/


























































































































































































































































































































































Текст
П.П. СЕРЕБРЕНИЦКИЙ
КРАТКИМ
СПРАВОЧНИК
СТАНОЧНИКА
для
молодых
РАБОЧИХ
П.П. СЕРЕБРЕНИЦКИЙ
АЛЯ
КРАТКИЙ
СПРАВОЧНИК
СТАНОЧНИКА
МОЛОДЫХ
РАБОЧИМ
ЛЕНИЗДАТ
1982
34 6
С32
Павел Павлович Серебреницкий
КРАТКИЙ
СПРАВОЧНИК
СТАНОЧНИКА
Рецензенты
Р. И. Гжиров и М. С. Сахаров
Заведующий редакцией Л. Н. Делюкин
Редактор М. С. Червова
Художник В. И. Коломейцев
Художественный редактор Н. Н. Гульковский
Технический редактор А. И. Сергеева
Корректоры Л. В. Вешнякова и Е. Н. Внукова
ИБ № 2018
Сдано в набор 1.03 82. Подписано к печати 3.08.82. М-17639. Формат
84ХЮ8’/з2. Бумага тип. № 3. Гарн. литературная. Печать высокая. Усл.
печ л. 18,9. Усл. кр.-отт, 19,22. Уч.-изд. л. 10,17. Тираж 100 000 экз. Заказ
№ 472. Цена 95 коп.
Ордена Трудового Красного Знамени Лениздат, 191023, Ленинград, Фон*
танка, 59. Ордена Трудового Красного Знамени типография им. Володар-
ского Лениздата, 191023, Ленинград, Фонтанка, 57
Серебреницкий П. П.
С32 Краткий справочник станочника. — Л.: Лениз-
дат, 1982. — 360 с. с ил.— (Для молодых рабо-
чих).
В справочнике приведены данные по единицам физических ве-
личин, математике, допускам и посадкам, машиностроительному
черчению. В нем содержатся сведения о технологическом процессе
и его элементах, режущем, вспомогательном и мерительном инстру-
менте; приведены некоторые данные о металлорежущих станках.
Справочник предназначен для молодых рабочих-станочников. Он
будет полезен учащимся профессионально-технических училищ,
а также средних и высших технических учебных заведений.
2704040000—165 34.6
М171(03)—82 82 © Лениздат, 1982
Решениями XXVI съезда КПСС предусмотрено опережающее
развитие машиностроения — основы технического перевооружения
всех отраслей народного хозяйства. Первоочередными в настоящее
время являются задачи внедрения в производство различных про-
грессивных технологий, высокопроизводительного оборудования и
технологической оснастки, а также современных форм организации
и управления производством.
Высокая технико-экономическая эффективность мероприятий по
повышению производительности труда, улучшению качества продук-
ции обеспечиваются прежде всего внедрением новых видов обору-
дования и технологической оснастки. В промышленности резко воз-
росло количество металлообрабатывающих станков, в том числе
агрегатных, сложных многооперационных с разными видами про-
граммного управления, автоматических линий. Усложнилось обору-
дование общего назначения, повысились его точность, мощность,
скоростные характеристики, функциональность. Внедряются сред-
ства адаптивного управления машинами и оборудованием.
Высокопроизводительные методы обработки обусловливают все
большее усложнение технологической оснастки, внедрение конструк-
ций со сменными элементами и узлами, позволяющими использо-
вать ее в групповых технологических процессах, с устройствами
регулирования и компенсации износа.
Более насыщенными и динамичными стали многие станочные
операции, требующие соблюдения высокой технологической дисцип-
лины, тщательного контроля не только размеров, формы и взаим-
ного -расположения обрабатываемых поверхностей, но и их мик-
ро- и макрорельефов, физико-химических свойств поверхностного
слоя и т. д.
Из сказанного ясно, что современный рабочий-станочник дол-
жен обладать высокой, в ряде случаев почти инженерной профес-
сиональной подготовкой, иметь широкий технический кругозор, хо-
рошо знать возможности используемого оборудования. Он должен
разбираться в сложной технологической документации, чертежах и
принятых системах условных обозначений, уметь производить раз-
личные расчеты, грамотно назначать режимы резания, находить
рациональные методы обработки деталей.
В процессе профессиональной подготовки молодому рабочему-
станочнику необходима различная литература, в том числе и спра-
вочная. Предлагаемый справочник содержит основные сведения для
рабочих-станочников, занимающихся обработкой металлов резанием
на токарных, фрезерных, сверлильных и других металлорежущих
станках.
В нем приведены данные по единицам физических величин, ма-
тематике, допускам и посадкам, машиностроительному черчению,
основные сведения о технологическом процессе и его элементах, ре-
3
жущем, вспомогательном и мерительном инструменте, металлорежу-
щих станках.
В некоторых его разделах даны тематические перечни стандар-
тов, что позволяет быстро найти более полный материал по интере-
сующему вопросу. Следует отметить, что сведения о государствен-
ных стандартах, действующих в СССР, приводятся в указателе
«Государственные стандарты СССР», который издается ежегодно.
Все стандарты размещены в нем по разделам, классам и группам.
Наряду с государственными стандартами СССР (ГОСТ) в указателе
приводятся данные о стандартах Совета Экономической Взаимопо-
мощи (СТ СЭВ), которые в обязательном порядке применяются
в народном хозяйстве СССР в качестве государственных стандар-
тов. Стандарты СЭВ, не включенные в указатель, используются
в основном в договорно-правовых отношениях между странами —
членами СЭВ. Если действующий государственный стандарт или его
отдельные разделы полностью соответствуют стандарту СЭВ, то
последний вводится в ГОСТ. Такой ГОСТ в скобках имеет обозна-
чение стандарта СЭВ, например, ГОСТ 20406—75 (СТ СЭВ
785—77).
В обозначении некоторых стандартов ставится звездочка (*).
Это означает, что в данном стандарте имеются изменения. Двумя
звездочками отмечены стандарты, замененные или отмененные в ча-
стях, а тремя звездочками — стандарты, которым присвоены обо-
значения ранее отмененных. Все данные об изменениях стандартов
публикуются в ежемесячном Информационном указателе стандартов
(ИУС). В нем приводятся также сведения о введении новых
ГОСТов, о продлении срока действия тех или иных стандартов,
об отмене устаревших и т. п.
Автор надеется, что в представленном виде справочник будет
полезным дополнением к имеющимся специальным справочникам и
пособиям для станочников.
ОБЩИЕ
СВЕДЕНИЯ
ГЛАВА
1
1.1. АЛФАВИТЫ
Таблица 1.1. Латинский и греческий алфавиты
Начертание букв Название букв Начертание букв Название букв Начерт ание букв Название б\ кв
Латинский алфавит
А а a J J йот S s эс
В b бе К k ка Т t тэ
С с це L 1 эль U и У
D d де М т эм V v ве
Е е e N п эн W w X х
Р f Og эф re О о р р О ПЭ дубль-ве икс
Н h аш Q я ку К У игрек
I i и R г эр Z z зет
A a Г альфа р е ч е с к и I i й а л ф а в йота И I р & ро
В P бета К х каппа I <г сигма
г 7 гамма А к ламбда Т т тау
Д 5 дельта М р. ми Г U ипсилон
E e эпсилон N v ни Ф <р фи
z c дзета s $ КСИ х X хи
H r( эта О о омикрон ф- <р пси
e & тэта П те пи Q со омега
5
f.2. ЕДИНИЦЫ ФИЗИЧЕСКИХ ВЕЛИЧИН
С января 1980 г. в СССР обязательным является применение
единиц Международной системы единиц1, а также десятичных
кратных и дольных от них. Наименование, обозначение и правила
применения единиц СИ определены ГОСТ 8.417—81 (СТ СЭВ
1052—78). Основные и дополнительные единицы СИ
приведены в табл. 1.2.
Таблица 1.2. Основные и дополнительные единицы СИ
Величина Единица
Наименование Размер- ность Наименование Обозначе- ние
Основные
Длина L метр м
Масса М киллограмм кг
Время т секунда с
Сила электрического тока I ампер А
Термодинамическая тем- пература 0 кельвин К
Количество вещества N моль моль
Сила света J кандела кд
Дополнительные
Плоский угол — радиан рад
Телесный угол — стерадиан | ср
Производные единицы СИ образуются из основных и
дополнительных единиц СИ (табл. 1.3). Ряд производных единиц
имеют специальные наименования (табл. 1.4).
Производные единицы СИ со специальными наименованиями
также используются для образования других произвольных единиц
СИ (табл. 1.5). Допускаются к применению некоторые внесистемные
единицы. Из единиц систем, ранее действовавших, временно
допускаются к применению после января 1980 г. следующие еди-
ницы: морская миля, узел, карат, оборот в секунду, оборот в ми-
нуту, бар, текс, непер.
1 Международная система единиц (международное сокращен-
ное наименование S7, в русской транскрипции СИ) принята
в 1960 г. XI Генеральной конференцией по мерам и весам (ГКМВ)
и уточнена на последующих ГКМВ.
6
Таблица 1.3. Некоторые производные единицы СИ,
наименования которых образованы из наименований
основных и дополнительных единиц
Наименование величины Единица
Наименование Обозначе- ние
Площадь Объем, вместимость Скорость Угловая скорость Ускорение Угловое ускорение Плотность Удельный объем Плотность электриче- ского тока Напряженность маг- нитного поля Яркость квадратный метр кубический метр метр в секунду радиан в секунду метр на секуйду в квадрате радиан на секунду в квадрате килограмм на кубический метр кубический метр на килограмм ампер на квадратный метр ампер на метр кандела на квадратный метр М2 м3 м/с рад/с м/с2 рад/с2 кг/м3 м3/кг А/м2 А/м кд/м2
Таблица 1.4. Некоторые производные единицы СИ
Наименование величины Единица
Наимено- вание Обоз- наче- ние Выражение через основные и дополни- тельные единицы СИ
Частота герц Гц С*"1
Сила, вес ньютон Н М-КГ-С"2
Давление, механическое на- паскаль Па М""1*КГ*С“”2
пряжение, модуль упругости Энергия, работа, количество джоуль Дж М2«КГ'С-2
теплоты Мощность, поток энергии Количество электричества ватт Вт М2*КГ*С~3
кулон Кл с-А
(электрический заряд) Электрическое напряжение, вольт В М2. КГ* с-3* А”1
Электрический потенциал, раз- ность электрических потенциа- лов, электродвижущая сила Электрическая емкость фарад Ф м~2*кг~1*с4« А2
Электрическое сопротивле- ом Ом м2‘КГ’С“3-А~2
ние Электрическая проводи- сименс См М“2* КГ-1 • С3-А2
мость Поток магнитной индукции, вебер Вб м2*кг«С“2-А-1
магнитный поток Плотность магнитного пото- тесла Тл КГ*С“2‘ А”1
ка, магнитная индукция Индуктивность, взаимная генри Гн м2*кг*с~2-А~2
Индуктивность Световой поток люмен лм кд • ср
Освещенность люкс лк м~2-кд-ср
2
Таблица 1.5. Некоторые производные единицы СИ
Наименование величины Единица
Наименование Обозначе- ние Выражение через основные и допол- нительные еди- ницы СИ
Момент силы ньютон-метр Н-м м2-кг-с~2
Поверхностное натя- ньютон на метр Н/м КГ-С~2 (
жение
Динамическая вяз- кость паскаль-секун- да Па-с М^-КТ-С-1
Пространственная плотность электриче- кулон на куби- ческий метр Кл/м3 м“3-с-А
ского заряда
Электрическое сме- щение кулон на квад- ратный метр Кл/М2 м“2-с-А
Напряженность элек- трического поля вольт на метр В/м м-кг-с~3-А-1
Абсолютная диэлек- фарад на метр Ф/м м“3-кг“1-с4-А3
трическая проницае- мость
Удельная энергия джоуль на ки- лограмм Дж/кг М2»С“2
Теплоемкость систе- мы, энтропия системы Удельная теплоем- кость, удельная энтро- пия джоуль на кельвин Дж/К М2-КГ*С-2.К-1
джоуль на ки- лограмм-кель- вин Дж/(кг-К) М2-С-2-К"-1
Поверхностная плот- ность потока энергии ватт на квад- ратный метр Вт/м2 КГ-С“3
Теплопроводность ватт на метр- кельвин Вт/(м-К) м • кг-с~3-К"1
Энергетическая сила света (сила излучения) ватт на стера- диан Вт/ср М2 • КГ-С'З-Ср^1
Установлены правила образования десятичных кратных и доль-
ных единиц, а также их наименований и обозначений с помощью
множителей и приставок (табл. 1.6). Присоединение к наименова-
Таблица 1.6. Множители и приставки для образования
десятичных кратных и дольных единиц и их наименование
Множитель Приставка Обозначение приставки Множитель Приставка Обозначение приставки
10*8 экса э 10-‘ деци Д
Ю‘5 пета п 10-2 санти С
1012 тера т Ю-з милли м
10» гига г 10-е микро мк
108 мега м 10-9 нано н
103 кило к 10-12 ПИКО п
102 гекто г 10-15 фемто ф
10* дека да 10-38 атто а
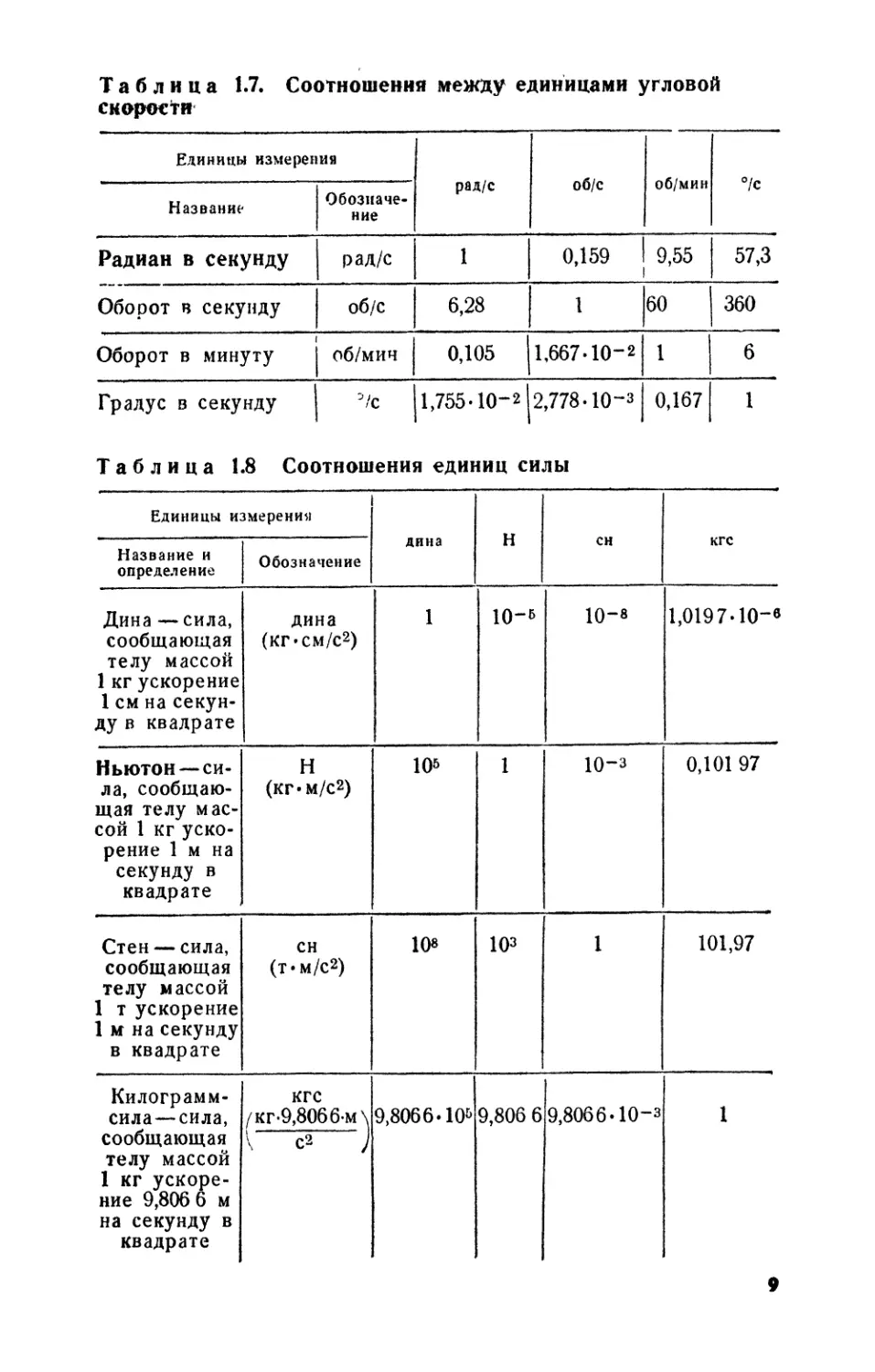
Таблица 1.7. Соотношения между единицами угловой
скорости
Единицы измерения рад/с об/с об/мин °/с
Название Обозначе- ние
Радиан в секунду рад/с 1 0,159 । 9,55 57,3
Оборот в секунду об/с 6,28 1 60 360
Оборот в минуту об/мич 0,105 1,667.10-2 1 6
Градус в секунду "с 1 11,755-10-21 2,778-Ю-з 0,167 1
Таблица 1.8 Соотношения единиц силы
Единицы измерения дина Н СИ КГС
Название и определение Обозначение
Дина — сила, сообщающая телу массой 1 кг ускорение 1 см на секун- ду в квадрате дина (КГ. с м/с2) 1 10-5 10-8 1,0197- 10-е
Ньютон — си- ла, сообщаю- щая телу мас- сой 1 кг уско- рение 1 м на секунду в квадрате н (КГ. м/с2) 105 1 10-3 0,101 97
Стен — сила, сообщающая телу массой 1 т ускорение 1 и на секунду в квадрате сн (т.м/с2) 10» 103 1 101,97
Килограмм- сила— сила, сообщающая телу массой 1 кг ускоре- ние 9,806 6 м на секунду в квадрате кгс /кг-9,8066-м \ k С2 ) 9,8066.105 9,806 6 9,8066-Ю-з 1
9
Таблица 1.9. Соотношения единиц давления (напряжения)
Единицы измерения Па (Н/м2) кгс/м2 (мм вод. ст.) атм ат (кгс/см2) торр (мм рт. ст.) кгс/мм2
Название и определение Обозначение
Паскаль (ньютон на квадратный метр) Па (Н/м2) 1 0,101 97 9,869 2-Ю-б 1,019 7-10-5 7,50-Ю-з 1,019 7-10-7
Килограмм-сила на квад- ратный метр (миллиметр водяного столба) кгс/м2 (мм вод. ст.) 9,806 6 1 9,6784-10-5 IO"4 7,356-10-2 10-6
Атмосфера физическая атм 1,0133-105 1,013 3-10* 1 1,0133 7,6-102 1,013 3-10-2
Атмосфера техническая (килограмм-сила на квад- ратный сантиметр) ат (кгс/см2) 9,806 6-10* 10* 0,967 84 1 7,356-102 10-2
Торр (миллиметр ртут- ного столба) торр (мм рт. ст.) 1,333 2-102 13,595 1,315 7-Ю-з 1,359-Ю-з 1 1,359-Ю-ь
Килограмм-сила на квад- ратный миллиметр кгс/мм2 9,806 6-106 106 101,33 100 7,356-103 1
нию единиц двух или более приставок подряд не допускается. На-
пример, вместо наименования единицы микромикрофарад следует
писать — пикофарад. В связи с тем, что наименование основной
единицы массы — килограмм содержит приставку «кило», для обра-
зования кратных и дольных единиц массы используется дольная
единица грамм (0,001 кг), и приставки надо присоединять к слову
«грамм», например, миллиграмм (мг) вместо микрокплограмм
(мккг). Дольную единицу массы — грамм допускается применять и
без присоединения приставки.
В научно-технической литературе использовались различные си-
стемы единиц физических величин: СГС, МТС, МКГСС, МКС и др.
Соотношение некоторых единиц этих систем с единицами СИ при-
ведены в табл. 1.7... 1.14. Единицы СИ в таблицах выделены.
Таблица 1.10. Перевод значений силы (веса), давления,
напряжения в единицы СИ: ньютон (Н), паскаль (Па)
п. N п п N п
кгс Н кгс н кгс Н кгс н
кгс/мм2 • 10« Па- кгс/мм2 «10я Па- кгс/мм2 .10” Па- кгс/мм2 • 10” Па.
кгс/см2 40* Па кгс/см2 • 10* Па кгс/см2 • 10* Па кгс см2 2-10* Па
1 9,8 31 304 61 598 91 892
2 19,6 32 314 62 608 92 902
3 29,4 33 324 63 618 93 912
4 39,2 34 333 64 628 94 922
5 49,0 35 343 65 637 95 932
6 58,8 36 353 66 647 96 941
7 68,6 37 363 67 657 97 951
8 78,4 38 373 68 667 98 961
9 88,2 39 382 69 677 99 971
10 98,0 40 392 70 687 100 980
11 108 41 402 71 696 101 990
12 118 42 412 72 706 102 1000
13 127 43 422 73 716 103 1010
14 137 44 432 74 726 104 1019
15 147 45 441 75 736 105 1030
16 157 46 451 76 745 106 1039
17 167 47 461 77 755 107 1049
18 176 48 471 78 765 108 1059
19 186 49 481 79 775 109 1069
20 196 50 490 80 785 ПО 1079
21 206 51 500 81 794 111 1088
22 216 52 510 82 804 112 1098
23 225 53 520 83 814 113 1108
24 235 54 530 84 824 114 1118
25 245 55 539 85 834 115 1128
26 255 56 549 86 844 116 1137
27 265 57 559 87 853 117 1147
28 274 58 569 88 863 118 1157
29 284 59 579 89 873 119 1167
30 294 60 588 90 883 120 1177
1<
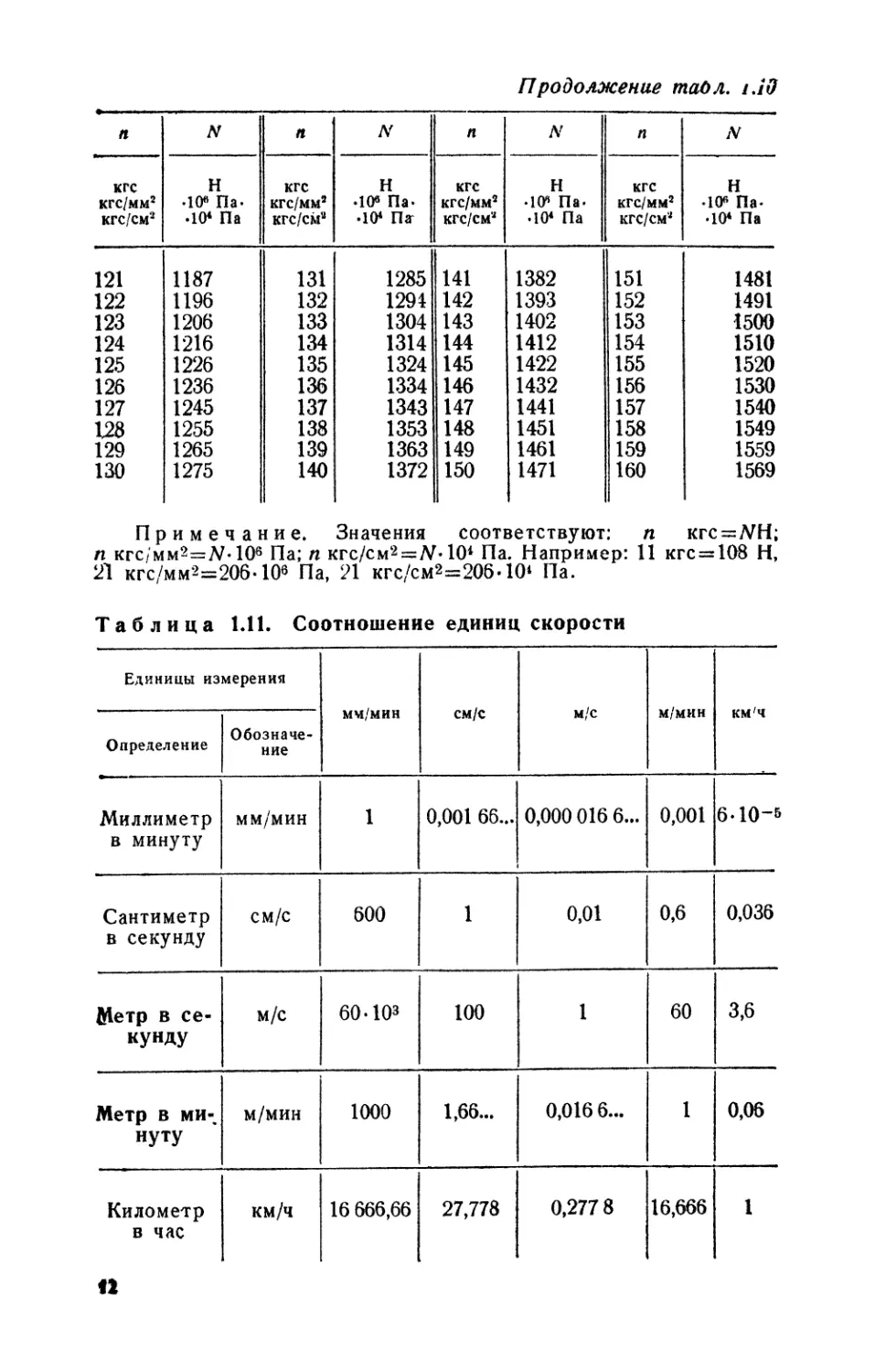
Продолженае тайл. i.id
п N п N п N п /V
кгс Н кгс н кгс Н кгс н
кгс/мм2 Л0« Па- кгс/мм3 •10е Па- кгс/мм2 Л04 Па. кгс/мм2 Л0« Па-
кгс/см2 • 10* Па кгс/см2 •10* Пд кгс/см2 • 10* Па кгс/см2 40* Па
121 1187 131 1285 141 1382 151 1481
122 1196 132 1294 142 1393 152 1491
123 1206 133 1304 143 1402 153 1500
124 1216 134 1314 144 1412 154 1510
125 1226 135 1324 145 1422 155 1520
126 1236 136 1334 146 1432 156 1530
127 1245 137 1343 147 1441 157 1540
128 1255 138 1353 148 1451 158 1549
129 1265 139 1363 149 1461 159 1559
130 1275 140 1372 150 1471 160 1569
Примечание. Значения соответствуют: п кгс=ЛГН;
п кгс/мм'2—TV-106 Па; п кгс/см2=ЛМ0* Па. Например: 11 кгс = 1О8 Н,
21 кгс/мм2=206- 106 Па, 21 кгс/см2=206« 10* Па.
Таблица 1.11. Соотношение единиц скорости
Единицы измерения мм/мин см/с м/с м/мин км'ч
Определение Обозначе- ние
Миллиметр в минуту мм/мин 1 0,001 66... 0,000016 6... 0,001 6-10-5
Сантиметр в секунду с м/с 600 1 0,01 0,6 0,036
Метр в се- кунду м/с 60-Юз 100 1 60 3,6
Метр в ми- нуту м/мин 1000 1,66... 0,016 6... 1 0,06
Километр в час км/ч 16 666,66 27,778 0,2778 16,666 1
«2
Таблица 1.12. Соотношение единиц работы и энергии
Единицы измерения эрг Дж КГС.М
Название Обозна- чение
Эрг эрг 1 10-1 1,019 7-10-8
Джоуль (ватт-се- кунда) Дж (Вт-с) 107 1 0,101 97
Килограмм-сила на метр кгс-м 9,806 6-107 9,8066 1
Ватт-час Вт-ч 3,6-10io 3,6-103 3,6709-102
Калория кал 4,186 8-107 4,186 8 0,426 85
Киловатт-час кВт-ч 3,6-1013 3,6-106 3,6709-105
Килокалория ккал 4.186 8-1О‘о 4186,8 426,85
Вт-ч кал кВт-ч ккал
2,777 8-10-и 2,388 4- Ю-s 2,78-10-14 2,388 4-10-и
2,777 8-10-4 0,238 89 2,78-10-’ 0,239-10-з
2,724-Ю-з 2,342 7 2,724- 10-е 2,343-Ю-з
1 8,6001-102 0,001 0,860 01
1,162 8-IO-3 1 1,162 8- 10-е 0,001
1000 8,6- Юз 1 8,6-102
1,162 8 1000 1,628-Юз 1
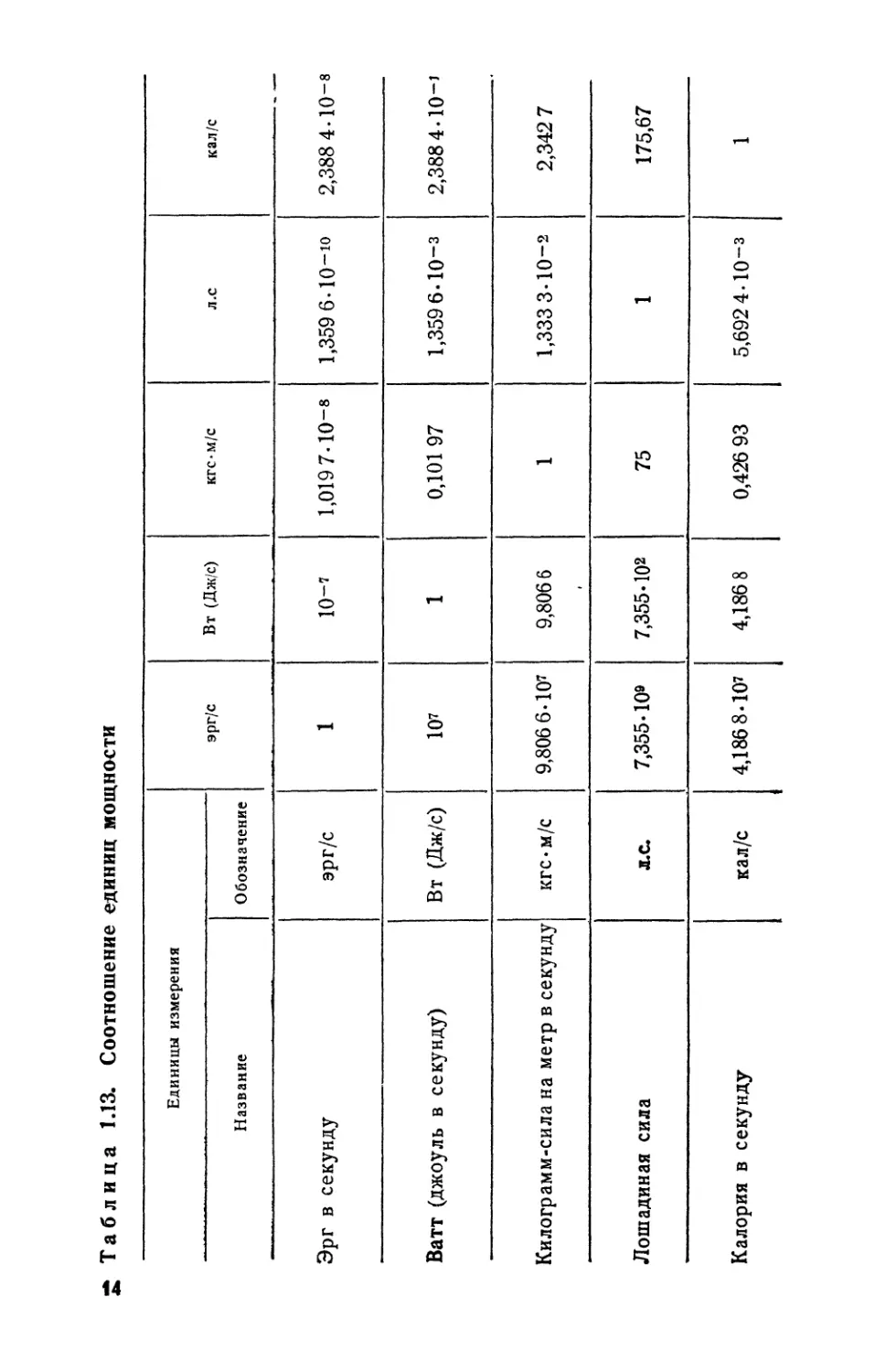
2 Таблица 1.13. Соотношение единиц мощности
Единицы измерения эрг/с
Название Обозначение
Эрг в секунду эрг/с 1
Ватт (джоуль в секунду) Вт (Дж/с) 10’
Килограмм-сила на метр в секунду кгс* м/с 9,806 6.10?
Лошадиная сила Л.С. 7,355* 109
Калория в секунду кал/с 4,186 8*10?
Вт (Дж/с) кгс-м/с л.с кал/с
10-’ 1,019 7-10-8 1,359 6- 10-ю 2,388 4-10-8
1 0,101 97 1,359 6-10-3 2,388 4-10-1
9,8066 1 1,333 3-10-2 2,342 7
7,355-102 75 1 175,67
4,186 8 0,426 93 5,692 4-Ю-з 1
Таб лица 1.14. Соотношение единиц длины
Единицы измерения 0 А им
Название Обозначе- ние
Ангстрем о А 1
Нанометр (миллимикрон) нм 10 1
Микрометр (микрон) мкм 10 000 1000
Миллиметр мм 107 106
Сантиметр см 108 107
Метр м 1010 109
Дюйм ДМ (in) 2,5440* 2,54407
мкм мм см м ДМ (in)
10“4 io-’ IO"» 10-ю 0,39-10-8
IO-3 10-6 ю-’ IO-9 0,39-10~7
1 Ю-з ю-* 10-6 0,393 7-10-*
1000 1 0,1 0,001 0,039 37
10* 10 1 0,01 0,393 7
IO6 1000 100 1 39,37
2,54.10* 25,4 2,54 2,54-10-2 1
1.3. СВЕДЕНИЯ ИЗ МАТЕМАТИКИ
Тригонометрические функции. Основные тригонометрические
функции углов прямоугольного треугольника выражаются соответ-
ствующими соотношениями его сторон (рис. 1.1,а):
. a b а b
stna==—; cosa = —; tga==-y; ctga = —,
где a, b — катеты, с — гипотенуза.
Графически тригонометрические функции можно представить
в виде отрезков, построенных на окружности, радиус которой ра-
вен единице (рис. 1.1, б). Знак функции зависит от величины угла.
Рис. 1.1. Тригонометрические функции углов прямо-
угольного треугольника
Функции дополнительных углов (больших 90°) могут быть приве-
дены к функции углов прямоугольного треугольника (меньших
90°). Формулы приведения функций и их знаки даны в табл. 1.15,
значения тригонометрических функций часто встречающихся уг-
лов— в табл. 1.18, а основные зависимости между функциями —
в табл. 1.19. Для определения функций углов, заданных с точно-
стью до I1, необходимо заданный'угол представить как сумму, со-
стоящую из целого числа градусов и доли градуса, и, пользуясь
основными формулами тригонометрии и табл. 1 16, вычислить зна-
чение функции. Для определения функций углов можно пользо-
ваться микрокалькулятором или более подробными таблицами.
Таблица 1.15. Знаки функций и формулы приведения
Функ- ция Угол c
0...900 90...180° 180...270° 270...’360° 360°±a 90° ± a 180°±a 270° ±a
Sin<p + + — — ±slna 4-COSa T sina —COSa
COS^p + — — 4~ 4~COSa Tsina —cosa ' | ±sina
tg? + — + — ±tg« Tctga ±tga Tctga
Ctg? 4- + — I ±ctga | Ttga | ±Ctga | Ttga
Примеры: sin 120'= sin (90'4-30 ) = cos 304
cos 150°= cos (180°—30°) = — cos 30°;
tg 300°= tg (270J4-30u) = — ctg 30°;
ctg 140°= ctg (180°—40°) = — ctg 40°.
16
Рис. 1.2. Расчет координат центров отверстии, рас*
положенных по окружности
Пример. Определить значение sin 23°42'. Представим sin 23°42'=
= sin (23°+0°42') = sin 23°«cos 0°42'+cos 23°«sin 0°42'. Из табл. 1.17
sin 23°=0,3907; cos 23J=0,9205; cos 0°42'«l; sin 0°42'=0,012 2;
sin 23°42'=0,390 7+0,920 5-0,012 2=0,401 9.
Расчет координат центров отверстий, расположенных по окруж-
ности. На рис. 1.2 приведены координаты центров отверстий, рас-
положенных на окружности диаметром, равном единице. Для опре-
деления координат центров отверстий, расположенных на диаметре,
не равном единице, необходимо соответствующие координаты, взя-
тые по рис 1.2, умножить на величину диаметра. Например, рас-
стояние А между двумя отверстиями по вертикали (три отверстия
по окружности) для диаметра, равного единице, составляет 0,750;
при диаметре 80 мм оно будет равно 0,750 * 80=60 мм.
Зависимости для расчета элементов плоских фигур, различных
тел, профилей приведены в табл. 1 20.. 1 27.
Таблица 116 Значения тригонометрических функций
(через 1 градус)
а° slna tga 0° 1 Slna tga |\ a° 1 slna tga
V 0 0,0000 0,0000 90 1 f— !- —«
0,0175 0,0175 89 31 0,5150 0,6009 59 61 0,8746 1,804 29
2 0,0349 0,0349 88 32 0,5299 0,6249 58 62 0,8829 1,881 28
3 0,0523 0,0524 87 33 0,5446 0,6494 57 63 0,8910 1,963 27
4 0,0698 0,0699 86 34 0,5592 0,6745 56 64 0,8988 2,050 26
5 0,0872 0,0875 85 35 0,5736 0,7002 55 65 0,9063 2,145 25
6 0,1045 0,1051 84 36 0,5878 0,7265 54 66 0,9135 2,246 24
7 0,1219 0,1228 83 37 0,6018 0,7536 53 67 0,9205 2,356 23
8 0,1392 0,1405 82 38 0,6157 0,7813 52 68 0,9272 2,475 22
9 0,1564 0,1584 81 39 0,6293 0,8098 51 69 0,9336 2,605 21
10 0,1736 0,1763 80 40 0,6428 0,8391 50 70 0,9397 2,747 20
11 0,1908 0,1944 79 41 0,6561 0,8693 49 71 0,9455 2,904 19
12 0,2079 0,2126 78 42 0,6691 0,9004 48 72 0,9511 3,078 18
13 0,2250 0,2309 77 43 0,6820 0.9325 47 73 0,9563 3,271 17
14 0,2419 0,2493 76 44 0,6947 0,9657 46 74 0,9613 3,487 16
15 0,2588 0,2679 75 45 0,7071 1,0000 45 75 0,9659 3,732 15
16 0,2756 0,2867 74 46 0,7193 1,036 44 76 0,9703 4,011 14
17 0,2924 0,3057 73 47 0.7314 1,072 43 77 0,9744 4,331 13
18 0,3090 0,3249 72 48 0,7431 1,111 49 78 0,9781 4,705 12
19 0,3256 0,3443 71 49 0,7547 1,1500 41 79 0,9816 5,145 11
20 0,3420 0,3640 70 50 0,7660 1.192 40 80 0,9848 5,671 10
21 0,3584 0,3839 69 51 0.7771 1,235 39 81 0,9877 6,314 9
22 0,3746 0,4040 68 52 0,7880 1,280 38 82 0,9903 7,115 8
23 0,3907 0,4245 67 53 0,7986 1,327 37 83 0,9925 8,144 7
24 0,4067 0,4452 66 54 0,8090 1,376 36 84 0,9945 9,514 6
25 0,4226 0,4663 65 55 0.8192 1,428 35 85 0.9962 11,430 5
26 0,4384 0,4877 64 56 0,8290 1,483 34 86 0.9976 14,301 4
27 0,4540 0,5095 63 57 0,8387 1,540 33 87 0,9986 19,081 3
28 0,4695 0,5317 62 58 0,8480 1,6000 32 88 0,9994 28,636 2
29 0,4848 0,5543 61 59 0,8572 1,664 31 89 0,9998 57,290 1
30 0,5000 0,5774 60f 60 0,8660 1,732 30f 1 90 1,0000 00 (h
COSa ctga cosa ctga J cosa ctga a°
18
Таблица 1.17, Значения тригонометрических функций
(через 1 минуту) (sin и tg от О до Г, cos и ctg от 89 до 90J)
г sin tg — r sin tg —
0'1 0,000 00 0,000 00 90°00' 30'1 0.008 73 0,008 73 89°30'
1 0,000 29 0,000 29 59 31 0,009 02 0,009 02 29
2 0,000 58 0,000 58 58 32 0,009 31 0,009 31 28
3 0,000 87 0,000 87 57 33 0,009 60 0,009 60 27
4 0,001 16 0,001 16 56 34 0,009 89 0,009 89 26
5 0,001 45 0,001 45 55 35 0,010 18 0,010 18 25
6 0,001 75 0,001 75 54 36 0,010 47 0,010 47 24
7 0,002 04 0,002 04 53 37 0,010 76 0,010 76 23
8 0,002 33 0,002 33 52 38 0,011 05 0,01105 22
9 0,002 62 0,002 62 51 39 0,01134 0,011 34 21
10 0,002 91 0,002 91 50 40 0,01164 0,011 64 20
11 0,003 20 0,003 20 49 41 0,01193 0,01193 19
12 0,003 49 0,003 49 48 42 0,012 22 0,012 22 18
13 0,003 78 0,003 78 47 43 0,012 51 0,012 51 17
14 0,004 07 0,004 07 46 44 0,012 80 0,012 80 16
15 0,004 36 0,004 36 45 45 0,013 09 0,013 09 15
16 0,004 65 0,004 65 44 46 0,013 38 0,013 38 14
17 0,004 95 0,004 95 43 47 0,013 67 0,013 67 13
18 0,005 24 0,005 24 42 48 0,013 96 0,013 96 12
19 0,005 53 0,005 53 41 49 0,014 25 0,014 25 11
20 0,005 82 0,005 82 40 50 0,014 54 0,014 54 10
21 0,006 11 0,006 11 39 51 0,014 83 0,014 83 9
22 0,006 40 0,006 40 38 52 0,015 13 0,015 13 8
23 0,006 69 0,006 69 37 53 0,015 42 0,015 42 7
24 0,006 98 0,006 98 36 54 0,015 71 0,015 71 6
25 0,007 27 0,007 27 35 55 0,016 00 0,016 00 5
26 0,007 56 0,007 56 34 56 0,016 29 0,016 29 4
27 0,007 85 0,007 85 33 57 0,016 58 0,016 58 3
28 0,008 15 0,008 15 32 58 0,016 87 0,016 87 2
29 0,008 44 0,008 44 f 31 59 0,01716 0,017 16 t 1
30' 0,008 73 0,008 73 | 89°30' 60' 0,017 45 0,017 46 | 89°00'
— cos ctg or — cos Ctg 91
19
g Таблица 1.18. Значения тригонометрических функций часто встречающихся углов
Углы а Значения функций
град | рад sina | cosa | tga 1 ctga
0 0 0 +1 0 ± 0°
30 тт*' +0,5= + 4-0,866= 4- 4“ /з" 4-0,577= 4- 4~ /3" 4-1,732= 4-/3"
45 1 4 * 4-0,707= 4- /2" 4-0,707= 4- 4~ /2" +1 +1
60 1 3 к 4-0,866= 4- -у /3" 4-0,5= 4-4" 4-1,732= 4-/3" 4-0,577= 4- 4" /3"
90 1 Т* +1 0 ± оо 0
120 2 3 * 4-0,866= 4- -у /3" 1 —0,5-— 2 —1,732= — /3" —0.577= — 4- /3"
150 СИ а +0,5= + -у —0,866= — 4~ /3" —0,577= — 4“ /3" —1.732= — /3"
180 тс 0 —1 0 ± 0°
210 1 Т” -0,5=-4- —0,866= — 4"/3" 4-0,577=4-4-/3" 4-1,732= 4- /3"
240 1 Т’ —0,866= — /3" —0,5= — -у 4-1,732= 4- /3" 4-0,577= 4- 4" /3"
270 1 ~2~ я —1 0 ± °° 0
300 и СЧ |оо г-* —0,866=—4-/3" 4-0,5— 4* “J* —1,732=—/3" -0,577=-4-/3'
330 Н-* сп] СП а —0,5= — -g- 4-0,866=4-4-/3" —0,577= — 4“ /3" —1,732=—/37
360 2тс 0 +1 0 ±0° >
1 к = 3,141 6.
Таблица LI9. Основные зависимости между тригонометрическими
функциями
Функции одного угла 1
sin2a + COS2a = 1; tga ctga = 1;
1 sin a
a — ctg a cos a ,
r-------- tg a
ina = y 1 — cos2a =
Kl+tg2a’
os a — V1—sin2a = ;
/l+tg2a’
sin a
tga = —;
У 1 — sin2 a
COS a
Ctg a— "T---::.*
УЛ — COS2 a
Функции двух углов
sin (a £ p) = sin a cos p £ cos a sin p;
cos (a £ p) =cos a cos p T sin a sin P;
in( ,qx- *g« ±<gP .
<g(«±₽) iTtgatgP’
• л л a £ P я T P
sin a £ sin p = 2sin —cos —— •
a£-p a — P
cos a £ cos p = 2cos —2“ cos —ry—»
a + P a—P
cos a—cos p = —2sin —2~~ sin —2~»
sin (a £P)
tg a £ tg P ==--------к
s -c s r cos a cos p
Функции двойных и половинных углов
2 tg a
sin 2 a = 2 sin a cos a; cos 2a = cos2 a — Sin2 a; tg 2 a = । — tg2a »
a T f 1 — COS a a 1 f 1 £- COS a
sin -у - ± у 2 ; COS -J = ± у 2 ;
a 1/^—COS a __________ sin a
tg 2 V 1 £- cos a 1 4- cos a ’
Л Л а Л a . a sin a
2 sin2-?r = 1 — cos a; 2 cos2 -?r = 1 -f- cos a; ctg -5- « т-——
2 ’ 2 ’ ° z 1 — cos a
Степени функций одного угла
1—COS 2 a 1+ cos 2 a 1 1—cos 2 a
sin2 a =-о--: COS- a =-Q---: tg2 a — -—7-— 1 = 7 ;
z ’ 2 ’ b COS2a l+cos2a
Произведение функций двух углов
Sin a- sin Р = [cos (a — р) — cos (a + P)J;
cos a«cos p = [cos (a — p) + COS (a -£ p)];
sin a-COS P 3=8 [sin (a + P) + sin (a — p)J;
g a‘ Ctg a £• ctg p
1 Перед знаком радикала должен быть поставлен знак плюс
или минус в зависимости от того, в какой четверти находится
угол (см* табл. 1.18).
21
Таблица 1.20. Расчет плоских фигур
Формулы для нахождения элементов
Равносторонний треугольник
а = 60°; а = 1Д55Л = 1,7327? = 3,464г;
h = 0,866а = Зг; R = 0,577а = 2г; г = 0,289а =«
= 0,57? = О.ЗЗЗЛ; Р = За = 2h /3 = 3/? /3 =
= 6г /3"; S = 0,433а2 = 0.577Л2 = 1,299/?2 =
=5,196г2
Равнобедренный треугольник
2hc
tg«=-v-
ha о \ f c \2
sin?=_r; a= V ^+\tj ’
c 1 f 2a — c
r=~2~ V 2a If cl P = 2a+c = 2a(l + cosa);
Прямоугольный треугольник
a - 90° — с = У'аЧ^; P = a + b + c;
db a2 r, C2 .
5=® “у 8=5-у ^3 = "4" Sln2a
Прямоугольный равнобедренный треугольник
a = 45°; с = a /2“= 2R = 2h = 4,831r;
R = h = 0,5c = 0,707a; S = 0,5a* =
= 0,25c2 = = Л2
Косоугольный треугольник
=-Д- = 2/?; a2 = Z>2 + c2—2Z?ccos a;
sin a sin p sin 7 r ‘
« + 3 a + ? + 7 = 180°;
a + b tg 2
JZT6 — 7^7^ 5 P = a + b + c;
,g 2 p = 0,5 (a + b + c);
22
Продолжение табл. 1.2д
Формулы для нахождения элементов
аг 3 Г у Г
2 р — а* 2 р—Ь’^2~~р— с9
ha = b sin 7 = с sin р;
а
be cos —
ma = 0,5 /262-^4-2^2; /а = -уу_— J
(р — а) (p — b) (р — с)
Р ’
S =
aha abc
~2 ~4R~rp
Квадрат
a - R /2 = 2r = 0,707d;
d = a /2 = 2R = 2r /2;
P = 4a = 2d /2 = 8r = 4R /21
S = a2 = 2Я* = 4№ = 0,5d2
Прямоугольник
a S= 90°—3 = -y- = 90J — -y-;
?1 = 2? = 18O'J — 2a = 180° — ?2;
<Pi b <p< b
Sin a = COS -y => -y ; tga = Ctg— = — J
p = 2 {a + b) = 2d У1 4* sin ?i* S = ab
Обозначения: P —периметр; p — полупериметр; S —пло-
щадь; R — радиус описанной окружности; г радиус вписанной
окружности; h—-высота; d — диагональ; ш — медиана; I — биссект-
риса.
Таблица 1.21. Площади и центры тяжести плоских фигур
S sx ah = ab sin а =
= ab sin p
Параллелограмм
23
Продолжение табл. 1.21
Четырехугольник
выпуклый
Четырехугольник,
вписанный
-в окружность
Основное свойство:
Л2 4- № + 4- = £)2 4- £2 4. 4/и2;
1 1
S — 2 (^1 4“ — 2 sin ¥ =
= -L (^2 4. rf2 — а2 —f2) tg ср
Основное свойство:
а4-7 = 3+ 5 = 180°;
S = У(р — а)(р — 6) (р — с)(р — d) =
5=3 — (ad + be) sin a « -ту- (ab 4- cd) sin £ =
«= 2/?2 sin a sin p sin cp == -j- DXD2 sin <p =»
= (ac 4- bd) sin cp
Четырехугольник ~
с вписанной Основное свойство:
окружностью a + c = b + d.
S = гр = (a 4- с) г = (b 4~ d) г = DXD > sin <p,
где Dy и £>2 — диагонали
I
Сектор круговой
1 кг2а a
5 = — rl = = 0,008 73 г2», a = 2r sin—;
2 OOv i-
nar 2га r2a
z==f80 =0>017ra’ h^~l 3S>
при a = 180u AT = 0,424 4r; при a = 90° Лг = 0,600 2r’
при a = 60° Лт = 0,636 6r
Сегмент круговой
5=-l-[rZ__a(r — h)]> a = 2l/A(2r-A);
h = r — '-j-}^4r2 — a2; I = 0,017 45ra;
a2 2 r2sin 2 ’
125 ^"З 5 ’’ 2 \180 sma
U
Продолжение табл. 1.21
Кольцо круговое
Часть кольца
S = к — г2) =
—~ 2ПГ
= па (R + г);
<сР=4‘(/?+г)
5 Ж (^-г2) = 0,00873а(/?2_
— z'2) = ягсрЛ-у§0 ;
а
_ 4 #з_гз sinT
Лт“ 3 #2 —Г2 а
Обозначения: S — площадь; Т — центр тяжести; h? — вы-
сота центра тяжести; р—полупериметр; m — линия, соединяющая
середины диагоналей.
Таблица 1.22. Поверхности и объемы тел
Куб
V=a3; S-6a2,
где а— ребро куба
Параллелепипед
И = abc
S = 2 (ab + be 4~ са)
Пирамида полная
и усеченная
V==-g- Bh\ =
^ = -5“^^ +
4- ь + VSb)
Призма
V=zBn, S6 = (a + b +
+ c+d)h;S = S6^2B
V = яг2Л; 5б = l2nrh\
h
^""2 ’
I/ — ь t-2 hl+h^
Vy nr 2 ,
S6y s nr (hx + h2)
Конус круглый,
прямой
S6 = tzRI;
z = + A2;
s= nR (R + D
25
Продолжение табл. 1.22
Конус круглый
усеченный
кл(^ +
+ Г2 + /?Г);
S6 = xZ (R + г);
, S = Я [/?2 + Г2
+ /(Я + О]
V=4^Rr\
S=4л2/?г
Тор круговой
Г
Труба
цилиндрическая
J
V = тЛ (Я2 —г2);
hy = —; So =
Шаровой сектор
2
V «-g- хг2Л; 5б=2тггЛ;
S = пг (а + 2Л);
. 3 ( АЛ
Лт 4 V ~ 2 )
Шаровой сегмент
V — g nh (3<22
+ 3^2 4-А2); 5б = 2кМ
S = я (2rh + а2 + ^2)
v 4" (3a2+Л2>;
5б = 2rc/7t,
S = я (2r h + а2)
Обозначения: V—объем; So — боковая поверхность; S-«
полная поверхность; В — площадь основания; Т — центр тяжести; •
Лт — высота центра тяжести; Vy, Soy — объем и боковая поверх-
ность усеченного тела.
Таблица 1.23. Определение элементов круга
Определяемая величина
Формулы
Радиус круга R 2л ’ 6,283 2 > 0,564 2
Диаметр круга D к-.2^з,м1б; 1,128 4
Длина окружности L\ 2к/?; 6,283 2 /?; 3,141 6 D; ’
Площадь круга S ^2; 3,141 6 /?2; 0,785 02; ' 0,079 578 £2
Длина дуги для центрального угла в 1° 0,008 726 50
Длина дуги для центрального угла в п° 0,008 726 5 nD
Центральный угол для дуги длиной R 57°17,44’=57°,295 6= ’ =3437',74=206 264"
26
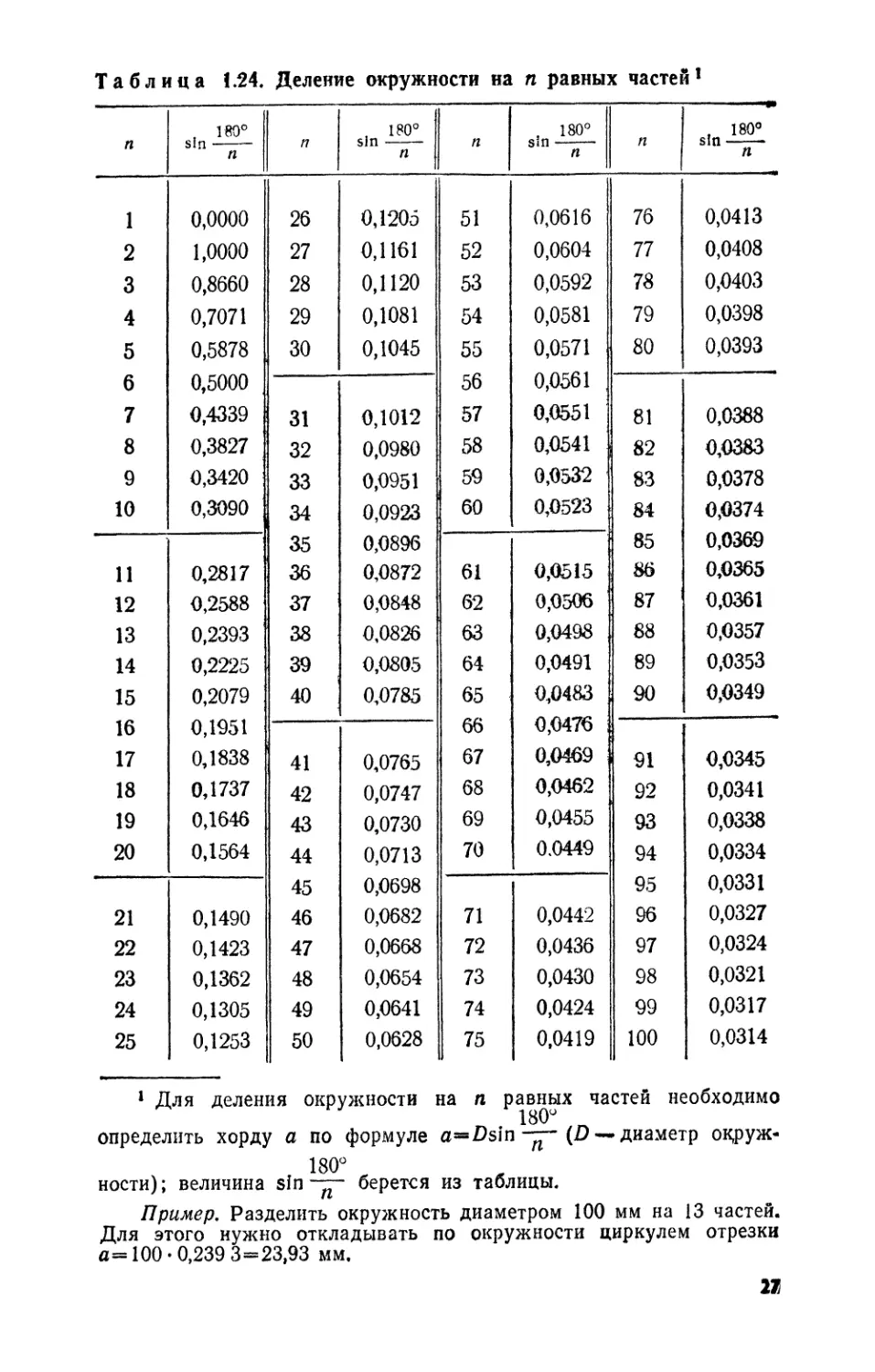
Таблица 1.24. Деление окружности на п равных частей1
п , 180° sin п п , 180° sin п п , 180° sin п п , 180° sin п
1 0,0000 26 0,1205 51 0,0616 76 0,0413
2 1,0000 27 0,1161 52 0,0604 77 0,0408
3 0,8660 28 0,1120 53 0,0592 78 0,0403
4 0,7071 29 0,1081 54 0,0581 79 0,0398
5 0,5878 30 0,1045 55 0,0571 80 0,0393
б 0,5000 56 0,0561
7 0,4339 31 0,1012 57 0,0551 81 0,0388
8 0,3827 32 0,0980 58 0,0541 82 0,0383
9 0,3420 33 0,0951 59 0,0532 83 0,0378
10 0,3090 34 0,0923 60 0,0523 84 0,0374
35 0,0896 85 0,0369
11 0,2817 36 0,0872 61 0,0515 86 0,0365
12 0,2588 37 0,0848 62 0,0506 87 0,0361
13 0,2393 38 0,0826 63 0,0498 88 0,0357
14 0,2225 39 0,0805 64 0,0491 89 0,0353
15 0,2079 40 0,0785 65 0,0483 90 0,0349
16 0,1951 66 0,0476
17 0,1838 41 0,0765 67 0,0469 91 0,0345
18 0,1737 42 0,0747 68 0,0462 92 0,0341
19 0,1646 43 0,0730 69 0,0455 93 0,0338
20 0,1564 44 0,0713 70 0.0449 94 0,0334
45 0,0698 95 0,0331
21 0,1490 46 0,0682 71 0,0442 96 0,0327
22 0,1423 47 0,0668 72 0,0436 97 0,0324
23 0,1362 48 0,0654 73 0,0430 98 0,0321
24 0,1305 49 0,0641 74 0,0424 99 0,0317
25 0,1253 50 0,0628 75 0,0419 100 0,0314
1 Для деления окружности на п равных частей необходимо
определить хорду а по формуле a=Dsin(D— диаметр окруж-
180°
ности); величина sin берется из таблицы.
Пример. Разделить окружность диаметром 100 мм на 13 частей.
Для этого нужно откладывать по окружности циркулем отрезки
а= 100 • 0,239 3=23,93 мм.
Таблица 1.25. Длины дуг, хорд, стрелок сегментов круга
радиусом г=11 (а — центральный угол (град.); h—стрелка;
7 —длина дуги; S —площадь сегмента; а —длина хорды)
1 1 0,0175 0,0349 0,0524 0,0000 0,0002 0,0003 0,0175 0,0349 0,0524 0,00900 0,00000 0,00001 34 35 36 0,5934 0,6109 0,6283 0,0437 0,0463 0,0489 0,5847 0,6014 0,6180 0,017 И 0,01864 0,02027
4 0,0698 0,0006 0,0698 0,00003 37 0,6458 0,0517 0,6346 0,021 98
5 0,0873 0,0010 0,0872 0,00006 38 0,6632 0,0545 0,6511 0,02378
6 0,1047 0,0014 0,1047 0,000 10 39 0,6807 0,0574 0,6676 0,02568
7 0,1222 0,0019 0,1221 0,00015 40 0,6981 0,0603 0,6840 0,027 67
В 0,1396 0,0024 0,1395 0,00023 41 0,7156 0,0633 0,7004 0,029 76
б 0,1571 0,0031 0,1569 0,000 32 42 0,7330 0,0664 0,7167 0,031 ад
10 0,1745 0,0038 0,1743 0,00044 43 0,7505 0,0696 0,7330 0,03425
11 0,1920 0,0046 0,1917 0,00059 44 0,7679 0,0728 0,7492 0,03664
12 0,2094 0,0055 0,2091 0,000 76 45 0,7854 0,0761 0,7654 0,039 is
13 0,2269 0,0064 0,2264 0,00097 46 0,8029 0,0795 0,7815 0,041 76
14 0,2443 0,0075 0,2437 0,001 21 47 0,8203 0,0829 0,7975 0,04448
15 0,2618 0,0086 0,2611 0,001 49 48 0,8378 0,0865 0,8135 0,04731
16 0,2793 0,0097 0,2783 0,001 81 49 0,8552 0,0900 0,8294 0,05025
17 0,2967 0,0110 0,2956 0,002 17 50 0,8727 0,0937 0,8452 0,05331
18 0,3142 0,0123 0,3129 0,002 57 51 0,8901 0,0974 0,8610 0,05649
19 0,3316 0,0137 0,3301 0,003 02 52 0,9076 0,1012 0,8767 0,059 78
20 0,3491 0,0152 0,3473 0,00352 53 0,9250 0,1051 0,8924 0,063 19
21 0,3665 0,0167 0,3645 0,004 08 54 0,9425 0,1090 0,9080 0,066 73
22 0,3840 0,0184 0,3816 0,004 68 55 0,9599 0,1130 0,9235 0,07039
23 0,4014 0,0201 0,3987 0,005 35 56 0,9774 0,1171 0,9389 0,074 17
24 0,4189 0,0219 0,4158 0,00607 57 0,9948 0,1212 0,9543 0,07808
25 0,4363 0,0237 0,4329 0,006 86 58 1,0123 0,1254 0,9696 0,082 12
26 0,4538 0,0256 0,4499 0,007 71 59 1,0297 0,1296 0,9848 0,08629
27 0,4712 0,0276 0,4669 0,00862 60 1,0472 0,1340 1,0000 0,090 59
28 0,4887 0,0297 0,4838 0,00961 61 1,0647 0,1384 1,0151 0,095 02
29 0,5061 0,0319 0,5008 0,01067 62 1,0821 0,1428 1,0301 0,09958
30 0,5236 0,0341 0,5176 0,01180 63 1,0996 0,1474 1,0450 0,10428
31 0,5411 0,0364 0,5345 0,013 01 64 1,1170 0,1520 1,0598 0,10911
32 0,5585 0,0387 0,5513 0,014 29 65 1,1345 0,1566 1,0746 0,11408
33 0.5760 0,0412 0,5680 0,015 66 66 1,1519 0,1613 1,0893 0,119 19
1 Для определения I, аг h, S сегментов круга при следует
по углу а найти в таблице значение искомой величины и умножить
его на величину г для определения Z, a, h и на г2 для S.
Пример. Определить /и $ сегмента круга радиусом г=10 мм
с центральным углом а«23°. По таблице находим /л=1 =0,4014 и
Sr-=1=0,00535. Элементы сегмента при г*=10 мм будут равны:
= 0.401 4-10=4,014 мм; 5=0,005 35 • 102=0,535 мм2.
28
Продолжение табл. 1.25
а 1 Л ’ а 5 а 1 h а 5
67 1,1694 0,1661 1,1039 0,124 43 117 2,0420 0,4775 1,7053 0,57551
68 1,1868 0,1710 1,1184 0,129 82 118 2,0595 0,4850 1,7143 0,58827
69 1,2043 0,1759 1,1328 0,13535 119 2,0769 0,4925 1,7233 0,601 16
70 1,2217 0,1808 1,1472 0,141 02 120 '2,0944 0,5000 1,7321 0,614 18
71 1,2392 0,1859 1,1614 0,146 83 121 2,1118 0,5076 1,7407 0,62734
72 1,2566 0,1910 1,1756 0,15279 122 2,1283 0,5152 1,7492 0,64063
73 1,2741 0,1961 1,1896 0,158 89 123 2,1468 0,5228 1,7576 0,654 04
74 1,2915 0,2014 1,2036 0,165 14 124 2,1642 0,5305 1,7659 0,66759
75 1,3090 0,2066 1,2175 0,171 54 125 2,1817 0,5383 1,7740 0,681 25
76 Д3265 0,2120 1,2312 0,178 08 126 2,1991 0,5460 1,7820 0,695 05
77 1,3439 0,2174 1,2450 0,184 77 127 2,2166 0,5538 1,7899 0,708 97
78 1,3614 0,2229 1,2586 0,191 60 128 2,2340 0,5616 1,7976 0,72301
79 1,3788 0,2284 1,2722 0,19859 129 2,2515 0,5695 1,8052 0,737 16
80 1,3963 0,2340 1,2856 0,205 73 130 2,2689 0,5774 1,8126 0,751 44
81 1,4137 0,2396 1,2989 0,21301 131 2,2864 0,5853 1,8199 0,76584
82 1,4312 0,2453 1,3121 0,22045 132 2,3038 0,5933 1,8271 0,78034
83 1,4486 0,2510 1,3252 0,22804 133 2,3213 0,6013 1,8341 0,794 97
84 1,4661 0,2569 1,3383 0,235 78 134 2,3387 0,6093 1,8410 0,809 70
85 1,4835 0,2627 1,3512 0,243 67 135 2,3562 0,6173 1,8478 0,824 54
86 1,5010 0,2686 1,3640 0,251 71 136 2,3736 0,6254 1,8544 0,8394Q
87 1,5184 0,2746 1,3767 0,25990 137 2,3911 0,6335 1,8608 0,854 55
88 1,5359 0,2807 1,3893 0,26825 138 2,4086 0,6416 1,8672 0,869 71
89 1,5533 0,2867 1,4018 0,276 75 139 2,4260 0,6498 1,8733 0,88497
90 1,5708 0,2929 1,4142 0,285 40 140 2,4435 0,6580 1,8794 0,90034
91 1,5882 0,2991 1,4265 0,294 20 141 2,4609 0,6662 1,8853 0,915 80
92 1,6057 0,3053 1,4387 0,303 16 142 2,4784 0,6744 1,8910 0,931 35
93 1,6232 0,3116 1,4507 0,31226 143 2,4958 0,6827 1,8966 0,94700
94 1,6406 0,3180 1,4627 0,321 52 144 2,5133 0,6910 1,9021 0,962 74
95 1,6580 0,3244 1,4746 0,330 93 145 2,5307 0,6993 1,9074 0,978 58
96 1,6755 0,3309 1,4863 0,340 50 146 2,5482 0,7076 1,9126 0,99449
97 1,6930 0,3374 1,4979 0,350 21 147 2,5656 0,7160 1,9176 1,01050
98 1,7104 0,3439 1,5094 0,36008 148 2,5831 0,7244 1,9225 1,02658
99 1,7279 0,3506 1,5208 0,370 09 149 2,6005 0,7328 1,9273 1,042 75
100 1,7453 0,3572 1,5321 0,380 26 150 2,6180 0,7412 1,9319 1,05900
101 1,7628 0,3639 1,5432 0,39058 151 2,6345 0,7496 1,9363 1,075 32
102 1,7802 0,3707 1,5543 0,401 04 152 2,6529 0,7581 1,9406 1,091 71
103 1,7977 0,3775 1,5652 1,41166 153 2,6704 0,7666 1,9447 1,108 18
104 1,8151 0,3843 1,5760 0,42242 154 2,6878 0,7750 1,9487 1,124 72
105 1,8326 0,3912 1,5867 0,43333 155 2,7053 0,7836 1,9526 1,14132
106 1,8500 0,3982 1,5973 0,444 39 156 2,7227 0,7921 1,9563 1,157 99
107 1,8675 0,4052 1,6077 0,45560 157 2,7402 0,8006 1,9598 1,174 72
108 1,8850 0,4122 1,6180 0,46695 158 2,7576 0,8092 1,9633 1,19151
109 1,9024 0,4193 1,6282 0,47845 159 2,7751 0,8178 1,9665 1,208 35
110 1,9199 0,4264 1,6383 0,49008 160 2,7925 0,8264 1,9696 1,22525
111 1,9373 0,4336 1,6483 0,501 87 161 2,8100 0,8350 1,9726 1,24221
112 1,9548 0,4408 1,6581 0,513 79 162 2,8274 0,8436 1,9754 1,25921
113 1,9722 0,4481 1,6678 0,52586 163 2,8449 0,8522 1,9780 1,27626
114 1,9897 0,4554 1,6773 0,538 07 164 2,8623 0,8608 1,9805 1,29335
115 2,0071 0,4627 1,6868 0,55041 165 2,8798 0,8695 1,9829 1,310 49
116 2,0246 0,4701 1,6961 0,562 89 166 2,8972 0,8781 1,9851 1,327 66
19
Продолжение табл. 1.25
а 1 Л а а 1 h а 5
167 2,9147 0,8868 1,9871 1,344 87 174 3,0369 0,9477 1,9973 1,466 17
168 2,9322 0,8955 1,9890 1,362 12 175 3,0543 0,9564 1,9981 1,483 59
169 2,9496 0,9042 1,9908 1,379 40 176 3,0718 0,9651 1,9988 1,501 01
170 2,9671 0,9128 1,9924 1,395 71 177 3,0892 0,9738 1,9993 1,518 45
171 2,9845 0,9215 1,9938 1,414 04 178 3,1067 0,9825 1,9997 1,535 89
172 3,0020 0,9302 1,9951 1,431 40 179 3,1241 0,9913 1,9999 1,553 34
173 3,0194 0,9390 1,9963 1,448 78 180 3,1416 1,0000 2,0000 1,570 80
Таблица 1.26. Соотношения элементов правильных
многоугольников
Основные соотношения
оо(г . . а а а
а = ; а = 2R sin у = 2r tg у; г = R cos-vy;
ап а
S = яг2 tg -j- =» “2“ R2 sin а = п ctg ~2~
п . $ а2 S Я2 а /? г а R а г г Я г а а°
3 0,433 1,299 5,196 0,577 2,000 1,732 3,464 0,500 0,289 120
4 1,000 2,000 4,000 0,707 1,414 1,414 2,000 0,707 0,500 90
5 1,721 2,378 3,633 ; 0,851 1,236 1,176 1,453 0,809 0,688 72
6 2,598 2,598 3,464 1,000 1,155 1,000 1,155 0,866 0,866 60 о
7 3,634 2,736 3,371 1,152 1,110 0,868 0,963 0,901 1,038 51у
8 4,828 2,828 3,314 1,307 1,082 0,765 0,828 0,924 1,207 45
9 6,182 2,893 3,276 1,462 1,064 0,684 0,728 0,940 1,374 40
10 7,694 2,939 3,249 1,618 1,052 0,618 0,650 0,951 1,5o'J 36
12 11,196 3,000 3,215 1,932 1,035 0,518 0,536 0,966 1,866 30
15 17,642 3,051 3,188 2,405 1,022 0,416 0,425 0,978 2,352 24
16 20,109 3,062 3,183 2,563 1,020 0,390 0,398 0,981 2,514 22j
20 31,569 3,090 3,168 3,196 1,013 0,313 0,317 0,988 3,157 18
24 45,575 3,106 3,160 . 3,830 1,009 0,261 0,263 0,991 3,798 15
32 81,225 3,121 3,152 5,101 1,005 0,196 0,197 0,995 5,077 "т
48 183,08 3,133 3,146 7,645 1,002 0,131 0,131 0,998 7,629 4
64 325,69 3,137 3,144 10,190 1,001 0,098 0,098 0,999 10,178 4
Обозначення: п — число сторон; а — центральный угол;
R — радиус описанной окружности; г —радиус вписанной окружно-
сти; S -* площадь; а — сторона.
30
Таблица 1.27. Некоторые расчеты для построения и контроля
элементов профиля
Эскиз.
Определяемая величина.
Формулы
Эскиз.
Определяемая величина.
Формулы
Координаты центра окружности,
сопрягающей стороны угла
Дано: a; R
Найти: Ь\ с
а
6 = /? ctg ~2~; с = /<
Координаты центров окружно-
стей, сопрягающих стороны пря-
моугольного треугольника.
Дано: a; A; R; р
Найти: х; хц у, у
а
х = R; у = R, Xj = А — R ctg y »
В
yt = Atga — Rctg-y
Координаты центров окружно-
стей, сопрягающих стороны рав-
нобедренного треугольника.
Дано: a; R; г; а
Найти: х; хх; х2; У'» У1
a R
= к------J
sinTT
А*----и = 90°—
2tgy
у=г,х2 = а-----Г-ё-
tgf tgf
Координаты центра окружно-
сти, проходящей через две
точки.
Дано: Л; В\ R
Найти: х; у
X = R Sin (а — 3);
у S R cos (а —3);
А
tg« = -g-;
SM =------ад-----
И
Продолжение табл. 1.27
Эскиз.
Определяемая величина.
Формулы
Координаты центров двух
окружностей, заданных величиной
радиуса и центральным углом.
Дано: a; R
Найти: с; h
а с а
с — 2R sin у; h = у tg -у =
а , с2
“2/? sin2 у «=/? — у Я2—-у
Эскиз.
Определяемая величина.
Формулы
Расстояние между центрами
окружностей, касательных к об-
щей наклонной прямой.
Дано: а; г; а
Найти: х
х = (2с + a) tg *. С = —~
Положение касательной к двум
окружностям.
Дано: a; b; R; г
Найти; а
а = ? + V-
п ь я-н
Глубина угловой впадины по
мерному валику.
Дано: а; г; а
Найти: h; b; с
h = г—-у ; с = А + г, b = с — а
sin —
Координаты центров окружно-
стей, сопрягающих дугу и пря-
мую.
Дано: R; г; а
Найти; х; у
х = К(Л —r)J—(л+7р,
у = а+г
Координаты пересечения пря-
мых по ролику, касательному
к ним.
Дано: а; а; г
Найти: b
/90° —а\ ,
Ь = а +г ctg —g— ) + г
32
Продолжение табл. 1.27
Эскиз.
Определяемая величина.
Формулы
Координаты пересечения окруж-
ности с наклонной прямой.
Дано: а; Д; В; R
Найти: х; у
х = R sin (д + 3); у = R cos (а Д- 3);
а
sin3 = -^-; а = (А— 6) cos а;
b = В tg *
Координаты центра дуги, со-
прягающей окружность с наклон-
ной прямой:
Дано: а, А; В; R; г
Найти: х; у
а
x = (/?4-r)sin(j + 3). cos3 =
у = (R Д- / ) cos (a Д- 3);
b = (e Д-/4)cos «; a = r-\-b; c — Btg a
Высота углового среза по роли-
ку, касательному к плоскости сре-
за и образующей цилиндра.
Дано: a; d; а; г
Найти: b; с; h; t
d 90° — а
b = -<2 <g с = r ctg —J— >
h — а — b -{- с’Д- г; t = d tg a — c
2 П. П СеребреницкиЙ
Эскиз.
Определяемая величина.
Формулы
Радеус окружности, вписанной
в угловую впадину.
Дано: a; Л; b
Найти: г; А, а
А~2(Ь — h)lg ту; а = h — 2rt
Л /._ ? \
г= -j-ctg (45-—
Элементы призмы.
Дано: 7; a\ R\ Rx\ L
Найти: Л; В; A
R—Ri A—I y
A- T ; B- 2 ctg 2
sin-T
c—2Rcos^\ 4=2(/?sin^-a)tg|-f-C
Координаты сопряжения дуги и
наклонной прямой.
Дано: а; г
Найти: а; Ь; с
a-rig (45О— ;
b = a sin а; с = a cos а
33
Продолжение табл. 1J7
Эскиз.
Определяемая величина.
Формулы
Эскиз.
Определяемая величина.
Формулы
Высота углового профиля по
мерному валику.
Дано: а; г; Ь; угол профиля £
Найти: Л; а; с
sin ”2”
а — Л -j- г; с = а — Ъ
Угол точки сопряжения разном
именных дуг.
Дано: A; R; г
Найти: а
А
Ширина углового выступа
мерным валикам.
Дано: а; г; а
Найти: с
по
с = а + 2r + 2r ctg
Угол точки сопряжения одпо«
именных дуг.
Дано: A; R; г
Найти; а
sin«—
А
Таблица 1.28. Расчеты типовых сопряжений прямых и дуг
Заданные
и определяемые
величины
Дано: a; t
Найти: х
Формулы
34
Продолжение табл. 1.28
Эскиз
сопряжения
Заданные
и определяемые
величины
Формулы
Дано: a; b; t
Найти: а; х
х = (6-f) ctg а; sin7=pj==
“ = 90°~(Ж)
Дано: а
Найти: с; &; а
b ~VR* — c\ с — R—a;
b
Sina = “^“
а
Дано: а\ b\ R
Найти. а
^4-^ — 2$/?
” 2 (а — /?)
а — R
slna“ Л_^-
Дано: /?; а
Найти: х
а
x=JR.tg-F
х
Дано: л; R; Rt
Найти: х; а
Ri—R
a cos а; sin а *=»---
Дано: л, R\ R± Найти: х; а R “Ь Ri а C°Sa Я + Я1 > X = (/? + ^?l)Sina
Дано: а; с; R Найти: х; а; р tga=v; ₽ = 9°°— х = Ya2 4- с3
Дано: е; а; Р; b Найти: х\ т\ а x = + — R (tg-£+tg-j) J В m = ^tga; a =/лtg — R
35
Продолжение табл. 1.28
Эскиз
сопряжения
Задвиыые
V определяемые
величины
Формулы
Дано: а; й;
R + Ri — b
Найти: х\ а
х= +
Sin а »-------
а
Дано: а\ Ь\ R
Найти: х; а; р
4
Дано: а\ b\ R;
Rx;(R^Ri)>b
Найти, х, а
X = 'Кдз + Ь- — R2 tg 7 = -у;
tg» = -£-; «= 180“-(7 + 8);
0 = 90° —а
х — У а3b3 —‘2b (R +R,);
а R+Ri-b х
'8? =----а---•« ‘gTr-tf+Tr/.
а = 90—(.1-1-7)
Дано: а\ b\ R
Найти: х\ a; [j; о
Дано: a; b; R
Найти: х, у, а
х = /а2 _|_ Ь-2 — tg7=-y-;
tg6=-^-; а = 180° — (7-f-5),
0 = а — 9')'
'g« = -f-; У = Л‘g+ Ь;
* — а2 + b2 — R tg-y
1.4. СВЕДЕНИЯ ИЗ СОПРОТИВЛЕНИЯ МАТЕРИАЛОВ
И ТЕХНИЧЕСКОЙ МЕХАНИКИ
При расчете прямых стержней постоянного сечения на устой-
чивость величину критической силы РКр (табл. 1.29), при которой
прямолинейная форма стержня становится неустойчивой, опреде-
ляют по формуле Эйлера:
__ rfEJ
Рк9~ Лйр ’
где Е—модуль упругости стержня; 1 — минимальный момент инер-
ции сечения; £Пр — приведенная длина стержня; Lap^vL (v — коэф-
фициент приведения, зависящий от схемы закрепления и нагруже-
ния стержня).
36
Таблица 1.29. Определение значения критической продольной силы прямолинейных стержней
Р Кр r^EJ iflEJ tfEJ №EJ ItAEJ №EJ ^EJ
№ 4£2 L? L*
£пр = L 2£ L L 0.707L L L
2 2 3
Критическое напряжение аКр определяют по формуле
Ркр ~ тс2£
5 ^пр - т/J
гдел = —т—— гибкость стержня; : = рг — минимальный ра-
диус инерции площади поперечного сечения стержня (табл. 1.31),
Для стальных и деревянных стержней область упругого про-
дольного изгиба соответствует гибкости А<>95, для чугунных стерж-
ней %>80.
При необходимости по заданной силе РКр можно определить
минимально допустимый момент инерции:
Р L2
/ — кр пр _
•/min кр у
Таблица 1.30. Расчет балок с различной нагрузкой
РЬ „ Ра
А I • в I ’
_ Pab
Afniax j 1
р — a"wl .
** ab ’
Pa-b?
f~ ЗЕЛ
a~iqp‘> B~i6p>
м - 3Pl -
/и max 16 ’
_16ацЦ\
3/ •
7PP
f— 158EJ
3 5
Л — yQ; B —-g Q;
QI
•Мшах g > Q — Як
8а,,Я7 . . PP
Чл- i • '~185EJ
A = B = ^P\
Л1щах 8 *
8ouTT _
Pn— i ,
PP
f~ IQ2EJ
A = B = ^Q' Q = ql;
.._____QL.
'И max 12 ’
12aulT .
Уд i >
pp
/ — 384ЕУ
A = В = P;
Afmax pc = const;
D t PPC
Pt— c \ /1~№Л*
x _ pc* f , 31 \
^s~ 3EJ V+ 2 J
Продолжение табл. /.
А = В=^Р\
и
Мтах 4 >
4quIF .
рл i .
РР
f 48EJ
ал -QL.
ЛЛтах g >
5QZ3
7 384£/
A = Pi Л4тах = Pl;
QI
A — Q; Aftnax 2 5
Q —ql; Qд i
A = B=^Q\ Q=qli
Almax
_ Q(2Z-a)
~ 8 I
8auIT e
e2Z — a»
J 33AEJ A
X (8Z3 — 4Z2a + a3)
PP
3EJ
Q^3
J — SEJ
л = Р + Л + Л:
Afmax = Pl + АЛ + /’Al
f--3^^+
+/M + /VD
I
Примечание. Опасное сечение — C<
39
Таблица 1.31. Моменты инерции J, моменты сопротивления IF и минимальный радиус инерции I для наиболее
распространенных профилей____________________________________________________________________________________
Форма сечения Л см* W, CM8 •=]/"4’см
У * f.
А X bh? bVi bh^ kb? lx = 0,2887/г;
л: Jx— 12 ; Jy~ 12 wx— 6 ; wy — e iy = 0,2887b
£
ЛЬ X J -J Jx — Jy ]2 ЛЗ IFX — Wy g ix = ly = 0,2887A
i
г 7Х=^-(6ЛЗ —M?) ^ = -^-(*лз-Мй irv = -^-(63A — M?) 1/ bh? — b^l
X t ^Jx: tjc~ V \2(hb — hxbi)' _ 1/ hb^ — hxbl 1У~ V VZibh — bfa)
у L 1
У 1 Jx — J у |2 1 Wx= ^У = -^-(А‘-А41)
X X 5:
45 Д ix = iy= 0,2887 /Л2 + fi{
УЬ<
(CT + Pg)2l А =Л? tS4 + effp /1 sv + pg — j *• -^-y[ = x? — = Kzn s$4 + sffP ‘•-57-= ;4г= V V
(p — MZ)P = J * A — ^? = x? V./I- х/--у- = Л41 =XA
»ZSf 0 = *? = X1 ‘•¥ZS5‘0 = K? = x! £»its‘o = rtza !sV2l‘O - х2й
Z . - a _2£_=^ = хл
4L$8Z'O = л ? = x? eV6ZH‘0= = *Л
(sS4 + effP) = ХГ
I JL—l?\ ns 4- f-S-------
g\ i / A v
—I'j pg + (as+ePff) Y=V
кр — ’2 — Я)(Р — Я) — Й7 —
—и) H + ЗД -у-—хг = хг
»V90‘0 = V = V
t9 = Хр
^-51-=V = V
Продолжение табл. 131
W, см3 z = К4'см
i* = iy = 0,25 У & — dj
^х=-^г(ВН3-6Л3); В\ = -^~(4В3 + Л33) , _ yf BH* — b№ tjc Г \2(BH — bh) ’ У dB* + hS* ly r \2(BH — bh)
_ B№-bh* Wx~—6ff ; •/у Л ^*“"77"* ^,ет— , __ 1/ Bt-H — bh* lx V 12(BH — bh)' i f1? iy = l/ -^r; F = BH — bh
Таблица 1.32. Формулы для нахождения элементов движения
Прямолинейное движение:
S —путь, м; / — время, с; Vf — скорость, м/с; Vo ** начальная
скорость, м/с; а — ускорение, м/с2
Равномерное движение: S®V//; / = Vf = —
Равномерно-переменное движение:
1. Vo=O.
2 2 ~ 2а ’ * Та
=4=vh
_ 2S _ V2t
V 2S
2. Vo > 0.
*(V0 + Vf) at? . Vt-VQ _ 2S f
d ~ 2 ± 2 ’ 1 2a VQ + Vt •
Вращательное движение:
n — частота вращения, об/мин; а* — угловой путь, пройденный
радиусом, рад; / — время, с; ш/— угловая скорость, 1/с; ©0 —на-
чальная угловая скорость, 1/с; е — ускорение, 1/с2; V — линейная
скорость на радиусе R, м/с.
Равномерное движение:
. ДП< = at . ,Г_ - D
= —зо~; ; v—go-—
Равномерно-переменное движение:
1. w0 = 0.
2. w0 > 0.
e/2 (<oo + — to0
= toQt ± ~2“ =------g-----> * =-----ё—1 при >
€/2
<o0 — i
/ e —— при e < 0; cof = coo ± e/=----------------|
(1)/ — (oo ла/ — (Ол/ (o0—(Of л (оо/—а/
=-----f— == 2 —^2— при e > 0; £ = —— =2 —1 при e < 0
Свободное падение под действием силы тяжести — равномерно
ускоренное движение с ускорением свободного падения g*.
Vt el2 1Л 2S
v = gt; ^ = 9»806 65 M/c2
43
1.5. СВЕДЕНИЯ ИЗ МАШИНОСТРОИТЕЛЬНОГО ЧЕРЧЕНИЯ
Правила выполнения проектно-конструкторской документации
устанавливаются стандартами ЕСКД. Стандарты определяют виды
чертежей и способы их выполнения, правила нанесения размеров,
предельных отклонений, условные графические обозначения и т. д.
<табл. 1.33).
Таблица 1.33. Общие правила выполнения чертежей (стандарты
ЕСКД)
Наименование стандарта ГОСТ (СТ СЭВ)
Форматы 2.301—68
Масштабы 2.302—68 (СТ СЭВ 1180—78)
Линии 2.303—68 (СТ СЭВ 1178—78)
Шрифты чертежные 2.304—68
Изображения — виды, разрезы, се- чения 2.305—68
Изображения графические мате- риалов и правила их нанесения на чертежах 2.306—68 (СТ СЭВ 860—78)
Нанесение размеров и предельных отклонений 2.307—68
Указание на чертежах допусков формы и расположения поверхностей 2.308—79 (СТ СЭВ 368—76)
Обозначение шероховатости по- верхностей 2.309—73 (СТ СЭВ 1632—79)
Нанесение на чертежах обозначе- ний покрытий, термической и других видов обработки 2.310—68 (СТ СЭВ 367—76)
Изображение резьбы 2.311—68 (СТ СЭВ 284—76)
Условные изображения и обозначе- ния швов сварных соединений 2.312—72
Условные изображения и обозначе- ния швов неразъемных соединений 2.313—68
Указания на чертежах о маркиро- вании и клеймении изделий 2.314—68 (СТ СЭВ 648-77)
Изображения упрощенные и ус- ловные крепежных деталей 2.315—68
44
Продолжение табл. 1.33
Наименование стандарта ГОСТ (СТ СЭВ)
Правила нанесения на чертежах надписей, технических требований и таблиц 2.316-68 (СТ СЭВ 856-78)
Аксонометрические проекции 2.317-69 (СТ СЭВ 1979—79)
Проекция. Прямоугольное проеци- рование на несколько плоскостей проекций СТ СЭВ 362-76
Правила выполнения кинематиче- ских схем 2.703—68
Правила выполнения электриче- ских схем 2.702—75 (СТ СЭВ 1188—78)
Правила выполнения гидравличе- ских и пневматических схем 2.704—76
Обозначения условные графиче- ские в схемах. Обозначения общего применения 2.721—74
Обозначения условные графические в схемах. Элементы кинематики 2.770—68
Обозначения условные графиче- ские. Элементы гидравлических и пневматических сетей; аппаратура, насосы, двигатели 2.780... 2 782—68
Обозначения условные графические в электрических схемах. Обозначения общего применения СТ СЭВ 141—74
Формат и масштабы чертежей. Формат бумаги для выполнения
чертежей выбирают с учетом габаритных размеров каждой проек-
ции и расстояний между проекциями, обычно принимаемых равны-
ми 20... 25 мм. Форматы имеют следующие обозначения и размеры:
Обозначение 11 12 22 24 44
Размер сторон
листа, мм 297X210 297X420 594X420 594X841 1189X841
Дополнительные форматы образуют увеличением сторон основ-
ных форматов в целое число раз на величину, кратную размерам
формата 11.
Масштабом называют отношение линейных размеров изо-
бражения на чертеже к соответствующим действительным линейным
размерам изображаемого предмета.
Установлены следующие масштабы:
натуральная величина 1 : 1;
для уменьшения: 1:2; 1 :2,5; 1:4; 1:5; 1 : 10; 1 : 15; 1 :20;
1 :25; 1:40; 1 ; 50; 1 :75; 1 : 100; 1: 200; 1 : 400; 1 : 500; 1 : 800;
1:1000;
45
2
для увеличения: 2:1; 2,5:1; 4:1; 5:1; 10:1; 20:1; 40:1з
50: 1; 100: 1.
Масштаб, указываемый в предназначенной для этого графе
основной подписи, обозначается по типу 1:1; 1:2 и т. д., а в
остальных случаях с буквой М: Ml: 1; М2,5:1 и т. д При любом
масштабе изображения на чертеже проставляют только действи-
тельные размеры изображенного предмета.
Типы линий. На чертежах применяются следующие типы линий
(рис. 1.3):
/ — сплошная основная толщиной от 0,6 до 1,5 мм (линия
видимого контура);
2 —сплошная тонкая толщи-
ной от 0,3 до 0,5 мм (контур на-
ложенного сечения, размерные и
выносные линии, штриховка);
<3 — сплошная волнистая тол-
щиной от 0,3 до 0,5 мм (линия
обрыва);
4 — штриховая толщиной от
0,3 до 0,5 мм (линия невидимого
контура и линия перехода неви-
димая);
5 — штрихпунктирная тонкая
толщиной от 0,3 до 0,5 мм (ли-
нии: осевые, центровые, сечения;
оси симметрии для наложенных
или вынесенных сечений);
6 — сплошная тонкая с изло-
мами толщиной от 0,3 до 0,5 мм
(длинная линия обрыва);
от 0,6 до 2,8 мм (линия сечения).
Штрихпунктирная утолщенная линия толщиной от 0,3 до 1,0 мм
применяется для изображения элементов, расположенных перед
секущей плоскостью, механизма или отдельных его частей в край-
нем или промежуточном положении, а также границ зон поверх-
ности с различной термообработкой или отделкой.
Нанесение размеров, Нанесение размеров и предельных откло-
нений выполняется при помощи размерных линий и размерных чи-
сел (табл. 1.34).
Рис. 1.3. Типы линий
7 — разомкнутая толщиной
Таблица L34. Нанесение на чертежах размеров, обозначение
покрытий и термообработки
Эскиз
Пояснения
Линейные размеры указывают на чер-
теже в миллиметрах, не обозначая еди-
ницу измерения. К числам угловых раз-
меров присоединяют обозначение соот-
ветствующих единиц измерения (граду-
сов, минут, секунд)
Размерные числа наносят над размер-
ной линией ближе к ее середине, сбоку
на ее продолжении или на полке ли-
нии-выноски
Продолжение табл. 1.34
Эскиз
та
Ctpepa&18
1 15
Пояснения
При недостатке места для стрелок на
размерах, расположенных цепочкой, до-
пускается заменять стрелки засечка мя
(под углом 45°) или четкими точками
При указании размера диаметра пе-
ред размерным числом наносят знак 0.
Перед размерным числом радиуса ста-
вят букву R. Перед размерным числом
диаметра (радиуса) сферы допускается
ставить слово «Сфера>
Размерные линии допускается прово-
дить с обрывом и со стрелкой только
у одного конца при указании размеров
симметричного предмета или симмет-
рично расположенных элементов, есля
их вид или разрез изображен только до
оси симметрии или с обрывом
При указании размера дуги радиуса
окружности положение ее центра ука-
зывают при необходимости. При боль-
шой величине радиуса допускается при-
ближать центр к дуге, показав размер-
ную линию с изломом под углом 90°
Допускается условное обозначение
квадрата знаком □. В контуре квад-
ратной части детали при изображении
ее в одной проекции плоская поверх-
ность обозначается диагоналями. Над
размерным числом, указывающим раз-
мер дуги, наносят знак
Перед размерным числом, характери-
зующим конусность, указывают знак <;
перед размерным числом, определяющие
уклон, — знак <
Фаски с углом 45° обозначают двумя
цифрами; первая указывает величину
катета фаски, в мм, вторая — угол. При
углах фасок, отличающихся от 45°, раз-
мер фаски указывают двумя размерами
4Z
Продолжение табл. 1.34
Эскиз
Пояснения
02ОН8 08£9(^)
АТА
Щ)Н8(*0’039);
Размеры на чертежах указывают
с допустимыми отклонениями, обозна-
чаемыми либо цифрами, либо условны-
ми обозначениями полей допусков и по-
садок согласно стандартам на допуски
и посадки (см. гл. 3). Числовые значе-
ния предельных отклонений обязатель-
ны, если размер не включен в ряды
нормальных линейных размеров, при
указании посадок подшипников, шпонок
и т. д. и если размеры отверстия ука-
заны в системе вала
Предельные отклонения формы и рас-
положения поверхностей указывают ус-
ловными обозначениями (табл. 1.40).
Шероховатость обозначают для всех
выполняемых по данному чертежу по-
верхностей изделия независимо oi мето-
дов их образования (табл. 1.47)
Размеры нескольких одинаковых эле-
ментов изделия наносят один раз с ука-
занием количества этих элементов
При отсутствии на чертеже изобра-
жения отверстия в разрезе (сечении)
вдоль оси размеры элементов отверстия
могут быть указаны на полке линии-вы-
носки
Указание о покрытиях приводит в
технических требованиях к чертежу.
В них пишут: «Покрытие поверхности
4..., поверхности 5...»
h0.6...0t8 HRC5<t±2
На чертежах изделий, подвергаемых
термической и другим видам обработки,
указывают показатели свойств материа-
лов, полученных в результате обработ-
ки, например: твердость, предел прочно-
сти и т. п. Глубину обработки обозна-
чают буквой h
48
На чертежах указываются данные о покрытиях поверхностей,
показателях свойств материалов. Определенные правила существуют
для изображения резьбы (табл. 1.35), сварных соединений, марки-
ровки и клеймения изделий, для обозначения элементов на схемах
(табл. 1.36, 1.37, 1.38), материалов на чертежах (табл. 1.39), шеро-
ховатости поверхностей и др.
Таблица 1.35. Изображение резьбы
Эскиз
Пояснения
Резьбу изображают: на стержне сплош<
ными основными линиями по наружному
диаметру и сплошными тонкими линиями
по внутреннему диаметру; в отверстии —
сплошными основными линиями по внут-
реннему диаметру и сплошными тонкими
линиями по наружному диаметру
На изображениях, полученных проециро-
ванием на плоскость, перпендикулярную
оси стержня (отверстия), проводят тонкой
линией дугу, равную приблизительно
3/4 окружности и разомкнутую в любом
месте по внутреннему диаметру для резьб
стержней и по наружному диаметру для
резьб отверстий
Резьбу (рис. а), показываемую как неви-
димую, изображают штриховыми линиями
по наружному и внутреннему диаметрам
Линию, определяющую границу резьбы
(рис. б, в), наносят на стержне и в отвер-
стии с резьбой в конце ее полного профи-
ля (до начала сбега). Размер резьбы, как
правило, указывают без сбега
При необходимости указания длины
резьбы со сбегом последний изображают
сплошной тонкой линией и указывают его
величину (рис. а). Недорез резьбы, выпол-
ненной до упора, показывают тонкой ли-
нией (рис. 6)
Штриховку в разрезах и сечениях про-
водят до линии наружного диаметра резь-
бы на стержне и до линии внутреннего
диаметра в отверстии, т. е. в обоих слу-
чаях до сплошной основной линии
Основную плоскость конической резьбы
на стержне при необходимости указывают
тонкой сплошной линией
49
Продолжение табл. L35
Эскиз Пояснения
На чертежах, по которым резьбу не вы- полняют, конец глухого резьбового отвер- стия допускается изображать без указания длины резьбы и сбега даже при наличии разности между глубиной отверстия под резьбу и ее длиной
Фаски на стержне и в отверстии с резь- бой, не имеющие специального конструк- тивного назначения, в проекции на пло- скость, перпендикулярную к оси стержня или отверстия, не изображают
— Сплошная тонкая линия изображения резьбы на стержне должна пересекать ли- нию границы фаски
МЗ/f КЗ^тбШ-52
На разрезах резьбового соединения в
изображении на плоскости, параллельной
его оси, в отверстии показывают только
ту часть резьбы, которая не закрыта резь*
бой стержня
Резьбу с нестандартным профилем ука*
зывают на чертеже со всеми необходимы-
ми размерами и предельными отклонения-
ми; указываются также дополнительные
данные о резьбе (число заходов, левое на-
правление) с добавлением слова «Резьба»
Обозначение всех резьб, кроме кониче-
ских и трубных цилиндрических, относят
к наружному диаметру
Обозначение конических и трубных ци-
линдрических резьб выполняют стрелкой
к сплошной основной линии, указывающей
один из диаметров резьбы
50
Таблица 1.36. Условные обозначения для кинематических схем
Обозначение Наименование
^са-рта-са К а — электродвигатель (мо- тор); б —вал, ось, стержень, валик, ось и т. д.; в —гибкий вал для передачи крутящего момента; г—неподвижное за- крепление оси, вала, стержня
4 $ ГТ? -*СП> - а — центр; б кулачковый патрон; в — цанговый патрон; г •— патрон (конец шпинделя) под инструмент с коническим хвостовиком (под конус Морзе)
* 41 г?А W а — конец шпинделя горизон- тально-сверлильного станка; б — конец шпинделя фрезерно- го станка; в — шлифовальный круг
' гтт тттт-'-птл Опоры: а — неподвижная скольжения и б — неподвижная качения для стержня, движу- щегося возвратно-поступатель- но; в — неподвижная; г — по- движная
V% b}>. £г> Соединение стержня с непо- движной опорой; а —шарнир- ное с движением в плоскости чертежа; б—шаровым шарни- ром
а) 5) В) Соединение стержней: а — жесткое; б — шарнирное; в — шаровым шарниром; г— жест- кое с шарнирным присоедине- нием третьего стержня; д — жесткое с шаровым шарнир- ным присоединением третьего стержня
4__ #=| t|| Подшипники скольжения и качения на валу (без уточне- ния типа),: а ** радиальный; б— радиально-упорные: односто- ронний, двусторонний; в—упор* ные: односторонние, двусто- ронние
Я
Продолжение табл. 136
Обозначение
Наименование
Подшипники скольжения: а—
радиальный; б—радиальный са-
моустанавливающийся; в — ра-
диально-упорные: односторон-
ний, двусторонний; г —упор-
ные: односторонние, двусто-
ронние
а)тг б) ~в~ В) г) q ’g‘nr
о «=» MJZ Jd oto
В) е) М М ЮМ
|о| М ЮМ JZS
Подшипники качения: а—ра-
диальный (общее обозначение);
б — радиальный роликовый;
в—радиальный самоустанавли-
вающийся; г—радиально-упор-
ные (общее обозначение): од-
носторонние, двусторонние; д—
радиально-упорные роликовые:
односторонний, двусторонний;
е — упорные шариковые: оди-
нарные, двойной; ж—ролико-
вые
Соединение детали с валом:
а — свободное при вращении;
б — подвижное без вращения
(на шпонке); з —при помощи
вытяжной шпонки; г — глухое
Соединение двух валов: а —
глухое; б — глухое с предохра-
нением от перегрузки; в — эла-
стичное; г — шарнирное; д —
телескопическое; е — плаваю-
щей муфтой; ж — зубчатой
муфтой; з — предохранитель-
ной муфтой
Передачи плоским ремнем?
а —открытые; б —открытые с
натяжным роликом; в — пере-
крестные; г — полуперекрест-
ные; д — угловые; е — отводка
ремня
42
Продолжение табл. 1.36
Обозначение
Наименование
Ременная передача: а — кли-
новидным ремнем; б—круглым
ремнем или шнуром; в —зуб-
чатым ремнем
Элементы: а —шкив ступен-
чатый и б —шестерня, закреп*
ленные на валу; в —шестерня,
свободно установленная на ва-
лу; г*— обозначение направле-
ния вращения
Передачи зубчатые (цилин-
дрические): а — внешнее за-
цепление (общее обозначение
без уточнения типа зубьев);
б —то же, с прямыми, косы-
ми и шевронными зубьями; в—
внутреннее зацепление
Передачи зубчатые с пересе-
кающимися валами (кониче-
ские) ; а — общее обозначение
без уточнения типа зубьев; б—
с прямыми, спиральными и
круговыми зубьями
Передачи зубчатые со скре-
щивающимися валами: а — ги-
поидные; б-—червячные с ци-
линдрическим червяком; в —
червячные глобоидные; г—вин-
товые
Передачи зубчатые реечные:
а —- общее обозначение без
уточнения типа зубьев; б—-с
прямыми, косыми и шевронны-
ми зубьями; а —с червячной
рейкой и червяком; г —с зуб-
чатой рейкой и червяком
а] 5) 8) г)
J\f\ ЛА ЛА
т
Винт, передающий движение
(а); гайка на, винте, передаю-
щем движение: б — неразъем-
ная; в — неразъемная с шари-
ками; г — разьемяая
51
Продолжение табл. 1.36
Обозначение
Наименование
^\лллл/ 9) ф.
г}^_№з)\юя?
Пружины: а — цилиндриче-
ские сжатия; б — цилиндриче-
ские растяжения; в — кониче-
ские сжатия; г — цилиндриче-
ские, работающие на кручение;
д — спиральные; е — листовые:
одинарная, рессора (ж)\ з—та-
рельчатые
Элементы: а — рычаг пере-
ключения; б —конец вала под
съемную рукоятку; в — экс-
центрик; а—маховичок
Элементы: а •— рукоятка; б —
передвижные упоры; в —махо-
вик на валу
В) Б)
Муфты сцепления кулачко-
вые: а — односторонние; б —
двусторонние
Б) ,, $ $ ... «cUhi
jHH.AI- HIH
Муфты сцепления фрикцион-
ные: а —общего назначения
(без уточнения типа); б —од-
носторонние (общее обозначе-
ние) ; в — односторонние элект-
ромагнитные (общее обозначе-
ние) ; г — односторонние гид-
равлические или пневматиче-
ские (общее обозначение); б —
двусторонние (общее обозначе-
ние) ; е — двусторонние элект-
ромагнитные (общее обозначе-
ние) ; ж двусторонние гид-
равлические или пневматиче-
ские (общее обозначение); з —
конусные односторонние
U 4ц..
Муфты фрикционные; а—ко-
нусные двусторонние; б ди-
сковые односторонние; з —ди-
сковые двусторонние; г — с ко-
лодками; д — с зажимным
кольцом
Муфты самовключающиеся:
а — обгона односторонние; б —
обгона двусторонние; в — цен-
тробежные
14
Продолжение табл. /Л0
Обозначение Наименование
*,л 1 1 If 7 "0"fr Т 7 Тормоза: а ** конусные; б — колодочные; а— ленточные
2) f= IP5- ff=- {Hv Тормоза: а-*дисковые; б—• дисковые электромагнитные; в — дисковые гидравлические или пневматические; г —винто- вые грузоупорные
Кулачки плоские: а — про- дольного перемещения; б—‘ди- сковые
л Кулачки барабанныез а — цилиндрические; б—конические; в — криволинейные
"Уд А 4з 7777 Толкатели для кулачковых механизмов: а—пальцевые; б— тарельчатые, роликовые. Пол- зун в неподвижных направля- ющих (в)
а) Б) $ *>'l*,,^oJJ —j'jj Цилиндры с поршнем; а — неподвижные с шатуном; б — неподвижные со штоком; а — качающиеся
>4 1В1 /К Соединения кривошипа с ша- туном: а, б —с постоянным радиусом; в** с переменным радиусом
^1 ^1 *1 г>1 -rL- J%lr -ft" -fl" Соединение коленчатого вала с шатуном: а —с одним коле- ном; б — несколькими колена- ми; в — коленом с жестким противовесом; г — коленом с маятниковым противовесом
Кривошипно-кулисные меха- низмы: а — с поступательно- движущейся кулисой; б —с вращающейся кулисой; а**с качающейся кулисой
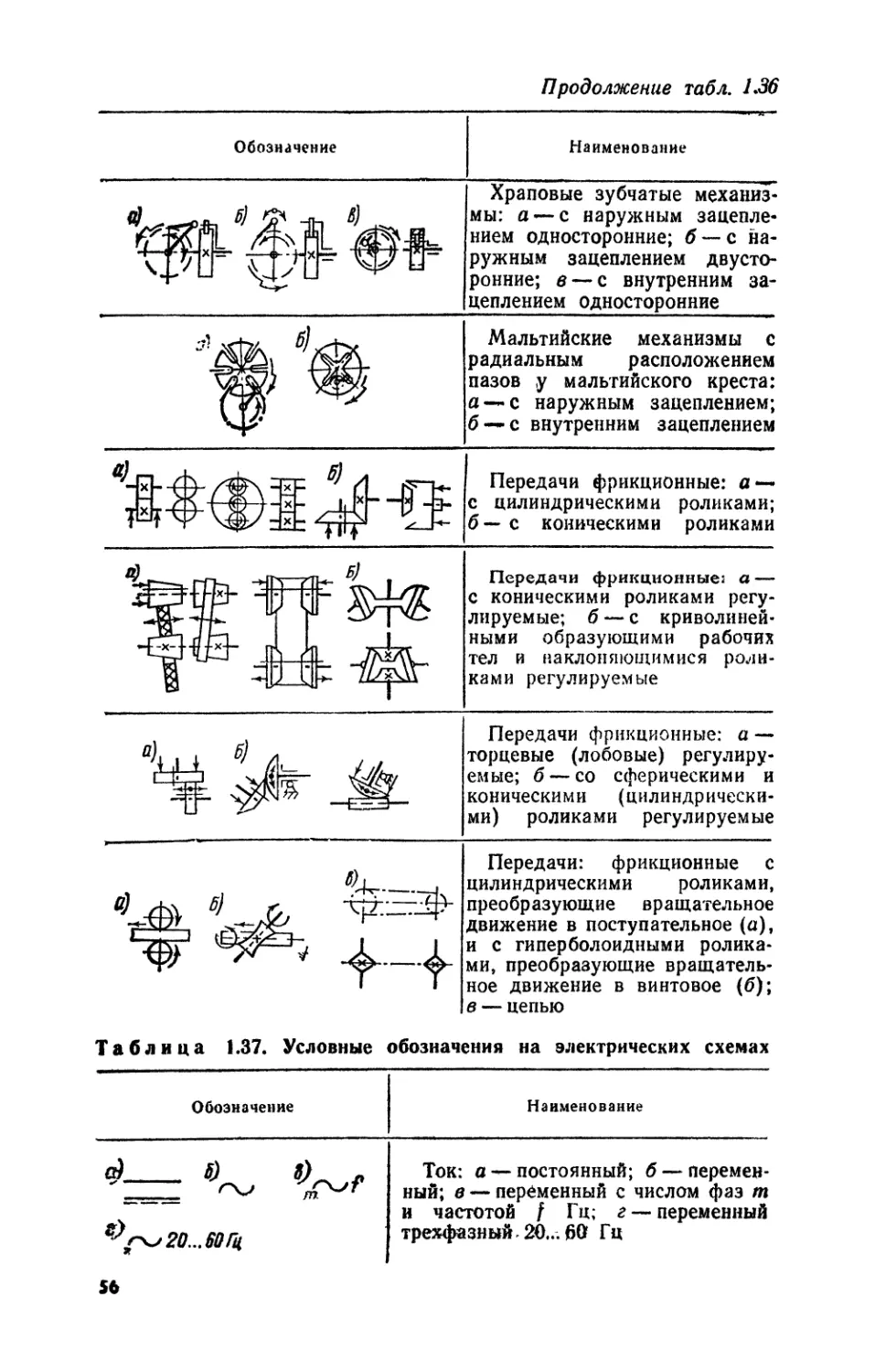
55
Продолжение табл. 1.36
Обозначение
Наименование
Храповые зубчатые механиз-
мы: а —с наружным зацепле-
нием односторонние; б — с на-
ружным зацеплением двусто-
ронние; в —с внутренним за-
цеплением односторонние
Мальтийские механизмы с
радиальным расположением
пазов у мальтийского креста:
а —с наружным зацеплением;
б-*с внутренним зацеплением
Передачи фрикционные: а-—
с цилиндрическими роликами;
б — с коническими роликами
Передачи фрикционные: а —
с коническими роликами регу-
лируемые; б — с криволиней-
ными образующими рабочих
тел и наклоняющимися роли-
ками регулируемые
Передачи фрикционные: а —
торцевые (лобовые) регулиру-
емые; б — со сферическими и
коническими (цилиндрически-
ми) роликами регулируемые
Передачи: фрикционные с
цилиндрическими роликами,
преобразующие вращательное
движение в поступательное (а),
и с гиперболоидными ролика-
ми, преобразующие вращатель-
ное движение в винтовое (б);
в — цепью
Таблица 1.37. Условные обозначения на электрических схемах
Обозначение
^г^2о...еогц
Наименование
Ток: а постоянный; б — перемен-
ный; в — переменный с числом фаз m
и частотой f Гц; г —переменный
трехфазный 20... 60 Гц
$6
Продолжение табл. 1.37
Обозначение Наименование
Обмотки: а —однофазная с двумя выводами; б — соединение обмоток двух фаз в открытый треугольник; в —три однофазные обмотки с дву- мя выводами каждая
“^Y ^YY ‘>1 Уда У "Л Трехфазная обмотка с соединени- ем: а — в звезду; б — в двойную звез- ду; в**в треугольник; г — трех фаз в разомкнутый треугольник; о — в зигзаг
1 о Шестифазная обмотка с соедине- нием: а — в многоугольник; б в два треугольника; в — в двойной зигзаг
1 ' 1 1 1 1 J 11 d' Линии электрической связи: а—об- щее обозначение; б — экранирован- ная; в — цепь из двух линий, г — трехфазной четырехпроводной cncie- мы
СЛ s) А V W Hz Si Приборы: а — амперметр, вольт- метр и ваттметр показывающие; б — фазометр, частотомегр и омметр по- казывающие
f Резисторы: а — нерегулируемый; б — регулируемый
^-Jvra. Катушки индуктивности: а —без сердечника; б — с сердечником (дрос- сель)
e> 1 Конденсаторы или сопротивления емкостные: а — нерегулируемый; б — регулируемый
£<-4- Кнопки с самовозвратом с контак- тами: а—нормально открытым (НО); б — нормально закрытым (НЗ)
ф^] Разъединитель-выключатель нагруз- ки высоковольтный трехполюсный (о); выключатель высокого напряже- ния трех полюсный (б)
57
Продолжение табл. 1<37
... Обозначение Наименование
Штепсельное соединение (а); пре- дохранитель плавкий (б)
ф ф Электромагниты: а — однообмоточ- ный; б — двухобмоточный. Лампы накаливания осветительная и сиг- нальная (в)
Трансформаторы однофазные: а — без сердечника с постоянной и пере- менной связью; б-*с сердечником
я) S) 6) Трансформатор трехфазный с сер- дечником (а). Трансформатор тока с одной (б) и двумя (в) вторичны- ми обмотками
а>о Прибор измерительный показываю- щий (а) и измерительный регистри- рующий (записывающий) (б); термо- пара (в)
4'# ЛЭС пересекающиеся, без электри- ческого (металлического) соединения (а); ЛЭС пересекающиеся, электри- чески (металлически) соединенные я провода ответвляющиеся (б)
1 ||— 'а. Соединение проводов: а — с землей (заземление); б —с корпусом
Электродвигатель асинхронный од- нофазный с короткозамкнутым рото- ром (а); синхронная машина одно- фазная с возбуждением от постоян- ных магнитов (б)
Машины постоянного тока с по-
следовательным (а\ и параллельным
(б) возбуждением
Таблица 1.38. Некоторые условные обозначения элементов
гидравлических и пневматических сетей
Обозначение Наименование
Бак: а ~ под атмосферным давлением] б —с внутренним давлением выше ат* мосферного; в — с внутренним давлени- ем ниже атмосферного (вакуумом)
ш 8) 8) г) д> Q ф ф 9 9 Аккумуляторы: а — пневматический (ресивер, баллон, воздухосборник); б — гидравлический (без указания принципа действия); в—-грузовой гидравлический; г — пружинный гидравлический; д — пневмогидравлический
-ф- -ф~ Элементы: а — фильтр для жидкости или воздуха; влаго- или маслоотдели- тель: б — с ручным спуском конденсата; в — с автоматическим спуском конден- сата; фильтр-влагоотделитель; г — с руч- ным спуском конденсата; д — с автома- тическим спуском конденсата
а) 8) 8) г) 8) ’Ф" Ф ~Ф~ "Ф~ Элементы: а ~~ осушитель воздуха (га- за) химическим способом; б — сепаратор (водоотделитель); в — кондсенсатоот- водчик (конденсационный горшок); г — увлажнитель; д — маслораспылитель
® да да г) да Элементы: а — регенератор (восстано- витель первоначальных свойств рабочей среды); б — газификатор (для преобра- зования жидкости в газ); в—‘охлади- тель жидкости или воздуха; а —нагре- ватель жидкости или воздуха; б—охла- дитель и нагреватель (снаружи ромба изображается трубопровод охлаждаю- щей или подогревающей среды)
®± да да г> да -О-Ф Элементы: а ** охладитель с испаре- нием; б —охладитель с впрыском; в — глушитель; г — гаситель гидравлического удара; б —мембрана прорыва
а; да а . S), <• г/ Элементы; а — форсунка; б — забор- ник воздуха из атмосферы; в—-забор- ник воздуха от двигателя; г — заливная горловина, воронка, заправочный шту- цер и т. п.; д — присоединительное уст- ройство к другим системам (испыта- тельным, промывочным машинам, кон- диционерам и т« п.)
59
Продолжение табл. 1.38
Обозначение
Наименование
а) «о е) з) Линии связи (трубопроводы): а — всасывания, напора, слива; б — управле- ния; в —дренажные (отвод утечек); г— соединение линий, связи; д — перекре- щивание линий связи (несоединенные линии); г —подвод жидкости под дав- лением (без указания источника пита- ния); ж —слив жидкости из системы; з у-подвод воздуха (газа) под давле- нйем (без указания источника питания); и — выпуск воздуха (газа) в атмосферу
а; # Дроссель (местное сопротивление в линии): а—расход зависит от вязкости рабочей среды; б — расход не зависит от вязкости рабочей среды
Ч>г%№ v^yiXla*w'lf{lt№ Распределитель 4/2 с управлением, а— ог кулачка с пружинным возвратом; б — от рукоятки с фиксатором; в — от электромагнита с пружинным возвра- том; г — от электромагнита с пружин- ным возвратом (показано промежуточ- ное положение)
а) о u МИ|1|Цм 1—1ШД1д] ^емл|||||||Х|лла Распределитель 4/з с соединением на- гнетательной линии и обоих отводов на бак при среднем положении золотника с управлением: а — от рукоятки с фик- сатором; б — от двух электромагнитов
Распределитель 3/2 (трехходовый двух- позиционный) с управлением: а —от электромагнита с пружиной; б — от ру- коятки с фиксатором
ф "Ф Регулирующий орган: а — нормально закрытый; б—нормально открытый
Клапан предохранительный (ограничи- вающий максимальное давление pi): а— с дополнительным подводом давления от отдельной магистрали; б — с соб- ственным управлением (непрямого дей- ствия)
/и Клапан: а ~ пропорциональный (под- держивающий Р1/Р2 —const); б—диффе- ренциальный ] (поддерживающий пере- пад давлений pi — рг)
«О
Продолжение табл. 1.38
Обозначение Наименование
Jxn ¥ Клапан редукционный (поддерживаю- щий давление на выходе рг~const при Ря<Р\\ давление зависит от усилия пру- жины»
а) 6)^-——, Регуляторы потока: а —дроссель; б —- дроссель с регулятором давления
a, S, * Клапан: а — обратный; б — дроссель с обратным клапаном
й« ) Элементы: а—клапан обратный управ- ляемый односторонний; б —цилиндр (общее обозначение).
а) б) Цилиндр двустороннего действия: а — с односторонним штоком; б — с двусто- ронним штоком с подводом рабочей среды через шток
Камера мембранная: а — односторон- него действия; б—двустороннего дей- ствия
'toi Элементы: а — преобразователь давле- ния (мультипликатор или демультипли- катор); б — пневмогидравлический пре- образователь
а) \ б/ 1 ф ф Насосы постоянной производительно- сти: а — с постоянным направлением по- тока; б — с переменным направлением потока
Насосы переменной производительно- сти: я —с постоянным направлением по- тока; б — с переменным направлением потока
а) б) б) Насосы: а —- шестеренный; б — рота- ционный лопастный; в — радиально- поршневой
“ф ‘ф 'ф Гидромоторы: а — общее обозначение; б — регулируемый с постоянным направ- лением вращения; в — регулируемый с переменным направлением вращения
a t) SL х Q Элементы: а — вентиль двухходовый; б — вентиль трехходовый; в — манометр
41
Таблица 1.39. Графическое обозначение материалов на чертежах
Материал Обозначение
Общее графическое обозначение материалов в сечениях независимо от вида материалов
Металлы и твердые сплавы жж
Неметаллические материалы, в том числе во- локнистые монолитные и плитные (прессованные), за исключением указанных ниже
Дерево шши
Камень естественный ///////1 У/У/х/Л
Керамика и силикатные материалы для кладки
Бетон
Стекло и другие светопрозрачные материалы
Жидкости
Грунт естественный
Указание допусков формы и расположения поверхностей на
чертежах. Допуски формы и расположения поверхностей указы-
ваются в чертежах согласно ГОСТ 2.308—79 (СТ СЭВ 368—76)
условными обозначениями. Указание допусков текстом допускается
лишь в тех случаях, когда для них не установлен стандартный
условный знак или если необходимо оговорить особые требования
к характеру отклонения или условиям базирования. Текстовая
аапись должна содержать: наименование допуска, указание поверх-
ности или другого элемента, для которого задается допуск (обычно
используют буквенное обозначение поверхности или определяющее
ее конструктивное наименование), и числовое значение допуска,
в мм. Для допусков расположения поверхностей и суммарных до-
пусков форм и расположения дополнительно указывают базы, отно-
сительно которых задается допуск, и оговаривают зависимые до*
пуски расположения или формы,
«2
При использовании условных обозначений данные о допусках
формы и расположения поверхностей указываются в прямоуголь*
ной рамке (рис. 1.4), разделенной на две или более части, в сле-
дующем порядке (слева направо): в первом поле приводят знак
(графический символ) допуска (см. табл. 1.40... 1.42), во втором
вписывают числовую величину допуска в миллиметрах, в третьем
и последующих полях при необходимости вписывают буквенное
обозначение базы (баз). Суммарные допуски формы и расположения
поверхностей, для которых не установлены отдельные графические
знаки, обозначают знаками составных допусков в следующей по*
Рис. 1.4. Структура условного обозначения отклоне-
ний, указываемого в рамках
следовательности: знак допуска расположения, знак допуска формы.
Например: // ZZ7 — знак суммарного допуска параллельности и пло-
скостности; ± ZZ7—знак суммарного допуска перпендикулярности
и плоскостности; Z ZZ7 — знак суммарного допуска наклона и пло-
скостности.
Таблица 1.40. Условные обозначения отдельных видов допусков
формы и расположения поверхностей
Группа допусков Вид допуска Знак
Допуск формы Допуск прямолинейности
» плоскостности /г /
> круглости
» цилиндричности
» профиля продольного сечения
Допуск расположения Допуск параллельности //
» перпендикулярности 1
63
Продолжение табл. 1.40
Таблица 1.41. Условные обозначения
формы и расположения поверхностей
Обозначение
на чертежах допусков
Пояснение
I. Соединение рамки с изображением
нормируемого элемента
Рамку допуска соединяют сплош-
ной тонкой линией (со стрелкой)
с контурной или йыносной линией,
продолжающей контурную линию
элемента, ограниченного допуском
64
Продолжение табл. 1.41
Обозначение
Пояснение
//7/777/
3 п. п. Серебрепицкий
Соединительная линия может быть
прямой или ломаной, однако коней
ее со стрелкой должен быть обращен
к контурной (выносной) линии эле-
мента, ограниченного допуском, в на-
правлении измерения отклонения
Соединительную линию допускает-
ся начинать от второй (последней)
части рамки допуска, а заканчивать
стрелкой на выносной линии, продол-
жающей контурную линию элемента
Если допуск относится к поверх-
ности или ее профилю, то рамку со-
единяют с контурной линией поверх-
ности или ее продолжением, при
этом соединительная линия не долж-
на быть продолжением размерной
линии
Если допуск относится к оси или
плоскости симметрии, то соедини-
тельная линия должна быть продол-
жением размерной линии При недо-
статке места стрелку размерной ли-
нии допускается совмещать со стрел-
кой соединительной линии
Если допуск относится к оси резь-
бы, то рамку допуска соединяют
с размерной линией
Если допуск относится к боковой
поверхности резьбы, то рамку допу-
ска соединяют с контурной линией
65
Продолжение табл. 1.41
Обозначение
Пояснение
Если размер элемента уже ука-
зан, то на других размерных линиях
данного элемента, используемых для
условного обозначения допуска фор-
мы и расположения, его не указы-
вают. Размерную линию без размера
следует рассматривать как составную
часть условного обозначения допуска
формы или расположения
Если допуск относится к общей
оси (плоскости симметрии) и из чер-
тежа ясно, для каких поверхностей
данная ось (плоскость симметрии)
является общей, то рамку соединяют
с осью (плоскостью симметрии)
II. Дополнительны значеи e знаки перед числовым [и ем допуска Символ 0 указывают, если круго- вое или цилиндрическое поле допуска задается его диаметром. Символ R применяют, если круговое пли цилин- дрическое поле допуска указывают радиусом
^\T/ZO,1\ Символ Т применяют, если допуски указывают в диаметральном выраже- нии, а символ 772, если их указыва- ют в радиусном выражении
Слово «сфера» и символы 0 или R указывают в тех случаях, если поле допуска — сфера
III. Указание н ормируемого участка Числовое значение допуска формы и расположения поверхностей, ука- занное в рамке, относится ко всей длине поверхности (длине элемента)
\-\0,02/100\ ОлРВ/3ооХ2001 Если допуск относится к любому участку поверхности заданной дли- ны (или площади), то заданную дли- ну (или площадь) указывают рядом с допуском и отделяют от него на- клонной линией, которая не должна касаться рамки
Продолжение табл. 1.41
Обозначение Пояснение
Если допуск необходимо назначить на всей длине поверхности и на за-
Л '// данной длине, то допуск на задан- ной длине указывают под допуском на всей длине; участок может зани- мать любое положение на поверхно- сти
Если допуск должен относиться
к участку, расположенному в опре-
деленном месте элемента, то этот
участок обозначают штрихпунктир-
ной линией и ограничивают ее раз-
мерами
IV. Указание выступающего поля допуска
Если необходимо задать выступа-
ющее поле допуска расположения,
то после числового значения допуска
указывают символ: Р в кружке
Контур выступающей части норми-
руемого элемента ограничивают тон-
кой сплошной линией, а длину и рас-
положение выступающего поля до-
пуска— размерами с тем же услов-
ным символом
V. Обозначение баз
Базы обозначают.зачерненным тре-
угольником, который соединяют при
помощи линии с рамкой. При выпол-
нении чертежей с помощью вывод-
ных устройств ЭВМ допускается обо-
значающий базу треугольник не за-
чернять
Если простым и наглядным спосо-
бом треугольник нельзя соединить
с рамкой допуска, то базу обозна-
чают прописной буквой в специаль-
ной рамке и эту же букву вписы-
вают в третье поле рамки допуска
67
Продолжение табл. 1.41
Обозначение
Пояснение
центров
Если базой является поверхность
или ее профиль, то основание тре-
угольника располагают на контурной
линии поверхности или на ее про-
должении. При этом соединительная
линия не должна быть продолжением
размерной линии
Если базой является ось или пло-
скость симметрии, то соединительная
линия должна быть продолжением
размерной линии. В случае недостат-
ка места стрелку размерной линии
допускается заменять треугольником,
обозначающим базу
Если базой является общая ось или
плоскость симметрии и из чертежа
ясно, для каких поверхностей она
является общей, то треугольник рас-
полагают на общей оси
S' F®
Если базой является только часть
элемента, то ее расположение, выде-
ленное штрихпунктирной линией,
ограничивают размерами
ZEZ3ZH
Если базой является определенное
место элемента, то оно должно быть
указано размерами
Если базой является ось центро-
вых отверстий, то рядом е обозна-
чением базовой оси делают надпись
«Ось центров»
68
Продолжение табл. 1.41
Обозначение
Пояснение
Базовую ось центровых отверстий
допускается обозначать указанием
баз на линиях, определяющих цент-
ровые отверстия
Если нет необходимости выделять
как базу ни одну из поверхностей,
то треугольник заменяют стрелкой
Если два или несколько элементов
образуют объединенную базу и их
последовательность не имеет значе-
ния (например, они имеют общую
ось или плоскость симметрии), то
каждый элемент обозначают само-
стоятельно и все буквы вписывают
подряд в третью часть рамки
Если необходимо задать допуск
расположения относительно комплек-
та баз, то буквенные обозначения
баз указывают в самостоятельных
частях (третьей и далее) рамки
В этом случае базы записывают в
порядке убывания числа степеней
свободы
VI.
Указание номинального расположения
элементов
0
Линейные и угловые размеры,
определяющие номинальное располо-
жение и (или) номинальную форму
элементов, ограничиваемых допуском,
при назначении позиционного допу-
ска, допуска наклона и формы за-
данной поверхности или профиля
указывают на чертежах без предель-
ных отклонений и заключают в пря-
моугольные рамки
69
Продолжение табл. 1.41
Обозначение
Пояснение
VII. Обозначение зависимых допусков
S) Ц|Щ|Л ®|
e)
ДИВ®)
Зависимые допуски формы и рас-
положения обозначают условным
знаком М в кружке, который поме-
щают:
после числового значения допуска,
если зависимый допуск связан с дей-
ствительными размерами рассматри-
ваемого элемента (а);
после буквенного обозначения базы
(б) или без буквенного обозначения
в третьей части рамки (в), если за-
висимый допуск связан с действи-
тельными размерами базового эле-
мента;
после числового значения допуска
и буквенного обозначения базы (г)
или без буквенного обозначения (д),
если зависимый допуск связан с дей-
ствительными размерами рассматри-
ваемого и базового элементов
— Если допуск расположения или формы не указан как зависимый, то его считают независимым. В ранее выпущенной документации независи- мый допуск обозначался знаком S в кружке
VIII. Совмещение условных обозначений
fcp..l
(Г27[
И
И
Суммарные допуски параллельно-
сти и плоскостности, перпендикуляр-
ности и плоскостности, наклона и
плоскостности указываются в одной
рамке
а
//
3
Если для поверхности одновремен-
но указывается условное обозначение
допуска формы или расположения и
буквенное обозначение базы, исполь-
зуемое для нормирования другого
допуска, то рамки с обоими обозна-
чениями допускается располагать ря-
дом на соединительной линии
70
Продолжение табл. 1.41
Обозначение
Пояснение
Повторяющиеся одинаковые или
разные виды допусков, обозначаемые
одним и тем же знаком, имеющие
одинаковые числовые значения и от-
носящиеся к одним и тем же базам,
допускается указывать один раз
в рамке, от которой отходит одна
соединительная линия, разветвляе-
мая затем ко всем нормируемым
элементам
IX. Указание дополнительных данных
___|£7|^Z72|
Вогнутость
не допускается
Дополняющие условное обозначе-
ние данные вписываются над рамкой
допуска или под ней
Таблица 1.42. Примеры указания допусков формы
и расположения поверхностей на чертежах
Указание допуска; пояснения
I. Допуски формы
Допуск прямолинейности
Допуск прямолинейности обра-
зующей конуса 0,01 мм. Любая
реальная образующая конуса
должна находиться в области,
ограниченной двумя параллель-
ными прямыми, отстоящими друг
от друга на расстоянии допуска
0,01 мм
Допуск прямолинейности по-
верхности 0,25 мм на всей длине
и 0,1 мм на длине 100 мм
FI 0,25 I
Допуск прямолинейности оси
отверстия 0 0,08 мм (допуск
зависимый). Положение реаль-
ной оси отверстия диаметром
120779 ограничено цилиндром,
диаметр которого равен допуску
прямолинейности Т=0,08 мм
плюс допуск на диаметр отвер-
стия ГДоп = 0,087 мм
-|0W®l
Допуск прямолинейности по-
верхности в поперечном направ-
лении 0,05 мм, в продольном —
0,1 мм
71
Продолжение табл. 1.42
Указание допуска; пояснения
Допуск плоскостности
Допуск плоскостности поверх-
ности 0,05 мм. Выпуклость пло-
скостности не допускается
Допуск плоскостности поверх-
ностей относительно общей при-
легающей плоскости 0,1 мм
'Выпуклость не до-
1—упускается
Допуск плоскостности поверх-
ности 0,1 мм на площади 100Х
ХЮО мм
Допуск плоскостности каждой
поверхности 0,01 мм
Допуск круглости
Допуск круглости вала 0,02 мм
Допуск круглости конуса
0,02 мм
Допуск цилиндричности, допуск профиля продольного сечения
Допуск цилиндричности вала
равен 0,04 мм. Реальная поверх-
ность цилиндра вала 0 25 d 9
должна быть расположена в об-
ласти пространства, ограничен-
ной двумя соосными цилиндра-
ми, отстоящими друг от друга
на расстоянии допуска Г»
= 0,04 мм
Допуск цилиндричности вала
равен 0,01 мм на длине 50 мм,
допуск круглости вала—0,004 мм
&\ЩИ/50 |
dW I
П
Продолжение табл. 1.42
Указание допуска; пояснения
Допуск круглости вала равен
0,01 мм; допуск профиля про-
дольного сечения вала — 0,016 мм
Допуск профиля продольного
сечения вала равен 0,1 мм
II. Допуски расположения
Допуск, параллельности
Допуск параллельности общей
прилегающей плоскости поверх-
ностей относительно поверхно-
сти А равен 0,1 мм
Допуск параллельности оси
отверстия относительно основа-
ния равен 0,05 мм
ВЕДИ!
#Ш5
Допуск параллельности каждой
поверхности относительно поверх-
ности А равен 0,1 мал
Допуск параллельности осей
отверстий в общей плоскости
равен 0,1 мм. Допуск перекоса
осей отверстий 0,2 мм База А—
ось отверстия 0 25Н7. Реаль-
ное положение оси отверстия
0 12ЛГ7 ограничено прямоуголь-
ным параллелепипедом с по-
перечным сечением 7=0,2 мм и
7=0,01 мм
Допуск параллельности оси от-
верстия 0 15/77 относительно
оси отверстия А равен 0 0,2 мм.
Реальная ось отверстия 0 15/77
должна быть расположена в ци-
линдре диаметром 0,2 мм и па-
раллельном базовой оси отвер-
стия А
73
Продолжение табл. 1.42
Указание допуска; пояснения
Допуск перпендикулярности
Допуск перпендикулярности по-
верхности относительно поверх-
ности А равен 0,02 мм. Это опре-
деляет предельно допустимую ве-
личину (в 0,02 мм) отклонения
между плоскостями от прямого
угла (90°), выражаемую в линей-
ных единицах на длине норми-
руемого участка с размером
50 мм
Допуск перпендикулярности
оси выступа в поперечном на-
правлении равен 0,2 мм, в про-
дольном направлении — 0,1 мм.
База — основание.
Допуск перпендикулярности
оси выступа относительно осно-
вания равен 0,1 мм
Допуск перпендикулярности
оси отверстия относительно
поверхности равен 0 0,1 мм
(допуск зависимый). Положение
реальной оси отверстия 0 20/77
ограничено цилиндром, диаметр
которого равен допуску Т—
= 0,1 мм плюс допуск на диа-
метр отверстия ГДоп=0,021 мм
Допуск наклона
Допуск наклона оси отвер-
стия 0 25/77 относительно по-
верхности А равен 0,08 мм
Допуск наклона поверхности
относительно поверхности А ра-
вен 0,08 мм,
74
Продолжение табл. 1.42
Указание допуска; пояснения
Допуск соосности
Допуск соосности отверстия
0 20Н7 относительно отверстия
0 25Н7 равен 0 0,08 мм. Базо-
вой является ось отверстия
0 257/7. Смещение оси отверстия
0 207/7 относительно базовой
ограничено цилиндром, диаметр
которого равен допуску соосно-
сти Г=0,08 мм
Допуск соосности двух отвер-
стий относительно их общей оси
равен 0 0,01 мм (допуск зави-
симый). Смещение оси отверстия
0 307/7 относительно общей оси
ограничено цилиндром, диаметр
которого равен допуску соосно-
сти Т=0,01 плюс допуск на диа-
метр отверстия 307/7 7\on =
= 0,021 мм; то же, для оси от-
верстия 0457/8, но при Гдоп =
= 0,039 мм
Допуск симметричности
Допуск симметричности паза
(шириной 25//8) равен 0,08 мм.
База — плоскость симметрии по-
верхностей А. Плоскость симмет-
рии паза, к которому относится
допуск, должна располагаться
между двумя параллельными
плоскостями с расстоянием Т=
= 0,08 мм, симметричными сред-
ней плоскости базовой поверхно-
сти А
Допуск симметричности оси
отверстия 0 207/6 относи-
тельно общей плоскости симмет-
рии пазов АБ Ti = 0,2 мм и от-
носительно общей плоскости
симметрии пазов ВГ 72=0,1 мм
75
Продолжение табл, 1.42
Указание допуска; пояснения
Позиционный допуск, допуск пересечения осей
Позиционный допуск оси от-
верстия 0 25/77 равен 0,06 мм
(допуск зависимый). Смещение
оси отверстия относительно но-
минального, заданного размера-
ми 15 и 30, ограничено цилинд-
ром с диаметром, равным допу-
ску Т=0,06 мм плюс допуск на
диаметп отверстия 7\On = 0,021 мм
Позиционный допуск положе-
ния центра сферы равен 0 0,3 мм.
Центр сферы, к которому отно-
сится допуск, должен быть рас-
положен внутри сферического
поля допуска, диаметр которого
равен допуску в диаметральном
выражении 7=0,3 мм, а центр
совпадает с номинальным распо-
ложением комплекта баз Д и В
Позиционный допуск трех резь-
бовых отверстий равен 0 0,1 мм
(допуск зависимый) на участке,
расположенном вне детали и вы-
ступающем на 30 мм от поверх-
ности
МНИ
| _ ЗотЗ М12-6Н
1 Г |Ф|0#/®®|
Допуск пересечения осей от-
верстий Г=0,06 мм
III. Суммарные допуски формы и расположения
Допуски радиального и торцевого биения,
биения в заданном направлении
Допуск радиального биения
вала относительно оси конуса
равен 0,01 мм
Допуск радиального биения
участка поверхности относитель-
но оси отверстия А равен 0,2 мм
-Е=
76
Продолжение табл. 1.42
Указание допуска; пояснения
Допуск радиального биения
отверстия равен 0,01 мм. Первая
база — поверхность А. Вторая
база — ось поверхности В. До-
пуск торцевого биения относи-
тельно тех же баз 0,016 мм
Допуск биения конуса относи-
тельно оси отверстия А в на-
правлении, перпендикулярном
к образующей конуса, равен
0,01 мм
Допуск торцевого биения на
диаметре 20 мм относительно оси
поверхности А равен 0,1 мм
Допуск радиального биения
поверхности относительно общей
оси поверхностей Л и В равен
0,1 мм
Допуск полного радиального биения,
допуск полного торцевого биения
Допуск полного радиального
биения относительно общей оси
поверхностей А и В равен 0,1 мм
Допуск полного торцевого бие-
ния поверхности относительно
оси поверхности равен 0,1 мм
п
Продолжение табл. 1.42
Указание допуска; пояснения
Допуск формы заданного профиля (заданной поверхности)
Допуск формы заданного про-
филя 7=0,04 мм
Допуск формы заданной по-
верхности относительно поверх-
ностей А. Б. В 7=0,1 мм
Суммарный допуск параллельности и плоскостности,
перпендикулярности и плоскостности, наклона и плоскостности
Суммарный допуск
параллельности и пло-
скостности поверхно-
сти относительно ос-
нования равен 0,1 мм
~//£7\0,1
Суммарный допуск
перпендикулярности и
плоскостности поверх-
ности относительно
основания равен
0,02 мм
Суммарный допуск
наклона и плоскост-
ности поверхности от-
носительно основания
равен 0,05 мм
1.6. ШЕРОХОВАТОСТЬ И ВОЛНИСТОСТЬ ПОВЕРХНОСТИ
Шероховатость поверхности — совокупность неровностей поверх-
ности с относительно малыми шагами, выделенных с помощью ба-
зовой длины.
Параметры шероховатости, их числовые значения, термины,
определения, обозначения регламентированы ГОСТ 2789—73 (СТ
СЭВ 638—77) и ГОСТ 2.309—73 (СТ СЭВ 1632—79). В основу
нормирования и количественной оценки шероховатости поверхности
положена 1 система средней линии профиля m — система М. Соглас-
но ГОСТ 2789—73 (СТ СЭВ 638—77) приняты следующие опреде-
ления (рис. 1.5 и 1.6).
Базовая линия — линия, относительно которой опреде-
ляются и оцениваются параметры шероховатости поверхности.
1 В рекомендации ИСО Р468 «Шероховатость поверхности»
приняты две системы отсчета высот неровностей: система М — от-
счет высот неровностей от средней линии и система Е — отсчет вы-
сот неровностей от огибающей линии неровностей поверхности.
78
Рис. 1.6. Схемы к опре-
делению параметров ше-
роховатости:
а, б — профиль; в — базо-
вая длина; средняя (г) и
центральная (д) линии
профиля; е — местные вы-
ступы и впадины профиля;
ж — выступы и впадины
профиля, шаги
Рис. 1.5. Основные параметры шероховатости
5азо5ая линия
-3)
Базовая длина Z, мм,— длина базовой линии, используе-
Мая для выделения неровностей, характеризующих шероховатость
поверхности.
Отклонение профиля у — расстояние между точкой ре-
ального профиля и базовой линией.
Средняя линия профиля т — базовая линия, имеющая
форму номинального профиля и делящая реальный профиль так, что
в пределах базовой длины сумма квадратов отклонений профиля
от этой линии минимальна I | y2dx = min 1.
\ о /
Центральная линия п р о ф и л я — базовая линия, име-
ющая форму номинального профиля, расположенная эквидистантно
общему направлению реального профиля и делящая последний так,
что в пределах базовой длины суммы площадей, заключенных меж-
ду э^ой линией и реальным профилем, по обе ее стороны одина-
ковы:
п п
2^=2^-
Z=1 1 = 1
Уровень сечения профиля р — расстояние между ли-
нией выступов профиля и линией, пересекающей реальный профиль
и эквидистантной линии выступов профиля.
Среднее арифметическое отклонение профи-
ля Ra, мкм, — среднее арифметическое абсолютных значений от-
клонений профиля в пределах базовой длины:
Р — J |у (х); dx или приближенно Ra = —2 1У (x0L где —
а 1 Ъ п /=1
базовая длина, и — число выбранных точек профиля на базовой
длине.
Высота неровностей профиля по десяти точ-
кам Rz, мкм, — сумма средних абсолютных значений высот пяти
наибольших выступов профиля и глубин пяти наибольших впадин
профиля в пределах базовой длины:
Rz
5 -5
2 2 1^
1=1 /=1
5
где Урпц—высота i-ro наибольшего выступа профиля; yvmi—глу-
бина i-й наибольшей впадины профиля.
Наибольшая высота неровностей профиля
Ятах, мкм, — расстояние между линией выступов профиля и линией
впадин профиля в пределах базовой длины: Лтах = УртйХ + Уг/тах-
Средний шаг неровностей Sm, мм, — среднее значе-
ние шагов неровностей профиля в пределах базовой длины:
1 п
Smb
где п — число шагов неровностей в пределах базовой длины;
Smi — шаг неровностей профиля, равный длине отрезка средней ли-
нии профиля, ограничивающей неровность профиля.
80
Средний шаг местных выступов профиля S,
мм, — среднее значение шагов местных выступов профиля, находя-
щихся в пределах базовой длины: S =
п
2 5/.
/=1
п
Опорная длина профиля 1Р, мм, — сумма длин отрез-
ков, отсекаемых на заданном уровне р в материале профиля ли-
нией, эквидистантной средней линии, в пределах базовой длины:
п
/=1
Относительная опорная длина профиля t р, %—
отношение опорной длины профиля к базовой длине:
1Р
^ = — •100%.
Числовые значения уровня сечения р указываются в % от
^?тоах.
Параметры для нормирования и обозначения шероховатости по-
верхности. Требования к шероховатости поверхности деталей уста-
навливаются исходя из функционального назначения поверхностей
деталей конкретных изделий и их конструктивных особенностей.
Согласно ГОСТ 2789—73 (СТ СЭВ 638—77) нормирование и
количественная оценка шероховатости поверхности производятся
с помощью высотных параметров Ra> Rz и 7?max, шаговых парамет-
ров Sm и S и параметра tp — относительной опорной длины про-
филя. Параметр Ra является предпочтительным, так как при опре-
делении параметра Rx в зависимости от формы профиля в некото-
рых случаях возникают проблемы в связи с тем, что имеется мень-
ше пяти выступов или впадин профиля на базовой длине. Кроме
того, параметр Ra более точно определяет шероховатость, так как
является интегральным.
Для лучшей оценки свойств шероховатости устанавливают до-
пустимые значения не только Ra (Rz), но и RmAx, S, Sm, tP, а так-
же требования к направлению неровностей (табл. 1.48) и к виду
(или последовательности видов) обработки, если он единственный
для обеспечения заданного качества поверхности.
Износостойкость, контактная жесткость, прочность прессовых
посадок и другие эксплуатационные свойства сопрягаемых поверх-
ностей деталей связаны с фактической площадью их контакта. Для
определения опорной площади, которая будет образована под рабо-
чей нагрузкой, используют построенные кривые нарастания опорной
длины профиля tp при увеличении уровня сечения профиля р
(рис. 1.7). При выборе значений tp следует учитывать, что с его
возрастанием требуются все более трудоемкие процессы обработки;
например, при /р=25% можно применить чистовое течение, а при
/р = 40% необходимо хонингование.
Установлены пределы числовых значений параметров шерохова-
тости (табл. 1.43 и 1.44) и рекомендуются определенные соотноше-
ния значений параметров и базовой длины.
При различных видах обработки деталей могут быть достиг-
нуты соответствующие шероховатость поверхности и степень точно-
сти получаемых размеров. Может быть рекомендовано и определен-
ное взаимоотношение параметров шероховатости и дрпуска на раз-
мер (см. рис. 1.8 и табл. 1.45).
ai
ГОСТ 2.309-—73 (СТ СЭВ 1632—79) определяет структуру
условных обозначений шероховатости поверхности на чертеже
(рис. 1.9, а) и знаки (рис. 1.9, б, в, г, д).
Если в обозначении шероховатости указывается только вели-
чина параметра (параметров), то используются знаки без полки
(рис. 1.9, в, г, д). Краткая характеристика условных знаков и при-
меры их использования приведены в табл. 1.46, 1.47.
Рис. 1.7. Кривая относительной опорной
длины профиля
Таблица 1.43. Числовые значения параметров шероховатости
и базовой длины по ГОСТ 2789—73 (СТ СЭВ 638—77)
Высотные параметры1, мкм Шаговые параметры, мм
^тах ^тах 1 R« 5 , 5 nV
— 1000 100 10,0 1,00 0,100 — 0,010 — 10,0 1,00 0,100 0,010
— 800 80 8,0 0,80 0,080 — 0,080 — 8,0 0,80 0,080 0,008
— 630 63 6,3 0,63 0,063 —— — 6,3 0,63 0,063 0,006
— 500 50 5,0 0,50 0,050 — _ — 5,0 0,50 0,050 0,005
— 400 40 4,0 0,40 0,040 » Ч. —— — 4,0 0,40 0,040 0,004
— 320 32 3,2 0,32 0,032 — — — 3,2 0,32 0,032 0,003
— 250 25 2,5 0,25 0,025 — — — 2,5 0,25 0,025 0,002
— 200 20 2,0 0,20 — 0,020 — — 2,0 0,20 0,020 —
1600 160 16 1,6 0,16 — 0,016 — — 1,6 0,16 0,016 —
1250 125 12,5 1,25 0,125 — 0,012 — 12,5 1,25 0,125 0,0125 —
Относительная опорная длина про- филя tp, % Уровень сечения р, % от Лщах
10; 15; 20; 25; 30; 40; 50; 60; 70; 80; 90 5; 10; 15; 20; 25; 30; 40; 50; 60; 70; 80; 90
Базовая длина Z, мм
0,01; 0,03; 0,08; 0,25; 0,80; 2,5; 8,0; 25,0
1 Предпочтительные значения подчеркнуты.
82
Рис. 1 8. Зависимость шероховатости поверхности
от допуска
д)
Рис. 1.9. Структура обозначения шеооховатости поверхности (а)
и знаки обозначения (б, в, г, д); высота h равна высоте
цифр размерных чисел; Н— (1,5...3,0) h
Таблица 1.44. Соотношение значений параметров шероховатости
Ra и с классами шероховатости
Параметры шероховатости по ГОСТ 2789 - 73 Базовая длина /, мм Классы шероховатости 1
/?£, МКМ мкм
1С>ОЭ
1250 —
1000 —
800 — 25,0 Грубее I класса
630 —
500 —
400 100
320 80
250 63 1
200 50
40
40
125 32 8,0 2
100 25
ол 20
ои 20
63 16 3
50 12,5 10,0
ЛА
4U 10,0
32 8,0 4
25 С\/л 6,3 5,0 2,5
А) 5,0
16 4,0 5
12,5 3,2
10,0 О ГП
2,50
10,0
8,0 2,00 1,60 1 nr. 6
6,3
1,25
6,3
5,0 1,00 0,8 7
4,0 3,2 0,80 (\ ZJQ
0,бо
3,2
2,5 0,50 8
2,0 0,40
1,60 0,32
1 Классификация по отмененному стандарту.
84
Продолжение табл. 1.44
Параметры шер по ГОСТ 2 оховатости 789-73 Базовая длина 7, Классы
мкм мкм мм шероховатости 1
1,60 1,25 1,00 0,80 0,25 0,20 п 9
0,80 U, LUU
0,63 0,50 0,40 0,125 0,100 Л ЛОЛ 0,25 10
0,40 U,V0V
0,32 0,25 0,20 0,063 0,050 Л ЛЯЛ 11
0,200 0,160 0,125 Л 1 АП и ,U't V 0,032 0,025 0,020 12
0,020
0,080 0,063 0,016 0,012 0,010 0,08 13
0,050 0,010
0,040 0,032 0,025 0,008 14
Таблица 1.45. Минимальные требования к шероховатости
поверхности в зависимости от допусков размера и формы
Класс точности по ОСТ (ориенти- ровочно) Допуск размера по квали- тет ам Допуск формы, % от допуска размера Номинальные размеры, мм
До 13 Св. 18 до 50 Св. 50 до 120 Св. 120 до 500
Значения 2?^, мкм, не более
— IT4 100 60 40 0,4 0,2 0,1 0,8 0,4 0,2 1,6 0,8 0,4
Величина допуска по квалитету, мкм (3...5) (6... 10) (12...20)
— 1Т5 100 60 40 0,4 0,2 0,1 0,8 0,4 0,2 1,6 0,8 0,4
Величина допуска по квалитету, мкм (4...8) (9...11) (13...27)
85
Продолжение табл. 1.45
Класс точности по ОСТ ориенти- ровочно) Допуск формы, % от допуска размера Номинальные размеры, мм
Допуск размера по квали- До 18 Св. 18 до 50 Св. 50 до 120 Св. 120 до 500
тетам Значения /?л, мкм, не более
1 IT6 100 60 40 0,8 0,4 0,2 1,6 0,8 0,4 3,2 1,6 0,8
Величина допуска по квалитету, мкм (6...11) (13...22) (25...40)
2 1Т7 100 60 40 1,6 0,8 0,4 3,2 . 1,6 0,8 3,2 3,2 1,6
Величина допуска по квалитету, мкм (10...18) (21...35) (40...63)
2а IT8 100 60 40 1,6 0,8 0,4 3,2 1,6 0,8 3,2 3,2 1,6
Величина допуска по квалитету, мкм (14...27) (33...39) (46...97)
3 IT9 100; 60 40 25 3,2 1,6 0,8 3,2 3,2 1,6 6,3 3,2 1,6 6,3 6,3 3,2
Величина допуска по квалитету, мкм (25...43) (52...62) (74...87) (100...155)
За IT10 100; 60 40 25 3,2 1,6 0,8 6,3 3,2 1,6 6,3 6,3 3,2
Величина допуска по квалитету, мкм (40...70) (84...140) (160...250)
4 IT11 100; 60 40 25 6,3 3,2 1,6 12,5 6,3 3,2
Величина допуска по квалитету, мкм (60... 160) (190...400)
5 IT12 и IT13 100; 60 40 12,5 6,3 25 12,5
Величина допуска по квалитету, мкм (100...390) (300...970)
86
Продолжение табл. 1.45
Класс (точности по ОСТ ориенти- ровочно) Допуск размера по квали- тетам Допуск формы, % от допуска размера Номинальные размеры, мм
До 13 Св. 18 до 50 Св. 50 до Св. 120 до 120 500
Значения # , мкм, не более
7; 8 IT14 и IT15 100; 60 40 12,5 12,5 25 12,5 50 25
Величина допуска по квалитету, мкм (250...700) (520... 1000) (740...2500)
9; 10 IT16 и IT17 100; 60 40 25 25 50 25 100 50
Величина допуска по квалитету, мкм (600...1800) (1300...2500) (1900...6300)
Примечание. В скобках приведен диапазон допусков соот-
ветствующего квалитета для данного диапазона размеров согласно
СТ СЭВ 145—75.
Рис. 1.10. Расположение знаков шероховатости на чертежах
На чертежах шероховатость обозначают на изображении дета-
лей—линиях контура и выносных линиях (ближе к размерной ли-
нии) или на полках линий выноса, а при недостатке места — на
размерных линиях или их продолжениях. На линиях невидимого
контура обозначение шероховатости допускается наносить только
в тех случаях, когда от этих линий вынесен размер. Если знак
шероховатости не имеет полки, то его располагают определенным
образом относительно основной надписи чертежа (см. рис. 1.10, а, б).
87
В отдельных случаях шероховатость можно обозначать в пра-
ьом верхнем углу чертежа. Знак шероховатости, имеющий полку,
располагают так, как показано на рис. 1.10, в, г.
Контроль шероховатости. Контроль шероховатости поверхности
может осуществляться:
сравнением реальной поверхности изделия с рабочими образ-
цами шероховатости, которые имеют стандартизованные значения
параметра Ra и изготовляются для определенных способов обра-
ботки по техническим условиям согласно ГОСТ 9378—75; вместо
образцов шероховатости могут быть применены аттестованные об-
разцовые детали;
измерением параметров шероховатости с помощью щуповых или
оптических приборов. Числовые значения параметров шероховатости
определяются непосредственно по шкале приборов (профилометров),
по увеличенному изображению профиля или записанной профило-
грамме сечения.
Если в технических требованиях не задано направление измере-
ния шероховатости, то измерения производят в направлении наибо-
лее грубой шероховатости. При обработке резаниём этому условию
соответствует направление измерения, перпендикулярное главному
движению (поперечная шероховатость).
Таблица 1.46. Знаки обозначения шероховатости поверхности
Знак, пример обозначения Пояснения
Знаки обозначения шероховатости поверхности
Знак (основной) обозначения шерохова-
тости поверхности, используемый для ука-
зания параметров шероховатости и других
данных
Знак обозначения шероховатости поверх-
ности, метод образования которой не уста-
навливается; знак является предпочтитель-
ным
Знак обозначения шероховатости поверх-
ности, образуемой удалением слоя металла,
например, точением, фрезерованием, сверле-
нием, шлифованием, полированием, травле-
нием и т. п. (конкретный вид обработки
может и не указываться)
Знак обозначения шероховатости поверх-
ности, образуемой без удаления материала,
например, литьем, ковкой, прессованием,
волочением, вытяжкой и т. п. (конкретный
вид образования поверхности может и не
указываться)
Продолжение табл. 1.46
Знак,
пример обозначения
Пояснения
Указание
контролируемого параметра
шероховатости
Символ параметра шероховатости Ra не
указывается перед его числовым значением
$т0,63/
Символы параметров Rz> Rm**, Sm, S и
tp указываются перед числовыми значения-
ми этих параметров; числовые значения па-
раметров 7?а, Rt и Rm&x задаются в мкм,
Sm и 3 — в мм; —в %, значения уровня
сечения р для параметра tp — в % от Яшах
Нормирование числовых значений параметров
шероховатости
0,080,
Rjnax0,63/
tso 50/
0,160
0,80
Указано наибольшее предельное значение
параметров шероховатости Ra, Rz, Яшах,
Smt 3; их наименьшее значение не ограни-
чивается. Указано наименьшее предельное
значение параметра tp
При указании диапазона значений пара-
метра шероховатости (наибольшего и наи-
меньшего) в обозначении приводят преде-
лы значений параметра, размещая их в две
строки; значение, указываемое сверху, со-
ответствует наиболее грубой допускаемой
шероховатости. Способ обозначения приме-
няется в отдельных* случаях, когда по усло-
виям эксплуатации излишне гладкая по-
верхность недопустима
89
Продолжение табл. 1.46
Знак,
пример обозначения
Пояснения
При указании номинального значения
параметра шероховатости устанавливают
допустимые отклонения в % от заданного
номинального значения. Величина отклоне-
ний выбирается из ряда: 10, 20, 40 Откло-
нения могут быть односторонними (в плюс
или в минус) или симметричными (±).
Способ обозначения применяется в основ-
ном для образцов сравнения шероховато-
сти или образцовых деталей, а также для
ответственных деталей с особыми требова-
ниями по условиям эксплуатации
Одновременное нормирование двух и более
параметров шероховатости для одной и той же
поверхности
о 0,160
0,0 S3
0,040
При указании двух или более параметров
шероховатости их числовые значения запи-
сывают сверху вниз в определенной после-
довательности: параметр высоты неровно-
стей профиля Ra (Rz, 2?max); параметр
шага неровностей S (Sm); относительная
опорная длина профиля tp. В приведенном
примере значение Ra не более 0,160 мкм,
Sm — в пределах 0,040...0,063 мм, tp — при
уровне сечения профиля 50% в пределах
50—70%
Нормирование дополнительных данных
Rz$П),8
1,0/0^25
Числовое значение базовой длины I,
в мм, указывается в тех случаях, если
устанавливаемые значения параметров Ra,
Rz и 7?max должны быть определены на ба-
зовой длине, отличающейся от рекомендо-
ванной стандартом (см. табл. 1.43). В при-
веденном примере параметр R2t равный
5 мкм, должен быть определен на базовой
длине 0,8 мм, a Ra, равный 1,0 мкм, — на
длине 0,25 мм
Направление неровностей с помощью зна-
ков (см. табл. 1.48) указывается в тех слу-
чаях, когда оно влияет на функциональные
свойства поверхности
90
Продолжение табл, 1.46
Знак, пример обозначения Пояснения
ШаБрить 032/ Вид обработки поверхности указывается только в случаях, когда данный вид обра-
Полировать 0,02/~~ ботки (операция) является единственным обеспечивающим требуемое качество по- верхности. При этом в зависимости от вида
НалаЬ'цРать чУ обработки применяют либо знак обязатель- ного удаления поверхностного слоя, либо знак его обязательного сохранения
Примеры обозначения шероховатости
2\/ поверхности Наибольшее допустимое значение пара- метра Ra равно 2,50 мкм; наименьшее зна- чение параметра Ra не ограничено; метод образования поверхности не задан
То же, но для обозначения шероховато- сти поверхности, образуемой удалением слоя материала; конкретный вид заверша- ющей обработки (операции) по образова- нию поверхности не указан
Растачивание тонкое{а лмс ? »ое1 20 То же, но для обозначения шероховато- сти поверхности, образуемой удалением слоя материала при указании вида обра- ботки (операции); в данном примере — тонкое (алмазное) растачивание
То же, но для обозначения шероховато- сти поверхности, образуемой без удаления материала; конкретный вид образования поверхности не указан
1,25 D0 Указаны наибольшее (1,25 мкм) и наи- меньшее (0,63 мкм) допустимые значения параметра Ra\ метод образования поверх- ности не указан
п2го Указаны наибольшее (20 мкм) и наи- меньшее (10 мкм) допустимые значения параметра Rz, поверхность образуется уда- лением слоя материала
Продолжение табл. / ,46
Знакь_ пример обозначения Пояснения
0,63 0,40 КоБО/~о~в" V 2,5 Указаны наибольшее (0,63 мкм) и наи- меньшее (0,40 мкм) допустимые значения параметра Ra,„ определяемые на базовой длине 1, равной 0,8 мм; относительная опор- ная длина профиля tp при уровне сечения профиля 40% не должна быть меньше 60% и должна определяться на базовой длине, равной 2,5 мм; метод образования поверх- ности не указан
h0,32/r0,8'~ V Указаны наибольшее допустимое значе- ние параметра /?2, определяемое на базовой длине 0,8 мм; направление неровностей должно быть перпендикулярно линии, изо- бражающей на чертеже поверхность, кото- рая образуется удалением слоя материала
Sm 0,063 о,ом , . 1ю80±107<>/0,8 \ 7 °>25 V 250 Указаны наибольшее значение параметра Ra> равное 0,1 мкм, на базовой длине 0,8 мм; наибольшее"(0,063 мм) и наимень- шее (0,040 мм) допустимые значения пара- метра Sm на базовой длине 0,25 мм, но- минальное значение параметра tp на базо- вой длине 2,50 мм составляет 80% при до- пустимых отклонениях ±10% при уровне сечения профиля р, равном 50%; метод образования поверхности не указан
0,32 Ша&риъь Зщ 0,040/ 0,25 м Указаны наибольшие допустимые значе- ния параметра Ra, равное 0,32 мкм, и Sm, равное 0,040 мм, определяемое на базовой длине 0,25 мм; метод образования поверх- ности удалением слоя материала при завер- шающем виде обработки — шабрение; на- правление неровностей произвольное (М)
Таблица 1.47. Обозначение на чертежах шероховатости
поверхностей
Примеры
Требования к шероховатости поверхностей
(пояснения)
Шероховатость всех поверхностей детали
одинакова. Обозначение шероховатости поме-
щают в правом верхнем углу чертежа
Шероховатость нескольких поверхностей
одинакова. Обозначение шероховатости этих
поверхностей помещают в правом верхнем
углу чертежа и дополняют знаком шерохова-
тости х/ в скобках. Шероховатость других
поверхностей обозначают на чертеже детали
92
Продолжение табл. 1.47
Примеры
а/ М/оТов
v=v м
Требования к шероховатости поверхностей
(пояснения)
Поверхность или часть поверхностей не под-
лежат обработке по данному чертежу. Такие
поверхности обозначают знаком У без указа-
ния числового значения параметра шерохова-
тости. В основной надписи чертежа должна
быть дана ссылка (в виде указания сортамен-
та материала) на стандарт или технические
условия, где установлены требования к шеро-
ховатости этих поверхностей
Часть поверхностей не подлежит обработке
по данному чертежу. Шероховатость этих по-
верхностей на чертеже не указывается, а знак
4 без указания числового значения шерохова-
тости выносят в правый верхний угол чертежа
перед знаком шероховатости У в скобках
Для частей поверхностей детали, шерохова-
тость которых не обусловлена требованиями
конструкции, условный знак шероховатости не
наносится. В этом случае одинаковые для ча-
сти поверхностей требования к шероховатости
или знак i (без числового значения) в угол
чертежа не выносят
Шероховатость поверхности на чертеже до-
пускается обозначать упрощенно с применени-
ём знака У и строчных букв русского алфа-
вита. Упрощенное обозначение должно разъ-
ясняться в технических требованиях чертежа
Прерывистая поверхность или поверхность
повторяющихся элементов (отверстий, пазов,
зубьев, шлицев и т. п.), количество которых
указано на чертеже, должно иметь одинако-
вую шероховатость. Обозначение ее в этом
случае наносят один раз и так же, как и для
одной и той же поверхности при нескольких
ее изображениях
Отдельные участки одной и той же поверх-
ности должны иметь различную шерохова-
тость Участки разграничивают сплошной топ-
кой линией с указанием размера участка той
или иной шероховатости
Шероховатость рабочих поверхностей зубь-
ев зубчатых колес, если на чертеже не приве-
ден их профиль, наносят на линии делитель-
ной окружности (а, б, в), а для глобоидных
червяков и сопряженных с ними колес — на
линии расчетной окружности (г)
93
Продолжение табл. 1.47
Примеры Требования к шероховатости поверхностей (пояснения)
ё 1 1 Шероховатость боковой поверхности резьбы, профиль которой на чертеже не указан, обо- значают на выносной линии для указания раз- мера резьбы (а) или на ее продолжении (б)
Шероховатость поверхностей, образующих контур, одинакова. Обозначение шероховато- сти наносят один раз
Шероховатость поверхностей, плавно пере- ходящих одна в другую, одинакова. Обозна- чение шероховатости наносят один раз
Шероховатость Rz1D поверхности А~\/ Шероховатость всех частей поверхности сложной конфигурации одинакова. Обозначе- ние шероховатости допускается указывать в технических требованиях чертежа со ссыл- кой на буквенное обозначение поверхности, отмеченной на чертеже равноотстоящей на 0,8... 1,0 мм от поверхности штрихпунктирной линией
Если для поверхности, на которую наносит-
ся покрытие, должна быть указана шерохова-
тость до покрытия, то ее обозначают по об-
щихМ правилам
^Шероховатость по-
верхности после пок-
рытия
Для поверхности, на которую наносится по-
крытие, может быть указана шероховатость
до и после покрытия. Обозначение шерохова-
тости до покрытия (например, 7?а не более
0,4 мкм) наносят относительно линии чертежа,
изображающей поверхность, а после покрытия
(например, Ra не более 0,8 мкм) —относи-
тельно штрихпунктирной линии, равноотстоя-
щей от линии чертежа с указанием при необ-
ходимости размера поверхности с шероховато-
стью после покрытия
Если для поверхности, на которую наносит-
ся покрытие, должна быть указана ее шеро-
ховатость только после покрытия, то это ого-
варивается в технических требованиях чертежа
94
Таблица 1.48. Типы и условное обозначение направления
неровностей поверхности (по ГОСТ 2789—73)
Направление неровностей Условное обозначе- ние на чертеже Схемати- ческое изобра- жение Пояснения
Параллельное — Параллельно линии, изобра- жающей на чертеже поверх- ность
Перпендику- лярное \/l” Перпендикулярно линии, изо- бражающей на ,геотеже по- верхность
Перекрещи- вающееся \/х~ Перекрещивание в двух на- правлениях наклонно к линии, изображающей на чертеже по- верхность
Произвольное ч/м” Различные направления по отношению к линии, изобража- ющей на чертеже поверхность
Кругообраз- ное ч/с~ Приблизительно кругообраз- но по отношению к центру по- верхности
Радиальное ч/Г Приблизительно радиально по отношению к центру по- верхности
Волнистость поверхности — это совокупность периодически по-
вторяющихся неровностей, у которых расстояние между смежными
возвышенностями или впадинами превышает базовую длину I. Вол-
нистость занимает промежуточное положение между шероховато-
стью и отклонениями формы поверхности (табл. 1.49). Условно гра-
ницу между различными порядками отклонений поверхности можно
установить по значению отношения отклонения шага 5 w к высоте
неровностей №г. Отклонения, у которых отношение Sw/^<40, от-
носят к шероховатости поверхности, при — к вол-
нистости, при Sw/W'z> 1 000 — к отклонениям формы.
9S
Рекомендацией СЭВ по стандартизации PC 3951—73 уста поз-
лены три параметра волнистости.
Высота волнистости WZt мкм, — среднее арифметиче-
ское из пяти ее значений (Fi...№5), определенных на длине участка
измерения Lw, равной не менее пяти действительным наибольшим
1 хл
шагам волнистости (рис. 1.11, a): Wz == -у 2 ^1* Допускается
непоследовательное расположение участков измерения. Числовые
предельные значения Wz следует выбирать из ряда: 0,1; 0,2; 0,4; 0,8;
1,6; 3,2; 6,3; 12,5; 25; 50; 100; 500. Отдельное измерение высоты
волнистости производят на длине £Ц7., равной одной пятой части
длины Lw.
Рис. 1.11. Схема, иллюстрирующая определение высоты (а) и
шага (б) волнистости поверхности
Наибольшая высота волнистости 1ГШах, мкм,—
расстояние между наивысшей и наинизшей точками измеренного
профиля в пределах Lw> измеренное на одной полной волне.
Средний шаг волнистости S vr, мм, — среднее ариф-
метическое значение длин отрезков S1Г. средней линии, ограничен-
ных точками их пересечения с соседними участками профиля вол-
нистости (рис. 1.11, б):
1 п
*
Положение средней линии mw определяется так же, как и
средней линии профиля т шероховатости.
Волнистость поверхностей измеряют специальными приборами.
Для определения волнистости плоских поверхностей могут быть ис-
пользованы некоторые типы приборов для измерения шероховато-
сти, например профилометры-профилографы моделей 201 и 202,
профилографы ММИ-2, ИС-32, ИЗП-5 и др. Измерения производят
с применением специальных устройств, позволяющих увеличивать
длину измеряемой трассы, а также отделять волнистость от шеро-
ховатости. Волнистость может быть измерена и с помощью некото-
рых приборов для определения прямолинейности, например авто-
96
Таблица 1.49. Параметры волнистости при некоторых видах
механической обработки
Вид механической обработки Высота волны, мкм Шаг волны, мм
Плоское шлифование 1,1...3,8 1,1...4,8
Строгание 1,0...2,5 1,3...4,0
Точение 1,0... 10,7 1,4...9,0
Скоростное фрезерование 1,4...6,0 1,6 .Д2
Притирка 0,75...2,0 0,8...4,0
коллиматорами с автоматической фиксацией результатов, оптиче-
скими линейками (ИС-36 и др.), линейками ЛИП-3 и УИП-5, при-
бором «Талилин».
Волнистость цилиндрических поверхностей может быть измере-
на с помощью приборов для измерения некруглости — кругломерами
отечественных и зарубежных фирм, прибором МПГ-3 и др , а также
специальными приборами ОКП-1 и 267 для контроля подшипников.
4 П-. П. СеребреняцкиЛ
ТЕХНОЛОГИЧЕСКАЯ ДОКУМЕНТАЦИЯ.
ГЛАВА
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС.
РЕЖИМЫ РЕЗАНИЯ
2
2.1. ТЕХНОЛОГИЧЕСКАЯ ТЕРМИНОЛОГИЯ
Единая система технологической подготовки производства
(ЕСТПП) представляет собой широкий комплекс организационных,
технических и инженерных работ, направленных на наиболее эф-
фективную организацию производства. Функционирование ЕСТПП
в соответствии с ее назначением обеспечивается комплексным при-
менением стандартов ЕСТПП, отраслевых стандартов и стандартов
предприятий, а также других документов, в том числе:
Единой системы конструкторской документации (ЕСКД);
Единой системы технологической документации (ЕСТД);
Единой системы классификации и кодирования технико-эконо-
мической информации;
Единой системы аттестации качества продукции;
государственной системы обеспечения единства измерений и др.
Основные требования к технологической подготовке производ-
ства (ТПП) установлены ГОСТ 14.002—73.
Используемые в ЕСТПП стандарты определяют соответствую-
щую терминологию.
Основные общие понятия ТПП (ГОСТ 14.004—74). Техно-
логическая подготовка производства — совокупность
взаимосвязанных процессов, обеспечивающих технологическую го-
товность предприятия к выпуску изделий заданного уровня качества
при установленных сроках, объеме выпуска и затратах.
Программа выпуска изделий (программа выпуска) —
перечень наименований изготовляемых или ремонтируемых изделий
с указанием объема выпуска и срока выполнения по каждому на-
именованию.
Объем выпуска — количество изделий определенных на-
именований, типоразмера и исполнения, изготовляемых или ремон-
тируемых объединением, предприятием или его подразделением
в течение планируемого интервала времени.
Единичное производство — производство, характери-
зуемое широкой номенклатурой изготовляемых или ремонтируемых
изделий и малым объемом выпуска изделий.
Серийное производство — производство, характеризуе-
мое ограниченной номенклатурой изделий, изготовляемых или ре-
монтируемых периодически повторяющимися партиями, и сравни-
тельно большим объемом выпуска.
98
Массовое производство — производство, характеризуе-
мое узкой номенклатурой и большим объемом выпуска изделий, не-
прерывно изготовляемых или ремонтируемых в течение продолжи-
тельного времени.
Опытное производство — производство образцов, пар-
тий или серий изделий для проведения исследовательских работ или
разработки конструкторской и технологической документации для
установившегося производства.
Поточная организация производства — форма
организации производства, характеризуемая расположением средств
технологического оснащения в последовательности выполнения опе-
раций технологического процесса и специализации рабочих мест.
Групповая организация производства — форма
организации производства, характеризуемая совместным изготовле-
нием или ремонтом групп йзделий различной конфигурации на спе-
циализированных рабочих местах.
Виды изделий (ГОСТ 2.101—68— СТ СЭВ 364—76). Изде-
лием называется любой предмет или набор предметов производ-
ства, подлежащих изготовлению на предприятии. В зависимости от
назначения их делят па изделия основного и вспомогательного про
изводства. К первым относят изделия, выпускаемые для поставка
(реализации). Ко вторым — изделия, предназначенные только для
собственных нужд изготовляющего их предприятия.
Деталь — изделие, выполненное из однородного по наименова'
нию и марке материала без применения сборочных операций.
Сборочная единица — изделие, составные части которого
подлежат соединению между собой на предприятии-изготовителе
сборочными операциями.
Полуфабрикат — изделие предприятия-поставщика, подле-
жащее дополнительной обработке или сборке.
Технологический процесс (ГОСТ 3.1109—73). Производ-
ственный процесс — совокупность всех действий людей и
орудий производства на данном предприятии для изготовления или
ремонта изделий.
Рабочее место — часть пространства, приспособленная для
выполнения работником (группой работников) производственного
задания. Рабочее место включает основное и вспомогательное обо-
рудование, технологическую и организационную оснастку и (на
ограниченное время) предметы производства.
Технологический процесс — часть производственного
процесса, содержащая действия по изменению и последующему
определению состояния предмета производства. Согласно ГОСТ
3.1109—73 технологический процесс бывает проектным, рабочим,
единичным, типовым, стандартным, временным, перспективным,
маршрутным, операционным, маршрутно-операционным.
По методу исполнения различают следующие составные части
технологических процессов: формообразование; литье; формование;
гальванопластика; обработка: резанием, давлением, термическая*
электрофизическая, электрохимическая; нанесение покрытия; сборка;
сварка; пайка; клепка; склеивание; узловая сборка; общая сборка;
контроль качества продукции; ремонт.
Технологическая операция — законченная часть тех-
нологического процесса, выполняемая на одном рабочем месте.
Уставов — часть технологической операции, осуществляемая
при неизменном закреплении обрабатываемых заготовок или соби-
раемой сборочной единицы.
99
Позиция — фиксированное положение, занимаемое неизменно
закрепленной обрабатываемой заготовкой (или собираемой сбороч-
ной единицей) совместно с приспособлением относительно инстру-
мента или неподвижной части оборудования для выполнения опре-
деленной части операции.
Технологический переход — законченная часть техно-
логической операции, характеризуемая постоянством применяемого
инструмента и поверхностей (детали), образуемых обработкой или
соединяемых при сборке.
Вспомогательн ый переход — законченная часть техно-
логической операции, состоящая из действий человека и (или) обо-
рудования, которые не сопровождаются изменением формы, разме-
ров и шероховатости поверхностей, но необходимы для выполнения
технологического перехода.
Рабочий ход — законченная часть технологического пере-
хода, состоящая из однократного перемещения инструмента отно-
сительно заготовки, сопровождаемого изменением формы, размеров,
шероховатости поверхности или свойств заготовки.
Вспомогательный ход — законченная часть технологи-
ческого перехода, состоящая из однократного перемещения инстру-
мента относительно заготовки, не сопровождаемого изменением
формы, размера, шероховатости поверхности или свойств заготовки,
но необходимого для выполнения рабочего хода.
Заготовка — предмет производства, из которого изменением
формы, размеров, шероховатости поверхности и свойств материала
изготовляют деталь или неразъемную сборочную единицу.
Исходная заготовка — заготовка перед первой техноло-
гической операцией.
Основной материал — материал исходной заготовки.
Вспомогательный материал — материал, расходуемый
при выполнении технологического процесса дополнительно к основ-
ному материалу.
Производственная партия — группа заготовок одного
наименования и типоразмера, запускаемых в обработку одновре-
менно или непрерывно в течение определенного интервала
времени.
Операционная партия — производственная партия или
ее часть, поступающая .на рабочее место для выполнения техноло-
гической операции.
Сборочный комплект — группа составных частей изде-
лия, которые необходимо подать на рабочее место для сборки изде-
лия или его составной части.
Технологическое оборудование — орудия производ-
ства, в которых для выполнения определенной части технологиче-
ского процесса размещаются материалы или заготовки, средства
воздействия на них и при необходимости источник энергии.
Технологическая оснастка (оснастка)—орудия про-
изводства, добавляемые к технологическому оборудованию для вы-
полнения определенной части технологического процесса.
Средства технологического оснащения — сово-
купность технологического оборудования, оснастки и средств меха-
низации и автоматизации вспомогательных переходов.
Наладка — подготовка технологического оборудования и
оснастки к выполнению определенной технологической операции.
При наладке станка на размер лезвию инструмента придают тре-
буемое расположение относительно баз заготовки.
ио
Подналадка — дополнительная регулировка технологиче-
ского оборудования и (или) оснастки в процессе работы для вос-
становления достигнутых при наладке значений параметров.
Настройка станка на размер — придание лезвию инстру-
мента требуемого расположения относительно баз заготовки.
Технологичность конструкций (ГОСТ 18831—73). Техноло-
гичность— соответствие изделия требованиям производства и
эксплуатации. По ГОСТ 18831—73 различают технологичность: про-
изводственную; эксплуатационную; при техническом обслуживании;
ремонтную; заготовки; детали; сборочной единицы; по процессу из-
готовления; по форме поверхности; по размерам; по материалам.
Качество продукции (ГОСТ 15467—79, 15895—77, 16035—70,
16456—70, 16504—74). Качество продукции — совокупность
свойств продукции (изделий), обусловливающих ее пригодность
удовлетворять определенные потребности в соответствии с назначе-
нием.
2.2. УСЛОВНЫЕ ОБОЗНАЧЕНИЯ ТЕХНОЛОГИЧЕСКИХ БАЗ
И ЗАЖИМНЫХ УСИЛИЙ
В процессе обработки заготовка детали должна сохранять за-
данное положение относительно элементов станка или приспособле-
ния. Для этого ее необходимо лишить определенного числа степеней
Рис. 2.1. Схема установки заготовки:
УБ — установочная явная база заготов-
ки; ОБ — опорная скрытая база заго-
товки; 1...6 — опорные точки; 7 — заго-
товка; 8 — губки самоцентрирующих
тисков
Рис. 2 2. Базирование заго-
товки:
1.6 — двусторонние связи по
опорным точкам, УБ — устано-
вочная база, НБ — направля-
ющая база; ОБ — опорная ба-
за
свободы из возможных шести: трех прямолинейных движений в на-
правлении выбранных осей координат й трех вращательных движе-
ний вокруг этих или параллельных им осей. Придание заготовке
или изделию требуемого положения относительно выбранной систе-
мы координат называется базированием. Вопросы базирова-
ния сформулированы ГОСТ 21495—76. Ниже приведены некоторые
термины и определения (рис. 2.1, 2.2).
Б а з а — поверхность или выполняющее ту же функцию сочета-
ние поверхностей, ось, точка, принадлежащие заготовке или изделию
и и< пользуемые для базирования.
101
Конструкторская база — база для определения поло-
жения детали иЛи сборочной единицы в изделии.
Действительная база — база, фактически применяемая
в конструкции при изготовлении, эксплуатации или ремонте из-
делия.
Комплект б а з — совокупность трех баз, образующих си-
стему координат заготовки или изделия.
Технологическая база —база для определения поло-
жения заготовки или изделия в процессе изготовления или ремонта.
Измерительная база — база для нахождения относи-
тельного положения заготовки
(рис 2.3).
Рис. 2 3 К определению баз:
«4 — измерительная база; / — де-
таль; 2 — индикатор со стойкой,
используемые при измерении от*
клонения от параллельности пло*
скостей; УБ — установочная база
или изделия и средств измерения
Установочная база —
база, лишающая заготовку или
изделие трех степеней свободы —
перемещений вдоль одной коор-
динатной оси и поворотов вокруг
двух других осей.
Направляющая баз а—
база, лишающая заготовку или
изделие двух степеней свободы —
перемещений вдоль одной коор-
динатной оси и поворота вокруг
другой оси.
Опорная база — база,
лишающая заготовку или изделие
одной степени свободы — перемещения вдоль одной координатной
оси или поворота вокруг оси.
Двойная направляющая база — база, лишающая за-
готовку или изделие четырех степеней свободы — перемещений вдоль
двух координатных осей и поворотов вокруг этих осей.
Двойная опорная база — база, лишающая заготовку
или изделие двух степеней свободы — перемещений вдоль двух ко-
ординатных осей.
Скрытая база — база заготовки или изделия в виде вооб-
ражаемой плоскости, оси или точки (см. рис. 2.1).
Явная база — база заготовки или изделия в виде реальной
поверхности, разметочной риски или точки пересечения рисок.
Опорная точка — точка, символизирующая одну из связей
заготовки или изделия с избранной системой координат.
Схема базирования — схема расположения опорных
точек на базах заготовки или изделия.
Смена баз — преднамеренная или случайная замена одних
баз другими с сохранением их принадлежности к конструкторским,
технологическим или измерительным базам.
Погрешность базирования — отклонение фактически
достигнутого положения заготовки или изделия при базировании от
требуемого.
Закрепление — приложение сил и пар сил к заготовке или
изделию для обеспечения постоянства их положения, достигнутого
при базировании.
Установка — процесс базирования и закрепления заготовки
или изделия.
Погрешность установки — отклонение фактически до-
стигнутого положения заготовки или изделия при установке от
требуемого.
102
Таким образом, для обеспечения неподвижности заготовки или
изделия в избранной системе координат на них следует наложить
шесть двусторонних геометрических связей, для создания которых
необходим комплект баз, материализующих шесть опорных точек I
Если в соответствии с назначением изделие должно иметь опреде-
ленное число степеней свободы, то часть связей снимается.
Для обеспечения контакта между поверхностями заготовки и
опорными точками необходимо приложить зажимные усилия, кото-
рые рекомендуется располагать против опорных точек.
При изготовлении деталей используемая технологическая осна-
стка обеспечивает различные схемы базирования и характер на-
правления зажимных усилий. Принятые условные обозначения
(ГОСТ 3.1107—73) технологических баз, опор и зажимных устройств
позволяют указать на операционных эскизах технологических про-
цессов вид установки заготовки на каждой данной операции
(табл. 2.1, 2.2).
Таблица 2.1. Условное обозначение опор и зажимов
Обозначение Наименование
1. Центры: а — гладкие; б — риф-
леные
2. Центры: а — вращающиеся; б —-
плавающие
3. Штыри, пальцы, пластины непо-
движные (а); опоры съемные (б)
4. Оправки: а — цилиндрические;
б — конические
5. Опоры одиночные: а — плаваю-
щие; б — регулируемые, самоуста-
навливающиеся, подводимые
1 На теоретических схемах базирования опорные точки на виде
спереди и сбоку обозначаются знаком ^/\ > а на виДе сверху
163
Продолжение табл. 2J
Обозначение
Наименование
6. Опоры призматического типа:
а — неподвижные; б — подвижные
7. Опоры сблокированные
8. Патроны: а шариковые, роли-
ке вые; б — поводковые
9. Патроны двух-, трех- и четы-
рехкулачковые, цанговые, оправки
разжимные
10. Люнеты: а—неподвижные; б—
подвижные
11. Зажимы механические: а—оди-
ночный; б — сблокированный двой-
ной
12. Зажимы: а — гидравлический,
б — пневматический; в — магнитный
и электромагнитный
Примечание. Ряд элементов (пп. 1, 2, 4, 8, 10) одинаково
изображаются па виде сбоку и в плане.
104
Таблица 2.2. Примеры выполнения схем установок заготовок
на станках
В центрах, на рифленом и
гладком центрах
В центрах, с плавающим и
вращающимся центрами и по-
водковым патроном; упор в то-
рец
В центрах, на гладком и вра-
щающемся центрах, в поводко-
вом патроне и в подвижном
люнете
В центрах, с плавающим и
гладким центрами, в поводко-
вом патроне, упор в торец;
в неподвижном люнете
В приспособлении с опорой на
плоскость, с пневматическим за-
жимом
В неподвижной и подвижной
призмах с опорой на плоскость,
с механическим Зажимом
В трехкулачковом механиче-
ском патроне, с упором в торец
В трехкулачковом пневмати-
ческом патроне без упора в то-
рец
10$
Продолжение табл. 2-2
7ZZZZZZZZZZ
На разжимной цилиндриче-
ской оправке механического ти-
па, с упором в торец
В приспособлении с механи-
ческим зажимом, с опорой на
плоскость и с одной подвижной
опорой
На цилиндрической оправке
с гидравлическим зажимом, с
упором в торец
В приспособлении с электро-
магнитным зажимом, с опорой
на плоскость и с базированием
на отверстие
2.3. ТЕХНОЛОГИЧЕСКИЕ ДОКУМЕНТЫ
Для оформления технологических процессов применяется соот-
ветствующая технологическая документация. Единой системой тех-
нологической документации (ГОСТ 3.1102—74) ’предусматривается
целый ряд технологических документов: маршрутная карта, карта
эскизов, операционная карта, ведомость оснастки, ведомость мате-
риалов, ведомость технологических документов и т. д.
В условиях единичного и опытного производства
основным технологическим документом, с помощью которого техно-
логический процесс доводится до рабочего места, является марш-
рутная- карта формы 2 или 2а по ГОСТ 3.1105—74, допол-
няемая чертежом детали или операционным эскизом. Описание со-
держания технологических операций в маршрутных картах назы-
вается маршрутным.
В серийном и массовом производстве принято исполь-
зовать развернутые технологические процессы с подробным описа-
нием отдельных операций на операционных картах, со-
ставляемых совместно с картами эскизов (формы 5 или 5а
по ГОСТ 3.1105—74). Для записи переходов операций механической
обработки применяются операционные карты-формы 1 и 1а по
ГОСТ 3.1404—74, а операций слесарных, слесарно-сборочных и
электромонтажных — формы 2 и 2а по ГОСТ 3.1407—74. Комплект
операционных карт, карт эскизов, различных ведомостей, составля-
ющих развернутый технологический процесс, обычно сопровождает-
ся маршрутной картой.
Изложение технологического процесса на операционных картах
принято называть пооперационным.
Операционный эскиз — графический технологический документ,
который по своему назначению и содержанию заменяет (на данной
операции) рабочий чертеж изделия (детали). Операционный эскиз
оформляется на карте эскизов в соответствии с определенными тре-
бованиями (рис. 2.4, 2.5, 2.6).
106
1. Главная проекция на операционном эскизе должна изобра-»
жать заготовку в том виде, который она имеет со стороны рабо-
чего места у станка после выполнения операции. Число дополни-
тельных проекций, сечений, разрезов и выносных элементов должно
Рис. 2.4. Операционный эскиз на опера-
цию фрезерования поверхности
* Ряжр М CtyalsK-
Рис. 2.5. Операционный эскиз на операцию обработки 6 отверстий
0 12Я8
быть достаточным, чтобы показать все обрабатываемые на данной
операции поверхности, их размеры, а также поверхности, принятые
за базы. Если операция состоит из нескольких установов, то на
карте эскизов вычерчиваются эскизы заготовки после обработки ее
при каждом установе (рис. 2.6).
107
2. Графическое изображение заготовки допускается вычерчи-
вать в произвольном масштабе.
3. Обрабатываемые поверхности заготовки на операционном
эскизе показываются утолщенной сплошной линией толщиной 2...
3 s по ГОСТ 2.303—68 (СТ СЭВ 1178—78), где s — толщина ос-
новных линий на эскизе.
4. На операционном эскизе указывают только те значения, ко-
торые определяют размеры обрабатываемых на данной опе-
рации поверхностей и их положение относительно баз.
Рис. 2 6. Операционный эскиз на операцию
обработки вала на токарном станке за два
установа
5. Размеры указываются с предельными отклонениями в виде
чисел или условных обозначений полей допусков и посадок согласно
стандартам Характер простановки размеров на операционном
эскизе должен отвечать требованиям ГОСТ 2.307—68 (см. табл. 1.34).
6. При полной записи содержания переходов все размеры об-
рабатываемых поверхностей условно нумеруются арабскими циф-
рами. Номер размера обрабатываемой поверхности проставляют
в окружности диаметром 6...8 мм, располагая ее на продолжении
размерной линии. Нумерация производится по часовой стрелке. На
эскизах к каждой д-анной операции нумерация размеров
начинается с единицы (нумерация не является сквозной по всему
технологическому процессу). При сокращенной записи переходов
(см. табл. 2.10) нумеруются не размеры, а обрабатываемые поверх-
ности (см. рис. 2.4).
7. На операционном эскизе рекомендуется проставлять спра-
вочные размеры, показывающие протяженность (длину, ширину,
высоту) обрабатываемых на данной операции поверхностей. Спра-
108
вочные размеры отмечают знаком *, а в технических требованиях
на карте эскизов записывают: «Размеры для справок».
8. В соответствии с требованиями ГОСТ 2.309—73 (СТ СЭВ
1632—79) указывается шероховатость обрабатываемых поверхно-
стей, которая должна быть обеспечена данной операцией.
9. На эскизе с помощью условных обозначений (см. табл. 2.1,
2.2) указываются опоры, определяющие технологические базы,
задаются направление и точка приложения усилия зажима
заготовки Несколько одноименных опор могут быть обозначены
одним знаком с указанием количества этих опор арабской циф-
рой справа от знака (см. рис. 2.4). На эскизах допускается обо-
значать любые опоры упрощенным знаком __Л._, любые зажимы
стрелкой О----Вид опор сверху указывают отдельно друг от
друга в соответствии с принятым их размещением.
10. Таблицы, схемы и технические требования следует разме-
щать на свободном поле карты эскизов справа от изображения
или под ним.
11. При маршрутном описании содержания операции (опера-
ций) в единичном и опытном производстве операционный эскиз
может содержать данные о поверхностях, обрабатываемых на раз-
личном оборудовании; в качестве операционного эскиза может быть
представлен чертеж изготовляемой детали. На операционных эски-
зах маршрутного описания могут отсутствовать обозначения техно-
логических баз, опор, зажимных усилий.
12. Оформление карт эскизов ведется с учетом требований,
предъявляемых к графическим документам ГОСТ 3.1104—74.
Схемы наладок разрабатываются для выполнения пере-
ходов (операций) технологического процесса, осуществляемого спо-
собом автоматического получения размеров детали. Схема наладки
для данной операции (рис. 2.7) вычерчивается на карте эскизов и
прилагается к операционному эскизу. Инструменты, державки, суп-
порты, револьверные головки на ней изображаются в упрощенном
виде. Для каждого перехода заготовка показывается с видом, ко-
торый она должна иметь после осуществления перехода; при этом
указываются обрабатываемые на данном переходе поверхности и их
размеры с отклонениями. Режущие инструменты на схеме наладки
изображаются в конечном рабочем положении. Последовательность
выполнения переходов на схеме наладки указывается цифрами.
В сложных схемах могут быть условно обозначены движения ин-
струментов — рабочие и вспомогательные, использование продоль-
ных и поперечных упоров, фиксатора револьверной головки и т. п.
Маршрутная карта — это документ, содержащий описание опе-
раций технологического процесса изготовления или ремонта изделия
(включая контроль и перемещения) в их технологической последо-
вательности В маршрутной карте указываются данные об обору-
довании, оснастке, материальных и трудовых затратах в соответ-
ствии с установленными по ГОСТ 3.1105—74 формами (схема 2.1).
Маршрутная карта состоит из ряда граф, которые заполняются
определенными данными (табл. 2.3). Наименование и содержание
операций в маршрутной карте (графа 25) записываются с учетом
требований ГОСТ 3.1702—79, который определяет перечень опе-
раций, их кодирование, правила записи этих операций и состав-
ляющих их переходов и т. д.
Наименование операции обработки резанием в
маршрутной карте должно быть записано в соответствии с термина-
ми группы операций (табл. 2.4), например токарная, фрезерная,
сверлильная. Рекомендуется и уточненная форма записи наименова-
109
ния операции, учитывающая особенности применяемого оборудова-
ния, например токарно-винторезная, вертикально-фрезерная, верти-
кально-сверлильная и т. п. (см. ГОСТ 3.1702—79).
Содержание операции в маршрутной карте раскры-
вается при маршрутном изложении технологического процесса
llPOSfi i
Рис. 2.7. Схема настройки револьверного станка с вертикальной
осью вращения револьверной головки (а); операционный эскиз (б)
в единичном и опытном производстве. В маршрутных картах, при-
лагаемых к развернутым технологическим процессам (серийное и
массовое производство), содержание операций по переходам не
приводится, так как оно записывается в операционных картах.
Запись содержания операции при маршрутном
изложении технологического процесса может быть полной или со-
кращенной. ГОСТ 3.1702—79 определяет схему записи (схема 2.2),
которая начинается с ключевого слова — глагола в неопределенной
форме, характеризующего метод обработки: точить, сверлить, фре*
1W
Инв. № подл. Подпись и дата Взам. инв. № Инв. № дубл. ПОДПИС1 и дата ГОСТ 3.1105—74 Форма 2
1 2 3 4 5 1 8 |
Маршрутная карта | 6 19
| 7 Фланец | Литера | 10
Материал Код Код единицы величины Масса детали Заготовка Единица нормиро- вания Норма расхода Коэфф, исп. матер.
Наименование, марка Код и ВИД Профиль и размер! , Кол.дет. Э1 Масса
11 Серый чугун СЧ 21-40 ГОСТ 1412—70 12 13 14 12.6 15 Отливка 16 17 1 18 15,9 19 1 20 15,9 21 0,79
Номер Наименова- ние и содержание операции Оборудование (код, наимено- вание, инвен- тарный номер) Приспособле- ние и инстру- мент (код, наименование) Коэфф, шт. вр. Кол. раб. Кол. одн. обрабат. деталей Код тариф, сетки Объем произ- вол. партии ^П.З
цеха участка опера- ; ции
Код профес- сии Разр. работ Единица нормир. Код вида нормы Гщт.
22 23 24 25 26 27 28 29 30 I 31 32 33
1 Вертикально- фрезерная Вертикально- фрезерный 6Н12ПБ Тиски 7200—0178 ГОСТ 21168—75 5000 8/2,6
Фреза 2214—0157 ВК6 ГОСТ 9473—71
On равка 6222—0040 ГОСТ 13785—68
1
34 35 36 37 38 IРазраб. 39 40 41 42 Лист 43
Изм. Лист Мдокум. Подпись Дата Изм. Лист № докум. Подпись Дата| Н. контр. Листов44
Схема 2.1, Маршрутная карта с примером заполнения некоторых граф
Таблица 2.3. Маршрутная карта
Номер
графы
1—5
6
7
8—9
10
11
12
14
15
16
17
18
19
20
21
22
23
24
27
28
29
30
31
32
Содержание графы
Инвентарные номера, подписи и даты регистрации ос-
новного экземпляра
Обозначение детали (сборочной единицы) по конструк-
торскому документу
Наименование детали (сборочной единицы) по конструк-
торскому документу
Цифровое (кодовое) обозначение технологического про-
цесса, маршрутной карты, технологического документа (по
ГОСТ 3.1201—74)
Литера, присвоенная технологическому процессу
Наименование и марка материала
Код материала по классификатору
Код единицы массы детали или заготовки по классифи-
катору
Масса детали по конструкторскому документу, кг
Код заготовки по классификатору и ее вид
Профиль и размеры заготовки
Количество деталей, изготовляемых из одной заготовки
Масса заготовки, кг
Количество деталей, на которое установлена норма рас-
хода материала (1, 10, 100 шт. и т. д.)
Норма расхода материала (кг) на одну деталь
Коэффициент использования материала
Номер цеха, в котором выполняется операция (процесс)
Номер участка, конвейера, поточной линии, склада или
рабочего места
Номер операции (процесса) в технологической последо-
вательности изготовления или ремонта изделия (включая
контроль и перемещения)
Наименование и содержание операции (процесса)
Код, наименование (модель) и инвентарный номер тех-
нологического оборудования
Код и наименование приспособления и инструмента. До-
пускается указывать только специальную оснастку
Дробное обозначение:. в числителе — коэффициент штуч-
ного времени при многостаночном обслуживании, в зна-
менателе— код профессии по классификатору
Дробное обозначение: в числителе — количество рабо-
чих, занятых на операции, в знаменателе — разряд выпол-
няемых работ
Дробное обозначение: в числителе — количество одно-
временно обрабатываемых деталей при осуществлении
операции, в знаменателе — количество деталей, на которое
установлена норма времени: 1, 10, 100 шт. и т. д.
Дробное обозначение: в числителе — код тарифной сет-
ки, определяющей условия работы (горячие, холодные
и др.), в знаменателе — код вида нормы (расчетный, хро-
нометражный, опытно-статистический и др.)
Объем производственной программы, в шт. Графу за-
полняют только при серийном производстве
112
Продолжение табл, 2.3
Номер
графы
33
34—38
39—42
43
44
Содержание графы
Дробное обозначение: ^ числителе — норма подготови-
тельно-заключительного времени на операцию, мин, в зна-
менателе— норма штучного времени на операцию, мин
Вносимые изменения
Подписи разработчиков (проверяющих и утверждаю-
щих), даты
Порядковый номер листа
Общее количество листов документа
Таблица 2.4. Группы операций обработки резанием
№ группы Наименование группы Применяемые станки (оборудование)
01 Автоматно-линейная Автоматические линии
02 Агрегатная Агрегатные
03 Долбежная Долбежные
04 Зубообрабатываю- щая Зубофрезерные, зубострогальные, зубошлифовальные и др.
05 Комбинированная Сверлильно-фрезерные и др.
06 Отделочная Хонинговальные, доводочные, по- лировальные, суперфинишные
07 Отрезная Отрезные
08 Программная Станки с программным управле- нием
09 Протяжная Протяжные
10 Расточная Расточные
11 Резьбонарезная Гайконарезные, резьбофрезерные и др.
12 Сверлильная Сверлильные
13 Строгальная Строгальные
14 Токарная Токарные, токарно-винторезные, многорезцовые и др.
15 Фрезерная Фрезерные (кроме зубо- и резьбо- фрезерных)
16 Шлифовальная Шлифовальные (кроме зубошлифо- вальных)
эеровать и т. д. (табл. 2.5). Далее в определенной последователь-
ности (см. приведенную блок-схему) указывается дополнительная и
основная информация. Первая дополнительная информация (Доп.
инф. 1), записываемая сразу после ключевого слова, указывает на
количество последовательно или одновременно обрабатываемых по-
верхностей: 2, 3, 4... Вторая дополнительная информация (Доп.
Инф. 2), приводимая при полной записи вслед за первой, характе-
113
б) Сверлить 2 глухих отверстия, выдерживая d = 8 4-0,2; d± = 35 £ 0,1; h = 12, согласно эскизу
в) Точить внутреннюю поверхность, выдерживая размеры d = 40 — 0,34; d2 = 20 — 0,24; I = 40 £ 0,2, г = 1.5
окончательно
Схема 2.2 Запись содержания операций при маршрутном изложении технологического процесса: а — блок-
схема; б*. в — примеры
Таблица 2.5. Ключевые слова технологических переходов и их
условные коды
Код Ключевое слово Код Ключевое слово
01 Вальцевать 25 Рассверлить
02 Врезаться 26 Расточить
03 Галтовать 27 Сверлить
04 Гравировать 28 Строгать
05 Довести 29 Суперфинишировать
06 Долбить 30 Точить
07 Закруглить 31 Хонинговать
08 Заточить 32 Шевинговать
09 Затыловать 33 Шлифовать
10 Зенкеровать, зенковать 34 Цековать
11 Навить 35 Центровать
12 Накатать 36 Фрезеровать
13 Нарезать • • •
14 Обкатать 80 Выверить
15 Опилить 81 Закрепить
16 Отрезать 82 Настроить
17 Подрезать 83 Переустановить
18 Полировать
19 Притирать 86 Переместить
20 Приработать 87 Поджать
21 Протянуть 88 Проверить
22 Развернуть 89 Смазать
23 Развальцевать 90 Снять
24 Раскатать 91 Установить
ризует обрабатываемую поверхность. При записи этой информации
следует придерживаться определенных терминов, например внутрен-
няя, коническая, криволинейная, фасонная, ступенчатая, наружная
(...поверхность), глухое, сквозное (...отверстие), шпоночный, Т-об-
разный (...паз) и т. д.
Наименование предметов производства, обрабатываемых по-
верхностей и конструктивных элементов (НППЗ) в записи содер-
жания операции указывается после второй дополнительной инфор-
мации. Стандарт рекомендует термины, которые необходимо ис-
пользовать при этом: деталь, заготовка, червяк, цилиндр, поверх-
ность, резьба, рифление, ступень, сфера, торец, контур, конус, лы-
ска, фаска, отверстие, галтель, буртик, выточка и г. д.
Условное обозначение размеров и конструктивных элементов
с числовыми данными (УОР4) приводятся после слов «выдержи-
вая» или «выдерживая размер (размеры)», которые в записи со-
держания операции записываются после наименования предметов
производства, обрабатываемых поверхностей или конструктивных
элементов. Приняты следующие обозначения:
d (D) — диаметр; / — длина; Ь —ширина; Z—угол; t — шаг; h —
глубина, высота; R — радиус поверхности. Размерность всех линей-
ных величин (мм) при записи не указывается.
Дополнительная информация (Доп. инф. 5), приводимая после
размеров, указывает фаски (с) и радиусы закругления (г) на об-
рабатываемых поверхностях, Завершает запись содержания опера-
115
ции дополнительная информация (Доп. инф. 6), определяющая ха-
рактер обработки или количество одновременно (последовательно)
обрабатываемых поверхностей. Рекомендуемые при этом термины
следующие: окончательно, предварительно, с подрезкой торца, по
копиру, по программе, согласно чертежу, согласно эскизу, одновре-
менно, последовательно.
Полная запись содержания операции или нескольких
операций в маршрутной карте обычно делается при отсутствии (или
недостаточно полных) графических изображений, а также для
комплексного отражения всех
осуществляемых действий по
обработке (изготовлению) де-
тали.
Сокращенная запись
делается при наличии графиче-
ских изображений, достаточно
полно отражающих всю необхо-
димую информацию. При сокра-
щенной записи некоторая до-
полнительная информация не
дается (рис. 2.8).
Следует отметить, что при
маршрутном изложении техно-
логического процесса в записи
некоторых операций допускает-
ся указывать в одном предло-
Р-ис. 2.8. Эскиз к записи опера-
ций в маршрутной карте:
полная запись: .Сверлить 2 сквоэ»
ных отверстия с последующим зен-
кованием фасок, выдерживая 4=10+
+0,2; dl=40 + 0,l, <45°+30'; <<Ю°+
i 30' и 1X45^ согласно эскизу"; со-
кращенная запись: „Сверлить 2 отв,
4=10+0,2, зенковать фаски 1X45° со-
гласно эскизу".
жении несколько ключевых слов,
характеризующих последова-
тельность обработки изделия
в данной операции, например:
сверлить, зенкеровать и развер-
нуть 2 сквозных отверстия с по-
следующим зенкованием фасок,
выдерживая...
Данные об оборудо-
вании и оснастке приводятся
в маршрутной карте в соответствующих графах (26, 27). При за-
полнении графы об оборудовании обычно указывают модель станка
и его наименование. Режущий, вспомогательный и мерительный ин-
струмент, используемые приспособления записываются в графе
маршрутной' карты в соответствии с принятыми обозначениями по
действующим ГОСТам и нормалям, а специальная оснастка — в со-
ответствии с правилами действующих на предприятиях норматив-
ных документов. Универсальный мерительный инструмент в марш-
рутной карте как правило не указывается (табл. 2.6).
Кодовая запись данных об оборудовании и оснастке характер-
на для машинного проектирования и в практике пока встречается
сравнительно редко.
Операционная карта механической обработки — документ, со-
держащий описание технологической операции с указанием перехо-
дов, режимов обработки, оборудования, средств оснащения и т. д.
(табл. 2.7) Ряд граф операционной карты (1...10, 11, 12, 13, 15,
22...26, 38...48) заполняется аналогично графам маршрутной карты
(см. табл. 2 3). При записи данных в других графах операционной
карты следует придерживаться определенных правил (см. Схе-
му 2.3).
116
Таблица 2,6. Примеры заполнения некоторых граф маршрутной
карты
участка х| S операции 1 Наименование и содержание операции Оборудование (код, наимено- вание, инвентарный номер) Приспособление и инструмент (код, наименование)
1 Горизонтально- фрезерная. фрезеровать паз, выдерживая b = 8 + + 0,2; h = 4 + 0,3; 1 = 25 + 1,0 предва- рительно; шерохо- ватость поверхно- 12,5 у стен \Г/ Горизон- тально- фрезерный 6М82Г Тиски 7200—0205 ГОСТ 5.1310—72 Фреза 2240-0207 И 80x8 ПШ ГОСТ 9474—73 Оправка 6225-0147 ГОСТ 15067—75 Втулка 6010—0221 ГОСТ 15072—75 Кольца ГОСТ 15071—75
2 Токарная. Точить заготовку, виде ржи вая разме- ры d = 40 hl 2; dx = = 20dll, 1 = 45—0,5; = 60 — 0,5 и фаску 2 X 45 согласно эс- кизу Токарный 16К20 Патрон 7100—ООН ГОСТ 2675—80 Резец 2102—0005—ВК8—1 ГОСТ 18877—73 Резец 2103—0007—ВК8 ГОСТ 18879—73
Содержание основных и вспомогательных переходов
данной операции (20) записывается в соответствии с требованиями
ГОСТ 3.1702—79. Вначале указывается первый вспомогательный
переход. Например:
А. Установить заготовку.
Б. Закрепить заготовку.
В конце перечня переходов (операции) следует написать:
В. Снять заготовку.
Допускается объединять вспомогательные переходы, например:
А. Снять, установить и закрепить заготовку или: А. Снять,
установить, выверить и закрепить заготовку.
При необходимости- в процессе операции переустановить заго-
товку указывают в требуемом месте соответствующий вспомога-
тельный переход, например:
Б. Переустановить и закрепить заготовку.
Б. Переустановить, выверить и закрепить заготовку.
Некоторые часто повторяющиеся вспомогательные переходы,
например, такие, как «Повернуть револьверную головку», «Отвести
(подвести) револьверную головку», в ряде случаев в перечне пере-
ходов не указывают. Их лишь учитывают при определении вспомо-
гательного времени Тв, ограничиваясь записью первого вспомога-
тельного перехода: Л. Снять, установить и закрепить1 заготовку.
1 Переход «закрепить» включает в себя и переход ^раскрепить».
117
Таблица 2.7. Операционная карта механической обработки
Номер
графы
1...10
11
12
13
14
15
.16
17
18
19
20
21, 27,
28
22
23
24
25
26
29, 30
31
32
33
34
35
36
37
38...48
Содержание графы
См. табл. 2.3
Наименование и марка материала
Масса детали по конструкторскому документу, кг
Профиль и размеры заготовки на данной операции
Твердость заготовки, поступившей для обработки
Масса заготовки на данной операции, кг
Количество деталей, одновременно обрабатываемых на
станке
Код и наименование приспособления
Наименование охлаждения
Номер перехода
Содержание перехода
Код и наименование вспомогательного, режущего и мери-
тельного инструмента
Номер цеха, в котором выполняется операция
Номер участка
Номер операции по маршрутной карте
Наименование операции
Наименование и модель оборудования
Расчетные размеры, мм: диаметр или ширина; длина
Глубина резания (мм) — t
Число рабочих ходов — i
Режим обработки:
Подача (мм/об, мм/мин, мм/зуб) — з
Частота вращения шпинделя (об/мин) — я
Скорость резания (м/мин, м/с) — v
Норма основного времени на переход (мин) — То
Норма вспомогательного времени на переход (мин) —* Тв
Заполнение граф аналогично графам 34—44 маршрутной
карты (см. табл. 2.3)
Вспомогательные переходы записываются с использованием
ключевых слов: выверить, закрепить, настроить, переустановить, пе*
реместитъ, поджать, проверить, смазать, снять, установить. Обозна-
чаются вспомогательные переходы (графа 19) заглавными буквами
русского алфавита.
Запись содержания основных переходов (графа 20),
которые на данной операции нумеруются арабскими цифрами» осу-
ществляется по полной или сокращенной форме.
Полная запись выполняется при необходимости перечис-
ления всех выдерживаемых размеров (см. схему 2.4). Запись начи-
нается с ключевого слова, характеризующего метод обработки
(табл. 2.5). Далее приводится наименование предмета производства,
обрабатываемой поверхности или конструктивных элементов (НПП)
и (за словами «выдерживая» или «выдерживая размер») условное
обозначение размеров и конструктивных элементов с числовыми
данными (УОР). Например, сТочить поверхность, выдерживая
d — 40— 0,34 и 1~ 98±0,5». Данная запись характерна для про-
межуточных переходов, не имеющих графических иллюстраций, и со-
держит исполнительные размеры с их предельными отклонениями.
118
Инв. № подл. Подпись и дата Взам. инв. № Инв. № дубл. Подпись и дата ГОСТ 3.1404—74. Форма 1
8
1 2 3 4 5
Операционная карта механической обработки 6 9
7 Фланец Литера | 10
Номер цеха Номер участ. Номер операции Наименование операции Наименование и марка материала Масса детали Заготовка
Профиль и размеры Твердость Масса
22 23 24 25 Вертикально- фрезерная 11 СЧ 21-40 ГОСТ 1412—70 12 12,6 13 14 НВ 180 15 15,9
Колич. одн. обрабат. деталей Оборудование (наименование, модель) Приспособле- ние (код и наименование) Тиски 7200—0178 ГОСТ 21168—75 Охлаждение 18 б!охлаждения
16 1 од Вертикально-фрезерный 6Н12ПБ 17
Номер пере- хода Содержание перехода Инструмент (код и наименование) Расчет, разм. t i Режим Го Тв
вспомога- тельный режущий измери- тельный диаметр ширина длина OOpj S зботки п | V
19 20 21 27 28 29 30 31 32 33 34 35 36 37
А. Снять, уста- новить и закре- пить заготовку
1 Фрезеровать, поверхность, вы- держивая раз- мер 1 Оправка 6222—0040 ГОСТ 13785—68 Фреза 2214-0157 ВК 6 ГОСТ 94732—71 Скоба hlO 8113-0123 ГОСТ 18362-73 50 150 3 1 286 0,06 298 150 0,52 0,9
38 39 40 41 42 Разработ. 44 45 46 Лист 47
43 Листов
Изм. Лист № докум. Подпись Дата Изм. Лист № докум. Подпись Н. контр. 48
Схема 2.3. Операционная карта с примером заполнения некоторых граф
Таблица 2.8. Примеры полной и сокращенной записи содержания переходов обработки резанием
Эскиз
Запись перехода полная
Эскиз
Запись перехода сокращенная
1. Точить (шлифовать, прите-
реть, полировать и т. п.) поверх-
ность, выдерживая размеры 1 и 2
2. Точить (шлифовать, довести,
полировать и т. п.) канавку, вы-
держивая размеры 3...5 ✓
1. Точить (шлифовать,
притереть, полировать и
т. п.) поверхность 1
2. Точить (шлифовать, до-
вести, полировать и т. п.)
канавку 2
1. Точить (шлифовать, полиро-
вать и т. п.) выточку, выдержи-
вая размеры 1.,.4
2. Точить (шлифовать, полиро-
вать и т. п.) фаску, выдерживая
размер 5
1. Точить (шлифовать, по-
лировать и т. п.) выточку /
2. Точить (шлифовать, по-
лировать и т. п.) фаску 2
Точить (шлифовать, притереть
и т. п,) конус, выдерживая раз-
меры 1 и 2
Точить (шлифовать, при-
тереть и т. п.) конус 1
Точить (шлифовать, полировать
и т. п.) сферу, выдерживая раз-
мер 1
Точить (шлифовать, поли-
ровать и т. п.) сферу 1
Точить (шлифовать, полировать
и т. п.) криволинейную поверх-
ность, выдерживая размеры 1...6
1. Нарезать (фрезеро ать, нака-
тать, шлифовать и т. 1 ) резьбу,
выдерживая размеры 1 и 2
2. Накатать рифление, выдер-
живая размеры 3 и 4
Центровать торец, выдерживая
размеры
1. Сверлить (рассверлить, зен-
керовать и т. п.) отверстие, вы-
держивая размеры 1 и 2
2. Расточить (зенкеровать, шли-
фовать и т. п.) отверстие, выдер-
живая размеры 3 и 4
I
R
Точить (шлифовать, по-
лировать и т. п.) криволи-
нейную поверхность 1
1. Нарезать (фрезеровать,
накатать и т. п.) резьбу 1
2. Накатать рифление 2
Центровать торец 1
1. Сверлить (рассверлить,
зенкеровать и т. п.) отвер-
стие 1
2 Расточить (зенкеровать,
шлифовать и т. п.) отвер-
стие 2
Эскиз
Запись перехода полная
1. Зенкеровать (шлифовать, по-
лировать и т. п.) фаску, выдер-
живая размер 1
2. Нарезать (шлифовать, дове-
сти и т. п.) резьбу, выдерживая
размер 2
1. Расточить (полировать, до-
вести и т. п.) выточку, выдержи-
вая размеры 1...3
2. Расточить (зенковать, шли-
фовать, полировать и т. п.) гал-
тель, выдерживая размер 4
Отрезать деталь (заготовку),
выдерживая размер 1
Отрезать 2 заготовки, выдер-
живая размер /
Продолжение табл, 2,8
Запись перехода сокращенная
1. Зенковать (шлифовать,
полировать и т. п.) фаску 1
2, Нарезать (шлифовать,
довести и т. п.) резьбу 2
1. Расточить (полировать,
довести и т. п.) выточку 1
2. Расточить (зенковать,
шлифовать, полировать и
т. п.) галтель 2
Отрезать деталь (заго-
товку) 1
Отрезать 2 заготовки 1
Точить (шлифовать, полировать
и т. п.) криволинейную поверх-
ность, выдерживая размеры /...6'
1. Нарезать (фрезеро ать, нака-
тать, шлифовать и т. 1 ) резьбу,
выдерживая размеры 1 и 2
2. Накатать рифление, выдер-
живая размеры 3 и 4
Центровать торец, выдерживая
размеры 1...4
1. Сверлить (рассверлить, зен-
керовать и т. в.) отверстие, вы-
держивая размеры 1 и 2
2. Расточить (зенкеровать, шли-
фовать и т. п.) отверстие, выдер-
живая размеры 3 и 4
Точить (шлифовать, по-
лировать и т. п.) криволи-
нейную поверхность /
L Нарезать (фрезеровать,
накатать и т. п.) резьбу 1
2. Накатать рифление 2
Центровать торец 1
1. Сверлить (рассверлить,
зенкеровать и т. п.) отвер-
стие 1
2. Расточить (зенкеровать,
шлифовать и т. п.) отвер-
стие 2
Эскиз Запись перехода полная
® Фрезеровать (строгать, протя- нуть, шлифовать и т. п.) паз, вы- держивая размеры L..3
<l\ <Di © Фрезеровать (протянуть) паз, выдерживая размеры 1...4
J3) 2) Фрезеровать (шлифовать, поли- ровать и т. п.) шлицы, выдержи- вая размеры 1...4
Продолжение табл. 2.8
Эскиз Запись перехода сокращенная
Фрезеровать (строгать,
протянуть, шлифовать и
т. п.) паз 1
Долбить (протянуть) шпоноч- ный паз, выдерживая размеры 1 и 2
© 'I'qT Прошить (долбить, протянуть и т. п.) отверстие, выдерживая размеры 1 и 2
Фрезеровать (долбить, строгать,
протянуть, закруглить, шевинго-
вать, притереть, обкатать, зачи-
стить и т. п.) зубья, выдерживая
размеры 1...4
Долбить (протянуть) шпо-
ночный паз 1
Прошить (долбить, протя-
нуть и т. п.) отверстие 1
Фрезеровать (долбить,
строгать, протянуть, закруг-
лить, шевинговать, прите-
реть, обкатать, зачистить и
т. п.) зубья 1
УОР
1. Трчить поверхность, выдержи-
вая размеры d = 40—0,34 и / =
= 98 ± 0,5.
2. Точить поверхность, выдержи-
вая размеры 1 и 2.
Схема 2.4. Запись основных переходов в операционных
картах: а — блок-схема; б — пример записи двух последова-
тельных переходов
Для переходов, которым соответствуют размеры графических
иллюстраций (табл. 2.8 и 2.9), форма записи будет следующей}
«Точить поверхность, выдерживая размеры 1 и 2», т. е. указы-
ваются порядковые номера размеров, выдерживаемых на данном
переходе.
Полная запись перехода может быть выполнена и по схеме,
рекомендуемой при маршрутном описании технологических опера-
ций, т. е. с указанием различной дополнительной информации.
Например: «Точить наружную поверхность, выдерживая d = 40 —
— 0,34; 1 — 98±0,5 предварительно».
Сокращенную запись переходов выполняют (см.
табл. 2.8) со ссылкой на условное (номерное) обозначение кон-
структивного элемента обрабатываемого изделия. При этом необ-
ходимо, чтобы на операционном эскизе обрабатываемые конструк-
тивные элементы были обозначены номерами (см. рис. 2.4). В этом
случае размеры, выдерживаемые на операции, не нумеруют. Сокра-
щенная запись переходов целесообразна при сравнительно простых
операциях и переходах и когда графическая иллюстрация является
четкой и ясной.
При заполнении граф операционной карты по инстру-
менту (графы 21, 27, 28) указывают его наименование в соответ-
ствии с рекомендациями соответствующих стандартов (нормалей)
на этот инструмент. При наличии у технологического процесса ве-
домости применяемой оснастки в операционной карте могут быть
116
Таблица 2.9. Примеры заполнения некоторых граф
операционной карты механической обработки
| Номер перехода! Содержание перехода Инструмент (код и наименование)
вспомо- гательный режущий измерительный
А Снять, устано- вить и закрепить заготовку 'Патрон 6152-0011 Сверло 18-3-НП-Р9Ф5 ГОСТ 12121—77
1 Сверлить отвер- стие, выдерживая d = 18+ 0,43;' 1 = — 45 + 1,0 Вставка 6120-0021
2 Зенкеровать от- верстие, выдержи- вая d = 19,85 и 1 = = 40 + 0,5 Вставка 6120-0022 Зенкер 20-№ 1 2323-0015-Р18 ГОСТ 12489—71 Пробка 19,85 8133-0932 ГОСТ 14810—69
3 Развернуть от- верстие, выдержи- вая размеры 1 и 2 Патрон 6156-0073 Развертка 20Н8 2360-0379-ВК6 ГОСТ 11175—80 Пробка 20Н8 8133-0934 ГОСТ 14810—69
записаны лишь индексы инструмента. Универсальный мерительный
инструмент в операционных картах, как правило, не указывается.
В графе «Расчетные размеры» (29, 30) приводят раз-
меры обрабатываемых поверхностей: расчетный диаметр (ширину)
и расчетную длину обработки L, определяемую с учетом величин
врезания и перебега. При этом учитывают наибольший диаметр, по
которому рассчитывают скорость резания. При обработке сверлом,
зенкером, разверткой, метчиком в графе «Диаметр, ширина^ пишут
диаметр инструмента.
Глубина резания при обработке t и число рабочих хо-
дов i (графы 31, 32) указываются в соответствии с условием обра-
ботки при переходе.
Подачу S (графа 33) в операционной карте принимают
в зависимости от вида обработки: для токарных работ — на один
оборот заготовки (мм/об); для строгальных и долбежных — на один
двойной ход стола или резца (мм/дв. ход); для сверлильных, рас-
точных, резьбонарезных и других видов обработки отверстий с вра-
щением инструмента — на один оборот шпинделя станка (мм/об).
При фрезерных работах в графе s записывается две подачи:
в числителе — подача в минуту (мм/мин), а в знаменателе — по-
дача на зуб (мм/зуб).
При фрезеровании шпоночных пазов (с маятниковой подачей)
двухперыми фрезами указываются вертикальная и продольная по-
дачи: в числителе— вертикальная на двойной ход фрезы
(мм/дв.ход), а в знаменателе — продольная в минуту (мм/мин).
При круглом наружном шлифовании с продольной подачей и
при шлифовании отверстий подачу обозначают также дробью:
127
в числителе — продольная в долях ширины шлифовального круга на
один оборот детали или в мм/об, а в знаменателе — вертикальная
(поперечная) на двойной ход стола (мм/дв. ход).
При шлифовании методом врезания задается только попереч-
ная подача на один оборот детали (мм/об), а при обработке пло-
скости торцем круга — вертикальная на оборот стола (при его вра-
щении) или двойной ход стола (мм/об, мм/дв. ход).
При шлифовании плоскости периферией круга в графе s запи-
сываются три подачи: продольная (мм/мин), вертикальная
(мм/раб. ход) и поперечная, выражаемая в долях ширины круга
(от 0,1 до 0,9В) на дв. ход стола.
Для зубодолбежных станков в числителе приводят радиальную
подачу на двойной ход долбяка — подача врезания (мм/дв. ход),
а в знаменателе — круговую подачу на двойной ход долбяка — по-
дача обкатки (мм/дв.ход). Для зубофрбзерных станков при обра-
ботке червячными фрезами зубчатых колес указывается подача на
один оборот заготовки (мм/об).
При нарезании червячных колес методом радиальной подачи
в графе s пишется радиальная подача стола на один его оборот
(мм/об); при нарезании методом тангенциальной подачи — осевая
подача фрезы на оборот стола (мм/об).
Частота вращения шпинделя п (графа 34) задает-
ся обычно для всех станков в оборотах в минуту (об/мин). При
круглом шлифовании записывают; в числителе — частоту вращения
круга (об/мин), в знаменателе — частоту вращения детали (об/мин).
Скорость резания и (графа 35) рассчитывается по наи-
большему диаметру обработки на данном переходе (в м/мин). Для
шлифовальных работ указывается скорость резания в м/с.
В графе То (графа 36) записывают основное (машинное) время
на переход с учетом затрат времени на врезание и перебег инстру-
мента для всех видов механической обработки и на обратный ход
для обработки на станках с возвратно-поступательным движением
инструмента (строгальный, протяжной и т. п.).
В графе Тв (графа 37) записывается вспомогательное время
на переход,, связанное с управлением станком и выполнением вспо-
могательных переходов и контролем.
Следует отметить, что в графах технологических карт, обведен-
ных утолщенными линиями, помещается информация, необходимая
для обработки технологических документов средствами вычисли-
тельной техники. Содержание, объем и кодирование необходимой
для этого информации указаны в методических разработках
ВНИИНМАШ — головной организации по разработке Единой систе-
мы технологической документации (ЕСТД) и Единой системы тех-
нологической подготовки производства (ЕСТПП).
2.4. ЭЛЕМЕНТЫ РЕЖИМОВ РЕЗАНИЯ
• Основными элементами режимов резания являются глубина ре-
зания t, подача s и скорость резания и.
Глубина резания определяется расстоянием между об-
рабатываемой и обработанной поверхностями, измеренным по пер-
пендикуляру к последней.
Подачей называют перемещение инструмента (заготовки)
за один оборот (рабочий ход) заготовки (инструмента).
Скорость резания — отношение перемещения режущей
кромки инструмента относительно обрабатываемой поверхности ко
времени. ,
128
В технологических картах указываются также расчетные раз-
меры: диаметр D (ширина В) и длина обработки L, приводится
частота вращения п шпинделя (заготовки), основное технологиче-
ское время То и вспомогательное Тв. Важным элементом является
припуск Z на обработку, по которому при принятой глубине реза-
ния t рассчитывают число рабочих ходов i. В ряде случаев при
разработке технологических процессов определяют составляющие
усилия резания, мощность резания, толщину и ширину среза
и т. д. [11, 12].
, Режимы резания устанавливают по соответствующим норма-
тивным документам. В зависимости от вида обработки, заготовки,
материала выбирают режущий инструмент с требуемой характери-
стикой [7, 11, 12], глубину резания t и подачу $. По заданному
периоду стойкости Т инструмента, по значениям t и s определяют
скорость резания v, а следовательно, и частоту вращения обраба-
тываемой заготовки или инструмента [11].
В табл. 2.10 приведены основные схемы обработки деталей на
различных станках и некоторые расчетные зависимости. Принятые
условные обозначения следующие:
D, d — диаметр обрабатываемой (обработанной) поверхности
или инструмента, мм;
I — длина обрабатываемой поверхности, мм;
1\ (/2) — величина врезания (перебега) инструмента, мм;
L — расчетная длина обработки, мм;
i — число рабочих ходов инструмента;
Z—припуск на обработку на сторону, мм;
z — число зубьев фрезы;
t — глубина резания за рабочий ход, мм;
s — подача (продольная) за оборот шпинделя (заготовки),
мм/об;
п — частота вращения шпинделя, об/мин (см. табл. 2.11 и 2.12);
Иди.ход — число двойных ходов в мин, дв.ход/мин;
$и — поперечная подача;
Таблица 2.10. Элементы режимов резания при различных видах
обработки
S
I. Обтачивание: а —до уступа; б — на проход
V =8
nDn D — d .
Уооог; 2~; a = ssin?;d==f/sin<p; Го =-------------~-----I
Zi = t/tg? + (0,5...2);
/2 = 0
П. П. Серебреницкий
Zi = ^/tg? + (0,5...2);
/2 = 1...5
129
Продолжение табл. 2.10
II. Растачивание: а — иа проход; б — до уступа; в — в упор
Zi = ^g<p + (0,5...2);
Z2 = 1...5
v, t, a, b, Та — см. I
/1 = Wgf + (0,5...2);
Z2 = 0
lx = 0.5...2;
/2 = 0
vmax —
nDn , I 4. /. 4- *,
WOT; a = s sin ?; b = t/sin <f, To =--------Z;
h = t/ZgT + (0.5...2); Z2 = 0.5...2
Z = 4‘^ l=>-^-(D—d)
IV. Отрезка: а —детали сплошного сечения; б —детали несплош-
ного сечения
130
Продолжение табл. 2.10
V. Обработка глухого отверстия: а —сверление; б — рассверлива-
ние; в — зенкерование
s
подача на каждую кромку сверла или зенкера sz == — , где z —
число зубьев
t
D
/i = “2“Ctg^ +
+ (0Д..2)
на проход: а —сверление; б —рассверли-
VI. Обработка отверстия
вание; в — зенкерование
I -L. i 4. i
v, sz, а, д — см. V; То =--------------------—--------
2
ZI=-J-ctg?+(0,5...2)
D—d
2
, d
h - —2“ ctg ? +
+ (0,5...2)
Продолжение табл. 2.10
VII. Развертывание: а —на проход; б —глухое; цекование (в)
v, s, a, b, t — см. V; Zp— длина рабочей части развертки
Т __ Z -4- ~4- /а ,
1 ° sn
D—d
h = —y-ctg<p +
+ (0,5...2);
Z2 = (0,3...0,5) Zp
T = ^±A-
7 ° sn ’
lx = 0Д..2
/i = 0Д..2
132
Продолжение табл. 2.1ft
IX. Фрезерование плоскости торцевой фрезой: а — с углом ф^90°;
б — с углом ф=/=90°
nDn Ф В Фг ф
v = 1000 ’ SM — Sz2n> sin=== 2Q0 \ аср = sz cos 4“ !
Го = i\ h = 2...6
z — число зубьев фрезы; ф — центральный угол, соответствующий
дуге контакта фрезы с заготовкой; г' — число зубьев, одновременно
участвующих в работе; аСр — средняя толщина среза
/, = 0,5 (£> — /О2 —В2) +
+ (0,5...3)
li = 0,5 (D — /Г»2 — В2) —
~7^ + (0,5—3)
X. Фрезерование: а — плоскости цилиндрической фрезой; б — паза
дисковой фрезой; в, г — плоскости дисковой фрезой
Г , 1 |Л
1г I Ъ »----—
v, sM - см. IX; Го = т * ~г "2 I- Ь = Vt (D — о + (0.5...3);
дм
—--------. л1Пах — максимальная тол-
D D* ’
Z2 = 2...5; #Шах
щина среза
Ш
Продолжение табл. 2.10
XI. Фрезерование концевой фрезой: а, в, г — плоскости; б — паза
на проход
рис. а, а, г
= //(rf —0 4- (0,3...3);
Z2 = 2...5
рис. б
= ОД/+ (0,5... 1,0);
/2 = 1...2
XII. Фрезерование шпоночной фрезой канавки: а — закрытой с двух
сторон; б — закрытой с одной стороны
V, $м — см. XI; $в— вертикальная подача, мм/мин
Продолжение табл. 2.10
XIII. Фрезерование: а — сегментной канавки дисковой фрезой; б —
дисковой пилой; в —угловой дисковой фрезой
TtDn I + Zi 4- Z2
v = Тобо » 5м ~ Т° ~
к = ОД.Л,0; Z2 = 0; Zx = 2...5; 12 = 3...10 = }</(£) — f) 4.
I = t +(0Д..З); Z2 = 2...5
XIV. Нарезание резцом на токарном станке резьбы: а> б—наруж-
ной; б, в — внутренней
ndn ф Z + Zi + Z2 ♦ ,1 34 р
г~Тббб» Т° sn z> Zi - Z2 - (I...3JP
Подача $ равна шагу резьбы Р; t за рабочий ход зависит от по-
перечной (или осевой подачи) на рабочий ход
135
Продолжение табл. 2JO
XV. Нарезание резьбы:
я .упер; в —плашкой
а — метчиком
на проход; б — метчиком
Tidn L L
v = To6o> 7’0 = Tn ^ = l + h+li, /1 = (1...3)Р
Подача s равна шагу резьбы Р; t равно глубине профиля резьбы;
«1 — частота вращения шпинделя при свинчивании инструмента,
об/мин
/2 = (2...3)Р
/2 = О
| /2 = (0Д..2) Р
XVI. Нарезание фрезой резьбы: а — внутренней; б —наружной
nDn L 1 ,2kD
v = Тооо”’ sKp - sM = szzn; To^=— — ;
L = l + li +12; I = nD; li + bi = 0,2.0;
i — равно глубине профиля резьбы; $i— радиальная подача, мм/мин
(подача врезания) на глубину резьбы на длине //, $2 — продольная
подача, равная шагу резьбы Р, на величину (1,15. .1,25) Р, мм/об
заготовки; sKp— круговая подача заготовки, мм/мин; z — число
зубьев фрезы
*36
Продолжение табл. 2.10
XVII. Нарезание цилиндрических зубчатых колес: а — модульной
дисковой фрезой; б — модульной червячной фрезой
V =
nDn
-удод-; /=/1 (глубина
впадины зуба) при нарезании за один
рабочий ход; гд —число зубьев
зубьев фрезы
s = 5М’= szzn'f L = I 4" /i /2»
?! =/Л(Р-Л) +(1...2); /2 = 2...4
нарезаемого колеса; z — число
Lzn
Д = Z 4-Z]/а;
h = h (D — h)\
l2 = 2...3
sx — подача возврата фрезы (хо-
лостой ход), мм/мин; т — время
на деление, мин; То—дано для
станков с автоматическим дели-
s — подача фрезы, мм/об
ки; q — число заходов
Изаг — частота вращения
ки, об/мин
заготов-
фрезы;
заготов-
тельным механизмом
XVIII. Обработка цилиндрических зубчатых колес: а — нарезание
долбяком; б — шевингование дисковым шевером
V — 1000 , Д — Zi-f-ZJ 4-/2,
То h | I-
° 5рлдв.ход 5кр^дв.ход ’
t—h при нарезании за один ра-
бочий ход (обкат); sp— радиаль-
ная подача долбяка (подача вре-
зания), мм/дв.ход;
v - 1000 5
_(В+Ю)^Д h_,
° $в *
2Д, 2ш — число зубьев обрабаты-
ваемого колеса и шевера (инстру-
мента) ; s — продольная подача
стола, мм/об заготовки; $в — вер-
137
Ijtp — круговая подача долбяка и
Заготовки, мм/дв.ход; i — число
рабочих ходов (обкатов); т,
Яд —модуль и число зубьев наре-
заемого колеса
Продолжение табл. 2.10
тикальная подача инструмента,
мм на один ход стола; пд, пш —
частота вращения детали и ше-
вера, об/мин
XIX. Шлифование методом продольной подачи на центровых шли-
фовальных станках: а —наружное круглое; б — внутреннее
nDKnK 2L Z
v = 1600'60 ’ Му/с; i = s»; Tq = ’k (при 5в мм/дв- х°д)
£>к, d —диаметр шлифовального круга и детали; пк, цд —частота
вращения шлифовального круга и детали, об/мин; sB — вертикаль-
ная (поперечная) подача в мм на каждый или двойной ход стола
с заготовкой, мм/ход или мм/дв.ход; а — продольная подача в до-
лях ширины шлифовального круга Ви (на один оборот заготовки)
или в мм на оборот заготовки, s= (0,3...0,7) Вк; Z—-припуск на
обработку на сторону; k —поправочный коэффициент «на выхажи-
вание», принимаемый при черновом шлифовании 1,25... 1,7, при чи-
стовом— 1,2...1,4; при шлифовании на проход £=/—(0,2...0,4) BR;
при шлифовании в упор L~l— (0,4...0,6) Вк
XX. Шлифование наружное (а) и внутреннее (б) методом врезания
V, £>к, пк, пд, kt Z, d — см. XIX; k; t » sB
— вертикальная (поперечная) подача, мм/об. заготовки; 1,2... 1,3
138
Продолжение табл. 2.10
XXI. Плоское шлифование периферией круга на станках с прямо-
угольным столом
г, Z — см. XIX; / г= 5В; £ = Z + Zi + Z2;
т L В + Вк + Zm Z b . , - 1П <-
^o‘~s«1000 * sn Zi + Z3 я 10...15J
Zln = 5...0; k «= 1,2...1,5 (2)
sB — вертикальная подача в мм на цикл двойных ходов по ширин?
обработки В; s •—продольная подача, м/мин; $п ** поперечная под4*
ча в долях ширины шлифовального круга Вк (на двойной ход стола
с заготовкой) или в мм/дв.ход, $п«= (0,2...0,7) Вк
XXII. Плоское шлифование торцом круга на станках, а*-с прямо*
угольным столом; б — с круглым столОМ
v а 1000*60 ’ ^к> nK, Z — см. XIX J
m** число деталей, одновременно установленных на столе станка
Z » sB; £ я Z + Zi + Z3;
£ Z 1
Г°в s«1000 • t • m ,ft:
/1» 0,5(Dk—W>2 —В2); Z2='.5...10;
sb — вертикальная подача, мм/дв.
ход стола; s —продольная пода-
на, м/мин; £=1,2...1,5 (2)
TtjDcpMcr
r.= sB; sKp = 1000 |
Z 1
IflQX III’
sB —вертикальная подача, мм/об
стола; sHp — круговая подача,
м/мин; Вер — средний диаметр
стола, мм; пСт — частота враще-
ния стола, об/мин
139
Продолжение табл. 2.10
XXIII. Наружное бесцентровое шлифование: а — на проход; б-—
методом врезания
v = 1000-60 ’ м/с;
rcDBK/iBK
vbk — 1000 ’ м/мнн
цпи — скорость ведущего круга, м/мин; DK, DBK —диаметры шли-
фовального и ведущего кругов; лк, пвк —частота вращения кругов,
об/мин
sM = 1000 vBK sina;
Im + Вк
To=~^r,k’
k = 1,05... 1,2
a — угол наклона ведущего круга;
sM — продольная подача заготов-
ки, мм/мин; m — число деталей
в партии, шлифуемых непрерыв-
ным потоком
покРзк
ПЛ- 4
t-sn-, То- tn/'k - sannk’
k = 1,05... 1,2
лд — частота вращения заготов-
ки, об/мин; Sn — поперечная по-
дача ведущего круга, мм/об де-
тали
XXIV. Строгание (а) и долбление (б)
Лдв.ход£ ( . | £рЛ , Г — / I / I ;
Vcp = ' 1боо^ V + + +
т L ^ + /1п + /2П
r-sn, /о - юооvcp’ Sn 4 t *
ucp — средняя скорость резания, м/мин; лдв.Ход -* число двойных
ходов стола (резца) в мин; sD — поперечная подача в мм на двой-
ной ход стола или резца (мм/дв.ход); /щ (Ьп) — врезание (пере-
бег) инструмента в поперечном направлении; для продольно-стро-
гальных станков /14-/2=200...500, для долбежных и поперечно-стро-
гальных —/i 4-Z2= 35...75; upX, Uxx скорости рабочего и холостого
ходов, м/мин
140
s3 — вертикальная подача;
sz — подача на зуб, мм/зуб;
«м — минутная подача, мм/мин;
v — скорость резания, м/мин;
То —основное (технологическое) время на операцию, мин;
Тв — вспомогательное время на операцию, мин;
Т — период стойкости инструмента, мин;
ф— главный угол в плане режущей части инструмента;
а — толщина среза, мм;
Ь — ширина среза, мм.
Материал режущей части инструмента выбирается в зависимо-
сти от вида обработки и материала [7, 11, 12] — см. табл. 2.16...2.18.
Возможные точность и шероховатость, получаемые на различных
операциях, приведены в табл. 2.13...2.15 [5, 11, 12].
Таблица 2.11. Скорость и частота вращения
Диа- метр Д мм п, об/мин, при ft, м/мин
10 20 25 35 50 80 100 150 200 ЗОЭ 400
1 3185
3 1060 2120 2650 3700 5300 —- — —— — —
5 630 1280 1600 2230 3200 5100 6300 9600 — —
6 530 1060 1330 1860 2650 4250 5300 8000 10 600 — —
8 400 800 1000 1400 2000 3200 4000 6000 8 000 12 000 —
10 320 540 800 1120 1600 2550 3200 4800 6 400 9 600 12800
12 265 530 670 930 1350 2130 2650 4000 5 300 8 000 10 650
15 213 425 530 750 1060 1700 2130 3200 4 250 6 400 8 500
16 200 400 500 700 1000 1600 2000 3000 4 000 6 000 8 000
20 160 320 400 560 800 1280 1600 2400 3 200 4 800 6 400
25 128 255 320 445 640 1020 1280 1910 2 550 3 830 5 100
30 106 212 265 370 530 850 1060 1600 2 120 3 200 4 250
32 100 200 250 350 500 800 1000 1500 2 000 3 000 4 000
40 80 160 200 280 400 635 800 1200 1600 2 400 3 200
50 64 128 160 225 320 510 640 960 1280 1900 2 550
60 53 106 132 185 265 425 530 800. 1060 1600 2100
63 50 100 126 177 253 405 500 760 1 GOO 1520 2 030
80 40 80 100 140 200 320 400 600 800 1200 1600
100 32 64 80 112 160 255 320 480 640, 960 1280
125 26 51 64 89 130 205 255 380 510* 770 1020
160 20 40 50 70 100 160 200 300 400 600 800
200 16 32 40 56 80 128 160 240 320 480 640
300 11 21 27 37 53 85 106 160 212 320 425
315 10 20 25 35 50 81 100 152 202 304 405
400 П] 8 р и м 16 еч а 20 н и е, 28 . п = 40 100 64 Ov э » 80 V = - 120 *Dn юоо • 160 240 320
141
Таблица 2.12. Скорость и частота вращения
Диа- метр D, мм л, об/с, при скорости vt м/с
5 8 10 15 20 25 30 50 70 90
3 32 000 51 000 64 000 95500 — — — —— —
5 19200 30500 38 300 57300 76400 95500 — — — —
3 12 000 192000 24 000, 35 800 47 800 59700 71600 — — —
10 9600 15 500 19 00 28 600 38 200 47 700 57300 —— — —
15 6 400 10200 12800 19 100 25 500 31800 38200 64000 — , —•
20 4 800 7700 9 600 14 300 19100 23900 28600 48 000 — —
25 3 400 5 400 6800 11500 15300 19100 23 000 34 000 — —
40 2 400 3 800 4 800 7160 9 550 11940 14 320 24 000 — —
50 1920 3 050 3 820 5 730 7 650 9 550 11450 19 200 —
65 1470 2 35Q 2 950 4400 5 900 7350 8 300 14 700 20600 —
75 1280 2040 2550 3 825 5100 6370 7 650 12 800 17 800 —
90 1 160 1700 2130 3185 4 245 5 300 6370 10 600 15 000
100 960 1530 1920 2 865 3 825 4 775 5 730 9600 13400 17200
115 830 1330 1660 2 490 3 320 4150 4 980 8 300 11600 15 000
125 760 1220 1520 2 300 3 050 3 800 4 600 7600 10600 13700
150 640 1020 1280 1930 2 550 3 200 3 800 6400 9 000 11500
175 550 870 1 100 1635 2 200 2 730 3270 5 500 7700 9 800
200 480 770 960 1440 1910 2390 2 865 4 800 6 700 8 600
225 425 680 850 1275 1700 2100 2 550 4 250 6 000 7 650
250 390 610 765 1150 1525 1900 2 300 3900 5 350 6900
300 320 510 640 950 1275 1590 1900 3200 4 500 5 750
350 275 440 550 820 1090 1370 1640 2 750 3 820 4 900
400 240 380 477 725 960 1200 1450 2400 3350 4 300
450 210 340 425 635 850 1060 1275 2100 2950 3 800
500 190 304 380 575 770 960 1 150 1900 2 650 3400
60 000v тфп
Примечание. л = - .v=-^0Q(j-
1«
Таблица 2.13. Шероховатость поверхности и точность заготовок
деталей, обрабатываемых давлением
Вид обработки Параметр /?а, мкм Точность экономиче- ская
классы точности по ОСТ квалитетЫ
Свободная ковка 1ОО...12,5 9 16; 17
Горячая ковка в штампах 100... 12,5 10...7 17...14
Горячая вырубка и пробивка 100... 12,5 9...7 16...14
Горячая объемная штамповка без калибровки 50...12.5 5...3 11...9
Холодная штам- повка в вытяж- ных штампах Вытяжка полых деталей про- стых форм 3,2...0,8 По ди 5...4 По в 5...3 аметру I 11...10 1 (9; 8) ысоте 12...8 (7)
Глубокая вытяж- ка тех же де- талей 4 11 '
Холодная штам- повка в выруб- ных, пробивных и зачистных штампах Контурные раз- меры при вы- , рубке плоских деталей Зона сре- за6,3...3,2 Зона ска- лывания 100...25 7...S 13; 12(11)
То же, при про- бивке S; 4 и (9;
То же, при зачи- стке 3,2...0,8 4; з 9; 8
То же, при зачи- стке и калиб- ровке 3,2...0,8 3j 2 7; 6*
Круглый холод- ный прокат (ка- либрованный) Сталь 3,2...0,8 —• —м
Латунь 1,6...0,4 —-
Прокат труб Алюминиевые сплавы 1,6...0,8 —- —•
Прокат листовой Сталь 3,2...0,8 — «м«
Латунь 1,6...0,4 — •*W
Прокат ленты Сталь 1,6...0,8 — —>«в
Латунь, бронза 0,8...0,2 —
Прокат после об- дувки песком Сталь | 6,3...3,2 | — |
Алюминиевые I сплавы I 6,3...3,2 | — «МВ
Примечание. В скобках указана достижимая точность.
143
Таблица 2.14 Шероховатость поверхности и точность литых
ВИТЫ литья Материал Размеры заготовок, мм Параметры ше
«а возможные
В песчаные формы (в землю) Черные металлы —- (25)...16О
Цветные сплавы 1...1000 (12,5)...5О
1000...2500
В кокиль Черные металлы —* (6,3)...25
Цветные сплавы 1...180 (3,2).. .12,5
180... 1000
По выплав- ляемым моделям Черные металлы — (1,6)... 12,5
Цветные сплавы 1...30 1,6...12,5
30...260
260...500
В оболочко- вое формы Углеродистая сталь — 12,5...25
Серый чугун — 6,3...12,5
Цветные сплавы 1...260 (1,6)... 12,5
260... 1000
Пол давлением Цинковые, магниевые и алюминиевые сплавы — (0,8)...6,3
Медные сплавы
Центробеж- ное литье — — 3.2...25
Примечание. В скобках указаны предельно допустимые
144
заготовок деталей
роховатостц, мкм, не более Квалитеты, классы точности - - *
оптимальные высокая точность нормальная точность низкая точность
Ra
100 400 (1); (2k гост 16; 17 3-й класс точно' 2009—55 и 1855 сти по —55
(12)... 14 15 16
14; 15 15; 16 16; 17
25 100 | 14...16 (1); 2-й класс точное по ГОСТ 2009—55 и 185 ти >5—55
(11); 12 14 14; 15
12...14 14; 15 15; 16
6,3 25 1-й класс точности по ГОСТ 2009—55 и 1855—55; допустимые для мелких деталей квалитеты 11...13
(Ю); и 12; 13 14
11...13 12.. Л 4 14; 15
12...14 14; 15 15
12,5 50 1-й класс точности по ГОСТ 2009—55 и 1855—55; для мелких деталей квалитеты 12... 14
(11)...13 14 15
12...14 14; 15 15; 16
6,3 25 (9)...П 12 14; 15
11...13 12...14 15
12,5 50 (11)...13 14 15
значения.
145
Таблица 2.15. Шероховатость поверхности и точность
при различных видах обработки деталей
Вид обработки Параметры шероховатости, мкм Точность экономическая
Ra классы точно- сти по ОСТ квалнтеты
Резка газовая ручная 80...40 320...160 —- —
машинная 8О..Л2,5 320...50 9 17...15
Отрезка.. * приводной пилой 50...25* (12,5) 200..Л00 9 17...15
резцом 100...25* 400..Л00 9...7 17...14
фрезой 50...25* 200..Л00 9...7 17...14
абразивом 6,3*.Д2 | 25..Л2,5 7 15...12 .
Строгание черновое 25...12.5* 100...50 7...5 14...12
чистовое 6,3...3,2*(2,5) 25..Л2,5 5; 4 13...11 (10]
тонкое 1,6...(0,8) «— 4; 3 10...8 (7)
Долбление черновое 50...25 200...100 7 15; 14
чистовое 12.5...3.2* 50.. Л 2,5 7...5 13; 12
Фрезерова- ние цилинд- рической фрезой черновое k 50...25 200... 100 7...5 14...12 [Н]
чистовое 6,3...3,2* 25...12,5 4 П [Ю]
тонкое t 1,6 (0,63) — 3; 2а 9; 8 [7]
Фрезерова- ние торце- вой фрезой черновое 12,5...6,3 50..25 7...5 14...12 [П]
чистовое 6Д.Д2* (1,6) 25...12.5 4 п [Ю]
тонкое 1,6...(0,8) — 3; 2 9; 8 [7]
Фрезерова- ние конце- вой фрезой черновое 25..Л,25 100...50 7...5 14...12
чистовое 6,3...3,2 25...12.5 4 11
<46
Продолжение табл. 2.15
Вид обработки Параметры шероховатости, мкм Точность экономическая
*а классы точно- сти по ОСТ квалитеты
Обтачива- ние про- дольной подачей обдирочное 100...25 400...100 Э...8 17...15
получисто- вое 12,5-6,3 50...25 7-5 14...12
чистовое 3,2—1,6* (0,8) 12,5...6,3 3; 2 9...7
тонкое (алмазное) 0,8-0,4* (0,2) — 2; 1 6
Обтачива- ние попе- речной подачей обдирочное 100...25 400...100 1 9 17; 16
получисто- вое 12,5...6,3 50... 25 7 15; 14
чистовое 3,2* 12,5-10 7...4 13...11
тонкое 1,6...(0,8) — 4...2а 11-8
Сверление 1 до 15 мм без кондуктора 12,5*(10)...6,3 50...25 7-5 14...12
по кондуктору — — 4 11
св. 15 мм без кондуктора 25*(10)—12,5 100...50 7-5 14...12
по кондуктору — — 4 11
Рассверливание 25*... 12,5 (6,3) 100...50 7...5 14...12
Зенкеро- вание черновое (по корке) 25...12,5 100...50 8-5 15...12
чистовое 6,3—3,2* 25... 12,5 5; 4 11; 10
Растачива- ние черновое 100...50 400...200 9...8 17...15
получисто- вое 25...12.5 100...50 7...5 14..J2
чистовое 3,2... 1,6* (0,8) —- 3; 2а 9; 8
тонкое (алмазное) 0,8...0,4* (0,2) — 2 7
Разверты- вание получисто- вое 12,5—6,3 50...25 3 10; 9 [8]
чистовое ЗД..1.6* 1 12,5...6,3 | 2а 7; 8 [8]
тонкое 0,8—(0,4) | — I 2 I 7 [6]
147
Продолжение табл. 2.15
Вид обработки Параметры шероховатости, мкм Точность экономическая
«а классы точно- сти по ОСТ квалитеты
Протягива- ние получисто- вое 6,3 25 3 9, 8
чистовое 3,2...0,8* 12,5...4,0 3; 2 8; 7
отделочное 0,4...(0,2) — 2 7
Зенкование плоское с направлением 12,5...6,3 50...25 — —
Зенкование угловое 6,3...3,2 25... 12,5 — —
Шабрение грубое 6,3... 1,6 25...6,3 4 И
тонкое 0,8...(0,1) — 3; 2а ' 9; 8
Слесарная опиловка 25...(1,6) ЮО.,.6,3 4; 3 11...8
Зачистка наждачным полотном (после рез- ца и фрезы) 1,6...(0,2) — 4; 3 11...8
Шлифова- ние круглое получисто- вое 6,3...3,2 25...12,5 4; 3 11...8
чистовое 1,6...0,8* — 3...1 8...6
тонкое 0,4...0,2* (0,1) — 2, 1 5
Шлифова- ние плоское получисто- вое 3,2 12,5 4, 3 11...8
чистовое | 1,6...0,8* — 3; 2 8...6
тонкое' 0,4...0,2* (0,1) — 2 7; 6
Прошивание чистовое |1,6...0,4 (1,25)| — | 3; 2 9...7
тонкое 1 1,6(0,05) 1 - 1 2 7; 6
Калиброва- ние отвер- стий шари- ком или после сверления 1,6...0,4 (0,32) —- 3; 2 9; 8
после рас- тачивания 1,6...0,4 (0,32) — 2 7
оправкой после раз- вертывания 1,6...0,05 — 2 7
148
Продолжение табл. 2.15
Вид обработки Параметры шероховатости, мкм Точность экономическая
«а классы .точно- сти по ОСТ квалитеты
Обкатывание и раска- тывание роликами или шариками при /?а исходном 12,5...3,2 1Д..0.4 (0,32) — 3...1 9...6
Наклепывание шарика- ми при исходном 3,2...0,8 0,8...0,2 — — —
Разваль- цовка чистовая 1,6...0,4 — 2; 1 7
тонкая 0,2...0,1 — 2; 1 6
Притирка чистовая 3,2...0,4 12,5...2,0 2; 1 7; 6
тонкая 1,6...0,1 (0,08) — 1 5
Полирова- ние обычное 1,6...0,2 (0,08) — 2; 1 6
тонкое 0,1...(0,05) — 1 5
Доводка грубая 0,4* — 2; 1 7; 6
средняя 0,2*...0,1 —— 2; 1 6; 5
тонкая 0,05* (0,02) —• 1 5
отделочная (зеркальная) 0,025...0,012 (0,008) 0,125...0,063 —- —
Хонингова- ние плоскостей 0,4*..0,1 — 3; 2 8; 7
цилиндров 0,2*...(0,05) — 2; 1 7; 6
Лаппинго- вание предвари- тельное 0,8...0,2 — 2; 1 6
среднее 0,2 — 2; 1 6
тонкое 0,1...0,025 — 1 6
Суперфини- ширование плоскостей 0,4...0,2*(0,05) — 1 5 и выше
цилиндров |i 0,4...0,1*(0,05)| — | 1 5 и выше
149
Продолжение табл. 2. IS
Вид обработки Параметры шероховатости, мкм Точность экономическая
классы точно- сти по ОСТ квалитеты
Термохими- ческое упрочнение цементация 10... 0,32 40...1,6 7...5 14...12
цианирова- ние 2,5...!,6 — 5; 4 11; 12
азотирова- ние 0,63...0,08 — 3; 2 9...7
барирова- ние 1,25...0,16 —- 3; 2 9...7
кадмирова- ние 2,5...0,16 — 3; 2 9...7
Химическое упрочнение хромирова- ние 5,0...1,25 2О...6,3 2; 1 8...6
сульфиди- рование 5,0...0,63 20...3.2 3; 2 9...7
оксидир0- вание 1,25...0,16 —• 2; 1 8...6
никелиро- вание 5,0.„0,32 20^1,6 2; 1 8...6
Вид обработки Параметр R& мкм Степень точности
Нарезание резьбы резцом 6.3...3.2 (1,25) 8...6 (5)
плашкой 12,5...5,0 (2,5) 8(6)
фрезой 10,0...3,2* (1,6) 8...5
резьбонарезной голов- кой 5,0...3,2* (2,5) 8; 7 (6)
метчиком 12,5*..3,2 (1,25) 7 (6,4)
Шлифование резьбы 1,25*...(0,32) 6...4
Накатывание резьбы 5,0...0,16 8...4
Обработка зубьев червячных колес фрезерованием 5,0...1,25 9...7
То же, шевингование червячным шевером 1,25...0,63 7
ISO
Продолжение табл. 2.15
Вид обработки Параметр RQ, мкм Степень точности
Обработка зубьев цилиндрических и кони- ческих зубчатых колес шевингование 1,6...0,8 (0,32) 7
обкатывание 1,25...0,63 7
шлифование 1,25...0,4 (0,32) 7; 6
зубохонингование Д63...0Д6 7; 6
притирка 0,63...0,16 7(6)
полирование 0,32...0,08 —
протягивание 2,5..Л,25 8
холодное выдавливание 2,5...1,25 9; 8
холодная штамповка 5,0...0,63 9
прошивание 1,25...0,63 8
Примечания. 1. Параметры шероховатости приведены для
стали; для чугуна, алюминия и алюминиевых сплавов брать по
меньшему значению параметра; для сплавов на медной основе при
слесарной обработке (опиловка, шабрение), шлифовании и дово-
дочных работах (притирке, полировании, хонинговании) брать па-
раметры, указанные для стали, а при остальных видах обработки-*
по большему значению.
2. В круглых скобках указаны предельно достижимые значения
параметра шероховатости Ra и точности.
3. Среднее значение Ra для данного вида обработки отме-
чено *
4. В квадратных скобках указаны данные для чугуна.
Таблица 2.16. Марки, твердость и примерное назначение
инструментальной легированной стали (группа I)
Марки НВ1, кгс/мм3 Темпера- тура за- калки, °C HRC8, не менее Назначение
7ХФ 8ХФ 229 241 800...820В2 81О.„83ОВ 58 58 Зубила, пуансоны, кернеры, ножи для холодной резки ме- талла, топоры, долота
1 Твердость НВ дана для отожженной или высокоотпущенной
стали.
2 Среда закалки: В —вода, М —масло.
8 Твердость после закалки.
151
Продолжение табл. 2.16
Марки НВ1, кгс/мм3 Темпера- тура за- калки, °C HRC8, не менее Назначение
9ХФ 241 820...840В 60 Рамные, ленточные пилы, кернеры, ножи для холодной резки металла
11ХФ 229 810...830М 62 Метчики и другой режущий инструмент диаметром доЗОмм
13Х ХВ4 241 255 780...810В 800...820В 64 65 Шаберы, гравировальный ин- струмент Гравировальные резцы, фре- зы и резцы для работы с не- большой скоростью резания твердых металлов
В2Ф 229 800...850В 62 Ленточные пилы по металлу, ножовочные полотна
9X1 229 820...850М 62 Деревообрабатывающий ин- струмент, клейма, пробойники, валки
X 229 840...860М 62 Токарные, строгальные, дол- бежные резцы в лекальных и ремонтных мастерских, гладкие калибры
12X1 241 850...870М 62 Измерительный инструмент: плитки, калибры, шаблоны
9ХС 241 840...860М 62 Сверла, развертки, метчики, плашки, гребенки, фрезы, клей- ма, штемпели
ХГС 241 820...860М 62 Вырубные штампы неболь- ших размеров, валки холод- ной прокатки v
ХВГ 255 83О...85(Ш 62 Измерительные и режущие инструменты, для которых по- вышенное коробление при за- калке недопустимо: резьбовые калибры, протяжки, длинные метчики и развертки и т. п.
9ХВГ 241 820...840М 62 Резьбовые калибры, лекала сложной формы, сложные точ- ные штампы, которые при за- калке не должны подвергаться значительным объемным изме* нениям и короблению
ХВСГ 241 | 840...860М 62 | Плашки, развертки и другой режущий инструмент
152
Продолжение табл, 2.1 в
Марки НВ1, кгс/мм2 Темпера- тура за- калки, °C HRC 3, не менее Назначение
8Х6НФТ 9Х5ВФ 241 241 950...1000М 58 Деревообрабатывающий ин- струмент: фрезы, пилы, ножи и т. п.
8Х4ВЗМЗФ2 255 1150...1170М 61 Ножи труборазрубочных прессов, ножи гильотинных и других ножниц, деревообраба- тывающий инструмент, ин- струмент для холодной пласти- ческой деформации
Таблица 2.17. Выбор1 марок быстрорежущей стали при
различных видах обработки резанием
Обрабатываемый материал, условия обработки Точение Нарезание резьбы Зенкерова- ние, раз- вертыва- ние, протя- гивание Фрезерова- ние
метчиком плашкой
Стали углеро- дистые конст- рукционные^ Р6М5 10Р6М5 Р6М5 Р9Ф5 Р6М5 9ХС Р14Ф4 Р9Ф5 Р6М5 10Р6М5
То же, при ра- боте в условиях динамических нагрузок, с большими подачами Р6МЗ Р18КФ2 Р9К10 Р6МЗ Р18 Р9; Р12
Стали конст- рукционные легированные Р9К5 Р9М4К8 11АРЗМЗФ2 ' 10Р6М5 Р6М5К5 Р6М5 Р6М5К5 Р6М5 Р9Ф5 Р14Ф4 10Р6М5 Р6М5К5
Стали корро- зионностойкие, жаростойкие с о* <1079 МПа Р6М5К5 Р12Ф2К8МЗ Р6М5К5 Р9М4К8 Р6М5К5 Р9М4К8 Р6М5К5 Р18Ф2К5 Р6М5К5 Р9Ф2К10
Сплавы жаро- стойкие, жаро- прочные Р9М4К8 Р6М5К5 Р9Ф2К5 Р9Ф2К10 Р9М5К5 Р6М5К5 Р6М5К5 Р18Ф2К5 Р9М4К8 Р18Ф2К5 Р10Ф5К5
Чугуны всех марок Р9; Р12 10Р6М5 10Р6М5 10Р6М5 Р14Ф4 Р6М5
Цветные спла- вы типа алюми- ниевых, мед- ных, магниевых Р6М5 10Р6М5 Р6М5 10Р6М5 Р6М5 10Р6М5 Р6М5 10Р6М5 Р6М5 10Р6М5
1 Более полные данные см. [7, 11, 12].
153
£
Таблица 2.18. Выбор марок твердого сплава-при различных видах обработки резанием
Марка твердого сплава при обработке
Эйды и характер обработки а « о X К я и со X § аз ass <u <u „ 2 4 О >»Х X жаропрочных и жаростой- ких сталей и сплавов нержавеющей стали аусте- нитного класса закаленной стали титана и сплавов на его основе чугуна цветных металлов и их сплавов неметалличе- ских мате- риалов
НВ 240 кгс/мма 00КЯН
Точение черновое по корке и окалине при не- равномерном сечении среза и прерывистом реза- нии с ударами Т5К10 Т5К12В ВК8В ВК8 Т5К12В ТТ7К12 ВК8В ВК60М Т5К12В ВК8В ВК8; ВК60М — ВК8 ВК8В ВК6М ВК8 ВК8В ВК4 ВК8 ВК8В ВКЗМ ВК4 ВК6 ВК8 —
Точение черновое по корке при неравномерном сечении среза и непрерывном резании Т14К8 Т5К10 ВК4 ВК8 ВК8В ВК4 ВК8; ВК6М ВК4 ВК8 ВК60М ВК4 ВК8 ВК6М ВК6М ВК4 ВКЗМ ВК4 ВК6М ВКЗ —
Точение черновое по корке при относительно равномерном сечении среза и непрерывном реза- нии Т15К6 Т14К8 Т15К10 ВК4 ВК8 ВК6М ВК4 —— ВК4 ВК8 ВК4 ВК8 ВК6М ВК2 ВК2 ВКЗМ ВК4 ВК4
Точение получистовое и чистовое при прерыви- стом резании Т15К6 Т14К8 Т5К10 ВК4 ВК8 ВК8В ВК4 ВК8 Т5К10 ВК4 ВК8 ВК4 ВК4 ВК6 ВК8 ВК6М ВК2 ВКЗМ ВК4 ВК2 ВКЗМ ВК4
Тонкое точение при прерывистом резании Т30К4 Т15К6 —» ВК6М Т14К8 Т5К10 ВК4 ВК4 ВК2 ВКЗМ ВК4 ВК6М ВК2 ВК2 ВКЗМ ВК4 ВК2 ВКЗМ ВК4
Тонкое точение при непрерывном резании Т30К4
Отрезка и прорезка канавок Т15К6 Т14К8 Т5К10
Отрезка и прорезка. Нарезание резьбы предва- рительное Т15К6 Т14К8
Нарезание резьбы окончательное Т30К4 Т15К6
Строгание и долбление черновое Т15К12В ВК8В ВК15
Строгание и долбление получистовое и чисто- вое Т5К10 Т5К12В ' ВК8 ВК8В
Фрезерование черновое
а
Т15К6
Т14К8
Т5К10
—— ВК6М вкзм Т30К4 Т15К6 ВК6М JBK3M ВК4 ВК6М ВКЗМ ВК2 ВКЗМ ВК6М ВКЗМ ВК2 ВК2 ВКЗМ ВК2 ВКЗМ
ВК4 ВК8 ВК8В ВКбМ ВК4 — ВК4 ВК8 ВК4 ВК6 ВК8 ВК6М ВК2 ВК2 ВКЗМ ВК4 ВК2 ВКЗМ ВК4
Т15К6 Т14К8 ВК4 ВК6М ВК4 ВК6М ВК4 ВКЗМ ВК4 ВК6М ВКЗМ ВК2 ВКЗМ ВК4 ВК6М ВКЗМ ВК2 ВК4 ВК6 ВК6М ВК2 ВКЗМ ВК4
Т30К4 Т15К6 В14К8 ВК6М вкзм — — — —- ВК2 ВКЗМ ВК2 ВКЗМ
Т5К12В Т5К12В ВК8 ВК15 ВК8 ВК8В ВК8 ВК8В ВК4 ВК6 ВК8
ТТ7К12 Т5К12В ВК8В ВК15 — ВК4 ВК6 ВК8 —— ВК4 ВК6
Т5К10 ВК4 ВК8 Т5К12В Т5К10 Т14К8 ВК4 ВК8 ВК4 ВК6 ВК8 ВК2 ВК4
к________________________________________
Виды и характер обработки
углеродистой и легирован- ной стали
Фрезерование получистовое и чистовое Т30К4 Т15К6 Т14К8
Сверление сплошное неглубоких (нормальных) отверстий Т5К10 Т5К12В ВК8 ВК8В
Сверление сплошное глубоких отверстий Т15К6 Т14К8 Т5К10 Т5К12В ВК8
Сверление кольцевое глубоких отверстий Т15К6 Т14К8 Т5К10
Рассверливание неглубоких (нормальных) пред- варительно просверленных отверстий
Продолжение табл. 2.18
Марка твердого сплава при обработке
жаропрочных и жаростой- ких сталей и сплавов нержавеющей I стали аусте- нитного класса 1 закаленной i стали титана и сплавов на его основе НВ 240 КГС/ММ2 Л НВ>400 * кгс/мм8 цветных металлов и их сплавов неметалличе- 1 Ских мате- 1 риалов
Т15К6 Т14К8 Т5К10 Т15К6 Т14К8 ВК6 ВК4 ВК6М ВК2 ВКЗМ ВК4 ВК2 ВКЗМ
Т5К12В ТТ7К12 ВК8В ВК8 Т5К12В ВК8В ВК8 — ВК8 ВК8В ВК4 ВК6 ВК8 ВК8 ВК8В ВК4 ВК6 ВК8 ВК2 ВК4
— —
ВК4 ВК8 ВК8 Т14К8 Т5К10 ВК8 ВК4 ВК8 ВК2 ВКЗМ ВК4 ВК6М ВК4 ВК2 ВКЗМ ВК4 ВК2 ВКЗМ
Рассверливание неглубоких {нормальных) от- верстий в литых, кованых или штампованных де- талях Т5К10 Т5К12В ВК8 ВК8В
Рассверливание глубоких предварительно про- сверленных отверстий Т15К6 Т14К8
Рассверливание глубоких отверстий в литых, кованых и штампованных деталях, а также от- верстий с неравномерным припуском на обработ- ку и прерывистым резанием Т5К10 Т5К12В ВК8 ВК8В
Зенкерование черновое Т15К6 Т14К8 Т5К10 Т5К12В ВК8
Зенкерование получистовое и чистовое Т30К4 Т15К6 Т14К8
Развертывание предварительное и окончатель- ное Т30К4 Т15К6
Т5К12В ТТ7К12 ВК8 ВК8В Т5К12В ВК8В ВК8 — —- ВК4 ВК6 ВК8 — ВК4 ВК6 ВК8 —
ВК4 ВК8 Т14К8 Т5К10 ВК8 — ВК2 ВКЗМ ВК4 ВК6М ВК4 ВК2 ВКЗМ ВК4
Т5К12В ТТ7К12 ВК8 ВК8В Т5К12В ВК8 ВК4 — — ВК8 ВК8В ВК4 — ВК4 ВК8 ВК8В —
Т5К10 ВК4 ВК8 ВК6М ВК4 •— ВК4 ВК8 ВК4 ВК6 ВК8 ВК6М ВК4 ВК4 ВК4 ВК6 ВК8 ВК4 ВК6
Т15К6 Т14К8 Т5К10 ВК6М ВК6М — ВК4 ВК8 ВК2 ВКЗМ ВК4 ВК2 ВКЗМ ВК4
Т30К4 Т15К6 ВК6М ВКЗМ ВК6М ВК4 Т30К4 ВКЗМ ВК6М ВК4 ВК6М ВКЗМ ВК2 ВКЗМ ВК4 ВК6М ВК6М ВКЗМ
2.5. ПРИПУСКИ НА ОБРАБОТКУ РЕЗАНИЕМ
Припуски на обработку резанием для элементарных поверхно-
стей заготовок определяют расчетно-аналитическим методом
(табл. 2.19) или ориентировочно назначают по справочным табли-
цам (табл. 2.20...2.35). Существует также статистически-вероятностный
Таблица 2.19. Формулы для определения припусков
расчетно-аналитическим методом
Определяемая величина Обозначе- ние Формула
Минимальный промежуточ- ный припуск при обработке: наружных поверхндстей: на сторону на обе стороны или по диа- метру внутренних поверхностей: на сторону на обе стороны или по диа- метру Z/min 2Z/min Z/min — #Ztnin ^Z-imin — #Zmax — ai—itnax ^/max — Di- imax
Минимальный припуск при автоматическом получении раз- меров для обработки: последовательной противоле- жащих поверхностей параллельной противолежа- щих поверхностей наружных и внутренних по- верхностей вращения Z/min 2Z/min 2Z/min ^Z-1 4~ 2 {Rzt - - i+pz -i+syi) +l/p?-l+Syi)
Минимальный припуск при методе индивидуального полу- чения заданных размеров для обработки: плоских поверхностей наружных и внутренних по- верхностей вращения Z/min 2Z/min 2 (^г~1+Л-1 + +Vp?-i+eB?)
Номинальный припуск на обработку: наружных поверхностей: на сторону на обе стороны или по диа- метру внутренних поверхностей: на сторону на обе стороны или по диа- метру 2/ном 2Z/hom ^Zhom 2Z/hom Z/min + #Z-1 — Hl 2Z/min *4“ Hdi—\ Hdi Zfmin + — Bl 2Z/min + Bdz-i —Bdi
Максимальный припуск на обработку: на сторону на обе стороны или по диа- метру Z/max 2Z/max Z/min ^/—1 2Z/mln -f- 1 — ^Di
«58
метод расчета припусков. Для отливок из чугуна, полученных
в песчаных формах, припуски на обработку определяют по ГОСТ
1855—55, а для отливок из углеродистой стали—по ГОСТ 2009—55.
Припуски на обработку резанием отливок из цветных сплавов, по-
лученных разными способами, назначают по ведомственным нор-
малям.
Припуски на поковки регламентированы ГОСТ 7829—70 и
7062—79, на штамповки — ГОСТ 7505—74, а также различными
нормалями.
В табл. 2.19 приняты следующие обозначения:
fli-imin, Di-imin, fli-imax, Д-imах — соответственна наименьшие
и наибольшие предельные размеры для партии заготовок на пред-
шествующем технологическом переходе;
0<min, Dimin, «<тах, Diтах — соответственно наименьшие и наи-
большие предельные размеры для партии заготовок на осуществ-
ляемом технологическом переходе; Т<-ь Р<-1— соответственно
высота неровностей, глубина дефектного поверхностного слоя и
суммарное значение пространственных отклонений для элементар-
ной поверхности на предшествующем переходе;
gyi — погрешность установки заготовки при выполняемом пере-
ходе;
ев/— погрешность выверки заготовки при установке на осу-
ществляемом переходе;
Hi-i, Hdi-ъ Нщ — нижнее отклонение по размерам соответ-
ственно на предшествующем и выполняемом переходах;
В<-ь Bdi-u Bi, Вщ — верхние отклонения по размерам соответ-
ственно на предшествующем и выполняемом переходах И du
Bdi-u В Di относятся к диаметрам);
d<-i, 6d<-i — допуск по размеру на предшествующем переходе;
б<, б©< —допуск по размеру на выполняемом переходе.
Значения номинальных припусков необходимы для определения
номинальных размеров заготовок (отливок, поковок и т. п.), по ко-
торым изготовляют технологическую оснастку (штампы, пресс-фор-
мы и т. п.).
Промежуточные размеры рассчитывают исходя из оконча-
тельного размера детали [11, 12].
Если размер, предшествующий данному, не выдерживается не-
посредственно, а получается в виде функции от других размеров,
то при определении промежуточных размеров из приведенных
выше формул составляют соответствующие уравнения размерных
цепей.
Схема для расчета припуска при фрезеровании детали в при-
способлении приведена на рис. 2.9,
Минимальный припуск « /?2а 4. Та + ра + еу; Z^max =
= Zfrnin + ^J — *3»
где Zfcmm — минимальный припуск (на сторону) на выполняемый
переход — фрезерование; Z^max — максимальный припуск на выпол-
няемый переход — фрезерование; /^za — высота микронеровностей
после предшествующей обработки; Та — толщина дефектного по-
верхностного слоя, оставшегося от предшествующей обработки;
Ра — суммарное значение пространственных отклонений после
предшествующей обработки; ву — погрешность установки заго-
товок при выполняемой операции; бв и б& — допуски на раз-
меры а и Ь.
Схема расположения припусков в различных стадиях обработки
вала и отверстия показана на рис. 2.10.
159
'ПЯЛ/
ГОМ?
Рис. 2.9, Схема к расчету припуска при
фрезеровании поверхности
Допуск (±8заг) .
Заготобка
S)
Дпахз
*________^тох/
Под чистовое
дотачивание
Под шлифование
^тахз
Окончательный
размер
Мпх
тлю?
$ном ,
Окончательный размер
Дпахг
Под шлифование
______^таХ/_____
Под чистовое
растачивание
Заготовка г
Допуск (8шл)
/ШЛиУ°^аНии г
\ Допуск (8чо)
/ 7 Чиетовое овтачивание
ziww%
Допуск (8^)
Черновое овтачивание
Z Ойщш припуск
^302____________________
Припуск (Zm]n^
/Черновое растачивание
Припуск (Z^ng)
/ЧистоЬое растачивание
Припуск (Zmtnj)
/» При имшробании
ОЬщии припуск
Рис. 2.10. Схема расположения припусков в различных стадиях
обработки вала (а) и отверстия (б)
Таблица 2.20. Отверстия1 (ГОСТ 19257—73) под нарезание
Метрической резьбы по ГОСТ 9150—81
Размеры в мм
D3 Р2 Диаметр отверстия под резьбу с полем допуска
4Н5Н; 5Н: 6Н; 5Н6Н; 7И 6G; 7G 4Н5Н; 5Н 5Н6Н; 6Н; 6G 711; 7 Q
7' | ^отв
1 0,25 0,75 0,77 +0,04 +0,06 —
1,1 0,85 0,87
1,2 0,95 0,97
1,4 0,3 1,10 1,12
1,6 0,35 1,25 1,27 1 А +0,07 —*
1,8 1,45 1,47
2 0,40 1,60 1,62 +0,06 +0,08
2,2 0,45 1,75 1,77 +0,07 +0,09
2,5 2,05 2,07
__3 0,5 2,50 2,52 +0,08 +0,10 4-0.14
3,5 0,6 2,90 2,93 +0,11 +0,15
4 0,7 3,30 3,33 +0,12 +0,16
4,5 0,75 3,70 3,73 +0,11 4-0,17 +0,22
5 0,8 4,20 4,23 +0,09 +0,13 +0,18
6 1 4,95 5,00 +0,17 4-0,20 +0,26
7 5,95 6,00
8 1,25 6,70 6,75
9 7,70 7,75
10 1,5 8,43 8,50 1 Л 10 +0,22 +0,30
11 9,43 9,50 -}-и,1У
12 1,75 10,20 10,25 +0,21 +0,27 +0,36
1 Для метрической резьбы с допусками по ГОСТ 16093—81
(СТ СЭВ 640—77) при нарезании в деталях из серого чугуна ГОСТ
1412—70, в деталях из стали ГОСТ 380—71, 1050—74, 4543—71,
20072—74, 5632—72 (кроме сплавов на никелевой основе), алюми-
ниевых сплавов ГОСТ 2685—75 и меди ГОСТ 859—78.
2 Обозначения: D — номинальный диаметр резьбы; Р — шаг
резьбы; £>отв — номинальный диаметр отверстия; Tdotb — допуск на
отверстие.
6 П. П. Серебреницкий 161
Продолжение табл. 22Q
D3 ра Диаметр отверстия под резьбу с полем допуска
4НШ; 5Н: 6Н; 5Н6Н; 7Н 6Q; 70 4Н5Н; 5Н 6Н; 60 7Н; 70
•^отв Т ^отв
14 2 11,90 11,95 f А ОД +0,30 +0,40
16 13,90 ; 13,95
18 2,5 15,35 1 15,40 +0,30 +0,40 +0,53
20 17,35 17,40
22 19,35 19,40
24 3 20,85 20,90
27 23,85 23,90
30 з,5 26,30 26,35 4-0,36 +0,48 +0,62
33 29,30 29,35
36 4 31,80 31,85
39 4 34,80 34,85 4-0,36 4-0,48 4-0,62
42 4,5 37,25 37,30 4-0,41 4-0,55 4-0,73
45 40,25 40,30
48 5 42,70 42,80 4-0,45 4-0,60 4-0,80
52 46,70 46,80
56 5,5 50,20 50,30
60 54,20 54,30
64 б 57,70 57,80
68 61,70 61,80
Таблица 2.21. Диаметры сверл для получения отверстий под
нарезание метрической резьбы по ГОСТ 9150—-81
Размеры в мм
а р <*св d Р ^св
1 0,2 0,80 1,6 0,2 1,40
0,25 0,75 0,35 1,25
1,1 0,2 0,90 1,8 0,2 __ 1,60
0,25 0,85 0,35 1,45
1,2 0,2 1,00 2 0,25 1,75
0,25 0,95 0,4 1,60
1,4 0,2 1,20 2,2 0,25 1,95
0,3 1,10 0,45 1,75 *
162
Продолжение табл. 2.21
d Р ОД d Р ^03
2,5 0,35 2,15 12 1,5 10,50
0,45 2,05 1,75 10,20
3 0,35 2,65 14 0,5 13,50
0,5 2,50 0,75 13,25
3,5 0,35 3,15 1 13,00
0,6 2,90 1,25 12,80
4 0,5 3,50 1,5 12,50
0,7 3,30 2 12,00
4,5 0,5 4,00 15 1 14,00
0,75 3,75 1,5 13,50
5 0,5 4,50 16 0,5 15,50
0,8 4,20 0,75 15,25
5,5 0,5 5,00 1 15,00
6 0,5 5,50 1,5 14,50
0,75 5,25 2 14,00
1 5,00 17 1 16,00
7 0,5 6,50_ 1,5 15,50
0,75 6,25 18 0,5 17,50
1 6,00 0,75 17,25
8 0,5 7,50 1 17,00
0,75 7,25 1,5 16,5U
2 16,00
1 7,00
2,5 15,50
1,25 6,80
0,5 19,50
9 0,5 8,50 20
0,75 19,25
0,75 8,25
1 19,00
1 8,00
1,5 18,50
1,25 7,80
10 0,5 9,50 2 18,00
0,75 9,25 2,5 17,50
0,5 21,50
1 9,00 22
1,25 8,80 0,75 21,25
1,5 8,50 1 21,00
11 0,5 10,50 1,5 20,50
0,75 10,25 2 20,00
1 10,00 2,5 19,50
1,5 9,50 24 >гй диаметр I 0,75 23,25
12 0 боз н а ч < резьбы; dQ3 0,5 11,50 1 23,00
0,75 11,25 1,5 22,50
1 11,00 2 22,00
1,25 П1йя: d — f 1иаметр сверл 10,80 юминалын ia. 3 зезьбы; Р- 21,00 — шаг 1W
S Таблица 2.22* Стержни1 (ГОСТ 19258—73) под нарезание метрической резьбы по ГОСТ 9150—81
* Размеры в мм
d3 Р3 Диаметр стержня под резьбу с полем допуска
4h 6h 6g бе 6d 6h; 6g; бе; 6d 8h 8g 8h; 8g
^от 7\ «ст ^ст Т. “ст ^ст T. “CT
1 0,25 0,97 —0,03 0,97 0,95 — — —0,04 — — —
1,1 1,07 1,07 1,05
1,2 1,17 1,17 1,15
1,4 0,3 1,36 1,36 1,34
1,6 0,35 1,55 1,55 1,53
1,8 1,75 1,75 1,73
2 0,4 1,95 —0,04 1,95 1,93 —0,05
2,2 0,45 2,15 2,15 2,13 —0,06
2.5 2,45 2,45 2,43
3 0,5 2,94 2,94 2,92 2,89
3,5 0,6 3,44 —0,05 3,44 3,49 3,39 —0,07
4 0,7 3,94 —0,06 3,94 3,92 3,89 —0,08
4,5 0,75 4,44 4,44 4,42 4,38 —0,09
5 0,8 4,94 —0,07 4,94 4,92 4,88 —0,10 4,94 4,92 - —0,18
6 1 5,92 5,92 5,89 5,86 5,83 5,92 5,89 —0,20
7 6,92 6,92 6,89 6,86 6,83 6,92 6,89
8 1,25 7,90 —0,08 7,90 7,87 7,84 7,80 —0,11 7,90 7,87 —0,24
9 8,90 8,90 8,87 8,84 8,80 8,90 8,87
10 1,5 9,88 —0',09 9,88 9,85 9,81 9,7$ —0,12 9,88 ( 9,85 —0,26
1,5 —0,09 —0,12 —0,26
11 10,88 10,88 10,85 10,81 10,78 10,88 10,85
12 1,75 11,86 —0,10 11,86 11,83 11,80 10,76 —0,13 11,84 11,83 —0,29
14 2 13,84 13,84 13,80 13,77 13,74 13,84 13,80
16 15.84 15,84 15,80 15,77 15,74 15,84 15,80
18 2,5 17,84 —0,13 17,84 17,80 17,76 17,73 —0,18 17,84 17,80 —0,37
20 19,84 19,84 19,80 19,76 19,73 19,84 19,80
22 21,84 21,84 21,80 21,76 21,73 21,84 21,80
24 3 23,84 —0,16 23,84 23,79 23,75 23,73 —0,22 23,84 23,79 —0,44
27 26,84 26,84 26,79 26,75 26,73 26,84 26,79
30 3,5 29,84 —0,18 29,84 29,79 29,75 29,72 —0,27 29,84 29,79 —0,51
33 ' 32,84 32,84 32,79 32,75 32,72 32,84 32,89
36 4 35,84 —0,22 35,84 35,78 35,74 35,71 —0,32 35,84 35,78 —0,59
39 38,84 38,84 38,78 38,74 38,71 38,84 38,78
42 4,5 41,84 —0,24 41,84 41,78 41,74 41,71 —0,34 41,84 41,78 —0,64
45 44,84 44,84 44,78 44,74 44,71 44,84 44,78
48 5 47,84 —0,26 47,84 47,77 47,73 47,71 —0,37 47,84 47,77 —0,69
52 51,84 51,84 51,77 51,73 51,71 51,84 51,77
56 5,5 55,84 —0,28 55,84 55,76 55,73 55,70 —0,40 55,84 55,76 —0,74
60 59,84 59,84 59,76 59,73 59.70 59,84 59,76
64 6 63,84 —0,30 63,84 63,76 63,72 63,69 —0,44 63,84 63,76 —0,79
68 67,84 67,84 67,76 67,72 67,69 67,84 67,76
1 Для метрической резьбы с допусками по ГОСТ 16093—81 (СТ СЭВ 640—77) при нарезании на стержнях
-гятгАм ™ гост чял 71 л ело 71 men 7л 1 Л7лп z сплавов на никелевой основе), меди
'ст — номинальный диаметр стержня;
из сталей по ГОСТ 380—71, 4543—71, 1050—74, 10702—63 и 5632—72 (кроме
по ГОСТ 859—66. v F
2 Обозначения: d — номинальный диаметр резьбы; Р —шаг резьбы; d{
7^ —допуск на диаметр стержня.
Таблица 2.23. Размеры, в мм, заготовок при фрезеровании
квадратов (а Ха) и шестигранников (S) 1,414а; 1,1553
а или Ь D А1 а или Ъ D А а или Ъ D А
1 1.41 1,16 18 25,46 20,79 35 '49,50 40,42
2 2,83 2,31 19 26,87 21,87 36 50,91 41.58
3 4,24 3,47 20 28,28 23,10 37 52,32 42,74
4 5,66 4,62 21 29,70 21,26 38 53,74 43,89
5 7,07 5,78 22 31,11 25,41 39 55,15 45,04
6 8,48 6,93 23 32,53 26,57 40 56,57 46,20
7 9,90 8,09 24 33,94 27,72 41 57,97 47, 36
8 11,31 9,24 25 35,36 28,88 42 59,40 48,51
9 12,73 10,40 26 36,77 30,09 43 60,80 49,57
10 14,14 11,55 27 38,18 31,19 44 62,22 50,82
11 15,56 12,71 28 39,60 32,34 45 63,64 51,96
12 16,97 13,86 29 41,01 33,50 46 65,05 53,13
13 18,38 15,02 30 42,43 34,65 47 66,49 54,09
14 19,80 16,17 31 43,48 35,81 48 67,88 55,44
15 21,21 17,32 32 45,25 36,96 49 69,29 56,60
16 22,63 18,48 33 46,66 38,12 50 70,71 57,80
17 24,04 19,64 34 48,08 39,27
Обозначения: D; Di — диаметр описанной окружности;
а —сторона квадрата; 3 — размер <под ключ>; Ь —сторона шести-
гранника.
Таблица 2.24k Припуск» на сторону при однократной
обработке отливок из цветных сплавов
Размеры в мм
Наибольший размер отливок Литье в формы
песчаные оболоч* новые по выплав- ляемым моделям металлические
в кокиль под давлением
До 3 Св. 3 до 6 , 6 t 10 1,5 1,0 0,8 1,0 0,5
Св. 10 до 18 , 18 . 30 2 1,2 1,3 1 1,3 1,5 0,6
Св. 30 до 50 , 50 , 80 2 2,5 1,4 1,6 1,4 1,6 1,6 1,8 0,6 0,7
Св. 80 до 120 » 120 » 180 3 1,7 1,8 1,7 1,8 2,0 2,5 0,8 0,9
Св. 180 до 260 . 260 . 360 3,5 4 2 3,2 2,0 3,2 3,7 1,0 1,1
Св. 360 до 500 4,5 3,5 | [ 3,5 4 1,2
166
Таблица 2.25. Припуски на диаметр d на обработку резанием
заготовок, полученных прокатом и волочением (для правленного
пруткового материала)
Размеры в мм
d Горячекатаная сталь Автоматная сталь Калиброванная холоднотянутая сталь
Припуск при 1 этношении длины к д иаметру 1: d
До 8 8.. .12 12...20 До 8 8...12 12...20 До р 8...12 12...20
До 20 2 3 4 1,5 2 3 0,8 1,5 2
Св. 20 до 45 3 5 6 2 3 4 1,5 2 3
.45 .80 5 7 10 3 5 7 2 3 4
Примечания. 1. Для заготовок (прутков) из цветных ме-
таллов и сплавов значения, приведенные в таблице, следует умно-
жать на коэффициент 0,8...0,85.
2. Диаметр заготовки для ступенчатых валиков выбирают по
максимальному диаметру ступени.
3. Диаметры заготовок установлены с учетом общих припусков,
допусков и кривизны проката и округлены до ближайшего значения
согласно ГОСТ 2590—71.
Таблица 2.26. Промежуточные припуски и допуски на обработку
наружных цилиндрических поверхностей
Размеры в мм
Припуск на диаметр при расчетной длине —>
Операция До 100 100...250 250...400 400...630 Td
До 6 Точение черновое „ чистовое Шлифование 2,5 1 0,25 3 1,1 0,3 3,5 1,1 0,4 0,4 — —0,30 —0,08
0,3 0,4 0,4 0,5
6...10 Точение черновое . чистовое Шлифование 3,0 1,2 0,25 3,5 1,5 0,3 3,5 1,5 0,35 3,5 1,5 4 2,0 —0,36 —0,10
0,3 0,35 0,4 ««мм»
10...18 Точение черновое . чистовое Шлифование 3,0 1,2 0,3 3,5 1,5 0,35 3,5 1,5 0,4 4,0 1,5 0,45 2,0 0,4 —0,43 —0,12
0,35 0,4 0,45 0,5
167
Продолжение табл. 2.26
^ном Операция Припуск на диаме!р при расчетной длине
До 100 100...250 25и...400 400... 630 630...1000
18...30 Точение черновое „ чистовое Шлифование 3,5 1,5 0,35 3,5 1,5 0,4 3,5 1,5 0,45 4,0 2,0 0,5 5Д 2,0 0,55 —0,52 —0,14
0.4 0,45 0,5 0.55 0,6
30...50 Точение черновое л чистовое Шлифование 4 1,5 0,4 4,5 1,5 0,45 4,5 2,0 0,45 5 2,0 0,55 5,5 2,5 0,55 —0,62 -0,17
0.45 0,5 0,5 0.6 0,7 —•
50...80 Точение черновое „ чистовое Шлифование 4,0 2,0 0,4 4,5 2,0 0,45 4,5 2,0 0,55 5,5 2,5 0,0 5,5 2,5 0,05 —0,74 —0,20
0.45 0,5 0,6 0,65 0,7
80...120 Точение черновое „ чистовое Шлифование 5,5 2,0 0,5 6,0 2,0 0,55 7 2,0 0,6 7,5 2,5 0,65 8,5 2,5 0,7 —0,87 —0,23
0,6 0,65 0,7 0,75 0,8
Примечания. 1. В числителе (операция шлифование) даны
припуски для незакаленных заготовок, в знаменателе — для зака-
ленных.
2. Для деталей из сталей, подверженных значительным терми-
ческим деформациям при закалке (например, йз стали 45), при-
пуски на шлифование следует увеличить.
3. При обработке детали с уступами припуск выбирают по от-
ношению к общей длине детали.
4. Припуски на чистовое обтачивание даны для случая, когда
заготовка подвергается черновому обтачиванию.
5. Обозначения: dH0M— номинальный диаметр вала? Т&— до-
пускаемые отклонения диаметра вала.
Таблица 2.27. Припуски на сторону при однократной обработке
стальных заготовок, отлитых по выплавляемым моделям
Размеры в мм
Наибольший размер отливки Припуск на обработку
резцами или фрезами шлифовальными кругами
До 40 0,7...1,0 0Д..0,5
Св. 40 до 100 1,0...1,5 0,5...0,7
. 100 » 250 1,5. „2,0 0,7...1,0
168
Таблица 2.28. Припуски на диаметр d при тонком точении стали
Размеры в мм
d Припуск
До 25 0,2...0,25
Св. 25 до 125 0,25...0,4
Св. 125 0,35...0,5
Таблица 2.29. Припуски на чистовое подрезание, шлифование
торцов и уступов
Размеры в мм
d Общая длина детали L
со о Св. 1К до 50 Св. 50 до 120 Св. 120 до 260 Св. 260 до 500 Св. 500
Чистовое подрезание торцов и ус т у п о в
До 30 0,4 0,5
Св. 30 до 50 0,5 0,6 0,7 0,8 1,0 1,2
Св. 50 до 120 0,6 0,7 0,8 1,0 1,2 1,3
. 120 , 200 0,7... 0,8... 1,0 1,0... 1,2... 1,4...
0,8 0,9 1,2 1,4 1,5
TL —0,2 —0,3 —0,4 —0,5 —0,6 —0,8
Шлифование торцов
До 30 0,2 0,3
0,3 0,4 0,5
Св. 30 до 50 Л Ч Л 4 Л 6
„ 50 » 120 и,и V/r 0,5 0,6
Св. 120 до 200 0,4 0,4 0,5 0,5 0,6 0,7
TL —0,12 —0,17 —-0,23 —0,3 —0,4 —0,5
Примечания. L Обозначения: d —диаметр детали; —
допуск на длину при предшествующей обработке.
2. При обработке валов с уступами припуск брать на каждый
уступ отдельно исходя из его диаметра d и общей длины детали L.
169
Таблица 2.30. Размеры, мм, при обработке отверстий 7...9
квалитета точности в сплошном материале
р Диаметр
сверла °Р (HU) зенкера развертки для отверстия с полем допуска
1-го 2-го Н8 (Н9) Н7
черновой чистовой
3 2,9 3
3,9 4 —• 4
4,8 5 5
6 5,8 — 6 6
8 7,8 8 7,96 8
10 9,8 —— 10 9,96 10
12 11,0 11,85 12 11,95 12
13 12,0 12,85 13 12,95 13
14 13,0 13,85 14 13,95 14
15 14,0 14,85 15 14,95 15
16 15,0 15,85 16 15,95 16
18 17,0 17,85 18 17,94 18
20 18,0 19,8 19,8 20 19,94 20
22 20,0 21,8 21,8 22 21,94 22
24 22,0 23,8 23,8 24 23,94 24
25 23,0 24,8 24,8 25 24,94 25
26 24,0 25,8 25,8 26 25,94 26
28 26,0 —• 27,8 27,8 28 27,94 28
30 15 28,0 29,8 29,8 30 29,93 30
32 15 30,0 31,7 31,75 32 31,93 32
35 20 33,0 34,75 35 34,93 35
38 25 36,0 37,7 37,75 ; 38 37,93 38
40 25 38,0 39,7 39,75 40 39,93 40
42 25 40,0 41,7 41,75 , 42 41,93 42
170
Продолжение табл. 2.30
Диаметр
сверла DP (НИ) зенкера развертки для отверстия с полем допуска
1-го 2-го Н8 (Н9) Н7
черновой ЧИСТОВОЙ
45 25 43,0 44,7 44,75 45 44,93 45
48 25 46,0 47,7 47,75 48 47,93 48
50 25 48,0 49,7 49,75 50 49,93 50
Примечания. 1. В случае применения одной развертки
припуск равен сумме припусков, указанных в таблице для черно-
вой и чистовой разверток.
2. При обработке отверстий диаметром <15 мм в деталях из
чугуна зенкер не использовать.
3. При сверлении отверстий диаметром 30 и 32 мм применять
одно сверло диаметром соответственно 28 и 30 мм.
4. Растачивание резцом можно использовать вместо зенкерова*
ния, например, при необходимости выправить положение оси обра<
батываемого отверстия.
5. Обозначения: D — диаметр обрабатываемого отверстия; •
диаметр отверстия после растачивания.
Таблица 2.31. Размеры, мм, при обработке прошитых и литых
отверстий 7...9 квалитета точности
D Диаметр
Растачивание Развертки
черновое (Н14) чистовое (НИ) черновая чистовая Н7 (Н9)
1-е 2-е
30 28,0 29,8 29,93 30
32 30,0 31,7 31,93 32
35 — 33,0 34,7 34,93 35
38 — 36,0 37,7 37,93 38
40 — 38,0 39,7 39,93 40
42 40,0 41,7 41,93 42
45 43,0 44,7 44,93 45
48 46,0 47,7 47,93 48
50 45 48,0 49,7 49,93 50
52 47 50,0 51,5 51,92 52
171
.Продолжение табл. 2.31
D Диаметр
Растачивание Развертки
черновое (Н14) чистовое (НИ) черновая чистовая Н7 (Н9)
1-е 2-е
55 51 53,0 54,5 54,92 55
58 54 56,0 57,5 57,92 58
60 - 56 58,0 59,5 59,92 60
62 58 60,0 61,5 61,92 62
65 61 63,0 64,5 64,92 65
68 64 66,0 67,5 67,90 68
70 66 68,0 69,5 69,90 70
72 68 70,0 71,5 71,90 72
75 71 73,0 74,5 74,90 75
78 74 76,0 77,5 77,90 78
80 75 78,0 79,5 79,90 80
82 77 80,0 81,3 81,85 82
85 80 83,0 84,3 84,85 85
88 83 86,0 87,3 87,85 88
90 85 88,0 89,3 89,85 90
92 87 90,0 91,3 91,85 92
95 90 93,0 94,3 94,85 95
98 93 96,0 97,3 97,85 98
100 95 98,0 99,3 99,85 100
105 100 103,0 104,3 104,8 105
110 105 108,0 109,3 109,8 НО
115 ПО 113,0 114,3 ' 114,8 115
120 115 118,0 119,3 119,8 120
125 120 123,0 124,3 124,8 125
130 125 128,0 129,3 129,8 130
135 130 133,0 134,3 134,8 135
140 135 138,0 139,3 139,8 140
145 140 143,0 144,3 144,8 145
150 145 148,0 149,3 149,8 150
Примечания. 1. В случае применения одной развертки
припуск равен сумме припусков, указанных в таблице для черновой
и чистовой разверток.
2. D — диаметр отверстия.
172
Таблица 2.32. Припуски на диаметр при чистовом растачивании
отверстий
Размеры в мм
^ном Припуски при расчетной длине TD
До 25 Св. 25 до 63 Св. 63 до 100 Св. 100 до 160 Св. 1601 Св. 250 Св. 400 до 630
до 250 1 до 400
До 10 1,0 1,1 1 +0,20
Св. 10 до 18 1,2 1,3 1,3 — —- —— —. +0,24
. 18 . 30 1,3 1,3 1,4 1,4 — — — +0,28
Св. 30 до 50 1,4 1,4 1,4 1,5 1,5 +0,34
, 50 , 80 1,5 1,6 1,6 1,7 1,8 1,9 — +0,40
» 80 . 120 1,7 1,7 1,8 1,8 1,9 2,1 2,3 +0,46
Св. 120 до 180 1,9 1,9 1,9 2,0 2,1 2,2 2,5 +0,53
. 180 . 260 2,0 2,1 2,1 2,2 2,3 2,4 2,6 +0,60
.260 .360 2,3 2,3 2,4 2,4 2,5 2,7 2,9 +0,68
Примечание. £>Ном— номинальный диаметр отверстия;
Td— допуск на диаметр отверстия (на предшествующей обработке).
Таблица 2.33. Припуски на диаметр при предварительном тонком
(алмазном) растачивании отверстий в деталях из различных
материалов
Размеры в мм
D Легкие сплавы Баббит Бронза и чугун Сталь
До 30 0,2 0,3 0,2
31...50 0,3 0,4 0,3 0,2
51...80 0,4 0,5 0,3
81...120 0,4 0,5 0,3 0,3
121...360 0,5 0,6 0,4 0,3
Примечание. При окончательном растачивании отверстий
диаметром D= 121...360 мм в деталях из баббита припуск 0,2 мм,
в остальных случаях 0,1 мм.
Таблица 2.34. Припуски на диаметр под шлифование отверстий
Размеры в мм
D Длина отверстия TD
До 50 Св. 50 до 100 Св. 100 до 200 Св. 200 до 300 Св. 300 до 500
До 10 Св. 10 до 18 0,2 0,3 — — — +0,10 +0,12
0,3 0,3
0,3 > 0,4
173
Продолжение табл. 2,34
D Длина отверстия TD
До 50 Св. 50 до 100 Св. 100 до 200 Св. 200 до 300 [Св. 300 до 500
Св. 18 до 30 0,3 0,4 0,4 4-0,14
0,4 0,4 0,4 0,4 0,4 0,4 0,4
4-0,17
. 30 . 50
0,4 0.4 0,5 0,5
Св. 50 до 80 0,4 0,4 0,4 0,4 4-0,20
0,4 0,5 0,5 0,5
, 80 . 120 0,5 0,5 0,5 0,5 0,6 4-0,23
0,5 0,5 0,6 0,6 0,7
Св. 120 до 180 0,6 0,6 0,6 0,6 0,6 4-0,26
0,6 0,6 0,6 0,6 0,7
. 180 9 260 0,6 0,6 0,7 0,7 0,7 4-0,30
0,7 0,7 0,7 0,7 0,8
Примечания. 1. В числителе указан припуск для незакален-
ной детали, в знаменателе — для закаленной.
2. D — диаметр отверстия; 7\>— допуск на диаметр на пред-
шествующей обработке.
Таблица 2.35. Припуски по длине и ширине на обработку
плоскостей
Размеры в мм
Вид обработки Длина Ширина
До 100 Св. 100 до 300 Св. 300 до 1000
Припуск Допуск Припуск Допуск Припуск Допуск
Чистовое строгание или фрезе- рование 1 До 300 Св. 300 до 500 1,0 1,5 4-0,3 4-0,5 1,5 2,0 4-0,5 4-0,7 2,0 2,5 4-0,7 4-ЬО
Шлифова- ние 2 До 300 Св. 300 до 500 02 0,4 4-0,1 4-0,12 0,4 ОД +0,12 +0,15 0,6 4-0Д5
1 После черновой обработки.
2 После чистовой обработки при установке детали без выверки,
174
Продолжение табл, 2,35
Вид обработки Длина Ширина
До 100 Св. 100 до 300 Св. 300 до 1000
Припуск Допуск Припуск Допуск Припуск Допуск
Шлифова- ние 3 До 300 Св. 300 до 500 0,2 0,25 4-0,1 4-0,12 0,25 0,3 4-0,12 4-0,15 0,4 4-0,15
Шабрение До 300 Св. 300 до 500 0,15 0,2 4-0,06 4-о,1 0,15 0,2 4-0,06 4-о,1 0,3 0,25 4-o,i 4-0,12
2 После чистовой обработки при установке детали в приспособ-
лении или с выверкой индикатором.
Примечания. 1. Припуски даны на обработку одной сто*
роны.
2. При обработке одновременно нескольких деталей длину И
ширину считать общей на всю установку вместе с промежуткам^
между деталями.
3. При чистовом строгании или фрезеровании на окончательный
проход оставлять припуск 0,5 мм.
4. Припуск на шлифование термически обработанных деталей
определяют умножением табличных данных на 1,2.
5. Допуск указан на предшествующую обработку.
ДОПУСКИ
И ПОСАДКИ
ГЛАВА
3
Точность1 обработки деталей по геометрическим параметрам
определяется величинами отклонений (погрешностей) ее формы и
размеров. Следует различать точность отдельной детали и точность
партии деталей [15].
У отдельной детали имеются отклонения от номинальных как
формы, так и размеров (рис. 3.1). Эти отклонения называются по-
грешностями. Размеры в поперечном сечении могут быть определены
переменным радиусом R, отсчитываемым от геометрического цент-
ра 0 номинального сечения. Этот радиус называется текущим раз-
мером, т. е. таким, величина которого меняется в зависимости от
величины осевой координаты х (от положения рассматриваемого
сечения, например Б—Б) и от угловой координаты <р— точки, ле-
жащей на измеряемой поверхности (например, ф1 — угловая коор-
дината радиуса /?1 в сечении А—А при х=0), Отклонение текущего
размера R (при выбранном значении х) от номинального (постоян-
ного) размера Ro будет равно: &R=R-—Ro «f(q)), где f (ф) — функ-
ция, изображающая погрешность профиля [15].
Отклонения геометрических параметров можно классифициро-
вать следующим образом: отклонения собственно размера (AD) от-
носят к отклонениям нулевого порядка; отклонения расположения
поверхностей (е) — 1-го порядка; отклонения формы поверхности
(ДФ) — 2-го порядка; отклонения, имеющие характер волнисто-
сти,— 3-го порядка; шероховатость поверхности — 4-го порядка.
При изготовлении деталей возможные погрешности необходимо
ограничивать.
Допускаемые отклонения числовой характеристики какого-либо
параметра от его номинального (расчетного) значения в соответ-
ствии с заданным квалитетом определяются допуском на это
числовое значение, который, таким образом, является мерой точно-
сти параметра (размера). В СССР в настоящее время введена
Единая система допусков и посадок СЭВ (ЕСДП СЭВ), которая
заменяет систему ОСТ (табл. 3.1). Основные положения системы,
ряды допусков и основных отклонений определены СТ СЭВ 145—75,
поля допусков и рекомендуемые посадки —СТ СЭВ 144—75 и т. д.
1 Под точностью понимают степень приближения истинного
значения рассматриваемого параметра к его теоретическому зна-
чению.
176
3.1. СТРУКТУРА ПОЛЕЙ ДОПУСКОВ И ПОСАДОК
ЕСДП СЭВ
В ЕСДП СЭВ установлены единые ряды допусков, называемые
квалитетами (по аналогии с французским qualite и немецким
Qualitat, т. е. качество). Всего в системе 19 квалитетов, обозна-
чаемых порядковым номером, возрастающим с увеличением допу-
ска: 01; 0; 1; 2; 3...17. Номера 01 и 0 соответствуют двум наиболее
точным квалитетам, введенным в систему ISO уже после того, как
существовал 1-й квалитет. Сокращенно допуск по одному из ква-
литетов обозначается латинскими буквами IT и номером квалитета,
например IT7 означает допуск по 7-му квалитету (IT — сокращение
Рис. 3.1. Отклонения геометрических параметров различ-
ных порядков
английского ISO Tolerance — «допуск ИСО»)? Допуски рассчитаны
на основе единиц допуска При данном квалитете и интервале но-
минальных размеров значение допуска постоянно (см. табл. 3.22 и
рис. 3.2).
В ЕСДП СЭВ для определения расположения поля допуска
установлены основные отклонения: одно из двух— верх-
нее или нижнее, но ближайшее к нулевой линии. Для всех полей
допусков, расположенных ниже нулевой линии, основным (ближай-
шим) является верхнее отклонение; для валов оно обозначается es,
для отверстий — ES. Для полей допусков, расположенных выше
нулевой линии, основным (ближайшим) является нижнее отклоне-
ние; для валов оно обозначается ei> для отверстий — EI. Основные
отклонения обозначаются латинскими буквами — прописными для
отверстий и строчными —для валов. Основное отверстие обозна-
чается Н, а основной вал — h (рис. 3.3).
Основные отклонения обозначаются буквами в алфавитном по-
рядке, начиная от отклонений, позволяющих получить наибольшие
зазоры в соединении (отклонения а, Д). Отклонения, обозначаемые
сочетанием букв соседних отклонений, располагаются между по-
следними, например отклонение cd между отклонениями end. От-
клонения,. располагающиеся за отклонением г, обозначаются соче-
танием буквы г с одной из начальных букв алфавита (последова-
тельно а, Ьл с,...), например га.
17Z
•* Таблица 3.1. Сравнение квалитетов ISO с классами точности ОСТ для размеров до 300 мм
Показатели Назначение допусков
на концевые меры длины на калибры и особо точ- ные изделия на размеры сопрягаемых деталей (для образования посадок) на неответственные размеры (большие допуски)
а1 2 —- —• 7 10 16 25 40 64 100 160 250 400 640 1000 1600 2500
Квалитет ISO —• 01 0 1 2 3 4 5 6 7 8 9 10 11 12 1.3 14 15 16 17 18
Классы по ОСТ2 | Основное отвер- стие 02 03 04 05 06 07 08 09 1 2 2а — За 4 — 5 — 7 8 9 10 11
•— 3 —
Основ- ной вал 02 03 04 05 06 07 08 1 2 2а 3 «мйй За 4 — 5 — 7 8 9 10 11
1 Число единиц допуска.
2 Классы точности по ОСТ для основного отверстия и основного вала.
Рис. 3.2, Основные отклонения отверстий в валов, принятые в ЕСДП
СЭВ
& *£
Рис. 3.3. Схема расположения полей допусков в ЕСДП СЭВ,
иллюстрирующая образование посадок:
в, • •* поля допусков отверстия; б, в — поля допусков вала
+34
+ES
В системе отверстия основные отклонения от а до h предна-
значены для образования полей допусков валов в посадках с зазо-
ром, от /. до zc — в посадках переходных и с натягом (см.
табл. 3.2). Аналогично в системе вала основные отклонения от А
до Н предназначены для образования полей допусков отверстий
в посадках с зазором, от Л до ZC — в посадках переходных и с на-
тягом.
При одном и том же буквенном обозначении числовое значение
основного отклонения изменяется в зависимости от номинального
размера; для данного диапазона размеров оно постоянно для всех
квалитетов. Исключением являются симметрично расположенные
отклонения полей допусков переходных посадок J, j и J8, j8, где
оба предельных отклонения определяются величиной допуска 1Т
данного квалитета, и некоторых других переходных посадок.
Поле допуска в ЕСДП СЭВ образуется сочетанием
основного отклонения (характеристика расположения, определяемая
буквой) и квалитета (характеристика допуска, определяемая циф-
рой квалитета). Соответственно условное обозначение поля допуска
состоит из буквы основного отклонения и числа — номера квали-
тета, например: поля допусков валов h6, dlO, s7, j85; поля допусков
отверстий Н6, DIO, S7t J85, Второе отклонение образуется путем
вычитания из основного или прибавления к нему поля допуска /7.
Так, для второго отклонения вала ei—es— IT или es—ei+lT. Ана-
логично второе отклонение отверстия определяется из основного
ES=EI+IT или EI—ES — 1T.
Пример. Построить поле допуска вала е8 с полем основного
отверстия Н8 (посадка Н8/е8 в системе отверстия). Интервал раз-
меров-- свыше 50 до 80 мм.
Пользуясь СТ СЭВ 145—75, находим величину допуска 1Т8=»
=46 мкм (см. табл. 3.22). Основное отклонение для Н8 равно
нулю, для е8 (для буквы е) оно равно 60 мкм (табл 3.13).
Поля допусков следующие: отверстия Н8. EI=0; ES=-\-46 мкм;
вала е8' е$=—60 мкм; ei—es—1Т— — \№ мкм (рис. 3 4).
Наименьший зазор посадки H8je8 60 мкм. Наибольший зазор
равен 46+10^=152 мкм; допуск посадки равен 46 + 46=92 мкм.
Аналогично для посадки Н8/е9 получаем: £$=—60 мкм; £/=
=—134 мкм при /79=74 мкм.
Стандарт СЭВ 144—75 устанавливает поля допусков для глад-
ких деталей в посадках и для несопрягаемых элементов с номи-
нальными размерами, разделенными на три диапазона: менее 1 мм,
от 1 до 500 мм, свыше 500 до 3150 мм. Для наиболее распростра-
ненного диапазона от 1 до 500 мм установлены основные и допол-
нительные поля допусков. Из основных полей допусков некоторые
выделены для предпочтительного применения (табл. 3.3 и 3.4). Со-
четания полей допусков основных отверстий и посадочных валов
определяют посадки в системе отверстия, сочетания полей допусков
основных валов и посадочных отверстий дают посадки в системе
вала. Применение системы отверстия предпочтительней. Все посадки
могут быть подразделены на группы (см. табл. 3.2).
Отклонения размеров с неуказанными допусками. СТ СЭВ
302—76 устанавливает предельные отклонения размеров, если эти
отклонения не указываются непосредственно у размеров, а огова-
риваются общей записью на чертеже.
Стандарт распространяется и на гладкие элементы как метал-
лических, так и неметаллических деталей машин и приборов.
Неуказанные предельные отклонения линейных размеров (кро-
ме радиусов и фасок) выбираются: либо по квалитетам от 12-го
160
до 17-го для номинальных размеров от 1 до 3150 мм (СТ СЭВ
144—75) и свыше 3150 до 10 000 мм (СТ СЭВ 177—75); либо по
условным классам точности: «точному», «среднему», «грубому» и
«очень грубому». Предельные отклонения в них получены округле-
нием числовых значений по квалитетам соответственно 12, 14, 16
и 17-му при укрупненных интервалах номинальных размеров.
а)
Отверстие
0
Вал
V///7/7A
6) +46 +£$
с
1SI
Основное иа
отверстие nts
-60
IT8
406
£1=0
-es
Вал
ев
Нулевая
ГГ9
мния
Вал
е9
-es
-et
1
0
434
Рис. 3 4. Расположение полей допусков отверстия и вала
при посадке с зазором:
а —общая схема; б — для посадок H8ie8 и Н8[е9 для интервала
размеров 60...80 мм
Неуказанные предельные отклонения радиусов закругления, фа-
сок (и углов) устанавливаются в зависимости от квалитета или
класса точности неуказанных предельных отклонений линейных раз-
меров.
Согласно СТ СЭВ 302—76 допускается четыре варианта назна-
чения неуказанных предельных отклонений линейных размеров
(табл, 3.5). Предпочтение следует отдать варианту 1 [5]. Причем
для размеров металлических деталей, получаемых резанием, реко*
мендован 14-й квалитет и «средний» класс точности. Оговариваемые
в одной общей записи предельные отклонения для размеров раз-
личных элементов должны быть одного уровня точности, т. е, одно-
го квалитета или одного класса точности.
181
Таблица 3.2. Типизация посадок ЕСДП СЭВ
Группа посадок Сочетание основных отклонений отверстия и вала в посадке Тип посадки (по классификации, принятой в системе ОСТ)
Система отверстия Система вала
С зазо- рами Н/а; Н/b; Н/с A/h; Blh; Clh Посадки с большими за* зорами и тепловые
Hid. Dlh Широкоходовая
Н/в E/h Легкоходовая
Hlf Flh Ходовая
H/g G/h Движения
Hlh Hlh Скользящая
Переход- ные НЦ. Jg/fl Плотная
Hlk K/h Напряженная
Him M/h Тугая
Н/п N/h Глухая
С натя- гом Hip Plh Легкопрессовая
Hln H/S} H/t R/h; S/h; T/h Прессовые средние
Hlu; Hix; H/x U/h; X/h; Z/h Прессовые тяжелые (а большими натягами)
Примеры общей записи на чертежах с неуказанными предель-
ными отклонениями:
1. Неуказанные предельные отклонения размеров: отверстий
Н14, валов hl4, остальных ±t/2 по классу точности «средний».
2, Неуказанные предельные отклонения размеров: отверстий
'4- i, валов — t, остальных ±//2 по классу точности «грубый».
3. Неуказанные предельные отклонения размеров: ±1/2 по клас*
су точности «средний».
4. Неуказанные предельные отклонения размеров: диаметров
И 14t h!4t остальных ±//2 по классу точности «средний».
Неуказанные предельные отклонения линейных размеров по
квалитетам 12, 14, 16 и 17 могут быть приняты по табл. 3.14 и 3.21.
Неуказанные предельные отклонения линейных размеров по
классам точности «точный», «средний», «грубый», «очень грубый» и
Соответствующие им неуказанные предельные отклонения радиусов
Закругления и фасок приведены в табл. 3.6.
Ш
Таблица 3.3. Система отверстия. Рекомендуемые посадки при номинальных размерах от 1 до 500 мм
1' Основное отверстие Основные отклонения валов
а 1 b 1 с 1 d 1 е 1 f 1 г 1 Л 1 ]s 1 k т р 1 r 1 S | ч а 1 v 1 Z
Посадки
Н5 Н5 g* Н5 h4 Н5 м Н5 k4 Н5 ш4 Н5 | пб 1
Н6 1 Н6 fs Н6 g5 Н6 h5 Н6 № Н6 Н5 Н6 т5 Н6 I пб 1 i Н6 1 Р5 Н6 г5 Н6 s5
Н7 Н7 с8 Н7 d8 /77* н7 е79 е8 Н7 /7 Н7 gs Н7 h6 1—1 Н7 k6 Н7 I тб J Н7 I пб 1 Н7 р8 Гб Н7 е Н7 s6 9 s7 Hl t6 Н7 u7
Н8 Н8 с8 Н8 d8 1 Н8 е8 Н8 Н8 f7 : f8 1 Н8 < h7 Н8 h8 1 н8 1 7^7 1 Н8 । k7 Н8 1 т7 1 Н8 | н7 1 Н8 s7 Н8 u8 Н8 х8 не
Н8 d9 1 Н8 е9 Н8 f9 1 Н8 Н9
Н9 Н9 I d9 1 \Н9 Н9 е89 е9 Н9 Н9 f8' /9 Н9. Н9 h8* Н9
НЮ I НЮ 1 dlO НЮ НЮ Н9 ’ НЮ
НИ НИ all ни Ы1 НИ сП 1 НИ 1 dll НИ hll
Н12 Н12 Ы2 1 Н12 h!2 1 1
Примечание. В рамкепредпочтительная посадка.
S
Таблица 3.4. Система вала. Рекомендуемые посадки при номинальных размерах от 1 до 500 мм
Основной вал Основные отклонения отверстий
A в c D E F Q H Js к M p P s T и
Посадки
К4 G5 h4 H5 h4 Js5 h4 K5 h4 M5 h4 N5 h4
h5 Fl h5 G6 h5 H6 h5 h5 Кб h5 Мб h5 N6 h5 P6 h5
h6 D8 h6 E8 h6 F7 pg h6' I hS G7 | h6 H7 hO hJ6 K7 h6 Ml h6 N1 h6 P7 h6 R7 h6 SI h6 T1 h6
hl D8 h7 E8 hl F8 h7 H8 h7 Js8 h7 K8 h7 M8 hl N8 h.7 U8 h.7
h8 D8 D9 h8> h8 E8 E9 fi8’ h8 F8 F9 h8 ’ AS H8 . H9 h8 ’ h8
h9 D9. 012 h9' h9 E9 h9 F9 h9 H8 H9 HlO h9> h9' h9
hlO DIO hlO HlO hlO
hll All hll Bll hll CH hll Dll hll Hll hll
hl2 1 B12 1 hl 2 1 I H12 1 hl2
Примечание. В рамке — предпочтительная посадка.
Замена полей допусков и посадок по ОСТ на ЕСДП СЭВ. Ме-
тодика замены полей допусков и посадок изложена в [5, 9]. Счи-
тается, что если предельные отклонения по ЕСДП СЭВ не выходят
за соответствующую границу заменяемого поля по ОСТ более чем
на 10%, то характер посадок при замене практически не изме-
няется и обеспечиваются все требования взаимозаменяемости.
Таблица 3.5. Варианты сочетания в одной общей записи на
чертежах неуказанных предельных отклонений размеров (по СТ
СЭВ 302—76)
Вариант Размеры отверстий Размеры валов Размеры элементов, не относя- щихся к отвер- стиям или валам
круглых (диаметры) остальных круглых (диаметры; остальных
Предельные отклонения для одной общей записи
1 +IT +IT —IT —IT ±//2
2 —t —t ±*/2
3 J-//2 ±//2 ±U2 ±112 ±*/2
4 +IT ±</2 -'Т ±</2 ±il2
Примечание. Принятые обозначения: +7Г — односторон-
ние предельные отклонения (от номинального размера в плюс; со-
ответствуют полю допуска с основным отклонением Н) отверстий
по квалитетам 12...17; —IT — односторонние предельные отклонения
(от номинального размера в минус; соответствуют полю допуска
с основным отклонением h) валов по квалитетам 12... 17; — t —
односторонние предельные отклонения (от номинального размера
соответственно в плюс или минус) по классу точности; ±t/2 — сим-
метричные предельные отклонения по классу точности.
Таблица 3.6. Неуказанные предельные отклонения размеров по
классам точности (по СТ СЭВ 302—76)
Класс точности
«точный* | «средний*
Интервалы размеров, Предельные отклонения, мм
мм линейных размеров о 2-G’ линейных размеров м • « о Si л
+ 7 S- +1 о «=( M’S bf л сз S о Си СП X о + 7 сч +1 Л •=( « л «о S о СХсо х О
От 0,3 Св. 0,5 . 1 » 3 . 6 . 30 » 120 . 315 до до • • • • » 0,5 1 3 6 30 120 ’315 1000 НОД -0,1 -од -0,2 -0,3 -0,4 -0,6 ' т-ч т-ч СЧ СО Tf о ЛИПП ±0,05 ±0,05 ±0,05 ±0,1 ±0,15 ±0,2 ±0,3 ±0,1 ±0,1 ±0,2 ±0,3 ±0,5 ±2 ±4 НО,2 -0,2 -0,2 -0,4 -0.6 -1 -1.6 —0,2 —0,2 —0,2 —0,4 —0,6 —1 —1,6 ±0,1 ±0,1 ±0,1 ±0,2 ±0,3 ±0,5 ±0,8 ±0,1 ±0,1 ±0,2 ±0,3 ±0,5 ±1 ±2 ±4
1S5
Продолжение табл. 3.6
Класс точности
.грубый* | .очень грубый*
Интеовалы иазмеоов. Предельные отклонения, мм
мм линейных размеров § i А линейных размеров радиусов закругле- ний и фа- сок
+ 7 +1 =* а® а л л s О cun S U + 7 S ' +1
От 0,3 до Св. 0,5 до . 1 . • 3 » . 6 . . 30 , • 120 . . 315 . 0,5 1 3 6 30 120 315 1000 (-0,3 -0,3 -0,4 -1 Ь2,4 -4 Дз —0,3 —0,4 —1 —1,6 —2,4 ±0Д5 ±0,15 ±0,2 ±0,5 ±0,8 ±1.2 ±2 ±0,1 ±0,1 ±0,2 ±0,3 ±0,5 ±1 ±2 ±4 |-0,3 -0,3 -1 Н2 -3 -4 -6 —0,3 —0,3 —1 —2 =6 +715 ±0,15 ±0,5 ±1 ±1,5 ±2 ±3 ±0,3 ±0,5 ±1,0 ±2 ±4 ±8
Примечание. Значение предельных отклонений по классам
точности для размеров свыше 1000 до 10 000 мм см. СТ СЭВ
302—76. При использовании в одной общей записи вариантов 1 нли
4 (см. табл. 3.5) отклонения отверстий и валов 12-го квалитета
(класс точности «точный») см. в табл. 3.14.
При использовании в одной общей записи вариантов 1 или 4
(см. табл. 3.5) отклонения отверстий и валов 14-го квалитета
(класс точности «средний»), 16-го («грубый») и 17-го («очень гру-
бый») см. в табл. 3.21 и 3.23.
В табл. 3.7 приведены рекомендации [5, 9] по замене посадок
по системе ОСТ ближайшими посадками по ЕСДП СЭВ при раз-
мерах от 1 до 500 мм.
В табл. 3.8...3.23 предельные отклонения полей допусков и ва-
лов указаны для номинальных размеров от 1 до 500 мм согласно
СТ СЭВ 144—75. Как справочное в таблицах дано ближайшее
поле допуска по ОСТ. Более точные соотношения приведены
в табл. 3.7 и [5, 9]. В таблицах условно обозначены: интервалы
размеров — D...Dn\ поле допуска по ОСТ — Гост.
Таблица 3.7. Замена посадок по системе ОСТ ближайшими
посадками по ЕСДП СЭВ при размерах от 1 до 500 мм
Система отверстия Система вала
Посадка Размеры1, мм Посадка Размеры *, мм
по ОСТ по СТ СЭВ 144-75 по ОСТ по СТ СЭВ 144-75
А1/Пр21 Ах/Пр!, H6/S5 Н6[г5 От 1 ДО 500 — — —
1 Номинальные размеры, для которых рекомендуется замена.
186
Продолжение табл. 3.7
Система отверстия Система вала
Посадка Размеры \ мм Посадка Размеры1, мм
по ОСТ по СТ СЭВ 144-75 по ОСТ по СТ СЭВ 144-75
Ах/П Н61р5 Н6!п5 От 1 до 3 , 3 , 500 Г1/Вх N6/h5 От 1 до 500
А^ Н6!п5 Н6[т5 От 1 до 3 , 3 . 500 ад M6[h5
Ai/Hx H6lk5 От 1 до 500 Hj/B, K6[h5
Ai/П! Нби^5 ад Jj6lh5
А1/С1 H6lh5 :сд/вж H6[h5
Ai/Дг H6!g5 Д1/Вх G6jh5
At/Xt Н6Ц6 Xi/B! F7jh5
A/Гр Н7/и7 H7\i7 От 1 до 500 Св. 24 до 500 Гр/В U8[h6 T7[h6 От 1 до 500 Св. 24 , 500
A/Пр H7jr6 H7ls6 От I до 120 Св. 80 , 500 Пр/В R7lh6 S7lh6 От 1 до 150 Св. 50 , 500
А/Пл Н71рб От 1 до 120 — — —
H7!r6 От 1 до 3 Св. 80 » 500
А/Г Н71рб H7ln6 От 1 до 3 ж 1 , 500 г/в 2И7/М N7lh6 От 1 до 3 . 1 . 500
А/Т H7ln6 Н7/тб От 1 до 3 , 1 . 500 т/в K7/h6 M7/h6 £От 1 до 3 . 1 . 500
А/Н H7fk6 От 1 до 500 н/в Js7]h6 K7jh6 От 1 до 3 , 1 , 500
А/П H7IJJ От 1 до 500 п/в Js7!h6 От 1 до 500
А/С 1 H7jh6 с/в H7lh6
W
Продолжение табл, 3.7
Система отверстия Система вала
Посадка Размеры', мм Посадка Размеры’, мм
по ОСТ по С! СЭВ 144-75 по ОС! по СТ СЭВ 144-75
АД H7fg6 От 1 до 500 д/в G7jh6 От 1 ДО 500
А/Х H7lf7 х/в F8lh6
А/Л Н7/е8 F7lh6
Н7/е7 * л/в E8[h6
А/Ш H7ld8 ш/в D8lh6
АТХ H7lc8 —• —• —
Аза/ПрЗ-за H8lu8 Пр22а/В*2а U8lh7 ’От 1 до 500
Agg/FIp 1за H8{s7 — — —
Аза/Г 2а H8/n7 2а/^2а N8lh7 От 1 до 500
Аза/Т 2а H8!m7 Тза/Вза M8lh7
Ага/Нза H8lk7 Н-за/Вза K8lh7
АгаЛЪа H8US7 1 ^за/ ^2а JA8lh7
Аза/Сза H8jh7 Ога/®2а H8/h7
Аза/Х2а H8lf8 — — —
Аз/Пр33 H8lz8 H8jx8 H8{u8 Св. 18 до 100 . 50 . 500 . 225 . 500 — —• —-
2 Посадка ЕСДП СЭВ обеспечивает дополнительный запас на
износ или запас прочности по сравнению с заменяемой посадкой
по ОСТ.
J88
Продолжение табл. 3.7
Система отверстия Система вала
Посадка Размеры\ мм Посадка Размеры1, мм
по ОСТ по СТ СЭВ 144-75 по ОСТ по СТ СЭВ 144-75-
А3/Пр23 H8lz8 H8IX81 H8I1183 Cb. 6 до 30 . 6 , 50 , 30 , 500 — — —
Аэ/Пр13 Н81х8 Н8/и82 H8[s7\ Св. 3 до 30 » 3 . 100 . 65 . 500
А3/Сз H8jh82 H9lli8; H8\h9 H9lh9 От 1 до 500 Сз/Вз H8jh8» ‘ H9jh8; H81h9 H9IH9 От 1 до 500
А3/Х3 H9lf8i H8lf9 ’ H9I/9 H9[e8: H8/e9 Х3/В3 F9/h82; F8!h9 2 F9[h9 E9lh8; E8!h9 От 1 до 500
А3/Ш3 H9jd9 H8'id9^ H9’jdl0 Ш3/В3 D9lh9 D9!h8* D10[h8
Аза/Сза HlOIhlO Сза/Вза HlOjhlO
а4/с4 Hlllhll с4/в4 Hlljhll
а4/х4 HUtdll х4/в4 DHIhll
Hlljbll От 1 до 500 л4/в4 От 1 до 500
Н1ЦС11 От 1 до 18 Св. 160 , 500 С1ЦМ1 От 1 до 18 Св. 160 , 500
а4/ш4 Hlljall От 1 до 500 ш4/в4 А1ЦМ1 От 1 до 500
Hillbll От 1 до 18 Св. 200 , 500 От 1 до 18 Св. 200 » 500
А5/С5 H12lhl2^ От 1 до 500 С5/В5 H12!hl2^ От 1 до 500
А6/Х6 \Н12[Ы2* Х6/вь Bl 21 hl 2 2
189
» Таблица 3.8. Система отверстия. Посадки с натягом
о (поля допусков основных отверстий 5, 6, 7-го квалитетов и валов 4, 5, 6, 7-го квдлитетов)
и7
s5 $6 t6 S/
г5 TQ
рь Ps
И7
„ +1 Н5 Н6
Н5 Н6 1 н? 1
D...Dn, мм п4 п$ Р$ Гб s5 1 рб J 1 г6 J L_±- J t6 97 u7
Отклонения, мкм
От 1 до 3 +0 +7 -и +6 0 +8 +4 +18 +6 +14 +10 +18 +14 +»'° -12 +16 —10 +20 --14 — +24 —14 +28 +18
Св. 3 , 6 4-а +12 +8 +13 +17 +20 +24 +12 Н20 +23 +27 +31 +35
о • +8 0 +8 +12 +15 +19 0 -12 +15 +19 +19 +23
6 9 10 +6 +14 +9 +16 +21 +25 +29 +15 -24 +28 +32 +38 +43
0 4-ю 0 +10 +15 +19 +23 0 -15 +19 +23 +23 +28
10 . 18 +8 +17 +П +20 +26 +31 +36 +18 f-29 +34 +39 +46 +51
0 +12 0 +12 +18 +23 +28 0 -18 +23 +28 +28 +33
гост D...Dn, мм . 160 . 180 „ 140 , 160 । i » 120 . 140 . 100 . 120 001 * 08 * . 65 . 80 , 50 . 65 , 40 . 50 . 30 . 40 • 24 9 30 . 18 , 24
1 о. © i со ©+ Си + o\L СР o+ и—‘ +0
1 а +39 +27 Й 4-28 -f-20 Zl+ tz+ +21 +15
7i о § ° +22 0 6l°+ 0, 9l+ o+ CP
Г» £1 Сл +45 +27 й +33 +20 +28 +17 4-24 +15
i Ъ Ох +61 4-43 ++ 38 c?"m tt to»-*
□ о. I । 4-4- XX XX 4^Сл +37 +28
ii ОЬОО СП СР с» 00 СР»—* ii ii ii ii
д 5 & J L. j । r | J r ++ Й
оьо ООО 1 1 »—ь*—к Soo ЙЕ О ii Си M ФК2 coo?
А=С =' t +35 0 1 +30 0
г о> еН- 89+ "mo tt КЗ»— +42 +26 ti to СП
Пл; Пр 1 9J 1 I 4-Х 4-4- 4-4- 4-4- XX XX iH- 09+ tt Й
о со 00 00 is ООО СР 00 is
Д чэ LKJ 1 l___L XX +59 4-43 it СЛО0
1-133 [-108 1-125 -100 со L К2Н 1-101 -79 1-93 -71 |-78 -59 as
1 L XX XX Jboi | »-*rfb 1
1-171 1 -146 J-* J-* СР Си 4^СО 1-147 -122 Г126 -104 hl 13 -91 1-94 }-75 1 ii ii 00 4b
Д 9» 64 11 +68 +56 +35
J-* >1* 04^ оооо (-140 -100 hl32 -92 hl 14 -79 u- 90lH Jn 00 coo СЛ 00 CP co
1 R 1 1 XX _L_L_ 4-X XX Й
1-250 -210 1-230 -190 So 1-179 -144 1 1 и-*»-* МСЛ 4ь «о -132 -102 1-117 -87 |-95 -70 СП 00 ФСл +* cn 00 co
Продолжение табл. 3.8
IW - — D...Dn, мм Н5 п4 Н6 п5 Р5 г5 55 I Н7 | tb s7 и?
1 рб 1 1 гб 1 1 Зб 1
Отклонения, мкм
Св. 180 до 200 +20 0 4-45 +31 +29 0 +51 +31 +70 +50 (-97 -77 г142 -122 +46 0 +79 +50 1-106 -77 t-151 -122 (-195 -166 (-168 L122 (-282 -236
, 200 . 225 [-100 -80 (-150 -130 [-109 -80 1-159 -130 (-209 -180 (-176 -130 [-304 -258
. 225 . 250 НЮ4 -84 [-160 -140 1-113 -84 г 169 -140 (-225 -196 Н186 -140 рззо -284
ж 250 . 280 +23 0 4-50 +34 +32 0 +57 +34 +79 +56 г117 -94 -181 -158 +52 0 +88 +56 Н126 -94 -190 -158 (-250 -218 (-210 -158 (-367 -315
, 280 » 315 (-121 (-98 г193 -170 -130 -98 -202 -170 4 |-272 (-240 r222 -170 (-402 -350
. 315 . 355 4-25 0 +55 +37 4-36 0 +62 +37 +87 +62 1-133 -108 1-215 -190 +57 0 +98 4-82 [-144 -108 (-226 -190 4-304 4-268 (-247 • -190 (-447 -390
, 355 . 400 [-139 -114 [-233 -208 1-150 -114 1-244 -208 +330 +294 |-265 (-208 -492 -435
. 400 . 450 +27 0 4-60 4-40 +40 0 +67 +40 +95 4-68 1-153 -126 1-259 -232 +63 0 4-108 +68 1-166 -126 1-272 -232 4-370 4-330 (-295 -232 1-553 -490
, 450 » 500 1-159 -132 1-279 -252 (-172 -132 1-292 -252 4-400 4-360 1-315 -252 1-603 -540
D...D. мм п Н5 П4 Н6 п5 р5 г5 s5 I Н7 1 t6 S7 и7
1 рб 1 1 Гб j 1 sb I
7ост — — А1=С1 — nplj Пр2, А=С Пл Пл; Пр Пр — Пр12а —
Примечания. 1. Ближайшее поле допуска по ОСТ указано как справочное.
2. Посадки Н6/п6, Н7/р6 при номинальных размерах от 1 до 3 мм относятся к переходным.
Таблица 3.9. Система отверстия. Посадки с натягом (полй
допусков основных отверстий 8-го квалитета и валов 8-го квалитета)
п И8 и8 х8 28
——
D.,.Dn, мм 1 HS 1 и8 х8 z8
Отклонения, мкм
От 1 Др 3 .+14 0 +32 +18 +34 +20 +40 +26
Св. 3 » 6 +18 0 +41 +23 +46 +28 +53 +35
, 6 , 10 +22 0 +50 +28 +56 +34 +64 +42
• ю » 14 +27 0 +60 +33 +67 +40 +77 +50
. 14 . 18 +72 +45 +87 +60
.. 18 . 24 +33 0 +74 +41 +87 +54 +106 +73
, 24 » 30 +81 +48 +97 +64 +121 +88
. 30 . 40 +39 0 +99 +60 +119 +80 +151 +112
, 40 , 50 +109 +70 +136 +97 +175 +136
, 50 . 65 +46 0 +133 +87 +168 +122 +218 +172
, 65 . 80 +148 +102 +192 +146 +256 +210
D...Dn, мм 1 Н8 j и8 Х8 z8
Тост А2а“С2а п₽22а ПрЗ, Пр2а
2 П, П. Серебреницкий
19Э
Продолжение табл, 3,9
D...Dn, мм 1 i и8 х8 z8
Отклонения, мкм
Св. 80 до 100 +54 0 4-178 4-124 fag 4* ЧА--*? +232 +178 4-312 4-258
„ 100 » 120 +54 0 +198 +144 4-264 4-210 4-364 4-310
» 120 » 140 +63 0 +233 +170 4-311 4-248 4-428 4-365
» 140 » 160 4-253 4-190 4-343 4-280 +478 +415
, 160 , 180 +273 +210 +373 +310 4-528 4-465
» 180 „ 200 +72 0 +308 +236 1-422 -350 4-592 4-520
. 200 » 225 4-ззо 4-258 4-457 4-385 4-647 4-575
, 225 . 250 4-356 4-284 +497 +425 4-712 4-640
» 250 , 280 4-81 0 +396 +315 4-556 4-475 4-791 4-710
, 280 , 315 4-431 4-350 4-606 4-525 4-871 4-790
. 315 . 355 +89 0 4-479 4-390 4-679 4-590 -989 -900
. 355 , 400 4-524 4-435 4-749 4-660 +1089 +1000
. 400 , 450 +97 0 4-587 4-490 4-837 4-740 +1197 +1100
, 450 . 500 4-637 4-540 +917 +820 4-1347 4-1250 __
D...Dn, мм 1 | йЬ х8 z8
ГОСТ А2а = С2а Пр22а ПрЗ, Пр2.
W4
Таблица ЗЛО. Система отверстия. Переходные посадки (поля
допусков основных отверстий 5, 6-го квалитетов и валов 4, 5-го
квалитетов)
D..,Dn> мм Н5 k4 т4 Нб k5 m5
Отклонения, мкм
От 1 ДО 3 +4 0 +1Д —1,5 +3 0 +5 +2 +6 0 +2 —2 +04 -6 -2
Св. 3 , 6 +5 0 +2 —2 +5 +1 |-8 -4 +08 +2,5 —2,5 -4
. 6 » 10 +Об +10 +6 +3 i? +12 4-6
, ю » 18 4-8 0 +2,5 -2,5 1-12 -7 +11 0 +4 +1 +15 +7 .
. 18 . 30 +0 +з 1 +8 +2 +14 +8 +13 10 +4,5 —4,5 . +11 +2 H17 -8
» 30 , 50 +11 0 +3,5 —3,5 +9 +2 +16 +9 +16 0 +5Д —5,5 +13 +2 4-20 +9 ,
. 50 . 80 +13 0 +4 —4 +10 4-2 +19 +11 +19 0 +6,5 —6,5 1-15 -2 4-24 +П
„ 80 , 120 + +5 +1з1 + з 1 I +23 1 +13 4-22 0 +7,5 —7,5 +18 4-3 f-28 -13
» 120 . 180 +18 0 +6 +15 4-3 [-27 -15 +25 0 +9 —9 +21 +3 4-33 +15,
» 180 „ 250 4-20 0 +7 —7 +18 +4 4-31 +17 4-29 0 ttis 4-24 +4 4-37 +17,
» 250 » 315 4-23 0 +| 4-20 +4 Н36 -20 4-32 0 +11,5 -11,5 •-27 -4 +43 4-20
. 315 , 400 + +9 —9 4-22 4-4 f-39 -21 4-36 0 +12,5 —12,5 H29 -4 4-46 +21
. 400 . 500 4-27 0 +ю —10 4-25 -Н5 -43 -23 4-40 0 +13,5 —13,5 4-32 +5 4-50 4-23
D.'.Dn, мм Н5 Ы т4 Н6 7/ k5 m5
ГОСТ — — — — А1=С1 П, Ti
195
Таблица 3.11. Система отверстия. Переходные посадки (поля
допусков основных отверстий 7, 8-го квалитетов и валов 6, 7-го
квалитетов)
__ Н7 Js6 кб тб пб Н8 Л7 к7 т7 л7
ч
D...Dn, мм 1 Н7 | P7i I k6 1 тб 1 1 V к7 т7 п7
Отклонения, мкм
От 1 ДО 3 +10 0 ±t +2 +10 +4 +14 0 +5 —5 +10 0 — +14 +4
Св. 3 » 6 +12 0 +4 —4 +9 +1 +12 +4 +16 +8 +18 0 +6 —6 +13 +1 +16 +4 +20 +8
. 6 . 10 +15 0 +4,5 —4,5 +10 +1 +15 +6 +19 +ю +22 0 +7 —7 +16 +1 +21 +6 +25 +10
. ю . 18 +18 0 +5,5 —5,5 +12 +1 -18 -7 +23 +12 +27 0 +9 —9 +19 +1 +25 +7 +30 —12
, 18 , 30 +21 0 +6,5 —6,5 +15 +2 +21 +8 +28 +15 +33 0 +10 —10 +23 +2 +29 +8 +36 +И
. 30 , 50 +25 0 +8 —8 +18 +2 +25 +9 +33 +17 +39 0 +12 —12 +27 +2 +34 +9 +42 +17
. 50 , 80 +30 0 +9,5 —9,5 +21 +2 +30 +И +39 +20 +46 0 +1- —Id +32 +2 +41 +Н +50 +20
, 80 , 120 +3о 0 ±11 +25 +3 4—35 +13 +45 +23 +54 0 +17 —17 +38 +з +48 +13 +58 +23
. 120 , 180 +40 0 + 12,5 -12,5 +28 +3 +40 +15 +52 +27 +63 0 +20|+43 —20|+3 +55 +15 +67 +27
, 180 , 250 +46 0 +14,5 -14,5 +33 +4 +46 +17 +60 +31 +72 0 +23 —23 +50 +4 -63 -17 +77 +31
, 250 „ 315 +52 0 +16 -16 +36 +4 f-52 -20 +66 1+81 +341 0 +261+56 —2б(+4 (-72 -20 +86 +34
. 315 , 400 +57 0 +18 —18 +40 +4 Н57 1-21 +73 +37 +89 0 +28i+61 —281+4 |-78 -21 +94 +37
. 400 , 500 +63 0 +20 —20 +45 +5 |-63 -23 4-80 +40 +97 0 +31 -31 +68 +5 [-86 -23 +103 + 40
D...Dn, мм IJ77J I'/l |.М 1 тб 1 п6 1 1WI ' Л7 Ъ7 т7 п7
гост А = С п н Т Г Аза= = С2£ П2а i Н2а Т2а Г2а
196
D...Dn, мм Н5 I М 84 1 Н6 1 Л5 85 /б 1 Н7 | 1 м | 11 *+.11 1 /7 I е7
Отклонения, мкм
От 1 до 3 +3 _0 77 +S 0 —2 —6 —12 +10 0 0 —6 —2 —8 —16 —14 —24
Св. 3 . 6 +5 0 0 —8 +8 0 Си О —4 —9 —10 —18 +12 0 1 00 о —4 —12 —10 —22 —20 —32
D...Dn1 мм Н5 h4 g4 Н6 h5 gs /6 1 Н7 | 1 h6 1 1 g6 1 1 /7 | е7
Гост А.=С, C^Bi Дх Xi А=С | С = В д 1 * Л
8
Продолжение табл. 3.12
D...Dn> мм Н5 К4 г* Нб Л5 g5 /<5 | Н7 1 | h6 | 1 g6 1 \ 1 е7
Отклонения, мкм
Св. 6 до 10 0 —5 —9 +90 _0 —5 —11 —13 —22 +15 0 оо —5 —14 —13 —28 —25 —40
„ 10 . 18 0 —5 —11 +11 0 ооо —14 —16 —27 +18 0 0 —11 —17 —16 —32 —50
. 18 » 30 +? 0 —7 —13 0 —9 —7 —16 —20 | —33 I +21 1 о 0 —13 —7 —20 —20 —61
. 30 . 50 +J1 0 —7 —9 —16 +16 0 0 —11 —9 —20 —25 —41 +25 0 0 —16 —9 —25 —25 —50 —50 —75
. 50 , 80 +13 0 0 —10 —18 +19 0 0 —13 —10 —23 —30 —49 +30 0 0 —19 —10 —29 —30 —60 —60 —90
. 80 w 120 0 —10 —12 —22 +22 0 0 —15 —12 —27 —36 —58 +35 0 0 —22 —12 —34 -36 —71 —72 —107
. 120 » 180 +18 0 0 —12 —14 —26 0 —18 —14 —32 —43 —68 +40 0 0 —25 —14 —39 —43 —83 —85 —125
. 180 , 250 +20 0 0 —14 —15 —29 +29 0 0 —20 —15 —35 —50 —79 +46 0 0 —29 —15 —44 —50 —96 —100 —146
. 250 w 315 +23 0 0 —16 —17 —33 +32 0 0 —23 —17 —40 —56 —88 +52 0 0 —32 —17 —49 —56 —108 —ПО —162
9 315 » 400 +25 0 0 —18 —18 —36 +36 0 0 —25 —18 —62 —98 +57 0 0 —36 —18 —54 —62 —119 —125 —182
. 400 , 500 +27 0 0 —20 —20 —40 +40 0 0 —27 —20 —68 —108 +63 0 0 —40 —20 —60 —68 —131 —135 —198
D„,Dnt мм Н5 h4 g4 Н6 h5 gs /6 i Н7 I 1 М I 1 & 1 1 /7 1 е7
ГОСТ \ 1 - 1 А1 = С1 С15=В! Дл 1 X, А=С с=в Д X 1 Л
Таблица 3.13. Система отверстия. Посадки с зазором (поля допусков основных отверстий 8, 9-го квалитетов
ч> мм 1 /ю 1 1 W | | ев | d8 с8 1 ЯР j 1 П9 I f9 е9 1 d9 |
Отклонения, мкм
От 1 ДО 3 +14 0 0 —10 0 —14 —6 —20 —14 —28 —20 —34 —60 —74 4-25 0 0 —25 —31 —14 —39 —20 —45
Св. 3 , 6 +18 0 0 —12 0 —18 —10 —28 .—20 —38 —30 —48 —70 —88 +30 0'^ 0 —30 —10 —40 —20 —50 —30 —60
D...Dn, мм 1 Н8 | lZZj | h.8 | fs с?~~1 d8 св 1 ™ 1 1 П9 | /9 е9 | dP f
гост 1 А2а~С2а 1 С2а^В2а сз=вз Х2а л Ш I тх .А3=С3 сз=вз 1 Х3 1 Х3 шз
g
D..,Dn, мм | H8 | 1 h7 | | h8 | f8 I aT]
Cb. 6 до 10 +22 0 0 —15 0 —22 —13 —35 —25
. 10 . 14 +27 0 0 —18 0 —27 —16 —43 —32 —59
14 , 18
18 . 24 +33 0 0 —21 0 —33 —20 —o3 —40 —73
24 » 30
30 » 40 +39 0 0 —25 0 —39 —25 —64 —50 —89
40 , 50
50 » 65 +46 0 0 —30 0 —46 —30 —76 ,—60 —106
65 . 80
80 . 100 +54 0 0 —35 0 —54 —36 —90 —72 —126
100 » 120
Продолжение табл, 3.13
48 с8 L£Ll 1 Л9 | /9 е9 1 49 1
Отклонения, мкм
—40 —62 —80 —102 +36 0 0 —36 —13 —49 —25 —61 —76
—50 —77 —95 —122 +43 0 0 —43 —16 —59 —32 —75 —50 —93
—65 —98 i —ПО —143 +52 0 0 —52 —20 —72 —40 —92 —65 —117
—80 —119 —120 —159 +62 0 0 —62 —25 —87 —50 —112 —80 —142
—130 —169
—100 —146 —140 —186 +74 0 0 —74 —30 —104 —60 —134 —100 —174
—150 —196
—120 —174 —170 —224 +87 0 0 —87 —36 —123 —72 —159 —120 —207
—180 —234
# 120 , 140 +63 0 0 —40 0 —63 —106 —85 —148 —145 —208 —200 —263 +100 0 0 —100 —43 —143 —85 —185 —145 —245
, 140 . 160 —210 —273
„ 160 . 180 —230 —293
, 180 » 200 +72 0 0 —46 0 —72 —50 —122 —100 —172 —170 —242 —240 —312 +115 0 0 —115 —50 —165 —100 —215 —170 —285
, 200 . 225 —260 —332
» 225 » 250 —280 —352
» 250 , 280 +81 0 0 —52 0 —81 —56 —137 —110 —191 —190 —271 —300 —381 +130 0 0 —130 —56 —186 —ПО —240 —190 —320
» 280 . 315 —330 —411
» 315 » 355 +89 0 0 —57 0 —89 —62 —151 —125 —214 —210 —299 —360 —449 +140 0 0 —140 —62 —202 —125 —265 —210 —350
, 355 . 400 —400 —489
» 400 „ 450 +97 0 0 —63 0 —97 —68 —165 —135 —232 —230 —327 —440 —537 +155 0 0 —155 —68 —223 —135 —290 —230 —385
» 450 » 500 —480 —577
D...D& мм | Н8 | | h7 | | h8 | Л | е8 | d8 с8 1 Н9 | е9
1 И9 1 1 d9 |
ГОСТ i А2а = С2а 1 С2а = В2а 1 сз=вз 1 Х2а л Ш ТХ Аз=сз 1 С3=В3 i y 1 хз 1 хз шз
Таблица 3.14. Система отверстия. Посадки с зазором (поля допусков основных отверстий и валов 10, П
мм п ню hlO dlO 1 ни 1 | hll 1 1 dll j ell bll all H12 h!2 Ы2
Отклонения, мкм
От 1 до 3 +40 0 0 —40 —20 —60 +60 0 0 —60 —20 —80 —60 —120 —140 —200 —270 —330 +100 0 0 —100 —140 —240
Св. 3 . 6 +48 0 0 —48 —30 —78 +75 0 0 —75 —30 —105 —70 —145 —140 —215 —270 —345 +120 0 0 —120 —140 —260
„ 6 „ 10 +58 0 0 —58 —40 —98 +90 0 0 —90 —40 —130 —80 —170 —150 —240 —280 —370 +150 0 0 —150 —150 —300
. ю „ 14 +70 0 0 —70 —50 —120 +110 0 0 —ПО —50 —160 —95 —205 —150 —260 —290 —400 +180 0 0 —180 —150 —330
. 14 . 18 4-70 0 0 —70 —50 —120 +110 0 0 —но —50 —160 —95 —205 —150 —260 —290 —400 +180 0 0 —180 —150 —330
. 18 . 24 . 24 , 30 +84 0 0 —84 —65 —149 +130 0 0 —130 —65 —195 —110 —240 —160 —290 —300 —430 +210 0 0 —210 —160 —370
. 30 „ 40 +100 0 0 —100 —80 —180 +160 0 0 —160 —80 —240 —120 —280 —170 —330 —310 —470 +250 0 0 —250 —170 —420
„ 40 . 50 —130 —290 —180 —340 —320 —480 —180 —430
. 50 , 65 +120 0 0 —120 —100 —220 +190 0 0 —190 —100 —290 —140 —330 —190 —380 —340 —530 +300 0 0 —300 —190 —490
„ 65 . 80 —150 —340 —200 —390 —360 —550 —200 —500
» 80 . 100 +140 0 0 —140 —120 —260 +220 0 0 —220 —120 —340 —170 —390 —220 —440 —380 —600 +350 0 0 —350 —220 —570
. 100 » 120 —180 —400 —240 —460 —410 —630 —240 —590
. 120 . 140 +160 0 0 —160 —145 —305 +250 0 0 —250 —145 —395 —200 —450 —260 —510 —460 —710 +400 0 0 —400 —260 —660
„ 140 , 160 —210 —460 —280 —530 —520 —770 —280' —680
„ 160 » 180 —230 —480 —310 —560 —580 —830 —310 —710
D...Dn, мм ню МО dlO Г™П | Ml | | dll j сП Ы1 all Н12 М2 Ы2
ГОСТ Аза~Сза Сзая®8а шэ А4=С4 с4=в4 х4 л4 л4, ш4 Ш4 АЙ = С8 Сб-Ва х.
I
Продолжение табл. 3.14
D..i£). мм л НЮ МО dlO 1 НИ 1 | Ml 1 | dll | сП Ы1 all Н12 М2 Ы2
Отклонения, мкм
Св. 180 до 200 +185 0 0 —185 —170 —355 +290 0 0 —290 —170 —460 —240 —530 —340 —630 —660 —950 +460 0 0 —460 —340 —800
, 200 . 225 —260 —550 ' —380 | —670 —740 —1030 —380 —840
» 225 . 250 —280 —570 —420 —710 —820 —1110 —420 —880
. 250 » 280 +210 0 0 —210 —190 —400 4-320 0 0 —320 —190 —510 —300 —620 —480 —800 —920 —1240 +520 0 0 —520 —480 —1Q0Q
. 280 , 315 —330 —650 —540 —860 —1050 —1370 —540 —1060
. 315 . 355 +230 0 0 —230 —210 —440 +360 0 0 —360 —210 —570 —360 —720 —600 —960 —1200 —1560 +570 0 0 —570 —600 —1170
» 355 , 400 —400 —760 —680 —1040 —1350 —1710 —680 —1250
, 400 . 450 +250 0 0 —250 —230 —480 +400 0 0 —400 —230 —630 —440 —840 —760 —1160 —1500 —1900 +630 0 0 —630 —760 —1390
» 450 „ 500 —480 —880 — 840 —1240 —1650 —2050 —840 —1470
D...Dn, мм ню МО (НО 1 ни 1 ГЯП | dll j сП ьп all Н12 М2 Ы2
ГОСТ Аза=Сза СЗа=ВЗа ш, J а*=с4 с4=в4 Л4 л4, ш4 Ш4 а8=с5 св=в5 Х5
Таблица 3.15. Система вала. Посадки с натягом (поля допусков основных валов 4, 5, 6 7-^0 квалитетов
и отверстий 5, 6, 7, 8-го квалитетов)
М N5 h5 N6 PS h6 Pl Rl S7 77 Л7 ив
мм h4 N5 h5 N6 P6 | h6 | R7 S7 T7 1 h7 | U8
Предельные отклонения, мкм
От 1 ДО 3 ° 1 00 X 1 0 —4 —10 —12 О CD —6 —16 —10 —20 —14 —24 — 0 —10 —18 —32
Св. 3 . 6 0 —4 —7 —12 0 —5 —13 —9 —17 0 —8 —20 —11 —23 —15 —27 — 0 —12 —23
• 6 . 10 0 —4 —8 —14 О CD —7 —16 —12 —21 О CT) —9 —24 —13 —28 —17 —32 — 0 —15 —28 —50
мм п h4 N5 fl5 N6 P6 1 M 1 1 /4 R7 S7 T7 1 Ь7 | U8
тост — — Г j — B=C — nP Пр Гр B2a = C2a Гр
ж
Продолжение табл. 3.15
D..>Dn> мм М N5 h5 N6 Рб | h6 | 1 & \ R7 S7 Т7 U8
1 И7 |
Предельные отклонения, мкм
Св. 10 до 18 сд О —9 —17 0 —9 —20 —15 —26 0 —11 —11 —29 —16 —34 —21 —39 — 0 —18 —33 —60
. 18 . 24 0 —12 —21 0 —9 —11 —24 —18 —31 0 —13 —14 —20 —27 —48 — 0 —21 —74
я 24 * 30 —33 —54 •— -48
» 30 ж 40 0 —7 —13 —24 0 —11 —12 —28 —21 —37 0 —16 —17 —42 —25 —50 —34 —59 —39 0 —25 —60 —99
. 40 . 50 —45 —70 —70 —109
. 50 . 65 00 о —15 —28 0 —13 —14 —33 —26 —45 0 —19 —21 —51 —30 —60 —42 —72 —55 —85 0 —30 —87 —133
» 65 е 80 —78 —64 —94 —102 —148
. 80 е 100 0 —10 —18 0 —15 —16 —38 —30 —52 0 —22 —24 —59 —38 —73 —58 —93 —78 —113 0 —35 —124 —178
, 100 . 120 —76 —66 —101 —91 —126 —144 —198
207
„ 120 » 140 0 —12 —21 —39 0 —18 —20 —45 —36 —61
. 140 . 160
„ 160 9 180
, 180 , 200 0 —14 —25 —45 0 —20 —22 —51 —41 —70
. 200 » 225
9 225 . 250
» 250 » 280 0 —16 —27 —50 0 —23 —25 —57 —79
. 280 . 315
. 315 . 355 0 —18 —30 —55 0 —25 —26 —62 —51 —87
„ 355 9 400
. 400 . 450 0 —20 —33 —60 0 —27 —27 -67 —55 —95
. 450 „ 500
D...Dn> мм h4 N5 h5 N6 P6
rOCT — — B1 = C1 rt —
0 —25 —28 —68 —48 —88 —77 —117 —107 —147 0 —40 —170 —233
—50 —90 —85 —125 »—119 *—159 —190 —253
—53 —93 —93 —133 —131 —171 —210 —273
0 —29 —33 —79 —60 —106 —105 —151 —149 —195 —46 —236 —308
—63 —109 —113 —159 —163 —209 —258 —330
—67 —113 —123 —169 —179 —225 —284' —356
0 —32 —36 —88 —74 —126 —138 —190 —198 —250 0 —52 —315 —396
—78 —130 —150 —202 —220 —272 —350 —431
0 —36 =98 —87 —144 —169 —226 —247 —304 * —57 —39(T —479
—93 —150 —187 —244 —273 —330 —435' —524
0 —40 —45 —108 —103 —166 —209 —272 —307 —370 0 —63 —490 —587
—109 —172 —229 —292 —337 —400 —540 —637
lEj 1 P7 | R7 S7 ту U8
i h7 i
в=с — Пр Пр Гр B2a = C2a Гр
Таблиц* 3.1В. Система вала. Переходные посадки (полядопусков
основных валов 4, 5-го квалитетов и отверстий 5, 6-го квалитетов)
D.,.Dn, мм м V Ло М5 h5 Кб Мб
Предельные отклонения, мкм
От 1 до 3 0 4*2 -2 0 —4 1 1 05 КЭ 0 +з —3 0 —6 —2
Св. 3 и 6 0 —4 4*2,5 —2,5 0 —5 —3 0 —5 +4 —4 +2 —6 —1 —9
6 „ 10 0 —4 +3 —3 +1 —5 —4 —10 0 —6 4*4,5 —4,5 +2 —7 —12
10 , 18 0 —5 4-4 —4 +2 —6 —4 —12 0 —8 4-5,5 —5,5 —4 —15
18 . 30 0 4-4,5 —4,5 +1 —8 —5 —14 0 —9 4*0,5 —6,5 ±?! —4 —17
30 . 50 0 —7 4-5,5 —5,5 +2 —9 —5 —16 0 —11 +8 —8 +3 —13 —4 —20
50 , 80 0 +6,5 —6.5 +3 —10 —19 0 —13 +9,5 —9,5 +4 —15 —5 —24
80 . 120 0 -ло 4-Л5 —7,5 +2 —13 —8 —23 0 —15 +И —11 +4 —18 —28
120 » 180 0 —12 +9 —9 +3 —15 —9 —27 0 —18 +12,5 —12,5 +4 —21 —8 -зз
180 . 250 0 —14 +10 —10 +2 —18 —11 —31 0 —20 4*14,5 —14,5 4*з —24 —8 —37
250 » 315 0 —16 +11,5 —11,5 4-3 —20 —13 —36 0 —23 4-16 —16 4*5 —27 —9(
315 » 400 0 —18 +12,5 —12,5 4*5 —22 —14 —39 0 —25 +18 —18 +7 —29 1 1 So
400 . 500 0 —20 +13,5 —13,5 +2 —25 —16 —43 0 —27 |+20 ;—20 +8 —32 —10 —50
мм h4 А'5 Мб, Л5 V Кб MS
7ОСТ — — — — в,=с1 nt н, Tt
208
Таблица 3.17. Система вала. Переходные посадки (поля допусков
основных валов 6, 7-го квалитетов и отверстий 7, 8-го квалитетов/
D.t.Dn, мм IVI 1 К7 I М7 1 N7 | V К8 Л48 Л'8
1 М| 1 Ю 1
Предельные отклонения, мкм
От 1 до 3 0 +5 —5 0 —10 —2 —12 —14 0 —10 ±? 0 —14 — —18
Св. 3 . 6 0 +6 ±93 0 —12 ^16 0 —12 +9 —9 +5 —13 ±!б O1S 1 1
. 6 . 10 о о +7 —7 ±?о 0 —15 —4 —19 0 —15 ±11 +6 —16 ±J. —25
, 10 » 18 0 —11 +9 —9 +6 —12 0 —18 —5 —23 0 —18 ±11 +8 —19 +2 —25 —30
. 18 , 30 0 —13 4-ю —10 +6 —15 0 —21 —7 —28 0 —21 +16 —16 +ю —23 +4 —29 36
. 30 . 50 0 —16 +12 —12 +7 —18 0 —25 —33 0 —25 +19 —19 +12 —27 +5 —34 —3 —42_
. 50 , 80 0 —19 +15 —15 +9 —21 0 —30 —9 —39 0 —30 +23 —23 +14 —32 +5 —41 —50
, 80 . 120 —22 +17 —17 +10 —25 0 —35 —10 0 —35 +27 —27 +16 —38 +6 —48 —58
. 120 . 180 0 —25 +20 —20 +12 —28 0 —40 —12 —52 0 —40 +31 —31 +20 —43 +8 —55 —4 —67
» 180 , 250 0 —29 +23 —23 +13 —33 0 —46 —14 —60 0 +36 —36 +22 —50 +9 —63 —5 —77
. 250 . 315 0 —32 +26 —26 +16 —36 0 —52 —14 —66 0 —52 +40 —40 +25 —56 +9 —72 —5 —86
, 315 . 400 0 —36 +28 —28 +17 —40 0 —57 —16 —73 0 —57 1 11 +28 +П —78 5
—44 -61 —94
» 400 » 500 0 —40 +31 —31 +18 —45 0 —63 —17 —80 0 —63 +48 —48 +29 —68 +11 —86 Лз
D...Dn> мм М7 V КЗ N3
1VI 1 К7 | 1 N7 |
1 h7 I
Тост в=с п Н Т Г В2а = =С2а ^2а Н2а Т 2а Г2а
3»»
g Таблица 3.18. Система вала. Посадки с зазором (полядопусков основных валов 4, 5, 6, 7-го квалитетов
° и отверстий 5, 6, 7, 8-го квалитетов)
0 £8 28
85 87 F7 £8
G-6
1. ; , Кб Л7
л 4 h5
D-"Dn, мм h4 G5 Ь5 Об 1 № | 07 F7 | Л7 | 1 w 1 Е8 D8
Предельные отклонения, мкм
От 1 ДО 3 0 —3 +6 +2 0 +8 +2 0 +12 +2 2 -16 0 —10 +20 +6 +28 +14 |-34 -20
Св. 3 v 6 0 —4 +9 +4 0 +12 +4 0 —8 +16 +4 +22 +10 0 —12 +28 +10 +38 +20 +48 +30
• 6 . 10 0 —4 +11 +5 0 Р-14 -5 0 —9 +20 +5 Ь28 -13 0 —15 +35 +13 р-47 -25 +62 +40
, 10 . 18 0 —5 (-14 -б 0 —8 |-17 Кб 0 —И Р-24 -6 +34 +16 0 —18 1-43 -16 р-59 -32 +77 +50
• 18 . 30 0 +16 +7 0 —9 +20 +7 0 —13 +28 +7 +41 +20 0 —21 (-53 -20 -73 (-98 -65
• 30 » 50 0 —7 +20 +9 0 —11 |-25 -9 0 —16 +34 +9 +50 +25 0 —25 +64 +25 +89 +50 +119 +80
• 50 . 80 0 —8 +23 +10 0 —13 +29 +10 0 —19 MO -10 +60 +30 0 —30 +76 +30 +106 +60 (-146 -100
» 80 , 120 0 —10 +27 +12 0 —15 +34 +12 0 —22 +47 +12 +71 +36 0 —35 +90 +36 +126 +72 +174 +120
• 120 . 180 0 —12 +32 +14 0 —18 (-39 -14 0 —25 +54 +14 +83 +43 0 —40 +106 +43 +148 +85 +208 +145
» 180 . 250 0 —14 +35 +15 0 —20 -15 0 —29 +61 +15 r96 -50 0 —46 +122 +50 (-172 -100 +242 +170
1» 250 . 315 0 —16 +40 +17 0 —23 +49 +17 0 —32 +69 +17 +108 +56 0 —52 +137 +56 +191 +110 (-271 -190
» 315 . 400 0 —18 +43 +18 0 —25 (-54 -18 0 —36 h75 -18 +119 +62 0 —57 +151 +62 (-214 -125 (-299 -210
* 400 » 500 0 —20 +47 +20 0 —27 -60 -20 0 —40 +83 +20 t-131 -68 0 —63 +165 +68 -232 -135 +327 +230
D...Dn, мм h4 G5 h5 06 | /16 j 07 F7 | h7 | | F8 | E8 D8
Гост — — B1=Gl Дх B-C Д xt B2a“C2a X Л Ш
Й Таблица 8 19 Система вала. Посадки с зазором (поля допусков основных валов 8, 9, 10, II, 12-го квалитетов
** и отверстий 9/ 10, 11, 12-го квалитетов)
F9 Е9 1)9 D10 DH CH BH ^2
и— 1 Ъв Ъ9 | h10 hff h12
D...D„, мм Л’ 1 И8 | F9 1 1 D9 1 № 1 hlO D10 1 nil 1 DU I CH B1I All h!2 B12
Предельные отклонения, мкм
От 1 до 3 0 —14 Г31 -6 4-39 +14 -45 -20 0 —25 0 —40 +60 +20 -60 +80 +20 |-120 -60 1-200 -140 1-330 -270 0 —100 +240 +140
Св. 3 . 6 0 —18 [-40 -10 +50 +20 г60 -30 0 —30 0 —48 +78 4-зо 0 -75 +105 +30 -145 -70 r-215 -140 [-345 -270 0 —120 +260 +140
. 6 , 10 0 —22 Н9 -13 +61 +25 [-76 -40 0 —36 0 —58 +98 +40 0 -90 +130 +40 r170 r80 [-240 -150 -370 -280 0 —150 +300 +150
9 10 » 18 0 —27 Н59 -16 1 +75 1 +32 |-93 . -50 0 —43 0 —70 +120 +50 0 -ПО +160 +50 |—205 -95 [-260 -150 -400 -290 0 —180 +330 +150
£Н
18 . 30 0 —33 (-72 -20 +92 +40 +117 +65 0 —52 «
30 , 40 0 —39 +87 +25 +112 +50 +142 +80 0 —62 •
40 , 50
50 » 65 0 —46 +104 +30 +134 +60. +174 +100 0 —74
65 . 80
‘ 80 . 100 0 —54 +123 +36 +159 +72 +207 +120 0 —87
100 . 120
120 . 140 —63 +143 +43 +185 +85 1 +245 +145 0 —100
140 „ 160
160 , 180
D...Dn, мм 1 м 1 1 ™ 1 D9 1 M 1
ГОСТ Bg = C3 X8 Ш, B3 = CS в
0 —84 +149 +65 0 -130 +195 +65 +240 +110 +290 +160 Изо -300 0 —210 +370 +160
0 -100 +180 +80 0 -160 +240 +80 +280 +120 +330 +170 +470 +310 0 —250 +420 +170
+290 +130 +340 +180 +480 +320 +430 +180
0 -120 +220 +100 0 -190 +290 +100 +330 +140 +380 +190 +530 +340 0 —300 +490 +190
+340 +150 +390 +200 +550 +360 +500 +200
0 -140 +260 +120 0 -220 +340 +120 +390 +170 -440 -220 -600 -380 0 —350 +570 +220
+400 +180 +460 +240 +630 +410 +590 +240
0 -160 +305 +145 0 -250 +395 +145 +450 +200 |—510 -260 +710 +460 0 —400 +660 +260
+460 +210 [—530 -280 1-770 -520 H680 -280
+480 +230 [-560 -310 H830 -580 1—710 -310
hlO DIO \ hll 1 Dll СП Bll AU h!2 BIS
за=Сза ш» в4=с4 x4 л4 Л4 Ш4 B»=Ce X,
Продолжение табл, 3,19
мм д F9 i - W| D9 МО D10 Dll cu Bll All М2 B12
1 Л8 | 1 Л9 1 i /in 1
Предельные отклонения, мкм
Св. 180 до 200 0 —72 +165 +50 +215 +100 +285 +170 0 —115 0 —185 +355 +170 0 -290 +460 +170 1-530 -240 [-630 -340 H950 -660 0 —460 -800 -340
а 200 w 225 1-550 1-260 1-670 -380 г 1030 -740 H840 -380
» 225 . 250 1-570 -280 1-710 -420 1-шо -820 [-880 -420
, 250 . 280 0 —81 +186 +56 +240 +110 +320 +190 0 —130 0 —210 +400 +190 0 -320 +510 +190 1-620 -300 1-800 -480 1-1240 -920 0 —520 Hiooo -480
, 280 » 315 1-650' -330 H860 1 -540 J-1370 -1050 h-iofco -540
, 315 » 355 0 —89 +202 +62 +265 +125 +350 +210 0 —140 0 —230 +440 +210 0 -360 +570 +210 1-720 -360 1-960 -600 h-1560 -1200 0 —570 hl 170 -600
. 355 , 400 1-760 -400 +1040 +680 -1710 -1350 [-1250 -680
„ 400 » 450 0 —97 +223 +68 +290 +135 +385 +230 0 —155 0 —250 +480 +230 0 -400 +630 +230 -Й40 -440 -1160 -760 H900 -1500 0 —630 -1390 -760
. 450 , 500 -880 480 [-1240 -840 -2056 -1650 [-1470 -840
D...Dn, мм F9 i i D9 МО D10 Dll cu Д/7 All М2 BI2
1 м" 1 1 М> | 1 Ml |
ТОСТ В3=Сэ Хз Хз Ш3 |Вз = Сз ®За=Сза , ш. в4=с4 x4 л4 л4 ni4 B6=C5 x.
Примечание. Предельные отклонения полей допусков отверстий Н5, Н6, Н7, Н8, Н9, НЮ, НИ, Н12
см. в табл. 3.8...3.14.
Таблица 3.20. Поля допусков, как правило не предназначенные
для посадок (поля допусков валов 8, 9, 10, 11, 12-го квалитетов
и отверстий 9, 10, 11, 12-го квалитетов)
мм V V 7? 7s10 7?» 7?» 7?‘ 7^12 7?2
Предельные отклонения, мкм
От 1 до 3 ±7 ±12 ±20 ±30 ±50
Св. 3 , 6 ±9 ±15 ±24 ±37 ±60
6 , 10 ±11 ±18 ±29 ±45 ±75
10 . 18 ±13 ±21 ±35 ±55 ±90
18 „ 30 ±16 ±26 ±42 ±65 ±105
30 , 50 ±19 ±31 ±50 ±80 ±125
50 , 80 ±23 ±37 ±60 ±95 ±150
80 . 120 ±27 ±43 ±70 ±110 ±175
120 . 180 ±31 ±50 ±80 ±125 ±200
180 » 250 ±36 ±57 ±92 ±145 ±230
250 , 315 ±40 ±65 ±105 ±160 ±260
315 . 400 ±44 ±70 ±115 ±180 ±285
, 400 , 500 ±48 ±77 ±125 ±200 ±315
D...Dn, мм V 7/ V 7? 7^10 7?° 7?» 7?» 7*12 7?2
214
Таблица 3.21. Поля допусков, как правило не предназначенные
для посадок. Предельные отклонения отверстий (поля допусков
отверстий 13, 14, 15, 16, 17-го квалитетов)
D.,.Dn, мм Н13 Н14 Н15 Н16 Н17
Предельные отклонения, мкм
От 1 ДО 3 4-140 0 4-250 0 +409 0 +600 0 +1000 0
Св. 3 » 6 4-180 0 +300 0 +480 0 +750 0 +1200 0
. 6 . 10 4-220 0 4-360 0 +580 0 +900 0 +1500 0
. 10 , 18 +270 0 +430 0 +700 0 +1100 0 +1800 0
» 18 . 30 +330 0 +520 0 +840 0 +1300 0 +2100 0
, 30 , 50 +390 0 +620 0 +1000 0 +1600 0 +2500 0
. 50 . 80 +460 0 +740 0 +1200 0 +1900 0 +3000 0
, 80 , 120 4-540 0 +870 0 +1400 0 +2200 0 +3500 0
. 120 . 180 4-630 0 +1000 0 +1600 0 +2500 0 +4000 0
. 180 „ 250 +720 0 +1150 0 +1850 0 +2900 0 +4600 0
. 250 . 315 +810 0 +1300 0 +2100 0 +3200 0 +5200 0
. 315 . 400 +890 0 +1400 0 +2300 0 +3600 0 +5700 0
» 400 . 500 4-970 0 +1550 0 +2500 0 +4000 0 +6300 0
D...Dn, мм Н13 Н14 Н15 Н16 ни
т ОСТ Ав а, Ag А» Аю
Таблица 3.22. Значения допусков для различных квалитетов и интервалов размеров (СТ СЭВ 145—75)
Интервалы размеров, мм Квалитеты
01 | 0 | 1 | 2 3 4 1 5 6 | 7 | - | ь | 10 | 11 | 12 1 13 | 14 | 15 | 16 17
Допуски
мкм | мм
До 3 0,3 I 0,5 | 0,8 | 1,21 2 3 1 4 6 | 10 I 14 I 25 1 40 | 60 I 0,10 I 0,14 | 0,25 | 0,40 | 0,60 1 1,0
Св. 3 до 6 0,4 | 0,6 | 1,0 | 1,5 | 2,5 4 | 5 | 8 | 12 | 18 | 30 | 48 | 75 | 0,12 | 0,18 | 0,30 | 0,48 | 0,75 1,2
. 6 . 10 0,4 | 0,6 | 1,0 | 1,5 j 2,5 4 | 6 9 | 15 | 22 | 36 | 58 | 90 | 0,15 | 0,22 0,36 1 0,58 | 0,90 1,5
. ю . 18 1 | 0,5 | 0,8 | 1,2 | 2 1 з 5 1 8 | | 11 I 18 | 27 | 43 | 70 | ПО 1 0,18 | 1 0,27 0,43 | 0,70 | 1,10 1,8
18 . 30 | | 0,6 1 1,0 | 1,5 I 2,5 ' 4 | 6 | 9 | 13 | 21 | 33 | 52 | 84 | | 130 ! 1 0,21 0,33 0,52 | 0,84 | 1,30 2,1
. 30 . 50 1 0,6 1 1,0 | 1,5 | 2.51 4 I 1 7 | 11 | 16 | 25 | 39 | 62 | ЮО 160 | 0,25 0,39 0,62 | 1,00 | 1,60 2,5
. 50 . 80 | 0,8 | 1,2 | 2 | 3 1 5 1 8 | 13 19 | 30 | 46 | 74 | 120 190 0,30 0,46 0,74 | 1,20 | 1,90 3,0
. 80 » 120 | 1,0 1 1,5 | 2,5 | 4 1 6 | 10 I 15 22 | 35 | 54 | 87 | 140 220 0,35 0,54 0,87 | 1,40 | 2,20 | 1 3,5
. 120 . 180 | 1,2 | 2 | 3,5 | 5 | 8 1 1 12 | 18 | 25 | 40 | 63 |100 | 160 | 250 0,40 0,63 1,00 | 1,60 | 2,50 | 4,0
. 180 , 250 1 2 1 3 j 4,51 7 |10 | | 14 | 20 | 29 | 46 | 72 | 115 | 185 | | 290 | 0,46 0,72 1,15 | 1,85 | 2,90 | 4,6
. 250 . 315 | 2,5 | 4 | 6 | 8 |12 | 16 | 23 | | 32 | 52 | 81 | 130 | 210 | 320 | 0,52 0,81 | 1,30 | 2,10 | 3,20 | 5,2
. 315 . 400 1 3 1 5 | 7 | 9 ]13 | 18 | 25 | 36 | 57 | 89 | 140 | 230 | | 360 | 0,57 0,89 | 1,40 | 2,30 | 3,60 | 5,7
. 400 . 500 14 16 | 8 |10 |15 | 1 20 | 27 | 40 | 63 | 97 | 155 | 250 | 400 | 0,63 0,97 | 1,55 1 2,50 | 4,00 | 6,3
Примечания. 1. Для размеров до 1 мм квалитеты от 14-го до 17-го не применяются.
м 2. Значения допусков для размеров более 500 до 3150 мм см. в СТ СЭВ 145—75, а свыше 3150 до 10 000 мм-*-
Й в СТ СЭВ 177—75.
Таблица 3.23. Поля допусков, как правило не предназначенные для посадок (поля допусков валов 13, 14, 15,
•• 16, 17-го квалитетов и отверстий 13, 14, 15, 16, 17-го квалитетов)
мм Л’ hl3 V3 v3 М4 Q4 М5 Js15 Ч5 Мб Js16 •V6 M7 Js17 U7
Предельные отклонения, мкм
От 1 до 3 0 —140 ±70 0 —250 ±125 0 —400 ±200 0 —600 ±300 0 —1000 ±500
Св. 3 . 6 0 —180 ±90 0 —300 ±150 0 —480 ±240 0 —750 ±375 0 —1200 ±600
• 6 . 10 0 —220 ±110 0 —360 ±180 0 —580 ±290 0 —900 ±450 0 —1500 ±750
» ю . 18 0 —270 ±135 0 —430 ±215 0 —700 ±350 0 —1100 ±550 0 —1800 ±900
• 18 . 30 0 —330 ±165 0 —520 ±260 0 —840 ±420 0 —1300 ±650 0 —2100 ±1050
• 30 » 50 0 —390 ±195 0 —620 ±310 0 —1000 ±500 0 —1600 ±800 0 —2500 ±1250
. 50 » 80 0 —460 ±230 0 —740 ±370 0 —1200 ±600 0 —1900 ±950 0 —3000 ±1500
е 80 . 120 0 —540 ±270 0 —870 ±435
» 120 , 180 0 —630 1 ±315 0 —1000 ±500
. 180 , 250 0 —720 ±360 0 —1150 ±575
. 250 . 315 0 —810 ±405 0 —1300 ±650
» 315 , 400 0 —890 ±445 0 —1400 ±700
» 400 . 500 0 —970 ±485 0 —1550 ±775
D^Dnt мм М3 h13 hJ4 Js14 ’s14
ГОСТ В5 — в, CM, CM,
0 —1400 ±700 0 —2200 ±1100 0 —3500 ±1750
0 —1600 ±800 0 —2500 ±1250 0 —4000 ±2000
0 —1850 ±925 0 —2900 ±1450 0 —4600 ±2300
0 —2100 ±1050 0 —3200 ±1600 0 —5200 ±2600
0 —2300 ±1150 0 —3600 ±1800 0 —5700 ±2850
0 —2500 ±1250 0 —4000 ±2000 0 —6300 ±3150
М5 V5 hI6 V5 M7 Js'7 Ч7
Ва CMg CM. Be CM. CM. 3 tB<o Я Я о о
3.2. ДОПУСКИ И ПОСАДКИ РЕЗЬВ
Размеры, профиль и допуски различных резьб, используемых
в практике, регламентированы различными стандартами (табл. 3,24).
Наиболее распространены метрические резьбы. Профиль метрической
резьбы (по ГОСТ 9150—81) показан на рис. 3.5. Угол профиля ра-
вен 60°; d (D)t d2 (/>2), dx (£>i) —соответственно наружный, средний
и внутренний диаметры наружной резьбы (в скобках —то же, для
внутренней резьбы); Р —шаг резьбы; //—высота исходного тре-
угольника (рис. 3.5, a); Pmm — наименьший радиус закругления
наружной резьбы (рис. 3.5, б).
Диаметры и шаги метрической резьбы определены ГОСТ
8724—81 (табл. 3.25), а ее основные размеры — ГОСТ
24705-81 (табл. 3.26).
Рис. 3.5. Профиль метрической резьбы
Резьбы с крупными шагами обозначаются буквой М и номи-
нальным значением наружного диаметра, например М24, МЗОит. д.
Для резьб с мелким шагом, кроме того, указывают шаг., например
М24Х1,5; М30х2 и т. д. Для левых резьб в обозначении ставятся
буквы LH, например М24 LH, М24Х1,5 LHt МЗО LH и т. д.
Стандарты определяют допуски метрических резьб с зазорами,
натягами и переходными посадками.
Таблица 3.24. Резьбы
Наименование
ГОСТ (СТ СЭВ)
Метрическая
Профиль
Диаметры и шаги
Основные размеры
Допуски. Посадки с зазором
Переходные посадки
Посадки с натягом
Для диаметров менее 1 мм. До-
пуски
9150—81
8724—81
24705—81
16093—81 (СТ СЭВ 640—77)
24834—81
4608—81
9000—81 (СТ СЭВ 837—81)
220
Продолжение табл, 3.24
Наименование ГОСТ (СТ СЭВ)
Для диаметров от 1 до 180 мм на деталях из пластмасс. Профиль. Ос- новные размеры. Допуски 11709—71
Для приборостроения. Диаметры и шаги Для приборостроения. Основные размеры Для приборостроения. Допуски 16967—81 24706—81 17722—72
Коническая СТ СЭВ 304—76
Выход резьбы. Сбеги, недорезы, проточки, фаски 10549—80 (СТ СЭВ 214—75)
Трапецеида Профили Однозаходная. Диаметры и шаги Однозаходная. Основные размеры Однозаходная. Допуски Многозаходная. Основные размеры и допуски л ь и а я 9484—81 (СТ СЭВ 146—75) 24738—81 (СТ СЭВ 639—77) 24737—81 (СТ СЭВ 838—78) 9562—81 (СТ СЭВ 836—78) 24739—81 (СТ СЭВ 185—75)
Трудна Цилиндрическая. Профиль. Основ- ные размеры. Допуски. 1 я 6357—73 (СТ СЭВ 1157—78)
Коническая. Профиль. Основные размеры. Допуски 6211—69 (СТ СЭВ 1159—78)
Упорная
Для диаметров 10...600 мм. Основ-1 13535—68
ные размеры. Допуски
Усиленная 45° для диаметров 80...2000 мм. Профиль. Основные размеры. До- пуски 10177-62
Допуски и посадки метрических резьб с зазорами определены
ГОСТ 16093—81 (СТ СЭВ 640—77). Стандартом регламентированы
допуски среднего диаметра Тd<i и ТDi наружной и внутренней
резьб, наружного диаметра Td наружной резьбы и внутреннего диа-
метра ТDi внутренней резьбы. Соответственно верхние es (ES) и
нижние ei (El) отклонения наружной и внутренней резьб отсчиты-
221
ваются от номинального профиля в направлении, перпендикулярном
оси резьбы. Допуски среднего диаметра Tdj (TD) являются сум-
марными и предназначены для компенсации отклонений собственно
среднего диаметра, угла профиля а и шага.
Таблица 3.25. Диаметры и шаги метрической резьбы (по ГОСТ
8724—81)
Диаметры, мм Шаги, мм
1-й ряд 2-й ряд 3-й ряд- Крупные Мелкие
0,25 «м* — 0,075
0,3 — 0,08
— 0,35 — 0,09 —
0,4 0,45 0,1
0,5 0,55 — 0,125 —
0,6 0,15 —
— 0,7 — 0,175 —«
0,8 — — 0,2
0,9 — 0,225
1; 1,2 1,1 — 0,25 0,2
1,4 0,3 0,2
1,6 1,8 — 0,35 0,2
2 —— 0,4 0,25
__ 2,2 0,45 0,25
2,5 — — 0,45 0,35
3 — 0,5 0,35
— 3,5 — (0,6) 0,35
4 «МЙ» 0,7 0,5
4,5 —— (0,75) 0,5
5 — — 0,8 0,5
(5,5) «—• 0,5
6 —. 7 1 0,75; 0,5
8 — 1,25 1; 0,75; 0,5
9 (1,25) 1; 0,75; 0,5
10 — 1,5 1,25; 1; 0,75; 0,5
11 (1,5) 1; 0,75; 0,5
12 мм* 1,75 1,5; 1,25; 1; 0,75; 0,5
14 — 2 1,5; 1,25; 1; 0,75; 0,5
— 15; 17 1,5; (1)
16 — — 2 1,5; 1; 0,75; 0,5
20 18; 22 МММ 2,5 2; 1,5; 1; 0,75; 0,5
24 27 — 3 2; 1,5; 1; 0,75
<_• —в 25 —— 2; 1,5; (1)
м» — (26) 1,5
— — (28) — 2; 1,5; 1
222
Продолжение табл. 3.25
Диаметры, мм Шаги, мм
1-й ряд 2-й ряд 3-й ряд Крупные Мелкие
30 — 3,5 (3); 2; 1,5; 1; 0,75
— (32) ——. 2; 1,5
—- 33 3,5 (3); 2; 1,5; 1; 0,75
— 35(38) — 1,5
36 39 — 4 3; 2; 1,5; 1
— — 40 — (3); (2); 1,5
42 45 —— 4,5 (4); 3; 2; 1,5; 1
50 — (3); (2); 1,5
48 52 1 5 (4); 3; 2; 1,5; 1
— — 55 (4); (3); 2; 1,5
56 - - __ 5,5 4; 3; 2; 1,5; 1
58 —— (4); (3); 2; 1,5
60 (55) 4; 3; 2; 1,5; 1
—- — 62 (4); (3); 2; 1,5
64 6 4; 3; 2; 1,5; 1
65 —. (4); (3); 2; 1,5
«мм 68 6 4; 3; 2; 1,5; 1
—— 70 —• (6); (4); (3); 2; 1,5
72; 80 76 — — 6; 4; 3; 2; 1,5; 1
___ 75 — (4); (3); 2; 1,5
— — (78); (82) —* 2
90; 100 110; 125 140 85; 95 105; 115 120; 130; 150 135; 145 —• 6; 4; 3; 2; 1,5
160; 180 170 155; 165; 175 — 6; 4; 3; 2
200 190 185; 195 —• 6; 4; 3; 2
220; 250; 280 210; 240; 260; 300 205; 215; 225; 230; 235; 245; 255; 265; 270; 275; 285; 290; 295 6; 4; 3;
320; 360; 400 340; 380 310; 330; 350; 370; 390 6; 4
Ш
Продолжение табл. 3.25
Диаметры, мм Шаги, мм
1-й ряд 2-й ряд 3-й ряд Крупные 1 Мелкие
450; 500; 550; 600 420; 480; 520; 580 460; 470; 490; 510; 530; 540; 560; 570; 590 — 6
Примечания. 1. При выборе диаметров резьб следует
предпочитать 1-й ряд 2-Nfy, а 2-й— 3-му.
2. Диаметры и шаги резьб, указанные в скобках, по возмож-
ности не применять.
3. Резьба Ml4X1,25 используется только для свечей зажи-
гания.
4. Резьба М35Х1,5 применяется только для стопорных гаек
шарикоподшипников.
Таблица 3.26. Формулы для расчета среднего и внутреннего
диаметров метрических резьб
Шаг Р, мм Диаметры наружной и внутренней резьб, мм Шаг P, MM Диаметры наружной и внутренней резьб, мм
средний (D2) внутренний < (D.) средний d2 (£)а) внутренний d, W
0,2 4—1+0,870 d— H -0,783 1,25 d—я 1-0,188 d—2H (-0,647
0.25 4—1+0,838 1- -0,729 1,5 d—1- -0,026 d—2- -0,376
0,3 d—1+0,805 d—1- -0,675 1,75 d—2-1 -0,863 d—2- -0,106
0.35 d—1+0,773 d—1- L-0,621 2 d—2- -0,701 d—3-i -0,835
0,4 4—1+0,740 d— H -0,567 2,5 2Н -0,376 d—3- -0,294
0,45 1+0,708 d—1- -0,513 3 d—2- -0,051 d-4- -0,752
0,5 4—1+0,675 1- -0,459 3,5 d—3- -0,727 d-4- -0,211
0,6 4—1+0,610 d—1- -0,350 4 <Z—3- -0,402 d—5- -0,670
0,7 6?—1+0,545 d— 1H -0,242 4,5 3- -0,077 d—5- -0,129
0,75 4—1+0,513 d—1- -0,188 5 d—4- -0,752 d—6- -0,587'
0,8 4—1 +0,480 d—1- -0,134 5,5 4- -0,428 d—6- -0,046
1 6?—1+0,350 2- -0,917 6 d—4- -0,103 d—7- -0,505
Пример расчета. Резьба М24Х2; Р=2; d=24; 6/2=^=
=22,701; rf1=Di=21,835.
Для получения посадок резьбовых деталей
с зазором предусмотрено пять основных отклонений для наруж-
ной и четыре — для внутренней резьбы (табл. 3.27). Эти отклонения
одинаковы для d и d2> D2 и Di (рис. 3.6).
При сочетании отклонений H/h образуется посадка с наимень-
шим зазором, равным нулю; при сочетании Н с g, f, е, d, а также
G, E, F c h, g, f, e, d образуются посадки с гарантированным зазо-
ром. Указанные основные отклонения определяют: для наружной
резьбы — верхнее отклонение (es), а для внутренней — нижнее от-
224
Таблица 3.27. Основные отклонения и степени точности
метрических реЗьб с зазорами по ГОСТ 16093—81 (СТ СЭВ 640—77J
Вид резьбы Диаметры резьбы Основные отклонения Степени точности
Наружная (болт) d h, g, f, e, d 4; 6; 8
^2 A, g, f, e, d о do CD । ih* CO
Внутренняя (гайка) d2 H, Q, F, E 4; 5; 6; 7; 8; 9 ‘
Di H, G, F, E 4; 5; 6; 7; 8
1 Только для резьб на деталях из пластмасс.
Примечания. 1. Верхнее отклонение внутреннего диаметра
наружной резьбы должно соответствовать основному отклонении*
среднего диаметра d2.
2 . Нижнее отклонение наружного диаметра D{ внутренней
резьбы должно соответствовать основному отклонению среднего
диаметра D2.
клонение (EI) диаметров. Второе предельное отклонение находят
по принятой степени точности резьб, которые условно
сгруппированы в три класса точности: точный, средний и
грубый. В «точный» класс входят резьбы для ответственных
статически нагруженных соединений, в «средний» — резьбы общего
применения и в «грубый» — резьбы на горячекатаных заготовках,
в длинных глухих отверстиях и т. п.
Сочетание допуска по принятой степени точности и обозначен-
ного (табл. 3.28) цифрой с основным отклонением, указанным бук-
вой, образует поле допуска. При его назначении последовательно
указывают поле допуска среднего (d2) и наружного (d) диаметров
для наружной резьбы (например, 5h6h, 5g6g) или среднего
(£>2) и внутреннего диаметра Ь[ для внутренней резьбы (например,
4Н5Н). Если обозначения полей допусков диаметров совпадают, то
поле допуска указывается один раз, н-апример 6g, 6Н.
8 П. П. Серебреницкий 225
Посадки могут быть образованы любым сочетанием полей до-
пусков внутренней- и наружной резьб, например 4H5HI4g или
8G!7e6e. Предпочтительным является сочетание полей допусков
одного класса точности, например Эта посадка с небольшим
зазором наиболее распространена. Стандартом определены три
группы длин свинчивания резьбы: малые S, нормальные АГ и боль-
шие L. Длина свинчивания свыше 2,24 Pd0»2 до 6,7 Pd0’2 относится
к нормальной (табл. 3.29). Длины свинчивания меньше нормальной
а) Внутренняя резьба (гайка) Наружная резьба (болт)
Рис. 3.6. Расположение полей допусков у метрических резьб
при посадках с зазорами:
а — с наименьшим зазором, равным нулю; б — с гарантированными
зазорами
относят к малым, а больше нормальной —• к большим. При отсут-
ствии особых оговорок допуск резьбы относится к нормальной
длине свинчивания N или ко всей длине резьбы, если она мень-
ше N. Если длина свинчивания отличается от нормальной, то ее
указывают в обозначении, например, М12-6Н-40, где 40 —длина
свинчивания, мм.
В табл. 3.30 согласно ГОСТ 16093—81 (СТ СЭВ 640—77) при-
ведены основные отклонения диаметров Di и Да внутренней и d и
d2 наружной резьб, а в табл. 3.31 — допуски внутреннего диаметра
внутренней резьбы Т Dx и наружного диаметра наружной резьбы
Та. В табл. 3.32 и 3.33 указаны допуски среднего диаметра Да №)
внутренней и наружной резьб.
Пользуясь данными таблиц, можно легко определить предель-
ные отклонения для требуемых полей допусков. Например, для поля
6g резьбы болта М10Х1,5—6g отклонения диаметров d и d2 можно
126
Таблица 3.28. Поля допусков метрической резьбы с зазорами
по ГОСТ 16093—81 (СТ СЭВ 640—77)
Длины свинчива- ния Классы точности
.Точный* .Средний* | .Грубый*
Поля допусков резьбы
наружной (болт) внутренней (гайка) наружной (болт) внутренней (гайка) наружной (болт) внутренней (гайка)
S (корот- кие) (3h4h) 4Н {5h6Ky, 5g6g 5Н ; (5G) — —
N (нор- мальные) 4h; 4g 4Н5Н\ 5Н бЛ; ГОД; 6f\ бе; 6d 6G ’ 8g 7Н\ 7G
L (длин- ные) (5h4h) 6Н (7h6h)\ 7g6g\ (7ебе) 7/Z; (7G) (9g8g) 8Н; (SG)
1 Только для резьбы с шагом Р>0,8 мм. Для резьбы с шагом
Р<0,8 мм применяется поле допуска 8h6h.
Примечание. Поля допусков, заключенные в рамки, пред-
почтительней. Использование полей допусков в круглых скобках
следует ограничивать.
найти следующим образом. По табл. 3.30 определяем верхнее от-
клонение es; для d=10 мм при шаге Р резьбы болта 1,5 мм и ос-
новном отклонении g оно равно минус 32 мкм; для степени точно-
сти 6 при шаге резьбы 1,5 мм допуск Td на диаметр d равен
236 мкм (табл. 3.31). Нижнее отклонение ei будет равно: ei=es —
— 7^==—32 —236=—268 мкм. Отклонение среднего диаметра
определяется аналогично; из табл. 3.30 находим верхнее отклонение
е$==—32 мкм, а из табл. 3.32 — величину допуска Ткоторая
равна 132 мкм; нижнее отклонение ei=—32—132=—164 мкм. Та-
ким образом, отклонения на диаметры резьбы болта при’ поле до-
пуска 6 g будут следующие: ^_о,оз2 и ^з~о,оз2-
—0*268 -ОД 64
Допуски метрических резьб с натягами и переходными посад-
ками. Посадки с натягами используют для соединений, образован-
ных стальной шпилькой и резьбовым отверстием в деталях из ста-
ли, чугуна, алюминиевых и магниевых, сплавов, высокопрочных и
титановых сплавов. Посадки с натягом регламентированы ГОСТ
4608—81, который распространяется на метрические резьбы диамет-
рами от 5 до 45 мм и шагами от 0,8 до 3 мм (рис. 3.7).
Резьбы с переходными посадками используются для тех же
целей, что и резьбы с посадками с натягом, при одновременном
дополнительном заклинивании шпилек, например по сбегу резьбы.
Посадки регламентированы ГОСТ 24834—81.
227
Рис. 3.7. Расположение полей допусков метрических
резьб при посадках с натягом (а) и с переходными
посадками (б)
Таблица 3.29. Длины свинчивания метрической резьбы
с зазорами по ГОСТ 16093—81 (СТ СЭВ 640-77)
Номиналь- ный диаметр резьбы, мм Шаг Р, мм Нормальные (Л) длины свинчивания, мм Номиналь- ный диаметр резьбы, мм Шаг Р, мм Нормальные (N) длины свинчивания) мм
От 1 ДО 1,4 0,2 0,25 0,3 Св. 0,5 до 1,4 . 0,6 . 1.7 . 0,7 , 2 Св. 22,4 до 45 0,5 0,75 1 1,5 2 3 3,5 4 4,5 Св. 2,1 до 6,3 . 3,1 . 9,5 . 4 . 12 . 6,3 . 19 . 8,5 . 25 .12 .36 . 15 . 45 . 18 . 53 .21 .63
Св. 1,4 до 2,8 0,2 0,25 0,35 0,4 0,45 Св. 0,5 до 1,5 . 0,6 , 1,9 . 0,8 . 2,6 . 1 . з . 1,3 . 3,8
Св. 45 до 90 0,5 0,75 1 1,5 2 3 4 5 5,5 6 Св. 2,4 до 7,1 . 3,6 . 11 . 4,8 . 14 . 7,5 . 22 . 9,5 . 28 .15 .45 .19 .56 .24 .71 .28 .85 .32 .95
Св. 2.8 до 5,6 0,25 0,35 0,5 0,6 0,7 0,75 0,8 Св. 0,7 до 2,1 . 1 . з . 1,5 . 4,5 . 1,7 . 5 ,2.6 . 2,2 . 6,7 . 2,5 . 7,5
Св. 5,6 до 11,2 0,25 0,34 0,5 0,75 1 1,25 1,5 Св. 0,8 до 2,4 • 1,1 . 3,4 . 1,6 . 4,7 . 2,4 . 7,1 . 3 . 9 , 4 . 12 . 5 . 15
Св. 90 до 180 0,75 1 1,5 2 3 4 6 Св. 4,2 до 12 . 5,6 . 16 . 8,3 . 25 .12 .36 .18 .53 .24 .71 . 36 . 106
Св. 11,2 де 22,4 0,35 0,5 0,75 1 1,25 1,5 1,75 2 2,5 Св. 1,3 до 3,8 . 1.8 . 5.5 . 2,8 . 8,3 . 3,8 . 11 . 4,5 . 13 . 5,6 . 16 . 6 . 18 . 8 . 24 .10 .30
Св. 180 до 355 1,5 2 3 4 6 Св. 9.5 до 28 .13 .38 . ’20 .60 . 26 . 80 . 40 . 118
Св. 355 до 600 2 4 6 Св. 15 до 45 .29 .87 . 43 . 130
229
Таблица 3.30. Основные отклоненм диаметров dt d2 наружной
резьбы (болта) и диаметров Z)h D2 внутренней резьбы (гайки)
Наружная резьба (болт) d> ^2 Внутренняя резьба (гайка) А» А
Шаг Р, мм Основное отклонение, мкм
es £7
а i е / г 1 й Е f о 1 ”
0,2 —— —32 —17 0 [-32 [-17 0
0,25 <— —33 —18 0 «мм -33 -18 0
0,3 —• — —33 —18 0 — г33 -13 0
0,35 —34 —19 0 — [-34 Н9 0
0,4 —34 —19 0 — |-34 -19 0
0,45 —35 —20 0 — -35 -20 0
0,5 — —50 —36 —20 0 -50 h36 L-20 0
0,6 — .,^3 —36 —21 О Н53 -36 4-21 о
0,7 — —56 —38 —22 0 -56 -38 н (-22 0
0,75 —56 —38 —22 0 (-56 |-38 |-22 0
0,8 —60 —38 —24 0 -60 -38 -24 0
1 —90 —60 —40 —26 0 -60 -40 -26 0
1,25 —95 —63 —42 —28 0 кбЗ (-42 (-28 0
1,5 —95 —67 45 —32 0 -67 -45 -32 0
1,75 —100 —71 —48 —34 0 -71 -48 —34 0
2 —100 —71 —52 —38 0 1-71 н (-52 (-38 0
23 —106 —80 —58 —42 0 +80 -42 0
3 —112 -—85 -63 —48 0 н [-85 -48 0
3,5 —118 —90 —53 0 (-90 (-53 0
4 —125 —95 — —60 0 (-95 -60 0
4,5 —132 —100 — —63 0 -100 — -63 0
X
5 —132 —106 —» —71 0 |-106 — (-71 0
5,5 —140 —112 —75 0 -112 -75 0
6 —150 —118 — —80 0 . -118 -80 0
Примечания. 1. Нижнее отклонение el наружной резьбы
(болта) определяется по формуле ei=*es — Td(dty
, 2. Верхнее отклонение ES внутренней резьбы (гайки) опреде-
ляется по формуле ES~EJ+T^^; значения допусков диаметров
d №), Pi (#2) см. в табл. 3.31,
230
Таблица 3.31. Допуски наружного диаметра d наружной резьбы
(болта) и внутреннего диаметра внутренней резьбы (гайки)
Наружная резьба (болт; | Внутренняя резьба (гайка)
Степень точности
Шаг Р, 4 1 6 1 8 1 4 1 5 1 6 | 7 1 8
мм
Допуск, мкм
1 TD.
0,2 36 56 38 48 60
0,25 42 67 — 45 56 71 —
0,3 48 75 — 53 67 85 — —
0,35 53 85 ___ 63 80 100 .м
0,4 60 95 — 71 90 112 — ——
0,45 63 100 — 80 100 125 — —
0,5 67 106 90 112 140 180
0,6 80 125 — 100 125 160 200 ——
0,7 90 140 — 112 140 180 224 —
0,75 0,8 90 140 __ 118 150 190 236
95 150 236 125 160 200 250 315
1 112 180 280 150 190 236 300 375
1,25 132 212 335 170 212 265 335 425
1,5 150 236 375 190 236 300 375 475
1,75 170 265 425 212 265 335 425 530
2 180 280 450 236 300 375 475 600
2,5 212 335 530 280 355 450 560 710
3 236 375 600 315 400 500 630 800
3,5 265 425 670 355 450 560 710 900
4 300 475 750 375 475 600 750 950
4,5 315 500 800 425 530 670 850 1060
5 335 530 850 450 560 710 900 1120
5,5 355 560 900 475 600 750 950 1180
6 375 600 950 500 630 800 1000 1250
Таблица 3.32. Допуски среднего диаметра d% наружной резьбы
(болта)
Степень ТОЧНОСТИ
Диаметр rf, мм Шаг Р, мм 3 i 1 4 1 5 1 6 1 7 1 8 1 9 1 10
Допуск Г^2, мкм
От 1 до 1,4 0,2 24 30 38 48 60 75 ___ -
0,25 26 34 42 53 67 85 —. .
0,3 28 36 45 56 71 90 — ——•
0,2 25 32 40 50 63 80
Св. 1,4 до 2,8 ,0,25 28 36 45 56 71 90 —-
0,35 32 40 50 63 80 100 ——
0,4 34 42 53 67 85 105 —.
0,45 36 45 56 71 90 112 — —»
2Я
Продолжение табл, 3,32
Степень точности
Диаметр dt мм Шаг Р, мм 3 4 1 5 1 6 1 7 1 1 8 1 1 9 1 1 10
Допуск 7’^а, мкм
0,25 28 36 45 56 71
0,35 34 42 53 67 85 106
0,5 38 48 60 75 95 118 —
Св. 2,8 ДО 5,6 0,6 42 53 67 85 106 132 —
0,7 45 56 71 90 112 140 —
0,75 45 56 71 90 112 140
0,8 48 60 75 95 118 150 190 236
0,25 32 40 50 63 80
0,35 36 45 56 71 90 ___
0,5 42 53 67 85 106 132 —
Св. 5,6 до 11,2 0,75 50 63 80 100 125 160
1 56 71 90 112 140 180 224 280
1,25 60 75 95 118 150 190 236 300
1,5 67 85 106 132 170 212 205 335
0,35 38 48 60 75 95 - - —
0,5 45 56 71 90 112 140
0,75 53 67 85 106 132 170 —
1 60 75 95 118 150 190 236 300
Св. 11,2 до 22,4 1,25 67 85 106 132 170 212 265 335
1,5 71 90 112 140 180 224 280 335
1,75 75 95 118 150 190 236 300 375
2 80 100 125 160 200 250 315 400
2,5 85 106 132 170 212 265 335 425
0,5 48 60 75 95 118
0,75 56 71 90 112 140 180 — —«.
1 63 80 100 125 160 200 250 315
1,5 75 95 118 150 190 236 300 375
Св. 22,4 до 45 2 85 106 132 170 212 265 335 425
3 100 125 160 200 250 315 400 500
3,5 106 132 170 212 265 335 425 530
4 112 140 180 224 280 355 450 560
4,5 118 150 190 236 300 375 475 600
0,5 50 63 80 100 125 —
0,75 60 75 95 118 150 — — —
1 71 90 112 140 180 224 280 355
1,5 80 100 125 160 200 250 315 400
Св. 45 до 90 2 90 112 140 180 224 280 355 450
3 106 132 170 212 265 335 425 530
4 118 150 190 236 300 375 475 600
5 125 160 200 250 315 400 500 630
5,5 132 170 212 265 335 425 530 670
6 140 180 224 280 355 450 560 710
232
Таблица 3.33. Допуски среднего диаметра D2 внутренней резьбы
(гайки)
Диаметр D, мм Шаг Р, Степень точности
4 1 5 1 6 1 7 1 8 1 9
Допуск Гр2, мкм
0,2 40 50 63 — — —
От 1 ДО 1,4 0,25 45 56 71 —— —
0,3 48 60 75 — —— —
0,2 42 53 67 — —
0,25 48 60 75 — ——
Св. 1,4 до 2,8 0,35 / 53 67 85 —- —• —
0,4 56 71 90 — —— ——
0,45 60 75 95 — ——
0,25 48 60 75 — — —
0,35 56 71 90 —м —• —
0,5 63 80 100 125 —
Св. 2,8 до 5,6 0J5 71 90 112 140 — —
0,7 75 95 118 150 —
0,75 75 95 118 150 —
0,8 80 100 125 160 200 250
0,25 53 67 85 — — —-
0,35 60 75 95 II —« ——•
0,5 71 90 112 140 —•
Св. 5,6 до 11,2 0,75 85 106 132 170 — ——
1 95 118 150 190 236 300
1,25 100 125 160 200 250 315
1,5 112 140 180 224 280 355
0,35 63 80 100 — —
0,5 75 95 118 150 —- —-
0,75 90 112 140 180 —- —
1 100 125 160 200 250 315
Св. 11,2 до 22,4 1,25 112 140 180 224 280 355
1,5 118 150 190 236 300 375
1,75 125 160 200 250 315 400
2 132 170 212 265 335 425
2,5 140 180 224 280 355 450
0,5 80 100 125 —в
0,75 95 118 150 190 —— ——
1 106 132 170 212 265 335
1,5 125 160 200 250 315 400
Св. 22,4 до 45 2 140 180 224 280 355 450
3 170 212 265 335 425 530
3,5 180 224 280 355 450 560
4 190 236 300 375 475 600
4,5 200 250 315 400 500 630
233
Продолжение табл. 3.33
Диаметр D, мм Шаг Р, мм Степень точности
4 1 1 5 1 6 1 1 7 1 8 1 9
Допуск 7 э2’ мкм
0,5 85 106 132
0,75 100 125 160 — —-
1 118 150 190 236 300 375
1,5 132 170 212 265 335 . 425
Св. 45 до 90 2 150 190 236 300 375 475
3 180 224 280 355 450 560
4 200 250 315 400 500 630
5 212 265 335 425 530 670
5,5 224 280 355 450 560 710
6 236 300 375 475 600 750
3.3. ДОПУСКИ И ПОСАДКИ ШПОНОЧНЫХ СОЕДИНЕНИЙ
Шпоночное соединение — это многоразмерное соединение трех
деталей, предназначенное для предохранения вала и отверстия от
взаимного смещения под действием внешних сил. Из различных
Рис. 3.8. Шпоночное соединение с призматической шпон-
кой
типов шпоночных соединений (табл. 3.34) наибольшее распростра-
нение имеют соединения с призматическими шпонками. Для полу-
чения различных посадок призматических шпонок установлены поля
допусков на ширину b шпонок, пазов валов и втулок (рис. 3.8).
Определены типы шпоночных соединений: свободное, нормальное и
плотное. Шпонки по размеру b изготовляются с допуском h9. Уста-
новлены следующие поля допусков: для свободного шпоночного
соединения принято у паза на валу Н9 и у паза во втулке D10, что
даст посадку с зазором; для нормального шпоночного соединения —
соответственно N9 и /в9; для плотного — одинаковые поля для
паза на валу и во втулке Р9. Стандартами нормированы отклоне-
ния высоты h шпонок по hl 1, глубины паза на валу tx и паза во
втулке t2 или отклонения размеров rf —Л и d+tz, а также длины
шпонок по h!4 и длины пазов на валу по Я/5.
234
Таблица 3.34. Соединения шпоночные и шлицевые
Наименование ГОСТ (СТ СЭВ)
Шпонки призматические. Основ- ные размеры шпонок и сечений пазов СТ СЭВ 189—75
Шпонки призматические. Разме- ры, допуски и посадки 23360—78
Соединения шпоночные с приз- матическими высокими шпонками. Размеры шпонок и сечений пазов. Допуски и посадки 10748-79
Соединения шпоночные с кли- новыми шпонками. Размеры шпо- нок и сечения пазов. Допуски и посадки 24068—80 (СТ СЭВ 645—77)
Соединения шпоночные с тан- генциальными нормальными шпон- ками. Размеры сечений шпонок и пазов. Допуски и посадки 24069—80 (СТ СЭВ 646—77)
Соединения шпоночные с тан- генциальными усиленными шпон- ками. Размеры сечений шпонок и пазов 24070—80 (СТ СЭВ 646—77)
Соединения шпоночные с сег- ментными шпонками. Размеры шпонок и сечений пазов. Допуски и посадки 24071—80 (СТ СЭВ 647—77)
Соединения шлицевые прямо- бочные. Размеры и допуски 1139—80 (СТ СЭВ 187'—75 и 188—75)
Соединения шлицевые эволь- вентные с углом профиля 30° Размеры, допуски и измеряемые величины 6033-80 (СТ СЭВ 268—76, 269—76, 259—76, 517—77)
3.4. ДОПУСКИ ЗУБЧАТЫХ ПЕРЕДАЧ
Согласно ГОСТ 1643—81 (СТ СЭВ 641—77, 643—77, 644-77)
установлено 12 степеней точности цилиндрических зубчатых колес
и передач, обозначаемых в порядке убывания с 1 по 12. Для каж-
дой степени приняты независимые нормы допустимых отклонений
параметров, определяющих кинематическую точность колес и пере-
дачи, плавность работы и контакт зубьев передачи, что позволяет
назначать различные нормы и степени точности для передач в со-
235
ответствии с их эксплуатационным назначением и учитывать раз-
личие технологических способов обеспечения требуемой точности.
Системой допусков, независимо от степени точности изготовления
колес передачи, предусмотрено шесть видов сопряжений (рис. 3.9),
определяющих различную величину гарантированного бокового за-
зора /nmin. Для сопряжений Н величина /птш равна нулю. Уста-
новлено шесть классов отклонений межосевого расстояния: с I
по VI. Сопряжения Н, Е обеспечиваются при II классе; сопряже-
ния D, О, В и Л — при классах III, IV, V и VI соответственно. На,
боковой зазор установлен допуск Tjn, определяемый разностью
между наибольшим и гарантированным наименьшим зазорами.
Рис. 3.9. Схема расположения полей допусков для при-
нятых видов сопряжений зубьев зубчатых колес (а) и
боковой зазор в передаче (б)
Принято восемь видов допусков Т$п на боковой зазор: х, у, г, а,
Ь, с, d, h. Сопряжениям Н и Е соответствует вид допуска Й, а со-
пряжениям D, С» В и А — d, с, Ь, а.
В технической документации точность изготовления зубчатых
колес и передач задают степенью точности, указывая вид сопря-
жения по нормам бокового зазора. Например, 8—7—6—Ва СТ
СЭВ... — передача со степенью 8 по нормам кинематической точно-
сти, степенью 7 по нормам плавности работы, степенью б по нор-
мам контакта зубьев, с видом сопряжения колес В, видом допуска
а на боковой зазор и соответствием между видом сопряжения и
классом отклонения меж осевого расстояния [15].
Таблица 3.35. Зубчатые и червячные передачи
Наименование
ГОС1 (СТ СЭВ)
Передачи зубчатые
Термины, определения и обозна-
чения
Колеса зубчатые. Модули
16530—70
9563—60 (СТ СЭВ 310-76)
236
Продолжение табл, 3.35
Наименование
ГОСТ (СТ СЭВ)
Передачи зубчатые цилиндрические
Термины, определения и обозна- чения Эвольвентные. Исходный контур Основные параметры Допуски 16531—70 2185^6* (СТ СЭВ 229—75) 1643-81 (СТ СЭВ 641-77, 643—77, 644—77)
Эвольвентные внешнего зацеп- ления. Расчет геометрии То же, внутреннего зацепления Исходный контур мелкомодуль- ных колес Колеса мелкомодульные прямо- зубые и косозубые. Типы. Основ- ные параметры и размеры Мелкомодульные. Допуски 16532—70 19274-73 9587—81 13733—77 9178—81 (СТ СЭВ 642-77)
Передачи зубчатые конические
Термины, определения и обо- значения ' С прямыми зубьями. Расчет геометрии С кривыми зубьями. Расчет геометрии С прямыми зубьями. Исходный контур С круговыми зубьями. Исход- ный контур Допуски Мелкомодульные. Допуски 19325—73 19624—74 19326-73 13754—81 (СТ СЭВ 516—77) 16202—81 (СТ СЭВ 515—77) 1758—81 (СТ СЭВ 1161—78) 9368—81
Передачи червячные
Основные параметры
Исходный червяк и исходный
производящий червяк
Допуски
Модули и коэффициенты диа-
метра червяка^
Мелкомодульиые. Исходный
червяк и исходный производящий
червяк
Мелкомодульные. Допуски
цилиндрические
2144—76 (СТ СЭВ 221—75.
267—76)
19036—81
3675—81 (СТ СЭВ 1162—78)
19672-74 (СТ СЭВ 267—76)
20184—81 (СТ СЭВ 1912—79)
9774—81 (СТ СЭВ 1913-79)
Точность зубчатых колес и передач нормируют различными
показателями, выбор которых зависит от требуемой точности, раз-
мера, особенностей производства и других факторов
Принцип построения системы допусков зубчатых конических и
червячных цилиндрических передач аналогичен принципу построе-
ния системы для цилиндрических передач. Данные приведены в со-
ответствующих стандартах (табл. 3.35).
237
Ц Таблица 3.36. Величины углов конуса и уклона при различных конусностях
« по ГОСТ 8593—81 (СТ СЭВ 512—77)
С а
Уклон S = -у = tg —2
о H~h
S==—£- = ‘g?
Обозначение конуса Конусность С Угол конуса а Угол уклона
ряд 1 ряд 2 рад рад
1:500 1:200 1:500 1:200 0,002 000 0 0,005 000 0 6'52,5" 17'11,3" 0,002 000 0 0,005 000 0 3'26,25" 8'35,65" 0,001 000 0 0,002 500 0
1:100 1:100 0,010 000 0 34'22,6" 0,010 000 0 17'11,3" 0,005 000 0
1:50 1:50 0,020 000 0 1*8'45,2" 0,019 999 6 34'22,6" 0,009 999 8
1:30 1:30 0,033 333 3 1*54'34,9" 0,033 330 4 57'17,45" 0,016 665 2
1:20 1:20 0,050 000 0 2*51'51,1" 0,049 989 6 1*25'55,55" 0,024 994 8
1:15 1:15 0,066 666 7 3*49'5,9" 0,066 642 0 1*54'32,95" 0,033 321 0
1:12 1:12 0,083 333 3 4*46'18,8" 0,083 285 2 2*23'9,4" 0,041 642 6
1:10 1:10 0,100 000 0 5*43'29,3" 0,099 916 8 2*51'44,65" 0,049 958 4
1:8 1:8 0,125 000 0 7*9'9,6" 0,124 837 6 3*34'34,8" 0,062 418 8
1:7 1:7 0,142 857 1 8*10'16,4" 0,142 614 8 4* 5'8,2" 0,071 307 4
1:6 1:6 0,166 666 7 9*31'38,2" 0,166 282 4 4*45'49,1" 0,083 141 2
1:5 1:5 0,200 000 0 11*25'16,3" 0,199 337 5*42'38,15" 0,099 668 7
1:4 1:4 0,250 000 0 14*15'0,1" 0,248 710 0 7*7'30,05" 0,124 355 0
1:3 1:3 0,333 333 3 18*55'28,7" 0,330 297 2 9*27'44,35" 0,165 148 6
30° 1:1,866 025 0,535 898 5 30° 0,523 598 8 15° 0,261 799 4
45° 1:1,207 107 0,828 426 9 45° 0,785 398 2 22*30' 0,392 699 1
60° 1:0,866 025 1,154 701 0 60° 1,047 197 6 30° 0,523 598 8
75° 1:0,651 613 1,534 653 2 75° 1,308 997 0 37*30' 0,654 498 5
90° 1:0,500 000 2,000 000 0 90° 1,570 796 4 45* 0,785 398 2
120° 1:0,288 675 3,464 103 2 120° 2,094 395 2 60° 1,047 197 6
w Примечание. Значения конусности или угла конуса (графа «Обозначение конуса») приняты за исходные
ч> при расчете других значений.
Таблица 3.37, Допуски углов по ГОСТ 8908—81 (СТ СЭВ
Интервал длин L, Lu мм дг’ при
1 - 3 4 5 6 7
До 10 10" 16" 26" 40" Г Г 40" 2'30"
Св. 10 до 16 8" 12" 20" 32" 50" 1'20" 2'
. 16 . 25 6" 10" 16" 26" 40" Г 1'40’
, 25 . 40 5" 8" 12" 20" 32" 50" 1'20"
. 40 . 63 4" 6" 10" 16" 26" 40" 1'
. 63 , 100 3" 5" 8" 12" 20" 32" 50"
. 100 . 160 2,5" 4" 6" 10" 16" 26" 40"
. 160 . 250 2" 3" 5" 8" 12" 20" 32"
, 250 . 400 1,5" 2,5" 4" 6" 10" 16" 26"
. 400 . 630 1" 2" 3" 5" 8" 12" 20"
. G30 , 1000 — — — 4" 6" 10" 16"
, 1000 . 1600 — —- — 3" 5" 8" 12"
. 1600 . 2500 2,5" 4" 6" 10"
Примечание; Допуски углов конусов с конусностью не
. нуса L (рис. а); допуски углов конусов с конусностью более 1 : 3
(рис. б, н); допуски углов назначаются в плюс, в минус или сим-
240
178—75, 513-77)
a+ATa a-ATa n +£[&
степени точности
8 9 10 И 12 13 14 15 16 17
4' 6' 10' 16' 26' 40' 1° 1°40' 2° 4°
3' 5' 8' 12' 20' 32' 50' 1°20' — —
2'30" 4' 6' 10' 16' 26' 40' 1° 1° 2°
2' 3° 5' 8' 12' 20' 32' 50' — —
1'40" 2'30" 4' 6' 10' 16' 26' 40' —• —
1'20" 2' 3' 5' 8' 12' 20' 32' 40' 1°20'
1' Г 40" 2'30" 4' 6' 10' 16' 26' — —•
50" 1'20" 2' 3' 5' 8' 12' 20' — —
40" Г 1'40" 2'30" 4' 6' 10' 16' 20' 40'
32" 50" 1'20" 2' 3' 5' 8' 12' — —•
26" 40" 1' 1'40" 2'30" 4' 6' 10' — —
20" 32" 50" 1'20" 2' 3' 5' 8' 10' 20'
16" 26" | 40" ' 1 1'40" 2'30" | 4' 6' —
•более 1 :3 назначаются в зависимости от номинальной длины ко-
назначаются в зависимости от длины образующей конуса Li
метрично номинальному углу (рис. г, д).
241
3.5. СИСТЕМА ДОПУСКОВ УГЛОВ
Система допусков углов по ГОСТ 8908—81 (СТ СЭВ 178—75,
513—77) распространяется на углы конусов и призматических эле-
ментов деталей с длиной меньшей стороны угла до 2500 мм. Для
облегчения достижения взаимозаменяемости установлены ряды нор-
мальных конусностей по ГОСТ 8593—81 (СТ СЭВ 512—77) и нор-
мальных углов, определяемых ГОСТ 8908—81 (СТ СЭВ 178—75,
513—77). Нормальные углы следует применять только для незави;
симых угловых размеров, т. е. конструктивно не связанных с ли-
нейными или другими угловыми размерами данного изделия. К чис-
лу производных (расчетных) значений углов относят и углы кону-
сов инструментов, имеющих нормальную конусность (табл. 3.36),
а не нормальные углы.
Для углов установлены 17 степеней точности, обозначаемые
ATI, АТ 2,...АТ 17. Буквы АТ обозначают допуск угла, т. е. разность
между наибольшим и наименьшим предельными (допустимыми) уг-
лами. Для каждой степени определены: допуск угла АТЛ, выра-
женный в угловых единицах; допуск угла ATh, выра-
женный отрезком на перпендикуляре к стороне угла, противолежа-
щего углу АТ 7 на расстоянии Ц от вершины этого угла; допуск
угла конуса АТо, выраженный допуском на разность диаметров
в двух перпендикулярных к оси сечениях конуса на заданном рас-
стоянии L между ними. Значения допусков ДГ* углов в градусах,
минутах, секундах, рекомендуемые для указания на чертежах (по-
лучены округлением точных значений АТа) приведены в табл. 3.37.
Исходные значения АГО, а также соответствующие им значения
ATh и ATd, в мкм, см. в ГОСТ 8908—81. Они рассчитаны по фор-
а
мулам ATh**ATa L\ • 10~3; АГо«АТл/cos (при АТЛ в микрорадиа-
нах). Расположение допуска АТ угла может быть различным:
в плюсовую сторону (+АГ), в минусовую (—АГ) или симметрично
(^)-
Система допусков инструментальных конусов
определена ГОСТ 2848—75. Установлено пять степеней точности:
АТ4, АТ5..АТ8. Для каждой степени определены предельные откло-
нения угла конуса (в мкм на длине конуса), предельные отклоне-
ния от прямолинейности образующей и от круглости [15].
3.6. ОТКЛОНЕНИЯ ФОРМЫ И РАСПОЛОЖЕНИЯ
ПОВЕРХНОСТЕЙ
Согласно СТ СЭВ 301—76 можно выделить три группы откло-
нений и допусков: формы поверхностей, их расположения и сум-
марные отклонения и допуски формы и расположения поверхностей.
Условное обозначение их на чертежах установлено требованиями
ГОСТ 2.308—79 (СТ СЭВ 368—76).
В основу нормирования и количественной оценки отклонений
формы и расположения поверхностей положен принцип прилегаю-
щих прямых, поверхностей и профилей [5, 15].
Отклонением формы называется отклонение формы
реальной поверхности или реального профиля от формы номиналь-
ной поверхности или номинального профиля (рис. 3.10). Количе-
ственно отклонение формы оценивается наибольшим расстоянием
(Д) от точек реальной поверхности (профиля) по нормали к при*
легающей поверхности (профилю).
242
Допуском формы (Г) называется наибольшее допускае-
мое значение отклонения формы. Требования, определяемые допу-
ском формы, геометрически поясняются7 понятием о поле допуска
формы. Поле допуска формы —это область в пространстве или на
плоскости, внутри которой должны находиться все точки реальной
поверхности (профиля) в пределах нормируемого участка. Ширина
или диаметр поля допуска определяется значением допуска, а рас-
положение относительно реальной поверхности — расположением
прилегающего элемента.
При измерении прилегающими поверхностями служат рабочие
поверхности контрольных плит, интерференционных стекол, лекаль-
ных и поверочных линеек, калибров, контрольных оправок и т. п,
е) Прилегающая
плоскость
Реальная поверхность
плоскость
Рис. 3.10. Отклонения формы и располо-
жения поверхностей деталей:
а — от круглости; б — от цилиндричности; в
от формы профиля продольного сечения; в —
от прямолинейности оси; д — от параллельно-
сти осп к плоскости; е — от плоскостности)
ас — от перпендикулярности; з — от соосности)
радиальное (и) и торцевое (к) биение
Отклонением расположения называется отклонение
реального расположения рассматриваемого элемента (поверхности,
оси или плоскости симметрии) от номинального.
Допуск расположения —предел, ограничивающий до-
пускаемое значение отклонения расположения.
Независимый допуск расположения или формы — до-
пуск, числовое значение которого постоянно для всей совокупности
деталей, изготовляемых по чертежу, и который не зависит от дей-
ствительного размера рассматриваемого или базового элемента.
Зависимый допуск расположения или формы — пере-
менный допуск, минимальное значение Гтш которого указывается
в чертеже или технических требованиях и который допускается пре-
вышать на величину ТдопГ соответствующую отклонению действи-
тельного размера рассматриваемого и (или) базового элемента дан-
243
Таблица 3.38. Допуски цилиндричности, круглости и профиля продольного сечения, допуски соосности,
симметричности и пересечения осей в радиусном выражении, допуски радиального и полного радиального биения
Отклонения Степени точности
оо ©=- 1 2 4 О с» 7 j а ,э и 12 13 14 15 16
Tlj
' 1,1 Допуски
Интервалы размеров, мм мкм мм
До 3 0,3 0,5 0,8 1,2 2 3 5 8 12 20 30 50 0,08 0,12 0,2 0,3
Св. 3 до 10 До 3 0,4 0,6 1 1,6 2,5 4 6 10 16 25 40 60 од 0,16 0,25 0.4
. 10 . 18 Св. 3 до 10 0,5 0,8 1,2 2 3 5 8 12 20 30 50 80 0,12 0 2 0,3 0,5
. 18 . 30 . 10 . 18 0,6 1 1,6 2,5 4 6 10 16 25 40 60 100 0,16 0,25 0,4 0,6
. 30 , 50 » 18 . 30 До 3 0,8 1,2 2 3 5 8 12 20 30 50 80 120 0,2 0.3 0,5 0,8
» 50 » 120 „ 30 , 50 Св. 3 до 10 1 1,6 2,5 4 6 10 16 25 К) 60 100 160 0.25 0,4 0.6 1
» 120 . 250 . 50 9 120 » 10 . 18 1,2 2 3 5 8 12 20 30 50 80 120 200 0,3 0,5 0,8 1.2
, 250 , 400 , 120 9 250 „ 18 9 30 1,6 2,5 4 6 10 16 25 40 60 100 160 250 0,4 0,6 1 1,6
. 400 , 630 » 250 . 400 „ 30 , 50 2 3 5 8 12 20 30 50 80 120 200 300 0,5 0,8 1,2 2
, 630 . 1000 » 400 , 630 . 50 . 120 2,5 4 6 10 16 25 40 60 100 160 250 400 0,6 1 1,6 2.5
. 630 . 1000 . 120 » 250 3 5 8 12 20 30 50 80 120 200 300 500 0,8 1,2 2 3
ной детали от проходного предела (наибольшего предельного раз-
мера вала или наименьшего предельного размера отверстия).
Полное значение зависимого допуска расположения для данной
Детали Т’зав’^Т’тщН'Т'доп [5, 15].
Суммарным отклонением формы и располо-
жения называется отклонение, являющееся результатом совмест-
ного проявления отклонения формы и отклонения расположения
рассматриваемого элемента относительно заданных баз.
Назначение допусков формы и расположения,
определяемое конструктивными и технологическими требованиями,
связано с допусками размеров. Поле допуска размера (диаметра)
для сопряженных поверхностей ограничивает также и любые откло-
нения формы на длине соединения, а также некоторые отклонения
расположения. Поэтому почти всегда должно соблюдаться условие:
Гф<Гв, где Гф —допуск формы и расположения; Гв — допуск раз-
мера. Таким образом, допуски формы и некоторые допуски распо-
ложения, как правило, должны назначаться только в гех случаях,
когда они должны быть меньше допуска размера.
Числовые значения отдельных видов допусков формы, допусков
расположения и суммарных допусков формы и расположения поу
верхностей определены ГОСТ 10356—63 (табл. 3 38, 3 39)
В табл. 1 42 даны примеры указания допусков формы и рас-
положения поверхностей деталей
1 а б л и ц а 3.39. Допуски параллельности, перпендикулярности,
наклона, торцевого биения, полного торцевого биения, плоскостности
и прямолинейное!и
Отклонения Интерн мы раш 'роп, , мм
// ± / / До 10 Св' 10 Св. !б Св 25 С&. 40 Св. 63 Св. 109 Св. 160
/X f f — до 16 до 25 го 40 ДО 63 до 1 Ю до 160 до 250
Степень
точности Допуски мкм
1 9.25 0,3 1 0.4 0.5 0,6 0,8 1 1.2
1 2 0.4 0,5 0.G 0,8 1 1,2 1.6 2
2 3 0,6 0,8 1 1,2 1,6 2 2.5 3
3 4 1 1,2 1,6 2 2,5 3 4 5
4 5 1,6 2 2,5 3 4 5 6 8
5 6 2,5 3 4 5 6 8 10 12
6 7 4 5 6 8 10 12 16 20
7 8 6 8 10 12 16 20 25 30
8 9 10 12 16 20 25 30 4) 50
9 10 16 20 25 30 40 50 60 80
10 11 25 39 40 _ 50 60 80 100 120
11 12 40 50 60 80 100 120 160 200
12 — 60 80 100 120 160 200 250 ,300
Допуски, мм
13 0,06 0,08 0,1 0,12 0,16 0,2 0,25 0,3
13 14 01 0,12 0,16 0.2 0,25 0,3 0,4 0,5
14 15 0,16 0,2 0,25 0,3 0,4 0,5 0,6 0,8
15 16 0,25 0,3 0,4 0,5 0,6 6,8 1 1,2
16 —• 0,4 0,5 0,6 0,8 1 1,2 1,6 2
24$
МЕТАЛЛОРЕЖУЩИЕ СТАНКИ.
ТЕХНОЛОГИЧЕСКАЯ ОСНАСТКА
ГЛАВА
Металлорежущим станком называется машина,пред-
назначенная для обработки заготовки определенной формы в соот-
ветствии с рабочим чертежом детали путем снятия стружки с по-
мощью инструмента.
Для получения на обрабатываемой заготовке заданной черте-
жом поверхности должны быть согласованы между собой движения
инструмента и заготовки. Снятие стружки на станках осуществляет-
ся так называемыми рабочими движениями, к которым относят
главное движение и движение подачи. Первое определяет скорость
резания, скорость второго обусловливает величину подачи.
Главное движение может быть вращательным (в токар-
ных, сверлильных, фрезерных' и других станках) и возвратно-посту-
пательным (в строгальных, долбежных, хонинговальных станках).
Оно сообщается либо инструменту, например во фрезерных, свер-
лильных, долбежных станках, либо заготовке —в токарных, про-
дольно-строгальных станках.
Движение подачи сообщается или инструменту, напри-
мер в токарных, сверлильных, расточных станках, или заготовке —
во фрезерных, строгальных и других станках.
При работе на станках помимо рабочих имеются и вспо-
могательные движения. К ним относят движения элемен-
тов станка, связанные с транспортировкой и закреплением заготов-
ки, подводом и отводом инструмента, включением, выключением,
переключением скоростей н подач и т. д. Рабочие движения авто-
матизированы, а вспомогательные могут осуществляться как авто-
матически, так и вручную.
В некоторых станках для получения заданной формы и кон-
фигурации поверхности детали используют дополнительные движе-
ния, кинематически связанные с основными. К ним относятся: дви-
жение образования винтовой поверхности при нарезании или фрезе-
ровании резьб, движение обкатки при нарезании зубчатых колес,
шлицевых валов и т. п.
Движения в металлорежущем станке обусловлены его кинема-
тическими цепями, т. е. совокупностями кинематических пар, свя-
зывающих источник движения с исполнительным механизмом (меха-
низмами) или два исполнительных органа между собой. Кинемати-
ческие пары (ремениые, зубчатые, червячные и другие передачи)
246
располагаются в станке в определенной последовательности. Услов-
ное графическое изображение или обозначение кинематических со-
ставляющих частей станка и связей между ними принято называть
кинематической схемой станка. Для вычерчивания элементов кине-
матических схем пользуются условными обозначениями ио ГОСТ
2.770—68 (см. гл. 1).
Элементы управления станками —- кнопки, рукоятки, переклю-
чатели и т. д. —часто обозначают символами, количество которых
достаточно велико (табл. 4.1 и 4.2).
Технологическая оснастка — устройства, применяв*
мые в дополнение к оборудованию при изготовлении деталей.
Таблица 4.1. Символы органов управления производственным
оборудованием (по ГОСТ 12.4.040—78)
Символ Смысловое значение символа
247
Продолжение табл. 4.1
Символ
Смысловое значение символа
Ограниченное вращательное дви-
жение (стрелка указывает направ-
ление вращения)
а)
Вращательное движение: а —огра-
ниченное с возвратом; б —колеба-
тельное непрерывное
Исходное состояние (нейтральное
положение)
Движение в обе стороны из лей-
трал иного положения: а —» прямоли-
нейное; б — вращательное
Движение: а — от оператора; б—
к оператору
Изменения показателей: а — уве-
личение (больше, быстрее); б —
уменьшение (меньше, медленнее)
248
Продолжение табл. 4.1
Символ
Смысловое значение символа
149
Продолжение табл, 4.1
НО
Продолжение табл, 4.1
Символ электрического напряже*
ния по ГОСТ 12.4.027—76
Таблица 4.2. Символы органов управления металлорежущим
оборудованием (по ОСТ 2 НОЗ—5—79)
Символ Смысловое значение символа
Режим работы
в
Наладка
Продолжение табл. 43
Символ Смысловое значение символа
а) и п Цикл: а — непрерывный; б — единичный
|^ф"| Готовность к циклу
о-4-J Конец цикла
Характеристики обработки
и снимаемые припуски
'о/о
Обработка резцом цилин
дрической поверхности: а—
наружной; б — внутренней
Обработка резцом кони-
ческой поверхности: а—на-
ружной; б — внутренней
252
Продолжение табл. 4.2
Символ
Смысловое значение символа
Обработка; а — подрезка
торца; б—^отрезка резцом
Нарезание резьбы: а—на-
ружной; б—внутренней;
метчиком
Обработка: а —* строга-
ние; б*-долбление
Шлифование цилиндриче-
ской поверхности: а — на-
ружной; б — внутренней
Шлифование конической
поверхности: а — наружной;
б — внутренней
Шлифование: а —торца;
б — по копиру; в — на бес-
центровых станках
Шлифование периферией
круга: а — плоское; б —
врезное
Обработка; а — отрезка
кругом; б — выхаживание
253
Продолжение табл. 4.2
Символ
Смысловое значение символа
Шлифование анодно-ме-
ханическое
Фрезерование: а — пери-
ферией фрезы; б — торцом
фрезы; в—-контурное и ко-
сое
Сверление; а — обычное;
б —глубокое
Обработка: а — зенкеро-
вание; б — развертывание;
в — хонингование
Протягивание и прошив-
ка отверстия
Обработка: а —снятие
фасок; б — прессование
Действия
Перемещение прямоли-
нейное вправо или влево
(значения «вверх» и «вниз»
получаются при повороте
символа на 90°)
Вращение: а—по часовой
стрелке; б — в обе стороны
254
Продолжение табл. 4.2
Смысловое значение символа
Зажим: а, 6 — зажато
Внутренний: а — зажим)
-разжим
Прижим
Включение и выключение
муфты: а — муфта включе-
на; б—муфта выключена
Включение и выключение
тормоза: а—-тормоз вклю-
чен; б — тормоз выключен
а/ $
Пара гайка —винт: а —
сцепление, сцеплено; б —
расцепление, расцеплено
Фиксация и расфиксация:
а —зафиксировано: б—рас-
фиксировано
255
Продолжение табл, 4.2
Символ
Смысловое значение символа
Ступенчатое регулирова-
ние
Ограждение: а —открыть,
открыто; б — закрыть, за-
крыто
Деление: а — единичное;
б — непрерывное
Удаление стружки
Кулачки: а — разведены;
б — сведены
Очистка
&
Символ
Продолжение табл. 4.2
'' ”
Смысловое значение символа
Число оборотов
Действие: а — заполнение:
б — слив
мм/о мм/о
Подача прямолинейная,
мм/об: а — горизонтальная;
б — вертикальная
V м/з Скорость подачи
IIL оа- 1Г Подача: а — справа; б — слева; в — на каждый ход
Переключать на ходу
Группа инструмента
Инструмент: а — резец;
б— фреза; в —сверло
9 П. П. Серебреницкий
25Z
Продолжение тавл. 4.2
Символ
Смысловое значение символа
Пила
Инструмент: а — для на*
ружного протягивания; 5-*»
дисковый
Шлифовальный круг. Ал*
мазный шлифовальный круг
а) 5) __________________ В)
Шпиндель: а—общее обо*
значение; б — расточной
Узел шпиндельный: а***
одношпиндельный; б - мно*
гошпиндельный
Шпиндель: а — с фрезой}
б — с фрезой или пилой}
в — с червячной фрезой
Шпиндель шлифовальный
(a, 6t в)
Шпиндель: а—инструмент
та; б — с кулачковым nat*
роном; 5 —с поводком
258
Продолжение табл. 4.2
Суппорт карусельного
станка: а —общее обозна-
чение; б— левый
Головка: а — револьвер-
ная; б — зуборезная; в —•
зубострогальная
Группа изделия
Валик: а — обычный; б—•
шлицевой
Заготовки для нарезания
зубчатых колес: а — цилин-
дрических; б — конических;
в — червячных
Колеса зубчатые: а — с
наружными зубьями; б —
с внутренними зубьями
Колеса зубчатые: а —
прямозубые; б — косозубые
Элемент: а—-заготовка;
б — изделие
259
Продолжение табл. 4.2
СИМВОЛ
Смысловое значение символа
Загрузка заготовки (а)\
выгрузка изделия (б);
смена обрабатываемых
изделий (в)
Контур: а — внешний; б—
внутренний
Подвод к копиру (а); от-
вод от копира (б)
Зуб (а); впадина зуба
Обработка: а—через один
зуб; б— через два зуба
Функциональные узлы и элементы
различного назначения
160
Продолжение табл. 4.2
Символ
Смысловое значение символа
Узлы: а — бабка задняя;
б — пиноль
Узлы: а —суппорт; б-»
планшайба с суппортом; в-*
магазин с инструментом
Пульт: а —стационарный;
б — подвесной
Элементы: а—подъемник;
б — резцедержатель; в—-ма-
ховик
Кулачок: а — дисковый;
б — барабанный
Вал: а — коленчатый; б*—
распределительный
Устройство: а — лен гопро-
тяжное; б — измерительное
(для контроля)
Скоба активного контро-
ля: а —для наружного из-
мерения; б — для внутрен-
него измерения
261
Символ
Смысловое значение символа
Продолжение табл,
———————
Цена деления
а)______________ Б)
ПВВИЕИИ
Счетчик (а); сброс счет-
чика (б)
----- --- . w—I III .far>1 Г..Ml
Время
Элементы: а — фотозащи-
та; б — передача гибкой
связью; в — вентилятор
Источники энергии, элементы привода,
обслуживающие системы
Электросеть подключена
Привод: а — электропри-
вод; б — многомашинный
262
Продолжение табл. 4.2
Символ
Смысловое значение символа
Напряжение на двигателе
Свет: а — освещение; б —
подсветка
Давление: а — в зоне; б—
в штоковой области
Воздух: а — воздух сжа-
тый; б — вакуум
Насос
Насос: а — гидравлики)
б —смазки; в — СОЖ
Температура (а); деление
температур (б)
Температура: а—высокая;
б — низкая; в — постоянная
263
Продолжение табл, 4,2
Символ
Смысловое значение символа
Уровень: а — верхний; б—
нижний
Очистка: а — фильтр; б—
магнитный сепаратор
Предупреждающие и запрещающие символы;
неисправности
Предохранение от пере*
грузки
Периодичность: а — еже-
дневно; б — раз в месяц;
в — по мере необходимости
На ходу не переключать
Износ: а — изношен ин*
струмент; б — компенсадия
износа круга
По принятой классификации вся технологическая оснастка под-
разделена на 10 групп, за каждой из которой закреплен цифровой
индекс. В частности:
группа 2 — инструмент для обработки резанием металлов. Он
используется для изменения формы и размеров металлических из-
делий (материалов) путем снятия стружки. К группе 2 относятся
резцы, сверла, фрезы, метчики, развертки и другой металлорежу-
щий инструмент, в том числе и слесарный;
264
группа 3 —инструмент для обработки резанием неметалличе-
ских материалов. Это—-сверла, фрезы, резцы и т. п. для резания
дерева, пластмасс и других подобных материалов;
группа 6 — вспомогательный инструмент — устройства, предна-
значенные для закрепления режущего инструмента на станках и
при ручных работах. К вспомогательному инструменту относятся
переходные втулки, державки, оправки, головки, патроны, ворот-
ки и т. п.;
группа 7 — приспособления для станочных и ручных работ.
Это — устройства, используемые для базирования и закрепления из-
делий при обработке их на станках, сборке, ручных работах. При-
способления обеспечивают связь обрабатываемого изделия со стан-
ком и инструментом, в ряде случаев позволяя координировать и
направлять инструмент, точно смещать изделие (выполнять деле-
ние) и т. п. К таким приспособлениям относятся тиски, кондукторы,
патроны, делительные устройства, оправки, дополнительные меха-
низмы к станкам;
группа 8 — средства измерения и контроля линейных и угловых
величин. Они служат для определения отклонения размеров изде-
лий, формы и положения поверхностей. Это —калибры различных
видов и контркалибры, универсальный мерительный инструмент
(штангенциркули, микрометры, индикаторы и т. п.), приборы и
средства контроля шероховатости и т. д.
Внутри каждой группы технологическая оснастка подразделяет-
ся на подгруппы, виды и разновидности с присвоением каждой
классификационной ступени определенной цифровой характеристики.
В свою очередь, каждая разновидность имеет конкретные типораз-
меры, которым также присвоены соответствующие индексы.
Все это позволяет обозначать технологическую оснастку в раз-
личных документах, например в технологических картах, условно
цифрами, что в значительной мере упрощает оформление этих доку-
ментов, дает возможность более четко организовать учет и хранение
оснастки и т. д.
Цифровые индексы на каждый инструмент приводятся в соот-
ветствующих стандартах. Так, фреза торцевая насадная, со встав-
ными ножами из быстрорежущей стали Р18, с наружным диамет-
ром 125 мм, высотой 40 мм, с отверстием под оправку 40 мм,
с числом ножей 14, праворежущая обозначается: фреза 2214—0135
Р18 ГОСТ 1092—80. В первой части индекса цифры означают: 2 —
группа технологической оснастки — инструмент режущий; 22 — под-
группа инструмента режущего — инструмент фрезерный; 224 — вид
фрезерного инструмента — фрезы торцевые; 2214 — разновидность
торцевых фрез — фрезы сборные, насадные.
Вторая часть индекса (—0135) определяет конкретный типораз-
мер фрезы. Согласно ГОСТ 1092—80 индекс 0135 закреплен за фре-
зой с размерами 125X40X40 и с числом ножей 14. Причем нечет-
ная последняя цифра (5) относится к фрезам праворежущим; об-
щим индексом 2214—0136 обозначается такая же фреза леворе-
жущая.
Оправка (для установки фрезы 2214—0135 в шпинделе станка)
с торцевой шпонкой и коническим хвостовиком с конусом 7:24
(под отверстие шпинделя 50) с посадочным диаметром 40 мм со-
гласно ГОСТ 13785—68 обозначается индексом 6222—0038, где 6 —
группа технологической оснастки — инструмент вспомогательный;
62 — подгруппа вспомогательного инструмента — инструмент
вспомогательный станочный шпиндельный для концевого и насадного
инструмента;
265
622 — вид — оправки для фрез;
6222 — разновидность — оправки для фрез хвостовые с конусом
Вторая половина индекса (0038) определяет конкретный типо-
размер оправки; этот номер закреплен за оправкой с диаметром
Посадочной шейки 40 мм при ее длине 30 мм.
По рассмотренной схеме строится индиксация и других видов
технологической оснастки: приспособлений, измерительного инстру-
мента и т. д.
4.1. МЕТАЛЛОРЕЖУЩИЕ СТАНКИ
Классификация. Все станки в зависимости от вида обработки
делятся на 10 групп. Каждая группа, в свою очередь, подразделяет-
ся на 10 типов, а каждый тип —на 10 типоразмеров (табл. 4.3).
В основу деления станков на типы приняты следующие основ-
ные признаки: технологическое назначение станка (круглошлифо-
вальные, внутришлифовальные и т. д.); расположение их главных
рабочих органов (вертикально-фрезерные, горизонтально-фрезерные
ит. д.); количество главных рабочих органов (одношпиндельные,
многошпиндельные); степень автоматизации (автомат, полуав-
томат).
По степени специализации металлорежущие станки подразде-
ляются на универсальные, специализированные, специальные; по
массе и габаритным размерам — на обычные, крупные, тяжелые и
уникальные; по точности — на станки нормальной точности (Н),
повышенной точности (П), высокой точности (В), особо высокой
точности (А) и особо точные (прецизионные) (С).
По типоразмерам станки различают по основным параметрам
для каждой группы: токарные — по наибольшему размеру обраба-
тываемой детали над станиной; сверлильные — по наибольшему диа-
метру сверления в сплошном материале средней твердости; фрезер-
ные— по размерам стола; токарные автоматы — по максимальному
диаметру обрабатываемых прутков и т. д.
Условное обозначение (модель) станка состоит из трех или че-
тырех цифр. Первая цифра означает группу станка: 1 — токарные;
2 — сверлильные и расточные; 6 — фрезерные и т. д.; вторая циф-
ра — его тип (разновидность): для сверлильных 1 — вертикально-
сверлильный; для фрезерных 1 — вертикальный консольный и т. д.
Третья или третья и четвертая цифры указывают типоразмер стан-
ка, Например, номер станка 613 расшифровывается так: станок
фрезерной группы (6), вертикального исполнения (1), типораз-
мер 3.
Цифровые обозначения могут сочетаться с буквами. Буква, стоя-
щая после первой цифры, указывает на различное исполнение и
модернизацию основной базовой модели станка, например 1Д63,
1М63. Буква в конце цифровой части означает модификацию базо-
вой модели, степень точности или особенности станка; например,
мод. 1А616П— токарно-винторезный станок повышенной точности;
мод.6М82Г — горизонтальный консольно-фрезерный станок.
Токарные станки предназначены для обработки наружных, внут-
ренних, цилиндрических, конических, фасонных и торцевых поверх-
ностей, а также для нарезания резьб.
Токарные станки делятся на универсальные, специализирован-
ные и специальные. Универсальные станки подразделяют на токар-
но-винторезные и токарные. Последние не имеют ходового винта для
нарезания резьбы резцами.
2К
Рис. 4.1. Токарно-винторезный станок 16К20
а — общий вид; б — схема работы инструмента; / — передняя бабка; 2-е
патрон; 3 — резцедержатель; 4 — защитный экран; 5 — задняя бабка; 6 —•
электрошкаф; 7 — ходовой винт; 8 — ходовой валик; 9 — правая тумба; 10 —*
станина; // — корыто; /2 —каретка; 13 — рейка; // — левая тумба; 15 — ко-
робка подач
В токарных станках (рис. 4.1) главным движением является
вращение шпинделя (п, об/мин) с закрепленной в нем заготовкой,
а движением подачи — прямолинейное перемещение суппорта с рез*
цом в продольном (s, мм/об) и поперечном (5П, мм/об) направлен
ниях. Все остальные движения — вспомогательные. 4
Таблица 4.3. Классификация металлорежущих станков
Группа Шифр группы Шифр
0 1 2 3 4
Токарные 1 Автоматы и ^полуавтоматы Револь- верные Свер- лильно- отрез- ные
специа- лизиро- ванные одно- шпин- дельные много- шпин- дельные
Сверлильные и расточные 2 — Вертц- кально- свер- лильные Полуавтоматы Коорди- натно- расточ- ные
одно- шпин- дельные много- шпин- дельные
Шлифовальные и доводочные, полировальные и заточные 3 —• Кругло- шлифо- вальные Внутри- шлифо- вальные Обдироч- ные шлифо- вальные Специа- лизиро- ванные шлифо- вальные
Комбинирован- ные 4 — — — — —
Зубо-и резьбо- обрабатываю- щие 5 Резьбо- нарез- ные Зубо- стро- гальные для ци- линдри- ческих колес Зуборез- ные для кониче- ских колес Зубофре- зерные Для на- резания червяч- ных пар
Фрезерные 6 — Верти- кальные консоль- ные Непре- рывного действия — Копиров вальные и грави- роваль- ные
Строгальные, долбежные и протяжные 7 — Продольные Попереч- но-стро- гальные Долбеж- ные
односто- ечные двухсто- ечные
Разрезные 8 — Разрезные, работающие Правиль- но-от- резные
резцом абразив- ным кру- гом гладким диском
Разные 9 — Опило- вочные Пилока- сатель- ные Правиль- но и бес- центро- вообди- рочные Баланси- ровоч- ные
268
типа
5 6 7 3 9
Карусель- ные Токарные и лобовые Многорез- цовые, копи- ровальные Специализи- рованные Разные токарные
Радиально сверлиль- ные Горизон- тально-рас- точные Алмазно- расточные Горизон- тально- сверлиль- ные Разные сверлиль- ные
— Заточные Плоскошли- фовальные Притироч- ные и поли- ровальные Разные
— — — — —
Для обра- ботки тор- цев зубьев Резьбо-фре- зерные Зубоотде- лочные и провероч- ный Зубо- и резьбошли- фовальные Разные зу- бо- и резь- бообрабаты- вающие
Вертикаль- ные бескон- сольные Продольные Консольные широкоуни- версальные Горизон- тальные консольные Разные фрезерные
Протяжные горизон- тальные — Протяжные вертикаль- ные — Разные строгаль- ные
Пилы — —
ленточные дисковые ножовочные
Для испыта- ния свёрл и шлифоваль- ных кругов Делитель- ные машины — — —
Крепление режущего инструмента осуществляется главным об-
разом в резцедержателе суппорта, реже (например, сверла) в от-
верстии пиноли задней бабки. При закреплении инструмента в рез-
цедержателе следует принимать во внимание величину С —расстоя-
ние от базовой (опорной) плоскости резцедержателя до оси шпин-
деля станка (табл. 4.4).
Карусельные и лобовые токарные станки служат
для обработки деталей больших диаметров и сравнительно неболь-
шой длины (шкивы, маховики и др.). На этих станках можно осу-
ществлять обтачивание наружных цилиндрических и конических по-
верхностей, обработку торцов, растачивание отверстий, протачивание
канавок и т. д. При наличии специальных приспособлений на кару-
Таблица 4 4 Данные посадочных мест токарных станков
Модель станка1 Конус отверстия пиноли Морзе Ис- пол- нение Резцедержатель
С, мм Я, мм bt мм В. мм
Т-4; 1615М; (1616) . . . . 3(4) I 20 (25) 30 20 125
1А616; 1Л61; 1Б61; 1М61 . . 4 I 25 35 25 125
161 А; <Удмурт-2> . . . . . 3 I 20 30 24 114
1627; (ТН-20) ...... 4 I 22 38 (37) 26 125
1617; (1618) ....... 3 I 23 (20) 35 25 130
1Д62; 1Д62М (1К620); 162; 162А; (1622) . 4 I 23 38 26 125
4(5) I 23 38 25 150
1627; (ТН-27) ...... 4(5) I 22 (30) 40 26 125
1Д63А; 1Д63; 1М63 . . . . 5 I 32,5 50 38 185
1А64; 1Д64 . 6 I 40 60 45 250
165; 1Д65 5 II 40 40 40 240
1660 . 1:8 100 мм II 62 70 40
1670; 1680, 1680А , . . . 1:8 120 мм II 80 80 80 «а*
1682А; 1683 1:8 180 мм II 100 , 100 70
1 Моделям в скобках соответствуют данные резцедержателя,
указанные в скобках,
270
сельных станках можно выполнять также фрезерные и шлифоваль-
ные операции. По компоновке карусельные станки подразделяют на
одностоечные (для обработки деталей диаметром до 2000 мм) и
двухстоечные. На тяжелых карусельных станках можно обрабаты-
вать детали диаметром до 20 ... 25 м.
Главным движением у карусельных станков является вращение
планшайбы стола с заготовкой (и, об/мин). Движение подач — го-
ризонтальное и вертикальное перемещения (s) верхних и бокового
суппортов (рис. 4.2). Вспомогательные движения: быстрые (устано-
вочные) перемещения суппортов, вертикальное перемещение попере-
чины, поворот револьверной головки.
Рис. 4.2. Двухстоечный токарно-карусельный станок:
С — общий вид; б — схема обработки детали; / — планшайба; 2 — ле-
вый вертикальный суппорт; 3 — револьверная головка; -/ — резцедержа-
тель бокового суппорта; 5 — боковой суппорт; 6 — поперечина; 7 — пра-
вый вертикальный суппорт
271
Рис. 4.3. Токарно-револьверный станок с вертикальной (а, в) и горизонтальной (б, г) револьверными го-
ловками; 1 — шпиндельная бабка; 2 — патрон; 3 — ось вращения револьверной головки; 4 револьверная
головка; 5 —• резцедержатель поперечного суппорта.
Рис. 4 4. Схема обработки деталей
па токарно-револьверных станках с
вертикальной (а) и горизонтальной
(б) осями вращения револьверной
головки
Режущий инструмент в гнездах (табл. 4.5) револьверной го
ловки и вертикального суппорта устанавливается с помощью раз-
личных оправок, державок, втулок, а в резцедержателе бокового
суппорта, как правило, Непосредственно.
Токарно-револьверные станки предназначены для
обработки в серийном производстве деталей сложной формы с при-
менением многих инструментов: резцов, сверл, зенкеров, разверток
и т. д. Инструмент крепят в гнездах револьверной головки
(табл. 4 6) с помощью различных видов вспомогательного инстру-
мента — стоек, втулок, пат-
ронов, оправок и т. д. и в
резцедержателе поперечного
суппорта (если он имеется).
На токарно-револьверных
станках могут одновременно
работать несколько инстру-
ментов, предварительно на-
строенных на размер и вели-
чину хода, поэтому они про-
изводительнее токарных. В за-
висимости от расположения
оси вращения револьверной
головки различают станки с
вертикальной (рис. 4.3, а) и
горизонтальной (рис. 4.3, О)
осями вращения.
Главным движением (рис.
4.4) является вращение шпин-
деля с заготовкой (п, об/мин);
движением подачи -продоль-
ная подача (s, мм/об) ре-
вольверного супйорта (голов-
ки) и поперечная подача
(sn, мм/об) поперечного суп-
порта. В некоторых станках
поперечный суппорт может
иметь также и продольную
подачу. У станков с горизон-
тальной осью вращения по-
перечная подача осуществляется медленным поворотом револьвер-
ной головки (рис. 4 5).
К вспомогательным движениям относят: поворот (индексацию)
револьверной головки из позиции в позицию, быстрый подвод и от-
вод ее, подачу и зажим прутка и др.
Станки сверлильной группы предназначены для сверления, рас-
сверливания, зенкерования, развертывания отверстий в различных
деталях, для нарезания резьб, цекования, растачивания кана-
вок и т. д.
Универсальные сверлильные станки подразде-
ляют на настолько-, вертикально- и радиально-сверлильные, много-
шпиндельные, горизонтально-сверлильные для глубокого сверления.
Главным движением у этих станков является вращение шпин-
деля с закрепленным в нем инструментом (/г, об/мин), а движением
подачи — вертикальное перемещение шпинделя ($, мм/об). Вспомо-
гательные движения у вертикально-сверлильных станков (рис. 4.6)—
вертикальное перемещение стола, а у радиально-сверлильных —
вертикальное перемещение и поворот консоли (рукава) и продоль-
273
м Таблица 4.5, Посадочные места токарно-карусельных станков
* Револьверная головка (а}
Исполнение 1 Исполнение II Исполне- ние III
D, мм 60А 80А 60А 70А 70А3 100А3 75А 80А
Д, мм 105 135 90 103 90 140 ПО 135
В, мм — — 75А4 80А4 | 80 А5 90 ±0,2 120±0,2 — 100А4
Модели станков 152 153 1536 1А55 1А56 1532 1Н531 1531(М) 1541 1531Б 1508 1510 ИМ531 , 1532Т 1540 КУ-50 1540Т 1550 КУ-63 1М532 1551В 1М553 1551
Продолжение табл, 4.5
Вертикальный
$
Исполнение I Исполнение И ИсполнениеШ
суппорт (б)
ЯсшнениеПГ
Исполнение 1 Исполнение II1 Исполнение III Исполнение IV
Суп- порт Левый Метрический 80 Метрический 100 Метрический 140 Метрический 100 Метрический 140 Метрический 160 Цилиндрическое отверстие
Правый Револьверная голов- ка (метрический 80)
D, мм 80 100 140 100 140 160 80А
L, мм 195 225 270 230 300 340 250 | 150
В, мм — 25А 120А 160А 180А 100 А
Z, мм 120 113 158 160 205 217 —
Zi> мм 60 58 80 85 95 112 —
Модели станков 1А56 1Л532 (1520)2 (1525)2 (1Л525) 2 1532 2 1М532 2 1556 2 • 1565 1М565 1532Т2 1540 2 КУ-502 ШОТ 2 1550 2 КУ-63 2 1550Т 1563 1580Л 1551 1551В 1М557 1М553
1 Станки с суппортами исполнения II имеют боковой суппорт с отверстием той же конусности.
3 По заказу поставляются с револьверной головкой в правый суппорт.
ные (установочные) перемещения шпиндельной головки (рис. 4.7).
Наличие нескольких вспомогательных движений у радиально-свер-
лильных станков позволяет использоватЬ их для обработки крупных
деталей, которые устанав-
ливают на столе станка
или около него и не сме-
щают при переходе к свер-
лению нового отверстия.
У большинства свер-
лильных станков базой для
установки инструмента яв-
ляется коническое отвер1-
стие в шпинделе, и лишь
у небольшой группы — на-
ружный конус или фланец
(табл. 4.7).
Расточные станки слу-
жат для обработки крупно-
габаритных деталей в усло-
виях единичного и серий-
ного производства. На них
можно производить сверле-
ние, растачивание, зенкеро-
вание и развертывание от-
верстий, фрезерование по-
верхностей и пазов, подрез-
ку торцов резцами, нареза-
ние резьб и т. д. Универ-
сальные расточные станки
подразделяют на горизон-
тально-, координатно- и ал-
мазно-расточные.
Главным движением у
этих станков (рис. 4.8) яв-
ляется вращение шпинделя
(п, об/мин) с закрепленным
в нем режущим инструмен-
том. Движение подачи (s,
мм/об) сообщается либо
инструменту, либо заготов-
ке, закрепляемой на столе
станка Вспомогательные
движения — установочные
перемещения шпиндельной
бабки, стола, задней стой-
ки и т. д.
Рис 4.5. Схема работы инструмента
на токарно-револьверном станке с
горизонтальной осью вращения ре-
вольверной головки на продольной
(а, б, д) и поперечной (в, г) подачах
Режущий инструмент
устанавливается и закреп-
ляется в отверстии выдвиж-
ного расточного шпинделя и
на радиальном суппорте
планшайбы (рис. 4.8, а).
Выдвижной расточный шпин-
дель 2 станка располагается по оси планшайбы / в шпиндельной
бабке 5 и при работе получает вращение и осевую подачу в обоих
направлениях. В ряде станков вращение шпинделя не зависит от
вращения планшайбы. Шпиндель имеет коническое отверстие для
276
?1С;Д6- ВеРтнкально-сверлильный станок (5) и схемы установки инстоумента-
роне; /27С“”ЧИК в быс1Р°'““ ««•
Таблица 4.6. Данные револьверных головок токарно-револьверных
станков
Модель
станка
Эскиз и основные размеры
Диаметры
базовых
отверстий, мм
1318,
1Г1318
1Н318
18А
1322,
1325
1Г325
15А, ЗОА
РО-22
Отв. № 1, 2)
9—35А3
Отв. № 3, 5,
7, 11, 13,
15—30 А3
Отв. № 4, 6,
8, 10, 12, 14,
16—15А3
1336М,
1336Р,
1336,
1П326
Отв. № 1, 2,
8, 12—38А3
Отв. № 4, 5,
6, 10, 14,
16—30 А3
Отв. № 3, 7,
9, 11, 13,
15—15А3
278
Продолжение табл. 4Л
Модель станка Эскиз и основные размеры Диаметры базовых отверстий, мм
1К36,
1В36,
1М36,
1А36
70А
1П365,
1365,
1М37,
1К37
t17l2D) Ф95А
95А
1341
Отв. № 1, 5,
7, 9, 11,
13—20А
Отв. № 2, 3,
4, 8, 12,
14—ЗОА
Отв. № 6,10,
15, 16—40А
279
установки инструмента с радиальным пазом под клин крепления
(рис. 4.9, б). У крупных станков конус посадочного отверстия
в шпинделе выполнен согласно ГОСТ 2701—72 метрическим, а у не-
больших и средних —с конусом Морзе (табл. 4.8).
Планшайба расточного станка отличается значительно большей,
жесткостью, чем выдвижной шпиндель, и используется для крепле-
ния фрезерных головок большого диаметра. Она имеет радиальный
суппорт 6, в котором крепится инструмент для обработки торцев
растачиваемых деталей, обтачивания фланцев и т. п. Суппорт раз-
Рис. 4.7. Радиально-сверлиль-
ный станок:
1 — основание; 2 — колонна; 3 —
консоль; 4 — шпиндельная голов-
ка; 5 — шпиндель
мещен на направляющих план-
шайбы. Образованное в нем ок-
но для прохождения выдвижно-
го расточного шпинделя (рис.
4.8, б) ограничивает радиальное
перемещение суппорта, в Т-об-
разных пазах которого с по-
мощью болтов крепятся резце-
держатели, стойки и т. д. В со-
временных станках движение
подачи сообщается радиальному
суппорту, как правило, незави-
симо от подачи выдвижного
расточного шпинделя, что поз-
воляет вести обработку деталей
совмещенным методом, т. е. од-
новременно вееми инструмента-
ми, закрепленными как в рас-
точном шпинделе, так и на план-
шайбе.
Координатно - рас-
точные станки предназна-
чены дЛй обработки отверстий
с высокой точностью (0,005...
0,001 мм) их взаимного распо-
ложения. Их можно использо-
вать также Для измерения и
контроля деталей, для точных
разметочных работ.
В одностоечных станках (рис. 4.10) шпиндель имеет враща-
тельное движение (главное движение) и движение осевой подачи,
а крестовый стол перемещается в двух взаимно перпендикулярных
направлениях (вспомогательные движения). У двухстоечных станков
стол перемещается в продольном направлении, а шпиндельная го-
ловка — в поперечном (вспомогательные движения); главное дви-
жение и подача шпинделя — те же, что и у одностоечных станков.
Фрезерные станки предназначены для обработки с помощью
различных фрез плоских наружных и внутренних фасонных поверх-
ностей, винтовых поверхностей различного профиля, нарезания
зубчатых колес и т. д. Они отличаются разнообразием конструкций.
Универсальные станки общего назначения делятся на консольно-,
бесконсольно-, продольно- и карусельно-фрезерные. Наиболее рас-
пространены консольно-фрезерные станки, которые под-
разделяются на горизонтальные, вертикальные, универсальные и
широкоуниверсальные. Горизонтальные и вертикальные фрезерные
станки имеют соответственно расположенные оси шпинделей; уни-
версальные — поворотный стол; широкоуниверсальные — дополни-
280
тельный шпиндель, поворачивающийся вокруг вертикальной и гори-
зонтальной осей, или два шпинделя — вертикальный и горизон<
тальный.
Рис. 4.8. Горизонтально-
расточной станок:
а — общий вид; б —план-
шайба со шпинделем; 1 —
планшайба; 2 — выдвижной
шпиндель; 3 — стол; 4—лю-
нет; 5 — шпиндельная баб-
ка; б —радиальный суппорт
I лавное движение у фрезерных станков — вращение фрезы (пл
об/мин). Подача ** продольная ($, мм/мин), поперечная ($п, мм/мин)
и вертикальная ($в, мм/мин)—придается столу с салазками, рас-
положенному на консоли (рис. 4.11, 4.12). Вспомогательные движе-
ния у консольно-фрезерных станков — быстрые перемещения (по
трем направлениям) стола, салазок и консоли, а у некоторых еще
и вертикальное перемещение шпиндельной бабки и ее поворот.
281
Базой для установки режущего инструмента у всех фрезерных
станков является коническое отверстие шпинделя, которое выпол-
няется с конусностью 7: 24 или с конусом Морзе. Согласно ГОСТ
836—72 предусмотрены восемь типоразмеров концов шпинделей
Рис. 4.9. Схема работы инструмента на
горизонтально-расточном станке (а); креп-
ление инструмента в шпинделе (б)
е отверстием конусностью 7:24 (номера 30...70, табл. 4.9) и два
Гипоразмера (номера 3, 4) с отверстием с конусом Морзе. Концы
шпинделей от 30 до 70 имеют на торце два паза под торцевые
Шпонки шириной В и резьбовые отверстия, используемые для креп-
ления инструмента, базируемого на торец и наружный диаметр
шпинделя В отверстии конца шпинделя 3 (и 4) соосно с кони-
ческим отверстием выполнен прямоугольный паз (SX/i), обеспечива-
ющий передачу крутящего момента инструменту, который лыской
хвостовика входит в паз.
283
При установке фрез используется различный вспомогательный
инструмент. Для горизонтально-фрезерных станков —это чаще всего
оправки с буксами (втулками), противоположный от шпинделя ко-
нец которых поддерживается серьгой; для вертикально-фрезерных
станков — оправки с конусом.
Строгальные и долбежные станки служат для обработки гори*
зонтальных, вертикальных и наклонных поверхностей в условиях
единичного и мелкосерийного производства. Главное движение
у станков этой группы (рис. 4.13, 4.14) — возвратно-поступательное
(п, дв.ход/мин). У одних моделей главное движение, как и движе-
ние подачи (s, мм/двход), мо-
жет сообщаться заготовке, у дру-
гих — режущему инструменту.
Станки подразделяются на
продольно-строгальные, попереч-
но-строгальные и долбежные.
Крепление резцов осуществляется
в резцедержателях.
Шлифовальные станки пред-
назначены в основном для чисто-
вой обработки деталей абразив-
ными или алмазными кругами.
При этом обеспечиваются точные
размеры, правильная геометриче-
ская форма и высокое качество
поверхностей деталей. На этих
станках можно обрабатывать
плоские, наружные и внутренние
цилиндрические, конические и фа-
сонные поверхности, шлифовать
резьбы и зубья колес, разрезать
заготовки. В последнее время
шлифование широко используется
в качестве обдирочных и получи-
Рис. 4.10. Одностоечный коор-
динатно-расточной станок:
1 — станина; 2 — шпиндельная баб*
ка; 3 — шпиндель; 4 — стол; 5 —
поперечные салазки
стовых операций.
Шлифовальные станки делятся на кругло- и внутришлифоваль-
ные, бесцентрово- и плоскошлифовальные. Имеются также различ-
ные специализированные шлифовальные станки. Главным движением
у них является вращение шлифовального круга (пк, об/мин). Дви-
жения подачи у станков разных типов различны.
Кругло шлифовальные станки (рис. 4.15) служат для
наружного шлифования цилиндрических и конических поверхностей.
У универсальных станков этого типа кроме поворота детали (сме-
щение бабки с центром) возможен и поворот шлифовальной бабки
с кругом, а также передней бабки. На круглошлифовальиых станках
можно работать методами продольного и врезного шлифования
(табл. 2.10). При продольном шлифовании детали сообщаются кру-
говая подача (пд, об/мин), а также продольная ($, в долях шири-
ны круга или мм/об детали) за счет возвратно-поступательного дви-
жения стола. В конце хода (или двойного хода) шлифовальному
кругу сообщается поперечная подача ($п, мм/дв.ход).
Короткие детали шлифуют методом врезания. При этом исполь-
зуются круговая (пд) и поперечная (радиальная) подачи (sB9
мм/об детали); кроме того, шлифовальная бабка или стол могут
совершать колебательное осевое движение (s, дв.ход/мин). Вспомо-
гательные движения круглошлифовальных станков — поперечное
(установочное) движение шлифовальной бабки и поворот ее.
283
<*>)
Рис. 4ДI. вертикальный
консольнО-фреЗёрИый ста-
нок:
а — общий вид; б — обработка
плоскости; в — фрезерование
паза; г —работа по копиру;
1 — шпиндель» Я — шпиндель-
ная головка; 3 — коробка ско-
ростей; 4 — станица; 5 — при-
вод подач; 6 — консоль; 7 *•
стол
Таблица 4.7. Данные посадочных мест шпинделей сверлильных
станков
Модель станка Тип Конус Морзе
06; 2110; НС-12 1 .. .. — Укороченный! 1в
2А106; 2А106П 1а
НС-12А; МЭС-8; СН12А; 07; 2М112 2в
ЭСН-12 За
2212; ТСМ-212; СТ-М II 2
2118; 211; 221А; 2Н118
221В; 221С
211А; 211Р; 211Н 3
22IAH; 2120; 212 II 3
2Н125; 2Н125А; 2125; 2225; 2А125
2121 III
2135А; 2135; 214 11 1 1 4
2Н135; 2А135; 2135; 213С III 4
2135; 2Н135А; 2Н53 1
2Н150; 2150; 2А150; Л-94 5
215А; 2Н150А; 2Н55 1
2175; 216А; 2170; 2Н57 *; 2Н58» 6
2125; 2135 VI D, мм 95 100
2150; 2175 120 150
1 Радиально-сверлильные.
Ш
Рис. 4.12. Горизонтальный консольно-фрезерный
станок:
а — общий вид; б — обработка плоскости цилиндрической
фрезой; в — набор дисковых фрез; а — обработка торцевой
фрезой; д — работа набором фрез; 1 — станина; 2 — ко«
робка скоростей; 3 — хобот; 4 — шпиндель; 5 — стол; 6 ~*
консоль; 7 — привод подач
Плоскошлифовальные станки классифицируют: по
расположению шпинделя — на горизонтальные и вертикальные; по
форме стола — с круглым и прямоугольным столом. У станков с го*
ризонтальным расположением шпинделя и прямоугольным столом
(рис. 4.16) продольная подача ($, мм/мин) осуществляется при воз-
вратно-поступательном движении стола, поперечная (sn, в долях
ширины круга или мм/дв.ход)—смещением стола или шлифоваль-
ной бабки, а вертикальная (sB, мм/проход)—перемещением шпиш
деля с кругом шлифовальной бабки.
2879
Крепление шлифовальных кругов у всех станков, как правило,
производится с использованием специальных фланцевых оправок
с устройствами балансировки.
Рис 4 13. Продольно-строгальный станок:
а — общий вид; б — схема работы инструмента;
1 — стол; 2 и 6 — левый и правый суппорты; 3 —
траверса; 4 и .5 — левый и правый суппорты тра-
версы
Таблица 4.8. Данные посадочных мест универсальных
горизонтально-расточных станков
Модель станка
Конус отверстия шпиндепч
2А614; 2620А; 2622 В
2620В; 2622П
2А635
2Б635
Морзе 5
, 6
Метрический 80
100
288
Рис. 4.14. Долбежный станок:
1 — основание; 2 — продольные салазки; 3 — поворотный стол;
4 — ползун; 5 — колонна; б — резцедержатель; 7 — поперечные
салазки
Рис. 4.15. Круглошлифовальный станок:
а — общий вид; б — схема работы инструмента; 1 — задняя баб*
ка; 2 — шпиндельная бабка; 3 — передняя бабка; 4 — стол; 5 —
станина; 6 — деталь
10 п. П. Серебреницкий
289
Экономические нормы точности отклонений от теометрической
формы поверхности при, обработке на станках основных типов.
Предельно достижимые нормы точности, установленные ГОСТом,
действительны для новых станков, а также прошедших капиталь-
ный ремонт. На практике с учетом износа станков и ряда других
факторов эти значения несколько ниже. Отклонения размеров, фор-
мы и взаимного расположения * поверхностей деталей (ориентиро-
вочные данные), получаемые после чистовой обработки на металло-
режущих станках, приведены в табл. 4.10...424. При черновой обра-
ботке указанные значения следует увеличивать примерно на Уз. '
Рис. 4.16. Плоскошлифовальный станок:
а — общий вид; б — схема работы инструмента; 1 — станина; Я —
стол; 3 — шпиндельная бабка
/
В таблице приняты следующие обозначения:
Dmax— наибольший (максимальный) диаметр обработки;
L — длина нормируемого участка (заданная длина);
А — отклонение формы, отклонение расположения или суммар-
ное отклонение формы и расположения;
I — длина обрабатываемой поверхности;
В — ширина обрабатываемой поверхности;
D(d) —диаметр обрабатываемой поверхности;
bd — отклонение диаметрального размера;
290
dZ — отклонение линейного (продольного) размера;
с?обр (/обр; Добр) — диаметр (длина) образца.
Отклонения формы и расположения поверхностей обозначены
в соответствии с принятым по ГОСТу,
Таблица 4.9. Концы шпинделей фрезерных станков
Обозначение концов* шпинделей (ГОСТ 836-72) Размеры, мм
D D{ В
30 31,75 69,832 15,9 —
40 44,45 88,882 —
45 57,15 101,600 19,0 —
50 69,85 128,570 25,4 —
55 88,90 152,400 —
60 107,95 221,440 —
65 133,35 280,0 32,0 —
70 165,10 335,0 —
31 23,825 50 — 24X42
60
41 31,267 70 — 32X47
80
291
Продолжение табл. 4.9
Данные моделей станков
Модель станка Исполне- ние Конец шпинделя (ГОСТ 836 - 72)
Консольно-фрезерные горизонтального и универсального ис- полнения 6Н80Г; 6Н80 I 40
6М81Г; 6М81; 6М82Г;6М82; 6М83Г; 6М83; 6Н84Г 50
6Н804Г II 41
Консольно-фрезерные вертикального испол- нения 6Л10Б
6М11; 6В11; 6М12П; 6М12ПБ; 6М13П; 6М13ПБ; 6Н14 I 50
Продольно-фрезерные 6605; 6306; 6606; 6608; 6610; 6632; 6641; 6642
Консольно-фрезерные широкоуниверсальные 6Н80Ш 40
6М83Ш; 6М81Ш; 6М82Ш 50
1 Исполнение II.
Таблица 4.10. Токарные и токарно-карусельные станки
Станки Dmax’ мм ^Допускаемые отклонения
о Г JI
Д, мкм £, мм Д, мкм Д, мкм| L, мм
1. Станки токарные многорезцовые и мно- горезцовые горизон- тальные полуавтомати- ческие До 200 16 100 10 16 ^тах над суп- пор- том, мм
Св. 200 до 320 20 150 12 ’ 20
Св. 320 25 300 16 25
2. Станки 2 токарные общего назначения До 400 10 100 10 15 200
До 800 30 15 20 300
До 1600 40 300 20 25 4до
До 3200 | 50 30 30 500
1 Допускается только в сторону вогнутости.
2 Для станков с расстоянием между центрами (РМЦ) до
20 000 мм,
Продолжение табл. 4. 10
Станки °тах- мм Допускаемые отклонения
— о у 1
А, мкм £, мм А, МКМ А, мкм Ly мм
3. Станки 2 токарные общего назначения До 3200 50 300 30 40 50 60 600 700 800
До 6300 60 —- 40 70 80 900 1000
4. Станки токарные повышенной точности (прецизионные) До 500 10 300 5 10 200
5. Станки токарно- карусельные До 1600 30 ^обр 15 50 Робр
2000...2500 40 20 60
3200...4000 50 25 80
5000...6300 50 30 100
8000... 10 000 50 ' 40 120
Св. 10000-1 50 50 160
Примечания. 1. При обработке на станках класса точно-
сти П допускаемые отклонения равны 0,6 от указанных.
2. Значения, приведенные для токарно-карусельных станков, от-
носятся к закреплению резца в верхнем суппорте, для бокового
суппорта погрешность равна 25...30 мкм.
3. На станках (1) заготовки устанавливают в центрах и патро-
нах, а на станках (2)...(5) —в патроне.
Таблица 4.11. Токарные автоматы и полуавтоматы
Станки ^тах- мм Допускаемые отклонения
М, мкм мкм О
А, МКМ £, мм А, МКМ А, мкм | £, мм
Автоматы одношпиндель- ные продоль- ного точения До 6 5 12 4 0,5 Апах 2 — —-
Св. 6 до 12 6 15 4 3
Св. 12 71 | 20 5 4
1 Допускается только в сторону вогнутости.
2 На длине /суп — хода револьверного суппорта.
Продолжение табл. 4. 11
Станки °тах> мм Допускаемые отклонения
М, мкм мкм о !— yi
Д, мкм| £, мм Д, мкм Д, мкм £, мм
Автоматы то- карные много- шпиндельные прутковые горизонталь- ные класса Н До 32 80 80 20 2d 12 — —
Св. 32 До 65, 120 120 30 20
Св. 65 до 125 200' 200 50 30
Тоже, классаП До 32 50 50 12 2d 8 — —
Св. 32 до 65 80 80 20 12
Св. 65 до 125 120- 120 30 20
Автоматы одношпиндель- ные револь- верные До 20 — 8 10 ‘суп 10 — —
Св. 20 10 10 10
Полуавтоматы токарные мно- гошпиндельные патронные вертикальные До 250 80 — 30 150 25 20 d
Св. 250 до 400 100 40 30 25
Св. 400 до 630 120 50 100 40 30
Св. 630 до 800 160 60 50 40
Полуавтоматы токарные мно- гошпиндельные патронные горизонталь- ные До 160 80 х — 25 75 20 20 d
Св. 160 до 250 100 — 30 100 25 25
294
Таблица 4.12. Станки токарно-револьверные патронные
и прутковые с вертикальной и горизонтальной осями вращения
револьверной головки
Прутка
°Ш.Х' мм
Детали
над станиной
Допускаемые отклонения Д, мкм
=’ |£У-0
Для станков классов
Й I П I П
До 12 До 200
Св. 12 до 20 Св. 200 до 320
. 32 . 80 . 320 . 500
, 80 , 200 , 500 , 800
1 Для L—3D max, но не более 300 мм,
8
10
12
16
5
6
8
10
Примечание. Данные для отверстий после развертывания
или чистового растачивания.
1 Оси отверстия к торцевой плоскости на L—300 мм.
* На £-»300 мм; допускается только вогнутость.
Примечание, Dmn — диаметр расточного шпинделя.
295
Таблица 4.14. Станки отделочно-расточные (алмазно-расточные)
горизонтальные
D, мм Постоянство диаметра мкм, на станках классов
П В А
До 32 5 3 2
. 65 6 4 2,5
До 125 8 5 4
. 250 10 6 3
1 Для размеров образца с отверстием DoeP>0,5 Dmax; /овр8»
e0,5 ах для любого сечения.
Таблица 4.15. Станки отделочно-расточные (алмазно-расточные)
вертикальные
^тах’ мм А, МКМ I1, мм Допускаемые отклонения
О' и AZ*, мкм
А, МКМ
До 65 8 3 До 200 I2 25
До 125 10 4 Св. 200 до 320 16 28
Св. 125 12 5 Св. 320 20 | 32
1 Или расстояние между отверстиями.
2 Оси обработанного отверстия базовой плоскости.
8 Д/— отклонение расстояний между осями обработанных от-
верстий для станков с отсчетным устройством на столе станка.
Таблица 4.16. Станки координатно-расточные
Вот, мм Допускаемые отклонения
AZ, мкм А, МКМ
О'
До 200 5 3
Св. 200-до 400 , 400.630 6 4
8 5
, 630 » 1000 10 5
» 1000 . 1400 12 6
Примечания. 1. Условия обработки: расстояние между ося-
ми соседних отверстий — не менее 0,1 продольного и 0,5 попереч-
ного хода стола; глубина отверстий не менее 2d.
2. Д/—отклонение расстояний между обработанными отвер-
стиями.
3. Вет —ширина рабочей поверхности стола станка.
296
Таблица 4.17. Станки круглошлифовальные
1 ДЛЯ Образцов ^обр> g^max При Zo6p = ^max При установке
1 1
В центрах И ДЛЯ образцов d06p> fflmax При /обрв-2^>тах для стан-
ков с поворотными бабками при установке в патроне.
2 Торцевых поверхностей; допускается только в сторону вогну*
тости.
Таблица 4.18. Станки круглошлифовальные бесцентровые
"max' мм Допускаемые отклонения Д *, мкм
XZX и —
Для станков классов
П в А п В А
6 25 1,2 1,6 0,8 1,0 0,5 0,6 2,0 2,5 1,2 1,6 0,8 1,0
80 160 320 2,0 2,5 3,0 1,2 1,6 2,0 0,8 3,0 4,0 5,0 2,0 2,5 3,0 1,2
1 Для образцов </обр’ж(’|”^)^тах При
/обр==0,75 Н (при
/7 <200 мм) или /Обр>200 мм (при /7>200 мм), где Н — высота
шлифовального круга.
И п. п. Серебреницкий
291
Таблица 4.19. Плоскошлифовалъиые станки
Станем 3, мм Допускаемые отюго» нения Д, мкм
//'
С крестовым столом и гори- зонтальным шпинделехМ До 125 Св. 125 до 200 Св. 200 3 (2)2 4 (2,5) 2 3 (З)1 2 з (2)3 4 (2,5)3 5 (3)^
С прямоугольным столом и горизонтальным шпинделем Св. 200 12 15
С прямоугольным столом и вертикальным шпинделем До 200 Св. 200 6 12 6 12
С круглым столом и гори- зонтальным шпинделем До 200 Св. 400 до 800 6 5 8
С круглым столом и верти- кальным шпинделем До 400 Св. 800 13 13 20
С круглым столом и двумя вертикальными шпинделями Св. 200 8 8
1 Верхней обработанной поверхности образца к его основанию
на всей длине.
2 В скобках —для станков класса точности А.
Таблица 4.20. Станки внутришлифовальные горизонтальные
Лпах мм Класс точности станка Допускаемые отклонения Д \ мкм
— ю/\ О' /~7 2
До 200 п 6 2,5 — 5 8
в 4 1,5 1,0 3 5
А 2,5 1,0 0,6 2 3
Свыше 200 до 400 П 8 3 — 6 10
В 5 2 1,6 4 6
А 3 1,5 1,0 2,5 , 4
Свыше 400 до 800 П 1 ю 4 1 -HI 12
Свыше 800 П . 1 12 5 1 - 1 10 1 15"
1 Для образцов с наружным диаметром doep>l,25 Dmax яри
27=0,5 Dmax, £<200 мм и при закреплении в патроне*
2 Торца образующей цилиндрического отверстия.
298
Таблица 4.21. Станки шлифовально-притирочные
(хонинговальные) и притирочные вертикальные
^шах' мм Допускаемые отклонения Д, мкм
и —
Для станк( )в классов
Н п || 1 « п
До 32 2,5 1,6 1 4 2,5
Св. 32 до 50 3 2 5 3
Св. 50 до 80 4 2,5 I 6 4
. 80 . 125 5 3 8 5
Св. 125 до 200 6 _ I 1 ю —
. 200 . 320 8 —- г 12 —
Св. 320 до 500 10 — 1 16
, 500 . 800 12 — 20 —
Примечания. 1. Для образцов из чугуна или закаленной
стали с отверстием DO6p>0,5Dmax и длиной /Обр = l,6Dmax.
2. Исходные отверстия имеют погрешности, превышающие ука-
занные в таблице, для станков класса Н — в 4 раза, класса П —
В 2,5 раза, не более.
Таблица 4.22. Станки фрезерные
Стзпки ZZ7 I1 2 //’ If
мкм L, мм А, МКМ L, мм мкм £, мм А, мкм L, мм
Продольно-фре- зерные общего назначения одно- шпиндельные с вертикальной и горизонтальной головками 30 1000 40 60 300 500 20 30 40 50 60 80 До 1000 2000 , 3000 . 4000 . 6000 . 8000 20 1000
Консольные Ч 20 40 150 300 20 150 20 40 150 300 —
1 Обработанной боковой поверхности к верхней или к осно«
ванию.
2 Верхней обработанной поверхности к основанию.
* Боковых обработанных поверхностей между собой.
2Н
Продолжение табл. 4.22
Станки ZZ7 1 1 //“
ь, мкм £,, мм ь, мкм L, мм Л, мкм £, мм Д, мкм L, мм
Вертикальные с крестовым столом 15 20 25 30 40 До 250 Св. 250 . 400 . 630 . 1000 20 300 15 20 25 30 40 До 250 Св. 250 , 400 . 630 # 1000 —- —
Вертикальные повышенной точ- ности 15 300 10 300 15 300 204 300
Горизонтальные и универсальные повышенной точ- ности 5 20 300 15 300 15 300 15 300
4 А также отклонение от прямолинейности; для стенок паза,
обработанных в два прохода концевой фрезой 0 30 мм.
6 Для условий обработки верхних поверхностей цилиндрической
фрезой; боковых — торцевой насадной фрезой 60x60 или 60x40 мм.
Таблица 4.23. Станки долбежные и строгальные
Станки /~~7 ±1 II2 IIs
д, мкм £, мм д, мкм мм д, мкм £, мм д, мкм 4, мм
Долбежные, ход долбяка, мм: До 200 16 ^обр 16 ^Обр — — — —
Св. 200 до 500 25 25
Св. 500 до 1000 32 32
. 1000 50 50
1 Обработанной боковой поверхности к верхней или к осно-
ванию.
2 Верхней обработанной поверхности к основанию.
* Боковых обработанных поверхностей между собой.
300
Продолжение табл, 4.23
Станки I1 //2 //’
А, мкм £, мм А, МКМ L, мм А, МКМ L, мм А, МКМ L, ММ
Поперечно-стро- гальные с наи- большей длиной хода ползуна, мм: До 250 10...204 ^обр — — 20 ^обр 30 ^обр
Св. 250 до 500 20...30 30 40
Св. 500 до 1000 30...40 40 70
Продольно стро- гальные 20 1000 20 30 300 500 20 30 40 50 60 80 До 1000 „ 2000 . 3000 , 4000 „ 6000 , 8000 — —
4 Большие величины относятся к боковой поверхности, мень-
шие— к верхней.
Таблица
4.24. Станки протяжные общего назначения
Типы станков Р, т Допускаемые отклоне- НИЯ J_‘ Z, мм
Д, мкм L, мм
Горизонтальные От 0,63 до 5 Св. 5 до 40 „40 «160 60 80 100 200 20 40 80
Верти- кальные Для внутрен- него протяги- вания От 0,63 до 5 Св. 5 до 40 , 40 . 160 40 60 80 200 20 40 80
Для наружного протягивания От 0,63 до 5. Св. 5 до 40 . 40 « 160 30 40 50 300 —
1 Оси отверстия к торцевой плоскости, Р — тяговое усилие.
301
4.2. РЕЖУЩИЙ ИНСТРУМЕНТ
Режущий инструмент, применяемый при обработке деталей на
станкам, подразделяется на несколько подгрупп, а внутри каждой
из них —на виды и разновидности. Каждая разновидность режу-
щего инструмента имеет свой цифровой индекс.
Резцы являются простейшими и наиболее распространенными
режущими инструментами. При работе резца его режущая часть
клиновидной формы под действием силы, передаваемой механизмом
станка, врезается в поверхностный слой заготовки, сжимая его,
Рис. 4.17, Геометрические параметры заточки резца (а, б) и
схема контроля углов универсальным (г, д, е) и специальным (в)
угломерами
В этом сжатом слое возникают внутренние напряжения. Когда при
движении резца они превысят напряжения, допускаемые силами
сцепления между молекулами материала, сжатый элемент сколется
и сдвинется вверх по передней поверхности резца. При движении
резец сжимает, скалывает и сдвигает очередные элементы материала!
образуя стружку. Расположение передней и задней плоскостей ре-
жущего клина относительно обрабатываемого материала зависит от
геометрии заточки этого клина (режущей части инструмента).
Для определения углов заточки режущего инструмента устанав-
ливают координатные (исходные) плоскости: основную и плоскость
резания.
Основной называют плоскость, параллельную продольной и
поперечной подачам. У токарных резцов с призматическим сечением
державки за основную плоскость принимают нижнюю опорную по-
верхность резца.
302
Плоскостью резания называют плоскость, перпендику-*
/тарную основной плоскости и проходящую через главную режущую
кромку резца.
Главные углы резца измеряются в главной секущей пло-
скости, перпендикулярной проекции главной режущей кромки на
основную плоскость (рис. 4.17).
Главный задний угол а — угол между касательной
к главной задней поверхности резца в данной точке режущей
кромки и плоскостью резания. Задний угол нужен для того, чтобы
уменьшить трение задней поверхности инструмента об обрабатыва-
емую заготовку.
Рис. 4.18. Токарные резцы.
а — проходной прямой; б — проходной отогнутый; в — проходной упорный;
е —подрезной; д — отрезной; е — прорезной; ж — фасонный; з — резьбовой;
и — расточной проходной; к — расточной упорный
Угол заострения р — угол между передней и главной
задней поверхностями резца. От этого угла зависит прочность ре-
жущей части инструмента.
Передний угол у — угол между передней поверхностью
резца и плоскостью, перпендикулярной плоскости резания и прохо-
дящей через главную режущую кромку резца. Этот угол необходим
для уменьшения силы резания, а также силы трения сходящей
стружки о переднюю поверхность резца.
Угол резания б — угол между передней поверхностью рез-
ца н плоскостью резания.
303
Вспомогательные углы резца yi и pi измеряют
во вспомогательной секущей плоскости и определяют по аналогии
с главными углами.
Углы в плане измеряют в основной плоскости. Главный угол
в плане <р —угол между проекцией главной режущей кромки на
основную плоскость и направлением подачи.
Вспомогательный угол в плане —угол между проекцией
вспомогательной режущей кромки на основную плоскость и направ-
лением, обратным направлению подачи.
Угол при вершине в плане е — угол между проекциями режу-
щих кромок на основную плоскость. *
Геометрические параметры
(углы заточки) любого режущего
инструмента (фрез всех видов,
сверл, разверток и др.) определя-
ют так же, как и для резцов.
Токарные резцы (рис.
4.18, 4.19) классифицируются по
разным признакам, основными из
которых являются назначение
резца и способ крепления режу-
щей части. Ббльшая часть токар-
ных резцов стандартизована
(табл. 4.25). Стандартизованы
также пластины твердого сплава,
применяемые в резцах и других
инструментах (табл. 4.26).
Спиральное сверло
является двузубым режущим ин-
струментом, предназначенным для
сверления. Сверла классифици-
руют по ряду признаков: по фор-
ме хвостовика — с цилиндриче-
ским или коническим хвостови-
ком; по материалу режущей ча-
сти — из углеродистой или леги-
рованной инструментальной ста-
ли, из быстрорежущей стали, с ре-
жущей частью из твердого спла-
ва; по форме обрабатываемого
отверстия — цилиндрические, ко-
Рис. 4.19. Резцы с механиче-
ским креплением многогранных
твердосплавных пластин:
а — общий вид; б — конструкция;
J —державка; 2 — направляющий
штифт; 3 — опорная пластинка;
4 — пятигранная твердосплавная
пластинка; 5 — клин; 6 — винт
нические, центровочные, ступенчатые, многогранные; по длине свер-
ла— длинные, короткие, с укороченной рабочей частью; по направ-
лению стружечных канавок — с правой спиралью, с левой спиралью,
с косыми канавками, с прямыми канавками и т. д.
В геометрии заточки сверла (рис. 4.20) важными элементами
являются: угол при вершине 2ф, который в зависимости от обраба-
тываемого материала принимается равным от 50...900 до 135... 140°,
и форма заточки перемычки а, которая может быть нормальной
или подточенной с целью уменьшения сопротивления резанию при
сверлении. Большая часть конструкций сверл стандартизована
(табл. 4.27).
Зенкеры — инструменты для обработки предварительно просвер-
ленных отверстий или отверстий, полученных в отливках или по-
ковках. Зенкеры разделяются на хвостовые и насадные, цельные
(монолитные) и сборные (со вставными ножами), быстрорежущие
и твердосплавные (рис. 4.21). По количеству рабочих перьев раз-
3<М
личают трех- и четырехперые зенкеры; иногда применяют двуперые
венкерьь (ножи).
Зенковка — многолезвийный инструмент, разновидность зен-
кера, используемый для обработки фасок (конические зенковки) и
опорных поверхностей под крепежные детали (рис. 4.22). Большая
часть зенкеров и зенковок стандартизована (табл. 4.29 и 4.30).
Развертка — многолезвийный размерный инструмент для точной
чистовой обработки отверстий. Развертки подразделяют на машин-
ные (станочные) и ручные (слесарные), хвостовые и насадные,
Рис. 4.20. Сверла:
в— с коническим хвостовиком; б— геометрия заточки; в — вид на сверло
с подточенной перемычкой; г — двойная заточка; д — сверло с цилиндри-
ческим хвостовиком; е — форма заточки сверла для обработки слоистых
пластиков и дерева; ж — центровочное сверло; Л —диаметр; —длина ре-
жущей части; ^—рабочая часть; £—общая длина сверла; Ф — угол на-
клона поперечной кромки
дельные и сборные, из углеродистой или быстрорежущей стали
и твердосплавные, цилиндрические и конические, с прямыми и вин»
товыми канавками. На рабочей части I развертки (рис. 4.23) раз-
личают направляющий конус, режущую н калибрующую части.
Направляющий конус /4 облегчает ввод развертки в отверстие. Ре*
жущая часть 1\ имеет острозаТоченные зубья, которые и осущест-
вляют резание. Угол' 2<р затечк»'рабочей части в зависимости от
Э05
обрабатываемого материала принимается равным от 4 до 30°. Ка-
либрующая часть 12 — цилиндрический участок развертки, служащий
для направления ее в отверстии и для калибровки последнего.
Зубья на этом участке имеют шлифованные ленточки шириной
0,0Б...0^ мм. Для облегчения вывода развертки из отверстия на
калибрующей части выполняется обратный конус /3: диаметр в сто-
рону хвостовика уменьшают на 0,04^.0,08 мм. Угловой шаг 6 между
зубьями развертки делается неравномерным, что способствует по-
Рис. 4.21. Зенкеры:
а — хвостовой трехперый; б — хвостовой четырехперый; в —•
хвостовой с пластинками твердого сплава; 9 — насадной цель*
ный; д — насадной с пластинками твердого сплава; в — на»
садной со вставными ножами; ж — хвостовой с вставными
ножами, оснащенными пластинками твердого сплава; ^ — диа-
метр; — длина рабочей части; L — общая длина; а> — угол
наклона винтовой канавки
лучению отверстия без огранки. Развертки рекомендуется закреп-
лять в специальных (плавающих) патронах, обеспечивающих само-
установку инструмента по обрабатываемому отверстию;
Большинство конструкций разверток стандартизовано
(табл. 4.28).
Метчик — инструмент для образования внутренней резьбы. Диа-
метр d, шаг и угол профиля резьбы метчика соответствует анало-
гичным в нарезаемой резьбе. Продольные стружечные канавки на
метчике в пересечении с витками его резьбы образуют резьбовые
гребенки на трех или четырех режущих перьях инструмента. На
его режущей (заборной) части Ц (рис. 4.24) высота зубьев посте-
пенно повышается, По мере ввинчивания метчика в отверстие каж«
зге
дый зуб срезает небольшую часть припуска; при этом образуются
резьбовые канавки. После прохода режущей части резьба приобрел
тает полный профиль.
Для облегчения резания зубья на режущей части метчика заты-
лованы, т. е. имеют переменный задний угол а. Средняя (калибру-
ющая) часть метчика /к не имеет затыловки (а=0). Она служит
для направления метчика по резьбе и для зачистки (калибровки)
ее профиля. После затупления метчик затачивается по передним
поверхностям режущих гребенок под углом у, т. е. по дну стру-
жечной канавки.
Метчики подразделя-
ют на машинные (ста-
ночные), ручные (слесар-
ные) и гаечные (с удли-
ненным хвостовиком), а
также для цилиндриче-
ской и конической резьб.
Ручные метчики приме-
няют комплектом из двух
или трех штук, между
которыми распределяет-
ся припуск на обработ-
ку. Для отличия метчи-
ков комплекта на хво-
стовике каждого из них
нанесено соответствую-
щее количество кольце-
вых рисок.
Большинство кон-
струкций метчиков стан-
дартизовано (табл. 4.30).
Плашки (рис. 4.24, б)
Рис. 4.22. Обработка опорных поверх-
ностей зенковками:
а —с направлением; б —без направления}
в — на обратной подаче
применяют для нареза-
ния наружной резьбы
или калибровки наруж-
ной резьбы крупного
шага, предварительно
нарезанной резцом. Ре-
жущие гребенки перьев
плашки образуются в пересечении резьбы ее центрального отвер-
стия с тремя или четырьмя отверстиями, смещенными относительно
оси на некоторую величину (рис. 4.24, в). Резьбовая часть в центре
плашки имеет полный профиль, она калибрует нарезаемую резьбу.
Режущая часть с боков плашек, как и у метчиков, выполнена под
некоторым углом. Конструкции плашек стандартизованы (табл. 4,30).
Для нарезания резьб используется и другой инструмент: резцы,
резьбонарезные головки с самооткрывающимися гребенками, резьбо-
вые фрезы и т. д.
Фрезы (рис. 4.25.,.4.27) классифицируются по технологическому
и конструктивному признакам. По первому признаку различают
фрезы для обработки плоскостей, пазов, шлицев, фасонных поверх^
ностей, зубчатых колес и резьб, тел вращения, для разрезки и т. д<
Конструктивно фрезы различают: по направлению зуба — с пря-
мыми, наклонными, винтовыми и разнонаправленными зубьями; по
его конструкции — с острозаточенными и затылованными зубьями}
по внутреннему устройству фрезы — цельные, составные, со встав-
ными зубьями, сборные (разборные) головки; по способу крепле-
307
Рис 4 23. Развертки:
а — слесарная; б — машин-
ная цельная; в — машинная
с вставными ножами; г —
машинная с пластинками
из твердого сплава; д —
коническая; тип I — с ци-
линдрическим хвостовиком;
тип II — с коническим хво-
стовиком; тип III— насад-
ные; D - диаметр; L — об-
щая длина
Рис. 4.24. Резьбонарезной инструмент
а — метчик; б — плашка; в — геометрия заточки плашки, а — резьбонарезная головка; д — схема
накатывания резьбы
ния —с отверстием (насадные), концевые (хвостовые) с цилинд-
рическим или коническим хвостовиком.
Геометрические параметры режущей части фрезы определяются
углами заточки ее зубьев. Эти углы принимаются такими же, как
углы резца, но измеряются в различных плоскостях (рис. 4.25, б).
Большинство конструкций фрез стандартизовано (табл. 4.31).
Рис. 4.2& Фрезы:
а — цилиндрическая насадная цельная; б — торцевая насадная цельная?
в — цилиндрическая насадная, оснащенная пластинками твердого сплава;
г — торцевая сборная насадная со вставными ножами; О—торцевая
с механическим креплением пятигранных твердосплавных пластин
Абразивный инструмент определяется рядом характеристик,
в частности видом шлифовального материала и его зернистостью,
а также твердостью, структурой и связкой (ГОСТ 21445—75). Аб-
разивный инструмент изготовляется в виде кругов и головок раз-
личной формы и размеров (ГОСТ 2424—75, 17921—72, 21963—76,
2447—76 и др.), шлифовальных сегментов (ГОСТ 2464—75) и бру-
сков (ГОСТ 2456—75). В качестве шлифовального материала в аб-
разивном инструменте применяют (табл. 4.32) электрокорунд раз-
личных марок, монокорунд, карбид кремния, кубический нитрид
бора и алмазы — природные (А) и синтетические (АС).
Зерна шлифовального материала по размерам (зерни*
сто ст ь) подразделяются на следующие группы (по ГОСТ;
310
Рис. 4.26. Фрезы хвостовые:
а — концевая с коническим хвостовиком; б — обдирочная; в —шпоночная; г —концевая, оснащенная пластин-
ками твердого сплава; д, в — пазовые *для обработки Т-образных пазов; ж — угловые для пазов; з — гре-
бенчатая; и— угловая для снятия фасок; к, л« копировальные; м пальцевая модульная
3647—80): шлифзерно 200...16 размером 2500...160 мкм; шлифпо-
рошки 12...3 размером 160...28 мкм; микропорошки М63...М5 разме-
ром 63...5 мкм. Дополнительным индексом —В, П, Н, Д — опреде-
ляется содержание (в %) основной фракции, которая может состав-
лять 6О...36%,
Твердость абразивного инструмента характеризуется свой-
ством сопротивляться нарушению сцепления между зернами невяз-
кой при сохранении характеристик инструмента в пределах уста-
новленных норм (табл. 4.33).
Структура абразивного инструмента определяется соотно-
шением в нем объемов шлифовального материала, связки и пор
(табл. 4.34). Связка характеризует твердость и прочность ин-
струмента. Области применения инструментов с различными связ-
ками указаны в табл 4 35.
Рис. 4.27. Фрезы:
а — дисковая цельная трехсторонняя; б — дисковая сборная трехсто-
ронняя со вставными ножами; в — дисковая полукруглая выпуклая;
г — дисковая полукруглая вогнутая; д — фасонная; в — угловая; ж —
составная фасонная
Абразивные круги характеризуются неуравновешенностью мас-
сы. По ГОСТ 3060—75 установлено четыре класса неуравновешен-
ности (1, 2, 3 и 4) для различных инструментов. Допустимые не-
уравновешенные массы контролируются на станках для статической
балансировки. ГОСТ 3060—75 распространяется на круги в состоя-
нии поставки и не относится к кругам в сборе с фланцами для
установки на станок. Допустимая скорость кругов укр
О1ранпчивается прочностью абразивного инструмента. На каждом
абразивном инструменте указывается его характеристика.
Пример условного обозначения круга плоского прямого профи-
ля размером 300X20X127 из электрокорунда белого марки 24А,
зернистостью 25, твердостью СТ2, структурой 6 на керамической
связке: ПП 300X20X127 24А СТ2 6 К. Кроме этого, указывают за-
вод-изготовитель, класс инструмента по точности размеров и фор-
мы, класс неуравновешенности и допустимую скорость круга.
312
Таблица 4.25. Резцы
Наименование ГОСТ Индекс *
Токарные проходные с пластинками
из твердого сплава
Отогнутые 18877—73 2102—
Прямые 18878—73 2100—
Упорные прямые (отогнутые) 18879—73 2101— (2103—'
Подрезные отогнутые 18880—73 2112—
Чистовые широкие 18881—73 2120—
Для обработки пластмасс 21407— 75... 21413—75 3146—
Токарные с пластинками
из твердого сплава
Расточные для сквозных отверстий
То же, для глухих отверстий
Отрезные
Резьбовые
18882—73
18883—73
18884—73
18885—73
2140—
2141—
2130—
2660 —(2662—)
2664 з—(2665—)
Токарные сборные с механическим креплением
многогранных твердосплавных пластинок
Для контурного точения 20872—75 2101—
Для наружной метрической резьбы 20873—75 2660—
Расточные 20874—75 2145—
Автоматно-револьверные 20875—75 2103—
Проходные 21151—75 2102—
Проходные для пластин без отвер- 23075—78 2100—
стия
То же, подрезные 23076—78 2110—
Токарные с пластинками из быстрорежущей
стали
Проходные отогнутые 18868—73 2102—
То же, прямые 18869—73 2100—
То же, упорные 18870—73 2101—
Подрезные торцевые 18871—73 2112—
Расточные для сквозных отверстий 18872—73 214€—
То же, для глухих отверстий 18873—73 2141—
Прорезные и отрезные 18874—73 2120— 2130—
Фасонные 18875—73 2660— (2662—)
Резьбовые 18876—73 2664— (2666—)
1 Индекс разновидности по принятой классификации.
2 Для метрической резьбы наружной (внутренней).
8 Для трапецеидальной резьбы наружной (внутренней).
313
Таблица 4.26. Пластинки твердых сплавов
Наименование гост*
Классификация. Система обозначений. Формы 19042—80 (СТ СЭВ 555—77)
Пластинки режущие сменные многогранные
твердосплавные
Трехгранной формы I 19043—80...19046—-80
То же 24247-^80, 24250—80, 24251—80
Шестигранной формы 19047—80, 19048—80, 19067—80, 19068—80
Квадратной формы 19049—80, 19053—80
То же 24248—80, 24253—80, 24252—80
Ромбической формы 19054—73...19057—80
То же 19059—80, 19060—73, 24249—80
То же 24254—80...24257—80
С радиусной режущей кромкой 19058—73
Параллелограммной формы 19061—80, 19062—80
Пятигранной формы 19063—80... 19066—80
Круглой формы 19069—80...19072—80
Опорные (всех форм) 19073—80... 19083—80
Для токарных резцов форм 61, 62, 66, 67, 70 21698—76,„21701—76
Стружколомы сменные 19084—80, 19085—80
1 Ряд ГОСТов соответствуют СТ СЭВ 550—77, 551—77. 552—77«
553—77, 554—77,
314
Таблица 4.27. Типы стандартных спиральных сверл н их
деюмые размеры
Сверла ГОСТ Осмовные размеры, мм Индекс*
d L
С цилиндрическим хво- стовиком: длинная серия средняя серн* короткая серия 886—77 10902—77 4010—77 1...20 0,3_.20 0Д..20 56..^54 19...205 10...131 33„.166 3...I40 3...66 2300—
С цилиндрическим хво- стовиком для труднооб- рабатываемых материа- лов: средняя серия короткая серия 20695—75 20694—75 3...10 3...10 60...135 45...90 32...90 16...45 2302—
О коротким цилин- дрическим хвостовиком, длинная серия 12122—77 1...9,5 48...155 25-.110 2300—
Малоразмерные с утол- щенным цилиндриче- ским хвостовиком 8034—76 0,1...1,5 14...32 0Д..9 2309—
С коническим хвосто- виком: средняя серия удлиненные длинные 10903—77 2092—77 12121—77 6...30 6...30 6...30 140...515 225...395 160...350 60...260 145...275 80...230 2301—
С коническим хвосто- виком для труднообра- батываемых материа- лов! средняя серия короткая серия 20697—75 20696—75 6...20 6...20 140...240 105...180 60...140 30...80 2302—
С коническим хвосто- виком цельные твердо- сшвные 17276—71 6...12 *20.-170 40...70 2301—
Цельные твердосплав- ные: средняя серия короткая серия укороченные ; 17275—71 17274—71 17273—71 3..12 1..Л2 1...12 55...120 32...100 45...110 24...70 6...50 2309— 2300— 2300—
315
Продолжение табл. 4.27
Сверла гост Основные размеры, мм Индекс*
d L /о
Конические с конус- ностью 1 :50 с хвосто- виком: цилиндрическим коническим 18201—72 18202—72 3...10 12...32 80...300 290...545 — 2314-
С пластинками из твердого сплава с хво- стовиком: цилиндрическим коническим 22735—77 22736—77 5...16 10...30 86...178 168...324 52...120 87...175 2300— 2301—
Центровочные комби- нированные: ТИП 1 . п . ш » IV 14952—75 1...10 1...б,3 0,8...2,5 О,8...1О 31Д..100 40... 100 20...45 31,5...Ю0 1,6...15,7 1,6...9,8 1,3...3,6 2.8...30 2317—
Для обработки тер- мореактивных пласт- масс, с хвостовиком: цилиндрическим коническим 21416—75 21417—75 — — — 3300—
То же, оснащенные пластинками твердого сплава, с хвостовиком: цилиндрическим коническим 21418—75 21419—75 — — 3302—
Для обработки пласт- масс перовые 21420—75 — — — 3310—
Твердосплавные для сверления отверстий в печатных платах: короткая серия длинная серия 22093—76 22094—76 _- — 2302—
Обозначения: d —диаметр, мм; L —общая длина, мм;
to — длина рабочей части, мм.
1 Индекс разновидности по принятой классификации.
>16
Таблица 4.28. Основные размеры стандартный разверток
Развертки ГОСТ ч Основные размеры, мж Индекс1
D L 1 а
Машинные
Цельные с хвостовиком; цилиндрическим коническим насадные 1672—80 3...9 10...32 25..50 60... 100 140...240 30...42 10...16 16...25 22...30 13...22 2363—
С вставными ножами: с коническим хвостовиком насадные 883—80 32.,.50 40...100 240...315 45...70 32...50 28...40 16...40 2364—
Оснащенные пластинками из твердого сплава с хвостовиком: цилиндрическим коническим насадные 11175—80 6...Э 10...32 32...50 90...100 140...240 40...55 15 15...22 30 13^22 2363—
Сборные насадные с привернутыми ножами, оснащенными пластинками из твердого сплава 11176—71 52...300 50...100 30...55 19-80 2364—
1 Индекс разновидности по принятой классификации.
Продолжение табл. 428
Развертка ГОСТ Основные размеры, мм Индекс1
D L 1 d
С удлиненной рабочей частью с хвостовиком: цилиндрическим коническим; длинные короткие 11172—70 3...10 8...36 8,.,36 80...140 135..,380 145...295 25...80 100...210 60.Л30 1 1 2363—
Машинные для обработки деталей из легких сплавов
С цилиндрическим хвостовиком 19267—73 — — — 2363—
С коническим хвостовиком 19268—73 —— —— —— 2363—
Т вердоснл авные: 2363—
с цилиндрическим хвостовиком 19269—73 —-• — -г*
с коническим хвостовиком 19970-=«-73 — — — —
Машинные с твердосплавными пластинками для обработки деталей из нержавеющих
и жаропрочных сталей и сплавов
Оснащенные пластинками
Насадные
С вставными ножами
| 21525—76 I -
21526—76 -
21537—» 1 -
( 2363—
2363—
2364—
Ррчнме
ДйлЯйдрПческие
Разжимные
7722—71 | 1...60:
3509—71 6„.50
40...3601 18...180
100...380 I 45...150
2860-
2362—
Конические
С<|1:80 с ХВОСТОВИКОМ: цилиндрическим коническим Ш77—71 10081—71 0Д..60 6...30 42...450 160...400 21...355 80...335 —* 2372—
С<1: 30 с хвостовиком: цилиндрическим 11184—71 13...60 120..270 80...184 2372—
коническим 10082—71 13...100 160...460 80...216 2373—
С<П: 10 11179—71 —— 160...300 90...180 — 2372—
C<J 1:7 11180—71 100...240 60...145 —1 2372—
С<|1:16 6226—71 —. 100...230 20...52 । 2373
Под конус Морзе с хвостовиком: ЦйЛйИДрйческим 11182—71 —_ 95...310 64..205 2372—
КоНичёСкиМ 10079—71 —• 140...385 64...205 2373—
Под кетрйЧеСКйе КОйусй (I: 20) е хвостови- ком: цилиндрическим 11183—71 ы—• 50...385 32...260 - 2372—
коническим 10080—71 —м 105...505 32^.260 2373—
Под укороченные конусы Морзе 11181—71 — 55.-170 24...90 2372
Обозначения: О —диаметр развертки; Z,— общая длина; I—• длина рабочей части;
стая насадной развертки.
d — диаметр отве
Ц Таблица 4.29. Типы стандартных зенкеров и их основные размеры
Зенкеры гост Основные размеры, мм Индекс ’
D d L
Оснащенные пластинками из твердого сплава: с коническим хвостовиком насадные 3231—71 1U0 32...80 13...32 180...335 40...65 85...210 2320—
Цельные (из быстрорежущей стали): с коническим хвостовиком Насадные 12489—71 10..40 32,.80 13~32 160...350 30...52 80...200 2320— 2323 2— 2320—
Насадные с вставными ножами: из быстрорежущей стали из твердого сплава: с коническим хвостовиком насадные 2255—71 12510—71 50... 100 32..50 50...100 22...40 22.40 60...76 262...308 58...74 40...45 2321—
Для обработки легких сплавов
Насадные Насадные с твердосплавными пластинками 21584—76 21585-76 36...80 36...80 16...32 16...32 50...80 50...80 — 2320— 2323 2— 2320—
С коническим хвостовиком торцевые С коническим хвостовиком С цилиндрическим хвостовиком С цилиндрическим хвостовиком торцевые С коническим хвостовиком, оснащенные пла- стинками твердого сплава 21532—76 21581—76 21579—76 21580—76 21583—76 10.34 10...35 3...9 3...9 18...35 11111 168...339 168..339 61..125 61...125 228...339 87..190 87..190 33—81 33...81 130...190 2323— 2320— 2320— 2323— 2320—
Для обработки коррозионно-стойки х и жаропрочных сталей и сплавов
Цельные твердосплавные: с коническим хвостовиком : цилиндрическим хвостовиком 21544—76 21543—76 8...12 З.Д0 — 156...182 61...133 18...22 12.„20 2320—
С вставными ножами, оснащенными пластинка- ми из твердого сплава: с коническим хвостовиком насадные 21541—76 30..50 50..80 22~32 262...308 58..69 40.45 2321—
Оснащенные твердосплавными пластинками: с коническим хвостовиком насадные 21540—76 12...50 32.,.80 16^40 182...369 50-.90 1О1„.22О 2320—
Обозначения: D — диаметр; d—диаметр отверстия для насадных инструментов и нод направляющие
штифты; L — общая длина; I — длина рабочей части.
1 -Индекс разновидности по принятой классификациис
ы 2 Для глухих отверстий.
Таблица 4.30. Зенковки, метчики, плашки -
Инструмент ГОСТ 1 '-«W Индекс*
Зенковки
Цилиндрические для обработки опорных Поверхностей под крепежные детали 15599—70 2350—
То же, с пластинками из твердого сплава 15600—70 2350—
Конические 14953—80 2353—
Метчики
Гаечные 1604—71 2640—
Машинно-ручные 3266—71 2620—
Гаечные с изогнутым хвостовиком 6951—71 2642—
Машинные для метрической резьбы диа- метром от 0,25 до 0,9 мм 8859—74 2620—
Для круглой резьбы 14713—69 2614—
Машинно-ручные с шахматным располо- жением зубьев для обработки нержавеющих II жаропрочных сталей 17927—72 2620-
То же, гаечные 17929—72 2640—
Машинно-ручные с шахматным располо- жением зубьев для обработки легких сплавов 17928-72 2620—
Машинные с укороченными канавками 17931—72 2620—
То же, для обработки легких сплавов 17930—72 2620—
Машинные с винтовыми канавками 17932—72 2620—
То же, для обработки легких сплавов 17933—72 2620—
Бесстружечные машинно-ручные 18839—73 1419—
Бесстружечные гаечные 18840—73 1419—
То же, с изогнутым хвостовиком 18841—73 1419—
Плашки
Круглые 9740—71 2650—
.Для метрической резьбы диаметром от 0^5 до 0,9 мм 8860—74 2650—
Для круглой резьбы 14714—69 2654—
Для конической резьбы 6228—80Е 2684—
1 Индекс разновидности по принятой классификации,
m
Таблица 4.31. Основные типы стандартных фрез
Фрезы ГОСТ D, мм Индекс ‘
Цилиндрические
Цельные с зубьями: мелкими крупными Оснащенные винтовыми пластин- ками из твердого сплава 3752—71 8721—69 40..Л00 50...100 63_125 2200—
Торцевые цельные насадные
С мелкими зубьями С крупными зубьями Для обработки легких сплавов 9304—69 16222—70 40... 100 63.ЛОО 50...80 2210—
Торцевые сборные насадные с вставными ножамй
Из быстрорежущей стали Оснащенные твердым сплавомг с крупными зубьямн для обработки легких сплавов с мелкими зубьями для труднообрабатываемых сталей и сплавов с механическим креплением пяти- гранных твердосплавных пласти- нок то же, повышенной жесткости с механическим креплением круг- лых твердосплавных пластинок 1092—80 24359—80 16223—70 9473—80 20540—75 22085—76» 20861—75» 22088—76 80...250 100...630 100...315 , 80...630 100...200 100...200 100,..200 2214-4
Концевые
Цельные с хвостовиком: цилиндрическим коническим 17025—71 17026—71 3...12 14...63 2220— 2223—
Для обработки легких сплавов с хвостовиком: цилиндрическим коническим резьбовым, двузубые коническим, радиусные 16225—70 16226—70 16231—70 1,5—12 12...50 8,„4.0 12...50 2220— 2223— 2229— 2260—
Обдирочные с коническим хвосто- виков (с торцевыми зубьями и без них) То же, с затылованными зубьями 15086—69 4675—7Г 25...80 25...80 2225—* 2225—
Конические с хвостовиком: цилиндрическим коническим 18150—72 18151—72 3...103 3...402 2230— 2233—
1 Индекс разновидности по принятой классификации.
s Наименьший диаметр усеченного конуса рабочей части фрезы.
п»
Продолжение табл, 4.31
Фрезы {ГОСТ D, мм Индекс1
Оснащенные твердосплавными ко- ронками с хвостовиком: цилиндрическим коническим резьбовым 20533—75 20534—75 20535—75 10...14 10...22 10...22 2220— 2223— 2229-
Оснащенные винтовыми твердо- сплавными пластинками с хвостови- ком: цилиндрическим коническим коническим, удлиненные 20536—75 20537—75 20538—75 10...20 12,5...50 20...50 2220— 2223— 2223—
Твердосплавные (право- и леворе- жущие) : Цельные со стальным хвостовиком 18372—73 3...12 5...12 2220— 2220—
Концевые для труднообрабатываемых сталей и сплавов: сферические грушевидные, сферические эллипсовидные, сфероцилиндрические, конические
Твердосплавные удлиненные 18939—73... 18943—73 4, 6, 8 2844-
Оснащенные коронками из твердо- го сплава 18944—73... 18948—73 10...22 2844—
Цельные твердосплавные 18934—73... ...18938—73 4, 6, 8 2844—
Шпоночные
Цельные с хвостовиком: цилиндрическим коническим цилиндрическим, твердосплавные 9140—78 16463 -80 Е 2...25 10...40 2...12 2234— 2235— 2234—
Оснащенные твердым сплавом с хвостовиком: 6396—78
цилиндрическим 10...25 2234—
коническим Цельные для пазов шпонок сег- ментных: 6648—79 12...40 2235—
хвостовые 4,3...48,6 2234—
насадные 59; 70 2250—
324
Продолжение табл. 4.31
Фрезы ГОСТ Д мм Индекс1
Пазовые
Дисковые цельные с зубом: острозаточенным затылованным 3964—69 8543—71 50...100 50...100 2250—
Для обработки Т-образных пазов с хвостовиком; цилиндрическим и коническим коническим, с напаянными твердо* сплавными пластинками 7063—72 10673—75 12,5...40 12,5.-95 2252—
Дисковые
Цельные трехсторонние То же, с разнонаправленными аубьями То же, для обработки легких спла- вов 3755—78 9474—73 16227—70 50...125 63...125 50..Л00 2240— 2240— 2240—
Сборные трехсторонние с вставны- ми ножами из быстрорежущей стали То же, для обработки легких спла- вов То же, из твердого сплава 1669—78 16228—70 5348—69 80...315 80...315 100...315 2241— 2241— 2241—
Сборные двусторонние с вставны- ми ножами: из быстрорежущей стали для обра- ботки легких сплавов (правые и левые) из твердого сплава (правые и ле- вые) 16229—70 80...315 2245—
6469—69 100...315
Прорезные (шлицевые) и отрезные
Цельные насадные:
с мелкими, средними и крупными
зубьями (прорезные и отрезные)
для обработки легких сплавов
(отрезные)
Для разрезки пластмасс:
дисковые цельные (разные типы)
сегментные с крупным зубом
2679—73 20...315
16230—70 63...200
20320-74... —
20329—74
20319—74 250...400
2254—
3420—
и др.
3422—
Выпуклые
Вогнутые
Полукруглые
1 9305—691 50... 130 I 50... 160 2262—
325
Таблица 4Л2. Характеристика абразивных материалов и области
их применения
Шлифовальный материал Область применения
Электрокорунд (А1,Оз) нормаль- ный 12А, 13А, 14А, 15А, 16А Шлифование углеродистой и легированной стали, легированной бронзы, никелевых и алю- миниевых сплавов; 14А, 15А — черновое и предварительное шлифование с большими при- пусками на обработку, получистовое шлифо- вание, отделочные работы шкуркой; 13А, 14А, 15А — резка металлов и их сплавов; 13А, 14А — обдирочное шлифование (зачистка литья, поковок)
Электрокорунд белый 22А, 23А, 24А, 25А Чистовое (отделочное) и профильное шли- фование, резьбошлифование легированной кон- струкционной стали, шлифование и заточка режущего инструмента, шлифование тонко- стенных заготовок, хонингование тонкостенных заготовок, хонингование и суперфиниширова- ние. Шлифование твердой и вязкой бронзы и высокопрочного чугуна. Резка металлов и их сплавов (23А, 24А, 25А). Доводка пастами и суспензиями заготовок из закаленной стали, цветных металлов и сплавов (23А, 24А, 25А). Отделочные работы шлифовальной шкуркой алюминиевых сплавов
Электрокорунд хромистый 32А, ЗЗА, 34А Шлифование с повышенными припусками на обработку, заточка быстрорежущих инстру- ментов. Чистовое, тонкое и профильное шли- фование
Электрокорунд титанистый 37А Предварительное шлифование с повышенны- ми припусками на обработку
Электрокорунд циркониевый 38А Обдирочное шлифование с большими уси- лиями резания
Монокорунд 43А, 44А, 4БА Шлифование труднообрабатываемых сталей и материалов, инструментальной стали, заточ- ка многолезвийного инструмента, шлифование заготовок со сложным профилем
Карбид кремния черный 53С, 54С, 55G Предварительное, чистовое и отделочное шлифование, обдирочные работы с большими припусками на обработку заготовок из хруп- ких, твердых и очень вязких материалов (се- рый чугун, бронзовое и латунное литье, медь, мягкая бронза, твердые сплавы, неметалличе- ские материалы — стекло, фарфор). Резка ме- таллов и их сплавов. Для тяжелых обдироч- ных и зачистных работ применяют 53С
Продолжение табл. 4.32
Шлифовальный материал Область применения
Карбид кремния зеленый 63С, 64С То же, чистовое шлифование, заточка твер- досплавного инструмента, хонингование я су- перфиниширование. Доводка пастами и сус- пензиями сталей, цветных металлов и сплавов кремния, твердых сплавов
Кубический нит- рид бора (эльбор) ло, лп Шлифование труднообрабатываемых сталей, резьбошлифование, зубошлифование. Заточка инструментов из быстрорежущих сталей, Вну- треннеее прецизионное шлифование, доводка, полирование и суперфиниширование закален- ной стали
Алмаз А, АСО, АСР, АСВ, АСК, АСС Шлифование твердых сплавов, заточка я доводка твердосплавного режущего инстру- мента. Хонингование и суперфиниширование. Доводка пастами и суспензиями Твердых сплавов, закаленных сталей, керамики, ситал- ла, подложек из кремния, сапфира, кварца, арсенида галлия и других монокристаллов
Таблица 4.33. Степень твердости абразивного инструмента
Степень твердости Область применения
Ml, М2, М3, СМ1, СМ2 (мягкие и средне- мягкие) Плоское шлифование торцом круга (на бакелитовой связке), периферией круга (на керамической связке). Шлифо- вание я заточка инструмента из твердых сплавов, минералокерамики, закаленных углеродистых и легированных сталей. Тонкое шлифование, резьбошлифование, зубошлифование, суперфиниширование. Шлифование цветных металлов и спла- вов
СМ2, Cl, С2 (средне- мягкие и средние) Чистовое шлифование (круглое, пло- ское, внутреннее, бесцентровое) загото- вок из закаленной стали. Шлифование резьб с крупным шагом. Обдирочное шлифование торцем круга
С2, СТ1, СТЗ (средние и среднетвердые) Шлифование (круглое, бесцентровое, профильное, резьбошлифовальное) неза- каленных углеродистых и легированных сталей и сплавов и других вязких ма- териалов. Плоское шлифование сегмен- тами. Хонингование
Продолжение табл. 4.33
Степень твердости Область применения
СТ2, СТЗ, Т1,Т2 (сред- нетвердые и твердые) Обдирочное шлифование, шлифование фасонных профилей, прерывистых по- верхностей, отрезные работы, зачистка поковок и литья. Ведущие круги для бесцентрового шлифования, хонингова- ние закаленных сталей
ВТ1, ВТ2, ЧТ1, ЧТ2 (весьма твердые и чрез- вычайно твердые) Силовое и обдирочное шлифование, правка абразивных кругов методом об- катки и шлифования. Шлифование за- готовок с малым припуском (детали ча- совых механизмов), шлифование шари- ков для подшипников
Таблица 4.34. Структура кругов для различных видов
шлифования
Номер структуры Область применения
1...3 Шлифование заготовок с малым припуском на об- работку кругами на керамической и бакелитовой связках. Обработка шарикоподшипников
з, 4 Шлифование и доводка хрупких и твердых мате- риалов. Профильное шлифование и шлифование с большими подачами и переменной нагрузкой, рез- ка металла
5, 6 Шлифование металлов с высоким сопротивлением разрыву: круглое наружное, бесцентровое плоское
периферией круга
7, 8 Шлифование вязких металлов с низким сопротив- лением разрыву. Плоское шлифование торцем круга, внутреннее шлифование, заточка инструмента
9... 12 Скоростное шлифование, для уменьшения теплооб- разования при шлифовании, профильное шлифование мелкозернистыми кругами, шлифование резьбы, за- точка твердосплавного инструмента __
14...16 Шлифование неметаллических материалов, а так* же металлов с низкой теплопроводностью
328
Таблица 4.35. Связки
Связка Инструмент
1 Керамическая КО Малогабаритные круги для внутреннего шлифования
К1, К2, К4, К5, Кб, К8 Из электрокорунда для всех видов шлифо- вания, кроме резки материала
К5, К7 Для скоростного врезного, профильного пре- цизионного шлифования
КЗ Из карбида кремния для всех видов шли- фования и заточки инструмента
Бакелитовая Б С повышенной режущей способностью для шлифования заготовок, имеющих склонность к прижогам, для зачистного и обдирочного шлифования, заточки и хонингования
Б1 Общего назначения: для плоского и внут- реннего шлифования, заточки инструментов, резки металла
Б2 Для шлифовальных сегментов при торцевом шлифовании
БЗ Для резьбошлифования, резки материала и хонингования
БУ Для скоростного шлифования кругами, ар- мированными стеклосеткой, с Ркр<80 м/с
Вулканитовая В, В1 Общего назначения: для бесцентрового шли- фования, резки, профильного шлифования, хо- нингования незакаленных сталей
В2 Для скоростного шлифования и резьбошли- фования
ВЗ С повышенной режущей способностью для профильной обработки подшипников качения, чистового шлифования цилиндрических и не- круглых поверхностей
Глифталевая (ГФ); поливинилформа- левая (ПФ); эпок- сидная 1 Для доводочных и полировальных работ
Металлическая,
органическая,
керамическая
Для алмазного инструмента различного на-
значения
12 п. П. Серебреницкий
329
4.3. ВСПОМОГАТЕЛЬНЫЙ ИНСТРУМЕНТ
Вспомогательный инструмент подразделяется на ряд подгрупп
(табл. 4.36). Обозначают его так же, как и режущий, двумя четы*
рехзначными индексами. Например, державка суппортная отогнутая
левая для стержневого резца сечением 10X10 мм обозначается так:
державка 6701—0004 ГОСТ 13065—67.
Конструкции вспомогательного инструмента разнообразны. Он
используется при работе практически на всех станках. На токарных
станках —это различные державки для крепления резцов, втулки,
патроны (рис. 4.28, 4.29). В револьверных головках токарно-револь-
Рис. 4.28. Патрон для
нарезания резьбы:
а — общий вид; б — креп»
ление метчика; в — крепле»
ние плашки; / — хвостовику
2 — корпус; 3 — рукоятка;
4 — втулка переходная для
плашки; 5 — втулка для
метчика
Рис. 4.29. Крепление
сверла в пиноли задней
бабки с помощью пат-
рона
верных станков режущий инструмент крепят с использованием
стоек, патронов, втулок и т. д. На станках сверлильной группы
с помощью втулок, патронов, державок крепят сверла, зенкера, зен-
ковки, развертки, метчики (рис. 4.30, 4.31) и т. д. Крепление фрез
на фрезерных станках практически невозможно без соответствую-
щих оправок, втулок и т. п. (рис. 4.32).
Вспомогательный инструмент подбирается к станку по уже вы-
бранному режущему инструменту для данного перехода операции
технологического процесса. Вспомогательный инструмент должен
иметь, с одной стороны, установочные поверхности и элементы
крепления, соответствующие режущему инструменту, а с другой —
поверхности установки и элементы крепления, соответствующие по-
садочным местам станка, В связи с этим при его выборе необхо-
димо;
330
четко определить конструкцию режущего инструмента, форму и
конструктивные особенности его установочных поверхностей и эле-
ментов крепления;
установить вид и характер посадочного места данного станка,
форму установочных поверхностей, особенности элементов и тре«
буемый характер крепления;
Рис. 4.30. Крепление метчиков
в быстросменном патроне:
а — в переходной втулке; б — с по*
мощью разрезной втулки; 1 — пат*
рон; 2 — втулка переходная; 3—•
метчик; 4 — втулка разрезная
Рис. 4.31. Плавающий патрон
для крепления разверток с ци-
линдрическим хвостовиком;
1 — корпус; 2 — пружина; 3 — ша*
рики; 4, 3 —гайки; 5 — шайба;
6 — поводок; 7 — втулка
сравнить соответствующие данные установочных поверхностей
и элементов крепления режущего инструмента и посадочного места
станка;
подобрать по соответствующим ГОСТам или нормаляхм (или
спроектировать) вспомогательный инструмент, который по своим
данным соответствовал бы и режущему инструменту, и станку,
т. е. явился бы согласующим промежуточным звеном между ними;
проверить соответствие выбранного вспомогательного инстру-
мента характеру выполняемого перехода операции технологического
процесса.
Данные о выбранном вспомогательном инструменте записы-
ваются в соответствующих графах карт технологического процесса
рядом с данными о режущем инструменте в соответствии с приня*
тыми обозначениями.
331
Рис. 4.32. Крепление торцевых фрез на оправке
с торцевым пазом
а — схема; б — элементы; 1 — шомпол; 2 — гайка; 3 —*
шпиндель станка; 4 — оправка; 5 — шпонка на торце шпин-
деля; 6 — шайба; 7 — винт; 8 — переходное кольцо; 9
фреза
Таблица 4.36. Вспомогательный инструмент (условные
обозначения)
Наименование Индекс 1 Наименование Индекс1
Втулки переходные цельные (под конусный хвостовик) С наружным конусом, конусом Морзе с лапкой 610 2 6100— То же, с конусом Мор- зе затяжным То же, с метрическим То же, с конусом 7 : 24 С наружным цилинд- ром 6101— 6102— 6103— 6105—
1 Индекс разновидности инструмента по принятой классифи-
кации.
2 Индекс вида.
332
Продолжение табл. 4.36
Наименование Индекс 1 Наименование Индекс ‘
Патроны для концево- го насадного инструмента Жесткие кулачковые То же, с втулками 615 2 6150— 6151— Перемещающиеся ка- чающиеся То же, плавающие То же, самоустанавли- вающиеся 6155— 6156— 6157—
Оправки для фрез Хвостовые, с конусом Морзе То же, с конусом 7 : 24 Двухопорные, с кону- сом Морзе То же, с конусом 7 : 24 6222 6220— 6222— 6224— 6225- Оправки для насадных зенкеров, разверток и зенковок Без направляющих, с конусным хвостовиком То же, с цилиндриче- ским хвостовиком С направляющими, с одним направлением То же, с двумя на- правлениями 6232 6230- 6232— 6235— 6236—
Державки для резцов Прямоугольных прямых Прямоугольных отогну- тых 670 2 6700— 6701— Призматических (тан- генциальных) Круглого сечения 6703— 6708—
4.4. ПРИСПОСОБЛЕНИЯ
Приспособления наиболее часто классифицируют по двум при-
знакам: по группам станков и по степени специализации. Наиболее
характерными и распространенными являются приспособления для
Токарных, револьверных, круглошлифовальных, сверлильных, рас-
точных, фрезерных, протяжных и зубообрабатывающих станков.
По степени специализации приспособления можно разделить на
пять групп: универсально-безналадочные (УБП), универсально-на-
ладочные (УНП), универсально-сборные (УСП) и сборно-разборные
(СРП), специализированные наладочные (СНП) и специальные при-
способления.
В практике широко используются приспособления всех групп.
Универсально-безналадочные приспособления
применяются при обработке различных деталей и в ряде случаев
на различных станках. Перед использованием приспособления не
требуют доработки и укомплектования. К подобным приспособле-
ниям относятся различные патроны (рис. 4.33...4.35), тиски
(рис. 4.36), поворотные столы, делительные устройства, центры и
оправки. Многие из них стандартизованы (табл. 4.37, 4.38). Мно-
гие детали приспособлений УСП также стандартизованы. Эти
приспособления собираются для каждой данной операции и детали
из отдельных элементов. По истечении надобности в таком приспо-
соблении оно разбирается на составные детали и узлы, которые
могут быть использованы для компоновки другого приспособления
(рис. 4.37).
333
Специальные и специализированные приспо-
собления служат для обработки данной детали (группы типовых
деталей) на определенной операции. Разработка и изготовление
подобных приспособлений требуют соответствующих навыков [14],
Рис. 4.33. Цанговый патрон?
1 — упор; 2 — корпус; 3 — цанг?-,
4 — зажимная гайка
Рис. 4.34. Поводковый патрон
(а) с хомутиком (б)
Таблица 4.37. Основные типы стандартизованных патронов
и тисков
Приспособления ГОСТ Индекс1
Патроны
Самоцентрирующие трехкулачковые 2675—80 7100—
Токарные поводковые 2571—71 7108—
Поводковые для резьбовых концов шпин- делей Четырехкулачковые с независимым пере- мещением кулачков 2572—72 7108—
3890—72 7103—
Поводковые 13334—67 6152—
Самоцентрирующие двухкулачковые 14903-69 7102—»
Цанговые к токарно-револьверным стан- кам 17200—71 6151—
Магнитные 16934—71 7108—
Токарные самоцентрирующие трех- и двухкулачковые клиновые и рычажно-кли- новые 24351—80 7102—
1 Индекс разновидности по принятой классификации.
334
77родолжение табл. 4.37
Приспособления ГОСТ Индекс 1
Тиски
Станочные с эксцентриковым зажимом и одной подвижной губкой 18237—72 7200—
То же, с двумя подвижными губками 18684—73 7200—
Станочные винтовые самоцентрирующие рычажные для круглых профилей 21167—75 7200—
То же, с призматическими губками для круглых профилей 21168—75 7200—
Станочные с ручным и механизирован- ным приводами 14904—80 7200—
6)
Рис. 4.35. Патроны:
а — трехкулачковый; б — четырехку*
лачковый; в — использование трехку*
лачкового патрона и делительной го*
ловки при фрезеровании; 1 — bhhtj
2 — диск; 3 — кулачки.
335
Рис. 4.36. Универсально-безналадочные приспособления:
а — тиски; б — поворотный стол; в — использование поворотного стола
для позиционного фрезерования; 1 — стол станка; 2 —поворотный стол;
3 — обрабатываемая деталь; 4, 5 — приспособления; 6 — заготовка на по-*
зшии загрузки
Рис. 4.37. Приспособление УСП:
1 — обрабатываемая деталь; 2 —
прихват; 3 — болт прихвата; 4—
установочные планки; 5 — опоры;
6 — базовая плита
Таблица 4.38. Оправки стандартизованные, хомутики, центры
Приспособления, элементы приспособлений ГОСТ Индекс1
Оправки
Кулачковые шпиндельные с зажимом: ручным винтовым 1 1 17528—72 7112—
пневматическим ! 17529—72 7113—
Кулачковые фланцевые с зажимом: ручным винтовым I ! 17530—72 7112—
пневматическим 1 17531—72 7113—
1 Индекс разновидности по принятой классификации.
336
Продолжение табл. 4.38
Приспособления, элементы приспособлений ГОСТ Индекс1
Зубчатые (шлицевые) прямобочные: конические центровые центровые центровые с прессовой посадкой загото- вок шпиндельные Центровые для точных работ: конические цилиндрические цилиндрические ступенчатые 18437—73 18438—73 18439—73 18440—73 16211—70 16212—70 16213—70 7150— 7150— 7150— 7113— 7141— 7160— 7160—
Хомутики поводковые для токарных и фрезерных работ Хомутики поводковые для шлифоваль- ных работ 2578—70 16488—70 7107— 7107—
Центры упорные с отжимной гайкой Полуцентры упорные Центры упорные Центры поводковые Центры упорные с конусностью 1 : 10 и 1 :7 То же, с отжимной гайкой Центры вращающиеся 2775—79 2576—79 13214—79 18257—72 18259—72 18260—72 8742—75 7032— 7032— 7032— 7162— 7032— 7032—
4.5. ИЗМЕРИТЕЛЬНЫЕ СРЕДСТВА
Измерительные средства, применяемые в машиностроении, при-
нято делить на следующие основные группы: меры, калибры, уни-
версальные инструменты и приборы.
Меры — тела, вещества и устройства конкретного (веществен-
ного) воспроизведения единиц измерения, а также величин, кратных
или дольных им. Меры бывают с постоянными значениями (конце-*
вые меры длины, угловые плитки) и переменными значениями (мас-
штабные линейки, лимбы и т. п.).
Калибры — инструменты, дающие возможность определить
отклонения от заданных размеров, форм и взаимного расположения
поверхностей без установления величин самих отклонений.
Универсальные инструменты и приборы позво-
ляют установить значение измеряемой величины.
Кроме того, существуют специальные измерительные средства,
предназначенные для повышения производительности контроля
определенных типов деталей. К этим средствам относятся контроль-
ные приспособления, автоматы, полуавтоматы и т. п.
Концевые меры длины (ГОСТ 9038—73 и 13581—68) являются
исходными измерительными средствами в машиностроения. С их
помощью проверяют, градуируют и устанавливают на размер ин-
струменты и измерительные приборы. Их применяют также при
337
особо точных координатно-расточных п разметочных работах, при
наладке станков и т. п.
Рабочие размеры концевых мер установлены в пределах от 0,1
до 2000 мм с градацией через 0,001; 0,01; 0,1; 0,5; 10,0; 25,0; 50;
100 и 1000 мм.
Меры комплектуются в наборы от 7 до 116 шт. Меры длины
по ГОСТ 13581—68 выполняются из твердого сплава.
Рис. 4.38. Измерительные средства:
а — концевые меры длины; о, г — использование набора мер; в — уг«
ловые меры; д — набор щупов; 1 — мера; 2 — державка
По точности изготовления концевые меры делятся на четыре
класса: 0, 1, 2 и 3.
Для расширения области применения концевых мер и создания
удобств в работе применяют специальные державки, струбцины
с зажимными сухарями, блоки с центровыми боковиками и другие
принадлежности (ГОСТ 4119—76).
Угловые меры призматические (ГОСТ 2875—75) применяются
для точных измерений и для проверки угловых шаблонов, шкал,
угломерных инструментов и приборов. Они представляют собой
стальные пластины треугольной и четырехугольной формы толщи-
ной 5 мм (рис. 4.38, в), Треугольные плитки имеют один рабочий
338
угол а от 10 до 79е, а четырехугольные — четыре рабочих угла от
80 до 100°.
Установлено три класса точности угловых плиток: 0-й класс
с предельными отклонениями рабочих углов ±5"; 1-й ±10" и 2-й
±30". Измерительные плоскости угловых плиток, так же как и
концевых мер, обладают способностью притираться («слипаться»)♦
Отклонения их от плоскостности не превышают 0,0003 мм.
Угловые плитки выпускаются наборами (93, 33, 24, 8, 7 шт.)
с общим пределом измерений от 10 до 360°. Изготовляются также
наборы, содержащие три призмы (шестигранную, восьмигранную и
двенадцатигранную) для измерения углов с градациями 30, 45 и
60°. Для осуществления измерений угловыми плитками из них со-
ставляют блоки с помощью комплекта принадлежностей, состоя-*
Рис. 4.39. Штриховые инструменты
щего из односторонних и двусторонних державок, лекальной линей-
ки, державки к линейке, отвертки и клиновых штифтов. Проверка
углов угловыми плитками производится на просвет. При хорошей
освещенности погрешность при измерении углов плитками обычно
не превышает 15".
Щупы. Для определения величины зазоров применяют щупы
(рис. 4.38, Э), которые обеспечивают точность измерения 0,01 мм.
Согласно ГОСТ 882—75 щупы изготовляют двух классов точности
(с отклонениями от 4-5 до 4-15 мкм для 1-го класса и от 4-8 до
4-25 мкм — для 2-го) и выпускаются в семи наборах. Например,
в набор № 1 входят следующие номинальные размеры пластин:
0,03; 0,04; 0,05; 0,06; 0,07; 0,08; 0,09; 0,1 мм.
Штриховые инструменты (рис. 4.39) характеризуются наличием
ряда прямых штрихов, нанесенных на плоскости через «определен-
ные расстояния один от другого, и могут воспроизводить любое
кратное или дробное значение единицы измерения.
Образцовый штриховой метр (рис. 4.39, а) пред-*
назначен для проверки шкальных инструментов. По реборде пере-*
мещаются два движка с лупами 7-кратного увеличения для повы-*
шения точности отсчета по шкалам. Деления нанесены с одной сто-
роны через 1 мм, а с другой — через 0,2 мм. В реборду вмонтиро^
ван термометр. Пределы измерения — 1000 мм при точности
до 0,1 мм.
339
Стальные измерительные линейки (ГОСТ 427—75)
служат для измерения линейных размеров. Их изготовляют жест-
кими и упругими. Упругие линейки можно свернуть в кольцо, бла-
годар я чему ими можно
измерять длину кривой, на-
пример, дуги. Штрихи на
линейках (рис. 4.39, б) на-
несены через 1 мм с точно-
стью от ±0,1 до ±0,2 мм
в зависимости от длины
линейки. Линейки выпуска-
Рис. 4.40. Калибры для контроля
отверстий:
а — пробка односторонняя; б — пробка
двусторонняя с цилиндрическими встав-
ками; в — пробка двусторонняя со
вставками; е — пробка с насадками;
д — пробка листовая; е — штихмас; а® —
схема контроля отверстия пробки
месте), приемные (используются работниками ОТК и заказчиками)
и контрольные (для контроля самих калибров).
Калибры для проверки отверстий могут быть различных кон<
струкций (рис. 4.40).
Калибры-пробки односторонние имеют только
ются с пределами измере-
ния от 100 до 1000 мм.
Точность измерения —
0,25...0,5 мм.
Рулетка (рис. 4.39, в)
и складной метр (рис.
4.39, д) предназначены для
грубых измерений. Рулетка
состоит из стальной или
матерчатой ленты, помещен-
ной в футляр. Деления на-
несены через 1 мм на лен-
тах длиной до 2 м или че-
рез 1 см на более длинных.
Метр состоит из нескольких
одинакового размера звень-
ев, соединенных шарнирно.
Цена деления — 1 мм, дли-
на звена—100 мм.
Рулетки позволяют ве-
сти замеры в пределах от
1000 да 50 000 мм, а склад-
ные метры — от 1000 до
2000 мм при точности из-
мерения до 1 мм.
Ленточный метр
(рис. 4.39, г) является раз-
новидностью рулегки.
Калибры—бесшкальные
контрольные инструменты,
воспроизводящие одно или
два предельных значения
проверяемого размера и
служащие для контроля
размеров деталей и взаим-
ного расположения поверх-
ностей (табл. 4.39). По тех-
нологическому назначению
калибры подразделяют на
рабочие (для проверки раз-
меров деталей на рабочем
340
одну проходную или непроходную сторону. У двусторонних
калибров-пробок две стороны: одна проходная, а другая
непроходная. Калибры-пробки предназначены для измерений отвер-
стии диаметрами до 100 мм.
Пробки листовые односторонние и двусторонние имеют
предельные размеры от 18 до 300 мм.
У штихмасов и нутромеров сферических (рис. 4.40, е)
предельные размеры составляют от 75 до 1000 мм.
Деталь считается годной, если проходная сторона калибра под
легким давлением входит в деталь. Непроходная сторона калибра
Рис. 4.41. Калибры для проверки валов:
а — скоба листовая двусторонняя; б — скоба листовая
односторонняя; в, г — скобы литые; д — скоба регули-
руемая; е — схема контроля вала скобой
не должна входить в деталь. Не следует сильно нажимать на ка-
либр, так как при этом не обеспечивается точность измерения.
Калибры для проверки валов выполняются в виде скоб различ-
ных конструкций (рис. 4.41).
Скобы листовые предельные изготовляются с пре-
делами измерений от 1 до 50 мм. Скобы штампованные
предельные двусторонние и односторонние — от 3 до 170 мм.
Скобы литые со вставными губками предельные од-
носторонние— от 100 до 325 мм. Скобы регулируемые
предельные односторонние — до 330 мм.
Деталь считается годной, если проходная сторона скобы под
давлением своего веса проходит через вал (рис. 4.41, е). Непроход-
ная сторона скобы не должна проходить через вал.
Внутреннюю резьбу в гайках проверяют предельными резьбо<
выми пробками, а наружную — жесткими и регулируемыми предель-
ными резьбовыми кольцами (рис. 4.42).
Резьбовые пробки изготовляют трех видов: цельные
(пределы измерений 1...6 мм); со вставками (пределы измерений
6... 100 мм) и с насадками (пределы измерений 52... 100 мм).
341
Резьбовые кольца бывают двух видов: жесткие и регу-
лируемые с пределами измерения диаметров от 1 до 100 мм. Резь-
ба непроходных пробок и колец имеет укороченный профиль (сре-
занный до среднего диаметра) и выполняется в пределах 2...3,5 витка.
Для измерения резьбы на деталях в серийном производстве
применяются резьбовые скобы (рис. 4.42, в). В корпусе 1
скобы смонтированы две пары роликов: проходная 2 и непроход-
ная 3. Ролики установлены на эксцентричных валиках, что дает
возможность легко регулировать размер скобы.
Рис. 4.42. Калибры для контроля резьб:
« — двусторонняя резьбовая пробка; б — резьбовые кольца; в —резьбо*
вая скоба; г — схема контроля внутренней резьбы пробкой; д — схема
контроля шага резьбы пластинчатым резьбомером
Шаг резьбы можно контролировать пластинчатым резь-
бомером (рис. 4.42, д) путем подбора пластины, обеспечивающей
минимальный зазор по профилю резьбы. Контроль среднего диамет-
ра достаточно просто можно осуществлять с помощью микрометра
и мерных проволочек-роликов по ГОСТ 2475—62 (СТ СЭВ 242—75)*
устанавливаемых при контроле во впадину резьбы [8].
Калибры листовые (рис. 4.43) используются для про-
верки уступов, высот, длин, ширины пазов и т. п. Калибры для про-
верки уступов выполняются в виде Т-образных или Г-образных
шаблонов.
Калибры листовые предельные двусторонние пред-
назначены (рис. 4.43, г) для измерения пазов с размерами от 2
до 50 мм. Калибры листовые с рисками (рис. 4.43, б) используются
для измерения длины деталей от 15 до 200 мм и более. Риски ука-
зывают предельные — наибольший и наименьший — размеры изме-
ряемой длины. Расстояние между рисками должно быть не менее
0,5 мм.
342
Калибры-пробки для проверки конических от*
в е р с т и й (рис. 4.44, а, г) выполняются с уступом, длина которого
является допуском на базовое расстояние конической поверхности.
Для точной проверки конусности на измеряемой поверхности детали
Рис. 4.43. Листовые калибры-шаблоны для проверки:
а — уступов; 6, в — длин; г — ширины пазов; д — высоты
колец; е — глубины пазов и отверстий
или на калибре проводят мелом, синей краской, разведенной на
масле, или карандашом две-три линии вдоль образующей конуса.
Затем калибр вставляют в деталь (или надевают на нее) и по*
Рис. 4.44, Калибры для проверки конических поверхно-
стей
вертывают на часть оборота. Неравномерное стирание линий указы-
вает на вид и расположение погрешностей конуса.
Калибры для проверки наружных конических
поверхностей изготовляются в виде конусных втулок
(рис. 4.44, б) или угловых скоб (рис. 4.44, в). При использовании
их конусность контролируется по световой щели или по рискам.
343
Штангенинструменты — штангенциркули, штангенглубиномеры,
штангенрейсмасы являются наиболее распространенными в машино-
строении видами измерительного инструмента. Их применяют для
измерения наружных и внутренних диаметров, длин, толщин, глу-
бин и т. д. (рис. 4.45).
Отсчетное устройство любого штангенинструмента
состоит из основной шкалы, нанесенной через 1 мм на штанге ин-
струмента, и шкалы нониуса (рис. 4.46). На основной шкале име-
ются миллиметровые деления. На шкале нониуса, длина которой
соответствует 9 делениям штанги (9 мм), нанесено 10 делений. Та-
ким образом, каждое деление нониуса равно 0,9 мм, т. е. короче
деления штанги на 0,1 мм. Это позволяет вести отсчет измерений
с точностью до 0,1 мм. В штангенинструментах^ используются но-
ниусы и с другой ценой деления: 0,05 и 0,02 мм. Типы штангенин-
струментов и их данные приведены в табл. 4.40.
Штангенрейсмасы предназначены для измерения высот
(рис. 4.46, д). Конструкция рамки инструмента позволяет устанав-
ливать в ней, в зависимости от рода работ, ножки для измерения
высот или для разметки.
Штангенглубиномеры (рис. 4.46, е) предназначены для
измерения глубин отверстий и пазов. 1
Кронциркули и нутромеры (рис. 4.47) используются
для сравнительно грубых измерений охватываемых и охватывающих
поверхностей с точностью от 0,2 до 0,5 мм. Если кронциркуль уста-
навливать не по линейке, а по точному шлифованному валику, то
точность измерения может быть повышена до 0,05...0,1 мм.
Точность измерения нутромером ±0,5 мм. При снятии размера
с его ножек штангенциркулем точность измерения может быть по-
вышена до ±0,1 мм.
Микрометрические инструменты (рис. 4.48) служат для опре-
деления размеров наружных поверхностей (микрометр), диаметров
отверстий (нутромер) и их глубины (микрометрический глубино-
мер) с точностью до 0,01 мм.
Работа микрометрических инструментов основана на использо-
вании принципа винтовой пары. При вращении винта изменяется
расстояние между мерительными наконечниками (пяткой и винтом).
Для ограничения усилия зажима измеряемой детали при контроле
винт вращают за трещотку, которая автоматически ограничивает
прикладываемый момент. Шаг микровинта равен 0,5 мм, поэтому
за один оборот барабана измерительный наконечник перемещается
также на 0,5 мм. При 50 делениях на барабане цена одного деле-
ния равна 0,01 мм. Отсчет целого числа миллиметров ведется по
нижней шкале (с цифрами), отсчет полумиллиметров — по верхней
шкале (указателем при этом является край конуса барабана), а со-
тых долей миллиметра — по шкале на конусной части барабана
(рис. 4.48, а).
Микрометры по ГОСТ 6507—78 (СТ СЭВ 344—76 — СТ СЭВ
352—76) выпускаются нескольких типов (табл. 4.41):
МК — гладкие, для измерения наружных размеров;
МЛ — с циферблатом,- для контроля толщин листов и лент;
МТ — для измерения толщины стенок труб;
М3 — для контроля длины общей нормали зубчатых колес диа-
метром до 300 мм с модулем свыше 1 мм.
Микрометры гладкие МК (рис. 4.48, б) выпускаются
16 типоразмеров с пределами измерений от 0...15 мм до 500...600мм.
Микрометр листовой МЛ отличается от обычного
большим вылетом скобы и наличием специального циферблата.
344
Рис. 4 45 Контроль с помощью штангенинструментов:
а—диаметров, б, в — длин, г, б — внутренних канавок; е — диаметров отверстий; выверка и разметка (ж)
i)
S)
Рис. 4.46. Штангенинструменты:
а —схема отсчетного устройства; б — штангенциркуль ШЦ-1; в —штан«
генциркуль ШЦ-П; г — штангенциркуль ШЦ-IIГ,д — штангенрейсмас, е —•
штангенглубиномер; 1 — штанга; 2 — измерительная губка; 3 — нониуся
4 — рамка; 5 — винт крепления рамки; 6 ножка
Рис. 4.47. Кронциркули и нутромеры:
а — кронциркуль нормальный; б — нутромер нормальный; в — схема кон«
троля пружинным кронциркулем; схема контроля пружинным нутро-
мером; д, е — отсчет размера
Микрометр трубный МТ обеспечивает точное измерение
толщины стенок труб, цилиндров и т. п. От обычного микрометра
отличается наличием сферы на пятке и скоса на скобе для возмож-
ности замера труб с малым внутренним диаметром.
Микрометры настольного вида (ГОСТ 11195—74)
выпускаются двух типов: МГ и МВ с пределами измерения 0...20
и 0...10 мм при погрешностях показаний ±3 мкм.
Рис. 4.48. Микрометрические инструменты:
а — схема отсчетного устройства; б — микрометр гладкий типа МК; в —
микрометрический нутромер; г — вставки к микрометру для контроля
резьбы; д — микрометр для измерения внутренних размеров; е — микро-
метрический нутромер; ж — схема контроля вала микрометром; з — схема
контроля отверстия нутромером; 1 — плитка; 2 — микрометрический винт;
3 — стопорный винт; 4 — стебель; 5 — барабан; 6 — трещотка; 7 — скоба
Нутромеры микрометрические (ГОСТ 10—75) поз-
воляют вести измерения внутренних размеров в пределах от 75 до
6000 мм (табл. 4.42).
Механические измерительные приборы делятся на три группы:
рычажные, рычажно-зубчатые и зубчатые. Как правило, они пред-
назначены для относительных измерений.
В рычажных приборах перемещение от измерительного стержня
к стрелке осуществляется с помощью рычагов, поэтому таким меха-
низмам свойственна непропорциональность перемещений между из-
мерительным штифтом и стрелкой, а также незначительные пределы
показаний.
Для уменьшения влияния этих недостатков в некоторых при-
борах между концом рычага и стрелкой размещается зубчатая пара.
Такие приборы называются рычажно-зубчатыми.
В зубчатых приборах перемещение от измерительного стержня
348
к стрелке передается только за счет зубчатых пар, что обеспечивает
его пропорциональность и большой диапазон измерений.
Индикаторы часового типа (ГОСТ 577—68) являют-
ся наиболее распространенными измерительными приборами
(рис. 4.49). В индикаторах типа ИЧ (рис. 4.49, а) измерительный
стержень перемещается параллельно шкале, а в приборах типа ИЧТ
и ИТ (рис. 4 49, б) — перпендикулярно шкале. Индикаторы изго«
Рис. 4.49. Индикаторы: ,
а —типа ИЧ; б —типа ИТ; в, О —схема контроля радиального биения
детали; г — настройка индикатора на размер (А) с помощью концевой
меры; а —схема контроля торцевого биения детали
товляются двух классов точности: 0-го и 1-го с различными преде-
лами измерений (табл. 4.43).
Индикаторы многооборотные (ГОСТ 9696—75) вы-
полняются с ценой деления 0,001 или 0,002 мм.
Головки измерительные р ы ча жно-зу бчатые
(ГОСТ 18833—73) типов 1ИГ и 2ИГ с ценой деления 0,001 и
0,002 мм обеспечивают измерения в пределах соответственно ±0,05
и ±0,10 мм.
Микрометры рычажные (ГОСТ 4381—68) предназначены для
контроля наружных размеров изделий и представляют собой соче-
тание нормальной микрометрической головки с рычажным механиз-
мом скобы. В отличие от микрометра обычной конструкции рычаж-
ный микрометр имеет подвижную пятку, связанную системой рыча-
гов со стрелкой.
Микрометры рычажные со встроенным в корпус от-
счетным устройством типа МР (рис. 4.50, а) предназначены для
измерения наружных размеров до 50 мм включительно.
Микрометры рычажные, оснащенные измерительными
головками типа МРИ, используются для измерения наружных раз-
меров от 50 до 2000 мм.
349
Рис. 4.50. Измерительные приборы:
а — микрометр рычажный типа МР; б — микрометр рычажный с индика*
тором; в — индикаторная скоба; а —рычажная скоба; д — индикаторный
нутромер; е — схема измерения вала рычажным микрометром; ж — схема
измерения диаметра отверстия индикаторным нутромером; з—-линейная
скоба; 1, 2 — измерительные наконечники; 3 — индикатор
Таблица 4.39. Калибры
Наименование Диапазон размеров, мм гост | Индекс1
Скобы для диаметров i Составные Составные двусторонние Листовые двусторонние (листо- вые) Листовые Листовые со сменными губками Штампованные залов не] 1...6 Л...6 3...10 10...100 100...180 (180...260) 100...180 (180...260) 10...50 (50...180) регулир ус 18358—73 18359—73 18360(61)- 18362—73 18363(64)— 73 18365(66)— 73 18367(68)— гмые 8116— 8113— впз- впз— 8115-
Пробки для диаметров отверстий
Двусторонние с вставками 1...6 (3...50) 1480Д10)— 14808(9)—69 14811—69 14812(13)— 14814—69 14815(16)— 69 14817(18)— 69 14819—69 14820(21)— 69 14822(23)— 69 14824(25)— 69 14826—69 14827—69 8133—
Проходные (непроходные) со вставками Двусторонние с неполными не- проходными вставками Проходные (непроходные) со вставками Непроходные с неполными встав- ками Проходные (непроходные) с на- садками Штампованные проходные (не- проходные) с насадками Непроходные с неполными на- садками Проходные (непроходные) не- полные штампованные Проходные (непроходные) не- полные Проходные (непроходные) не- полные с накладками Односторонние листовые Нутромеры непроходные сфери- ческие 1...6 6...50 50...75 50...75 50...100 Г50...100 50...100 1ОО(75)...16О 1ОО(75)...ЗОО 160...300 50...250 100...360 8136— 8136— 8136— 8140— 8141—
Скобы для ограничения длин и высот
Листовые односторонние (дву- сторонние) Трубчатые двусторонние 10...360 300...500 18355(56)- 18357—73 —
Скобы для диаметров валов регулируемые
Гладкие I до 340 1 | 2216—68 | 8118—
1 Индекс разновидности по принятой системе классификации.
351
Продолжение табл. 4.39
Наименование Диапазон размеров, мм гост Индекс 1
Калибры для ограничения размеров шпоночных
и других Пробки шпоночные То же Призмы шпоночные для валов Глубиномеры шпоночные для отверстий То же Глубиномеры шпоночные для валов Глубиномеры для сегментных шпоночных пазов Пробки пазовые : пазов 9...18 18...56 (56...125) 8...22 (22...200) 3...10 (10...90) 90...200 6...200 1...21 1...3 (3...50) 24110—80 24111(12)— 80 24113(14)— 80 24115(16)— 80 24117—80 24118—80 24119—80 24120(21)— 80 —
Пробки резьбовые общего для метрических резьб назначения
Проходные (непроходные) 1(2)...1ОО 17756(57)— 72
Проходные (непроходные) 105...300 17761(62)- ~ 72
Кольца резьбовые для метрических резьб
общего назначения
Проходные (непроходные)
Проходные (непроходные)
1(2)...100
105...300
17763(64)—
72
17765(66)—
72
Таблица 4.40. Штангенинструменты
Тип Пределы измерений, мм Величина отсчета по нониусу, мм Предельная погрешность показаний, мм
Штангенциркули (ГОСТ 166—80)
ШЦ-1 0...125 0,1 1 ±0,1
ШЦ-П 0...160 0,05 1 ±0,05 '
ШЦ-Ш 0...400 250...630 320... 1000 0,1 ±0,1
500... 1600 800...2000 0,1 ±0,2
1500...3000 1 0,1 ±0,3
2000...4000 1 1 0,1 1 ±0,4
352
Продолжение табл. 4.40
Тип Пределы измерений, мм Величина отсчета по нониусу, мм Предельная погрешность показаний, мм
шцц 6...150 0,05 ±0,1
шцо-ш | 14...320 | 0,05 и 0,1 ±0,05 и ±0,1'
ШЦР 1 I 15...300 | 1 0,1 1 1 ±0,1
Штангенрейсмасы (ГОСТ 164—80)
ШР-250 ШР-400 Ш Р-630 0...250 40...400 60...630 0,05 0,05 0,05 и 0,1 ±0,05 ±0,05 ±0,05 и ±0,1
ШР-1000 ШР-1600 IUP-2500 100... 1000 600... 1600 1500...2500, 0,1 ±0,1
Штангенглубиномеры (ГОСТ 162—80J
ШГ-150 0...150
Ш Г-250 0...250
Ш Г-400 0...400
0,05
±0,05
Примечание. Типы штангенциркулей:
ШЦ-1 — с двусторонним расположением губок, для наружных
и внутренних измерений с линейкой для измерения глубин
(рис. 4.46, б);
ШЦ-П — с двусторонним расположением губок, для измерения
наружных и внутренних размеров и разметки (рис. 4.46, в);
ШЦ-1П — с односторонним расположением губок, для наруж-
ных и внутренних измерений (рис. 4.46, г);
ШЦЦ-центромер для измерения межцентровых расстояний от-
верстий или шпилек круглого, овального, прямоугольного, Т-образ-
ного и других сечений, имеющих ось симметрии;
ШЦО-1П — с односторонним расположением губок, для изме-
рения отверстий при расточке деталей без вывода борштанги из
контролируемого отверстия;
ШЦР — разметочный, для разметки плоскостей на разных вы-
сотах и от базовых отверстий.
Таблица 4.41. Микрометры с ценой деления 0,01 мм по ГОСТ
6507—78 (СТ СЭВ 344—76 — СТ СЭВ 352—76)
Тип Пределы измерения, мм Погрешность показаний, мм
МК-15 0...15
МК-25 МК-50 0...25 25...50 ±0,002
МК-75 50...75
мк-юо 75...100
353
Продолжение табл. 4.41
Тип Пределы измерения, мм Погрешность показаний, мм
МК-125 МК-150 МК-175 МК-200 100...125 125...150 150...175 175...200 ±0,004
МК-225 МК-250 МК-275 мк-зоо 200...225 225...250 250...275 275...300 ±0,006
МК-400 МК-500 МК-600 300...400 400...500 500...600 ±0,008 ±0,008 ±0,01
МЛ-5 МЛ-10 МЛ-25 0...5 0...10 0...25 ±0,004
МТ-10 МТ-25 0...10 0...25 ±0,004
МЗ-25 МЗ-50 МЗ-75 МЗ-100 0...25 25...50 50...75 75...100 ±0,005
Таблица 4.42. Нутромеры микрометрические (ГОСТ 10—75)
Тип 1 Предел измерения, мм Количество удлинителей Погрешность показаний, мм
НМ-175 75...175 3 ±0,008
НМ-600 75...600 6 ±0,015
НМ-1250 150...1250 8 ±0,02
НМ-2500 600...2500 10 ±0,04
НМИ-4000 1250...4000 11 ±0,06
НМИ-6000 2500...6000 12 ±0,09
1 Цена деления нутромеров всех типов 0,01 мм.
>54
Таблица 4.43. Индикаторы часового типа (ГОСТ 577—68)
Тип Предел измерений, мм Цена деления, мм Погрешность измерений, мм
ИЧ-2 ИЧ-5 ИЧ-10 ИЧ-25 ИЧ-50 0...2 0...5 0...10 0...25 0...50 0,01 0,012 0,016 0,020 0,032 0,048
ИТ 0...2, 0,01 0,012
1ИЧТ 2ИЧТ ЗИЧТ 8...9 0,01 0,01
120 дел. 0,005 0,005
1ИЧС 2ИЧС ±0,5 — 0,016
Индикаторные и рычажные скобы (ГОСТ 11098—75) служат
для контроля диаметров наружных поверхностей деталей. Скоба
имеет две пятки — переставную измерительную и подвижную.
Индикаторные скобы изготовляются двух типов: СР—рычажные
со встроенным в корпус отсчетным устройством; СИ — индикатор*
ные, оснащенные сменными измерительными головками.
В рычажных скобах отсутствует микрометр. Винт в этих при-
борах используется только для расширения пределов измерения при
настройке прибора на нуль по установочной мере. Скобы СР вы*
пускаются шести типоразмеров: от 0...25 до 125... 150 мм с ценой
деления 0,02 мм при пределе показаний ±0,14 мм. Скобы СИ —
десяти типоразмеров: от 25...50 до 850... 1000 мм с ценой деления
0,01 при пределах показаний 3 мм.
Рычажные скобы — пассаметры — обеспечивают точные из*
мерения (предельная погрешность показаний ±2...±5 мкм) в не*
большом диапазоне перемещения измерительного наконечника (от
0,16 до 0,3 мм). Скобы (рис. 4.50, г) выпускаются шести типораз-
меров для измерений в диапазоне от 0...25 до 125... 150 мм.
Линейные скобы применяют для измерений больших раз-
меров. Обычно они снабжены с одной стороны микрометрической
головкой, а с другой — индикатором. Отсчет отклонений производят
по микрометрической головке. Индикатор служит для стабилизации
усилия. Настройку приборов на нуль производят с помощью пло-
скопараллельных мер длины (плиток).
Особо точные механические (рычажные, рычажно-зубчатые, зуб-
чатые, пружинные) приборы — миникаторы (ГОСТ 14711—69), ми*
каторы (ГОСТ 14712—79Е), оптикаторы (ГОСТ 10593—74Е), мини*
метры, ортотесты, миллимессы, микромеры, миниметры и др.— при
пределах показаний от 0,02 до 0,5 мм имеют предельные погрешно-
сти показаний 0,5...2,5 мкм. Типы рычажно-зубчатых головок опре-
делены ГОСТ 18833—73.
Средства контроля отклонений формы и расположения поверх-
ностей достаточно разнообразны.
Линейки поверочные по ГОСТ 8026—75 (СТ СЭВ
243—75) подразделяются на несколько типов: лекальные (с двусто-
355
ронним скосом типа ЛД, трехгранные ЛТ, четырехгранные ЛЧ);
линейки с широкой рабочей поверхностью (прямоугольного сечения
ШП, двутаврового сечения ШД и мостики ШМ), угловые (трех-
гранные клинья УТ). Л'инейки (рис. 4.51) используются для конт-
роля отклонений деталей от плоскостности (рис. 4.51, в), прямо-
линейности, при разметке и т. д. При проверке на просвет лекаль-
ную линейку укладывают острым концохм на проверяемую поверх*
Рис.. 4.51. Линейки и угольники:
а — вид линейки сбоку; б — профили линеек; в —
схема контроля отклонений от плоскостности с по-
мощью линейки; г — угольники
ность а источник света помещают сзади линейки и детали. Мини-
мальная ширина щели, улавливаемая глазом, составляет 3...5 мкм.
Для контроля величины щели просвета обычно используют щупы.
Линейки выпускаются различных размеров (LxHxB мм):
ЛД —до 500X50X10; ШП —до 1000X60X12; ШД —до 4000Х
X 160x30 и т. д.
Угольники 90° (рис. 4.51, г) используются для различных
видов контроля, в частности, при проверке прямых углов. Лекаль-
ные угольники имеют скошенные грани, что облегчает контроль на
просвет.
Синусные линейки (ГОСТ 4046—71) применяют для
точной проверки угловых калибров и изделий. Основной частью
синусной линейки является столик 2, установленный на двух роли-
ках 1 и 3 (рис. 4.52, а). Для точной установки линейки на тре-
буемый угол а к плоскости поверочной плиты под один из роликов
линейки подкладывают блок плиток, размер которого А определяют
по формуле: X=/sina (рис. 4.52, б). Синусные линейки выпускаются
с расстоянием I между центрами роликов 100 мм при диаметре
роликов d=20 мм и /=200 мм при d= 30 мм.
356
Погрешности построения угла с помощью синусной линейки со-
ставляют: ±1,5' для угла до 4°; ±2'— до 10°; ±2,5' —до 20°;
±3,5' —до 30°; ±6' —до 45°.
Уровни (ГОСТ 3059—75, 9392—75, 11196—74) служат для
измерения малых угловых отклонений от горизонтального или вер-
тикального положения приборов, устройств, элементов конструкций
и т. д. Уровни рамные и брусковые для машиностроения (ГОСТ
9392—75) имеют цену деления от 0,02 до 0,2 мм/м.
Брусковые уровни (рис. 4.52, в) предназначены для контроля
горизонтального расположения поверхностей, а рамные-горизон-
Рис. 4.52. Приборы для контроля углов:
а, б — синусная линейка; 8 — брусковый уровень;
г — механический универсальный угломер
тального и вертикального. Контроль уровнем осуществляется по по-
казаниям шкалы, фиксирующей отклонение пузырька воздуха в ам-
пуле с жидкостью от нулевого положения, либо по показаниям
микрометрического устройства поворота ампулы при выводе пу-
зырька воздуха в нулевое положение.
Механические угломеры (ГОСТ 5378—66) позволяют
производить контроль углов путем введения в соприкосновение из-
мерительных линеек угломера со сторонами контролируемого угла.
Угломеры выпускаются двух типов. С помощью инструментов пер-
вого типа контролируют углы от 0 до 90° с угольником и от 90
до 180° без угольника. Угломерами второго типа измеряют наруж-
ные углы от 0 до 180° и внутренние от 40 до 180°. Отсчет произ-
водят с использованием нониусной шкалы: цена деления основной
шкалы Г, нониусной — 2'. Погрешность показаний ±2'.
357
Приборы и инструмент для контроля зубчатых колес достаточно
разнообразны. В зависимости от заданных параметров у зубчатых
колес и передач контролируют отклонения основного шага, толщину
зуба по постоянной хорде, отклонения длины общей нормали и
другие нормируемые показатели кинематической точности, плавно-
сти работы, контакта зубьев, показателей бокового зазора. Типы,
основные параметры, нормы точности приборов для контроля ци-
линдрических зубчатых колес определены ГОСТ 5368—73, кониче-
ских зубчатых колес—-ГОСТ 9459—79 (СТ СЭВ 604—77). Подроб-
но о средствах контроля зубчатых колес излагается в соответству-
ющих справочниках и другой литературе.
Таблица 4.44. Предельные погрешности измерения наиболее
распространенными приборами и инструментами
Наименование приборов и инструментов Класс при- меняемых концевых мер Интервалы размеров, мм
1...10 | 50... 80 |зОО,..5ОО
Предельные погреш- ности, мкм
Оптиметры горизонтальный и вер- 0 ±0,35 ±0,6 ±1,8
тикальный, измерительные машины 1 ±0,4 ±0,8 ±3,0
при измерении наружных размеров 2 ±0,7 ±1,3 ±4,5
Оптиметр горизонтальный, измери- 0 —• ±1,1 —•
тельная машина с оптиметром и ми- 1 —• ±1,3 —
кроскопом при измерении внутренних размеров 2 — ±1,8 —
Миниметр с ценой деления 0,001 мм 0 ±0,5 ±0,8 ±1,8
1 ±0,6 ±1,0 ±3,0
2 ±0,7 ±1,4 ±4,5
3 ±1,0 ±2,0 ±8,0
То же, 0,002 мм 1 ±1,0 ±1,4 ±3,5
2 ±1.2 ±1,8 ±5,0
3 ! 1 ±1,4 ±2,5 ±8,0
То же, 0,005 мм 2 2,0 2,5 5,0
3 2,2 3,0 8,5
Индикаторы с ценой деления
0,01 мм при работе в пределах од* ного оборота стрелки 3 ±10
0-го класса точности ±10 ±13
1-го » » 3 ±15 ±15 ±16
2-го 3 ±20 ±20 ±22
Микрометр 0-го класса точности — 1 ±4,5 ±6 ±15"
То же, 1-го класса точности - 1 ±7,0 ±9 ±25
То же, 2-го класса точности — ±12 ±14 ±35
Штихмас микрометрический 1-го — — ±18 ±35
класса точности
Штангенциркули с ценой деления,
мм
0,05 м. ±40 ±45 —
0,1 — ±75 ±75 ±90
ЛИТЕРАТУРА
1. Анурьев В. //. Справочник конструктора-машиностроителя*
Т. 1. М., Машиностроение, 1980.
2. Барбашов Ф. А. Фрезерное дело. М., Высшая школа, 1980.
3. Бурдун Г. Д. Справочник по международной системе единиц.
М., Изд-во стандартов, 1972.
4. Денежный П. М., Стискин Г. М,, Тхор И. Е. Токарное дело.
М., Высшая школа, 1979.
5. Допуски и посадки. Справочник. Т. 1. Под ред. В. Д. Мяг-
кова. JL, Машиностроение, 1978.
6. Кутай А. К., Романов А. Б., Рубинов А. Д. Справочник кон-
трольного мастера. Л., Лениздат, 1980.
7. Обработка металлов резанием. Справочник технолога. Под
ред. Г. А. Монахова. М., Машиностроение, 1974.
8. Общетехнический справочник. Под ред. А. Н. Малова. М.,
Машиностроение, 1971.
9. Рекомендации по внедрению СТ СЭВ 144—75 и СТ СЭВ
145—75 на допуски и посадки гладких соединений с размерами
до 3150 мм. М., Изд-во стандартов, 1977.
10. Серебреницкий П. П. Пособие для станочников (вспомога-
тельный инструмент для металлорежущих станков). Л., Лениздат,
1978.
11. Справочник технолога-машиностроителя. Т. 1, 2. Под ред.
А. Г. Косиловой и Р. К. Мещерякова. М., Машиностроение, 1972.
12. Справочник технолога-приборостроителя. Под ред. П. В. Сы-
роватченко. М., Машиностроение, 1980.
13. Справочник контролера машиностроительного завода. Под
ред. А. И. Якушева. М., Машиностроение, 1980.
14. Терликова Т. Ф., Мельников А. С., Баталов В. И. Основы
конструирования приспособлений. М., Машиностроение, 1980.
15. Якушев А. И. Взаимозаменяемость и технические измерения.
М., Машиностроение, 1979.
ОГЛАВЛЕНИЕ
Глава 1. Общие сведения............................... 5
1.1. Алфавиты.................................... 5
1.2. Единицы физических величин.................... 6
1.3. Сведения из математики....................... 16
1.4. Сведения из сопротивления материалов и технической
механики..........................................36
1.5. Сведения из машиностроительного черчения .... 44
1.6. Шероховатость и волнистость поверхности.......78
Глава 2. Технологическая документация. Технологический
процесс. Режимы резания...............................98
2.1. Технологическая терминология..................98
2.2. Условные обозначения технологических баз и зажим-
ных усилий.......................................101
2.3. Технологические документы....................106
2.4. Элементы режимов резания . . . . 128
2.5. Припуски на обработку резанием...............158
Глава 3. Допуски и посадки . . . • ..................176
3.1. Структура полей допусков и посадок ЕСДП СЭВ . 177
3.2. Допуски и посадки резьб......................220
3.3. Допуски и посадки шпоночных соединений .... 234
3.4. Допуски зубчатых передач ....................235
3.5. Система допусков углов.......................242
3.6. Отклонения формы и расположения поверхностей . . 242
Глава 4. Металлорежущие станки. Технологическая оснастка 246
4.1. Металлорежущие станки 266
4.2. Режущий инструмент ...«••••••••• 302
4.3. Вспомогательный инструмент...................330
4.4. Приспособления............................. 333
4 5. Измерительные средства 337
Литература 359
95 коп.
Ш1Я
молодых
РАБОЧИХ
КНИГИ СЕРИИ ПРЕДНАЗНАЧЕНЫ ДЛЯ РАБОЧИХ
РАЗЛИЧНЫХ ПРОФЕССИЙ И НАПИСАНЫ ПО
ПРОГРАММАМ СООТВЕТСТВУЮЩИХ КУРСОВ
ПРОФЕССИОНАЛЬНО • ТЕХНИЧЕСКИХ УЧИЛИЩ.
ОНИ СОДЕРЖАТ ТАКЖЕ ОПИСАНИЕ КОНКРЕТНО-
ГО ПРОИЗВОДСТВЕННОГО ОПЫТА ПЕРЕДОВЫХ
РАБОЧИХ ЛЕНИНГРАДСКИХ ПРЕДПРИЯТИЙ.