/









































































































































































































































Похожие




Текст
Н. Б. ВИДГОФ
ОСНОВЫ
КОНСТРУИРОВАНИЯ
ЛИТЬЕВЫХ ФОРМ
ДЛЯ ТЕРМОПЛАСТОВ
Москва
«Машиностроение*
1979
ПОЛИМЕРНЫЕ МАТЕРИАЛЫ
В НАРОДНОМ ХОЗЯЙСТВЕ
НАУЧНЫЕ ОСНОВЫ И ПРАКТИКА ПРИМЕНЕНИЯ
ББК 35.71
В42
УДК 658.512.2 : 678.057.726
Редактор Ю. В. Казанков
Видгоф J4. Б.
~Й42/ - ДЭСнойг йсгнструированитг~литьевых\форм~для термо-
пластов.— М.: Машиностроение, 1979. — 264 с., ил.
В пер.:, 1 р. 20 к.
В книге рассмотрены основные вопросы конструирования литьевых
форм, создания технологичной конструкции пластмассового изделия и литье-
вой формы. Большое внимание уделено выбору оптимальных вариантов отдель-
ных сйСтей й““компонбв“ке общей конструкции литьевой^ формы.
Книга входит в серию «Полимерные материалы в народном хозяйстве.
Научные основы и практика применения».
Книга предназначена для конструкторов, занимающихся проектирова-
нием изделий из термопластических масс н литьевых форм, н технологов по
переработке термопластов методом литья под давлением.
“Хо?» из'7<|
ББК 35.71
6П7.55
© Издательство «Машиностроение», 1979 г.
ИБ № 1721
Наум Борисович Видгоф
ОСНОВЫ
КОНСТРУИРОВАНИЯ
ЛИТЬЕВЫХ ФОРМ
ДЛЯ ТЕРМОПЛАСТОВ
Редактор Е. А. ПахолкОва
Технический редактор Л. Т. Зубко
Переплет художника Е. В. Бекетова
Корректор О. Е. Мишина
Сдано в набор 24.10.78. Подписано в печать 27.02.79. Т-01168..
Формат бумаги бОХЭО1/],. Бумага типографская № 1.
Гарнитура литературная. Печать высокая. Усл. печ. л. 16,5. Уч.-изд;; л. 18,1.
Тираж 3000 экз. Заказ 1147. Цена I р. 20 к.
Издательство «Машиностроение», 107885, Москва, ГСП-6,
1-й Басманный пер., 3
Ленинградская типография № 6
Ленинградского производственного объединения «Техническая книга» .
Союзполиграфпрома при Государственном комитете СССР по деийо-нздательств,
полиграфии н книжной торговли.
193144, Ленинград, С-144, ул. Моисеенко, 10.
ВВЕДЕНИЕ.
Возрастающая^ потребность народного хозяйства, в изделиях
пФаетическнж масс рпредел яет, ускрр енный рост их, производства u
Производство Апластических; марс за ,десятую пятилетку долаедр,
возраста .-в 3,1. раза,. производство, термопластичных материалов
iSi& paaa, .Ыисдо литьевых машин в тот же период предусмотрено’
увеличить в 1,8 раза.
-.. сЯоявлснир..,новых, высркорррчных и термостойких полимерных
материалрвлдтакже совершенствование процессов , их, пер ер а^ртди^
расширяет область применения, полимеров в мащиВРсТРРРИВД|.
азмгаСТр рении,. автомоСщл естроении, пр иборостррении, станкостр о-
евди;.;ЭДектротехнцчёской, радиоэлектронной, промышленности и,-
даслбрядвдиесДОВДХ'.М^ы^Чн освоение новых материалов, .рдсщн:.
ряющййся ассортимент изделий, а также необходимость непрерыв-
ного улучшения качества литьевых изделий и повышения произ-
водительности процесса вызывают большую потребность В литье-
вых формах. Обновление конструкций машин и приборов также
требует новых деталей, а следовательно, и новых литьевых
форм.
Анализ эксплуатации литьевых форм показал, что качество
литьевых изделий, после того как установлены их материал и
конструкция, в основном определяется конструкцией формы и ее
элементов. Последние влияют не только на размеры и геометри-
ческую форму изделия, но и на характер заполнения и направле-
ние потоков расплава в оформляющей полости, время охлаждения
и уровень остаточных напряжений. Эти напряжения влияют на
сохранение геометрической формы и размеров при длительном
хранении и эксплуатации изделий. Появление дефектов литья,
производительность процесса и себестоимость изделий также
определяются конструкцией литьевой формы. Таким образом,
проектирование литьевых форм является важнейшим этапом под-
готовки и внедрения в производство изделий из термопластов,
определяющим их качество и эффективность работы в процессе
эксплуатации.
Л
Конструирование литьевых форм основано на новейших до-
стижениях науки и техники в областях переработки термопластов
в изделия, сопротивления материалов, гидравлики, теплопере-
дачи, технологии обработки металлов в сочетании с анализом ра-
боты наиболее удачных конструкций литьевых форм.
Ряд вопросов проектирования литьевых форм недостаточно
изучен, и в этих случаях автор обращается к практическим мето-
дам их решения. С этой целью в книге обобщен многолетний
опыт проектирования литьевых форм на отечественных специали-
зированных заводах пластических масс. Разделение литьевых
форм на функциональные системы позволило систематизировать
обобщенный материал и расположить его по возрастающей сте-
пени сложности а также показать последовательность развития
и преимущества новых конструкций внутри каждой системы.
Современная конструкция литьевых форм является сложным
комплексом систем и узлов, обеспечивающих работу машины
в автоматическом цикле. Для изготовления таких форм применяют
современные методы технологии обработки металлов, новые мате-
риалы и сплавы, способные обеспечить необходимые точность,
шероховатость оформляющей поверхности и прочность деталей
литьевой формы.
В книге уделено много внимания созданию технологичной кон-
струкции формы современными средствами производства, что яв-
ляется одной из главных задач конструктора.
Книга по конструированию литьевых форм для переработки
термопластов в СССР издается впервые, поэтому возможны не-
которые упущения и недостатки. Автор с благодарностью примет
все замечания читателей.
Глава I
ТИПОВЫЕ КОНСТРУКЦИИ ЛИТЬЕВЫХ
ФОРМ
§ 1. ПРОЦЕССЫ, ПРОИСХОДЯЩИЕ
В ЛИТЬЕВОЙ ФОРМЕ
Геометрическая форма, качество поверхности и размеры отлитых
в форме изделий должны соответствовать заданным на чертеже.
НеоС(ходимо, чтобы в отлитом изделии были оптимально сохранены
физико-механические свойства исходного материала с минималь-
ными остаточными напряжениями, а дефекты при литье соответ-
ствовали техническим условиям поставки литьевых изделий и тре-
бованиям к конструкции изделия. Изделия не должны подвер-
гаться дополнительной обработке, за исключением отделения лит-
ника и зачистки его следов (при необходимости). Работа литьевой
формы должна быть автоматизирована, долговечна, надежна
и безопасна, а себестоимость изделий минимальна.
Определение литьевой формы как формующего инструмента,
отражающее взгляды на задачи литьевой формы с узкой, кинема-
тической точки зрения, нельзя считать достаточно правильным,
так как оно не отражает всех свойственных литьевой форме функ-
ций. В литьевой форме происходит формование изделия, образо-
вание структуры материала во время заполнения оформляющей
полости, уплотнение материала отливки и ее охлаждение. Способы
Сталкивания изделия в литьевой форме могут вызвать в нем де-
фекты кац при сталкивании, так и при отделении литников; и его
сбросе из формы в люк машины. Конструкция литьевой формы
влияет не только на хранение, сборку и эксплуатацию изделия,
Т. е. на качество изделия, но и на производительность процесса
в целом.
Изготовление изделия сопровождается процессами в инжек-
ционном цилиндре литьевой машины, непосредственно в литьевой
форме, и после извлечения изделия — вне ее. Способ пластикации
термопласта в литьевых машинах влияет на однородность и вяз-
кость расплава, что отражается на давлении литья и характере
.заполнения оформляющей полости формы расплавом. Эти обстоя-
тельства учитывают при выборе конструкции литьевой формы и
ее составных элементов.
Материал нагревается электронагревателями, а также вслед-
ствие трения в витках шнека, переходя при этом в вязкотекучее
7
состояние. При нагревании объем термопласта увеличивается.
Под давлением червяка или поршня расплав сжимается и нагне-
тается через сопло или запорный кран в литьевую форму.
При заполнении литниковых каналов и полости слои, приле-
гающие к охлаждаемым стенкам формы,; застывают. Относитель-
ное перемещение внутренних слоев вызывает на их границах на-
пряжения сдвига и ориентацию макромолекул в направлении те-
чения, Что, в свою очередь, создает в расплаве ориентационные
напряжения. Во время течения скорость расплава уменьшается,
и на определенной длине, в зависимости от давления, температуры
расплава и формы, свойств материала и толщины изделия, течение
может совсем остановиться.
После заполнения оформляющей полости поступление расплава
в форму не прекращается. Под нарастающим давлением проис-
ходит досылка в полость дополнительных порций для восполнения
уменьшающегося объема вследствие охлаждения и уплотнения от-
ливки. Напряжения сжатия в неотвердевшей сердцевине препят-
ствуют релаксации ориентационных напряжений и вызывают
растягивающие напряжения в наружном застывшем слое.
При застывании материала во впускном канале доступ расплава
в оформляющую полость прекращается. По мере охлаждения
расплава в оформляющей полости давление в форме снижается,
Остаточное давление вызывает в изделиях остаточные напряже-
ния. При охлаждении без давления происходит усадка изделия
по толщине, создающая возможность беспрепятственного извле-
чения его из матрицы, после чего изделие охлаждается с внутрен-
ней стороны вследствие контакта с охлаждаемым пуансоном и
с внешней вследствиед1злучения теплоты в атмосферу. До сталки-
вания изделия свободной усадке по диаметральным и линейным
размерам препятствует пуансон, что вызывает в изделии растя-
гивающие напряжения. При этом нормальные усилия, прижимаю-
щие изделие к пуансону, препятствуют сталкиванию. Усилие
сталкивания зависит также от шероховатости поверхности пуан-
сона, уклона, жесткости материала изделия й его коэффициента
трения по материалу пуансона при их температуре перед сталки-
ванием. При сталкивании с пуансона в изделии возникают напря-
жения, зависящие от конструкции системы удаления, жесткости
и прочности материала и конфигурации изделия.
После сталкивания изделия с пуансона растягивающие напря-
жения вызывают уменьшение линейных размеров, а охлаждение
изделия до температуры окружающей среды приводит к допол-
нительной усадке, после чего форма и размеры изделия должны
достигать заданных по чертежу.
§ 2. ОСНОВНЫЕ ТИПЫ ЛИТЬЕВЫХ ФОРМ
Кинематическое взаимодействие деталей литьевых форм. Приве-
денные ниже конструкции форм нельзя считать приемлемыми для
Всех случаев. Окончательно вопрос о выборе рациональной кон-
Рис. 1. Одногнездиая форма иа стакан
стр.укции формы, должен решаться с учетом многих факторов —
^рдиность изделия, себестоимость и др. (см. гл. IX).
бдногнездная форма на стакан из ударопрочного полистирола
(рйс. 1). При объеме изделия 25 см3 и литника 0,5 см3 объем от-
ливки равен 25,5 см3, что по отношению к номинальному объему
впрыска литьевой машины за один цикл 32 см3 является нормальным
$№>,). Чтобы не было.следов от выталкивателя на внутренней по-
верхности основания, стакан сталкивается плитой. Расположение
выталкивателя в пуансоне помешало бы размещению в нем кана-
ЛОВ.ДЛЯ охлаждающей жидкости. След от сталкивающей плиты
на торцовой, поверхности стаКана. будет едва заметен, так как ко-
рцнеская запирающая поверхность на пуансоне и в плите может
быть, выполнена весьма качественно, без подливов и уступов.
Щитьевая форма, (рис. 1) состоит из двух полуформ: неподвиж-
1№н1 и подвижной II. На полуформе / расположена матрица 5,
9 ВМгалуформе// — пуансон 4. Поверхности А, Б, Г сталкиваю-
щеи плиты 3, пуансона и матрицы, непосредственно соприкасаю-
щиеся с расплавом, называются оформляющими. После замыкания
нойуформ между оформляющими поверхностями образуется по-
аусть или гнездо, где и оформляется изделие. В матрице,кроме
сфсфмляющей поверхности Г расточен литниковый канал а и при-
Л&аТфщад к нему сферическая поверхность Д, предназначенная
сопряжения со сферической частью сопла 11, установленного
резьбовой частью в гнездо цилиндра литьевой машины 12. В мат-
рнце расточеныотверстиядля направляющих втулок 10, которые
при Замыкании формы^сопрягаются сТнаправляющимиТколон-
•«и 9 и \ центрируют^подуформы. На подвижной полуформе
ЯДСЦОДожещпуансон 4,^запрессованный в обойму~и опирающийся.
.ЛЬ
торцовой поверхностью на опорную плиту. Последняя опирается
на брусья 6, которые после сборки с задним фланцем образуют
камеру высотой Г для размещения деталей системы удаления
изделий: верхней 8 и нижней 7 соединительных планок. В послед-
них установлены тяги, на которых закреплена плита 3 и шток 2.
Противоположный конец штока направляется центральным от-
верстием заднего фланца. Форма изображена в разомкнутом со-
стоянии. Детали системы удаления изделий находятся в переднем
положении, соответствующем сбросу изделия. Ниже приводится
описание кинематического взаимодействия деталей формы в тече-
ние цикла.
Перемещением узла впрыска литьевой машины сопло 11 под-
водится к замкнутой форме и прижимается к сферической части Д
литникового канала а. После этого перемещением червяка или
поршня вперед создается давление, при котором расплав с за-
данной температурой поступает в центральный литниковый канал,
примыкающий к оформляющей полости формы, заполняет ее и уп-
лотняет отливку. После выдержки под давлением, в момент за-
твердевания расплава во входном отверстии литниковой втулки,
доступ расплава в оформляющую полость прекращается и сопло
может быть отведено от литниковой втулки. Это соответствует
началу охлаждения отливки без давления. Расплав охлаждается
после поступления в охлаждаемые литниковые каналы и оформ-
ляющую полость и затем во время ее заполнения и уплотнения
отливки. Прц охлаждении без давления температура изделия
достигает /т. Во время размыкания изделие охлаждается на пуаНт
соне, а после сталкивания с пуансона — вне формы до темпера-
туры окружающей среды. При размыкании формы изделие, вслед-
ствие усадки, увлекается пуансоном и вместе с литником извле-
кается из матрицы. При перемещении подвижной полуформы
влево шток приходит в соприкосновение с неподвижным упорбм
машины 1, вследствие чего система удаления (шток, планки 7
и 8, тяги и плита 3) останавливается. При этом подвижная полу-
форма не доходит до крайнего левого положения на величину ht,
необходимую для сталкивания изделия с поверхностей Б пуан-
сона, хотя она несколько' меньше величины h. Наличие конус-
ности и перемещение центра тяжести изделия при сталкивании на
величину оказывается достаточным для сброса отливки через
люк машины в установленную тару. При перемещении подвижной
полуформы на величину /гх оформляющая поверхность Б пуансона
выходит из изделия, удерживаемого плитой 3, а колонки 9 из
отверстий плиты 3; задняя поверхность нижней планки 7 ото-
двигается от поверхности подвижного фланца на расстояние /г2,
которое должно быть несколько больше h^, а верхняя соединитель-
ная планка 8 не должна доходить на величину k до опорной плиты.
Величина /г2—— зазор, необходимый для предотвращения за*
щемления постороннего тела между нижней соединительной план-
кой 7 и подвижным фланцем после замыкания формы. При Наличии
10
2. Многогнездная форма на крышку
вталкивающей плиты /ц—/ц
ssw 2 4-3 мм зазор k необходим для
Предотвращения ударов при до-
стижении подвижной полуформой
крайнего левого положения. При
Замыкании формы подвижная по-
луформа перемещается в направ-
лении к матрице. Замыкающая
поверхность А плиты 3 упирается
в замыкающую поверхность В ма-
трицы. Под воздействием усилия
замыкания литьевой машины си-
стема удаления и матрица возвра-
щаются в исходное положение, после чего цикл повторяется.
Многогнездная форма (рис. 2) на крышку 12. При объеме изде-
лия 3,5 см3 форма имеет шесть гнезд с радиальным расположе-
нием литниковой системы. Впускные каналы а расположены на
наружном диаметре крышки со стороны центрального литника, г
для сокращения длины радиальных разводящих каналов б.
В форме предусмотрены вставные гнезда 9 и 11. Можно было
запроектировать цельный пуансон и упростить его изготовление
и оформление центрирующих бортиков изделия на токарном
станке. В этом случае можно было бы разместить в форме не шесть,
й восемь гнезд на ту же машину с VH =; 32 см3. Однако проточка
сферических торцовых поверхностей и полирование канавок под
бортики перед хромированием и их хромирование при цельной
Конструкции пуансона было бы затруднено, а объем изделий
и литников Vo = 8 X 3,5 + 3,2 = 31,2 см3, что превысило бы
принятые нормы, по которым 1% должно составить 80—85%
от VB. .
Применение вставных гнезд целесообразно при большой по-
требности в изделиях, к тому и^е при повреждении части цуанср-
Иов возможна их частичная или полная замена. Это дешевле и
быстрее, чем изготовление цельного пуансона. Те же соображения
Касаются вставных матриц. Кроме того, на наружной поверхности
Изделий расположен рисунок. Идентичное изготовление рисун-
ков на оформляющей поверхности лучше производит^ холодным
выдавливанием отдельных вставных матриц, чего нельзя делать
ад цельной конструкции без опасения нарушить взаиморасполо-
жение Осей гнезд из-за ее пластических деформаций. Недостатки
Данной конструкции, а также другие варианты будут рассмотрены
вдже (гл. IV).
Рассмотрим кинематическую последовательность взаимодей-
ствия отдельных деталей формы в течение одного рабочего цикла.
Форма устанавливается центрирующими бортиками переднего 10
11
и заднего 2 фланцев в соответствующие отверстия в'плйтах ма-
шины, что обеспечивает соосность сферических частей Д сопла и
втулки 14. Соответствующим усилием, прижима сопла создается
герметичность и предотвращается вытекание расплава под давле-
нием литья.
В различных конструкциях литьевых машин прижим сопла
к литниковой втулке осуществляется либо перемещением узла
впрыска к сомкнутой литьевой форме, либо, наоборот, перемеще-
нием подвижной полуформы к неподвижной. В последнем случае
одновременно производится замыкание формы и прижим к не-
подвижному, установленному в переднее положение узлу впрыска
и соответственно соплу. Центрирование полуформ осуществляется
деталями 6, 8, а взаимное центрирование деталей в полуформах
возложено на детали 13 и 24, расположенные в деталях 2, 3, 7,
10, 14, 15, 16, 18. s
После создания необходимых герметичности и давления paic-
пдав поступает через сопло в центральную литниковую втулку 74.
Прежде чём перейти в разводящие литники б, расплав поступает
в поднутренное отверстие в втулки сбрасывателя 15 и перемещает
сбрасыватель 5 влево до упора во внутренний торец отверстия
штока /, сжимая пружину 4. Поднутренное отверстие в во втулке
сбрасывателя служит для извлечения центрального литника ё из
канала литниковой втулки при размыкании формы и улавлива-
ния холодной капли расплава, вытекающей из сопла, когда послед-
нее отводится от формы.
Вытекание из сопла за период между циклами происходит
вследствие расширения расплава под влиянием нагревательных
элементов инжекционного цилиндра и сопла. При применении за-
порного крана вытекание капли предотвращается. Проникнув
в разводящие каналы, холодная капля может препятствовать
плавному перемещению расплава по ним или закупорить впускные
каналы а в оформляющие полости 12. Минуя холодную кадлю,
расплав устремляется в разводящие и впускные литниковые ка-
налы, заполняя оформляющие полости формы, после чего на-
чинается выдержка под давлением. Расплав, восполняя уменьшаю-
щийся объем отливки, уплотняет ее. Охлаждение осуществляется
жидкостью, циркулирующей в каналах системы охлаждения.
Сначала расплав застывает во впускных каналах. После вы-
держки под охлаждением без давления и затвердевания всей от-
ливки форма размыкается. При этом происходит выталкивание
застывшего в поднутренном отверстии материала, а также связан-
ных с ним литников и изделий отливки. Если при этом изделия не
касаются пуансонов 9, пружина 4 получает возможность быстро
выпрямиться и создать толчок, обеспечивающий скорость движе-
ния изделий, опережающую скорость выталкивателей, вследствие
чего сбрасыватель 5 сталкивает отливку через люк машины в уста-
новленную тару. Падение отливки воздействует на фотоэлемент,
'который подает импульс на замыкание формы.
Выталкиватели 23, сбрасыватель 5 и возвратные толкатели 17
вместе с соединительными планками 19 и 20, перемещаясь по на-
правляющим- втулкам 21 и колонкам 22 от опорной плиты 16
к подвижному фланцу 2, после упора возвратных толкателей 17
в замыкающую-плоскость £ обоймы матриц 18 начинают (а после
замыкания формы заканчивают) возвращение выталкивающей си-
стемы в исходное, положение. Сбрасыватель под давлением пру-
жины 4 прижат к планке 20 торцом бортика, при этом его рабочий
торец не должен входить в канал втулки 14 во избежание порчи
|го полированной поверхности. Замыкание формы заканчивается
после достижения поршнем цилиндра замыкания своего перед-
него положения, при котором создается усилие замыкания, которое
вызывает удлинение колонн машины стягивающих ёеплиты, за-
мыкающие фор му. Это усилиедолжно быть более усилия, создавае-
мого давлением расплава, возникающим в форме наетадии выдерж-
ки под давлением, чтобы удержать форму" в замкнутом состоянии.
При расположении впускного канала сбоку, на наружном диа-
метре изделия, расплав заполняет оформляющую полость по всей
ее длине. Это вызывает повышенные потери давления и темпера-
1£Уры расплава по сравнению с соответствующими потерями при
расположений впуска в центре изделия (см.-рис. 1), где путь те-
чения расплава от впускного канала до наружного контура в 2 раза
меньше. В то же время боковое расположение Впускных каналов
(рйС. 2) дает возможность их размещения на плоскости разъема
й'-беспрепятственного удаления из формы вместе с изделиями.
Операция отделения литников от изделий производится вне формы
й" может выполняться Оператором в «перекрытое» время. Для
Исключения ручного труда и повышения производительности этй
операция может быть механизирована с/помощью специального
Приспособления. '
Многогнездная, форма, с отрывными, литникамидля круглых'
йробйрок представлена на рис. 3, где отделение ЛиТйикой от йздё-
Лйй предусмотрено в самой форме при размыкании. Для удале-
ния впускных ЛйТнйКой без Повреждения изделий сечения литни-
ке®'должны быть меньше сечения стенки йзДёлйя- В форме прёду*
смотрены дополнительно две плоскости разъема с размерами В
и Г и специальные устройства для отрыва и удаления всей Лйтни-
НОвОй системы ИЗ формы в установленную тару: Расположение
вйуекного канала в центре изделия позволяет сократить путь
-течения расплава по оформляющей полости и обеспечить одновре-
менное ее заполнение, а также уплотнение и охлажДениекаждого
по всему его контуру. Это предотвращает коробление
МаВДлйй/и обеспечивает стабильность^размеров. Уменьшение сече-
ййЯ”впусКных литников, которое .первоначально было преду-
Шотрено лишь для Их отрыва в форме, создало новые возмож-
ности для'улучшения качества изделий и повышения производй-
Тёяьйости. Более подробно преимущества точечного литника рас-
смотрены в § 9
13
Рис. 3. Многогнездная форма с отрывными литниками
На рис. 3 представлен один из вариантов форм с точечными от-
рывными литниками. Последовательность кинематического взаи-
модействия деталей этой формы следующая. При замыкании формы
запирающая Е и опорная Ж поверхности матрицы 10 плотно за-
жаты деталями 6 и 13, чем предотвращается подтекание. После
заполнения полостей формы, уплотнения и охлаждения материала
отливки реле времени дает команду на размыкание формы. В на-
чале размыкания формы литники прочно удерживают деталь 13
и пружины штоков 12 не могут оторвать литники от изделий 7.
Литники 15 извлекаются из литниковой плиты 16 и вместе с мат-
рицей 10, изделиями 7 и пуансонами 5, увлекаются подвижной
полуформой влево за счет сил трения между колонками 9 и отвер-
стиями в матрице. Размыкание продолжается до упора торцами
головок тяг 11 в отрывающую плиту 13. В следующий момент
происходит отрыв лрдников. После этого пружины штоков раз-
жимаются и толкают плиту 13, которая, достигая бортиков огра-
ничителей 14, останавливается, а литники по инерции извлекаются
из своих гнезд и падают через образовавшийся разъем с разме-
ром В. При перемещении подвижной полуформы на величину Б,
которая должна быть несколько больше длины изделия, изделие
извлекается из матрицы, остановленной тягами и ограничителями;
и колонки 9 выходят из отверстий матрицы.
Для сталкивания изделий с пуансона необходимо с помощью
штока 1 и деталей 2, 3, 8 остановить сталкивающую плиту 6. При ,
перемещении подвижной полуформы на величину А пуансоны из- *
влёкаются из изделий, опирающихся на плиту 6, а колонки из
отверстий плиты 6. Пуансоны и колонки 9 полностью не выходят
из плиты 6. Изделия, освободившиеся от пуансонов, падают через
основной разъем с размером Б и люк машины в тару, при этом
14
Рнс. 4. Одногнездная безлитниковая форма
Встроенный фотоэлемент дает импульс на замыкание литьевой
формы. Одновременно с замыканием происходит возврат матрицы
и плиты 6 в исходное положение. При этом реле давления вклю-
чает перемещение узла впрыска, что вызывает прижим сопла
к сферической части литникового отверстия и цикл повторяется.
Другие системы с литниками, отрываемыми вне формы, приведены
в гл. IH.
К недостаткам конструкций этих форм относится необходи-
мость дополнительной плоскости разъема для удаления литников,
что не только затрудняет изготовление и ухудшает условия экс-
плуатации этих форм, но и требует применения машин с увели-
ченным на размер В расстоянием между плитами. Этих и других
недостатков лишена конструкция безлитнйковых форм.
Одногнезднаябезлитниковая форма для литья корпуса фильтра,
в дне которого имеется 120 отверстий диаметром 1 мм, представ-
лена на рис. 4.
Объем изделия УИ = 98 см3, но его размеры (D = 95 мм,
Лй = 175 мм, толщина стенки 1,4 и дна 1,7 мм) не соответствовали
нормальной конструкции формы на обычной литьевой машине
В Йоминальным объемом впрыска 125 см3. Форму удалось спроек-
тировать на машину «Куасй-125» фирмы ВЭБ (ГДР), разместив
Неподвижную полуформу на величину Б и подвижную на вели-'
чину В в установочных отверстиях машины, а также благодаря
Перемещению узла впрыска на 165 мм от рабочей поверхности не-
подвижной плиты машины. Без встройки фасонного фланца 17,
В котфом размещен^ камера для перемещения деталей системы
Удаления и матрицы 13, закрепленной деталями 21 и 22, форму
пришлось бы-проектировать на следующий типоразмер литьевой
Йашйны с Г0‘= 250 см3. Безлитниковое литье осуществляется за-
.15
порным краном (см. рис. 29, <Э).чМатрица охлаждается в полости,
расположенной по ее наружному диаметру^ разделенной перего-
родкой 15 и закрытой кожухом 14 и герметизирующими резино-
выми прокладками 26. Они прижимаются болтами 25 при затяжке
литниковой втулки 24. Входит и выходит охлаждающая жидкость
через ниппеля 16, установленные по обе стороны от перегородки.
Пуансон 8 охлаждается изнутри, где установлена перегородка 23,
прижатая фланцем 7 с резиновой прокладкой 6. По обе стороны
перегородки размещены ниппеля 12 из красной меди, которые после
завертывания загибаются для установки в пазы упорной плиты 19.
Ниппеля выведены за пределы опорной плиты. Оформление 120 от-
верстий производится знаками 27, запрессованными в пуансон.
Сталкивание изделия производится деталями системы удаления 1,
2, 3, 4, 5, 11 и 18. Скрепление обоймы пуансона 8 с деталями 17
и 19 производится винтами 20 через отверстие а в Детали 11 (9 —
колонка, 10 — втулка).
Двухгнездная форма с каналами для незатвердевающих литни-
ков. Как было показано на рис. 2, при расположении затвердеваю-
щих литников на плоскости замыкания формы легко осуществ-
ляется многогнездное литье. Извлечение литников и изделий
происходит одновременно. В многогнездных формах с отрывными
литниками (рис. 3) для их извлечения требуется дополнительная
плоскость разъема. Применение туннельных литников (гл. III)
не..требует.дополнительной плоскости разъема, так как.литники
удаляются из формы .через ту же плоскость размыкания, однако
туннельные литники применимы только для изделий с малой вы:
сотой; На рис. 4 показана одногнездная безлитниковая форма без
дополнительной плоскости разъема, где точечный впускной/ лит-
ник примыкает к изделию и. из-за его малых размеров даже не
срезается. ;. . . ...
Переход с; одногнездных безлитниковых форм на многогнезд-:
ные осуществляется с помощью обогреваемых многосопловых- кра-
нов .(см. рис.-33); либо распределителей (см..рис. 34), гдеразцодя-
щие и подводящие.литники не затвердевают,В конструкциях, где
распределители не обогреваются, применяются утолщен ныера.з-
водящие и подводящие литники, у которых Наружная поверхность
застывает,, аторячий. расплав внутри каналов передавливается
в оформляющие полости. Это.возможно при работе на весьма ко-
ротких рабочих циклах.(15—20 с) и. непрерывной работе. Такие
конструкции;Прй Остановке формы -по различным причинам тре-
буют разборки распределителя и удаления, затвердевшей литни-
ковой системы.; Наиболее/.перспективными являются/формы с : не-
затвердевающей литниковой системой,. . одна из конструкций' ко-
торых представлена на :рис,5..Температура литниковыхканалов
этой системы при разогреве и; во время .работы поддерживается
нагревателями* и терморегуляторами.. Каналы для разводящих
и подводящих литников размещены в.распределителе 5..На одной
оси.с подводящими каналами расположены отверстия под сопла 2,
16
Рис. 5. Двухгиездная форма с кана-
лами для иезатвердевающнх литни-
ков/
которые подают расплав к
Впускным каналам гнезд.
В • местах поворота потока
ОТ разводящего к подводя-
щим каналам и соплам,
для предотвращения об-
разования застойных зон,
/Предусмотрены специаль-
ные заглушки 4 со сфери-
ческим углублением Ь. Они
зафиксированы штифтами 3
И -Закреплены винтами. По
обе стороны от разводящих
«Иналов расположены от-
верстия для обогревателей.
Способы крепления и за-
мены обогревателей изло-
жены в гл. III.
Для предотвращения
застывания расплава в /z J
соплах последние изготовлены из бериллиевой бронзы. Вокруг них
Предусмотрен зазор б, куда затекает расплав с первой запрессов-
ки, служащий изоляционным слоем, между горячими сопламиии
охлаждаемыми донышками матриц 12. Они также выполняют функ-
ции литниковой втулки, с точечным впускным каналом ги уплот-
няющего элемента, который предотвращает вытекание расплава в
камеру распределителя, размещенного в переднем фланце формы с
зазором 6—8 мм. Воздух, обладающий низкой теплопроводностью;
«Шляется хорошим теплоизолятором, чем предотвращается пере-
дача теплоты от распределителя к переднему фланцу и через него
Пойдите машины. После снятия давления пдршня или1 червяка
машины клапан б запирает выходное отверстие сопла под дав-
лением пружины 8, чем предотвращает попадание расплава в
{^Вскрытую матрицу после извлечения из нее изделия.
"Г с Известно, что выдержка под Давлением при точечном литье
ничтожно мала, в результате чего не возникает переуплотнение
¥ИРТОтностъ таких изделий меньше, чем ^изделий, отлитых наль-
ДНВЫ-м литником. Для предотвращения износа распределителя
ВШследний запрессована каленая втулка 14. Ее кольцевой бортик
опирается на каленую пластину 7, .установленную во фланце /<3,
Hfj«йужит опорой для предотвращения/'прогиба распределителя,
ванной конструкции формы применено удлиненное сопло литьё--
машины 10, обогреваемое хомутовым обогревом ?//. Сопло
JJMOTho прижимается к сферической.части входного отверстия рас-,
деделителя на все время работы формы, так как здесь предотвра-
17
щения потерь теплоты не требуется. Кольцо 9 препятствует по-
паданию расплава во время наладки в камеру распределителя.
Подпружиненные клапаны применяются для маловязких распла-
вов (поликапролактам, полиамид П-610 и др.).
При работе с вязкими материалами (полистирол, полиолефины,
поликарбонат и др.) возможно литье без подпружиненных клапа-
нов. При точечных впусках предпочтительно применение подпру-
жиненных клапанов для любых материалов. Кинематическая по-
следовательность взаимодействия деталей таких форм в течение
рабочего цикла следующая. После замыкания формы поршень
или червяк машины, перемещаясь вперед, создает давление на
расплав, который заполняет литниковые каналы распределителя
И сопел. Сжатый расплав, оказывая давление сначала на бортики
клапанов, а затем на все их сечение, перемещает их назад. После
этого расплав, сжимая пружины и открывая впускные точечные
каналы, заполняет оформляющие полости формы и уплотняет
оформившиеся изделия. Под действием охлаждающей жидкости,
циркулирующей в каналах а матрицы 1, расплав в каналах г
затвердевает, после чего давление литья снимается, пружины,
преодолевая остаточное давление расплава в литниковых кана-
лах распределителя и сопел, посылают клапаны вперед, запирая
выходные отверстия сопел. Охлаждение изделий, извлечение их
вместе с впускными литниками из матриц и сталкивание с пуан-
сонов аналогичны этим этапам цикла в ранее приведенных кон-
струкциях. После этого^впускные каналы готовы к следующему
циклу. Отрезка литника не всегда обязательна, так как он не вы-
ступает за пределы ножек дна изделий.
' При литье изделий больших размеров в одногнездные и много-
гнездные формы, где одним литником трудно обеспечить каче-
ственное заполнение оформляющей полости, применяется много-
впусковое литье с незатвердевающими литниками аналогичной’
конструкции. Возможно применение многовпускового литья с по-
мощью затвердевающих литниковых систем.
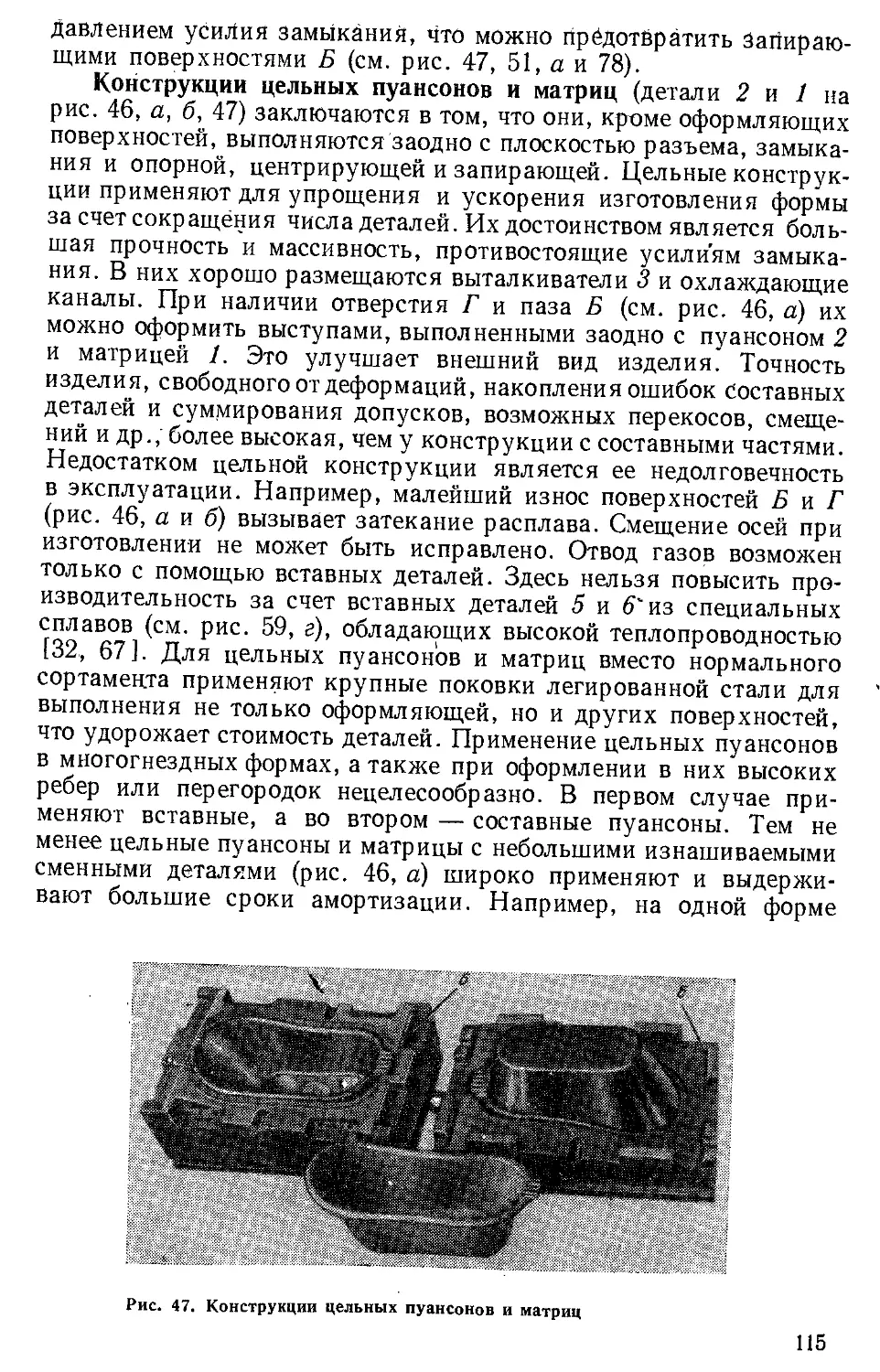
Многогнездная форма для изделий с поднутрениями на наруж-
ной поверхности. На рис. 1—5 были рассмотрены формы различ-
ных конструкций для изделий без поднутрений на наружной и
внутренней поверхностях. Они свободно извлекались из матриц
и сталкивались с пуансонов. Для изделий с выступами, канав-
ками, отверстиями и приливами, расположенными на наружной,
внутренней или боковой поверхности, которые не всегда можно
беспрепятственно извлечь из матрицы или столкнуть с пуансона
вдоль оси изделия, применяются формы с разъемными полуматри-
цами или другими элементами. Их перемещают под углом, который
соответствует расположению оси поднутрения на изделии.
Однако разъемные элементы оставляют на изделии следы от пло-
скости разъема, вызывают неизбежное смещение профилей изде-
лия и создают уступы на поверхности, что не всегда допустимо.
Следовательно, разъемные формы приемлемы там, где подоб-
18
л-д
Рис. 6. Многогнездная форма
с поднутрениями на наруж-
ной поверхности
ные дефекты допустимы. Техника изготовления и эксплуатации
ТЦКих форм достаточно высока, и след, оставляемый плоскостью
разъема разъемных элементов, и смещение профилей могут на-
ходиться в пределах от 0,01 до 0,03 мм. .
В форме, изображенной на рис. 6, разъем полуматриц 4 про-
изводится автоматически. Такая конструкция применяется наи-
более часто. Форма изображена в разомкнутом а и сомкнутом
б виде. Разъемные полуматрицы на подвижной полуформе пере-
мещаются на опорной плите 8 в направляющих планках 11. Гнезда
расположены в одну линию на плоскости разъема полуматриц.
Число гнезд зависит от размеров изделия и формы, которые опре-
деляются типоразмером литьевой машины. Литниковая система,
sa исключением центрального литника, расположена на плоскости
разъема полуматриц. Она представляет собой вертикальный раз-
водящий литник, от которого к каждому гнезду отходят подводя-
щие и впускные литнийи. Литники отделяют вне формы. Воз-
можно применение системы литников, отрывающихся в форме,
«г-Системы незатвердевающих литников, где отделения литников
ие требуется. Эти системы будут рассмотрены ниже. Для того,
Яггобы изделия не задерживались одной из полуматриц при раз-
мыкании, они находятся на пуансонах 10, е которых сталкивание
производится трубчатыми выталкивателями 9'. Возврат системы
в исходное положение производится толкателями 14, которые раз-
19
мещены за пределами полуматриц в направляющих планках 11,
закрепленных и сцентрированных на опорной плите 8. В них же
установлены направляющие втулки 12 для взаимного центрирова-
ния полуформ с помощью направляющих колонок 13, установлен-
ных в запирающей плите 2.
Как видно из рис. 6, точность длины изделия и наличие да его
торце следов от трубчатого выталкивателя в виде выступа, за-
висят йе только от точности размеров деталей формы и усадки мате-
риалу изделия, но и от точности длины трубчатого выталкивателя
и зазоров между ним, пуансоном и опорной плитой. Наклонные
поводки 3 размыкают и смыкают полуматрицы при перемещении
подвижной полуформы. Замыкание полуматриц и удержание их
в замкнутом положении осуществляют конические поверхности Бх
и Б запирающей плиты.и полуматриц, сопрягающиеся потугой
посадке. Угол р наклона поверхностей Б и Бх должен быть больше
угла а наклона поводков минимально на 5° для предотвращения
столкновения участков е плиты 2 с участком д поверхности В
полуматриц, вызываемого их отставанием при смыкании на .вели-
чину х = п cos-1 а вследствие зазора п между поводками и отвер-
стиями в полуматрицах.
Цикл, предшествующий размыканию формы, аналогичен циклу
для формы, показанной на рис; 1. Затем начинается размыкание
полуформ и извлечение центрального литника. Поперечное раз-
мыкание полуматриц начинается после того, как перемещение
подвижной полуформы с замкнутыми полуматрицами на величину,
равную; ft], ===n/(2 sin а), не приведет к выбору зазора 0,5«-.между
отверстиями полуматриц и поводками, и заканчивается после пере-
мещения подвижной полуформы на величину /ц что соответствует
поперечному перемещению каждой из полу матриц на I иобщему
перемещению на 21, что достаточно для свободного падения изделия
между плоскостями Г и Гу. Это соответствует моменту выхода-по-
водков из отверстий полуматриц, как показано на рис. 6, а, касания
поверхности А паза полуматрицы с упором 5 и попадания шарика
6 под давлением пружины 7 в конические углубления на опорной
поверхности полуматриц. Такая фиксация полуматриц между упо-
рами и шариками необходима для предотвращения емещения полу-
матриц из конечного. положения, которое обеспечивает попадав
ние поводков в : отверстия полуматриц при смыкании полуформ!
В момент/встречи- штока с неподвижным упором машины система
удаления останавливается, что вызывает сталкивание, изделий
и литников с пуансонов выталкивателями 9. Защемление вы-
талкивателей поверхностями полуматриц, оформляющими вну-
тренний' диаметр канавок изделия при их смыкании, .может
бить; предотвращено при • .«условии хх >х2, т. е. ft* tg -а >
л> 0,5 (D ti).; мм.Окончательное замыкание полуматриц и пЪлу-
форм наступает в момент касания поверхностей В и Вх полуматриц
и запирающей плиты, после чего цикл повторяется. Расчет разме-
рив JijZ; а, и и р приведен в §13.
20
§ 3. СТРУКТУРА ЛИТЬЕВОЙФОРМЫ
Основные системы литьевой формы состоят из функциональных
групп или деталей, а в ряде случаев из элементов деталей форм.
Конструкцию литьевой формы можно разделить на следующие ос-
новные системы: система размещения, установки и крепления лить-
евых форм; система литниковых и газоотводящйх канаЛбВр Си-
стема оформляющих деталей; система центрирований; система ох-
лаждения и регулирования температуры формы; система удале-
ния изделий из форм; система перемещения Деталей: Это разделе-
ние является условным. В некоторых случаях объединяют ’Не-
сколько функциональных групп Деталей формы в ОДну -сйётёму;
например детали питания формы расплавом, обогреватели. рас-
нределители, запорные краны, литниковую систему й систему
газоотводящих каналов; систему каналов охлаждения И систему
Регулирования температуры офОрмляющйх' поверхйостёй формы.
! некоторых случаях отдельные элементы одной и той же детали
формы могут одновременно принадлежать Двум и болёё ййсТЖ’аМ:.
Например, пуансоны и матрицы имеют оформляющие поверхности
и причисляются к системе оформляющих деталей. В то Жё ВрёМД
на них расположены литниковые кайалы и каналы дляохлаждаю-
щей жидкости. Первые относятся к системе литниковых ’ ?й
газоотводящих каналов, а вторые—к системе бхлаждения-й
регулирования температуры формы. Разделение формы Н а ’Нё-
речисленные системы Даёт возможность проследить' за ^усовер-
шенствованием каждой системы. Анализ преимуществ й недостат-
ков конструктивных разновидностей каждой системы’ позволит
определить закономерности поиска новых конструктивных ‘ ре-
шений. ю.'- "гющг::
Отсутствие удовлетворительной классификации лйТьёНЫХфОрм
и форм для других методов переработки объясняётсябольшимраз-
нообразием конструкций изделий из различных пОДимёрнЫХ мате-
рюДов и множеством конструкций литьевых форм. Разделение
литьевых форм на системы позволяет классифицировать конструк-
тивные разновидности каждой из них и компоновать общую КОН-
®р*укцию формы из различных конструктивных- разновидностей
«гетемы. ............
Система размещения, установки и крепления ' форгй включает
вюущиё и крепежные детали формы и элементы взаимного крёп-
лшия ёё деталей, учитывая максимальные размеры плит и формы
Яо Площади и толщине. Эта система определяет конструктивную
яиимосвязь формы и машины. От ее конструкций зависят возмож-
Иййь встройки частей полуформ в соответствующие пОлости плит
Ййшин, перемещение и установку сопел, запорных кранов И си-
стемы удаления изделий, способы установки форм с максимально
воиуетймыми размерами, конструкций элементов, обеспечиваю-
щих безопасный подъем и крепление форм к плитам машин раз-
личных конструкций. ’ ' ’ '
Система литниковых и газоотводящих каналов включает типы
каналов для передавливания расплава из инжекционного ци-
линдра литьевой машины в оформляющую полость литьевой
формы, сопла, запорные краны, распределители, нагреватели,
терморегуляторы, литниковые втулки и литниковые и газоотводя-
щие каналы, расположенные в различных деталях других систем
литьевой формы.
Система оформляющих деталей охватывает детали форм, на
которых расположены оформляющие поверхности, приходящие
в соприкосновение с расплавом: пуансоны, матрицы, стационар-
ные и перемещающиеся, съемные и вставные детали, оформляю-
щие поверхности выталкивателей, сталкивающих плит и др.
Система центрирования предназначена для предотвращения
смещения осей оформляющих деталей формы. Она включает эле-
менты центрирования полуформ, центрирующие выступы на флан-
дах, направляющие колонки и втулки оформляющих деталей и де-
талей системы удаления и отверстия под них, конические выступы,
центрирующие штифты и отверстия для них, отверстия и пазы под
вставные пуансоны, матрицы и оформляющие знаки, посадочные,
центрирующие и опорные поверхности стационарных, перемещаю-
щихся и съемных оформляющих деталей, отверстия под литнико-
вую втулку в матрице и переднем фланце, фиксирующие кониче-
ские, цилиндрические и плоские опоры для удлиненных пуансо-
нов и др.
Система охлаждения и регулирования температуры литьевой
формы, предназначенная для равномерного охлаждения изделий
в форме до заданной температуры /т, учитывает теплофизические
свойства материалов деталей формы и хладагентов, а также ра-
циональное направление их течения по каналам. Она охватывает
каналы охлаждения на деталях формы и специальных деталях,
служащих для расположения каналов охлаждения и подсоедине-
ния шлангов, уплотняющие детали и канавки для их размещения,
обеспечивающие герметизацию каналов, а также специальные уст-
ройства для подогрева и терморегулирования охлаждающей жид-
кости внутри и вие формы.
Система удаления отливок из литьевой формы предназначена
для извлечения изделий и литников из матриц и литниковых ка-
налов, сталкивания их с пуансонов и из литниковых каналов и
сброса отливки через люк машины в приемную тару. При этом учи-
тываются усилия, необходимые для удаления отливок из формы
и их воздействие на изделия. Система включает поверхности, об-
разующие камеру для деталей, соединительные планки, выталки-
ватели, шток, тяги, сталкивающие плиты, сбрасыватели и пру-
жины, обеспечивающие выталкивание и сброс изделий, а также
детали и узлы, возвращающие систему в исходное положение. Она
охватывает пневматические, гидравлические, электрические и дру-
гие устройства и зубчатые передачи, обеспечивающие удаление
отливок и свертывание изделий с резьбооформляющих деталей.
22
Система перемещения деталей формы предназначена для пере-.
мещения подвижных относительно корпуса формы оформляющих
деталей. Она обеспечивает перемещение деталей, совпадающие и не
совпадающие по направлению с рабочим движением литьевой
машины. Система включает кроме наклонных поводков, кулис и
пружин, относящихся к механическому типу привода, пневмати-
ческие, гидравлические и другие устройства в совокупности с зуб-
чатыми, винтовыми, червячными, клиновыми, блочными переда-
чами. В кассетных, съемных и разъемных формах возможны руч-
ные операции по установке и снятию кассет, съемных знаков и
матриц, разборке и сборке разъемных матриц и др.
Ниже будут рассмотрены конструктивные разновидности си-
стем, их систематизация и расчеты, необходимые для конструи-
рования литьевых форм.
Глава If
СИСТЕМА РАЗМЕЩЕНИЯ, УСТАНОВКИ
"и Крепления форм
§ 4. ПРЕДЕЛЬНЫЕ РАЗМЕРЫ
ЛИТЬЕВЫХ ФОРМ
Выбор литьевых машин заключается в установлении соответствия
следующих взаимосвязанных параметров отливки и литьевой ма-
шины: объема отливки и номинального объема впрыска литьевой
машины; произведения проекции площади отливки на поверхность
плиты узла смыкания, на давление расплава в полости формы
и усилия замыкания машины; толщины стенки и массы изделия,
времени охлаждения отливки и пластикационной производитель-
ности машины; возможности размещения формы по площади и
высоте на узле смыкания машины. В практике проектирования
литьевых форм редко встречается полное соответствие указанных
Параметров, что приводит к необходимости перехода к машине
другого типоразмера. Для этого в паспортах машин приведены
необходимые сведения1 по определению предельных размеров
формы.
Размещение формы по площади. Для определения возможности
размещения литьевой формы и ее несущих деталей на машине не-
обходимо знать размеры плит машины, размеры между колон-
нами в свету по вертикали и горизонтали, размеры установочных
отверстий в плитах и расположение крепежных резьбовых от-
верстий или пазов на плитах машины, служащих для крепления
формы. Размеры форм зависят от геометрической формы и пло-
щади, занимаемой отливкой. Из рассмотрения геометрических
форм большого числа изделий установлено, что площадь, зани-
маемая изделием, не тождественна его площади литья, которая
принимается в расчет при определении рабочей площади плит ма-
шины. Многие изделия, например рамки телевизионных кине-
скопов, манжеты, декоративные рамки холодильников (рис. 7),
кольца, корпуса приемников и магнитофонов и др., имеют отвер-
стия или пазы различной конфигурации на плоскости замыкания,
не участвующие в создании противодавления усилию замыкания,
при малом объеме материала в них требуют форм с большими раз-
мерами и машин с небольшими усилиями замыкания. При раз-
мещении мелких изделий в многогнездных формах площадь, за-
24
№ic. 7. Литьевая форма на декоратив-
ную рамку холодильника
нимаемая формой, значитель-
но превышает суммарную
площадь литья всех изделий
:И литников, что особенно важ-
но при [конструировании
многогнездных форм со встав-
ными гнездами (см. рис. 2).
Литье таких изделий сопро-
вождается неэкономичным ис-
пользованием мощности ма-
шины как по объему отливки, так и по усилию замыкания.
Для расширения эксплуатационных возможностей литьевых ма-
,шин размещение литьевой формы должно производиться по кон-
туру q (рис. 8), за пределами рабочей площади плит Н х L и
даже полной площади плит (Вх + В2) (7/х + Т/2—2па), см2,
вплоть до частичного использования зазора п2 между ними и за-
щитным ограждением 2.
На малых машинах, несмотря на расположение крепежных
резьбовых отверстий по двум окружностям, иногда невозможно
использовать полностью площадь плит. Нормальная ширина
плит формы при креплении на резьбовых отверстиях, располо-
женных-на диаметре £>а, равна 2& (рис. 8, б, вариант II),а при
расположении последних на диаметре Дх она равна 2а (вариант Г).
ДА'я Достижения максимально возможной площади матрицы не-
обходимо увеличение ее ширины до L —2т (варианты:/// и IV).
Для достижения размера формы, равного Д, в форме преду-
Расположение резьбовых и посадочных отверстий колони и размеры плит на литье-
ЖВ^машииах с малым объемом впрыска;
™И&лйТа машины; 2 — ограждение; 3 — станнин машины
25
Рис. 9. Размеры плит, расположение пазов,
посадочных отверстий и колонн иа литьевых
машинах с большим объемом впрыска:
I — плита машины; 2 — ограждение; 3 —
станина машины; 4 — подкладки
смотрены специальные способы крепления. При размещении в го-
ризонтальном просвете (рис. 9, вариант II) ширина формы мо-
жет быть доведена до L —2т, а размер формы по вертикали при
отсутствии верхних защитных ограждений может быть увеличен
до L + 2и. При размещении формы в вертикальном просвете
(вариант I) может быть использовано полное расстояние между
защитными ограждениями В + 2м2 с оставлением небольших за-
зоров на сторону пх. Ширина такой формы b = В + 2 (п2 —/?х).
При размещении формы в вертикальном и горизонтальном про-
светах (вариант III на рис. 9) установка формы на плиты узла
смыкания выполняется следующим образом. Вывешенная в вер-
тикальном положении над узлом смыкания форма опускается
в пространство между плитами машины, будучи сориентирован-
ной своим размером b вдоль оси машины (вид А), а затем повора-
чивается в' направлении стрелки Y на 90°. При этом ширина b
и высота h формы ограничены максимальным расстоянием между
плитами Lx, ширина формы в верхней и нижней части Е — рас-
26
Стоянием между колоннами по горизонтали L и высотой формы й,
а размер М —размером L (кроме раздельной установки полу-
формы). Размер Н2 принимается, как и для варианта II. Расчет-
ная зависимость между этими величинами: Lr = (62 + й2)°>5 +
+ 2т; L — (£2 + й2)0’5 + 2т; М = й + 2с < L; Н3 = Н — 2т,
где т — 2-е-З мм — зазор между контуром формы и колоннами.
При необходимости- увеличить размеры Е, й и b до Elt йх и Ьг
Йа фланцах формы снимаются фаски 6 до диаметров d и d^; тогда
А = (Ы + Й1)°’5 —26; = (£? + й2)0-5 —26 и Lx = d + 2т,
L — dx + 2т, где 6 = 75-Н00 мм — высота фаски. Это позво-
ляет увеличить размеры форм при тех же параметрах машины L
и Lv При размещении формы (рис. 9) по варианту III необходим
горизонтальный поворот по стрелке Y (вид А) и тогда Е = [(L —
±—2т)2 —й2]015. Для увеличения ширины формы до Е = L —2т
необходим вертикальный поворот по z/x (вариант IV, вид Б). При
этом Н3 > Я4 > [(Я — 2m)2 — й2 ]°’5; Я5 = [Lx — 2m)2 — й210-5,
а высота формы вместе с высотой центрирующих выступов Л4 > Н.
Тогда ширина формы достигнет йшах = В + 2 (п2 —пх).
Размещение формы по высоте производится с учетом макси-
мального Lx и минимального L3 расстояний (рис. 9). Минимальная
высота формы йш1п = L3, а максимальное перемещение' подвиж-
ной плиты L4 = £х — L3.
Влияние длины и геометрической формы изделия. Высота фор-
мы йф должна обеспечить разъем полуформ йр = Lx —йф, до-
статочный для извлечения изделия с литником из матрицы, стал-
кивания-его с пуансона и свободного падения через люк машины
в приемную тару. При отсутствии конусности на изделии или при-
конусности до 1—2° разъем полуформ йр должен быть равен уд-
военной высоте изделия йр = 2h„, а при наличии пальцевого
йитника йр = 2йи + йл; так как высота формы йф = Lx —йр, то
чем больше йи, тем меньшей может быть высота формы.
У многих деталей имеется конусность, что позволяет умень-
шить высоту элементов, из которых слагается высота формы и
разъем йр между полуформами. На рис. 1 перемещение подвижной
йолуформы йх меньше йи, благодаря конусности на изделии, что
Позволяет сократить величину I. При наличии конусности и пере-
мещении центра тяжести изделие при сталкивании делает поворот,
ЖЙ Сокращается необходимая величина йр на ту же разность.
позволяет сократить максимальное расстояние Lx на вели-
Ш»У 2 (йн — йх) и использовать меньший типоразмер машины,
«часток штока 2, выступающий за пределы заднего фланца, мо-
быть короче на величину йи — 7^, что приближает упор ма-
йяы до крайнего левого положения рабочей поверхности подвиж-
|д плиты. Нередко эти, иногда небольшие величины влияют на
МЙф типоразмера литьевой машины для конкретного изделия.
^дПенчатая форма изделия позволяет еще больше сократить
И|Ь>ем hp, что также позволяет добиваться на той же машине от-
чНЙи изделия большей длины.
2?
Влиян.ие конструк.ции урарми, Лри. конструировании .форм ддя,
литья глубоких и тонкостенных изделий малых, диаметров-„трудна
обеспечить’, полное использование ;; мощности оборудования,... так
как при малом объеме впрысками небольших, усилиях .здмыканщя
Необходима большое расстояние £х между плитами-из-за большой
высотькформы которую .следует .со.кр.атить с-тем, чтобы разъем
4ft .-^/1фдбь1л. досгаточен .мя^удаления изделия.„изсфор.мы..
Ш.фис/- t. m 2.о№1сота. камеры; для размещения ..деталей „системы,
удаления -изделий льдиной. L является составной частью высоты,
формы /цреПрисдИтье.Ш1Л.индрически.х ИЭДели.й /г2 (рис,Л) должна
(Зшзн большее длины изделия.; ..... .... с., ........ ..-„.Д' тон;,
мхйагриб. Ш‘изобдажена.фррма,.Нс.имеющдя..камерь1 для. среди-
нитё4ьных2плднок,.,чтй цозНдляет.исключйтъв^ичину. /.ПЗ.рбЩСЙ.
высатыформьь Здесь изделие сталкивается.с пуансона ^.шпомощыо
алиты;,<, .закрепленной л.а тягах б, размещающихся ft.матрицеч 5.;
При-разМьщании фррмы издедие в&д,едствие усадки. цлотцо.,.обг
хватывает пуансон.и..извлекается .из. жгрицьн. удерАнная сталки-
вающую цлиту на пуансоне/BMecTe.„c ny.eHCPHQM,;H3^Hei^CTMf
кивающей ллитой .тяги.перемещаются, на^длину Л. до .упора.годов-
ками.в..торды акотвер1стий..ВчМатрице, Лрж.перемещении, пуансона
нжшщяу 4.пдитапнймает изделие, .падающее в разъем
Рис. 10. Литьевая форма без камеры для деталей системы удаления
изделий
28
Таким - образом,
J.. Продольное перемещение 1
.места крепления сопла
i-t
В= Ц + 11- При Нади-
ин® : ИзДели» уетупа- /7-г
Л^пёреходе -на точечный^'
|щЙвик; разъемуменынил-
^-б^'-на --вёл ичййу-4 ‘т4~ 4^
Й^стал-фавным-Ар<==,/г4-:
& V-У.мёнь'--
можно ..увели--
Дйтьсйф-ил й--у.меньшить-Аг..-
В Данной-конструкции пуансон запрессован- в: обойму..2.на-вел и^.
чнну- Igr которая / обеспечивает его. надежную, . посадку»», .предать
вращает смещение -под.,влиянием боковых, усилий» смятаеото-
ЙЙочных поверхностей -А-обоймы и.опорной поверхности.,Г зада
йв#о -фланца'-/, Для-простотьь разборки.. формы.. пр к. ремонтах
СйёДуёТ-применять,тугую -посадку.лтуансона в., обойму 2 Длина
Йё^йожет-бытЬ'Короче диаметра посадочной ..части, пуансона... .Если
Вместо запрессованного пуансона -предусмотреть.,цельный, -вы-i
ММйенный. заодно .с обоймой,. Л -может- бы.ть,.уменьшена-в.'.2—'
раза-.--При диаметре, посадочной .чарта, пуансона. <£'?е?.Д0Э:.мц
тййщина.его-фланца -может-быть принята./в..ж...40,ммг.а.прв.даа.^
Щтр.ё d^==..6G4g, ^ 30. мм. -Далее, если .вместо фланца 1,.на.фланце
Дельного пуансона,предусмотреть-центрирующий .выступ,,авместо
,фйанца7в-матрице- 5.™фланец-для размещения ца.нем.крепеж.-.
Йй«--хэт®ёрстай..иДцентрируЮ1цей):.высгу11а1.и :обоййсы беэ..дна
Жатрицы- и-литникоеой -втулки', которая. ,та^же -мржет ;быть..вьь
мОлнена -заодно с-матрицейу то. высота .формы /1ф.,может,быть .сод
Ьедеиа доиолнительнд. на. величину .0,6^. ф-Л-Ч-. 4йк.йта.тьозвот
№£- йолу4ить-на..я»Д<;же.мащинв.’.более,длинныа:изделаяза^бо
Ятйыни-ть, ф.асстояние Лх- При .такой- конструкцик,высота.формы
И&ЭДачРисцД. размер. А)-на..машинах .а,-обремом.<отлийок.125^и
ЖД-см3-достагает-йфх==4174 ц-Д^уДи.-.Т.ак.как Др.» ЗД^'тосогласно
g«ic4 ,14 =^ь/1ф ,Ц-~йр,.~= .(1,5- г^.2|.й^-.^;.3,5~Ак.зЭто
НЖтВерждает-ся выполненными, .конструкциями.форм: для изделий,
Кй&рыв- по своему.. сечению , позволяют встройку.. :в- .плиты.. .1Д
ИЫчмайшар КиА5У-250.(ГДР) отлили- изделиесс Дй .5=1815/3,5..я«
^^ЗЗ-мм,- а на машине .КйА§¥-160.(ГД₽) авд^
|Юи Изделие л &й=-650ДД»=<.185.-мм. Следуиг..мметь;аввду.,.что
ВВм неисчерпываются- возмажности.сокращения высоты формькЛф
ЮвазъеМа-йр/ <При возможности, встройки.-матринылв..отверстие
высота -формы-Лф- может.быта да^^надо. /1ф.ж.(й,8жг-.1),/1ф,
^?0удетщойаааио-ийже;- ксж..ет,ет,.... кто»..ж.—он
^ЯриМёнбн.ие-щельнЬ1Х -пузнсан0н..исматрищ имеет, также ряд
|^зстатко0.Дсм5.-гл,. .1¥-и.ЛХ)и..Применение..сжатаод; воздухаьи
29
пружинных выталкивателей позволяет сократить Лф (см. гл. VIII).
Применение отрывных литников увеличивает /гф (см. рис. 3).
Возможности сокращения высоты формы не исчерпываются при-
веденными соображениями. Эксплуатационные пределы и уни-
версальность литьевых машин можно расширить с помощью спе-
циальных конструкций литьевых форм.
На форме корпуса фильтра (см. рис. 4) высота достигает /гф —
(0,8-i-1) hB. В этой форме при высоте hB — 175 мм встроена
часть неподвижной полуформы Б = 120 мм и подвижная часть
В — 95 мм благодаря наличию сквозных отверстий в плитах ма-
шины диаметром D и Dlt размеров и Z2 (см. рис. 4 и 11 поз. 1 —3),
позволивших разместить с одной стороны матрицу 13 с кожухом 14
для охлаждения и литниковую втулку 24, а с другой —фланец 17
с камерой для деталей системы удаления и шток 1, выступающий
за пределы заднего фланца на длину hB. При конусности в 1° и
безлитниковом литье на машине KUASY-125 (ГДР), где Ах =
= 525 мм, L3 = 145 мм, было отлито изделие hB = 175 мм. Вы-
сота формы Лф — 175 мм могла бы быть доведена до Z3 = 145 мм
р помощью стягивания изделия с пуансона (см. рис. 10). И так
как тяги 6, которые должны быть длиннее изделия, не могут раз-
меститься в форме высотой /гф = 145 мм, то необходимо приме-
нить телескопическую конструкцию тяг (рис. 10).
Необходимые данные для проектирования форм с предельными
размерами. Размещение форм с минимальными и средними раз-
мерами на литьевых машинах не вызывает затруднений. Для про-
ектирования форм с размерами, близкими к предельным, кроме
паспортных данных машин, необходимых для установки обычных
литьевых форм, необходимы дополнительные сведения. Среди них
наличие защитных ограждений 2 (см. рис. 8, 9) и их очертания,
величины зазоров п2, наличие проемов шириной L + 2п, их длины
для учета продольного перемещения всей формы, наличие откры-
тых мест* (верх и низ), где нет защитных ограждений. В некоторых
случаях возникает потребность в реконструкции защитных огра-
ждений. Для возможностей частичной встройки полуформ в плиты
машины (см. рис. 4) необходимо знать диаметры центрирующих
отверстий (рис. 11), максимальное Zx неминимальное I расстояния
от торца инжекционного цилиндра 4,. куда устанавливается сопло
или запорный кран, до рабочей поверхности неподвижной плиты 1
машины, а также наличие полостей для встройки частей полуформ
(см. рис. 3 и 4) подааметру 7)х и необходимой длине Zx и Z2. Для
конструкций, где узел впрыска' неподвижен, необходимы данные
о пределах перемещения торца инжекционного цилиндра^ (при
его регулировке) и их расстояния Z и Zx (рис. 11) до крайнего пра-
вого положения рабочей поверхности неподвижной плиты. Пас-
портные данные машин о расстояниях от конца сопла до рабочей
поверхности неподвижной плиты не могут служить этой цели,
так как сопла в зависимости от параметров изделия можно за-
менить на удлиненные или заменить запорным краном.
30
F «* < В машинах с рычажной системой перемещения подвижной плиты
•. 'Необходимы данные о величине и форме просвета между опорами
, .%>еей рычагов, где возможна встройка части подвижной полуформы.
В паспортах литьевых машин зурубежных фирм имеются ссылки
'#а возможность несоответствия паспортных и фактических раз-
меров литьевой машины. Для отечественных машин такие откло-
Шеиия фиксируют в отдельных документах и не вносят в паспорт
Литьевой машины, и поэтому могут быть упущения при кон-
. 4труировании формы. В ряде случаев при наличии нескольких
вдянаковых моделей литьевых машин каждая из них может иметь
'различные отклонения, которые должны учитываться при проек-
тировании литьевых форм. Для учета изменений при нзготовле-
'эдии, эксплуатации, ремонте и усовершенствовании литьевых ма-
•<пин на предприятиях должна проводиться тщательная паспорти-
зация этих изменений не только по моделям, но и по инвентарным
’номерам. Паспорта должны храниться на правах учтенной доку-
ментации, в которую изменения и добавления вносят лишь с утвер-
ждения технического руководства предприятия.
§ 5. УСТАНОВКА И КРЕПЛЕНИЕ
ЛИТЬЕВЫХ ФОРМ
Установка форм на литьевые машины производится подъемными
средствами с помощью рым-болтов (ГОСТ 4751—73), которые уста-
навливаются на каждой полуформе по вертикальной оси, проходя-
щей через ее центр тяжести. Обычно на литьевую машину уста-
навливают полуформы в сомкнутом состоянии, сцентрированные
на направляющих колонках и втулках. Сначала при разомкну-
том узле смыкания, открытом защитном ограждении и установлен-
ном в заднее положение неподвижном упоре форма устанавли*
Жаегся центрирующим выступом Е подвижного фланца (см. риж 1)
."“В отверстие диаметром D подвижной плиты 2 (см. рис. И), ив
Жаком положении, навесу на обоих рым-болтах к плите предварн-
,й$йдьно прикрепляется фланец. После этого несколько ослабляют
'Йрюки, поддерживающие рым-болты, и осторожным прерывистым
чюступательным перемещением одновременно подвижной плиты
•й подъемного устройства вводят центрирующий выступ Е непод-
8Жного фланца в отверстие диаметром D неподвижной плиты 1.
кая последовательность в установке полуформ необходима вслед-
€Тв|гё лого, что подвижная полуформа всегда тяжелее, чем
Неподвижная. Этим предотвращается возможное при обратном
Порядке монтажа провисание формы до соединения ее подвижного
'фпаИца с плитой. После полного замыкания производят оконча-
ЛЙльное закрепление полуформ. При двух-трехкратном замыка-
В» полуформ проверяют плавность сопряжения направляющих
ДВонок н втулок и прилегание плоскостей замыкания. При этом в
Йойках не должно возникать деформаций изгиба, а прилегание
Июреряется на просвет, по зажиму тонкой бумаги или по крас ке.
Цуй. наличии отступлений производится перемонтаж формы.:
31
После этого приступают к регулировке упора с целью полного
сталкивания изделия в конце размыкания. К замкнутой форме
подводится сопло для проверки его соосности с втулкой оттиском
тонкой бумажки. Радиальное смещение более 0,3 мм приводит
к вытеканию массы и затруднениям при извлечении литника.
В некоторых конструкциях литьевых машин для обеспечения соос-
ности предусмотрена регулировка узла впрыска по вертикали и
горизонтали. Следует заметить, что возможно смещение осей цен-
трирующих отверстий подвижной и неподвижной плит машины
по вертикали, которое возникает вследствие многократного пере-
мещения подвижной плиты, вызывающего износ направляющих
втулок или салазок станины, в то время как неподвижная плита
не перемещается и положение ее горизонтальной оси остается
неизменным. Практически это смещение достигает 0,3—0,5 мм.
Даже у новых машин оно равно 0,2 мм, что не позволяет исполь-
зовать эти отверстия как надежный центрирующий элемент. По-
этому диаметр центрирующего выступа Е неподвижного фланца
проектируется по широкоходовой посадке 4-го класса точности
с заходной фаской 2 X 45°, что для диаметров (рис. 10, поз. 7)
175—250 Мм соответствут уменьшению их до 0,6—0,8 мм.
Установка форм с предельными размерами несколько сложнее.
Установка формы с контуром q (см. рис. 8) производится по стрел-
ке А при открытом защитном ограждении и разомкнутой машине.
Установка формы (вариант II) шириной L — 2т (рис. 8, б, 9)
может производиться сверху. При этом длина формы ограничи-
вается высотой подкрановых путей относительно верхних колонн
и глубиной проема в станине. Формы по варианту I (см. рис. 9)
с максимальной шириной b = В + 2 (па —пх) < d и длиной Нэ
устанавливаются на машину сбоку, между колонн, в два приема
с помощью трех рым-болтов и последовательным попеременным
креплением со среднего рым-болта на крайние и с крайних на
средний. При этом один; конец формы опускается на нижние ко-
лонны, защищенные деревянными подкладками. При установке
по варианту III (см. рис. 9, вид Л) форма поднимается над. верх-
ними колоннами, вводится размером М между колонн по размеру L
опускается до совмещения горизонтальных осей формы и машины.
Затем форма проворачивается по стрелке У и центрирующим
выступом подвижного фланца устанавливается в плиту машины.
Далее установка производится, как обычно. Для установки формы
по варианту IV (см. рис. 9, вид Б) форма укладывается подвиж-
ным фланцем на нижние колонны, защищенные деревянными под-
кладками 4, а вертикальная ось формы совмещается с продольной
осью машины. Форма стягивается стяжками, а на верхней части
неподвижного фланца устанавливаются два рым-болта для раз-
ворота формы из горизонтального в вертикальное положение по
стрелке (вид Б). При этом d < и dr Н на величину 2т.
После этого форма освобождается от стяжек и устанавливается
на машину, как обычно. При раздельной установке полуформ
32 '
Вм. рис. 4) окончательная затяжка болтов Также производится
ри сомкнутой форме. Указанные соображения по установке
форм должны тщательно учитываться при их конструировании.
Крепление литьевых форм к машинам должно обеспечить
надежность и безопасность работы и зависит от конструкции и рас-
положения элементов крепления на плитах формы. На мал^х ма-
шинах с объемом отливки до 63 см3 включительно на плитах
имеются резьбовые-отверстия, а на машинах с объемом отливки
более 125 см3 —- чаще всего пазы. Однако ряд фирм — «Штюббе»
и «Ваттенфельд» (ФРГ), «Виндзор» (Англия), «Мейки» (Япония)
«ЧСЕ» (Чехословакия) и др. —отдают предпочтение резьбовым
отверстиям вместо пазов на плитах и малых и больших машин.
Встречается крепление форм через сквозные отверстия в плитах
машин болтами на резьбовых отверстиях во фланцах. Это объяс-
няется стремлением к универсальности способа крепления форм
различных размеров и лучшему их размещению. Наличие пазов
на плитах вызывает уменьшение размера и увеличение массы
плит, что особенно отражается на износе втулок колонн при круп-
ногабаритных плитах.
Расположение и конструкция элементов крепления на литьевых
формах. Для удобства при размещении изделий в форме резьбо-!
вые отверстия на плитах малых машин расположены на двух ок-
ружностях. На рис. 8 показаны фланцы формы с размерами по
контуру е и ж, закрепляемые на резьбовых отверстиях, располо-
женных на диаметрах Z)2 и Dr соответственно. При этом на флан-
цах при вариантах { и II для крепления предусматриваются от-
верстия, "через которые крепление может производиться без шайб.
Для поворота ключа при креплении необходимо выдержать доста-
точное расстояние R от центра отверстия до стенки бруса или
матрицы. При размещении плит формы шириной L — 2т преду-
сматриваются пазы под углом Р = 90° в сопряжении с R, вы-
полненные в брусьях на подвижной полуформе и в матрице или
на неподвижном фланце. Такие же пазы предусматриваются на
формах с контуром несущих деталей «у и на формах, выполненных
по варианту I (см. рис. 9). Высота 1Г (рис. 12, а) пазов с углом Р
и радиусом R от центра отверстия вместе с толщиной фланца 5
должна быть больше длины I болта 3. В случае, могда размер /х
включает толщину фланца, вместо отверстий во фланце преду-
сматриваются сквозные пазы, а под головку болта 3 обязательно
устанавливаются шайбы 4. При достаточной высоте бруса или
матрицы 2 высота паза больше /; тогда вместо пазов во фланце
предусматривают отверстия для крепления и надобность в уста-
новке шайб отпадает. Крепление форм на плитах с пазами Т-об-
разного сечения (рис. 12, б) производится с помощью сухарей
(рис. 12, в) с резьбовыми отверстиями или болтами с прямоуголь-
ными головками, имеющими размеры по рис. 12, в. Для их свобод-
ного перемещения размеры Ь, с и h должны быть меньше разме-
ров Ь1У сх и /гх паза. Сухари не должны выступать за пределы рабо-
2 Н. Б. Видгоф 33
Рис. 12. Элементы закрепления формы на плиты машин
чей поверхности плит машины. Длина L, толщина h и [ширина
обеих опорных полок (с—в) должна предотвратить деформации,
а также прогиб и смятие внутренней поверхности паза в плитах.
Сухари изготавляют из стали 40—45 и не подвергают термообра-
ботке. Их опорные полки должны находиться в одной плоскости
в пределах 0,05 мм, а ось завернутого болта должна быть перпен-
дикулярна к ним. Отклонение на максимальной длине болта в пре-
делах 0,1 мм. Опорная поверхность под головки болтов в области
отверстий или пазов во фланцах должна быть обработана и перпен-
дикулярна к оси отверстия с отклонениями не более 0,1 мм на
максимальном диаметре головки брлта. То же относится к болтам
с прямоугольными головками. При наличии пазов или резьбовых
отверстий на плитах машин кроме крепления болтами примейяется
более сложное крепление прихватами. Ими пользуются при не-
совпадении отверстий фланцев и плит или перестановке формы
на другую машину.
Для крепления прихватами вместо отверстий или пазов .в не-
сущих деталях предусматриваются открытые полки (см. рис. 47,
56, б; рис. 12,4, д и е) или закрытые пазы, которые размещаются на
их боковых поверхностях. Толщины полок, на которые опираются
прихваты, должны быть одинаковыми на всех формах и выпол-
няться с допуском =±=0,1 мм. Тогда можно пользоваться нормали-
зованными прихватами, на которых опора и прихват выполнены
заодно (рис. 12, г). Обе опорные поверхности прихвата могут быть
плоскими. При неодинаковой высоте полок опоры проектируются
отдельно и должны быть регулируемыми (рис. 12, е), а их опор-
ные поверхности и шайбы для гаек и болтов (рис. 12, д) сфериче-
скими. Удобство крепления прихватами при наличии пазов на
плитах машины очевидно, так как не требует точного соответствия
расположения пазов с элементами крепления формы. Этот способ
34
|феиления повышает оперативность на производстве при необ-
аййдймости рациональной перестановки формы с одной машины
у "другую. Однако крепление прихватами сужает возможности
|йзмещения форм с предельными размерами.
При расчете прочности элементов крепления полуформ не-
д^йлимо учитывать, что центрирующие выступы не могут слу-
жив разгрузочными элементами (см. § 5). При работе неровности
«шероховатости на резьбовой и торцовых поверхностях головок
Мб$ов и фланцев сминаются и возможно относительное смещение
ввауформ, а вследствие этого — изгиб или задир направляющих
жодонок и втулок, в худшем случае — аварии формы. Поэтому
Жьяремя работы должна быть предусмотрена периодическая за-
Цркка болтов. Это особенно важно при работе на тяжелых формах,
«счет затяжки болтов должен вестись при условии создания сил
Кения, способных удержать полуформы от смещения под воздей-
|йвием поперечных сил. Учет вибраций, толчков и заклиниваний
йи расчете должен отразиться на выборе соответствующего за-
|веа прочности при выборе допускаемых напряжений в теле болта
|!таосительно ов. Поперечной нагрузкой Р является сумма сил
ШЖести подвижной и неподвижной полуформ Ga, GH и одной из
Сверенных сил Sx и S2 (рис. 55, а, 5). Расчет ведется для каждой по-
реформы отдельно ho формуле Тп =0,785сфг [о ], Н; Т —
Вилие затяжки, Н; Р = GS1 или Р — GS2 — суммарная попереч-
я нагрузка, Н; G — вес полуформы, Н; f — коэффициент тре-
$йя. Для сухих чугунных и стальных поверхностей f — 0,15 ч-
-4-0,20; п — число болтов; dx — внутренний диаметр резьбы болта;
jc ] — допускаемое напряжение [о ] = овп-1 (здесь ов — предел
прочности при растяжении; для стали ов = (57ч-70) 107 Па;
&= З-г-4 —запас прочности). Тогда минимальное число болтов
о = 1,27Ра В расчет принимается большее из чисел пп
Йли пн и округляется до ближайшего большего четного числа,
йричем п > 4.
fe* Расчет на смятие опорных полок сухарей производится из усло-
предотвращения смятия рабочих поверхностей пазов машины
Ьияием затяжки Pf"1 с (с ~ bj) Ln [о ]см, Н, где с —ширина
Йхаря, L —длина сухаря, Ьх —ширина паза в плите машины,
ЦУем — допускаемое напряжение смятия, для стали 40 и чугуна
Занимается (8—10) 107 Па. По принятому числу болтов п и задан-
ным размерам с и Ьх определяется длина сухаря L.
Дополнительные функции крепежных деталей формы. Кроме
Е^овной функции различных конструкций подвижных и непод-
вижных фланцев, приведенных в § 2, необходимо проиллюстри-
Фйвагь некоторые их возможные дополнительные функции. На
HkL 1 приводится конструкция переднего фланца для матрицы
литниковой втулки, позволяющего осуществить подвод сопла
ЙЬосредственно к сферической части Д центрального литникового
йгала а матрицы. На рис. 2 показаны передний фланец 10, в ко-
Вом размещена литниковая втулка 14, торец которой со сферой
2» * ~
должен выступать на 0,2—0,3 мм относительно торца углубления
во фланце. Диаметр этого углубления должен быть не менее 23 мм,
а для крупных машин 40 мм. Он сопрягается с конической поверх-
ностью, предусмотренной для извлечения расплава при продавли-
вании во время наладки или после кратковременной остановки
машины. На рис. 3 изображен передний фланец с установленным
и закрепленным литниковым диском 16, в котором размещены
центральный й разводящие каналы для литников 15, отрываемых
в форме, и отрывающие тяги 11. Там же показана встройка
фланца 4 в плиту машины, в котором размещена камера для де-
талей системы удаления изделий из формы. Передний фланец 22
(см. рис. 4) отличается от предыдущих тем, что он вместе с обой-
мой 21 удерживает встроенную в переднюю плиту машины мат-
рицу 13, запрессованную в них. На рис. 5 показан передний фла-
нец для незатвердевающей литниковой системы, в котором раз-
мещен распределитель 5, пружины 8, клапаны 6 самозапираю-
щегося сопла 2, а также опорные 7 и герметизирующие 9, 12 эле-
менты. На рис. 6 показан передний фланец 1, на котором раз-
мещены опорные площадки для наклонных поводков.
Комбинированные фланцы предназначены для перестановки
форм с одной машины на другую. Обычно на литьевом участке или
в цехе имеются машины разных моделей аналогичных типоразме-
ров. Однако перестановки форм не могут производиться произ-
вольно, так как они не всегда целесообразны, а в некоторых слу-
чаях недопустимы. Как будет показано ниже (гл. IX), выбор обо-
рудования для формы или наоборот производится при удовлетво-
рении целого ряда требований, что решается при проектировании
формы. В этом случае предусматриваются фланцы, имеющие
универсальное или комбинированное расположение элементов
крепления формы к плитам ряда машин сходных типоразме-
ров.
На рис. 13, а показаны конструкции круглого 1 диаметром D3
и прямоугольного 2 фланцев с размерами А х В, на которых рас-
положены отверстия и пазы для крепления, соответствующие ряду
типоразмеров литьевых машин. Круглый фланец закрепляется
на машину / отверстиями, расположенными по диаметру Z)4, и
на машины II и IV — пазами с координатами С или В. Прямо-
угольный фланец закрепляется на машины // и IV пазами с коор-
динатами С и Е и на машину III — пазами, расположенными под
углом 45°. Толщины h фланцев выбираются с таким расчетом,
чтобы обеспечить размещение формы на машинах по высоте.
В комбинированных фланцах предусмотрены переходные коль-
ца 4 и винты 3. Внутренний диаметр Z)2 колец постоянен, а наруж-
ные D соответствуют диаметрам центрирующих отверстий в пли-
тах машин.
Переходные плиты, стаканы и кольца, показанные на рис. 13, б,
позволяют переставить форму с одной машины на другую. Они ис-
пользуются для установки ранее изготовленных форм на вновь
36
Рис. 13. Конструкции простых и
комбинированных фланцев переход-
ных плит и проставок
приобретаемые машины и для литья неглубоких или плоских изде-
лий, для которых формы проектируются с высотой меньше мини-
мальной (по паспорту машины) с учетом высоты переходной плиты
Пли стакана (рис. 13, в) h. Этим расширяется область использова-
ния литьевых машин и кроме уменьшения металлоемкости формы,
Создается возможность сокращения цикла за счет уменьшения
Продолжительности и пути перемещения подвижной полуформы
яри размыкании и замыкании, если она эксплуатируется на ма-
шине с узлом смыкания гидравлического типа. Для предотвраще-
ния удлинения центрального литникового канала переходные
Плиты преимущественно устанавливаются на подвижной плите
Ййшины. Передний, неподвижный фланец делается при этом ком-
бинированным.
На тяжелых переходных плитах со стороны прилегания к пли-
И машины предусматриваются облегчающие пазы а или отвер-
стия с ребрами и отверстия для установки рым-болтов, а для
37
крепления форм предусматриваются пазы и резьбовые отверстия.
На малых машинах вместо переходных плит предусматриваются
переходные стаканы или кольца (рис. 13, а, в). Для машин с экс-
центричным расположением плавающих упоров, предназначен-
ных для остановки выталкивающей системы формы в переходных
подвижных плитах, предусматриваются отверстия с координа-
тами М и N, а для возможности встройки (см. рис. 3, 4) преду-
сматриваются отверстия диаметром D1 (рис. 13, б, в). Отверстия
с координатами К. и L служат для крепления плиты к другой
литьевой машине. Параллельность поверхностей А и Б (рис. 13, в)
выполняется в пределах 0,02 мм.
Глава ill
СИСТЕМА ЛИТНИКОВЫХ
И ВЕНТИЛЯЦИОННЫХ КАНАЛОВ
Система литниковых каналов служит для передавливания рас-
плава из сопла машины в полость формы. Конфигурацию и раз-
меры литниковых каналов нужно выбирать так, чтобы темпера-
Муоа и скорость течения расплава были достаточными для запол-
Ейаиия оформляющей полости, а давление расплава, передаваемое
кию сопла через литниковые каналы в оформляющую полость, было
ю^остаточно для уплотнения материала отливки на стадии вы-
is? держки под давлением. От их конструкции зависит характер за-
|<Лолнения оформляющей полости, определяющей основные каче-
ственные показатели изделия. Такие факторы, как расположе-
\-ние впускных каналов, их число, форма и размеры сечения, их
, взаиморасположение с осью изделия и. разводящими и подводя-
-Щими каналами, определяют потери давления, уровень остаточ-
|/ных и ориентационных напряжений и анизотропию свойств изде-
лия. Число впускных каналов и создаваемые ими направления
^потоков расплава в/ полости определяют наличие спаев, степень
^уменьшения прочности в местах их стыка, усадку вдоль и попе-
рек направления течения и технологически достижимую точность
Ot3 Делий. Наконец, конструкция системы влияет на производи-
тельность процесса и себестоимость изделий. Газоотводящие ка-
Змвлы служат для отвода из оформляющей полости воздуха и га-
МИЬв, облегчая заполнение полости и предотвращая их проникнове-
ние в расплав и обугливание последнего в местах их скопления,
Iptro увеличивает прочность изделия в местах спая.
§ 6. СИСТЕМА
«МАШИНА—СОПЛО—ЛИТНИКОВАЯ ВТУЛКА»
жде чем рассмотреть систему литниковых каналов, необходимо
комиться с устройством, передающим расплав из инжекцион-
цилиндра литьевой машины в литниковую втулку. Хотя
О является принадлежностью машины и соединяется с ци-
ВВДром, егоТконструкция должна быть рассмотрена совместно
39
с Системой -литниковых Кайалой, Так как сопло вместе с формой
являются сменным инструментом. Часть сопла, сопрягаемая с лит-
никовой втулкой, не может быть одинаковой для различных усло-
вий, и ее конструкция должна быть увязана с конструкцией изде-
лия и формы. Часто применяют удлиненные сопла’, сопла с изо-
лирующим слоем, самозапирающиеся сопла для различных мате-
риалов со специальными обогревателями и запорные краны для
безлитникового литья. В новейших конструкциях форм сопла
встроены в распределители, являющиеся составными частями
формы. Поэтому конструкции сопел и запорных кранов рассматри-
ваются совместно с системой литниковых каналов.
Открытые сопла. Сопло является промежуточным звеном
между инжекционным цилиндром и литниковой системой формы.
С одной стороны оно закрепляется прочно и плотно в гнезде ци-
линдра, с другой приводится в соприкосновение и плотно при-
жимается к литниковой втулке. На рис. 14, а изображено откры-
тое сопло. Здесь предотвращено создание мертвых зон, где рас-
плав мог бы перегреваться. Цилиндрическая часть отверстия а
служит для предотвращения равной поверхности и «выглажива-
ния» струи расплава. В канале сопла происходит ориентация ма-
кромолекул расплава в направлении течения. Входной диаметр
конического отверстия сопла d должен быть несколько больше d2
в гнезде цилиндра (рис. 15). Резьба В сопла (см. рис. 14, а) должна
быть выполнена свободной для плотного сопряжения конических
поверхностей Г сопла и А гнезда, что должно предотвратить вы-
текание расплава через резьбу. В гнездах некоторых машин вместо
конической предусмотрена торцовая поверхность А (см. рис. 28, а).
В этом случае она должна быть строго перпендикулярна оси ци-
линдра и также не допускать вытекания расплава. Для затяжки
сопла предусмотрены грани Б под ключ. Для сопряжения с лит-
никовой втулкой на сопле предусмотрена сферическая поверх-
Рис. 14. Сопло, литниковая втулка и их взаиморасположение
40
ь А радиусом Rlt которая при прижиме способствует прину-
\ёльному центрированию их осей. Радиус должен быть
можно большим для сохранения теплоты в теле сопла и необ-
димой его прочности; в то же время чем меньше Rlt тем лучше
имное центрирование их осей. Для пальцевых литников и для
шин с объемом отливки до 63 см3 включительно = 6,5 мм,
для машин с объемом отливки 125 см3 и выше Rt = 15,5 мм.
Гол конической поверхности, плавно сопрягающийся со сферой
ла, а — 60°. Сопла со сферической поверхностью используют
.машинах, у которых узел впрыска или форма перемещаются
я плотного прижима. В роторных машинах, где формы вра-
аются, применяют сопла с плоской поверхностью.
! ’Литниковая втулка и ее взаиморасположение с соплом. Литни-
я втулка (рис. 14, б) служит для размещения центрального
ника. На ее торце со стороны сопла расположена сферическая
.ерхность с радиусом R на глубину hx. Радиус R определяется
/условий образования на сопле узкого контактного пояска ши-
ной 1—1,5 мм вокруг его выходного отверстия. Для этого трц-
тся, чтобы R— Rl = 0,5-i-l мм (рис. 14, е) и d — — 0,5-4-
Г мм (рис. 14, ж). Это предотвращает утечки расплава в атмо-
у, уменьшает потери теплоты от горячего сопла к холодной
лке и обеспечивает надежное взаимное центрирование их
. Величина должна быть меньше расстояния /г2 от торца
ходного отверстия сопла до точки касания с образующей ко-
еской поверхности сопла. При = 6,5-4-15,5 мм й а =
° hx = 2-4-3 мм.
у.цтниковый канал (рис. 14, б) выполнен в виде расширяю-
, я от сферы конического отверстия с углом ат < 3°, доста-
го для свободного извлечения литника. Увеличение угла at
ит к увеличению диаметра выходного отверстия и, следо-
. о, времени охлаждения и вызывает появление воздушных
ей в зоне примыкания литника к изделию. Однако при этом
"ость канала должна быть строго прямолинейной по обра-
<ёй с шероховатостью Ra = 0,16-4-0,04 что может быть до-
уто при термообработке ц отпуске втулки до HRC 52—56
ке с помощью разжимного притира из чугуна или красной
меди. Шлифовка же и полировка создают шероховатость поверх-
ности и местные углубления, препятствующие извлечению лит-
ника. После покрытия слоем хрома толщиной 6—9 мкм шерохо-
ватость поверхности каналов, сферы и торца довддится до ука-
занной. Литниковые втулки обычно изготовляют из стали У8А
и У10А. На торце литниковой втулки со стороны выходного от-
верстия прорезают пазы, являющиеся началом каналов для раз-
водящих литников. Их прорезают после фиксации втулки во
фланце на штифт диаметром d2 в соответствии с числом и направле-
нием каналов в матрице с минимальным отступлением от размеров
сечения последних. При числе разводящих каналов больше четы-
рех длины I и L литниковой втулки выполняют меньше на вели-
чину h, и тогда заполнение разводящих каналов начинается после
заполнения образовавшейся цилиндрической полости D X h. При
этом отверстие D в матрице на высоте h от плоскости разъема вы-
полняется коническим с общим углом 3—5°. Эксцентричность
наружных диаметров D втулки относительно оси канала и сферы
допускается 0,01—0,02 мм, так как они центрируют неподвижный
фланец с матрицей.
На рис. 14, в показано неправильное сопряжение сферических
поверхностей сопла 2 и втулки 1; при >/? образуется по-
лость б, заполняющаяся расплавом. На рис. 14, г показано сме-
щение осей сопла и втулки на величину в, на рис. 14, д >d.
На рис. 14, е показан завал кромки радиусом г, получаемый при
полировке сферы. Эти отступления от правильной конструкции
(рис. 14, ж) вызывают,вытекание расплава, препятствуют извле-
чению литника. Литник выколачивают, что, помимо порчи по-
верхности канала и потери времени, ведет к нарушению-цикл а
установленного режима работы машины и препятствует многоста-
ночному обслуживанию машин.
Гнездо инжекционного цилиндра. Переходники. На рис. 15, а
показано гнездо инжекционного цилиндра с размерами, необхо-
димыми для конструирования резьбовой части сопла. Эти размеры
приводятся в паспорте машины. При установке в это гнездо сопла
или запорного крана с другой резьбой или расположении сфери-
ческой части втулки глубоко в матрице формы применяют два типа
переходников (рис. 15, б, в). Первый применяется, когда dj >d,
второй — когда da < d. В том и другом случае стенка должна
быть достаточно прочной в опасном сечении. На переходнике
(рис. 15, б), который применяется так же, как удлинитель, преду-
смотрена возможность установки хомутового обогревателя по
диаметру dP Бортик г служит для-размещения граней под ключ.
Между торцом цилиндра В и торцом переходников предусмотрен
зазор 6 — 2 мм для плотного прилегания уплотняющих поверх-
ностей А гиезда цилиндра и переходника. Для предотвращения
образования тупиков и застойных зон диаметр d2 должен быть
равным или больше диаметра d2 гнезда цилиндра. Следует иметь
в виду, что пользование переходником конструкции по рис. 15, б
42
' удлиненными соплами уменьшает возможность размещения
мы по высоте и создает дополнительные потери полезного дав-
я на расплав, создаваемого червяком. Тем не менее примене-
е удлиненного обогреваемого сопла или переходника пред-
тительнее, чем применение длинного охлаждаемого литника.
§ 7. КЛАССИФИКАЦИЯ ЛИТНИКОВЫХ
И ГАЗООТВОДЯЩИХ КАНАЛОВ
гообразие конструкций литниковых каналов и наличие боль-
' го числа факторов, влияющих на их взаимосвязь с другими
' темами формы, литьевой машиной, материалом, точностью раз-
ов изделия и его назначением, затрудняет разработку класси-
,нации. Ниже приводится разбивка литниковых каналов на от-
ьные группы, подгруппы, типы. Каждый тип имеет конструк-
ные разновидности. Тип характеризуется геометрией изделия,
.новидность конструкции — типоразмером литниковых кана-
(см. § 8, 9 и 10).
Группы литниковых каналов. Применяемые системы каналов
яо разделить на четыре основные группы: группа А — си-
каналов для затвердевающих литников; группа Б — си-
ы каналов для незатвердевающих литников; группа В — ком-
роваиная система каналов групп А и Б, расположенных в од-
форме, группа Г — конструкции газоотводящих каналов.
'\:Группа А делится на следующие подгруппы и типы: по гнезд-
— на одно- и многогнездные; по числу впусков — на одно-
^йюговпусковые; по балансировке — на требующие и не тре-
е-^ЙТЯЖировки; по месту отделения литников — на отде-
мые в форме и вне ее; по расположению впусков — в дно или
’ковую поверхность изделия снаружи или изнутри, в торец,
.отверстия; по форме сечения каналов — на цилиндрические и
нические с расширяющимся и сужающимся конусом, ленточ-
, трапецеидальные, щелевые, кольцевые (шатровые и диско-
) и веернЫе; по расположению каналов относительно пло-
ти разъема — на симметричные, выполненные на подвижной
еподвижной полуформе, туннельные и точечные; по располо-
нию относительно продольной оси изделия — параллельно,
цендикулярно, под углом.
Группа Б делится на подгруппы и типы, кроме перечисленных,
положению каналов — в дно изделия снаружи и изнутри,
плоских изделий — «в плоскость»; по форме сечения — на
йдрические, конические с расширяющимся конусом к изде-
йрямоугольные; по расположению разводящих каналов в рас-
ителе относительно сопла машины — на линейные в один
,вертикально и горизонтально, Н, Ж- и Х-образное; по рас-
ению разводящих каналов относительно плоскости разъ-
— формы параллельно и йод углом; по расположению обогре-
ей относительно оси разводящего канала — ниже и пар.ал-
.4
43
Дельно оси канала в Один рйД, нй одном уровне О кйнаЛбм по обе
стороны канала; по применению конструкции сопел в распредели-
телях — на открытые с изолирующим слоем, самозапирающие
с опорной площадкой и изолирующим слоем.
Группа В включает все подгруппы и типы групп А и Б.
Группа Г по расположению газоотводящих каналов делится
на расположенные на плоскости разъема, на плоскостях деталей,
смежных с оформляющими деталями, на поверхностях сопряже-
ния оформляющих и выталкивающих деталей, на плоскостях со-
пряжения составных оформляющих деталей.
§ 8. СИСТЕМА КАНАЛОВ ДЛЯ ЗАТВЕРДЕВАЮЩИХ
ЛИТНИКОВ
Центральный литник. Условия течения расплава по охлаждаемым
литниковым каналам резко отличаются от условий течения по
каналу сопла. Сопло ввернуто в гнездо цилиндра резьбовой
частью и плотно сопрягается с уплотняющей площадкой, чем
обеспечиваются хорошие условия теплопередачи. Прилегающий
к втулке узкий поясок сопла шириной 0,5—1 мм не может создать
больших перепадов температур, и хотя короткое сопло не обогре-
вается и теряет часть тепла излучением в окружающую среду,
можно считать, что расплав течет по коническому сужающемуся
каналу сопла без образования пристенной пленки. Как только
расплав попадает в литниковую втулку, режим течения становится
неизотермическим.
На рис. 16, а показано соединение литникового канала с оформ-
ляющей полостью. Против канала на пуансоне 1 размещена линзо-
образная выточка радиусом г глубиной h, создающая благоприят-
ные условия растекания расплава по дну изделия и повышающая
прочность изделия в этом месте \ По сравнению с острой кромкой
после обрезки литника хорошо отполированное закругление
на переходе от поверхности канала к дну матрицы обеспечивает
меньшую шероховатость поверхности изделия. Как было указано,
0Cj < 3°, длина литника определяется условием прочности дна
матрицы.
1 Во-первых, переохлажденная порция расплава у выходного канала сопла
на впрыске,, проходя лиТник, остается в линзообразной выточке. При отсутствии
выточки она вносилась бы потоком в оформляющую полость, образуя ослаблен-
ное место изделия или, иногда, визуальный дефект поверхности изделия. Во-
вторых, материал изделия в области литника имеет наибольшие ориентационные
напряжения вследствие течения расплава в этой области, не прекращающегося
вплоть до конца выдержки под давлением. При наличии выточки попавшая в нее
в начале впрыска порция расплава в дальнейшем течении участия не принимает
так что имеющиеся в ней напряжения за время продолжающегося впрыска и вы-
держки под давлением успевают к моменту отвердевания отрелаксировать. Таким
образом, неориентированный материал, сформованный выточкой, является эле-
ментом, как бы упрочняющим наиболее ослабленную вследствие ориентации
часть изделия. (Прим, ред.)
44
Рис. 16. Элементы литниковых каналов
Литниковые каналы для многогнездных форм. После замыка-
Кя пуансона 7 с матрицей 8 по поверхности А при заполнении
жтемы каналов для многогнездной формы (рис. 16, б) расплав
Кг центрального канала 1 попадает в отверстие 5 с обратным ко-
KfeoM, предназначенным для извлечения литника из канала 1 и
Етавливания «холодной капли», которая успевает вытечь из сопла
«охладиться за время между отходом и прижимом сопла к втулке
Йквду циклами. После заполнения отверстия 5 расплав начинает
Заполнять разводящий канал 2; при этом происходит частичное
Наполнение подводящих каналов 3. Близлежащие к литнику 1
«одводящие каналы заполняются быстрее крайних. Лишь после
Заполнения разводящего канала, в конце которого расположены
|;и а для остывшего фронта потока, давление увеличивается
зается заполнение гнезд формы в обратном порядке. Если
з до окончания заполнения разводящего канала частично
в ближайшие впускные каналы 4 и гнезда, то он там может
настолько, что следующие порции, поступающие туда после
гния разводящего канала, могут не слиться с первыми
щелии будет виден холодный спай. Этот дефект тем более
I, чем больше гнезд в форме, чем больше длина и меньше
! литниковых каналов 1, 2 и 3 и чем больше объем и длина
. Существенную роль в обеспечении одновременного запол-
I уплотнения расплава в полостях 6 играют форма сечения
эры впускных каналов 4. Одновременность заполнения и
гния достигается балансировкой их размеров (см. рис. 20, а).
ма перехода к впускному каналу (рис. 17). Переход не дол-
1Ть резким, не должен создавать дополнительных сопро-
1Й течению расплава и съему литников. В месте перехода
шные слои потока должны обладать достаточной теку-
предотвращающей образование застойных зон и пробок
шускным каналом. На рис. 17, а показан переход от ка-
к впускному каналу под углом 90°. Заштриховкой показан
: б, где расплав не течет и охлаждается. Прямой угол со-
45
Рис. 17. Форма перехода подводящих каналов к впускному каналу
здает препятствие при извлечении литника. При небольшой длине
канала г перемычка между каналом д и полостью в становится
слабой и может выкрашиваться. На рис. 17, б переход осуществлен
под острым углом а.
Недостатками этой конструкции являются большое гидравли-
ческое сопротивление на этапе впрыска и образование «пробки» а
перед впускным каналом г на этапе выдержки под давлением.
Расплав, протекая по охлаждаемому каналу д, образует на его,
стенках затвердевшие пленки (на рисунке заштрихованы). Их
пересечение происходит на расстоянии а до канала г. Преодоле-
ние сопротивления образовавшейся пробки при течении во впуске
вызывает дополнительные потери давления и скорости. Этих недо-
статков лишена конструкция перехода к впускному каналу, изо-
браженная на рис. 17, в. Вместо острого угла а переход здесь
осуществлен по радиусу 7? — 0,55, что обеспечивает плавное пере-
текание расплава из середины канала д в канал г и полость в,
а также надежный съем литника вместе с изделием.
Форма сечения каналов и их размещение относительно плоско-
сти разъема. В системе каналов для затвердевающих литников
лучшие условия течения достигаются при круглом поперечном
сечении литника (рис. 18, а). Скорость охлаждения расплава
в литниковых каналах пропорциональна отношению поверхности
каналов к их объему. У круглых каналов это отношение минимально
<рк — 27?-1, что создает условия максимального сохранения тепла
и минимальных потерь давления в потоке. На рис- 18, б сечение
выполнено в виде полуокружности. Здесь условия течения рас-
плава по литниковым каналам значительно хуже. При такой
форме сечения отношение <рпк = 3,37?-1, что ускоряет охлаждение
расплава, увеличивает вязкость и перепад давления по длине'
канала. Однако изготовление каналов круглого сечения на пло-
скости разъема сопряжено с рядом трудностей. Фрезеровка кана-
лов дисковой фрезой с профилем зуба по радиусу не может созда-
вать чистой поверхности из-за различной скорости резания в раз-
ных точках профиля и вибрации, вызываемой переменным усилием
резания. Такая поверхность требует трудоемкой зачистки/Кроме
того, дисковой фрезой нельзя осуществлять повороты. Переход
на вертикальное фрезерование цилиндрической фрезой,’ заточенной
по радиусу с торца, создает худшие условия резания. На оси ско-
46
£ис. 18. Расположение литниковых каналов относительно плоскости замыкания
<ормы
резания равна нулю, и фреза при подаче не режет, а мнет
ил. Качество поверхности низкое и требует зачистки. При
лих каналах поверхность шлифуют. Но часто каналы имеют
•роты и закругления, где шлифовка невозможна.
1риемлемой считается трапецеидальная форма сечения лит-
>вых каналов с боковым углом а = 15°. При симметричном
•Обложении сечения канала относительно плоскости разъема А
йенстве ширины f и высоты G (сеч. АА) <рт= 2,26т?]-1, где
S°>5n-°’5—приведенный радиус сечения S канала. Такую
«у сечения легко выполнить пальцевой торцовой фрезой с об-
углом 2а — 30°. Она позволяет выполнять фрезеровку пря-
; закругленных каналов с поворотами под любым углом.
пнровальных' станках в этом случае легко выполняется пере-
подводящего канала к впускному по радиусу г — 0,5Gn и
юй канал; здесь Gn = (0,6-^0,8) G — высота подводящего
i (сеч. ББ). На рис. 18, в показан центральный канал и
ром и ленточный впускной канал в, причем сечение раз-
подводящего б и впускного каналов в и их размеры
А, ББ и ВВ) расположены симметрично относительно пло-
разъема А в пуансоне 1 н'матрице 2. На рис. 18, г впускной
е расположен в матрице 2 и подведен к наружной поверх-
47
Рис. 19. Схема экспери-
ментальной формы
ности изделия. Его сечение показано в сече-
нии АгАх. На рис. 18, д впускной канал ж
прорезан в пуансоне 1 и подведен к торцу из-
делия, а расположение подводящего fjXGx
и впускного х каналов показано в
сеч. и BjBj.
На рис. 18, в, г и д показано расположе-
ние впускного канала, определяющего на-
правление потока расплава при входе в офор-
мляющую полость, напротив пуансона 1.
При этом свободная струя расплава, встре-
тив препятствие (пуансон), образует на нем
застывшую пленку, внутри которой расплав
«клубится» и плавно заполняет полость. На
рис. 18, е показано расположение впуска,
направляющего поток вдоль стенки полости,
на которой расплав застывает. Следующие
порции материала обтекают, но не распла-
вляют его, и после заполнения полости и
уплотнения, отливки на поверхности изделия
остается след застывшей струи. При нара-
стании давления, до окончания заполнения
полости застывший материал может отор-
ваться от области впускного литника и переместиться в противо-
положный конец полости, но его след на поверхности изделия не
устраняется. Такого расположения канала следует избегать. При
том же месте впуска следует изменить его направление, как по-
казано на рис. 18, ж, что позволяет также избежать прострела
струи в свободную полость.
Взаимное расположение разводящих и подводящих каналов.
В системах каналов затвердевающих литников для многогнездных
форм одним из решающих факторов является правильное распо-
ложение разводящих каналов, от которого зависят перепады да-
вления, температура поступающего в полость расплава и эффек-
тивное использование мощности литьевой машины. На рис. 16, б
были рассмотрены недостатки размещения гнезд при линейном
расположении разводящего и перпендикулярном расположении
подводящих и впускных каналов. Здесь возникают гидравлические
потери при каждом повороте. На рис. 19 показана схема экспе-
риментальной формы х, где одно и то же изделие отливали с по-
мощью различных каналов в сменных вкладышах. Целью испыта-
ния было выяснение влияния длины (L, /), характера поворотов,
сечения (F, f) разводящих и впускных каналов на потери давления
в каналах и полости и на такие качественные показатели изделия,
как ударная вязкость, относительное удлинение и масса. В точ-
1 Совместные научно-исследовательские работы по экспериментальной форме
проводили Карачаровский завод и МИХМ.
48
Таблица 1
₽— Давление, МПа Образец
? 6’ 2 .
Хар актеристика 0 «
кВ« канала (длина L, 1, м; й) - я 1 8§ 5* С-»
Hi сечение F, f, мм2) я s из S< 2 41 Я X С V а §С М S а X У®1 aS s я
||2 я <, са X Ct а X ci сх м 4) я 5- С tf<5 Б< м Э ь >а д4 я S
L= 0,132 19,5 10,0 9,5 0,48 9,5
in L = 0,100 33,8 23,5 10,3 0,30 17,1 — —
Bn L = 0,058 46,7 30,8 15,9 0,33 35,0 — —
L = 0,005 — 32,8 — — 41,7 — —
Бн L = 0,093 (два пря- мых поворота) 53,0 35,4 17,6 0,34 — — —
th L = 0,087 (два плав- ных поворота) 41,8 28,0 13,8 0,32 — — —
И1 L = 0,100 (одни плав- ный поворот) 56,5 45,0 11,5 0,20 — — —
ВДи F = 9 27,0 15,0 12,0 0,43 — 1,94 —
HI6 F = 15 31,0 17,2 14,0 0,44 — 2,08 —
КПД F= 22 46,0 30,4 16,8 0,34 — 2,16 —
hir F= 33 40,0 29,2 10,8 0,27 — 2,03 — !
f = 1,37 — — - — — 2,16 7,242
К1Д2 f = 2,61 — — — — — 2,45 7,353
КА» f = 3,48 — — — — — 2,35 7,409
f = 3,92 — — — — — 3,15 7,385
Лд I = 0,001 46,8 30,4 16,4 0,375 31,8 2,375 7,242
Ли а- I = 0,003 31,0 18,1 12,9 0,415 19,3 2,04 7,013
t Л, Б2 в начале и в точках 5, Бх в конце каналов, а также
Ьчке В в полости 1 были установлены датчики для измерения
^ения. Перепады давления Ар на длине канала определялись
е разность давления в начале и конце канала. Краткие и выбо-
рные результаты, этого исследования, в котором проводилось
(fee 600 опытов при различных режимах, даны в табл. 1. Основные
$оды могут быть сформулированы следующим образом: чем
га»ше длина L (см. табл. 1) разводящих каналов, тем выше по-
Ш давления и ниже давление в форме; повороты с прямыми и
ыми углами создают большие потери давления по сравнению
Равными поворотами; с увеличением сечения разводящих
К-Лг) и впускных (Пдг—Пд4) каналов увеличивается проч-
№* и плотность изделий; с увеличением длины (Пд и Ив) впуск-
в,канала ухудшается передача давления в форму, прочность
Чётность изделия снижаются. В системах, показанных на
60, а, б, масса литников, приходящаяся на одно изделие, по
Кению с системами, изображенными на рис. 20, м, н, п —
Кньшая. Системы, показанные на рис. 20, ж, и и з, с этой
ИВ зрения подобны системам м, н, п.
Кнарсировка впусных каналов является одним из способов ре-
Ц>овки и выравнивания сопротивлений при заполнении гнезд,
- 42
Рис. 20. Расположение литниковых каналов
расположенных на разных расстояниях от центрального литника.
Ее цель — создание условий одйовременного заполнения гнезд и
одинакового уплотнения отливок за счет изменения размеров от-
дельных элементов впускных каналов. На рис. 20, л показаны три
способа балансировки. Первый заключается в увеличении ши-
рины в впускного канала а по мере удаления от центрального
литника г при неизменных длине и глубине канала, причем ши-
рина вп не может превышать ширины подводящего канала, Btq-
5р
|fenoCo6 заключается в уменьшении длины / впускного Канала &
« неизменных ширине в и глубине h, при этом минимальная
ина канала 1п — 0,8 мм. Третий способ (для изделий /) заклю-
бгся в увеличении глубины канала h по мере удаления от цен-
даьного литника при тех же I и в. Глубина ha не должна превы-
ись толщины изделия. Размеры вг, и устанавливаются в со-
Бетствии с табл. 2. Величина балансировки элемента впускного
Еала определяется приближенно по эмпирическим формулам1
Емм): для ширины в2 = в^Ц’5^0-5, для длины /2 =
для глубины Л2 — hJ^L^L^’5. Вместо вели-
вд L2, и для определения размеров в3\ l3 uh3 следующего
Цеднего канала в эти формулы подставляют1^, L2 и Д2, а в об-
Вк случае Ln, Ln_i и Kn-i- Коэффициент К изменяется в зави-
Ьрсти от отношения LnILn.i и принимается К.х = 0,86; К2 —
К»,89; К3 = 0,95; = 0,98; К5 = 1,0; Кв =1,0 и т. д. При
витании формы необходимо убедиться в одновременном запол-
Кии полости через впуски, выполненные по этим расчетам,
вмулы составлены при : Ьг : вг — 1 : 1 : 3; и L2 — расстоя-
м- от центрального литника до ближайшего и до следующего
«днего впускного канала и т. д. Предпочтение следует отдавать
Коду изменения длины впускного канала 2. Иногда баланси-
К^а осуществляется за счет глубины или ширины разводящих б
в подводящих е каналов (чем пользуются при точечных отрыв*
Кроили туннельных литниках), а иногда за счет технологических
В$р (см. рис. 45). На рис. 20, в, г показана система литниковых
Калов с угловым расположением подводящих каналов. Их на-
gfcB сторону течения (рис. 20, г) усугубляет недостатки систем,
Вибраженных на рис. 20, а, б, так как способствует преждевре-
ииюму затеканию расплава в близлежащие к центральному лит-
ИВУ подводящие каналы и гнезда. При наклоне против течения
Ир. 20, в) расплав сначала заполняет разводящий канал, а потом
Икр одновременно начинает и заканчивает заполнение подводя-
Мк. каналов и полостей..Однако необходимо иметь в виду, что
УЭти формулы следует применять при отношении < 1,6. В при-
шли формулах показатели степени при Lt равны. Реально это не так. Из
|^ния расхода через плоскую щель для псевдо пластичной жидкости следует,
Ивбрльшее влияние на расход оказывает изменение глубины канала, наимень-
К йзменение ширины его. В соответствии с этим показатель степени в формуле
№рины должен быть наибольшим, в формуле для глубины— наименьшим,
«образом, формулы'могут быть рекомендованы только в качестве первого
ЙЙЖения. Уточненный расчет размеров впусков при цх балансировке может
Ивооизведен с использованием общего метода гидравлического расчета кана-
течении в них псевдопластичных жидкостей [27]. (Прим, ред.)
Нийедует отметить, что метод изменения длины впуска предпочтителен
том случае, когда впуски со сбалансированной конфигурацией выпол-
ИЙрдновременно с изготовлением всей формы. В том же случае^ когда балан-
ВиЦвпусков выполняется в процессе промежуточных испытаний изготовлеи-
^вбранной формы, желательно отдавать предпочтение методу Изменения глу-
Вмледствие большей чувствительности расхода к изменению глубины канала.
Вк.рсд.)
51
Любая балансйробкй Даёт Меньший с Точки зрения качества Изде-
лия эффект, чем литниковая система равного сопротивления.
Тем не менее балансировка систем литниковых каналов приме-
няется с успехом, главным образом для одновременного заполне-
ния гнезд формы. Так, на рис. 20, к изображена 72-гнездная форма
для парфюмерных пробок, производительность которой достигает
80000 штук в смену на литьевой машине ТП-63. Форма балансиро-
валась.
Система каналов равного сопротивления показана на
рис. 20, м, н. Здесь доставка расплава во все гнезда, их заполне-
ние и уплотнение отливок происходят одновременно. При пра-
вильной конструкции системы охлаждения возможно одновремен-
ное охлаждение изделий и минимальный цикл. Однако плотность
размещения гнезд здесь ограничена, отношение массы литников
к общей массе отливки больше, чем в ранее показанных системах,
что ведет к менее эффективному использованию материала и обо-
рудования. При увеличении числа гнезд или размеров изделий
длина каналов увеличивается. В таких системах трудно разместить
охлаждающие каналы, которые перекрещиваются-с разводящими
литниковыми каналами, вызывая в них местное увеличение за-
твердевшей пленки. Это затрудняет одновременную подачу рас-
плава в гнезда. Если не предусмотреть принудительного отделе-
ния литников от изделий в форме, то конфигурация литниковой
системы может затруднить механизацию ее отделения от изделий
после извлечения из формы. На рис. 20, о представлена комбини-
рованная система прямолинейных разводящих и радиальных под-
водящих и впускных каналов. Эта система не требует балансировки,
более совершенна по сравнению с системой, показанной на рис. 20, к,
и может быть использована в группе В при крестообразном рас-
пределителе. На рис. 20, п представлена разветвленная система
литниковых каналов равного сопротивления. Данная система
в сравнении с системами на рис. 20, а, б имеет большие потери
давления и материалоемкость.
Системы каналов для кольцевых и трубчатых изделий. Литье
трубок, колец, рамок, манжет, втулок и др. намного сложнее
литья сплошных изделий: дисков, пластин, стаканов, коробок и
др. При той же массе они занимают большую площадь и при их
литье расплав проходит более длинный путь во время заполнения
каналов и полости. Литье одного кольца изнутри одним разводя-
щим и впускным литником является самым неудачным решением,
так как расплав должен пройти путь 4,5/?. При лцтье снаружи
(см. рис. 20, е, д) путь превышает 3,5/?, а при литье кольца (см.
рис. 22, а) он достигает 2,5/?. По мере увеличения числа Впусков
длина пути расплава по литниковым каналам, масса литницов и
число спаев увеличиваются. При этом путь течения по погости и.
заметность спаев уменьшаются (рис. 21). В отлитом кольце (см.
рис. 22, а) при четырех впусках имеется восемь слабых мест —
по четыре у места впуска б и спаев а. Значительным улучшением
52
^ис. 2i. CnattjiiiH мйоговпу^кном Лйтье У за-
твердевающих литников
литья кольцевых и трубчатых
изделий является применение ЯВ^Н^ИЦ^^^^ИННВИ
кольцевых впускных каналов.
На рис. 22, б показано литье
стакана 2 с отверстием в дне.
Здесь применен сплошной дис-
ковый подводящий канал б, ко-
торый переходит в кольцевой ^^ИИ^ИННВИИ^^^Н
впускной канал а. Литье с по- ^^Н^ИИИИВВВВ^^^И
мощью таких каналов обеспечи- ^^^И|И^^И^ИВ||^МВ
вает равномерное заполнение '
полости 2. При соблюдении раз-
мерной точности кольцевого впускного канала по толщине и длине
и при концентричности осей пуансона 3 и матрицы 1 достигается
полное отсутствие спаев. Расположение подводящих и коль-
цевых впускных литников относительно плоскости замыкания
пуансона с матрицей показано на рис. 22. На рис. 22,। б подво-
дящий канал б расположен в пуансоне 3 и матрице 1, впускной
канал а — в пуансоне; на рис. 22, в подводящий 6t и впускной
канал а4 — в матрице 7; на рис. 22, г и подводящий б2 и впуск-
ной а2 — в пуансоне 2. В этих вариантах оба канала расположены
параллельно дну изделия. На рис. 22, д показан шатровый под-
водящий канал б3 с кольцевым впуском а3, расположенным пер-
пендикулярно к дну изделия. На рис. 22, е показаны кольцевой
..подводящий канал б4 и впускной а4. Последний примыкает к внут-
реннему торцу дна изделия 4. Если литники в, г и е могут быть
•отделены от изделия обычной вырубкой, то для отделения литни-
жа д от изделия необходима установка изделия на оправку и от-
резка литника резцом.
Выбор той или иной конструкции зависит от предъявляемых
Йк изделию 4 технических требований, которыми определяется, где
Ви на какой плоскости можно оставить след от впускного канала.
рПри наличии у изделия строгого допуска по диаметру d его размер
Сможет быть выполнен окончательно при варианте впуска по
трис. 22, д. Тот же диаметр у других литников после вырубки тре-
Цбует последующей механической обработки. Лучшее заполнение
мюлости, вследствие плавных поворотов и уменьшения гидравли-
вческих потерь, создает система д. Для изделий с Уо до 250 см3
|р толщиной стенки 1,5—2,5 мм размер впуска по высоте/г4 и длине
К),5 (d — dj) для литников б, в, г и е и величине с для литника д
Рекомендуются 1 0,05 мм. Жесткие допуски требуются для од-
новременного заполнения полости по контуру и уплотнения
«ливки. Подводящие литниковые каналы по размеру G, а также
радиус перехода к впуску для изделий из полистирола с D до 70 мм
L„ до 100 мм и отверстий в них cd < 60 мм принимаются 2 *
53
i 3 3
Рис. 22, Литниковые системы для кольцеобразныххизделий
Рис. 23. Многовпусковое литье затвердевающей литниковой системы
54
0,05 мм; для изделий D = 70-И00 мм и La = 100 4-200 мм и
отверстий d = 60 4-90 мм — (2,5 4-3,5) zt 0,05 мм. Для извлече-
ния центрального и подводящего литника в пуансоне 1 предусма-
тривается поднутренное отверстие и сбрасыватель 3 (см.
рис. 22, в, г, д, е). Литье трубчатых изделий значительной длины
I + lt при малой толщине стенки (рис. 23, б) даже при литьё
Кольцевым дисковым или шатровым литником, расположенным на
торце изделия, затруднительно ввиду большого пути течения рас-
плава по полости. При этом есть опасность радиального смещения
Свободного конца пуансона, что может вызвать несимметричность
заполнения и появление спая на изделии. В таких случаях длина
пуансона делится на две неравные части I и 1г. Длина I больше
длины части пуансона, в которой расположен центральный ка-
нал г. На конической поверхности А соединения двух пуансонов
2 и 6 располагаются радиальные подводящие каналы б, соединен-
;;Ные с полостью 4 с помощью точечных впускных каналов а. На-
‘ пример, для трубчатых изделий D = 60 мм и Ln = 160 мм из по-
липропилена толщиной 1,7 мм достаточно шести точечных впуск-
ных каналов = 1,1 мм. При увеличении диаметра или длины
изделия число впусков увеличивается. Вследствие условия />
' > 1г изделие извлекается из матрицы 3 и литники а, б, в п г сни-
маются с пуансона 6 и остаются на пуансоне 2 длиной /, откуда
изделие сталкивается плитой 1, а литники сбрасывателем 5.
:/ Такое разделение пуансона на две части сокращает перемеще-
ние изделия по пуансону 2, деталей системы удаления и высоту
IЙормы на величину /1( а также уменьшает вероятность смятия
жюпной кромки изделия при выталкивании. В этой форме входное
зстие центрального канала d = 4,5 мм, а = 3°, dr = 3,5 мм,
1,1 мм, I = 95 мм, = 65 мм. У подвижной полуформы ка-
для выталкивающей системы встроена на 80 мм во фланец
ату литьевой машины. На рис, 20, р, д, е представлены системы
- и двухвпусковых каналов, подведенных к полости со сто-
I наружного диаметра, для литья в многогнездных формах
цевых изделий. Возможны варианты подвода различного
1 впускных каналов как изнутри изделия, так и перпендику-
о плоскости разъема с, помощью каналов для отрывных лит-
в или системой группы Б. Примером может служить манжета,
заженная на рис. 46, б.
шпье толстостенных кольцевых изделий ответственного назна-
I. При увеличении диаметра отверстия изделия дисковые и
овые каналы становятся нецелесообразными, так как увели-
;тся необходимое усилие замыкания и Возрастает отношение
л литников к общей массе отливки. Поэтому в таких изделиях
энально применять систему литниковых каналов, показанных
ас. 22, ж. Из центрального литникового канала г расплав
гпает в шесть каналов в, а затем в кольцевой канал б, где
ется давление, необходимое для преодоления сопротивления
щвого впускного канала а в полость 1. При достаточной
55
глубине впускного канала для маловязких материалов удается
осуществить практически симметричное заполнение полости, но
при литье высоковязких материалов в такой литниковой системе
вследствие наличия в кольцевом канале б встречных/ потоков,
исходящих от радиальных каналов, расплаву удается проникнуть
в полость в местах против радиальных каналов раньше, чем в ме-
стах между ними. У изделия (рис. 22, и) при неполной дозировке
торцовая сторона, противоположная впуску, имеет волнообраз-
ную форму и высота кольца против разводящих литников оказы-
вается больше высоты между ними. Это объясняется различием
сопротивлений в местах против и между разводящими каналами.
При литье изделия «кольцо» (рис. 22, и, сечение ЛЛ) из поли-
карбоната D = 150 мм, d = 132 мм и h = 50 мм на литьевой ма-
шине «Куаси-250» размеры литниковых каналов были приняты:
центральный литник I = 15 мм, d — 8 мм, а = 3°; шесть каналов в
диаметром 7 мм и канал б диаметром 9 мм. Первоначально запроек-
тированный кольцевой впускной канал с равномерной толщиной
ио всему диаметру — 2,2 мм, длиной 1 мм позволил беспрепят-
ственно заполнить оформляющую полость, однако на изделии и
на подводящем литнике в местах встречи потоков были ярко
выраженные спаи, видные на просвет. На поверхности наружного
и внутреннего диаметра изделия были видны параллельные волно-
образные углубления, описанные выше, вследствие недоуплот-
нения. Для создания потока равного сопротивления произвели
балансировку сечения впускного канала на участках между смеж-
ными разводящими каналами, как показано на сечении ББ. Раз-
меры h2 по мере приближения к середине постепенно увеличивали
до hi = 2,6 мм. После отливки с такой сбалансированной системой
каналов спаи и волнообразные углубления на поверхности изде-
лия исчезли. На торце изделия у впускного литника между каж-
дой парой разводящих литников оставалось матовое пятно (около
10 мм2), свидетельствующее о местком недоуплотнении. После
увеличения hr до 2,7 мм пятно исчезло, а изделие при испытании
на внутреннее давление выдержало 75 • 10® Па, что соответствует
напряжению на разрыв о = 550 • 105 Па. Отношение массы изделия
к массе отливки i 80%. При литье с дисковым каналом i =
= 60%.
Система каналов для кольцеобразных тонкостенных изделий.
Не менее сложным является литье тонкостенных изделий. Следует
напомнить, что понятие «толстостенное» или «тонкостенное» Изде-
лие не носит определенного характера. Оно становится более
определенным при отнесении толщины изделия к его длине.
Третьим обязательным параметром необходимо считать отношение
ширины к длине изделия. К нормальным по толщине изделиям
из ударопрочного полистирола, в отличие от тонкостенных и тол-
стостенных, следует условно отнести изделия толщиньй 1,5—
5 мм при отношении длины к толщине /' = 120 и отношении ши-
рины к длине /1 = 1 4-2. Для изделий из других материалов су-
55
шествуют другие отношения (см. § 11). Например, тонкостенное
изделие 1 (см. рис. 22, к) из полиэтилена НП при диаметре d —
— 20 мм и длине I — 25 мм может быть отлито толщиной 0,35 мм.
При этом отношении /' = 25 : 0,35 83 и Д = 2,5.
На рис. 22, к и л представлены два варианта систем каналов,
выполненных в двухгнездной разъемной форме. Толщина впуск-
ного кольцевого лцтника равна толщине изделия 0,35 мм. Литье
по варианту k осуществлялось центральным каналом дх и корот-
ким разводящим каналом г± в кольцевой подводящий канал а
диаметром в сечении 3 мм и в гнездо, где на линии ж± заканчи-
вался (условно) впускной канал б, за которым располагалась
полость на длине / = 25 мм. Литник отрезали от изделия на оп-
равке отрезным резцом. Вариант л был осуществлен на той же
форме, но на других полуматрицах, у которых система каналов
также расположена на плоскости разъема полуматриц. От корот-
кого центрального литника д2 расплав перетекал в разводящий
канал г2, затем через шатровый е в кольцевой подводящий канал а
и в гнездо, где оформляли впускной литник в, до линии жг и далее
на длине I изделия. Пуансон 3 варианта к имеет две принуди-
тельные центрирующие поверхности. Его коническая часть Б и;
цилиндрическая часть обжимаются полуматрицами 2 при за-
мыкании полуформ, что при правильном изготовлении формы
гарантирует концентричность изделия в пределах 0,015 мм. Под-
держка конца пуансона в варианте к необходима и потому, что
давление расплава, передающееся из канала г± на пуансон 3
при отсутствии опоры Б могло бы вызвать радиальное смещение
пуансона за счет зазоров в месте его крепления. В варианте л
конец пуансона не имеет второго центрирования, так как здесь
отсутствуют боковые силы и расплав входит в шатровый канал
•строго по центру; и при концентричности пуансона и полуматриц
jr'ja одинаковой толщине шатрового литника нет оснований опасаться
айовышенного смещения.
К При испытании у варианта л длина изделия I получилась оди-
наковой по всем образующим. В варианте к длина изделия на сто-
гооне, противоположной впуску, была меньше на 5 мм вследствие
недолива. Этот дефект был устранен разделкой подводящего лит-
ника а на овальное сечение вместо круглого с постепенным углуб-
лением на 0,2 мм стороны, противоположной впуску в разводя-
щий канал. Сталкивание таких изделий совершенно невозможно
осуществить. Сталкивающая плита вызвала бы смятие опорного
горца, гофрирование и разрушение изделия. Сталкивание было
Осуществлено извлечением пуансонов во время размыкания при
«крытых полуматрицах, удерживающих отливку за подводя-
Вйй литник. При рассмотрении вариантов к и л не был затронут
впрос о газоотводящих каналах ж, но он будет освещен ниже.
^'Система каналов для щелевых впускных литников применяется
Вя литья плоских и коробчатых изделий. Широко используются
Влевые литники при литье изделий из полиолефинов. На рис. 24, а
Ы
приведена система каналов для щелевого литника, где в одно-
гнездной форме на машине ЛМ-50 отливалась крышка 1 из поли-
этилена НП. Из центрального канала г расплав поступает в под-
водящий канал б толщиной 2,5 мм, расширяющийся к изделию.
Относительно плоскости разъема он расположен симметрично.
Впускной щелевой канал и поднутренное отверстие в' располо-
жены на подвижной полуформе. При толщине изделия 2 мм глу-
бина канала а и длина ж равны 1 мм. При ширине изделия д =*
= 90 мм I была принята равной 0,60 = 54 мм. При длине L
= 150 мм, d — 4,5 мм. Литье пальцевым литником ₽ центр с вну-
тренней или наружной стороны казалось бы более рациональным,
так как путь течения расплава по полости сократился бы вдвое,
перепады давления и температуры также уменьшились бы. Но
при литье полиолефинов расположение впускного канала в центре
изделия вызывает его коробление (см. ниже). Литьё через щелевой
канал создает параллельное направление течения и соответствую-
щую ориентацию макромолекул, при которой коробления изделий
не наблюдается.
При широких изделиях (с шириной А > 150 мм) I принимают
0,8 Л. В конструкции, показанной на рис. 24, б, где А = 200 мм,
I — 160 мм, потери давления в литниковых каналах и полости
58
вызывают недолив в углах г, в то время как против центрального
канала расплав достигает противоположного конца полости и
меняет направление для заполнения углов г. Неодновременное за-
полнение полости создает разные условия охлаждения для раз-
личных участков изделия, что обычно приводит к его короблению.
Для предотвращения этого щелевой канал балансируется, и раз-
мер его h в центре^ канала постепенно увеличивается на краях
до величины чем выравнивается фронт течения расплава.
Применение щелевых литников целесообразнее для двухгнезд-
ных форм.
Щелевой литник, расположенный в центре дна вдоль продоль-
ной стороны прямоугольной коробки, создает параллельное на-
правление потоков расплава по стрелкам В (рис. 24, У). Это обес-
печивает одинаковую усадку, одновременное заполнение гнезда
н уплотнение отливки. При необходимости производится балан-
сировка впускного канала. В дно матрицы 1 вмонтированы две
разъемные щеки 2 и 3, на плоскостях замыкания которых распо-
ложены каналы а, б, в. После размыкания полуформ и перемещения
матрицы 1 на величину h, матрица вместе с пуансоном 4 увлекает
отливку. При этом щеки, удерживаемые планками 5, прикреплен- s
ными к фланцу 6, раздвигаются наклонными пазами матрицы
(сечение АА) и освобождают литники вместе с изделием, которое
сталкивается с пуансона. При замыкании матрица сдвигает щеки
и цикл повторяется. Угол а = 10° принимается из условий от-
сутствия самоторможения. Величины h, 21 и d связаны соотноше-
нием 21 — h tg а > d. К недостаткам щелевых впусков относятся
йовышенный расход материала на литники, трудоемкость изго-
товления формы, отделения и зачистки литников.
Система каналов для литья крупногабаритных'изделий длиной
i > 1200 мм, толщиной а = 1,6 мм и шириной в = 100 мм, где
соотношение у\ = Ив > 10 и у1 — На > 700. При этом возникают
трудности в выборе литниковой системы. Центральный канал,
уединяющийся с оформляющей полостью, не может обеспечить
«. заполнение. При расположении щелевого литника с короткого
Верца изделия расплав должен преодолеть большое сопротивление,
иго потребует давлений в полости ршах = 70-^75 МПа и усилия
«мыкания 8—9 МН. Согласно ГОСТ 1067—64 у машины с таким
усилием замыкания VH > 2000 см®. При объеме отливки Vo =
№ 250 см® выбор такой машины нецелесообразен. При данной
Клине течения можно было бы снизить ртях, увеличив толщину
изделия, что, однако, увеличило бы расход материала. Поэтому
Ртах уменьшают, делая впуск с длинного торца при достаточном
киаметре разводящего канала а. При длине 500 мм по обе стороны
рт центра его диаметр должен быть не менее 10 мм; в этом случае
Текучесть расплава еще может обеспечить заполнение полости.
Гйкое размещение разводящего и щелевого впускного каналов вдоль
длинной оси при у1 — 62 позволило бы произвести заливку при
= 23 МПа (см. табл. 11), что потребовало бы машину с V, =
59
(
Рис. 25. Отливка двух декоративных накладок холодильника
= 500 см3. Однако при отделении щелевого литника = 0,8/ =
= 960 мм искривление изделия достигает 1—1,5 мм, что не позво-
ляет точно отрезать литник механически и требует дополнитель-
ной зачистки на длине /х. Это отразилось бы на производительно-
сти процесса и себестоимости изделий.
На рис. 23, а представлена двухгнездная форма для литья та-
ких изделий с многовпусковой системой каналов а, б, в, д, где
впускные каналы г балансировались. Глубина впускных каналов
при длине изделия 0,5 I — 600 мм равна 1 мм, глубина крайнего
впускного канала равна полной толщине изделия. При этом от-
деление изделия 2 от литников отламыванием приводит к выкра-
шиванию кромок в зоне впускных литников. Малая толщина
и интенсивное охлаждение пуансона 1, матрицы 3 и пучков
потоков от впускных каналов г образует холодные спаи д
(см. рис. 42, к). При этом резкость спаев возрастала с удалением
от центрального канала. Таким образом, многовпусковое Литье
с затвердевающей литниковой системой хотя и позволяет отлить
крупногабаритное изделие, но последнее имеет недостатки. Про-
цесс литья также был несовершенен: производительность про-
цесса была связана со временем охлаждения разводящего лит-
ника, диаметр которого в 6. раз превышает толщину изделия.
Повышение температуры формы и расплава для улучшения усло-
вий заполнения и уменьшения резкости спаев на концах изделия
приводит к дополнительному увеличению времени охлаждения
изделия и особенно разводящего литника в форме. На рис. 25
представлена отливка из ударопрочного полистирола, .которая,
неемОТ^я на толщину 2,5 мм, имела те же недостатки.
Наличие таких .форм в производстве объясняется простотой
изготовления и эксплуатации. Ниже (§9) приводится описание
эффективного применения комбинированной литниковой системы
(группа В.) для подобных изделий.
Система каналов для литников, отделяемых в форме. Увели-
чивающийся объем производства потребовал высвобождения работ-
ниц, работающих на машинах, от трудоемкой и непроизводитель-
ной операции по отделению литников от изделий для организации
60
«многостаночного» обслуживания. Механизация отделения лит-
ников не исключала, а переносила эту операцию на другой уча-
сток. Возникли проблемы транспортировки, организации спе-
циальных участков, создания специального оборудования. Тем
временем опыты с применением точечных литников дали положи-
тельные результаты.. Создание конструкции для отрыва точечных
литников в форме позволило решить эти вопросы.
Отрывной литник с бортиком. На рис. 3 дана конструкция
многогнездной формы с точечными отрывными литниками, где
центральный литник смещен от оси впускных каналов и соединен
с ними разводящими литниками. На рис. 26, а показана литни-
ковая система для одногнездной формы. Центральный литник а
находится на одной оси с подводящим в и впускным г каналом.
к)
26. Отрывные н туннельные литники
61
Разводящий канал отсутствует. Центральный канал небольшой ,
длины (9—12 мм), имеет угол б = 54-6°, вместо 3°, что необхо-
димо из-за отсутствия элемента для извлечения литника. Так
как у входа в канал температура расплава наивысшая, то при раз-
мыкании он вместе с бортом б надежно извлекается из диска 3,
а плита 2, упираясь в борт б, затем отрывает литник от изделия.
Для изделий с объемом отливки до 63 см3 Диаметр борта D — 12 4-
4-15 мм, толщина Л = 3 мм, 6 = 5 4-6° по D. К борту примыкает
подводящий канал, размеры которого зависят от размеров и раз-
мещения изделия в матрице 1. Подводящий канал с углом р =
= 3-г-4° заканчивается сферой радиусом г = 14-1,5 мм и разме-
щается в специальном выступе А на матрице, который плотно
соединяется с отрывающей плитой. Гарантия извлечения и сброса
литника зависят от шероховатости поверхности канала .б и от
возможности затекания расплава в зазор >0,02 мм между высту-
пом и отверстием в плите 2. Между сферой и стенкой Б размещается
впускной точечный канал г в виде усеченного конуса с углом
а = 304-45°, расположенный вершиной к стенке Б, на кромке
которой предусматривается 7? = 0,1 мм. Длина канала г 0,8—
1,2 мм. Для изделий с Vo ~ 2000 см3 и Го- = 1600 см2 максималь-
ная длина 2 мм. Размеры каналов указаны в табл. 3, 4. Увеличе-
ние размеров каналов г затрудняет их отделение от изделий. При
литье особо вязких материалов (поликарбонат, полиформальде-
гид, ПВХ и др.) на сфере размещают два или три впускных канала
(рис. 26, б).
Отрывной литник с шариком. Более совершенная конструк-
ция каналов для точечных литников а в многогнездных формах
приведена на рис. 26, в. Вместо борта роль элемента, удерживаю-
щего литник при его отрыве от изделия, выполняет шарик к,
выполненный заодно со знаками 4. Расплав последовательно за-
полняет каналы (центральный ж, разводящий е, подводящий б,
впускной а) и полость 2. Во время размыкания изделие охваты-
вает пуансон 1, который вместе с ним увлекает матрицу 3, отрывая
изделия от литников. Литники, удерживаемые поднутрениями
шариков, остаются на месте. Удар матрицы торцами и отверстий
о головки тяг 7 срывает плиту 8 с конических поверхностей Г
знаков 4 и втулки 6 и перемещает литники по стрелке А на длину
шейки в и диаметра шарика к. При этом шарики сминают или сре-
зают поднутрения, образованные их шейками, и литники падают
в разъем 5. Перемещение плиты 8 заканчивается, так как она
удерживается ограничителями, установленными по фланце 9
(аналогично поз. 14, рис. 3). Матрица останавливается также по-
средством тяг 7. Пуансод извлекает изделия из матрицы. (Эгалки-
вание изделий с пуансона обычное. При замыкании матрица плотно
надвигает плиту 8 на знаки и втулку, предотвращая затекание рас-
плава. При этом торец Вг знака 4 не должен быть нил^е поверх-
ности В, так как при этом получается поднутрение и зависание
литников. Торец втулки 6 также должен быть строго заподлицо
62
с поверхностью В. Для надежной работы этой системы необхо-
димо соблюдение ряда условий: сила трения между колонками
и втулками в начальный момент размыкания полуформ должна
увлечь матрицу и обеспечить одновременный отрыв всех изделий;
при ударе торцов и с головки тяг 7 должен быть обеспечен одно-
временный срыв плиты ? со знаков и втулки, извлечение литника
из канала ж и смятие поднутрений шариками. Следует учесть, что
отрыв литников и смятие поднутрений происходят при температуре
70—80°, т. е. при пониженной прочности материала. Соотношения
размеров плит и тяг легко рассчитать, однако из-за неточности
изготовления формы в последней предусматривается регулировка
сопротивления срезу уменьшением величины поднутрения и
диаметра шарика, увеличением диаметра шейки, приближением
шарика к торцу Вг или наоборот. В данной литниковой системе
возможно образование спая на изделии из-за обтеканий расплавом
шарика и шейки. Однако это наблюдается лишь при литьё вязких
материалов, коротких подводящих, длинных разводящих каналах
и при максимальных диаметрах впускных каналов, что хорошо
заметно при литье прозрачных материалов, например, полиметил-
метакрилатов. При малых диаметрах впускных каналов в пределах
0,7—0,9 мм интенсивный разогрев расплава в канале а предотвра-
щает образование спаев. Знак 10 ио варианту з на вязких и про-
зрачных материалах (поликарбонат, ПММА, Дакрил) спаев не
дает, а шариковый знак оставляет след, так как при нем раз-
двоенный поток соединяется позже, чем при коническом. Кроме
;того, изготовление конического знака проще, чем шарикового.
Принудительное образование разъема для отрыва и сброса
||итников. В конструкциях, представленных на рис. 3, 26, а, б и в,
предусмотрено использование силы трения для образования пло-
скости разъема, отрыва и сброса литников. В ряде случаев
Ьри несоблюдении требуемых условий и при большом числе гнезд
шея мелких изделий и малой массе матрицы при размыкании
оследняя остается на месте и не может образовать разъема,
конструкция, обеспечивающая гарантированное образование разъ-
та, изображена на рис. 26, г. В конструкции предусмотрены
«йиисы 1, закрепленные на фланце 9, и замки 2 с пластинчатой
Ифужиной^, установленной на опорной плите5. Две кулисы уста-
в&вливаются на форме симметрично по вертикальной или горизон-
вльной оси. На кулисе кроме прорези, внутри которой переме-
щается замок с пружиной, на каждой щеке имеется трапецеидаль-
ный выступ высотой ftj. При сомкнутой форме зуб замка высотой h
Опирается в опорную поверхность матрицы 7, размещаясь в пазу
рйиты 8, а его поводок 3 опирается и перемещается на поверхности
Булисы. При размыкании зуб замка подводит поводок к основанию
вЬапеции. При перемещении поводка на длину I зуб замка подни-
мется на высоту /гг >/г и выходит из зацепления с матрицей.
Катрина останавливается, а поводок скользит по основанию
ранении, опускается по передней наклонной плоскости и оста-
63
вляет ее. Изделие извлекается из остановленной ограничителями
матрицы и сталкивается с пуансона 6. При замыкании формы пере-
мещение деталей происходит в обратном порядке, а после замы-
кания зуб замка вновь входит в зацепление с матрицей и цикл
повторяется. Необходимо предотвратить провисание нижнего
замка 2, во избежание его выхода из зацепления с матрицей 7.
На рис. 26, к показан вариант сочетания замка 1 с шарниром 2
и пружиной 3.
Предпочтительнее расположение кулис и замков на боковых
сторонах. При транспортировке и хранении таких форм необхо-
димо предотвратить повреждение выступающих кулис и замков.
При соблюдении этих условий конструкция работает надежно.
Система каналов для туннельных литников. Рассмотренные
конструкции систем каналов для отрывных точечных литников
(рис, 26, а, б, в, и г) требуют дополнительной плоскости разъема
для удаления литниковой системы, что увеличивает трудоемкость
изготовления формы и сужает возможности размещения форм
максимальной высоты. Подвижная матрица при размыкании про-
висает на тягах, что создает удары при смыкании. Эти и другие
недостатки значительно влияют на надежность и долговечность
эксплуатации этих форм. Из опыта известно, что у формы с одной
плоскостью разъема межремонтный период и срок амортизации
вдвое выше. Система каналов для туннельных литников свободна
от этих недостатков. Туннельный впускной литник является не
отрывным, а срезается при выталкивании изделия толкателем 3
и литников в, г, выступа д сбрасывателем 5 и показан на
рис. 26, д I. Впускной а и подводящий канал б расположены в ма-
трице 4 под углом а = 20 -=-30° к плоскости разъема. Подводя-
щий канал выполняется в виде конического отверстия, заканчи-
вающегося сферой радиусом 7?, который в зависимости от толщины
перемычки е и расстояния к от плоскости разъема до оси а прини-
мается 1—2 мм. Из условий надежного извлечения подводящего
и впускного литников угол Р = 154-20°. Разводящий канал в
удерживается затвердевшим выступом д и располагается на пуан-
соне 1 с тем, чтобы его извлечение не создавало дополнительных
препятствий. При этом струя расплава направлена на пуансон,
что благоприятно отражается на заполнении полости.
Наиболее ответственной частью этой системы является располо-
жение и изготовление впускного туннельного канала, представляю-
щего собой усеченный конус с углом при вершине у = 3°. Завалы
его кромок затрудняют срез, извлечение литника и изделия 2
из матрицы. Их предотвращение достигается установкой латунной
или медной заглушки во впускной канал при доводке и полировке
участка поверхности матрицы, на котором расположено его выход-
ное отверстие. Длина перемычки и между сферой и вертикальной
стенкой матрицы должна быть не более 1—1,2 мм. Толщина пере-
мычки е на плоскости разъема больше ее длины и, однако именно
она является наиболее опасным сечением и чаще всего выкраши-
64
вается. Это предотвращается, если материал матрицы выбрать
иецементуемым, достаточно вязким (стали ХВГ, Х12М), и если
при термообработке обеспечить ее местный отпуск до твердости
HRC 40—45. Обычно перемычку е над каналом на плоскости разъ-
ема во время механической и термической обработки выпучивает.
Эту выпуклость необходимо не только сравнять с плоскостью
разъема, но и несколько занизить, но не более чем на 0,01—
0,015 мм, что предотвратит возможность ее продавливания при
замыкании формы.
Размер к зависит от контура изделия и главным образом от
его глубины. При глубине до 10 мм к С 5 мм; при глубине до
25 мм размер к с 10 мм. Для литья изделий с глубиной более
50 мм туннельные литники не следует применять, так как созда-
ются неблагоприятные условия течения расплава по оформляю-
щей полости. Расположение туннельных каналов может произво-
диться и на подвижной полуформе (рис. 26, е). В этом случае
срез, выталкивание и извлечение литников а, б, д и I и изделия
производится одновременно сбрасывателем 1 и выталкивателем 2
после размыкания полуформ. При длинных разводящих литниках в
необходимо достаточное перемещение выталкивателя-/ для извле-
чения туннельных литников, чего не требуется при их располо-
. жеиии иа неподвижной стороне, так как их срез и извлечение из
; туннельного канала происходит при размыкании форм. Для
Предотвращения поломок подводящих литников при их извлече-
нии необходимо обеспечить, чтобы они под давлением толкателя
не ломались, а лишь прогибались, для чего на них предусматри-
вается утоненное место д: втулка 3 выступает над плоскостью
•разъема (рис. 26, ж) на 1—1,5 мм. Это важно при больших сече-
‘ ниях разводящих литников или при литье жестких материалов.
Для эластичных материалов этого не требуется. Острая кромка
^перемычки загругляется: г = 0,5ч-l мм (рис. 26, ж).
Туннельные литники применяются только в многогнездных
»ли многовпускных формах, в коробчатых и кольцевых изделиях.
Мдно поднутренное отверстие в сочетании с одним подпружинен-
дам толкателем или простым сбрасывателем (рис. 20, о и рис. 2)
^способны обеспечить отделение, извлечение и сбрасывание радиаль-
ных туннельных литников. Их расположение на подвижной полу-
^.форме позволяет организовать раздельный сброс изделий и лит-
ников в разную тару (сепарация литников). Если не считать спе-
цифических трудностей при изготовлении туннельных литников
и сравнительно ограниченных возможностей их применения,
то в той области, где это целесообразно, они очень быстро вытес-
няют остальные виды отрывных литников. Это является причиной
йеределки многих форм с обычными ленточными литниками на
Туннельные.
Система каналов для литников, отрываемых от изделия в разъ-
емных полуматрицах представлена на рис. 26, з. Эта конструк-
ция может применяться на одиогнездных и на многогнездных фор-
3 Н. В. Видгоф 65
Рис. 27. Литниковые каналы для высоковяз-
ких материалов с выравнивающей камерой
мах. На рисунке йоказан сфе-.
рический диск б, оформляемый
двумя полусферами в на полу-
матрицах. При их разъеме по-
лусферы отрывают литник а от
изделия.
Приведенный ряд систем для точечных отрывных литников не
исчерпывает всех конструкций. Отрывные литники, например,
применяются в кассетных формах и др. Все типы этих лцтников
отражают стремление освободиться от необходимости отделения
их от изделий вне формы и перейти на одновременное обслужива-
ние нескольких машин и автоматических линий. Однако преиму-
щества точечного литника этим не исчерпываются. Одним из
наиболее важных является тепловой эффект [2, 4].
При литье вязких материалов (полиметилметакрилат, поликар-
бонат, ПВХ и др.) важно предотвратить тепловые потери в кана-
лах. Кроме ловушек жив (рис. 27), расставленный на концах
каналов ели для улавливания передней охлажденной части по-
тока, предусмотрены сужения в виде точечных каналов г, распо-
ложенных между каналами а л б. Они делят длину от канала и
до полости 1 в отношении 1 : 2 и предназначены для повторного
разогрева расплава перед впуском в полость. Кроме этого, при
прохождении через точечный впускной канал, непосредственно
примыкающий к полости, увеличивается линейная скорость по-
тока и происходит прострел «свободной струи», брызги которой,
попадая на холодные стенки формы, быстро застывают и не соеди-
няются со следующим потоком. Они хорошо видны на прозрачных
материалах. Повышенные ориентационные напряжения в зоне
точечного впускного канала придают материалу склонность к рас-
трескиванию, что, например, для деталей оптического назначения
«является недопустимым. В этом случае сужение г лереносит ука-
занные дефекты из полости во впускной расширенный канал а.
Течение потока в нем выравнивается, и он обеспечивает плавное
заполнение гнезда. Прилив а отрезается от изделия натянутой
разогретой нихромовой нитью или пазовой фрезой. Часто
для улучшения заполнения полости впускной канал бх распо-
лагают перпендикулярно оси канала и, что способствует пре-
образованию выходящей из сужения струи в «клубок», от
которого расплав плавно растекается, в полости. На ответствен-
ных изделиях предусматривается специальный прилив, впо-
следствии удаляемый, Н который вводится суженный точечный
канал, направленный на стенку прилива. Применение таких
каналов ведет к снижению остаточных напряжений в изделии и
предотвращает растрескивание изделий в зоне литника при вы-
талкивании.
66
Анализ работы форм с точечными отрывными литниками пока-
зал, что последние имеют большие преимущества перед всеми
применявшимися ранее системами [3, 4]. Однако общим недостат-
ком, присущим всем формам с литниками, отделяемыми -в форме
и вне ее, является наличие затвердевающих центральных, разво-
дящих и подводящих литников, на которые непроизводительно
расходуется материал и мощность литьевых машин и время на
охлаждение, а также значительная часть эффективного давления,
температуры расплава и его скорости, что отражается на оформле-
нии изделия в форме. z
§ 9. СИСТЕМА КАНАЛОВ ДЛЯ НЕЗАТВЕРДЕВАЮЩИХ
ЛИТНИКОВ
Установившееся за этой системой определение как «обогреваемые
каналы или горячеканальные формы» не отражает ее специфиче-
ских особенностей. В системе каналов для затвердевающих лит-
ников последние также обогреваются расплавом и поэтому также
являются горячеканальными, и сколько бы они не обогревались
и насколько они не были бы горячими литники извлекаются из
формы в затвердевшем состоянии. В системе .незатвердевающих
литников только впускной литник затвердевает и удаляется из
впускного канала вместе с изделием. Остальные литники во время
работы формы находятся в расплавленном состоянии и не извле-
каются из нее.
Система каналов для незатвердевающих литников в одногнезд-
ных и одновпусковых формах (группа Б). Первоначально стремле-
ния освободиться от затвердевающих литников сосредоточились
на использовании одногнездных форм с центральным пальцевым
литником в дно изделия. Опыты по уменьшению сечения и в осо-
бенности длины литника дали обнадеживающие результаты. По-
ложительные результаты эксплуатации форм с точечными-отрыв-
• ными литниками позволили более уверенно производить испыта-
ния с точечными каналами, примыкающими к оформляющей по-
лости. Однако результаты опытов сразу выявили ряд препятствий.
s Плавающее сопло с изолирующим слоем. Малое сечение и осты-
:вание поверхности впускного точечного канала в открытом сопле,
''прилегающем к охлаждаемой матрице, снижало температуру и
увеличивало вязкость расплава, что приводило к закупорке
впускного точечного канала. Одним из первых мероприятий было
предотвращение прилегания сопла к матрице. На рис. 28, а пока-
зано плавающее сопло с изолирующим слоем. В матрице 4 распо-
ложена камера и впускной канал д. На его кромке снята фаска
для уменьшения длины канала и улучшения условий извлечения
литника вместе с изделием. Между соплом и камерой предусмо-
трен зазор и = 1,54-2 мм на сторону для изолирующего слоя,
который препятствует охлаждению сопла 3 и нагреву матрицы.
Между торцом сопла и впускным каналом также предусмотрен
з* 67
Рис. 28. Плавающие сопла
зазор 2 = 34-4 мм, где расплав должен находиться в вязкотеку-
чем состоянии и постоянно обновляться за счет передавливания
содержимого этой полости в гнездо. На наружном диаметре сопла
предусмотрен заплечик ж, прижимающийся к матрице давлением
литья. На конической поверхности сопла предусмотрена канавка I
для извлечения содержимого камеры после остановки машины
[43].
Герметичность достигается доводкой сопрягаемых диаметров
сопла и корпуса 2 и тонкой стенки сопла со стороны шнека 5,
которая под давлением литья уплотняет это сопряжение. На кор-
пусе предусмотрены грани б под ключ для затяжки и прижима
площадки А к опорной поверхности цилиндра. Расплав вокруг
конической поверхности сопла застывает, а в камере г толщина
затвердевшего слоя постепенно увеличивается и обновляется
только в центральном слое. Преодоление сопротивления этой
«пробки» является невозвратимой потерей давления и повторяется
каждый цикл. Область применения таких сопел ограничена. При
коротких циклах в пределах 15—20 с на этом сопле можно наладить
точечное литье на установившемся режиме изделий с толщиной
1,5—2 мм и площадью литья до 200 см2 из материалов, имеющих
сравнительно высокую теплоемкость, например на полиэтилене
ВП и НП и полипропилене.
Камера для безлитникового литья. Необходимость освободиться
от указанных недостатков потребовала новых поисков. Была соз-
дана новая камера, основная цель которой была уменьшить тепло-
вые потери расплава перед впрыском, предотвратить потери на
преодоление сопротивления затвердевшего слоя, снять ограни-
68
чения по продолжительности цикла и применению широкого круга
перерабатываемых материалов. Камера (рис. 29, а) [4] в литни-
ковой втулке состоит из сферической части радиусом /?, плавно
сопрягающейся с конической поверхностью под углом av Со сфе-
рической поверхностью сопрягается впускной канал в виде усе-
ченного конуса, .обращенного основанием к изделию с входным
отверстием d и длиной I. Камера втулки плотно сопрягается с ко-
нической площадкой В сопла под углом ап которая плавно каса-
ется не с фактическим, а с номинальным радиусом сопла (на
ри£. 29, б показан штрихпунктиром). Между номинальным и
фактическим радиусом (поверхность Л) предусмотрен зазор f =
= 0,02-г-0,03 мм, который предотвращает теплопередачу от сопла
к втулке, а площадка В не позволяет сфере А оказать давление на
стенку втулки толщиной I. Между сферой А и площадкой сопла В
предусмотрена канавка Б шириной G и глубиной h на расстоянии
4 от вершины сферы. Канавка Б служит для наблюдения за тем,
чтобы отвердевший расплав не попал бы в зазор и не разрушил
тонкую стенку втулки. За контактной площадкой В длиной /2
предусмотрен зазор т для предотвращения теплопередачи от
сопла к втулке. Основные размеры камеры даны в табл. 3. Осталь-
ные размеры, одинаковые для всех типоразмеров, равны: li ==
Рис. 29. Камера и сопло для безлитиикового литья
69
— 3 мм, G = 3 мм, /2 = 6 мм, т — 1 мм, h = 1 мм, hv = 5 мм,
f '= 0,02^-0,03 мм, 0 = 40°, dr — 3,36 мм.
Контактный кран [4]. Камера указанной конструкции была
испытана на контактном кране (рис. 28, г), состоящей из пяти де-
талей: корпуса 5, клапана 4, сопла 2, пружины 1 и изоляционных
шайб 3. Корпус резьбовой частью Д ввертывается в гнездо цилин-
дра и затягивается (за грани под ключ, расположенные на поверх-
ности Б) до площадки В плотно для предотвращения вытекания
массы по резьбе, которая выполняется свободно. В корпусе раз-
мещено центральное отверстие для клапана 4 с зазором 0,01 —
0,02 мм и коническое гнездо Е для плотного прижима клапана
пружиной 1 и предотвращения вытекания расплава. В центре
клапана расположен литниковый канал м, который заканчива-
ется тремя наклонными продолговатыми отверстиями п. Их наз-
начение — при нажиме втулки на сопло открыть доступ расплаву
во впускной канал и оформляющую полость. Клапан соединяется
с соплом 2 резьбой, в конце которой расположена коническая
Площадка Г для уплотнения сопряжения клапана с соплом.
Основным недостатком этой конструкции является то, что при
отводе сопла от втулки масса, находящаяся в канале м и отвер-
стии е, под воздействием' обогревателя, расположенного на по-
верхности Л, расширяется и вытекает из отверстия е. Вытекаю-
щая капля быстро теряет тепло и становится настолько вязкой,
что вызывает закупорку впускного канала и при нажиме сопла
вызывает разрушение тонкой стенки втулки.
Конструкция запорного крана с наружными тарельчатыми пру-
жинами 1 (рис. 28, в) также больше цодходит для пальцевых лит-
ников. Для точечных литников кран непригоден. Стержень 2
мешает расположению обогревателя на наружном диаметре и
при большой длине имеет тепловые потери. Наилучшей является
конструкция запорного крана, узел которого изображен на
рис. 29, в. Этот кран свободен от многих недостатков предыдущих
конструкций, пригоден для любых материалов и любой продол-
жительности цикла, долговечен. Он не прижат к втулке на все
время цикла, а наоборот, отводится от нее после каждого впрыска.
Конфигурация камеры втулки и конца сопла выполнена в соот-
ветствии с рис. 29, а, б. Втулка 2 плотно прилегает под углом
60° к гнезду в матрице 1, так как там подтеканий не допускается.
Она крепится резьбой М48х2 для машин с V„ — 125 см3. При
наличии неподвижного фланца вместо резьбы на втулке предусма-
тривается борт, которым она поджимается к матрице. Утопание
торца А втулки создает поднутрение и затрудняет извлечение из-
делия из матрицы.
Длина выступающей части сопла должна быть больше L ка-
меры втулки (рис. 29, а) на 2—3 мм, чтобы торец Б (рис. 29, в)
сопла 4, на котором закрепляется обогреватель 3, не касался
втулки. На бортике К должны быть предусмотрены грани под
ключ для затяжки сопла на корпус 5. Бортик е также препятствует
70
смещению обогревателя на пружину 5 (рис. 29, д) [4]. Сопло /
сопрягается резьбой с корпусом 9 свободно для обеспечения плот-
ного сопряжения по поверхности Б. Зазор между отверстием кор-
пуса и клапаном 2 не должен превышать 0,015 мм, что обеспечи-
вает плавное перемещение клапана и предотвращает вытекание
массы через сквозной паз под чеку 3. Когда кран закрыт, клапан
поджимается пружиной через фланец 4 и чеку, а его противопо-
ложный конец (поверхность В) под углом 40° плотно сопрягается
с отверстием сопла и после отвода крана от втулки предотвращает
вытекание массы. На борте Г корпуса 9, который служит опорой
для пружины, расположены грани для затяжки резьбы корпуса
и прижима уплотняющего пояска А к площадке цилиндра. При
этом между торцом К. цилиндра и бортом Г имеется зазор и, рав-
ный 2—2,5 мм. В корпус запрессована втулка 8 из красной меди,
предназначенная для лучшей теплопередачи на входе в отверстия
Ж, где под пружиной трудно расположить обогреватель. Для пред-
отвращения нагрева пружины от соприкосновения с корпусом,
и фланцем 4 ее торцы опираются на стальные6 и теплоизоляцион-
ные 7 шайбы. Для предотвращения образования застойных зон
на торце отверстия под втулку предусмотрен рассекатель, а втулка
расположена расширяющимся переходом к питающим отверстиям
Ж (по три штуки по обе стороны паза для чеки), имеющим разви-
тую поверхность для передачи теплоты из втулки в нагнетающую
камеру сопла М. Под давлением расплава на площадку Е клапана
кран открывается и масса заполняет форму.
Отверстие литникового канала d (рис. 29, а) охлаждается при
контакте с охлаждаемой матрицей и после заполнения полости
вызывает быстрое затвердевание точечного литника, поэтому про-
должительность выдержки дод давлением для точечных литников
минимальна. Запирая выходное отверстие сопла, клапан полно-
стью предотвращает вытекание расплава, а отвод сопла от втулки
приостанавливает его быстрое охлаждение. Продолжительность
впрыска на машинах с Vo до 2000 см3 равна 2—3 с, что по отноше-
нию к тц составляет 10—20% ..За остальные 80—90%, когда сопло
не касается втулки, его температура под воздействием обогрева-
теля поднимается до необходимого уровня. Эти запорные краны
с успехом используются при переработке безлитниковым литьем
большинства материалов. Высокие достоинства и универсальность
конструкции этого крана позволили избавиться от необходимости
иметь в эксплуатации одновременно большое число разных типов
сопел и запорных кранов. На рис. 29, д и 30 показан этот запорный г
кран. На рис. 31 показана задняя крышка коробки подач токар-
ного станка 1К-62 [10] с т = 0,8 кг и Fo = 1300 см2, отлитая-;
точечным литником d = 1,8 мм с помощыйэтого крана. Недостатком^
этой конструкции являются повышенные требования, предъявляе-
мые к точности его изготовления. Попытки упростить конструк-
цию привели к созданию плавающего сопла с точечным выходным!'
отверстием (рис. 28, б), которое дало удовлетворительные резуль-
71
Рис. 30. Запорный кран (универсаль-
ный)
тэты’ при переработке поли-
этилена ВП и НП. Недостат-
ком этого сопла является за-
твердевание (при тц > 30 с)
расплава, вытекающего в по-
лость между сферами. Это
вызывает разрушение стенки
втулки.
На рис. 29, г представлена конструкция обогреваемого откры-
того сопла 1 с изолирующим слоем б. Обязательным условием
бесперебойной работы этого сопла является необходимость по-
стоянного прижима борта а корпуса <3, обогреваемого элементом 4,
к втулке 2, предотвращающего вытекание массы наружу. Сфера
сопла и корпус соприкасаются с втулкой на минимально ограни-
ченных поверхностях с целью уменьшения теплопередачи. Охла-
ждение сопла может быть уменьшено за счет наличия изолирую-
щего слоя б и замены стали для сопла бериллиевой бронзой, обла-
дающей высокой теплопроводностью. Эти сопла работают успешно
в распределителях группы Б и В в многовпусковых одно- и мно-
гогнездных формах при литье полиолефинов (см. детали 8, 9, 10,
14, 15, рис. 67, в).
Наряду с конструкцией крана (рис. 29, д) известна конструк-
ция запорного крана с внутренним расположением пружины 1,
работающего от давления расплава. Достоинством этой конструк-
ции является компактность, небольшая длина и удобство эксплуа-
тации. На рис. 29, е представлены два варианта сопел 2 и 3 и
клапанов 4 и 5 этой конструкции для литья пальцевым литником а
и безлитиикового литья (точечный литник б). Недостатком этой
конструкции является наличие сопротивлений и мертвых зон
в области пружины.
В процессе испытания, внедрения или эксплуатации форм
группы Б и В могут возникнуть затруднения. Во избежание их
в конструкции формы должна быть предусмотрена замена безлит-
никовой втулки 2 (рис. 29, в) на литниковую втулку 3 (рис. 29, ж)
для ^продолжения производ-
ства * изделий. Тем временем
конструктор должен проана-
лизировать и устранить при-
чины возникших трудностей
и вновь вернуться к конструк-
ции камеры для безли танко-
вого литья.
&
Рис. 31. Технологические ребра на
• крыш ке коробки подач токарного стан-
ка 1 К-62, изготовленной безлнтннковым
литьем
72
Расчет пружины крана. Пружина 5 является одной из основ-
ных деталей крана (рис. 29, д). Методы расчета пружин изложены
в работе [30, т. 3, стр. 871 ]. Надежность работы пружины при вы-
полнении различных функций в течение четырех этапов цикла
должна быть проверена расчетом (см. рис. 29, з).
1-й этап.. Масса поступает в камеру сопла 1 через отверстия
и при давлении р£ отодвигает клапан 2 и приоткрывает выходное
отверстие а сопла на величину Хн = Но — Нн, достаточную для
ее проникновения в полость. Это выполняется, когда усилие Plt
вызываемое давлением на заплечик Е клапана и пружину,
больше установочной нагрузки Р„.
2-й этап. После проникновения массы в незаполненную по-
лость усилие снижается от Рг до Р2, которое воздействует на запле-
чик Е, оставляя открытым отверстие В. По мере заполнения по-
лости'усилие Р2 возрастает до Р3, которое воздействует на все
сечение клапана. Это выполнимо при условии, когда усилие
Р3 > Рр пружины, при котором высота пружины Нр = Но —
Ар-
3-й этап. После заполнения полости начинается выдержка
под давлением, когда Р3 достигает Ртах, при котором шнек или
• поршень уплотняют отливку, сжимая пружину до высоты Нк =
= — %к. Это выполнимо при условии, когда максимальное
усилие воздействия массы при максимальном давлении в полости
формы ртах на все сечение клапана Ршах >РК пружины. При
;этом чека 3 упирается в ограничительный торец паза, чем предот-
вращается сжатие пружины.
4-й этап. После отхода поршня назад давление во втулке 8
падает, и становится возможным обратное перетекание массы че-
рез питающие отверстия в ее полость, а пружина, распрямляясь
до высоты Нн = Но — %н, передает на клапан усилие Рн. Пере-
мещаясь вперед, клапан уплотняет отливку, досылает в полость
порцию массы из выходного отверстия сопла и запирает его.
Это может быть выполнено при условии, когда Ру Рн пружины.
При этом давление рпр, создаваемое пружиной без участия чер-
вяка, тем выше, чем меньше 0 и диаметры (рис. 29, б) сопла
и клапана. При цилиндрической форме сопла и клапана рпр >
, > Ртах- Фактически при работе с запорным краном выдержка
под давлением заканчивается после запирания клапаном выход-
ного отверстия сопла и отвода его от впускного канала. Для про-
верки работы пружины по этим этапам проводится проверочный
расчет. Необходимые данные пружины следующие: пружина зави-
вается горячим способом и изготовляется: из жаростойкой стали
45ХНМФА или 60С2, так как она работает в условиях повышенной
температуры, достигающей при лктье некоторых вязких мате-
риалов 350° С. Это учитывается при определении допускаемого
напряжения [т ] = 0,8 [т ]п; предельное напряжение'принимается
для этих сталей 7,7 • 108 Па. Давление в камере Н 'перед открытием
клапана pt = 6 107 Па. За время заполнения полости давление
73
в камере меняется от р2 = 50 МПа до р3 — 65'МПа и ртах =
= 70 МПа. Средний диаметр пружины крана для машин с VB
от 125 до 2000 см3 Dcp = 5,8 см; диаметр проволоки пружины
d = 0,8 см; диаметры клапана равны: £)кл = 1 см; dKB = 0\7 см;
d± == 0,336 см; р ~ 40°, высота ненагруженной пружины Нд =
= 4,2 см; установочная длина — 3,3 см. Рабочее число вит-
ков пр — 2; полное число витков п„ — 3; шаг / = 1,4 см; допу-
скаемое напряжение сдвига [т ] = 615 МПа. Конечное усилие
пружины
Рк-ОЛ^МК-1^-1, Н, (1)
где коэффициент К определяется в зависимости от с = D^d"1:
с................... 2 3 4 5 6 8
К.................. 1,8 1,5 1,4 1,3 1,25 1,18
Максимальное перемещение торцов пружины [30, т. 3,
с. 874]
Хк = 16Рк£>ср«р (1 + pcos2a) (Ed4 cos а)-"1, м, (2)
где Е — модуль упругости, для стали Е = 1,9—2,2-Ю11 Па;
а — угол подъема спирали, определяемый по формуле tg а —
= t (лПср)-1 (t — шаг пружины в ненагруженном состоянии, м);
р — коэффициент Пуассона, для легированных сталей ц = 0,24ч-
ч-0,28. Рг = 0,785 - 4Л) Pi, .... Н-, Р„ = PAV1, К
Рг= 0,785 (DL - dL) р2...... Н; Р3 = 0,785Э2кл/>3, .... Н; Рр =
= Pk4V4> Н;Ршах = 0,785В|лршах, Н; рвр = 1,27Р/*Л, ..., Па.
Особенности конструкций запорных кранов и их расчета при литье
прецизионных изделий приведены в § 14.
Пример. Сделаем проверочный расчет пружины 5, установлен-
ной в запорном кране (рис. 29, д), см. характеристику пружины
на рис. 29, з. После подстановки в расчетные формулы приведен-
ных данных получены следующие результаты: Рк = 1770 Н;
tg а = 0,0944; а = 5° 24'; cos а = 0,9956; %к = 1,5 см; =
= 0,9 см; Хр = 1,1 см; Рв = 1060 Н; Рр = 1180 Н; Л = 2355 Н;
Р2 = 1962,5 Н; Р3 = 5102,5 Н; Pmax - 5495 Н; Ру < 1060 Н;
рпр — 27,6 МПа. Уплотнение отливки давлением рвр > р шах
может быть достигнуто при цилиндрической форме запирающего
отверстия В диаметром dt = 0,36 см клапана и сопла вместо ко-
нической.
Преимущества безлитникового литья. Ранее были разобраны
недостатки системы каналов для затвердевающих литников.
Рассмотрим основные преимущества безлитникового литья изде-
лий, отливаемых системой каналов для незатвердевающих лит-
ников в одногнездных формах.
Одним из важных преимуществ является отсутствие необхо-
димости в отделении литников от изделий, дополнительной пло-
скости разъема форм, что упрощает и удешевляет их изготовление
74
S 6
Рнс. 32. Кинематическая схема узла впрыска литьевой машины модели
<Саикар> фирмы РЕП (Франция)
и) эксплуатацию. На литьевых машинах такие формы размещаются
с максимальными размерами по высоте, позволяют работать в ав-
томатическом цикле и одновременно обслуживать несколько ма-
шин, вплоть до автоматических линий, одним работником. Так
как точечный литник застывает быстрее пальцевого, в этих формах
имеется возможность сокращения цикла литья, а необходимость
выдержки под давлением почти полностью отпадает [2, 3, 41.
Это повышает производительность процесса. Предварительное
сжатие запорным краном увеличивает линейную скорость рас-
плава в точечном канале и создает тепловой эффект, который
улучшает условия заполнения полости и позволяет получить
тонкостенные отливки значительно больших размеров, чем с паль-
цевыми литниками. Охлаждение изделия и литника происходит
в одинаковых условиях (так как в этом случае нет утолщений),
равномерно, без внутренних напряжений, трещин и усадочных
раковин.
Зарубежная фирма РЕП (Франция) [4] выпустила несколько
модификаций и типоразмеров литьевых машин модели «Санкар»
(что означает — без литника), в конструкцию которых заложен
метод безлитиикового литья (рис. 32). На этой схеме узла впрыска
червяк 3 нагнетает массу в цилиндр 5 при закрытом золотником 2
(обтюратором) сопле 6. Отход золотника назад позволяет поршню 1
заполнить полость 7, после чего золотник 2 диаметром 6—8 мм,
посылаемый вперед цилиндром 8, уплотняет полость 7 массой,
находящейся в камере сопла dj X I перед его торцом и запирает
коническим концом канал а по диаметру d в матрице 4. Масса
уплотняется после впрыска под давлением 200 МПа при высокой
скорости, не успевая застыть.
75-
Рекомендуемые размеры каналов для Затвердевающих литников
и безлитиикового литья. В табл. 2, 3, 4 приведены зависимости
размеров впускных каналов от конфигурации, ширины и длины
стенок, массы изделия, проекции площади литья, пути течения
расплава по полости, места расположения впускного канала и
ряда других факторов для изделий из полистирола в м йогов пуско-
вых одно- и многогнездных формах. Для изделий из полиолефинов
литье в центр применяют, если не будет коробления. Ниже приве-
дено значение коэффициента К, с помощью которого определяются
размеры литниковых систем'для различных материалов.
Полистирол.....................,.................. 1,0
Поликапролактам ................................ 0,9
Полиамиды П-610 и П-54 .... . 1,05
ПКНД-5, 10, 15..................................; ; 1,05
Полиэтилен НП и ВП и полипропилен................. 1,1
Пов-30 и Пов-50 .................................. 1,15
Ударопрочный полистирол .......................... 1,1
Сополимеры СН-20 и МСН............................ 1,15
Полиметилметакрилат ЛСО, ЛПТ, Дакрил ........ 1,25
Сополимеры СФД и СТД.................г ....... 1,3
Поликарбонат...................................... 1,4
Система каналов для незатвердевающих литников в многовпу-
сковых и многогнездных формах. Многосопловые краны. Для со-
хранения преимуществ незатвердевающей системы переход от
одногнездных форм к многогнездным необходимо было совершить
без затвердевающих разводящих и подводящих литников. Первые
попытки достичь этой цели были осуществлены с помощью много-
сопловых кранов. На рис. 33 показан 4-х сопловый кран к 4-х
гнездной форме на машину KUASY-125 [2]. Каналы а и б обогре-
ваются нагревателем, расположенным на поверхности 14 корпуса 3
крана. Для плавного поворота расплава на пути от каналов а к б
и предотвращения образования застойных зон установлены за-
глушки 4 с торцоврй сферической поверхностью и с пазом, в ко-
тором перемещается клапан 2. Сферические поверхности заглушек
ориентируются их поворотом в резьбе посредством шлицевого
паза. Достигнутое положение фиксируется кольцевой пружиной 13,
76
входящей в кольцевой паз кор-
пуса и шлиц заглушки. В кор-
пусе имеются гнезда под сопла 1
и клапаны, которые должны
предотвратить вытекание рас-
плава из сопел за время между
впрысками. Они запрессованы
во фланец 5, скользящий по
хвостовику корпуса и поджи-
мающий клапаны к выходным
отверстиям сопел пружинами 9
Рис. 33. Четырехсопловый запорный край
Таблица 2
Наименование параметра Значения параметров
Объем отливки Уп и Va, см® Ширина пластины Ап, см Длина пластины Вп, см Диаметр диска £>д, см Толщина 8П и 8Д, мм Площадь проекции Fn и FR, см2 25 8 12 11 2 96 50 >10 20 16 2 200 125 12 25 20 2 300 175 15 30 24 2,6 450 250 20 35 30 3 700 500 30 40 40 3,5 1200 1000 40 60 55 4 2400
Место впуска (вид впускного канала) Размеры впускных каналов* мм
В середину широкой h боковой грани (лен- b точный, см. 53, б) 1 1 3,5 1 1,2 4 1 1,4 5 1 1,7 6 1 2,2 7,5 1 2,7 9,5 1,2 3,3 12 1,3
Плоская прямо- угольная пластина В середину узкой бо- h ковой грани (леиточ- b ный, см. 53, а) 1 1,1 3,3 1 1,2 4 1 1,4 4,5 1 1,7 5,5 1 2,2 6,0 1 2,7 7,5 1 3,3 9 1
В узкую грань (щеле- h вой, см. рис. 24, а) b 0,8 50 1,1 60 1,4 90 1,6 100 2,0 150 2,2 210 2,5 300
В центр плоскости d (пальцевый, см. рис. 1 14, б) 2 5 3 8 3,5 13 4 15 5 20 5,5 25 6 30
По наружному диаме- h тру (веерный, см. рис. b 41, в) 0,8 12 1,0 20 1,3 25 1,6 35 1,8 45 2,0 60 2,3 80
Плоский диск По наружному диаме- h тру (ленточный, см. b 41,6) 1 1,2 5 1 1,3 в; 1 1,4 7 1 1,5 8 1 — — —
В центр плоскости d (пальцевый, см. рис. 1 14, б) 1,5 5 2,0 8 2,5 13 3,0 15 3,5 20 4,5 25 ' 5,0 30
77
Таблица 3
Форма изделия Длина А, мм Шири- на В, мм Вы- сота Н, мм Толщина стенки, мм Пальцевый канал (рис. 14, б) Точечный впускной канал (см. эскизы в, табл. 4)
d вх 1 1 d 1 а°
Прямо- 200 100 50 2—2,5 2,5 5 1 1 30
300 150 80 2—2,5 3,0 10 1,3 1,1 30
уголь- 400 300 100 2,5—3 4 15 1,8 1,2 45'
ные коробки 500 300 200 3 4,5 20 2,1 1,2 45
600 300 100 2,5 5 30 2,6 1,25 45
Диаметр £>и
150 100 2,0 2 8—10 1,0 1,0 30
Круглые 250 150 2,5 2,5 10—15 1,35 1,0 30
коробки 300 200 2—3 3,-0 15—20 1,55 1,0 30
100 200 2—2,5 2,3 10 1,0 1,0 30
100 250 2—2,5 2,7 10 1,1 1,0 30
70 150 1,5—2,5 2 10 0,9 1,0 30
Центр аль- Подво-
Тол- Кольцевой канал, мм ный , мм дящнй,
Вы- щииа стен- (рис. 22, в, г) (рис. 14, б) ММ
сота
Н, мм ки5и> 4, . Тол-
ММ d hi d вх 1 щина .. G
100 150 2 96 94 1 2,5 15 2,5
Втулки 150 100 2,5 145 143 1,1 3,0 15 2,5
сквоз- 70 100 2 66 64 0,9 2,0 10 2,0
ные 200 250 3 194 192 1,2 3,5 20 3,0
250 300 4 242 240 1,4 4,0 25 3,5
и 11. Пружины направляются осями 8 и опираются, на стальные 7
и теплоизоляционные 6 шайбы, установленные на выступах флан-
цев 5 и 10. Последний прикреплен винтами 12 к корпусу. Рас-
плав под давлением литья преодолевает сопротивление всех пру-
жин и, отодвигая клапаны, через точечные каналы заполняет гнезда
и уплотняет-отливки. При возвращении поршня давление на кла-
паны падает и пружины, распрямляясь, запирают сопла.
Недостатками этой конструкции являются трудности изго-
товления, установки и эксплуатации и невозможность обеспече-
ния равномерного нагрева каналов при увеличении числа гнезд.
Трудности изготовления заключаются в необходимости одновре-
менного плотного касания всех сфер сопел и втулок в зоне впуск-
ного канала, что влечет за собой необходимость изготовления пол-
ностью взаимозаменяемых сопел и гнезд в корпусе по глубине
уплотняющих площадок й совмещения осей сопел крана и-втулок
в матрице с отклонением 0,01—0,015 мм. При этом вследствие
технологических затруднений по взаиморасположению начала
78 '
Таблица 4
Объем Площадь проекции отливки Толщина Размеры точечного впускного канала в центр Камера литнико- вой втулки, мм (см. рис. 29, а)
изделия, м м
отливки 170. СМ3 на пло- скость разъема FQ, см2 на стеики 5И, мм d 1 а° R о а1
30 70 1,5 0,8 0,8 30 5 50
45 190 2 1,0 1,0 30 5 50
120 300 2 1,1 1,0 30 7 60
240 600 2,5 1,3 1,1 30 10 60
300 600 3,0 1,5 . 1,2 30 10 60
480 1100 2—3 1,8 1,2 45 10 60
850 1600 2,5 2,2 1,3 45 10 60
захода резьбы на хвостовике крана с осями сопел кран при за-
тяжке в гнездо цилиндра создает угловое смещение осей сопел и
втулок формы. Для компенсации этого смещения необходима ре-
гулировочная операция, требующая точной технологической от-
работки и многократных установок формы и крана на машину.
Трудности эксплуатации таких кранов заключаются также в не-
обходимости повторения процесса доводки при перестановке формы
с одной машины на другую.
Компенсация углового смещения крана достигалась заменой
.круглых отверстий во фланцах формы дугообразными, допускаю-
щими поворот формы до совмещения осей, либо установкой тон-
ких шайб из фольги между уплотняющими площадками крана и
цилиндра.
Дри м.ноговпусковом литье применение кранов данной кон-
струкции нецелесообразно. Целесообразным следует считать под-
бор изделий, позволяющий их размещениена-одинаковом расстоя-
нии между литниковыми втулками и, следовательно, между соп-
ками, что создает возможность использования одного раз-
мера крана при работе с группой форм. Особенно удобно приме-
нение таких кранов при одновременной работе группы одинако-
вых форм дЛя одного изделия на нескольких машинах (на автома-
тической линии). Несмотря на перечисленные недостатки запор-
ные краны этой конструкции удачно применяются в подобных
случаях. На различных формах они применялись трех типораз-
79
Рнс. 34. Распределители. Взаиморасположение каналов для обогреваемого литника и на-
гревательных элементов:
1 — уплотнительное и опорное кольцо; 2 — открытое сопло; 3 — заглушка со сфериче-
ским торцом; 4 — наконечник терморегулятора; 5,7 — каналы для расплава и нагрева-
теля; 6 — опора распределителя; 8 — передний фланец с камерой для распределителя
меров с расстоянием между центрами сопел 50, 75 и 105 мм с чис-
лом сопел 2, 3 и 4. Возможны конструкции кранов с линейным
расположением цилиндрических нагревателей, установленных
в корпусе крана параллельно разводящим каналом. Значительно
упрощается конструкция кранов без клапанов, употребляемых
для вязких материалов (см. рис. 29, г). Увеличению размеров пре-
пятствует недостаточная прочность крепления в гнезде цилиндра.
Конструкция распределителей. С внедрением многосопловых
кранов в производство идея создания системы каналов с неза-
твердевающими литниками получила право на жизнь. Однако
узкая область применения многосопловых кранов и существенные
конструктивные недостатки, а также трудности изготовления
и эксплуатации потребовали создания новой конструкции: раз-
мещение специального распределителя (рис. 34) внутри неподвиж-
ного фланца формы, в котором параллельно с разводящими кана-
лами располагаются нагреватели, а также сопла, непосредственно
прилегающие к впускным каналам. На рисунке 5 показанаугипо-
80
вая конструкция многогнездной формы с самозапирающимися
соплами. Основной частью таких форм является распределитель,
к конструкции которого предъявляются следующие требования:
при размещении распределителя в неподвижном фланце на по-
следнем предусматривается опорная поверхность для матрицы,
предотвращающая ее деформацию под давлением расплава и уси-
лия замыкания машины; крепление распределителя к фланцу
должно обеспечить минимальные тепловые потери теплоотдачей —
через опоры, элементы крепления и герметизации, излучением —
от поверхности распределителя, конвекцией между воздухом
в камере распределителя и атмосферой. При учете и для умень-
шения различия линейных расширений нагреваемого распредели-
теля и охлаждаемых матрицы и фланца желательны минимальные
размеры распределителя. Конструкция литниковых каналов дол-
жна обеспечить минимальные потери давления, плавные переходы
при поворотах расплава без тупиков и препятствий, минималь-
ную длину; минимальное отношение объема каналов к Vo, макси-
мальное отношение FK/VK и минимальное время пребывания рас-
плава в них. Конструкция нагревателей и каналов для них и
их взаиморасположение с литниковыми каналами должны обес-
печить равномерный нагрев последних, регулирование темпера-
туры расплава и обеспечение оптимальных условий теплопередачи
от нагревателей к расплаву, надежное крепление и возможность
Замены нагревателей без разборки формы. Оптимально для рас-
пределителей следует применять нержавеющую сталь, для со-
пел — бериллиевую бронзу Б-2.
Конструкция и крепление сопел к распределителю для много-
гнездных и многовпусковых форм не отличается от их крепления
в гнездо цилиндра (см. рис. 1, 14, 28, 29, 33). При проектирова-
нии распределителей нужно учитывать следующие факторы: пре-
дотвращение вытекания расплава по резьбовому креплению, из-
-под клапана и предотвращение износа распределителя при пере-
мещении клапанов; создание теплоизолирующей рубашки вокруг
Усопел и ее герметизация; предотвращение отжима распределителя
щ сопел от матриц специальными опорами, предотвращение от-
?хода сопла машины от распределителя во время работы формы
Н попадания расплава в камеру распределителя; надежное и одно-
временное открытие и закрытие всех клапанов. Вопрос размеще-
ния сопел связан с оптимальным выбором числа гнезд, мест и
Йисла впусков в полость формы и будет рассмотрен ниже
(гл. IV и IX).
( Распределитель представляет собой прямоугольный брус,
Ширина которого определяется размещением каналов для литни-
ков и нагревателей и их креплением (рис. 34, а, б, в). На рис. 5
Матрица 1 опирается на фланец 13. Более равномерно матрица
Опирается на площадки 7 фланца при крестообразных распреде-
лителях (рис. 34, а), площадь и масса которых минимальны, что
Требует меньше энергии на их разогрев и нагревателей минималь-
81
ных размеров. Давление в форме (см. рис. 5) передается буртиком
дна 12, являющимся опорным и герметизирующим элементом, на
распределитель и стремится отжать его от матрицы вместе с со-
плами. Это давление воспринимается втулками /4»и калеными
шайбами 7, закрепленными на фланце. Усилие, удерживающее
дно 12 от перемещения, зависит от условий их запрессовки в ма-
трицу и от сопротивления смятию плоскостей деталей 7 и 14.
Равновесие системы должно удовлетворить условию
Ртах^и Суд <1 ^см 1°]см> Н, • (3)
где QyA = fndlp, Н (здесь р = (сх + с2)-1, Па); ртах — да-
вление в форме, Па, принимаемое в зависимости от вязкости мате-
риала и других факторов (3—6) • 107 Па (§ 12); Еи —проекция
площади изделия на деталь 12, м2; фуд — усилие, удерживающее
натягом дно 12 от перемещения, Н; гсм — площадь соприкосно-
вения деталей 7 и 14, м2 [30]; [<т]см = 150 4-200 МПа — допу-
скаемое напряжение смятию; f = 0,15 4- 0,2 — коэффициент
трения для стали по стали; d, I, 6 — посадочные диаметр, длина
и иатяг прессового соединения, м; р — давление соединения, Па;
Е — модуль упругости для стали 2,1 -10“, Па; сг и с2 — коэф-
фициенты, выбираемые в зависимости от коэффициентов Пуассона
= р2 для деталей 1 и 12 и от отношения dld2. При d/d2 = 0,3
и р — 0,3 с = 0,9; с2 = 1,5. [30, т. 3, с. 515].
Положение распределителя по высоте между фланцем и ма-
трицей зафиксировано деталями 12 и 14 (см. рис. 5). Его переме-
щение по плоскости фиксируется штифтами относительно фланца.
Однако из-за разности температур и линейного расширения рас-
пределителя и фланца их фиксация в центре производится одним
штифтом, а в направлении расширения распределителя штифты
запрессовываются неподвижно только во фланец. Линейное рас-
ширение в нем не ограничивается, а лишь направляется продоль-
ными пазами. Изолирующий слой вокруг сопел не препятствует
их смещению относительно впусков. Это смещение, равное 0,2 мм
на каждые 100 мм длины при Д/ = 200° С, компенсируется уве-
личением диаметра выходного отверстия сопла на 0,5 мм. Приле-
гание опорных и герметизирующих поверхностей не препятствует
их смещению. Твердость HRC 50, шероховатость поверхности не
ниже Ra 0,63. Тогда допускаемое напряжение смятию [о ]см при-
нимается максимальным (2—2,5)-108 Па [30, т. 3, с. 845] и пло-
щадь контакта получают минимальной, что обеспечивает мини-
мальные тепловые потери. На рис. 5 опорные и герметизирующие
поверхности имеются на деталях 1, 2, 5, 7, 9, 10, 12, 13, 14. На
границе касания теплопередающие поверхности значительно
уменьшены, что показано на деталях 2, 12 и 14. В плотном сопря-
жении деталей 5 и 10 ограничения теплопередачи не требуется.
Крепление и замена нагревателей в распределителях. Нагре-
ватели установлены,в каналах, размещенных по обе стороны от
литникового канала горизонтально (рис. 5) и изготовленных с до-
82
Рис. 35. Зависймбсть темйературы йагрс-
ваемого распределителя от удельной нагруз-
ки на поверхности нагревателя н зазора
между нагревателем и распределителем
пуском +0,5 мм. При малых
зазорах горячие нагреватели
трудно извлечь из каналов
до полного охлаждения. На
рис. 34, б показано крепление
нагревателей 2 двумя планка-
ми 3 и 4, стягиваемыми вин-
тами 5, между, торцами ^кото-
рых предусмотрен зазор h. При
.- ‘затяжке планок нагреватель плотно поджимается к стороне, при-
легающей к литниковому каналу, чем ^улучшаются условия
теплопередачи и замены нагревателей без разборки формы. При
замене открепляется неподвижная полуформа, остающаяся на
колонках подвижной полуформы, через фланец ослабляют за-
тяжку планок 3 и 4 и свободно заменяют нагреватель. Несмотря
ва улучшение условий теплопередачи и замены при таком крепле-
нии по сравнению со свободной установкой нагревателя, они не
Могут считаться оптимальными. Касание по узким контактным
поверхностям не обеспечивает равномерного нагрева металла и,
следовательно, расплава. Удовлетворительное решение показано
на рис. 67, в, где осуществлено литье резьбовых колпачков 16
В форме с незатвердевающими литниками и открытым соплом 9.
Планка 11 входит в паз распределителя и плотно прижимается
винтом 13 одновременно к распределителю 10 и нагревате-
лю 12, что улучшает прилегание и облегчает замену нагревате-
лей.
На крестообразных распределителях (рис. 34, а) нагреватели
крепятся планками 1, 5 и винтами 2, 6, что позволяет их прижать
но всей поверхности и длине. Однако плотного прилегания дета-
лей 3 и 4 к планке 1 можно добиться лишь при точном изготовле-
нии диаметров каналов d± и нагревателя d2. На рис. 35 приведена
номограмма, где показана зависимость температуры распредели-
теля tp от удельной нагрузки на поверхности нагревателя AQi,
Вт/см2 при различных зазорах с между диаметрами канала dr
и нагревателя da. По номограмме можно установить, что при по-
стоянных AQ1 и допуске нагревателя d^0-05 изменение допуска
Канала распределителя с d+°-23 на d+0-12 и d^°>05 fp увеличивается
С 290 соответственно до 480 и 620° С. Очевидно, что для достиже-
ния такой точности необходима обработка канала в деталях 1 и 4
Й собранном виде и точное изготовление d2 нагревателя. Вместе
к-тем конструкция крепления нагревателей 3 (рис. 34, а, в) не
|редусматривает возможности их быстрой замены. Для (.этого
Дебуется полная разборка неподвижной полуформы. Такая кон-
грукция распределителей оправдывается только долговечностью
83
нагревателей, достигающей (50—60) 103 ч, что при двухсменной
работе составляет 10—15 лет непрерывной работы.
Возможное взаиморасположение каналов б для нагревателей
и а для литников показано на рис. 34, а, б, в: с двух сторон по
горизонтали (34, а, б) и с одной стороны снизу по вертикали
(рис. 34, в). Возможно расположение каналов в форме буквой
Н, Ж, X и др. Относительно плоскости разъема форм литниковые
каналы располагаются параллельно (рис. 34, а, б, в) и под углом
(рис. 34, г). Последний случай применяется для сокращения длины
подводящего канала, расположенного внутри сопла и не обогре-
ваемого. Равномерность нагрева расплава в каналах определя-
ется их диаметром d и расстоянием I от оси нагревателя, а также
плотностью контакта нагревателя со всей поверхностью его гнезда.
Заманчивой представляется работа при малых расстояниях I
и больших диаметрах d каналов а, обеспечивающих меньшее со-
противление течению расплава. Однако это приводит к неравно-
мерному прогреву, уменьшению скорости течения, увеличению
времени пребывания в канале и опасности деструкции расплава.
Большую роль в борьбе с перегревом и образованием тупиков
играют заглушки 3 (рис. 34, г) со сферическими торцами, устана-
вливаемые в разводящих каналах в местах поворота расплава
к гнезду сопла 2 и впускному каналу. Минимальное время пребы-
вания массы в канале и качественное изготовление заглушек позво-
ляют быстро перейти с материала одного цвета на другой. Диа-
метр литниковых каналов d = 10 -ъ 12 мм при двустороннем и
6—8 мм при одностороннем расположении нагревателей.
Конструкция и крепление сопел к распределителям. Во избе-
жание охлаждения массы в сопле 2 последнее делают из бериллие-
вой бронзы, обладающей теплопроводностью в 2 раза большей теп-
лопроводности стали, и твердостью при двухступенчатой термо-
обработке HRC 42—48, что важно для самозапирающихся сопел
(рис. 5) [48, 56, 67]. При глубоком расположении впускного ка-
нала в форме пользуются удлиненными соплами, которые обогре-
ваются хомутовыми нагревателями. Камера для них должна быть
изолирована от расплава. Сопряжение сферической части сопла
с втулкой осуществляется при наличии зазора по сфере в зоне
впускного канала, что предотвращает потери теплоты, в то же
время пробка, зависящая от величины зазора, приводит к потерям
давления. Для полиолефинов зазор допускается до 0,2 мм, для
полистирола рекомендуется плотное прилегание, но на весьма
ограниченном пояске шириной до 0,2 мм вокруг отверстия сопла.
Кроме приведенных иногда употребляют сопла с зазором 2—3 мм
снаружи и по торцу, а также по диаметру отверстия сопла,, через
которое клапан запирает непосредственно впускной канал во
втулке (см. рис. 53, г). Этим достигается возможность дополни-
тельного уплотнения отливки усилием пружины, когда давление
поршня или шнека снято. При этом тц < 20-ъ30 с, что более всего
подходит для тонкостенных изделий. В некоторых случаях при-
84
меняют сопла с плоским или фасонным торцом, который входит
в оформляющую полость и является оформляющей поверхностью.
В этом случае сопло должно плотно по конусу прилегать к ма-
трице, так как зазор и утопание торца затрудняют извлечение
изделий из матрицы. Очень часто в распределителях применяют
открытые сопла 2 без клапанов (рис. 34, г), где предотвращаются
потери давления на сжатие пружин. Абсолютные потери давления
в разводящих и подводящих каналах распределителя диаметром
d = 8 мм, I = 70 мм в двухгнездной форме с открытыми соплами
6,5 МПа; замеры давления без сопел показали потери в разводя-
щем канале 3 МПа. При переходе на работу без клапанов следует
стремиться к минимальным диаметрам каналов сопла, что позво-
ляет избежать вытекания расплава за время между впрысками.
-Однако уменьшение диаметра увеличивает потери давления.
Открытые сопла чаще применяют при литье полиолефинов.
Резьбовое крепление сопел в многосопловых кранах и распре-
делителях должно рассчитываться на затяжку усилием Р3, ко-
торое должно превышать противодавление расплава на полость
сопла Рп и силы трения Ртр, образующиеся при уплотнении со-
прягающихся поверхностей Г сопла (см. рис. 14, а) и крана Р3 >
>РП + Ртр, н; где Рп = pi-0,785d2, Н; pi = (0,8 0,9) Р1
(рх — давление на входе в запорной кран или распределитель,
для полистирола рх = 80-И00 МПа); Ртр = 2,5p[S'i/np, Н [30,
) т. 3, стр. 791 ], где /пр — приведенный коэффициент трения, для
кольцевого сечения /пр = 0,67/ [D (D + d)~4 + D^d], [30, т. 1,
стр. 897] (здесь / — коэффициент трения опорных поверхностей
сопла и корпуса крана; для стали по стали и по бронзе / = 0,15);
опорная поверхность — S[ = 0,785 (£)2 — d2), м2; D и d — на-
ружный и внутренний диаметры опорных поверхностей, м (см.
рис. 14, а). Для надежного уплотнения площадок средний диа-
метр резьбы сопла выполняется на нижнем пределе. При этом
холодное сопло устанавливается в разогретый корпус и затягива-
ется с усилием Р3. В дальнейшем температура сопла и корпуса
выравнивается, что исключает разуплотнение контакта площадок.
При установке сопел из бериллиевой бронзы, у которой а в 1,5
раза выше, чем у стали, контакт площадок еще больше уплот-
няется.
Крутящий момент, необходимый для затяжки холодного сопла
в горячий корпус, равен Л4кр = Ма + AfTP, Н-м, где Л4П — мо-
мент для преодоления противодавления расплава и сил трения
в резьбовом соединении, Мп = 0,5P3dcp tg (<р + р); уИтр — мо-
мент сил трения на контактных площадках, Л1тр = 0,5Р3/пр£>;
^ср — средний диаметр резьбы, м; <р — угол подъема резьбы, град;
t ~ ndcp tg <р (здесь t — шаг резьбы, м); р — угол трения резь-
бовой пары, град; tg р =/' = / cos-1(a/2) [30, т.З, стр. 785)],
ЯДе a — угол резьбы, град. Максимальное касательное напря-
||Дение в материале сопла для кольцевого сечения АА (рис. 33)
Ьш = 5Л4кр£)3 (1 — а4)-1, Па, где а = dD~l [30, т. 3, сгр. 43].
85
Нормальные растягивающие напряжения В сечении АА в =
= p'id2(D2 —с?)~\ Па [30]. Приведенное напряжение (Па) в ма-
териале сопла в сечении АА [30, т. 3, стр. 125]
Опр = 0,5о + /о2 + 4т^ах. (4)
Длина рукоятки ключа L — МкрР7ук, и; где Ррук = 160 Н —
усилие, прилагаемое к ключу.
Если корпус крана и сопла изготовлены из равнопрочных ма-
териалов, то элементы резьбового соединения определяются в за-
висимости от Р3 и Л4кр из условий равенства = [3 [30,
т. 3, стр. 789].
Ниже приведены формулы для расчета напряжений: на срез
витков сопла тс = Р3 (nfifid^Y1, Па; и в корпусе тк = Р3 X
X (n$HdBY\ Па; на изгиб витков сопла ои = ЗР3 (da —dBl.) X
X (2nP2/2dBHfi)-1, Па; на смятие витков нарезки сопла и корпуса
осм = 1,27Р3/г-1 (dl — dZY)~l, Па, где dH и dBH — наружный и
внутренний диаметр резьбы, м; [3 — коэффициент, зависящий от
профиля резьбы; для метрических резьб [3 = 0,9; п — число вит-
ков резьбы сопла; Н = nt — длина резьбовой части сопла, м;
тср = (0,6 ч-0,7) о (о — для стали HRC 50 принимается 150 МПа;
для бериллиевой бронзы HRC 45 а = 60 МПа). Для различных
материалов в этих расчетах учитывается сопротивление менее
прочного материала. Аналогично рассчитывается крепление со-
пел к распределителям.
Конструкция и расчет нагревателей. В литьевых формах для
нагрева массы в каналах удлиненных сопел, запорных кранов и
распределителей используются два вида нагревательных эле-
ментов — это плоские хомутовые нагреватели, устанавливаемые
на наружном диаметре сопла или крана, и цилиндрические, уста-
навливаемые в каналах распределителей. На рис. 36 показан
хомутовый нагреватель. В кожухе 9 из листового железа располо-
жены наружная и внутренняя пластины 10 и сердечник 3 из жа-
ростойкого материала—миканит. На сердечник намотана плоская
спираль 12 из таких жаростойких сплавов, как нихром, фехраль,
обладающих высоким сопротивлением. Кожух надевается на ци-
линдрическую поверхность сопла или крана. Расстояние с =
= 3 4-5 мм после затяжки винтом 5 и гайкой 8 хомута 7 с втулкой 6
уменьшается до плотного охвата нагреваемой поверхности. К кон-
цам спирали клеммами 2 присоединяются выводные концы пр.о-
водов 1, 4. Один проходит через паз б кожуха, а другой — через
отверстия а в деталях 10 и 11 для соединения с электросетью на-
пряжением 36 В. Однако подсоединять их надо вверх от сопла,
для предотвращения налипания на них массы при вытекании или
продавливании.
Цилиндрические нагреватели устанавливаются в распредели-
телях (рис. 37). Вариант б состоит из набора керамических вту-
лок 6, имеющих по семь отверстий. Через втулки 6 протягивается
витая спираль диаметром d из круглого нихрома 8, а после ее уста-
86
Оо
Рис. 36. Хомутовый нагревательный элемент для сопла
Рис. 37. Нагреватели цилиндрические; крепление конечника терморегулятора в
распределителе
новки все отверстия заполняются порошком окиси магния 5, чтобы
избежать окисления и уменьшения ее срока службы. С торца
втулки 6 установлены прокладки 9 из асбеста 10, из миканита и 11
из стали. С противоположной стороны к втулке 6 прилегает асбе-
стовая шайба 4 с двумя отверстиями для выводных концов 1 и 2.
Они соединяются со спиралью клеммами 12 и выводятся через ке-
рамическую втулку 3 наружу. Весь набор установлен в металли-
ческую трубку 7, и концы а закатываются с двух сторон. Однако
продолжительность службы таких нагревателей два-три месяца.
Это объясняется недостаточным уплотнением порошка вокруг
спирали, приводящим к окислению и их частой замене. Варианте
отличается тем, что в трубку 2 устанавливается спираль 1, куда
засыпается и уплотняется порошок 3, после чего вокруг керами-
ческой вулки 4 с клеммами 5, 6, 7 трубки закатываются. Втулка 4
не позволяет уплотнить порошок. Выводные концы расположены
с двух концов нагревателя, что неудобно для подсоединения к сети.
В новейших нагревателях [71] (рис. 37, а) с односторонним
расположением выводных концов 1 и 2 вокруг конца 1, к которому
припаяна спираль 3, опрессован столбик из окиси магния 4. После
намотки спирали к ней припаивается конец 2. Сердечник вместе
со спиралью и припаянными концами выводов вновь покрывается
порошком и устанавливается в цельнометаллическую оболочку 5.
Собранный нагреватель многократно протягивается через кали-
брующие фильеры, что сильно уплотняет порошок, превращая
его в твердую монолитную, непроницаемую для воздуха оболочку.
Материалом оболочки 5 служит никелевый сплав «Инконель»,
соответствующий маркам НК и НМЦ [30]. Материалом спирали
диаметром d служит никель, для выводов — мягкая никелевая
проволока диаметром dt = 2 мм, длиной Lr = 50 мм или никеле-
вые жгуты длиной 200 мм, изолированные стекловолокном. Бла-
годаря высоким тепловым свойствам никеля; жаростойкости и
жароупругости, высокому удельному электросопротивлению в пре-
делах 0,09—0,12 Ом мм2/м, удельная нагрузка AQ[ —58 Вт/см2
вместо 3—5 Вт/см2 у обычных нагревателей (рис. 37, б).
У малогабаритного нагревателя такой конструкции при
мощности 500 Вт, напряжении 230 В и удельной нагрузке AQ[ =
= 17 Вт/см2 его наружный диаметр D = 6,35+0'05 мм, длина L =
= 150 мм. Диаметр спирали d = 0,15 мм, шаг спирали t = 0,35 мм,
средний диаметр навитой спирали Z)cp — 4 мм, внутренний диа-
метр трубки 5,5 мм, число витков п = 422. По имеющимся данным,
такие нагреватели (см. рис. 37, а) уже проработали более 12 лет
без замены.
Малое отношение объема массы в каналах к объему отливки
предотвращает ее разложение в каналах. Однако количество те-
плоты, получаемой распределителем от нагревателей, в большей
степени расходуется на излучение в окружающую среду и на по-
тери теплоты в местах опорных и герметизирующих элементов и
в меньшей степени на поддержание заданной температуры. При
88
этом избыток мощности должен сниматься терморегулятором.
Для уменьшения излучения в окружающую среду распределитель
изолируется алюминиевой фольгой. На рис. 34, г и 37, г пока-
зано крепление наконечников 4 термопары в распределителе,
работающей совместно с терморегулятором МР1-02.
Во время коротких остановок нагреватели должны отклю-
чаться. При этом масса в каналах несколько остывает, а перед
впрыском она должна быть разогрета до температуры литья в те-
чение 25 с, что должно лечь в основу расчета полезной мощности
нагревателей. Разогрев холодного распределителя должен про-
изводиться теми же нагревателями только в течение 1—2 ч. Для
этого их включают до начала работы. Полезный тепловой поток
для разогрева остывшего материала, находящегося в распреде-
лителе, Qn = 0,785см^Л'/грмА/тр-1, Вт; где см — удельная тепло-
емкость материала, Дж/(кг-К); dx = 2/?х — диаметр литникового
канала, м; L' — длина одного разводящего и подводящего канала,
м; п — число каналов; рм — плотность материала, кг/м3; тр —
время разогрева материала в каналах, с; А/ — разность конечной
и начальной температуры, К- Более точно величину Qn рассчи-
тывают при определении тр из безразмерных величин температуры
0 и Fo = аТр//?1 и Bi = aRJk (более подробно об этом см.
в [20, 24] и [30, т. 1, с. 482], где а — коэффициент температу-
ропроводности материала (а = л/(смрм)), м2/с; X— теплопровод-
ность материала, Вт/(м-К); а — коэффициент теплоотдачи,
Вт/(м2'К). Тогда тр = Р07?1Смрм%-1, с.
Общая мощность теплового потока Qo6 = Вт, опреде-
ляется при учете потерь теплоты распределителя излучением и
теплопроводностью с помощью коэффициента потерь системы
Л = 0,5. Продолжительность полного разогрева холодного рас-
пределителя до заданной температуры рассчитывается по формуле
Тр = Vp X Рстсст A/'Qp-1, с; где тр — время полного разогрева
распределителя, с; Ур — объем распределителя, м3; рст — плот-
ность стали, кг/м3; Аг — разность конечной и начальной темпе-
ратур холодного распределителя, К- При параллельном соеди-
нении мощность одного нагревателя Q' = Q06/rax, Вт, где Qo6 —
суммарная мощность нагревателей; пг — число нагревателей;
сила тока / = А (ус — напряжение в сети, В); сопроти-
вление R = Ус/'1, Ом; при трехфазном источнике тока и соеди-
нении нагревателей звездой сила тока фазы I ф — Q'] (]/~3V , А;
сопротивление /?ф = Уф//ф, Ом, где фазное напряжение =
= пс/1//'3, В; величина плотности тока А/ — I -1Q°/FC, А/м2 (для
силы тока до 10 А А/ принимается 7 10е А/м2); здесь Fc — пло-
щадь поперечного сечения спирали, м2. Длина спирали L =
= RFc/p, м; где р — удельное сопротивление спирали, Ом-мм2/м;
Удельная нагрузка на единицу поверхности спирали AQ' =
Н= Q7(n dL), Вт/м2 (d — диаметр спирали, м); при расчете спирали
Прямоугольного сечения AQ' = Q7 [2 (а + b) L) ], Вт/м2, где
89
an b — толщина и ширина спирали, м; удельная нагрузка на еди-
ницу поверхности нагревателя AQ] = Q7(n£>„Z), Вт/м2, где DH
и I — наружный диаметр и длина нагревателя, м; число витков
спирали п2 = L (nDcp)-1, где Оср — средний диаметр витка, м;
шаг спирали А = In-1, м [19].
Пример. Произведем расчет нагревателей к распределителю
в форме для ящика из полистирола Vo = 0,0016 м3. Масса распре-
делителя т = 30 кг; диаметр литникового канала dv = =
= 0,01 м; общая длина одного канала L' = 0,2 м; число каналов
п = 4; удельная теплоемкость материала см = 1,36 103 Дж/(кг-К);
теплоемкость стали сст = 0,5 Дж/(кг-К); плотность материала
рм = 1030 кГ/м3; время разогрева материала тр = 25 с; разность
конечной и начальной температур материала при коротких оста-
новках и полном разогреве распределителя = 100 К и AZ' =
= 230 К; Тр — время разогрева холодного распределителя, с.
При двустороннем нагреве литниковых каналов число нагрева-
телей п± ~ 8; напряжение в.сети vc = 220 В. Подставив в расчет-
ные формулы приведенные данные, получим: Q„ = 1475 Вт; при
т] — 0,5; Qo6 = 2950 Вт, х'р = 2360 с, Q' = 369 Вт, принимаем
Q' = 500 Вт; I = 2,26 A; R = 102 Ом; М = 12,6-10е А/м2;
L = 6 м; AQ' = 17,5 104 Вт/м2; = 422; А = 0,355 • 10~3 м;
AQ1 = 16,7-101 Вт/м2. В этом распределителе отношение объема
литниковых каналов к Vo достигает 0,04.
Комбинированная система каналов группы В широко приме-
няется и дополняет систему группы Б там, где применение только
группы Б не представляется возможным. На рис. 23, а и 25 пока-
зано литье декоративных накладок холодильников в двухгнезд-
ной форме с затвердевающими литниками. Этот рисунок имеет
производственный прообраз, где два изделия общей массой 0,375 кг
из ударопрочного полистирола отливались длинным разводящим
литником с 20 впускными каналами в каждое изделие. Их масса
составляла 95 г. Коэффициент полезного использования материала
и оборудования определяется по формуле i = птя 100 (пти +
+ пгл. с)-1 % • Здесь i — отношение массы изделий к массе отливки,
%; ти — масса одного изделия, кг; тл. с — масса литниковой
системы, кг; п — число гнезд. В нашем примере коэффициент по-
лезного использования составил i = 0,375-100/(0,375 + 0,095) =
= 80%.
На рис. 38 показаны два изделия, отлитые в форме с комбини-
рованной литниковой системой (группа В) через длинный разво-
Рис. 38. Накладки холодильника, отлитые в форме с комбинированной затверде-
вающей и незатвердевающей литниковой системой
90
дящий и подводящие каналы с десятью самозапирающимися
соплами, расположенными в ряд в обогреваемом распределителе,
и каналов для маленьких центральных (d = 2,5 мм, / = 4,5 мм),
разводящих (3x2x8 мм) и впускных (0,9х2х1 мм) затвердеваю-
щих литников, которые после охлаждения извлекаются из формы
вместе с изделиями. Длина изделий составляет 1,03 м, ширина
0,105 м, толщина 1,6 мм. Заливка таких изделий системой группы А
сопряжена с трудностями, для преодоления которых было (см.
рис. 23, а) предусмотрено 20 впускных каналов. При этом спаи
в месте стыков ухудшают прочность и внешний вид и по мере уда-
ления от центра выделяются более резко. В форме с системой В
масса всех литников составляет 5,6 г,а коэффициент i = 0,375 X
X 100/(0,375 + 5,6 10-3) = 98%.
Температура расплава, поступающего в полость из впусков,
одинакова независимо от их расстояния до центра, что позволило
избавиться от коробления и неравномерной усадки. При толщине
1,6 мм, несмотря на повышенные температуры расплава и формы,
которые позволили сделать следы спаев едва заметными, а изде-
лие более прочным, время охлаждения изделий стало меньше, чем
в форме с затвердевающими литниками, так как в ней оно опре-
делялось не толщиной изделия, а диаметром охлаждаемого раз-
водящего литника d = И мм. Вместе с тем применение в этой
форме только системы группы Б было бы затруднительно ввиду
малой толщины изделия. На рис. 20, о, и, к представлены литни-
ковые системы, где также невозможно применение только группы Б
из-за малого расстояния между гнездами, не позволяющего раз-
местить сопла и литниковые втулки. Система группы А ограничи-
вает число гнезд в форме и длины разводящих литников из-за
возрастающих при этом потерь давления и теплоты. В системе
группы В незатвердевающие разводящие литники расположены
в распределителе, а затвердевающие радиальные и впускные
литники — на плоскости замыкания и удаляются вместе с изде-
лиями. Это позволяет увеличить гнездность формы и коэффи-
циент i без дополнительных потерь. Возможно также применение
системы группы В при расположении каналов по рис. 20, а, б.
Из приведенного ясно, что по сравнению с системой группы А
система группы В более прогрессивна.
§ 10. ВЕНТИЛЯЦИОННЫЕ (ГАЗООТВОДЯЩИЕ) КАНАЛЫ
(ГРУППА Г)
Необходимость отвода воздуха из полости и каналов по мере их
заполнения диктуется тем, что при отсутствии вентиляционных
каналов газы проникают в массу расплава [5 и 34]. При отсутствии
выхода воздух также сжимается давлением расплава и создает
противодавление, препятствующее полному оформлению изделия
(недолив). При этом температура воздуха достигает 600—700 К,
что выше температуры горения полимера. Однако недостаток
91
кислорода в сжатом воздухе вместо горения вызывает его обуг-
ливание. Абсолютная герметичность, вызывающая «защемление»
воздуха в полости и каналах, наблюдается только в монолитных
матрицах. Наличие выталкивателей, вставных деталей и разъ-
емных плоскостей способствует частичному отводу воздуха из
гнезда в окружающую среду. Однако из этого не следует, что чем
больше зазоры, тем лучше условия уплотнения изделий. Необ-
ходимо наряду с выводом газов предотвратить вытекание массы
из полости и каналов, которое ухудшает уплотнение и вызывает
заусенцы на изделии. При отсутствии газоотводящих каналов
литье тонкостенных изделий чаще вызывает незаполнение полости
и, реже, обугливание ввиду малого объема воздуха и малой сте-
пени его сжатия (см. рис. 22, к, л). При литье толстостенных изде-
лий наблюдаются недоливы и прижоги. Технические требования
к конструкции газоотводящих каналов заключаются в определе-
нии взаиморасположения впускных и газоотводящих каналов,
предотвращении вытекания расплава из них, оптимальном рас-
положении подвижных и составных частей в полости.
Определение расположения газоотводящих каналов. Газоотво-
дящие каналы располагаются в местах оформляющей полости, за-
полняемых расплавом на завершающей стадии впрыска. При
боковом впуске а в полость для плоского кольца (рис. 39, б) газб-
отводящий канал б шириной в и длиной г располагают на плоско-
сти разъема напротив впуска а, что справедливо при условии кон-
центричности и параллельности оформляющих поверхностей. Лю-
бая разностенность в форме и разнотолщинность изделия вызывает
появление опережающих потоков и перемещение места их встречи,
которое и определяет месторасположение газоотводящего канала.
При заполнении строго концентричной полости на стакан
с впуском в центр расплав заполняет ее равномерно. Если стал-
92
кивающая плита сопрягается с пуансоном с необходимым зазором
(см. ниже), то он может служить газоотводящим каналом и изде-
лие оформится без «прижогов». Чтобы предотвратить смещение
плиты вместо зазора, на пуансоне располагают несколько расши-
ряющихся каналов ж для свободного выхода воздуха из полости
(см. ж на рис. 22, к, л). Чтобы проследить за поведением воздуха
при заполнении разностенной полости, предположим, что оси
пуансона и матрицы смещены под некоторым углом. Тогда между
торцом пуансона и матрицы образуется разностенная полость
(рис. 43, г), заполнение которой пойдет по линии равного сопро-
тивления. Под давлением литья расплав сначала заполнит тол-
стые места в донышке и стенке, а затем, обтекая пуансон, по спи-
рали потоки расплава встретятся в тонких местах. Заполнение
полости произойдет не одновременно и в последнюю очередь за-
кончится со стороны тонкой стенки у сталкивающей плиты. Если
смещение и перекос допустимы с точки зрения размерной точности
изделия, то расположение газоотводящего канала должно быть
именно здесь (см. г на рис. 43, в). Каналов может быть несколько;
тогда они должны быть симметричны относительно указанной
точки. Канал можно расположить сплошной дугой, длина которой
определяется расчетом (см. ниже).
На рис. 39, а показана 12-гнездная форма для втулок из поли-
этилена, впуски которой ввиду отсутствия дна у изделий, распо-
ложены на плоскости А матрицы 1 со вставными знаками 2. За-
ранее известно, что расплав при заполнении полости вытеснит
воздух в сторону знаков против впуска б (точка т), на поверхности
их сопряжения с матрицей, где и должны располагаться газо-
отводящие каналы (воздух выходит через каналы в в деталях
2 и 3). Их можно разместить на матрице или на знаке. На изделиях
средней толщины при отсутствии вентиляционных каналов или
при их недостаточном сечении, или при их расположении на месте,
не совпадающем со скоплением воздуха, можно наблюдать одно-
временно и спаи, и обугливание, и недолив, что позволяет сфор-
мулировать правило определения их расположения. Газоотво-
дяЩие каналы должны располагаться в местах образования хо-
лодных спаев и недоливов, которые всегда совпадают с местом
•минимальной толщины изделия, где заканчивается заполнение
полости.
Расчет сечения газоотводящих каналов [5]. При заполнении
формы расплавом одновременно происходит изменение темпера-
туры, объема и давления газа, заполнявшего полость. Вследствие
быстротечности процесса впрыска можно считать, что поведение
газа подчиняется закону адиабаты. Тогда максимальный секунд-
>ный расход газа через сечение f Qmm = Q,2\bfp0/]/'R'T1, кг/с,
Где f — сечение газоотводящих каналов, м2; R' =
'== 29,27 Дж/(моль-К) — газовая постоянная для воздуха *; 7\ —
* Другими газами ввиду их малого количества пренебрегаем.
93
конечная температура сжатого воздуха в форме, К; р0 — началь-
ное давление газа в форме, Па; Qmax = 0>04ро/1У 1\, кг/с. Время
истечения газа из формы т = mJQ^, с, где тг — масса газа
в пустой форме. Подставляя в эту формулу Qmax из предыдущей
формулы и решая ее для /, получим f = 25т1Т1/(т;р0), м2.
Пример. Предположим, что объем формы (воздуха) для изделия
из полиэтилена ВП Ко = 100 см3 = 0,0001 м3; масса воздуха
= ИоРо, где р0 — плотность воздуха (кг/м3), при Т = 20 +
+ 273, К; р0 = 1,16 кг/м3; тогда tnr — 0,000116 кг. При отсутствии
газоотводящих каналов или их недостаточном сечении указанное
количество газа будет сжиматься до давления в полости р1; кото-
рое в местах, наиболее удаленных от впуска, в среднем достигнет
величины рг — 20 МПа. При этом давлении материал в форму
практически поступать не будет и получится брак изделия из-за
недолива. Интенсивное охлаждение формы делает процесс сжатия
воздуха политропическим [5] с показателем п = (1g рг — 1g р0)/
/(lg Vo - lg VJ = 1,15.
Из этого выражения определим конечный объем сжатого газа,
равный величине Ю = 1 -10"6 м3. Степень недолива изделия в дан-
ном случае составляет 1 % от объема пустой формы. При этом
л—1
конечная температура сжатого воздуха Т\ = Т0(рг/р0) п =
1,15—1
— 293(20/0,1) 1 =586 К. Принимая для этого изделия
время заполнения полости т = 1,5 с, найдем требуемое сечение
газоотводящих каналов f = 25116-Ю"6 5860,5 (1-105-l,5)'v =
= 0,47-10"6 м2 = 0,47 мм2.
Полученное сечение f обеспечивает нормальное истечение газов
из формы и исключает недолив и обугливание изделия, а тдкже
уменьшает резкость спаев.
Определение размеров и конструкции газоотводящих каналов.
После расчета сечения f определяют их размеры. Для этого нужно
установить величину зазора е (рис. 39, б), достаточного для отвода
воздуха и предотвращающего вытекание расплава под давлением
и при температуре, имеющих место в форме. Поскольку для каж-
дого материала установлены оптимальные режимы литья, при ко-
торых его вязкость находится в требуемых пределах, величины е
известны. Так, для полистиролов зазор е не должен превышать
0,04 мм; для полиолефинов 0,03, для полиамида П-610 и поликап-
ролактама 0,015; для сополимеров МСН и СН-280,05; для поли-
метилметакрилатов ЛПТ, ЛСО и Дакрил 0,055; для сополимеров
полиформальдегида СФД и СТД 0,035; для поликарбоната 0,06.
Форма сечения газоотводящих каналов прямоугольная с глу-
биной зазора е и шириной b в мм. Принимая число каналов п = 4,
имеем общую ширину В = bn — fie = 0,47 : 0,03 = 16 мм =
= 4-5; откуда b = 4 мм.
Канал соединяется непосредственно с оформляющей полостью.
Длина г канала е принимается 1,5—2 мм, далее глубина д
94
(рис. 39, б) может быть увеличена до 0,5—1 мм. Назначение дан-
ного увеличения сечения — снижение гидравлического сопротив-
ления газоотводящей системы. На рис. 39, а за суженной частью т
газоотводящего канала показаны их углубленные части Ь, которые
через канал во фланце 3 соединяются с атмосферой. Для предотвра-
щения углового смещения знаков 2 последние зафиксированы
шпонкой 4. При большой толщине или разнотолщинности изделий,
где воздух «защемляется» в их толще, например, при литье двояко-
вогнутых линз (см. рис. 52, б), и не может быть выведен из оформ-
ляющей полости при помощи газоотводящих каналов, прибегают
к вакуумированию формы (см. § 13).
При помощи газоотводящих каналов появляется возможность
влиять на кинетику образования спаев. Так как воздух сжимается
и нагревается в местах встречи потоков, а образование спаев
происходит от охлаждения фронтовых частей встречающихся
потоков и от противодавления воздуха, появляется возможность
регулированием сечения газоотводящих каналов поддерживать
необходимую температуру сжатого воздуха и фронтовых частей
потоков на таком уровне, при котором обеспечивается надежное
сваривание потоков и полный вывод сжатых газов.
Правильное определение места расположения газоотводящих
каналов и определение их размеров, кроме улучшения качества
и уменьшения брака дает также возможность ликвидировать потери
времени на доводочные работы.
Глава IV
СИСТЕМА ОФОРМЛЯЮЩИХ ДЕТАЛЕЙ
Система оформляющих деталей представляет собой группу дета-
лей, несущих оформляющие поверхности, которые при замкнутых
полуформах образуют оформляющую полость. Конфигурация дета-
лей этой системы должна обеспечить оптимальную продолжитель-
ность цикла, качественное заполнение полости, извлечение и
сталкивание изделий. Конструкция деталей системы в основном
определяется характером заполнения оформляющей полости.
§ 11. ХАРАКТЕР ЗАПОЛНЕНИЯ
ОФОРМЛЯЮЩЕЙ ПОЛОСТИ
Течение расплава по оформляющей полости. Исследованию ха-
рактера заполнения полости расплавом в процессе литья придается
особое значение. Было установлено, что выбор места и числа впу-
сков влияет на направление и характер растекания потоков рас-
плава от каждого впуска. От характера растекания зависит проч-
ность материала изделия в различных направлениях, формо-
устойчивость, размеры и усадка, образование спаев и расслоений,
влияющих на качество и внешний вид изделия. В одной из работ
с целью изучения заполнения полости оформляющие детали были
изготовлены из толстостенного стекла. С помощью скоростной
съемки была установлена последовательность перемещения потоков
расплава от момента поступления в форму первой капли до ее
заполнения. К сожалению, в этих опытных формах выбор изделий
ограничился стандартными образцами дисков, пластинок, брусков,
лопаток. Результаты этих исследований [45], хотя и являются
основополагающими, но не могут быть полностью перенесены на
все многообразие существующих литьевых изделий. Существуют
давно испытанные способы определения характера заполнения
любой полости, которые пользуются конструкторы и изготови-
тели форм при испытании каждой новой формы.
Наиболее распространенными являются способ недопрессовок
(неполных отливок) (см. рис. 21,45) для определения линий фронта
96
потока и способ подкрашивания основного материала различными
пигментами (рис. 40, б) для определения направления линий тока.
Оба способа дополняют друг друга. Обилие возможностей наблю-
дения характера заполнения полостей форм для самых разнообраз-
ных изделий и анализ этого характера для различных полимерных
материалов в формах с различным сочетанием конструктивных
элементов, испытанных, доведенных и пущенных в производство,
позволили сделать некоторые обобщения. Появилась возможность,
используя метод геометрического подобия, распространить ре-
зультаты этих исследований на вновь проектируемые формы.
Теперь можно заранее почти безошибочно определить характер
заполнения любой полости, для чего необходимо соблюдение сле-
дующих основных условий: подобие геометрической формы изде-
лия, подобие расположения и числа впускных и других каналов
литниковои и охлаждающей си-
стем, родственность класса перера-
батываемых материала и материа-
лов для деталей систем оформления
и охлаждения.
Характер заполнения оформ-
ляющей полости определяется дли-
ной пути течения расплава по
полости, особенностями конфигу-
рации изделия, его толщины и раз-
нотолщинности, наличием в полос-
ти препятствий течению, местом,
числом и направлением впусков
и др.
Кинематика процесса заполне-
ния оформляющей полости. На
рис. 40, а показаны фазы (/—8)
течения расплава а в оформляю-
а)
Рис. 40. Течение
воображаемых
слоев расплава в
сечении, перпен-
дикулярном к
стенке изделия
97
4 Н. Б. Видгоф
щей полости b, предшествующие концу ее заполнения (фаза 8).
Стрелками показаны линии тока расплава; с — линия фронта
потока. Профиль скорости расплава в потоке на некотором удале-
нии от фронта показан эпюрой А.
В изотермическом режиме течения (при температуре расплава,
равной температуре стенки канала), как известно, профиль
скорости потока расплавов полимеров, представляющих собой
псевдопластические жидкости, представляет собой степенную
параболу (эпюра d). Реально вследствие контакта с холодными
стенками формы, температура которых ниже температуры стекло-
вания (или кристаллизации) полимера, пристенная часть потока
охлаждается, причем вязкость ее возрастает настолько, что течение
в слое f практически прекращается.
Таким образом, распдав течет в канале, образованном застыв-
шим слоем полимера. Пристенная часть застывшего слоя f образу-
ется сразу же с приходом в данную точку полости фронта потока:
на рис. 40, а (стадии 1—5) показано, как параллельные в основной
массе потока линии тока искривляются в области фронта в направ-
лении к стенкам полости, причем, попав на них, расплав сразу же
отвердевает. Такой характер течения иногда образно называют
движением «выворачиваемого чулка». Сдвиговые напряжения,
возникающие в потоке, приводят к интенсивной ориентации цеп-
ных молекул полимера в направлении течения. Степень ориентации
выше в тех местах потока, в которых скорость сдвига1 максимальна,
т. е. в узкой области g. Попав в область фронта, молекулы поли-
мера изменяют направление движения, что приводит к исчезнове-
нию приобретенной ранее ориентации, в связи с этим пристенная
область слоя / формируется мало ориентированным полимером.
После ухода фронта потока от данного места стенки формы тол-
щина слоя f продолжает здесь нарастать за счет охлаждения и
«налипания» сильно ориентированных молекул, движущихся
в слое g.
Охлаждение приводит к фиксации приобретенной ими ориента-
ции, так что область поверхностных слоев материала изделия, за
исключением узкого пристенного слоя, формируется сильно
ориентированным полимером.
Поверхность фронта потока, несмотря на кратковременность
пребывания в ней материальных частиц, также охлаждается за
счет контакта с холодным воздухом в полости. В наибольшей
степени это наблюдается в области фронта потока близлежащей
к стенкам полости. При очередном единичном акте «выворачивания
чулка» эта область охлажденного и высоковязкого материала
стремится сохранить приобретенную фронтом конфигурацию,
вследствие чего на поверхности формуемого изделия образуются
складки типа h, которые впоследствии разглаживаются вследствие
1 Скорость сдвига в данном случае оценивается производной dvldn, где v —
скорость, п — расстояние в направлении нормали к вектору V.
98
возрастания давления в этом месте полости по мере удаления от
него фронта потока или вследствие общего роста давления в по-
лости на этапе выдержки под давлением, как это показано на
рис. 40, а (стадии 6—8).
По мере продвижения расплава в полости, в зависимости от
скорости его течения и скорости охлаждения изделия, толщина
застывшего слоя f увеличивается, а толщина подвижного слоя
в центре потока соответственно уменьшается. На определенной
длине заполнения, Жогда толщина застывших слоев достигнет при
одинаковой температуре пуансона и матрицы толщины, равной
половине толщины изделия, течение расплава прекратится. Рас-
стояние от места впуска до места прекращения его течения при
данной толщине и ширине определяет достижимую длину изделия.
Некоторые авторы для определения достижимой длины пути L
течения ставят ее в зависимость только от толщины S изделия.
Существует, эмпирическая формула, с помощью которой предла-
гается [60 Г ориентировочно определять минимальную толщину
стенки в зависимости от длины течения расплава: Smin = L/100 +
+ 0,5 мм для материалов низкой вязкости. Для изделий из мате-
риалов с повышенной вязкостью минимальную толщину S увели-
чивают на коэффициент, принимаемый от 1,8 до 2,5. Некоторые
авторы приводят отношение L/S, которым рекомендуют пользо-
ваться для определения достижимой длины литья.
Обычный полистирол ................................175/1
Ударопрочный полистирол .......................... 225/1
Полиэтилен ВП .................................... 225/1
Полиэтилен НП...................................... 240/1
Полипропилен...................................... 260/1
Для поликарбоната рекомендуется применять:
L. мм 25 50 75 100 150 200 300 350 400 450 500 550 600
S, мм 0,9 1,1 1,4 1,6 2,2 2,6 3,4 3,8 4,1 4,4 4,7 5,0 5,3
В табл. 5 приведены L и S для найлона-66.
Однако следует учесть ориентировочный характер этих реко-
мендаций. Достижимая длина изделия из какого-нибудь мате-
риала, кроме толщины, еще зависит от его ширины, т. е. от фронта
растекания, так как при его расширении уменьшается линейная
скорость течения, что увеличи-
вает толщину пристенного слоя и
течение прекращается.
Ориентация материала изделия
приводит к анизотропии его проч-
ности. В направлении ориентации
материал упрочняется, перпенди-
кулярно ориентации — наоборот.
Наряду с анизотропией прочности
наблюдается и анизотропия усад-
ки. В направлении ориентации
4*
Таблица 5
S, мм L (мм) при К
288,6 321,9 355,2
0,51 81,5 86,5 96
0,76 173 184,7 208,8
1,02 205 304,8 340
1,27 426 460 508
99
Таблица 6
Материал Значения (?в, Па, для образцов (см. эскиз)
По ТУ 1 2 3 8 4 9 .
д'' г • 6^ 5^ /в 9 3 4 5 Ударопроч- ный поли- строл Поликапро- лактам Поли- пропилен 30 35—40 25—40 31 32,7 31,2 29,5 30,6 29,9 25 29,9 28,3 25,4 30,3 28,0 23,5 30,4 26,6 24,6 30,2 27,1
Материал Значения ав> Па, для образцов (см. эскиз)
\77 6 По ТУ 5 10 6 11 7 12
12 7 Ударопроч- ный поли- строл Поликапро- лактам Поли- пропилен 30 24,1 23,9 29,1 24,3 30,2 26,3 23,2 29,4 25,3 23,5 29,7 25,7 22,8 28,2 25,4 20,5 29,2 29,5
35—40 25—40
она имеет большую величину. В табл. 6 [4] приведены ре-
зультаты измерения ов на образцах (см. эскиз), пронумерованных
в соответствии с нумерацией в таблице. Из табл. 6 очевидно
понижение прочности в направлении ориентации по мере удаления
от впуска в полость. Это вполне понятно, если учесть, что именно
у области впуска нарастание давления и уплотнения максимально,
а в конце полости, из-за потерь, — ниже. В табл. 6 приведено ов
исходного материала по ТУ и уменьшение ов образцов по мере их
удаления от центра. Степень понижения прочности зависит также
от вязкости материала. Так, для ударопрочного полистирола оно
составляет 51%, для полипропилена 32,7%, а для поликапро-
лактама 12%.
Конфигурация фронта потока. Если в какой-нибудь промежу-
точный момент соединить конечные точки линий тока, мы получим
линию фронта потока в, которая в каждой точке перпендикулярна
линиям тока. Форма сконструирована правильно, если все точки
фронта потока достигают конечного контура изделия(одновре-
менно. Это одно из главных требований, предъявляемых к кон-
струкции одновпусковых форм, которое практически довольно
трудно обеспечить и которое обычно достигается при доводке форм.
При проектировании форм для изделий простой конфигурации
доводочных работ удается избежать. Линии фронта потока для
гладкого диска (рис. 41, а) от впуска а к наружному диаметру
100
Рис. 41. Ориентация макромолекул у дисков. Линии тока — направления течения. Линии
фронта течения равного сопротивления — линии растекания
должны образовать концентрические окружности в, что зависит
от одинаковой глубины полости и шероховатости поверхности,
равномерной температуры формы и др. Равномерность растекания
может быть и при неодинаковой глубине в радиальном направле-
нии, однако глубина должна быть одинаковой по всем концентри-
ческим окружностям (например, в конусном диске рис. 41, е).
Иначе фронт потока теряет форму окружности, на нем появляются
отстающие г и опережающие потоки гг. Те же требования предъяв-
ляются к формам для цилиндрических, конических коробок,
стаканов сосудов и др. с различным отношением диаметра к высоте.
Наилучшие условия заполнения и уплотнения таких отливок
достигаются, когда дно изделия в центре-на 15—20% больше
минимальной толщины стенки в конце изделия, противоположном
впуску. Характер заполнения полости таких же изделий из
частично кристаллических материалов другой, о чем будет сказано
ниже.
Влияние препятствий на изменение линий тока и формы фронта
потока. Прямоугольная пластина. В полости для литья прямо-
угольной пластины, где впуск расположен перпендикулярно
в центре формы (рис. 42, а), растекание будет происходить по
окружности до касания с серединой длинных стенок формы,
которые изменят форму фронта. В дальнейшем линии тока получат
101
a e
рис. 42. Ориентация макромолекул и линии растекания у пластин
возрастающее отклонение е от радиального и пойдут по обе стороны
от оси а в виде постепенно выпрямляющихся дуг, пока не достигнут
боковых стенок формы. Изменение направления течения всёредине
длинных сторон вызывает интенсивное охлаждение и изменение
ориентации макромолекул расплава, заполняющего полость. Не-
одновременное окончание охлаждения вызывает ориентационные
напряжения, разные по величине и направлению. У изделий, отли-
тых из эластичных материалов, это вызывает коробление. На
рис. 42, в и б характер заполнения полости значительно отли-
чается от а вследствие изменения места впуска А. Линии фронта
лишь незначительно меняют свою форму за счет увеличения их
радиуса. Наиболее благоприятные условия заполнения полости
(рис. 42, г), где впуск осуществлен с короткой стороны с помощью
щелевого литника. Здесь линии тока параллельны между собой от
начала до конца заполнения, а линии фронта не изменяются на
всем пути течения. Такая пластина, даже если она будет отлита
из ПВП, будет свободна от коробления.
Заполнение полости для разнотолщинных изделий. В §10 был
разобран случай заполнения полости для стакана со смещенными
осями пуансона и матрицы, где линия фронта теряет форму окруж-
ности. Появляются опережающие потоки, создающие спаи и
102
йрйжоги. ЁслиУвтпоЛости для круглой коробки с абсолютной
соосностью пуансона и матрицы предположить наличие на поверх-
ности смещенной бобышки или ручки, то форма линии фронта не
будет'окружностью, заполнение будет неравномерным, неодновре-
менным по контуру. Литье пластины с утолщением д вызывает
максимальное отставание потока г (рис. 42, м), проходящего
в направлении середины утолщения, в то время как потоки г1
в остальных направлениях будут его опережать и, обтекая утол-
щение д, заполнят пустое пространство за ним. Изменяя направле-
ние течения, они образуют встречные потоки, спаи в и изменяют
ориентацию макромолекул, что вызывает различную усадку
в разных направлениях и создает условия для коробления из-
делия.
На рис. 43, в показаны линии тока в на дне и вертикальных
стенках прямоугольного сосуда с центральным впуском в дно и
линии фронта а с опережающими потоками в виде выпуклостей б
в углах и серединах вертикальных стенок. Отклонение линий в
под углами 8 и 15° на коротких и 10, 15, 30° на длинных сторонах
и образование выпуклостей на середине стенок объясняются
отставанием потоков по диагоналям против взаимноперпендику-
лярных сторон основания А и В. Стороны этих углов совпадают
с ориентацией макромолекул, влияющей на анизотропию проч-
ности и усадки. На цилиндрическом сосуде с центральным впуском
линии в будут параллельны. Дополнительные опережающие потоки
б в углах создаются благодаря уменьшению сопротивления тече-
нию вследствие местного увеличения толщины по диагонали про-
тив толщины, перпендикулярной стенкам. Они переместят линию
спая г ближе к плоскости разъема формы.
Если толщина передней стенки будет больше задней вследствие
параллельного смещения пуансона, линии а будут располагаться
по высотам /1Х и h. При перекосе пуансона (проекция М, рис. 43, г)
разностенность длинных стенок Sx—S ускорит заполнение задней
и замедлит его у передней стенки, что характеризуется разностью
Рис. 43. Ориентация макромолекул и линии растекания у объемных изделий
103
высот hx — h. На рис. 41, д видны линии тока г и место спая в
у разнотолщинного диска.
При конструировании изделий, подобных изображенным на
рис. 42, м, где это допустимо, вместо утолщений производят
приклейку или приварку дополнительной детали..
Причины образования спаев при заполнении полости и методы их
устранения. 1. Раздвоение потоков (наличие у изделий сквозных
и глухих отверстий, пазов, углублений, выступов, ребер, влияние
наполнителей, противодействие сжатого воздуха). 2. Наличие
опережающих потоков (разнотолщинность изделия; разностен-
ность: смещения, перекосы, прогибы, отжимы). 3. Неверный
выбор места и числа впусков (многовпусковое литье, литье коль-
цевых и трубчатых изделий). 4. Литье «свободной струей». 5. Не-’
верное расположение охлаждающих каналов. 6. Неверно выбран-
ные температуры литья и формы.
При оформлении изделий с отверстиями или пазами расплав
встречает препятствие в виде знаков, вызывающих раздвоение
сплошного потока. Его лобовые части обтекают охлаждаемый знак
и при встрече охлаждаются до температуры, при которой они уже
«е могут слиться, вследствие чего на изделии образуется спай.
На рис. 42, л показана крышка с пятью резьбовыми отверстиями
из ПВП. При подкраске пигментом совершенно четко обозначились
линии тока б. Линии спаев а на следующих отливках были видны
и без пигментов. По мере удаления от отверстий их резкость
снижалась и на длине 1п совсем исчезала. Для приближенного
определения 1п проведена работа [35], где при литье пластины
(с отверстиями) из ударопрочного полистирола а = 60Jmm, S =
= 4 мм (рис. 44) с помощью пигментов и недопрессовок на семи
этапах (на рис. заштрихованы) рассмотрена кинетика изменения
линий тока и фронта потоков расплава вокруг знаков, оформляю-
щих эти отверстия. При этом было установлено, что чем круче
поворот направления течения, тем короче 1п. Если длину спаев 1п
от поверхности отверстия, где начинается спай, то того места, гДе
он исчезает, обозначить /х, /2 и /3, размеры знаков dx, rf2 и d3, а углы
наклона касательных к линии растекания от конца спая рх, р2 и р3
(рис. 44), то можно математически описать зависимости между
этими величинами. При прочих равных условиях длину спаев
определяют по следующим формулам: /х = 0,5/(t]c^i (sin-1 ух —
— 1), м; /2 = О,5/(Т1А tg’1 Ъ, м; 1з = 0,5/Ст]с^з (tg1 Уз — 1), м,
где у = 90° — р/2; (величина угла р зависит от формы и располо-
жения знаков); углы определены эмпирически: рх = 160°; р2 =
= 152°; р3 = 156°, для другой формы отверстий р будет другим;
К — коэффициент, учитывающий изменения материала (см. с. 76),
Лс — соотношение теплоемкостей полистирола и перерабатывае-
мого материала.
Уменьшение S и увеличение I увеличивает 1п. В поляризован-
ном свете 1п продолжается до конца изделия. Для сокращения
1п следует изменять форму отверстия, уменьшать d и.применять
104
Рис. 44. Образование'спаев:
а, б, в .— в изделиях с от-
верстиями; г — на гладких
изделиях; д — холодной
форме; в т--в нагретой фор-
ме; ж — при встречных по-
токах
менее вязкие материалы с большой теплоемкостью, увеличивать
/ф и /м. Наблюдениями установлено, что у частично кристалли-
ческих материалов длина спая по сравнению с аморфными мате-
риалами минимальна. Это объясняется их более высокой теплоем-
костью и сохранением температуры расплава за счет дополнитель-
ного выделения теплоты кристаллизации во вре,мя их затвердевани я
Образование спаев на гладких изделиях. Ранее разобраны при-
чины образования спаев на изделиях с утолщениями, смещениями,
перекосами и различными Ътверстиями. Рассмотрим причины
образования спаев на гладкой равностенной прямоугольной короб-
ке с впуском б (рис. 44, г) [35 ]. Справа показана развертка верти-
кальных стенок А и В на плоскость. Линия фронта будет окруж-
105
ностью до встречи со стенками А, затем, сделав переход от пло-
скости сначала на стенку А, а потом на стенку В, она достигнет
углов, и огибая вертикальный угол, перейдет от стенки А на В
по линии одинаковой высоты (дуга между точками а на линии
растекания) до встречи с линией в на стенке В, где образуется
спай. Она построена теоретически, но хорошо совпадает с факти-
ческой вх. Предопределение места спаев позволяет их предотвратить
при проектировании изделия и формы.
На рис. 44, д видно, что в месте спая а имеется сквозная тре-
щина. Если здесь /ф ниже оптимальной или близко расположен
канал охлаждения, соединение стыков не плотное и просматрива-
ются закругления. При благоприятных условиях оба края соеди-
няются плотно (рис. 44, е). Однако и здесь прочность намного ниже
прочности тех мест, где спаев нет.
В форме, показанной на рис. 44, ж, предусмотрено литье пла-
стины и лопатки с впусками с одной и двух сторон для определения
относительной прочности стыков а различных материалов при
литье на различных режимах. Двусторонние впуски балансирова-
лись для встречи потоков посередине, а для лучшей свариваемости
спаев а были предусмотрены газоотводящие каналы.
Относительную прочность места стыковки потоков количест-
венно оценивали процентным отношением показателя прочности
при растяжении ВА к прочности В образца без спая Е = 100 X
X ВА1В, %. Исследования показали, что показатель Е при растя-
жении и относительное удлинение полистирола УПП и ABG
равно 65—80% и 50—70% соответственно. На прочность образцов
из полиропилена и полиамида наличие спая не оказало влияния.
Однако при испытании на ударную вязкость полистирола УПП,
АБС и полиропилена показатель Е оказался менее 60%, а для
полиамидных образцов он достиг 80% [40]. Уменьшение толщины
образца с 4 до 2 мм или до 1 мм резко уменьшает показатель Е.
Показатель Е для коротких образцов (см. рис. 44, ж) 90—100%.
При увеличении длины пути течения от центрального литника до
места спая на 30 мм Е уменьшилось на 10%. Повышение tM при-
водит к деструкции полимера, расслоениям и потемнению окраски
материала в местах спаев. Для снижения влияния спая на общую
прочность изделия спай перемещают в менее опасное сечение балан-
сировкой впусков или регулируют толщину стенок, а также сече-
ние газоотводящих каналов. Так, местное утолщение изделия
у спая может увеличить Е. Для улучшения внешнего вида изделия
в месте спая на его поверхности делают декоративное матирование,
гравировку или металлизацию.
Влияние технологических ребер на заполнение оформляющей
полости. Неодновременное заполнение полости по контуру и
образование спаев (рис. 44, г) произошло из-за наличия опережаю-
щих потоков. Если бы удалось заполнить расплавом одновременно
весь периметр основания (см. рис. 42, 5), то ввиду равенства НА
и Нв заполнение всей полости было бы одновременным, Такая
106
Рис. 48. Заполнение оформляющей полости
с технологическими ребрами в различном ВМИВЯНМфГ । ^ВВИВМ^И
направлении ВВВРНВ\ ’
^Ив дВ|
задача решается применением MR t = JHI
технологических ребер [6] |И& «НИ
(рис. 45). На рисунке показано BMP ! ' i ЧЦН
дно отливки с ребрами, для ^Иг -' > j ‘ Ч|
оформления которых на поверх- j ;
ности формы сделаны канавки MBflhLjk j
в различных направлениях. ИИНВИИвЬ^нИНВВНв
При течении в направлении,
перпендикулярном их расположению, расплав останавливается
до заполнения канавок. Такие препятствия замедляют его ско-
рость. Радиальные канавки, совпадающие с направлением тече-
ния, позволяют расплаву перемещаться ускоренно и достигнуть
дальних точек контура одновременно с расплавом, перемещающим-
ся без канавок до ближайших точек контура, что видно на ри-
сунке.
На внутренней стороне крышки (см. рис. 31) были предусмо-
трены ребра, ускоряющие доставку расплава в наиболее удален-
ные места. Кроме улучшения условий с точки зрения одновремен-
ного заполнения всей полости, эти ребра ориентируют расплав
в заданном направлении, создавая «каркас», позволяющий изде-
лию лучше сопротивляться ударным нагрузкам во время сборки и
эксплуатации. Одновременное заполнение прямоугольной полости
при центральном впуске достигается также регулированием ско-
рости потоков за счет балансировки толщин дна изделия. Общее
решение задачи об одновременности прихода фронта потока во все
точки периметра изделия заключается в придании фронту потока
конфигурации, подобной конфигурации периметра изделия, что
достигается многовпусковым литьем.
Влияние расположения и числа впускных каналов на харак-
тер заполнения полости. Изменение места впусков и их числа
меняет характер заполнения полости и качество изделия. Напри-
мер, при заполнении полости формы для диска малой толщины
(см. рис. 41, б) поток I стремится от впуска г к противоположному
концу полости и, застывая, не достигает боковых стенок формы
(на рисунке показаны линии тока б и фронта потока в). Появляются
две полости, которые заполняются боковыми потоками II с запоз-
данием. При такой последовательности заполнения на границах
потоков I и II будут спаи, а в точках а полости защемляется
воздух. Здесь необходимы газоотводящие каналы. При замене
ленточного впуска веерным г (рис. 41, в) линии тока в будут
почти параллельными, а линия фронта б будет перемещаться по
всей ширине полости дугообразно с постепенным распрямлением.
Характер заполнения полостей по вариантам бив совершенно
различен, но имеет общий недостаток. Путь течения расплава
здесь в 2 раза больше, чем у варианта а. Это увеличивает сопро-
107
тивление течению и создает напряжения в зоне впуска и ослаблен-
ные места на границах потоков I и II. При малых толщинах изде-
лия (1—1,5 мм) здесь могут возникнуть трещины. При увеличении
толщины потоки II исчезают, прочность увеличивается, а вероят-
ность образования трещин уменьшается. Для уменьшения длины
линий тока применяют многовпусковое литье. На рис. 41, г приве-
дены линии тока а и фронта б в форме для диска с четырьмя впу-
сками в ряд и линии встречи в потоков, исходящих от них. Линии а
идут радиально до встречи с препятствием (либо стенкой полости,
либо встречным потоком), после чего они изменяют свое направле-
ние. Линии б сохраняют форму окружности до встречи тех же
препятствий, после чего расплав растекается дугообразно до
наружного контура полости. Заполнение секторов I, II, III и IV
происходит, как и у пластины на рис. 42, а. Здесь прочность по
спаям ниже прочности основного материала, но ввиду малого
расстояния между впусками относительная прочность диска
больше, чем Е для лопаток и пластин (рис. 44, ж). При литье
декоративных накладок в двухгнездной форме из УПП (рис. 23, а)
при L = 1200 мм, В = 100 мм и S = 1,6 мм применили много-
впусковое литье (рис. 42, к). Из центрального а, разводящего б
через 20 подводящих г и впускных в каналов расплав подавался
в полость. Для сокращения пути течения расплаву дано направле-
ние перпендикулярно длинной стороне (здесь линии тока ж,
фронта е и спаев д). На границах потоков I, образованных отдель-
ными впусками, несмотря на их большое число (21) с расстоянием
57 мм, спаи д, ослабляя изделие, отчетливо просматривались.
Области II между впусками заполнялись в последнюю очередь?
При незначительном изгибе изделия в зоне пуска появлялись
трещины.
Таким образом, слабыми местами следует считать не только
спаи, но и зоны впусков, как и на рис. 22, а. Тем не менее
при таком числе впусков литье изделий оказалось возможным.
Многовпусковое литье применяется чаще для крупногабаритных
изделий и изделий трубчатой, кольцеобразной формы (см. рис. 21,
22, 23 и 25). Изделие становится более прочным, если те же впуски
расположить не у кромки изделия, а посередине изделия внутри
(см. рис. 23, б). Равномерно заполняются полости при кольцевых
впусках (см. рис. 22, б, в, г). На рис. 42, д, ж, е, и показаны линии
тока в зависимости от места впуска. На рис. 42, д, несмотря на
применение щелевого литника, параллельность линий тока, одно-
временность окончания заполнения и уплотнения расплава в поло-
сти, прочность этих пластин на изгиб (по длинной стороне) невы-
сока вследствие поперечной ориентации полимера. Еще хуже
сопротивляться изгибу и растяжению будут пластины (рис. 42, е,
ж), где опасным сечением будет место впуска. Наиболее высокие
показатели по всем видам испытаний будут у пластин (рис. 42, и).
Однако это верно лишь в случае, если ее толщина не намного пре-
вышает толщину впуска.
108
При характере заполнения бруска или круглого стержня
(рис. 43, а), получившем название «заполнение свободной струей» \
все слои перемещаются с одинаковой скоростью. Струя имеет
возможность «прострела» в противоположный торец полости
(верхний рисунок), откуда начинается заполнение последней
(средней рисунок). После заполнения (нижний рисунок) в полости
остаются пустоты, куда расплаву трудно проникнуть. Остывшие
поверхности участков струи не расплавляются следующими пор-
циями расплава, 'в разрезе имеются пустоты, а на поверхности
просматриваются их следы. Более рационально направление впу-
ска осуществлять сбоку (рис. 43, б), где струя расплава направля-
ется на стержень отвертки и начинает «клубиться», образуя моно-
лит, а внутри пристенного слоя монолита перемещается горячий
расплав, заполняя основную часть оформляющей полости в регу-
лярном режиме.
Идея создания препятствия струе расплава при литье в торец
толстостенных стержней [70] заключается в размещении в 2—3 мм
против впуска подпружиненного знака, который под давлением
расплава, ударяющегося в его торец, сжимает пружину и посте-
пенно отходит в крайнее левое положение, поддерживая в полости
необходимое давление. Отливки получаются без пузырей, раковин
и других дефектов. Приведенные здесь соображения не исчерпы-
вают всех известных способов расположения впускных каналов.
Более подробно об этом см. [4, 8].
§ 12. ДАВЛЕНИЕ В ПОЛОСТИ, НЕОБХОДИМОЕ
ДЛЯ ОФОРМЛЕНИЯ ИЗДЕЛИЯ
Давление расплава на стенки полости является основным фактором
в процессе литья, влияющим как на заполнение полости, так и на
уплотнение материала отливки на этапе выдержки под давлением.
При проектировании форм учитывают максимальное давление
Дшах> развивающееся в полости во время уплотнения отливки.
Знание его необходимо для предотвращения раскрытия формы и
для расчета деталей формы на прочность и жесткость с целью
исключения прогибов и других значительных деформаций деталей
даже в пределах упругости. Они возникают в момент достижения
в форме ртах, и после снятия давления в конце выдержки под давле-
нием защемляют изделие, противодействуют раскрытию полу-
формы и извлечению изделий из формы.
В специальной литературе имеются сведения, дающйе возмож-
ность оценить поле максимальных давлений в оформляющей
полости. Однако приводимые в ней формулы [1, 18, 21, 62 ] сложны,
1 К данному характеру течения применим также термин «струйный режим
заполнения», в отличие от рассмотренного ранее «регулярного режима запол-
нения». Подробно об этом см., например, в кн.: Леонов А. И., Басов Н. И.,
Казанков Ю. В. «Теоретические основы переработки литьем под давлением реак-
топластов и резин». М., Химия, 1977. (Прим, ред.)
109
Таблица 7
ру (МПа) при L/S
S, мм 30 35 40 50 60 70 80 90 100
0,5 26 28 30
0,75 25 27 29 — — — — — —
1,0 24,0 26 28 29 — — — — —
1,25 23 25 27 28 29 — — — —
1,50 22 24 26 27 28 29 — — —
1,75 21 23 25 26 27 28 29 — —
2,0 20 22 24 25 26 27 28 29 —
2,25 19 21 23 24 25 26 27 28 29
3 — 19 21 22 23 24 25 26 27
4 — — 20 21 22 23 24 25 26
5 — — — 20 21 22 23 — —
ими трудно пользоваться. При этом формулы не отвечают на
вопрос, каково минимально возможное ршах, необходимое для
качественного оформления изделия. Некоторые исследователи
определяют рп1ах при литье стандартного образца или одного нети-
пичного изделия. Остается неизвестным, как определить ргаах
для других изделий.
В ряде работ рекомендуется для определения ршах принять
в качестве факторов толщину и отношение длины к толщине издФ-
лия [49]. При этом рекомендация не затрагивает влияния отноше-
ния ширины изделия к его длине и влияния впускных каналов на
давление.
Многие авторы увязывают потери давления с продолжитель-
ностью выдержки под давлением, температурами литья иформы и
другими элементами технологического режима. Большое число
факторов, влияющих на поле давления, затрудняет разработку
расчетных формул, которые учли бы их влияние и которыми легко
можно было бы пользоваться. Эти вопросы подробно изложены
в работах [9, 12, 16, 22, 23].
Если считать, что каждый полимер перерабатывается в опти-
мальных и специфичных для него интервалах температур, то для
приближенного определения минимально допустимого ршах, доста-
точного для качественного оформления изделий из полистирола
в одногнездных формах с точечным литником в центр и соотноше-
нием сторон А/В = 1, можно рекомендовать табл. 7. 1 Для других
1 Предлагаемый ниже метод расчета ршах выгодно отличается от упомяну-
тых выше тем, что он дает ответ на вопрос, какое давление в форме является
достаточным для формования изделия без утяжин, однако не лишен недостатков.
Основной недостаток — невысокая точность прогнозируемых формулой (5) ве-
личин Ршах- Вместе с тем это пока единственный расчетный метод определения
указанного давления. (Прим, ред.)
НО
изделий, не приведенных в табл. 7, рекомендуется эмпирическая
формула
МПа, (5)
где рт — давление, МПа, определяемое по табл. 7 в зависимости от
толщины S и отношения L/S; Км — коэффициент, принимаемый
для различных материалов (см. § 9, с. 76); Мл = 1,05; dn —
диаметр пальцевого литника, определяемый по табл. 2, 3; dr —
диаметр точечного литника, определяемый по табл. 4 и коэффи-
циенту К (см. § 9); при определении отношения djd^ для ленточ-
ного впуска пользуются приведенным диаметром dnp. Например,
при ширине в, глубине h и отношении b/h = 3 сечение впуска
равно b2/3 = 0,785dnP, откуда dnp = 0,656, мм; Мк — 1,03 —
коэффициент, характеризующий конфигурацию изделия. Для
дисков Кк = 1; А — длина (Л > В) и В — ширина изделия, мм.
. Для многогнездных форм ртах увеличивается в зависимости от
числа гнезд и длины литниковой системы на 10—30%. При литье
в многовпусковые формы длина и ширина течения расплава учиты-
вается по участку полости, обслуживаемому одним литником. При
литье системой незатвердевающих литников их длина не учитыва-
ется при определении ртах. Ниже дан пример использования табл. 7
при литье других изделий, не приведенных в ней, по размерам,
материалу, литниковой системе и др.
Пример. Определить ргаах для литья прямоугольной коробки
из ПММА марки Дакрил А X В = 0,45 X 0,3 при Н = 0,15 м
и толщине S = 2,5 мм с центральным литником d = 4,2 и I ~
= 25 мм. Определив L, L/S, рг, Км, dy, KdnldT , К^в из табл. 2,
3, 4, 7 и по коэффициенту К (см. § 9) и подставив их в формулу (5),
получим ргаах = 34,4 МПа. При Fo = 0,45-0,3 = 0,135 м2
в полости возникает усилие Рп — 34,4-0,135 = 4,64-10® Н. При
выборе оборудования согласно формуле (7J). Р3 > Ри = 4,64 X
X 10® Н. При литье коробки точечным впуском из полистирола
необходимое Р3 = 3,5 • 10® Н.
§ 13. КОНСТРУКТИВНЫЕ РАЗНОВИДНОСТИ СИСТЕМ
ОФОРМЛЯЮЩИХ ДЕТАЛЕЙ
Ниже приводятся основные признаки, по которым различаются
оформляющие детали: по взаимосвязи с другими деталями формы —
цельные, вставные и составные конструкции; по гнездности — для
одногнездных и многогнездных форм; по классу точности изде-
лий — для обыкновенных (4—7-й класс) и прецизионных (2—3-й
класс); по характеру оформляющих поверхностей — для гладких
изделий, изделий с поднутрениями, резьбовых соединений и мато-
вых, шагреневых и других декоративных поверхностей; по способу
перемещения — на перемещающиеся автоматически, перемещаю-
щиеся в кассетах, съемные, сменные в стационарных и съемных
П1
формах; по числу цветов расплава — для одноцветного литья,
многоцветного литья с четким разграничением цветов на несколь-
ких универсальных машинах, работающих спаренно или на одной
специальной машине, а также многоцветного литья с нечетким
разграничением цветов; по геометрической форме изделий — для
плоских и объемных, круглых конусных и прямоугольных изде-
лий, трубчатых и кольцевых изделий, корпусных, зубчатых и
шлицевых изделий; по технологии изготовления — на изготовляе-
мые механообработкой, холодным выдавливанием, электроискро-
вым способом и электроосаждением никелькобальта и ни-
келя.
Выше были рассмотрены конструкции простейших оформляю-
щих деталей (см. рис. 1—6, И, 23, 29, 39). Более сложные кон-
струкции будут рассмотрены в гл. VIII. Здесь будут рассмотрены
конструкции оформляющих деталей по приведенным выше приз-
накам.
Оформляющие детали имеют поверхности различного назначе-
ния. Оформляющая поверхность представляет собой негативное
изображение части поверхности изделия и приходит в соприкосно-
вение с расплавом. Кроме нее на оформляющих деталях имеются
поверхности разъема, размыкания, запирания, посадочные, опор-
ные, центрирующие и уплотняющие.
Конструирование оформляющей поверхности (5 и Г, рис. 1)
начинается с определения границ части поверхности изделия,
оформляемой данной деталью формы. Для этого изделие ориенти-
руется относительно формы для определения линии разъема
между полуформами В с учетом извлечения изделия из матрицы и
сталкивания с пуансона и распределения поверхностей Б и Г
между ними. Но пуансон или матрица могут быть цельными и
составными. При цельной конструкции линия В является един-
ственной границей их поверхностей Б и Г. Если они сконструиро-
ваны составными или вставными, устанавливаемыми неподвижно
или перемещаемыми, то появляются дополнительные линии разъе-
ма. Таким образом поверхность изделия может распределяться
между многими оформляющими деталями, а места стыка их офор-
мляющих поверхностей оставляют на изделии следы. При этом
желательно, чтобы границы между полуформами и оформляющими
поверхностями совпадали с естественными границами и переходами
на изделии с тем, чтобы на нем по возможности скрыть следы от
стыка деталей. Здесь на стыках должно быть обеспечено точное
совпадение кромок как по высоте, так и по плотности сопряжения,
что возможно только при отсутствии завала острых кромок.
Допустимость следов на изделии должна быть оговорена конструк-
цией изделия. Для точного совпадения стыков предусматривается
их совместная доводка после обработки с минимальным припуском,
не превышающим 0,01 мм. В зависимости от назначения изделия
шероховатость поверхности В и Г Ra 0,016-^-0,020, в особых случаях
от Дг 0,100-^-0,025,
11?
Шероховатость поверхности изделия влияет на прочностные
показатели, удобство эксплуатации, уменьшение износа и др.,
а также на уменьшение адгезии, облегчая его извлечение из мат-
рицы и сталкивание с пуансона. Однако достижение указанной
выше шероховатости стенок полости сопряжено с большими
затратами и требует применения легированной стали высокой
твердости. Для достижения шероховатости Ra 0,320—0,080 необ-
ходима твердость HRC 52—56, а для шероховатости Ra 0,04—0,02
HRC 59—61, т. .е.-не меньше твердости абразивных частиц поли-
рующей пасты, что предотвращает образование рисок в направле-
нии полирования. При большой шероховатости стенок полости для
свободного удаления изделия на них требуются повышенные
уклоны в направлении разъема, что снижает достижимую
точность изделия. Величина гарантированного минимального
уклона при удовлетворительной шероховатости поверхности фор-
мы выбирается для нейтрализации влияния возможных отрицатель-
ных уклонов и микроуглублений технологического происхождения,
могущих сыграть роль поднутрений при извлечении изделия из
матрицы, и в особенности при сталкивании с пуансона. При
выборе величины уклонов необходимо добиваться, чтобы изделие
осталось на пуансоне, и также учесть, что усадка по толщине ослаб-
ляет сцепление изделия с матрицей и увеличивает силы трения,
удерживающие его на пуансоне. Поэтому уклоны в матрице
должны быть минимальными, в зависимости от технологических
неровностей, величины усадки по толщине и точности взаимораспо-
ложения поверхностей. Они принимаются в пределах 0,01—0,015
на каждые 100 мм длины (20"). На пуансонах для цилиндрических
изделий уклоны должны быть в 2 раза больше. Уклоны, предусма-
триваемые конструкцией изделия (рис. 1, 39), удачно сочетаются
с требованиями, предъявляемыми к уклонам стенок полости формы.
Взаиморасположение поверхности замыкания с осью изделия.
Распределение поверхности изделия между оформляющими поверх-
ностями отдельных деталей определяет положение плоскости
разъема, но не определяет ориентации оси изделия относительно
оси формы. 'Поверхности (плоскости) разъема А и В (рис. 1)
перпендикулярны оси формы и изделия, а плоскости разъема Г,
1\ (см. рис. 6) и Б (рис. 46, г) параллельны им. Плоскости замыка-
ния В и В± (см. рис. 6) и И (рис. 46, г) перпендикулярны им. Кроме
горизонтальной плоскости разъема (см. рис. 6), параллельной оси
изделия и формы, и двух плоскостей замыкания, перпендикуляр-
ных к ним, имеются еще запирающие поверхности. Такие поверх-
ности Б, Бг и Д имеются на рис. 6 и 46, г. Иногда поверхности
замыкания располагаются под углом к оси формы и изделия.
Уплотняющими являются поверхности Г (рис. 46, б) и Г и Ж
(рис. 46, в). Таким образом, разные поверхности выполняют
разные функции.
Поверхности разъема пересекают оформляющую поверхность.
Поверхности замыкация воспринимают усилие замыкания, удер-
113
Рис. 46. Взаиморасположение поверхности разъема, плоскости, замыкания и оси
изделия в литьевых формах
живая полуформы в замкнутом состоянии. Запирающие поверх-
ности удерживают полуматрицы или цельные матрицы в замкну-
том состоянии по плоскости разъема. При замыкании уплотняю-
щие поверхности герметизируют полость. Часто одна поверхность
выполняет несколько функций: плоскости А и В (рис. 1) являются
плоскостями разъема и замыкания. Поверхности Б (рис. 46, а)
и Г (рис. 46, б) являются центрирующими и уплотняющими.
В матрице 10 (см. рис. 3) оформляющая поверхность открыта
с двух сторон. Здесь плоскость Е является плоскостью разъема,
замыкания и уплотнения. Плоскость Ж — опорная и уплотняю-
щая. Поверхности разъема не всегда являются плоскостями. Их
форма зависит от конфигурации изделия. На рис. 1—6, 46, а,
виг они плоские, на рис. 46, б поверхности Г — конические, на
рис. 47, 78 и 82 — криволинейные. Из приведенного видно1, что
расположение и форма поверхностей разъема, замыкания и
запирания могут быть различными. Их расположение диктуется
ориентацией оси изделия в направлении, обеспечивающем его
свободное извлечение и сталкивание. Ось не всегда совпадает
с направлением размыкания машины (см. рис. 71, а), тогда приме-
няют разъемные матрицы. Кроме указанных, на оформляющих
деталях имеются поверхности, выполняющие другие функции.
На рис. 46, г поверхность Е посадочная, Ж и С — опорные для
пуансона 4 и полуматриц 2, В — оформляющие. Поверхности Г
и В на рис. 46, г, д — центрирующие и уплотняющие. Если
поверхности Б замыкания (рис. 46, а) расположены под углом и
на одной стороне, они вызывают смещение осей полуформ' под
114
давлением усилия замыкания, что можно Предотвратить Запираю-
щими поверхностями Б (см. рис. 47, 51, а и 78).
Конструкции цельных пуансонов и матриц (детали 2 и 1 на
рис. 46, а, б, 47) заключаются в том, что они, кроме оформляющих
поверхностей, выполняются заодно с плоскостью разъема, замыка-
ния и опорной, центрирующей и запирающей. Цельные конструк-
ции применяют для упрощения и ускорения изготовления формы
за счет сокращения числа деталей. Их достоинством является боль-
шая прочность и массивность, противостоящие усилиям замыка-
ния. В них хорошо размещаются выталкиватели 3 и охлаждающие
каналы. При наличии отверстия Г и паза Б (см. рис. 46, а) их
можно оформить выступами, выполненными заодно с пуансоном 2
и матрицей 1. Это улучшает внешний вид изделия. Точность
изделия, свободного от деформаций, накопления ошибок Составных
деталей и суммирования допусков, возможных перекосов, смеще-
ний и др., более высокая, чем у конструкции с составными частями.
Недостатком цельной конструкции является ее недолговечность
в эксплуатации. Например, малейший износ поверхностей Б и Г
(рис. 46, а и б) вызывает затекание расплава. Смещение осей при
изготовлении не может быть исправлено. Отвод газов возможен
только с помощью вставных деталей. Здесь нельзя повысить про-
изводительность за счет вставных деталей 5 и 6' из специальных
сплавов (см. рис. 59, г), обладающих высокой теплопроводностью
[32, 67]. Для цельных пуансонов и матриц вместо нормального
сортамента применяют крупные поковки легированной стали для
выполнения не только оформляющей, но и других поверхностей,
что удорожает стоимость деталей. Применение цельных пуансонов
в многогнездных формах, а также при оформлении в них высоких
ребер или перегородок нецелесообразно. В первом случае при-
меняют вставные, а во втором — составные пуансоны. Тем не
менее цельные пуансоны и матрицы с небольшими изнашиваемыми
сменными деталями (рис. 46, а) широко применяют и выдержи-
вают большие сроки амортизации. Например, на одной форме
Рис. 47. Конструкции цельных пуансонов и матриц
115
В течение пяти лет были отлиты 1,5 млн. накладок (см. рис. 38).
Цельные матрицы применяются в одногнездных формах, чаще для
крупных изделий, где обработка гнезда в обойме и точная посадка
в него матрицы, особенно для изделий прямоугольной формы,
очень трудоемка и нецелесообразна ввиду малой прочности сырой
обоймы. В многогнездных формах, для мелких и средних изделий,
применение цельной матрицы наиболее целесообразно ввиду воз-
можности сближения гнезд и сокращения длины литников и следо-
вательно уменьшение потерь (см. рис. 20, к), уменьшения размеров
формы (см. рис. 10) и применения менее крупных машин.1
Конструкции вставных пуансонов и матриц. Применение
в форме на крышку (см. рис. 2) вставных пуансонов и матриц было
подробно обосновано. Их применение на других формах показано
на рис. 1—6, 49, б, 53, в и др. Основное требование к вставным
пуансонам, матрицам и обоймам в многогнездных формах: смеще-
ние соосности посадочных и оформляющих поверхностей Е, В, Г
(рис. 46, г) от 0,01 до 0,015 для тонкостенных изделий и 0,03 мм
для изделий толщиной 3—4 мм; для прямоугольных пуансонов
0,02 и 0,04 мм соответственно. Посадочные размеры матриц и
пуансонов выполняются для изделий 3-го класса точности по А/Т,
адлина посадочных поверхностей принимается (1—1,5) d. Совпаде-
ние торцов посадочных размеров пуансонов и матриц с поверх-
ностью замыкания их обойм в пределах 0,01—0,015 мм. Превыше-
ние посадочных размеров пуансонов против наружных размеров
изделий выполняется только при недопустимости на изделии сле-
дов сопряжения пуансонов с обоймами или высокой требуемой
точности изделия по высоте и выполняетя специальными техноло-
гическими приемами. В этом случае разновысотные посадочные
поверхности пуансонов мешают замыканию формы, вызывают
вытекание расплава из полостей и литниковых каналов на пло-
скость замыкания, что создает дополнительное противодавление
усилию замыкания. Это особенно проявляется при литье жидко-
текучих полимеров. Требуется перпендикулярность опорных
поверхностей пуансонов и матриц к их осям и осей отверстий под
гнезда в обоймах к их плоскости замыкания и непараллельность
поверхностей всех обойм и плит в пределах 0,02 мм на максималь-
ной длине. При таком допуске общая накопленная ошибка на
непараллельность пакета должна быть не более 0,03 мм. У круглых
пуансонов и матриц (рис. 46, а) упорный бурт выполняется в виде
выступа, который устанавливается в обойму 1 по диаметру на
5 мм больше посадочного Е с зазором 0,5 мм на сторону, а по
высоте 5 и 10 мм с допуском —0,1 мм, для мелких и средних пуан-
сонов 4. Для более крупных высота бурта принимается конструк-
тивно. На глубину бурта в обойме 2 допуск принимается +0,1 мм.
1 Тем не менее, при гнездности больше двух для сложной конфигурации из-
делий крупных размеров такие матрицы нетехнологичны и в эксплуатации не-
надежны, поэтому в данном случае следует избегать цельных конструкций.
(Прим, ред.)
116
Угловая фиксация круглых пуансонов и матриц производится
пшонками или штифтами. У прямоугольных пуансонов и матриц
бурты располагаются с двух коротких сторон с теуш же размерами.
К опорной поверхности пуансонов (рис. 46, а/поз. Ж) и матриц
прижимаются сопрягаемые детали, опорные плиты или неподвиж-
ные фланцы 3, которые не подвергаются термообработке. Однако
нет оснований опасаться их возможного смятия опорными поверх-
ностями пуансонов и матриц, воспринимающими ргаах^ которое
всегда меньше [о ]с'м стали, а опорные поверхности всегда больше
оформляющих поверхностей. Кроме того, от перемещения их удер-
живает усилие запрессовки в обоймы (§ 9). В некоторых случаях
при работе со сталкивающей плитой 4 (см. рис. 10) усилие замыка-
ния может быть передано через коническую поверхность Ж плиты 4
и пуансона 3 на опорную поверхность Г подвижного фланца. Это
должно быть исключено с помощью гарантированного зазора на
поверхности Ж в пределах 0,01—0,02 мм по контуру.
Крепление внакладку пуансонов к опорной плите и матриц
к неподвижному фланцу обычно применяется только при отсут-
ствии боковых давлений, малой высоте изделий и возможности
размещения на опорных поверхностях крепежных' и фиксирующих
элементов. Центрирование пуансонов производится с помощью
глухих и незакаленных пробок, которые запрессовываются в от-
верстия на опорной поверхности. Расточка отверстий под центри-
рующие штифты в пробках производится либо отдельно по задан-
ным координатам относительно осей оформляющей поверхности,
либо в собранном виде с соосно установленными и закрепленными
к прилегающим деталям пуансонами и матрицами. Расточка
отверстий под штифты в пуансонах и матрицах до термообработки
не достйгает цели, так как после нее координаты всех отверстий
смещаются и фиксация получается неточной. Суммарное смещение
осей пуансонов и матриц при любой конструкции крепления не
должно превышать ±0,015 мм для изделий, изготовляемых по 3-му
классу точности. ДЛ’я тонкостенных и прецизионных изделий
отклонение допускается в пределах ±0,003 мм. Технологические
возможности оборудования, выполняющего расточку гнезд для
пуансонов и матриц и центрирующих элементов, превышают
заданную в 5—6 раз. Так, современный координатно-шлифоваль-
ный станок при межцентровом расстоянии до 300 мм производит
обработку отверстий с отклонением координат осей ±0,0005 мм.
Расчет толщины стенок матрицы. В литьевых формах давление
изменяется от 0 до ртах в замкнутом положении формы, что требует
расчета толщины стенок. Исходными для него являются: ртах,
конфигурация полости и материал матрицы. Для круглой матрицы
1 (рис. 48, а) со вставным дном 2 толщина стенки г—ту определяется
ИЗ условий ртах 2^ = 2 (г—/у) h. [о], Н; (г — Гг) = рщахГ! [ст Г1» м.
Для особо нагруженных матриц, где увеличение толщины
стенки не приводит к уменьшению напряжений на поверхности
оформляющей полости, матрицы запрессовываются в обоймы 3
117
с натягом 6. В этих конструкциях, называемых скрепленными
цилиндрами, в матрице 1 (рис. 48, б) возникают сжимающие напря-
жения ри которые уменьшают о, вызываемое воздействием ртах. Это
позволяет при расчете допускать [о]зап, более высокие, чем [о]
для незапрессованных матриц: Если материал обоймы и матрицы
одинаково работает на растяжение и сжатие, наружный радиус
обоймы г2 = г2/гх, мм, натяг 6 = 2гргаах/Е, то напряжения в за-
прессованной матрице [о]зап = т [а], Па. Коэффициент т
всегда больше единицы и равен т = 2/(1 + К), где К = rjr2
[28, с. 526]. Так, при К = 0,5 т = 2/(1 + 0,5) = 1,33, т. е.
[сг]зап больше растягивающего напряжения [о] на 33%, что по-
зволяет проектировать более компактные конструкции.'
Для многогнездных форм, где наряду с круглыми 3 применя-
ются прямоугольные обоймы 4, наружные размеры до оси гнезда
А и Б > г2 (рис. 48, б). Толщина стенок а (рис. 48, в) прямоуголь-
ной матрицы 1 с размерами /хХ/2Х/г, м, со вставным дном 2 опре-
деляется по формулам (6) и (7), представляющим собой условие
прочности опасного сечения I—I [30, т. 3, с. 121]:
[<т]ср > <Тиах + а = (р1пах/?/1/24)/(Л/б) + (pmM)/(2ah). (6)
Для легированных и термообработанных сталей [о ]ср прини-
мается З Ю8 Па. Преобразуя (6), получаем
4[н]сРа2/Лпах-2/2а-/1 = 0. (7)
Для матрицы с оформляющими размерами — 0,25 м, /2 — 0,1 м>
h = 0,08 м, рщах = 4-10’ Па, [<т ]g, = З Ю8 Па по формуле (7)
толщина а = 0,068 м. Стрела прогиба /тах в сеч. I—I определяется
так: 1 <
fmax — РттЬ (32Еа ) , М, (8)
гдеЕ = 1,9-1011 Па. Подставив указанные выше данные в формулу
(8), получаем/шах = 0,08017 10~3 м, что превышает значение макси-
мально допустимых зазоров (см. § 10), через которые не вытекает
расплав. После снятия давления силы упругости стремятся воз-
вратить стенку матрицы в исходное положение, что/защемляет
отливку, препятствует размыканию полуформ и извлечению изде-
лий. Применение пазов на сопрягаемой детали 5 (рис. 48, г) для
плотной посадки матрицы 1 при достаточной глубине hr, предо-
твращающей смятие площадок Е и поверхности Б деталью 2
в детали 5, может снизить стрелу прогиба до 0,01—0,02 мм, что
предотвращает вытекание расплава и защемление отливки. Однако
такая конструкция требует плотной посадки, что затрудняет
подгонку при сборке и ремонте формы. Более совершенна кон-
струкция, показанная на рис. 48, д. Однако ее недостатками
являются недоступность при машинной чистовой обработке и
шлифовке поверхности Г матрицы 1, трудности при полировке и
хромировании пазов b и достижении высокой точности размера h
118
(рис. 53, в). Более прогрессивным
является сопряжение матрицы 1 с
обоймой 5 по конической поверх-
ности К- Пазы в обойме5 (рис. 48, е)
выполняют по длинным сторонам
матрицы сквозными для возмож-
ности их шлифовки и притирки до
плотного сопряжения дна 2 и ма-
трицы с поверхностями Б и К,
что может быть проверено по крас-
ке. Здесь обеспечивается плотное
Таблица 8
h/lt fCl с2 a
1/4 1,15 0,025 0,62
1/3 1,03 0,046 0,64
1/2 0,635 0,176 0,72
2/3 0,366 0,335 0,835
1 0,123 0,583 1,18
сопряжение, сборка и разборка, а при надобности вместо зазора
в сопряжении К применяют натяг, чем пользуются для эффектив-
ного охлаждения толстостенных и беспрепятственного извлечения
тонкостенных изделий (§ 15). Если в конструкциях г, д и е (рис. 48)
рассматривать продольную стенку матрицы как пластину, нагру-
женную равномерно распределенной нагрузкой ршах, защемленную
с трех сторон, а с четвертой (продольной). свободную (рис. 48, ж
и д'), то приближенно максимальная стрела прогиба свободной
стороны
Г = (с1Ршах^4/Еа3) (1 + 0,25aa2//i2), м.
(9)
При этом в сечении I—I возникают максимальные напряжения
Фг < [oJcp = с2рт^1г/а, Па. (10)
Коэффициенты сх, с2 и а в зависимости от отношения hll-iприведены
в табл. 8 [30. т. 3, с. 139, 143]. Формулы (9, 10) и значения съ
с2 и а справедливы при а//2 < 1/3. Согласно формулам (9, 10)
и табл. 7 для ранее рассматриваемого примера при переходе на
конструкцию рис. 48, д величина прогиба уменьшается до следую-
щей величины: f = 0,0348 10~3 м, а ох = 254-10® Па.
Несмотря на малое значение сц, толщину стенки а уменьшать
нельзя, так как это может вызвать увеличение что недопустимо.
Поэтому матрица, зажимаемая с двух сторон по площадям К,
при минимальной толщине а обеспечивает минимальные прогибы и
считается оптимальной (рис. 48, и и 56, б). Такие же конструкции
применяются для круглых матриц (рис. 56, а). Расположение
в теле таких матриц охлаждающих каналов практически не
снижает их жесткость.
Расположение отверстий под колонки и втулки в матрицах
следует производить в сечении II—II (рис. 48, в) *.
Неблагоприятные условия для пуансонов, работающих кон-
сольно при центральном впуске, возникают при l/d > 5, а для
1 Их расположение (а также размещение других отверстий) возможно также
в сечении IV—IV, расстояние которого от оси /' 0,3/j; в этом сечении Оиз 0.
(Прим, ред.)
119
1 2- 3 в)
Рис. 48. Зависимость толщины стенки от конструкции матриц
120
пуансонов 4 (рис. 46, г) и знаков, закрепленных в двух опорах при
lid < 5 ч-10.
Составные пуансоны и матрицы находят все более широкое
применение. По мере увеличения размеров и несущей способности
пластмассовых изделий их конструкция усложняется. На них
появляются элементы, увеличивающие жесткость. При сравни-
тельно небольшой толщине наружных стенок применяют высокие
ребра, связывающие перегородки др., достигающие высоты 0,3 м
и толщины 2—3 мм. Их оформление осуществляется пуансоном,
однако изготовить на нем такие тонкие и глубокие пазы трудно
даже на современном электроискровом оборудовании и электро-
осаждением сплавов. Хромировать такие пазы нельзя. На форме
для литья ящиков на 20 молочных бутылок из ПВП (рис. 49, е)
установлен составной пуансон, состоящий из 20 отдельных частей,
припассованных друг другу прямоугольными посадочными по-
верхностями и вместе запрессованных В мощную обойму. На
оформляющей поверхности каждой из них профрезерованы углуб-
ления, оформляющие перегородки. Они доступны для обработки,
шлифовки и хромировки. Матрица разъемная на четыре стороны.
Требования по обеспечению высокой производительности вызвали
к жизни новые конструкции охлаждаемых элементов. Вместо
сверления каналов на оформляющих поверхностях врезаны и
герметично закреплены пластины из сплавов с высокой теплопровод-
ностью (из бериллиевой бронзы), под которыми профрезерованы
каналы охлаждения (рис. 59, г). При массе ящика, равной 1,6 кг,
толщина его Ьтенок в отдельных местах достигает 6 мм, а продол-
жительность цикла не превышает 2 мин.
На рис. 46, а более целесообразно выступ Г на пуансоне выпол-
нить вставным (штриховые линии) с креплением в центре. Дно
матрицы также более целесообразно сделать вставным и запрессо-
вать его по линии д. В составных матрицах вставные донышки 12
и 8 (см. рис. 5 и 10) выполняют функции литниковых втулок. При
установке вставных деталей необходимо учитывать, что возможное
направление затекания расплава между ними и матрицами должно
быть параллельно направлению извлечения изделия. Перпендику-
лярно к нему направление затекания может быть допущено только
по поверхности разъема (см. рис. 2, 3, 4). Подтекания в любом
направлении допускать нельзя. В форме (рис. 46, б) расположение
поверхности Г разъема и уплотнения выбрано под углом а, так
как при этом можно легче выполнить плотное сопряжение и
предотвратить подтекание. Это вызвано назначением кромки в
манжеты, являющейся рабочей поверхностью изделия, где подте-
кания допустить нельзя. Можно с уверенностью утверждать, что
при совмещении линии разъема и замыкания затекания на острой
кромке при любой точности не избежать.
Оформление изделий с поднутрениями. Отличительной чертой
форм для изделий без поднутрений (см. рис. 1—5, 10, 23, 39)
является совпадение направления перемещения ее частей с направ-
121
Zgl
лением размыкания машины. Отдельно выделяется группа изде-
лий е поднутрениями. Они не могут быть оформлены на приведен-
ных типовых конструкциях форм (кроме рис. 6).
Общим принципом их оформления является преобразование
основного перемещения полуформ в перемещение деталей формы
в направлении оси поднутрения, что требует разъемных оформляю-
щих деталей, перемещение которых осуществляется с помощью
клиньев, пружин, наклонных поводков или специальных пневма-
тических, гидравлических и других устройств (рис. 6, 46, в,
г, д). Основными Подгруппами изделий с поднутрениями являются
изделия с поднутрениями на наружной или внутренней поверх-
ностях. Имеются изделия, где одно поднутрение можно считать
расположенным и на наружной и на внутренней поверхности
(расположение сквозного отверстия на боковой стенке), и изделия
с различными поднутрениями на наружной и внутренней поверх-
ностях одновременно.
Оформление изделий с поднутрениями на наружной поверхно-
сти. Форма с разъемными полуматрицами (см. рис. 6) уже рас-
смотрена. Она сложна в изготовлении и рассчитана на массовое и
крупносерийное производство. Для небольших партий применяют
упрощенное изготовление форм, где предусматривается ручной
разъем полуматриц (см. рис. 46, в).
Конические поверхности Б и Г фланцев 2 и 5 сопрягаются
с верхней 3 и нижней 6 полуматрицей. Последняя закреплена
винтами 4 на двух тягах 7, которые при замкнутой форме высту-
пают за пределы деталей 2 и 5 в сторону фланца 2 на длину а>> в
и фланца 5 на величину е> д. При размыкании полуматрицы
увлекаются фланцем 2 вследствие усадки изделия, охватывающего
пуансон / и разности длин д. Дальнейшее перемещение
полуматриц задерживается головками тяг 7, упирающихся во
фланец 5. Перемещение фланца 2 и пуансона 1 на промежуточную
величину L', которая больше
оформляющей длины пуансо-
на, где (а + е) > L' > (в + d),
позволяет ручкой 8 повернуть
полуматрицу 3 на шарнире 9
для извлечения изделия. Рас-
стояние между плитами ма-
шины А при разомкнутой
форме должно удовлетворять
условию (Д 4- е+ а) > А >
> (Д + д + в).
Такие формы проекти-
руются и многогнездными.
Однако это ограничивается
Рис. 49. Формы с разъемными полуматрицами .
для оформления поднутрений, расположенных
на наружной поверхности изделия
увеличением массы полумат-
рицы 3, для раскрытия ко-
торой требуется большая фи-
123
зическая нагрузка. Возможно уменьшение массы при помощи
отверстий между гнездами или вырезки по наружному контуру,
однако не ослабляющим прочности матрицы. В мелкосерийном
производстве применение этих форм оправдано. Здесь обязатель-
на конусность части Ж пуансона 1, без которой при его входе в
закрытые полуматрицы может быть повреждена острая кромка,
оформляющая торец изделия. Посадка по конусу Ж не должна
допускать подливов по торцу изделия и разъему формы. Приме-
нение такого разъема для прямоугольного изделия будет препят-
ствовать повороту полуматрицы 3 на шарнире. В этом случае
необходимо предусмотреть уклон по высоте изделия, оформляе-
мого в верхней полуматрице, либо вертикальную ось формы со-
вместить с диагональю изделия. При двух- и более гнездной
конструкции литниковые каналы ж, elt б и г располагаются,
как на рис. 49, б.
На данной форме (рис. 46, в), так же как и на форме, показан-
ной на рис. 6, пуансоны 1 расположены на подвижной полуформе.
Однако в последней изделие сталкивается с пуансона трубчатым
выталкивателем 9, а в первой пуансон извлекается из изделия,
удерживаемого полуматрицами 3 и 6, а после поворота полума-
трицы 3 изделие снимается с формы. При установке пуансонов 4,
11 на неподвижной стороне (рис. 46, а и 49, б) отпадает необходи-
мость в камере и деталях системы извлечения и полуматрицы пере-
мещаются по фланцам 7 поверхностью С. Однако при разъеме
необходимо предотвратить увлечение изделия одной из полу-
матриц. Для этого они должны освободить изделие до полного
извлечения пуансона из него. Его небольшая часть должна удер-
жать изделие от увлечения полуматрицами, но в то же время
не должна препятствовать падению изделия в разъем, равный
2/2 (см. рис. 50). Это достигается выбором угла о,! наклона повод-
ков 6 и длины Н.
В форме, показанной на рис. 50 конической поверхности типа
Ж (см. рис. 46, в) не требуется, так как пуансон при замыкании
полуформ входит не в сомкнутые, а в раскрытые полуматрицы,
которые окончательно сомкнутся после захода в них пуансона на
всю длину, но диаметр поверхности Г (см. рис. 46, г) не должен
вызывать вытекания расплава на разъем Б.
Для предотвращения сколов или разрывов изделия при разъеме
полуматриц необходимо предусмотреть минимальные уклоны по-
верхностей, оформляющих боковые стенки канавок. Перемещение
полуматриц в стороны осуществляется наклонными поводками 3
(рис. 6). При длине изделия — 504-60 мм поверхности 5,
высотой 30—40 мм выполняются заодно с плитой 2. При длине
Z,x > 60 мм и коротких поверхностях Бг возможен разжим полу-
матриц от ртах по плоскости Г — Г\ у опорной поверхности.
Разжим полуматриц зависит не только от высоты поверхностей
Бъ но и от устойчивости полуматриц, выражающейся отношением
В : Н (рис. 49, а). При увеличенной длине оформляющей части
124
Ly = 100 4-120 мм пуансона 7 устойчивость полуматриц 3 можно
увеличить увеличением их ширины до за счет дополнительных
опор а, выполненных заодно с ними (рис. 49, б). При длине изде-
лия 120 4-600 мм и более и невозможности дополнительного увели-
чения ширины Вх полуматриц вводятся специальные клинья 4
(рис. 49, а), которые одновременно запирают их с двух сторон по
поверхностям Р и N. Клин 4 устанавливается выступом в соответ-
ствующий паз плиты 5 и закрепляется винтами; другой его конец
опирается на опорйые планки 1 и 9 (рис. 49, а, б), устанавливае-
мые в окнах I на опорной плите 2 и на фланце 7.
Клинья, предназначенные для удержания полуматриц от рас-
крытия под воздействием ршах, не должны воспринимать полное
усилие замыкания машины. Зазор между плитой 5 и торцом полу-
матриц при замыкании может вызвать отжим клиньев и опорная
плита на длине в может деформироваться. Прочность сопрягаемых
поверхностей обеспечивается при условии
(16 /в) Бп,! [о]см, Н, (11)
где D и Lr — диаметр и длина изделия, м; п и пг — число гнезд и
клиньев; /5 и /6 — высоты опорных поверхностей клиньев, м;
Б (рис. 49, б) — ширина клина, м; [о ]см — допускаемое напряже-
ние смятия, принимаемое для термообработанных клиньев 4
и плит 2 и 5 108 Па, а для сырых 5 10’ Па. Поскольку в данной
конструкции изделие снимается с пуансона закрытыми полуматри-
цами, то для предотвращения преждевременного раскрытия полу-
матриц на клиньях предусмотрены прямолинейные участки длиной
/3 — /4 с зазором, принимаемым не более 0,3 мм. Эта длина должна
быть меньше длины /{, которая предусмотрена для продольного
перемещения полуматриц до начала их разъема. После перемеще-
ния полуматриц на длину 1{ выбирается зазор б, коническая
поверхность Р оказывается за пределами прямолинейного участка
клиньев, и полуматрицы начинают поперечный разъем.. При даль-
нейшем перемещении полу матриц от до /2 поводки 6 переместят
каждую из них на величину д. Общее перемещение 23 > Dmax
изделия 9. При Lr — 12 = 24-3 мм предотвращается увлечение
изделия одной из полуматриц и обеспечивается его свободное
удаление из формы. Здесь разомкнутое положение полуматриц
фиксируется как на рис. 6, фиксаторами 5 и шариками 6. При
дальнейшем перемещении подвижной полуформы до крайнего
левого положения и при обратном движении полуматрицы удержи-
ваются в этом зафиксированном положении до сближения замыка-
ющих торцов полуматриц и плиты 5 (см. рис. 49, а) на расстояние
/2, после чего полуматрицы смыкаются. Одновременно совмещаются
поверхности замыкания полуматриц и плиты 5, запирающие
поверхности Р и N полуматриц с соответствующими поверхностями
клиньев, а также происходит запирание клиньев опорными план-
ками 1 и 9 на рис. 49, а, б. При этом образуются зазоры а и б.
125
На рис. 49, а слева показан вариант, заменяющий наклонные
поводки 6 изогнутыми поводками 10 прямоугольного сечения,
запрессованными в плиту 5 и закрепленными винтами. Этому ва-
рианту нельзя отдать предпочтение. Изготовление прямоугольных
посадочных отверстий более трудоемко, а подгонра наклонных
поверхностей внутри тела матрицы требует расширения отверстий
и ослабления полуматриц 11.
Более удобны и просты варианты перемещения полуматриц 13
(рис. 49, б) с наружными 5 и внутренними 1 пружинами. Первый
вариант не препятствует свободному падению изделия. Пружины 5
закрепляются между головками винтов 4, ввернутых в приливы а
полуматриц, и кронштейнами 6, прикрепленными к плите 7. Они
также ограничивают перемещение каждой полуматрицы на вели-
чину д, и надобность в фиксаторах 2 и шариках отпадает. Предо-
твращение опрокидывающих моментов, вызывающих заклинива-
ние полуматриц в планках 10, достигается расположением винтов
4 по высоте на одном уровне с ними. Недостатком конструкции
является выступание пружин за пределы фланца 7, что может
вызвать их повреждение при транспортировке. Вариант с внутрен-
ними пружинами более компактен, и для возможности свободного
падения изделий через разъем следует увеличить высоту полу-
матриц Н для расположения гнезд и пружин на разной высоте, что
является недостатком. Здесь нужны лишь фиксаторы 2. Надоб-
ность в шариках, пружинах и отверстиях для них отпадает.
Тарирование пружин обязательно, без чего возможно заклинива-
ние полуматриц в планках /0; уравнивание усилия пружин за
счет прокладок неудобно при эксплуатации и ремонте. Общим
недостатком обоих вариантов является незначительная величина
разъема, котбрую нельзя увеличить из-за ограничений по разме-
щению более крупных пружин, что в большей степени относится
к первому варианту.
Разводящий канал расположен на замыкающих торцах полу-
матриц. Подводящие ж, г и впускные б каналы располагают на
плоскости разъема. В форме без деталей системы удаления с распо-
ложением пуансонов на неподвижной стороне требуются верти-
кальные участки на полуматрицах и клиньях, что увеличивает их
высоту и уменьшает устойчивость, характеризуемую отношением
В : Н. Для увеличения отношения до Br : Н на полуматрица'х
сделаны приливы а. При наличии поверхностей Л на пуансонах 11
зазоры по ширине между полуматрицами и планками 10 при-
нимаются 0,2—0,3 мм. Посадочный торец пуансонов не должен
выступать над плитой 12. Для предотвращения повреждения
оформляющей поверхности пуансонов при съеме изделий закры-
тыми полуматрицами диаметр поверхности Л принимается больше
диаметра оформляющей поверхности на 0,2—0,3 мм и на 1 мм
меньше их посадочного диаметра с тем, чтобы при запрессовке
не повредить их оформляющие и центрирующие поверхности. Для
возможности совместной обработки полуматриц и их центрирова-
126
йия во время смыкания на Плоскости их разъема располагаются
колонки 14 и отверстия с отклонением координат не более
±0,015 мм для обычных и ±0,003 мм для прецизионных и тонко-
стенных изделий.
Вариант составных оформляющих деталей для шестерни элек-
тросчетчика, на наружном диаметре которого расположены углуб-
ления а для цифр от 0 до 9, показан на рис. 46, д. На конической
поверхности Г стакана 6 установлено восемь секторов 1 и два
сектора 10. На иХ' поверхностях В расположены выступающие
цифры, оформляющие на изделиях из черного полистирола углуб-
ления а, которые впоследствии заливаются белой краской. Оба
сектора 10, направляемые штифтами 12, удерживают остальные на
пуансоне 11, который охватывается ими по поверхностям В по обе
стороны конического выступа. В пуансоне установлен знак 4,
оформляющий центральное отверстие изделия, и три выталкива-
теля 5. При отходе замыкающих торцов Д секторов от матрицы 13
пружина 8 перемещает диск 9 и сектора вправо, освобождает их
от сжимающей поверхности Г, надвигая на коническую поверх-
ность Ж, вызывает их радиальное перемещение, освобождающее
углубления в изделии. При дальнейшем размыкании выталкива-
тели 5 отодвигают изделие от пуансона, оформляющего передним
торцом зубья шестерни, и сбрасывают изделие.
При замыкании матрица 13 сжимает пружину и запрессовывает
сектора плотно по поверхности Б в коническую камеру Г стакана
6, подготовив полость к следующему впрыску, который произво-
дится через центральный г и впускной канал гг. Застывший под-
водящий литник извлекается из канала г шариковым знаком (см.
рис. 26, в) и удаляется из формы. Подобная конструкция исполь-
зуется для множества изделий.
Кинематический и силовой расчет разъема полуматриц 1 и 2
(рис. 50) для оформления изделия 5 с поднутрениями заключа-
ется в определении минимального перемещения полуматриц,
длины Н и диаметра d наклонных поводков 6, оптимального угла
«1 найлона их осей к поверхности смыкания Г полуматриц. Перво-
начально определяются и конструктивно размещаются число
поводков 6 и отверстий для них в полуматрицах. Из чертежа видно,
что Ах > Л, в то же время Б > Бх- Решение принимается в зави-
симости от рамеров изделия и максимальных размеров формы,
размещающихся на данной машине. При прочих равных условиях
следует отдать предпочтение двум поводкам на полуматрицу, так
как это обеспечивает более равномерное их перемещение в направ-
ляющих планках. При определении Ег (см. ниже) задаются раз-
мерами перемычки а и аг которую принимают в пределах 6—8 мм
Для полуматриц массой 20 кг.
Силу давления Q наклонных поводков на перемычку а или сц,
вызывающую перемещение полуматриц поверхностью С по детали
4 при смыкании, рассчитывают по формуле Q = G//cos ах Н,
где»! — угол наклона поводков; G — сила тяжести полуматрицы;
127
128
H; f — коэффициент трения покоя (для стали по стали f = 0,15>.
Например, при G — 500 Н, аг = 30° и f = 0,15 Q = 87 Н.
Разность (<4 — d) и несовпадение углов ах поводков и отверстий
под них позволяет предположить, что сила Q передается не на всю
проекцию отверстия <4, а только на площадку шириной ^*2 10~3 м,
длиной 5 10~3 м в начале перемещения полуматриц. Тогда
давление q = Q/Fnn, Па, где ЕпЛ — поверхность площадки, м2.
В примере q = 87-10® Па, что вполне допустимо. Минимальное
поперечное перемещение полуматрицы Zmln = 0,5 (Z)2 —
— £>?)°-5 мм, где D и Of — диаметры фланца и стержня катушки;
а2 — ее длина. Однако при съеме катушки с пуансона 3 необходим
зазор 4 — I = (6~ 10) мм. Тогда необходимый разъем полуматриц
4 = 0,5 (Z)2 — Z)2)0,5 + (3 — 5), мм, а общий разъем полуматриц
24 = (£>2 — £>i)°'5 + (6 — 10) мм. Этот разъем необходим, когда
пуансон 3 и полуматрицы 1 и 2 установлены в плите 4 и сталкива-
ние происходит с помощью трубчатого выталкивателя (см. рис. 6).
или выталкивателя 5 (см. рис. 46, д).
В случае, когда пуансон и полуматрицы расположены на
разных.полуформах и изделие должно свободно падать в разъем,
Z2 = 0,57) + (3 -=-5) мм, а общий разъем 2Z2 — D + (6 4-10) мм.
Для прямоугольных катушек /2 равно половине ширины
фланца катушки плюс зазор 3—5 мм. При выборе угла ах к пло-
окости разъёма полуматрицы необходимо учитывать, что чем мень-
ше угол а1; тем меньше Zx при постоянной длине Н поводков. При
необходимости достижения заданного Zx чем меньше угол ах, тем
больше И, и тогда необходимо убедиться, размещаются ли поводки
при данной высоте формы. Угол ах выбирается в зависимости от
силы тяжести полуматрицы. При g< 300 Н ах с 35°. При G >
> 300 Н ctj < 30°. При угле ах >35° возможна деформация по-
водков. Следует учитывать, что чем больше ах, тем больше А или
Лх. Однако при этом следует проверить размещение полуматриц
на плитах 4 и 9.
При отсутствии необходимости продольного перемещения полу-
ч матриц в закрытом состоянии'зазор между поводками и отверстия-
ми принимается равным 0,5 (<4 — d) = 0,5 мм на сторону. Если
требуется, чтобы пол у матрицы 3 (рис. 49, а) в закрытом состоянии
удерживали изделие при извлечении пуансона 7, то зазор с вну-
тренней стороны (со стороны плоскости разъема) остается 0,5 мм,
ас противоположной — зазор б (рис. 49, а) рассчитывается как
^ = /isiria1, мм, где ZJ— продольное перемещение йолуматриц
в закрытом состоянии. Длина поводков (рис. 50) L = 0,^4 +
4- Л1 + hg + Л4 + А5, мм. Величина, определяющая попереч-
.ное перемещение полуматриц, Н = L — hs = 0,5h + hr 4- fig +
+ hs -f- /i4, мм. Так как величина й5 не влияет на перемещение
.полуматриц, то она принимается й5 = 0,5d, мм. Угол а3 = +
+ (54-10)°; составные величины, определяющие длину Н, рассчи-
тываются по формулам h — d2 tg ax; = 5/cos ax; /i2 =0,5<4 tg ax;
hg = 0,5 (c4 — d)/tg ax; Zi4 = 4/sin ax; где b — толщина плиты 9‘,
5 H. Б. Видгоф 129
di — диаметр борта поводка, размещаемого в деталях 9 и 11 под
углом ах. Таким образом,
Н = 0,5d2 tg ах + Ь/cos ccj + 0,5^ tgai +
+ 0,5 — d)/tg Oi + Zj/sin o^, мм. (12)
После преобразования, принимая d2 = dr 4- 5; dx — (d 4- 1),
получим
H — tg ax (d + 3,5 + 6/sin o^) 4- (0,5 -Hi cos-1 aj/tg Oj, мм. (13)
Координата оси наклонного отверстия в плите 9 и неподвижного
фланца 10 на их смежных поверхностях /3 = 0,5Ех — b tg ax,
где Ei = D 4- (di 4- 2ax)/cos ax, мм.
Уклон запирающих поверхностей выступов плиты 9 с полу-
матрицами равен a2 = ах 4- 5°. Перемещение полуформы до пол-
ного раскрытия полуматриц на 2/х или 2/2 Ьг — Л4 cos ax 4-
4- /i3/cos ax, м. Диаметр d принимается по табл. 9 в зависимости
от G полуматрицы и длины 77х при замыкании и Н2 при размыка-
нии (Hi = 2Ла 4- /13 4- Л4, м; /У2 = 2/ia 4- A3, м). Условие проч-
ности поводков при замыкании под действием изгибающего усилия
[о]и> lO-QHi/d3, Па, (14)
а при размыкании
Ми > Ю (Q 4- Qx) Н2КР, Па. (14А)
Здесь Qx—усилие, необходимое для разобщения одной полума-
трицы с изделием при размыкании. Формулу для ее определения
получим исходя из следующих соображений. На рис. 50 в3 —
длина катушки между фланцам^; вз —длина в3 после предполагае-
мой, но нереализованной усадки; £>2 — внутренний .диаметр
катушки.
Напряжения в изделии от затрудненной усадки вычисляются
следующим образом: Дв3 = в3 — в3; е = Дв3/<?3 = (в3 — вз)/в3 —
= х„р/100; а' = еЕ' = (в3 — e3) E'e3; о' = х^рЕ'/ЮО; ХпР =
= хпр — хх; Xi — а'Д/х; Д/х= tT — /ср. Здесь tT — максимальная
температура изделия в момент перед извлечением полуматриц из изделия (при затрудненной усадке, т. е. соответствует началу раз-
Таблица 9 мыкания полуматриц)/ Усилие, прижимающее поверхности флан-
в, н Ни и d, мм цев катушки к оформляющим ще- кам полуматриц F =a'S = %прХ X КХНЕ' -0,25л (Dl —DI), где$— сечение изделия, подвергающегося растяжению вследствие усадки по размеру в3. Сопротивлением деталей 7 и 8 при размыкании пренебрегаем. Усилие, необходимое для извле-
200 500 1000 2000 3000 0,15 0,22 0,30 0,40 0,50 12 18 24 30 40
130
чения одной полуматрицы из изделия, Qi = О.бЛр^соз =
== 0,5хпр • 100-1Е' 0,25л (Р1 — £>|) Ф1 cos-1 alt где Ф1 — приведен-
ный коэффициент трения, учитывающий трение стали по пласт-
массе и силы адгезии полимера к полуматрицам; ф1=(1,1 4-1,3) ф',
где ф' — коэффициент трения стали по пластмассе при максималь-
ной температуре tT в момент перед началом размыкания полу-
форм. Таким образом
Q1 = 1,5- 10~3Е лф Xnpcos-1ai (D? — Dz), Н, (14Б)
где Д и — наружный и внутренний диаметры стержня ка-
тушки, м.
Оформление поднутрений на внутренней поверхности изделия
является наиболее трудной задачей.
На рис. 51, а у изделия на внутренней поверхности преду-
смотрено поднутрение глубиной с, оформляемое подвижным зна-
ком 3. Последний вместе с его направляющими бортами д распола-
гаются в пазу пуансона 2 с соответствующими уступами. Опорной
поверхностью знак перемещается по плите 6. При замыкании
конический выступ матрицы 1 оказывает давление на поверх-
ность Б знака, запирающего своей верхней А, наружной Г и
боковыми поверхностями соответствующие поверхности пуансона
2, одновременно сжимая пружину 4. При размыкании под давле-
нием пружины 4 знак перемещается на длину в > с, освобож-
дая поднутрение. Выступ d офомляет углубление, равное
0,05—0,1 мм на изделии, гарантируя его съем. Для предотв-
ращения удара замыкающего торца матрицы при замыкании
о верхнюю горизонтальную площадку знака I должна быть боль-
ше в.
На рис. 51, а представлена конструкция, оформляющая под-
нутрение по внутреннему замкнутому контуру знаками 1 и 2.
Они перемещаются по колонкам 4 при замыкании под давлением
пуансона 7 до упора в окружность д и к центру — под давлением
пружин 5 при размыкании и выходе пуансона из сопряжения
С коническими поверхностями Б знаков. Ввиду различия углов
аир сначала к центру начинают перемещаться знаки 1, а затем
знаки 2. При замыкании пуансон 7 оказывает давление на знаки 1,
которые передают его знакам 2. В замкнутой форме гребешки в
знаков представляют собой сплошную окружность, причем их
Сопрягающиеся острые кромки Г должны быть без завалов, при-
туплений и смещений по наружному диаметру и боковым поверх-
ностям. Это достигается строгой концентричностью и плотным
прилеганием поверхностей д и Б и строгой параллельностью
поверхностей обойм 3 и 6, плотно зажимающих гребешки знаков,
что тщательно проверяется. Например, при литье изделий из
капрона зазор между знаками по поверхностям А, Г и по торцам
гребешков в не должен превышать 0,01 мм. Формами аналогичной
конструкции пользуются при литье очковых оправ.
5* 131
2 3 4
' 2
А
3
А-А
6)
Рис. 51. Формы для оформления
поднутрений, расположенных на
внутренней поверхности изделия
3 4 5 . ь 2 6 7
Л S W И
Для оформления
поднутрений имеется
& много конструкций. В
гл. VII приведены кон-
струкции, оформляю-
щие поднутрение одно-
временно с выталкива-
нием изделий из формы.
Оформление резьбовых изделий представляет собой обособлен-
ную группу технических задач. Принцип переноса конструктив-
ных решений, принятых для традиционных материалов, на поли-
мерные материалы приводит к ошибкам.
Как известно, угол подъема спирали резьбового соединения
выбирается в соответствии с углом трения пары, тангенс которого
равен коэффициенту трения. Это предотвращает самоотвинчива-
ние. Однако коэффициенты трения металла по металлу отличаются
от тех же коэффициентов пластмассы по пластмассе. Вместе с тем
на резьбовых соединениях типа «пластмасса—пластмасса» приняты
те же стандартные диаметры и шаги резьбовых изделий, характе-
ризующие угол подъема винтовой линии, что и для металла. Это
обосновано необходимостью обеспечения сопряжений «пласт-
масса—металл», а также возможностью использования стандарт-
ного мерительного инструмента для пластмассовых резьб. При этом
упускается возможность увеличения щагов при тех же диаметоах.
132
что позволило бы повысить прочность резбового соединения
изделий из полимерных материалов увеличением размеров про-
филя и расширением допусков на их изготовление. Имеется воз-
можность изготовления тугих и плотных резьбовых соединений
за счет эластичных свойств полимеров, повышающих их несущую
способность.
При конструировании элементов резьбооформляющих деталей
не следует применять канавки для выхода инструмента (резца,
фрезы, шлифовального камня и др.). Вместо канавки при нареза-
нии наружной резьбы на резьбооформляющих деталях осуще-
ствляется плавный переход от dx к dQ без поднутрений или высту-
пов б (рис. 49, в, г). Причина возникновения этих поднутрений
заключается в следующем. Инструмент под действием усилия
резания выбирает все зазоры в системе «станок—деталь—инстру-
мент». Перед выходом / инструмента из профиля усилие резания,
распирающее инструмент и деталь, резко уменьшается и происхо-
дит врезание грани инструмента на глубине е, что и образует замк-
нутое углубление, представляющее собой поднутрение аг (на
рисунке заштриховано), препятствующее свинчиванию. Выступ б
образуется на выходе / при резком выводе инструмента из профиля.
На нем образуется рваная поверхность к (сколы), также пре-
пятствующая свинчиванию.. Кроме того, выступ б образует углуб-
ление на профиле резьбы в начале захода, который мешает сопря-
жению. Чтобы избежать поднутрения, необходимо плавно вывести
нарезающий инструмент из профиля. Однако рваные края должны
быть тщательно зачищены. На чертежах резьбовых изделий как
с наружной, так и внутренней резьбой должна указываться вели-
чина недореза резьбы в от точки Е до бурта или уступа размером f
(рис. 49, в, г). Она не входит в состав рабочей длины резьбы и
представляет собой технологическую часть нарезки. Полная
величина недореза а в направлении шага увязана с величиной I
радиусом R, который должен быть сопряженным с dt пуансона
или do кольца без поднутрений е или выступов б следующими
соотношениями: (а — e)/sin а — (2jRh — й2)0-5, мм, откуда а =
== в + sin a (2R.h — й2)0'5, мм, где высота профиля резьбы й =
= 0,5 (d0 — dj), мм; tg а = S/(ndcp); S, dCp и d0 — шаг, средний
и наружный диаметр резьбы, мм; при наличии бурта в = 0,6/ мм,
Z? = 30 мм (для фрезы). При отсутствии бурта на пуансоне в = 0.
У резьбовых колец заход // резьбы располагается на участке
МНОПД (рис. 49, а). Его длина /2 + /3 является нерабочей частью
резьбы и определяется притуплением с острой кромки ОП профиля,
находящейся на пересечении винтовой линии с торцом Б. Участок
ОПДТ неустойчив к восприятию давления резания и при нарезке
прогибается. При термообработке на нем образуются трещины,
в худшем случае на изломе к имеются зазубрины и рваные края.
Для предотвращения этих недостатков в чертежах резьбооформля-
ющих деталей предусматривается плавный переход притупления
острой кромки от О до с при переходе с dr на d0 до термообработки.
133
Минимальная длина удаляемого участка /2 + /3, расположенного
между точками ОДТ (его проекция ОДП на рис. 49, г, вид А,
заштрихована) определяется по формулам /2 = c/tg а, мм (где
с = 0,25-4-0,35 мм); 13 — 0,6/г мм. Аналогично рассчитываются
притупления острой кромки пуансонов. *
Свинчивание резьбы является вспомогательной операцией,
удлиняющей продолжительность цикла даже в автоматических
формах, так как она выполняется в неперекрытое время, и требует
сложных устройств для вращения резьбооформляющих деталей
или изделий и для их удержания при свинчивании.
Свертывание изделий в кассетных формах, хотя и может про-
изводиться в перекрытое время, но требует применения ручного
труда или сооружения устройств для переноса кассет и для меха-
нического свертывания. Операция свинчивания требуется в формах
с цельными резьбовыми кольцами и пуансонами, имеющими ряд
преимуществ перед разъемными. И хотя главным направлением
механизации и автоматизации в производстве резьбовых изделий
из полимерных материалов считается 'автоматическое свинчивние,
прогрессивными следует считать те методы и конструкции форм,
при которых свинчивания совсем не требуется. С этой точки зрения
рассмотрим оформление наружной резьбы разъемными полу-
матрицами и внутренней прерывистой резьбы.
Оформление наружной резьбы разъемными полуматрицами
позволяет полностью автоматизировать литье резьбовых изделий.
И хотя наличие следа от разъема полуматриц должно учитываться
по степени его влияния на точность, прочность и плотность резьбо-
вого соединения, следует учесть, что при современной технологии
изготовления разъемных матриц влияние этого следа на качество
резьбовой поверхности весьма незначительно. Достижимая точ-
ность совпадения профиля (рис. 49, Э) 'при“совместной обработке
после термообработки’^ точном'совмещении плоскости разъема а
полуколец /’и 6 и осей^базовой’поверхности б на деталях 1, 6, 7
находится в пределах'!) ,005—0,010 мм,гчто вполне допустимо для
многих случаев применения резьбовых соединений. После доводки
профиля разжимными чугунными или медными притирами види-
мость следа на разъеме исчезает, а его величина не может быть
обнаружена мерительными инструментами. Стойкость резьбовых
полуколец 1 и 6 выше чем у цельных, так как в них. трение и,
следовательно, износ при свинчивании отсутствуют. Вместо резь-
бовых полуматриц применяют вставные резьбовые полукольца 1,
6, для которых растачивается камера установки и крепления
к полуматрицам 4 и 5; крепеж — винтами 3 и штифтами 2. На
деталях 1 и 6 показан недорез г (см. рис. 49, б, поз. в), минималь-
ный разъем I и 4 для съема изделия с поднутрениями и d3d4.
Материалом для резьбооформляющих деталей (знаков, пуансо-
нов, колец и матриц и др.) являются стали У8А и ХВГ, что поз-
воляет шлифовать полный профиль резьбы после-термообработки.
Этого нельзя рекомендовать при применении цементуемых сталей,
134
так как при этом перерезается цементационный слой и на нем
появляются трещины, а при доводке профиля, вследствие различ-
ной твердости цементированного и находящегося под ним слоя,
образуется поднутрение, препятствующее свинчиванию.. Поэтому
резьбооформляющие детали из цементируемых сталей наре-
заются предварительно до термообработки, после чего резьбо-
вая поверхность шлифуется. При этом важно ввести резьбо-
шлифовальный круг симметрично относительно боковых сторон
профиля.
Стремление к освобождению от свинчивания литьевых изделий
с внутренней резьбой вызвало к жизни новую конструкцию пре-
рывистой резьбы, которая с успехом применяется для крепежных
и неплотных резьбовых соединений (см. конструкцию изделия и
формы рис. 51, б). На деталях, оформляющих внутреннюю по-
верхность изделия, кроме резьбы с наружным радиусом г0 и вну-
тренним гх предусмотрен паз шириной с с наружным радиусом г2.
Необходимое перемещение пуансонов 1 и 3
с = 21 -f- (4 -г- 6) = 2 j/’r® — rj -f- (4 — 6) мм.
Последовательность перемещения деталей формы следующая:
при размыкании полуформ изделие увлекается пуансонами 1, 3,
вмонтированными в плиту 11. После ее остановки тягами 5 сердеч-
ник 4, прикрепленный к плите 7 винтами 12, выходит из сопряже-
ния с пуансрнамй, освобождая место для их сближения под давле-
нием пружины 6. Уже после начала размыкания подпружиненные
выталкиватели 8 пытаются столкнуть изделие с пуансонов, но это
может произойти лишь после их перемещения к центру на вели-
чину с > 21.
Паз на дне крышки глубиной а = 0,2 <-0,3 мм необходим для
беспрепятственного приближения пуансонов 1 и 3 к центру. Если
вместо паза был бы выступ, образовавшийся «замок» помешал бы
сближению пуансонов и освобождению изделия от пуансонов.
Угол сердечника а = 8 <-15°; его увеличение вызывает опасность
отрыва пуансонами планок 10, прикрепленных к плите 11 винтами
9. Размер b = (г2 — г0) 3 мм. Ограничительный диаметр D
в пуансонах и плите осуществляет их принудительное центрирова-
ние. При замыкании матрица 2 сначала оказывает давление на
незаштрихованные торцовые поверхности выталкивателей 8, сжи-
мая пружины (на'рисунке не указаны), затем на поверхность f
плиты 11 и тяги 5 и возвращает вместе с ними выталкивающую
систему в исходное положение. При этом пуансоны, наталкиваясь
на сердечник, сжимают пружины 6, плотно центрируются по
диаметру D и форма готова к следующему циклу.
Многоцветное литье первоначально имело только декоратив-
ное назначение. Позднее двухцветное литье стали применять для
изготовления табличек, циферблатов, телефонных дисков, счетных
колес электросчетчиков и др.
135
, Рис. 52. Конструкции форм для двух-
цветного литья (а) и вакуумирова-
ния (б)
Различают многоцвет-
ное литье с ретким разгра-
ничением цветов и с рас-
плывчатыми границами.
Для различных полимеров
оно основано на различных
принципах и осуществ-
ляется различными спосо-
бами и на различном обо-
рудовании.
Многоцветное литье с
четким разграничением
цветов осуществляется в
нескольких формах с раз-
личными матрицами и оди-
наковыми пуансонами. В
матрице 2 (рис. 52, а) для
заливки материала первого
цвета А через точечный
впускной канал предусмо-
трены выступы д, оформ-
ляющие полости, которые
при второй заливке Б за-
полняются материалом
второго цвета. Многоцвет-
ное литье осуществляют в
различных формах на двух
одноцилиндровых маши-
нах, заправленных мате-
риалами различных цве-
тов, либо на одной двух-
цилиндровой машине, в
каждом цилиндре которой
находится материал дру-
гого цвета. При этом в
первом случае литье мо-
одной форме отливается
партия деталей первого цвета Затем их устанавливают на второй
форме и отливают вторым цветом. Так удобно лить объемные из-
делия, устанавливая их на пуансонах. Плоские изделия необхо-
димо фиксировать и удерживать в полуформах до замыкания.
Возможно одновременное литье в двух кассетных формах,
установленных на различных машинах. В этом случае отливка
первого цвета извлекается пуансонами в кассетах первой формы
и переносится в форму для заливки второго цвета’. Недостатком
136
первого способа является многократная установка изделий и от-
личие между первым и вторым пуансоном, учитывающее усадку
изделия первой заливки, а второго способа — необходимость
переноса кассет с одной машины на другую, что требует ручного
труда, одинаковой продолжительности цикла заливок, сопря-
жения кассет с обеими формами. Последовательность переходов
на двухцилиндровой машине (рис. 52, а) с поворотной плитой 9,
на которой установлены пуансоны 1 и 3, показана на позициях I,
II, III, IV.
В обе формы одновременно из двух цилиндров заливаются
два расплава различных цветов (переход /). Первое изделие,
отлитое на пуансоне 3, непригодно, так как отлито целиком из
одного цвета. Н&лереходе II показаны обе формы в разомкнутом
виде. Заливка, отлитая на пуансоне 1, остается на нем, а вторая
сбрасывается с пуансона 3 выталкивателем 8, перемещающимся
с помощью гидравлического цилиндра или неподвижного упора 7,
который после выталкивания изделия возвращается назад либо
цилиндром, либо специальным устройством. После этого (пере-
ход III) плита 9 поворачивается на 180° и пуансон 3 устанавли-
вается против матрицы 2 для первого цвета, а пуансон 1 против
матрицы 4 второго цвета. На переходе IV происходит заливка
первого цвета на свободный пуансон 3 и заливка в матрицу 4 вто-
рого цвета в пазы первой заливки, оформленные выступами д
матрицы 2. При размыкании выталкиватель 8 сталкивает только
двухцветное изделие с пуансона 1 и возвращается в исходное
положение и цикл повторяется.
При проектировании следует учесть специфические особен-
ности этих форм. Для предотвращения затеканиц расплава на
плоскость замыкания обе формы должны иметь высоту в преде-
лах 0,02 мм, материал второго цвета не должен «накрывать» ма-
териал первого цвета, для чего необходимо сохранить острые кромки
на переходе от диаметра к боковым стенкам выступов д в матрице 2,
а диаметры матрицы 4 должны быть меньше диаметров матрицы 2
на 0,02—0,03 мм для обжима заливки первого цвета, что однако
не должно вызывать съема изделия с пуансона при размыкании.
Для этого предусматривают кольцевое плавное поднутрение на
пуансонах в пределах 0,03 мм (если оно не выходит за, пределы
допусков). На рис. 52, а показан запорный кран 5 для точечного
литника только на первой заливке. Для заливки второго цвета
предусмотрен пальцевый литник и открытое сопло 6. При заливке
/Точечным литником материал второго цвета вследствие большой
линейной скорости расплавляет стенку первой заливки, что при-
водит к частичному «смыву» ее. Этого можно избежать, если в пуан-
сонах предусмотреть небольшое сферическое углубление (см.
рис. 16, а) глубиной h = (1-4-1,5) мм. При пальцевом литнике
смыва не наблюдается.
Конструкции оформляющих поверхностей для многоцветного
литья должны учитывать особенности различных материалов.
137
Соединение различных цветов частично кристаллических мате-
риалов (например, ПНП и ПВП) основано на свариваемости при
температуре расплава в форме. При литье аморфных материалов
разноцветные слои плохо соединяются. Микронеровности и подну-
трения на боковых сторонах выступов д способствуют соединению
обоих слоев, что однако может задерживать первую отливку
в матрице 2 при размыкании. Для предотвращения этого преду-
сматривается плавное поднутрение на пуансоне.
Затекание расплава второго цвета первой заливки вызывается
неточностью изготовления матрицы по ее наружному диаметру
между выступами, что вызывает необходимость ее обжима ма-.
трицей 4 и отвода воздуха, заполнявшего канавки до впрыска.
Для этого газоотводящие каналы размещают на поверхности ма-
трицы 4 в местах, где заканчивается заполнение канавок.
Масса двухцветных изделий больше массы одноцветных, что
объясняется трудностями заполнения тонких слоев каждого цвета
и является причиной повышенной стоимости многоцветных изде-
лий. На двухцилиндровых машинах с формами различной гнезд-
ности возможно одновременно литье одноцветных изделий.
Многоцветное литье изделий с нечеткими границами цветов.
В литьевую форму подаются из двух или трех различных цилин-
дров в разное время в течение одного цикла установленные дозы
расплава раличных цветов, которые в определенной последова-
тельности поступают и распределяются в оформляющей полости.
Для данного способа обязательно применение литников больших
сечений. Применение точечных литников здесь противопоказано,
так как в точечном впуске происходит интенсивное перемешивание
цветов, изделие получается одноцветным.
Вакуумирование. В производстве встречаются изделия, кото-
рые не заливаются в формы обычной конструкции. В форме для
литья двояковогнутой линзы расплав устремляется по контуру
легко заполняемой части полости и, закончив ее заполнение,
успевает защемить воздух в центральной части полости, откуда
его нельзя отвести с помощью газоотводящих каналов. Их рас-
положение в центре полости противоречит условиям, определя-
ющим назначение изделия. В конструкции (рис. 52, б) преду-
сматривается удаление воздуха из полости для впрыска с помощью
вакуум-насоса по каналу диаметром d в направлении стрел-
ки А.
При замыкании обойма 4 нажимает на золотник 3 и пружину 2,
перемещая его влево на /г и соединяя через открытый клапан 8
и канал диаметром d полость с вакуум-насосом, который высасы-
вает воздух из полости. Затем включается электромагнит /,
который сжимает пружину 5 на h < на 0,1 4-0,2 мм и закрывает
клапаном 8 доступ воздуха в полость. После впрыска происходит
свободное заполнение безвоздушного пространства полости, хо-
рошее уплотнение отливки и изделие получается без пузырей
и спаев.
138
Везде, где это необходимо, установлены уплотнения 6, пре-
пятствующие просачиванию воздуха в полость во время и после
его удаления из нее. После размыкания полуформ золотник 3,
перемещаясь на > d, закрывает канал диаметром d, электро-
магнит отключается и клапан 8 вместе с выталкивателем 7 лишь
частично смещает изделие с литниками с пунсона. Окончательное
извлечение изделия производится вручную во избежание повреж-
дения его оптической поверхности.
§ 14. РАСЧЕТ ИСПОЛНИТЕЛЬНЫХ РАЗМЕРОВ
ОФОРМЛЯЮЩИХ ДЕТАЛЕЙ
В процессе литья изделие в форме принимает очертания и раз-
меры полости. Во время и после заливки и уплотнения происхо-
дит охлаждение изделия. Оно продолжается при его извлечении
из матрицы и сталкивании с пуансона и после его извлечения из
формы. Вследствие охлаждения объем изделия уменьшается,
и с течением времени изделие должно приобрести определенные
форму и размеры в заданных пределах.
Так как каждый элемент поверхности изделия уменьшается,
то при проектировании размер этого элемента на оформляющей
детали должен быть больше заданного. Эта разность и есть усадка.
При определении ее величины пользуются различными терминами
и понятиями, сущность которых следует уточнить.
Абсолютная объемная усадка — это разность объемов полости
и изделия при 20° С, определенная после прекращения усадки
ДУ = Уф — Уи, м3; относительная усадка — это отношение
ДУ/УФ: ДУОтц = (Уф ~ К») Уй1 = ДУ-УГ1! относительная объ-
емная усадка, выраженная в %, Yv = ДУОтн -100. Абсолютная
фактическая линейная усадка — это разность размеров оформля-
ющих деталей /ф и изделия /н, замеренных после прекращения1
усадки при 20° Д/ = 1Ф — 1Я, мм; относительная фактическая
линейная усадка Д/Оти ~ относительная фактическая ли-
нейная усадка хфк = (/ф — l„ ) Z_« • Ю0, %; предполагаемая линей-
ная усадка
•^пр — (1ф—1 /ср)Zcp • 100, %, (15)
где /ср — номинальный размер элемента изделия при симметрич-
ном расположении поля допуска (при 20° С). Решив формулу (15)
относительно /ф (или £ф), получим две основные формулы (16)
и (17), по которым рассчитываются размеры всех оформляющих
деталей. Для элементов, оформляющих наружные поверхности
изделия [32],
£Ф = [ГСр (1 + х„р/100) - Дизн]+д“зг, мм; (16)
для элементов, оформляющих внутренние поверхности изделия,
/ф = UCp(l + w10°) + Аизн)_ДЯ9г, ММ. (17)
Здесь Дизн — заданный износ элемента оформляющей по верхности
за время эксплуатации формы, мм; в зависимости от доп уска изде-
1.ЧО
лия и характера производства он принимается 0,02ч-0,20 мм;
Аизг — допуск на изготовление элемента оформляющей поверх-
ности Лф и /ф, мм; обычно Аизг должен быть на 1—2 класса выше
допуска на размер изделия.
Определение хпр с помощью уравнения состояния было бы
несложным при равномерном охлаждении и беспрепятственном
уменьшении линейных размеров изделия. Физические основы
неравномерности усадки заключаются в том, что расплав нахо-
дится в полости в состоянии объемного сжатия и подвергается
охлаждению со скоростью~5° С/с. Образование пристенного слоя
препятствует равномерному уменьшению объема отливки, что
приводит к неоднородной плотности. На поверхности отливок
плотность больше, чем в середине. Неоднородность плотности,
кроме того, зависит от отношения объема отливки к ее поверх-
ности (т. е. от толщины изделия, ее равномерности). Чем выше
это соотношение, тем больше усадка и ее колебание. Неоднород-
ность усадки также зависит от перепадов давления и температуры
по пути течения расплава и др. Беспрепятственной усадке, не-
смотря на интенсивное охлаждение изделия после его извлечения
из матрицы, мешают пуансоны, знаки и др. Рекомендации по опре-
делению хпр разноречивы [27, 40, 53].
Некоторые рекомендуют применять величину хпр, получен-
ную при литье стандартных образцов, дисков, брусков, секторов
и др. Несостоятельность таких рекомендаций очевидна, так как
при этом не учитываются геометрические особенности и размеры
изделий. Кроме того, режимы литья стандартных образцов, пере-
пады давления и температуры совершенно не соответствуют
р’ежиму литья реальных изделий. Вместе с тем именно они оказы-
вают решающее влияние на величину и колебание усадки. Во
многих рекомендациях приводится величина хпр «на все случаи
жизни», применительно лишь к данному полимерному материалу.
Так как их авторам неизвестны конкретные условия, то рекомен-
дуемые величины преподносятся в очень широких пределах, что
делает их неприменимыми. Например, для ПВП рекомендуется
принимать хпр от 2,5 до 5% [1, 18], что превышает допуск, кото-
рого можно достигнуть. Нет указаний по учету влияния литни-
ковой системы на усадку реальных изделий. В работе [31 ] для
определения хпр средний линейный размер изделия определяется
как корень кубический из объема изделия, без учета соотношения
размеров реальных изделий.
Ориентация макромолекул расплава при заполнении полости,
зависящая от места, числа и размеров впусков, влияет на вели-
чины хпр и хфк.
Учет различия свободной и затрудненной усадки, зависящие от
последовательности взаимодействия деталей формы во время цикла
и от конструкции изделия, играет важную роль при выбореусадки.
В литературе имеются спорные указания относительно вклю-
чения уклонов изделия в качестве составной части заданного
140
Рис. 53. Схемы точного и
прецизионного литья
допуска на размеры элемента изделия, что сужает возможности
достижения технологической точности. Вместе с тем в ЕСКД
ГОСТ 2.308.68 имеется прямое указание о раздельном нанесении
на чертежах изделий размеров и отклонений от формы (в т. ч.
и технологических уклонов) с соответствующими допусками.
Следовательно, хпр необходимо раздельно определять для разме-
ров и отклонений от формы и расположения поверхностей.
Для определения хпр следует рекомендовать конструкторам
применение метода подобия. Систематическое накопление и анализ
практических данных по ХфК, оправдавших себя на производстве
как исходные, и систематизация этих данных по подобию геоме-
трических форм позволяет определить хпр для новых подобных
изделий (при соответствующих режимах) с достаточной степенью
точности. Для несложных конфигураций при Обязательном усло-
вии работы на установившемся режиме имеется возможность
определять величину хпр для удовлетворения требований 3—
4-го класса точности. Как пример приводится литье подшипника
из полиамида П-610 с Da = 25 мм, DBH = 23 мм и Н = 8 мм
[8]. В четырехгнездной форме, где гнезда расположены радиально
на диаметре 50 мм, четыре разводящих литника подводили рас-
плав со стороны наружного диаметра (см. рис. 20, р) через лен-
точные впускные каналы 0,8x3 мм. Изделия при размыкании
полуформ оставались на пуансонах и сталкивались плитой.
При проектировании формы хпр была определена по табл. 14
(см. ниже) и принята 1,2%; Овн = 23+0’45 выполнялся по А3.
В пластине с размерами 100х20хЗ±°>01 мм [4] (рис. 53, а)
из материала СНАК-15, предназначенной для оформления про-
белов между строк при печатании в полиграфической промышлен-
ности, допуск ±=0,01 мм соответствовал С3. Первоначальная
141
конструкция формы не удовлетворяла этим требованиям по трем
причинам. 1) Место впуска было расположено'с короткой стороны,
где перепады давления и температуры создавали условия одно-
стороннего раскрытия формы. Несмотря на увеличение Хфк по
толщине вследствие более высокой температуры расплава и формы
в зоне впуска, раскрытие формы перекрывало усадку по толщине
на 0,035 мм. 2) Число гнезд по занимаемой площади было близким
к пределу, что вызывало раскрытие формы даже при незначитель-
ном колебании температуры расплава. 3) Конструкция пуансона,
в которой оформлялась одна плоскость и все боковые стороны,
была выполнена цельной. Качество поверхности и размер по глу-
бине имели местные отклонения, причем исправить эти дефекты
не представлялось возможным, так как оформляющая поверх-
ность располагалась в замкнутом углублении. Простейшие
изменения формы заключались в перенесении места впуска в
(рис. 53, б) в середину длинной стороны, чем сократилась вдвое
длина пути течения в полости и уменьшились перепады давления
и температуры; в уменьшении числа гнезд в соответствии с Р3
и Ртах, что предотвратило возможность размыкания формы;
в замене конструкции цельного пуансона вставными 4 в обойму 3
(рис. 53, в), позволившей произвести доводку поверхностей б
пуансона 4, и обоймы 3. Это позволило предотвратить раскрытие
формы и привело к стабильной точности по толщине h в пределах
±0,008 мм, что соответствует 2а классу.
При литье изделий сложной конфигурации с малыми допу-
сками, в особенности из частично кристаллических полимерных
материалов, точное определение хпр затруднительно. Для этого
предусматривается доводка формы после первого испытания на
установившемся режиме с использованием точных замеров. При
этом не следует отождествлять значения %фк, определяемого при
замерах различных элементов поверхности в пределах одного
изделия, и Хфк, определяемого при замерах одного элемента по-
верхности на различных изделиях в пределах данной партии
изделий.
Доводка формы возможна только во втором случае.
Непостоянство одних и тех же размеров элемента на различ-
ных изделиях указывает на неправильные условия работы, за-
ложенные на стадии проектирования формы при выборе обору-
дования, установлении оптимальной гнездности (§ 34), обеспе-
чении теплового баланса формы системой охлаждения (см. гл. VI),
выборе ртах и др. В табл. 10 приведены исходные данные усадки хт
для наиболее часто встречающихся типов изделий из различных
материалов. Однако следует учесть, что применение центрального
литника как пальцевого, так и точечного для изделий из полиоле-
финов и других частично кристаллических материалов возможно
лишь при предотвращении их коробления (§ 14).
Табл. 10, отражающая систематизацию материалов по ХфК
многих изделий, является исходной при определении хпр. При
142
Тип изделия (толщина стеикн S) Параметр Размер, мм
Полистирол Полиэтилен
нп в
Блочный УПП П-2055 П-2035 О е
Круглая коробка (S = 2 мм) Наружный диа- метр: у дна 100 0,50 0,45 2,55 2,35 2,20
у крышки 100 0,40 0,35 2,35 2,15 2,05
Высота 100 0,45 0,40 2,40 2,20 2,10
Прямо- Длина:
угольная коробка (S =J3 мм) у дна 200 0,50 0,40 2,40 2,30 2,20
у крышки 200 0,45 0,35 2,25 2,20 2,10
Ширина
У дна 150 0,55} 0,45 2,60 2,55 2,50
у крышки 150 0,50 0,40~ 2,50 2,45 2,40
Высота 80 0,55 0,45 2,35 2,30 2,20
Диск (S = 2 мм) Наружный диа- метр 100 0,45 0,35 2,30 2,10 2,00
Таблица 10
Усадка, %
Поли- fпропилен J Поли амид П-610 Поликапро- лакТи.м Поликарбонат Сополимер 'СФД ПММА-литье- вой Литниковая система
п
П-4040 ПП-1 1 ПП-2
2,10 2,10 1,95 1,35 1,25 0,60 2,40 0,65 Централь-
1,90 1,95 1,85 1,25 1,15 0,55 2,35 0,55 ный литник 0 ЗХ 15 мм
2,00 2,05 1,90 1,30 1,20 0,57 2,40 0,60
2,15 2,15 2,00 1,40 1,25 0,65 2,35 0,70 Централь-
2,05 2,05 1,90 1,35 1,20 0,60 2,25 0,60 НЫЙ литник в центр дна
0 4X25
2,40 2,30 2,20 1,45 1,30 0,70 2,40 0,75
2,30 2,20 2,10 1,40 1,25 0,65 2,30 0,65
2,15 2,10 2,00 1,50 1,35 0,65 2,40 0,70
2,00 2,00 1,80 1,35 1,25 0,60 2,35 0,60 Централь- ный литник
0 3X15
Продолжение табл. 10
Тип изделия (толщина стенки S) Параметр Размер, мм Усадка, % ( Литниковая система
Полистирол Полиэтилен Поли- пропилен Полиамид 4 П-610 Поликапро- лактам Поликарбонат Сополимер СФД ПММА-литье- вой
нп ВП
Блочный УПП П-2055 П-2035 П-4070 П-4040 ПП-1 ПП-2
Пластина Длина 200 0,45 0,35 2,30 2,10 2,00 2,00 2,05 1,90 1,35 1,25 0,60 2,30 0,65 Щелевой
(S = 3 мм) ЛИТНИК с ко-
Ширина: роткой
у литника 100 0,50 0,40 2,60 2,40 2,25 2,15 2,15 2,05 1,40 1,30 0,65 2,40 0,70 стороны В X h =
с противопо- ложной стороны 100 0,45 0,35 2,40 2,20 2,10 1,90 1,95 1,80 1,30 1,20 0,55 2,20 0,55 ==60 X 1 мм
Втулка Наружный дна-
(S = 3 мм) метр:
у лнтнйка 70 0,55 0,45 2,60 2,40 2,20 2,00 2,00 1,80 1,40 1,20 0,65 2,50 0,70 Шатровый
с противопо- ложной сторо- 70 0,45 0,35 2,40 2,20 2,05 1,85 1,85 1,65 1,35 1,10 0,60 2,30 0,60 ЛИТНИК b = 2,5 ммг
ны кольцевой впуск ft = 1 мм
Высота 60 0,50 0,40 2,50 2,30 2,10 1,90 1,90 1,70 1,35 1,15 0,55 2,40 0,65
Примечание. Для дисков и пластин из частично кристаллических материалов литник веерный (рис. 41, в) и щелевой (рис. 24, а).
построении таблицы кроме внешнего подобия при отливке изделий
одного типа с разными размерами учитывалось подобие конструк-
ции формы, литниковой системы, охлаждения, расположения
впускных каналов и выталкивателей. В большинстве случаев на
одной и той же форме (где это было допустимо) отливали изделия
из различных материалов, что позволило исключить влияние
многих факторов. Замена литниковых втулок (см. рис. 29, ж)
позволила учесть'изменения хфк при переходе с пальцевого лит-
ника на точечный (и наоборот) при соответствующих режимах.
Данные табличной усадки хт для объемных изделий учитывают
затрудненную усадку, так как исследуемые изделия извлекались
из матрицы пуансонами и сталкивались плитой, а также влияние
ориентации расплава на хфк. Размеры изделий по истечении мно-
гих дней после отливки замерялись неоднократно и лишь после
ее прекращения учитывались при определении х$к и хт. Из таб-
лицы видно различие хфк разных элементов одного изделия и даже
для одного и того же элемента, расположенного в разных концах
одного изделия. На рис. 54, д показана круглая банка с пальце-
вым литником в центр дна, где усадки по размерам Dlt D2 и Н
различны, но при установившемся режиме литья хфк каждой
из этих величин оставалась постоянной. Аналогично было с усад-
кой на диске (рис. 54, б), прямоугольной коробке (рис. 54, г)
и прямоугольных пластинах (рис. 54, е, ж, з).
Для перехода с данного типоразмера изделия на другой необ-
ходимо сделать небольшие вычисления. Основным фактором,
влияющим на изменение хпр по всем размерам, является толщина
изделия. При ее изменении хпр определяется по формуле (18),
а при изменении длины пути течения — по формуле (19), при
изменении толщины и длины одновременно — по формуле (20),
при переходе на точечный впуск — по формуле (21):
(18)
(19)
(20)
(21)
п —
•*пр — ;
Хпр = хт^‘;
хпр = хт/ГА?‘;
хпр = 1,1хтАпА?.
Здесь К и Ki — коэффициенты 1,05 и 1,03 соответственно;
изменение толщины против табличной, мм; п — положительно
при ее увеличении и отрицательно при уменьшении. пг — измене-
ние длины пути течения по сравнению с табличной (мм), деленное
на 50. При увеличении длины пг отрицательно, при уменьшении —
положительно. Изменение размера по высоте должно учитываться
вместе с изменением длины изделия (пх < 8). Формулы (18)—
(21) справедливы при толщине изделий не более 6 мм.
При переходе на многовпусковое литье расчетной длиной счи-
тается путь расплава от впускного литника до конца участка,
облуживаемого им. Для затвердевающих литников к расчетной
145
5.
Рис. 54. Зависимость сохранения геометрической формы и усадки от ориентации макро-
молекул в направлении течения расплава
длине прибавляется длина разводящих и подводящих литников.1
При переходе на незатвердевающие литники длина последних
при определении хпр не учитчывается. При литье термопластов
с различными наполнителями в соответствии с их процентным
содержанием и свойствами хпр уменьшается на 10—20% . Приве-
1 При сильно разветвленных литниковых системах этой рекомендацией сле-
дует пользоваться с осторожностью. (Прим, ред.)
146
денные в табл. 10 значения соответствуют затрудненной усадке.
При литье со свободной усадкой величина хт увеличивается для
аморфных материалов на 5—10%, для частично кристаллических
материалов на 15—20%. В § 19 рассматриваются вопросы опре-
деления составных частей общей усадки хпр — затрудненной
усадки до извлечения пуансона, х„р и свободной усадки изделия
после извлечения пуансона рассчитываемой по формуле (36),
достигающей 20—40% хпр.
По формулам- (18)—(21) определяются исполнительные раз-
меры элементов резьбо- и зубооформляющих деталей. Подготовка
к расчету элементов резьбооформляющих деталей состоит в пре-
образовании номинальных размеров da, dcp, dB„ и шага резьбы
в соответствии с допусками на расчетные диаметры при их сим-
метричном расположении. Дальнейший расчет производится так
же, как для обычных изделий. При расчете исполнительных
размеров элементов зубооформляющих деталей сначала произво-
дят перерасчет модуля по хпр, после чего все размеры, выража-
ющиеся через модуль, рассчитываются по «усадочному» модулю.
Остальные размеры рассчитываются в обычном порядке. Изделия
с зубчатым зацеплением в узкой области размеров, ограниченной
Dtt0 до 100 мм и толщиной до 4—6 мм, приравниваются к дискам.
При накоплении данных о хпр для изделий больших размеров
и другой формы табл. 10 может уточняться и расширяться с уче-
том приведенных соображений.
Прецизионное литье изделий высокого класса точности привле-
кает пристальное внимание специалистов, особенно в области
точного приборостроения.
Принципы прецизионного литья основаны не столько на пра-
вильном определении хпр, сколько на соблюдении комплекса
требований: обеспечения необходимого давления уплотнения и
качества материала, высокой точности приборов, точного изго-
товления и жесткости конструкции форм, обеспечивающих бы-
строе охлаждение изделия. Время охлаждения и давление в по-
лости, обеспечивающие необходимую плотность отливки, являются
важнейшими параметрами прецизионного литья [36, 38, 39, 44,
63, 65, 66]. .
Прецизионное литье небольших изделий для приборов может
быть осуществлено с большой точностью небольшими партиями
в промышленном масштабе. Для представления о достижимой точ-
ности можно привести зарубежные данные по изготовлению двух-
венечной шестерни с размерами, которые характеризуются модулем
0,135 для 84 и 0,147 для 30 зубьев с предельным отклонением окруж-
ного шага ±0,005 мм и профиля —0,003 мм. На наружных диа-
метрах венцов 11,70 и 4,75 мм допуск 0,02 мм. На диаметр цен-
трального отверстия 1,8 мм допуск 4-0,014 мм. Радиальное и тор-
цовое биение элементов зубчатых венцов 0,02 мм. На толщину
зуба 0,18 и 0,21 мм допуск 0,015 мм. На ширину венцов 0,25
и 0,35 мм допуск 0,02 мм. Масса изделия 0,31 г.
147
Ниже перечисляются основные условия, необходимые для пре-
цизионного литья подобных изделий. Для этих изделий приме-
няются высокопрочные материалы, такие, как сополимер поли-
формальдегида СФД с индексом расплава 18—23 [25, 44]. Основ-
ные технические требования к выбору оборудования: соответствие
номинального объема впрыска объему отливки в 'отношении не
менее 0,8 с учетом гнездности <4—6; давление литья регули-
руется от 100 до 500 МПа; точная дозировка; регулирование тем-
пературы в цилиндре в пределах ±2° С и обеспечение возможности
ее наблюдения; применение высококачественных азотированных
сталей для цилиндра и торпеды; точная соосность установочных
отверстий и параллельность плит машины. Основные требования ,
к форме: точность оформляющих деталей формы в пределах 2,5 мкм;
несмотря на высокие давления размеры деталей формы должны
быть минимальными, что позволяет избежать их ощутимых изме-
нений вследствие нагревания; твердость HRC 564-60, шерохо-
ватость поверхности Ra 0,04 4-0,02; трущиеся поверхности цен-
трирующих и запирающих поверхностей должны быть азотиро-
ваны; минимальное число гнезд, обеспечивающее максимальную
жесткость формы и исключение прогиба ее деталей; применение
точечного или многовпускового литья с диаметром впуска (0,15—
0,25) мм. На приведенной выше шестерне шесть впусков с/=0,3 мм
расположены на диаметре 8 мм; зазоры в центрирующей системе
1,5—2,0 мкм; зубооформляющие детали изготовляются электро-
осаждением никеля (см. ниже). В форме должен быть обеспечен
тепловой баланс. Для замеров на изделии при испытании необ-
ходима подготовка контрольных приборов для точного замера
размеров, имеющих комплексный характер (колебание профиля
и шага, межцентровое расстояние, радиальное и торцовое бие-
ние и др.).
В качестве варианта на рис. 53, г показана конструкция гнезда
литьевой формы для прецизионного литья указанной двухвенечной
шестерни на универсальной литьевой машине с запорным кра-
ном 7 и соплом 8. Кран не только запирает полость после запол-
нения, но и увеличивает в ней давление до 200 МПа с помощью
шести клапанов И (d = 0,3 мм) и золотника 9 (t/2 = 1 см), под-
жимаемого пружиной с усилием сжатия Рпр = 100 Н. Шесть
клапанов И, перемещаясь на длину I = 3,13 мм, досылают до-
полнительную массу расплава под давлением пружины после
снятия давления поршня. Давление р'шах в полости, создаваемое
усилием сжатия пружины Рпр, передается на торцы клапанов И
(п = 6) и определяется из соотношения р'шах = 1,27Рпрг] сГ2п~1, Па.
При коэффициенте потери давления г| — 0,85ршах = 201,5 МПа.
Такое давление, превышающее давление ршах в 2—2,5 раза, при
наличии 6 впусков в полости должно обеспечить равномерное
распределение давления по всей полости и равномерность усадки.
Усилие в полости Ршах^о составит 21,8 кН, что меньше Р3 =
= 25 кН.
148
Так как p'wsx > ршах, увеличивается плотность отливки по
сравнению с плотностью изделия, отливаемого под давлением ргаах,
что уменьшает объемную и линейную усадки и их разброс. После
извлечения из формы происходит усадка изделия при охлажде-
нии до температуры окружающей среды (20° С). Эта часть общей
усадки может быть сведена до минимума при использовании
уплотнения, которое может вызвать в изделии отрицательную
усадку (т. е. разбухание) и компенсировать усадку вследствие
охлаждения с /у'до 20° С. Известно, например, что плотность
полистирола при температуре 180° С и давлении 125 МПа равна
его плотности при температуре 20° С и атмосферном давлении
[18]. Поэтому усадка при прецизионном литье х2 = (0,6-н0,8) хпр.
Такое незначительное уменьшение х2 объясняется отсутствием
специального оборудования, обеспечивающего более высокое дав-
ление (см. выше).
Для сополимера СФД (для рассмотренной выше шестерни)
вместо хпр = 1,92% (см. табл. 10) принято хг = 1,72%. При
этом объем Уд досылаемого клапанами И расплава должен
соответствовать разности объемных усадок в форме при давле-
нии ртах и ртах и должен быть равен объему шести цилиндриче-
ских каналов, по которым клапаны И перемещаются на длину I.
Это условие имеет следующий вид: ЗУф (хпр — х2)/100 =
= 0,785d2/« м3, при р = 1,41 10-3 кг/м3, Уд = 0,0р132-10“в м3.
Возможности дальнейшего уменьшения усадки путем увели-
чения давления литья ограничены величиной усилия замыкания
универсальной машины Р3. При увеличении Рпр, уменьшении d
клапанов И или уменьшении п в полости может возникнуть ртах,
которое разомкнет полуформы; Р3, при достаточной величине
которого выдержка под давлением производится при ртах вместо
Ртах, что уменьшает усадку, однако требует увеличения Рпр.
Эти возможности ограничены также трудностью увеличения Уд,
который не может быть увеличен за счет увеличения клапанов И
и п без уменьшения р'тах. Следует учесть, что d' клапанов и d впу-
сков не может быть больше толщины изделия.
Оформляющие детали формы а и b выполняются методом
электроосаждения никеля на внутренние поверхности пуансона 2
и матрицы 10, которые удерживаются в пазах б. Электроосажде-
ние производится на модель, изготовленную с большой точностью.
После нанесения разделительного слоя толщиной 1—1,5 мкм она
устанавливается в специальных вращающихся приспособлениях
в гальванической ванне, наполненной высокоэффективным суль-
фаминовым электролитом, подающимся через вращающийся труб-
чатый никелевый анод. Этот метод исключает всякую последующую
обработку профилей и посадочных мест. После электроосаждения
толщина слоя никеля достигает 2—3 мм, а его твердость HRC 45.
При необходимости увеличения слоя никеля проводится проме-
жуточное покрытие слоем меди в 1,5—2 мкм, затем покрытие
никелем повторяется.
149
Сопло запорного крана 8 из бериллиевой бронзы сцентрировано
в корпусе 7 и в матрице элементами л и во время работы прижато
поверхностью г. Угловое смещение матрицы и золотника с кла-
панами предотвращено фиксацией матрицы штифтом 11 и золот-
ника с корпусом крана — скользящей шпонкой (ца рисунке не
показана). Вытекание расплава через резьбу предотвращено за-
тяжкой сопла к площадке К..
Расплав поступает в камеру сопла через отверстия е, распре-
деляется на шесть потоков через пазы Ж, расположенные против
осей клапанов, и оказывает давление на золотник, удерживая его
в крайне правом положении до заполнения полости, после чего
поршень отходит назад, а пружина перемещает клапаны И,
которые входят в отверстия на длину I с зазором 0,01 мм и уплот-
няют отливку. 3, 4 обоймы пуансона и матрицы, 5 — изоляцион-
ный слой, 6 — хомутовый обогреватель запорного крана, д —
заплечик золотника 9, воспринимающего давление поршня.
Здесь приведен лишь один вариант прецизионного литья изде-
лий из полимерных материалов на универсальных машинах (при
отсутствии специальных машин). Прецизионное литье найдет
широкое применение во многих отраслях промышленности. Однако
это потребует создания целой серии специальных литьевых машин
и форм, удовлетворяющих указанным выше требованиям.
Коробление изделия, расчет его величины и меры его пред-
отвращения. Коробление является следствием неравномерной
усадки в пределах одного изделия, происходящей из-за неравно-
мерного охлаждения и различной ориентации макромолекул
расплава при заполнении полости.
В особенности подвержены короблению изделия из частично
кристаллических материалов. Короблению также способствует
эластичность материала изделия. При заполнении полости для
диска (рис. 54, а) литником б ориентация происходит радиально
в направлениях ОА, ОВ и ОС. Большая усадка в радиальном на-
правлении по сравнению с усадкой в тангенциальном приводит
к тому, что диск приобретает третье измерение h (рис. 54, а),
принимая вид гиперболического параболоида.
Величину h, определяющую интенсивность коробления, не-
трудно подсчитать, если известна величина усадки (%) в радиаль-
ном хг и тангенциальном xt направлениях. Для равнотолщинного
диска она определяется приближенно: h — O,1D (xr — xj0-5.
Если отлить диск из полиэтилена П-4070Л диаметром D —.100 мм
(рис. 54, а), толщиной S = 4 мм и принять усадку хг =3%,
a xt = 2,7%, то величина коробления h составит 5,5 мм.
Увеличение толщины диска по периметру (сравнить размеры а
и аг на рис. 54, б) несколько снижает коробление, так как согласно
формуле (18) увеличение толщины увеличивает усадку.
В данном же случае увеличение толщины увеличивает xt по
всему периметру, а хг — не по всему радиусу, но только в конце
его, что снижает коробление. Необходимое увеличение толщины
150
диска на периферии на 2,2 мм для полного устранения короб-
ления h можно рассчитать по формуле (18), при этом xr = хь
несмотря на то что она справедлива только для равнотолщинного
диска. Тот же диск (рис. 54, в) может быть отлит многовпусковым
литьем с семью литниками б, каждый из которых должен запол-
нить участок диаметром Dx < D, что уменьшает деформацию
диска h и хг — xt.
При отливке прямоугольной пластины [52] несколькими впу-
сками б с короткой стороны (размером В2) создается параллельное
направление потоков расплава и ориентация макромолекул в на-
правлении течения а (рис. 54, е). Вследствие параллельности ли-
ний тока меньшая усадка перпендикулярно ориентации не пре-
пятствует свободному развитию большей усадки параллельно
ориентации. В силу этого при параллельном направлении потоков
даже^у частично кристаллических материалов коробление мини-
мально.
При радиальном направлении потоков (рис. 54, ж, з) макро-
молекулы принимают различную ориентацию в зависимости от
места впуска и направления линий тока (а2, а3), вызывающую
различные величины усадки вдоль и поперек линии тока и соот-
ветствующее коробление.
Количественно величину продольной и поперечной усадки
для этих случаев легко было бы вычислить. При идеальный усло-
виях величина усадки в направлении размера А ХА = Хт cos а,
%, а в направлении размера В Хв — Хт sin а, %. Однако тор-
можение усадки, происходящее от препятствий со стороны пуан-
сонов и’ знаков, а также радиальный характер растекания ма-
териала (изменение а) при таком расположении места впуска
искажают эту зависимость. На рис. 54, г показан характер короб-
ления и места максимальных прогибов hlt h2, h3 и прямоуголь-
ной коробки, отлитой в центр пальцевым литником а из ПВП.
Основными способами предотвращения коробления таких изделий
следует считать увеличение толщины изделия в местах максималь-
ных hx_i, как на рис. 54, б, применение щелевых литников (см.
рис. 24, а, б), многовпускового литья (рис. 54, в) и расположение
впусков, как на рис. 54, е [38 ], обеспечивающее параллельное
направление потоков расплава.
Создание технологичных конструкций изделий исключает ряд
причин, вызывающих их коробление. Оно заключается в предотвра-
щении эксцентричной по отношению к впуску разнотолщинности,
резких переходов, элементов, препятствующих плавному запол-
нению полости, а также в увеличении момента инерции конструк-
ции изделия путем введения ребер, буртов, перегородок, зигов
и др. При конструировании формы необходимо выбирать опти-
мальные места и число впусков, обеспечивающих по возможности
параллельное направление потоков. Особо важным является при-
менение многовпускового литья с нёзатвердевающими литниками.
151
Глава V
СИСТЕМА ЦЕНТРИРОВАНИЯ
Качество литьевых изделий во многом зависит от надежной кон-
струкции системы центрирования. Она влияет не только на раз-
ностенность изделия, но и на характер заполнения полости, на
создание опережающих потоков, образование спаев, коробление.
§ 15. ЦЕНТРИРОВАНИЕ ПОЛУФОРМ
Работа системы центрирования литьевой формы отличается от
работы той же системы прессовой формы. При прессовании взаимо-
действие центрирующих элементов происходит до замыкания,
когда последние находятся под воздействием неконтролируемых
боковых усилий от формуемого материала. В литьевой форме
впрыск расплава происходит после замыкания полуформ, и,
казалось бы, центрирующая система работает в более благоприят-
ных условиях. Однако подробный анализ работы центрирующей
системы приводит к противоположным выводам.
Непрерывное, горизонтальное возвратно-поступательное пере-
мещение плиты узла смыкания вместе с подвижной полуформой
под влиянием силы тяжести вызывает износ втулок, удерживающих
ее на колоннах. Износ вызывает вертикальное смещение оси поса-
дочного отверстия подвижной плиты и ее провисание, отклоня-
ющее замыкающую поверхность подвижной полуформы от вер-
тикали на небольшой угол. Образующиеся при этом силы трения
на замыкающих поверхностях настолько велики, что усилие Р‘;
не в состоянии их преодолеть, чтобы устранить это провисание.
Несоосность посадочных отверстий привела к тому, что в ряде
конструкций машин от них вообще отказались.
Эти дефекты, проявляющиеся при замыкании полуформ, вы-
зывают прогиб, заклинивание, быстрый износ и даже поломку
колонок. Однако большинство машин работает с этими дефектами,
что вызывает необходимость уменьшать один из центрирующих
выступов на фланцах форм. Обычно уменьшается выступ на не-
подвижном фланце, так как обе полуформы, сцентрированные
на колонках, сначала устанавливаются в отверстие подвижной
плиты, закрепляются предварительно, и в замкнутом состоянии
152
формы происходит смыкание плит под крепеж фланца неподвиж-,
ной полуформы 1 (см. § 5).
При наличии указанного износа на колонки центрирующей
системы действуют не только поперечные по отношению к ним
силы и инерции перемещающихся масс. В сомкнутом положении
формы возникают новые поперечные силы. Важнейшими причи-
нами возникновения поперечных сил являются: несимметричная
форма изделий, смещение и перекосы оформляющих поверхностей
полуформ и направляющих поверхностей центрирующих деталей
по отношению к их посадочным поверхностям, смещение осей
гнезд для них, получаемое как при механической, так и при
термической обработке обойм, деформация оформляющих де-
талей во время термообработки, наклонное расположение поверх-
ности разъема относительно направления замыкания, несимме-
тричное расположение гнезда (или гнезд в многогнездных формах),
несимметричная деформация оформляющих деталей под давлением
расплава или усилия замыкания, накопленная непараллельность
всех плит формы. Кроме износа втулок и провисания плиты по-
перечные силы могут возникнуть при непараллельности замыка-
ющих плоскостей плит или их неперпендикулярности к направле-
нию замыкания. Из перечисленных соображений следует, что
помимо повышения точности изготовления форм и профилакти-
ческого ремонта оборудования конструкция центрирующих эле-
ментов должна иметь большую жесткость для преодоления по-
перечных сил.
Система осуществляет следующие функции: центрирование
полуформ и взаимное центрирование деталей внутри каждой
полуформы, предварительное и окончательное центрирование,
а также центрирование для точного исполнения технологических
операций при изготовлении и сборке формы, что должно преду-
сматриваться в чертежах.
Направляющие колонки и втулки (см. рис. 55, а и б) являются
основными центрирующими элементами для центрирования полу-
форм. На рисунках приведены технические требования к ним по
размерам и концентричности. Для них применяют стали У8А
и У10А, обладающие наряду с высокой прочностью достаточной
твердостью при необходимой вязкости. После термообработки
их твердость HRC 50-г-55. В формах для прецизионных изделий
применяют азотируемые стали с глубиной азотированного слоя
0,5—0,7 мм и твердостью Нп = 800 1000. Для предотвращения
износа на колонках предусматриваются несквозные спиральные
канавки для смазки, а для правильной запрессовки на заходной
части посадочных диаметров колонок и втулок предусматриваются
закругления г или фаски 1X15°. При их запрессовке в плиты
1 Этот способ монтажа можно рекомендовать только при малой величине
указанного здесь износа, так как в противном случае он приводит к нарушению
соосности системы «сопло — литниковая втулка». {Прим, ред.)
153
э)
Рис. 55. Схема возникновения поперечных сил при центрировании
должна быть обеспечена устойчивость и жесткость крепления:
длина посадочной части (/ — h) должна быть l,5dx. Посадка за-
дается по А/Т, для прецизионных форм по А/Г. Вылет колонок
(L — I) должен быть больше вылета пуансонов 1 во избежание
их повреждения при сборке. Они также должны войти в сопря-
жение со втулками, прежде чем пуансоны 1 войдут в матрицы.
При этом дополнительная длина, играющая роль предваритель-
ного центрирования, уменьшается на 0,15 мм (рис. 55, в).
В глубоких матрицах 7 нет необходимости производить рас-
точку под втулку 5 на всю длину, так же как и выполнять втулки 5
такой же длины. В таких случаях пользуются опорными втул-
ками 6, параллельность опорных торцов которых (рис. 55, в)
должна быть с0,02 мм.
Для небольших форм (Уо = 32 см3) применяются две колонки.
При более крупных формах применяются четыре колонки. Для
предотвращения разворота полуформ на 180° одну пару центри-
рующих элементов можно размещать асимметрично или выпол-
нять другого размера. Колонки обычно размещаются на подвиж-
ной полуформе, но так чтобы не мешать свободному падению
отливки. При необходимости, для предотвращения повреждения
изделия при падении, колонки используются как удерживающие
элементы (см. рис. 7). Часто они используются для перемещения
по ним сталкивающих плит 4 (рис. 55, в). В многогнездных фор-
мах с разветвленной литниковой системой колонки размещаются
на неподвижной иолуформе.
154
Определение ' поперечных сил и
расчет размеров колонок и втулок.
При литье цилиндрических, кони-
ческих и прямоугольных объемных
изделий возможная разностен-
ность Да = (Оз — aj (рис. 55, в, е)
вызывает появление поперечных
сил S вследствие давления рас-
плава, первоначально проникшего
в утолщенные места а2. При ко-
нической поверхности С расплав
оказывает распирающее давление
на площадку Flt имеющую фор-
му параболы. Ее площадь =
=[0,67D1/, м2 (рис. 55, г). Для прямоугольных сечений оформ-
ляющих поверхностей ее площадь F2 — al, м2, 0ис. 55, д. Так
Таблица 11
«2 q а А X В, мм и dA </,А/Т
160 160Х 160 •г8 14
240 240X240 42 20
360 360X360 18 26
540 540X 540 24 34
800 800X 800 32 42
1200 1200Х 1200 42 54
Примечание. Д, А, А/Т
указывают допуск.
как колонки воспринимают нагрузку при закрытой форме, то они
работают на срез и их сечение для конических пуансонов опреде-
ляется из формулы 0,785d2/i [т] > Si = 0,670^^, Н, для пря-
моугольных — 0,785d2/i [т] > S2 — a/pmax, Н, где п — число
колонок; [т] —допускаемое напряжение на срез. Для термооб-
работанных сталей [т ] = 108 Па.
Посадочный диаметр колонок и втулок выбирается одина-
ковым (рис. 55, б), чтобы в случае необходимости произвести сов-
местную расточку обойм или пуансона с матрицей. Если требуется
совместная расточка термообработанных цельных пуансонов и
матриц в цементуемых сталях, то эти отверстия растачиваются
с припуском, который предохраняет поверхности отверстий от
цементации. После нее припуск снимается, а после закалки отвер-
стия растачиваются окончательно. В калящихся сталях они раста-
чиваются до увеличенного размера, а после термообработки в них
запрессовываются сырые втулки, которые затем растачиваются.
При наличии координатно-шлифовального оборудования эти от-
верстия расшлифовываются окончательно после термообработки.
Толщина стенок втулок зависит от натяга, с которым они за-
прессовываются в обоймы. Направляющие диаметры колонок могут
определяться по эмпирическим формулам в зависимости от диа-
метров или размеров прямоугольных фланцев, выбираемых по
размерам литьевых машин при вылете пуансона, равном Q,5D1
или 0,25 (А + В); для круглых фланцев d = 3 + 0,04D2 мм,
для прямоугольных d — 3 + 0,02 (Д + В) мм, где Ь2 — диа-
метр круглого фланца, мм; А и В — ширина и длина прямоуголь-
ного фланца, мм. Ряд направляющих и посадочных диаметров для
колонок и втулок может быть нормализован и приводится в табл. 11
(рис. 55, а и б). При увеличении вылета пуансона против наме-
ченного на 50% диаметры колонок принимаются по ближайшему
большому типоразмеру. Более прогрессивны колонки 3 и отвер-
стия б для них конической формы (рис. 56, б).
155
Центрирование коническими поверхностями. Конические по-
верхности замкнутого контура. Увеличение мощности литьевых
машин и возрастание размеров изделий и форм предъявляют
к центрирующей системе повышенные требования как по сопро-
тивлению увеличивающимся поперечным силам, так и по повыше-
нию точности центрирования при одновременном уменьшении
износа сопрягаемых элементов. Анализ работы центрирующих
элементов цилиндрической формы показал, что они не удовлетво-
ряют этим требованиям. При малых зазорах по направляющим
диаметрам небольшая разница в температуре пуансона и матрицы
(10° С) и достаточном расстоянии между колонками вызывает
заклинивание, односторонее трение и задиры, нарушающие точ-
ность. Эти недостатки вызвали появление новой конструкции
центрирования коническими поверхностями (рис. 55, е).
Преимущество этой системы заключается в том, что сопрягае-
мые поверхности приходят в полный контакт лишь в последний
момент замыкания. Это исключает износ и увеличивает точность
и долговечность работы без прогрессирующего смещения, что
создает стабильные условия заполнения полости.
Мощные конические выступы не деформируются под влиянием
поперечных сил и не увеличивают смещение. В этой системе
цилиндрические колонки и втулки необходимы, однако им отво-
дятся функции предварительного центрирования с уменьшением
направляющих диаметром до 0,15 мм. Их назначение в предотвра-
щении повреждения пуансонов во время сборки и при замыкании
полуформ, где нейтрализуется провисание пуансонов, при транс-
портировке, хранении, при установке на машину и при пере-
мещении по ним сталкивающей плиты. Сталкивающая плита 4
(рис. 55, е) сцентрирована на пуансоне 3 конической поверхностью
и сама является центрирующим элементом соединения с матри-
цей 6. Угол а выбирается, чтобы предотвратить заклинивание
и преждевременное раскрытие формы, для чего он должен быть
больше угла самоторможения. Обычно а принимается 10—15°.
Силовой и прочностной расчет центрирующей конической
поверхности приведен ниже. Из рис. 55, е видно, что на пуансон
вследствие возможной разностенности изделия действует равно-
действующая сила S от давления расплава ртах в полости, стре-
мящаяся повернуть пуансон вокруг мнимого центра вращения
в точке А. Этому препятствует усилие замыкания Р3. Рассматри-
вая действие сил Р3 и S относительно точки А, расположенной
на среднем диаметре D конической поверхности, можно написать
соотношение для моментов 0,5P3Z) > Sln, Дж; откуда Р3 >
> Н. Из последнего выражения следует, что чем больше
D и чем меньше 1п, тем меньше возможностей поперечной силе S
осуществить смещение пуансона.
Длина конической поверхности h определяется в зависимости
от давлений, оказываемых на нее нормальными составляющими SN
от поперечной силы S и PN от усилия Р3 (71). Они определяются
156
из соотношений [42] PN = Р3 sin-1 а, Н, и SN = S cos а, Н;
размыкание полуформ исключается при Рх > Sx (рис. 55, е).
При этом следует учесть, что PN действует на всю площадь F
конической поверхности, a только на ее половину. Таким-
образом, суммарное давление рс, оказываемое силами Р,у и Sv
на коническую поверхность, площадь которой Р = nDh, м2,
определится так: рс = PNP-1 + 2SF-1 = (Р3 + S sin 2а) X
X (nDh sin а)-1, щ высота конической поверхности h (Р3 +
+ S sin 2а) (nD sin а [о ]см)-1, где S = P3D (2ln)~1; —
= P3D (2/j)-1; S2 — P3D (21^; где ln = 1г или /2 — плечо по-
перечной силы; /j = 0,4/ и /2 = 0,5/; [о]см принимается для термо-
обработанных сталей (12—15) 107 Па, для стали без термообра-
ботки 7-107 Па. Недостатком системы является наличие высоты h,
уменьшающей возможность получения изделий максимальной
длины (§ 4). Такое центрирование применяется для оформления
глубоких и тонкостенных изделий, где ргаах достигает значитель-
ной величины.
Аналогично центрируется свободный конец пуансона 5 с ко-
ническим углублением матрицы 4- (рис. 56, в) с помощью пло-
щадок К, расположенных на его коническом выступе Ж между
радиальными литниковыми каналами г. Аналогичные конструк-
ции приведены на рис. 22, к и 23, б.
Клиновые центрирующие поверхности прямолинейного кон-
тура (рис. 56, б). Конструктивно клиновые и конические поверх-
ности применяются в двух вариантах. На рис. 55, е матрица с замк-
нутой поверхностью охватывает сталкивающую плиту, а на
рис. 56, а, наоборот, сталкивающая плита 5 охватывает матрицу
по Б. На рис. 56, б выступы А пуансона 2 охватывают матрицу Г
по Б. Этому варианту должно отдаваться предпочтение. При глу-
боких матрицах цельной конструкции ее открытая сторона (§ 13)
испытывает во время нарастания давления
упругие деформации, выражающиеся в про-
гибе стенок. После снятия давления матрица
не может возвратиться в первоначальное
положение и за счет упругих сил зажимает
Рис. 56. Центрирование полуформ:
а, в — замкнутыми; б — прямолинейными коническими поверхностями
157
изделие на пуансоне, препятствуя размыканию плит машины и
извлечению изделия. В данном случае выступы А играют роль
дополнительных опор, уменьшающих изгибающие моменты в
горизонтальной и вертикальной плоскости, и могут удержать бо-
ковые стенки от прогибов. При литье тонкостенных изделий с
охватом конических выступов матрицы может быть предусмотрен
натяг с тем, чтобы после размыкания матрица за счет своих упру-
гих свойств могла бы (поскольку величина усадки по толщине
у тонких изделий мала) улучшить условия извлечения изделия.
Наоборот, при литье толстостенных изделий в этом сопряжении
вместо натяга может быть предусмотрен зазор с тем, чтобы выз-
вать разжим матрицы для создания хорошего контакта с изде-
лием, который способствовал бы более интенсивному охлажде-
нию последнего.
На рис. 46 и 48 приведены различные случаи применения кли-
новых выступов и примеры обжатия матриц для предотвращения
затекания расплава, препятствующего съему изделий и вызыва-
ющего дополнительную обработку изделий. Иногда для удержа-
ния стенок матрицы от упругих деформаций прибегают к помощи
штифтов. Однако малая площадь штифтов, подвергающаяся
смятию, и размещение отверстий под штифты в местах наиболее
нагруженных сечений вызывают еще большее ослабление тела
матриц.
Работа трения на клиновых центрирующих и в то же время
запирающих поверхностях происходит при повышенных давле-
ниях, что может вызвать их преждевременный износ. Соответ-
ствующие расчеты на прочность приводятся в § 13 и 15. Если
детали, на которых расположены центрирующие и запирающие
клиновые поверхности, не подвергаются термообработке, на них
надо располагать опорные планки (рис. 49, а), деталь 1, которые
имеют высокую твердость HRC 52 + 56 и лучше сопротивляются
износу. Применение их облегчает подгонку сопрягаемых поверх-
ностей и замену при износе, превышающем допустимые пределы.
Обязательным условием их применения является жесткость
крепления и обеспечение надежной опорной поверхности для де-
тали 1 на детали 2 (рис. 49, а), препятствующей их перемещению
(см. рис. 47 и деталь 5, рис. 46, г).
'Центрирование цилиндрическими поверхностями, расположен-
ными параллельно плоскости разъема. Кроме цилиндрических
центрирующих поверхностей, расположенных перпендикулярно
плоскости разъема (колонки втулки), еще используют цилиндри-
ческие центрирующие поверхности, которые располагают парал-
лельно плоскости разъема матриц или полуматриц (см. Бх на
рис. 22, к, л, Л на рис. 49, б\ В на рис. 46, д и г, и др.) Их при-
менение рационально лишь в тех случаях, когда возможна сов-
местная обработка гнезда в центрируемых деталях под цилиндри-
ческие центрирующие элементы. Если они подвергаются термо-
обработке, то эта совместная обработка должна производиться
158
после нее. Во всех случаях центрируемые детали перед совмест-
ной обработкой гнезд должны быть точно сцентрированы и за
фиксированы на все время совместной обработки (см. рис. 49, б,
деталь 14). Очень важно также совмещение оси гнезда под техно-
логический цилиндрический центрирующий элемент по высоте
и параллельности относительно плоскости замыкания, а также
по перпендикулярности относительно плоскости разъема, с по-
грешностями не более 0,01 мм.
. Центрирование разъемных полуматриц производится рассмо-
тренными элементами как замкнутым (см. рис. 46, в и д), так и
прямолинейным контуром (см. рис. 6, 49, а, б, 50 и 51, б) и ци-
линдрическими поверхностями (рис. 49, а, б, д и др.). При этом
конические и клиновые поверхности чаще всего применяются для
взаимного центрирования полуформ, в то время как цилиндриче-
ские центрирующие элементы, расположенные параллельно пло-
скости разъема, применяются главным образом для взаимного
центрирования полуматриц. Если этот центрирующий элемент
одновременно является оформляющей деталью (деталь 7, рис. 49, а)
и воспринимает торцовой поверхностью давление расплава, то
это может вызвать его продольное перемещение (чему препят-
ствует деталь 8), которое, однако, не нарушит выполняемой функ-
ции центрирования. Смещению полуматриц в направлении, па-
раллельном оси элемента, препятствует Р3, воздействующее на
детали 2 и 8.
Если центрируемые детали расположены на разных полуфор-
мах, то возможно их смещение вдоль оси цилиндрического эле-
мента, что недопустимо при оформлении разъемной резьбовой
поверхности. Во избежание продольного перемещения на эле-
менте перпендикулярно к его оси выполняется конический коль-
цевой буртик и соответствующая коническая канавка в центри-
руемых деталях или наоборот (см. рис. 71, а). При точном сопря-
жении п'оверхности канавки с кольцевым буртиком центрирование
деталей на разных полуформах параллельно оси цилиндриче-
ского элемента может быть обеспечено в пределах 0,01 мм при
обязательном плотном сопряжении центрируемых поверхностей,
что, однако, не должно препятствовать полному замыканию по
плоскости разъема.
При центрировании полуформ для крупногабаритных изделий
в двух взаимно перпендикулярных направлениях на плоскости
разъема цилиндрические центрирующие элементы располагаются
попарно-крестообразно, чем предотвращается смещение полу-
форм в сомкнутом состоянии. Пример использования такой
системы приведен на рис. 77.
§ 16. ВЗАИМНОЕ ЦЕНТРИРОВАНИЕ ДЕТАЛЕЙ ПОЛУФОРМ
При взаимном центрировании деталей на полуформах на точ-
ность центрирования оказывают влияние следующие факторы:
накопленная ошибка от непараллельности отдельных деталей,
159
характер сопряжения термообработанных деталей между собой
и с деталями, не подвергающимися термообработке, с помощью
центрирующих элементов; ошибки от неперпендикуляркости опор-
ных поверхностей к оси оформляющей полости. Допуски на ко-
ординаты центрирующих элементов от ±0,01 до ±0,015 мм и на
параллельность до —0,02 мм на максимальной длйне и жесткие
допуски по перпендикулярности являются не только необходи-
мыми, но и вполне достижимыми и поэтому обоснованными.
В формах для прецизионного литья эти допуски находятся в пре-
делах 0,0025 мм.
Центрирование деталей в каждой из полуформ можно разде-
лить на центрирование перемещающихся и неперемещающихся
деталей в пределах одной полуформы. К первой группе относятся
центрирование: деталей литниковой системы с формой; деталей
системы удаления; перемещающихся матриц в формах с отрыв-
ными литниками; полуматриц; при автоматическом перемещении
деталей и узлов в автоматизированных формах и формах с при-
менением ручного труда; сопел с втулками и деталей в запорных
кранах и распределителях.
Ко второй группе относится центрирование в подвижной полу-
форме таких пар деталей, как подвижные фланцы с брусьями,
брусья с опорной плитой, опорная плита с пуансоном или обоймой
пуансонов. В неподвижной полуформе это центрирование не-
подвижного фланца с матрицей, с запирающей плитой и др.
Из перечисленных центрируемых деталей и узлов, располо-
женных в полуформах, многие были рассмотрены ранее.
В гл. II и III были рассмотрены вопросы взаимного центри-
рования сопел и литниковых втулок, распределителей с неподвиж-
ным фланцем и матрицей и сопел с распределителями. В гл. I
были рассмотрены вопросы центрирования деталей в формах
с отрывными литниками. В гл. IV были рассмотрены вопросы
центрирования посадочных и оформляющих поверхностей оформ-
ляющих деталей, а также вопросы центрирования термообрабо-
танных плит между собой и с плитами, не подвергающимися термо-
обработке под штифты, колонки и втулки. В настоящей глаьг
уже рассмотрены вопросы центрирования полуформ и полу-
матриц. Во избежание повторения вопросы центрирования дета-
лей в системах извлечения и перемещения деталей в автоматизи-
рованных и ручных формах будут рассмотрены в гл. VII и VIII.
Рассмотрим способы взаимного центрирования деталей, не
подвергающихся термообработке.
Точность взаиморасположения двух плоских деталей может
быть обеспечена центрирующими элементами только в том слу-
чае, если места под них обрабатываются совместно одним инстру-
ментом при посадке А/Г. На производстве это условие трудно
выполнимо, поэтому координаты отверстий под центрирующие
элементы задаются с минимальными отклонениями. На все меж-
центровые расстояния устанавливается допуск от ±0,01 до
160
а=0,015 мм, что в 2—3 раза меньше точности, достижимой на
современных координатно-расточных станках (=±=0,005).
Для изделий средней точности характер посадки штифтов и
колонок принимается А/Г. Переход от совместной обработки на
расточку по указанным допускам обеспечивает достаточную точ-
ность и в тоже время создает большие удобства для производства,
заключающиеся в том, что каждая деталь может обрабатываться
независимо от готовности сопрягаемой с ней и что возможна за-
мена одной из деталей либо при ее повреждении во время эксплуа-
тации, либо при браке во время обработки. Кроме того, это уско-
ряет процесс сборки и уменьшает ее трудоемкость, так как отпа-
дают такие операции, как совместная обработка и предшеству-
ющие ей операции по центрированию, закреплению и фиксации
центрируемых деталей.
При размещении центрирующих элементов следует иметь
в виду, что чем больше расстояние между ними, тем меньше
возможное угловое смещение между сопрягаемыми деталями,
поэтому оси штифтов и колонок располагаются на максимально
возможных расстояниях. Центрирование матриц с неподвижным
фланцем с помощью литниковой втулки, имеющей два посадоч-
ных диаметра (рис. 14, б), не заменяет и не исключает необходи-
мости их, центрирования штифтами.
6 Н. В. Видгоф
Глава VI
СИСТЕМА ОХЛАЖДЕНИЯ И
РЕГУЛИРОВАНИЯ ТЕМПЕРАТУРЫ
ФОРМЫ
Назначение системы охлаждения и регулирования температуры
литьевых полуформ состоит в обеспечении равномерного, бы-
строго и одновременного окончания охлаждения изделия с наруж-
ной и внутренней стороны и по всей площади. Это достигается
за счет поддержания температуры стенок полуформ (не обяза-
тельно одинаковой [44]) с помощью системы каналов, располо-
женных в деталях формы, в которых течет охлаждающая жидкость,
отбирающая от стенок формы теплоту, вносимую расплавом.
Скорость охлаждения изделия влияет на образование надмоле-
кулярных структур, уровень остаточных и ориентационных
напряжений и протекание релаксационных процессов, происхо-
дящих при этом. В частично кристаллических полимерных ма-
териалах скорость охлаждения влияет на степень кристаллич-
ности материала изделия. Одновременное окончание охлаждения
изделия по всей площади частично устраняет причины, вызыва-
ющие коробление изделия, и создает условия для сохранения его
геометрической формы и размеров в заданных пределах. Система
охлаждения должна обеспечивать снижение среднемассовой тем-
пературы изделия к моменту извлечения его из формы до такой
величины, при которой сталкивание изделия осуществляется без
его механического повреждения, соответствующее этой величине
время охлаждения следует считать минимальным.
Классификация систем охлаждения может быть построена на
основе разделения ее конструктивных разновидностей по раз-
личным признакам: I. По месту охлаждения: вне формы и в форме.
Охлаждение изделий вне формы производится на съемных дета-
лях на воздухе, на съемных деталях на специальных устрой-
ствах и в ваннах с охлаждающей жидкостью. Охлаждение в форме
происходит: контактно и непосредственно. II. По форме сече-
ния каналов: круглые; камерные и прямоугольного сечения.
III. По расположению круглых каналов: параллельные; пересе-
кающиеся, с перегородками и с трубками; IV. По расположению
каналов прямоугольного сечения последние разделяются на рас-
162
положенные: по спирали на плоскости; по спирали на цилиндри-
ческих поверхностях; прямолинейно; криволинейно и др. V.
По месту расположения каналов прямоугольного сечения: на
опорной плоскости оформляющих деталей или на прилегающих
к ним деталях; на специальных деталях, вставляемых внутрь
оформляющих деталей; в пластинах, располагающихся на оформ-
ляющих поверхностях, в которых размещаются каналы охлаж-
дения; в деталях, не перемещающихся относительно друг друга
в полуформе; в деталях, перемещающихся относительно друг
друга в полуформе.
§ 17. КОНСТРУКТИВНЫЕ РАЗНОВИДНОСТИ
СИСТЕМ ОХЛАЖДЕНИЯ
Охлаждение вне формы. Разделение систем по способу охлаждения
(вне формы и в форме) является условным, так как охлаждение
начинается с момента поступления в форму расплава и продол-
жается как во время заполнения литниковых каналов и оформ-
ляющей полости, так и во время выдержки под давлением и вы-
держки без давления. Охлаждение также продолжается после
извлечения изделия из матрицы. Однако в тех случаях, когда
охлаждение формообразующей детали с изделием происходит
вне формы, его выделяют и рассматривают отдельно.
К охлаждению вне формы относятся: 1) охлаждение изделий
на кассетах 3 (рис. 57, н); 2) охлаждение изделий на съемных
оформляющих деталях 2 (рис. 57, н); 3) охлаждение в водяных
ваннах и на воздухе. Наличие нескольких кассет при работе на
кассетных формах (или при работе со съемными знаками) позво-
ляет исключить часть времени охлаждения из продолжительности
общего цикла. Таким образом, число кассет определяется в за-
висимости от времени охлаждения изделия либо на воздухе, либо
на специальных охлаждающих плитах, смонтированных у машин.
Установка охлаждающих плит (рис. 57, н) должна произво-
диться по возможности на одном уровне с формой, и если изде-
лия имеют резьбовую поверхность, то и рядом со свертывающим
приспособлением, с тем чтобы уменьшить затраты энергии по
обслуживанию этих форм. Охлаждающие плиты 1 имеют несколько
рядов круглых, расположенных параллельно каналам а, в кото-
рых охлаждающая жидкость подается из сети через резиновые
шланги, подсоединяемые к ниппелям, ввернутым в плиту 1.
Каналы соединяются между собой перемычками из резиновых
шлангов, закрепленных на ниппелях быстросъемными хомути-
ками. Герметичность соединения ниппелей с плитой достигается
резиновыми уплотняющими кольцами, устанавливаемыми на нип-
пелях, как показано на рис. 60, д. Если в форме предусмотрено
ручное свертывание, то охлаждающие плиты закреплются на
столе и снабжаются упорами, удерживающими кассеты от по-
ворота. Таким же образом производится охлаждение изделий на
съемных деталях 2 формы (рис. 57, н).
6* 133
Охлаждение в ваннах с проточной охлаждающей жидкостью
производится для изделий, имеющих надежную фор неустойчи-
вость и большие сечения. К таким изделиям относятся каблуки
для обуви (толщина которых достигает 30—40 мм) из капрона
или полипропилена. Интенсивность непосредственного охлажде-
ния изделий из этих частично кристаллических материалов спо-
собствует образованию’желательной для этих изделий аморфной
структуры у наружной поверхности изделия, предотвращающей
получение хрупких свойств, вызывающих выкрашивание и по-
ломку при сборке с обувью и во время эксплуатации.
Исключение времени охлаждения из продолжительности цикла
позволяет достигнуть очень высокой производительности. На
164
четырехгнездной форме может быть отлито до 800 пар каблуков
в смену. Попытки отливать эти изделия с охлаждением в форме
практически не дали годных изделий, так как материал во время
охлаждения в форме перегревался в цилиндре и деструктировал.
Охлаждение изделий в форме. Охлаждение изделий в форме
является основным способом охлаждения, так как оно обеспечи-
вает управляемость процессом и возможность сохранения геоме-
трической формы и размеров изделия.
Контактное охлаждение. Конструкция системы контактного
охлаждения показана на рис. 57, б. Каналы охлаждения а рас-
полагаются в опорной плите 1, неподвижном фланце или других
деталях, прилегающих к охлаждаемым оформляющим деталям 2.
Это наименее эффективный метод охлаждения поверхности А
в форме, применяющийся в тех случаях, когда оформляющие
детали не позволяют разместить в них каналы охлаждения или
когда они разбираются на составные части при извлечении изде-
лия, а также при охлаждении кассет и других съемных деталей.
При контактном охлаждении применяется круглая форма сече-
ния каналов.
Непосредственное охлаждение круглыми каналами детал ей формы
является наиболее эффективным. На ранней стадии конструиро-
вания охлаждение деталей формы производилось исключительно
круглыми каналами и камерами.
На рис. 57, а показано простейшее применение прямолинейных
каналов б при непосредственном охлаждении оформляющей
поверхности А матрицы 1. Применение такой конструкции во
много раз эффективнее контактного охлаждения, так как охлаж-
дающая жидкость здесь протекает непосредственно в оформля-
ющей детали. Изготовление таких каналов также очень несложно,
поэтому применение круглых каналов получило широкое распро-
странение. Однако такой способ охлаждения обладает существен-
ным недостатком, заключающимся в неравномерности темпера-
туры охлаждаемой поверхности. Если для изделий прямоуголь-
ной формы он в какой-то степени может считаться допустимым,
то для изделий круглой формы он совершенно непригоден, так
как охлаждающая жидкость подводится только к двум точкам
как по окружности, так и по высоте изделия. Это вызывает не-
равномерное охлаждение, являющееся основной причиной короб-
ления изделия и ухудшения условий заполнения формы, так как
расплав у близлежащих к каналам мест теряет скорость и, за-
держиваясь, создает возможность появления опережающих по-
токов, и как следствие, спаев.
Круглые каналы параллельного расположения удачно при-
меняются при литье плоских деталей, как это показано на
рис. 57, г. Здесь в зависимости от размеров изделий или оформ-
ляющей поверхности Б располагается несколько рядов охлажда-
ющих каналов в, соединяющихся перемычками 1, чем создаются
более благоприятные условия охлаждения по сравнению с усло-
165
виями охлаждения теми же каналами сферических или цилиндри-
ческих изделий (рис. 57, а). Необходимо обратить внимание на
варианты расположения каналов в вертикальной а (рис. 57, в)
и горизонтальной b (рис. 57, а) плоскостях, их размещение отно-
сительно каналов литниковой системы г, а также на направление
течения охлаждающей жидкости по каналам.
Чем больше скорость течения жидкости по каналам, тем каж-
дая единица объема ее уносит с собой меньше теплоты с охлаж-
даемой поверхности Б в единицу времени и тем меньше разность
температуры жидкости на входе и выходе из каналов формы.
Это обеспечивает более равномерное охлаждение формы изделия.
В распоряжении конструктора имеется возможность регулировать
интенсивность охлаждения, изменяя диаметр d, расстояние между
каналами и от каналов до охлаждаемой поверхности п
(рис. 57, и). При этом необходимо указывать в чертежах направ-
ление течения жидкости в каналах стрелками, так как совсем
не безразлично, будет ли подсоединен впуск охлаждающей жидко-
сти к средним каналам формы или, наоборот, к крайним.
На рис. 57, г стрелками показано направление тока жидко-
сти, где вход осуществлен через крайние каналы, что менее эффек-
тивно, так как наиболее интенсивная теплопередача от расплава
к стенкам формы происходит в зоне средних каналов. Наоборот,
при достижении расплавом края оформляющей поверхности, про-
тивоположного впуску, теплопередача будет менее интенсивной
вследствие охлаждения расплава по пути течения. Сюда следует
направить подогретую жидкость, поэтому подключение впусков
охлаждающей жидкости к средним каналам создает более равно-
мерный отвод тепла от охлаждаемого изделия. Взаиморасполо-
жение каналов литниковой и охлаждающей систем также не
безразлично. Следует придерживаться правила нежелательности
перекрещивания охлаждающими каналами литниковых каналов,
допущенного на каналах а (рис. 57, в). Более благоприятно взаи-
морасположение каналов в. Охлаждение литниковых каналов до
заполнения оформляющей полости сковывает течение расплава
по ним и ухудшает условия заполнения оформляющей полости.
При охлаждении круглыми каналами оформляющих деталей,
предназначенных для оформления объемных изделий, возникает
ряд трудностей. Охлаждение пересекающими каналами крупно-
габаритных пуансонов 3 цельной конструкции, как показано на
рис. 57, ж, может происходить при подсоединении к сети канала а
или канала б. Вариант б лучше. При большой длине пуансона
таких каналов может быть несколько. Заглушки 1 должны быть
хорошо загерметизированы. Как известно, одна резьбовая по-
верхность не может создать требуемой герметизации, поэтому
обычно на резьбу наматывают тонкую нитку паклевого жгута,
пропитанного суриком, или применяют резиновое уплотнение.
Заглушки могут запрессовываться. Недостатком этой конструк-
ции является недостаточное охлаждение в углах изделия. В этих
165
местах расплав более интенсивно нагревает стенки пуансона,
что вызывает увеличение продолжительности выдержки под
охлаждением, а в изделиях из частично кристаллических поли-
мерных материалов — коробление. Лучше и равномернее охлаж-
дается оформляющая поверхность системой каналов, показанной
на рис. 57, и.
Здесь с целью параллельного расположения каналов отно-
сительно оформляющей поверхности пуансона 2 возникает не-
обходимость вывода одного из пяти каналов на оформляющую
поверхность, что в некоторых случаях допускается. Однако здесь
следует предусмотреть уступы в гнезде под заглушку 3 при ее
заделке. Заглушки 3 устанавливаются и забиваются в отверстия
наглухо, после чего выступающий конец обрабатывается и по-
лируется строго заподлицо с уже ранее термообработанным пуан-
соном. Уступы и выступы не разрешаются. Заглушки обычно
изготовляются из мягкой стали без термообработки. В случае
необходимости прочистки каналов их высверливают и заменяют
новыми.
Для более равномерного охлаждения и равномерного распре-
деления температуры в охлаждаемом изделии ввод охлаждающей
жидкости производится в два таких канала, расположенных по
середине пуансона (по его длине), с тем чтобы жидкость расте-
калась к краям пуансона и изделия. Эта мера может считаться
правильной лишь при центральном впуске расплава в оформля-
ющую полость. При многовпусковом литье с помощью незатвер-
девающей литниковой системы эта конструкция системы каналов
не создает удовлетворительных условий равномерного охлажде-
ния изделия, что будет рассмотрено ниже. Охлаждение крупно-
габаритных матриц 1 показано на рис. 57, д, е.
Во втором случае охлаждение изделия А более равномерно.
Однако сверление зенковок б и каналов а под углом иногда при-
водит к смещению их осей. Отверстия 2 нарезаются для заглушек.
Для глубоких матриц каналы размещаются в нескольких сече-
ниях, впуск охлаждающей жидкости должен производиться
у сопла, а направление ее течения — в сторону обоймы пуансона.
Охлаждение разъемных полуматриц 2 представляет собой некото-
рые трудности, так как последние перемещаются. При наличии
П-образной конструкции (см. рис. 58, а) с боковыми приливами,
придаваемыми ей для большей устойчивости, размещение входных
и выходных ниппелей решается удовлетворительно. При большой
высоте полуматриц число- каналов по высоте может быть уве-
личено. В этих конструкциях длина, сечение и число каналов а
определяются расчетом, который будет приведен в конце этой
главы.
Непосредственное охлаждение с помощью камер. Охлаждение
матриц 1 с помощью камер а и перемычек 2 показано на рис. 57, к.
На наружной поверхности матрицы располагают четыре ка-
меры а (или одну кольцевую для круглых матриц), соединяющиеся
между собой несколькими рядами наклонных отверстий в. Верх-
няя и нижняя камеры разделяются между собой перемычками 2,
которые обеспечивают принудительное направление жидкости,
как показано стрелками на рис. 57, к. Лучше направить жидкость
вверх. Герметизация системы достигается установкой уплотня-
ющих резиновых прокладок 3, прижимающихся крышками 4.
В верхней и нижней крышке по обе стороны от перемычек 2 рас-
положены отверстия б под ниппеля. При небольшой глубине ка-
мер и их сравнительно большой поверхности создаются условия
обильного охлаждения, что обычно требуется при литье больших
контейнеров (поверхность Г) из материалов с малой теплопро-
водностью, плохо поддающихся охлаждению с помощью круглых
каналов. Здесь малая глубина камер при большой площади охлаж-
даемой поверхности способствует равномерному охлаждению
изделия. Матрицы 1, встроенные в отверстие неподвижной плиты
машины (см. рис. 58, б), охлаждаются камерой В, образуемой на
наружном диаметре матрицы 1, закрываемой кожухом 3. Резино-
вые кольца 2, располагающиеся по обе стороны кожуха 3, уплот-
няют соединение при затяжке фланца 4. Перегородка 5 направ-
ляет охлаждающую жидкость, подаваемую через угловые нип-
пеля 6, по направлению стрелки, указанной на рисунке, и обте-
кающую матрицу по наружному диаметру.
Охлаждение цилиндрических изделий происходит более рав-
номерно по сравнению с изделиями прямоугольной или квадрат-
ной формы. В последнем случае, если нет опасения в ослаблении
прочности матрицы, сечение камеры и кожуха должно быть по-
добным форме сечения изделия (см. рис. 57, к).
При более жестких требованиях, предъявляемых к равномер-
ности охлаждения, к сохранению геометрической формы изделия
или для тонкостенного изделия, больше подвергнутого опасности
коробления может быть предусмотрено не одна, а несколько
перегородок и соответственное увеличение числа входов и выхо-
дов охлаждающей жидкости. '<
При охлаждении матриц 3 в многогнездных формах приме-
няют камерное охлаждение конструкции, показанной на рис. 57, л.
На матрице 3 по наружному диаметру предусмотрены два выступа,
в переходах которых расположены канавки для уплотняющих
колец 1. Роль рассекателя выполняет прилив с заострением (се-
чение АА). Острие рассекателя устанавливается по оси отверстий,
просверленных в обойме 2 и пересекающихся между собой. Угло-
вая фиксация, обеспечивающая совпадение острия приливов
с осями отверстий, выполняется шпонками 4. Такое охлаждение
в многогнездных формах эффективнее, чем охлаждение матрицы,
изображенной на рис. 57, а. Охлаждение пуансонов 5 (рис. 57, м)
малых диаметров и большой длины- (Z > 3d) трудно осуществить
по образцу конструкции, изображенной на рис. 57, ж, и. В таком
случае прибегают к установке в отверстии, играющем роль ка-
меры, тонкой плоской перегородки или трубки 4 (см. рис. 57, м)
168
Рис. 58. Конструкции охлаждающих каналов прямоугольного сечения на вставных деталях и на опорных поверхностях оформляющих
деталей
о
о
закрепленных в опорной плите 2. Охлаждающая жидкость по-
ступает через опорную плиту по одну сторону перегородки и
через предусмотренный на ее свободном конце зазор перетекает
по другую сторону перегородки и вытекает через второе наклон-
ное отверстие. Перегородка создает худшие условия охлаждения
по сравнению с трубкой 4, так как в последнем случае охлажда-
ющая жидкость поступает через опорную плиту 2 и подается
через трубку к торцу пуансона, который больше всего нагревается
от поступающего расплава.
Интенсивность охлаждения определяется величиной охлаждае-
мой поверхности камеры. При необходимости вместо круглого а
(см. рис. 57, м) сечения камеры может быть предусмотрено сече-
ние б со шлицами, выполняемое электроискровым методом. Здесь
должно быть соблюдено условие подпора, который создается,
когда внутреннее сечение трубки несколько больше суммарного
сечения наружной камеры.
Во всех рассмотренных конструкциях скорость течения охлаж-
дающей жидкости была недостаточно высокой. Изменением кон-
струкции охлаждающей камеры имеется возможность турбули-
зировать течение жидкости путем создания специальных фасон-
ных выступов, что значительно увеличивает интенсивность тепло-
обмена. На рис. 59, в показаны пазы а, выполненные по спе-
циальному профилю электроискровым методом. Стрелками пока-
зано направление потоков, создающих условия интенсивного
перемешивания и завихрений при течении охлаждающей жидко-
сти в охлаждающей камере пуансона 1. Вместо трубки в опорную
плиту установлена вставная деталь 2, через отверстие б которой
жидкость подается в камеру. Диаметр этой вставной детали 2,
контактируя с пуансоном по всей высоте, при малой толщине
стенки последнего представляет собой опору пуансона с внутрен-
ней стороны, одновременно уменьшая емкость камеры. Увеличе-
нием линейной скорости течения и ускорением обмена жидкости
достигается равномерность охлаждения изделия. Одна из особо
сложных, но весьма эффективных конструкций системы непосред-
ственного охлаждения оформляющих деталей с помощью круглых
каналов показана на рис. 59, б. В форме отливается тонкостенный
стакан разового пользования для холодных напитков с толщи-
ной стенки 0,9 мм с точечным впускным каналом диаметром d =
— 0,7 мм. Диаметры изделия у дна 55 и у противоположного
края 75 мм, высота 75 мм. При указанной системе охлаждения
общая продолжительность цикла составила 7,5 с. Особенности
конструкции системы заключаются в применении вставной де-
тали 6 из твердой бериллиевой бронзы, выходящей непосред-
ственно в оформляющую полость. Через вход д центрального
канала охлаждающая жидкость подводится в зону точечного
впуска d, где торец детали 6 сильно нагревается расплавом. В то
же время с помощью наклонных отверстий охлаждающая жидкость
подается к углам пуансона, которые также сильно нагреваются
170
Рис. 59. Конструкции сложных систем охлаждения оформляющих деталей форм
расплавом из-за сопротивлений, возникающих при его поворо-
тах. Благодаря направлению холодной струи в эти места и вы-
сокой теплопроводности материала детали 6 изделие быстро охлаж-
дается. Стрелками показано направление течения охлаждающей
жидкости в пуансоне 7, матрице 4 у литниковой втулки 2 и в де-
тали 10 через каналы г, в, а и б. Вставная деталь 6 герметизиро-
вана уплотняющими резиновыми кольцами 3. В матрице охлаж-
дается также литниковая втулка. Совпадение осей десяти отвер-
стий диаметром 2,5 мм, расположенных в пуансоне 7 и детали 6,
обеспечивается шпонками 11.
Непосредственное охлаждение каналами прямоугольного сече-
ния. Конструкции систем непосредственного охлаждения круг-
лыми каналами, наряду с преимуществами перед контактным
охлаждением, имеют ряд недостатков: форма сечения канала
171
в виде окружности не является оптимальной для охлаждения.
Стремление увеличить теплообмен на границе жидкость—стенка
сдерживается здесь отношением охлаждаемой поверхности к объ-
ему. У цилиндрического канала оно является минимальным по
сравнению с другими формами сечения. Поскольку увеличение
интенсивности охлаждения требует увеличения отношения по-
верхности канала к его объему (при неизменном объеме), возни-
кает необходимость в изменении формы сечения канала.
Наилучшей формой сечения является прямоугольник. Прини-
мая прямоугольную форму сечения охлаждающих каналов, не-
обходимо учитывать ряд обстоятельств. Соотношение сторон
прямоугольника растет вместе с увеличением отношения пери-
метра к его сечению. Чем больше сторона, обращенная к охлаж-
даемой поверхности, тем лучше условия теплообмена. Однако су-
ществует предел, ниже которого уменьшать глубину канала нельзя
из соображений возможного засорения, покрытия коррозией и
накипью, что ухудшает условия теплообмена и вообще может
привести к закупорке канала. Поэтому глубину канала охлажде-
ния рекомендуется выбирать не менее 2—3 мм. При этом соответ-
ствующее увеличение ширины канала ослабляет перемычку и
лишает возможности управления направлением течения. Следует
предусматривать возможность быстрой замены или разборки
вставной детали для зачистки каналов и применение антикорро-
зийных и антинакипиновых добавок к охлаждающей жидкости.
Прямоугольное сечение каналов может выполняться только
на открытых и доступных для обработки местах. На рис. 58, г
представлена форма для плоского изделия. Каналы б шириной d
прямоугольного сечения расположены на опорной плоскости,
прилегающей к неподвижному фланцу 2. Каналы б выполнены
в виде спирали с шагом S. Они и канавки для резиновых уплот-
нений 1 и 3 не должны врезаться в обе смежные детали, как по-
казано на рис. 58, г. Лучше их расположить в матрице 4 на глу-
бину h, хуже — на неподвижном фланце 2. Входные в и выход-
ные а каналы расположены в неподвижном фланце. Резиновые
уплотнения 1 и 3 герметизируют соединение с наружной и внут-
ренней стороны. На рис. 58, д показано применение вставной
детали 3 в пуансон 2 цельной конструкции в форме для литья
объемного изделия. Здесь следует учесть, что размер А должен
выполняться точно, с тем чтобы стенка а пуансона не имела воз-
можности прогибаться. Жидкость подается через опорную плиту 1
у центра изделия и растекается сначала по каналам, располо-
женным на торце детали 3, затем переходит в боковые каналы,
расположенные по винтовой линии и выводится через выходной
канал в пуансоне 2. Герметичность достигается уплотнением 4.
У матрицы 1, встроенной в неподвижную плиту машины
(рис. 58, в), охлаждающие каналы прямоугольного сечения 5
расположены на ее наружном диаметре по винтовой линии. Ка-
налы закрыты кожухом 4, на обоих концах которого установлены
172
резиновые уплотнения 2, поджимаемые фланцем 3. Подвод и
отвод жидкости осуществляется угловыми ниппелями 6. Направ-
ление течения жидкости указано стрелками и предусмотрено
от места впуска расплава в матрицу до ее противоположного
конца.
На рис. 59, г показана наиболее современная система охлажде-
ния, основанная на применении охлаждающих каналов в прямо-
угольного сечения niXl, которые применены в сочетании с пла-
стинами 2, 5, 6, встроенными в оформляющие поверхности пуан-
сона 4 и матрицы 1 и 7. Пластины 2, 5и6из бериллиевой бронзы
обладают высокой теплопроводностью и в то же время достаточно
прочны для выполнения функций оформляющей поверхности.
При встройке пластин 5 в пуансон 4 необходимо обеспечить вы-
ступ тг, принимаемый 0,2—0,3 мм и строгое совпадение торцов
винтов 8 с оформляющей поверхностью пластины 5 для обеспе-
чения съема изделий с пуансона. Аналогичные пластины 6 уста-
новлены на боковых стенках матрицы 7, их крепление осуществ-
лено винтами 8 с наружной стороны. Уплотнительные элементы 3
расположены под пластинами 2, 5 и 6 и под головками винтов.
Как видно из рисунка, пластины 2, 5 и 6 расположены на пуан-
соне и на матрице со стороны впускного литникового канала,
а направление течения жидкости от входных а до выходных ка-
налов б, показанное стрелками, следует за направлением течения
расплава при заполнении оформляющей полости. Такое направле-
ние охлаждающей жидкости является ₽о всех случаях наиболее
выгодным. Оно применяется при литье толстостенных изделий
из ПВП и ПНП толщиной до 5—6 мм (см. рис. 49, ё).
Интересная конструкция системы охлаждения для литья про-
бок из ПНП показана на рис. 59, а. Особенность конструкции
изделия заключалась в наличии кольцевой щели с очень малой
шириной (с = 4 мм) между наружным колпачком и внутренним
уплотняющим выступом пробки [52 , 69]. Вариант I показывает
первоначальное конструктивное решение, заключающееся в уста-
новке пуансона 4 из бериллиевой бронзы в обойму 2, так как
считалось невозможным провести в нем охлаждающие каналы.
Охлаждение пуансона 4 осуществлялось контактно ог охлаждае-
мой круглыми каналами обоймы 2. Кроме значительной длитель-
ности цикла, достигавшей 20 с, еще наблюдалась адгезия поли-
мера к плохо охлаждаемым стенкам пуансона 4 в зоне поверх-
ности щели с, что затрудняло работу. После изменения конструк-
ции по варианту II на две составные детали 6 и 8 из нержавеющей
стали (для предотвращения коррозии при малой глубине канала)
и уплотнения резиновыми кольцами 5 и 9 производительность
повысилась в 5 раз и тц достигло четырех секунд. Несмотря на
это вынужденная замена бериллиевой бронзы нержавеющей сталью
не является наилучшим решением, так как теплопроводность
нержавеющей стали в 6 раз меньше теплопроводности бериллие-
вой бронзы. На проекции справа показана развертка наружной
173
поверхности вставной детали 6 по диаметру d, на которой наре-
заны канавки а, б, г. Здесь же стрелками показано направление
охлаждающей жидкости. Размер с разделен на две части: в —
= 2,5 мм для детали 6 и I = 1,5 мм для детали 8.
Попутно целесообразно рассмотреть способ сталкивания этого
изделия с пуансона, который осуществляется сталкивающей
плитой 3, перемещающейся на тягах 10. Затруднение при сталки-
вании создает бортик, расположенный на внутреннем диаметре
уплотняющего выступа. При перемещении вперед плита 2 сталки-
вает изделие с пуансона 8. При этом изделие своим бортиком увле-
кает за собой стержень 7, оформляющий этот бортик, сжимая
пружину 12. После перемещения изделия на величину h пружина
препятствует дальнейшему перемещению стержня 7. Тем вре-
менем внутренний выступ изделия, переместившись на высоту h
за пределы детали 6, получает возможность растянуться за счет
упругих свойств материала изделия. При дальнейшем переме-
щении сталкивающей плиты изделие, растягиваясь, выходит из
поднутрения на стержне 7 и выпадает из формы. Форма для мас-
сового производства многогнездная с незатвердевающей литни-
ковой системой.
Таким образом, с применением каналов прямоугольного сече-
ния появилась возможность охлаждения оформляющих деталей
минимальных размеров. Их разделение на составные части позво-
ляет расположить каналы на сопрягаемых поверхностях, макси-
мально приближая их к оформляющей поверхности деталей
формы, однако без ущерба для их прочности. Этим достигается
увеличение интенсивности охлаждения изделий. Одновременно
используется возможность направить течение охлаждающей жидко-
сти в заданном направлении. При равномерной толщине изделия
наиболее рациональным является направление течения охлажда-
ющей жидкости вслед за течением расплава. Эти системы создают
возможность не только интенсификации охлаждения, но и регу-
лирования температуры охлаждаемых деталей формы в желаемом
направлении с целью выравнивания температурного поля изде-
лия, иногда не обладающего для этого, например, равномерной
толщиной стенок. Регулирование температуры деталей формы
достигается не только выбором наиболее выгодного направления
охлаждающей жидкости, но и регулированием соотношения сто-
рон прямоугольного сечения канала при его постоянном сечении.
Этим создается возможность увеличения или уменьшения охлаж-
даемой поверхности канала (при сохранении его постоянного
сечения) в соответствии с необходимым распределением темпера-
тур в охлаждаемом изделии.
На рис. 58, ж изображена форма для литья крышки с цен-
тральным пальцевым литником. На крышке имеются два кольце-
вых утолщения а, создающие условия неравномерного охлажде-
ния и вызывающие соответственно коробление поверхности изде-
лия, к которому предъявляются повышенные технические требо-
174
Рис. 60. Сечение и расположение уплотняющих элементов
вания. Выбор мест впуска б охлаждающей жидкости в матрице 3
по обе стороны от центрального литника и ее направление на обте-
кание утолщенных мест изделия в непосредственной близости
от оформляющей поверхности, а также выходов виг создают более
равномерные условия охлаждения изделия, чем при круглых
каналах, могущих быть расположенными только прямолинейно.
На рис. 58, е показана форма для литья сосуда 3 из полиэти-
лена, где температуру пуансона 2 можно регулировать измене-
нием глубины в1; в2, в3 и в4 или ширины канала alt а2, а3 и а4 и
расстояния между каналами Slt S.2 и S3 (при его постоянном се-
чении), расположенными на детали /, чем изменяется величина
охлаждаемой поверхности и интенсивность охлаждения изделия
в необходимых местах.
Следует отметить, что рассмотренные здесь конструкции си-
стем охлаждения и регулирования температуры формы далеко
не исчерпывают всех конструктивных разновидностей.
Герметизация уплотняемых поверхностей. В связи с приме-
нением новых систем охлаждения большое значение имеет пра-
вильное расположение элементов герметизации сопрягаемых по-
верхностей. На рис. 60, а, б, в показаны варианты уплотнения
сопрягаемых плоскостей. На рис. 60, г, д, е показаны уплотне-
ния, применяемые на посадочных и запирающих диаметрах охлаж-
175
даемых деталей. Следует обратить внимание на расположение
приемной фаски (обычно принимаемой 15° X 1 мм или 15° X
X 2 мм), предотвращающей срез выступающей части уплотня-
ющего кольца, внутренний диаметр которого обычно проекти-
руется с натягом 2—3 м против диаметра, на котором оно уста-
навливается. Материалом для уплотнительных колец служит
теплостойкая резина марки 7МБА—М ГОСТ 9833—65. Размеры
колец нормализованы и имеются в справочной литературе. Однако
многообразие размеров изделий вынуждает иногда применять
специальные размеры. Сложность изготовления таких колец
невелика. Для них предусматривается простая форма с концен-
тричным расположением колец, стоимость которой, как правило,
не превышает 2—3% стоимости основной формы.
§ 18. РАСЧЕТ ВРЕМЕНИ ОХЛАЖДЕНИЯ
И ТЕПЛОВОГО БАЛАНСА ЦИКЛА
Расчет времени охлаждения изделия в форме. Время охлаждения
в форме до температуры, при которой оно извлекается из ма-
трицы тт, зависит от следующих факторов: температуры, при
которой изделие данной конструкции может быть извлечено из
матрицы должно надежно исключать опасность его повреждения
tT, К', > t' [см. формулу (36) ], максимальной температуры
.матрицы в момент начала размыкания формы /ф, /< (она выше
температуры пуансона); температуры расплава в момент поступле-
ния в оформляющую полость ?м, К; теплопроводности X, Вт/(м-К);
удельной теплоемкости см, Дж/(кг-К); плотности р, кг/м3; тол-
щины стенки изделия 26, м.
Взаимосвязь этих факторов с временем охлаждения изделия
в форме с известными ниже перечисленными допущениями при-
ближенно описывается уравнением нестационарной теплопровод-
ности,, которое при одномерном тепловом потоке имеет следую-
щий вид [12, 15, 29, 32, 45]:
д2 ату ^2 ату
lizJ* = _Le~— — или /т-fo = е-— — .
*м — *ф ТС 4 — Гф
Прологарифмировав обе части уравнения (22) и решив его отно-
сительно тт, получим
(23)
здесь а—температуропроводность, равная отношению (l/pcj1 м2/с.
Допущения, о которых упоминалось выше, предполагают, что
температура формы в течение цикла постоянна, теплофизические
\ Применение формулы (23) сдерживается или приводит к неверным
расчетам из-за отсутствия надежных количественных рекомендаций 'по опреде-
лению значения которое зависит не только от материала, ио и ]рт конструк-
ций изделия (Прим. ред.).
176
свойства материала в процессе охлаждения в форме остаются
неизменными; температура материала, поступающего в форму,
остается постоянной и равна температуре литья; температура
материала, соприкасающегося со стенками оформляющей поверх-
ности, равна температуре формы, а контакт изделия с ее стенками
сохраняется вплоть до извлечения изделия из формы. Если эти
допущения не выдерживаются, то фактическое время изменяется.
Например, если из-за различного расположения каналов охлаж-
дения, температуры пуансона и матрицы различны или если после
выдержки под давлением, вследствие усадки по толщине, между
изделием и стенками формы образуется зазор, то условия тепло-
передачи ухудшаются, охлаждение замедляется и тт увеличи-
вается .
Во избежание этого, а также для предотвращения коробления
изделия за счет зазора, давление й форме доводят с помощью
обычной балансировки сечения впускных каналов до раскрытия
формы на величину зазора, при котором расплав из нее не должен
вытекать (§ 10), однако при котором практически осуществляется
постоянный контакт охлаждаемого изделия со стенками формы.
При этом тт минимально *.
Тепловой баланс цикла литья. Количество теплоты, содержа-
щееся в порции расплава, которое должно быть передано стенкам
формы в течение цикла, может быть приближенно определено из
соотношения
QM = сата (tu — Fcp), Дж, (24)
где £ср — средняя (по объему) температура изделия после охлаж-
дения, К; тм — масса охлаждаемого изделия, кг. Для неограни-
ченной пластины [30] tcp можно определить из выражение
-<,ср~/ф' = -£ ехр ( — 4 (25)
Ан — /ф л2 \ 4 62 / v '
Количество теплоты QM, передаваемое расплавом стенкам формы,
должно передаваться всей поверхности охлаждающих каналов
S м2 и восприниматься охлаждающей жидкостью за время цикла тц,
с. Эти условия выражаются зависимостью
Qu = <2Ж = «(/ф - kP-ж)5тц, Дж, (26)
где а — коэффициент теплоотдачи от материала оформляющих
деталей к охлаждающей жидкости, Вт/(м2.К); tcp.ж — 0,5 (4Х +
+ 4ыХ)> К — средняя температура охлаждающей жидкости;
1 Для осуществления такого режима литья кроме балансировки впусков
необходимо принимать давление подпитки больше, чем необходимо для удовле-
творительного оформления требуемой конфигурации изделия, что делает цикл
литья энергетически невыгодным. Вместе с этим при таком режиме литья велика
вероятность появления облоя на изделии вследствие неизбежных флуктуаций
параметров литья: температуры расплава, давления подпитки и др. (Прим,
ред).
177
/вх и ^вых — температура охлаждающей жидкости на входе и вы-
ходе из формы, К.
Количество теплоты, которое может быть отведено охлаждаю-
щей жидкостью в течение тц,
Qx. = ^Ж^Ж (4х ^вых)> ДЖ» (2-7)
где сх — удельная теплоемкость охлаждающей жидкости
Дж/(кг.К); тж — масса охлаждающей жидкости, расходуемой
в течение одного цикла, кг. Для достижения удовлетворительной
производительности процесса и равномерного охлаждения раз-
ность /вх — /ВЬ1Х принимают 3—5 К. Среднесекундный расход
охлаждающей жидкости может быть определен из формулы q =
= тжтц^, кг/с. Коэффициент теплоотдачи а, Вт/(м2.К), опре-
деляется из безразмерного выражения для критерия теплоотдачи
Нуссельта Nu = a dV1, который зависит от критерия Рейнольдса
Re = со dv"1.
Для Re < 2.103
Nu = 0,15Re°’33Pr®;43Gr0>1 ( J^l\0,25 . (28)
Для Re > 104
Nu = 0,0^1Re°>8Pr°/3 (-^У’25, (29)
где Pr= va-1; Gr=(gd3v-2) —/срж) P; d—диаметр каналов, м;
/ и т—ширина и глубина прямоугольных каналов, м (см. рис. 59, г);
для воды А, — 0,671 Вт/(м-К); Ргж, Ртст —критерий Прандтля
при температурах жидкости и стенки соответственно; со — ско-
рость течения охлаждающей жидкости, м/с. В зависимости от
формы сечения каналов со епределяется: для круглых каналов со
= 4q (РжЯс/2)-1, м/с; для прямоугольных каналов со = q (ржт1)~г,
м/с; здесь рж — плотность жидкости, кг/м3; v — кинематическая
вязкость, м2/с; g — ускорение силы тяжести, м/с2; [3 — коэффи-
циент объемного расширения I/К- Коэффициент теплоотдачи а
корректируют с учетом поправки &L, которая зависит от Re и от-
ношения длины каналов L к их диаметру d и принимается по
табл. 12, и поправки ег, зависящей от отношения диаметра d
Таблица 12
Re бд при I/d
1 2 5 10 15 20 30 40 50
2 -10® 1,9 1,7 1,44 1,28 1,18 1,13 1,05 1,02 1
2-10* 1,51 1,4 1,27 1,18 1,13 1,10- 1,05 1,02 1
1-Ю6 1,28 1,22 1,15 1,10 1,08 1,06 1,03 1,02 1
178
канала к радиусу его кривизны г и определяемой по формуле 8Г =
= 1 + 77 dlr [30, т. 1, с. 494]. Следовательно, при течении
охлаждающей жидкости по прямым каналам aL — asL, Вт/(м2-К),
а по изогнутым, с учетом L/d, aLr = аеЛ8г, Вт/(м2-К).
Продолжительность цикла тц определяется из выражения
тц = Тт 4- тм +-ТП, с, где тм = т3 4- твпр 4- тр — машинное
время, с; тт — определяется по формуле (23); тп, т3 , твпр , тр —
время паузы, замыкания, впрыска и размыкания литьевой ма-
шины, с.
Величину твпр можно принимать приближенно в зависимости
от объема впрыска следующим образом: 1 с — для Уо до 63 см3;
2 с —для Vo до 150 см3; 3 с — для VQ до 400 см3 и 4 с — для Vo до
1000 см3. Продолжительность тр и т3 определяется ускоренным и
замедленным перемещением подвижной плиты машины и пере-
мещением подвижной плиты, определяемым в зависимости от кон-
струкции изделия и формы. Продолжительность паузы — это
время между размыканием и замыканием полуформ. В течение
паузы производятся прочистка формы, укладка арматуры или
съемных знаков и др.
Расчет размеров охлаждающих каналов. Для определения а
из выражений Nu, Re и Gr заранее необходимо определить линей-
ную скорость течения охлаждающей жидкости <о, для чего кроме q
необходимо определить размеры прямоугольных каналов, глу-
бину т и длину I или размер круглого канала d, а также толщину
стенки между оформляющей поверхностью и поверхностью ка-
нала п (рис. 59, г и 57, и). Применяя каналы прямоугольного се-
чения, следует стремиться врезать их в тело оформляющих дета-
лей, что улучшает теплопередачу, однако может уменьшать их
жесткость. Недостаточная жесткость может вызвать прогиб оформ-
ляющей поверхности под давлением расплава ртах, что приведет
к поднутрениям. Те из них, которые расположены на поверх-
ностях, перпендикулярных к направлению размыкания, неиз-
бежно будут препятствовать извлечению и съему изделия. В слу-
чае, когда врезание каналов угрожает прочности оформляющих
деталей, они выполняются в теле смежных деталей. Размеры ка-
налов т, I, d и п определяются из условия оптимальной тепло-
передачи и из условия обеспечения необходимой прочности. При
определении размеров п и I из условия обеспечения механической
прочности исходной является интенсивность нагрузки на единицу
длины (в направлении I) р' Н/м, которая определяется из выраже-
ния для полной нагрузки Р = р'1 = ртыМ>, Н (где b — длина
по оси Z и I — ширина канала, м), откуда р' = ртах Ь, Н/м.
Рассматривая сечение оформляющей детали, расположенное
над каналом, как балку между двумя неподвижными опорами
с высотой п и расстоянием между опорами (ширина канала) I,
можно определить максимальную стрелу прогиба /imax от изги-
бающего момента Л4тах = р7224-1, Дж, в середине ширины ка-
нала 0,5/: /1тах = рР (EJ384)'1, м, где Е — модуль упругости
179
Таблица 13
2 5Е е 5Е о ь °и шах’ 10е» ‘,01 • ХИ“1 5 5 е 5Е о Й га С’ и га Е S t> Tmax’1()S’ Па
6 4 1,97 11,2 11,3 14 15 2,6 4,67 7,0
8 6 2,26 8,9 10 16 20 2,52 3,21 6,0
10 8 2,62 7,8 9,38 18 25 2,52 2,6 5,4
12 12 2,3 5,0 7,5 20 30 2,58 2,22 5,0
для стали, принимаемый 2,1-1011 Па; J—момент инерции, м4.
Если в эту формулу вместо J подставить его значение Z>n312-1, то
она примет вид /1тах = p'Z4 (32Е/г3й)-1, м. Кроме того, в том же
сечении действует поперечная сила, вызывающая максимальную
стрелу прогиба/зтах = 0,15p'Z2 (bn G)-1, м, где G — модуль упру-
гости второго рода, Па; d, п и Z — в м. Таким образом, общий про-
гиб стенки п
Lx = А + A max = Р'Р (Ьп)-1 [Р (32Е/12)-1 + 0,15G-1], м. (30)
В табл. 13 приводятся рассчитанные по формуле (30) /тах>
изгибающие напряжения сги тах и напряжения сдвига ттах в за-
висимости от толщины стенки п и ширины канала Z.
Для инструментальной стали в расчетах принято Е = 2,1 X
X 10п Па , G = 0,385 Е == 8,1-Ю10 Па; pmax = 4-Ю7 Па.
Размер глубины канала т не влияет на прочность стенки п,
однако он определяет (при рассчитанном Z) его охлаждающую по-
верхность. Чем меньше глубина т (при определенной Z), тем
меньше сечение канала и [при определенной из формулы (27)
массе охлаждающей жидкости тж, расходуемой в течение одного
цикла], тем больше длина каналов, которую трудно конструк-
тивно разместить в полуформах. Кроме того, значительное умень-
шение глубины канала может вызвать его закупорку при корро-
зии. В то же время хромировка его поверхности как мера против
коррозии ухудшает условия теплопередачи. Поэтому глубина ка-
нала принимается равной т = (0,3 4-0,5) I. При определении Re,
Nu и Gr в их выражения вместо d для каналов прямоугольного се-
чения представляют d3KB=l,128 (m+Z)0,5, м. При применении
круглых каналов толщину стенки можно было бы уменьшить за
счет утолщений к краям канала, однако возможны отклонения
оси канала в сторону уменьшения толщины стенки п, поэтому для
круглых каналов толщину п также принимают по табл. 13. Диа-
метр круглых каналов d = Z. Наиболее широкое распространение
получили каналы диаметром 10 и 16 мм,-
180
Увеличение охлаждающей поверхности за счет увеличений диа-
метра нецелесообразно и применяется редко. Кроме ослабления
детали формы, в которой они расположены, скорость течения в них
снижается. Из выражения Nu видно, что чем больше диаметр ка-
нала, тем меньше коэффициент теплоотдачи а.
Определив © и а из формулы (26), можно определить охлаждаю-
щую поверхность по формуле S = Q [а£1Г (/ф — /срж) Тц]'1, м2.
Для круглых каналов SKp = л dL0, м2; для прямоугольных
Snp = 2 (/ + т) Lo, м2. Тогда общая длина круглых каналов
Дж = \Р (nd)"1, м; (31)
для прямоугольных каналов
Lon = 0,5Snp(/ + m)-1, м. (32)
В зависимости от размеров формы и оформляющей поверхности
общая длина каналов Lo размещается между полуформами про-
порционально расположенным в них оформляющим поверхностям.
Толщина стенки п и общая длина Lo может быть проверена из
условия теплопередачи:
QmI'ii — S (/ф — /срж)К> Вт, (33)
где СмТц1 — количество тепла, отводимое из формы в течение 1 с,
Вт; К — коэффициент теплопередачи, Вт (м2-К), определяется из
выражения К-1 = nV1 + а-1. Подставляя значения К и S в фор-
мулу (33) и решив ее относительно Lo, получим:
для прямоугольных
Lon = 0.5QM (nV1 -f- а-1) [тц (m + Z) (/ф — /ср J]"1, м (34)
и круглых каналов
Ь<ж = QM («V14- а-1) [тцга/ (/ф - /ср Ж)ГХ, м, (35)
где для стали Хет = 55,5 Вт/(м- К). Из двух значений длины, опре-
деленных по формулам (31) и (35) для круглых (32) и (34) для пря-
моугольных каналов, принимаются наибольшие.
При выборе расстояния между каналами, в том случае когда
перемычки Ь' между ними, испытывающие напряжение смятия от
давления р^, опираются на твердую опору, прогиб которой ис-
ключен, следует учитывать, что [а]см больше ртах в 2—3 раза и,
следовательно, минимальная ширина перемычек Ь' может быть
принята в 1,5 раза меньше ширины канала /, т. е. Ь' ~ 0,7/ ~
~ 0,7d.
Расчет толщины стенок, в которых расположены каналы охла-
ждения, работающие без опоры, как, например, в вертикальных
стенках матриц, где имеют место сложные напряжения, приведен
выше (§ 13).
Теплофизические свойства материалов, применяемых в си-
стемах охлаждения, оформляющих деталей, полимерах и самой
охлаждающей жидкости оказывают большое влияние на конструк-
цию системы охлаждения и регулирование температуры формы.
181
При переработке полиолефинов и других материалов с большой
теплоемкостью для охлаждения применяют «морозную воду»
с температурой от 4 до 6° С, для чего она пропускается через
холодильные установки. Эго применяется главным образом при
литье толстостенных и формоустойчивых изделий.
Для переработки особо вязких полимерных материалов (таких,
как полиформальдегид, его сополимеры СФД и СТД и др.) в за-
висимости от объема изделия, температуры материала и формы
температура охлаждающей жидкости находится в пределах 70—
80° С для изделий толщиной 8—12 мм, и для изделий толщиной
2—3 мм при их длине и диаметре 100—150 мм /ж = 110—120° С.
В этом случае в качестве хладагента применяют минеральные
масла, глицерин, кремний, органическую жидкость № 5 и др.
Коррозия и осаждение накипи на стенках каналов снижает
теплопередачу. Повышение интенсивности охлаждения формообра-
зующих деталей возможно двумя путями: понижением темпера-
туры охлаждающей жидкости и увеличением ее расхода путем
повышения давления в сети. Первый путь менее желателен, так
как понижение температуры может быть недопустимо по техно-
логическому регламенту; кроме того, это приводит к возрастанию
разности температур жидкости на входе и выходе из формы, т. е.
к увеличению неоднородности температуры формы. Увеличение
давления в сети охлаждающей жидкости за счет специальных
насосов и др. увеличивает скорость течения жидкости и сводит
к минимуму разность ее температур на входе и выходе из формы,
чго уменьшает брак и напряжения в изделии. Однако это ведет
к большим расходам охлаждающей жидкости и должно про-
водиться только при доказанной экономической целесообразности.
Особенно важное значение для систем охлаждения имеет пра-
вильный выбор материалов для оформляющих деталей и деталей
системы охлаждения в соответствии с их теплофизическими свой-
ствами. При этом следует иметь в виду, что легирующие компо-
ненты, как и закалка, снижает их А. Так, например, А инструмен-
тальной стали более чем в 2 раза превышает А нержавеющей стали,
а А бериллиевой бронзы более чем в 2 раза выше А инструменталь-
ной стали. Медь не может быть использована для оформляющих
деталей формы из-за малой твердости, но она с успехом приме-
няется в качестве вставных деталей системы охлаждения (рис. 59,
б, в). В конструкции формы, показанной на рис. 59, г применена
бериллиевая бронза, способствующая быстрому охлаждению тол-
стостенных изделий.
Бериллиевая бронза используется также при литье тонкостен-
ных и длинных изделий, чем обеспечивается хорошее заполнение
полости, несмотря на повышенное сопротивление течению. При
средних размерах изделий для этих целей вместо цельных пуан-
сонов из бериллиевой бронзы или встроенных пластин иногда
применяют гальваническое осаждение жесткой меди с повышен-
ной теплопроводностью слоем 0,3—0,6 мм. При литье изделий из
182
Таблица 14
Материалы Плот- ность р. 10+’, кг/м3 Теплоем- кость с. 10’, ДжДкГ.К) Тепло- провод- ность Л, Вт/(мК) Темпера- туропро- водность а-10\ м2/с Коэффи- циент линей- ного рас- ширения а - 1иь
Полимерные материалы Полистирол блочный, эмуль- 1,03— 1,33 0,09— 0,88 8
сионный 1,07 0,16 0,75
Полистирол ударопрочный 1,1— 1,8 0,14 6—10
1,15
АВС 1,05- 1,33 0,16— 1,3 8
1,1 0,21
Полиэтилен ВП 0,94— 2,9 0,25— 1,22 20
0,96 0,31
Полиэтилен НП 0,85— 2,5 0,3 1,38 28
0,92
Полипропилен 0,95 1,92 0,14— 0,175 0,86 16
Полиметилметакрнлат 1,18— 1,8— 0,187— 0,93 8
1,20 1,97 0,21
Поликапролактам 1,14—1,15 2,5 0,254 0,9 10—11
Полиамидная смола П-610 1,1 1,97— 0,268 1,08 11—12
2,5
Поликарбонат Полиформальдегид 1,2 1,425 1,25 1,17— 0,198 0,31 1,32 1,5 6,75 8,1
1,46
Сополимеры СФД и СТД 1,41 1,25 0,21 1,2 8—10
ПВХ 1,35 1,5 0,16 0,8 6—7
Охлаждающие жидкости Вода 0,98 4,18 0,65 1,58 —
Минеральные масла 0,88— 1,67— 1,28 0,8 —
0,92 1,88
Глицерин 1,26 2,42 2,77— 0,91— —
2,96 0,98
Металлы Сталь мягкая 08-10 7,8 0,46 81 227 120
Сталь 30 углеродистая 7,8 0,46 75,5 212 115
Сталь инструментальная 7,8 0,46 36 100 100—120
Сталь хромоникелевая 7,8 0,46— 33,7 87,5 112
(12ХНЗА—30XH3A) 0,5 19,7 100—115
Сталь нержавеющая 7,8 0,46 55
Алюминий 99,75% 2,7—2,8 0,9 20.7 838 231
Латунь (Си — 90%, Zn — 8,5—8,6 0,368 117— 398 170—220
10%) 133,5 170—210
Бронза (Си — 88%, Sn — 8,8 0,368 47,6 147
10%, Zn — 2%) Бронза (Си— 91,7, Sn— 8%, 8,8 0,368 45,3 140 170—210
Р — 0,3%) Медь — никель (Си — 90%, 8,9 0,397 58—75 189 164
Nj — 10%) Бериллий 99,5% 1,8 2,17 180—215 515 120
Медь чистая 99,98% 8,93 0,384 390 1140 165
Бериллиевая бронза Б-2 8,23 0,418 83,5 244 1/0
Хром 7,9 0,437— 0,472 256 716 66—81
183
ПВП толщиной 0,5—0,6 мм этот слой аккумулирует отдаваемую
изделием теплоту за чрезвычайно короткое время, отдавая его
затем основному телу формообразующего элемента в течение всего
цикла [67]. В табл. 14 приведены теплофизические свойства не-
которых полимерных материалов, охлаждающих жидкостей, ме-
таллов и сплавов, применяемых при конструировании оформляю-
щих деталей и деталей системы охлаждения и регулирования
температуры формы. Величины параметров Z, с, а, а и р даны для
полимерных материалов в интервалах 20—250° С, для сталей —
от 20 до 100° С. Более подробно см. специальную литературу
[30, 33, 67].
Расчет времени охлаждения, теплового баланса и размеров си-
стемы охлаждения и регулирования температуры форм для литья
изделий из частично кристаллических полимерных материалов
отличается от изложенного для аморфных материалов необходи-
мостью учета выделения теплоты кристаллизации в процессе охла-
ждения, что увеличивает энтальпию расплава и соответственно
время охлаждения в форме. Подробно эти вопросы изложены в спе-
циальной литературе [58 и др].
Глава VII
СИСТЕМА УДАЛЕНИЯ ИЗДЕЛИЙ
ИЗ ФОРМЫ
Назначение системы состоит в обеспечении беспрепятственного
извлечения изделий и литниковой системы из матрицы, их стал-
кивания с пуансонов, сброса через люк машины, очень часто —
отрыва литниковой системы от изделий. Эти функции выполняют
отдельные детали или узлы системы, для перемещения которых
используется возвратно-поступательное передвижение подвиж-
ной части литьевой формы или специальный привод.
§ 19. ФИЗИЧЕСКИЕ ЯВЛЕНИЯ, ПРОИСХОДЯЩИЕ
ПРИ УДАЛЕНИИ ИЗДЕЛИЙ
В процессе литья после уплотнения отливки и охлаждения изде
лия в форме до температуры tT начинается размыкание полу
форм, одновременно с которым происходит извлечение пуансоном
изделия и литников из матрицы. Усадка изделия обеспечивает
извлечение его из матрицы и удержание на пуансоне. После извле-
чения из матрицы изделие охлаждается за счет излучения тепла
в окружающую среду и за счет охлаждающей жидкости, циркули-
рующей в каналах пуансона.
Усадка изделия, происходящая как при закрытой форме, так
и за время от его извлечения из матрицы до начала сталкивания
с пуансона, должна была бы вызвать, кроме беспрепятственного
уменьшения изделия по толщине и вследствие этого отхода на-
ружной поверхности изделия из стенок матрицы и проникнове-
ния воздуха в пространство между ними, также и его уменьшение
по всем размерам. Но препятствие, встречаемое им со стороны пуан-
сона, не позволяет уменьшиться изделию по внутреннему кон-
туру и вызывает вследствие этого по всему сечению соответствую-
щие напряжения растяжения. Силы адгезии (прилипания) осты-
вающей отливки к поверхности пуансона, зависящие от природы
их материалов, величины микронеровностей поверхности пуансона
и величины остаточного давления, часто действующего в полости
после уплотнения отливки, также препятствуют сталкиванию из-
185
делий. Сталкиванию изделия препятствуют и силы, возникающие
из-за разности давлений атмосферного и в полости, образующейся
между внутренней поверхностью изделия и наружной поверх-
ностью пуансона при сталкивании.
Нормальные силы, создающиеся под воздействием растяги-
вающих напряжений от усадки, силы адгезии и атмосферного дав-
ления на наружную поверхность изделия прижимают последнее
к пуансону. Полное осевое усилие, необходимое для сталкивания
изделия с пуансона Рп, должно преодолеть силы трения, вызывае-
мые этими нормальными силами. Для определения общего уси-
лия Ро, необходимого для сталкивания изделия, также необходимо
учесть ту часть осевого усилия, которое расходуется на холостое
перемещение деталей системы Рпер . Таким образом Ро = Рп +
+ Pnep, Н. Здесь будет рассмотрен расчет Рп. Расчет Рпер рас-
сматривается ниже при определении усилия, необходимого для
возврата деталей системы в исходное положение пружинами
(§ 27).
Определение этих усилий необходимо не только для выясне-
ния возможности сталкивания изделия с пуансона усилием раз-
мыкания литьевой машины х, но и для выяснения возможностей
предотвращения повреждений изделия при этом. К числу возмож-
ных повреждений изделия могут быть отнесены 1) смятие элемен-
тов опорных поверхностей изделия, подвергающихся давлению
сталкивающих деталей; 2) продольный изгиб и гофрирование
стенок изделия; 3) прогиб, растяжение и срез («прокалывание»)
выталкивающими шпильками стенок, перпендикулярных направ-
лению сталкивания; 4) задиры на поверхности изделия, переме-
щающегося относительно оформляющей поверхности пуансона
вследствие сил адгезии и трения; 5) деформации изделия при на-
личии асимметрично расположенных выталкивающих элементов
и вследствие образующегося между стенками изделия и наружной
поверхностью пуансона разряжения. При предотвращении этих
и других повреждений необходимо учитывать температуру f
изделия в момент начала сталкивания, коэффициент трения и
адгезии и допускаемые напряжения, соответствующие этой тем-
пературе. Увеличение времени охлаждения изделия (т. е. пони-
жение его температуры в момент съема) уменьшает коэффициент
трения и адгезии и увеличивает допускаемые напряжения и пре-
дел упругих деформаций, однако при этом увеличивается усадка
изделия, увеличивающая осевое усилие, которое необходимо пре-
одолеть при сталкивании изделия, и следовательно, увеличи-
ваются напряжения в изделии в момент сталкивания. Очевидно,
что оптимальным, с точки зрения гарантированного исключения
разрушения изделия, является такое значение t', при котором
1 Если это оказывается по каким-либо причинам невозможным, то следует
пользоваться самостоятельным приводом системы выталкивания.
186
Рис. 61. Усилия, прижимающие изделие к
пуансону
действующие напряжения мень-
ше допускаемых 1 [см. (51)—
(54), (62) и (64—65)].
Расчет усилий, необходимых
для сталкивания изделий. При-
ближенное определение усилия,
необходимого для сталкивания
изделия (трубы) с пуансона,
производится с учетом затруд-
ненной части общей предпола-
гаемой усадки, которая должна была бы произойти до извлечения
пуансона при температуре изделия в момент сталкивания. Вслед-
ствие препятствий со стороны пуансона она не реализуется до
сталкивания изделия, а преобразуется в напряженное состояние
и определяется как
•^пр — -^пр — %>
(36)
где Xi — свободная усадка после извлечения пуансона; Xj —
= а \t-100%. В этом случае для свободной усадки А/ = t' — /ср,
К; а — коэффициент линейного расширения; f — температура
изделия у сталкивающей плиты в начале извлечения пуансона, К;
f <ZT [см. (23)]; 7ср — температура окружающей среды, К-
Нереализованная усадка ХпР вызывает удлинение AL, которое,
будучи отнесенным к первоначальной длине окружности L, дает
выражение относительного удлинения 8 = АЛ/L. Для цилиндри-
ческого изделия (трубы) с наружным диаметром D — 2R, вну-
тренним диаметром = 2г и длиной / оно выражается формулой
8 = л — d'i) (ndj-1 = Хпр.100-1, где d{ — внутренний диаметр
после предполагаемой, но нереализованной усадки. Поскольку
эта деформация происходит в пределах упругости, то согласно зако-
ну Гука имеет место соотношение 8 = а' (Е')-1 = Хпр.ЮО-1, откуда
а' = ХпРЕ'-100'1, Па, (37)
где а' и Е' — напряжение растяжения и модуль упругости, Па,
при температуре изделия, соответствующей началу сталкивания.
Растягивающее усилие F', возникающее вследствие напряжения о’
(при условии концентричности осей пуансона и матрицы) в двух
диаметрально противоположных сечениях а X I (рис. 61), опре-
деляется из уравнения
F’ = a' (D - dj I = 2а/а', Н. (38)
1 Надежного метода расчета величины f, удовлетворяющей этому условию
минимальности, нет, поэтому выбор ее возможен только опытным путем, причем
нет достаточной гарантии, что выбранная величина будет соответствовать опти-
муму. При выборе времени охлаждения приходится принимать компромиссное
решение, учитывающее также и фактор снижения производительности с ростом
времени охлаждения. (Прим, ред.)
187
Внешние силы S/4 = F возникают под действием внутрен-
него радиального давления р на стенки трубы. Сила Fr, являю-
щаяся вертикальной составляющей силы, действующей на эле-
ментарную площадку AS под давлением р, стремится оторвать
ее от трубы. Из рис. 61 видно, что Ft — р cos a' AS, Н; где AS =
= dtnl, м2. Так как dm = г da', то AS —Jr da', Н,
Fi = pcosa'lrda', H. (39)
Значение 2FX может быть найдено интегрированием значе-
ния Ft в пределах для а’ от—л/2 до ф- л/2 и для длины Z от О
до I по формуле
+Л/2 I
^F1 = F = | j р cos a’lr da'dx = 2prl = pdj, H. (40)
-Л/2 0
Из условия равновесия системы приравниваем значения F' из вы-
ражения (38) к значению F из (40) получим о' (D — dj I =
= р dj, откуда
р = ст (D — d^dT1, Па, (41)
а осевое усилие, необходимое для сталкивания изделия с пуан-
сона
P = pndJ<plt Н, (42)
где фх — приведенный коэффициент трения, учитывающий тре-
ние полимера по стали и преодоление сил адгезии при темпера-
турах пуансона и изделия, соответствующих моменту начала
сталкивания изделия:
фг — (1,1-4-1,3) ф', (43)
где ф' — коэффициент трения полимера по стали при тех же тем-
пературах. Подставляя в формулу (42) р из (41), ф( из (43) и ст' из
(37), получим для цилиндрического изделия (трубы)
/>ц = E'x'p(Z) - djndj- 1,2ф' (ЮМ,)'1 = 0,024Е'4рал/ф', Н. (44)
При наличии дна (пренебрегая напряжением его сечения) следует
учесть противодействие атмосферного давления. Тогда полное осе-
вое усилие, необходимое для сталкивания,
РПц=^0,024Ех;рал/ф' + 0,785О2, Н, (45)
для прямоугольных изделий (без дна) с размерами А, В, I и а —
длина, ширина, глубина и толщина, м, относительное удлинение
8 = (Л — А’) А-1 = (В — 5') В'1 = Хпр-100-1 = ст' (Е')-1, от-
куда ст' = Е'Хпр-100 \ Па, где А' и В’ —длина и ширина изде-
лия после предполагаемой, но нереализованной усадки, м. Усилие
от нормальных напряжений
F = рЧ (А + В) (46)
188
разрывает изделие. Ему сопротивляется усилие
F' = о'4а/, Н, (47)
откуда р’ = 4ас>' (Л + В)"1, которое оказывает давление на пло-
щадь 2 (А + В) I. Осевое усилие, необходимое для сталкивания
изделия прямоугольной формы с пуансона,
Рп = 0'80/9!, Н. (48)
При наличии дна (пренебрегая напряжением его сечения), следует
учесть противодавление атмосферы
Лт = a'Salyi + АВ, Н. (49)
Подставляя в уравнение (49) значение <рг из (43) и а' из (37), по-
лучим для прямоугольного изделия
Рпп = 0,096Е'а/(р'хпР + АВ, Н. (50)
§ 20. КОНСТРУКТИВНЫЕ РАЗНОВИДНОСТИ СИСТЕМЫ
УДАЛЕНИЯ ИЗДЕЛИЙ
Процесс удаления изделий из формы происходит в четыре этапа:
1) извлечение изделий и литников из матрицы; 2) их сталкивание
с пуансона; 3) принудительный сброс в разъем формы через люк
машины; 4) возврат системы удаления в исходное положение.
В зависимости от конструкции формы и системы удаления по-
следовательность этапов изменяется, а в ряде случаев отдельные
этапы отсутствуют или совмещаются. В некоторых конструкциях
пуансон, например, сначала извлекается из изделия, имеющего
поднутрение, расположенное по наружному диаметру, и удержи-
ваемого замкнутыми разъемными полуматрицами (рис. 49, а, б мд).
Для крупных изделий сброс применять не рекомендуется. Наобо-
рот, для очень легких и неглубоких изделий сталкивание и сброс
совмещаются. Осуществление каждого из этапов выполняется,
как правило, отдельными функциональными деталями, как, на-
пример, выталкивателями, толкателями возврата, сбрасывате-
лями и т. д. Однако в ряде конструкций одна и та же деталь си-
стемы удаления выполняет несколько функций. Например, стал-
кивающая плита сталкивает изделие с пуансона и вместе с тем
осуществляет возврат сопряженных с нею деталей в исходное
положение. На рис. 51, в показан случай совмещения сброса
и сталкивания, осуществляемого сбрасывателем 9. Детали си-
стемы удаления могут быть разделены на следующие группы:
1) детали, образующие камеры для размещения деталей системы;
2) выталкиватели; 3) сталкивающие плиты; 4) элементы деталей,
осуществляющих сталкивание закрытыми полуматрицами; 5) де-
тали системы сталкивания кассетами и съемными деталями; 6) де-
тали системы противовакуумных устройств; 7) детали и узлы
системы удаления изделий сжатым воздухом; 8) группа узлов
для удаления изделий гидравлическими, механическими, электри-
189
ческими, пневматическими устройствами; 9) детали системы двой-
ного сталкивания; 10) детали системы сброса изделий; 11) детали
и узлы системы возврата выталкивающих деталей в исходное по-
ложение. Ниже будут рассмотрены конструктивные разновидности,
входящие в каждую из приведенных групп.
§ 21. КАМЕРЫ ДЛЯ РАЗМЕЩЕНИЯ
ДЕТАЛЕЙ СИСТЕМЫ
В большинстве конструкций литьевых форм предусматриваются
специальные камеры для размещения и обеспечения необходимого
перемещения деталей системы удаления изделий из формы и огра-
ничения этого перемещения. На рис. 62, а приведена нормальная
камера, образующаяся двумя брусьями 2 высотой Н, располо-
женными между опорной плитой 7 и задним фланцем 1. Во
фланце 1 предусмотрено отверстие для штока 8, который приво-
дится в движение от неподвижного упора машины (рис. 62, л,
дет. 7). Шток 8 выступает за пределы фланца на величину hr <^h
для обеспечения необходимого зазора между верхней соедини-
тельной планкой 4 и опорной плитой 7. В свою очередь h > h2,
где /г2 — минимальная длина хода системы, обеспечивающая сво-
бодное и беспрепятственное падение изделия (при отсутствии
«опережающего» сброса). Из рис. 62, а видно, что h — h2 = с.
По обе стороны от соединительных планок 3 и 4 предусмотрен за-
зор п, принимаемый обычно равным 1 мм. Центрирование соеди-
нительных планок осуществляется направляющими колонками и
втулками (рис. 63, дет. 2 и 11). Ширина камеры b (рис. 62, а) за-
висит от расположения гнезд, а ширина I брусьев 2 зависит от
размера L, который должен обеспечить возможность проворота
ключа по радиусу R при затяжке гаек 11. При невозможности
размещения гнезд по ширине L обоймы пуансонов 6 или при необ-
ходимости увеличения ширины камеры с размера b до размера Ьг
(рис. 62, г), ширина брусьев I может быть несколько увеличена
или брусья могут быть раздвинуты на расстояние 61; однако при
этом для обеспечения проворота ключа по радиусу R от центра
крепежных отверстий в брусьях 3 и соответственно в матрицах
предусматривается выемка /Ц (рис. 62, л) по радиусу R или на
всю высоту Н по Dt, как это показано на рис. 62, гид, либо на
высоту Нг, достаточную для установки болта 1 (рис. 62, л). При
невозможности увеличения высоты выемки Ну применяются
сквозные пазы вместо отверстий во фланцах. Камеры могут быть
прямоугольной формы и в этом случае употребляются главным
образом при прямолинейном расположении гнезд и выталкива-
телей 5 в один или несколько рядов (рис. 62, а, г и е). При радиаль-
ном расположении гнезд употребляются камеры с сечением по
окружности D, как это показано на рис. 62, б, в, д и ж. При литье
изделий с большой площадью литья, но с малой высотой на боль-
ших машинах, где не требуется большого перемещения деталей
190
Рис. 62. Конструкции камер^для размещения деталей системы удаления изделий
из формы
системы удаления, применяются брусья 3 с уступами, внутри ко-
торых размещаются камеры размером b X Н, как это показано
на рис. 62, л. При высоте брусьев Н2, обеспечивающей минималь-
ную для данной литьевой ‘ машины высоту формы, высота ка-
меры Н обеспечивает необходимое перемещение h деталей для
сталкивания изделий и в то же время дает возможность выпол-
нить эту задачу с минимальной длиной выталкивателей при ми-
нимально допустимой толщине заднего фланца 2 и опорной
плиты 8. Ступенчатые брусья 3 заменяют собой большие по тол-
191
щине фланцы и создают возможность при больших размерах
формы по высоте обеспечить ее минимальную массу.
При литье удлиненных узких изделий, где появляется необ-
ходимость встройки, камеры б круглого сечения выполняются
заодно либо с опорной плитой 1 (рис. 62, б), либо с задним флан-
цем 2 (рис. 62, в и рис. 4, дет. 17). «Целиковые» конструкции, вы-
полненные заодно с задним фланцем 1 или с опорной плитой 2,
также применяются и на формах, где нет необходимости встройки
камеры б (рис. 62, к) в заднюю плиту машины. В этом случае они
могут выполняться прямоугольного сечения (рис. 62, г, е) или
круглого сечения (рис. 62, д, ж). Ширина опорной плиты может,
в зависимости от размеров машины и изделий, выполняться раз-
мером 2а (рис. 62, к) и 2ах (рис. 62, и).
Брусья и соединительные планки. В камерах, образованных
брусьями, последние предпочтительнее располагать вертикально,
что предотвращает засорение полости между нижней соединитель-
ной планкой 3 и фланцем 1 (рис. 62, а). Однако в машинах с экс-
центричным попарным расположением плавающих выталкивающих
упоров брусья располагаются горизонтально. В этом случае
в нижнем брусе следует предусматривать пазы для очистки ука-
занной полости. Чистка необходима для обеспечения точного
возврата планок в исходное положение и особенно важна при на-
личии принудительного возврата. Отсутствие возможности очистки
полости при попадании в нее посторонних предметов может при-
вести к продольному изгибу толкателей возврата или тяг сталки-
вающей плиты, к прогибу планок и плит, что может вызвать за-
клинивание системы. Применение низких опорных пятачков для
опоры нижней соединительной планки в ее крайнем положении,
запрессовываемых на заднем фланце, не рекомендуется, так
как это уже само по себе вызывает возможность прогиба
планок.
Конструкция камеры проектируется в соответствии с формой
и размерами соединительных планок. В верхней планке распо-
лагаются выталкиватели, толкатели возврата или тяги сталкиваю-
щих плит, а в нижней устанавливается шток, в центральном от-
верстии которого монтируется сбрасыватель (см. рис. 72, а) и
его пружина (рис. 70, а, дет. 5). Крепежные детали и направляю-
щие втулки 11 (см. рис. 63), перемещающиеся по направляющим
колонкам 2, запрессованным в соответствующие отверстия в зад-
нем фланце, располагаются в обеих планках. Давление литья
воспринимается через выталкиватели нижней соединительной
планкой, поэтому они изготовляются из стали 50. При необхо-
димости они термообрабатываются до окончательной механиче-
ской обработки до твердости HRC 30—35 во избежание коробле-
ния. Верхняя соединительная планка изготовляется из СтЗ без
термообработки. Точное расположение рабочих торцов выталки-
вателей, толкателей возврата и тяг в сборе со сталкивающими пли-
тами; при замкнутой форме зависит от допуска на толщину ниж-
192
ней соединительной планки, который задается 0,02 мм, в то время
как для верхней он равен 0,1—0,2 мм. Толщины верхних планок
установлены 12, 15, 20 и 25 мм; для нижних 18, 20, 25 и 35 мм.
§ 22. ВЫТАЛКИВАТЕЛИ
Группа выталкивателей является наиболее многочисленной в си-
стеме удаления изделий из формы. Среди них наиболее часто
встречаются: цилиндрические, прямоугольные, щелевые, трубчатые,
вращающиеся, конические, пружинные, фасонные, противова-
куумные, сбрасыватели и др. По конструкции выталкиватели
могут выполняться целиковыми и сборными.
Сборные конструкции чаще всего имеют щелевые 1, 3 (см.
рис. 64, а) и фасонные выталкиватели (4, 7), (6, 7) и (3, 5) на
рис. 65, а, б, в, и детали (2, 3), (2, 4) и (2, 3) на рис. 66, а, б, в.
По назначению выталкиватели используются: 1) для непосред-
ственного сталкивания изделия; 2) для возврата деталей системы
в исходное положение [дет. 8, рис. 64, б и дет. 5, рис. 64, в (тол-
катели возврата) ]; 3) для комбинированных функций (см. рис. 66).
По роду крепления выталкиватели разделяются на: 1) крепление
бортом (рис. 63, дет 4); 2) крепление гайками (рис. 63, дет. 9);
3) шарнирное крепление (2, 3), (4, 5, 6) на рис. 66, е, д; 4) плаваю-
щие выталкиватели 3, 4, 2 (без крепления), рис. 66, а, б, в, 5) вра-
щающиеся выталкиватели 13 (рис. 64, б). Выталкиватели переме-
щаются относительно плоскости разъема: 1) перпендикулярно;
2) наклонно с одновременным приближением к горизонтальной
оси формы дет. 4 (рис. 66, б, д и 65, в); 3) наклонно с одно-
временным удалением от оси формы дет. (2, 3), рис. 66, а, в.
Расположение выталкивателей имеет первостепенное значение
для предотвращения повреждения изделия при сталкивании.
Расположение цилиндрических выталкивателей в центре дна, как
это показано на рис. 2, может быть допущено только для неглу-
боких изделий. Такое расположение для сталкивания глубоких
изделий вызывает затруднения, связанные с размещением каналов
охлаждения пуансона и появлением момента, изгибающего дно
изделия и вызывающего появление дополнительных сил, при-
жимающих стенки изделия к поверхности пуансона. При этом со-
здаются условия, могущие вызвать «прокалывание» изделия вы-
талкивателем. Применяя цилиндрические, а также и другие формы
выталкивателей, их необходимо стремиться располагать ближе
к боковым стенкам изделия для создания минимального изгибаю-
щего момента. При сталкивании изделий цилиндрическими вытал-
кивателями в дно изделия, расположение которых исключает обра-
зование изгибающего момента, напряжение сдвига (среза) в изде-
лии может быть проверено по формуле
Р„ (л djany1 = т< [т], Па, (51)
где dr = 2R — диа!метр выталкивателя, м; а — толщина стенки
изделия, м; п — число выталкивателей; [т] и т — допускаемое
1/з7 Н. В. Вндгоф ^93.
Рис. 63. Варианты расположения круглых и прямоугольных выталкивателей
и действительное напряжение сдвига, Па; [т 1 = (0,5^-0,6) [ст], —
допускаемое для данного материала изделия при температуре t'
сталкивания. При сталкивании изделия частью торцовой по-
верхности q комбинированных выталкивателей 4 (см. заштрихо-
ванную площадку II на рис. 63, а и б) вместо jidva в формулу (51)
подставляют произведение = 2hr {qdx — q^-5 (см. рис. 63, в, г)
Тогда формула (51) примет вид
т = Л, (ZAn)-1 = 0,5Р„ (А)-1 (А - 72)-°.5, Па (52)
где llr q и Zix — см. на рис. 63, а, б.
Для предотвращения изгибающего момента и сил, защемляю-
щих изделие на пуансоне 5, 7 при сталкивании прямоугольного
изделия, расположение цилиндрически^ 4 (рис. 63, а, б) или пря-
моугольных 9 (рис. 63, в, г) выталкивателей целесообразно произ-
водить по углам под вертикальными стенками изделия.
Цилиндрические и прямоугольные выталкиватели. При распо-
ложении выталкивателей по углам (рис. 63) для цельного пуансона
5, а и б применяются цилиндрические выталкиватели 4, а для
вставного пуансона 7, в и г — прямоугольные 9. Их применения
в цельных пуансонах следует избегать вследствие трудоемкости
изготовления гнезд для них с необходимой точность^ как по се-
чению, так и по координатам. Во вставных пуансонах установка
цилиндрических выталкивателей, располагаемых под вертикаль-
194
ной стенкой изделия, невозможна. Зато применение и обработка
гнезд б для прямоугольных выталкивателей в обоймах 8 для встав-
ных пуансонов доступна и не вызывает затруднений. Для предот-
вращения износа прямоугольных выталкивателей и гнезд в обой-
мах и те и другие выполняются с уклоном б на боковых сторонах
и уклоном д с задней стороны под углом а (см. I на рис. 63, в и г),
с помощью которого'выталкиватель плотно прижимается к пуан-
сону,, исключает зазоры и предотвращает износ и затекание рас-
плава. Угол а принимается в пределах от 6 до 10° для предотвра-
щения самоторможения. При этом выталкиватели (как те, так
и другие) осуществляют выталкивание частью торцовой поверх-
ности Г с размером q (см. 1, II по стрелке В). Другая часть этого
торца с размером I осуществляет возврат системы в исходное по-
ложение. Зазор п, принимаемый 0,2—0,5 мм, предотвращает тре-
ние и повреждение боковой оформляющей поверхности пуан-
сона. Ограниченные возможности увеличения опорной поверх-
ности изделия (сегмент q, воспринимающий усилие сталкивания
при таком расположении выталкивателей) требует обязательной
проверки напряжения смятия изделия по формуле
/’п CW1 = Осм < Мс«> Па, (53)
где Sc — опорная поверхность изделия на одном выталкивателе.
Sc = 0,5 [Я (L - /j) + l±q], м2;
L — развернутая длина дуги сегмента, м.
Очевидно, что у прямоугольного выталкивателя опорная по-
верхность Sn больше площади сегмента q=Sc цилиндрического вы-
талкивателя. Разница достигает 20%, за счет чего число прямо-
угольных выталкивателей по сравнению с цилиндрическими мо-
жет быть соответственно уменьшено. Одним из недостатков при-
менения таких комбинированных выталкивателей, совмещающих
сталкивание изделия и возврат системы в исходное положение
является необходимость обеспечения строгого совпадения торцов Г
(рис. 63, II и 7) выталкивателей 4 или 9 с замыкающей поверх-
ностью пуансона 5 или обоймы 8 при замкнутой форме в пределах,
не превышающих 0,01—0,02 мм. Выступание торца' Г создаст под-
лив по всему контуру изделия. При его утопании на изделии по-
лучатся выступы. Подливы и выступы на изделии потребуют об-
работки и вызовут удорожание изделия. Другим недостатком
применения комбинированных выталкивателей, вследствие их рас-
положения по контуру изделия, является необходимость образо-
вания фасонной камеры для размещения выступов фасонных со-
единительных планок, предназначенных для установки в них вы-
талкивателей 4 или 9. Такая конструкция камеры шириной 2Ьг
и соединительных планок вызывается необходимостью обеспече-
ния опоры фасонными брусьями 3 с размерами a, alt b, Ьг, Ь2 и d
для опорной плиты 12 (рис. 63, в, г) и для цельного пуансона 5
(рис. 63, а и б). При ширине камеры 2Ь или 2Ьг давление распла-
195
вом на пуансон 5 или пуансон 7 могло бы вызвать прогиб опор-
ной плиты 12 или фланца пуансона 5. Проверка напряжений для
такого случая приводится в гл. IV § 13. Для создания дополни-
тельных опор, которые необходимо стремиться располагать в опас-
ном сечении пуансона 5 или опорной плиты 12, по горизонтальной
оси формы в камере устанавливаются колонки 2, на которые
кроме центрирования возложены функции этих опор.
Следует обратить внимание на конструкцию соединительных
планок 1, длина которых превышает ширину формы и выступает
за ее пределы. Это объясняется тем, что на данной машине на
подвижной плите вместо центрального неподвижного упора экс-
центрично, за пределами ширины формы, расположены два пла-
вающих штока, упирающихся в заднюю неподвижную плиту
машины. При размыкании машины последние, упираясь в нижнюю
соединительную планку 1 (траверсу), останавливают систему уда-
ления изделий из формы. При большой длине Н изделия не сле-
дует применять длинных выталкивателей и возвратных толкате-
лей малого диаметра. В этом случае их посадочную часть, уста-
навливаемую в верхнюю соединительную планку, и среднюю часть,
проходящую через опорную плиту, выполняют утолщенной ана-
логично дет. 1 на рис. 64, а. Здесь необходимо также обеспечить
беспрепятственное перемещение в крайнее переднее положение
утолщенной части в опорной плите и пуансоне с необходимым за-
зором (Ь—с)^2-ьЗ мм (рис. 64, а).
Щелевые выталкиватели 3 показаны на рис. 64, а. Так же как
и прямоугольные выталкиватели, щелевые применяются в сочета-
нии со вставными и составными пуансонами 5 и при литье изделий
с тонкими и глубокими перегородками (см. рис. 49, е). При этом
толщина щелевых толкателей должна быть меньше толщины
стенки изделия и зазоры п должны быть обеспечены с двух сторон
(I, рис. 64, а). Для снижения трудоемкости изготовления щеле-
вые выталкиватели делаются составными. Кроме того, это дает
возможность предотвратить деформацию тонкого и длинного вы-
талкивателя при термообработке. Соединение держателя 1, обычно
цилиндрической формы с пластиной, устанавливаемой в его про-
резь, производится винтами 2 или заклепками. При этом необ-
ходимо обеспечить опору пластины в дно прорези. Для предотвра-
щения поломки выталкивателя в опорной плите, обойме 4 и ча-
стично в пуансоне предусматривается гнездо для держателя. Глу-
бина гнезда рассчитывается таким образом, чтобы было обеспе-
чено соотношение размеров b > с > а (рис. 64, а). Длина направ-
ляющей и запирающей части выталкивателя е принимается от 5
до 8 мм. Длина пластины щелевого толкателя должна быть мини-
мальной, так как при значительных осевых усилиях Р„ возможен
их продольный изгиб. Для предотвращения смятия щелевым вы-
талкивателем опорной площадки изделия при ограниченных воз-
можностях увеличения их толщины, лимитируемой толщиной изде-
лия, увеличение опорной площадки достигается увеличением ши-
196
7 Н. Б. Видгоф
рины выталкивателя 3, расположенного в пуансоне 5 на пЛО‘
щадке б. Однако при этом следует избегать ослабления участка
опорной плиты, поддерживающей пуансон от перемещения под
давлением литья. Направляющая опорная колонка 6 (или несколь-
ких колонок) под плитой внутри опорной площади пуансона мо-
жет служить ему дополнительной опорой. Здесь обязательно при-
менение принудительного возврата системы.
Трубчатые выталкиватели 2, 3, 1, показанные на рис. 64, в,
г, д, применяются в одногнездных и многогнездных формах в тех
случаях, когда опорная площадка для выталкивания изделия
расположена на ступице, внутри которой пуансоном 4 или зна-
ком 3 оформляется достаточно глубокое сквозное или глухое от-
верстие, а использование обычных выталкивателей (рис. 64, г,
дет. 6) без трубчатого толкателя 3 может создать изгибающий мо-
мент, который вызовет деформацию изделия или при достаточной
жесткости изделия его прокалывание. Применение трубчатых вы-
талкивателей, основанное на концентричности осевого усилия
сталкивания с осью пуансона или знака, исключает защемление
изделия и позволяет осуществлять беспрепятственное сталки-
вание.
На рис. 64, д показан трубчатый выталкиватель 1, который
кроме сталкивания служит для установки и концентричного сов-
мещения осей резьбового знака 3 (или другого знака) с осью изде-
лия. Коническая поверхность Б посадочного отверстия в вытал-
кивателе выполнена под углом 3—6° на сторону, т. е. меньшим или
равным углу самоторможения по посадке А/Т, что способствует
удержанию знака в горизонтальном положении до замыкания
формы и предотвращает подливы. После замыкания формы пуан-
сон 5 торцом В окончательно прижимает резьбовой знак 3 к гнезду
и точно фиксирует его положение относительно оси изделия. При
применении трубчатого выталкивателя в одногнездных формах,
расположенного по центру формы (рис. 64, г), вместо штока 4
(рис. 64, в) применяются эксцентрично расположенные тяги 2,
соединенные планкой 1. При этом перемещение трубчатого вы-
талкивателя должно удовлетворять соотношению размеров =
= /2> h- Описанная вокруг планки окружность диаметром d
должна быть меньше диаметра центрирующего бортика заднего
фланца. Аналогичная конструкция показана на рис. 64, б.
Вращающиеся выталкиватели 13 относятся к трубчатым вытал-
кивателям. На рис. 64, б показана конструкция вращающегося
выталкивателя, которая применяется при выталкивании косозу-
бых шестерен. Вращение выталкивателя происходит за счет сил
трения и сил адгезии, возникающих на контактной площадке
между торцами выталкивателя и ступицы шестерни. Для умень-
шения сопротивления вращению выталкивателя и предотвращения
относительного перемещения торцов на контактной площадке,
могущего вызвать износ или повреждение изделия, на опорной
поверхности выталкивателя предусмотрена беговая дорожка для
198
расположения на ней шариков 14, соединенных сепаратором. В ниж-
ней соединительной планке 4 установлено кольцо 1 опорного ша-
рикоподшипника, воспринимающее осевое усилие сталкивания
изделия. На этом принципе основано проектирование вращаю-
щихся выталкивателей для изделий с внутренним косозубым
зацеплением. Однако при этом конструкция выталкивателя должна
быть более жесткой, так как усадка изделия вызовет значитель-
ное увеличение осевого усилия, необходимого для осевого и вра-
щательного перемещения изделия относительно неподвижно уста-
новленного пуансона. Для одногнездных форм обязательно при
менение деталей 3, 5, 6, 8, и 12.
Конические выталкиватели являются весьма прогрессивными
конструкциями и имеют широкую область применения. Их на-
правляющая поверхность а является одновременно запирающей
и выполнена под определенным углом к оси. На рис. 64, е детали 6
и 9 показаны на противовакуумном устройстве. На рис. 65, а, б
и в детали 7^9, 2 и 6, 3 и 5 применяются как пружинные вытал-
киватели. На рис. 63, в показано применение прямоугольных ко-
нических выталкивателей. Особенно широко конические выталки-
ватели встречаются в комбинации с фасонными выталкивателями
(см. рис. 66, а—ё).
Преимуществом конических выталкивателей является мини-
мальное трение и весьма незначительный износ, обусловливаю-
щие их долговечность и исключение подливов, уступов и выступов
на изделии. Однако для достижения этих преимуществ требуются
определенные условия. Наиболее важные из них следующие:
угол конической поверхности выталкивателя и гнезда должен сов-
падать; рабочий торец конического выталкивателя должен быть
выполнен строго заподлицо с замыкающей или оформляющей
поверхностью; выталкиватель должен быть плотно прижат к по-
верхности гнезд.
К недостаткам конических выталкивателей следует отнести:
более высокую трудоемкость их изготовления по сравнению с ци-
линдрическими выталкивателями. Менее удобное и более сложное
крепление выталкивателя к соединительным планкам или к дру-.
гим деталям, которые осуществляют их перемещение, необходи-
мость точной подгонки сопрягаемых деталей. Однако там, где тре-
буется высокое качество изделий, и следы выталкивателей недо-
пустимы (например, при их расположении на лицевой стороне,
см. рис. 65, а), или где по производственным условиям требуется
долговечная работа, дополнительные затраты быстро окупаются,
в особенности при крупносерийном и массовом производстве.
Противовакуумные выталкиватели показаны 6 и 9 на рис. 64, е.
Они применяются для сталкивания изделий, имеющих значитель-
ную емкость при наличии малого уклона на поверхности, с которой
они сталкиваются. На рис. 64, е показано их применение на пуан-
соне 3. Они также применяются и'^на матрицах 5, но лишь в тех
случаях, когда после извлечения литника из литниковой втулки
199
полость матрицы не сообщается с атмосферой. Это бывает при
литье с незатвердевающей литниковой системой, когда сопло
распределителя не отводится от матрицы. В матрицах приме-
няется только тип конструкции выталкивателя 9. Противовакуум-
ные выталкиватели работают как клапаны (рис. 64, е, дет. 9)
или наряду с этим принимают непосредственное участие в сталки-
вании изделия (рис. 64, е, дет. 6). Последнее нежелательно, что
видно из приведенного ниже примера. На рис. 64, е показаны два
выталкивателя. Выталкиватель 6 закреплен в соединительных
планках 1, 2, поэтому его перемещение должно начинаться и за-
канчиваться одновременно с перемещением сталкивающей пли-
ты 4. При этом его вылет препятствует свободному падению изде-
лия, которое повисает на нем. Возникает необходимость в снятии
изделия вручную. Это допустимо при хрупких тонкостенных или
тяжелых изделиях. Однако это нарушает автоматический цикл
работы и правила по технике безопасности несмотря на то, что
снятие изделия происходит при открытом защитном ограждении
Кроме того, вылет выталкивателя сокращает эксплуатационные
возможности литьевой машины в отношении длины отливки. Воз-
врат противовакуумного выталкивателя в исходное положение
происходит принудительно с помощью возвратных толкателей;
при этом имеется возможность плотно прижать выталкиватель 6
к гнезду d и исключить подливы и смещения. Избежать зависания
изделия на выдвинутом выталкивателе можно с помощью спе-
циального возвратного устройства (см. рис. 70, б), описание кон-
струкции которого приводится ниже.
Противовакуумный выталкиватель 9 (рис. 64, ё) открывается
в самом начале сталкивания силой вакуума в полости, образую-
щейся между внутренней поверхностью изделия и наружной по-
верхностью пуансона, сжимая пружину 8. При его расположении
в матрице вакуум устраняется между внутренней полостью мат-
рицы и наружной поверхностью изделия. При этом воздух из ка-
меры, сообщающейся через отверстие в с атмосферой,1 получает
возможность проникнуть в полость между пуансоном и изделием,
чем предотвращается деформация последнего под давлением атмо-
сферы. Как только давление в полости уравновешивается с давле-
нием атмосферы, пружина 8 распрямляется, прижимая выталки-
ватель 9 к конической поверхности гнезда а. Усилие сжатия
пружины для перемещения выталкивателя 9 определяется по фор-
муле Pnp <0,785£)2р, Н; где D—диаметр головки выталкива-
теля, м (рис. 64, е); р — атмосферное давление, Па.
Пружинные выталкиватели, показанные на рис. 65, а, б, в,
применяются главным образом на формах, не требующих больших
перемещений и осевых усилий для сталкивания изделий. Сюда от-
носятся изделия с большим уклоном боковых стенок, плоские де-
тали и детали небольшой глубины. Достоинством пружинных вы-
талкивателей является компактность конструкции, не требующей
специальных камер, соединительных планок, брусьев, направляю-
200
в 7 8 9 10
9)
в)
15
11
Рис. 65. Пружинные выталкиватели, рабо-
тающие без камер
щих колонок и втулок, непо-
движных упоров в машине,
устройства для сброса изделия.
Отпадает необходимость в раз-
мыкании машины др крайнего
левого положения, что реали-
зует более полное использова-
ние возможностей машины.
Применение конических по-
верхностей на выталкивателях
при точной подгонке по
сталкивании изделия с лицевой
гнезду а дает возможность при
стороны добиваться едва заметных следов, а эксплуатацию вы-
талкивателей сделать более долговечной.
На рис. 65, а показана форма для мелкого подноса с углом на-
клона боковой стенки а = 10°. Конструкция пружинных вытал-
кивателей состоит из рабочих 7 и удерживающих 9 выталкивате-
лей, расположенных друг против друга с небольшим смещением
осей. Назначение удерживателей состоит в том, чтобы предотвра-
тить начало сталкивания изделия рабочим выталкивателем до
извлечения изделия 13 из матрицы 12. В зависимости от угла а
й размеров изделия число пар выталкивателей применяется от од-
ной до трех. При замыкании формы выталкиватель 9 под давле-
нием пружины 8, более мощной по сравнению с пружиной 3, воз-
вращает выталкиватель 7 в исходное положение. Торцы В обоих
выталкивателей совмещаются с плоскостью замыкания формы.
Одним из обязательных условий нормальной работы пружин-
ных выталкивателей является одновременность начала сталкива-
ния всех выталкивателей, что достигается тщательной тариров-
кой пружин или их регулировкой при сборке формы. После размы-
201
кания формы более сильная пружина 8 посылает удерживатель 9
вперед на длину /х, на протяжении которой он удерживает вытал-
киватель 7 от перемещения и, следовательно, .от сталкивания
изделия с пуансона 6. В это время изделие с литником, вследствие
усадки, извлекается пуансоном 6 из матрицы 12. После размыка-
ния формы на длину /х выталкиватель 9 останавливается, а при
дальнейшем размыкании выталкиватель 7 получает возможность
под давлением пружины 3 осуществить сталкивание изделия
с пуансона. Благодаря наличию на боковой стенке уклона под
углом а величина перемещения рабочего выталкивателя 7 на ве-
личину I оказывается достаточной для сталкивания и сброса изде-
лия. Рабочий выталкиватель устанавливается в пуансон со сто-
роны плоскости замыкания и закрепляется гайкой 4. Для удер-
жания гайки от проворота при завинчивании выталкивателя 7
в нее запрессован штифт 5, перемещающийся в пазу б дет. 6. Для
завинчивания выталкивателя на его рабочем торце, вне пределов
опорной площадки изделия, расположен паз для отвертки. Формы
с применением пружинных выталкивателей являются высокопро-
изводительным, долговечным и точным инструментом, способным
работать в полном автоматическом цикле.
Второй вариант пружинного выталкивателя представлен на
рис. 65, б. Рабочий выталкиватель 6 сборной конструкции соеди-
нен с резьбовым штоком 7, бортик которого служит одновременно
ограничителем и опорой для пружины 8. Для беспрепятственного
сброса изделия должно быть выполнено соотношение размеров
линейного перемещения изделия рабочего и удерживающего вы-
талкивателя согласно выражениям а > b и с > d.
Пружинные выталкиватели такой конструкции могут приме-
няться не только для изделий цилиндрической, но и прямоуголь-
ной и криволинейной формы, для чего выталкиватели устанавли-
ваются вдоль контура изделия, преимущественно по углам. Воз-
можны варианты применения пружинных рабочих выталкивате-
лей не цилиндрической, а прямоугольной формы с отношением
длины к ширине 2—5. Однако их длина не должна превышать
длины изделия и ослаблять прочность пуансона. В этом случае
они закрепляются на нескольких штоках.
Наклонные пружинные выталкиватели, показанные на
рис. 65, в, расширяют область применения пружин для удаления
изделий. С помощью таких выталкивателей возможно сталкива-
ние изделий с поднутрениями, расположенными на внутренней
стороне. Это особенно важно, когда на наружной стороне изде-
лия не допускаются следы литника, литниковой втулки 6 и вы-
талкивателей 3. Таким образом, эта конструкция дает возмож-
ность при сравнительно небольших ее размерах лить и сталкивать
изделия не с лицевой стороны. Для изделий цилиндрической
формы, имеющих поднутренные участки, угол а наклона оси вы-
талкивателя 3 и штока 5 должен быть увязан с его осевым пере-
мещением I, чтобы освободить изделие от поднутрения г, соотно-
202
Шёнием г I sin а, мм. При замыкании формы пуансон 1, оформ-
ляющий в данной конструкции наружную поверхность изделия,
оказывает давление на поверхность А выталкивателя 3, застав-
ляя его скользить и перемещаться параллельно поверхности В
матрицы 2 до совпадения его поверхности А с поверхностью за-
мыкания формы и. плотного сопряжения с поверхностью Б. Следует
обратить внимание на небольшое занижение формующей поверх-
ности выталкивателя относительно поверхности матрицы 2, оформ-
ляющей внутреннюю полость изделия, на величину h, принимае-
мую 0,3—0,5 мм. Оно необходимо для предотвращения образова-
ния замка, препятствующего съему изделия с выталкивателя.
Для изделий прямоугольной формы при отсутствии хотя бы одной
поперечной стенки соблюдение соотношения г < I sin а не тре-
буется. Для освобождения изделия от поднутрения с трех сторон
достаточно незначительного перемещения выталкивателя на ве-
личину I = (0,5 = 1) мм. Удерживатели, не показанные на рисунке,
располагаются против рабочих выталкивателей в местах, высту-
пающих за пределы изделия.
Фасонные выталкиватели 4 показаны на рис. 66. В отличие
от перечисленных выталкивателей фасонные выталкиватели со-
прикасаются с изделием не только по опорной площадке, но и по
какой-либо части оформляющей поверхности которую они оформ-
ляют. В большинстве случаев эти оформляющие поверхности
одновременно являются ее поднутренными частями, рас-
положенными как на внутренней, так и на наружной стороне
изделия. Простейший тип фасонного выталкивателя 2 представ-
лен на рис. 66, г. Кроме сталкивания изделия с пуансона 1 он
оформляет коническое отверстие на боковой поверхности изде-
лия 3. Он соединен с верхней соединительной планкой с помощью
гайки. При размыкании формы он вместе с выталкивателем 7 стал-
кивает изделия с пуансона. Когда изделие выходит за пределы
пуансона, оно падает под влиянием собственной тяжести. Предот-
вращение подливов по контуру оформляющей D (сеч. А—А) и
запирающих Е, В, Г поверхностей обеспечивается плотным при-
леганием указанных поверхностей к пуансону 1 и матрице 4 под
углом а. При замыкании формы матрица сначала оказывает дав-
ление на горизонтальные поверхности В, Д и Б, заставляя фасон-
ный выталкиватель своей поверхностью А прижиматься и сколь-
зить по соответствующей поверхности пуансона 1, которая в свою
очередь плотно прижимает выталкиватель к поверхностям Г, F
и Е пуансона. Контакт указанных поверхностей подгоняется и
проверяется по краске при замкнутой форме. Применение таких
выталкивателей исключает необходимость использования разъем-
ных полуматриц и подвижных знаков, требующих больше затрат
на их изготовление. Одним из недостатков таких выталкивателей
является след, оставляемый ими на наружной поверхности изде-
лия, вопрос о допустимости которого должен быть решен заблаго-
временно, до выбора данной конструкции системы, несмотря на то
203
Рис. 66. Фасонные выталкиватели:
а, б, в — наклонные; г — прямые; д — поперечно перемещающиеся; е — качающиеся
что след может быть выполнен качественно благодаря наличию а
в сопряжении с матрицей.
На рис. 66, а, б, в показаны наклонные фасонные цельные и со-
ставные выталкиватели, отличающиеся от предыдущих тем, что
они являются плавающими, т. е. они не закреплены в верхней
соединительной планке. Нижний торец А выталкивателя упи-
рается и в то же время скользит по верхней наклонной (рис. 66,
б, в) или горизонтальной (рис. 66, а) поверхности планки, 1 уда-
ляясь (рис. 66, а, в) или приближаясь (рис. 66, б) к оси формы.
Опорные поверхности А выталкивателей и планок должны быть
термообработаны до твердости HRC 45—50 с тем, чтобы предотвра-
тить износ и уменьшить трение. Длина наклонной направляющей
части в детали 3 должна быть достаточной (не менее его двойной
толщины), чтобы предотвратить заклинивание. Угол наклона оси
выталкивателя а не должен превышать 15—20°. Одним из недо-
статков таких конструкций является необходимость достаточной
длины обеспечивающей выход элемента выталкивателя, оформ-
ляющего поднутренние б на высоту h (см. рис. 66, а, б), что при
малых допустимых углах (15—20°) увеличивает высоту камеры
и формы. Аналогичная конструкция, исключающая термообра-
ботку соединительных планок, представлена на рис. 66, д. В сом-
кнутой форме матрица 1 оказывая давление на площадку А, одно-
временно прижимает выталкиватель 3 к поверхностям В, Г и Д,
204
обеспечивая плотность сопряжений. При заливке выталкиватель 3
оформляет поднутрение под а и часть нижней поверхности изде-
лия. Отсутствие углубления d, оформляемого пуансоном 2, по-
мешало бы перемещению выталкивателя к оси формы. Здесь
опорная поверхность Б выталкивателя 4 скользит по внутренней
опорной поверхности стакана 6, который зажат между соедини-
тельными планками-7 и 8. При круглом сечении штока и сборной
конструкции выталкивателя ось 5 фиксирует его положение
в гнезде.
На рис. 66, е показан фасонный качающийся выталкиватель,
одновременно оформляющий изнутри коническое отверстие, рас-
положенное на боковой стенке изделия. Для разгрузки оси ка-
чания на нижней соединительной планке 1 установлена каленная
опора 2, которая воспринимает осевое усилие. Возврат выталки-
вателя 3 осуществляется толкателем 4. Наклонная поверхность Г,
опираясь на пуансон 5, при замыкании прижимает выталкиватель
к поверхности Б матрицы, предотвращая затекание. При размы-
кании формы после некоторого перемещения системы, поверх-
ность А выталкивателя 3 наталкивается на соответствующий
уклон плиты 6, который заставляет выталкиватель повернуться
вокруг своей оси, извлекая оформляющий элемент из изделия, что
возможно лишь при наличии на изделии уступа I. При наличии
выступа поворот выталкивателя вызвал бы поломку изделия. При-
менение таких выталкивателей для оформления поднутрений и части
внутренней полости при ее замкнутом контуре предполагает руч-
ной съем изделия.
§ 23. СТАЛКИВАЮЩИЕ ПЛИТЫ
Преимущество сталкивающих плит заключается в том, что они
производят сталкивание изделия одновременно по всему контуру.
Это позволяет равномерно распределить осевое усилие на всю
опорную площадку изделия, чем достигается минимальное дав-
ление и, следовательно, минимальное коробление и смятие изде-
лия. Плиты особенно часто применяются там, где при сталкива-
нии требуется преодолеть значительные усилия, как, например,
у изделий из эластичных материалов (полиэтилен низкой плот-
ности) с поднутрениями, расположенными на внутренней поверх-
ности (см. рис. 59, а.). Другое преимущество — возможность сво-
бодного размещения охлаждающих каналов в пуансонах, что
позволяет сократить время цикла. Однако возможно одновремен-
ное сталкивание плитой и выталкивателями, чем пользуются при
литье объемных изделий с большой площадью литья для предот-
вращения прогиба основания, а также при двойном сталкивании
(см. рис. 69, а, б, в, г). Сталкивающие плиты используются также
для размещения на них перемещающихся деталей, предназначен-
ных для извлечения знаков, оформляющих различного рода под-
нутрения, расположенные как на внутренней, так и на наружной
поверхности изделия (см. рис. 51, б).
205
Сочетание сталкивания с центрированием посредством плит
приведено на рис. 55, е, 56, а. Здесь плита, кроме сталкивания
изделия, благодаря наличию двух конических поверхностей вза-
имно центрирует пуансон с матрицей, при том более эффективно,
чем направляющие колонки и втулки. Как правило, это сочетание
применяется в одногнездных формах.
Сталкивание плитами в многогнездных формах особенно эффек-
тивно. В форме (см. рис. 20, к) одна плита заменяет 72 цилиндри-
ческих выталкивателя, что позволяет вместо выталкивателей
удачно разместить в пуансонах каналы охлаждения. Расстояние
между тягами плиты может быть гораздо меньше, чем между
выталкивателями для крайних гнезд; это позволяет применить
соединительные планки малых размеров и компактные камеры, ко-
торые могут быть встроены в полость подвижной плиты машины
(см. рис. 62, б и в).
Технические требования к плитам. Из изложенного ясно, что
конструкций сталкивающих плит множество, но основные прин-
ципы их конструирования следующие. Плита 3 должна плотно
обхватить пуансон 2 по его направляющей части для предотвра-
щения затекания. Вместо прямолинейных направляющих поверх-
ностей на пуансонах 2 предпочтительнее применять конические А
(рис. 67, а) с общим углом 6—10°, что увеличивает долговечность
сопряжения; также следует сопрягать плиту с втулкой сбрасыва-
теля по конической площадке Б (рис. 67, а).
Между поверхностью, оформляющей бортик, и направляющей А
предусматривается уступ к (рис. 67, б) в 0,2—0,3 мм для предот-
вращения повреждения пуансона плитой. Перемещение плиты 2
осуществляется тягами 1, соединяющими ее с соединительными
планками 4. Соединение тяг со сталкивающей плитой произво-
дится с помощью резьбы, однако для более точного центрирования
тяг относительно оси резьбовых отверстий в плите предусматри-
ваются отверстия, куда при завертывании тяг их цилиндрические
части заходят на глубину т с посадкой по Х3 до упора в торец В.
При эксплуатации возможно провертывание тяг, что при замы-
кании формы может вызвать непараллельную установку плиты
на пуансоне и заедание тяг при перемещении. Для предотвраще-
ния этого головка тяги выполнена с двумя лысками Д, которые
сопрягаются с соответствующим пазом в верхней соединительной
планке 4. Вместо лысок положение тяги можно зафиксировать
штифтами. Длина тяги L от опорного торца до ее торца В выпол-
няется точно с отклонением в пределах 0,02 мм. Центрирование
и предотвращение провисания плиты при ее перемещении осуще-
ствляется стержнем тяги, скользящим по отверстию п р пуансоне
или в направляющей втулке 5, удерживаемой опорной плитой,
которая применяется при тяжелых плитах или при их большой
ддине перемещения.
Плиты для прямого сталкивания резьбовых изделий. В много-
гнездной форме с незатвердевающими литниками для литья поли-
206
Рис^ 67. Сталкивающие плиты
(а, б); прямое сталкивание резьбовых изделий (в, ж); раздельное сталкивание (г, д, е).
этиленовых колпачков 16 с внутренней резьбой круглого профиля
(рис. 67, в) применена сталкивающая плита 6 для прямого сталки-
вания вместо свертывания изделий с пуансонов 4. Несмотря
на эластичные свойства полиэтилена низкой плотности все усилие,
необходимое для одновременного сталкивания с 32 пуансонов,
достигает величины, превышающей усилие размыкания машины.
На машине Д3328, где усилие размыкания равно 40 кН, сталкива-
ние на подобной форме осуществляется раздельно (неодновре-
менно), в два этапа. Для этого сталкивающая плита была спроек-
тирована и изготовлена из трех частей (рис. 67, г, д, е).
Сначала две крайних плиты 3, сталкивающих по восемь изде-
лий, удерживались при размыкании тягами 1, прикрепленными
к матрице 4, перемещаясь на длину I > /ъ а потом остальные
16 изделий сталкивались средней плитой 7, которая перемещалась
тягами 6, соединенными с соединительными планками. Так как
сталкивание происходило в разное время, то усилие размыкания
машины оказалось достаточным для раздельного преодоления
общего осевого усилия. Для расширения внутреннего диаметра
изделий в плитах 3 и 7 предусмотрены выступы В (рис. 67, в).
При отсутствии возможности расположения тяг 1 в обойме 2
возможен вариант (рис. 67, ё), где тяги 9 располагаются в перед-
нем фланце 5 и матрице 4.
Раздельное и разновременное сталкивание может применяться
и на нерезьбовых изделиях.
Расчет осевого усилия, необходимого для прямого сталкивания
резьбового изделия (гайки), производится на основании опре-
деления действующего растягивающего напряжения в сечении С—
С (см. рис. 67, ж):
о = (d0 — di) d^E < [о ], Па. (54)
Обозначения о' и Е' см. (37); dj — внутренний диаметр резьбы
после предполагаемой, но нереализованной усадки.
Полное сечение одного резьбового изделия, испытывающего
эти напряжения,
А = (М,ар - d0) Н + n’hBpS, м2, (55)
где п.’ —число резьбовых ниток; Н —высота гайки, м; йпр =
= 0,5 (d0 —dx), м; S —-шаг резьбы.
Полное растягивающее усилие, воздействующее на сечение А,
при растяжении во время сталкивания от d{ до d« — Р'р пытается
оторвать правую половину гайки от левой:
Рр = pdcpH, Н, (56)
откуда удельное давление
р = P'p/(dcpH), Па. (57)
Рассмотрим направление сил, действующих на изделие
(рис. 67, ж, сечение С—С). Сила Рр=о'А уравновашиваетсилу Р'р
208
й направлена в отрицательном направлении оси Ох-, сила Рн на-
правлена нормально на боковую поверхность Б резьбового про-
филя; сила трения Ртр направлена вдоль площадки Б и пытается
удержать от перемещения изделие при растяжении. Действующее
осевое усилие Рп, необходимое для прямого сталкивания изде-
лия, направлено по оси Оу вверх. Для определения усилий Рп,
Рн и Ртр и их взаимоотношения с Рр составим уравнения из усло-
вий равновесия = 0 и Ну = 0:
2х = - Рр — Ртр cos р/2-|-Рн sin р/2 = 0, (58)
где Ртр = Р„Ф1, Н,
тогда
2 х = — Рр — cos Р/2 ф- Рв sin Р/2 = 0;
или
Рр = Рн (sin р/2 — фг cos р/2), Н; (59)
Р„ = Pp/(sin ₽/2 — фт cos р/2), Н; (60)
2 У — Рп — Рп cos р/2 — Ртр sin р/2 = 0
или
Рп = Рн (cos р/2 + Ф1 sin р/2), Н. (61)
Если в уравнение (61) вместо Рн подставить его значение из
уравнения (60), то получим
р _ р cosP/2 + фх sin р/2 р , л cos Р/2 + Ф1 sin Р/2 „ ,R2'
n р sin Р/2 f- ф! cos р/2 п sin Р/2 4~ фх cos р/2 ’ ’ *
Обозначения d0, dcp, dr и р —см. рис. 67, ж. Дальнейший порядок
расчета приведен в формулах (39)—(48). Для многогнездных форм
2Рп=РпКРраз, Н, (63)
где п — число одновременно сталкиваемых изделий; Рраз — уси-
лие размыкания машины.
Уравнение (62) показывает, что при р = 60° и при <рх = 0,36
значение Рп достигает ~5,56а'Д, Н. Поэтому для обеспечения
условий уравнений (54) и (63) прямое сталкивание предпочтительно
применять для резьбовых изделий из эластичных материалов,
у которых о' значительно меньше чем у жестких, и при малом
сечении А, т. е. для изделий с малой высотой полукруглого или
треугольного профиля резьбы.
Обычно суммарное осевое усилие, необходимое для сталкива-
ния изделий, даже в многогнездных формах редко превышает
усилие размыкания литьевой машины, за исключением случая
применения сталкивающих плит для прямого сталкивания изде-
лий с резьбой. Чаще всего лимитирующим является возможное
смятие торцов гладких изделий под давлением полного осевого
усилия. Ниже приводится расчет действительных напряжений
209
смйтия на опорной поверхности изделия при сталкивании стал-
кивающей плитой:
для прямоугольного изделия
[of ]см Осм = Рпп*5п = 0,5Рпп (^4 ~Ь В) (а — k) , Па (64)
для цилиндрического изделия
[о']см > Осм = РпцЗ-1 = 1,27пц [D2 - (d + 2/г)2]-1, Па, (65)
где [о']см и Осм —допускаемое и действующее напряжение смя-
тия при I’ изделия у места приложения усилий Рпп и Рпц; А, В
и а —длина, ширина и толщина изделия, м; k —зазор между
плитой и оформляющей поверхностью пуансона (рис. 67, б);
D и — наружный и внутренний диаметр изделия, м. Аналогично
производится проверочный расчет на смятие опорных поверх-
ностей и на срез профиля для резьбовых изделий.
Часто сталкивание плитой оказывается неудовлетворительным
из-за потери изделием продольной устойчивости. Например, при
сталкивании изделия (см. рис. 10, вид I) сталкивающей плитой 4
бортик на длине /7 отгибался по всему периметру из положения б
в положение бг При доводочных работах по внедрению формы
на сталкивающей плите 4 (рис. 10) был выполнен дополнительно
охватывающий выступ б2 (вид II), образовавший вторую опору
для свободного конца изделия, позволившую избежать указан-
ной деформации при сталкивании.
К недостаткам сталкивающих плит, применяемых для сталки-
вания прямоугольных изделий, следует отнести значительную
трудоемкость выполнения сопрягающихся с пуансоном поверх-
ностей, однако затраты при серийном производстве быстро оку-
паются.
§ 24. СТАЛКИВАНИЕ ЗАКРЫТЫМИ ПОЛУМАТРИЦАМИ
Случай продольного изгиба изделий с образованием на них гоф-
ров при сталкивании с пуансонов встречается довольно часто,
поэтому конструкции сталкивающих устройств должны проду-
мываться и с этой точки зрения, чтобы предотвратить это явление.
Сталкивание тонкостенных и глубоких изделий из эластичных
материалов, таких, как полиэтилен низкой плотности и различ-
ных композиций с ПНП, вызывает особые трудности. Сталкива-
ние таких изделий плитой невозможно, так как изделие гофри-
руется и разрушается. При задержке изделия во время снятия
с пуансона закрытыми полуматрицами, препятствующими выпу-
чиванию изделия по наружному диаметру (рис. 68, а), уменьшается
величина опасной длины L до I (рис. 68, б). Усадка по толщине а
при перемещении полуматриц и торца Б изделия от торца Б±
пуансона на величину позволяет образовать на каждом участке
изделия гофры (рис. 68, б). Перемещение пуансона относительно
точек т, прижатых к нему усилием, большим, чем в точках к,
вызывает на их внутренней поверхности (в точках т) срывы и
210
Рис. 68. Сталкивание изделий закрытыми полуматрицами
задиры. Предотвращение гофрирования и повреждения этих изде-
лий может быть достигнуть увеличением сцепления наружной
поверхности изделия с оформляющей поверхностью полуматриц.
Такое мероприятие, как введение на последней грубой шерохова-
тости или матовости пескоструйным аппаратом, позволило по-
лучить хорошие результаты. Бортики на наружном диаметре
изделия разделяют длину L на части, и усилие сталкивания рас-
пределяется между ними. На рис. 46, в и г показаны формы, где
закрытыми полуматрицами извлекаются изделия с такими борти-
ками. Нетрудно сообразить, что решающее влияние на предотвра-
щение образования гофров оказывает бортик, находящийся у дна
изделия (см. рис. 49, а и б) и мало влияет на их предотвращение
бортик, расположенный у противоположного конца. С примене-
нием бортиков .была решена задача отливки и извлечения из
формы изделий из указанных материалов с толщиной стенки
0,35 мм (см. рис. 22, к, л). Кольцевые литники (они же технологи-
ческие приливы), с помощью которых закрытые полуматрицы
удерживали изделия при извлечении из них пуансонов, предотвра-
тили образование гофров.
Сталкивание изделий крупных размеров. Не менее сложно ре-
шение вопросов сталкивания толстостенных изделий больших раз-
меров, особенно из материалов, обладающих сравнительно боль-
шим коэффициентом линейного расширения и подверженных зна-
чительным усадочным деформациям, и из жестких материалов.
При разработке конструкции формы для литья толстостенного
прямоугольного бака из полиэтилена высокой плотности боль-
шого размера с гладкой наружной поверхностью, для обеспече-
ния беспрепятственного сталкивания,, в чертеж изделия было вне-
211
сено четыре выступа С X f на расстоянии I (рис. 68, в). Их назна-
чение удержать изделия в сомкнутых разъемных полуматрицах
при извлечении пуансона из изделия. На пуансоне была преду-
смотрена общая конусность 2 (dx —d), а на полуматрицах 2С =
= (а1 — а) и — b). Одновременно с выходом пуансона из изде-
лия заканчивалось размыкание полуматриц, и изделие свободно
падало через разъем полуматриц. На торцах п выступов высотой С
со стороны, противоположной основанию, на изделии были видны
срезы, что доказывает, что они испытывали высокие напряжения.
§ 25. ДВОЙНОЕ СТАЛКИВАНИЕ
Двойное сталкивание применяют, когда требуется последователь-
ное выталкивание изделия с двух различных оформляющих по-
верхностей.
Двойное сталкивание изделий с бортиками высотой в и вь
подобных показанным на рис. 69, а, б, не может быть осуществлено
только сталкивающими плитами, так как изделия будут зависать
в полости плиты, которая оформляет эти бортики. Одними же вы-
талкивателями можно сталкивать только мелкие и плоские изде-
лия. Детали, подобные изображенным, неизбежно будут «прока-
лываться». Увеличение диаметра выталкивателя уменьшает на-
пряжение среза, однако при этом уменьшается прочность пуансона
и его охлаждение становится затруднительным. На рис. 69, а, б
показаны два варианта сталкивания изделия с бортиком при по-
мощи сталкивающих плит 6, которые осуществляют сталкивание
изделий с пуансонов 1 и 7, и сбрасывателей 5 и 12, которые извле-
кают и сбрасывают изделия из гнезд плиты 6. В одногнездной
форме (рис. 69, а) или в многогнездной форме при литье много-
сопловым краном (см. рис. 33) или распределителем извлечение
изделия из гнезда 6 происходит при обеспечении условий
I > а и с > Ь, однако изделие зависает на сбрасывателе 5.
При смыкании формы (до впрыска) сбрасыватель 5 не возвра-
щается в исходное положение, а упирается в дно матрицы 8 (по-
ложение а2). При впрыске давление расплава сжимает пружину
сбрасывателя 5 и заливка происходит нормально (положение а}).
По варианту б литье происходит в двухгнездной форме через фла-
нец бортика. Извлечение изделия из гнезда матрицы может быть
осуществлено при условии > alf сх > Ьг и q > f. Плита 6 стал-
кивает изделие с пуансона 1, сбрасыватель 12 выбрасывает изде-
лие из гнезда плиты 6, а сбрасыватель 10 одновременно выталки-
вает литник из поднутреннего отверстия втулки 9. Однако изде-
лие также зависает на сбрасывателе 12. При замыкании (до
впрыска) он не возвращается в исходное положение, а упирается
в дно матрицы И (см. положение б2). При впрыске расплав оказы-
вает давление на заточку на сбрасывателе с размерами D—d,
возвращает его в исходное положение на длину /3 и заполняет
полость (см. положение 6j), На изделии остается след q± —/$ =
2Г2
Рис. 69. Двойное сталкивание
= 1 мм. Для исключения зависания изделий на сбрасывателях 5
и 12 в обоих вариантах применяется специальное устройство
(см. рис. 70, б), которое возвращает сбрасыватели в исходное
положение вслед за выталкиванием до замыкания формы, давая
возможность свободному падению изделий.
Двойное сталкивание изделий с поднутрениями показано на
рис. 69, в, г. Оно происходит в два этапа последовательно и осно-
вано на использовании эластичных свойств примененных мате-
риалов изделий. На рис. 69, в показана форма для прямоуголь-
ного наконечника на ножки мебели из полиэтилена низкой плот-
ности с уплотняющим пояском, представляющим поднутрение.
Возможность его извлечения из канавки полости наступает лишь
после размыкания и извлечения изделия из матрицы 13 и сталки-
вания изделия с пуансона 11 с помощью плиты 12. Вместе с со-
единительными планками 5 и 6 одновременно перемещается сбра-
сыватель 10, который поджимается пружиной 4. Пружина 4, упи-
раясь в бортик сбрасывателя 10, оказывает давление на стакан
пружины, который стремится отделить плиту 7 от соединительной
планки 6. Этому препятствует затвердевшее изделие, удерживаю-
щее пружину 4 в сжатом состоянии до тех пор, пока пуансон 11
не освободит внутреннюю полость изделия. После перемещения
213
изделия с помощью деталей 1, 5, 6, 8, 12 на величину а пружина 4
через стакан и выталкиватель 10 оказывает давление на изделие
и, вызывая эластичную деформацию уплотняющего пояска, из-
влекает его из гнезда. Одновременно с этим пружина 2 воздей-
ствует на центральный сбрасыватель 3, который вместе с изде-
лиями сбрасывает литниковую систему. При замыкании формы
всю систему извлечения, кроме сбрасывателя 10, возвращает
в исходное положение на длину с < q плавающий возвратный
толкатель 9, на торец которого оказывает давление матрица 13.
Центральный сбрасыватель 3 возвращается возвратным толкате-
лем 9 частично. Окончательно он возвращается в исходное поло-
жение давлением расплава при впрыске. Пружина 4 в сжатом
виде должна быть выполнена по размеру I. После перемещения
системы на длину а она должна быть в состоянии разжаться на
длину I + b и осуществить удаление изделия из плиты 12. Опре-
делить усилие, необходимое для деформирования изделия при из-
влечении его из плиты, сложно; в данном случае пружина со сред-
ним диаметром 12 мм и диаметром проволоки d = 2,5-ь-З мм из
стали 60СА свободно выполняет эту операцию.
На рис. 69, г представлена форма для парфюмерной пробки
с двумя уплотняющими поясками. В ней, в отличие от формы
на рис. 69, в, выталкиватель 5, получающий движение от соеди-
нительных планок 1 и 4 и штока, оказывает давление на изделие,
которое прочно удерживается в сталкивающей плите 11 уплотняю-
щими поясками и увлекает ее с собой. Дополнительное давление
на плиту, которое необходимо, чтобы сдвинуть плиту И совместно
с изделием с места, оказывает пружина 3 через тягу 2. Пружина 3
должна иметь длину в сжатом виде и быть в состоянии раз-
жаться на длину Ъг + Ь, чтобы удалить изделие из плиты И.
После перемещения изделия и плиты на величину b > а изде-
лие снимается с пуансона 8, тяги 2 своими бортиками упираются
в опорную плиту 6, останавливая плиту 11. К этому моменту между
соединительной планкой 4 и плитой 6 остался зазор, равный
(с — Ь) > а, который позволяет выталкивателю 5 переместиться
на это расстояние, чтобы извлечь изделие из удерживаемой тягой
плиты 11. Одновременно центральный сбрасыватель 7 осуществ-
ляет сброс литника с втулки 9 и изделий. Без участия центральных
сбрасывателей в том и другом варианте изделия повисли бы на
выталкивателях и их пришлось бы снимать с них вручную, что
нецелесообразно. Приведенные на рис. 69, а, б, в, г примеры двой-
ного сталкивания типичны, хотя далеко не исчерпывают множе-
ства других конструктивных разновидностей этого способа.
§ 26. ПРИМЕНЕНИЕ СЖАТОГО ВОЗДУХА В СИСТЕМЕ
УДАЛЕНИЯ ИЗДЕЛИЙ ИЗ ФОРМЫ
Для применения сжатого воздуха в системе удаления изделий из
формы предполагается наличие сети с давлением от 0,3 до 0,5 МПа.
Литьевые машины больших размеров для этой цели снабжаются
214
io 11
Рис. 70. Возврат деталей системы удаления в исходное положение
некоторыми зарубежными фирмами специальными компрессорами.
На рис. 70, в показан пример применения сжатого воздуха для
сброса изделия с бортиком из полости сталкивающей плиты 4,
оформляющей этот бортик. Изделие аналогично рассмотренным
ранее изделиям (см. рис. 69, а, б)
После сталкивания изделия (рис. 70, в) плитой 4 и тягами 6
на длину I отверстие в в плите 4 совмещается с отверстием б кла-
пана 2, установленного и зафиксированного в пуансоне 3. Это
позволяет воздуху из сети через отверстия а, бив поступить в по-
лость, образовавшуюся между торцом пуансона и изделием 5.
Давление, оказываемое'воздухом на изделие, извлекает его из
гнезда в плите 4 и сбрасывает через разъем формы и люк машины.
Соотношение линейных размеров должно удовлетворять выраже-
нию > /2 > l3 > I. Во избежание утечки воздуха поверхности
на участках с и должны быть параллельны направлению съема
с посадкой А1Д клапана 2 в отверстиях плиты 4. При замыкании
формы отверстие а перекрывается клапаном 2.
На рис. 70, г представлена форма на ведро, где с помощью сжа-
того воздуха изделие сначала извлекается из матрицы 5, а затем
215
Сталкивается с пуансона 2. Для извлечения из матрицы воздух
подается через отверстие' а в переднем фланце 11 и поступает
в щели г, предусмотренные между дном матрицы 6 и литниковой
втулкой 10 (сечение А—А). Канавка на торце дна матрицы 6 со-
единяет четыре лыски. Подача воздуха со стороны матрицы пред-
отвращает срывы изделия с пуансона ввиду значительных усилий,
возникающих в области нижнего бортика ведра. После извлечения
изделия из матрицы доступ воздуха в отверстие а фланца 11 пере-
крывается и воздух поступает в отверстие б заднего фланца 1,
оказывая давление на клапан 8. Давление должно быть достаточ-
ным для преодоления сопротивления пружины 3 и создания не-
значительного прогиба дна, что позволяет переместиться кла-
пану 8 на 0,5—1 мм и осуществить доступ воздуха в пространство,
образующееся между дном изделия и торцом пуансона 4. Он рас-
пространяется по площади всего дна, и давление оказывается до-
статочным, чтобы осуществить сталкивание и сброс изделия с пуан-
сона. После сброса изделия доступ воздуха перекрывается и пру-
жина 3 возвращает в исходное положение клапан 8, который
плотно закрывает гнездо 9 в пуансоне. Расплав ПВП в щели
г = 0,03 мм не проникает.
§ 27. СБРОС ИЗДЕЛИЙ И ВОЗВРАТ СИСТЕМЫ
В ИСХОДНОЕ ПОЛОЖЕНИЕ
Сброс из формы применяется на мелких изделиях. Крупные и
хрупкие изделия предпочтительно сталкивать без сбрасывания
во избежание их повреждения и поломки. Сброс осуществляется
сбрасывателями, перемещаемыми, как правило, в отверстии
штока 4 (рис. 70, а; рис. 2 и рис. 69, б, в). В конструкциях, изобра-
женных на рис. 64, в, г, при применении сталкивающих плит в од-
ногнездных формах (см. рис. 1,- 4, 5, 10, 56, а) и в формах с от-
рывными литниками (см. рис. 3) вместо сброса изделий произ-
водится обычное сталкивание. Сброс изделий ускоряет удаление
изделия (или целых, отливок) из формы. В некоторых случаях
сбрасывающее устройство, создающее за счет реализации накоп-
ленной энергии пружины опережающую скорость перемещения
изделия по сравнению со скоростью размыкания, позволяет умень-
шить длину хода формы по сравнению с обычной длиной сталкива-
ния и уменьшить высоту камеры и размеры формы.
Возврат деталей системы удаления изделий из формы осуще-
ствляется различно. Наиболее часто применяются пружинный воз-
врат, принудительный возврат, возврат сталкивающими плитами,
возврат системы специальными устройствами.
Пружинный возврат системы показан на рис. 70, а. Его устрой-
ство заключается в том, что на шток 4, закрепленный в детали 8,
устанавливается пружина 3, один конец которой упирается в зад-
ний фланец 7, а второй — в фасонную шайбу 1, в которой пре-
дусмотрено коническое отверстие. Разрезная коническая втулка 2,
216
состоящая из двух половин, охватывает канавку на конце штока 4,
а наружной конической поверхностью сопрягается с шайбой 1.
При размыкании изделия наталкиваются на остановленные не-
подвижным упором машины выталкиватели 10 и снимаются по-
следними с пуансонов, а пружина 3 оказывается в сжатом состоя-
нии. При замыкании пружина 3, распрямляясь, прижимает шток 4
к упору машины до возвращения деталей системы удаления в ис-
ходное положение. При дальнейшем перемещении подвижной полу-
формы шток отходит от неподвижного упора. Одним из недостат-
ков этой конструкции является то, что усилие пружины, умень-
шаясь по мере возврата системы, становится минимальным в конце
возврата, т. е. тогда, когда сопротивление возврату трущихся
деталей резко возрастает. Этим обясняется неполный возврат
системы, выражающийся часто в выступлении выталкивателей над
поверхностью пуансона. При применении трубчатых и других
выталкивателей, оформляющих торец изделия, неполный возврат
системы не может обеспечить размера длины изделия. Для устра-
нения этого недостатка на шток устанавливают более мощную
пружину. Свободная длина пружин рассчитывается в зависимости
от необходимой длины сталкивания.
Осевую нагрузку Рпер, которую должно преодолеть усилие
пружины возврата Рн, соответствующее установочной длине Ян,
рассчитывают из условия надежности полного возврата пружиной
перемещающихся деталей системы удаления изделий в исходное
положение по формуле Рн > Раер Опд//(, П, где бпд —сила
тяжести всех перемещающихся деталей системы; f — коэффициент
трения скольжения одной пары; К. — поправочный коэффициент,
учитывающий число пар трения, в том числе число выталкивате-
лей в форме и число направляющих втулок и колонок в системе;
К принимается от 2,5 до 4. Поскольку при сборке возможны пере-
косы и заедания при перемещении деталей системы, могущие вы-
звать их заклинивание, затрудняющее работу пружин возврата,
в чертеж формы вводится специальное указание об обеспечении
и проверке плавности перемещения системы удаления. При не-
обходимости применения пружинного возврату на формах, уста-
навливаемых на машинах с VH до 125 см3, дополнительно уста-
навливаются пружины . на направляющих колонках системы
между верхней соединительной пл'анкой 9 и опорной плитой. На
формах, предназначенных на машины с VH более 125 см3, приме-
нение пружинного возврата не рекомендуется.
Одним из преимуществ пружинного возврата является возврат
системы в исходное положение вслед за отходом штока от упора
машины до замыкания формы, что очень важно для предотвраще-
ния защемления выталкивателей разъемными полуматрицами.
Принудительный возврат системы обладает значительными
преимуществами по сравнению с пружинным возвратом. Он на-
дежно и точно возвращает детали системы в исходное положение
независимо от величины формы, числа пар трения в системе и от
217
числа гнезд в форме, так как осуществление принудительного
возврата производится усилием замыкания машины. Однако не-
обходимыми условиями безотказного и точного принудительного
возврата деталей системы является высокая точность их изготов-
ления по длине, которая в некоторых случаях одновременно обес-
печивает точность линейных размеров изделий. Для этого в форме
должно быть предусмотрено вертикальное расположение брусьев,
шероховатость сопрягаемых поверхностей Ra 0,63 и твердость
торца возвратного толкателя HRC 48—52. Важнейшим недо-
статком принудительного возврата системы является невозмож-
ность возврата до окончательного замыкания формы, что не дает
полной гарантии отсутствия защемления выталкивателей при ра-
боте с разъемными полуматрицами. Основные конструктивные
разновидности деталей принудительного возврата системы сле-
дующие: 1) толкатели возврата; 2) секторы выталкивателей; 3) пла-
вающие толкатели возврата и 4) сталкивающие плиты.
Толкатели возврата приведены на рис. 2, дет. 17, рис. 64, б,
дет. 8, рис. 66, е, дет. 4. Их отличительной особенностью является
точный допуск по длине и более свободная посадка по их направ-
ляющему диаметру по сравнению с аналогичными допусками на
тех же размерах выталкивателей изделия. Их размещение в форме
следует производить на максимально возможных расстояниях.
Следует иметь в виду, что толкатели возврата воспринимают
усилие замыкания формы. Это при завышенных размерах по их
длине вызовет продольный изгиб и заклинивание. Этот же факт
предъявляет требование к точному изготовлению плит в подвиж-
ной полуформе по высоте и по параллельности. Как правило,
колебание по высоте плит и толкателей возврата в чертежах
предусматривается в пределах 0,02 мм. При изготовлении из
стали У8А твердость торцов выталкивателей задается HRC 48—52
на длине ~ 25 мм. На остальной длине достаточна твердость HRC
28—35. Для указанных деталей форм, предназначенных для пре-
цизионного литья, вместо допуска 0,02 мм предусматривается
допуск 0,005 мм.
Возврат системы секторами выталкивателей показан на
рис. 63, дет. 4 и 9; рис. 65, а, б, в; рис. 66, а, в, г, д. Особенностью
этих выталкивателей по сравнению с толкателями возврата,
поскольку они одновременно сталкивают изделие и приходят
в соприкосновение с расплавом, является необходимость их точ-
ного сопряжения с отверстиями в пуансоне для предотвращения
затекания. Здесь также требуется точное совпадение рабочего
торца с поверхностью замыкания (см. выше).
Плавающие толкатели возврата представлены на рис. 69, в,
дет. 9. По своей конструкции они отличаются от прочих тем, что
не соединены с верхней соединительной планкой. Они применяются
чаще при двойном сталкивании или в случае, когда их опорный
торец осуществляет движение, не совпадающее с направлением
движения соединительных планок, как показано на рис. 66, а, б, в.
218
Возврат системы сталкивающими плитами показан на рис. 1,
3, 4, 10, 51, б; 56, а; 69, а, б и 67, а, в, г, д, е. Конструкция стал-
кивающих плит подробно рассмотрена в § 23. Одна специфическая
особенность конструкции плит при выполнении ими возврата
системы заключается в необходимости предотвращения поврежде-
ния острой кромки пуансона, сопрягающейся с плитой, на поверх-
ности, оформляющей торец изделия, при ее собственном возвраще-
нии в исходное положение. Наличие конических запирающих
поверхностей А (см. рис. 67, б) предотвращает этот возможный
дефект. Однако при использовании плит в формах, где сброс
изделия осуществляется сжатым воздухом (см. рис. 70, в) и где
уклоны не допускаются, необходимо предусматривать заходную
фаску г под малым углом а>3—5° на длине до 5 мм. Кроме того,
центрирование выталкивающих плит (см. рис. 67, б) на тягах 1,
в направляющих втулках (стрелка п) опирающихся поверхностью В
на глубину т, должно быть достаточно точным, по посадке А/Д.
Возврат системы специальным устройством имеет целью вернуть
систему в исходное положение непосредственно после сталкивания
изделия до начала перемещения подвижной полуформы в сторону
замыкания. Это дает возможность установки арматуры, в выталки-
вателях, а также предотвращения защемления выталкивателей
поперечно перемещающимися оформляющими деталями (разъем-
ными полуматрицами) на машинах для двухцветного литья (см.
рис. 52, а) и др.
На рис. 70, б представлено одно из таких устройств. Оно монти-
руется на заднем фланце 11 и удерживается на тягах 17, установ-
ленных в соединительных планках 15 и 13. Планки 1 и 6 привер-
нуты к противоположному концу тяг 17 винтами 16. Между
планками 1 и 6 перемещается защелка 5, которая под давлением
пружины 2 заходит в паз втулки 4 и в зацепленном состоянии
выполняет обычные функции штока. При размыкании она упира-
ется в неподвижный упор машины, останавливает перемещение
системы и сталкивает изделия. При этом пружина 3 с помощью
детали 9, установленной в детали 10, и пружина 7 сжимаются,
накапливая энергию, которая потом будет израсходована на воз-
врат системы. После перемещения втулки 4 вместе с тягами 17
планками 1 и 6, соединительными планками 13 и /5 и выталкива-
телями 12 на длину, достаточную для сталкивания изделий,
наклонная поверхность защелки 5, упираясь в соответствующую
поверхность стойки 8, перемещается вниз, освобождая паз во
втулке 4. Пружина 7 (предварительно сжатая), распрямляясь,
оказывает давление на планки 1 и 6, с помощью тяг 17 быстро
возвращает все детали системы в исходное положение. После
начала замыкания формы втулка 4 отходит от неподвижного
упора, а предварительно сжатая пружина 3 посылает ее до попада-
ния защелки 5 в ее паз. При литье двухцветных изделий на двух-
цилиндровой машине (см. рис. 52, а) последние сталкиваются
с подвижных полуформ, установленных на поворотной плите
219
только после заливки второго цвета. При этом выталкиватель
проходит через поворотную плиту и после сталкивания должен
вернуться в исходное положение до начала поворота плиты, на
которой установлены обе подвижные полуформы. Это также может
осуществляться специальным пневматическим цилиндром, уста-
новленным в станине литьевой машины.
§ 28. СЛОЖНЫЕ КОНСТРУКЦИИ СИСТЕМ
УДАЛЕНИЯ ИЗДЕЛИЙ ИЗ ФОРМЫ
Из многочисленных разновидностей этих систем ниже приводятся
четыре наиболее интересные конструкции: сталкивания высоких
изделий рычагами, сталкивания плоских изделий с двусторонним
поднутрением, сталкивания изделий с поднутрениями на внутрен-
ней поверхности, сталкивания катушек больших размеров.
Сталкивание высоких изделий рычагами показано на
рис. 71, а. При литье изделий длиной больше высоты формы и’при
отсутствии возможности встройки фланцев изделие располагают
вертикально. Изделие, имеющее форму воронки, оформляется
двумя полуматрицами 2 и пуансоном 3. Внутри пуансона уста-
новлена трубка 15 и ниппели 9 и 12 для его охлаждения. Удаление
изделия происходит, когда при размыкании полуматриц система
рычагов 6 и 7, подвижная траверса 8 и оси 11 удерживают непод-
вижную траверсу 13 и пуансон 3 от вертикального перемещения,
в то время как подвижная траверса 8, соединенная со сталкиваю-
щим кольцом 4, опускается вниз и осуществляет сталкивание
изделия. Вертикальная составляющая давления расплава, воз-
никающая во время впрыска, оказывает давление на. пуансон 3,
стремясь вызвать его перемещение вверх. Для предотвращения
этого в полуматрицах предусмотрены два полукольцевых выступа
а, охватывающих канавку на посадочном диаметре пуансона 3.
Длину рычагов 6 и 7 рассчитывают таким образом, чтобы полу-
формы раскрылись на величину d— dlt прежде чем сталкивающее
кольцо 4 прошло путь h. При расположении осей 11 в центре рыча-
гов 7, закрепленных в деталях 1, 14 и S, во время размыкания ось
пуансона 3 всегда находится посередине разъема формы. Величина
h определяется по формуле h <2. Н — (Я2 — а2 — La)0’5, м, где
толщина кольца а = 0,5 (d— d-^м. Величины Я, L и Lr опре-
деляются конструктивно и связаны соотношением 2Lr =
=р (4Я2-f-А2)0-5, м.
Сталкивание дисков с наклонными лопатками с двух сторон.
Совпадение лопаток, расположенных с двух сторон, необязательно
(рис. 71, б, сеч. А—А). Вертикальная ось симметрии изделия
совмещена с плоскостью разъема В. В обеих полуматрицах,
в расточенных под углом а гнездах на упорных шарикоподшипни-
ках 4 и 5 установлены вращающиеся знаки 2 и 3. В последнем
расположены центральный, разводящие и впускные литниковые
каналы. На знаке 2 коническая поверхность Г центрируется
220
Рис. 71. Сталкивание с одновременным оформлением поднутрений
221
с соответствующей поверхностью между разводящими каналами
на знаке 3. При впрыске в замкнутые полуформы знаки прижи-
маются к своим коническим гнездам, образуя зазор а.
При размыкании застывшее изделие своими лопатками сколь-
зит по наклонным поверхностям полуматриц, заставляя вращаться
оба знака в одну сторону. Изделие должно быть снято со знака 3,
где оно зависает на литнике.
Сталкивание изделий с двусторонними и замкнутыми подну-
трениями на внутренней поверхности показано на рис. 51, б, в.
На рис. 71, в показана двухгнездная форма для литья крышек
с двусторонним поднутрением а на внутренней поверхности.
Прямое сталкивание сборным выталкивателем 5 с тягой 6 с одно-
временным освобождением изделия от поднутрения происходит
за счет разной величины р > а. При размыкании формы переме-
щение выталкивателя 5 вызывает'сближение полуматриц 4 под
давлением установленных в них пружин 3, удерживаемых упорами
1. При перемещении выталкивателя на величину с перемещение
каждой из полуматриц на величину I будет больше а. Перемещение
полуматриц 4 ограничено штифтами 7, чтобы предотвратить защем-
ление тяги 6. Так как остальные две стороны у изделия открыты,
то выталкиватель 5 сталкивает сразу оба изделия. На плоскость
Б выталкивателя 5 за пределами изделий при замыкании полу-
форм оказывает давление матрица, которая возвращает выталки-
ватель и все сопрягающиеся с ним детали системы в исходное
положение. Одновременно полуматрицы, сжимая пружины, упи-
раются в вертикальные стенки паза пуансона 2. Если поверхность,
оформляемая выталкивателем 5, будет выше поверхности, оформ-
ляемой полуматрицами 4, на величину h, то края выталкивателя
должны быть закруглены радиусом г > h с тем, чтобы на изделии
не образовался «замок». Лучше, если на изделии допускается
выступ, боковые стороны которого будут оформляться коническими
поверхностями полуматриц. При этом изделие совершенно сво-
бодно извлекается из формы (падая вниз).
Сталкивание крупногабаритных катушек с замкнутым под-
нутрением на наружном диаметре из материала П610 (рис. 71, г)
производилось с пуансона 4 полуматрицами 5 и 8, перемещаю-
щимися пазами, имеющими форму ласточкина хвоста на планках 6
(при перемещении зазора а), закрепленных на тягах 7, которые
соединены с соединительными планками. Длина каждой планки 6
должна быть равной ширине обеих полуматриц и величине их
перемещения. При отношении длины к толщине планки более
10—12 каждую планку необходимо устанавливать на четырех и
более тягах для предотвращения их прогиба и заклинивания
полуматриц. При перемещении тяг и закрепленных на них планок
полуматрицы под давлением наклонных поводков 9 раздвигаются
в стороны, извлекают из изделия элементы, оформляющие подну-
трения, одновременно сталкивают изделие с пуансона. При этом
полуматрицы не должны выходить из зацепления с наклонными
222
поводками. При замыкании полуформ конические поверхности Б
(скосы) полуматриц 5 и 8 подвергаются давлению соответствующих
скосов матрицы 1 и возвращают полуматрицы по наклонным повод-
кам в исходное положение. Так как полуматрицы не выходят из
зацепления с наклонными поводками \L1 > L), нет опасения
в несовпадении скосов деталей 1, 5 и 8 при замыкании. Однако для
предотвращения заклинивания угол скосов полуматриц, матрицы
1 и пуансона 4 должен быть больше угла наклона поводков не
менее чем на 5°. Как было ранее указано, угол а наклона поводков
к продольной оси формы для таких тяжелых полуматриц не
должен превышать 30°. Этим не исчерпываются все разновидности
применяемых конструкций системы удаления изделий из литьевых
форм, однако, комбинируя элементы описанных систем, можно
при необходимости создавать новые конструкции, позволяющие
решить более сложные задачи сталкивания изделий.
§ 29. ПОВТОРЯЮЩИЕСЯ ДЕТАЛИ СИСТЕМЫ
Среди деталей системы имеются унифицированные для многих
конструкций форм. Однако их полная нормализация затруднена
в связи с большим числом типоразмеров, непрерывно меняющимся
ассортиментом изделий и пока еще штучным характером производ-
ства литьевых форм. Часто один или несколько размеров должны
определяться индивидуально в зависимости от конструкции
изделия. Эти детали рассматриваются ниже, и размеры, которые
не зависят от размеров изделия, расположены в нормализованные
ряды.
Шток (рис. 72, а). При наличии на машине центрального
неподвижного упора применяются штоки приведенной конструк-
ции. Для машин с объемом отливки до 63 см3 применяют шток
d = 20 мм, а для машин от 125 до 250 см3 применяют шток d =
= 25 мм, отверстие для сбрасывателей соответственно d± = 12 мм
и 16 мм. Глубина отверстия под пружину / = 60 мм. Высота бор-
тика h. = 5 мм. Длина L выбирается в зависимости от необходимого
перемещения системы. Шток из стали 45 или 50 подвергается
термообработке до твердости HRC 45—50. Для более мощных
машин при наличии неподвижного упора применяются диаметры
d из ряда 30, 40, 50 и 60 мм. При эксцентрично расположенных
упорах вместо штока и нижней соединительной планки применя-
ется траверса 1 (см. рис. 63). При этом в заднем фланце против
упоров располагаются проходные отверстия с координатами Н
и М (см. рис. 13, б).
Сбрасыватель (рис. 72, б). Сопрягается с втулкой сбрасыва-
теля (рис. 72, ё). По диаметру принято два типоразмера: d = 4
и d = 6 мм. Соответственно диаметр бортика, нижний торец кото-
рого служит для упора пружины, а верхний —для ограничения
перемещения при сбросе, d., = 11 и 15 мм и = 6 и 10 мм соответ-
ственно. Размер lL = 46 мм для обоих типоразмеров. Размеры L и I
223
Рис. 72. Повторяющиеся детали выталкивающей системы
устанавливаются конструктивно в зависимости от конструкции
изделия. На переходе с d' на коническую поверхность уступы не
допускаются. Сбрасыватель выталкивает застывший материал из
поднутренного отверстия и сбрасывает отливку. Он изготовляется
из стали У8 или У8А. Во избежание деформации термообработке
подвергается только рабочий конец на длину 25—30 мм до твер-
дости HRC 48—52. Рабочий торец и направляющий диаметр
сбрасывателя хромируются и полируются для предотвращения
адгезии полимера к этим поверхностям. Сопряжение обеспечи-
вается по А/Д.
Втулка сбрасывателя (см. рис. 72, ё). Разработано и приме-
няется два типоразмера сс( = 4Аис( = 6Ди наружным диаметром
соответственно d1 = 1471 и 257С Со стороны торца расположено
поднутренное отверстие глубиной 6 мм, которое предназначено для
улавливания «холодной капли» остывшего расплава и для извлече-
ния литника из литниковой втулки. Отверстие dA предназначено
для направления сбрасывателя. При двух разводящих литниках
на малой втулке и четырех разводящих литниках на большой для
их питания на торце втулки прорезаются каналы после ее уста-
новки на штифт di = 5 мм. При увеличенном числе разводящих
224
каналов втулка сбрасывателя
по длине L выполняется короче
на глубину разводящих кана- d
лов, а над ее торцом в пуансоне
или обойме образуется сборник, dr
который питает разводящие
каналы расплавом. Эксцентрич- D
ность диаметров d и dr допус- i
кается не более 0,02 мм. Втулка
сбрасывателя изготовляется из _____
стали У8 или У8А и подвергает-
ся термообработке до твердости HRC 48—52. Поверхности торца
и каналов хромируются и полируются.
Направляющие втулки и колонки системы (см. рис. 62, а,
дет. 9 и 10; 72, г, д). Они предназначены для центрирования и
направления деталей системы при их возвратно-поступательном
движении и предотвращении провисания, происходящего вслед-
ствие горизонтального положения оси формы. Направление
выталкивателей по одному рабочему диаметру отверстий во втулке
сбрасывателя или пуансона dA нельзя считать достаточным. Второе
направление для штока, создаваемое центральным отверстием
в заднем фланце, также не может предотвратить провисания
системы, так как при наличии зазора в сопряжении и перемещении
штока в крайнее правое положение провисание неизбежно, что
вызывает заклинивание выталкивателей при пружинном возврате,
а при принудительном возврате — износ, затекание расплава
в направляющие поверхности отверстий под выталкиватели и
заусенцы на изделии. Допустимая эксцентричность посадочной и
направляющей поверхности предусмотрена (рис. 72, в, г, д)
в 0,02 мм, что обеспечивает хорошее центрирование деталей си-
стемы и плавное перемещение без провисания. Поскольку колонки
системы выполняют еще и функции опоры для опорной плиты или
пуансона, то размер Z, выбираемый в соответствии с необходимой
длиной перемещения системы, должен быть выполнен по высоте
(наравне с брусьями) с допуском 0,02 мм. Размеры втулок по вы-
соте / и /—4 должны быть меньше толщины верхней и нижней
соединительных планок на 1 мм. Для колонок и втулок (рис. 72, г,
д) разработан и применяется ряд типоразмеров, которые для на-
правляющих диаметров d А3/Х3, посадочных d1T и DT; высоты
втулки I и I—4 приводятся в табл. 15.
Материалом для колонок и втулок служит сталь У8А, HRC
48—52. d2 = (d + 1) мм; d3 — (D + 5) мм; h = 6~0,2.
Выталкиватели и толкатели возврата (см. рис. 72, в) выпол-
няются по одному чертежу, за исключением различия в допуске
по размеру d*. Выталкиватели с d<^ 10 мм выполняются по
посадке D, для d от 10 до 50 мм — по Dt. Толкатели возврата всех
размеров выполняются по Х3. Выталкиватели, которые одновре-
менно выталкивают изделие и возвращают систему в исходное
225
положение, изготовляют с отклонениями для выталкивателей.
Жесткость допуска по диаметру d для выталкивателей объясняется
необходимостью предотвращения затекания расплава в зазоры
сопряжения (§ 10). Длина L задается в соответствии, с размерами
изделия с точным допуском 0,02 мм. На большинстве изделий
допускается утопание следа выталкивателя. Утопание объясняется
суммарным отрицательным допуском на толщину плит подвижной
полуформы. В особых случаях, как, например, для выталкива-
телей, выполняющих функции выталкивания изделия и возврата
системы, подгонка торца выполняется, как и для толкателя воз-
врата, строго заподлицо с плоскостью замыкания. Выталкиватели
и возвратные толкатели изготовляются из стали У8 или У8А.
Термообработке они подвергаются со стороны рабочего торца на
25—30 мм до твердости HRC 48—52. Наоборот, бортик выталки-
вателей и толкателей не должен подвергаться термообработке для
предотвращения выкрашивания во время работы. После шлифовки
диаметров d и и рабочих торцов и те и другие хромируются и
полируются. При этом следует обращать внимание на предотвраще-
ние завала острых кромок, в особенности у выталкивателей.
Высота /гх должна быть на 1 мм меньше толщины верхней соедини-
тельной планки. Ряд размеров d как выталкивателей, так и толка-
телей возврата, применяемый в литьевых формах, от 3 до 10 мм
выполняется через 1 мм; от 10 до 30 мм — через 2 мм; далее при-
меняются размеры d = 32, 36, 40, 42, 45 и 50 мм. На размере
(Ж + 1) предусмотрен допуск по посадке Л4. Жесткого крепле-
ния здесь применять не следует, так как при этом выталкива-
тель прижимается к какой-либо одной стороне направляющего
отверстия, что вызывает трение, быстрый износ и затекание рас-
плава. При допуске Л4 выталкиватель имеет возможность само-
устанавливаться.
Количество применяемых конструктивных разновидностей
системы удаления изделий из формы не исчерпывается приведен-
ными выше конструкциями. Здесь описаны конструкции, наиболее
часто применяемые.
Глава VI It
СИСТЕМА ПЕРЕМЕЩЕНИЯ ДЕТАЛЕЙ
ЛИТЬЕВОЙ ФОРМЫ
Высокая стабильность отливаемых изделий по прочностным
свойствам, точность выполнения запроектированной геометриче-
ской формы и размеров могут быть достигнуты при установив-
шемся режиме литья. Это предполагает точную и последователь-
ную повторяемость при надежном взаимодействии всех систем
формы и элементов цикла как по продолжительности, так и по
таким показателям процесса, как температура расплава и формы,
давление и скорость течения в различных точках оформляющей
полости. Это основные технологические требования к литьевой
форме, которые должны быть выполнены еще на стадии проектиро-
вания для обеспечения работы последней в полном автоматическом
цикле. Любое отступление от этого требования ведет к нарушению
того или иного элемента процесса, что немедленно отражается на
соответствующем качественном показателе изделия и на коли-
чественном показателе процесса.
§ 30. АВТОМАТИЗИРОВАННЫЕ ЛИТЬЕВЫЕ ФОРМЫ
Конструкция литьевой формы, предназначенная для работы
в полном автоматическом цикле, должна полностью исключить
ручные приемы, так как последние, отражая индивидуальные
особенности исполнителей, препятствуют достижению установив-
шегося режима работы. Поэтому перемещение всех деталей таких
форм в течение цикла литья должно быть полностью механизиро-
вано. Перемещение деталей формы, их направление и скорость,
а также необходимые усилия для их осуществления полностью
зависят от конфигурации изделия и от его расположения в форме
относительно горизонтальной оси литьевой машины. Перемещение
деталей формы для изделий с простой конфигурацией без под-
нутрений, положение оси которых в форме совпадает с направле-
нием возвратно-поступательного движения машины, сравнительно
легко механизировать [7]. К перемещениям относятся: замыкание
и размыкание полуформ и их одновременное центрирование с по-
227
мощью направляющих колонок и Втулок, остановка деталей
системы удаления изделий из формы с помощью неподвижного
упора во время размыкания подвижной полуформы, вызывающая
перемещение изделия относительно пуансона и возврат деталей
системы удаления в исходное положение. В этом случае механиза-
ция перемещений происходит с помощью обычных кинематических
пар среди которых, например, направляющие колонки и втулки
системы центрирования, выталкиватели и направляющие отвер-
стия для них в пуансоне, сбрасыватель и направляющее отверстие
во втулке сбрасывателя и др. Относительная скорость перемеще-
ния элементов этих пар соответствует скорости перемещения плит
машины.
При наличии поднутрения либо при изменении положения
изделия относительно горизонтальной оси машины возникает
необходимость в преобразовании возвратно-поступательного пере-
мещения деталей машины в другом направлении, как это показано
на рис. 49, 71 и др. Изменение направления перемещений произ-
водится благодаря применению других кинематических пар. В пер-
вом случае (рис. 49) изменение направления полуматриц из про-
дольного в поперечное достигается за счет применения клиновых
кинематических пар (поводки и наклонные отверстия полуматриц),
действующих в определенной последовательности и вызывающих
перемещение связанных с ними деталей формы со скоростью, отлич-
ной от скорости размыкания и замыкания машины (см. рис. 49, а,
дет. 3 и 6, 3 и 4, 1 и 4). Во втором случае перемещение изделия
в направлении, перпендикулярном к направлению возвратно-
поступательного движения литьевой машины, достигается за счет
применения рычажных кинематических пар (см. рис. 71, а, дет.
6 и 7, 5 и 4). В обеих приведенных схемах применяется по не-
скольку кинематических пар. Таким образом, применяя различ-
ные кинематические пары, комбинируя их различные сочетания и
чередуя их работу в различной последовательности, можно изме-
нять перемещение деталей формы в необходимом направлении.
Кинематические пары, применяемые в литьевых формах.
Среди наиболее часто применяемых в автоматизированных литье-
вых формах кинематических пар встречаются следующие: ци-
линдрические пары, клиновые пары, прямоугольные и косоуголь-
ные (типа «ласточкин хвост») пазы для прямолинейных перемеще-
ний, пары шарнирных механизмов, рычажные пары, винтовые
пары, зубчатые зацепления (цилиндрические шестерни, конические
шестерни, реечные передачи), червячные пары, пружины и др.
В зависимости от создания необходимого направления при
перемещении деталей формы определяется число кинематических
пар, их оптимальное сочетание и необходимая последовательность.
При этом определяются такие элементы, как углы давления для
клиновых пар, соотношение линейных размеров плеч для рычаж-
ных и шарнирных передач, передаточные числа для зубчатых
винтовых и червячных пар и другие кинематические, скоростные и
228
силовые параметры. Ранее приводились конструкции автоматизи-
рованных форм, где были использованы простейшие кинематиче-
ские пары: I. цилиндрические пары (см. рис. 1,дет. 9 и 10; рис. 2,
дет. 1 и 2, 9 и 23, 5 и 15; рис. 4, дет. 2 и 5; рис. 5, дет. 6 и 14; рис. 10,
дет. 5 и 6; рис. 28, г, дет: 4 и 5). II. клиновые пары (см. рис. 6,
дет. 3 и 4, 2 и 4; рис. 24, в, дет. 1, 2, 3; рис. 46, г, дет. 1
и 2; рис. 46, д, дет. 6 и 10; рис. 49, а, дет. 4, 1 и 3, 3 и 6,
10 и 1 Г; рис. 51, а, дет. 1 и 3, 2 и 3; рис. 51, б, дет. 1 и 4;
рис. 51, в, дет. 7 и 1, 2; рис. 55, е, дет. 3, 4 и 5) и др. III. пазы
для прямолинейного перемещения (см. рис. 24, в, дет. 2, 3 и 5;
рис. 49, б, дет. 13 и 10; рис. 51, а, дет. 2 и 3; рис. 51, б,
дет. 3 и 10). IV. пары шарнирных механизмов (см. рис. 66, д,
дет. 4 и 5; рис. 6Q, е, дет. 2 и 3). V. кинематические пары с проме-
жуточными телами качения (см. рис. 64, б, дет. 1,13 и 14; рис. 71, б,
дет. 4 и 5) VI. рычажные пары (см. рис. 71, а, дет. 6, 7, И). VII.
пружины (см. рис. 65, 69, 70, а, б, 75) и др.
Во всех этих конструкциях перемещение деталей формы про-
изводилось с использованием возвратно-поступательного движения
частей литьевой машины.
Для тех же целей используются специальные пневматические,
гидравлические, электрические и другие устройства. При этом
возвратно-поступательное перемещение частей литьевой машины
используется для включения, выключения или переключения
этих устройств (см. рис. 52, а, дет. 7, рис. 70, в; г, рис. 74 и рис. 77).
Скорость перемещения деталей формы и усилия, необходимые для
их перемещения, могут передаваться непосредственно от этих
устройств либо через передаточные механизмы с определенным
передаточным числом, которое должно обеспечить заданные
скорости и усилия. Ниже приводятся описания кинематических
схем нескольких конструкций, где нашли практическое примене-
ние различные сочетания кинематических пар для обеспечения
перемещения деталей в необходимом направлении (см. рис. 73—77)
(681.
§ 31. СОЧЕТАНИЯ КИНЕМАТИЧЕСКИХ ПАР
В АВТОМАТИЗИРОВАННЫХ ФОРМАХ
Из рассмотрения перечисленных конструкций можно сделать
заключение, что в каждой конструкции применяется несколько
кинематических пар. Чаще всего применяются их различные
сочетания.
Сочетание неподвижной гайки в винтовой паре с зубчатой пере-
дачей. До сих пор приводились сочетания простейших типов кине-
матических пар. На рис. 73, а приводится сочетание нескольких
различных высших кинематических пар, обеспечивающих вывин-
чивание резьбового знака 12 с одновременным поступательным
перемещением изделия относительно матрицы 15, зафиксированной
в обойме 16 штифтом 17, осуществляющих удаление изделия из
формы. Рассматриваемая схема состоит из винтовой кинематиче-
229
17
ской пары — неподвижной гайки 5, закрепленной в кронштейне
7, и винта 10, вращающегося шейками во втулках 8 и 14, составля-
ющих вторую цилиндрическую кинематическую пару. Ведущая
шестерня, выполненная заодно с винтом 10 и сопрягаемая с ведо-
мой шестерней 12, составляет третью зубчатую кинематическую
пару. Резьбовой знак выполнен заодно с ведомой шестерней 12,
вращается шейками во втулке 3 и матрице 15 и составляет четвер-
тую кинематическую пару. Оба торца а и б выступа резьбового
знака, торцовые поверхности матрицы 15 и упорной шайбы 11,
ограничивающие продольное перемещение торцов а и б резьбового
знака, являются пятой кинематической парой. Торцы втулок 14
и 8, воспринимающие осевое усилие торцов ступицы при размы-
230
кании и замыкании формы, являются шестой кинематической
парой схемы. При размыкании формы перечисленные кинемати-
ческие пары осуществляют преобразование возвратно-поступа-
тельного движения подвижной плиты машины во вращательное
движение знака и поступательное движение изделия относительно
матрицы 15, вызывая его удаление из формы. При замыкании
формы винт и ведущая шестерня 10 изменяют направление враще-
ния, вызывая изменение направления вращения остальных кинема-
тических пар. После охлаждения изделий цикл повторяется..
Рассмотренная кинематическая схема предполагает круговое
расположение гнезд в форме. Крутящий момент, необходимый для
вывинчивания знака 12 из изделия в момент его усадки, отличается
от крутящего момента, необходимого для разъединения металли-
ческой пары, тем, что вследствие усадки х'пр изделие охватывает
знак и трение изделия со знаком М12 происходит не только, по
резьбовому профилю, но и по наружному и внутреннему диаметру
резьбы. Крутящий момент Л4КЗ от окружного усилия Рщ, которое
необходимо приложить к среднему диаметру резьбового знака
для его вывинчивания из изделия в момент его охлаждения до
температуры t'r,
Л4КЗ = 0,5Род4р, Дж, (66)
где
Р'сщ = 0,024Е,ХпРа1л/(р' ф- 0,78501. (67)
Здесь Gj = 0,5 (7)г — dcp), м; — диаметр окружности, вписан-
ной в шестигранник изделия (размер под ключ), м; dcp —средний
диаметр резьбы изделия, м. Остальные обозначения те же, что
в формулах (36), (37), (43) и (45).
Крутящий момент винтовой пары 5 и 10 (рис. 73, а), который
должен преодолеть сопротивление всех кинематических пар при
свертывании изделий в форме,
Л4КВП > MK3niT)“\ Дж, (68)
где п — число гнезд; i — передаточное число всей передачи;
т]0 — общий коэффициент полезного действия всех пар, опреде-
ляющийся по формуле т)о = тиВДзВДэ'Пв, где 1—6 — индексы
коэффициентов полезного действия каждой кинематической пары.
Крутящий момент винтовой передачи Л4КВП [30, т. 3, стр. 785, 796]
Мквп = [0.54Р tg (Ф - Р') 4-/Л], Дж. (69)
где Ро осевое усилие, которое необходимо приложить к винту
10, Н, определяемое из выражений (68) и (69); ф — угол подъема
средней винтовой линии резьбы; р' — угол трения резцбовой пары;
tg р' — f' — коэффициент трения резьбовой пары; по характеру
работы винта 10 самоторможение должно быть предотвращено,
т. е. должно быть соблюдено условиеф > р'. Вторым необходимым
условием свинчивания всех изделий должно быть Рряз > Ро’,
231
f = f cos-1 a/2, где f — коэффициент трения материалов резьбо-
вой пары; a — угол профиля резьбы; Д — коэффициент трения
в месте сопряжения шестой кинематической пары 10 и 14; гг —
средний радиус опорного торца втулки 14 (втулка 14 не должна
вращаться в плите 13).
Из анализа выражения (69) можно сделать заключение, что при
требуемом значении /Иквп Ро тем меньше, чем больше ф. Обычно
для таких винтов применяется трехзаходная резьба с углом
ф > 45°. Однако при выборе угла ф следует иметь в виду, что
чрезмерное увеличение угла ф, при недостаточной величине пере-
мещения подвижной плиты машины, может воспрепятствовать
полному вывинчиванию резьбового знака из изделия. Поэтому
для уменьшения величины Ро, кроме увеличения ф, необходимо
обеспечить минимальное значение величины р', и Д за счет при-
менения прочных и в то же время антифрикционных материалов.
Из этих соображений гайка 5 изготовляется из высококачествен-
ных сортов алюминиево-железистой бронзы Бр.АЖ-4 или баббита,
обладающих коэффициентом трения 0,04—0,05 при удовлетвори-
тельной прочности и хорошем сопротивлении на износ. Баббит
заливается в корпус гайки 6 (рис. 73, а), удерживаемой деталями
1 и 4 при сцентрированном винте 10. Заливка удерживается в кор-
пусе 6 взаимно перекрещивающимися пазами типа «ласточкин
хвост». Для втулок 14 и 8 применяется бронза Бр.АЖ-4. Для
уменьшения величины f, кроме уменьшения коэффициента трения
материалов, следует принять прямоугольную резьбу, у которой
cos a/2 больше, чем у остроугольной.
Одним из путей обеспечения полного свинчивания является
увеличение передаточного числа зубчатой передачи пары 10 и 12,
что в свою очередь ограничено максимальными размерами плит
9, 13 и 16 литьевой формы. Необходимая длина ввинчивания
винта 10 в гайку 5 связана с числом резьбовых витков изделия
z„ соотношением
Ав — 2н/зп <8вп/2зах Ащах, М, (70)
где Ав — длина ввинчивания винта, м; — полное число резьбо-
вых витков изделия; i3n — передаточное число зубчатой передачи;
5 — шаг резьбы винта 10, м; пагл — число заходов резьбы винта
10; Lm№ — максимальное перемещение подвижной плиты литьевой
машины, м. В качестве примера можно привести конструкцию
формы на машину ЛМ-50, в которой рабочие размеры винта имели
следующие значения: dcp = 45-10'3, м; 5В = 50-10“3, м; пзах = 3;
гя — 8 витков; i3„ — 4; Ав = 0,3 м, что меньше Атах = 0,350 м.
Сочетание реечной, зубчатой и винтовой пар. На рис. 73, б
представлена схема вывинчивания резьбового знака 10 из резьбо-
вого изделия, аналогичного изделию 17 (рис. 73, в). К неподвиж-
ному фланцу 16 (рис. 73, б) привернута винтами и зафиксирована
штифтами рейка 6. На подвижной полуформе 14 установлен и
закреплен кронштейн 9, в котором на оси 7 вращается ролик 8,
232
являющийся Подвижной опорой для рейки 6, находящейся в за-
цеплении с валом-шестерней 3. На посадочных шейках вала-
шестерни 3 на шпонках 1 установлены два зубчатых колеса 5,
которые сопрягаются с рейками 11, перемещающимися между
плитами 12 и /3. Рейки 11 имеют два ряда зубьев, расположенных
на взаимно перпендикулярных сторонах их сечения.
Один ряд находится в зацеплении с зубчатыми колесами 5,
второй — с шестернями 10, выполненными заодно с резьбооформ-
ляющими знаками. На шестерне 10 между зубьями и оформляющей
резьбой расположены резьбовая и гладкая (см. рис. 73, в) ци-
линдрическая направляющие части. Резьбовая направляющая
часть вращается в гайке 17 (рис. 73, б), неподвижно закрепленной
в плите 13. Гладкая уплотняющая цилиндрическая часть враща-
ется в плите 14. При размыкании формы шестерня 3 приводится
во вращение против часовой стрелки от зацепления с неподвижной
рейкой 6, опирающейся на вращающийся ролик 8. Вместе с шестер-
ней, валом 3 вращаются зубчатые колеса 5, которые перемещают
рейки 11 вертикально вниз. Одновременно второй ряд зубьев
рейки 11, находящейся в зацеплении с шестерней 10, приводит
ее во вращение также против часовой стрелки. При этом она
одновременно вывинчивается из неподвижной гайки 17, а резьбо-
вой знак, выполненный с ней заодно (см. рис. 73, в), вывинчивается
из изделия. Шаг направляющей части и оформляющей части
должен быть одинаков. Диаметр направляющей резьбы должен
быть больше диаметра цилиндрической направляющей части,
а последняя — больше диаметра оформляющей резьбы. Ширина
рейки 11, зацепляющейся с шестерней, выполненной заодно со
знаком 10, должна учитывать кроме ширины шестерни 10 (длины
ее зуба) еще и перемещение резьбового знака при вывинчивании.
Эта схема предполагает прямолинейное расположение изделий
в два ряда, при этом предусмотрено, чтобы оба ряда резьбовых
знаков 10 вращались при размыкании и вывинчивании изделий
в одну сторону. Изделия удерживаются от провертывания борти-
ком б высотой 1,5—2 мм. После вывинчивания резьбового знака
изделие свободно падает под влиянием силы собственной тяжести
в разъем по А. Такая схема позволяет расположить в форме боль-
шое число гнезд на удлиненных плитах формы вертикально, так
как на большинстве машин защитные ограждения установлены
только с боковых сторон, а в нижней части рамы имеются проемы.
Для удобства шестерня 3 вместе с зубчатыми колесами 5 вынесена
за пределы плоскости замыкания и установлена на верхних торцах
плит в подшипниках 2. Направляющие шейки вала шестерни 3
вращаются во втулках 4, а внутренние торцы их бортиков ограни-
чивают поперечное перемещение шестерен 3 и 5. Рейки 6 и 11
не должны выходить из зацепления с сопрягаемыми шестернями
3 и 5 в крайнем положении.
Трудоемкость изготовления такой формы бесспорна, однако при
массовом производстве или при большой потребности в этих изде-
8 H. Б. Видгоф 233
лиях и обязательном применении незатвердевающей Литниковой
системы гарантия надежности ее работы неоспорима и ее стоимость
может очень быстро окупиться.
Сочетание неподвижного винта в винтовой паре с зубчатой
передачей. На рис. 73, в представлена схема вывинчивания резь-
бового знака 21 из изделия 17, которое удерживается от провора-
чивания бортиком б, с рифами, оформляемыми в плите 16. Осталь-
ная цилиндрическая часть наружной поверхности изделия оформ-
ляется в матрице 15. Винт 8 закреплен в неподвижном фланце 9
винтами, зафиксирован штифтами и сопрягается с гайкой 6, на
наружной поверхности которой расположены две шейки для
установки на них упорных роликовых подшипников 7, которые
размещаются в соответствующих гнездах плит 2 и 5. На гайку
напрессована шестерня 4, зафиксированная шпонкой 3. Ниже
в тех же плитах, параллельно оси винта 8 и шестерни 4, на расстоя-
нии А в таких же подшипниках установлена ось 23, на которую
напрессована двухвенечная шестерня 1, зафиксированная шпон-
кой 22, малый венец а которой находится в зацеплении с шестер-
ней 4, а большой — с шестерней 21, выполненной заодно с резьбо-
оформляющим знаком. Между шестерней 21 и резьбооформляющим
знаком расположены резьбовая и цилиндрическая гладкая на-
правляющие части. Резьбовая направляющая часть знака 21
перемещается в гайке 20, закрепленной в плите 5, а ее цилиндри-
ческая гладкая направляющая часть вращается в соответствующем
отверстии подвижной втулки 18, одновременно предотвращая
вытекание расплава из полости. Торец бортика б изделия оформ-
ляется подвижной втулкой 18. С наружной стороны втулка 18
сопрягается с отверстием в плите 16, по которому она перемещается
вслед за свертывающимся изделием под давлением тарельчатых
пружин 19 и возвращается в исходное положение при замыкании
возвратными толкателями 11. Ширина большого венца двухвенеч-
ной шестерни 1 превышает ширину шестерни 21 на величину,
несколько большую, чем перемещение резьбового знака при вывин-
чивании, и поэтому шестерня 1 не выходит из зацепления с ним.
Последовательность работы кинематических пар рассматри-
ваемой схемы следующая. При размыкании подвижная полуформа
увлекает за собой гайку 6, заставляя ее вращаться на винте 8
в подшипниках 7. Вместе с гайкой 6 вращается шестерня 4 и
зацепляемый с ней малый венец а шестерни 1, большой венец
которой передает вращение шестерне 21. Последняя, вращаясь,
своей направляющей резьбовой частью в гайке 20 и оформляющей
резьбовой частью в изделии осуществляет вывинчивание знака из
изделия, после чего пружины 19, распрямляясь, перемещают
втулку 18 по направляющей цилиндрической части шестерни 21,
выталкивают изделие из гнезда в плите 16, и изделие падает через
плоскость разъема формы и люк машины в установленную тару.
При замыкании матрица 15 оказывает давление на торцы толкате-
лей возврата 11 и, сжимая пружины 19, возвращает втулку 18
234
в исходное положение. Рассматриваемая схема формы компактна
и предполагает расположение гнезд на радиусе A j вокруг большого
венца двухвенечной шестерни 7, размеры которой могут увели-
чиваться в результате увеличения расстояния между осями валика
23 и винта 8. Это достигается увеличением вертикальных размеров
всех плит формы, которые могут размещаться в проемах машины.
Однако, как и в предыдущем случае, экономически применение
такой конструкции может быть оправдано при массовом производ-
стве или при большой потребности в этих изделиях и при примене-
нии незатвердевающей литниковой системы.
Сочетание червячной передачи с электромоторами. На рис. 74
изображена форма для глубокого изделия с внутренней резьбой.
Проблемой является вывинчивание резьбового пуансона цельной
конструкции, так как при этом возникающие осевые усилия сре-
зают резьбовые витки изделия. Задача решена конструкцией
разъемного пуансона, в котором гладкую цилиндрическую часть
изделия оформляет деталь 9. Его резьбовую поверхность оформ-
ляет червячное колесо 8 резьбооформляющей частью в. Оно сцен-
трировано на цилиндрической d, резьбовой а, конической д и
шлицевой б поверхностях хвостовика пуансона 9. Вращение
червячного колеса 8 осуществляется червяком 5, соединенным
с валом 2 фланцевого реверсивного мотора 1 втулкой 3 и шпонками
4. Червячное колесо 8 плотно соединяется с деталью 9 по кониче-
ской поверхности д с тем, чтобы в этом соединении предотвратить
затекание расплава, что может помешать извлечению детали 9
из изделия при сталкивании. После размыкания формы с помощью
конечного выключателя включается мотор, который заставляет
вращаться червяк 5, передающий вращательное движение червяч-
ному колесу 8. Последнее вращается в отверстии плиты 11 и одно-
временно вывинчивается из резьбовой поверхности в изделия и
резьбовой поверхности а пуансона 9. Но так как последний своей
шлицевой частью б удерживается от вращения шлицевым отвер-
стием в опорной плите 6 и изделие удерживается на пуансоне 9
8* 235
От вращения ребрами г1;то винтовая пара а, преобразовывая враща-
тель ное движение колеса 8 в поступательное перемещение пуансона
9 и изделия, отодвигает их вместе от червячного колеса 8 вправо
на длину, несколько превышающую длину оформляемой резьбы.
При дальнейшем размыкании подвижной полуформы сталкиваю-
щая плита 12 с помощью тяг 10 сталкивает изделие с пуансона 9,
удерживаемого резьбовым соединением а. Для предотвращения
деформации изделия при сталкивании на наружном торце борта
в матрице 13 расположены укрепляющие ребра г. При перемеще-
нии подвижной полуформы в направлении замыкания мотор
включается и вращение передается червячному колесу 8 в обрат-
ную сторону, что заставляет пуансон завинчиваться резьбовой
частью а в резьбовое отверстие колеса до плотного сопряжения их
конических поверхностей д, после чего мотор отключается, замы-
кание формы заканчивается и цикл повторяется. При наличии на
изделии резьбы круглого профиля возможно прямое сталкивание
изделий без операции свинчивания, как это было показано на
рисунке 67, в, г, д, е, что значительно упрощает конструкцию
формы и повышает производительность процесса.
В рассмотренной схеме освобождение резьбовой поверхности
изделия червячным колесом производится без использования
возвратного движения машины. Эту часть работы выполняет мотор,
включение которого, однако, производится при размыкании под-
вижной плиты машины. Сталкивание изделия с пуансона 9 про-
изводится с использованием перемещения подвижной плиты при
размыкании машины. Возврат пуансона в исходное положение
также выполняется с помощью мотора, а возврат сталкивающей
плиты 12 происходит обычным путем. Налицо комбинация исполь-
зования мотора и возвратно-поступательного перемещения частей
машины для удаления изделия из формы.
Использование пружин для перемещения деталей формы.
Из приведенных случаев применения пружин видно, что они
используются для перемещения деталей формы, выполняющих
различные функции. Накопление потенциальной энергии у при-
меняемых пружин происходит при сжатии: силой замыкания
машины (рис. 65); давлением расплава (рис. 5, 28, 29, 33); попереч-
ным перемещением деталей формы (см. рис. 6; 49, б; 51), перемеще-
нием узла впрыска, см. рис. 28, г; под воздействием электромагни-
тов (рис. 52, б); под воздействием вакуума (см. рис. 64,); при
размыкании машины (рис. 70, а, б; рис. 75). При этом пружины
перемещают детали формы, осуществляющие: непосредственное
сбрасывание изделий или целых отливок с опережением переме-
щающихся частей литьевой машины (см. рис. 2, 64, а; 69, а, б,
в; 70, а); противодействие сбросу изделий (рис. 65, а, дет. 8;
65, б, дет. 3); доступ расплава в оформляющую полость (рис. 5,
28, в, г; 29, д, е; 30 , 33); фиксацию перемещающихся деталей
(рис. 6, 50); принудительное образование разъемов (рис. 26, г, к);
оформление поднутрения под углом к плоскости замыкания полу-
236
Рис. 75. Применение пружин для среза лит-
ников и прямого сталкивания изделий с вну-
тренней резьбой
форм (рис. 46, д', 65, в); оформ-
ление поднутрений в направле-
нии, перпендикулярном воз-
вратно-поступательному движе-
нию полуформ (рис. 49, б;
51 а, б, в; 71, в); вакуумирова-
ние формы и предотвращение
образования вакуума во внут-
ренней полости изделия
(рис. 52, б; 64, е); возврат си-
стемы удаления изделий в исх
положение (рис. 65, а, б,
дет. 3; 70, а, б; рис. 75, дет. 4)\ отрыв, срез и сброс литников
(см. рис. 3, 75, I и II, дет. 6).
На рис. 75 показана схема применения пружин 6 и 4 для среза
литников и возврата тарельчатых конических выталкивателей 3
при прямом сталкивании резьбовых изделий. В начале размыка-
ния подвижной полуформы изделие в не полностью извлечено из
матрицы 1 и прочно удерживается резьбовой поверхностью б
пуансона 2. Пружины 6, будучи предварительно сжаты матрицей
1, при размыкании формы, распрямляясь, перемещают выталки-
ватели 5, которые срезают разводящие литники а. При дальней-
шем размыкании подвижной полуформы изделия вначале пол-
ностью извлекаются из матрицы 1, а выталкиватели 5, упираясь
в неподвижную планку 7, останавливаются, вызывая сталкивание
изделия с пуансонов. Эта конструкция применяется лишь для
изделий из эластичных полимерных материалов. При замыкании
формы матрицы 1 возвращают выталкиватели 5, сжимая пружины
6, а пружины 4 вследствие отхода выталкивателей 3 от неповиж-
ной планки 7 еще до полного замыкания формы возвращают их
в исходное положение, что предотвращает Зависание изделий на
них. Применение незатвердевающей литниковой системы с впуском
в центр дна вместо разводящих литников а значительно улучшило
бы условия заполнения формы расплавом и позволили бы отка-
заться от пружин 6 и выталкивателей 5.
Сочетание клиновой пары и зубчатого зацепления шестерен
с подвижной и неподвижной рейкой применено в схеме литьевой
формы (рис. 76) для литья крышек пенала 10 (сеч. В—В) с подну-
трениями на внутренней стороне [68]. В схеме предусмотрены
наклонный поводок 12, запрессованный в деталь 1, размещаю-
щийся в отверстии Б дет. 13 и 14, который при размыкании под-
вижной полуформы перемещает вниз ползушку 3 с закрепленной
на ней осью 4. На оси 4 закреплена шестерня 5, находящаяся
одновременно в зацеплении с неподвижной рейкой 2, укрепленной
винтами и штифтами на плите 8, и с подвижной рейкой 7, при-
крепленной к пуансону 6, оформляющему поднутрение на изделий
237
Рис. 76. Перемещение пуансонов в форме для литья крышек с помощью реек,
шестерен и наклонных поводков р
238
Рис. 77. Форма с пневматическими
цилиндрами для извлечения пуансо-
нов при литье тройников и крестовин
10 и перемещающемуся в
пазу плиты 8. При накло-
не поводка 12 на а пол-
зу шка 3 вместе с шестер-
ней 5, при размыкании по-
луформ на величину I под
давлением поводка 12 пе-
ремещается вниз по стрел-
ке А на величину х, в то
время как пуансон 6 пере-
мещается вниз по стрелке
В на величину х + у. Дополнитель-
ный путь у пуансон 6 совершает благодаря обкатке шестерней 5
неподвижной рейки 2 при ее перемещении на величину х, что позво-
ляет ускорить извлечение пуансона из изделия. При дальнейшем
размыкании формы ступенчатые выталкиватели 16 выталкивают
изделие из пуансона. Окружное усилие Р4, передаваемое шестер-
ней 5 на рейку 7, определяется £Л1 = (—Pi + PyO&D, откуда
Р4 = 0,5Р1. Ру— усилие, передающееся поводком 12 на ползушку 3
при размыкании. Ру = Рг = Р3(Р3 показано с обратным знаком).
Строгая фиксация иолзушки 3 при замыкании полуформ по по-
верхности Д обеспечивается коническим выступом А матрицы 1
под углом р > а, поджимающим ползушку 3 к верхнему уступу Е
плиты 8. При выходе поводка 12 из сопряжения с ползушкой 3
во время размыкания ее дальнейшее перемещение вниз должно
быть предотвращено ограничителем. Удвоение пути перемещения
пуансона 6, достигаемое применением одновременного дифферен-
циального перемещения шестерни 5 относительно поводка 12 и
неподвижной рейки 2, может применяться там, где размеры формы
и величины размыкания не позволяют осуществить извлечение
пуансона из изделия без дифференциала.
Применение пневматических или гидравлических цилиндров
для перемещения деталей форм показано на рис. 77. Три гидравли-
ческих (или пневматических) цилиндра вмонтированы в полу-
матрицу формы. При размыкании формы автоматическое включе-
ние соответствующих клапанов позволяет давлением рабочей
жидкости (или давлением воздуха) извлечь пуансоны из оформляе-
мых ими полостей. При дальнейшем размыкании выталкиватели
удаляют изделия из формы. При замыкании полуформ происходит
переключение клапанов, дающее возможность пуансонам занять
рабочее положение, при котором боковые пуансоны должны плотно
обхватить средний пуансон по диаметру без зазора во избежание
подтеканий. В форме предусмотрена замена вставных полуматриц
в обоймах при переходе от литья крестообразных фитингов к трой-
никам из полихлорвинила. Мощность цилиндров определяется
в зависимости от осевого усилия Рпц (45), необходимого для извле-
239
Чёния пуансонов из изделий. Конструкций автоматизированных
форм множество, и рассмотреть их здесь невозможно. Однако
принципы их создания путем комбинированного сочетания при-
веденных и других кинематических пар в соответствии с кон-
струкцией изделий помогут создать оптимальные конструкции
современных надежных и безотказных долговечных высокопроиз-
водительных форм. Применению автоматизированных форм
должны предшествовать рассмотрение и всесторонний учет эконо-
мических соображений, которые должны подтвердить целесо-
образность предполагаемых затрат.
§ 32. ПЕРЕМЕЩЕНИЕ ДЕТАЛЕЙ
В ПОЛУАВТОМАТИЧЕСКИХ ФОРМАХ
В полуавтоматических формах, являющихся нежелательным
отступлением от полностью механизированных форм, предусма-
тривается ручная установка съемных оформляющих деталей,
резьбовых знаков и колец, различных вставок, арматуры и др.
Полуавтоматические формы проектируются в тех случаях, ко-
гда затраты на автоматически действующие формы экономически
нецелесообразны либо из-за большой стоимости, либо в связи
со срочной необходимостью получения изделий или для экспери-
ментальных целей, при изготовлении малых партий и др. Съемные
детали снимаются вместе с изделиями вручную. Сброса изделий
со съемными знаками не допускается; изделия с них снимаются,
выпрессовываются или свинчиваются вне формы на специальных
приспособлениях. На рис. 64, д показан съемный резьбовой знак,
устанавливаемый в трубчатый выталкиватель. Съемные детали нет
возможности эффективно охлаждать в форме, поэтому в работе
должно находиться необходимое число комплектов знаков, чтобы
изделие успевало на них охлаждаться. Время длд съема и сверты-
вания или выпрессовки комплекта знаков не должно превышать
укороченного цикла, учитывающего охлаждение изделий вне
формы. Последнее увеличивает производительность процесса.
В то же время количество комплектов знаков, находящихся в ра-
боте, определяется в зависимости от времени, необходимого для
полного охлаждения изделия вне формы до температуры £т. Для
ускорения охлаждения съемных деталей с изделиями у литьевых
машин устанавливаются плиты с каналами для циркуляции в них
охлаждающей жидкости (см. рис. 57, н). Из приведенных сообра-
жений видно, что несмотря на применение ручного труда, в тех
случаях, когда колебание длительности элементов цикла не
оказывает решающего влияния на качество и точность отливаемых
изделий, производительность формы со съемными деталями может
быть достаточно высокой, так как значительная часть времени
охлаждения изделия происходит вне формы и из продолжитель-
ности цикла исключается.
При работе на полуавтоматических формах со съемными дета-
лями следует отдавать предпочтение горизонтальному располо-
240
Рис. 78. Стационарная полуавтоматическая
форма с установкой съемного знака 10 вруч-
ную
жению плоскости разъема для
удобства установки знаков, ко-
лец и др. В этом отношении
очень удобны вертикальные
литьевые машины. В качестве
одного из многочисленных об-
разцов полуавтоматических
форм на рис. 78 представлена
форма для литья наконечника
пылесоса из полиэтилена низкой
плотности, имеющего сложную
криволинейную конфигурацию
с поднутрениями на наружной
и внутренней поверхности, не
позволяющей осуществить одно-
стороннее извлечение цельного
пуансона из изделия, так как ширина щели, оформляемой встав-
ной деталью 10, меньше диаметра пуансона 4, в то время как ее
длина вдоль криволинейной плоскости разъема полуматриц В в
несколько раз больше его диаметр а. Деталь 10 плотно сопрягается
с пуансоном 4 по плоскости А, устанавливается на неподвижную
полуматрйцу 8 с помощью пружинной защелки 2 при разомкнутой
форме и отведенной поводком 5 и перемещающейся по деталям 7
и 9 до упора 6 полуматрице 3.
Поскольку при данной конфигурации изделия можно обойтись
одной подвижной полуматрицей, наклон поводка 5 выбран макси-
мальным (35°), чтобы обеспечить возможность выталкивания изде-
лия трубчатым выталкивателем 1 при отведенной в крайнее левое
положение подвижной полуматрице 3. Изделие сталкивается
с пуансона 4 вместе с деталью 10, при этом пружинная защелка 2
отжимается и изделие вместе с деталью 10 свободно снимается
с пуансона 4 вручную. На неподвижную полуматрицу 8 устанав-
ливается следующая сменная деталь 10. При замыкании формы ее
посадочная часть входит в гнездо детали 11, а ее обхват и плотный
прижим к поверхности А пуансона осуществляется полуматрицей
3 под давлением запирающей поверхности Б. Без вставной
детали, 10 литье такой детали было бы трудно осуществить. Нали-
чие нескольких съемных вставных деталей позволяет производить
их извлечение из изделия в «перекрытое» время.
Перемещение деталей в кассетных формах. Кассетные формы
представляют собой большую группу полуавтоматических форм,
в которых предусматривается ручная установка, перемещение и
снятие кассет, несущих на себе оформляющие детали (пуансоны
матрицы и др.). Кассеты перемещаются в специальных салазках,
устанавливаемых на одной из полуформ, в которых предусмотрены
241
направляющие элементы, неподвижные ограничители и подпру-
жинные фиксаторы. В некоторых случаях при работе со сборными
кассетами последние надеваются на направляющие ’колонки
формы, после чего происходит замыкание формы. В большинстве же
случаев кассеты имеют свои дополнительные центрирующие эле-
менты. Чаще всего кассетные формы используются при отливке
резьбовых изделий и изделий с арматурой. Кассетные формы
могут быть разделены на следующие подгруппы: съемные, перед-
вижные и поворотные; разборные и неразборные; одногнездные и
многогнездные; работающие в неподвижных направляющих и
перемещающихся направляющих; устанавливаемые на подвижной
или неподвижной полуформе или на обеих полуформах одновре-
менно; располагаемые вертикально, горизонтально и под углом.
Съемные кассеты обычно проектируются малой массы, много-
гнездные — для мелких изделий или одно- и малогнездные — для
средних изделий. В комплект входит несколько кассет, из которых
одна находится в работе, другая охлаждается, а с остальных
в это время свертываются изделия.
Тяжелые кассеты обычно стараются делать передвижными
или поворотными и двухпозиционными с тем, чтобы избежать их
съема, а ограничиться только перемещением или поворотом, при
котором отлитое изделие выводится за пределы плоскости замыка-
ния формы. В таких кассетах свертывание или съем изделия
с одной позиции происходит во время заливки другой.
Съемные кассеты имеют преимущество перед передвижными,
заключающееся в том, что в первых охлаждение изделия происхо-
дит не полностью, а частично. На съемных кассетах окончательное
охлаждение и свертывание или снятие изделий происходит вне
машины, что дает возможность соответственно сократить продол-
жительность цикла. При этом время снятия изделия (или изделий)
с кассеты не должно превышать продолжительности укороченного
цикла. Если это условие трудно выполнимо из-за большого числа
гнезд или малой продолжительности цикла, то удаление изделий
из кассет необходимо механизировать. Это достигается примене-
нием различного рода свертывающих машин и приспособлений
как с ручным, так и с механизированным приводом. Число кассет
в комплекте выбирается в зависимости от времени, необходимого
для полного охлаждения изделий на кассете вне формы, до их
съема. Если изделия толстостенные и времени для их охлаждения
требуется много, то кассеты вместе с изделиями устанавливаются
на специальные охлаждающие устройства (см. рис. 57, н). Таким
образом, так как время окончательного охлаждения изделий на
кассете в не формы и время снятия изделий с нее из общей дли-
тельности цикла исключено,, то несмотря на применение ряда
ручных приемов их производительность, если она не превышает
пластикационной производительности данной машины, может быть
достаточно высокой. При наличии затвердевающих и неотрывных
литников последние извлекаются кассетой вместе с изделиями и
242
должны отделяться от изделия до свертыбания, что увеличивает
трудоемкость ручных работ. Лучше всего, когда литье произво-
дится безлитниковым способом, незатвердевающей литниковой
системой или, по крайней мере, отрывными литниками. Разборные
кассеты употребляются главным образом для литья изделий со
сложной тонкостенной и многочисленной арматурой, которую
трудно, а иногда и невозможно устанавливать или ориентировать
в плоскости разъема стационарных форм. Иногда ее нужно закреп-
лять. Разборные кассеты обязательно бывают съемными и соби-
раются на специальных подставках. Их части при сборке взаимно
центрируются либо закладываемой арматурой, либо дополнитель-
ными направляющими колонками, а собранные кассеты чаще всего
центрируются на основных направляющих колонках формы.
Соображения по выбору их те же, что при простых кассетах.
Преимуществом применения разборных кассет является возмож-
ность быстрого внедрения литья сложнейших изделий с арматурой,
которые на стационарных формах вообще невозможно изготовить.
Разборные кассеты широко применяют в опытном и эксперимен-
тальном производстве.
Конструкции кассет, перемещающихся в неподвижных направ-
ляющих, просты и не требуют пояснений. Примеры конструкций
кассет, перемещающихся на подвижных направляющих, приво-
дятся на рис. 79, а, б, которые будут рассмотрены несколько ниже.
Кассеты могут устанавливаться на подвижной и неподвижной
полуформах в зависимости от гнездности формы, места впуска
расплава в оформляющую полость и конструкции литниковой
системы. При затвердевающей литниковой системе и многогнездных
формах направляющие вместе с кассетами чаще располагаются на
подвижной полуформе. При незатвердевающей литниковой системе
в многогнездных формах и одногнездных кассетных формах
направляющие и кассеты предпочтительно располагать на непод-
вижной стороне. Расположение кассет на подвижной и на непод-
вижной стороне одновременно дает возможность при малых потреб-
ностях и срочных заказах, опытных и экспериментальных работах
вместо изготовления целых форм ограничиться сменными комплек-
тами двусторонних кассет или гнезд, что значительно уменьшает
трудоемкость и ускоряет возможности подготовки производства
и испытания опытных образцов. Вертикально располагаются толь-
ко легкие кассеты. С целью облегчения труда при установке и
снятии более тяжелых кассет направляющие располагают гори-
зонтально. Для этого необходимо, чтобы предохранительные огра-
ждения машины были расположены сбоку. В кассетных формах
для машин с закрытыми станинами или с откидывающимися на
шарнирах предохранительными щитками направляющие для кас-
сет располагают под углом 60°.
На рис. 79, а рассматривается конструкция кассетной формы
для литья глубокого стакана 1 с резьбой, расположенной на
наружном диаметре. В этом случае свертывание на пуансоне,
243
Рис. 79. Кассетные формы
вследствие необходимости преодоления больших усилий трения
между пуансоном 6 и изделием, было бы затруднительно и выз-
вало бы разрушение полимерных витков резьбы. Для облегчения
свертывания в форме предусмотрено перемещение направляющих
3 в плите 2 для кассеты 10 на тягах 7, закрепленных в соедини-
тельных планках. Для удобства направляющие выполнены в виде
трехсторонней рамки. После размыкания формы направляющие
вместе с кассетой сначала сталкивают изделие с пуансона, и затем
кассета при длине сталкивания, превышающей длину оформляю-
щей и запирающей б частей пуансона, может быть извлечена из
направляющих. Обычно в таких случаях высота формы значи-
тельно увеличивается, поэтому здесь приходится встраивать
камеру системы удаления в отверстие подвижной плиты машины
(см. рис. 62, б, в).
Свободная усадка изделия после удаления пуансона позволяет
его легко вывинтить из резьбового кольца 9 (рис. 79, а), удержи-
ваемого в кассете 10 крышкой кассеты 8. Коническое запирающее
отверстие б обеспечивает плотное сопряжение кольца с пуансоном,
предотвращает затекание массы и возможность ударов и порчи
острой кромки на торце уплотняющего диаметра пуансона при
замыкании полуформ. Следует обратить внимание на необходи-
мость зазора а между рамкой 3, матрицей и обоймой 4 для предот-
вращения подтекания. Кассеты в направляющих должны быть
зафиксированы подпружиненным фиксатором при упоре в ограни-
читель. Как видно из рисунка, расположение направляющих и
кассеты на подвижной полуформе обусловлено расположением
места впускного канала и размерами изделия.
На рис. 79, б, представлены формы для литья двух вариантов
изделий из ПНП с поднутрениями б на внутренней поверхности
в многогнездной форме. В первом варианте изделие на торце имеет
244
СйВбзйое отйерстйё й длиной в2, оформляемое перемещающимся
знаком 8. Благодаря этому отверстию знак 8 при замыкании формы
возвращается в исходное положение пуансоном 5. Во втором
варианте отверстие не сквозное, и для возвращения знака 9
в исходное положение в форме предусмотрена пружина 10. При
размыкании формы изделие увлекается пуансоном 5 и кассетой 7,
удерживаемой направляющей трехсторонней рамкой 6 и извле-
кается из матрицы 11 на величину I < llt увлекая за собой знак 8.
Для знака 9 I < (/2 — dti), где п — число витков пружины, d —
диаметр витка пружины 10. После извлечения головки изделия из
матрицы на длину >/ бортики б знаков 8 и 9 препятствуют их
дальнейшему перемещению, что дает возможность изделию дефор-
мироваться за счет эластичных свойств материала для извлечения
выступов знаков 8 и 9. Одновременно с извлечением головки
изделия из матрицы из литникового канала извлекается литнико-
вая система, удерживаемая поднутренным отверстием глубиной
h, расположенным в кассете 7. При дальнейшем размыкании под-
вижной полуформы направляющая рамка 6 перемещается тягами
13, что вызывает извлечение пуансона 5 из изделия. Длина пере-
мещения рамки и кассеты должна быть более > в, что позволяет
извлечь кассету с изделием из направляющей рамки 6 без повреж-
дения пуансона 5. Для извлечения изделий кассета устанавлива-
ется на плиту с колонками вне формы, где толкатель 14, удержи-
ваемый пробкой 12, выталкивает литники из поднутренного отвер-
стия, а штыри приспособления выталкивают изделия из кассеты.
Если выталкивание литников произойдет раньше выталкивания
изделий, то одновременно произойдет отрыв литников от изделий.
Благодаря простоте изготовления и малой трудоемкости
кассетные формы несмотря на необходимость применения ручного
труда, плохие условия охлаждения и невозможность при этом
одновременного обслуживания одним работником нескольких
машин, прочно удерживаются на вооружении при литье изделий
малыми сериями на опытном и экспериментальном производстве.
Глава IX
ВЫБОР ОПТИМАЛЬНОЙ конструкции
ЛИТЬЕВОЙ ФОРМЫ
Ранее дано подробное технико-экономическое описание отдельных
систем, являющихся составными частями литьевой формы, и
наряду с рассмотрением конструктивных разновидностей систем
приводились соображения, которые следует учитывать при их
выборе [4]. Выбор оптимальной конструкции литьевой формы
в целом заключается в определении необходимого оборудования,
оптимальной гнездности, структуре и компоновке из наивыгодней-
ших вариантов систем, способных при безусловной надежности
работы самой формы удовлетворить технические и производ-
ственно-экономические требования для данного изделия.
§ 33. ФАКТОРЫ, ВЛИЯЮЩИЕ НА ВЫБОР
ОПТИМАЛЬНОЙ КОНСТРУКЦИИ ФОРМЫ
Технические требования к изделию заключаются в обеспечении
его геометрической формы, шероховатости поверхности и точности
размеров, сохранении свойств запроектированного исходного
материала в готовом изделии с допустимыми остаточными и
ориентационными напряжениями и достижении требуемой ста-
бильности этих параметров. Наиболее важными из производствен-
но-экономических требований к процессу изготовления изделия
являются его небольшая себестоимость, наивысшая производи-
тельность, безотказная работа формы, минимальная занятость
рабочих. Выбор отдельных систем и всей конструкции литьевой
формы зависит от ряда факторов. Эта зависимость представлена
в табл. 16. Цифры 1, 2, 3, 4 указывают на степень влияния того
или иного фактора на выбор системы: 1 — сильно; 2 — средне,
3 — слабо и 4 — не влияет. Числитель относится к частично
кристаллическим материалам, а знаменатель — к аморфным.
Звездочка у цифр относит степень влияния к форме с затвердеваю-
щей литниковой системой. Хотя табл. 16 носит приближенный
характер, она указывает на обилие факторов, влияющих на выбор
наивыгоднейшей конструкции отдельной системы и компоновки
246
Таблица 16
Факторы, влияющие на конструкцию формы и ее системы
Изделие Процесс
л R « я Я я я
S О л X л Я я ф к Я л Л як« с.я5 Си Л Я л Я я я л я о
Системы литьевой ф ф я я и 03 я 03 К д S О Я и к с л я Я 3 я 03 Д О я с я а Я аз Л Я s 5 Я л я 2 я 5 я я н я si Я Р ф л Л я я >» н Й си о \о
-формы и особенности Я о Си д ф я я о л л о CU Е- О S 5 я о
ее конструкции 3 «а ф S л Я 3 § д g я Я Я Ф я Я О Л Я s к я л
^охранение фор8 ость л л Си ф £ я 5 Я о Ф д э* л Ф Я Д д н \о Я S 5 S Л S S S’ R О ,лина течения р бьем изделия о R С Я Я sf я ф о Си Ф Я я л я О) я 2 Ч Q оз Я я Я Д< л 2 я ровеиь остаточ] ровень ориеита а пряжений л р. н о я я ф 2 Л I4 Я о О 2 я о ф \о я Д я ф я 5 Я л я о CU емп (ритм) щиимальиая за □временном обе УГОДНОГО колич рок ПОДГОТОВКИ ?ва Ь л Я о о S я о я о си Sc л Я с 8ё я л £ Я § с £ о я ремя пребывай] цилиндре л я о Си с Си ф S л Си л д о о я э> я h s 5 X tt ф « о я S о S я я я д л
и д О о н ч. О к е s я и. я и с н < я я О о о О S СО я X Н д н
Литниковая система 1/3 1/2 1/2 1/2 1/3 1/2 1/2 1/2 1/2 1/2 1 1 2 1 2 3 2 2 2 1 1
Охлаждающая система 1/3 1/3 1/2 1/1 1/2 1/2 1/2 1/3 1/2 2/3 1 1 2 3 3 3 3 2 2 2 2
Система удаления 1/2 2/3 2/3 2 2/3 1/2 2/3 2/3 4 4 2 2 3 2 3 3 3 3 2 2 2
Система оформляющих 1 1 1/2 2/3 1/2 2/3 1/2 2/3 1/3 2/3 3 2 4 3 2 1 1 2 1 2 3
деталей Степень автоматиза- ции и механизации формы Гнездность и располо- 3/4 2/3 2/3 2/3 2/3 2/3 2/3 2/3 4 4 1 1 1 1 1 1 1 1 1 1 2
2/3 2/3 * 1/2 2/3 1/2 1/2 2/3* 2/3* 2/4 2/3* 1* 1 1 1 1 1 2 1 1 2 1
жеиие гиезд Места и число впуск- 1/3 1/2 1/2 1/2 1/2 1/3 1/2 1/2 1/3 2/1 3 2 3 2* 2 3 3 2 3 2 2
ных каналов
Рис. 80. Крышка с рукояткой электро»
рубанка из поликарбоната
всех систем, что усложняется
еще и взаимным влиянием фак-
торов. Поэтому этот выбор пока
должен производиться опытны-
ми специалистами, хорошо зна-
комыми с процессом переработ-
ки термопластов, металлообра-
боткой и др.
Технологические требования
к конструкции литьевых изде-
лий. Технологические требования к литьевым материалам должны
учитываться при создании новых изделий из термопластов. Помимо
прочности и надежности в эксплуатации они должны обладать
хорошей текучестью, однородными и изотропными свойствами,
термостойкостью. В зависимости от назначения изделия они
должны удовлетворять условиям окрашиваемости, металлизации
и др. декоративными свойствами, необходимой эластичностью или
упругостью, прозрачностью, или, наоборот, отражательной спо-
собностью, склеиваемостью или свариваемостью и др.
Технологические требования к конфигурации и точности изде-
лия. В соответствии с функциональными задачами, путем компо-
новки и сочетания ряда геометрических элементов, намечаются
пространственные формы будущего изделия. Наиболее важными
технологическими требованиями к геометрии изделия являются
[8]: 1) расположение плоскости разъема не должно препятствовать
свободному удалению изделия из формы; 2) поднутрений на внеш-
ней, внутренней и боковых поверхностях следует избегать; 3) для
предотвращения утяжин опережающих потоков следует избегать
местных утолщений и разностенности; 4) жесткость и прочность
изделия не всегда должна достигаться утолщением стенок, так
как применение ребер, гофрированной поверхности, отбортовок и
др. дает лучшие результаты и предотвращает Многие дефекты
(рис. 80); 5) следует учитывать опасность образования спаев как
в изделиях с отверстиями, местными утолщениями, так и на
совершенно гладких изделиях (допустимость спаев следует огова-
ривать в чертежах изделий), необходимо предусматривать кон-
структивные меры для предотвращения спаев; 6) следует исполь-
зовать богатые возможности термопластических материалов при
создании целиковых конструкций, заодно с шарнирами, замками,
ножками, заодно с крышками, перегородками (см. рис. .49, е), чего
нельзя получить, применяя традиционные материалы; 7) примене-
ние арматуры не должно вызывать высоких напряжений в мате-
риале; 8) точность размеров изделия должна предусматриваться
в соответствии с особенностями материала, геометрией изделия и
предполагаемыми конструкциями литниковой и охлаждающей
систем формы, мощностью оборудования по созданию необходимого
248
давления литья и усилия замыкания. Технологичность конструк-
ции изделия должна быть согласована.
Выбор оборудования. Для определения возможности получе-
ния данного изделия на литьевой машине необходимо произвести
предварительные расчеты. В зависимости от конструкции изделия
выбирают плоскость разъема будущей формы, расположение впуск-
ного (впускных) канала, ориентация оси изделия относительно
направления его извлечения из матрицы и сталкивания с пуансона
и положение поверхности замыкания формы. В соответствии
с этим вычисляют проекцию площади отливки на поверхность
замыкания машины Fo и предварительные размеры формы. Послед-
ние дают возможность ее размещения на машине (гл. II). Уста-
навливают соответствие ориентировочного объема отливки изделия
с литниками Vo номинальному объему впрыска машины Va [42,
27].
В соответствии с Fo и /?шах (§ 12) выясняется возможность
предотвращения размыкания формы. Для определения степени
экономичного использования пластикационной мощности машины
определяется соответствие времени охлаждения изделия в форме
без давления тт, времени пластикации дозы расплава, соответ-
ствующей Уо.
При установлении соответствия Vo и Ун необходимо учитывать
следующие особенности: а) время пребывания расплава в цилиндре
зависит от интервала температур литья и начала разложения,
б) увеличение времени пребывания расплава в цилиндре ведет
к увеличению его температуры; в) расчетное время пребывания
расплава в цилиндре трп и расчетная продолжительность цикла
трц связаны соотношением трпт^ — УцУ?1 *, где — объем кана-
лов цилиндра. Для ряда отечественных машин ориентировочная
величина трц приводится ниже1.
VH-10-3, м3............... 32 63 125 250
трц, с..................... 25> 32,7 34,5 37,2 49
Данные VH и Уц приводятся в паспортах машин. Из приведен-
ного соотношения видно, что при VQ Уи трп минимально.
С уменьшением Уо величина трп возрастает, что угрожает качеству
изделия. Тем не менее на данной машине можно отливать изделие
меньшего объема при условии соответственного сокращения факти-
ческого тц по сравнению с табличным трц, что может быть достиг-
нуто при малой толщине изделия. Соответствие Vo и Va считается
удовлетворительным при Уа = У0Д, м3. Для re-гнездных форм
УоП"1 = VPi, тогда Va = V01rt/C, где /( — коэффициент, учиты-
вающий сжимаемость материала и его утечку по поршню или
червяку, принимается для поршневых машин 1,2—1,3; для червяч-
ных 1,15—1,20.
1 Следует отметить, что фактическое трц может отличаться от табличного,
особенно для толстостенных изделий. (Прим, ред.)
249
Рис. 81. Искусственное уменьшение
площади литья
При выборе необходимого обо-
рудования Fo может находиться
на пределе и вызвать размыкание
формы. Это предотвращается при
рз > Рп = АпахЛ» Н. (71)
Здесь Р3 — усилие замыкания ма-
шины, Рл — усилие в полости.
Одним из способов уменьше-
ния Fo (рис. 81) является поворот
изделий и двух поверхностей А
разъема пуансона 1 и матрицы на угол а, для п=1, 2, .... Здесь
проекция площади отливки Fo = (Faii + F„c) cos а, м2, где Fa —
= LB; L и В — длина и ширина изделия, м; п — число гнезд.
Этим приемом пользуются, когда нецелесообразно проектировать
форму на увеличенный типоразмер машины или когда его нет в
наличии. При несоблюдении условий (71) размыкание формы при-
водит к облою по поверхности разъема и к его обработке, к
увеличению толщины, массы и к уменьшению точности изделия.
При проектировании форм с малой площадью замыкания F3
или при литье изделий больших размеров на формах, где F3
ограничена, возможно смятие последней под воздействием Р3.
Тогда необходима проверка предотвращения смятия F3 по формуле
[<т]см = Р3Р~1> Па, где 1<т 1СМ = 7-Ю7 Па для сырых плит; для
термообработанных (12 4-15)10’ Па.
Отношение тохл б/д /тпл, в течение которого происходит пласти-
кация дозы расплава, соответствующей Vo, определяется формулой
Тпл = тохл б/д + т3 + тр (0,7 ч- 0,8) тт, с* (72)
где тт — см. (23); т3 и тр — времена смыкания и размыкания;
тПл == Vop (QKJ-1, с, (73)
р — плотность материала, кг/м3; Q — производительность пласти-
кации литьевой машины, кг/с.
В табл. 17 приведены практические значения поправочных
коэффициентов для поршневых и К2 для червячных машин,
учитывающих изменение производительности пластикации при
переработке различных материалов.
На производстве возможны случаи, когда тпл > 0,8тт. Охлаж-
дение изделия уже закончилось, а пластикация дозы еще продол-
жается, что ведет к увеличению тц и к переохлаждению изделия.
Когда тпЛ <Z 0,8тт и пластикация дозы заканчивается раньше, чем
изделие успело охладиться, расплав задерживается в цилиндре
лишнее время, что особенно опасно для материалов с узким интер-
валом температур переработки.
1 Для части конструкций машин пластикация шнеком во время размыкания,
выстоя и смыкания невозможна. В этом случае формула (72) принимает следую-
щий вид: тпл = (0,85—0,9) tqxji б/д. {Прим, ред.)
250
Таблица 17
Материал Ki Материал Ki
Полистирол блочный 1,0 1,0 Поликарбонат 0,7 0,75
ПВХ нестабилизирован- 1,0 1,1 Полиэтилен ВП 0,65 0,72
ный Полиформальдегид Полиамиды 0,75 0,7 0,85 0,8 Полиэтилен НП 0,55 0,65
Таким образом, выбор литьевой машины для литья данного
изделия в одногнездную форму может считаться оптимальным,
если во всех 4 случаях имеется удовлетворительное соответствие.
В противном случае следует подобрать другую машину или
предложить изменение какого-нибудь параметра изделия (тол-
щину, высоту и др.) или изменение гнездности формы.
§ 34. ФАКТОРЫ, ВЛИЯЮЩИЕ НА ВЫБОР
ОБОРУДОВАНИЯ И ГНЕЗДНОСТИ ФОРМЫ1
Выше (§ 33) установление соответствия параметров оборудования
и отливки рассматривалось безотносительно к гнездности формы.
Однако следует различать максимальное использование опреде-
ленной машины от установления оптимальной гнездности формы.
Представляется необходимым, чтобы определение , оптимальной
гнездности предшествовало выбору типоразмера машины и уста-
новлению степени автоматизации формы. Эти вопросы, являю-
щиеся предметом разногласий между проектирующими и производ-
ственными организациями, не могут определяться произвольно,
а должны рассматриваться в соответствии с качеством и заданной
точностью изделия и формы, с характером и заданным темпом
производства, в зависимости от плановой себестоимости изделия,
в том числе от стоимости и продолжительности изготовления,
эксплуатации и ремонта оснастки и др.
Зависимость точности от гнездности формы. Значительное
влияние на точность оказывает одновременное окончание заполне-
1 Здесь приводятся преимущественно только такие факторы, которые обос-
новывают экономическую целесообразность проектирования одной многогнезд-
ной формы для обеспечения всей программы производства.
Реально существует целый ряд факторов, ограничивающих гнездность или
определяющих предпочтительность одногнездной конструкции. Так, например,
несомненно, что выполнение программы на нескольких малогнездных формах
(вместо одной многогнездной) обеспечивает большую надежность производства;
вопросы полной автоматизации вспомогательных операций транспортировки,
упорядоченной укладки или штабелирования упаковки изделий решаются кон-
структивно намного проще в случае одногнездных форм и др. Однако эти весьма
существенные факторы не нашли пока должного систематизированного отражения
в литературе.
251
ния и идентичность условий уплотнения и охлаждения каждого
изделия по всей площади и всех гнезд формы, что при незатверде-
вающей литниковой системе (группа Б) и тщательной доводке
формы перед запуском ее в производство может быть легко выпол-
нено.
При затвердевающей системе эти требования достигаются
применением системы каналов равного сопротивления и баланси-
ровки, что рассмотрено ранее (§ 6—8). Неизбежные потери давления
особенно проявляются в многогнездных формах, что не позволяет
обеспечить высокую плотность, необходимую для уменьшения
усадки и ее разброса. Поэтому для прецизионных изделий приме-
нение группы А не рекомендуется. Для изделий, отливаемых по
3 и За классу точности массой до 5 г для форм группы А число
гнезд принимают 4—6. В случае литья изделий обычной точности
(4—5-го классов) максимальное число гнезд для изделий из ча-
стично-кристаллических материалов рекомендуется в пределах
16—20. Для изделий массой до 12—16 г 8—12 гнезд, а массой
50—100 г п = 4—8. Для изделий из аморфных материалов соот-
ветственно рекомендуется п = 24—48, 16—32 и 6—10. При даль-
нейшем увеличении массы многогнездные формы применяются
редко. В случае литья изделий 7—9-го класса точности максималь-
ное п увеличивается против указанных для 4—5-го классов точ-
ности до 50%.
Само собой разумеется, что число гнезд в форме должно уста-
навливаться с учетом всех факторов, которые были рассмотрены
ранее, и соображений, приводящихся в § 34.
Зависимость производительности от гнездности форм. Опре-
деление гнездности п для многогнездных форм производится по
формулам [32]:
п = Ун(Уо1А)Л (74)
п = ^з (FО1Ршах) (75)
п = 0,8ттт7л1, (76)
где тпл п тпЛ1п, Fo Poi/L’ Vo V01/i.
Если значения п, определенные по формулам (74), (75), (76),
отличаются не более чем на единицу, машина выбрана правильно.
При этом п формы должно соответствовать минимальному. Из
формулы (23) видно, что тт, являющееся основной составной
частью тцп, зависит только от толщины изделия при одном и том же
материале и режиме литья и не зависит от ц, откуда можно сделать
вывод, что увеличение п. в форме ведет к сокращению доли цикла,
приходящегося на одно изделие.
Если поставить задачу достичь только максимальной произво-
дительности, то можно прийти к необходимости проектирования
полностью автоматизированных и многогнездных форм с незатвер-
девающей литниковой системой. Однако при малой потребности
252
в изделиях это приводи!1 к йх удорожанию. Такие формы будут
очень дорогими и они не смогут быть полностью использованы.
После определения плоскости разъема, места и числа впускных
каналов определяется оптимальное число гнезд, на основании кото-
рого производится соответствующий выбор типоразмера и числа
машин для обеспечения заданного темпа.
Определяющим в выборе гнездности формы для обеспечения
максимальной производительности является доля продолжитель-
ности цикла, приходящаяся на одно гнездо тцо1 = тцпп-1, где
тцп — общая продолжительность цикла в многогнездной форме.
Анализ продолжительности элементов цикла литья позволяет
определить их зависимость от п. Совершенно очевидно, что т3
и тр не зависит от п, тт также не зависит от п. Общая продолжи-
тельность впрыска во все гнезда, хотя и зависит от п, но ввиду ее
собственной незначительности, составляющей для средних машин
1,5—2 с, влиянием доли времени впрыска, приходящейся на одно
гнездо TprjpZi'1, как величиной крайне малой можно пренебречь.
Такой же крайне малой величиной в формах для безлитникового
литья является доля твпд, приходящаяся на одно гнездо твпдп-1.
В то же время тпл„ прямо пропорциональна числу гнезд и равна
тпЛП = тпл1п, с; см. формулу (72).
Таким образом, если время цикла в одногнездной форме
Тщ = (Т’Ц! "'’пл 1) ~Г тпл 1> с>
где величина (тц1 — тпл1) независима от п, второе слагаемое
тпл1 — зависит от п. Тогда общая продолжительность цикла
в многогнездной форме равна
*цп = (Тщ - Т,л х) + тпл хп, с, (78)
а доля цикла, приходящаяся на одно гнездо,
Тцох = = 1(*ц1 - Тпл 1) + Т'пл 1«1 П1, С. (79)
Из формулы (79) видно, что по мере увеличения п первое слагаемое
становится крайне малым, а значение тцпм“х тпл1, с.
Отсюда следует, что с увеличением п форму выгодно проекти-
ровать на машины с большой пластикационной производитель-
ностью. Этим объясняется новое направление в проектировании
современных литьевых машин, в которых при том же Р3 пластика-
ционная производительность увеличилась более чем вдвое.
Условная экономия времени при переходе с одногнездной
формы на многогнездную может быть выражена формулой
Тэ = Тщ Т'цо! = (Тц1 Т'пл 1) (Р 1) /I \ С. (86)
В качестве примера можно взять баночку для упаковки диа-
фильмов.'В одногнездной форме тцХ = 6 с, а тпЛ х = 2,5 с. При
переходе на стогнездную форму (проект) экономия времени при-
ходящегося на одно изделие (80) составит тэ = (6 —25)(100 —
253
— i)iOO * — 3,5 с. или в % составит тэ = тэтц 4-100 = 3,5-6'* х
х 100 = 58,3%.
Условность экономии заключается в разности стоимости и
обслуживания машины с VH = 500 см3 и машины с Va = 10 см3,
одногнездной и многогнездной формы и т. д. Эти соображения
должны учитываться, однако для изделий крупносерийного и
массового производства удельные расходы на одно изделие ни-
чтожны.
Особенно большие преимущества конструкций многогнездных
форм по сравнению с конструкциями одногнездных форм приоб-
рели после широкого внедрения в производство системы Литнико-
вых каналов для незатвердевающих литников, где все потери
давления, температуры и скорости впрыска доведены до минимума.
Влияние литниковых систем на производительность много-
гнездных форм* Выше была рассмотрена зависимость производи-
тельности от гнездности форм при незатвердевающей литниковой
системе, где ее наличие улучшает эффективное использование
пластикационной производительности машины. Ниже рассматри-
вается производительность многогнездных форм с затвердевающей
литниковой системой. Если Vo заменить на Е01-п для затверде-
вающей системы, где
Е01 = 1/0п-1 = Уи + 1/лсп'1, м3, (81)
то для времени пластикации дозы, приходящегося на одно изделие
в многогнездной форме с затвердевающей литниковой системой,
имеет место выражение
тпл1 = *Пл пП1 = р (Еи + Улсп'*) (QKiK* = (ти + тл<Д~*) (QT^)’1, с.
(82)
Для предварительного определения массы затвердевающей
литниковой системы тлс ниже приводится проверенное в произ-
водственных условиях отношение массы литниковой системы
к массе отливки
/Сд = /илс (иши -|- /илс) * (83)
в зависимости от массы изделий при гнездности, рационально
использующей производительность машины.
Масса одного изделия тв, г До 0,5 0,5—1 1—5 5—20 Св. 20
Коэффициент Д3 ......... 0,6—1 0,4—0,6 0,2— 0,4 0,1—0,2 0,05—0,1
Относительная масса литниковой системы тлс/п уменьшается
с увеличением п и тц01—>тпл1.
Если материал литников может быть использован в определен-
ном отношении для литья тех же изделий, то применение много-
гнездных форм даже при затвердевающей литниковой системе
экономически выгодно. В большей степени это заключение справед-
ливо для литниковой системы, отделяемой в форме (отрывные и
туннельные литники), в меньшей степени — для литников, отде-
ляемых вне формы. Для системы незатвердевающих литников
254
Таблица 18
п Группа сложности
I 11 Ш
LIll Llln ! aIIn-1Ce LIIln \ <xIn„.10«
1 1 1 1 0,5 1 0,25
2 1.3 1,98 1,5 0,96 1,8 0,47
4 1,5 3,92 2 1,85 2,8 0,9
6 1,7 5,82 2,4 2,65 3,4 1,3
8 2 7,68 2,7 3,35 4 1,65
10 2,2 9,5 3 4 4,6 2,0
12 2,4 11,4 3,2 4,6 5 2,35
16 2,6 15 3,4 6 5,4 3,05
20 2,9 18,6 3,7 7,4 6,0 3,7
24 3,2 22 4,0 8,6 7,0 4,3
экономичность применения многогнездных форм не вызывает
сомнения, и она тем больше, чем больше гнезд в форме.
Зависимость удельной стоимости форм от их гнездности.
Одной из отрицательных сторон применения многогнездных форм
считается их высокая стоимость. Однако это представление не
подтверждается при сопоставлении с фактическими данными.
Сравнительные данные удельной стоимости С, руб. приходя-
щейся на одно изделие, из числа ап 10е отлитых на форме до ее
полной амортизации (стойкости), говорят о значительной экономи-
ческой эффективности применения многогнездных форм. В табл. 18
приводятся коэффициенты JIi„, Лп„ и Л1П„ , характеризующие
отношение стоимости многогнездных форм к стоимости одногнезд-
ных форм, и величины ап*-10е в зависимости от п для трех групп
сложности изготовления форм. Группа I объединяет простые фор-
мы, гнезда которых могут обрабатываться на токарных станках,
выдавливаться на прессах для холодного выдавливания или
обрабатываться электрофизическими методами, а также формы
с незатвердевающей литниковой системой с открытыми соплами.
Группа II объединяет формы, гнезда которых фрезеруются по
шаблонам, фасонными фрезами или по копиру и требуют ручной
доводки до и после термообработки, а также формы с незатверде-
вающей литниковой системой и самозапирающимися соплам.
Группа III объединяет разъемные формы, гнезда которых требуют
ручной доводки и полуматрицы которых перемещаются в направ-
лениях, отличных от направления замыкания формы, и формы для
прецизионного литья.
Удельная стоимость формы Сп, приходящаяся на одно изделие
из общего числа ап* 10е, отлитых на данной форме, определяется
из выражения
Сп = АЛп*(ап*- 10е)-1, руб., (84)
где А — стоимость одногнездной формы, руб,
* Лр, ап — принимается одно ид трех значений,
255
Из табл. 18 и формулы (84) видно, что по мере увеличения п
при условии полного использования формы до ее полной аморти-
зации в течение 2—3 лет независимо от группы сложности удель-
ная стоимость изготовления формы Сп падает, что является одним
из факторов снижения себестоимости изделия. При составлении
табл. 18 предполагалось, что сравниваемые формы изготовляются
из одинаковых материалов и по одному технологическому процессу.
Однако ясно, что серийное изготовление деталей для многогнезд-
ных форм может быть снабжено необходимой оснасткой и их
стоимость будет ниже.
Нетрудно заметить [табл. 18 и формула (84)1, что любое
Cn=i > Сп=п в каждой из трех групп сложности. Так как Cn=i =
= A (a«=i • 106)-1, то отношение удельных стоимостей Cn=i :
: Сп^п = у -=(an=n-Jln=;i)/(a„=i-JIn=n), например, для «=10, уг=
= 4,3; уц — 2,67; ущ =1,7.
Влияние оснащенности инструментального производства на
трудоемкость изготовления и эксплуатации многогнездных форм.
Трудоемкость формы в значительной мере зависит от степени
оснащенности инструментального производства. В данной работе
не имелось в виду специальное рассмотрение современных методов
изготовления литьевых форм х, хотя они имеют непосредственное
отношение к конструированию совершенных литьевых форм.
Возможности изготовления формы или отдельной детали иногда
ставят конструктора в затруднительное положение: применять или
не применять новейшие элементы какой-либо конструкции из-за
отсутствия на данном предприятии отдельного современного станка
или агрегата. Вопрос должен решаться в пользу применения пере-
довой конструкции, а изготовление формы или ее детали —
с помощью предварительно согласованной кооперации с другими
предприятиями отрасли или района. При проектировании инстру-
ментальных цехов для предприятий, перерабатывающих термо-
пластические материалы литьем под давлением, последние должны
быть оснащены кроме универсального еще и комплектом оборудо-
вания для специфичных в производстве литьевых форм операций.
Среди них наиболее необходимо координатно-расточное, коорди-
натно-шлифовальное, копировально-фрезерное, резьбо-фрезерное,
резьбошлифовальное, зуборезное и зубошлифовальное, шлице-
фрезерное и шлицешлифовальное, оборудование для профильной
шлифовки и электрофизических методов обработки, новейшие
прессы для холодного выдавливания, участок для хромирования
и электроосаждения никель-кобальтовых и других сплавов и
чистого никеля, термическое отделение. Также необходимо меха:
низированное оборудование для полировальных работ, суперфини-
ширование, хонинговальное доводочное и др.
1 Сведения по новым процессам изготовления формующего инструмента,
к сожалению, еще не нашли отражения в монографической литературе. (Прим,
ред.)
256
При учете экономических выгод применения многогнездных
форм оснащенность инструментального производства не должна
сдерживать их внедрение; наоборот, она должна создать предпо-
сылки для дальнейшего снижения стоимости изготовления много-
гнездных форм. То же касается контроля их качества.
Не составит особого труда доказать, что затраты на доводку,
наладку, эксплуатацию и ремонт многогнездных форм, приходя-
щиеся на одно из а„-106 изделий (84), ниже, чем те же затраты на
одногнездных формах.
Влияние гнездности формы на продолжительность подготовки
производства. Продолжительность подготовки производства на
многогнездных формах по сравнению с подготовкой производства
на одногнездных формах, естественно, должна быть более длитель-
ной. Но не прямопропорционально увеличению п в форме, а при-
мерно пропорционально коэффициенту Л (табл. 18).
Влияние гнездности на выбор типоразмеров оборудования.
Суммарная стоимость маломощных машин, предназначенных для
работы с одногнездными формами, превышает согласно данным
зарубежных фирм и отечественной промышленности в 4—5 раз
соответствующую стоимость литьевых машин, на которых могут
эксплуатироваться многогнездные формы с тем же общим числом
гнезд. Площадь, занимаемая большим числом мелких машин,
также намного больше площади, занимаемой небольшим числом
крупных литьевых машин с тем же числом гнезд в многогнездных
формах. По данным каталогов, 20 машин с суммарным объемом
VH = 500 см3 занимают площадь, равную 80 м2, в то время как
одна машина с VH = 500 см3 занимает только 8 м2. По минимальной
занятости один работающий может обслужить автоматическую
линию в 12—16 машин с одно- и малогнездными формами, а при
работе на 40—60-гнездных формах один работающий может обслу-
жить четыре машины. В том и другом случае безотказность работы
формы обязательна. При работе на формах с незатвердеваемой
литниковой системой количество гнезд и одновременно обслужи-
ваемых машин можно увеличить.
Зависимость гнездности формы от характера и темпа произ-
водства и плановой стоимости изготовления изделия. Производ-
ство характеризуется видом заказа. Разовые заказы выполняются
на съемных и разъемных преимущественно одногнездных формах;
мелкие серии изделий отливаются на малогнездных формах со
съемными деталями или кассетами, а крупные серии — преиму-
щественно на многогнездных формах. При определении рацио-
нальной гнездности следует учитывать, что темп производства
тт равен отношению тц01 к общему числу гнезд/г2. Так как/г =
= («1 — число форм), то подставляя в формулу (78)
^ = (^1 — ТплО + ^г-пГ^Тпл!, с (85)
и
ТцО1 = ТцпПшГ1 = (тц1 — тпл 1) ншГ1 + Тпл 1, с. (86)
267
Рйс." 82. Ёентнлятор автомашины нз
полиамидной смолы П-610
Из формул (85) и (86) сле-
дует, что тц01 -» тпЛ1 при мак-
симальном значении п2-п 1
которое достигается при =
= 1, т. е. п2 тоже максимально
и равно п. Последнее озна-
чает, что все одновременно
работающие гнезда должны
быть сосредоточены в одной
форме. При этом стоимость оборудования и оснастки, а следова-
тельно и изготовления изделия, будут минимальны. При массо-
вом производстве стойкость формы (форм) должна обеспечивать
выпуск планового числа изделий в течение 2—Злет (см. табл. 18).
Выбор места впуска, конструкции литниковой и охлаждающей
систем в зависимости от конструкции изделия. В табл. 16 указано
влияние расположения впускных каналов на все факторы, пере-
численные в таблице. Вопросы выбора места впуска рассматри-
ваются на протяжении изложения материала всей книги. Это
позволяет уяснить, в какой степени этот фактор влияет на каждую
из систем в отдельности. Здесь указываются места, где именно эти
вопросы рассматривались: §§ 2, 6, 8—12, 14, 17, 34; рис. 1—6, 7,
10, 16—27, 29, 31, 33, 38—46, 53, 54, 58, 59, 63, 69, 70, 82; табл. 1,
2-4, 12, 16.
Как один из примеров выбора места впуска и охлаждения
приводится конструкция вентилятора для автомашины из поли-
амида П-610, изображенная на рис. 82. Лопасти вентилятора испы-
тывают высокие напряжения на изгиб, в то же время ступица
работает на разрыв. Требуется строгая концентричность всех
элементов изделия, так как допускается малый дисбаланс, равный
1 г на максимальном диаметре, что при криволинейной поверх-
ности разъема, симметрично разделяющей все лопасти по толщине
в обеих полуформах, значительно усложнило ее изготовление.
Расположение впусков на ступице было произведено в,начале
каждой из пяти лопастей отдельно, чем обеспечивается ориентация
макромолекул вдоль продольной оси лопасти и создаются условия,
при которых материал в лопастях наилучшим образом сопротив-
ляется изгибу. В ступице вследствие размещения на ней пяти
впусков появится пять пар встречных потоков, что может создать
опасность разрыва, так как спаи являются наиболее слабым ме-
стом, и хотя значительная толщина стенок ступицы неприменение
частично-кристаллического материала компенсируют ослабление,
вызываемое спаями, в конструкции предусмотрена стальная
чашеобразная арматура, на которую возложено решение трех
задач. Во-первых, с помощью арматуры ступица связывается
воедино и будет отлично сопротивляться разрыву. Во-вторых,
258
Рис. 83. Форма, матрица которой
изготовлена электроискровым меи
тодом
решаются вопросы уста-
новки и крепления через
отверстия, расположенные
в ней, к валу двигателя.
Оформление отверстий в
основном материале выз-
вало бы появление спаев
на ступице и ее соответст-
вующее ослабление. Опе-
рация механической ба-
лансировки формы была
исключена доводкой.
Очень важно в зоне лопастей, испытывающих во время эксплуа-
тации высокие изгибающие напряжения, обеспечить идентичную
для всех лопастей аморфную структуру материала. Это было
достигнуто при радиальном расположении каналов системы охлаж-
дения формы. При недостаточном охлаждении в зоне лопастей
материал перегревался бы, что вызвало бы рост кристаллов и
хрупкость. Удачное расположение каналов создало равномерное
и интенсивное охлаждение, которое в изделиях из полиамида
фиксирует аморфное состояние и обеспечивает наилучшее сопро-
тивление изгибу. Подробнее о конструкции формы на это изделие
см в [8].
Выбор конструкции системы оформляющих деталей в зависи-
мости от конструкции изделия. Ниже на примере одного из слож-
ных случаев конструирования формы рассмотрены вопросы выбора
технологичной конструкции оформляющих деталей. На рис. 83
показана форма для изделия сложной конфигурации, представляю-
щего собой рассеченный пополам конус со сплошной плоской
стенкой по оси, на которой расположено перпендикулярное к ней
отверстие. На конической поверхности расположен спиральный
срез,. Матрица для этого изделия не может быть изготовлена ни
одним из обычных способов механической обработки, ни методом
холодного выдавливания. Изделие тонкостенно при малой массе и
относительно большой высоте, не размещающейся в нормальном
разъеме машины, у которой VH соответствует VH. Потребность
в изделиях соответствует мелкосерийному характеру производ-
ства.
Задачу размещения формы по высоте можно было бы решить
на машине большего типоразмера, тогда упростилось бы изготов-
ление матрицы из двух частей, заключенной в мощную обойму.
Но это было экономически не выгодно, а с точки зрения сохране-
ния качества материала такой выбор привел бы к его длительному
пребыванию в цилиндре машины. Переход на два гнезда при литье
через вершину двухсопловым краном нецелесообразен при малой
259
потребности в изделиях. Решение было найдено выбором литьевой
машины, у которой Ун = AV0 (§ 33), одновременно позволяющей
встройку матрицы и камеры для системы удаления в обе плиты
машины. В качестве литниковой системы был применен точечный
впуск в вершину с запорным краном (см. рис. 29, д'), что обеспе-
чивает одновременное окончание заполнения полости по всему
периметру. Изготовление матрицы было предусмотрено электро-
искровым методом, несмотря на отсутствие такого оборудования
на заводе-изготовителе формы. Операция была выполнена на дру-
гом предприятии по кооперации.
Центрирование полуформ возложено на обычные колонки и
втулки, а поперечная сила со стороны плоской стенки уравновеши-
вается непосредственным контактированием матрицы с пуансоном
в месте оформления спирального выреза на конической поверх-
ности. Таким образом, выбор конструкции данной формы произве-
ден с учетом технологичности изделия и формы.
§ 35. СТЕПЕНЬ АВТОМАТИЗАЦИИ
И МЕХАНИЗАЦИИ ЛИТЬЕВЫХ ФОРМ
Автоматизация перемещения деталей формы и их кинематическая
взаимосвязь с автоматическим перемещением частей машины
должны быть заложены в ее конструкцию, поскольку на нее возло-
жено надежное обеспечение работы на установившемся режиме.
Однако из табл. 18 видно, что с повышением сложности конструк-
ции формы ее стойкость снижается. Для механизированных форм
(§30, 31), относящихся к высшей группе сложности (не охватывае-
мой табл. 18, ввиду отсутствия данных), стойкость еще ниже.
Вместе с тем величины А, Лп и Сп для этой группы намного выше
стоимости форм III группы. Поэтому целесообразность применения
таких форм должна быть проверена на основе фактора экономиче-
ской эффективности и безусловной надежности.
Хотя распространено положение, что надежность работы таких
сложных форм тем выше, чем меньше предусмотрено в ней гнезд,
ряд конструкций форм (см. рис. 20, к; 67, в, г, д, е; 73, а, б, в)
применяется при большом числе гнезд и работает длительное время
надежно и весьма эффективно.
СПИСОК ЛИТЕРАТУРЫ
1. Бернхардт Э. Переработка термопластических материалов. М., Госхимиздат,
1962, 748 с.
2. Видгоф Н. Б. Точечное литье термопластов. Л., ЛДНТП, 1961. 48 с.
3. Видгоф Н. Б. Новые направления в конструировании форм для литья термо-
пластов. Киев, Инет, технической информации, 1962. 24 с.
4. Видгоф Н. Б. Влияние некоторых технологических факторов на конструкцию
и качество деталей машин из термопластов. Л., ЛДНТП, 1969. 28 с.
5. Видгоф Н. Б., Рипе С. М. Газоотводящие каналы в литьевых формах, нх рас-
чет и конструкция. — Пластмассы, 1961 § 9, с. 57.
6. Видгоф Н. Б. Литье под давлением крупногабаритных деталей из термопла-
стов. — В кн.: Общее машиностроение. М., ЦИНТИмаш, 1962, № 10,
с. 17.
7. Видгоф Н. Б. Автоматизация процесса литья термопластов под давлением. —
Механизация и автоматизация производства, 1964, № 5, с. 21.
8. Видгоф Н. Б. Влияние некоторых технологических факторов на конструкцию
и качество деталей машин из термопластов. —В кн.: Производство и перера-
ботка пластмасс, синтетических смол и стеклянных волокон. М., НИИТЭхим,
1966, № 10, с. 5.
9. Восторгов Б. Е., Калинчев Э. Л. Передача давления при заполнении литье-
вых форм термопластами.—Пластмассы, 1971, № 4, с. 25.
10. Восторгов Б. Е., Калинчев Э. Л. Расчет геометрических размеров литниковых
систем литьевых форм и потерь давления в них. М., НИИТЭхим, 1976, №6,
с. 72.
11. Гольдберг И. Е. Опыт конструирования литьевых прессформ, работающих
иа автоматическом режиме. — Пластмассы, 1974, № 1, с. 29.
12. Завгородний В. Кч Калинчев Э. Л., Марам Е. И. Литьевые машины для термо-
пластов и реактопластов, М., Машиностроение 1968. 374 с.
13. Завгородний В. К., Калинчев Э. Л., Махарински Е. Г. Оборудование пред-
приятий по переработке пластмасс. Л., Химия, 1972, 464 с.
14. Исмаилов Т. М., Святодухов Б. П., Сагалаев Г. В, Методика получения и рас-
чета дилатометрических кривых кристаллических полимеров. —Пластмассы,
1973, № 3, с. 77.
15. Калинчев Э. Л., Рипе С. М. Определение времени охлаждения изделия в форме
при литье пластмасс. — Химическое машиностроение, 1960, № 2, с. 22.
16. Калничев Э. Л., Марам Е. И. Передача давления при работе литьевой маши-
ны. — Пластмассы, 1967, № 10, с. 45.
17. Козарик В. В. Выбор оптимальной гнездности автоматических литьевых форм
для армированных .изделий из термопластов..— Механизация и автоматиза-
ция производства, 1972, № 10, с. 27.
18. Лапшин В. В. Основы переработки термопластов литьем под давлением.
М., Химия, 1974. 270 с.
19. Лейкин Н. Н. Конструирование прессформ для изделий из пластических
масс. М., Машиностроение, 1966, 244 с.
261
ОГЛАВЛЕНИЕ
Введение
5
Глава 1. ТИПОВЫЕ КОНСТРУКЦИИ ЛИТЬЕВЫХ ФОРМ .................. 7
§ 1. Процессы, происходящие в литьевой форме..................... 7
§ 2. Основные типы литьевых форм................................. 8
§ 3. Структура литьевой формы >............................... 21
Глава II. СИСТЕМА РАЗМЕЩЕНИЯ, УСТАНОВКИ И КРЕПЛЕНИЯ ФОРМ 24
§ 4. Предельные размеры литьевых форм........................... 24
§ 5. Установка и крепление литьевых форм........................ 31
Глава III. СИСТЕМА ЛИТНИКОВЫХ И ВЕНТИЛЯЦИОННЫХ КАНАЛОВ 39
§ 6. Система «машина—сопло—литниковая втулка»................... 39
§ 7. Классификация литниковых и газоотводящих каналов ......... 43
, § 8. Система каналов для затвердевающих литников ............... 44
§ 9. Система каналов для незатвердевающих литников ............ 67
§ 10. Вентиляционные (газоотводящие) каналы (группа Г).......... 91
Глава IV. СИСТЕМА ОФОРМЛЯЮЩИХ ДЕТАЛЕЙ................................ 96
§ 11. Характер заполнения оформляющей полости................... 96
§ 12. Давление в полости, необходимое для оформления изделия .... 109'
§ 13. Конструктивные разновидности систем оформляющих деталей . . 111
§ 14. Расчет исполнительных размеров оформляющих деталей....... 139
Глава V. СИСТЕМА ЦЕНТРИРОВАНИЯ . .......................... 152
§ 15. Центрирование полуформ............................... 152
§ 16. Взаимное центрирование деталей полуформ.............. 159
Глава VI. СИСТЕМА ОХЛАЖДЕНИЯ И РЕГУЛИРОВАНИЯ ТЕМПЕРА-
ТУРЫ ФОРМЫ...................................................... 162
§ 17. Конструктивные разновидности систем охлаждения....... 163
§ 18. Расчет времени охлаждения и теплового баланса цикла.. 176
Глава VII. СИСТЕМА УДАЛЕНИЯ ИЗДЕЛИЙ ИЗ ФОРМЫ.......................... 185
§ 19. Физические явления, происходящие при удалении изделий .... 185
§ 20. Конструктивные разновидности системы удаления изделий .... 189
§21. Камеры для размещения деталей системы ..................... 190
§ 22. Выталкиватели . ........................................... 193
§ 23. Сталкивающие плиты......................................... 205
§ 24. Сталкивание закрытыми полуматрицами ....................... 210
§ 25. Двойное сталкивание ....................................... 212
§ 26. Применение сжатого воздуха в системе удаления изделий из формы 214
§ 27. Сброс изделий н возврат системы в исходное положение....... 216
§ 28. Сложные конструкции системы удаления изделий из формы . . . 220
§ 29. Повторяющиеся детали системы............................... 223
Глава VIII. СИСТЕМА ПЕРЕМЕЩЕНИЯ ДЕТАЛЕЙ ЛИТЬЕВОЙ ФОРМЫ 227
§ 30. Автоматизированные литьевые формы ........................ 227
§ 31. Сочетание кинематических пар в автоматизированных формах . . . 229
§ 32. Перемещение деталей в полуавтоматических формах .......... 240
Глава IX. ВЫБОР ОПТИМАЛЬНОЙ КОНСТРУКЦИИ ЛИТЬЕВОЙ ФОРМЫ 246
§ 33. Факторы, влияющие на выбор оптимальной конструкции формы . . 246
§ 34. Факторы, влияющие на выбор оборудования н гнездности формы 251
§ 35. Степень автоматизации и механизации литьевых форм ........ 260
Список литературы.................................................... 261