После этого готовая деталь
(по стрелке Б) поступает
на термическую обработку.
По сравнению с
технологическим маршрутом,
показанным на рис. U
рассмотренный процесс имеет
следующие преимущества:
обеспечивается поточность изготовления при расположении
наиболее нагруженной операции по центру штампа, операция
пробивки отверстия расположена на горячештамповочном прессе
(заусенец отсутствует). В данном случае нет необходимости
транспортировать детали на обрезной пресс. Кроме того,
отсутствие заусенца при вполне определенной форме детали облегчает
ее фиксирование и удерживание в захватном органе средств
автоматизации. Следовательно, при многоручьевой штамповке, чтобы
обеспечить условие поточности изготовления детали, необходимо
учитывать особенности оборудования (его силовые возможности)
и технологического процесса.
В случае, когда деталь изготовляется на нескольких
машинах, установленных в определенной последовательности по
технологическому процессу, поточность нарушается или за счет при-
II ill I
Рис. 1. Штамповка шестерни на КГШП:
а — схема расположения ручьев на прессе; б
—характер перемещения изделия и переходы штамповки
Общие принципы автоматизации
11
меиения оборудования, нерационального для непрерывного
процесса, или неправильного и нерационального его расположения
по технологическому маршруту (рис. 3).
Типизация технологических процессов, т. е. группировка
деталей по общим технологическим признакам, к которым относятся
общность формы, размеров и технологического процесса.
Обработка металлов
давлением 'является очень
высокопроизводительным
процессом. Поэтому, для
того чтобы загрузить
данную автоматическую
линию, автомат и т. д.,
программа выпуска должна
быть довольно высокой.
В условиях массового
производства решение
проблемы типизации деталей
значительно облегчается
тем, что закрепление одной
детали за линией,
автоматом позволяет осуществить
их полную загрузку. В
условиях серийного и даже
крупносерийного
производства без типизации
деталей невозможно решить
проблему, автоматизации
кузнечно - штамповочного
производства. Технико-
укономический анализ,
проведенный НИИТАвто-
промом совместно с заводом им. Лихачева, показал, что в усло-
пиях серийного производства для механизированной линии листо-
иой штамповки величина партии должна составлять 3000—5000, а
для автоматической линии 6000—8000 изделий, причем за каждой
линией должно быть закреплено 3—10 деталей.
При объединений изделий в общие группы следует учитывать
конкретные условия производства. Например, на заводе им.
Лихачева двери автомобилей комплектуются из шести деталей,
мало отличающихся размерами и конфигурацией. Каждая деталь
проходит через 5—6 однотипных технологических операций:
нытяжку, калибровку по контуру, вырубку оконного проема,
пробивку отверстия и отбортовку, четыре типоразмера деталей
подвергаются дополнительно фланцовочным операциям.
Рис. 2. Безоблойиая штамповка шестерен:
а — схема расположения ручьев на прессе; б
—характер перемещения изделия и переходы штамповки
12
Технико-экономические основы автоматизации
л_
I /
ь\
г/
Ы
"*^
\1
jj
При объединении изделий в группы нужно учитывать, что все
детали, штампуемые на одной линии, должны проходить
наименьшее число раз и в одних и тех же местах операции кантовки,
поворота и наклона. Иногда удается благодаря рациональному
выбору направления подачи сгруппировать совершенно различные,
на первый взгляд детали. Например, на ЗИЛе на линии штамповки
бензобака производится штамповка крышки клапанной коробки
U-образного двигателя. Габаритные размеры бензобака в плане
960x600 мм, крышки — 560x128 мм. При движении бака в
направлении вдоль наибольшей, а крышки — вдоль наименьшей
• оси появляется возможность объединить эти детали в одну
группу и использовать одни
и те же устройства для
транспортировки, загрузки и
выгрузки.
Типизация деталей,
изготовляемых методами горячей
штамповки, облегчается тем,
что технологический процесс
применительно к типу
машины обычно состоит из
двух-трех переходов: осадки,
предварительной и
окончательной штамповки (КГШП)
или из нескольких наборных
операций и прошивки (ГКМ)
и т. д. Детали объединены в большие группы типа шестерен,
фланцев, с отростками, шатуны, клапаны и др. При переходе на
автоматический цикл работы нецелесообразно образовывать новые
группы; однако непременным требованием является выполнение
условия поточности. )
В области холодной штамповки накоплен большой опыт по
типизации деталей в зависимости от их конструктивных и
технологических особенностей.
Интенсификация технологических процессов, т. е. объединение
в одном штампе, в одной машине нескольких операций или
повышение степеней деформации за счет применения более
прогрессивных технологических процессов.
В. настоящее время получены положительные результаты по
совмещению в одном штампе нескольких переходов. Можно
привести многочисленные примеры применения штампов
последовательного и совмещенного действия. Создаются машины-автоматы,
объединяющие несколько различных операций. Благодаря
интенсификации технологических процессов удается сократить число
машин и средств автоматизации, обслуживающих данный техно-
Рис. 3. Схема расположения
оборудования:
а — неудовлетворяющая и б —
удовлетворяющая требованиям поточности: 1 — прессы;
2— на сборку
Общие принципы автоматизации
13
логический процесс, т. е. повысить надежность линии (подробнее
см. § 31).
Соответствие методов автоматизации особенностям
производства, т. е. осуществление взаимосвязи режима работы основного
технологического агрегата со вспомогательными (средствами
автоматизации) и с характером течения технологического процесса;
обеспечение надежных блокировок, гарантирующих в период
деформации вывод средств автоматизации из рабочей зоны пресса;
максимальное использование холостого хода машины для
работы средств автоматизации; обеспечение подналадки
технологического процесса в период работы машины, т. е.
осуществление принципа обратной связи, и т. д.
Для выполнения рассматриваемого условия необходимо
соответствующее проектирование технологического процесса и
инструмента с тем, чтобы деталь или полуфабрикат после
формоизменения на каждой операции гарантированно
оставались только в верхней или нижней.половине штампа. Как известно,
в случае обычного неавтоматизированного технологического
процесса при выборе штамповочных уклонов, зазоров,
конструктивной схемы штампа стремятся обеспечить примерно одинаковые
условия для выталкивания изделия из штампа. В результате при
небольших отклонениях от хода течения технологического
процесса деталь начинает «залипать» то в верхней, то в нижней
половине штампа. Такое положение в условиях работы со средствами
автоматизации> неизбежно приводит к нарушению взаимосвязи
между работой основного технологического агрегата и средств
автоматизации.
Объем работ по автоматизации производственных процессов,
по разработке способов повышения их надежности неизменно
возрастает. Однако до последнего времени эти работы
преимущественно были направлены на создание средств контроля,
регулирования, программирования и т. п., т. е. средств автоматики.
Это объясняется огромным прогрессом, достигнутом в указанном
направлении в станкостроении. Развитие автоматизации в
условиях кузнечно-штамповочного производства имеет свою специфику,
заключающуюся в том, что при осуществлении технологических
процессов ковки и штамповки на машинах, имеющих жесткий ход
инструмента (кривошипные кузнечно-прессовые машины), не
удается влиять на их течение, т. е. заложить принципы обратной
связи для создания саморегулируемых, самонастраивающихся
процессов. Изделие (или полуфабрикат) получается за один ход
ползуна пресса в течение десятых долей секунды. Конструкция
инструмента исключает возможность его поднастройки в процессе
работы. Правда, на таких операциях, как точная резка заготовок,
нагрев, свободная ковка и другие, уже осуществляется автомати-
14 Технико-экономические основы автоматизации
ческая подналадка в процессе работы. Но это сделано за счет
применения специальных регулируемых упоров (при резке) или
настройки на оптимальную силу удара при использовании
особенностей машин с нежестким ходом (свободная ковка на молотах
и гидропрессах).
Изложенное показывает, что в условиях кузнечно-штамповоч-
ного производства надежность автоматизированных
технологических процессов определяется главным образом их устойчивостью,
надежностью средств автоматизации и оборудования. Поэтому
на данном этапе автоматизации технологических процессов ковки
и штамповки основные усилия должны быть направлены на
создание надежных средств и устройств, механизирующих
вспомогательные операции, т. е. операции подачи материала в инструмент
и удаления готового изделия и отхода; операции стапелирова-
ния (укладки изделий) и транспортирования между переходами;
операции подсчета и контроля правильности подачи материала
и других, а также на создание и совершенствование средств
контроля за состоянием оборудования и устройств автоматизации.
2. МЕТОДЫ АВТОМАТИЗАЦИИ
Выбор метода автоматизации для конкретных
производственных условий во многом зависит от характера производства. Выше
отмечалось, что на ЗИЛе для штамповки деталей двери, бензобака
оказалось целесообразным применение автоматических линий.
Так как типизация таких деталей, как панель пола и крыша,
капот, облицовка радиатора, значительно отличающихся формой
и технологическим процессом, оказалась невозможной, то
создание для их производства, автоматических линий нерентабельно
даже в условиях крупносерийного производства. Действительно,
как можно объединить технологические процессы, если панель пола
штампуется на трех прессах, облицовка радиатора — на шести,
а панель крыши — на двух. Для таких деталей, очевидно,
целесообразнее проектирование ряда поточных механизированных
легко переналаживаемых линий с применением универсальных
механизмов.
Приведем другой пример, характеризующий выбор метода
автоматизации для 'горячей штамповки шатуна автомобиля. На
Горьковском автомобильном заводе (ГАЗ) для изготовления ша-
туна^построена автоматизированная линия, состоящая из пресса
для резки, нагревательных устройств, многоклетьевых вальцев,
трех горячештамповочных прессов и другого вспомогательного
и основного оборудования. Ручной труд на горячештамповочном
прессе используется лишь для перекладывания заготовок из
Методы автоматизации
15
ручья в ручей. Все остальные операции автоматизированы. На
Московском заводе малолитражных автомобилей (МЗМА) шатун
изготовляется на механизированной переналаживаемой поточной
линии. Очевидно, при решении вопроса о том, какой должна быть
линия по изготовлению шатунов на двух указанных заводах,
решающее значение играла программа выпуска.
Определение характера кузнечно-штамповочного производства
и связанный с этим выбор метода автоматизации необходимо
проводить исходя из следующих основных показателей:
1) программы выпуска и размера партии;
2) номенклатуры деталей, закрепленных за линией (машиной);
3) индивидуальных особенностей деталей и технологических
процессов (табл. 1).
Автоматизация технологических процессов ковки и штамповки
развивается или за счет оснащения средствами автоматизации
универсального кузнечно-прессового оборудования или за счет
применения специализированных машин. Следует отметить, что
и настоящее время применение специализированных машикгчэнрав-
дано лишь в условиях крупносерийного и массового
производства. В условиях серийного производства применение
специализированных, т. е. высокопроизводительных машин, станет
возможным с развитием и совершенствованием системы специализации
и кооперации производства. В этом задача настоящего и
будущего. Сейчас основным направлением автоматизации процессов
ковки и штамповки является автоматизация на базе
универсальных машин, к которым в этой связи приходится предъявлять
дополнительные требования, вызванные спецификой их работы в
условиях автоматизации (см. §4). В отношении специализированных
машин дополнительные требования, предъявляемые
автоматизацией, обычно выполняются в процессе проектирования последних.
Характер этих требований обусловливается особенностями
технологического процесса и метода автоматизации.
В кузнечно-штамповочном производстве для автоматизации и
комплексной механизации нашло применение следующее:
1. Специальные штамповочные автоматы (гайковысадочные,
шариковысадочные, роторные и другие), которые используются
для массового ^производства небольших однотипных
нормализованных изделий, изготовляемых холодной объемной штамповкой.
2. Специализированные автоматические линии для массового
производства мелких и средних деталей, изготовляемых методами
холодной листовой и горячей объемной штамповки.
3. Автоматизированные переналаживаемые линии на базе
универсального оборудования со средствами автоматизации,
используемые при обработке крупных партий средних и больших деталей
и серийном и крупносерийном производстве.
16 Технико-экономические основы автоматизации
Таблица 1
Классификация изделий кузнечно-штамповочного производства
Вид обработки
Листовая
штамповка <
Свободная ковка
на молотах
Свободная ковка
на
гидропрессах
Штамповка на
молотах и го-
рячештампо-
вочных
прессах
Штамповка на
горизонтально-
ковочных
машинах и резка
на
пресс-ножницах
Холодная
объемная штамповка
Характеристика
изделий
Наибольший
размер в плане
в мм
Масса падающих
частей молота
в кг
Наибольшая
масса поковки
в кг:
фасонной
гладких
валов
Наибольшее
сечение
заготовки в мм2
Усилие в Мн
Масса поковки
в т:
с операцией
осадки
без операции
осадки
Масса заготовки
в кг
Диаметр прутка
в мм
Масса заготовки
в кг
Размерная группа изделий
Мелкие
До 200
До 750
» 40
» 140
» 135
До 10
» 1,5
» 3
До 1,6
До 25
До 0,5
Средние
200—500
750—2000
40—180
140—500
135—225
12,5—32,0
1,5—15,0
3—30
1,6—16,0
25—70
Свыше 0,5
Крупные
Свыше 500
Свыше 2000
» 180
» 500
» 225
Свыше 32
» 15
» 30
Свыше 16
Свыше 70
—
Технологические предпосылки автоматизации 17
4. Универсальные многопозиционные прессы-автоматы или
универсальные прессы, превращенные в прессы-автоматы в
результате оснащения их средствами автоматизации при
крупносерийном производстве для мелких и средних деталей.
5. Штампы-автоматы и полуавтоматы, установленные на
универсальное оборудование и применяемые для мелких деталей,
изготовляемых листовой штамповкой в крупносерийном и
серийном производстве.
6. Универсальные кузнечно-прессовые машины со средствами
механизации, применяемые в серийном и мелкосерийном
производстве крупных и реже средних деталей при небольших партиях
запуска.
7. Программирование процессов ковки на молотах и
гидропрессах, применяемое для крупных деталей в серийном
производстве.
8. Специальные устройства для механизации складских,
наладочных, транспортных и других вспомогательных работу куз:/
иечно-штамповочного производства.
Автоматизируя процессы ковки и штамповки, следует помнить,
что внедрение автоматов и специализированных автоматических
линий не должно являться самоцелью, а должно быть
экономически оправдано. При этом автоматы и автоматические линии
необходимо использовать на полную расчетную мощность, иначе
действительные сроки окупаемости удлиняются.
Направление на повышение эффективности автоматизации и
механизации на данном этапе развития кузнечно-штамповочного
производства приводит к необходимости использовать все
имеющиеся резервы. Автоматизацию основных производственных
процессов необходимо проводить комплексно с автоматизацией
вспомогательных складских, транспортных и наладочных работ.
В комплексно-автоматических линиях должны быть
автоматизированы все производственные процессы, начиная с поставки
исходных материалов и кончая транспортировкой готовых
изделий на склад. Большое внимание следует уделять автоматизации
и механизации операций наладки и установки штампов.
§ 3. ТЕХНОЛОГИЧЕСКИЕ ПРЕДПОСЫЛКИ АВТОМАТИЗАЦИИ
1. Вариантность технологических процессов
Автоматизация становится действительно эффективной, когда
она основывается на прогрессивных технологических процессах
и ею завершается большая предварительная работа по отработке
новой технологии. Принципиальная особенность автоматизации
состоит в расширении технологических возможностей производства,
2 И. А. Норицын 1295
18
Технико-экономические основы автоматизации
а не в повторении старых технологических процессов.
Большинство существующих технологических процессов обработки
металлов давлением страдает расчлененностью и многооперацион-
ностыо, что в сочетании с ручным обслуживанием прессов
приводит к низкой производительности труда. Обязательным условием,
предшествующим автоматизации, должен быть пересмотр и
переработка существующих технологических процессов, устранение
неоправданной многооперационности, ибо чем сложнее и длиннее
технологический маршрут изготовления детали, тем сложнее
такой процесс автоматизировать. Проблему автоматизации
процессов ковки и штамповки нельзя сводить лишь к оснащению
существующих машин средствами автоматизации, в том числе
электронными, с последующим объединением их в автоматические или
автоматизированные линии. Для использования огромных
возможностей, заключенных в рационально организованном
автоматизированном процессе, нужно прежде всего переосмыслить
технологический процесс в целом, включая конструкцию изделия, тип
оборудования и т. д.
Выше приводился пример (см. рис. 1 и 2) изготовления одной
и той же детали при использовании различных технологических
процессов. Правда, и в том, и в другом процессе для получения
детали применялась горячая штамповка. В большинстве случаев
при выборе варианта технологического процесса приходится
решать более сложные проблемы, связанные с переводом
изготовления детали методом горячей штамповки на изготовление холодной
объемной штамповкой и наоборот. Это весьма характерно для
обработки металлов давлением и является ее большим
преимуществом, так как наличие вариантности технологических процессов
изготовления одной и той же детали свидетельствует о резервах
производства и является источником его развития.
Рассмотрим еще один пример — изготовление клапана
(рис. 4).
В настоящее время автоматизация процесса штамповки
клапанов автомобильных двигателей осуществляется на основе двух
технологических вариантов. В первом варианте технологического
процесса применяется процесс прямого выдавливания,
осуществляемый за один или два перехода (рис. 4, а). Преимущество этого
процесса состоит в том, что благодаря благоприятной схеме
напряженного состояния обеспечивается высокая пластичность и
качество получаемой поковки, если при этом соблюдается
оптимальный температурно-скоростной режим деформации. Эта схема
формоизменения позволяет получить качественные клапаны с
полостью даже из малопластичной жаропрочной стали. Однако в
процессе выдавливания возникают повышенные усилия
деформирования, отрицательно влияющие на стойкость штампа. Поэтому
Технологические предпосылки автоматизации
19
в условиях автоматизации необходимо предъявлять повышенные
требования к проектированию матриц и к их стойкости.
Второй вариант технологического процесса изготовления
клапана состоит из операций электровысадки с набором головки в
процессе ее нагрева и формовки (рис. 4, б). По сравнению с первым
вариантом указанный способ снижает усилия деформирования.
Однако здесь схема напряженного состояния менее благоприятна
для обеспечения высокой пластичности; она может нарушить
стабильность технологии штамповки и непрерывность автоматизи-
Рис. 4. Варианты автоматизированных технологических
процессов изготовления клапана:
/ — заготовка; 2 — пуансон; 3 — контакты электровысадочной
установки
рованного процесса. Возможности этой схемы деформирования
по сравнению с выдавливанием значительно меньше, особенно
при штамповке труднодеформируемых малопластичных металлов.
Сейчас во всех областях обработки металлов давлением
изыскиваются способы, облегчающие переход к автоматизации. Это
особенно относится к серийному и крупносерийному производству.
Работы в этом направлении ведутся в основном по пути создания
более совершенных машин, применения оптимального
технологического маршрута изготовления детали на существующем
оборудовании, а также рациональной организации труда на линии.
В цехах листовой штамповки получают применение прессы
гащионного типа (рис. 5). Секционный пресс состоит из
объединенных на одной станине нескольких (двух-трех) прессов.
Благодаря этому технологический процесс листовой штамповки удается
осуществить на одной машине, а не как обычно — на нескольких
шшшиах. При этом значительно облегчается вопрос
транспортировки деталей между переходами штамповки и сокращается
технологический цикл. Использование секционных прессов
позволяет автоматизировать многие технологические процессы.
• Hi
20
Технико-экономические основы автоматизации
Помимо использования секционных прессов, большие
возможности для автоматизации заложены в объединении на одном
обычном прессе нескольких операций путем установки ряда связанных
между собой штампов или совмещения этих операций в одном
штампе. Сейчас промышленностью освоена гамма листоштампо-
вочных прессов с большими межштамповыми пространствами.
Длина столов прессов значительно увеличена. Это позволяет
Рис. 5. Многопозиционный пресс-автомат секционного типа
устанавливать на них несколько штампов с простейшими
средствами автоматизации передвижения полуфабрикатов. При этом
штампы должны иметь общую плоскость передачи деталей.
Уже давно при штамповке на горячештамповочных прессах
на одной машине объединяются несколько переходов (см. рис. 1
и 2). Здесь обычно наиболее нагруженной является последняя
формообразующая операция. В случае ее внецентренного
расположения, особенно при штамповке с усилиями, близкими к
номинальным, большую роль играет правильный выбор направления
штамповки. Если плоскость штамповки перпендикулярна
плоскости перемещения кривошипно-шатунного механизма (рис. 6, а),
то при оптимальных величинах зазоров в шарнирах кривошипно-
шатунного механизма и направляющих ползуна внецентренное
приложение нагрузки может вызвать значительные
дополнительные изгибающие напряжения, не учитываемые обычно при
прочностном расчете эксцентрикового вала. При уменьшении зазоров
Технологические предпосылки автоматизации 21
кЧЧЧЧЧЧЧ14
1ЧЧЧЧк^*
по боковым направляющим ползуна, с тем чтобы они
воспринимали внецентренную нагрузку, появляется опасность
заклинивания ползуна вследствие изгиба стоек пресса.
Если не удается поместить наиболее нагруженный ручей
в центр пресса (см. рис. 2), то принимать направление штамповки,
показанное на рис. 6, а, нельзя. В этом случае направление
штамповки должно быть таким (см. рис. 6, б), при котором
направление перемещения детали в процессе
штамповки совпадает с плоскостью
перемещения кривошипно-шатунного
механизма пресса. Здесь внецентренная
нагрузка воспринимается только
направляющими ползуна пресса. Однако при
этом нужно следить за тем, чтобы в
процессе штамповки на любой операции
боковые усилия воспринимались одними
направляющими ползуна, иначе будет
иметь место быстрый выход из строя
инструмента.
Большую роль играет рациональная
организация труда. Во многих случаях
автоматизация серийного производства
экономически невыгодна из-за
небольших партий штампуемых деталей,
частой смены инструмента и др. Если для
серийного производства
запроектировать автоматизированную линию по
схеме, показанной на рис. 7, а, то из-
за сложности наладки инструмента
вытяжного пресса (около одной смены)
линия была бы загружена максимально на
50%, остальное время затрачивалось
бы на наладку инструмента.
При расположении оборудования по схеме, показанной на
рис. 7, б, когда вытяжные прессы 1 и 3 установлены в начале и
конце линии, возможна такая организация труда, при которой
линия может быть рентабельной и ,в условиях серийного
производства. При этом один вытяжной пресс всегда находится в
наладке. В случае, когда переналаживается пресс 5,
технологический процесс осуществляется в направлении по стрелке Л, если
пресс У, то — в направлении по стрелке Б. Переналадка обрезных
прессов 2 обычно не вызывает осложнений и может быть
произведена наладчиками между сменами или самими штамповщиками,
особенно если прессы оснащены выдвижными плитами. Загрузка
такой линии может быть очень высокой, превышающей 80%.
Щ-1
Ш и I
щ&
ш ш
б)
а)
Рис. 6. Выбор плоскости
штамповки на КГШП:
А — перемещение
полуфабриката; / — /// — переходы
штамповки
22 Технико-экономические основы автоматизации
Выбор технически рациональных и экономически
эффективных технологических процессов в условиях автоматизации
является сложной задачей. Постоянное совершенствование
технологии, конструкций машин, методов организации производства
исключает однозначность или постоянство решения проблемы
вариантности технологического процесса. Критерием при оценке
правильности выбора технологического процесса может быть
себестоимость изготовления единицы продукции. В отдельных
случаях такими критериями могут быть темпы развития данного
а)
/
у
Хг
л
Рис. 7. Выбор схемы расположения оборудования
производства, условия безопасности и охраны труда. Кроме
отмеченного, выбор автоматизированного технологического
процесса (по С. А. Артоболевскому) зависит и от специфических
особенностей автоматизированного производства: возможности
конструктивного оформления устройств, автоматизирующих все
рабочие и вспомогательные операции, необходимые для
осуществления технологического процесса; достижения приблизительно
одинаковой длительности технологического цикла по операциям;
выбора установочных баз, обеспечивающих и облегчающих
автоматизацию фиксации, загрузки, выгрузки и транспортировки
заготовок; стабильности и точности получаемых изделий;
возможности безаварийной работы; достаточной стойкости инструмента,
позволяющей работать без остановки в течение заданного
промежутка времени.
2. Требования к автоматизированным
технологическим процессам
Совершенная конструкция детали, ее технологичность. Под
«технологичностью» следует понимать такое проектирование
изделий," при котором при соблюдении всех эксплуатационных
качеств обеспечивается минимальная трудоемкость изготовления,
минимальная металлоемкость и себестоимость". Обычно этому тре-
Технологические предпосылки автоматизации 23
бованию отвечает деталь, внешние и внутренние контуры которой
выполнены простейшими линиями. Если деталь технологична,
то вопросы ориентации и фиксации исходной заготовки и готовой
детали в процессе ее изготовления и транспортировки между
переходами значительно облегчаются. Кроме того, технологичность
детали позволяет повысить коэффициент использования металла,
сократить ненужные операции.
Технологические требования, предъявляемые к деталям,
изготовляемым различными методами обработки давлением,
отличаются друг от друга. Например, технологичность деталей,' из-
Рис. 8. Метод изготовления и техно- Рис. 9. Экономия металла
логичность изделия и технологичность изделия
готовляемых свободной ковкой, рассматривается с точки зрения
обеспечения простоты формы, так как здесь применяется
универсальный инструмент. Использование штампов (холодная и
горячая штамповка) позволяет сравнительно легко получить уже
более сложные формы детали. В этом случае технологичность
рассматривается с точки зрения экономии металла, возможности
изготовления штампов, целесообразности применения того или
иного технологического процесса и т. п.
На рис. 8 показана деталь-ограничитель, изготовленная двумя
вариантами. В менее технологичном варианте (рис. 8, а)
использована горячештампованная заготовка, которая затем подвергается
обработке резанием. В другом варианте (рис. 8, б) используется
штампосварная заготовка, причем для неответственного
соединения сварка может быть исключена. - J
Из рис. 9, а видно, что нерациональная (следовательно,^не-_
технологичная) форма детали из-за несогласованности контуров
ее сторон значительно осложняет технологический процесс
вырубки и делает его менее экономичным (увеличивает расход
материала) по сравнению с процессом, в котором используется
деталь, показанная на рис. 9, б.
Можно привести еще огромное количество подобных примеров,
указывающих на необходимость обеспечения еще в стадии
проектирования машины наиболее рациональных (для данного типа
24 Технико-экономические основы автоматизации
производства) форм детали или ее составных частей. Часто
потребность в тех или иных конструктивных изменениях деталей
выявляется в процессе разработки технологического процесса.
Устойчивость технологического процесса. Технологический
процесс можно считать устойчивым, если различные колебания
параметров не вызывают нарушений в работе автоматической
линии. Надежность процесса определяется длительностью
бесперебойной работы штампа, пресса, автоматической линии.
Следует заметить, что требование устойчивости и надежности
технологического процесса является обязательным и для
неавтоматизированного технологического процесса. Однако в условиях
автоматизации в эти показатели вкладывается более глубокий
смысл, так как частое нарушение технологического процесса
может привести к остановке всей автоматической линии, т. е. к
нарушению всего технологического цикла.
В условиях автоматизации кузнечно-штамповочного
производства должна быть обеспечена повышенная устойчивость
технологического процесса. Никакие допустимые техническими условиями
колебания механических и пластических свойств металла, износ
рабочих частей штампа и т. п. не должны привести к нарушению
технологического режима и явиться причиной брака. Поэтому
в условиях автоматизированного производства расчет
технологических параметров должен быть проведен на научной основе
с более высокой точностью. Например, при вытяжке листового
металла, учитывая колебания его пластических свойств,
необходимо для расчета применять такие значения коэффициентов
вытяжки, которые обеспечивают более повышенный запас прочности
в месте обрыва дна полуфабриката. Если процесс
последовательной вытяжки в ленте или полосе осуществляется на штампе
последовательного действия или на многопозиционном
пресс-автомате, то в связи с некоторым завышением коэффициентов вытяжки
соответственно увеличивается число переходов, однако
производительность процесса не уменьшается.
Устойчивость технологических процессов в условиях горячей
штамповки зависит от многих факторов. Прежде всего важно
правильно выбрать и соблюдать температурный интервал ковки,
который оказывает существенное влияние на качество поковок.
Известно, что в условиях горячей деформации металлов особенно
ощутимо влияние скорости деформирования и скорости
деформации на повышение сопротивления деформации.
В условиях автоматизации процессов горячей штамповки
широкое использование молотов маловероятно. За последнее
время все большее распространение находят горячештамповочные
кривошипные прессы. В условиях автоматизации они найдут
еще большее распространение. На этих прессах возможно осуще-
Технологические предпосылки автоматизации
25
ствлять прогрессивные малоотходные процессы горячей штамповки
в закрытых штампах. При этих методах штамповки возникают
повышенные удельные усилия в рабочей полости штампа, благодаря
чему заметно снижается стойкость штампа и нарушается
устойчивость технологического процесса. Для того чтобы сделать
процесс вполне надежным, желательно увеличить точность
заготовок под штамповку. При резке заготовок на хладноломе, пресс-
ножницах и даже пилах заготовки получаются с большими
отклонениями по длине и с неудовлетворительным качеством торца.
Последнее отрицательно сказывается на устойчивости
технологического процесса.
В настоящее время предложены процессы резки, которые
должны обеспечить более качественную и точную резку под
горячую и холодную объемную штамповку. Это схемы резки прутка
в холодном состоянии на основе деформации кручения или сдвига
в штампах, осуществляющих дифференцированное сжатие прутка,
и др.
Новые схемы резки обеспечивают хорошее качество
поверхности среза и его перпендикулярность к оси заготовки, а также
достаточно высокую размерную точность. Успешно внедряются
и устройства для дозированной резки заготовок.
При штамповке в закрытых штампах можно получить заготовки
более высокой точности, однако необходимо считаться с
возможностью появления избыточного объема металла, нарушающего
устойчивость технологического процесса за счет повышенного
износа штампа и снижающего его стойкость, а иногда приводящего
к выходу из строя пресса из-за перегрузки.
На рис. 10 показана конструкция штампа с противодавлением,
обеспечивающая хорошее заполнение металлом полости штампа
и предохраняющая пресс от перегрузок при подаче заготовки
увеличенного объема. В данной конструкции противодавление
обеспечивается пружинным буфером.
Механизация и автоматизация предъявляет/повышенные
требования к нагреву кузнечных заготовок, которые наиболее полно
могут быть удовлетворены при безокислительном газовом и
индукционном способах нагрева. Вместе с тем основным способом
нагрева металла в ряде кузнечных цехов пока остается пламенный
нагрев (на мазуте и газе), что, несомненно, препятствует широкому
внедрению автоматизации.
Наиболее экономичным способом нагрева кузнечных
заготовок является газовый безокислительный нагрев, исключающий
окалинообразование и повышающий стойкость штампов. При
'том способе могут быть достигнуты наименьшая себестоимость
нагрева и относительно небольшие капиталовложения. Этот
прогрессивный метод нагрева особенно эффективен при крупно-
26 Технико-экономические основы автоматизации
серийном типе производства в условиях механизированное
производства поковок.
Индукционный нагрев обладает техническими и
экономическими преимуществами перед другими способами нагрева в
условиях автоматизированного производства (возможность
автоматизации, минимальное образование окалины, благоприятные усло-
Рис. 10. Конструкция штампа с противодавлением
вия труда). Однако применение индукционного нагрева в
настоящее время связано со значительными капиталовложениями и
относительно высокими эксплуатационными расходами.
Изложенное выше далеко не исчерпывает все явления,
оказывающие существенное влияние на устойчивость
технологического процесса штамповки в условиях автоматизации. Из
приведенных примеров следует, что проектирование и расчет
технологических и конструктивных параметров процессов необходимо
производить тщательно и с научных позиций.
Концентрация операций штамповки. Снижение трудоемкости
технологии штамповки и увеличение производительности труда
существенно зависят от концентрации технологических операций,
осуществляемой по двум направлениям. В первом случае кон-
Технологические предпосылки автоматизации 27
центрация операций достигается за счет соответствующего
конструирования штампа, когда на одной позиции осуществляется
несколько различных операций (штампы совмещенного действия).
При этом благодаря объединению различных процессов
достигается большой эффект по формоизменению и не требуется
механизации передвижения изделия от одной операции к другой.
Во втором случае концентрация операций заключается в их
объединении и осуществлении по последовательному непрерывному
принципу деформации (штампы последовательного действия).
Характерным примером второго направления является глубокая
вытяжка листового материала с большими степенями
деформации без межоперационных отжигов. Однако для обеспечения
устойчивого автоматизированного процесса осуществление
концентрации вытяжных операций на основе последовательного
принципа деформирования требует тщательного аналитического
расчета 1.
При объемной холодной штамповке объединяются отдельные
операции или стадии формоизменения: осадка заготовки с
последующим прессованием, комбинированное прессование (прямое
и обратное), контурная осадка и формовка и т. д. При штамповке
листового металла возможно совмещение операций вырубки и
вытяжки, раздачи и обжима и т. д.
В объемной горячей штамповке предпочтительнее, очевидно,
будет направление, заключающееся в объединении двух
перечисленных направлений, т. е. концентрация операций путем их
совмещения и последовательного их расположения (см. рис. 2 и 9).
Концентрация операций формоизменения уже находит
распространение и в горячей штамповке. В отличие от холодной
штамповки процесс горячей штамповки протекает в более сложных тем-
пературно-скоростных условиях деформации. Отклонение от
оптимального температурно-скоростного режима горячей штамповки
в условиях теплопередачи «металл—штамп» может привести к
незаполнению рельефа рабочей полости штампа (к недоштамповке),
к браку из-за разрушения и к пережогу. Следует учитывать, что
температурно-скоростной режим, определяя устойчивость
технологического процесса, связан непосредственно с принятыми
степенями деформации, скоростями деформирования и
деформации.
В настоящее время концентрация операций горячей штамповки
оГкчшечивается объединением процессов осадки и предварительной
штамповки, обрезки заусенца и прошивки, прямого и обратного
прессования и т. п., а также повышением степеней деформации.
1 Аналитические зависимости, разработанные И. А. Норицыным, по
определению параметров такой технологии приведены в книге «Основы теории
обработки металлов давлением». Машгиз, 1959.
28
Технико-экономические основы автоматизации
3. Особенности конструирования штамповой оснастки
Требования, предъявляемые автоматизацией к
технологическому процессу, обусловливают конструкцию инструмента для
автоматизированных технологических процессов, которая должна
быть увязана с механизирующими устройствами и не должна
затруднять их применение. Устойчивость процесса, концентрация
операций, технологичность изделий — все это также неразрывно
связано с конструированием штамповой оснастки. Следует пом-
Рис. 11. Направление перемещения изделия в штампе,
показанном на рис. 10
нить, что простота и надежность средств автоматизации в первую
очередь зависит от соответствия штампов условиям работы со
средствами автоматизации.
На рис. 10 был показан закрытый штамп с противодавлением,
установленный в кузнечном цехе МЗМА, для штамповки шестерни.
Выше отмечалось, что данный процесс значительно облегчает
проблему автоматизации, так как удовлетворяет основным
требованиям, предъявляемым автоматизацией к технологическим
процессам. Однако автоматизировать штамп, показанный на рис. 10,
практически невозможно. В штампе три перехода: фигурная
осадка, штамповка и просечка дна. Расположение ручьев и их
уровень выбраны произвольно. Более того, для закладки изделия
в последний ручей необходимо проделать сложный маневр по
обходу стоек прижима, т. е. для автоматизации указанного штампа
(см. рис. 10) необходимо создать устройство, которое бы
осуществляло сложные манипуляции с заготовкой (рис. 11). Даже если
оно и будет создано, то из-за различных уровня расположения
ручьев (плоскости Аъ А2> А3, -А4) и шага подачи (аг ф а2 Ф as)
оно получится настолько сложным, что трудно будет добиться
\
Технологические предпосылки автоматизации
29
надежной его работы. Этот пример показывает, что конструкция
инструмента может затруднить проблему автоматизации
процесса.
На рис. 12 представлено межштамповое пространство горяче-
штамповочного пресса. Здесь благодаря общему уровню
расположения и кратности расстояния между ручьями штампа (а = 2а±)
средства автоматизации, используемые для автоматизации
данного процесса, чрезвычайно просты, а следовательно, и надежны.
Рис. 12. Автоматизированный штамп КГШП с грейферной подачей
В данном случае инструментальная оснастка не исключает
возможности применения средств автоматизации, а, наоборот,
способствует их использованию в технологическом процессе.
Разработка технологического процесса заканчивается
конструированием инструмента. При проектировании штамповой
оснастки для определенного технологического процесса нужно
стремиться к тому, чтобы высота уровня загрузки-выгрузки была
одинаковой для всех переходов на данном штампе, а для
автоматической линии — для всех операций. Под высотой уровня загрузки-
выгрузки для штампа подразумевается расстояние от уровня
пола до места, где производится захват детали, а не до «зеркала»
штампа. Одинаковая высота уровня загрузки-выгрузки для
различных деталей позволяет исключить дополнительную подналадку
средств автоматизации и упростить их конструкцию.
Невыполнение этого условия не позволяет применить однотипные устройства
30 Технико-экономические основы автоматизации
автоматизации на различных операциях, что значительно
удорожает механизацию и затрудняет обслуживание линии.
Если необходимо использовать выталкиватели, подъемники
и другие устройства, облегчающие удаление деталей из штампов,
то расстояние от захватываемой кромки до «зеркала» должно быть
не менее 40—50 мм.
Для беспрепятственного прямоточного перемещения изделия
при его загрузке и выгрузке расположение направляющих колонок
в штампе должно быть увязано с конструкцией средств
автоматизации. В некоторых случаях это достигается закреплением
направляющих колонок в верхней части штампа.
Штампы, для которых исходной заготовкой является лист,
полоса и другая плоская заготовка, должны иметь поверхности
(зеркала), позволяющие загружать заготовки методом толкания.
С этой целью, например, в вытяжных штампах предусматривают
двусторонние боковые направляющие с ловителями для листов,
упоры, а также устройства для*предупреждения обратного отскока
листа (собачки).
Выбор места расположения фиксаторов и упоров в штампе
должен проводиться с учетом особенностей подающих и
удаляющих устройств средств автоматизации.
В конструкции штампа необходимо предусматривать
специальные вырезы (карманы) под захватный орган, которые позволяют
сократить ход захвата, а следовательно, и цикл загрузки-выгрузки.
В деталях, к которым предъявляются требования по обеспечению
сохранности поверхности (облицовочные детали автомобиля),
желательно предусматривать специальные технологические места
для их захвата средствами автоматизации.
При автоматизации технологических процессов ковки и
штамповки работа средств автоматизации и пресса частично
совмещается. Чтобы избежать попадания частей средств автоматизации
под штамп, в них должны быть предусмотрены специальные
блокировочные устройства, обеспечивающие аварийный
принудительный отвод захватного органа из опасной зоны. На рис. 13
показана схема такой блокировки для вытяжных штампов.
Устройство ее чрезвычайно просто. К верхней части штампа крепятся
специальные клинья 2, которые воздействуют на заталкивающую
поперечину 3 листоукладчика; при этом исключается возможность
попадания ее под штамп в случае сдваивания пресса. На рис. 13
показано также расположение кармана 6 для подхода захвата 7
механической руки.
В последнее время начали применяться специальные
устройства, встраиваемые в штамп и контролирующие наличие и
положение изделия в нем. Эти устройства будут рассмотрены
ниже.
Выбор и расчет универсального оборудования
31
При автоматизации технологических процессов ковки и
штамповки большое значение имеет применение устройств для удаления
этходов из-под штампа. Для этого в конструкции штампа должна
быть предусмотрена возможность установки на нем приводных и
неприводных лотков, вибротранспортеров и других
вспомогательных устройств.
В механизированном технологическом процессе вопрос
переналадки линии для изготовления другого изделия имеет очень
Рис. 13. Схема штампа с устройствами блокировки:
/ — ползун; 2 — клинья; 3 — поперечина; 4 — деталь;
5 — стол пресса; 6 — карман; 7 — захват механической руки
большое значение, так как в этом случае надо не только заменить
штамп, но произвести и переналадку средств автоматизации.
Большое внимание следует уделять унификации самих штампов,
возможности получения на них различных изделий за счет смены
или дополнительной установки пуансонов, вставок и др. Такие
конструкции штампов эксплуатируются на ЗИЛе, МЗМА и
других заводах.
§ 4. ОСОБЕННОСТИ ВЫБОРА И РАСЧЕТА
УНИВЕРСАЛЬНОГО ОБОРУДОВАНИЯ
1. Определение темпа штамповки
Автоматизация и механизация технологических процессов
обработки металлов давлением при использовании универсального
оборудования осуществляется по линии оснащения его средствами
автоматизации. При этом возможны три основных типа циклов
автоматической работы: последовательный, совмещенный и ком-
оипированный.
32
Технико-экономические основы автоматизации
Последовательный цикл (рис. 14, а) характеризуется тем, что
в нем все движения механизмов средств автоматизации и основные
рабочие движения (ход ползуна) технологического агрегата
(пресса) происходят последовательно. Пресс при
последовательном цикле работает на единичных ходах с остановкой ползуна
в крайнем верхнем (заднем)
положении.
При последовательном
цикле возможно:
а) комбинировать в любой
последовательности
различные движения средств
автоматизации, что позволяет
автоматизировать
большинство операций штамповки, в
том числе штамповку
крупногабаритных деталей;
б) устанавливать средства
автоматизации и механизации
на универсальные машины
без модернизации последних;
в) компоновать
универсальные машины во вновь
проектируемые и в
действующие автоматические линии
без синхронизации чисел
ходов пресса.
Наряду с
преимуществами последовательный цикл
имеет и недостатки, из которых основными являются следующие:
1. Снижение производительности автоматизированных прессов
из-за того, что продолжительность t последовательного цикла
является суммой последовательных периодов работы (рис. 14, а);
собственно пресса tMatu, средств автоматизации taem, систем
включения пресса 4. ^ и системы включения средств автоматизации te.a.
2. Трудности, связанные с обеспечением надежной фиксации
заготовок в период, когда один механизм уже закончил, а другой
не успел начать движение (время tettt и te,a).
3. Тяжелые условия работы системы включения пресса,
особенно муфты и тормоза, которые должны обеспечивать включение
и выключение пресса при каждом его ходе.
Совмещенный цикл (рис. 14, б) характеризуется тем, что в нем
все движения механизмов и узлов средств автоматизации
совмещены во времени с основными рабочими движениями собственно
пресса (ходом ползуна). Пресс при совмещенном цикле работает
Рис. 14. Циклы работы универсального
оборудования со средствами
автоматизации:
а — последовательный; б — совмещенный; в —
комбинированный; / — период работы пресса;
2—период работы средств автоматизации
Выбор и расчет универсального оборудования
33
на автоматических непрерывных ходах, без остановки ползуна
в крайнем верхнем (заднем) положении.
Основной недостаток совмещенного цикла — сложность его
осуществления на машинах, находящихся в эксплуатации.
Средства автоматизации, встраиваемые в пресс для работы по
совмещенному циклу, должны иметь надежные блокировки, вплоть до
механической связи привода пресса с приводом средств
автоматизации.
Основным преимуществом совмещенного цикла является
высокая производительность пресса; кроме того, исключаются
постоянные переключения системы включения пресса.
Комбинированный цикл (рис. 14, в) — усовершенствованная
разновидность последовательного цикла. Здесь работа пресса и
средств автоматизации также происходит последовательно, однако
часть, движений средств автоматизации совмещена во времени
с движением ползуна пресса. При этом исключаются потери
времени на срабатывание систем управления. Комбинированный цикл
заключают в себе многие преимущества совмещенного цикла,
а производительность при этом выше, чем при
последовательном.
При определении темпа автоматической штамповки
необходимо учитывать, в каком цикле работает пресс.
При совмещенном цикле его продолжительность (темп
штамповки) t определяется по формуле
t = t =— (I)
где пн — паспортное число ходов ползуна пресса в минуту.
При последовательном цикле его продолжительность (темп
штамповки) определяется по формуле
где 4. п и 4. а — время, затрачиваемое на срабатывание систем
включения пресса и средств автоматизации;
tMatu — теоретическое машинное время пресса;
taem — время срабатывания средств автоматизации.
Время 4.м может быть учтено введением действительного
машинного времени (см. ниже). Время te a колеблется в пределах
0,07—0,25 сек.
Для практических расчетов целесообразно пользоваться
зависимостью
3 И. А. Иорицын 1295
34
Технико-экономические основы автоматизации
где f — действительное машинное время, прошедшее с
момента воздействия на включающее устройство до
полной остановки пресса и равное
60
t — ¦
''мам —
D)
^Sw
>^s
sps
^Ч^чЛ
§11
Ш2
Щ
*<^
2 \ 3 ' 1
VOAV
^S^
^^У//Л
^Щ
щ
здесь ппр — предельное число включении пресса в минуту при
работе на единичных ходах.
Практика эксплуатации и эксперименты показывают, что при
работе пресса на единичных ходах нельзя определять tMaui по
0,8
Ofi
0,2 0 20 40 60 80 100 120 № 160 пн
Рис. 15. График для определения коэффициента 0:
/ — для одноклапанных систем включения; 2 — для двухклапанных
систем включения; 3 — для систем с последовательным включением
муфты и тормоза
формуле A). При этом для быстроходных машин ошибка может
составить 200% и более. Такая погрешность объясняется тем,
что формула A) не учитывает времени срабатывания системы
включения пресса. В результате этого запроектированная машина
не может обеспечить заданного темпа штамповки, а это является
недопустимым.
Для определения величины ппр рекомендуется пользоваться
зависимостью г
ппр = Н*> E)
где 6 — коэффициент, определяющий степень совершенства
системы управления, который может быть найден по
графику, изображенному на рис. 15.
При комбинированном цикле его продолжительность (темп
штамповки) t определяется по формуле
*" — ^маш ~г ^а
F)
1 Подробнее см. статью И. А. Норицына, В. И. Власова и др. Предельное число
включений кривошипных машин при работе на единичных ходах. «Кузнечно-
штамповочное производство», 1964, № 4.
Выбор и расчет универсального оборудования
35
гДе tMaul — теоретическое машинное время;
f — время срабатывания средств автоматизации,
приходящееся на период выстаивания пресса.
Продолжительность времени fMm определяется обычно в
каждом конкретном случае в зависимости от характеристики пресса
и времени перекрытия циклов.
2. Выбор пресса
Автоматизация технологических процессов ковки и штамповки
сопровождается, как правило, объединением на одной машине
нескольких различных операций часто с одновременной
штамповкой нескольких деталей. При этом максимальное усилие
деформирования может быть равно как сумме усилий, развиваемых на
Рис. 16. Штамп совмещенного действия:
/ — отход; 2 — изделие; 3 — уровень подачи ленты. По
стрелке А показано направление подачи
отдельных операциях, тад и одному наибольшему усилию. Все
это затрудняет ВЫ69Р пресса по усилию (силовой расчет).
Рассмотрим несколько примеров.
Часто при применении валковой подачи используются
комбинированные штампы, совмещающие в себе несколько операций
(рис. 16). Как видно из рис. 16, вначале при штамповке
происходит вырубка заготовки по контуру, а затем вытяжка стаканчика
напровал. Так как эти операции производятся последовательно
одна за другой, то при вписывании технологических графиков
(рис. 17) вырубки 2 и вытяжки / в график допускаемых усилий на
ползуне пресса 3 (этот график приводится $ паспорте машины)
3*
36
Технико-экономические основы автоматизации
получается, что пресс выбран с минимальным запасом (см. рис. 17),
причем, в рассматриваемом случае Рн ^ 2Ртах. Это происходит
из-за того, что первая операция (вырубка) начинается тогда,
когда угол поворота кривошипа равен 1,75 рад A00°). Такое
положение кривошипа при максимальном усилии штамповки обычно
характерно для штампов совмещенного действия.
о го но во во юо по по <к*
Рис. 17. График допускаемых усилий на ползуне при
использовании штампа, показанного на рис. 16
На рис. 18 показан штамп, где две операции (вытяжка и
вырубка) производятся одновременно, т. е. на штампе обрабатываются
сразу две детали. Штамп имеет шиберную подачу для
передвижения заготовок между операциями. Полоса, из которой
производится вырубка заготовки на позиции /, подается между
позициями I я II (по стрелке Б) под углом 0,785 рад D5°) к
направлению движения заготовок. Плоскости подач на позициях I и II
расположены одна над другой. При движении ползуна вниз
пуансон 1 вырезает заготовку по контуру и проталкивает ее на
плоскость действия шибера. При ходе ползуна вверх полоса
перемещается на одну позицию, а вырубленная заготовка шибером 2
подается в зону вытяжки (позиция 77) на прижим 3. При
последующем ходе ползуна вниз происходит одновременно вырубка
заготовки на позиции / (с последующим проталкиванием ее вниз)
и вытяжка на позиции 77. Затем снова происходит передача
заготовки с позиции / на позицию 77, а вытянутая заготовка с
позиции II удаляется из матрицы 4 при помощи
выталкивателя 5, работающего от механического выталкивателя пресса.
Выбор и расчет универсального оборудования 37
Полуфабрикаты попадают на лоток механического сбрасывателя
пресса,и соскальзывают по нему в тару.
Возвратно-поступательное движение шибера 2 обеспечивается
штоком-рейкой 6 через систему шестерен 7 и рейку 8.
Передаточное отношение шестерен равно примерно 2,5. Это позволяет при
небольшой величине хода штока цилиндра A25 мм) обеспечить
перемещение шибера на 310 мм. В крышках пневматического
цилиндра 9 имеются специальные устройства 10, обеспечивающие
Рис. 18. Штамп последовательного действия
торможение подвижных деталей в конце их рабочих и холостых
ходов. Автоматическая работа шиберной подачи при ходе ползуна
вверх обеспечивается соответствующей наладкой пневматической
схемы.
В случае, показанном на рис. 19, при выборе пресса по
допустимым усилиям на ползуне 3 технологические усилия вытяжки 2 и
вырубки 1 должны складываться (рис. 19).
Приведенные примеры показывают, что силовой расчет пресса
производится в зависимости от схемы штамповщ. В случае, когда
операции производятся последовательно, ~- усилия не
суммируются, а располагаются последовательно на графике допустимых
усилий на ползуне по прочности деталей пресса (см. рис. 17).
Если технологические операции на двух (или более) позициях
производятся одновременно, то максимальные технологические
усилия должны суммироваться (см. рис. 19). При комбинированной
38 Технико-экономические основы автоматизации
штамповке, когда имеет место и последовательное и
одновременное выполнение технологических операций, необходимо
вначале найти суммарное усилие для одновременно выполняемых
операций и нанести его на график допустимых усилий на ползуне
по прочности деталей пресса в соответствии с последовательностью
технологических операций, выполняемых на прессе.
Выбор пресса по усилию, показанный на двух описанных выше
примерах, сделан в предположении, что на каждом переходе уста-
0 20 <ю 60 - во юо по т ее
Рис. 19. График допускаемых усилий на ползуне при
использовании штампа, показанного на рис. 18
новлены контролирующие устройства (или это предусмотрено
в технологии), исключающие возможность включения пресса при
попадании двух деталей на одну рабочую позицию. Большинство
прессов в настоящее время таких устройств не имеет, поэтому
выбор пресса по усилию должен быть произведен с запасом по
"прочности деталей привода на данном угле поворота кривошипа,
т. е.
Рдоп.а> A,4—1,8) Лпах- (?)
При работе универсальных прессов на автоматическом
режиме, когда процент использования рабочих ходов пресса
приближается к 100 (работа-в-режиме-непрерывных ходов) или к 60—70'
(работа в режиме единичных ходов), электропривод начинает
работать со значительными перегрузками. Нередки случаи, когда
выбор пресса в соответствии с неравенством G), т. е. с двух-,
трехкратным запасом по номинальному усилию, все же не в состоянии
обеспечить нормальной и бесперебойной работы на данной
технологической операции, машина быстро останавливается. Причина
Выбор и расчет универсального оборудования
39
этого заключается в том, что электропривод пресса не* рассчитан
на такую интенсивную работу. Поэтому, помимо силового расчета
(выбор пресса по номинальному усилию), необходимо проводить
и энергетический расчет пресса (проверка электропривода),
особенности которого рассматриваются в курсе «Электрооборудование
кузнечно-прессовых машин».
3. Проверка системы включения
При интенсивной работе пресса в комбинированном или
последовательном циклах в наихудших условиях работают узлы
системы включения: муфты, тормоза, механизмы управления. При
переводе пресса на автоматическую работу в таких условиях
большое внимание следует уделять выбору воздухораспределительных
клапанов, надежности их работы. Совершенно недопустимо для
прессов, работающих в автоматическом цикле, применение
клапанов, допускающих перепуск воздуха в атмофсеру при включении
и выключении. Это ведет к значительному расходу сжатого
воздуха из ресивера и невозможности обеспечения нормальной работы
машины в течение сколько-нибудь длительного промежутка
времени.
И все же, несмотря на выполнение всех перечисленных выше
требований, очень часто не удается обеспечить нормальную
работу пресса ^расчетным темпом штамповки. Происходит это из-за
недопустимого нагрева и износа муфты и тормоза, когда
действительное число включений пресса пвкД превышает допускаемое пдоп,
лимитируемое работоспособностью муфты (тормоза) 1.
Для обеспечения нормального темпа штамповки должно быть
соблюдено следующее условие:
Пвкл = — < Пдоп\ (8)
здесь время t определяется по формуле B) или C).
4. Пути совершенствования универсального
оборудования
Успешное решение задач автоматизации и комплексной
механизации невозможно без дальнейшего улучшения конструкций
универсальных кузнечно-прессовых машин. Это должно быть
осуществлено по следующим основным направлениям:
1. Повышение производительности машин. Это один из
главных путей, по которому должно разваваться кузнечно-прессовое
1 Зависимости для расчета узлов системы включения на работоспособность
приведены в специальной литературе, а также в курсе «Оборудование кузнечно-
прессовых цехов».
40 Технико-экономические основы автоматизации
оборудование, так как чем выше производительность машин,
тем быстрее они окупаются. Это особенно важно для машин,
оснащенных сложным комплексом средств автоматизации и
подверженных быстрому «моральному износу». Однако увеличение
производительности лишь за счет увеличения числа ходов при
автоматической работе машины на единичных ходах экономически
неоправданно: во-первых, по мере увеличения быстроходности
пресса предельное число включений возрастает очень
незначительно (см, рис. 15); во-вторых увеличение быстроходности ведет
к значительному увеличению мощности привода машины и к
большим потерям энергии при включениях. Наиболее экономически
оправданным является такое повышение числа ходов пресса, при
котором обеспечивается надежная работа средств автоматизации
и пресса в совмещенном или комбинированном циклах.
2. Повышение точности изделий. Это технологическое
требование, которое приводит либо к повышению жесткости машины
(кривошипные прессы), либо к применению машин с нежестким
ходом. У машин с жестким ходом (кривошипные машины)/точность
изготовляемых деталей достигается за счет штамповки в распор.
Чем большие требования предъявляются к точности получаемой
детали, тем выше должна быть жесткость машины. С повышением
жесткости увеличивается стойкость инструмента, т. е. сокращается
время на его переналадку. Благодаря повышению точности
деталей, изготовляемых ковкой и штамповкой, удается значительно
облегчить последующую обработку, сборку и т. д. Однако,
увеличивая точность деталей за счет повышения жесткости, мы в
какой-то мере затрудняем решение проблемы автоматизации. Ибо
в некоторой степени жесткость машины и автоматизация
исключают взаимно друг друга; автоматизация требует увеличения
свободного штампового пространства, расширения окон и др.,
а это ведет, как известно, к снижению жесткости.
При использовании машин с нежестким ходом легче добиться
точности изготовляемых деталей, так как упругие деформации
здесь воспринимаются приводом машины, т. е. за счет увеличения
хода. Однако возникают большие трудности при механизации
нестабильного технологического процесса. Как известно,
наибольшие успехи достигнуты в области автоматизации машин с
жестким ходом. Механизация машин с нежестким ходом идет по пути
автоматизации процессов управления работой машин (например,
программное управление молотом — ЭНИКМАШ; автоматизация
управления работой гидравлического пресса — СТАНКИН и др.).
3. Увязка конструкции универсальной машины со схемой
технологического процесса. Выше отмечалось, что применение
горячештамповочных прессов, у которых направление штамповки
совпадает с плоскостью работы кривошипно-шатунного механизма,
Выбор и расчет универсального оборудования
41
секционных прессов и других, позволило расширить
технологические, возможности универсального оборудования. Большое
будущее принадлежит горизонтально-ковочным машинам с
горизонтальным разъемом матриц и с независимым приводом
наружного и зажимного ползунов. Уже сейчас имеется необходимость
в создании универсальных горячештамповочных прессов
двойного действия (с прижимным ползуном), горизонтально-ковочных
машин с неподвижной заготовкой (по типу двухударных автоматов
и др.). Возможности для совершенствования технологии кузнечно-
штамповочного производства далеко не исчерпаны, что
предопределяет неизбежность возникновения новых схем машин.
4. Облегчение процесса наладки и обслуживание машины.
Сокращение времени на наладку и смену инструмента позволяет
полнее использовать оборудование, т. е. в конечном счете
приводит к повышению производительности машины. Для облегчения
процесса наладки инструмента широко применяются
микроприводы и выдвижные столы, особенно на мощных прессах. Большое
внимание уделяется проблеме создания универсальных машин,
оснащенных валами отбора мощности, с необходимыми
обработанными посадочными поверхностями. Это значительно облегчает
последующую автоматизацию универсальных прессов силами
заводов-потребителей.
5. Повышение надежности и долговечности машин и средств
автоматизации. Данная проблема применительно к кузнечно-
прессовому оборудованию приобретает особую важность. Дело
в том, что характер производства (получение изделий за счет
ударного воздействия)-, тип привода машины (маховичный —
кривошипные прессы, энергетический—молоты и т. д.), высокие
скорости перемещения инструмента — все это существенно
сказывается на надежности и долговечности отдельных узлов машины.
Научно-технический прогресс ускоряет моральный износ
оборудования, находящегося в эксплуатации, и сокращает сроки
его эффективного использования. Это особенно относится к
оборудованию, которым комплектуются автоматические линии.
Поэтому решающее значение при создании машин и средств
автоматизации имеет правильный учет всех возможных условий их
эксплуатации при условии обеспечения экономически оправданных
сроков службы отдельных деталей и узлов и конструкций в целом.
В конструкциях узлов должно быть предусмотрено
саморегулирование и компенсация износа; правильно решаться вопросы
смазки и ее подвода к трущимся частям и др. Комплектующие
приборы и узлы (конечные выключатели, реле, кнопки, указатели
усилий и другие) необходимо выбирать с учетом особенностей
работы их в кузнечных и штамповочных цехах. Не все из указанных
задач удается решить полностью. Однако в этом направлении
42
Технико-экономические основы автоматизации
есть и серьезные успехи. Например, комплекс бесконтактных
изотопных контрольно-измерительных приборов, созданных
СТАНКИНом, надежные системы пневмо- и электроблокировок,
предложенные ЭНИКМАШем, эффективные способы расчета и
конструирования узлов систем включения, разработанные МАМИ,
и др.
§ 5. НЕКОТОРЫЕ ОСОБЕННОСТИ ОПРЕДЕЛЕНИЯ
ЭКОНОМИЧЕСКОЙ ЭФФЕКТИВНОСТИ НОВОЙ ТЕХНИКИ1
Целесообразность перехода на новую технику должна быть
обоснована экономическими показателями. Под экономической
эффективностью новой техники следует понимать такое
совершенствование производства, которое приводит к повышению
производительности общественного труда или к экономии затрат
живого и овеществленного труда на единицу изготовляемой
продукции, а также к улучшению условий работы и облегчению труда
обслуживающего персонала.
При расчете экономической эффективности внедрения новой
техники, как правило, используются следующие показатели.
1. Сумма годовой экономии от снижения себестоимости
выпускаемой продукции, как разность себестоимости единицы
продукции до и после внедрения новой техники, умноженная на
годовой объем выпускаемой продукции.
2. Сумма дополнительных затрат для проектирования и
изготовления новой техники и проведения связанных с ней
организационно-технических мероприятий.
3. Срок окупаемости, который выступает как итоговый
показатель, полученный от деления суммы дополнительных затрат на
сумму годовой экономии, получаемой благодаря снижению
себестоимости продукции, или обратная величина — коэффициент
сравнительной эффективности, характеризующий размер годовой
экономии на рубль дополнительных капиталовложений.
Такой подход к решению задачи позволяет судить лишь о
степени выгодности капитальных вложений,, но не дает
представления об изменении уровня технической оснащенности производства,
о росте производительности новой техники и труда, об экономии
живого и овеществленного труда и, в конечном итоге, не отвечает
на вопрос, какова эффективность капитальных вложений в
амортизацию производства. В связи с этим в последнее время получает
распространение мнение о том, что в условиях социалистического
производства расчет экономической эффективности новой техники
надо вести исходя прежде всего из условий роста производитель-
1 Этот параграф написан при участии канд. эконом, наук доцента С. И.
Аникина.
Особенности определения экономической эффективности 43
ности и улучшения условий труда. При этом особое внимание
следует обратить на то, что труд, вложенный в амортизацию, за
последние годы эксплуатации техники должен дать значительную
экономию труда. В наших социалистических условиях на труд,
.затраченный на изготовление средств производства, надо смотреть
как на живой, потому что результаты в экономии живого и
овеществленного труда являются достоянием народа.
Большая трудоемкость изготовления автоматического
оборудования приводит к необходимости учитывать не только число
высвобождаемых работников производства при его внедрении, но
и обращать особое внимание на экономию труда, овеществленного
в средствах производства.
В настоящее время в основном учитываются затраты живого
труда, участвующего непосредственно в процессе производства.
Затраты же на создание средств производства, т. е.
овеществленный труд, часто не учитываются при оценке экономической
эффективности автоматизации. Автоматизация «любой ценой», как
правило, не обеспечивает необходимой экономической
эффективности. Затраты, связанные с проектированием и изготовлением
нового оборудования для автоматических линий, иногда так
значительны, что повышение производительности оказывается
экономически мало эффективным, т. е. срок окупаемости
автоматических линий становится весьма длительным. Поэтому
автоматизация в условиях достигнутого уровня технологий, организации
производства и производительности дает экономический эффект
только в том случае, если она создается на базе
высокопроизводительного и надежного в эксплуатации оборудования, которое,
помимо работы в автоматических линиях, может быть использовано
как универсальное.
Следует^ иметь в виду, что при низкой надежности кузнечно-
прессового оборудования, приводящей к частым простоям линии
(пресса), автоматизация практически не может дать эффекта даже
в живом труде, так как сокращение числа низкооплачиваемых
наладчиков и подсобных рабочих обычно сопровождается резким
увеличением числа высокооплачиваемых наладчиков.
Большое внимание разработке методики расчета экономической
эффективности новой техники применительно к кузнечно-штампо-
вочному производству уделили В. С. Бялковская (кузнечное
производство) и В. В. Филиппов (листоштамповочное производство).
Расчет экономической эффективности новой техники обычно
состоит из двух этапов. На первом этапе расчет выполняется в
стадии проектных работ на основе укрупненных нормативов и носит
ориентировочный характер. На втором этапе окончательный расчет
производится по результатам освоения и эксплуатации новой
техники.
I
44
Технико-экономические основы автоматизации
При оценке экономической эффективности новой техники
необходим сравнительный анализ комплекса стоимостных и
натуральных показателей, характеризующих различные варианты
технических решений. К числу стоимостных показателей относятся
себестоимость, капитальные вложения, сумма приведенных затрат и
годового экономического эффекта. К числу натуральных относятся
показатели использования металла, трудоемкость изготовления
штампованной продукции, показатели, характеризующие расход
энергии, топлива, потребность в штампах и т. п. В отдельных
случаях рассчитываются такие натуральные показатели, как
использование основного кузнечного оборудования, производственных
площадей и т. д.
Для экономической оценки новой техники необходимо найти
сопоставимые показатели действующего производства и при
необходимости их скорректировать. Например, себестоимость
действующего производства корректируется на основе анализа
плановой и отчетной калькуляций, так как плановые затраты по
отдельным статьям себестоимости могут оказаться заниженными или
завышенными. Корректированию подлежат сменность работы
оборудования, объем капитальных вложений в действующем и
проектируемом производствах. Корректирование производится прямым
расчетом потребности оборудования, производственных площадей
и других статейяапитальных затрат; при этом должно быть учтено
изменение показателей к моменту достижения проектного выпуска.
Важнейшим экономическим показателем новой техники
является себестоимость штампованной продукции. Этот показатель
необходим для определения сроков окупаемости
капиталовложений, годового экономического эффекта, сделанных затрат,
экономии до конца года, сроков возвращения ссуды Госбанку.
Изменение себестоимости определяется на основе сравнения
калькуляционной себестоимости штампованной продукции. Расчет полной
себестоимости производится в том случае, если внедрение новой
техники осуществляется в масштабе цеха или даже завода.
Осуществление нового варианта техники на основе
механизации или автоматизации обычно приводит к дополнительным
капиталовложениям на приобретение оборудования, на его монтаж
или демонтаж. При больших капиталовложениях достигается
небольшое снижение себестоимости, что ставит под вопрос
целесообразность внедрения новой техники.
Капитальные затраты на новую технику подразделяются на
общие, новые и дополнительные.
Общие капиталовложения К влючают все затраты,
необходимые для осуществления того или иного варианта производства,
при этом
К = В0 + Вд-Вв-Д±Б±Ж, (9)
Особенности определения экономической эффективности 45
где В0 — стоимость основных производственных средств,
необходимых для осуществления мероприятия;
Вд — восстановительная стоимость действующего
оборудования, ликвидируемого в связи с внедрением новой
техники;
Вв — восстановительная стоимость высвобождаемого
оборудования, которое может быть использовано для других
целей;
Д — остаточная стоимость высвобожденной площади и
производственной мощности оборудования в результате
повышения его производительности при внедрении новой
техники;
Б — разница в величине оборотных средств по сравниваемым
вариантам, если эта величина составляет не менее 5%
от балансовой стоимости основных средств;
Ж — капитальные вложения в смежных производствах при
внедрении новой техники.
Новые капиталовложения Кн — часть общих
капиталовложений по сравниваемым вариантам; их величина складывается из
стоимости оборудования с учетом его доставки и монтажа, затрат
на модернизацию действующего оборудования, на строительство
и реконструкцию зданий и сооружений, стоимости
технологической оснастки, если срок ее службы больше года или стоимость
превышает 50 руб.
Дополнительные капиталовложения Ко — часть общих
капиталовложений по сравниваемым вариантам, т, е. Ко = К± + ^С2»
где Кг и /С2 — общие капиталовложения сравниваемых вариантов
технологических процессов в рублях. При полной замене старой
техники новой общие капиталовложения будут новыми. Величина
дополнительных капиталовложений определяется как сумма новых
капиталовложений и потерь, связанных с ликвидацией старого
оборудования /С6..0, т. е.
Кд = Кн + Кс. 0\ Кс. о = Кс. я - BМ0 - Р - /О, (Ю)
где Кс. п — первоначальная стоимость заменяемого оборудования;
2Л0 — сумма производственных амортизационных
отчислений;
Р — затраты на капитальный ремонт за время работы
старой техники;
Кл — стоимость выбывшего оборудования по цене лома.
При расчете Кд следует учитывать производительность
оборудования по сравниваемым вариантам, т. е.
46 Технико-экономические основы автоматизации
где Пх и Яз — годовая производительность оборудования по
базовому и внедряемому вариантам;
L — годовая программа при внедряемом варианте.
Величина капиталовложений используется для определения
амортизационных отчислений при расчете себестоимости, размера
удельных капиталовложений и расчета срока окупаемости.
Срок окупаемости капиталовложений Ок характеризует
эффективность использования капиталовложений на новую технику
и показывает, за какое время будут возмещены капиталовложения
за счет экономии в результате снижения себестоимости.
Срок окупаемости определяется
где Сг — себестоимость базового варианта;
С2 — себестоимость внедряемого варианта.
Если выбирается наиболее эффективный вариант новой
техники, то срок окупаемости дополнительных капиталовложений
определяется по формуле
Ок.д= (Cl-e2)L2- A3)
Наиболее эффективным вариантом будет тот, который имеет
минимальное значение Ок,д. Этот вариант не должен превышать
нормативную величину срока окупаемости, т. е. примерно 3—5 Лет.
Вводится понятие коэффициента сравнительной экономической
эффективности, т. е.
Е- = -сЬ' <14>
Величина Ес является величиной, обратной сроку
окупаемости, и характеризует размер годовой экономии, получаемой на
рубль дополнительных капиталовложений.
Выбор наиболее эффективного варианта новой техники
производится по сумме так называемых приведенных затрат 3t по
каждому варианту:
3t = Ci + EHKi = Ki + 0KCt A5)
где Q и Ki — себестоимость годовой продукции и капитальные
вложения по каждому варианту в руб.;
Ок — здесь отраслевой нормативный срок окупаемости;
Ен — отраслевой нормативный коэффициент
сравнительной экономической эффективности.
Наиболее экономичным вариантом технологического процесса
является тот, который обеспечивает расход наименьшей суммы
Особенности определения экономической эффективности 47
приведенных затрат. Основной задачей расчета является
определение годового экономического эффекта. Этот расчет позволяет
установить сумму плановой или реальной экономии, а также
служит основанием для начисления размера премии за создание и
внедрение новой техники и технологии.
Годовой экономический эффект Э в руб., как разность между
суммами приведенных затрат по базовому и внедряемому
вариантам, определяется по формуле
Э = [(Сг + ЕнКг) - (С, + ЕМ] L2r A6)
При расчете годовой экономии затраты на новую технику
определяются в долях от соответствующего нормативного отраслевого
коэффициента экономической эффективности Ен, который
устанавливается для различных отраслей промышленности
ориентировочно. В машиностроении при расчете новых технологических
процессов с частичной заменой оборудования, с частичной
механизацией и автоматизацией Ен = 0,33 (срок окупаемости 3 года),
а при расчете принципиально новых технологических процессов
комплексной механизации и автоматизации производства Ен = 0,2
(срок окупаемости 5 лет).
В тех случаях, когда внедрение новой техники влияет на
изменение экономических показателей заводов-потребителей, по
приведенной выше формуле годового экономического эффекта
рассчитывается дополнительная экономия на заводе-потребителе.
В тех случаях, когда новый вариант производства позволяет
изменить цену единицы продукции и такое изменение цен
осуществляется, экономический эффект увеличивается на величину,
равную
Эп=(Цн-Цс)Ь2, A7)
где Цн — новая оптовая цена;
Цс — старая оптовая цена.
Экономические проблемы механизации и автоматизации куз-
нечно-штамповочного производства и дальнейшее повышение
производительности труда осложняются рядом обстоятельств.
Например, стремясь к получению наибольшего экономического
эффекта, необходимо решать задачу о целесообразном уровне
механизации и автоматизации для различных производственных
условий. Успешное решение этой задачи связано с ограничением
мощности применяемого оборудования и его универсальности, а также
с определением комплекса автоматизирующих средств для
различных типов кузнечно-прессового оборудования.
Если принять производительность оборудования при
механизированном производстве за единицу, то коэффициент роста
производительности оборудования П0 можно определить как
48 Технико-экономические основы автоматизации
отношение производительности оборудования при более высокой
ступени механизации к производительности оборудования при
механизированном производстве.
Необходимо учитывать, что производительность труда зависит
не только от производительности оборудования, но и от количества
членов кузнечной бригады, изменяющегося при повышении уровня
механизации.
Коэффициент увеличения производительности труда Кп. т ПРИ
изменении количественного состава бригады определяется
отношением числа рабочих в бригаде при нижней ступени механизации
к числу рабочих при более высокой ступени.
Коэффициент общего роста производительности труда Пт
определяется по формуле
Пт = П0Кп,т. A8)
Значения этих коэффициентов рассчитаны В. С. Бялковской
для разных типов оборудования и всех ступеней механизации.
Существует органическая связь между ростом производительности
труда и соответствующим** капиталовложениями. Зависимость
между ростом производительности труда Пп. т и максимальной
величиной (обеспечивающей этот рост) размера капитальных
вложений определяется по формуле
п = ИХЮДУа + @,3 + Ен) (В0 + В"м) c'3Kn. m m
2№агс1 + @93 + Ен)(Во + В'мУа '
где В0 — стоимость основного оборудования в
руб.,
В'м, В"м и av a2 — соответственно стоимость средств
механизации в руб. и количество рабочих
в бригаде при низкой и более высокой
ступени механизации;
сэу с"з — коэффициенты загрузки оборудования.
Нормативные коэффициенты Пп.т, разработанные для
некоторых основных видов кузнечно-прессового оборудования,
позволили установить, что механизация и автоматизация процесса
будет эффективна в том случае, если расчетное значение
коэффициента равно или больше нормативного.
Анализ действующих поточных и автоматических линий
показывает, что существенную роль в достижении их экономической
эффективности играют новые прогрессивные технологические
решения, которые обеспечивают более высокую точность
изготовления, рациональное изменение форм и размеров заготовки и
поковки, экономию металла, а следовательно, существенное сниже-
Особенности определения экономической эффективности 49
ние себестоимости поковки, трудоемкости механической обработки
и себестоимости детали.
При внедрении в производство средств механизации и
автоматизации трудоемкость штамповочных работ снижается, а
трудоемкость наладки увеличивается. Экономическая эффективность в
значительной степени зависит от величины штампуемой партии,
обусловливающей затраты на наладку средств автоматизации. Для
листоштамповочного производства экономическую эффективность
механизации и автоматизации рекомендуется определять из
следующего выражения:
Эу = Ып.г(Э3 + Эа), B0)
где Эу — суммарная условногодовая экономия в руб.;
Nn. г — число партий, штампуемых в год;
Э3 — экономия заработной платы для штампуемой партии
в руб.;
Эа — сумма экономии средств за счет амортизационных
отчислений стоимости процесса при штамповке одной
партии в руб.
Значение Э3 определяется следующей формулой:
Э3 = Чг (Нрар - Нааа) Nn - Ч2 (ШаЬа - ШрЬр) =
= 41HHNn — 42fiim9 B1)
где Чъ Ч2 — часовые тарифные ставки соответствующих разрядов
работ в руб.;
Нр — штучная норма при ручном обслуживании в ч\
Hd — штучная норма времени при автоматизации в ч\
ар — количество штамповщиков при ручном
обслуживании;
аа — количество штамповщиков при автоматизации;
Nn — величина штампуемой партии в шт.;
Ша — продолжительность смены и наладки штампа при
автоматизации в щ
Шр — продолжительность смены и наладки штампа при
ручном обслуживании в ч\
Ьа — количество наладчиков при автоматизации;
Ър — количество наладчиков при ручном обслуживании;
АН — разница в трудоемкости изготовления одной детале-
операции до и после внедрения автоматизации в ч\
АД/ — разница в трудоемкости смены оснастки и наладки
средств автоматизации на партию до и после
внедрения автоматизации в ч\
4 И. А. Норицын 1295
50 Технико-Экономические основы автоматизации
Величину Эа находим из формулы
5« = ЩЩ- Wn(Hp-Ha) + (Шр-Шв)], B2)
где В0 — первоначальная стоимость (цена) пресса в, руб.;
Аам — норма амортизационных отчислений в год в процентах
к первоначальной стоимости;
Тд — действительный годовой фонд времени работы
оборудования в ч.
Остальные обозначения аналогичны обозначениям предыдущей
формулы.
Используется также формула, определяющая затраты За на
автоматизацию:
За = Ва + Ра, B3)
где Ва — стоимость средств автоматизации в руб.;
Ра — стоимость капитального ремонта средств автоматизации
за весь срок их службы в руб.
В результате сопоставления величины затрат и экономии от
применения средств механизации или автоматизации можно
определить срок окупаемости и сравнить варианты намеченных
мероприятий с учетом возможностей производства с заданной
величиной выпуска штампуемой партии. Формула для определения срока
окупаемости имеет вид
0« = -f-. B4)
В заключение необходимо отметить, что в некоторых случаях,
независимо от результатов подсчета экономической эффективности,
механизация и автоматизация в кузнечно-штамповочном
производстве должна осуществляться для облегчения труда и
безопасности работы.
Глава
ii
ОБЩИЕ ВОПРОСЫ РАСЧЕТА
И КОНСТРУИРОВАНИЯ СРЕДСТВ
АВТОМАТИЗАЦИИ И МЕХАНИЗАЦИИ
§ 6. НЕКОТОРЫЕ СВЕДЕНИЯ О СРЕДСТВАХ АВТОМАТИЗАЦИИ
И МЕХАНИЗАЦИИ
Автоматизация и механизация кузнечно-штамповочного
производства осуществляется по двум основным направлениям:
оснащение универсальных машин средствами автоматизации или
механизации и создание новых специализированных машин. При этом
в первом и во втором случаях, как правило, используются
однотипные средства автоматизации. Разница состоит лишь в том, что
в универсальных машинах средства автоматизации и механизации
являются как бы вспомогательными, дополнительными
механизмами агрегата, в то время как в специализированных они
выполняют функции основных механизмов, без которых немыслима
работа данного агрегата. Например, универсальный пресс,
оснащенный грейферной подачей, может работать при наличии
последней и без нее (подача может быть отключена); многопозиционный
пресс-автомат при отключенной грейферной подаче уже теряет
свое назначение, нормальная работа его нарушается. Но несмотря
на это, средства автоматизации (в данном случае грейферная
подача) и на универсальной и на специализированной машинах
выполняют одни и те же функции.
При рассмотрении основных функций и составных механизмов
средств автоматизации и механизации условимся под средствами
автоматизации понимать такие устройства, управление которыми,
т. е. их пуск и отключение, производится за счет получения команд
без вмешательства оператора, а под средствами механизации —
устройства, управляемые оператором.
Средства автоматизации и механизации кузнечно-штамповочного
производства обычно подразделяют на устройства,
механизирующие и автоматизирующие непосредственно производственные
процессы ковки и штамповки и устройства, механизирующие прочие
вспомогательные процессы, например такие, как установка и
наладка инструмента, складирование готовых деталей и
инструмента и др.
52 Расчет и конструирование средств автоматизации и механизации
Средства автоматизации и механизации производственных
процессов ковки и штамповки применяются на следующих операциях:
1. Ориентация заготовок в заданном положении.
2. Перемещение заготовок к машине, совершающей
технологическую операцию.
3. Подача заготовок в рабочую зону машины.
4. Удерживание (поддерживание) заготовки в процессе
штамповки.
5. Перемещение полуфабриката на машине между позиция-ми
штамповки.
6. Удаление детали и отхода из рабочей зоны.
7. Укладка отштампованных изделий.
8. Транспортировка полуфабрикатов между агрегатами.
9. Уборка отходов.
Эти операции могут выполняться в период работы
технологического агрегата, т. е. быть цикловыми, а также и при его
остановке, т. е. быть внецикловыми. В последнем случае средства
автоматизации должны обязательно иметь самостоятельный
(индивидуальный) привод.
Большинство перечисленных операций в зависимости от
конструктивных особенностей средств автоматизации могут быть
цикловыми и внецикловыми. Исключение составляет четвертая
операция, которая может быть только цикловой, и две последние,
которые обычно бывают внецикловыми.
Средства механизации используются на таких вспомогательных
операциях, как установка и наладка инструмента, складирование
деталей и инструмента и др. Самостоятельного рассмотрения
требуют средства контроля за течением технологического процесса
и состоянием оборудования и устройств автоматизации, так как
они по своему назначению и функциям относятся к средствам
автоматики.
Функции, которые должны выполнять средства механизации
и автоматизации в процессе работы на машине, обусловлены
названиями тех операций, для которых они используются. Поэтому
необходимость применения определенных автоматизирующих
устройств возникает лишь при наличии конкретных операций. Это
показывает, что при автоматизации того или иного
производственного процесса могут иметь место не все перечисленные механизмы.
Например, часто особенности исходной заготовки таковы (лента,
проволока и т. д.), что нет необходимости применять
ориентирующие устройства; в отдельных же случаях автоматизация процесса
ориентации невозможна (сложная форма изделия) — здесь
приходится прибегать к ручному укладыванию заготовок с
последующей подачей их партиями к штамповочному агрегату. Если на
машине осуществляется только одна операция, то, естественно,
Сведения о средствах автоматизации и механизации 53
отсутствуют механизмы перемещения деталей между позициями
штамповки. Механизмы для удерживания заготовок в процессе
штамповки, очевидно, нужны в тех случаях, когда исходная
заготовка по своим габаритным размерам не помещается в рабочей
зоне машины или цоложение ее на инструменте неустойчиво
(штамповка от длинных прутков на ГКМ, свободная ковка слитков на
гидропрессах и т. д.).
Технологические процессы ковки и штамповки — это
процессы многопереходныё, причем на каждом переходе, как правило,
имеются вспомогательные операции. Для каждой вспомогательной
операции механизирующие и автоматизирующие устройства имеют
свою специфику, зависящую от характера детали и машины.
Поэтому понятны те трудности, которые возникают при механизации
и автоматизации процессов обработки металлов давлением.
Конструкторы и технологи должны объединить свои усилия для
преодоления этих трудностей. Благодаря рациональному выбору
заготовки и применения прогрессивной схемы штамповки, например
из ленты, можно объединить операции ориентации, перемещения
к машине и подачи в рабочую зону. Технологический процесс,
разработанный с учетом размещения всех переходов на одном
прессе, позволяет избавиться от механизмов межоперационного
транспортирования и ориентации. Если учесть, что отсутствие
какого-нибудь одного механизма значительно увеличивает
надежность работы автоматизированного агрегата, то станет ясно,
как важно уже на первом этапе проектирования автоматического
цикла предусмотреть наиболее рациональный технологический
процесс и конструктивную схему средств автоматизации.
Все средства механизации и автоматизации состоят из ряда
узлов и механизмов, функционально связанных между собой.
Рассмотрим это на нескольких примерах.
На рис. 20 дана схема, из которой виден принцип работы
автоматического устройства для удаления готового изделия из рабочей
зоны, называемого механической рукой. Устройство имеет
самостоятельный привод. Принцип работы механической руки
следующий.
На торце коленчатого вала / пресса крепится ось командо-
аппарата 2 с кулачками 3 и 4. Кулачок 3 осуществляет управление
отводом и подводом к штампу 19 всего устройства, а кулачок 4 —
управление клещевым захватом. При подъеме ползуна пресса 17
происходит поворот кулачков командоаппарата. Профиль
кулачков 3 и 4 выбран исходя из того, чтобы включение
электропневматических клапанов 15 я 6 производилось после совершения
технологической операции. Эти клапаны управляют работой
пневматических цилиндров 14 и 7. Поршень первого цилиндра связан
через ползушку 10 с рычагом 9 руки, а второго — с кареткой
54 Расчет и конструирование средств автоматизации и механизации
захвата 8. Рычаг 9 с двусторонним копиром 13 крепится на
тележке 11, которая может перемещаться в продольном направлении
по раме 12, смонтированной на станине пресса.
В исходном положении захват руки находится на расстоянии
50—80 мм от кромки фланца детали, подлежащей удалению из
рабочей зоны штампа. В этом положении захват находится до тех
пор, пока ползун не поднимется на высоту 300 мм. При
дальнейшем подъеме ползуна кулачок 4 нажимает на конечный
выключатель 5, который дает команду на переключение
электропневматического клапана 6. Сжатый воздух поступает в правую полость
пневматического цилиндра 7. Каретка 8 перемещается влево и
губки захвата зажимают фланец детали.
После захвата детали 18 при дальнейшем подъеме ползуна
пресса кулачок 3 нажимает на конечный выключатель 16, который
дает команду на переключение золотника электропневматического
клапана 15. Сжатый воздух, поступая в нижнюю часть
пневматического цилиндра 14, поднимает ползушку 10 и рычаг 9,
направляемый копиром 13. В результате перемещения ползушки 10 вверх
Сведения о средствах автоматизации и механизации 55
рычаг 9 совершает качательное движение вверх—вправо,
благодаря которому деталь удаляется из штампа. В крайнем правом
положении руки выключатель 5 прерывает цепь питания
электромагнита клапана 6 и золотник его под действием пружины
переключает сжатый воздух в левую часть пневматического цилиндра 7.
Губки разжимаются и деталь падает на транспортер и передается
на другую операцию. После этого кулачок 3 размыкает контакт
Рис. 21. Конструктивная схема валковой подачи
пропуская сжатый воздух в верхнюю полость пневматического
цилиндра 14, который возвращает механическую руку в исходное
положение.
Из описания конструкции видно, что механическая рука
состоит из следующих основных узлов и механизмов: захватного
органа (клещей), захватывающего и удерживающего деталь при
выносе ее из рабочей зоны пресса; привода, осуществляющего
движение захватного органа; преобразующего механизма,
обеспечивающего требуемую траекторию и скорость движения захватного
органа; системы управления, подающей необходимые команды
для включения и работы привода и захватного органа.
На рис. 21 показана конструктивная схема двусторонней
валковой подачи. Рассматриваемое автоматизирующее устройство
осуществляет ориентацию и подачу заготовки (ленты) в рабочую
зону.
56 Расчет и конструирование средств автоматизации и механизации
Привод подачи осуществляется^ от коленчатого вала пресса.
Приводная шайба 1 смонтирована на левом конце вала. По пазу
шайбы перемещается палец с закрепленной на нем тягой 2, за
счет чего осуществляется изменение хода тяги. Тяга 2 оканчивается
рейкой 3, которая через зубчатое колесо приводит во вращение
вал 6. На левом конце вала 6 установлены муфты свободного
Рис. 22. Вибрационное автоматическое бункерное за-
хватно-ориентирующее устройство
хода 4, обеспечивающие через систему рычагов вращение валков 5
и 8 тянущей и толкающей кареток в одну сторону. Поэтому,
несмотря на возвратно-поступательное движение тяги 2 с рейкой 3
(связь с постоянно вращающимся коленчатым валом), лента 7
перемещается в направлении, указанном стрелкой Л, или
выстаивает (в период рабочего хода). Связь между лентой 7 и
захватывающими элементами (валками 5 я 8) осуществляется за счет
сжатия последних пружинами 9. В результате между лентой и
валками образуется сила трения, обеспечивающая передачу
движения от валков к ленте.
Таким образом, валковая подача состоит из захватного органа
(валков), обеспечивающего необходимое удерживание ленты;
преобразующего механизма, связывающего привод с захватным ор-
Сведения о средствах автоматизации и механизации 57
ганом и изменяющего вращательное движение коленчатого вала
в периодическое поступательное движение ленты (заготовки). В
качестве привода здесь используется кривошипный вал пресса, а
управление работой осуществляется за счет жесткой связи с
движением привода пресса.
На рис. 22 показано автоматическое бункерное захватно-ориен-
тирующее устройство (АБЗОУ) вибрационного типа. Детали
засыпаются в бункер, состоящий из чаши 1 со спиральным лотком
и конусообразного дна 2. Чаша центрируется колонкой 9,
установленной на основании 7. Дно 2 опирается на три многослойные
подвески-пружины 12, которые у дна прикреплены к держателям 3
якорей 4 электромагнита постоянного тока, а у основания —
к держателям 13. Три сварных кронштейна 6, закрепленных
к основанию 7, удерживают электромагниты 5. Последние питаются
от селеновых выпрямителей 11. Вибробункер установлен на
резиновые ножки-амортизаторы 10у а его средняя часть закрыта
охватывающим кожухом 8.
При питании однополупериодным выпрямленным током чаша
бункера получает переменно-возвратные колебания по винтовой
линии. Благодаря этому заготовки 15, находящиеся на дне бункера,
начинают перемещаться по спиральному лотку вверх. На своем
пути заготовки встречают специальное устройство 14, которое
сбрасывает неправильно ориентированные или двойные заготовки.
Рассматриваемое устройство имеет следующие основные узлы
и механизмы: захватный орган (лоток по внутренней поверхности
чаши); привод (электромагнит постоянного тока с многослойными
пружинами) и средства ориентации (сбрасыватели).
Несмотря на большое различие средств автоматизации в них
имеются узлы и механизмы, функции и назначение которых
аналогичны. Анализ приведенных выше и других устройств
позволяет составить для средств автоматизации и механизации
обобщенные структурные схемы (рис. 23).
Характерной особенностью структурной схемы (рис. 23, а)
является ее замкнутое строение, т. е. наличие взаимосвязи между
всеми механизмами, осуществляемой через систему управления и
блокировки. Наличие взаимосвязи между работой приводами
исполнительного (захватного органа) механизма является
обязательным условием для средств автоматизации. Для каждой
конкретной конструкции средств автоматизации структурная схема
может отличаться от обобщенной, показанной на рис. 23, а (т. е.
некоторые элементы могут отсутствовать); однако в любом случае
она будет состоять из элементов, показанных на рис. 23, а.
Характерной особенностью обобщенной структурной схемы
средств механизации (рис. 23, б) является отсутствие обратной
связи между приводом и захватным органом. Здесь управление
58
Расчет и конструирование средств автоматизации и механизации
работой привода, а иногда и захватного органа и связь между
ними осуществляет оператор, в то время как в средствах
автоматизации — соответствующий командоаппарат.
I
Захватный
орган
Средства
ориентации и
переориентации
Преобразующий
механизм
Система
управления
и блокировки
Привод
а)
Захватный
орган
Преобразующий
механизм
Привод
Система
управления
б)
Рис, 23. Структурная схема средств автоматизации (а) и
механизации (б)
Некоторые средства комплексной механизации объединяют в
одном устройстве несколько механизмов. Например, ковочный
манипулятор (рис. 24), захватив заготовку / (слиток), обеспечивает
Рис. 24. Основные движения захватного органа ковочного манипулятора
перемещение ее в четырех направлениях (см. стрелки I—lV).
Причем для осуществления движения в каждом направлении
имеется самостоятельный механизм. Изучение характера работы
Захватные органы
59
манипулятора показывает, что все четыре механизма обспечивают
первые шесть вспомогательных операций, перечисленных выше
(см. стр. 52).
Ковочный манипулятор состоит как бы из нескольких
механизирующих устройств, обслуживающих последовательно
захватный орган (клещи). В этом случае структурная схема манипулятора
состоит из захватного органа, четырех преобразующих
механизмов, приводов и систем управления, объединяемых оператором.
Если бы рассматриваемый ковочный манипулятор работал в
автоматическом цикле (характер движений его был бы
запрограммирован), то роль оператора выполняла бы общая система управления
и блокировки.
§ 7. ЗАХВАТНЫЕ ОРГАНЫ
1. Классификация
Проектирование средств автоматизации начинается с выбора
захватного органа, в функции которого входит: захват детали,
удерживание захваченной детали в процессе перемещения и ее
освобождение. Рациональный выбор захватного органа позволяет
значительно упростить и сделать надежнее работу
автоматизирующего устройства.
Захватные органы, применяемые в средствах автоматизации
и механизации кузнечно-штамповочного производства, бывают
с самостоятельным силовым устройством или без такого
устройства. Первые для осуществления процессов захвата или
освобождения захваченной детали имеют специальные силовые устройства;
у вторых захват обеспечивается в процессе перемещения детали,
осуществляемого приводом средств автоматизации.
Захватные органы в зависимости от характера взаимодействия
между захватом и изделием бывают: фрикционными,
пневматическими, электромагнитными, клиновыми, ножевыми, клещевыми,
крючковыми, толкающими,1 карманчиковыми и гравитационными.
Некоторые типы захватных органов различают еще и по форме
рабочих элементов, например роликовый, шариковый, шиберный
и другие, или по типу привода.— механический, гидравлический,
пневматический.
Классификация захватных органов, применяемых в средствах
автоматизации и механизации кузнечно-штамповочного
производства, дана на рис, 25..
Чтобы облегчить выбор типа захвата, рекомендуется
пользоваться данными табл. 2.
Иногда для расширения возможностей средств автоматизации
применяют комбинированные захватные органы, состоящие из
60 Расчет и конструирование средств автоматизации и механизации
нескольких механизмов, дополняющих друг друга. Например,
толкающий (шиберный) и клещевой в грейферных подачах;
фрикционный и клиновой (роликовый) в валковыд подачах; пневматический
и толкающий (планочный) в листоукладчиках и т. д.
Захватный орган
т
без управляемого
силового устройства
С управляемым
силовым устройством
Йс
i
X
А. А,
S
А
Рис. 25. Классификация захватных органов
Характерные особенности различных типов захватных органов
Таблица 2
Название
захвата
ционный
Пневма-
тиче*
ский
Силы,
удерживающие
заготовку
Трение
Разрежение
во
внутренней
полости
захвата
Характеристика
заготовки
Непрерывный
материал
Плоские,
холодные, штучные
с непрерывной
поверхностью
контакта
Захватывание
Зависит от
состояния
поверхности заготовки
(неровности,
загрязнения) и от плавности
изменения скорости
подачи
Ухудшается у
захватов без
управляемого силового
устройства по мере
увеличения
длительности удерживания
заготовки. Зависит
от качества резины,
применяемой для
захвата у
Освобождение
заготовки
в период
рабочего \
хода
Без
управляемого
силового
устройства
невозможно,
с
устройством —
возможно
Возможно
/ 1
Захватные органы 61
Продолжение табл. 2
Название
захвата
тромагнитный
Клиновой
Ножевой
Клещевой
Толкающий
Карман-
чиковый
Крючковы^
Грави-
тацион-
1 НЫЙ
Силы,
удерживающие
заготовку
Магнитное
притяжение
Упругое
заклинивание
Внедрение
в заготовку
Трение
и частично
внедрение
Усилие
в
направлении
движения
Попадание
заготовки
в
специальную
полость
Введение
захвата
в отверстие
заготовки
Сила
тяжести
Характеристика
заготовки
Штучные
любой формы из
намагничиваемого
материала
Непрерывный
материал
Непрерывный
материал
Непрерывный
материал и
штучная
Объемная
штучная
Объемная
штучная
Штучная и
непрерывный
материал
Штучная
Захватывание
Происходит со
стуком: необходимо
осуществлять
разделение заготовок из
стопы
Устойчивое
Зависит от
состояния ножей,
неустойчивое для
твердых материалов
Устойчивое
Неустойчивое для
заготовок толщиной
менее 0,5 мм
ч
Неустойчивое при
больших скоростях
перемещения
захватного органа
Устойчивое
Неустойчивое для
плоских легких
деталей
Освобождение
заготовки
в период
рабочего
хода
Возможно
Невозможно
То же
Возможно
Возможно
Невозможно
Возможно
Невозможно
62 Расчет и конструирование средств автоматизации и механизации
2. Фрикционный захват
Особенностью фрикционного захвата является осуществление
захвата и перемещения заготовок за счет сил трения.
Конструктивные схемы фрикционных захватных органов показаны на
рис. 26.
Из рис. 26 видно, что во фрикционных захватных органах для
создания тягового усилия * Q3 необходимо к осям валков (роликов)
Сжатый I
воздух у
Рис. 26. Схемы фрикционных захватных органов:
а — для ленты и б — для проволоки; в — с механическим иг — с
пневматическим силовыми устройствами
приложить нажимное усилие Qp,3. При этом для движения
заготовки / в направлении А преобразующий механизм должен
обеспечивать вращение валиков (роликов) в направлении Б.
Фрикционные захватные органы с управляемым силовым устройством
(рис. 26, в я г) отличаются от неуправляемых (рис. 26, а и б) тем,
что один из рабочих валков может выходить из соприкосновения
с заготовкой (штриховая линия, рис. 26, в я г); при этом заготовку
можно*свободно переместить относительно валков.
На рис. 27 показана конструкция неуправляемого
фрикционного захвата для проволоки. В этом механизме движение на .ро-
* Рабочая нагрузка Q3~ (тяговое усилие, подъемная сила и др.) для расчета
захватного органа должна определяться в зависимости от схемы и особенностей,
компоновки средств автоматизации, от типа привода^ массы заготовки и т. д.
Особенности определения Q3 будут рассмотрены ниже при изучении конкретных
средств -автоматизации^. ~ - г
Захватные органы
63
лики 9 и 11, имеющие несколько канавок для заготовок 10
различного диаметра, передается от вала 1 через шестерни 2. Опоры вала
нижнего ролика неподвижны. Левая опора верхнего ролика также
неподвижна, а правая 8 может перемещаться в горизонтальном
направлении под воздействием плоской пружины 5. Сила
прижатия пружины 5 обеспечивается винтом 6, закрепленным в крышке 5,
через маховичок 7. При перемещении опоры 8 происходит изгиб
валика 4, в результате чего сближаются ролики 9 и 11. При этом
Рис. 27. Конструкция неуправляемого
фрикционного захвата для проволоки
создается необходимая сила, обеспечивающая нормальное
давление на заготовку 10 и ее перемещение.
На рис. 28 показан узел управляемого фрикционного захвата
для сортового проката, приводимого от рычага / через обгонную
муфту 2 и шестерни 3. Сила прижатия роликов к заготовке 10
обеспечивается за счет воздействия штока 6 пневматического
цилиндра на правую опору 8 верхнего ролика через рычаг 7.
Точкой качания вала 5 относительно основания // при
перемещении верхнего ролика служит центр роликового сферического
подшипника 4. После прекращения действия давления воздуха на
шток 6 цилиндра возврат системы в исходное положение
осуществляется пружиной Р.
На рис. 29 приведен управляемый фрикционный захват
конструкции ЭНИКМАШ. Привод захватного органа осуществляется
аналогично описанному выше: через рычаг 13, являющийся
одновременно корпусом обгонной муфты 11, на вал 12 и шестерни 10
и 9. Рассмотрим работу приводного устройства, предназначенного
для освобождения ленты в период выполнения технологической
операции. Устройство состоит из двух рычагов 3, качающихся на
64 Расчет и конструирование средств автоматизации и механизации
оси 2, установленной в приливах корпуса 4. Рычаги 3 в средней
части имеют овальные пазы, в которых смонтирована ось 16,
закрепленная в подвижных опорах 6 верхнего валка 8.
Под действием пружин 5 подвижная опора 6 стремится прижать
верхний валок 8 к нижнему 7, создавая нормальное давление,
необходимое для работы захвата. Около крайнего нижнего поло-
Рис. 28. Конструкция пневматического управляемого фрикционного захвата
для круглого сортового проката
жения ползун пресса нажимает на правый конец рычага 3,
который, поворачиваясь вокруг оси 2, приподнимает опоры 5, при
этом происходит освобождение ленты. После прекращения
воздействия ползуна на рычаги 3 последние займут исходное положение,
т. е. опоры 6 освободятся и произойдет зажим ленты.
Для заправки ленты в валки захватного органа предусмотрено
устройство, состоящее из рычага /, валика 15 и эксцентрика 14.
Поворотом рычага 1 производится подъем левого конца рычагов 5,
качающихся на оси 2. После получения требуемого просвета между
От ползуна
пресса
«
«
Рис. 29. Конструкция фрикционного захвата с механическим силовым устройством для ленты
66 Расчет и конструирование средств автоматизации и механизации
валками заправляют ленту; затем рычаг / возвращают в исходное
положение.
Расчет фрикционного захватного органа сводится к
определению усилия сжатия валков или роликов Qp. 3, необходимого для
осуществления передачи за счет силы трения тянущего усилия Q3.
Расчетное усилие сжатия валков для ленты равно:
при одном приводном валке
О = -^~
Чр.з р у
On
SiSS^S
ШШ
ш
6)
?» oN
\^X\VV5
flip
'Wh
~~Шщ
dps
при двух приводных валках
2ц '
Qp.
p. a
Рис. 30. Расчетная схема
фрикционного захватного органа для
проволоки
где р
В общем случае при гв
приводных валках расчетное усилие для
захватного органа равно
Q3
Q*. = P-
ze\i
B5)
коэффициент надежности сцепления, выбираемый в
зависимости от ускорений, развиваемых при подаче, и
равный 1,5—2, причем большие значения
коэффициента р принимаются при ускорениях, превышающих
10 м/сек2",
Q3 — тянущее усилие, определяемое схемой компоновки
средства автоматизации (см. § 13);
гв — число приводных валков;
(х — коэффициент трения; для металла по металлу со
смазкой принимают (л = 0,08-^-0,12.
При расчете захватного органа для проволоки или круглого
проката величина расчетного усилия захвата зависит от профиля
канавки ролика. Для случая, показанного на рис. 30, а, расчетное
усилие захвата определяется по формуле, аналогичной
формуле B5):
B6)
Qp-3 - Р 7^ >
где zp — число приводных роликов.
Остальные обозначения аналогичны обозначениям, принятым
в формуле B5).
Для-случая, показанного на рис. 30, б, имеем
2Qa, = P
где QN — нормальное усилие.
zPix
Захватные органы
67
Согласно схеме действующих сил (рис. 30, б)
^N sin a
откуда окончательно получаем
Q^P"%^> B7)
где а — угол наклона канавки к плоскости подачи заготовки.
3. Пневматический захват
В пневматическом (вакуумном) захватном органе связь между
захватом и заготовкой осуществляется за счет разрежения,
образующегося в полости пневматического захвата (присоса). Силами,
удерживающими заготовку, являются подъемная сила захвата и
сила трения между заготовкой и захватом.
Рис. 31. Разновидности управляемых пневматических
захватных органов
(А — к вакуумной установке; Б — в атмосферу; В — сжатый воздух)
Пневматические захваты бывают управляемыми и
неуправляемыми. В первых создание вакуума во внутренней полости присоса
обеспечивается работой специальных вакуумных или эжекцион-
ных устройств, создающих необходимое разрежение. Для этого
захват должен быть введен в соприкосновение с деталью и слегка
прижат. Конструктивные схемы пневматических управляемых
захватов приведены на рис. 31. Для случая1. показанного на рис. 31 ? av
5*
68 Расчет и конструирование средств автоматизации и механизации
работа присоса при захвате детали / осуществляется
включением вакуумной установки; отключение — соединением
внутренней полости 2 с атмосферой.
В захвате, показанном на рис. 31, б, для соединения
внутренней полости присоса с атмосферой применен электромагнитный
клапан 3; включение в работу присоса, показанного на рис. 31, в,
осуществляется за счет подачи сжатого воздуха в специальный
эжектор 4, отсасывающий воздух из внутренней полости присоса.
Подъемная сила таких присосов (рис. 31, в), по данным
ЭНИКМАШ, при D = 370 мм составляет свыше 0,58 кн E80 кГ)
при давлении воздуха свыше 200 кн/м2 B кГ/см2).
В неуправляемых пневматических захватах разрежение,
необходимое для работы присоса, создается за счет уменьшения объема
внутренней полости присоса. Величина вакуума в полости захвата
зависит от жесткости резины. При чистой и ровной поверхности
заготовки изменение жесткости резины сравнительно мало влияет
на снижение вакуума. Оптимальная твердость применяемой
резины устанавливается обычно опытным путем для конкретных
условий производства.
Неуправляемые захваты не нашли широкого применения, так
как время, в течение которого может удерживаться заготовка,
ограничено (быстро нарушается вакуум). В таких захватах
необходимо предусматривать специальные устройства для отрывания
заготовки от присосов. Распространение получили управляемые
пневматические захваты.
На рис. 32 показана конструкция управляемого подвижного и
неподвижного (жесткого) пневматических захватов. Создание
вакуума во внутренней полости 18 обеспечивается специальной
вакуумной установкой. Крепление жесткого и подвижного захватов
на раме 7 или 22 обеспечивается специальными гайками 6 п 21.
Резиновый присос / фиксируется на корпусе 16 с помощью
накидной гайки 4.
Отличие подвижного присоса от жесткого заключается в том,
что в первом втулка 13 может перемещаться относительно
рамы. В исходном положении, показанном на рис. 32, а, корпус 16
с присосом 1 находится в крайнем нижнем положении. Это
достигается действием пружины 15, упирающейся одним концом в дно
стакана 5, а другим — в гайку 4. Стакан 5, в свою очередь,
крепится на неподвижной втулке 14, которая соединена с рамой 7.
В жестком захвате (рис. 32, б) корпус присоса через втулку 20
и гайку 21 жестко зафиксирован относительно рамы 22, т. е. он
перемещается только вместе с рамой.
Работа подвижного пневматического присоса осуществляется
следующим образом. При ходе рамы 7 вниз присос / соприкасается
с заготрэтой 19, в результате чего происходит разжатие резино-
Захватные органы
69
вого присоса 1. После полного разжатия присоса корпус 16,
втулка 13 и корпус 8 начинают перемещаться вверх, сжимая
пружину 15, так как рама 7 продолжает опускаться-. При этом
воздух из полости 18 выходит в атмосферу через отверстие в
корпусе 16 (см. стрелку Б). Одновременно с этим сбрасывается
давление с обратного клапана 3 и через канал в корпусе 8 и штоке 12
вакуумная установка начинает отсос воздуха из полости 18. При
Рис. 32. Конструкция управляемого подвижного (а) и
неподвижного (б) пневматических захватов
работе вакуумной установки клапан 2 входит в седло корпуса 16,
прекращая связь полости 18 с атмосферой; при этом заготовка
надежно удерживается присосом.
Для отделения заготовки 19 от присоса 1 достаточно поднять
клапан 2 и соединить полость 18 с атмосферой. Это осуществляется
подачей воздуха из ресивера через канал в корпусе 8 (см.
стрелку Л). Так как канал -в штоке 12 перекрыт шариком обратного
клапана 3, то сжатый воздух, воздействуя на поршень // и
преодолевая силу затяжки пружины 10, поднимает шток 12 с
закрепленным на нем с помощью накидной гайки 17 клапаном 2. По-
лость 18 сообщается с атмосферой. Винт 9 служит для ограничения
хода поршня Л вверх.
Расчет пневматического захвата сводится к определению
расчетной (подъемной) силы захвата Qp# 3, которая создается за счет
70 Расчет и конструирование средств автоматизации и механизации
атмосферного давления. Величина силы Qp. 3 определяется
давлением разрежения (перепад давлений Ар), создаваемого во
внутренней полости пневматического захвата, и площадью
соприкосновения захвата с заготовкой, а также зависит от характера
приложения нагрузки Q3.
При сосредоточенной нагрузке Q3, когда площадь заготовки
немного больше площади захвата и центр тяжести заготовки
совпадает с центром захвата, подъемная сила определяется по
формуле
Qp.3^~irQ3 = -crkpF,
р
р
B8)
где р
Ар
коэффициент запаса, учитывающий возможные утечки
воздуха и состояние рабочей кромки захвата, равный
1,2-1,3;
перепад давлений (давление разрежения), создаваемый
в полости пневматического захвата;
F = —7 площадь соприкосновения пневматического
захвата с заготовкой (площадь захвата);
D — расчетный диаметр захвата.
На рис. 33 дана схема для
определения расчетной подъемной силы
пневматического захвата Qp,a в
случае внецентренного приложения
нагрузки (нагрузка рассредоточенная,
так как площадь захвата намного
меньше площади заготовки). Как
видно из рис. 33, отрыв заготовки от
пневматического захвата происходит
за счет действия силы Q3 и момента
М = Q3l, возникающего вследствие
несовпадения центра захвата и
центра тяжести заготовки, к которому
условно приложена подъемная сила
захвата (рис. 33, а).
Для определения силы Qp. 3
принимаем линейным (жесткая
заготовка) по периметру закон распределения давлений (рис. 33, б),
тогда среднее давление qcp, отнесенное к единице длины
периметра, можно выразить
Чср-^Р^-Яв)^- B9)
Давление в любой точке по периметру захвата равно (рис. 33, б)
Рис. 33. Расчетная схема для
пневматического захвата при
внецентренном нагружении
Захватные органы
71
где
A?max R
СОБф.
Так как неравномерность распределения давлений является
следствием действия момента М9 то для уравновешивания этого
момента необходимо соблюдать равенство
jt/2 я/2
М=4 J Ддф#2С08ф^ф ===4/?2A<7max J С082ф^ф.
О О
В результате интегрирования получаем
М = 4#2A<7fflax (-f + J^L) = aR*Aqmax,
откуда
Если А^/шах > ^р» то произойдет отрыв заготовки от захвата,
поэтому всегда следует выполнять следующее условие:
Д<7тах<&/7
или, подставляя выражения B9) и C0), получим
/Л jtD2 Л\ 1 v 4Q3t
При решении этого неравенства относительно силы Q3 получим
Qs<Ap —
(¦+4)
Так как вследствие гибкости пневматического захвата
происходит его изгиб, т. е. момент, перераспределяющий давление по
периметру, уменьшается, расчетная подъемная сила
пневматического захвата при внецентреннЬм приложении нагрузки
определяется по формуле
QP.s = ~^ АрЛ C1)
где k = 1 + -=r- — коэффициент, учитывающий влияние
изгибающего момента при внецентренном приложении
нагрузки; причем / — расстояние от центра тяжести
заготовки до центра захвата, а при применении нескольких
захватов — до центра наиболее удаленного захвата.
72 Расчет и конструирование средств автоматизации и механизации
Перепад давлений Ар зависит от типа захватного органа. Для
управляемых захватов величина Ар определяется параметрами
вакуумной установки, для неуправляемых захватов Ар обычно
равно 30—35 кн/м2 @,3—0,35 кГ/см2).
4. Электромагнитный захват
Применение электромагнитных захватных органов в средствах
автоматизации кузнечно-штамповочного производства весьма
ограничено, что объясняется их сравнительно большими габаритными
размерами, шумом, возникающим при соприкосновении заготовки
с захватом, сложностью встраивания в механизм и др. Однако
в некоторых случаях они находят широкое применение, например
при механизации процесса уборки стальных отходов, для захвата
тонких штучных заготовок сложной конфигурации и т. д.
5. Клиновой захватный орган
Характерной особенностью клинового захватного органа
является то, что процесс захвата заготовки в них осуществляется за
счет самозаклинивания.
в)
?
77ТТ.
|fj"
¦
д
ТГТ?
г]
Рис. 34. Разновидности клиновых захватных органов:
а — роликовый; б — шариковый; в — цанговый; г — эксцентриковый;
А — направление движение материала; Б — движение подвижной
каретки; В — заготовка ,
В средствах автоматизации кузнечно-штамповочного
"производства используются различные разновидности клинового захвата
(рис. 34): роликовый и эксцентриковый преимущественно для
ленты, а шариковый и цанговый для проволоки.
Захватные органы
73
Принцип работы клиновых захватов рассмотрим на примере
наиболее универсального ролико-клинового захвата (рис. 35). Он
состоит из поступательно перемещающегося корпуса 2 с
установленными в нем верхней 3 и нижней 8 клиновыми обоймами.
Верхний 1 и нижний 7 ролики смонтированы в специальной обойме 6,
которая поджимается вправо за счет пружины 4.
При перемещении корпуса 2 относительно^неподвижного
основания 9 влево происходит перекатывание роликов / и 7по
клиновым обоймам 3 и 8 в направлении В (рис. 35, б). При этом лента 5
заклинивается между роликами
и перемещается в направлении Л.
При движении корпуса 2
вправо действие заклинивающих
сил обойм 3 и 8 прекращается и
ролики свободно перекатыва- А
ются по ленте, возвращаясь- s
вместе с обоймой в исходное
положение.
Ролико-клиновой захват
имеет одну пару
заклинивающих роликов. В средствах
автоматизации устанавливается
обычно две-три пары клиновых
обойм, монтируемых в одном
корпусе. Этим повышается
надежность работы захватного
органа и снижаются контактные
нагрузки в месте соприкосновения ленты с роликами.
Работа других типов клиновых захватных органов описана
в специальной литературе 1.
На рис. 36 показан ролико-клиновой захват, применяемый
в нормализованных ролико-клиновых подачах. Ролико-клиновой
захват состоит из неподвижной 3 и подвижной б кареток,
установленных на плите 17. Перемещение подвижной каретки 6
осуществляется в регулируемых направляющих 16 по специальным
планкам 18, закрепленным в плите 17. В неподвижной каретке
смонтированы две пары заклинивающих роликов, а в подвижной —
три пары. Применение неподвижной каретки обеспечивает четкость
остановки ленты при возвращении подвижной каретки в исходное
положение. Процесс захвата заготовки аналогичен описанному
выше (см. рис. 35). Для этого пружины 7 поджимают
ролики 15 к призмам 5 и заклинивают ленту. Ролики 15 закреплены
Рис. 35. Конструктивная (а) и
расчетная (б) схемы ролико-клинового
захвата
1Михаленко Ф. П., Г р и к к е А. X., Демиденко Е. И.
Автоматическая холодная штамповка мелких деталей. «Машиностроение», 1965.
ООО
ооо
0500)
ооо
ел юсл
| ьо too
со to to
>f^OO кй-
СЛ СП СЛ
соьэ to
1— СЛи-
| ооо
| ооо
"<1-«10
ooto
Сл rfs» >?»¦
ь-СЛ>-
елоо
00 tO<?
| toto **
Наибольший шаг
подачи h3 в мм
Наибольшая ширина
ленты В nv в мм
max
^
Jo
?°
to
to
^
^
Размеры в мм
Захватные органы
75
свободно с помощью втулок 14 в обоймах 9 и могут перемещаться
по планкам 12 и 13 под действием пружин 7, которые упираются
одним концом в кронштейны 8, а другим — в обоймы 9.
Для первичной заправки ленты предусмотрены специальные
рычаги 1 с ручками 2, качающиеся вокруг оси 11. Нижний конец
рычагов / соединен через оси 21 с обоймами 9 и при повороте
против часовой стрелки сдвигает обоймы 9 с роликами 15 вправо,
т. е. расклинивает их.
Описываемый захватный орган обеспечивает высокую точность
подачи по шагу вследствие установки специальных регулируемых
упорных винтов 4, 19 и 20 и упора 10. Положение ленты
фиксируется специальными роликами 23, установленными в
регулировочных скобах 22, которые крепятся к корпусу каретки 6
болтами.
Расчет ролико-клинового захватного органа сводится к
определению угла наклона призмы у и к нахождению диаметра и
количества пар заклинивающих роликов.
Как видно из рис. 35, б, смятие поверхности ленты может
вызвать сила нормального давления Ql9 которая создается каждым
роликом от действия тянущего рабочего усилия Q. Усилие Q
в общем случае зависит от числа пар зажимных роликов и равно
где Qa — полное тянущее усилие, развиваемое захватом;
Zp — число пар роликов, расположенных в одном корпусе;
р — коэффициент, учитывающий неравномерность
распределения нагрузки между роликами и зависящий от
качества обработки и сборки, для ролико-клиновых
захватов средств автоматизации кузнечно-штамповочного
производства коэффициент Р можно принимать равным
1,2-1,3.
Для определения зависимости нормального давления Qx от
тянущего усилия Q, приходящегося на один ролик, рассмотрим
равновесие сил, действующих на ролик в процессе заклинивания
(см. рис. 35, б):
_ r2cosу - Q2sin у + Тг + Q = 0; j
72sinY —Q2cosy + Qi = 0. J ( )
Здесь Тг и Т2 — силы трения, возникающие от качения ролика
по поверхностям ленты и обоймы и равные
Ti=Qi^
76 Расчет и конструирование средств автоматизации и механизации
Т 2 — С?2~^~>
где k — коэффициент трения качения;
d — диаметр ролика в см.
Если^подставить в зависимости C2) значения сил Тг и Т2 и
выразить силу Q2 через Qx, то после несложных преобразований
получаем следующее выражение для связи между силами Qx и Q:
d2
C3)
Qi 2k .
cosy ~т- siny
Так как коэффициент трения качения для мягкой стали по
стали равен 0,005 см, то учитывая, что диаметр ролика обычно
больше 1 см, можно выражение C3) записать в виде
Qi-T^. C4),
Анализ этого выражения показывает, что чем меньше угол
заклинивания у, тем выше нормальное давление Ql9 однако выбор
максимального угла наклона ролика ограничивается условием
заклинивания:
tg^ <tgQ = [x, C5)
где q — наименьший угол трения между роликом и соприкасае-
мыми поверхностями при коэффициенте трения [л.
Для ролико-клиновых захватных органов, работающих без
смазки, при трении стали по ,стали коэффициент трения fx
принимают обычно равным 0,1; при этом получаем
Y<0,21 рад A2°).
Максимальное контактное напряжение смятия в месте
соприкосновения ролика с плоской заготовкой, согласно теории Герца-
Беляева, равно
= 0>798 -. / /, -2Ql , ..2 4 < [Оси], C6)
dB
/¦
l_v* l_v2
Ei E2
где d и В — диаметр и ширина ролика в см;
v± и v2— коэффициенты Пуассона для материала ролика и
ленты, обычно v± % v2 = 0,3;
Ег и Е2 — модули упругости для материала ролика и ленты:
для стали Я = 2,2-108 кн/л* B,2-106 кГ/см2), для
алюминия Е = 0,72.10е кн/м2 @,72-106 кГ/см2),
для латуни Е = 1,Ы08 кн/м* A,1.10е /сГ/сж2).
Захватные органы
77
Приняв приближенно, что laCM] ^ 2crs, где as — предел
текучести материала, выражение C6) можно преобразовать к
следующему виду:
«W = VcBd, C7)
где qc
приведенное напряжение в месте контакта заготовки
с роликом, вызывающее смятие заготовки и равное
qc = 6,28а;
1
*i
1-V
C8)
Для стальной ленты из стали Ст. 2 (gs = 2,8-105 кн/м2)
приведенное напряжение равно 8120 кн/м2 (81,2 кГ/см2); для
алюминиевой (ors - 3.104 кн/м2) — 230 кн/м2 B,3 кГ/см2) и для латунной Л68
(as = 1-105 /ш/ж2) — 1560 кя/ж2 A5,6 к/7сл*2).
Для исключения смятия поверхности заготовки число пар
захватных роликов выбирается исходя из того, чтобы нормальная
сила Q была равна
Q = QlmaxtgY>H|
или, с учетом выражения C7),
Пз
C9)
2qcBd\gy
6. Ножевой захватный орган
Ножевой захват подобно клиновому работает с
самозаклиниванием при частичном внедрении захватного органа в заготовку.
На рис. 37 приведены наиболее распространенные
конструктивные схемы ножевых
захватных органов. Как
видно из рис. 37,
перемещение заготовки происходит
при перемещении влево
каретки с захватами. В этом
случае нож внедряется в
материал заготовки и
обеспечивает ее ¦ надежное
удерживание. Угол
давления у определяется исходя
из условия заклинивания
D0)
tg Y < tg Q = Ji,
Рис. 37. Схемы ножевого одностороннего (а)
и двустороннего (б) захватных органов:
А — направление движения материала; Б —
движение подвижной каретки; В — заготовка
где [х — коэффициент
трения (условный) между ножом захвата и заготовкой, который
обычно принимается равным 0,3—0,4; тогда у = 0,28—0,384 рад
A6—22°).
CQ
И
S«
я
Оч
« §
s s
a^
л м
ч о
Я Рн
03 03
ЕЭ
oq
Я
ь
в
v «*
^
д и
К
л
а
а
юою
05тМ CD
-h<N(N
1ЛЮЮ
ЮЮЮ
ОЮ
ON
а*
CD О
ЮО
ю Я 1
~ Я а
о
cxJ CU
Й С
X О
ез н
СО CQ
К
О,
са
Захватные органы
79
При использовании ножевого захвата на плоскости материала
остаются следы от зажимных элементов. Чтобы избежать этого,
для материала большой толщины применяют захват по его
торцовой поверхности. На рис. 38 показан такой ножевой захват для
листового материала толщиной s = 2ч-5жжи шириной до 125 мм.
Конструкция захвата нормализована и имеет три типоразмера.
Захватный орган состоит из подвижной 2 и неподвижной 5
кареток, которые установлены на основании 1. Крепление обойм 15
и 19 с захватными органами (ножами) 26 к корпусу подвижной
каретки 2 осуществляется с помощью планок 3, 6 и 7, а обойм 28
и 29 к корпусу каретки 5 — с помощью планок 11 и 12.
Перемещение подвижной каретки осуществляется в направляющих 17
и 21 по планкам 22. Привод каретки 2 осуществляется через
ось 20 с роликами. Возврат каретки в исходное положение
происходит с помощью пружин 30, упирающихся в штифт 4.
Для осуществления наладки на нужный шаг подачи на
каретках установлены специальные щеки 8 и 10 с рукоятками 18,
регулировочные винты 9 и указатель 24 со шкалой 23. На
специальном кронштейне 16 установлено устройство для очистки ленты,
состоящее из войлочных прокладок 14 и прижима 13.
Заклинивание ленты происходит по торцу заготовки поворотом
ножей 26 вокруг осей 25 с помощью пружин 27. В этом случае не
происходит повреждения поверхности ленты, однако, чтобы обес:
печить высокую точность подачи, ширина подаваемого материала
должна быть стабильной.
Следует отметить, что при использовании ножевых захватов
для подачи непрерывного материала, как правило, исключается
возможность корректирования положения материала ловителями
штампа. Это предъявляет к конструкции захватного органа
высокие требования по обеспечению стабильности работы.
7. Клещевой захватный орган
Клещевые захватные органы находят преимущественное
применение для штучных деталей, имеющих большие габаритные
размеры и массу, а также для тонкого непрерывного материала.
На рис. 39 показаны принципиальные схемы различных
клещевых захватов. Удерживание заготовок в клещевых захватах
происходит за счет сил трения между захватными органами
(губками) и заготовкой. При этом необходимая сила нормального
давления создается специальным самостоятельным пневматическим
или гидравлическим устройством.
На рис. 40 показан приводной вращающийся клещевой захват
разматывающего устройства для широкорулонной стали.
Захватный орган в процессе работы вращается и смонтирован в основа-
80 Расчет и конструирование средств автоматизации и механизации
нии 9 на подшипниках 5 и 11. Вращение захвата осуществляется
через полый вал 10, на котором смонтировано червячное колесо
редуктора (на рис. 40 не показано). Вал 10 соединен с переходной
втулкой 7. Передняя съемная стенка 1 крепится к клину 4
крышкой 2 с помощью винта 3. При установке рулонов различной
ширины обеспечивается перемещение задней стенки 6 по пазам вала 10,
направление подачи вр.э\
Рис. 39. Схемы клещевых захватных органов:
а — для создания необходимого тягового усилия; б — для удержания
коротких заготовок; в — для длинных заготовок при жестко
закрепленных и г — шарнирно закрепленных губках клещей; 1 — заготовка
Зажим заготовки 18 (в данном случае рулона с внутренним
диаметром DeH = 300^350 мм) осуществляется перемещением вала 12,
оканчивающегося трехгранным клином 4, который приводит в
действие три губки захвата 5. Горизонтальное движение вал 12
получает от штока 14 поршня через упорный подшипник 13. Корпус 15
силового цилиндра неподвижный и крепится к основанию 9.
Включение в работу захватного органа обеспечивается подачей
сжатого воздуха (см. стрелку Б). В результате этого поршень 16
перемещает систему шток 14 — вал 12 влево, обеспечивая
надежное удерживание рулона. Отключение захвата происходит при
подаче сжатого воздуха в левую полость цилиндра (см. стрелку В),
т. е. при возвращении системы в исходное положение. Для
смягчения удара поршня 16 о крышку цилиндра в нем смонтирован
резиновый амортизатор 17.
1ЧЧЧУЛЧЧЧЧУУЛЧЧЧЧ>АЧ1
И. А. Норицын 1295
82 Расчет и конструирование средств автоматизации и механизации
На рис. 41 показана конструкция приводного захвата для
деталей сложной формы. Необходимое усилие захвата
обеспечивается пневматическим цилиндром при подаче сжатого воздуха по
стрелке К". Шток 9, прикрепленный к поршню 12 цилиндра 15,
перемещает по направляющим 13 каретку 6 с зажимной губкой 3
и поддерживающими планками 1, которые смонтированы на
основании 2 и могут быть отрегулированы на различную ширину.
Зажимная губка 3 может поворачиваться вокруг оси 4. В
исходном положении левый зажимной конец губки 3 приподнят
пружиной 5. Захват детали 19 происходит в конце хода поршня 12 за счет
наталкивания правого конца губки 3 на ролик 8, смонтированный
на оправке 7, которая, в свою очередь, неподвижно закреплена
на направляющих 13. Направляющие 13 жестко закреплены
в крышках 11 и 16. Крепление захватного органа к
преобразующему механизму осуществляется с помощью кронштейна 14,
фиксируемого на направляющих 13 за счет болтов 17. Перемещением
кронштейна 14 относительно направляющих 13 обеспечивается
регулирование установки захвата в горизонтальном направлении.
Регулирование по высоте обеспечивается преобразующим
механизмом. Установкой специальной планки 18 и рычага 10
осуществляется блокировка работы захвата с другими узлами машины.
Расчет приводных клещевых захватных органов сводится к
определению расчетного усилия захвата (Qp.3) на губках для
создания рабочей нагрузки и нахождению необходимого рабочего
усилия на штоке силового устройства. Расчет непосредственно
силовых цилиндров, т. е. определение диаметра поршня, сечений
трубопроводов и других параметров, аналогичен расчету
приводных устройств средств автоматизации и будет рассмотрен ниже.
На рис. 39 были приведены основные схемы приводных
клещевых захватных органов. Необходимые усилия захвата
определяются в зависимости от выбранной схемы (см, рис. 39) и
рассчитываются исходя из условия создания силы трения между
заготовкой и захватом, необходимой для удерживания заготовки в
губках захвата.
Расчетное усилие захвата Qp, 3 для схемы на рис. 39, а
определяется с учетом того, что заготовка зажимается между дву]\?я
поверхностями, т. е.
Q,3=p|b D1)
где Q3 — рабочее тяговое усилие, которое необходимо развить
для перемещения заготовки, определяемое в
зависимости от особенностей средств автоматизации;
р — коэффициент запаса, учитывающий динамические
нагрузки, могущие возникнуть при перемещении
заготовки, и принимаемый равным 1,3—1,6;
s
о
•в*
о
vo
о
a,
§
PQ
X5
О
CQ
I
84 Расчет и конструирование средств автоматизации и механизации
\i — коэффициент трения, равный для стали по стали со
слабой смазкой 0,1—0,12.
Расчетное усилие захвата Qp. 3 для схемы на рис. 39, б
определяется из условия, что рабочая нагрузка Q8 уравновешивается
силами трения от сил нормального давления QN, т. е.
PQ,y __ д Q3 sin a
4fi ~~ Р ЩГ
Q,3 = -^ = P-^|^, D2)
где Q3 — рабочая нагрузка для захватного органа;
а — угол профиля захвата.
При плоских губках захвата расчетное усилие определяется
по выражению D1), разница заключается в том, что .усилие Q3
является рабочей нагрузкой, действующей в вертикальной
плоскости.
Расчетное усилие захвата для схем на рис. 39, в и г
(конструкция захвата видна из рис. 24) без учета податливости захватов
определяется из условия нераскрытия клещей; в первом случае
при касании заготовки в двух точках (жесткий захват); во
втором — при распределении давлений на опорной поверхности по
треугольнику.
При рассмотрении условия равновесия сил.получаем для схемы
на рис. 39, в следующие зависимости:
4 Qls^Qs-j-, . D3)
q;.3=q3D- + 1)' D4)
где h — расстояние от центра тяжести заготовки до ближайшей
крайней точки губки захвата;
/ — длина губки захвата.
Из условия равновесия сил для схемы на рис. 39, г получаем
<2;.3 = ЦЗ-^ + l), D5)
<Э';.з = Цз4 + 2). D6)
Анализ приведенных выше выражений показывает, что в случае
шарнирных губок захвата силовое устройство должно развивать
усилие, примерно в 3 раза большее, чем в случае жестких губок.
На рис. 42 показана расчетная схема для фигурного захвата,
состоящего из губок А к Б, обеспечивающего захват и
удерживание заготовки, когда плоскости действия рабочей нагрузки и
усилия захвата совпадают (схема II) и не совпадают (схема I).
Захватные органы
85
Схемы равновесия сил (рис. 42, а) зависят от типа захвата.
Анализ расчетной схемы I (рис. 42, бив) показывает, что так как
\$У/
^1
т
Q, Ог
В)
д)
Рис. 42. Расчетные схемы действия сил
для клещевого фигурного захватного
органа:
а — общая; б и г — в крайней задней точке и
в и д — в крайней передней точке губок
захвата А и Б; В — заготовка
реакция Rt и R2 воспринимаются обеими губками, то расчетное
усилие для каждой из них равно
Q'P.3 = Q"p.3 = Qi + Q2- D7)
Усилия Qi и Q2 согласно расчетным схемам (рис. 42, бив)
и с учетом сил трения 7" и Т", возникающих на губках А и Б
от сил R'N и R"N, равны
Qi = ^tg(a-Q);
Qt = 4f tg(a-e).
D8)
Усилия Rx и jR2 для схем на рис. 42, б и в для жестких и
шарнирных губок определяются по формулам D3) и D4); при этом
с учетом выражений D7) и D8) получаем, что расчетные усилия
захвата для схемы I равны
Q'P.3=Q"P.S=Q3 (-f + 0,5) tg(a-Q),
D9)
где a — половина угла скоса губок захвата, принимаемого
равным 0,785—1,05 рад D5—60°);
q = arctg \i — угол трения;
86 Расчет и конструирование средств автоматизации и механизации
[л — коэффициент трения между заготовкой и губкой захвата,
обычно (х = 0,2-i-0,3 (без рифления) и \л = 0,3^0,4 (с
рифлением).
Расчетная схема II (рис. 42, гад) принципиально ничем не
отличается от схем на рис. 39, в или г, т. е. для нее усилия захвата
определяются в зависимости от типа губок захвата по
зависимостям D3), D4) или D5), D6).
Анализ полученных расчетных зависимостей для
определения Qp. з показывает, что для уменьшения силы захвата
необходимо увеличивать его длину /. Однако это не всегда целесообразно,
так как влечет за собой увеличение длины заготовки в месте
захвата. Поэтому в большинстве случаев необходимо определять
минимальную длину губок захвата, исходя из условия отсутствия
смятия в месте контакта захвата с заготовкой (для деталей, не
допускающих повреждения наружной поверхности) или из
условия отсутствия пластической деформации в месте контакта
заготовки с захватом.
При повороте заготовки в плоскости действия рабочей нагрузки
ее удерживание происходит за счет сил трения, создаваемых от
нормальных сил RN. Угол поворота заготовки ф, допускаемый
условием заклинивания изделия губками захвата, определяется
из выражения
tg<P<tgQ = n, E0)
где q — угол трения между изделием и заготовкой.
При коэффициенте трения \i = 0,3-r-0,4 (губки имеют
рифление) максимальный угол поворота равен ф = 0,28-^-0,384 рад
A6—22°). При дальнейшем повороте заготовки заклинивающее
действие захвата уменьшается и появляется осевая составляющая
рабочей нагрузки, стремящаяся вырвать заготовку из захватов.
При повороте заготовки на 1,57 рад (90°) получается расчетная
схема, показанная на рис. 39, б.
В клещевых захватных органах усилие для удерживания
заготовки может передаваться непосредственно (см. рис. 39, а) или
через систему рычагов, изменяющих направление и величину
усилия. При выборе схемы рычажного механизма нужно стремиться
избегать, особенно в тяжелонагруженных силовых устройствах
захватных органов, применения клиновых механизмов без
роликов.
8. Толкающий захватный орган
При использовании толкающего захватного органа заготовка
перемещается проталкиванием ее по плоскости. В зависимости от
конструкции толкателя захватные органы этого типа бывают: ши-
Захватные органы
87
берные (с плоским или круглым шибером), планочные и дисковые.
Плоский шиберный захв'ат применяется при однопозиционной,
а планочный — при многопозиционной штамповке. Дисковый
захватный орган применяется при подаче заготовок по радиусу и
используется при однопозиционной и многопозиционной
штамповке. Толкающий захватный орган с круглым шибером
используется при автоматизации процессов объемной штамповки.
На рис. 43 приведены наиболее распространенные схемы
толкающих захватных органов. На рис. 43, а—в показаны способы
захвата и движение заготовок (стрелки А) в случае открытого
шибера, имеющего возвратно-поступательное движение (стрелки Б).
Когда шибер находится в исходном положении, заготовка,
находящаяся над шибером, опускается на плоскость подачи и при
движении шибера влево передвигается на рабочую позицию. Способ
захвата заготовок выбирается в зависимости от расстояния
подачи, толщины заготовок и др. Поштучная подача (рис. 43, а)
может быть осуществлена для любых заготовок толщиной свыше
0,5 мм и при малых расстояниях подачи; подача «дорожкой»
(рис. 43, б) возможна для заготовок правильной геометрической
формы (прямоугольника, шестигранника, круга и др.) толщиной
свыше 1 мм, имеющих отклонения по. плоскостности не более
10—15% от толщины; подача «каскадом» или ступенчатым шибером
(рис. 43, в) — для любых заготовок вне зависимости от степени их
коробления и расстояния подачи.
На рис. 43, г показан планочный захватный орган. В этом
случае проталкивание заготовок (по стрелке А) с позиции на позицию
осуществляется специальными планками с возвратом их в
исходное положение над заготовками (стрелки Б).
На рис. 43, д дана схема дискового захватного органа.
Отличительной его особенностью является движение заготовки и
толкателя (диска) в одном направлении (стрелки А и Б) с остановкой на
рабочих позициях.
Типовые конструкции толкающих захватных органов будут
даны ниже при изучении средств автоматизации.
Расчет рассматриваемых захватных органов сводится к
определению хода захвата h3. Величину хода захвата необходимо
определять с учетом некоторого перехода толкателя hx при
возвращении в исходное положение.
Для шиберных захватных органов величина хода захвата равна:
при поштучном транспортировании
h3 = L + hx9
при транспортировании «дорожкой»
ha = —+hx = h + hx,
88 Расчет и конструирование средств автоматизации и механизации
при транспортировании «каскадом»
h3^ — + hx^h + 2hx>
<з
где L — расстояние подачи;
h — размер заготовки в направлении подачи; .
z3 — количество заготовок, находящихся между рабочей и
исходной позициями;
hx — величина перехода толкателя, которая принимается
обычно равной 0,8—1,2 мм.
$щ^
^„лщщ;
zC— Ш^т^}Фт^^ш^
л т
Рис. 43. Схемы толкающих захватных органов:
а — шиберного с поштучной подачей; б — шиберного с подачей «дорожкой»;
в — шиберного с подачей «каскадом»; г — планочного; д — дискового; / —
рабочая позиция; //—позиция загрузки; ///—исходное положение шибера; J
—заготовка; 2 — шибер; 3 — планка
Для планочных захватных органов расстояние подачи равно
расстоянию между рабочими позициями, ход захвата определяется
по формуле
h3 = L + hx.
Расчет дискового захвата сводится к определению угла пово-
рота^диска между позициями
2 '
ф:
где ф — ход захвата в рад;
z — число рабочих позиций.
Захватные органы
89
9. Крючковы й захват
Крючковый захват обеспечивает поступательное движение
заготовки или движение по дуге при наличии плоскости, по которой'
она может перемещаться.
Крючковый захватный орган является одним из самых простых
захватов, применяемых для штучных заготовок (чаще для горячей
штамповки) и для непрерывного материала (см. § 14) при наличии
в нем перемычек после штамповки.
Рис. 44. Схемы крючковых захватов с цеплением за
отверстие (а, в) и за наружную поверхность (б):
1 — заготовка; 2 — захватный орган
При применении крючковых захватов для штучных заготовок
необходимо учитывать особенности их геометрии (наличие
отверстий, рис. 44, а или выступов, рис. 44, б), характер поверхности,
по которой может перемещаться заготовка, и т. д. Крючковый
захват (рис. 44, в) можно использовать для фиксации и укладки
заготовок (стапелирования).
При расчете крючковых захватов следует учитывать скорость
движения захватного органа и путь, который должна пройти
заготовка или захват в процессе захватывания.
Особенности расчета крючковых захватных органов подробно
рассмотрены в работах В. Ф. Прейса х и здесь не
приведены.
1 М а л о в А. Н., П р е й с В. Ф. Механизация и автоматизация
штамповочных работ. Машгиз, 1955.
90 Расчет и конструирование средств автоматизации и механизации
10. Карманчиковый захватный орган
В карманчиковом захватном органе захват изделий
осуществляется за счет западания их в специальные карманы (полости).
Используются они для объемных деталей простой геометрической
формы: цилиндр, трубка и др. Конструктивные схемы карманчико-
вых захватных органов показаны на рис. 45.
V г}
Рис. 45. Схемы карманчикового захватного органа:
а — при радиальном; б — хордальном; в и г — аксиальном расположении
заготовок; 1 — заготовка; 2 — захватный орган
Расчет карманчиковых захватов сводится к определению
оптимальных, размеров кармана с учетом скорости движения
захватного органа (направление Л), которая обеспечивала бы западание
в них заготовок определенной формы (размеры d и /) и вместе с тем
исключала бы их заклинивание при неправильном положении
в кармане.
11. Гравитационный захватный орган
В гравитационных захватных органах перемещение заготовки
происходит вместе с захватным органом или в результате
движения заготовки относительно рабочей поверхности захвата. В
первом случае заготовка, удерживающаяся под действием силы
тяжести на плоскости захвата, перемещается в результате движения
опорной поверхности захвата, во втором — она движется за счет
составляющей силы тяжести, действующей в направлении
движения.
Различают гравитационные захватные органы управляемые
(с силовым устройством: выносные лотки, транспортеры, вибро-
Захватные органы
91
лотки и др.) и неуправляемые (без силового устройства).
Неуправляемые гравитационные захватные органы называются обычно
лотками; они бывают открытого и закрытого типов. Они исполь-
Рис. 46. Формы сечений лотков для цилиндрических деталей,
перемещающихся качением (а), скольжением (б); для дисков и колец,
перемещающихся качением (в); для заготовок с головками (г); роликовые
для.цилиндрических и плоских заготовок (д); трубчатые (е)> двухрельсовые (ж),
однорельсовые (з)
зуются для самотечного или принудительного, прямолинейного
или криволинейного перемещения деталей. Формы сечений лотков
показаны на рис. 46.
92 Расчет и конструирование средств автоматизации и механизации
При конструировании лотков необходимо выполнять ряд
требований. Например, твердость материала лотка, используемого
для заготовок, имеющих острые края, должна быть не ниже
твердости материала заготовок. Лотки должны иметь жесткие борта,
чтобы исключалась возможность их деформирования при
перемещении заготовок. Следы от обработки лотков должны быть в
направлении движения заготовок.
Расчет неуправляемых гравитационных захватных органов
сводится к определению условий движения заготовок по лотку в
зависимости от его формы, количества
заготовок, находящихся на
наклонных и прямых участках движения,
и к определению проходимости
заготовки полотку. Необходимые
зависимости для определения условий
движения приведены в работах В. Ф.
Прейса г. Для определения
проходимости рассмотрим движение круглой
заготовки по коробчатому лотку (рис.
47). Размеры заготовки: диаметр
D ± Д?>, длина — L ± AL, ширина
лотка В. Высота бортов равна или
немного больше радиуса детали.
Наличие зазора А позволяет детали
повернуться в лотке на угол ф и
занять положение, указанное штриховой линией. Угол ср поворота,
очевидно, будет увеличиваться с увеличением зазора до тех пор,
пока не достигнет такой величины, при которой деталь или
заклинится, или повернется и потеряет ориентацию. Все это может
произойти при условии, если величина диагонали С детали будет
почти равна или меньше ширины лотка.
Так как с увеличением отношения -ц- величина диагонали
приближается к величине длины детали, то и зазор А должен
L
уменьшаться при увеличении отношения -^-.
При больших отношениях -^, когда разность величин
диагонали и длины детали невелика, надежная ориентация детали
между бортами лотка невозможна. На практике не может быть
надёжного перемещения в лотках-скатах для деталей с
отношением -jr- > 3.
Рис. 47. Расчетная схема для
определения условий
проходимости заготовки по лотку
1 См. А. Н. М а л о в, В. Ф. Прей с- Механизация и автоматизация
штамповочных работ. Машгиз, 1955 г.
Захватные органы
93
Как говорилось ранее, во время движения в лотке деталь
длиной L и диаметром D может повернуться на угол ф. Значение этого
угла зависит от величины зазора А между деталью и стенками
лотка. Зазор следует выбирать исходя из того, чтобы при повороте
детали до контакта с противоположной стенкой, диагональ С
образовывала с горизонталью угол у, который должен быть немного
больше угла трения q. Очевидно, если
tg У = tg q = |i,
то возможно заклинивание детали.
С учетом характера влияния допусков (см. рис. 47) имеем
cos у > —с+—*-,
откуда
^<Ccosy —(L + AL),
где
C2=(D —ADJ+(L —ALJ
или
А = Y(D — ADJ + (L — ALJ cos y — (L + AL).
Выражая cos у через tg у = \i> получаем следующую формулу
для определения зазора А:
А<уШЕЩШЕШ^(ь^АЬ), E1)
где D и AD — диаметр заготовки и допуск на диаметр;
L и AL — длина заготовки и допуск на длину;
\i — коэффициент трения, принимаемый при расчете
лотков равным 0,2—0,3.
По описанному методу может быть определен зазор и для
деталей с торцами другой формы (сферическими, с фасками и т. д.).
При этом расчетные формулы для деталей будут отличаться от
приведенных выше г.
Высота бортов в открытых лотках должна быть не меньше
радиуса детали, а для большей надежности — не меньше диаметра.
Чтобы облегчить движение заготовок сложной формы или очень
легких деталей, применяют гравитационные захватные органы
с управляемым силовым устройством, которые бывают с
подвижным и неподвижным основанием. К первым относятся различного
типа транспортеры, выносные лотки и т. д.; ко вторым —
пневматические и вибрационные лотки. Пневно- и вибролотки
1 Более подробно вопросы конструирования лотков освещены в книге
Боброва В. П. Проектирование загрузочно-транспортных устройств к станкам
и автоматическим линиям. «Мащиностроение», 1904 V*
94 Расчет и конструирование средств автоматизации и механизации
применяются для мелких деталей, имеющих большую плоскость
соприкосновения с лотком (тонкие пластины, диски и др.).
Перемещение деталей в пневмолотках осуществляется за счет
создания воздушной прослойки между деталью и лотком (в дне
лотка имеются отверстия, через которые поступает сжатый воздух).
При этом коэффициент трения между деталью и лотком резко
уменьшается, что облегчает перемещение детали.
Движение деталей по вибролотку осуществляется в результате
переменно-возвратных колебаний основания лотка. В
вибролотках детали могут перемещаться вниз и вверх по наклонной
плоскости в зависимости от характера колебаний основания.
Расчет гравитационных захватных органов с подвижным
основанием (транспортеров и выносных лотков) начинается с выбора
типа основания. При этом необходимо учитывать характер работы
автоматизирующего устройства (наклонный или горизонтальный
транспортер), особенности деталей (горячая или холодная,
объемная или плоская), для которых применяется рассматриваемое
устройство, и т. д. Привод транспортера рассчитывается по
известным формулам подъемно-транспортных машин.
§ 8. ПРИВОД СРЕДСТВ АВТОМАТИЗАЦИИ
1. Классификация
Привод средств автоматизации должен обеспечивать требуемые
движения захватного органа с деталью и без нее. В средствах
автоматизации используются разнообразные приводы, классификация
которых дана на рис. 48. Из классификации следует, что средства
автоматизации, применяемые в кузнечно-штамповочном
производстве, бывают с индивидуальным приводом или с приводом от
пресса (от главного вала или ползуна), т. е. не имеют
самостоятельного привода.
Практика показывает, что различные схемы привода при
надлежащей отработке конструкции и подборе параметров могут быть
выполнены равноценными для конкретных условий. При
эксплуатации приводов в условиях кузнечно-штамповочного производства
решающее значение имеют их специфические особенности (табл. 3).
Выбор типа привода зависит от многих факторов: от
особенностей автоматизирующего устройства и деталей, для которых они
применяются, типа захватного органа, от вида пресса, и т. д.
Индивидуальный привод по сравнению с приводом от пресса имеет
следующие преимущества: обеспечивает оптимальную скорость
перемещения изделия; позволяет более рационально скомпоновать
автоматизирующее устройство; может быть использован для
перемещения детали во время холостого хода и в период выстаивания
Характеристика индивидуальных приводов средств автоматизации
Таблица 3
Привод
Электрический
Гидравлический
Пневматический
Пневмо-
гидравли-
ческий
Составные
элементы
Электродвигатель
или электромагнит.
Необходимо
применять
преобразующий механизм с
большим
передаточным отношением
Силовая насосная
установка с
комплектом
управляющей и
предохранительной
аппаратуры. Силовой
гидравлический
цилиндр
Силовой
пневматический- цилиндр
Комбинированный
пневматический и
гидравлический
цилиндры
Допускаемое
число
включений и
переключений
Ограничено
для
двигателей
и
магнитов
переменного
тока
Практически не
ограничено
То же
То же
Максимальный
путь
перемещения
Не
ограничен
для
привода от
двигателя
Не
более 1,5 м
Не
более 1 My
в
отдельных
случаях
до 2 м
Не
более 1 м
Точность остановки
захватного органа
Определяется
точностью подачи
команд. Остановка
может быть
осуществлена в любой
момент движения
При остановке
в заданной точке
±2 мм. Зависит
от точности подачи
команды.
Обеспечивается надежное
останавливание при
скоростях движения
штока не более
1 м/сек
При больших
скоростях движения
поршня и массах
заготовок имеют
место колебания
штока в момент
остановки.
Требуются специальные
меры гашения при
скоростях более
1 м/сек
В любой момент
движения ±5% от
величины хода
Предохранение от
перегрузок
Применяются
специальные
устройства
Обеспечивается
ограничением
усилия
на штоке
поршня
То же
То же
Влияние
ударных
колебаний
и вибрации
"Оказывают;
требуется
применение
амортизаторов
Оказывают;
нарушается
герметичность и
вызываются
утечки,
снижающие
устойчивость
работы
Практически
не оказывают
То же
Чувствительность к
влаге, пыли и
другим
загрязнениям
внешней
среды
Требуется
специальное
исполнение
электрической
аппаратуры
и проводки
Загрязнения
внешней
среды
не влияют
на работу
привода
То же
То же
Изменение
температуры
Практически
не влияет
на работу
привода
Влияет на
вязкость и
характеристики
системы
Практически
не влияет
на работу
привода
То же
96 Расчет и конструирование средств автоматизации и механизации
Г
Привод
X
I
От пресса
т
Индивидуальный
пресса и др. Для надежной работы средств автоматизации с
индивидуальным приводом необходимо осуществлять надежные
блокировки, исключающие попадание деталей устройств механизации
под штамп при сдваивании ходов пресса или при другом
аварийном случае.
Привод средств автоматизации от пресса позволяет добиться
наиболее высокой производительности. Поэтому во всех случаях,
когда требуется обеспечить
съем крупных деталей в
количестве 15 шт., средних —
40 шт. и мелких — 90 шт.
за 1 мин, необходимо
проектировать
специализированные машины с пониженным
числом ходов ползуна, но с
приводом средств
автоматизации от пресса. Для
крупногабаритных деталей, вне
зависимости от быстроходности
пресса, целесообразно
применять индивидуальный
привод средств автоматизации.
Индивидуальный привод
средств автоматизации может
быть электрическим,
гидравлическим, пневматическим
или пневмогидравлическим.
Приводы, обеспечивающие
поступательное движение,
являются, как правило, приводами двустороннего
(реверсивного) действия, вращательное — одностороннего
(нереверсивного) действия. Обычно при применении приводов реверсивного
действия отпадает необходимость в использовании механизма
периодического движения, так как средства автоматизации
приводом возвращаются в исходное положение. В большинстве случаев
при использовании нереверсивных приводов (от вала отбора
мощности, от электродвигателя) применяется механизм периодического
движения.
Движение
вращательнре
Движение
поступательное
Рис. 48. Классификация приводов средств
автоматизации
2. Электрический привод
К электрическим приводам относятся приводы средств
автоматизации от электродвигателя и электромагнита. Привод от
электродвигателя применяется главным образом для обеспечения
большого хода или для поддерживания постоянства вращения захват-
Привод средств автоматизации
97
ного органа, т. е. в приводах механизмов передвижения и
поворота, в приводах транспортеров, бункерных устройств и т. д.
Электрические приводы с поступательно движущимся рабочим
элементом (электромагниты) не нашли широкого применения, так
как могут обеспечить небольшой ход.
В настоящее время электрический привод нельзя применять
без сложного преобразующего механизма, в котором обычно
используется винтовая пара или Цепная передача. На рис. 49
показаны загрузочные тележки 9 и 10 для периодической подачи листов
в листоукладчик 7 (тип АП-10), который применяется в
автоматической линии штамповки купальных ванн. Наличие двух тележек 9
и 10 позволяет обеспечить загрузку одной из них в период работы
листоукладчика. Для этого предусмотрены две загрузочные
позиции: на первой загружают тележку 9, на второй — тележку 10,
Перемещение тележек осуществляется двигателем 1 типа
А52-6 (N = 45 кет, п =' 950 об/мин) через упругую муфту 2,
червячный редуктор 3 (тип РЧП-180-51-П) и цепную передачу 5.
Ведущая 4 и ведомая 11 звездочки имеют шаг t = 65 мм и z = 8.
Цепь крепится к двум пружинным буферам 8. Двигатель 1 с
редуктором 3 и натяжная станция 12 установлены на фундаменте на
специальных стойках. Тележки перемещаются по рельсам 6 со
скоростью 0,2 м/сек. При вращении двигателя по часовой стрелке
движение происходит в направлении стрелки А (подача тележки 9
на загрузку, а тележки 10 в листоукладчик), при вращении
против часовой стрелки — в обратном направлении (подача тележки 10
на загрузку, а тележки 9 в листоукладчик). Электродвигатель
работает в реверсивном режиме с небольшим числом
включений.
На рис. 22 был показан вибрационный бункер, где в качестве
приводного элемента применяются электромагниты, питающиеся
постоянным пульсирующим электрическим током, под действием
которого катушка электромагнита попеременно притягивает и
отпускает сердечник, вызывая вибрации. В результате этого
заготовки начинают перемещаться в нужном направлении.
Расчет электрического привода состоит в выборе
электродвигателя или силового электромагнита.
Выбор электродвигателя производится по мощности,
определяемой по расчетному усилию или моменту сопротивления в
зависимости от заданной скорости перемещения по известным
формулам общего машиностроения.
После того как выбран двигатель, определяется предельное
число Z включений или переключений в минутах, а затем
сравнивается с допускаемыми значениями [Z]. При этом должно быть
выдержано следующее условие:
Z<[Z). E2)
7 И. А. Норицыи 1295
. шш г
Привод средств автоматизации
99
Допускаемое число включений [Ze ] для типовых асинхронных
электродвигателей колеблется в пределах [Ze] = 10ч-80 в
минуту, а"переключений [Zn] = 4ч-30 в минуту, причем большие
значения этих величин соответствуют быстроходным двигателям
(пдв = 3000 об/мин), а меньшие — двигателям с пдв •< 1000 об/мин.
В случае невыполнения условия E2) необходимо использовать
дополнительные механизмы, обеспечивающие работу двигателя
без частых переключений, или выбрать другой привод
(гидравлический или пневматический).
Электромагнит выбирают по тяговому усилию, определяемому
в зависимости от типа средств автоматизации.
В настоящее время в кузнечно-штамповочном производстве
применяют электромагниты переменного и постоянного тока.
Следует иметь в виду, что когда технические данные и характеристики
•электромагнитов переменного тока отвечают требованиям,
предъявляемым к ним исполнительными механизмами, их использование
является более предпочтительным по сравнению с
электромагнитами постоянного тока. Однако . применение электромагнитов
и электродвигателей переменного тока ограничивается числом
допускаемых включений, обусловленным, их нагревом от пусковых
токов. Поэтому при большой частоте включений электропривода
(свыше 50 включений в минуту) рекомендуется применять
электромагниты постоянного тока, не имеющие указанного недостатка.
Например, в бункере, приведенном на рис. 22, применен
электромагнит постоянного тока.
3, Гидравлический привод
Гидравлический привод в средствах автоматизации кузнечно-
штамповочного производства находит все большее применение.
Этот привод используется в устройствах с небольшими
габаритными размерами рабочего пространства, где необходимы
значительные усилия (например, в средствах автоматизации,
обслуживающих свободную ковку на мощных прессах, и т. д.). Вследствие
несжимаемости масла гидравлические системы позволяют
практически осуществлять любой закон движения рабочего органа при
значительных усилиях, это делает их незаменимыми в механизмах,
в которых требуется точно выдерживать заданный закон
движения.
Проектирование гидравлического привода заключается
в выборе рабочей жидкости и характере ее циркуляции (открытые
или закрытые системы); в подборе типа гидронасоса и аппаратуры
управления и контроля; в расчете и конструировании различного
рода компенсаторов, баков и др.; в расчете гидроцилиндров,
сечений трубопроводов, времени срабатывания и установлении
7*
100 Расчет и конструирование средств автоматизации и механизации
закона движения захватного органа. В задачу проектантов средств
автоматизации не входит решение всех перечисленных проблем.
Они освещены в специальной литературе. При конструировании
средств автоматизации решаются в основном вопросы компоновки
силовых цилиндров, т. е. определяются их габаритные размеры,
и получения скоростей срабатывания, т. е. подбираются сечения
трубопроводов и тип насоса. При этом используются регулируемые
системы (обычно с дроссельным регулированием), с тем чтобы
в процессе доводки средств автоматизации можно было
скорректировать скорости перемещения и довести их до оптимальных.
Рис. 50. Гидравлический цилиндр двустороннего действия
При проектировании гидроцилиндров для средств
автоматизации следует пользоваться нормалями машиностроения. В
нормали МН 1250—60 даются диаметры гидроцилиндров, штоков
и золотников. Диаметры цилиндров и штоков основного размерного
ряда следующие: 20, 25 и далее через каждые 5 мм до диаметра 80,
затем 90, 100, ПО, 125, 140 и 150 мм. При выборе рабочего
давления нужно исходить из характеристик гидронасосов. Для средств
автоматизации в основном применяются шестеренчатые
гидронасосы (рабочее давление до 3 Мн/м2) или лопастные (рабочее
давление до 7 Мн/м2). Максимальное давление для средств
автоматизации считается до 5 Мн/м2 E0 кГ/см2), оптимальное — 2—3 Мн/м2
B0—30 кГ/см2).
Гидравлические цилиндры, применяемые в приводах средств
автоматизации, обычно являются цилиндрами двустороннего
действия (прямое и обратное движение осуществляется гидравликой).
На рис: 50 показана конструкция гидравлического цилиндра
с регулированием хода поршня. Корпус цилиндра 6
устанавливается на лапах. Рабочая жидкость в правую (стрелка Б) и левую
(стрелка А) полости цилиндра поступает через отверстия в
корпусе 6 и проточки по зеркалу цилиндра. Поршень 5 выполнен за-
Привод средств автоматизации
101
Рис. 51.
одно со штоком и уплотняется манжетами 4. Шток уплотняется
манжетами 3 и 7. В рассматриваемой конструкции привода левая 1
и правая 9 крышки цилиндра уплотняются различными типами
манжет 2 и 5, что нерационально. Величина хода поршня вправо
может регулироваться винтом 10, упирающимся при движении
в упор. Чтобы предотвратить возможность отвинчивания винта 10
при ударе об упор, установлен стопор 11. В случае
конструирования гидравлических цилиндров без регулировки хода поршня
удается в самом цилиндре уплотнять обе крышки и поршень одними
и теми же манжетами 2 и 4. Благодаря этому сокращается число
типоразмеров манжет к облегчается эксплуатация гидравлических
цилиндров.
На рис. 51 показана
крышка гидравлического
цилиндра с буферным
устройством для гашения
скорости движения
поршня/в направлении,
указанном стрелкой А.
Применение такого устройства
допустимо в механизмах,
приводящих в движение
большие, массы, или при
высоких скоростях
перемещения поршня гидравлического цилиндра (vn > 0,6 м/сек).
Буферное устройство работает следующим образом. В
полости // поддерживается рабочее давление; в полостях / и /// —
давление сливной магистрали. По мере движения поршня 1 шток 2
заходит во втулку 4, смонтированную в крышке 5. Сопряжение
втулки 4 со штоком 2 поршня выполнено по посадке, поэтому выход
жидкости из полости / происходит через отверстия 3 в штоке 2
поршня. Так как сечение отверстия 3 небольшое, то в полости /
постепенно повышается давление, т. е. увеличивается сила
сопротивления движению поршня; при этом поршень плавно
останавливается. Изменяя длину штока 2 и площадь сечения отверстий 3,
можно получить оптимальные скорости при останавливании
поршня. При движении поршня влево обеспечивается плавное
нарастание скорости, так как давление в полости /// действует
в начальный период на небольшую кольцевую площадь штока.
Применение буферного устройства возможно лишь в том случае,
когда в начале движения требуются меньшие усилия, чем в
процессе работы. Если на протяжении всего хода необходимо полное
рабочее усилие, то в крышке 5 между полостями / и /77
устанавливается обратный клапан, пропускающий жидкость только в
направлении полости /.
Гидравлический цилиндр с
буферным устройством
102 Расчет и конструирование средств автоматизации и механизации
При проектировании гидравлических приводов следует
избегать вертикальной компоновки гидравлического цилиндра. В
случае, когда такая компоновка неизбежна, предусматривают
гидравлическое уравновешивание подвижных узлов, для чего в системе
гидроуправления предусматриваются подпорные клапаны, при
помощи которых создается необходимое давление подпора рп,
препятствующее падению узла во время опускания и
предохраняющее его в случае прекращения подачи рабочей жидкости.
На рис. 52 показана
типовая обобщенная
индикаторная диаграмма работы
гидравлического привода (для
рабочей полости), из которой
видно, что в общем случае
процесс работы
гидравлического привода состоит из
четырех периодов,
характеризуемых временем tlf t2, ts
и /4. В период времени tx
происходит быстрое
повышение давления в рабочей
полости. Поршень при этом
неподвижен. При достижении
давления рс, достаточного для
преодоления сил
статического сопротивления движению поршня, начинается разгон
поршня (время t^). В это время давление в рабочей полости
повышается до давления р*дв, определяемого силами динамического
сопротивления движению поршня, а затем начинает
уменьшаться. В период времени t3 происходит движение поршня,
близкое к равномерному при примерно постоянном давлении рдв.
В период времени /4, когда движение поршня уже закончилось
(поршень переместился на полный ход И), давление в рабочей
полости поднимается до давления р, которое является расчетным
для гидравлического привода.
Для упрощения расчетов действительную индикаторную
диаграмму целесообразно заменить приближенной (см. кривую 3
на рис. 52), согласно которой движение поршня не происходит
до момента достижения величины давления, равной р; в процессе
движения поршня давление в рабочей полости постоянно
и равно рдв. В этом случае имеют место лишь два периода,
характеризуемые временем /0 и tde.
При конструировании гидравлического привода для средств
автоматизации решаются, как правило, две основные задачи:
обеспечение необходимого тягового усилия и заданного времени
Рис. 52. Типовая индикаторная
диаграмма работы гидравлического привода:
/ — давление в рабочей полости; 2 — ход
поршня; 3 — упрощенная кривая изменения
давления в рабочей полости
Привод средств автоматизации
103
срабатывания привода. Под временем срабатывания
гидравлического привода понимается время, прошедшее с момента
срабатывания распределительного клапана до момента, когда
гидравлический привод выполнил свои функции. В гидравлических
приводах средств автоматизации — этот момент окончания
перемещения поршня, в гидравлических приводах силовых устройств
захватных органов — этот момент, когда на штоке поршня
развилось полное рабочее усилие. Время срабатывания гидравлического
привода средств автоматизации равно
или с учетом принятых упрощений
t = to + t*. E3)
Время срабатывания гидравлического привода силовых
устройств захватного органа равно
t = h + h + h + h
или
* = *o+ ** + '*• E4)
Для определения тягового усилия воспользуемся рис. 53, на
котором приведена схема сил, действующих на поршень и шток
Рис. 53. Схема сил, действующих при перемещении поршня цилиндра
силового гидравлического цилиндра в период его перемещения
с установившейся скоростью. В общем случае (см. рис. 53)
расчетное тяговое усилие, развиваемое на штоке поршня, равно
QP.n=Qn+Qnod + 2iT, E5)
где Qn — рабочее тяговое усилие, приведенное к штоку поршня;
Qnod — усилие, затрачиваемое на преодоление сопротивлений
от давления в полости подпора;
2 Т — сумма сил трения, возникающих в процессе работы
гидравлического цилиндра, приведенных к штоку.
104 Расчет и конструирование средств автоматизации и механизации
Величина рабочего тягового усилия определяется в
зависимости от функций, которые выполняет гидравлический привод
в средствах автоматизации. Как уже отмечалось, гидравлический
привод средств автоматизации через преобразующий механизм
перемещает в нужном направлении захватный орган. При этом
для управляемых захватных органов без учета действия сил
инерции (за исключением фрикционных) Qn = 0, а для
неуправляемых рабочее тяговое усилие Qn определяется в зависимости
от типа захватного органа (см. выше § 8). Гидравлический привод
силовых устройств захватных органов обеспечивает надежное
удерживание заготовки в процессе ее транспортировки. При этом
рабочее усилие должно быть равно усилию захвата, т. е. Qn = Qp. 3.
Усилие Qnod определяется по формуле
Qnod = PnFn> E6)
где рп — давление подпора;
Fn — рабочая площадь поршня в полости подпора.
В горизонтальных гидравлических цилиндрах давление ря,
как правило, равно давлению в баке рб. Для вертикальных
цилиндров давление подпора определяется из условия статического
равновесия
G — Y.T
Рп = jf-, E7)
где G — сила тяжести поршня и жестко связанных с ним узлов.
При этом расчетное давление подпора не должно превышать
1 Мн/м2 A0 кГ/см*). При работе гидравлического привода
действуют силы трения, возникающие при движении штока и поршня
(Тшт и Тпор), и силы трения, действующие в преобразующем
механизме (Тдв), определяемые в зависимости от особенностей
механизма и его кинематики.
В общем виде сила Тдв равна
Тдв = Тн + Топ, E8)
здесь Тн — сила трения в направляющих, равная
TH = in(GN+Q'n),
где |хх — коэффициент трения, равный при
нормальной смазке 0,06—0,08;
GN й Q'n — нормальные составляющие силы тяжести
движущихся частей и рабочего усилия на
плоскость движения;
Топ = 2 Топ — суммарная сила трения в опорах и шарнирах
вращающихся частей привода, приведенная
к штоку поршня.
Привод средств автоматизации
105
Иногда при расчете привода потери на трение в опорах
учитываются (при приведении сил к штоку) введением к. п. д.
преобразующего механизма.
Сила трения при движении поршня и штока с манжетным
уплотнением определяется по формулам
№DBpx E9)
и
Тшт= \i0ndbpx, F0)
где [д,0 — коэффициент трения, равный при обильной смазке
0,06—0,09;
D и d — диаметры поршня и штока;
В и Ъ — высота манжет поршня и штока;
рх — давление в полости, которое может быть равно рдвУ
Ргы Р> Ртах*
При уплотнении поршня с помощью поршневых колец сила
трения равна
Тпор = V^DBz {py + рх), F1)
где z — число поршневых колец;
ру — давление кольца на стенку цилиндра, обычно равно
90 кн/м2 @,9 кГ/см2).
При сальниковом уплотнении штока сила трения равна
Tmm = adbpmpy F2)
где ртр — удельная сила трения, принимаемая равной 200 кн/м2
B кГ/см2).
При расчете силовых гидравлических приводов на основании
обобщений индикаторной диаграммы (см. рис. 52) можно
определить характер переходных процессов, т. е. найти величину
максимального ускорения, развиваемого в период разгона. Как видно
из рис. 52, разгон происходит за время /2. Если принять, что
в период разгона давление р*дв ^ const, и исходить из уравнения
движения, то получим
^a = {pde-pc)Fn — ^Tmpy F3)
где G — сила тяжести поршня и жестко связанных с ним
деталей;
g — ускорение силы тяжести;
а — ускорение поршня;
Р*дв — Давление в полости в период разгона поршня;
рс — давление, необходимое для преодоления
сопротивлений движению поршня со стороны полости
противодавления; для гидравлических приводов обычно
принимают рс % р0 = 100 кн/м2 A кГ/см2), т. е,
атмосферному давлению.
106 Расчет и конструирование средств автоматизации и механизации
Если решить выражение F3) относительно а, то получим
расчетную зависимость для определения ускорения, развиваемого
приводом при разгоне:
* = -#- [(Рдв - Рс) Fn-Ъ ТтР). F4)
Если принять, что р*дв -> р, то величину максимального
ускорения можно определить по формуле
*^i~[(p-Pc)Fn-2iTmp] F5)
Диаметр гидравлического цилиндра находят по расчетному
тяговому усилию, развиваемому штоком поршня при
установившемся движении. При этом рабочее давление р следует определять
исходя из неравенства
р<@,7-0,8)ргаах,
где pmax j— максимальное давление, которое может развить
гидронасос.
Рабочее давление рекомендуется принимать равным 0,5; 0,8;
1,3; 2; 3,2 и 5 Мн/м2 E, 8, 13, 20, 32 и 50 кГ/см2), так как
на указанные давления выпускается стандартная гидравлическая
аппаратура контроля и управления.
Давление подпора принимают исходя из условия
р„<1000 кн/м2 A0 кГ/см2),
т. е. берут равным 500 и 800 кн/м2.
В начальной стадии проектирования гидравлического привода
средств автоматизации параметры гидравлического цилиндра
неизвестны, поэтому для определения площади его поршня
выражение E5) запишем в виде
FnPn = FnPn+\y2(Qn + Tde)f
где F п и F'n — площадь поршня со стороны рабочей полости
и полости подпора, обычно Fn <! F'n\
1,2 — коэффициент, учитывающий потери на трение
в гидравлическом цилиндре.
Отсюда для гидравлических цилиндров с одинаковыми
площадями поршня со стороны рабочей полости и полости подпора
расчетная площадь поршня равна
Fn- 1,2 %±^-. F6)
Рдв — Рп
Привод средств автоматизации 107
Для гидравлических цилиндров, у которых площадь поршня
со стороны полости подпора больше площади поршня со стороны
рабочей полости, расчетная площадь поршня равна
П Рдв — Рп ' * '
где f = -J- d? — площадь штока поршня.
Величиной рдв можно задаваться в пределах @,7-^0,8) р.
Для приводов силовых устройств захватных органов в
расчетные формулы F6) и F7) вместо значения рдв подставляется
величина конечного давления р, равная обычно максимальному
давлению ртах в гидросистеме, на которое рассчитаны
предохранительные клапаны.
При определении площади поршня диаметром штока d задаются
исходя из условия его прочности от продольного изгиба, а иногда
и из конструктивных соображений.
По площади поршня Fn и штока / находят диаметр поршня
D = 1,128 У>я + /. F8)
Рассчитанная по этой формуле величина диаметра поршня
округляется в соответствии с нормальным рядом, после чего
уточняется площадь поршня
где,/) и d — диаметры поршня и штока, принятые по
нормальному ряду.
По размерам D и d подбирают уплотнения, а по формулам F1)
и F3) находят силы трения в гидравлическом цилиндре. Критерием
правильности определения параметров цилиндра является
следующее неравенство:
F>
^п "Г * nop i * пор "г* шт т *¦ шт ~Г * дв
Рдв — Рп
ИЛИ
Р ^ п п0Р п0Р ЩУ* шт °в ^п
Рдв — Рп
F9)
В случае, если это условие не выдерживается, то необходимо
выбрать ближайшее большее значение диаметра поршня и заново
провести расчет.
Наибольшие трудности при проектировании гидравлических
приводов средств автоматизации вызывает обеспечение заданного
времени его срабатывания t, которое обычно задается на основании
циклограммы.
108 Расчет и конструирование средств автоматизации и механизации
Насосный привод, применяемый в средствах автоматизации,
характеризуется постоянством расхода жидкости, который
зависит от производительности насоса Я. В таком приводе за единицу
времени в цилиндр неизменного объема поступает количество
жидкости, определяемое уравнением [упругой деформацией
стенок цилиндра вследствие невысоких рабочих давлений
пренебрегаем, так как ртах << 7 Мн/м2 G0 кГ/см2)]:
ndt = dV = V±-dp.
Если решить это уравнение относительно времени и
проинтегрировать, то после подстановки частных значений давлений
и объемов получаем следующие расчетные формулы:
*о = 0,06-^(р-рб) G0)
И
^ = 0,0бЩ^(р-рдв). G1)
Продолжительность этапа, характеризующего движение
поршня, определяется из условия наполнения объема цилиндра,
освободившегося при перемещении поршня под действием
постоянного давления рдв при производительности насоса Я, т. е. когда
Vx - тдв:
^ = 0,06-^-. G2)
В приведенных зависимостях
А» ?н *дв — продолжительность этапов наполнения в сек;
V0, V± — вредный объем и приращение объема цилиндра
при перемещении поршня в еж3;
Я — производительность насоса в л/мин;
Р> Рдву Рб — соответственно расчетное давление, давление,
необходимое для преодоления вредных
сопротивлений при движении, и давление в баке
гидросистемы в кн/м2.
В качестве энергоносителя в гидравлических приводах средств
автоматизации применяются минеральные масла (реже вода),
модуль упругости которых для давлений, развиваемых в
гидросистемах, принимается равным:
для минерального масла Е = A4-И6)-105 кн/м2,
для воды Е = B0-ь22).105 кн/м2.
Время срабатывания гидравлических приводов определяется
по формулам E3) и E4). После подстановки в эти формулы значе-
Привод средств автоматизации 109
ний /0, tde и ^ и исходя из выражений G0), G1) и G2), получаем
для времени срабатывания следующие зависимости:
для гидравлических приводов средств автоматизации
,=J^(Fo^+Kl), G3)
для гидравлических приводов силовых устройств захватных
органов
или, исключая величины малого порядка, получаем
^0,06-^ = 0,06^, G5)
где hn и Fn — ход и площадь поршня гидравлического цилиндра
соответственно в см и см%.
Чтобы обеспечить заданное время срабатывания
гидравлического привода, выбираем насос, имеющий производительность
Я = 0,06^. G6)
По значению Я, найденному по формуле G6), по каталогу
выбирается гидронасос. После этого по каталожному значению
производительности насоса Пкат находят максимальную скорость
перемещения поршня
vnma = ^-M/ceK. G7)
Причем, не следует принимать vnmax > 1 м/сек. Если адтах>
> 1 м/сек, то необходимо преобразующий механизм выбирать
с большим передаточным числом.
По скорости vnmax определяются сечения трубопроводов
где vmp — оптимальная скорость течения жидкости по
трубопроводам, которая для нагнетательных и отводных
трубопроводов длиной свыше 100 диаметров
принимается равной 3—3,5 м/сек и для коротких
трубопроводов 5—7 м/сек.
ПО Расчет и конструирование средств автоматизации и механизации
Ниже приведена площадь сечения fmp, по которой выбираются
трубопроводы и аппаратура управления.
Труба в
дюймах
3/8
1/2
Площадь сече- !
ния fmp в см2
0,503
0,785
1,767
Труба в
дюймах
Площадь
сечения fmp в см2
3,142
4,909
8,042
4. Пневматический привод
В средствах автоматизации кузнечно-штамповочного
производства наибольшее распространение получил пневматический
привод. Это объясняется в первую очередь высокой скоростью его
срабатывания и наличием в кузнечно-штамповочных цехах
сжатого воздуха, используемого для управления и работщ^роизвод-
ственного оборудования, а также простотой конструкции и
эксплуатации пневматического привода.
Основным узлом пневматического привода является силовой
цилиндр. Различают два типа пневматических цилиндров:
односторонние с возвратом за счет силы сжатия пружины или под
действием силы тяжести (короткоходовые цилиндры) и
двусторонние. Односторонний силовой цилиндр имеет некоторые
преимущества перед двусторонними: он потребляет примерно в 2 раза
меньшее количество сжатого воздуха (только одна рабочая
полость), следовательно, требуется и меньше соединительных
трубопроводов, а наличие в нем пружин обеспечивает надежную
фиксацию механизма в случае прекращения подачи сжатого воздуха.
Однако, несмотря на преимущества, односторонние
пневматические цилиндры в средствах автоматизации
кузнечно-штамповочного производства получили небольшое распространение из-за
незначительного хода.
В кузнечно-штамповочном производстве пневматический
привод работает с высокими скоростями перемещения поршня и
приводит при этом в движение большие массы. Серьезным вопросом
является гашение скорости поршня к концу хода. Это
обеспечивается применением резиновых прокладок или пружин,
воспринимающих удар в конце хода; повышением противодавления
в конце хода и т. д.
На рис. 54 показан двусторонний пневматический цилиндр,
который обеспечивает гашение скорости к концу хода поршня.
Пневматический цилиндр состоит из корпуса 4> крышек / и 7,
вкладышей 2 со встроенными в них шариковыми обратными
клапанами 8 и дросселями 6. В положении, показанном на рис. 54,
Привод средств автоматизации 111
поршень 5 начинает двигаться влево. При этом воздух из полости А
выходит по каналу между вкладышем 2 и штоком 3. Обратный
клапан остается закрытым, так как шарик давлением воздуха в
полости А прижимается к седлу. Когда поршень достигает
положения, в котором манжета 9, жестко связанная со штоком 5,
перекрывает кольцевой канал в левом вкладыше 2,воздух может выйти только
через канал, где установлен дроссель. Из-за резкого уменьшения
площади проходного сечения давление в полости А начинает расти.
В результате этого скорость поршня уменьшается. Так как
дроссели являются регулируемыми, то режим движения поршня в конце
хода можно изменять в зависимости от исходных данных привода.
Рис. 54. Двусторонний пневматический цилиндр с дроссельным устройством
На рис. 55 дан вертикальный пневматический цилиндр привода
подвижной траверсы листоукладчика. В этой конструкции
регулирование скорости движения траверсы вниз обеспечивается на
всем участке перемещения поршня.
Корпус цилиндра 3 с помощью крышки 2 крепится к
основание 14 листоукладчика. Шток 13 поршня через пяту 17 связан
с подвижной траверсой 18. Направление штока обеспечивается
втулкой 15 и поршнем 11. Манжеты 12 и 16 уплотняют поршень
и шток цилиндра. При движении поршня вверх для смягчения
его удара установлен резиновый амортизатор 8. Ход поршня вниз
изменяется в зависимости от уменьшения толщины пачки листов,
поэтому установить амортизаторы нельзя. Их роль выполняют
резиновые пневматические присосы (на рис. 55 не показаны).
Скорость перемещения поршня вниз регулируется за счет
изменения площади сечения иглой дросселя / при выходе воздуха
из полости Л, а вверх — за счет уменьшения скорости выхода
воздуха из полости Б с помощью дросселя 7. Уплотнение игл
дросселей обеспечивается крышками 6 и шайбами 5. В верхней 4
и в нижней (на рис. не видно) 2 крышках смонтированы обратные
112 Расчет и конструирование средств автоматизации и механизации
клапаны, состоящие из шарика 9 и пружин 10. Воздух при впуске
поступает в рабочую полость через обратный клапан, отжимая при
этом шарик; при выходе воздуха обратный клапан закрывается.
Рис. 55. Вертикальный пневматический цилиндр
двустороннего действия
Последнее время в средствах автоматизации начинают
применяться следящие пневматические приводы. На рис. 56 дана
схема следящего привода с управлением по ходу поршня
Харьковского завода «Теплоавтомат».
Привод состоит из пневматического цилиндра 6, управляющего
цилиндра / с золотником 2 и диафрагмой 3 и пружины 7 обратной
связи. Благодаря большим развиваемым усилиям, хорошей
статической точности, надежности, простоте конструкции и
обслуживания этот привод широко используется в различных отраслях
промышленности г в системах автоматического регулирования.
1 Подробнее см. Г о р о х> в В. М. Поршневой следящей привод ПСП-1.
«Приборостроение», 1961, № 12.
Привод средств автоматизации
113
Следящий привод завода «Теплоавтомат» имеет цилиндр
диаметром 120 мм и поршень с длиной хода 300 мм; рабочее давление
300—600 кя/м2 C—6 кПсм2)\ усилие, развиваемое при давлении
600 кн/м2, 5 кн E00 кГ); давление управления изменяется от 20
до 120 кн/м2 @,2—1,2 кГ/см2); время полного перемещения поршня
при открытом золотнике 4 сек.
Величина перемещения поршня привода (см. рис. 56) и
закрепленного на штоке поршня 8 рабочего механизма определяется
давлением управления, подводимого к полости 4. Давление
управления воздействует на диафрагму 3, последняя прогибается и управ-
Рис. 56. Схема пневматического следящего привода:
А — давление управления; Б — рабочее давление: В — выхлоп в
атмосферу
ляющий золотник 2 открывает доступ воздуха из силовой
магистрали в левую полость цилиндра 6. При этом поршень 5 начинает
перемещаться и двигается до тех пор, пока натяжение пружины 7
обратной связи не уравновесит силу, возникающую от давления
воздуха на диафрагму 3. После этого золотник 2 возвращается
в исходное положение и поршень останавливается.
После снятия давления управления золотник 2 под действием
пружины 7 передвигается вправо и подает рабочее давление в
правую полость цилиндра 6. Одновременно левая полость цилиндра
сообщается с атмосферой и поршень 5 занимает исходное
положение, показанное на рис. 56.
Наладка работы привода на заданную величину перемещения
поршня производится регулировкой давления управления с
помощью -специального редукционного клапана, протарированного
по ходу поршня.
В средствах автоматизации находят применение и другие типы
следящих пневматических приводов, которым в той или иной
степени присущи следующие недостатки: наличие колебаний в конце
хода, т. е. в период остановки, увеличивающихся по мере
увеличения скорости перемещения и массы рабочего механизма;
неточности перемещения, связанные с непостоянством характеристики
8 И. А. Норицын 1295
114 Расчет и конструирование средств автоматизации и механизации
задающих устройств (редукционных клапанов), зависящей от
колебаний рабочего давления, и др.
Надежность работы пневматических приводов во многом
зависит от качества уплотнений поршня и штока с цилиндром. Работа
приводов в средствах автоматизации кузнечно-штамповочного
производства характеризуется частыми включениями (до 80
в минуту) при больших скоростях перемещения штока поршня.
В таких условиях происходит интенсивный нагрев цилиндров и,
как следствие, быстрый выход из строя уплотнений. Нагрев
особенно сильно влияет на резиновые уплотнения. В тяжелых
условиях эксплуатации хорошо зарекомендовали себя уплотнения из
прорезиненной ткани (бельтинг). Удовлетворительные результаты,
особенно при высоких скоростях перемещения поршня, получены
при эксплуатации уплотнений из чугунных поршневых колец.
Однако их установка связана с очень качественным изготовлением
канавок поршня. Совершенно неудовлетворительно в подвижных
узлах силовых цилиндров работают круглые резиновые
уплотнения и уплотнения типа набивок, которые не рекомендуется
применять в пневматических приводах средств автоматизации кузнечно-
штамповочного производства.
Для нормальной работы пневматического привода
конструктивные размеры силового цилиндра и проходные сечения
трубопроводов должны быть рассчитаны. Точный расчет
пневматического привода представляет собой сложную математическую
задачу.
На рис. 57 показаны типовые индикаторные диаграммы,
отражающие работу основных типов пневматических приводов.
Рис. 57, а соответствует пневматическому приводу одностороннего
действия при p*Jp = 0,35-г-0,68; рис. 57, б — одностороннего
действия при p*Jp < 0,35; рис. 57, в — двустороннего действия.
Здесь под давлением р подразумевается рабочее давление, при
котором работает пневматический цилиндр, а под давлением р* —
давление, которое нужно развить в рабочей полости для преодоления
сопротивления от силы затяжки пружин.
Анализ индикаторных диаграмм (см. рис. 57) показывает, что
работа пневматических цилиндров может быть разбита на
следующие периоды: первый — подготовительный tlf в течение
которого поршень цилиндра неподвижен, т. е. объем не меняется;
второй — t2 разгона поршня до установившейся скорости; третий —
t3 движения поршня (величина полного хода равна h) с
установившейся скоростью, т. е. изменение рабочего объема цилиндра;
четвертый — f4 заключительный, в течение которого в
неизменном рабочем объеме давление воздуха поднимается до давления
цеховой сети.
Привод средств автоматизации 115
Время срабатывания t пневматического привода (см. рис. 57)
для привода средств автоматизации равно
*=*!+ f.-Ms, G9)
для привода силовых устройств захватного органа
t = к + t2 + U + *4. (80)
Следовательно, для определения времени срабатывания
необходимо рассмотреть процессы наполнения и опоражнивания по-
Рис. 57. Типовые индикаторные диаграммы работы
пневмопривода:
а и б — одностороннего ив — двустороннего действия; / — ход
поршня; 2 — давление в рабочей полости; 3 — давление в полости
противодавления
стоянного и переменного объемов цилиндра. При этом следует
учитывать, что площадь проходного сечения, как правило, остается
постоянной (в некоторых устройствах для обеспечения плавной
остановки в конце хода применяются переменные сечения), а также
считаться с особенностями сжатого воздуха как энергоносителя,
заключающимися в изменении его плотности и скорости истечения
в зависимости от рабочего давления в магистрали. Перечисленное
значительно затрудняет расчет пневматических цилиндров.
В теории термодинамики различают два периода истечения
воздуха: надкритический, когда относительное давление 8,являющееся
отношением давления в полости, куда происходит истечение,
к давлению в полости, откуда происходит истечение, меньше
критического значения екр, и подкритический, когда относительное
давление больше критического значения.
8*
116 Расчет и конструирование средств автоматизации и механизации
Величина критического дав'ления ркр и р* определяется в
зависимости от характера истечения воздуха по трубопроводам. Для
процессов наполнения и опоражнивания пневматических
цилиндров при адиабатическом истечении воздуха величина гк =
= 0,528.
Для процесса наполнения критическое давление ркр равно
Ркр = ЪкрР = 0,528р,
где р — рабочее давление в цеховой сети 1.
Для процесса опоражнивания, если выхлоп производится в
атмосферу, критическое давление р*кр не зависит от давления
цеховой сети и при внешнем давлении р0 % 100 кн/м2 A ата) равно
^=^=w=189km/^
Одним из требований, предъявляемых к пневматическим
приводам средств автоматизации, является их быстродействие. Поэтому
необходимо стремиться к тому, чтобы лроцессы истечения воздуха
происходили в надкритическом режиме, для которого теория
термодинамики дает следующие зависимости для определения времени
наполнения и опоражнивания постоянного объема V при
температуре внешней среды 290° К:
наполнение
Ь = 3,617-10-» Л Ркон~-рнач сек; (81)
Шн Р
опоражнивание
k—1
tnn = 2,532-Ю-* V(-EL) 2k x
nlon \ P /
?>onh
X
k—1 k—1
2k
( Po ) 2k ( Po )
\ Ркон / \ Рыач /
сек, (82)
где V — рабочий объем в см3;
Рна<» Ркон — начальное и конечное давление в полости цилиндра,
в кн/м2;
/?, р0 — давление цеховой сети и внешней среды в кн/м2;
fn> ton — проходные сечения трубопроводов наполнения
и опоражнивания в см2\
1 Здесь и в последующих расчетных зависимостях при пересчете давления
воздуха в кн/м2 следует учитывать, что во всех термодинамических расчетах
давление воздуха выражено в абсолютных атмосферах.
Привод средств автоматизации 117
k = 1,4 — показатель политропы;
!«> Ion — коэффициент расхода цепи наполнения и опораж- -
нивания.
Анализ типовых циклограмм работы пневматических устройств
позволяет представить процесс срабатывания привода средств
автоматизации как сумму двух времен (см. рис. 57, а я б):
t=tH4-tdei (83)
для схемы на рис. 57, в
t=ton+tde. (84)
Для силовых устройств захватных органов (рис. 57, а я б)
t=tH+ tdeA t^ (85)
для схемы на рис. 57, б
t=tm+ tde+tv (86)
В течение времени /4 истечение воздуха происходит, как
правило, в смешанном режиме, когда начальное давление меньше
критического, а конечное — больше его. С достаточной степенью
точности время t± может быть определено по формуле
h = 3,617 • 1(Г5 Vl + V° X
X 0,5282 — i^L+1,825
или при условии, что ртч = рдв, ркон = р, получаем
f4 = 3,617-10-B Vl+V° (l,27A—^) сек. (87)
Для цилиндров, диаграммы работы которых представлены
на рис. 57, а я б (рнач = р0у а ркон = рдв), расчетная
формула (81) может быть представлена в виде
4 = 3,617-Ю-/^ Рдв~Ро сек, (88)
где V0 я V± — вредный объем и приращение объема полости
наполнения в см3;
рдв — давление, развиваемое. в рабочей полости при
движении поршня в кн/м*.
0,4084
lA
(^У
k—1
118 Расчет и конструирование средств автоматизации и механизации
При опоражнивании пневматических цилиндров ршч = /?,
а ркон = рп (рис. 57, в)у тогда выражение (82) может быть
представлено в виде
k—1
^ = 2,532-10-' V!+fVl
ЪопТоп
Ш
*-i
се/с, (89)
или, учитывая, что с достаточной степенью точности
к—1
?<L2* ^ 1
Р ~ о,05^-+Г
выражение (89) может быть записано так:
«.,2ЛИ.10Г- "^ ^ «*, (90)
где У0 + Ух — полный рабочий объем полости опоражнивания
в cms;
рп — давление, развиваемое в полости противодавления
в период движения поршня, в кн/м2.
Время движения поршня tde можно определить исходя из
уравнения энергетического баланса для процесса наполнения
переменного объема:
kRTQdt = kptdVt + Vtdpt, (91)
где pt и Vt — давление в полости наполнения и объем рабочей
полости в функции времени;
R = 293 нм1 {кг»град) — газовая постоянная;
0 — весовой расход воздуха;
Т — абсолютная температура воздуха.
Если принять, что процесс наполнения происходит в
надкритическом режиме, для которого
9 = 0^ = 0,396^-^,
и давление в процессе наполнения примерно постоянно, т. е. р =
— Рдв ^ const, а объем меняется линейно
Vt=V0+^t»dVt=^dt,
то после подстановки этих величин в выражение (91) и простейших
преобразований получаем следующую формулу для определения
времени tde при Т = 290° К:
^«6,00.10-^-fflL сек, (92)
Stt/н Р
Привод средств автоматизации
119
где Vt = Fhn — полное приращение рабочего объема полости
наполнения в см3;
F — площадь поршня;
hn — полный ход поршня.
После подстановки выражений (88), (90) и (92) в расчетные
формулы (83) и (84) получим следующие зависимости для приводов
средств автоматизации:
для схем на рис. 57, а и б
Шн \ Р Р /
сек.
(93)
для схемы
при /„ = for
на рис. 57, в
х
* = 2,532- l(T4-f-X
Рп + 20р0 U
+
+ 0,2
Р<?в V;
;« 7
се/с. (94)
_^
—
—* щ -
-1-
i.
20
30
40
50
58. Вспомогательный график для
определения коэффициента расхода \
Определение давления
Рдв и Рп является очень Рис.
сложной задачей, решение
которой зависит от
многих параметров
пневматического привода: рабочего давления в сети, габаритных размеров
поршня и приводимых в движение деталей привода, сечений
трубопроводов и т. д. Так как проектанты должны создать
конструкцию более быстродействующего привода, а большинство из
перечисленных параметров неизвестно, то давлениями рдв и рп при
расчете приходится задаваться г. При этом исходят из того, что
процессы истечения воздуха должны происходить по законам,
близким к надкритическим. Последнее выполняется, если
выдерживаются условия
Рее = @,6- 0,7) р; )
pn = (lj-2)p0. J ( }
При несоблюдении соотношений (95) время срабатывания
пневматического привода может значительно увеличиться.
1 Расчет по приведенным выражениям является ориентировочным; для
точного расчета необходимо воспользоваться зависимостями, полученными на
основании более строгих допущений (см. Герц Е. В.Дрейнин Г. В. Динамика
пневматических приводов машин-автоматов. «Машиностроение», 1964).
120 Расчет и конструирование средств автоматизации и механизации
После соответствующей подстановки значений давления в
формулы (85) и (86) получаем выражения для определения времени
срабатывания силовых устройств захватных органов:
для схем на рис. 57, а и б
t = 3,617- 1(Г5^V \ Рдв~~Ро V0 + 1,4-^ Vx +
б«/« LP P
+ A,274 — -^-) (Vi+Vo)] сек, (96)
для схемы на рис. 57, в
+ WL(l,m-Jf)]+02Jf-g-}ceK. (97)
Для определения времени срабатывания пневматического
привода необходимо знать коэффициент расхода, который с
достаточной точностью может быть определен по графику на рис. 58. Для
этого вначале находится коэффициент сопротивления
трубопроводов по формуле
? = 0,015 ^> (98)
где 21 — суммарная длина трубопровода цеховой сети до
силового цилиндра в см\
d — внутренний диаметр трубопровода в см.
Для учета влияния сопротивлений в распределительных и
редукционных клапанах, масдораспылителях и т. д. необходимо
ввести понятие эквивалентной длины (табл. 4).
Таблица 4
Эквивалентные длины трубопроводов в ж (по данным ЭНИМСа)
Размер
трубы в дюймах
з/
1
Для
распределителей
4—5
5—6
7—9
10—12
12—14
Для влагоотде-
лителей
2—3
3—4
5—6
6—7
8—9
Для масло-
распылителей
4—5
5—6
7—9
10—12
12—14
Для регулято- ;
ров давления
6—8
8—10
12—14
17—19
21—23
Конструирование пневматического привода начинается с
определения тягового усилия, которое в общем виде (см. рис. 53)
находим по выражению E5).
При определении потерь на трение в преобразующем
механизме Тдв, в поршне Тпор и штоке Тшт пневматического цилиндра
Привод средств автоматизации
121
можно пользоваться теми же формулами, что и для
гидравлических цилиндров, т. е. формулами E8)—F2), с той лишь
разницей, что коэффициент трения \i0 в манжетах принимается
равным 0,09—0,15.
В пневматических приводах усилием подпора пренебрегать
нельзя. Для одностороннего цилиндра усилие подпора равно
максимальному усилию затяжки пружины или силе тяжести
поднимаемых частей. У двустороннего цилиндра при движении поршня
в полости противодавления создается давление рП1 равное, как
правило, рп = @,25-г-0,35) р. Наличие противодавления является
следствием того, что сечения трубопроводов наполнения (рабочая
полость) и опоражнивания (полость противодавления) одинаковые,
а включение привода обеспечивается одним
воздухораспределительным клапаном. Так как выход воздуха из цилиндра
происходит медленнее, чем наполнение его, то движение поршня
начинается раньше, чем произойдет полный сброс давления воздуха
в полости противодавления. Эксперименты показывают, что
противодавление поддерживается примерно постоянным в. течение
всего периода движения поршня (см. рис. 57, в).
Усилие противодавления может быть определено по
следующим формулам:
для одностороннего привода
или [ (99)
для двустороннего привода
Qnod = Fn(pn — po), A00)
где Qnp — максимальная сила затяжки пружины;
G — сила тяжести поднимаемых механизмов;
F — площадь поршня со стороны полости противодавления,
в м2\
рп — давление, развиваемое в полости противодавления,
в кн1м2\
ро — 100 кн/м2 — атмосферное давление.
На первой стадии проектного расчета пневматических
цилиндров (при определении диаметров) потерями на трение задаются
введением соответствующего коэффициента (по аналогии с расчетом
гидравлического привода). Тогда площадь поршня для
пневматических цилиндров может быть определена по формулам:
для одностороннего привода
р __ l»3(Qrt + 7,dfl) + Qnod /inn
122 Расчет и конструирование средств автоматизации и механизации
для двустороннего привода'
р _ 1,3 (Qn + Тдв) ± pnf /ino\
*n~ Р^Рп ' (Ш2)
где Qn — рабочее усилие;
Тдв — потери на трение в преобразующем механизме;
Рдву Рп — давление, развиваемое в рабочей полости и полости
противодавления при движении поршня в кн/м2,
которым задаются, исходя из зависимости (95);
/ — площадь штока поршня.
Знак «плюс» в формуле A02) принимается, когда площадь
поршня со стороны полости противодавления F'n больше площади
поршня со стороны рабочей полости Fn, «минус» — при F'n < Fn,
Для приводов захватных органов, которые обычно изготовляют
двусторонними, площадь поршня при проектном расчете
определяется по формуле
fl>=i,3 QyJ"p[*> (юз)
где р — рабочее давление в сети в кн/м2.
По площади Fn и штока / находят диаметр цилиндра D,
который затем округляется до ближайшего значения из нормального
ряда: 20, 25, 30, 40, 50, 60, 75, 100, 125, 150, 200, 250, 300 мм.
После этого определяют потери на трение в пневматическом
цилиндре и проверяют правильность найденных параметров
цилиндра по формуле
Fn>
Qn + Тпор + Тпор + Тшт + Tuim + Тд"в ± fPn
Рдв — Рп
ИЛИ
Fn>
Qn + Qnod + Tnop + Тшт + Тд,
A04)
Рдв — Ра
Сечения трубопроводов определяются исходя из условия
обеспечения заданного времени срабатывания пневматического
цилиндра. Для этого формулы (93), (94), (96) или (97) решаются
относительно /. По найденному значению сечения подбирают
трубопроводы и аппаратуру управления.
Приведенный выше расчет для пневматических цилиндров
с использованием типовых индикаторных диаграмм, так же как
и расчет для гидравлических приводов, позволяет определить
ускорение, развиваемое поршнем в период разгона. Этот период на
индикаторных диаграммах (см. рис. 57) соответствует отрезку
времени t2. Если принять, что в процессе разгона давления р*дв
Привод средств автоматизации
123
и /?*, развиваемые в рабочей полости и в полости противодавления,
постоянны, то в общем виде уравнение движения поршня может
быть записано в следующем виде:
¦|-а = (ра.-Рд)/7Л —ЦГЛр, A05)
где G — сила тяжести поршня и жестко связанных с ним
деталей.
После преобразования выражения A05) получим
a==zg (Р*-Рп)Рп-1>Ттр . A0б)
На основании индикаторных диаграмм можно принять
для схемы на рис. 57, а
• Рдв + Рп „ * _ Qnod , п .
Ров = —2— и Ря = -р—h ро;
для схемы на рис. 57, б
Рдв = Р* И Рп = -%^- + р0;
для схемы на рис. 57, в
Р^в — 2 и Рл = Рл-
Следует отметить, что приведенные расчетные зависимости
пригодны лишь на стадии проектного расчета. Для поверочного
расчета пневматического привода, особенно если он
запроектирован без соблюдения данных выше рекомендаций, эти зависимости
непригодны.
5. Пневмогидравлический привод
Пневмогидравлический привод в средствах автоматизации
кузнечно-штамповочного производства применяется
преимущественно в универсальных механизмах, обеспечивающих программное
перемещение по ходу поршня с остановкой в .промежуточных
точках.
Гидравлический цилиндр такого привода обеспечивает четкость
остановки захватного органа в заданном положении.
Эксперименты, проведенные в ЭНИКМАШе, показали, что надежная
работа пневмогидравлического привода достигается при следующем
соотношении площадей поршней пневматического FnH и
гидравлического Fstld цилиндров:
^«=(94-10)^.
124 Расчет и конструирование средств автоматизации и механизации
Расчет пневмогидравлического привода является сложной
задачей, решение которой приведено в специальных работах г.
Ориентировочный силовой расчет пневматического цилиндра
можно проводить по формулам, приведенным выше для
двустороннего пневматического привода. Однако при этом следует
учитывать, что скорость перемещения поршня привода не должна
превышать 0,3—0,4 м/сек, так как в противном случае точность
работы привода резко уменьшается.
На рис. 59 показан позиционный пневмогидравлический
привод конструкции ЭНИКМАШа с максимальным ходом
перемещения 0,5 м и диаметром рабочего пневматического цилиндра 0,125 м.
При стабильных условиях работы привод обеспечивает точность
остановки в пределах ±0,25% от полного хода.
Пневмогидравлический привод (см. рис. 59) состоит из
пневматического цилиндра 3 с пустотелым штоком 5. С левой стороны
цилиндра, закрепленного на основании 4, размещается диафраг-
менная камера управления 2 и управляющий золотник 1.
Последний жестко связан с центром управляющей диафрагмы и с концом
пружины обратной связи 15, другой конец которой присоединен
к штоку 5 пневматического цилиндра.
Параллельно пневматическому цилиндру 3 установлен
гидравлический тормозной цилиндр S, шток 7 которого серьгой 6 связан
со штоком пневматического цилиндра. На левом торце цилиндра 8
крепятся корпус запорного золотника 9 и компенсационная
камера 10. Воздушная полость камеры 10, отделенная от масляной
с помощью плавающего поршня, постоянно находится под рабочим
давлением (см. стрелки Л), чем и обеспечивается избыточное
давление внутри гидравлического цилиндра, невозможность подсоса
воздуха и эмульсирования масла.
Воздушные камеры 13, управляющие положением
гидравлического золотника 9, связаны трубками с корпусом золотника 1,
который имеет пять шеек, две из которых служат для управления
потоком воздуха, направляемого в камеры 13. Для наладки работы
тормозного цилиндра встроены управляемые дроссели 11.
Перемещение штока 5 цилиндра обеспечивается за счет подачи
в камеры управления по стрелке Б той или иной ступени давления
(от специальных задатчиков, см. стрелки В). Работа привода ана- '
логична работе пневматического следящего привода (см. рис. 56).
Одновременно с этим для смещения золотника 9 вниз (см. рис. 59)
подается импульс, т. е. появляется возможность свободного пере-
1 Челищев Б. А. Расчет пневмогидравлического следящего привода.
«Машиноведение», 1966, № 1; Челищев Б. А., Кокорев В. И.,
Шрамко В. Д. Манипуляторы для загрузки штучных заготовок с пневмо-
гидравлическим позиционным приводом. «Кузнечно-штамповочное производство»,
1966, № 4.
Привод средств автоматизации
125
текания масла из передней полости цилиндра 8 в заднюю через
обратный клапан 12,
После разгона движение поршня вправо продолжается с
установившейся скоростью до тех пор, пока усилие пружины обратной
S&i ')
Рис. 59. Общий вид (а) и принципиальная схема (б) позиционного пневмогидрав-
лического привода
связи 15 не уравновешивается давлением управления. Когда
происходит уравновешивание, золотник / возвращается в исходное
положение, камеры 13 сообщаются с атмосферой, а золотник 9
становится в нейтральное положение, обеспечивая перетечку масла
126 Расчет и конструирование средств автоматизации и механизации
из одной полости в другую через дроссели // с большим
гидравлическим сопротивлением. Движение поршней замедляется и
обеспечивается их точная остановка около заданного положения.
Исследования ЭНИКМАШа показали, что для улучшения
работы привода в поршне пневматического цилиндра
целесообразно предусматривать небольшое отверстие 14, которое
уменьшает силу удара при разгоне и торможении.
§ 9. ПРЕОБРАЗУЮЩИЕ МЕХАНИЗМЫ
1. Классификация
Схемы, назначение, структура, кинематические и динами1
ческие свойства преобразующих или передающих механизмов
средств автоматизации и механизации чрезвычайно разнообразны.
В средствах автоматизации преобразующие механизмы обычно
различают в зависимости от характера движения ведомого звена
привода (вращательное или
поступательное) и перемещения
захватного органа (вращательное
или поступательное). Преобра,-
зующие механизмы
изготовляются (рис. 60) для
преобразования: поступательного движения
в поступательное;
поступательного движения во вращательное;
вращательного движения во
вращательное и вращательного в
поступательное.
В зависимости от характера
перемещения захватного органа
в период установившегося
движения различают преобразую-
щие- механизмы для
непрерывного и для прерывного
движения. Так как в приводе с
поступательным движением
(гидравлическом и пневматическом) заложен принцип прерывного
движения, то преобразующие механизмы с такими приводами
обеспечивают только прерывное движение. В приводах с вращательным
движением характер перемещения ведомого звена непрерывный. В
этом случае можно осуществить прерывное и непрерывное движение
захватного органа. Преобразующий механизм для
преобразования непрерывного вращения привода в непрерывное движение
захватного органа не требует введения никаких дополнительных
р
п
отельное
1 am ел ьное
«=:$>
^»?
?5
\ CJ С»
сэс;
Г1?-
1реобразуюший
механизм
1
1
ельное
ельное
«^з-
^•з
?^
ts^
^
l?i.
льное
ельное
5.3*
=з«3
^Э-
С*«СЭ
°0 ^
1 ,
С)
•о а;
5*
Чг*
^t
сз сэ
«5LO
cqc:
«э
Для прерывного
движения
Для непрерывного
движения
Рис. 60. Классификация
преобразующих механизмов
Преобразующие "механизмы
127
механизмов. При преобразовании непрерывного вращения привода
в прерывное движение захватного органа необходимо применять
механизм периодического движения.
Преобразующие механизмы характеризуются передаточным
отношением, которое определяет отношение скорости ведомого
звена привода <оя или vn к скорости захватного органа (оа или v3.
Если привод и захватный орган имеют одинаковый характер
движения, то передаточное отношение безразмерно и его называют
передаточным числом i. Если характер движения привода и
захватного органа различен, то передаточное отношение имеет
размерность длины.
Величина передаточного числа i и передаточного отношения /
может быть записана в следующем виде:
для вращательного движения
для поступательного движения
для вращательно-поступательного движения
для поступательно-вращательного движения
/ — Vfl м
где (оп и vn — угловая или линейная скорости ведомого звена
привода;
(о3 и va — угловая или линейная скорости захватного органа.
Преобразующие механизмы могут иметь постоянные и
переменные передаточные отношения. Постоянными передаточными
отношениями обладают механизмы, состоящие из зубчатых,
червячных, цепных, винтовых и реечных передач. Передачи с
переменным передаточным отношением имеют, как правило, одно или
несколько рычажных, кривошипно-коленных и других
соединений.
В преобразующих механизмах с постоянным передаточным
отношением максимальные ускорения, развиваемые при движении
128 Расчет и конструирование средств автоматизации и механизации
захватного органа, равны максимальным ускорениям,
развиваемым приводом, увеличенным на передаточное отношение, т. е.
^max = &1п\
^тах = &1пв\
етах == е*в>
етах = Я]вП1
где атах и етах — линейное и угловое ускорение, развиваемое
при движении захватного органа;
а и 8 — максимальное линейное и угловое ускорение,
развиваемое приводом.
Для гидравлического и пневматического приводов
максимальное ускорение обычно бывает в период разгона и определяется
по. формулам F5) и A06). Максимальное ускорение создается
приводом от ползуна кривошипного пресса в момент прохождения
ползуном нижней (передней) или верхней (задней) точек хода:
а=©2#A + X), A07)
где со — угловая скорость вращения главного вала;
R — радиус кривошипа главного вала;
X = -у коэффициент шатуна;
L — длина шатуна.
«Плюс» для нижней, а «минус» для верхней точек.
Для электрического привода, обеспечивающего^ вращательное
движение, максимальное ускорение 8 развивается в период пуска
электродвигателя. Определение его зависит от многих параметров
(электрических, динамических и др.) и приводится в специальных
курсах, изучающих свойства электропривода.
В преобразующих механизмах с переменным передаточным
отношением перемещение захватного органа происходит с
переменной скоростью, даже при постоянной скорости привода. Величина
максимального ускорения зависит от схемы преобразующего
механизма, а также от характера движения и ускорения привода.
Величина максимального ускорения определяется для каждого
конкретного случая. Методы его определения изучаются в курсе
«Теория механизмов и машин».
2. Механизмы периодического движения
Назначение механизмов периодического движения в схемах
преобразующих механизмов заключается в обеспечении
прерывного движения захватного органа только в одном направлении.
Механизм периодического движения применяется в схемах с
поступательным и вращательным движением привода.
Преобразующие механизмы
129
Работа механизмов периодического движения при разных
по знаку движениях ведущего звена осуществляется за счет
одностороннего заклинивания (обгонные муфты) или одностороннего
зацепления (храповые механизмы), а также прерывания
кинематической связи между звеньями преобразующего механизма
с помощью специальных устройств. При движении ведущего звена
только в одну сторону прерывистость движения обеспечивается
Рис. 61. Принципиальные схемы обгонных муфт:
а — роликового и б — клинового типа
за счет .кинематических особенностей механизма (мальтийский
крест, получервячное соединение и др.).
На рис. 61 показаны принципиальные схемы обгонных муфт,
применяемых в средствах автоматизации кузнечно-штамповочного
производства.
В роликовой обгонной муфте (рис. 61, а) при вращении
внешней обоймы 1 по направлению стрелки А ролики 2 силой трения
затягиваются в узкую часть выемки между обоймами / и 3,
заклиниваются в ней и приводят в движение внутреннюю обойму 5,
Для обеспечения надежного заклинивания ролик 2 поджимается
пружиной 4 через штифт 5. При вращении обоймы 1 в
направлении, противоположном Л, происходит расклинивание ролика;
при этом связь обоймы 3 с обоймой 1 нарушается, т. е. обойма 3
не вращается, чем и обеспечивается прерывность движения
ведомой части муфты.
В конструкции клиновой обгонной муфты (рис. 61, б)
наружная 6 и внутренняя 9 обоймы имеют цилиндрическую поверхность.
9 И. А. Норицин 1295
130 Расчет и конструирование средств автоматизации и механизации
Между обоймами установлены эксцентриковые ролики (кулачки) 7,
связанные спиральной пружиной <5, находящейся в торцовых пазах
роликов. Габаритные размеры этих муфт значительно меньше
роликовых благодаря увеличению количества заклинивающих
кулачков. Спиральные пружины 8 объединяют ролики в одну
группу, выполняя роль сепаратора.
Работа муфты происходит следующим образом. При вращении
наружный обоймы в направлении А (а < Ь) происходит
немедленный поворот и заклинивание роликов между рабочими
поверхностями обойм. Пружина 8, связывающая ролики 7, в нерабочем
положении механизма удерживает их в поджатом состоянии к
рабочим поверхностям обоймы и ступицы. Так как рабочие
поверхности или пазы выполнены под некоторым углом, то упругие си^ы
пружины стремятся повернуть ролики и удержать их в постоянном
контакте с этими поверхностями. При вращении наружной обоймы
в направлении, противоположном А, ролики 7 наклоняются и,
скользя по наружной обойме б, не передают движения на
внутреннюю обойму. Для использования в преобразующих механизмах
обгонных муфт в качестве механизмов периодического движения
ведущему звену муфты необходимо сообщать вращение разных
знаков, что осложняет конструкцию преобразующего механизма.
В настоящее время наибольшее распространение получили
роликовые обгонные муфты. Эти муфты обеспечивают
заклинивание при повороте ведущей ступицы на угол <р0 = 0,105ч-0,175 рад
Fч-10о). Одним из главных недостатков роликовых обгонных муфт
является их быстрый выход из строя вследствие выработки
площадок, по которым перекатываются ролики, а последнее приводит
к изменению угла заклинивания, т. е. к нестабильной работе
муфты. Для уменьшения изменения угла заклинивания
рекомендуется рабочие поверхности на ведомой обойме выполнять в виде
окружности или логарифмической спирали. Однако это ведет
к удорожанию изготовления обгонных муфт. Вследствие этого
муфты со сложным профилем рабочей поверхности не нашли
широкого применения в средствах автоматизации кузнечно-штам-
повочного производства.
В клиновых обгонных муфтах удается избежать основных
недостатков роликовых муфт, так как точки соприкосновения
роликов с рабочими поверхностями не являются постоянными,
а изменяются при каждом повороте. Это исключает местную
выработку сопрягаемых деталей и, следовательно, не приводит к
изменению угла заклинивания, величина которого в данном случае
не превышает ф0 = 0,035-f-0,069 рад B-т-4°). Кроме того, из-за
значительного увеличения количества и радиусов роликов в месте
контакта (см. размер г на рис. 61, б) габаритные размеры
клиновых муфт значительно меньше роликовых.
Преобразующие механизмы
131
Расчет обгонных муфт дан в специальной литературе г и
сводится к определению контактных напряжений и угла
заклинивания. Надежная работа таких муфт лимитируется допускаемым
числом их переключений.
Для роликовых муфт допускаемое число переключений 60—100
в минуту в зависимости от габаритных размеров; для клиновых
до 300 —400 включений в минуту.
На рис. 62 показаны основные схемы храповых механизмов,
применяемых в средствах автоматизации кузнечно-штамповочного
производства. Несмотря на двустороннее движение ведущей части
(стрелки А), движение храпового колеса происходит лишь в одну
сторону (стрелки Б).
Следовательно, для
обеспечения прерывистого
движения храпового колеса
ведущему звену механизма
необходимо сообщить
движение разных знаков.
Применение храпового
механизма в современных
средствах механизации
весьма ограничено. Это
объясняется многими
причинами, главными из
которых являются большой
шум и интенсивный износ, наблюдаемые при работе с большими
скоростями перемещения; невозможность плавной регулировки угла
перемещения храпового колеса, которая производится только на
величину, кратную шагу зубьев храпового колеса; необходимость
частой перешлифовки зубьев, обеспечивающей удовлетворительную
точность работы механизма. Для осуществления более широкого
диапазона регулирования иногда применяют храповые механизмы с
несколькими собачками, смещенными на некоторый угол (меньше
шага зубьев храпового колеса) относительно друг друга. Эти
механизмы применяются лишь в средствах механизации, где требуется
кратная регулировка угла перемещения.
Расчет храпового механизма сводится к определению угла фр
поворота или перемещения hp ползушки ведущей части храпового
механизма, обеспечивающих необходимый угол поворота
храпового колеса ф:
для схемы на рис. 61, а
Рис. 62. Схемы храповых механизмов;
— с вращательным и б — с поступательным
движением храповика
% = ф + ф*
A08)
1 Мальцев В. Р. Роликовые механизмы свободного хода. Машгиз, 1959.
9*
132 Расчет и конструирование средств автоматизации и механизации
для схемы на рис. 61, б
A09)
где R — радиус впадин храпового колеса;
Ф^. и hx — величина углового и линейного перебега собачки,
необходимого для западания ее в паз храпового
колеса, обычно равная соответственно 0,052—
9,105 рад C—6°) и 0,8—1,5 мм.
На рис. 63 приведены две наиболее распространенные схемы,
обеспечивающие периодичность движения за счет прерывания
¦$*
iat«
G>
Рис. 63. Обеспечение периодичности движения за счет
прерывания кинематической связи:
а — выводом малой шестерни из зацепления с большой шестерней;
б — встраиванием кулачковой муфты
кинематической связи. В обоих случаях в период вращения малой
шестерни по часовой стрелке (см. штриховую стрелку А)
одностороннее движение колеса (стрелка Б) обеспечивается за счет
выдвижения шестерни (рис. 63, а) или ведущей полумуфты (рис. 63, б)
в направлении В.
Недостатком этих схем является необходимость введения
дополнительного привода для управления работой механизма
периодического движения и его блокирования с работой основного
механизма.
В последнее время в средствах автоматизации все большее
распространение получают механизмы периодического движения,
не требующие от^ведущей части механизма движений различных
знаков.
На рис. 64, а показан механизм мальтийского креста
(цевочный механизм), который обеспечивает выстаивание ведомой части
(креста 1) при постоянно вращающейся ведущей части (цевки 2)
за счет западания хвостовика цевки в паз креста. Расчетный угол
Преобразующие механизмы
133
поворота г|) обеспечивается соответствующим профилированием
механизма, т. е. выбором числа пазов п:
Угол поворота цевки ф, соответствующий повороту креста
на угол ф, находим из треугольника О^АО^
, л (п — 2)
ф==3х — ф= п .
Угол поворота цевки за период выстаивания ф' равен
, л л (п + 2)
Отношение углов ф и ф' определяет степень выстаивания
ведущей части. Чем больше отношение —!— , тем больше угол
выстаивания.
Рис. 64. Обеспечение периодичности движения за счет кинематических
особенностей:
а — механизма мальтийского креста; б — получервячного ив — фрикционного
механизмов
В средствах автоматизации кузнечно-штамповочного
производства обычно предусматривается не меньше шести пазов креста
при одной цевке. При этом обеспечиваются оптимальные условия
работы механизма. Так как механизм мальтийского креста не
допускает регулировки по шагу поворота, то его применение
ограничено средствами автоматизации, требующими постоянного
нерегулируемого угла поворота.
134 Расчет и конструирование средств автоматизации и механизации
На рис. 64, б показана схема получервячного механизма
периодического движения. Для прерывистого поворота червячного
колеса 6 на угол ф червяк 3 выполняется двухзаходным, т. е.
*' — -*! — /
1ч — 2 — **'
где t4 — шаг червяка;
tK — шаг червячного колеса.
При повороте червяка 3 на первые полоборота колесо 6
поворачивается на угол ф,так как наклонная грань червяка 4 в это время
обеспечивает перемещение зуба колеса на шаг. При дальнейшем
повороте червяка 3 (на следующие полоборота) зацепление с
колесом происходит по прямой грани 5, которая фиксирует колесо 6*
в неподвижном положении, чем и обеспечивается прерывность
движения колеса.
При проектировании получервячного механизма число заходов
следует принимать равным двум, а червяк выполнять с одним
полувитком, заменяя вторую половину полудиском. Число зубьев
червячного колеса гк следует выбирать исходя из следующего
условия:
Диаметр колеса DK выбирается, как правило, исходя из
конструктивных соображений, после чего по формулам для червячных
передач производится расчет параметров механизма.
На рис. 64, в показана принципиальная схема фрикционного
механизма периодического движения. Эта схема является
универсальной, так как может обеспечивать любые соотношения между
периодом выстаивания и движения. Выстаивание механизма
обеспечивается проскальзыванием, возникающим при условии, что
момент сопротивления М становится больше момента Мтр1
развиваемого постоянно замкнутым фрикционным механизмом, т. е.
Мп>М>Мтр. A10)
Момент Мтр должен обеспечивать нормальную работу
привода Мпр с учетом максимальных ускорений, развиваемых при
работе средств автоматизации. В общем случае
Mmp^${Mp.n + Jnpemax), ' A11)
где Р — коэффициент запаса, равный 1,3—1,5;
Мр. п — расчетный момент для привода;
Jnp — приведенный момент инерции деталей захватного органа
и преобразующего механизма, расположенных до
механизма периодического движения;
8гаах — максимальное ускорение.
Преобразующие механизмы
135
3, Механизмы преобразования поступательного движения
в поступательное
Механизмы для преобразования поступательного движения
в поступательное применяются для средств автоматизации,
имеющих привод от ползуна пресса, от пневматического или от
гидравлического цилиндров. Обычно в первом случае осуществляется
преобразование вертикального перемещения в горизонтальное,
в двух других — горизонтального в горизонтальное.
По конструктивному исполнению преобразующие механизмы
рассматриваемого типа бывают: клиновыми, рычажными,
реечными, тросиковыми и роликовыми, а также комбинированными.
2
г-ч
1
1
<п\%
0 J5*
~Ь3-
1
V/
'AAA
t
f
ч^
hfl
ы
-*= 1
АА
/////////
б)
Рис. 65. Схемы клинового преобразующего механизма:
а и б — одностороннего ив — двустороннего действия
Применение того или иного конструктивного исполнения
механизма обусловлено величиной хода захватного органа. Обычно
при ходе до 30 мм может применяться любой преобразующий
механизм, до 50—70 мм — клиновыи или рычажный, до 150 мм —
тросиковый, свыше 150 мм — реечный.
На рис. 65 даны расчетные схемы клинового преобразующего
механизма. Клиновыи механизм одностороннего действия прост
в изготовлении, однако требует применения специального
устройства для поджатия клина к ползушке (рис. 65, а) или ролику
(рис. 65, б). Клиновыи механизм двустороннего действия сложнее
в изготовлении, но использование его исключает дополнительные
приспособления для прижима роликов к клину.
Ход ведомого звена привода hn, обеспечивающего ход h3t
можно рассчитать по формулам:
для схемы на рис. 64, а
К
h3
tgP
136 Расчет и конструирование средств автоматизации и механизации
для схемы на рис. 64, б, в
hn = h + Ah,
или, исходя из схемы работы механизма,
К
^T + (ri+r)tgi
Для нормальной работы клинового механизма двойного
действия необходимо выдерживать параметры Л и В, получаемые
Рис. 66, Схемы рычажных преобразующих механизмов
из условия обеспечения касания роликами боковых поверхностей
клина. Рассмотрение работы механизма по схеме на рис. 65, в
позволяет предложить следующие формулы:
В > Ь + 2г
A>{b1 + 2r)\,g-
2 '
где hn — величина хода ведомого звена привода;
h3 — величина хода ведущего звена захватного органа;
Р — угол клина [обычно р < 0,785 рад D5°)]:
ri — Угол закругления клина;
г — радиус ролика;
Ь и Ьг — ширина клина (см. рис. 65, в).
Передаточное отношение клинового механизма в период
установившегося движения постоянно и равно
. 1
ln~ tgp •
На рис. 66 показаны принципиальные схемы рычажных
механизмов для преобразования прямолинейного движения в прямо-
Преобразующие механизмы
137
линейное: с постоянным передаточным отношением,
обеспечиваемым двуплечим рычагом (рис. 66, а), и с переменным,
обеспечиваемым «ломающимся» рычажным устройством (рис. 66, б).
Расчетные зависимости для определения рабочего хода
привода hn имеют вид:
для схемы на рис. 66, а
hn = h3
1^3 Д "з^ГЬч
ИЛИ
К = Шп\&-\->
где а и Ь — длины рычагов;
А я В — расстояния от центра вращения рычага до осей
перемещения ползушек;
in — передаточное отношение, равное in =.— = —,
1 Р — угол качания рычага рекомендуется принимать
меньше 1,05 рад F0°).
WE
^
sw
[VMZ
У/////Л
Vfl
'//////////////////////////А
а)
й
3^3
6)
Рис. 67. Схемы реечных преобразующих механизмов:
а — с подвижным и б — с неподвижным центром зубчатого колеса
Для схемы на рис. 66, б, исходя из выражений
h3 = 2/ (cos ax — cos а),
hn = /(sin а — sin а,)
имеем
А3 sin а — sin ai
К =
2 cos ai — cos a?
где / — длина рычага,
а и ах — максимальный и минимальный углы качания рычага,
рекомендуется принимать а •< 0,524 рад C0°) и ах >
> 0,088 ряд E°).
На рис. 67 показаны принципиальные схемы реечных
преобразующих механизмов.
138 Расчет и конструирование средств автоматизации и механизации
Передаточное отношение для схемы на рис. 67, а равно
<» = ¦?= 0,6,
для схемы на рис. 67, б имеем
. _ Jh_ _ К
tn - Dx ~ h3 '
где Dx и D2 — диаметры начальных окружностей.
4. Механизмы преобразования поступательного движения
во вращательное
Механизмы для преобразования поступательного движения
во вращательное обеспечивают периодическое перемещение
(вращение) захватного органа (прерывное движение) либо в одну
сторону, либо в разные (маятниковые).
Рис. 68. Байонетный механизм
По конструктивным признакам рассматриваемые механизмы
бывают байонетного, реечного и рычажно-роликового типа.
Первые два обычно используются для перемещения захватного органа
в одну и в разные стороны. Для обеспечения движения в одну
сторону в схему механизма встраивается механизм периодического
движения. Рычажно-роликовый механизм обычно используется
с механизмом периодического движения.
На рис. 68, а показан байонетный механизм, обеспечивающий
маятниковое движение захватного органа, а на рис. 68, б — раз-
Преобразующие механизмы
139
вертка по образующей обоймы. Механизм состоит из подвижной
в вертикальной плоскости колонки 2, на которой укреплен палец 3,
перемещающийся в пазу цилиндрической обоймы 4. На обойме
крепится рычаг 5, соединяемый с захватным органом.
Маятниковое движение обоймы 4 и соединенного с ней рычага 5
производится при воздействии упора 1 на застопоренную от про-
ворота колонку 2. В результате палец 3, обкатываясь по профилю
канавки, приводит в движение обойму 4.
Расчет байонетного механизма сводится к определению
величины перемещения привода hn в зависимости от угла ф поворота
рычага. Величина перемещения hn
по дуге Лф находится по формуле
для клинового механизма Vn\
Или, выразив Лф через угол
поворота, получаем
Рис. 69. Рычажно-роликовый
механизм
где ф — угол поворота рычага
механизма в рад;
D — диаметр окружности
обоймы;
Р — угол наклона профильной канавки;
г — радиус перехода, обычно принимают г > d (где d —
диаметр пальца).
Передаточное отношение байонетного механизма в период
установившегося движения постоянно и равно
. _ vn _ R
]пв~ со3 - tgp'
где R — радиус качания ведущего звена захватного органа.
На рис. 69 изображен рычажно-роликовый механизм, работа
которого осуществляется следующим образом. Выступ ползушки 3
нажимает на ролик 4, который закреплен на свободном конце
рычага 5, качающегося вокруг оси 2, Рычаг 5 через механизм
периодического движения 1 приводит во вращение ось 2, При движении
ползушки 3 вниз вращения оси 2 не происходит, т. е. механизм
периодического движения обеспечивает выстаивание оси. При
изменении движения ползушки происходит выборка
пространства А0, т. е. обеспечивается выстаивание на участке движения
ползушки 3 вверх, а затем поворот рычага 5, а с ним и оси 2 на
угол ф.
140 Расчет и конструирование средств автоматизации и механизации
Расчет рычажно-роликового механизма сводится к
определению хода привода hn в зависимости от поворота оси 2 на угол ф.
Из схемы на рис. 69 имеем
^n = ^o + 2/?sin-|-,
где h0 — величина выстаивания механизма в нижней точке
(обычно h0 принимается в пределах 20—40 мм);
R — радиус рычага;
Ф — угол качания, обычно меньше 1,31 рад G5°).
Рис. 70. Реечный механизм:
а — без механизма и б — с механизмом периодического
движения
В случае, если необходимый угол качания ф > 1,31 рад G5°),
то между захватным органом и осью 2, связанной с механизмом
периодического движения, встраивают зубчатый перебор для
соответствующего увеличения угла поворота. Расчетная формула при
этом имеет вид
где ф' — угол поворота ведущего звена захватного органа;
i — передаточное отношение между осью рычага и валом
привода.
На рис. 70 показаны реечные механизмы для преобразования
поступательного движения во вращательное. Механизм
периодического движения (рис. 70, б) находится между приводной
шестерней и ведущим звеном захватного органа. Здесь, в отличие от схем,
показанных на рис. 67, только одна рейка.
Преобразующие механизмы
141
Ход рейки hn определяется по формуле
К = 0,5 ф^,
где ф — угол поворота ведущего звена захватного органа
(шестерни) в рад\
d — диаметр шестерни.
Передаточное отношение находим из выражения
]пв "" ©в -*'
где R — радиус перемещения захватного органа (рис. 70, б).
Для уменьшения хода привода hn применяется, как правило,
зубчатый перебор.
В этом случае расчетные формулы имеют вид
и
}пв === А ^бу
где ie— передаточное отношение зубчатого перебора от вала
приводной шестерни к валу захватного органа.
5. Механизмы преобразования вращательного движения
во вращательное
Механизмы для преобразования вращательного движения во
вращательное бывают двух типов: для периодического вращения
захватного органа (прерывное движение) и для постоянного
вращения (непрерывное движение). Последние изучаются в курсе
«Детали/машин» и представляют собой зубчатые, червячные,
цепные, ременные и другие передачи, расчет которых производится
по известным формулам.
Для осуществления периодического движения захватного
органа в схему преобразующего механизма встраивается механизм
периодического движения. При установке механизма
мальтийского креста, получервячного или фрикционного механизма
кинематическая схема преобразующего механизма не имеет
принципиального отличия от схемы механизма непрерывного движения
и состоит из зубчатых, червячных или других механизмов и
соответствующего механизма периодического движения. При
встраивании других механизмов периодического движения в
кинематическую схему преобразующего механизма должны быть внесены
соответствующие изменения. На рис. 71 показаны наиболее
распространенные кинематические схемы, в которых использованы
обгонные муфты или храповые механизмы.
142 Расчет и конструирование средств автоматизации и механизации
На рис. 71, а показан рычажно-роликовый механизм,
состоящий из копира 2, приводимого в движение от вала отбора
мощности; специального рычага 1 с роликами; двуплечего рычага 3
для регулирования угла поворота захватного органа; тяги 4
и рычага 6 с механизмом периодического движения 5.
На рис. 71, б приведена схема кривошипно-рычажного
механизма. Здесь регулируемый кривошип 7, приводимый в движение
Y////A
42
а
U
13
У///Л
W77ft
N
е-
74
б)
Рис. 71. Кинематические схемы механизмов для
преобразования постоянного вращательного движения в прерывистое
вращательное .
от главного вала машины или от вала отбора мощности, соединен с
шарнирной тягой S, позволяющей передавать движение во взаимно
перпендикулярных плоскостях, и рычагом 9, связанным с
механизмом периодического движения 10.
Показанная на рис. 71, в схема кривошипно-реечного
механизма состоит из кривошипа 11; тяги 12, оканчивающейся рейкой;
шестерен 13, соединенных с механизмом периодического
движения 14 и далее с захватным органом.
При проектировании этих механизмов определяется радиус
кривошипа R в зависимости от требуемого угла поворота
захватного органа. Поэтому тяги 4 (см. рис. 71, а) и 8 (см. рис. 71, б)
должны быть регулируемыми по длине.
Преобразующие механизмы
143
Расчетные формулы для ориентировочного определения
радиуса R имеют вид:
для схемы на рис. 71, а
для схемы на рис. 71, б
для схемы на рис. 71, в
где / — длина рычага, приводящего механизм периодического
движения;
i(y—передаточное отношение двуплечего рычага;
Ф/7 — Угол поворота механизма захвата в рад, причем для схем
рис. 71, а и б фр< 1,31 рад G5°);
Фо — угол заклинивания механизма периодического движения
в рад;
d — начальный диаметр колеса, сопрягаемого с рейкой.
При установке в схему механизмов, показанных на рис. 71,
для увеличения угла фр при меньшем радиусе кривошипа R
зубчатых переборов в расчетные формулы вводится передаточное
отношение этого перебора, т. е.
^~T Те '
где ie — передаточное отношение зубчатого перебора.
Схемами, приведенными на рис. 71, далеко не исчерпываются
все варианты механизмов преобразования вращательного
движения во вращательное. Однако большинство схем содержит в той
или иной комбинации основные элементы, показанные на рис. 71.
Следует еще раз отметить, что шарнирно-роликовый механизм
по сравнению с кривошипно-рычажным механизмом несколько
сложнее в эксплуатации и в изготовлении, однако конструкция
его позволяет предусмотреть любой режим работы захвата. Кри-
вошипно-рычажный механизм, обеспечивающий одинаковый угол
144 Расчет и конструирование средств автоматизации и механизации
поворота захватного органа е кривошипно-реечным механизмом,
имеет значительно большие габаритные размеры, но более прост
в изготовлении.
На рис. 72 представлена конструкция кривошипно-реечного
преобразующего механизма (шестерня и механизм периодического
движения не показаны) для пресса усилием 10 Мн A00 тс) с
максимальным радиусом эксцентриситета R = 100 мм. Изменение
эксцентриситета обеспечивается поворотом винта 3, закрепленного
в специальной шайбе 2 гайкой 1. Величина эксцентриситета R
определяется по линейке стрелкой указателя 12. Шайба 2 крепится
к свободному концу главного вала 14 винтами через фланец 10,
зафиксированный пальцем 11. Наличие прорезей во фланце 10
позволяет поворачивать шайбу 2 относительно вала 14. Тяга 8
привода с закрепленной на ней рейкой 13 оканчивается
бобышкой 4, которая через роликоподшипник сидит на втулке 7,
смонтированной на пальце 6. Палец б, закрепленный на ползушке 5,
перемещается при повороте винта 3. Ограничителем движения
ползушки 5 является штифт 9.
Преобразующие механизмы
145
При работе пресса (вращается вал 14) палец 6 приводит в
движение рейку 13, которая, совершая возвратно-поступательное
движение, вращает приводную шестерню механизма. Последняя
через механизм периодического движения приводит в движение
захватный орган.
6. Механизмы преобразования вращательного движения
в поступательное
Современные механизмы для преобразования вращательного
движения в поступательное в большинстве случаев изготовляются
на базе кривошипного механизма; они обеспечивают возвратно-
поступательное движение захватного органа. В отдельных
случаях, когда захватному органу необходимо сообщить прерывное
движение в одну сторону, то в преобразующий механизм
встраивается механизм периодического движения, обычно им является
храповой механизм с поступательно движущейся собачкой. При
этом собачка устанавливается на последний поступательно
движущийся элемент механизма периодического движения.
На рис. 73 показаны типовые схемы механизмов
преобразования вращательного движения в поступательное.
Кривошипный механизм (рис. 73, а) представляет собой
кривошип /, который через шатун 2 сообщает ползуну 3, соединенному
с захватным органом, возвратно-поступательное движение.
Кулисно-рычажный механизм (рис. 73, б) состоит из
кривошипа 1, двуплечего рычага 4 с кулисой, соединенной с
регулируемой тягой 5. Последняя приводит в движение двуплечий рычаг 6
и далее через серьгу 7 ползушку 8, к которой и крепится
захватный орган.
Кривошипно-рычажные механизмы (рис. 73, виг) состоят
из кривошипа 1> регулируемой тяги 5, двуплечего рычага 6 и пол-
зушки 8. Так как механизм, показанный на рис. 73, в>
обеспечивает передачу движения в двух взаимно перпендикулярных
плоскостях, то тяга 5 снабжена еще шарнирными муфтами. Кроме
того, привод ползушки 8 осуществляется через тягу 9,
дополнительный рычаг 10, соединенный с ползушкой 5. В механизме на
рис. 73, г ползушка 8 с тягой 5 соединяется аналогично
показанному на рис. 73, б.
При проектировании рассматриваемых механизмов следует
выполнять следующие условия. Угол а двуплечего рычага
необходимо выбирать, исходя из обеспечения качания обоих плечей
рычага около среднего положения; причем угол качания ср должен
быть меньше 1,31 рад G5°). При этом тяга, соединяющая рычаг
с кривошипом, должна быть регулируемой, с тем чтобы при
изменении эксцентриситета изменялось бы и исходное положение
10 И. А. Норицын 1295
146 Расчет и конструирование средств автоматизации и механизации
рычага. Длина плечей с рычагов 6 и 10 (рис. 73, в) и а и d рычагов 4
и 6 (рис. 73, б) должна быть одинаковой. При конструировании
рычага 4 (рис. 73, б) необходимо предусмотреть, чтобы плечо d
б) г)
Рис. 73. Кинематические схемы механизмов преобразования
вращательного движения в поступательное:
а — кривошипного; б — кулисно-рычажного; в, г — кривошипно-рычажного
типа
в процессе работы механизма качалось бы также около среднего
положения.
Если указанные рекомендации выполняются, то расчет
механизмов не вызывает трудностей и сводится к определению радиуса
Преобразующие механизмы
147
кривошипа jR в зависимости от требуемого хода перемещения
захватного органа h3.
Для аксиального механизма на рис. 73, а можно записать
R = 0,5Ла>
для аксиального механизма на рис. 73, в и г имеем
R = 0,6АЛ ¦
ож-f-.
В механизме на рис.
73, б ход захватного
органа зависит от линейного
перемещения К оси
кривошипа от .одного крайнего
положения до другого. Из
подобия треугольников
ОхАО и А ВО получаем
2 ~ I
Так как а = d, то при
Ф = Ф'
_Л1 _ ; _ Vl2 — R2
h3
In =
Откуда, заменяя в
первом выражении К и
решая его относительно R,
получаем
* = 0,5Ae-f, "
где i? — радиус КрИ- Рис. 74. Кривошипно-рычажный механизм
вошипа;
h3 — ход захватного органа;
а и Ь — плечи рычагов;
/ — межцентровое расстояние кулисного механизма;
in — передаточное отношение рычажного механизма.
На рис. 74 показана конструкция преобразующего механизма
с регулируемой тягой для передачи движения во взаимно
перпендикулярных плоскостях.
Здесь движение механизма от вала / через шайбу 2 с
эксцентричным пальцем, регулируемым винтом 3, передается на тяги 7 и 8,
соединенные стаканом 5 и поджатые пружинами 4 и 6. Гайка 9
служит для изменения исходной длины тяги при регулировке
10*
148 Расчет и конструирование средств автоматизации и механизации
эксцентриситета. Наличие пружин 4 и 6, связывающих упруго
тяги 7 и 5, позволяет предохранить механизм от поломок в
случае, если захватный орган, соединенный с ползушкой 12,
натолкнется на препятствие или если произойдет его заклинивание.
Специальное шарнирное соединение 10 обеспечивает надежную
работу механизма при вращении валов 1 и 11 во взаимно
перпендикулярных плоскостях.
§ 10. СРЕДСТВА ОРИЕНТАЦИИ И ПЕРЕОРИЕНТАЦИИ
Назначение средств ориентации и переориентации определяется
их названием. Введение их в автоматизирующие устройства
вызвано тем, что некоторые захватные органы не обеспечивают чет^-
кой фиксации заготовки в заданном положении при подаче ее
в рабочую зону машины. Применяются они в основном в средствах
автоматизации, предназначенных для автоматической ориентации
заготовок и транспортировки их между переходами.
Процесс автоматической ориентации можно подразделить на
две существенно различные стадии. На первой стадии (первичная
ориентация) деталь из произвольного положения приводится
в какое-либо устойчивое положение. На второй стадии (вторичная
ориентация) деталь переводится с одного устойчивого положения
в другое и так до тех пор, пока деталь не будет перемещена в заранее
заданное положение.
Обычно функции первичной ориентации выполняют захватные
органы (лотки, крючки, карманы и др.). Средства ориентации
и переориентации предназначены для выполнения вторичной
ориентации деталей. Вторичная ориентация или переориентация
происходит под действием сил тяжести, от воздействия внешних сил
(встряхивание, вибрация и т. д.) или за счет механического
воздействия.
В автоматизирующих устройствах в зависимости от характера
работы средства ориентации и переориентации обеспечивают либо
переориентацию детали в захватном органе, не прерывая движения
их к инструменту (рис. 75, 76), либо служат
контрольно-исполнительным органом, который снимает неправильно
ориентированные детали с захватного органа (см. рис. 77), либо выполняют
функции распределителей потока (см. рис. 78), т. е. являются
механизмами поштучной выдачи.
На рис. 75, а показан процесс переориентации изделия
длиной / со смещенным относительно середины центром тяжести AХ ф
Ф /2). При размере окна s > /х заготовка, двигаясь широкой
частью вперед, опрокинется вниз. При движении заготовки узкой
частью (s < /2) ее переориентация будет осуществлена после
прохождения центра тяжести над окном (см. сечение А А).
Средства ориентации и переориентации
149
На рис. 75, б переориентация осуществляется аналогично
описанной выше, с той лишь разницей, что при движении изделий
ЁЁМЛрЫ. [
Рис. 75. Переориентация
заготовок без изменения напра^
вления движения:
а — за счет перехода на другую
плоскость движения; б — за счет
разворота заготовок под
действием силы тяжести
головками вперед или назад после прохождения ими конца стержня
над прорезью стержень проваливается и изделия занимают
вертикальное положение.
Рис. 76. Переориентация заготовок с изменением
направления движения:
а — за счет использования неподвижных ловителей; б — за счет
применения специальных механизмов
На рис. 76, а показана схема переориентации с использованием
иглы 1, которая выполняет роль упора при движении колпачка
дном вперед или переориентатора при движении отверстием вперед
и направляет деталь в приемный лоток 2,
150 Расчет и конструирование средств автоматизации и механизации
а) 6) б)
Рис. 77. Средства ориентации типа
контрольно-исполнительных органов:
а — для неправильно ориентированных плоских; б — объемных
и в -— для сбрасывания лишних заготовок
а) б) в)
Рис. 78* Механизмы поштучной выдачи:
а —- с поступательным; б — с маятниковым и в — с
вращательным движением отсекателя
Системы управления и блокировки 151
На рис. 76, б показана схема переориентации с применением
специального механизма, с помощью которого заготовки занимают
требуемое положение. Одновременно механизм играет роль и
блокирующего устройства.
На рис. 77 показаны схемы средств ориентации и
переориентации, в которых использованы клиновые сбрасыватели различного
типа, обеспечивающие сбрасывание с захватного органа (лотка)
неправильно ориентированных заготовок . На рис. 77, а показан
процесс сбрасывания прямоугольной заготовки (/>6), движущейся
по лотку большей стороной; на рис. 77, б — ступенчатой заготовки,
занявшей неправильное положение (ступицей вниз) и на рис. 77, в—
слипшейся заготовки, двигающейся во втором ряду.
На рис. 78 показаны механизмы поштучной выдачи, служащие
для изменения характера движения деталей из непрерывного в
прерывное.
Расчет средств ориентации и переориентации сводится в
основном к определению неустойчивого положения детали и разработке
средств для приведения ее в заданное положение.
§ И. СИСТЕМЫ УПРАВЛЕНИЯ И БЛОКИРОВКИ
1. Общие сведения и классификация. Предпосылки
программирования
-Системы управления и блокировки средств автоматизации и
механизации обеспечивают включение привода, связывают работу
захватного органа с работой привода, предотвращают поломки
элементов средств автоматизации и технологического
оборудования при нечеткой или неправильной работе захватного органа
в опасной зоне пресса. При рассмотрении систем управления и
блокировки средств автоматизации и механизации необходимо
отличать их от средств контроля за технологическим процессом
или за состоянием оборудования, которые по выполняемым
функциям относятся к средствам автоматики.
Классификация систем управления и блокировки дана на
рис. 79; рассматриваемые механизмы подразделяются на средства
предохранения, исключающие поломки различных средств
автоматизации и механизации или воздействие инерционных сил на
захватные органы; средства блокировки, обеспечивающие
отключение привода в случае, если захватный орган занял неправильное
положение относительно детали или инструмента, а также, если
в нем отсутствует деталь; средства управления, обеспечивающие
включение и выключение привода или силового устройства
захватного органа.
152 Расчет и конструирование средств автоматизации и механизации
Конструкция систем управления и блокировки во многом
определяется приводом средств автоматизации и механизации.
Различают механическую, электрическую, гидравлическую и
пневматическую системы автоматизации. Характерной чертой механической
системы автоматизации является привод средств автоматизации от
главного привода (распределительного вала или ползуна)
технологического агрегата. Такая система получила преимущественное
распространение в многопозиционных прессах-автоматах, гвоз-
Система упрадления и блокировки
Г
Предохранители
JZ
<и
-о
*
о
^
=г
! *
=1
**•
е-
•Q
<сэ
сэ
*
:>
сз
•*
ч^>
*:
_Ц
О)
•о
*
^
^
*
^
.§
Средства
блокировки
is
5
«о
Is
3
^
5
Средства
управления
гй
с:
«о
, *:
<>>
Рис. 79. Классификация систем управления и блокировки
дильных, холодно-высадочных и других автоматах кузнечно-
штамповочного производства. Применение механической системы
сейчас имеет место при конструировании многих средств
автоматизации (валковые, ролико-клиновые, крючковые, револьверные,
грейферные, шиберные подачи и другие).
С увеличением размеров машин и средств автоматизации, с
усложнением заданий для захватных органов все отчетливее
становятся недостатки механических систем автоматизации.
Конструкции машин крайне усложняются, удлиняются линии передач,
затрудняется решение задачи по обеспечению всех циклов движения
захватного органа.
При электрической, гидравлической и пневматической
системах автоматизации удается значительно упростить
преобразующий механизм. Существенное отличие этих систем автоматизации
от механической заключается в том, что в них привод
технологического агрегата и привод средств автоматизации осуществляются
различными механизмами. Поэтому в этих системах для автомата-
Системы управления и блокировки
153
зации функций управления могут быть с успехом применены
различные электронные устройства, что значительно расширит
возможности автоматизации. В этой связи большое будущее
принадлежит программированию технологического процесса.
В механических системах автоматизации программирование
процесса изготовления детали обеспечивается за счет введения
различных кулачковых и распределительных механизмов,
определяющих последовательность воздействия инструмента на
заготовку для получения требуемой формы детали. При этом форма
детали не4 может быть изменена, так как она обусловливается
штампом. Переход с изготовления одного изделия на другое
требует замены штампа, а во многих случаях и распределительных
устройств. Это характерно для всех машин с жестким ходом, а
также для некоторых машин с нежестким ходом, в которых форма
изделия получается не в результате относительного перемещения
инструмента, а в результате формообразования в штампах.
В электрических, гидравлических и пневматических системах
автоматизации каждый исполнительный орган приводится в
движение индивидуальным приводом, обеспечивающим перемещение
исполнительного органа пропорционально числу импульсов. В
результате сложные системы распределительных устройств
заменяются легко сменяемыми лентами или картами. При этом
необходимые перемещения исполнительных механизмов
обеспечиваются за счет соответствующего кодирования параметров про-/
цесса.
В данном случае применение программного управления
возможно лишь для таких технологических процессов, в которых
форма изделия определяется положением инструмента относительно
заготовки. К таким процессам относятся свободная ковка на
молотах и гидропрессах; резка пруткового и листового материала на
ножницах; вырубка различно расположенных однотипных
отверстий в панелях радиоприемников и др. Последовательность
действия рабочих узлов и средств автоматизации должна быть задана
извне — оператором, что и создает предпосылку для
программирования процессов.
Не рассматривая специальные вопросы организации и расчета
параметров для программирования технологических процессов
ковки и штамповки, перечислим специфические трудности,
которые присущи кузнечно-штамповочному производству.
1. Тяжелые условия работы в кузнечно-штамповочных цехах:
наличие вибраций и абразивной среды в воздухе (окалины), резкая
смена температур, выделение газов и дыма и др.
2. Наличие сильных колебаний в процессе технологической
операции, вызванных ударными нагрузками, что затрудняет
осуществление активного контроля за течением технологического
154 Расчет и конструирование средств автоматизации и механизации
процесса и требует создания принципиально новых средств и
методов измерения.
3. Небольшое время контакта инструмента с изделием (в
отдельных случаях до сотых долей секунды), что требует резкого
увеличения маневренности вспомогательных механизмов и
компенсации инерционных явлений.
4. Наличие весьма сложной функциональной связи между
размерами обрабатываемого изделия и параметрами, доступными для
программирования. Например, при программировании штамповки
на молоте такими параметрами являются число и энергия ударов,
определяемые положением и скоростью перемещения
управляющего золотника. Программное устройство должно учитывать
ряд дополнительных условий, определяющих качество изделия,
например таких, как возможность изменения температуры и
величины припуска заготовки, изменение параметров
энергоносителя и др.
В настоящее время ЭНИКМАШ рекомендует применять
системы программного управления при выполнении перечисленных
ниже операций:
1) точной и малоотходной резки сортового проката всех видов
на заготовки (в заготовительных отделениях); безотходной
разделки листа; сортировочных и транспортных операций и других;
2) нагреве заготовок в комплексе с загрузочно-разгрузочными
и транспортными операциями;
3) свободной ковки на молотах и гидропрессах с
автоматизацией работы манипуляторов и автоматических устройств, которые
фиксируют текущие размеры поковки при протяжке, раскатке,
шлихтовке;
4) ковки на ротационно-ковочных машинах за счет
программирования положения заготовки и перемещения бойков;
5) горячей штамповки на молотах и фрикционных прессах за
счет программирования энергии и последовательности ударов и
создания манипулирующего устройства, которое может работать
в системе «молот—манипулятор»;
6) горячей штамповки на горизонтально-ковочных и
электровысадочных машинах путем создания манипулирующих устройств
с программным управлением;
7) пробивки большого числа отверстий в листах, панелях и
трубах за счет применения специальных дыропробивных прессов
с программным управлением;
8) глубокой вытяжки несимметричных деталей на специальных
вытяжных прессах в результате программирования распределения
и величины усилия прижима;
9) гибки по плоскостным и пространственным кривым с
переменной кривизной труб и гибки тонкостенных профилей на спе-
Системы управления и блокировки
155
циальных гибочных станках за счет применения универсального
инструмента;
10) прессовании деталей из металлопорошков, резины и
пластических масс на гидропрессах;
11) пакетировании и брикетировании металлоотходов и
металлической стружки на гидравлических прессах и молотах.
Рекомендуется также создавать универсальные
малогабаритные манипуляторы для штучных заготовок.
2. Цикловые диаграммы
Автоматизация производства — это расчет цикла, а расчет
времени цикла — это расчет производительности с учетом
характера взаимодействия (последовательного или совмещенного) всех
основных и вспомогательных механизмов, включение в работу
которых осуществляет система управления. Исходным материалом
Аля проектирования системы управления и блокировки является
цикловая диаграмма, которая вместе с диаграммой путей и
скоростей показывает, как взаимодействуют механизмы средств
автоматизации между собой и технологическим агрегатом. С помощью
цикловых и технологических диаграмм определяется положение
всех механизмов в процессе совершения технологической
операции.
Различают два способа изображения цикловых диаграмм:
в прямоугольных и круговых координатах. Наиболее
универсальными являются циклограммы в прямоугольных координатах,
которые позволяют установить взаимодействие механизмов в период
работы технологического агрегата и при его остановке. Однако для
некоторых машин, в основном роторного типа (см. ниже), более
наглядными являются круговые циклограммы
Круговые и прямоугольные циклограммы строятся на полный
цикл работы технологического агрегата, включая средства
автоматизации и все механизмы, в том числе и блокирующие. В
круговой диаграмме составляющие цикла выражены в углах поворота
главного или распределительного валов и имеют вид
концентрических колец, причем число колец соответствует количеству
механизмов в данной автоматизированной установке.
Иногда для увязки движений различных механизмов
циклограммы совмещаются с ходограммой механизмов. Для этой цели
наиболее целесообразно использовать циклограммы в
прямоугольных координатах.
Составление циклограммы работы автоматизированной
установки начинается с выбора основного циклового механизма, в
качестве которого используется обычно исполнительный механизм
технологического агрегата (ползун пресса). Началом цикла
считается одно из крайних положений циклового механизма, обычно
156 Расчет и конструирование средств автоматизации и механизации
крайнее верхнее (заднее) положение ползуна (к. в. п.). Полный
цикл работы автоматической установки состоит из интервалов
времени, характеризующих периоды холостого и рабочего
перемещений, выстоя, разгона, торможения каждого механизма. Если
в полном цикле работы механизма содержится по одному интервалу
Ползун пресса
Рейка
преобразующего
механизма
Обгонная муфта
Механизм подье-]
ма балков
Тормоз валков
30
\60 90 120 150 180 210 240 270 300 330 ас
Угол поборота главного вала <^-т»
=Холостои ход внйЩ
Ход вниз
Холостой ход вверху
Рабочий ход
Расклинивание муфты
Шов" вниз
Щ Выстаивание ленты]
прл Заклинивание муфты
Додача ленты
^пр.1
Шодач\
Подъём верхнего валка
'аукнут.
шшш
t
Рис. 80. Циклограмма работы кривошипного пресса с валковой подачей
в совмещенном цикле:
/ — ход рейки и II — ход ползуна
одинакового содержания, то такой цикл называется простым; если
два и больше — сложным.
В гл. I при определении темпа штамповки указывалось, что
в кузнечно-штамповочном производстве взаимодействие средств
автоматизации с основным технологическим агрегатом происходит
по одному из следующих циклов: совмещенному,
последовательному или комбинированному (см. рис. 14).
Рассмотрим более подробно циклограммы работы некоторых
автоматизированных установок.
На рис. 80 показана циклограмма работы кривошипного пресса,
оснащенного ^валковой подачей с приводом от главного вала
Системы управления и блокировки
157
пресса (совмещенный цикл с темпом штамповки t). Валковая
подача имеет приводной фрикционный захватный орган,
обеспечивающий освобождение ленты от захвата в период рабочего хода.
Преобразующий механизм кривошипно-реечного типа имеет
обгонную муфту.
Построение циклограммы в данном случае сводится к
выполнению условия выстаивания ленты и освобождения ее от захвата
в период рабочего хода ползуна при обеспечении необходимого
предварения включения и отключения соответствующих
механизмов. Как видно из рис. 80, при угле умещения кривошипа
главного вала относительно кривошипа преобразующего механизма,
равном 2,26 рад A30°), обеспечивается предварительное включение
механизма подъема валков в период выстаивания ленты перед
началом рабочего хода (угол предварения апр, г), а также
опускание захватных органов (валков) перед началом подачи ленты (угол
предварения а>„р.^. Однако при указанном угле смещения
величина угла апрт 2 получилась несколько заниженной, поэтому для
более устойчивой и надежной работы средств автоматизации угол
смещения целесообразно брать равным 1,57—1,75 рад (90-^100°).
При этом угол предварения апрш2 можно значительно увеличить.
Минимальные значения углов предварения выбираются для
каждого конкретного случая. Величина его зависит от
быстроходности пресса, типа преобразующего механизма и т. д. Не
рекомендуется принимать апр < 0,14-й),25 рад (8—15°) д,ля
механизмов с приводом от пресса (механическая блокировка) и апр <
< 0,25ч-0,336 рад A5-^-25°) для механизмов с индивидуальным
приводом.
На рис. 81 показана циклограмма работы кривошипного пресса,
оснащенного механической рукой для выноса отштампованных
деталей из рабочей зоны пресса. Механическая рука имеет
пневматический привод и клещевой захватный орган с пневматическим
силовым механизмом. Захват детали осуществляется с помощью
нижнего выталкивателя после выталкивания ее из полости штампа.
Работа пресса и механической руки происходит по
комбинированному циклу (темп штамповки равен f).
Особенности построения данного типа циклограмм заключаются
в согласовании (через систему управления пресса и механизм
блокировки) работы различных узлов пресса: ползуна, нижнего
выталкивателя, силового механизма захватного органа, привода
механической руки. Подача команд на включение 1 и
переключение 3 привода, включение силового механизма захватного органа 2
и отключение пресса 4 осуществляется через командоаппарат
пресса (линии К), а на отключение силового механизма захвата 5
и включение пресса 6 — от конечных выключателей (линии ?),
срабатывающих при перемещении привода механической руки.
158 Расчет и конструирование средств автоматизации и механизации
При построении циклограммы, кроме обеспечения определенной
последовательности подачи команд на включение или отключение
различных механизмов, приходится решать и другие вопросы.
Например, необходимо обеспечивать включение захватного органа
Рис. 81. Циклограмма работы кривошипного пресса с механической рукой в
комбинированном цикле:
J — ход ползуна; // — ход нижнего выталкивателя; III — ход поршня цилиндра
захвата; IV — ход поршня привода механической руки
(смыкание губок захвата) и создание необходимой силы захвата
до начала движения привода (углы предварения anptl и a„p<2)
и пр.
Из рис. 81 видно, что, несмотря на большое время
срабатывания средств автоматизации (в данном случае taem > ^aw), общее
время цикла t значительно меньше суммы этих времен. При
последовательном цикле такого результата получить не удается.,
Приведенный пример еще раз показывает преимущества
комбинированного цикла перед последовательным. Однако этими пре-
Системы управления и блокировки
159
имуществами не всегда можно воспользоваться. При
автоматизации и механизации технологических процессов, осуществляемых
на машинах, с нежестким ходом (молоты, гидравлические прессы
и др.), можно применить лишь последовательный цикл работы
машины и средств автоматизации, т. е. при прочих равных
условиях увеличить темп штамповки за счет рационального
использования времени холостого хода не удается.
3. Предохранительные устройства
Назначение предохранительных устройств определяется их
названием, а применение их в средствах автоматизации и
механизации обусловливается высокими скоростями перемещения
рабочего органа при больших развиваемых усилиях.
Рис. 82. Кулачковый предохранитель
Конструктивные разновидности предохранительных устройств
приведены в классификации, данной на рис. 79. Наиболее простым
является фрикционное устройство, представляющее собой
постоянно замкнутый фрикционный тормоз дискового или колодочного
типа.
На рис. 82 показана одна из разновидностей кулачковых
предохранительных муфт, смонтированных в двуплечем рычаге,
который состоит из рычага 10, жестко смонтированного на оси /,
рычага 8 с посаженной на нем кулачковой полумуфтой 3 и
втулкой J?, и оси /, проворачивающейся свободно в опоре 9. Рычаг 8
соединяется с осью / через две кулачковые полумуфты 3 и 4,
причем полумуфта 4 через шпонку 5 соединена с осью / и удержи-
160 Расчет и конструирование средств автоматизации и механизации
вается от осевого перемещения пружиной 6, подпираемой
специальной шайбой и гайкой 7. Сила затяжки пружины и угол скоса
кулачков выбираются исходя из того, что при двукратном
превышении расчетной нагрузки кулачковая полумуфта будет отходить
влево и рычаг 8 провернется относительно рычага 9.
Пружинный предохранитель, смонтированный в рычаге,
показан на рис. 74. Срабатывание его происходит в случае, если усилие,
передаваемое тягой, начинает превышать силу затяжки пружины.
Расчетный момент Мпр или усилие Qnp предохранительного
устройства от действия инерционных сил определяется по
формулам
Мпр = <Лгретах; 1
О =т а К К ]
Vnp — '"пр-тах» )
где Jnp и тпр — приведенный момент инерции или масса
деталей преобразующего механизма;
етах и атах — максимальное ускорение, развиваемое
приводом.
Расчетный момент (усилие) для предохранительных устройств
от перегрузки определяется по формулам
Mnp=$Mp.t
: Г!
— HVp. m )
где Мр. п и Qp. n — расчетный момент или усилие привода;
E — коэффициент запаса, обычно равный 1,8—2.
4. Средства блокировки
Назначение блокирующих устройств заключается в
автоматической остановке ползуна пресса при отсутствии или
неправильном положении заготовок в рабочей зоне штампа. В средствах
автоматизации и механизации кузнечно-штамповочного производства
применяются контактные (электрические, пневматические и
механические) устройства, а также бесконтактные устройства с
радиоактивными датчиками.
На рис. 83 показана схема пневматического блокирующего
устройства, применяемого в револьверных питателях. В случае
неправильного поворота захватного органа 8 (револьверного диска)
фиксатор с рычажком 9 отжимает шток перепускного клапана 2,
после чего прекращается поступление воздуха в пневматический
цилиндр 7 из магистрали. Поршень 3 цилиндра под действием
пружины опускается, перемещая двуплечий рычаг 4. В результате
собачка 5 отжимает поворотную шпонку 6 и выключает пресс.
В схеме для аварийного перекрывания питания предусмотрен
специальный переключатель ).
Системы управления и блокировки
161
Аналогично описанному работают электрические системы
блокировки. В этом случае при неправильном положении детали или
захватного органа фиксатор воздействует на рычаг конечного
выключателя, который, в свою очередь, прерывает цепь питания
электромагнита клапана управления включением пресса.
В последнее время очень широкое применение находят
блокирующие устройства с радиоактивными источниками C-излучения.
Использование р-излучения вызывается соображениями техники
безопасности, так как у
источников чистого
р-излучения отсутствуют 7-излучения
с большой проникающей
способностью. Поэтому работа
с р-излучением не требует
специальных мер защиты.
В радиоизотопных
средствах блокировки кузнечно-
штамповочного производства
взаимодействие
радиоактивного источника излучения и
приемника осуществляется
или по схеме прямого
излучения (заготовка находится
между источником и
приемником), или по схеме обратно
рассеянного излучения
(заготовка находится по одну
сторону источника и приемника).
Выбор источника излучения в зависимости от характера работы
радиоизотопного датчика зависит от многих факторов: от толщины
заготовки и ее материала, от удаленности заготовки от источника
излучения и схемы взаимодействия с приемником и др. Эти
вопросы подробно освещены в специальной литературе 1.
Работа средств блокировки с радиоактивными изотопами
заключается в следующем. Импульс, подаваемый приемником в
результате попадания на него р-излучения, должен быть усилен и
преобразован в электронно-релейном блоке, назначение которого
(в зависимости от характера электрических импульсов,
поступающих от приемника) подать соответствующую команду на вопрос
«да» или «нет». Эта команда в дальнейшем используется для подачи
соответствующего сигнала системе управления пресса или средств
автоматизации и осуществления необходимой блокировки.
1 Использование радиоактивных изотопов в кузнечно-штамповочном
производстве. Сборник статей под редакцией д-ра техн. наук проф. Мещерина В. Т.
Машгиз, 1962.
Рис. 83. Принципиальная схема
пневматической блокировки:
А — сжатый воздух; Б — в атмосферу
11 И. А. Норицын 1295
162 Расчет и конструирование средств автоматизации и механизации
пет
Рис. 85. Блокирующие устрой-
Рис. 84. Блокирующие устройства с ства с использованием р-излу-
использованием р-излучения, работа- чения, работающие по схеме
ющие по схеме прямого излучения: обратного излучения:
1 — источник р-излучения; 2 — прием- / — приемник Р-излучения; 2 —ис-
ник р-излучения; 3 — электронно-релей- точник р-излучения; 3 —
кронный блок; 4 — деталь штейн; 4 — пуансон; 5 — матрица
Системы управления и блокировки
163
На рис» 84 и 85 показаны некоторые схемы блокирующих
устройств с использованием взаимодействия источника излучения
и приемника (датчика).
На рис. 84, а показана схема блокирующего устройства,
осуществляющего контроль за отклонением толщины заготовок,
подаваемых в пресс. В случае подачи в рабочую зону более толстой
заготовки или сразу двух заготовок после операции
«просвечивания» электронно-релейный блок подает команду на отключение
муфты пресса. По этой же схеме работают изотопные
толщиномеры. Следует отметить, что приведенная схема блокировки
совершенно нечувствительна к прогибу листа.
На рис. 84, б показана схема блокировки положения
захватного органа (револьверного диска) относительно инструмента.
Преимущества бесконтактного метода контроля в этом случае
заключаются в высокой надежности и долговечности системы.
На рис. 85 показана схема блокировки изотопных устройств
для контроля наличия изделия в прессформе роторной линии.
Перед прессованием на определенном угле поворота рабочего
ротора в полость матрицы попадает нагретая пластмассовая таблетка,
из которой в процессе прессования получается готовое изделие.
Изделие переносится захватами из рабочей полости матрицы на
транспортный ротор. В случае несрабатывания захватов, залипа-
ния изделий и т. д. отштампованное пластмассовое изделие может
остаться в матрице или на пуансоне. При следующем повороте
рабочего ротора нагретая пластмассовая таблетка может поступить
в рабочую полость матрицы, в которой находится пластмассовое
изделие, и привести к поломке инструмента.
Принцип работы указанной схемы заключается в различной
способности отражения fr-излучения от поверхности прессформы и
пластмассового изделия. В результате при наличии в пресс-
форме изделия подается соответствующая команда на его
удаление.
5. Средства управления
Средства управления применяются в автоматизирующих
устройствах, имеющих индивидуальный привод, и выполняют следующие
основные функции:
1. Пуск и останов всех цикловых механизмов средств
механизации.
2. Подчинение работы всех механизмов средств автоматизации
заданной программе в соответствии с циклограммой работы.
3. Обеспечение связи работы средств автоматизации с работой
основного технологического агрегата.
Важными требованиями, предъявляемыми к системам
управления средств автоматизации и механизации, являются их
И*
164 Расчет и конструирование средств автоматизации и механизации
надежность, быстрота срабатывания и удобство гмонтажа и
обслуживания.
Конструкция системы управления зависит от привода средств
автоматизации и бывает механического, пневматического,
электропневматического и электрогидравлического типа.
При конструировании систем управления средств
автоматизации и механизации приходится решать в основном те же вопросы,
что и при конструировании систем управления основными
технологическими агрегатами. Например, проектирование
электропневматического способа управления связано с разработкой систем
пневмо- и электроуправления, включающих в себя выбор всех
необходимых для нормальной работы аппаратов. Проектирование
простейших систем управления (например, показанной на рис. 20)
не вызывает затруднений. Однако при разработке более сложных
схем электро-, пневмо- и гидроуправления необходимо учитывать
особенности работы механизмов, характеристики аппаратуры и
другие факторы, так как без этого нельзя запроектировать надежно
функционирующие системы управления. При этом следует
пользоваться рекомендациями, данными в специальной литературе Ч
1 Игнатов А.А.,Власов В. И. Муфты, тормозы и механизмы
управления кривошипных кузнечно-прессовых машин. Машгиз, 1963.
Глава
ш
АВТОМАТИЗАЦИЯ И МЕХАНИЗАЦИЯ ПРОЦЕССОВ
ХОЛОДНОЙ ШТАМПОВКИ
ИЗ НЕПРЕРЫВНОГО МАТЕРИАЛА
§ 12. ОСОБЕННОСТИ АВТОМАТИЗАЦИИ
В условиях автоматизации кузнечно-штамповочного
производства в качестве непрерывного материала (помимо ленты,
проволоки, широкорулонной стали) в зависимости от характера и
особенностей технологической операции может быть использован
любой исходный материал. Например, при автоматизации процесса
вырубки кружков (шайб) из полосы последняя от момента
заправки ее в пресс до полного расходования может рассматриваться
как непрерывный материал; при автоматизации процесса резки
листа на карточки (полосы) в качестве непрерывного материала
(заготовки) используется лист; при автоматизации резки
сортового проката (круглого, прямоугольного и др.) исходный материал
может быть также условно отнесен к непрерывному и т. д.
Это объясняется тем, что во всех перечисленных случаях
исходный материал (заготовка) отвечает следующим требованиям:
1. Непрерывность подачи одной и той же заготовки к
технологическому оборудованию в течение'некоторого времени.
2. Постоянство ориентации заготовки относительно
инструмента машины.
3. Возможность получения нескольких (группы) деталей в
результате последовательно совершаемых ходов технологического
оборудования.
Наибольшие преимущества дает автоматизация штамповки из
ленты, проволоки и широкорулонной стали. Однако применить
указанные материалы не всегда возможно, так как при этом
необходимо, чтобы ширина ленты (она нормализована) соответствовала
требованиям технологии, чтобы был необходимый сортамент
проволоки и т. д. Тогда-то и приходится применять полосовой
материал, нарезанный предварительно из листа, сортовой прокат
соответствующего профиля и т. д.
На рис. 86 показан участок штамповки листов железа ротора
на двухстоечном кривошипном прессе 4 усилием 2500 кн B50 тс),
оснащенном тянущей валковой подачей 11 % лотковым удаляющим
166 Автоматизация штамповки из непрерывного материала
устройством 5, приводимым Ь движение от пневматического
цилиндра 9\ стапелирующим устройством 8\ разматывающим
устройством 7 и устройством (ножами) / с приводом от пневматического
цилиндра для удаления отработанного материала 13, который
попадает на подпольный ленточный транспортер 12, направляющий
его на участок пакетирования.
Рис. 86. Автоматический участок штамповки железа ротора
В рассматриваемой установке используется лента, полученная
на специальной установке сваркой из полос. Рулон 6
устанавливается на разматывающее устройство 7 с периодически
включающимся приводом.
Привод валковой подачи 11 (скорость подачи 0,5 м/сек, шаг
регулируемый от 140 до 300 мм) обеспечивается от главного вала
через специальный кулачок 3. В валковой подаче предусмотрен
дополнительный механизм, обеспечивающий перемещение ленты
на дополнительный ход для переноса сварного шва через рабочую
позицию. Включение привода дополнительного хода происходит
через определенное число ходов пресса от специального
контрольного устройства. В результате обеспечивается дополнительное
вращение валков, протягивающих ленту до специального упора 2,
установленного в штампе 10, При ходе ползуна вниз (валки
подачи неподвижны) упор опускается, и лента освобождается. Затем
при ходе ползуна вверх лента подается на установленный шаг и
работа подачи происходит без дополнительного вращения валков*
Особенности автоматизации 167
Блокировка предотвращает возможность получения бракованных
деталей и повреждения рабочих частей штампа.
Отштампованные листы ротора удаляются из рабочей зоны
лотковым устройством 5, управление работой которого
осуществляется от коленчатого вала пресса с помощью кулачка 14 и
воздухораспределительного клапана 15.
- Рис. 87. Автоматический участок штамповки из полосы
На рис. 87 показана кинематическая схема участка
автоматической штамповки из полосы. Стопка полос 1 устанавливается на
стол полосоукладчика; рычаг 9 замыкает контакт конечного
выключателя, который указывает на правильность установки
(ориентации) исходного материала относительно пресса. Захват заготовки
(полосы) осуществляется пневматическими присосами 4,
смонтированными на траверсе 3. Захваченная полоса перемещается
с помощью пневматического цилиндра 2, управляемого от
электропневматического клапана И, вверх на уровень работы валковой
подачи 6, а с помощью пневматического цилиндра 5,
управляемого клапаном 12, влево — в зону действия захватного органа
168 Автоматизация штамповки из непрерывного материала
валковой подачи. В конце хода шток пневматического цилиндра 5
воздействует на конечный выключатель, который обеспечивает
включение пневматического привода 7, перемещающего передний
конец полосы в рабочую зону штампа. В это время пневматический
цилиндр 5 возвращает траверсу 3 в исходное положение. Шток
пневматического привода 7 подачи в конце хода воздействует на
конечный выключатель, который включает пресс на
автоматическую работу. Привод валковой подачи при работе пресса
осуществляется от главного вала. Пресс автоматически работает до тех
пор, пока не отштампована вся полоса. Удаление готовых изделий
Рис. 88. Схема автоматической штамповки на многопозиционном прессе
осуществляется пневматическим удаляющим устройством S,
срабатывающим от специального пневматического переключателя 13.
Отштампованная полоса попадает в специальное стапелирующее
устройство (на рис. 87 не показано), после чего пневматический
цилиндр 10 отключает пресс. Одновременно подается импульс на
включение в работу полосоукладчика, затем цикл повторяется.
На рис. 88 показан многопозиционный пресс-автомат, в
котором лента используется для получения штучной заготовки,
передаваемой затем в виде полуфабрикатов с позиции на позицию
специальным грейферным механизмом 12, работающим в период
холостого хода пресса.
Лента 1 перемещается с помощью валковой додачи 10. Подача
вырубленной заготовки в зону действия грейферной подачи
осуществляется шиберным устройством 11. Формоизменение
заготовки происходит на рабочих позициях 2—S, после чего деталь
переносится на удаляющее устройство 9 типа транспортера.
На основании изложенного структурная схема автоматизации
и комплесной механизации штамповки из непрерывного материала <
может быть представлена схемами на рис. 89. На схеме рис. 89, а
Особенности автоматизации
169
направление подачи заготовки (непрерывного материала)
совпадает с направлением перемещения полуфабриката на штампе
(штамповка из ленты на многопозиционном или последовательном
штампе). На схеме, показанной на рис. 89, б, направление подачи
заготовки и направление
перемещения полуфабриката по штампу не
совпадает. В последнем случае на
первой позиции из непрерывного мате-
раила получают штучную заготовку,
которая затем специальным
устройством перемещается с позиции на
позицию.
Из структурных схем,
приведенных на рис. 89, а и б, видно, что
для автоматизации технологических
процессов при использовании
непрерывного материала необходимы
следующие средства автоматизации:
ориентирующе-питающее и подающее
устройства, устройство для
удаления отработанного материала и
средства контроля. Устройства для
удаления готовых изделий по своему
.назначению относятся к средствам
автоматизации, применяемым для
штучных заготовок, и будут рассмотрены
в гл. IV.
Ориентирующе-питающие
устройства для непрерывного материала
обеспечивают установку и подготовку
исходного материала (заготовки).
Установка материала предусматривает
необходимую его ориентацию
относительно захватных органов ориен-
тирующе-питающего и подающего
устройств. Подготовка материала к
штамповке заключается в переводе исходного материала из
состояния поставки (рулон, бухта, стопа) в состояние, пригодное для
совершения технологической операции (т. е. разматывание, правка
и др.), и в обеспечении постоянства питания материалом подающих
устройств.
Различают следующие разновидности ориентирующе-пита-
ющих устройств: разматывающе-правйльные (для собственно
непрерывного материала), полосо- и листоукладчики (для листов и
полос), автоматизированные стеллажи (для сортового проката).
6
JUn
а)
6
15 «
I 1
-J
bid ^ 1
6)
r
r5i
Q&
Ш?
VT
—.—a»
Л
И
J-и
V
Рис. 89. Структурная схема
компоновки средств
автоматизации для штамповки из
непрерывного материала:
а и б — для комплексной
автоматизации; в — для комплексной
механизации; ) — технологический
агрегат; 2 —
ориентирующе-питающее устройство; 3 — подающее
устройство; 4 — устройство для
удаления отработанного материала;
5 — устройство для удаления
готовых изделий (штучных); 6 —
контрольное устройство; 7 —
передающее устройство (для штучных
деталей)
170 Автоматизация штамповки из непрерывного материала
Назначение подающих устройств (подач) определяется их
названием, они обеспечивают подачу исходного материала
непосредственно в рабочую зону технологического агрегата (пресса,
различного типа ножниц, профилировочных вальцев и т. д.).
Устройства для удаления использованного материала
применяются в основном при штамповке из ленты и полосы и
представляют собой или специальные наматывающие барабаны и стапели-
рующие устройства для полос, или приспособления для рубки
отхода с последующим удалением его от пресса.
Средства контроля, применяемые при автоматизации штамповки
из непрерывного материала, используются для различных
блокировок: для остановки технологического оборудования в случае
отсутствия материала, подачи «сдвоенных» заготовок (листов, полос)
или при поломке инструмента; для поддержания постоянства
скорости подачи материала и т. д. Они могут выполнять и
самостоятельные функции, такие как управление устройствами для
дозированной резки заготовок, программирование работы сортовых
ножниц и др. В последнем случае средства контроля относятся
к средствам автоматики.
Структурная схема комплексной механизации процессов
штамповки из непрерывного материала показана на рис. 89, е. Она
обычно используется при применении полосового материала или
сортового проката.
§ 13. ОРИЕНТИРУЮЩЕ-ПИТАЮЩИЕ УСТРОЙСТВА
1. Разматывающе-правильные устройства
Разматывающе-правйльиые устройства применяются при
автоматизации процессов штамповки из ленты, широкорулонной стали
и проволоки. Основными требованиями, предъявляемыми к раз-
матывающе-правйльным устройствам, являются их
универсальность, т. е. возможность использования с различными
технологическими агрегатами, и постоянство скорости подачи.
Быстроходность современных автоматов обусловливает
большую скорость перемещения исходной заготовки, которая достигает
при подаче проволоки до 1,4 м/сек и при подаче ленты 0,7 м/сек.
При таких скоростях рулон ленты шириной 250 мм, толщиной 1 мм
и массой 400 кг при режиме работы автомата 100 ход/мин и шаге
подачи 250 мм (скорость подачи около 0,4 м/сек) будет полностью
израсходован за 8—10 мин. На разгон и торможение такого рулона,
(наружный диаметр 700—800 мм) при каждом ходе ползуна
автомата непроизводительно тратится громадная энергия до 500 дж
E0 кГ-м). Поэтому для более производительного использования
непрерывного материала (уменьшение непроизводительных оста-
Ориентирующе-пипгающие устройства 171
новок машины для установки нового рулона, бухты и т. д.) масса
рулона увеличивается.
В кузнечно-штамповочном производстве применяются
различные конструкции разматывающе-правильных устройств, которые
могут быть подразделены на: приводные совмещенные, в которых
разматывающие и правильные устройства смонтированы на одном
основании и имеют общий привод, и на раздельно скомпонованные
правильные и разматывающие, которые
изготовляются приводными и
неприводными.
Тип разматывающего устройства
рекомендуется выбирать в зависимости от массы
рулона (бухты): ,до 100 кг применяются
неприводные типа катушек; до 150 кг —
приводные типа катушек; до 500 кг —
приводные с установкой рулона на
катки; свыше 500 кг — приводные установки
барабанного типа.
В качестве привода в
правильно-разматывающих устройствах используются
многоскоростные асинхронные
электродвигатели или электродвигатели
постоянного тока. При применении односкорост-
ных асинхронных двигателей
разматывающие устройства снабжаются вариатором.
На рис. 90 показано неприводное
разматывающее устройство (рулонница) типа
катушки. Как видно из рис. 90, установка
рулона обеспечивается посадкой его на
специальные четыре раздвижных пальца, Рис. 90. Неприводное раз-
перемещающиеся в пазах заднего диска. матывающее устройство
Основание рулонницы закреплено, что
позволяет надежно зафиксировать ее положение и не опасаться,
что она опрокинется от рывков, возникающих при подаче ленты.
Аналогичные разматывающие устройства, но с горизонтальным
расположением опорного диска применяются для проволоки.
На рис. 91 показано приводное разматывающее устройство
с приводом от электродвигателя 3 постоянного тока. Рулон
устанавливается на специальные направляющие пальцы 4,
смонтированные на передвигающихся рычагах 5. Рычаги 5 вращаются
вместе с осью 6, привод которой осуществляется от
электродвигателя 3 через редуктор 2. Рулон фиксируется в горизонтальном
направлении планкой 7. Число оборотов двигателя регулируется
реостатом 8 через рычаг 9 при изменении компенсационной петли
ленты. Реостат 8 крепится на специальной подставке между
172 Автоматизация штамповки из непрерывного материала
рулонницей и подающим устройством. Устойчивость рулонницы
обеспечивается с помощью массивного основания 1.
На рис. 92 показано разматывающее устройство для
широкорулонной стали (наибольшая масса рулона 6000 кг) с приводным
клещевым захватным органом (см. рис. 40). Для привода
разматывающего устройства установлен многоскоростной двигатель
типа А051-6-4-2, обеспечивающий вращение барабана 3 со
скоростью 6,1—18 об/мин. Редуктор
(червячного типа) и
электродвигатель смонтированы внутри
основания 2.
Передаточное число редуктора
выбирается исходя из того, чтобы
скорость разматывания была
немного больше средней скорости
подачи (произведение числа ходов
в минуту на шаг подачи). При этом
во время работы
автоматизированной установки между подающим и
разматывающим устройствами
будет образовываться компенсацион-'
ная петля. Для поддержания длины
петли в определенных заданных
пределах, обеспечивающих
спокойную работу подачи,
разматывающее устройство снабжено
командным щупом 4. При
образовании большой петли щуп 4 через
конечные выключатели отключает
электродвигатель привода. По
мере расходования петли лента будет
натягиваться и при достижении заданной длины подается команда
на включение электродвигателя привода.
При проектировании нужно стремиться к обеспечению
минимальной разницы в скоростях разматывания рулона и подачи
материала, так как в противном случае работа электродвигателя
связана с частыми переключениями, которые могут превышать
допустимые.
Разматывающее устройство имеет тележку 5 с приводом
перемещения и подъема, с помощью которого механизируется процесс
установки рулона на разматывающее устройство. После установки
рулона 6 на ось захвата осуществляется включение его поворотом
крана 1.
Стабильная работа подающего устройства, а также получение
качественных деталей из непрерывного материала в значительной
Рис. 91. Приводное разматывающее
устройство типа катушки
Ориентирующе-питающие устройства
173
степени зависят от правки материала. В средствах автоматизации
для правки непрерывного материала применяют специальные
устройства с вращающимися роликами. На рис. 93 показаны
типовые конструкции правильного устройства. Нижние ролики 1
установлены в корпусе 2 на неподвижных осях и могут только
Рис. 92. Приводное разматывающее устройство барабанного типа
вращаться, верхние ролики 3, помимо вращения, могут
перемещаться по вертикали с помощью специальных винтов 4. Заправка
материала производится вручную.
Число правильных роликов зависит от толщины ленты или
диаметра проволоки.
Толщина (диаметр) материала в мм . . . 0,4—1,5 0,6—2,5 1—4
Число правильных роликов Zp 7—11 7—9 5—7
174 Автоматизация штамповки из непрерывного материала
Для непрерывного материала правка желательна во всех,
случаях; при использовании ленты толщиной свыше 2 мм и проволоки
диаметром более 1 мм правка обязательна. Для этого (см. рис. 93)
правильные ролики расположены в шахматном порядке, наладка
их (перемещение верхних роликов 3 по вертикали) осуществляется
исходя из того, что каждый участок материала должен получить
Рис. 93. Типовые схемы правки:
а — для полос и ленты; бив — для проволоки
знакопеременные изгибающие напряжения, превышающие предел
текучести материала. В результате имеющиеся на материалу
выпуклости и другие неровности устраняются.
В настоящее время правильные устройства компонуются
вместе с разматывающим устройством, реже с подающим.
Специализированные правильные устройства устанавливаются очень
редко, в основном, для широкорулонной стали.
Расчет разматывающих и правильных устройств сводится
к определению необходимого (максимального) тягового усилия на
захватном органе и передаточного числа преобразующего
механизма, а также к выбору электродвигателя устройства.
Ориентирующе-литающие устройства 175
На рис.94 показаны расчетные схемы разматывающих устройств.
Неприводное разматывающее устройство работает рывками,
так как разматывание материала при этом обеспечивается
захватным органом подающего устройства, который, как известно,
работает периодически. Тяговое усилие Qpa3, которое необходимо
создавать, для схемы на рис. 94, а может быть найдено из выражения
jQPas=QP+QuH, A14)
-где Qp — тянущее усилие, необходимое для распрямления
исходного материала.
Quh — максимальное усилие, необходимое для преодоления
инерционных сил (при максимальной массе рулона).
Для распрямления материала необходимо приложить момент
Ми9 обеспечивающий пластический изгиб заготовки.
Рис. 94. Расчетные схемы для разматывающих
устройств:
а — неприводных; б — приводного с разжимными кулачками;
в — приводного от роликов; / — рулон; 2 — зажимные
кулачки; 3 — приводные ролики
Для обеспечения пластического изгиба без учета упрочнения
(в нашем случае отношение R/s больше 10) на основании теории
обработки металлов давлением величина момента Ми должна быть
равна
Mtt=l,los^-t A15)
где crs — истинное напряжение, которое в данном случае может
быть принято равным пределу текучести;
s — толщина или диаметр материала;
Ьпр — ширина материала, приведенная к прямоугольной nq-
досе,
176 Автоматизация штамповки из непрерывного материала
Для прямоугольного профиля (ленты, квадрата)
Ap = *f A16)
где Ъ — ширина материала.
Для круглого профиля (проволоки) приведенная ширина
определяется исходя из равенства моментов сопротивления изгибу
прямоугольника и круга и при условии, что s = d:
^p = 0,6rf, A17)
где d — диаметр проволоки.
На основании расчетной схемы (рис. 94, а) условие равновесия
моментов может быть записано в виде
Ми + Мтр = Qph,
откуда
П - Ми + МтР — 1 1 a*s*bnp \ Мтр /Пдч
где Мтр — величина момента трения, затрачиваемого на
преодоление потерь в опорах, на которые установлен рулон
или бухта;
h — расстояние от центра рулона до линии выдачи.
Сила инерции возникает в результате периодического останова
и разгона рулона и может быть определена по формуле
QMuh Jp&max /11Q\
«« = -?- = —я—> (НУ)
где'М^=//78тах — момент, возникающий от действия инерционных
сил;
Jp = -g— {D2H +- Den) — момент инерции
разматываемого рулона;
G — исходная сила тяжести рулона;
g — ускорение силы тяжести;
?*я> Dm — наружный и внутренний диаметры рулона;
2а
8max = rfa-x — максимальное ускорение, возникающее
при вращении рулона;
атах — максимальное ускорение подаваемого материала,
определяется в зависимости от особенностей
привода и преобразующего механизма.
Приводные разматывающие устройства имеют постоянное
вращение рулона с периодическим регулированием скорости. В этом
случае инерционными нагрузками можно пренебречь.
В схеме на рис. 94, б захватный орган должен обеспечить
усилие Q3i необходимое для передачи рабочего момента Мр. Послед-
Ориентирующе-питающие устройства
177
ний создается приводом устройства для преодоления изгибающего
момента Ми> для распрямления ленты, т. е.
Mp = zT^ = Mu. A20)
При силе трения 7, равной
и подстановке значения момента Ми из выражения A15) получим
следующую зависимость для определения усилия на захватном
органе
Qs=l,l^g^, A21)
где jx — коэффициент трения, обычно для стали по стали без
смазки принимают равным 0,1;
z — число зажимных кулачков захватного органа, обычно
равно 3.
Схема на рис. 94, в с установкой рулона на приводные катки
пригодна лишь для случая, когда масса рулона довольно большая,
а толщина материала не более 1—1,5 мм. Здесь необходимое
усилие для распрямления материала создается в результате
непосредственного давления рулона на ролики. Область применения
рассматриваемой схемы может быть определена из условия
После подстановки момента Ми из выражения A15) и силы
трения Т из выражения
Т = ц G
г 2 cos if»
область применения схемы на рис. 94, в может быть выражена
формулой
г ^ 1,10ss2frnP cos 1|з Л99,
Ud>—щш—' vlz>
где QD — сила тяжести рулона при наружном диаметре его D;
я)) — угол, определяющий положение ролика относительно
центра рулона.
Преимущества приводных разматывающих устройств с
установкой рулона на приводные катки заключаются в постоянстве
скорости разматывания рулона, определяемой скоростью вращения
катков, по мере изменения его наружного диаметра. В других
типах разматывающих устройств по мере уменьшения наружного
12 Ц. Д. Норйцын 1%%,
178 Автоматизация штамповки из непрерывного материала
диаметра (разматывание рулона) происходит уменьшение скорости
подачи материала, вследствие чего необходим постоянный
контроль и регулировка скорости разматывания.
Мощность электродвигателя привода приводных
разматывающих устройств определяется из следующего выражения:
Мр.п = Ми. A23)
^ При этом расчетное число
оборотов пп должно
обеспечивать подачу материала с
заданной максимальной
скоростью разматывания:
60vmax
ЯД,,
A24)
Рис. 95. Расчетная схема для^ правйль
ных устройств
где vmax — максимальная
скорость подачи
материала в м1сек\
Dm — внутренний
диаметр рулона в м.
На рис. 95 приведена
расчетная схема для
определения усилия правки Qnpf
направленного по оси материала
и необходимого для правки
материала при движении его между роликами. Из схемы на
рис. 95, а видно, что в процессе правки материал подвергается
знакопеременному изгибу; для улучшения качества материала
возникающие при этом напряжения должны превышать
предел текучести, т. е. величина момента Ми может быть определена
по формуле пластического изгиба.
Усилие правки Qnp складывается из усилий Q', необходимых
для продвижения материала с пластическим изгибом над каждым
правильным валком, т. е.
Qnp = Qi + U+---+&=SQ*,
A25)
где Q'v Q'v . . ., Q'n — активное усилие, обеспечивающее
движение материала над валком 1, 2, 3 и т. д.
Расчетная схема для определения силы Qt приведена на
рис. 95, б. Как видно из схемы, в момент набегания материала на
валок (сечение АА) происходит его изгиб по радиусу, а в момент-
сбегания (сечение Б Б).— распрямление. Рассмотрим равновесие
на участке материала над валком (на углу ср). Так как реактивная
сила Q' возникающая от действия сбегающего и набегающего
Ориентирующе-питающие устройства 179
усилий (определение направления силы Q0 показано на рис. 95, б),
проходит через центр правильного валка, то при равновесии
относительно точки О должно быть выдержано следующее условие:
Ми + Ми + Мтр + Qi (r f -f) - Q2 (r + -f) = 0. A26)
А так как
Qt=Q2-Qi,
то условие A26) может быть записано так:
Ми + Ми + Мтр = Qt (г + -у-) , A27)
где Ми — активный изгибающий момент в сечении Б Б;
М'и — реактивный изгибающий момент в сечении А А;
Мтр — момент трения в опорах валков;
г — радиус валков;
s — толщина материала.
Если при рассмотрении напряженного состояния при изгибе
пренебречь действием осевой силы (ошибка не превышает 5%),
то величину изгибающего момента можно определить по формуле
A15), или с учетом выражения A27), получим
ft 1.1«,.'<у ^ Мщ, A28)
('+*)
Ч"Г
Из выражения A25), принимая, что Мтр^0 (опоры качения),
суммарное усилие Qnp, необходимое для продвижения
непрерывного материала через znp правильных валков, будет равно
'МЛ^ AМ)
где гпр — число правильных валков.
Мощность электродвигателя привода правильных устройств
определяется исходя из расчетного крутящего момента Мр,п:
Мр.„ = 2МАр=Ь^Л. A30)
Расчетное число оборотов валков находят по формуле A24).
2. Полосо- и листоукладчики
Полосо- и листоукладчики применяются при автоматизации
штамповки из полосового и листового материала, используемого
в качестве непрерывного. Однако в силу кинематических
особенностей эти устройства могут применяться и для автоматизации
12*
180 Автоматизация штамповки из непрерывного материала
штамповки из штучных заготовок. При этом они выполняют
функции питающих и подающих устройств.
В исходном состоянии листовой или полосовой материал
находится в стопе, т. е. представляет собой уложенные в
определенном порядке исходные заготовки. Установкой стопы на
основание полосо- или листоукладчика обеспечивается первичная
ориентация заготовок относительно захватного органа. В отличие
rg,,,„,„z,»,—,. от ориенгарующе-питаю-
щих устройств для
непрерывного материала
(ленты, проволоки и т. д.),
где установка материала
(рулона, бухты) в
исходном состоянии на средства
автоматизации
обеспечивает постоянство его
ориентации относительно
подающих устройств, в полосо-
и листоукладчиках
вначале необходимо осуществить
автоматическое разделение
материала на штучные
заготовки (листы, полосы) и
лишь после этого
обеспечить питание ими
подающих устройств,
установленных на
технологическом оборудовании.
Механизмы полосо- и листоукладчиков должны выполнять
следующие операции: отделять полосы (листы) от стопы; поднимать
отделенную заготовку на уровень работы подающего устройства;
вводить заготовку в зону действия подающего устройства (обычно
валковой или шиберной подачи). После этого происходит процесс
штамповки с периодическим продвижением полосы (листа) в
рабочую зону штампа до полного расходования исходной
заготовки.
Первая операция выполняется за счет соответствующего
конструирования захватного органа (пневматического или
электромагнитного) или применения магнитных разделителей. На рис.96
показаны схемы наиболее распространенных способов отделения
полосы (листа) от стопы /: за счет применения подвижных § и
жестко закрепленного 4 пневматических захватов (рис. 96, а),
смонтированных на разных уровнях (размер А) на траверсе 2У,
вследствие чего вначале при отделении полосы 5 происходит
движение правого ее конца, что исключает возможность слипания
шт
Рис. 96'. Способы разделения материала
Ориентирующе-питающие устройства 181
полос при подъеме; за счет однорядного расположения присосов 6
(рис. 96, б), что также обеспечивает постепенное отделение
полосы 5 от стопы / при подъеме траверсы 2 вверх; за счет
применения магнитных разделителей 7 (рис. 96, в), работа которых
основана на принципе действия сил отталкивания при размещении
магнитов с одноименными полюсами (одного против другого).
Разделители, установленные рядом со стопой материала,
намагничивают каждый лист посредством индукции. В результате силы
отталкивания возникающие при взаимодействии листов с одной
полярностью, приподнимают верхние листы стопы.
Для бесперебойной работы магнитных разделителей требуется
правильный выбор типа разделителя в зависимости от толщины
листов. При этом необходимо, чтобы полезная сила отталкивания
преодолевала массу листа, силы трения между листом и
поверхностью разделителя. Теоретически каждой толщине листа должен
соответствовать определенный тип разделителя. Практически
разделители изготовляют для листов следующей толщины: 0,4—
0,7 мм; 0,8—1,5 мм; 1,5—2,0 мм и т. д.
Описанные способы разделения полос или листов вполне
надежны. Однако в отдельных случаях, например при рубке полос
из нескольких спаренных листов, когда полосы цепляются одна
за другую образующимися заусенцами, указанные способы
применить невозможно. В указанных случаях спаренные заготовки
должны отбраковываться, для этого в схемах полосо- и листоуклад-
чиков обязательно должны быть предусмотрены специальные
контролирующие устройства.
Выполнение второй операции связано с использованием
приводов, которые сравнительно просто обеспечивают переменный
ход захватного органа (траверсы с пневматическими присосами),
увеличивающийся по мере расходования стопы. Для выполнения
этой операции обычно применяется пневматический привод,
связанный непосредственно (без преобразующего механизма) с
захватным органом. Конструкция такого пневматического цилиндра
показана на рис. 55.
Для выполнения третьей операции рекомендуется также
применять пневматический привод. В некоторых схемах (в основном
для листоукладчиков) для ввода листа в рабочую зону (при
больших перемещениях) применяется и электрический привод. Следует
отметить, что если при автоматизации штамповки из непрерывного
материала оба указанных привода обеспечивают устойчивую
работу средств автоматизации (периодичность подачи невелика), то
при использовании полосо- или листоукладчиков для
автоматизации процессов штамповки из штучных заготовок применение
электрического привода может быть ограничено вследствие
недопустимо большого числа переключений.
Автоматизация штамповки из непрерывного материала
На рис. 49 и 87 были показаны некоторые типы листо- и полосо-
укладчиков. Рассмотрим еще две конструкции.
На рис. 97 показан полосоукладчик, установленный для
питания полосовым материалом автоматического штампа,
предназначенного для изготовления железа ротора и статора. Разделение
полос происходит так, как показано ца схеме на рис. 96, б, для
чего два неуправляемых пневматических захвата 10 (см. рис. 97)
расположены на одной линии, перпендикулярно направлению
Рис. 97. Общий вид полосоукладчика
подачи. Для предотвращения проворота траверсы 11 при подъеме
предусмотрена дополнительная направляющая колонка 3.
Перемещение полосы в рабочую зону обеспечивает
пневматический цилиндр /, который через переходную раму 5 и рычаги 6
закреплен на основании 9 полосоукладчика. Под действием
сжатого воздуха, поступающего под поршень цилиндраЛ, шток
цилиндра перемещает траверсу 11 с цилиндром 2 по направляющим 4,
при этом обеспечивается необходимое горизонтальное движение
полосы. Укладка стопы полос на основание 9 производится при
отведенном полосоукладчике, для чего цилиндры с
направляющими крепятся на специальных поворачивающихся рычагах 6.
Стопа 7 на основании 9 фиксируется четырьмя фиксаторами 8.
На рис. 98 показана кинематическая схема листоукладчика
для листов шириной 900—1400 мм, длиной 1800—2500 мм и
толщиной 0,8—1,5 мм.
Ориентирующе-питающие устройства
183
Разделение листов обеспечивается при помощи магнитного
разделителя 11; перемещение захваченного листа рамкой 3 с
управляемыми пневматическими захватами — пневматическим
цилиндром 13, для работы которого сжатый воздух подводится по
стрелкам А и Б. Лист перемещается в зону действия подающего
устройства электрическим приводом 6 через преобразующий механизм,
состоящий из редуктора 7 и цепной передачи 5, и толкающий
захватный орган 5: Горизонтальное и вертикальное перемещение
отмечено стрелками Д и В.
Работа листоукладчика происходит следующим образом.
Установленная на рольганг кассета / с листами вводится внутрь листер
12*
184 Автоматизация штамповки из непрерывного материала
укладчика и запирается фиксаторами на раме 2. Рамка 3 с
пневматическими захватами находится в крайнем верхнем положении,
поддерживающие планки 4 разведены в стороны и образуют
пространство для прохода листа, толкатель 5 находится в крайнем
заднем положении. При подаче сжатого воздуха в пневматический
цилиндр 13 рамки 3 последняя опускается вниз до
соприкосновения захватов с верхним листом. Происходит захват листа, после
чего рамка с листом поднимается вверх. Рамка, дойдя до крайнего
верхнего положения, подает команду (через систему управления)
на сближение поддерживающих планок 4\ которые под действием
пневматических цилиндров занимают положение, показанное на
рис. 98, т. е. препятствуют падению листа вниз на стопу. Затем
подается команда на отключение пневматических захватов (снятие
вакуума), лист опускается на поддерживающие планки 4.
Включается электродвигатель и через систему передач толкатель 5
начинает продвигать лист вначале по планкам 4, а затем по
направляющим 12 в зону действия подающего устройства. После этого все
механизмы возвращаются в исходное положение.
В процессе перемещения листа (на рис. 98 показано штриховой
стрелкой), если это вызывается необходимостью, происходит
смазывание его из распылителей 10, а также проверка толщины с
помощью изотопного толщиномера 9.
После использования кассеты с материалом последняя по
рольгангу выводится из листоукладчика, а взамен ее вводится новая;
затем весь цикл работы повторяется.
Расчет полосо- и листоукладчиков сводится к определению
количества и подъемной силы захватного органа, исходных
параметров приводов, обеспечивающих заданное время срабатывания.
Число присосов гпр рассчитывается по формуле
~ >. ^3 + QtiH. 3 + QcOfl. 3 /1 Q 1 \
znp p» ^ , l1^1;
Чр. з
где G3 — сила тяжести поднимаемой заготовки;
QUH 3 = —2- а — сила инерции при подъеме заготовки (а —
максимальное ускорение, развиваемое приводом при
подъеме заготовки; g — ускорение силы тяжести);
Qcon. з — сила сопротивления отрыву (слипание заготовок
и т. д.);
Qp. з — подъемная сила одного пневматического захвата.
Если принять, что для смазанных заготовок Qcon, 3 % G3 (т. е.
выбран предельный случай, когда слипание обеспечивает подъем
следующей заготовки), то формула A31) имеет вид
бриентирующё-питающие устройства
185
Рабочее усилие Qn, которое должен развить привод механизма
подъема, может быть определено по формуле
Qn = G + QUH+Qcon.3i A33)
где G — сила тяжести траверсы с заготовкой;
Quh = — а — сила инерции при подъеме траверсы.
С учетом принятых выше допущений получаем
Q„ = G(l+~-)+Gs. A34)
3. Автоматизированные стеллажи
Автоматизированные стеллажи используются для
автоматизации процессов штамповки из сортового проката, применяемого
в качестве непрерывного материала при резке заготовок на
ножницах и др. Операции, выполняемые в процессе питания
технологического агрегата заготовками, во многом аналогичны операциям,
происходящим при работе на полосо- и листоукладчиках. Различие
заключается в том, что здесь процесс разделения материала на
штучные заготовки немного проще, так как не происходит
слипания заготовок. Однако для некалиброванного проката (до 0 50 мм)
необходимо принимать меры, исключающие захват двух заготовок.
На рис. 99 показана конструкция полуавтоматического
стеллажа, состоящего из основания 5, на которое краном
устанавливается связка заготовок (штанги сортового проката). Несколько
186 Автоматизация штамповки из непрерывного материала
штанг вручную (на некоторых стеллажах — автоматически)
укладывается на наклонные направляющие 4, заканчивающиеся
подвижными захватами 3. Захваты 3 приводятся в движение
пневматическими цилиндрами 2, управляемыми от
воздухораспределительного клапана L Сжатый воздух для включения цилиндров 2
подается по стрелке А.
Включение захватов 3 обеспечивает конечный выключатель 7,
который срабатывает в тот момент, когда штанга, находящаяся
на роликах, будет полностью израсходована. В этом случае
захваты 3 поднимают крайнюю штангу, находящуюся на
направляющих 4, и сбрасывают ее на ролики 10. В это время прижимной
ролик 6 приподнят. После опускания штанги на ролики 10
рольганга подается сжатый воздух (стрелка Б) в пневматический
цилиндр 9 и ролик 6 прижимает штангу к первому приводному
ролику рольганга, обеспечивая перемещение штанги в рабочую
зону пресса. Привод рольганга осуществляется от
электродвигателя 8 через червячный редуктор и цепную передачу.
На рис. 100 показан автоматизированный стеллаж конструкции
ЭНИКМАШа для некалиброванного проката. Он состоит из
основания 1, приводного рольганга 4, регулируемого по высоте, и
подъемника с механизмом разделения материала, смонтированных
в стойках 7, 11 и 15. Привод на цепные передачи <9, 12 и 16,
расположенные в стойках, осуществляется от электродвигателя 2 через
редуктор 10 и распределительный вал 14; привод роликов
рольганга 4 — от электродвигателя и' редуктора 19, смонтированных
около правой стойки 15. Ролики рольганга соединяются между
собой цепными передачами.
Стопа 20 некалиброванного материала укладывается на три
цепные передачи 22, установленные в нижней части основания /.
Цепные передачи 22 приводятся от электродвигателя, который
прикрыт кожухом 21. Команда на включение двигателя передач
22 подается в случае, когда в зоне захвата отсутствуют
заготовки.
Процесс разделения и подъема прутков из зоны захвата
происходит следующим образом. Пруток, расположенный ближе всех
к стойкам, захватывается специальным крючком 23 (на рис. 100, а
крючок не виден, он находится в зоне захвата), закрепленным на
цепи 12 средней стойки И. Крючок 23 при подъеме прутка
опирается на планку 24, в зеве его помещается лишь один пруток.
Так как стойка // расположена несимметрично относительно
центра основания 1, то у захваченного крючком 23 прутка
поднимается левый конец. В таком положении захваченный пруток
поднимается на уровень утопающего поворачивающегося -
упора 13, который закреплен на правой стороне стойки //. Когда
пруток пройдет над упором 13, крючок 23 перестает опираться на
Ориентирующе-питающие устройства 187
Рис. 100. Автоматизированный стеллаж конструкции ЭНИКМАШа;
а — общий вид; б — вид на зону захвата
188 Автоматизация штамповки из непрерывного материала
планку 24 и начинает поворачиваться под действием силы тяжести.
Пруток падает с крючка и повисает на упоре 13.
В стойках 7 и 15 смонтированы цепные передачи 8 и 16, нижние
опоры которых расположены на качающихся на валу 14 планках 3
и 18. Эти планки в период подъема прутка до упора 13 специальным
копиром, приводимым в движение от вала 14, отведены назад.
После того как пруток повиснет на упоре 13, копир поворачивает
планки 3 и 18 в положение, показанное на рис. 100, а. Крючки 9
и 17, закрепленные на цепях 8 и 16, поднимают вначале правый,
а затем левый концы прутка, лежащего на упоре 13, и перемещают
его вверх, а потом сбрасывают на рольганг 4. Рычаги 25
препятствуют падению прутка с рольганга. Если на рольганге в момент
подхода следующей заготовки находится еще пруток, то конечный
выключатель 6, на который нажимает рычаг 5, отключит привод
подъемников и пруток, лежащий на крючках 9 и 17, остановится
(рис. 100, а).
§ 14. ПОДАЮЩИЕ УСТРОЙСТВА
1. Разновидности и особенности выбора
Для непрерывного материала применяются валковые,
клещевые, ролико-клиновые, крючковые и другие подающие
устройства, называемые подачами. Наиболее распространенными и
универсальными являются валковые подачи. Широкое
распространение, особенно в последнее время, получили подачи с клиновым
захватным органом (в первую очередь ролико-клиновые).
Применение клещевых подач, особенно с ножевым захватом, более
ограничено. Выбор типа подачи рекомендуется проводить по данным
табл. 5.
Одним из главных требований, предъявляемых к подающим
устройствам для непрерывного материала и штучных заготовок,
является обеспечение заданной точности подачи заготовок на
рабочую позицию штамповки, которая зависит от величины
ускорения, развиваемого захватным органом. Если величина
ускорения не превышает значений, указанных в табл. 5, то все подающие
устройства имеют точность в пределах не менее ±Ц,1—0,2 мм.
В случае, если будут развиваться меньшие ускорения, чем указаны
в табл. 5, то точность подачи будет соответственно повышаться.
Для повышения точности работы подающих устройств для
непрерывного материала применяются шаговые ножи и ловители;
однако они могут быть использованы не во всех типах подач (табл. 5).
Анализ данных табл. 5 позволяет сделать вывод, что при одинако-.
вых условиях работы (равные ускорения) наибольшей точностью
обладают клещевые подачи и цаименьшей — крючковые,
Подающие устройства
Таблица 5
Характеристика подающих устройств
Тип
подачи
Валковая
Ролико-
(шарико)-
клиновая
Типа Литви-
ненко (эксцен-
. триково-кли-
новая)
Клещевая
* п
** п
Захватный
орган
Фрикционный
без
управляющего
силового
устройства
Фрикционный
с
управляемым силовым
устройством
Клиновой
Клиновой
Ножевой
по торцу
Ножевой
по рабочим
поверхностям
ленты
о возможности реко
рименяется редко.
Привод
Ползун *
Вал
пресса
дуальный
Ползун
Вал
пресса
Ползун
Ползун
Вал
пресса
Ползун
Максимальный !
шаг в мм
120
300
Любой
100
200
50
100
200
100
Толщина ленты
в мм
0,8—2
0,5—2,5
0,5—2
0,5—2
2—5
0,5—2
Диаметр
проволоки (проката) в мм
Не
применяется
4—20
1—10 **
Не
применяется
2—10
Не
применяется
1 Максимальное ус-
| корение в м/секг
10
15
15
15
20
20
1 Возможность
использования
фиксаторов или
шаговых ножей
Нет
Да i
Нет
Нет
Нет
Нет
мендуется не применять.
190 Автоматизация штамповки из непрерывного материала
Продолжение табл. 5
Тип
подачи
Клещевая
Крючковая
Захватный
орган
Клещевой
с пневмати-
, чески м
приводом
Крючковый
Привод
дуальный
Ползун
Максимальный
шаг в мм
200
100
Толщина ленты
в мм
0,1—1,2
1—2,5
Диаметр
проволоки (проката) в мм
Не
применяется
Не
применяется
Максимальное
ускорение в м/сек2
10
5
Возможность
использования
фиксаторов или
шаговых ножей
Да
Нет
В настоящее время тип подачи выбирают исходя из средней
скорости подачи vcp, определяемой по .формуле
где h3 — шаг подачи;
пн — номинальное число ходов пресса в мин.
Анализ, проведенный Ф. П. Михаленко1, показал, что такой
метод определения средней скорости является весьма условным.
Например, при пн = 400 ход/мин -и шаге h3 = 30 мм средндя
скорость по формуле A35) равна 0,2 м/сек, в то время как
действительная скорость перемещения каретки изменяется от 0 до 0,8 м/сек.
При пн = 100 ход/мин и h3 = 30 мм vcp = 0,05 м/сек, в то время
как максимальная скорость равна 0,2 м/сек.
Разница между средней и максимальной скоростями зависит
от плавности изменения скорости. Преобразующие механизмы,
применяемые в настоящее время, обеспечивают резкое изменение
скорости. Например, для рассматриваемых случаев средняя
скорость, учитывая характер ее нарастания, равна 0,6 м/сек при
пн = 400 ход/мин и 0,15 м/сек при пн = 100 ход/кцн, т. е.
примерно в 3 раза больше, чем получаемая по формуле A35).
Еще большие трудности встречаются при определении по
формуле A35) средней скорости для подач с индивидуальным
приводом.
1 Подробнее см. Ф. П. Михаленко и др. Автоматическая холодная
щтамповка мелких деталей. «Машиностроение», 1965. "
Подающие устройства
191
Приведенные примеры с достаточной убедительностью
показывают, что тип подачи нельзя выбирать в зависимости от средней
скорости, определенной по формуле A35). Очевидно, более
правильно тип подачи выбирать исходя из максимального ускорения,
развиваемого при перемещении захватного органа. В этом случае
появляется возможность учесть особенности захватного органа
привода и преобразующего механизма (см. табл. 5).
2. Валковые подачи
В валковых подачах используется фрикционный захватный
орган. В зависимости от количества кареток, в которых устанавли-
, ваются валки захватного органа, различают односторонние,
обычно тодкающего типа (рис. 101, а) и двусторонние (рис. 101, б)
валковые подачи. В последнем случае каретки должны быть
соединены специальным механизмом (рычажного, реечного или кониче-
Рис. 101. Односторонняя (а) ^двусторонняя (б) валковые.подачи:
/ ~ толкающая каретка; 2 —• пресс; 3 — инструмент; 4 — тянущая каретка;
5 — отход
ско-шестеренчатого типа). На рис. 101, б показана двусторонняя
валковая подача с рычажным механизмом.
Прл применении валковых подач для автоматизации кузнечно-
штамповочного производства необходимо учитывать, что они
надежно работают при использовании материала толщиной 0,3—
2,5 мм. При толщине меньше 0,3 мм происходит неустойчивое
захватывание материала вследствие его малой жесткости; при
толщине, большей 2,5 мм, значительно повышаются инерционные
нагрузки от материала, которые также приводят к неустойчивой
работе захватного органа валковой подачи.
В современных валковых подачах шарниры преобразующего
механизма выполняются на опорах качения; валки захватного
органа — полыми и оснащаются постоянно замкнутыми
тормозами; диаметры валков выбираются как можно меньшими, а для
увеличения угла поворота применяют зубчатую передачу. Кроме
192 Автоматизация штампов'ки и$ непрерывного материала
того, предусматривают специальные приспособления (типа
дополнительных тормозов) для выборки зазоров в сопряжениях и т. д.
На рис. 102 показана установка нормализованной валковой
подачи конструкции ЭНИКМАШа на прессе, а на рис. 103 —
Рис. 102. Установка валковой подачи конструкции ЭНИКМАШ на прессе:
1 — пресс; 2 — кривошипно-рычажный преобразующий механизм; 3 — рычаг устройства
для заправки ленты; 4 — тянущая каретка; 5 — соединительная тяга; 6 — рычаг подъема
валков; 7 — толкающая каретка; 8 — устройство для очистки ленты; 9 — устройство
для смазки ленты; 10 — клин привода рычага подъема
кинематическая схема подачи. В преобразующем механизме
(кривошипно-рычажного типа, рис. 103, б), состоящем из
эксцентриковой шайбы / радиусом г, закрепленной на главном валу 15,
тяги 2 с рычагом длиной /, валов 3 и 4, тяги 10 обгонных муфт 6
и 11 и зубчатых переборов гг, z2 и г3 (табл. 6), — большинство
звеньев имеет опоры качения.
Захватный орган тянущей 16 и толкающей 17 кареток,
состоящих из полых валков D и d, винтов 8 и пружин 7, обеспечивает
Подающие устройства
193
освобождение ленты в период рабочего хода в результате
приподнимания верхнего валка рычагом 9 от кулачка 12. На осях валков
смонтированы постоянно замкнутые колодочные тормоза 13 и 14,
Рис. 103. Общий вид (а) и кинематическая схема (б) подачи
конструкции ЭНИКМАШа
снижающие действие инерционных нагрузок, а также колодочный
тормоз 5, обеспечивающий выборку зазоров и способствующий
лучшему заклиниванию обгонной муфты.
Движение валки подачи получают от главного вала пресса при
ходе ползуна 18 пресса вверх. При ходе ползуна вниз происходит
выстаивание валков за счет срабатывания обгонных муфт.
13 И. А. Норицын 1295
194 Автоматизация штамповки из непрерывного материала
Таблица 6
Параметры нормализованной валковой подачи конструкции ЭНИКДАШ
Тип
подачи
В63
В100
В160
В250
Параметры
,илие пресса
ш (тс)
>> м
100—160
A0—16)
250 B5)
400—630
D0—63)
1000 A00)
Толщина
ленты
Наибольший
шаг подачи
в мм
0,5—1
1—2
1—2
1—2,5
63
100
160
250
Захватного
органа
D
d
L
в мм
81
100
120
160
60
80
92
120
65
102
165
255
Характери
стика 1
Преобразующего
механизма
*i
54
50
60
64
z2
27
25
30
32
28
20
20
23
24
2Р
5; m
3
4
4
4
^
Ч
•^»
120
140
160
180
1
х
СО
.4
45
69
102
127
В последние годы появляется тенденция применять в кузнеч-
но-штамповочном производстве крупные двухстоечные прессы
с большими столами для многорядной пробивки и вырубки
деталей из рулонного материала. В соответствии с этим возникают не:
обходимость в создании подающих устройств с большим шагом.
Хотя в некоторых случаях валковые подачи можно встраивать
в прессы, однако при шаге подачи свыше 1,5 м это становится
весьма затруднительным.
Для автоматизации процессов штамповки, требующих
перемещения материала на большой шаг, применяются валковые подачи
с индивидуальным приводом. В этом случае работа подачи и пресса
осуществляется по последовательному или комбинированному
циклу с использованием соответствующих блокировок.
Валковые подачи с индивидуальным приводом находят
применение и в специальных линиях по разделке широкорулонного
материала на ленточный и листовой. Эти линии требуют очень
высокой точности шага подачи, так как допуск для листа шириной
1,5—2 м не превышает ±0,2-f-0,3 мм. Это составляет около 0,01 %
на шаг подачи. Достигнуть такой точности подачи можно только
в том случае, если на всех звеньях линии (установка рулона,
правка, регулировка компенсационной петли и др.) будут
выполняться необходимые условия для обеспечения нужной точности
подачи.
При подаче материала большой толщины и ширина возникают
определенные трудности. Компенсационная петля получается
большой длины и занимает большую площадь. Масса петли может
оказывать вредное влияние на точность; кроме того, необходимы
специальные запорные устройства, исключающие «оттаскивание»
Подающие устройства
195
ленты из валков в период их выстаивания. Поэтому в данном
случае следует устанавливать правильное устройство непосредственно
около пресса, а протаскивание материала осуществлять подающим
устройством.
Общий расчет валковых подач сводится к определению
следующих параметров.
Угол поворота валков <р3, обеспечивающий перемещение
материала на заданный шаг подачи, находим по формуле
ф3 = Ро-^ + Фо, A36)
где р0 = 1,02-5-1,03 — коэффициент, учитывающий
проскальзывание в захватном органе;
h3 — шаг подачи;
D — диаметр валков;
ф0 — угол, необходимый для заклинивания обгонной муфты,
в рад.
При расчете захватного органа исходной величиной является
тяговое усилие Q3, необходимое для передвижения материала
с заданной скоростью подачи. Определение тягового усилия
зависит от структуры автоматизированного участка, т. е. от
особенностей встраивания валковой подачи в линию и характеристик
ориентирующе-питающих устройств.
В случае применения приводных разматывающе-правйльных
устройств расчетное тяговое усилие равно
Qa = Gnem + Qun. n = Gnem ( 1 + ~J , A37)
где Gnem — сила тяжести свисающей части компенсационной
петли;
Quu.n = -^-я — сила инерции;
g — ускорение силы тяжести.
а — максимальное ускорение, развиваемое при
движении материала.
При использовании неприводных разматывающих и
правильных устройств тяговое усилие равно
Qs=Qpas+QnP, A38)
гДе QPa3 и QnP — усилия протаскивания, необходимые для
разматывания и правки материала.
В валковых подачах с индивидуальным приводом определение
мощности электродвигателя привода производится по расчетному
тяговому усилию Q3 и средней скорости подачи vcpi т. е.
QP.n = Qa A39)
13*
196 Автоматизация штамповки из непрерывного материала
И
** = -Г' A4°)
где h3 — шаг подачи;
t — время перемещения материала на шаг.
Расчет тормозов, снижающих инерционные нагрузки,
производится по формуле A12) отдельно для верхнего и нижнего валков.
Максимальное угловое ускорение находится из выражения
__ _2а_
smax — jy
и зависит от типа привбда и преобразующих механизмов валковой
подачи.
3. Ролико-клиновые подачи
Ролико-клиновые подачи изготовляются одностороннего
действия и обычно толкающего типа и состоят из захватного органа
(ролико-клинового — отсюда и название подачи), преобразующего
механизма и системы блокировки. В качестве привода используется
привод пресса от главного вала или ползуна.
На рис. 104 показана схема штампа с ролико-клиновой подачей
и клиновым преобразующим механизмом, состоящим из двух
клиньев 1, закрепленных на верхней плите штампа, и роликов 2,
оси которых закреплены в корпусе подвижной каретки.
На рис. 105 показана ролико-клиновая подача с приводом от
главного вала пресса, захватный орган которой состоит из
подвижной 4 и неподвижной 3 кареток, смонтированных на
кронштейне 6, кривошипно-рычажного преобразующего механизма /,
механизма для очистки и смазки ленты 2 и пружинного
предохранителя 5.
Захватный орган ролико-клиновой подачи рассчитывается по
расчетному тяговому усилию Qs, определяемому аналогично
тяговому усилию для валковой подачи. При расчете преобразующего
механизма необходимо учитывать силу инерции QUH,
возникающую при перемещении подвижной каретки, т. е. расчетное усилие
в этом случае определяется по формуле
Ql==Qa+Qu» + T = Q3+GKap(-f + v), A41)
где Q3 — тяговое усилие, создаваемое захватным органом;
Т — сила трения в направляющих;
GKap — сила тяжести подвижной каретки захватного органа
и жестко связанных с ней деталей;
а — максимальное ускорение перемещения ленты;
(я — коэффициент трения в направляющих, принимаемый
равным 0,1.
Подающие устройства
197
Рис. 104. Штамп с ролико-клиновой подачей
Рис. 105. Установка ролико-клиновой подачи на прессе
198 Автоматизация штамповки из непрерывного материала
4. Клещевые подачи
В клещевых подачах в основном используется ножевой
захватный орган. Клещевые подачи выполняются с приводом от пресса
или от пневматического цилиндра, применение которого
оправдано только в том случае, если невозможно обеспечить
кинематическую связь с главным валом или ползуном пресса и
необходимо создать большие шаги подачи.
На рис. 38 показаны захватный орган унифицированной
клещевой подачи с приводом от ползуна пресса, обеспечивающий захват
ленты за торцы. Привод подачи осуществляется от ползуна пресса
через клиновой преобразующий механизм, аналогичный
показанному на рис. 104.
Подающие устройства
199
На рис. 106 показана клещевая подача для проволоки
(максимальный шаг подачи h3 = 120 мм, число ходов автомата п =
= 540 ход!мин). Подача имеет кривошипно-рычажный
преобразующий механизм, состоящий из эксцентриковой шайбы 2, тяги 3,
рычага 4, качающегося на подшипниках качения вокруг оси А
Нож 9 захватного органа смонтирован в каретке 13, закрепленной
шарнирно с рычагом 4 на оси 14.
Захватный орган включается и выключается вручную с
помощью шарнирно-рычажного четырехзвенного механизма,
состоящего из планки 6, рычагов 5 и 7, качающихся на осях и
смонтированных в основании кронштейна 11, и рукоятки 8. При повороте
рычага 5 рукояткой 8 планка 6 нажимает на подшипник 10,
смонтированный на оси 12, закрепленной в каретке 13, и поджимает
нож 9 к проволоке 15, обеспечивая необходимую связь захвата
с материалом. Планка 6 одновременно является направляющей,
по которой в процессе подачи проволоки 15 перемещается
каретка 13.
Определение расчетных усилий для проектирования клещевой
подачи производится по тем же формулам, что и для ролико-кли-
новой подачи.
5. Крючковые подачи
Крючковая подача является одним из самых простых типов
подач при автоматизации штамповки непрерывного материала.
Однако ее применение возможно лишь в том случае, если в
отштампованной ленте (отходе)
после вырубки остаются
прочные перемычки. В качестве
привода используется привод
пресса, главным образом
ползун.
Возможны
многочисленные варианты крючковых
подач, один из которых
показан на рис. 107. Подача
состоит из захватного органа:
крючка 1 с упорным винтом 4,
перемещающего ленту 6
вправо при ходе ползуна вверх;
преобразующего механизма Рис. 107. Крючковая подача
рычажного типа, состоящего
из двуплечего рычага 2 и тяги 3, закрепленной на ползуне. При
опускании ползуна правый конец крючка винтом 4
приподнимается над лентой и возвращается влево (в исходное положение) над
200 Автоматизация штамповки из непрерывного материала
лентой, скользя по ее поверхности до западания в следующее
отверстие. Пружина 5 удерживает ленту от перемещения в
обратном направлении.
6. Определение основных параметров универсальных
подающих устройств для ленты
При проектировании универсальных подающих устройств
(подач), поставляемых вместе с универсальными прессами, нужно
стремиться к тому, чтобы применение подачи не препятствовало
бы максимальному использованию пресса по номинальному
усилию. В настоящее время при конструировании подач используются
различные основные технологические параметры. Это объясняется
тем, что при проектировании конструкторы основываются или на
своем опыте или на условиях заказчиков, которые не всегда бывают
обоснованными.
Работы ЭНИКМАШа г показывают, что к основным
технологическим параметрам относятся: ширина материала, максимальный
шаг подачи, допустимая толщина материала, величина
регулировки уровня расположения материала над столом пресса, а также
точность подачи на позицию обработки. Для определения этих
параметров проанализирована работа пресса со штампом
совмещенного действия для комбинированной операции вырубки и вытяжки
(типовой график показан на рис. 17). На основании некоторых
допущений, вытекающих из этого графика, ЭНИКМАШем
предлагается следующая полуэмпирическая формула, связывающая
диаметр исходной заготовки d3y вырубаемой из ленты, с
номинальным усилием пресса Рн (в н):
4 = ]/0,073Р„ мм. A42)
Формула A42) позволяет рассчитать максимальный диаметр
заготовки, обеспечивающий полное использование пресса по
номинальному усилию (см. табл. 7).
Максимальная ширина материала Bmax может быть определена
из формулы
Ятах==4,+ 2(& + Аш)+2, A43)
где Ъ — величина минимальной перемычки;
Аш — минусовой допуск на материал;
z — гарантийный зазор.
1 Шаблинский Е. П. Выбор технологических параметров валковых
подач для кривошипных прессов. Сб. «Прогрессивная технология и вопросы
автоматизации кузнечно-штамповочного производства». ЭНИКМАШ, кн. 3. Машгиз,
I960.
Подающие устройства
201
Величина максимальной ширины ленты Втах и рекомендуемые
значения ширины В, округленные в соответствии с рядами
предпочтительных чисел, приведены ниже в табл. 7.
Таблица 7
Основные параметры (в мм) универсальных подающих устройств
Наименование
параметра
Усилие пресса в кн
63 100 160 250 400
800 1000 1250 1600 2000
Максимальный диаметр d3
заготовки
Расчетное значение
максимальной ширины В
Рекомендуемое значение
ширины В
Расчетное значение
допускаемой толщины . . . .
Рекомендуемое значение
допускаемой толщины
sdon
67,5
74,1
75
0,75
1,0
85,5
72,1
95
0,93
1,0
108
115,7
118
1,18
1,5
135
142,7
150
1,47
1,5
170
178,7
190
1,87
2,0
214
222,7|
224
2,34
2,5
241
249,7
250
2,54
3,0
270
278,7
280
2,84
3,0
302-
310,7
315
3,3
3,5
342
350,71
355
2,73
4,0
382
390,7
400
4,16
4,0
При проектировании универсальных подающих устройств
нужно иметь в виду, что расчетную ширину материала В можно
использовать лишь при условии, что габаритные размеры
сконструированной подачи допускают установку последней на
прессе.
Для полного использования материала, т. е. чтобы обеспечить
возможность изготовления деталей с максимальным диаметром,
максимальный шаг подачи должен быть равен ширине
^з max & •
A44)
При выборе допустимой толщины материала следует исходить
из необходимости полного использования пресса по усилию при
однооперационной штамповке (вырубке) деталей из ленты
максимальной ширины, изготовленной из стали средней прочности
с>, » 4-108 кн/м2 D0 /сГ/жж2), т. е.
Sdon> nd"oe '
A45)
Определение уровня, на котором должен располагаться
материал над столом пресса, имеет первостепенное значение при
конструировании средств автоматизации и инструмента. В общем
случае уровень подачи материала определяется конструкцией
штампа характеристикой получаемых на нем изделий и ходом
пресса.
202 Автоматизация штамповки из непрерывного материала
7. Подачи для вырубки непосредственно из листа
Рассмотренные выше подачи используются при автоматической
штамповке из ленты или полос, нарезанных предварительно из
листа. Штамповка непосредственно из листа исключает операции
разрезки листа на полосы и транспортировки полос. При этом
повышается коэффициент использования материала за счет исклю-
Рис. 108. Автоматическая установка с подачей для
вырубки непосредственно из листа
чения припусков на разрезку листа на полосы и снижения общего
числа перемычек, а для деталей круглой формы и за счет
шахматного раскроя.
Общий вид автоматической установки с подачей указанного
типа для пресса усилием 400 кн D0 тс) показан на рис. 108; она
состоит из пресса 7, подачи 2, удаляющего устройства
пневматического действия 3, направляющего лотка 4 и стапелирующего
устройства 5.
Подача 1 может быть применена для любого универсального
открытого пресса. При такой подаче можно вырубать детали
различной формы и размеров без накопления ошибки по шагу в
процессе работы.
1 Подробнее см. статью Марнаутова Г. Е. Автоматизация вырубки
деталей из листа. «Кузнечно-штамповочное производство», 1963, №11.
Устройства для удаления отходов материала
203
§ 15. УСТРОЙСТВА ДЛЯ УДАЛЕНИЯ
ОТХОДОВ МАТЕРИАЛА
Для удаления отработанного непрерывного материала
применяются три вида устройств: наматывающие, укладчики (стапели-
рующие) и для разрезки отходов.
На рис. 86 была показана установка, в которой удаление
отходов обеспечивалось разрезкой ленты. Обычно в открытых
прессах привод ножа удается осуществить от ползуна пресса. Однако
во всех случаях нож устанавливается после подающего
устройства.
Для укладки отработанного материала (обычно полосового)
применяются стапелирующие устройства с фиксацией полосы
штифтами (типа, показанного на рис. 97). Полоса в зону действия
захватного органа стапелирующего устройства вводится подающим
устройством.
Наиболее универсальными для ленты являются наматывающие
устройства, которые бывают приводными и неприводными. На
рис. 109 показана конструкция приводного наматывающего
устройства для ленты шириной до 130 мм при максимальном диаметре
намотки 1000 мм.
. Наматывающее устройство имеет электрический привод от
электродвигателя мощностью 0,12 кет.
Наматывающее устройство устанавливается на опорной плите /,
имеющей вид диска с большой площадью опоры. К плите /
приварена трубчатая колонна 2. К колонне 2 при помощи хомута 3 и
болтов крепится кронштейн 4. На кронштейне закрепляется
электродвигатель 5. Для предотвращения проворачивания
кронштейна 4 к колонне 2 приварена специальная направляющая 6.
От электродвигателя вращение передается на червячный редуктор
(передаточное отношение редуктора ie = 60). Вал 7 червячного
колеса передает вращение втулке S, на которой неподвижно
закреплены направляющие диски 9. Втулка 8 закреплена на валу 7
штифтом 10. Диски 9 устанавливаются по ширине наматываемого
отхода.
Устройство работает автоматически благодаря наличию двух
конечных выключателей ВК-1, ВК-2 и рычага 11 управления
A2 — верхнее и 13 нижнее положения).
Направляющие диски 9 устанавливаются на требуемую
ширину и закрепляются винтами. Затем в продольный паз втулки 8
заправляется отход. По мере увеличения компенсационной петли
рычаг 11, опускаясь в нижнее положение, концом А нажимает
на конечный выключатель ВК-1 и подает команду на включение
электродвигателя 5. Двигатель через ременную передачу и
редуктор вращает втулку 8\ при этом происходит наматывание отхода.
204 Автоматизация штамповки из непрерывного материала
По мере уменьшения компенсационной петли рычаг // поднимается
в крайнее верхнее положение, концом А воздействует на конечный
выключатель ВК-2 и подает команду на останов электродвигателя.
Поскольку пресс продолжает работу, петля увеличивается, и
в определенный момент вновь включается электродвигатель и
начинается намотка отхода.
При большой разнице в скоростях подачи материала и намотки
будет происходить частое включение и отключение
электродвигателя, поэтому для универсальных устройств
целесообразно в схеме преобразующего механизма предусматривать
вариатор.
Примеры организации автоматических участков 205
Расчет наматывающих устройств производится по тем же
формулам, что и расчет разматывающих устройств, с той лишь
разницей, что ширина ленты принимается равной ширине оставшихся
после штамповки перемычек.
§ 16. ПРИМЕРЫ ОРГАНИЗАЦИИ АВТОМАТИЧЕСКИХ
УЧАСТКОВ
В кузнечно-штамповочном производстве находят применение
самые разнообразные схемы организации технологических
процессов штамповки из непрерывного материала для
заготовительных операций (резка заготовок, карточек и др.) и для основных
формообразующих операций, о некоторых из них говорилось
выше.
На рис. НО приведена схема штамповки из широкорулонной
ленты.
На приведенном автоматическом участке производится
вырубка заготовок с любым внешним контуром, с разворотом
заготовок, с многорядным расположением вырубок в ленте, с
комбинированным раскроем и т. д. Работа пресса (усилие 4000 кн, ход
160 мм) и средств автоматизации происходит по совмещенному
циклу. Подача ленты производится через окна в стойках станины.
Максимальная ширина рулона 2300 мм.
После вырубки заготовки попадают на транспортер и
автоматически стапелируются. Отходы ленты поступают на специальные
ножницы.
Отходы, которые могут быть использованы для
последующей штамповки, собираются в тару, остальные поступают на
пакетирование.
Средства автоматизации в рассматриваемой установке могут
быть использованы для рулонов с наружным диаметром 1100—
1500 и внутренним 600—780 мм и толщиной 0,8—3 мм.
На рис. 111 показан общий вид автоматической установки,
предназначенной для разделки листов на полосы с последующей
укладкой их в стопы.
В линии использованы листовые (гильотинные) ножницы, лис-
тоукладчик, валковая подача и др.
На рис. -112 показан автоматизированный участок изготовления
болтов М8, состоящий из разматывающего устройства 5 (масса
рулона до 1000 кг), подающего устройства 4, двухпозиционного
автомата 5, лотка для удаления готовых изделий 6, наклонного
транспортера 2, связывающего два технологических агрегата
(высадочный 3 и накатной 7 автоматы), и автоматического
ориентирующего устройства (бункера) / для вторичной ориентации
изделий перед подачей их в следующий технологический агрегат.
Рис. 110. Участок для вырубки заготовок из широкорулонной ленты:
1 — устройство для подачи рулонов; 2 и 3 — разматывающее устройство; 4 —правильное устройство; 5—вырубной пресс; 6 и
7—тянущая и толкающая каретка подачи; 8 — устройство для разрезки отходов; 9 — яма для спуска компенсационной петли;
10 — компенсационная петля
Примеры организации автоматических участков
207
Автоматизация
технологических процессов
штамповки из
непрерывного материала открывает
большие возможности для
программирования,
особенно процессов резки.
При программировании
обеспечиваются заданные
постоянные размеры
заготовок, раскрой с
минимальным отходом,
постоянная скорость подачи
материала.
На рис. 113 показан
общий вид установки с
программным управлением
(подачей, рубкой, съемом)
для раскроя
металлопроката. В процессе
работы установки
замеряется длина штанги проката
и выбирается
соответствующая комбинация
отрубаемых деталей, которая
укладывалась бы на длине
штанги с минимальным
отходом; обеспечивается
перенастройка на работу
с любым из упоров в
пределах имеющейся системы
сменных упоров;
производится сортировка и
раскладка отрубленных
деталей в бункера по их
длине или номеру
проката; осуществляется
комплектование и
поддерживание определенных
заданных соотношений
между различными
партиями отрубаемых
изделий; ведется учет
каждого вида отрубаемых
изделий.
о
ч
о
в
cd
К
со
о
S
К
S
м
8
о
*о
о к
и ч
Ч е(
§?
I §.2
..« «О
« ? К
«* 5 ч
§ | а
О
и о
о На
о5» а
о н 5
>>^5
Щ
я ч '
|5-
CQ съ
О,
2 *
&&
S I
К
ч^
I а
43
о *>
Рис. 112. Автоматизированный участок изготовления
болтов М8
Рис. 113. Установка с программным
управлением для раскроя металлопроката
Примеры организации автоматических участков
209
Установка состоит из кривошипного пресса 1\
автоматизированного стеллажа 3; валковой подачи 4; системы сменных
упоров 2, представляющей собой пятигранный вал с передвижными
упорами на каждой грани; разгрузочного цепного скребкового
транспортера 5; системы бункеров 6 и системы управления,
состоящей из двух частей. Первая обеспечивает взаимодействие
узлов машины и последовательность их действия, а вторая —
автоматическое управление комбинированным раскроем. С
помощью второй системы производится обмер штанги, выбор
соответствующей комбинации раскроя, выдача команд на наладку
машины в соответствии с выбранной комбинацией раскроя,
контроль за выполнением команд, учет, сортировка и
комплектация деталей, т. е. представляет собой специализированную
счетную машину, связанную с установкой посредством датчиков и
сервомеханизмов.
14 И. А. Норицын 1295
Глава
IV
АВТОМАТИЗАЦИЯ ПРОЦЕССОВ ЛИСТОВОЙ
И ХОЛОДНОЙ ОБЪЕМНОЙ ШТАМПОВКИ
ИЗ ШТУЧНОЙ ЗАГОТОВКИ
§ 17. ТИПОВЫЕ СХЕМЫ И ОСОБЕННОСТИ ОРГАНИЗАЦИИ
АВТОМАТИЗИРОВАННЫХ ПРОЦЕССОВ
Наряду с заготовками из непрерывного материала в кузнеч-
но-штамповочном производстве изделия часто штампуются из
штучной листовой и объемной заготовки. Многообразие способов и
видов штамповки, особенно из штучной заготовки, когда контуры
последней соответствуют особенностям формы изделия, позволяет
получать внешние и внутренние формы (контуры), которые по
своему разнообразию не уступают изделиям, получаемым другими
методами (литьем, резанием), но значительно превосходят их по
производительности, экономии металла, снижению себестоимости
и возможностям автоматизации.
Особенности технологических процессов штамповки из штучных
заготовок вызывают необходимость осуществления непрерывно
протекающего процесса ориентации заготовок и периодичности
подачи их в рабочую зону технологического агрегата.
На рис. 114 показана схема автоматического участка
штамповки шайб (пробивка отверстия). Заготовки (кружки) навалом
Типовые схемы
211
засыпаются в бункер 1> ориентируются в нем и по лотку 2 подаются
з специальный накопитель 5. Из накопителя подающее устрой-
:тво 4 шиберного типа подает заготовки непосредственно на
рабочую позицию в штамп S, где осуществляется пробивка отверстия.
Деталь после пробивки остается на пуансоне и после снятия ее
специальным съемником выносится толкателем 5 на лоток 6 и
попадает в стапелирующее
устройство 7. Отходы (просечки)
специальным транспортером 9 выносятся
из рабочей зоны пресса.
На рис. 115, а показан
автоматизированный пресс, а на рис.
115, б — схема процесса
штамповки из штучных листовых
заготовок.
Уложенные в стопу заготовки
установлены в двухместном
магазинном ориентирующем
устройстве /. С помощью механической
// III
Рис. 115. Автоматизированный участок средней штамповки:
а — общий вид; б — схема
руки 2 одна заготовка подается на пресс 4 на позицию загрузки /,
где она захватывается клещевым захватом грейферной подачи
5, перемещается в направлении, указанном стрелкой, и попадает
на рабочую позицию //. После совершения технологической
операции отштампованная деталь захватами второй позиции
грейферной подачи 3 перемещается на позицию выгрузки /77, где она
попадает на приводной рольганг 5, который направляет ее к
следующему прессу или на сборку. Управление работой средств
автоматизации осуществляется от пульта 6.
На рис. 116 показан автоматический участок штамповки
крупных листовых деталей. Для подачи листа используется
специальный переносной листоукладчик /, который обеспечивает
перемещение заготовки упорами 3, прикрепленными к каретке 2,
14*
212 Автоматизация холодной штамповки из штучной заготовки
приводимой в движение отцепной передачи. Пружинное
устройство на каретке смягчает удар, когда заготовка достигает
фиксатора штампа.
Рис. 116. Автоматизированный участок крупной штамповки
Отштампованная на прессе деталь удаляется из штампа 4
механической рукой 6 и сбрасывается на приемный лоток 5 устройства
для межоперационного ориентирования S. После ориентации
деталь 7 передается на транс-
3
ч-
^L ¦
7
к
г^—
л
а)
! 2
3
ч
¦" ^
та. .
8
;'
-J
а)
портер 9 и направляется
к следующему прессу.
На приведенных схемах
показаны
автоматизированные участки при одно-
операционной штамповке
на технологическом
агрегате. При
многооперационной штамповке (см. рис.
88) используются еще и
средства автоматизации
для перемещения изделия
между операциями.
На основании
приведенных примеров можно
составить стру кту рную
схему организации
участка автоматической
штамповки из штучной
заготовки (рис. 117). При одно-
операционной штамповке на технологическом агрегате / (рис.
117, а) применяются следующие средства автоматизации:
ориентирующее 2, питающее 3, подающее 4, удаляющее 5, стапелиру-
ющее или транспортное устройство 6, а также устройства для
удаления отходов 7; при многооперационной штамповке (рис. 117,6)
'в)
Рис. 117. Структурные схемы автоматизации
(а и б) и комплексной механизации (в)
штамповки из штучной заготовки
Типовые схемы
213
роль удаляющего устройства обычно выполняет передающее
устройство S, в остальном состав средств автоматизации тот же,
что и на рис. 117, а.
Характер работы подающих, передающих и удаляющих
устройств при автоматизации процессов штамповки из штучной
заготовки обусловливает их блокировку с основным технологическим
агрегатом. Это отражено в структурных схемах (рис. 117, см.
наличие обратной связи между элементами 1—4; 1—5 и
1-8).
При комплексной механизации наиболее распространенной
является схема без подающего устройства, так как во многих случаях
установка заготовок в штамп требует применения очень сложных,
а следовательно, и неустойчиво работающих подающих устройств.
Структурная схема комплексно механизированного участка с
применением ручного труда на операции установки заготовок состоит
(рис. 117, в) из технологического агрегата 7, ориентирующего 2,
питающего <?, удаляющего 5, транспортного или стапелирующего 6
устройств, функции которых определяются их названиями.
Автоматизация процессов штамповки из штучных заготовок
развивается по пути создания средств автоматизации,
устанавливаемых на прессе, т. е. универсальных, и средств автоматизации,
встраиваемых непосредственно в инструмент (штамп), т. е.
специализированных.
В первом случае средства автоматизации проектируются для
обслуживания нескольких технологических процессов. Поэтому
в конструкции средств автоматизации вводятся различные
приспособления для переналадки их и для отключения, когда
использование автоматизирующих устройств невозможно. Во втором
случае средства автоматизации являются уже
специализированными устройствами, что позволяет во многих случаях значительно
упростить конструкцию устройств, а следовательно, сделать ее
более надежной, однако приводит к большой номенклатуре средств
автоматизации. Специализированные автоматизирующие
устройства обычно имеют привод от штампа пресса. В условиях
серийного и даже крупносерийного производства целесообразно
применять универсальные, легкопереналаживаемые средства
автоматизации. Это уменьшает общую номенклатуру средств
автоматизации и позволяет осуществлять более тщательный контроль за их
эксплуатацией.
С точки зрения проектирования и расчета, а также функций,
выполняемых теми или иными устройствами, никакой
принципиальной разницы между специализированными и
универсальными средствами автоматизации не существует. Различия
возникают лишь при конструктивной проработке средств
автоматизации.
214 Автоматизация холодной штамповки из штучной заготовки
В автоматизации процессов листовой и холодной объемной
штамповки есть очень много общего, но есть и некоторые отличия,
из которых главным является трудность сохранения постоянства
ориентации детали при многопереходной холодной объемной
штамповке. Поэтому, если при листовой штамповке транспортные
устройства иногда используются в качестве питающих устройств
(деталь сохраняет ориентацию), то при холодной объемной
штамповке транспортные устройства обычно направляют изделия
в соответствующее ориентирующее устройство, установленное
около следующего технологического агрегата.
§ 18. ОРИЕНТИРУЮЩИЕ И ПИТАЮЩИЕ УСТРОЙСТВА
1. Условия, необходимые для автоматического
ориентирования изделий
Ориентирующие устройства обеспечивают выдачу заготовок,
ориентированных в заданном положении. Различают
автоматические ориентирующие устройства, в которых ориентация деталей
производится без вмешательства человека, и неавтоматические.
Первые обычно называются автоматическими бункерными захватно-
ориентирующими устройствами (АБЗОУ) или просто бункерными
устройствами, вторые — магазинными устройствами.
Принципиальное отличие ориентирующих устройств для штучных
заготовок от устройств для непрерывного материала заключается
в том, что для штучных заготовок процесс ориентации
многократно повторяется, в то время как для непрерывного материала
ориентация осуществляется лишь при заправке материала, т. е. является
однократной.
Создание надежно действующих автоматических
ориентирующих устройств является очень сложной задачей, связанной со
своеобразием их работы, которое заключается в вероятной
зависимости их производительности, а не в функциональной, имеющей
место в большинстве случаев. В машиностроении почти все
рабочие устройства обычно загружаются полуфабрикатами,
находящимися в строго определенном пол9жении; в бункерное
устройство заготовки загружаются навалом и занимают в нем
произвольное положение. В процессе работы бункера эти заготовки должны
быть соответствующим образом ориентированы и поданы к
технологическому агрегату в определенные заданные заранее
интервалы времени.
В основу работы АБЗОУ заложен принцип вероятности
захвата изделий, засыпанных в бункер произвольно. Для
осуществления ориентации изделие должно находиться в положении,
благоприятном для его захвата. Вероятность появления такого
Ориентирующие и питающие устройства
215
положения оказывает решающее значение не только на размеры,
форму и конструкцию бункера, но и на выбор захватных органов
и механизмов для ориентации деталей.
Различают следующие виды равновесия изделия на плоскости:
устойчивое, когда изделие, выведенное из первоначального
положения, возвращается вновь в это положение; неустойчивое, когда
изделие не возвращается в первоначальное положение и падает,
и безразличное, когда изделие сохраняет равновесие в любом
Рис. 118. Влияние на устойчивость положения детали отношения -у- :
/ — для параллелепипеда; 2 — для цилиндра
положении. Положение изделия, благоприятное для захвата, —
это наиболее устойчивое (преимущественное) из всех возможных
положений. Для иллюстрации этого на рис. 118 приведен
график, характеризующий устойчивое положение изделия на торце
в зависимости от соотношения длины к диаметру. Как видно из
рис. 118, изделия с отношением -у- < 1/3 имеют устойчивое
положение на образующей, так как вероятность устойчивого
положения на торце менее 20%, a -j- > 3 — на торце (вероятность
более 70%).
Зная все причины, влияющие на преимущественное положение
тех или иных изделий на плоскости или в объеме, можно .путем
исключения второстепенных причин или сведения их к минимуму
предсказать заранее, какое преобладающее положение и
ориентацию будут они занимать. Затем математически с помощью теории
вероятности определить, сколько изделий будет попадать на
захватный орган автоматического ориентирующего устройства.
Как правило, каждое изделие характеризуется какими-то
индивидуальными особенностями (или признаками), которые могут
216 Автоматизация холодной штамповки из штучной заготовки
быть определяющими для ориентации. В качестве признаков
ориентации используются отверстие, лыска, канавка, ребро, выступ,
утолщение и др. При проектировании ориентирующих устройств
очень важно найти преобладающий признак, позволяющий
создать несложную конструкцию захвата и достигнуть высокой
вероятности захватывания изделий.
При выборе признаков ориентации следует обращать
внимание на способность изделий к самоориентации относительно тех
или иных признаков, а также на степень их подвижности.
Анализ, проведенный В. Ф. Прейсом и другими
исследователями, показывает, что теоретическая вероятность захвата
изделия за внешнюю поверхность в общем случае большая, чем за
внутреннюю. Так как наличие внутренней поверхности,
благоприятной для захвата, является частным случаем, а внешней
поверхности — более общим случаем, то при проектировании
автоматических ориентирующих устройств следует большее
внимание уделять второму случаю. Кроме того, необходимо помнить,
что теоретическая вероятность захвата резко увеличивается при
использовании конструктивных элементов, устраняющих
равновероятность возможных положений заготовок в пространстве,
например введение специальных направляющих и т. д.
Особенности формы заготовок, смещение центра тяжести, расположение
заготовок на наклонной плоскости также способствуют
устранению равновероятности.
В связи с тем, что работа бункерных устройств основывается
на вероятности попадания заготовок на захватный орган, выдача
заготовок из бункера должна производиться через различные
промежутки времени. Однако для сравнительно больших отрезков
времени среднюю производительность бункера можно считать
постоянной. Так как к технологическому агрегату (пресс,
установка т. в. ч. и т. д.) заготовки должны поступать равномерно,
то для надежной работы механизмов должно быть выполнено
следующее условие:
Л„ = A,1-*-1,25) Лер> A46)
где Пп — производительность технологического агрегата;
1,1 -*• 1,25 — коэффициент превышения средней
производительности;
Пср — средняя производительность бункера.
Возможности автоматической ориентации изделий резко
уменьшаются по мере увеличения массы, габаритных размеров и
сложности формы изделий. Это объясняется резким увеличением
динамических нагрузок, возникающих при работе бункеров, и
значительным снижением коэффициента выдачи. Поэтому
автоматическое ориентирование применяется в основном для мелких
Ориентирующие и питающие устройства 217
и редко для средних деталей (см. § 2) простой геометрической
формы. Для изделий сложной формы, а также -для большинства
средних и крупных деталей применяются устройства без
автоматического ориентирования (типа магазинов).
2. Основные разновидности автоматических бункерных
захватно-ориентирующих устройств (АБЗОУ)
Автоматические ориентирующие устройства, применяемые
в кузнечно-штамповочном производстве, обычно подразделяются
на три большие группы: бункерные с поштучной выдачей
заготовок; бункерные, выдающие заготовки порциями, и бункерные,
выдающие заготовки непрерывным потоком.
С выдачей
поштучно
«С5 О}
si
Sg
А БЗ О У
С выдачей
порциями
С выдачей
потоком
5J 5»
°C5
Рис. 119. Классификация автоматических бункерных
захватно-ориентирующих устройств (АБЗОУ)
Автоматические ориентирующие устройства состоят из
захватного органа, средств ориентации и переориентации,
преобразующего механизма, привода и системы управления и блокировки.
В бункерных устройствах применяются в основном крючко-
вый, карманчиковый и гравитационный захватные органы. В
зависимости от конструктивного исполнения захватного органа
бункерные устройства подразделяются (рис. 119) на крючковые,
карманчиковые наклонные и вертикальные, щелевые, секторные,
ножевые, с подвижными полувтулками, барабанные, с
вращающейся втулкой, вибрационные и т. д.
В бункерных устройствах используется электрический
привод. Расчетные зависимости для определения мощности
электродвигателей большинства бункерных устройств имеют множество
218 Автоматизация холодной штамповки из штучной заготовки
необоснованных допущений. Это объясняется тем, что для
нахождения моментов сопротивлений необходимо учитывать, во-
первых, трение между заготовками, захватным органом и
неподвижным основанием бункера; во-вторых, влияние угла
естественного откоса материала \ зависящего от формы и размеров
заготовки; в третьих, динамические нагрузки и т. д.
Рис. 120. Конструкция крючкового АБЗОУ
В качестве преобразующих механизмов в АБЗОУ используются
различного типа редукторы, зубчатые и цепные передачи.
На рис. 120 и 121 показаны типовые конструкции бункерных
устройств, обеспечивающих через определенные интервалы
времени поштучную выдачу ориентированных заготовок.
В крючковом бункерном устройстве (см. рис. 120) заготовки,
засыпанные в предбункер 5, скатываются в основной бункер 6.
Крючковые захваты 2, закрепленные на вращающемся диске 3,
1 Угол естественного откоса характеризует положение свободно засыпанных
заготовок.
Ориентирующие и питающие устройства
219
проходя через массу заготовок, находящихся в нижней части,
захватывают правильно ориентированные детали и поднимают их
вверх. Далее захваты 2, продвигая заготовки под направляющей 4,
вводят их в приемник, после чего заготовки под действием силы
тяжести попадают в питающее устройство / (например,
трубчатый лоток).
При переполненном питающем устройстве или при
неправильном положении заготовок на крючковом захвате 2 диск 3
останавливается. Это обеспечивается кулачковой предохранительной
Рис. 121. Карманчико- Рис. 122. Схема карман-
вые АБЗОУ чикового АБЗОУ
муфтой, состоящей из сидящего на валу 7 кулачка 9, имеющего
четыре выступа 12; фланца 5; штифтов 11 и пружины 13. При
возникновении нагрузки больше расчетной вал 7 останавливается
и штифты 11, сжимая пружину 13, выходят из зацепления с куг
лачком 9.
Для освобождения зажатых заготовок диск 3 поворачивается
пружиной 14 в обратном направлении на угол 0,175—0,262 рад
A0—15°) за счет наличия полукруглого паза 10.
На рис. 121, а показаны конструктивные схемы вертикального,
а на рис. 121, б—наклонного карманчикового бункеров.
Принцип работы их показан на схеме рис. 122. Заготовки,
засыпанные в бункер 2, размещаются на захватном органе (диске) 1,
приводимом в движение через редуктор 4. При вращении
захватного органа 1 в его карманы попадают заготовки и, поднимаясь
вверх, попадают в питающее устройство 3 через отверстие'в
корпусе. Формы карманов могут быть различными (см. рис. 45).
При движении захватного органа заготовки стремятся занять
220 Автоматизация холодной штамповки из штучной заготовки
положение по хорде. Хотя расположение карманов по хорде будет
наиболее благоприятным для захватывания, общее число их при
этом получается небольшим. Для увеличения числа карманов
необходимо располагать их в радиальном направлении. В этом
случае для увеличения вероятности попадания заготовок на захватном
органе должны быть предусмотрены специальные радиальные
выступы (см. рис. 121, б).
Производительность всех типов бункеров с поштучной
выдачей заготовок может определяться по формуле
П = znr\ turn/мин, A47)
где z — число захватных органов, принимающих участие в
одном цикле работы (один поворот, один полный ход
вперед-назад);
п — число циклов работы (оборотов, полных ходов) в мин;
ц — коэффициент выдачи.
Определение коэффициента выдачи зависит от многих
факторов, учет которых обычно производится на основании законов
теории вероятности. Исследования В. Ф. Прейса показали, что
коэффициент выдачи может быть определен из следующей
зависимости:
4 = ^-60*, A48)
где Лтах — предельное значение коэффициента выдачи,
зависящее от типа АБЗОУ (табл. 8);
v — скорость движения захватных органов, в м/сек;
?, г|) — коэффициенты, определяемые по таблицам, данным
в работах В. Ф. Прейса г.
Расчеты по формуле A48) показывают, что при скоростях
v < 0,3 м/сек ц ^ т)шах. В дальнейшем по мере увеличения
скорости т) начинает уменьшаться, а при v > 1 м/сек для любого
АБЗОУ г\ = 0.
Если параметры п я z представить в виде (рис. 122)
П =-—FT И Z = ¦
rtD * 1 + а + АГ
где v — окружная скорость движения заготовки в захватном
органе в м/сек\
D — диаметр расположения захватных органов в м\
I — длина заготовки в направлении движения, находящейся
в захватном органе, в м;
А/ — зазор между заготовкой и захватным органом (карманом);
1 Сборник «Механизация и автоматизация в машиностроении». Труды
Киевской конференции. М.—Киев, 1955.
Ориентирующие и питающие устройства
221
а — расстояние между карманами захватного органа в м,
то формулу A47) можно записать в виде
п - Ш п A49)
Таблица 8
Основные характеристики бункерных устройств
с поштучной выдачей заготовок
Тип АБЗОУ
Крючковый .
Карманчиковый наклонный ....
» вертикальный . . .
Число захватных
органов z
10—14
6—10
20—40
Предельное
значение коэффициента
выдачи nmax
0,6—0,9
0,6—0,9
0,6—0,8
Из зависимости A49) следует, что производительность не
зависит от размеров бункера, а определяется только размерами
заготовки и скоростью движения захватных органов. На практике
производительность зависит от размеров бункера, так как размеры
влияют на коэффициент выдачи.
Анализ формулы A49) показывает, что главным фактором,
определяющим производительность бункерных устройств,
является скорость движения захватных органов. Чем выше скорость,
тем больше производительность бункера. Однако увеличивать
эту скорость беспредельно нельзя. При определенной скорости
между захватным органом и изделиями возникают недопустимые
соударения, которые могут привести к повреждениям
поверхности захвата и заготовки. Кроме того, при больших скоростях
захватного органа изделия не успевают ориентироваться
и.попадать на захват в нужном количестве и положении. Максимальное
значение скорости движения захватных органов, при котором
бункер работает устойчиво, называют критической скоростью vKp,
Критическая скорость зависит от типа АБЗОУ, а также от
размера и материала изделия. Для стальных и других
металлических изделий обычно принимают следующие значения
скорости vKp в м/сек: для мелких (типа метизов) 0,6—0,7; для средних
0,3—0,4; для крупных 0,15—0,2.
В бункерных устройствах, показанных на рис. . 123—125,
выдача ориентированных заготовок производится по нескольку
штук через определенные интервалы времени.
На рис. 123, а показано бункерное устройство с качающимся
сектором для заготовок с головками. Бункер состоит из кожуха 5,
в который навалом засыпаны заготовки; захватного органа
(сектора) 4; устройства 3 ориентации и переориентации и питающего
устройства (отводящего лотка) 2.
222 Автоматизация холодной штамповки из штучной заготовки
Ориентирующие и питающие устройства
223
Когда сектор 4 находится в нижнем положении, в щель,
имеющуюся в нем, западают заготовки. При подъеме сектора вверх
они под действием силы тяжести соскальзывают из щели в лоток 2.
Устройство 3 служит для задержки неправильно
ориентированных заготовок. Качательное движение сектора осуществляется
приводом через рычаг 1.
На рис. 123, б представлено бункерное устройство ножевого
типа, захватный орган которого получает
возвратно-поступательное движение от привода через кулачок 6. В щель захватного
органа, находящегося в нижнем положении, западают заготовки
из кожуха 5. При подъеме захватного органа (в верхней точке)
заготовки скатываются в питающее устройство (лоток) 2.
Неправильно ориентированные заготовки ориентирующим
устройством, состоящим из вращающегося профильного ролика 7,
сбрасываются обратно в кожух.
На рис. 124 показана конструктивная схема щелевого
бункерного устройства, состоящего из корпуса /, в основании которого
имеется кольцевой паз. На вращающемся диске 2 смонтированы
утопающие захваты 3. При вращении диска 2 в щель между ним
и корпусом 1 западают заготовки, которые проталкиваются
захватами 3 и транспортируются по щели до питающего устройства
(лотка) 4. Если лоток 4 заполнен, то заготовки, находящиеся
в щели, не будут перемещаться, так как захваты 3 могут
отжиматься и утопать в пазу диска, благодаря чему последний
может продолжать вращение; заготовки при этом остаются в щели
в неподвижном состоянии.
На рис. 125 показано барабанное бункерное устройство.
Заготовки засыпаются в барабан 2, который вращается в стойках 3
и 13, укрепленных на основании 17. В барабане, приводимом
в движение от шестерни 4, между боковинами 16 и 7 укреплены
лопасти 5. Заготовки, находящиеся внизу, попадают в карманы,
образуемые лопастями 5 и корпусом барабана, выносятся вверх
и сбрасываются на приемные щитки 6, укрепленные на
вибрирующем лотке 1, выполняющем функции питающего устройства.
Вибрации лотку /, свободно лежащему на стойке 18,
передаются от механизма, состоящего из упорного кольца 15 с
кулачком 14, толкателя 8 с пружиной 10, укрепленных в стакане 9.
В последнем перемещается шток 11 толкателя 8. Направляющей
г штока 11 является кронштейн 12.
Производительность бункерных устройств с выдачей заготовок
порциями определяется по формуле
П = гтпц шт/мин, A50)
где т — число заготовок, которое может быть захвачено одним
захватным органом.
224 Автоматизация холодной штамповки из штучной заготовки
В табл. 9 приведены 'рекомендуемые значения г, т и r]max.
Таблица 9
Основные характеристики бункерных устройств
с выдачей заготовок порциями
Тип АБЗОУ
Ножевое
Число
захватных органов z
, 1—2
1—2
6—12
4—12
Количество
заготовок т
8—10
8—10
,5—8
1—6
Коэффициент
выдачи лтах |
0,25—0,4
0,3—0,4
0,35—0,5
0,25—0,3
Рис." 126. Схемы АБЗОУ типа воронки:
Наибольшее распространение среди бункерных устройств,
выдающих заготовки потоком, получили устройства типа
воронок: с подвижными полувтулками, с вращающейся втулкой и
вибробункеры.
Конструкция вибробункера была
рассмотрена ранее (см.
рис. 22). Схемы бункеров
типа воронок приведены
на рис. 126.
В бункерах с
подвижными полувтулками (рис.
126, а) ориентация загото,-
вок, засыпанных в бункере
навалом, осуществляется
совмещением осей
заготовок и лоткового
питающего устройства за счет
возвратно-поступательного движения захватного органа; в
бункерах с вращающейся втулкой (рис. 126, б) — за счет
вращательного движения втулки с крючковым ворошителем.
Производительность бункерных устройств типа воронок зависит от
времени прохождения заготовок через отверстие в основании
бункера, т. е.
П = —г\ шт/мин, A51)
где t — время выхода из бункера одной заготовки в сек.
Можно принять, что движение заготовок у входа в питающее
устройство подчиняется закону равномерного прямолинейного
движения под действием ускорения силы тяжести, для которого
а — с подвижными полувтулками; б ¦
щейся втулкой
¦ с вращаю-
Ориентирующие и питающие устройства 225
тогда расчетная формула A51) будет иметь вид
Я = —%= Y] = -^- ц шт/мин, A52)
У Т
где I — длина заготовки в направлении движения в мм;
g = 9,81 м/сек — ускорение силы тяжести.
Коэффициент выдачи для рассматриваемых бункеров с числом
оборотов (ходов) захватного органа п = 100-5-200 ход/мин может
быть принят равным: для АБЗОУ с подвижными втулками ц =
= 0,1-*-0,2 и с вращающейся втулкой т] = 0,12-^-0,3.
Рис. 127. Конструкция АБЗОУ с вращающейся втулкой
Бункерное устройство с вращающейся втулкой конструкции
МЗМА показано на рис. 127. В неподвижный корпус 2, который
крепится к основанию фланцем /, загружаются заготовки. После
этого бункер закрывается крышкой //. В нижней части бункера
вращается лопасть 12, которая изготовлена как одно целое с
приемным лотком (трубкой) 5. Трубка 5 соединена со ступицей б,
15 И. А. Норицын 1295
226 Автоматизация холодной штамповки из штучной заготовки
вращающейся в подшипниках качения, смонтированных в
основании 7. Вращение трубки 5 A0 об/мин) осуществляется от
электродвигателя 9 через открытую зубчатую передачу 10 и 3 и ступицы 4
и 6. Заготовки, находящиеся в бункере, благодаря вращению
лопасти 12 разворачиваются и одна за другой попадают
в трубку 5, которая в зависимости от диаметра заготовок может
быть сменной. Во время работы бункера в ступице 4 накапливается
пыль, удаляемая сжатым воздухом через отверстия, закрытые
пробками 5.
В последнее время очень широкое распространение получили
вибрационные бункерные устройства.
Преимуществом вибрационных бункерных устройств прежде
всего является то, что скорость движения заготовки не зависит
от ее массы, т. е. крупные, мелкие, в том числе и легкие
заготовки будут перемещаться с одинаковой скоростью, задаваемой
приводом. Кроме того, в таких бункерах отсутствуют движущиеся
относительно друг друга части. Здесь заготовки перемещаются
только под действием сил инерции, не перемешиваются так
интенсивно, как в других устройствах, и поэтому меньше
подвергаются повреждениям.
В настоящее время в качестве приводов вибрационных
бункеров (вибраторов) применяются дебалансные, механические,
пневматические и электромагнитные устройства. Последний из
них показан на рис. 22.
Захватный орган (лоток) вибрационного бункера получает
сложное движение от специального привода. Особенностью его
является принцип сложения двух колебаний (в горизонтальной и
вертикальной плоскостях), благодаря которым инерционные силы
по-разному взаимодействуют с гравитационными, или принцип
работы с двумя скоростями перемещения лотка — небольшой
в направлении движения и большой в период обратного хода.
Основными условиями, определяющими движение заготовок
в вибробункерах, является соблюдение углов наклона лотка и
направления вибрации, скорости и ускорения лотка, а также
коэффициентов трения между деталью и лотком.
Исследование всех этих случаев движения представляет
собой сложную задачу, решению которой посвящены специальные
работы.
Производительность вибрационных бункеров может быть
определена по формуле
ц — _JL ц шт/мин, ' A53)
где v — средняя скорость движения заготовок по лотку бункера
в м/сек;
I — длина заготовки в направлении движения в м.
Ориентирующие и питающие устройства
227
В различных конструкциях вибрационных АБЗОУ скорость
достигает 0,2—0,3 м/сек при коэффициенте выдачи г) = 0,67-f-0,9.
Выбор типа бункерного устройства и определение его
производительности являются лишь первой частью расчета и
конструирования автоматических ориентирующих устройств. Более
сложной частью расчета является определение конструктивных
размеров бункерных устройств, обеспечивающих его устойчивую работу
с запроектированной производительностью. В настоящей книге
не представляется возможным описать подробно такие расчеты,
они рассмотрены в специальной литературе х.
3. Основные типы магазинных ориентирующих
устройств
Магазинные устройства относятся к неавтоматическим
ориентирующим устройствам. В них ориентация деталей производится
вручную в процессе загрузки. Магазинные ориентирующие
устройства одновременно являются и накопителями, так как при
загрузке в них заготовок исходят из того, чтобы технологический
агрегат работал определенное время только за счет находящихся
в магазине заготовок.
Важным и непременным условием при проектировании любого
магазинного устройства является постоянство ориентации
заготовки в процессе их расходования.
В серийном производстве магазинные ориентирующие
устройства применяются для подачи заготовок больших размеров в
случае, если из-за сложной конфигурации заготовок трудно
изготовить надежно действующий бункер или интенсивное ворошение
заготовок в бункере может вызвать повреждение поверхности
либо изменение формы заготовок.
При выборе конструкции и размеров магазина необходимо
учитывать конфигурацию и размеры заготовки, пропускную
способность устройства, которые обеспечивали бы бесперебойную
подачу заготовок без пополнения магазина в течение заданного
промежутка времени.
В зависимости от конструктивного исполнения различают
(рис. 128) кассетные, лотковые и штабельные магазинные
ориентирующие устройства. В кассетных магазинных устройствах
заготовки укладываются в один ряд и располагаются друг над
другом (рис. 129, а и б), в лотковых—друг за другом (рис- 129, в). В
штабельных ориентирующих устройствах заготовки укладываются
1 См. Автоматизирующие устройства для холодной листовой штамповки
штучных заготовок. РТМ 70—63—РТМ 81—61. Стандартгиз, 1964. М. В. М е д -
и и д ь. Автоматические ориентирующие загрузочные устройства и механизмы.
Машгиз, 1963,
15*
228 Автоматизация холодной штамповки из штучной заготовки
в несколько рядов. Изделия выдаются поперек (рис. 129, г) или
вдоль (рис. 129, д) оси. Штабельные устройства применяются
главным образом для стержневых изделий, т. е. для заготовок
с большим отношением длины к диаметру (толщине).
Выдача заготовок из ма-
Магазинные устройства
Л
Кассетные
Лотковые
Штабельные
газинных ориентирующих
устройств обеспечивается
подающим или питающим
устройством.
Конструктивно
магазинные устройства выполняются
съемными или
стационарными. Следует отдавать
преимущество съемным
устройствам, так как стационарные
практически исключают
возможность применения
автоматических средств укладки
заготовок.
На рис. 130 показана
сменная кассета,
установленная на штампе и подготовленная для заполнения заготовками.
Четыре нижние пружины 5 и две верхние 1 с сухарями 10 и 2
предотвращают выпадание заготовок при транспортировке из загружен-
Г
«о
рямы
^
н
5
клонн
сз
^
г
1
С5>
1
5
крыт
t3
«о
Г
рошител
С5
1
OJ
?
ороши
«о
Вез
Рис.
128. Классификация магазинных
ориентирующих устройств
Рис. 129. Схемы магазинных
ориентирующих устройств:
а — кассетные прямые; б — кассетные
наклонные; в — лотковые открытые; г и
д—штабельные; 1 — заготовки; 2 — толкатель
ной кассеты. При автоматической укладке для подачи сигнала о
заполнении кассеты заготовками предусмотрен
микропереключатель 11. Зазор А между сухарями и нижним торцом корпуса
кассеты с? должен быть не более 0,5—0,7 толщины заготовки.
Высота кассеты определяется в зависимости от
продолжительности работы штампа между сменами кассет, жесткости конструк-
Ориентирующие и питающие устройства 229
ции и габаритных размеров рабочего места, где она
устанавливается.
Корпус кассеты 3 в нижней части усилен обоймой 4 из-за
наличия в корпусе выемок 6. В эти выемки при установке кассеты
на штамп 7 западают приливы стакана 9, отжимающие нижние
сухари 10, которые препятствуют движению заготовок в процессе
работы. Фиксация кассеты обеспечивается замком 8,
На рис. 131 показан лотковый магазин для круглых заготовок
диаметром до 100 мм и длиной до 600 мм. Такие магазины
применяются при автоматизации процессов загрузки заготовок в
нагревательные устройства. Конструкция их аналогична
конструкции магазинов, применяемых при холодной штамповке.
Лоток состоит из направляющих уголков 2 и 12,
смонтированных на раме / и ограничивающих заготовки 4 по длине. Ширина
лотка может регулироваться в зависимости от длины заготовки
в результате перемещения уголка 12 по пазам рамы /.
Заготовки 4, находящиеся на лотке, за счет силы тяжести
перемещаются вниз. Нижняя заготовка упирается в угольник 5.
230 Автоматизация холодной штамповки из штучной заготовки
В этом положении ось заготовки совмещена с осью толкателя,
выдающего заготовки в направлении ее оси. Наличие
поворачивающего отсекателя 3, удерживающего оставшиеся заготовки на
лотке, позволяет обеспечить надежную работу толкателя без
излишней дополнительной его
нагрузки.
После выдачи очередной
заготовки толкатель
возвращается в исходное
положение. При этом включается
воздухораспределитель,
который выпускает сжатый
воздух из верхней части
цилиндра 5. Пружины
поднимают отсекатель 3 вверх и
очередная заготовка
скатывается вниз до упора в
угольник 5. После этого подается
команда на подачу воздуха в
пневматический цилиндр 6>
который перемещает вниз
отсекатель 3.
Рама 1 с помощью
шарниров 7 закреплена на
подставке 9. Положение нижней
заготовки по высоте,
упирающейся в угольник 5, можно
регулировать болтами 13.
Настройка отсекателя 3
производится перемещением
планок //. Механизм в
направлении подачи регулируется
винтом 10 за счет
перемещения рамы 1 по
направляющим 8.
На рис. 132 показано
штабельное магазинное устройство с ворошителем в нижней
части. Рассматриваемое устройство выполнено как одно целое
с питающим устройством типа механической руки, которое обе-
спечивает поворот заготовки на 1,57 рад (90°).
Устройство позволяет одновременно загружать около 500
заготовок. Для более точного и надежного ориентирования
заготовок 12 встроен ворошитель, состоящий из гидравлического
цилиндра, шток 7 которого совершает возвратно-поступательное
движение (ход около 40 мм), поднимая и опуская качающуюся
Рис. 131. Конструкция лоткового
магазина для круглых объемных заготовок
Ориентирующие и питающие устройства
231
вокруг оси 6 доску 5. Заготовки, сориентированные в
определенном положении, продвигаются по щели к питающему устройству
(механической руке) 1, которое при подъеме своим зажимом 8
захватывает скатившуюся в нее заготовку. Рука 1 крепится на
Рис. 132. Конструкция штабельного магазинного устройства с ворошителем
оси-шестерне 9, входящей в зацепление с рейкой 11, которая
совершает возвратно-поступательное движение при подаче масла
в соответствующие полости гидравлического цилиндра 10.
Для наладки штабельника для заготовок другой длины в
верхней части кожуха 4 сделаны прорези 3, по которым перемещается
боковая стенка, закрепленная болтами 2.
232 Автоматизация холодной штамповки из штучной заготовки
4. Питающие устройства
Питающие устройства связывают ориентирующие устройства
с подающими. Наличие их в схемах автоматизации оправдано
лишь в случае отдаленности расположения ориентирующих и
подающих устройств. Назначение питающих устройств
заключается в обеспечении подачи заготовок в подающие устройства,
при сохранении их в том положении, в которое их привело
ориентирующее устройство. Работа питающих устройств связана с
работой ориентирующих устройств, хотя функции каждого из них
различны.
Питающие устройства подразделяются на транспортеры,
механические руки, лотки и т. д. Конструкции транспортеров,
выполняющих функции питающих устройств, ничем
принципиально не отличаются от конструкций, используемых для
транспортировки изделий. То же самое можно сказать и о конструкции
механических рук. Лотковые питающие устройства могут быть
выполнены открытыми или закрытыми, прямыми или изогнутыми
и т. д. Их расчет и проектирование ничем не отличаются от расчета
лотковых устройств. Трудности расчета питающих лотковых
устройств заключаются в необходимости обеспечить передачу
заготовок от ориентирующих механизмов к подающим без потери
ориентации.
При работе в условиях кузнечно-штамповочного производства
лотковые питающие устройства должны обеспечить
транспортировку изделий с определенной пропускной способностью, равной
П = - = -^П7' A54)
где t — интервал работы подающего устройства в сек\
he — продолжительность движения заготовки по лотку;
te — продолжительность выстоя, равная
продолжительности рабочего и холостого движения толкателя.
Продолжительность выстоя берется обычно из циклограммы
работы толкателя; время движения находят расчетным путем
(рис. 133). Если принять, что движение заготовок по лотку рав-.
номерно-ускоренное, то получим
'* = ?• A55)
Для того чтобы крайняя (заштрихованная) заготовка заняла
положение, исходное для работы подающего устройства
(штриховая линия на рис. 133), необходимо, чтобы заготовки,
находящиеся на наклонной части лотка (г2 шт.), могли сдвинуть
заготовки, находящиеся на прямом участке (z1 шт.). К концу дви-
Ориентирующие и питающие устройства 233
жения, т. е. в момент соприкосновения крайней заготовки с
упором, скорость движения заготовок будет равна vK. Если масса
Рис. 133. Расчетная схема для определения
пропускной способности лотка:
/ — упор; 2 — заготовки
каждой заготовки т, то уравнение живых сил за период
движения может быть представлено в следующем виде:
X
т (zx + z2) vl + mg (z2 ^-) sin ah = {img
X (гг ^-) cosaA +1*^^ + 4") •
Используя это уравнение для нахождения скорости vK и
подставляя найденную скорость в выражение A55), после несложных
преобразований получим
he =
/:
2h
z2 — 0,5
Zl + Z2
(sin a — ju, cos a) -
Zj+0,5
Z1 + Z2
A56)
где h — величина перемещения;
гг и z2 — число заготовок на горизонтальном и наклонном
участках лотка;
а — угол наклона лотка;
[I — коэффициент трения скольжения, принимаемый
равным для металлических изделий 0,2—0,3.
Анализ выражения A56) показывает, что для движения
заготовок должны быть соблюдены следующие условиям
Г fa + 0,5)ft 5-||
г^ L sma —jxcosa ' J |
sina>|xcosa.
A57)
234 Автоматизация холодной штамповки из штучной заготовки
Если не соблюдается первое условие выражения A57), то для
того чтобы осуществить движение заготовок, необходимо
установить дополнительный толкатель (см. стрелку /С). В случае
невыполнения второго условия A57) движение вообще невозможно.
Поэтому для лотковых устройств при перемещении заготовок
скольжением принимают угол наклона а >> 0,39 рад B2°) и а >
j> 0,21 рад A2°) — при перемещении качением.
Для надежной работы ориентирующих устройств должен
быть также произведен расчет приемной части питающего
устройства.
Рассмотрим схемы на рис. 134. Попадание заготовок из
захватного органа бункера в приемное устройство происходит в период
Рис. 134. Расчетные схемы для определения приемной части лотка:
/ — заготовка; 2 — захватный орган; 3 — лоток
вращения захватного органа за счет действия силы тяжести
заготовки. Ширина приемной части лотка В определяется
следующим образом.
Величина перемещения захватного органа за какой-то
отрезок времени t равна
B — L = vt.
За это же время t заготовка, согласно законам равномерно-
ускоренного движения, переместится на расстояние
Если решать эти зависимости относительно времени и
приравнять их правые части, то после преобразований получим
следующее выражение для определения ширины приемной
части лотка:
B = L + vY^f. A58)
Для схемы на рис. 134, а имеем
L = d, H=l\
Подающие и передающие устройства
235
для схемы на рис. 134, б
L = l, Я = d;
для схемы на рис. 134, в
L = -?-> H = d,
где L — размер заготовки в направлении перемещения диска;
Н — размер заготовки в направлении ее перемещения;
а — ускорение, с которым перемещается заготовка:
а = g — при свободном падении заготовки и
а — g (cos a — jut* sin a) — при перемещении заготовки по
наклонной плоскости с углом наклона к горизонту,
равным а;
g — ускорение силы тяжести.
Величина коэффициента трения jx* при скольжении
заготовок по лотку равна коэффициенту трения скольжения jx, а при
2k
качении — величине —г- (k — коэффициент трения качения,
d — диаметр заготовки).
Чтобы предотвратить заклинивание, ширина лотка должна
быть меньше двойной ширины заготовки, т. е.
B<2d или В<2/. A59)
При совместном решении уравнений A58) и A59) можно найти
значения критической скорости перемещения захватного органа
исходя из условия надежной работы его в период передачи
заготовок в питающее устройство.
§ 19. ПОДАЮЩИЕ И ПЕРЕДАЮЩИЕ УСТРОЙСТВА
1. Общие сведения и особенности выбора
Подающие устройства обеспечивают подачу ориентированной
заготовки с позиции загрузки и установку ее на рабочую
позицию штамповки. Функции передающих устройств аналогичны
функциям подающих; разница состоит лишь в том, что здесь
позицией загрузки служит рабочая позиция предыдущей операции.
Поэтому в качестве подающих и передающих устройств могут
быть использованы одни и те же средства автоматизации. Обычно
для этой цели применяются шиберные, револьверные,
грейферные подачи, механические руки и манипуляторы; последние в хо-
лодноштамповочном производстве применяются редко. При
штучной штамповке для подачи листового и полосового материала
применяются комбинированные устройства: полосо- и листоуклад-
чики, рассмотренные ранее. В данном случае эти устройства
236 Автоматизация холодной штамповки из штучной заготовки
выполняют сразу три функции: ориентацию, питание и подачу
исходной заготовки на рабочую позицию.
Выбор типа подачи при штамповке из штучной заготовки
зависит от характеристики заготовки, требуемой точности подачи
на позицию штамповки, протяженности и характера траектории
перемещения и других факторов. На основании опыта
эксплуатации и экспериментальных данных, полученных различными
авторами, в табл. 10 даются некоторые рекомендации,
облегчающие выбор типа подачи при автоматизации холодной и объемной
штамповки из штучной заготовки.
Таблица 10
Характерные особенности подающих устройств для штучных заготовок
Название
(тип)
подачи
Шиберная
Грейферная
Револьверная
Механическая
рука
Манипулятор
Характеристика
заготовки в мм
1 Плоские
толщиной от 0,5 и полые
не более 100,
максимальный размер в
плане 250
Плоские
толщиной от 0,5,
объемные любых
размеров
Плоские
толщиной от 0,5;
объемные с максимальным
размером в
плане 120
Плоские
толщиной менее 0,5;
объемные любой
формы и размеров
Заготовки любой
формы и размеров
Движение
заготовки
Прямолинейное
(реже по дуге)
Прямолинейное
По дуге
окружности
По сложной
траектории в
одной плоскости
По сложной
траектории в
нескольких
плоскостях
Привод
Ползун
Индивидуальный
Ползун
Вал пресса
Индивидуальный
Ползун
Вал пресса
Индивидуальный
Ползун
Индивидуальный
Индивидуальный
Максимальная
величина
перемещения в мм
150
300
100
250
1000
100
200
300
' 150
300 1
До 500
Подающие и передающие устройства
237
2. Шиберные подачи
Шиберные подающие устройства применяются в однопозицион-
ных и комбинированных штампах, когда перемещение
обрабатываемой детали совпадает с направлением движения захватного
органа. В шиберных подачах применяется толкающий захватный
орган, поэтому обязательным условием при использовании этих
подач является наличие плоскости, по которой может перемещаться
изделие. Для этих подач применяются приводы, имеющие
возвратно-поступательное движение.
Выбор преобразующего механизма зависит главным образом
от величины хода захватного органа — шибера (табл. 11).
Таблица 11
Особенности преобразующих механизмов шиберных подач
Привод
От ползуна
Пневматический
Преобразующий
механизм
Клиновой
Рычажный
Реечный и тросиковый
Байонетный
Непосредственное
присоединение
Реечный
Наибольший
ход
захватного органа
в мм
50
70
150
60
100—200
Свыше
200
Наибольший
размер
заготовки в мм
20
- 50
20
70
60
150
20
60
Свыше
100
Свыше
100
Максимальное число
| ходов пресса
в мин
150
100—120
150
100—120
50—70
30—50
120
60
100—120
80—120
Шиберная подача используется и в качестве подающего и
передающего устройств. Ранее на рис. 18 был показан
штамп-автомат, в котором шиберная подача обеспечивала установку и
передачу заготовки с первой позиции на вторую. Подача
обеспечивает большой ход перемещения и имеет пневматический привод.
На рис. 135 показана шиберная подача с клиновым
преобразующим механизмом. Подача заготовок происходит при ходе
ползуна вверх. При этом клинья 3 освобождают ползушку 7 и она
под действием пружины 4 перемещает шибер 2 влево. Последний
238 Автоматизация холодной штамповки из штучной заготовки
проталкивает нижнюю заготовку из магазина / на шаг, при этом
крайняя заготовка доходит до упора 6. Для устойчивой работы
подачи предусмотрен прижим 5, который создает дополнительные
сопротивления движению заготовки.
Шиберные подачи обычно используются с магазинными
ориентирующими устройствами; поэтому расчетное усилие Qp,n
определяется как усилие, необходимое для проталкивания изделий
из загруженного полностью магазина. При этом, согласно схеме
на рис. 136, можно записать
QP.ft = P2r = 2P|xG^ A60).
где р — коэффициент запаса, учитывающий возможное
слипание заготовок и принимаемый равным 1,5—2;
Т — сила трения, развиваемая при движении заготовки;
(х — коэффициент трения скольжения, равный для стали
по стали со слабой смазкой 0,12—0,15;
GN — нормальная составляющая от силы тяжести заготовок,
находящихся в магазине, равная
GN ^ G cos a (G —сила тяжести заготовок, а —
угол наклона магазина).
Подающие и передающие устройства
239
При расчете шиберных подач для работы на быстроходных
прессах, когда время срабатывания ограничено, следует учитывать
динамические нагрузки, возникающие в период разгона. В этом
случае расчетная формула принимает вид
QP.n=Qi+Q*, A61)
где Q± — усилие, необходимое для
проталкивания заготовки из
магазина, определяемое по
формуле A60);
q2 = _«l a — динамическое усилие,
возникающее в период
разгона (бш — сила тяжести
шибера и жестко связанных )////^
с ним деталей; а —
ускорение, развиваемое в период
разгона И зависящее ОТ типа рис. 136. Расчетная схема
привода; g — ускорение силы шиберной подачи:
тяжести). / — перемещающаяся заготовка
3. Револьверные подачи
Револьверные подачи используются для перемещения
заготовок от ориентирующего устройства в зону действия инструмента
и удаления полуфабрикатов или готовых изделий из этой зоны.
Они применяются для разнообразных штамповочных и сборочных
операций: клеймения, пробивки, гибки, вытяжки, запрессовки,
чеканки, сборки и т. д.
Револьверные подачи состоят из следующих основных
механизмов: привода, в качестве которого используется или привод
пресса, или применяется индивидуальный привод (электрический,
пневматический и гидравлический); преобразующего механизма,
обязательно с механизмом периодического движения; захватного
органа толкающего типа, причем захватный элемент —
револьверный диск может выполнять транспортные операции и
служить основанием для установки рабочих частей штампа; системы
управления и блокировки. В данном типе подач обеспечение
надежных блокировок является первостепенной задачей, так как
в период перемещения револьверный диск перекрывает рабочую
зону штампа; при неправильной установке его относительно
позиции штамповки может произойти поломка инструмента или
самого оборудования.
Захватный орган револьверных подач имеет значительные
габаритные размеры. Это является причиной появления больших
240 Автоматизация холодной штамповки из штучной заготовки
динамических нагрузок в период разгона и останавливания.
В результате точность установки диска относительно инструмента
нарушается. Это нарушение связано и с применением механизма
периодического движения. Отсюда следует, что для револьверных
подач привод от пресса (совмещенный цикл) рационально
применять лишь в том случае, когда число ходов ползуна не превышает
50—70 ход/мин. При большей быстроходности пресса необходимо
работу осуществлять при последовательном или
комбинированном цикле и применять индивидуальный привод.
При выборе времени срабатывания подачи исходят из того,
что средняя скорость перемещения диска по окружности гнезд
не должна превышать vmax < 0,8-Ю,9 м/сек, т. е.
nDn3
Jcp
60
< *>max М/сек,
тогда
60
zn3
центров гнезд револьверного
где D — диаметр окружности
диска в м;
п3 — число оборотов револьверного диска в период движения
в мин;
t — время перемещения диска на одну позицию в сек;
z — число гнезд, обычно равное 6—12.
Параметры револьверного диска рассчитываются в
зависимости от размеров заготовки и числа ходов пресса, при этом
необходимо учитывать габаритные размеры стола пресса.
Для универсальных револьверных подач с приводом от пресса
к наклоняемым прессам при числе ходов ползуна до 60—85 в
минуту и для револьверных подач с индивидуальным пневматическим
приводом к прессам усилием от 250 кн B5 тс) до 1000 кн A00 тс)
ЭНИКМАШ рекомендует следующие параметры диска (табл. 12
и 13).
Таблица 12
Характеристика револьверных подач с приводом от пресса
Параметры диска
Наружный диаметр в мм
Диаметр окружности цен-
Диаметр гнезда в мм ...
Толщина диска в мм ...
Номинальное усилие в кн (тс) 1
63 F,3)
320
210
8
60
12
320
220
12
40
12
100 A0)
320
210
8
60
12
320
220
12
40
12
160 A6) -
425
280
8
90
14
450
340
12
70
14
250 B5) J
530
360
8
ПО
16
550
380
10
100
16 1
Подающие и передающие устройства
241
Таблица 13
Характеристика револьверных подач с индивидуальным приводом
Параметры диска
Диаметр окружности центров в мм
Количество гнезд
Толщина диска в мм
Минимальная высота заготовки в мм
Типоразмер подачи 1
I
470
310
8
100
14
0,8
II
750
530
10
125
18
0,8
Ш
840
580
10
160
18
0,8
Выбор схемы механизма периодического движения для
револьверных подач зависит от различных факторов, главными из
которых являются тип привода и особенности применяемых
механизмов периодического движения. При использовании
привода от ползуна пресса и от пневмо- или гидроцилиндров обычно
применяется храповой механизм или осуществляется прерывание
кинематической связи за счет встраивания специальных
механизмов. В случае привода от главного вала или от
индивидуального электродвигателя обычно применяются храповой,
получервячный и мальтийский механизмы. При выборе типа механизма
периодического движения следует учитывать, что они при числе
ходов ползуна до 70 в минуту обеспечивают следующую точность
перемещения диска по окружности гнезд (в мм): получервячный
0,1—0,3; мальтийский 0,2—0,4; храповой 0,2—0,6. При
применении механизмов, прерывающих кинематическую связь, точность
перемещения диска равна 0,3—0,5 мм. Это приводит к
необходимости применения в револьверных подачах надежно действующих
фиксаторов и систем блокировки.
На рис. 137 показана револьверная подача с приводом от
ползуна пресса через байонетный преобразующий механизм с
храповым механизмом периодического движения.
Общий вид подачи показан на рис. 137, а. Привод
револьверного диска 9 осуществляется от смонтированного на верхней плите
штампа штока //, на котором на оси 3 установлены ролики 4.
Ролики входят в пазы втулки 14, развертка которой показана
на рис. 137, д. При опускании штока 11 ролики 4 обеспечивают
поворот втулки 14; в результате этого собачки 15, прикрепленные
к втулке 14, через храповое колесо 16 поворачивают диск на шаг.
При обратном движении штока собачки 15 возвращаются в
исходное положение, не зацепляясь с колесом 16.
Узел фиксирования диска состоит из фиксатора 6, защелки 7,
пружины 2, штифта 8, запрессованного в поводок /. Положение
фиксатора, защелки и поводка относительно корпуса фиксатора 5
16 И. А. Норицын 1295
242 Автоматизация холодной штамповки из штучной заготовки
при верхнем положении ползуна показано на рис. 137, б; при
нижнем положении — на рис. 137, в\ при повороте револьверного
диска — на рис. 137, г.
В положении, показанном на рис. 137, б, поводок / находится
в пазу 17 диска 9, в результате чего фиксатор 6 под действием
Рис. 137. Револьверная подача с приводом от ползуна пресса
пружины 2 западает в отверстие диска 9. После совершения
рабочего хода (рис. 137, в) штифт 10 опускает фиксатор 6, а
защелка 7 удерживает пружины в сжатом состоянии. Затем
начинается движение диска 9, поводок выходит из паза 17 и через
штифт 8 отжимает защелку 7 (рис. 137, г), т. е. подготовляет
фиксатор для западания в отверстие на следующий позиции.
Готовые изделия с помощью выталкивателя 12 попадают на
лоток 13, а затем направляются в тару.
Подающие а передающие устройства
243
На рис. 138 показана ревельверная подача (привод на чертеже
не показан) с индивидуальным пневматическим приводом.
Револьверный диск 7, смонтированный на специальном
основании, установленном на столе пресса 16; одновременно является
и храповым колесом, приводимым в движение от собачки 2,
укрепленной на ползушке 4.
В гнездах револьверного
диска предусмотрены
быстросменные вкладыши 9,
ЛА-
Рис. 138. Универсальная револьверная подача с индивидуальным приводом
внутренние отверстия которых имеют конфигурацию,
соответствующую конфигурации наружного контура заготовок. В подаче
для точной фиксации револьверного диска в рабочем
положении предусмотрены две фиксирующие собачки / и 5,
вращающиеся на эксцентриковых втулках. Наличие этих втулок дает
возможность смещать фиксирующие собачки по диаметру
револьверного диска и тем самым точно устанавливать ось гнезда
револьверного диска относительно оси пресса, а также обеспечивать
одновременное западание собачек в пазы диска.
16*
244 Автоматизация холодной штамповки из штучной заготовки
Для гашения инерционных сил, возникающих в момент
поворота и остановки револьверного диска, применяется дисковый
тормоз постоянного действия.
Дисковый тормоз состоит из нажимного диска 10, стакана //
и пружины 15. Готовые изделия на позиции выгрузки проталки-
Рис. 139. Револьверная подача с индивидуальным электрическим приводом
ваются механическим выталкивателем, состоящим из
кронштейна 13, закрепленного на плите ползуна 12, и подвижного
стержня 14.
Для предотвращения случаев травматизма предусмотрены
плексигласовые щитки 5 и 6, закрывающие рабочую зону и позицию
выгрузки деталей.
Ползушка 4 получает прямолинейное
возвратно-поступательное движение от пневматического цилиндра, шток которого
крепится к серьге 8.
Блокировка правильности положения револьверного диска
относительно инструмента обеспечивается конечным
выключателем ЗВК, контакты которого включены в цепь питания
электромагнита воздухораспределительного клапана пресса.
Подающие и передающие устройства
245
На рис. 139 показана конструктивная схема револьверной
подачи к прессу усилием 500 кн E0 тс), с электрическим
индивидуальным приводом. Подача с магазином 20 для загрузки
смонтирована на сварном основании /, установленном на столе пресса.
На верхней плоскости основания находится револьверный диск 2,
на ступице которого смонтирован двухколодочный тормоз 3.
Вращение диска 2 осуществляется от вала 4, соединенного
конической зубчатой передачей 5 с валом б. На
противоположном конце вала установлен храповой механизм периодического
движения, состоящий из колеса 7, двух щек 8 и собачки 11.
Щеки храпового механизма шатуном 9 связаны с
кривошипом 10, который обеспечивает их качательное движение. На одной
из щек закреплен кулачок 12, который воздействует на
подпружиненный ограничитель 13, останавливающий револьверный
диск в случае поломки тормоза. Для точной фиксации диска 2
в рабочем положении предусмотрен фиксатор 14, срабатывающий
при нажатии на него ползуна пресса.
Кривошип 10 жестко закреплен на валу 15, соединенном
втулочной муфтой с выходным валом червячного редуктора 16,
приводимого в движение фланцевым электродвигателем 17. На
другом конце вала редуктора установлен, кулак 18, воздействующий
на подпружиненную тягу 19, которая служит для включения
муфты пресса (с поворотной шпонкой). Пресс работает в
комбинированном цикле.
Захватный орган револьверных подач рассчитывается исходя
из конфигурации изделия. Время срабатывания определяется
из циклограммы работы подачи совместно с прессом.
Привод рассчитывается по тяговому усилию, которое нужно
приложить для перемещения диска на шаг:
Qn = -^, A62)
где R — радиус приложения нагрузки;
Мр.с — расчетный момент сопротивления, равный
Мр.с = МТ + Мин, A63)
где Мт — момент, развиваемый постоянно замкнутым тормозом;
Мин = J г — динамический момент, возникающий в период
разгона (здесь J — момент инерции диска и жестко
связанных с ним узлов; 8 = -~ угловое
ускорение, а — ускорение, развиваемое при разгоне
диска, зависящее от типа привода и преобразующего
механизма).
Если принять, что ускорение, сообщаемое револьверному диску
в период разгона, численно равно величине отрицательного
246 Автоматизация холодной штамповки из штучной заготовки
ускорения, возникающего при останавливании диска, то для
предотвращения отрыва между собачкой и храповым колесом
механизма периодического движения должно быть соблюдено
неравенство
МТ>Мию A64)
откуда выражение A63) может быть записано в виде
Мр.е = 2$Мш» ¦ A65)
где р = 1,1-г-1,2 — коэффициент запаса.
4. Грейферные подачи
Грейферные подачи наиболее целесообразно устанавливать
на универсальных блоках со сменными пакетами штампов для
группы деталей однотипных по конфигурации и технологии и
близких по размерам.
Захватный орган,
используемый в грейферных подачах,
бывает двух типов: толкающим
или клещевым и обеспечивает
одновременное перемещение
нескольких деталей. В первом
случае (см. рис. 43, г)
перемещение заготовок с позиции
загрузки на рабочую позицию и
между рабочими позициями
осуществляется подвижными
продольно-поперечными планками,
жестко соединенными между
собой. Причем крайние планки
являются направляющими, а
поперечные выполняют роль
толкателей. Для перемещения
заготовок
возвратно-поступательное движение планок
осуществляется в разных,
параллельных между собой
плоскостях: при рабочем ходе планки
перемещается в плоскости штам-
Рис. 140. Общий вид и схема
движения клещевого захвата грейферной
подачи
повки, а при холостом они приподнимаются и возвращаются в
исходное положение над штампуемыми заготовками.
При клещевом захвате (рис. 140) грейферные планки / с
захватами 2, предназначенные для перемещения заготовок 5, совершают
возвратно-поступательное движение в двух направлениях; для
захвата и освобождения заготовок — поперек направления по-
Подающие и передающие устройства 247
дачи (см. стрелку А) и для перемещения захваченных заготовок
и возвращения их в исходное положение — вдоль направления
подачи (см. стрелку Б).
В грейферных подачах применяются пневматический и
гидравлический приводы, а также привод от полузна пресса. В
качестве преобразующего механизма используются клиновые,
рычажные и реечные механизмы.
Рис. 141. Грейферная подача с приводом от ползуна пресса
Конструкция грейферных подач относительно несложная.
Трудности заключаются в обеспечении жесткости конструкции без ее
значительного утяжеления. Обычно это достигается вводом
усилительных угольников и планок, которые крепятся с помощью
винтов и штифтов, что обеспечивает точность сборочного узла,
отсутствие деформаций его элементов, возможность разборки и
регулировки при ремонте. Для снижения массы конструкций
целесообразно применять для направляющих и опорных элементов
ролики на подшипниках качения.
Часто в грейферных подачах на операции загрузки
используются магазинные ориентирующие устройства. Это влечет за
собой необходимость применения шиберов для выдачи заготовок
из магазина па позицию загрузки. Такая грейферная подача
для многопозиционного штампа показана на рис. 141.
248 Автоматизация холодной штамповки из штучной заготовки
Предварительно вырубленные заготовки загружаются в
магазин 12, откуда шибером 14 подаются в зону действия захватов
грейферной подачи. Возвратно-поступательное движение
шибера осуществляется совместно с грейферными линейками 15 и 17
от траверсы 16.
Захват заготовок обеспечивается призмами 10,
смонтированными на линейках 15 и 17. Эти линейки в пазах траверс 6 я 16
перемещаются навстречу друг другу с помощью пружин 9.
Возврат линеек 15 и 17 в исходное положение осуществляется от
клиньев 18, закрепленных на ползуне пресса; клинья 18
раздвигают каретки 7 с закрепленными на них линейками. Продольное
перемещение линеек 15 и 17 обеспечивается рычагом 4,
вращающимся на оси 2 кронштейна 3, прикрепленного к станине пресса.
Рычаг 4 приводится в движение от торцового кулачка 1,
укрепленного на валу пресса. Когда верхний конец рычага 4 набегает
на кулачок, нижний конец рычага 4 воздействует на траверсу 6
и обеспечивает требуемое перемещение линеек.
В момент подъема ползуна пружины 9 сближают линейки
с призмами, обеспечивая захват заготовок. После этого
происходит продольное перемещение линеек от рычага 4, в результате
которого заготовки переносятся с позиции на позицию, Во время
опускания ползуна пресса линейки под действием рычага 4 и
клиньев 18 возвращаются в исходное положение.
Для постоянного прижима верхнего конца рычага 4 к
профильной поверхности кулачка / предусмотрены пружины 5; фиксация
заготовки на позиции загрузки обеспечиваются пружиной 13.
В подштамповой плите имеются два вкладыша 8 и 11,
закрывающие окна на первой или на последней позициях.
На рис. 142 показана грейферная подача с толкающим
захватным органом и пневматическим приводом. Подача плоских
заготовок в зону действия грейферной подачи осуществляется по
роликам кронштейна 1. В дальнейшем под действием
подпружиненных толкателей 3 заготовка рамкой 2 перемещается
сначала на позицию пробивки отверстий и обрезки торца, а затем на
позицию гибки. Готовые изделия консольными планками 7,
установленными на планках 6, сталкиваются на наклонный
кронштейн 4 с роликами.
Рассматриваемая грейферная подача совершает возвратно-
поступательное движение в одной плоскости при рабочих и
холостых ходах, так как в качестве толкающих элементов здесь
применяются подпружиненные утопающие толкатели 3,
установленные на поперечных планках 5 и 8.
Чтобы предотвратить движение заготовок (особенно тяжелых)
по инерции, в штампе предусмотрены фиксаторы 9 и 10,
ограничивающие их движение в направлении подачи, и плоские фикса-
Подающие и передающие устройства 249
торы 11, скошенные с одной стороны и препятствующие заготовкам
смещаться в обратном направлении.
Положение фиксатора 9, отжатого вниз пальцем 16, при
крайнем нижнем положении ползуна показано на разрезе А—А. При
ходе ползуна вверх подача начинает перемещать заготовку 12,
которая, встречая на пути рычаг 13, поворачивает его против
Рис. 142. Грейферная подача с индивидуальным пневматическим приводом
часовой стрелки. В результате этого отводится защелка 14,
освобождается фиксатор 9, стремящийся под действием пружины 15
подняться вверх и ограничить передвижение следующей заготовки.
Возвратно-поступательное движение грейферных линеек
происходит при автоматической работе пресса (совмещенный цикл).
Для этого управление включением пневматического цилиндра 17
осуществляется воздухораспределительным клапаном 19,
срабатывающим при нажатии на путевой переключатель 18. Работа
подачи происходит при ходе ползуна пресса вверх и начинается
с момента, когда собачка, шарнирно прикрепленная к концу
тяги 20, смонтированной на верхней плите штампа, переместит
золотник путевого переключателя.
250 Автоматизация холодной штамповки из штучной заготовки
Расчет тяговых усилий привода грейферных подач можно
произвести по зависимостям, используемым для шиберных подач.
В грейферных подачах с клещевым захватным органом его
подъемную силу необходимо определять с учетом динамики
движения заготовки при подъеме, т. е.
Q.P P(Ge+ Quh) = PG3 (i + -§-), A66)
где р — коэффициент, учитывающий возможное сцепление
заготовки с зеркалом штампа, принимаемый для
плоских заготовок равным 1,5—2, для объемных 1,2—1,6;
G3 — сила тяжести заготовки;
Quh = G3 — сила инерции от силы тяжести заготовки
при подъеме;
а — максимальное ускорение, развиваемое при подъеме.
5. Механические руки
Механические руки рекомендуется применять для подачи
заготовок сложной конфигурации, когда невозможно перемещать
их в одной плоскости, а также для плоских заготовок толщиной
меньше 0,2—0,3 мм.
Механические руки имеют комбинированный сдвоенный
привод, обеспечивающий перемещение захватного органа в двух
взаимно перпендикулярных плоскостях. Подъем и опускание
захватного органа обычно производятся в крайних положениях: у
позиции загрузки и в рабочей зоне штампа.
В качестве привода используются пневматические и
гидравлические цилиндры или привод пресса. Выбор захватного органа
зависит от особенностей изделия. Обычно применяются
электромагнитные, пневматические и клещевые захваты.
На рис. 143 изображена механическая рука с пневматическим
захватом, имеющая привод от вала пресса. Отличительной
особенностью данной конструкции является привод в движении
захватного органа от профильного цилиндрического кулачка /,
по которому перемещается палец 2, закрепленный на штанге «5.
На нижнем конце штанги 5, перемещающейся в корпусе 17,
установлен зажим 9 с трубкой 10, окончивающейся наконечником с
пневматическим захватом //. Трубка 10 соединена гибким
шлангом 18 с пневматическим цилиндром 7, поршень которого
приводится в движение кулачком 3 при помощи двуплечего рычага 5,
на конце которого установлен ролик 4. Кулачки 1 и 3 посажены
на вал с помощью шпонки 14. Пружины 16 и 12 обеспечивают
постоянный контакт пальца 2 с профилем кулачка 1.
Подающие и передающие устройства
251
Поворот руки в горизонтальной плоскости, обеспечивается
смещением профильного паза вдоль образующей кулачка L
Опускание и подъем руки выполняются от накладки 13 и вставки 15.
При набегании пальца 2 на накладку 13 захват // опускается на
заготовки, поступающие из лотка 19 в зону загрузки. В это время
кулачок 3 начинает перемещать вверх поршень б, создающий
разрежение во внутренней полости захвата. При этом обеспечивается
захват и последующее удерживание заготовки. При дальнейшем
вращении вала наконечник с захватом // поднимается и переме-
Рис. 143. Механическая рука с пневматическим захватом
щает захваченную заготовку в направлении рабочей зоны штампа.
В момент нахождения заготовки над штампом палец 2 набегает
на круглую вставку 15. В это время вся система: штанга S, зажим 9,
захват 11 я захваченная заготовка, а также поршень 6 опускаются.
В результате этого (разрежение в захвате снимается) происходит
•отделение заготовки от захвата 11, который под действием
пружины 16 поднимается, а затем выходит из рабочей зоны штампа.
На рис. 144 показана механическая рука с клещевым захватом
и гидравлическим приводом для стержневых изделий.
Основанием руки является литой кронштейн У, выполненный
заодно с гидравлическим цилиндром. Внутри цилиндра
перемещается поршень 2, в средней части которого снята лыска и
нарезаны зубья рейки. Поршень-рейка 2 зацепляется с шестерней 3,
выполненной заодно с валом, опирающимся на шарик 4. На конце
вала креццтея q домощью винта 11 кроцщташ 7 с клещами
252 Автоматизация холодной штамповки из штучной заготовки
захвата. Неподвижные губки захвата 9 винтами крепятся к
кронштейну 7, а подвижные 10 качаются вокруг оси 8. Для
ограничения угла качания губок 10 предусмотрены штифты 6. Удержание
заготовки производится пружиной 5. Захват и отпускание
заготовки происходят при набегании выступающего конца губок 10
на специальный упор.
Рис. 144. Механическая рука с индивидуальным приводом
Работа руки происходит следующим образом. В исходном
положении, показанном на рис. 144, происходит встреча
рассматриваемого подающего устройства с питающим, выполненным тоже
в виде руки (например, рис. 132). В результате этого заготовка
из захватного органа питателя передается в захватный орган
подачи. Затем происходит перемещение поршня влево и заготовка
вводится в рабочую зону пресса. В момент нахождения заготовки
над штампом выступающий конец губок 10 набегает на упор и
заготовка под силой тяжести перемещается в штамп. Далее-
Удаляющие устройства
253
происходит движение поршня вправо и рука возвращается в
исходное положение.
Расчет механических рук с приводом от ползуна или от вала
пресса заключается в обеспечении усилия захвата, необходимого
для надежного удерживания заготовки. При этом расчетное
усилие для захватного органа должно определяться с учетом
динамики движения заготовки при подъеме. Для такого расчета можно
воспользоваться формулой A66).
В механических руках с индивидуальным приводом, помимо
определения расчетной подъемной силы захвата, необходимо
находить ' расчетное тяговое усилие привода
QP. п = G + Quh + Q3>
или с учетом зависимости A66)
Q*» = (G + pGe)(l+¦!-), A67)
где G — сила тяжести, захватного органа (без поднимаемой
заготовки);
Quh = G сила инерции, развиваемая при подъеме
захватного органа;
Р = 1,5-г-1,8 — коэффициент, учитывающий сцепление
заготовок;
G3 — сила тяжести заготовки;
а — максимальное ускорение, развиваемое при подъеме;
g- — ускорение силы тяжести.
§ 20. УДАЛЯЮЩИЕ УСТРОЙСТВА ДЛЯ ГОТОВЫХ ИЗДЕЛИЙ
И ОТХОДОВ МАТЕРИАЛА
1. Особенности выбора
Удаляющие устройства применяются для освобождения
рабочего пространства пресса от отштампованной детали. Они
применяются в тех случаях, когда готовые изделия нельзя удалить из
рабочей зоны штампа за счет наклона пресса или штамповки «на-
провал».
Удаляющие устройства получили очень большое
распространение при механизации кузнечно-штамповочного производства.
Однако не все удаляющие устройства могут быть использованы
в условиях автоматизации, предъявляющей к ним такие
специфические требования, как сохранение ориентации и обеспечение
постоянства траектории движения детали в процессе удаления ее
из рабочей зоны.
254 Автоматизация холодной штамповки из штучной заготовки
Удаляющие устройстве^
Сбрасывающие
=3
5С
UJ
>
51
ся
г
«О
с^
0)
•о
*
51
*
Sri
С)
^
JX
Ч)
¦?
fr
^
5»
=3
J!
«О
«CJ
«о
съ
>
bi
са
=<
1
Удаляющие устройства, применяемые в кузнечно-штамповоч-
ном производстве, могут быть подразделены на две большие группы
(рис. 145): сбрасывающие и выносящие. При автоматизации не
всегда целесообразно применение сбрасывающих устройств, так
как большинство из них не обеспечивает перечисленных выше
требований. Однако это не значит, что их вообще не следует
применять.
Обычно сбрасывающие устройства очень просты по
конструкции и в эксплуатации, и там, где отштампованные
изделия направляются в тару,
их следует использовать.
В пневматических
устройствах изделия из
рабочей зоны штампа удаляются
струей сжатого воздуха,
поэтому они могут
применяться для малых и средних по
размерам и массе деталей.
Пружинные сбрасыватели
удаляют изделия
сталкиванием их специальным
толкателем, приводимым в
движение взведенной, а затем
освобожденной пружиной.
Пневматические и
пружинные сбрасыватели
рациональнее всего применять
для быстроходных прессов, имеющих 120—180 ходов в минуту.
Шиберные сбрасыватели обычно применяются для более
тихоходных прессов с числом ходов до 90 в минуту и имеют чаще
всего привод от ползуна пресса или штампа. В них удаление
детали происходит за счет ее проталкивания. Наибольшее
распространение получили шиберные сбрасыватели с рычажным,
клиновым и байонетным преобразующими механизмами. Иногда для
удаления крупных изделий применяются шиберные
сбрасыватели с индивидуальным пневматическим приводом, а также
крючковые, которые получили наибольшее применение при
автоматизации процессов ковки.
Лотковые выносящие устройства бывают двух типов:
неприводные, когда штамповка производится на провал, и приводные,
когда лоток вводится в рабочую зону пресса и в период отделения
детали от верхней части штампа препятствует ее падению обратно
в штамп. Приводные лотки применяются для изделий средних
габаритных размеров и устанавливаются на прессах, имеющих це
более 40—60 ходов в мцнуту.
1 выносящие
JL
51
*
/77
«Э
Ч
1
Ы
сз
С5
ti
51
ерук
5J |
.*
Й
*•
ехани
К\
Рис.
145. Классификация удаляющих
устройств
Удаляющие устройства
255
При штамповке напровал для прессов любой быстроходности
применяются транспортеры.
Удаляющие устройства, выполняемые в виде механических
рук, применяются для изделий сложной формы, когда удаляемая
заготовка должна получить сложную траекторию движения.
2. Сбрасывающие устройства
Пневматические сбрасывающие устройства очень просты в
изготовлении и надежны в эксплуатации. Они используются в
качестве универсальных и специализированных устройств,
смонтированных на штампе.
2 1
Рис. 146. Пневматическое
сбрасывающее устройство
На рис. 146 показано универсальное пневматическое
сбрасывающее устройство к прессу усилием 1000 кн A00 тс). Оно
состоит из воздухораспределительного клапана 3, установленного
на станине пресса и срабатывающего от кулачка 4,
смонтированного на диске 5, и переносного сопла 2, укрепленного на
специальном кронштейне 1.
При повороте коленчатого вала с диском 5 ролик кулачка 4
нажимает на скобу 6 и через нее на шток 7, который, преодолевая
сопротивление пружины 5, открывает доступ воздуха из маги-
256 Автоматизация холодной штамповки из штучной заготовки
страли в сопло 2. В резулы^е струя воздуха, выходящая из сопла,
воздействует на боковую поверхность детали 9, которая
отбрасывается из зоны штампа в тару. При применении подвижных и
поворотных кронштейнов можно расположить сопло так, чтобы
получить нужную траекторию полета детали. Наличие
регулируемого кулачка 4 позволяет осуществить подачу воздуха к соплу
в заданной точке хода ползуна.
На рис. 147 показано пружинное сбрасывающее устройство
с рычажным механизмом взвода, смонтированное в штампе и
Рис. 147. Конструкция пружинного сбрасывающего
устройства
состоящее из удерживаемого планками 7 толкателя 5, который
приводится в движение пружиной / через палец 2. Срабатывание
устройства происходит при ходе ползуна вниз в результате
набегания рычага 5, закрепленного в державке 6, на регулируемый
упор 4. При следующем ходе ползуна другая отрезанная на
штампе деталь снова поступает в зону действия толкателя,
который, придя в исходное положение, произведет ее сбрасывание.
На рис. 148 дана схема шиберного сбрасывающего устройства
с пневматическим приводом, встроенного в штамп. Когда
ползун 9 пресса двигается вниз, сбрасывающее устройство находится
в исходном положении (рис. 148 ,а), при этом сжатый воздух от
распределительного клапана подается в верхнюю часть
пневматического цилиндра. При подъеме ползуна пресса (рис. 148, б)
воздух подается в нижнюю часть цилиндра, при этом шток 8
поднимает рейку 2. Одновременно с рейкой поднимается планка 1
со штифтом 3, который, пройдя расстояние 6, начнет поднимать
рычаг 5. Рычаг 5 шарнирно соединен с толкателем 6, который,
в свою очередь нижним концом соединен с рычагом 7. Сталкива-
Удаляющие устройства
257
ние детали 10 со штампа происходит в результате сложного
движения толкателя 6. После окончания рабочего цикла воздух
подается в верхнюю часть цилиндра, шток 8 перемещается вниз
и штифт 4 опускает продольный рычаг 5. В результате этого
рычаг 7 и толкатель 6 занимают исходное положение.
Расчет сбрасывающих удаляющих устройств сводится к
определению усилия, необходимого для получения заданной
траектории движения детали.
Расчет пневматических сбрасывающих устройств заключается
в определении сечения трубопровода, соединяющего сопло с
цеховой магистралью, и выборе типа сопла. Следует отметить, что
Рис. 148. Шиберное сбрасывающее устройство с
пневматическим приводом:
а — в исходном положении; б — в момент срабатывания
точный расчет этих устройств затруднителен, поэтому на практике
требуемая траектория движения обеспечивается установкой српла
под нужным углом и подбором рабочего давления, регулируемого
редукционным клапаном.
Расчет пружинного сбрасывающего устройства с учетом
характера траектории на основании уравнения движения тела
выполнен В. Ф. Прейсом г. Ниже приводится приближенный метод
расчета, основанный на допущении равенства кинетической
энергии, накопляемой системой, полезной работе, производимой этой
системой.
На рис. 149, а—г рассмотрены положения толкателя /,
пружины 3 и изделия 2 в различные моменты срабатывания
пружинного сбрасывающего устройства.
Из рис. 149, а я б, видно, что разгон толкателя 1 происходит
на пути /т, причем, в этот период усилие затяжки пружины 3
1 М а л о в А. Н.,ПрейсВ. Ф. Механизация и автоматизация
штамповочных работ. Машгиз, 1955.
17 И. А. Норицын 1295
258 Автоматизация холодной штамповки из штучной заготовки
изменяется от Qnp, г до Qnp, 2. Если принять, что на пути /т
действовало постоянное среднее усилие
Qnp. 1 + Qnp. 2
ср — о '
A68)
тэ выражение для работы, совершаемой пружиной с учетом
потерь на трение, можно представить в^иде
" йЛ-ГЛ-Лр, A69)
Уд=0 i
От
VTsVmax\
Gd
vd=0
ш^щ^^^^ттт
где 7\ = \i1GT — сила
трения при движении толкателя.
Так как эта работа была
затрачена на разгон
толкателя до скорости vT = ymax,
то кинетическая энергии\4к. Т
толкателя к моменту
соприкосновения будет равна
Ас. т —
лис
A70)
v$=0
г)
ffy
Рис. 149. Расчетные схемы пружинного
* сбрасывающего устройства:
а — в исходном положении; б — в момент
соприкосновения толкателя и детали; в — в
момент отрыва детали от толкателя; г — в
момент окончания движения детали
где m = mT + V3^p
—приведенная масса толкателя пгт
и пружины тпр.
На основании принятого
нами допущения (Ак, т =
= АпР) из выражений A69)
и A70) получаем
fJ2 2(Qcp-T1)lT
A71)
Так как при разгоне
детали до скорости vd = vK
происходит отдача кинетической
энергии от толкателя к детали, то, пренебрегая потерями на
трение на участке разгона детали (см. рис. 149, в), можно записать
JldUK
-4W
,2
max '
¦vl),
A72)
где тд — масса детали;
vK — скорость детали к моменту отрыва от толкателя.
Откуда, подставляя в выражение A72) v2max из зависимости
A71), после несложных преобразований получим
vl = 2(Qcp-T1)lT(m + md).
A73)
Удаляющие устройства
259
Деталь, отрываясь от толкателя со скоростью vK, имеет
кинетическую энергию Ль дУ равную
тА
Л,а=-^, A74)
которая расходуется на работу АП0Л по перемещению детали на
расстояние /а. Так как работа Апол равна
Апол=Т*1д9 A75)
то из зависимостей A73) и A75) получаем
^ = ^-> " A76)
где Г2 = |i2Ga — сила трения при перемещении детали.
Из выражений A73) и A76) после подстановки в них значений
для 7\, Г2 и замены массы через силу тяжести получаем
следующую зависимость для определения среднего усилия затяжки
пружины:
Qcp = (GT + 4" QnP + Gd) -?- fx2 + GT|xb A77)
где GT, Gnpy Gd — силы тяжести толкателя, пружины и детали;
1д — расстояние, на которое необходимо
переместить деталь;
1Т — расстояние, проходимое толкателем до
соприкосновения с деталью;
\1г — коэффициент трения при движении
толкателя, обычно равный 0,12—0,15;
[д,2 — коэффициент трения при движении детали,
принимаемый равным 0,2—0,3.
Если принять, что усилие сжатия пружины в момент
соприкосновения равно
Qnp. 2^0,2Q„p. х,
то расчетное усилие затяжки пружины Qp = Qnp. x с учетом того,
что в момент удара происходит некоторое расходование энергии,
можно определить из формулы
Q„>0f6 (GT + -±{Gnp + Gd) ? |x2 + GT|ix. A78)
При расчете шиберных сбрасывающих устройств нужно
различать устройства, обеспечивающие ход детали, равный ходу
шибера, и устройства, которые перемещают деталь по инерции,
сообщая ей определенную скорость. Первые рассчитывают по
формулам, полученным для шиберных подач. Расчет вторых
17*
260 Автоматизация холодной штамповки из штучной заготовки
сводится к определению необходимой скорости шибера. Для этого
сравним кинетическую энергию, накопленную движущейся
деталью с работой, затрачиваемой для перемещения детали на
заданное расстояние. Условие движения для шиберного сбрасывающего
устройства записывается в следующем виде:
mdv3
>Т1д,
откуда, учитывая, что Т = \iGd и тд = —?-, получаем
_ Gd
v3>
A79)
где v.
расчетная скорость захватного органа в момент
соприкосновения с деталью;
1д — расстояние, на которое необходимо переместить деталь;
\i — коэффициент трения, равный 0,2—0,3;
g — ускорение силы тяжести.
Расчетное тяговое усилие Qp#ft
для шиберных сбрасывателей
можно определить по формуле
Q,.n = P|iGa. A80)
где р = 2-г-2,5—коэффициент
запаса,
учитывающий
динамические нагрузки,
возникающие в
момент
соприкосновения
шибера с деталью.
3. Выносящие устройства
Среди выносящих удаляющих
устройств более простую
конструкцию имеют транспортеры,
применяемые при штамповке напро-
вал. На рис. 150 показан
транспортер, встроенный в нижнюю под-
штамповую плиту пресса с
приводом от индивидуального электродвигателя.
На рис. 151 показано универсальное приводное лотковое
удаляющее устройство.
Привод его осуществляется от ползуна 17 пресса, на котором
укреплены два кронштейна 14. От кронштейнов через тяги 3,
Рис. 150. Транспортер для
удаления изделий, встроенный в штамп
Удаляющие устройства 261
связанные между собой, и оси 2 движение передается на рычаги 4,
которые жестко соединены с тягой 8. Эта тяга с приваренным к ней
Рис. 151. Приводное лотковое удаляющее устройство
кронштейном 10 совершает колебательное движение вокруг оси 5.
При ходе ползуна пресса вверх лоток 12 входит в межштамповое
пространство, а при ходе вниз отходит от пресса, имея при этом
262 Автоматизация холодной штамповки из штучной заготовки
наклон к горизонту до 0,524 рад C0°). Благодаря наклону
отштампованная деталь направляется в тару 18. В кронштейне 6 вокруг
оси 7 перемещается другая тяга 9 со скобой 11, служащая для
поддерживания лотка в требуемом положении.
Для регулировки положения лотка в зависимости от закрытой
высоты пресса служат отверстия в кронштейнах 14. Переналадка
осуществляется за счет применения пружинных защелок 15.
Если рассматриваемое устройство не применяется на данной
операции, то лоток 12 может быть снят, для чего отводятся пру-
Рис. 152. Общий вид механической руки для крупных деталей
жинные защелки 16, а кронштейн 6, поворачиваясь вокруг оси /,
фиксируется пружинным фиксатором 13 в положении 19.
Неприводные лотковые удаляющие устройства показаны на
рис. 137 и 139.
Удаляющие устройства типа механических рук применяются
для крупных листовых деталей сложной формы. На рис. 20 была
показана механическая рука качающегося типа. На рис. 152
показана механическая рука другой конструкции, обеспечивающая
перемещение детали в двух плоскостях: в вертикальной до НО мм
и в горизонтальной до 600 мм.
Механическая рука (см. рис. 152) имеет клещевой захват 7
с пневматическим приводом, цилиндр которого смонтирован
внутри поршня цилиндра 6 привода горизонтального
перемещения и может передвигаться вдоль фронта пресса по рельсу 5,
установленному на балке /. Последняя закреплена с помощью
кронштейна на стойках 3. Сжатый воздух для включения руки-
подается от распределительного клапана 8. Наличие конечного
выключателя 2 позволяет автоматически регулировать вертикаль-
Удаляющие устройства
263
ное перемещение захватного органа в зависимости от
конфигурации детали, т. е. обеспечивает требуемое управление работой
цилиндра 4 привода подъема.
Так как выносящие удаляющие устройства представляют
собой разновидности подающих или транспортных устройств,
то расчет их производится по соответствующим зависимостям,
данным в § 18 и 19.
4. Удаляющие устройства для отходов
Для удаления отходов лри штамповке применяются лотки и
транспортеры. Схема организации рабочего места с установкой
удаляющих устройств для уборки отходов из рабочей зоны
показана на рис. 114. Установка лотков и транспортеров для уда-
Рис. 153. Вибролоток для удаления отходов
ления отходов из рабочей зоны пресса ничем не отличается от
установки устройств для удаления готовых изделий,
рассмотренных в предыдущем разделе.
Отходы удаляющими устройствами направляются к
специальной таре или к люкам, где установлен общий ленточный
транспортер единой цеховой системы удаления отходов.
Удаление мелких отходов из ограниченного по размерам меж-
штампового пространства представляет некоторую трудность.
Обычно в этом случае применение транспортеров исключается.
Использование неприводных лотков, как правило, также
нецелесообразно, так как мелкие легкие отходы плохо перемещаются
под действием силы тяжести.
264 Автоматизация холодной штамповки из штучной заготовки
На рис. 153 показано лотковое устройство с механическим
вибратором для удаления отходов. Привод выполнен в виде
зубчатой тяги 4, которая через рычаги 2 и 3 создает пульсирующее
движение ступенчатого лотка /, способствующее надежному
движению отходов при углах наклона лотка а, равных 0,035—0,052 рад
B—3°).
§ 21. СТАПЕЛИРУЮЩИЕ И ТРАНСПОРТНЫЕ УСТРОЙСТВА
Стапелирующие и транспортные устройства в
автоматизированном цикле работы технологического агрегата выполняют
завершающие операции: укладывают детали в определенном порядке
для последующего использования или транспортируют их на
следующий автоматизированный
участок. Характерно, что их
одновременное применение, как
правило, исключается, т. е. если
используется стапелирующее
устройство, то транспортное не
применяется, и наоборот.
На рис. 154 и 155 показаны
многоместные стапелируюНЦие
Рис. 154. Трехместное стапелирующее
устройство с фиксацией по внешнему
контуру
устройства. Заготовки при работе стапелирующих устройств
данного типа должны вводиться в зону их действия или с помощью
специальных лотков (см. рис. 44, в) или подающих и передающих
устройств. Например, заготовка может быть вынесена из рабочей
зоны пресса грейферной подачей, для этого центр стержня
совмещается с центром последней позиции подачи (см. рис. 155).
После заполнения заготовками рабочих позиций происходит
поворот (см. рис. 154) или перемещение (см. рис. 155) основания
Рис. 155. Двухместное стапелирующее
устройство с фиксацией по отверстию
Стапелирующие и транспортные устройства 265
устройства и заготовки начинают стапелироваться на другой
позиции.
На рис. 156 показано стапелирующее устройство с
пневматическим подъемником, представляющим собой раму 1 с двумя
приемными магазинами. Внизу на основании рамы установлены
пневматические цилиндры 3. Воздухораспределительные клапаны 4 при
помощи пальцев соединены с сердечниками электромагнитов.
Подающая планка 6 с ползушкой 7 укреплены на штоке цилиндра 3.
На направляющей 9, приваренной к фланцам 10 воздушного
266 Автоматизация холодной штамповки из штучной заготовки
цилиндра, установлен конечный выключатель 11. Для
выключения цилиндра в конце хода на рычаге 12 смонтирован конечный
выключатель 13. Стопка заготовок 2 удерживается собачками 14.
Работа стапелирующего устройства происходит следующим
образом. Отрезанная на ножницах заготовка по лотку попадает на
площадку укладчика, нажимает на рычаг 12} который, в свою
Рис. 157. Приводной рольганг
очередь, нажимает на конечной выключатель 13; последний
включает электромагнит 5, а следовательно, и клапан 4. В результате
этого воздух подается в нижнюю часть цилиндра 3, планка 6
поднимается вверх, снимая заготовку с заплечиков и подавая ее вверх.
При этом заготовка утапливает собачки 14 в гнезде. Когда
заготовка проходит над собачками, последние занимают исходное
положение, препятствуя падению заготовок вниз.
При движении штока вверх окно площадки укладчика
перекрывается ползушкой 7. Регулировочный болт 8 ограничивает
движение штока вверх, воздействуя на конечный выключатель и,
тем самым обесточивая электромагнит, т. е. отключая воздухорас-'
пределитель. Шток поршня опускается, и как только он окажется
Стапелирующие и транспортные устройства
267
ниже уровня заплечиков площадки укладчика, на нее подается
очередная заготовка, и цикл повторяется.
Для отделения отходов применен механизм сортировки 15,
который сбрасывает заготовки небольших габаритных размеров
в наклонный лоток, а затем в тару.
В автоматизированных процессах листовой штамповки среди
транспортирующих устройств наибольшее распространение
получили ленточные транспортеры и приводные рольганги, а в
холодной объемной штамповке — приводные (обычно вибрационные) и
неприводные лотки.
На рис. 157 показан приводной рольганг для транспортировки
между прессами крупных изделий. Ролики 7 рольганга
смонтированы на сварной раме 3, которая на четырех катках 8 установлена
на рельсах 4. Регулировка уровня рольганга от пола
обеспечивается поворотом рукояток 10, Фиксация рамы относительно пресса
производится с помощью специального стопорного винта.
Привод роликов 7 рольганга обеспечивается от
электродвигателя 6 через редуктор 5, цепную передачу // и систему шестерен 9.
Перемещение детали происходит в направлении /С.
Остановка детали на позиции загрузки обеспечивается
кронштейном 2 с двумя упорами /, которые, кроме того, осуществляют
выравнивание детали перед подходом к ней захватного органа
подающего устройства.
Конструирование и расчет транспортеров и рольгангов
приводятся в специальной литературе. Основные зависимости для
расчета лотков приведены ранее в § 7.
Глава
v
АВТОМАТИЗАЦИЯ И МЕХАНИЗАЦИЯ ПРОЦЕССОВ
КОВКИ И ГОРЯЧЕЙ ШТАМПОВКИ
§ 22. ОСОБЕННОСТИ АВТОМАТИЗАЦИИ
Автоматизация и механизация процессов ковки и горячей
штамповки проводится сравнительно медленными темпами и
в основном на операциях передачи деталей между оборудованием,
уборки поковок и отходов и т. д. Это объясняется некоторыми
специфическими особенностями получения поковок. Изготовление
поковки является комплексным процессом, для осуществления
которого должна быть технологическая связь между
заготовительным, штамповочным, очистным и термообрабатывающим
участками. Каждый из этих участков имеет свои технологические
особенности.
На заготовительных участках осуществляется резка сортового
проката на штучные заготовки сортовыми пресс-ножницами,
кривошипными прессами, оснащенными специальными штампами, и
др. При автоматизации и комплексной механизации этих
агрегатов применяются те же устройства, что и при автоматизации
холодной объемной штамповки из непрерывного материала (см.
гл. III).
Наиболее распространенным и производительным способом
разделки проката сечением до 250 X 250 мм является резка на
пресс-ножницах или в специальных штампах. При этом
малоуглеродистые и углеродистые конструкционные стали разрезают в
холодном, а высокоуглеродистые и легированные стали — в
нагретом (до 700° С) состоянии. У длинных заготовок нагреваются
только те места, по которым должен быть сделан разрез.
Обычно при автоматизации и механизации заготовительных
операций применяются автоматизированные стеллажи или
рольганги, подающие устройства, устройства для укладки отрезанных
заготовок в тару и др. Некоторые типовые схемы и средства
автоматизации рассмотрены в гл. III. На рис. 158 дана схема
автоматизированного участка рубки высоколегированных сталей D0Х,
40ХН, Х9С2, 4Х10С2М и др.) с подогревом до 300—450° С,
показывающая однотипность автоматизации процессов рубки за-
Особенности автоматизации
269
готовок и автоматизированных процессов штамповки из
непрерывного материала.
Штанги укладываются на автоматизированный стеллаж 1 со
специальным отсекателем 3. Когда конец предшествующей штанги
проходит ролики 4 подающего устройства, осуществляется
воздействие на специальный конечный выключатель,
обеспечивающий включение соответствующего воздухораспределительного
клапана. Последний подает воздух в цилиндр 2 и перемещает
очередную штангу на линию
подачи. Затем подачей возду- 4L
ха в цилиндр 9 обеспечи- *'
вается подвод к штанге
клещевого захвата 5, ко- ih 1|^ЯК.^
торый при обратном двц- р
Рис. 158. Схема
автоматизированного участка рубки заготовок в
специальном штампе
жении вводит штангу в зону действия роликов 4.
Для подачи штанги в зону пресса применяется двухклетьевая
валковая подача с электрическим приводом 11. Преобразующий
механизм состоит из червячного редуктора 10, цепных передач 8
и зубчатых переборов 7. Вращение роликов 4 и 6 — непрерывное.
Верхние ролики подпружинены и при достижении штангой
переднего упора втулочного штампа 12 проскальзывают относительно
штанги. Этим упрощается конструкция и обеспечивается высокая
точность подачи (до упора), так как исключается отскок штанги
в момент соприкосновения с упором.
Нагрев штанги производится в индукционном нагревателе 13,
установленном на пути движения штанги, ориентация ее
относительно индуктора — роликами 14.
Участки очистки и термической обработки поковок являются
специализированными и расположены обычно в специальных
отделениях. Здесь степень механизации и автоматизации довольно
высокая.
270 Автоматизация и механизация горячей штамповки
Формоизменение поковки: осуществляется на штамповочном
участке, который является основным в технологической цепочке
получения поковки. Процесс штамповки должен производиться
при заданной температуре и в течение определенного, довольно
ограниченного промежутка времени. Это обусловливает тесную
технологическую связь на участке между операциями нагрева,
собственно штамповки (формоизменения) и обрезки облоя.
Сложность этой связи усугубляется еще и тем, что процесс
формоизменения может производиться на нескольких видах штамповочного
оборудования, например на кривошипном горячештамповочном прессе
и горизонтально-ковочной или раскатной машинах, ковочных
вальцах и кривошипном горячештамповочном прессе и т. д.
Организация труда, обслуживание и автоматизация каждой из
перечисленных машин имеет свои особенности.
При ковке и горячей штамповке в качестве исходного
материала используется штучная заготовка, как правило, средних и
крупных размеров. Помимо общих трудностей, связанных с
автоматизации процессов штамповки из штучной заготовки, при
горячей штамповке возникают еще и дополнительные трудности,
обусловленные спецификой этих процессов.
1. Большое тепловыделение заготовками и нагревательными
устройствами, требующее разработки специальных мер по защите
деталей захватного органа и по сокращению времени
соприкосновения захвата с заготовкой.
2. Относительная быстроходность основного технологического
оборудования, обусловленная необходимостью снизить
продолжительность пребывания нагретых заготовок и поковок
непосредственно в инструменте, и связанное с этим возникновение
значительных ударных нагрузок.
3. Высокая трудоемкость вспомогательных операций,
вызванная необходимостью работы с тяжелыми, горячими заготовками,
внешние контуры которых из-за наличия облоя обычно не имеют
заранее известных очертаний, а также наличие на
одном-технологическом агрегате нескольких переходов, требующих
различной ориентации.
4. Невозможность за один нагрев обеспечить формоизменение,
особенно при свободной ковке, что ведет к нарушению поточности
на участке. Каждый новый нагрев, как известно, сопровождается
угаром металла и вызывает дополнительную очистку заготовки от
окалины перед формообразующими операциями.
Перечисленное в основном объясняет причины несколько
замедленных темпов автоматизации процессов горячей штамповки,
и вместе с тем указывает на огромное ее значение. Здесь уместно
заметить, что новые, белее прогрессивные технологические
процессы легче поддаются автоматизации и комплексной механизации.
Особенности автоматизации
271
Например, электрические методы нагрева заготовок под штамповку
и процессы штамповки на горячештамповочных прессах и
горизонтально-ковочных машинах легче автоматизировать, чём
процессы нагрева в пламенных печах и штамповку на молотах. При
получении поковок безоблойной штамповкой удается значительно
упростить средства автоматизации из-за уменьшения числа
операций и отсутствия облоя.
На рис. 159 показана схема организации участка
автоматической штамповки, состоящего из индукционного нагревательного
устройства 4 с подъемником 3,
технологического агрегата 5,
ориентирующего устройства типа магазина /, [пи-
ш
Рис. 159. Схема организации автоматического участка
горячей штамповки
тающего устройства (транспортера 5), подающего устройства 5,
оснащенного клещевым захватом 6, на котором смонтировано
сбрасывающее устройство 11, и транспортера 12 для удаления
отштампованной детали.
Работа средств автоматизации видна из схемы.
Отштампованная поковка 10 остается в верхней половине штампа, в котором
расположен выталкиватель 5. Когда захват 6 с нагретой
заготовкой 7 вводится в рабочую зону машины, поковка 10 выталкивается
из штампа на лоток сбрасывающего устройства 11. При
возвращении в исходное положение лоток поднимается и поковка
сбрасывается на транспортер 12, а в клещи захвата 6 толкатель
подъемника 3 выдает очередную нагретую заготовку.
На рис. 160 показана схема механизированной линии,
состоящей из индукционного нагревателя 1, кривошипного горячештам-
повочного пресса 3 и обрезного пресса 4. Нагретые заготовки
272
Автоматизация и механизация горячей штамповки
Рис. 160. Схема комплексно-механизированного участка горячей штамповки
Рис. 161. Комплексно-механизированный участок
свободной ковки
Особенности автоматизации
273
к прессу 3 подаются транспортером 2. Для транспортировки
отштампованных изделий к обрезному прессу применяется лоток 5.
Лотки 6 используются для удаления поковки и облоя от обрезного
пресса.
На рис. 161 показан комплексно-механизированный участок
свободной ковки. Здесь для механизации процесса ковки на
гидравлическом прессе 2 применен автоматический ковочный манипуля-
Штампобка
г"
4
—
5
Нагрев
—*»
6
г
5
• >
а)
^
6
г
Ж
7
0
5
ч Обрезка i
»¦
6
16ЛОЯ
3
в
Рис. 162. Структурная схема
комплексной автоматизации (а) и механизации (б)
процессов горячей штамповки и
свободной ковки (в):
1 — нагревательное устройство; 2 — технологический агрегат (КГШП, Г КМ, молот и
т. д.); 3 — обрезной пресс; 4 — ориентирующее; 5 — питающее (или удаляющее); 6 —
подающее; 7 — передающее или удерживающее устройства; 8 — транспортное устройство
или тара; 9 — вспомогательное подающее (инструментальный манипулятор) и 10 —
вспомогательное ориентирующее устройства; А — заготовки; Б — поковки
тор 4, перемещающийся по рельсовому пути 5, и
инструментальный манипулятор 6. Управление прессом 2 и манипулятором 4,
удерживающим слиток 3 в процессе работы, осуществляется
оператором с пульта 1.
На основании приведенных примеров предлагаются следующие
структурные схемы комплексно-механизированных и
автоматизированных участков ковки и горячей штамповки (рис. 162).
Структурные схемы автоматизации процессов горячей
штамповки, если их рассматривать раздельно относительно того или
иного вида оборудования, принципиально ничем не отличаются
от структурных схем автоматизации процессов листовой и
холодной объемной штамповки из штучной заготовки. Особенности,
связанные с автоматизацией горячей штамповки, выявляются
лишь при конструировании средств автоматизации и
осуществлении связи с машиной.
18 И. А. Норицын 1295
274 Автоматизация и механизация горячей штамповки
Работа средств автоматизации и технологического
оборудования в основном осуществляется по комбинированному или
последовательному циклу. Это вызвано быстроходностью горячештампо-
вочиого оборудования и большими инерционными массами поковок
и средств автоматизации.
§ 23. АВТОМАТИЗАЦИЯ НАГРЕВА ЗАГОТОВОК
1. Общие сведения и классификация
Основными операциями, выполняемыми нагревальщиками и их
подручными при отсутствии средств автоматизации, являются:
захват и подъем заготовки на уровень окна загрузки печи, за-,
грузка заготовок в печь, проталкивание их по поду печи в
процессе нагрева, выдача нагретых заготовок из печи и передача их
к штамповочному агрегату. Все эти операции, особенно в
условиях больших тепловыделений от печи и заготовок, являются
очень трудоемкими и требуют большого физического напряжения
от обслуживающего персонала. Как правило, при автоматизации
и механизации нагревательных устройств, помимо увеличения
производительности, удается также значительно повысить
качество нагрева в результате обеспечения постоянства темпа выдачи.
На автоматизированные участки необходимо устанавливать
современные механизированные печи: с вращающимся и
подвижным подом и т. д. Возможности автоматизации значительно
расширяются при применении индукционных нагревателей,
позволяющих осуществить быстрый нагрев и создать рациональную
схему организации процесса штамповки (см. рис. 159).
При применении механизированных печей и индукционных
нагревателей при автоматизации процесса нагрева приходится
решать лишь вопросы загрузки заготовок в печь, выдачи нагретых
заготовок и транспортировки их к прессу.
Средства автоматизации, применяемые для операций загрузки
и выгрузки, могут быть разделены на две группы: толкающие и
выносящие. Первые используются только для загрузки и выгрузки
нагревательных установок; вторые — обычно еще выполняют и
операции s транспортировки нагретых заготовок к подающим
устройствам пресса или молота. К толкающим устройствам
относятся различные шиберные и планочные автоматические подачи
с пневматическим и электрическим приводами, а также различные
крючковые приспособления малой механизации, к выносящим —
посадочные машины, различные механизированные клещи и
транспортеры. При применении клещей и других средств малой
механизации обычно используются универсальные
подъемно-транспортные средства, расположенные в цехе: мостовые и поворотные
краны, монорельсовые пути и др.
Автоматизация нагрева заготовок
275
2. Толкающие подающие устройства
Автоматизация и механизация процессов загрузки и выгрузки
нагревательных устройств легче и надежнее осуществляются при
использовании толкающих подающих устройств. В качестве
привода в этих устройствах применяются пневматические цилиндры
с рычажной или непосредственной связью с захватным органом
(без преобразующего механизма). Наибольшее распространение
толкающие устройства шиберного и планочного .типа получили
Рис. 163. Шиберная подача с кассетным магазинным устройством
в механизированных печах (карусельных, методических и др.),
а также в печах скоростного нагрева (индукционных, газовых).
Толкающие устройства крючкового типа чаще применяются при
выгрузке заготовок на участках свободной ковки.
Применение толкающих автоматических устройств для
операций загрузки и выгрузки обычно связано с использованием
ориентирующих устройств. Для заготовок диаметром до 50 мм
применяются автоматические бункерные ориентирующие устройства:
для коротких (Ш<1,5) бункеры типа воронок (см. рис. 126), для
длинных (lid = 2—6) — ножевого типа (см. рис. 123). Для
заготовок диаметром более 50 мм, квадратных заготовок, а также
для стержневых заготовок с lid J> 8-ИО обычно применяются
магазинные ориентирующие устройства.
На рис. 163 показано шиберное подающее устройство с
пневматическим приводом и кассетным магазинным устройством для
загрузки в методическую печь квадратных заготовок 100 X 100 мм
и длиной 200 мм. Все узлы устройства смонтированы на сварном
основании 12, которое одновременно является и столом.
18*
276 Автоматизация и механизация горячей штамповки
Заготовки A92 шт.), загружаются в съемную кассету,
представляющую собой сварную коробку 3 с подвижным дном 2,
устанавленную на основании 12. Для удобства загрузки одна
из боковых стенок кассеты сделана откидной; дно кассеты
укреплено на торце зубчатой рейки 4, перемещающейся по
направляющей 9. Подъем дна на шаг обеспечивается от пневматического
цилиндра 11 через двуплечий рычаг 10, поворачивающийся вокруг
оси 8. Движение от рычага 10 к рейке 4
передается через собачку 7. Шаг зубьев
рейки равен стороне квадрата заготовки. Фик-
Рис. 164. Шиберная подача с лотковым магазинным
устройством
сатор 6 дает возможность рейке свободно перемещаться вверх,
а вниз — только при оттянутой рукоятке 5.
При включении пневматического цилиндра 11 дно кассеты
приподнимается, выдвигая последовательно по одному ряду заготовок,,
которые под действием силы тяжести попадают в приемник 1.
Нижняя заготовка, находящаяся в приемнике, двигаясь по дуге,
заталкивается шибером 13 в печь 18. При этом заготовки,
находящиеся в печи, перемещаются на шаг, а крайняя (нагретая до
необходимой температуры) сталкивается на питающее устройство,
транспортирующее ее к штамповочному агрегату.
Привод секторного шибера 13, качающегося на оси 14,
обеспечивается от пневматического цилиндра 17. Упор 16,
закрепленный на вилке штока, набегает на конечный выключатель 15,
обеспечивающий переключение воздухораспределительного клапана
и возвращение шибера 13 в исходное положение. Команда на вклю-
Автоматизация нагрева заготовок
277
чение цилиндра 17 подается от устройства, контролирующего
нагрев крайней заготовки. *
Количество заготовок в одной кассете достаточно для работы
печи в течение 140—170 мин, т. е. за смену приходится менять
кассеты до трех раз.
На рис. 164 приведена схема работы шиберного толкателя с
лотковым магазинным устройством для круглых заготовок 1,
загружаемых в индукционный нагреватель 4. Толкатель 3, приводимый
в действие от штока цилиндра 6, перемещает находящуюся на
лотке 2 нижнюю заготовку в индукционный нагреватель 4 и
сталкивает одновременно крайнюю заготовку из индуктора в питающее
устройство. Включение штока цилиндра 6 на рабочий и обратный
ход обеспечивается воздухораспределительным клапаном 5.
Заготовки подаются в лоток 2 автоматически и вручную.
Расчет толкающих подающих устройств должен производиться
исходя из условия обеспечения усилия проталкивания,
необходимого для продвижения заготовок по неподвижному поду
нагревательного устройства:
<^.„ = |5|Л G/n, A81)
гДе Qp.n — расчетное усилие на штоке привода;
G — сила тяжести одной заготовки;
т — число проталкиваемых заготовок;
Р — коэффициент запаса, учитывающий динамические
нагрузки и принимаемый равным 1,8—2;
[х — коэффициент трения при толкании, принимаемый
равным по чугунным направляющим 0,5, по стальным
0,7, по кирпичной кладке 0,9.
Темп выдачи / из печи нагретых заготовок определяется ее
производительностью Я:
t = -^ сек, A82)
где П — производительность нагревательного устройства
в шт/мин.
Число ходов п толкателя в минуту определяется по формуле
я-JL, A83)
гд^Гщ — число заготовок в одном ряду.
Величина хода L толкателя определяется в зависимости от
расстояния, проходимого заготовкой от исходной позиции до
позиции загрузки в печь:
L=l + lx, A84)
278 Автоматизация и механизация горячей штамповки
где / — длина заготовки й направлении толкания;
1Х — расстояние от исходной позиции по позиции загрузки.
Минимальная средняя скорость vmin перемещения толкателя
определяется из условия его непрерывной работы при темпе выт
дачи, равном t:
^mm^k^^, A85)
где k = l,2-f-l,4 — коэффициент, учитывающий неравномерность
перемещения толкателя и время переключения системы
управления;
п — число ходов толкателя в мин.
Максимальную среднюю скорость vmax рекомендуется
принимать равной
vmax — 0,2 -т- 0,35 м/сек,
где нижний предел берется для крупных заготовок, верхний —
для мелких и средних (см. табл. 1).
3. Выносящие подающие устройства
Выносящие подающие устройства (за исключением
транспортеров) обычно применяются на участках свободной ковки или
штамповки при серийном производстве крупных поковок. Различают
выносящие устройства малой механизации: посадочные вилки,
патроны, крановые клещи х и т. д. которые выполняют обычно
только одну операцию (захват и удержание заготовки) и
используются с универсальными подъемцо-транспортными средствами,
и выносящие устройства комплексной механизации, к которым
относятся посадочные машины (шаржир-машины) различного типа.
Посадочные машины обеспечивают подачу заготовок к
нагревательной печи, загрузку заготовок в печь и поворот их в печи,
а также выдачу нагретых заготовок из печи к ковочному прессу
или манипулятору.
Применяются следующие типы посадочных машин: I —
напольные рельсовые; II — напольные безрельсовые;
III—напольные стационарные; IV — подвесные.
Машины типов II—IV применяются при обслуживании печей,
установленных у ковочных и штамповочных молотов, а также
у мощных кривошипных горячештамповочных прессов; машины
типа I — при обслуживании камерных печей у ковочных гидравли-
1 Подробнее конструкции устройств малой механизации рассмотрены в
работах: МансуровА. М. Механизация и автоматизация в кузнечном
производстве. «Машиностроение», 1965. Е к и м о в К- К. Механизация и
автоматизация кузнечно-штамповочного производства. Машгиз, 1960.
Автоматизация нагрева заготовок
279
ческих прессов усилием до 12 000 кн A200 тс) и у
специализированных прессов (ковка жаропрочных сталей и специальных
сплавов) усилием до 63 000 кн F300 тс). Обычно одна посадочная
машина обслуживает до 8—9 нагревательных печей или до 3
ковочных прессов.
Посадочная машина состоит из приводного клещевого
захватного органа и (в зависимости от универсальности) четырех
приводов. Приводы обеспечивают следующие движения захватного
органа — хобота (рис. 165): передвижение по цеху, вращение
вокруг вертикальной оси, качание хобота в вертикальной
плоскости и перемещение его параллельно горизонтальной оси.
Управление этими движениями осуществляется оператором с рабочего
места.
Напольные рельсовые машины (ГОСТ 1682—56) изготовляют
грузоподъемностью 10, 30, 50 и 75 кн A; 3; 5 и 7,5 тс).
Выпускаются и более мощные машины, однако они очень громоздки,
поэтому их применение в каждом конкретном случае должно
быть обосновано.
Основными узлами машин типа I являются мост 3, тележка 4,
хобот 2 с захватным органом / и механизмы перемещения в
направлениях Л, Б, В и Г.
В качестве приводов используются электрический (от сети или
аккумуляторов), гидравлический (от индивидуального насоса,
установленного обычно на машине) и реже пневматический
приводы. Подвод электроэнергии или подсоединение к цеховой
280 Автоматизация и механизация горячей штамповки
пневмосети обеспечивается кабелем и гибкими шлангами,
подвешенными на специальных кронштейнах.
На рис. 166 показана безрельсовая напольная посадочная
машина, имеющая обычно три колеса: два передних и одно заднее,
ведущее. Благодаря этому машина обладает необходимой
подвижностью и маневренностью. Привод ведущего колеса машины
осуществляется от электродвигателя 1. От этого же двигателя
приводится масляный насос 2 для привода цилиндра 3 подъема
хобота 9 и силового цилиндра 7 захвата. Управление осуществляется
рычагом 5 через контроллер 4. Электрический кабель подвешен
к мачте 6.
Посадочные машины этого типа выполняются
грузоподъемностью от 1 до 10 кн (от 100 до 1000 кГ) и имеют следующие
основные узлы: основание (рама) <9, хобот 9 с силовым цилиндром 7
клещевого захвата, цилиндр 3 для качания хобота в вертикальной
плоскости, электродвигатель 1 для перемещения и поворота
машины. Кроме того, некоторые посадочные машины имеют приводы
подъема и вращения хобота вокруг оси.
Напольные стационарные и подвесные посадочные машины
изготовляются грузоподъемностью до 20кн B тс), они представляют
собой хобот с захватным органом, установленный или подвешен-
Автоматизация нагрева заготовок
281
ный на мостовом (балочном) кране. Эти машины менее
универсальны и имеют до двух-трех движений хобота.
Проектирование и расчет посадочных машин проводятся
аналогично проектированию ковочных манипуляторов. При выборе
грузоподъемности посадочной машины нужно иметь в виду, что
паспортное ее значение указывается исходя из строго заданного
(максимального) расстояния центра тяжести груза от передних
колес. Для определения основных параметров, необходимых для
проектирования посадочных машин, можно воспользоваться
рекомендациями, приведенными ниже для ковочных манипуляторов
(см. табл. 15).
4. Удаляющие устройства
Мелкие и средние нагретые заготовки транспортируются
к штамповочному агрегату с помощью стационарных и переносных
транспортеров, наклонных неприводных лотков, а крупные —
с помощью посадочных машин и крановых клещей.
Лотки являются простейшими удаляющими устройствами, и
для горячих заготовок и поковок их изготовляют в виде
наклонных стальных или лучше чугунных плит толщиной 4—6 мм.
Угол наклона лотка для заготовок, перемещающихся за счет
скольжения, принимается равным 0,262—0,69 рад A5—40°), за счет
качения 0,122—0,175 рад G—10°). Чтобы избежать
самопроизвольного падения, лотки должны иметь борта, придающие им
форму желоба.
В кузнечных цехах применяются самые различные конструкции
транспортеров. В последнее время наибольшее распространение
для заготовок массой до 30 кг получили сетчатые и траковые
транспортеры (рис. 167). Главными преимуществами траковых
транспортеров по сравнению с пластинчатыми, цепными и другими
являются их прочность, долговечность и удобство в эксплуатации.
Звенья (траки) 2 обычно штампуют из отходов углеродистой стали
и подвергают незначительной механической обработке
(фрезерование и сверление ушков). Отдельные звенья — траки соединяются
между собой пальцами 1 и легко заменяются при их износе.
Перемещение траковой ленты транспортера осуществляется при
помощи шестигранных барабанов 3, приводимых в движение от
электродвигателя через ведущую шестерню (звездочку) 5. Для
натяжения ленты служит устройство 4.
При сборке ленты траки собираются гладкой стороной книзу,
что позволяет установить транспортер под углом до 0,524 рад C0°).
Для передачи заготовок, ориентированных в осевом
направлении, применяются однорядные цепные транспортеры;
двухрядные обеспечивают ориентацию заготовок, ось которых
расположена перпендикулярно движению.
282 Автоматизация и механизация горячей штамповки
Заготовки из приемников удаляются скребковыми
транспортерами, обеспечивающими надежную связь скребка с заготовкой
(рис. 168). Скорость движения заготовок на таком транспортере
достигает до 1 м/сек, предельный угол наклона транспортера
0,785 рад D5°).
Расчет всех видов транспортеров производится по общим
зависимостям, однако он имеет и некоторые особенности, связанные
с определением оптимальной скорости движения ленты.
Рис. 167. Траковый^транспортер
Для транспортеров с фрикционной связью между заготовкой
и лентой оптимальная скорость движения ленты зависит от
различных параметров.
Рассмотрим схему на рис. 169.
Заготовки 2 попадают из приемника 1 на ленту 3 через отрезки
времени, определяемые темпом штамповки. Причем, к моменту
попадания на ленту следующей заготовки предыдущая должна
быть удалена от приемника на минимальное расстояние lpj
которое несколько больше размера заготовки в направлении движения.
Если принять, что процесс разгона заготовки лентой транспортера
происходит по законам равномерно ускоренного движения и
расстояние, проходимое заготовкой, при этом меньше или равно /р, то
минимальная скорость движения ленты vmln может быть найдена
из выражения
Автоматизация нагрева заготовок
283
где 1р = 1,25/ — минимальное расстояние, проходимое
заготовкой длиной / за время, равное темпу штамповки t.
Максимальная скорость движения ленты транспортера
определяется исходя из условия обеспечения надежного сцепления
между лентой и заготовкой
в процессе разгона. Так
как кинетическая энергия,
которую получит
заготовка к концу процесса
разгона, сообщается ей за счет
полезной работы сил,
перемещающих деталь на
расстояние 1ру то согласно
схемы на рис. 169
получаем
(T-G')/p =
A87)
где Т = \xGN — сила
трения или сила,
удерживающая
заготовку на
ленте транспортера;
[л — коэффициент
трения, равный для тра-
ковых, цепных и
пластинчатых
транспортеров 0,35—0,45; для
ленточных (холодные
детали) 0,15—0,2;
G' — G sin a—составляющая
от силы тяжести G,
действующая вдоль
ленты;
G
m =— масса заготовки;
Рис. 168. Скребковый транспортер
8
V
Рис. 169. Расчетная схема для
определения скорости движения
транспортера
скорость перемещения
ленты;
а — угол наклона ленты транспортера;
g — ускорение силы тяжести.
После подстановки соответствующих величин и некоторых
преобразований выражение A87) может быть записано в виде
«W <-1.6 ]/([xcosa + sina)g/. A88)
Знак «минус» принимается для транспортеров, поднимающих
детали, а «плюс» — опускающих их.
284 Автоматизация и механизация горячей штамповки
Анализ зависимостей A86) и A88) показывает, что, например,
для траковых транспортеров, поднимающих заготовки длиной
/ = 200 мм под углом а = 0,35 рад B0°) при fx = 0,4 и темпе
штамповки t = 1,5 сек
vmln = 0,33 м/сек, ?>тах = 0,40 м/сек;
для горизонтального транспортера (а = 0°)
vmin = 0,33 м/секу vmax =1,41 м/сек.
Если скорость, рассчитанная по формуле A88), будет меньше
скорости, рассчитанной по формуле A86), то необходимо
уменьшить угол наклона или увеличить сцепляемость между заготовкой
и лентой (дополнительные ребра на ленте, выступы и т. д.).
§ 24. СРЕДСТВА АВТОМАТИЗАЦИИ И МЕХАНИЗАЦИИ,
ПРИМЕНЯЕМЫЕ ПРИ ШТАМПОВКЕ
fr Организация работ у штамповочных агрегатов
При горячей штамповке в качестве штамповочных агрегатов
применяются штамповочные молоты, кривошипные горячештампо-
вочные прессы, горизонтально-ковочные машины с вертикальным
и горизонтальным разъемами, ковочные вальцы, раскаточные
машины и т. д. Каждый из перечисленных агрегатов обладает своими
особенностями, требующими тех или иных конструктивных
изменений средств автоматизации.
Процессы горячей штамповки, осуществляемые на
перечисленном оборудовании, состоят, как правило, из нескольких переходов
(операций), располагаемых в определенной последовательности.
Изделия могут перемещаться в горизонтальной и вертикальной
плоскостях, а на отдельных операциях еще дополнительно и
вокруг своей оси. При применении некоторых машин не удается
обеспечить условия поточности. Например, подкатку заготовок на
одноклетьевых ковочных вальцах, штамповку на горячештампо-
вочных прессах (см. рис. 1) и др. Некоторые виды штамповочных
операций осуществляются с удерживанием заготовки (см. рис. 161)
в процессе ее формоизменения.
Все перечисленное значительно затрудняет разработку
универсальных средств автоматизации, которые, как правило,
используются только для определенных видов оборудования, а чаще
для конкретного технологического процесса.
В условиях автоматизации процессов горячей штамповки
особенно важно, чтобы разработка технологии, конструирование
средств автоматизации, усовершенствование отдельных узлов
оборудования (в первую очередь выталкивателей) проводились сов-
Средства автоматизации при штамповке
285
местно, т. е. обязательно выполнялись бы общие требования
автоматизации. Примеры, показывающие как несоблюдение общих
требований, предъявляемых автоматизацией производства к
технологическому процессу, инструменту, выбору оборудования,
исключает вообще возможность автоматизации того или иного
процесса, приводились в гл. I.
Эффективность автоматизации в условиях горячей штамповки
определяется в первую очередь рациональностью выбора
штамповочного оборудования. Например, применение штамповочного мо-
Рис. 170. Схема автоматизации трехклетьевых вальцев
лота не исключает возможности использования средств
автоматизации, однако из-за ударных и вибрационных нагрузок,
сопровождающих процесс формоизменения, средства автоматизации
приходится устанавливать около молота на самостоятельном
основании. При этом возникают дополнительные трудности, связанные
с обеспечением устойчивой соосности между ручьями инструмента
и захватного органа средств автоматизации, т. е. с обеспечением
точности подачи.
Выше говорилось о трудностях при автоматизации ковочных
вальцев с возвратно-поступательным движением заготовок. Если
использовать многоклетьевые ковочные вальцы с прямоточным
движением заготовйи, то для автоматизации можно применить
простейшее толкающее устройство, вводящее заготовку в зону
действия валков.
Схема автоматизации трехклетьевых вальцев показана на
рис. 170. Рабочие клети /—77/ смонтированы на общей плите 8
и имеют привод от общего шлицевого вала 6. В каждой клети есть
зубчатый перебор для привода вальцев и радиальная регулировка
286 Автоматизация и механизация горячей штамповки
валков. Расстояние между рабочими клетями может
регулироваться в зависимости от длины вальцуемой заготовки. На валу 6
расположены фрикционные муфта / и тормоз 7. В верхней части
рабочих клетей закреплена направляющая 3 для толкающего
подающего устройства 4 с откидным захватным органом 5
толкающего типа, имеющим электрический привод. Между рабочими
клетями установлены направляющие лотки 2, по которым
перемещается заготовка от одной клети к другой.
Нагретая заготовка подается к рабочей клети по лотку
непосредственно от нагревательного устройства. Заготовка, касаясь
электрического контакта, включает электродвигатель привода
подающего устройства 4. Захват 5 перемещает заготовку до упора,
расположенного на инструменте первой пары вальцев. Как только
достигается правильное положение заготовки, вальцы
автоматически включаются, заготовка деформируется и вальцы после
одного оборота останавливаются. Подающее устройство 4 вновь
толкает заготовку к следующей паре вальцев, рабочий цикл
повторяется.
После окончания рабочего цикла подающее устройство 4 с
отведенным в сторону захватом 5 возвращается в исходное
положение для подачи следующей заготовки. Если при подаче заготовки
возникают какие-либо неполадки, то приводные катки
устройства 4 проскальзывают по направляющим 5.
Возможности автоматизации процессов горячей штамповки
расширяются при применении кривошипных горячештамповочных
прессов, особенно с дезаксиальным расположением оси
кривошипного вала относительно оси ползуна. На таких прессах при
расположении ручьев штампа перпендикулярно оси кривошипного
вала удается избежать нарушения поточности (см. рис. 6), а
следовательно, появляется возможность запроектировать более
надежные и простые средства автоматизации.
Из рассмотрения структурных схем (см. рис. 162) видно, что
полностью автоматизированные машины оснащаются следующими
средствами автоматизации: питающим (которое по отношению
к предыдущей машине может выполнять роль удаляющего
устройства), подающим, передающим и удаляющим
устройствами.
На участках штамповки применяются те же конструкции
питающих и удаляющих устройств, что и на участках нагрева,
т. е. транспортеры, лотки и механические руки. Конструкции
подающих и передающих устройств во многом зависят от типа
штамповочного агрегата. Применительно к горячей штамповке
различают следующие их разновидности: толкающие подачи,
подъемники, револьверные и грейферные подачи, механические руки и
манипуляторы.
Средства автоматизации при штамповке
287
2. Толкающие подачи
В условиях горячей штамповки толкающие подающие
устройства применяются главным образом для подачи круглых в плане
заготовок на первую позицию с последующим их провалом в
ручей штампа или, реже, для удаления поковки из рабочей зоны
штампа. Особенностью этих подач является наличие плоскости
Ив
Рис. 171. Механизированная тележка с шиберной подачей
(направляющих, зеркала штампа), по которой может перемещаться
заготовка. Толкающие подачя выполняются планочными
(пальцевыми) или шиберного типа и имеют пневматический или
электрический привод.
На рис. 170 была показана толкающая подача планочного типа
с электрическим приводом, используемая для автоматизации
ковочных многосекционных вальцев.
На рис. 171 показана механизированная тележка,
применяемая для перемещения крупных заготовок от нагревательного
устройства к тяжелому штамповочному бесшаботному молоту с
последующей подачей заготовок непосредственно в ручей штампа.
288 Автоматизация и механизация горячей штамповки
Работа тележки осуществляется от команд, подаваемых
штамповщиком со специального пульта.
Заготовки от нагревательного устройства к молоту передаются
тележкой, перемещающейся по рельсовому пути вдоль пролета.
Перемещение тележки (скорость 0,6 м/сек) осуществляется от
электродвигателя 2, смонтированного на раме /, через редуктор 3,
цепную передачу, звездочку 4 и ось 5.
Несущей конструкцией тележки является платформа 7, к
которой приварены шесть стоек 6. Стойки служат для крепления
платформы 7 к каркасу тележки. Наличие в стойках отверстий
позволяет установить платформу на требуемую высоту.
На платформе 7 имеются два пневматических цилиндра // и
15. Цилиндр 15 служит для перемещения площадки 9, соединенной
с направляющими штангами 14, которые перемещаются между
роликами 12, смонтированными в кронштейнах 8 и 13. Штанги 14
скреплены распорками. Между ребрами площадки 9 предусмотрены.
отверстия, через которые проваливается окалина при перемещении
заготовки в штамп.
Пневматический цилиндр 11 толкающего захватного органа 10
жестко закреплен на направляющих и обеспечивает перемещение,
заготовки с площадки 9 в ручей штампа. Наличие полукруглой
выемки на толкателе захватного органа 10 исключает перемещение
заготовки в сторону при ее движении по площадке 9.
Работа механизированной тележки состоит в следующем. В
исходном положении тележка устанавливается перед окном
нагревательной печи. Затем под действием пневматического цилиндра 15
площадка 9 выдвигается к окну выдачи и нагретая заготовка
толкателем выдается из печи на плиту. После этого плита с
заготовкой отводится назад, а тележка направляется к молоту и
останавливается, когда ось штампа совмещается с осью цилиндра //;
включается пневматический цилиндр 15, площадка 9 вместе с
заготовкой вплотную подводится к штампу молота. Далее включается
пневматический цилиндр 15, который сталкивает заготовку в ручей
штампа. Для перемещения заготовки в ручей штампа верхняя
плоскость площадки 9 расположена на несколько миллиметров
выше уровня зеркала штампа.
После того как заготовка подана в ручей штампа, поршни
цилиндров 11 и 15 отводятся в исходное положение и тележка
направляется к нагревательной печи за очередной заготовкой.
Расчет толкающих подач сводится к определению рабочего
усилия привода и максимальной скорости перемещения захватного
органа.
Рабочее усилие привода определяется по общим формулам для
шиберных подач (см. § 19). Особенности расчета заключаются в
определении исходных параметров, обеспечивающих устойчивую ра-
Средства автоматизации при штамповке
289
боту подачи. Дело в том, что в условиях горячей штамповки ра*
бота подающих устройств должна осуществляться с
максимальными скоростями, так как любое промедление ведет к остыванию
нагретой заготовки и образованию окалины. Из-за окалинообра-
зования засоряются поверхности скольжения шибера, что ведет
к нестабильности коэффициента трения скольжения и вследствие
этого к нечеткости остановки заготовки и захватного органа в
исходных положениях. Поэтому в условиях горячей штамповки,
чтобы обеспечить стабильные условия работы подач, рекомендуется
применять катки или подшипники качения. Тогда в расчетные
формулы вместо коэффициента трения скольжения подставляется
значение коэффициента трения качения.
При подаче открытым захватом останавливание заготовок
в конце движения происходит в результате сил трения между
заготовкой и поверхность^ скольжения. Если замедление шибера
интенсивное, то может произойти отрыв заготовки от захвата.
Если принять, что вся кинетическая энергия заготовки тратится
на преодоление сил трения в процессе ее торможения и процесс
торможения равномерно замедленный, то максимальная скорость
движения заготовки vmax и замедление шибера ашах равны:
V max = l/2|ig/«, 1 /189ч
Ятах^И'ё", J <
где \х — коэффициент трения скольжения заготовки по
направляющим;
1щ — путь торможения захватного органа;
g — ускорение силы тяжести.
3. Подъемники
Подъемники являются простейшими средствами механизации
и применяются при вертикальном перемещении и для
поддерживания заготовки в процессе штамповки. Различают подвесные и
напольные подъемники. Первые применяются при штамповке
деталей из заготовок массой до 30 кг, вторые — свыше 30 кг. При
применении подвесных подъемников штамповщику приходится
удерживать заготовку вручную, при применении напольных
подъемников (подъемные столы) этого не требуется.
На рис. 172 показана конструкция подъемного стола с пневмо-
гидравлическим приводом грузоподъемностью до 5 кн E00 кГ)
для подъема на высоту до 810 мм.
Гидравлическое запирающееся устройство, состоящее из двух
цилиндров 4 со штоками 3, рейки 5 с кулачками 6 и
гидравлического запорного крана, приводимого в действие от роликов 7,
обеспечивает четкость остановки.
19 И. А. Нерицын 1295
290 Автоматизация и механизация горячей штамповки
Заготовка устанавливается на рблики 9, укрепленные на
столе 8. Подъем и опускание стола осуществляются от
пневматического цилиндра 2, шток / которого жестко соединен со столом 5.
Стол соединен также со штоками гидравлических цилиндров 4
и рейкой 5. При набегании
/5до ^j кулачка 6 на ролик 7
происходит запирание
жидкости в полости цилиндра 4,
что обеспечивает
остановку стола около ручья.
Изменением расстояния
между кулачками можно
изменять места остановки стола
и их число.
Расчет подъемной силы
стола Qn производится
по формуле, аналогичной
A66)
A90)
и Gcm — сила тяжести
заготовки и стола;
а — максимальное
ускорение,
развиваемое приводом при
подъеме;
g — ускорение силы
тяжести.
4. Револьверные подачи
При горячей
штамповке револьверные подачи
используются в основном
на операциях выдавливания. В таких подачах инструмент часто
монтируется в поворотном револьверном столе. Обычно в этом
случае на прессе осуществляется одна технологическая операция.
На рис. 173 показана револьверная подача конструкции
НИИТракторосельхозмаша, применяемая для окончательной
штамповки деталей типа клапана. Подача имеет гидравлический
двусторонний привод, шестеренчато-реечный преобразующий
механизм с механизмом периодического движения, работающим на
принципе прерывания кинематической связи.
где G,
Рис. 172. Подъемный стол с пневмогидра
влическим приводом
НОО-ч
Рис. 173. Револьверная подача с гидравлическим приводом
19*
292 Автоматизация и механизация горячей штамповки
Револьверная подача состоит из основания 2, стола 11,
вращающегося на пальце 10, корпуса фиксатора 3, корпуса 23 редуктора,
в котором смонтирован поршень 16 гидравлического цилиндра
привода механизма периодического движения, двух
гидравлических цилиндров 19 с поршнем-рейкой 21. На револьверном столе
установлены три матрицы 8 и три втулки 9 выталкивателя. В
нижней части стола 11 смонтирована большая шестерня 12,
зацепляющаяся с шестерней 14, посаженной с помощью шпонки на вал-
шестерню 15, которая приводится во вращение поршнем-рейкой 21.
Ролик 20 служит для предотвращения изгиба рейки в процессе
работы.
Работа подачи происходит следующим образом. На позиции I
загрузки заготовка подается в инструмент. Одновременно дается
команда на включение клапана и жидкость поступает в головку 18
цилиндра и, проходя через отверстия во втулке 17, немного
перемещает ее. После этого начинает двигаться поршень-рейка 21,
приводя в движение через вал—шестерню 15 и шестерню 14 и 12
и стол 11. Заготовка подается на рабочую позицию II.
Перемещением поршня 6 вправо фиксируется положение стола относительно
пуансона. При движении поршня 6 закрепленный на нем
специальный упор 4 воздействует на рычаг 5 конечного выключателя и
включает пресс в работу. Совершается один рабочий ход пресса.
В это время поршень 16 выводит шестерню 14 из зацепления
с шестерней 12, а подачей жидкости в головку 22 осуществляется
возврат поршня-рейки 21 в исходное положение. В конце хода
поршень воздействует на втулку 17, которая перекрывает выход
жидкости из цилиндра, обеспечивая четкость и плавность
остановки поршня в крайнем положении. Также осуществляется
остановка поршня и при рабочем ходе. После того как
поршень-рейка 21 приведена в исходное положение, жидкость из-#бд поршня 16
выпускается и шестерня 14 под действием пружины 13 вводится
в зацепление с шестерней 12. Подача готова к повороту стола для
осуществления следующего рабочего цикла.
Отштампованная деталь выталкивателем пресса 1 через
втулку 9 выталкивается из матрицы 8 и удерживается в таком
положении подпружиненным шариком 7; отводится поршень 6 и
подается команда на поворот револьверного стола. Отштампованная
деталь попадает на позицию III выгрузки, а деталь с позиции
загрузки — на рабочую позицию и весь цикл повторяется.
Как видно из рис. 173, применение револьверных подач
позволяет вывести операции загрузки и выгрузки из рабочей зоны
к фронту пресса, а следовательно, применить более рациональные
средства автоматизации загрузки и выгрузки.
Расчет револьверных подач, применяемых при горячей
штамповке, ничем не отличается от расчета аналогичных конструкций,
Средства автоматизации при штамповке
293
используемых при холодной штамповке. В условиях горячей
штамповки значительно повышаются инерционные силы,
возникающие в период разгона и останавливания стола, поэтому
вопросам его фиксации и торможения при останавливании нужно
уделять большее внимание.
5. Грейферные подачи
Грейферные подачи наибольшее применение получили при
многооперационной штамповке для автоматизации кривошипных
горячештамповочных прессов и горизонтально-ковочных машин.
Условиями применения грейферных подач для горячей
штамповки являются равномерность или кратность расположения
ручьев штампа и четкая работа системы выталкивания (лучше от
индивидуального привода). Однако первое условие не всегда
удается выполнить из-за ограниченности межштампового
пространства. В этом случае приходится отказываться от применения
более простых грейферных подач и использовать механические
руки или даже манипуляторы. Ограниченность межштампового
пространства, небольшие проемы в стойках и т. п. обусловливают
конструктивное оформление грейферных подач. Они состоят из
тех же узлов, что и подачи для холодной штамповки, причем в них
используется только клещевой захватный орган.
На рис. 12 был показан пресс с грейферной подачей. В нем
направление штамповки выбрано параллельно фронту пресса.
Большие перспективы имеет применение направления штамповки,
перпендикулярного фронту пресса. Однако большинство
современных кривошипных горячештамповочных прессов не
приспособлено для штамповки перпендикулярно фронту. У этих прессов
размер ползуна больше по фронту пресса, чем в направлении,
перпендикулярном ему. Кроме того, отсутствие дезаксиального
смещения оси главного вала не позволяет осуществить штамповку
без изменения направления действия сил на направляющие
ползуна.
На рис. 174 приведена конструкция грейферной подачи,
применяемая для штамповки клапанов тракторных и автомобильных
двигателей.
Клапаны штампуются одновременно в двух переходах:
предварительном и окончательном. Подача устанавливается в боковом
окне станины горячештамповочного пресса и обеспечивает
прямолинейную подачу заготовок из ручья в ручей и удаление
отштампованной поковки на лоток.
Грейферная подача монтируется на раме 10 и крепится к
станине пресса болтами 9. Подача имеет клещевой пневматический
захватный орган и два пневматических цилиндра, обеспечивающих
подъем и перемещение заготовки из ручья в ручей,
294 Автоматизация и механизация горячей штамповки
Пневматический цилиндр 5 захватного органа и
пневматический цилиндр 2 подъема укреплены на каретке 12, перемещающейся
в направляющих // и 24 под действием штока 8 цилиндра 6.
Величина перемещения каретки равна расстоянию между осями
предварительного 20 и окончательного 19 ручьев штампа 18.
Крайние положения каретки фиксируются конечными
выключателями 7 и 14.
Зажим и освобождение заготовки и поковки осуществляется
губками, укрепленными на грейферных линейках 17 к 21, двигаю-
Рис. 174. Грейферная подача с пневматическим приводом
щихся по направляющим 22. При перемещении штока 4
пневматического цилиндра 5 рейка 3, закрепленная при помощи резьбового
соединения на конце штока 4, вращает зубчатое колесо 16, которое
укреплено на валу 13, имеющем с одной стороны левую, а с
другой правую резьбовую нарезку. В рейке имеется паз-для шпонки,
чтобы она не поворачивалась.
На грейферных линейках 17 и 21 укреплены гайки, которые
при вращении вала 13 сближают или разводят грейферные
линейки, т. е. осуществляют зажим или освобождение заготовки и
поковки. Чтобы линейки 17 и 21 не перекашивались при
перемещении, они втулками 23 посажены на две направляющие 22,
укрепленные в планках 15.
Подъем грейферных линеек осуществляется пневматическим
цилиндром 2. Подача снабжена двумя пружинами с разными уси-
Средства автоматизации при штамповке
295
лиями, которые после подъема захватного органа производят
наклон грейферных линеек вместе с захватными губками вокруг
цапф 1, что позволяет на прессах с недостаточным ходом ползуна
осуществлять штамповку поковок клапанов с большой длиной
стержня (до 180 мм). Кроме того, это дает возможность вывести
заготовку и поковку из ручьев штампа, когда нижние части их
стержней еще не достигли верхних кромок ручьев штампа, что
сокращает потребность в большом ходе ползуна пресса.
Грейферные подачи при применении их на
горизонтально-ковочных машинах с вертикальным разъемом перемещают заготовку
в вертикальной плоскости. Обычно они дополнительно снабжаются
устройством для поддерживания длинного конца заготовки г.
При проектировании грейферных подач для горячей штамповки
целесообразно захват, перенос и подъем изделий осуществлять
от отдельных (лучше индивидуальных) приводов.
При определении подъемной силы захватного органа Q3
следует учитывать ускорение, развиваемое приводом подъема;
Q3 = mG3(l + ^), A91)
где G3 — сила тяжести одной заготовки;
т — число одновременно переносимых заготовок;
ап — максимальное ускорение, развиваемое при подъеме.
Рабочее усилие привода подъема Qn^ определяется по
формуле, аналогичной A91)
Qn.i = (mGa + Gn)(l+**-), A92)
где Gn — сила тяжести деталей грейферной подачи, поднимаемых
и перемещаемых при подъеме.
Рабочее усилие привода перемещения Qn.2 для периода
неустановившегося движения определяется по формуле:
Qn.2 = (mGe + Gn)-f, A93)
где а — максимальное ускорение, развиваемое в период разгона.
6. Механические руки и манипуляторы
Механические руки и манипуляторы обеспечивают сложную
траекторию движения заготовки. Для одностороннего движения
заготовки применяются механические руки; для возвратно-
1 Подробнее об этих подачах см. в книге А. П. А т р о ш е н к о.
Механизация и автоматизация горячей штамповки. «Машиностроение»/1965.
296 Автоматизация и механизация горячей штамповки
поступательного (см. схему на рис. 1), а также с дополнительным
поворотом — манипуляторы.
В механических руках и манипуляторах в основном
используются приводные клещевые захватные органы, обычно с
пневматическим приводом.
Рис. 175. Механическая рука для плоских заготовок
На рис. 175 показана механическая рука, изготовленная
Челябинским тракторным заводом и применяемая для подачи плоских
заготовок размером 105 X 285 X 28,5 мм к мощному
штамповочному молоту.
Механическая рука смонтирована на кронштейне 17,
закрепленном на колонке 16, установленной на специальном фундаменте
с задней стороны молота.
Перемещение захватного органа с заготовкой
обеспечивается с помощью пневматического цилиндра 14. Клещевой за-
Средства автоматизации при штамповке
297
хватный орган состоит из неподвижной 19 и подвижной 1 губок
захвата. Привод подвижной губки 1, сидящей на валике 28,
осуществляется от штока-рейки 3 с разгружающим роликом 4 через
шестерню 2 и далее на поворачивающийся в опорах 22 и 26
валик 28. Захватный орган смонтирован в траверсе 10,
перемещающейся по направляющим 11.
Когда механическая рука находится в исходном положении,
траверса 10 стоит в крайнем правом положении, т. е. поршень 13
цилиндра 14 прижат к задней крышке цилиндра. В это время
захватный орган находится между стойкой молота и штампом 21
над рольгангом 24, являющимся продолжением транспортера 23,
который подает нагретые заготовки из печи.
Сориентированная в осевом направлении заготовка подается
по рольгангу 24 до упора 25. На^ рольганге, смонтированном на
кронштейне 17, помещен отсекатель 12, утапливаемый при
движении захватного органа вправо неподвижной губкой 19 и
свободно пропускающий до упора 25 очередную заготовку, которая
устанавливается точно под клещами. Одновременно с этим жестко
связанный с отсекателем упор Т8 займет вертикальное положение
и не позволит заготовке самопроизвольно передвинуться на штамп
молота.
Штамповщик, нажимая на педаль, включает
воздухораспределительный клапан, обеспечивающий подачу воздуха в правую
часть цилиндра 14. Поршень 13 со штоком-рейкой 3, перемещаясь
влево, повернет шестерню 2 против часовой стрелки и зажмет
подвижной губкой заготовку 20, находящуюся на рольганге. При
дальнейшем движении штока-рейки влево начнет перемещаться
траверса 10 вместе с зажатой в клещах заготовкой. Отсекатель 12
под действием силы тяжести поднимается, а упор 18 опускается.
Очередная заготовка, двигающаяся по рольгангу, остановится,
а захваченная беспрепятственно может перемещаться к ручью
штампа.
Когда траверса 10 придет в крайнее левое положение и
заготовка будет находиться над ручьем штампа, болт 7 траверсы,
воздействуя на кронштейн с конечным выключателем 6,
закрепленный на направляющих 11 с помощью гаек 27, разомкнет цепь
питания соленоида воздухораспределительного клапана. В
результате сжатый воздух из магистрали поступит в левую полость
цилиндра 14 и шток-рейка 3, двигаясь влево, повернет шестерню 2
вместе с валиком 28 и укрепленной на нем подвижной губкой /
по часовой стрелке и освободит заготовку, которая опустится
в ручей.
Шток-рейка, двигаясь вправо, зацепит специальным
упором 5 за траверсу 1Q и переместит ее вместе с клещами в исходное
положение,
298 Автоматизация и механизация горячей штамповки
Чтобы обеспечить надежную работу механической руки, в
траверсу 10 встроены два тормозных устройства, состоящих из
тормозной колодки 9 и пружины 8, поджимаемой специальной
гайкой.
Сила трения, возникающая между тормозной колодкой 9
и направляющей //, создает постоянное сопротивление
перемещению траверсы 10, что
способствует четкой работе захватного
органа подачи.
При установке и наладке штампов
захватный орган и рольганг
отводятся в сторону. Чтобы обеспечить
зазор между подаваемой заготовкой и
поверхностью штампа вц пределах
3—5 мм, наладку руки^по высоте
производят с помощью * винта 15.
Положение заготовки на рольганге
относительно ручья штампа
регулируют упором 25 и гайками 27.
Случайное попадание захватного органа
под штамп во время штамповки
исключается, благодаря применению
блокирующего устройства,
связанного с механизмом управления молота.
В последнее время все более
широкое распространение получают
универсальные манипуляторы с
программным управлением. Такие
конструкции разработаны в ЭНИКМАШе
и других организациях. Широко
используются манипуляторы с
программным управлением за рубежом.
На рис. 176 показаны основные
движения манипулятора УНИМАТ.
Программное устройство
манипулятора может воспроизвести до^200 последовательных команд,
записанных ранее на барабан с магнитной лентой.
Манипулятор УНИМАТ состоит из основания / и подвижной
верхней части 2, на которой^смонтирован клещевой захватный
орган 3, выполненный в виде руки. Вылет руки изменяется. Все
движения руки манипулятора осуществляются от
гидравлического привода.
Привод захватного органа — пневматический. Усилие захвата
на клещах руки 800 н (80 кГ). Величина усилия может
регулироваться,
Рис. 176. Основные движения
и зона действия манипулятора
УНИМАТ
Механизация и автоматизация обрезки облоя
299
Манипулятор УНИМАТ при максимальной скорости
перемещения захватного органа имеет грузоподъемность 120 н A2 кГ).
При уменьшении скорости грузоподъемность может быть
увеличена до 350 н C5 кГ). Клещи захватного органа сменные, для чего
необходимо отвернуть два винта и закрепить захваты,
обеспечивающие работу с данной конструкцией детали.
Для записи программы следует нажать на соответствующие
кнопки и один раз проделать весь комплекс операций. В это же
время на ленте самопишущим прибором записывается программа,
которая может воспроизводиться необходимое количество раз при
работе манипулятора. Новая программа работы либо «стирает»
на ленте предыдущую, если в дальнейшем она не используется,
либо записывается на неиспользованной части ленты, имеющей
всего 200 рядов программных клеток (узелков). Манипулятор
подключается к сети штепсельной вилкой.
Для включения рабочего цикла необходимо только нажать
соответствующую кнопку. При этом положение манипулятора
относительно обслуживаемого пресса должно быть
определенным.
Точность работы манипулятора, по данным фирмы,
соответствует ±1,2 мм, масса 1300 кг; необходимая мощность 11 кет.
Описанный манипулятор может производить, по данным фирмы,
следующую работу: загрузку, перекладывание поковки из ручья
в ручей штампа и выгрузку при штамповочных операциях;
кантовку при сборочных работах; упаковку готовой продукции;
затяжку гаек и винтов; окраску пульверизатором. Особенно
целесообразно такие манипуляторы применять при установке и съеме
штампов и замене рабочих вставок.
Универсальные манипуляторы могут также найти применение
и в мелкосерийном производстве.
Расчетные усилия приводов манипуляторов и механических
рук определяются по тем же зависимостям A91)—A93), что и
для грейферных подач.
При решении проблем автоматизации процессов штамповки
нельзя забывать об автоматизации смазки ручьев штампов, а иногда
и о их принудительном охлаждении. Устройства для смазки
должны работать в цикле средств автоматизации. Различные
конструкции приспособлений для автоматической смазки штампов
приведены в специальной литературе.
§ 25. МЕХАНИЗАЦИЯ И АВТОМАТИЗАЦИЯ ОБРЕЗКИ ОБЛОЯ
Обрезка облоя производится на крившипных прессах и
осуществляется в горячем и холодном состоянии. В последнем случае
нарушается поточность и требуются дополнительные площади для
S00 Автоматизация и механизация горячей штамповки
размещения поковок. При комплексной механизации и
автоматизации процессов горячей штамповки нужно стремиться к тому,
чтобы обрезка облоя производилась непосредственно на горяче-
штамповочном прессе (см. рис. 10) или чтобы обрезной пресс
встраивался в линию (см. рис. 160), т. е. осуществлялась обрезка в
горячем состоянии. При этом обрезной штамп должен быть
комбинированным, чтобы обрезка облоя и проколка отверстия происходили
за один ход пресса. Попытки механизировать, а особенно
автоматизировать процессы обрезки облоя, в случае когда обрезная
матрица расположена раздельно с матрицей, на которой
осуществляется проколка перемычки или правка, обычно не приводят
к желаемым результатам, так как при этом механизирующие
устройства получаются очень сложными и нестабильно
работающими.
Удаление поковки и облоя после обрезки является также
сложной задачей, ибо и то и другое следует направлять в тару
раздельно. Кроме того, удаление облоя осложняется еще и тем,
что облой может застревать на пуансоне или сваливаться с него,
занимая произвольное положение на штампе.
Для подачи поковки на обрезку применяются различные
средства механизации. Показанная на рис. 171 механизированная
тележка с шиберной подачей на Челябинском тракторном заводе
используется и для подачи поковок на обрезку.
На рис. 177 показано устройство для подачи и укладки поковок
шатуна в обрезной штамп. Клещевой захватный орган состоит
из неподвижной 10 и подвижной 8 зажимных губок,
поворачивающихся вокруг оси 9 от воздействия упора 11, укрепленного вместе
с пружиной 7 и цилиндром 4 на подвеске 5. Подвеска гайками 12
закреплена на стержнях 13, которые ввинчены в ползушку 15.
Узлы подачи размещены на плите 19, установленной на
швеллерах 18 на столе обрезного пресса.
Ползушка 15 перемещается во втулках 14 по двум
направляющим колонкам, одна из которых (позиция 3) закреплена болтами 2'
в подшипниках /; другая (позиция 17) ввернута в ползушку и
перемещается вместе с нею в подшипниках 16, прикрепленных к
плите 19. Перемещение ползушки осуществляется пневматическим
цилиндром 22 с ходом 360 мм, установленным на плите 19.
При работе подачи ориентированная поковка, двигающаяся
по транспортеру, встречает неподвижные губки 10. После этого
цилиндр 4 передвигает упор 11, который опускает поднятую
пружиной 7упирающуюся в накладку 6подвижную губку 8 и зажимает,
поковку за облой. Затем сжатый воздух подается в цилиндр 22 и
полушка 15 вместе с захватным органом и поковкой перемещаются
к обрезной матрице 21 до утопающих упоров 20. Сжатый воздух
подается в другую полость цилиндра захвата, упор 11 отходит
Механизация и автоматизация обрезки облоя 301
назад, подвижная губка под действием пружины 7 поднимается
вверх и освобождает поковку. Ползушка 15 под действием штока
цилиндра 22 перемещается дальше, губки захвата выводятся из-
под облоя и поковка укладывается на обрезную матрицу.
На рис. 178 приведена конструкция удаляющего устройства
с приводом от пневматического цилиндра для поковок и облоя
деталей звена гусеницы, в котором используется крючковый
захватный орган.
Рис. 177. Подающее устройство для поковок шатуна
Съемник при помощи кронштейна / крепится к столу пресса
с противоположной от прессовщика стороны. На кронштейне
закреплена плита 2 с окном для провала поковки. Окно сделано
с таким расчетом, чтобы в него проваливалась только поковка и
не проваливался бы облой. Под окном помещен лоток 3, по
которому поковка скатывается в бункер загрузочного устройства
конвейера. Плита 2 заканчивается вторым лотком 4У по которому
облой скатывается в другой бункер. Передним концом плита
упирается в матрицу обрезного штампа.
В верхней части кронштейна закреплены две направляющие
колонки 5, на противоположных концах которых установлена
крышка пневматического цилиндра. По колонкам скользят две
302 Автоматизация и механизация горячей штампбйки
траверсы 6 и 9. Траверса 6 жестко связана со штоком 7
пневматического цилиндра <§; на траверсе 9 шарнирно укреплен рычаг 10.
Рычаг вместе с траверсой имеет возможность перемещаться вдоль
колонок и поворачиваться относительно пальца //. Вращение
рычага ограничивается регулирующими упорами 12 и 13,
установленными в поперечных ребрах траверсы 9. Через отверстия в рычаге
и паз в крючке 14 пропущен палец 15, при помощи которого
крючок крепится к рычагу и имеет возможность перемещаться
относительно него. Пружина 16 удерживает крючок в крайнем правом
положении. Рычаг 10 серьгой 17 связан с траверсой 6.
Сжатый воздух подается в рабочий цилиндр золотником управ-'
ления 18, укрепленным на станине пресса. Скоба 19, закреплен-
Механизация и автоматизация обрезки облоя
303
ная на ползуне пресса, при движении ползуна перемещает
поршень 20 золотника из одного крайнего положения в другое.
Сжатый воздух поочередно поступает в левую и правую части
пневматического цилиндра, что соответствует движению поршня из
крайнего правого положения в левое и обратно.
Работает устройство следующим образом. Прошитая на
боковом ползуне поковка подается на обрезной штамп. В исходном
положении, когда ползун находится в крайней верхней точке,
сжатый воздух из магистрали через золотник управления 18
поступает под поршень пневматического цилиндра 8. Обе траверсы 6
и 9 находятся в крайнем левом положении, а крючок 14 может
в вертикальной плоскости занимать любое положение.
При движении ползуна вниз траверсы продолжают оставаться
в крайнем левом положении до тех пор, пока не будет выбран
зазор между верхним загибом скобы 19 и концом штока поршня 20.
Пуансон 21 в этом случае опускается настолько, что исключается
возможность попадания крючка 14 в штамповое пространство.
При дальнейшем движении ползуна скоба 19 перемещает
поршень 20 золотника в нижнее положение. Сжатый воздух начинает
поступать в полость цилиндра над поршнем, передвигая его вместе
со штоком 7 и связанной с ним траверсой 6 вправо (см. стрелку Л).
Шток через серьгу 17 передает движение на рычаг 10, который,
повернувшись относительно пальца 11 до упора 12, также
начинает двигаться вправо и занимает крайнее правое положение
раньше, чем ползун пресса достигнет крайней нижней точки.
Крючок, сжимая пружину 16, упирается в пуансон 21
несколько выше заусенца. При движении ползуна вверх, пока
выбирается зазор между концом штока поршня 20 и нижним загибом
скобы 19, рычаг 10 остается в крайнем правом положении. Как
только пуансон поднимется выше крючка, последний под действием
пружины 16 выдвигается в штамповое пространство и
останавливается против отверстия в поковке 22. При дальнейшем движении
ползуна вверх скоба 19 увлекает за собой поршень золотника
вверх. Сжатый воздух поступает под поршень пневматического
цилиндра, который начинает двигаться влево (см. стрелку Б).
Крючок 14, повернувшись относительно пальца И, опускается в
отверстие поковки и, захватив поковку 22 и облой 23, также
двигается влево. Проходя по плите, поковка проваливается в окно
и по лотку 3 скатывается в бункер, а облой остается на плите.
При последующем рабочем ходе пресса, когда на очередной
поковке боковым ползуном прошиваются отверстия, крючок 14
совершает движения, аналогичные предыдущим. При перемещении
ползуна вниз крючок, повернувшись относительно пальца И до
упора 12, двигается вправо, свободно проходит над лежащим на
плите облоем и упирается в пуансон. Во время движения ползуна
304 Автоматизация и механизация горячей штамповки
вверх крючок опускается, 'повернувшись вокруг пальца до упора,
захватывает за заднюю кромку облой, лежащий на плите и,
двигаясь влево, сбрасывает его по лотку 4 в бункер, после чего
возвращается в исходное положение.
Иногда в процессе обрезки облой застревает на пуансоне.
В этом случае сбрасывающее устройство выполняет, помимо своего
основного назначения, роль съемника облоя с пуансона.
Происходит это следующим образом. После обрезки облоя при движении
ползуна вверх крючок остается прижатым к пуансону. Если облой
застревает на пуансоне, то при движении вверх он цепляется
передней кромкой за неподвижно стоящий крючок, снимается с
пуансона и падает на штамп. Крючок, как только кромка пуансона
поднимается выше него, выдвигается в штамповое пространство и
при дальнейшем движении ползуна вверх опускается вниз и,
зацепив облой, вместе с поковкой снимает его со штампа.
Требуемая последовательность движения крючка
обеспечивается при помощи специальных тормозных устройств 24,
вмонтированных в ступицы траверсы 9.
Тормозное устройство (рис. 178, б) состоит из тормозной
колодки, сидящей свободно в сквозном вырезе втулки, нажимного
пальца, пружины и регулировочного винта.
Пружина регулировочным винтом затягивается до
определенного усилия исходя из того, чтобы момент сил трения между
тормозной колодкой и направляющей колонкой 5 относительно
пальца // был на 20—25% больше момента от сил тяжести рычага
с крючком 14 относительно этого пальца. При этом условии
траверса не может перемещаться вдоль колонок раньше, чем рычаг
коснется одного из упоров, ограничивающих его вращение.
Крючок, прежде чем начать движение вправо, опускается. Этим и
обеспечивается необходимая последовательность движений.
Сбрасывающее усройство, сблокированное с ходом ползуна пресса,
не имеет с ним жесткой связи. Связь с ползуном пресса
осуществляется с помощью пневматического устройства. Ползун при
движении переключает только золотник управления, а устройство
продолжает работать непосредственно от сети сжатого воздуха.
Наличие пневматической связи исключает поломку
автоматического съемника. Это особенно важно потому, что при горячей
обрезке (в силу ее специфических особенностей) нельзя обеспечить
получения одинакового по форме и размерам облоя и исключить
утяжку облоя при обрезке, что, в свою очередь, иногда приводит
к застреванию поковки в окне плиты.
Жесткая связь сбрасывающего устройства с ползуном
обязательно вызвала бы поломки. Наличие нежесткой (пневматической)
связи приводит лишь к остановке устройства, после устранения
причины застревания оно снова начинает работать.
Средства механизации свободной ковки
305
Для удаления облоя используются также выносящие лотковые
устройства (рис. 179), аналогичные устройствам, применяемым
при холодной штамповке. В этом случае обрезной штамп должен
быть выполнен так, чтобы в подвижной части находилась
матрица У, а в неподвижной — пуансон 2. В результате при движении
Рис. 179. Лотковое выносящее устройство
ку из матрицы, которая затем падает на дно лотка. При движении
ползуна пресса 7 вниз лоток с помощью системы рычагов 6 и паза
в боковых стенках выходит из-под штампа назад и сбрасывает
поковку по неподвижному лотку 5 в тару или на транспортер.
Недостаток этой конструкции заключается в том, что облой
приходится убирать специальным устройством или вручную.
Расчетные усилия приводов, применяемых при обрезке облоя,
определяются по общим формулам, приведенным выше для
аналогичных устройств.
§ 26. СРЕДСТВА МЕХАНИЗАЦИИ, ПРИМЕНЯЕМЫЕ
НА УЧАСТКАХ СВОБОДНОЙ КОВКИ
1. Организация работ
Для получения поковок на участках свободной ковки
применяются паровоздушные молоты с массой падающих частей от 1 т и
выше, пневматические с массой падающих частей до 1 т и
гидравлические ковочные прессы, причем пневматические молоты
§0 И. А. Норицын 129$
306 Автоматизация и механизация горячей штамповки
используются для изготовления мелких и средних поковок, а
паровоздушные молоты и особенно гидравлические прессы — для
средних и в основном крупных поковок, масса которых
достигает 100 т и более при толщине 150—2500 мм.
Приемы ковки под прессами несколько отличаются от приемов
ковки под молотами главным образом из-за больших поперечных
сечений поковок и заготовок.
Среди средств механизации, применяемых при свободной ковке,
в настоящее время наибольшее распространение получили
консольные поворотные и мостовые краны, кран-балки и монорельсы.
В кузнечных цехах мелкосерийного и индивидуального
производства они составляют до 60% всего количества средств механизации.
При помощи мостовых кранов, оснащенных различными
подвесными приспособлениями, проводятся погрузочно-разгрузочные,
транспортные .работы и технологические операции ковки под
молотами и прессами.
Средства механизации для участков свободной ковки обычно
выбираются в зависимости от усилия пресса или массы падающих
частей молота.
По данным А. М. Мансурова, из средств малой механизации
для механизации процессов свободной ковки на молотах
рекомендуется применять (табл. 14) преимущественно поворотные,
а на прессах — мостовые ковочные краны. Часто для подачи
заготовок к молотам с массой падающих частей до 750 кг более
эффективно по сравнению с поворотными кранами применять
монорельсы с подвешенными к ним клещами или другими средствами
малой механизации.
На рис. 180 показаны схемы организации ковки на
гидравлическом прессе 3 с двумя кранами 1У применяемые для слитков
массой более 30 т. Под слиток 4 с двух сторон (рис. 180, б)
подводятся цепи кантователя 2\ с помощью кранов / слиток 4
перемещается в обе стороны вдоль горизонтальной оси, а
поворачивается с помощью кантователей 2.
Анализ загрузки прессов и молотов операциями ковки
показывает, что основные операции изготовления поковок
распределяются примерно следующим образом: осадка составляет 10%,
прошивка — 5%, вытяжка (протяжка) и шлихтовка — 75%
общего времени работы. Следовательно, основная часть машинного
времени приходится на вытяжку и шлихтовку. Такое
распределение обусловливает широкое применение ковочных манипуляторов
для механизации процессов свободной ковки. Следует также
широко применять и поворотные столы для механизации процессов
осадки на прессах.
Из литературных данных об эффективности применения ко-
рочцых манипуляторов известно, что они позволяют повысить
<5 Грузоподъемность в кн средств механизации для свободной ковки
Средства механизации
Мостовой ковочный
Ковочный поворотный
Подвесной кантователь
Мостовой
вспомогательный кран
Ковочный манипуля-
Посадочная машина . .
Инструментальный ма-
Поворотный стол ....
* В знаменателе приведе
раметрами, приведенными в
- 1 -
0,25
10
—
1
5
—
НЫ ЗН?
табл.
0,4 '
10
—
1
5
—
1чения
15.
Усилие ковочных прессов е
- 1 - 1 -
0,75
10
—
2,5
5
2,5
1
10
—
5
5
5
2
20
—
10
12,5
10
грузоподъемности ъ
5000 | 8000
кн A0
12 500
кн ^ 1 тс)
20 000
Масса падающих частей молота в т
3
30
30
30
—
20
25
20
шнипул
5
50
50
30
—
30
25
30
2,5
20
яторов,
8
150
30
100
100
50
50
50
2,5
20
запроеи
12,5
300
50
200
200
50
100
100
75
5
-
500
100
400
300
50
200
200
5
32 000
-
750
300
600
500
100
300
400
10
63 000
-
ill
1200
1000
200
600
800
10
100 200 1 300 1 —
тированных в соответствии с о
100 0001 150 000
—
2500
750
2000
1500
300
800
800
20
—
—
3000
1000
2500
2000
300
1200
20
—
сновными па-
СО
о
Рис. 180. Ковка на гидравлическом прессе с помощью двух ковочных кранов:
а — общий вид; б — схема
Средства механизации свободной ковш
309
производительность прессов до 50%; изготовление их окупается
в течение 1,5—2 лет.
Комплексно-механизированный участок свободной ковки, где
применены ковочный и инструментальный манипуляторы, показан
на рис. 161, а схема — на рис. 162, в. При ковке тяжелых и
длинных поковок работа с одним манипулятором затруднительна или
просто невозможна вследствие возникновения большого грузового
момента, который превышает допускаемый. В этих условиях,
т. е. когда манипулятор работает с поковками, масса которых
предельно допустимая, причем в процессе ковки длина их
увеличивается (операция вытяжки), кроме него должен быть
использован ковочный кран.
Краны при ковке с манипулятором применяются главным
образом тогда, когда поковка не опирается вторым концом на стол
пресса. В' том случае, когда поковка находится на бойке, кран
обычно не работает и все операции производит манипулятор.
Чтобы избежать перегрузки манипулятора, целесообразно один
конец заготовки поддерживать цепью кантователя, подвешенного
к крану. При этом рекомендуется ослаблять силу захвата клещей
манипулятора.
В тех случаях, когда из слитка получают не одну, а две
поковки, целесообразно проводить ковку с двумя ковочными
манипуляторами разной грузоподъемности. Обычно грузоподъемность
малого манипулятора принимается равной 0,3—0,5
грузоподъемности большого манипулятора.
Схемы расположения оборудования на участках свободной
ковки при различных степенях механизации приведены в
соответствующей литературе х.
2. Ковочные манипуляторы
Ковочным манипулятором 2 называется специальная подъемно-
транспортная машина, предназначенная для выполнения с
поковкой транспортных и технологических операций свободной ковки.
В зависимости от конструкции и области применения
манипулятор может производить с заготовкой следующие движения (см.
рис. 24): захватывание и ее освобождение; перемещения в
вертикальной и горизонтальной плоскостях (угловые или
плоскопараллельные); вращение вокруг ее оси.
1 См книгу А. М. М а н с у р о в а. Механизация и автоматизация в
кузнечном производстве. «Машиностроение», 1965.
2 Следует отличать ковочные манипуляторы от манипуляторов, применяемых
при свободной ковке для подачи инструмента. Последние рассмотрены в книге
A.M. Мансурова. Механизация и автоматизация в кузнечном
производстве. «Машиностроение», 1965.
ЗЮ Автоматизация и механизация горячей штамповки
В настоящее время применяют манипуляторы разнообразных
конструкций, на которые большое влияние оказывают характер
производства, технологический процесс, применяемое
технологическое оборудование, номенклатура поковок и тип привода.
Возможности применения и использования манипуляторов
определяются прежде всего характером производства. Например,
в условиях крупносерийного производства манипулятор
рационально использовать только на операциях ковки, а на
транспортных нерационально, так как такое использование его неизбежно
приведет к простою основного высокопроизводительного
оборудования. В этом случае необходимо применять специальное
устройство. При единичном производстве манипулятор должен быть более
универсальным и использоваться для транспортных и
технологических операций.
Известны три основных вида ковочных манипуляторов:
рельсовые, безрельсовые и подвесные. Наиболее распространенными
являются первые, которые подразделяются на пять типов
(рис. 181).
Тип I — мостовой манипулятор с прямолинейным
передвижением показан на рис. 181, а. Он совершает все транспортные и
технологические операции при условии, что технологический
агрегат и нагревательное устройство расположены в линию.
Манипулятор имеет механизмы: передвижения моста по рельсам;
передвижения тележки по мосту в направлении, перпендикулярном
движению моста; вращения хобота (захватный орган) вокруг
горизонтальной оси; подъема или качания хобота в вертикальной
плоскости; подвески хобота для приема ударных нагрузок.
Тип II—мостовой манипулятор, с поворотной тележкой и
прямолинейным перемещением показан на рис. 181, б. По сравнению
с манипуляторами типа I он более универсален и может
обслуживать оборудование при различном его расположении. Этот
манипулятор имеет те же движения, что и манипулятор типа I, однако
он укомплектован механизмом поворота платформы тележки с
хоботом вокруг вертикальной оси. Манипулятор типа II имеет более
сложную конструкцию, относительно дорог в изготовлении и менее
устойчив. Манипуляторы типа I и II изготовляются
грузоподъемностью до 100 кн A0 тс) и прийеняются при индивидуальном и
мелкосерийном производстве, т. е., используются на транспортных
и технологических операциях.
Тип III — тележечный манипулятор с прямолинейным
движением показан на рис. 181, в. Этот тип манипулятора
представляет собой как бы тележку манипулятора типа I, перемещающуюся
непосредственно по полу цеха, и выполняет только
технологические операции. Отсутствие моста и вращения тележки делает
манипулятор типа III наиболее устойчивым и компактным, что
$
Рис. 181. Схема ковочных
манипуляторов:
а — типа I; б — типа II; в — типа III;
г — типа IV; д — типа V; / — мост с
механизмом передвижения; 2 —
тележка с механизмом перемещения вдоль
моста; 3 — механизм поворота
платформы тележки вокруг оси; 4 — хобот
с захватным [органом, с механизмом
вращения!вокруг горизонтальной оси;
5 —.механизм подъема (качания)
хобота; 6 — механизм подвески хобота;
А — движение тележки; Б —
перемещение моста; В — вращение тележки
312 Автоматизация и механизация горячей штамповки
позволяет изготовлять его грузоподъемностью до 1200 кн A20 тс).
Недостатком манипуляторов типа III является то, что его нельзя
использовать для захвата заготовок со стола.
Тип IV — тележечный манипулятор с поворотной платформой
и прямолинейным движением, показанный на рис. 181, г является
по существу тележкой манипулятора типа II. Наличие у этого
манипулятора механизма поворота платформы с хоботом вокруг
вертикальной оси делает его более маневренным по сравнению
с манипуляторами типа III, растирает возможности его
универсального применения. Манипулятор типа IV применяется при
серийном и крупносерийном производстве поковок и изготовляется
грузоподъемностью до 200 кн B0 тс).
Тип V—мостовой манипулятор с вращением моста по
круговому рельсу, показанный на рис. 181, д, представляет собой как бы
манипулятор типа I, у которого мост имеет вращательное
движение. При применении манипуляторов типа V необходимо
специальное расположение оборудования. Они используются при
крупносерийном производстве. Грузоподъемность манипуляторов типа V
до 50 кн E тс).
Напольные безрельсовые манипуляторы весьма разнообразны
по своим конструкциям в основном за счет механизма подвески
хобота. Иногда эту разновидность манипуляторов называют
манипуляторами типа VI. Безрельсовые манипуляторы рассчитаны на
универсальное использование и строятся грузоподъемностью 2,5—
50 кн @,25—5 тс).
Подвесные манипуляторы применяются для обслуживания
ковочных молотов с массой падающих частей 0,4—2 т. Их
грузоподъемностью до 7,5 кн G50 кГ).
Успешное применение и использование ковочных
манипуляторов во многом зависит от правильно выбранных параметров,
обусловливающих работоспособность, конструкцию и условия
обслуживания ковочного оборудования манипуляторами. К основным
параметрам манипулятора относятся: грузоподъемность, грузовой
момент, величина раскрытия клещей, высота оси ковки, колея,
а также скорости перемещения основных механизмов.
Грузоподъемность манипулятора определяется наибольшей
массой слитка, для которого он может быть применен. Анализ,
проведенный В. Г. Мироновым показал, что резкое уменьшение
грузоподъемности от 3 до 15 кн (от 0,3 до 1,5 тс) мало сказывается на
собственной массе и габаритных размерах манипулятора. В этой же
связи высказывается предположение о нецелесообразности
разработки манипуляторов грузоподъемностью меньше 5 кн @,5 тс)
и предлагается следующий ряд манипуляторов (табл. 15).
Грузовой момент манипулятора — это произведение массы
поковки на расстояние от центра тяжести до центра захватных губок
Средства механизации свободной ковки
Основные параметры ковочных манипуляторов
313
Таблица 15
Наименование
параметра
Грузоподъемность в кн A0 кн ^ 1 тс)
12,5
25
50
100
200
400
800
Грузовой момент |
в кн-м
Величина раскрытия
клещей в мм* . .
Наибольший
габаритный размер головки
в мм
Длина рабочей грани
захвата в мм . . .
Свободный угол
качания губок захвата
в рад (град) . . .
Расстояние ** оси
хобота от уровня
головки рельс
в мм
Крайнее верхнее
положение конца
клещей в мм . . .
Скорость вращения
хобота в об/мин . .
Скорость
передвижения манипулятора
в м/сек
Скорость подъема
хобота в м/сек . . ,
Скорость поворота
манипулятора в
об/мин
0,14
0,315
400
250
1000
0,71
550
350
1200
250
—
950
750
1200
30
1
0,083
Не б
300
0,175
A0)
950
750
1200
30
1
0,083
олее
400 1
0,175
(Ю)
950
750
1200
25
0,83
0,083
1,6
720
400
1400
400
0,192
(И)
1350
850
1750
25
0,83
0,083
3,55
850
550
1850
500
0,192
(И)
1450
950
2000
10
0,75
0,083
4—6
1200
750
2250
18
1370
850
2800
Не менее
* Верхняя цифра — максимальное значение, нижняя — минимальное.
** Для безрельсовых манипуляторов — высота от уровня пола.
40
1900
700 1
0,175
(Ю)
1750
1150
2200
10
0,67
1 0,083
800 1
0,175
(Ю)
2300
1500
3000
8
0,67
0,05
1150
3750
1100
0,122
G)
2700
1900
3500
6
0,5
0,05
клещей. Этот параметр является очень важным для расчета
манипулятора и для определения предельного использования его при
вытяжке (протяжке) слитка.
Величина грузового момента зависит от размеров поковок,
изготовляемых на прессе или молоте. При определении исходной
величины грузового момента необходимо брать его наибольшие
значения грузовых моментов с учетом увеличения длины поковки
при ковке, особенно для манипуляторов небольшой
грузоподъемности.
314 Автоматизация и механизация горячей штамповки
Величина раскрытия клещей характеризует наибольший
диаметр заготовки, захватываемой губками клещей, и определяется
обычно размерами прибыльной части слитка. При недостаточном
раскрытии клещей приходится прибыльную часть слитка
предварительно оттягивать с помощью ковочного крана, что снижает
производительность и ведет к дополнительному его нагреву.
Величина максимального раскрытия клещей ограничивается
возможностью проворачивания головки хобота в межштамповом
пространстве пресса или молота. Поэтому для получения
оптимальных размеров клещей желательно, чтобы диаметр прибыльной
части слитка был возможно меньше. Наименьшее раскрытие
клещей определяется минимальными размерами поковок.
Под высотой оси ковки подразумевается расстояние от головки
рельса манипулятора (или от пола) до оси слитка или поковки,
лежащей в горизонтальном положении на бойке. Максимальная и
минимальная высота оси ковки определяется в зависимости от
расстояния от плоскости стола пресса (молота) до уровня пола.
Наименьшая высота оси ковки достигается в манипуляторах типа III
из-за отсутствия в них поворотной платформы и напольного
моста.
Ширина колеи манипулятора должна быть минимальной и
обеспечивать его устойчивость. Выполнение этого условия зависит от
конструкции ковочного оборудования и размеров выдвижных
столов. Ширину колеи манипулятора рекомендуется принимать на
1000—1500 мм больше ширины стола пресса с последующим
уточнением этой величины расчетом на устойчивость.
Как показывает опыт работы передовых отечественных
предприятий, дистанционное управление манипулятором, а также
совместное дистанционное управление технологической машиной и
манипулятором с одного пульта одним оператором существенно
повышают эффективность его использования. Однако для этого
необходимо увеличить скорости движения механизмов
манипулятора и в первую очередь скорость вращения хобота вокруг
горизонтальной оси, зажима-разжима клещей и передвижения
манипулятора. Скорость вращения хобота и скорость передвижения
манипулятора должны быть увязаны со скоростями рабочего хода
технологического оборудования. Рекомендуемые В. Г. Мироновым
значения скоростей приведены в табл. 15. Скорость зажима и
разжима клещей (на штоке) следует принимать равной 0,025—
0,04 м/сек.
Расчет и проектирование ковочных манипуляторов является
сложной задачей. Параметры механизмов поворота и
передвижения определяются по зависимостям, приведенным в курсе «Под-
емно-транспортные машины». Причем в качестве расчетного
момента принимается пусковой момент, развиваемый приводом в пе-
Средства механизации свободной ковки 315
риод пуска. В качестве приводов поворота и передвижения обычно
принимается электрический привод.
Основным механизмом ковочного манипулятора является хобот
с захватным органом и механизмом подвески. Для захватных
органов применяется пневматический или гидравлический привод.
Конструкция захватного органа и механизма подвески
манипулятора грузоподъемностью 10 кн A тс) показана на рис. 182.
Манипулятор (тип III) состоит из тележки, хобота с захватным
органом и механизма подвески и приводных механизмов. Тележка
манипулятора сварная и приводится от двигателя 14.
Хобот манипулятора состоит из сварного корпуса 2,
закрепленного на пустотелом валу, на фланце которого смонтирован
цилиндр 11 захватного органа. На левом конце штока цилиндра
смонтированы клещи / захвата, правый конец которых
перемещается по каретке, закрепленной на корпусе 2.
Механизм вращения хобота состоит из электродвигателя 10,
редуктора 12 и зубчатой пары 13, ведомая шестерня которой
установлена на валу, связанном с корпусом 2.
Механизм подъема хобота смонтирован на раме 4,
установленной на тележке 15, и состоит из электродвигателя 9, соединенного
эластичной муфтой 8 с редуктором 7, двух барабанов 6 с правой и
левой нарезкой, посаженных на выходящие концы редуктора 7
и троса 5, закрепленного на барабане 6, проходящего через систему
блоков, установленных в проушины 3 хобота. Следует отметить,
что, несмотря на простоту конструкции описанного механизма
подъема хобота, его применение не всегда целесообразно, так как
он значительно увеличивает высоту манипулятора. На
современных манипуляторах большой грузоподъемности механизмы такой
конструкции не применяются.
На рис. 183 показан напольный ковочный манипулятор
грузоподъемностью 25 кн B,5 тс) с гидравлическим приводом
захватного органа. Как видно из рис. 183, его конструкция во многом
аналогична конструкции посадочной машины, показанной на
рис. 166. Привод передвижения манипулятора (см. рис. 183)
осуществляется от электродвигателя 1 через червячный редуктор и
дифференциал к двум задним колесам с резиновыми шинами.
Тележка 2 с механизмом передвижения шарнирно соединена с
рамой 7. Поворот колес тележки осуществляется от гидравлического
цилиндра с рейкой, передающей движение на зубчатое колесо
поворотной цапфы, что облегчает управление механизмом
поворота.
Хобот 8 с клещевым захватом 9 расположен в опорах,
смонтированных на подъемной раме 7 тележки. Привод захватного органа
осуществляется от гидравлического цилиндра 10, поворот хобота
вокруг оси — от электродвигателя 4 через цилиндрический
о
к
S
I
ex
о
>>
с
я
к
\о
О
0<
Средства механизации свободной ковки 317
редуктор. В системе механизма вращения хобота имеется
фрикционная предохранительная муфта от перегрузок по крутящему
моменту.
Подъем и опускание рамы 7 с хоботом 8 и цилиндром 10
осуществляются от гидравлического цилиндра 5, расположенного на
тележке 2, через систему рычагов 6, образующих параллелограмм,
что обеспечивает возможность плоскопараллельного вертикаль-
1ч. ного перемещения хобота. Рама 7 связана с ос-
c=ntf нованием тележки пружинной подвеской 5.
Питание всех гидравлических цилиндров произво-
'60Z0-
Рис. 183. Напольный ковочный манипулятор грузоподъемностью 25 кн B,5 тс)
дится от масляного насоса давлением 7500 кн/м2 G5 кГ/см2).
Ток к манипулятору подводится по гибкому кабелю.
Расчет захватного органа ковочного манипулятора проводится
по общим формулам (см. гл. II) в зависимости от конструкции
губок и схемы преобразующего механизма. Подъемную силу
захвата Q3 для определения габаритных размеров силового цилиндра
захватного органа при горизонтальном или наклонном
расположении заготовки в пределах угла заклинивания можно рассчитать
по статической нагрузке (силе тяжести заготовки G3), т. е.
Q3 = GS. A94)
318 Автоматизация и механизация горячей штамповки
Однако при расчете рычагов преобразующего механизма хо- .
бота на прочность нужно учитывать динамические нагрузки,
возникающие в период подъема и перемещения, а главное в процессе
ковки. В этом случае расчетную подъемную силу Q* нужно
определять по формуле
Ql = kdG3i A95)
где kd — коэффициент, учитывающий возрастание расчетного
усилия вследствие динамического приложения нагрузки.
Динамический расчет хобота ковочного манипулятора,
проведенный В. Г. Мироновым \ показал, что при работе манипулятора
у кузнечного агрегата величина и характер распределения
нагрузок в элементах захватного органа меняются. Например, при ударе
по заготовке, установленной над нижним бойком с зазором или
перекосом, динамическая составляющая при гидравлическом при-,
воде захватного органа может в 4 раза превышать расчетное
значение. Изучение характера возрастания нагрузок в зависимости
от привода захватного органа позволяет сделать следующие
рекомендации: для ковочных манипуляторов с пневматическим при-'
водом захватного органа kd = 1,3-4-1,4; с гидравлическим
приводом kd = 2,1-4-2,5; для посадочных машин kd = 1,1-4-1,2.
Механизм подвески манипулятора рассчитывается исходя из
того, что максимальная осадка пружины должна быть больше
суммы величин осевого перемещения торца заготовки, вызванного
неточностью ее установки под бойки и максимального осевого
перемещения вследствие удлинения заготовки при ее пластическом
деформировании. Чтобы обеспечить меньшие осевые усилия,
целесообразно использовать пружины с возможно меньшей жесткостью.
Снижение жесткости подвески приводит к увеличению периода
собственных колебаний системы, а следовательно, к уменьшению
инерционных сил, возникающих в момент соприкосновения бойка
с заготовкой. Обеспечивать гашение колебаний применительно
к манипуляторам нельзя за счет увеличения массы хобота, так
как это ведет к увеличению инерционных нагрузок (в период
соударения неизбежны движения заготовки вместе с хоботом).
3. Вспомогательные устройства для поворота
заготовок
Часто в процессе свободной ковки приходится осуществлять,
поворот заготовки вокруг вертикальной и горизонтальной осей.
Для этой цели применяются поворотные столы и подвесные и на-
1 См. статью В. Г. М и р о н о в а. Динамический расчет механизма захвата
хобота ковочного манипулятора. «Кузнечно-штамповочное производство», 1961,
№ 9.
Средства механизации свободной ковки
319
польные кантователи. Функции кантователей может выполнять
ковочный манипулятор. Однако в отдельных случаях без
применения кантователей невозможно осуществить процесс свободной
ковки (см. рис. 180).
Существуют два основных типа подвесных кантователей:
приводные с электродвигателем механизма поворота и неприводные.
Применять неприводные кантователи, требующие большой затраты
времени и ручного труда, не рекомендуется. Приводные
кантователи изготовляют грузоподъемностью 100—2000 кн (от 10 до
200 тс) с линейной скоростью движения цепи 0,083—0,141 м/сек.
Напольные кантователи не получили широкого распространения
из-за больших габаритных размеров и ограниченных движений.
На рис. 184 приведен приводной кантователь большой
грузоподъемности, состоящий из корпуса 4, оканчивающегося вилкой
с хвостовиком 1 для подвешивания на крюк крана, мощных
амортизационных пружин 2 и подвижного корпуса 3 механизма подвески,
электродвигателя привода 5, фрикционной муфты 6, червячного
редуктора 7, тормоза 8, зубчатых колес 9 и 10 и барабана 11
преобразующего механизма, втулочно-роликовой цепи 12,
изготовленной из жаропрочной стали.
Для предохранения электродвигателя от сотрясений его
устанавливают на резиновые прокладки. Питание осуществляется по
гибкому шлангу, который при опускании кантователя
автоматически сматывается с барабана, расположенного на тележке
ковочного крана, а при подъеме вновь наматывается на него.
Поворотные столы различаются в зависимости от места их
установки: на столе или около пресса. Первые применяются для
механизации процесса осадки при ковке поковок типа штамповых
кубиков и бывают с ручным приводом и с приводом от
электродвигателя. Вторые используются для поворота длинных поковок
типа осей, валов и других на угол 3,14 рад A80°).
Конструкция поворотного стола, установленного на выдвижной
стол пресса с приводом от электродвигателя, показана на рис. 185.
Основными частями стола являются массивное основание 4,
поворотная плита 6 со сменной вставкой 7 и приводной
электродвигатель / с редуктором 2 и предохранительной муфтой <?.
Поворотная плита 6 опирается на шарики 11, поддерживаемые кольцом 5.
Кольцо 5 подпружинено через стержни 12 восемью пружинами 13,
рассчитанными исходя из того, что в период нагрузки поворотная
плита 6 покоится на основании, а без нагрузки приподнята
примерно на 10 мм (размер Н в свободном состоянии равен 1020 мм,
под нагрузкой — 1010 мм) для облегчения поворота заготовки 14
вокруг вертикальной оси.
Соединение выходного вала редуктора со сменной вставкой
происходит при помощи деталей 8 и 9. Эти детали обеспечивают
¦МО Автоматизация и механизации горячей штамповки
надежное соединение даже при смещенной оси вставки 7
относительно фланца 10, закрепленного на валу редуктора.
Рис. 184. Приводной подвесной кантователь
На рис. 186 показан поворотный стол, устанавливаемый около
пресса. Верхняя часть стола в виде траверсы с двумя призмами 2
покоится на несамотормозящем четырехходовом винте 3 с большим
углом подъема и шагом 200 мм. Винт 3 входит в цилиндрический
литой стакан 4. Снизу винт опирается на пружину 5. Заготовка /,
Средства механизации свббодной ковки 321
Узел А
штшЛ^ш^т^
А-А
-58Ь-
'/Л/-
Узел В
Рис. 185. Приводной поворотный стол для осадки кубиков
Рис. 186. Поворотный
стол для кантовки
заготовок
. / I \,
I ' I
I I I
21 И. А. Норицын 1295
322 Автоматизация и механизация горячей штамповки
уложенная в призмы 2, под действием силы тяжести опускается
вместе с винтом, поворачиваясь на 3,14 рад A80°). Как только
заготовка будет снята со стола, дружина 5 поднимет винт в
первоначальное положение.
§ 27. ПРОГРАММНОЕ УПРАВЛЕНИЕ КОВОЧНЫМ
ОБОРУДОВАНИЕМ
При свободной ковке обработка изделий производится плоским
инструментом или в открытых штампах, при этом получают
изделия исключительно разнообразные по форме и габаритным
размерам. Программа выпуска изделий, изготовляемых свободной
ковкой, ограничивается чаще всего мелкими сериями или даже
единичными заказами. Поэтому может показаться, что свободная ковка
не может быть подвергнута автоматизации и тем более
программированию. Однако более глубокое изучение особенностей свободной
ковки и оборудования, используемого при этом, показывает, что
имеются предпосылки способствующие проведению
автоматизации.
1. Принадлежность ковочного оборудования к машинам с
нежестким ходом, т. е. к машинам, величина хода которых может
изменяться в зависимости от необходимости.
2. Высокая стоимость продукции и все возрастающие
требования к качеству поковок; потребление большого количества
топлива, необходимого для поддержания ковочных температур;
обслуживание ковочного оборудования кузнецами высокой
квалификации, работающими в очень тяжелых условиях труда.
3. Возможность расчленения большинства операций свободной
ковки на сравнительно небольшое число общих приемов, каждый
из которых поддается кодированию в стандартных программах.
4. Разработка современных и прогрессивных средств контроля
за линейными размерами поковки в процессе ковки.
Обычно при свободной ковке заготовка имеет большие
габаритные размеры, чем инструмент, который, двигаясь в одной
плоскости, деформирует лишь некоторую часть заготовки. В результате
при ковке возникает необходимость в изменении положения
заготовки в промежутке между двумя обжатиями, величина которых
ограничивается допускаемыми степенями деформации и силовыми
возможностями оборудования. Иными словами, изменение формы
и размеров заготовки происходит постепенно в результате большого
числа обжатий, производимых с определенной силой и
последовательностью.
Число и порядок этих обжатий, при обычных условиях ковки,
выбирается оператором. В зависимости от опыта и квалификации
последнего длительность процесса ковки бывает различной. Однако
Программное управление
323
для каждого типа деталей могут быть подобраны такие условия
работы; при которых длительность ковки может быть минимальной.
Для этого необходимо запрограммировать энергетический
(молоты) или силовой (гидравлические прессы) режим работы
оборудования.
В гидравлических прессах из-за относительно невысокой
скорости перемещения ползуна удается осуществить управление
силовым режимом непосредственно в функции окончательных
размеров поковки. Тогда, зафиксировав
соответствующие положения хода
ползуна пресса и сняв в этих точках
необходимые команды, можно в
зависимости от характера операции
обеспечить автоматический режим
работы машины. Точки подачи импульсов
команды, зависящие от размеров
поковки, можно предварительно
задавать с помощью специальных
индикаторов на пульте управления.
, Рассмотрим примерную схему
управления гидравлического пресса
для автоматической работы по
заданной программе при операциях
вытяжки (протяжки) и шлихтовки.
Процесс ковки будут определять
следующие параметры:
а) номинальная длина рабочего
хода, достигаемая установкой
нижней точки хода, с которой начинается
реверсирование движения подвижной
поперечины;
б) изменение длины хода,
получаемое установкой верхней точки реверсирования;
в) изменение числа ходов в минуту, достигаемое изменением
времени ^ыдержки в верхней точке реверсирования.
На рис. 187 показаны диаграммы наладки работы
гидравлического пресса на операциях вытяжки (протяжки) и шлихтовки.
Характерные точки подачи импульсов: крайняя верхняя и
нижняя точки хода ползуна; нижняя точка рабочего хода;
верхняя точка реверсирования. Установкой индикаторов (I —
положение точки 5; II — положение точки 4 и III — выдержки в
точке 4) на величину, соответствующую программе, обеспечивается
требуемая последовательность рабочих операций пресса и
манипулятора, который должен также работать в автоматическом
режиме.
Индикаторы
QQQ
/ U Ш
а) 6)
Рис. 187. Диаграммы для
программирования работы
гидравлического пресса:
а — на операции вытяжки; б — на
операции шлихтовки; 1,2 —
крайние вержняя и нижняя точки хода
ползуна; 3 — нижняя точка
рабочего хода; 4 —верхняя точка
реверсирования; 5 — подвижная
траверса; 6 — поковка; 7 — стол пресса
21*
324 Автоматизация и механизация горячей штамповки
Применение индикаторов может быть заменено использованием
бесконтактных изотопных устройств. На рис. 188 показана
принципиальная схема бесконтактного программного управления,
разработанная Станкоинструментальным институтом \
Бесконтактное измерительное устройство состоит из
радиоактивного источника 11 р-излучения типа БИ-1, укрепленного на
траверсе 13 ковочного пресса; каретки 8 с приемниками 9 и 10\
механизма перемещения
каретки 12;
сельсин-датчика 6 и
сельсин-приемника 3; электронного блока 5;
усилителя 4; стрелочного
указателя 2. Включение
устройства в работу
обеспечивается нажатием на
кнопку /.
Измерительное
устройство может работать по
сигнальной и следящей
схемам. При работе по
сигнальной схеме каретка
устанавливается на
заданный окончательный
размер по высоте или
диаметру поковки 15, т. е.
Рис. 188. Бесконтактная схема программного перемещается В ПОЛОЖе-
управления ковочным гидравлическим прес- НИе, соответствующее за-
сом данному расстоянию между
верхним 14 и нижним 16
бойками ковочного пресса. При этоЦР-источник настроен на
облучение приемника 9.
При достижении требуемого размера поковки луч C-источ-
ника попадает на приемник 10 и сигнализирует двигателю
механизма перемещения каретки 12, который управляет перемещением
траверсы 13. После переключения механизма передвижения
траверса останавливается, а затем начинает двигаться вверх.
При работе измерительного устройства по следящей схеме
каретка б\ разделенная козырьком, вместе с приемниками 9 я 10
перемещается вместе с траверсой ковочного пресса. При помощи
ходового винта 7 каретки, сельсин-датчика 6 и сельсин-приемника 3
результаты перемещения каретки передаются на стрелочный ука-
1 Использование радиоактивных изотопов в кузиечно-штамповочном
производстве. Сб. статей № 6. Под ред. проф. В. Т. Мещерина. Машгиз,
1962.
Программное управление
325
затель 2, по которому оператор может установить размеры поковки
в мм. Как только поковка достигает нужного размера, оператор
нажатием на соответствующую кнопку приостанавливает
движение каретки S. При этом луч р-источника перемещается с одного
приемника на другой, замыкает соответствующий контакт
электронного блока 5, в результате чего срабатывает
электродвигатель, перемещающий вверх траверсу.
При свободной ковке на молотах глубина проникновения бойка
в заготовку зависит от энергии удара и сопротивления металла
деформации.
В этих условиях не существует простых способов контроля
величины обжатия, поэтому возможности программирования
работы молотового оборудования более ограничены.
В настоящее время известны следующие системы программного
управления:
1. Фрикционным молотом с доской, где управление работой
молота осуществляется при помощи конечных выключателей,
ограничивающих высоту подъема бабы и шагового переключателя,
управляющего последовательностью ударов заданной энергии.
Время между ударами не программируется и равно сумме времени
на подъем, падение и переключение.
2. Тяжелым быстроходным паровоздушным молотом типа «Беше
и Гросс»; управление обеспечивает количество ударов, их энергию
и время между ударами. В схеме управления использован
программный кулачковый диск, который вращается от индивидуального
привода и воздействует через систему рычагов на
распределительное устройство (клапан). Особенностью работы указанного
молота является подъем (возврат) бабы в верхнее положение
с помощью сжатого воздуха. Это делает невозможным применение
такой схемы для обычных паровоздушных молотов, у которых
и подъем и опускание осуществляются однцм и тем же
энергоносителем.
3. Ковочным молотом (разработано на заводе «Днепроспец-
сталь», г. Запорожье). Работа его заключается в применении
пневматического сервопривода (клапанов) для перемещения
распределительного золотника с дистанционным управлением (с пульта
ковочного манипулятора) за счет регулирования силы удара и
скорости подъема бабы и длительного включения клапанов.
Специальной настройкой обеспечивается серия автоматических ударов
постоянной силы и частоты, что необходимо при операциях
шлихтовки, вытяжки (протяжки), забивке углов и т. д.
4. Паровоздушным штамповочным молотом по энергии удара
(разработано ЭНИКМАШем). Установка предназначена для
автоматизации управления молотом и создания необходимых условий
1295
326 Автоматизация и механизация горячей штамповки
для штамповки различных иоковок по оптимальному
технологическому режиму. Принцип ее работы заключается в том, что
требуемая энергия каждого удара достигается перемещением педали
управления (золотника) молота вниз и вверх на определенную
величину. Перемещение педали управления осуществляется по
командам, которые подает баба молота через сигнальную систему.
Программное управление силой удара обеспечивается
специальным барабаном с кулачками-упорами, регулируемыми
штамповщиком.
Большинство перечисленных систем программирования
находится в стадии эксплуатационной проверки, что не позволяет
разработать более конкретные рекомендации по их применению.
Глава
VI
МЕХАНИЗАЦИЯ ВСПОМОГАТЕЛЬНЫХ ОПЕРАЦИЙ
§ 28. МЕХАНИЗАЦИЯ НАЛАДКИ И УСТАНОВКИ
ИНСТРУМЕНТА
Современное кузнечно-штамповочное производство
характеризуется выпуском большой номенклатуры изделий. Поэтому
каждый прессовый, кузнечный и штамповочный цехи имеют
большой парк штампов, обслуживание которых занимает большое
количество времени. Особое значение в условиях автоматизации
и механизации производственных процессов имеют вопросы
механизации установки и наладки штампов на прессах. Иногда даже
на автоматизированных линиях вопросу механизации процессов
наладки и установки штампов уделяется мало внимания.
Недостаточно механизировано складское хозяйство, которое из-за
большого количества штампов и их дублеров занимает
значительные производственные площади.
Отсутствие механизации процессов установки и наладки
инструмента снижает производительность труда на кузнечно-прес-
совом оборудовании, так как значительную часть времени оно
простаивает. На ряде заводов установка штампов осуществляется
с помощью цехового мостового крана и таких подсобных орудий,
как подкладные ролики, ломики, рычаги и т. п. Такая установка
штампов неизбежно приводит к применению тяжелого физического
труда и является трудоемким и небезопасным процессом.
Одним из способов механизации установки, а также
транспортировки йелких и большинства средних штампов является
применение специальных тележек с подъемной платформой,
электро- и автопогрузчиков. Работа автопогрузчиков сопряжена с
большим шумом, создаваемым двигателями, поэтому предпочтительнее
применение электропогрузчиков.
Электропогрузчик представляет собой самоходную тележку,
оснащенную спереди толкателями, которые монтируются на
каретке. В большинстве конструкций каретка поднимается с
помощью гидравлического подъемника. Штамп устанавливается или
непосредственно на вилки или через специальные штыри (рис. 189).
328 Механизация вспомогательных операций
В последнее время передовые прессостроительные заводы
выпускают оборудование со средствами механизации для установки
и наладки штампов. Такие устройства значительно облегчают
процесс механизации.
На рис. 190 показан многопозиционный пресс, оборудованный
специальной тележкой / с механической рукой, передвигаемой
Рис. 189. Транспортировка штампов с помощью
электропогрузчика:
/ — электропогрузчик; 2 — верхняя и 3 — нижняя
половины штампа; 4 — штыри
по рельсам 2, укрепленным на станине пресса. Привод тележки
осуществляется от электродвигателя. Механическая рука состоит
из трубы 3, с укрепленным на ней монорельсом 4, по которому
перемещаются сменные захваты 6. Труба 3 с захватом 6 может
подниматься, а консоль в виде монорельса 4 поворачивается
вокруг своей оси; при этом штамп 5, захваченный со стола 7, вводится
в рабочую зону пресса, где и опускается захватом.
На рис. 191 показан процесс смены инструмента на мощном ли-
стоштамповочном прессе. Для облегчения этой операции в
конструкции пресса предусмотрена сдвоенная плита, выдвигаемая
в проем между стойками. Плиты соединены шарнирно, так что
в процессе деформации усилие штамповки не передается на
выдвинутую плиту.
Механизация наладки и установки инструмента 329
г ^
Г t t [
й
Jr^ ~x^f
it[
1 \ Ф
| 4t4^4^4^4^a--^4i4^J
TT
Ir"
i
! !l
Hlfb
J
Рис. 190. Механическая рука для смены инструмента на
многопозиционном прессе
Рис. 191. Процесс смены инструмента на листоштамповочном прессе
с выдвижной плитой
330 Механизация вспомогательных операций
На рис. 192 показан листоштамповочный пресс ЗИЛ усилием
4 Мн D00 тс) с нижним приводом, у которого выдвижение плиты
производится на фронт пресса. Для этого к станине пресса
крепятся два специальных кронштейна 9, на которых на уровне пола
Наибольшее
перемещение
плиты -у ^
/ %
поо/ &
Рис. 192. Листоштамповочный пресс
с выдвижной плитой на фронт
пресса
установлены рельсы 10. По этим рельсам на четырех катках 6
может перемещаться плита 2. В исходном положении (см. рис. 192)
плита 2 неподвижно лежит на нижней траверсе 1 пресса, отно-
сительно которой она фиксируется фиксаторами 11 и приж^шается
убирающимися пневматическими захватами 12.
Для смены инструмента плита под действием четырех
гидравлических цилиндров <§ через .систему рычагов 13 приподнимает
Механизация наладки и установки инструмента 331
на уровень линии рельс 10 прокладку 7. Плита к этому моменту
должна быть расфиксирована, т. е. пневматические захваты 12
отведены. В процессе подъема плиты 2 цилиндрами 8 она снимается
с фиксаторов 11. После того как прокладки 7 займут крайнее
положение, включается двигатель 3, который через редуктор, систему
передач приводит во вращение шестерни 5, зацепляющиеся с рей-
Рис. 193. Быстродействующее гидравлическое зажимное устройство:
а — общий вид; б — конструкция
ками 4, установленными на плите. В результате этого плита начнег
перемещаться по рельсам 10 на катках 6 и займет положение,
изображенное на рис. 192 штриховой линией. Затем производится
смена инструмента, после чего плита 2 вводится обратно и
фиксируется на нижней траверсе 1.
Чтобы облегчить процесс крепления верхней половины штампа
к ползуну, после того как плита зафиксирована на нижней
траверсе, целесообразно применять быстродействующий зажим,
установка которого на ползуне пресса показана на рис. 193, а, а кон:
струкция — на рис. 193, б.
332
Механизация вспомогательных операций
Эксцентриковый гидравлический зажим (см. рис. 193)
обеспечивает крепление верхней части штампа / к ползуну 2 пресса.
Зажим состоит из двух щек 3, соединенных между собой болтами 4.
При помощи шпилек зажим крепится к ползуну 2 пресса.
Гидравлический цилиндр 5, установленный между щеками, может
поворачиваться на осях 6, расположенных консольно с двух сторон
корпуса. Поршень 7 цилиндра штоком 8 через ось 9 шарнирно
связан с рычагом 10, который соединен с эксцентриковым валом 11;
на эксцентрике этого вала посажена обойма 12 с ввернутым в нее
крепежным болтом 13. Обойма имеет выступы 14 и 15, первый из
которых опирается на подпружиненный толкатель 16,
качающийся на серьге 17, а второй — на скос серьги П\
В положении, изображенном на рис. 193, б, зажим находится
в рабочем положении, т. е. верхняя часть штампа прикреплена
к ползуну пресса, а на рис. 193, а — в нерабочем положении.
При подаче давления в верхнюю часть цилиндра поршень
опускается, рычаг 10, двигаясь против часовой стрелки, поворачивает
эксцентрик. При этом выступ 14 опускает толкатель 16 и обойма
вместе с крепежным болтом 13 начинает опускаться, ослабляя
крепление штампа. При дальнейшем опускании обоймы выступ 15
попадает на скос серьги 17, произойдет поворот обоймы и выход
крепежного болта из пазов плиты штампа и ползуна (см. рис. 193, а),
что дает возможность удалить штамп с пресса.
При креплении штампа к ползуну давление подается в нижнюю
полость цилиндра, при этом поршень идет вверх, а рычаг 10,
поворачивая эксцентрик по часовой стрелке, поднимает обойму,
вводя крепежный болт в пазы ползуна и плиты штампа. При
дальнейшем повороте вала произойдет затяжка крепления,
величину которого можно предварительно отрегулировать.
Механизация непосредственно процесса наладки обеспечивается
применением специальных механизмов: клинозабивных машин,
микроприводов и др.
Назначение клинозабивных машин — механизация процесса
забивки и выбивки клиньев молотовых штампов. Клинозабивная
машина представляет собой пневматический цилиндр,
подвешенный на специальном кронштейне, на штоке которого укреплен
боек.
Микропривод обеспечивает медленное (не более 1 хода в
минуту) перемещение ползуна пресса в период его наладки.
Конструктивно микропривод состоит из электродвигателя и редуктора,
ведомый вал которого соединяется с одним из валов главного
привода. В настоящее время микроприводы устанавливаются почти
на всех прессах усилием свыше 4 Мн D00 тс).
Конструкция микропривода для кривошипного горячештампо-
вочного пресса усилием 63 Мн F^00 тс) показана на рис. 194.
Механизация наладки и установки инструмента 333
Микропривод, представляющий собой электродвигатель 7,
червячный редуктор 6 и фрикционную муфту 2, встроен в опору 1 шкива 3
Рис. 194. Микропривод к горячештамповочному прессу усилием
63 Мн F300 тс)
привода пресса. Вал 4 шкива через упругую муфту 5 соединен
с электродвигателем главного привода.
В период штамповки муфта 2 отключена и микропривод не
работает. При наладке подводом воздуха через головку включается
муфта 2 и движение через редуктор 6, шкив 3 и ременную передачу
334
Механизация вспомогательных операций
передается на -приемный вал пресса, а через него и на ползун.
Система электроблокировки исключает возможность
одновременного включения электродвигателя главного привода и
микропривода.
Рассмотренная конструкция микропривода не позволяет
обеспечить штамповку в период наладки, так как движение передается
через клиноременную передачу. Однако имеются конструкции
микроприводов, с помощью которых можно обеспечить и
штамповку в период наладки. Правда, они несколько громоздки,
поэтому их применение должно быть в каждом конкретном случае
обосновано.
§ 29. МЕХАНИЗАЦИЯ ВНУТРИЦЕХОВЫХ ПЕРЕВОЗОК
Механизация внутрицеховых перевозок осуществляется в
основном за счет применения безрельсовых транспортных машин
(авто- и электрокары и погрузчики, механизированные тележки
и др.) и использования подвесных конвейеров и напольных или
подпольных транспортеров. Рельсовый транспорт напольного типа
для механизации внутрицеховых перевозок используется лишь
в виде специальных устройств типа рельсовых приводных
тележек для передачи грузов между соседними пролетами через ряды
колон.
Преимуществом безрельсовых средств транспорта является
возможность механизации перевозки грузов на любые расстояния
и в любых направлениях. Особенно удобны в эксплуатации
электро- и автопогрузчики, которые, помимо транспортных операций,
могут быть использованы для облегчения процесса установки
инструмента.
Конвейеры подвесного типа бывают с несущей цепью и
толкающими. Применение подвесных конвейров с несущей цепью
позволяет сократить площади в цехах, занятые под проезды для
колесного транспорта. Однако целиком решить задачу комплексной
механизации транспортных операций они не могут, так как
осуществляют передачу транспортируемых грузов только в
направлении движения цепи конвейера. Кроме того, механизация съема
и нагружения транспортируемых деталей сопряжена с большими
трудностями и выполняется только в пределах определенной
скорости движения конвейерной цепи, а именно при 0,2—0,25 м/сек.
В результате при значительных объемах перемещаемых грузов
его практически невозможно разместить в цеху.
В настоящее время наиболее рациональное решение проблемы
механизации внутрицехового транспорта заключается в применег
нии толкающих конвейеров с программным управлением. По
сравнению с обычными подвесными конвейерами, создающими по
Механизация внутрицеховых перевозок
335
одному и тому же пути лишь непрерывное ритмичное движение
с постоянной скоростью, толкающие конвейеры могут
транспортировать заготовки по любой программе с останавливанием в
назначенном месте, с переводом с одной трассы на другую, с переменной
скоростью и т. д.
Универсальность подвесных конвейеров толкающего типа
достигается применением двухъярусного пути. По верхнему пути 1
движется тяговая цепь 2 с толкателями 3 (кулачками), по
нижнему 4 — каретки 5 с подвесками 6 для грузов (рис. 195). Каретки
Рис. 195. Каретка толкающего конвейера
с грузом получают движение от специальных управляемых
толкателей 3, соединенных шарнирно с тяговой цепью. В
определенной точке пути толкатель может отключиться и каретка
остановится, так как она не имеет жесткой связи с движущейся цепью 2
Управление движением грузовых кареток можно
автоматизировать, для чего достаточно опустить или поднять толкатель
перевести стрелку на пути движения кареток для подачи грузов
на другую трассу и т. д. Это обеспечивается автоматически
штифтовым переключением или с помощью перфокарт.
На рис. 196 показана конструктивная схема автоматической
стрелки, которая служит для перевода тележек с одного несущего
пути (см. стрелку Б) на другой или на неприводной участок трассы
конвейера (см. стрелку А). Переключение стрелки 2 происходит
под действием электромагнита / или пневматических устройств
Включение электромагнита осуществляется одним из штырей 3
каретки, который, проходя мимо соответствующего конечного
выключателя, воздействует на него. Возможность установки
336
Механизация вспомогательных операций
Рис. 196. Автоматическая стрелка толкающего конвейера
Рис. 197. Схема установки подпольных транспортеров в ли-
стоштамповочном цехе
Механизация внутрицеховых перевозок
337
большого количества штырей позволяет осуществлять нужный
набор команд.
Следует отметить, что конструкция толкающих конвейеров
значительно сложнее конструкции обычных конвейеров и, кроме
того, они занимают больше места в цехах. Для них требуется
значительно больше комплектующего оборудования и автоматики.
Однако стоимость транспортировки грузов на толкающих
конвейерах вследствие высокого уровня механизации транспортных и раз-
грузочно-погрузочных работ, как правило, ниже. Скорость
движения цепи толкающих конвейеров может быть выбрана более
высокой, чем подвесных, так как загрузка и разгрузка их
производится на специальных участках.
Напольные транспортеры используются в основном для
межоперационного транспортирования и были рассмотрены выше.
Подпольные транспортеры в последнее время находят более
широкое применение вследствие расширения фронта работ по
механизации уборки отходов.
На рис. 197 показана схема установки подпольных
транспортеров в листоштамповочном цехе. Вдоль каждой линии прессов 1
под полом установлены пластинчатые транспортеры 2. Они подают
отходы, попадающие на них по склизам, на главный пластинчатый
транспортер 3, ас него в опрокидывающийся бункер 4,
собирающий их и производящий периодическую загрузку брикетировоч-
ных прессов 5. При выходе из строя транспортеров 2 отходы по
склизам направляются в бункерные тележки 7, которые по мере
их наполнения разгружаются опрокидывателем 6 на транспортер 3.
22 И. А. Норицын 1295
Глава
VII
АВТОМАТИЧЕСКИЕ ЛИНИИ КУЗНЕЧНО-
ШТАМПОВОЧНОГО ПРОИЗВОДСТВА
§ 30. ОБЩИЕ СВЕДЕНИЯ И КЛАССИФИКАЦИЯ
Автоматические линии представляют собой важный и один
из завершающих этапов в развитии автоматизации
производства. Применение автоматических линий характеризует, переход
от автоматизации отдельных машин и операций к автоматическим
системам машин и требует пересмотра всей технологии и
организации производства. Автоматизация отдельных операций ковки
и штамповки, рассмотренных выше, высвобождает человека от
участия в технологическом процессе на каком-либо отдельном
агрегате. Автоматическая линия исключает человека из всего
производственного цикла изготовления детали. Дальнейшим
этапом является комплексная автоматизация производственных
участков, цехов, предприятий.
Автоматическая линия — это система машин, комплекс
основного, вспомогательного и подъемно-транспортного оборудования
и механизмов, с помощью которых в определенной технологической
последовательности и с определенным ритмом (темпом штамповки)
изготовляется продукция. В функции обслуживающего персонала
входит: управление, наблюдение за работой агрегатов
автоматической линии, наладка и восстановление ее работоспособности.
Полуавтоматическими (автоматизированными) называют такие
линии, в которых на отдельных операциях необходимо непрерывное
участие человека. Применение автоматизированных линий обычно
вызывается тем, что автоматизация отдельных операций связана
с использованием сложных, громоздких или дорогостоящих
устройств, окупаемость которых не обеспечивается в принятые
для прессостроения сроки.
Автоматические линии, предназначенные для обработки
изделий, строго определенных по форме и размерам, называют
специальными. Такие линии при изменении объекта обработки должны
быть заменены или подвергнуты коренной переделке. Более
широкие эксплуатационные возможности имеют специализированные
автоматические линии, которые предназначены для обработки
Общие сведения и классификация
339
однотипных деталей. Эти линии могут быть использованы и при
изменении объекта обработки соответствующей подналадкой (или
заменой) средств автоматизации. Специальные и
специализированные линии находят применение главным образом в массовом
производстве.
В кузнечно-штамповочном производстве наибольшее
распространение получили универсальные быстропереналаживаемые
автоматические линии, которые
строятся обычно на базе
универсального оборудования и
оснащаются универсальными
средствами автоматизации и поэтому
при изменении объекта
производства позволяют осуществить
его изготовление без
значительных затрат времени и средств.
Структурные компоновки
автоматических линий кузнечно-
штамповочного производства
показаны на рис. 198.
Понятие «компоновка
автоматической линии» включает
комплекс вопросов, касающихся
способов передачи
обрабатываемых деталей между
технологическими агрегатами,
разделения линии на участки,
размещения на линии
межоперационных заделов, выбора числа и
характера потока,
расположения оборудования и т. д. На
компоновку линии влияют две
группы факторов. К факторам
первой группы относятся:
годовая программа выпуска;
размеры детали, ее форма и технические условия на деталь;
выбранный технологический процесс обработки детали на автоматической
линии и т. д. К факторам второй группы относятся: состав
оборудования, входящего в автоматическую линию; возможности
его расположения в цехе; приспособленность основного
оборудования и средств автоматизации к переналадке и т. д.
Автоматические и автоматизированные линии обычно
компонуются из отдельных автоматизированных технологических
агрегатов, связь между которыми может быть жесткой, гибкой и
смешанной.
(?>-^0=:^-4D
г б) 1
&
НЭ
Рис. 198. Структурные компоновки
автоматических линий:
а и б — с неветвящимся потоком; в — с
ветвящимся потоком; г — многоточные;
д — со смешанной компоновкой; 1 —
технологический агрегат; 2 — инструмент;
3 — распределитель потока; А —
заготовка; Б — изделие
22*
340 Автоматические линии
При жесткой связи все машины автоматической линии
взаимосвязаны, без этой связи работа линии невозможна. В качестве
такого связующего элемента (звена) в автоматических линиях куз-
нечно-штамповочного производства могут быть: единые средства
автоматизации, например грейферная подача; непосредственно
сама заготовка (непрерывный материал); кинематические связи
между машинами, которыми характеризуются роторные линии
и автоматы. При жесткой связи все машины, входящие в
автоматическую линию, начинают одновременно рабочий ход. Остановка
любого из механизмов линии обычно приводит к остановке всей
линии.
Линии с жесткой связью строят исходя из двух различных
принципов:
1. Совмещения во времени операций транспортирования и
технологической обработки.
2. Без совмещения во времени операций транспортирования
и обработки.
Первые — это автоматические линии, построенные на базе
роторных машин или, как их называют, роторные автоматические
линии. Для их создания нужно специализированное оборудование.
Вторые — это автоматические линии, построенные в основном на
базе универсального или реже специализированного оборудования,
располагаемого на одинаковом или кратном расстоянии друг от
друга. Следует заметить, что все автоматы1 кузнечно-штамповоч-
ного производства по существу являются компактными
автоматическими линиями с жесткой кинематической связью между
механизмами.
Работа автоматических линий с жесткой связью (не роторных)
обычно осуществляется на единичных ходах с подачей общей
команды на включение от специального устройства. В современных
автоматических линиях работа в режиме непрерывных
автоматических ходов практически не осуществляется из-за трудностей,
связанных с синхронизацией работы всех агрегатов и средств
автоматизации линии.
В автоматических линиях с гибкой (управляемой) связью транс-,
портирующие устройства, передающие детали с пресса на пресс,
средства автоматизации, технологические агрегаты и т. д. не
связаны между собой непосредственно, а включаются в работу
обрабатываемыми деталями. В этом случае деталь нажимает на
соответствующие сигнальные устройства (чаще конечные выключатели),
которые через систему управления включают привод средств
автоматизации или технологической машины лишь в том случае, если
1 Автоматы кузнечно-штамповочного производства подробно изучаются
в курсе «Кузнечно-штамповочное оборудование» и поэтому здесь не рассмотрены.
Общие сведения и классификация
341
деталь заняла правильное ориентированное положение.
Компоновка линий с гибкой связью возможна и при неодинаковом или
некратном расположении технологических агрегатов относительно
друг друга. Характерной особенностью линий с гибкой связью
является тот факт, что работа линии возможна при выходе из
строя отдельных средств автоматизации, которые могут иметь
индивидуальный привод и привод от пресса.
Автоматические линии со смешанной связью характеризуются
наличием жесткой и гибкой связи между агрегатами.
Современный уровень развития науки и техники позволяет
спроектировать и построить автоматическую линию для
изготовления любой детали. Однако возможность изготовления
автоматических линий еще не означает целесообразность такого
изготовления. Только комплексный учет экономических, технических и
социальных факторов позволяет правильно ответить на вопрос —
целесообразно ли осуществить перевод изготовления той или
иной детали с поточной линии на автоматическую.
Важнейшими условиями, предъявляемыми к деталям,
изготовляемым в автоматических линиях кузнечно-штамповочного
производства, являются следующие:
1. Достаточный объем производства, так как высокая
производительность автоматических линий при малой серийности
деталей требует частых остановок для перестройки линии на
изготовление новой детали, а это приводит к затратам, которые не
покрываются экономическим эффектом от автоматизации процесса.
2. Постоянство формы и номенклатуры деталей, закрепленных
за линией, особенно в условиях применения специальных или
специализированных линий. Поэтому при выборе изделий для
перевода их на изготовление на автоматические линии
предпочтение следует отдавать деталям установившихся конструкций
машин.
3. Типизация и технологичность конструкций деталей и выбор
наиболее оптимального технологического процесса их
изготовления.
В свою очередь, оборудование, установленное в
автоматической линии, должно отвечать требованиям, главные из которых
следующие:
1. Надежность работы прессового оборудования в условиях
интенсивной его загрузки, так как выход из строя лишь одного
пресса может привести к остановке всей линии.
Узлы и детали прессов, работающих на непрерывных
автоматических ходах, должны рассчитываться (или проверяться в случае
использования действующего оборудования) по номинальной
нагрузке с запасами прочности, значительно большими, чем для
универсальных машин. Например, запас прочности главного вала
342 Автоматические линии
принимается: для универсальных прессов не более 1,3, а для
прессов-автоматов 1,5—2; предельные давления в трущихся парах
кривошипно-шатунного механизма автоматов принимаются
в 2—5 раз меньшими, чем для универсальных прессов; напряжения
в станинах—в 2—4 раза меньшими.
Прессы, работающие в автоматических линиях, должны быть
снабжены автоматическими станциями для густой смазки
трущихся поверхностей, а быстроходные машины — установками
для жидкой смазки.
Прессы, работающие в режиме единичных ходов, должны
обеспечивать высокую интенсивность их использования (до 60—70%
паспортного числа ходов), для чего система включения пресса
проверяется, а если это необходимо, и совершенствуется
(см. § 4).
2. Применение в автоматических линиях современного
прессового оборудования, находящегося в отличном состоянии и
допускающего изготовление достаточно широкой номенклатуры
деталей. При этом расстановка его должна обеспечивать прямоточное
движение изготовляемых на линии деталей и предусматривать
необходимые площади для хранения готовых изделий, с тем
чтобы линия могла длительное время работать без переналадки.
Прессы должны иметь электропневматическую или
электрогидравлическую систему управления, причем их электрические схемы
должны обеспечивать возможность установки конечных
выключателей для блокировки включения пресса при неправильном
положении в рабочей зоне средств автоматизации, детали или
заготовки.
Управление включением пресса должно осуществляться
самими штампуемыми деталями; однако следует обеспечивать
возможность управления прессом с местных пультов,
необходимых для аварийного отключения, а также при наладке и
испытании.
3. Оборудование, входящее в состав автоматических линий,
должно быть укомплектовано механизмами, сокращающими время
установки и наладки инструмента (см. § 28).
Оборудование, устанавливаемое в современные автоматические
линии, обычно удовлетворяет перечисленным требованиям.
Следует отметить, что в настоящее время накоплен большой опыт,
на основании которого удается перевести изготовление деталей на
автоматические линии даже в условиях серийного производства
при большой частоте наладки инструмента. На рис. 7 приведена
схема организации работ в условиях серийного производства.
Рассмотрим другие примеры рационального' использования
автоматических линий для штамповки большой номенклатуры
изделий.
Общие сведения и классификация
343
На рис. 199, а—г приведено несколько вариантов
использования одной и той же автоматизированной линии, состоящей
из шести прессов, для изготовления большой номенклатуры из-
аШмвдЬ^
п щ
КвдВ
пш сщ/? пш ша
ш пш а
6)
г)
фаШ сЬ
к
Рис. 199. Схемы переналадок автоматизированной линии для штамповки
различных изделий:
/ — разворот детали (ручной); 2 — автоматическая кантовка; 3 — переносный пресс
344
Автоматические линии
делий (Л, Б? В. . .К) листовой штамповкой. Чтобы облегчить
наладку инструмента, средства автоматизации, установленные
на линии, могут подниматься вверх специальными устройствами
(рис. 200), в результате чего облегчается доступ к штампам.
Все прессы линии снабжены выдвижными столами,
перемещающимися вдоль всей линии (общие направляющие) и в сторону.
§ 31. ВЫБОР ТИПА ЛИНИИ
Проектирование и разработка автоматических линий
производятся исходя из необходимости обеспечения заданного объема
выпуска продукции. Одной из основных и обязательных
предпосылок для широкого внедрения автоматических линий является
повышение производительности на данном производственном
участке, линии. Под производительностью здесь подразумевается
среднее количество изделий (из расчета годовой программы
выпуска), изготовляемых (отштампованных) на линии в 1 мин.
Обеспечение заданного уровня производительности на вновь
вводимой в эксплуатацию автоматической линии, более высокого,
чем на обычной поточной линии, зависит от многих причин:
правильного выбора типа автоматической линии и оборудования,
комплектующего ее; характера взаимодействия между средствами
автоматизации и технологическим оборудованием; показателей
надежности средств автоматизации и машин, из которых
скомпонована линия, организационных и других показателей.
Иногда при проектировании новых автоматических линий не
уделяется должного внимания вопросам организации работ по
эксплуатации и обслуживанию, проблемам повышения надежно-
Выбор типа линии
345
сти машин и технологических процессов. В результате
запроектированная линия в эксплуатации часто не обеспечивает
расчетной производительности, т. е. выпуска продукции с заданным
темпом штамповки.
При применении в автоматических линиях сложных систем
автоматизации, состоящих из большого числа приводов, насыщенных
электронной, электромеханической и другой аппаратурой,
указанные проблемы имеют иногда решающее значение при определении
рентабельности той или иной линии. Однако бывают случаи, когда
это выясняется лишь после изготовления и отладки линии.
Для определения количественных показателей при оценке
автоматической линии на стадии проектирования рассмотрим
связь действительной и теоретической производительности с темпом
штамповки (см. § 4), так как именно темп штамповки связывает
режим работы основного (технологического) оборудования со
средствами автоматизации. Например, зная характеристику пресса,
можно исходя из расчетного темпа штамповки и цикла работы
(совмещенный, последовательный или комбинированный)
определить по формулам A), C) или G) необходимое время срабатывания
средств автоматизации, а следовательно, и рассчитать их приводы..
Или, наоборот, если уже известны параметры средств
автоматизации, выбрать пресс, который бы обеспечил штамповку в
автоматической линии с заданной производительностью. Такие расчеты
обычно необходимо производить для самой трудоемкой операции
линии, где устанавливаются наиболее сложные средства
автоматизации.
Действительная производительность Пд автоматической линии
отличается от теоретической Пт и зависит от коэффициента
использования линии г\Л> т. е.
Пд = цлПт. A96)
Теоретическая производительность обычно связана с темпом
штамповки зависимостью
Пт = -г шпцмш, A97)
где t — темп штамповки в сек.
Действительная производительность определяется в
зависимости от годовой программы производства каждого изделия Lh
количества изделий т, закрепленных за данной линией, и
фактического времени работы линии Тр, л
m
п*=Ll+L6orP;;+Lm=шу;шт1^ <198)
346
Автоматические линии
где Ьъ L2, . . ., Lm — годовая программа 1-го, 2-го . . . т-го
изделия, закрепленного за дайной линией;
Тр, Л — фактическое время работы линии в ч.
При подстановке в выражение A96) зависимостей A97) и A98)
и решении его относительно t получим следующее выражение
для определения, расчетного темпа штамповки при обеспечении
заданной производительности:
ЗбООГр. л<цл __ 60цл
t
S^i
пд
сек.
A99)
Значение времени t найдем по табл. 16, после чего
ориентировочно определим тип автоматической линии.
Таблица 16
Выбор типа автоматической линии в зависимости от темпа штамповки
Тип автоматической линии
Специализированные, машины-ав-
На базе универсального оборудова-
Переналаживаемые на базе
универсального оборудования
Поточные с прессами, оснащенными
средствами автоматизации ....
Количество
изделий тп,
закрепленных за
линией
До 2
2—4
4—10
Более
10
Темп шпамповки t в сек
для изделий
мелких
Менее 1
1—2
2—6
Свыше
6
средних
Менее 3
3—6
6—18
Свыше
18
крупных
Менее 6
6—12
12—30
Свыше
30
В выражении A99) известны все параметры, за исключением
коэффициента использования линии г\ЛУ определение которого
представляет собой сложную задачу. Для этого фактическое
время работы линии представим в виде
р. л
= T* — Tt
пр. ор
т Т
1 Пр. m 1 Пр. Ну
B00)
где
[ пр. ор
Тд — действительный годовой фонд времени, который
учитывает потери времени, связанные с простоем
оборудования по плановому ремонту (табл. 17);
суммарное время простоя линии по
организационным причинам (смена и наладка инструмента и
средств автоматизации и др.);
Выбор типа линии
347
Тпр. т — суммарное время простоя линии из-за
неустойчивости технологического процесса;
Тпр. н — суммарное время простоя линии из-за ненадежной
работы (выход из строя, неустойчивая работа и др.)
основных (технологических) и вспомогательных
(средств автоматизации) устройств, из которых
составлена данная автоматическая линия.
Таблица 17
Значение действительного фонда времени
и времени переналадки пресса
Усилие пресса в кн
До 1000
1000—4000
4000—10 000
Свыше 10 000
Действительный годовой
фонд времени Тд в ч
Двухсменная
работа
3950
3830
3670
Трехсменная
работа
5870
5560
5380
Время tH на переналадку
в ч
Прессы
простого
действия
0,6—0,9
1—2
2—3
3—4
Прессы
двойного
действия
2—3
3—5
5—8
8—10
Так как
то, вводя обозначения
Л
' р. л
тд '
! Р. Л
получим
*и = ——
ор Тр. л + Тпр. ор
Тр. л
Цпг == ""rn i т
* Р. л i 1 пр. m
Тр. л
Тр. л + Тпр. н
1
1
Чор Цн. л
Г\пг
-(k + l)
B01)
B02)
B03)
где г\ор — коэффициент качества организации работы на линии;
ч]н, Л — коэффициент надежности автоматической линии;
348 Автоматические линии
цт — коэффициент надежности технологической операции;
k — суммарное количество операций, совершаемое на
автоматической линии.
Анализ зависимости B03) показывает, что даже при идеально
налаженном производстве (цор -> 1 и г\т -> 1) получение
теоретической производительности будет лимитироваться
коэффициентом надежности линии, величина которого при определенных
условиях может быть весьма малой.
Определение коэффициента качества организации работ на
линии зависит главным образом от времени переналадки инструмента.
Время Тпр, ор может быть определено по большому из значений,
рассчитанных по формулам B04):
•* пр. op == *тах
-* пр. ор — z j I j2j Н * min I у
суммарное время переналадок самого трудоемкого
инструмента;
количество одновременно совершаемых переналадок;
суммарное время переналадок /-го инструмента, равное
tt = tHfmkM, B05)
где tH — время одной переналадки, определяемое по табл. 17;
м — число изделий, закрепленных за линией (табл. 16);
/ — число партий при штамповке программы каждого
изделия;
kM — коэффициент, учитывающий степень механизации при
наладке, принимаемый при применении выдвижных
столов и микроприводов равным 0,6—0,7, без
применения —1.
Как видно из выражений B02)—B04), коэффициент г\ор может
быть увеличен в результате одновременной смены инструмента
на всем технологическом оборудовании; увеличения штампуемой
партии до величины, лимитируемой стойкостью инструмента;
механизации процесса смены инструмента.
Коэффициент надежности технологической операции
характеризует простои, вызванные остановкой линии для устранения причин
появления технологического брака. Коэффициент цт зависит от
устойчивости технологического процесса, сложности
напряженного состояния, технологичности детали и других показателей,
взаимодействие которых и влияние на величину г\т полностью
еще не изучено. Поэтому предлагаемые числовые значения
являются лишь ориентировочными (табл. 18).
B04)
где tmax
z
Выбор типа линии
349
Для повышения коэффициента использования линии
целесообразно сосредоточивать несколько переходов на одной операции.
Это, помимо сокращения числа технологических переходов,
приводит к сокращению количества технологического оборудования
и средств автоматизации (см. ниже).
Таблица 18
Значения коэффициента надежности технологической
операции
Технологическая операция
Вытяжка, выдавливание
Комбинированные
Коэффициент х\т
0,99—1,0
0,98—0,99
0,97—0,99
Количественная оценка надежности связана с преодолением
значительных трудностей, обусловленных большим числом
факторов, влияющих в той или иной степени на надежность
линии.
В машиностроении и в прессостроении пока еще нет точных
способов определения количественных параметров надежности,
какие есть, например, для оценки к. п. д. В настоящее время
применяются различные критерии надежности, наиболее
распространенными из которых являются: вероятность исправной работы
в течение заданного промежутка времени Р (f), среднее время
исправной работы Тср, опасность отказов X (f) и другие; все они
связаны между собой определенными математическими
зависимостями. Несмотря на общий характер приведенных критериев, они
не позволяют определить влияние надежности составленных
элементов автоматической линии на ее производительность. В
качестве примера для учета влияния надежности составных элементов
линии на ее производительность воспользуемся некоторыми
положениями для литейных линий х.
Величина коэффициента надежности линии зависит от типа
автоматической линии и характера связи между ее элементами.
В линиях с жесткой связью все составные элементы объединены
в автоматическую систему таким образом, что отказ любого из
них приводит к обязательной остановке линии. Следовательно,
время простоя линии Тпр, н равно сумме всех простоев
технологического оборудования (узлов прессов) и средств
автоматизации, а действительное время работы линии Тр,л численно равно
1 См. Староверов А. Г. О надежности автоматических литейных
линий. «Литейное производство», 1964, №11.
350
Автоматические линии
времени работы любого ее элемента. На основании этого
положения получаем
Ч* * = -ъ — , B06)
где т)«. п — коэффициент надежности г-го пресса;
r)Wi а — коэффициент надежности i-vo устройства
автоматизации;
tii> Пъ — количество прессов и средств автоматизации.
Линии с жесткой связью можно подразделить на однопоточные
и многопоточные.
В качестве примера линий первого типа может служить
автоматическая линия купальных ванн, разработанная ЦБ КМ, линия
по штамповке автомобильных дверей (ГАЗ). Примером линий
второго типа с жесткой связью являются роторные линии.
Коэффициент надежности однопоточных линий следует
определять по формуле B06), а многопоточных — по формуле B07),
полученной в предположении, что в случае многопоточной линии
простои одного потока не влияют на работу другого, а количество
элементов в потоке меньше, чем в линии:
2 Л*
т]«.л = 1=~--, B07)
где r\i — коэффициент надежности i-го потока;
z — число потоков применительно к роторным линиям —
это число рабочих позиций на технологическом роторе.
При применении однопоточных линий с жесткой связью, со-,
стоящих из четырех и более прессов, необходимо, чтобы элементы,
комплектующие эту линию, обладали высокой надежностью.
Такие линии при г\н < 0,90—0,92 становятся нерентабельными.
Например, для линии, состоящей из пяти прессов, имеющих r)tt# n =
= 0,9, и пятнадцати устройств автоматизации (по 3 на каждый
пресс) с цн,а = 0,92 коэффициент надежности линии цнл = 0,35.
Для получения коэффициента надежности, равного, например,
0,78, данная линия должна иметь цн,п = 0,985 и г\н.а = 0,994,
чего в отдельных случаях можно добиться, особенно при
специализированном изготовлении. Однако для этого необходимо
значительно поднять культуру проектирования, изготовления и
эксплуатации. Но это все ведет к увеличению стоимости машины,
т. е. к снижению рентабельности линии. Поэтому в линиях с
жесткой связью нельзя использовать устаревшие виды оборудования.
Выбор типа линии
351
В автоматических линиях кузнечно-штамповочнопг
производства гибкая связь осуществляется с помощью разнообразных
транспортных устройств типа транспортеров, лотков-накопителей,
магазинных устройств и т. д. В линиях с гибкой связью выход из
строя какого-либо устройства автоматизации приводит к
выключению его из линии и к переходу на данном участке к ручному
труду или к простаиванию участка, в то время как последующие
участки продолжают работать, используя заготовки, имеющиеся
в накопителе, до тех пор пока не иссякнет весь запас или не будет
устранена причина неполадки.
Использование гибкой связи позволяет уменьшить простои
одного участка линии из-за неисправностей на другом на время,
в течение которого один из смежных участков может работать
на накопление или. расход запаса заготовок из накопителя,
т. е. ко времени собственных простоев участка может добавляться
лишь часть времени от простоев соседнего участка. В этом случае
коэффициент надежности линии с гибкой связью, разделенной на z
участков, состоящих из kx прессов, каждый из которых оснащен k2
средствами автоматизации, может быть выражен:
в случае гарантированного межоперационного задела
г I
- % %« I
Цн.л== ; > I
S—— + У.— (*l + *2— 1)
Чн.п ^ jLJ Цн.п
t=l i=l J
в случае отсутствия достаточного межоперациоиного задела
где ч\уч — коэффициент надежности /-го участка линии;
г — число участков;
кг — число прессов в каждом участке;
k2 — количество средств автоматизации, жестко связанных
с определенным прессом.
Проанализируем влияние коэффициентов надежности
элементов, составляющих линию, на общий коэффициент надежности
линии. Так как с каждым прессом обычно жестко связано два-три
механизирующих устройства, то, приняв k2 = 3 (т. е. г = 5)
и <П«.»:=0,9, а г]«4в — 0,92, получим (даже при отсутствии
352
Автоматические линии
межоперационных заделов) ч\н, Л = 0,55, а при наличии достаточных
заделов (г = 5, т. е. kx — 1) цн.л = 0,73. В сравнении с
приведенным ранее примером для линии с жесткой связью для достижения
коэффициента надежности линии, равного г]к. А = 0,78, в линии
с гибкой связью без межоперационных заделов нужно обеспечить
Чн.п = 0,96 и цНла = 0,98, а при наличии заделов ч]н.п = 0,92
и Чл. а = 0,94. Эти значения коэффициентов надежности более
реальны даже для прессового оборудования и средств
автоматизации, находящихся в настоящее время в эксплуатации.
В поточных линиях, в которые встроены прессы с элементами
автоматизации, надежность линии в основном зависит от
надежности технологического оборудования. Здесь при выходе из строя
средств автоматизации, не связанных жестко с работой пресса,
пресс или линия не останавливаются, а лишь временно средства
автоматизации заменяются ручным трудом; при этом немного
снижается производительность.
В данном случае коэффициенты надежности могут быть
определены по формулам B08) и B09), в которых необходимо
принимать Т|«.а = 1-
Из изложенного выше видно, что с повышением
производительности линии должны повышаться показатели надежности
технологического оборудования и средств автоматизации. При этом
следует учитывать, что требование к постоянному росту
производительности в прессостроении неминуемо приводит к повышению
быстроходности машин и увеличению скорости срабатывания
средств автоматизации, а это отрицательно сказывается на
надежности. Поэтому и в дальнейшем направление, взятое на
увеличение надежности машин и средств автоматизации с ростом их
производительности, не только не потеряет своей актуальности,
а наоборот, будет играть все большую роль.
Из рассмотрения автоматических линий видно, что г)^Л
существенно зависит от построения линии и от надежности
составляющих ее элементов.
Приведенные выше зависимости нуждаются в дальнейшем
уточнении и корректировке х. Однако даже приближенные
сравнительные расчеты, приведенные выше, позволят еще на стадии
проектирования автоматической линии ориентировочно
сопоставить их для выбора оптимального варианта автоматической
линии.
1 Надежность автоматической линии может быть повышена за счет
рациональной организации планово-предупредительного ремонта, своевременной плановой
замены наиболее ответственных узлов и механизмов и т. д. Все это должно найти
отражение в расчетных зависимостях. Необходимо провести статистическое
изучение причин выхода из строя оборудования и средств автоматизации, чтобы
дать обоснованные значения их коэффициентов надежности.
Линии на базе универсального оборудования 353
§ 32. ЛИНИИ НА БАЗЕ УНИВЕРСАЛЬНОГО ОБОРУДОВАНИЯ
1. Линии листовой штамповки
Листоштамповочные автоматические линии выполняются с
жесткой, гибкой и смешанной связью между прессами. Линии с
жесткой связью целесообразно применять в массовом производстве.
На рис. 201 показана автоматическая линия для изготовления
пружин реле РПН всех конструктивных типов. В качестве
исходного материала используется нейзильберовая лента 0,55 X 40 мм.
а) 6)
Рис. 201. Автоматическая линия с жесткой связью для изготовления
пружин реле РПН:
а — общий вид линии; б — вырубка
Автоматическая линия состоит из 13 прессов, жестко
связанных между собой кинематически посредством зубчатых передач 4.
Переналадка линии на изготовление пружины требуемой формы
производится заменой блока автоматической подачи материала 5
с вырубным штампом и включением или отключением
соответствующих прессов 2 линии. Обычно на линии одновременно рабо- .
тает 6—8 прессов (остальные отключены). Усилие головного
пресса 1 составляет 80 кн (8 тс), остальных двенадцати 2—15 кн
A,5 тс). Расстояние между прессами 228 мм, шаг подачи 114 мм.
Темп штамповки линии равен 0,77 сек.
Основание линии состоит из двух тумб б, 7 соединенных между
собой рамой 5, собранной из двутавровых балок и швеллера.
23 И. А. Норицыи 1295
354 Автоматические линии
Левая тумба 6 служит станиной для головного пресса;
кривошипный вал — одновременно распределительным валом,
управляющим работой всех элементов линии. Нижняя плита пресса является
основанием для блока автоматической подачи с вырубным штампом
и сбоку снабжена столом, где установлены валки для смазки
и правки ленты.
В тумбе находится привод транспортирующего устройства,
кулачки, управляющие работой шибера и рамки. Ящик,
расположенный в тумбе (под плитой), улавливает разрубленные отходы
ленты. Плоскоременный привод с электродвигателем и пульт
управления с электрической аппаратурой находятся здесь же.
В правой тумбе установлен электродвигатель, приводящий
в движение зубчатые колеса операционных прессов и механизмы
для регулирования натяга транспортирующего устройства. Внизу,
слева под рамой, находится удаляющее устройство, снимающее
готовые пружины. Привод устройства осуществляется от
кривошипного вала первого пресса.
На рис. 202 (см. вклейку в конце книги) показана
автоматическая линия ГАЗ для штамповки панелей дверей различных
кузовов автомобилей. Линия имеет жесткую связь между прессами и
состоит из четырех прессов: одного вытяжного усилием 8000 кн (800 тс)
с 6,5 ход1мин и трех усилием по 5000 кн E00 тс) с 10 ход/мин.
Листовые заготовки, уложенные стопой на загрузочной
позиции у первого пресса, подаются на приемный стол по 1 шт>
Заготовка пневматическими захватами автоматически подается
в штамп вытяжного пресса. После операции штамповки к детали
подходят тележки с захватами, приводимыми в действие
гидравлическими цилиндрами. Эти захваты поднимают деталь и переносят
ее на промежуточную позицию. С этой позиции аналогичными
захватами следующей пары тележек, перемещаемых по рельсовым
путям, деталь переносится на кантователь. Кантователь, имеющий
пневматические зажимы, поворачивает деталь на 3,14 рад A80°)
и одновременно смещает ее на определенный угол,
соответствующий смещению осей прессов. Привод кантователя гидравлический.
После кантовки деталь следующей парой захватов подается
в штамп второго пресса, где обрезается по контуру. Передача
деталей от второго пресса к промежуточным позициям, а также
к остальным происходит аналогично.
После штамповки захваты подходят к детали и, подхватывая
ее в четырех точках, поднимают на 150 мм. Затем происходит
подача на следующую позицию. Шаг подачи соответствует
расстоянию между каретками линии и равен 1500 мм. После
окончания обработки (в конце линии) деталь выносится из штампа,
опускается на ленточный транспортер и доставляется к контейнерам
для транспортировки на сборку.
Линии на базе универсального оборудования
355
Для удаления отходов в процессе штамповки предусмотрены
соответствующие ленточные транспортеры. Управление работой
линии осуществляется с общего пульта. У каждого пресса имеются
пульты местного управления. Автоматическая линия может быть
переналажена для штамповки различных панелей дверей. Для
этого следует произвести замену фиксирующих приспособлений,
захватов и штампов, устанавливаемых на прессах.
Производительность автоматической линии 240 деталей в час.
Следует отметить, что длина автоматических линий с жесткой
связью не должна превышать 15 м. Поэтому применение
специализированных линий большей длины (линий купальных ванн,
панелей дверей и др.) должно быть обосновано.
Рис. 203. Автоматическая линия с гибкой связью для штамповки кожуха
сцепления и картера сцепления
Автоматическая линия с гибкой связью мя штамповки кожуха
и картера сцепления, показанная на рис. 203, обладает широкими
эксплуатационными возможностями.
Линия спроектирована для штамповки двух деталей с
различной технологией их изготовления и может быть использована для
штамповки других аналогичных деталей.
Изготовление картера сцепления производится на прессе 1
двойного действия усилием 8000 кн (800 тс) и двух прессах 2
простого действия усилием 8000 кн (800 тс); изготовление кожуха
сцепления — на четырех прессах 2 простого действия усилием
8000 кн (800 тс) и прессе 3 простого действия усилием 2500 кн
B50 тс). Для осуществления рассматриваемых технологических
процессов в линии установлен пресс двойного действия и пять
прессов простого действия. Оборудование линии связано гибкой
связью, так как связь между прессами осуществляется ленточными
23*
356
Автоматические линии
транспортерами, на которых расположены направляющие,
сохраняющие ориентацию деталей при их перемещении по
транспортеру. Однако около каждого пресса находится по одному
оператору, который должен следить за правильным положением
заготовок на исходной позиции грейферной подачи.,
В линии используются заготовки, вырубленные по контуру.
При изготовлении в линии картера сцепления его заготовки
устанавливаются стопами на столе листоподатчика. Стопы на позицию
подаются тележкой, затем после выработки предыдущей стопы
они автоматически перемещаются на исходную позицию, с которой
по одной забираются пневматическими присосами
автоматической подачи и выдачи заготовок, смонтированными на прессе
двойного действия.
Заготовки, поднятые пневматическими присосами,
укладываются на линейки шиберной подачи, которой затем перемещаются
в штамп пресса. При перемещении заготовки ее толщина
контролируется аппаратурой с применением радиоактивных изотопов,
в случае одновременной подачи двух заготовок пресс
останавливается. После рабочего хода пресса заготовка автоматически
удаляется из штампа, затем поворачивается вверх дном (кантуется)
и укладывается на ленточный транспортер.
Привод средств автоматизации подачи и выдачи заготовок
связан с приводом пресса двойного действия, подача делает столько
же ходов, сколько и пресс. Грейферные подачи, которыми
оснащены прессы простого действия, получают движение от привода
пресса и, следовательно, так же как и прессы, совершают
12 ход/мин.
Захваты грейферной подачи захватывают заготовку с
ленточного транспортера и переносят ее в штамп пресса. Во время
рабочего хода пресса захваты в отведенном положении совершают
обратный холостой ход.
После рабочего хода пресса грейферная подача второй парой
захватов удаляет заготовку из штампового пространства и
переносит ее на ленточный транспортер, перемещающий заготовку
к следующему прессу.
В это же время первая пара захватов новую заготовку
переносит в штамп пресса. Положение заготовки контролируется
фотоэлементом, установленным на транспортере и осуществляющим
отключение пресса при неправильном положении заготовки.
Включение пресса возможно только при правильном положении
заготовки. Фотоэлемент, установленный на ленточном транспортере,
дает также импульс счетчику изделия.
Отходы из штампового пространства удаляются ленточным
транспортером, расположенным по обе стороны штампа и
получающим движение от реек грейферной подачи. Отходы, получаю-
Линии на базе универсального оборудования
357
щиеся при вырубке отверстий в середине штампа, удаляются
вибролотками.
При изготовлении кожуха сцепления в работе не участвует
пресс двойного действия и обслуживающие его средства
автоматизации. Вместо первого ленточного транспортера
устанавливается шиберная подача. Заготовки к шиберной подаче подаются
в специальных кассетах. Высота стопы заготовок в кассете 800 мм.
Шиберная подача работает автоматически, получая импульс на
включение от командоаппарата пресса.
Вначале кассета с заготовками горизонтальным
гидравлическим цилиндром перемещается на рабочую позицию. Затем вер"-
тикальным гидравлическим цилиндром стопа заготовок в кассете
поднимается до соприкосновения с магнитными роликами,
по которым верхняя заготовка перемещается шибером на
позицию, с которой она забирается захватами грейферной
подачи.
После выдачи всех заготовок из кассеты последняя
гидравлическими цилиндром удаляется, а вместо нее тем же цилиндром
устанавливается новая кассета. Заготовка при перемещении ее
с позиции шиберной подачи в штамп пресса опрыскивается
смазкой, предусмотренной технологическим процессом.
Для расширения технологических возможностей линии все
прессы простого действия оснащены механическими руками для
удаления заготовок.
В тех случаях, когда появится необходимость штамповки таких
изделий, заготовки которых больше размера, перемещаемого
захватами грейферной подачи (например, заготовка масляного
картера), последние снимаются с прессов; установка заготовок в штамп
осуществляется вручную, а удаление заготовок из штампа —
механическими руками с перемещением заготовок между прессами
ленточными транспортерами. Проектная производительность
линии при двухсменной работе 1 500 000 шт. в год.
На переналаживаемой автоматической линии для штамповки
масляного картера, крышек коромысел клапанного механизма
двигателя и других аналогичных деталей (рис. 204) в качестве
исходного материала применяется рулонная сталь. Линия относится
к типу комбинированных.
В линии производится размотка рулонной стали, правка ее,
вырубка заготовок по контуру, вытяжка и штамповка на
многопозиционном прессе. Основным технологическим оборудованием
является пресс 3 простого действия усилием 4000 кн D00 тс)
модели КЗОЗб; пресс 4 двойного действия усилием 4000/2000 кн
D00/200 тс) модели К5036, многопозиционный листоштамповоч-
ный пресс-автомат 5 усилием 20 000 кн B000 тс) модели А6144
с грейферной подачей.
1295
358
Автоматические линии
В линии имеются следующие средства механизации и
автоматизации: разматывающее устройство 1 модели РУ-9, листоправйль-
ная машина 2, механизированный стеллаж 8 модели СМ2,
валковая подача 6 к прессу 3 простого действия усилием 4000 кн модели
ВП20, подающее устройство 7 к прессу 4 двойного действия,
транспортер ленточный 9 с рольгангом модели ТЛ75. Между
оборудованием в линии осуществляется гибкая связь. Все прессы
работают на непрерывных ходах. Остановка прессов происходит
только в том случае, когда отсутствуют заготовки или при
неправильном их положении на исходной позиции.
Рис. 204. Автоматическая линия для изготовления масляного картера, крышки
клапанного механизма двигателя
Если для изготовления изделий достаточно только 6 позиций
многопозиционного пресса, то пресс простого действия усилием
4000 кн D00 тс) и пресс двойного действия могут быть
использованы для производства каких-либо других изделий.
Многопозиционный пресс-автомат снабжен валковой подачей и
разматывающим устройством для рулонной стали.
Разматывающее устройство в линии не имеет привода размотки,
рулон разматывается под действием натяжения, создаваемого
тянущими роликами листоправйльной машины.
Пресс двойного действия работает непрерывно и останавливается
только в том случае, когда заготовки отсутствуют на
механизированном стеллаже или при подаче в пресс одновременно двух
заготовок. Проектная производительность линии в год при двух^
сменной работе 1600 тыс. шт.
На рис. 205 показана автоматическая линия Горьковского
автомобильного завода со смешанной связью для изготовления
защитной планки пола грузового автомобиля. Линия обеспечивает
^выпуск до 500 деталей в час и состоит из профилировочной машины
Рис. 205. Автоматическая линия со смешанной связью для изготовления защитной планки пола грузового автомобиля
360
Автоматические линии
(диаметр роликов 200 мм) с двумя скоростями: 0,75 и 0,5 м/сек;
пресса усилием 300 кн C0 тс) с грейферной подачей (число
ходов 26 в минуту) и «летучих» ножниц.
Линия работает следующим образом. Два рулона ленты
устанавливаются на шпиндели двустороннего разматывающего
устройства 1 и закрепляются на нем по внутреннему диаметру. Конец
ленты рулона, находящегося на разматывающем устройстве,
пропускается через путевой выключатель 3 и закрепляется в
двустороннем барабане 2 накопителя,, имеющем индивидуальный
электропривод.
Барабан 2 автоматически выключается, как только конец
сматываемой ленты пройдет через путевой выключатель 3. Поворотом
разматывательного устройства 1 на 3,14 рад A80°) относительно
вертикальной оси второй рулон вводится в работу, а на
освободившееся место устанавливается новый. Концы рулонных лент
при намотке на двусторонний барабан обрезаются на
ножницах 5 и свариваются на сварочной машине 4.
Барабан 2, заполненный рулонной лентой, поворачивается на
угол 3,14 рад A80°) относительно вертикальной оси и вводится
в рабочую позицию. Из барабана через второй путевой
выключатель 3 лента заправляется в шестипарную роликовую
профилировочную машину 6.
Образуемый машиной 6 профиль рубится без остановки
движения ленты «летучими» ножницами 7 на мерные планки, которые
попадают на передающий цепной транспортер 8 и переносятся им
к прессу 9. Грейферная подача //, приводимая от кривошипного
вала пресса 9, захватывает планку с цепного транспортера и
переносит ее на рабочую позицию (проколка семи отверстий, подрезка
торцов и формовка усиков) и далее на стеллаж-накопитель 10.
Двухстоечный пресс 9 работает на единичных ходах.
Включение его в работу осуществляется двумя конечными
выключателями, установленными на цепном транспортере. Планка,
переносимая транспортером, упирается концом в конечные выключатели;
последние, срабатывая, дают сигнал о наличии планки и включают
пресс. Два конечных выключателя позволяют перед включением
пресса установить планку в определенное положение,
необходимое для захвата ее грейферной подачей.
На рис. 206 (см. вклейку в конце книги) показана
автоматическая линия с гибкой связью для штамповки облицовочных деталей
автомобиля. Характерной особенностью линии является
применение подъемных средств автоматизации (см. рис. 200),
облегчающих выдвижение и замену нижних плит прессов без удаления
в пролет цеха напольных средств автоматизации.
Автоматическая линия штамповки работает следующим
образом. Подъемник / обеспечивает подъем заготовок на уровень
Линии на базе универсального оборудования
361
подачи валков 2, которые подают заготовку на позицию
предварительной гибки 3. Далее подача планочного типа 4 передает
заготовку в рабочую зону пресса двойного действия 5. После
вытяжки выталкиватель 6 поднимает передний конец
полуфабриката и направляет его в кантователь 7, обеспечивающий поворот
заготовки на 3,14 рад A80°). Затем специальная подача
толкающего типа 8 направляет заготовку на пресс 9 для гибки и обрезки
одного края. После этого выталкиватель штампа/0 приподнимает
заготовку, которая захватывается клещевым захватом руки 11
и подается к питателю 12, имеющему конструкцию, аналогичную
конструкции подачи, и далее на пресс 13 для формовки и обрезки
другого края. Заготовка, приподнятая выталкивателем пресса 14,
попадает в зону действия кантователя 15; последний
устанавливает заготовку на планочную подачу 16, направляющую ее на
следующую рабочую позицию пресса 17, откуда выталкиватель
штампа 18 выдает полуфабрикат на уровень работы руки 19,
которая устанавливает его на подачу 20. На следующем прессе 21
происходит обрезка углов, после чего (аналогично описанному
выше) заготовка передается в окончательный формовочный штамп
на пресс 22 и далее на сборку.
2. Линии холодной объемной штамповки
В последнее время холодная объемная штамповка получает
все большее распространение. Создаются новые технологические
процессы, повышается стойкость инструмента. В настоящее время
наибольшие успехи достигнуты в автоматизации метизного
производства, однако и здесь имеются определенные трудности,
связанные с необходимостью введения операции отжига перед
нарезанием резьбы. Это объясняется тем, что болты из стали,
содержащей более 0,3% С, высаженные в холодном состоянии без отжига,
как правило, не выдерживают динамических нагрузок:
наблюдается образование трещин и отрыв головок от стержня.
На рис. 207 показана автоматическая линия для производства
болтов М8Х45 мм. Линия состоит из двухударного холодновыса-
дочного автомата 1, шнековой моечной машины 5,
нагревательного устройства 7, лампового высокочастотного генератора 13,
обслуживающего две линии, и резьбонакатного автомата 12.
Работает автоматическая линия следующим образом. На двух-
ударном высадочном автомате / осуществляется высадка головки
болта. Высаженный болт падает на лоток 2 и по нему передается
на ленточный скребковый транспортер 5, с которого по лотку 4
поступает в шнековую моечную машину 5.
Промытые изделия по лотку 6 направляются в нагревательное
устройство 7, в котором производится нагрев головки болта до
дсУ1
2 3 4 5 в 7 8 ^ 10 11
Рис. 207. Автоматическая линия с гибкой связью для производства болтов М8Х45 мм
Рис. 208. Автоматическая линия с гибкой связью для изготовления корпусов карданных подшипников
Линии на базе универсального оборудования 363
700—750° С. Нагретые болты по лотку 8 поступают в водяной
бак 9 для охлаждения и цепным поводковым транспортером 10
увлекаются вверх, а затем по лотку 11 — в бункер резьбонакат-
ного автомата 12. Готовые болты направляются в тару.
Автоматическая линия для производства болтов без
промежуточного отжига была показана на рис. 112.
На рис. 208 показана автоматическая линия цеха карданных
подшипников A ГПЗ) для производства корпусов подшипника
из стали 15Г. Линия состоит из автоматизированного стеллажа /,
осуществляющего подачу прутков в пресс 2 типа КБ262А усилием
1600 кн A60 тс), на котором в специальном штампе производится
рубка заготовок. Из пресса заготовки системой подъемных
транспортеров и лотков подаются в галтовочный автомат 3, затем
в вибробункер 4, в котором они ориентируются в нужном
положении и подъемником 5 перемещаются в автомат 6 омыливания
и сушки, а из него транспортером 7 через подъемник 5 — к
чеканочному прессу 8 типа К844Б усилием 4000 кн D00 тс) для
калибровки торцов и цилиндрической поверхности. Пресс К844Б
снабжен автоматической шиберной подачей.
Между калибровочным прессом и следующей штамповочной
операцией (холодным обратным выдавливанием) производится
отжиг на автомате ОКБ-792 (позиция 9), охлаждение (позиция 10),
травление, промывка, фосфатирование, омыливание и сушка
заготовок (автомат 11). Подача в автомат 11 осуществляется через
подъемники 5.
Затем заготовка по лотку подается в автоматизированный
чеканочный пресс 12 типа К846В усилием 8000 кн (800 тс). Подача
заготовки в рабочую зону обеспечивается шиберной подачей с
приводом от ползуна пресса. Чтобы достигнуть заданной
производительности линии, в ней установлены два чеканочных пресса,
которые выдают заготовки в автоматический
магазин-накопитель 13.
Все заготовки после выдавливания проходят контрольно-
отбраковочный автомат (рис. 208 не показан), где проверяются по
двум параметрам (по общей высоте и толщине донышка) ц наличию
на широком торце заусенца. Этот автомат сбрасывает
бракованные детали в отдельную тару, а при троекратном повторении
какого-либо брака подает команду на автоматический останов
пресса.
Далее магазин-накапитель 13 подает заготовки в
автоматическую линию механической обработки.' Емкость магазина 13
обеспечивает работу линии механической обработки в течение
5—7 ч, применение вибробункеров и развитой системы лотков
позволяет иметь и межоперационные заделы. Например, каждый
бункер обеспечивает 30—40-минутный запас деталей, а лоток —
364
Автоматические линии
5—20-минутный. Таким образом, кратковременная остановка
какого-либо технологического агрегата не приводит к остановке
всей линии.
3. Линии горячей штамповки
Процесс горячей штамповки осуществляется, как минимум,
на двух машинах: нагревательном устройстве и штамповочном
агрегате. Поэтому при комплексной автоматизации процесса
горячей штамповки практически получается небольшая
автоматизированная линия.
Автоматические линии горячей штамповки выполняются, как
правило, с гибкой связью, а прессы работают в режиме единичного
Рис. 209. Схема автоматической линии для изготовления колец подшипников
хода. Наибольшее распространение получили автоматизированные
линии, в которых оператор осуществляет перекладывание на прессе
поковки из ручья в ручей. По производительности штамповочного
агрегата устанавливается темп штамповки автоматической линии.
Заготовительное оборудование (ррзка штанги на мерные
заготовки) в автоматическую линию горячей штамповки включается
обычно в том случае, если оно используется не менее чем на 50 %.
На рис. 209 показана схема автоматического участка
изготовления колец подшипников, состоящего из индукционного
нагревателя' 2, кривошипного пресса 1 и раскаточной машины 7.
Автоматизация на участке осуществлена за счет применения
транспортера <?, направляющего нагретые заготовки к питающему
устройству 4 (типа механической руки), устанавливающему
заготовки на загрузочную позицию грейферной подачи 5. Грейферные
линейки подают нагретую заготовку сначала на осадку в первый
ручей штампа, затем во второй, где она получает окончательную
форму с неполностью прошитым отверстием, далее на позицию
вырубки перемычки и, наконец, на удаляющее устройство 6,
Линии на базе универсального оборудования
365
которое направляет заготовку на раскаточную машину 7,
обеспечивающую получение поковок с минимальными и стабильными
припусками под механическую обработку.
jo jr. -jz
I з
П-5"
I I ^^/7
Рис. 210. Схема автоматизированной линии штамповки
коленчатых валов
На рис. 210 показана схема автоматизированной линии для
штамповки коленчатых валов (фирма Олдс-мобиле, США). Мерные
заготовки квадратного сечения с закругленными углами, разре-
:;:¦:::::::,-:.:¦
SII
1111111
"¦:¦:,
ш
1С
:;:й|Щ111Ш
tW\h-.~
Рис. 211. Автоматизированная линия для штамповки деталей круглых
в плане
-15000
Рис. 212. Автоматическая линия штамповки и термической обработки клапанов
368
Автоматические линии
занные на ножницах длиной 508—762 мм, со средней массой 55 кг
с помощью автоматического разгружателя 2 подаются на
автоматический реечный транспортер, который доставляет их к
нагревательной карусельной печи 1 диаметром 9150 мм. Затем заготовки
подающим устройством 3 автоматически загружаются на под
печи с контролируемой атмосферой и нагреваются до 1260° С.
Нагретая заготовка с помощью удаляющего устройства 4
автоматически выгружается из печи на роликовый конвейер 5
и направляется к первым ковочным вальцам 7 для
предварительной вальцовки. При выходе из вальцев заготовка кантуется
роликовым цепным кантователем 8 на 1,57 рад (90°) и роликовым
конвейером передается ко вторым ковочным вальцам 9 для
окончательной вальцовки перед штамповкой.
Вальцованная заготовка транспортером доставляется на
поворотный стол 10, где кантуется на 3,14 рад A80°) и затем
укладывается в ручей кривошипного горячештамповочного пресса 11
усилием 60 Мн F000 тс). Отштампованная поковка конвейером
передается на обрезной пресс 14 для обрезки облоя, который
автоматически по ленточному конвейеру 13 направляется в
тару 12.
Обрезанная заготовка проваливается сквозь обрезную матрицу
в окно обрезного пресса, откуда удаляющим устройством шиберного
типа с пневматическим приводом выталкивается на конвейер
и транспортируется на поворотный стол 15. После поворота на
1,57 рад (90°) поковка поступает на пресс 16 для выкрутки колен
вала, а затем автоматически приспособлением 17 передается на
пресс 18 для правки. После этого поковка подвешивается к
подвесному конвейеру 19 и направляется в термический цех для
термической обработки.
Линия обслуживается четырьмя рабочими: у штамповочного
пресса, у обрезного пресса, у пресса для выкрутки колен и у
правильного пресса. Управление линией осуществляется с пульта 6.
Линия выпускает до 40 коленчатых валов в час.
Автоматизированная линия со встроенными пресс-ножницами
(завод Эрфурт, ГДР) показана на рис. 211. Она состоит из пресс-
ножниц 1, индукционного нагревательного устройства 4 и
горячештамповочного пресса 5. Заготовки укладываются на
полуавтоматический стеллаж 2, который направляет их к ножницам /.
Отрезанные мерные заготовки скребковым транспортером 3
подаются к индукционному нагревательному устройству 4, а
оттуда к прессу 5. Грейферная подача, установленная на прессе
(см. рис. 12), обеспечивает передачу заготовок из ручья в ручей,
а готовую поковку сбрасывает на лоток и далее в тару 6.
На рис. 212 показана специализированная автоматическая
линия для штамповки нескольких типов клапанов, работающая
Роторные автоматические линии
369
на заводе «Автотрактородеталь» (г. Куйбышев). Линия состоит
из пяти прессов КА864 и К863Б усилием 10 000 кн A000 тс)
с числом ходов 60 и 26 в минуту.
Заготовки, подаваемые из заготовительного отделения в
специальной таре с открывающимся дном, загружаются в
специальный бункер 1 и шахтным подъемником 33 подаются на
транспортер 3. По сигналу от бункера индукционного нагревателя 2
открывается стрелка 34 и диск бункера 1, поворачиваясь, выдает
партию заготовок, объем которой равен объему бункера
нагревателя. Эта партия по лотку попадает в каретку подъемника 33 и,
поднимаясь, включает транспортер 3. В момент опрокидывания
каретки включается реле времени и отключается привод шахтного
подъемника. Каретка находится в опрокинутом состоянии в
течение 5—7 мин, пока все заготовки не попадут в бункер нагревателя,
куда они сталкиваются стрелкой 34. По истечении заданного
времени реле включает привод шахтного подъемника и каретка
опускается в исходное положение.
Поковки, отштампованные на прессах 4 и 5, попадают на
подземный транспортер 6, направляющий их на транспортеры 7 и
далее к бункерам-накопителям 9. Из бункеров 9 перегружателями 8
поковки подаются на вибротранспортер 10, который равномерным
слоем загружает их в конвейерную закалочную печь 11. Из
последней поковки по охлаждаемому лотку попадают на конвейер
закалочного бака 12 и далее на конвейер моечной машины 13 и
в отпускную печь 14.
. После отпуска поковки по лотку перемещаются в водяной бак,
конвейером 15 которого они подаются через бункер-накопитель 16
с механизмом 17 для перегрузки и через бункер-дозатор 18 и 19
в автомат 20 для отрубки конца поковок. Устройства 21—27
предназначены для очистки поковок от окалины, их мойки и сушки.
Бункер-накопитель 28 и устройство 29 для загрузки обеспечивают
систематическую подачу поковок в правильную машину 30;
затем подъемником 31 они направляются в контрольный автомат 32.
Рассмотренная автоматическая линия в зависимости от типа
клапана (изменяется время нагрева) обеспечивает 3,5—6 тыс.
поковок в смену.
.§ 33. РОТОРНЫЕ АВТОМАТИЧЕСКИЕ ЛИНИИ
1. Принцип работы роторных машин
, В рассмотренных ранее автоматических линиях процессы
обработки детали и ее транспортирование происходили
последовательно. В роторных же линиях обработка изделия
производится в процессе их транспортирования. Особенность таких линий
24 И. А. Норицын 1295
370
Автоматические линии
заключается в том, что блок инструмента и заготовка в процессе
обработки одновременно перемещаются от предыдущей операции
к последующей.
На рис. 213 показана схема роторной линии, обеспечивающей
двухоперационнуф штамповку. Рассматриваемая линия
смонтирована на двух неподвижных плитах (основаниях) б и 7 и
состоит из двух технологических роторов 1 и трех транспортных 2.
По периферии вращающихся технологических роторов закреплено
Рис. 213. Схема роторной линии
несколько одинаковых блоков инструмента 3, выполняющих одну
и ту же технологическую операцию. Каждый блок инструмента
соединен с ползушками 5, направляющие которых также
установлены во врашающейся части ротора и имеют
возвратно-поступательное движение, создаваемое благодаря обкатыванию ролика 9
ползушки по неподвижному копиру 4, закрепленному в плите 6.
Привод всех роторов линии общий от электродвигателя через
систему шестерен 5.
Заготовки (стрелка А) подаются в постоянно вращающийся
транспортный ротор 2, захваты которого, совмещаясь с позицией
загрузки, направляют штучные заготовки на обработку. Путь
заготовки в процессе обработки показан стрелкой от А к Б. При
вращении изделия вместе с блоком инструмента (стрелка В) пол-
зушка 5 совершает движение вниз—вверх, производя деформирова-
Роторные автоматические линии
371
ние заготовки, чем и обеспечивается одновременное
транспортирование и обработка изделия.
В месте соприкосновения транспортного и технологического
роторов при совмещении захвата с блоком инструмента и при
постоянно вращающихся роторах
происходит передача изделия из
транспортного ротора в
технологический (стрелка а), а после
обработки — из
технологического в транспортный
(стрелка б).
В зависимости от
технологического процесса
изготовления изделия автоматические
роторные линии состоят из
нескольких (обычно до 8—10)
технологических и примерно из
такого же количества
транспортных роторов, жестко
связанных между собой. В
автоматическую линию дополнительно
обычно включаются
контрольные роторы, отбраковывающие
и удаляющие операционный
брак, приспособления для
автоматической замены инструмента,
его смазки и др.
Остановимся более подробно
на принципе работы ротора.
В настоящее время имеется
много различных
конструктивных решений роторных машин
и скомпонованных из них
роторных линий. На рис. 214
показана схема типового
технологического ротора с двумя
транспортными роторами (подача заготовок и передача изделий).
В станине 5 закреплены подшипниковые стаканы 6 с радиально-
упорными подшипниками 5, в которых мощный приводной вал 2
ротора вращается от электродвигателя через соответствующую
систему передач / или от общего приводного вала. Система
передач обеспечивает работу жесткой кинематической цепи привода
с заданными передаточными числами всех рабочих,
транспортных, питающих и вспомогательных роторов автоматической
линии.
Слав
щдкости
Подача
жидкости
Рис. 214. Конструктивная схема
роторной машины
24*
372
Автоматические линии
На валу 2, на шпонках или шлицах, посажены три барабана,
вращающиеся непрерывно вместе с валом ротора.
Верхний барабан 8 имеет продольные пазы-направляющие,
в которых перемещаются ползуны 10, получающие движение при
обкатывании пальцевых роликов 11 по копиру 12, расположенному
в неподвижном копирном стакане, жестко соединенном со
станиной 5.
Движение от ползунов 10 через быстроразъемные
вильчатые соединения 24 передается инструментам, в данном случае
пуансонам. Величина усилий, передаваемых таким
(механическим) приводом, ограничивается допустимыми давлениями между
роликом и копиром и прочностью осей роликов. В практике
допускается усилие, не превышающее 4 кн D00 кГ).
При использовании торцовых роликов 9, катящихся на
рабочем силовом участке по копиру с амортизаторами 4,
передаваемое усилие может быть увеличено до 8—10 кн (800—1000 кГ).
В нижнем барабане 22 имеются продольные отверстия,
представляющие собой пневматические или гидравлические цилиндры.
Движущиеся в них поршни 19 передают движение ползунам 16,
а дальше через быстроразъемные вильчатые соединения, нижнему
инструменту.
В результате применения последовательного расположения
нескольких поршней на одном штоке (что позволяет уменьшить
габаритные размеры роторов по диаметру) при давлении жидкости
40 Мн/м2 D00 кГ/см2) получены усилия, равные 4000—5000 кн
D00—500 тс). Проектируются роторы с мультипликатором
усилием до 10 000 кн A000 тс).
Для повышения к. п. д. гидравлического ротора, уменьшения
расхода жидкости, сокращения цикла полного движения
инструмента, а значит, и для увеличения производительности привод
может быть выполнен комбинированным, гидромеханическим.
Холостой ход подвода инструмента и обратный ход могут
осуществляться через ролик 17 от копира неподвижного нижнего копир-
ного стакана, соединенного жестко с нижней плитой станины.
Ползун для работы от копира на гидравлику и обратно
переключается с помощью автоматически управляемой защелки 18.
Средний барабан 13 является блокодержателем, в нем
монтируются блоки инструментов. Особенностью конструкции
инструментальных блоков является обязательное замыкание размерной
цепи, определяющей точность обработки заготовки. Это позволяет
выполнять блоки быстросъемными и производить их настройку
на точность вне машины. При износе или поломке инструмента без
остановки машины (при необходимости автоматически) быстро
меняется блок инструмента, что резко повышает коэффициент
использования машины и особенно автоматической линии.
Роторные автоматические линии
373
Основная конструктивная особенность автоматических роторных
машин заключается в том, что ротор, копириые барабаны, рабочие
барабаны и ползуны являются элементами привода,
осуществляющими заданные законы движения и усилия на инструменте, но
не влияющими на точность изготовления изделий.
Инструментальный блок является комплексом: инструмент—приспособление—
обрабатываемое изделие, размерной цепью которого определяется
точность изготовления изделия. Непрерывная и устойчивая работа
роторных машин и линий достигается наличием обратной связи
инструментального блока с приводом. При отсутствии заготовки,
ее неправильном положении в блоке, износе или поломке
инструмента или возникновении брака импульсы обратной связи на ходу
машины (без ее остановки) дают команды на автоматическое
исправление возникших нарушений.
Замыкание технологических усилий (см. рис. 214) происходит
внутри системы через вал и опорные подшипники ротора, что
позволяет применять станины небольшой массы. В роторах с
гидравлическим приводом инструмента верхний и нижний
гидравлические барабаны соединяются стяжными болтами, через которые
и происходит замыкание силовой схемы.
Жидкость в гидравлические цилиндры барабана 22 подается
через плоский вращающийся вместе с барабаном золотник 20 и
неподвижный плоский распределитель 21. Система каналов в
распределителе позволяет подвести к золотнику жидкость с
различным давлением, например 1; 6; 40 Мн/м2 A0; 60; 400 кГ/см2) или
даже создать вакуум. Автоматическая подача заготовок на
позиции обработки в блоки производится транспортным ротором 23,
вращающимся от вала 7. Изделие 14 передается на следующий
технологический ротор транспортным ротором 15.
При общности принципов конструирования роторов и
инструментальных блоков их частные конструктивные разновидности в
основном зависят от содержания технологических операций,
выполняемых с данным блоком и на данном роторе.
На рис. 215 приведены схемы, поясняющие работу
гидромеханического технологического ротора. Последовательно рассмотрены
различные положения одного какого-либо (в данном случае
находящегося в точке /) блока инструментов и изделия, находящегося
в нем.
В начальный момент (точка /) пуансон находится в крайней
верхней точке. При вращении ротора на участке 1—2 происходит
контроль состояния инструмента. В момент 2 ролик под
действием копира начинает опускать пуансон (в дальнейшем по мере
прохождения другими блоками инструментов указанных точек
в них будут осуществляться те же операции). Далее в точке 3
происходит контакт между инструментом и захватным органом
374
Автоматические линии
транспортного ротора. По мере прохождения точек 4 (линия
центров роторов) и 5 осуществляется перенос изделия из
транспортного ротора в технологический, причем в точке 5, характери-
Рис. 215. Развернутая циклограмма (а), последовательные положения
инструмента (б), циклограмма работы рабочего пуансона (в) и схема передачи изделия
из технологического в транспортный ротор (г) для гидромеханического ротора:
А — транспортный и Б — технологический роторы; В — движение заготовки и изделия;
/ — слив; II — давление; III — заготовка; IV — изделие; V — механический ход ht\
VI — обратный механический ход (ht + h2)\ VII — выдержка; VIII — гидравлический
ход Л а
зующей окончание процесса контакта роторов, пуансон вводит
заготовку в матрицу на расстояние А = 4-^-5 мм, благодаря чему
удается преодолеть силу, с которой захват удерживает заготовку.
Механический ход пуансона оканчивается к моменту 6, а
гидравлический — начинается в точке 7. На участке 7—8
осуществляется рабочий ход (вытяжка), до точки 9 обеспечивается выдержка
Роторные автоматические линии
375
и лишь затем начинается обратный ход пуансона. На участке
10—12 (начало и окончание процесса контакта роторов)
происходит передача изделия из технологического ротора в транспортный.
Точка 11 характеризует линию центров роторов. В момент 13
заканчивается обратный ход, после чего до точки 1
осуществляется выстаивание.
Весь цикл работы технологического ротора в общем случае
состоит из следующих этапов: передачи заготовок из
транспортного ротора в технологический; контроля правильности
положения, наличия или отсутствия заготовки; закрепления заготовки
и подвода инструмента; выполнения технологической операции;
отвода инструмента и раскрепления изделия; выталкивания
изделия из матрицы; передачи изделия из технологического ротора
в транспортный; холостого хода блока инструмента.
Назначение транспортных роторов — межоперационная
передача изделия из предыдущего технологического ротора в
последующий. Кроме того, транспортные роторы могут выполнять и
некоторые другие функции: изменять уровень подачи заготовки,
производить кантование, изменять скорости транспортирования
и т. д.
На рис. 216 показана конструкция транспортного ротора,
предназначенного для изменения уровня подачи детали. Ротор
смонтирован на плите 4 и состоит из неподвижного корпуса 5, в котором
установлен копир 6. Привод вращающейся части ротора барабана 8
с ползушками 7, на которых укреплены захваты, осуществляется
от вала 9, установленного в подшипниках качения 16 в корпусе 5
через шестерни 3, зубчатую муфту 2 и ступицу 1. Зубчатая муфта 2
введена для регулировки положения захватов относительно
технологического ротора.
Подъем и опускание ползушек 7 с захватами происходит в
результате того, что при вращении барабана 8 ролик 15,
закрепленный на ползушке 7, с помощью детали 14, скользит по
неподвижному копиру 6,^профиль которого и обеспечивает изменение
уровня подачи.
Конструкция захвата, смонтированного в корпусе 10,
предусматривает небольшие перемещения его вдоль оси,
обеспечивающие его контакт с деталью на некотором углу поворота. Это
создается с помощью пружины И, которая поддерживает вилку 13
в крайнем положении (до штифта 12) и дает возможность ей
перемещаться (утопать) при взаимодействии губок 19 с деталью.
Губки 19 удерживают деталь за счет силы пружин кручения 18,
установленных на осях 17.
На рис. 217 показана схема взаимодействия транспортного
ротора с технологическими в процессе передачи изделия с изменением
СКОрОСТИ траНСПОрТИрОВаНИЯ {Vp0m,x Ф Vpom.z)-
376
Автоматические линии
А А
HiSfe
СО
1 Г^///////??777777Щ
17 18 19
Рис. 216. Конструкция транспортного
ротора для изменения уровня подачи
детали
Рис. 217. Схема работы
транспортного ротора в
процессе передачи изделия
с изменением скорости
транспортирования
Роторные автоматические линии
377
Заготовка 2, находящаяся в инструментальном блоке 3
технологического ротора 1, при вращении ротора с транспортной
скоростью vpom, 1 подвергается обработке. По окончании обработки
заготовка выхватывается из блока клещевым захватом 4. Для
захвата заготовки и ее раскрепления в блоке необходимо время,
создаваемое за счет сопровождения заготовки клещевым захватом
на углу поворота ротора, равном аг. Сопровождение
обеспечивается в результате обкатывания роликов 6 и 7 рычажной системы
захватов по внешнему и внутреннему профилям копира 5,
закрепленного к кронштейну 8. Губки захватных клещей могут быть
подпружиненными, как это показано на чертеже (см. также рис. 217),
или автоматически открываться и закрываться от специальной
системы пневмо-, гидро- или электроавтоматики. В зависимости
от профиля копира 5 радиус клещей может быть изменен с помощью
пружин 9 и 10. В результате изменения радиуса расположения
клещей транспортная скорость ирот,г при передаче в следующий
рабочий ротор 12 изменяется на vpom^. В этом случае профильный
копир 5 обеспечивает сопровождение захватных клещей и
заготовки на углу а2.
Здесь же показан другой вариант передачи изделия с помощью
переталкивателя 11, получающего.движение от кулачка 16 через
ролик 14, с силовым замыканием пружиной 15. Из позиции 13
изделие транспортируется следующим транспортным ротором.
Ротор 1 может быть назван блочным ротором, так как на нем
расположены инструментальные блоки, а ротор 12 — безблочным,
так как на нем нет специальных инструментальных блоков. На
его периферии заготовки расположены в гнездах, имеющих форму
заготовок. Безблочные роторы применяются при операциях
обработки не инструментом, а обрабатывающей средой (травление,
промывка, сушка, нагрев и т. п.).
2. Проектирование и расчет роторных машин
и автоматических линий
Проектирование ротора начинается с проектирования
инструмента и назначения диаметра блока, в котором он размещается.
В блоке должны осуществляться: прием и удаление заготовки,
базирование заготовки, крепление и установка инструментов,
относительные движения инструмента, заготовки. Следует помнить,
что размерная цепь, определяющая точность изготовления
изделия, должна полностью замыкаться в инструментальном блоке.
Различают блоки вытяжки, прессования, обрезки, сборки и т. д.
Конструкция их, а также конструкция технологических роторрв
и специфические особенности их конструирования освещены
378
Автоматические линии
в специальной литературе 1 и здесь не рассматриваются. Нужно
отметить, что конструирование и изготовление роторных и роторно-
цепных машин не представляет больших затруднений, так как на
все типовые технологические операции (штамповку, прессование,
резку, контроль, сборку и др.) выпущены РТМ и нормали.
Теоретическая производительность ротора определяется как
произведение числа блоков на число оборотов ротора в минуту
по формуле
Пт = ип= Ш?т шт/мин, B10)
где и — число блоков инструментов в роторе, обычно и >
>4-5;
п — число оборотов ротора в минуту;
Vpom = -gn транспортная скорость (окружная скорость
вращения ротора по центрам блоков) в м/сек;
h = шаг блоков в м;
и '
D — средний диаметр расположения блоков инструмента.
Рис. 218. Конструктивные варианты однономенклатурной (а) и
многономенклатурной (б) роторных машин
Различают однономенклатур ные ил и многономенклатур ные
роторные машины, которые в зависимости от заданной
производительности могут быть одно- или многоинструментальными.
На рис. 218 показаны конструктивные варианты роторных
машин. По схеме на рис. 218, а все заготовки одной номенклатуры
загружаются в одинаковые блоки инструментов и после обработки
поштучно удаляются из них; по схеме на рис. 218, б различные
заготовки (А, 5, В) с примерно аналогичным технологическим
1 См. Л. Н. К о ш к и н, В. Ф. П р е й с. Автоматические роторные линии
в штамповочном производстве. Машгиз, 1962. Автоматические роторные линии.
Труды Тульского механического института. Вып. 16. Машгиз, 1962. Л. Н. К о ш -
к и н. Автоматизация на базе роторных линий. «Машиностроение», 1965.
Роторные автоматические линии
379
процессом последовательно подаются в только им
соответствующий блок инструмента и также последовательно удаляются из
него после обработки. В случае многоинструментальных блоков
на каждую позицию подается необходимое число заготовок,
удаляемых одновременно после обработки.
Теоретическая производительность одно номенклатурного
ротора определяется по формуле B10), а производительность
каждого ротора линии — по формуле, аналогичной B10), т. е.
Пт. л = «1% = и2п2 = Щп$ шт1мин9 B11)
где и1у и2У и3 — число инструментальных блоков или захватов
в каждом роторе;
fti, #2* пъ — число оборотов соответствующих роторов
в минуту.
При определении исходных параметров роторных машин
следует учитывать, что выбранный шаг блоков h должен
удовлетворять условиям динамики, т. е. при заданном пути инструмента
5тах максимальные углы наклона (давления) кривых копира
не должны превосходить допустимых величин. При этом средняя
скорость инструмента vUH определяется по формуле
"ин ¦
^ = ^Птм/сек. B12)
зо гои
Как видно из приведенных формул, теоретическая
производительность роторных машин и линий может быть повышена за
счет увеличения числа оборотов (здесь лимитирует скорость
инструмента) или за счет числа блоков инструмента.
Темп штамповки t для однономенклатурной линии определяется
по формуле
, 60 60 /ою\
t = ж = is сек> <213>
т. е. не зависит от скорости инструмента, что, следовательно,
дает возможность объединить в одной автоматической линии самые
разнообразные технологические процессы.
Для многономенклатурной машины или линии (рис. 218, б)
общая производительность остается прежней и складывается из
производительности каждого из изделий, изготавливаемых на
роторе,
Пт = Пл + ПБ + Пв + ... = ил = (ил + иБ + ив ^ ) п =
= илп + иБп + ивп + • • •, B14)
где Пл, ПБ, Пв . . . — производительность при изготовлении
соответствующих изделий;
380
Автоматические линии
uAi иБ, ив . . . — число блоков инструмента в роторе для
обработки каждой номенклатуры изделий,
причем в общем случае может быть иА ф
Ф иБ ф ив.
В этом случае средняя скорость инструмента также
определяется по формуле B12), т. е. не зависит от количества деталей,
закрепленных за машиной.
Темп штамповки определяется в зависимости от
производительности изготовления соответствующих изделий:
. 60 " . 60 , 60 /01СЧ
В случае применения многоинструментальных блоков в
расчетные формулы вводится число инструментов на каждой позиции.
Тогда для схемы на рис. 218, а
Пт = ипт, B16)
для~ схемы на рис. 218,6
ПА = иАтАщ ПБ = иБтБп\ Пв = ивтвп, B17)
где m, mAl тБ, тв — число инструментов в соответствующих
блоках.
3. Область применения
Достоинства автоматических роторных линий еще не
предопределяют экономической эффективности их применения. При
определении области применения роторных линий необходимо
учитывать техническую возможность осуществления данного
технологического процесса на машинах роторного типа, а также
технико-экономическую эффективность и народнохозяйственную
целесообразность их внедрения.
Применение роторных линий более эффективно для
относительно мелких изделий и менее эффективно для средних и тем более
крупных изделий; более эффективно для технических процессов
с малым машинным и большим вспомогательным временем и менее
эффективно для процессов с большим машинным и малым
вспомогательным временем. Наибольшая эффективность
применения роторных линий достигается в условиях массового
производства для мелких деталей, требующих разнотипных операций
штамповки, резания, термической обработки, контроля и др.
? учетом комплексной автоматизации.
В условиях кузнечно-штамповочного производства
автоматические линии роторного типа целесообразно применять:
Роторные автоматические линии
381
а) для массового производства холодноштампованных деталей
в электротехнической, радиотехнической, приборостроительной,
метизной и автотракторной промышленности, особенно, если при
комплексной автоматизации имеются разнотипные
технологические операции;
б) для производства изделий методами порошковой
металлургии, прессованием и спеканием изделий из' пластических масс,
металлокерамики и др.;
в) для выполнения сборочных операций с применением заче-
канки, запрессовки, обжатия и др.;
г) для контрольных операций.
В настоящее время машины роторного типа находят все
большее применение в кузнечно-штамповочном производстве благодаря
следующим присущим им особенностям:
1. Передача заготовки с одной позиции на другую происходит
жестко, без потери ориентации. Причем в процессе передачи
заготовок с одного ротора на другой может быть легко
осуществлена их переориентация,
2. При большой производительности транспортная скорость
движения блока инструментов небольшая, что позволяет
обеспечить смену инструмента без остановки линии. Вследствие этого
резко повышается коэффициент использования линии. Кроме того,
малые скорости инструмента создают возможность для визуального
наблюдения за течением технологического процесса и позволяют
осуществить выборочный ручной контроль без остановки линии.
3. Разделение привода на две независимые части: привод
вращательного движения роторов, передаваемого через станину,
и привод технологического движения, передаваемого от
отдельного привода с силовым замыканием в каждом роторе, значительно
уменьшает массу и габаритные размеры станин и линии. Это
позволяет хорошо вписывать их в существующие здания.
4. Идентичность принципиальных структурных схем
технологических роторов, позволяющая, несмотря на
разнохарактерность технологических операций, обеспечить их типизацию,
скоростное проектирование и изготовление.
Благодаря простоте и компактности конструкции роторных
автоматических линий, на которых осуществляется до 10—15
различных операций, ее может обслуживать один рабочий.
Рассмотрим некоторые автоматические роторные линии.
На рис. 219 показан общий вид и кинематическая схема
автоматической роторной линии для многооперационной вытяжки
деталей типа стаканчик. Линия состоит из пяти технологических
вытяжных роторов, технологического ротора обрезки кромки,
ротора питания заготовками и шести транспортных роторов,
причем четыре из них обеспечивают изменение уровня подачи
382
Автоматические линии
Рис. 219. Общий вид (а) и
кинематическая схема (б)
роторной линии для
вытяжки стаканчика:
/—редуктор червячный i=
» 36); 2 —
электродвигатель привода линии (N =
ssa 28 кет, п = 1440 об/мин);
3 — привод гидравлического
насоса технологических
роторов; 4 — вакуумная
установка; 5—9 —блоки
инструментов вытяжек / — V (по
& шт.); 10 — блок
инструментов операции обрезки;
// — станина; 12 — сборник
отходов из ротора обрезки;
13 — лоток; 14 — тара для
готовой продукции; 15 —
транспортный ротор обрезки;
16—ротор обрезки; 17 — 19 —
технологические роторы
вытяжек V, VI, III', 20 —
транспортный ротор с
изменением уровня подачи (между вытяжными
23 — технологический ротор вытяжки /;
(г = 40, т — 2); 27 — шестерня (г — 58,
2 30 1
\4?У V-±^' Чс?5"У V-^' \cp"' Ч^-7 \^>
24 23 22 21 20 19 20 13 20 17 20 16 15
б)
операциями); 21 — технологический ротор вытяжки II; 22 — транспортный ротор;
24 — ротор питания заготовками; 25 — шестерня (z =72; т = 2); 26 — шестерня
т = 3); 28 — шестерня (z — 68 т = 3); 29 — регулировочная муфта; 30 — клиноре-
менная передача (/ = 2,76)
-384
Автоматические линии
заготовок (вытяжка осуществляется напровал). Для наладки
роторов, т. е. для того чтобы обеспечить совмещение инструментальных
блоков с захватным органом транспортных роторов, применяются
регулировочные муфты.
На рис. 220 приведена
роторная линия для
штамповки из пластмассовой
ленты с подогревом. Как
видно ^из рис. 220, здесь
использованы следующие
устройства: механизмлрез-
ки ленты на штучные
заготовки 2, ротор
разогрева заготовок 3 (он же
является транспортным
ротором) , технологический
ротор формовки 1,
транспортный ротор 4,
технологический ротор обрезки
облоя 8 и ротор,
осуществляющий съем облоя, 7.
Готовые изделия
направляются по лотку 6, а об-
лой — по лотку 5.
В этой роторной линии
(см. рис. 220) в едином
технологическом цикле
объединены такие различные
операции, как нагрев и
формовка, длительность
которых различна.
В настоящее время Л.Н.
Кошкиным х разработаны и изготовлены роторно-цепные машины
и автоматические линии, у которых по сравнению с роторными
уменьшены габаритные размеры, число приводов к
инструментальным блокам, что резко снижает стоимость линии. В этих линиях
введена роторная автозагрузка, обеспечивающая
производительность до 800 шт. в минуту.
Рис. 220. Автоматическая роторная
линия для штамповки пластмасс
1 Л. Н. Кошкин. Автоматизация на базе роторных машин.
«Машиностроение», 1965.
ЛИТЕРАТУРА
1. Автоматизирующие устройства для холодной листовой штамповки штучных
заготовок. РТМ 70—63—РТМ 81—63. Стандартгиз, 1964, 211 стр.
2. Азаров А. С. Механизация и автоматизация технологических процессов
в машиностроении. Машгиз, 1963, 415 стр.
3. Артоболевский СИ. Технологические машины-автоматы.
«Машиностроение», 1964, 179 стр.
4. Атрошенко А. П. Механизация и автоматизация горячей штамповки.
«Машиностроение», 1965, 228 стр.
5. Бобров В. П. Проектирование загрузочно-транспортных устройств
к станкам и автоматическим линиям. «Машиностроение», 1964, 291 стр.
6. Бялковская В. С. Экономические вопросы механизации и
автоматизации в кузнечном производстве. «Машиностроение», 1965, 204 стр.
7. Герц Е. В., Крейнин Г. В. Динамика пневматических приводов
машин-автоматов. «Машиностроение», 1964, 236 стр.
8. Г л а д к и х А. Н. Автоматизация холодновысадочного производства.
Машгиз, 1963, 175 стр.
9. Емельянов М. Ф. Механизация штамповочных работ. Машгиз, 1959,
170 стр.
10. Е к и м о в К. К- Механизация и автоматизация кузнечно-штамповочно го
производства. Машгиз, 1960, 164 стр.
П.Кожевников С. Н. Аппаратура и механизмы гидро-, пневмо- и
электроавтоматики металлургических машин. Машгиз, 1961, 350 стр.
12. Кошкин Л. Н.,Прейс В.Ф. Автоматические роторные линии в
штамповочном производстве. Машгиз, 1962, 51 стр.
13. К о ш к и н Л. Н. Автоматизация на базе роторных линий.
«Машиностроение», 1965.
14. Лоскутов В. А. Механизация установки штампов в листоштамповоч-
ном производстве. «Машиностроение», 1966, 95 стр.
15. Малов А. Н., Прейс В.Ф. Механизация и автоматизация
штамповочных работ. Машгиз, 1955, 308 стр.
16. Мансуров А. М. Механизация и автоматизация в кузнечном
производстве. «Машиностроение», 1965, 212 стр.
17. Мед видь М. В. Автоматические ориентирующие загрузочные
устройства и механизмы. Машгиз, 1963, 299 стр.
18. М и р о н о в В. Г. Ковочные манипуляторы. Машгиз, 1960, 127 стр.
19. Михаленко Ф. П., Г р и к к е А. X., Д е м и д е н к о Е. И.
Автоматическая холодная штамповка мелких изделий. «Машиностроение», 1965,287 стр.
20. Н е с в и т С. М., Н ю н ь к о О. И. Горизонтально-ков очные машины и их
автоматизация. «Машиностроение», 1964, 323 стр.
21. Н о р и ц ы н И. А., Ш е х т е р В. Я., Ро винский Г. Н. Основы
проектирования цехов листовой штамповки. «Машиностроение», 1964, 307 стр.
22. Родов Г. М., Подрабинник И. М. Автоматизация штамповочного
оборудования. Машгиз, 1961, 136 стр.
23. Ф и л и п п о в В. В., Ш е х т е р В. Я., О л е н е в В. И. Механизация
и автоматизация листовой штамповки. Машгиз, 1960, 186 стр.
2R И, А Норицыи 1295
ОГЛАВЛЕНИЕ
Введение 3
Глава I. Технико-экономические основы автоматизации в
кузнечно-штамповочном производстве 7
§ 1. Обработка металлов давлением в условиях автоматизации ... 7
§ 2. Общие принципы автоматизации 9
1. Основные условия . 9
2. Методы автоматизации 14
§ 3. Технологические предпосылки автоматизации 17
1. Вариантность технологических процессов 17
" 2. Требования к автоматизированным технологическим процессам 22
F3. Особенности конструирования штамповой оснастки 28
§*4. Особенности выбора и расчета универсального оборудования 31
. Определение темпа штамповки 31
2. Выбор пресса 35
3. Проверка системы включения 39
4. Пути совершенствования универсального оборудования .... 39
§ 5. Некоторые особенности определения экономической
эффективности новой техники 42
Глава II. Общие вопросы расчета и конструирования средств
автоматизации и механизации , 51
§ 6. Некоторые сведения о средствах автоматизации и механизации 51
§ 7. Захватные органы 59
1. Классификация 59
2. Фрикционный захват 62
3. Пневматический захват 67
4. Электромагнитный захват 72
5. Клиновой захватный орган 72
6. Ножевой захватный орган 7?
7. Клещевой захватный орган 79
8. Толкающий захватный орган 86
9. Крючковый захват 89
10. Карманчиковый захватный орган 90
11. Гравитационный захватный орган 90
§ 8. Привод средств автоматизации 94
1. Классификация 94
2. Электрический привод 96
3. Гидравлический привод 99
4. Пневматический привод ПО
5. Пневмогидравлический привод 123
§ 9. Преобразующие механизмы .... 126
1. Классификация . . • 126
2. Механизмы периодического движения 128
3. Механизмы преобразования поступательного движения в
поступательное 135
4. Механизмы преобразования поступательного движения во
вращательное 138
Оглавление
387
5. Механизмы преобразования вращательного движения во
вращательное 141
6. Механизмы преобразования вращательного движения в
поступательное 145
§ 10. Средства ориентации и переориентации 148
§11. Системы управления и блокировки 151
1. Общие сведения и классификация. Предпосылки
программирования 151
2. Цикловые диаграммы 155
3. Предохранительные устройства 159
4. Средства блокировки 160
5. Средства управления 163
Глава III. Автоматизация и механизация процессов холодной штамповки
из непрерывного материала 165
§ 12. Особенности автоматизации 165
§ 13. Ориентирующе-питающие устройства 170
1. Разматывающе-правйльные устройства 170
2. Полосо- и листоукладчики 179
3^ Автоматизированные стеллажи 185
§ 14. Подающие устройства 188
1. Разновидности и особенности выбора 188
2. Валковые подачи 191
3. Ролико-клиновые подачи 196
4. Клещевые подачи 198
5. Крючковые подачи 199
6. Определение основных параметров универсальных подающих
устройств для ленты 200
7. Подачи для вырубки непосредственно из листа 202
§ 15. Устройства для удаления отходов материала 203
§ 16. Примеры организации автоматических участков 205
Глава IV. Автоматизация процессов листовой и холодной объемной
штамповки из штучной заготовки 210
§ 17. Типовые схемы и особенности организации
автоматизированных процессов 210
§ 18. Ориентирующие и питающие устройства 214
1. Условия, необходимые для автоматического ориентирования
изделий . 214
2. Основные разновидности автоматических бункерных захватно-
ориентирующих устройств (АБЗОУ) 217
3. Основные типы магазинных ориентирующих устройств .... 227
4. Питающие устройства 232
§ 19. Подающие и передающие устройства 235
1. Общие сведения и особенности выбора 235
2. Шиберные подачи 237
3. Револьверные подачи 239
4. Грейферные подачи 246
5. Механические руки 250
§ 20. Удаляющие устройства для готовых изделий и отходов
материала 253
1. Особенности выбора 253
2. Сбрасывающие устройства 255
3. Выносящие устройства 260
4. Удаляющие устройства для отходов 263
§ 21. Стапелирующие и транспортные устройства 264
25*
388
Оглавление
Глава V. Автоматизация и механизация процессов ковки и горячей
штамповки 268
§ 22. Особенности автоматизации 268 *
§ 23. Автоматизация нагрева заготовок ?74
1. Общие сведения и классификация 274
2. Толкающие подающие устройства 275
3. Выносящие подающие устройства 278
4. Удаляющие устройства 281
§ 24. Средства автоматизации и механизации, применяемые при
штамповке 284
1. Организация работ у штамповочных агрегатов 284
2. Толкающие подачи 287
3. Подъемники 289
4. Револьверные подачи 290
5. Грейферные подачи 293
6. Механические руки и манипуляторы 295
§ 25. Механизация и автоматизация обрезки облоя 299
§ 26. Средства механизации, применяемые на участках свободной
ковки 305
1. Организация работ 305
2. Ковочные манипуляторы 309
3. Вспомогательные устройства для поворота заготовок 318
§ 27. Программное управление ковочным оборудованием 322
Глава VI. Механизация вспомогательных операций 327
§ 28. Механизация наладки и установки инструмента 327
§ 29. Механизация внутрицеховых перевозок 334
Глава VII. Автоматические линии кузнечно-штамповочного
производства 338
§ 30. Общие сведения и классификация 338
§ 31. Выбор типа линии .... 344
§ 32. Линии на базе универсального оборудования 353
1. Линии листовой штамповки 353
2. Линии холодной объемной штамповки 361
3. Линии горячей штамповки 364
§ 33. Роторные автоматические линии 369
1. Принцип работы роторных машин 369
2. Проектирование и расчет роторных машин и автоматических
линий 377
3. Область применения .... 380
Литература 385
Иларий Анатольевич Норицын и Виктор Иванович Власов
АВТОМАТИЗАЦИЯ И МЕХАНИЗАЦИЯ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
ковки и штамповки
Редактор издательства инж. Ю. Л. Маркиз
Технический редактор Т. Ф. Соколова Корректор А. П. Озерова
Переплет художника А. В. Петрова
Сдано в производство 25/Х 1966 г. Подписано к печати 21/11 1967 г.
Т-03408. Тираж 20 000 экз. Печ. л. 24,75 A вкл.) Бум. л. 12,38. Уч.-изд. л. 24,5.
Темплан 1967 г. № 15. Формат 60x90Vie. Цена 1 р. 05 к. Зак. 1295
Издательство «МАШИНОСТРОЕНИЕ», Москва, Б-66, 1-й Басманный пер., 3
Ленинградская типография № 6 Главполиграфпрома
Комитета по печати при Совете Министров СССР. Ленинград, ул. Моисеенко, 10
Рис. 202. Автоматическая линия с жесткой связью для изготовления панелей кузовов автомобилей:
/ — рельсовые пути; 2 — пневматический цилиндр привода удаляющего устройства для уборки отходов, 3 —промежуточная фиксирующая позиция; 4, 14 —гидравлические цилиндры
захватного органа, 5— транспортер для уборки отходов, 6' — стяжка; 7 —захватный орган, 8 — тележка, 9 — главный гидравлический цилиндр; 10 — главный реечный привод; // — кантователь
детали, 12 — гидравлическая установка, 13 — сменные захваты, 15 — пневматический захватный орган для листа; 16 — стол, 17 — сюпа листов, 18 — подъемник листа, 19 — промежуточная
плита, 20 — главный пульт управления, 21 — шкаф с электроаппаратурой; 22 — пулы управления
И. А. Норицын
1295
Рис 206. Антоматическая линия с гибкой связью для штамповки облицовочных деталей автомобиля