/




















































































































































































































































































































Автор: Химмельблау Д.
Теги: химическая технология химическая промышленность химия нефтехимия
Год: 1983




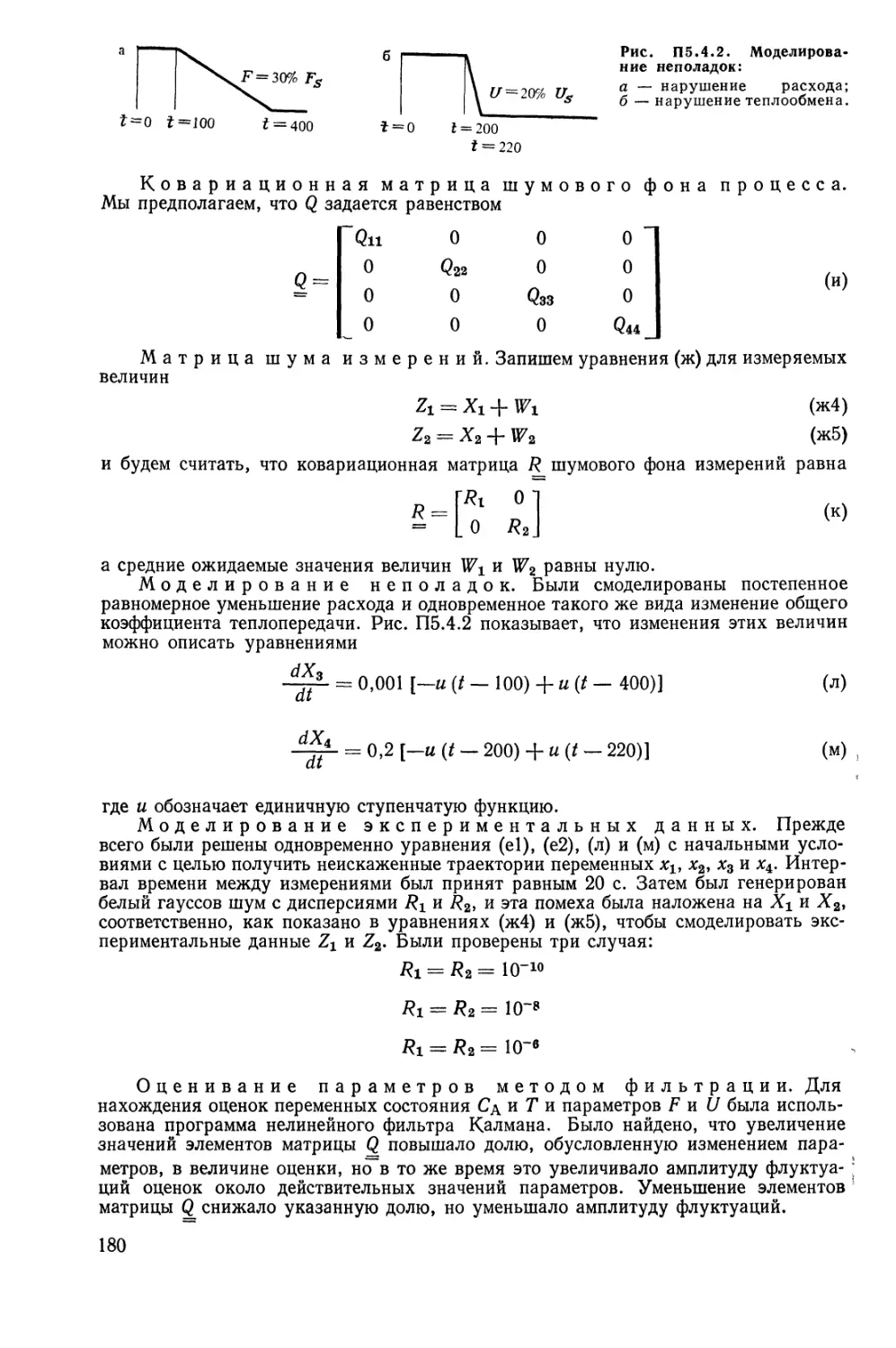
Текст
*D. Химмелъбла
ОБНАРУЖЕНИЕ
И ДИАГНОСТИКА
НЕПОЛАДОК
В ХИМИЧЕСКИХ
И НЕФТЕХИМИЧЕСКИХ
ПРОЦЕССАХ
FAULT DETECTION
AND DIAGNOSIS
IN CHEMICAL AND
PETROCHEMICAL
PROCESSES
David M. Himmelblau
The Bob Dorsey Professor of Chemical Engineering
University of Texas, Austin, Texas, U. S. A.
ELSEVIER SCIENTIFIC PUBLISHING COMPANY
AMSTERDAM — OXFORD — NEW YORK 1978
Д. Химмельблау
ОБНАРУЖЕНИЕ
И ДИАГНОСТИКА
НЕПОЛАДОК
В ХИМИЧЕСКИХ
И НЕФТЕХИМИЧЕСКИХ
ПРОЦЕССАХ
Перевод с английского канд. техн, наук Ю. М. Левина
ЛЕНИНГРАД, «ХИМИЯ», ЛЕНИНГРАДСКОЕ ОТДЕЛЕНИЕ, 1983
6П7.1
Х46
УДК 66-9.02 : 658.562
96 ?О41
Химмельблау Д.
Обнаружение и диагностика неполадок в хи-
мических и нефтехимических процессах: Пер. с англ.
— Л.: Химия, 1983. — 352 с., ил.
Рассмотрены теоретические основы и практические приемы выяв-
ления неполадок и нарушений Технологических режимов в химических
и нефтехимических процессах. Приведены современные математические
методы обнаружения причин отклонений в работе оборудования от нор-
мальных показателей, указаны границы безопасной его работы. Даны
конкретные примеры использования описанных методов на практике.
Предназначена для инженеров-технологов химических и нефте-
химических производств, работников научно-исследовательских и
проектных институтов.
352 с., 139 рис., 66 табл., список литературы 314 названий
2801020000—058
050 (01)—83
58 — 83
X
© Elsevier Scientific
Publishing Company, 1978
© Перевод на русский язык.
Издательстве «Химия», 1983
ОГЛАВЛЕНИЕ
Предисловие .......................................................... 7
Глава 1. ОБЩИЕ СВЕДЕНИЯ............................................ 9
1.1. Цели и объекты обнаружения и диагностики неполадок ... 9
1.2. Определения ............................................. 10
1.3. Виды неполадок и вероятности их появления................ 13
1.4. Проектирование систем обнаружения и диагностики непо-
ладок ................................................... 19
1.5. Техника обнаружения и диагностики неполадок.............. 21
1.6. Испытания, проводимые для обнаружения и диагностики не-
поладок ................................................. 23
1.7. Устранение неполадок..................................... 24
1.8. Структура книги.......................................... 25
Литература ......................................................... 25
Г л а в а 2. ОСНОВЫ СТАТИСТИКИ И ПРИНЯТИЕ РЕШЕНИЯ
ПРИ ОБНАРУЖЕНИИ НЕПОЛАДОК................................. 26
2.1. Введение................................................. 26
2.2. Доверительные интервалы и проверка гипотез............... 44
2.3. Диагностирование и классификация......................... 74
Литература ......................................................... 75
Глава 3. МОДЕЛИ ПРОЦЕССОВ......................................... 76
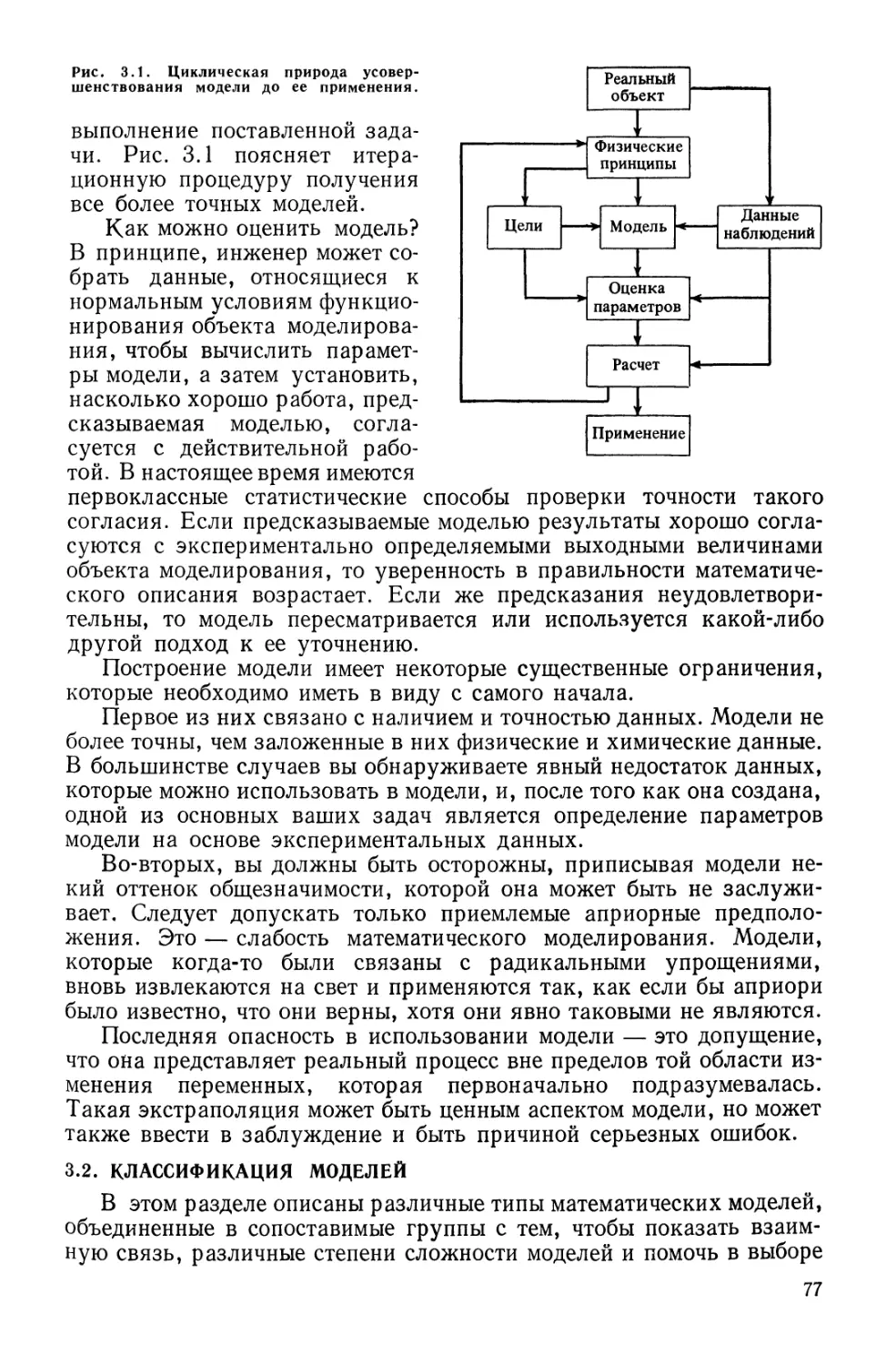
3.1. Введение ................................................ 76
3.2. Классификация моделей.................................... 77
3.3. Физические основы моделей................................ 82
3.4. Решение моделей.......................................... 97
3.5. Модели в частотной области............................... 98
Литература .................................................... 103
Г л а в а 4. КОНТРОЛЬНЫЕ КАРТЫ ПРОЦЕССОВ......................... 104
4.1. Контрольные карты................................... 104
4.2. Контрольные карты Шьюхарта.......................... 108
4.3. Контрольные карты накопленных сумм ................. 120
4.4. Контрольные карты скользящего геометрического среднего . 130
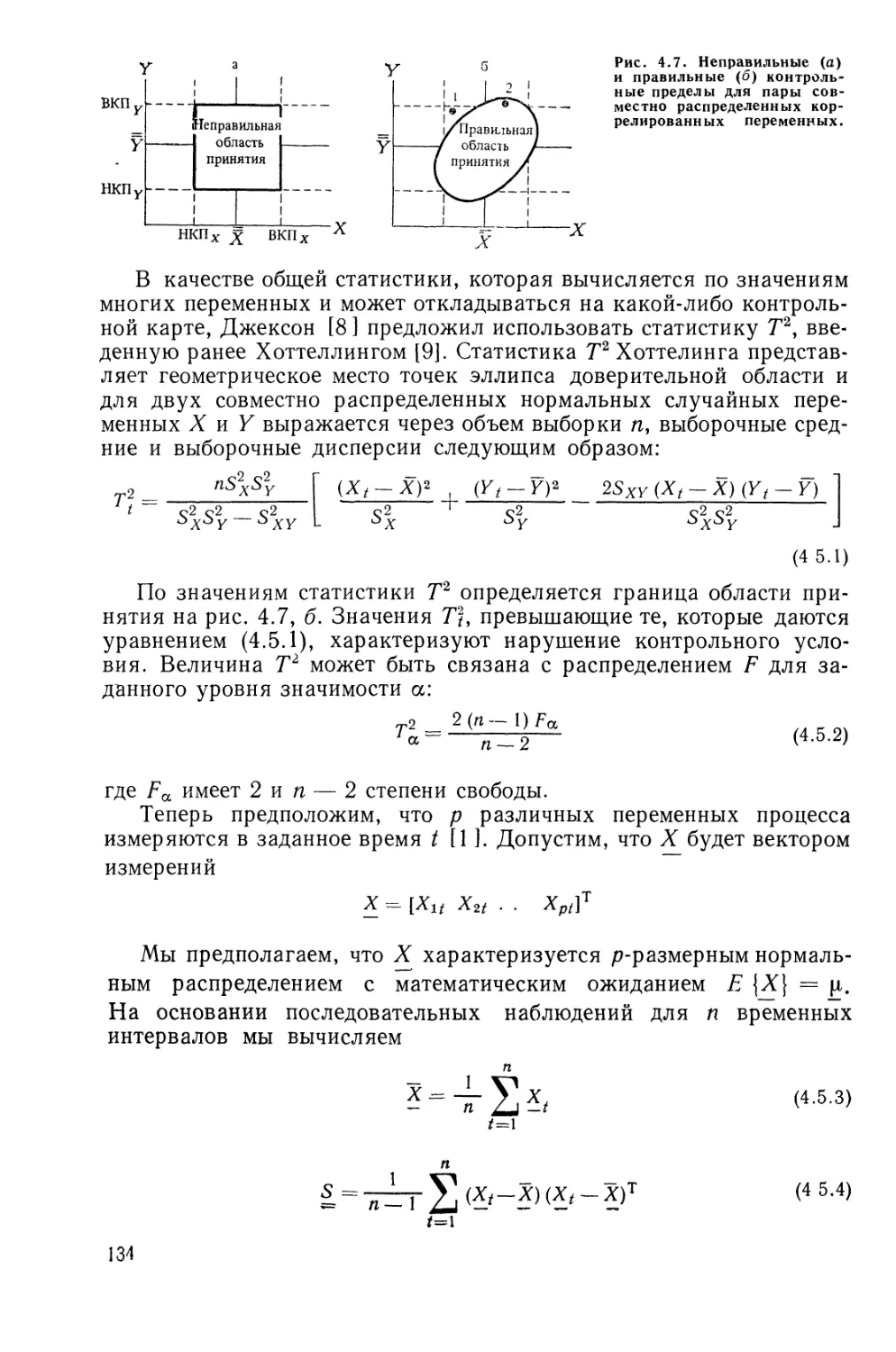
4.5. Контрольные карты для нескольких переменных......... 133
4.6. Влияние сериальной корреляции на правила принятия ре-
шений по контрольным картам 135
4.7. Влияние отклонений от гипотезы нормального распределе-
ния на правила принятия решения по контрольным картам . 138
Литература .......................................................... 141
Глава 5. ОБНАРУЖЕНИЕ И ДИАГНОСТИКА НЕПОЛАДОК
С ПОМОЩЬЮ ОЦЕНОК ПЕРЕМЕННЫХ СОСТОЯНИЯ
И ПАРАМЕТРОВ МОДЕЛИ...................................... 142
5.1. Введение ............................................... 142
5.2. Процессы, описываемые алгебраическими уравнениями ... 146
5.3. Процессы, описываемые обыкновенными дифференциальными
уравнениями ............................................. 167
5.4. Процессы, описываемые дифференциальными уравнениями
в частных производных.................................... 183
5.5. Процессы, описываемые разностными уравнениями........... 185
5.6. Процессы, описываемые передаточными функциями или ча-
стотными характеристиками.............................. 190
5
5.7. Однозначность в определении параметров............. 204
5.8. Процессы, описываемые временными рядами............. 207
5.9. Функции распределения времени пребывания............ 208
5.10. Пример конкретного случая.......................... 211
Литература ...................................................... 218
Глава 6. МЕТОДЫ РАСПОЗНАВАНИЯ ОБРАЗОВ В ОБНАРУ-
ЖЕНИИ И ДИАГНОСТИКЕ НЕПОЛАДОК.................................... 221
6.1. Введение .......................................... 221
6.2. Словари неполадок.................................. 227
6.3. Кластерный анализ.................................. 250
6.4. Контроль акустического шума и вибраций............. 259
Литература ..................................................... 278
Глава 7. АНАЛИЗ И ДИАГНОСТИКА НЕПОЛАДОК С ИСПОЛЬ-
ЗОВАНИЕМ ИНФОРМАЦИОННЫХ ГРАФОВ .... 280
7.1. Введение .......................................... 280
7.2. Построение и анализ дерева неполадок............... 283
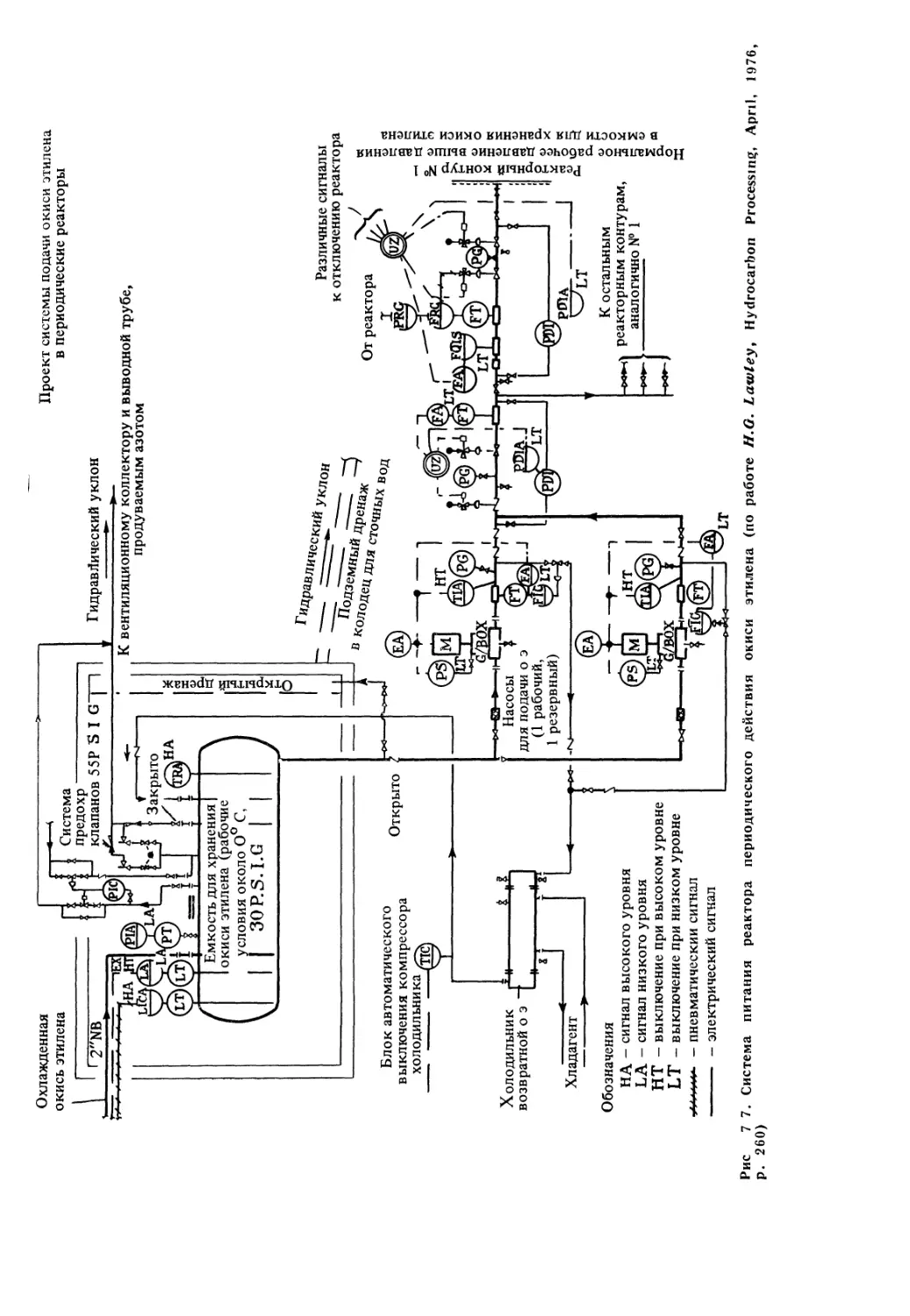
7.3. Анализ видов и влияний неисправностей (АВВН)....... 309
Литература....................................................... 332
Условные обозначения............................................. 334
Предметный указатель............................................. 342
ПРЕДИСЛОВИЕ
В настоящее время установки химических и нефтехимических
производств все более укрупняются и усложняются. Вследствие
этого каждый час простоя оборудования становится дороже, а оп-
ределить причины неудовлетворительной работы или неполадки
оказывается труднее. По мере укрупнения промышленных систем
возрастают общие расходы энергии и материалов, что вызывает
настоятельную необходимость раннего обнаружения неполадок и
правильной их диагностики как с точки зрения повышения надеж-
ности производства, так и с точки зрения снижения производствен-
ных затрат. Цель контролирования неполадок состоит в том, чтобы
уменьшить возможность внезапных, подрывающих экономику пред-
приятия или опасных остановок производства, повреждений обору-
дования и несчастных случаев с персоналом, а также облегчить тех-
ническое обслуживание оборудования. Хотя стремления к большей
надежности и меньшей стоимости на первый взгляд могут показаться
противоречивыми, более внимательное изучение этого вопроса пока-
зывает, что это не так.
Цель данной книги — изложить теоретические основы и практи-
ческие методы обнаружения и диагностики неполадок для инжене-
ров, работающих в промышленности. Некоторые из методов строго
обоснованы, другие более умозрительны, но, кажется, перспективны.
Большая часть литературы по обнаружению неполадок и отказов
содержит, по нашему мнению, аналитический аппарат, мало под-
ходящий для обоснования контроля за нарушениями производства
в условиях ненадежности измерений. Моим стремлением было пред-
ставить такие количественные аспекты теории, которые полезны для
инженерной практики. С этой целью, вместо того, чтобы обобщать
литературные данные по приложениям в области механизмов и при-
боров, я показал процедуры принятия решений и проиллюстрировал
их примерами из области химических установок. Эту книгу нельзя
считать учебным пособием, поскольку в ней отсутствуют задачи для
самостоятельного решения, однако она может быть использована и
в этом качестве, если упражнения и примеры будут даны препода-
вателем.
Такой характер книги поставил перед автором вопрос о располо-
жении в ней материала. В результате получилось следующее. В пер-
вых трех главах представлен основной теоретический материал,
а в последующих четырех главах изложены методы. Методы, рас-
смотренные в гл. 4, относятся к контрольным картам процессов,
в гл. 5 — к оценке переменных состояния и коэффициентов моделей,
в гл. 6 — к распознаванию образов; гл. 7 посвящена логическим диа-
граммам, предназначенным для анализа неполадок и отказов. Если
читателя больше интересует обнаружение неполадок в устройствах
какого-либо частного вида (например, в теплообменниках), а не сам
метод, то с помощью предметного указателя он может найти различ-
ные способы анализа этого вида устройств.
7
Обнаружение и диагностика неполадок могут осуществляться
в различных случаях и с различными целями:
1) для обнаружения зарождающейся неисправности;
2) для раннего обнаружения ненормального состояния объекта;
3) для определения в реальном масштабе времени причин не-
удовлетворительной работы;
4) для предсказания тенденции изменения процесса в сторону
нарушения его нормального течения;
5) для выбора подходящего образа действий с целью исправле-
ния ненормального состояния;
6) для диагностики причины неисправности после того, как она
произошла.
Здесь обсуждаются только первые четыре случая. Безопасность,
надежность и резервирование в системах не рассматриваются вообще.
Столь многие оказали помощь в подготовке этой книги, что трудно
выразить благодарность каждому в отдельности. В наибольшей мере
я обязан тем, кто предоставил мне примеры практических прило-
жений. Такое содействие отмечено мною в примерах индивидуально.
Остин, Техас
Д. М. X.
ГЛАВА 1
ОБЩИЕ СВЕДЕНИЯ
В этой главе дается общее представление о целях, объектах и мето-
дах обнаружения и диагностики неполадок в химических установ-
ках, а также указываются практические типы неполадок. Затем
обсуждается проектирование систем обнаружения неполадок, вклю-
чая виды проводимых испытаний и роль оператора и ЭВМ как в об-
наружении, так и в диагностике неполадок.
1 1. ЦЕЛИ И ОБЪЕКТЫ ОБНАРУЖЕНИЯ
И ДИАГНОСТИКИ НЕПОЛАДОК
Неудовлетворительная работа промышленного оборудования и
измерительных приборов увеличивает производственные расходы
любого предприятия. Более опасными являются последствия оши-
бок в проекте или во время эксплуатации, приводящие к крупным
авариям, таким как взрыв.
В настоящее время химические заводы характеризуются:
1) сложными процессами и оборудованием;
2) большой мощностью;
3) длинными технологическими цепочками со значительными воз-
вратными потоками;
4) высокой производительностью оборудования;
5) сложными устройствами управления и приборами, которые кор-
ректируют и сглаживают неполадки;
6) опасными последствиями аварий.
Эти особенности приводят к высокой стоимости простоя оборудо-
вания. Достижение эксплуатационной надежности требует дорого-
стоящих программ технического обслуживания, а также надежного,
а следовательно, и более дорогого оборудования. Любая система
обнаружения неполадок, которая позволяет использовать менее до-
рогое оборудование, увеличивает работоспособность установки
и/или снижает эксплуатационные расходы, заслуживает серьезного
внимания. Таким образом, обнаружение и диагностика неполадок
технологического оборудования имеет определенное экономическое
значение как при проектировании, так и во время эксплуатации
оборудования.
Степень трудности обнаружения и диагностики неполадки во
многом зависит от природы самой неполадки. Полностью неудовле-
творительная работа части оборудования обычно обнаруживается
сравнительно легко, хотя в таких случаях предприятию уже может
быть нанесен значительный экономический ущерб. Обнаружить
9
зарождающееся, или скрытое, нарушение нормальной работы, при-
водящее к постепенному ухудшению характеристик процесса, бо-
лее трудно; именно на этом сконцентрировано внимание в данной
книге. Раннее обнаружение нарушений нормальной работы подра-
зумевает предупреждение внезапной неисправности оборудования,
сбор качественной информации о неудовлетворительной работе,
улучшенное планирование технического обслуживания, обеспече-
ние более высокой автоматизации процесса.
Возможность обнаружения отклонений от нормальных условий
работы очень важно обеспечивать уже при проектировании. Неис-
правности измерительных приборов и ключевого вспомогательного
оборудования, например насосов и компрессоров, часто могут быть
предотвращены, если будут опознаны ранние признаки приближаю-
щейся поломки. Статистический подход к надежности установки
обычно предполагает, что прибор или часть устройства либо рабо-
тает, либо выходит из строя и в последнем случае заменяется или
ремонтируется. При таком подходе может быть достигнута вполне
высокая надежность. Однако расчеты становятся бессмысленными,
если оборудование имеет неполадку, которую невозможно обнару-
жить в течение продолжительного периода времени. Такая ситуация
легко может привести к катастрофической неисправности.
Определение нарушений нормальной работы и последующая диа-
гностика этих нарушений имеют особо важное значение для самого
управления процессом с помощью ЭВМ. Сведение материального
баланса или последующая оптимизация требуют функционирования
не только системы сбора данных, но и технологического оборудо-
вания, если алгоритмы управления уже приняты. Обнаружение
зарождающихся неисправностей должно начинаться с усовершенст-
вования приборного оснащения и технического обслуживания,
а также с организации системы управления таким образом, чтобы
она могла использовать другие измерения в случае обнаружения
неисправности какого-либо прибора. Технику обнаружения нару-
шений нормальной работы технологической линии с помощью ЭВМ
можно рассматривать как резервирование системы управления без
привлечения каких-либо дополнительных существенных затрат.
1.2. ОПРЕДЕЛЕНИЯ
Термины «неполадка», «неисправность», «нарушение» имеют мно-
жество близких по смыслу значений и в литературе, и в обиходе.
Мы будем применять слова неполадка и нарушение нормальной
работы по отношению к оборудованию как синонимы, чтобы обозна-
чить отклонение от принятой области значений наблюдаемой пере-
менной или вычисленного параметра, связанных с оборудованием.
Например, импульсная характеристика аппарата^может отличаться
от нормальной характеристики или передаточная функция системы
может быть не той, которая была определена проектировщиком.
Рис. 1.1 иллюстрирует различные случаи определения областей
удовлетворительной работы. Ясно, что установление границ для
10
обнаружения неполадки является субъективной задачей, и, даже
после того как эти границы установлены, выделить (классифици-
ровать) неполадку отнюдь не легко, если не учитывать вероятност-
ные аспекты такой классификации. Следовательно, определение
неполадки зависит от выбранных для измерения (или расчета) ха-
рактеристик процесса, допустимого диапазона (или диапазонов)
их значений и от точности статистики, используемой для классифи-
кации возможной неполадки. Даже если различные критерии экс-
плуатационных качеств процесса теоретически равноценны, они
отнюдь не идентичны на практике, и, соответственно, процесс, ко-
торый является «неисправным» в одном смысле, можно назвать «нор-
мальным» в другом смысле.
Если обнаружение нарушений нормальной работы осуществ-
ляется с применением ЭВМ, то инженер должен дать определение
(дефиницию) неисправности точно и заранее. В таком случае ЭВМ
проводит только сравнения, которые указывают на то, произошло ли
нарушение нормальной работы или нет. Если же оператор про-
цесса должен сам решить, существует ли неполадка, он может не
делать такого четкого разделения между этапами дефиниции и срав-
нения. Его решение включает и то, и другое. Он распознает образ
поведения процесса, который в чем-то необычен, и решает, опреде-
лить ли это поведение как нарушение нормальной работы. Таким об-
разом, для оператора дефиниция и классификация не существуют
как две отдельные последовательные стадии в отличие от случая,
когда применяется ЭВМ.
Под неполадкой подразумевается минимальное нарушение экс-
плуатационных качеств. С другой стороны, неисправность рассма-
тривается в данной книге
боты оборудования или
протекания процесса. Это
значит, что оборудование
или прибор не будут спо-
собны выполнить предназ-
наченные им функции. На-
пример, датчик может
иметь неполадку и стать
полностью неработоспособ-
ным (серьезная неисправ-
ность). Или он просто пре-
тер певает постепенное
ухудшение в работе, при-
водящее к смещению или
увеличению разброса по-
Рис. 1.1. Способы задания диапа-
зона условий удовлетворительной
работы имеют непосредственное
отношение к определению неполад-
ки- На нижнем рисунке штриховыми
линиями показаны границы при-
емлемых диапазонов значений для
отдельных коэффициентов.
как синоним полной невозможности ра-
Неполадка
Приемлемые
условия работы
Неполадка
11
казаний, что может быть смоделировано ковариационной матрицей
как возрастание шумового фона измерений. В последнем слу-
чае оценка смещения или возрастания шумовых помех позволяет
продолжить использование датчика, хотя и с отклонением в его
работе. Следовательно, мы могли бы охарактеризовать этот датчик
как имеющий неполадку, но не как неисправный. В большинстве
своем химические процессы достаточно «гибки» и хорошо организо-
ваны, и поэтому, как только возникает неполадка в какой-либо
подсистеме, система компенсирует неполадку так, чтобы продол-
жить работу. Таким образом, неполадка необязательно перейдет
в неисправность.
Если возможен более чем один источник неполадки, диагности-
рование сводится к определению (после обнаружения случившейся
неполадки) того оборудования или той его части, которые послу-
жили причиной неполадки. Таким образом, диагностика непола-
док — это определение того, в какой из подсистем или материальной
среде нарушены предписанные им условия, необходимые для обес-
печения нормальных эксплуатационных качеств процесса. Из-за
взаимодействия частей технологического процесса очень трудно
идентифицировать причину неполадки в сложных системах. Инже-
нер стремится добиться максимально возможной степени различе-
ния причин неполадок, используя данные специальных контроль-
ных опытов с наименьшим количеством вычислений. Однако если
параметры, применяемые для классификации состояния оборудо-
вания с возможными неполадками, не являются однозначными, то
очень мало надежды на то, что можно установить, какой элемент из
нескольких служит источником неудовлетворительной работы.
В дополнение к проблеме, удовлетворительная: схема диагностики
неполадок должна быть способна справиться с присутствием шумо-
вого фона измерений, а также с явлением дрейфа параметров. Диаг-
ностирование является задачей принятия статистического решения,
во многом похожей на обнаружение сигнала на фоне шума. Когда
сигнал слабый, трудно решить, «видишь» или «не видишь» его;
скорее, наблюдатель должен определить степень своей уверенности
в том, что сигнал существует, а затем уже выносить решение, как
поступить в зависимости от того, есть сигнал или его нет. Когда
полученная информация неясна, должны приниматься к сведению
другие виды информации, такие как вероятность, риск. Диагности-
ческое решение (различимость, обнаружаемость) сводится к точности,
с которой неполадка может быть идентифицирована в случае дру-
гих возможных неполадок.
Наконец, надежность — еще один термин, широко используе-
мый как в теории, так и в практике и имеющий очень много значе-
ний. Мы будем применять этот термин нечасто, а когда используем
его, то в смысле вероятности, что оборудование будет работать в со-
ответствии с требованиями, при установленных условиях, в тече-
ние установленного периода времени.
12
1 3. ВИДЫ НЕПОЛАДОК И ВЕРОЯТНОСТИ ИХ ПОЯВЛЕНИЯ
Очевидно, что в данной книге невозможно составить каталог
всех видов неполадок и их предполагаемого возникновения по опыту
химической промышленности. Мы приведем лишь несколько приме*
пов. Анализ на надежность требует данных о частоте появления не-
исправности технологического оборудования и оборудования для
измерений и управления. Данные о надежности технологического
оборудования, такого как насосы, вентиляторы и компрессоры, теп-
лообменники, выпарные аппараты, конденсаторы, печи, сепараторы,
химические реакторы и т. д., очень трудно собрать, даже если на-
чать с очень старых отчетов, поскольку частоты появления неис-
правностей или неполадок зависят в большой мере от условий ра-
боты оборудования, а именно: от свойств жидкостей (газов), составов,
давлений, температур, тепловых потоков. Неудовлетворительная
работа зависит не только от установившихся значений переменных
при этих условиях работы, но еще более от динамики нарушений,
которые очень часто приводят к временной перегрузке оборудова-
ния.
Отклонения от обычных, нормальных условий протекания про-
цесса можно классифицировать в терминах конкретных наблюде-
ний следующим образом:
1) отклонения давления;
2) отклонения температуры;
3) отклонения расхода;
4) отклонения уровня;
5) чрезмерная вибрация и т. д.
Другими измеряемыми характеристиками могут быть: корро-
зия, эрозия, загрязнение, кавитация, гидравлический удар, нагрузки,
расширение, сжатие, свойства жидкости (вязкость, температура ки-
пения, плотность, внешний вид), активность катализатора и многие
качественные показатели.
Причины отклонений нормальных условий работы, т. е. причины
неполадок, могут быть приписаны: плохому распределению, непра-
вильному перемешиванию, перегреву, резонансу, чрезмерной на-
грузке на подшипники и валы, неправильной смазке, вихреобразо-
ванию, закупориванию, образованию осадка, адгезии, пульсации,
неправильной конструкции, течи, проливу, дефектам в конструк-
ции, перерыву в подаче энергии, повреждении} приборов, заеданию
клапанов, химическому разрушению материалов, отравлению ката-
лизатора, загрязнению, 'нарушению последовательности рабочих
операций, ошибке обслуживающего персонала, климатическим воз-
действиям и т. д.
Причины любой конкретной неисправности могут быть общими
Для разных заводов, а могут и не быть такими, однако заводские от-
четы — это золотые кладовые информации. Например, разрушение
резервуаров происходило при следующих условиях [8]:
1) пламегаситель в вентиляционной трубе не чистился более
Двух лет;
13
2) случайная доска была положена поверх вентиляционного от-
верстия, чтобы уменьшить испарение вблизи прохода для лю-
дей;
3) полиэтиленовая пленка была завязана над выходным отвер-
стием с тем, чтобы задерживать пыль пока нагнетательный/вакуум-
ный вентиль находился в капитальном ремонте;
4) внезапная гроза разразилась в то время, когда резервуар
подвергался пропарке, а выходное отверстие было недостаточно
большим, чтобы предотвратить его от разрушения;
5) некоторое количество холодной жидкости было добавлено
в резервуар, содержащий горячую жидкость; резервуар был снаб-
жен клапаном, сбрасывающим давление, а не вакуумным клапа-
ном;
6) резервуар был оставлен с некоторым количеством воды
внутри, под воздействием кислорода воздуха образовалась ржав-
чина;
7) гибкий шланг был подсоединен к выходному отверстию, а
другой конец вставлен в водяную емкость; когда резервуар опорож-
нили, вода распрямила шланг, и резервуар прогнулся.
Такие очевидные причины неисправностей при их учете способ-
ствуют усовершенствованию эксплуатации оборудования и его тех-
нического обслуживания, однако они не могут быть определены за-
ранее путем наблюдения за температурой, давлением и т. д.
С другой стороны, отчеты по техническому обслуживанию, жур-
налы и другие заводские данные содержат информацию, имеющую
отношение к причинам неисправностей оборудования и приборов,
которые ведут к прекращению нормальной работы. Так, в табл. 1.2,
составленной Аньякора на основании заводских отчетов, приведены
разнообразные примеры признаков и основных причин неполадок
и неисправностей регулирующих клапанов.
К сожалению, не существует обширного и доступного банка дан-
ных о видах и причинах неполадок на химических заводах. Осо-
бого сожаления достоин тот факт, что почти отсутствуют данные о
частоте возникновения неисправностей, так как знание вероятности
различных видов нарушения нормальной работы оборудования свя-
зано с обнаружением неполадок следующими двумя обстоятельст-
вами. Во-первых, существует некоторая разница в разработке мето-
дов обнаружения неполадок, которые или маловероятны, или не
очень существенны. Во-вторых, данные о вероятности нарушений
нормальной работы могут быть использованы в некоторых
схемах обнаружения. Некоторые сведенйя о частоте неисправ-
ности заводского оборудования опубликовал Фармер [5]. В
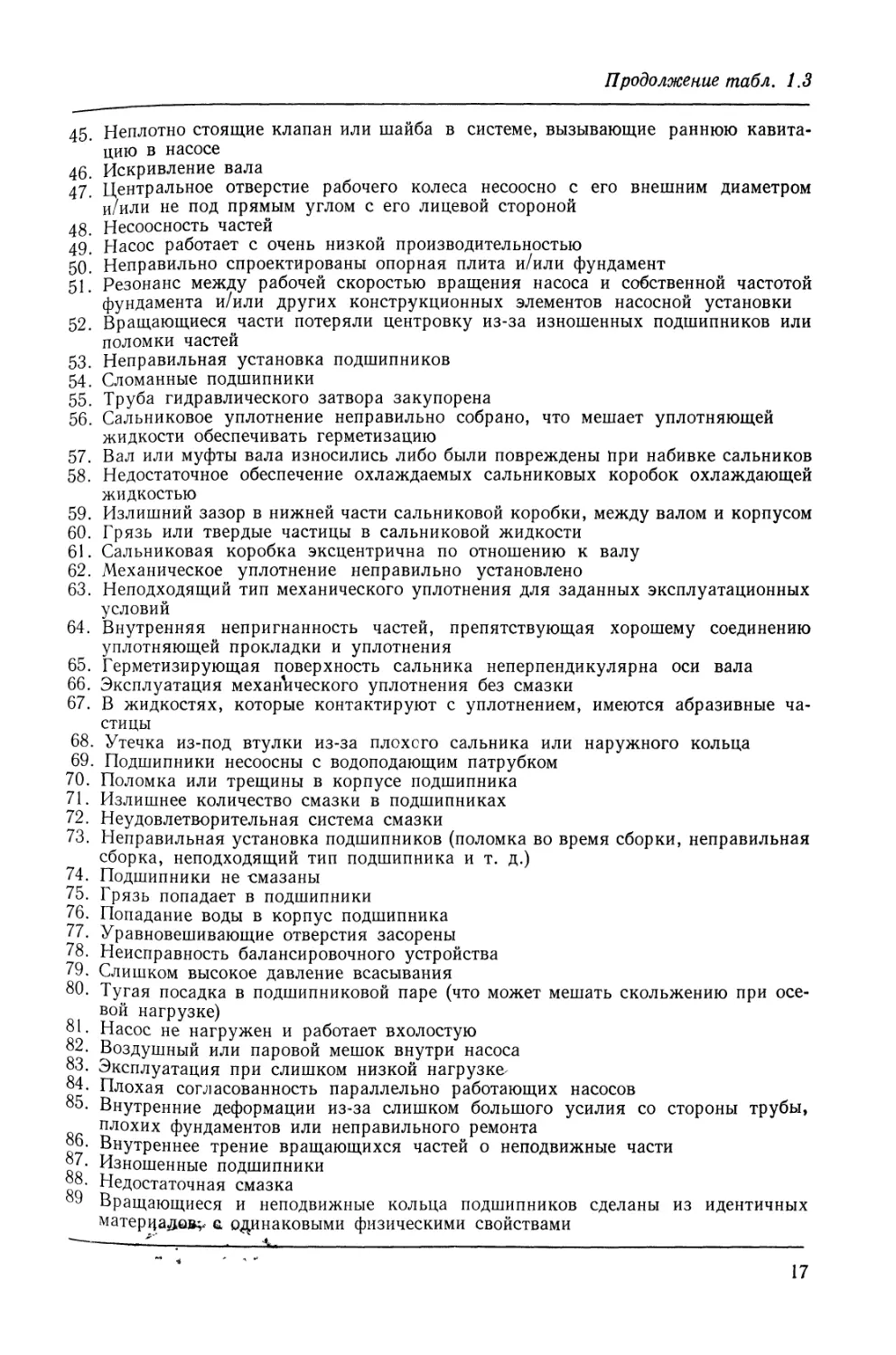
табл. 1.3 [10] представлен список причин неполадок центробеж-
ных насосов.
Лис и его сотрудники [2—4, 6, 7 ] составили значительный ка-
талог по неисправностям измерительных приборов. В табл. 1.1
и 1.4 приводятся заимствованные в сжатом виде данные из работы
Лиса [7], чтобы проиллюстрировать тип информации, имеющейся
в настоящее время.
14
ТАБЛИЦА 1.1. Виды неисправностей регулирующих клапанов и термопар [7]
Устройство Вид неисправности Число непо- ладок
регулирующий клапан Течь Неисправности, связанные с перемещением: заедание (без потери подвижности) заклинивание невозможно открыть нет посадки Засорение Неисправность вследствие прекращения подвода электроэнергии Сальник слишком плотно набит/затянут Неисправность диафрагмы Клапан замаслен Неполадки общего характера 54 28 7 5 3 ' 27 14 12 6 5 27
Термопара Неисправность чувствительного элемента термо- 24
пары
Неисправность кармана 11
Неполадки общего характера 20
ТАБЛИЦА 1.2. Неполадки регулирующего клапана [заимствовано в сжатом
виде из Malfunction of Process Instruments and Its Detection Using a Process Control
Computer, Ph. D. Thesis, Loughborough Univ, of Technol. Loughborough, 1971].
Вид неисправности Признаки Причины
1. Неполадка в Выброс в атмосферу при кажущемся закры- том положении кла- пана Шток заклинило в сальнике. Кольца слишком плотно поса- жены в коробку сальника
сальнике
2. Неисправность седла Жидкость вытекает че- рез шток клапана Химическое разъедание диаф- рагмы
3. Неисправность корпуса — засо- рение Высокое давление на выходе регулятора и высокий уровень в сырьевой емкости Гвоздь и частицы металла, бло- кирующие проход для жидкости в корпусе
4 Засорение Нет потока Грязный материал — причина засорения клапана
5. Неисправность седла Проход жидкости при закрытом клапане Плохая подгонка пробки и сед- ла; необходима новая притирка Обнаружено, что сломано седло
6. Неисправности седла и корпуса Сильная течь в местах сочленения корпуса
7 Неисправности в узле переклю- чения Сильная течь из сочле- нений корпуса и мед- ленное действие Вибрация и гидравлические уда- ры
8. Поломка корпуса Сильная течь во всем корпусе Внутренняя коррозия
9. Несоответствую- щая набивка Клапан пропускает в закрытом положении Набивка износилась
10 Другие неисправ- ности Клапан не закрывается Материал набился под седло клапана
15
ТАБЛИЦА 1.3. Причины неполадок центробежных насосов
(выдержки по особому разрешению из [10])
1. Измерительные приборы неправильно градуированы и/или неправильно уста-
новлены
2. Воздух попадает в насос во время работы или из насосной системы непол-
ностью удален воздух до начала запуска в работу
3. Недостаточная скорость вращения
4. Неправильное направление вращения
5. Давление нагнетания, требуемое системой, выше, чем запроектированное для
насоса
6. Имеющееся давление на стороне всасывания слишком низкое (или высота
подъема на стороне всасывания слишком высокая)
7. Излишнее количество пара, содержащееся в жидкости
8. Чрезмерная утечка через изношенные поверхности
9. Вязкость жидкости выше, чем вязкость жидкости, для которой насос был перво-
начально спроектирован
10. Рабочее колесо и/или коробка частично (либо полностью) засорены твердым
материалом
11. Пути движения жидкости в рабочем колесе и/или коробке имеют слишком ше-
роховатые поверхности
12. Заусенцы, выступы, острые края (грани) и т. д. на пути движения жидкости
13. Поломка рабочего колеса
14. Внешний диаметр колеса обработан до меньшего диаметра, чем обозначено
в технических условиях
15. Неправильная отливка колеса и/или коробки
16. Колесо неправильно установлено в коробке
17. Условия работы системы слишком далеки от тех, которые определяются харак-
теристикой насоса
18. Забивка в трубах со стороны всасывания и/или нагнетания
19. Клапан на входе заклинен или закупорен
20, 21. Фильтр всасывания забит твердым или волокнистым материалом
22. Неправильное расположение всасывающей и/или подающей трубы
23. Неправильное расположение всасывающего грязеотстойника
24. На эксплуатацию одного насоса (в системе, имеющей два или более насосов,
работающих или в параллельном, или в последовательном соединении, или
в их комбинации) серьезно влияет работа других насосов
25. Уровень воды во всасывающем грязеотстойнике (емкости, колодце) ниже за-
бирающего устройства насоса
26. Скорость вращения слишком велика
27. Перекачиваемая жидкость имеет большую плотность, чем предполагалось
28. Рабочее колесо увеличенного размера
29. Общее сопротивление системы выше или ниже, чем ожидалось
30. Отсутствие соосности между насосом и двигателем
31. Трение между вращающимися и неподвижными частями
32. Изношенные подшипники
33. Неправильно уложена набивка
34. Неподходящий набивочный материал
35. Механическое уплотнение оказывает излишнее давление на седло клапана
36. Слишком плотная набивка сальников
37. Неправильная смазка подшипников
38. Трубопровод оказывает давление на насос
39. Насос работает на критической скорости
40. Вращающиеся элементы не сбалансированы
41. Чрезмерные продольные силы, действующие на вращающиеся части
42. Недостаточное расстояние между внешним диаметром колеса и выступами
улитки
43. Неправильная форма улитки
44. Уменьшенные диаметры всасывающей и/или подающей труб и арматуры (иногда
вызывающие кавитацию)
16
Продолжение табл. 1.3
45. Неплотно стоящие клапан или шайба в системе, вызывающие раннюю кавита-
цию в насосе
46. Искривление вала
47. Центральное отверстие рабочего колеса несоосно с его внешним диаметром
и/или не под прямым углом с его лицевой стороной
48. Несоосность частей
49. Насос работает с очень низкой производительностью
50. Неправильно спроектированы опорная плита и/или фундамент
51. Резонанс между рабочей скоростью вращения насоса и собственной частотой
фундамента и/или других конструкционных элементов насосной установки
52. Вращающиеся части потеряли центровку из-за изношенных подшипников или
поломки частей
53. Неправильная установка подшипников
54. Сломанные подшипники
55. Труба гидравлического затвора закупорена
56. Сальниковое уплотнение неправильно собрано, что мешает уплотняющей
жидкости обеспечивать герметизацию
57. Вал или муфты вала износились либо были повреждены При набивке сальников
58. Недостаточное обеспечение охлаждаемых сальниковых коробок охлаждающей
59.
60.
61.
62.
63.
64.
65.
66.
67.
68.
69.
70.
71.
72.
73.
74.
75.
76.
77.
78.
79.
80.
81.
82.
83.
84.
85.
86.
87.
88.
89
жидкостью
Излишний зазор в нижней части сальниковой коробки, между валом и корпусом
Грязь или твердые частицы в сальниковой жидкости
Сальниковая коробка эксцентрична по отношению к валу
Механическое уплотнение неправильно установлено
Неподходящий тип механического уплотнения для заданных эксплуатационных
условий
Внутренняя непригнанность частей, препятствующая хорошему соединению
уплотняющей прокладки и уплотнения
Герметизирующая поверхность сальника неперпендикулярна оси вала
Эксплуатация механического уплотнения без смазки
В жидкостях, которые контактируют с уплотнением, имеются абразивные ча-
стицы
Утечка из-под втулки из-за плохого сальника или наружного кольца
Подшипники несоосны с водоподающим патрубком
Поломка или трещины в корпусе подшипника
Излишнее количество смазки в подшипниках
Неудовлетворительная система смазки
Неправильная установка подшипников (поломка во время сборки, неправильная
сборка, неподходящий тип подшипника и т. д.)
Подшипники не -смазаны
Грязь попадает в подшипники
Попадание воды в корпус подшипника
Уравновешивающие отверстия засорены
Неисправность балансировочного устройства
Слишком высокое давление всасывания
Тугая посадка в подшипниковой паре (что может мешать скольжению при осе-
вой нагрузке)
Насос не нагружен и работает вхолостую
Воздушный или паровой мешок внутри насоса
Эксплуатация при слишком низкой нагрузке
Плохая согласованность параллельно работающих насосов
Внутренние деформации из-за слишком большого усилия со стороны трубы,
плохих фундаментов или неправильного ремонта
Внутреннее трение вращающихся частей о неподвижные части
Изношенные подшипники
Недостаточная смазка
Вращающиеся и неподвижные кольца подшипников сделаны из идентичных
матерцад^в^ с одинаковыми физическими свойствами
-----——--------Ju____________________________________________________
*•
17
ТАБЛИЦА 1.4. Интенсивности отказов устройств автоматики по данным
трех заводов (заимствовано в сжатом виде из [7])
Устройство Коли- чество Общий период работы, лет Фактор окружа- ющей среды Коли- чество отказов Интен- сивность отказов, i/год
Регулирующий клапан 1531 747 2 447 0,60
Позиционный клапан 334 158 1 69 0,44
Соленоидный клапан 252 113 1 48 0,42
Пневмоэлектрический преобра- 200 87,3 1 43 0,49
зователь
Устройство измерения давле- 233 87,9 3 124 1,41
НИЯ
Устройства измерения расхода: 1942 943 3 1069 1,14
датчик разности давлений 636 324 3 559 1,73
передающий ротаметр 100 47,7 3 48 1,01
показывающий ротаметр 857 409 3 137 0,34
магнитный расходомер 15 5,98 4 13 2,18
Устройства измерения уровня жидкости: 421 193 4 327 1,70
датчик разности давлений 130 62 4 106 1,71
датчик поплавкового типа 158 75,3 4 124 1,64
датчик емкостного типа 28 13,4 4 3 0,22
электропроводящие зонды 100 39,8 4 94 2,36
Устройства измерения уровня сыпучих материалов 11 4,38 30 6,86
Устройства измерения темпера- туры (исключая пирометры). 2579 1225 3 425 0,35
термопара 772 369 3 191 0,52
термометр сопротивления 479 227 3 92 0,41
ртутный (в стальной оболоч- ке) термометр 1001 477 2 13 0,027
барометрический датчик 27 10,7 4 4 0,37
преобразователь 300 142 3 124 0,88
Регулятор 1192 575 1 164 0,29
Переключатель давления 549 259 2 87 0,34
Переключатель расхода 9 3,59 4 1,12
Переключатель скорости 6 2,39 0
Сигнализатор пламени 45 21,3 3 36 1,69
Низковольтные преобразова- 12 4,78 8 1,67
тели
Анализатор: 56 39,0 331 8,49
рН-метр 34 15,8 93 5,88
газожидкостный хроматог- раф 8 3,43 105 30,6
Импульсные линии 1099 539 3 416 0,77
Устройства для настройки ре- гуляторов 1231 609 84 0,14
18
1.4. ПРОЕКТИРОВАНИЕ СИСТЕМ ОБНАРУЖЕНИЯ
И ДИАГНОСТИКИ НЕПОЛАДОК
Желательно иметь такую систему, которая может быстро обнару-
живать появившуюся неполадку. С другой стороны, в этом случае
система может стать слишком чувствительной к шумовым помехам и,
соответственно, слишком часто выдавать сигналы ложной тревоги.
Вопрос о нахождении приемлемого варианта системы лучше всего
решать с учетом особенностей конкретной установки, для которой
можно определить затраты, связанные с каждым вариантом. Напри-
мер, в системе с богатым резервированием ложные тревоги допу-
стимы в большей мере, чем в системе, имеющей сравнительно мало
резервных элементов.
Другое противоречие, которое необходимо разрешать, затраги-
вает сложность системы обнаружения, а именно — противоречие
между расходами на систему и качеством ее работы. Например, можно
ожидать большей четкости обнаружения неполадок, если использо-
вать в системе априори известные данные о вероятных видах непола-
док. Тогда, определяя с помощью ряда одновременных замеров кон-
кретную форму поведения процесса, которой соответствуют конкрет-
ные неполадки, можно снизить вероятность как ложной тревоги,
так и пропуска неполадок. Нахождение оптимального соотношения
между сложностью системы и ее эксплуатационными свойствами —
чрезвычайно важный момент в проектировании систем обнаруже-
ния неполадок.
Первый шаг в проектировании системы обнаружения неполадок —
это ознакомление с процессом. Основываясь на характеристиках
процесса, инженер может определить, какую роль отвести оператору
установки, а какую ЭВМ. Учитываются все возможные факторы, свя-
занные с конкретным процессом, которые оказывают влияние на про-
ектирование системы обнаружения. Например, планировка и среда
могут обусловить образование пыли. В печи обжига цемента это мо-
жет привести к закупоркам или засорению, а на бумажной фабрике
это могло бы стать причиной обрыва бумаги в бумагоделательной
машине и, следовательно, затора. Осведомленность об этих наруше-
ниях необходима для распределения функций оператора и ЭВМ.
Второй шаг, особенно важный для диагностики, — это установ-
ление границы подсистемы (термин «подсистема» относится к наи-
меньшей части процесса, для которой необходимо диагностировать
нарушение работы). Для каждой подсистемы назначаются условия
ее нормальной работы, и в результате, при одновременном учитыва-
нии всех подсистем, определяются условия нормального протекания
процесса в целом.
Далее проектировщик анализирует аппаратурное оснащение,
необходимое для системы обнаружения. Обычно он модифицирует
проект процесса так, чтобы тот обеспечивал возможность обнару-
жения неполадок, их компенсацию с помощью алгоритмов управле-
ния, ввод в действие резервного оборудования, включение рецикло-
вых потоков, резервных емкостей и т. д. Желательно иметь проект,
19
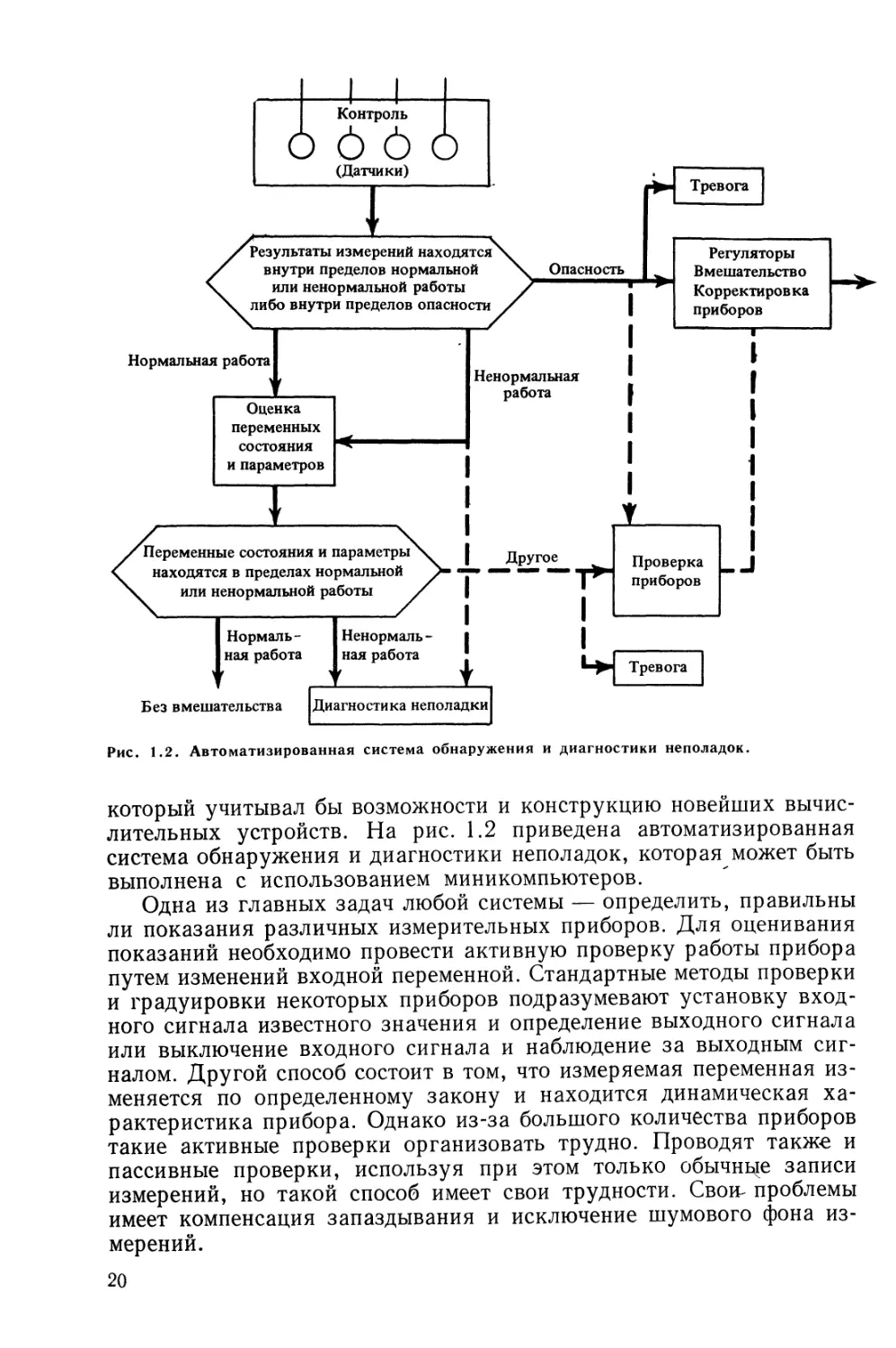
Рис. 1.2. Автоматизированная система обнаружения и диагностики неполадок.
который учитывал бы возможности и конструкцию новейших вычис-
лительных устройств. На рис. 1.2 приведена автоматизированная
система обнаружения и диагностики неполадок, которая может быть
выполнена с использованием миникомпьютеров.
Одна из главных задач любой системы — определить, правильны
ли показания различных измерительных приборов. Для оценивания
показаний необходимо провести активную проверку работы прибора
путем изменений входной переменной. Стандартные методы проверки
и градуировки некоторых приборов подразумевают установку вход-
ного сигнала известного значения и определение выходного сигнала
или выключение входного сигнала и наблюдение за выходным сиг-
налом. Другой способ состоит в том, что измеряемая переменная из-
меняется по определенному закону и находится динамическая ха-
рактеристика прибора. Однако из-за большого количества приборов
такие активные проверки организовать трудно. Проводят такж€ и
пассивные проверки, используя при этом только обычньте записи
измерений, но такой способ имеет свои трудности. Свош проблемы
имеет компенсация запаздывания и исключение шумового фона из-
мерений.
20
В заключение следует отметить, что персонал должен быть обу-
чен работе с системой. Операторы установок, механики, электрон-
щики, электрики, персонал по уходу за гидравликой, программисты
ЭВМ, контролеры — все они должны знать свойства системы. Спо-
собность системы действовать в большой степени зависит от уровня
компетентности обслуживающего технического персонала. Хорошо
известно, что ошибки человека — главный источник неисправности
оборудования на химических заводах [9].
1,5. ТЕХНИКА ОБНАРУЖЕНИЯ И ДИАГНОСТИКИ НЕПОЛАДОК
В данной книге описан довольно широкий ряд методов, некоторые
из которых строго обоснованы, тогда как другие базируются в боль-
шей мере на простых рассуждениях.
Для простоты методы обнаружения и диагностики неполадок
могут быть причислены к двум общим категориям:
1) оценивание (переменных и параметров модели);
2) распознавание образов (образной информации).
Рис. 1.3 иллюстрирует соответствие различных конкретных ме-
тодов указанным категориям. Многие методы обнаружения и диаг-
ностики неполадок в некоторой степени взаимосвязаны и могут рас-
сматриваться как продолжение один другого. Например, установ-
ление образов или областей в методе распознавания образов часто
базируется на анализе чувствительности системы. С другой стороны,
распознавание образов можно рассматривать как задачу в теории
принятия решения, обобщение которой ведет к теории оценивания.
Другая классификация обнаружения неполадок может быть сле-
д} ющей:
1) детерминированное;
2) статистическое;
3) эвристическое.
Диагностика неполадок
Распознавание обрезов
____ I
— Словари неполадок
— Кластерный анализ
— Акустический контроль
- Анализ вибрации
Визуальное наблюдение
Оценивание
I
— Модели во временной области
— Модели в частотной области
— Без моделей
— Анализ временных рядов
— Отсутствие пересечения
— Анализ тренда
I—
Анализ
чувстви-
тельности
Анализ
последовательности
событий
-------{-----—
Анализ .последо-
вательности
неисправностей
Многомерная
статистика
ри
с- 1.3. Классификация методов обнаружения и диагностики неполадок.
21
Статистический анализ, применяемый к распознаванию образов,*
превосходит детерминированный способ распознавания образов и
идентификации неполадки, поскольку позволяет учитывать шумо-
вой^ фон измерений и может компенсировать эффекты небольших
дрейфов значений параметров. Кроме того, статистический анализ
позволяет учитывать также априорные вероятности неполадок,'
например путем ранжирования неисправностей в соответствии с ве-‘
роятностями их появления. .
На практике обнаружение неполадки^может осуществляться и;
в других формах кроме оценивания параметров и распознавания об-
разов. Во многих случаях обнаружение неполадки базируется просто
на визуальном наблюдении. (Разумеется, кто-то может заявить, что;
это пример распознавания образа.) Эндоу и Лис [1] описали, как
использовать логическую информацию, содержащуюся в последова-
тельности сигналов тревоги, чтобы уменьшить набор возможных
причин неисправности процесса. Во многих случаях механический
износ измеряется непосредственно с помощью чувствительных эле-
ментов, смонтированных на или около поверхности объекта, подвер-
женной износу.
Теперь о том, кто определяет неудовлетворительное течение про-
цесса. Большинство нарушений нормального хода процесса обнару-
живается операторами. Во время выполнения своих обязанностей
оператор без всякой системы проводит выявление неисправностей
и нарушений хода процесса. В основном он стремится предупредить
уменьшение производства продукции. Оператор проводит разно-
образный контроль показаний приборов и, используя свой предыду-
щий опыт, принимает решение о существенности выхода показаний
за контрольные пределы, о постоянстве или усилении шумового фона,
либо о наличии данных, которые не соответствуют другим измере-
ниям. Используя человеческие способности — зрение, слух, обоня-
ние и осязание, оператор непрерывно контролирует работающее
оборудование — насосы, вентиляторы, регулирующие клапаны —
и любое другое технологическое оборудование, которое не обеспе-
чено приборами и которое может работать неудовлетворительно.
Обычно оператор придерживается своего набора признаков наличия
опасной ситуации, при которых он начинает действовать.
Даже если оператор хорошо выполняет свои контролирующие обя-
занности, часто его работа становится монотонной и скучной. По-
нятно, что ЭВМ имеет определенные преимущества перед человеком
в выполнении такой работы. ЭВМ может проводить поиск непрерывно,
систематично и несравненно быстрее человека. И хотя функции опе-
ратора в обнаружении нарушений нормального хода процесса нельзя
пока полностью возложить на ЭВМ, все же ЭВМ может принять на
себя формализованйую интерпретацию сигналов отклонений пара-
метров процесса, а оператор в это время будет концентрировать вни-
мание на более трудной работе, для которой он более всего подхо-
дит. Вероятно, оператор процесса является незаменимым при об-
наружении неполадок в тех случаях, когда требуется специальное
обследование (например, определение местоположения небольшие
22
утечек, трещин в оборудовании и т. д.), осмысленное принятие ре-
шений (например, распознавание образной информации) и осуществ-
ление определенных корректирующих действий, для которых не-
обходимы ручные операции. Таким путем может быть осуществлено
более приемлемое распределение обязанностей между человеком и
ЭВМ и достигнуто оптимальное использование обоих. Диагностика
с помощью ЭВМ (а это значит, что ЭВМ выполняет всю или почти всю
работу без вмешательства человека) — дело будущего. Помощь
ЭВМ в диагностировании неполадок можно рассматривать только
как ценное подсобное средство в принятии решений. Для успешного
выполнения ЭВМ функций записи информации, поиска нарушений,
\ правления, оптимизации и т. д. необходимы точные и надежные
показания приборов. Автоматическое обнаружение неполадок ра-
боты прибора является добавочной функцией, которую может быстро
выполнять ЭВМ. Очевидно, что ошибку нужно обнаружить как можно
раньше, до того момента, когда она приведет к ^неприятностям.
1.6. ИСПЫТАНИЯ, ПРОВОДИМЫЕ ДЛЯ ОБНАРУЖЕНИЯ
И ДИАГНОСТИКИ НЕПОЛАДОК
Для того чтобы оператор или ЭВМ могли проверить наличие не-
поладки или привести в действие регулирующие устройства, необ-
ходимо установить состояние процесса. С этой целью должны быть
проведены измерения отобранных переменных величин; зная их,
можно осуществить расчеты и сделать выводы относительно условий
проведения процесса. Наблюдения распространяются и на регули-
рующие воздействия, когда выводы указывают на необходимость
вмешательства в ход процесса.
Обнаружение неполадки обычно подразумевает использование
приборов, установленных не только с этой целью. В некоторых слу-
чаях для обнаружения неполадок применяются лишь обычные за-
водские контрольно-измерительные приборы, в других — специаль-
ные приборы, а иногда совместно и те, и другие. Число измерений
зависит от количества и типа требуемой информации. Точность из-
мерений, которые используются при расчетах, необходимых для
обнаружения отклонений от нормальной работы, должна быть до-
статочно высокой, и, как показывает опыт, для специальных про-
верок прежде всего нужно иметь хорошо выверенные приборы.
Часто обычные заводские контрольно-измерительные приборы недо-
статочно чувствительны, и тогда для обеспечения нормальной ра-
боты технологического оборудования должны применяться специаль-
ные приборы.
Желательно, чтобы при проектировании процесса разрабаты-
вался также проект диагностической системы. Если для измерений
Доступны только точки на входе и выходе, то их надо использовать
так, чтобы получить максимально возможное представление о непо-
ладке. Если же точки наблюдения неудачны, то необходимо изучить
возможность выбора дополнительных для наблюдений точек/что мог-
ло бы привести к диагностированию неполадок, которые иначе не-
возможно было бы определить.
23
(
Обнаружение зарождающейся неисправности может базироваться
не только на постоянном контроле, но и на периодических испытав
ниях оборудования или особых проверках. Особые проверки выпол-
няются группой специалистов и обычно включают комплекс типовые
испытаний или специальных испытаний по таким характерным пока<
зателям, как, например, вибрация. Однако в настоящее время сте«
пень разработки и применения эпизодических испытаний не може!
исключить многочисленных случаев нарушения нормальной работу
оборудования на химических заводах. Таким образом, постоянный
контроль за функционированием процесса более предпочтителенj
При любом виде испытаний инженер должен ответить на следукг
щие вопросы:
1) хорошо ли спланированы испытания, т. е. применимы ли они
к данной системе?
2) являются ли испытания полными, т. е. можно ли с их помощью
обнаружить предполагаемые неполадки?
3) обеспечивают ли испытания максимально четкое выделение
неполадки и установление ее местонахождения?
4) если испытания удовлетворяют всем указанным выше усло-
виям, то являются ли они «оптимальными», например, по общему
времени проведения, или по затратам на них, или с точки зрения
максимального использования возможностей ЭВМ?
Эти вопросы могут рассматриваться как критерии для установи
ления набора диагностических испытаний в конкретном процессе
1.7. УСТРАНЕНИЕ НЕПОЛАДОК
Как только обнаружено неисправное состояние и идентифициро
вана конкретная неполадка (или неполадки), необходимо предпри
нять действия к ее исправлению. Корректирующее воздействие мо
жет иметь различные формы. Возможно, что для восстановление
нормальных условий работы наиболее простым средством будет р^
гулировка. Может быть и так, что место неполадки точно установлен^
и заменяется часть оборудования (подсистема). Первый из указав
ных путей воздействия имеет много общего с понятием адаптивног|
управления. Не обязательно искать реальную причину появление
неполадки, так как к неисправности может приводить взаимосвяз
разных явлений. Когда обнаружена неполадка или зарождающаяс
неисправность приборов, то для сокращения простоя оборудовани
часто можно провести косвеннее измерения. Эти измерения включаю
вычисление отсутствующих величин, например, по общему энерг^
тическому и массовому балансу. Косвенные измерения фактически
эквивалентны обеспечению системы резервными приборами, но бе
привлечения дополнительных расходов, за исключением затра
на ЭВМ.
Если оператор обнаруживает отклонения от нормальной работы
он обычно переводит регулирующую систему процесса на ручно*
управление. Аналогично, при использовании ЭВМ общая контроля
рующая программа (супервизор) может предотвратить выдачу р^
24
гулирующего воздействия, основанного на неправильной информа-
ции, пресекая поток информации в тех частях системы, где имеются
неполадки, и направляя его через те части, которые исправны.
Эту возможность нетрудно заложить в программу ЭВМ и таким
образом обеспечить работоспособность установки даже вопреки
неполадкам или неисправностям отдельных приборов или устройств.
В любом случае, когда обнаружена неполадка, должно быть установ-
лено, является ли это следствием неисправности оборудования
или только измерительных приборов. Кроме того, должно быть
принято решение, действительно ли это неисправность или только
временный сбой. При неисправности оборудования может потребо-
ваться быстрая остановка завода, тогда как в случае выхода из строя
контрольно-измерительных приборов завод может продолжать ра-
ботать, но операторы предупреждаются о возникших затруднениях.
1.8. СТРУКТУРА КНИГИ
Эта книга посвящена главным образом методам обнаружения и
диагностики неполадок. Поэтому названия глав и разделов отвечают
излагаемым в них методам, а не частному их применению к опреде-
ленным типам технологического оборудования. В книге содержатся
примеры конкретных применений этих методов к котлам, теплооб-
менникам, дистилляционным колоннам, насосам и т. д., для чего
читателю необходимо обратиться к предметному указателю. В боль-
шинстве случаев примеры взяты из практики.
Общие сведения изложены в гл. 1. В гл. 2 приведены некоторые
основные положения математической статистики, которые нужны
в последующих главах. В гл. 3 рассмотрены различные типы моде-
лей, используемые для описания химических процессов.
Гл. 4 посвящена статистическим контрольным картам, которые
могут применяться без какой-либо модели процесса. В гл. 5 рас-
смотрены методы оценки переменных состояния и параметров, ис-
пользуемых для широкого круга моделей процессов.
Гл. 6 охватывает методы обнаружения и диагностики неполадок
путем распознавания образной информации. Гл. 7 посвящена ана-
лизу и диагностике неполадок с использованием информационных
графов.
ЛИТЕРАТУРА
»
1. Andow, Р. К- and F. Р. Lees, Process computer alarm analysis: outline of
a method based on list processing, Trans. Instn. Chem. Engrs., 53 (1975) 195—208.
2. Anyakora, S. N., G. F. Engel, and F. P. Lees, Some data on the reliability of
instruments in the chemical plant environment, The Chem. Engr. (Nov., 1971) 396—
402. 3. Anyakora, S. N. and F. P. Lees, Detection of instrument malfunction by
the process operator, The Chem. Engr. (Aug., 1972) 303—309. 4. Anyakora, S. N.
and F. P. Lees, Principles of the detection of malfunction using a process control com-
puter, Instn. Chem. Engrs. Symp. Series No. 35 (1973) 6 : 7—13. 5. Farmer, F. R.,
ln Major loss prevention in the process industries, Instn. Chem. Engrs., London, 1971,
P- 82. 6. Lees, F. P., Some data on the failure modes of instruments in the chemi-
plant environment, The Chem. Engr. (Sept., 1973) 418—421. 7. Lees, F. P.,
he reliability of instrumentation, Chem. & Industry, (Mar. 6, 1976) 195—205.
25
J
4
8. Rletz, Т. A., Some accidents that will take place in the coming year, paper pre-i
sented at the Kansas City Meeting of the A. I. Ch. E., April 10—14, 1976.j
9. McIntire, J. R., Measure refinery reliability, Hydrocarbon Process. (May, 1977)1,
121 —123. 10. Yedidiah, Y., Diagnosing pump problems, Chem. Engr. (Oct. 24, 1977)^
p. 126.
ДОПОЛНИТЕЛЬНАЯ ЛИТЕРАТУРА
1. Ablitt, J. F., An introduction to the SYREL reliability data-bank, United
Kingdom Atomic Energy Authority, Systems Reliability Service, Reports
No. SRS/GR/14. 2. Buffham, B. A., D. C. Freshwater, and F. P. Lees, Reliability’
engineering — a rational technique for minimizing loss, Instn. Chem. Engrs. Symp.’
Ser. 34 (1971) 87—98. 3. Collacott, R. A., Mechanical Fault Diagnosis and Condi-’
tion Monitoring, Chapman & Hall, London, 1977. 4. Collacott, R. A., Loss preven-;
tion through fault diagnosis, The Chem. Engr. (Aug., 1977) 582—586. 5. Dowson, D.t
Monitoring, pts. 1, 2, Tribology, 3 (1970) 138—144. 6. Edwards, E. and F. P. Lees*
Man and computer in process control, Instn. Chem. Engr., London, 1972, Chapt. 5.i
7. Grumm, W. E. and J. E. Turner, The nondestructive testing spectrum, Chem.
Engr. (Aug. 16, 1976) 65—78. 8. Shives, T. A., and W. A. Willard, eds., Nati-
onal Bureau of Standards Publication Vol. 487, Proceedings of the 25th Meeting-
of the Mechanical Failures Prevention Group, Gaithersburg, Maryland, 1976, U. S. Go-
vernmenr Printing Office, Washington, D. C., 1977. 9. Стрельцов, В. В., Надеж-
ность и долговечность химического оборудования, Ивановский химико-технологи-
ческий институт, Иваново, 1976. 10. Trotter, J. A., New tools for modern mainte-
nance, Chem. Engr. Deskbook Issue, Feb. 26, 1973, pp. 87—92.
ГЛАВА 2
ОСНОВЫ СТАТИСТИКИ И ПРИНЯТИЕ РЕШЕНИЯ
ПРИ ОБНАРУЖЕНИИ НЕПОЛАДОК
В этой главе мы даем описание некоторых статистических методов,
используемых для принятия решения при обнаружении неполадок^
и на примерах иллюстрируем возможности их применения. Объяс*
няется терминология, а также приводятся статистические характер
ристики, которыми мы будем пользоваться в последующих главах]
Кроме того, обсуждаются доверительные пределы и проверка гипо|
тез как средства, помогающие в диагностировании и классификации
состояний процесса.
2.1. ВВЕДЕНИЕ
Методы анализа, используемые для обнаружения неполадок
учитывают наличие ошибки в переменных процесса и коэффициента:
и могут применяться либо самостоятельно, либо совместно с мето
дами, которые пренебрегают такими ошибками. Для того чтобы при
нять правильное решение с учетом возможной неопределенности, иС
следователь должен суметь сделать рациональный выбор межд;
этими альтернативами. Таким образом, поскольку случайная ошибк
имеет место почти во всех измерениях процесса, принятие научн!
обоснованного решения требует дополнительного мастерства о|
исследователя. Целью анализа может быть проверка гипотезь!
нахождение подходящей связи между переменными или распозн!
26
вание возможных неполадок. Однако независимо от целей экспери-
мента и последующего анализа наиболее подходящим инструментом
исследователя является статистика.
Прогресс вычислительной техники безусловно сделал анализ
данных значительно менее утомительным и увеличил возможности
исследователя решать сложные задачи. Совершенствование методов
обработки данных и их представления, а также методов распозна-
вания образов позволяет предполагать возможность еще более ре-
волюционного развития. Если исследователь хочет воспользоваться
преимуществами, которые дает этот прогресс, он должен обладать ~
определенными индивидуальными способностями. Во-первых, и это
наиболее очевидно, исследователь обязан иметь прочные и много-
сторонние знания в области техники и математики. Во-вторых, он
должен быть достаточно сообразительным, чтобы понять, где можно
эффективно применить те методы, которые излагаются в этой книге.
В-третьих, необходимо, чтобы он хорошо понимал процесс, техноло-
гическое оборудование и структурные связи между потоками мате-
риалов, сигналы приборов и т. д.
В этой главе будет дана необходимая статистическая основа для
обнаружения и диагностики неполадок, а также приведены примеры
принятия решений с использованием статистических методов для
иллюстрации главных принципов. Вместо того, чтобы задавать воп-
рос «работает ли это?», мы задаем’более правомерный вопроЛкакова
вероятность того, что это работает?».
2.1.1. Случайные переменные
Существует много причин, вследствие которых наблюдения или
измерения, сделанные в экспериментах, оказываются в большей сте-
пени случайными (стохастическими), а не детерминированными.
В реальных заводских условиях производственные шумы, периоди-
ческие сигналы и другие помехи влияют на все измерения. Кроме
того, неопределенность возникает из-за того, что модели процессов
в действительности не отображают адекватно физические явления.
В общем с отсутствием строгой детерминированности измерений ис-
следователь сталкивается повсюду в своей работе.
«Истинное» значение переменной величины — это такое ее зна-
чение, которое было бы получено при'измерении, если бы отсутство-
вали случайные воздействия, связанные с измерением. Таким обра-
зом, истинное значение переменной процесса в определенном’смысле
является гипотетическим’значением/которое постулируется/однако,
как существующее. С понятием истинного значения’связано^понятие
ошибки, посколькуЛюшибка» представляет собой разность между
Фактическим'гизмеренным”значением неистинным значением. Следова-
тельно, случайная ошибка — это разность между случайной величи-
ной и ее истинным значением.
Случайные результаты, получаемые в эксперименте, содержат
ошибку или неопределенность. Однако этот тип ошибки следует~от-
^вчать от 1) большой, в некотором смысле изолированной ошибки,
27
Время t
Рис. 2.1. Повторные измерения температуры жидкости в заданной точке; хи х2 и х3 пред
ставляют различные уровни случайной переменной X (/); a, Ь, с — последовательны
временные диаграммы, соответствующие различным опытам.
которая может быть названа «выбросом», и 2) ошибки, систематически
вносимой, например, из-за плохой калибровки прибора или из-зз
предвзятого ожидания определенных результатов опыта. Ошибк*
последнего типа вызывают смещение или недостаток точности и назы
ваются систематическими ошибками. Точность показывает, насколь
ко среднее значение экспериментальных данных близко к «истин
ному» значению; воспроизводимость результатов характеризует ве
личину разброса отдельных экспериментальных данных относительна
их среднего значения. i
На рис. 2.1 показаны три временные типичные диаграммы а|
б, в случайной переменной X (t) на конечном интервале времени^
Термин ансамбль обычно используется для семейства функций X (t)
которое представляет собой набор всех возможных временных диа
грамм экспериментальных измерений X. Эти графики могут представ
лять повторные серии на одной и той же аппаратуре или одноврё
менные серии на идентичной аппаратуре.
Сам ансамбль, как одна временная запись и как группа одновре
менных экспериментов, тоже имеет случайный характер. Некоторы
случайные переменные можно выразить явными функциями, тогд
как другие — только графически или с помощью табулированны
данных. Эргодическая переменная — это такая переменная, для кс
торой средние по времени, т. е. средние для типичной записи, тако
как а на рис. 2.1, равны средним по ансамблю, т. е. средним по все
возможным временным записям, а, б, в и т. д., при заданном времен*
Для удобства мы просто примем, что измеряемые случайные перс
менные являются эргодическими, хотя в большинстве случаев Э1
допущение трудно поддается проверке.
В этой книге числовые индексы будут использоваться для тогя
чтобы отличить одну переменную (детерминированную или стох!
стическую, случайную) от другой, и изредка для того, чтобы разлм
чить временные записи, например Х2 (0- Конкретный смысл обозня
чений будет ясен из текста. Случайная переменная величина в зг
данный момент времени будет отмечаться индексом при t, ка
X (ZJ, или индексом при X, как Xh- Для экономии места там, гд
это не вызовет никаких недоразумений, мы не будем указывать за
висимость X от аргумента t, если переменная не изменяется во вр!
мени. Часто бывает необходимо различать между собой случайную
28
переменную X и ее конкретное значение, для которого будут исполь-
зоваться строчные буквы. Случайные переменные, как правило, бу-
дут обозначаться прописными буквами из второй половины алфа-
вита. Однако некоторые общепринятые символы для случайных
переменных, например для оценки дисперсии, будут сохранены.
Вообще говоря, строчными буквами будут обозначаться детермини-
рованные величины, за исключением таких понятий, как, например,
«термодинамическая (абсолютная) температура».
2Я.2. Распределение накопленной вероятности
и плотность распределения вероятности
Мы будем обозначать распределение накопленной вероятности
(функцию распределения вероятностей) для X (t) символом
Р {X (0 < х} = Р {х; t}
(2.1.1)
где х — некоторое число; Р — вероятность.
Аргумент в левой части определения (2.1.1) означает: «все значе-
ния случайной переменной X (t) меньше детерминированной вели-
чины х или равны ей». В рамках частотного подхода мы должны были
бы иметь большое число временных кривых N в момент времени
таких как показано на рис. 2.1, и посмотреть, выполняется ли усло-
вие X (/) < х. В предельном случае бесконечного числа кривых
мы таким образом получим функцию Р. Ясно, что значения Р за-
ключены в интервале между нулем и единицей. Типичное распре-
деление накопленной вероятности представлено на рис. 2.4 в раз-
деле 2.1.4.
Предположим теперь, что мы исследуем экспериментальные за-
писи как при t ~ tly так и при другом времени t = t2. Тогда совмест-
ное распределение случайных переменных X (ZJ и X (/2) можно
обозначить как
Р (*i, х2; h, t2) = Р{Х (h) < ХГ, X (t2) < X2}
(2.1.2)
где величина P (хъ x2; tlf t2) называется распределением накопленной
вероятности второго порядка по переменной X (t), а хг и х2 пред-
ставляют собой два некоторых числа. Слова «второго порядка» от-
ражают тот факт, что изучается совместное распределение одной и
той же случайной переменной, наблюдаемой в два различных мо-
менту времени. С частотной точки зрения величина Р (хъ х2; t19 t2)
является11 предельным значением доли совместных событий
|Х (/J < хг| и {X (/2) < х2\ в двумерном пространстве при
X -> оо. Можно также получить распределение накопленной ве-
роятности для двух различных переменных в один и тот же мо-
мент времени:
Р (.Уъ Уг> t) = Р \У1 (0 < УГ, У г (О < Уг\
29
Каждому распределению накопленной вероятности соответствует
плотность распределения вероятности, определенная следующим
образом:
Р (х; /) =
дР (х; /)
дх
р(%1, х2; h,
дх-t дх2
(2.1.3)
(2.1.4)
д2Р (хь х2; tlt t2)
Заметим, что строчная буква р обозначает плотность распреде-
ления вероятности, а прописная буква Р — распределение накоп-
ленной вероятности. Рис. 2.3 в разделе 2.1.4 иллюстрирует типич-
ную плотность распределения вероятности. Использование тер-
мина «плотность» становится понятным, если учесть, что для того,
чтобы величина Р (х; t) была безразмерной, единицы измерения
р (х; t) должны быть обратными по отношению к единицам х; т. е.
р (х; t) является вероятностью, приходящейся на единицу измере-
ния х. По определению
J р (х; /) dx = 1 (2.1.5)
—00
Аналогичные соотношения можно написать и для распределе-
ния накопленной вероятности второго порядка.
7^ Условное распределение накопленной вероятности случайной
переменной У, получающееся при условии, что случайная перемен-
ная X равна значению х, дается выражением
Р (у | х) = Р (у | X = х) = lim P(z/|x<X^x + Дх)
Ах->0
где вертикальная черта означает «для данного» или «при условии, что».
Соответствующая условная плотность распределения вероятности
получается дифференцированием Р (у | X = х) по у:
р (у \х) = р (у \Х = х) =
р(х, у)
р(х)
Множество случайных переменных считается независимым, если
Р(х) ее Р(хь . ., хп; /1, . ., /n) = P(xi; /1) . . Р(хп; /п) (2 1.6)
т. е. совместное распределение накопленной вероятности является
произведением индивидуальных распределений накопленных ве<
роятностей.
Эквивалентное соотношение для плотностей распределения ве<
роятности имеет вид
р (xi, . . ., хп; /1, . . , tfi) — р (xtf /1) . . . р (хп; /п) (2.1.7)
Непрерывные переменные процесса известны тем, что они не яв«
ляются независимыми, поскольку на значение переменной в дан
ный момент времени влияют более ранние значения. Случайная пере
менная называется стационарной (в строгом смысле слова), если плои
ности распределения вероятности всех порядков инварианты относи
тельно переноса начала отсчета времени.
30
2.1.3. Средние по ансамблю (математические ожидания)
Математическое ожидание функции или переменной будет обоз-
начаться символом £ { }, где аргумент в скобках обозначает кон-
кретную функцию (переменную). Каждое среднее по ансамблю пред-
ставляет собой детерминированную функцию, описывающую опре-
деленные характеристики случайной переменной, такие как ее наи-
более вероятное (среднее) значение или разброс (дисперсию). (Обычно
слова «по ансамблю» опускаются, но молчаливо подразумеваются,
когда говорят о среднем.)
1. Среднее значение.
Среднее по ансамблю (математическое ожидание) случайной пере-
менной X(f):
—|-ОО
цА (0 - Е {X (/)} f хп(х, 1) dt (2 18)
—сю
Если плотность распределения р (х; t) не зависит от времени, то
величина px = Их (0 является постоянной.
Математическое ожидание суммы двух случайных переменных
W (0 = X (0 + Y (/)
£{Г (/)}=£{Х (t)}-\-E{Y (/)}
а математическое ожидание произведения двух независимых случай-
ных переменных Z (t) = X (/) Y (t)
Е {Z (/)} - Е {X (/)} Е {Y (/)}
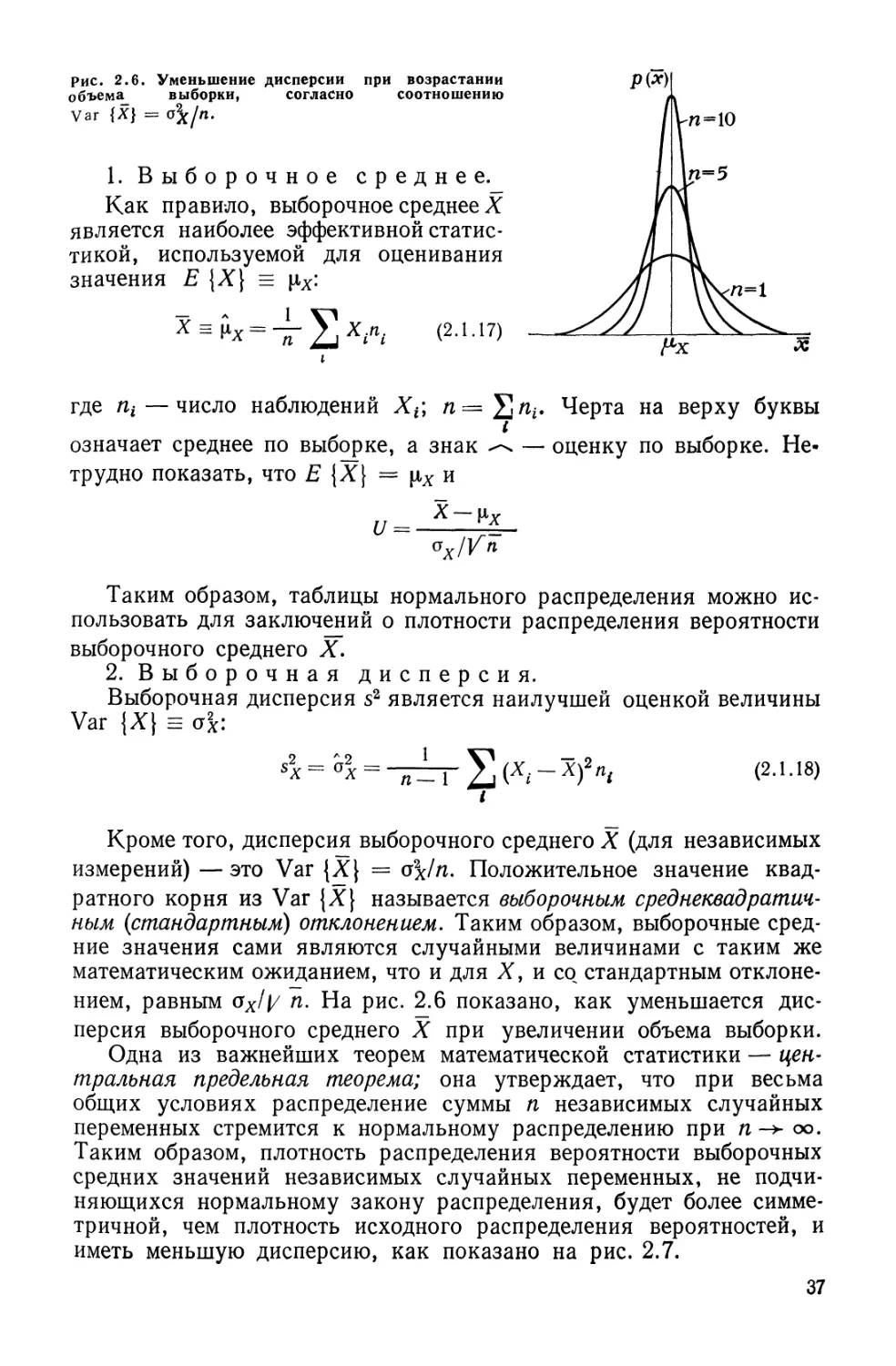
2. Дисперсия.
Дисперсия характеризует разброс, или рассеяние, значений слу-
чайной переменной по отношению к ее среднему, т. е. относительно
положения центра:
4 (0 = Е {[X (0 - (/)]2} ее Var {X (/)} (2 1 9)
Если плотность распределения р (х; t) не зависит от времени, то
аргумент величины X может быть опущен.
Дисперсия суммы случайных переменных W = аХ + bY -j- ...
равна
Var {F} = £|(F-1^)2} =
- а?Е\(Х - Их)2| + Ь*Е {(К - Иу)2| + • • • + 2abE {(X - и%) (У - ру)} +
(2 1.10)
В частном случае, когда случайные переменные являются неза-
висимыми, члены с перекрестными произведениями исчезают и
Уравнение (2.1.10) принимает вид
Var {W} = a2 Var {X) + 62 Var {/}+•• (2 1 11)
Положительное значение квадратного корня из дисперсии назы-
вается стандартным (среднеквадратичным) отклонением и будет
обозначаться (0- Если переменная X (t) является стационарной,
31
x(t)
О
Сильная корреляция
Незначительная
корреляция
Рис. 2.2. Взаимная корреляционная функция.
Коррелограмма
функциональную зависимость от t можно не указывать. Относитель-
ное отклонение (коэффициент вариации) — безразмерная форма
стандартного отклонения, которая дает информацию по относитель-
ному рассеянию переменной X (/):
aY(Z)
(/) =
3. Взаимная корреляционная ф,у н к ц и я.
Взаимная корреляционная функция двух случайных перемен-
ных X (t) и Y (f) применяется для характеристики зависимости
одной переменной от другой:
rXY (Д М ~ Cl) Y (^2)} ГУХ (^2’ ^1) J J хур(х, у, t^jdxdy
—00 —со
(2.1.12)
Заметим, что rXY не является случайной переменной, но может
зависеть от времени. Рассмотрим рис. 2.2. Две случайные перемен-
ные X и Y являются некоррелированными, если Е =
= Е \Х\ Е \ Y\, и независимыми, если р (х, у) = р (х) р (у). Если
случайные переменные X и Y независимы, то они также и некор-
релированы. Некоррелированность — более слабое условие, чем
независимость, поскольку если случайные переменные X и Y яв-
ляются некоррелированными, то в общем случае Е {f (X) g (У)} =/=
Е \f (Х)\ E\g(Y)\. Но если X и Y независимы, то
E\f(X)g{Y)\ = E\f(X)\E\g(Y)\. j
Для стационарного ансамбля взаимная ковариационная функциях
(или ковариация) имеет вид
® XY W — rXY W Hx^F
Величина ковариации зависит от единиц измерения X и У, по-
этому можно ввести две безразмерные переменные
<JA (0) и OY (0)
32
и использовать их для выражения коэффициента корреляции:
XV С^)
Рху (0) (0) (2Л-13)
Если случайные переменные X и Y являются некоррелирован-
ными, то ковариация и коэффициент корреляции равны нулю. Для то-
го чтобы вычислить rXY (т) и Гух (т), необходимо только выполнить
расчеты для т ^>0 из-за симметричности свойств этих двух функций.
Взаимные корреляционные функции могут быть использованы
в следующих целях:
1) чтобы помочь проверить статистическую независимость между
двумя случайными переменными;
2) для оценки импульсной и частотной характеристик системы
без подачи импульса или синусоидального сигнала на вход процесса;
3) для предсказания величины ошибки времени запаздывания
в стационарных процессах при контрольных измерениях (взаимная
корреляционная функция для линейных процессов будет иметь мак-
симум при рассогласовании времен, равном времени, которое необ-
ходимо для прохождения сигнала в процессе);
4) для оценки амплитуд и Фурье-компонент переменных вели-
чин, искаженных некоррелированным шумом и/или другими сиг-
налами [шум не дает вклада в rXY СОИ
5) чтобы определить путь прохождения входного сигнала по
большой линейной системе (каждому пути в коррелограмме соответ-
ствует отдельный максимум).
4. Б е л ы й шум.
Если случайная переменная X (/) имеет автокорреляционную
функцию гхх (т), где т определяется по рис. 2.2, вида гхх (т) =
= б (т), то спектр энергии (спектральную плотность) sxx (со) —
преобразование Фурье автокорреляционной функции гхх (т), можно
представить как
—J-OO
sxx (“) = j е~^гхх (т)dx = 1
—со
т. е. спектральная плотность равна единице. В этом случае говорят,
что X (/) представляет белый шум; его спектр энергии — прямая.
Подобно понятию единичного импульса белый шум является мате-
матической абстракцией. Он не реализуется в физическом смысле,
поскольку постоянная спектральная плотность означает бесконеч-
ную среднюю энергию. В физических системах, которые обладают
ограниченной шириной полосы (диапазоном частот) вместо сплош-
ного белого шума можно использовать без потери точности белый
шум в ограниченном частотном диапазоне при условии, что диапа-
зон частоты шума полностью покрывает возможные частоты системы.
Физическим примером белого шума может служить тепловой шум,
производимый резистором из-за теплового возбуждения (движения)
электронов.
2
Химмельблау Д.
33
Случайная переменная Винера—Леви W (/), иногда называемая
броуновским движением (хотя в действительности это частный слу-
чай броуновского движения), представляет собой интеграл стацио-
нарного белого шума:
W(t)
t
= j
о
Переменная W (t) имеет следующие свойства:
1) W (0) - 0;
2) Е\W (1)\ = 0;
3) W (/) имеет независимые приращения;
4) Е {U72 (t)\ = at, т. е. дисперсия W (/) пропорциональна /;
5) W (/) является нормальной (гауссовой) переменной.
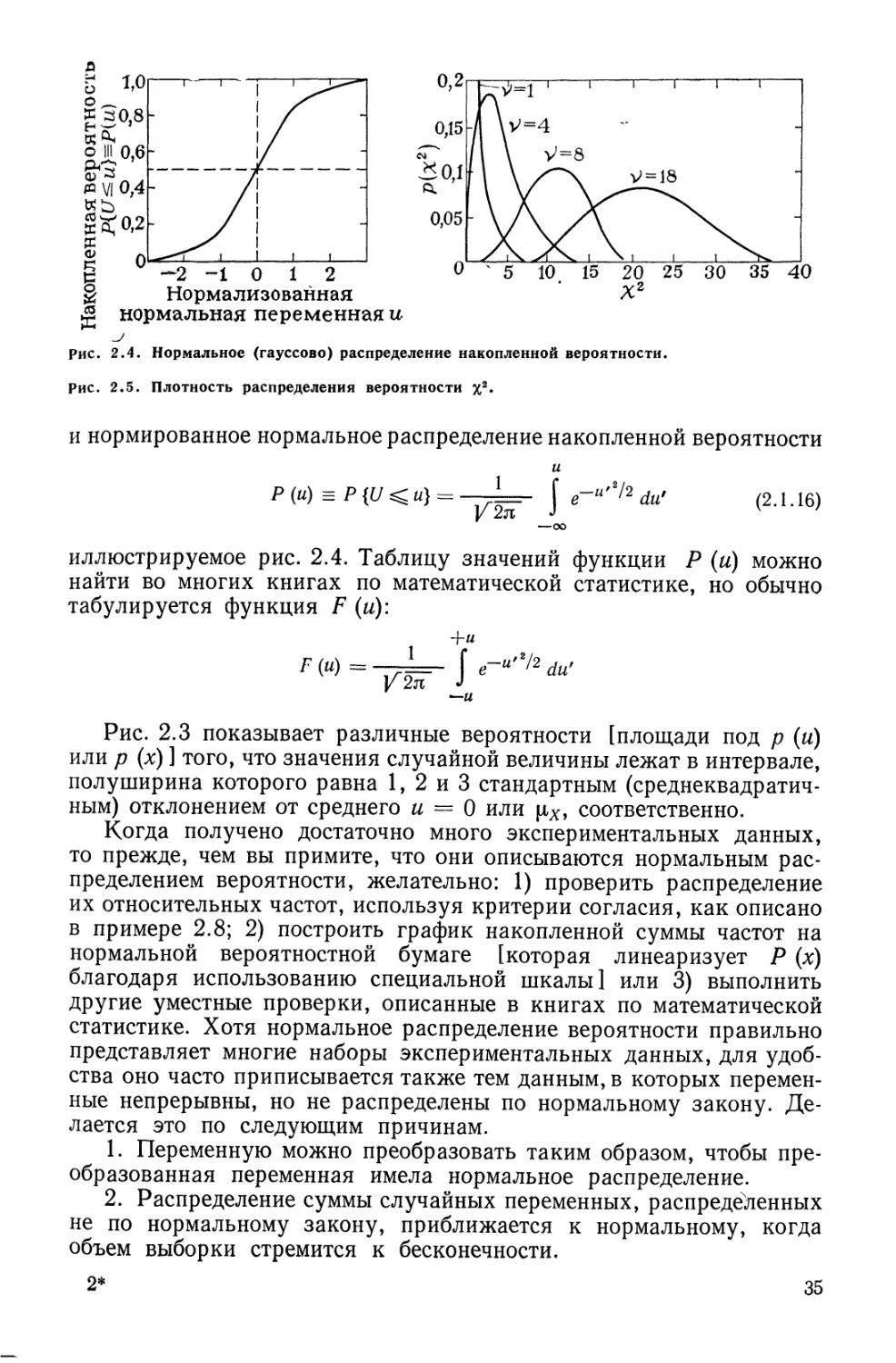
2.1.4. Нормальное распределение вероятности и распределение %2
Нам необходимо упомянуть о двух распределениях вероятности,
которые играют важную роль в принятии решения при обнару-
жении неполадки.
1. Нормальное распределение вероят-
ности.
Хорошо известное распределение вероятности, имеющее коло-
колообразную форму, задается функцией
—оо < х < + оо (2.1.14)
Плотность распределения вероятности
нормированной случайной переменной U
Ех Ех Gx Ех Ех+^х Ех+$&х
Ех 2 6 Ех+2(?х
Заметит^, что применяя
безразмерную перемен-
ную U
и — ~
°х
мы получаем нормированную
плотность нормального рас-
пределения вероятности, ил-
люстрируемую рис. 2.3
Р (и) = ,2— е-“2/2 (2.1.15)
у 2 л
Рис. 2.3. Соотношение между нормиро-
ванной (стандартизированной) нор-
мальной случайной переменной U и
нормальной случайной переменной X.
Проценты относятся к площади под
кривой внутри указанных пределов,
исходя из общей площади 100 %.
34
»g нормальная переменная и
Рис. 2.4. Нормальное (гауссово) распределение накопленной вероятности.
Рис. 2.5. Плотность распределения вероятности %2.
и нормированное нормальное распределение накопленной вероятности
Р (и) = р {и и} =
1
К2лГ
(2.1.16)
иллюстрируемое рис. 2.4. Таблицу значений функции Р (и) можно
найти во многих книгах по математической статистике, но обычно
табулируется функция F (и):
F (и) = — Г е~и' du'
—и
Рис. 2.3 показывает различные вероятности [площади под р (и)
или р (%) ] того, что значения случайной величины лежат в интервале,
полуширина которого равна 1, 2 и 3 стандартным (среднеквадратич-
ным) отклонением от среднего и = 0 или р,х, соответственно.
Когда получено достаточно много экспериментальных данных,
то прежде, чем вы примите, что они описываются нормальным рас-
пределением вероятности, желательно: 1) проверить распределение
их относительных частот, используя критерии согласия, как описано
в примере 2.8; 2) построить график накопленной суммы частот на
нормальной вероятностной бумаге [которая линеаризует Р (х)
благодаря использованию специальной шкалы! или 3) выполнить
другие уместные проверки, описанные в книгах по математической
статистике. Хотя нормальное распределение вероятности правильно
представляет многие наборы экспериментальных данных, для удоб-
ства оно часто приписывается также тем данным, в которых перемен-
ные непрерывны, но не распределены по нормальному закону. Де-
лается это по следующим причинам.
1. Переменную можно преобразовать таким образом, чтобы пре-
образованная переменная имела нормальное распределение.
2. Распределение суммы случайных переменных, распределенных
не по нормальному закону, приближается к нормальному, когда
объем выборки стремится к бесконечности.
2* 35
3. Ошибка, связанная с использованием статистических крите-
риев, основанных на предположении о нормальном распределении
экспериментальных данных, которые в действительности описы-
ваются другим симметричным распределением, оказывается малой.
2. Распределение «хи-квадрат» (%2).
Рис. 2.5 иллюстрирует плотность распределения вероятности x2L
v означает число степеней свободы для х2- Если имеется v независи-
мых наблюдений, то число степеней свободы равно v; однако число
степеней свободы уменьшается на единицу при наложении каждого
ограничения на v наблюдений. Во многих книгах по математической
статистике приводятся таблицы как для Р (х2) (интеграл под кривой
на рис. 2.5), так и для Р (x2/v) и Р |х2 >%*}•
Распределение х2 имеет много теоретических и практических при-
менений, включая:
1) проверку согласия экспериментальных наблюдений с предпо-
лагаемыми распределениями вероятности;
2) получение доверительных интервалов для дисперсии и средне-
квадратичного отклонения;
3) проверку независимости переменных;
4) получение выборочного распределения для среднеквадратич-
ного отклонения, ковариации и относительного отклонения.
2.1.5. Выборочные статистики и их распределения
Обычно распределение вероятности для переменной процесса
неизвестно, так что математические ожидания в разделе 2.1.3 нельзя
вычислить непосредственно. В то же время исследователь хочет
получить оценки плотности распределения вероятности, но в боль-
шинстве случаев он располагает просто оценками среднего значе-
ния, дисперсии и т. д. Существует два основных метода оценивания
характеристик ансамбля: 1) с использованием конечной случайной
выборки из наблюдений или измерений, полученных в повторных
экспериментах на основании различных временных записей; 2)
с использованием единственной временной записи одного экспери-
мента. Для эргодической переменной выборки эквивалентны.
В принципе термином выборочная статистика или просто ста-
тистика обозначается некоторое число, рассчитанное по выборке
из наблюдений или измерений случайной переменной. Таким обра-
зом, оценки параметров плотности распределения вероятности, рас-
пределения накопленной вероятности, моделей процесса или оценки
характеристик ансамбля, полученные из экспериментальных наблю-
дений, являются статистиками. Однако слово «статистика» имеет
двойной смысл: оно означает и правило вычисления статистики
(т. е. некую функцию), и значение этой статистики. Нужный смысл
будет ясен из контекста. Помните, что статистики — случайные
переменные.
В этом разделе мы рассмотрим выборочное среднее значение и
выборочную дисперсию случайной переменной X, а также их соот-
ветствующие распределения вероятностей.
36
Рис. 2.6. Уменьшение дисперсии при возрастании
объема выборки, согласно соотношению
Var {X} = а^/п.
1. Выборочное среднее.
Как правило, выборочное среднее X
является наиболее эффективной статис-
тикой, используемой для оценивания
значения Е {X} =
х - Их - п Х.П.
I
(2.1.17)
где tii—число наблюдений Xt‘, n—Yini- Черта на верху буквы
i
означает среднее по выборке, а знак — оценку по выборке. Не-
трудно показать, что Е {X} = и
X. ~~ и у
и =-----
Таким образом, таблицы нормального распределения можно ис-
пользовать для заключений о плотности распределения вероятности
выборочного среднего X.
2. Выборочная дисперсия.
Выборочная дисперсия s2 является наилучшей оценкой величины
Var {X} = ох'-
sx = % = У (Х(. - X)2 п{ (2.1.18)
I
Кроме того, дисперсия выборочного среднего X (для независимых
измерений) — это Var {X | = вх!п. Положительное значение квад-
ратного корня из Var {X} называется выборочным среднеквадратич-
ным (стандартным) отклонением. Таким образом, выборочные сред-
ние значения сами являются случайными величинами с таким же
математическим ожиданием, что и для X, и со стандартным отклоне-
нием, равным ох/|/ п- На рис. 2.6 показано, как уменьшается дис-
персия выборочного среднего X при увеличении объема выборки.
Одна из важнейших теорем математической статистики — цен-
тральная предельная теорема; она утверждает, что при весьма
общих условиях распределение суммы п независимых случайных
переменных стремится к нормальному распределению при п->оо.
Таким образом, плотность распределения вероятности выборочных
средних значений независимых случайных переменных, не подчи-
няющихся нормальному закону распределения, будет более симме-
тричной, чем плотность исходного распределения вероятностей, и
иметь меньшую дисперсию, как показано на рис. 2.7.
37
Рис. 2.7. Плотности распределения вероятности выборочных средних значений, показыва-
ющие уменьшение дисперсии для распределения X:
а — нормальное распределение X; б — распределение X не является нормальным.
Исследование распределения выборочной дисперсии Sx для не-
зависимых наблюдений из нормально распределенной совокупности
со средним значением р,х и дисперсией о2х приводит к соотношению
4 = 4^-; v = n-i (2.1.19)
Это дает возможность найти распределение выборочной дисперсии sx
по распределению /2.
Для k выборок из нормально распределенной совокупности, каж-
дая из которых обладает одной и той же дисперсией ох, но не обяза-
тельно имеет одно и то же среднее значение, объединенная оценка Sp
дисперсии ах будет равна
(2.1.20)
где Vj — число степеней свободы, связанных с каждой из величин $2.
Таким образом, производя большое число выборок малого объема,
можно получить оценку Sp дисперсии ох, основанную на значительно
большем числе степеней свободы, чем в том случае, когда произво-
дится одна большая выборка с таким же общим числом наблюдений.
Пример 2.1. Ошибка регулятора процесса
Регулятор выдает выходной сигнал, характеризующий суммарную величину
двух потоков. Величина каждого из потоков содержит некоторую ошибку; кроме
того, и сам регулятор вносит ошибку в выходной сигнал. Функциональная связь
между суммарным сигналом у и сигналами лч и х2 является линейной:
у = 200 + a^x-L — а2х2
Единицей измерения величин xt и у служит милливольт. «Ошибки» в сигналах,
указанные ниже в процентах от средних значений этих сигналов, представляют со-
бой три стандартных отклонения в единицах измерения х или у. Математические
38
ожидания всех ошибок равны нулю. Исходя из этих данных, рассчитываем «ошибку»
в выходном сигнале регулятора Z, где Z = у + 83.
ТАБЛИЦА П2.1. Исходные данные
Сигнал Коэффи- циенты а[ «Ошибка» 3?х.
5 100 5 % от среднего значения
А2 2 150 4 % » » »
Регулятор 2 % » » »
Мы полагаем, что Хх и Х2 являются статистически независимыми перемен-
ными. Тогда
Z = 200 + 5Е — 2£ |х2 + 8Х } + Е |83|
Е {Z} = 200 + 5£ {Xi} — 2Е {Х2} = 200 + 5 (100) — 2 (150) = 400 мВ
Нам неизвестно, какими могут быть математические ожидания Е {ХА} или
Е {Х2}> однако подставим выборочные средние значения Хг и Х2, соответственно,
как наиболее доступные оценки.
Дисперсия величины Z равна
Var {Z} = (5)2 Var |8ХД + (—^)2 Var {8ХД + Var |83|
если Xlt Х2 и 83 являются статистически независимыми. Далее
зох =0,05(100) или (5Х = —;
Зо^ = 0,04 (150) или — -у-;
З03 = 0,02 (400) или о3 = ;
/ 5 \2 / 6 \2 / 8 \2
Var{Z} = 25(~-) +4(^-) +(-^) =92,6
\ о / \ о / \ о /
= К 92,6 = 9,62
Соответственно, Зо^ = 28,9 мВ и процент «ошибки» в выходном сигнале
28 9
(ЮО) = 7,2%
3. / -распределение.
Распределение t (или ^-распределение Стьюдента, названное
так потому, что было опубликовано В. С. Госсетом под псевдонимом
«Стьюдент») используется при проверке гипотез и при нахождении
доверительных интервалов для средних значений. Случайная пере-
менная t является аналогом случайной переменной (7, но она сделана
безразмерной (нормированной) с помощью выборочного стандарт-
ного отклонения
t ( х ~~ ^х \ °х и = U
sx \ Sx/j/*n / Gx Sx/°X KxVv
где v — число степеней свободы, связанное с $х-
(2.1.21)
39
Рис. 2.8. Плотность t-распределения вероятности Стьюдента.
Рис. 2.9. Графическая интерпретация таблиц /-распределения Стьюдента для V = 5.
На рис. 2.8 приведены графики р (/) для различных степеней
свободы v. В пределе при v оо плотность распределения вероят-
ности t становится идентичной нормированной плотности нормаль-
ного распределения вероятности.
Из уравнения (2.1.21) ясно, что при вычислении t используется
выборочное стандартное отклонение X, тогда как при вычислении U
должно быть известным значение вх-
Почти во всех фундаментальных руководствах по математической
статистике содержатся таблицы распределения накопленной вероят-
ности t. Распределение t определяет вероятность того, что значе-
ние t меньше или равно, чем некоторое выбранное значение
/•
= j p(t)dt
—со
В некоторых таблицах для каждой степени свободы v приведена
вероятность получения значения t, большего по абсолютной вели-
чине чем указанное в таблице. Другие таблицы учитывают свойства
симметрии распределения^/ и содержат только вероятность получе-
ния большего значения t, чем то, что указано в таблице.
В качестве примера приведем часть таблицы, в которой представ-
лена вероятность Р (0 = Р \t < /*) для числа степеней свободы
v = 5:
Р (t) 0,75 0,90 0,95 0,975 0,99
t 0,727 1,476 2,015 2,571 3,365
Перечисленные значения могут быть интерпретированы так:
95 % площади под кривой плотности распределения вероятности t
заключено в пределах значений t от —2,571 до 4-2,571, а 5 % пло-
щади лежит (симметрично) вне этих^пределов (рис. 2.9).
4. Распределение отношения дисперсий.
Распределение отношения дисперсий, исследованное Р. А. Фи-
шером (обычно обозначается F), оказывается весьма полезным в дис-
персионном анализе и при построении моделей. Если взяты две
выборки, причем одна из них состоит из пх независимых измерений
случайной переменной распределенной по нормальному закону
40
u 2
co средним значением pi и дисперсией аь а другая — из п2 независи-
мых измерений случайной переменной Х2, также распределенной по
« 2
нормальному закону со средним значением р2 и дисперсией о2, то
случайная переменная F определяется следующим образом:
si/ai
F(vi, v2) = -T7-F ^2.1.22)
c Vi = nx — 1 и v2 = n2 — 1 степенями свободы. Степени свободы
2 2
числителя и знаменателя связаны, соответственно, с Si и s2.
Если о? = о2 = о2, то, используя соотношение (2.1.19), можно
выразить величину F через %2:
si Х1Л1
г (Vb v2) = 4-= 4^1- (2.1.23)
Первое число в аргументе F означает степень свободы числителя
выражения (2.1.23).
Таблицы распределения накопленной вероятности F, т. е.
р (F) = J р (F) dF = Р {0 с F < F*}, также можно найти в кни-
о
гах по математической статистике. Например, допустим vx = 10,
v2 = 4. Тогда для Р {0 < F < F*\ = 0,95 каким будет F*? Если
Р {0 < F < F*} = 0,95, то Р \F > F*} — 0,05. Из таблицы рас-
пределения F мы находим F* (10,4) = 5,96.
Примеры плотности распределения вероятности F даны на рис. 2.10.
5. Отношение нормальных случайных пе-
ременных.
Если X является нормальной случайной переменной со средним
значением У — Другая случайная переменная со средним зна-
чением [1г, а ковариационная матрица для двух переменных
P^X^Y °Y
то распределение плотности вероятности для Х/У определяется во
многих видах.
Один из простейших видов этого распределения дает Донахью 19 ]
Еще одна из форм распределения, легко применяемая для независи
мых переменных, основана на
использовании табулирован-
ной функции Никольсона
[17]
h qxjh
V (ft, q) = j j p (x) p (y) dy dx
о о
Рис. 2.10. Плотность распределения
вероятности F для выбранных значе-
ний Vj и v2.
41
а именно:
=4-+4- +2V
J V
Hy “b \
= - — 2V(uv, uY)
)Л 1 + r2 /
(2.1.24)
2.1.6. Сглаживание данных
Большие внезапные изменения в сигнале могут указывать на неис-
правность прибора [1,2] или на неполадки в процессе. Чтобы обна-
ружить подобные нарушения, сигнал прибора может быть сглажен
для исключения шума, например, путем экспоненциального сгла-
живания:
Xk = aXk + (l - a)Xfe_! (2.1.25)
где X — сглаженное значение, а а (0 с а < 1) — весовой множи-
тель, используемый для сочетания нового измерения в момент вре-
мени th с предыдущим сглаженным значением. Это уравнение обсуж-
дается более детально в разделе 4.4.
Малое значение весового множителя а следует использовать, когда
предполагается, что сигнал имеет большие случайные флуктуации,
поскольку вес при новом несглаженном значении Xk может оказаться
достаточно низким, чтобы сгладить эффекты флуктуаций. Однако
излишне низкое значение а также явится причиной того, что сгла-
женный сигнал X не будет представлять фактический сигнал, если
имеет место устойчивый реальный тренд. (Значение а = 1 относится
к случаю, когда сглаживание не проводится). Выбор а требует ком-
промисса между устранением шума и скоростью слежения сигнала.
Чем ниже сглаживающая константа а, тем лучше устраняется шум,
но медленнее появляется отклик на сигнал. В любом случае, если
ошибка Ек определена как
Ek = Xk — Xk-i
пределы тревоги могут находиться на Ek- Если можно вычислить
статистики Х^ то доверительные пределы могут быть помещены на Ek,
как описано в разделе 2.2. Можно также вычислить приблизительное
стандартное отклонение для Ek-
£ Eh
§Ек = ~п~ (2.L26)
Нижний и верхний пределы (основанные на нормальных условиях
работы) могут быть заданы для значений которые дают меру
ожидаемого разброса записей мгновенного сигнала относительно их
среднего значения за некоторый период времени. Возрастание sEk
выше верхнего предела будет указывать на необычно большие флук-
туации, которые могут быть обусловлены неполадкой прибора или
нарушением нормального хода процесса. Значения sE ниже нижнего
предела отвечают сильному сигналу без фона, что, возможно,
обусловлено также какой-то неполадкой.
42
Рис. П2.2.1. Временная запись в случае выходящей из строя термопары. В период времени,
предшествующий представлен нормальный отклик; между моментами времени и /2 в03-
никает неисправность; после t2 — неисправное действие [3].
Пример 2.2. Обнаружение неисправности прибора
Аньякора и Лис [3] описывают определение неисправности прибора с помощью
уравнений (2.1.25) и (2.1.26). Они получили данные для нормально действующих
медно-константановых термопар, а также данные, относящиеся к аномальным ус-
ловиям их работы. На рис. П2.2.1 показана временная запись в случае медно-кон-
стантановой термопары (для которой приемлемый температурный диапазон состав-
Рис. П2.2.3. Приблизительное стандартное отклонение для сигнала от исправно действу-
ющей медно-константановой термопары [3].
43
На рис. П2.2.4 увеличение
Рис. П2.2.4. Приблизительное стандартное откло-
нение в случае начинающей неисправно действовать
медно-константановой термопары [3].
ляет 100—400 °C) при 860 °C. Хотя темпера-
тура сохранялась постоянной, заметно возрас-
тание флуктуаций после точки t2.
На рис. П2.2.2 представлен сигнал от тер-
мопары такого же типа, когда температура пе-
чи возрастала от 580 до 860 °C. Вследствие
тепловой инертности печи сглаживание темпе-
ратурных данных с помощью уравнения (2.1.25)
было бы преждевременным. Рис. П2.2.3 иллюс-
трирует зависимость значений о sE, получен-
ных по уравнению (2.1.26), от времени (числа
выборок) при нормальных условиях работы.
§Е указывает на какую-то неправильность задолго
до сигнала или ошибки Е. Ни сигнал, ни Е не обнаружили различия между нор-
мальным дрейфом измеряемой температуры и ложными флуктуациями, которое
показало sE и которое свидетельствовало о неисправности.
Аньякора и Лис обсуждают подобные опыты с лабораторными расходомерами,
промышленными регулировочными клапанами и манометрами.
2.2. ДОВЕРИТЕЛЬНЫЕ ИНТЕРВАЛЫ
И ПРОВЕРКА ГИПОТЕЗ
Одна из главных целей экспериментирования заключается в том,
чтобы сделать какой-либо вывод об ансамбле по выборке из этого
ансамбля. Мы можем установить три различных типа такого рода
выводов, которые находят широкое применение при обнаружении
и диагностике неполадок, а именно: 1) оценивание параметров; 2) по-
лучение интервальных оценок и 3) проверка гипотез. Все они будут
описаны в этой главе и используются здесь и в последующих главах.
Если инженер хочет получить наилучшую из возможных оценку
одного или нескольких параметров модели процесса, то возникает
так называемая задача оценивания параметров. Под параметрами
мы подразумеваем те коэффициенты, которые входят в модель; они
являются паременными ансамбля. Оценивание некоторого отдель-
ного значения параметра дает точечную оценку, а более чем одного —
совместную оценку. Нахождение оценок параметров многих типов
моделей рассматривается в гл. 5. Здесь же мы изложим основные
концепции и проиллюстрируем их с помощью нескольких простых
примеров.
Интервальные оценки связаны с оцениванием величины интер-
вала, внутри которого с заданной вероятностью окажется значение
параметра ансамбля. Интервальные оценки тесно связаны с про-
веркой гипотез. При проверке гипотез предполагается, что одна
или большее число математических функций описывают некоторые
особенности экспериментальных данных. Эти функции могут быть
подобны по форме и отличаться только значениями параметров,
либо они могут различаться по форме. Выдвигаются некоторые ги-
потезы, устанавливается какого-либо типа критерий и принимается
решение, основанное на этом критерии.
44
2.2.1. Доверительные интервалы
Доверительный интервал вычисляется по данным из некоторой
выборки; фиксированное значение параметра ансамбля заключено
между границами этого интервала, называемыми доверительными
пределами, с некоторой заданной степенью достоверности, называе-
мой доверительной вероятностью. Джонсон и Леоне проводят пояс-
няющую аналогию между доверительным интервалом и бросанием
подковы [4]:
«Доверительный интервал и связанные с ним понятия несколько
напоминают игру с бросанием подковы. Рассматриваемым параме-
тром здесь служит кол (он всегда неподвижен вопреки ошибочному
мнению некоторых игроков). Подкова служит доверительным ин-
тервалом. Игроку, который из 100 бросков подковы попадал на кол
в среднем 90 раз, можно приписать 90 %-ную достоверность (довери-
тельную вероятность) попадания на кол. Доверительный интервал,
подобно подкове, представляет собой переменную величину. Пара-
метр, как и кол, является постоянной. Для любого отдельного бро-
сания (для отдельной интервальной оценки) кол (или параметр)
оказывается внутри подковы или вне ее. Мы можем сделать некоторое
вероятностное утверждение о переменных величинах, связанных
с положениями краев подковы.»
В качестве примера получим интервальную оценку для неизвест-
ного среднего по ансамблю случайной переменной X, распреде-
ленной по нормальному закону, используя выборочное среднее X
и выборочную дисперсию $%. В разделе 2.1.5 где описано /-распре-
деление, отмечалось, что статистика t = (X — Hx)/Sx является слу-
чайной переменной с известной плотностью распределения вероят-
ности. Отсюда следует, что еще до получения выборки можно сделать
некоторые вероятностные утверждения относительно величины /,
такие как
и
P{t>ty}= 1-т
i = P(ty)-PW=y-$ (2.2.2)
где индекс у соответствует верхнему, ар — нижнему пределам ин-
тегрирования в интеграле р (/) dt. Если в соотношении (2.2.2)
индексы у и Р симметричны относительно t — 0, то интервал по t
симметричен (рис. 2.11). Чтобы сделать площадь под кривой плот-
45
Рис. 2.11. Симметричные и асимметричные границы относительно t — 0.
ности распределения вероятности на рис. 2.11, в вне интервала рав-
ной а/2 + а/2 = а, мы положили р = 1 — у = а/2. Таким образом
(2.2.3)
После того как получена выборка, величины X и рассматри-
ваются как фиксированные числа; вероятностные утверждения те-
перь уже неприменимы, поскольку величина (X — px)/s^ либо по-
падает внутрь интервала (Р = 1), либо лежит вне его (Р = 0), хотя
и неизвестно, какая из этих ситуаций имеет место. Однако сам ин-
тервал является случайной переменной. Если повторять выборки
много раз и для каждой выборки вычислять X и s^, то следует ожи-
дать, что величина (X—px)/s^ попадет внутрь заданного интер-
вала приблизительно для такой части выборок, которая указана
в правой части вероятностных соотношений. Именно в этом смысле
говорят о самом интервале как о случайной переменной, включаю-
щей параметр ансамбля |ix с заданной степенью неопределенности.
Такое утверждение является доверительным, и соответствующий ин-
тервал называется доверительным, а степень доверия, соответствую-
щая этому доверительному утверждению, носит название доверитель-
ной вероятности.
Симметричный доверительный интервал для среднего по ансамблю
можно получить, преобразуя аргумент Р в соотношении (2.2.3)
с учетом равенства
/ ^__а_\ ~ а
\ 1 ~2~ / 2
где t а — положительное значение А следующим образом:
ИЛИ
a_sX^Hx <^+ a SX
2 2
(2.2.4)
46
Доверительная вероятность для интервала, определенного не-
равенством (2.2.4), равна 1 — а.
Подобный интервал можно получить для среднего по ансамблю,
исходя из распределения случайной переменной
если бу известно:
Л
X — U _а_°х Их < X + U а ах
2 2
(2.2.5)
Чтобы отыскать доверительный интервал для дисперсии по ан-
самблю случайной переменной X, мы можем использовать %2-
распределение и записать
Р {х| < X2 < X2} - Р {х2 } - Р {х|} (2.2-6)
Рассмотрите рис. 2.12. Подстановка %2 из уравнения (2.1.19)
и преобразование приводят к следующему результату
(2.2.7)
при
и т =
с доверительной вероятностью (1 — а).
Даже если распределение выборочной статистики неизвестно,
доверительный интервал для любой случайной переменной X можно
определить, используя неравенство Чебышева [4]. Оно устанавли-
вает, что вероятность получить значение нормированной переменной,
одинаковое с числом h или меньше его, по крайней мере равна
[1 — (1/А2) 1:
1
h?
(2.2.8)
Например, для h = 2 по крайней мере [1 — (1/2)2] = 3/4 всех
значений случайной переменной
+2ох около рх независимо от то-
го, какого вида распределение
будет иметь X.
X должно лежать в пределах
Рис. 2.12. Графическое представление вероят-
ностного соотношения [уравнение (2.2.6)] для
Х2-распределения.
47
Тяга
Пар
Клапан, закрытый
во время испытаний
Воздух
Расходомер
Продувка
—-<------
Клапан, закрытый
во время испытания
Вода
Рис. П2.3.1. Измерения, необходимые для определения эксплуатационных качеств котла
Пример 2.3. Определение неисправностей в работе котла
Для обнаружения неэффективной работы котлов и устранения неисправно-
стей нужно провести различного рода измерения (рис. П2.3.1). Основные причины
плохой работы котла могут быть обусловлены шестью перечисленными ниже фак-
торами. Диагностирование этих источников плохой работы может быть осущест-
влено при выполнении следующих измерений:
1) избыток воздуха, расходуемого на сгорание, — провести газовый анализ,
чтобы определить затем этот избыток (проконтролировать избыток воздуха без си-
стемы принудительной тяги трудно);
2) недостаток воздуха, расходуемого на сгорание, — заметен дым; кроме того,
в вытяжной трубе отсутствует кислород (требуется откорректировать соотношение
воздух—топливо или отрегулировать систему принудительной тяги);
3) излишняя продувка — в случае ручного управления провести проверку
количества твердой фазы в продувке;
4) загрязненные поверхности теплопередачи — возрастают температуры в га-
зоходах, однако диагностирование может быть затруднено наличием других не-
поладок, таких как 1), 2) и/или 6);
5) несоответствие поверхности теплопередачи — более высокая, чем преду-
смотрено проектом, температура газов;
6) неисправность горелки (загрязнение,неправильная конструкция и т. д.) —
плохая смесь воздух—топливо, отсюда неполное сгорание (газовый анализ покажет
излишнее количество СО и, возможно, несгоревшее топливо даже при соответству-
ющем избытке воздуха).
Одним из примеров измерений 1) является испытание котла, которое дало
следующие результаты:
а) воздуха на входе: 95 °F, 14,7 фунт-сила/дюйм2, относительная влажность
2%;
б) дымовые газы (сухая основа): СО2— 11,6 %, СО — 1,0 %, Н2 — 2,0 %,
О2 — 0,0 %, N2 — 85,8 %, температура 440 °F;
48
в) топливо: СН4 — 100 %.
Температура дымовых газов, заложенная в проект, была равна 325 °F.
Отсутствие О2 в дымовых газах и высокое содержание водорода указывают на
недостаток воздуха, расходуемого на сгорание. Стандартные расчеты процента из-
бытка воздуха показали, что он равен —6,05 % при стандартном отклонении, оп-
ределенном из уравнения (2.1.11), 0,47. Отсюда доверительный интервал, соответ-
ствующий доверительной вероятности 0,95 (т. е. 1 — а = 0,95; а/2 = 0,025, так
что ^0,975 = 4,30 для двух степеней свободы), есть
-6,05 - (4,30) (0,47) < рвозд < -6,05 + (4,30) (0,47)
—8,07 Цвозд —4,03
Таким образом, измерения являются достаточно точными, и необходимо на-
строить регуляторы котла.
Кроме того, поскольку температура дымовых газов была выше 325 °F и увели-
чение подачи воздуха приведет к дальнейшему ее возрастанию, следует проверить
внешние поверхности труб на загрязнение или начать промывку водой внутренних
сторон труб, если на них имеется накипь.
При следующих результатах анализа дымовых газов
СО2=6,0%, СО = 1,0%, Н2=0%, О2 =8,87%, N2=84,13%
доверительный интервал для процента избытка воздуха может быть подсчитан как
57,5 Рвозд ^62,5
Поскольку имеет место неполное сгорание, т. е. доверительный интервад для
СО в процентах
0,6<рсО< 1,4
необходимо проверить исправность горелки.
Пример 2.4. Доверительный интервал с учетом теплового баланса
Трехкорпусная выпарная установка не отвечала проектным условиям работы,
и директор предположил, что загрязнены поверхности теплопередачи, однако ос-
мотр ничего не показал. Тогда он установил дополнительный вакуум-насос, который
тоже мало чем помог. Затем он заявил, что кипятильник второго корпуса недоста-
точно велик. (Действительная трудность заключалась в том, что конденсатор не
справлялся с нагрузкой, так как обширная его поверхность была плохо органи-
зована по отношению к потоку пара и удалению несконденсировавшихся остатков).
На рис. П2.4.1 показан конденсатор, имеющий 180 труб № 16 (бирмингемский
сортамент проволоки и проводов). Наружный диаметр трубы — 3/4 дюйма, длина —
16 футов. Внутренний диаметр корпуса — 15,25 дюйма. Площадь поверхности
теплопередачи — 565 фут2. Ряд, пересекающий центр, состоял из 16 труб. На основе
первоначального проекта
„ __ Q __ 6 900 000 БТЕ
АМт ~ (565) (41,5) ч-фут2*°Е
Вода
—► 120°F
— 177000 фунт/ч
81 °F
I
Конденсат
6770 фунт/ч
145 °F
рис. П2.4.1. Проектные условия работы конденсатора.
49
Проектные условия были проверены в предположении, что пар прошел с верха
до низа по всей длине трубы и термическое сопротивление отложений равно 0,001.
Коэффициент теплоотдачи для конденсата:
_ / £О2 \ V3
hs = 0,766
(4,18) (108) (3780)
1/3
hs = (0,76) (0,376)
О 965 6770
’ (16) (2) (16)
h. = 1430
О
Коэффициент теплопередачи для воды:
al’
, 16011 +0,012(100)] (4,18)0,8
"t =
(O,62)0-2
ht = 1005
Коэффициент теплопередачи для стенки трубы:
_ k __ (63) (12)
I ~ 0,065 - 11 600
Коэффициент теплоотдачи для отложений: hf = 1000.
Коэффициент теплопередачи:
1 1 । 1 । 1 1 1
U ~ 1430 + 1005 + 11 600 + 1000 “ 282
В самом начале, когда была проверена фактическая работа конденсатора, тем-
пературы воды были ниже проектных, и режим был следующим:
вода на входе: 438 000 фунт/ч при 77 °F
вода на выходе: 94 °F
конденсат: 7 625 фунт/ч при 200 °F
Измеряемый коэффициент теплопередачи был равен только 115, несмотря на то,
что скорость воды была приблизительно в 2,5 раза выше проектной! Хотя количество
конденсируемого пара превышало проектное, давление в системе было слишком
высоким, и было ясно, что узел не отвечал запроектированной расчетной мощности
при летних температурах охлаждающей воды.
Предположим, что относительное отклонение коэффициента теплопередачи U
равно 0,15. Тогда в уравнении (2.2.8)
0^ = 294 (0,15) = 44,1
Для трех стандартных отклонений
( 294 —
44J
З2 9
Таким образом, доверительный интервал для при Р = 0,11, можно предста-
вить следующим образом:
162 = 294 — (3) (44,1) < < 294 + 3 (44,1) = 426
Следовательно, запроектированное условие вполне удовлетворительно, однако
наблюдаемый коэффициент теплопередачи U = 115 был определенно вне доверитель-
ного интервала.
50
Для того чтобы помочь в диагностике возникающих затруднений, мы предполо-
жим, что поверхность теплопередачи была чистой, и подсчитаем, какой длины дол-
жны быть трубы, которые соответствовали бы наблюдаемым условиям
Коэффициент теплоотдачи для конденсата:
h3 = (0,76) (0,392)
(4,18) (108) (3600)
1/з
0,75
7625
(16) (2) (L) .
= 607L1/3
Коэффициент теплоотдачи для воды:
. 160 (1 +0,012 (85)]
0,62 \ „„
) (Ю,4)°’8= 1905
Коэффициент теплопередачи:
1 1 1 1
(У “ 607Л1/3 + 11600 + 1905
Тогда
UА М = (7625) (977,6) = 7 450 000 БТЕ/ч
|оП / 0,75 \
1 AM \ 12 / (200—77) — (200 —94) L
U ~ 7 450 000 “ 7 450 000 , 123 “1850
1П -7ТГТГ
L = 3,2 фута
Итак, необходимо использовать трубы длиной 3,2 фута, чтобы конденсировать
пар. Это почти точная длина конденсатора, на которой он казался горячим при
прикосновении к нему, остальные части узла были относительно прохладными.
Узел отключили и установили воздушные клапаны на обоих концах корпуса.
Когда узел снова запустили в работу, стало возможным обеспечить высокий вакуум
без помощи дополнительного вакуумного насоса, а производительность установки
была не только достигнута, но и превышена. Воздушные клапаны обеспечивали его
исправное состояние, однако лучшей конструкцией оказался конденсатор диаметром
32 дюйма и длиной 36 дюймов, в котором несконденсированные остатки направля-
лись на дно, где температура стенки намного ниже. Удлиненный, с малым диаметром
конденсатор был, конечно, экономичным с точки зрения его начальной стоимости,
но неудовлетворительным в эксплуатации.
Пример 2.5. Проблемы диагностирования в конверсии NH3
Ярван [14] приводит несколько простых расчетов, которые могут применя-
ться для определения нарушений в работе конвертера аммиака.
Соотношение
_ моли производимого аммиака
~ моли газа, питающего конвертер
ожет быть оценено тремя разными способами:
1.857Р
N2~N±
100 + ^2
/ 7*2 — 7*1 \ / lOO-j-A/i
\ т / \ 200
51
ТАБЛИЦА П2.5.1. Газовый анализ
Выборка Концентрация газа, % (мольн )
Н2 n2 NH3 Аг сн4
1 59,7 Вход конвертера 19,1 7,3 9,2 4,7
2 59,1 19,6 7,7 9,4 4,2 4,6
3 58,9 19,7 7,2 9,3
1 Выход конвертер 53,0 15,3 15,9 а 10,4 4,9
2 53,6 15,7 15,7 10,5 4,7 5,1
3 53,1 16,1 16,1 10,1
где Р '— скорость производства аммиака, стандартная тонна/день;
F — скорость питающего конвертер потока, тысяча стандартных кубических
футов/ч;
N± — концентрация аммиака на входе конвертера, % (мольн.);
N2 — концентрация аммиака на выходе конвертера, % (мольн.);
Т\ — температура на входе конвертера, °F;
Т2 — температура на выходе конвертера, °F;
т — адиабатическое повышение температуры при полной конверсии, °F (ра-
вно 0,5ДЯ/Ср и приведено в таблице Я рвана).
В выражении для гх величина 1,857 является переводным коэффициентом. Пусть
Pi будет представлять случайную переменную, соответствующую п.
Концентрации Н2, N2, NH3, Аг и СН4 измерялись на входе и выходе конвер-
тера. Глубина конверсии может быть оценена по любому из указанных газов, кроме
NH3, однако оценки г, найденные на основе других газов, менее точны, поскольку
в числителе соотношения г стоит разность количеств на входе и выходе конвертера,
которая для других компонентов, а не для NH3, не будет значительной (за исключе-
нием N2).
Собранные данные приведены в табл. П2.5.1—П2.5.3.
Непосредственное изучение данных по аммиаку показывает, что конверсия NHa
незначительна. Давление на входе конвертера находится на максимальном пределе
(6000 фунт-сила/дюйм2), следовательно, можно предположить, что действие катали-
затора было низким и катализатор нуждался в замене, так как он был уже трех-
летней давности. Тем не менее предыдущая загрузка катализатором использовалась
в течение шести лет. Три оценки глубины конверсии проливают свет на проблему.
Предположив, что Р и F, N2 и Nlt а также Т2, и N2 являются, соот-
' ветственно, независимыми нормальными случайными переменными, мы можем вы-
числить доверительные интервалы для гъ г2 и г3 следующим образом
ТАБЛИЦА П2.5.2. Скорость
питающего потока
и производства NH3
Скорректированная скорость потока на входе конвертера Скорость производ- ства NH3
2117 105
2152 101
2145 106
2130 105
_______ 4
Ш = 4 У (4). = 0,0488;
\ г / 4 \ г / с
1=1
Р = 104,35; F = 2,36
4
1=1
4
г=1
52
Донахью [9] показывает, что если мы определяем
6 + *2
а + Xi
(а)
(I де а и b являются постоянными, а jq и х2 имеют нулевые средние значения),
ю переменная
aw — b
(a2 w2 — 2pr у о„ о„ w + о2 W2
\ Л j Л 2 Л J Л 2 * Л 2 *
(б)
приблизительно нормально распределена с Е {Z} = 0 и о? = 1 (дано а + х2 > 0).
Здесь р — коэффициент корреляции.
Соотношение/д. Чтобы получить приблизительный доверительный интер-
вал для P/F в этом примере, мы предположим, что Sp crp, sp « oF, рр « Р,
р « F и р ~ 0. Верхний и нижний доверительные пределы найдем для 1,96
стандартных отклонений Z, что соответствует Р — 0,95. Допустим, что
Р'= Р— 104,35; Р'=0
F' = F — 2\36; F'=0
104,35 + Р' Р
2136 +У7' “ F ’
0,0488
Тогда верхний доверительный предел вычисляется из соотношения
откуда (P/F) = 0,0523. Таким образом, приблизительно
0,0439 <рр <0,0523
~F~
и интервал для гх
0,082 <гх< 0,097
Следовательно
/ р \
Ri= } 1,857 = 0,091
ТАБЛИЦА П2.5.3. Измерения температуры и давления
Место измерения Температура, °F Давление, фунт сила/дюйм2
1 2 3 1 2 3
Вход конвертера Выход конвертера НО 112 114 391 393 394 5971 5980 5962
53
Соотношение г2. Для второго соотношения
~ — 7,4;
°r7V1 ~ = 0,070,
Е |У2 ~ Hw2 MWi ~ 8>5;
Е 1100 + N2\ = 100 + = 115,9;
8,5 + (М2
115,9+(100
Pw2 ~ Л^2 ~ 15,9
<4^4,= °-110
Var {ЛГ2 — У, | = а^г + =0,180
Var {100 + У2| = о^2 = 0,110
АГ,-8,5)
N2— 115,9) 2
/?2 = 0,073
Во втором соотношении переменные (У2 — — 8,5) = Х2 и (100 + N2 —
115,9) = Х± коррелированы (здесь Хг = Х2 = 0), так как обе они включают N2.
Таким образом
з
= + S (%2i ~ ~ **>= = °’090
1=1
_ sx2xt _ 0,090 _
Sv y — --------------------------------— — U,o4
12 SX2SX, [(0,180) (0,110)]1/2
Уравнение (б) дает 0,089 для верхнего доверительного предела, так что
0,056 <г2< 0,089
Соотношение г3. Температуры дают следующую информацию
71=112; Т2 = 392,67
si =4; si = 2,33
Т2~ Тг = \Т = 280,67
5Д7- — 2,52
Мы допускаем:
Z^-^s
2,52
Т1 =
er “ 0Л0Ю8
>
Z2 =
0,26
0 26
тет = °’00242
=
2
SX,
т — 1600.
20
Тз =
1600 ' 0,0125
Информации по т в наличии нет, но т может быть подсчитано из уравнения!
данного в работе Я рвана. Мы предположили умеренное значение относительной
отклонения т.
Зависимости и таблицы для вычисления R3 и приблизительного значения sj
даны в гл. 5 работы Донахью. Для доверительной вероятности 0,95 получено R3 И
= 0,094 и
0,092 <г3< 0,096
54
Поскольку г 1 и гз являются близкими, а г2 имеет доверительную область
вне Г1 и г3, то, возможно имеется какая-то ошибка в анализе аммиака. Ярван
сравнил измеренную концентрацию NH3 на входе конвертера с прогнозируемой кон-
центрацией в предыдущем узле (сепараторе) при температуре 97 °F и давлении 575
фунт-си ла/дюйм2. Для существующего уровня инертных газов прогнозируемая
концентрация NH3 была равна 9,6 % (мольн.), подтверждая, таким образом, ошибку
в концентрации на входе конвертера. Если концентрация на входе будет 9,6 %
(мольн.), то концентрация на выходе составит 20,9 % (мольн.) (основана на г3). Было
предположено, что пониженные концентрации NH3 на входе конвертера были обу-
словлены конденсацией жидкого NH3 в линии отбора при высоком давлении в
линии.
Для повышения скорости производства NH3 должна быть снижена температура
сепаратора, так как уменьшение концентрации NH3 на входе конвертера увеличило
скорость реакции. Осмотр охлаждающего устройства NH3 выявил значительные от-
ложения на поверхности теплопередачи, а после чистки оказалось возможным сни-
зить температуру сепаратора с 97 до 68 °F, уменьшить давление на 570 фунт-
сила/дюйм2 и увеличить скорость производства NH3 с 105 до 112 стандартных тонн
в день.
2.2.2. Проверка гипотез
Проверка тесно связана с интервальным оцениванием, но имеет
несколько иной аспект. При проверке гипотез подвергается испыта-
нию некоторая гипотеза Яо в сравнении с одной или большим числом
гипотез Ях, Я2, •••, которые формулируются явно или подразуме-
ваются. Например, гипотезой Яо может быть утверждение, что р =
= 16; две альтернативные гипотезы — Нг : р > 16 и Н2 : р < 16.
Или испытываемая гипотеза может состоять в том, что нет никакой
неполадки в процессе, а альтернативная гипотеза предполагает, что
имеется неполадка.
Допустим^ мы знаем плотность распределения вероятности р (0)
для оценки 6 (которая является несмещенной оценкой 0 — любой
случайной переменной). Предположив, что описание случайной пере-
менной 0 с помощью р (0) корректно и что значение переменной ан-
самбля 0 равно, скажем, 0О, зададим следующий вопрос: если в ка-
честве истинной гипотезы мы примем, что 0 = 0О, то как сильно долж-
на отличаться величина 0 от 0О, чтобы эта гипотеза была отвергнута
как ложная? Ответить на этот вопрос помогает рис. 2.13.
Если гипотеза 0 = 0О верна, то Е {0} = 0О, л как показано
на этом рисунке. Вероятность того, что значение 0 окажется рав-
ным или меньшим, чем 0 а » 2 равна 0 а ~2~ РР<0а1= [ P(0)de=-2- (2.2.9) ) J z ( 2 —оо 4 z £ис. 2.13. Области принятия и непри- нятия гипотезы для симметричного кри- терия. Область Область Область непринятия принятия непринятия < I I «|сч А ’ / \ А & । / \ 5 К й 1 / \ । S 3 / \ 1 н о /Площадь=\| g Ду =(1-а) кс УШ/О) । Оа Q 2 ° 1 2
55
и вследствие симметрии
со
J р(0)</ё = 4-
е 2
(2 2.10)
Для того чтобы принять некоторое решение относительно этой
гипотезы, нужно еще до получения выборки задать некоторое число a, j
которое называется уровнем значимости критерия; обычно а выби- =
рается произвольным, но достаточно малым, с тем чтобы можно было)
считать совершенно невероятным, что 0 превысит выбранную вели-j
чину 0 а или окажется меньше, чем 0 а . Например, а может иметь
1---------Г" — i
2 2
значение 0,05 или 0,01. Затем берется выборка и вычисляется 0.
Если 0 больше, чем 0 а , или меньше, чем 0 а , гипотеза от-,
1 2~ ~2~ А j
вергается. В противном случае она принимается. Интервал значений©,
при которых гипотеза отвергается, называется областью неприятий
гипотезы; интервал значений 0, при которых гипотеза принимается,!
называется областью принятия гипотезы. ;
Описанный выше критерий является двусторонним. Односторон-;
ний критерий основывается либо на том, что 0 больше, чем некото-j
рое значение 0i_a, и гипотеза 0 = 0О отвергается, если действительней
0 > 0i_a> либо на том, что 0 меньше, чем 0а. Непринятие гипотезы
не предполагает ее безоговорочное отбрасывание, а требует внима-1
тельного изучения экспериментальной процедуры и полученных данЧ
ных, чтобы убедиться, нет ли каких-либо ошибок в эксперименте!
Выяснение причин ошибок в методе исследования имеет большое)
значение.
Метод проверки гипотез имеет простейшую структуру в том слу<
чае, когда существует дихотомия состояний случайной перемен
ной:
1) х — истинное значение случайной переменной (нулевая
гипотеза, нуль-гипотеза);
2) Hi. х не является истинным значением случайной переменно!
(альтернативная гипотеза). j
Например, гипотеза означает, что среднее по ансамблю зна^
чение переменной процесса не изменяется, в то время как гипотеза Я)
означает, что это среднее изменилось. Применяются также критерий
проверки, учитывающие одновременно несколько альтернативны^
гипотез, но их описание выходит за рамки данной книги. Отсылаем
читателя к работе [7].
При проверке гипотез решение принимается следующим образом)
Основываясь на предположении, что нулевая гипотеза верна, вычиа
ляют статистику по случайной экспериментальной выборке и про
веряют, попадает ли вычисленное значение в область принятия ги
потезы; если оно не попадает в эту область, нулевая гипотеза отвей
гается, а Н± принимается. В противном случае Яо принимается,
а отвергается.
56
При проверке гипотез можно различить ошибки двух типов.
Ошибка первого рода (тип 1 ошибки). Эта
ошибка возникает, когда гипотеза верна, но отвергается (существует
ложная тревога).
Ошибка второго рода (тип 2 ошибки). Эта
ошибка возникает, когда гипотеза неверна, но принимается (нет тре-
воги, когда существует неполадка).
Таким образом, вероятности классифицирования процесса могут
быть следующими:
1) вероятность назвать исправный процесс неисправным;
2) вероятность назвать исправный процесс исправным;
3) вероятность назвать неисправный процесс неисправным;
4) вероятность назвать неисправный процесс исправным.
Ясно, что появление ошибки первого рода связано с тем, что
значение а выбрано отличным от нуля. Когда гипотеза верна и, на-
пример, а = 0,05, она будет отвергнута в 5 % испытаний.
Рис. 2.14 иллюстрирует ошибку второго рода применительно
к среднему по ансамблю. В данном случае мы выдвигаем гипотезу,
что р = рА. Но для того, чтобы продемонстрировать ошибку второго
рода, предполагается также, что истинное значение р в действитель-
ности равно рА + б, как показано на рис. 2.14. Выбирается неко-
торое значение а, которое фиксирует область непринятия (плотная
штриховка). В этом случае гипотеза р = рА является ложной,
однако имеется некоторая вероятность р, что выборочное среднее
попадет в область принятия гипотезы. Если гипотеза р = рА верна,
как предполагалось, двусторонний критерий, представленный в ле-
вой части рис. 2.14, приведет к правильному решению в 100 (1 —
- а) % испытаний и к ложному решению (отклонению гипотезы)
в 100а % испытаний, что объяснялось выше. Однако если гипотеза
р(л)| р(х)
Ра
Вис. 2.14. Ошибка второго рода.
— вероятность отвергнуть гипотезу р = Цд, когда она верна; 3 — вероятность не от-
вергнуть гипотезу р = рд, когда она неверна; (1—-|3) — вероятность отвергнуть гипотезу
В = Рд, когда она неверна.
57
действительно ложная, то можно рассчитать вероятность попада-
ния X в область непринятия, если значение б известно или принято
равным некоторому числу.
Вероятность 0 представляет собой вероятность не обнаружить
различие, когда оно существует. На рис. 2.15 представлены типич-
ные кривые зависимости 0 от разности d для выборок различных объе-
мов; эти кривые называются оперативными характеристиками.
Вероятность (1 — 0) называется мощностью критерия и представ-
ляет собой вероятность принятия правильного решения, когда
в действительности гипотеза является ложной. С увеличением б
величина (1 — 0) возрастает, а 0 уменьшается.
Из этого описания двух ошибок —первого и второго рода —
следует, что попытка уменьшить ошибку одного рода ведет к увели-
чению ошибки другого рода. Единственный способ уменьшить одно-
временно ошибки первого и второго рода состоит в увеличении объ-
ема выборки, что на практике может оказаться слишком сложным.
Возможно, что ошибки одного рода могут иметь менее серьезные по-
следствия, чем ошибки другого рода, и в этом случае можно найти
некоторое приемлемое решение относительно выбора величины а
и необходимого числа наблюдений. Для того чтобы сделать экономич-
ный выбор величин а и 0, следует принять во внимание оборудова-
ние, характер процесса и стоимость эксперимента.
Понятия мощности критерия и оперативной характеристики,
введенные выше при проверке гипотез для среднего по ансамблю,
в равной степени применимы к проверке гипотез для дисперсии по
ансамблю и других параметров.
В табл. 2.1 собраны некоторые критерии, которые позволяют нам
сравнить среднее по ансамблю какой-либо переменной с детермини-
рованным эталонным средним. При этом оказывается возможным
определить, отличаются ли эти величины и какая из них больше.
В выбранных гипотезах стандартное среднее по ансамблю р0 пред-
полагается известным из прошлого опыта или других источников.
(В последующих таблицах индексом «нуль» будет обозначаться стан-
дартное среднее, а отсутствие нулевого индекса будет означать сред-
нее, подлежащее проверке.) После каждой проверки (третий стол-
бец таблицы) можно принять одно из следующих решений:
1) если неравенство оказывается справедливым, т. е. если вычис-
ленная разность превышает правую часть неравенства, гипотеза
принимается;
2) если неравенство оказывается нарушенным, т. е. если вычис-
ленная разность не превышает правую часть неравенства, то гипо-
теза отвергается, и маловероятно, что она верна.
В табл. 2.2 приведены критерии проверки гипотез относительно
средних по ансамблю двух продуктов (или переменных), для каж-
дого из которых получена оценка по выборке. В этом случае можно
проверить:
1) отличаются ли средние значения каждого из продуктов (или
переменных), не уточняя при этом, какое из них больше;
58
Рис. 2.15, а. Оперативные характеристики для двустороннего критерия t (а = 0,05) [за-
имствовано с упрощениями с разрешения авторов из С. D Ferris, F. Е. Grubbs and С. L. Wea-
ver, «Operating Characteristics for the Common Statistical Tests of Significance» , Annals Math.
Stat. 17 (2), 178 — 197, June 1946].
P — вероятность не заметить различие; 6 = | ц — р0 | или б* — | уд — | при объеме
выборки п; о — стандартное отклонение по ансамблю (должно быть оценено, если неизве-
стно); ц0 — известное среднее по ансамблю; Цд, — средние по ансамблю для выборок
А и В, соответственно.
рис. 2.15, б. Оперативные характеристики для одностороннего критерия t (а = 0,05) [за"
Имствовано с упрощениями с разрешения авторов из А. Н. Bowker and G J. Lieberman*
Engineering Statistics, Prentice-Hall, Englewood Cliffs, N. J., 1959].
Обозначения те же, что и на рис. 2.15, а.
ТАБЛИЦА 2.1. Критерии для сравнения среднего значения
нового продукта (или переменной) с некоторым стандартом
[/И. G. Natrella, Experimental Statistics, Nat. Bur. of Standards,
Handbook 91, U. S. Dept, of Commerce, Washington, D. C., 1963]
Гипотеза Известно ли стандартное отклонение о Используемый критерий проверки *) (гипотеза принимается, если нера- венство удовлетворяется) Замечания
Но
Неизвестно; ис-
пользуется s из
выборки
Известно
Но
Неизвестно; ис-
пользуется s из
выборки
Известно
Неизвестно; ис-
пользуется s из
выборки
Известно
Двусторонний
критерий
Двусторонний
критерий
(X - Ио) > t±_a (
\ у п
(X - |ХО) >
\ У п
Односторонний
критерий
Односторонний
критерий
(Но - X) > /х_а /
\ У п
(Но — X) > ^1-а
Односторонний
критерий
Односторонний
критерий
1) В каждом случае находится значение t или U для выбранного уровня значимое!
а; число степеней свободы для t равно п — 1. Предполагается, что генеральная совокут
ность имеет нормальное распределение.
2) превышает ли среднее значение продукта (или переменной)
среднее значение продукта (или переменной) В. <
Опять можно выделить подклассы критериев в зависимости q
степени, имеющейся в наличии информации о величине стандартной
ТАБЛИЦА 2.2. Критерии для сравнения средних значений двух продуктов
(или переменных) [NBS Handbook 91]
Гипо- теза Извест- ны ли стандарт- ные откло- нения для А и В Используемый критепий проверки г) (гипотеза принимается, если нера- венство удовлетворяется) Замечания
Ма + ^вХ1/2
1 - 4- р \ пАпв )
УА^УВ <М ~ CJB,
оба не-
известны
па + пв — Ъ
V = Пд~У Пв — 2
60
Продолжение табл. 2.2
Гипо-
теза
Известны
ли стан-
дартные
отклоне-
ния для
А и В
Используемый критерий
проверки *) (гипотеза
принимается, если нера-
венство удовлетворяется)
Замечания
°А ¥= аВ,
оба не-
известны
Ол И ОВ
известны
tr — значение t „ для v
1 —_
2
ней свободы
(5л/ПЛ + 4?/«в)2
V (W (SW2
па + 1 ‘ пв + 1
степе
— 2
ал ~ ов,
оба не-
известны
оа ¥= ав,
оба не-
Ив известны
ад и ав
известны
f — значение для v степеней
свободы
(*Ж + «Ь/«в)2
V (Ш (sb/"b)2
па + 1 пв + 1
х) Для получения выборок Л и В проводится п.д и наблюдений; t берется для
пА пВ — 2 CTeneHe® свободы; и другие объединенные значения s обсуждаются в раз-
деле 2.1. Предполагается, что генеральная совокупность имеет нормальное распреде-
ление.
отклонения измеряемой величины. Снова, как и раньше, если вы-
численная разность оказывается больше правой части неравенства,
то гипотеза принимается; в противном случае она отвергается.
Пример 2.6. Протечка кипятильника
Радиоактивные индикаторы обнаруживаются в совершенно незначительных кон-
чен грациях, поэтому их можно использовать для определения протечек технологи-
ческого оборудования. В многотоннажных производствах можно добиться большой
зкономии, если удастся быстро определить источник потери продукта. Возможно,
Чго наиболее трудным видом протечки, которую необходимо обнаружить, является
инутренняя протечка, например, из трубы в межтрубное пространство. Этот
тип неполадки не только чрезвычайно дорого обходится, так как он меняет качество
продукта, но и небольшие протечки невозможно обнаружить с помощью материаль-
ного и теплового балансов.
Предположим, что кипятильник на линии проверялся путем введения газообраз-
ного индикатора (например, 133Хе) в пар, подаваемый в кипятильник, и взятием проб
в месте выхода жидкости. Любая утечка пара будет обнаружена присутствием 133Хе
61
в пробах, а размер обнаруженной утечки можно определить по замеренной концен-
трации индикатора.
Приведем следующие данные:
Подсчитанные данные (5 проб,
каждая в течение 10 мин)
после введения
индикатора (Л)
до введения
индикатора (В)
Среднее число единиц счета, приходя- 22,7-104
щееся на пробу
Выборочное стандартное отклонение 4,5-103
21,3-10*
5,5-103
для уровня значимости а= 0,05. Имеется ли течь, которую можно обнаружить,
т. е. является ли выборочное среднее после введения индикатора значительно боль-
шим, чем выборочное среднее до введения индикатора?
Решение. Из табл. 2.2, ряд первый, мы проверяем прежде всего гипотезу,
что рА #= рв. Предположим, что оА ~ ав. Тогда
5 + 5 \ 1/2
25 /
/ 5 + 5 \ 1/2
\ 25 /
0,632
Г 4 (4,5)410^+ 4(5,^ (ЮТ 1 >/2 = 1/2 1о4 = 5020
t а =2,306
1 г
v=5+5—2=8
I ХА - Хв I = (22,7 -21,3) (104) = 1,4 (104)
(2,306) (5020) (0,632) = 7316 = 0,73 (104)
Так как 1,4>0,73, гипотеза принимается и |ХА =Н=
Далее, используя четвертый ряд табл. 2.2, мы проверяем гипотезу, что рА >
> у,в, по-прежнему предполагая, что аА « ав:
- ? /па + пв\1/2
(Хд - Хв) > t^p
\ ПАПВ /
(Хд-Хв)= 1,4(10*)
ti-aSp [ ] 1/2 = (1,860) (5020) (0,632) = 5901
Снова гипотеза принимается.
Утечку воды из конденсаторов можно исследовать таким же образом, вводя во|
ный раствор КВг (содержащий 82Вг) в охлаждающую воду и производя отбор npq
и анализ на радиоактивность сконденсированного продукта.
В табл. 2.3 собраны некоторые критерии, которые позволяют на
принять определенное решение относительно дисперсии. В соответ
ствии с предыдущим разделом, используя ^-распределение (описа!
ное в разделе 2.1.4), мы можем проверить, отличается ли дисперси
62
ТАБЛИЦА 2.3. Сравнение двух продуктов (или переменных) по их дисперсиям [NBS Handbook 91]
Гипотеза Используемый критерий Число сте- пеней свободы Решение Замечания
о2 = о§
v = п—1
Если неравенства справедли-
вы, гипотеза принимается
Двусторонний критерий %2
о2>
og>Sa
Если проверяемое неравен-
v — п 1 ство справедливо, гипотеза Односторонний критерий X2
принимается
а2< о2
Если проверяемое неравен-
v = и 1 ство справедливо, гипотеза Односторонний критерий X2
принимается
2 1)
О А = ОВ
Если неравенства справедли- Двусторонний критерий F. За-
вы, гипотеза принимается метим, что всегда
2
меньше единицы, следователь-
но, нужно проверить только
ограничение сверху
о2 >
А Л
Т > Fl— a (vl, v2)
vi = пА—1 Если неравенство справедли-
v2 = пв—1 во, гипотеза принимается
Односторонний критерий F
*) Альтернативная гипотеза (Уд?
2) Альтернативная гипотеза Пд =
по ансамблю переменной от стандартной дисперсии по ансамблю и ка-
кая из них больше. Кроме того, для двух продуктов или переменных
(обозначим их А и В) с помощью ^-распределения отношения дис-
персий (см. раздел 2.1.5) мы можем проверить, отличается ли дис-
персия по ансамблю А от дисперсии по ансамблю В и превышает ли
ее. В табл. 2.3 индексом «нуль» обозначена стандартная дисперсия,
тогда как у дисперсии, подлежащей проверке, индекс отсутствует.
Эти критерии основаны на предположении, что результаты наблю-
дений случайны и распределены по нормальному закону. Решение
принимается на основе критерия, приведенного во втором столбце
табл. 2.3.
Критерий F в табл. 2.3 применяется только при сравнении двух
дисперсий. Для определения разницы двух и более дисперсий ши-
роко применяется критерий Бартлетта. В справочнике Националь^
ного бюро стандартов [18] приведены детальные карты, упрощаю^
щие вычисление оперативных характеристик каждого критерия^
а также даны таблицы, позволяющие установить объем выборки, не^|
обходимый для обнаружения разности с помощью каждого из крите-j
риев, представленных в табл. 2.1—2.3. j
Все рассмотренные выше критерии основывались на определен-^
ных предположениях о характеристиках исследуемых случайны^
величин. Конечно, на практике некоторые или даже все эти предпо
ложения могут оказаться неверными. При этом для одних критерие!
отклонения могут быть более серьезными, чем для других. Те кри]
терии, которые относительно менее чувствительны к отклонениям
от предполагаемых характеристик, называются устойчивыми. Tai
как в каждом критерии используется несколько предположений
устойчивость критерия оценивается по раздельному влиянию от
клонений от нормального закона, независимости, равенства диспер^
сий и случайности.
Для критерия t основополагающими будут следующие предполо
жения: 1) измеряемые случайные переменные распределены по Hopi
мальному закону; 2) выборки являются случайными. Решение, при]
нимаемое на основе критерия t (и других критериев), зависит, i
иногда критически, от степени приближения экспериментальны!
условий к предполагаемым. <
Влияние отклонения от нормального закона распределения н
критерий /-Стьюдента изучалось и иллюстрировалось многими исслс
дователями. Согласно грубому эмпирическому правилу, критерий I
используемый при сравнении средних, относительно нечувствителен
к отклонениям исследуемой случайной переменной от нормальног!
закона распределения. Влияние отклонений от случайности выбор к]
на критерий /-Стьюдента при большом числе наблюдений более зна
чительно. Даже небольшое отклонение от предполагаемой случа^
ности может привести к существенным изменениям уровня зна
чимости и доверительной вероятности. Модифицированные кра
терии, нечувствительные к условию случайности выборки, описан!
в дополнительной литературе, приведенной в конце это,
главы.
64
Все рассмотренные до сих пор критерии явно включали предполо-
жение о том, что исследуемые случайные переменные распределены
по некоторому хорошо известному закону, обычно по нормальному.
Эти критерии называются параметрическими. Существуют другие
типы критериев, включающие ранговую корреляцию и проверку
знаков, которые не требуют таких предположений и называются
непараметрическими критериями или критериями с произвольным
распределением. (Непараметрическая характеристика реально при-
менима только к уровню значимости критерия и лишь для выборок
непрерывных переменных. Во многих непараметрических критериях
вероятностные соотношения в действительности зависят от распреде-
ления вероятности случайной переменной.) Непараметрические ме-
тоды могут быть использованы при проверке гипотез для того, чтобы
найти интервальную или даже точечную оценку параметров и т. д.
Например, непараметрической оценкой среднего по ансамблю яв-
ляется медиана случайной выборки ^центральное значение перемен-
ной для нечетных п и среднее двух центральных значений для чет-
ных п)\ непараметрической оценкой стандартного отклонения служит
размах (абсолютная величина разности между наибольшим и наи-
меньшим значениями в выборке). Ни одна из этих статистик не яв-
ляется такой эффективной, как выборочное среднее и выборочное
стандартное отклонение, которые описывались выше.
Непараметрические критерии очень полезны при установлении
стационарности, случайности и нормальности случайных перемен-
ных. Большинство книг по математической статистике содержит
главу, в которой описываются различные типы непараметрических
критериев, таких как:
1) критерий знаков для разности медиан двух совокупностей, ис-
пользующий парные наблюдения (альтернативен /-критерию Стью-
дента);
2) критерий [/* Манна—Уитни (использующий ранги), который
альтернативен /-критерию Стьюдента при проверке идентичности
двух совокупностей;
3) критерий Сиджела—Тьюки (использующий ранги) для про-
верки нулевой гипотезы, утверждающей, что дисперсии двух совокуп-
ностей одинаковы (альтернативен F-критерию Фишера);
4) критерий Вальда — Вольфовитца для обнаружения тренда
(если наблюдения случайной переменной независимы, никакого
тренда нет);
5) инверсия как критерий линейного тренда;
6) критерии для проверки стационарности переменной по дан-
ным во временной области;
7) критерии согласия с гипотетическим распределением вероят-
ности для анализа отклонений;
8) критерий %2 для проверки статистической независимости двух
переменных.
Здесь нет возможности описать все эти критерии (см. работы
[5, 6, 10, 12]), но несколько типичных критериев, используемых для
обнаружения неполадок, мы проиллюстрируем с помощью примеров.
3 Химмельблау Д. 65
Пример 2.7. Использование радиоактивного индикатора для обнару-
жения и диагностики неисправностей
Радиоактивные методы могут быть использованы во многих других случаях
(а не только в том, что указан в примере 2.6) для обнаружения неполадок. Одним из
простых методов является введение мгновенного импульса индикатора, такого как
24Na2CO3 для водных растворов или радиоактивного салицилата натрия для органи-
ческих жидкостей, в линию в любой подходящей для этого точке. Два детектора излу-
чения располагаются на некотором расстоянии друг от друга вдоль потока ниже точки
введения индикатора и регистрируют прохождение импульса, на основании чего
могут быть вычислены линейная скорость жидкости и объемная скорость потока
(для известной площади поперечного сечения потока с турбулентным течением).
Другой метод состоит в непрерывном введении раствора радиоактивного индика-
тора в линию с постоянной скоростью. Пробы берутся ниже по течению (после
полного смешивания), и подсчет ведется тем же счетчиком, что и для пробы жид-
кости (физические объемы проб до и после введения индикатора должны быть
одинаковы). Объемная скорость потока в линии q тогда дается как
Со
q=-^-qo
где Qo — объемная скорость введения раствора индикатора; Со/С— относительная
радиоактивность введенного раствора и жидкости ниже по течению потока.
Чарльтон из Физической и радиоизотопной служб нефтехимического отдела бри-
танской химической промышленности дал уникальный пример диагностики непо-
ладки регенерационной колонны, связанной с системой абсорбции газа. Изучите
рис. П2.7. При нормальных эксплуатационных условиях отработанный щелок из
абсорбционной башни после прохождения через верхний слой насадки регенерацион-
ной колонны был отведен из соединительной тарелки через нагреватель. Затем на-
гретая жидкость была возвращена в нижнюю часть колонны и выведена со дна ко-
лонны.
Анализ записи температуры отходящей регенерированной жидкости приводит
к выводу, что нагреватель был байпасирован. При нормальных условиях работы ско-
рость потока жидкости через нагреватель должна быть приблизительно равной ско-
рости потока со дна колонны. Чтобы проверить скорости потоков, было решено
Отработанный щелок
I с абсорбции
_ । . ....... .— >
Диафрагма
расходомера
Регенерационная
колонна
Верхний слой насадки
Рис. П2.7. Обнаружение неполадки регенерационной колонны.
66
применить радиоактивный метод, используя две точки введения раствора изотопа
и детекторы, показанные на рис. П2.7. При этом обнаружились два интересных фа-
кта.
Никакого движения индикатора между детекторами D± и £)2 не наблюдалось.
Это указало на то, что здесь был нулевой поток через нагреватель, поэтому предпо-
ложили, что соединительная тарелка в колонне была сломана. Кроме того, измеренная
скорость потока между детекторами D3 и Z)4 была чрезвычайно большой, превышая
в четыре раза скорость, определенную по показаниям расходомера на входе в колон-
ну. Расхождение было так велико, что решили снова измерить поток, вводя индика-
торный раствор с постоянной скоростью в точке /2 и производя отбор в точке Sx.
Скорости потока во второй группе измерений лишь незначительно отличались от
тех, которые были получены с помощью расходомера у входа в колонну и, таким об-
разом, показали, что результаты предыдущих испытаний с применением детектора
были аномально высоки. Единственным объяснением аномальных скоростей могло
быть то, что площадь поперечного сечения, используемая при расчете объемной
скорости по измеряемой скорости, ошибочно велика. В свою очередь это означало,
что отверстие выходной трубы со дна колонны было заужено — вероятно, отложе-
ниями на стенках.
Обследование колонны показало, что соединительная тарелка обвалилась на
нижний слой насадки и что выходная линия была частично заполнена обломками
керамических колец насадки.
Радиоактивные измерения потока позволили выявить поломку соединительной
тарелки в то время, когда установка не участвовала в производственном цикле.
Таким образом, появилась возможность быстро устранить неисправность и сокра-
тить время простоя. Кроме того, обнаруженная блокировка выходной линии обусло-
вила тщательную чистку трубопровода, что предотвратило полную забивку,
которая могла бы привести к несвоевременной остановке колонны.
Пример 2.8. Обнаружение зарождающейся неисправности насоса по
концентрации осколков частиц
Основные издержки, связанные с эксплуатацией насоса, обусловлены его пре-
ждевременной поломкой, простоем и внеплановым ремонтом. Чтобы по возможности
снизить эти издержки или избежать их, необходимо иметь эффективную систему
диагностирования и прогнозирования. Тессманом и др. [20] описан феррографиче-
ский метод, который позволяет использовать счет частиц (находящихся в перекачи-
ваемой жидкости) по размерам и, кроме того, непосредственное визуальное исследо-
вание изношенных частиц как диагностическую информацию для раннего преду-
преждения зарождающей неисправности. Диапазон размеров частиц загрязняющего
вещества играет очень большую роль в преобладающем виде износа шестеренчатого
насоса. Например, в чистом масле для гидравлической системы (в таком, как при об-
катке насоса) доминирующим будет, очевидно, износ связующего, характеризуемый
плоскими, пластинчатого типа частицами, которые образуют большое количество
осколков на феррограмме.
После двух или трех часов работы скорость образования частиц становится от-
носительно низкой и твердую фазу представляют главным образом мелкие гладкие
изношенные частицы с очень небольшим количеством любых других типов осколков.
Табл. П2.8.1 для насосаЛ показывает ожидаемое снижение плотности тех групп
частиц различных размеров, которые были уловлены на ряде фильтров.
Более высокая, чем нормальная, скорость образования частиц после начального
периода обкатки и более крупные, чем обычно, частицы, а также значительное число
частиц, которые не имеют гладкого изношенного вида (что устанавливается визуаль-
ной проверкой) — все это является возможным индикатором надвигающейся неис-
правности. Рассмотрим табл. П2.8.1 для насоса В. К 40 часам работа насоса была еще
явно удовлетворительной, однако между 40 и 50 часами появилась какая-то не-
поладка, которая сопровождалась необычными отклонениями в размерах частиц.
Визуальное исследование осколков поможет в диагностике причины неполадки.
После начальной обкатки основная масса твердой фазы обычно состоит из мел-
ких (менее 10 мкм) плоских изношенных частиц. Скорость образования частиц оста-
ется постоянной после того, как насос был запущен. Если система не отфильтровы-
вается, величина появившихся осколков может служить более лучшим признаком на -
3* 67
ТАБЛИЦА П2.8.1. Распределение размера частиц для поршневых насосов
Время, ч Отношение по- тока к начали ному потоку Счет частиц (в 1 мл), размер которых превышает указанный(в мкм)
>3 >10 >20 >30 >40 >50
Н а с о с А
0,0 1,000 14 720 3 415 762 81,1 12,7 3,33 1,33
1,2 1,000 130 815 42 261 4 639 92,7 22,0 6,00 2,67
3,4 1,000 75 599 17 853 1 268 58,7 13,0 6,00 2,00
6,4 1,000 52 235 10 395 746 34,0 8,0 4,00 1,33
12,6 1,000 40 554 8 089 775 86,0 21,3 9,30 3,33
21,8 1,000 34 195 6 329 524 35,3 8,0 2,67 0,00
29,7 1,000 36 567 6 833 467 18,0 3,3 2,00 0,67
49,5 0,999 46 045 8 591 535 20,3 5,7 1,67 0,33
Н а с с ) с В
16,2 0,994 26 924 4 044 444 44,0 5,0 1,67 0,33
39,8 0,978 87 040 24 125 2 764 76,3 5,0 0,67 0,33
50,0 0,866 860 030 251 887 36 837 1996,7 216,7 26,67 6,67
53,7 0,755 1 168 187 357 590 80 977 2453,3 196,7 23,33 0,0
57,7 0,697 1 220 487 332 093 41 147 1806,7 180,0 40,00 20,00
65,4 0,634 1 093 767 268 480 25 440 1120,0 178,0 35,00 12,00
копления изношенных частиц, чем скорость образования таких частиц. Кроме того,
в системе, которая значительное время не работала, происходило бы осаждение из-
ношенных осколков, и до тех пор, пока система не проработает в течение некоторого
времени и равновесие снова не будет восстановлено, взятая проба и ее анализ не смо-
гут дать правильную картину состояния износа.
Мы можем проверить, описывается ли распределение накопленной относитель-
ной частоты (такое как приведенное в табл. П2.8.1) некоторым распределением
накопленной вероятности с помощью критерия согласия Колмогорова [6, гл. 6].
Будем использовать частицы размером >20 мкм как наиболее показательные. Ги-
потеза заключается в том, что нормированное (к полной сумме 1) распределение
является таким же, как эталонное распределение, т. е.
нуль-гипотеза Но
F (х) — F* (х)
альтернативная гипотеза Ях
F (х) 4= Л* (х)
где F (х) — распределение, которое необходимо проверить в сравнении с эталонным
распределением F* (х).
В табл. П2.8.2 приведены действительные и нормировочные подсчеты частиц
для двух насосов А и В.
Статистика проверки критерия Колмогорова имеет вид
= шах | F (х) — F* (х) |
для любого ряда. Таким образом, Т1л=0,11 и 7\в=0,04. На основании справоч-
ных таблиц значение Т\ должно превышать 0,64, чтобы распределения были различ-
ны; следовательно, гипотеза HQ принимается, т. е. различия в распределениях нет.
Однако при изучении всех данных для насоса В становится ясным, что число частиц
68
ТАБЛИЦА П2.8.2. Критерий Колмогорова
Насос А
X 29,7 ч 49,5 ч [F* (х) - F (х)]
Счет F* (х) Счет F W
>50 0,67 0,04 0,33 0,02 0,02 >40 2,00 0,11 1,67 0,08 0,03 >30 3,3 0,18 5,7 0,29 —0,11 >20 18,0 1,00 20 1,00 0
X Насос В
16,2 ч 39,8 ч If* (x)-f (х)]
Счет F* (х) Счет F М
>50 0,33 0,01 0,33 0 0,01 >40 1,67 0,04 0,67 0,01 0,03 >30 5,0 0,11 5,0 0,07 0,04 >20 44,0 1,00 76,3 1,00 0
на 1 мл резко возросло в диапазоне ^20 мкм. Если провести проверку на различие
нескольких средних, то в какое-то время до 39,8 часов определится изменение в рабо-
те насоса, т. е. задолго до того, как в действительности могла быть обнаружена не-
поладка.
Пример 2.9. Обнаружение нарушения распределения потока в наса-
дочной колонне
Типичная насадочная колонна показана на рис. П2.9. Давно известно, что
неравномерное распределение жидкости оказывает отрицательное влияние на эффек-
тивность насадочной колонны. Максимальная эффективность достигается при рав-
номерном распределении потоков газа и жидкости
по поперечному сечению колонны. К сожалению, в
большинстве случаев нарушение распределения по-
тока и каналообразование использовались в лите-
ратуре для объяснения ухудшения массопереноса
в насадочных колоннах без количественных опреде-
лений.
Гренхоф [10] провел измерения распределения
жидкости в трех колоннах (диаметром 0,14; 0,29 и
0,44 м и высотой 2 м и с насадкой из колец Раши-
га размером 8,4 мм), используя воздух и воду при
температуре 20 °C. В табл. П2.9.1 приведены нор-
мированные результаты серии таких измерений
для самой большой колонны. Каждая скорость
потока Fij дается как измеренная его скорость, де-
ленная на ожидаемую скорость при полностью
равномерном распределении жидкости.
Большее число i относится к большему рас-
стоянию от оси колонны: i = 1 соответствует на-
блюдениям в центре колонны, a i = 8 — у ее стен-
ки. Измерения потока по высоте колонны не вклю-
чены в таблицу, так как при проверке с помощью
Рис. П2.9. Типичная насадочная колонна.
69
ТАБЛИЦА П2.9.1. Нормированные скорости потока в колонне
радиусом 0,44 м
Серия i -> Возрастание радиуса
номер 7 1 2 3 4 5 6 7 8
1 0,287 0,925 0,685 0,862 0,857 1,325 1,460 0,600
2 0,260 1,062 0,695 0,740 0,947 0,987 1,287 0,460
3 0,110 0,795 0,415 0,910 1,402 1,100 0,963 0,420
4 0,147 0,752 0,702 0,872 1,075 1,097 1,297 0,415
5 0,375 1,207 0,717 0,725 1,387 1,445 1,440 0,510
6 0,117 0,910 0,775 0,867 1,137 1,350 1,275 0,440
7 0,345 0,787 0,660 0,655 0,977 1,520 1,370 0,452
8 0,130 0,840 0,835 0,900 0,750 1,387 1,492 0,260
/-критерия они оказались значительно выше, чем ожидаемая скорость в случае рав-
номерного распределения.
Табл. П2.9.1 показывает, что измеренные скорости потока значительно ме-
няются в зависимости от места их измерения. Однако было обнаружено, что
скорости потока при каждом i очень мало изменяются во времени, хотя для
каждого нового стационарного состояния / местные скорости потока обычно от-
личаются от предыдущих.
Изучение данных табл. П2.9.1 приводит к выводу, что изменение значений ско-
рости потока вдоль столбца таблицы меньше, чем изменение значений вдоль ряда.
Более того, экстремальные значения Ftj встречаются, по-видимому, в различных
местах измерения (/). Для того чтобы проверить, существует ли корреляция между
рядами, был использован критерий Фридмана [5, с. 129—131].
Числам в каждому ряду табл. П2.9.1 приписывается ранг согласно возрастаю-
щему их значению; наибольшему числу приписывается наибольший ранг. Резуль-
таты этой процедуры приведены в табл. П2.9.2.
Мы проверяем нуль-гипотезу //0, состоящую в том, что последовательность
i = \~п ранговых чисел в каждом рангированном ряду / = 14-т является слу-
чайной по природе и независимой от последовательности чисел в других рядах
табл. П2.9.2. Делается это следующим образом. Для каждого столбца i в
табл. П2.9.2 подсчитывается сумма рангов Rt для т рядов. Сумма всех рангов
п
должна быть У] Ri = (1/2) тп (п + 1). Среднее значение Rt равно (l/2)m(n + 1).
г = 1
Если любой ряд ранговых чисел в табл. П2.9.2 вероятен так же, как и любой
другой ряд, то следует ожидать различные значения Ri, которые отличаются толь-
ТАБЛИЦА П2.9.2. Значения Fij из табл. П2.9.1, представленные
их рангами
7 i
1 2 3 4 5 6 7 8
1 1 6 3 5 4 7 8 2
2 1 7 3 4 5 6 8 2
3 1 4 2 5 8 7 6 3
4 1 4 3 5 6 7 8 2
5 1 5 3 4 6 8 7 2
6 1 5 3 4 6 8 7 2
7 1 5 4 3 6 8 7 2
8 1 5 4 6 3 7 8 2
ТО
ко маргинально от (1/2) tn (п + 1). Критерий Фридмана основан на сумме квад-
ратов отклонений от ожидаемого значения Ri‘.
п
S --- S [Ri - (1/2) т(п + 1)]2
i-=l
Гипотеза Но должна быть отвергнута при больших значениях S. Точки
значимости S для т= 14-20 и п = 14-7 приводятся в литературе. При п > 7
точки значимости S можно вычислить, используя тот факт, что если па-
раметр С = \2S/mti (n+ 1) приблизительно распределен как то гипотеза
Но принимается. Мы можем отвергнуть нулевую гипотезу при уровне значимости
а = 0,01, если S > $тп‘О ор т- е- значительной величине S при а = 0,01.
Значение S, вычисленное по табл. П2.9.2 равно, 2368. Для т -= п — 8 величина
Smn. о 01 = 888. Следовательно, гипотеза HQ должна быть отвергнута. Мы делаем
вывод, что между восемью рядами табл. П2.9.2 существует значительная корреля-
ция. Это означает, что жидкость двигалась через насадку не равномерно, а какими-то
предпочтительными путями. Разумеется, каждый раз, когда насадка будет меняться,
эти пути могут быть иными.
Для того чтобы убедиться в том, влияет ли скорость потока жидкости через
колонну на предпочтительные пути, была составлена табл. П2.9.3 для другой ко-
лонны. В табл. П2.9.3 средние значения скорости потока в различных точках изме-
рения i при двух массовых скоростях потока даны в зависимости от радиуса точки.
В скобках указан ранг значения скорости (1 — наименьшее значение).
Нулевая гипотеза HQ состоящая в том, что последовательность ранговых чисел
в одном ряду является случайной и независимой от последовательности в другом
ряду, может быть проверена с помощью коэффициента ранговой корреляции Спир-
мана [16], который вычисляется следующим образом
п
6IX
p3 п(п2—1)
где di — разность рангов в столбце i табл. П2.9.3; п — число необходимых сравне-
ний (здесь п = 6).
Значение +1 для р5 указывает на полное совпадение рядов, а значение —1 —
на полное их расхождение. Если гипотеза принимается, то значение ps, вероятно,
должно быть близко к нулю.
Рассчитанное на основании данных табл. П2.9.3 значение р^ равно 0,43. В од-
ностороннем критерии при уровне значимости а = 0,05 значимая положительная
величина р$ равна с = 0,77. Поскольку ps<c, нулевая гипотеза не будет
отвергнута при выбранном уровне значимости. Это приводит к выводу, что между ря-
дами табл. П2.9.3 нет значительного совпадения, а отсюда следует, что пути, по ко-
торым движется жидкость через насадку, явно изменятся при изменении нагрузки
колонны по жидкости и газу.
ТАБЛИЦА П2.9.3. Значения FL
Массовая скорость потока жидкости, кг/(м2« с) i -> Увеличение радиуса
1 2 3 4 5 6
0,825 0,905 0,355 0,645 1,665 1,148 0,759
(4) (1) (2) (6) (5) (3)
0,50 1,103 0,216 1,276 0,838 1,645 0,654
(4) (1) (5) (3) (6) (2)
71
Пример 2.10. Использование непараметрических критериев для обна-
ружения неисправности
Хенрихон и ФуЦ 13 ] исследовали изменения или нарушения нормальной работы
системы контроля, используя непараметрические критерии для парных наблюдений
в случае детерминированной системы с измерениями, искаженными неизвестным
стационарным шумом. Эта система могла не быть известна в деталях; все, что требо-
валось, — это ряд наблюдений, соответствующих ее нормальной работе.
Рассмотрим систему контроля с известной или неизвестной динамикой установки,
когда наблюдаемый вектор переменных состояния искажен измерительными поме-
хами (см. гл. 5). Мы хотели бы определить неполадки системы в возможно короткий
срок. В качестве примера допустим, что система контроля непрерывного действия
описывается следующими уравнениями:
х (/) = Ах (/) + Ьи (/) '
’ (а)
z (/) = сх (/) + е (Z)
где х=[х1х2]Т; А— матрица размерности 2X2; Ь= [0 1 ]т; и — скаляр; с —1;
е (/) — стационарный белый шум с неизвестными статистиками.
Пусть Z — [Z (У... Z (fn)]T будет выборочным вектором, соответствующим п
выборкам процесса. На основе Z мы должны решить, имело место внезапное измене-
ние или нет. Рассмотрим три случая.
Случай 1. Динамика установки неизвестна, но система находится в стацио-
нарном состоянии с х2 = 0 и хх — const. Следовательно, Z — это выборочный вектор
шума 8 с некоторым неизвестным аддитивным параметром хь добавленным к центру
распределения накопленной вероятности F,
Случай 2. Динамика установки и начальные условия известны. Таким об-
разом, вектор X = [Xi (/J ...Xi (/п)]т можно вычислить. Допустим, что Г — Z — X,
Тогда Г — вектор с п выборками неизвестного шума 8. Эта задача является теперь
подклассом случая 1.
Случай 3. Динамика установки неизвестна, но ряд векторов Zlt Z2, ..., Zk
имеется в наличии, соответствуя нормальным условиям работы. Здесь
Z = [Z (/„ . Z (tn .)]Т (6)
является вектором, содержащим tij — nj_i выборок из интервала времени
Ч)-
При нормальных условиях работы производится выборка данных V. (Для слу-
чая 1 V ~ Z, для случая 2 V = Г.) Предположим, что Vi подчиняются непрерыв-
ному распределению накопленной вероятности F и что Vi (i = 1, ..., и) являются
независимыми. Для обнаружения внезапного нарушения в работе подлежащая про-
верке выборка Y — (Ki, ..., Ут) отбирается так же, как и V. Допустим, что функ-
ция распределения накопленной вероятности для Yi есть G. Для каждой выборки Y
мы будем проверять гипотезу HQ: F = G, основанную на одном из двух непараметри-
ческих критериев:
1) критерии Колмогорова—Смирнова [8, 19],—см. также пример 2.8;
2) критерии Уилкоксона—Манна—Уитни [21].
Манн и Уитни показали, что
и Т~ (1/2) пт+ (1/2)
]Л(1/2) (пт) (п + т+ 1)
имеет приблизительно гауссово распределение с нулевым средним значением и
дисперсией, равной единице.
72
Здесь
п пг
Тп,т= J] Zj ^Vi’ *</) — число случаев, когда y^v
t(V,
Y)
' 1, если V > Y
у 0, если V < Y
т — число наблюдений г/7-; п — число наблюдений Vi. (Во многих книгах по мате-
матической статистике имеются таблицы для более точного распределения U).
Одним из главных недостатков этой процедуры является то, что мы можем опре-
делить только вероятность отвергнуть нуль-гипотезу Яо, когда она верна (ошибка
первого рода). Мощность критерия зависит от типа рассматриваемых распределений,
но они неизвестны, и поэтому она не может быть вычислена для альтернативной
гипотезы. Следовательно, нельзя установить вероятность ошибки второго рода
(вероятность того, что нуль-гипотеза HQ принята, когда альтернативная гипотеза
правильна). Итак, мы можем определить лишь вероятность того, что нормальная
работа будет названа неисправной, но не можем указать вероятность того, что не-
исправная работа не будет обнаружена.
Для случая 3 рассмотрим систему контроля, которая повторяет свой цикл через
известные промежутки, скажем, через каждые Т секунд. Разделим этот цикл времени
на J областей: (0, Zi),(/i, /2)> •••> Г). Для каждой из J областей Rt(i= 1, ...,
..., J) предположим, что мы имеем стандартную выборку Zj = ...,
где — выборочное значение в момент времени ti_i + (k/ri) (ti — /i_i), т. e.
мы берем п выборок, одинаково расположенных во времени для каждой области.
Если рассматривать эту выборку Zt как принадлежащую совокупности с непрерыв-
ным установившимся распределением накопленной вероятности Fi, то мы можем
действовать в случае 3 так же, как и в случаях 1 и 2 для проверки каждой области.
Хенрихон и Фу взяли выборки использующих наклон функций, к которым был
добавлен шум, чтобы описать условия, при которых может быть обнаружено измене-
ние. Затем они имитировали систему (а) с
0 Г.
— 1 —2Х];
и = 1; Xi (0) = х2 (0) = 0
и ошибкой е — случайной переменной, распределенной по нормальному закону со
средним, равным нулю, и дисперсией о2.
Исследовались следующие изменения:
1) изменение в X от 1 до 0,25 при t = 1,25;
2) изменение в X от 1 до 0,25 при t = 2,25;
3) хг и х2 приравнивались к 0 при t = 2,25;
4) х} приравнивалось к 2,5 при t = 2,25;
5) приравнивалось к 5,0 при t = 2,25.
ТАБЛИЦА П2.10. Определение времени внезапных изменений
с помощью непараметрических критериев
Изменение Значение о2 для шума Время изменения Число наблюдений в выборке Результаты проверки как возможные интервалы, во время которых происходит изменение
1 1 1,25 100 2,0—4,0
1 1,25 40 2,4—3,6; 4,0—4,4
1 1,25 10 Плохие результаты
0,25 1,25 100 2,0—5,0
3) 1 2,25 100 2,0—4,0
4) 1 2,25 100 2,0—5,0
5) 1 2,25 100 2,0—5,0
73
Наблюдения за нормально работающей и неисправной системами проводились
каждые 0,01 единицы времени по 500 выборкам Критерии были основаны на п груп-
пах этих выборок Несколько типичных результатов приведены в табл П2 10
Результаты имитирования показали, что проверки, основанные на увеличенных
объемах выборок, имеют много больший коэффициент непринятия гипотезы Хотя
критерий, использующий уравнение (в), оказался более эффективным, чем критерий
Колмогорова—Смирнова, при осуществлении имитирования, это не всегда будет
именно так
2.3. ДИАГНОСТИРОВАНИЕ И КЛАССИФИКАЦИЯ
В этом разделе мы кратко рассмотрим проблему диагностирова-
ния состояния процесса Предположим, что имеется набор призна-
ков состояний, из которых один соответствует нормальной работе,
а М — неисправным состояниям Задача исследователя — распо-
знать образ в наблюдаемом наборе признаков, который представ-
ляет одно или более из этих М + 1 состояний Математическая про-
блема диагностирования состоит в том, чтобы разработать такой кри-
терий, который определит некий тип «расстояния» между значениями
признака наблюдаемого состояния и значениями в состояниях М + 1.
Классификация осуществляется на основе кратчайшего расстояния
Статистические методы применяются к набору данных для каж-
дого состояния, чтобы установить распределение вероятности для
вектора признаков Тогда, если цена каждого возможного непра-
вильного диагностирования известна, критерием расстояния для
каждого состояния является просто ожидаемая потеря от диагности-
рования этого состояния с наблюдаемыми признаками
Несмотря на то, что идея классификации ясна, существует мно-
жество проблем реального ее использования В большинстве случаев
имеется в наличии или может быть собрана только частичная инфор-
мация о состояниях процесса Тогда возникает вопрос, до каких
пределов может быть использована частичная информация, чтобы рас-
познать «известное» среди различных состояний процесса
Часто предполагается, что состояния или классы являются
1) взаимно исключающими, 2) исчерпывающими и 3) известными
без ошибки Ни одно из этих предположений в общем не будет строго
правильным, как показано на рис 2 16 Ничего нет, чтобы предот-
вратить процесс от одновременных двух или более неисправных со-
стояний, таких как и F2 на рис 2 16 Хотя это условие могло бы
быть определено как другое состояние, число состояний будет непре-
рывно увеличиваться, приводя к еще большим практическим трудно-
стям
Определение состояния или класса, соответствующего набору
измерений процесса, не может быть легким Диагностирование мо-
жет быть неверным, и в связи с этим появится
некоторое количество неправильных харак-
теристик состояний Обратите внимание на
Рис 2 16 Состояния или классы процесса Аг представляет
нормальную работу, — неисправные состояния
74
область перекрытия нормальной работы и ненормального состояния
F3, заштрихованную на рис 2 16
Применение методов классификации к химическим процессам
подробно рассматривается в разделах 6 3 и 6 4
ЛИТЕРАТУРА
1 Anyakora, S N and F Р Lees, Principles of the detection of malfunction
using a process computer, Inst Chem Engrs Symp Series No 35, (1972) pp 7—13
2 Anyakora, S N and F P Lees, Detection of instrument malfunction by the
process operator, The Chemical Engineer, Aug (1972) 304—309 3 Anyakora, S /V
and F P Lees, The detection of malfunction using a process control computer simple
noise power techniques for instruments in The Use of Digital Computers in Measu-
rement IEE Publ 103, Sept 1973, pp 35—42 4 Beck, J V and К J Arnold,
Parameter Estimation in Engineering and Science, John Wiley, New York, 1977,
p 62 5 Bradley, J V , Distribution Free Statistical Tests, Prentice Hall, Engle-
wood Cliffs, N J , 1968 6 Conover, IF J , Practical Nonparametric Statistics,
John Wiley, New York, 1971 7 Cooley W IF and P R Lohres Multivariate
Data Analysis, John Wiley, New York, 1971 8 Darling, D A , The Kolmogorow —
Smirnov, Cramer — Von Mises tests, Annals of Math Statis 28 (1957) 823—838
9 Donahue, J D , Products and quotients of random variables and their applica-
tions, Tech Report 64—115, Aerospace Research Laboratories The Martin Co , Den-
ver, Colo , July, 1964 (Available from the Nat Tech Info Service, Springfield, Va
as document AD-603667) 10 Gibbons, J D , Nonparametric Statistical Inference,
McGraw-Hill, New York, 1971
11 Groenhof, H C , Scaling up of packed columns — Part II, The Chem Engr
J , 14 (1977) 193—203 12 Hold, A , Statistical Theory with Engineering Appli-
cations, John Wiley, New York, 1952 13 Henrichon, E G and К S Fu, Cala-
mity detection using nonparametric statistics, Tech Rpt TREE 68 21, Purdue
Univ , Lafayette, Ind 47907, Sept 1968 14 Jarvan, J E , Calculations diagnose
NH3 problems, Oil & Gas J , (Jan 30, 1978) 178—186 15 Johnson, N L and
F C Leone, Statistical and Experimental Design, Vol 1, John Wiley, New York,
1964, p 188 16 Kendall, M G , Rank Correlation Methods, Chas Griffin & Sons,
London, 3rd ed , 1962, Chapt 6 and Table 6 17 National Bureau of Standards,
Tables of the Bivariate Normal Distribution and Related Functions, Applied Math
Series 50, Wash , D C , 1959 18 Natrella, M G , Experimental Statistics, Nat
Bur of Standards Handbook 91, U S Dept of Commerce, Washington, D C ,
1963 19 Millard, J В and L Kurz, The Kolmogorov — Smirnov tests in signal
detection, IEEE Trans on Info Theory, (April 1967) 341—342 20 Tesserman, R К ,
D E Kitzmiller, D H Walley, and P A Sharp, Hydraulic system diagnosis,
Section V, AD-AO43678, U S Army Mobility Equip Res Devel Command, Fort
Belvoir, Va, 22060, Feb , 1977
21 Wilks, S S , Mathematical Statistics, John Wiley, New York, 1963, pp 452—
468
ДОПОЛНИТЕЛЬНАЯ ЛИТЕРАТУРА
1 Bennett, C A and N L Franklin, Statistical Analysis in Chemistry and
the Chemical Industry, John Wiley, New York, 1954 2 Chu, W W , Adaptive
diagnosis of faulty systems, Oper Res , 16 (1968) 915—927 3 Davies, 0 L , Sta-
tistical Methods in Research and Production, 3d ed , Oliver & Boyd, London, 1958
4 Gupta, S D , Theories and methods in classification, Discriminant Analysis and
Applications (T Cacoullos, ed ), Academic Press, New York, 1973, pp 77—137
5 Johnson N L and F C 1 eone Statistics and Experimental Design, Vol 1, 2nd
ed , John Wiley, New York, 1976 6 Mandel, J , The Statistical Analysis of Expe-
rimental Data, John Wiley, New York, 1964
75
ГЛАВА 3
МОДЕЛИ ПРОЦЕССОВ
В этой главе мы рассматриваем сущность построения моделей с точки
зрения их ценности в обнаружении и диагностике неполадок. Мы вы-
бираем наиболее элементарный из всех возможных подходов, чтобы
свести до минимума необходимые математические выкладки. Описы-
ваются и сопоставляются различные типы моделей, изложение ил-
люстрируется краткими примерами.
3.1. ВВЕДЕНИЕ
Модели используются во многих отраслях науки и техники —
в биологии, психологии, машиностроении, химии, биохимии, фи-
зике, экономике и т. д. Вероятно, невозможно учесть в одном опре-
делении все различные значения слова «модель»; в данном же случае
мы имеем дело с математическими описаниями процессов, т. е. с ма-
тематическими моделями, которые помогают нам анализировать и
диагностировать неиспр авности.
Чтобы выбрать модель из множества возможных, нужно иметь
представление о степени сложности ее решения. Для этого необхо-
димо учитывать: 1) «порядок» модели, т. е. число независимых функ-
ций, которые требуются для описания процесса; 2) число параме-
тров, включенных в модель и 3) число независимых переменных, ко-
торые должны быть включены в модель. Чем проще модель, тем легче
решить ее аналитически или численно; чем сложнее модель, тем
менее вероятно, что может быть найдено простое решение. Однако
чем более сложна модель, тем более точно, адекватно она обычно (но
не всегда) представляет действующий процесс и тем легче соотнести
коэффициенты модели с неполадками.
Кроме использования в анализе и диагностике неполадок модели
могут служить и для других целей. В общем случае они полезны
в прогнозировании поведения системы при воздействии на нее раз-
личных возмущений, в углублении новых представлений о системе и
в планировании экспериментов. Удовлетворительно адекватная мо-
дель может быть использована для воспроизведения работы системы,
а также для описания изменений в системе.
Поскольку модель во многих отношениях неизбежно отступает от
своего реально существующего прототипа (объекта моделирования),
пригодность ее зависит главным образом от степени упрощения, обус-
ловленного этим намеренным или неумышленным отступлением. В на-
чале изучения проблемы сложность ее ясна редко, поэтому отчасти
ценность модели состоит в способности указывать области дальней-
шего исследования проблемы. Хотя модели и являются приближен-
ными, при желании они могут быть переработаны с целью их уточне-
ния или экспериментальной проверки, однако обычно модели ни-
когда не могут быть проверены точно из-за пределов эксперименталь-
ной точности и из-за высоких затрат времени и денежных средств на
76
Рис. 3.1. Циклическая природа усовер-
шенствования модели до ее применения,
выполнение поставленной зада-
чи. Рис. 3.1 поясняет итера-
ционную процедуру получения
все более точных моделей.
Как можно оценить модель?
В принципе, инженер может со-
брать данные, относящиеся к
нормальным условиям функцио-
нирования объекта моделирова-
ния, чтобы вычислить парамет-
ры модели, а затем установить,
насколько хорошо работа, пред-
сказываемая моделью, согла-
суется с действительной рабо-
той. В настоящее время имеются
первоклассные статистические способы проверки точности такого
согласия. Если предсказываемые моделью результаты хорошо согла-
суются с экспериментально определяемыми выходными величинами
объекта моделирования, то уверенность в правильности математиче-
ского описания возрастает. Если же предсказания неудовлетвори-
тельны, то модель пересматривается или используется какой-либо
другой подход к ее уточнению.
Построение модели имеет некоторые существенные ограничения,
которые необходимо иметь в виду с самого начала.
Первое из них связано с наличием и точностью данных. Модели не
более точны, чем заложенные в них физические и химические данные.
В большинстве случаев вы обнаруживаете явный недостаток данных,
которые можно использовать в модели, и, после того как она создана,
одной из основных ваших задач является определение параметров
модели на основе экспериментальных данных.
Во-вторых, вы должны быть осторожны, приписывая модели не-
кий оттенок общезначимости, которой она может быть не заслужи-
вает. Следует допускать только приемлемые априорные предполо-
жения. Это — слабость математического моделирования. Модели,
которые когда-то были связаны с радикальными упрощениями,
вновь извлекаются на свет и применяются так, как если бы априори
было известно, что они верны, хотя они явно таковыми не являются.
Последняя опасность в использовании модели — это допущение,
что она представляет реальный процесс вне пределов той области из-
менения переменных, которая первоначально подразумевалась.
Такая экстраполяция может быть ценным аспектом модели, но может
также ввести в заблуждение и быть причиной серьезных ошибок.
3.2. КЛАССИФИКАЦИЯ МОДЕЛЕЙ
В этом разделе описаны различные типы математических моделей,
объединенные в сопоставимые группы с тем, чтобы показать взаим-
ную связь, различные степени сложности моделей и помочь в выборе
77
соответствующего типа модели для данного процесса. Существует
много способов классификации математических моделей. Для наших
целей лучше всего сгруппировать модели в противоположные пары:
1) линейная модель — нелинейная модель;
2) стационарная модель — нестационарная модель;
3) модель с сосредоточенными параметрами — модель с распре-
деленными параметрами;
4) детерминированная модель — вероятностная модель;
5) модель с непрерывными переменными — модель с дискретными
переменными.
3.2.1. Линейная модель — нелинейная модель
Линейная модель обладает важным свойством суперпозиции, не-
линейная — нет. Уравнения (а следовательно, и модели) линейны,
если зависимые переменные или их производные имеют только пер-
вую степень; в противоположном случае они являются нелинейными.
На практике возможность описания процесса с помощью линейной
модели имеет огромное значение, поскольку решение линейных моде-
лей во много раз легче, чем решение нелинейных моделей.
Для проверки модели на линейность или нелинейность вы рас-
сматриваете уравнения, которые описывают процесс. Проверьте
каждый член в уравнениях модели процесса, чтобы убедиться в том,
является ли он линейным или нелинейным, и если какой-нибудь из
членов нелинеен, то и сама модель будет нелинейной. Отсюда следует
вывод, что процесс — нелинейный. Ниже приведено несколько при-
меров типичных линейных и нелинейных функций (Л — линейная,
НЛ — нелинейная), которые используются в моделях:
Пример Проверка Клас- сифи- ка 1ия
(У1 + У2)2 = у! + у1
НЛ
Л
Л
Л
Л
Квадрат
Логарифм
Частная производная
Произведение неза-
висимой переменной
и производной
Произведение зави-
симой переменной
(vx) и производной за-
висимой переменной
(с)
дс дс
л-v \ д(С1+С^ 1
Х1 ‘ * Х2!
? дс± . дс2
- “л----- “л--
дх Х2 ох
Как вы можете установить, является ли реальный процесс линей-
ным (или нелинейным)? Один из способов: ввести в процесс входное
возмущение, например импульс синусоидальной формы, измерить
78
отклик системы (реакцию процесса на возмущение) и определить,
будет ли отставание по фазе (фазовый угол) независимым от частоты.
Если так, то процесс линеен.
3.2.2. Стационарная модель — нестационарная модель
Синонимами слова «стационарный» являются инвариантный во
времени, статический, установившийся. Эти термины относятся к про-
цессу, который функционирует, но значения зависимых переменных
которого постоянны во времени. Нестационарные процессы назы-
вают также неустановившимися, переходными, динамическими; за-
висимые переменные таких процессов изменяются во времени.
Исторически сложилось так, что типовые методы расчета процес-
сов и аппаратов химической технологии, кинетики химических реак-
ций и т. д. касались преимущественно только стационарных процес-
сов. Когда стало интенсивно развиваться управление производствен-
ными процессами, выяснилось, что существенное значение имеют
нестационарные состояния. В настоящее время установки не проек-
тируются на основе данных об установившемся режиме с последую-
щим добавлением контроля за процессом; установки и системы упра-
вления ими должны проектироваться совместно. Разумеется, для
анализа и диагностики неполадок может оказаться очень полезным
отклик нестационарного процесса, если требуется быстро решить,
есть неполадка или ее нет.
Типичным примером нестационарного процесса мог бы служить
пусковой период дистилляционной колонны, которая в конце концов
достигает квазистационарного набора условий работы. При деталь-
ном исследовании можно было бы установить, что колонна всегда
работает в неустановившемся режиме с незначительными отклоне-
ниями температуры, состава и других параметров, происходящими
все время, но колеблющимися обычно около «среднестационарных»
значений.
3.2.3. Модель с сосредоточенными параметрами — модель
с распределенными параметрами
Кратко: модель с сосредоточенными параметрами означает, что
пространственные изменения не учитываются и что различные свой-
ства и состояния системы могут считаться однородными во всем объе-
ме. Модель же с распределенными параметрами, наоборот, учитывает
детальные изменения режима работы от точки к точке по всей системе.
Все реальные системы, разумеется, являются объектами с распреде-
ленными параметрами в том смысле, что в них всегда присутствуют
какие-нибудь неоднородности. Поскольку часто эти неоднородности
относительно невелики, их можно не учитывать и считать систему
«сосредоточенной». Рассмотрите рис. 3.2.
Ответить на вопрос, является ли модель с сосредоточенными пара-
метрами обоснованной для данного процесса, не просто. Хорошее
правило для ответа на этот вопрос: если отклик процесса, с практи-
79
a
Поток
жидкости
Поток пара Поток
жидкости
Рис. 3.2. Представление колпачковой тарелки дистилляционной колонны как объекта моде-
лирования:
а — реальная тарелка со сложной схемой движения потоков и изменением свойств от точки
к точке (распределенные параметры), б — идеализированная стадия равновесия, не учи-
тывающая все внутренние изменения (сосредоточенные параметры)
ческой точки зрения, одинаков во всех точках объекта, то можно
использовать модель с сосредоточенными параметрами; если же от-
клик процесса не одинаков в разных точках объекта, например
вдоль сосуда, то модель с сосредоточенными параметрами использо-
вать нельзя. Таким образом, чтобы установить, какую модель —
с сосредоточенными или с распределенными параметрами — следует
применить, необходимо что-то знать о внутренних особенностях
объекта моделирования.
Математические методы решения моделей с сосредоточенными
параметрами значительно проще, чем моделей с распределенными
параметрами, поэтому часто объекты с распределенными параме-
трами аппроксимируют эквивалентной системой с сосредоточенными
параметрами. Несмотря на то, что такая замена во многих случаях
возможна, необходимо быть очень осторожным, чтобы избежать ниве-
лирования характерных черт процесса, отраженных в модели с рас-
пределенными параметрами (иначе будет построена далеко неадекват-
ная модель). Кроме того, нелинейности или нестационарность в мо-
делях с сосредоточенными параметрами могут сделать математиче-
скую обработку такой же трудной, как и для моделей с распределен-
ными параметрами.
Примером объекта с сосредоточенными параметрами может слу-
жить бак-смеситель, используемый и для перемешивания жидкостей,
и для проведения химических реакций. Инженер обычно основывает
свои расчеты на предположении, что содержимое бака идеально пере-
мешано, т. е. смесь внутри бака совершенно однородна и не отличается
от потока на выходе. В реальном баке имеются перегородки, углы
и т. д., поэтому перемешивание не будет полным во всех зонах, что
ведет к неоднородностям внутри бака. Однако часто эти неоднород-
ности не учитываются и применяются некоторые общие средние зна-
чения для свойств смеси в баке. Для многих целей это вполне прием-
лемо, хотя для некоторых типов химических реакций влияние не-
идеального перемешивания может стать важным.
80
a
Детерминированная
величина
б
Детерминированная
величина
£
Случайная
величина
Случайная
величина
Рис. 3.3. Блок-схемы вероятностных моделей.
В рамках моделей с распределенными параметрами могут рассма-
триваться пространственные неоднородности вдоль одного из напра-
влений, а также двух- и трехмерные неоднородности. Например,
в обычных методах проектирования газового абсорбера с насадкой
концентрации предполагаются непрерывно изменяющимися в осевом
направлении, т. е. в направлении потока, однако игнорируется их
изменение в радиальном направлении. Аналогичным образом часто
рассматриваются трубчатый химический реактор и реактор с насад-
кой, но поскольку возможны значительные температурные градиенты
в радиальном направлении, для их учета необходимо использовать
модель с параметрами, распределенными в двух или трех направле-
ниях; температуры и концентрации в таких моделях могут изме-
няться и по оси и по радиусу аппарата.
3.2.4. Детерминированная модель — вероятностная модель
Мы описали случайные и детерминированные переменные в гл. 2.
Детерминированной является та модель, в которой каждой перемен-
ной состояния и параметру может быть приписано определенное фик-
сированное число или присвоен ряд фиксированных чисел для любого
данного набора состояний. Вероятностная (статистическая) модель —
это не что иное, как математическое описание процесса, в котором
переменные являются случайными величинами. Рис. 3.3 иллюстри-
рует характер использования информации в случае двух простых ве-
роятностных моделей. На рис. 3.3, а случайная ошибка добавляется
к выходу детерминированной модели, что дает случайную выходную
переменную, поэтому модель процесса будет вероятностной. На
рис. 3.3, б случайная выходная переменная возникает вследствие
случайного характера входной переменной. В результате мы опять
имеем вероятностную модель. Вполне возможно, что уравнения мо-
дели могут быть стохастическими, так как содержат случайные
коэффициенты.
Вероятностные модели
можно классифицировать по-
добно тому, как это показано
на рис. 3.4. См. также раз-
вис 3.4. Альтернативная классифика-
ция вероятностных моделей.
81
дел 2.1.1. Хотя вероятностная модель представляет собой только
некоторую абстракцию действительного процесса, она, по-видимому,
с достаточной полнотой описывает процесс (особенно, интересующую
нас переменную). Пока модель хорошо описывает реальную ситуа-
цию, в том смысле, что выводы, полученные при математическом
анализе модели, обладают достаточной точностью, она считается
пригодной.
3.2.5. Модель с непрерывными переменными — модель
с дискретными переменными
«Непрерывные» означает, что переменные могут принимать любые
значения внутри интервала; «дискретные» означает, что переменные
могут принимать только отдельные значения внутри интервала.
3.3. ФИЗИЧЕСКИЕ ОСНОВЫ МОДЕЛЕЙ
Большинство математических моделей, используемых инжене-
рами, можно разделить на три категории:
1) модели явлений переноса, основанные на физико-химических
принципах;
2) модели баланса элементов ансамбля;
3) эмпирические модели.
3.3.1. Модели явлений переноса, основанные
на физико-химических принципах
Физические принципы, которые инженеры используют для по-
строения моделей, являются результатом накопления и обобщения
предыдущих наблюдений о сохранении массы, количества движения
и энергии. Хотя эти принципы нетрудно сформулировать словами,
для практической точности и полноты необходимо использовать ма-
тематику, чтобы описать взаимосвязь физических переменных. Пере-:
вод словесных утверждений о процессе в математические ведет к раз-^
работке математических моделей.
Математическая модель состоит из уравнений, которые связы-
вают переменную состояния, т. е. зависимую переменную, с незави-
симой переменной, и, кроме того, если требуется, начальных и гра-j
ничных условий. Каждое уравнение обычно включает один и более
коэффициентов, которые хотелось бы считать постоянными, но, к со-
жалению, они редко бывают постоянными. Термин параметр упо-
требляется здесь для обозначения коэффициента и, возможно, пере-'
менной на входе процесса или начального условия.
Принципы, лежащие в основе моделей явлений переноса, довольно
широко известны, однако нужно иметь в виду, что эти принципы мо-*
гут применяться на различных иерархических уровнях, т. е. вь^
можете воспроизводить работу реального процесса с помощью моде-
лей на различных уровнях физико-химических представлений.
В табл. 3.1 модели явлений переноса классифицированы по степени
детализации описания системы, принятой в рамках модели; эта сте^
82
ТАБЛИЦА 3.1. Классификация моделей явлений переноса по степени
сложности физических представлений
Уровень физи- ко-химических представлений Распространен- ность среди исследователей Основные применения Анализируемые параметры
Молекулярно- Используется Рассмотрение ди- Функции распреде-
атомный при изучении механизма явле- ний скретных величин, квантовая механика, статистическая меха- ника, кинетическая теория ления, интегралы столкновений
Микроскопи- Применяется Явления ламинарно- Кинетические коэф-
ческий только в особых случаях го переноса, стати- стические теории турбулентности фициенты; коэффи- циенты вязкости, диффузии, теплопро- водности
Дисперсия Применяется только в особых случаях Явления ламинарно- го и турбулентного переноса, перенос в пористых средах «Эффективные» коэф- фициенты переноса
Максимальный Используется Явления ламинарно- Межфазные коэффи-
градиент для проточных систем, поршне- вых потоков го и турбулентного переноса, расчеты реакторов циенты переноса, кинетические кон- станты
Макроскопи- Широко исполь- Технологические Межфазные коэффи-
ческий зуется процессы, общие процессы, класси- ческая кинетика и термодинамика циенты переноса, макроскопические кинетические кон- станты, коэффициен- ты трения
пень убывает при движении по таблице вниз. Следует помнить, что
более детализированная модель часто (но не всегда) является и более
представительной. Еще раз отметим, что законченная, полная модель
состоит из определяющих дифференциальных (или алгебраических)
уравнений плюс соответствующие граничные условия.
Все модели явлений переноса массы, количества движения и энер-
гии можно выразить словами следующим образом:
Накопление суммарный поток суммарное образование
внутри + через границы + или потеря = О
системы системы внутри системы
При построении модели нужно перевести словесную концепцию
в математические формулы, применимые для рассматриваемой ве-
личины (например, массы, количества движения или энергии) в про-
извольно выбранной системе.
Описание на микроскопическом уровне предполагает, что процесс
функционирует непрерывно и что балансы массы, количества движе-
ния и энергии могут быть написаны в форме феноменологических
уравнений. Такое описание пригодно для неподвижных жидкостей,
ламинарных потоков жидкости, теплопередачи путем теплопровод-
ности в ламинарном потоке, а также массопередачи в ламинарном
83
ТАБЛИЦА 3.2, а. Дисперсионные балансы в декартовых координатах
Баланс массы для вещества а-г о вида
dca . д ч . д . ч . д ч д / ~ д
~dt + 57(VxCa) + w (VyCa) + дГ {VzCa) ~ 77 \pDa^
Накоп- Перенос через поверхность объемным
ление потоком
\ , 5 / ~ д са\ . 5 / ~ д
р ) "Г ду V ау ду р /"^ й V “2 дг
Перенос через поверхность дисперсией
Образо-
вание
Баланс количества движения (направление х)
г.
Р \ dt
Накоп-
ление
Перенос через поверхность
объемным потоком
др Г д
дх * _ дх
~ dvx \ д
^хх дх ) ду
Перенос через поверхность дисперсией
Образо-
вание
Баланс энергии
Накопление Перенос через поверхность
объемным потоком
Перенос через поверхность дисперсией
Образо-
вание
ТАБЛИЦА 3.2, б. Дисперсионные балансы в цилиндрических координатах
Баланс массы для вещества а-г о вида
1 д \ d ч . д ч
дГ + ~Т~дг {rVrCa} т7 > (И0 а) + 77 (VzCa} =
Накоп- Перенос через поверхность объемным потоком
ление
д Г 1 Г п д I \ 1 , On д
77 Lf arr77 ОЛ + 7^70’ [ро“е дёЛТ /J Lp “г77
Перенос через поверхность дисперсией
Ч~ Ra
Образо-
вание
Баланс
количества движения (направление z)
а („ dvz ио dvz dvz\
р \ dt r dr ' dr d0 ' z dz )
Накоп- Перенос через поверхность
ление объемным потоком
д (Z \ । 1 д
dr \ИггГ ~дг )+ 7^ Те
Перенос через поверхность
дисперсией
+
Образо-
вание
Баланс энергии
дТ дТ_ d£A-J_
dt ‘ Vr dr * г d9 Vz dz ) г
Накоп- Перенос через поверхность
ление объемным потоком
d /к дТ\ , 1 d /й дТ\ . d dT\
dr \krr dr )+ r2 dQ V0 de ) + dz Vz dz )
Перенос через поверхность дисперсией
+
Образо-
вание
потоке и в неподвижных жидкостях. Для большинства практических
процессов в химической технике характерна некоторая степень тур-
булентности, что не позволяет использовать для них описание на
микроскопическом уровне, так как распределения скоростей остаются '
неизвестными.
Следующий уровень описания — дисперсионные модели. При этом
считается, что процесс обладает турбулентностью или поток движется
в геометрически сложных системах, таких, например, как насадочные
колонны. Значения зависимых переменных усредняются по времени,
и балансные уравнения включают дисперсионные члены, обусловлен-
ные мелкомасштабными неоднородностями, а не молекулярной диф-
фузией. Эти члены содержат частные производные второго порядка;
кроме того, в них входят коэффициенты, зависящие от режима по-
тока и свойств жидкости. В табл. 3.2 приведены дисперсионные урав-
нения в декартовых и цилиндрических координатах.
Пример 3.1. Дисперсионная модель
Жидкость, содержащая растворенное вещество, проникает в твердую прони-
цаемую пластину, радиус которой значительно превышает ее толщину (таким обра-
зом, краевые эффекты можно не учитывать и считать процесс однонаправленным).
В данном случае процесс не может рассматриваться как молекулярная диффузия,
потому что перенос происходит в твердом пористом теле, а не в газе или жидкости.
Однако для его описания можно использовать дисперсионную модель с эффективными
коэффициентами дисперсии.
С физической точки зрения можно сделать следующие упрощения в постав-
ленной задаче:
1) процесс протекает в направлении г,
2) какая-либо химическая реакция отсутствует: Рд = 0;
3) отсутствует объемный поток, перенос вещества осуществляется только за счет
дисперсии: vx = vy — vz = 0; ~
4) плотность жидкости и коэффициент дисперсии постоянны: р = const, Dz =
= const.
Учет этих предположений в первом уравнении, приведенном в табл 3 2, а,
дает баланс массы (для одного растворенного вещества):
5рА _ 52ра
dt Аг дг2
Чтобы завершить модель необходимо написать одно начальное и два граничных
условия. На границе раздела жидкость — твердое тело массовая концентрация жид-
кости равна некоторому значению насыщения (максимум, который твердое тело
может удерживать). Для противоположной границы мы предположим, что концен-
трация равняется нулю во время эксперимента, т. е. проникновение жидкости не
слишком глубокое. Если твердое тело до эксперимента было свободно от жидкости,
то начальное и граничные условия имеют вид:
начальное условие: t — 0, z > 0, рд = 0
граничное условие 1: / > 0, z = 0, рд = рнас
граничное условие 2: / > 0, z = L, рд = 0
Решения этой задачи можно найти в работах Кренка [3], а также Карслоу
и Ягера [2].
Дисперсионные модели могут оказаться неэффективными или
слишком трудными для анализа процесса, поэтому нужно использо-
вать простейшую модель, которая описывает любые внутренние осо-
86
ТАБЛИЦА 3.3. Балансы максимального градиента
Баланс массы для вещества i-r о вида
dcj д (v2Cj)
dt "* dz
Накоп- Объемный
ление перенос
= Ri +
Обра- Перенос
зование через по-
верхность
Баланс энергии
пГ / дТ
рСр \~дГ
Накопле-
ние
, dT \
+ )
dz /
Объем-
ный
= s«
Обра-
зование
перенос
+ Е«>
Перенос
через по-
верхность
бенности процесса. Ее называют моделью максимального градиента
или моделью поршневого течения. Она включает в себя не частные
производные второго порядка, а только первые производные, чтобы
выразить изменение концентрации (или температуры) в одном коор-
динатном направлении. Например, для химического реактора или
газового абсорбера рассматриваются градиенты концентрации в осе-
вом направлении, вызванные объемным (поршневым) потоком,
а все радиальные градиенты, диффузия и т. д. не учитываются. По-
добные допущения значительно упрощают математическое описание,
однако это сопровождается потерей информации об эксплуатацион-
ных свойствах системы, что иногда может привести к малой по-
лезности модели. Балансы максимального градиента приведены
в табл. 3.3.
Пример 3.2. Двухтрубный теплообменник
Обычно классическая задача о двухтрубном теплообменнике моделируется и
решается на основании рассмотрения суммарного баланса для каждого потока
(рис. П3.2), при этом определяется как произведение общего коэффициента теп-
лопередачи на разность температур потоков. Величина S# = 0. Таким образом
т т т rfT1 Р , тт Тч
pCPVz-dT = U— (Т -Г)
-= (т”1 - т1) (б)
0
Поток I
Межфазный перенос
Поток П
Рис. П3.2. Двухтрубный теплообменник с противоточным движением потоков.
87
ТАБЛИЦА 3.4. Макроскопические балансы (включая межфазный перенос)
Баланс массы для вещества а-г о вида
d
~Jt та. общ = - А (Р« <»>$) + < + г'аУобщ
Накопление Межфазный перенос Образование
у Jra
Баланс энергии
^-£общ = -Д [(^ + 4"^r + *)(p^>* * S)j +Q-^ + Q'm) + SR
Накопление Межфазный перенос Обра-
зование
(^общ — ^общ 4“ -^общ 4“ Фобщ)
где
Р _ периметр __ площадь поверхности стенки
S площадь поперечного сечения единица объема
Заметим, что значение и* будет положительным для прямотока и отрицательным
для противотока и что значение будет положительным для фазы, в которую пере-
дается теплота. Эти два уравнения, решенные с соответствующими граничными усло-
виями для противотока или прямотока, дают знакомые логарифмические температур-
ные профили.
Наконец, в рамках последней, макроскопической модели вообще
не учитывается структура системы, а рассматривается лишь баланс
всего аппарата. Только время остается как дифференциальная неза-
висимая переменная в уравнениях баланса. Зависимые переменные,
такие как концентрация и температура, не являются функциями
координат рассматриваемой точки внутри аппарата, но представляют
общие средние по всему объему системы. Такая модель приемлема
до тех пор, пока не требуется детальная информация о внутреннем
состоянии системы. Макроскопическая модель и модель с сосредото-
ченными параметрами — это одно и то же. Макроскопические балан-
сы приведены в табл. 3.4.
Пример 3.3. Емкость с полным перемешиванием
Емкость, в которой осуществляется полное перемешивание, первоначально
содержит 200 фут3 раствора соли с концентрацией 1 фунт/фут3. Со скоростью
2 фут3/мин в емкость добавляется свежая вода, в то же самое время раствор пере-
ливается из емкости. Какова концентрация соли по истечении 100 мин? ]
Решение. Мы используем макроскопическую модель. Обозначим чррез’
Рд (рис. ПЗ.З) количество фунтов соли, приходящихся на фут3 емкости, в момент
времени t (в мин). Каждый член первого уравнения, приведенного в табл. 3.4, рас-
сматривается последовательно и выражен числами, данными в условии задачи.
Общий объем системы постоянен, так что
d (PAV) = у dPA = Ogg dP А ФУНТ СОЛИ
dt dt dt мин
88
Рис. ПЗ.З. Емкость с полным пере-
мешиванием.
Система
Подача соли в бак равна нулю,
а выход соли
н20--------
О фунт/фут
200 фут 3
1 фунт/фут 3
Раствор соли
фунт соли
мин
фунт/фут3
Ра <t’> s = 2Ра
Модель предполагает, что содержимое емкости полностью перемешано, поэтому
значения рл в емкости равно концентрации потока на выходе. Кроме того гд ~
= 0 и шл = 0.
Таким образом, общий баланс массы будет иметь вид:
df>.
Решение этого уравнения:
РЛ
-100 J
*=100
dt = 100
или
—In = 1
По истечении 100 мин рд — 0,37 фунт/фут3.
Пример 3.4. Нагревание жидкости в емкости
В качестве примера использования макроскопического баланса энергии в по-
строении модели рассмотрим процесс нагревания жидкости в емкости. При отсут-
ствии потока перенос через поверхность равняется нулю и — 0. Если не про-
изводится никакой работы, W=0. Если нет образования теплоты, 8^= 0. Слагае-
мое, учитывающее перенос теплоты, обычно пишется в следующей форме:
Q = UA (Tw - Т) (а)
где Tw — температура стенки.
Таким образом, энергетический баланс (с учетом dE = dU dH = CpdT и
р = const, Ср = const) принимает вид
dT
рСЛобщ -тг - UA (Tw ~ Т) (б)
Сс L
При начальной температуре То начальное условие
т (0) = То (в)
Путем дифференцирования можно проверить, что решение модели имеет вид:
Т = Tw — (Tw — Т) e-UAt/pCPV<rtiu (г)
Другими словами, температура растет экспоненциально, стремясь к Tw.
Макроскопическая модель и модель с поршневым потоком пред-
ставляют крайние случаи перемешивания. В первой из них переме-
шивание считается полным (идеальным), во второй перемешивания
нет. Каждый элемент жидкости в модели поршневого течения дви-
жется вслед за другим без перемешивания, полностью вытесняя его.
В макроскопической модели, т. е. в модели с сосредоточенными пара-
89
вания. В емкости с полным
Рис. 3.5. Доля непрореагировавшего вещества в
случае реакции первого порядка А -> продукты:
1 — емкость с перемешиванием, 25 % мертвого про-
странства (застойная зона); 2 — емкость с переме-
шиванием; 3 — кольца Рашига; 4 — седла; 5 — по-
лые кольца; 6 — поршневой поток.
метрами, полное перемешивание при-
водит к тому, что содержимое сосуда
и поток на выходе становятся однород-
ными. Дисперсионные модели описы-
вают потоки, обладающие промежу-
точными структурами по отношению к
указанным выше. Рис. 3.5 показывает,
как в реальном аппарате можно до-
биться различных степеней перемеши-
перемешиванием можно получить гомо-
генную смесь, различные типы насадок дадут меньшую степень пере-
мешивания, а в модели поршневого потока перемешивания вообще
нет. Заметьте, как оставшаяся доля исходного вещества зависит от
степени перемешивания в случае реакции первого порядка. Реактор
с поршневым потоком может обеспечить наибольшую конверсию, в то
время как реактор с полным перемешиванием — значительно более
низкую; реактор с застойной зоной приводит к еще меньшей конвер-
сии.
Конкретизация граничных, и!или начальных условий так же важна
при построении моделей, как и вывод дифференциальных уравнений
(или уравнения). Чтобы рассчитать значения произвольных постоян-
ных, входящих в общее решение дифференциальных уравнений, необ-
ходимо иметь набор из п граничных условий в том случае, когда урав-
нения модели включают производные n-го порядка по отношению
к пространственной переменной или по отношению ко времени. На-
пример, дифференциальное уравнение
будет требовать двух граничных условий на концентрацию с, связан-
ных с х, и одного начального условия на с, связанного с t.
Выбор граничных условий осуществляется в соответствии с по-
становкой задачи (по существу, эти условия заданы), либо, более
часто, они должны быть выведены из физических принципов, свя-
занных с задачей. В общих чертах эти принципы являются не более
чем утверждением в математической форме того факта, что зависимая
переменная на границе имеет равновесное значение или, если проис-з
ходит какой-либо перенос, что потоки массы, количества движения и J
энергии сохраняются на границе. Часто используется дополнитель-|
ный тип граничного условия, который основан на скорости процесса, |
имеющей место на границе, в терминах межфазного коэффициента.^
переноса и какой-либо движущей силы. Такие описания содержат?
эмпирический параметр, который должен быть определен до того как^
граничное условие может быть оценено.
90
ТАБЛИЦА 3.5. Обычные граничные условия для использования
с основными уравнениями переноса
Балансы массы
1. Концентрация на границе задана (с = с0).
2а. Поток массы на границе непрерывен:
([nz ]х=0“ “ К]х=о+)
26. Концентрации по обе стороны границы функционально взаимосвязаны:
([cdx—о- ~ f Р/]х=о+)
3. Задан эмпирически определенный массовый (мольный) поток на границе:
(lJV4L=o = fe<c-c*))
4. Задана скорость реакции на граничной поверхности:
([^д]х=о
Балансы количества движения
1. Задана скорость на границе (для межфазной границы жидкость — твердое
тело V = 0).
2а. Поток количества движения на границе непрерывен.
26. Скорость одинакова по обе стороны границы:
(Мх=о- = Мх=о+)
3. Задан поток количества движения (для межфазной границы газ — жидкость
поток количества движения приблизительно равен нулю).
Балансы энергии
1. Температура на границе задана (Т — То).
2а. Поток теплоты на границе непрерывен:
о~ 1Q1x=o+)
26. Температура одинакова по обе стороны границы:
(I7’]x=o- = rU0+)
3. Задан эмпирически определенный поток теплоты на границе:
(Мх=о = h (Т - т*У)
4. Поток теплоты на границе задан (q — #0).
Обычные граничные условия для использования с балансами
массы, количества движения и энергии приведены в табл. 3.5; могут
также применяться другие условия. Отметьте аналогию, возникаю-
щую при описании трех видов переноса. Эти граничные условия при-
меняются ко всем уровням описания, представленным в табл. 3.1,
за исключением молекулярного.
91
Пример 3.5. Сравнение моделей
Классифицируйте каждое из приведенных ниже уравнений по степени детализа-
ции, т. е. определите уровень модели: молекулярная, микроскопическая, дисперси-
онная, максимального градиента, макроскопическая:
а) f1 =
где р — вязкость; а — диаметр столкновений; т — молекулярная масса; k — по-
стоянная Больцмана; Т — абсолютная температура;
где р — давление; v — скорость; р — плотность; Р = индекс 1 — вход трубы;
индекс 2 — выход трубы;
где р — плотность; Ср — удельная теплоемкость; vx — скорость; Т — температура;
х — расстояние; k — коэффициент теплопроводности.
Ответы: а) молекулярная модель; б) макроскопическая модель; в) микро-
скопическая модель.
Пример 3.6. Выбор модели
Укажите, какой тип модели вы выберете (в соответствии со схемой в табл. 3.1)
для каждого из следующих объектов моделирования:
а) центробежный насос, используемый для поддержания потока воды в водяной
системе;
б) газовый абсорбер с насадкой, используемый для удаления SO2 и частиц ве-
щества дымовых газов парового котла;
в) газовый хроматограф, используемый для определения содержания углеводо-
родов в атмосфере промышленной установки.
Ответы: а) макроскопическая модель; б) дисперсионная модель или, более
вероятно, модель максимального градиента (поршневого потока); в) дисперсионная
модель или, менее вероятно, модель максимального градиента (поршневого потока).
3.3.2. Модели баланса элементов ансамбля
Все модели, рассмотренные до сих пор, основывались на балан-
сах массы, количества движения и энергии. Менее распространенная,
но весьма полезная группа моделей базируется на балансе элементов
некоторого дискретного ансамбля. Такие модели называют моделями
баланса элементов ансамбля. Принцип, лежащий в основе этих моде-
лей, — сохранение числа элементов в ансамбле. Применение моделей
баланса элементов ансамбля включает анализ распределения вре-
мен пребывания в аппаратах с неполным перемешиванием по Левен*’
шпилю и Бишоффу [8] и Бишоффу [1], моделирование различны^
процессов, в которых принимают участие частицы, т. е. таких про**
цессов, в которых происходит кристаллизация [12], умешшени^
размера частиц [11], агломерация частиц [7], ферментация [13],*
экстракция в системе жидкость — жидкость [9], полимеризация [4 ]♦
Рандольф [10] дает обзор литературы по этому вопросу, а также
выводит общие микро- и макроскопические уравнения («уравнения
изменения») для балансов элементов ансамбля, соответствующие
92
уровням описания, классифицированным применительно к балансам
массы, количества движения и энергии в табл. 3.1. См. также моно-
графию Химмельблау и Бишоффа [5].
Модели баланса элементов ансамбля могут быть классифициро-
ваны следующим образом.
1. Модели, в рамках которых все элементы ансамбля (все члены
совокупности) считаются идентичными. Обычно такие модели состоят
из разностных или обыкновенных дифференциальных уравнений.
2. Модели, в которых элементы ансамбля делятся на определенные
группы в соответствии с их возрастом (временем пребывания), сте-
пенью отработки и т. п. Эти модели обычно используют систему раз-
ностных или обыкновенных дифференциальных уравнений.
3. Модели для описания ансамблей, когда элементы ансамбля
могут «занимать» произвольную точку в n-мерном евклидовом про-
странстве, на координатных осях которого откладываются значения
«возраста», пространственных координат и других характеристик
элементов, т. е. модели в пространстве непрерывных состояний.
Эта последняя группа моделей может использовать интегральные
уравнения или дифференциальные уравнения в частных производных.
Кроме того, все эти модели могут быть подразделены на вероят-
ностные и детерминированные.
При применении принципов баланса элементов ансамбля к моде-
лированию потоков и перемешивания в аппарате используются функ-
ции распределения времени пребывания элементов жидкости. Функ-
ции распределения времени пребывания позволяют установить,
какая доля (часть) жидкости находится в аппарате в течение опреде-
ленного времени. С одной стороны, поскольку конкретные подроб-
ности о том, где именно находился элемент жидкости во время его
пребывания в аппарате, не формулируются в макроскопической мо-
дели (или модели с сосредоточенными параметрами), то, несомненно,
тип описания будет общим в том смысле, что он не связан с какой-либо
определенной пространственной зависимостью. С другой стороны,
такие модели распределения времени пребывания не дают детальной
информации об изменении зависимых переменных от точки к точке.
Инженер обнаружит, что детальное описание (например, микроско-
пический, или локальный, в окрестности заданной точки, баланс
элементов ансамбля) трудно использовать, так как оно обладает
теми же недостатками, которые уже упоминались в разделе 3.1.1
при рассмотрении дисперсионных балансов. Однако установлено, что
модели баланса элементов ансамбля, описывающие макросмешение,
часто достаточны для того, чтобы дать верные оценки поведения си-
стемы (процесса).
В предыдущем разделе было упомянуто, что двумя крайними
типами моделей потока являются модель поршневого потока (полного
вытеснения) и модель полного перемешивания. Реальные потоки за-
нимают промежуточное положение между этими идеальными слу-
чаями. При каналообразовании (называемом также байпасировалием)
некоторые элементы жидкости проходят через резервуар значительно
быстрее, чем другие. Система каналов может быть обнаружена при
93
движении потока в аппаратах с некачественной насадкой, в резервуа-
рах с малым соотношением высоты к диаметру или в теплообменниках
с неправильно организованным изменением направления потоков.
Каналообразование особенно серьезно сказывается в случае двухфаз-
ных процессов. Застойные зоны, называемые также мертвым про-
странством, могут появиться, например, в коллекторах, у основа-
ния манометров или в углах усложненной конфигурации; для них
характерен чрезвычайно плохой контакт фаз. Какое из этих явлений
учитывать, до некоторой степени зависит от произвольного их опре-
деления в качестве «дефектов» главного потока; так, 40 % байпаси-
рование может рассматриваться как 60 % мертвое пространство.
Значительное байпасирование является указанием на плохое проек-
тирование или неправильную эксплуатацию и нежелательно, по-
скольку снижает эффективность или полезный объем оборудования.
Каналообразование и мертвое пространство можно обнаружить
с помощью экспериментальных измерений (с применением индика-
тора) на технологическом оборудовании при нормальных эксплуата-
ционных условиях или с помощью специальных проверок, исполь-
зуя кривую распределения времени пребывания Е (/), т. е. распре-
деления «возраста» выходящего из аппарата потока, и так называе-
мую функцию интенсивности Л (t). Функция Л (/) является отноше-
нием функции распределения «возраста» выходящего потока к функ-
ции внутреннего распределения «возраста» / (t).
Для определения Е (/) в аппарат вводится импульс индикатора
(трассера) и измеряется отклик. Затем подсчитывается
/с° = J с dt ~ 2j ck A/fe
о k=\
(3.3.1)
(3.3.2)
где с° — количество введенного индикатора, деленное на объем аппа-
рата; ?£° — площадь под кривой отклика; с (/) — отклик (концен-
трация или число элементов индикатора и т. д.) как функция вре-
мени; п — предел для суммирования.
Символ t используется для обозначения среднего времени пребы-
вания, которое может быть вычислено как
I = j tE (t) dt « tkE (th)
0 k=\
(3.3.3)
или как V/q, где V — объем аппарата, a q — объемная скорость по-
тока.
Кроме того
1 — Е (0 dt
(3.3.4)
94
Заметен сдвиг пика вправо
Длинный хвост указывает
на большое мертвое пространство
A(t)
б
E(t)
Заметен
ранний
пик
С канало -
образованием
Заметен
ранний
пик
С канало-
образованием
Рис. 3.6. Качественный анализ£процесса с использованием функций распределения времени
пребывания при небольших степенях перемешивания (в^случае высоких степеней перемеши-
вания кривые расплываются): J л
а — обнаружение мертвого пространства (вы можете обнаружить только большое мертвое
пространство)
Большое мертвое пространство Небольшое мертвое пространство
Качественное Е (Л Да Нет
диагностирование A (t) Да Да
Количественный Е (/) Да Х) Да
расчет А (/) Нет Нет
Если t находится по V/q.
б — обнаружение каналообразования.
И
Е (О
Л(О = -7777Г (3<3-5)
Графики функций распределения времени пребывания будут иметь
вид, данный на рис. 3.6. По этим кривым во многих случаях мо-
жет быть определена удовлетворительная или неправильная работа
оборудования. В случае небольшой степени перемешивания пик
кривой Е (/) будет соответствовать среднему времени пребывания,
а значение I (t) составит около 0,5 при t — t. Ни одна из кривых не
будет иметь длинных «хвостов» (которые указывают на мертвое про-
странство); в частности, кривая Е (t) будет почти симметричной. Кри-
вая Л (/) будет монотонно возрастать, причем обычно довольно бы-
стро. Эти свойства приводят к описанию, основанному на кривых
гауссова распределения, а именно на среднем и дисперсии:
95
среднее
оо
ра = | QE (0) de = 1 (3 3.6)
о
дисперсия
оо
о2 = J (6 — Hi)2 £(0)^0 (3.3 7)
о
где 0 = tit. Форма кривых распределения времени пребывания
позволяет качественно оценить степень перемешивания в процессе,
а дисперсия может быть использована для получения количественных
оценок в целях сравнения.
Примеры обнаружения и диагностики неполадок, основанные на
кривых распределения времени пребывания, даны в разделе 5.9.
3.3.3. Эмпирические модели
Эмпирические модели составляют третий класс моделей, приме-
няемых для описания процессов. Мы выделяем определенные явле-
ния и изучаем взаимосвязи между переменными путем подбора раз-
личных произвольных функций до тех пор, пока будет найдена под-
ходящая функция или уравнение. Наша задача состоит в том, чтобы
допустимо упростить сложный реальный процесс, выделив наиболее
важные связи. Выбор явлений и абстрактное представление процесса
довольно субъективны и вряд ли будут успешными при распростра-
нении результатов на большие масштабы или другие процессы.
В качестве типичного примера можно привести представление
химической кинетики в моделях процесса, которое широко базируется
на эмпирическом подборе данных. Уравнения закона действующих
масс часто обеспечивают удобную основу для описания кинетики
реакции. Однако для каталитических реакций, протекающих в си-
стеме газ—твердое вещество, эти уравнения были в дальнейшем мо-
дифицированы соотношениями Лангмюра—Хиншельвуда с тем, чтобы
помочь в коррелировании данных. Реальной теоретической основы
для такой сложной корреляции нет; обоснование ее основано на эм-
пиризме.
При построении эмпирических моделей инженер обычно фокуси-
рует внимание только на тех выбранных моделях, которые он считает
детально обоснованными. В результате анализа получаются одна или
более правдоподобных моделей, которые можно считать адекватно
описывающими экспериментальные данные без излишней сложности.
Чаще всего таких «адекватных» моделей бывает несколько. Затем
они изучаются, может быть даже вместе с ранее не исследованными
моделями. С помощью дополнительного, а иногда и более обширного
экспериментирования исследователь надеется определить лучшую
среди альтернативных моделей.
Типичные применения эмпирических моделей в обнаружении не-
поладок описаны в разделе 5.2.
96
3.4. РЕШЕНИЕ МОДЕЛЕЙ
В табл 3.6 представлена альтернативная классификация моделей
переноса, основанная на типе уравнений, используемых в модели;
таким образом, она подразделяет модели по степени сложности их
решения. Видно, что сложность решения, вообще говоря, возрастает
к концу таблицы.
Обычно чем сложнее математическое описание процесса, тем более
трудным является его общее решение, поэтому искусство построения
модели основывается на способности взглянуть на проблему пра-
вильно. Инженер должен быть способен проанализировать проблему
и решить, как представить ее, идя на допустимый компромисс между
учетом важных факторов, доступной информации об эмпирических
параметрах, специфических ограничений возможных математических
средств и собственного времени. Невозможно утверждать о соответ-
ствии моделей в общих чертах, и каждый процесс необходимо рас-
сматривать как особый, отдельный случай. Опасность заключается
в том, что при использовании упрощающих предположений, которые
не основаны на физике процесса, становится трудной математическая
ТАБЛИЦА 3.6. Классификация детерминированных моделей явлений переноса,
основанная на их математической структуре
Алгебраические уравне-
ния (установившееся со-
стояние, сосредоточенные
параметры)
Интеграль- Дифференциальные
ные уравне- уравнения (непре-
ния (непре- рывные изменения)
рывные
изменения)
Уравнения в конеч-
ных разностях (ди-
скретные измене-
ния, установившее-
ся состояние)
Дифференциальные
уравнения в частных
производных
Обыкновенные
дифференциальные
уравнения
Установив- Неустано-
шееся со- вившееся
стояние состояние
(распре- (распре-
деленные делен-
параметры) ные па-
раметры)
Установив- Неустано-
шееся со- вившееся
стояние состояние
(один рас- (сосредо-
пределен- точенные
ный па- параметры)
раметры)
Одномерное разностное
уравнение (одномерная
связь между подсисте-
мами с сосредоточенны-
ми параметрами)
Многомерное разност-
ное уравнение (много-
мерная связь между под-
системами с сосредото-
ченными параметрами)
Дифференциально-разност-
ные уравнения (произволь-
ные связи между подсисте-
мами с распределенными
или сосредоточенными па-
раметрами в установившем-
ся или неустановившемся
состояниях)
4 Химмельблау Д
97
Трактовка результатов. Невелико достоинство формального аналити-
ческого решения проблемы, каким бы первоклассным оно ни было,
если оно настолько труднообрабатываемо, что получение чисел из
ответа является очень сложным.
3.5. МОДЕЛИ В ЧАСТОТНОЙ ОБЛАСТИ
Модели в частотной области используются вместо моделей во
временной области по двум основным причинам.
1. Может оказаться, что аналитическое решение модели проще
получить в частотной области, чем во временной.
2. Для некоторых моделей частотную характеристику можно по-
лучить аналитически, но нельзя найти решение во временной
области. Кроме того, решение модели может выражаться в
виде сложного ряда, для которого трудно получить числовой ре-
зультат.
Непосредственное преобразование временной области в частотную
область, как показано на рис. 3.7, возможно в общем только для мо-
делей, линейных во временной области. Однако удовлетворительные
эмпирические модели могут быть сформулированы непосредственно
в частотной области.
Временная область
Пространство изображений
по Лапласу
Частотная область
(пространство изображений
по Фурье)
Рис. 3.7. Представление соотношений между входным и выходным сигналами линейной
подсистемы.
98
3.5.1. Передаточная функция
Одним из способов представления связи между входными и
выходными сигналами системы, описываемой дифференциальными
уравнениями с постоянными коэффициентами, является использо-
вание передаточных функций. Например, рассмотрим общее п-го
порядка обыкновенное дифференциальное уравнение (частным слу-
чаем может быть единственное линейное уравнение)
dny dn~ly dy
+ + - •+«1^г + ад=х(0 (3.5.1)
14 u C-v L
Передаточную функцию, которая определяется как отношение
изображения выходного сигнала (отклика) по Лапласу к изображе-
нию входного сигнала по Лапласу, можно найти, преобразуя по
Лапласу обе части уравнения (3.5.1) при нулевых начальных усло-
виях у (0) - у' (0) - • • • - у^ (0) = 0:
sny (s) + an_isn ху (s) + + axsy (s) + aoy (s) x (s)
Преобразовав уравнение (3.5.2) к следующему виду
y(s) ________________I_____________
х (s) sn + «n_isn~1 + • • + + flo
(3.5.2)
(3 5 3)
мы получим передаточную функцию, соответствующую дифферен-
циальному уравнению. Если правая часть уравнения (3.5.1) содержит
не только функцию х (t), но и ее производные, то в числителе переда-
точной функции (3.5.3) появляется многочлен по s.
Если входным воздействием на подсистему является импульсная
функция (дельта-функция) х (/) = 6 (/), для которой по Лапласу
будет
ио
х (s) = L [х (/)] = j e~st& (0 dt = 1
0
то уравнение (3.5.3) принимает вид
1
П— 1 I 1л/
= g (s) =
где g (s) = L [g (t) ] — преобразованная по Лапласу импульсная
характеристика. Следовательно, передаточная функция оказывается
преобразованной по Лапласу импульсной характеристикой и урав-
нение (3.5.3) можно записать как
4Йг = S (S) (3.5.5)
л р;
или
У (s) = g (S) X (s)
(3.5.6)
Из уравнения (3.5.6) видно, что в пространстве изображений по
Лапласу выходной сигнал можно найти как произведение входного
сигнала на импульсную характеристику.
4*
99
С другой точки зрения, импульсная характеристикаg (/) является
весовой функцией, что можно представить как следствие так называе-
мой теоремы свертывания в теории преобразования Лапласа
t
У (/) = L-1 [g (s) х (s)] -- I* g (t — a) x (a) da (3.5.7)
о
На рис. 3.7 показана связь между операцией взятия свертки
и передаточной функцией. Весовая функция и передаточная функция
являются эквивалентными способами представления отклика линей-
ных систем, и каждая из них имеет свою область применения. Напри-
мер, передаточные функции используются главным образом при ана-
лизе систем управления, когда приходится анализировать и комбини-
ровать довольно сложные наборы подсистем.
Частотную характеристику можно просто получить с помощью
передаточной функции, заменив параметр s его мнимой частью i<o.
Поскольку g ($) — аналитическая функция, ее поведение вдоль мни-
мой оси в плоскости s будет определять и общий ее характер во всей
комплексной плоскости. Наоборот, экспериментально оцененные
значения частотной характеристики могут быть использованы для
определения g (s) в случае устойчивых систем.
Передаточные функции, представляющие модели, в которые вхо-
дят дифференциальные уравнения в частных производных, рассма-
тривают Химмельблау и Бишофф [ссылка 2 в списке дополнительной
литературы].
3.5.2. Эмпирические передаточные функции
Эмпирические передаточные функции могут быть найдены непо-
средственно по экспериментальным данным. На основании отклика
на импульсный входной сигнал могут быть оценены передаточная
функция, отношение амплитуд (коэффициент усиления) и фазовый
угол (отставание по фазе, разность фаз). Если мы заменим s на ш
в уравнении (3.5.5)
то g (гсо) может рассматриваться как отношение Фурье-преобразо-
ваний:
4“ОО
j у (/) dt
g (z о) = ------------- (3.5.8)
-f-oo
f x (t) e~iai dt
—co
Так как значения x (t) и у (t) будут нулевыми для t < 0, нижние
пределы обоих интегралов в уравнении (3.5.8) могут быть заменены
на нуль. Далее, допустим, что tx будет конечным временем для вход-
100
ного сигнала, a ty (другое время)—конечным временем для экспери-
ментально наблюдаемого отклика. Эти значения могут быть пред-
ставлены как соответственные верхние пределы в уравнении (3.5.8),
что дает
| у (/) dt
g (<<>) - -у--------- (3.5.9)
J x(t)e~iatdt
О
Используя тождество Эйлера
e~~tz — cos 2 — i sin 2
можно записать уравнение (3.5.9) как
A1 — tB1 (AjA2 + ВД) + iГ(ЛД — #М2) _
8 (1Ш) = " лГ— iB, =------------------------------ <3-5' ,0>
где
\У
Л1 = \ у (t) cos (со/) dt
о
*у
—- у (/) sin (со/) dt
о
^х
А2 ~ J х (/) cos (со/) dt
о
tv
В2 = J х (/) sin (со/) dt
о
Коэффициент усиления и отставание по фазе будут соответственно
равны:
коэффициент усиления
отставание по фазе
^g(ia) = tg-1
Л1В2 — А2В1
AiA2 -j- ВГВ2
(3.5.11)
(3.5.12)
Для заданной частоты значения Alf В19 А2 и В2 могут быть рас-
считаны на ЭВМ. Ключ к успеху — правильно определить эти ин-
тегралы, используя достаточно точную программу расчета. Предпо-
ложим, что импульсный сигнал х (/) совершенно произвольной формы
введен в процесс, как показано на рис. 3.8. В сущности, импульс воз-
буждает систему сразу на всех частотах. Для перевода данных из
101
Рис. 3.8. Импульсное испытание.
временной области в частотную, и наоборот, может эффективно ис-
пользоваться алгоритм быстрого Фурье-преобразования. Можно вы-
брать ряд частот и рассчитать интегралы. После этого расчетные дан-
ные могут быть применены в построении диаграммы Боде. Экспери-
ментальные данные подбираются к предполагаемым формам переда-
точных функций с временными задержками, как например
Д
gi ~ —l 1 " e~~XS — система первого порядка
Lvd " j 1
^2 (S) =
(б/is + 1) (a2s + 1)
e TS — факторизуемая система второго
порядка
(где Д, а, а1У а2 и т — постоянные), статистическими способами.
«Мертвое» время, или время задержки, в модели определяется по
временной разности измеряемого сигнала на выходе и сигнала, по-
ступающего на вход.
Пример 3.7. Каскад двух емкостей с полным перемешиванием
Рис. ПЗ.7.1 иллюстрирует движение растворенного вещества с начальной кон-
центрацией с0 через каскад двух емкостей с полным перемешиванием. Балансы масс,
составляющие математическую модель, при постоянной плотности, скоростях по-
тока qQ= q±= q2= q и объемах V имеют вид
de!
qc^ — qc-t = V±
V dC2
qci — qc2 —V 2
(ai)
(“2)
Начальное условие
при t = 0
C± — C2 = 0
Запишем эти уравнения в безразмерной форме, вводя
с*
Я
>
Чконтр
_ V
Уконтр
где Сконтр, <7контр, Уконтр — контрольные
значения. Тогда уравнения (ах) и (а2) при-
мут вид
<7*со — q*c1 = VJ (6i)
dcX
q*c* - q»c2 = v2* (62)
Рис. ПЗ.7.1. Каскад двух емкостей с полним
перемешиванием,
102
Здесь /* = t f-^22X2-\ После деления на q* имеем:
\ Уконтр /
det
с* — c*L - Tf (В1)
dc$
С1 —С2~=Ч ~dt*~ (В2)
с т* = V*!q* и т* = Vf>Jq*. Затем используя преобразование Лапласа уравнений
(bJ и (в2) и перегруппировывая, получаем:
(S\ = -£1±L = 1 • 0* (S) = с2(s) = 1
' с0* (s) "Tfs+l ’ S2 ' ’ с| (s) T2*s+ 1
Передаточная функция для рассматриваемой системы будет
* = С2 (S) 1
g (s' с$ (s) (Tfs+ 1) (T2‘s+ I)
Искомый отклик на импульсный входной сигнал находится с помощью обратного
преобразования Лапласа от g* (s):
—t /т2 — t /Ъ\
L-1 [£• (S)] = C‘ (/♦) = ----- (д)
l2 — ll
Вводя s = i(D в уравнение (г), получаем частотную характеристику:
g + *) (T2®2' + ОГ1
Умножая числитель и знаменатель последнего уравнения на комплексно сопря-
женную величину, можно после некоторых алгебраических упрощений получить
функцию g (cd), выраженную через действительную и мнимую части. В результате
для коэффициента усиления (отношения амплитуд) и фазового угла (отставания по
фазе) имеем:
отношение амплитуд
фазовый угол
Isr О'®)| = [(1 + Т] 2<О2) (1 -|-т*2<02)]|/2
^g(i<o)=arctg
1 * * 9
1 — TjTgCO
(е)
(ж)
- цг+щ®
ЛИТЕРАТУРА
•
1. Bischoff, К- В., Mixing and contacting in chemical reactors, Indus. E ngr
Chem., 58, (1966, No. 11) 18—32. 2. Carslaw, H. S., and J. C. Jaeger, Conduction
of Heat in Solids, Oxford Univ. Press, London, 1959. 3. Crank, J., The Mathematics
of Diffusion, Oxford Univ. Press, London, 1956. 4. Funderburk, J. 0., Design models
for continuous emulsion polymerization, Ph. D. Thesis, Iowa State Univ., Ames,
Iowa, 1969. 5. Himmelblau, D. M. and К- B. Bischoff, Process Analysis and Simu-
lation, Wiley, New York, 1968, Chapts, 4 and 6. 6. Hougen, J. 0., Experiences
and experiments with process dynamics, Chem. Engr. Progress Symp. Series 60
(1964, No. 4), 1—89. 7. Hulburt, H. M. and S. Katz, Some problems in particle
technology — a statistical mechanical formulation, Chem. Engr. Sci. 19 (1964)
555—574. 8. Levenspiel, 0. and K> B. Bischoff, Patterns of flow in chemical process
vessels, Adv. Chem. Engr., 4 (1963) 95—198. 9. Ramakrishna, D., Population ba-
lance modeling of mass transfer in lean liquid-liquid dispersion, 71st National Meeting
of the American Institute of Chemical Engineers, Dallas, Texas. Preprint lie, 1972.
10. Randolph, A. D., A population balance for countable entities, Can. J. Chem.
Eng., 42 (1964) 280—281.
103
11. Randolph, A. D. and A. R. Durando, Population balance models for pre
dieting grinding mill performance, Amer. Inst, of Meeh. Engr. Centennial Ann Meet.
New York City, Preprint 71-b-78, 1971. 12. Randolph, A. D. and M. A. Larson
Theory of Particulate Processes — Analysis and Techniques of Continuous Crystalli
zation, Academic Press, New York, 1971 13. Tsuchiya, H. M., A. G. Frederickson
and R. Aris, Dynamics of microbial cell populations, Adv. Chem. Engr., 6 (1966
125—206.
ДОПОЛНИТЕЛЬНАЯ ЛИТЕРАТУРА
1. Bird, R. B., W. E. Stewart, and E. N. Lightfoot, Transport Phenomena,
John IFiley, New York, 1960. 2. Himmelblau, D. M. and К. B. Bischoff, Proces*
Analysis and Simulation, John Wiley, New York, 1965.
ГЛАВА 4
КОНТРОЛЬНЫЕ КАРТЫ ПРОЦЕССОВ
В этой главе предполагается, что модель процесса неизвестна. Мы
наблюдаем значения во времени одной или более переменных или
параметров процесса, вычисляем простые статистики переменных
и выполняем элементарные проверки для обнаружения неполадки
в процессе. Диагностика источника неполадки, как это иллюстри-
руется примерами, более трудна.
4.1. КОНТРОЛЬНЫЕ КАРТЫ
Контрольные карты представляют собой графические средства
анализа, которые можно легко подготовить и использовать в завод-
ских производственных условиях. При этом не требуется детермини-
рованной модели процесса, но необходимы допущения относительно
статистик переменных, которые будут контролироваться. Для удоб-
ства можно принимать во внимание два источника изменения кон-
тролируемой переменной процесса:
1) случайные флуктуации, такие, например, как обусловленные
окружающей средой (внешние температуры, давление и т. д.), вну-
тренними условиями перемешивания, естественными концентрацион-
ными изменениями в сырьевых материалах и т. д.;
2) неслучайные изменения, вызванные детерминированным ком-
понентом, добавляемым к переменной процесса, например ошибкой
оператора в установлении скорости потока, неправильными измери-
тельными приборами, несоответствием техническим условиям, ис-
пользованием отработанного катализатора и т. д.
Если изменения переменной относятся только к первой из ука-
занных категорий (1), то мы говорим, что процесс находится «под
статистическим контролем». Если же имеют место какие-либо изме-
нения, относящиеся ко второй категории (2), мы говорим, что про-
цесс находится «вне статистического контроля». «Под контролем»
означает, что в течение всего хода процесса наблюдаемая переменная
будет подчиняться одному и тому же закону распределения вероят-
104
Рис. 4.1. Типичная контрольная карта
качества процесса,
j
ности. Цель применения кон- J
трольных карт заключается в
том, чтобы обеспечить визуаль-
ное наблюдение измеряемой
переменной (или переменных) и
Верхний контрольный предел
Т..Ж. -1___________-_____•--•-------------
• • • •
Нижний контролы!ый_предел__________
I 1 1 1 < 1 » » 1 1 1 1 i l l 1 1 111 1.1-1
Время (или число выборок)
раннее обнаружение изменений
второго рода (2).
На рис. 4.1 представлена типичная контрольная карта процесса,
основанная на выборочном среднем. Общая процедура изготовления
контрольной карты процесса включает в себя: 1) получение выборки;
2) вычисление подходящей статистики, такой, например, как выбо-
рочное среднее значение, размах или накопленная сумма; 3) графи-
ческое построение этой статистики на карте в виде функции от выбо-
рочной последовательности или от времени.
На карте необходимо каким-либо способом отобразить правила
принятия решения о том, находится ли процесс «под контролем» или
нет. На рис. 4.1 приведены верхний и нижний контрольные пределы.
До тех пор пока статистика, откладываемая на этом графике, попа-
дает в интервал между двумя указанными пределами, процесс счи-
тается находящимся под статистическим контролем. Правила при-
нятия решения, используемые для фиксирования этих линий, могут
быть основаны на предполагаемом виде распределения наблюдаемой
случайной переменной (обычно предполагается нормальное распре-
деление), или они могут выводиться с помощью непараметрического
анализа.
Если наносимая на график статистика превышает контрольный
предел, принимается решение о том, что процесс находится «вне
(статистического) контроля»; пересечение контрольного предела
указывает на аномальное явление, которое может быть прослежено
(к счастью) до какой-либо неполадки. Даже скопление чрезмерного
числа точек по одну сторону от центральной линии может рассма-
триваться как некий сдвиг нормального хода процесса. Контрольные
графики могут быть использованы:
1) как сигнал о том, что в процессе произошло некоторое изме-
нение, так и в качестве оценки величины изменения, для которого
требуется корректирующее воздействие;
2) исключительно как сигнал о том, что в процессе произошло не-
которое изменение, чтобы оператор осознал, что процесс требует его
внимания;
3) для получения оценок числа случаев в прошлом, когда в про-
цессе возникали изменения, и установления на их основе причин,
вызывающих эти изменения;
4) как мера качества продукции для классификации по перио-
дам.
Контрольные пределы не являются пределами, предусмотренными
техническими условиями. Они устанавливаются простыми статисти-
ческими расчетами на основе наблюдений на выходе процесса. Кон-
105
трольные пределы предоставляют информацию, которая помогает
избежать:
1) регулировки контролируемых расхода потока, температуры
и т. д.. когда она не нужна;
2) сбоя в регулировке, когда последняя необходима.
Для совмещения контрольных пределов с пределами, обусловлен-
ными техническими условиями, может потребоваться корректировка
как средних значений переменных, так и изменчивости процесса.
Состояние статистического контроля не характерно для непрерывного
процесса и является следствием устранения одного за другим особых
случаев чрезмерных изменений.
Из-за способа, с помощью которого на практике устанавливаются
контрольные пределы и вследствие недостатка информации о рас-
пределении вероятности случайной переменной, подлежащей изме-
рению, стараются избегать точных вероятностных формулировок.
Контрольные карты особенно ценны, когда они используются в ка-
честве простых графических средств, позволяющих оператору про-
цесса, необученному статистическим приемам или слабо усвоившему
их, мысленно представить себе картину течения процесса и решить,
находится ли качество продукции на заданном уровне.
Использование контрольных карт в промышленных процессах
для обнаружения неполадок не было столь плодотворным, как, на-
пример, в производстве автомобильных частей, поскольку в первом
случае цель часто состоит не в контроле за тем, чтобы выходная
переменная, такая как производительность, находилась в заданных
пределах, а в том, чтобы максимизировать переменную. Улучшение —
один из синонимов оптимизации.
В традиционном толковании это следует понимать так, что основ-
ная задача производства заключается в получении продукции повы-
шенной однородности. Второй трудностью использования контроль-
ных карт в промышленных производствах является то, что причины
нахождения процесса «вне контроля» никогда не очевидны, за ис-
ключением случаев отклонения от нормы, вызванных неправильной
подачей сырья, неправильной установкой контрольных переменных,
неисправностью оборудования, нарушением действующих инструк-
ций и т. д. В любом случае такие причины часто устраняются еще до
того, как их влияние обнаруживается на контрольных картах. Од-
нако сдвиг уровня и/или цикличные флуктуации в каком-либо про-
цессе трудно приписать определенным причинам, некоторые из
которых могут быть связаны с ненаблюдаемыми переменными или
с внешними условиями. Хилл и Вайлес1* указывают, как выполнить
программу контролируемого вмешательства в процесс для обнару-
жения причин сбоев.
В этом разделе кратко описаны некоторые типы контрольных
карт, которые различаются между собой статистиками, откладывае-
мыми на графике:
1} W. J. Hill and R. A. Wiles, «Plant experimentation (PLEX)», J. Qual.
Technol., 7 (1975) 115—122.
106
ТАБЛИЦА 4.1. Относительная эффективность обнаружения изменений
в процессе
Причина изменения Контрольные карты
среднее X размах R стандарт- ное от- клонение S нако- пленная сумма сколь- зящее геоме- триче- ское среднее
Грубая ошибка (отклонение) Сдвиг среднего 1 2 2 3 3 1 3 1
Сдвиг дисперсии — 1 — — —
Медленная флуктуация 2 — — 1 1
(тренд)
Быстрая флуктуация (колеба- 1 1 2
ние)
Обозначения: 1— наиболее эффективная, 2 — следующая по эффективности.
3 — наименее эффективная, — — неприменима.
1) контрольные карты Шьюхарта (карты X, R и s);
2) карты скользящих геометрических средних (скользящего экс-
поненциального взвешенного среднего);
3) карты накопленных сумм;
4) многопеременные контрольные карты.
Одинаково полезны и многие другие типы карт; они описаны в ли-
тературе, приведенной в конце этой главы. Относительные эффек-
тивности обнаружения различных изменений в процессе для пяти
типов карт представлены в табл. 4.1.
Разработка контрольной карты процесса, т. е. установление
центральной линии и контрольных пределов, требует некоторого
обдумывания и исследования самого процесса. Предположим, что
процесс и точки замеров определены четко, приняты в расчет время
запаздывания и мертвое время, а также найден подходящий выбороч-
ный метод и выборочный интервал. Затем следует проверить, что
предположения относительно распределения вероятности наблюдае-
мой переменной являются оправданными. Тогда нужно исследовать
и саму процедуру получения выборки, чтобы точность данных, ко-
торые будут использоваться, была известна (и находилась на допу-
стимо низком уровне). Для более тонких проверок необходимы вы-
борки большего объема, однако временной шаг может быть и такой,
что выборка будет состоять только из одного показания (скажем,
из показания газового хроматографа). Экономичность взятия проб,
стоимость вспомогательных материалов, внесения поправок, ремонта
оборудования и т. д. тоже важно учитывать при построении
контрольных карт, однако эти факторы здесь нами не рассматри-
ваются.
107
4.2. КОНТРОЛЬНЫЕ КАРТЫ ШЬЮХАРТА
Контрольная карта Шьюхарта для X была одним из первых мето-
дов статистического контроля качества [19]. Если взята выборка
предполагаемой нормальной независимой случайной переменной сс
средним цх и дисперсией ох и проведены вычисления X, то X нано-
сится на график, как показано на рис. 4.1. Если измерения Xt сде-
ланы в равные промежутки времени, то
~ “I" е/ (4 11)
где ez — часто называемая «белым шумом» стохастическая перемен-
ная, имеющая среднее, равное нулю, и дисперсию Ох- Нулевая гипо-
теза (нуль-гипотеза) состоит в постоянстве среднего значения во
времени. Для выбранного значения уровня значимости а (обычно
а = 0,0027, так что 1 — а — 0,9973) рассчитывают верхний и ниж-
ний контрольные пределы, используя или ее оценку , и наносят
на карту по обе стороны от известного или оцененного значения
Когда выборочное среднее выходит за контрольные пределы, можно
заключить, что процесс находится «вне контроля». Заметим, что вы-
бор значения а очень важен: чем уже зона контрольных пределов,
тем более частыми будут неоправданные сигналы «вне контроля».
Не менее важным является определение объема выборки п. Обычно
принимается п ~ 5.
Второй статистикой, которая сопутствует графику X, является
R — размах X в выборке. Арифметическое среднее значение раз-
маха R может использоваться как оценка выборочной дисперсии,
а арифметическое среднее величин X, X может служить оценкой Цх-
Почему размах используется охотнее, чем стандартное отклоне-
ние? Для операторов понятие «размах» оказалось более удобной ме-
рой рассеяния, чем стандартное отклонение. Нанесение на контроль-
ную карту наряду с X размаха выборки позволяет легче заметить
аномальные отклонения. Размах — это грубая мера скорости изме-
нения переменной, за которой ведутся наблюдения. Точка вне кон-
троля на карте размаха, когда среднее находится еще в контрольных
пределах, дает сигнал тревоги значительно раньше, чем это наблю-
дается при анализе изменения среднего.
Если из-за нарушения одного из двух контрольных пределов нет
повреждений и убытков, но они есть из-за нарушения другого пре-
дела, то среднее значение для процесса можно сместить так, чтобы
более важный предел находился дальше от среднего значения, а дру-
гой предел при этом не учитывать. Если один из пределов оказы-
вается большим, чем физический предел процесса, например если
некоторое значение в процентах меньше 0 или больше 100, то в таком
случае контрольный предел обычно приводят в соответствие с физи-
ческим пределом.
На рис. 4.2 показана контрольная карта процесса, на которой
графики X и R приведены вместе. В момент времени 7 ч 30 мин раз-
мах превысил верхний контрольный предел; это указывает на то,
108
Время, ч
Рис 4.2. Контрольные карты X и R (нижний контрольный предел для размаха не показан).
что снижение расхода газа происходит слишком быстро и ведет к вне-
контрольному состоянию X к моменту времени 8 ч 30 мин. Если
причина этого изменения известна (например, предыдущий распре-
делительный клапан или регулировка температуры), то никакого
вмешательства не требуется. Однако если причина неизвестна, то
на основе данных карты не всегда легко решить, какую переменную
следует регулировать и какие поправки необходимы.
Если средний размах R используется для оценки дисперсии на-
носимой на график статистики, которая в свою очередь используется
для установления контрольных пределов, то следует пользоваться
специально подготовленными таблицами, такими как табл. 4.2 (для
а = 0,0027), где записаны соответствующие постоянные, на которые
следует умножить 7?, чтобы вычислить верхний и нижний (симметрич-
ные) контрольные пределы. Эти постоянные А2 подбираются с по-
мощью распределения для (X — X)/R. Рассмотрите также табл. 4.5.
Если объем подгруппы п = 5 ,то Л2 = 0,577; контрольные пределы
тогда устанавливаются при X + A2R. Нулевая гипотеза для кри-
терия, применяемого на контрольной карте, состоит в том что мате-
матическое ожидание переменной X равно некоторому заданному
значению р,е.
К сожалению, X и A2R не будут достаточно точными оценками
и 3(У^, если число последовательных выборок, используемых для
получения этих оценок, не будет достаточно большим, по крайней
мере 25. Одним из следствий этого различия является то, что более
0,27 % будущих значений X могут оказаться за пределами X ± A2R,
даже когда процесс находится под контролем. В табл. 4.3 приведены
109
ТАБЛИЦА 4.2. Множители для расчета линий контрольных карт (а = 0,0027)
Объем выборки n Карта для средних Карта для стандартных отклонений Карта для размахов
множители для кон- трольных пределов множители для центральной линии множители для кон- трольных пределов множители для централь ной линии множители для кон- трольных' пределов
A Ao At А2 Сг 1/с2 В2 J3S в± d2 1 /d 2 Т)д D2 1 D2 I D4
2 2,121 3,760 3,760 1,880 0,5642 1,7725 0 1,843 0 3,267 1,128 0,8862 0 3,686 0 3,267
3 1,732 3,070 2,394 1,023 0,7236 1,3820 0 1,858 0 2,568 1,693 0,5908 0 4,358 0 2,575
4 1,500 2,914 1,880 0,729 0,7979 1,2533 0 1,808 0 2,266 2,059 0,4857 0 4,698 0 2,282
5 1,342 2,884 1,596 0,577 0,8407 1,1894 0 1,756 0 2,089 2,326 0,4299 0 4,918 0 2,115
6 1,225 2,899 1,410 0,483 0,8686 1,1512 0,026 1,711 0,030 1,970 2,534 0,3946 0 5,078 0 2,004
7 1,134 2,935 1,277 0,419 0,8882 1,1259 0,105 1,672 0,118 1,882 2,704 0,3698 0,205 5,203 0,076 1,924
8 1,061 2,980 1,175 0,373 0,9027 1,1078 0,167 1,638 0,815 1,815 2,847 0,3512 0,387 5,307 0,136 1,864
9 1,000 3,030 1,094 0,337 0,9139 1,0942 0,219 1,609 0,239 1,761 2,970 0,3367 0,546 5,394 0,184 1,816
10 0,949 3,085 1,028 0,308 0,9227 1,0837 0,262 1,584 0,284 1,716 3,078 0,3249 0,687 5,469 0,223 1,777
11 0,905 3,136 0,973 0,285 0,9300 1,0753 0,299 1,561 0,321 1,679 3,173 0,3152 0,812 5,534 0,256 1'744
12 0,866 3,189 0,925 0,266 0,9359 1,0684 0,331 1,541 0,354 1,646 3,258 0,3069 0,924 5,592 0,284 1,716
13 0,832 3,242 0,884 0,249 0,9410 1,0627 0,359 1,523 0,382 1,618 3,336 0,2998 0,026 5,646 0,308 1,692
14 0,802 3,295 0,848 0,235 0,9453 1,0579 0,384 1,507 0,406 1,594 3,407 0,2935 1,121 5,693 0,329 1,671
15 0,775 3,347 0,816 0,223 0,9490 1,0537 0,406 1,492 0,428 1,572 3,472 0,2880 1,207 5,737 0,348 1,652
16 0,750 3,398 0,788 0,212 0,9523 1,0501 0,427 1,478 0,448 1,552 3,532 0,2831 1,285 5,779 0,364 1,636
17 0,723 3,448 0,762 0,203 0,9551 1,0470 0,445 1,465 0,466 1,534 3,588 0,2787 1,359 5,817 0,379 1,621
18 0,707 3,497 0,738 0,194 0,9576 1,0442 0,461 1,454 0,482 1,518 3,640 0,2747 1,426 5,854 0,392 1,608
19 0,688 3,545 0,717 0,187 0,9599 1,0418 0,477 1,443 0,497 1,503 3,689 0,2711 1,490 5,888 0Д04 1,596
20 0,671 3,592 0,697 0,180 0,9619 1,0396 0,491 1,433 0,510 1,490 3,735 0,2677 1,548 5,922 0,414 1,586
21 0,655 3,639 0,679 0,173 0,9638 1,0376 0,504 1,424 1,523 1,477 3,778 0,2647 1,606 5,950 0,425 1,575
22 0,640 3,684 0,662 0,167 0,9655 1,0358 0,516 0,415 0,534 1,466 3,819 0,2618 1,659 5,979 0,434 1^566
23 0,626 3,729 0,647 0,162 0,9670 1,0342 0,527 1,407 0,545 1,455 3,858 0,2592 1,710 6,006 0,443 1'557
24 0,612 3,773 0,632 0,157 0,9684 1,0327 0,538 1,399 0,555 1,445 3,895 0,2567 1,759 6,031 0,452 h548
25 0,600 3,816 0,619 0,153 0,9696 1,0313 0,548 i 1,392 1 । 0,565 1,435 i । 3,931 0,2544 1,804 6,058 0,459 1,541
25 3 3 1,0000 1,0000 1 3 1 +X 1 | + -L 1 -r +x
J/" n jA n / 2n К 2n V 2n К 2n
г) Использование объясняется в табл. 4.6 Справедливо соотношение Л0 = зКй7/2. Таблица взята из Л STM
Materials, Philadelphia. Jan, 1951, p. 115.
Manuel on Quality Control of
ТАБЛИЦА 4.3. Влияние числа выборок на долю значений X,
попадающих за контрольные пределы (объем выборки п = 5) [7 ]
Число выборок т Вероятность попадания значения X за контрольные пределы Вероятность попадания значения R за контрольные пределы
5 0,0120 0,0180
10 0,0067 0,0102
15 0,0051 0,0081
20 0,0044 0,0072
25 0,0040 0,0066
50 0,0033 0,0056
100 0,0030 0,0050
оо 0,0027 0,0046
вероятности того, что случайно выбранное значение X (в предполо-
жении, что процесс находится под контролем) попадет за пределы
X + 0,5777?, полученные на основе т выборок, каждая объемом
п = 5.
Табл. 4.3 показывает, что в среднем почти каждая из 60 выборок
дает ложный сигнал тревоги на одном из двух графиков, если кон-
трольные пределы установлены после сбора только 10 выборок.
Тогда как же начать строить контрольную карту? Опыт тех, кто
работал с контрольными картами, показывает, что нельзя, начиная
построение контрольной карты, предполагать процесс под статисти-
ческим контролем. Итак, первый шаг — это вычислить X и R для
небольшого числа исходных выборок и принять уровни значимости
а (для ошибки первого рода) для обеих карт (карты X и карты 7?).
Для данного уровня значимости а, основываясь на числе рассмотрен-
ных выборок, отбираем соответствующие множители Д2, 7)3 и £>4.
Хиллиер [7, 23] рассчитал эти множители, а также соответствую-
щие значения для стандартного отклонения (табл. 4.4).
При выборе уровня значимости вы можете принять чрезвычайно
малые значения а, однако такой выбор приведет к тому, что зона
между контрольными пределами станет очень широкой. Желательно
иметь относительно узкие интервалы между контрольными пределами,
чтобы контрольная карта была чувствительной к изменениям в про-
цессе, т. е. чтобы были малы вероятности ошибки второго рода.
Цель выбора ос — правильно сбалансировать малость вероятности
ошибки первого рода и чувствительность контрольной карты, учи-
тывая связанные с этим затраты. Очень может быть, что эти сооб-
ражения приведут к различным значениям ос для каждого Д2,
и £>4. Приемлемые варианты выбора могут совпадать с ос для боль-
шого т, а именно:
А2: а = 0,0027
Р3: а = 0, т. е. D3 ~= 0
а = 0 0046
III
— ТАБЛИЦА 4.4. Значения А2, D3 и Р4 для первой стадии построения контрольных карт X н R
(объем выборки п = 5) при увеличивающемся числе выборок 1>
Число выборок т Значения Л? при уровне значимости а, равном Значения £>3 при уровне значимости а, равном Значения £>4 при уровне значимости а, равном
0,0027 0,01 0,025 0,05 0,005 0,01 0,025 0,05 0,005 0,01 0,025 0,05
2 0,575 0,449 0,366 0,306 0,339 0,394 0,487 0,560 1,67 1,62 1,53 1,44
3 0,590 0,476 0,397 0,337 0,296 0,349 0,434 0,513 1,84 1,76 1,63 1,52
4 0,589 0,483 0,408 0,349 0,279 0,330 0,414 0,493 1,92 1,82 1,68 1,56
5 0,588 0,487 0,414 0,356 0,270 0,320 0,403 0,482 1,96 1,85 1,71 1,58
7 0,586 0,490 0,420 0,362 0,259 0,309 0,391 0,470 2,00 1,89 1,73 1,60
10 0,584 0,493 0,425 0,368 0,253 0,302 0,383 0,461 2,03 1,92 1,76 1,62
20 0,579 0,493 0,427 0,372 0,246 0,294 0,374 0,452 2,07 1,95 1,78 1,64
50 0,578 0,495 0,430 0,375 0,241 0,289 0,369 0,446 2,09 1,97 1,80 1,65
100 0,577 0,495 0,430 0,375 0,240 0,287 0,367 0,445 2,09 1,97 1,80 1,65
оо 0,577 0,495 0,431 0,377 0,239 0,286 0,365 0,443 2,10 1,98 1,80 1,66
г) Заимствовано в сжатом виде из работы [23 ]
Для того чтобы убедиться, что во время взятия выборки случай-
ные флуктуации процесса остаются на постоянном уровне, нужно
проверить, попадает ли 7? между контрольными пределами первой
стадии. Затем следует проверить, что X также находится внутри
своих контрольных пределов. Если предположение о том, что процесс
находится под контролем, верно, то среднее R даст оценку изменений,
которую можно использовать совместно сЛ2так’ как это показано
в табл. 4.6. Если одна или большее число выборок выходят за предва-
рительные пределы, они должны быть забракованы, а контрольные
пределы первой стадии пересчитаны на основе оставшихся выборок.
Необходимо также выяснить, является ли указанная тревога только
временной или ложной. Если нет, то вся процедура должна быть по-
вторена с новыми выборками после того, как будет выяснено, что
статистический контроль может быть восстановлен. Если же все ото-
бранные исходные выборки лежат внутри зоны между контрольными
пределами, то использованные параметры из табл. 4.4 можно счи-
тать практическими.
Число выборок, используемых для первых отобранных контроль-
ных пределов, определяется тем, что необходимо сбалансировать,
с одной стороны, стремление к раннему контролю и, с другой стороны,
ослабление контрольной стратегии (большая ошибка второго рода),
которое сопутствует небольшим выборкам. Можно получить более
узкие зоны между контрольными пределами, вычисляя новые кон-
трольные пределы после получения дополнительных выборок. Од-
нако едва ли стоит пересматривать контрольные пределы слишком
часто как с точки зрения затрат дополнительных усилий, так и с точки
зрения нежелательного психологического воздействия на операторов.
После успешного завершения первой стадии установления кон-
трольных пределов необходимо выполнить вторую стадию этой
процедуры. Так как будущие значения X и R не включаются
в X и R, множители, используемые для расчета первой стадии кон-
трольных пределов (Л2, &з и £>4), более не применимы. Они долж-
ны быть заменены на пересмотренные множители, приведенные в
в табл. 4.5 (также заимствованной у Хиллиера).
Кроме карт для X и 7? можно пользоваться и другими видами
контрольных карт. В табл. 4.6 приведены некоторые из них и свя-
занные с ними контрольные пределы. Различные множители даны
в табл. 4.2 (для а = 0,0027). В табл. 4.6 сумма для k-й выборки sk =
nk
= Zj Xik, а обозначение sx используется для арифметического сред-
него стандартных отклонений в выборках
- __ ^151 + 4“ • * • 4~
Х~ Пх 4- П2 + ’ + nk
Контрольные карты могут быть использованы также на сериях
заданной длины над или под центральной линией либо на числе се-
рий в данном ряду выборок. Тогда решения принимаются на основе
113
ТАБЛИЦА 4.5. Значения Л2, D3r для второй стадии построения контрольных карт X и R
(объем выборки п = 5) при увеличивающемся числе выборок Х)
Число выборок т Значения А2 при уровне значимости сс2, равном Значения D3 при уровне значимости а3, равном Значения D4 при уровне значимости а4, равном
0,0027 0,01 0,025 0,05 0,005 0,01 0,025 0,05 0,005 0,01 0,025 0,05
1 1,74 1,21 0,911 0,720 0,204 0,245 0,317 0,389 5,10 4,20 3,22 2,60
2 1,00 0,781 0,637 0,532 0,219 0,263 0,338 0,413 3,19 2,83 2,39 2,07
3 0,834 0,673 0,562 0,477 0,225 0,270 0,346 0,422 2,76 2,50 2,17 1,92
4 0,760 0,624 0,527 0,451 0,228 0,274 0,351 0,427 2,57 2,36 2,07 1,85
5 0,720 0,596 0,507 0,436 0,230 0,276 0,353 0,430 2,47 2,27 2,01 1,81
6 0,695 0,579 0,495 0,426 0,231 0,278 0,355 0,432 2,40 2,22 1,98 1,78
7 0,677 0,566 0,485 0,418 0,232 0,279 0,357 0,433 2,35 2,18 1,95 1,77
8 0,662 0,557 0,477 0,412 0,233 0,280 0,358 0,434 2,32 2,16 1,93 1,75
9 0,653 0,550 0,473 0,409 0,234 0,280 0,359 0,435 2,30 2,14 1,92 1,74
10 0,645 0,545 0,470 0,407 0,234 0,281 0,359 0,436 2,27 2,12 1,91 1,73
15 0,621 0,527 0,455 0,396 0,236 0,282 0,361 0,438 2,21 2,07 1,87 1,71
20 0,609 0,518 0,449 0,391 0,236 0,283 0,362 0,439 2,18 2,05 1,85 1,70
25 0,602 0,513 0,445 0,387 0,237 0,284 0,363 0,440 2,17 2,03 1,84 1,69
50 0,590 0,505 0,439 0,383 0,238 0,285 0,364 0,441 2,13 2,01 1,82 1,67
100 0,583 0,500 0,434 0,379 0,238 0,285 0,365 0,442 2,12 1,99 1,81 1,67
оо 0,577 0,495 0,431 0,377 0,239 0,286 0,365 0,443 2,10 1,98 1,80 1,66
г) Заимствовано в сжатом виде из J >аботы [23]
ТАБЛИЦА 4.6. Вычисление верхнего и нижнего контрольных пределов
Контролируемая выборочная статистика Центральная линия Нижний контрольный предел (НКП) 1) Верхний контрольный предел (ВКП) 1) Объем выборок
Среднее значение X
Размах R
Их и °Х заданы
ИХ — А
Di^x
Их А
D2ox
Стандартное отклонение sx
Их
^2ах
вХС2
n
Небольшой, предпочтитель-
но 10 или меньше
п
Среднее значение X X
Среднее значение X X
Среднее значение X X
Сумма S <5
Размах R R
Стандартное отклонение sx SX
Стандартное отклонение sx SX
Их и Gx неизвес
X — A2R
x + a2r
Небольшой, предпочтитель-
но 10 или меньше
25 или меньше, постоянный
1) Здесь п — средний объем различных выборок,
сл -----------—----.-------------------------------
D±R
B4sx
$х +
3sx
I/ 2n
^25, может слегка изме-
няться
Небольшой, предпочтитель-
но 10 или меньше
То же
25 или меньше, постоянный
>>25, может слегка изме-
няться
непараметрических критериев. Ранние предупреждающие сигналы
могут быть основаны на критериях:
1) две точки последовательности лежат вне пределов 2а;
2) четыре или пять точек последовательности лежат вне пре-
делов 1а;
3) восемь или более точек образуют серию, имеющую общее на-
правление вверх или вниз;
4) все восемь или более точек расположены выше (или ниже)
центрального значения.
Как было показано в работах [15, 22], такие модификации более
эффективны, чем решения, основанные исключительно на средних
длинах серии (которые описываются в разделе 4.3). Конкретные де-
тали теории и различные непараметрические критерии можно найти
в работе Рейнольдса [16].
Пример 4.1. Построение контрольных карт X и R
В табл. П4.1 приведены выборочные средние для выхода (в %) в реакторе не-
прерывного действия. Определим центральную линию, верхний и нижний контроль-
ные пределы для контрольных карт Хи R. Каждая выборка включает 5 наблюдений.
Решение. Чтобы быстро получить информацию для контрольных карт
X и R и как можно раньше использовать эти карты, установим контрольные пределы
на основе первых пяти исходных выборок:
5
i=l
64,97 + 64,60 + 64,12 + 68,52 + 68,35 _ =
9,8 + 9,84-8,4 + 3,9 + 7,6 ъ ,
------------=------------= к = /,
Из табл. 4.4 находим для выбранного уровня значимости а:
а = 0,0027: А2 = 0,588
а — 0: £>3 = 0
а = 0,005: Dt = 1,96
ТАБЛИЦА П4.1
Номер выборки Выборочное среднее X Размах R Номер выборки Выборочное среднее X Размах R
1 64,97 9,8 14 66,60 0,6
2 64,60 9,8 15 66,12 6,3
3 64,12 8,4 16 63,22 7,5
4 68,52 3,9 17 62,85 6,7
5 68,35 7,6 18 62,37 4,9
6 67,87 8,7 19 61,97 6,7
7 64,97 0,1 20 61,60 9,9
8 64,60 9,7 21 61,12 6,9
9 64,12 7,7 22 65,72 0,1
10 63,22 7,5 23 65,35 8,3
11 62,85 1,2 24 64,87 5,2
12 62,37 9,8 25 61,97 3,2
13 66,97 6,4
116
Контрольные пределы по табл. 4.6 равны:
для X: 66,1 ± 0,588 (7,9) или 66,1 ± 4,7
для /?: 0 7? 1,96 (7,9) или 0 R 15,5
Заметим, что ни одна из выборок не превышает соответствующих пределов, так
что все они могут быть включены в_расчет X и R.
После 10 выборок значения X и R могут быть пересчитаны:
- 65,5; R = 7,32
Используя соответствующие множители из табл. 4.5
А% — 0,645; 7?з = 0;
получаем пересмотренные контрольные пределы:
для X'.
для R-.
6,5 + 0,645 (7,32) или 65,5 + 4,7
0 < R < 2,27 (7,32) или 0 < R С 16,6
Обратим внимание на то, что если бы после 10 выборок нижний предел на D3
был установлен при а = 0,005, то D3 = 0,253 и 1,85 R 16,6, а выборка номер 7
оказалась бы вне контроля. В любом случае необходимо проверить условия, при
которых была получена выборка номер 7 и подсчитаны ее значения.
Пример 4.2.1) Диагностика неполадок, обнаруженных с помощью кон-
трольных карт.
Этот пример свидетельствует о том, что контрольные карты могут с успехом при-
меняться для выявления нежелательных рабочих условий и последующего определе-
ния необходимых корректировочных действий. С некоторых пор у руководящих
сотрудников предприятия возникло предположение, что в производстве поливита-
минов сложилась совершенно неудовлетворительная ситуация с витамином А.
Но пока из контрольных карт не было получено потдверждений, вносились незна-
чительные коррективы. Согласно установленному порядку, определение содержания
витамина А в аналитической лаборатории проводилось на основе повторных изме-
рений. Они позволяли оценить разброс лабораторных данных. Хотя законность
выводов о вариациях от партии к партии по точности одних лишь этих данных пред-
ставлялась весьма спорной, это позволило получить наилучшую оценку разброса
внутри данной партии. После составления карт X, основанных на разбросе лабора-
торных данных, было обнаружено, что выборочные средние флуктуировали так
сильно, что лишь незначительная часть их находилась в контрольных пределах, как
следует из рис. П4.2, а для продукта Н и рис. П4.2, д для продукта М. В каче-
стве первого шага было проведено исследование качества сырьевых материалов.
Витамин А, поставляемый в виде солей уксусной или пальмитиновой кислоты,
очень чувствителен к окислению в атмосфере, вследствие чего предусматривалось его
некоторое избыточное количество. Геометрическая конфигурация боковой цепи мо-
лекулы витамина А допускает существование цис и транс-изомеров. Первоначально
преобладал транс-изомер, но постепенно благодаря окислению на воздухе он пре-
вращался в ^нс-изомер, пока не образовалась равновесная смесь, содержащая при-
близительно 66 % транс- и 33 % ^нс-изомера. Хотя некоторые последние резуль-
таты, по-видимому, свидетельствуют об обратном, длительное время предполагалось,
что относительное различие в физиологическом действии этих двух изомеров неве-
лико. Аналитическое определение содержания витамина А было основано на методе
ультрафиолетовой спектроскопии, причем предполагалось, что присутствует только
транс-изомер.
Исследование показало, что пальмитат витамина А, например, закупался в сы-
пучей форме как полутвердый в 50-килограммовых контейнерах в различных ме-
1} Н, L. Breunig, Ind. Qual. Control, 21 (1964, № 2) 79.
117
До изучения процесса
Продукт Н
После „расфасовки’
После изучения процесса
2 4 6 8 10121416 18 20 2224 26 28 30
725
700
7 675
Х 650
625
600
50
25
0
г
708,6
664,7
660,8
-----------------------------------44Д
~.J БЛта/л L ilrinj13,5
1 ТзЪ 17 19 11 l'13115'l 7*19^21123125127^91
2 4 6 8 10121416 182022 24 262830
KiiCRfflimFCBPKiKnfFmm
Продукт M
До изучения процесса
После изучения процесса
1000
500
0
11,500
11,000
X 10,500
10,000
9,500
1013
310
5
2 4 6 8 10 121416 18202224262830
12,315
11,766
11,216
Рис. П4.2. Карты для двух продуктов при нескольких стадиях исследования.
стах, в том числе через посредников, которые могли объединять партии, полученные
из разных источников; анализ производился по прибытии Согласно действующей
спецификации, он обладал «70-%-ной активностью» по результатам ультрафиолето-
вого анализа В соответствии с ранее определенной активностью витамин А вводился
в производственный процесс.
Контейнеры хранились в холодильной камере. Для удовлетворения заявок кон-
тейнер вынимался из холодильной камеры, подогревался, отсыпалось необходимое
количество продукта, заполнялся ордер и контейнер возвращался на место. Оче-
видно, по мере того как эта процедура повторялась, происходило окисление Кроме
того, емкости, которые содержали количество вещества, недостаточное для удовлет-
ворения очередной заявки, хранились до тех пор, пока их не накапливалось несколько
штук; тогда их содержимое объединялось и перемешивалось. Таким образом было
установлено, что именно постоянный сдвиг относительного содержания изомеров
и приводил к большому разбросу результатов анализа проб конечных продуктов на
контрольных картах. Однако, по-видимому, были и другие причины падения ак-
тивности, которые не объяснялись цис-/прдне-изомерией.
Первая попытка решить эту проблему состояла в том, что департаментом за-
купок было созвано совещание с участием наиболее надежных поставщиков, которые
согласились поставлять витамин А в «расфасованном» виде без дополнительной оп-
латы. Была разработана схема, позволяющая удовлетворять все производственные
заявки, комбинируя пакеты трех стандартных размеров, которые заполнялись в ат-
мосфере азота на предприятиях-поставщиках и не открывались без необходимости,
хотя один пакет из каждой партии подвергался проверке. Этот метод выявил силь-
ную зависимость от «торговой аттестации» действующего начала. Сначала казалось,
что изменение упаковки дало удовлетворительные результаты, однако, как отражено
на рис. П4 2, б и в для продукта /7, отклонения, связанные с местом закупки сырья,
оказались не единственной трудностью. Хотя закупаемое вещество имело «100 %-
ное содержание транс-изомера», очевидно, что некоторый сдвиг к ^ис-изомеру
имел место.
Следующий шаг установления контроля качества связан с проблемой отно-
сительного содержания цж-/ирпнс-изомеров. Поставщики согласились поставлять
равновесную смесь из 66 % транс и 33 % цш?-изомера в расфасованном виде. Подъем
на рис. П4 2, в указывает, когда первая партия, содержащая равновесную смесь
витамина А, была подвергнута анализу. При этом имел место значительный сдвиг
вверх в содержании витамина А, так что потребовалось установить новый уровень
контроля, как показано на рис. П4 2, г и е, продуктов Н и Л4, соответственно.
После внесения описанных выше корректив были составлены контрольные карты,
позволяющие осуществлять более однородный контроль содержания витамина А
в двух типичных витаминных продуктах. Под контролем находились не только
почти все средние для данной партии, но также и размах внутри партии и между раз-
личными партиями.
Если для обнаружения неполадки используется контрольная
Х-карта, то в основные данные для построения карты в добавление
к измеряемой характеристике должны входить два параметра вы-
борки: число позиций в выборке и частота выборки. Применение
контрольной карты может вызвать ошибки двух видов: 1) появление
тревоги при отсутствии неполадки и 2) отсутствие тревоги при нали-
чии неполадки. Поскольку эти явления противоречивы, необходимо
найти компромиссный выход.
Первоначально разработка соответствующей схемы выборки
данных была основана на классических статистических понятиях, та-
ких как максимизация мощности схемы, чтобы обнаружить смещение
на предписанном уровне значимости. Однако современные исследо-
вания посвящены количественному выражению ошибок 1 и 2 в едини-
цах одной переменной, такой как стоимость в долларах или годовой
доход, и определяют процедуры выборки при различных предполо-
119
жениях о затратах и статистических характеристиках измеряемой
переменной (или переменных). Гибра [5] суммирует результаты ис-
следований, представляющих практический интерес.
4.3. КОНТРОЛЬНЫЕ КАРТЫ НАКОПЛЕННЫХ СУММ
В контрольных картах накопленных сумм, как это следует из
самого названия, используются накопленные суммы случайной пере-
менной или функции случайной переменной, начиная с некоторого
данного опорного времени. Например, статистиками, значения кото-
рых накапливаются, могут быть:
1) сама переменная;
2) разность между измеренным значением переменной и ее мате-
матическим ожиданием;
3) разность между измеренным значением переменной и некото-
рым целевым значением;
4) последовательные разности между значениями переменной или
абсолютные величины разностей;
5) выборочное среднее;
6) размах.
Мы предполагаем, что если накопленная сумма выходит за кон-
трольные пределы, то возникла неполадка, вызывающая смещение
в среднем процесса. Разумеется, этот вывод основан на предположе-
нии, что пределы изменчивости процесса постоянны.
В табл. 4.7 приведены расчетные формулы для типичных карт
накопленных сумм; каждая сумма основана на выборке объемом п.
Основное преимущество карт накопленных сумм по сравнению
с картами Шьюхарта состоит в том, что они более чувствительны
к небольшим отклонениям исследуемой статистики процесса от ее
математического ожидания; они «подавляют» случайный шум, одно-
ТАБЛИЦА 4.7. Расчетные формулы для карт накопленных сумм
Тип карты
Накопленная сумма
Отклонение от опорного (целевого) зна-
чения
Разность абсолютного значения отклоне-
ния и его математического ожидания
Последовательные разности
Отклонение абсолютного значения после-
довательных разностей от его математи-
ческого ожидания
Отклонение размаха двух последователь-
ных пар наблюдений от его математиче-
ского ожидания
п
2 (X, - h)
1 = 1
£ [|Хг—Х| —£{|Хг-Х|}]
£=1
£ Dr, Di — (Xt — Xt_i)
1=1
'^[\Di\-E{\Di |J]
i=l
£ [Я,-£{/?,}]
i=l
та
120
временно «усиливая» реальные изменения в процессе. Правда, карты
Шьюхарта можно сделать более чувствительными, используя помимо
контрольных пределов один или несколько непараметрических кри-
териев, описанных в предыдущем разделе.
Карта накопленной суммы является не только самостоятельным
типом визуального наблюдения, но и использует другие, нежели
в карте Шьюхарта, критерии для принятия корректирующих воз-
действий. Контрольные пределы на карте накопленной суммы опре-
деляются по распределению статистики, наносимой на карту; однако
контрольные линии на карте не проводятся, а задаются с помощью
специального шаблона или накладной маски. На карте накоплен-
ной суммы интерес представляет не абсолютное значение суммы, а на-
клон кривой, определяемый по последовательным (недавним) точкам.
Для каждого типа карт требуются различные шаблоны, указываю-
щие величину наклона.
На рис. 4.3 показан типичный шаблон и приведены правила для
его построения и использования, выводимые из распределения ста-
тистики, наносимой на карту, в предположении, что случайная пере-
менная распределена по нормальному закону. После того как каж-
дая точка отмечена на карте, опорная точка Р на маске совмещается
с самой последней точкой. Тогда наблюдатель может увидеть, попа-
дают ли ранее отмеченные точки под маску (или вообще исчезают, если
маска непрозрачна), если правильно расположить маску в соответ-
ствии с данным правилом принятия решения. Когда такое событие
происходит, говорят, что процесс «вышел из-под контроля». Для
V-образных масок полагают, что визуальное проявление некоторого
изменения оптимально, если горизонтальный шаг приблизительно
равен 2сг вертикального шага [14].
Так как V-образная маска может быть построена по двум параме-
трам, половинному углу раствора 0 и длине шага d, как показано
на рис. 4.3, естественно, возникает вопрос, как связать соответству-
ющие величины 0 и d с мощностью правила принятия решения.
Чтобы ответить на этот вопрос, необходимо сначала ввести понятие
средней длины серии.
Средней длиной серии (СДС) называют число выборок, полученных
до того, как появился сигнал вмешательства. СДС служит мерой
того, как часто необходимо вмешиваться в процесс, если следовать
соответствующим правилам принятия решения, основанным на вы-
бранном значении а. Поскольку средняя длина серии является слу-
чайной переменной, распределение которой зависит от критериев,
используемых при контроле, грубо говоря, она и служит некоторой
мерой относительной эффективности контрольной схемы.
Чтобы дать беспристрастную сравнительную характеристику
карты Шьюхарта и карты накопленной суммы, предположим, что
правила принятия решения для каждой из них выбраны так, что
карты имеют одну и ту же среднюю длину серии СДС], если процесс
находится под контролем. Затем произведем некоторое ступенчатое
изменение уровня процесса, например везде от 0 до 3 стандартных
отклонений от первоначального уровня, и вычислим средние длины
121
Отношение масштабов по осям
Число выборок т
Рис. 4.3. Шаблон для контрольной карты нако-
пленной суммы [правила заимствованы из работ
N. L. Johnson and F. С. Leone, Ind. Qual. Control,
18 (12) (1962) 15; 19 (1) (1962) 29; 19 (2) (1962) 22]’
Правила пользования
1. Поместите точку Р в последнюю точку, отложен-
ную на контрольной карте.
2. Изменение произошло, если какая-либо отложен-
ная точка закрыта маской.
Расчет шаблона для выборочного среднего (отклоне-
ние от целевого значения h)
Постройте график зависимости Z от т:
т
, —2 In а
а _=: --------
б2
Здесь а — уровень значимости (для двустороннего критерия доля попаданий за область
принятия равна 2а); б = D/а—; D — минимальный сдвиг в среднем процесса, который дол-
X
жен быть замечен.
Замечание: (Нт может быть аппроксимировано как
/ т 2 X1/2
V=1 J
где т — номер последней выборки.
Расчет шаблона для выборочного размаха
Постройте график зависимости £ от mvj (для п < 10):
tn
1=1
(ОХС)2 1
0 = arctg
2 In ((H/Oq)
1-(°о/<Н)2 J
In а
In (CFi/Ор)
где (Jo — стандартная дисперсия; о| — предполагаемая дисперсия, которую требуется испы-
тать; п — объем выборки.
Значения с и Vj
п с V1 п с V1
3 1,373 1,93 7 1,207 5,50
4 1,302 2,95 8 1,184 6,26
5 1,268 3,83 9 1,164 6,99
6 1,237 4,69 10 1,146 7,69
серий СДСн между началом изменения уровня процесса и его обна-
ружением.
Для’карты Шьюхарта средняя длина серии при изменении про-
цесса на ko от целевого значения может быть подсчитана по следую-
щим формулам [4, 61:
СДС! = ; СДСц =
где (3 — вероятность попадания точки между контрольными преде-
лами, когда уровень процесса отклонится от целевого значения (ц =0=
#= Цо)- На рис. 4.4 [6] сравниваются длины СДСП для четырех раз-
личных значений СДС£ как функции от k. Видно, что карты Шью-
харта, вообще говоря, менее эффективны, чем карты накопленных
122
сумм, особенно для больших значений параметров СДСЬ т. е. при
малых а.
Возвращаясь к вопросу о построении V-образных масок, можно
точно определить, как велика должна быть длина СДСЬ пока про-
цесс под контролем, и как мала должна быть длина СДСи, чтобы
можно было обнаружить заданную величину изменения процесса.
Желательно, чтобы СДСТ по возможности была более длинной,
а СДСП — более короткой. (Метод построения, показанный на
рис. 4.3, основан исключительно на распределении статистики Z
(накопленного отклонения от целевого значения) и предполагает, что
измеряемая переменная является случайной нормально распределен-
ной величиной.) Карты на рис. 4.5 показывают среднюю длину серии
Рис. 4.4. Средние длины серий (СДСц) для четырех различных уровней значимости (CACj =
= 1/а) с момента введения в процесс изменения на k стандартных отклонений до момента его
обнаружения. Предполагается, что независимая переменная распределена по нормальному
закону с дисперсией а2 [6 ]:
I — карта Шьюхарта; 2 — карта накопленной суммы,
123
Смещение текущего среднего при fe стандартных отклонениях
Рис. 4.5. Расчет V-образных масок
СДСц после того, как в процесс было введено изменение на k единиц
стандартного отклонения. При использовании этих карт для опре-
деления d и 0 (рис. 4.3) предполагается, что интервал, откладывае-
мый по горизонтальной оси для статистики процесса, равен интер-
валу в 2а на вертикальной оси, так что в результате получается угол
в 45° для средней траектории статистики, если среднее процесса
сдвинуто на 2а. Если интервал, откладываемый по горизонтальной
оси, равен интервалу на вертикальной оси величиной в да, то значе-
ния tg 0, данные для этой карты, следует умножить на 2/д.
Можно выбрать некоторые значения d и 0 и для данного k вычис-
лить СДСП по рис. 4.5, а СДСт по следующей эмпирической формуле:
lg (1g СДСх) = —0,5244 + 0,0398d + 1,1687 tg 0 + 1,2641 tg 0- 1g d
124
Средняя длина серии ( ДС п С редняя длина серии СДС
С мощение текущего среднего при Аг стандартных отклонениях
с использованием средних длин серий.
или действовать в обратном порядке. Пусть, например, желательно,
чтобы СДС! = 200, а СДСП = 8 при сдвиге среднего на одно стан-
дартное отклонение (k = 1). Из предыдущего равенства получаем:
0,886 = 0,0398d + 1,1687 tg 0 + 1,2641 tg 01g d = г|)
Из рис. 4.5 для СДСИ = 8 и k = 1 находим:
d tg 0 'Ф d tg 0 Ф
1 0,61 0,751 5 0,30 0,813
2 0,47 0,807 8 0,24 0,872
так что значения d ж 8 и tg 6 « 0,24 дают желаемую конструкцию.
Дальнейшую информацию по построению и использованию шабло-
нов карт накопленной суммы можно найти у Лукаша [12 L Экономи-
125
ТАБЛИЦА 4.8. Контрольные карты, показанные на рис. 4.6
Тип карты
Расчет точки на графике
Критерий, используемый
для вмешательства в процесс
X Шьюхарта
> Но—
X Шьюхарта
и критерий
серий
Xi и подсчет серий над или
под центральной линией
> Но ~ 3°х и двусторон-
ний критерий серий 1}
z. Л { ) ~----------k---------
Скользящее
среднее /г = min {/, 9}
Л = 3
X (0 > Ро± —Для k = 9
V k
— ~х
X (i) > роЧ-для k < 9
К i
Скользящее
геометрическое
среднее
Z* - 0,2Х/ + 08/Г-1
zs = Ho; ® = = -
Ат = 3,0
для больших значений i
Накопленная
сумма
Si — (X — ро) 4“ Si-1
Sq : 9, i == 0,..., ti
Точка лежит за пределами рас-
твора V-образной маски
х) Считается, что процесс вышел из-под контроля, если выполнено хотя бы одно из
условий: 1) Xi > цп ± Зет—: 2) %"; и либо либо Х/__2 попадают между контроль-
и А *
ными уровнями 2а— и За—; 3) Xt_q, Х\ е, . X; все попадают по одну сторону от ^о-
А А *
чные способы построения карт накопленных сумм описаны в не-
скольких работах, указанных в библиографии в конце этой главы.
Робертс [18] сравнивал несколько типов контрольных карт, ис-
пользуя для каждой карты один или ряд критериев. Наблюдения
имитировались с помощью таблицы случайных чисел, распределен-
ных по нормальному закону с математическим ожиданием, равным
нулю, и дисперсией, равной 1. После того как было получено 100
чисел, ко всем числам, начиная со следующего, прибавлялась 1 для
того, чтобы воспроизвести сдвиг среднего уровня процесса на 1сг
между 100-м и 101-м наблюдением. В табл. 4.8 записаны соотноше-
ния, используемые для графических построений на карте, и приме-
нимые критерии. Из рис. 4.6, а—г следует, что число последователь-
ных выборок до того момента, как потребовалось корректирующее
вмешательство, равнялось 19 для большинства критериев.
Под рис. 4.6, а протабулированы данные для критерия суммы
серий, основанного на том, куда попадает значение X. Сумма серий —
126
+ I ••гы 111411........1II •••ЦЦ. 11^41*11111..23'* •! • »l ••1111 ’ll-’-*11 lllf 11111111»«II Illi •1111111*11**22*11* II •1*22221455
Число выборок
Рис. 4.6. Контрольная карта Шьюхарта (а), карта скользящего среднего (б), карта сколь-
зящего геометрического среднего (в) и карта накопленной суммы (г) [заимствовано из
работы 3. W. Roberts, Technometrics 8 (1966) 412].
это сумма меток, приписанных значениям X, откладываемым на
графике. В нижней части рис. 4.6, а иллюстрируется применение
двустороннего критерия серий, при котором каждой точке над р0 при-
писываются следующие значения:
Приписывае-
мые значения
2
3
О’ X " i ‘ 0 ‘ X ‘О X------i "
Полоса
Приписывае-
мые значения
Полоса
И
г0
i
0
о
0
I
0
оо
127
ТАБЛИЦА 4.9. Относительная эффективность контрольных карт,
показанных на рис. 4.6
Критерий или карта k
0 0,5 1,0 2,0 3,0
X Шьюхарта вместе с двусторонним критерием серий 740 79 19 4,4 1,9
Критерий суммы серий 740 50 12 3,8 2,4
Скользящее среднее для k = 8 740 40 10 4,6 3,3
X Шьюхарта вместе со скользящим средним для k-= 8 740 50 11 3,7 1,9
Скользящее геометрическое среднее с w = 0,25 740 40 10 3,5 2,2
X Шьюхарта вместе со скользящим геометри- ческим средним с w = 0,25 740 50 12 3,3 1,7
Накопленная сумма из 5 740 34 10 4,3 2,9
и такой же ряд значений приписывается всем значениям X, оказав-
шимся ниже р0. Считается, что процесс вышел из-под контроля, когда
накопленная метка достигает некоторого выбранного значения.
Чтобы сравнить относительную эффективность методов, перечис-
ленных в табл. 4.8, в табл. 4.9 приведено математическое ожидание
числа выборок, требующихся для обнаружения сдвига значения X
после того, как произошло изменение переменной процесса от р0 до
р0 + ko* (где k — некоторая постоянная). Значения, приведенные
в этой таблице, получены в предположении одинаковой чувствитель-
ности каждого из критериев (требуется вмешательство) при отсутст-
вии сдвига в среднем процесса. За исключением малых значений k,
эффективность критериев оказалась приблизительно одинаковой.
Пример 4.3. Контрольная карта накопленных сумм
На аммиачном заводе имеются, в частности, установка очистки газа, установка
синтеза аммиака и установка воздушного окисления (рис. П4.3.1).
Результаты пятидесяти пяти анализов содержания N2 в потоке из установки
очистки газа представлены в табл. П4.3.1. Анализы выполнялись каждые 4 часа
(дважды за смену).
Анализ номер 5 был повторен пять раз, при этом получены следующие значения
содержания N2 в потоке (в %): 27,2, 25,4; 25,0, 26,0; и 27,9. Когда впервые была за-
мечена неполадка?
Решение. Предположим, что используется шаблон, аналогичный приве-
денному на рис. 4.3, и что X—среднее пяти последовательных выборок— является
анализируемой статистикой. Допустим также, что минимальный определяемый
сдвиг в среднем процесса будет равен одному стандартному отклонению, т. е. D =
= о_, так что 6=1. Положим, что 2а = 0,0027, или а 0,0013. Тогда, d =
=—21п 0,0013/12 = 13,3. Если 5 выборок наносятся на 2 дюйма абсциссы,~то на 1
дюйм абсциссы укладывается 2,5 единицы. Что касается ординаты, то на использу-
емом графике было 20 единиц X на 4,0 дюймах ординаты, т. е. 5 единиц приходилось
на 1 дюйм. Итак, масштабный множитель k = 5,0/2,5 = 2,00. Теперь мы можем
подсчитать 0-
0 =- arctg [ 1/(2.2,0)] - arctg (0,25) = 14°
128
Рис. П4.3.1.
Была приготовлена маска, идентич-
ная маске на рис. 4.3. Дисперсия сЛ
была вычислена из пяти повторенных
значений X:
4 = (1/4) [(27,2 - 26,3)2 + (25,4 -
— 26,3)2 + (25,0 — 26,3)2 +
+ (26,0 — 26,3)2 + (27,9 - 2f>,3)2] = 1,29
Таким образом, = (1/5) (1,29) =
= 0,26, a s- = 0,51. Целевое значение h
будет X = _24,72 — среднее всех 55 дан-
ных точек (X будет смещаться при измене-
нии числа выборок).
Первые пять комплектов X заслуживают особого внимания, так как процесс
может быть вне контроля при начале сбора данных, однако мы не будем учитывать
здесь эту особенность. До точки 10 все значения X попадают в раствор краев маски,
тогда как при точке 11 они попадают не все Это указывает на появление неполадки.
Рассмотрите рис. П4 3 2.
ТАБЛИЦА П4.3.1
Номер анализа Содер- жание n2, % Номер анализа Содер- жание М>, %
1 24,4 29 23,2
2 24,1 30 23,0
3 28,2 31 28,2
4 29,7 32 27,2
5 26,3 33 25,7
6 28,9 34 25,9
7 26,9 35 27,4
8 26,9 36 25,1
9 22,3 37 25,7
10 25,2 38 25,4
11 30,8 39 22,2
12 28,5 40 21,6
13 27,9 41 24,6
14 28,1 42 25,5
15 26,3 43 26,4
16 23,3 44 24,5
17 25,0 45 21,9
18 24,9 46 22,6
19 23,2 47 21,9
20 22,9 48 20,9
21 23,1 49 20,8
22 24,8 50 19,5
23 25,1 51 (воскресенье 16 ч) 20,5
24 24,3 52 (воскресенье 20 ч) 19,9
25 24,0 53 (понедельник 12 ч) 21,1
26 23,9 54 (понедельник 4 ч) 21,3
27 26,5 55 (понедельник 8 ч) 29,5
28 22,1
5 Химмельблау Д.
129
Рис. П4.3.2.
4.4. КОНТРОЛЬНЫЕ
КАРТЫ СКОЛЬЗЯЩЕГО
ГЕОМЕТРИЧЕСКОГО
СРЕДНЕГО
Вернемся к контроль-
ной карте скользящего
геометрического среднего
[17 ], известной также как
контрольная карта сколь-
зящего экспоненциально
взвешенного среднего или фильтра первого порядка. Карты сколь-
зящего геометрического среднего находят наиболее широкое при-
менение там, где технические условия должны быть жесткими, так
что необходима чувствительная схема контроля. Эти карты объеди-
няют информацию из прошлых выборок с данными из текущей вы-
борки и поэтому используют больший объем информации, чем карты
Шьюхарта, позволяя в результате регистрировать меньшие сдвиги
уровня процесса. Конечно, их недостаток состоит в том, что прош-
лая информация маскирует возможные малые сдвиги уровня процес-
са, определяемого лишь новой информацией, поэтому новые выборки
вводятся с большим весом, чем старые.
Статистика, вычисленная для скользящего геометрического (экс-
поненциально взвешенного) среднего является обычно сглаженным
значением выборочного среднего X или самого X. Текущим значе-
ниям приписывается вес w (0 < w < 1), а более старой взвешенной
статистике — вес 1 — w. Таким образом, если Zk — взвешенное
среднее выборочной статистики после выборки k, Zh — значение
статистики в &-й выборке, k — текущее измерение, k — 1 — пре-
дыдущее измерение и т. д., О < i < k, то
Zq — начальное значение статистики
Z* = oyZi -j- (1 — йу) Zq
Z$ = wZ2 + (1 — w) Zf
(4.4.1)
k-l
Zk=wH Zk-i + О - w)k Zo
1=0
При w = 1 весь вес падает на текущие данные и получается карта
Шьюхарта. Если w = 0, текущим данным не придается никакого
веса, так что в результате текущую выборку не нужно набирать!
Можно показать, что если Zt = Xi9 то математическое ожидание
Е {zk\
и дисперсия
Var {Z£} =о2х [1 - (1
130
Для больших k
Контрольные пределы можно представить на типичной карте на
соответствующих расстояниях от р,0. В приведенных выше соотноше-
ниях величина X может быть заменена на X, если вместо отдельных
наблюдений используются выборочные средние. Контрольные пре-
делы (верхний — ВКП, нижний — НКП) могут быть установлены
как
/ 10 \ 1/2'
ВКП = р0 + Зох 2 —ш )
/ w \ 1/2
НКП Зо% 2 — к; )
(4.4.2)
Какое значение необходимо выбрать для весового множителя
Допустим, мы приравниваем дисперсию для скользящего геометри-
ческого среднего Zk (с Zt = Xt) к дисперсии для Х-карты cry:
w
G х fl
(4.4.3)
где п — число наблюдений, используемых в подсчете X. Тогда
1_ (4.4.4)
п + 1
Например, при п = 5 получаем w = 1/3, т. е. единственный вы-
бор для w.
Другой способ выбора w был предложен Триггом и Личем [211.
Рассмотрим следящий сигнал, определенный следующим образом
_ „ сглаженная ошибка
Следящий сигнал —-----------------------г—
сглаженная абсолютная ошибка
где ошибка представляет разницу между значением данного наблю-
дения и оценкой среднего процесса. Ошибки вычисляются следующим
образом:
Новая сглаженная ошибка = (1 — со) (старая сглаженная ошибка) +
+ (со) (текущая ошибка)
Новая сглаженная абсолютная ошибка =
= (1 — со) (старая сглаженная абсолютная ошибка)+
+ (со) (текущая абсолютная ошибка)
где со — весовой множитель равный минимальному допустимому
значению w. Когда процесс находится под контролем, следящий
сигнал имеет среднее 0 и —1 < со < 1. Если рассматриваются сме-
щенные ошибки, сигнал будет стремиться к ±1. Тригг и Лич предло-
жили рассматривать изменение w как смещение среднего процесса:
w = модуль следящего сигнала
5*
131
Как вы могли заметить из соотношений для контрольных преде-
лов на X (и X), контрольные пределы меняются в соответствии с из-
менением w. Если w позволено варьировать, чувствительность сни-
жается. Итак, рекомендуется, чтобы верхняя и нижняя граница
были помещены на w, скажем, используя уравнение (4.4.4), так что
доверительные пределы, заданные уравнениями (4.4.2), служат в ка-
честве предупреждающих пределов, подобных тем, которые исполь-
зуются на Х-картах. Выбор значений w, основанный на средних
длинах серий, описан Брауном [2].
Карта скользящего экспоненциально взвешенного среднего срав-
нивается с другими контрольными картами на рис. 4.6.
Пример 4.4. Контрольная карта скользящего геометрического среднего
В этом примере используются те же данные, что и в примере 4.3. После сделан-
ных 15 измерений содержания N2 в потоке из установки очистки газа был вычислен
исходный набор контрольных пределов как для X (содержание N2), так и для X
(среднее пяти измерений); переменные контролировались. Допустим, что w = 1/3.
Для X имеем:
Zo* = 24,4
Zf = (1/3) (24,1)+ (2/3) (24,4) = 24,3
Z* = (1/3) (28,2) + (2/3) (24,3) = 25,6 и т. д.
28Г 4 ••
27 — — — —-*— ~~ »—
• Исходное X
22
20
J_______I________L
5 10 15
।
20
28 г- б _
Исходное X
27---------------------
26 -
J_______I_____L
25 30 35
Число выборок
_1________I________I________|_
40 45 50 55
24 -
23_________I_______1— ______1_______I_______I________I_______I_______I________I_______I_______L
0 5 10 15 20 25 30 35 40 45 50 55
Число выборок
Рис. П4.4. Карты скользящего геометрического среднего.
132
Для X:
Z* = (1/5) (24,4 + 24,1 4- 28,2 + 29,7 + 26,3) = 26,54
Zf - (1/3) (1/5) (28,9 + 26,9 + 26,9 4~ 22,3 + 25,2) + (2/3) (26,54) = 26,37 и т. д.
Используем уравнение (4.4.2), чтобы установить контрольные пределы. Вели-
чина oL может быть оценена с помощью s—, как в примере 4.3. Получаем S— = 0,51
и sx — 1,14. При w = 1/3 значение [ш/(2 — ш)] = 0,20.
Таким образом, исходные контрольные пределы могут быть установлены
для X: ±3(1,14) (0,20)1/2= ±1,53
для X:
±3(0,51) (0,20)1/2= ±0,68
около р0. Если среднее р0 заранее неизвестно, его оценкой может быть
Но- Х = % Xt = 24,7
t=\
если п = 55. Однако, если только несколько наблюдений включены в подсчет X,
оценка среднего ц0 изменяется; рассмотрите рис. П4.4, где среднее первых 15 наблю-
дений равно 27,0. Рис. П.4.4 ясно показывает, как упомянуто в примере 4.3,
что при начале сбора данных, процесс, вероятно, находится вне контроля.
4.5. КОНТРОЛЬНЫЕ КАРТЫ ДЛЯ НЕСКОЛЬКИХ ПЕРЕМЕННЫХ
Если проводятся наблюдения над двумя или большим числом
переменных и для каждой переменной на индивидуальной карте от-
кладывается некоторая выборочная статистика, то можно считать,
что процесс вышел из-под контроля, если на какой-нибудь карте
контрольные условия оказались нарушенными. Однако такое пра-
вило приводит к необоснованному решению в том случае, когда эти
переменные обладают некоторым совместным распределением, что,
кстати, случается очень часто.
Допустим, что две переменные, такие как плотность (X) и кон-
центрация (У), являются одинаково важными физическими характе-
ристиками продукта и имеют нормальное совместное распределение.
Если уровень значимости а выбран равным 0,05 и если на одном гра-
фике вычерчиваются контрольные карты для каждой переменной, то
истинной контрольной областью чаще всего будет не квадрат или
прямоугольник, а эллипс, причем все точки на периметре такого
эллипса будут иметь одинаковую вероятность появления. Если пере-
менные коррелированы, контрольной областью служит эллипс, по-
вернутый так, что главные его оси не совпадают с координатными
осями X—У. Рассмотрим рис. 4.7. На рис. 4.7, а независимые пре-
делы Зо для каждой переменной очерчивают прямоугольную кон-
трольную область. Однако эта контрольная область неверна, в чем
можно убедиться, сравнив ее с правильными контрольными преде-
лами, изображенными на рис. 4.7,6. Таким образом, точка 1 на
рис. 4.7 будет неправильно принята как изображающая процесс под
контролем (при использовании независимых контрольных пределов),
а точка 2 будет неправильно интерпретирована как изображающая
процесс вне контроля»
133
Рис. 4.7. Неправильные (а)
и правильные (б) контроль-
ные пределы для пары сов-
местно распределенных кор-
релированных переменных.
В качестве общей статистики, которая вычисляется по значениям
многих переменных и может откладываться на какой-либо контроль-
ной карте, Джексон [8 ] предложил использовать статистику Т2, вве-
денную ранее Хоттеллингом [9]. Статистика Т2 Хоттелинга представ-
ляет геометрическое место точек эллипса доверительной области и
для двух совместно распределенных нормальных случайных пере-
менных X и Y выражается через объем выборки п, выборочные сред-
ние и выборочные дисперсии следующим образом:
{Xt~xy (Yt-Y)* 2SXY(Xt-X)(Yt-Y)
о2 ‘ e2 q2 q2
По значениям статистики T2 определяется граница области при-
нятия на рис. 4.7, б. Значения 71?, превышающие те, которые даются
уравнением (4.5.1), характеризуют нарушение контрольного усло-
вия. Величина Т2 может быть связана с распределением F для за-
данного уровня значимости а:
(4.5.2)
где Fa имеет 2 и п — 2 степени свободы.
Теперь предположим, что р различных переменных процесса
измеряются в заданное время t [1 ]. Допустим, что X будет вектором
измерений
X = [Хх/ X2t . Хр/]т
Мы предполагаем, что X характеризуется р-размерным нормаль-
ным распределением с математическим ожиданием Е = р.
На основании последовательных наблюдений для п временных
интервалов мы вычисляем
(4.5.3)
п
(4 5.4)
134
И наконец, будем считать, что процесс протекает нормально,
так что статистика Хоттеллинга
Т2 -/г(Х-ц0)Т5’1 (Х-Цо)
(4 5 5)
(где ц0—значение ц для процесса, находящегося под контролем)
распределена с р и (ц — р + 1) степенями свободы, причем v пред-
ставляет собой число степеней свободы, используемых в оценивании
выборочных дисперсий и обычно равное п — 1. Связь распределения
статистики Т2 Хоттеллинга с ^-распределением можно представить
уравнением, аналогичным соотношению (4.5.2)
Pv г
Ja,p,v-p+i - V-P+1
и проверкой следует определить, будет ли значение Т2, полученное
по уравнению (4.5.5), больше чем Т2а р v__p+i для заранее принятого
уровня значимости а.
4.6. ВЛИЯНИЕ СЕРИАЛЬНОЙ КОРРЕЛЯЦИИ НА ПРАВИЛА
ПРИНЯТИЯ РЕШЕНИЙ ПО КОНТРОЛЬНЫМ КАРТАМ
Наблюдения над реальными процессами часто проводятся при
таких условиях, когда предположение о независимости результатов
этих наблюдений обосновать трудно. Разумеется, можно осуществ-
лять измерения при более длительных временных интервалах, чтобы
получить практически независимые данные наблюдений, однако
эта процедура была бы определенно неэффективной.
Насколько чувствительны правила принятия решений на основе
контрольных карт к изменениям в предположении о независимости
значений измеряемой переменной? Оказывается, в большой степени.
Например, Джонсон и Бэгшоу [10] исследовали относительное влия-
ние трех различных способов наблюдений на контрольные карты
накопленных сумм:
1) данные наблюдений являются независимыми с Е {Yt\ — 0
или Е {ГД = ц =)= 0;
2) данные наблюдений исходят из модели скользящего среднего
первого порядка
+ I в | < 1
где Vt являются независимыми с Е {ГД = 0 и Е {V/} = о! для
всех
3) данные наблюдений исходят из авторегрессионной модели
первого порядка
Yt — и + Г/ + Ф(^/-i — ц); |0|< i
В проведенных ими анализах использовался односторонний кри-
терий Пэйджа [13] для сдвига в среднем. Основанный на п наблю-
135
дениях Уп У2> •••, Ya статистический критерий Тп дает увеличе-
ние наклона
{Г ( t '
2 Yt — Min 2 М
t=\
(4.6.1)
Увеличение в среднем отмечается, когда Тп > h для некоторых и;
критические значения h зависят от уровня значимости. Джонсон
и Бэгшоу предположили, что распределение длин серий могло бы
быть выведено на основании сходимости частных сумм к процессу
Винера (см. гл. 2) с дрейфом между отражающим и поглощающим
барьерами.
Допустим, что дисперсия величины Yt для независимых наблю-
дений
Var ^Yt | — of
и что правила принятия решения по контрольным картам основаны
на этом предположении. Джонсон и Бэгшоу показывают, что диспер-
сии для случаев модели скользящего среднего (МСС) и авторегрес-
сионной модели (AM) можно представить следующим образом:
модель среднего скользящего
<4сс - ао(*—е)2 (4.6.2)
авторегрессионная модель
<4и = °о(1-*)2 (4 6.3)
Если принимать во внимание контрольные пределы, а не наклоны,
становится ясно, что критические значения должны быть смещены
для модели среднего скользящего и авторегрессионной модели, по-
тому что вообще о! Омсс ¥= qam-
В качестве простейшего примера, предположим, что of = of
и для процесса характерна отрицательная сериальная корреляция,
так что соответствующие коэффициенты корреляции между Y/+1
и Yt равны:
модель среднего скользящего
Р = — в/(1 + 02)
авторегрессионная модель
Р = Ф
следовательно, 0 > 0 и ф < 0. Например, предположим, как экстре-
мальный случай, р = —1/2; тогда 0 = 1 и ф = —1/2. Таким обра-
зом, получаем для двух рассматриваемых моделей:
модель скользящего среднего = of (0),
авторегрессионная модель сг^м = of/2,25.
Мы заключаем, что отрицательная корреляция, для этого примера,
требует снижения асимптотических критических уровней, тогда
как положительная корреляция потребует их повышения.
136
В общем случае находим оценку дисперсии величины Yt
S <Xt -П2
Var {У,} = ----j----
а не Oo- Можно определить для модели скользящего среднего
Var {У,} = Var {У,} + 02Var |У,} = о2(1 + 02)
и для авторегрессионной модели
Var {У,} =02Var |У^} + Var (У,} = а2/(1 -ф2)
Отсюда для модели скользящего среднего
р2мсс = (1+02) <4-6-4)
и для авторегрессионной модели
ЦМ = Var ГИ <4-6-5)
По уравнениям (4.6.4) и (4.6.5) видно, соответственно, что отри-
цательная корреляция снижает критические уровни, а положи-
тельная увеличивает их.
Теперь обратимся к самому распределению длин серий в про-
цессах, описываемых моделью среднего скользящего и авторегрес-
сионной моделью, т. е. к распределению числа выборок, требуемых
для проверки, обнаруживающей сдвиг в среднем. Мы можем рас-
смотреть также СДСП для тех же самых процессов. (Так как распре-
деления длин серий положительно асимметричны, они дают лучшую
картину последствий предположений о процессе, чем просто значе-
ния средних длин серий). Основанное на предположении процесса
Винера, распределение длин серий может быть аппроксимировано
Рис. 4.8, Длины серий до сдвига в среднем, фиксированные для ц — 0 [10].
137
Рис. 4.9. Влияние ф и 0 на
СДСц (число выборок, необхо-
димых для обнаружения сдвига
в среднем) [10].
распределением первых
пересекающихся времен
(см. работу Джонсона
и Бэгшоу).
Чтобы понять влия-
ние сериальной корре-
ляции, легче рассмот-
реть графики примеров»
чем саму функцию рас-
пределения. Предположим снова, что о? = Var {КД. На рис. 4.8
показано, как значительно меняется распределение длин серий
при небольших изменениях соотношений Oi/omcc (или Qi/^am)»
т. е. для малых степеней корреляции. Средние длины серий могут
быть определены из рисунков, подобных рис. 4.8, и связаны следую-
щим образом:
модель скользящего среднего
СДСП = сдсн
1 + ф
авторегрессионная модель
сдсп = ;;^е9;гсдсп w
где СДС1Т (0) представляет некоррелированный процесс.
На рис. 4.9 показаны соответствующие изменения СДСП для
модели скользящего среднего и авторегрессионной модели в зави-
симости от ф и 0.
Можно, по-видимому, при некоторых условиях для авторегрес-
сионных переменных «стьюдентизировать» статистику проверки
(разделить статистику на какую-то соответствующую оценку ее
стандартного отклонения), так что в результате будет получено
асимптотически свободное распределение и без настройки порога
обнаружения будет существовать постоянная норма обнаружения
ложной тревоги; детали см. в работе [20].
4.7. ВЛИЯНИЕ ОТКЛОНЕНИЙ ОТ ГИПОТЕЗЫ
НОРМАЛЬНОГО РАСПРЕДЕЛЕНИЯ НА ПРАВИЛА ПРИНЯТИЯ
РЕШЕНИЯ ПО КОНТРОЛЬНЫМ КАРТАМ
Контрольные пределы для карты Шьюхарта (см. табл. 4.2 и 4.6)
основаны на предположении о нормальном распределении вероят-
ности наблюдений (как и на их независимости). Допустим, что это
предположение является ошибочным. Если последовательность X
не является нормальной, то и последовательность X не будет нор-
мальной, хотя последняя может стремиться к нормальному распре-
делению вследствие центральной предельной теоремы. В любом
138
случае, как широко должны быть изменены стандартные правила
принятия решений?
Оказывается, что карты Шьюхарта для X и R вполне приемлемы
даже с точки зрения отклонения данных от нормального распреде-
ления. Барр [3] проанализировал относительное влияние большого
числа распределений, отличных от нормальных, на контрольные
карты. Для выборок объемом от п = 2 до 10 он вычислил значе-
ния d2, d3, £>г, D2, D3i Д2, и E2 (E2 соответствует Д2, но опреде-
ляет пределы для Х-карты) как функции сдвига и эксцесса и пред-
ставил результаты в виде таблиц. Заметьте, что Д2 = 3/(d21/ п)\
Е2 = S/dz, D1-=d2 — 3d3; D2 = d2 + 3d3; D3 = 1 — (3d3/d2) и f)4 = 1 +
+ (3d3/d2). Изучение таблиц приводит к заключению, что множители
меняются совсем немного с изменениями предположений о форме
распределений вероятности. На рис. 4.10 для нескольких различных
распределений, отличных от нормальных, приведены соответству-
ющие значения d2 и А2, Мы можем придти к выводу, что использо-
вание контрольных пределов стандартной карты Шьюхарта будет
давать удовлетворительные результаты, если лежащая в основе
последовательность не будет резко отличаться от нормальной.
Если предположение о нормальности распределения данных на-
блюдений грубо ошибочно, все же можно использовать непараме-
трические критерии (критерии с произвольным распределением)
до тех пор, пока существует независимость от выборки к выборке.
Одно из свойств непараметрических критериев состоит в том, что для
любого объема выборки распределение статистики проверки при
нулевой гипотезе (нет изменения) является существенно независи-
мым распределением данных. Другими словами, существует постоян-
ная вероятность ложной тревоги для независимо распределенных
переменных.
Теперь рассмотрим влияние отклонений от гипотезы нормального
распределения в случае карт накопленных сумм. Карты накоплен-
ных сумм представляются более чувствительными в этом отноше-
нии, чем карты Шьюхарта. Например, Кемп [11] заметил, что на-
копленная случайная величина, изме-
ряемая на химическом заводе, имела
сходство с обобщенной переменной,
имеющей гамма-распределение. Он под-
Рис. 4.10. Значения d2 и Л2 для последовательно-
сти, распределение которой отличается от нор-
мального; объем выборки 5.
Кривая 6? 2 Л 2
1 2,33 0,58
2 2,32 0,58
3 2,30 0,58
4 2,29 0,59
5 2,27 0,59
6 2,23 0,60
7 1,89 0,71
Нормальное распре- 2,33 0,58
деление
139
ТАБЛИЦА 4.10. Значения СДСп для карт накопленных сумм
при различных предположениях о распределении наблюдаемой переменной
Абсолютный скачок Д изменений в среднем Средние длины серий
при нормальном распреде- лении (СДСп) при гамма-распределе- нии (СДСп*)
0,0 54 30
0,2 112 41
0,4 260 55
0,6 600 73
считал средние длины серий СДСП для разных скачков изменений
в среднем и сравнил результаты со средними длинами серий, вы-
численными при предположении о нормальном распределении. Рас-
смотрим табл. 4.10.
При условии экономной выборки предположим, что карта накоп-
ленной суммы была основана на СДСП = 600 для Д = 0,6. Кемп
показал, что вероятность (для больших значений СДСП) получения
длины серии, равной или меньшей, чем некоторая часть £ от СДСТТ,
определяется следующим образом:
Вероятность {СДСц £СДСц} « 1—е~% (4.7.1)
где СДСп является соответствующим значением СДСП для лежащего
в основе распределения наблюдаемой переменной. Это значит, что
схема накопленной суммы будет давать тревогу, как указано
в табл. 4.11. Тревожные сигналы для контролируемого процесса
будут иметь место на 0,08 длины серии, если контрольная схема
основана на нормальной переменной и переменная действительно
нормальная, но при гамма-распределении переменной тревожные
сигналы возникнут только на 0,50 длины серии. Таким образом,
ошибочное предположение о распределении вероятности наблюдае-
мой переменной может привести к излишним неожиданным оста-
новкам.
Ясно, что распределение наблюдаемой переменной должно быть
известно, а контрольные пределы соответственно подсчитаны и теоре-
тически и путем имитирования.
ТАБЛИЦА 4.11. Вероятность окончания
Длина серии Вероятность окончания, когда наблюдаемая переменная имеет
нормальное распределение гамма-распределение
<50 0,08 0,50
<100 0,15 0,75
<200 0,28 0,94
140
ЛИТЕРАТУРА
1. Bechtel, F. К- and D. E. Amos, Difference detection, tradeoffs between de-
tection probability and processing complexity, IEEE Trans., SMC-5 (1975, No. 4)
446—452. 2. Brown, J. M., Optimum exponential smoothing of quality control
CUSUM charts, Proc. Conf. Advances in Automatic Testing Technology, Birmingham,
April 15—17, 1975, IERE, Londom 1977, pp. 151—160. 3. Burr, I. W., The effect
of non-normality on constants for X and R charts, Indus. Qual. Control, 23 (1967)
563—569. 4. Ewan, W. D., When and how to use cu-sum chart, Technometrics,
5 (1963) 1—22. 5. Gibra, I. N., Recent developments in control chart techniques,
J. Qual. Technol., 7 (1975) 183—192. 6. Goldsmith, P. L. and H. Whitfield, Ave-
rage run lengths in cumulative chart quality control schemes, Technometrics, 3 (1961)
11—20. 7. Hillier, F. S., X and R chart control limits based on a small number
of subgroups, J. Qual. Technol., 1 (1969, No. 1), 17—26. 8. Hotelling, H., Multi-
variate quality control, Techniques of Statistical Analysis, (C. Eisenhart, M. W. Has-
tay, and W. A. Wallis, eds.), McGraw-Hill, New York, 1947, pp. 11—84. 9. Jack-
son, J. E., Quality control methods for several related variables, Technometrics, 1
(1959) 359—367. 10. Johnson, R. A. and M. Bagshaw, The effect of serial
correlation on the performance of CUMUM tests, Technometrics, 16 (1974) 103—
112.
11. Kemp, K- W., An example of errors incurred by erroneously assuming nor-
mality for cusum schemes, Technometrics, 9 (1967) 457—464. 12. Lucas, J. M.,
The design and use of V-mask control schemes, J. Qual. Technol., 8 (1976) 1—12.
13. Page, E. S., A test for a parameter change occurring at an unknown point, Bio-
metrika, 42 (1955) 523—527. 14 Page, E. S., Cumulative sum charts, Technome-
trics, 3 (1961, No. 1) 1—9. 15. Page E. S., A modified control chart with warning
limits, Biometrika, 49 (1962) 171—176. 16. Reynolds, J. H., The run sum control
chart procedure, J. Qual. Technol., 3 (1971, No. 1) 23—27. 17. Roberts, S, W.,
Control charts based on geometric moving averages, Technometrics, 1 (1959) 239—
250. 18. Roberts, S. W., A comparison of some control chart procedures, Techno-
metrics, 8 (1966) 411—430. 19. Shewhart, W. A., Economic Control of Manufactured
Product, D. Van Nostrand, Princeton, N. J., 1931. 20. Sirvanci, M. B., A Study
of Autoregressive Dependence in Nonparametric Detection, Ph. D. Dissertation,
John Hopkins University, Baltimore, Md., 1972, Chapt. 4.
21. Trigg, D. W. and A. G. Leach, Exponential smoothing with an adaptive
response rate, Oper. Res. Q., 18 (1969) 53. 22. Weindling, J. I., S. B. Littauer,
and J. Tiagode Oliveira, Mean action time of the X-control chart with warning limits,
J. Qual. Technol., 2 (1970, No. 2) 79—85. 23. Yang, С. H. and F. S. Hillier,
Mean and variance control chart limits based on a small number of subgroups, J. Qual.
Technol., 2 (1970) 9.
ДОПОЛНИТЕЛЬНАЯ ЛИТЕРАТУРА
1. Burr, I. W., Control charts for measurements with varying sample sizes,
J. Qual. Technol., 1 (1969, No. 3) 163—167. 2. Chiu, W. K-, The economic design
of cusum charts for controlling normal means, Applied Statistics, 23 (1974) 420—433.
3. Craig, С. C., The X- and R-chart and its competitors, J. Qual. Technol., 1
(1969) 102—104. 4. Duncan, A. J., The economic design of X charts to maintain
current control of a process, J. Am. Stat. Assoc., 51 (1956) 228—242. 5. Goel, A. L.
and S. M. Wa, Economically optimal design of cusum charts, Manage. Sci., 19
(1973) 1271—1282. 6. Heinrich, G. F., Applications of Exponential Smoothing,
Ph. D. Dissertation, Texas A&M University, College Station, Tx., 1972. 7. John-
son, N. L. and F. C. Leone, Cumulative sum control charts, Ind. Qual. Control, 18
(1961, No. 12) 15—21; 19 (1962, No. 1) 29—36; 19 (1962, No. 2) 22—28,
8. Kemp, K- W., The average run length of the cumulative sum charts when a V-mask
is used, J. Roy. Stat. Soc., B23 (1961) 149—153. 9. Lucas, J. M., A modified
V mask control scheme, Technometrics, 15 (1973) 833—847. 10. Montgomery, D. C.
and P. J. Klatt, Economic design of T2 control charts to maintain current control
of a process, Manage. Sci., 19 (1972) 76—89.
141
11. Nikiforov, I. V., Sequential analysis applied to autoregression processes,
Autom. Remote Control (USSR), 8 (1975) 174—177. 12. Page, E. S., Cumulative
sum control charts, Technometrics, 3 (1961) 1—9. 13. Page, E. S , Controlling the
standard deviation by cusums and warning lines, Technometrics, 5 (1963) 307—316.
14. Patnaik, P. B., The use of mean range as an estimator of variance in statistical
tests, Biometrika, 37 (1950) 78. 15. Taylor, H. M., The economic design of cumula-
tive sum control charts, Technometrics, 10 (1968) 479—488. 16. Woodward, R. H.
and P. L. Goldsmith, Cumulative Sum Techniques, Oliver and Boyd, Edinburgh,
1964.
ГЛАВА 5
ОБНАРУЖЕНИЕ И ДИАГНОСТИКА НЕПОЛАДОК
С ПОМОЩЬЮ ОЦЕНОК ПЕРЕМЕННЫХ СОСТОЯНИЯ
И ПАРАМЕТРОВ МОДЕЛИ
В этой главе мы предполагаем, что модель процесса известна.
На основании измерений наблюдаемых откликов в установившемся
или переходном режиме при известных (или неизвестных) входных
величинах можно оценить величины переменных, характеризующих
состояние процесса, и коэффициенты модели. Эти оценки могут
быть сопоставлены с помощью статистических критериев с соответ-
ствующими величинами, найденными при нормальных условиях
работы, чтобы установить, существуют ли неполадки. В некоторых
случаях местонахождение неполадки можно определить точно, со-
относя параметры модели с физическими особенностями процесса
и используя при этом такие теоретические закономерности, как
массовый и энергетический балансы.
5.1. ВВЕДЕНИЕ
В этой главе рассматриваются уже упоминавшиеся ранее вопросы,
а именно: как мы можем, пусть с возрастающими затруднениями
1) обнаружить, что случилась неполадка;
2) установить момент, когда это произошло;
3) определить, какова именно эта неполадка (из ограниченного
класса неполадок).
Имеется одно существенное различие между допущениями, при-
нятыми в этой главе и в гл. 4: здесь мы предполагаем, что модель
процесса известна и описывает его удовлетворительно, в то время
как в гл. 4 мы придерживались противоположного взгляда, т. е.
считали, что модель процесса совсем неизвестна. Следует иметь
в виду, что методы, изложенные в этой главе, не окажут большой
помощи в обнаружении и диагностике неполадок, если выбранная
модель процесса имеет повышенную чувствительность к ошибкам
моделирования.
Общая схема нахождения оценок переменных состояния и пара-
метров модели показана на рис. 5.1. Мы делаем, периодически или
непрерывно, серии измерений наблюдаемого отклика (или откликов)
процесса. Если для определения состояния неисправности исполь-
142
Насосы,
приводы,
клапаны
Чувствительные
элементы
Рис. 5.1. Схема информационных потоков для оценивания переменных состояния и пара-
метров модели.
зуются области наблюдаемых переменных, то процедура обработки
данных сравнительно проста. С другой стороны, если для нахожде-
ния неполадок используются параметры модели, то необходимо про-
вести более сложные вычисления. В обоих случаях вначале необхо-
димо подготовить контрольную ситуацию, т. е. при нормальных
условиях работы оценить допустимые интервалы или области измене-
ния переменных состояния или параметров модели, которые послу-
жат для определения одной или большего числа неполадок. Анало-
гично этому проводятся оценки при других условиях работы, и ре-
зультаты сопоставляются (обычно с помощью статистических кри-
териев) с контрольной ситуацией. Рассмотрите рис. 5.2.
Проведение оценочных расчетов с использованием обычных опера-
торных данных затруднительно [38], поэтому, как правило, данные
о процессе получают с помощью специального тестового сигнала,
вводимого с целью обнаружения и идентификации неполадки (не-
поладок). Таким сигналом может быть ступенчатое, импульсное или
синусоидальное изменение входной величины. Если шумовой фон
процесса невелик по сравнению с наблюдаемой переменной (пере-
143
Стрелками указаны доверительные
границы оценок
Поверхность доверительной области
для оценки переменной состояния
б
неисправности
X (J), оценка по данным процесса
Поверхность контрольной
доверительной области
X(t), контрольная оценка
Время
Момент обнаружения
Контуры, соответствующие
доверительной вероятности 0,9
Рис. 5.2. Доверительные области для периода удовлетворительной работы и последующих
периодов работы. Отсутствие пересечения оценок параметров, как показано на рис. а, ведет
к заключению, что имеется неполадка. Штриховые линии показывают случай неопределен-
ности.
менными) и приборное оснащение отвечает всем требованиям, что
нетипично для многих обычных датчиков и измерительных приборов
в химических производствах, то специальные тестовые сигналы не
обязательны.
Нахождение оценок при наличии замкнутых систем регулирова-
ния особенно сложно и здесь не рассматривается. Некоторые методы
решения этой трудной проблемы можно найти в литературе [28,
33, 69, 73]. Лучше проводить оценивание при разомкнутой системе
(системах) регулирования, если это осуществимо и допустимо.
Какие этапы необходимо осуществить для нахождения оценок
переменных состояния и параметров модели? Их можно суммировать
следующим образом.
1. Разработка модели. Подготовьте математическое
описание процесса. Можно использовать любую, из динамических
или статических моделей, представленных в гл. 3.
2. С б о р данных. Проведите необходимые эксперименты
и сделайте нужные наблюдения, так чтобы обеспечить наибольшую
возможную точность оценок [8, 39]. Кроме того, необходимо спла-
нировать эксперименты обязательно таким образом, чтобы умень-
шить корреляцию между невязками модели. Если невязки корре-
лированье то оценки, полученные по методу наименьших квадратов
(МНК-оценки), будут смещенными, однако вы не будете догады-
144
ваться об этом, не проведя проверки на коррелированность
[5].
3. Нахождение оценок. Выполните расчеты, пред-
ставленные в последующих разделах этой главы. Для проведения
расчетов целесообразнее получить готовую хорошо проверенную
машинную программу, нежели разрабатывать свою собственную,
потому что для надежного программирования алгоритмов требуется
большая изобретательность и мастерство.
4. Моделирование неполадок. Как детерминированный,
так и стохастический подход к моделированию сказывается на
чувствительности оценок. Предположите, что возникли какие-то
неполадки, и сделайте количественные изменения коэффициентов
модели процесса. Введите шум. Проведите заново оценивание и выра-
зите в цифрах влияние сделанных вами изменений на полученные
результаты.
Вместо моделирования неполадок было бы идеальным вводить их
в сам процесс для того, чтобы установить диапазоны наблюдаемых
переменных состояния и/или коэффициентов модели. Однако это
очень редко допустимо в производственных условиях, так что, как
правило, приходится полагаться на косвенные методы определения
допустимых диапазонов.
5. Обнаружение неполадки. Для того чтобы обна-
ружить неполадку, вы принимаете гипотезу о том, что процесс функ-
ционирует удовлетворительно, а затем проверяете эту нуль-гипотезу,
используя экспериментальные данные, полученные в ходе наблюде-
ния за процессом. Можно проконтролировать различные статисти-
ческие характеристики процесса, такие как средние значения пере-
менных, ковариационная матрица переменных состояния или на-
блюдаемых переменных, величины оценок коэффициентов модели
процесса, характер шумового фона процесса и т. д. Контрольные
величины статистических характеристик определяются при удовле-
творительных условиях работы путем оценивания или с помощью
предположений о процессе (например, о том, что шумовой фон про-
цесса — белый и гауссов), либо задаются.
6. Диагностика неполадки. Установление место-
нахождения неполадки (или неполадок) в процессе является, разу-
меется, более сложной задачей, чем просто обнаружение неисправ-
ного состояния. При выявлении одной или нескольких конкретных
неполадок могут быть использованы как переменные состояния, так
и коэффициенты модели. Однако если возможны однозначные оценки
коэффициентов модели, то такие оценки более информативны, по-
скольку обычно коэффициенты модели (такие, например, как кон-
станта скорости реакции, коэффициент теплопередачи, скорость
потока и т. д.) легче связать с физическими параметрами процесса.
Моделирование неполадки или анализ предшествующих данных
о процессе (связанных с уже известными неполадками) дают ключ
к выявлению конкретных случаев отклонений от нормальной работы.
В этой главе мы опишем, как можно получить оценки параметров
модели процесса, и проиллюстрируем, скорее на классах моделей,
145
чем на конкретных процессах или единичных операциях, обнару-
жение и диагностику неполадок. Рассмотрены следующие классы
моделей:
а) алгебраические уравнения (раздел 5.2);
б) обыкновенные дифференциальные уравнения (разд. 5.3);
в) дифференциальные уравнения в частных производных (раз-
дел 5.4);
г) разностные уравнения (раздел 5.5);
д) передаточные функции (раздел 5.6);
е) временные ряды (раздел 5.8);
ж) модели баланса элементов ансамбля (раздел 5.9).
Иллюстрации могут быть даны лишь для некоторых методов.
Дополнительно в разделе 5.7 будет рассмотрен вопрос об однознач-
ности идентификации.
5.2. ПРОЦЕССЫ, ОПИСЫВАЕМЫЕ АЛГЕБРАИЧЕСКИМИ
УРАВНЕНИЯМИ
Первым видом моделей, на который мы обратим внимание, будут
модели, состоящие из одного или большего числа алгебраических
уравнений. Такие модели представляют многие стационарные про-
цессы, корреляционные уравнения и разнообразные эмпирические
зависимости. Сначала рассмотрим простые модели, линейные по
параметрам (коэффициентам), затем модели, нелинейные по пара-
метрам, и, наконец, многооткликовые модели.
5.2.1. Модели, линейные по коэффициентам
Модель, линейная по коэффициентам, не обязательно должна
быть линейной по независимым переменным. Например, уравнение
У Ро + Pi* + Pz*2
(5 2 1)
нелинейно по х, но линейно по коэффициентам. Если мы допустим,
что х = хх и х2 = х2 будут независимыми переменными модели, то
сможем упростить запись, использовав векторы и матрицы:
У — [Ро Pi Р2]
(5.2.2)
*1
х2
При заданной серии из п откликов (измерений) Y мы хотим оце-
нить неизвестные параметры модели
У — У 8 — .Др 8 — Ро Р1^1 + Рз^2 Ч~ ~Ь е (5 2 3)
где Y — отклик процесса (случайная переменная величина); у —
детерминированный отклик; 8 — неподдающаяся измерению (наблю-
дению) ошибка; х—вектор (размерности qxl) детерминированных
независимых переменных; х = [1 хх х2 ... х7]т; (3 — вектор (раз-
146
ТАБЛИЦА 5.1. Пять критериев оценивания
Метод Критерий Априорная информация
Наименьших квадратов Минимизация 8Т8 Отсутствует Марковский, или наимень- Минимизация Отсутствует. Если W=E{e&T}t ших квадратов с весами n &TW Х8 то достигается минимум диспер- сии результатов оценок Максимального правдопо- Максимизация Вид функции р (е); могут быть добия р (е) — функции оценены ее коэффициенты правдоподобия Байесовский Различные Вид р (е); при равномерном рас- пределении метод эквивалентен методу максимального правдо- подобия Наименьших квадратов Минимизация Отсутствует ошибок уравнений &т 8 1) Если UZ — диагональная матрица
мерности 7X1) коэффициентов (параметров), подлежащих оценке;
₽ = [0о Pi - ₽JT-
Методам нахождения оценок коэффициентов в линейных моделях
посвящено большое число работ. Из первых четырех критериев, пред-
ставленных в табл. 5.1, мы используем только первые два, так как
у нас обычно отсутствует какая-либо априорная информация.
В табл. 5.1 вектор 8 = 82 ••• а вектор 8 объяснен в раз-
деле 5.3.
Если уравнения модели являются линейными по коэффициен-
там (3, то процедура наименьших квадратов называется линейным
методом наименьших квадратов, или множественной линейной
регрессией. Этот метод дает для |3 несмещенные оценки, если эле-
менты вектора 8 некоррелированы и подчиняются одному и тому же
распределению вероятностей. Если Е {е} = 0 и ковариационной
матрицей вектора 8 является Е {88т} н IF, то оценки находятся
по методу Маркова и дают минимум дисперсии. Если W = / (еди-
ничная матрица), то используется обычный метод наименьших ква-
дратов. Разумеется, W может быть также и произвольной весовой
матрицей.
Необходимо иметь в виду, что неподдающиеся измерению ошибки 8
на практике включают в себя экспериментальные ошибки (шум)
и ошибки модели. Во введении к этой главе мы отметили, что ошибки
модели не должны быть значительными. В действительности это
требование часто нарушается вследствие неадекватности используе-
мых моделей.
147
Почти во всех книгах по математической статистике показано, что
аналитическое определение минимума функции
<£ ~ = (К — х|3)т w (У — %Р) =
п
= £ Wi [Yi - (0О + 0!Xx + • • + 0?Х?)]2 (5.2.4)
1=1
где 8 — вектор (размерности nxl) неподдающихся измерению оши-
бок, соответствующих У; w—диагональная весовая матрица (раз-
мерности пХп)
о
W2
W =
о
Wn
х — отклонения независимых переменных от их средних значений —
матрица размерности п X (q X 1)
_ 1 (хп1 — х1) (Хп2 — хъ) . . . (xnq xq)_
приводит к так называемой системе нормальных уравнений
Ь = р = (xTwx) 1 (хтсеУ) = с (хт^У) (5.2.5)
и ковариационной матрице коэффициентов
Covar {b} =- Оу (хТс^х) 1 — Оу с (5.2.6)
где с = (хт^, х)"1.
Поскольку дисперсия оф известна лишь в редких случаях,
необходимо определить ее несмещенную оценку — выборочную дис-
персию Sy. — на основании повторных измерений, использовав
адекватную модель. Прежде чем как-либо анализировать модель,
следует проверить, подходит ли она, с помощью соответствующего
критерия, например критерия Фишера. F-критерий сопоставляет
сумму квадратов отклонений величин, рассчитанных по модели, от
полученных экспериментально, деленную на число степеней свободы,
с суммой квадратов отклонений экспериментальных величин от их
средних значений, деленной на экспериментальное число степеней
свободы (см. [39]).
Если при обнаружении и диагностике неполадок применяется
линейная модель, то можно использовать или построение довери-
тельной области, или проверку статистической гипотезы. В послед-
148
вычислим
и столбца матрицы с. Если эта
при (/? — q — 1) степенях свободы,
нем случае в качестве нуль-гипотезы принимаем, что изменения в пе-
ременных состояния или коэффициентах модели процесса и, следо-
вательно, в самом процессе отсутствуют. Для проверки того, что
имеет конкретно величину Р/*,
t =
где chh — элемент k-x строки
величина больше, чем / а
то гипотеза о том, что р& = Рь отвергается. Величина Р£ может
быть принята равной оценке полученной при нормальных усло-
виях работы, или быть известной из литературных источников.
Многомерный критерий подобен уравнению (5.2.7) и предполагает
принятие нуль-гипотезы (отсутствие изменений) и вычисление отно-
шения дисперсий
(Ь— Р*)тхт(Ь- ₽*)/(g-|- 1)
—----=---=—=5---=--------- (5.2.7а)
%
Если значение этого отношения дисперсий больше, чем F±_a х
X (q + 1, п — q — 1) для уровня значимости а, то гипотеза отвер-
гается.
/-Критерий может быть использован также для обнаружения
отклонения от нормального или справочного значения z/ref путем
вычисления /-статистики
S
4 Y i
с (п — q) степенями свободы. Ю вычислении s- см. нижеЛ
Другой путь выявления неполадки состоит в том, чтобы по-
строить доверительную область для у или р, основанную на данных
о нормальных условиях работы, и выяснить, попадает ли каждая
из вновь полученных оценок и b внутрь этой области. Для одного
набора данных дисперсия величины Yt равна
с0д
с00
п2
-сдо
Сдц-*
Чтобы построить доверительный интервал для уь используют
величину Sa
149
1-Г "Т"'" I-1-1-1-1-1-1-1-Г~“1—г~i—г~—।—т—|
^Доверительный интервал для отдельного измерения Y при
Оценка линии регрессии
Доверительные границы'для
1
Рис. 5.3. Оценка линии регрессии Y = Ьо + (х — х) с доверительными интервалами
для у.
На рис. 5.3 показаны доверительные пределы для линейной
функции одной независимой переменной.
Если модель содержит более одного коэффициента, то нам необ-
ходимо построить замкнутую доверительную область (см. рис. 5.4)
по уравнению
(₽-&)TxTcM(P-6) = s2y.(?+l)F1_a (5.2.10)
где — верхняя квантиль F-распределения для (q + 1) и
« — (<?+ 1) степеней свободы.
Вытянутая и узкая доверительная область, отвечающая, напри-
мер, верхней модели на рис. 5.4, указывает на то, что величины
параметров сильно коррелированы друг с другом, а значит, и экспе-
римент был спланирован неудачно. При такой корреляции найден-
ные оценки параметров могут быть ошибочными, но при этом компен-
сировать друг друга, так что модель окажется все же вполне удов-
летворительной.
Если переменные xt в уравнении (5.2.3) являются случайными
величинами и/или если взаимно коррелированы, то обычный метод
наименьших квадратов непригоден для получения хороших точечных
и интервальных оценок коэффициентов модели (о соответствующих
методах см. [7, 39]).
л 'о 5,0i-------и-------1-------1------1-------1------1------г
о nl__।___1___I___I___I___1---1----
4,34 4,38 4,42 4,46
Условная энергия активации Е или Е ,
К-10’4
Рис. 5.4. Замкнутые при-
ближенные 95 %-ные до-
верительные области для
двух нелинейных моделей,
имеющих соответствующие
наборы коэффициентов.
150
Пример 5.1. Обнаружение и диагностика неполадки в дистилляционной
колонне
Если дистилляционная колонна действует не так, как ожидалось, то бывает
трудно установить причину (причины) ее плохой работы, с тем чтобы принять меры
для исправления. Неисправности могут объясняться чем угодно — от ошибки в рас-
чете до спецовки, оставленной на переливном отверстии тарелки при чистке колонны.
Обнаружить наличие неисправности легче, чем установить, в чем она заключается.
На рис. П5.1.1 показаны некоторые из логических шагов, которые можно предпри-
нять при инженерном анализе; еще более подходящим для этой цели было бы дерево
неполадок колонны (см. гл. 7). Определение места неполадки облегчается, если име-
Проверка качества продукции
Колонна работает
удовлетворительно?
Неопределенность
Дополнительные
измерения
или расчеты
Оценка внешних факторов
Нет
Оценка внутренних факторов
Снижение производительно сти ? Снижение к.п.д.?
± 1
Проверка приборов Сбор данных о концентрациях и температуре
1
Сбор данных о Д р в зависимости от скорости Составление материального и теплового балансов
1
Сравнение наблюдаемых и номинальных значений Д р Расчет коэффициентов мае со- и теплопередачи, к.п.д.
1
Установление потенциального местонахождения неполадки Сравнение с нормальными значениями параметров >4*-
— Ошибка в расчете площади отверстия
— Некачественная предшествующая
очистка
— С сырьем поступает постороннее
вещество
— Образование полимерного осадка
— Нормальные последствия
переработки материала
— Ошибка в расчете переливного устройства
— Плохая установка тарелок
— Работа не в расчетных условиях
— Засорение тарелок (забивка отверстий) —
—Коррозия тарелок (увеличение отверстий)
— Пенообразование
—Забивка переливного устройства
—Прочее
Рис. П5.1.1. Дерево решений для диагностирования неполадок в дистилляционной колонне
с ситчатыми тарелками,
151
Выходной
перелив
о
о
Пена
Пена
п-
Диаме1р
отверстия
Светлая
жидкость
^Жидкость
,лг. : :;
Верхняя гарелка
— Индикатор пены
Смо1ровое
’ ' • . . окно
ЙВходной
х перелив
о
V
Нижняя чарслка
В\рДШ!рП
Манометр
для измерения
перепада давления
на тарелке
Рис. П5.1.2. Расположение манометров для контролирования перепада давления.
ется достаточное приборное оснащение и предусмотрены вводы для замера давления
и температуры, как показано на рис. П5.1.2. При некоторых дополнительных за-
тратах может быть использован источник гамма-лучей для просвечивания и выяс-
нения структуры слоя жидкости.
Для выявления и диагностики причин уменьшения производительности колонны
в первую очередь следует измерить перепад давления на тарелках или в насадке.
Не рекомендуется использовать для этой цели разницу показаний грубых приборов,
измеряющих статическое давление. Вместо этого предпочтительными являются диф-
ференциальные манометры, устанавливаемые в таком количестве, какое практиче-
ски целесообразно. Другой способ состоит в использовании одного или двух приборов
с переключателем.
Теория утверждает, что при устойчивой работе по мере увеличения потока через
колонну, вплоть до точки захлебывания, соответственно возрастают и перепады
Пар
К вакуумной
—► системе
Охлаждающая
вода
Сырой мономер
на дальнейшую
переработку
Тяжелый остаток
на дальнейшую переработку
давления. В точке захлебывания должно
наблюдаться очень быстрое увеличение пе-
репада давления. Поэтому в данном примере
мы сосредоточим внимание на реакции моде-
ли, а не на модельных коэффициентах.
Сначала должна быть исследована нор-
мальная работа колонны при различных
флегмовых числах путем измерения перепада
давления на каждом предназначенном для
этого участке колонны. Сравнение наблю-
даемых перепадов давления с ожидаемыми
помогает установить причину неполадки.
Для дистилляционной колонны, изобра-
женной на рис. П5.1.3, были собраны при-
веденные ниже данные при проектных усло-
виях работы и флегмовом числе 0,7, от точки
осушения до наблюдаемой точки захлебыва-
ния. Хотя данные расположены в порядке
процентного возрастания от проектной вели-
чины расхода, они не были получены в та-
кой последовательности, а взяты путем выде-
Рис. П5.1.3. Дистилляционная колонна.
152
ления (наугад) случайных отклонений расхода, для того чтобы исключить корреля-
цию наблюдений. При дальнейшей обработке мы можем предполагать, что величина
F — существенно детерминированная переменная.
Данные, полученные при нормальных условиях работы
Др, дюймы столба жидкости F, % от проект- ного расхода Др, дюймы столба жидкости F, % от проект- ного расхода
0,95 55 2,15 85
1,12 58 2,40 92
1,18 64 2,75 95
1,40 70 3,28 102
1,66 74 3,65 106
1,99 81 3,90 111
Необходимо выбрать модель.
Может ли удовлетворительно представить данные линейная (по коэффициентам)
модель? Полиномы второго, третьего и четвертого порядков вида (х = F)
У = Др = Ро + М + М2 + ₽з*3 + ?>1Х*
были проверены по F-критерию, что привело к следующим результатам (для опре-
деления ошибки эксперимента были использованы несколько повторных измерений,
сделанных при F = 60 и F — 100):
Порядок полинома
второй третий четвертый
Сумма квадратов отклоне- 0,0553 0,0552 0,0529
ний, дюйм2 Число степеней свободы 9 8 7
Дисперсия относительно мо- дели 6,1•10~3 6,9-10-3 7,6-10 3
Дисперсия ошибки экспери- мента (число степеней сво- 3,0-10“3 3,0-Jо-3 3,0-10’3
боды равно 4) Проверка по F-критерию 6,0-10“3 6,04-10-3 6,09-10’3
(1 — а = 0,95); согласие Приемлемое Приемлемое Приемлемое
На основании результатов проверки по F-критерию было найдено, что модель
второго порядка являлась простейшей моделью, которая давала удовлетворительную
аппроксимацию данных. Сплошной линией на рис. П5.1.4 показана найденная кри-
вая регрессии, а штриховыми линиями обозначены верхняя и нижняя доверительные
границы при а = 0,05, причем последние построены с учетом усредненной дис-
персии
9 (6,1 • 10~3) + 4 (3,0-10~3)
Рис. П5.1.4. Модель второго
порядка для нормальных
условий работы.
ВДГ и НДГ — верхняя и ниж-
няя 95 %-ная доверительная
граница, соответственно.
F, % от проектной скорости потока
153
Нормальной работе может быть противопоставлено несколько возможных ситу-
аций. Данные, изображенные светлыми точками, могут указывать:
1) на ошибку при проектировании площади распределительных отверстий или
при расчете перепада давления;
2) на ошибку в определении внутренних потоков или физических свойств;
3) на засорение тарелок (забивку отверстий).
В общем проблема сводится к затрудненному движению пара. Если все секции
колонны имеют одинаковые рабочие характеристики — такие, как показаны свет-
лыми точками на рис. П5.1.4,то вероятной причиной затруднений могла бы быть пер-
вая или вторая. С другой стороны, если секции колонны, расположенные выше
и ниже проверяемой секции, работают нормально, то вероятно местное засорение.
Еще одним фактором, облегчающим решение вопроса, является учет того, сняты ли
данные в начале эксплуатации колонны или через несколько месяцев ее работы.
Если они сняты в начале эксплуатации, то следует усомниться в засорении или из-
менении внутренних потоков вследствие отклонения от нормальных условий эксплу-
атации.
Темными точками на рис. П5.1.4 представлена рабочая характеристика, обу-
словленная действием той части тарелки, которая контактирует с жидкостью. При-
чинами плохой работы могут быть:
1) пенообразование;
2) повышенное сопротивление переливного патрубка вследствие засорения или
недостаточной чистоты пространства под ним;
3) неправильно спроектирован размер переливного патрубка или тарелки раз-
мещены так, что пар не отделяется от жидкости. Поток ведет себя удовлетворительно
до тех пор, пока жидкость не начинает двигаться в обратную сторону от переливного
патрубка на вышележащую тарелку.
Устранить или сгладить первую причину можно с помощью пеногасящих до-
бавок. Если наблюдаемые отклонения характерны только для одной секции колонны,
то это указывает на вторую причину.
Наконец, данные, обозначенные на рис. П5.1.4 крестиками, служат примером
такого случая, когда перепад давления меньше ожидаемого и вызывается следующими
причинами:
1) ошибкой при проектировании тарелок, которая привела к завышенной пло-
щади отверстий;
2) ошибкой в расчете внутренних потоков;
3) коррозией тарелок, приведшей к расширению отверстий.
Малый перепад давления только в одной секции колонны может указывать на
то, что нарушено правильное положение тарелки.
Здесь невозможно детально рассмотреть все возможные причины снижения про-
изводительности колонны, однако мы наметили целый ряд шагов, которые могут
быть сделаны для выяснения этих причин.
Пример 5.2. Обнаружение и диагностика неполадки в теплообменнике
(рис. П5.2.1).
Этот пример связан с нахождением оценки параметров (коэффициентов) как
средством диагностики (в отличие от оценки переменной состояния, например тем-
пературы). Способ выявления причин плохой работы теплообменника существенно
зависит как от типа теплообменника, так и от самого процесса теплообмена. Опытный
инженер обычно может установить причины снижения эффективности или неправиль-
ной работы теплообменника по результатам обычных установленных проверок.
Типичными источниками неполадок, которые можно выявить достаточно легко,
являются следующие:
1) засорение;
2) пропуск между трубным и межтрубным пространствами;
3) вибрации и образование трещин;
4) коррозия;
5) неудачный, судя по опыту эксплуатации, первоначальный проект.
В других случаях выявление причин неполадки требует определенных усилий.
Харгис [37 ] описывает проблему, возникшую в Буффало в связи с теплообменником
154
Рис. П5.2.1. Типичный кожухотрубный теплообменник.
со спиральными тарелками, конструкция которого предполагала меньшую скорость
засорения, чем у обычного кожухотрубного теплообменника. Каждая теплообменная
тарелка была изготовлена из двух полосок, свернутых в концентрические спирали.
Для каждой из двух жидкостей получался только один ход, и по существу каждая
тарелка представляла собою теплообменник из свернутой в спираль пары тру-
бок.
Решающей причиной покупки заказчиком 13 таких теплообменников являлся
тот факт, что через них можно было пропускать загрязненные жидкости, имевшиеся
в технологическом процессе, в частности аммиачный раствор. Последний предста-
вляет собой воду, использованную для непосредственного охлаждения газов коксо-
вой печи. В связи с этим он содержит загрязняющие примеси, включая смолы. Каж-
дый теплообменник имел поверхность 1460 фут2, 12 аппаратов были соединены парал-
лельно для отвода 90 400 000 БТЕ/ч. Проект предусматривал скорость раствора
около 4 фут/с и скорость воды почти 6 фут/с. При содержании загрязнений 0,001
коэффициент теплопередачи U равен был 270 БТЕ/(ч-фут2-°Е).
Установленные впервые в сентябре аппараты работали превосходно. Затем не-
ожиданно выяснилось, что происходит постепенное снижение коэффициента тепло-
передачи U до величины порядка 100—150 БТЕ/(ч-фут2-°Е). Это сообщение было
получено в январе.
Аппараты были прочищены со стороны воды, и сразу же после этого коэффициент
теплопередачи принял нормальное значение. Однако через очень короткое время он
опять снизился до уровня 135 БТЕ/(ч-фут2-°Е).
В результате проверки оказалось, что со стороны аммиачного раствора тепло-
обменники были чистыми, но со стороны охлаждающей воды имелось бурое отло-
жение. В это время температура охлаждающей воды была на один градус выше точки
замерзания.
Для того чтобы очистить поверхность со стороны воды, был включен дополни-
тельный насос, но даже при увеличенной скорости потока загрязнение все-таки оста-
валось. С помощью химического анализа отложений было найдено, что они имеют
высокую концентрацию окиси железа. Пришли к заключению, что аппараты, веро-
ятно, обладали магнитными свойствами. Для проверки этой гипотезы вводились
добавки, содержащие железо, после чего можно было наблюдать увеличение наро-
стов на аппаратах. Поэтому в феврале аппараты подвергли размагничиванию. Од-
нако эта мера вовсе не решила проблему.
Затем, полагая, что загрязнение, возможно, как-то связано с коррозией, уста-
новили контрольный аппарат из нержавеющей стали, чтобы выяснить, появится
ли на ней такое же отложение. Оно появилось.
Наконец, в мае было проведено еще одно исследование отложения, а также ох-
лаждающей воды. Нашли, что отложение большей частью биологического происхо-
ждения. Было установлено, что эта бактериальная популяция служит связующей
средой для окиси железа, находящейся в виде суспензии в воде.
Ввиду большого расхода воды она не подвергалась предварительной обработке,
поэтому было предложено вводить в теплообменники хлор. Достаточным, по расчету,
оказалось добавление от 60 до 65 фунтов хлора в день в каждый аппарат (скорость
потока составляла 365 галлонов в минуту). Тем не менее заказчик посчитал обработку
хлором слишком дорогой, поэтому было решено ввести в аппарат пар, чтобы попы-
таться очистить его от бактерий. Однако незадолго до того, как уже готовы были
ввести пар в теплообменники, аппараты очистились! Охлаждающую воду брали из
155
реки Буффало. Оказалось, что летом бактерии остаются в реке, но в холодную зиму
они пользуются аппаратами как теплыми жилищами.
Ситуация, разумеется, повторялась каждую зиму, и критическим моментом,
казалось, был такой, когда температура воды падала ниже 68 °F. Чтобы решить
эту проблему, при появлении отложений отключали каждую ночь один аппарат,
продували его воздухом, очищали паром и оставляли в резерве до следующей ночи.
Весной теплообменники промывали кислотой.
Обычно анализ работы теплообменника начинается со сбора данных для расчета
общего коэффициента теплопередачи U. Гилмор [30] детально описал эту процедуру.
Необходимые для расчета данные получают измерением скоростей потоков, темпера-
тур и давлений на входе и выходе теплообменника. Если одной из сред, обмениваю-
ющихся теплотой, является охлаждающая вода или конденсирующийся пар, то
можно рассчитать скорое!ь воды или пара при условии, что с достаточной точностью
известны теплоемкость (либо теплота испарения), скорость потока и температура
другой участвующей в теплообмене среды. Когда тепловые нагрузки на обеих сто-
ронах теплообменника совпадают с точностью до 10%, допустимы последующие
расчеты. Если же расхождение намного больше 10 %, то может оказаться необходи-
мым взять пробы жидкости, проанализировать их и более точно определить тепло-
емкость или теплоту испарения. Возможно, потребуется оснащение системы более
точными счетчиками или расходомерами, а также дополнительными приборами для
измерения температуры. Однако в большинстве случаев для получения контрольных
данных подходят обычные промышленные приборы.
После того как собран основной экспериментальный материал, осуществляют
предварительное сравнение значения коэффициента теплопередачи, рассчитанного
на основе измерений, и проектного значения U. Существенное расхождение между
ними может объясняться отличием реальных физических свойств участвующих в теп-
лообмене сред, скоростей потоков, входных температур или геометрических харак-
теристик теплообменников от принятых при проектировании. Для того чтобы эк-
спериментально подтвердить это различие, необходимо оценить теоретически вели-
чину коэффициента теплопередачи по надежным формулам, имеющимся в специаль-
ной литературе. Если величина коэффициента теплопередачи, вычисленная по теоре-
тическим коэффициентам теплоотдачи (с использованием данных контрольных из-
мерений и без учета загрязнений), находится в согласии с наблюдаемой величиной
коэффициента теплопередачи при контрольных условиях, то ее совпадения с проект-
ными условиями часто можно достигнуть, делая поправки физических свойств и
скоростей потоков.
По мере увеличения срока службы теплообменника общий коэффициент тепло-
передачи будет уменьшаться вследствие возрастания отложений. Поскольку скоро-
сти проходящих через теплообменник потоков изменяются во времени из-за сезон-
ных колебаний потребности в продуктах, случаев выключения смежных аппаратов
или появления механических сопротивлений, то для того, чтобы можно было сопо-
ставлять данные, необходимо ввести поправки к стандартным потокам. Скорректи-
рованные сопротивления теплопередаче, обусловленные загрязнениями теплообмен-
ников, могут быть сопоставлены с литературными данными (необязательно для чи-
стых поверхностей), чтобы определить возможные причины загрязнений и сроки
очистки.
Для любого конкретного теплообменника количество переданной в единицу
времени теплоты дается выражением
q = FUA \Тт (а)
где q — скорость передачи теплоты, БТЕ/ч; U — общий коэффициент теплопередачи,
БТЕ/(ч-фут2-°Е); А — поверхность теплопередачи, фут2; АТт — средняя логариф-
мическая разность температур, °F.
Поверхность теплообмена (Л) и корректирующий коэффициент (F), учитываю-
щий иное, нежели противоточное, направление потоков, должны рассматриваться
как фиксированные определенные величины для каждого аппарата. Если измерены
температуры на входе и выходе, то q рассчитывается непосредственно по
результатам измерений скорости потока и данным о физических свойствах, взятым
из надежных справочников, при соответствующих температурах и давле-
ниях.
156
В ограниченном диапазоне температур при турбулентном режиме течения коэф-
фициента теплоотдачи hi (с внутренней стороны трубок) и hQ (с наружной стороны)
задаются выражением
h = f (wn) (б)
где w — линейная скорость потока, фут/ч; п = 0,8 для внутренней стороны и п =
= 0,6 для наружной стороны трубок многих кожухотрубных теплообменников.
Тогда корректирующий фактор г может быть определен как
стандартная скорость потока \п
наблюдаемая скорость потока /
и
h* = rht • == rha
i Dt) о
(B)
где индекс * обозначает справочный коэффициент при стандартной скорости потока,
а отсутствие звездочки — экспериментальный коэффициент.
Принимаем, что общий коэффициент теплопередачи рассчитывается по формуле
1 1 । 1 । 1
и ~ hi + Ло + / (г)
где 1// — общее сопротивление теплопередаче, обусловленное стенкой и загрязне-
ниями.
Коэффициенты теплоотдачи и 1// должны быть скорректированы по отношению
к той же поверхности, для которой рассчитывается общий коэффициент теплопере-
дачи U. Если мы вычтем стандартное справочное сопротивление из экспериментально
найденного
1 1 / 1 1 \ / 1 1 \ , / 1 1 \
U U* \ hi h* ) + \ h0 h% ) + \ f /* /
и введем выражения (в) для hi и h0, то получим:
Тогда
—— — а0 fli (г — 1) + р — а2
или
FA \Тт
q(T, w)
= аз + air
(Д)
где
1 FA ATm
U q (Г, w)
аз = а0 — ai + Р — а2
Р — 1// (коэффициент, подлежащий определению)
Если известны несколько значений линейных скоростей и температуры, Р мо-
жет быть вычислено методом наименьших квадратов. В принципе F и А могут
быть неизвестны, потому что для конкретного теплообменника оценивается 1/(/ЕД).
Далее или определяется доверительная область для коэффициента Р (и а3) по урав-
нению (5.2.10), или с помощью /-критерия по уравнению (5.2.7) проводится разгра-
ничение вероятных и маловероятных значений р. Маловероятные величины соответ-
ствуют нарушениям работы аппарата вследствие загрязнений.
Другие расчеты могут быть основаны на корреляциях для hi и h0, взятых из
научной литературы или инженерных справочников, и использовании уравнений
157
(а) и (г) с целью сравнения теоретически вычисленной величины U с эксперимен-
тально найденной.
Гилмор [30] и Лорд с соавторами [57] перечисляют типичные признаки непола-
док в теплообменниках, указывают их причины и намечают различные пути исправ-
ления.
5.2.2. Модели, нелинейные по коэффициентам
Предположим теперь, что модель нелинейна по коэффициентам
(параметрам), например
. Р1Х I
у = у + 8 _ - —г-о—h е (5 2.11)
Р2
Непосредственное применение принципа наименьших квадратов
к критерию (5.2.4) привело бы в данном случае к системе уравнений,
нелинейных относительно искомых параметров, в отличие от ли-
нейной системы, такой как (5.2.5). Поскольку нахождение корней
системы нелинейных уравнений может оказаться более трудной зада-
чей, чем прямая минимизация функции ф (относительно параме-
тров) каким-либо итеративным методом, то мы обсудим только
этот последний подход.
Разложим ф (Y, р, х) на шаге k в ряд Тэйлора по Р до квадратич-
ного члена (мы опускаем символы Y и х как аргументов функции ф,
поскольку эти векторы являются константами при определении
параметров)
Ф (Р) ~ Ф (р(^}) + VT0 (P(Aj)) Ap(*° + 4-UP(A;))T V20 (P(A;)) (лр(А;)) (5.2.12)
где
др**) = £ — p(^)
k — шаг минимизации, k = 0,1 ..., N\ \ф — градиент ф по
переменным р; V2^ — гессиан ф по р.
Минимум функции ф (Р) по Ар (равносильно — по Р) опреде-
ляется путем дифференцирования ф (Р) по каждому из компонентов
вектора Др и приравнивания получаемых выражений к нулю, что
дает
др(*) = — [v20 (Р(*))]-1 V0 (Р(*)) (5.2.13)
где [\/2ф (Р(*}) ]-1 — матрица, обратная гессиану, определенному
при Р(*).
Последовательное применение уравнения (5.2.13) называется
ньютоновским методом минимизации, при котором как направление
поиска в пространстве параметров, так и длина шага определяются
этим уравнением.
Если функция ф (Р) является действительно квадратичной, т. е.
если модель линейна, то требуется лишь один шаг, чтобы достиг-
нуть минимума ф (Р). Для общего же случая нелинейной модели
у (р) минимум за один шаг не достижим, так что уравнение (5.2.13)
158
должно применяться многократно. Можно модифицировать уравне-
ние (5.2.13), чтобы использовать его также для определения направ-
ления в пространстве параметров, введя скалярную длину шага X:
= — X lv20 (р^)]-1 V0 (р(л°) (5 2 13а)
Отметим, что согласно уравнению (5.2.13) на каждой итерации
требуется обращать матрицу, а следовательно, чтобы избежать
плохой обусловленности, необходимо использовать эффективную
вычислительную программу. Сходимость метода Ньютона гаранти-
руется, если функция ф (Р) дважды дифференцируема и если матрица
[\7ф (Р(^}) I-1 является положительно определенной.
Уравнения (5.2.13) и (5.2.13а) используются нечасто, потому что
двойное аналитическое дифференцирование функции ф (Р) по каж-
дой переменной сопряжено с опасностью ошибиться и требует до-
вольно большого времени. Предположим, что мы хотим использо-
вать приближение к матрице [\72ф (Р) ]-1, употребив лишь первые
частные производные. Градиент функции ф (Р) в уравнении (5.2.4),
где с целью упрощения записи принято W = I, равен
V0 (₽) - 2£т (Р) е (₽)
Здесь J (Р) — якобиан размерности nxq'.
дв1
Ж
деп
dni
ж
д&п
L
Следовательно, если градиент функции ф (Р) в уравнении (5.2.12)
на шаге k + 1 аппроксимировать как
V0(PU+1)) ~ 2JT (p(Z°) е(р(/г+1)) (5.2.14)
т. е. использовать якобиан, вычисленный на предыдущем шаге, и
если е (Р^-Н)) аппроксимировать разложением в ряд Тэйлора до
члена первого порядка
8 (Р(*+1)) « 8 (р(*>) + J (р^)) (рС^1) — р(*>) (5.2 15)
то подстановка выражения (5.2.15) в (5.2.14) дает приближение
к градиенту функции ф (Р) на новом шаге. Необходимое условие
существования минимума есть \ф (p^+B) = 0, и оно приводит
к искомому аналогу уравнения (5.2.13)
др(£) р(Н-1) _р(б) = _ [jT(p(^)) J (р(^)Г1 £т(р^^}) 8 (р_^^] (5.2.16)
Уравнение (5.2.16) представляет собой алгоритм метода Гаусса
(Гаусса — Ньютона, Ньютона — Рафеона) для решения задачи о наи-
меньших квадратах в нелинейном случае. Очевидно, что гессиан
в уравнении (5.2.13) заменен аппроксимирующим произведением
двух матриц, составленных из первых производных, и что век-
159
Рис» 5.5. Начальные приближения
для параметров могут влиять на
оценивание, если целевая функция
имеет больше одного минимума.
тор JT (Р(^) е (Р(^0 заменяет
вектор V</> (Р^) (мы опусти-
ли коэффициент 2 в уравне-
нии (5.2.16)). В широко из-
вестном алгоритме наимень-
ших квадратов Левенбурга—Марквардта для того, чтобы обеспе-
чить аппроксимацию гессиана всегда положительно определенной
матрицей, к матрице JT J добавляется положительно определенная
матрица с переменным параметром 0, а именно:
[JT(p(Zj)) + 0/J
Многие другие аппроксимации обратного гессиана, так называе-
мые методы переменной метрики и сопряженных направлений, кото-
рые аппроксимируют [\/2ф (Р(/г)) ]-1 непосредственно без обращения,
легко использовать при расчетах [40].
Используя гауссов или эквивалентный методы, необходимо вы-
бирать одну из наиболее проверенных программ, имеющихся в си-
стемных библиотеках многих вычислительных машин. Удачная
программа является решающим фактором для успешного проведения
расчетов. В общем случае программа должна:
1) использовать систему начальных приближений для Р, Р(0),
задаваемую пользователем;
2) оценивать J_ (Р(А:)) и вычислять [JT (Р(^}) J (P(Zj)) I'1 и 8 (Р(А:));
3) вычислять 8(/г+1) по уравнению (5.2.16);
4) осуществлять повторение этапов 2 и 3 до тех пор, пока не
будет выполняться принятый критерий окончания счета.
Следует обратить внимание на ряд трудностей, встречающихся
при выполнении расчетов. Во-первых, как определить подходящие
начальные приближения для коэффициентов? Часто их получают
из физических соображений. Или же можно применить метод проб
и ошибок, перебирая несколько начальных точек. Трудность заклю-
чается, разумеется, в том, что ввиду нелинейности модели функ-
ция ф может иметь больше, чем один, минимум, и из определенной
системы начальных приближений вероятнее достижение локального
минимума, чем глобального, как показано на рис. 5.5.
Во-вторых, ф или первые частные производные модели могут
становиться неограниченными в некоторой точке оптимизации.
Например
стремится к бесконечности при piXx -> — |32%2, также как и произ-
водные от у. Существуют только два способа обойти это препятствие:
ограничить область поиска коэффициентов [3 (используя программу
160
оптимизации с ограничениями [40]) или начать поиск с более под-
ходящей модели процесса.
В-третьих, ввиду итеративного характера расчетов, некоторые
из матричных произведений могут становиться вырожденными вслед-
ствие или избыточного количества данных, или неудачного плани-
рования экспериментов, приведшего к высокой взаимной корреляции
независимых переменных. Чтобы избежать таких последствий, не-
обходима осторожность при подборе экспериментального материала.
В-четвертых, модель может быть такой, что функция </> плохо
масштабирована по своим аргументам. Например, если
ф = 106pi 4- Рг
то функция ф очень нечувствительна к изменениям р2, если рх и р2
одинаковы по порядку величин. Алгоритм оптимизации будет ра-
ботать неудовлетворительно, поскольку линии равных значений ф
представляют собой очень вытянутые эллипсы. Репараметризация,
такая как 106(3i = р[, может помочь в исправлении неравномерного
масштабирования.
Наконец, успешному оцениванию может препятствовать взаимо-
действие параметров. Например, если
Ф = Р1Р2 + Рз
то произведение рхр2 может быть оценено, но нельзя получить одно-
значно индивидуальные значения рх и р2. Дополнительные объяс-
нения даются в разделе 5.7. Отметим, что параметры моделей, при-
веденных на рис. 5.4, обнаруживают взаимодействие.
Коль скоро коэффициенты нелинейной модели успешно найдены,
то было бы желательно или осуществить проверку, или вычислить
доверительные границы или доверительные области (в случае более,
чем одного, параметра) параметров модели. Тем не менее, поскольку
модель нелинейна, то все, что можно сделать, — это построить
приближенную доверительную область путем линеаризации модели
в точке b пространства параметров, т. е. в точке минимума функ-
ции ф (Р)
ду (Ъ) ду (Ь)
у = Уо (Pi — ^1) 4—(Р2 — ь2) 4- • • •
Тогда дисперсии и ковариации вектора b даются уравнением,
аналогичным уравнению (5.2.6)
Covar {b} « (XW)”1 0^. (5.2.17)
где каждый элемент матрицы X определяется при Ъ и х;
г а/i дУ± п
d₽i ” ’ dP9
дУп дУп
_ dpi ” ’ dp? _
Если производные от не могут быть взяты аналитически, то
их можно аппроксимировать численно конечными разностями с под-
6 Химмельблау Д. 161
ходящей величиной шага. Если модель адекватна, то дисперсию Оу.
можно вычислить по формуле
E^wE
А о ___ __
Yi n — q
(5.2.18)
где п — число измерений У,-; q — число параметров; Е — вектор
рассогласований
ГП - УП
Предпочтительно оценивать оу. = sy. по дисперсии s|, найден-
ной по данным повторных опытов, в частности, для того, чтобы затем
можно было проверить модель на адекватность.
Когда вычислена дисперсия оу., приближенная замкнутая до-
верительная область может быть построена по уравнению, анало-
гичному (5.2.10)
(₽ — b)T(XTwX) (Р — Ь) = s^qF^ (5.2.19)
где — верхняя квантиль F-распределения для q и (и — q)
степеней свободы.
Критерии, такие как (5.2.7), могут быть вычислены и исполь-
зованы аналогично критериям, применяемым для линейных моделей,
однако они тоже будут лишь приближенными.
Пример 5.3. Диагностика неполадок в центробежных насосах
Едидиах [76] и другие инженеры обсуждали методы диагностики неисправно-
стей центробежных насосов. Табл. 1.2 является примером контрольного списка на-
рушений нормальной работы оборудования. В табл. П5.3.1 перечислены типичные
признаки неполадок по данным Едидиаха. Хотя центробежные насосы стандартизи-
рованы, стандарты оставляют достаточную свободу для вариации индивидуальных
условий работы каждого подобранного или спроектированного насоса. Следовательно,
выяснение причин неполадок в центробежных насосах может явиться трудной зада-
чей для неопытных инженеров. Выявление неполадок облегчается, в частности, если
данные о работе насоса должным образом обобщены в виде корреляционных зависи-
мостей. Требуются следующие данные: характеристические кривые, конструкция
рабочего колеса, число ступеней, чистый положительный подпор на стороне всасы-
вания, конструкция направляющего аппарата и диффузора, а также сведения об
арматуре.
Здесь мы сосредоточим внимание на определении неполадок путем оценивания
характеристических кривых насосов. Едидиах показал, как интерпретировать кон-
трольные кривые зависимости напора (например, в футах столба жидкости) от про-
изводительности (например, в галлонах в минуту). Другие критерии служат для об-
наружения возможности кавитации, которая имеет место, если жидкость находится
в какой-либо точке насоса под давлением ниже давления закипания. При использо-
вании критерия ЧППВ (чистый положительный подпор всасывания) расход поддер-
живался постоянным; ЧППВ постепенно уменьшался до тех пор, пока напор, соз-
162
ТАБЛИЦА П5.3.1. Признаки неполадок центробежных насосов [76]
1. Не подает жидкость.
2. Подает меньше жидкости, чем ожидалось.
3. Не развивает достаточного напора.
4. График зависимости напор — производительность отличается от первоначаль-
ного.
5. Ухудшает работу после стартового периода.
6. Потребляет слишком большую мощность.
7. Вибрирует.
8. Шумит.
9. Корпус дает большую течь.
10. Уплотнения быстро выходят из строя.
11. Сальники дают большую течь.
12. Сальники быстро выходят из строя.
13. Подшипники быстро выходят из строя.
14. Насос перегревается и работает с заметным трением.
даваемый насосом, не срывался, что указывало на минимальную требуемую вели-
чину ЧППВ. При определенных обстоятельствах, тем не менее, может оказаться не-
возможным поддерживать требуемый постоянный расход. Для оценивания необ-
ходимо иметь контрольную кривую, основанную на нелинейной модели, обычно для
фиксированных (или для номинальных) условий работы, с ее приближенными до-
верительными границами, и сравнить проверяемую кривую с контрольной. Ввиду
того, что причин неполадок может быть множество, их диагностика нелегка.
Рис. П5.3.1—П5.3.10, взятые из работы Едидиаха, иллюстрируют некоторые спо-
собы интерпретации таких кривых.
Едидиах обращает внимание также на то, что для успешной диагностики не-
обходимо качественно выполнить контрольную проверку. Целым рядом организаций
и учреждений опубликованы формальные процедуры для контроля работы насосов,
однако Едидиах приводит много примеров ловушек, которые возникают при тести-
ровании, и которых инженер должен избегать. Такие явления, как шум в трубных
соединениях и кавитация в соединениях, а также многие другие, могут привести
к ошибкам при тестировании.
Еще один способ контроля (не иллюстрируемый) может показать, что форма
кривой напор — расход удовлетворительна, но низкий коэффициент полезного дей-
ствия вызывает повышенный расход энергии. Такое положение обычно возникает
вследствие механических потерь, которые в свою очередь могут объясняться: тугими
Рис. П5.3.1. Насос развивает меньший напор и потребляет меньшую мощность во всей
рабочей области, в то время как к. п. д. остается неизменным. Наиболее общей причиной
этого является деформированная отливка колеса. Две другие возможные причины: скорость
вращения ниже номинальной или неправильно спроектировано колесо.
Рис. П5.3.2. Напор быстро падает при увеличении расхода, причем в момент выключения
напор практически не изменился. Такая форма кривой указывает на уменьшенную площадь
сечения направляющего аппарата или уменьшенную площадь между лопатками диффузора.
Кроме того, возможно образование местного сопротивления между выходом из насоса и
точкой замера давления.
6*
163
Рис. П5.3.3. Измеренный расход меньше номинального на постоянную величину при любом
заданном напоре. В насосе с закрытой крыльчаткой такой ход кривой возникает вследствие
утечки через поврежденные кольца. Обычно такая кривая указывает на то, что кольца из-
носились и требуют замены.
Рис. П5.3.4. Все характеристики — напор, производительность, к. п. д. и потребляемая
мощность — ниже номинальных во всем рабочем диапазоне.
Рис. П5.3.5. Пониженные напор и к. п. д., но мощность не изменилась. Это возникает
обычно вследствие шероховатости поверхностей колеса и/или корпуса (из-за ржавчины,
отложений и т. д.).
Рис. П5.3.6. Кривая снижается раньше, чем предписано. Это возникает вследствие не-
достаточного подпора на стороне всасывания.
Производительность
Подпор на стороне всасывания (ПСВ)
Рис. П5.3.7. Давление нагнетания, развиваемое насосом, увеличивается с увеличением
расхода. Такая ситуация возникает, если насос спроектирован с лопатками, направленными
вперед (редко в настоящее время) или если колесо посажено на ось в перевернутом поло-
жении. Кроме того, это иногда случается при неправильном (обратном) вращении насоса.
Рис. П5.3.8. При проверке подпора на стороне всасывания (ПСВ) линия внезапно обры-
вается вместо того, чтобы продолжаться дальше до точки минимума ПСВ. Такое иногда
случается в закрытом контрольном контуре и указывает на кавитацию, которая развилась
по ходу потока ниже измерительного прибора и прервала поток при уменьшении ПСВ. Един-
ственное средство устранения неполадки — создание более высокого ПСВ.
Подпор на стороне всасывания (ПСВ)
Рис. П5.3.9. Напор начинает уменьшаться постепенно с уменьшением ПСВ вместо того,
чтобы снизиться резко. В большинстве случаев такая кривая указывает на попадание воз-
духа в систему. Кроме того, подобные кривые возникают, когда насос работает при ско-
рости выше рассчитанной.
Рис. П5.3.10. Требуемый ПСВ выше при всех скоростях. Если разница между требуемым
и номинальным ПСВ постоянна, то это указывает на протечку через прохудившиеся про-
кладки и т. п. Если разница переменная, то это указывает на шероховатость стенок или
на наличие местных сопротивлений.
сальниками или механическими уплотнениями, чрезмерным гидравлическим давле-
нием на сальники или уплотнения, изношенными подшипниками, смещением деталей,
смещением насоса и двигателя, изгибом оси, работой вблизи критических скоростей,
деформацией корпуса вследствие напряжений в трубах или основании.
5«2.3. Нахождение оценок при многооткликовых моделях
Часто модель процесса должна описывать более, чем одну, вы-
ходную величину (отклик), как показано на рис. 5.6. Так, пусть
это будут следующие величины-отклики (первый индекс обозначает
номер модели, а второй — номер набора данных):
Yli — У11 4“
Y 21 — У21 + e2i>
Z = 1, . . n
(5.2.20)
Y— Уу1 4“
Предложено довольно много критериев [8 ] для оценивания
коэффициентов многооткликовых моделей. Введем в рассмотрение
новую матрицу Г
о?2 • • •
о2 а2
°21 ° 22 • • •
• •
<4 <4 • • •
2
10
2
2о
Vvv
Вход Выход
•Г1-*Г~“
х2—> Процесс —*-y2
*э—*1------------
Рис. 5.6. Процесс с множеством откликов и входов.
165
» 2
в которой элемент ors представляет ковариацию между двумя раз-
личными моделями г и s. Определим также для модели г вектор
У п — Уп
Если мы предположим, что ошибки &ri (ддя каждой модели)
независимы и имеют математические ожидания Е {&ri\ = О и ко-
вариации Covar = а?г, то критерий максимального правдо-
подобия приводит к минимизации функции
(У ri — Уп) (У si — У si)
(5.2.21)
где (crrs)2 — элемент г-й строки и s-ro столбца матрицы Г Е
Для того чтобы по экспериментальным данным найти оценки
величин (ors)2, правильнее всего использовать в каждой модели дан-
ные, полученные из опытов, повторенных в одних и тех же условиях:
£ (Yrj - Yr) (Ysj - Ys)
p—\
__ p
где Yr = J] Yjlp — выборочное среднее откликов, для модели г;
/=1
_ р
Ys = У YSj/p — выборочное среднее откликов для модели s.
Если ошибки, связанные с наблюдениями различных зависимых
2 ГЛ
переменных, имеют разные дисперсии, но ors = 0 для всех г s,
то нам необходимо минимизировать лишь функцию
V п
Ф— 2 (Уri Уп)2
Г—\ j = l ^r'
(5.2.22)
Если o>s = 0, то отсутствует корреляция между наблюдениями
различных величин от Yдо Yvi в одном опыте. Каждая величина о2г
есть дисперсия ошибки описания модели г, и она оценивается вели-
чиной выборочной дисперсии s2r. Минимизация критерия (5.2.22)
позволяет найти оценки не только самих параметров bj, но и диспер-
сий этих оценок s2..
В заключение следует отметить, что кроме критериев (5.2.21)
и (5.2.22) возможны и другие критерии [39].
166
Чтобы определить, представляет ли адекватно многооткликовая
модель экспериментальные данные, можно вычислить и проверить
отношение дисперсий
0min/(^ —
s2
где se — оценка дисперсии экспериментальных данных, найденная
из повторных опытов в одних и тех же условиях.
5.3. ПРОЦЕССЫ, ОПИСЫВАЕМЫЕ ОБЫКНОВЕННЫМИ
ДИФФЕРЕНЦИАЛЬНЫМИ УРАВНЕНИЯМИ
По измерениям в переходном режиме в ряде случаев можно опре-
делить переменные состояния динамического процесса, в других —
лишь параметры.
Для того чтобы показать, как динамический фактор учитывается
при обнаружении неисправностей, рассмотрим гипотетический про-
цесс, представленный на рис. 5.7, а. На вход вводится контрольный
сигнал, например, ступенчатой формы, и выходная величина системы
(или, возможно, переменная состояния) сравнивается с заранее
определенными доверительными границами. На рис. 5.7, б дан
пример использования оценки отклика при переходном состоянии
для обнаружения неполадки. В разделе 5.7 объяснено, при каких
условиях наблюдения за процессом дают единственные значения
параметров модели. Если условия однозначности выполняются, то,
как показано на рис. 5.7, в, можно проследить за изменением оценок
параметров и сравнить их с доверительными границами, предвари-
тельно найденными при нормальных условиях работы. Поскольку
Коэффициент
в подсистеме 1
Коэффициент
в подсистеме 2
а норм
------------- I) H0pM
о о о Доверительные
°границы для а
Доверительные
границы для Ъ
Рис. 5.7. Оценивание для моделей с сосредоточенными параметрами:
а — схема исследуемого процесса; б — проверка процесса с использованием ступенчатого
входного сигнала; в — проверка подсистем по оценкам параметров их моделей.
167
Рис. 5.8. Иллюстрация плохой раз-
личимости откликов процесса при
значительном изменении параметра.
Отклики совпадают при t ~ 0 и t
-> оо.
оценки параметров, как пра-
вило (но не всегда), более
чувствительны к неисправ-
ностям, чем оценки переменных состояния или наблюдаемых пере-
менных, то они, вообще говоря, являются более подходящими
индикаторами ухудшения работы системы. На рис. 5.8 показана
реакция на ступенчатое возмущение линейной модели третьего
порядка, когда изменился лишь один параметр, а другие остались
неизменными. В то время как переменные состояния на рис. 5.8
не изменились настолько, чобы указывать на наличие неисправности,
явно прослеживается 50 %-ное изменение параметра от 0,16 до 0,24.
При попытках обнаружения неполадок в динамических системах
возникают некоторые противоречия. Несомненно, что для выявления
неисправности необходима быстрая реакция системы, однако чрез-
мерно быстрая реакция увеличивает чувствительность процесса
к случайным шумовым возмущениям и в результате приводит к мно-
гократному появлению ложных сигналов неполадок. Эти противоре-
чия были обсуждены в гл. 4. Аналогичные затруднения вызываются
также избыточностью элементов процесса или измерительных при-
боров.
5.3.1. Модель процесса
Запишем систему нелинейных обыкновенных дифференциальных
уравнений в общем виде и связанный с ней вектор измеряемых ве-
личин, характеризующих процесс:
dX (0
V (/))]; X [0] - Хо (5.3.1)
Y(t)=*h [X (0, и (01 + W (t) (5.3.2)
где X (0— вектор переменных состояния (оXI); и (t) — вектор
возмущений или управлений (рХ1); 0 — вектор коэффициентов
(<уХ 1); 0 = const; V (0— аддитивное шумовое возмущение или
шумовой фон системы (рХ 1); К (t) — вектор наблюдаемых выходных
величин — экспериментальные данные (mX 1); W (0 — аддитивный
шумовой фон измеряемых величин (/nxl).
Обычно нелинейные дифференциальные уравнения имеют реше-
ние, и если п наблюдений дискретны, а не непрерывны, то
Y(tt)=h(X, р, у_9, + (5.3.3)
где е (0) = — вектор (mx 1) неподдающихся измерению оши-
»!» •*»
бок (шум).
168
Другое написание нелинейной модели;
dY (/)
«(/), Р, V (/)] = ё (О (5.3.4)
Величина s (t) называется ошибкой уравнений или отклонением
модели. Разумеется, для того чтобы использовать для диагностики
ошибку уравнений, необходимо иметь возможность измерять произ-
водные наблюдаемых величин (откликов) наряду с самими этими
величинами. Тогда уравнение (5.3.4) можно обрабатывать как алгеб-
раическое уравнение методами, описанными в разделе 5.2, или как
это предложено в работе [49].
Задача определения параметров заключается в нахождении оце-
нок b = р коэффициентов р, минимизирующих какой-либо критерий,
приведенный в табл. 5.1. В случае применения обычного метода наи-
меньших квадратов при дискретных наблюдениях мы можем исполь-
зовать критерий
ф(₽_, X) = £ [Г (ti) - A(Zi)]T[K (ti) - h (Zi)l
1=1
а при непрерывных наблюдениях — критерий
Ф = Г [Y (t) — h(t)f [Y_(t) ~ h(t)] dt
о
Входные величины и (/) известны и детерминированы, t также
является детерминированной переменной.
Вычислительные трудности уменьшаются в том случае, когда
допустимо предположение о линейности по X модели процесса, пред-
ставляемой уравнениями (5.3.1) и (5.3.2). Тогда
dX
= АХ (0 + Ви (0 + V (0; х (0) = Хо (5.3.5)
Y (t) = СХ (t) + W_ (t) (5.3.6)
Здесь А, В и С — матрицы, элементы которых необходимо опре-
делить (коэффициенты основной модели содержатся в А.). Отметим,
что сам вектор переменных состояния X (t) нелинейно связан с А,
поскольку, чтобы решить уравнение (5.3.5) относительно X (/),
необходимо провести интегрирование
t
X (t) == J exp [A (t — /')] (O dt'
о
Неисправность какого-либо регулирующего элемента может про-
являться в линейной модели в виде изменений в матрице коэффи-
циентов управления В, в увеличении шумового фона процесса (си-
стемы) или в смещении оценок величин X. Неполадки в измеритель-
ных приборах могут обнаружиться в виде резких изменений в С,
169
в увеличении шумового фона измерений или в смещении оценок
величин Y.
Как только предпочтение отдается какой-либо конкретной модели,
определить специальные уравнения для нахождения оценок можно
одним из следующих способов:
1) выбрать критерий или номер шага для окончания счета, ре-
шить дифференциальные уравнения аналитически или численно и
минимизировать (или максимизировать) критерий (прямой методу
2) выбрать критерий, найти экстремум критерия и решить резуль-
тирующие уравнения аналитически или численно (непрямой метод).
Аналитические решения могут быть точными или приближенными.
Литературу по специальным методам можно найти в обзоре Ни-
мэна и др. [61 ].
Вопрос о том, как провести эксперименты, чтобы избежать сме-
щения оценок, предотвратить получение результатов, безразличных
к проверяемым гипотезам, и увеличить точность оценок, находится
вне рамок нашего рассмотрения, но отнюдь не является маловажным.
Техника проведения экспериментов и обработки эксперименталь-
ных данных описана в работах [9, 39]. Существенное значение
имеют чувствительность параметров (или переменных состояния)
к случайным вариациям измеряемых величин, т. е. к шумовому фону.
Относительно же экспериментов на промышленных установках можно
отметить, что контрольные воздействия искажаются шумовыми
влияниями или смешиваются с неконтролируемыми воздействиями.
Шумовой фон и возмущения со стороны окружающей среды накла-
дываются на собственный шум процесса и смещают результаты изме-
рений отклика (откликов) системы. Ясно, что модели и методы на-
хождения оценок, не допускающие совместно таких эффектов, могут
способствовать эффективному обнаружению и диагностике непо-
ладок.
5.3.2. Алгоритмы нахождения оценок
г
Из-за недостатка места мы не даем здесь детального описания
алгоритмов нахождения оценок при использовании обыкновенных
дифференциальных уравнений и можем только обобщить некоторые
полезные для практики результаты. Последовательное оценивание
переменных состояния обычно называют нелинейной фильтрацией
(для моделей, нелинейных по переменным состояния), независимо
от того, являются ли измерения откликов системы непрерывными или
дискретными. Один способ оценивания основан на точных или при-
ближенных уравнениях, которые выводятся с использованием плот-
ности вероятности результатов измерений и теоремы Байеса.
Другой путь состоит в использовании фильтра Калмана. Калман
и Вьюки [51, 53] впервые показали, как можно получить оценки
е минимальной дисперсией для переменных состояния линейной
модели, представленной уравнением (5.3.5), с белым шумовым фоном
путем сведения этой проблемы к решению обыкновенных дифферен-
циальных уравнений с заданными начальными условиями. Авторы
170
работ [13, 25, 42], используя вариационные методы и теорию опти-
мального управления, расширили результаты Калмана и Бьюки
на случай модели с нелинейными обыкновенными дифференциаль-
ными уравнениями и применили их к решению задачи нахождения
оценок. В большинстве предложенных методов на некотором шаге
делается линеаризация, а затем используется фильтр Калмана или
его эквивалент. Другие методы фильтрации (алгоритмы нахождения
оценок) описаны в работах [5, 10, 35, 61, 65, 67, 68].
Для получения оценок параметров, вектор переменных состояния
дополняется (расширяется), как показано ниже
= ixtx2 ... Хр₽!р2 • • • Мт
и поскольку коэффициенты предполагаются константами, Р = 0
Тогда модель процесса формируется заново следующим образом
dZ
dt
т
о
— н» —
Многочисленные сравнения разных методов нелинейной фильтра-
ции [35, 44, 66] показали, что расширенный фильтр Калмана с фак-
торизацией ковариационной матрицы ошибок Р = (где U —
верхняя треугольная матрица, a D—диагональная матрица) [15]
дает наименьшую неустойчивость при числовых расчетах и наиболь-
шую нечувствительность к вариациям принимаемых априори ста-
тистик входных возмущений. Фильтр квадратного корня (фильтр
Поттера—Шмидта) [16] с Р = SST (где S — квадратная матрица)
также является удовлетворительным методом нелинейной филь-
трации.
В табл. 5.2а собраны те соотношения, которые образуют расши-
ренный фильтр Калмана. Копию машинной программы, реализу-
ющей этот метод фильтрации, можно получить у автора этой книги.
Объяснение условных обозначений приведено в табл. 5.26. Функция
цели представляет собой взвешенную сумму квадратов трех компо-
нентов (читая слева направо):
1) отклонения начальных значений переменных состояния;
2) интегрированные по времени отклонения результатов измере-
ний;
3) интегрированная по времени ошибка расширенного уравнения
(системы уравнений).
Наше обсуждение методов нахождения оценок переменных состоя-
ния и параметров в системах обыкновенных дифференциальных
уравнений будет неполным, если мы не затронем вопрос о система-
тических и случайных ошибках оценок. В методе фильтрации Калмана
системный (динамический) шум и шум, накладываемый измеритель-
ными устройствами, считаются независимым случайным гауссовым
белым шумом с нулевым средним. Ковариационные матрицы обоих
шумов обозначим, соответственно, через Q и R. Предполагается
171
Рис. 5.9. Двухкомпонентная (А и В) модель с двумя вариантами выбора (0). Рис. а
и б иллюстрируют результаты оценивания в отсутствие шумового фона системы.
также, что времена корреляции шумов намного меньше, чем времена
реакции системы. Начальные значения вектора переменных состоя-
ния Z и ковариационной матрицы ошибок Р — нормально распре-
деленные величины со средним значением и ковариацией Ро>
соответственно. Несмотря на то, что для линейных дифференциаль-
ных уравнений все выкладки относительно Z и jP могут быть сде-
ланы строго, на основании уравнений, приведенных в табл. 5.2,
нельзя получить точных критериев, поскольку нелинейная филь-
трация является приближенной.
Тем не менее, Z и Р могут рассматриваться как полезные аппрок-
симации искомых точечной и интервальной оценок переменных
состояния и параметров. Для выбора начальной степени точности
оценок для Z можно воспользоваться матрицей Ро- Поскольку
априорная информация относительного известна лишь в редких слу-
чаях, выбор 2% вполне произволен и может оказаться причиной ряда
трудностей ввиду того, что от этого выбора зависит длительность
определения удовлетворительных оценок. Если используется началь-
ная ковариационная матрица ошибок переменных состояния Ро
с большими значениями элементов, то фильтр Калмана дает более
крупные приращения, и текущие измерения сильнее влияют на
оцениваемые величины. Поэтому процедура фильтрации быстрее
сходится к предельным значениям. При очень малых элементах
матрицы Рр фильтр Калмана дает очень малые приращения, и проце-
дура фильтрации требует большого времени для достижения конеч-
ных оценок. Отметим, что равенство Ро = 0 означает, что как Хо,
так и Р известны, и, следовательно, такой простейший выбор ма-
трицы PQ нельзя допускать при оценивании параметров; однако
если параметры известны, то выбор Pq = 0 полезен для нахождения
оценок переменных состояния.
Если при фильтрации используется только шумовой фон измере-
ний, т. е. если шум системы (или переменных состояния) отсутствует,
так что Q = 0, то из этого следует, что известна точная динамиче-
ская модель. К сожалению, выбор Q = 0 приводит к тому, что
фильтр Калмана дает в конечном счете малые веса новым измерениям
и работает неудовлетворительно. Сравните рисунки 5.9, а, и 5.9, б.
172
ТАБЛИЦА 5.2а. Соотношения для расширенного фильтра Калмана
Модель
£(/)=/(£,«,₽) + £(/); £(О) = хо
Y(t) = h[t, X(t)] + W(ty, ZT=[Xp]; gT=[£0]
Целевая функция
*f *f .
Ф (Z) - [Z (0) - E {Z (0)}] P„1[Z (0) - E {Z (0)}]T + J [Г (t) - h (t, Z)] R~i (t) [Y (/) - h (t, Z)]T dt + J [ Z (t) -
to to
-g (t, Z)] Q-1 (i) [Z (t) - g (t, Z)]T dt
Непрерывные измерения
Дискретные измерения
Уравнения состояния
| = g_(t. Z) + Р (t) gp-1 (i) [Y (t) - h (t,Z)]
z (0) = [X® pf
Составляются для момента времени th после снятия наблюдений
У (/&); уравнения для предсказания величин Z(th+i) и P_(/&+i)
можно найти в литературе ~
£ (th) + £ + £ <tk) [Y (tk) - h [/fe_b £ (k-i)]]
Z (f0) = [Xo P]T
Уравнения для ковариационной матрицы
Р = gz Z) р (0 + р (0 £ (/, Z) +
4- Р (/) (hTz (t, Z) R~l [Г (t) + h (t, Z)])z P (0 + Q'1 (Z)
P(°) = Po
P (th) = P (tk_i)-KJtk) hz(th) P(th-i)
P (io) = Po
да =£(^-0,
ТАБЛИЦА 5.26. Обозначения, используемые в табл. 5.2а
К (t) — матрица коэффициентов усиления
Р (/) — ковариационная матрица оценок для Z (/)
Е {[Z (0 -/(/)] [2 (0 - Z (I) ]т}
Q (/) — ковариационная матрица, или весовая матрица, для системного (дина-
мического, входных величин модели) шума
Е {И (О VT (0)
R_(t)— ковариационная матрица, или весовая матрица, для шума измерений
Б {W (0 Жт (/)}
Хо — вектор начальных значений переменных состояния, случайных вели-
чин; если начальные значения Хо — известные величины, то первый
член в правой части критерия Ф может быть опущен
Z — расширенный вектор переменных состояния. Поскольку Р = const,
Р = 0 в векторе Z
[.]z— частная производная указанной функции по переменной Z
На втором рисунке фильтр не отслеживает измеренную траекторию
концентрации компонента А. Матрица 0_может быть выбрана такой,
чтобы она отражала априорную информацию относительно доли
погрешности, обусловленной оборудованием, с одной стороны, и
измерительными устройствами — с другой.
На практике матрицу Q используют для компенсации совокуп-
ной погрешности, вызванной линеаризацией модели или целевой
функции, ошибками самой модели, неподдающихся измерениям воз-
мущениями и т. д. Вообще говоря, матрица _Q со слишком малыми
элементами приводит к плохой сходимости процесса фильтрации,
в то же время, если элементы слишком велики, оценки очень сильно
зависят от новых измерений. Для получения удовлетворительной
работы алгоритма элементы матрицы Q могут подбираться («на-
страиваться») методом проб и ошибок, а иногда оказывается воз-
можным дальнейшее расширение вектора переменных состояния,
так что некоторые из элементов Qu оцениваются одновременно
с коэффициентами модели.
Вычислительные трудности возникают также вследствие плохой
обусловленности матриц при многократных матричных операциях
в процессе фильтрации, и потому мы еще раз подчеркиваем необ-
ходимость использования проверенных машинных программ.
174
5.3.3. Критерии для выявления неполадок
Можно проводить проверки, подобные тем, что описаны в разделе
5.2, с использованием элементов матрицы Р для построения замкну-
того гиперэллипсоида ошибок переменных состояния и параметров,
образующих вектор Z. Предположим, что Z подчиняется многомер-
ному нормальному распределению с ковариационной матрицей _Р.
Если ковариационная матрица ошибок наблюдения R известна и
матрица Р вычислена, то границы доверительной области даются
уравнением [9]:
(Z-z)T£-i(Z-j) = /1_a (5.3.7)
где 100(1 —а)—доверительная вероятность, выраженная в про-
центах, которая зависит от числа элементов в z.
В табл. 5.3.3 приведены некоторые значения 1г_а. Отметим, что
h-a (V) = lpFl_a (V, 00)]!/2 = [% (V)]l/2.
Если R = a2Q и Q известна, а а2 неизвестна, то можно построить
аналогичную область [91. Необходимо иметь ввиду, что вектор Z
состоит из X и b, az — из х и |3.
Индивидуальные доверительные интервалы для переменных со-
стояния и коэффициентов модели можно определить, проектируя
гиперэллипсоид на координатные оси, соответствующие элементам
(Z—z). Более приблизительной, но и более простой является про-
верка с помощью /-критерия, построенного с использованием /г-го
диагонального элемента матрицы Р. Предположим, что ошибки
измерений являются аддитивными и нормально распределенными
с нулевым средним. Нет никакой предварительной информации отно-
сительно Z. Пусть R = a2Q с известной величиной Q и неизвест-
ной о2. Тогда
§zh = (pkk)1/2
ТАБЛИЦА 5.3.3. Некоторые значения Zi_a
Число элемен- тов В 2 Вероятность для Значения 1 для дове- рительной вероятности
/ = 1 1 = 2 / = 3 90 % 95 %
1 0,683 0,955 0,997 1,645 1,960
2 0,394 0,865 0,989 2,146 2,447
3 0,200 0,739 0,971 2,500 2,795
6 0,144 0,305 0,926 3,263 3,548
10 0,00172 0,0538 0,467 3,998 4,279
175
Рис. 5.10. Проекция наиболее низкой точки пере-
сечения %* двух доверительных областей на пло-
кость Xi — х2.
Здесь §zk — приближенное значе-
ние среднего квадратичного (стандарт-
ного) отклонения элемента Zk вектора Z,
и доверительный интервал для zh есть
^k~szj a <-zk <Z^+ sZkt а 0-3.8)
2 2
где t g — квантиль /-распределения
для 100 (1 — а) %-ной доверительной
вероятности и числа степеней свободы,
которое равно числу используемых при
вычислении Z экспериментальных дан-
ных (точек), уменьшенному на число
оцениваемых переменных состояния и
параметров.
Более точные критерии описаны Керром [54]. Он строит довери-
тельную область вдоль нормальной траектории в соответствии с нуль-
гипотезой и вторую доверительную область вдоль траектории, найден-
ной с помощью фильтра Калмана обработкой текущих измерений.
Если эти две доверительные области различаются, не подтверждая
тем самым нуль-гипотезу, то имеет место неполадка.
Рассмотрим две частично перекрывающиеся эллипсоидальные до-
верительные области, изображенные на рис. 5.10. В нижней части
рисунка показаны линии равного уровня и проекция X* на пло-
скость Xi — х2 самой нижней общей точки пересечения эллипсоидов,
заданных уравнениямии
(X — Х^Рр1 (X — X)
(Х-Х)тР^ (Х-Х)=Л2
Точка X* находится там, где касаются два эллипса одинакового
уровня из двух различных семейств эллипсов (т. е. самая низкая
точка пересечения двух парабол). Все эллипсоиды равного уровня
из обоих семейств, лежащие ниже X* (не содержащие X*), разоб-
щены.
Керр [54] описывает способ проверки пересечения эллипсоидов,
который включает последовательное нахождение единственной общей
для обоих эллипсоидов точки X*, что является достаточным и необ-
ходимым условием пересечения. Способ проверки сводится к поиску
точки X*, удовлетворяющей задаче нелинейной оптимизации, просто
решаемой, если известен связанный с этой задачей скалярный мно-
житель Лагранжа. Для определения множителя Лагранжа намечена
последовательная аппроксимационная итеративная процедура. Та-
кой, использующий доверительную область, подход к определению
176
неполадки менее чувствителен к некоторым вычислительным ограни-
чениям, нежели другие методы, основанные на применении рассогла-
сований. Рассогласования могут не представлять собой белый шум
или быть смещенными как из-за наличия неполадки, так и потому,
что фильтр Калмана является субоптимальным фильтром понижен-
ной размерности.
Последовательный и мощный метод выявления неполадок — так
называемый критерий последовательных вероятностных отношений
(КПВО) [6, 36 ] — сводится к следующему. Пусть даны две гипо-
тезы: а) неполадка появилась в момент th и б) неполадка не появи-
лась, — и мы вычисляем апостериорные вероятности для моделей,
преставляющих оба эти исхода. Подробности вычислений приве-
дены в работе [36]. Затем логарифм отношения полученных двух
вероятностей сравнивается с парой доверительных границ. Если
допустимые пределы нарушены, то проверка заканчивается выводом,
что произошла неполадка; в противном случае какой-либо определен-
ный вывод не делается и расчеты продолжают с использованием сле-
дующего ряда наблюдений. КПВО минимизирует время получения
ответа для любой заданной вероятности принять ошибочное решение,
т. е. объявить верной гипотезу а) в то время как на самом деле
верна гипотеза б), или наоборот.
Ряд дополнительных методов контроля, пригодных для рассмо-
тренных в данном разделе моделей с дифференциальными уравне-
ниями, можно найти в разделе 5.5.2, посвященном методам и крите-
риям для моделей с разностными уравнениями.
Пример 5.4. Определение неполадки в проточном емкостном реакторе
с перемешиванием
Исследуемый процесс. Исследование проточного емкостного реак-
тора с перемешиванием и теплообменом, схема которого показана на рис. П5.4.1,
дает представление об основных этапах обнаружения неисправностей путем оце-
нивания параметров. При моделировании были сделаны допущения о постоянстве
объема реактора и идеальном смешении. В реакторе протекает простая реакция вто-
рого порядка 2А В. Предполагалось, что охлаждающей средой служит вода при
постоянной температуре кипения Тс, равной 720 °R (260 °F). Считалось также, что
плотность и теплоемкость входного потока реактора равны плотности и теплоемкости
выходного потока. Константа скорости реакции, как предполагалось, подчиняется
закону Аррениуса:
K = Koexp(-Ea/RT) (а)
где Ко— частотный фактор, фут3/(фунт-моль-с); Ко — 1,35-1010;
Еа — энергия активации реакции, БТЕ/фунт-моль; Еа= 4,47-104;
R— универсальная газовая постоянная; R = 1,987 БТЕ/(фунт-моль*°К);
Т — температура реакции, °R.
При этих предположениях уравнение материального баланса по реагенту А
имело вид
V = FCAi - FCА -
- 2ГЛ0С2 exp (~Ea/RT) (б)
/1 '
Рис. П5.4.1. Непрерывнодействующий ем-
костной реактор полного перемешива-
ния с теплообменником.
177
где V — реакционный объем, фут3; V = 300;
Сдг — концентрация реагента А во входном потоке, фунт-моль/фут3; Сдг = 0,6;
Сд — концентрация реагента А в выходном потоке, фунт-моль/фут3;
F — входной и выходной объемный расход, фут3/с; F = 0,3.
Уравнение теплового баланса для данного процесса:
Рс/ = рС/ ~Т)~ ^HV^CA ехР (-Еа/*Т) - (Т - Тс) (в)
где рСр — объемная теплоемкость, БТЕ/фут3; рСр — 60;
АН — теплота реакции, БТЕ/фунт-моль; АЯ = —40 000;
А0 — поверхность теплообмена, фут?; Ао = 500;
Tt —температура на входе, °R; Ti = 720;
Тс — температура охлаждающей среды, °R; Тс = 720;
U — общий коэффициент теплопередачи, БТЕ/(фут2-c-°R); U — 163/3600.
Возможные нарушения нормальной работы. Рассмо-
трены следующие два вида неполадок:
1) уменьшение общего коэффициента теплопередачи U вследствие загрязнения
поверхности;
2) изменение расхода F вследствие частичной забивки трубопроводов.
Мы предполагаем, что только температура и концентрация выходного потока
доступны для измерения.
Постановка задачи нахождения оценок. Расширенный
вектор переменных состояния есть
Х° = [САТ F £/]т
и система уравнений имеет вид
dC. р
-7Г-Т (С.Ч - ' J -j “Р НЛ <п>
%- - 4 - n vi »₽ Ь <г - v <г2’
4т- = (0 (гЗ)
(Л V
= (t) (г4)
где Wj (0 — случайные переменные с нулевым средним и с ковариационной матри-
цей Qj.
Начальные условия:
Сд — С As', Т = Т §; F —- F s; U — Us (Д)
где индекс s обозначает величину при установившихся нормальных условиях.
По предположению, измеряемые значения величин Т и Сд как отклик системы
складываются из значений переменных состояния и белого гауссового случайного
шума. Уравнение для измеряемых величин:
/о = £Х0 + №°
f Г1 0 0 01
h —
= 0 10 0
Wc
_WT_
178
Уравнения (г) удобно записывать через безразмерные величины, равные относи-
тельным отклонениям переменных от их значений при нормальных условиях работы.
Определим безразмерные разностные переменные следующим образом:
т = [X! Х2 Х3 Х4]т
Тогда преобразованные уравнения примут вид
= Ci (Х3 + 1) - С2 (Х3 + 1) (Xi + 1) - С3 (Xi + 1)2 exp (~Ce/(X2 + 1))
(el)
dX2
dt
= С4 (X, + 1) - С2 (Х3 + 1) (Х2 + 1) -
-C5(Xi+ I)2 exp [-С6/(Х2+!)]-<?,( ¥4+ 1)(Х2+ 1 - С8)
dX3
dt
= W3 (t)
(e2)
(e3)
dXt
dt
= F4 (0
(e4)
где
W3 -= Wf/Fs; Г4 = Wи/Us
Ci = FsCAi/V; C3 = FS/V; C32K0Cas; C4 = FsTi/(VTs)
c6 = A//X0C2At./(Cp7’s); ce = EO/(RTS)- = A0U,/(CpV)
^*8 “ c/Ts
Уравнения (ё) имеют структуру вида
0
(О
Предполагаем следующие начальные условия:
Х4 = Х2 Х3 = Х4 = О
Уравнение для измеряемых величин принимает вид
Z = hX + W
где Z = (Zo — Zs)/Zs, Wi = Wc/Fs и W2 = WT/US.
Для дискретных измерений, принятых в данном случае
Z_h = hkXk + Wk
(ж1)
(ж2)
(жЗ)
(з)
W =
~W1
где индекс k означает, что векторные или матричные величины получены при t = tk-
179
t = 0 I = 200
t = 220
Рис. П5.4.2. Моделирова-
ние неполадок:
a — нарушение расхода;
б — нарушение теплообмена.
Ковариационная матрица шумового фона процесса.
Мы предполагаем, что Q задается равенством
~Qn 0 0 0 ~
Q = ° ° ° (и)
о О Q33 о
О 0 0 Qu
Матрица шума измерений. Запишем уравнения (ж) для измеряемых
величин
Z1 = Х1 + Г1 (ж4)
Z2 — %2 №2 (ж5)
и будем считать, что ковариационная матрица R шумового фона измерений равна
Г*1
(к)
о
а средние ожидаемые значения величин W1 и W2 равны нулю.
Моделирование неполадок. Были смоделированы постепенное
равномерное уменьшение расхода и одновременное такого же вида изменение общего
коэффициента теплопередачи. Рис. П5.4.2 показывает, что изменения этих величин
можно описать уравнениями
/7 У
= 0,001 [—и (t — 100) + и (t — 400)]
(л)
^£. = 0,2 [—и (t — 200) + и (t — 220)] (м)
(л> v
?№ и обозначает единичную ступенчатую функцию.
Моделирование экспериментальных данных. Прежде
всего были решены одновременно уравнения (el), (е2), (л) и (м) с начальными усло-
виями с целью получить неискаженные траектории переменных х19 х2, х3 и х4. Интер-
вал времени между измерениями был принят равным 20 с. Затем был генерирован
белый гауссов шум с дисперсиями и /?2, и эта помеха была наложена на Хх и Х2,
соответственно, как показано в уравнениях (ж4) и (ж5), чтобы смоделировать экс-
периментальные данные Zx и Z2. Были проверены три случая:
R1 = R2 = 10-ю
Ri = R2 = IO"8
r1 = r2= 1 о-в
Оценивание параметров методом фильтрации. Для
нахождения оценок переменных состояния Сд и Т и параметров F и U была исполь-
зована программа нелинейного фильтра Калмана. Было найдено, что увеличение
значений элементов матрицы Q повышало долю, обусловленную изменением пара-
метров, в величине оценки, ноГв то же время это увеличивало амплитуду флуктуа-
ций оценок около действительных значений параметров. Уменьшение элементов
матрицы Q снижало указанную долю, но уменьшало амплитуду флуктуаций.
180
В данном примере матрица
Q = “10-8 0 0 0 0 10~8 0 0 0 0 10~4 0 0 0 0 10"3
давала хорошие оценки параметров, если
ПО"10
а матрица
1(Г8 ООО
0 IO"8 0 0
0 0 10“4 О
ООО 10"4
О
давала хорошие оценки, если 7? =
10“6
. Каждый диагональный элемент мат-
рицы PQ был равен 10 8. При минимальной величине шума измерений найденные и
действительные траектории F хорошо совпадали одна с другой, а найденные траек-
тории U по существу совпадали с истинными, исключая промежуток времени в 100 с
от момента начала уменьшения величины U (соответствующего появлению неисправ-
ности), когда имелось небольшое отставание величины оценки, т. е. она была выше
действительных значений.
При верхнем уровне шумового фона измерений, т. е. при Ri = R2~ 10“6, что
иллюстрировано рис. П5.4 3, дисперсия оценки больше, чем ожидалось, и больше
запаздывание при определении изменения коэффициента теплопередачи. (Соответ-
ствующие доверительные границы на рисунке П5.4.3 не приведены, поскольку U
и F оценивались совместно.) Элементы матрицы R соответствуют стандартному
(среднему квадратичному) отклонению 0,001 для (Сд — Сд^/Сдз и (Т—T^lTSi
или в абсолютных величинах примерно 0,00006 фунт-моль/фут3 и 0,72° F. Во всех
случаях оценки обеих переменных состояния были неотличимы о г их действительных
значений и не показаны на рисунке. Диагональные элементы ковариационных мат-
Л
0,16
s
rt
О.
сЗ
0,08
-0,
Оценка величины
коэффициента
теплопередачи U
Я
Я
О
я
я
н
о
Дсйсгвигельная
величина
коэффициента
1еплопсредачи
S I о
г>
Я
я
cd
S
&.
О
0,24
Дсйсгвигельная
величина расхода F
Оценка величины расхода F
_____1_____।_____।----1-----1----1—
-0,40
100 200 300 400 . 500 600 700 800 900 1000
Время, с
рис. П5.4.3. Действительные изменения параметров и их оценки.
181
риц этих переменных состояния были приблизительно равны 8-Ю"7 и 4-Ю"7, соот-
ветственно.
Для разных моментов времени мы можем проверить, являются ли существенными
различия между найденными значениями величин U или F и их действительными зна-
чениями или значениями, определенными при нормальных условиях работы. Для
этого можно воспользоваться /-критерием — уравнением (5 3.8) или вместо него —
уравнением (5.3.7). Начиная от момента t = 100 с, мы имеем следующие данные:
/, с и-и* о F-Fs Диагональные элементы матрицы Р
Р / F—F \ ( s 1 р/ и-и.\
\ / \ /
100 7,77-10-2 1,89-1О”* 1 2 2,06-10-3 9,08-10'3
120 -5,90- 10~2 2,81-10-2 2,07-10 8 1,03-10“2
140 —1,01 - Ю'1 —1,74-IO”2 2,07-10~8 1,13-Ю"2
160 —9,23-10-2 —3,18-102 2,08-10-3 1,22-10"2
180 —6,68-10-2 —5,96-Ю2 2,09-IO”3 1-, 28-IO'2
200 1,03-1 о-1 —7,71-Ю’2 2,08-1О-3 1,33-10-2
(Мы начинаем от 100 с, потому что число степеней свободы, основанное на 5 из-
мерениях с интервалом 20 с, равно 5—4 = 1). Для 1 — а = 0,95 и различных чис-
лах степеней свободы величина /-критерия равна (в скобках): 1 (6,314); 2 (2,920);
3 (2,353); 4(2,132); 5(2,015); 6 (1,943).
Для пояснения приведем следующий пример контроля величины (U — U^!US
при /= 100 с — наиболее трудный случай.
При /= 100с: Р/и-и ч = 9,08-10-3;
/ s 1
\ Us )
1/2 = 9,53-IO'2. При
числе степеней свободы, равном единице, t = 6,314. Доверительный интервал для
(U— Us)/Us равен
7,77-10'2 — 9,53-10“3 (6,314) < . -s- < 7,77-10“2 + 9,53-10~2 (6,314)
О' 8
Ясно, что числа степеней свободы, равного единице, недостаточно для значимой
проверки!
Если величина / равна примерно 2,00 и диагональный элемент матрицы Р не
сильно изменился, скажем, стал равным 0,1, то нижний предел для (U — Us)/Us
будет около 7,77-10“2— (10-1) (2) —12-10-2. Вплоть до /= 300 с величины
(U — Us)/Us не падает ниже указанной доверительной границы.
Беллингэм и Лис [11] описывают способы обнаружения с помощью
фильтра Калмана неполадок в приборах контура управления рас-
ходом путем сопоставления положения затвора клапана и скорости
потока. Рассматривались четыре вида управления:
1) расходомер с линейной характеристикой, регулирующий кла-
пан с линейной характеристикой;
2) расходомер с характеристикой вида корень квадратный, регу-
лирующий клапан с линейной характеристикой;
3) расходомер с линейной характеристикой, регулирующий кла-
пан с равнопроцентной характеристикой;
182
4) расходомер с характеристикой вида корень квадратный,
регулирующий клапан с равнопроцентной характеристикой.
При тестировании возникают некоторые практические затруд-
нения:
1) ограниченный ход затвора клапана. (Хотя во многих случаях
допустимо перемещение затвора клапана во всем диапазоне между
полностью закрытым и полностью открытым положениями, в ряде
случаев это не так);
2) наличие запаздывания между положением затвора клапана
и показанием расходомера;
3) наложение на полезные сигналы шумовых помех, например
вследствие флуктуаций давления.
Предложенная Беллингэмом и Лисом процедура основана на том,
что в подобных контурах поток проходит как через регулирующий
клапан, так и через расходомер, и поэтому в дополнение к показа-
ниям расходомера могут быть получены оценки расхода на основании
положения затвора клапана. Метод не предполагает постоянства
перепада давления на клапане, однако системная характеристика
расход—перепад давления считается постоянной.
5.4. ПРОЦЕССЫ, ОПИСЫВАЕМЫЕ ДИФФЕРЕНЦИАЛЬНЫМИ
УРАВНЕНИЯМИ В ЧАСТНЫХ ПРОИЗВОДНЫХ
Модели, характеризующие объекты с распределенными пара-
метрами, могут включать в себя дифференциальные уравнения
в частных производных, интегральные уравнения или интегродиффе-
ренциальные уравнения, но мы рассматриваем здесь только первую
из перечисленных категорий моделей. Если принято решение о том,
какого вида математическая модель является подходящей для опи-
сания процесса, то далее выполняются по существу такие же этапы
процедуры нахождения оценок переменных состояния и параметров,
какие были описаны в предыдущем разделе.
1. Выбор метода решения дифференциальных уравнений или
преобразование модели в другую эквивалентную модель, которая
может быть решена.
2. Выбор критерия окончания поиска (чаще всего это наимень-
шая сумма квадратов ошибок измерений).
3. Выделение переменных, за которыми необходимо наблюдать,
назначение времени точки наблюдений, и выбор вида вынуждающей
функции или возмущения. Данные должны обеспечивать достаточную
информацию для однозначного оценивания коэффициентов модели.
4. Выбор метода оптимизации, пригодного для принятого кри-
терия.
5. Сбор экспериментальных данных и применение методов, вы-
бранных в пунктах 1 и 4.
Желательно также, если это возможно, провести анализ чувстви-
тельности оценок и анализ ошибок.
Существует целый ряд методов нахождения оценок коэффициен-
тов различных типов (гиперболических, параболических и т. д.)
дифференциальных уравнений в частных производных, так как
183
различные методы решения уравнений могут сочетаться с различными
стратегиями оптимизации. В число методов решения уравнений
входят:
1) методы конечных разностей, т. е. замена частных производных
подходящими разностными выражениями, например
дТ У) ~ 1 (т т \
д~х х+1> У~1х’У>
и решение результирующих алгебраических или обыкновенных диф-
ференциальных уравнений;
2) формальные методы, т. е. аппроксимация зависимой перемен-
ной суммой: а) функция, подобранная так, чтобы удовлетворить
граничным условиям и/или вынуждающей функции, плюс б) си-
стема аппроксимирующих или основных функций, выбранных та-
ким образом, чтобы представить зависимость переменной от спе-
циальной координаты (координат); один из методов взвешенных
разностей [26 ] может быть использован для того, чтобы преобразо-
вать систему аппроксимаций в обыкновенные дифференциальные
уравнения;
3) метод характеристик, т. е. метод, в котором используется
криволинейная, или характеристическая, сетка со специально вы-
бираемыми узлами;
4) преобразования Лапласа и Фурье, позволяющие получить точ-
ные или приближенные решения в преобразованном пространстве,
с последующим обратным преобразованием (обычно приближенным).
Для оптимизации существует еще большее разнообразие методов,
чем для решения дифференциальных уравнений. Имеются превосход-
ные машинные программы для оптимизации функций как в отсут-
ствие, так и при наличии ограничений [21, 40, 77 ]. Основные затруд-
нения, возникающие при использовании этих методов примени-
тельно к моделям, состоящим из дифференциальных уравнений
в частных производных, заключаются в трактовке и способах иссле-
дования многомерного пространства переменных состояния и, воз-
можно, многомерного пространства коэффициентов. Разумеется,
в процессе поиска должны вводиться некоторые аппроксимации.
В число методов оптимизации входят:
1) прямой поиск (приспособленный метод проб и ошибок);
2) квазиньютоновские или методы с переменной метрикой, ис-
пользующие производные или заменяющие их конечные разности;
3) методы, не связанные с вычислением производных;
4) градиентные методы и метод наименьших квадратов;
5) стохастическая аппроксимация.
Как и при любой оптимизации, необходимо обратить особое вни-
мание на выбор весов, приписываемых отдельным наблюдениям или
разностям двух наблюдений, с тем чтобы одно какое-либо наблюдение
или разность не подавляли все остальные.
В табл. 5.3 для примера приведено несколько типичных методов.
Более подробно с этим вопросом можно ознакомиться в литературе
[64, 681.
184
ТАБЛИЦА 5.3. Типичные методы оценивания
для дифференциальных уравнений с частными производными
Критерий оценивания Метод решения Метод оптимизации Литера- тура
Наименьшая сумма квадратов ошибок из- мерений Преобразование Фурье Регрессия [29]
Метод Галер кина Нелинейная фильтра- ция [59]
Конечные разности Возмущение первого порядка+фильтр Кал- мана [14]
Наименьшая квадра- тичная ошибка урав- нения Конечные разности Обращение матрицы+ квазилинеаризация [24]
Формальная аппро- ксимация Интегрирование по ча- стям с получением алге- браических уравнений [63]
Метод характерис- тик Квазилинеаризация [58]
Б.5. ПРОЦЕССЫ, ОПИСЫВАЕМЫЕ РАЗНОСТНЫМИ
УРАВНЕНИЯМИ
Модели процессов, состоящие из дифференциальных уравнений
в обыкновенных или частных производных, могут быть аппрокси-
мированы уравнениями в конечных разностях и тем самым превра-
щены в конечно-разностные модели. Некоторые процессы, такие как
Многоступенчатая дистилляция (ректификация) или экстракция,
Могут быть непосредственно представлены разностными уравнениями.
Здесь мы рассматриваем лишь те модели, которые включают время
Мак аргумент, поскольку стационарные модели могут обрабаты-
ваться методами, изложенными в разделе 5.2. Только оцениванием
Переходного состояния можно определить такие параметры, как
Постоянные времени. С другой стороны, обработка данных стацио-
нарного состояния проще и требует меньше машинного времени.
5.5.1. Линейные разностные уравнения
Предположим, что процесс представлен следующей системой
Дискретных по времени линейных уравнений (при времени t = 4):
= Ф/Л. -\-GhUk + Л-ьУк (5 5.1)
Zk^HkXk + Wk, k = 0,1,2,... (5 5 2)
гГДе Xn — вектор (размерности zj-J-1) переменных состояния; uk —
ректор (рХ1) управляющих переменных или входных воздействий;
— вектор (рХ1) шума системы; Wk— вектор (mxl) аддитив-
ного шума измерений; Zh —вектор (mXl) наблюдений, т. е. экспе-
185
риментально измеряемых откликов системы; Gk — матрица (размер-
ности рХр) распределения входных воздействий; Hk—матрица
(т-|-и) распределения выходных величин (матрица весов измерений);
Фд —матрица (uxv) преобразования переменных состояния; Ak —
матрица (рХр) распределения шума системы. ~
Мы предполагаем, что случайные векторы Wh и Vk представляют
собою нормальный белый шум (см. гл. 2). Их средние значения и
ковариации равны:
E(Vk\---vk, (5-5-3)
EW = ™h; <5-5-4)
Е {(К> — ^)Т) =0 (5.5.5)
где bjk обозначает дельта-функцию Кронекера
с ( 1 ’ i = k
Ковариационная матрица Qk — положительная полуопределен-
ная, ковариационная матрица Rk — положительная определенная.
Начальные условия Хо также предполагаются случайными величи-
нами с гауссовым распределением и со средними значениями и ко-
вариациями
Е Ио| ~ ^0> £ {(^0 Ь)(Хо "о)(*о 5) 1 ~ £о
Е {ео-^о)(^-^)т)=2
для k = 0, 1, 2, ...
Если шумы системы и измерений коррелированы, то модель
может быть сведена к показанной выше путем расширения вектора
переменных состояния [22].
Можно считать, что приведенная выше модель при нормальном
функционировании процесса, в отсутствие неполадок, является
образом процесса. В отсутствие неисправностей оптимальные оценки
переменных состояния можно получить, применив дискретный фильтр,
аналогичный фильтру Калмана [46], приведенному в табл. 5.2.
Для того чтобы оценить коэффициенты модели в и в других ма-
трицах дискретной линейной модели, возможно расширение вектора
переменных состояния, подобно тому, как это было сделано в раз-
деле 5.3. Следовательно, теоретически и практически прямое исполь-
зование фильтра Калмана не отличается от того, что было показано
в разделе 5.3, и проблемы, связанные с процедурой фильтрации,
одинаковы как для дискретных так и для непрерывных моделей.
Для обнаружения неисправностей определенную помощь оказы-
вает использование невязок («нововведений»)). Пусть
186
где AZi — невязка (представляет новую информацию, доступную
для фильтра в момент времени ffe), Zk/k-\ — несмещенная, найден-
ная по минимуму дисперсии, оценка величины Z в момент времени tki
основанная на всех предшествующих наблюдениях, включая момент
времени
Если предположить, что мы точно знаем все начальные пара-
метры системы и их статистические характеристики (очевидно, на
практике их необходимо определять), то векторы переменных со-
стояния X и их ковариационная матрица Р могут быть найдены
с помощью фильтра Калмана следующего вида [52]:
^+1/^ = 2 \*k/k-1 + + Gkuk + ^kvk (5.5.6)
Xq/_i=^o (5.5.7)
= <5-5-8)
{^kPk/k-^k + PkT' (5-5-9)
Pk+Mk - ^kPk/k^k + <5-5-10)
Р^=(1-Р&)Рк/к-1 (5.5.11)
где P и К — соответственно, ковариационная матрица и матрица
коэффициентов усиления, как описано в разделе 5.3.2; Pj/k —
оценка математического ожидания Е {(Xj — Xj/k) (Xj — ХцьУ\-
Можно показать, что Afe — это последовательность типа гауссо-
вого белого шума с Е {\k\ = 0 и ковариационной матрицей
Е {А/ Щ] = 0 ПРИ 1 k и-равной +Rk) ПРИ / = k-
Для проверки гипотезы с целью выявления неисправности удобнее
использовать нормализованное отклонение
+2*Г’]1/2Д* (5.5.12)
потому что в этом случае Е (A AJ} = 18.k. Хотя Хо, Ро, Qo и
должны предварительно выбираться, процедура относительно не-
чувствительна к этому выбору.
5.5.2. Выявление неполадок с использованием линейной модели
Такие неполадки, как понижение точности приборов, увеличение
шумового фона приборов, изменения параметров модели и т. д.,
вызовут изменения характеристик величины Afe и сделают ее отлич-
ной от белого шума, сместят нулевое среднее и изменят единичную
величину дисперсии. Можно предположить возможность отклонения
средних значений элементов вектора Afe. Таким образом, прямая
процедура (в дополнение к критериям, описанным в разделе 5.3.2)
состоит, во-первых, в проверке отличия шума от белого (о незави-
187
симости величин Aft см. в гл. 2), поскольку последующие проверки
опираются на действительность этого предположения, во-вторых, —
в проверке величины среднего и ковариационной матрицы, а затем —
в проверке отклонения среднего значения невязок.
1. Критерии соответствия белому шуму.
Вычислим оценку автокорреляционной функции
(5.5.13)
по и экспериментальным данным (п должно быть велико, примерно
1000)
ЬдГтЕ ~1)т
Р Ъ -—гъ
1 — Ь
(5.5.14)
где выборочное среднее Л равно
(5.5.15)
Известно, что Я^.д, ’ ПРИ выполнении нуль-гипотезы, является
асимптотически несмещенной и состоятельной оценкой для г-т 7
[47]. В соответствии с нуль-гипотезой элементы матрицы R^r^
для k = 1, 2,... будут асимптотически независимыми нормально рас-
пределенными случайными величинами с нулевым средним и кова-
риацией IJn. Поэтому их можно рассматривать как выборку из
стандартизованного нормального распределения и проверять, ис-
пользуя доверительные границы (например, +1,645//п), как для
любой случайной нормально распределенной величины при’заранее
заданной доверительной вероятности^(например, 0,9).
Другой статистикой, которую можно использовать вАкачестве
критерия белого шума, является выборочный коэффициент корреля-
ции между компонентами вектора Afe
2 (Afr-Ar)(Afs-As)
Prs — “F
1/2 Г n _ 11/2
(5.5.16)
2 (Xh - As)2
L i=l
L t=-l
где г и s обозначают компоненты вектора АЛ.
Согласно нуль-гипотезе, величина prs распределена по закону
[4]:
Г —2)
]/* л
188
Здесь Г [. ] — гамма-функция. Такая статистика не зависит
от среднего и ковариации величины ДЛ. Она полезна, в частности,
в том случае, когда истинные значения среднего и ковариации
величины Д7( неизвестны, как это обычно и бывает. Эту статистику
также можно использовать как критерий белого шума, определяя рг3
для различных интервалов времени.
Третьим критерием, применяемым для одной переменной, является
следующий [701. Пусть
ла=-(1/п) £ YtYt^
где Yk — любая дискретная случайная переменная, изменяющаяся
по закону белого шума. Тогда Yh является таковой в том и только
в том случае, если
< (/ + 1,65 К2Г)
£=1
при уровне значимости 0,05.
2. Критерии для проверки равенства нулю
средних значений отклонений. Если ковариация
величины Afe известна, то, согласно нуль-гипотезе, А = р,д имеет
гауссово распределение с нулевым средним и ковариацией
Е {А Ат| = IJn. Таким образом, при уровне значимости, скажем,
сс = 0,10 нуль-гипотеза отвергается, если выходит за пределы
± 1,645///п. Если ковариация А/г неизвестна, то может быть исполь-
зована статистика
Т2 (5.5.17)
где С является оценкой матрицы с, выборочной ковариационной
матрицей величины Afe
п
г=1
Критерий Т2 был бы аналогичен критерию х2 [74], если бы с
была известна
k ~ ~
X2 W = s
j=k—M-J-1
с пи степенями свободы. Если возникает неполадка, то %2 стремится
превысить табличное значение для заданного уровня значимости.
С помощью таблиц можно также рассчитать вероятность ложной
тревоги как функцию числа совокупностей собранных наблюдений п
и уровня значимости а. По мере увеличения п вероятность правиль-
ного ответа может уменьшиться, потому что очень большие откло-
189
нения сгладят влияние неполадок, однако очень малое п может вы-
зывать слишком часто необоснованную тревогу.
3. Проверка ковариационной матрицы.
В соответствии с нуль-гипотезой С имеет распределение Вишарта
[4]. След матрицы С имеет ^-распределение с и (п — 1) степенями
свободы. Таким образом, С можно подвергнуть проверке на выпол-
нение нуль-гипотезы, состоящей в том, что ковариационная матрица
равна единичной матрице. Как при проверке среднего, так и кова-
риационной матрицы исходят из того, что случайная переменная
представляет собой белый шум. Поэтому важно в самом начале про-
верить выполнение критериев белого шума.
4. Проверка отклонений средних значе-
ний невязок («нововведени й»). Для этой цели можно
применить /-критерий Стьюдента, как описано в разделе 5.2.1.
5.6. ПРОЦЕССЫ, ОПИСЫВАЕМЫЕ ПЕРЕДАТОЧНЫМИ
ФУНКЦИЯМИ ИЛИ ЧАСТОТНЫМИ ХАРАКТЕРИСТИКАМИ
Рис. 3.7 и пример 3.7 демонстрируют (для линейных динамиче-
ских моделей) связь между временной и частотной областями пред-
ставления моделей. Эмпирические модели могут быть написаны в про-
странстве изображений по Лапласу или в частотной области и при
этом не иметь во временной области эквивалентных моделей, по-
строенных исходя из физических представлений.
Однако даже в том случае, когда модель процесса записана в пе-
ременных преобразования Лапласа или представлена в частотной
области, эксперименты, предназначенные для определения коэф-
фициентов модели (и переменных состояния), должны неизбежно
проводиться во временной области. Таким образом, для того чтобы
можно было осуществить оценивание (скажем, минимизируя сумму
квадратов отклонений), необходимо либо модель преобразовать
к переменной t (время), либо экспериментальные данные о процессе
перевести в частотную область (или пространство изображения по
Лапласу). Цель данного раздела состоит в том, чтобы показать, как
получить преобразованные данные, а также провести анализ и диагно-
стирование неисправностей в частотной области или пространстве
$-переменной. Если модель может быть переведена во временную
область, то используют приемы, уже обсуждавшиеся в разделах 5.3
и 5.4.
5.6.1. Критерии оценивания в частотной области
Из уравнений (3.5.8) мы видели, что частотная характеристика
g (cd) может быть интерпретирована как отношение Фурье-преобра-
зования реакции процесса к Фурье-преобразованию входного воз-
мущения. Исходя из соответствующих представлений
F [£ (0] =£(<«>) = [ g(t)e~l^dt ==1 g(t)e~l<i)t dt (5.6.1)
190
где со = 2л/ — число радиан в единицу времени, а / — число
циклов в единицу времени.
Нижний предел интегрирования может быть равен нулю вме-
сто —оо, потому что£ (/) = 0 при t 0. Те незначительные огра-
ничения, которые накладываются на свойства функции g (/),
можно найти в любом более или менее подробном руководстве
по операционному исчислению.
Следует иметь в виду, что g (со) = g (/со) есть функции комп-
лексной переменной. Нам необходимо разделить действительную
и мнимую части, и тогда мы получим возможность работать только
с действительными переменными. Одним из способов осуществле-
ния этого является представление частотной характеристики через
коэффициент усиления и отношение амплитуд, как описано в раз-
деле 3.5.2. Другой способ заключается в использовании полярных
координат для представления g (со) и состоит в следующем.
Поскольку g (со) является величиной комплексной, то
g(co) = 7? [g-(co)] + [g(co)] I (5.6.2)
где R [g (со) ] — действительная часть g (со), a I [g (со) ] — мнимая
часть. В полярных координатах абсолютная величина модуля функ-
ции g (со) равна
I £(со) I = ГЯ2 [£(«)] + /2 [£(«)] =г
а аргумент (угол) функции g (со) есть ф, причем
Hg(co)]
Я [£(“>)]
Таким образом, полярное представление функции g (со) имеет
вид
g (со) = г (cos ф + i sin ф) = re1^ = | g (со) | е1^ (5.6.3)
Для любого воздействия х (f) на входе реакция модели есть
у(&) =£(со)х(со) (5.6.4)
Следовательно, если обе функции g (со) их (со) выражены через
полярные координаты, то
У (<о) = | g (со) I I х (со) I eiQ
и модуль функции у (со), очевидно, равен произведению модулей g (со)
и х (со), а угол равен сумме соответствующих углов:
У (®) = I g (®) 11 х (со) | е1 (^+0) (5.6.5)
Представляющая интерес частотная характеристика системы во
временной области, т. е. отклик системы в установившемся режиме
на синусоидальное входное воздействие частоты со, есть произведе-
ние отношения амплитуд (равного |g (со) |) и sin (со/ ф-ф), т. е.
у (/) = | g (со) | sin (со/ + ф) (5.6.6)
что можно показать, осуществив либо преобразование Лапласа или
Фурье функции у (/), либо обратное преобразование Лапласа или
Фурье уравнения (5.6.4), либо, наконец, применив теорему о свертке.
191
Применяются четыре метода для оценки коэффициентов переда-
точной функции или частотной характеристики:
1) метод наименьших квадратов частотной области;
2) метод наименьших квадратов в s-плоскости;
3) сравнение моментов;
4) оценивание во временной области с последующим преобразова-
нием модели в частотную область.
Поиск во временной области дает наилучшие оценки параметров,
однако преобразования Фурье или Лапласа смешивают в передаточ-
ной функции параметры, найденные во временной области. Вместе
с тем, обратное преобразование, предпринимаемое с целью пред-
ставления модели во временной области, может давать очень неудоб-
ный для численных операций вид модели.
Метод моментов может оказаться (но может и не оказаться)
вполне удовлетворительным, однако это простой метод. Мы не будем
его здесь рассматривать, а вместо этого отошлем читателя к работе
Андерсена и Уайта [11. Ниже будет дано краткое описание мето-
дов 1) и 2).
1. Оценивание в частотной области. В про-
цессе оценивания наблюдаемая выходная величина Y (f) будет рас-
сматриваться как состоящая из действительного отклика и случай-
ной ошибки в (/), источником которой может быть сам процесс или
система сбора данных. В любом случае стохастическая компонента
будет предполагаться существенно стационарной и аддитивной
У (О = У (О + 8 (/) (5.6.7)
Оценивание параметров методом наименьших квадратов требует
минимизации следующей функции параметров
оо
Ф= j [Г (/) - у (OF dt
о
(5.6.8)
Из-за того, что верхний предел интеграла в уравнении (5.6.8)
бесконечен, у (t) должна преимущественно уменьшаться со време-
нем, как импульсная кривая, или уменьшаться к концу периода,
как синусоидальная волна. Равенство Парсеваля
оо
[f (01s dt =
ОО
4- f if (®) i2rf“
«II/ J
0
(5.6.9)'
О
примененное к уравнению (5.6.8), дает основу для критерия в ча-
стотной области
оо оо
ф = 4- (IУ (®) - ДО®) 12Жо = 4- [ [{Я[Г (®)1 - R [у (®)]}2 +
J V J «I и J
о о
+ {[/ [К (®)1 - / [у (CD)]}2] Ао (5.6.10)
Выражение (5.6.10) может быть интерпретировано как подлежа-
щий минимизации сложный двухчленный в частотной области кри-
192
терий комбинации квадратов действительных и мнимых составля-
ющих отклонений. (При обработке дискретных данных вместо инте-
грирования применяют суммирование.) Таким образом, частотную
характеристику можно оценивать с помощью уравнений, приведен-
ных в разделе 3.5.2, и минимизацией функции ф [уравнение (5.6.10) ]
по программе, реализующей нелинейный метод наименьших квадра-
тов. При обработке дискретных данных необходимо иметь 20 или 30
различных значений частот. Экспоненциальные члены могут быть
раскрыты с помощью соотношения Эйлера.
Уравнение (5.6.10) можно привести к более ясному виду, если оба
отклика системы (наблюдаемый и модельный) выражены в частотной
области через полярные координаты, а именно (аргумент со при V
и v опущен для экономии места):
Y (со) 4- V [cos W + i sin IF]
у (co) = v [cos w + i sin io]
Здесь V и v — модули функций Y (со) и у (со), a W (со) и w (со) —
соответствующие углы, причем все величины действительные. Под-
становка этих выражений в уравнение (5.6.10) дает:
оо
Ф — — f | V (cos IF + i sin IF) — v (cos w + i sin w |2 Jco =
3T J
0
oo
— — I | (F cos IF — v cos w) + i (F sin IF — v sin w) |2 dca =
их j
о
oo
J [F2 + v2 — 2Vv cos (w — IF)] rZco
0
(5.6.11)
Исследование уравнения (5.6.11) показывает, что оптимальный
выбор w должен быть таким, чтобы выражение [2Уу cos (ш— Ц7)]
достигало максимума, т. е. w = W. Если так, то результирующее
уравнение выражается только через отношение амплитуд
оо
Ф —— [ (F — у)2 d(j)
о
и приводит к заключению, что для того, чтобы величина ф была
равна нулю, необходимо, чтобы было V = v.
2. Оценивание в s-плоскости. Уравнение (5.6.10)
можно также выразить через передаточную функцию, если мы
вспомним, что абсолютная величина произведения равна произведе-
нию абсолютных величин сомножителей. Тогда
Y (СО) ~~у ((О) = х((д)
~ У (<*)
х (со)
У(в>)
х (со)
— х (со) [G (со) — (со)]
7 Химмельблау Д.
193
так что уравнение (5.6.10) принимает вид
оо
оо
о
[| X (<в) 11 G (<о) — g (со) |]2 rfco -
j[|x(s)||G(s) — g(s) |]2rfs
о
(5 6 12)
где G (со) представляет собой эмпирическую передаточную функцию,
a g (со) — модельную передаточную функцию. В некотором смысле *
х (со) — это весовая функция, так как хотя Фурье-преобразование
дельта-функции есть точно 1, но если входной сигнал отличается
от дельта-функции, то его Фурье-преобразование «взвешивает» вы-
ражение | G (со) — g (со) |.
Разумеется, метод оценивания параметров, который дает равные
веса ошибкам в s-области, не гарантирует равные веса ошибок во
временной области. Минимизация выражения
J I 6 (s) — g (s) I ds
Si
в s-области соответствует минимизации
оо
J W (/) I 8 (/) I dt
o
во временной области, причем весовая функция равна w (/) =
= [exp (—— exp (—s2/) Mt.
Минимизация выражения
ОО
[G (s) — g(s)]2ds
0
эквивалентна минимизации
N N
(2L\2 V V s (^)6 ((?)
\ n ) Li Li ti + h
;=i
где T — верхний предел интегрирования, a N — число эксперимен-
тальных точек. В результате, ранние моменты времени «весят»
больше, чем более поздние. Вводя увеличенные веса при меньших
величинах s (например, w (s) = a exp (bs), где b — отрицательная
величина), можно уменьшить вес, придаваемый ошибкам при малых
временах [1].
Чтобы провести оценивание, необходимо использовать целочис-
ленные значения переменной s, скажем, от 1 до 10, для перевода
входных и выходных величин из временной области в пространство
переменной преобразования Лапласа. Затем для каждого значения 5г
должна быть вычислена величина G (sj и, наконец, выражение
w
ф= S [<з (st) — г (MF
(=1
194
должно быть минимизировано по коэффициентам передаточной функ-
ции. Результатом такой подгонки вдоль действительной положи-
тельной оси $ может быть некоторая систематическая ошибка в коэф-
фициентах.
3. z-Преобразование. ^-Преобразование [50] анало-
гично преобразованию Лапласа и особенно удобно для обработки
выборочных, т е. дискретных, данных. Если детерминированная
реакция процесса на импульсное воздействие измеряется в дискрет-
ные моменты времени t = 0, t = 1, ..., разделенные равными интер-
валами т, то мы можем обозначить получаемую последовательность
значений функции g (t) символом g* (/), а число точек — п = Их.
^-Преобразование (обозначаемое Z) функции, определенной во вре-
менной области и удовлетворяющей ряду требований [полностью
выполняемых функцией g(/)], определяется как
g (г) = z [g (пт)] = 2 s (пт) г~п (5 6 13)
а обратное преобразование
g(nT)=Z"i[g(z)] (5 6 14)
Преобразование Лапласа, соответствующее уравнению (5.6.13),
есть
g (s) = 2 g (пт) e~nxs
п=0
откуда видно, что сомножитель z~~n в уравнении (5 6.13) заменен
на e~nxs в изображении функции по Лапласу. К сожалению, с точки
зрения обнаружения неисправностей, переход от изображения по
Лапласу к ^-преобразованию оказывается весьма мало полезным.
В качестве примера сложной нелинейной взаимосвязи между пара-
метрами преобразования Лапласа и ^-преобразования, рассмотрим
передаточную функцию
8 (S) = а.
CLq “р u,]S —р S
которой эквивалентное ^-преобразование есть
а (г) =___Р^ + Р^1.___
’ 1 + <712"! + (/аг’2
Между коэффициентами существуют следующие связи:
Ро = bt
pl - (е~п^/2) [у3 sin (Yii) — b-i cos (угт)]
qi----2 (е~°1Т/2) cos (^т)
Т1 = рОо +
V. - ь, - и р
?2
2л
т — периодичность измерении —---------------------------р
круговая частота измерении
у*
195
Таким образом, главное достоинство использования z-преобра-
зования состоит не в возможности оценивать коэффициенты в z-об-
ласти и затем определять эквивалентные параметры передаточной
функции в s-области, а в возможности анализировать динамическую
систему, представляемую разностным уравнением. Разностное урав-
нение, разумеется, может быть разностным аналогом дифференци-
ального уравнения либо являться особой моделью, дающей точное
представление выборочных дискретных данных. Например, переда-
точная функция, представленная в z-области,
g (z) =
У (?)
х (?)
byZ 4" brnZ т
1 4 CliZ 1 4- 4- CLmZ т
(5 6 15)
соответствует во временной области линейной модели
у7 4~ « 4- 4- Уi —= Ь-.Х-, < п 4- 4~ b Х-, » (5 6 16)
1 1 1 mPk-'i 1 k-d-l 1 1 m k-d-tn v /
Несколько методов оценивания коэффициентов модели (5.6.16)
рассмотрено в работе Айзермана и др. [45].
5.6.2. Постановка экспериментов для определения
параметров частотной характеристики
Частотную характеристику или передаточную функцию процесса
можно оценить с помощью экспериментов во времени, применяя
периодическое, апериодическое или случайное входное воздействие
(рис. 5.11). Вид тестового сигнала оказывает существенное влияние
на точность, которая может быть достигнута при оценивании коэф-
фициентов частотной функции или передаточной функции. Для
подробного ознакомления с вопросом отсылаем читателя к книгам
Бокса и Дженкинса [18], Хоугена [43] или Гудвина и Пейна [32].
В разделе 3.5.2 показано, как вычисляются отношение амплитуд
(коэффициент усиления) и отставание по фазе функции g (о). Суще-
ствуют определенные трудности, связанные с тем, чтобы эксперимен-
тальные данные, полученные во временной области, преобразовы-
вались в частотную область без внесения существенных численных
ошибок. Обычно Фурье-преобразование обрывается до того, как
переменная интегрирования достигает оо, поэтому
*У fy
Y (co) ~ j Y (/) e“ztoZ dt - j Y (/) cos (co/) dt + t j Y (t) sin (co/) dt
0 0 0
где ty — конечное время. Ключом к успешному осуществлению
преобразования является точное оценивание интегралов в уравне-
ниях (3.5.11) и (3.5.12) для использования в уравнении (5 6.10).
Существует несколько программ для цифровых вычислительных
машин, реализующих так называемое быстрое Фурье-преобразова-
ние (БФП); при этом интегралы вычисляются быстро и точно. Вместе
с тем, быстрое Фурье-преобразование имеет ограничение по нижней
преобразуемой частоте: со0 = 2л/Т = 2л/(А — 1) Д^ в том случае,
когда N точек размещены с интервалом At
196
Рис 5.11. Различные методы преобразования данных из временной области в частотную
с целью вычисления частотной характеристики.
Другой фактор, который нужно принимать во внимание, связан
с теоремой о выборках, а именно: наибольшая частота, которая
может быть воспроизведена на интервале замеров Л/ есть частота
Найквиста сотах = л/kt. Таким образом, если используются дискрет-
ные значения у (/), то БФП определяется только при целых кратных
от соо, так что максимальное число частотных компонент, которые
могут быть вычислены на участке времени длиной Т при интервале
замеров А/, есть
tomax _ N 1
соо ~ 2
Следовательно, хотя при БФП вычисляются N — 1 значений, лишь
первые (N — 1)/2 из них дают действительную информацию о ча-
стотной характеристике.
Были предложены различные практические критерии для выбора
частоты при определении величин отношения амплитуд, например
O,1jx/AZ в радианах на единицу времени [56], а также эмпирическое
правило, согласно которому величины | g (со) | или /~g (со) при ча-
стотах, при которых значения нормализованных величин падают
ниже 0,3, нельзя рассматривать как надежные. Хоуген установил
[43], что ошибки в амплитуде и фазовом угле составляют менее
5 и 10 %, соответственно, при частоте равной 70 % от частоты, при
197
которой амплитуда достигает своего первого теоретического нуля.
Так, для прямоугольного импульса длительностью 4 с, с первым
нулем при 1,57 рад/с, значения частотной характеристики должны
определяться при частоте 1,1 рад/с. Для уверенного перекрывания
области высоких частот величину Д/ необходимо выбирать не-
большой.
5.6.3. Обнаружение неполадок
Общий способ обнаружения неполадки и ее диагностики заклю-
чается в проверке величины каждого коэффициента модельной пере-
даточной функции процесса и в установлении того, лежит ли эта
величина внутри предписанной области (области нормальной ра-
боты). Несмотря на то, что такая процедура является обоснованной
и полностью аналогичной той, которая может быть осуществлена
во временной области, доверительные границы для коэффициентов
устанавливаются обычно путем субъективного решения. Получить
доверительные границы или замкнутую доверительную область для
коэффициентов передаточной функции, используя статистическую
теорию, можно лишь в редких случаях, поскольку
1) S (s), либо g (со), почти во всех случаях является нелинейной
функцией коэффициентов;
2) аддитивная случайная ошибка измерений во временной об-
ласти, используемая в уравнении (5.6.7), не переводится в простран-
ство преобразования Лапласа или в частотную область таким об-
разом, чтобы это оказалось пригодным для применения статистиче-
ских критериев.
В дополнение к трудностям интерпретирования влияния случай-
ных ошибок, при вычислении коэффициентов свой вклад вносят
и систематические, такие как
1) некорректные начальные условия;
2) наличие периодических составляющих во входном воздей-
ствии;
3) систематическая ошибка во входном воздействии;
4) некорректная аппроксимация входного воздействия дельта-
функцией, что эквивалентно наложению на контрольный сигнал
ограничений по ширине полосы частот;
5) помехи со стороны других входных воздействий;
6) ошибка измерительных приборов;
7) ошибка квантования;
8) некорректная модель.
Флорентин и др. [27 ] представили обширный перечень вероятных
источников систематических ошибок, а также возможные способы
уменьшения влияния ошибок.
Так, реальные регламентные границы для коэффициентов пере-
даточной функции должны основываться на эксперименте или
моделировании процесса.
Обратимся теперь к самой передаточной функции, а не к ее коэф-
фициентам. Сначала предположим, что мы рассматриваем пред-
198
Рис. 5.12 Представление передаточной функции в по-
лярных координатах с доверительными границами
для условий нормального функционирования.
ф — фазовый угол, U — верхняя граница, N — нор-
мальные значения, L — нижняя граница
ставление передаточной функции в по-
лярных координатах. Для эффективного
обнаружения неисправности данное
изменение одного или более парамет-
ров процесса должно вызывать значи-
Деиствительная ось
тельное отклонение положения вектора
функции g (s) на s-плоскости от номинального. Существенные из-
менения могут быть в величине g (s), ее фазе или в том и дру-
гом. Поскольку существует целая область частот, при которых мо-
жет быть вычислен вектор, представляющий функцию g (s), будет,
вероятно, необходимо выделить определенные критические частоты,
при которых функция g (s) наиболее чувствительна к изменениям
параметров процесса. На рис. 5.12 в полярных координатах показан
вектор функции g (s), построенный по нормальным величинам его
модули и фазового угла, вместе с произвольно выбранными граница-
ми. Границы должны были бы устанавливаться путем моделирова-
ния или эксперимента, и, при наличии более чем одной неисправ-
ности, такие границы, соответствующие этим неисправностям,
могли бы быть использованы для составления словаря неисправнос-
тей, как это описано в гл. 6.
Исследования на модели показывают, что состояние неисправ-
ности может быть обнаружено с использованием схемы, подобной
приведенной на рис. 5.12, однако такой способ диагностики пара-
метров процесса, вызывающих неисправное состояние, практически
неосуществим, в частности в том случае, когда одновременно имеется
много неисправностей.
Теперь обратимся к представлению частотной характеристики
через отношение амплитуд и фазовый угол в зависимости от частоты,
т. е. как функции или графики Боде. Если процесс протекает нор-
мально, то и передаточное отношение и фазовый угол проявляют
типичный характер частотных функций. Если возникает неисправ-
ность, то характер обеих функций может значительно измениться
по сравнению с тем, какой наблюдался при нормальной работе,
в частности при определенных частотах. Однако это изменение может
быть трудно распознаваемым, как показано на рис. 5.13, и может
не быть статистически значимым. Гудмен [31 ] использовал спек-
тральные плотности и функцию когерентности, чтобы определить
приближенные доверительные области для коэффициента усиления
и фазового угла в том случае, когда G (со) есть несмещен-
ная оценка функции g (со) и применяются выборочные данные.
Дженкинс [48] дал приближенные выражения для дисперсий
функций | G (со) | и ф (со) при условии, что берутся большие вы-
борки. Тем не менее, любые способы определения доверительных
границ для отношения амплитуд и фазового угла включают
199
Рис. 5.13. Частотная характеристика теплообменника, состоящего из двух концентри-
ческих труб. Вместо модели из четырех дифференциальных уравнений в частных производ-
ных была использована эмпирическая передаточная функция g (s) = exp (—t^s)/(ts + 1),
представляющая собой отношение температуры на выходе из межтрубного пространства
к расходу во внутренней трубе:
1 — экспериментальные данные при нормальной работе; 2 — модель; 3 — эксперименталь-
ные данные при пониженном расходе.
много допущений, которые редко могут выполняться на прак-
тике.
Элементарные границы, полученные при одной какой-либо ча-
стоте, непригодны для эффективного обнаружения неполадок. Вместо
этого необходимо подготовить словарь неполадок, в котором приво-
дятся границы при нескольких различных частотах, как показано
в примере 5.5, или рассмотреть более сложные характеристики от-
ношения амплитуд или фазы, такие как крутизна частотной зави-
симости, диапазон частот при заданной крутизне (полоса пропуска-
ния), смещение частоты среза и т. д. Тауил и Пейн [72] проиллю-
стрировали некоторые возможные случаи.
Пример 5.5. Обнаружение и диагностика неполадок с использованием
отношения амплитуд и фазового угла
В примере 3.7 рассмотрены две последовательно соединенные емкости. Если для
каждой выпускной трубы справедлив линейный закон сопротивления, то q h/R,
где h — высота уровня жидкости в емкости, a R определяется из формулы Гагена—
Пуазейля
__
q= 8fxL
как
R —
где р— вязкость; р — плотнссть; L — длина выпускной трубы; г — радиус трубы.
Можно показать, что для турбулентного течения q :: h^2.
Если предположить, что радиусы труб не изменяются в течение предваритель-
ного контрольного периода (представляющего нормальную работу системы), то мо-
делирующие уравнения для емкостей будут иметь вид (из примера 3 7):
dCi
1~dT:=La~(jl
где Ъ = AiRi и Vi = Aihi = AiqiRt.
(б)
200
Допустим, что
Л1 — 50 фут2; ri = 3 дюйма; L± = L
Д2 — 30 фут2; г2 = 2 дюйма; 12 =-* L
Аконтр — ^контр = R1
Т^контр = ^КОНГр^КОНТр = А1/?1
Тогда
т» = Т1 = Л1#1 = [
Т^контр
т* —Т2 = Л^2 = 30 (2/12)'4 = 3 04
2 ~ Тконтр 50 (3/12)-4
Если в дальнейшем происходит изменение величины г/, например, в результате
частичной забивки трубы, то т* и т* изменяются следующим образом
qy * fl) ________________________
1 V 7 / % уменьшения r± \ 4
\ 100 /
т* = (3,04)
% уменьшения г2 \4
100 )
Из выражений для отношения амплитуд и фазового угла в примере 3.7 мы мо-
жем найти изменения этих величин, соответствующие переходу от нормального (ин-
декс N) к неисправному (индекс F) функционированию системы
Д 1g О А -- 1g (OA)f - 1g (ОЛ)„) = 1g =
Д'ф = I’f — = tg 1 (—+ tg 1 (®T2f) - tg 1 (<0T]\) — tg 1 (m^) (r)
где О A — отклонение амплитуд (коэффициент усиления); ф — фазовый угол (отста-
вание по фазе).
На рис П5 5 1 показаны случаи частичной забивки выходной трубы из ем-
кости /, или из емкости 2, или из обеих емкостей на величину, соответствующую
уменьшению радиуса трубы на 5 % Как обнаружение неполадок, так и их диагно-
стика становятся намного легче, если использовать не графики непосредственно ве-
личин О А иф, а графики их отклонений от нормы. Однако получить надежный диаг-
ноз непременно во всех случаях не удастся, поскольку возможно существенное не-
доразумение- очень большие отклонения, вызванные неполадкой в одной трубе, мо-
гут указывать на то, что произошли незначительные неполадки во второй трубе.
Аналогично, неопределенность при установлении причин неполадок возникает при
большом количестве (>2) неполадок, ввиду того что существует ряд комбинаций не-
поладок, которые дают очень похожие графические картины О том, как различить
эти графики, говорится в разделе 6 2 3.
201
о
Нормальная работа
Рис. П5.5.1. Изменения отношения амплитуд и частотной характеристики при уменьшении
диаметра трубы на 5 %.
5.6.4. Коэффициенты чувствительности
Коэффициенты чувствительности — это отношения малых изме-
нений зависимых переменных к малым изменениям независимых
переменных или коэффициентов. Предположим, что передаточная
функция задана выражением
g(s) =
tn
J=0
(5 6.17)
1 + J] ahsk
Пусть Au = [Aux Au2 ... Aum+n+1] есть вектор, элементы кото-
рого представляют собой небольшие изменения отношения амплитуд
и фазового угла при конкретных частотах, а АЛ = [Aux Аи2 ... Aurt
А&0 ... Д&т]т — вектор небольших изменений коэффициентов в урав-
202
нении (5.6.17). Тогда для небольших изменений справедливо ра-
венство
Д« —
(5.6.18)
где квадратная матрица ди/дА размерности (n + т + 1) опреде-
ляется как
ди± ди± диг ди±
да± дап db0 дЬт
ди2
ди да±
*
dUm+n+1 dUm+n+l
da-i .................................... dbm
Элементы матрицы duldA являются коэффициентами чувствитель-
ности.
Во временной области небольшие изменения р откликов (t)
могут быть подобным же образом отнесены к небольшим изменениям
коэффициентов передаточных функций
ду 1
где
dyi . ' t дуг
даг дЬт
ду
дА ~ ’
дур . . . дур
_ dat dbm _
Д</= [Дг/Х &у2 ••• Д#р];
р X (т + п + 1)
1 X Р
Поскольку уравнения (5.6.18) и (5.6.19) линейны, то можно ис-
ключить А и связать небольшие изменения во временной области
с небольшими изменениями в частотной области через коэффициенты
чувствительности:
(5.6.20)
(Измерения должны быть проведены таким образом, чтобы матрица
не была особенной.) Уравнение (5.6.20) можно обрабатывать мето-
дами, описанными в разделе 5.2, включая определение доверительных
границ и проверку гипотез.
203
5.7. ОДНОЗНАЧНОСТЬ В ОПРЕДЕЛЕНИИ ПАРАМЕТРОВ
Для того чтобы использовать оценивание параметров как средство
для обнаружения и диагностики неполадок исследователь должен
быть уверен, что параметры модели процесса могут быть определены
однозначно по данному набору экспериментальных данных. В про-
тивном случае выводы, основанные на оценках, могут быть весьма
сомнительными. Если оценки не могут быть найдены однозначно, то
или модель, или набор данных должны быть изменены. В качестве
примера возникающих в таких случаях затруднений рассмотрим
линейную систему второго порядка
(5 7 1)
Из уравнения (5.7.1) не ясно, можно ли однозначно оценить коэф-
фициенты а± и а2, но проверка передаточной функции для уг
ё- -(7+ о (7+2)- <5 7 2)
вносит ясность в существо вопроса: можно оценить лишь произведе-
ние ага2, если измерена только функция у±. Ни ни а2 не могут
быть определены раздельно.
Информация о том, что система полностью контролируема и
доступна для наблюдения, не означает, что коэффициенты модели
системы могут быть определены однозначно; этот случай иллюстри-
руется следующим, вторым примером:
(5 7 3)
Модель (5.7.3) отражает полноту контроля и полноту измерений,
однако проверка передаточной функции для z
о (<\ — s+ а + Ь s + (^ + ^) 7
(s + a) (s + b) s2 + s (а + b) + ab
обнаруживает, что а и b нельзя определить однозначно. В частности,
мы могли бы так изменить а и b в матрице уравнения (5.7.3), что это
не привело бы к изменению передаточной функции (5.7.4) и, следо-
вательно, к изменению реакции системы.
Принцип единственности при оценивании тесно связан с принци-
пом различимости. Если одно или большее число изменений в коэф-
фициентах модели не влияют на ее выход, то по выходным перемен-
ным нельзя однозначно оценить отдельные коэффициенты модели.
Веллман и Астром [12] ввели понятие структурной идентифици-
руемости, которая не зависит от используемого метода идентифика-
ции и вида входного воздействия. Структурная идентифицируе-
мость — это возможность устанавливать единственные значения
коэффициентов в структурной модели системы по детерминирован-
ным входным и выходным данным. Ясно, что структурная идентифи-
204
цируемость является необходимым условием оценивания при об-
наружении неполадок.
С точки зрения исследователя, процедура, предложенная Веллма-
ном и Астромом, наиболее легко осуществляется применительно
к системе линейных дифференциальных уравнений
dy
——— Ay и Со) О
at =~ -
z Су, t0<^t^T
(5 7 5)
Пусть z (s) и и (s) являются преобразованиями Лапласа функций
z (t) и и (/), соответственно. Тогда в пространстве изображений по
Лапласу отклик модели (5 7 5) будет иметь вид
z (s) g(s, А) и (s) (5 7 6)
где g (s, Л) — передаточная матрица, определенная как
g (s А) с [s/n — Л]"1 В (5 7 7)
а 1п — единичная матрица размерности п X п
При данной матрице А элементы матрицы g (s, Л) суть отношения
двух полиномов степени <п от аргумента s. Обозначим через {аг}
набор коэффициентов этих полиномов.
Для линейной модели (5 7.5) вектор неизвестных коэффициен-
тов а, элементы которого являются элементами матрицы Л, пол-
ностью идентифицируем, если равенство
с (а) [$2 — Л (а)]"1 В (а)-с (a') [si — А (а')] В (а') (5 7 8)
выполняется при а = а' для всех a&Rr. Другими словами, если
различные значения а не дают один и тот же набор коэффициентов
передаточной матрицы, то вектор а глобально идентифицируем.
(Локальная идентифицируемость определяется аналогично, но огра-
ничивается областью, например, вида ||а—а ||<6, 6 > 0 )
Таким образом, проблема однозначности определения элементов
|аД в Л по измерениям z t может быть представлена как проблема
идентифицируемости {дД по g (s, Л) Набор {оД определяется по
экспериментальным данным, так что каждая величина равна не-
которому известному числу. Каждая величина схг есть нелинейная
комбинация (степени не выше п) неизвестных элементов \аг\. Ма-
трица Л идентифицируема однозначно, если эта система нелинейных
уравнений имеет единственное решение. Поясним процедуру не-
большим примером
205
Пример 5.6. Единственность значений коэффициентов-
Исследуем возможность обнаружения неполадки путем определения коэффициен-
тов в следующей линейной модели второго порядка
У2
У1 (0) - у2 (0) - 0
и2
Применение уравнения
(5 7 7) дает передаточную матрицу
£12
£22 _
где
1
£и = ---> £12 ~ 0
S — «1
^2 . „ 1
£21 „2 (п I п \ с I л п ’ £22 ~
S — —j- U3) S и^из S — Q3
Из gn находим
«1 = const = ОС1
Из £21 получаем:
а2 — const = а2
£1 + ^3 = const — а3
а^з — const — а4
Из £22 имеем
«з = const = а5
Г" Для всех комбинаций входного воздействия и измеряемой выходной величины
мы можем сделать выводы и свести их в таблицу (табл П5 6 1) Например, если z±
ТАБЛИЦА П5.6.1. Идентифицируемость параметров модели в примере 5.6
Входное воздействие Измеряемые выходные величины
Z1 z2 ?! И Z2
pl „ а2 Ил * Глобальная Не идентифици- Локальная Глобальная Глобальная »
1 ^3 ^1 tin ‘ 2 а2 руемая То же » » Локальная Не идентифици- руемая То же » Не идентифици- руемая То же
1 М Н J Q Q 5 » Глобальная Не идентифици- Глобальная » » Глобальная » »
2 1^з руемая То же » »
206
является единственной измеряемой величиной и их — единственным входным воздей-
ствием, то z1 (s) = (s — (s), и, следовательно, а± глобально идентифицируемо,
а а2 и а3 вообще не поддаются определению
Несмотря на простоту описанной процедуры, для больших систем
уравнений возникают две основные трудности*
1) нелинейные уравнения относительно аг и аг не всегда могут
быть легко получены/потому что обратную матрицу необходимо опре-
делять аналитически;
2) ввиду существования в общем случае множественности реше-
ний нелинейных уравнений, включающих at и может оказаться
невозможным установить, существует ли в каждом данном случае
единственное решение уравнения или же решений несколько.
В приведенном выше примере мы установили случаи однознач-
ности путем проверки всех вариантов Вообще же говоря, достаточ-
ные условия однозначности оценок связаны с достаточными усло-
виями единственности решения для системы нелинейных уравнений,
т е. с проблемой, которая в общем виде не решается
Тем не менее, для заданной модели мы вначале можем проверить
якобиан (с производными от а по а), чтобы установить, являются ли
независимыми уравнения с неизвестными аг и свободными членами
и, если это так или если независимой является подсистема урав-
нений, то затем посмотреть, имеются ли циклы в потоке информации
при вычислении а по а. Иными словами, мы должны убедиться в том,
что булева матрица смежности, сопряженная с булевой матрицей
потоков, не содержит приводимых блоков. Подробности процедуры
разбиения имеются в книге Химмельблау [41 ] Если матрицу смеж-
ности можно привести к нижней треугольной форме, то коэффи-
циенты а могут быть оценены однозначно, и, следовательно, модель
может быть использована для определения неисправностей. В про-
тивном случае оценивание параметров не является подходящим
средством для этого.
Мы не можем в данной книге описывать все подробности рассма-
триваемого вопроса, однако укажем, что для случая, когда модель
процесса состоит из нелинейных обыкновенных дифференциальных
уравнений, Грюел и Гловер [34] пришли к очень важному выводу.
Они установили, что если набор параметров линеаризованной мо-
дели структурно идентифицируем как а, то набор параметров нели-
нейной модели также структурно идентифицируем как а. Этот ре-
зультат показывает, что использование оценивания коэффициентов
как средства для выявления и диагностики неполадок намного более
перспективен, чем это можно было предполагать ранее.
5.8. ПРОЦЕССЫ, ОПИСЫВАЕМЫЕ ВРЕМЕННЫМИ РЯДАМИ
В гл. 4 были рассмотрены методы обработки данных о процессе
в условиях, когда отсутствует какая-либо основополагающая модель.
Здесь мы коснемся моделей, заданных в виде временных рядов,
С помощью которых неполадки обнаруживаются в тот момент, когда
207
замечают, что прогноз (состояния процесса) отличается от резуль-
татов наблюдений, или что коэффициенты модели отличаются от
коэффициентов, найденных при нормальных условиях работы. Вре-
менной ряд, в котором может иметь место изменение параметров или
случайная ошибка, создает серьезную статистическую проблему при
анализе и диагностике неполадок. Простые временные ряды можно
рассматривать как развитие моделей в виде разностных уравнений,
описанных в разделе 5.5.
Общий вид модели процесса, которая называется авторегрессион-
ным движущимся средним вектором (АРДСВ), следующий:
У / — (Х1У/_1 + + + ^rX_t-n + 61 — — p2S/_2 — —
"(5 8 1)
где п и т — порядки авторегрессионной и движущейся средней
частей, соответственно; Yt — вектор размерности р X 1; — век-
тор размерности р X 1, в котором элементы представляют собой
белый шум со следующими свойствами:
Е {£/} = О
Е {ezej} = а|/
Е =0; k ф О
Моделирование заключается, по существу, в подборе моделей
все более и более высокого порядка до тех пор, пока не будет полу-
чено статистически адекватное описание [48]. После того как модель
подобрана, прогнозирующая величина Е может быть вычис-
лена и затем сопоставлена с наблюдаемой переменной Y в момент
времени /4-1. Затронутая тема слишком сложна, чтобы обсуждать
ее здесь; для ознакомления с подробностями моделирования и про-
гнозирования, базирующихся на соответствующей статистической
теории, отсылаем читателя к литературе [3, 17, 19, 20, 55, 71, 75].
5.9. ФУНКЦИИ РАСПРЕДЕЛЕНИЯ ВРЕМЕНИ ПРЕБЫВАНИЯ
Функции распределения времени пребывания (РВП) были опи-
саны в разделе 3.3.2. Для обнаружения и диагностики неполадок
интерес представляют: 1) временные характеристики функций РВП
и 2) коэффициенты моделей, определенные на основании функций
РВП. Последние могут быть найдены методом наименьших квадратов
во временной или частотной областях либо методом моментов [2].
Интерпретирование макрохарактеристик перемешивания, таких
как застойные зоны, байпасирование или каналообразование, воз-
можно или невозможно в зависимости от того, насколько явление
развито. Образование застойных зон и каналообразование или бай-
пасирование являются в некоторой степени дополняющими друг
друга понятиями, потому что если происходит байпасирование части
потока, ю остальной поток ведет себя так, как будто в каком-то
объеме имеется застойная зона. Однако в пределе байпасирование
208
Рис. 5.14. Кривая распределения времени пре-
бывания и два различных значения безразмерного
среднего времени пребывания, полученные из двух
источников информации. Значение t вычислено
по данным С (/) при различных t.
означает быстрый проскок основного х—
потока жидкости по кратчайшему q
пути, а застойная зона, или мертвое
пространство, — это тот объем жидкости, который по существу не
вносит никакого вклада в основной поток
Наличие застойной зоны обнаруживается по длинному «хвосту»
на кривой распределения времени пребывания. Из-за того, что кри-
вая РВП имеет длинный «хвост», ее вершина смещена вправо. Посмо-
трите на рис. 3.6. На кривой распределения для безразмерного вре-
мени пребывания вершина также смещена вправо. Почему проис-
ходит смещение вершины? Потому что площадь над кривой Е (0)
должна оставаться равной единице, и если имеется длинный хвост,
то вершина должна сместиться вправо и стать ниже, чем в том слу-
чае, когда мертвое пространство отсутствует. Наряду с этим, спе-
циальные графики, приведенные на рис. 3.6, поясняют, как обна-
ружить явление байпасирования.
Среднее время пребывания I может быть вычислено двумя спо-
собами:
1) по экспериментально найденной функции С (/);
2) как отношение V/q, если эти величины известны.
Предположим, что две найденные величины t существенно раз-
личаются. Какая из них предпочтительна? Какая более точна?
Напомним, что вы должны прервать интегрирование в некоторый
момент времени, а также что экспериментально снятая функция
С (/) при малых значениях С имеет большую ошибку, чем при боль-
ших значениях С. Из вида кривой, изображенной на рис. 5.14,
вероятно, можно было бы сделать заключение, что между двумя
средними значениями времени пребывания имеется некоторое раз-
личие, но что, по-видимому, оно не очень велико. Слишком большое
различие делает кривую Е (0) непригодной для диагностики непо-
ладок, однако как средство их обнаружения она может быть по-
лезной.
Пример 5.7. Анализ работы реактора с помощью кривых РВП
Два однотипных реактора часто работают по-разному Например, реактор пи-
лотной установки и промышленный реактор или даже два идентичных промышлен-
ных реактора при проведении в них технологического процесса могут не дать одних
и тех же результатов Расхождения обычно являются следствием различия в кине-
тике, активности катализатора, характера потоков в реакторе и т д. Разделение
чисто кинетических и физических эффектов является трудной задачей Предполагае-
мое поршневое течение в реакторе может в действительности значительно отличаться
от идеального поршневого течения вследствие неправильной укладки катализатора,
или же многоступенчатая система реакций может проявляться на самом деле таким
образом, как будто она имеет меньше стадий, чем предполагалось Анализ кривых
распределения времени пребывания и применение кинетической зависимости первого
порядка служат удобным средством для определения количественного показателя
эффективности контактирования.
209
Рис. П5.7.1. Кривая распределения времени пребывания для пилотного реактора [60 ].
Рис. П5.7.2. Кривая распределения времени пребывания для промышленного реактора
десульфуризации в период плохой работы [60 ].
Мэрфи, Вурье и Майер [60] описывает применение измерений распределения
времени пребывания для исследования промышленного реактора гидродесульфури-
зации с неподвижным слоем катализатора и нисходящим двухфазным потоком.
Водород и нефтяная фракция подавались сверху вниз через неподвижный слой ката-
лизатора, а сера выделялась из нефти в виде H2S. Лабораторные исследования пока-
зывали, что реакция десульфуризации имела четко выраженный первый порядок
в той области условий, в которой обычно проводится процесс, так что оказывалась
применимой линейная модель и могли быть использованы кривые РВП.
Кривые распределения времени пребывания были найдены следующим образом.
В поток сырья на входе в реактор импульсом вводился октадекан, помеченный изо-
топом углерод-14. Из потока на выходе из реактора через определенные интервалы
времени после ввода трассера отбирались пробы и производился анализ на содержа-
ние в них углерода-14.
На рис. П5.7.1 показана кривая РВП, снятая на реакторе пилотной установки,
который показывал удовлетворительную работу при степени превращения около
90 % от той, которая могла бы быть достигнута в реакторе с поршневым потоком.
Экспериментальные данные, полученные на промышленном реакторе, оказались не
такими, какие предсказывались на основании работы пилотного реактора; в действи-
тельности степень превращения в случае, иллюстрируемом рис. П5.7.2, была лишь
на уровне 60 % от достигаемой в реакторе с поршневым потоком.
Естественно, возник вопрос: почему десульфуризация шла хуже, чем ожидалось?
Была ли плохая десульфуризация результатом какого-либо физического эффекта,
например каналообразования жидкости в слое катализатора, или была химическая
причина, например менее активный катализатор, отложение и т. д.? Анализ кривых
РВП показал, что ухудшение протекания реакции произошло вследствие плохого
контактирования. Очень низкая эффективность контактирования наводила на мысль,
что в реакторе десульфуризации происходило сильное каналообразование и/или
байпасирование жидкости. Дальнейшие
исследования показали, что катализатор-
ный слой был нарушен в период пусковых
работ. По-видимому, имели место смеще-
ния катализаторного слоя и образование
в нем каналов. Были приняты меры для
получения более однородной укладки слоя
катализатора, а порядок пусковых работ
был пересмотрен, с тем чтобы вероят-
ность нарушения слоя свести к мини-
муму.
Рис. П5.7.3. Кривая распределения времени
пребывания для промышленного реактора
десульфуризации в период хорошей работы
Г60].
21Q
Самописец
Рис. П5.8.1. Схема испытаний с помощью трассера (заимствовано из работы [23 ] с раз-
решения автора).
После внесения этих изменений были проведены дополнительные испытания
с трассером. Типичная кривая распределения времени пребывания, полученная
в результате этих испытаний, показана на рис. П5.7.3.
Анализ этих новых данных показал, что пересмотренный порядок пуска уста-
новки действительно улучшил контактирование, глубина превращения сразу же
возросла до 70—80 % (по отношению к режиму идеального вытеснения), и получае-
мые результаты десульфуризации стали ближе к получаемым на пилотной установке.
Пример 5.8. Обнаружение байпасирования
Чарлтон [23] описывает измерение байпасирования в продуктово-сырьевом
теплообменнике. Прогрессирующее уменьшение степени превращения в газофазном
гетерогенно-каталитическом реакторе можно было отнести или за счет падения
активности катализатора, или за счет проскока сырья внутри продуктово-сырьевого
теплообменника. Для того чтобы выяснить наличие проскока, было проведено изме-
рение распределения времени пребывания радиоактивного трассера. В сырьевой га-
зовый поток, входящий в теплообменник, был введен импульс газообразного радио-
активного трассера (41Аг), а на линии выхода продуктового газового потока был
установлен радиационный детектор, как показано на рис. П5.8 1, для регистрации
распределения времени пребывания газа.
В отсутствие проскока распределение времени пребывания имело бы единствен-
ный пик, соответствующий единообразному течению потока через систему. Однако
внимательное рассмотрение кривой, показывающей реакцию детектора, обнаружило,
что перед основным пиком имеется дополнительный пик, который соответствует не-
которой доле газа, прошедшей по кратчайшему пути через теплообменник. Наличие
внутреннего байпаса было тем самым установлено. По отношению площадей допол-
нительного и основного пиков можно было вычислить долю поступающего газа, ко-
торая проходила мимо реактора, и проверить, достаточно ли этого для объяснения
наблюдавшегося снижения степени превращения.
5.10. ПРИМЕР КОНКРЕТНОГО СЛУЧАЯ
Данное ниже краткое описание случая обнаружения и диагно-
стики неполадки сделано по материалу статьи Очиаи [62] с разре-
шения автора; рисунки взяты из того же источника. Очиаи описал
последовательность шагов, предпринятых с целью обнаружения и
исправления неполадок в экстракционной колонне, которая была
узким местом более крупного процесса.
Экстракционная колонна показана на рис. 5.15. Она имела диа-
метр 1,5 м и высоту 30 м, 50 перфорированных тарелок и переливных
211
Рис. 5.15. Экстракционная ко*
лонна.
патрубков. В расширен-
ной части колонны (отстой-
ной зоне) тарелок не было.
На тарелку 32 поступало
около 60 л/мин сырья (вод-
ного раствора органики и
побочного продукта реак-
ции). Экстрагирующий
растворитель поступал в
нижнюю часть колонны
с расходом 500 л/мин, в
то же время на верхнюю
50 тарелку подавалась
вода в количестве 30 л/мин.
Через определенное время
водная фаза достигала
нижней части колонны,
почти вся органика из
водной фазы переходила в
растворитель, так что в
качестве рафината из ниж-
ней части колонны уходи-
ли лишь побочный про-
дукт и вода.
Ниже перечислены все этапы процедуры обнаружения неполадки,
их цели и выполнявшиеся при этом действия.
Этап 1: формулирование основной проблемы (или проблем).
В данном случае она выражалась в том, что концентрация побочного
продукта в экстракте была слишком велика.
Этап 2: проверка первоначального расчета, данных, материаль-
ного и энергетического балансов, кинетики и т. д.; просмотр опера-
тивных записей; беседы с опытными операторами для того, чтобы
узнать, что они предпринимают, когда возникает такая проблема;
определение, какого рода информация необходима для выяснения
причин неполадок. Было установлено, что кроме двух предполагав-
шихся фаз (водной и растворителя) может существовать третья фаза,
покидающая реактор с выходящим сверху экстрактом и увлекающая
побочный продукт. Было найдено также, что объемная доля водной
фазы в пробах, взятых с тарелок 42 и 47, изменялась иногда от 0,05
до 0,90, тогда как расчет показывал, что большей частью водная
фаза с поверхностью раздела двух фаз находятся вблизи точки ввода
промывной воды. Операторы не имели ясного представления о том,
как надо поступать, когда концентрация побочного продукта в экс-
тракте превышает допустимую норму, и если работа последующих
аппаратов нарушалась при таких условиях, то операторы уменьшали
подачу сырья.
212
На основании такого предварительного обследования было ре-
шено собрать данные о колонне целиком, поскольку место, где
могла образоваться третья фаза, не было известно.
Этап 3: подборка и временная установка подходящих приборов
для сбора данных. Вариации в доле водной фазы и средней плот-
ности жидкости, как предполагалось, играли большую роль в пло-
хой работе экстрактора. Поэтому на тарелках 1, И, 17, 27, 3 и 47
были временно установлены шесть дифференциальных датчиков
давления для регистрации изменений плотности жидкости.
Этап 4: сбор ключевых оперативных данных как функций от
времени. На рис. 5.16 приведена типичная картина данных для двух
дней работы. Подобные данные для дифференциальных давлений
в нижней половине экстрактора показали, что большие вариации
концентрации побочного продукта в этой части колонны не оказы-
вают влияния на работу экстрактора. Поэтому даже если третья
фаза образовывалась в нижней половине колонны, трудности вызы-
вались факторами, действовавшими в верхней части колонны.
Рис. 5.17 показывает, что отношение расходов двух фаз действи-
тельно изменялось во времени самым неожиданным образом. Ввиду
большой постоянной времени колонны и редкого отбора проб записи
в продолжение трех дней сами по себе не позволили выявить связь
между профилем расхода фаз и концентрацией побочного продукта
в экстракте. Для того чтобы раскрыть сколько-нибудь такую взаимо-
связь, был сделан следующий шаг.
Этап 5: проведение экспериментов (в пределах рабочей об-
ласти) для установления связи между изменениями переменных и
работой аппарата; насколько это возможно, устраняются внешние
флуктуации и дрейф основных переменных с помощью автоматиче-
ских регуляторов. Полученные корреляционные зависимости пред-
ставлены на рис. 5.18. Разность давлений между тарелками 27 и 37
поддерживалась постоянной с помощью автоматического регулятора,
который воздействовал на расход очищенного продукта. Изменение
экспериментальных кривых при постоянных расходах растворителя,
сырья и свежей воды указывает на то, что разность давлений между
тарелками 37 и 47 или содержание водной фазы могли оставаться
постоянными лишь в узкой области рабочих условий. Чистота экс-
тракта увеличивалась с возрастанием содержания водной фазы
(рис. 5.18). Однако если разность давлений была слишком большой,
то это приводило к состоянию, изображенному на рис. 5.17, в, при
котором некоторое количество жидкой фазы, содержащей побочный
продукт, уходило с экстрактом. Поэтому было решено, что для
получения экстракта с низкой концентрацией побочного продукта
содержание водной фазы между тарелками 37 и 47 должно поддержи-
ваться на постоянном уровне, конкретно, профиль содержания вод-
ной фазы в экстракционной колонне должен был быть таким, как
показано на рис. 5.17, б. При этих условиях инверсия фаз проис-
ходит между тарелками 27 и 37. Выше этой границы растворитель
будет существовать как непрерывная фаза. Вблизи тарелки 47
имеется значительное количество водной фазы, которая изолирована
213
Расход Перепад Перепад Перепад Расход
рафината давления давления давления промывной
между 27-37 между 37-47 между 47 воды
тарелками тарелками тарелкой
и верхом
экстрактора
Рис. 5.16. Оперативные данные о работе экстрактора.
a
циз Тарелка Тарелка Тарелка Верх
Высота
Высота
Высота
Рис. 5.17. Кривые изменения содержания водной фазы по высоте экстрактора.
_________I________
7,3 см. вод. ст.
Перепад давления между тарелками 37-47
Рис. 5.18, Связь между содержанием водной фазы и концентрацией продукта в экстракте.
215
гис. tj.iy. сопоставления кривых изменения
содержания водной фазы по высоте экс-
трактора, найденных расчетов по модели
и по экспериментальным данным.
от фазы, находящейся ниже уров-
ня инверсии, с тем чтобы предот-
вратить диффузию побочного про-
дукта от тарелки, на которую
подается питание, к тарелке 50,
что вероятно, и происходило в слу-
чае, соответствующем рис. 5.17, я,
судя по изображенному на нем
профилю. Это обстоятельство со-
вершенно отличалось по сути от
того, что предуссматривалоь пер-
воначальным проектом.
Этап 6: моделирование по-
ведения колонны в динамике и ста-
37 42 47 от верха
Точки отбора проб
тике наиболее простой возможной моделью; оценка неизвестных
коэффициентов модели по представительным данным оперативных
наблюдений. Поскольку в литературе отсутствовали сведения о ди-
намике содержания водной фазы, диспергированной в растворителе,
в подобных, колоннах, была сформулирована простая модель [62].
Экстрактор выше уровня инверсии фаз рассматривался как восьми-
секционная распылительная колонна без тарелок. Были сведены
объемные балансы водной фазы в каждой секции. На рис. 5.19 и 5.20
показаны кривые изменения содержания водной фазы, найденные
расчетом по модели, в сравнении с экспериментальными данными.
Этап 7: определение необходимых изменений в аппаратуре,
приборах управления и в условиях проведения процесса с целью
достижения желаемых результатов. Если при работе экстрактора
форма кривой изменения содержания водной фазы была такой, как
показано на рис. 5.20 (или 5.17, б), то концентрация побочного про-
дукта в экстракте соответствовала количеству водной фазы, попа-
дающей в экстракт. По модельным расчетам увеличение диаметра
отверстий в верхних трех тарелках способствовало понижению
кривой изменения содержания водной фазы, как показано штрихо-
вой линией на рис. 5.19. Ожидалось, что попадание воды в экстракт
при такой форме кривой будет меньше. Для того чтобы получить же-
лаемый профиль содержания водной фазы, необходимо было нала-
дить систему автоматического управления, в которой скорость
подачи свежей воды является управляемой переменной. Закон управ-
ления был пропорциональным плюс состояние покоя с периодом
переключения, равным 3 ч. Нижний уровень расхода свежей воды
также был установлен циклическим, чтобы предотвратить скачок
после переключения. Для того, чтобы можно было определять долю
водной фазы по перепаду давления и чтобы поддерживать постоян-
ную вязкость жидкости, температура на тарелке 40 автоматически
контролировалась путем регулирования температуры подаваемого
216
-J--------------
Расход промывной воды
100
200
Время, мин
_1__
300
Рис. 5.20. Динамические изменения содержания водной фазы при различных возмуща-
ющих воздействиях.
растворителя. Были сделаны и другие изменения в схеме, как опи-
сано в работе Очиаи.
Этап 8: проведение процесса со сделанными усовершенствова-
ниями и проверка работы установки. Рис. 5.21 иллюстрирует уве-
личение пропускной способности колонны, которое было достигнуто
в результате изменений, сделанных на этапе 7, и обеспечения устой-
чивой работы. Производительность возросла более чем на 15 % без
изменения эффективности процесса, что эквивалентно дополнитель-
ной годовой прибыли около 700 тыс. долларов. После того как были
осуществлены указанные выше усовершенствования, стало оче-
видно, что новым узким местом в процессе является стоящая далее
по технологической схеме колонна регенерации растворителя.
К.п.д.,%
85 к --------Q-------------о.....о------*
80- '
18
15
Производительность
тыс. т/год
— х____________
•X
X
X'
X
Il-
ls
23
Подача сырья в реактор,
л/мин ।—
13 20 27
Сентябрь
11 18 25
Октябрь
1 8
Ноябрь
4
Ijhc. 5.21. Увеличение производительности после устранения неполадок.
217
ЛИТЕРАТУРА
1. Anderssen, A. S. and E. T. White, Parameter estimation by the transfer fun-
ction method, Chem. Engr. Sci., 25 (1970) 1015—1021. 2. Anderssen, A. S. and
E. T. White, Parameter estimation by the weighted moments method, Chem. Engr.
Sci., 26 (1971) 1203—1221. 3. Anderson, 0. D., Distinguishing between simple
Box — Jenkins models, Inti. J. Math. Educ. Sci. Technol., 6 (1975) 461—465.
4. Anderson, T. W., An Introduction to Multivariate Statistical Analysis, John Wi-
ley, New York, N. Y., 1958. 5. Astrom, R. J. and P. Eykhoff, System identifica-
tion — a survey, Automatica, 7 (1971) 123—162. 6. Athans, R. P. Dunn, et. al.,
The stochastic control of the F-8C aircraft using the multiple model adaptive control
(MMAC) method, in Proceed. 1975 IEEE Conf. Decision & Control, Houston, Texas,
Dec., 1975. 7. Avedyan, E. D., Recurrent method of least squares in the presence
of correlated interferences, Avtomatika i Telemekhanika (translated as Automation
and Remote Control), 36 (1975, No. 5) 67—75. 8. Bard, Y., Nonlinear Parameter
Estimation, Academic Press, New York, N. Y., 1974. 9. Beck, J V. and R. J• Ar-
nold, Parameter Estimation in Engineering and Science, John Wiley, New York,
N. Y., 1977. 10. Bekey, G. A., System identification-an introduction and a survey,
Simulation, 10 (1970) 151—166.
11. Bellingham, B. and F. P. Lees. The detection of malfunction using a pro-
cess control computer: a simple filtering technique for flow control loops, Trans.
Instn. Chem. Engr., 55 (1977) 1 —16. 12. Bellman, R. and R. J. Astrom. On struc-
tural identifiability, Math Biosciences 7 (1970) 313—328. 13. Bellman, R. E.,
H. H. Ragiwada, R. E. Ralabu, and R. Sridhar, J. Astronaut. Sci., 13 (1966) 110.
14. Bhagavan B. R. and L. R. Nardizzi, Parameter identification in linear distri-
buted parameter systems, IEEE Trans, Automat. Control, AC-18 (1973) 677—679.
15. Bierman, G. J., Measurement updating using the U — D factorization, in Pro-
ceed. 1975 IEEE Conf. Decision & Control, Houston, Texas, Dec., 1975, pp. 337—
346. 16. Bierman, G. J., Factorization Methode for Discrete Sequential Estimation,
Academie Press, New York, N. Y., 1976. 17. Box, G. E. P. and G. M. Jenkins,
Time Series Analysis, Holden — Day, San Francisco, 1970. 18. Box, G. E. P. and
G. M. Jenkins, Times Series Analysis Forcasting and Control, Holden — Day, San
Francisco, 1970, pp. 416—420. 19. Box, G. E. P., G. M. Jenkins, and J. F. Mac-
Gregor, Some recent advances in forecasting and control, Part II, J. Roy. Statis.
Soc. C23 (1974) 158—179. 20. Box, G. E. P. and G. C. Tiao, Comparison of fore-
cast and actuality, J. Roy, Statis. Soc. C25 (1976) 195—200.
21. Brent, R. P., Algorithms for Minimization Without Derivatives, Prentice-
Hall, Englewood Cliffs, N. J., 1973. 22. Bryson, A. E. and Y. C. Ho, Applied
Optimal Control, Blaisdel, Waltham, Mass, 1969, Chapt. 12. 23. Charlton, J. S.,
Radioactive tracers in plant investigations, private communication, Physics and Ra-
dioisotope Services, Imperial Chemical Indus. Ltd., Cleveland, 1977. 24. Chaud-
hurt, S. Р-, A class of distributed parameter system identification via differential’
approximation and quasilinearization, in 5th Hawaii Inti. Conf. System Sciences,
Univ. Hawaii, Honolulu, Jan. 8—12, 1973. 25. Detchmendy, D. M. and R. Sridhar,
Sequential estimation of states and parameters in noisy nonlinear dynamical systems,;
J. Basic Engr., 88 (1966) 362—368. 26. Finlayson, B. A., Weighted Residual Met-j
hods and Variational Principles, Academic Press, N. Y., 1972. 27. Florentin, J. J.,
B. D. Hainsworth, J. B. Reswick, and J. H. Wescott, Joint Symp. on Instr, and
Comp., Inst, of Chem. Eng., London, 1959, p. 18. 28. Froisy, J. В., C. L. Smith,,
A. B. Corripio, and P. W. Mavvill, Closed-loop identification of system dynamics^
in the presence of noise and unmeasured disturbances, Proceed. 1974 Joint Auto.
Control Conf., Austin, Texas, June 18—21, 1974, pp. 293—302. 29. Gilath, C., Deter-
mination of the dilution of a gas discharged into a ventilated atmosphere, Inti.
J. Appl. Radiation Isotopes, 22 (1971) 671—675. 30. Gilmour, С. H., Trouble shoo-
ting heat exchanger design, Chem. Engr. (June 19, 1967) 221—228.
31. Goodman, N. R., Frequency response from stationary noise: two case histories,
Technometrics 3 (1961) 245—268. 32. Goodwin, G. C. and R. L. Payne, Design and
characteristics of optimal test signals for linear single input-output parameter estima-
tion, in Identification and Parameter Estimation (P. Eykhoff, ed.), North-Holland
218
Pub. Co. (1973) 1005—1010. 33. Graupe, D., On identifying stochastic closed-loop
systems, IEEE Trans. Auto. Control, AC-21 (1975) 553—555. 34. Grewal, M. S.
and K- Glover, Identifiability of linear and nonlinear dynamical systems, IEEE Trans.
Auto. Control, AC-23 (1976) 833—837. 35. Gustavsson, I., Survey of applications of
identification in chemical and physical processes, in Identification and System Para-
meter Estimation (p. Eykhoff, ed.), North-Holland, Amsterdam, 1973, pp. 67—85;
also Comparison of different methods for identification of industrial processes, Auto-
matica, 8 (1972) 127—142. 36. Hancock, J. C. and P. A. Wintz, Signal Detection
Theory, McGraw-Hill, N. Y., 1966. 37. Hargis, A. M., Heat exchangers that didn’t
work, Chem. Engr. Progress, 64 (1968, No. 3) 80—81. 38. Hensley, H. D. and
D. M. Himmelblau, Evaluation of five parameter estimation algorithms for a non-
linear reactor model via Monte Carlo simulation, in P. Eykhoff (ed.), Identification
and System Parameter Estimation, Elsevier, Amsterdam, 1973, pp. 277—280. 39. Him-
melblau, D. M., Process Analysis by Statistical Methods, John Wiley, New York,
N. Y., 1970. 40. Himmelblau, D. M., Applied Nonlinear Prgramming, McGraw-
Hill, New York, N. Y., 1972.
41. Himmeblau, D. M., Decomposition of Large-Scale Problems, North-Holland,
Amsterdam, 1973, p. 6. 42. Ho, Y. C. and R. С. K- Lee, A Bayesian approach
to problems in stochastic estimation and control, IEEE Trans. Auto. Control, AC-9
(1964) 333—339. 43. Hougen, J. 0., Experiences and Experiments with Process Dy-
namics, Chem. Engr. Progress Mono. Series No. 4, Amer. Inst. Chem. Engrs. New
York, N. Y., 1964. 44. Isermann, R., U. Baur, W. Bamberger, et. al., Comparison
and evaluation of six on-line identification and parameter estimation methods with
three simulated processes, in Identification and System Parameter Estimation (P. Eyk-
hoff, ed.), North-Holland, Amsterdam, 1973, pp. 1016—1082. 45. Isermann, R.,
U. Baur, W. Bamberger, P. Kneppo, and H. Siebert, Comparison of six on-line iden-
tification and parameter estimation methods, Automatica, 10 (1974) 81—103. 46. Jaz-
winski, A. H., Stochastic Processes and Filtering Theory, Academic Press, New York,
N. Y., 1970. 47. Jenkins, G. M. and D. G. Watts, Spectral Analysis and Its Appli-
cations, Holden-Day, San Francisco, 1968, Chapt. 6. 48. Jenkins, G. M., in Time
Series Analysis, (M. Rosenblatt, ed.), John Wiley, New York, 1963, Chapt. 18;
A Iso G. M. Jenkins and D. G. Watts, Spectral Analysis, Holden-Day, San Francisco,
1969. 49. Jones, H. L., Failure detection in linear systems, Ph. D. Thesis, M. I. T.,
Cambridge, Mass., 1973. 50. Jury, E. I., Theory and Application of the z-Transform
Method, John Wiley, New York, N. Y., 1964.
51. Kalman, R. E., A new approach to linear filtering and prediction problems,
J. Basic Engr., 820 (1960) 35—45. 52. Kalman, R. E., New methods and results
in linear prediction and filtering theory, in Proceed. Symp. on Engr. Applns. of Ran-
dom Function Theory and Probability, John Wiley, New York, N. Y., 1961. 53. Kal-
man, R. E. and R. S. Bucy, New results in linear filtering and prediction theory,
J. Basic Engr., 83 (1961) 95—108. 54. Kerr, T. H., Real-time failure detection:
a nonlinear optimization problem that yields a two-ellipsoid overlap test, J. Opti-
mization Theory Applns., 22 (1977) 509—527. 55. Ledolter, J. and G. E. P. Box,
Topics in time series analysis I. Review of time series models and their forecasts.
AD-A026 311, 1975. 56. Lees, S. and R. C. Dougherty, Numerical Fourier transform
calculations for pulse testing procedures, J. Basic Engr., Trans. A. S. M. E., D-89
(1967) 445—449. 57. Lord, R. С., P. E. Minton, and R. P. Slusser, Guide to tro-
uble-free heat exchangers, Chem. Engr. (June 1, 1970) 153—160. 58. Malpani, S. N.
and J. K. Donnelly, Identification of a packed absorption column, Can. J. Chem.
Engr., 51 (1973) 479—483; also Identification of one phase flow processes, Can. J.
Chem. Engr., 50 (1972) 791—795. 59. Martin, J. A., G. Alengrin, and C. Hernandez,
Estimation of the diffusion coefficient of a fluidized bed catalytic reactor using non-
linear filtering techniques, in P. Eykhoff (Ed.), Identification and Parameter Estima-
tion, North-Holland, Amsterdam, 1973, pp. 255—264. 60. Murphree, E. V., A. Vo-
ohies, and X. Mayer, Application of contacting studies to the analysis of reactor
performance, Ind. Engr. Chem. Process Design Develop., 3 (1964) 381—386.
61. Nieman, R. E., D. G. Fisher and D. E. Sebord, A review of process iden-
tification and parameter estimation techniques, Inti. J. Control, 13 (1971) 209—
264. 62. Ochiai, S., Capacity increases of chemical processes without expansion, paper
219
presented at the 1976 Joint Automatic Control Conference, Purdue Univ., W. La-
fayette, Ind., July, 1976. Also see: Measurement, control, and simulation of an in-
dustrial liquid-liquid extractor, Automatica, 13 (1977) 435—440. 63. Perdreau-
ville, F. J. and R. E. Goodson, Identification of systems described by partial dif-
ferential equations, Trans. ASME, J. Basic Engr., 88 (1966) 463—468. 64. Po-
lis, M.. P. and R. E. Goodson, Parameter identification in distributed parameter
systems: a synthesizing overview, Proceed. IEEE, 64 (1976) 45—61. 65. Rajb-
man, N. S., Survey paper — the application of identification methods in the
U. S. S. R., Automatica, 12 (1976) 73—95. 66. Schwartz, L. and E. B. Stear,
A computational comparison of several nonlinear filters, IEEE Trans. Auto. Control,
AC-13 (1968) 83—85. 67. Seinfeld, J. H., Nonlinear estimation theory, Indus. Engr.
Chem., 62 (1970, No. 1) 32—42. 68. Seinfeld, J. H. and L. Lapidus, Mathematical
Methods in Chemical Engineering, Vol. 3, Process Modeling, Estimation, and Identi.
fication, Prentice-Hall, Englewood Cliffs, N. J., 1974. 69. Soderstrom, T., I. Gus.
tavsson, and L. Ljung, Identifiability for linear systems operating in a closed loop
Inti. J. Control, 21 (1975) 243—255. 70. Stoica, P., A test for whiteness, IEEE’
Trans. Auto. Control, AC-22 (1977) 992—993.
71. Stralkowski, С. M., S. M. Wu, and R. E. Devor, Charts for the interpre-
tation and estimation of the second order moving average and mixed first order auto-
regressive-moving average models, Technometrics, 16 (1974) 275—285. 72. To-
will, D. R. and P. A. Payne, Frequency domain approach to automatic testing ol
control systems, Radio and Electron. Engr., 41 (1971) 51—60. 73. Wellstead, P. E.
and J. M. Edmunds, Least-squares identification of closed-loop systems, Inti. J. Con-
trol, 21 (1975) 689—699. 74. Willsby, A. S., J. J. Deyst and B. S. Crawford, Adap-
tive filtering and self-test methods for failure detection and compensation, Proceed.
1974 J ACC, Austin, Texas, June, 1974; also J. Space Rockets, 12 (1975) 434—437.
75. Wright, J. D. and D. W. Bacon, Analysis of a heat exchanger network using
statistical time series analysis methods, Indus. Engl. Chem., Process Des. Develop.,
14 (1975) 453—458. 76. Yedidiah, S., Diagnosing troubles of centrifugal pumps,
Chem. Engr. (Oct. 24, 1977) 124—128; (Nov. 21, 1977) 193—200; (Dec. 5, 1977)
141—143. 77. Zoutendijk, G., Mathematical Programming Methods, North-Holland,
Amsterdam, 1976.
ДОПОЛНИТЕЛЬНАЯ ЛИТЕРАТУРА
1. Blakemore, J. W. and A. Hoerl, Fitting nonlinear reaction rate equations to
data, Chem. Engr. Progr. Symp. Series No. 42, 59 (1963) 14—22. 2. Bueno, R.t
E. Y. Chow, К- P. Dunn, S. B. Gershwin, and A. S. Willsky, Status report on the
generalized likelihood ratio failure detection technique, with application to the F-8
aircraft, Proceed. 1976 IEEE Conf. Decision and Control, pp. 38—45. 3. Coo-
ley, W. W. and P. R. Lohnes, Multivariate Data Analysis, John Wiley, New York,
N. Y., 1975. 4. Dreifke, G. E. and J. O. Hougen, Experimental determination ol
system dynamics by pulse methods, in Proceed. 1963 Joint Auto. Control. Conf.j
Minneapolis, Minn., pp. 608—612. 5. Friedland, B., Treatment of bias in recursive
filtering, IEEE Trans. Auto. Control, AC-14 (1969) 359—367. 6. Gardner, A.
Frequency domain identification of nonlinear systems, in P. Eykhoff (Ed.), Identic
fication and Parameter Estimation, North-Holland, Amsterdam, 1973, pp. 831—8341
7. Kittrell, J. R., R. Mexalai, and С. C. Watson, Parameteric sensitivity in fitting
nonlinear kinetic models, Ind. Engr. Chem., 57 (1965) 12—16. 8. Liu, J. S. /7.1
Detection, isolation, and identification techniques for noisy degradation in lineal
discrete time systems, Proceed. 1977 IEEE Conf. Decision and Control, Nem Orleans^.
Dec. 7—9, 1977, pp. 1132—1139. 9. Mezaki, R. and J. R. Kittrell, Estimation ol
parameters for nonlinear least squares analysis, Ind. Engr. Chem., 59 (1967) 63—76
10. Otres, R. K- and L. Enochson, Digital Time Series Analysis, John Wiley, Nev
York, N. Y., 1972.
11. Pejsa, A. J., Optimum orientation and accuracy of redundant sensor arrays,
Honeywell Aerospace Div., Minneapolis, Minn., 1971. 12. Seinfeld, J. H. and L. Lar
pidus, Mathematical Methods in Chemical Engineering, Vol. 3, Prentice-Hall, Engler
wood Cliffs, N. J., 1974. 13. Stearnes,S. D., Digital Signal Analysis, Hayden Bool
220
Co., Rochelle Park, N. J., 1975. 14. Sweet, A. L. and J. L. Bogdanoff, The estima-
tion of parameters for a commonly used stochastic model, Am. Inst. Chem. Engr. J.,
15 (1969) 100—105. 15. Takamatsu, T., I. Hashimoto and S. Shioya, Determination
of experimental condition taking account of the effect of parameter accuracy on system
design, J. Chem. Engr. Japan, 4 (1971) 87—91. 16. Van Trees, H. L., Detection,
Estimation, and Modulation Theory, Part I, John Wiley, N. Y., 1971. 17. Welb, R. V.,
Automated dynamic analysis of nonlinear processes, in Proceedings of the Conference
on Advances in Automatic Testing Technology, Birmingham, April 15—17, 1975,
I ERE, London, 1975, pp. 223—236. 18. Willsky, A. S., A survey of design met-
hods for failure detection in dynamic systems, Automatica, 12 (1976) 601—611.
19. Willsky, A. S. and H. L. Jones, A generalized likelihood ratio approach to
detection and estimation of jumps in linear systems, IEEE Trans. Auto. Control,
AC-21 (1976) 108—112.
ГЛАВА 6
МЕТОДЫ РАСПОЗНАВАНИЯ ОБРАЗОВ
В ОБНАРУЖЕНИИ И ДИАГНОСТИКЕ
НЕПОЛАДОК
В этой главе мы рассматриваем обнаружение и диагностику непола-
док как проблему распознавания образов. Сначала объясняется,
что такое образ, затем описываются три общих метода для класси-
фикации и анализа образов: 1) словари неполадок; 2) кластерный
анализ и 3) анализ шумов и вибраций. Каждый из указанных мето-
дов играет свою определенную роль при диагностировании непола-
док, существенно отличаясь от тех методов, которые обсуждались
в предыдущих главах.
6.1. ВВЕДЕНИЕ
Методы распознавания образов широко применяются для реше-
ния таких задач, как распознавание буквенно-цифровой информа-
ции, прогнозирование погоды, установление медицинских диагнозов,
анализ звуковых записей и т. д. Важным свойством методов распозна-
вания образов является то, что полное знание распределения вероят-
ностей данных не требуется. Если в распоряжении имеется лишь
небольшое количество измерений и поэтому нельзя определить зна-
чимые статистические распределения, то могут быть использованы
непараметрические методы.
Что такое образ? В повседневной речи мы используем это слово
во многих значениях, например, характеризуя конструкцию или
внешний вид изделия. Более полезным для наших целей является
понимание его как расположения информации по определенной форме
совместно с фактором «копия» или «образец». Распознавание образов
есть процесс установления вида или класса образа на основе опреде-
ленных признаков образа. Два различных и хорошо отличимых ме-
тода распознавания образов: 1) наложение на шаблон и 2) выделение
признаков и классификация; первый из них более прост, но редко
используется для химико-технологических производств.
221
т
Замер В
Рис. 6.1. Многопеременные образы для 11 переменных, отображающие нормальную работу
(обведены тонкой линией), и образы, составленные по выборочной совокупности измерений.
При тщательном изучении вопроса оказывается, что искусство
человека распознавать образы включает в себя довольно сложную
логику. Одна из причин сложности, создания компьютерных про-
грамм для распознавания образов состоит в трудности объяснения
самим человеком этих мысленных операций. Человек, который опи-
сывает образ, часто не осознает основу применяемой им классифика-
ции. Если попросить человека назвать выявленный им образ, то он
может указать примеры похожих образов, вместо того, чтобы пере-
числить его характерные признаки. Так, вынуждаемый ответить
человек скажет, что он разглядел особый круг, потому что фигура
напоминает круг. Другими словами, распознавание образов чело-
веком — это последовательность опытов или обучение, и на вопрос
о внутреннем содержании этого процесса он отвечает, что он накла-
дывает новый образ на тот, который находится у него в сознании.
Такая процедура, названная наложением на шаблон, состоит в сравне-
нии выборки с рядом хранящихся прототипов. Машинные программы
могут сравнить новый образец с хранящимся вариантом каждого
альтернативного образа, и наиболее близкое совпадение (в соответ-
ствии с заранее выбранным критерием) выявляет класс данного^
образца.
Для примера рассмотрим рис. 6.1, на котором представлены’
11 измерений: температуры, давления и концентрации девяти ком-
понентов. Концентрические окружности изображают величины нор-
мализованных (по их стандартным отклонениям) измерений. На каж-
дом рисунке показаны две фигуры: (1) область, обведенная тонкой
линией, представляет нормальную работу, в то время как толстыми
линиями обозначены границы выборки, которая подлежит проверке
(2). Очевидно, что существуют трудности при таком наложении,
однако могут быть подготовлены словари неполадок для распознав
вания образов с помощью электронно-вычислительной машины (см.
раздел 6.2).
Второй метод распознавания образов, т. е. метод выделения
признаков и классификации, может рассматриваться как трехступен-
222
чатый процесс, показанный на рис. 6.2. Вначале выполняются со-
ответствующие измерения, результаты которых называют простран-
ством измерений. Измерения могут быть представлены в виде вектора
Х2...ХМ]У
в котором элементы Хъ Х2, ..., Хм обозначают скалярные величины
измеренных переменных. Например, в химическом процессе вели-
чины Xlt Х2, ..., Хм могут представлять температуру, давление,
концентрацию или любую поддающуюся измерению характеристику
процесса в конкретный момент времени (одномерное представле-
ние). В определенных случаях измерения представляются в виде
матрицы, например, измерения, сделанные в различные моменты
времени. Необходимо иметь ввиду, что элементы Хг в действитель-
ности представляют собой случайные величины и поэтому может
потребоваться соответствующая их обработка.
На втором этапе по результатам измерений вычисляются или
из них выделяются характерные признаки, объединяемые в вектор
признаков, называемый пространством признаков. Эти признаки
могут быть определены либо непосредственно из измерений путем
удаления лишних компонентов из X, либо путем проведения мате-
матических преобразований вектора или матрицы измеренных ве-
личин. Вектор в пространстве признаков Y, соответствующий век-
тору измерений X, может быть определен как У= [Ух Y2 ... У^]т
с N < М. Признаки матрицы измерений находятся путем проведе-
ния преобразований над ней и выбора системы преобразованных
компонентов матрицы, которые «наилучшим образом» характери-
зуют систему. Выбранные признаки всегда представляются в вектор-
ной форме.
Признаки в пространстве признаков должны лучше группиро-
ваться, чем измерения в пространстве измерений, и, возможно, об-
разовать более простые решающие поверхности. По существу, про-
цесс выделения признаков — это удерживание класса дискримини-
рующей информации и отсеивание класса бесполезной информации
из системы измерений различных классов. Благодаря процессу вы-
деления признаков, вышеупомянутая информация может быть опре-
делена из фигур, образуемых векторами признаков.
Далее применяются различные решающие правила по отношению
к вектору пространства признаков для классификации векторов при-
Выбор признаков
Целевая функция
Рис. 6.2. Процедура распознавания образов методом выделения признаков и классифи-
кации.
223
знаков на один или более классов, после чего может быть проведен
анализ неполадок. Простым примером может служить вектор при-
знаков с двумя возможными образами: 1) соответствующими нор-
мальной работе; 2) соответствующими ненормальной работе. Более
полезным будет распознавание образов для^обнаружения и диагно-
стики неполадок на основе выборки, классифицируемой следующим
образом: нормальная работа, при наличии неполадок комбинация
признаков № 1, при наличии неполадок комбинация признаков № 2
и т. д. Решающие правила могут быть выбраны априори или уста-
новлены в ходе процесса «обучения», как описано в разделах 6.3.3
и 6.4.3. Задача распознавания образов, следовательно, может рас-
сматриваться как задача конструирования функций системы конеч-
ных векторов признаков различных классов, так чтобы функции раз-
бивали пространство классификации на области, каждая из которых
содержит признаки одного класса. При конструировании функций,
называемых дискриминирующими функциями, система образов, для
которых известна принадлежность к классам, используется для
«тренировки» классификатора. Как только классификатор обучен, он
становиться частью системы распознавания образов, которая тогда
становится способной обрабатывать вводимые измерения неизвест-
ного образа и классифицировать этот образ, относя его к одному или
нескольким известным классам.
Могут быть разработаны вычислительные программы [27 ] для
проведения различных операций над вектором признаков, включая
развертывание точек в пространстве более низкой размерности,
использование гиперплоскостей (т. е. плоскостей с более чем двумя
измерениями) для деления гиперпространства на области, использо-
вание методов нахождения кластеров для группировки точек в про-
странстве (например, путем изменения зависимости одного или
более параметров с линейной на логарифмическую, обратную, сте-
пенную и т. д). Визуальным и численным анализом можно выде-
лить признаки, которые экономно характеризуют образы, найти
признаки, которые эффективно разделяют классы образов, или
признаки, удовлетворяющие некоторой комбинации этих двух целей.
Разумеется, выбранные признаки должны быть:
1) простыми, насколько это возможно, для измерения;
2) по возможности в небольшом количестве;
3) пригодными для простой последующей классификации;
4) интерпретируемыми непосредственно в терминах неполадок.
Поскольку эти критерии являются взаимно несовместимыми, то
очевидно, что выбор зависит от удобства и допустимой степени при-
ближения.
Основываясь на этом предварительном описании методов распо-
знавания образов, следует поставить несколько вопросов. Какие
признаки должны быть выбраны? Как? Должны ли использоваться
последовательные или одновременные измерения? Могут ли служить
признаками оценки переменных состояния или параметров? Каким
должен быть вид классификатора или дискриминирующей функции?
Существует небольшое количество практических ответов на первый
224
вопрос, хотя имеются также и методы для выбора (и расположения
по порядку, если должен применяться последовательный метод)
подсистемы из ряда возможных измерений, основанные на прин-
ципе максимальной точности классификации. Вопрос «как?» отно-
сится не только к выбору инструмента для измерения но и к выбору
степени дискретизации измеряемых переменных. Непрерывные пе-
ременные (например, температура, давление) должны квантоваться,
так что степень точности пределов измерений необходимо устанавли-
вать заранее.
Что касается вида способа классификации образов, то может быть
принят детерминистский или стохастический подход. В последнем
случае основным предположением является то, что существует мно-
гопеременная функция плотности вероятности, которая характери-
зует каждый класс. Такие теоретические предпосылки ведут к диа-
пазону стратегий классификации от случая полного знания распре-
делений до полного их незнания, исключая те распределения, кото-
рые могут быть выведены из выборок (непараметрический случай).
Наиболее частые приложения распознавания образов для обна-
ружения и диагностики неполадок основаны на непараметрическом
(со свободными распределениями) подходе к установлению страте-
гии классификации. В числе таких методов включают следующие.
1. Дискриминационный анализ [26] — преследует цель отыскать
функцию, которая стремится разделить пространство наблюдений на
области. Рассмотрите рис. 6.3. Сюда можно включить метод нелиней-
ных, квадратичных и кусочно-линейных дискриминирующих функ-
ций [20, 32], метод потенциальных функций [1] и процедуры,
с помощью которых стремятся оценить многопеременные плотности
вероятности [38, 40]. Некоторые авторы предложили находить рас-
стояние от нового неклассифицированного набора наблюдений до
предварительно обозначенного ряда классифицированных точек,
с тем чтобы установить в некотором смысле «ближайшего соседа»
[13] (подробнее см. раздел 6.3). Во всех вышеуказанных процедурах
аргументами дискриминирующих функций являются векторы при-
знаков и подбираются коэффициенты функций для достижения удо-
влетворительного разделения классов.
Если бы две точки на рис. 6.3, представленные пунктиром, не
были с самого начала в выборке, отвечающей плохим результатам,
то ортогональные проекции точек на прямую V были бы достаточ-
ными для достижения полного разделения нормального и ненормаль-
ного состояний в одном измерении, а не в двух измерениях. Линей-
ное дискриминирование сводится ни к чему иному, как к подгонке
прямой V таким образом, чтобы спроектированный набор мог быть
отделен от другого набора или от контрольного набора. Благодаря
такому подходу, процедуры, которые с вычислительной точки зре-
ния непрактичны для 10—20 измерений, могут стать практичными
в пространстве проекций с меньшей размерностью. Разумеется,
некий набор может образовать пересекающееся с другим набором
множество, будучи спроектированным, даже если они разделены
в пространстве данных более высокой размерности. В этом случае
8 Химмельблау Д.
225
Рис. 6.4. Решающая граница равного предпочтения для двух классов работы устройства,
показанная точечной линией, разделяет области и /?2 в пространстве эксперименталь-
ных данных xlf х2.
„Хорошая работа"
2
Контрольная выборка
Х1
Рис. 6.3. Измеряются два признака (Xi и х2) и наблюдаются два результата: хорошее (ф)
и плохое (О) действие. Мы можем разделить область на и ^2 с помощью функции,
показанной жирными линиями, и, таким образом, классифицировать функционирование
процесса на два непересекающихся класса.
мы могли бы предположить, что каждый набор происходит от гене-
ральной совокупности с существующим, но не известным распределе-
нием (см. рис. 6.4), и провести некоторую границу равной для клас-
сификации значимости (т. е. с одинаковым предпочтением отнести
измерение к одному или другому распределению) между двумя рас-
пределениями, служащую основой для дискриминации.
2. Кластеризация [3, 8, 25] — идентифицирует области в изучае-
мом пространстве, которое связано с образами различных классов.
Кластеры могут быть определены с использованием доверительных
границ, соответствующих вероятности ошибок, как показано на
рис. 6.5. Кластеризация обсуждается в разделе 6.3.
3. Последовательные непараметрические методы [8, 21 ] — исполь-
зуют критерий Вальда последовательного отношения вероятностей
[44] и процедуры непараметрического рангирования, которые дают
возможность заменять вектор измеряемых признаков на вектор ран-
гов. Имеется возможность предварительно определить точность клас-
сификатора путем варьирования
числа измерений, которые не-
обходимо провести.
В разделе 6.2 мы рассматри-
ваем словари неполадок во вре-
менной и в частотной областях
как средство для классификаций
образов и последующего диаг-
ностирования. В разделе 6.4
подобным же образом разби-
раются образы, получаемые по
Рис. 6.5. Результаты измерений двух
переменных (xt и х2) для трех различных
результатов работы. Кластеры выде-
лены доверительными границами.
о Нормальная работа
• Работа при неполадке А
1 Работа при неполадке В
----Контуры доверительных
областей для доверители^
вероятности 0,90
226
акустическому шуму. В разделе 6.3 обсуждается кластерный ана-
лиз. Последовательные непараметрические методы здесь не опи-
сываются.
6.2. СЛОВАРИ НЕПОЛАДОК
Диагностирование неполадок облегчается в том случае, когда
измерения делаются по нескольким переменным одновременно (или
почти одновременно), возможно, через последовательные промежутки
времени. На основе системы выборочных измерений инженер может
отнести выборку к конкретному классу и начать, если необходимо,
действия по исправлению неполадки. Словарь неполадок (известный
также как таблица состояний, таблица решений или матрица рас-
познавания) может помочь в классификации, однако, к сожалению,
его сложность резко увеличивается с ростом числа измеряемых пере-
менных, и поэтому такой вспомогательный инструмент имеет огра-
ничения, даже в случае его перевода на машинный язык.
6.2.1. Словари неполадок во временной области
Для того чтобы понять степень сложности составления словаря
неполадок, предположим, что измеряются только две переменные и
каждая может принять значения 4- (высокий уровень) или —(низкий
уровень) в соответствии с некоторым критерием. Мы используем
символ 0 для представления случаев, когда результат измерения да-
вал нормальное значение. На рис. 6.6 приведены дерево решений и
соответствующий словарь неполадок (таблицу решений) для этого
случая. Обратите внимание на комбинаторный характер решений.
Число исходов на рис. 6.6 равно З2 = 9. Если бы имелось 8 перемен-
ных для измерения и три уровня измерений, то количество ситуа-
ций составляло бы З8 = 6561! Таким образом, даже при использо-
вании электронно-вычислительной машины для обработки большого
числа измерений и векторов признаков практически трудно подго-
товить словарь и хранить все ситуации, если количество перемен-
ных и число уровней квантования становится лишь умеренно боль-
шими. Пример 6.2 показывает, что может быть сделано для уменьше-
ния размера словаря в реальных случаях.
Для эффективного использования словаря неполадок необходимо
принять ряд решений, касающихся:
1) вектора измеряемых величин, применяемого для анализа:
будет ли это отклик в установившемся режиме, отклик на импульсное
воздействие, взаимная корреляционная функция, диаграмма Боде
и проч.;
2) области, в которой будет проводиться анализ: временная или
частотная;
3) вида входного воздействия для определения каждого набора
данных (например, импульсное, ступенчатое, псевдослучайный шум,
обычные возмущения процесса и т. д.) вместе с длительностью во
времени и контрольными частотами;
8*
227
Переменная 1
Номер неполадки
Дерево решений
Рис. 6.6. Дерево решений для обнаружения неполадок и соответствующий словарь непо-
ладок (таблица решений).
Словарь неполадок
Номер образа (ситуации) Переменная 1 Переменная 2 Номера обнару- женных непо- ладок
"Ь 0 — 0 ——
1 X X 2
2 X X Отсутствуют
3 X X 1, 3
4 X X 2, 4
5 X X Отсутствуют
6 X X 3
7 X X 2, 3
8 X X 2
9 X X 4
4) вида словаря неполадок;
5) количества измеряемых переменных;
6) того, каким образом устанавливать соответствие между обра-
зом (ситуацией, или набором значений переменных) и неполадками:
моделированием, путем анализа предшествующих данных или вне-
сением физических возмущений в процесс;
7) установления пределов изменения переменных или уровней
квантования непрерывных переменных;
8) количества уровней неполадок;
'' 9) допуска на рабочие показатели устройства, который исполь-
зуется для обнаружения неисправного состояния;
228
10) количества замеров или проверок, которые должны быть
выполнены.
Метод словарей неполадок и его приложения иллюстрируется
двумя приведенными ниже примерами.
Пример 6.1. Применение словаря неполадок для обнаружения неис-
правностей в трансформаторе
Динд и Реджис [14] описали связь выходов из строя трансформатора с химиче-
ским разложением изолирующих веществ — трансформаторного масла, сопровож-
дающимся образованием газа. Обнаружение и анализ растворенного в трансформатор-
ном масле газа дает существенную полезную информацию о зарождающихся непо-
ладках. Контрольные измерения, сделанные вовремя, могут сберечь значительные
средства. Конкретно, пробы масла периодически отбираются и анализируются на
водород, метан, ацетилен, этилен, этан, кислород, азот, окись углерода и двуокись
углерода. В табл. П6.1.1 приведено интегральное частотное распределение по каж-
дому газу для 190 трансформаторов с масляным погружением, показывающих удов-
летворительную работу.
Фирмой Hydro-Quebec были применены три метода диагностики, каждый из
которых назван именем разработчика. В качестве примера назовем новый метод
Дорененбурга [15] — эмпирический метод установления природы зарождающихся
и главных неполадок по определенным отношениям образующихся газов. Он при-
меняется как к пробам растворенных газов, так и газов, собирающихся над поверх-
ностью масла, в сменных газовых детекторах или в газовых пробниках. Цель метода
заключается в диагностировании наличия точек перегрева, различных электрических
разрядов, исключая внутренние разряды, и внутренних разрядов. (Внутренние раз-
ряды являются частичными разрядами в газовых полостях.) На результаты не ока-
зывает влияние взаимодействие твердой изоляции с растворенными газами.
Используются четыре параметра: (tnlti), (а! у), (elа) и (aim), где
_ 10-4 % (об ) СН4 в масле _ 10~4 % СН4
~~ растворимость С4Н в масле 43,8
% (°б ) ^2 в масле _ 10-4 % Н2
~~ растворимость Н2 в масле 5,58
_ I0"4 % (об ) С2Н2 в масле _ 10“4 % С2Н2
растворимость С2Н2 в масле 122
__ 10~4 % (об.) С2Н4 в масле _ 10~4 % С2Н4
растворимость С2Н4 в масле 176
_ 10“4 % (об.)С2Нб в масле __ 10“4С2Нб
растворимость С2Нб в масле “ 259
Для диагностирования неполадок может быть использована табл. П6.1.2, в ко-
торой представлены области параметров и соответствующие классы неполадок. Для
каждого параметра в таблице указано две или три области, обозначенные для словаря
неполадок как 1, 0 и —1.
В табл. П6.1.3 перечислены несколько случаев неисправности трансформаторов-
и соответствующие диагнозы, отвечающие ситуациям электрического разряда (ЭР)
или точкам перегрева (ТП). Ниже каждого численного значения величины приведено
значение этой величины согласно схеме классификации табл. П6.1.2.
Ситуации и результаты в табл. П6.1.3 достаточно просты и могут быть опреде-
лены путем элементарного перебора. Для более сложных словарей может быть про-
веден анализ методом наименьших квадратов, при котором наблюдаемая ситуация
(образ), соответствующая строка в табл. П6.1.3, сопоставляется с контрольной си-
туацией (образом), приведенной в табл. П6.1.2. Для примера мы можем вычислить
229
ТАБЛИЦА П6.1.1. Содержание растворенных газов в 190
трансформаторах, находящихся в работе (10“4 % объема масла)
Водород (Н2)
Метан (СН4)
Ацетилен (С2Н2)
Этилен (С2Н4)
Этан (С2Нв)
Окись углерода (СО)
Всего горючих
Процент результатов анализа
меньших, чем указано ниже
98 % 95 % 90 % 84 % 50 %
4000 1300 500 250 20
300 100 35 15 —
25 7 2 — —-
450 180 85 50 9
100 45 20 11
1600 !> 1100 900 700 330
3300 2200 1600 1200 450
г) Оценочная величина.
для одного из случаев, указанных в табл. П6.1.3, наименьшую сумму квадратов.
Для случая 1 имеем:
m/h а/у е/а а/т
Случай 1:
ТП (0—1)2+(0— I)2 +(0-1)2+(0—I)2 = 4
ЭР (0—0)2+ (0—О)2 +(0-0)2+(0—О)2 = 0
Во [0—(— 1) Р+ [0—(— 1) ]2+ (0- П2+ (0-1 )2 = 4
ТАБЛИЦА П6.1.2. Критерии области значений параметров
и соответствующие классы неполадок для нового метода Дорененбурга
Тип неполадки Параметр
m/h а/у е/а а/т
Точки перегрева /тгп Выше 1 0,1 Ниже 1 1 Выше 0,2 1 Ниже 0,1 1
Электри- ческие разряды (исключая внутренние разряды) (ЭР) От 0,01 0 до 0,1 Выше 1 0 Ниже 0,2 0 Выше 0,1 0
Внутренние разряды (ВР) Ниже —1 0,01 а « 0, У ~ 0 —1 Выше 0,2 1 Ниже 0,1 1
г) В некоторых случаях возникновения разрядов, когда а > у, параметр m/h может
иметь значения порядка 0,4
230
ТАБЛИЦА П6.1.3. Случаи неисправностей трансформаторов
и их диагностирование
Но- мер слу- чая Вид выясняемой неполадки m/h а/у е/а а/т Диагноз
1 Короткое замыкание между витками 0,039 0 1,6 0 0,032 0 0,72 0 ЭР
2 Ослаблены контакты 0,11 1 0,002 1 12,5 1 0,001 1 тп
3 Замыкание между вит- ками и землей 0,011 0 3,1 0 0,008 0 0,94 0 ЭР
4 Короткое замыкание между витками 0,056 0 1,3 0 0,024 0 0,23 0 ЭР
5 0,36 1 0,0014 1 94,2 1 0,0007 1 тп
6 Нагревание вихревы- ми токами в металли- ческой конструкции 0,38 1 0,029 1 3,9 1 0,013 1 тп
По минимальному значению суммы, равному 0, мы идентифицируем случай 1
как случай ЭР. Разумеется, при большом числе видов неполадок и большом числе
критериев классификации не будет точного совпадения исследуемой и контроль-
ной ситуаций. Однако ситуация (образ), соответствующая минимуму суммы квадра-
тов, отвечает тенденции к правильной классификации.
Типичные выгоды, которые получаются благодаря анализу газа, согласно Динду
и Реджису, следующие:
1) могут быть обнаружены зарождающиеся неполадки (предотвращение взры-
вов);
2) конкретный трансформатор может быть оставлен в работе, несмотря на от-
клонения по составу газа;
3) поскольку подкреплена уверенность в том, что твердая изоляция не является
источником неприятностей для данного трансформатора, то тем самым можно избе-
жать удаления обмотки и снятия главной изоляции.
Пример 6.2. Обнаружение и диагностирование неполадок в химической
установке с использованием словарей неполадок
Беренблат и Уайтхауз [9] из The Insurance Technical Bureau представили под-
робный пример использования словарей неполадок химических установок. Они
указали две основные проблемы, встающие перед аналитиком, желающим использо-
вать словарь неполадок:
1) как обеспечить, чтобы все возможные причины отклонений от нормальных
условий (эти отклонения они назвали событиями) были приняты во внимание и не
возникало двусмысленностей;
2) как уменьшить количество необходимых проверок.
Для того чтобы выявить неполадки, должны быть проведены измерения отдель-
ных параметров, и, таким образом, можно сделать выводы о связанных с ними ус-
ловиях процесса. От проверочных действий можно перейти к регулирующим, если
выводы из анализа неполадок используются для их осуществления.
Количество и вид измерений, которые должны быть сделаны, зависят от объема
и вида требуемой информации. Например, точность измерений для цепей регулиро-
вания должна быть более высокой, чем точность, необходимая для обнаружения
неполадок. Степень сложности при определении результатов быстро возрастает как
с увеличением количества измерений, так и числа возможных решений.
Рис. П6 2.1 и соответствующая ему табл. П6.2.1 иллюстрируют связь элементов
словаря неполадок с процессом в промежуточной емкости. Последствия происшедших
231
а
Рис. П6.2.1. Схема промежуточной емкости [9].
в устройстве событий представлены в небольших
столбцах матрицы как комбинации измеренных
сигналов.
Исход (правило) описывает конкретный на-
бор состояний, объясняющийся условиями кон-
кретного события.
Например, исход 5 в табл. П6.2.1 есть со-
стояние, при котором величина, показываемая
Flt находится внутри ее нормальных границ,
величина показываемая F2, — в области ее верхних
— в открытом состоянии,
значений. Этот набор условий объясняется в строке «события» символом состояния
устройства, обозначенным А. Таким образом, вектор признаков [НОВ] описывает
набор условий, который констатирует существование события (А) или нескольких
событий, соответствующих устройству на рис. П6.2.1. Полный набор векторов
признаков образует матрицу, которая представляет собою словарь неполадок.
Беренблат и Уайтхауз указывают, что главная проблема на практике состоит
в том, как понизить размер словаря неполадок. Они показали (подобно тому, как это
сделано ниже), что с использованием предшествующих знаний о системе можно при-
вести к разумным размерам словарь неполадок, составленный для контролирования
состояния системы.
ТАБЛИЦА П6.2.1. Словарь неполадок для устройства,
изображенного на рис. П6.2.1
Исход (правило) 1 2 3 4 5 6 7 8 9 10 11 12 13
Переменные:
л н Н н Н Н Н Н Но Н В В В В
Vi н Н н О О О 3 3 3 Н Н Н О
F2 н В Нз Н В Нз н В Нз Н В Нз Н
Диагнозы (события) I 2,3 4 4 А 4 2,3 2,3 5 5 2,3 4 4
Исход (правило) 14 15 16 17 18 19 20 21 22 23 24 25 26 27
Переменные:
Fi В В В В В Нз Нз Нз Нз Нз Нз Нз Нз Нз
У1 О О 3 3 3 Н Н Н О О О 3 3 3
F2 В Нз Н В Нз Н В Нз Н В Нз н В Нз
Диагноз (собы- тия) 6 4 2,3 2,3 5 А 2,3 4 4 А 4 2,3 2,3 6
Н — нормальный уровень; В — высокий уровень;|Нз — низкий уровень; О — открыто;
3 — закрыто.
События*
1 — нормальная работа;
2 — течет трубопровод на участке между F2 и Vt;
3 — байпас вентиля V± по ошибке открыт;
4 забита выходная труба;
5 — течь в емкости:
6 — ненормальная производительность (нз — низкая, в — высокая).
А — аномалия (определяемая как физически невозможная комбинация результатов
измерения с точки зрения принципов работы устройства).
232
Рассмотрим схему на рис. П6.2.1. Она включает в себя контур управления с
обратной связью, который регулирует скорость потока на выходе для поддержания
более или менее постоянного уровня в емкости. В дополнение к этому измеряются
скорости входного и выходного потоков. Значения каждой указанной переменной
могут быть разделены, скажем на три области: высокий уровень (или открытое со-
стояние); нормальный уровень; низкий уровень (или закрытое состояние). Если вы-
писать все векторы признаков, то словарь неполадок будет содержать З4 = 81 стол-
бец. Несмотря на то, что можно легко построить такую полную матрицу, усилия по
обработке информации не соответствовали бы тривиальности описываемого процесса.
Вместе с тем, как показано далее, Беренблат и Уайтхауз приводят несколько спосо-
бов, с помощью которых словарь неполадок можно сократить до приемлемых разме-
ров без ущерба для его полноты или непротиворечивости.
Химическая установка состоит из ряда элементов, каждый из которых может
рассматриваться независимо и обычно будет характеризоваться лишь несколькими
измеряемыми переменными. Например, буферные емкости или другие аппараты со
значительным объемом либо аппараты, вызывающие задержку во времени, эффективно
изолируют вышестоящие по потоку аппараты от нижестоящих. Другие функцио-
нальные элементы, которые не обладают «накоплением», такие как трубы, испыты-
вают прямое воздействие лишь со стороны элементов, находящихся непосредственно
выше или ниже них по потоку. Следовательно, установка, в которой делается 20 из-
мерений, может быть разделена, скажем, на 5 элементов, каждый из которых вклю-
чает 4 измерения. Для любого элемента в отдельности может быть построена полная
матрица, что требует в общей сложности 34-5 = 405 столбцов вместо З2 = 3,5-109.
Несколько дополнительных стоблцов потребуется для связи элементов друг с другом,
если они не независимы.
В контуре регулирования измерения регулируемой переменной и регулирую-
щего воздействия не являются независимыми, поэтому одно из этих измерений
можно не принимать во внимание при построении словаря неполадок. В примере,
приведенном на рис. П6.2.1, количество столбцов может быть уменьшено до З3 =
= 27 благодаря использованию F± или Vlt но не их обоих. Вообще говоря,
использование контролирующего воздействия, в данном случае 7Х, предпочти-
тельно.
Что происходит, когда имеется отклонение от требуемого положения, начиная
с начального состояния, при котором все измерения показывают «норму»? В начале
одна и только одна измеряемая величина примет ненормальное значение, затем вто-
рая, третья, четвертая и так далее по мере того, как возмущение распространяется
по установке. Ясно, что незачем ждать того момента, когда будет достигнуто оконча-
тельное состояние, и лишь тогда сигнализировать о событии. Необходимо иметь
лишь некоторое ограниченное количество наблюдений, которое будет однозначно
указывать, что произошло. Это может потребовать только двух, трех или может быть,
четырех (если, конечно, измеряемые величины выбраны правильно) компонент век-
тора признаков, так что остальные, по-существу, не будут иметь отношения к собы-
тию.
Необходимо также иметь в виду, что каждому правилу должно отвечать некое
реальное содержание. Например, правило 2 соответствует течи в линии между F2
и Vx. Это возможно, если расстояние между этими точками значительно, однако
если датчик расхода и укреплены непосредственно один возле другого, то вероят-
ность такой течи становится столь малой, что ею можно пренебречь. Если же чрез-
вычайно важно однозначно установить наличие или отсутствие течи, то необходимо
второе измерение, например, ниже
Событие, обозначенное А, описано столбцами 5, 19 и 23. Если уровень регули-
руется в узких пределах, то эти столбцы соответствуют ситуации, которая не может
возникнуть на практике лишь в течение очень короткого промежутка времени. По-
этому можно подозревать, что одно -(или большее) число измерений неправильно.
Другие правила, например правило 23, содержат такое же предположение в допол-
нение к действительно возможному событию.
Каждый столбец в табл. П6.2.1 соответствует одному или нескольким событиям
в упрощенном элементе установки (буферной емкости), взятом как изолированный
элемент. Точки замеров Fr и F2 разделены буферной емкостью. Лишь в случае собы-
тия 5 (течь между этими точками) они образуют сочетание, дающее полезную инфор-
мацию. Так, правила 2,11 и 20 дают одинаковую информацию, поэтому измерение
233
ТАБЛИЦА П6.2.2. Уменьшенная таблица решений
для буферной емкости
Правило 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15
Fi Н _— - В - Н В Нз В Нз Нз Н
Vi Н н н О О О 3 3 3 3 3 Н Н О О
Н в Нз н В Нз н в Нз Нз Нз Н Н В В
Событие 1 2,3 4 4 6 4 2,3 2,3 5 5 6 5 А А А
может быть отмечено черточкой (—), обозначающей «не имеет значения», что умень-
шает длину таблицы благодаря объединению правил 2, 11 и 20:
Табл. П6.2.1 имеет также временную неопределенность. Например, предполо-
жим, что линия байпаса вокруг открыта. Первым указанием на это является то,
что величина, измеряемая F2, велика (правило 2). Регулятор закроет тогда чтобы
уменьшить величину, измеряемую F%, приведя тем самым к правилу 7 или правилу 8,
если байпас достаточно велик. Правило 8 несущественно увеличивает наше знание,
поскольку на открытый байпас уже было указано правилами 2 или 7. Далее, посколь-
ку события 2 или 3 вначале дадут правило 2, которое затем сменится правилами 7
или 8, то можно сделать вывод, что если правила 7 или 8 появляются без предшествую-
щего им правила 2, то они возникли в результате неверных измерений. Поэтому вре-
менные характеристики системы должны тщательно учитываться, когда устанавли-
вается соответствие между событиями и правилами.
После того как были приняты во внимание все отмеченные выше модификации,
табл. П6.2.1 уменьшилась до табл. П6.2.2.
Обратимся теперь к контуру регулирования. Первоначальная проверка функцио-
нирования регулирующего контура может быть включена в таблицу решений лишь
как сравнение L± и Согласно закону регулирования возможны определенные ком-
бинации (например, Н, Н для любого закона; Н, 3 и Н, О для пропорционального
и плюс интегрального законов). Все другие комбинации указывают на неисправность
в контуре. Так, в табл. П6.2.3 правила 1—4 показывают аномалии, тогда как пра-
вило 5 (которое включает пять комбинаций и названо правилом «ИНАЧЕ») содержит
все комбинации, которые соответствуют нормальной работе регулирующего контура.
Сокращенная таблица решений
ТАБЛИЦА П6.2.3. Таблица решений
для контура регулирования уровня
Правило 1 2 3 4 51»
Li V, Нз О Нз Н В Н В 3 • •
Событие А А А А 1
*) Правило 5 включает все неявно
перечисленные комбинации (ф —ИНАЧЕ).
(табл. П6.2.2) наводит на мысль, что
дальнейшая экономия может быть до-
стигнута лишь в том случае, если пра-
вила 1,5 и 9—15 зависят от конкрет-
ного состояния величины, измеряемой
F±. Правило 1 представляет нормаль-
ную ситуацию; правила 5 и 11 связаны
с ненормальной величиной потока (ве-
личина потока следует за положением
клапана). Правила 13—15 связаны с
физически невозможной ситуацией,
когда поступающий поток меньше по
величине, чем выходящий поток (на-
помним, что уровень жидкости в ем-
кости более или менее постоянен).
Правила 9, 10 и 12 указывают на течь
234
в системе — в каждом случае величина, измеряемая Flt больше величины, изме-
ряемой F2. Очевидно, что измерения могут быть сгруппированы в соответствии с
функциями системы и имеется четыре набора переменных, которые описывают все
ситуации, рассмотренные до сих пор:
AF = F± — F2 — для характеристики потока через систему
Fr — для ненормальной подачи
Li, Vi — для контура регулирования
Vi — Для пропусков, забивок и ненормальных отборов
Таким образом, элемент, состоящий из буферной емкости и ее регулятора, мо-
жет быть полностью описан словарем неполадок в табл. П6.2.4, который включает
24 комбинации, каждая из которых имеет максимум два существенных состояния.
До сих пор словари неполадок были составлены применительно к частным слу-
чаям и еще не уделялось внимание методам выбора необходимых измерений. Берен-
блат и Уайтхауз описали также следующие формальные процедуры для составления
словарей неполадок.
Используются два подхода: «сверху вниз» и «снизу вверх». В первом случае на
основе анализа установки и инженерных знаний оцениваются все возможные события
для данной установки, а также переменные, которые должны быть проверены. Во
втором случае рассматриваются все возможные комбинации переменных и каждой
комбинации приписываются соответствующие события. Для выяснения частных де-
талей обратитесь к гл. 7.
Составление словаря складывается из пяти взаимосвязанных этапов. Вот их
последовательность:
1. Изучить процесс, чтобы установить его основные части. Частью может быть
самостоятельный блок установки, например контур регулирования. Из наблюдений
за «работой» установки выявляются основные «группы» элементов установки, которые
обнаруживают функциональную независимость, и строится диаграмма потоков,
связывающая эти элементы. Элементы, которые эффективно изолируют части системы
(например, такие элементы, как регулирующие контуры, рассчитанные на поддер-
жание нормального состояния, или буферные объемы), должны включаться в каче-
стве самостоятельных групп. Это обстоятельство является решающим, если сло-
варь неполадок предназначен для того, чтобы оказать помощь в раннем обнаруже-
нии неполадок.
2. Формально проверить процесс, т. е. проанализировать влияние всех вероят-
ных ненормальных событий, которые могут возникнуть в установке. Целью является
полнота учета событий (с инженерной точки зрения).
3. Установить для каждой части установки необходимое количество поддаю-
щихся измерению переменных, достаточное для того, чтобы быть в состоянии иденти-
фицировать все события, которые могут произойти в блоке. (Большее, чем минималь-
ное, число переменных приведет к избытку информации.) С этой целью разрабаты-
ваются уравнения функциональной модели для каждой группы (и соотношения
связи между группами) и перечисляются все переменные параметры. Эндоу и Лис
[5] показали, как выполнить эту работу. Параметры, имеющие отношение к каждому
событию, регистрируются. Должна быть рассмотрена также последовательность во
времени, в которой они должны появляться.
4. Для каждой части установки выделить минимальное количество переменных
и областей их значений (скажем, три), которые необходимы для того, чтобы было воз-
можно идентифицировать каждое событие внутри этой группы (достаточность про-
веряется позже). Если количество параметров для конкретной группы превышает
четыре или пять, то в этом случае желательно разбить группу на подгруппы (две
или более), чтобы уменьшить трудности последующего анализа.
5. Построить словарь неполадок, в котором столбцы включают в себя не только
все ненормальные события, но также и нормальные плюс функционально невозмож-
ные события. Определить для каждого события, отражает ли оно 1) нормальное со-
стояние, 2) неисправное состояние или 3) аномалию. (Аномалия определяется как
комбинация сигналов, которая не имеет физического смысла по условиям работы
установки и поэтому указывает на ошибки в измерениях; в отсутствие такой ситуации
измерения считаются правильными.) Столбцы, представляющие нормальное состоя-
ние, выбираются из матрицы и объединяются в один столбец, обозначаемый «ИНАЧЕ».
Результатом этого этапа является получение словаря, который фокусируется в боль-
235
со ТАБЛИЦА П6.2.4. Окончательная таблица решений для буферной емкости и системы регулирования в ней уровня
Правило 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20
дг Fr V> f2 —1 Нз В Нз О Нз Н В Н В 3 • • О Нз О н О В н Нз В 3 Нз 3 н 3 В Н Н
Событие 5 А 1 бнз 6в 1 А А А А 1 4 4 6в 4 2,3 5,6 2,3 2,3 1
Баланс потоков входящий поток Контур регулирования Течи и закупорки
4-1 — положительная величина; —1 — отрицательная величина; ф — ИНАЧЕ
шей мере на неполадках, чем на комбинации векторов признаков, отражающих
удовлетворительную работу и ненормальное состояние. Любые неопределенности,
которые возникают вследствие ограниченности имеющейся информации, должны
быть перепроверены, чтобы установить, надо ли их устранять, и если да, то как.
Для каждой части установки строится дерево неполадок (см. гл. 7), и каждое
дерево образует блок в дереве неполадок для всей установки. Любой элемент строки
в матрице, который представляет переменную вне блока, не связан с правилом, от-
носящимся к его столбцу, и поэтому не записывается. Каждый элемент, который
находится внутри блока, но не относится к правилу в его столбце, помечается чер-
точкой.
Список событий в словаре неполадок должен быть сопоставлен с первоначальным
списком, получившимся в результате изучения установки. Любые события, не во-
шедшие в столбцы словаря, будут запутывать связи между элементами установки.
Например, входные температуры можно трактовать двояко — и как температуру по-
тока, поступающего в данный элемент установки из предыдущего ее элемента, и
как температуру потока, отходящего от данного элемента установки на последующий
ее элемент. Или еще пример — в случае системы трубопроводов алгебраическая
сумма падений давления вдоль каждого замкнутого контура должна быть равна
нулю, и поток, поступающий к любому месту соединения труб, должен быть равен
отходящему потоку. Если в результате связей между элементами установки полу-
чается большое число правил, то первоначальную разбивку следует, вероятно,
пересмотреть.
При разработке словаря неполадок предполагается, что измерения проводятся
правильно. Разумеется, измерения могут быть неверными, и, следовательно, таблица
решений может показать событие, которое в действительности не появилось. Или же
таблица может не показывать событие, которое появилось. Вопрос о том, какое влия-
ние эти ошибки (первого и второго рода, соответственно) оказывают на процесс,
должен рассматриваться отдельно для каждого события. Если измерения существенно
более надежны, чем сам процесс, то никакие дальнейшие усложнения, вообще говоря,
неоправданы. Вместе с тем, если правило показывает, что имеет место аварийная или
близкая к ней ситуация, то для уменьшения вероятности ложной тревоги в дерево
неполадок могут быть включены дополнительные правила, предусматривающие
повторные измерения (либо косвенные измерения).
Применение описанных выше приемов проиллюстрировано Беренблатом и
Уайтхаузом на примере установки Лоули, предназначенной для димеризации оле-
финов [28].
Интересующая нас часть установки представлена на рис. П6.2.2.
Процедура выделения событий по Лоули описана в разделе 7.3.2. Табл. П6.2.5
содержит список причин и последствий неполадок и дает основу для составления
исходного списка событий, используемого для того, чтобы определить, какие изме-
рения необходимы.
Были выбраны следующие наборы независимых переменных:
a) (F±— F2); насос и участок трубопровода длиной 0,5 мили;
б) F2, Уг: трубопровод;
в) ^i: регулирование уровня;
г) Llt Р2. буферно-отстойная емкость;
д) ^2, К2, Уз' регулирование давления в буферно-отстойной емкости;
е) Llt водосборник;
ж) Л, Тъ' контроль температур;
з) Р3: подача азота.
Табл. П6.2.6 — окончательный словарь неполадок — является полной в том
смысле, что в ней содержатся все комбинации для каждой группы переменных.
Она включает 51 комбинацию, из которых 17 — «нормальные» состояния, 22 — «не-
исправные» состояния, а 12 — «аномальные» состояния. Каждое событие определено
в табл. П6.2.7. Отметим, что полная таблица решений должна была бы содержать
семь измерений на трех уровнях и пять измерений на двух уровнях, что приводит
к общему числу столбцов 37-25 = 69 984.
Беренблат и Уайтхауз дали следующие комментарии к словарю неполадок.
Могло случиться, что функция насоса и трубопровода была бы описана тремя пере-
менными Flt F2 и V1} и в результате получилось бы 27 комбинаций, если бы каждая
переменная имела три уровня состояния. Однако Ft и Г2 взаимосвязаны, и если
237
Jg ТАБЛИЦА П6.2.5. Подробный анализ причин и последствий неполадок на участке от промежуточного склада
00 до буферно-отстойной емкости [9]
Ключевое слово Отклонение Возможные причины Последствия Необходимые действия
Нет расхода
НЕТ
(1) Недостаточно углево- Снижение подачи
дорода на промежуточном сырья в реакторный
складе блок и уменьшение
выхода продукта.
Образование полимера
в теплообменнике в
условиях отсутствия
расхода
(а) Обеспечить хорошую
связь с оператором промежуточ-
ного склада
(б) Установить на регуля-
торе LtC сигнализацию нижнего
предела уровня в буферно-от-
стойной емкости
(2) Отказывает насос Jt Те же, что для (1) Перекрывается пунктом (б)
(вышел из строя электродви-
гатель), неисправен привод,
рабочее колесо разрушено
коррозией и т. д.
(3) Забит трубопровод, Те же, что для (1) Перекрывается пунктом (б)
отсекающий клапан по ошиб- Насос перегревается (в) Переключить насос
ке закрыт или клапан ре- «на себя»
гулятора уровня вышел из (г) Проверить проектные
строя в закрытом состоянии данные насоса
(4) Повреждение трубо- Те же, что для (1) Перекрывается
провода Утечка углеводорода
вблизи
магистрали
пунктом (б)
(д) Обеспечить регулярное
общественной дежурство и осмотр трубопро-
вода
БОЛЬШЕ
Расход
больше (5) Клапан V± регулято-
ра уровня вышел из строя
в открытом состоянии или
его байпас открыт по ошибке
Буферно-отстойная
емкость переполняется
Неполное отделение
водной фазы в буфер-
но-отстойной емкости,
приводящее к затруд-
нениям на стадии хи-
мических превращений
(е) Установить на регуля-
торе LXC сигнализацию верхне-
го предела уровня в буферно-
отстойной емкости и проверить
размеры сливного отверстия,
предназначенного для того, что-
бы буферно-отстойная емкость
не переполнялась
(ж) Ввести операцию бло-
кировки байпаса регулировоч-
ного клапана когда байпас
не используется
(з) Перенести всасывающий
патрубок насоса на № дюймов
выше основания буферно-отстой-
ной емкости
Давление больше (6) Отсекающий клапан
по ошибке закрыт или кла-
пан регулятора уровня
закрывается при работающем
насосе
Трубопровод подвер-
гается воздействию
полного напора со сто-
роны насоса и возра-
стающему давлению
(и) Перекрывается пунк-
том (в) за исключением случая,
когда линия возврата забита или
отключена. Проверить трубо-
провод, расходомер и проект-
ные данные фланцев и умень-
шить, если необходимо, ско-
рость перемещения клапана
регулятора уровня. Установить
манометр выше регулирующего
клапана Vr (по ходу потока) и
независимо от этого манометр
на буферно-отстойной емкости
to
о
Продолжение табл. П6.2.5
Ключевое слово Отклонение Возможные причины Последствия Необходимые действия
БОЛЬШЕ
(7) Нагревание отделен-
ного клапаном участка тру-
бопровода вследствие откры-
того огня или сильного сол-
нечного облучения
Повреждение трубо- (к) Обеспечить теплоотвод
провода или протечка на участке трубопровода, отде-
фланцев ленном клапаном (направление
теплоотвода рассматривается
далее — табл. 7.7)
Температура
больше
(8) Высокая температура Выше давление в тру- (л) Проверить, имеется ли
в промежуточном складе бопроводе и буферно- на промежуточном складе удо-
отстойной емкости влетворительная сигнализация
подъема температуры. Если она
отсутствует, то обеспечить ее
МЕНЬШЕ Расход меньше (9) Протекают фланцы Утечка вещества вбли- Перекрывается пунктом (д) и или отделенный клапаном зи общественной маги- проверками, указанными в пунк- участок трубопровода страли те (и) не пуст и протекает
Температура
меньше
(10) Зимние условия
Замерзание водосбор- (м) Теплоизолировать ве-
ника и линии слива досборник вплоть до сливного
клапана, сливной клапан и слив-
ную линию
доля
Высокое содер- (11) Высокий уровень Водосборник напол- (н) Подготовиться к частому
жание воды в воды в емкости промежуточ- няется быстрее. Увели- сливу воды из емкости промежу-
потоке ного склада чивается вероятность точного склада. Обеспечить сиг-
попадания водной фа- нализацию высокого уровня раз-
зы на стадию химиче- дела фаз в водосборнике
ских превращений
Высокая концен-
трация низших
алканов или
алкенов в потоке
(12) Нарушение работы Повышенное
дисцилляционной колонны, в системе
которая по ходу потока пред-
шествует промежуточному
складу
давление (о) Убедиться в том, что
проектные параметры буферно-
отстойной емкости и связанной
с нею трубопроводной арматуры,
включая проходные размеры
сбросного клапана, достаточны
для внезапного поступления бо-
лее летучих углеводородов
БОЛЬШЕ, ЧЕМ Присутствуют
органические
кислоты
(13) То же, что в (12) Увеличенная скорость (п) Проверить пригод-
коррозии водосборника ность конструкционных мате-
на сливной линии риалов
ДРУГИЕ
Эксплуатацион- (14) Неисправность Линия не может быть (р) Установить нижнюю
ные расходы устройств, протечка во флан- полностью осушена точку слива и точку продувки
цах и т. д. или очищена азотом после клапана регуля-
тора уровня. Кроме того, обеспе-
чить удаление азота из буферно-
отстойной емкости
Jg ТАБЛИЦА П6.2.6. Словарь неполадок для установки димеризации олефинов
10 (от промежуточного склада до буферно-отстойной емкости) [9]
Пра- вило 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21
F1— F2 F2 VI L1 Р2 V2 V3 L2 С1 Т1 Т2 РЗ Баланс потоков ।
Пол Отр Н Входной поток
Нз Нз Нз н Н В В В Н Контур регулирования уровня
О Н 3 О 3 О Н 3 Н 3 Н Н О • Неполадки в емкости
Нз Нз В В • Нз •
Нз
Собы- тие 10 А 1 11, 12 13, 4. л 11, 12 13, 4 Л 15 16 17 18 18 17 17 1 А А А А 1 19 1,2 20 1,2
1 22 / 23 1 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 ’ 39 1 40 41
F1— F2 F2 VI L1 Р2 V2 V3 L2 С1 Т1 Т2 РЗ
Система регулирования давления
Нз Нз н н В В Н
3 О о 3 — 3 О 3
• 3 3 О 3 О О 3 Водосборник
В Нз
В Нз Температуры
Нз В Н Подача азота
Нз В Н
Нз Н
Собы- тие А 21 21 22 А 22 А 1 23 1 24 1 25 26 1 25 26 1 27 1
Измерения на трех уровнях F1— F2, F2, VI, LI, Р2, Tl, Т2
Измерения на двух уровнях V2, V3, L2, Cl, РЗ
Пол — положительная величина
Отр — отрицательная величина
Нз — низкий уровень
В — высокий уровень
О — открыто
3 — закрыто
Н — нормально
• — ИНАЧЕ
----безразлично
ТАБЛИЦА П6.2.7. Таблица событий для установки димеризации
олефинов (от промежуточного склада до буферно-отстойной емкости) [9]
Код Событие Код Событие
1 Нормальные условия 17 Открыт байпас клапана ре-
А Аномалия в измерениях гулятора уровня
2 Вторичное временное правило — событие уже показано в другом 18 Имеется течь между F2 и бу- ферно-отстойной емкостью
месте 19 Неполадки в буферно-отстойной
10 Протечка в насосе или в трубо- емкости ниже уровня жидкости
11 проводной линии 20 Неполадки в буферно-отстойной
Отсутствует питание насоса емкости выше уровня жидкости
12 Остановка насоса 21 Закупорена линия подачи азота
13 Отсекающий клапан по ошибке 22 Закупорена линия отвода азота
закрыт 23 Заполнен водосборник
14 Закупорка в насосе или в трубо- 24 Низкий уровень pH
проводной линии 25 Низкая температура
15 Отсутствует отбор из буфер но- 26 Высокая температура
16 отстойной емкости Частичная закупорка в насосе или в трубопроводной линии 27 Нарушена подача азота
Fx Ф F2 (равенство = F2 — это нормальное условие),то может существовать лишь
один из двух случаев либо протечка (Fx > F2), либо аномалия (FT < F2). Вспомним,
что любая комбинация, которая имеет разумное физическое объяснение считается
возможной. Итак, знак разности Ft—F2 (AF) определяет, имеется или отсутствует
протечка, и эти две переменные совместно не могут дать никакой дополнительной ин-
Азот Азот
Слив
Рис. П6.2.2. Отделение подачи сырья и его промежуточного накопления — часть уста-
новки Лоули, предназначенной для димеризации олефинов (заимствовано из работы [9]
с разрешения авторов).
244
формации Следовательно, F± или Г2 совместно с V1 будут описывать действие насоса
и трубопроводной линии.
События 11—14 в таблице решений нельзя различить; все они описаны прави-
1ами 4 и 5 Для того чтобы сделать различие между ними, требуется провести до-
полнительные измерения.
В группе контура регулирования уровня имеется четыре комбинации, которые
указывают на аномальные состояния датчика. Оставшиеся пять комбинаций, требую-
щиеся для комплектации группы, показывают нормальное состояние в том, что ка-
сается функции регулятора.
Li образует самостоятельный блок. Величина (В) связана с большой продол-
жительностью во времени, следовательно, с точки зрения первоначальной таблицы,
лет необходимости отличать эту величину от Lx (Н), и она может быть включена
в правило «ИНАЧЕ» [Нужно заметить, что L3 (В) полностью перекрывается груп-
пой регулирования уровня с помощью клапана.] Подобный же аргумент может
быть использован для группы, образованной Р2.
6.2.3. Словарь неполадок в частотной области
Аньякора [6] показал, как можно использовать спектральную
плотность мощности при определенных частотах для обнаружения
неполадок приборов. Вследствие присущей процессу инерционности
I рафик спектральной плотности сигнала измерительного прибора
для нормально протекающего процесса должен иметь в заданном
интервале или в заданной области частот определенную форму,
например такую, как представлено на рис. 6.7. Может иметься ха-
рактерная концентрация наибольших значений мощности в опреде-
ленной области частот, скажем, высоких или низких. Поскольку
вклад сигнала измерительного прибора в среднеквадратичные флук-
туации на определенном интервале частот не будет одним и тем же
для нормально работающего и неисправного приборов, постольку
и спектральные плотности в этих двух случаях будут также разли-
чаться.
Более простым классификатором для кривой спектральной плот-
ности, нежели разбивка частотной области на множество интервалов,
была бы площадь под кривой или отношение площадей Ах и Л2,
находящихся по обе стороны от характерной критической частоты <ос.
Для оценивания спектра мощности сигналов, поступающих от
датчика, стоящего на линии, можно применить быстрое преобразо-
вание .Фурье.
Ниже на примере мы покажем использование в словаре непо-
падок характерных признаков, полученных из графика Боде
(отклонения амплитуды и фазового угла в зависимости от частоты).
Пример 6.3. Обнаружение застойной зоны
(мертвого пространства) с помощью
словаря неполадок в частотной области
Одно из преимуществ использования ин-
формации, получаемой из графиков Боде, со-
стоит в том, чго не требуется никаких расчетов
^ис. 6.7. Спектральная плотность мощности сиг-
нала измерительного прибора для нормально про-
текающего процесса.
Частота а^Гц
245
Рис. П6.3.1. Две последовательно соединенные ем
кости.
после того как выведен тест на наличие неисправ-
ности. Сталь и Маенпаа [41] ввели в употребление
технику графиков Боде, а Гарсиа [22] модифици-
ровал ее для случая нескольких переменных. В
данном примере подробно рассматриваются обна-
ружение и диагностирование неполадок с исполь-
зованием концепции распознавания образов приме-
нительно к двум последовательно соединенным емкостям с полным перемешива-
нием. Соответствующая модель детально описана в гл. 3.
Для каждого вида неполадок были сопоставлены импульсная и частотная ха-
рактеристики, а фазовый угол и отношение амплитуд частотной характеристики были
выбраны в качестве классификаторов при составлении словаря неполадок. Как луч-
ший способ получения динамических данных предложено импульсное воздействие,
а для получения частотной характеристики по данным во временной области может
быть применено быстрое преобразование Фурье.
Схема процесса приведена на рис. П6.3.1.
Предполагается, что доступны для измерения только входная и выходная кон-
центрация (сР и s2) растворенного трассера, следовательно, коэффициенты однозначно
определить невозможно (см. разд. 5.7), если не известно, что один объем больше дру-
гого. Считается также, что плотность жидкости и расход постоянны.
Уравнения, описывающие систему. Уравнения массового
баланса для трассера:
qco — qct = Vi
dci
dt
qci — qc2 = V2
dc2
~dt
Начальные условия.
d = c 2 = 0 при t = 0
Приведение к безразмерному виду
дает в результате следующие уравнения:
Г* __ /1 * _
о
def
di*
* r* _ т*
! — С2 - Т2
Начальные условия:
с* = с* = 0 при t* = О
где с* = е/Сконтр; t* = / .^!°STp.; т* = V*/q*, V* = V/Уконтр; <?* = <7/<7контр!
V контр
т=У/?.
Определение неполадки. Поскольку в данном примере использу-
ется детерминистский подход, то мы детерминированным образом определим непо-
ладку. Появление мертвого пространства в любой емкости, превышающего 5 % ее
истинного объема, будет рассматриваться как неполадка. Таким образом, имеются
две неполадки:
1) мертвое пространство в первой емкости превышает 5 % ее истинного объема^
2) мертвое пространство во второй емкости превышает 5 % ее истинного объема^
Наличие мертвого пространства означает, что полезный объем емкости уменьшен
в результате неправильного перемешивания, которое в свою очередь может объяс«
няться падением мощности, расходуемой на перемешивание, неудачной конструкций
турбины мешалки, ошибочным углом наклона мешалки и т. д. 1
246
Импульсная и частотная характеристики системы.
Импульсная характеристика системы имеет вид
а передаточная функция системы
с* ($) __ I
Со (S) (**S + 1) (T2*s + 1)
Частотную характеристику системы можно представить следующим образом:
отношение амплитуд (ОД)
]/ со2т^2 + 1 |/ со2т£2 + 1
отставание по фазе (фазовый угол)
ф = arctg (—(М^) + tg-1 (wtJ)
Составление словаря неполадок. На рис. П6.3.2 приведены
типичные характеристики для процесса, представленного выше, в виде отклонений
от условий нормальной работы. По осям ординат на рисунке откладываются значе-
ния следующих величин
А (импульсная характеристика) = [с% Ор-Ь*О N
Д (1g ОЛ) = 1g (OX)f-lg (OA)n
Дф=0г—0w=[arctg(-<OTi)4arctg(<OT2)]F—[arctg(—©T^H-arctg^T^Jjv
Здесь индекс F означает наличие неполадки, а индекс N — нормальную работу.
Отставание по фазе выберем в качестве критерия для словаря неполадок, по-
скольку: 1) оно более четко разделяет разные виды неполадок и 2) становится ясным
выбор тестовой частоты, а именно тестовые частоты — эго те, которые дают макси-
мум отклонения от нормальных условий работы.
Для нахождения тестовой частоты сох нужно решить уравнение
(АФ)р] __tlv tif_______________________________ д
У1 + У1 +
откуда
1
(01 == .
|/
С помощью аналогичной процедуры для тестовой частоты (о2 находим:
1
со 2 — -----
Р T2iVT2F
Импульсная
характеристика
Рис. П6.3.2. Графики отклонений.
Отношение амплитуд
1g со
Отставание по фазе
Емкость 2
ig. (jy
247
Рис.
Импульсная характеристика
1g- О)
Отношение амплшуд
Условие Код
При Ac(tj) <Е1 О
4-1
ДсЦ)>£2 + 2
Условие
При Aoa(cjOj) < El
Л ОА (coj) > Е,
Код
О
+ 1
При 12' |4c(t2)|< |£3
Ис(г2)1 > |е3
Вид отклика
(1, -1)
(I, О)
(2, - 1)
Иной
Неполадка
В емкости 1
В емкости 2
В обеих емкостях
Отсутствует
П6.3.3. Словарь неполадок для временной
При О>2: ОА < Е2 О
Е2 — А ОА((Л>2) < Ед 4-1
АОА(а>2)>Я3 +2
Вид отклика
(+.1,-1)
( о, + 1)
(+1, +2)
( О, О)
Неполадка
В емкости 1
В емкости 2
В обеих емкостях
Отсутствует
и частотной областей.
Затем нам необходимо измеряемую величину Дф разбить на участки (дискрити-
зировать) для сжатого представления ее в словаре неполадок. Предположим, что
графики отставания по фазе представляют действительные результаты экспериментов
при неполадках, определения которым даны выше. (Данные могли бы быть получены
путем размещения в смесителе небольшого экрана.) Пусть Дф+ (coj) — наблюдае-
мое отклонение, когда мертвое пространство имеется в емкости 1, и Дф+ (со2) — от-
клонение для емкости 2. Тогда мы можем допустить, чтобы величина у принимала
значения 0 или 1, в соответствии со следующими правилами.
если Дф (cOi) > ДФ+ ((01), yi — 1
Дф ((01) < ДФ+ ((01), i/i = 0
Дф ((о2) > Дф+ (со2), У2 = 1
Дф ((о2) < ДФ+ ((о2), у2 = 0 -
В этом случае словарь неполадок получается таким, как приведенный в табл. П6.3.1.
Классификация может быть сделана также применительно к импульсной
характеристике и отношению амплитуд, как показано на рис. П6.3.3|
с получением других словарей неполадок.
ТАБЛИЦА П6.3.1. Словарь
неполадок
Состояния Индекс
Уг
Нормальное 0 0
Неполадка 1 1 0
Неполадка 2 0 1
Обе неполадки 1 1
Обнаружение и диагност
тирование неполадок. Для тог
чтобы определить источник неполадок с ис
пользованием ЭВМ для данного набора дай
ных, необходимо вычислить у± и у2 и зате1
осуществить поиск по словарю. Другой пут
определения вида неполадки состоит в том
чтобы вычислить сумму квадратов отклоне
ний Г/J
т
z = [У] (экспериментальное) — у j (слс
/=1
варное)]2
248
где z — определяющий индекс, вычисляемый для каждого вида неполадки; г = О
соответствует искомому виду неполадки. Например, допустим, что надо найти вид
неполадки при z/x — 0 и z/2 = 1- Тогда, используя табл. П6.3.1, получим
Zj = (О —О)2 + (1 —0)2= 1
z2 = (0— 1)2+ (1-0)2 = 0
г3=(0-0)2+(1-1)2 = 0
г4=(0—I)2+ (1—1)2 =1
что указывает на неполадку 2 (строка 3) в таблице.
Приведенный выше пример до некоторой степени неверен, если
речь идет об обнаружении многих неполадок. Предположим, что
одна неполадка намного существеннее, чем другая, как это показано
на рис. 6.8, а. Наличие в емкости 2 10 %-го мертвого пространства
могло бы быть классифицировано как случай двух^неполадок, в то
время как имеется лишь одна неполадка. Другим" типичным при-
мером возможного неправильного диагностирования неполадок в си-
стеме из двух последовательно соединенных емкостей может служить
случай, показанный на рис. 6.8, б, когда емкость 1 имеет мертвое
пространство в 4,8 %, а емкость 2 — в 6,0 %. Результирующее зна-
чение укажет, ^что обе емкости в каскаде имеют мертвые про-
странства, так как сечение, определяющее неполадку, было про-
извольно определено на уровне 5 %. Рассмотрите рис. 6.8, б (на
котором кривые слегка искажены, чтобы облегчить разъяснение
неопределенной ситуации). Одновременное^появление многих непо-
ладок маловероятно, если одна неполадка не зависит от другой.
Если вероятность неполадки А равна 0,02, а неполадки В —0,01,
го для независимых неполадок вероятность одновременного их появ-
ления равна 0,0002. Конечно, во многих процессах одна неполадка
может вызвать другую.
Вместо двух частот, как в приведенном выше примере, при со-
ставлении словаря неполадок может использоваться большое число
частот для каждой неполадки (рис. 6.9).
Теперь обратимся к рассмотрению другого варианта распозна-
вания образов.
Рис. 6.8. Примеры возможного неправильного диагностирования в случае многих неполадок.
249
Емкость 1
О)
00 1 1 1 1000000
00000 1 1 1 1100
ООО 000000000
•Емкость 1 0001111111
’Емкость2 0000011111
Нормальная работа 0000000000
Рис. 6.9. Увеличение количества информации для словаря неполадок при использовании
многих частот*
6.3. КЛАСТЕРНЫЙ АНАЛИЗ
Мы начинаем обсуждение кластерного анализа, предполагая,
что по экспериментальным измерениям нам известно о том, идет ли
процесс удовлетворительно или нет, и если нет, то каковы
причины этого. Целью является обнаружение и диагностирование
неполадки на основе измерения нескольких непрерывных перемен-
ных.
Все многочисленные альтернативные методы, которые были
предложены [2, 12, 23] как средства для классификации состояния
процесса по сходству и различию соответствующих индикаторов,
имеют две главные общие особенности. Во-первых, каждый метод
требует количественного определения, или меры, относительного
сходства между состояниями процесса. Во-вторых, при заданных
количественных показателях сходства, требуется алгоритм для вы-
числения коэффициентов сходства, с тем чтобы обнаружить одно-
родные группы, или классы. Для любого метода определения сход-
ства при наличии многих переменных существует ряд различных
алгоритмов классификации. И наоборот, частный алгоритм класси-
фикации обычно может быть применен к нескольким из ряда различ-
ным показателям сходства профилей. Здесь мы касаемся только тех
методов, которые используют количественные измерения. Такие ме-
тоды, как «анализ скрытых классов», которые приспособлены спе-
циально для использования качественных показателей, обсуждаться
не будут. Однако необходимо помнить, что имеются специальные
методы для решения задач классификации, включающих категорий-
ные или качественные переменные.
Двумя главными видами показателей сходства профилей являются
функция расстояния и векторное произведение. Несмотря на раз-
личие в способах их вычисления, оба они — вариации одного и
того же принципа. Для каждого из многочисленных частных случаев;
показателя функции расстояния может быть найден соответствуй
ющий и эквивалентный ему признак векторного произведения. Как
только выбран критерий сходства, следующим шагом будет выявле-
ние групп, содержащих близкие индексы, например неполадка 1,
неполадка 2 и т. д., т. е. групп, которые для всех практических це-;
лей могут рассматриваться как однородные.
250
6.3.1. Кластеры как признаки классификации
Совокупность результатов измерений п переменных процесса
может рассматриваться как точка в n-мерном пространстве. Точки,
отражающие однородные состояния процесса, например «нормаль-
ное функционирование», имеют тенденцию группироваться в одной
области этого пространства. Так, если имеются две измеряемые
величины и Х2, то может появиться кластер, такой, например,
как показанный на рис. 6.10. Теоретически, подсчитывая для каж-
дого кластера число точек в элементах объема пространства и деля
это число на общее количество состояний, мы можем оценить функцию
плотности р (%!, х2, ..., хп) для этого кластера. Функция плотности р
кластера равна kp*f где k —доля общей совокупности точек, зани-
маемая данным кластером, ар* — совместная функция плотности
вероятности результатов измерений для подмножества точек, отве-
чающих состоянию, представленному данным кластером.
Теоретически, если имеется бесконечно большое количество со-
вокупностей результатов измерений, так что функции плотности
точно известны, неидентифицированное состояние процесса может
быть отнесено к наиболее вероятному кластеру на основании, ска-
жем, их взаимного положения (измеренного каким-либо подходящим
способом). Вместе с тем, единственная совокупность результатов
измерений может не дать четкий однозначный ответ. Поэтому схема,
которая дает относительную вероятность принадлежности к одному
или нескольким кластерам, может оказаться более осмысленной,
чем схема, которая стремится дать вполне определенный диагноз.
Инженер может соединить вероятности, вычисленные для классифи-
кации, и имеющиеся в его распоряжении сведения о серьезности воз-
можных неполадок, стоимости различных исправлений и дополни-
тельных проверок, что необходимо ему для принятия решения
о дальнейших действиях.
Практически распределения вероятности для кластеров известны
редко. Взамен делаются некоторые предположения относительно
вида распределения. Как можно догадаться, обычно предполагается,
что кластеры имеют гауссово распределение. Особое значение гаус-
совому распределению придает центральная предельная теорема,
которая утверждает, что реакция
шому числу случайных воздейст-
вий, будет стремиться кгауссовому
виду независимо от конкретной
природы этих воздействий. Однако
Рис. 6.10. Каждый кластер очерчен контур-
ной линией (граница доверительной об-
ласти) в двумерном пространстве. Посколь-
ку в гауссовых кластерах плотность посте-
пенно падает по мере удаления от центра
кластера, то нельзя с абсолютной уверен-
ностью сказать, принадлежит или не при-
надлежит точка кластеру. Однако можно
Утверждать, что точка находится вне пре-
делов «-мерного эллипсоида, который со-
держит 95 % точек кластера.
процесса, подвергающегося боль-
251
применимость этой теоремы в каждом частном случае зависит от
природы процесса.
Если измеряемые переменные независимы, то функция плотности
вероятности для кластера будет иметь сравнительно простой вид
р(х) = р(хь . . xn) = kp(x1) . . . р(хп) (6.3.1)
Интеграл от р (х) по всему пространству равен k, где 0 < k < 1.
Мы можем выразить функцию плотности р (х7-) как
Р (*j) = 0/<V К2я) ехР [— (6j7^j)2/2]
(Xj — pj)
(6.3.2)
где оь о2, •••> ап — стандартные отклонения, а — средние зна-
чения измеряемых величин вдоль различных осей.
Таким образом, гауссова модель для независимых переменных
принимает вид
Для того чтобы полностью охарактеризовать кластер, должны
быть известны или оценены по экспериментальным данным все
величины О; и р,;. Если измеряемые величины определяются по
слишком малому числу проб, включая пробы при неисправных
состояниях, то, хотя точность оцененных параметров и может ока-
заться приемлемой, все же есть большой шанс, что по крайней мере
одна из оценок будет сильно смещенной.
6.3.2. Диагностирование по дискриминирующим функциям
Выше мы указали, что каждый кластер может быть охарактери-
зован плотностью вероятности, т. е. для каждого кластера имеется
функция плотности вероятности р (хь х2, ..., хп), в которой оценив
ваются параметры о7 и |ij, а также фактор k, характеризующий
значимость кластера в общей совокупности точек. Диагностирование!
основано на вычислении обобщенного расстояния от проверяемой
точки до центров кластеров, как показано на рис. 6.10. Отметим, чтс
на рис. 6.10 кластеры представляют коррелированные переменные
а не независимые. Если кластер представляет независимые перемен
ные, то главные оси кластера будут расположены параллельш
координатным осям (см. рис. 6.13). Для случая независимых пере
менных
р (х) = k' exp (—u2/2) (6 3.4j
где
k' = a2 . . (Уп) (2n)n/2
а величина
252
Рис. 6.11. Контуры кластеров для трех различных
состояний процесса в случае, когда плотности веро-
ятностей кластеров идентичны, симметричны и
имеют одинаковые значения параметров (за исклю-
чением их средних). Жирная точка представляет ре-
зультат измерения, жирные сплошные линии —
классификационные линии на одинаковых рассто-
яниях между парами кластеров, а штриховая ли-
ния — проходящая из начала координат прямая,
на которую делается проекция.
представляет собой квадрат расстояния от любой точки х до центра
кластера с учетом степени дисперсности кластера. Чем меньше это
так называемое «обобщенное расстояние» точки до центра кластера,
тем более правдоподобно, что точка принадлежит данному кластеру.
Иногда расстояние и2 используется как дискриминант без фак-
тора k' (который является мерой высоты пика плотности вероят-
ности в центре распределения). Однако это может привести к излиш-
ним ошибкам, если пик плотности вероятности одного из двух близко
лежащих кластеров намного выше, чем другого. Фактор k' может
быть введен в качестве составной части*в обобщенное расстояние
путем выражения плотности вероятности через модифицированное
обобщенное расстояние (и')2 следующим образом.
р (х) = ехр
(6.3.5)
Классификация или распознавание по критерию и2 либо (и')2
известны как квадратичная дискриминация.
Линейная дискриминация может быть применена в особом слу-
чае, показанном на рис. 6.11, когда различные кластеры являются
сферическими, т. е. ох = сг2 ==•••= ол, и имеют одинаковые по
высотеТплотности вероятности, но с различными центрами. Если
задана1 такая ситуация, то как мы можем определить, к какому
кластеру с наибольшей вероятностью принадлежит проверяемая
точка? Если мы проведем отрезки прямых между центрами класте-
ров (пунктирные линии на рис. 6.11) и восстановим перпендикуляры
в средних точках этих отрезков, то эти перпендикуляры совпадут
с линиями равной плотности для кластеров. С помощью таких линий
пространство может быть разбито на секторы, как показано на
рис. 6.11 жирными сплошными линиями. Мы можем определить,
лежит ли результат измерения (точка) по одну или другую сторону
произвольной линии, построив проекцию отрезка, соединяющего
начало координат с исследуемой точкой, на линию, проходящую
через начало координат перпендикулярно к делящей линии равных
плотностей вероятности^(штриховая линия на рис. 6.11). Если
длина этой^проекции больше г, где г — расстояние между началом
координат и делящей (жирной) линией, то точка находится по одну
сторону делящей линии, если меньше г, то она расположена по дру*
253
Х2 Рис- 6. 12. Иллюстрация случая, когда линейный
£ дискриминант не может быть применен. Верхняя фи-
гура показывает контуры функции плотности для
^0—той же доверительной вероятности.
---------Д----
I I гую сторону делящей линии. По сущест-
k J ву проекция аналитически выражается
______' линейным уравнением
Д (| Проекция = «1X1 + «2^2 + • • • + CLnXn (6 3 6)
'Э III где aj — компоненты проекции на раз-
I I личные координатные направления.
I LZ Уравнение (6.3.6) относится к ли-
______х нейным дискриминирующим функциям.
О Если имеется более чем два кластера,
то требуется множественный линейный дискриминант. ^Линейные
дискриминанты редко отвечают требованиям диагностирования про-
цессов, потому что кластеры обычно не являются однородно сферич-
ными. Редко когда величины стандартных отклонений переменных
не имеют различий между кластерами. Часто наблюдается пересече-
ние кластеров, как на рис. 6.12. К тому же пики плотностей клас-'
теров часто радикально различны. Наконец, даже в тех случаях, когда
линейные дискриминанты могут быть рационально использованы,
они дают меньше информации, чем квадратичные дискриминанты.
Точка, лежащая далеко от ближайшего к ней кластера, и точка в его
центре дают одну и ту же дискриминирующую величину. Такая
ситуация не возникает при квадратичной дискриминации, когда зна-
чение дискриминанта само по себе указывает на положение точки
«внутри» или «вне» соответствующего кластера.
Если мы возьмем логарифм функции плотности вероятности р (х)
[см. уравнение (6.3.1)], то определим логарифмическую дискрими-
нирующую функцию:
L = 1п р (х) — in k + in р (хх) + in р (х2) +
(6.3.7)
Главное преимущество логарифмического дискриминанта со-
стоит в том, что он позволяет обрабатывать распределения, плот-
ность которых быстро падает по одну сторону от среднего и в то же
время имеет длинный «хвост» по другую сторону, т. е. асимметрич-
ные распределения. Классификация точек по отношению к класте-
рам таких типов, как показанные на рис. 6.13, лучше всего может
быть осуществлена с помощью логарифмической дискриминирующей
функции.
Классификация, основанная на
любом дискриминанте, оптималь-
на, когда измерения независимы.
Другими словами, требуются ор-
Рис. 6.13. Негауссовы распределения, кото-
рые лучше всего обрабатываются с помощью
логарифмической (дискриминирующей) функ-
ции.
Гауссово
распределение
j
1“ Равномерное
распределение
254
тогональные оси измерений. Игнорирование умеренной корре-
ляции, как правило, не должно приводить к существенному сниже-
нию точности диагностирования, однако сильно коррелированных
измерений допускать нельзя. В некоторых случаях существует
очевидная корреляция, которая может быть устранена путем линей-
ных преобразований переменных. Этот принцип иллюстрируется
рис. 6.14. Определите центр функции в координатах —х2 и пере-
несите главные оси из центра (т. е. собственные векторы) так, чтобы
установить новую систему координат, в которой трансформирован-
ные переменные ортогональны. Для коррелированного гауссова
кластера это означает определение (п2 — п)/2 коэффициентов корре-
ляции в дополнение к п стандартным отклонениям и п средним.
Рис. 6.15 показывает, что может произойти, когда корреляция
игнорируется. Если вы не учитываете корреляцию между перемен-
ными и оцениваете средние значения и стандартные отклонения
кластеров, то можете сделать вывод, что кластеры имеют конфигу-
рацию, показанную на рис. 6.15, б, в то время как на самом деле
они имеют контуры, показанные на рис. 6.15, а. Таким образом,
излишнее упрощение привело к тому, что два существенно непере-
секающихся кластера выглядят так, как будто они вполне опреде-
ленно перекрываются.
Одним из главных недостатков методов линейного преобразова-
ния является то, что они часто не разделяют кластеры, которые
четко различимы (непересекающиеся), но не могут быть разделены
путем простого вращения или других линейных операций. Выпуклые
непересекающиеся кластеры могут быть разделены с помощью
линейных гиперплоскостей, как показано на рис. 6.11, однако не-
выпуклые непересекающиеся классы не могут быть разделены ли-
нейными гиперплоскостями. Тем не менее, они могут быть сделаны
линейно разделяемыми, а затем могут быть проведены линейные
гиперплоскости. Нелинейное преобразование превращает простран-
ство измеряемых величин в пространство признаков, так что нели-
нейно разделяемые классы становятся линейно разделяемыми. При-
веденное ниже полиномиальное разложение является примером
нелинейного преобразования
L
Рис. 6.14. Преобразование переменных для достижения ортогональности в преобразовании
переменных.
Рис. 6.15. Последствия неучета коррелированности между переменными. Непересекаю-
щиеся 95 %-ные доверительные контуры (а) после оценивания параметров плотностей ве-
роятности кластеров становятся пересекающимися (б).
255
где L-ro порядка полином с коэффициентами а1гп действует на пере-
менные я, причем Xmj — т-п компонент /-й измеряемой величины,
a ymj — трансформированная переменная.
6.3.3. Критерий эффективности классификации
образцовых кластеров
В начале построения кластеров по экспериментальным данным
цель состоит в том, чтобы собрать векторы X в однородные группы,
которые различимы. Хорошей программой экспериментов является
такая, в которой измеряемые величины внутри кластеров макси-
мально сходны в сопоставлении с различиями между кластерами.
Статистика, которая представляет отношение многомерной вариа-
бельности внутри кластеров к многомерной вариабельности по всем
кластерам, дает показатель правильности кластерной классификации
[4]. Такая статистика — аналог скалярного вариационного отноше-
ния (использованного в гл. 2 для одной переменной).
Отношение определителя ковариационной матрицы измерений^
по всем кластерам к определителю ковариационной матрицы изме-1
рений внутри кластера дает показатель различимости или относи-
тельного разделения кластеров в многомерном пространстве измеряе-
мых величин. Определитель есть грубая мера величины объема,
соответствующего разбросу системы случайных переменных. В част-
ности, применяемой статистикой является обобщенное вариацион-
ное отношение
|Т|
(6 3 9)
где | W | — определитель матрицы, элементы которой представляют
внутриклассовые суммы произведений, вычисленные по всем компо-
нентам внутри группы; |_Т | — определитель матрицы, элементы
которой представляют собой общие суммы произведений, вычислен^
ные по всем компонентам, независимо от групп.
Матрицы W п Т определяются как
р
W =
п=1
Vr„ = £{(X-grt)(X-H„)T}
Т = £{(Х-ц) (Х-|х)Т}
где X — вектор измеряемых величин;
рп — центроид кластера в предположении, что X принадлежит
данному кластеру;
р — центроид всех измерений, т. е.
N
~ У1) РпРп
п~ 1
256
рп — относительные частоты, связанные с кластером п;
Р — общее количество векторов X во всех кластерах.
Вместо W и Т мы должны вычислять их оценки W и Т. Каждый
элемент Wl} и Тг] в W и Т, соответственно, вычисляется по следу-
ющим соотношениям;
- L Б (xmtu - о - *т ,)/(Р - м)
т=Л п=1
м Nm _ _ (6 3 10)
Тч = 2 2 (Хтп1 - X.,) (ХтП} - X.JKP - Л1)
аи>1 п=\
где М — число кластеров;
м
Nm — число точек в кластере т\ Р =
т
Хт/а — i-n признак п-го члена кластера т;
Хт i — среднее величин Хтп1 по членам класса т;
X t — общее среднее величин Хтп1 (по всем классам и членам
в классах).
Отношение ц есть хорошо известная статистика, которая при-
меняется в многомерном анализе для проверки значимости различий
между группами. Большие значения т) указывают на то, что кластеры
относительно однородны в сравнении с различиями между класте-
рами. Малые значения ц указывают на то, что различия между
классами относительно невелики в сравнении с различиями внутри
классов. Очевидно, что если кластерный анализ используется для
диагностирования причин неудовлетворительной работы оборудо-
вания, то необходимо иметь большие значения т].
Все кластерные методы образуют кластеры безотносительно к на-
личию или отсутствию какой-либо внутренней структуры самих
данных. Хороший кластерный метод должен:
1) обнаруживать «естественные» кластеры;
2) быть нечувствительным к колебаниям данных, т. е. не изме-
нять кластеры при небольших изменениях точек данных;
3) быть нечувствительным к ошибочным данным.
К сожалению, ни один метод не может быть признан лучшим,
если одновременно учитывать все проблемы, связанные с кластерами.
Чтобы удостовериться в том, что обобщенное вариационное от-
ношение максимально, можно перестроить первоначальное разбиение
экспериментально найденных значений на группы (т. е. изменить
то разбиение, которое исследованием рассматривалось как лучшее).
Если при перенесении результата отдельного измерения из одного
кластера в другой или при простом удалении его из кластера обоб-
щенное вариационное отношение ц улучшается, то осуществляется
перераспределение. В противном случае не делается никаких из-
менений, а тем же путем обрабатываются другие измерения и т. д.
Для ускорения расчетов существуют различные эвристические
методы.
257
9 Химмельблау Д.
Пример 6.4. Кластерный анализ
В данном примере измерялись шесть переменных и строились следующие четыре
кластера: для нормальной работы и трех неполадок — А, В и С. Данные, собранным
для того, чтобы установить неполадки, здесь не показаны, так как они слишкое
обширны, но в табл. П6.4 приведены две статистики, ц и 6, которые характеризуют
распределения вероятностей для каждого кластера (в предположении, что распре-
деления некоррелированы и гауссовы).
Нетрудно показать, что для гауссовых распределений, отношение параметра k
к произведению стандартных отклонений, т. е. k/(dLd2&Sh&5&(i)> пропорционально
величине пика плотности вероятности в центре кластера Если величину пика в кла-
стере нормальной работы обозначив как 1, то пики остальных графиков плотностей
могут быть выражены как относительные величины. Таким образом, для результата
измерения вектора X — |Х1Х2Х3Х4Х5Х^]Т могут быть вычислены с использованием
значений рг и dt каждого из четырех кластеров величины и2 в уравнении (6.3.4)
или (w')2 в уравнении (6.3.5), причем последняя с k' как относительной величиной
пика. Наименьшее значение и2 или (и')2 отвечает наиболее правдоподобной класси-
фикации.
Для этого частного случая гауссовых распределений логарифмический дискри-
минант L [см. уравнение (6.3.7)], имеет вид
L = -^r(u')2=lnp(X)
и различия в L дают относительные достоверности попадания X в два рассматривае-
мых кластера, например в кластер, отвечающий нормальной работе, относительно
кластера, отвечающего неполадке А, и т. д. Если, допустим, (ц')^ = 23 и (а')^ = 14
(где индекс N относится к нормальной работе, а индекс А — к неполадке А), то
23—14 = —2 In pv (X) - [—2 In рА (X)]
Ра(У) е(23-14)/2 = 90
pH (У)
Это означает, что достоверность того, что состояние процесса, обозначенное как X,
является нормальным, равна лишь 1,1 % достоверности того, что состояние процесса
соответствует наличию неполадки А.
ТАБЛИЦА П6.4. Статистики для четырех кластеров
Кластер Параметр fe, % xt х2 Х3 х* хъ хв
Нормальная работа 93,0
HW 36 67 100 45 —35 —20
djy Неполадка А 5,5 9 7 6 10 10 3
НА 37 84 по 10 —35 —35
ОД Неполадка В 0,9 8 6 9 15 25 7
Ив 50 75 90 60 —50 —30
Неполадка С 0,6 10 10 10 25 20 4
А НС 42 79 125 80 —10 —20
дс 8 7 10 20 15 6
258
6.4. КОНТРОЛЬ АКУСТИЧЕСКОГО ШУМА И ВИБРАЦИЙ
Прослушивание шума, исходящего от вращающегося механизма
или от потока в трубах и теплообменниках, или от двигателей вну-
треннего сгорания, является старым методом диагностики. Он был
использован для предотвращения таких отклонений от нормального
состояния, как
1) усталостные трещины в металле, возникающие во внутренних
частях сосуда или в стенках труб и соединениях;
2) ослабление болтов или других скрепляющих деталей;
3) истирание металла;
4) зарождающаяся кавитация;
5) блокировка потока, вызываемая накоплением в системе твер-
дого вещества или отрывом конструкционного материала;
6) чрезмерная вибрация;
7) неустойчивость или другие отклонения от нормального охла-
ждения.
В простейшем случае испытатель прослушивает шум или вибра-
цию, исходящие от устройства, и истолковывает их характер на
основе предшествующего опыта нормальной работы и ее нарушений.
Наряду с использованием собственного шума процесса возможно
также преднамеренное введение шума.
Акустический шум и вибрации отражают фундаментальные про-
цессы, происходящие в механических устройствах, например каче-
ние, скольжение и удар, а также характеризуют процесс движения
жидкости в устройстве. Все эти явления создают характерные шумы,
которые могут быть интерпретированы с точки зрения внутренних
условий протекания процесса и иногда могут быть использованы
также для предсказания неисправностей. Привлекает в анализе
виброграмм и шумов то, что данные собираются с помощью датчиков,
расположенных снаружи, т. е. не влияющих на протекание процесса.
Основной проблемой при диагностировании является разработка
селективного метода для выделения признаков, которые тесно кор-
релированы с внутренними условиями, подлежащими изучению.
Для эффективного выделения признаков имеется два подхода.
Первый из них — статистический: сигналы измерений от устройства,
работающего заведомо удовлетворительно, сравниваются с сигна-
лами от плохо работающего устройства с целью определения отличий
между регистрациями обрабатываемых данных. Второй подход,
используемый не очень часто, принимается в тех случаях, когда
невозможно получить статистически значимые выборки. При этом
подходе исследователь на основе физических принципов пытается
представить, как сигналы возникают и каким образом передаются.
С помощью аналитических моделей могут быть предсказаны харак-
терные картины шумов и вибраций в условиях нормальной работы
и отклонений от нее.
В случае устройств, работающих в области критических скоростей
вращения, устройств, не имеющих запасных частей, и устройств, для
которых неисправность может привести к большим экономическим
9*
259
затратам или аварийной ситуации, контроль должен осуществляться
непосредственно на линии и непрерывно. Полностью укомплекто-
ванная система для анализа должна:
1) поставлять непрерывные сигналы от чувствительных элемен-
тов, расположенных в подходящих для этого местах;
2) автоматически анализировать, накапливать и обрабатывать
информацию для целей диагностики (аварийного ремонта);
3) вырабатывать сигнал тревоги, который указывал бы на источ-
ник неполадки, в тех случаях, когда ход процесса может подвер-
гаться серьезным нарушениям.
Непрерывные измерения могут обеспечить раннее предупрежде-
ние о нарушениях работы и, если неисправность действительно воз-
никла, указать ее причины.
Для небольших, но ответственных устройств с целью обнару-
жения зарождающихся неполадок и выполнения предупредитель-
ного ремонта применяются портативные приборы контроля вибра-
ций. Портативные измерительные приборы обеспечивают заводских
инженеров средствами количественного наблюдения без усложнен-
ного диагностирования. Блох [10] описывает использование таких
измерителей.
6.4.1. Контроль вибраций
Анализ виброграмм основан на том, что вибрации, создаваемые
механизмом, содержат большое число дискретных частот, некоторые
из которых могут быть связаны непосредственно с динамическим дей-
ствием отдельных элементов внутри механизма. Когда изменяется
амплитуда конкретной частоты или частотная картина в целом, то
это отражает изменение внутри механизма и, возможно, ухудша-
ющееся состояние системы. Многие нефтехимические заводы исполь-
зуют в настоящее время компьютерный анализ записей данных, по-
ступающих от механизмов, в качестве средства для снижения эксплуа-
тационных расходов и проведения аварийных ремонтов ответствен-
ного турбомеханического оборудования на нефтеперегонных и хи-
мических установках. На рис. 6.16 показана система сбора данных,
используемая фирмой ICI Ltd. [18].
Для облегчения диагностирования неполадок информация раз-
личного вида о вибрациях анализируется и выносится на экран
дисплея. На рис. 6.17 показаны типичные графики, заимствованные
из работы Прайса [35]. Рис. 6.17, а — это виброграмма враща-
ющегося механизма. Опасные пределы при различных частотах
обозначены через 0. Вместо непосредственного указания частот на
горизонтальной оси спектральный график отнесен к частоте враще-
ния машины, выраженной в об/мин, где 1,0 — это единичная частота
вращения машины, 2,0 — удвоенная частота вращения и т. д. Ча-
стоты от 0,1 до 1 тоже контролируются, однако это на рисунке не
показано. Рис. 6.17, б — это график данных спектра вибраций
в зависимости от времени для конкретного значения частоты, полу-
ченный от одного пробника. Такой график, или изображение на
260
Датчик вибраций
анализа
[18 ].
Выходная печать
Рис. 6.16. Система сбора и обработки данных для анализа виброграмм
экране электронно-лучевой трубки, может быть получен при каждом
включении сигнала тревоги. Подобные графики полезны для обна-
ружения тенденций изменения вибраций или внезапных изменений
вибраций, вызываемых регулировочными воздействиями, наруше-
ниями хода процесса и т. д.
Данные, относящиеся к случаям ложной тревоги, должны быть
удалены из банка данных. Случаи ложной тревоги обычно возникают
вследствие неполадок на приборном щите, ослабления контактов
или из-за оголенных проводов. Надежные данные, поступающие от
чувствительных элементов, собираются с большой скоростью, раз-
биваются на небольшие части, и каждая часть дискретно прибав-
ляется с целью выделить представительную картину на шумовом фоне.
Макинтайр [31 ] приводит два типичных примера использования
анализа вибраций. Электродвигатель пропанового турбокомпрессора
261
0,600 - a
0,500
0,400
0,300
0,200
0,100
0
i
I
I
i
и Допустимый предел
” 0
и v
О
1,0 2,0 3,0 4,0 5,0 6,0 7,0 8,0 9,0
Частота вибраций (частота/скорость вращения, об/мин)
Рис. 6.17. Примеры виброграмм для механизмов вращения [35]:
а — нормальный частотный спектр, полученный виброщупом (нижняя линия), и спектр,
который вызывает опасения (верхняя линия), б — суточный и месячный спектральные гра-
фики для конкретной частоты вибраций (для штриховой линии масштаб выражен в сутках).
был только что проверен и установлен запасной ротор. Во время
пуска обнаружились ненормальные вибрации (рис. 6.18, а, верхняя
кривая); анализ, проведенный инженером, показал, что имеется
достаточно большая разбалансировка, поэтому необходимо выклю-
чить электродвигатель и снять ротор. Осмотр ротора выявил три
сорванные секции стягивающей ленты, которые и обусловили дис-
баланс. Если бы турбокомпрессор продолжал работать, то это
могло бы обернуться серьезным экономическим ущербом — штра-
фом за потерю потенциальной продукции в размере свыше 250 000 дол-
ларов. Спектр вибраций после ремонта также показан на рис. 6.18, а (
(нижняя кривая).
Во втором случае, благодаря проведенному контролю газового
турбокомпрессора высокого давления, был обнаружен большой пик
вибраций (рис. 6.18, б) при единичной частоте вращения, указыва-
ющий на возможную разбалансировку. Пики вибраций при поло-
винной и удвоенной частотах вращения указывали на возможные
262
неполадки, связанные с турбулизацией масла и трением. Турбоком-
прессор был выключен. В результате проверки установлено, что
в основании лопасти пятой ступени турбины образовалась усталост-
ная трещина и лопасть оторвалась от колеса, вызвав дисбаланс.
Лопасть лежала между роторным колесом и диафрагмой корпуса,
что было причиной пика трения при половинной частоте вращения
на спектре вибраций. Продолжение работы турбокомпрессора при-
вело бы к дополнительному ущербу и штрафу за снижение прибыли,
оцениваемому в 100 000 долларов. Спектр вибраций после ремонта
показан на рис. 6.18, б нижней кривой.
Сбор вибрационных и акустических данных требует определен-
ной осмотрительности. Джексон [24 ] подчеркивает ряд практиче-
ских аспектов сбора данных, ставя следующие вопросы:
«Открыты ли валы вращения? Углублены ли подшипники?
Должны ли быть сняты присоединенные защитные устройства?
Можно ли использовать для измерения угла поворота стробирован-
ный свет? Подходит ли шпоночная канавка для измерения фазового
угла? Может ли устройство быть остановлено и вновь запущено?
Если так, то вероятно для получения фазового угла может быть
использована отражающая лента. Если будут использованы отра-
жающая лента и фотодатчик, то необходим ли магнитный зажим
или оснастка? Если материал немагнитен (например, алюминий или
нержавеющая сталь), то, возможно, потребуются крепящие при-
способления. Если вращение передается от электродвигателя, то
может понадобиться щуп, чтобы проникнуть через крышку и при-
коснуться к корпусу подшипника вблизи места, где расположена
точка смазки. Крышку нельзя использовать, потому что она может
служить усилителем или иметь собственный резонанс. При какой
частоте должны проводиться испытания устройства? Какого типа
датчики должны использоваться? С какой температурой можно
столкнуться?... Используйте осциллограф для наблюдения за крити-
ческой картиной вибраций. Многие признаки не являются периоди-
ческими или устойчивыми».
В этой связи см. также работу [33].
Диагностирование спектров вибраций требует хорошего знаком-
ства с устройством и определенного представления о том, как свя-
Рис. 6.18. Два примера обнаружения дефектов во вращающихся механизмах [31]:
а — спектр вибраций подшипника пропанового турбокомпрессора, б — спектр вибраций
подшипника турбокомпрессора высокого давления.
263
Заны признаки с недостатками работы устройства. Приведение пе*
речня признаков находится вне рамок нашего рассмотрения данной
проблемы. Укажем, однако, что в работе [39] представлен обширный
список источников вибраций, их частот, расположений доминиру-
ющих амплитуд, зависимостей амплитуд от изменения частоты вра-
щения, а также вероятностей возникновения неполадок. См. также
табл. 1 в работе Джексона [24]. Неполадки, включенные в спи-
сок:
1) начальный дисбаланс;
2) постоянная деформация или повреждение частей ротора (ло-
пастей);
3) временная деформация ротора;
4) деформация корпуса, временная;
5) деформация корпуса, постоянная;
6) деформация основания;
7) трение в уплотнениях;
8) трение в роторе, осевое;
9) нецентрированность;
10) силы, возникающие в трубопроводах;
11) эксцентриситет в цапфах и подшипниках;
12) повреждение подшипников;
13) возбуждение вибраций в подшипниках и опорах (турбулиза-
ция масла и т. д.);
14) неодинаковая жесткость опор, горизонтальная или верти*
кальная;
15) повреждение упорного подшипника;
16) недостаточная пригнанность в конструкции ротора (горячих
посадок).
Фагерлунд [19] обсуждает подробности и необходимые расчеть
при использовании вибраций стенок труб. Пути предотвращена
вибраций в теплообменниках описаны Шварцем [37].
Эрскин дал разрешение на публикацию следующего руковод-
ства, разработанного в ICI Ltd., для анализа вибраций, возника-
ющих в компрессорах, вентиляторах, турбинах и насосах [18].
I. Ротационные компрессоры, вентиля-
торы, турбины и насосы.
1. Критерии для анализа вибраций корпусов подшипников.
Рядом авторов предложены критерии, по которым можно судить
о серьезности различных уровней вибрации. Большинство этих кри-
териев основано на уточнении и развитии ранней работы Ратбона
[36]. Опыт показал, что наиболее полезными и точными критериями
для основного машинного оборудования химических предприятий
являются те, которые содержатся в документе VDI 2056 [43]. Н|
рис. 6.19 приведена адаптация оригинальных кривых из VDI 205о
и классификация, разработанная в Биллингэме; этот материал ре^
комендуется для широкого применения. Рис. 6.19 вполне понятен!
и не поступало сообщений о каких-либо трудностях с его использо!
ванием применительно к определению уровней вибрации в действу!
ющих производствах. ’
264
Рис. 6.19 относится к вибрациям в независимых подшипниках
и к вибрациям в подшипниках, помещенных в цилиндрические кор-
пуса. Нетрудно видеть, что эквивалентные критерии для первого
случая выше, чем для второго, что объясняется влиянием массы кор-
пуса; это основано на опыте работы с механизмами, приобретенном
в последние годы в Тиссайде (как в сельскохозяйственном, так и неф-
техимическом отделах).
Главная особенность, которую необходимо подчеркнуть, — это
использование в качестве важнейшего параметра пика скорости
вибраций, а не смещения пиков. Скорость является устойчивым пара-
метром, и ее основное достоинство состоит в том, что она не зависит
от частоты вращения или частоты вибраций. Если бы использовалось
10,0
Группа К небольшие машины, до 20 л. с.
Группа М. Машины от 20 до 100 л. с.
Эксплуатационный
фактор
или машины до 400 л. с.
на нестандартных (специальных) Группа Фактор
фундаментах К 1,0
Группа G: Большие машины на жестких М 1,6
и тяжелых фундаментах, собственная G 2,5
частота колебаний которых превышает Т 4,0
частоту вращения машины
Группа Т : Большие машины на фундаментах,
собственная частота колебаний которых
ниже частоты вращения машины
0,01
s
я
о
3
1000
10000 20000
Частота вибраций, цикл/мйн
100
Рис. 6.19. Критерии вибраций механизмов [18].
Указания к использованию.
1. Определить группу машины
2. Разделить величину ординаты, найденной из графика , на эксплуатационный фактор.
3. Определить по графику область, в которую попадает скорректированная величина.
4. Для цилиндрических оболочек разделить на 1,5.
265
ТАБЛИЦА 6.1. Критерии
относительной подвижности цапфы
и опоры
Оценка Отношение вибра ционное смеще ние/диаметральный зазор
при 50 об/с при 200 об/с
Хорошо 0,2 0,1
Удовлетвори- 0,35 0,25
тельно
Недопустимо 0,5 0,5
смещение, то необходимо было
бы знать также частоту враще-
ния машины и/или частоту виб-
раций, прежде чем делать прос-
тые заключения. Такие же
ограничения относятся и к па-
раметру ускорения. Для более
полной информации по данно-
му вопросу рекомендуем обра-
титься к источникам [16, 17, 30 ].
2. Вибрационные критерии
для обнаружения относитель-
ной подвижности цапфы и под-
шипника вращающегося меха-
низма.
В последние годы появление цилиндрических корпусов и многих
совершенных электронных и полупроводниковых приборов позво-
лило проводить измерение орбиты вращения цапф в гидродинами-
ческих опорах. Поскольку этот метод является новым и имеющийся
опыт сравнительно ограничен, то определяющих критериев, которые
пригодны для общего использования и с помощью которых можно
было бы судить о серьезности вибраций, в настоящее время суще-
ствует мало. По табл. 6.1, составленной на основании литературных
данных и нашего ограниченного опыта, можно делать заключения,
касающиеся цилиндрических корпусов или легких роторов.
При низких частотах вращения допустимы большие отношения
вибрационное смещение/диаметральный зазор, так как энергия
вибраций зависит от частоты вращения, но на практике сле-
дует ожидать отношений, соответствующих частоте вращения
50 об/с.
Наиболее важный момент, который необходимо учитывать при
использовании таких измерений, заключается в том, что в большин-
стве своем цапфы имеют овальность около 25 мкм, несмотря на особое
внимание, уделяемое их изготовлению. Относительное смещение
цапфы и вкладыша подшипника вследствие вибрации может быть
того же порядка. Это означает, что во многих случаях действитель-
ный сигнал может быть замаскирован ошибкой изготовления цапфы;
даже при большой тщательности изготовления остаточная ошибка
может быть около 10 мкм, а однажды она даже возросла, когда
с какой-то цапфы при сборке были удалены следы легкой корро-
зии.
Опыт, накопленный в сельскохозяйственном и нефтехимическом
отделах ICI Ltd., показал, что такой способ измерений дает ценные
результаты, когда исследуется нестабильность подшипников, но
он менее значим для изучения общих вибраций турбомашин, которые
связаны с центрированием, разбалансировкой и аэродинамическими
эффектами. Кроме того, этот вид измерений неприменим к высоко-
частотным вибрациям, возникающим в редукторах или в шестерен-
чатых соединениях.
266
3. Введение вибрационных критериев для отдельных маший,
находящихся в эксплуатации.
Существующие вибрационные критерии позволяют установить
уровни вибраций, по которым можно делать выводы, касающиеся
конкретных видов машин, однако почти всегда они неприменимы
к машинам, находящимся в нестандартных условиях по режиму
их работы или местонахождению. В таких случаях хорошая система
регистрации данных должна выработать, причем своевременно,
систему действительных критериев для решения вопросов о качестве
таких машин.
Записи данных могут использоваться также для уточнения си-
стемы уровней, даваемых общими вибрационными критериями для
машин, работающих в стандартных условиях, и таким образом можно
установить надежные вибрационные критерии, по которым с досто-
верностью можно делать простые заключения.
II. Поршневые компрессоры.
1. Вибрационные критерии.
Измерения, проведенные на машинах, имеющих частоту вращения
ниже 7 об/с, показали, что скорость вибраций не может служить
удобным показателем качественного состояния машины; более важ-
ным является вибрационное смещение и расстояние точки замера
от линии центра кривошипа. Ориентировочную оценку границы
допустимых вибраций можно получить из следующего уравне-
ния:
а = 0,125^ + 0,089
где а — максимальное вибрационное смещение, мм; d — расстояние
точки замера от линии центра кривошипа, м.
Приведенное выше уравнение дает лишь обобщенный фактор,
который можно было вывести на основании исследования большого
количества машин в сельскохозяйственном отделе ICI Ltd.
Обращает на себя внимание отсутствие публикаций о критериях
вибраций механизмов с возвратно-поступательным движением. Аме-
риканский морской стандарт MIL-STD-167 дает критерии допусти-
мых границ вибраций подшипников для новых возвратно-поступа-
тельных механизмов, которые 1) соответствуют критериям, выте-
кающим из наших собственных исследований машин с частотой вра-
щения менее 7 об/с, 2) могут также преобразовываться в критерий
скорости для высокоскоростных машин и 3) соответствуют крите-
риям, даваемым документом VDI 2056 для машин группы С (группы,
к которой, по-видимому, должны были бы принадлежать машины
с возвратно-поступательным движением).
2. Измерение вибраций.
При низких частотах (менее 10 Гц) электронные измерения с ис-
пользованием датчиков скорости или ускорения проводить затруд-
нительно. Система, позволяющая преодолеть эту сложность, раз-
работана в секторе звука и вибраций сельскозяйственного отдела
ICI Ltd. Она позволяет использовать измеритель вибраций (с частот-
ной характеристикой до 1 Гц) непосредственно для замера низкоча-
267
стотных вибраций или для регистрации их с помощью ультрафиоле*
тового регистрирующего устройства или осциллоскопа (CRO).
Акселерометры требуют специализированных усилителей для
получения отвечающей требованиям низкочастотной характерис-
тики.
Во многих случаях для измерения низкочастотных вибраций,
которые обычно имеют большую амплитуду, может быть вполне под-
ходящим механический виброграф, такой, например, как Aska-
nia.
3. Вибрационные выключатели для машин с возвратно-посту-
пательным движением.
Механические вибрационные выключатели с магнитными защел-
ками были успешно использованы на многих машинах в сельско-
хозяйственном отделе ICI Ltd. для обнаружения больших ускорений
и останова машин. Этот вид виброконтроля не обязательно преду-
преждает первоначальную неисправность, однако он может сокра-
тить длительный период простоя путем предотвращения тяжелых
последующих повреждений, например поломки шатунов. В настоя-
щее время в продаже имеются чисто электронные системы, однако
у нас нет непосредственного опыта работы с такими системами. Не
все механические вибровыключатели работают удовлетворительно,
и по этой причине нам пришлось заменить два вида таких выклю-
чателей.
4. Заключительное замечание.
Очевидно, что состояние машин с возвратно-поступательным дви-
жением более трудно поддается оценкам, чем состояние ротацион-
ных машин, и что уровень знаний в этой области менее высок. По
существу это означает, что именно здравый смысл в данном случае
приобретает большее значение.
III. Зубчатые передачи.
1. Опубликованные критерии вибраций.
Хорошо обоснованных методов оценки или измерения вибраций
коробок передач существует немного, и из них лучше всех известен
разработанный в U. S. Gear Manufacturers Association (AGMA 426.01)
метод измерения поперечной вибрации в высокоскоростных спираль-
ных и шевронных колесных зубчатых устройствах. Тем не менее он
не имеет всеобщего распространения и обладает рядом ограничений,
указанных ниже.
а. Метод преимущественно учитывает относительное движение
цапфы и опоры, при этом игнорируется зазор в подшипнике и отдается
предпочтение рекомендации Американского института нефти (API)
о том, что смещение между крайними точками равно (ц) =
600
= 25 / -----------------з-г- для частот вибрации между 60
Г частота вращения в об/с r J
и 600 Гц. Выше 600 Гц он устанавливает предел осевой вибрации,
равный 10g, где g—ускорение свободного падения.
б. Для вибраций коробок скоростей метод дает в качестве пре-
дельной скорости вибраций корпусов подшипников величину 7,5 мм/с.
Эта величина является неестественной, но она значительно выше
268
той, какую следует ожидать от большинства работающих ныне
коробок передач.
2. Критерии вибраций, разработанные в ICI Ltd.
Опыт работы с коробками передач, накопленный в Тиссайде,
показывает, что состояние этих устройств можно оценивать, исполь-
зуя рис. 6.19. и предполагая, что они относятся к группе Т. Измере-
ния вибраций осей, проведенные на двух коробках передач, пока-
зали, что овальность осей исключала возможность получения пра-
вильных значений относительной подвижности цапфы и подшип-
ника; этого можно ожидать, несмотря на чрезвычайную тщатель-
ность доводки шейки вала. Для некоторых других коробок передач
использованию этой методики препятствовал пространственный
фактор.
Необходимо отметить, что коробки передач подвержены наруше-
ниям центровки в большей мере, чем компрессоры, электродвигатели
и турбины, так как они «соединяют» два элемента устройства, которые
могут иметь заметные осевые нагрузки. Уже только по этой причине
желательно контролировать вибрации зубчатых передач.
3. Измерение вибраций зубчатых передач.
Как правило, интерес представляют частоты вибраций зубчатых
зацеплений, лежащих обычно в пределах от 1500 до 4000 Гц, а также
частоты вибраций вращающихся валов (в пределах от 20 до 200 Гц),
поэтому для полноты оценивания весьма важно использование аксе-
лерометров. Если зубчатое зацепление не представляет интереса,
то могут быть использованы датчики скорости; однако при этом
требует, чтобы система усиления отсекала все частоты выше 1200 Гц,
когда желательно избежать увеличения уровня сигнала из-за влия-
ния частот вибраций зубчатого зацепления.
Для лучшего действия акселерометры должны быть прижаты
к подготовленной плоской поверхности, и часто желательно исполь-
зовать очень тонкую бумажную прокладку во избежание контактного
резонанса. Чтобы получить величину скорости вибраций, сигнал
акселерометра необходимо подавать на интегрирующий усили-
тель.
Отдельная геликоидальная зубчатая передача будет преобразо-
вывать крутящие флуктации в аксиальные перемещения, т. е. она
может направлять крутящие вибрации по прямой линии. Таким
образом, могут возникать осевые вибрации, и поэтому целесообразно
всегда учитывать при наблюдении за коробками передач величину
аксиальной вибрации. В идеале система из сдвоенных геликоидаль-
ных колес имеет конструктивно свойственный ей осевой баланс;
тем не менее опыт показывает, что способность образовывать осевую
вибрацию остается, хотя она и невелика.
4. Шумы в качестве критериев.
Шум, издаваемый небольшой ограниченной поверхностью ко-
робки передач, может быть измерен непосредственно с использова-
нием экранированного микрофона; экран дает уверенность в том, что
шумы от других источников не будут существенными. Этот метод
успешно использовался в Биллингэме для контроля за несколькими
269
ТАБЛИЦА 6.2. Уровни шума и состояние зубчатых передач
Вид передачи Уровень шума (в дБ) в 300 мм от кожуха Хорошо Допустимо Плохо
Цилиндрическая Отдельная геликоидальная Сдвоенная геликоидальная Планетарная 99 105 110 85 100 105 80 95 100 75 90 95
коробками передач до того как стали доступны отвечающие требо-
ваниям акселерометры: все подробности, касающиеся одного лишь
случая, приведены в документе РР-2.
Метод предусматривает детальный анализ шумовых волн, т. е.
скорее анализ картины шума, чем вибраций.
В большинстве случаев отсутствует подходящий экран для микро-
фона и исследователь не в состоянии сделать анализ фонограммы,
поэтому был подготовлен набор ориентировочных оценок, приве-
денный в табл. 6.2. Если шум от других источников значителен, то
таблица неприменима. Необходимо отметить, что шумы, намного
превышающие уровень 90 дБ, находятся за допустимым порогом
слухового восприятия.
В литературе можно найти очень мало информации об использо-
вании анализа вибраций применительно к стационарным устрой-
ствам, таким как теплообменники, дистилляционные колонны,
экстракционные колонны, абсорберы и т. д. На рис. 6.20 и 6.21
[18] представлены некоторые графики для теплообменника и дистил-
ляционной колонны. Нарушения в работе должны приводить к изме-
нениям в диаграммах, которые потенциально могут быть исполь-
зованы для обнаружения неполадок
Рис. 6.20. Спектры (а) и контроль (б) вибраций кожуха теплообменника [18].
Обратите внимание на изменения в спектре в области частот выше 200 Гц.
270
Рис. 6.21. Шумовые спектры дистилляционной колонны [18]
а — спектр вибраций б — спектр пульсаций
J — компонента 116 Гц при частоте, в три раза большей частоты вращения насоса подачи
флегмы
6.4.2. Акустические излучения
Акустические излучения могут быть получены от различного вида
технологического оборудования, подобно шуму. Акустические излу-
чения имеют иные физические источники происхождения, нежели
вибрации и шум: они происходят от волн переменных напряжений
низкого уровня, которые излучаются увеличивающимся дефектом
или потоком. Увеличение потока создает волну напряжения, кото-
рая может затем быть обнаружена специальными пьезоэлектриче-
скими датчиками и преобразователями электронного сигнала. В от-
сутствие возрастания потока отсутствует и излучение; лишь с нача-
лом увеличения потока создается акустическое излучение.
После преобразования или усиления электрических сигналов они
могут быть обработаны, и кратность превышения сигналом задан-
ного порогового уровня может быть подсчитана, причем величина
порогового уровня принята за единицу измерения. Чем больше
сигнал акустического излучения, тем выше число единиц для дан-
ного события. Таким образом, число единиц, отмечаемое при пере-
сечении, есть приближенная мера энергии или серьезности события.
Иначе, можно подсчитывать события, не определяя степень превы-
шения порогового уровня, но в этом случае игнорируется серьезность
событий, являющихся источниками излучений, что ограничивает
полезность данного приема. Другие вычисления, относящиеся к ана-
лизу нарушений в работе, включают спектральный анализ, опре-
деление коэффициента взаимной корреляции и амплитудного рас-
пределения.
Анализ акустического излучения определяет чувствительность
и конструктивную значимость неоднородностей в зависимости от
прикладываемого или возникающего вследствие технологических
271
причин напряжения. Хотя и другие неразрушающие методы кон-
троля, такие как контроль с помощью радиактивного и ультрафиоле-
тового излучения, измеряют величину и расположение неоднород-
ности, они требуют обширных данных о материале и анализа напря-
жения, чтобы определить существенность неоднородности для физи-
ческой целостности конструкции. Для обнаружения акустических
излучений требуется лишь ограниченный доступ к конструкции,
чтобы можно было присоединить датчик. Не нужно применять ни-
каких поисковых процедур, необходимых при других неразруша-
шающих методах, можно обойтись без удаления изоляции и внутрен-
них деталей, и зачастую акустический метод может применяться для
контроля на потоке, без специального обслуживания. Непосред-
ственно к устройству прикрепляется достаточное число пьезоэлек-
трических датчиков, которое обычно определяется сложностью кон-
струкции устройства, а не его размерами. Как правило, для контроля
химического реакционного сосуда или накопительной емкости тре-
буется от 12 до 16 датчиков. Согласно Блоху [10], для проверки
трубопровода требуется по крайней мере один датчик на каждые
1000 футов длины.
При традиционном анализе виброграмм инженеры оценивают
механическое состояние работающей машины путем контролирова-
ния и анализа характеристик, получаемых с помощью внутренних
элементов, используя вибрации низких частот. Стандартная низкоча-
стотная диагностика затруднена помехами со стороны шумового фона
трения, который обычно имеет место в области низких частот. Лишь
сигналы от очень больших дефектов будут превышать этот фрикцион-
ный шум и могут, таким образом, быть обнаружены с помощью обще-
принятой низкочастотной диагностики. Малые дефекты неизбежно
заглушаются шумовым фоном.
С другой стороны, при контролировании высокочастотного аку-
стического излучения для обнаружения зарождающихся поломок
используется тот факт, что деформация металла ранее момента появ-
ления значительного дефекта в механизмах или механических кон-
струкциях проявляется в виде отклонений от нормального вида
и изменений акустической картины. Поскольку высокие частоты
содержат мало шумовой энергии трения, то выявленный несущий
спектр относительно свободен от помех и может обеспечить раннее
обнаружение дефектов составных частей или изменений работы
устройства в целом.
Для ранней идентификации неисправности эти дефекты должны
обнаруживаться тогда, когда они только начинают возникать и еще
достаточно малы. И несмотря на то, что количество детектируемой
энергии, исходящей от столь небольшого дефекта, чаще всего нич-
тожно мало по сравнению с обычным шумом работающего механизма,
оно оказывается достаточным, поскольку производственный шум пре-
имущественно концентрируется в области низких частот, тогда как
энергия от дефекта занимает намного более высокие частоты. Таким
образом, методы высокочастотной акустики могут быть более эффек-
тивными при определении механических неисправностей на самых
272
в подшипники насоса в насосе
Рис. 6 22. Запись на диаграммной ленте, показывающая в сравнении обнаружение непо-
ладок обычным вибрационным контролем (верх) и высокочастотным акустическим контро-
лем (низ) [11 ].
ранних стадиях. Они могут также применяться для обнаружения
нарушений в жидких потоках, например кавитации в насосах и течи
в механических уплотнениях.
Блох [10, 11] рекомендует в качестве способов представления
информации об акустическом излучении подсчитывать число энерге-
тических всплесков, пересекающих некоторый пороговый уровень
в данный промежуток времени, строить зависимость числа энерге-
тических всплесков от ослабления сигнала, определять энергетическое
содержание всплесков, пересекающих порог (параметр сверхпорого-
вых выбросов), или проводить спектральный анализ. Он указывает
на то, что запоминаемый радикальный среднеквадратичный (РСК)
параметр является грубой мерой состояния элементов и, кроме того,
наиболее легким для измерения; однако это — наименее чувстви-
тельный из высокочастотных показателей зарождающихся поврежде-
ний. На рис. 6.22 показана запись, полученная на диаграммной ленте,
энергетических «выбросов» в сравнении с обычными низкочастот-
ными «дюйм в секунду» вибросигналами. Отметьте 30-кратное уве-
личение высокочастотных сигналов в контрасте с небольшими флук-
туациями низкочастотных сигналов (вызванными кавитацией). Позд-
нее в этом эксперименте в маслосборник для подшипников насоса
были добавлены частички песка. Низкочастотный сигнал показал
признаки повреждения лишь после того, как подшипники стали
полностью непригодными к эксплуатации.
Блох осветил также специальные вопросы, посвященные тому,
как воспринимаются высокочастотные акустические излучения кри-
сталлическими акселерометрами, прикрепленными к машине или
трубе в оптимальном месте. Выходной сигнал каждого датчика по-
давался на первичный стационарный усилитель, расположенный
вблизи контролируемой машины, и отбирался опросно-передающим
устройством, которое направляло сигналы в центральный компьютер,
используемый для хранения величин параметров, получаемых от
273
каждого датчика, и для сравнения их с последующими измерениями.
Каждый параметр измерялся по предварительно установленному
числу уровней. Если какой-либо параметр отклонялся от своего
нормального квантованного уровня, то результирующее изменение
сообщалось автоматически и новый квантованный уровень заносился
в миникомпьютер.
Исследования, проведенные в Exxon Chemical Со. в Вайтоне,
Техас, первоначально были посвящены обнаружению зарожда-
ющихся повреждений антифрикционных подшипников. Однако они
показали, что лишь около 26 % опасных случаев связано с дефектами
подшипников. Приблизительно в 29 % случаев было получено ранее
предупрежедение о таких недостатках элементов, как повреждение
механических уплотнений, ослабление стяжных болтов, попадание
материала в проход рабочего колеса и т. д. Остальные 45 % опасных
случаев, как было найдено, относились к проблемам самого процесса
или управления им.
Рис. 6.23 иллюстрирует размещение датчиков в системе, находя-
щейся под давлением [34], и связанное с ней устройство для обра-
ботки сигналов. Для усиления обнаруженных акустических излу-
чений используются специальные предварительные усилители, обла-
дающие большим коэффициентом усиления и низким уровнем соб-
ственного шума. Эти предварительные усилители отправляют сигнал
по кабельной линии в коммутирующие блоки, откуда по многожиль-
ному кабелю сигналы передаются в систему их обработки и анализа.
До проведения анализа в этой системе сигналы дополнительно уси-
ливаются и фильтруются. Имеются вспомогательная и предвари-
тельная подсистема, использующая для идентификации вида и формы
сигнала и/или для установления места пропуска визуальную скани-
рующую систему, а также звуковая система, обеспечивающая инди-
кацию акустических излучений в испытуемой конструкции, и,
наконец, «подсистема относительного выделения энергии» для гра-
фического изображения на записывающем устройстве относительной
величины обнаруженной выделяющейся энергии акустического излу-
чения и для предупреждения о возможном критическом росте не-
однородности или повреждения. Результаты оценивания сигналов
классифицируются, начиная от малых неоднородностей степени 1
(наличие шлака, сварки, плоских включений и т. п.), которые не-
существенны для прочности сосуда, и до неоднородностей степени 3,
которые могли бы подвергнуть опасности целостность конструкции.
Перри [4] рекомендует увеличивать по крайней мере на 10 %
нормальное рабочее давление в устройстве, если акустическая про-
верка проводится совместно с пневматическим испытанием. Если
проверка проводится в циклических условиях, то необходимо лишь
варьировать давление от пониженного до нормального рабочего.
Теория, лежащая в основе таких испытаний, обсуждается Стоуном
и Дингуоллом [42].
Акустические излучения полезны также при обнаружении про-
пусков. Истечение вещества (газа или жидкости) из системы, нахо-
дящейся под давлением, производит характерный шум. Высокочастот-
274
Рис. 6.23. Схема контролирующей системы [34]
ные компоненты этого шума проявляются как слабо флуктуирующее
увеличение фоновой щумовой амплитуды. Характеристики сигналов,
обнаруженных различными датчиками, могут быть использованы для
вычисления места течи и грубой оценки ее величины. Если датчик
находится не в непосредственной близости от места пропуска, то
теоретически возможно установить место пропуска методом триангу-
ляции, при котором относительные мощности и времена достижения
сигналов от контролирующих устройств, расположенных вблизи
места пропуска, взаимно учитываются (и если необходимо, коррек-
тируются по экспериментально найденным калибровочным данным)
таким образом, чтобы указать место расположения протечки. Мартин
и Рот [29] описывают расчетные методы, чувствительные элементы
275
й устройство для обработки данных с целью оценивания скорости
потоков в трубах по акустическому шуму. Для скоростей течения
порядка 20 фут/с в трубе диаметром 0,35 дюйма скорость течения
может быть измерена с ошибкой менее 4 %.
Пример 6.5. Обнаружение неисправности прибора по шуму
Неисправность прибора может быть 1) внезапной и полной или 2) постепенной и
частичной. Из этих двух случаев полная неисправность наиболее легко поддается
обнаружению. В частности, компьютерные сигнальные сканирующие системы и со-
ответствующие системы контроля направлены на привлечение внимания к таким
неисправностям Проверка приборов, например, на нулевое показание или на пока-
зание полной шкалы, либо проверки на «разумность показаний» с использованием
простой модели, обнаруживают внезапные неисправности Вместе с тем, более слож-
ным является выявление зарождающейся неисправности, гак как она может приво-
дить хотя и к неверным, но правдоподобным показаниям или к постепенно ухудшаю-
щемуся регулированию потока клапаном.
Аньякора и Лис |7] показали, как использовать дисперсию (среднюю мощность)
шума прибора для обнаружения неисправностей. Достоинство их метода состоит
в том, что он общий, т. е применим ко многим видам приборов. Ограниченность
этого метода в том, что 1) он пригоден для обнаружения только некоторых неисправ-
ностей, 2) указывает лишь на вероятность, а не на действительность неисправ-
ности, 3) может быть необходима некоторая интерпретация наблюдаемой кар-
тины.
Дисперсия сигнала прибора вычисляется следующим образом Для получения
выборочного среднего Z^ используется уравнение (4 4.1), и шум равен
•7 7*
Дисперсия, или средняя мощность шума, вычисляется по формуле
п
где п — число сделанных замеров.
Для обнаружения неполадки выборочное стандартное отклонение se или сама
дисперсия могут быть сопоставлены с приближенными верхней и нижней границами,
полученными по нормальным данным, отвечающим рзботе с повышенным или пони-
женным шумом, соответственно. Кроме того, могут быть использованы и другие кри-
терии, например спектр мощностни.
Аньякора и Лис провели эксперименты, в которых были использованы медно-
константановые термопары в небольшой лабораторной горелке при температурах
значительно выше нормальной области (100—400 °C) эксплуатации термопар. Вы-
ходные сигналы термопар были записаны в лабораторный компьютер. Таким образом,
эти эксперименты проводились для контроля возрастающей неисправности. На
рис. П6.5, а показано изменение величины | $е | от области нормальной работы до
полного выхода из строя термопары, работающей при 860 °C. Зарождающаяся не-
исправность была отмечена задолго до того, как собственно температурные измерения
показали, что с термопарой что-то не в порядке. На рис. П6.5, б показана вели-
чина | se | для термопары с ослабленным контактом, который был несколько раз
нарушен. Очень высокие значения se отвечают, скорее всего, резким нарушениям,
которые могли бы быть обнаружены даже грубым методом, однако меньшие значе-
ния, хотя и значительные, возможно, отвечают более реалистичным условиям нару-
шения контактов. На рис. П6.5, в представлен график для термопары, подвергнутой
действию азотной кислоты. Интервал отбора замеров (от 1 до 60 с), весовые константы
в уравнении (4 4 1) (от 0,25 до 0,0625) и размер выборки для вычисления (от 10
до 120) оказывали незначительное влияние на общую картину шума.
276
Время, мин
Рис. П6.5. Неисправности термопар:
а — неисправность вследствие высокой температуры, б — неисправность вследствие на-
рушения контакта, в — неисправность вследствие химического воздействия.
6.4.3. Классификация шумовой картины путем обучения
Чтобы облегчить обнаружение значимого отклонения шума от его
нормального вида, можно применить для получения описания нор-
мальных и ненормальных диаграммных изображений методы «обу-
чения». Обучение может быть охарактеризовано или как обзорное,
или как адаптивное. Термин «обзорное обучение» означает, что опи-
сание образов вырабатывается в период наблюдений, в течение ко-
торого обычные измерения (шумовые графики) известного класса
обрабатываются по определенному алгоритму. Название «адаптив-
ное обучение» относится к такому виду обучения, которое происхо-
дит после завершения первоначального периода наблюдения, т. е.
когда описание каждого класса данных пересматривается по мере
того, как поступают дополнительные измерения, соответствующие
этому классу. Алгоритм может или придавать большее значение
предшествующему опыту обучения, или иметь повышенную воспри-
имчивость к новым данным (больший акцент на самый недавний
опыт), или включать обе возможности в любой комбинации.
В продолжение любого периода наблюдения алгоритм классифи-
кации обучается тому, что является нормальным поведением про-
цесса, путем формирования статистического описания нормальной
работы процесса, исходя из анализа процессного шума. К концу
периода обучения алгоритм следит за процессом подобно сторожу,
обнаруживая появление аномальной картины.
Для простоты предположим, что вопрос заключается в том,
является ли картина шума нормальной или ненормальной, а не в том,
является ли она нормальной или же имеется несколько возможных
неполадок. На практике встречается несколько ненормальных картин
шума; так что проблема классификации есть многомерный аналог
метода характеристики по доверительной области, обсуждавшейся
в гл. 2. Шумовой сигнал, подлежащий исследованию, представляется
набором из п измерений, которые образуют отдельный образ (и
представляются как n-мерный вектор) либо во временной, либо в ча-
стотной областях. Результаты измерений после предварительной
обработки должны быть выражены в тысячных долях дюйма в за-
висимости от частоты или как энергетическая спектральная плот-
ность в зависимости от частоты.
277
Для получения нормального образа необходимо построить дове-
рительную область, которая может иметь по каждому из п измерений
оси различной длины, а также быть эллипсоидально симметричной.
Типичным является многомерное гауссово распределение, однако
другие распределения имеют сходные характеристики.
Уравнение совместной доверительной области для многомерного
гиперэллипсоидального распределения:
(*-i)T£-1(*-HW2 (6.4.i)
где X — вектор измерений размерности п; ц — оценка средней
величины измерений переменных х, основанная на образах, обра-
батывающихся в период обучения; С — ковариационная матрица,
найденная в период обучения.
Аналогичное выражение можно найти в разделе 5.2 для коэффи-
циентов регрессии. Если ц и С известны точно и распределение X
гауссово, то правая часть уравнения (6.4.1) есть функция %2 с п сте-
пенями свободы.
Разумеется, ц и С необходимо оценивать, следовательно, для
границ g2 должны быть выбраны осторожные значения, которые
уравнивали бы ошибки первого и второго рода, обсуждавшиеся
в гл. 2. Например, эмпирическое правило g2 = 2,5п, так что для
образа, включающего 30 компонент (скажем, амплитуда при 30
частотах), g2 должно быть равным 2,5-30 = 75,0 (что может быть
сопоставлено со значением %2 для 30 степеней свободы, равным
59,7 при доверительном уровне 99,99 %). При таком подходе, если
величина g2 для образа, вычисленного по уравнению (6.4.1), превы*
шает 75, образ следует классифицировать как «ненормальный».
ЛИТЕРАТУРА
1. Aiserman, М. A., Theoretical foundations of the potential function method
in pattern recognition, Automat, i Telemech., 25 (1964) 917—936. 2. Anden-
berg, M. R., Cluster Analysis for Applications, Academic Press, New York, 1973. :
3. Anderson, M W. and R. D. Benning, A distribution-free discrimination proce-
dure based on clusterin, IEEE Trans. Info. Theory, IT-16 (1970) 541—548. 4. An- '
derson, T. W., An Introduction to Multivariate Statistical Analysis, Wiley, New York,
1958. 5. Andow, P. R. and F. P. Lees, Process Computer Alarm Analysis, Trans.
Inst. Chem. Engrs. (London), 53 (1975) 195—308. 6. Anayakora, S. N., Malfunc-
tion of process instruments and its detection using a process control computer, Ph. D«
Thesis, Loughborough University of Technology, 1971. 7. Anayakora, S. N. and
F. P. Lees, The detection of malfunction using a process control computer; simple
noise power techniques for instruments, The Use of Digital Computers in Measurement,
IEE Conf. PubL No. 103, Sept. 1973, pp. 35—42. 8. Ball, G. H., Data analysis,
in the social sciences: What about details?, Proceed. Fall Joint Computer Conf., 1965,]
pp. 533—559. 9. Berenblut, B. J. and H. B. Whitehouse, A method for monitoring4]
process plant based on a decision table analysis, The Chem. Engr., (Mar., 1977);
175—181. 10. Bloch, H. P., Improve safety and reliability of pumps and drivers,’
Hydrocarbon Processing, May, 1977, pp. 213—215. ;
11. Bloch, H. P., Predict problems with acoustic incipient failure detection
systems, Hydrocarbon Processing, Oct., 1977, pp. 191—198. 12. Cormack, R. M.,
278
A review of classification, J. Roy. Stat, Soc , A33, (1971) 321—367. 13. Cover, T. M.
and P. M. Hart, Nearest neighbor pattern classification, IEEE Trans. Info. Theory,
IT-13 (1967) 21—27 14. Dind, J. E. and J. Regis, How Hydro-Quebec diagnoses
incipient transformer faults by using gas-in-oil analysis, Pulp & Paper Canada, 76
(1975, No. 9) 61—64 15 Dornenburg, E. and W. Strittmatter, Surveillance des
transformateurs dan 1’huile par analyse de gaz, Revue Brown Boveri, 61 (1974, May)
238. 16. Downham, E. and Woods, R., The rationale of monitoring vibrations on
rotating machinery in continuously operating process plant, A. S. M. E. Paper
No. 71-Vibr-96, Vibration Conference, Sept., 1971. 17. Erskine, J. B., Noise and
vibration analysis applied to process plant, paper presented at Symposium on Main-
tenance Developments in Process Industries, I. Meeh. Engrs , 1969. 18. Erskine, J. В ,
Condition monitoring in the heavy chemicals industry using noise and vibration measu-
rements, Agricultural Div., ICI, Ltd., Bellingham, Teesside, England, 1977. 19. Fa-
gerlund, A. C., Pipewall vibrations reveal valve-generated noise?, Hydrocarbon
Processing, Oct 1976, pp. 147—149. 20. Fu, R. S., Sequential Methods in
Pattern Recongition and Machine Learning, Academic Press, New York, N. Y.,
1968.
21. Fu, R. S. and Y. T. Chien, Sequential recognition using a non-parametric
ranking procedure, IEEE Trans. Info. Theory, IT-13 (1967) 484—492. 22. Gar-
zia, R. F., Fault isolation in complex systems via Bode diagram technique, paper
presented at Automatic Support Systems for Advanced Maintainability Symposium,
Philadelphia, Pa., Nov. 13—15, 1972. 23. Hartigan, J. A., Clustering Algorithms,
Wiley, New York, 1975. 24. Jackson, C., A practical vibration primer; Part 5 —
Taking field data, Hydrocarbon Processing, April, 1976, pp. 171—179. 25. John-
son, S. C., Hierarchial clustering schemes, Psychometrika, 32 (1967) 241—254.
26. Ranal, L., Pattarns in pattrn recognition: 1968—1974, IEEE Trans , IT-20 (6)
(1974) 697—722. 27. Rowalski, B. R. and C. F. Bender, Pattern recognition. A po-
werful approach to interpreting chemical data, J. Amer. Chem. Soc., 94( 1972) 5632—
5639. 28. Lawley, H. G., Operability studies and hazards analysis, Chem. Engr.
Progr., 70 (April, 1974) 45—56. 29. Martin, H. R, and В. E. Roth, An investi-
gation into the use of flow generated noise for the assessment of the flow rate, Pro-
ceed. 1974 Joint Auto. Control Conf., Austin, Texas, June 18—21, 1974, pp. 108—
115. 30. Maten, S,, New vibration velocity standards, Hydrocarbon Processing, 46,
Jan., 1967, pp. 137—141.
31. McIntire, J. R., Measure refinery reliability, Hydrocarbon Processing, May,
1977, pp. 121 —126. 32. Nilsson, N. J., Learning Machines, McGraw-Hill, New
York, N. Y., 1965. 33. O'Dea, D. M., User experience with computerized machi-
nery vibration analysis, Hydrocarbon Processing, Dec. 1975, pp. 81—84.
34. Parry, D. L , Quality vessel integrity with acoustic emission analysis, Hydro-
carbon Processing, Dec. 1976, pp. 132—134. 35. Price, M. H., Computer assis-
ted vibration monitoring successful, Hydrocarbon Processing, Dec. 1977, pp. 85—
90. 36. Rathbone, T. C., Vibration tolerance, Power Plant Engr., Nov. 1939.
37. Schwarz, G. W., Preventing vibration in shell-and-tube heat exchangers, Chem.
Engr., July, 1976, 134—140. 38. Sebestyen, G and J. Edie, An algorithm for non-
parametric pattern recognition, IEEE Trans. Electronic Compt., EC-15 (1966) 908—
915. 39. Sohre, J. S., Operating problems with high-speed turbomachinery; causes
and corrections, in ASME Petrol. Meeh. Engr. Conf., Dallas, Texas, Sept. 1968 (write
author, One Lakeview Circle, Ware, Mass., 01082). 40 Specht, D. F., Generation of
polynomial discriminant functions for pattern recognition, IEEE Trans, Electronic
Compt., EC-16 (1967) 308—319.
41. Stahl, W. J. and J. H. Maenpaa, Development of advanced dynamic fault
diagnosis techniques, Scully International, Inc. May, 1967, AD 814457. Available
from the Nat. Tech. Info. Service, Springfield, Va. 42. Stone, D. E. W. and
P. F. Dingwall, Acoustic emission parameters and their interpretation, NDT Inti.,
April, 1977, pp. 51—62. (Also A77-28753 available from Tech. Info. Service, Amer.
Inst. Aero Astronautics, N. Y., 1977. 43. V. D. I., Criteria for Assessing Mechanical
Vibrations of Machines, Document No. 2056, 1964. 44. Wald, A., Sequential
Analysis, John Wiley, New York, N. Y., 1947.
279
ДОПОЛНИТЕЛЬНАЯ ЛИТЕРАТУРА
1. Agrawala, А. R., ed., Machine Recongition of Patterns, IEEE Service Center,
445 Hoes Lane, Piscataway, N. J., 1977. 2. Cacoullos, T., ed., Discriminant Analy-
sis and Applications, Academic Press, New York, N. Y., 1973. 3. Collacot, R. A.,
Mechanical Fault Diagnosis, Chapman and Нэ11, London, 1977, Chapts. 5, 6, and 7.
4. Cooper, P. W., Hyperplanes, hyperspheres, and hyperquadratics as decision boun-
daries, in Computer and Information Systems, Spartan Books, Wachington, D. C.,
1964. 5. Duda, R. 0. and P. E. Hart, Pattern Classification and Scene Analysis,
Wiley-Interscience, N. Y. 1973. 6. Everett, W. S., Some suggestions for controlling
pump suction noise, Water and Sewage Works, Dec. 1977, pp. 66—69. 7. Gor-
such, R. L., Factor Analysis, W. B. Sanders, Philadelphia, Pa., 1974. 8. Jars, P. C.,
Chemical Applications of Pattern Recognition, John Wiley, New York, N. Y., 1975.
9. Lissack, T. and R. S. Fu, Parametric feature extraction through error minimiza-
tion applied to medical diagnosis, IEEE Trans., SMC-6 (1976) 605—611. 10. Pat-
rick, E. A., F. P. Stelmack, and L. Y. L. Shen, Review of pattern recognition in
medical diagnosis and consulting relative to a new system model, IEEE Trans.,
SMC-4 (1974) 1 — 16.
11. Pau, L. F., Diagnostic des Pannes Dan Les Systemes, Cepadues—Editions,
1975. 12. Pavlidis, T., Structural Pattern Recognition, Springer-Verlag, New York,
N. Y., 1977. 13. Schumacher, H. and R. C. Sevcik, The synthetic approach to deci-
sion table conversion, Commu. A. С. M., 19 (1976) 343—351. 14. Sharshunov, S. G.,
Salient features of the diagnosis of the engineering state of multiplant objects by the
use of fault tables, Automatic Remote Control (translation) 31 (1973) 1999—2006.
15. Ten Wolde, T., W. H. Moelker, and R. W. Mendte, Experiences with acoustical
methods for the detection of cavitation in pumps, Cavitation Conf. 1974, Inst. Meeh.
Engrs., London, 1976, pp. 363—372. 16. Той, J. T. and R. C. Gonzalez, Principles
of Automatic Pattern Recognition, Addison — Wesley Book Co., Reading, Mass.,
1974. 17. Young, T. Y. and T. W. Calvert, Classification, Estimation, and Pattern
Recognition, Amer. Elsevier, New York, N. Y. 1974. 18. Society of Chemical In-
dustry, On Line Surveillance and Monitoring of Process Plant, Proceed. Symp. City
Univ. London, 26—28, Sept., 1977.
ГЛАВА 7
АНАЛИЗ И ДИАГНОСТИКА НЕПОЛАДОК
С ИСПОЛЬЗОВАНИЕМ ИНФОРМАЦИОННЫХ ГРАФОВ
В этой главе мы рассматриваем некоторые методы, в которых
для анализа неполадок, неисправностей, безопасности и/или на*
дежности химических производств используются графы информа*
ционных потоков. Такие графы строятся путем прослеживания про-
цесса в обратном направлении (раздел 7.2) или в прямом направле*
нии (раздел 7.3), с тем чтобы установить место возникновения тех
условий и событий, которые вызвали нарушение процесса. Хотя
эти методы в большей мере применимы в тех случаях, когда неисправ-
ность четко различима (точнее говоря, либо она произошла, либо
ее нет), однако исследователь может использовать графы также
для того, чтобы облегчить обнаружение и диагностику постепенного
ухудшения работы процесса. е>
7.1. ВВЕДЕНИЕ
Т-r
По мере того как возрастает сложность химических производств।
в большой степени увеличиваются и трудности выявления причин
их неудовлетворительной работы или возможных неполадок. Цельк^
2W j
диагностики неполадок является минимизация «входа» — объема
экспериментальных данных, длительности анализа процесса, затрат
машинного времени, рабочего времени — и максимизация «выхода»—
точности определения причин неудовлетворительной работы или
местоположения неисправностей. Анализ неполадок связан с под-
готовкой различного вида логических диаграмм или соответству-
ющих причинно-следственных матриц, которые отображают взаимо-
связь между нарушениями в работе и наблюдаемыми признаками.
Намного проще построить логическое дерево решений для выявления
неполадки в машине или электрической схеме, чем в химической
установке. В первом случае обычно можно предусмотреть все обстоя-
тельства и нет необходимости делать запас на неполноту знаний
о внутренних процессах, происходящих в системе. В случае хими-
ческой установки это не так. Тем не менее, анализ неполадок является
достаточно полезным средством и поэтому ему необходимо уделить
определенное внимание при проектировании и эксплуатации химиче-
ских установок.
Первоначально приемы анализа неполадок разрабатывались спе-
циалистами в области безопасности и надежности. Системный под-
ход к анализу аварийных ситуаций и неисправностей был впервые
применен в авиакосмической промышленности в конце 1950 — на-
чале 1960 гг. в связи с конструированием баллистических ракет.
Методы, использовавшиеся в аэрокосмической промышленности,
были применены к анализу безопасности ядерных реакторов и в не-
которой степени — к анализу химико-технологических производств.
В данном случае при рассмотрении этих методов нашей целью яв-
ляется выявление аварийных ситуаций и возможных отказов проек-
тируемых установок, а также диагностика причин неудовлетвори-
тельного функционирования уже работающих установок.
Анализ неисправностей оказался экономически эффективным, ло-
гически последовательным и наглядным инженерным методом, кото-
рый может быть использован для анализа надежности и работо-
способности системы, начиная от стадии ее принципиальной разра-
ботки и проектирования и кончая этапами постройки, наладки и
эксплуатации. Он может быть применен к отдельным частям уста-
новки или ко всей установке в целом. Наиболее эффективно исполь-
зовать анализ неисправностей на ранней стадии, при проектировании,
чтобы определить будет ли установка удовлетворять ожидаемым
уровням безопасности и работоспособности. В период конструирова-
ния, строительства и эксплуатации установки результаты анализа
и модели, применявшиеся при первоначальном проектировании,
нуждаются лишь в уточнении. Единый подход к анализу неисправ-
ностей, применяющийся внутри фирмы, позволяет максимально
использовать ранее разработанные методы анализа и модели при
создании новых установок.
Чтобы получить детальное представление о том, как эффект одной
или нескольких неисправностей распространяется по системе, необ-
ходимо сначала уяснить ход процесса. Для того чтобы охарактери-
зовать химическую установку, лучше всего разделить ее условно
281
на блоки подходящих размеров и выяснить, как эти блоки взаимо
действуют. Как минимум, необходимо иметь схему технологического
процесса, схему трубопроводов, схему приборного оснащения и
спецификацию технологического оборудования. Должен быть также
учтен опыт эксплуатации установки.
Анализ неполадок обычно проводится в два этапа: один каче-
ственный, а другой количественный. На первом, качественном,
этапе составляется список всех возможных неполадок и видов не-
исправностей и подобным же образом перечисляются и оцениваются
их последствия. На втором, количественном, этапе определяются
вероятности неисправностей, приводящих к неблагоприятному ко-
нечному событию и эти вероятности совместно обрабатываются для
вычисления вероятности указанного события.
Качественные соотношения причин неполадок и их последствий
могут быть представлены в виде матрицы (матрица отношений,
матрица перехода, матрица связей, матрица влияния, структурная
матрица), как описано в работе [1], при этом номера строк соответ-
ствуют причинам, номера столбцов — последствиям, а элементы
ТАБЛИЦА 7.1. Матрица отношений для анализа неполадок
Темпе- ратура в реак- торе слишком велика Давле- ние в потоке реаген- тов 1 слишком велико Давле- ние в реакторе слишком велико Регули- рующий клапан 1 не закры- вается, когда массо- вая ско- рость потока слишком велика Массо- вая скорость вход- ного потока слишком велика Концен- трация в реак- торе слишком велика
Массовая скорость входного потока слишком велика 0 —F***
Концентрация в реак- торе слишком велика 0
Регулирующий кла- пан 1 открыт, но дат- чик расхода 1 неис- правен —j— +
Предохранительный клапан не открывает- ся, и давление в пото- ке 1 слишком велико
Пар из теплообмен- ника 2 проникает в поток реагентов tsr
282
матрицы отражают размеры последствий (эффекта), если они воз-
никают. Табл. 7.1 изображает часть такой матрицы. Элемент rtj
существует, если имеется информационный поток, материальный
поток или поток энергии, который связывает причину i с эффек-
том /. Знак плюс означает, что причина ведет к возрастанию эффекта,
знак минус — к уменьшению эффекта, а знак 0 соответствует наличию
связи, но без изменения величины эффекта. Знак вопроса означает
неуверенность в оценке последствий, а пустое поле — отсутствие
связи между причиной и эффектом (заметим, однако, что эффект
может в свою очередь быть причиной другого эффекта и т. д.).
Поскольку такие матрицы становятся громоздкими и неудоб-
ными в работе, вместо них используются графы причинно-следст-
венных связей. В разделе 7.2 мы описываем процедуру подготовки
дерева неполадок, с помощью которого, по существу, анализируются
столбцы причинно-следственной матрицы путем прослеживания
возникновения событий по технологической схеме в обратном на-
правлении — от конечного события к причине. На каждом шаге
берется данное следствие и отыскивается одно или большее число
исходных событий и состояний переменных, которые могут привести
к этому следствию. В разделе 7.3 применяется построчный анализ,
т. е. отыскиваются события, которые возникают по данной причине.
Построчный анализ причинно-следственной матрицы образует основу
того, что называют анализом работы установки по видам отказов
и их последствиям или по причинно-следственным связям.
7.2. ПОСТРОЕНИЕ И АНАЛИЗ ДЕРЕВА НЕПОЛАДОК
Прежде чем применять дерево неполадок (неисправностей) к ана-
лизу химической установки, необходимо: во-первых, понять, что
такое дерево неполадок; во-вторых, знать, как его строить,
и, в-третьих, хорошо освоить технику проведения анализа дерева
неполадок.
7.2.1. Что такое дерево неполадок?
Точнее всего анализ с использованием дерева неполадок можно
определить как качественный метод, применяющий словесный
и графический способ описания для определения, каким образом
событие может возникнуть из последовательностей и комбинаций
неполадок и неисправностей. Метод дерева неполадок подразумевает
использование логических символов и текстовых блоков для по-
строения графа в виде логического дерева, в котором события пред-
ставлены в качественной форме. Анализ начинают с объявления
нежелательного события и далее продвигаются по схеме установки
в обратном направлении, чтобы проследить те неисправности в уста-
новке и ошибки в процессе или в управлении, которые могут привести
к отмеченному нежелательному исходу, обычно называемому соби-
тием в вершине (дерева). Графическая форма дерева неполадок обла-
дает достоинством всех информационных графов, а именно: после-
283
Рис. 7.1. Реактор и система ре-
гулирования. Окислитель и
сырье непрерывно вступают
во взаимодействие при высо-
кой температуре с образова-
нием целевых продуктов.
Ввиду большой теплоты реак-
ции необходимо тщательно
контролировать скорость про-
цесса путем поддержания
определенного соотношения
окислитель/сырье. Главным
событием является разрыв
реактора. Для защиты аппа-
рата в случае сильного уско-
рения реакции предусмотрен
предохранительный клапан RV
[10]. Пояснения к штриховым
линиям даны в разделе 7.2.5.
FC — регулятор расхода;
DP — дифференциальный ма-
нометр; RV — предохрани-
тельный клапан.
довательность событий и комбинаций причин и результатов пред-
ставляемся исследователю четко и наглядно.
В качестве иллюстрации на рис. 7.1 [10] показан химический
реактор, а на рис. 7.2 соответствующее дерево неполадок. Как может
быть замечено из рис. 7.1 и 7.2, на дереве неполадок графически
изображаются отношения между частными собтиями и то, как эти
события могут вызвать заранее выделенное нежелательное собы-
тие — событие в вершине. Вершиной дерева неполадок является
нежелательное событие, а последовательности событий, которые
при их наличии будут вызывать его, образуют ветви дерева. Траек-
ториями (путями) неполадок называются последовательности собы-
тий, приводящие к нежелательному событию в вершине. Каждая
последовательность событий устанавливается исследователем путем
логического прослеживания назад по цепи событий с записью тех
из них, которые могут быть причиной событий, уже помещенных
на граф. Все последовательности начинаются с неблагоприятного со-
бытия в вершине.
Подготовка и разработка достаточно точного дерева неполадок
занимают много времени и требуют определенного опыта. Обычно
работа начинается на этапах проектирования и строительства уста-
новки, а затем, по мере того как накапливаются практический опыт
и данные за минувший период эксплуатации, качественная и количе-
ственная информация в дереве неполадок систематически улучшается.
Работу с данными следует проводить по возможности наименее доро-
гим методом, потому что постепенно накапливается огромное коли-
чество информации.
Несмотря на то, что анализ дерева неполадок уже применялся
на протяжении определенного времени в аэрокосмической промыш-
284
Рис. 7.2. Диаграмма дерева неполадок для процесса, приведенного на рис. 7.1 (X обозна-
чает неисправность отдельного элемента, тогда как Z — неисправность совокупности эле-
ментов). Траектории неисправностей могут быть определены путем анализа диаграммы [10 ].
Пояснения к штриховым линиям даны в разделе 7.2.5.
ленности, использование его в химико-технологической промышлен-
ности было очень ограниченным. Как указывают Пауэрс и Томпкинс
[20], это отставание могло возникнуть вследствие большой сложно-
сти химических установок, ограниченной применимости математи-
ческих моделей для крупномасштабных процессов и больших затрат
времени и средств, требующихся для разработки дерева неполадок.
(Чтобы преодолеть последнее затруднение, они предложили алгоритм
для автоматического построения дерева неполадок с помощью
ЭВМ.)
285
7.2.2. Приложения метода анализа с использованием
дерева неполадок
Диапазон приложений метода применительно к химическим уста-
новкам может простираться от анализа небольших подсистем до
исследования функционирования всего производства в целом. Так
как метод графический, то он обладает ясностью, присущей любому
графическому представлению, и поэтому сложности системы могут ।
быть часто полностью поняты. Анализ дерева неполадок полезен, ;
в частности, для проектной оценки прочности и надежности, при
сравнении альтернативных вариантов, при определении приемле-
мых компромиссов, при анализе множественных неполадок или
простых неисправностей в сложных системах. Он может быть исполь-
зован как вспомогательное средство в выполнении операций по
срочной ликвидации отказов, для гарантирования успешного дости-
жения намеченной цели и в предотвращении аварийных происшест-
вий на производстве, так как позволяет предвидеть оплошности
и упущения в управлении производством и ведении технологического
процесса. Кроме того, его можно применять для расследования при-
чин повреждений, ухудшения качества продукции, снижения уровня
показателей процесса в целом и т. п., и при этом определять не только
признаки, но также первопричины и источники этих событий, сла-
бости в управлении системой, приведшие к этим событиям. Можно
рассмотреть такие фазы технологического процесса, как остановка
реактора, его пуск и нормальная работа, с учетом тех неполадок,
влияние которых передается от одной фазы к другой.
Таким образом, дерево неполадок дает исследователю ясное пред-
ставление о процессе, а это часто помогает сберечь значительные
денежные средства. Даже само построение дерева заставляет иссле-
дователя выяснить все условия, которые могут привести к снижению
производительности. Анализируя же дерево неполадок, он приобре-
тает углубленное представление о взаимосвязях внутри системы
и о том, каким образом возникают различные нежелательные со-
бытия.
Хотя метод с построением дерева неполадок применялся, главным
образом, инженерами по надежности и безопасности для анализа'
потенциально аварийных ситуаций, таких как общее разрушение
устройства, взрывы и серьезные человеческие травмы, однако ло-
гично такую же технику использовать и для анализа нарушений <
нормального функционирования производства. Дерево отказов идеи-,
тифицировало бы все события, которые могут повлиять на возник-
новение любого конкретного нежелательного события, и поэтому)
оно могло бы служить в качестве инструмента контроля за наруше-
ниями производства. При таком использовании метода в^вершине;
дерева должно находиться событие, которое, скорее всего,’'является
нежелательным нарушением производства, а не катастрофическим,
разрушением установки.
286
7.2.3. Анализ с использованием дерева неполадок
Анализ с использованием дерева неполадок — это метод, заме-
няющий «взгляд вперед» на «взгляд назад». Данная методология
иллюстрируется рис. 7.3. Для конкретной части установки или
устройства, которая подлежит проверке, необходимо выполнить
следующие этапы анализа:
1) определить событие в вершине;
2) собрать сведения о работе системы, подлежащей анализу;
3) построить дерево неполадок;
4) убедиться в справедливости построенного дерева неполадок;
5) оценить количественно дерево неполадок;
6) накопить рекомендации и альтернативные варианты для при-
нятия обоснованных решений.
Коротко обсудим каждый этап.
1. Определение события в вершине. Выде-
лите событие, которое вы желаете достигнуть, или такое событие,
наступление которого вы хотите предотвратить. Для примера рас-
смотрим рис. 7.2. Сконцентрируйте внимание на тех событиях наи-
более общего характера, которые имеют первостепенное значение.
Сделайте это настолько определенно, насколько возможно, так
Рис. 7.3. Методология анализа дерева неполадок.
287
чтобы выделенные события можно было легко и точно распознать
и установить. Если дерево неполадок используется для анализа
безопасности работы системы, то главным нежелательным событием
обычно является предельно опасная ситуация; для анализа надеж-
ности системы событие в вершине — это отказ системы, а при анализе
ее функционирования событием в вершине может быть просто по-
явление любого нежелательного результата.
2. Сбор сведений о работе системы, под-
лежащей анализу. Лишь при полном понимании системы,
ее устройства и составных частей, ее внутренних и внешних связей,
можно провести логический и исчерпывающий анализ, т. е. такой,
который идентифицирует и учитывает все события, необходимые и
достаточные для получения главного события или результата.
Вся информация, которая может помочь исследователю разо-
браться в системе должна быть собрана и внимательно изучена.
Такие материалы обычно включают в себя: принципиальные схемы,
карты технологического процесса, схемы трубопроводов, схемы
приборного оснащения, инструкции по ведению технологического
процесса и эксплуатации оборудования и графики его работы во
времени. Для начала будет полезным получить представление о том,
как функционирует рассматриваемая система в том случае, когда
она исправна. Имея такое представление, инженер может затем
перебрать сочетания элементов системы, которые должны выйти из
строя (виды неисправностей), чтобы привести к нежелательному
конечному событию или способствовать его появлению.
Предприятия часто сохраняют документы о случаях, которые
имели следствием снижение производительности или незапланиро-
ванную остановку агрегата. Эти документы обычно представляют
собой отчеты о производстве продукции, техническом состоянии
оборудования и/или технологические рапорты. Используя накоплен-
ную информацию такого рода, инженер может приобрести некоторое
количественное представление о причинах неудовлетворительной
работы и снижения производительности. Количество этих докумен-;
тов может оказаться даже достаточным для определения вероятностей
входных событий дерева неполадок и, таким образом, дать возмож-
ность вычислить вероятность нежелательного события. Если отдель-
ные события в дереве представляют ошибки персонала, то получение
количественных оценок будет осложнено, ввиду трудностей, связан-
ных с определением вероятностей ошибок, допускаемых человеком.
3. Построение дерева неполадок. После того
как выбрано событие в вершине и получено полное представление
о работе системы, инженер строит аналитическое дерево, используя
подходящие логические функции, стандартизированные символы
событий и знаки переносов. Необходимо придержваться определен-
ной логики рассуждений, чтобы быть уверенным, что все события
удовлетворяют критерию «необходимости и достаточности», т. е. вы-
деляются такие события, которые минимально необходимы и не
более чем достаточны для непосредственного логического вывода
итогового события. Каждое событие существенно для логики дереву
288
(необходимость), и не требуется никакой иной информации (доста-
точность) для достижения соответствующего выхода. Все другие
событиямисключаются, какжпосторонние,_или^переводятся^в разряд
подкрепляющх и^более^частных событий нижнего уровня. Эта про-
цедура заканчивается построением дерева неполадок с булевскими
логическими отношениями, связывающими такие события, которые
могут привести к определенному конечному событию. Этапы 2 и 3
четко не разделяются, а, скорее, выполняются во взаимосвязи, как
показано на рис. 7.3. Чем больше известно о системе, тем большая
информация используется при построении дерева.
Подробности построения деревьев неполадок будет рассмотрены
в разделе 7.2.4.
4. Проверка справедливости построен-
ного дерева неполадок. Как только дерево неполадок
построено, желательно, чтобы оно было проверено другими лицами
на точность и полноту, на наличие ошибок и упущений. Цель этой
контрольной проверки — убедиться в том, что:
а) дерево неполадок отвечает поставленным целям;
б) система и ее действия описываются полно и ясно;
в) входные события логических схем необходимы и достаточны
для образования объявленных выходных событий.
Проверка, осуществляемая иными лицами, а не разработчиком
дерева, всегда оказывается существенной для получения полез-
ного, свободного от ошибок аналитического дерева, обнаружива-
ющего слабые и сильные стороны системы и позволяющего надежно
оценить возможные опасности. Консультации с другими лицами для
контроля правильности дерева часто начинаются до завершения его
построения, поэтому этапы 3 и 4 иногда частично перекрываются
во времени.
5. Количественная оценка дерева непола-
док. После подтверждения правильности дерева неполадок оно
может быть исследовано в качественном и количественном отноше-
ниях. Качественный анализ состоит в определении критических
путей, приводящих к событию в вершине. Если необходимо, в си-
стему предполагается ввести изменения, и перестройкой дерева не-
поладок проверяется их целесообразность. По мере того как иссле-
дователь выясняет маршруты, ведущие от первичных событий к ко-
нечному событию, обнаруживаются пути или цепи событий, имеющие
различное значение и влияние на систему. Необходимо тщательно
взвесить значимости этих маршрутов и событий и уделить особое
внимание тем из них, которые наиболее существенны. (Разумеется,
это требует от исследователя расчетных подтверждений.) Необхо-
димо провести анализ возможных затрат или рисков, с тем чтобы
определить, какие риски могли бы быть допущены, какие нельзя
допустить, и в каком месте наиболее эффективно может быть при-
менен контроль для достижения желаемого результата или для
предотвращения нежелательного исхода.
Если качественная оценка удовлетворительна, то для каждого
события определяются среднее время между отказами и продолжи-
Ю Химмельблау Д.
289
тельность неисправного состояния. Затем дерево подвергается чис-
ленному обсчету на вычислительной машине с использованием под-
ходящих статистических методик для моделирования отказов^эле-
ментов оборудования в течение выбранного интервала^ времени
с целью определения вероятности появления нежелательного^события
по всем возможным маршрутам. Вопрос_об использовании *той или
иной программы ЭВМ для количественной обработки дерева^непо-
ладок решается в зависимости от сложности разработанного дерева,
серьезности последствий выявленных рисков или от уровня знаний
о возможных рисках. Несмотря на то, что существует несколько
доступных программ для анализа дерева неполадок, каждый заинте-
ресованный в применении метода дерева неполадок к анализу боль-
шого производства, должен, разумеется, подгонять такие программы,
к решению своих конкретных задач.
^6. Разработка рекомендаций для приня-
тия обоснованных решений. По результатам чис-
ленного анализа дерева неполадок и исследования различных его
видоизменений могут быть предложены разнообразные рекомендации
и варианты решений, на основе которых осуществляется управление
процессом, его модификация, ремонт и делаются предположения
о возможных рисках. На этом этапе могут быть прияты решения
о внесении корректирующих изменений и сделана проверка пра-
вильности этих изменений путем перестроения и повторного оцени-
вания дерева неполадок. Такой цикл оценивания, принятия решений
и их проверки повторяется до тех пор, пока не будет найдено прием-
лемое дерево неполадок.
7.2.4. Принципы построения дерева неполадок
После того как определено событие в вершине, на нижележащем
уровне располагают те события, которые необходимы для достиже-
ния этого главного события. Затем каждое из них в свою очередь
расчленяется на составные части, с тем чтобы выявить события,
причины и источники, вносящие вклад в появление главного события.
Ветвление происходит тогда, когда какое-нибудь из множества со-
бытий, которые могут привести по логическому условию к общему
событию более высокого уровня, само имеет сложную структуру.
Поэтому построение дерева неполадок заключается в дедуктивном
анализе (обратном анализе) системы, осуществляемом от общего
к частному или от следствия к причине, и отвечающем на вопрос:
как это могло случиться?
Как следует из рис. 7.2, дерево неполадок есть логическая диа-
грамма событий. Уметь строить дерево неполадок — значит пони-
мать логические принципы его проектирования и знать символы,
используемые при его составлении.
Лучше всего применять стандартизованный подход к построению ;
дерева и использовать общепринятые логические символы. Ниже
приведены процедуры и символы, рекомендованные Управлением
290
энергетических исследований и развития [4]. При построении дерева
неполадок используются три категории "символов:
1) символы событий — символы, выражающие характер события;
2) логические символы — символы, выражающие условия для
появления события, являющегося выходным по отношению к сим-
волу;
3) символы переноса — символы, используемые для того, чтобы
избежать повторений в дереве неполадок или для переноса информа-
ционного потока на другую страницу.
На рис 7. 4 показаны наиболее часто применяемые символы
каждой категории. Первые пять рядов — это символы событий,
следующие четыре ряда — логические символы, а остальные четыре
ряда — символы перехода.
Событием называется возможное состояние элемента процесса
или режим его работы. Это может быть длительное состояние, либо
состояние, возникшее спонтанно или постепенно в результате дина-
мических изменений Если событие приводит к желаемым или удов-
летворительным результатам, то оно считается положительным или
нормальным. Если же оно приводит к ухудшению работы системы,
или к отказам, или к аномальным явлениям, то это событие считается
неисправностью или неполадкой.
Прямоугольником обозначают событие вообще, и его широко
используют во всех графах, имеющих вид дерева. Прямоугольник
применяется также для изображения события на выходе логической
схемы как результата логической операции над событиями, посту-
пающими на ее входы.
Круг представляет базовое событие, которое не требует дальней-
шего анализа. Это независимое событие, определяющее внутреннюю
неполадку в элементе процесса или же успешное событие произо-
шедшее на базовом уровне, и используется только на входе в логи-
ческую ячейку.
Ромб обозначает неразлагаемое конечное событие, которое не
подвергается дальнейшему разложению по следующим причинам:
а) малая вероятность риска, т. е. малая возможность возникно-
вения аварий или ухудшения работы;
б) отсутствие необходимой информации;
в) слишком большие затраты, которые требуются для дальней-
шей проработки ветвей;
г) дальнейший анализ может быть найден в другом месте (из
литературы).
В случаях а) и б) событие приобретает смысл «допустимого
риска». Ромб и круг представляют события базового уровня, ко-
торые используются только как входы в логические ячейки.
Фигура, изображающая отрезок диаграммной ленты, обозначает
нормальное ожидаемое событие, т. е. событие, появление которого
закономерно при нормальном функционировании системы. Допу-
щение некоторого риска в любом крупном процессе является обычным
предположением, поэтому событие «допустимого риска» следует
обозначать этой_фигурой.
10*
291
Название Символ Описание
Выход логической ячейки, событие общего вида 1 Событие, возникающее как результат взаимодействия событий, проходящих через логическую ячейку
Первичное событие Событие, не требующее дальнейшего исследо- вания. Это независимое событие, используемое только как входное в логическую ячейку
Неразложимое конечное событие Событие, причины которого не исследуются. Окончательным оно является либо из-за недос- татка информации, ресурсов, знания степени риска, либо из-за желания избежать излишне детального анализа
Нормально ожидаемое событие Событие, которое происходит при нормальном функционировании системы
Естественное событие Событие, вводимое в граф условно как результат логической операции; используется для показа завершения логического анализа
Ячейка И [and| Логическая операция, производящая выходное событие лишь в том случае, когда имеются все входные события Обозначается словом AND
Ячейка ИЛИ Логическая операция, производящая выходные события в том случае, когда имеются одно или несколько входных событий Обозначается словом OR
Логические ячейки с условием iandv-(2 2) “ 1 Событие, накладывающее условия или ограни- чения на основную логическую операцию или выходное событие Налагаемое условие пишется внутри эллипса (например, порядок появления входных событий)
Логическая ячейка с сум- мированием [and] 1 Специальная логическая операция, которая требует для образования выходного события соответствующей комбинации входных событий. Входные величины могут присутствовать в меняющейся пропорции до тех пор, пока их сумма не станет достаточной для образования выходного события
Основной перенос А Переносит часть графа из другой ветви или с другой страницы Обозначается заглавной буквой Для обозначения переносов в пределах ветви используют строчные буквы
Перенос с другой страницы а 4 стр 2 Вертикальная стрелка, направленная к основно- му символу, обозначает перенос из ветви, расположенной на указанной странице
Перенос на другую страницу* стр. 4^стр 8 Показывает перенос части графа к месту расположения ’’принимающего” события на указанные страницы
Перенос предполагаемого риска (^рГ) Используется для переноса предполагаемого риска из любого места графа к событию с пред- полагаемым риском (обозначаемым в виде отрезка бумажной ленты). Обычно начинается от ромба. Номер предполагаемого риска запи-
сывается внутри символа
Рис. 7.4. Символы, используемые в графах дерева неполадок, и их функции.
292
Овал представляет естественное событие, т. е. событие, которое
просто присуще системе, но не имеет ни отрицательного, ни положи-
тельного значения. Оно является результирующим событием логи-
ческой ячейки и наиболее часто используется для того, чтобы пока-
зать завершение логического анализа. Этот символ распространяется
на такие события, как наличие персонала или устройств в схеме
процесса, поскольку они необходимы там для решения производ-
ственной задачи.
В дереве неполадок используются операции булевой алгебры
логики, чтобы связать события, которые ведут к конкретному собы-
тию вершине. Эти логические операции включают действия, обо-
значаемые логическими символами И, ИЛИ и СУММИРОВАНИЕ.
Каждое логическое действие выполняет дискретную операцию над
входными событиями, генерируя событие, являющееся их логиче-
ским следствием, в соответствии с такими правилами:
1) операции И — дает результирующее событие лишь в том слу-
чае, если существуют одновременно все предусмотренные входные
события;
2) операция ИЛИ — дает результирующее событие, если осу-
ществлено в действительности одно или большее число предусмо-
тренных входных событий;
3) символ ОГРАНИЧЕНИЕ — добавляется к основному логиче-
скому действию для его модификации или наложения специальных
условий на его выполнение. Ограничительный символ (эллипс) со-
держит условия или ограничения на основную операцию, для того
чтобы образовать операцию ПО УСЛОВИЮ, которая задерживает
или предотвращает появление результата до тех пор, пока не выпол-
нится предусмотренное условие. Типичными операциями ПО
УСЛОВИЮ являются операция ПРИОРИТЕТНОЕ И, которая
требует конкретной последовательности входных событий, чтобы
вызвать появление выходного события, и операция ИСКЛЮЧИ-
ТЕЛЬНОЕ ИЛИ, которая делает возможным появление выходного
события лишь тогда, когда из всех входных событий существует не-
которое конкретное событие и лишь оно одно.
4) операция СУММИРОВАНИЕ — специальное логическое дей-
ствие, которое означает, что для получения выходного события
необходимо, чтобы имело место приемлемая комбинация входных
событий. Входные события могут быть представлены в меняющейся
пропорции до тех пор, пока их общий вклад не станет достаточным
для получения выходного события. Так, дефицит в одном или боль-
шем числе входных событий может быть скомпенсирован большими
вкладами других входных событий. В отличие от основных логиче-
ских действий И и НЛП, которые требуют от каждого входного
события его наличия или отсутствия"(строгая бинарная логика),
операция СУММИРОВАНИЕ допускает, чтобы любое входное собы-
тие было реализовано в’любой степени от 0 до 100 % , до тех пор пока
суммарный^вход от всех событий сможет вызвать"выходное событие.
Символы переноса используются для облегчения записей, чтобы
обозначить, что событие, или ряд событий, или целая ветвь аналити-
293
ческого дерева переносится с одного места дерева на другое. Вместо
дублирования этой части дерева в новом месте, используется тре-
угольник переноса, который показывает, что эта часть дерева в точ-
ности повторяется в первом, втором и т. д. месте. Символы переноса
экономят место и упрощают построение дерева.
Дерево неполадок следует строить, используя следующие ре-
комендации [4].
1. Старайтесь выполнять аналитическое дерево настолько про-
стым, насколько это позволяет сложность системы. Когда иссле-
дователь получил предварительное представление о процессе, под-
лежащем анализу, свою дальнейшую работу он строит в логической
последовательности от главного события к базовым событиям. Он
должен искать дополнительную информацию, если это необходимо.
Вместе с тем ему следует быть сдержанным при определении глу-
бины анализа и использовать ромб — неразлагаемое конечное собы-
тие, — если становится ясным, что дальнейший анализ не оправдан.
2. Стремитесь выдержать логику при построении дерева.
Дедуктивный анализ логически следует проводить от события в вер-
шине к базовым событиям. События, относящиеся к одному уровню
логических рассуждений и детализации, располагаются в одном
ряду и соединяются линией; затем они направляются на вход ло-
гической ячейки. Вертикальная линия и логическая ячейка соеди-
няют выходное событие логической ячейки, расположенное в каком-
либо ряду, с более частными, но существенными событиями, рас-
положенными в нижележащем ряду. В идеале все события одного
уровня должны располагаться в одном и том же горизонтальном
ряду, как показано на рис. 7.5, а; однако, ввиду ограниченности
места при построении дерева, события одного уровня часто при-
соединяются к общей горизонтальной линии вертикальными отрез-
ками различной длины (рис. 7.5, б) или объединяются одной верти-
кальной линией и, располагаясь одно под другим, образуют струк-
туру наподобие лестницы (рис. 7.5, в). Не старайтесь изобрести
необычные или сверхъестественные события; например, не следует,
конечно, постулировать одновременных случаев пожара в сооруже-
ниях, бомбового нападения, урагана, землетрясения, ядерной
атаки и т. д.
3. Давайте событиям простые, ясные и лаконичные описания.
Описания должны быть достаточно содержательны и понятны, так
чтобы тот, кто пользуется графом дерева, мог ухватить их смысл
и проследить ход анализа, не обращаясь к пояснениям, находя-
щимся где-то в другом месте. В частности, инженеру, проводящему
анализ, следует избегать описаний, которые имеют отвлеченный
характер или которые содержат термины, не знакомые предполагае-
мому пользователю.
4. Ограничивайте количество уровней на одной странице четырьмя
или пятью. Обычно более четырех или пяти уровней нельзя четко
репродуцировать или прочесть без увеличения.
5. Используйте разрядную систему нумерации для обозначения
событий, лежащих ниже события в вершине. Например, каждое
294
Рис. 7.5. Рекомендуемые способы расположения уровней соб й (з п.ч ствовако из 14 J,
упрощено).
событие может быть идентифицировано единственным образом с по-
мощью десятичного номера, расположено™ возле правого верхнего
угла символа события. Количество ненулевых разрядов при нуме-
рации события по десятичной системе соответствует уровню события,
например, третьему уровню отвечает три ненулевых разряда в но-
мере события. Каждое событие следующего более высокого ряда
может быть идентифицировано путем отбрасывания последней цифры
номера, как показано ниже:
Событие
в вершине
1.0 Первый уровень
1.1 Второй уровень
1.1.1 Третий уровень
Событие
в вершине
1.1.1 1 Четвертый уровень
1.1.1.1.1 Пятый уровень
В обозначении событий, расположенных ниже символов пере-
носа, первым знаком лучше ставить букву, а не цифру, например
D.2.I.
Не обозначайте цифрами или буквами логические ячейки; ис-
пользуйте цифровую или буквенно-цифровую десятичную нумера-
295
цию только для обозначения событий. Логические ячейки опреде-
ляются их входными событиями и возникающим выходным собы-
тием. Таким образом, специально нумеровать логические ячейки
необязательно, потому что они полностью определяются теми собы-
тиями, для которых предназначены. Придерживайтесь правила ука-
зывать события, стоящие в одном ряду, слева направо, в соответ-
ствии с последовательностью их появления во времени или с техно-
логической последовательностью их осуществления.
6. Используйте переносы, чтобы избежать повторения одина-
ковых ветвей или частей графа дерева и для уменьшения сложности
графа, представленного на странице.
а. Обозначайте символы переноса «внутри ветви» строчными
буквами, а «между ветвями» или «между страницами» — заглавными
буквами, т. е. Д и , соответственно.
б. Показывайте перенос в ветвь аналитического дерева стрелкой,
направленной к символу переноса по основному направлению
переноса: горизонтально для переносов на той же самой странице
и вертикально для переносов с другой страницы (см. рис. 7.5).
в. Показывайте перенос из ветви к другому месту на той же
странице стрелкой, ориентированной от символа переноса в направ-
лении переноса (см. рис. 7.5).
г. При переносе ветви на другую страницу приведите список
«передаваемых событий» на ломаных линиях над символом переноса,
начерченном в увеличенном размере на той странице, с которой
производится перенос. Страница, на которую должна быть перенесена
часть графа, указывается внизу справа от номера передаваемого
события. Аналогичные обозначения на странице, куда делается
перенос, указывают страницу, где начинается перенесенная ветвь.
Дерево неполадок не создается как самоцель. Это просто вспомо-
гательное средство для организованного и систематизированного
обдумывания. Его выводы не могут быть лучше, чем качество и орга-
низация его входов. Если дерево осмысленно, логично и соответ-
ствует практическому опыту, то тогда пользователь может отыскать
критические маршруты достижения успеха или появления неисправ-
ности системы и принять соответствующие меры по отношению
к действительным событиям, чтобы обеспечить желаемый результат
или предотвратить предсказанную неисправность.
Простой пример (без излишней сложности) проиллюстрирует
порядок построения дерева неполадок. Более подробные и значи-
тельные примеры можно найти в литературе [5, 7, 8, 13, 22, 24,
25, 29, 30, 31].
Пример 7.1. Построение дерева неполадок
В данном примере [32] метод дерева неполадок был применен для обнаружения
причин и предотвращения появления больших потерь рабочего времени на пивова-
ренном заводе. В технологической схеме завода каждая емкость для пива содержит
10 000 галлонов. По окончании цикла выдержки пиво должно немедленно расфасо-
вываться, с тем чтобы после пастеризации оно сохранило наивысшие вкусовые ка-
чества, а емкость можно было освободить и наполнить заново. Завод имеет в фасо-
296
Автомат
для открывания
пустых банок
К емкости
Автомат
для мытья
бутылок
Пастеризатор
Пиво в
Наполнитель
1
Наполнитель
2
Фоюэлектрическое
устройство для отбраковки
поврежденных бутылок
Наполнитель
4
Наполнитель
3
Пиво в бутылках
Рис. П7.1.1. Схема процесса расфасовки пива [32].
вочном цехе четыре линии заполнения и может обеспечить для одной емкости 244 на-
полнений в минуту. При ритмичной работе производства требуется семь с полови-
ной часов (рабочая смена) для опорожнения одной емкости. Если же случаются не-
поладки, то емкость все равно должна освободить линию через восемь часов, так
чтобы могла опорожняться следующая емкость. Все пиво, оставшееся в емкости,
необходимо ликвидировать к концу данной смены.
Схема линии расфасовки пива показана на рис. П7.1.1.
Любая остановка производства более чем на несколько минут приводит к поте-
рям. Когда процесс фасовки был прерван более чем на час, потери продукции пре-
вышали 1500 долларов и составляли более семи тысяч банок и бутылок, которые не
могли быть наполнены из емкости, подключенной к линии во время остановки.
Было начато изучение событий, которые могли приводить к остановке фасующей ли-
нии на час или больше в любой данной смене.
На основании этого изучения было построено дерево неполадок, показанное на-
рис. П7.1.2. Нежелательное событие в вершине было определено как «остановка рас-
фасовки на один час или больше». Из анализа системы было видно, что появление не-
желательного события могли вызвать четыре основные события. 1) остановка напол-
няющих автоматов; 2) остановка пастеризатора; 3) неработоспособность моющей
машины и 4) затор в машине для открывания пустых банок. Эти события были затем
исследованы, и в структуру дерева были введены те события, которые могли вызвать
их появление. Для экономии места на рис. П7.1 2 в табл. П7.1.1 дан список обозна-
чений различных событий, показанных на рис. П7.1.2.
После того как было составлено дерево неполадок, руководство завода прове-
рило его и приняло программу действий с целью уменьшить вероятность вынуж-
денного отключения на час и больше линии расфасовки. Программа предусматри-
вала уменьшение возможности появления событий, которые могли бы привести к дли-
тельным остановкам, а также разработку системы, которая была бы способна прово-
дить быстрое восстановление любого неисправного устройства.
Чтобы предотвратить отключение фасующих автоматов, была проложена вторая
линия СО2, так что в случае затора на одной линии могло быть сделано немедленное
переключение на другую и проблема решалась бы без потери продукции. Не было
принято никаких мер против возможности снижения давления СО2 и скорости по-
дачи пива, так как граф неполадок показал, что эти события являются результа-
том комбинации двух событий при их одновременном появлении, что можно было
полагать маловероятным.
Была разработана процедура, которая давала возможность быстро устранять
затруднения, возникающие при пастеризации и при мытье бутылок. Были закуп-
297
Остановка фасующей
линии на 1 ч или более
Рис. П7.1.2. Дерево неполадок при отказе системы расфасовки пива.
лены приспособления, которые освобождали механизмы от битого стекла, а отделе-
нию обслуживания было указано постоянно иметь наготове кого-нибудь из персонала
на случай неполадок в этих двух частях установки. Относительно событий «плохое
регулирование температуры в пастеризаторе» и «неисправность фотоэлектронного
устройства в моющем автомате» было установлено, что они маловероятны.
Было ясно, что, устранив возможность появления перевернутых пустых банок
в машине для их открывания, можно избежать большей части вынужденных остано-
вок, возникающих в этом месте производства Было решено предупредите компанию,
у которой пивоваренный завод покупал тару, что переворачивающиеся банки бу-
дут считаться браком Для уверенности в том, что в дальнейшем не произойдет за-
торов по этой причине, к машине был назначен рабочий, который должен был сле-
дить за появлением перевернутых банок.
Как только дерево неполадок, построено, оно, во-первых, оце-
нивается с точки зрения определения особых ситуаций, при которых
достигается событие в вершине, и, во-вторых, оценивается с целью
определения связанных с ними вероятностных характеристик, как
описано ниже в разделе 7.2.5. Указанные особые ситуации назы-
ваются минимальными прерывающими совокупностями событий или
критическими путями, а иногда законами возникновения неисправ-
ностей.
298
ТАБЛИЦА П7.1.1. События, приводящие к остановке линий
расфасовки пива
Обозначение
события
Описание
А Наполняющий автомат отключается на час или больше
В Давление двуокиси углерода слишком низкое
С Малый объем СО2 в главной емкости
D Запасная емкость не подключается к линии
Е Мало СО2 в запасной емкости
F Забита линия СО2
G Отсутствует подача пива
Н Неисправность основного насоса
I Запасной насос не включается
J Остановка пастеризатора
К В пастеризаторе опрокинутые бутылки
L В пастеризаторе битое стекло
М Плохое регулирование температуры в пастеризаторе
N Не работоспособен автомат для мытья бутылок j
О Остановка, вызванная наличием битого стекла ЧЧ’
Р Необходима регулировка фотоэлектронного устройства
Q Затор в автомате для откупорки пустых банок
R Система вакуумирования не работает
S Банки устанавливаются вверх дном
Прерывающую совокупность событий формально определяют как
любой набор возникающих в системе событий, который, при условии
их одновременности вызывает в системе появление события в вер-
шине (неисправное состояние системы). Например, если в дереве
неполадок на рис. 7.2 одновременно возникнут события XI и Z2,
то появится событие в вершине, так что XI и Z2 образуют прерыва-
ющую совокупность событий.
Минимальная прерывающая совокупность — это наименьшая
группа (набор) событий, которые должны появиться все одновре-
менно, чтобы возникло событие в вершине. Любые другие события
могут существовать одновременно с указанной минимальной сово-
купностью событий, однако эти добавочные события не вызывают
непосредственно событие в вершине и могут быть исключены из рас-
смотрения. Полная совокупность всех минимальных превышающих
совокупностей событий дерева представляет собой все особые не-
уменьшаемые по количеству событий ситуации, при которых может
возникнуть событие в вершине. Событие в вершине может появиться
только в одной из этих особых ситуаций или при различных их
комбинациях. Следовательно, минимальные прерывающие совокуп-
ности событий — это такие совокупности событий, которые являются
критическими для появления события в вершине.
Дополнительными по смыслу к минимальным прерывающим сово-
купностям событий являются минимальные траектории. Минималь-
ные траектории есть наименьшая группа событий, которые не
должны иметь места, для того чтобы главное событие не появилось.
Другими словами, минимальная траектория определяет наименьший
299
набор событий, который не должен возникать, для того чтобы си-
стема работала качественно. (Необходимо иметь в виду, что появле-
нию события обычно отвечает «неисправность», поэтому отсутствию
события соответствует «нормальная работа». Следовательно, мини-
мальная траектория — это минимальный набор событий, отвеча-
ющих нормальной работе, необходимый для осуществления нормаль-
ной работы системы в целом.) Полная совокупность всех отдельных
минимальных траекторий представляет собой все особые пути, по
которым событие в вершине появиться не может. Событие в вершине
не появляется, если события в одном или большем числе этих мини-
мальных траекторий не возникают. Итак, минимальные траектории
представляют собою такие события, которые являются критическими
для поддержания процесса в нормальном рабочем состоянии.
Минимальные прерывающие совокупности событий и минималь-
ные траектории являются двумя эквивалентными источниками инфор-
мации о состоянии процесса, и знание любого из них достаточно для
предсказания поведения процесса.
Существуют алгоритмы [9, 31 ] для определения прерывающих
совокупностей событий (состоящих из первичных событий), приводя-
щих к событию в вершине данного дерева. Таким образом, анализ
прерывающих совокупностей событий может быть автоматизиро-
ван. С другой стороны, построение самого дерева неполадок обычно
делается вручную. При этом не только тратится много времни на
решение задачи, но и существует возможность того, что различные
исследователи построят различные графы дерева неполадок либо
из-за пропуска определенных событий, либо вследствие неверных
логических рассуждений. Лапп и Пауэрс [15, 21], а также Холло
и Тэйлор [11] обобщили литературу по 1977 г. и предложили ма
шинно-ориентированную методику синтеза для облегчения построе-
ния дерева неполадок. Они применили ориентированные графы
процесса (получаемые из схем технологических потоков, трубопро-
водов и автоматики), которые показывают взаимосвязь переменных
процесса с общим построением системы. Описания алгоритмов и
примеры их применения можно найти в приведенных литературных
источниках.
7.2.5. Дополнение дерева неполадок вероятностными данными
Как только дерево неполадок построено, оно может быть сделано
еще более информативным, если удастся определить вероятности
появления различных событий. Этот этап является второй, количе-
ственной, стадией разработки дерева неполадок. Каждое входное
событие, например неисправность клапана или регулятора, харак-
теризуется средним временем между неисправностями (СВМН) и
временем (продолжительностью) неисправного состояния (Т).
В табл. 7.2 приведены характеристики неисправностей для реактора,
изображенного на рис. 7.1. Эти данные получают от предприятия-
поставщика, из литературных источников, от специалистов в области
технического обслуживания, от обслуживающего персонала, по
300
журналам текущего ремонта
или даже путем моделирова-
ния методом Монте-Карло.
В качестве первичных со-
бытий в дереве неполадок
должны выбираться статисти-
чески независимые события,
т. е. такие, что осуществле-
ние любого из них не влияет
на вероятность возникнове-
ния любого другого события.
Вероятность появления вы-
ходного события ячейки И
равна произведению вероят-
ностей всех событий на входе
ТАБЛИЦА 7.2. Количественный
характеристики неисправностей для
реактора, представленного на рис. 7.1.
Обозначение события Среднее время между неис- правностями (СВМН), ч Продолжи- тельность неисправ- ного состоя- ния (Г), ч
XI 1 - 10б 4380
Z2 ЫО4 220
ХЗ 2-Ю4 10
Z4 3-104 12
Z5 2-103 4380
Х6 5-Ю4 5
Х7 2-Ю4 48
Х8 2-104 10
в нее. В случае ячейки ИЛИ
вероятность появления выходного события равна сумме вероятнос-
тей входных событий. Вместе с тем, поскольку события, вводимые
в дерево неполадок, не являются взаимно исключающими (собы-
тия являются взаимно исключающими, когда каждый раз может
произойти одно и только одно из них), необходимо внести неко-
торые коррективы. Для параллельных событий X и Y (например,
в случае ИЛИ-ячейки) вероятность выходного события Рх + PY—^xy-
Членом PXY и подобными ему членами, которые соответствуют пе-
ресечению множеств, в вероятностных расчетах для графов непо-
ладок обычно пренебрегают ввиду их статистической незначимости.
Когда это предположение неверно, они должны быть включены в
количественные расчеты, основанные на графе дерева неполадок.
Следует иметь в виду, что результат анализа, когда этими членами
пренебрегают, дает завышенную вероятность для события в вершине
дерева неполадок.
Предложено [2, 9, 14, 24, 30] много подходов к прямому вычис-
лению вероятностей для дерева неполадок. Большинство этих мето-
дов были применены к графам относительно простых систем, вклю-
чающим малое количество событий и простые логические отношения
(обычно лишь операции И и ИЛИ). Когда они применяются к очень
большим и сложным по действию системам, то требуются чрезмерно
большие затраты машинного времени, вследствие того что имеется
много путей возникновения неисправностей и из-за необходимости
учитывать различные фазы существования системы, такие как пе-
риоды устранения неисправностей и их поиска, которые не зависят
от первичных входных событий. Вместе с тем, вероятностная инфор-
мация может быть использована для ранжирования различных
путей появления неисправностей и для вычисления общей вероят-
ности появления неисправности по каждому пути.
В табл. 7.3, основанной на данных табл. 7.2, представлены ком-
бинации событий, или маршруты, которые могут привести к глав-
ному событию (разрушению реактора) для реактора, изображенного
на рис. 7.1. Существуют отлаженные методы заполнения таких
301
ТАБЛИЦА 7.3. Маршруты
неисправностей
Маршрут События в маршруте Среднее время меж- ду неис- правности - ми1), годы
И XI и Z2 248
XI и ХЗ 520
XI и Z4 868
D XI и Z5 2606
Е XI и Х6 1302
*) При продолжительности рабочего вре-
мени 6400 ч/год.
таблиц, однако для простого
дерева неполадок, приведенно-
го на рис. 7.2, маршруты могут
быть определены просто перебо-
ром. Все маршруты графа
представляются физически воз-
можными, и событие XI (неис-
правность предохранительного
клапана), очевидно, критиче-
ское для безопасности системы,
так как оно является составной
частью каждого маршрута.
Приписывая значения ве-
роятностей событиям графа,
можно построить более совер-
шенные процедуры контроля за
потерями, основанные на степени риска, а не на неопределенности.
Когда известны потенциальные потери и вероятность возникновения
этих потерь, может быть сделано экономически обоснованное срав-
нение между затратами, которые возможны в случае оставления ситуа-
ции неизменной, и затратами на снижение величины вероятности по-
явления нежелательного события до более низкого уровня. Придание
событиям, образующим дерево неполадок, количественных характе-
ристик заставляет искать объективные решения взамен субъективных
суждений, основанных на интуиции.
Так, вероятностные расчеты позволяют вычислить СВМН для
каждого маршрута в табл. 7.3. Среднее значение СВМН по всем
маршрутам вычисляется по формуле:
1 1 । 1 । 1 । 1 । 1 1
СВМН “ 248 + 520 + 868 + 2606 + 1302 ~ 121
Разрушение реактора можно ожидать в данном случае один раз
за 121 год. Чтобы оценить связанный с этим риск, можно найти
норму потерь по следующей формуле:
Норма потерь — размер потерь X частота потерь
Например, частота потерь, полученная по оценкам дерева непо-
ладок, равна 1/121 случаев потерь в год. Пусть размер потерь ра-
вен 9 миллионам долларов в каждом случае, что приводит к норме
потерь в долларах около 75 000 в год. Промышленный опыт показы-
вает, что средняя норма потерь для установок с подобной первона-
чальной стоимостью равна 1000 долларов в год [10]. На основании
этого можно сказать, что определенные усовершенствования для
повышения надежности системы весьма целесообразны.
Рассматривая пути возникновения неисправностей системы
и средние времена между неисправностями, которые приведены
в табл. 7.3, можно констатировать, что все маршруты вносят суще-
ственные вклады в снижение надежности системы. Следовательно,
необходимы какие-то дополнительные меры по обеспечению безопас-
302
ности, которые повлияли бы на все пути. Такую дополнительную
защиту может обеспечить блокировка по величине температуры, как
показано штриховой линией в правой части рис. 7.1.
К дереву неполадок прибавится дополнительная ветвь, изобра-
женная штриховой линией в верхней левой части рис. 7.2. Вероят-
ностные расчеты для этого достроенного графа дают частоту потерь,
равную одной единице в миллион лет. Результирующая норма по-
терь, равная 9 долларам в год, находится строго внутри области
значений, обоснованных промышленным опытом, и указывает на
то, что дополнение системы вторым клапаном и блокировкой по
температуре способствует достижению поставленной цели. Инте-
ресно отметить, что просто добавление блокировки по температуре
с помощью перекрытия основного регулирующего клапана не обес-
печит достаточной защиты, так как неисправность единственного
клапана проявилась бы тогда на двух входах ячейки И.
Вместо использования среднего времени между неисправностями
иногда в граф неисправностей вводят более детальные характери-
стики путем дополнения его распределениями вероятностей времени
неисправного состояния (для которых СВМН является только одним
из параметров). На ЭВМ может быть проведено моделирование
методом Монте-Карло на основании логики появления событий по
главным путям возникновения неисправностей системы. Машинная
программа моделирует дерево неполадок. Используя входные данные,
она выбирает случайным образом различные значения параметров
в соответствии с законами распределения и затем проверяет появится
или не появится конкретное конечное событие в конкретный проме-
жуток времени. Каждая проверка есть проба, и такие пробы де-
лаются до тех пор, пока не будут найдены искомые количественные
оценки. Таким образом, могут быть смоделированы тысячи или
миллионы пробных лет работы.
Каждый раз, когда достигается конечное событие, в память
машины записываются и в виде выходных данных печатаются вход-
ные события и результаты логических операций над ними (пути),
вызвавшие появление конкретного конечного события. Выданные
результаты позволяют увидеть детальную картину процесса при
смоделированных рабочих условиях и предоставляют количествен-
ную основу для принятия надежных объективных решений. Варьи-
руя входные данные в заранее выбранных пределах, можно легко
оценить различные варианты инженерных, технологических и адми-
нистративных решений, а также провести анализ чувствительности
технологического процесса.
Поскольку графы дерева неполадок обычно представляют со-
бытия с малой вероятностью появления, то число проб, необходи-
мых для получения желаемых количественных выводов, может
стать чрезмерно большим. Для того чтобы способствовать уменьше-
нию машинного времени до приемлемых пределов, можно ввести
масштабирующую процедуру, которая генерирует события так, чтобы
увеличить частоту появления различных комбинаций событий. Лю-
бая масштабирующая процедура должна сохранить неизменными
303
две определяющие особенности моделируемой системы: 1) домини-
рующие траектории, случающиеся наиболее часто и 2) ранжировку
траекторий и событий. При масштабировании обычно увеличивают
частоту появления первичных входных событий и удлиняют период
действия входных событий, если они возникли.
Общее затруднение при выборе вероятностных данных для графа
дерева неполадок состоит в том, что не существует хороших способов
для вероятностного оценивания ошибок, совершаемых человеком.
Браунинг [3] обсуждает влияние, оказываемое человеком на работу
системы, и предлагает действия, которые можно предпринять для
уменьшения этого влияния, когда есть опасность, что человек не-
вольно нарушит ход процесса или станет причиной появления не-
исправности.
Пример 7.2. Применение графа дерева неполадок, учитывающего веро-
ятности появлений событий
В этом примере [32] проблема состоит в том, чтобы обеспечить бесперебойную
поставку продукции. Знание вероятностей появления различных событий позволяет
принять решение, которое минимизирует ожидаемые потери.
Химическая компания эксплуатирует реактор периодического действия
(рис. П7.2.1), в котором происходит реакция полимеризации. Полученный полимер
может иметь различные свойства, в зависимости от значений технологических пере-
менных При получении каждого заказа технологический отдел указывает величины
технологических переменных и количество газа, которое должно быть взято на ре-
акцию, так, чтобы получилось необходимое количество продукта, имеющего такие
свойства, какие желает заказчик.
Длительность процесса до полного завершения реакции составляет приблизи-
тельно три часа; после этого реактор должен быть очищен. Производство налажено
так, что за восьмичасовую смену выполняются две загрузки Компания располагает
шестью реакторами, и в предшествующий год было сделано десять тысяч загрузок,
некоторые из которых были забракованы
Датчик
расхода Газ.реагент
N2
Клапан
регулирования
расхода
Отвод газа
Датчик давления
Датчик температуры
Zh Точки отбора проб
Устройство
фильтрования
Слив полимера
Рис. П7.2.1. Реактор полимеризации периодического действия Реактор снабжен отража-
тельными перегородками и оборудован устройством для обогрева,
304
Получение —
некочдициончэ/» Fl
партии
Неудовле-
творительная
газовая среда
Рис. П7.2.2. Дерево неполадок при получении некондиционной загрузочной партии поли-
мера.
Когда загрузочная партия полимера пропадает, для компании это довольно убы-
точно (5000 долларов за партию) Поэтому руководство распорядилось провести ана-
лиз с целью определить пути снижения потерь. На рис П7 2.2 изображено дерево
неполадок, показывающее пути появления недоброкачественного продукта, чему
305
ТАБЛИЦА П7.2.1. События, способствующие получению
некондиционного продукта
Обозначе- ние события Вероятность Описание
X Неудовлетворительный состав газовой среды в реак- торе
А 0,0006 Загрязнения в реакторе до начала процесса
Вол Неудовлетворительное регулирование температуры опе- ратором
С Неудовлетворительное регулирование давления
D Наличие в реакторе нечистого азота
Е Реактор недостаточно вакуумирован
F 0,0015 Нечистый азот в линии
Слаб 0,0004 Лаборатория не обнаруживает примеси в N2
Ноп 0,0006 Оператор слишком быстро ведет начало процесса
I 0,0002 Неверные показания прибора для регистрации дав- ления
Jon 0,0006 Клапан для регулирования давления неполностью закрыт оператором
Коп 0,0006 Оператор не знает об изменении давления перед реак- тором
Lon 0,0006 Оператор устанавливает ошибочное давление
Y Неудовлетворительная подача реагентов
м 0,0006 Посторонние примеси в воде в ходе реакции
Non Оператор не устанавливает надлежащую скорость потока
О Посторонние примеси в реагентах в ходе реакции
Р 0,0009 Неполадки в фильтрах для воды
Q.na6 0,0004 Лаборатория не обнаруживает примеси в воде
R 0,0018 Посторонние примеси в газах, подаваемых на реак- цию
S лаб 0,0004 Лаборатория не обнаруживает примеси в газах, пода- ваемых на реакцию
Z Плохое перемешивание в ходе реакции
Топ 0,0006 Оператор устанавливает ошибочную скорость вращения
и 0,0006 Наличие полимерных отложений на отражательных перегородках до начала реакции
V При очистке реактора не удаляются отложения
W 0,0025 Отложения накапливаются в течение нескольких за- грузок
соответствует событие в вершине Такие партии продукта образуются или вследствие
причин, связанных с реакционной средой и плохим качеством сырья, или вслед-
ствие плохого перемешивания. В результате изучения различных данных, для
вероятностей появления первичных входных событий были найдены значения, при-
веденные в табл. П7 2 1 Учтена информация, полученная при изучении записей за
предшествующий год (10 000 загрузок), относящихся к произведенной продукции,
техническому обслуживанию и технологическому обеспечению процесса, а также
при подсчете числа случаев появления каждого входного события Число появлений
каждого первичного входного события, деленное на 10 000, было принято в каче-
стве вероятности появления этого события Вероятность появления всех оператив-
ных ошибок была найдена равной 0,0006, она помечена индексом «оп» Все ошибки
лабораторных измерений, как найдено, возникают с вероятностью 0,0004, он по-
мечены индексом «лаб»
Для решения вопроса, вкладывать или не вкладывать средства в усовершенство-
вания, которые должны уменьшить вероятность появления события в вершине, ад-
министрация попросила, чтобы ожидаемые затраты в результате такого усовершен-
306
ствования были сопоставлены с существующими затратами Сопоставление Затрат
становилось возможным при определении вероятности получения партии некондици-
онного продукта в любом реакторе при имеющихся условиях и вероятности того же
события после усовершенствования системы Для реализации этой идеи были вы-
ведены математические выражения, отвечающие связям, существующим в дереве
неполадок
Связи, обрисованные деревом неполадок, могут быть выражены алгебраически
следующим образом
Ртт = рх ру Ц- pz (1)
Рх~~ Ра ]- Рв + Рс (2)
Ра =~ Pd + Ре
Ра - (Pf) (Pg) + (Рн + Pi)
Ра = (Pf) (Рлаб) + (Рои + Р1)
Рв = Роп
Pc - (Pj) (Рк) + Pl
РС = (М (М + Рол = Роп + РОп
РХ = (PF) (РЛгб) + (^оп + Р1) + Роп + ^оп + ^оп
Рх (Pf) (Рла6) + Р1+ ЗРОП + Р2ОП (2')
Ру — Рм. + Pn + Ро (3)
Рм = (Pp) (Pq)
Рм. = (Рр) (Рлаб)
Pn Роп
Ро = (Pr) (Ps)
Ро = (Pr) (Рлаб)
Ру = (Pf) (Рлаб? + Р оп + (Pr) (Рлаб) (3')
Pz = Рт + Ри (4)
Рт -= Роп
Ри = Ру + Р\У
PZ = Pon+Pv + Pw (4')
Путем сложения равенств (2'), (3') и (4') была определена вероятность события
в вершине дерева неполадок
Ртт = Pi + pv + pw + рлаб (Pf рр ^r) + + ^on (r)
Ptt = 0,0002 -I- 0,0006 + 0,0025 + 0,004 (0,0042) + 5 (0,0006) + (0 0006)2 =
= 0,0002 + 0,0006 + 0,0025 + 0,0030 = 0,0063
307
Проанализировав окончательное выражение для вероятности нежелательного
события, представленное через вероятности входных событий, можно было увидеть,
что главными факторами, способствующими выработке плохой продукции, являются
большое количество ошибок, допускаемых операторами (РОп = 0,0030), и некачест-
венная очистка реактора после завершения процесса (Рц = Ру Pw = 0,0031).
Администрация пришла к заключению, что основное снижение вероятности появле-
ния нежелательного события может быть достигнуто вложением средств в устройство
для автоматического управления реакцией, или в систему для более качественной
очистки реактора,или ив то и в другое. Был проведен экономический анализ путем
сравнения годовых стоимостей в соответствии с принципом принятия заранее уста-
новленной минимальной нормы отдачи на вложенный капитал В результате такого
аиализа было принято решение установить новое оборудование для очистки реактора
Из примера 7.2 ясно, что анализ дерева неполадок, проведенный
таким образом, чтобы определить значимость наиболее вероятных
путей возникновения неисправностей системы, делает возможным
направить усилия на устранение наиболее важных недостатков.
Подобно другим методам анализ дерева неполадок имеет как положи-
тельные, так и отрицательные свойства. Главный недостаток состоит
в возможности просмотров и упущений. Даже для квалифициро-
ванного и опытного исследователя всегда имеется вероятность того,
что будут не замечены существенные виды неполадок. Вместе с тем,
даже когда исследователь приобрел больший опыт, можно проводить
независимое изучение объекта, с тем чтобы уменьшить вероятность
пропуска существенных видов неполадок.
Другой проблемой, возникающей при моделировании с помощью
дерева неполадок, является трудность применения двухзначной,
0—1, булевой логики (т. е. или включено, или выключено) к описа-
нию не вполне удовлетворительного действия элемента и его даль-
нейшего влияния на работу системы. Убедительным примером этого
служит такой вид неисправности, как утечка в клапане Булевы
модели неполадок в химических и физических процессах следует
разрабатывать для описания выхода за пределы допустимых границ,
например превышения нормальных температуры и давления, что
может повлечь за собой потенциально опасную или аварийную си-
туацию.
Наконец, главным затруднением при количественном оценивании
дерева неполадок является нехватка данных, характеризующих те
виды неисправностей, которые относятся к изучаемому объекту.
Даже в тех случаях, когда имеются хорошие данные, не ясно, пра-
вомерно ли применение по отношению к какому-либо процессу дан-
ных, полученных от аналогичного процесса, но расположенного
в другом месте. Кроме того, вызывает затруднение количественное
оценивание факторов, связанных с поведением человека. Тем не
менее, количественное оценивание полезно, в частности, для сопо-
ставления проектов систем, имеющих сходные элементы. Результаты
такого сопоставления не столь чувствительны к количественным
характеристикам классов неисправностей, как результаты опреде-
ления абсолютного значения вероятности отказа системы.
Анализ дерева неполадок во многих случаях сложен, дорог и
требует больших затрат времени. Его результаты трудно проверить.
308
Однако несмотря на недостатки, анализ дерева неполадок дает иссле*
дователю логически последовательный способ идентификации не-
поладок, которые могут возникнуть внутри системы. Несомненно,
определенным достоинством ручного способа построения графа де-
рева неполадок является то, что он заставляет исследователя более
глубоко разобраться в системе.
7.3. АНАЛИЗ ВИДОВ И ВЛИЯНИЙ НЕИСПРАВНОСТЕЙ (АВВН) (
В противоположность методу обратного прослеживания от конеч-
ного нежелательного события к вызывающим его причинам, метод
анализа видов и влияний неисправностей действует в прямом на-
правлении, определяя и оценивая различные виды неисправностей
и их эффекты или воздействия на другие части процесса.
7.3.1. Метод АВВН
В методе анализа видов и влияния неисправностей рассматри-
ваются неисправности либо неудовлетврительная работа различного
вида устройств или приборов, а также характер этих неисправностей.
Прослеживается влияние неисправности по ходу процесса и оцени-
вается окончательное ее воздействие на выполнение системой основ-
ной задачи. Применяя этот метод, обычно используют схемы, изоб-
ражающие все элементы процесса. Изучение схемы позволяет затем
разработать таблицу элементов, видов и влияний повреждений каж-
дого элемента. Эта информация помещается, как правило, в двух
столбцах: один для видов неисправностей, второй для их воздей-
ствий В других столбцах таблицы могут быть указаны вероятности
выходов из строя, способы обнаружения и т. д. Рассмотрите таблицу
7.4, построенную на основе рис. 7.6.
Кинг и Радд [12] применили этот метод к процессам химической
технологии. Они распространили его на способы защиты от не-
исправностей и на уменьшение размеров неисправностей и их по-
следствий. Более подробная информация о методе АВВН приведена
в докладе Асбьорсена, Фойена и Сольберга [1 ]. Табл. 7.5 посвящена
описанию верхней части промышленного автоклава непрерывного
действия для переработки пульпы — части, включающей систему
дозирования и зону пропитки. Различные колонки табл. 7.5 дают
информациюso6 элементах и их назначении, о возможных видах не-
исправности, о характере, причинах или механизме возникновения
неисправности, о первичной неисправности. Приводится также инфор-
мация об условиях, ускоряющих развитие и повышающих частоту
появления неисправности. Перечисляются влияния неисправности
на сам элемент, на систему и на окружающую среду, указываются
способы обнаружения неисправности, необходимая частота обследо-
ваний и возможные меры для смягчения характера неисправностей
и их последствий.
Метод АВВН является полезным качественным способом как для
выяснения характера неполадок и неисправностей на этапе кон-
309
22 ТАБЛИЦА 7.4. Анализ видов неисправностей и их воздействий применительно к устройству,
° изображенному на рис. 7.6 [23]
Элемент Вид неис- правности или ошибки Воздействие на Класс опасности г) Вероят- ность неполадки Способ обнаружения Меры для компенсации Примечания
Другие элементы систему в целом 1 2 3 4
Клапан Заклинило Усиленное Потеря горя- сброса в открытом действие ре- чей воды, давления состоянии гулятора по больше потреб- температуре и ление холод- увеличенный ной воды и расход газа газа ввиду потери горячей воды Заклинило Отсутствует Отсутствует в закрытом состоянии х Умеренно Обследова- Отключить вероятна ние кла- подвод воды, пана сброса притереть или давления заменить клапан Вероятно Проверка Поскольку по инструк- эта неисправ- ции ность не свя- зана с неис- правностями других эле- ментов то она не имеет последствий
Клапан Заклинило Горелка про- Температура газа в открытом должает ра- воды и давле- состоянии ботать. Кла- ния растут, пан сброса Вода превра- давления щается в лед открыт Умеренно Вода Открыть кран вероятна в кране горячей воды, слишком чтобы снизить горяча. давление Клапан Отключить сброса подачу газа. давления Давление при- открыт водится к нор-
Заклинило
в закрытом
состоянии
Горелка не
действует
Система
прекратила
подавать го-
рячую воду
Прибор для
измерения
и регули-
рования
темпера-
туры
Не реаги-
рует на
увеличение
температу-
ры выше
данного
уровня
Клапан регу-
лирования
подачи газа
и горелка про-
должают ра-
ботать на уве-
личение Кла-
пан сброса
давления
открыт
Температура
воды слишком
велика. Вода
превращается
в пар
Не реаги- Клапаны ре- Температура
рует на гулирования воды слишком
уменьше- подачи газа низка
ние темпе- и горелка
ратуры продолжают
ниже дан- работать
ного на уменьше-
уровня ние Клапан сброса давле- ния закрыт
со
1 Чалове роятна Наблюдение за темпе- ратурой на выходе (темпера- тура воды слишком низка)
Малове- роятна Наблюдение за краном на выходе Компенси- руется кла- паном сброса давления Открыть кран горячей воды для уменьше- ния давления Выключить подачу газа
Малове- роятна Наблюдение за краном на выходе
CO
н—*
to
Элемент Вид неис- правност и или ошибки Воздействие на 1
Другие элементы систему в целом
Дымоход Забит Неполное сгорание в горелке Неэффектив- ность обра- зование ток- сичных газов
Клапан сброса давления и клапан подачи газа Заклинило в закрытом состоянии Заклинило в открытом состоянии Горелка про- должает ра- ботать, дав- ление растет Увеличенное давление не сбрасывается клапаном. Вода превра- щается в пар. Если давление не в состоянии прекратить поступление холодной воды, система может взор- ваться
x) Класс 1: опасность пренебрежимо мала
Класс 2: заметная опасность.
Класс 3: критическая опасность.
Класс 4: катастрофическая опасность.
Продолжение
Класс опасности х) Вероятность Способ Меры для
2 3 4 неполадки обнаружения конпенсации. Примечания
Малове- Возмож- Никакой ком-
роятна ность по- пенсации не
явления предусмотрено.
запаса Выключить
продуктов неполного систему
сгорания
Вероятна Проверка клапана давления Открыть кран горячей воды. Выключить
по инструк- ции подачу газа, Давление мо- жет быть
Средневе- Наблюдение достаточным для прекра-
роятна за водой щения подачи
Средневе- роятна на выходе Температу- ра слишком холодной во- ды, если оно больше чем
велика давление воды
ТАБЛИЦА 7.5. Часть сообщения об анализе видов и последствий неисправностей [1]
Описание функционального элемента Описание неисправности
описание/название назначение характер действия вид неис- правности элемента причина или механизм неполадки первичная неисправ- ность условие для неис- правности скорость развития неисправ- ности частота класси- фикация неис- прав - ности
Верхний сепара- тор, включающий дозирующую си- Подготовка и подача щепы в Нор- мальная работа Уменьше- ние или отсутствие Поврежден шнек пи- тания Поврежде- ние шнека Смещение шнека ино- родными Быстро Очень редко 82/04
стему и пропиты- вающую зону (часть отделения непрерывной вар- автоклав подачи питания в автоклав предметами
ки древесной массы на установке полу- Течь в по- Возврат Пульсация Быстро/по- Очень 82/04
чения целлюлозы) врежденном уплотнении пульпы на линию питания давления, чрезмерная подача степенно редко
Поврежде- Эрозия, Медленно Редко 81/02
ние саль- избыточное
ника давление
Разрыв Избыточное Медленно Очень 81/02
давление, редко
эрозия
Оо
Оо
Продолжение
Воздействие неисправности на Обнаружение неисправности Меры компенсации для воз- можного смягчения
функции - нальный элемент систему систему в целом/окру- жающую среду сигнали- затор способ 'обнаружения результаты проверки период проверки характера неисправ кости последствий неисправ ноет и при меча- ние
преду- преж- дение неис- прав- ность
Не работо- способен, необходим ремонт Остановка производ- ства для проведения ремонтных работ Уменьшение общей про- изводитель- ности Измери- тель тока в электро- двигателе Местная про- вер ка/проверка электродвига- теля подшип- ников (X) При ука- зании на неисправ- ность Улучшение качества древесной массы Увеличение затрат древесной массы
Не работо- способен, необходим ремонт Остановка Уменьшение общей про- изводитель- ности Индикатор обратного потока По прибору При ука- зании на неисправ- ность Проведение контроль- ных про- бегов
Неполная Уменьшение Уменьшение Отсутствует На месте X При ука-
работоспо- производи- производи- зании на
собность тельности тельности неисправ-
ность
Неполная Уменьшение Уменьшение Протечка
работоспо- производи- производи-
собность тельности тельности
(X)
Постоянно Уменьшить
интервалы
между ре-
монтами
Кран горячей воды
(нормально закрыт)
Предохранительный клапан
Устройство
для измерения
и сравнение
температуры
Рис. 7.6. Схема хозяйственно-бытовой водонагревательной системы.
Дымовые
газы
Холодная
вода
струирования, так и для разработки документации о взаимодействиях
причин и последствий неисправностей в процессе. Как только с по-
мощью метода АВВН характеристики неисправностей процесса до-
кументированы и учтены все возможные неполадки, становится
возможным быстрый контроль состояния процесса.
7.3.2. Метод изучения опасностей и функционирования (ИОФ)
Другим близким к АВВН методом анализа является метод изу-
чения опасностей и функционирования (ИОФ, Hazard and opera-
bility study — HAZOP). Фирма [16] предписывает в обязательном
порядке проверку методом HAZOP всех новых проектов капиталь-
ного строительства и крупных расширений производства. Он при-
меним к процессам и периодического, и непрерывного действия. Ме-
тод может быть использован также для совершенствования норм без-
опасности и работоспособности на существующих производствах.
Исследование опасностей и работоспособности начинается не
с определения видов неполадок, а с изучения режимных переменных
и их отклонений от нормы. Основная идея метода состоит в том, что
существующие или развивающиеся неполадки проявляются в откло-
нениях режимных переменных от обычно наблюдаемого уровня.
315
ТАБЛИЦА 7.6. Содержание и виды генерированных отклонений
процесса от его нормального хода
Ключевое
слово
Содержание
НЕТ Отсутствие прямой подачи, когда она должна быть, т е нет по- тока или обратный поток
ВЫШЕ Любые из относящихся к делу физических свойств имеют боль- шие величины, чем они должны иметь, например больший поток (скорость или общее количество), большая температура, большее давление, большая вязкость и т д
НИЖЕ Любые из относящихся к делу физических свойств имеют мень- шие величины, чем они должны иметь, например меньший поток (скорость или общее количество), меньшая температура, мень- шее давление и т. д
ЧАСТЬ Строение системы отличается от того, каким оно должно быть, например изменение в связях между элементами, отсутствие эле- ментов и т д
БОЛЬШЕ В системе имеется больше элементов, чем должно быть, например присутствует дополнительная фаза (пар, твердое), примеси (воз-
ДРУГИЕ дух, вода, кислоты, продукты коррозии) и т д Состояния, отличающиеся от обычной работы системы, например пуск, остановка, повышение производительности, снижение про- изводительности, иной способ работы, неудовлетворительная эксплуатация установки, ремонт, замена катализатора и т д
Реализация метода начинается с изучения работы объекта, которое
включает систематическое исследование каждого мыслимого откло-
нения переменных от нормальных условий, а затем прослеживаются
в обратном направлении возможные причины и в прямом — возмож-
ные последствия отклонений. Словесные описания взаимосвязей
причин и последствий помещаются в таблицу в соответствии с образ-
цом приведенным в табл. 7.6, где первая колонка содержит ключевое
слово для обозначения отклонения (например, НЕТ, ВЫШЕ, НИЖЕ,
ЧАСТЬ, БОЛЬШЕ и ДРУГИЕ) Вторая колонка — это сокра-
щенное описание отклонения (например, «нет потока», «поток выше
нормы», «поток ниже нормы»)
Три другие колонки используются, как показано в табл. 7.7,
для обозначения вероятных причин, возможных последствий и дей-
ствий, необходимых для поддержания процесса, показанного на
рис. 7.7. По существу, анализ основан на процедуре, которая пред-
полагает генерирование вопросов, причем вопросы задаются в стро-
гой, но творческой манере лицами, принадлежащими к кругу раз-
работчиков и эксплуатационников. При малом риске либо чисто
оперативных осложнениях необходимость тех или иных действий
обычно устанавливается на основе всего опыта работы. Принимается
во внимание оба фактора — как вероятность события, так и серьез-
ность его последствий. Однако для любого случая большого риска
проводится полный количественный анализ опасных ситуаций.
Информация о причинах и последствиях наглядно представляется
316
Охлажденная
окись этилена
Гидравлический уклон
Проект системы подачи окиси этилена
в периодические реакторы
К вентиляционному коллектору и выводной трубе,
продуваемым азотом
Емкость для хранения
окиси этилена (рабочие
условия около О С,
| | 30P.S.I.G | |
Блок автоматического
выключения компрессора
Холодильник
возвратной о э
Хладагент
Обозначения
НА - сигнал высокого уровня
LA - сигнал низкого уровня
НТ — выключение при высоком уровне
LT — выключение при низком уровне
— пневматический сигнал
— электрический сигнал
Открыто
РИС260) 7 СиСтема питания реактора периодического действия окиси этилена (по работе H.Q. Lawtey, Hydrocarbon Processing, April, 1976,
I
ТАБЛИЦА 7.7. Исследование работоспособности предполагаемой системы подачи окиси этилена
00 в реакторы периодического действия [Я. О. Lawley,Hydrocarbon Processing, April, 1976, pp. 256—258]
Ключевое слово *) Нарушения Возможные причины Возможные последствия Необходимые действия
HET
Нет I. Всасывающий
расхода клапан насоса остав-
лен закрытым при
включенном насосе по-
сле замены одного на-
соса на другой
Содержание насоса быстро
испаряется, и насос начинает пере-
греваться. Большая вероятность за-
горания в насосе и распростране-
ния фронта пламени обратно к
складской емкости через линию
возврата, если жидкая окись в
этот момент проникает через уплот-
нения насоса
1. Предусмотреть систему блоки-
ровки для предотвращения включения
насоса, если всасывающий клапан не
открыт
2. Расположить температурный
выключатель на корпусе насоса таким
образом, чтобы он был эффективен
в условиях отсутствия потока
3. Провести анализ опасностей для
проверки достаточности предложенной
защиты насоса против перегрева по
высокой температуре или низкому
расходу. Модифицировать защиту, если
это необходимо для удовлетворения
действующим стандартам безопасности
Уменьшение давления нагнета-
ния насоса. Вещество из реактора,
содержащее катализатор, проходит
обратно из находящегося в техно-
логической нитке реактора в склад-
скую емкость через возвратную ли-
нию насоса, если защита от обрат-
ного потока не отвечает требова-
ниям; наиболее вероятным исходом
будет интенсивная реакция поли-
меризации в емкости, ведущая к
быстрому превышению давления,
разрыву емкости и взрыву
4. Провести анализ опасностей для
проверки достаточности предложенной
защиты против обратного потока ве-
щества из реактора в емкость. Уточ-
нить проект, если необходимо удовлет-
ворить действующим стандартам без-
опасности
II. Фильтр на
входе насоса забит или
частично забит окис-
ным полимером, обра-
зовавшимся в емкости
Насос перестает всасывать или
образуется кавитация вследствие
увеличенного перепада F давления,
что приводит к таким же послед-
ствиям, как в п. I, исключая воз-
можность прохождения пламени
через линию всасывания к емкости
5. Установить дистанционно
управляемый аварийный изолирован-
ный клапан на имеющейся линии вса-
сывания насоса с внешней стороны вы-
ходного штуцера емкости
6. Включить возможность забив-
ки фильтра на линии всасывания в ана-
лиз опасностей по п. 3 и 4
III. Отсекающий
клапан на линии по-
дачи насоса закрылся
или оставлен по ошиб-
ке закрытым. Реактор
по ошибке изолирован.
Подача прекращена
регулятором расхода.
Автоматическое защит-
ное устройство для пе-
реключения подачи на-
соса «на себя» работает
спорадически или с
излишней резкостью
Насос перегревается, если пи-
тание не требуется другому реак-
тору (реакторам) и если обратный
сбросный поток насоса также ниже
критического минимума
7 . Подобрать минимальное поло-
жение ограничителя на клапане регу-
лятора расхода на сбросной линии
насоса
8 Предусмотреть систему блоки-
ровки для предупреждения включения
насоса до тех пор, пока не открыт
изолирующий клапан на линии обрат-
ного сброса
9 Включить в анализ опасностей
по п. 3 фактор возможного перегрева
насоса вследствие холостой работы
IV. Давление в
работающем реакторе
достигает или превы-
шает проектное давле-
ние нагнетания насоса
Как для п. III, если линия
защитного сброса работает по тре-
бованию. Увеличивается также вре-
мя загрузки и уменьшается выход.
(О последствиях неисправности за-
щитной линии обратного сброса
см. ниже «Обратный поток», имея
в виду также п. 10)
10. Убедиться в том, что расчетное
давление нагнетания насоса при мак-
симальной скорости прямого потока
превышает максимальное «предпола-
гаемое» давление в точке ввода пита-
ния в реакционные контуры, с тем
чтобы исключить ненужные перерывы
в производстве и уменьшить необхо-
димость защиты обратным сбросом,
т е давление нагнетания насоса
должно превышать напор насоса при
закрытом расходе, плюс давление си-
стемы предохранительных клапанов
реакторов, плюс давление столба
жидкости в трубопроводе. Иначе воз-
можен лишь обратный сброс по тем же
причинам, что и в пп I, И, IV, V
Продолжение
Ключевое слово г) Нарушения Возможные причины Возможные последствия Необходимые действия
Обратный V. Насос подучи
поток сырья отказал в рабо-
те, отключен автомати-
ческим устройством,
или насос остановлен
оператором по ошибке,
причем это совпадает
с неисправностью за-
щитной линии обрат-
ного сброса, включаю-
щейся по требованию
Вещество из одного или боль-
шего числа реакторов, стоящих на
линии, проходит обратно в склад-
скую емкость, что влечет за собой
последствия, перечисленные в п. I
11. Обеспечить чтобы иницииро-
вание работающих по перепаду давле-
ния автоматических выключателей осу-
ществлялось элементами непроточного
типа, например конструкцией из
сдвоенных диаграмм, или предпочти-
тельно производилось на основе изме-
рения отдельных датчиков, располо-
женных выше и ниже по потоку
12. Включить возможность обрат-
ного течения потока вследствие ука-
занных причин как фактор в анализ
опасностей, проводимый согласно п. 4
VI. Утечка давле- Так же как для п. V,
ния в какой-либо реак- вещество может проходить
тор, стоящий в си- гие реакторы, стоящие в
стеме, причем это сов-
падает с отказом в ра-
боте по требованию
автоматической защи-
ты реактора от повы-
шенного давления, за-
щиты реактора с по-
мощью регулировоч-
ных клапанов или за-
щиты обратного движе-
ния окиси
а также 13. Включить потенциальную воз-
в дру- можность обратного течения вследствие
системе этой причины в анализ опасностей,
проводимый по п. 4, даже если она
маловероятна
Н Химмельблау Д.
МЕНЬШЕ Понижен- VII. Точечная про-
ный расход течка вследствие кор-
розии
Возможность отравления. Про- 14. Проверить пригодность кон-
течка может стать причиной заго- струкционного материала. Ввести по-
рания стоянное наблюдение за линией и кон-
троль коррозии. Обеспечить удовлетво-
рительные средства заливки водой
опасной зоны
VIII. Пропуск кла-
пана на ответвлении
линии
Как для п. VII
15. Все закрытые клапанами па-
трубки на линии окиси должны быть
постоянно пустыми, если они не ис-
пользуются
IX. Течь насосного
уплотнения
Как для п. VII
16. Обеспечить водяную защиту
сырьевых насосов
X. Регулирующий
орган скорости подачи
окиси неисправен и
работает в сторону за-
крытия или, при руч-
ном управлении, пере-
путано направление
его перемещения. Ре-
гулятор расхода пита-
ния FIC, стоящий на
линии обратного сбро-
са насоса, чрезмерно
открыт, в то время
как в работе находит-
ся несколько реакто-
ров
Увеличенное время загрузки и
потеря производительности. Мень-
ше теплоты реакции с риском пе-
реохлаждения реакторной системы,
когда регулирующий орган темпе-
ратуры в контуре находится на
ручном управлении, что ведет к
накоплению непрореагировавшей
окиси в случае ее поступления при
температуре ниже критической ми-
нимальной температуры реакции.
Если затем температура повышает-
ся, то возможно бурное протекание
реакции
17. Проверить соответствие автома-
тического защитного отключения реак-
тора при низкой температуре требова-
ниям техники безопасности против по-
дачи окиси при температуре ниже ми-
нимальной критической
XI. Регулятор рас- Больше время загрузки или 18. Рассмотреть возможные пути
хода преждевремен- получение нестандартного продук- уменьшения вероятности недогрузки
но выключает подачу та, если неполадка не обнаружена окиси
или оператор по ошиб- во время загрузки
ке дал неправильную
установку регулятору
расхода
Продолжение
to
to
Ключевое слово 1) Нарушения Возможные причины Возможные последствия Необходимые действия
Пониженное давление XII. Низкое дав- ление на входе насоса вследствие нехватки азота, подаваемого в емкость или забивки фильтра полимером Кавитация на входе насоса, приводящая к результатам, ука- занным в п. II 19. Нехватка азота учтена в реко- мендации, данной в предшествующих исследованиях более ранних участков технологической линии, о том чтобы установить сигнализацию низкого дав- ления в емкости, но включить эту по- тенциальную причину перегрева на- соса или обратного течения в анализ опасностей по пп. 3 и 4. Забивка фильтра рассмотрена в пп. 5 и 6
БОЛЬШЕ Повышен- ный расход XIII. Регулирующий орган расхода окиси неисправен и открыт, или слишком сильно открыт, или непра- вильно перемещается при ручном управле- нии Увеличенное выделение тепло- ты за счет реакции, приводящее к возможному сверхнормативному повышению температуры/давления в блоке реактора. Качество про- дукта снижается 20. Проверить мощность теплообмен- ников реакторного контура в сопо- ставлении с максимальной скоростью поступления окиси. Настроить клапан регулятора расхода окиси на меньший расход, если необходимо, или устано- вить максимум хода на регулирующем клапане
XIV. Регулятор
расхода не в состоя-
нии установить расход
на приблизительно
точном уровне или
оператор дал по ошиб-
ке неверную установку
регулятору
Давление в газовом простран-
стве реактора повышается, в то
время как объем свободного про-
странства уменьшается. При про-
должающемся поступлении окиси
предохранительный клапан реак-
тора поднимается, если система
автоматического выключения расхо-
да реактора не действует, что ведет
в конце концов к переполнению
реактора жидкостью
21. Проверить действенность авто-
матической (по достижению высокого
давления) защиты реактора в соответ-
ствии с предельными требованиями за-
щиты от утечек. Проверить также раз-
меры выпускных отверстий реактора
с точки зрения предотвращения пере-
лива жидкости, а также преемлемости
предполагаемых путей слива жидкости
Повышен- XV. Удар вследст-
ное давле- вне внезапного закры-
ние тия автоматически сра-
батывающих клапанов
Течь во фланцах или разрыв
трубопровода. Повреждение измери-
тельных приборов и проч. Токси-
ческая опасность и возможность
прорыва вещества
22. Частично определены в п. 14,
однако проверка трубопроводов и раз-
меров фланцев, с точки зрения проти-
водействия максимальному уровню
давления, должна приводиться на бо-
лее длинных участках трубопроводов.
Кроме того, фланцевые соединения
должны быть сведены к минимуму
XVI. Распростра-
нение теплоты в длин-
ные, ограниченные
клапанами участки
трубопроводов
Как для п. XV
23. Установить отвод теплоты
на общем питательном коллекторе
окиси. Опасность выбросов вещества
исследуется дальше
00
Повышен-
ная темпе-
ратура
XVII. Недостаточ-
но хладагента подает-
ся в обратный холо-
дильник
Постепенный рост температуры
в складской емкости, ведущий к
пожароопасному составу смеси
Ы2/окись в емкости, кавитации в
работающем сырьевом насосе и
большей тенденции образования по-
лимера в емкости
24. Установить независимую сигна-
лизацию высокой температуры на ли-
нии сброса насоса от холодильника до
емкости в дополнение к существующе-
му сигнализатору температуры (TRA)
в емкости. Проверить соответствие
этих двух сигнализаторов высокой
температуры требованиям техники без-
опасности, направленным против обра-
зования пожароопасной атмосферы в
емкости. Кроме того, включить воз-
можность кавитации вследствие недо-
статка охлаждения в линии сброса
в анализ опасностей по пп. 3 и 4
XIX. Окись в
складской емкости на-
гревается до темпера-
туры окружающей сре-
ды в результате дли-
тельного недостатка
охлаждающей способ-
ности обратного холо-
дильника
Газовая фаза в емкости достигает
области воспламенения вследствие
уменьшения отношения М2/окись.
Более теплые слои в результате
конвекции достигают поверхности
жидкости и стимулируют ускорение
полимеризации. Риск повреждения
или взрыва емкости
26. Проверить эффективность теп-
ловой изоляции емкости
27. Обеспечить водяную противо-
огневую защиту выше и ниже склад-
ской емкости
28. Проверить достаточность
средств водяного тушения в противо-
пожарном котловане на случай вы-
нужденного опорожнения складской
емкости
Продолжение
Ключевое слово г) Нарушения Возможные причины Возможные последствия Необходимые действия
БОЛЬШЕ, ЧЕМ Наличие хладагента XX. Течет труба холодильника насоса, что приводит к попа- данию данного хлад- агента в систему, по- дающую окись Отличающийся от регламентного состав продукта реакции. При нор- мальной температуре в складской емкости нет опасности, если про- течка мала по величине или крат- ковременна. Вероятно, что умерен- ные протечки будут предшествовать большим протечкам 29. Ввести регулярную проверку в емкости для пополнения хладагента. Рассмотреть также необходимость сиг- нализации низкого уровня жидкости в этой емкости
Образова- ние поли- мера окиси этилена XXI. Обычно обра- зовывался при нор- мальных режимных условиях в небольших количествах, однако скорость образования возрастала в застой- ных, тупиковых участ- ках технологической линии, где он имел тенденцию накапли- ваться Возможна забивка измеритель- ных импульсных линий, дренажных линий, вентилей и т. п., и при этом' создаются препятствия выпол- нению функций управления и авто- матического отключения и снижает- ся надежность всей установки 30. Все измерительные импульсные линии должны иметь номинальный диаметр минимум 1/2 дюйма, а все вен- тили и дренажные трубы — 1 дюйм. Все тупиковые линии должны быть по возможности короче 31. Осуществить проверку измери- тельных линий и линий автоматическо- го выключения, чтобы надежно уста- новить, что эти импульсные линии свободны
Наличие продукта реакции XXII. Обратная диффузия из реактор- ных контуров в линии подачи окиси, напри- мер, вслед за выклю- чением расхода или в течение времени срабатывания автома- тического выключателя Засорение линий передачи импульсов от датчиков к автомати- ческим выключателям, засорение автоматических клапанов и т. д., приводящие к более низкой на- дежности < срабатывания автомати- ческих выключателей и затяжному выключению по требованию 32. Установить второй контрольный клапан в дополнение к существующе- му на входе в каждый реакторный контур. Эти клапаны должны иметь различную конструкцию, чтобы умень- шить вероятность появления одной и той же неисправности
ДРУГОЕ Нарушение
работы
насосов
XXIII. Неисправ-
ности насоса, течь в
уплотнениях насоса,
пропуск во фланцах
и т. д
Насос не может эксплуатировать-
ся вместе с другим подключенным
насосом до тех пор, пока все свя-
зывающие их линии не будут на-
дежно перекрыты
33. Предусмотреть заглушку на на-
сосе со стороны клапанов линий вса-
сывания, нагнетания и обратного сбро-
са. Все заглушки должны быть сделаны
из нержавеющей стали, чтобы избе-
жать попадания в систему ржавчины
Нарушения в отдель- XXIV. Неисправ- ности арматуры, течь
ных ли- ниях по- фланцев и т. д.
дачи окиси
Отдельная линия подачи сырья
не может эксплуатироваться с дру-
гими работающими реакторами до
тех пор, пока она не будет надеж-
но перекрыта
34. Предусмотреть заглушки со сто-
роны реактора на первом изолирую-
щем клапане каждой индивидуальной
линии подачи окиси. Заглушки должны
быть из нержавеющей стали, как в п. 33
Трудности XXV. Прекращена
запуска работа насоса. Случай-
ное или обоснованное
срабатывание автома-
тического выключателя
Насос не может быть включен в
работу до тех пор, пока не будет
выполнена приостановка автомати-
ческого устройства, выключающего
насос при низком расходе
XXVI. Прекраще-
на работа одного или
всех реакторов
Подача сырья в реакторы через
общий коллектор не может быть
начата до тех пор, пока не будет
задержано действие автоматических
выключателей, настроенных на низ-
кий расход и малую величину Др.
Подача сырья в индивидуальный
реактор не может быть начата до
тех пор, пока не будет выполнена
задержка автоматического выклю-
чателя, настроенного на низкий
расход
35. Предусмотреть автоматическое
задерживающее устройство на пульте
включения насоса для задержки дей-
ствия автоматического выключателя,
настроенного на низкий расход, на
15 сек. Это изменение должно быть
принято во внимание при анализе
опасностей в пп. 3 и 4
36. Предусмотреть подходящее кно-
почное устройство для задержки дей-
ствия общих автоматических выклю-
чателей, настроенных на низкий рас-
ход или малую величину Др, но лишь
когда установится нормальное давле-
ние сырья выше по потоку
37. Предусмотреть кнопочное уст-
ройство на каждой индивидуальной
линии подачи сырья для перекрытия
действия автоматического выключате-
ля, настроенного на низкий расход,
но лишь когда в линии установится
положительная величина Др.ч Оба эти
мероприятия должны быть учтены при
анализе опасностей в пп. 3 и 4
со
сл
*) Пункты, поясняющие ключевое слово «ЧАСТЬ» и нарушение «ТЕМПЕРАТУРА МЕНЬШЕ», отсутствуют.
традиционным логическим деревом неполадок, в котором вероят-
ностям событий и их комбинаций приданы численные значения, как
описано выше в разделе 7.2.5.
7.3.3. Анализ причин и последствий
Анализ причин и последствий является систематической методи-
кой для представления последовательностей событий, приводящих
к неисправности, и обстоятельств, при которых эти события могут
иметь место [18]. Его характерная особенность —это возможность
применения к системам, для которых существенна очередность появ-
ления событий. По сравнению с только что описанной в разделе 7.2
процедурой анализа дерева неполадок, анализ причин и последствий
обладает двумя преимуществами.
1. Имеется систематизированная простая методика построения
соответствующих диаграмм, точно отвечающих блок-схеме или
технологической схеме производства. (Однако неполадки, возника-
ющие вследствие физического взаимодействия рядом расположенных
элементов, не всегда могут быть учтены таким путем.)
2. Последовательность показывается на диаграммах вполне
определенно, поэтому диаграммы особенно полезны при изучении
пуска, остановки, решений проблем последовательного регули-
рования, машинного управления и проверки технологических
инструкций.
1. Причинно-следственные диаграммы. Та-
кие диаграммы представляют события в виде схемы потоков. Линии
изображают причинные связи; блоки описываются арифметическими
или логическими передаточными функциями. Различные последова-
тельности событий могут зависеть от условий внутри системы; для
описания этой зависимости используются блоки решений. Ломан-
ные линии применяются для обозначения условий, а условия объеди-
няются с помощью ячеек И/ИЛИ. На рис. 7.8 приведены некоторые
Используемые специальные символы, а на рис. 7.9 показан пример
(несложный) схемы потоков с опущенными для простоты значениями
вероятностей. Причинно-следственную диаграмму можно рассма-
тривать как комбинацию деревьев неполадок и потоковых схем.
Рис. 7.10 иллюстрирует аналогию между различными причинно-
следственными диаграммами и соответствующими деревьями непо-
ладок.
Исходным пунктом системной разработки причинно-следственной
диаграммы является блок-схема, показывающая физическую струк-
туру установки. Каждый блок изображает часть устройства, а каж-
дая линия — связь или зависимость между частями устройства либо
компонентами установки. Для математического воплощения прин-
ципа причинно-следственной связи между событиями каждому блоку
необходимо придать его функциональное математическое описание,
выраженное через входные и выходные величины. Эти описания
могут быть представлены с помощью уравнений, передаточных функ-
ций или логических выражений.
326
1 Простое собы те (возможно, цепочка), без запаздывания
2. Цепочка событий
(V? - для любого t )
с запаздыванием
3. Цепочка событий
с недетерминированным запаздыванием
4. Событие зависит
5. Состояние, показывающее,
от предшествующего условия
что событие уже произошло
N
¥t P3(t) = Pt(.t)S2(t)
¥1 : P4(f) = P/(f)(l-52(f))
Решающий блок
pt(t)
~\vt : 52(r)=
—' =Г*рАх)ах
s2(t> °
Событие
6 . Комбинация условий
S/O S_2^
Ячейка OR
* Блок OR
----!--
• / ч
I S3W
Sj(t) S2W
Ячейка AND
C: Блок AND
----1---
I
j Sa(l)
Vi : S3(t)=StWS2(t)
к блоку условий
Блок Not
| 53(?)
Vt : 53(t) = 1-5/1)
¥f. 83(1)=3^) + 52а)-3^)52{1)
Рис. 7.8. Символы, используемые при системном построении причинно-следственных диаг-
рамм [28]. Внутри фигур, изображающих события или состояния, помещается текст. P(t) —
функция распределения вероятности для события; S (/) — интегральная функция распре-
деления для события.
«Описание состояния» — это логическое выражение, которое
указывает значения одной или более переменных системы на каком-
либо временном промежутке. «Событие» (или «описание события»)
есть логическое выражение, которое описывает изменение состояний.
По определению, состояние — это логическая функция, которая
описывает значения характеризующих работу установки перемен-
ных и может иметь значение «да» для некоторого промежутка вре-
мени. Чтобы выразить мысль «насос работает» или «датчик давле-
ния еще не исправлен», надо «рабочее состояние» использовать как
переменную. Если бы мы хотели также представить мысль, что
«емкость-конденсатор наполнялась по крайней мере 10 минут», то
это могло быть выражено как факт, относящийся к переменной
327
Рис. 7.9. Причинно-следственная диаграмма для системы с резервированием и восстано-
влением [28]. Потоки информации направлены сверху вниз, кроме одного, направленного
в противоположную сторону.
состояния. Однако мысль «конденсатор наполнился точно за 10 ми-
нут», лежит вне этого определения; такое утверждение более под-
ходит к «изменению» и, следовательно, к «событию». Таким образом,
«описание события» определяется как пара состояний, одно из
которых действительно в течение времени непосредственно до мо-
мента события, а другое действительно в течение времени непосред-
ственно после события.
Если даны условия на входе в элемент схемы и математическое
описание элемента, то могут быть выведены условия на выходе.
Аналогично, если дано описание входного события, то может быть
выведено описание выходного события. Для описания события
328
Рис. 7.10. Соответствие между причинно-
следственными диаграммами и анало-
гичными деревьями неполадок [28].
Причинно-
следственные
диаграммы
Деревья
неполадок
удобно использовать описание
состояния, которое устанавли-
вается после того, как событие
совершилось. Полезно также
связывать с описанием события
сообщение о моменте времени,
в который событие наступило.
Если имеется несколько линий
выхода, идущих от элемента,
то может быть и несколько це-
почек событий, также исходя-
щих от этого элемента. Подоб-
но этому, если имеется не-
сколько входов в элемент, то
последствия входного события
на одном из входов будут за-
висеть от условий, которые со-
здаются на других входах. Это
дает основание для введения
«ячеек условий», показанных
на рис. 7.8 и 7.9 в причинно-
следственных диаграммах. Если
устройство или элемент
устройства обладают памятью, то они могут выдать события на вы-
ходе через некоторое время после входного события. Примером
может служить реле времени. Элементы с памятью вносят запаз-
дывание в причинно-следственную диаграмму, а также создают воз-
можность логических противоречий между цепочками событий.
2. Построение диаграммы. Построение причинно-
следственных диаграмм было формализовано Тэйлором [28]. Эта
формализация обладает как теоретическими достоинствами (лучше
определен смысл диаграммы), так и практическими (становится воз-
можным конструировать диаграммы с помощью ЭВМ и непосред-
ственно по диаграммам создавать вероятностные модели). В табл. 7.8
перечислены правила для прокладки цепочек событий [27, 28]
по схеме установки. Утверждается список событий, и события рас-
полагаются в порядке следования, начиная с первого — наиболее
раннего. Определенное событие предписывается в качестве входного
события соответствующему элементу установки, и выводятся выход-
ные события для этого элемента. Новые события становятся входными
событиями для следующих элементов и добавляются в список собы-
тий вслед за предыдущими.
Какое именно выходное событие элемента выводится, будет за-
висеть от состояния элемента и от условий, существующих на вхо-
дах, равно как и от того, какое входное событие произошло. Каждый
раз, когда процесс построения доходит до элемента, имеющего не-
329
ТАБЛИЦА 7.8. Метод построения базовых причинно-следственных диаграмм
1. Определить исходный набор независимых событий и первоначальных условий
2. Выбрать исходное событие (неполадку или нормальную работу)
3. Вывести выходное событие (события) для соответствующего элемента
4. Провести проверку входных условий для элемента, чтобы определить, какие
из выходных событий вероятны (см. табл. 7.9)
5. Если имеются любые условия, которые противоречат более ранним условиям
в цепочке событий или первоначальным условиям, то соответствующее выходное
событие вычеркнуть
6. Добавить к диаграмме новые события и соответствующие графы деревьев условий.
Записать новые условия, установленные для элемента
7. Выбрать самое раннее (по времени) из выходных событий для данного элемента
и проложить блок-диаграмму таким образом, чтобы выходные события стали
входными событиями для следующего элемента. Повторить процедуру от шага 3
9. Если не имеется выходных событий для элемента, вернуться по блок-диаграмме
к первому «неразработанному» выходному событию и разработать его
сколько входов, последующие цепочки событий будут зависеть от
условий на этих входах. Это означает, что необходимо также пройти
в обратном направлении по блок-схеме, строя «дерево» условий,
с тем чтобы проверить, могут ли быть выполнены необходимые усло-
вия на входах. В табл. 7.9 приведена процедура обратного просле-
живания [27, 28].
Прослеживание событий может продолжаться до тех пор, пока
в блок-схеме установки не появятся обратные связи по материаль-
ным или информативным потокам. Если существуют такие связи, то
охваченные ими элементы должны быть выделены и рассмотрены
совместно как самостоятельный элемент. В некоторых случаях
воздействие события на такой неразложимый блок может быть вы-
ведено аналитически. Однако в большинстве случаев вывод последу-
ющего события для блока требует моделирования на аналоговых или
цифровых вычислительных машинах.
ТАБЛИЦА 7.9. Метод проверки предшествующих условий для появления
события
1. Начать с выходного события для некоторого частного элемента — «основного»
элемента
2. Вывести входные условия для элемента, которые допускают появление события
3. Продвинуться по одной из выходных к данному элементу линий в обратном на-
правлении до элемента, предшествующего ему в блочной диаграмме, чтобы опре-
делить вероятны ли соответствующие условия
4. Вывести, является ли выходное состояние нового элемента возможным. Состоя-
ние может быть возможным, если:
а) состояние было создано более ранним событием, и в таком случае эта зави-
симость должна быть внесена в причинно-следственную диаграмму;
б) состояние является начальным состоянием системы
5. Если состояние возможно, то объединить его отношение «И» с состояниями, свя-
занными с другими входными линиями основного элемента. Если состояние не-
возможно, то обозначить его как «НЕТ»
6. Повторить п. 3, но использовать при этом другую входную линию для основного
элемента
7. Когда проверены все входные линии основного элемента, упростить соответствую-
щее дерево состояний. Если оно упрощается до логического значения «НЕТ»,
то игнорировать выходное событие
330
ТАБЛИЦА 7.10. Метод редактирования причинно-следственной диаграммы
с получением дерева неполадок
1. Удалить все события, которые зависят от нормальных входных условий, и от-
дельные события, отвечающие нормальной работе
2. Если в диаграмме имеется ряд «событийных блоков», не разделенных блоками
задержек или решений, то объединить этот ряд блоков в одно событие
3. Заменить блоки решений двумя ячейками И
4. Заменить блоки «перейти к событию» простой линией, но указать на последующих
ячейках И относительное время наступления событий
5. Указать моменты времени для всех начальных событий и состояний. Проследить
по графу дерева, отмечая моменты времени для каждого блока события и коррек-
тируя данные по времени, если встречается блок запаздывания. Удалить блоки
запаздывания
Чтобы сделать полный причинно-следственный анализ описан-
ным здесь способом, нужно проследить цепочки событий, идущие
как от событий, отвечающих нормальной работе, так и от событий,
отвечающих состоянию неисправности. Это выливается в диаграммы
с очень большим объемом информации. Чтобы причинно-следствен-
ными диаграммами можно было пользоваться, их необходимо редак-
тировать. События, возникающие в ходе нормальной работы, могут
быть опущены, а последовательности непосредственно связанных со-
бытий объединены в самостоятельное событие. Если последователь-
ность не очень велика, то причинно-следственные диаграммы могут
быть сведены к графу дерева неполадок [28] —табл. 7.10. Более
подробная процедура, расширенная до включения событий с альтер-
нативными исходами и задержкой по времени, может быть найдена
у Тэйлора [27].
Тэйлор [27, 28] представил причинно-следственные диаграммы
для случаев приведенной Хасслом химической дозирующей системы
и системы обеспечения безопасности. (Те же самые примеры были
использованы Фусселом [6] для демонстрации техники автоматизи-
рованного построения графов деревьев неполадок.) Эти диаграммы
слишком длинны, чтобы их здесь воспроизводить.
Хотя процедуры построения причинно-следственных диаграмм
могут быть выражены формально и поэтому непосредственно исполь-
зованы с помощью ЭВМ, на практике это делать нецелесообразно.
Необходимый объем работ был бы чрезвычайно большим, поскольку
формальный анализ ведется путем рассмотрения всех возможных на-
чальных событий, отвечающих неисправностям, и результаты такого
анализа были бы весьма неопределенными.
Д. С. Нильсен [19] приводит ручные методы, включающие
эвристические правила для уменьшения объема работ, связанных
с проведением анализа, и дающие легко воспринимаемые результаты.
Некоторые из этих эвристических правил являются настолько мощ-
ными, что не уступают по совершенству формальному анализу; напри-
мер, концепция «критического события» применима ко всем последо-
вательностям неполадок. Другие эвристические правила, описанные
Д. С. Нильсеном, можно найти в работе Тэйлора [26]. Холло и
Тэйлор [11 ] приводят принципиальные схемы построения диаграмм.
331
ЛИТЕРАТУРА
1. Asbjornsen, О. A., L. Foyen, and Р. М. Solberg, paper presented at the
CHEMDATA 77 Conf., Helsinki, June 9—11, 1977. 2. Barlow, R. E. and F. Prosc-
han, Statistical Theory of Reliability and Life Testing, Holt, Rinehart and Winston,
New York, 1975. 3. Browning, R. L., Human factors in the fault tree, Chem. Engr.
Progress, 72 (June, 1976) 72—75. 4. E. G. & G. Idaho, Inc., Standardization guide
for construction and use of MORT-type analytic trees, Div. Safety, Standards and
Compliance, Energy Research and Develop. Admin., ERDA-77-45/8 SSDC-8, Feb.
1977. 5. Electric Power Research Institute, A Computer Approach to Fault Tree
Construction, ERPI NP-288, 1976. 6. Fussell, J. B., A formal methodology for fault
tree construction, Nucl. Sci. Engr., 52 (1973) 421—432. 7. Fussell, J. B., How to
hand-calculate system reliability characteristics, IEEE Trans. Reliability, R-24
(1975) 169—174. 8. Fussell, J. B., Computer aided fault tree construction, in Reli-
ability and Fault Tree Analysis (R. E. Barlow et al. eds.), Soc. Indus. Appld. Math.
(1975) 37—56. 9. Fussell, J. B. and W. E. Vesely, A new method for obtaining cut
sets for fault-trees, Trans. Amer. Nucl. Soc., 15 (1972) 262—263. 10. Flournoy, P. A.
and D. E. Hazlebeck, DuPont Adopts Fault Tree Analysis to Assess Plant Reliability,
DuPont Innovation, 6 (1975, No. 3) 1—6.
11. Hollo, E. and J. R. Taylor, Algorithms and programs for consequence diag"
ram and fault tree construction, Report Riso-M-1907, 1976. 12. King, C. F. and
D. F. Rudd, Design and maintenance of economically failure-tolerant processes, Am.
Inst. Chem. Engr J., 18(1971) 257—269. 13. Lambert, H. E. System safety analysis and
fault tree analysis, ICID-16238, May 9, 1973, Available from the National Technical
Information Service, Springfield, Va. 14. Lambert, H. E., Fault trees for locating
sensors in process systems, Chem. Engr. Progress, 73 (Aug., 1977) 81—85.
15. Lapp, S. A. and G. J. Powers, Computer aided synthesis of fault-trees, IEEE
Trans. Reliability, R-26 (Apr., 1977) 2—13. 16. Lawley, H. G., Operability studies
and hazards analysis, Chem. Engr. Progr., 70 (1974, No. 4) 45—56. 17. Lawley, H. G.,
Size up plant hazards this way, Hydrocarbon Processing, (Apr., 1976) 247—261.
18. Nielsen, D. S., The cause consequence method as a basis for quantitative acci-
dent analysis, Report Riso-M-1374, 1971, Available from Library of the Danish Atomic
Energy Commission, Riso DK 4000 Rockilde, Denmark. 19. Nielsen, D. S., Use
of cause consequence charts in practical systems analysis, paper presented at the con-
ference on Reliability and Fault Tree Analysis, Operations Research Centre, Berkeley,
California, September 3—7, 1974. 20. Powers, G. J. and F. C. Tompkins, Fault tree
synthesis for chemical processes, Am. Inst. Chem. Engr. J., 29 (1974) 376—
387.
21. Powers, G. J. and S. A. Lapp, Computer-aided fault tree synthesis, Chem.
Engr. Progr., 72 (Apr., 1976) 89—93. 22. Powers, G. J., F. C. Tompkins, and
S. A. Lapp, A safety simulation language for chemical processes: a procedure for
fault tree synthesis, in Reliability and * ault Tree Analysis (R. E. Barlow, et al.
eds.), Soc. Indus. Appld. Math. (1975) 57—76. 23. Recht, J. L., System safety ana-
lysis, Nat. Safety News, 92, No. 6 (1965) 37. 24. Salem, S. L., G. E. Apostolakis,
and D. Orent, Computer-oriented approach to fault-tree construction, UCLa-ENG-7635,
April, 1976. 25. Shaewitz, J. A., S. A. Lapp and G. J. Powers, Fault tree analysis
of sequential systems, Indus. Engr. Chem., Process. Des. Develop., 16 (1977) 529—
550. 26. Taylor, J. R., A formalization of failure mode analysis, Report Riso-M-1654,
1973. Available from Library of the Danish Atomic Energy Commission Riso DK 4000
Roskilde, Denmark. 27. Taylor, J. R., Sequence effects in failure mode analysis,
Riso Report M-1740, August, 1974. 28. Taylor, J. R., A semiautomatic method
for qualitative failure mode analysis, paper presented at the CSNI Meeting on the
Develop. & Appln. Reliab. Tech, to Nucl. Plants, Liverpool, April 8—10, 1974.
29. Thompkins, F. C., A methodology for failure analysis in chemical processing
systems, D. S. dissertation, M. I. T., Cambridge, 1974. 30. U. S. Nuclear Regu-
latory Commission, Reactor Safety Study, Appendix II: Fault Trees, PB-248 203,
Oct. 1975.
31. Vesely, W. E. and R. E. Narum, PREP and KITT: Computer codes for
the automatic evaluation of a fault tree, IN-1349, Aug., 1970. Available from Nat.
332
Tech. info. Service, Springfield, Va. 22161, USA. 32. Zarzycki, J. H., Fault tree
analysis as a managerial tool for production loss control, AD-768 146, July, 1971.
Available from Nat. Tech. Info. Service, Springfield, Va.
ДОПОЛНИТЕЛЬНАЯ ЛИТЕРАТУРА
1. Barlow, R. E., J. B. Fussell, and N. D. Singpurwalla, Reliability and fault
tree analysis: theoretical and applied aspects of system reliability and safety assess-
ment; Proceedings of the Conference, University of California, Berkeley, Calif., Sep-
tember 3—7, 1974, Soc. for Indus. Appld. Math., 1975. 2. Barlow, R. E. and F. Pro-
schan, Statistical Theory of Reliability and Life Testing, Holt, Rinehart and Win-
ston, New York, 1975. 3. Bass, L., H. W. Wynholds, and W. R. Porterfield, Fault
tree graphics, in Annual Reliability and Maintainability Symposium, Washington,
D. C., January 28—30, 1975, Proceedings, New York, Institute of Electrical and
Electronics Engineers, Inc., 1975, p. 292—297. 4. Browning, R. L., Analyzing in-
dustrial risks, Chemical Engineering, 76 (1969, No. 21) 109—114. 5. Browning, R. L.,
Calculating loss exposures, Chem. Engr., 76 (1969, No. 23) 239—244. 6. Brow-
ning, R. L., Estimating loss probabilities, Chem. Engr., 76 (1969, No. 25) 135—
140. 7. Browning, R. L., Finding the critical path to loss, Chem. Engr., 77 (1970,
No. 2) 119—124. 8. Browning, R. L., Analyze losses by diagram, Hydrocarbon Pro-
cess. (Sept., 1975) 253—260. 9. Fussell, J. В., E. B. Henry, and N. H. Marshall,
MOCUS — a computer program to obtain minimal sets from fault trees, ANCR-1156,
Idaho National Engineering Laboratory, Idaho Falls, Idaho, August, 1974. 10. Fus-
sell, J. B.,D. M. Rasmuson, J. R. Wilson, G. R. Burdick, and J. C. Zipperer, A col-
lection of methods for reliability and safety engineering, AHCR-1273, Idaho National
Engineering Laboratory, Idaho Falls, Idaho, April, 1976.
11. Fussell, J. B. and W. E. Vesely, A new methodology for obtaining cut
sets, Amer. Nucl. Soc. Trans., 15 (1972) 262—263. 12. Haasl, D. F., Advanced
concepts in fault tree analysis, in Proc. System Safety Symp., Seattle, 1965, The Boeing
Company, Seattle, 1965. 13. Lambert, H. E. and F. M. Gilman, IMPORTANCE
computer code, UCRL-79269, Mar., 1977. Available from Nat. Tech. Info. Service,
Springfield, Va., 22161, USA. 14. Lambert, H. E., Fault tree analysis: an overview,
UCRL-75904, Aug. 1974. Available from the Nat. Tech. Info. Service, Springfield,
Va. 22161, USA. 15. Lever enz, F. L. and H. Kirch, User’s guide for the WAM-BAM
computer code, PB-249624, Jan. 1976. Available from Natl. Tech. Info. Service,
Springfield, Va. 22161, USA. 16. Kolodner, H. J., Use a fault tree approach, Hydro-
carbon Process., Sept. 1977, pp. 303—308. 17. Nagel, P. M., A Monte Carlo method
to compute fault tree probabilities, presented at the Systems Safety Symposium, 1965,
Seattle, Washington (June, 1965). 18. Pande, К- P-, Computerized fault tree analy-
sis, AD-A010 146, Apr., 1975, Available from Nat. Tech. Infor. Service, Springfield,
Va. 22161, USA. 19. Platz, 0. and J. V. Olsen, FAUNET: a program package for
evaluation of fault trees and networks. Riso Report No. 348, Res. Establishment
Riso, DK-4000 Roskilde, Denmark, Sept., 1976. 20. Terano, T. and K- Korosu,
Failure diagnosis of plants in operation, Paper 14.5 in Proceed. IFAC 5th World
Congress, Part I, Paris, France, June 12—17, 1972.
21. U. S. Nuclear Regulatory Commission, Washington, D. C., Reactor Safety
Study. An Assessment of Accident Risks in U. S. Commercial Nuclear Power Plants.
Appendix I. Accident Definition and Use of Event Trees, WASH-1400 (Appen. I).
Ten additional appendices, an executive summary (WASH-1400 ES), and a main re-
port (WASH-1400 MR), Oct. 1975. Available from Nat. Tech. Info. Service, Spring-
field, Va. 22161, USA. 22, U. S. Nuclear Regulatory Commission, Germantown,
Md., Probabilistic Analysis Branch, Reactor Safety Study: An Assessment of Acci-
dent Risks in U. S. Commercial Nuclear Power Plants. Appendix II. Fault Trees,
PB-248203 (Oct., 1975); Reactor Safety Study: An Assessment of Accident Risks in
U. S. Commercial Nuclear Power Plants. Main Report, PB-248201 (Oct., 1975);
Reactor Safety Study: An Assessment of Accident Risks in U. S. Commercial Nuc-
lear Power Plants. Appendix I. Accident Definition and Use of Event Trees, PB-248202
(Oct., 1975). Available from Nat. Tech. Info. Service, Springfield, VA., 22161, USA.
23. Wu, J. S., S. L. Salem, and G. E. Apostolakis, The use of decision tables in the
333
systematic construction of fault trees, paper presented at the Inti. Conf. Nucl. Sys-
tems Reliability Engr. & Risk Assess., Gatlinburg, Tenn., June 20—24, 1977. Also
see PB-265 098, Jan., 1977.
УСЛОВНЫЕ ОБОЗНАЧЕНИЯ
1. Векторы подчеркиваются одной чертой.
2. Матрицы подчеркиваются двумя чертами.
3. Случайные величины обозначены прописными буквами, главным образом из
конца алфавита, и, кроме того, некоторыми другими общепринятыми символами,
такими как t и s
4. Преобразования Лапласа указаны с помощью функций от s.
5. Преобразования Фурье указаны с помощью функций от со.
6. Греческие буквы представляют ожидаемые величины и константы.
7. Квадратные скобки используются для обозначения матриц, большие верти-
кальные линии — для обозначения определителей.
8. Операторы обозначены буквами в индексе.
О А — отношение амплитуд
СДС — средняя длина серии
СДС1 — средняя длина серии, когда процесс находится под контролем
СДСц — средняя длина серии между вводом и обнаружением изменения
ЛАТИНСКИЕ
а — Детерминированная константа
а — вектор констант, детерминированный
А — площадь
А, Ао, Дх> ^2 — множители в табл. 4.2
А — матрица перехода состояний
АД — вектор изменений коэффициентов в разделе 5.6
Ь — оцениваемый параметр в линейной (по параметрам) модели,
случайная переменная
Ь — детерминированная константа
Ьъ, — элемент вектора Ь
b — вектор оцениваемых параметров модели
Ьп — вектор оцениваемых параметров на n-й стадии вычислений
Вх, В2, В3, В± — множители в табл. 4.2
В — входная матрица распределений
с — концентрация, детерминированная переменная
с — коэффициент вариации выборки
с — константа
с А — концентрация компонента А
с А (0) — начальная концентрация компонента А
ctj — элемент матрицы с= (хтшх)-1
Ci, Са — концентрация вещества i-ro или а-го вида
с2 — множитель в табл. 4 2
с* — концентрация равновесия с другой фазой
с* — безразмерная концентрация
с°—количество введенного индикатора (трассера), приходящееся
на единицу объема аппарата
с— матрица (хтшх)-1
С — концентрация, случайная переменная
Ср — теплоемкость
С — ковариационная матрица
7? — матрица распределений наблюдений в дифференциальных урав-
нениях
334
d—нормированная разность средних на рис. 2.15
d — входная длина в шаблоне для контрольной карты накопленной
суммы (рис. 4.3)
d2, d3 — константы в разделе 4.6
d2 — множитель в табл. 4.2
Di — разность, случайная переменная
7\, D2, D3, Z)4 — множители в табл. 4.2
D — коэффициент дисперсии в осевом направлении; нижние индексы L
и R относятся к осевому и радиальному направлению, соответ-
ственно
D — диагональная матрица
Е2 — константы в разделе 4.7
Ei — i-я невязка (Y t—Yi), а также [Уг — (г/х)] для нелинейной
модели
Е — математическое ожидание
Еобщ — полная энергия
Е (/) — функция распределения времени пребывания
Ek — разность между Xk и Xk+i в разделе 2 1.6
Е — вектор невязок
f (•) — функция
f [X (/), и (t)> Р] — функция перехода состояний
F — преобразование Фурье
F~r — обратное преобразование Фурье
F — расход
F — критерий Фишера, используемый при проверке отношения
дисперсий, случайная переменная
^1-а (т> п) — критерий Фишера для уровня значимости а и для т степеней
свободы числителя и п степеней свободы знаменателя в отно-
шении дисперсий
F* — детерминированное значение ^-критерия
F (•) — функция; функция распределения вероятности
g — ускорение свободного падения
g (t) — детерминированная импульсная характеристика или весовая
функция
g (s) — детерминированная передаточная функция (L [g(/)D
g (со), g (tco) — детерминированная передаточная функция (частотная характе-
ристика) в частотной области
g (?)— /-преобразование импульсной характеристики (т. е. OTgUfe)])
g2 — скалярная мера доверительной области, уравнение (6.4.1)
g = If 0]
G (/) — эмпирическая импульсная характеристика (весовая функция)
G (s) — стохастическая передаточная функция, преобразование Лапласа
от G (/)
G ((d)t G (ico) — стохастическая частотная характеристика
Gk — входная матрица распределений для дискретных уравнений
~7i — константа
h — контрольное значение X
h — коэффициент теплопередачи между фазами
hs — коэффициент теплоотдачи, область конденсации
hf — коэффициент теплоотдачи, область воды
h [X (t), и (/)] — функция распределения наблюдений
Н3 — нулевая гипотеза (нуль-гипотеза)
Ях, Н2 — альтернативные гипотезы
Н — энтальпия в расчете на единицу массы
Яд — выходная матрица распределения (весов измерений) для дискрет-
ных уравнений
/ (/) — внутренняя функция распределения времени пребывания
335
I ( ) — мнимая часть
I_ — единичная матрица
7 — матрица Якоби (якобиан)
k — параметр в разделе 6.3, 0 k 1
k — коэффициент массопередачи
k — константа; константа скорости химической реакции
kQ — предэкспоненциальный множитель
kn — нормализующая константа в плотности вероятности
ki — эффективная теплопроводност! в i-м направлении
К — константа
/<(/), Kk — матрица коэффициентов усиления в фильтре Калмана
~ L — логарифмический дискриминант
L — преобразование Лапласа
L 1 — обратное преобразование Лапласа
т — число выборок
т — число параметров в нелинейных моделях
^а, общ — общая масса вещества а-го вида
М — ковариационная матрица для нормальных случайных двумер-
ных векторов
п — общее число наблюдений или наборов данных, а также объем
выборки
п — среднее значение
ni — массовый поток вещества i-ro вида на границе
N — число наблюдений
N — верхний предел индексов
Na — мольный поток компонента А на границе
р — давление
р — плотность вероятности X
р (х) — функция плотности вероятности вектора X
Р (-Vi, *2, /1, ^2) — функция плотности вероятности X (/) второго порядка
р (х; 0 — плотность вероятности, соответствующая Р (х; t)
Р (*1, *2) — функция плотности вероятности двух переменных
рп — относительная частота измерений, связанных с кластером
Р — вероятность
Р — безразмерный параметр, выраженный критерием Пекле в гл. 3,
нижние индексы обозначают осевое (L) и радиальное (Р) направ-
ления
Р (х) — функция распределения вероятности X
Р (х; /) — функция распределения вероятности первого порядка Р {X (/)
х} или вероятность того, что случайная переменная X (t)
меньше либо равна значению детерминированной переменной х
Р (хъ х2, t2) — функция распределения вероятности второго порядка, опреде-
ляемая уравнением (2 1 2)
Р {А | В} — вероятность А при условии В
Р — ковариационная матрица ошибок в фильтре Калмана
Ро — начальная ковариационная матрица ошибок в фильтре Калмана
Pk-\-\/k — ковариационная матрица ошибок в момент времени полу-
ченная по наблюдениям через время th
q — тепловой поток (в заданном направлении)
q — объемный расход
q — число независимых переменных в эмпирической модели
q — тепловой поток (вектор)
' q* — безразмерный расход
Qo — начальная весовая матрица для системного шума в фильтре
Калмана
Q (t), Qk — ковариационная матрица, или весовая матрица, для системного
~ шума в фильтре Калмана
г — координата
336
г — радиус
г — абсолютное значение (модуль) комплексного числа
И, га — скорость реакции по веществу f-ro или а-го вида, детерминиро-
ванная переменная (масса/время)
rij — элемент булевой матрицы отношений
г* — безразмерная координата
/XX Gi, ^2) — автокорреляционная функция по ансамблю для нестационар-
ной случайной переменной X (t)
ГХХ (т) — автокорреляционная функция по ансамблю для стационарной
случайной переменной X (t)
rXY (^1, ^2) — взаимная корреляционная функция по ансамблю для нестацио-
нарных случайных переменных X (/г) и Y (/2)
?XY (т) — взаимная корреляционная функция по ансамблю для стацио-
парных случайных переменных X (/) и Y (/)
— автокорреляционная функция по ансамблю для дискретной
rxixi-j
модели
R — область в евклидовом пространстве
R — диапазон изменения случайной переменной (разброс)
Ri — скорость реакции для переменной i (моль/время)
Rxtxt , — оценка гх х
R — среднее значение диапазона (разброса)
R ( ) — действительная часть
R (/), Rk — ковариационная матрица, или весовая матрица, для шума из-
мерений в фильтре Калмана
Rq — начальная весовая матрица для шума измерений в фильтре Кал-
мана
s— выборочное стандартное отклонение
s — комплексный параметр в преобразовании Лапласа
sy^ — оцениваемое стандартное отклонение Yг (в регрессионном
анализе)
«ХУ — выборочная взаимная ковариация
$ХХ (о) — спектральная функция плотности
«ХУ (со)—взаимная спектральная функция плотности
s* — выборочная дисперсия
s2x — среднее значение выборочной дисперсии
Sg — квадрат среднего значения ошибки в регрессионном анализе
£ — обобщенная выборочная дисперсия
г'
sir, — оцениваемая дисперсия У (в регрессионном анализе)
— приближенная оценка дисперсии Ек в разделе 2.1.6
S — площадь поперечного сечения
S — сумма
— скорость внутреннего выделения энергии
$хх (о>) — конечно-временной показатель или эмпирическая спектральная
плотность, случайная переменная
S — матрица, определяемая уравнением (4 5 4)
3 — квадратная матрица
t — время
t — критерий t Стьюдента, случайная переменная
t — среднее время пребывания
/* — безразмерное время
t0 — начальный момент времени
t* — детерминированное значение t
Т — период ввода
Т — температура, абсолютная температура
Тп — статистика, определяемая уравнением (4.6 1)
337
7\ — критерий Колмогорова
Т* — температура при равновесии с другой фазой
Т2 — статистика Хоттеллинга
и — детерминированная переменная, связанная с U
Uh — вектор контрольных переменных для дискретных .уравнений
(и')2 — модифицированное обобщенное расстояние в разделе 6.3.2
и2 — обобщенное расстояние в разделе 6.3.2
и (/) — входная или контрольная переменная в дифференциальных
уравнениях
Дц — вектор коэффициентов чувствительности в разделе 5.6
U — общий коэффициент теплопередачи
U — стандартизованная нормальная случайная переменная
17 (th) — функция единичного шага
U — верхняя треугольная матрица
v— скорость потока
v; — скорость в направлении, указанном нижним индексом
v — скорость (вектор)
V — случайная переменная
V — объем аппарата, в котором протекает процесс
Vh — вектор шумового фона системы для дискретных уравнений
Кобщ — общий объем
V* — безразмерный объем
V (Я, q)— функция Никольсона в уравнении (2.1.24)
V (t) — вектор аддитивного шума системы в дифференциальных уравне-
ниях
w — вес
Wi — член массопереноса между фазами в макроскопическом ма-
териальном балансе
Wi — весовой множитель
w — детерминированная матрица весов
IF (/) — случайная переменная
W (/) — случайная переменная Винера—Леви
W (t) — вектор аддитивного шума измерений в дифференциальных
уравнениях
Wk — вектор аддитивного шума измерений для дискретных уравнений
W — ковариационная матрица е
х — координата в прямоугольной системе координат
х — детерминированная независимая переменная
Xj — i-я независимая переменная
Xk = (Xjk — Xk)
х (t) — детерминированный процесс или вход модели
х (s) — преобразование Лапласа от х (/)
х (z) — (/-преобразование от х (tk)
х (со), х (гео) — вход процесса или модели в частотной области
х0 — вектор начальных состояний, детерминированный
х — вектор из элементов х
Xi — вектор матрицы
х — матрица элементов независимых переменных в опытах
X (со), X (Zco) — преобразование Фурье от X (t)
X — общая стохастическая переменная или стохастическая незави-
симая переменная
X (/) — стохастическая переменная, которая является функцией вре-
мени; индекс при t обозначает X (/) в определенный момент
времени
Хц — i-я стохастическая переменная в момент времени t
Xf — X в момент времени t
X — выборочное среднее
333
X — среднее значение выборочных средних
X (0), Хо — вектор начальных значений переменных состояния, случайных
величин.
X — вектор случайных переменных Xj, Х2, •••
X (f) — вектор переменных состояния в дифференциальных уравнениях
Xf — вектор значений в момент времени Z, [Xi/ Х2/ ... Хр/]т
Xfe — вектор состояний в разностных уравнениях
Xkjk__ 1 — оценка переменных состояния в момент времени tk, основанная
на наблюдениях вплоть до момента времени tk_i
X — среднее выборочное значение Xi
X — матрица, определенная в нелинейных наименьших квадратах
с элементом dYi/dfij
у — координата в прямоугольной системе координат
у — детерминированная зависимая переменная
у (/) — детерминированная зависимая переменная, которая является
функцией времени в явном виде
У (^) — реакция (отклик) модели в течение дискретного времени
у (0) — начальное условие для у
у (со), у (/со) — выход процесса или модели в частотной области; преобразова-
ние Фурье от у (/), детерминированная величина
у (s) — преобразование Лапласа от у (t)
у (г) — z-преобразование от у (tn)
уп — п-го порядка обыкновенная производная от у
у — вектор реакций (откликов) модели на возмущения
z/o — начальное условие для у
Y — стохастическая зависимая переменная
Y г — i-e наблюдение Y
Yj — прогнозируемое значение Yt при xt
Y — среднее значение выборочных средних
Y (t) — стохастическая зависимая переменная, которая является функ-
цией времени
Y (s) — преобразование Лапласа от Y (t)
Y (со) — преобразование Фурье от Y (/)
Y — вектор признаков
Y — вектор, содержащий элементы Y
Y (t) — вектор наблюдаемых выходных величин в дифференциальных
уравнениях
Y (ti) — вектор дискретных наблюдений в момент времени ti
z — детерминированная переменная в тождестве Эйлера
z — осевая координата
Z — случайная переменная
Z* — взвешенное среднее в скользящем геометрическом среднем
Z (/) — случайная переменная
Z — расширенный вектор переменных состояния (расширенный за
счет вектора параметров)
Zk — вектор наблюдений для дискретных уравнений
^k/k—\ — оценка Z в момент времени tk, основанная на наблюдениях
вплоть до момента времени th_i
Z* — вектор возмущений процесса
ГРЕЧЕСКИЕ
а — параметр в распределении вероятности
а — уровень значимости
а — весовой множитель во временных рядах
339
Р — константа
Р — параметр в распределении вероятности
Р — оперативная характеристика
Р — параметр в эмпирической модели
Рй — элемент вектора Р
Р£ — уточненное значение Pfe
Р — вектор, включающий элементы Р
Р — вектор оценок параметров b
Р* — вектор уточненных значений р&
у — константа
Ух (0 — коэффициент вариации по ансамблю стохастической переменной X (0
— матрица ковариаций между моделями
6/ — расстояние от среднего, Xj—р7-
о — разность
6 (х), 6 (0 — 6-функция
бы, б (tk) — символ Кронекера (бы = 0, если k =# 1, и бы = 1, если k — 1)
А — разность (например, АХ == Xi+i — Xi либо АЬу = Р; — bj)
&k — остаточный вектор в момент времени tk в дискретных моделях
Aft — нормализованный остаточный вектор в момент времени tk
8 — ошибка; стохастическая ненаблюдаемая ошибка
8/ — ошибка в момент времени t
&ri — ненаблюдаемая ошибка для r-й модели в z-й серии испытаний
8 — вектор ненаблюдаемых ошибок
8, е (0 — вектор ненаблюдаемых ошибок уравнения
8/, в (/<) — вектор-столбец ненаблюдаемых ошибок (в момент времени ti для дис-
кретных времен)
т] — обобщенное вариационное отношение, уравнение (6.3.9)
0 — время пребывания
0 — вес в разделе 4.5
0 — угол в шаблоне для контрольной карты накопленной суммы (рис. 4 3)
0 — параметр в распределении вероятности
0 — параметр Марквардта
0 — угол
0 — вектор параметров в распределении вероятности
% — длина шага
Л (0 — функция интенсивности, уравнение (3.3 5)
Лд — матрица распределения шумового фона системы для дискретных
— уравнений
р — среднее по ансамблю
Ро — контрольное среднее
рп — центральный момент, индекс п указывает порядок момента
рх — ожидаемое значение X
\xtj — эффективная вязкость
р — ожидаемое значение X
v — степень свободы
| — известное значение параметра модели
Щ — статистика в разделе 5.5
р — плотность
р — коэффициент корреляции по ансамблю
Рху (т) — коэффициент корреляции по ансамблю стационарных случайных
переменных X (0 и Y (0
рху — выборочный коэффициент корреляции
ра — массовая плотность вещества а-го вида
о — стандартное отклонение по ансамблю
ох — стандартное отклонение по ансамблю случайной переменной X
°XY (0 — взаимная ковариационная функция по ансамблю для стационарных
случайных переменных X (0 и Y (0
340
о* — дисперсия по ансамблю случайной переменной X
o2s — элемент ковариационной матрицы Г
Оу. — дисперсия по ансамблю У. (в регрессионном анализе)
(oTS)2 — элемент матрицы, обратной Г
— знак суммирования
т — разность двух моментов времени
т — время пребывания
т* — безразмерное время пребывания; т* — V*/q*
Ф — весовой множитель в разделе 4.5
Ф — сумма квадратов отклонений
0min — сумма квадратов невязок, минимум Ф
Ф — потенциальная энергия, приходящаяся на единицу массы
Фь — матрица переходных состояний для дискретных уравнений
%2 — хи-квадрат, случайная величина
2
%а — хи-квадрат для уровня значимости а
ф — фазовый угол
ф — угол
(о — вес при вычислении сигнала слежения (раздел 4.4)
со — частота
(djj- — элемент матрицы Q
соо — частота (цикл/время)
сотах — частота Найквиста
ВЕРХНИЕ ИНДЕКСЫ
Д — оценка
---- среднее значение
~ — приблизительное значение
• — производная
(и) — промежуточная оценка (0 означает первоначальное предположе-
ние), указывает также порядок производной (например,! —это
первая производная) и последовательность или шаг в итерацион-
ном вычислении
* — отличает в некотором смысле от обычного определения пара-
метра или переменной
Т — транспонирование матрицы
V4 = —обратный элемент матрицы V_
V"1 — обращенная матрица V
— » .......................
ДРУГИЕ ОБОЗНАЧЕНИИ
||/|| — норма, т. е. корень квадратный из суммы квадратов компонентов век-
тора
| х (со) — модуль функции комплексной переменной
I g (Zco) — коэффици нт усиления (отношение амплитуд) в частотной области
V — градиент ^функции или матрицы
V2 — гессиан функции
( ) — среднее значение непрерывных случайных переменных на конечном
времени
| — символ при условии (например, Y | х)
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
Абразивный износ 67 сл.
Абсорбция 66
Автокорреляционная функция 32
оценка 188
Автоматизированная система обнару-
жения и диагностики неполадок 20
Авторегрессионная модель 136, 137
Авторегрессионный движущийся сред-
ний вектор (АРДСВ) 208
Адаптивное управление 24
Адгезия 13
Активность катализатора 13
Акустические излучения 21, 271 сл.
контролирующая система 275
применение 273 сл.
Алгебраические уравнения 97, 147 сл.
Алгоритм метода Гаусса 159
Алгоритмы нахождения оценок 170 сл.
Альтернативная гипотеза 55 сл.
Альтернативная классификация ве-
роятностных моделей 81
Анализ
вибраций корпусов подшипников
вращающихся механизмов 264 сл
виброграмм 261 сл.
видов и влияний неисправностей
(АВВН) 309 сл.
временных рядов 21
газовый 48, 49
дерева неполадок 286 сл.
методология 287
дискриминационный 225, 226
кластерный 21, 221, 250, 258 сл.
неполадок 281 сл.
матрица отношений 282
последовательности неисправно-
стей 21
причин и последствий
диаграммы 326
неполадок в установке Лоули
для димеризации олефи-
нов 238 сл.
символы 327
условия 328, 329
работы реактора с помощью кри-
вых распределения времени пре-
бывания 209 сл.
Анализ
тренда 21
чувствительности 21, 202 сл.
шумов и вибраций 221 сл.
Ансамбль, определение 28
Аппроксимация зависимой переменной
суммой 184
Байпасирование 93, 94, 208
обнаружение по распределению
времени пребывания радиоак-
тивного трассера 211
Баланс (ы)
дисперсионные 84, 85, 93
количества движения 84, 85, 91
максимального градиента 87
массы 83 сл.
микроскопические 88
энергии 84, 85, 87, 88, 91
Бартлетта критерий 64
Белый шум 33, 108, 175, 197
Блок-схемы вероятностных моделей 81
Боде графики 102, 199, 227, 245
Броуновское движение 34
Булева логика 308
Булева матрица 207
Быстрая флуктуация 107
Вальда—Вольфовитца критерий 65
Вальда критерий 226
Взаимная ковариационная функция 32
Взаимная корреляционная функция
32, 33, 197, 227
Вектор
авторегрессионный движущийся
средний 208
возмущений 168
переменных состояния 168, 169
расширенный 171
признаков 223, 224
Вентиляторы 264 сл.
Вероятностные модели 78, 81 сл.
Верхний контрольный предел 105,
108 сл.
вычисление 115
342
Весовая матрица 147 сл.
Весовая функция 100
Виброграммы 260 сл.
примеры для механизмов враще-
ния 262
система сбора и обработки данных
для анализа 261
Винера—Леви случайная переменная
34
Винера процесс 136
Вихреобразование 13
Воспроизводимость результатов 28
Временные ряды 146, 207 сл.
Время
между неисправностями, среднее
300 сл.
пребывания 93 сл.
кривые распределения 94 сл.,
209 сл.
среднее 94, 209
функции распределения 95,
208 сл.
Выборочная дисперсия 37 сл.
Выборочное среднее 37, 65, 105, 120,
187
Выборочное среднеквадратичное (стан-
дартное) отклонение 37 сл.
Выборочные статистики 36 сл.
Выпарная трехкорпусная установка
49 сл.
Выпарные аппараты 13
Газовый анализ 48, 49
Галеркина жтък 185
Гамма-распределение 139
Гамма-функция 189
Гаусса—Ньютона метод 159
Гауссово (нормальное) распределе-
ние 34 сл.
Гессиан 158, 160
Гидравлический удар 13
Гипотеза
альтернативная 55 сл.
нулевая 56, 108, 148 сл.
область
непринятия 56 сл.
принятия 55 сл.
Глобальный минимум целевой функ-
ции 160
Граничные условия 90 сл.
Двусторонние критерии 57, 59 сл.
Двухтрубный теплообменник с про-
тивоточным движением потоков 87
Дерево неполадок
анализ 286 сл.
количественная оценка 289
определение события в вер-
шине 287
Дерево неполадок
анализ 286 сл.
построение 288
проверка справедливости 289
разработка рекомендаций для
принятия решения 290
обзор сведений о работе си-
стемы 288
дополнение вероятностными дан-
ными 300 сл.
определение 283
построение 284, 285, 290 сл.
символы 291 сл.
уровни событий 295
Дерево решений для словаря непола-
док 227, 228
Детерминированное обнаружение не-
поладок 21
Детерминированные модели 78, 91,
93
Диагностика неполадок
автоматизированная система 20
в дистилляционной колонне
151 сл.
в каскаде емкостей с полным пере-
мешиванием, с помощью сло-
варя неполадок в частотной об-
ласти 245 сл.
в кожухотрубном теплообменнике
154 сл.
в регенерационной колонне с по-
мощью радиоактивного индика-
тора 66, 67
в случае многих неполадок
249 сл.
в трансформаторе с помощью
словаря неполадок 289 сл.
в установке для димеризации оле-
финов с использованием сло-
варя неполадок 231 сл.
в центробежных насосах 162
в экстракционной колонне с по-
мощью оценок переменных со-
стояния и параметров модели
211 сл.
испытания 23 сл.
методами распознавания обра-
зов 221 сл.
обнаруженных с помощью кон-
трольных карт 117 сл.
определение 12
с использованием
информационных графов
280 сл.
отношения амплитуд и фазо-
вого угла 200 сл.
с помощью оценок переменных со-
стояния и параметров модели
142 сл.
техника 21 сл.
цели и объекты 9 сл.
343
Диагностирование 74, см. также Диаг-
ностика неполадок
в случае многих переменных 249,
250
по дискриминирующим функциям
252 сл.
Диагностическое решение, опреде-
ление 12
Диаграмма (ы)
Боде 102, 199, 227, 245
дерева неполадок 285 сл.
причинно-следственные 326 сл.
построение 329 сл.
связь с деревом неполадок
329
Диапазоны условий удовлетворитель-
ной работы 10, 11
Димеризация олефинов 238 сл.
Дискриминационный анализ 225, 226
Дискриминирующие функции 224,
225, 252 сл.
Дисперсионные балансы 84, 85, 93
Дисперсионные модели 86, 92
Дисперсия 31, 96, 108 сл.
выборочная 37 сл.
Дистилляционная колонна
дерево решения для диагностики
неполадок 151
модель второго порядка для нор-
мальных условий работы 153
обнаружение и диагностика непо-
ладок 151 сл.
расположение манометров для кон-
тролирования перепада давле-
ния 152
с ситчатыми тарелками 151 сл.
тарелка как объект моделирова-
ния 80
шумовые спектры 270, 271
Дифференциально-разностные уравне-
ния 97
Дифференциальные уравнения
в частных производных 97, 146,
183 сл.
обыкновенные 93, 97, 140, 146,
167 сл.
Доверительная вероятность 45 сл.
Доверительная область 144, 148 сл.
замкнутая 150
приближенная 161
Доверительный интервал 46 сл.
для дисперсии по ансамблю 47
для среднего по ансамблю 46, 47
с учетом теплового баланса 49 сл.
ДорененбургсГмечоя 229, 230
Дрейф параметров 12
Дымовые газы
Единственность значений коэффи-
циентов 206, 207
344
Емкости с полным перемешиванием
88, 89
каскад 102, 103, 200 сл.
обнаружение и диагностика непо-
ладок с использованием отноше-
ния амплитуд и фазового угла
200 сл.
обнаружение застойной зоны с по-
мощью словаря неполадок в ча-
стной области 245 сл.
Емкостной реактор, обнаружение не-
поладки 177 сл.
Жидкость
нагревание в емкости 83
свойства 13
Заедание клапанов 13
Закон (ы)
возникновения неисправностей
298
действующих масс 96
Закупоривание 13
Застойная зона 94, 209, 309
обнаружение с помощью словаря
неполадок в частотной области
245 сл.
Зубчатые передачи 268 сл.
критерии вибрации 269
уровни шума 270
Избыток воздуха 48, 49
Импульсная характеристика 10, 33,
99 сл.
Импульсное испытание, схема 102
Инверсия как критерий линейного
тренда 65
Интегральные уравнения 93, 97
Интервальная оценка 44 сл.
Информационные графы 280 сл.
Кавитация в насосе 162, 273
Калмана фильтр 170 сл.
расширенный 171 сл.
Каналообразование см. Байпасиро-
вание
Каскад из двух емкостей с перемеши-
ванием 102, 103, 200 сл.
Квадратичная дискриминация 253
Кипятильник 61, 62
Классификатор 224
Классификация 74, 75, 221 сл.
Кластеризация 226
Кластерный анализ 21, 221, 250 сл.
пример использования 258
Кластеры 226, 251 сл.
Климатические воздействия 13
Ковариационная матрица 147
проверка 190
Ковариация см. Взаимная ковариа-
ционная функция
Колонна
дистилляционная
дерево решения для диагно-
стики неполадок 151
модель второго порядка для
нормальных условий ра-
боты 153
обнаружение и диагностика
неполадок 151 сл.
расположение манометров для
контроля перепада давле-
ния 152
с ситчатыми тарелками 151 сл.
шумовые спектры 270, 271
насадочная, обнаружение наруше-
ния распределения потока
69 сл.
регенерационная, использование
радиоактивного индикатора для
обнаружения и диагностики не-
исправностей 66, 67
экстракционная, обнаружение и
диагностика неполадок с по-
мощью оценок переменных со-
стояния и параметров модели
211 сл.
Колпачковая тарелка дистилляцион-
ной колонны как объект моделиро-
вания 80
Компрессоры
поршневые 267,, 268
ротационные 264 сл.
Конвертер аммиака, определение на-
рушений в работе простым расчетом
51 сл.
Конденсатор, использование довери-
тельного интервала с учетом тепло-
вого баланса 49 сл.
Контроль вибраций 260 сл.
Контрольные карты процессов
для нескольких переменных
133 сл.
накопленных сумм
влияние отклонений от гипо-
тезы нормального распре-
деления 139, 140
пример обнаружения непола-
док 128
расчетные формулы 120
шаблон 121 сл.
относительная эффективность об-
наружения изменений в про-
цессе 107
правила принятия решений
влияние сериальной корре-
ляции 135 сл.
при отклонении от гипотезы
нормального распределе-
ния 138 сл.
Контрольные карты процессов
скользящих геометрических сред-
них 107, 126, 130 сл.
пример обнаружения непола-
док 132, 139
Шьюхарта 107 сл.
влияние отклонений от гипо-
тезы нормального распреде-
ления 138, 139
вычисление контрольных пре-
делов 115
диагностика неполадок 117 сл.
множители для контрольных
линий ПО, 112, 114
непараметрические критерии
116
стадии построения 111 сл.
Коррозия 13
Косвенные измерения 24
Котел, определение неисправностей
в работе по различным измерениям
48, 49
Коэффициент(ы)
вариации 32
единственность значений 206, 207
модели процесса 142 сл.
теплоотдачи 50, 51
теплопередачи 50, 87
усиления 101, 199, 201 см. также
Отношение амплитуд
Кривые распределения времени пре-
бывания 94 сл., 209 сл.
Критерий (и)
Бартлетта 64
Вальда 226
Вальда—Вольтфовитца 65
вибраций механизмов 265 сл
двусторонние 57, 59 сл.
для анализа вибраций корпусов
подшипников 264 сл
для проверки
равенства нулю средних зна-
чений отклонений 189
статистической независимости
двух переменных 65
стационарности переменной
по данным во временной
Т области 65
для сравнения средних 60, 61
знаков для разности медиан в пар-
ных наблюдениях 65
Колмогорова 68, 69
Колмогорова—Смирнова 72, 74
максимального правдоподобия 166
Манна—Уитни 65
модифицированные 64
мощность 58
непараметрические 65 сл.
использование для обнаруже-
ния неисправности 72 сл.,
116
345
Критерий (и)
односторонние 59 сл.
относительной подвижности цапфы
и подшипника вращающегося
механизма 266
оценивания 147 сл.
последовательных вероятностных
отношений (КПВО) 177
проверки 56
Пэйджа 135
Сиджела—Тьюки 65'
согласия 35
с гипотетическим распреде-
лением вероятности для
анализа отклонений 65
соответствия белому шуму 188, 189
Стьюдента (/) 60, 64, 65, 149, 175
Уилкоксона—Манна—Уитни 72
уровень значимости 56, 64, 108,
111, 133, 134
устойчивые, определение 64
Фишера (F) 63 сл.
Фридмана 70, 71
хи-квадрат (%2) 63 сл.
для статической независимости
двух переменных 65
эффективность классификации
образцовых кластеров 256 сл.
Критические пути см. Минимальные
прерывающиеся совокупности собы-
тий
Кронекера дельта-функция 186
Лагранжа множитель 176
Левенбурга—Маквардта алгоритм
наименьших квадратов 160
Линейная дискриминация 253 сл.
Линия регрессии, оценка 150
Логарифмическая дискриминирующая
функция 254
Локальный минимум целевой функции
160
Макроскопические модели 88, 89, 92
Макроскопический баланс энергии 88,
89
Математическое ожидание 31 сл.
Матрица (ы)
булева 207
весовая 147 сл.
ковариационная 147 сл.
отношения для анализа неполадок
283, 284
причинно-следственная 283
структурная 282
Манна—Уитни критерий 65
Маршруты неисправностей 301, 302
Медиана 65 сл.
Медленная флуктуация (тренд) 107
346
Метод (ы)
АВВН 309 сл.
байесовский 147
выделения признаков и классифи-
кации 222, 223
Галеркина 185
Гаусса 159
Гаусса—Ньютона 159
Дорененбурга 229, 230
изучения опасностей и функцио-
нирования (ИОФ, HAZOP) 315 сл.
конечных разностей 184, 185
максимального правдоподобия 147
Маркова 147
минимизации Ньютона 158, 159
Монте-Карло 302
наименьших квадратов 147, 169,
184
в частотной области 192, 193
в s-плоскости 192 сл.
ошибок уравнений 147
с весами 147
Ньютона—Рафсона 159
последовательные непараметриче-
ские 226
построения базовых причинно-
следственных диаграмм 329, 330
преобразования данных из вре-
менной области в частотную 197
проб и ошибок 174, 184
проверки предшествующих усло-
вий для появления события 330
редактирования причинно-след-
ственных диаграмм с получением
дерева неполадок 331
феррографический 67
характеристик 184, 185
Мертвое пространство см. Застойная
зона
Микроскопические балансы 88
Минимальные прерывающиеся совокуп-
ности событий 298 сл.
Минимальные траектории 293
Многомерная статистика 21
Многопеременные образы 221
Моделирование неполадок 145, 180
Модель (и)
авторегрессионная 136, 137
баланса элементов ансамбля
92 сл., 146
вероятностные 78, 81 сл.
блок-схема 81
в области
временной 21, 98
частотной 98 сл.
детерминированные 78, 91, 93
дисперсионные 86, 92
линейные 78
методы нахождения оценок
144, 147 сл.
по коэффициентам 146 сл.
Модель (и)
макроскопические 88, 89, 92
максимального градиента 87, 89, 92
микроскопические 83, 92
многооткликовые 165 сл.
молекулярная 92
нелинейная 78, 158 сл.
неполадок, булевы 308
нестационарная 78, 79, 81
неэргодическая 81
поршневого потока 87, 89, 92, 93
решение 97, 98
с дискретными переменными 78, 82
скользящего среднего 136, 137
с непрерывными переменными 78,
82
с распределенными параметрами
78 сл.
с сосредоточенными параметрами
78 сл., 89, 90
стационарная 78, 79
эмпирические 96
эргодическая 81
явлений переноса, основанные на
физико-химических принци-
пах 82 сл.
балансы 84 сл.
детерминированные 97
Нагревание жидкости в емкости 89
Надежность, определение 12, 13
Найквиста частота 197
Накопленная сумма 105 сл.
Наложение на шаблон 221, 222
Нарушение последовательности рабо-
чих операций 13
Насадочная колонна, определение на-
рушений распределения потока 69 сл.
Насос (ы)
кавитация 162, 273
контроль вибраций 264 сл.
обнаружение зарождающейся не-
исправности по концентрации
осколков частиц 67 сл.
центробежные
диагностика неполадок 162 сл.
признаки неполадок 163
причины неполадок 16 сл.
Начальные условия 90, 91
Неисправность, определение 11
Нелинейная фильтрация 170, 171
Непараметрические критерии 65 сл.*
72 сл., Н6
Неподдающаяся измерению ошибка
146 сл.
Неполадка (и)
виды 13
критерии для выявления 175 сл.
моделирование 145, 180
Неполадка (и)
обнаружение и диагностика 12,
142 сл., 221 сл., 280 сл.,
см. также Диагностика непола-
док и Обнаружение неполадок
автоматизированная система
20
испытания 23, 24
классификация методов 21, 22
применение ЭВМ 10, 11, 19 сл.
определение 10
причины 13, 14
устранение 24, 25
Неслучайные изменения 104
Непрерывнодействующий емкостной
реактор полного перемешивания
с теплообменником
действительные измерения пара-
метров и их оценки 181
моделирование неполадок 180
нахождение оценок 178 сл.
определение неполадки 177 сл.
Нижний контрольный предел 105,
108 сл.
вычисление 115
Николъсона функция 41
Нормальное (гауссово) распределение
накопленной вероятности 34 сл.
Нормированная плотность нормаль-
ного распределения вероятности 34
Нулевая гипотеза (нуль-гипотеза) 56,
108, 148 сл.
Ньютона—Рафсона метод 159
Обнаружение неполадок
автоматизированная система 20
в дистилляционной колонне 151 сл.
в каскаде емкостей с полным пере-
мешиванием, с помощью словаря
неполадок в частотной области
245 сл.
в кожухотрубном теплообменнике
154 сл.
в
в
приборах контура управления
182, 183
регенерационной колонне, с по-
мощью радиоактивного индика-
тора 66, 67
в трансформаторе, с помощью сло-
варя неполадок 229 сл.
в установке для димеризации оле-
финов, с использованием слова-
рей неполадок 231 сл.
в экстракционной колонне, с по-
мощью оценок переменных со-
стояний и параметров модели
211 сл.
детерминированное 21
испытания 23 сл.
347
Обнаружение неполадок
методами распознавания образов
221 сл
принятие решения 26
с использованием
информационных графов
280 сл.
непараметрических критериев
72 сл.
отношения амплитуд и фазо-
вого угла 200 сл.
С помощью
контрольных карт 117 сл.
оценок переменных состоя-
ния и параметров модели
142 сл.
передаточных функций 198 сл,
техника 21 сл.
цели и объекты 9 сл.
Образование осадка 13
Однозначность определения параме-
тров 204 сл.
Односторонние критерии 59 сл.
Оперативные характеристики 58 сл.
Операция взятия свертки 98, 100
Особые проверки 24
Отклик системы 79 сл.
Относительное отклонение 32
Отношение
амплитуд 91 сл., см. также Коэф-
фициент усиления
нормальных случайных перемен-
ных 41
Отставание по фазе 79, 100, 101, 201,
см. также Фазовый угол
Оценивание переменных состояния и
параметров моделей 21, 44, 142 сл
в частотной области 192, 193
в s-плоскости 193, 194
критерии для частотной области
190 сл.
многооткликовых 165
процессов, описываемых
алгебраическими уравнениями
146 сл.
временными рядами 207 сл.
дифференциальными уравне-
ниями в частных производ-
ных 183 сл.
обыкновенными дифферен-
циальными уравнениями
167 сл.
разностными уравнениями
185 сл.
схема информационных потоков
143
^-преобразование 195, 196
Ошибка (и)
второго рода 57 сл.
неподдающиеся измерению 146 сл.
обслуживающего персонала 13
Ошибка (и)
первого рода 57 сл
сглаженная 131
систематические 28
случайные 26, 27
Параметр, определение 82
Передаточная функция 10, 98 сл ,
198 сл.
Переменная состояния, определение 82
Перерыв в подаче энергии ,13
Пламегаситель 13
Плотность распределения вероятности
29 сл.
Подпор на стороне всасывания центро-
бежного насоса 164
Подсистема 19
Подшипники, анализ вибраций 264 сл.
Полное вытеснение 93
Полное перемешивание 88, 89, 93
Поршневые компрессоры, обнаружение
и диагностика неполадок по кон-
тролю вибраций 267, 268 __
Построение контрольных карт Хи/?,
пример 117, 118
Поттера—Шмидта фильтр 171
Пределы тревоги 42
Преобразование
Лапласа 98 сл , 190 сл.
Фурье 98, 100
быстрое 102, 196 сл.
Приборы контура управления, обнару-
жение неполадок 182, 183
Причинно-следственная матрица 283
Причинно-следственные диаграммы
326 сл.
Причины неполадок 13 сл.
Проверка
статистических гипотез 26, 44,
55 сл
знаков 65
Производство витаминов 117 сл.
Пространство
признаков, определение 223
фазовое 43 сл.
Протечка кипятильника 61, 62
Проточный емкостной реактор с пере-
мешиванием 117 сл.
Процесс с множеством откликов и вхо-
дов 65 сл.
Пульсации 13
Пэйджа критерий 135
Радиоактивный индикатор 61, 62, 66,
67
Размах 65, 105, 108, 120
средний 109 сл.
Разностные уравнения 93, 97, 146
линейные 185 сл.
348
Разрушение резервуаров 13, 14
Ранговая корреляция 65
Раннее обнаружение нарушений нор-
мальной работы 10
Распознавание образов 21, 22, 221 сл
методом выделения признаков и
классификация 223
Распределение
вероятности
накопленной 29 сл.
нормальное 34 сл
выборочных статистик 36 сл
Стьюдента (/-распределение) 39 сл,
Фишера (/^распределение) 40 сл,
связь с распределением ста-
тистики Т2 Хоттеллинга 135
«хи-квадрат» 36, 47, 62
Расчет
линий контрольных карт 109 сл.
шаблона для выборочного среднего
V-образных масок с использова-
нием средних длин серий 124,
125
Расфасовка пива 296 сл.
Расширенный вектор переменных со-
стояния 171
Реактор
анализ работы с помощью кривых
распределения времени пребыва-
ния 209 сл.
дерево неполадок 284, 285
при получении некондицион-
ной партии полимера 301 сл
десульфуризации 210
количественные характеристики
неисправностей 300 сл.
обнаружение байпасирования 211
окиси этилена, периодического
действия 317 сл
полимеризации 303 сл.
полного перемешивания с тепло-
обменником, непрерывнодейст-
вующий
действительные изменения
параметров и их оценки 181
моделирование неполадок 180
нахождение оценок 178 сл.
определение неполадки 177 сл.
Регенерационная колонна, использо-
вание радиоактивного индикатора
для обнаружения и диагностики
неисправностей 66, 67
Регулирующие клапаны, виды неис-
правностей 14 сл.
Резонанс 13
Ротационные компрессоры, обнаруже-
ние и диагностика неисправностей
по контролю вибраций 264 сл.
Сглаженная ошибка 131
Сглаживание данных 42
Сдвиг
дисперсии 107
среднего 107, 137
Сепараторы 13
Сериальная корреляция 135 сл.
Сиджела—Тьюки критерий 65
Синтез аммиака 128 сл.
Система (ы)
обнаружения и диагностики не-
поладки 19 сл.
автоматизированная 20
подачи окиси этилена в реактор
периодического действия
316 сл.
сбора и обработки данных для
анализа виброграмм 261
хозяйственно-бытовая водонагре-
вательная 309 сл.
Систематические ошибки 28
Словари неполадок 21, 221 сл.
во временной области 227 сл.
в частотной области 245 сл.
дерево решений 227, 228
Случайная выборка 36
Случайная ошибка 26, 27
Случайная переменная 27 сл.
Винера—Леви 34
независимое множество 30
нормированная (стандартизован-
ная) нормальная 34, 35, 39
стационарная 30
Случайные флуктуации 104
Смещение
в оценке 144
определение 28
Событие, определение 291
Совместная оценка 44
Соотношение воздух—топливо 48
Спектральная плотность 33, 199
Сравнение
переменных по дисперсиям 60
средних 60, 61
Среднее время между неисправностями
300 сл.
Среднее
по ансамблю 28, 31, 57, 65, 96,
108
по времени 28
Средняя длина серии (СДС) 121 сл.
Стандартное (среднеквадратичное) от-
клонение 31, 32, 35
Статистика, определение 36
Статистический контроль 104 сл.
Статистическое обнаружение непола-
док 21
Степень
перемешивания 90, 95
свободы 38 сл.
349
Стохастическая аппроксимация 31 сл.,
184
Стохастические измерения 27
Структурная матрица 283
Стьюдента /-критерий 60, 64, 65,
149, 175
Супервизор 24
Установка
выпарная трехкорпусная 49
Лоули для димеризации олефинов
231 сл.
Устойчивые критерии, определение 64
Устранение неполадок 24, 25
Устройства автоматики, интенсивность
отказов 18
Таблицы
решений 234
событий 244
Теорема
о выборках 197
свертывания 100, 191
центральная предельная 37, 138
Термопара
виды неисправностей 15
обнаружение неисправностей 43
по шуму 276, 277
Теплообменник
двухтрубный 87
кожухотрубный 154 сл.
спектры и контроль вибраций
кожуха 270
Течи 13
Точечная оценка 44, 65
Точность 28
Траектории неполадок, определение
284
Трансформаторы 28, 29
применение словаря неполадок
для обнаружения неисправно-
стей 229 сл.
Турбины 264
Турбокомпрессоры 261 сл.
Тэйлора ряд 158
Уилкоксона—Манна—Уитни крите-
рий 72
Уравнения
алгебраические 97, 147 сл.
дифференциально — разностные 97
дифференциальные
в частных производных 97,
146, 183 сл.
обыкновенные 93, 97, 140,
146, 167 сл.
интегральные 93, 97,
разностные 93, 97, 146
линейные 185 сл.
Уровень значимости критерия 56, 64,
108, 111, 133, 134
Уровни шума в зубчатых передачах
270
Условная плотность распределения
вероятности 30 сл.
Условная энергия активации 150
Условное распределение накопленной
вероятности 30
350
Фазовое пространство 43 сл.
Фазовый угол 79, 100, 103, 197, 199 сл.,
см. также Отставание по фазе
Феррографический метод 67
Фильтр
Калмана 170 сл.
расширенный 171 сл.
Поттера—Шмидта 171
Фишера F-критерий 63 сл.
Фридмана критерий 70, 71
Функция (и)
автокорреляционная 32, 188
весовая 100
взаимная
ковариационная 32
корреляционная 32, 33, 197,
227
дискриминирующая 224, 225,
252 сл.
импульсная 99
интенсивности 94
когерентности 199
Никольсона 41
передаточные 10, 98 сл., 198 сл.
представление в полярных ко-
ординатах 199
эмпирические 100 сл.
распределения
вероятности 29
времени пребывания 93, 95,
208 сл.
целевая 158 сл.
Фч/рье-преобразование 98, 100
быстрое 102, 196 сл.
Характеристика (и)
импульсная 10, 33, 99 сл.
оперативные 58 сл.
частотные 33, 98, 196 сл.
Химическое разрушение материалов 13
Хозяйственно-бытовая водонагрева-
тельная система 309 сл.
Хотеллинга статистика Т2 134, 135
Целевая функция 158 сл.
Центральная предельная теорема 37,
138
Центробежные насосы 14, 16, 17
диагностика неполадок 162 сл
подпор на стороне всасывания 164
признаки неполадок 163
причины неполадок 16 сл.
Частотная характеристика 33, 99,
190 сл.
постановка экспериментов для
определения параметров 196 сл.
Чебышева неравенство 47
Число степеней свободы 38 сл.
Чистый положительный подпор вса-
сывания 162 сл.
Шаблон для карты накопленных сумм
121 сл.
Шумовой фон
измерений 12, 172
системы 172
Шумы в качестве критериев вибра-
ций вращающихся механизмов
269 сл.
Шьюхарта контрольные карты
влияния отклонений от гипотезы
нормального распределения 138,
139
вычисления контрольных преде-
лов 115
диагностика неполадок 117 сл.
множители для контрольных ли-
ний ПО, 112, 114
непараметрические критерии 116
пример построения 116, 117
стадии построения 111 сл.
Экспериментальные ошибки 147 сл.
Экстракционная колонна 211 сл.
Эмпирические передаточные функции
100 сл.
Эргодическая переменная 28
Эргодическая модель 81
Эрозия 13
Якобиан 159
г-Преобразование 135, 136
Д. М. Химмельблау
обнаружение и диагностика неполадок
В ХИМИЧЕСКИХ и нефтехимических процессах
Научный редактор В. П. Пилявский
Редактор издательства Ю. К. Кузнецов
Художник Б. Н. Осенчаков
Техн, редактор Л. Ю. Щукина
Корректоры: Т, В. Васильева, А. В. Воробей
ИБ № 1274
Сдано в набор 14 04 83 Подписано в печать 02 09.83 Формат бумаги
бОХЭО1/^ Бумага тип № 2 Литературная гарнитура Высокая печать.
Усл печ л 22,0. Усл кр -отт 22,0. Уч -изд л 27,4. Тираж 3 800 экз.
Зак № 92 Цена 2 р 30 к Изд № 2269
Ордена «Знак Почета» издательство «Химия» Ленинградское отделение
191186, г Ленинград, Д 186, Невский пр , 28.
Ленинградская типография № 6 ордена Трудового Красного Знамени
Ленинградского объединения «Техническая книга» им Евгении Соколовой
Союзполиграфпрома при Государственном комитете СССР
по делам издательств, полиграфии и книжной торговли
193144, г Ленинград, ул. Моисеенко, 10.