/

















Теги: руководство по эксплуатации станки фрезерные станки
Год: 1978
Похожие




Текст
chipmaker.ru
МИНИСТЕРСТВО СТАНКОСТРОИТЕЛЬНОЙ к
ИНСТРУМЕНТАЛЬНОЙ. ПРОМЫШЛЕННОСТИ СССР
впо < Союзтяжстанкопром >
ГОРЬКОВСКОЕ СТАНКОСТРОИТЕЛЬНОЕ
ПРОИЗВОДСТВЕННОЕ ОБЪЕДИНЕНИЕ
ОРДЕНА ЛЕНИНА
ФРЕЗЕРНЫХ СТАНКОВ
ГОРЬКОВСКИЙ
ЗАВОД
Chlpmaker.ru
СССА
ФРЕЗЕРНЫЙ
консольный
ВЕРТИКАЛЬНЫЙ
С ЧПУ
МОДЕЛЬ
6Р13ФЗ—37
Chipmaker.ru
РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ
r.ru
МИНИСТЕРСТВО
СТАНКОСТРОИТЕЛЬНОЙ И ИНСТРУМЕНТАЛЬНОЙ ПРОМЫШЛЕННОСТИ
Chipmaker.ru
Горьковский ордена Ленина завод
I
фрезерных станков
Chipmaker.ru
СТАНОК ФРЕЗЕРНЫЙ КОНСОШЫЙ
ВЕРТИКАЛЬНЫЙ С ЧПУ
Модель 6Р13ФЗ-37
Chipmaker.ru
РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ
6Р13ФЗ-37.00.000РЭ
1978
chipmaker.fu
СОДЕРЖАНИЕ
Наименование
Техническое описание
Назначение и область приьюнездя
Состав станка
Устройство и работа
составных частей
Электрооборудование
Системе смазки
станка и его
Листы
4
5-7
8-33
34-45
46-53
Инструкция по эксплуатации
Указание мер безопасности
Порядок установки
Настройка, наладка и режимы работы
Регулирование
Перечень чертежей для службы главного
механика
Паспорт
Общие сведения
Основные технические данные и харак-
теристики
Сведения о ремонте
Сведения об изменениях в станке
Гарантии
54
54-57
58-61
G2-65
66
67
68-75
75
77
78
6Р13ФЗ-37.00.000РЭ1
Инструкция по программированию
1-55
- док'.м [|fl ' ,1 .1
Уудспго&а
6Р13ФЗ-37.00.000РЭ
"ТАНОК ФРЕЗЕРНЫГЩГ-
СОЛЬНЫИ ВК^ТИКАЛИЙИ с
ЧГ1У
Руководство
по эксплуатации
Лит.
Ли/г \iktc
.2 78
(ЬпПМЯТ 1 1
chipmaker.ru
1 <i '.ГО
• ZMCTW
г' “ - — — — — - —• — —
' лень жеюй
"и :с/ }гуда
тем.-; p-спсг хеш подштпжов
3‘ 6TW LOC’-’.-dE’CP-
з^ете .1чг_.‘О о тиег^е,
к с те^ • ага ц . упаковке
уг ;1екухкчаская nynn-j^i-
пи г. * 1
»аг ;С
вмйГЙ
?8fc у. т зттравл <ия
уединений
Jy тьт ут;г в ей 'л
m • па"г
г' - с. I>л поречию
гш.лкс? '5'
chipmak r.i
ru
Фирма 5 ГОСТ 2.106-S8
I. ТЕХНИЧЕСКОЕ ОПИСАНИЕ
Chipmaker.ru
I.I. Назначение п область применения
Станок фрезерный консольный вертикальный с числовым програм-
мным управлением модели 6Р13ФЭ-37 предназначен для обработки плос-
ких или пространственных изделий сложного профиля из стали, чугуна, ;
труднообрабатываемых и цветных металлов, главным образом, торцовыми '
и концевыми фрезами, сверлами в индивидуальном и серийном произведет
вах предприятий металлообраба^ваицей и других отраслей промышлен-
ности.
Станок оснащен устройством числового программного управления $
типа "НЗЗ-2М", позволяющим вести обработку изделий в режиме прог-
раммного управления одновременно по трем координатам: продольной
и поперечной (перемещение стола и салазок с обрабатываемой деталью)
и вертикальной (перемещение ползуна с инструментом).
В станке применена импульсно-фазовая следящая система числово-
го программного управления с вводом информации на перфорированной <
ленте.
Информационный лист см. стр,59-61 !
г
|
i
>
I
Подпись
И1и.
Дата
Paipag.
11 рои.
Рук
Н. конт.
Hi aokvm.
4ydatoici
ЗЛ/П&
6Р13ФЗ-37.0С. ОООРЭ
НАЗНАЧЕНИЕ И ОБЛАСТЬ
прданшф!
Руководство
по эксплуатации
chipmake
ru
Форма 5а Г<)С1 2. Ю-Ь
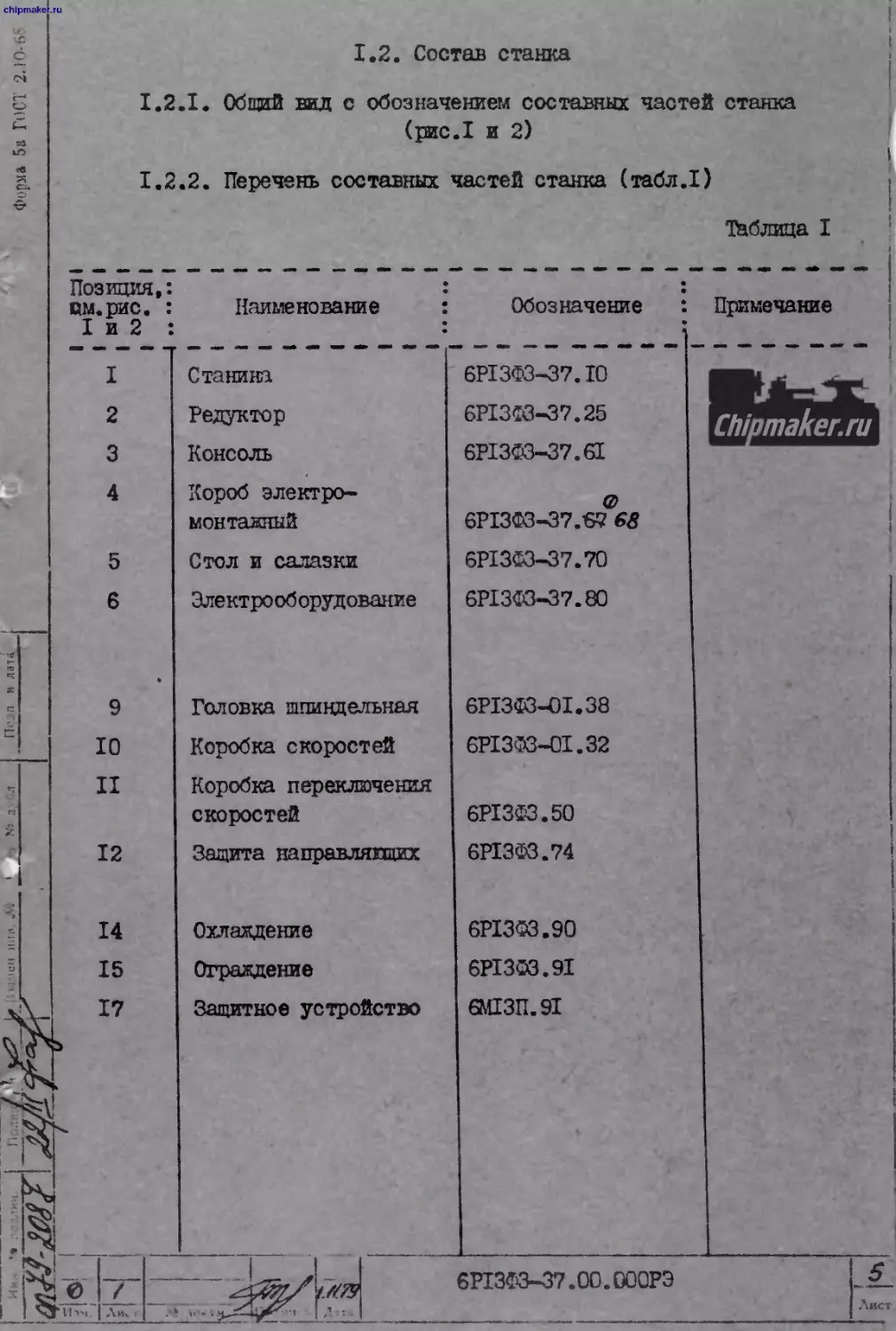
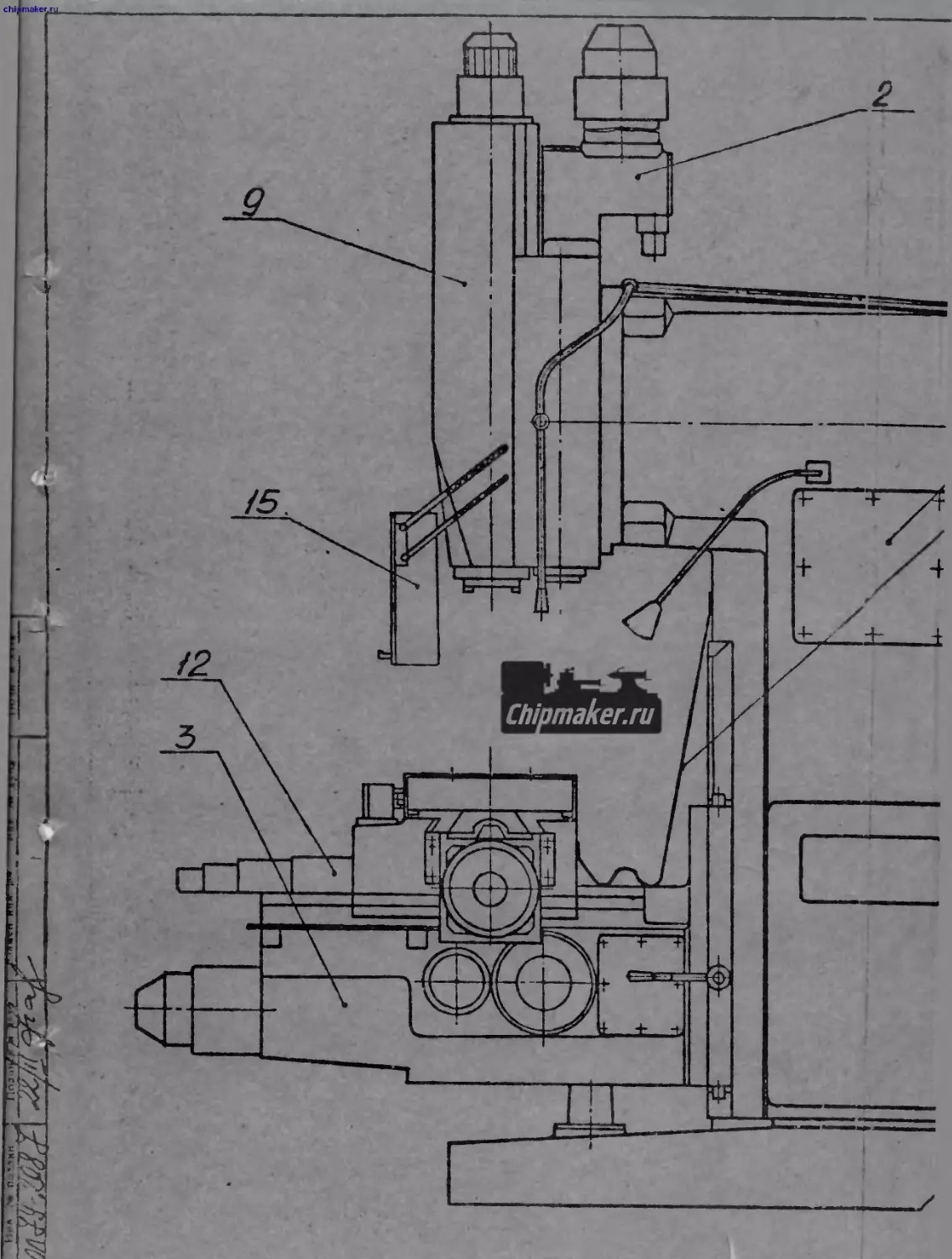
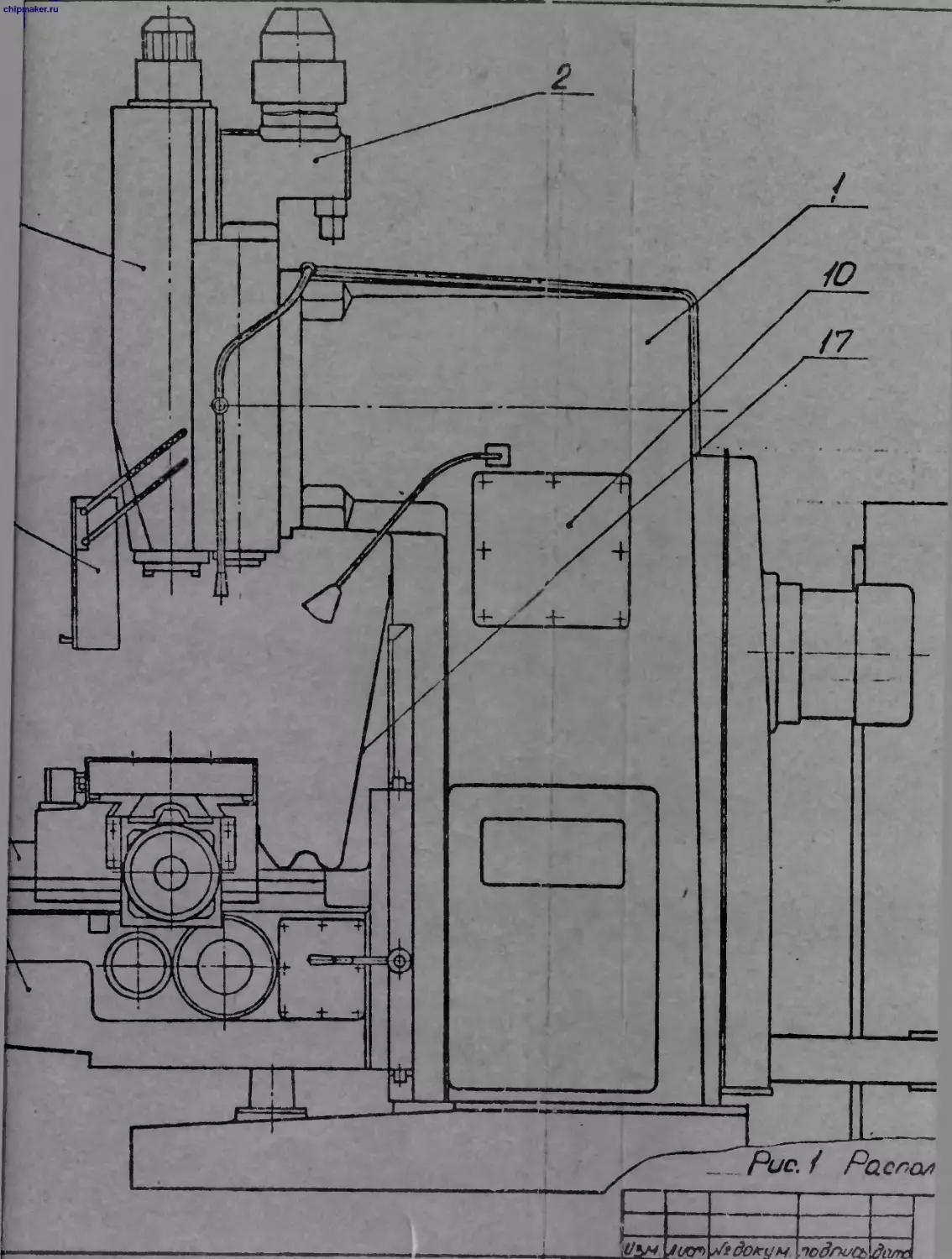
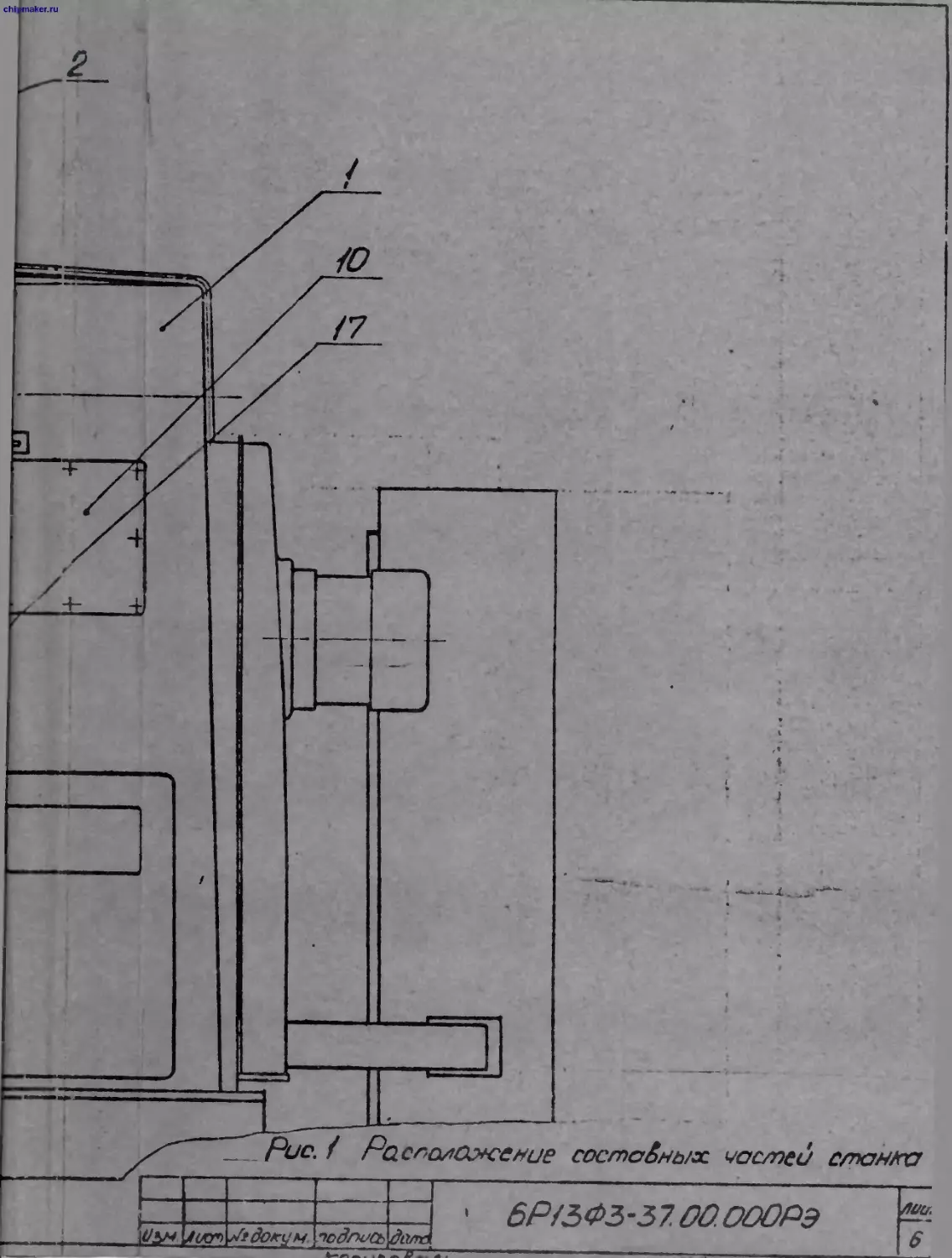
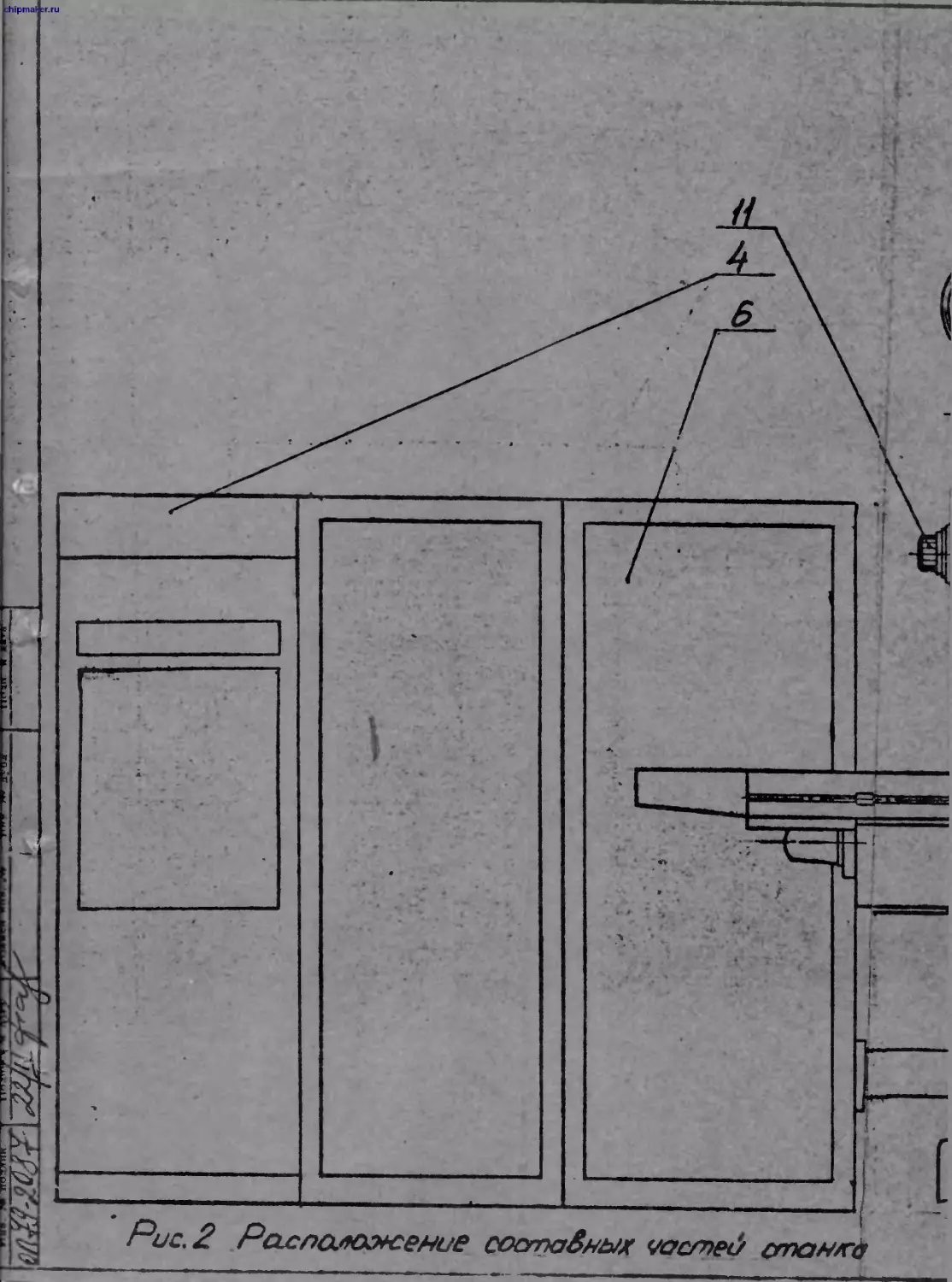
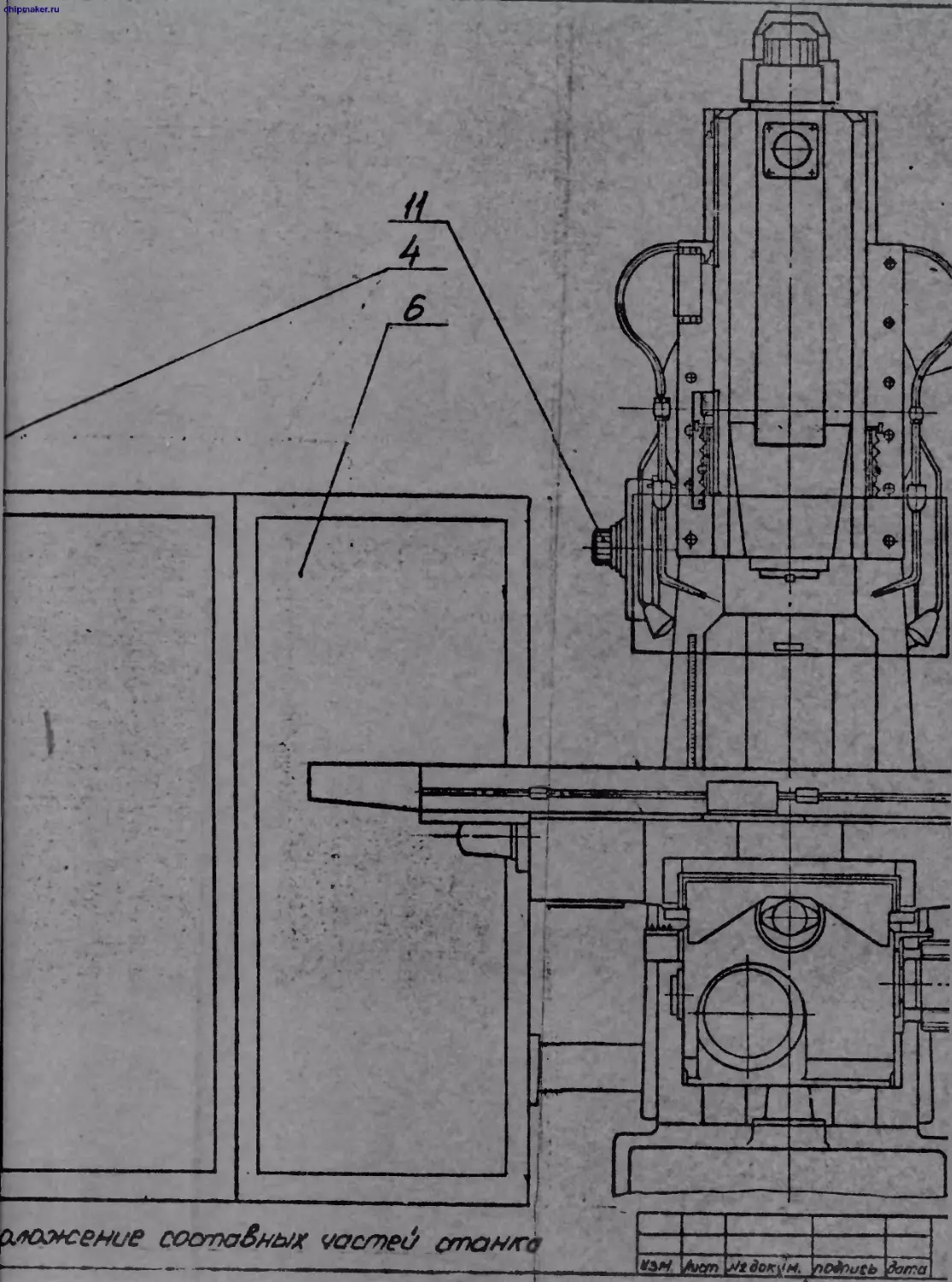
1.2. Состав станка
I.2.I. Общий вид с обозначением составных частей станка
(рис.1 и 2)
1.2.2. Перечень составных частей станка (табл.1)
Таблица I
Позиция
см.рис.
I и 2
Наименование
Обозначение
Примечание
I Станика 6Р13ФЗ-37.Т0
2 Редуктор 6PI353-37.25
3 Консоль 6Р13ФЗ-37.61
4 Короб электро- монтажный С 6Р13ФЗ-37.6?
5 Стол и салазки 6PI3&3-37.70
6 Электрооборудование 6PI3C3-37.80
• 9 Головка шпиндельная 6Г13ФЗ-01.38
10 Коробка скоростей 6Р13ФЗ-01.32
II Коробка переключения скоростей 6Р13Ф3.50
12 Оь^дита направляющих 6Р13Ф3.74
14 Охлаждение 6Р13Ф3.90
15 Ограждение 6Р13Ф3.91
17 Защитное устройство 6ШЗП.91
€8
<///3
6Р13ФЗ-37.0П.000РЭ
Chlpmaker.ru
Лист
chi ymaker.ru
’• { Pacr^o^ccz/ие сос/ъа&нь/х частей с/т.ан/va
\Ujp* ./ m\^»do/ct ypeJ/bafani
' 5Р/5Ф5-37 ОО.ОООРЭ
/Ufa
Рис. 2 Рсо&гюЗных
< hiptnaker.ru
мск^сение СРста&мых vac/пей стамгс
>М1№0<М III .ЧМ l^j II I I I ,1, , - - , - '
-ZH rxrr> c/dk‘ !ч. <, ^/rtj
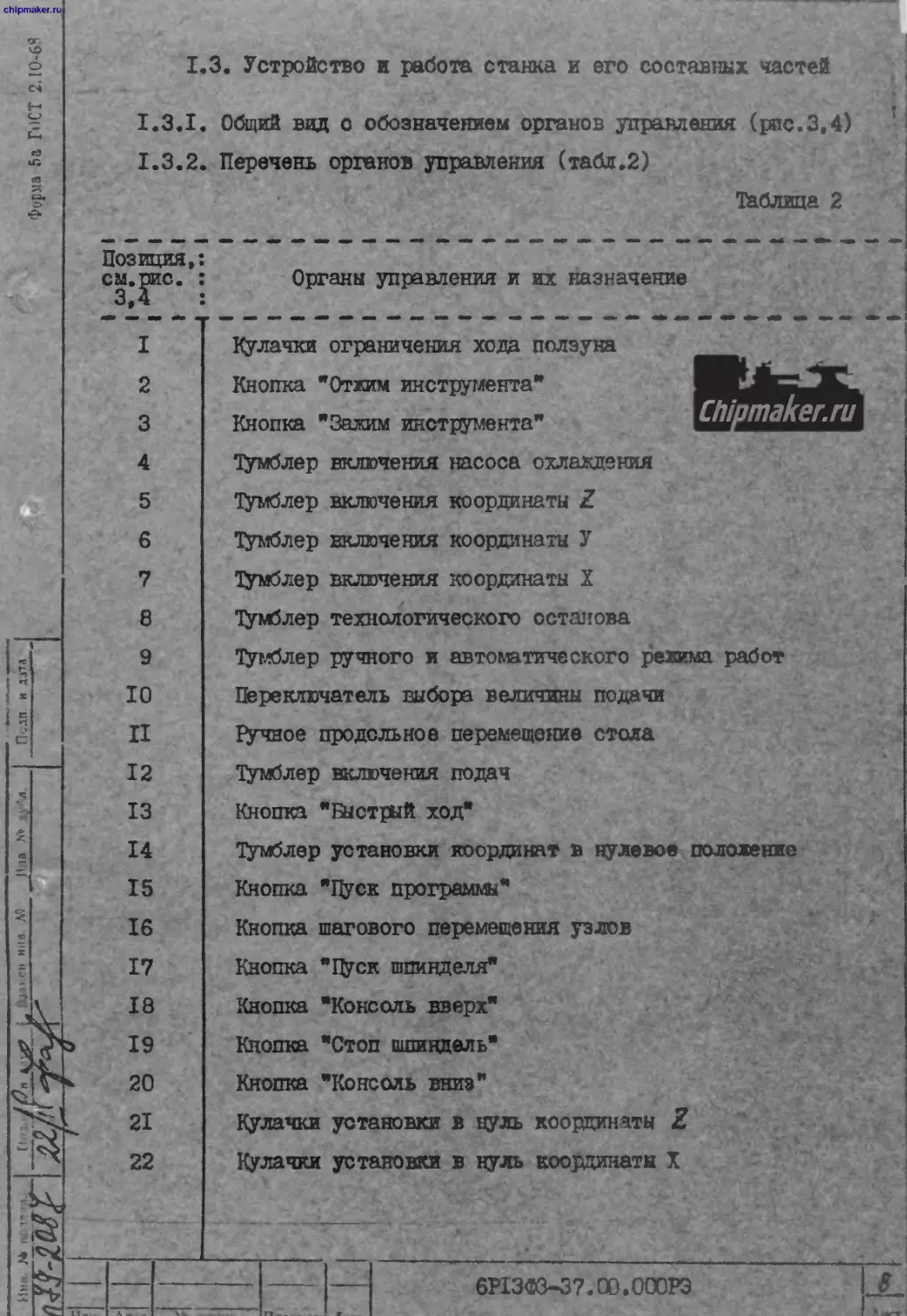
1.3. Устройство и работа станка и ого составных частей
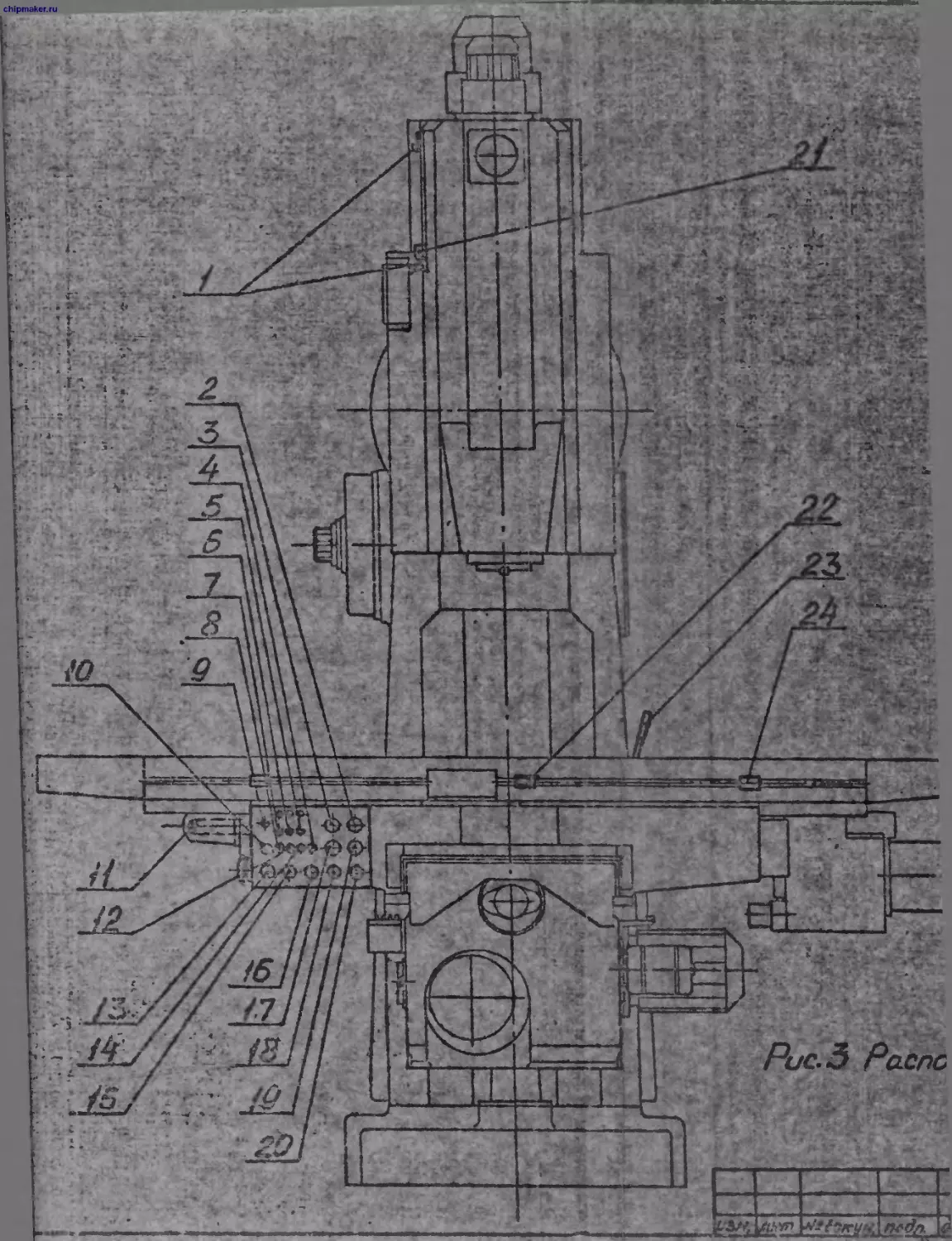
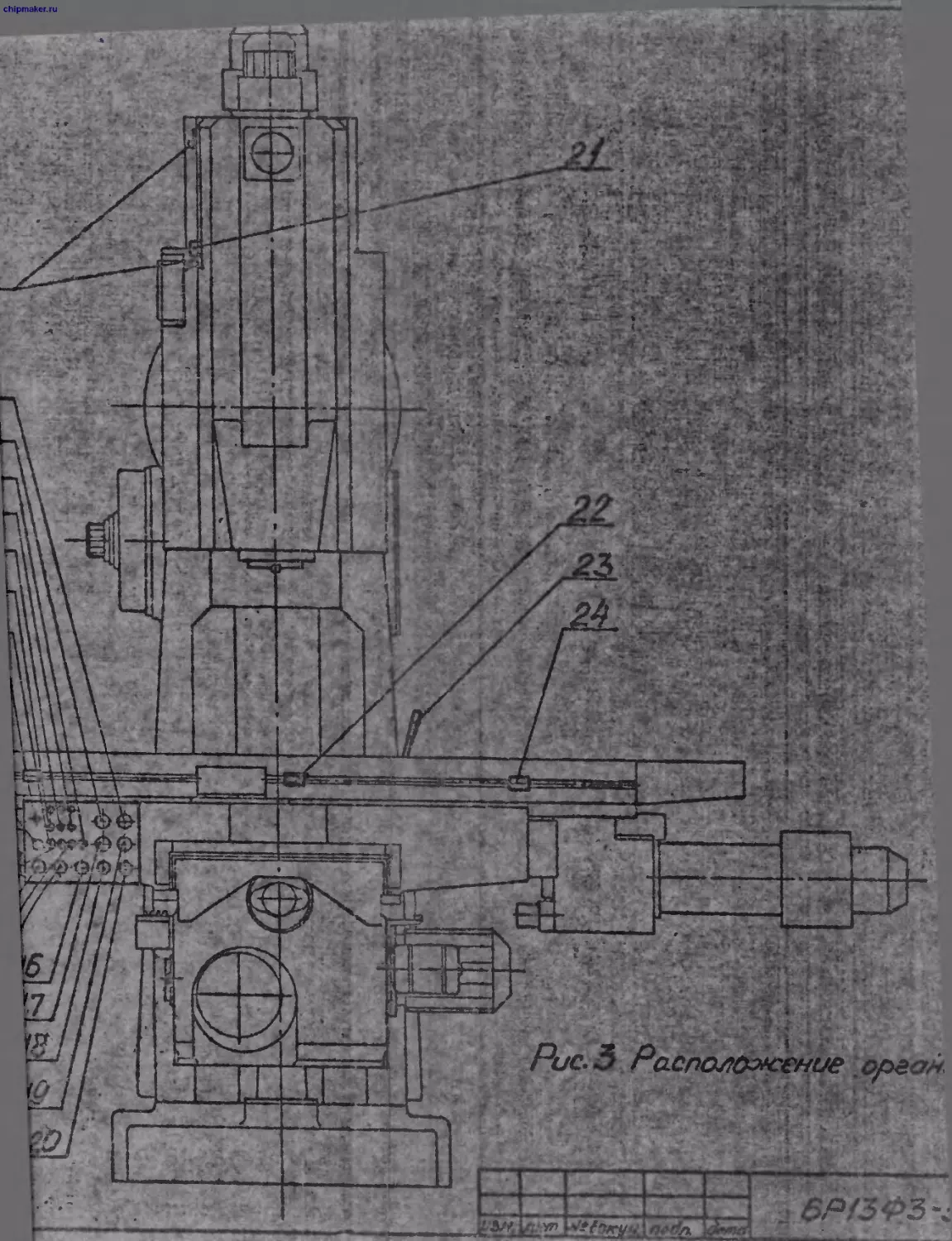
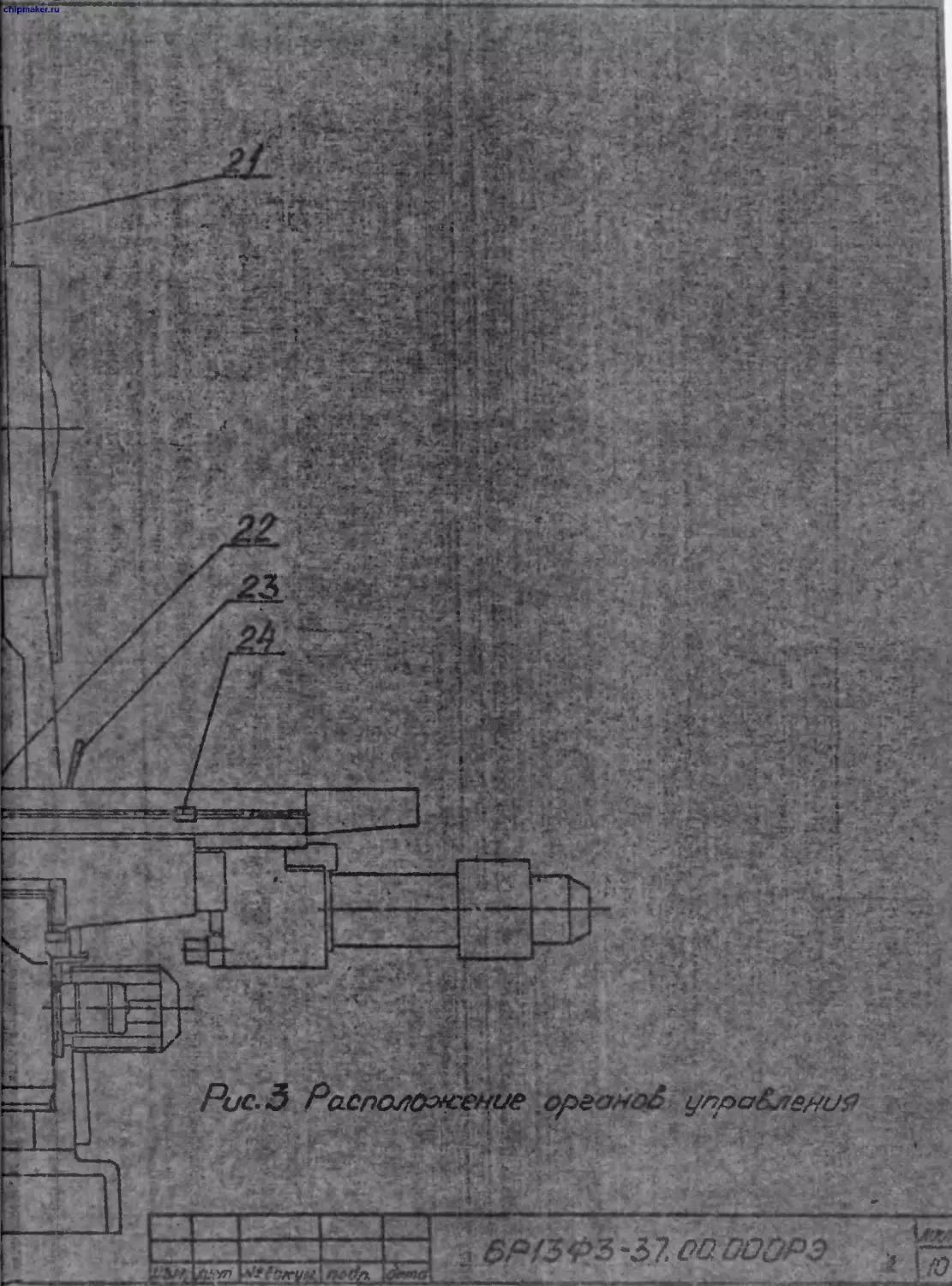
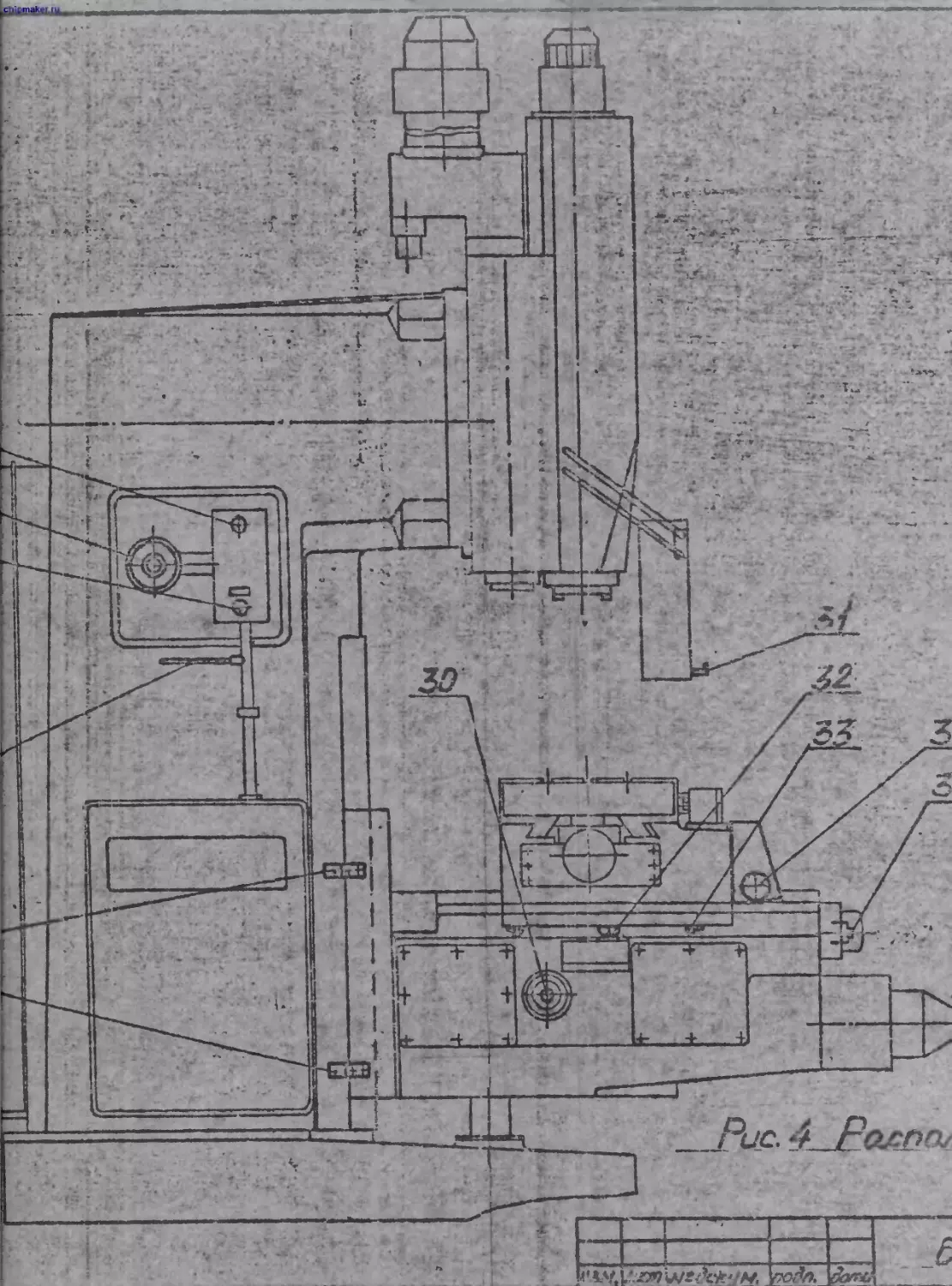
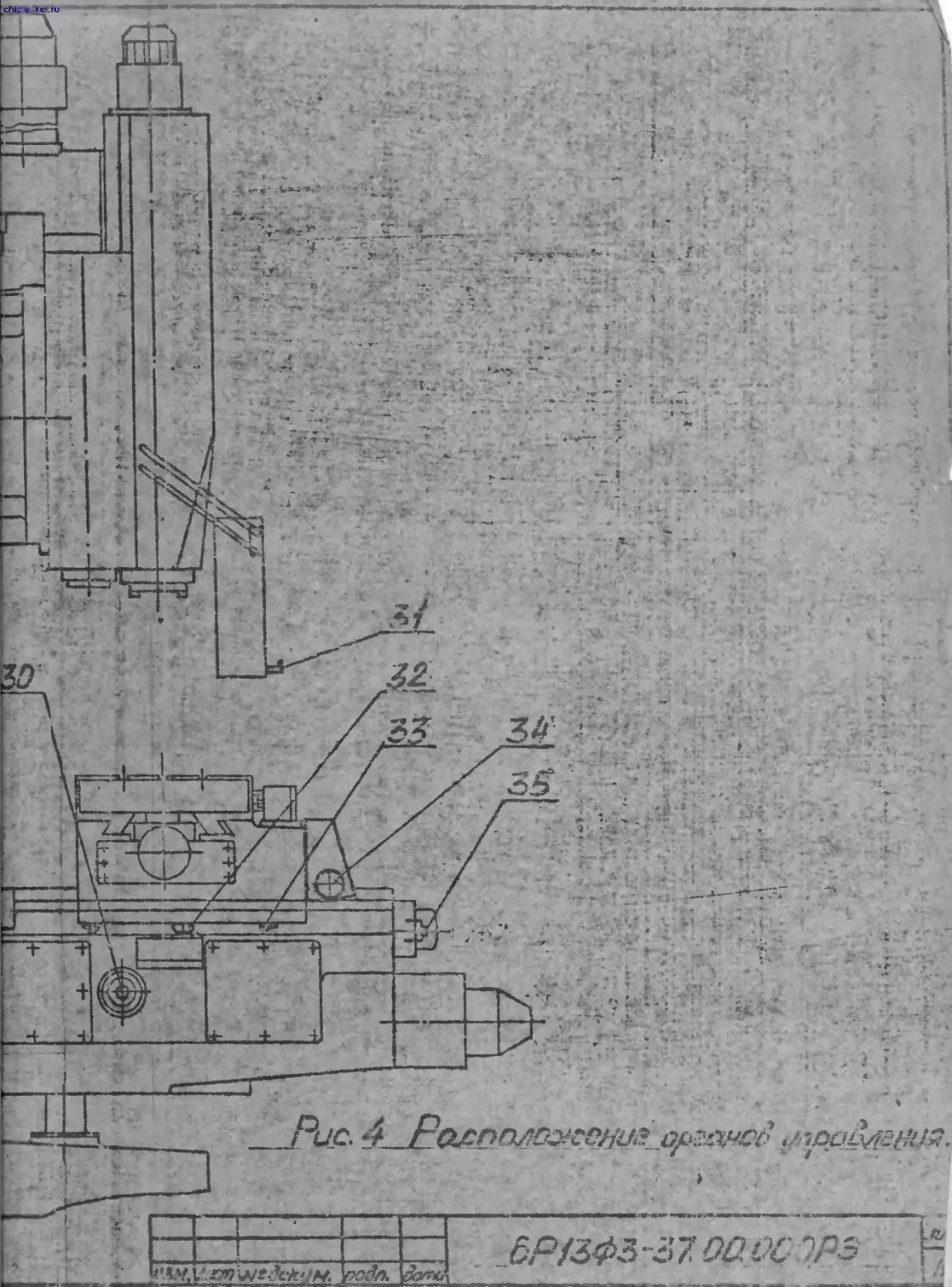
I.3.I. Общий влд о обозначением органов управления (рис.3,4)
1.3.2. Перечень органов управления (табл.2)
Таблица 2
Позиция,:
CM.JRC. : Органы управления и их назначение
I
2
3
Кулачки ограничения хода ползуна
Кнопка "Отеим инструмента*
Кнопка "Зажим инструмента*
Chiomaker.ru
4 тумблер включения насоса охлаждения
5 Тумблер включения координаты Z
6 Тумблер включения координаты У
7 Тумблер включения координаты X
8 Тумблер технологического останова
9 Тумблер ручного и автоматического ревиш работ
10 Переключатель выбора величины подачи
п Тучное продольное перемещение стала
12 Тумблер включения подач
13 Кнопка "Быстрый ход"
14 Тумблер установки коордкнат в нулевое полелеете
Т5 Кнопка "Пуск программ»"
16 Кнопка шагового перемещения узлов
17 Кнопка "Пуск шпинделя"
18 Кнопка "Консоль вверх"
19 Кнопка "Стоп шпиндель"
20 Кнопка "Консоль вниз"
21 Кулач1л установки в цул» координаты Z
22 Кулачки установки в нуль координаты X
0Р13ФЭ~3?.00.000РЭ
r.ru
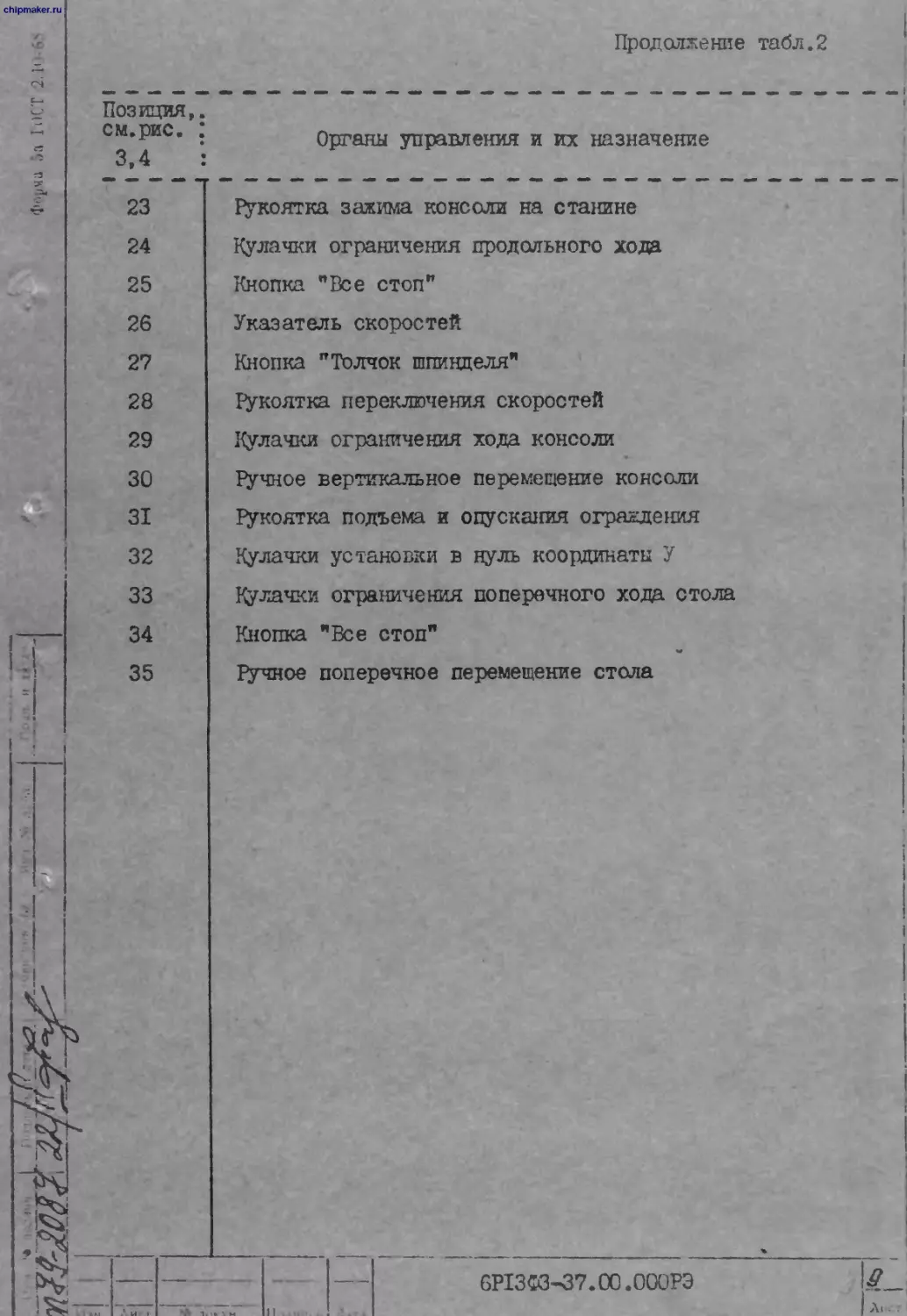
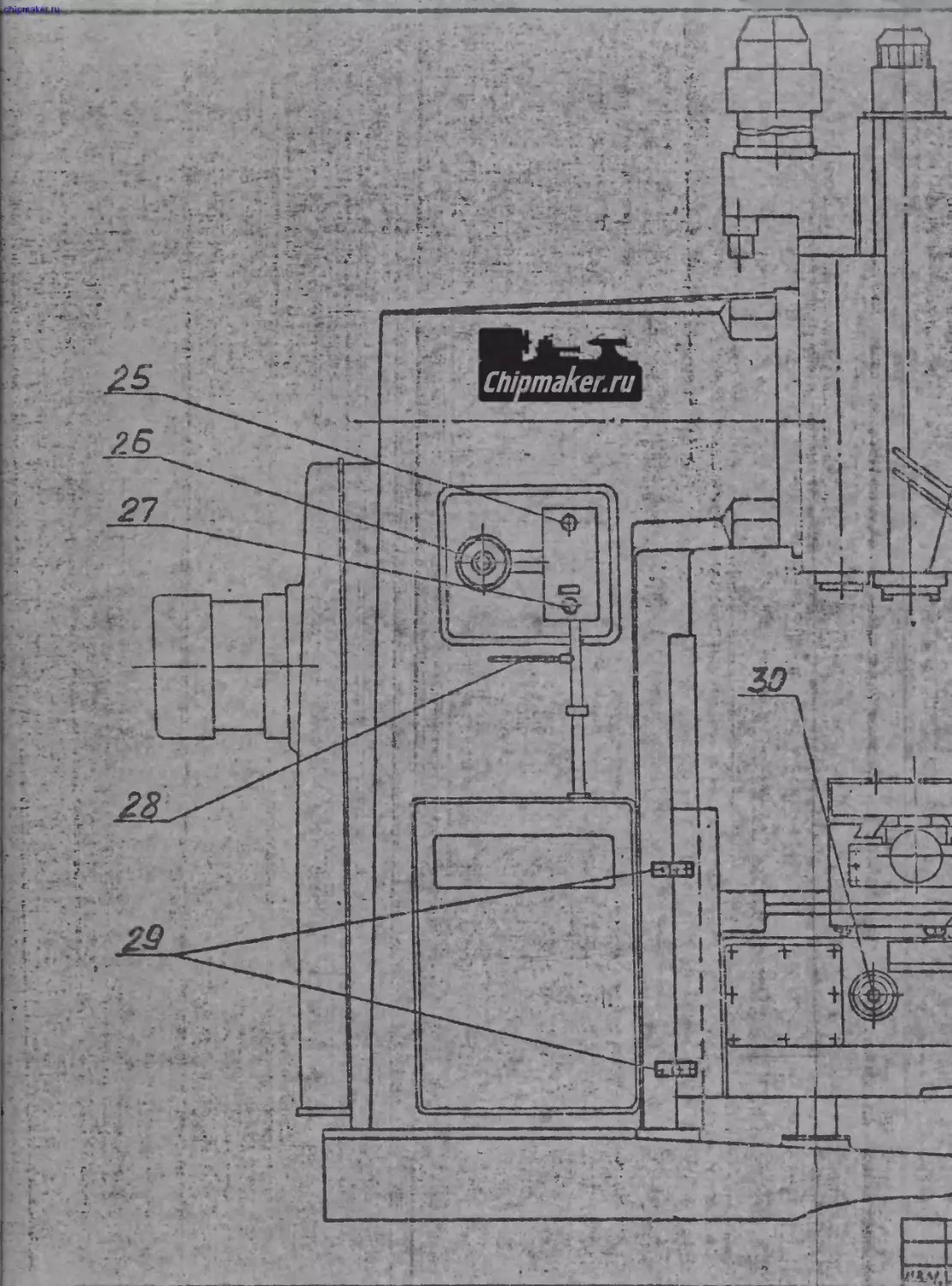
Продолжение табл.2
Позиция,
см.рис.
3,4
23
24
25
26
27
28
29
30
31
32
33
34
35
Органы управления и их назначение
Рукоятка зажима консоли на станине
Кулачки ограничения продольного хода
Кнопка "Все стоп"
Указатель скоростей
Кнопка "Толчок шпинделя"
рукоятка переключения скоростей
Кулачки ограничения хода консоли
Ручное вертикальное перемещение консоли
рукоятка подъема и опускания ограждения
Кулачки установки в нуль координаты У
Кулачки ограничения поперечного хода стола
Кнопка "Все стоп"
W
Тучное поперечное перемещение стола
6Р13ФЗ-37.00.000РЭ
r>
chipmaker.ru
Рис.З Расположение ope
6Pf34>3
________... ................. ' _____ ' .1
А/* ^;Лур h'-* —кЬжИ 7
6z°/5P3 -32 00. ГЮОРЭ
Mi **-*•
Chlpmaker.ru
on
6
Таблица 3
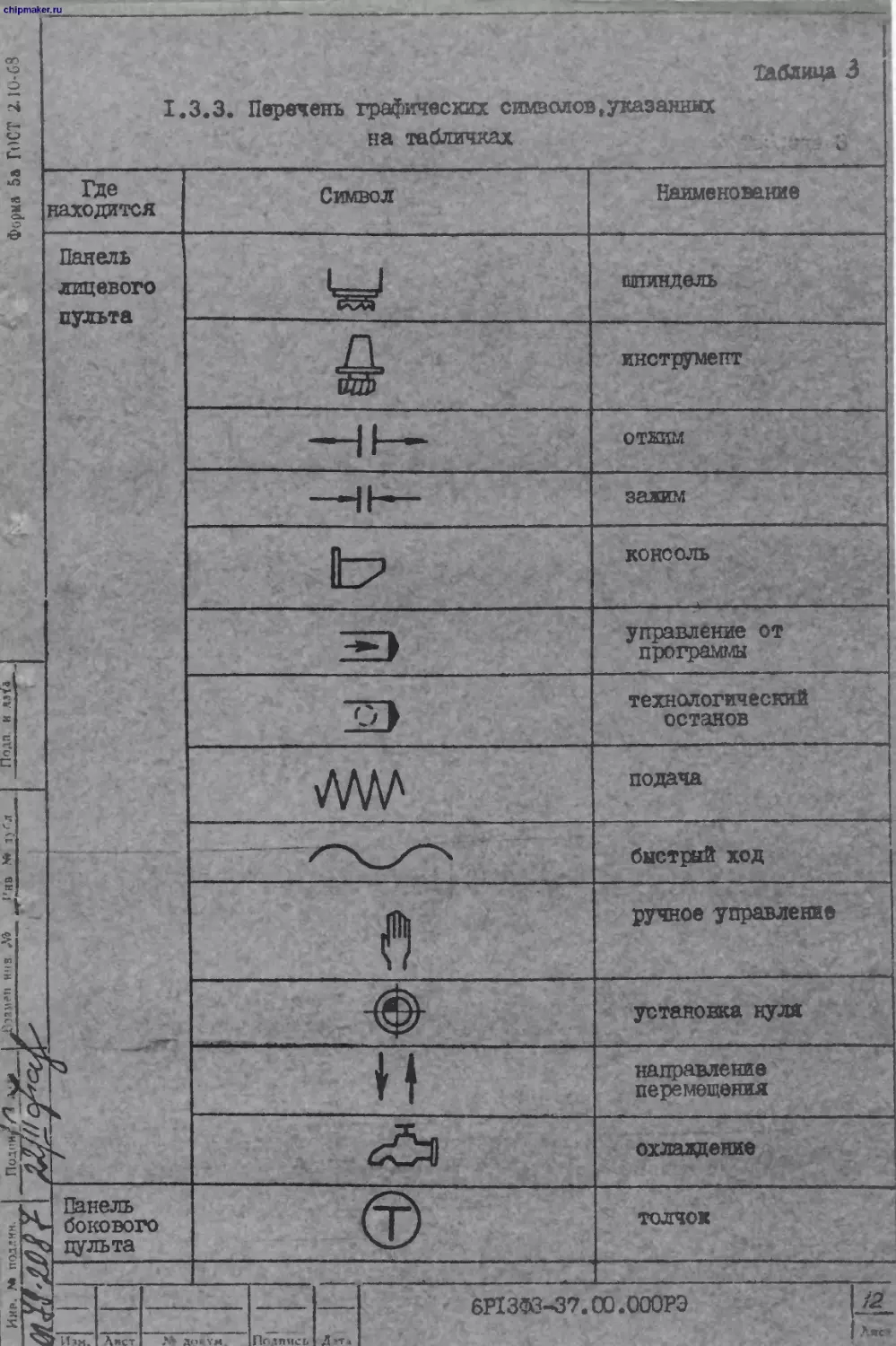
1.3.3. Перечень графических сшзолов, указаниях
на табличках
Где
находится
Панель
лицевого
пульта
Символ
Наименование
шпиндель
инструмент
отним
ражим
консоль
подача
быстрый ход
ручное управленье
уптеяонка нуля
пхлаждгсие
толчок
П< inner.
направление
перемещения
управление от
программ
технологический
останов
ПУЛЬТ'1
J
6ИЗФЗ-37.00.000РЭ
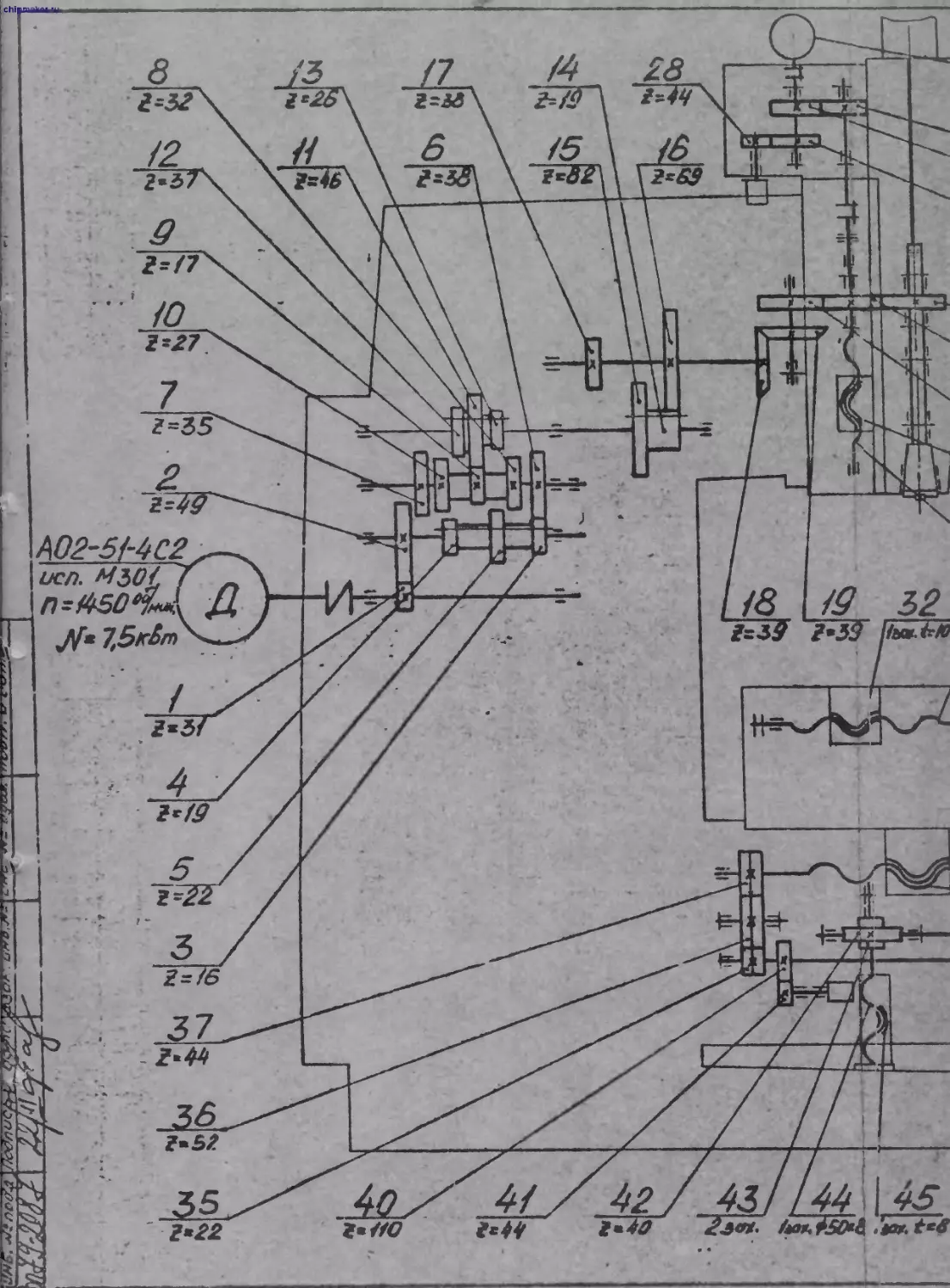
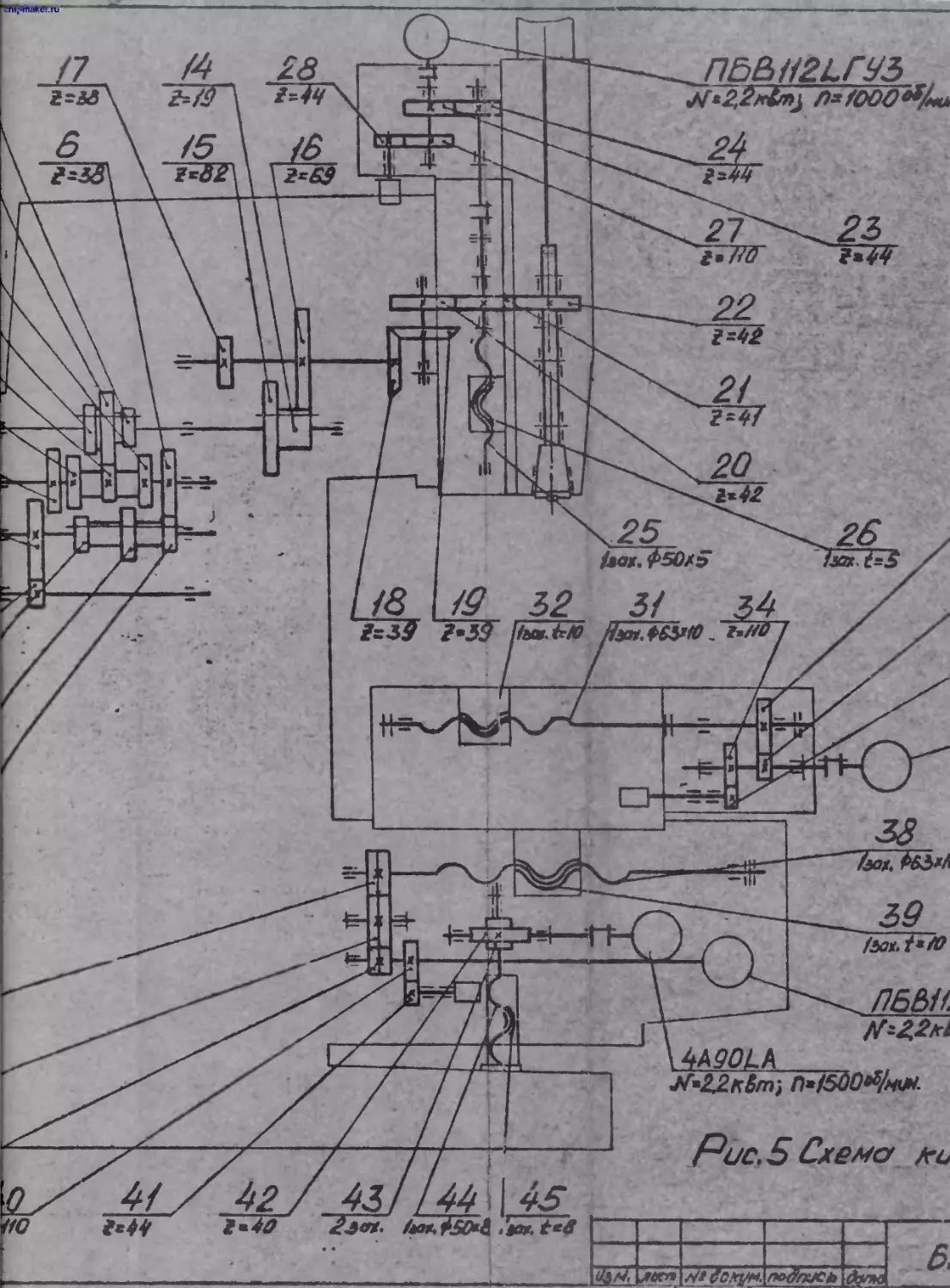
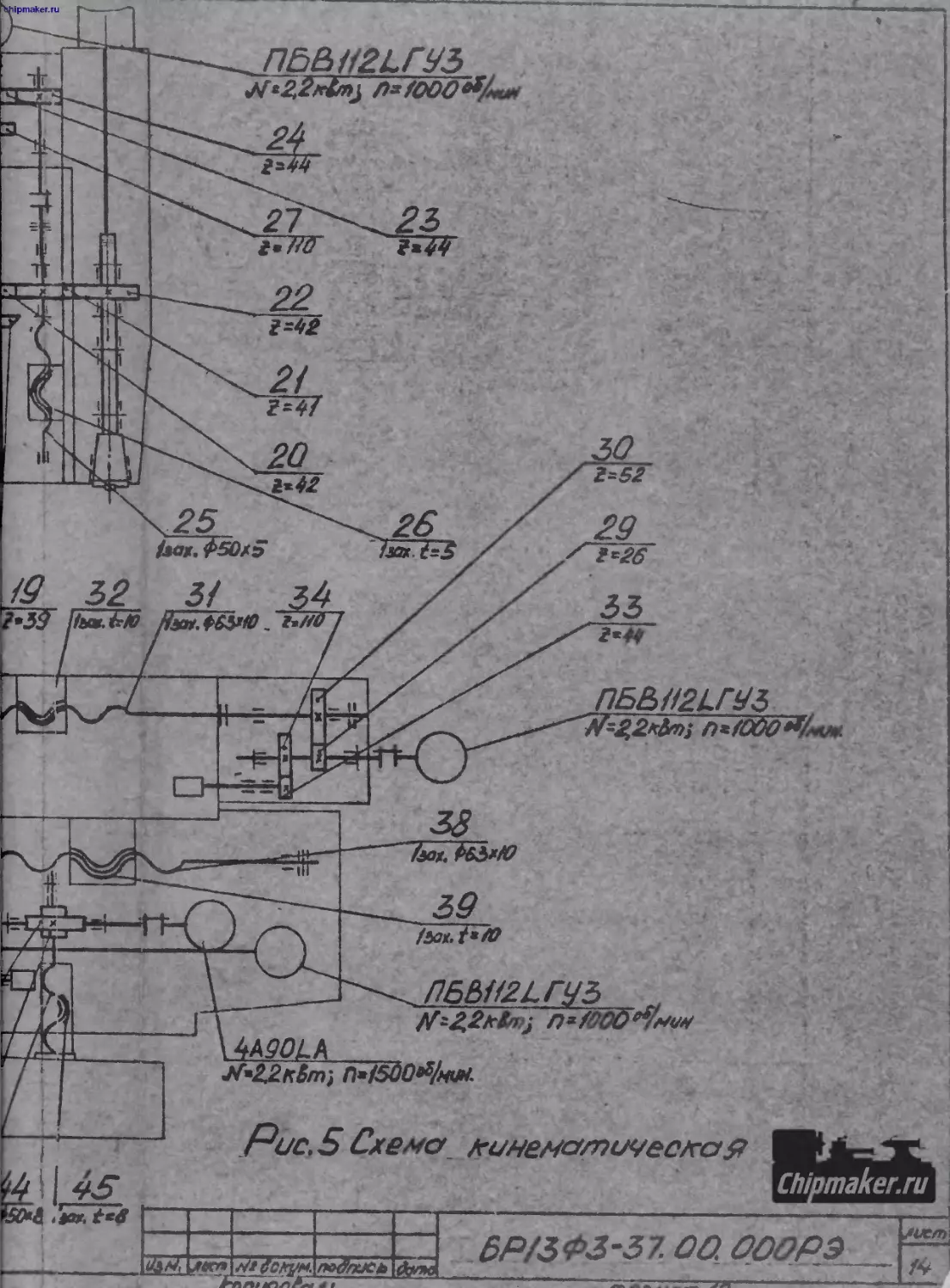
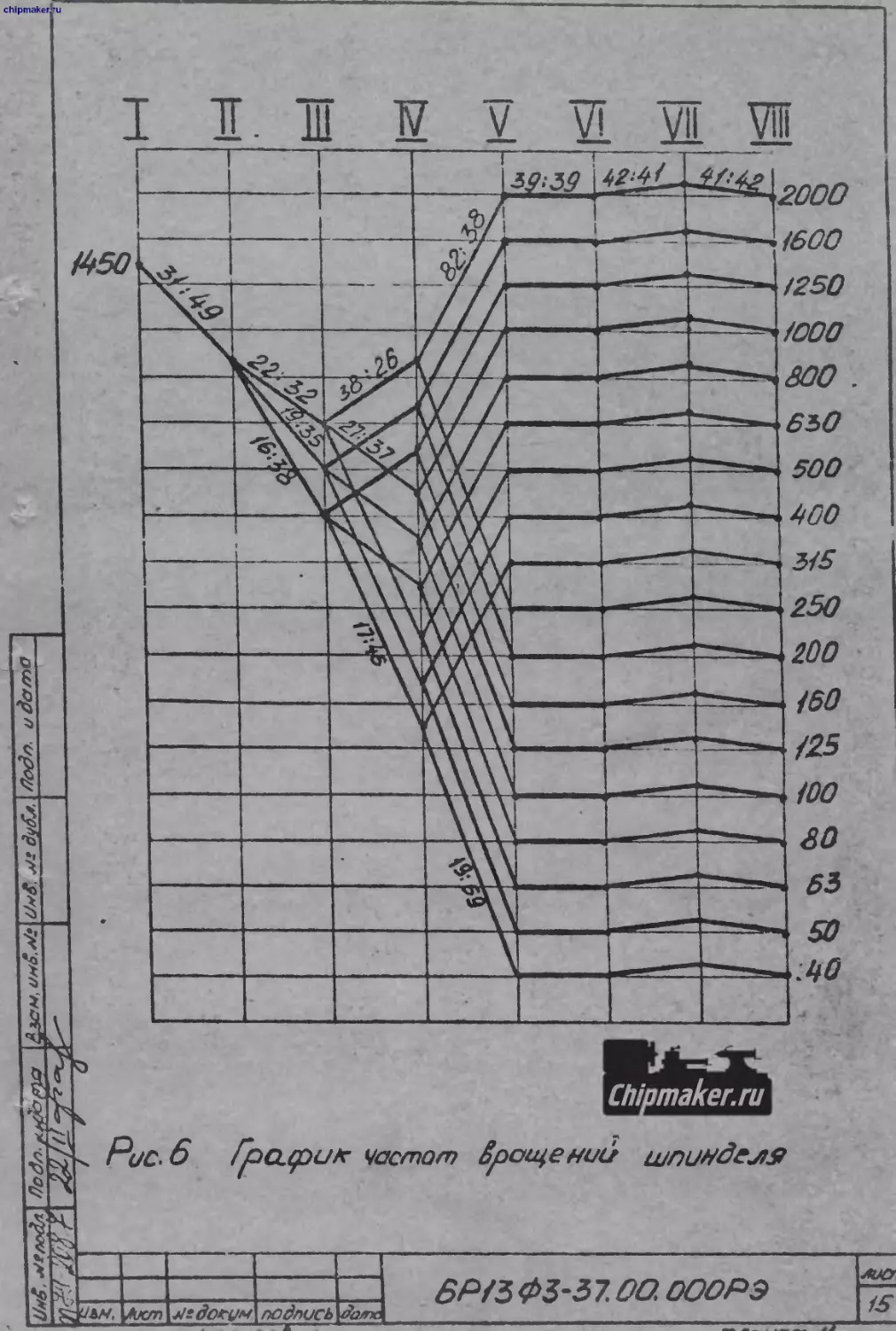
1.3.4. Схема кинематическая (рис. о и 6)
Chipmaker.ru
Кинематическая схема станка характеризуется наличием отдель-
ных кинематических групп основного и вспомогательных движений.
Шпиндельная головка имеет свой кинематический узел главного
движения с отдельным приводом от асинхронного двигателя. "Ьиндель
имеет 18 различных скоростей. Изменение скорости главного движения
производится за счет переключения блоков шестерен в кинематической
группе.
Кинематические цепи подач координат Х,У,Z имеют индивидуаль-
ные механизмы подач о г высокомоментных двигателей,
Кинематическая цепь установочного перемещения консоли имеет
привод от асинхронного электродвигателя.
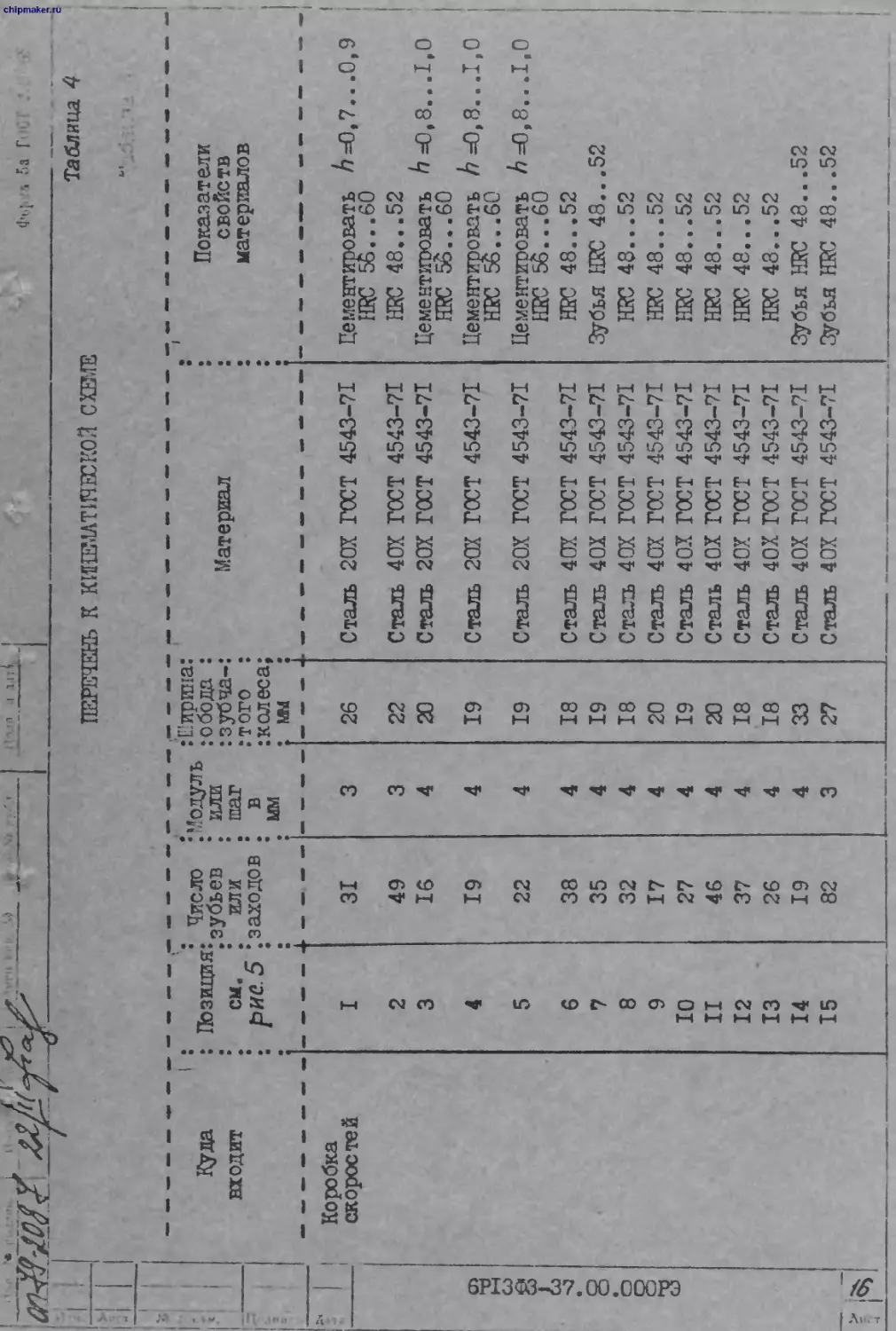
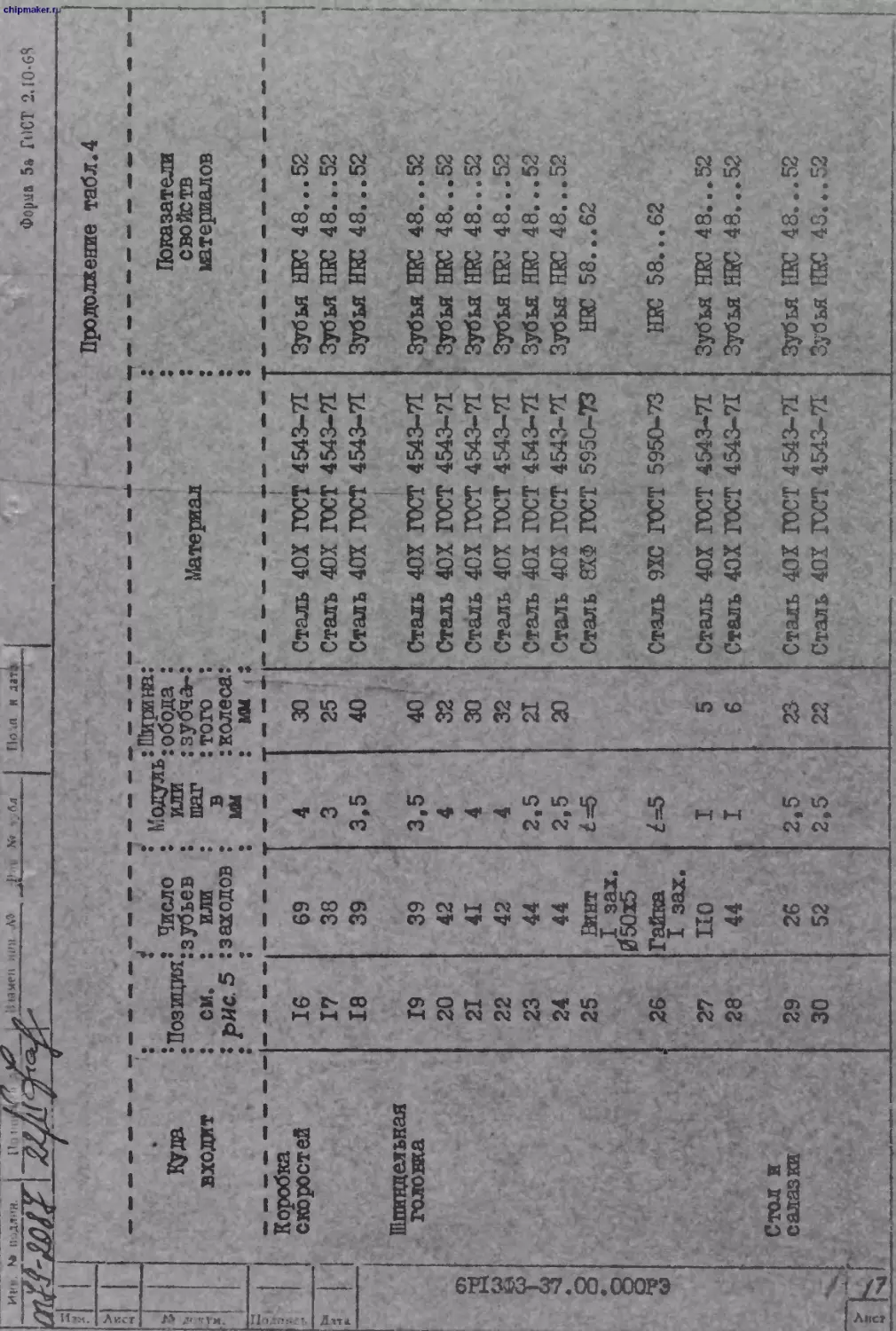
В таблице 4 указан перечень к кинематической схеме.
ВККмАНИЕ!
В СВЯЗИ С НАЛИЧИЕМ В СТАНКЕ МЕХАНИ ТИРОВАННОГО
ЗАлИМА ИНСТРУМЕНТА ЖЛИЧЕШЕ ПРОИЗВОДИТЬ ТОЛЬКО
ПРИ ИГАВЛЕННОЙ И ЗШТОя ОПРАВКЕ
г1. м ч< инв
6ИЗФЗ-37.0С.000РЭ
chip такт
№2-5Ь4С2
исл. MbOL 7
Wii,.‘rnaki? :ru
ПБЫ±
~tf-22*i
tbax.t»fO
ПБЬ1[2и^5
^ДР04А
•ГТ*2£к6лГ) П*150(№/н<м.
Рис. 5 Схема кинематическая BBLt=‘*ic
Chipmaker.ru
6Р/3 ФЗ-37. О О. ОООРЭ
juerr)
/V
chipmakenru
U шор П УСЩ/ 'Г?*? 9*/71 ''
\sC-6 Грсири* частот ёрощенисг шпиндемг
вр/з Фз-з 7. оа ооорз
JS Awn * / подпись да/па
Chiomaker.ru
/450
2000
/600
/250
/ООО
800 .
630
500
//СО
3/5
250
200
/80
/25
/ОО
80
63
ДО
<ли&
1S
Фь[.. 5а Г'
chipmaker.ru
енооо’оочо-еФоыэ
1 Куда входит t • Позиция: СМ. ’ рис. 5 Число зубьев или заходов • • • • • « ?’^ЛЬ 'о!®
пат в мм ‘ТОГО .колеса ш
Коробка
скоростей I 31 3 26
2 49 3 22
3 16 4 20
4 19 4 19
5 22 4 19
6 38 4 18
7 35 4 19
8 32 4 18
9 17 4 20
10 27 4 19
II 46 4 20
12 37 4 18
13 26 4 18
14 19 4 33
15 82 3 2?
К КШЕЖДОЕСКОЛ СХЕМЕ
Материал ♦ 1 Показатели свойств материалов 1
Сталь 20Х ГОСТ 4543-71 Цементировать h=0,7,. № 56...60 1 .0,9 । 1
Сталь 40Х ГОСТ 4543-71 НЕС 48...52 1
Сталь 20Х ГОСТ 4543-71 Цементировать h =0,8.. HRC 56...60 .1.0 |
Стал: 2Ш ГОСТ 4543-71 Цементировать h =0,8.. НЕС 56...60 .1,0 >
Сталь 20Х ГОСТ 4543-71 Цементировать h =0,8.. HRC 56...60 .1.0
Сталь 40Х ГОСТ 4543-71 НЕС 48...52
Сталь 4QX ГОСТ 4543-71 Зубья НЕС 48...52
Сталь 4РХ ГОСТ 4543-71 НЕС 48...52
Сталь 4GX ГОСТ 4543-71 НЕС 48...52
Сталь 40Х ГОСТ 4543-71 НЕС 48...52
Сталь 4ОХ ГОСТ 4543-^1 НЕС 48...52
Сталь 40Х РОСТ 4543-71 HRC 48...52
Сталь 40Х ГОСТ 4543-71 НЕС 48...52
Сталь 40Х ГОСТ 4543-^1 Зубья НЕС 48...52
Сталь 40Х ГОСТ 4543-71 Зубья НЕС 48...52
б«хп*оо'<!£-сгенэ
• Куда ; Позиция^ • i Число • ь: :зубьев : •. йгсина: обода : зубчл-:
входит СМ. ИЛИ • та * того :
1 Ряс 5 : заходов : 1 1 о « мм • мм
Коробка скоростг2 те 69 4 30
17 38 3 25
18 39 3,5 40
Шшпщельная
головка 19 39 3,5 40
20 42 4 32
21 41 4 30
22 42 4 32
23 44 2.5 2Х
24 44 2,5 20
25 1ЙНТ J зах. £=5
050x5
26 Гайка 1=5
г I зах.
27 •; ПО I 5
28 44 I 6
Стол и салазкг 29 . 26 2.5 23
30 52 2,5 22
Форма 5а ftlCT 2.10-6S
Продолжение табл.4
Материал
: Показатели
: свойств
: материалов
!
Сталь 40Х ГОСТ 4543-71
Сталь 40Х ВЭСТ 4543-71
Сталь 4ОХ ГОСТ 4543-^1
Сталь 40Х ГОСТ 4543-71
Сталь 4ОХ ГОСТ 4543-71
Сталь 4СХ ГОСТ 4543-7Т
Сталл 4СХ ГОСТ 4543-7Т
Сталь 4ОХ ГОСТ 4543-71
Сталь 40Х ГОСТ 4543-'I
Сталь 8ХФ ГОСТ 5950-73
Сталь 9ТС ГОСТ 5950-73
Сталь 40Х ВОСТ 4543-71
Сталь 40Х ГОСТ 4543-71
Сталь 40Х ГОСТ 4543-71
Сталь 40Х ГОСТ 4543-71
Зубья НЕС 48...52
Зубья НЕС 48...52
Зубья НЕС 43...52
Зубья НЕС 48... 5?
Зубья ВЕС 48...52
Зубья НЕС 43...52
Зубья ЕР? 48...52
Зубья НЕС 48...52
Зубья ЧЕС 48...52
IIГ 58...62
НЕС 58...62
Зубья НЕС 48...52
Зубья НЕС 48,..52
Зубья НЕС 48...52
Зубья НЕС 48.,.52
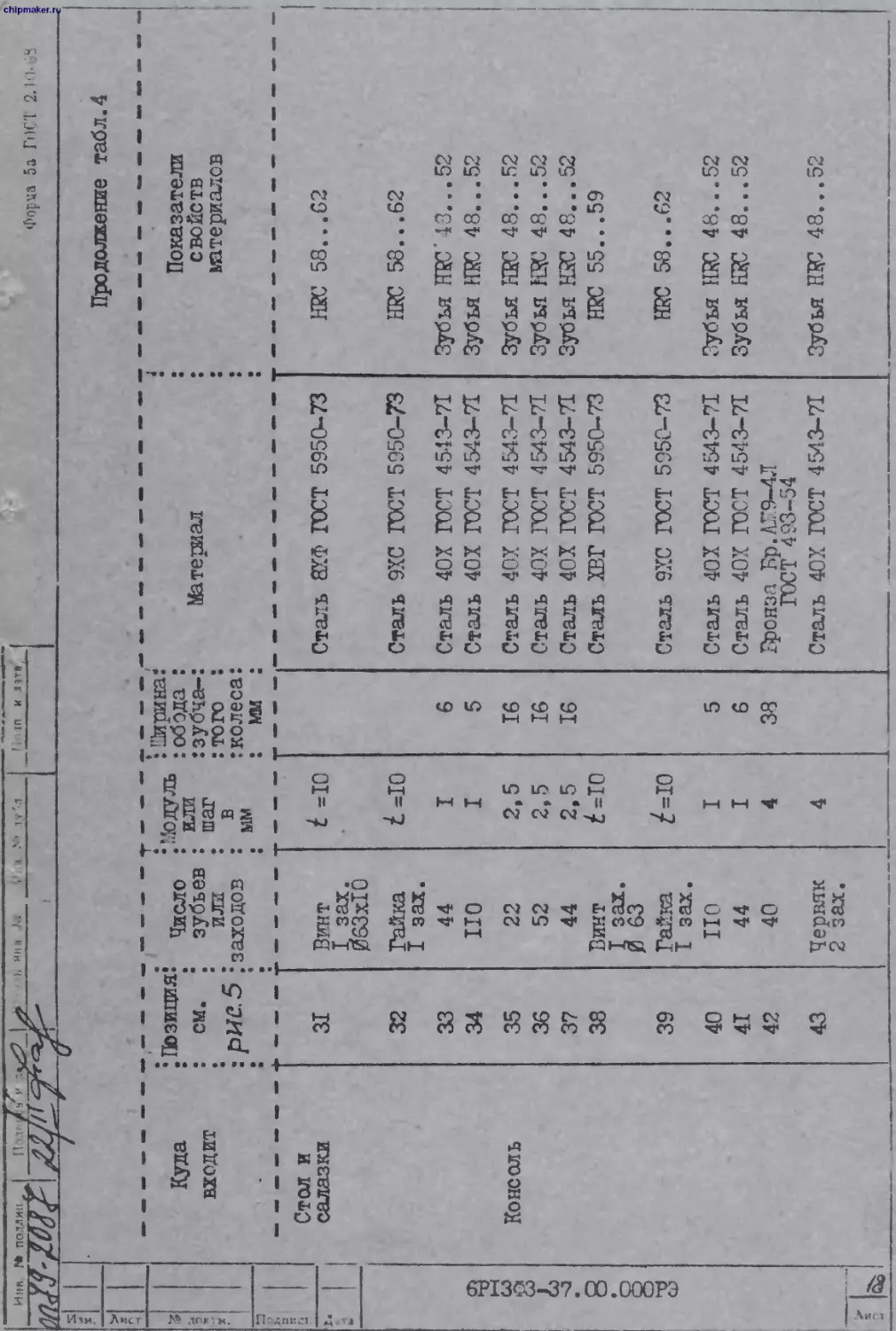
6Р13СЗ-37.00.000РЭ
Куда ВХОДИТ .Позиция: Чи-сло : см. : зубьев : : или : Нодуль
рис. о : заходов : • • JD ММ ‘колеса мм
Стол и салазки 31 Винт t =10
I зах. £53x10
Гайка I зах. Ью
33 44 I 6
34 ПО I 5
Консоль 35 22 2,5 16
36 52 2,5 16
37 44 2,5 16
38 Винт
I зах. £ 63
39 Гайка I зах. /=ю
40 ПО I 5
41 44 I 6
42 40 4 38
43 Червяк 2 зах. 4
Фор'ла 5а 2.i‘i-
Мате жал
Сталь 8ХФ ГОСТ 5959-73
Сталь 9ХС ГОСТ 5950-73
Сталь 40Х ГОСТ 4543-71
Сталь 40Х ГОСТ 4543-71
Сталь 40Х ГОСТ 4543-71
Сталь 40Х ГОСТ 4543-71
Сталь 40Х ГОСТ 4543-71
Сталь ХРГ ГОСТ 5950-73
Сталь 9ХС ГОСТ 5950-73
Сталь 40Х ГОСТ 4543-71
Сталь 40Х ГОСТ 4543-71
Бровва Гр.ЛК9-4Л
ГОСТ 493-54
Сталь 40Х ГОСТ 4543-71
Прсдолзение табл. 4
: Показатели
: свойств
: материалов
Ж 58...62
HRC 58...62
Зубья та 43...52
Зубья та 48...52
Зубья НЕ”
Зубья та
Зубья ЕЭС
HRC 55
48...52
48...52
48...52
...59
HRC 58...62
Зубья Ш?С 48...52
Зубья та 48. ..52
Зубья ПЕС 48...52
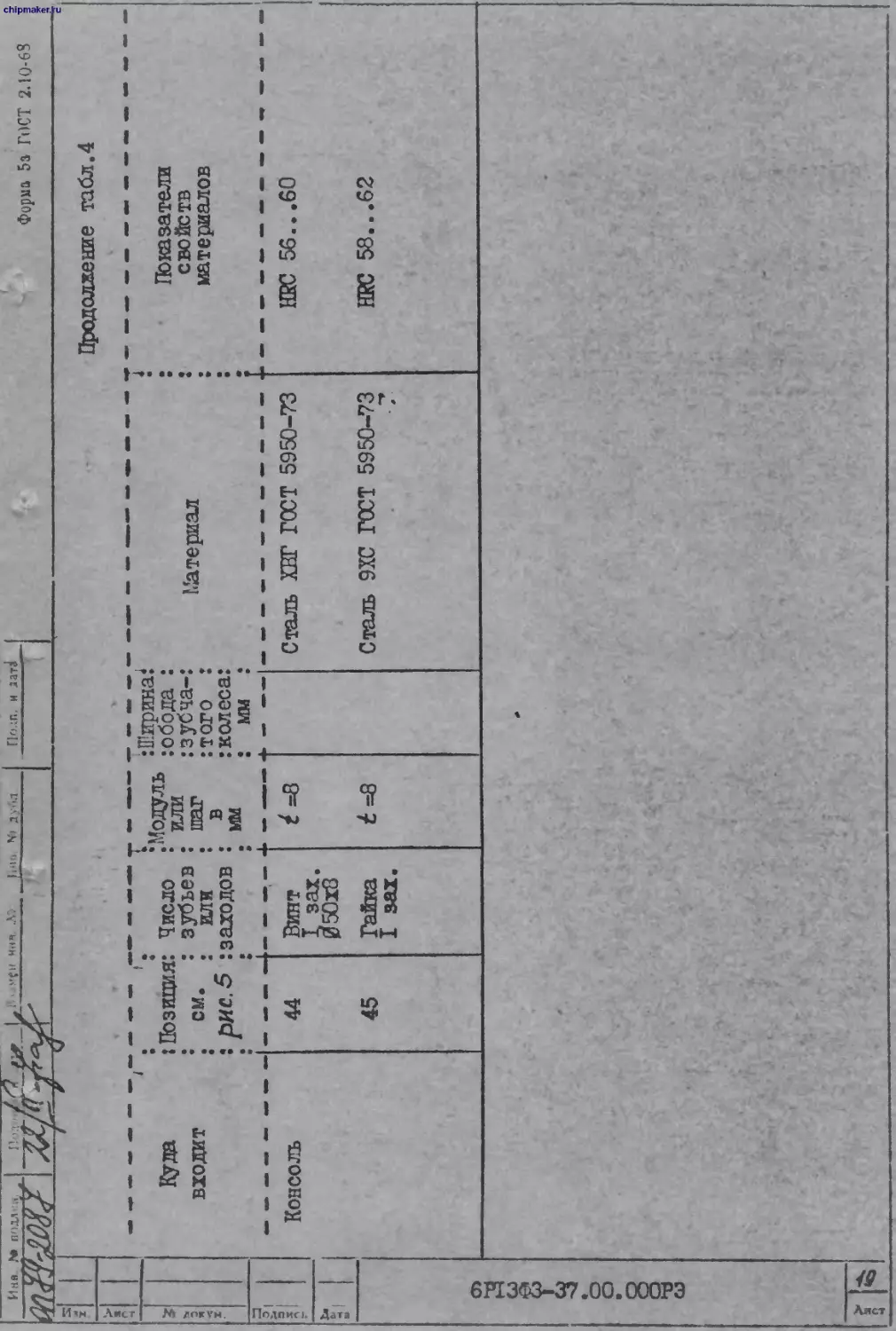
Форма 5а ГОСТ 2.10-68 f
Подл, и аат^
Материал
зубча-
того
колеса
мм
Куда
входит
Продолжение табл.4
Показатели
свойств
материалов
6Р13ФЗ-37.00.000РЭ
млтпгпг. Ширина:
Позиция: Число г*23[ль :обода :
см : зубьев :
см* : или : „
рис. 5 : заходов : t
Консоль 44 Винт I зах. 050x8 i =8 Сталь ХИГ ГОСТ 5950-73 HRC56...60
45 Гайка I зах. ё=8 Сталь 9ХС ГОСТ 5950-73 » HRC 58...62
QO
1.3.5. Станина
Станина является основным базовым узлом, на котором нонти-
ру"тся узлы и механизмы станка.
Жесткая конструкция станины достигается за счет развитого
основания и большого числа ребер. Ее корпус спереди имеет верти-
кальные наплавляющие, по которым перемещается консоль. Для отсчета
величины установочного перемещения консоли на станиье закреплена
линейка.
Для ограничения хода консоли в левой нише станины размещены
конечные выключатели. В верхней части корпуса станины с правой
стороны имеется окно, через которое открывается доступ к масло-
насосу и коробке скоростей. Для выбора требуемой скорости на
станине с левой стороны установлена коробка переключения скоростей.
На приваленной плоскости горловины станины закреплена шпиндельная
головка. Внутри корпуса станины имеется резервуар для масла.
Станина устанавливается на основанье и крепится к нему болтами.
1.3.6, Коробка скоростей
Коробка скоростей служит для сообщения шпинделю различных
скоростей вращения при резании.
Смазка подшипников и шестерен коробки скоростей осуществляет-
ся от плунжерного насоса, расположенного внутри коробки скоростей.
1.3.7. Коробка переключения скоростей
Обеспечивает получение 18 скоростей шпинделя и позволяет
выбирать требуемую скорость без последовательного прохождения
промежуточных ступеней.
Переключение скоростей осуществляется следующим образом:
рукоятку 28 (лист /4 рис.4) опускают вниз до вывода шипа рукоятки
из фиксирующего паза и отводят от себя до упора. Поворачивая лимб,
поз.26 устанавливают требуемое число оборотов против стрелки-ука-
зателя. При этом щелчок Фиксатора означает - лимб зафиксирован в
данном положении. Нажать кнопку "Толчок*, поз.27, рукоятку плавным
движением вернуть в первоначальное (исходное) положение.
Смазка коробки переклюжния скоростей осуществляется от плун-
жерного насоса коробки скоростей.
6Р13ЭД-37.00.С00РЭ
2(
Лист
chipmaker.EU'
on
ci
BHIVAFIS !
ПЕРЕСЕЛЕНИЕ СКОРОСТЕЙ НА ХОЛУ НЕ ДОПУСКАЕТСЯ.
ПУСК КОРОВКИ СКОРОСТЕЙ ГТОИЗВОДИТЬ ТОЛЬКО ПОСЛЕ
УСТАЮЖИ РУКОЯТКИ В ФИКСИРОВАННОЕ ПОЛ<
№
ЧАСТОЕ ПЕРЕКЛЮЧЕНИЕ СКОРОСТЕЙ
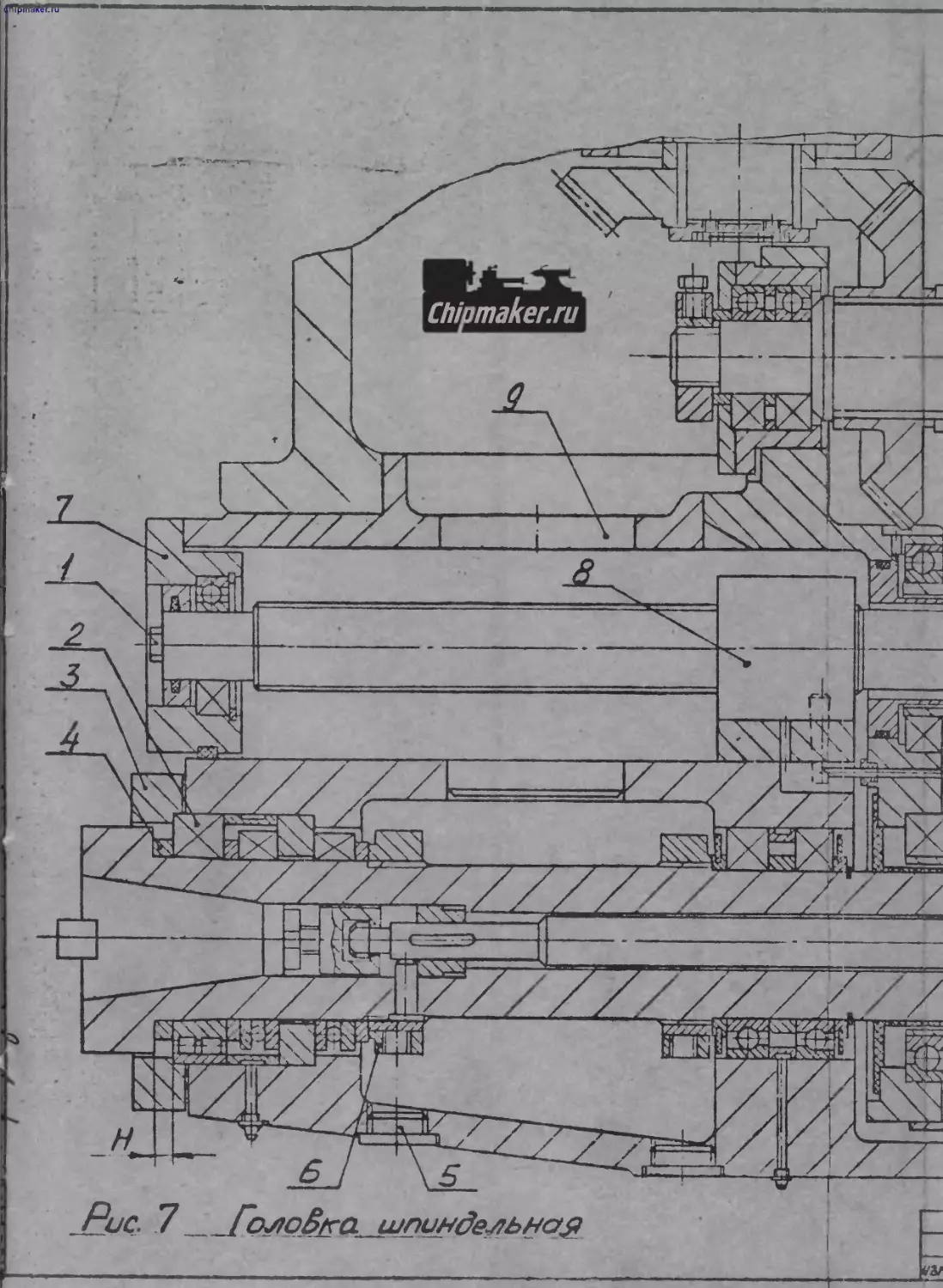
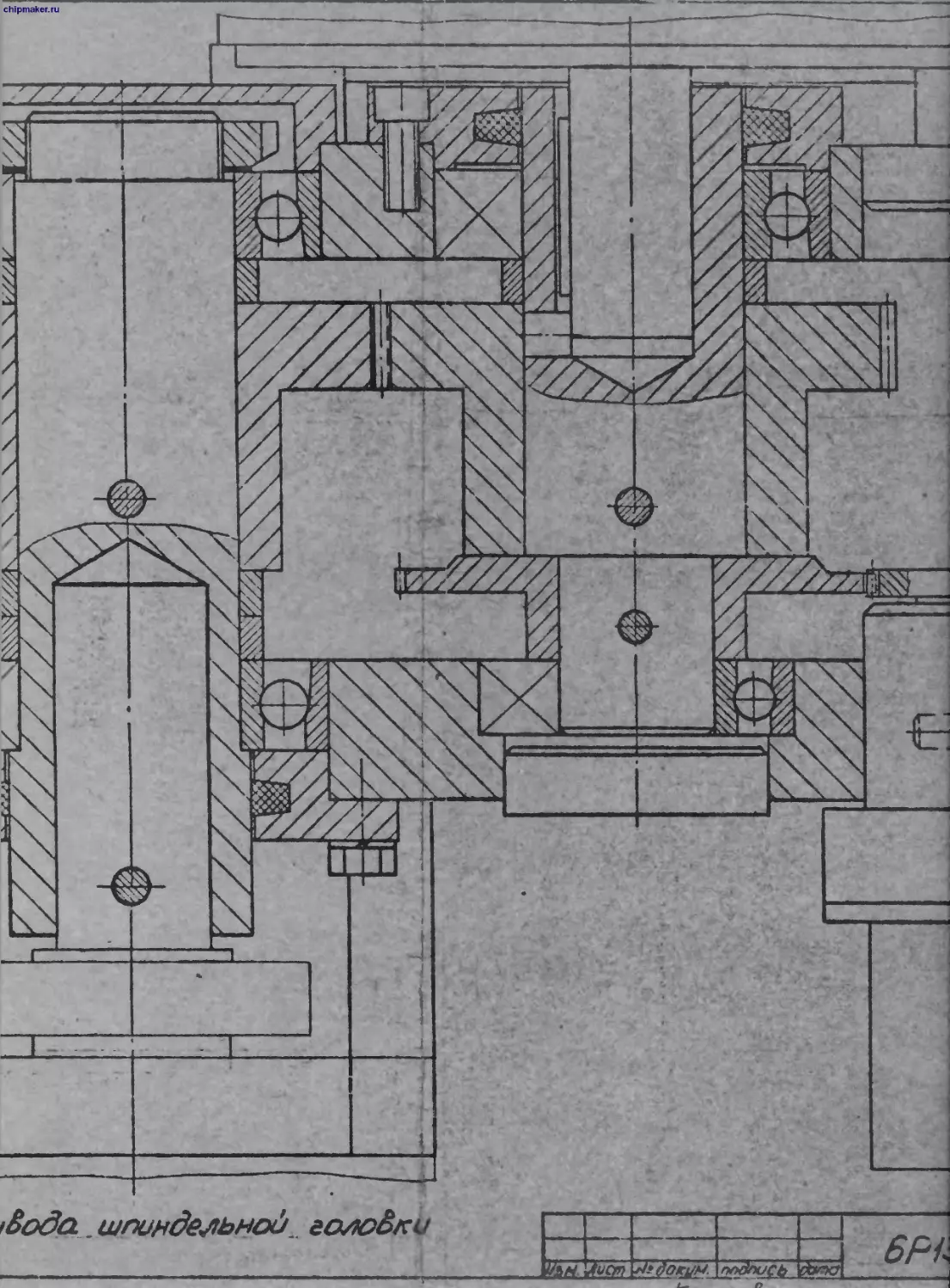
1,3.8. Шпиндельная головка (рис.7)
ИнЛ* подлин., J П / Г" tzJ* к I . 1мгч urn .Д'> !1 ч , л Подо.
Шпиндельная головка состоит из трех основных элементов:
салазка,
редуктор,
ползун со шпинделем.
Салазка центрируется в кольцевой выточке горловины станины
и крепится к ней четырьмя болтами. Пэ прямоугольным направляющим
салазки перемещается ползун со шпинделем - координата Z,
Редуктор служит для передачи шпинделю основного (вращатель-
ного) движения от коробки скоростей через пару конических и три
цилиндрических колеса.
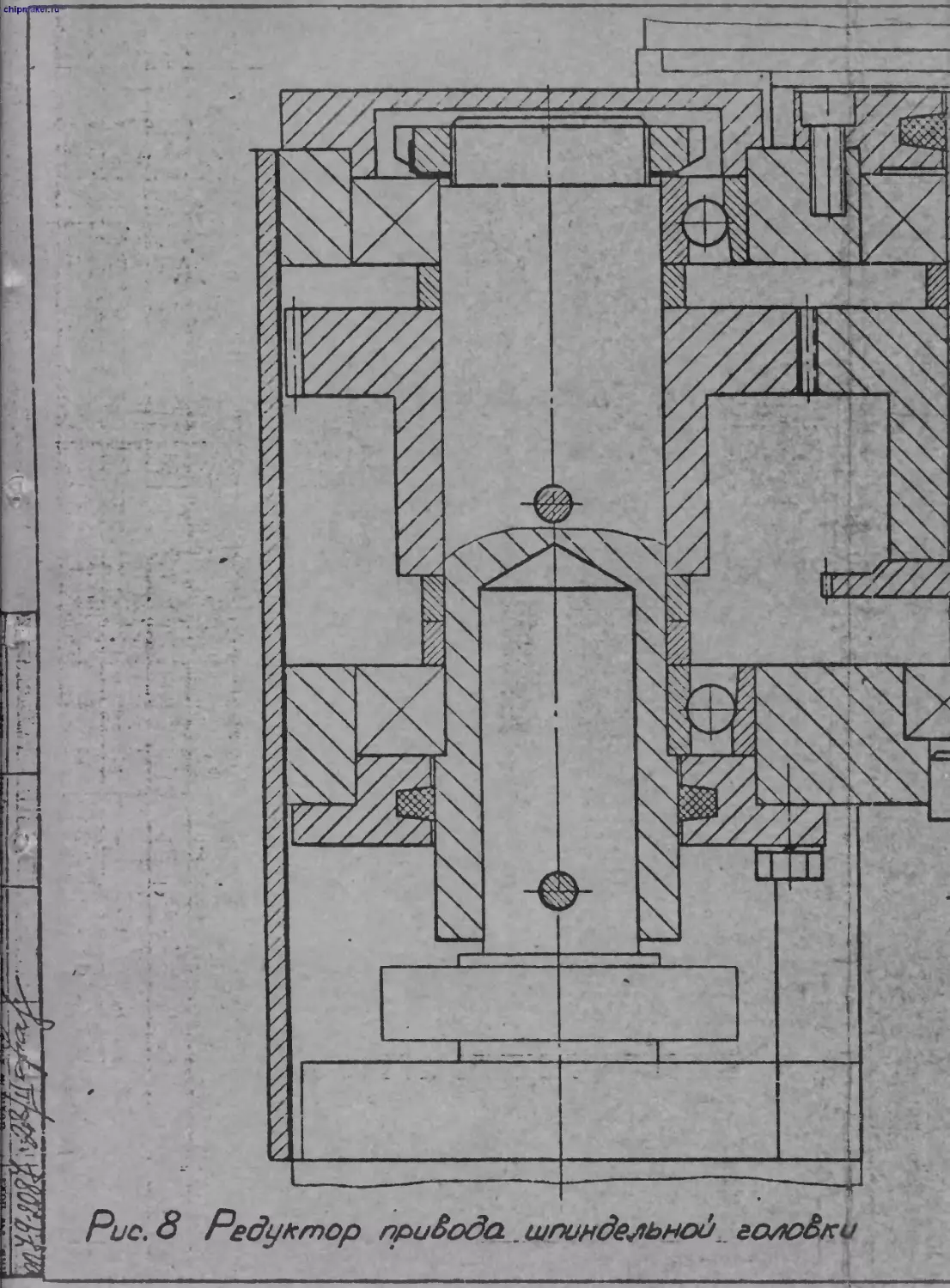
Перемещение ползуна со шпинделем по программе осуществляется
от высокомоментного двигателя через редуктор из пары цилиндричес-
ких колес (рис.8) и передачу "винт-гайка качения".
Для осуществления ручного перемещения ползуна предусмотрен
вывод - шестигранник I (рис.7).
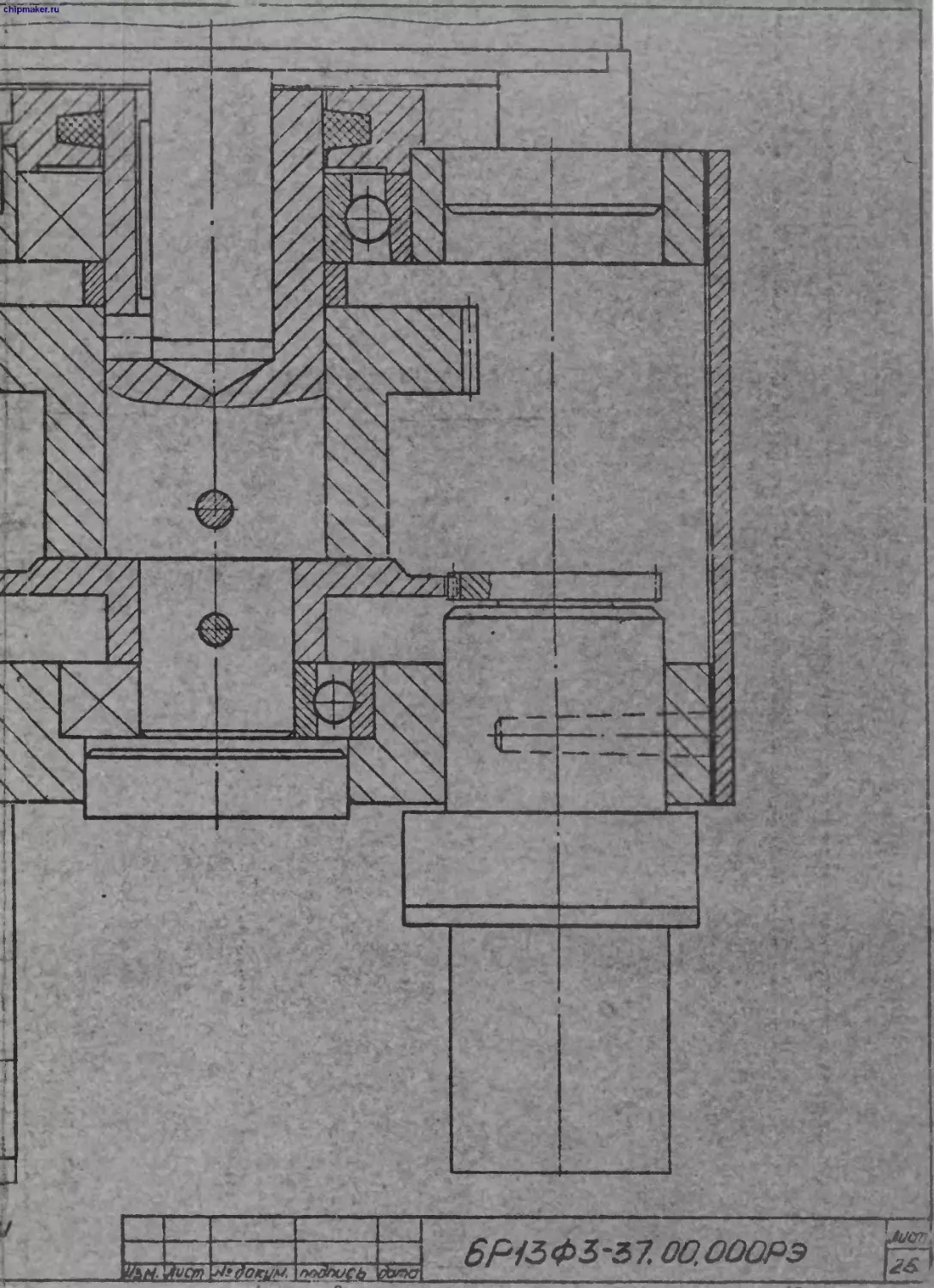
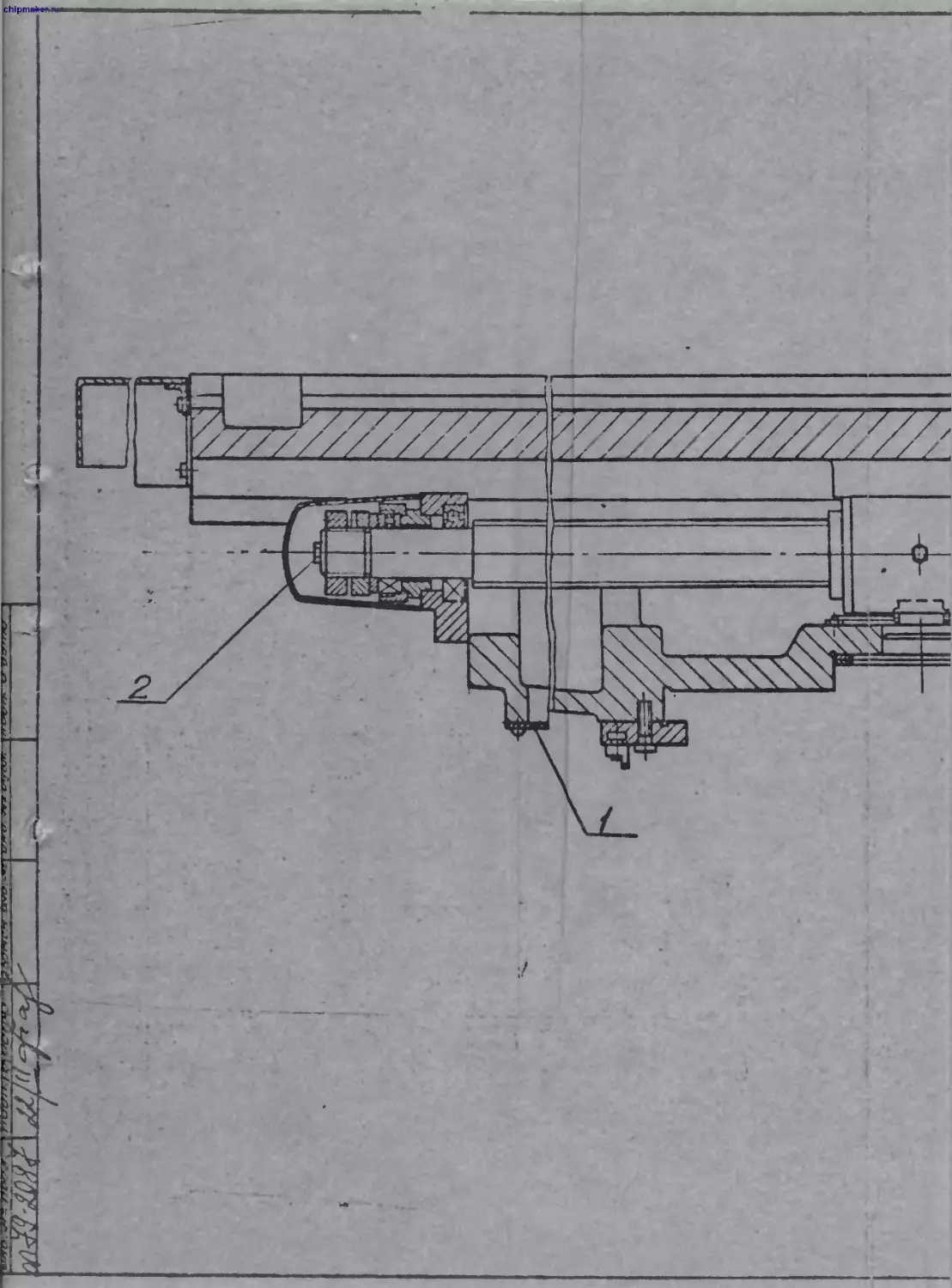
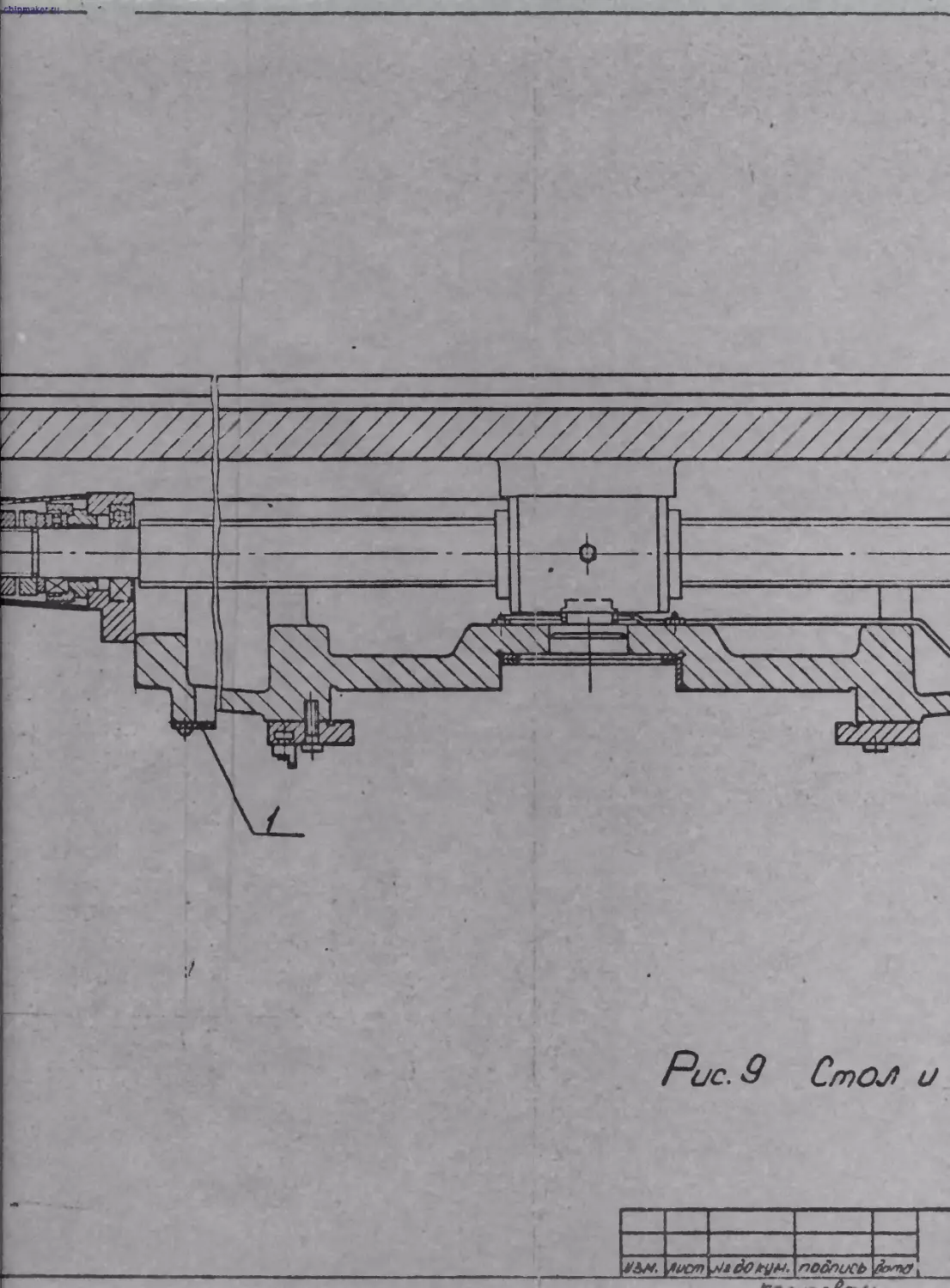
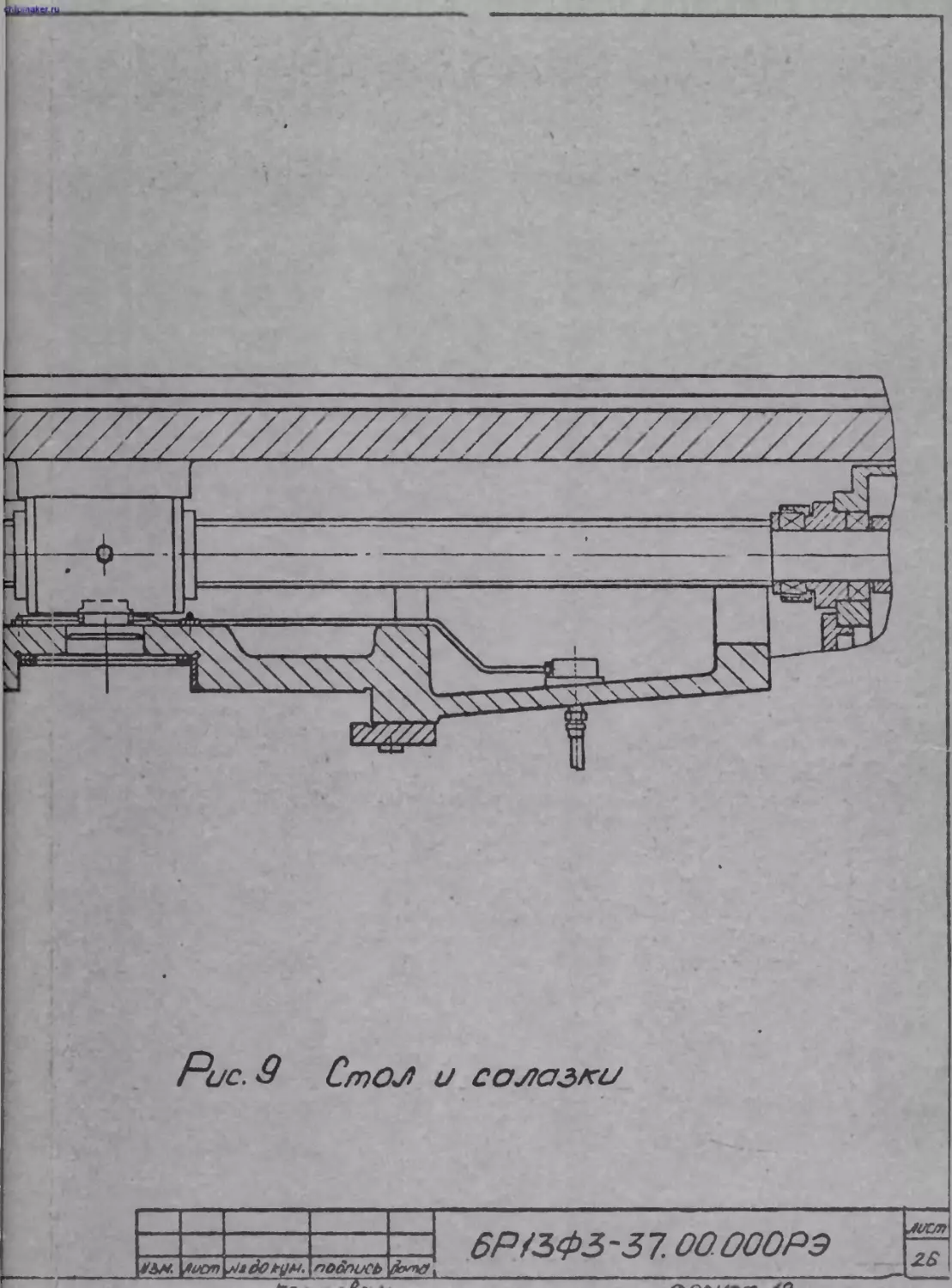
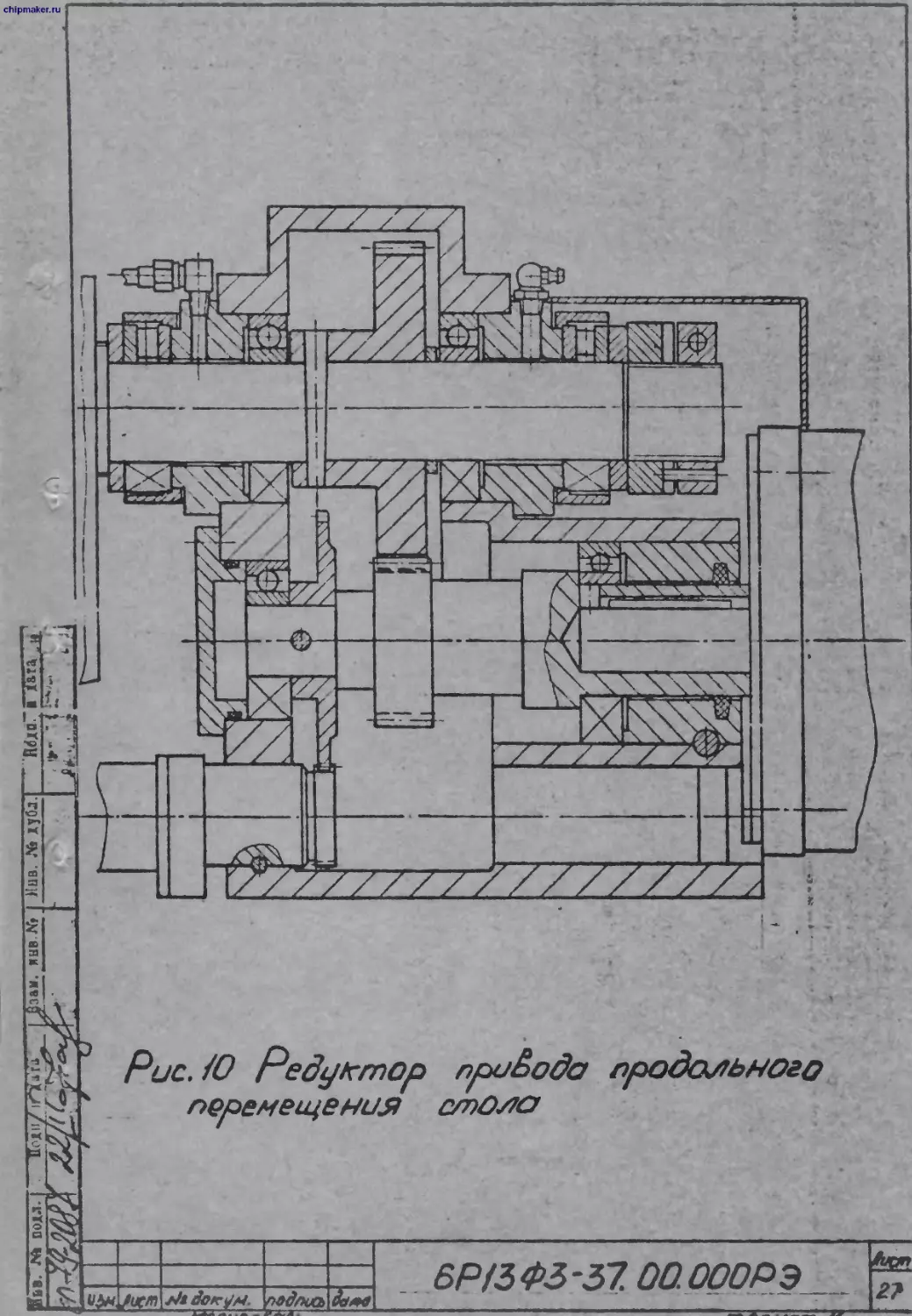
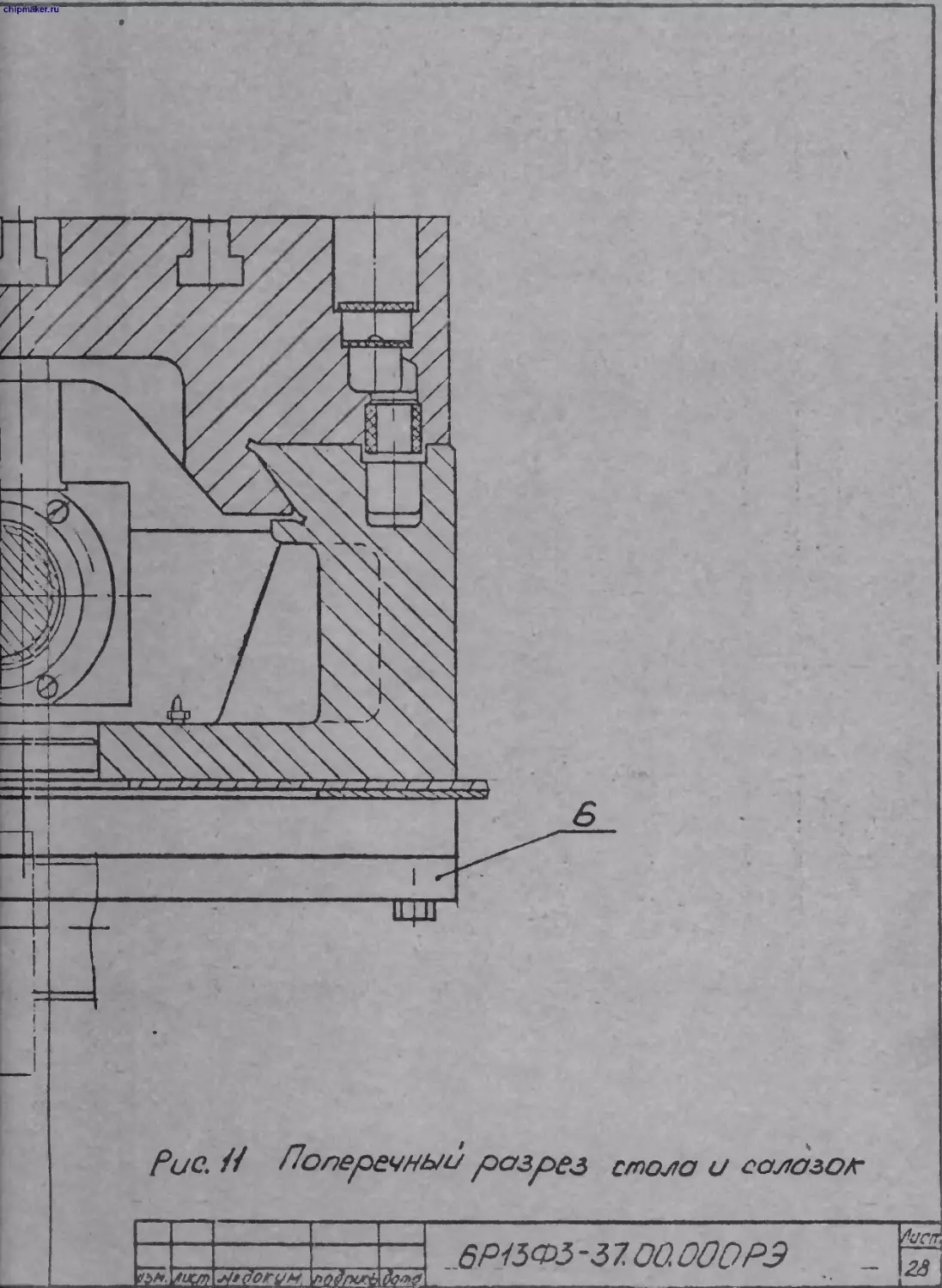
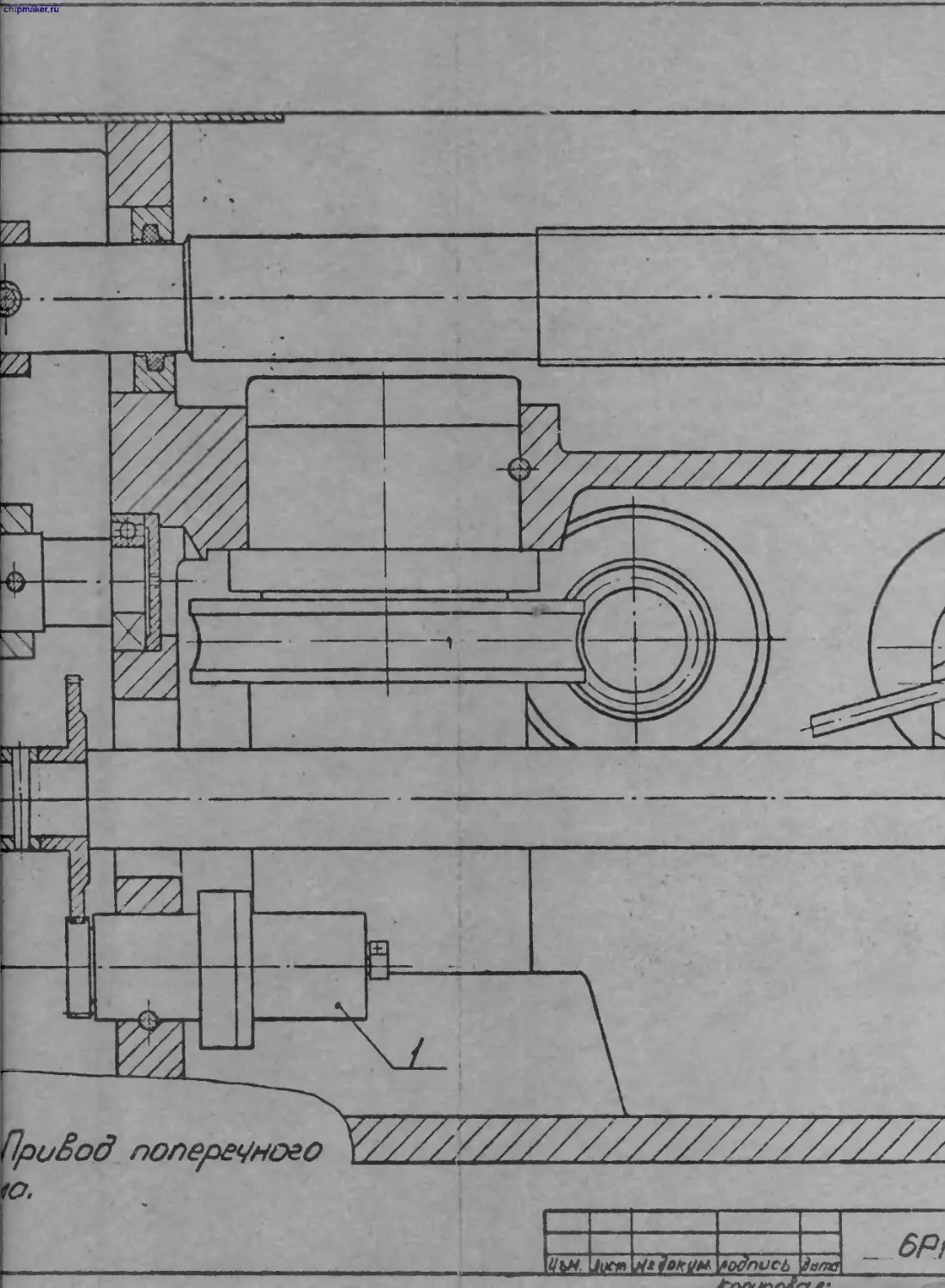
1.3.9. Стол и салазки (рис.9,10 и II)
Стол и салазки обеспечивают перемещение стола по координатам
X и У (продольное и поперечное).
При перемещении по координате X стол получает движение от
высокомоментного двигателя типа ПБ3112АГУЗ через одноступенчатый
редуктор с передаточным отношением I = 1:2 и передачу "винт-гайка
качения".
Ходовой шариковый винт для продольного перемощения стола
вращается в шарикоподшипниках, установленных с левой стороны в
кронштейне, а с правой - в корпусе редуктора. »
Гайки вянта жестко зафиксированы в кронштейне, прикрепленном
к с^эту.
»
?м.
*4 Хлк ’.'и
П 7ПЧС1
6Р13ФЗ-37.00.000РЭ
chipmaker.i
1 J
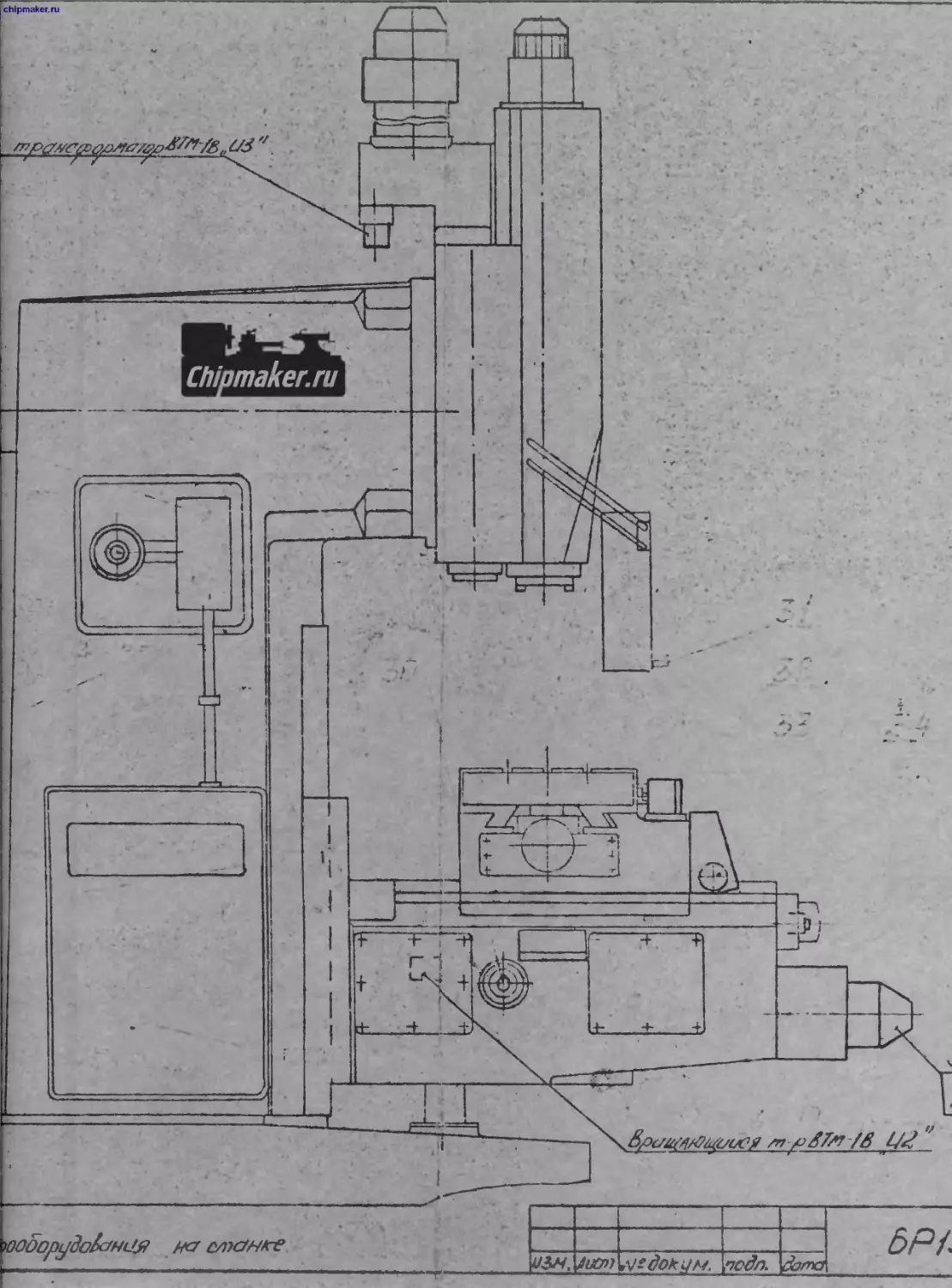
В редукторе продольного перемещения стола имеется трансфор-
матор типа K-IB, который является датчиком обратной связи.
Перемещение стола по координате 7 осуществляемся от привода,
смонтированного в консоли. Ходовой шариковый впит поперечного пере-
мещения стола устанивлен в корпусе консоли.
Для ручного перемещения стола имеется шестигранный .вывод 2
(рнс.9).
Зазор в направлявших стола и салазок выбирается клиньяш.
Регулирование зазора см.раздел "Регулирование**. Вкх .
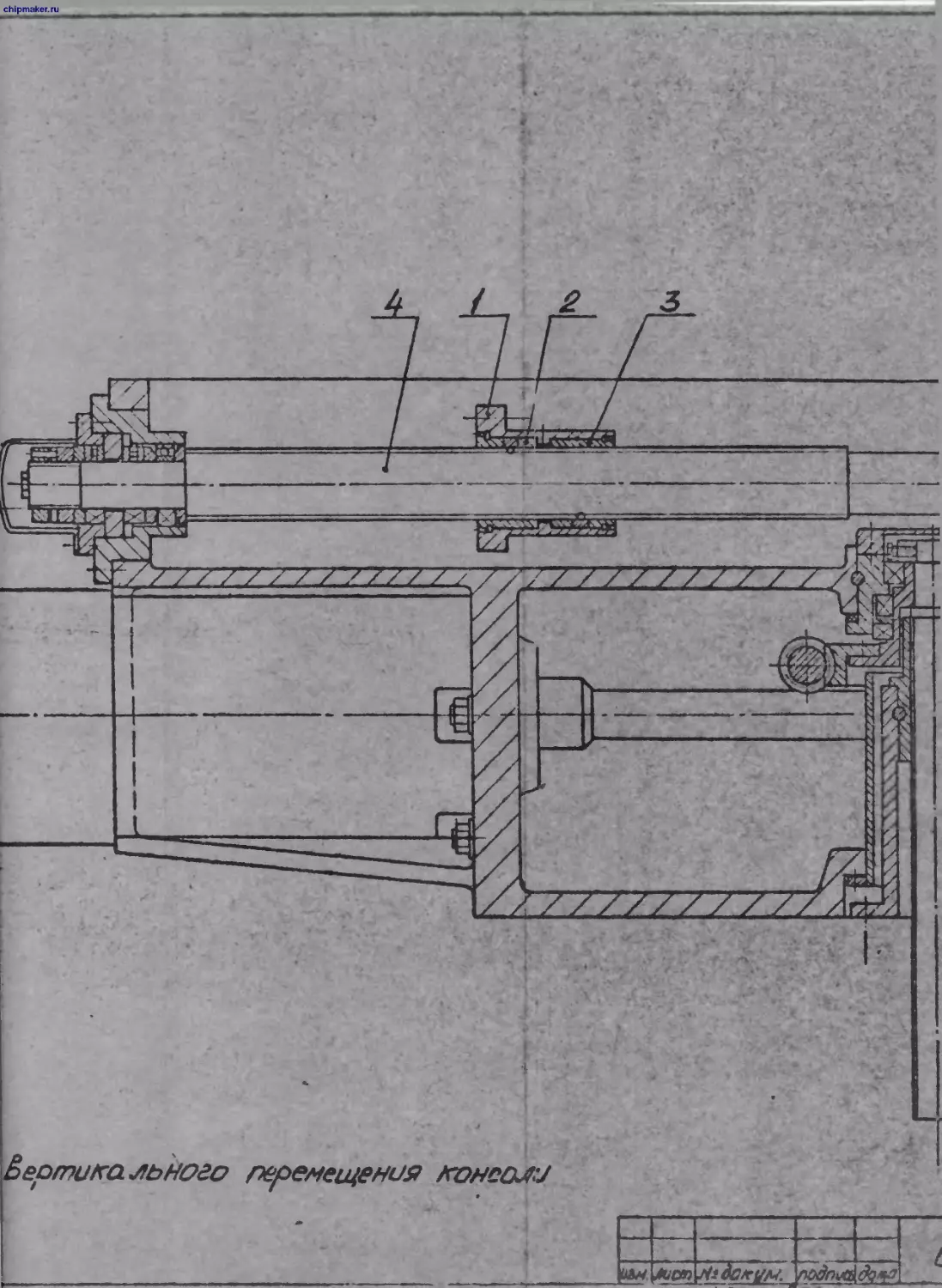
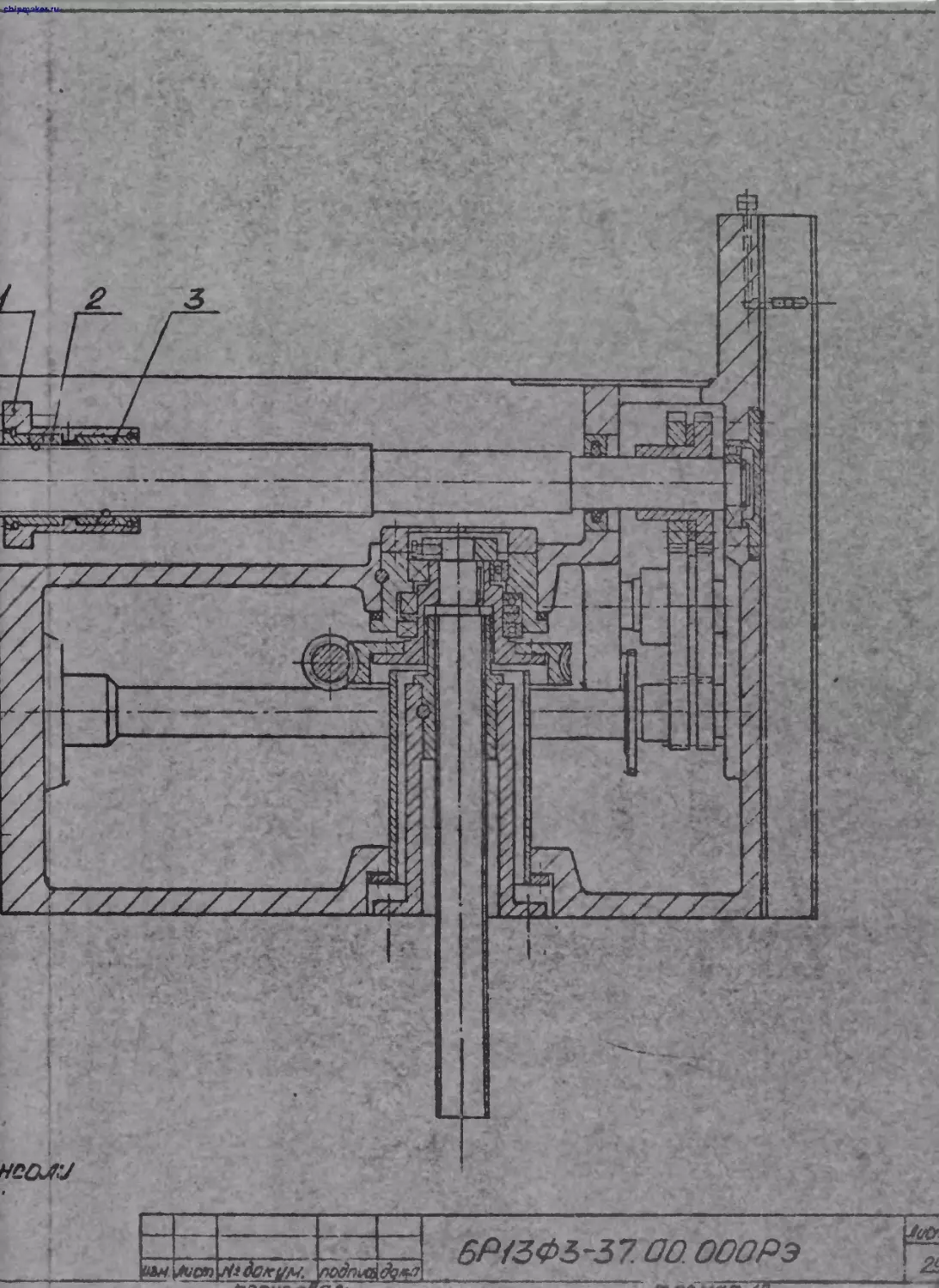
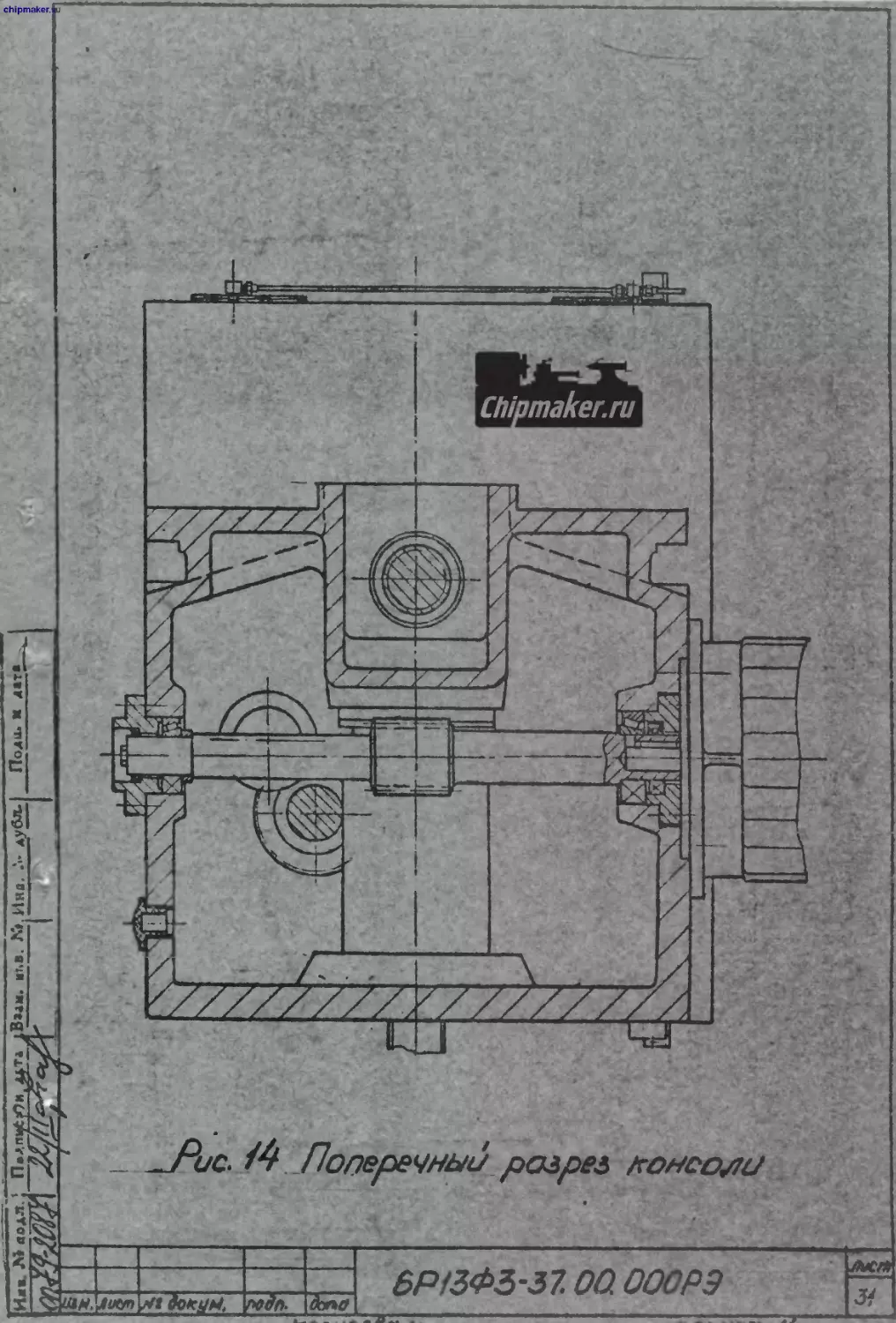
I.3.10. Консоль (риса12.13 и 14)
Chlpmaker.ru
Консоль является базовым узлом, объединяющим ‘зриводы верти-
кального и поперечного перемещений стола.
По вертикальным направляицим станины (профиля "ласточкин хвост*'
консоль обеспечивает вертикальное установочное движение. По горизон-
тальным направляющим консоли прямоугольного профиля перемешается в
поперечном направлении (координата У) узел "Стол и салазки".
В глубине консоли смонтирован двухступенчатый рсдутгор попе-
речного перемещения стола с передаточным отношением Z- 1:2.
Перемещена з стола осчществлпегся от высоксмомсятного электро-
двигателя типа ПБВП2Д1УЗ через редуктор е передачу "винт-гайка
качения".
Цилих^гричсския косозубые колеса выполнены сборигж длп воз-
можности устранения бокового зазора в зубчатом зацеплении. Регули-
рование бокового зазора см.оаздел "Регулирование".
В ре.лукторе смонтирован вращающийся трансформатор типа
ВТКГБ, поз.1 (рис. 13).
На правой стороне корпуса консоли установлен асинхронный
электродвигатель типа 4АЭСЛА вертикального установочного перемеще-
ния. Перемещение осуществляется через червячнуи пару и винтовую
передачу.
для смазки направляющих подвигла узлов станка, зубчатых
передач и подшипников *в консоли имеется резервуар для масла и
насос смазки типа БГ II-НА, который работает от двигателя типа
АСЛ-21-4.
Горизонтальные направлаощие консоль закрыты спереди теле-
скопической защитой; а сзади - "фартуком’, лрнкрепдеажм к станине
и заднему торцу салазок >
№ дожум.
Под П IK ь
Дет.
6Р13ФЗ—37.00.'J0GP9
chipmaker.rxr
I.3.11. Работа станка с электромеханическим
зажимом инструмента
ШШАНИЕ !
ПРИ ПЕРВОНАЧАЛЬНОМ ВКЛЮЧЕНИИ ШПИНДЕЛЯ НЕОБХОДИМО
ПРОИЗВЕСТИ ЗАМ ИНСТРУМЕНТА
Управление электромеханическим устройством зажила инструмента
осуществлявтся в следующей последовательности:
- нажать кнопку 3 (см.рис.З) "залим инструмента";
- включить шпиндель кнопкой 17 "Пуск шпинделя*’.
При отжиме инструмента необходимо:
- выключить шпиндель кнопкой 19 и проследить, чтобы шпиндель
остановился;
- нажать кнопку 2 "Отжим инструмента" и держать до тех пор,
пока фрезерная оправка не выйдет из шпинделя на длину не более
15...20 мм.
Р противном случае шлицевый валик может полностью вывернуться
из тяги. Тогда при зажиме инструмента тягу нужно поджать вверх,
чтобы резьбовой конец валика ввернулся в резьбовое отверстие тяги.
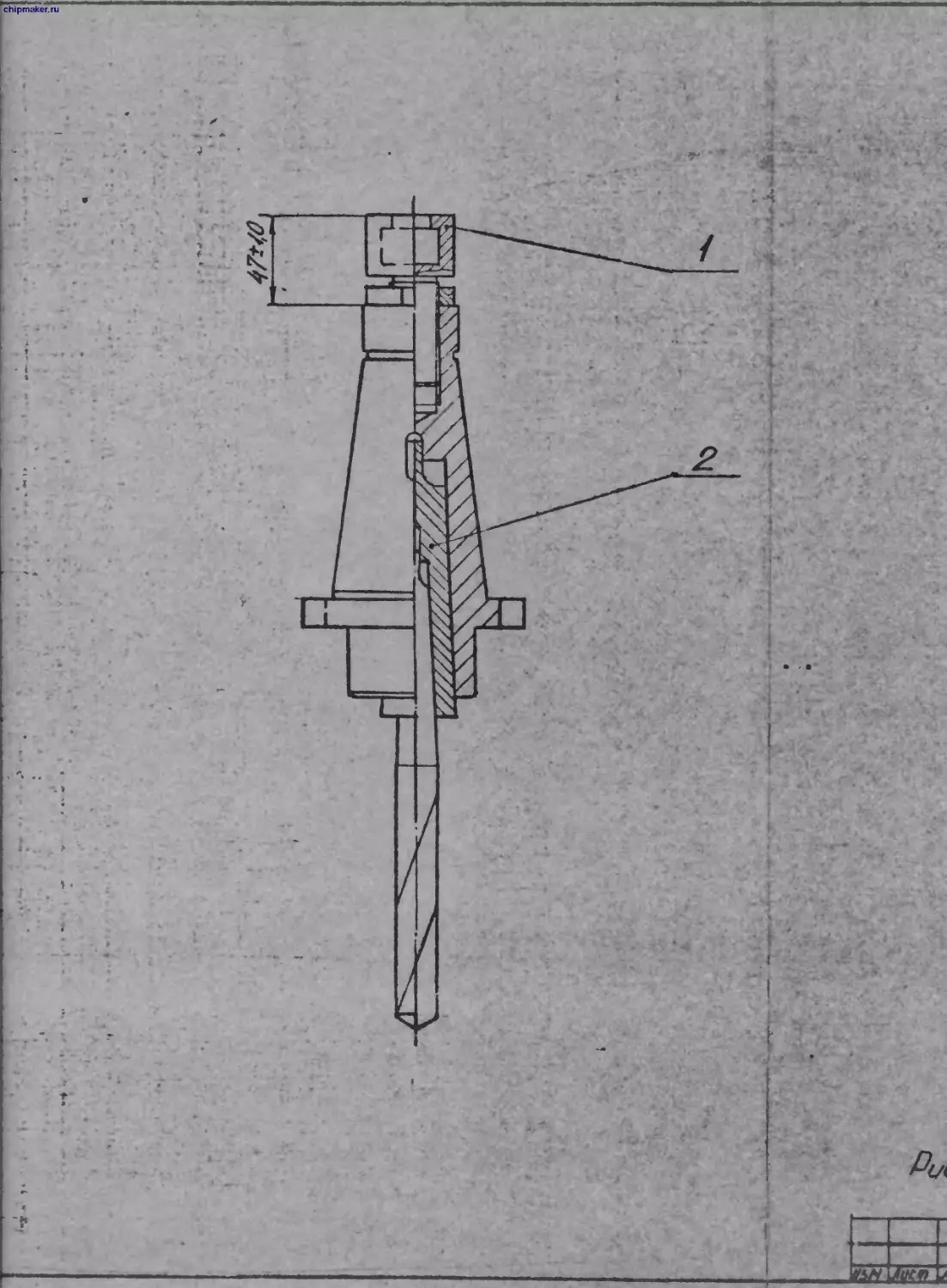
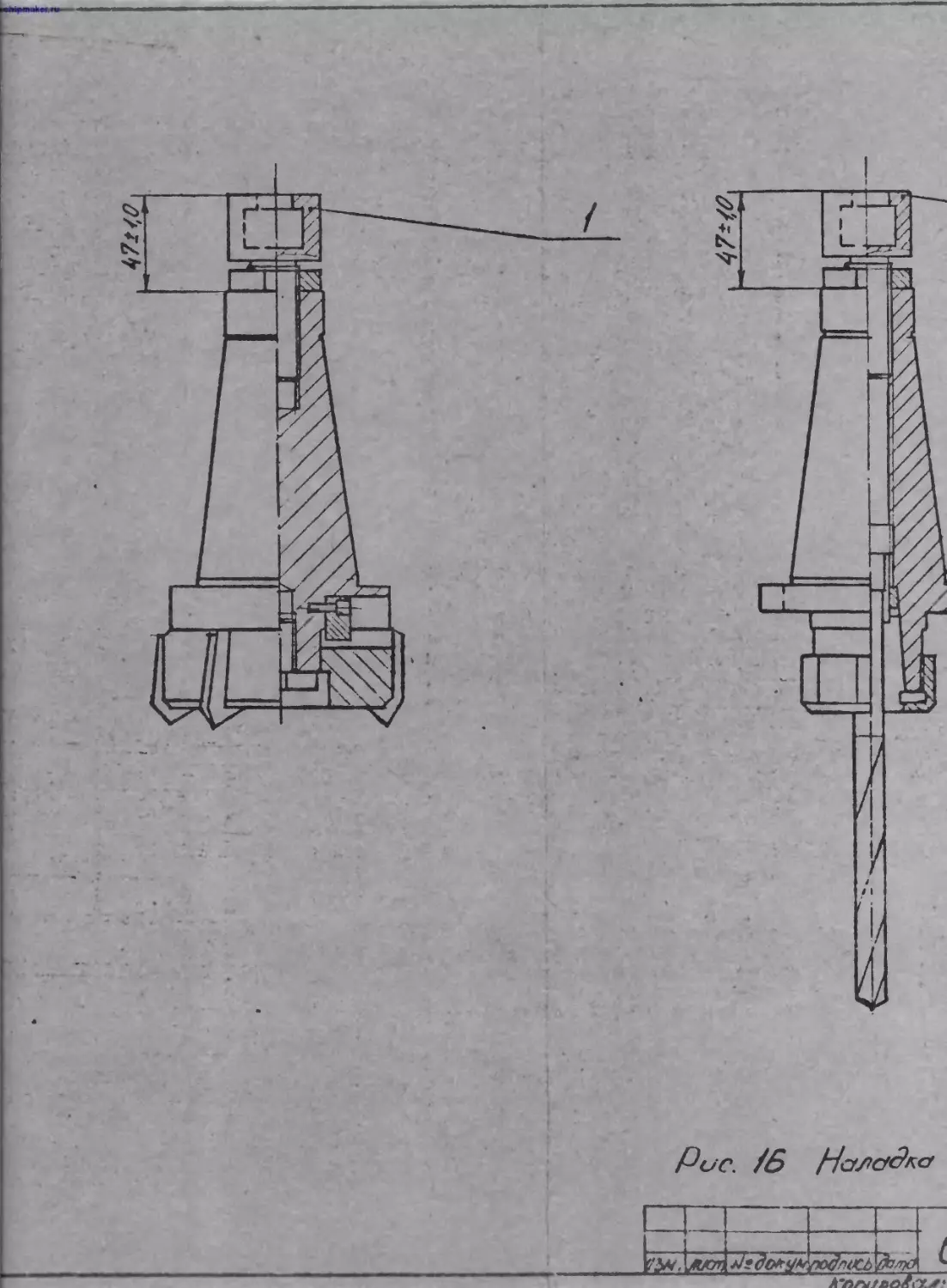
Установка фрез в оправках производится в зависимости от их
размера и вида согласно рис.15,16.
Инс|£умент в оправке крепится вне станка, с помощьп сменных
шомполов. Оправка имеет наружный конус 7:24 ж внутренний "Морзе Л 4"
Для крепления инструмента с конусами Морзе № 2,3,5 применяются смен-
ные переходные втулки 2 и 3. Наличие сменных шомполов 4 С заходной
резьбой :'!( , MI2, ?Я6 и М20 позволяет вести обработку концевыми
фрезами (с коническим хвостовиком) соответственно 0 16, 0 20, 0 40,
0 50.
Захват I должен быть установлен таким образом, чтобы Т-образный
паз его был перпендику/тярен ведущим пазам оправки.
конусное отверстие шпинделя и
с Т-образным концом тяги.
Окончание зажима определяется
Оправки с инструментом ввести в
путем поворота на угол 90° соединить
Включить кнопку "Зажим инструмента",
по про: елкиванию кулачковых муфт.
Зажим инструмента должен производиться при числе оборотов шпин-
деля не ьыые 40 об/мин.
6Р13ФЗ-37.00.000РЭ
Да -а
£3
Лист
Рис. 8 Редуктор гриВода, шпиндельной во/юйп
Рис. & CmOJi
Лист ditto лум. подпись
Ui^'AUXU.
Рис. 9 Стол и салазки
лист
[ллбОЩМ. аОбойсЬуЬтОt
6Р73ФЗ-37. ОО.ОООРЭ
chipmaker.ru
Рис. Ю Редуктор привода продольного
перемещения стола
6Р/3 ФЗ -37. 00. ОООРЭ
STS
Cd О 00 '00I £- ttWdO'
voe-a/v? n о/гошэ ttdpod n/^Hhadduo/j // 'snj
рис, /2. Привод Ёеотигального перемещения /гонгом
chipmaker.ru
вертикального перемещения конеом
WOO OD L
и«тц.^»Ищ;
"cFi.pmaker.ru
ю.
5Р13Ф5-37 00. ОООРЭ
. I ^» J
Jl/O
Chipmaker.ru
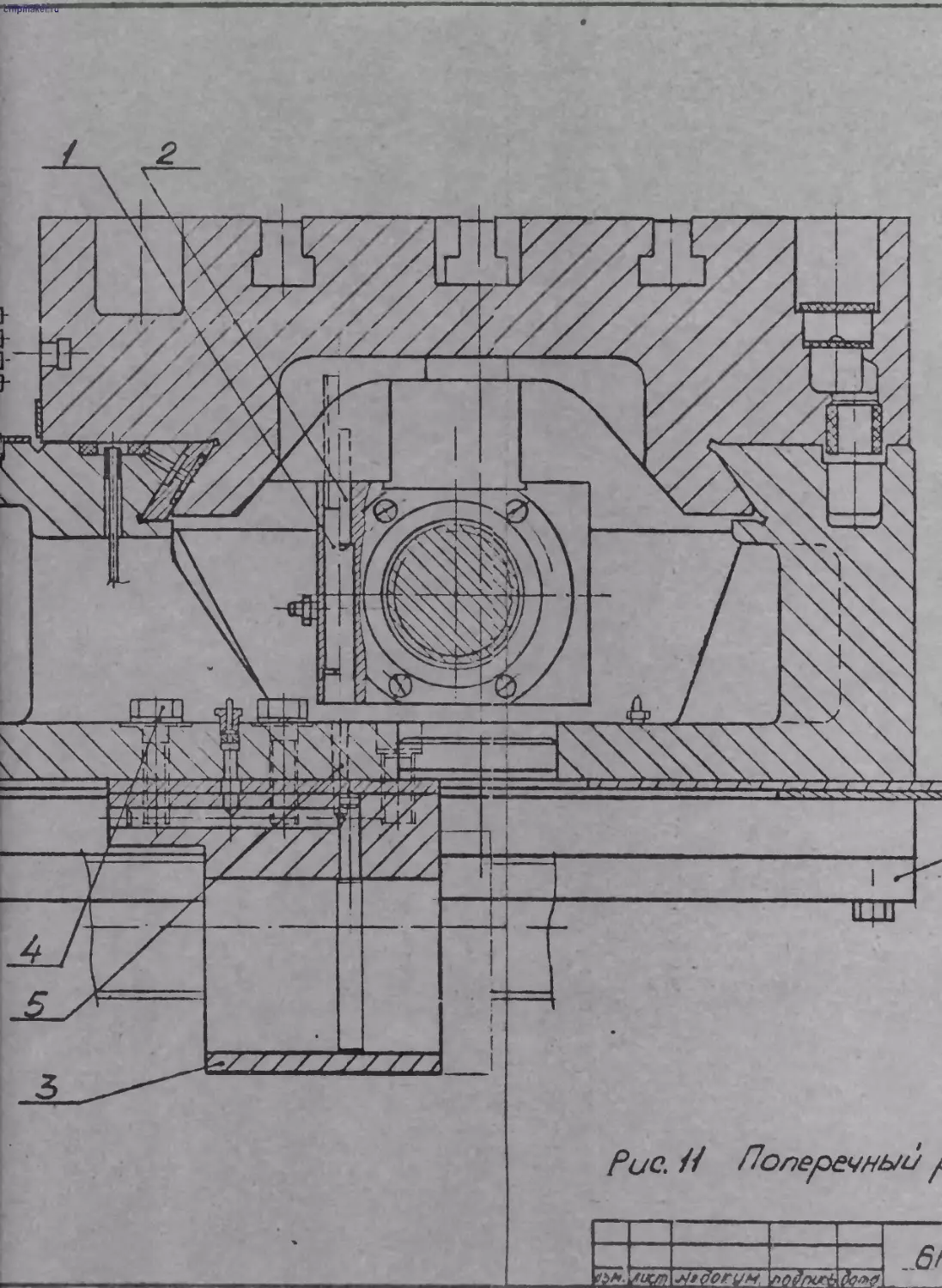
_гис. М Поперечный разрез нонео^и
[мЬ. jdyur
6Р13Ф5-37.00. ОООРЭ
chipmaker.ru
мл* зли
Рис. /5 Наладка инструментальная
6Р/5ФЗ-3700. ОООРЭ
WHO
Рис. /Б Немеем
Ь>.. [лсд Л*СГ*уь 6Р1ЪФЪ^7.00. ОООРЭ
/‘ЙЛкУЛл/сОО/.* ^^Vt/ZVZM
1.4. Электрооборудозьнке
I.4.I. Общие съедения
Электрооборудование размещено на станке в станции управления
и включает в себя так же систему числового программного управления
•H33-2.V".
Станция управления служит для размещения в ней коммутационных
аппаратов, аппаратов защиты электрических цепей.
Питание электрооборудования осуществляется через станцию управ*
ления от сети третФазкого переменного тока напряжением 360 В, час-
тотой 5С 1ц. Допустимое колебание питающего напряжения - 15% + 10%
от 380 В. В случае больших колебаний напряжения сети необходимо
осуществлять питание устройства ЧПУ и электроавтоматики стажа от
отдельного стабилизатора. Возможен вариант питания группы станков
с ЧЬУ от отдельного стабилизатора млн отдельного машинного преобра-
зователя.
На станке применяются следующие напряжения:
а) силовпя цепь - трехфазная, переменного тока 360 В, частотой
50 Гц;
б) цепь управления - переменное ИО В, 50 Гц;
в) цепь лестного освещения - переменнее 24 В, 50 Гц;
г) цепь управления - 24 В постоянного тока;
д) цепь электродинамического торможения - 55 В постоянного
тока;
е) питание электродвигателей подач - 48 В постоянного тока.
Включение питания станции управления осуществляется Вводным
автоматом (FI), управление которым производится с помощью рукоят-
ки, выведенной на дверцу станции управления.
На станке установлены следующие электроприводы:
а) электропривод главного движения; осуществляется от асинхрон-|*
него двигателя типа 4А132 34УЗ, 7,5 кВт, 1450 об/мин, 380 В, обоз-
начение по схеме Ш (A02-5I-4, 7,5 кВт, 1450 об/мин, 220/380 В);
б) электропривод наладочного перемещения консоли; осуществля-
ется от асинхронного двигателя типа 4A9ULA, 2,2 кВт, I50G об/мин,
380 В, обозначение по схеме М2;
в) электропривод зажи”а инструмента; осуществляется от асин**
хронного двигателя типа$А£56В4УЗ, 0,18 кВт, 1500 об/мин, 380 В,
обозначение по схеме М4;
г) электропривод нссоса охлаждения; выполняется от асинхронного
6Р13ФЗ-37.СО,ОООРЭ
Лист
двигателя тига 2890 оо/ывч; 280 В; обозначение
по схеме М3; } <-
д) ядектродвигатель сыаэди типа Aofl &\-*{ \ o,2J шм; , £
i 1500 об/мчн; 360 В; обозначение но схеме 1д5';
~F '"V е) электропривод продольной подачи (координата X) осущест*
ilJ- Дйешрт зледтродвигатегя еосгойлзого тока типа*. ...-'
Г’ ! 2,2 кВт? 1000 об/мин; ПО В; обозначение по схеме 417.
; v, У правление электродвигателей' природа подачи осуществляется
от >ЧПУ «ер^э тиристорный преобразователь типа
<- Обратную связь по скорости осуществляет встроенный
| .'-в ьлек'^родзпгатель т*хогенератср*с bos6y*;wMtM ог постоянных
: г-.^ магймто₽>. Обозначезхе по схеме -С» ' ’ '
4 Обратную связь по положекпю осущес^ллет вращающийся трансфер
;.' -‘ матор типа ВТУ-1В. Обозначение по схеме UI.
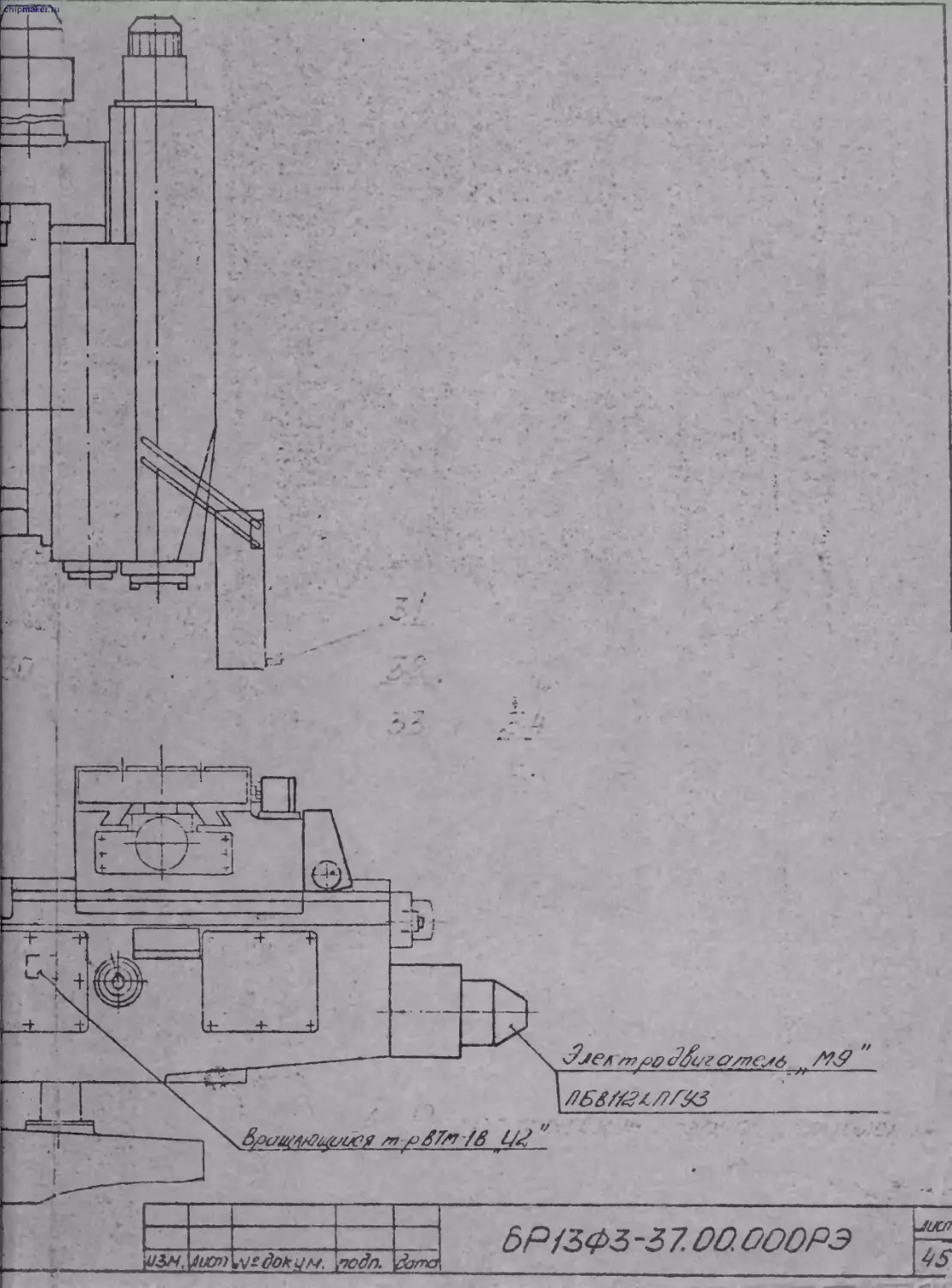
- ж) влетгтропривгд поперечной подачи С ксордиьата Уг салазкСЬ
осуществляется аналогично координате Xs Обозначение аппаратов по
{ схеме: влектродвжгатехъ - М9, тахогенератор r МВ, вращающийся
трансформатор * D2;
з) электропривод вертикальной подачи (координата2 , ползун)
2
осуществляется аналогично координате X. Обозначение аппаратов по
~~i ?схеме: электродвигатель ~ МП, тахогенератор - ИГО, вращающийся
\ |-^трансформатор - U3.
Управление станком осуществляется от устройства числового
программного управления "H33-2U", поограммоносителем которого яв*
I- дйотся вооьмндорожкэвзд перфолента» Прогрзмммроьание ведется в
| ;уоде ИОО и по ГОСТ T8C52-7Q, Устройство обеспечивает работу станке"
Г-w следующих режимах:
а) "Управление от станка" - режим ручного управления или
. управления от порфоленты выбирается переключателем <*1Т, уставов*
ленным на цульте ручного управления отазком;
“ б) "Покадровый" * псследоватьлъное чтение кадров с перфолент!
ю ручным командам с пульта управления и их отработка с остановом
по концу кадра. В этом режиме обеспечивается разгон до заданной
’ скорости рабочей подачи и тормолвние до нулевой скорости в конце
а кадра;
в) "Ручной ввод" - отработка информации в пределах одного
(Р кадра, заданного органами прецнабора на пульте управления (задает-
s Ся вся ляформадия, »:роме команды адреса У );
Ч г) "Попек кадра" - автоматический поиск кадра, номер котороГЬ
задается переключателями ка пульте оператора устройства ЧПУ;
^3
£
6РШЗ-87.00, ОООРЭ
s
д) "Отработка ^технологил* ; , -* ^автоматический поиск
кадра, номер которого задается пережличателзмя на пульте оператора
с отработкой технологических команд»
е) "Сброс* - установка эдектргиных узлов устройства в исход-
ное состояние*
В станке имеется № пульта управления станком/ Яегелчм4 цухьт
управдечия расположен на палазка* стада. Боговой пульт управления
’ размечен на левой стороне стадмньи
Д В левой илде станины размещены конечна* пыключаталл для огра-
. кичеяия хода консоли. На впкндельпой головке находится блок микро-
переключателей для ограничения хода по координате £ * Еа салазках
находится блок микропереключателей для ограничения перемещения
стола. Для ограничения перемещения салазок, блок микропереключате-
лей установлен на коасоли.
Переключатель реверса япинделл установлен на стаяцни управ-
ления*
Освещение рабочего места производится светильником типа
' HKCOIxIOO/nOO-OZ и лампой М024х40.
Ввод питающих проводов осуществляется через отверстие с угол»-
-Гкижсм иа правой стороне станции управления.
На станке имеются розетки тьпа РШ-Ц2-С-00-6/250* установлен-
ии* в станции управления, которые можно использовать Хфк валадке
я ремонте станка.
и
о
ВИШНИЕ1
Завод-изготовитель оставляет за-ообой право
вносить в электрооборудование стали* мелкие
охеиах й текстовых документах
ТА 2. ЩРВОЯАЧАЛЫУЙ ПУСК
Перед первоначальным пуском и пуском станка в Эксплуатацию,
обслуживающий персонал обчзаи изучить руководство по эксплуата-
ции сланца и техническую документацию на устройство числового прог-
раммного управления* При неообдаденмм атого условия зазлд не может
“ гарантировать надежную работу стаеха* .***..
i
Ли>.г
Ji JUUCtM
Мидпмг* J fi6 te
бРШЗ-ЗТ.ОО.ОбъРЭ
>
chipmqk
er.ru
«
I • * • . £ - -
Необходимо прежде всего проверить надежность заземления ж
качестоо^монтажа электрооборудования внешним осмотром. %>я этой
.обратить ВЕПгание на;
; » а) наличие и надежность заземление всех узлов станка, стани-
ны; эледтропкафов, системы ЧПУ;
Л,4 б) надежность крепления всех элементов электрооборудование;
в) правильность стыковки штепсельных разъемов;
г) качество монтажа;
д) корпуса тепловых реле» магнитных пускателей, автоматов на
. отсутствие сколов и трещин?
а) правильность устаывок тепловых реле?
ж) отсутствие посторонних предметов в ьлектроякайдх;
и) сопротивление изоляции обмоток электродвигателей. Измерение
производить мегометром на напряжение 500 В,„При сопротивлении изо-
'1.. ЛЯЦИГ о бис ток ниже 0,5мсн эледтродниг»а*ель подвергнуть сушке.
143. ОПИСАНИЕ РАБ0Т2 ЭЛЕКТРОСХЕЖ
*1
‘ Схемой станка предусматриваются два основных режима работы:
а) режим ручного управления (наладка);
б) режим автоматического учр&влевпч.
Режим работы выбирается переключателем рода работ jSlI, уста-
новленном на переднем, пульте управления станком. Переключатель род*
работ устройства ЧПУ находится в положении "Управление от станка".
Схемой предусматривается режим для проверка тиристорных при-
водов - автономный режим. , *
J.44. Режим ручного управления,
В этом режиме во эмо ж. гы следующие операции:
а) Выбор направления вращения шпинделя осуществляется пере-
г
М докуй.
жлхмателем $1, установленном на станции управления;
5) Включение шпинделя осуществляется кнопкойS20. Отключе*
ние шпинделя - $21. Торможение привода шпинделя - динамическое?
8) Управление приводом наоооа охлаждения осуществляется
тумблером $10 при включенном шпинделе;
. г) Управление наладенину перемещением конооли осуществляет-
ся кнопкамиS22 (консоль вверх) i $23 6 консоль вниз). Ррайяее
^верхнее положение контролируется путевым выключател м $32, а край-
нее нижнее положение контролируется путевым выключателем $33;
д) Выбор величины подачи осуществляется
6Р13ФЗ-87,00. ООбРЭ
Хдст
Попове*
Я.Т.
ru
e) £ы(^р направления перемещения осуществляется тумбле-
рами $4 (координата (координата У), $6 (координата^ );
^с) Перемещение по шагам или с одно Л из заданных скоростей
осуществляется при помощи кнопки $26 и Бж/тр&й ход
выполняется с помощью кнопки $27.
3) "Стоп подачи" осуществляется с помощью тумолера$14,
В автоматическом режиме при использовании тумблера$14 потери ин-
формации пет;
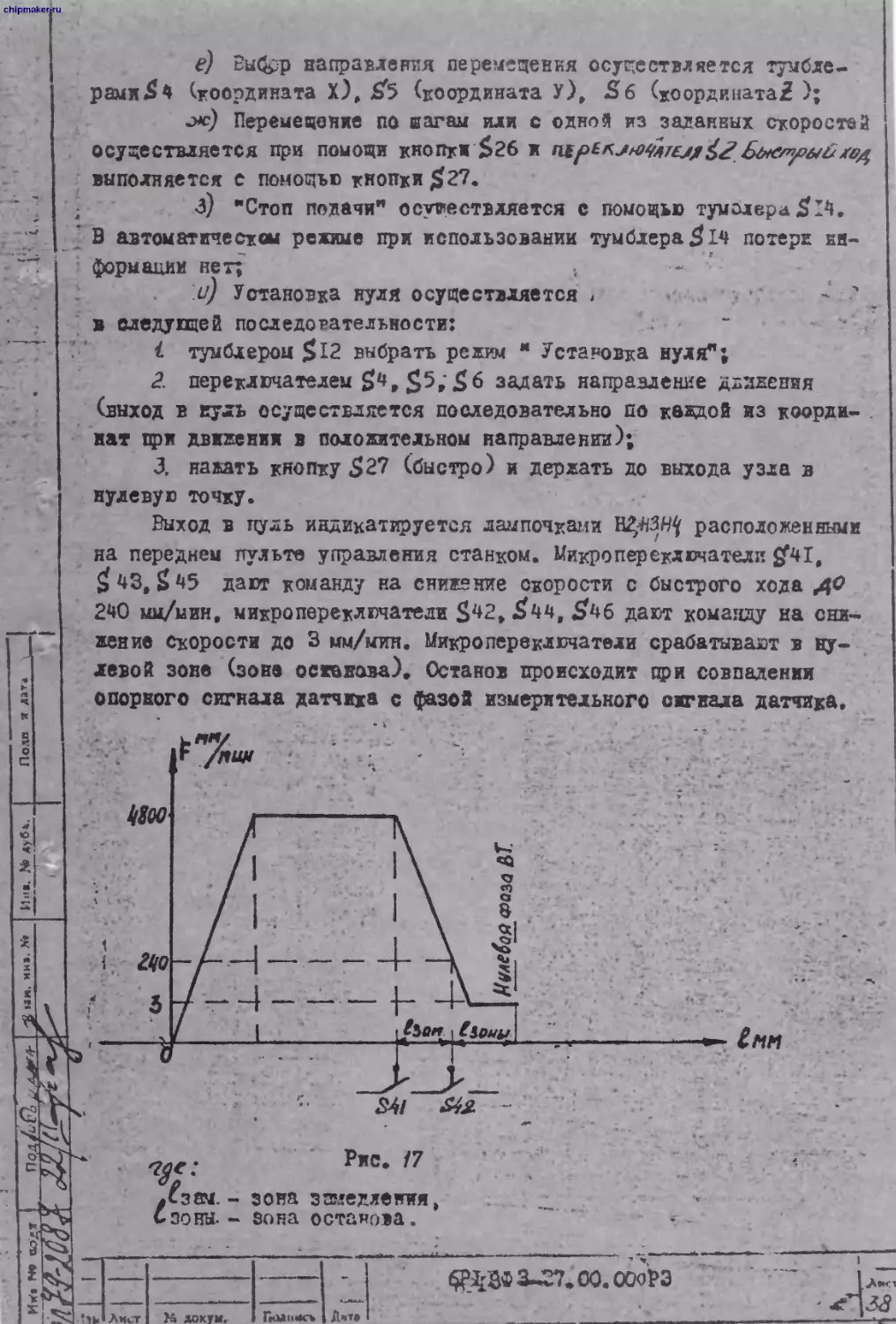
и) Установка нуля осуществляется , ~ ?
в следующей последовательности:
I тумблером $12 выбрать режим * Установка нуля";
2. переключателем $4, 6 задать направление двпесния
(выход в куль осуществляется последовательно по каждой из ко°рди- .
кат при движении в положительном направлении);
3, нажать кнопку $27 (быстро) и держать до выхода узла в
нулевую точку.
Выход в нуль индикатируется лампочками расположенными
на переднем пульте управления станком. Микро переключатели $41,
$43, $45 дают команду на снижение скорости с быстрого хода А$
240 мм/мин, микропереключатели $42, $44, $46 дают команду на сни-
жение скорости до 3 мм/мин. Микропереключатели срабатывают в ну-
левой зоне (зоне оегьтова). Останов происходит цря совпадении
опорного сигнала датчика с фазой измерительного сигнала датчика.
к) Отжим - заххч инструмента.
Управление займом, отжимом инструмента осуществляется с не-
мощью кнопок £ 25 Оэтым), $24 (зажпм) при включением шпинделе.
Контроль зажима инструмента осуществляется микро выключателем $34*
который разрывает цепь питания контактора КЮ и огкдлает пзтан^з
двигателя М4. Отключение питания двигателя U4 при отжьме происхо-
дит спустя выдержку времени К1Б.
1.4- 5. Режим автоматического управления
Переключатель рода работ пульта ручного управления ставится
в поло’в кие "Программа", при этом включается реле К14-
Программа записывается на бумажную восьмидорожковую перфолеж-
ту шириной 25,4 им в виде последовательности символов, наносимых
с помощью специальных устройств для подготовки данных на перфо-
ленте.
В станке используются следующие технологические команды:
a) MOU - безусловный останов;
б) MOI - Технологзчесхий останов. Команда выполняется при
включенном тумблере $ТЗ, При включенном тумблере $13 технологи-
ческая команда MOI устройством но воспринимается. Технологический
останов используется при контрольные замерах, операциях^ связанных
с технологией обработки детали^ ~ ;
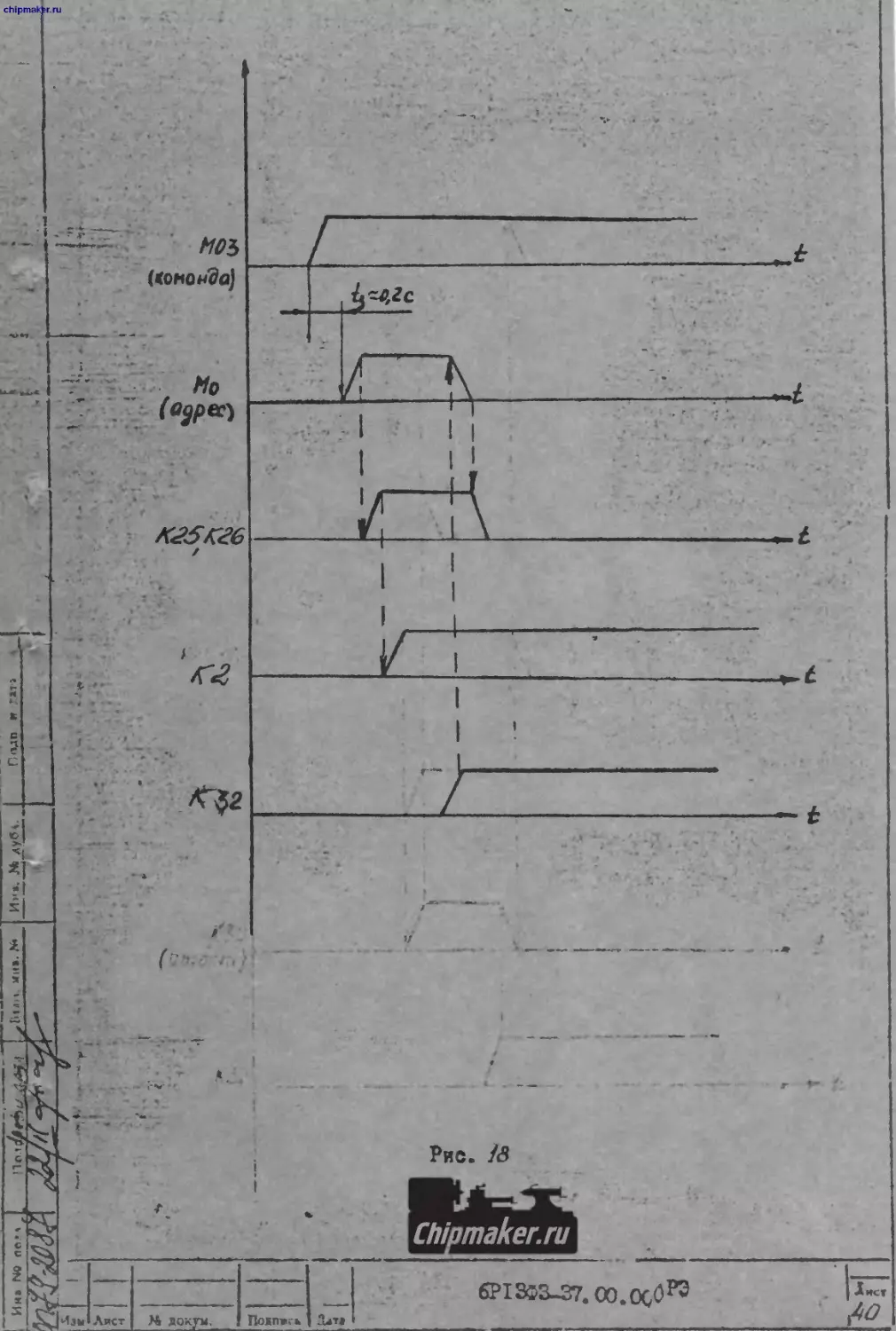
в) МОЗ - включение шпинделя;
г) MI3 - включение шпинделя и охлаждение;*
д) М05 - отключение шпинделя и охлаждение;
е) МО2 - конец программы.
Команды адреса М (кроме MOO-MQ2? требуют ответа об исполнении
Адрес команды М (л<о) выдается устройством спустя 0,2 сек после
выдачи основной команды и сбрасывается передним фронтом команды
ответа от станка.
На рисунке 43 приведена диаграмма получения ответа привключе-
няи шпинделя.
• -
Н локум. Подлее* I Д.«»
6Р13ФЗ-87.00. ОСЯРЭ
1.4.6, Автономный реям
Chipmaker.ru
Этот резям используется для проверки и рсгулировхг тиристор-
исто привода. Он позволяет осуществлять безразмерные перемещения
координат при отключенном устройстве ЧПУ. Управление приводами пая
дач осуществляется от автономного задатчика скорости Спитерциомер
Я 269, установленного в станции управления тиристорными приводами.
Напрасменне перемещения задается тумблером S7, установленном
1 станции управления тиристорными приводами.
Пои работе в регулируемом (автономном.^ режиме необходимо
ч *. задатчик скорости подключить к источнику питания
и входу усилителя:
< а) при работе по координате X соедилить Ъ55~31&,
б) при работе по координате У соединить'
t 7” - £'.
в) при работе по координате 2 - .
Включение перемещения выбранной координаты осуществляется
кнопкой $26, установленной на пульте ручного управления.
1.4.7. Электрическая защита и блокировка станка
I. Защита электродвигателей » трансформаторов от токов
короткого замыкания осуществляется автоматическими выключателям*!.
Защита электродвигателей от длительных перегрузок осуществля-
ется тепловыми реле. Значение их номинальных токов и токов уставок
даны на принципиальной схеме.
В станке предусмотрена минчмальная залита, исключающая само-
о
Запуск электродвигателей при востамовлекл* напряжения я сети после
его исчезновения.
2. В станке предусмотрены следующие блокировки:
а) немедленное отключение вводного автомата при открывании
;дверок станций управления (5 29, <£зэ, $31);
б) включение шпинделя возможно только при зазатом инструменте
ч ($»»);
в) отжим, залсш инструмента возможен только при остановленном
шпинделе (н.з.‘контакт магнитного пускателя К2);
г) отжим, зажлм инструмента возможен только в ручном режиме
(н.З. контакт реда KU/);
£
О*
i
6Р №8-37. QQ. 000РЗ
Подпел
Aeta
М
Л
д) установочное перемещение консоли возможно только в руч-
ном режиме (н.з. контакт реле К14);
е) включение насоса охлаждения возможно только при включенном
шпинделе(н.«.контакт в цепи самопктания магнитного пускателя К2);
ж) при наезде на конечные выключатели (ограничители хода)
включается цепь аварийного динамического торможения электродвига-
телей подач М7, М9, МП; Предусмотрен /хо^* с конмшеой,
з) при аварийном отключении автоматических выключателей Е5,
22 или при срабатывании тепловых реле PI7, Р1Э, црояеходжт останов
подачи без потерн информации.
УКАЗАЛИ ПО УОН1А1У И ЭКСПЛУАТАЦИИ
с
S
*
Прн установке станок должен быть надежно заземлен и подклю-
чен к общей системе заземления. Для заземления на основании став-
ка станций управления, УЧПУ имеются болты заземления.
Надежность я долговечность работы электрооборудования станка
обеспечивается систематическими техническими осмотрами и профи-
лактическим обслулитаннем. Необходимо периодически производить:
наружный осмотр, очистку электродвигателей и аппаратуры pi. пыли
^Ьнта^.пмы/
и грязи, подтягивание пкй» винтов, проверять надежность
- соединения электродвигателей с приводными механизмами, заземлаьие.
В помещении, где установлен станок, де должны работать сва-
рочные аппараты и другие источники сильных электромагнитных полей,
Сварочняе аппараты и механизмы, имеющие электродвигателя о
большими пусковыми токами, не должны подключаться ж электросети
цеха, используемой для питания станка с ЧПУ.
При /становие и эксплуатации станка о ЧПУ необходимо также
руководствоваться "Правилами технической эксплуатации ставков с
устройствами ЧПУ",'-разработанными ЭНйМС (II7326, Москва, В-419,
5-й Донской пр., Д.21Б/ и утвержденные начальнике# главного технж
чесжого управления Мянстаяко.трома.
ВНШАНИЕ!
Перед начало# обработке деталей на станке,
в случае, веля станок до этого не работал
более *ix часов, необходимо осуществить
20-ти минутный холостой прогон станка.
Этот прогон следует выполнять с многократными перемещениями
координат ставка в направлении "плюс" и "минус"; А также с зхлюче-
6PI3J3-37, <Х>. ОСОРЭ
Ism Лист
М дикуы.
Поэтис-v
11л-л
1
ьиск техналогичесюх команд.
Для осуществления прогона молзт быть использован ре-пим
ручного управления или релям управления от перфоленты» В пос-
леднем случае рекомендуется изготовить управляющую тест-програм-
му» определяя величины холостых перемещений в зависимости от
юифягурадии приспособления, установленного на станке» от формы
х размеров детали, длины инструмента и т.д.
Яра. яоатаже , д^энтазе v транспортировке высокомоменткото
г' двигателя ПЕВ-Л2Д/7^УЗ удары по ваду и корпусу эл. даиг'&гЦд
во избегание выхода его из строя категорически °апреша^тся.
ли ин». I Ич». I*1 I бч. | Поди it дтта
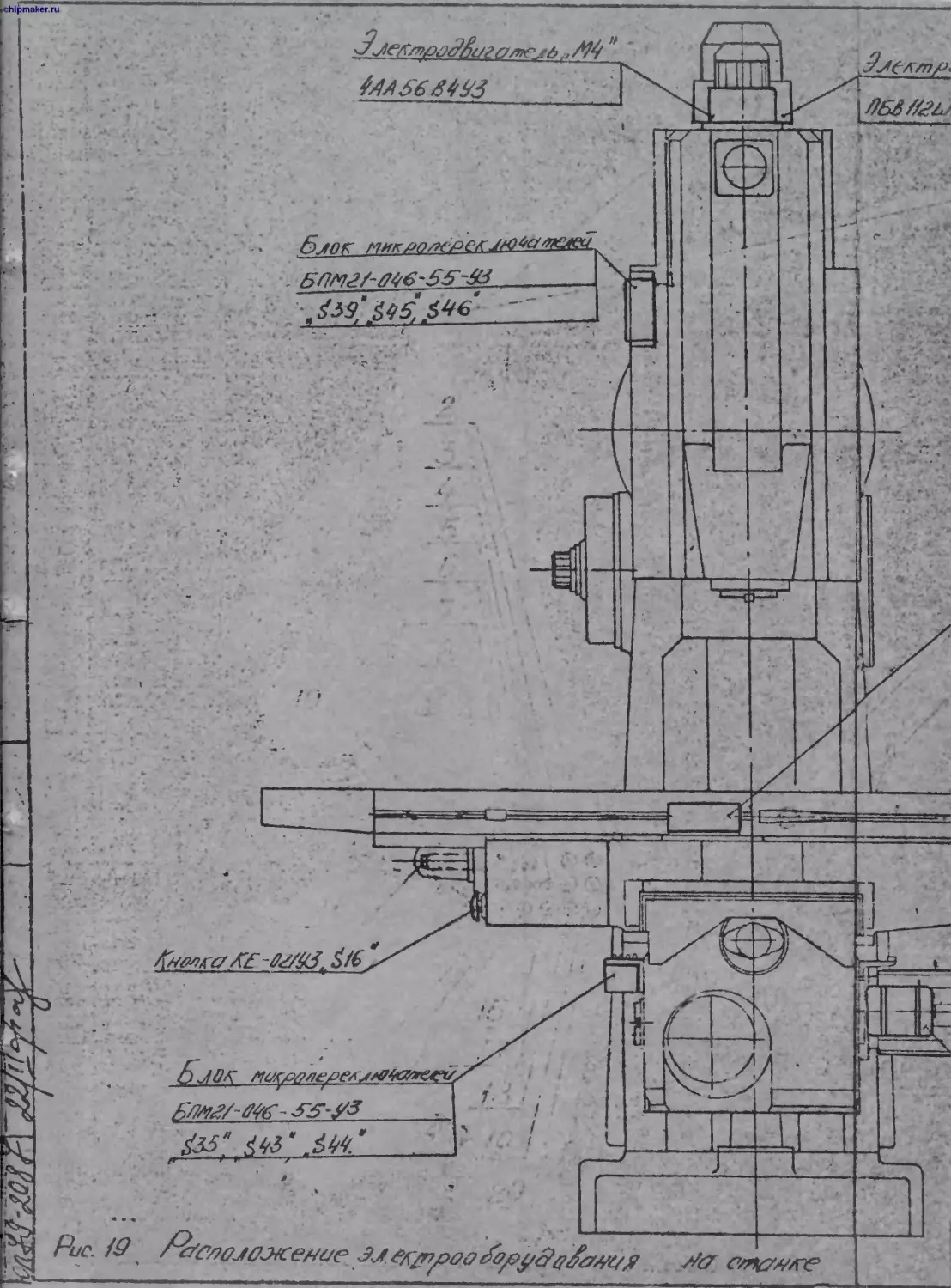
Б JO К
J-W' £45, $96
r* g = * * , -Г Л -
[Z^Z^Z/
? • .i
~te/&3t; s/€
'cwjaweweo/j^^/re
/Liu£_ Мидодлер&Ъ
Бж/-^- Ж-УЗ
^,, —...^ ,^.,угЫ .. ,ljF .»•••-•
f О|ГП ^kRrr11
А
бягг'- им 6$-уз
Лз?М/' $$$_
II, **»> у ... Al » I
4'363^3
& '>£Щ№Щиае? #?*-/&J0*
и.
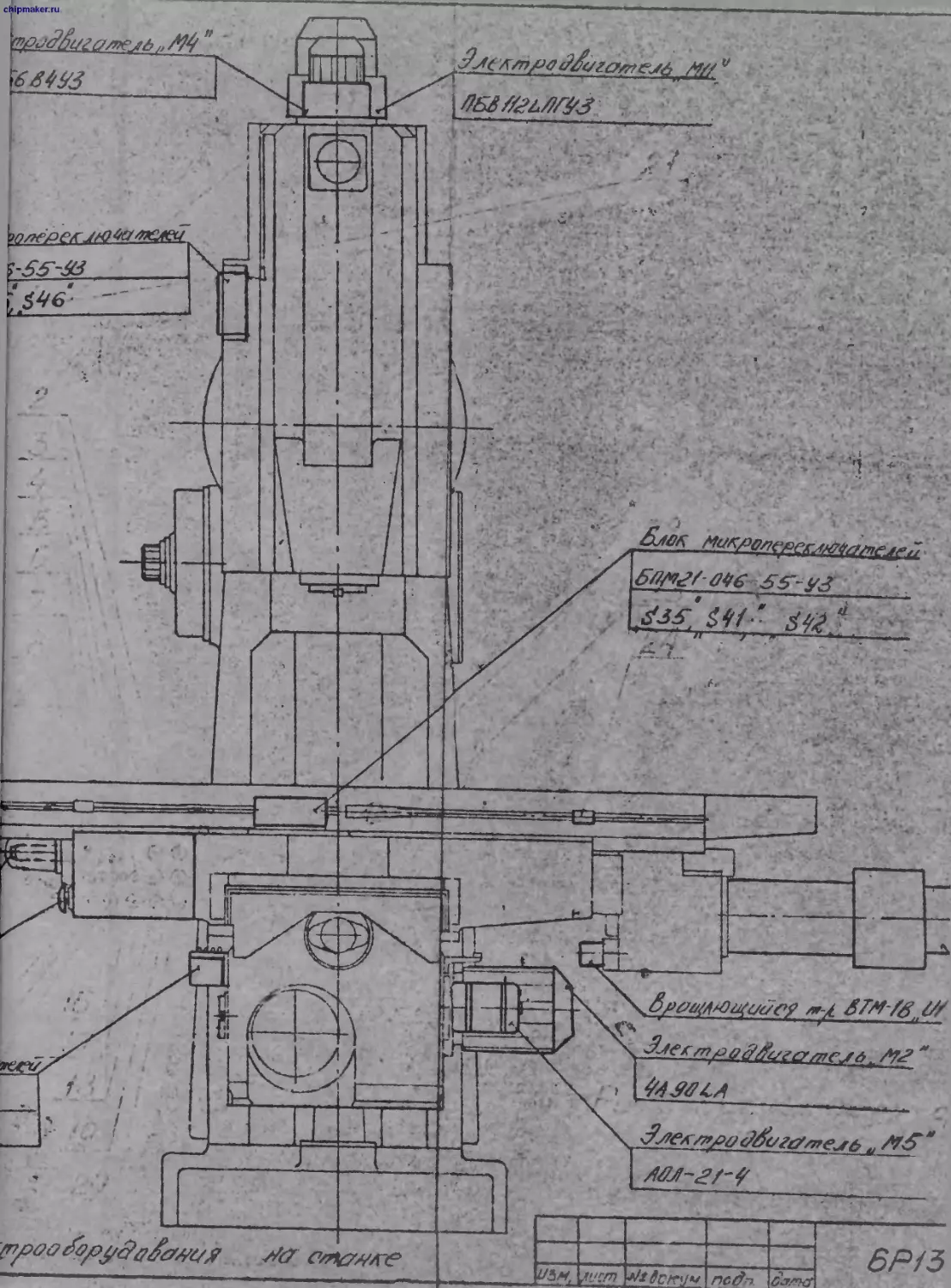
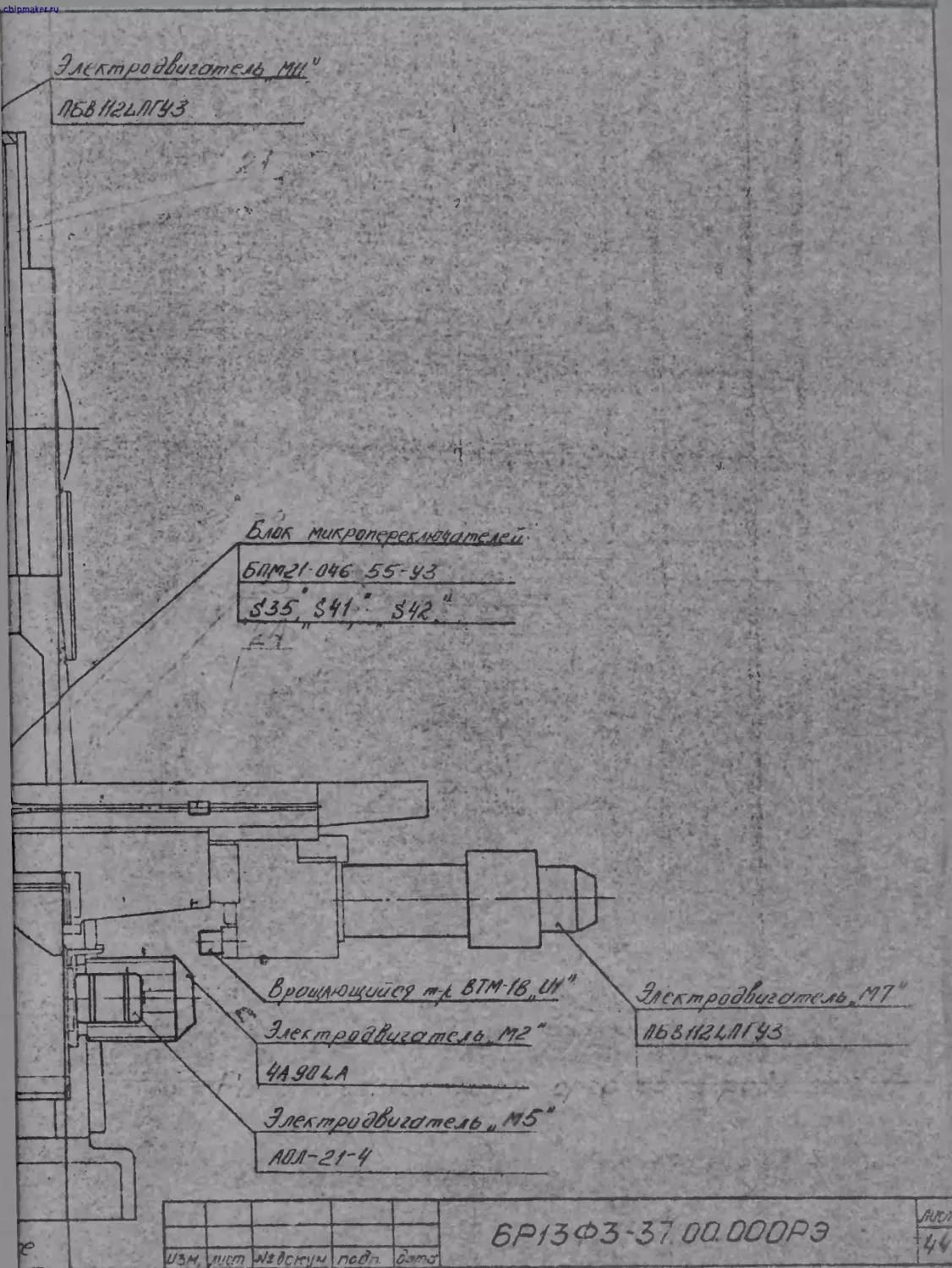
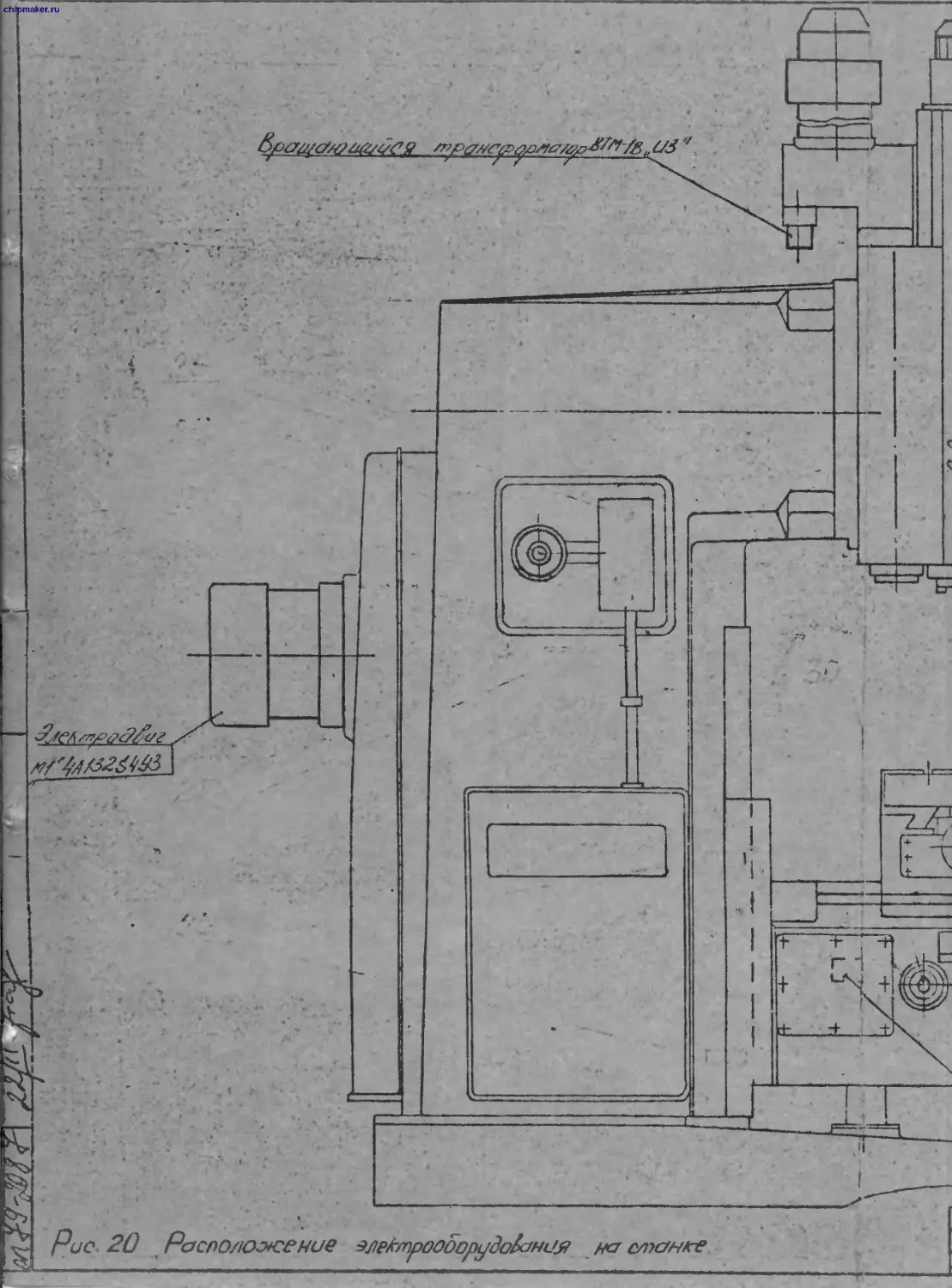
UiM lw cm pZrfc/r«/v 1/7^3^ ’ч?
fip/з -з 7 оа ооорэ
WOopydotcfHL'ft на с/панггв
изнуит [угдоьул/.
подл.
&р/.
&Р/ЗФЗ S 7. DO. ОООРЭ
\>7odn. \3агт>а
/?Ыт%?7/7/3&
/п /о£7>т 7В L/^
JUCfi
7s
chipmaker.ru
г»
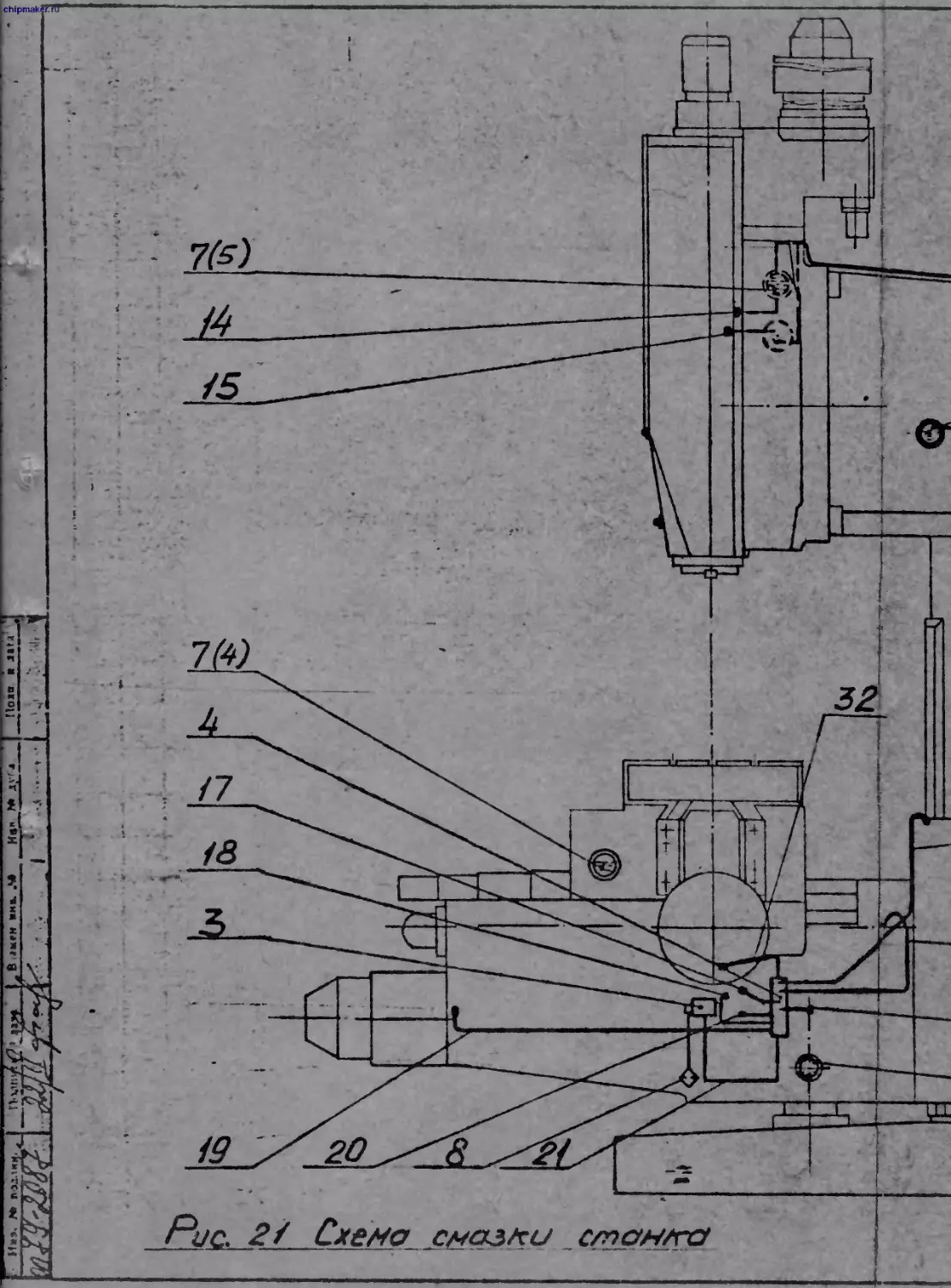
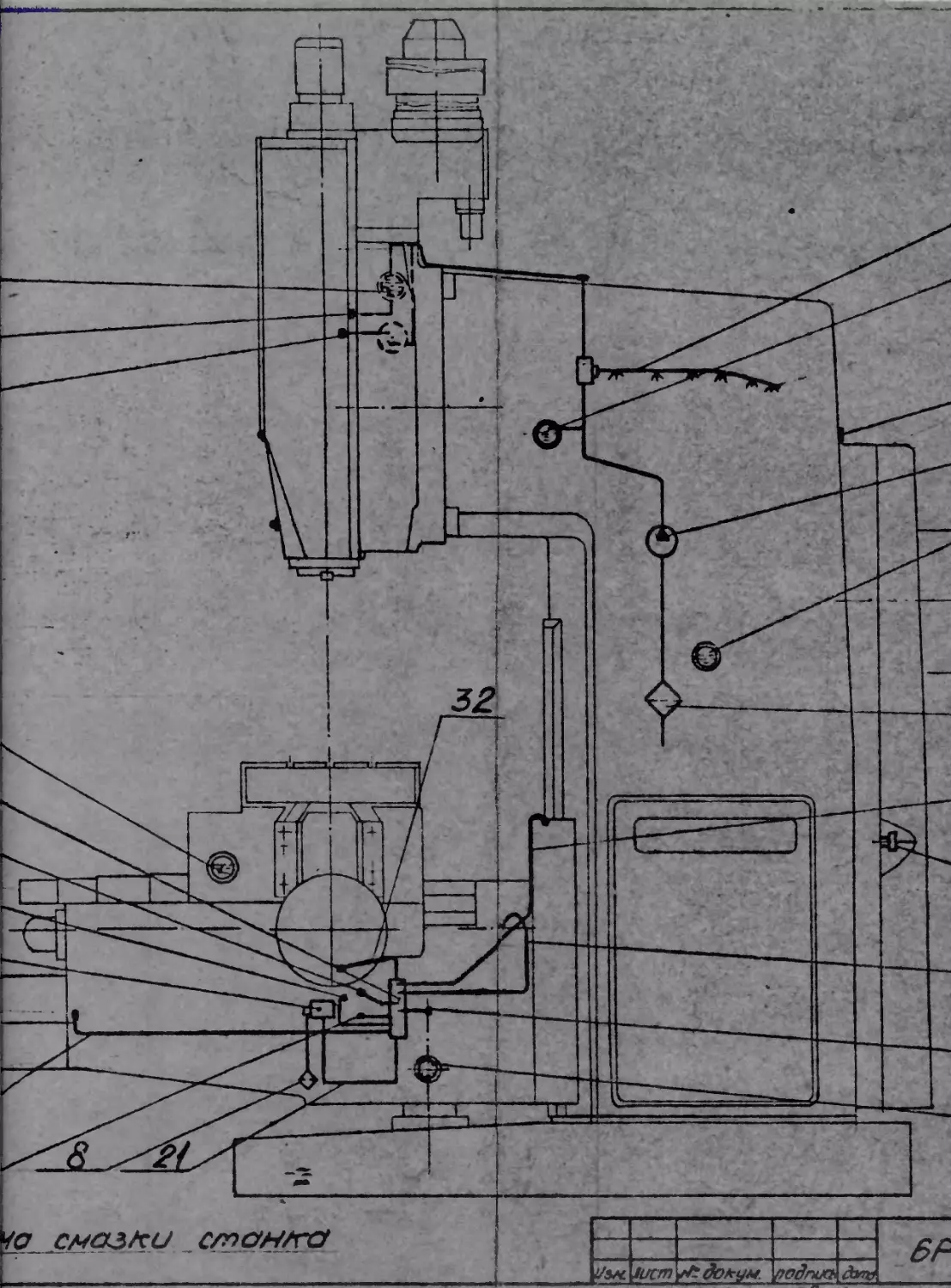
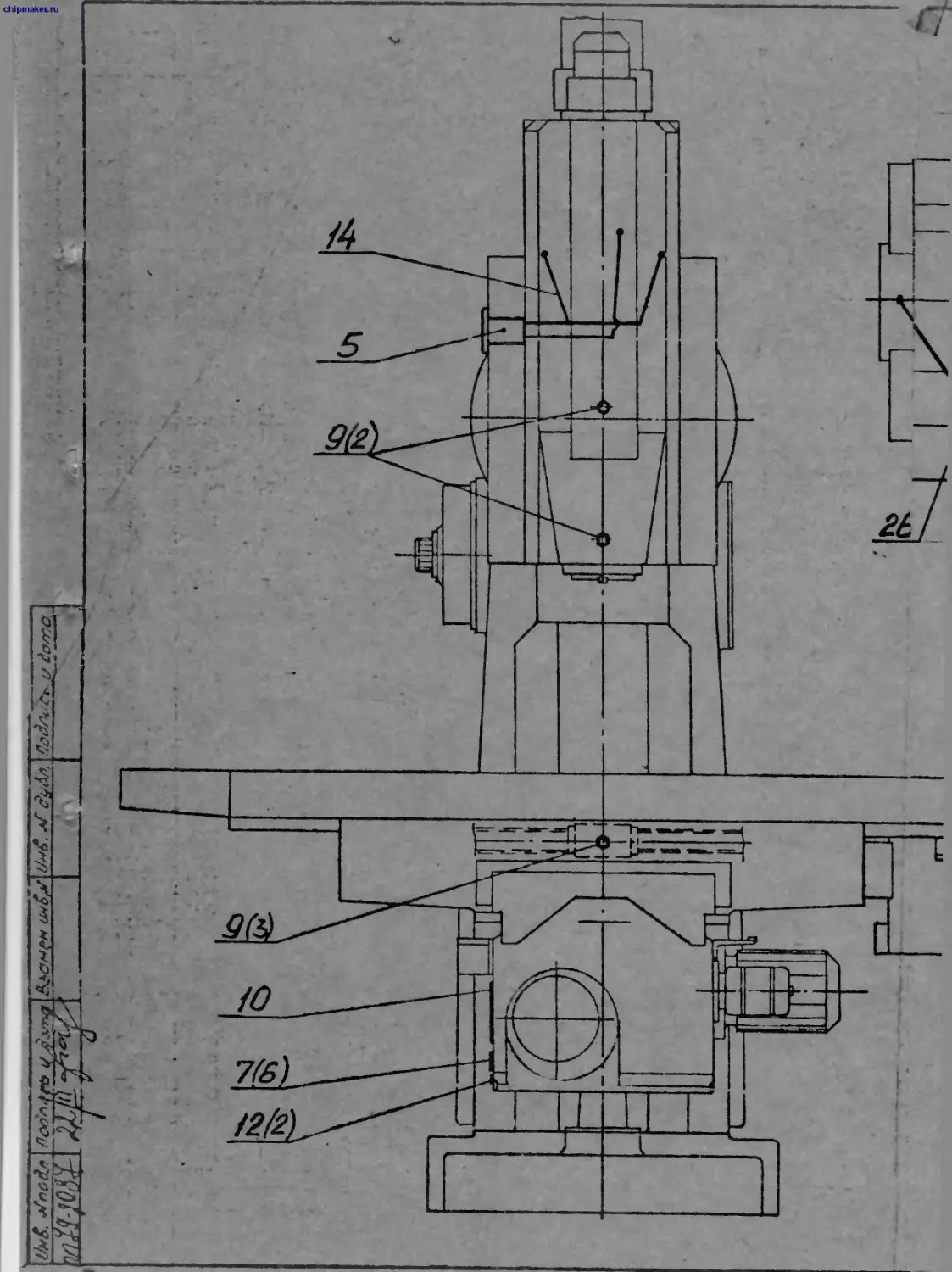
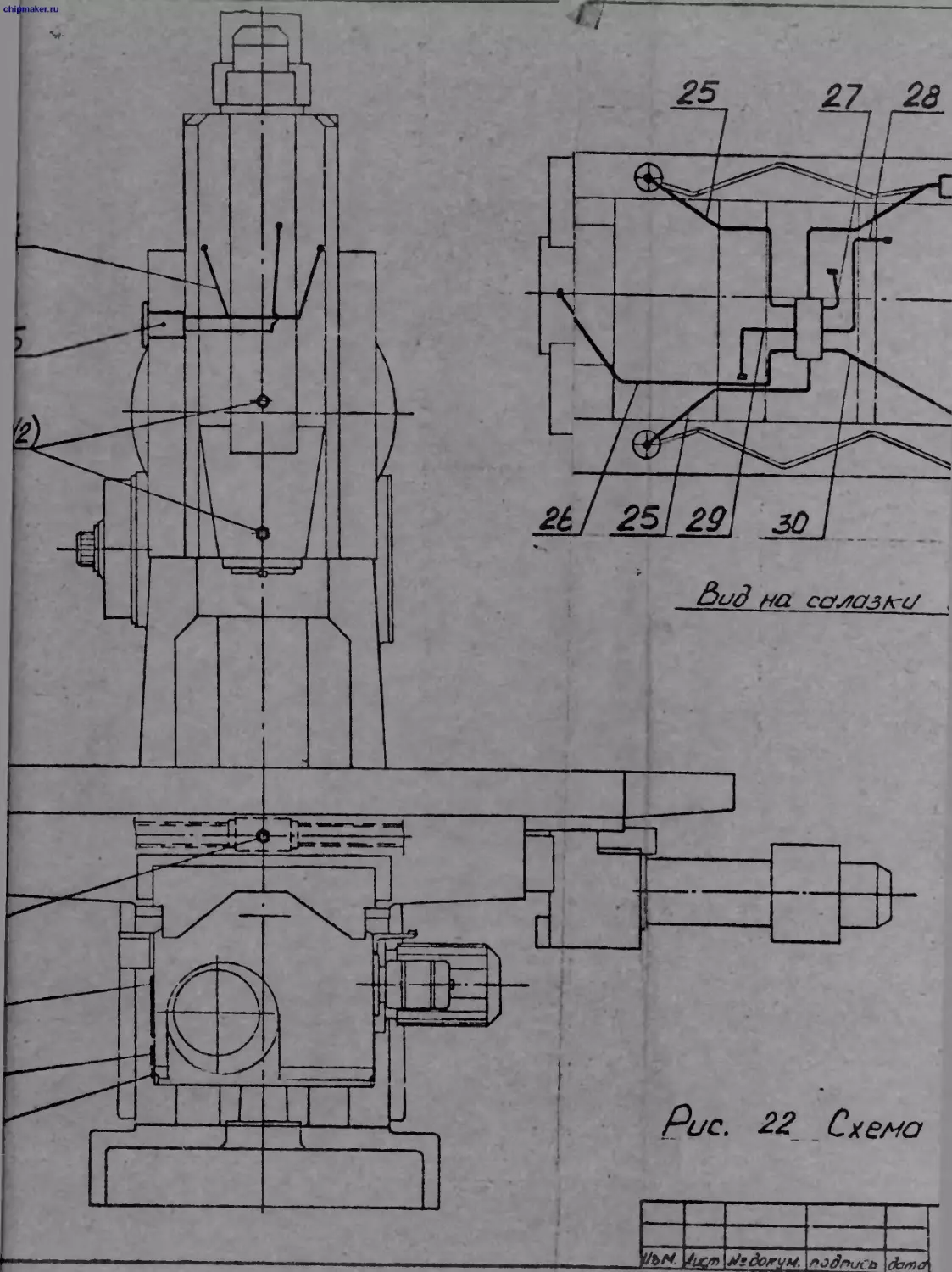
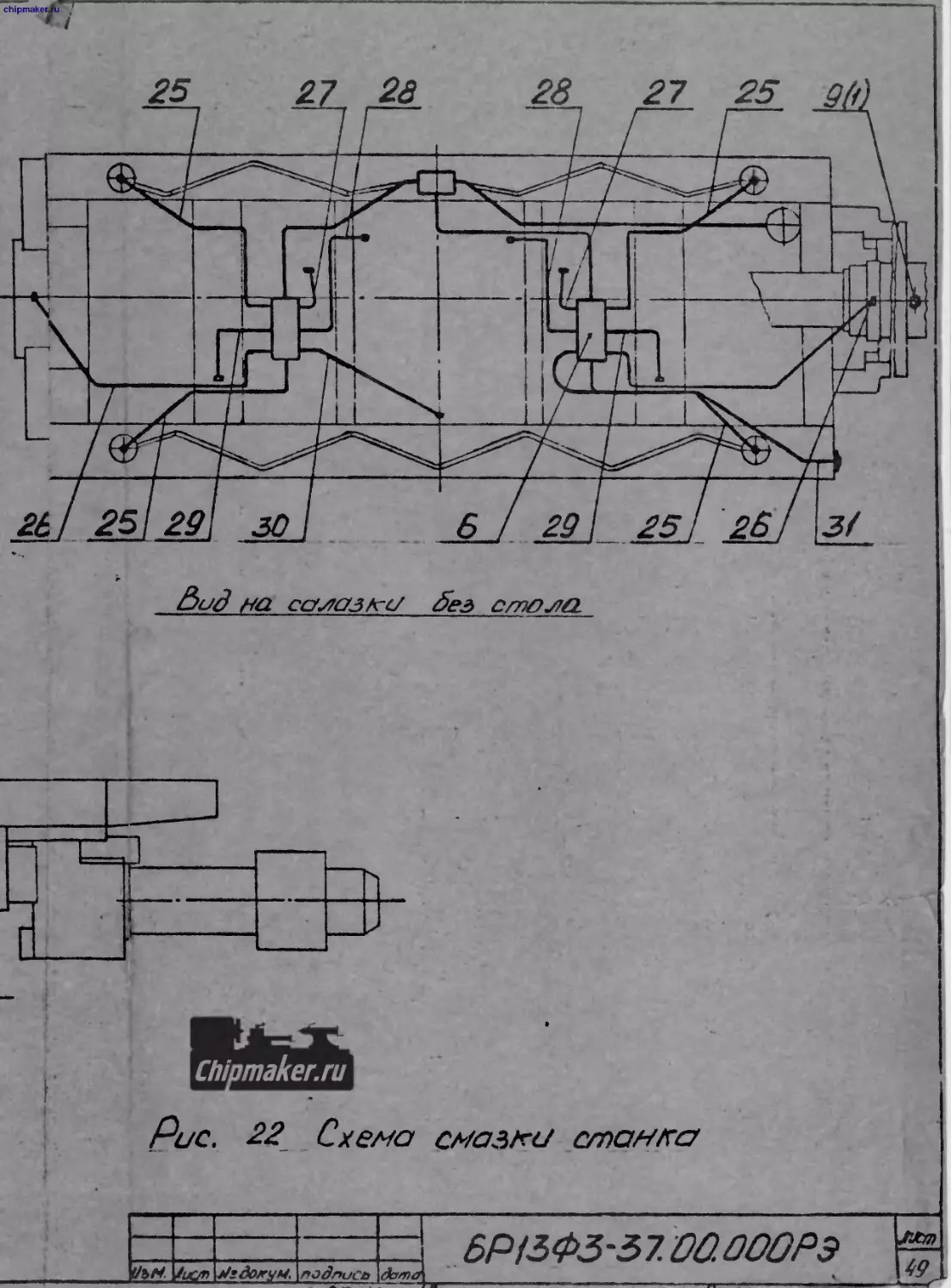
1.5. Система смазки
I.5.I. Схема смазки показана на ^c.21t22
В таблицах5,6 указан перечень элементов система и точек смазки.
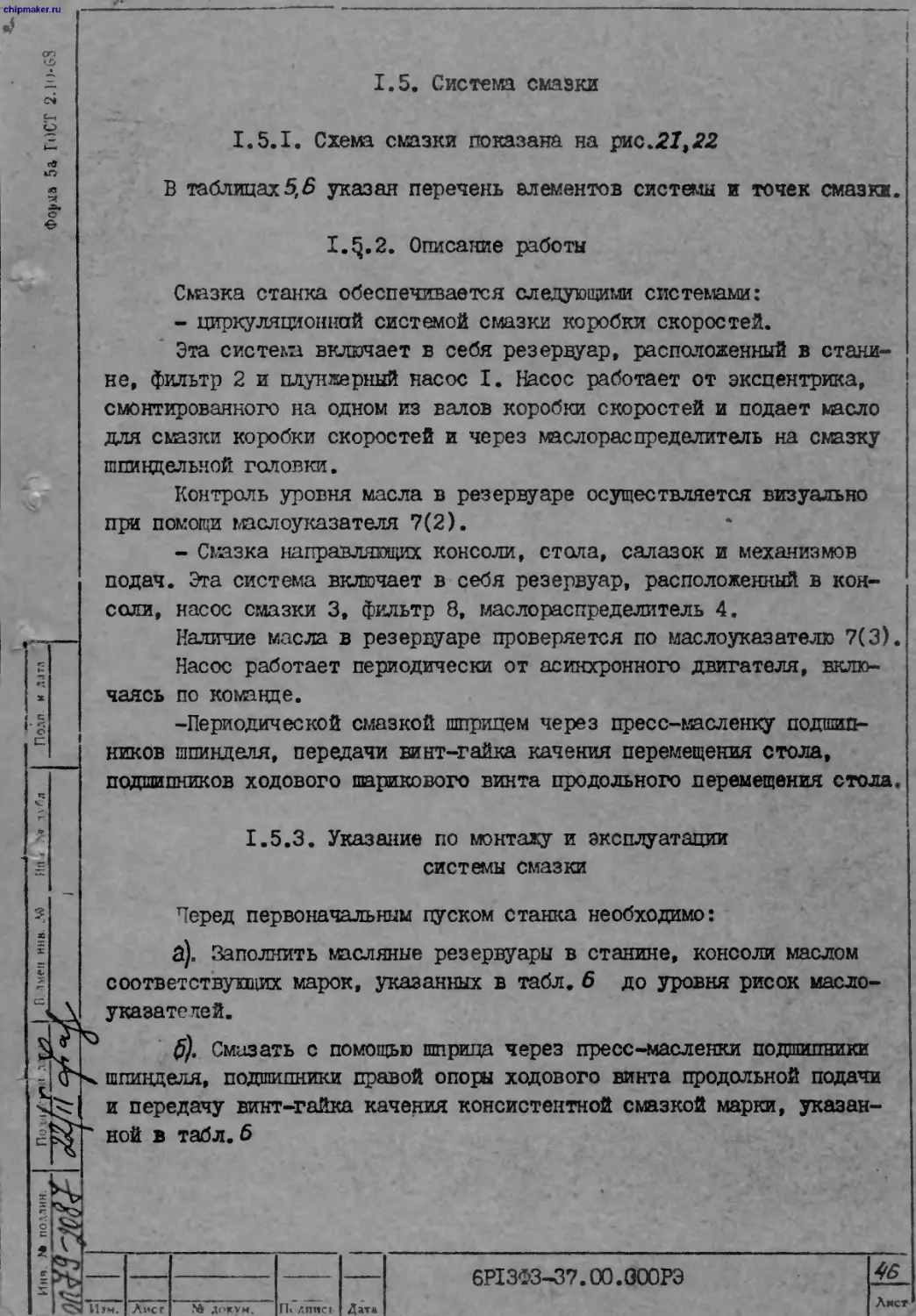
1.^.2. Описание работы
Смазка станка обеспечивается следующим! системами:
- циркуляционной системой смазки коробки скоростей.
Эта система включает в себя резервуар, расположенный в стани
не, фильтр 2 и плунжерный насос I. Насос работает от эксцентрика,
смонтированного на одном из валов коробки скоростей и подает гасло
для смазки коробки скоростей и через гаслораспред алитель на смазку
шпиндельной головки.
Контроль уровня масла в резервуаре осуществляется визуально
при помощи маслоуказателя 7(2).
- Смазка направляющих консоли, стола, салазок и механизмов
подач. Эта система включает в себя резервуар, расположенный в кон-
соли, насос смазки 3, фильтр 8, масло распределитель 4.
Наличие масла в резервуаре проверяется по масло указателю 7(3).
Насос работает периодически от асинхронного двигателя, вклю-
чаясь по команде.
-Периодической смазкой шприцем через пресс-масленку подшип-
ников шпинделя, передачи винт-гайка качения перемещения стола,
подшипников ходового шарино] юго винта продольного перемещения стола
1.5.3. Указание по монтажу и эксплуатации
системы смазки
Перед первоначальный' пуском станка необходимо:
ц). Заполнить масляные резервуары в станине, консоли маслом
соответствующих марок, указанных в табл. 6 до уровня рисок масло-
указателей.
й.
См:1зать с помощью шприца через пресс-масленки по.
шпинделя, по,
ши
«ни
кпникг
киники правой опоры ходового винта продольной подачь
и передачу нинт-гайкя качения консистентной смазкой марки, указан-
ной в табл.б
П» лпнс! Датч
6Р13ФЗ-37.00.000РЭ
46
chipmaker.ru -- - _ _ . — - - ... .d ; - -гг?! _ --- - ’ - ц _, —r _ _ -, - - —
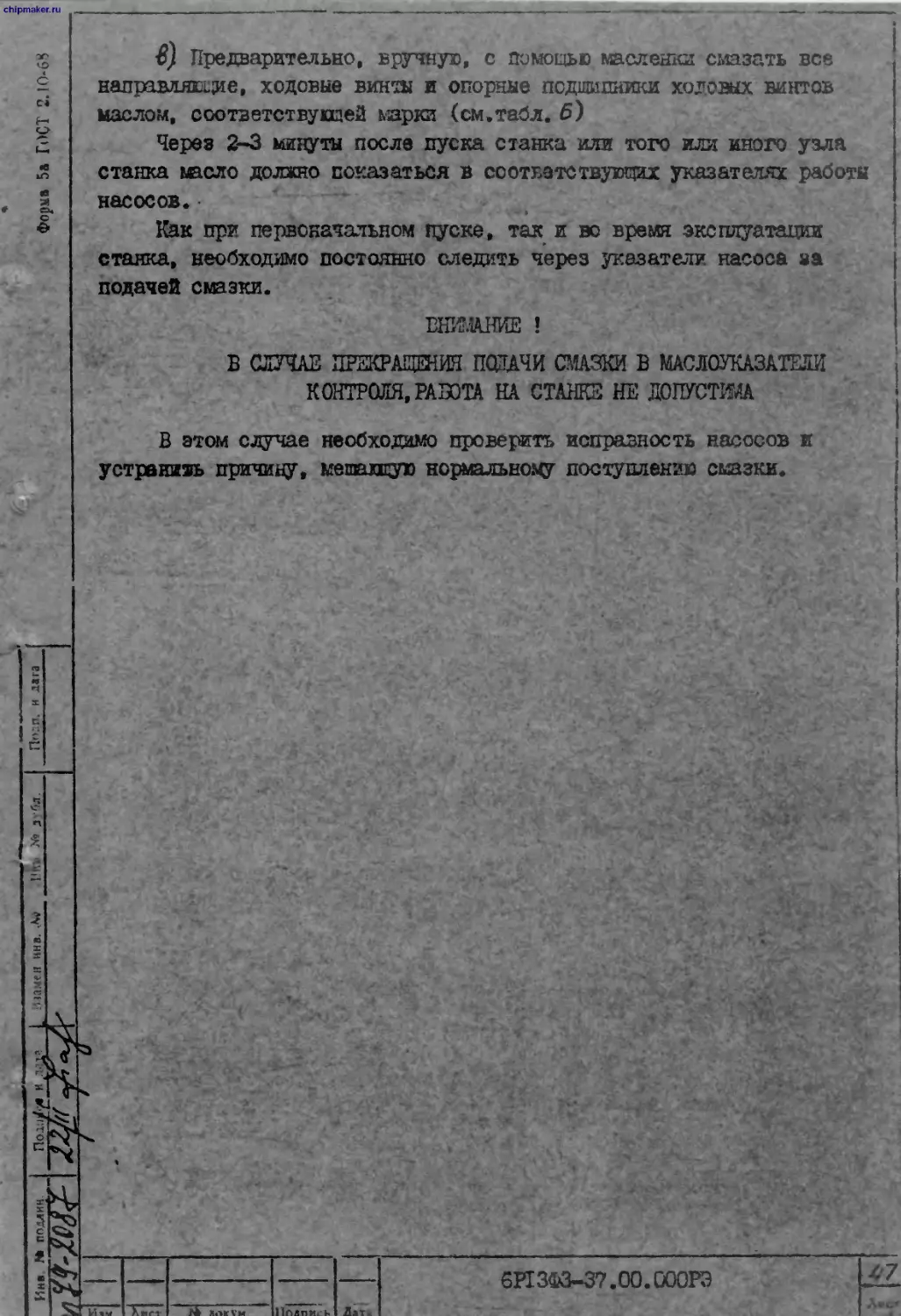
«я В) Предварительно, ьручнух, с Помощью масленки смазать все
£ напшвлях.ле, ходовые винти и опорные подшипники ходовых винтов
” маслом, соответствующей марки (см.табл. 6)
£ Черев 2-3 минуты после пуска станка или того ялх иного узла
* станка ьасло должно показаться в соответствующих указателях работы
# 5 насосоз. •
£ Как при первоначальном пуске, так и во время эксплуатации
станка, необходимо постоянно следить через указатели насоса за
подачей скрзки.
ВКО1НИЕ ?
Б СЛ7ЧАЬ ПРЕКРАЩЕНИИ ПСПДЧИ (ПАЗКИ В МАСЛОУКАЗАТЕЛИ
КОНТРОЛЯ, РАБОТА НА СТАНКЕ НЕ ЛОПУСТЖ
В атом случае необходимо проверит? исправность насосов г
устоьнить щичп-зу, мешакиую нормально.^? поступление смазки,
chipmakeffFtr
I'i-'r
Chioiiaker.ru
рис. 22 Схема смазки стамка
Таблица 5
r.ru
форма 5а ГОСТ 2.10-63
ПЕРЕЧЕНЬ ЭЛЕМЕНТОВ СМАЗКИ
Позиция : : : :
см.рис. : Обозначение : Наименование :К-во: Примечание
21 та 22 : : : :
I 6P82.I0.200 Плунжерный насос
2 6P82.I0.I00 Фильтр сетчатый
3 sni-iu Насос смазки
А Ш-734 Маслораспредели- тель
5 Оригинальный Насос смазки нап- равляющих ползуна
6 6Р82.7.229 Маслораспредели- тель ~
7(1),.. I-A20 МН 176-63 Маслоуказатель
8 ДА-748 Фильтр
9(1)... 1.3 Ц6 Пресс-масленка
...9(3) ГОСТ 19853-74
10 Залив масла в резервуар консоли
I
I
I
6
3
II
14...32
12(1),..
Залив масла в ре-
зервуар станины
Сливные отверстия
Точки смазки
2
менять: первый
раз чеоез 15 дне!
второй раз через
30 дней,далее че«
рез каждые 3 ме-
сяца
менять: первый
раз через 15
дней, второй раз
через 30 дней,
далее через каж-
дые 3 месяца
6Р13ФЗ-37.00.000РЭ
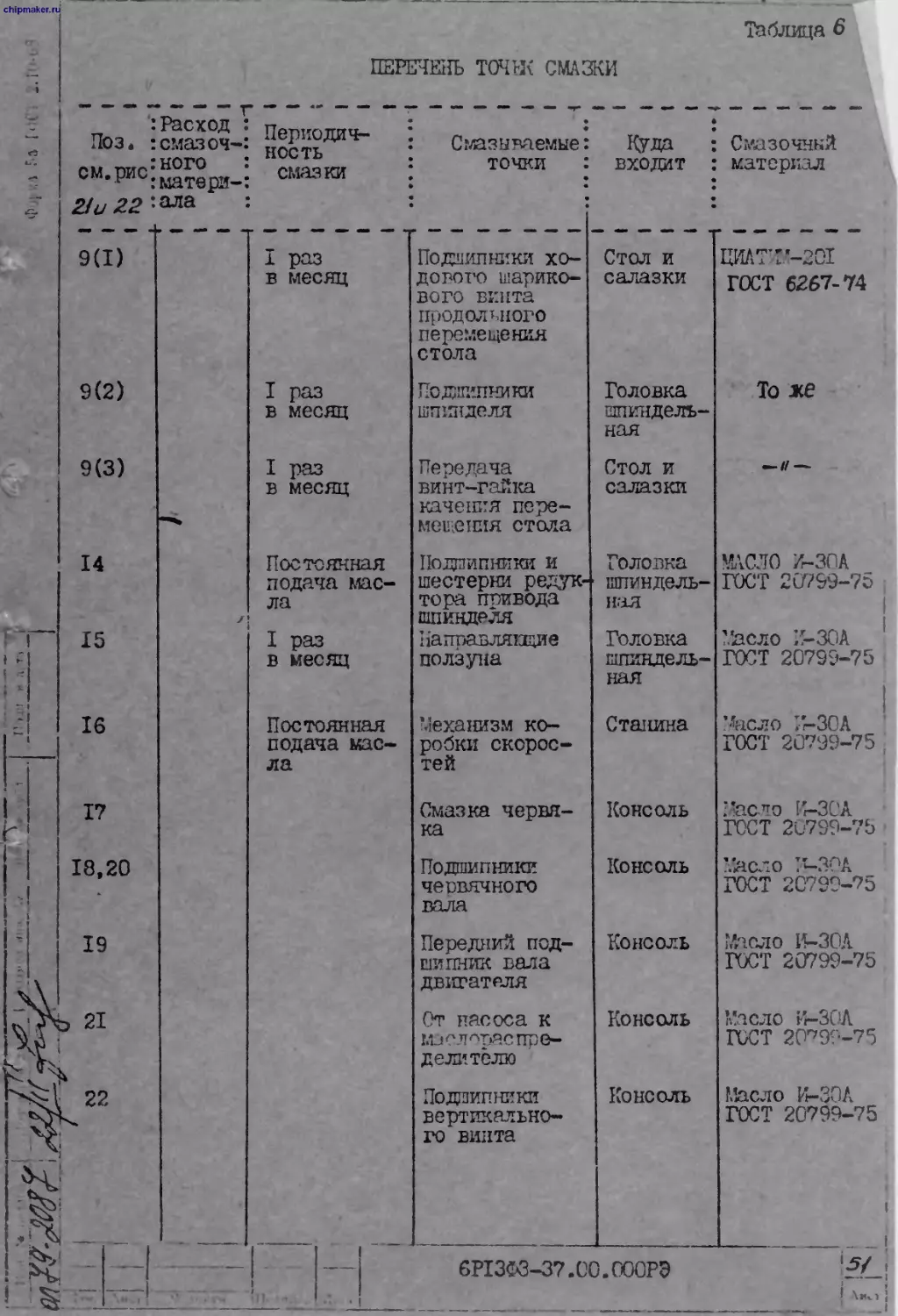
Таблица 6
9(1)
9(2)
9(3)
14
15
16
Т?
19
:Рас код
Поз. :смазоч-
кого
м’шс: матери-
2! и 22 ™
21
I ” Г г .1 Г> 1
-
18,20
ПЕРЕЧЕНЬ ТОЧЬК СМАЗКИ
Периодич- ность смазки • Смазываемые: точки : • • входит : • • Смазочный материал
I раз в месяц Подшипники хо- дового шарико- вого винта продольного перемещения стола Стол и салазки ЦИАТ’7-201 ГОСТ 6267-74
I раз в месяц Подшипники шпинделя Головка шпиндель- ная То же
I раз в месяц Передача винт-гайка качения пере- мело тшя стола Стол и салазки
Постоянная подача мас- ла I раз в месяц Подшипники и шестерни редук- тора привода ПШИНДР,1Я Иаправлятац’е ползуна Головка шпиндель- ная Головка шпиндель- ная МАСЛО /-30А ГОСТ 20799-75 1 ’’’дело И-ЗОА ГОСТ 20799-75
Постоянная подача мас- ла Механизм ко- робки скорос- тей Станина • Яасло К-80А I ГОСТ 20799-75 ,
Смазка червя- ка Консоль Гаслг) I4-3CIA ГОСТ 20799-75
Подшипники чегвячного вала Консоль Гасло I5-30A ГОСТ 2С799-°5
Передний под- шипник вала двигателя Консоль Масло 15—ЗОЛ ГОСТ 20799-75
От насоса к л ^распре- дели тело Консоль Масло Гг-ЗС-Л ГОСТ 20^-75
Подтип ники вертикально- го винта Консоль Масло И-ЗОА ГОСТ 20799-75 1 1
6Р13ФЗ-37.00.600РЭ
Фирм 5а Г<*СГ
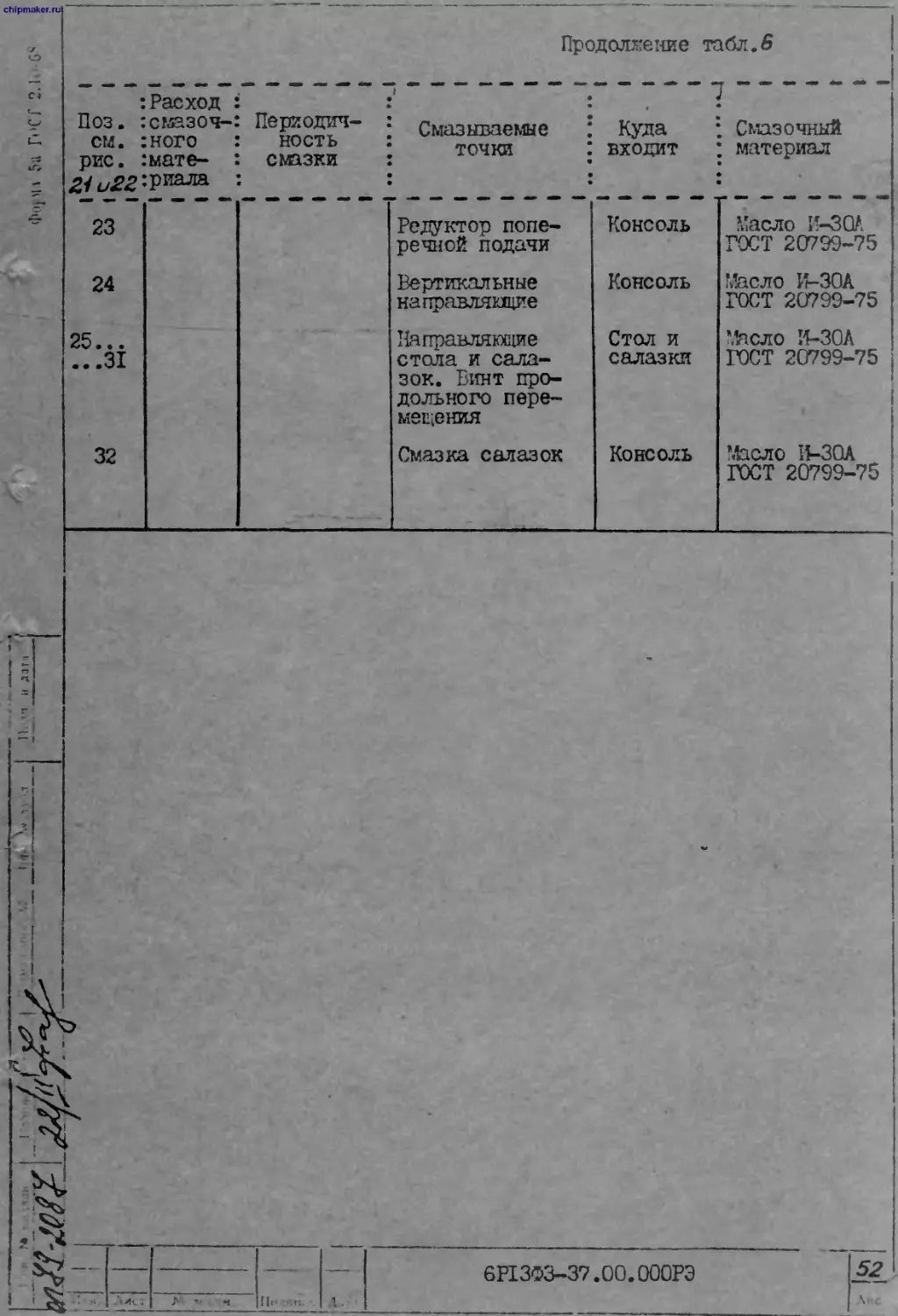
Продолжение табл.6
:Расход : Поз. :сг.5азоч-: см. :ного рис. :мате- : 21 Периодич- ность : сма эки t • Смазываемые точки : • • Куда входит 7 Смазочный материал
23 Редуктор попе- речной додачи Консоль Масло Jr—3QA. ГОСТ 20799-75
24 Вертгссальные направляющие Консоль Масло И-ЗОА ГОСТ 20799-75
25.. ...31 Направляющее стола и сала- зок. Винт про- дольного пере- мес^ения Стол и салазки Масло И-ЗОА ГОСТ 20799-75
32 Смазка салазок Консоль Масло И-ЗОА ГОСТ 20799-75
6Р13ФЗ-37.00.000РЭ
52
chipmaker.rL
Форма 5<1 ГОС'1 2.li>-6S
Таблица
возможных нарушений в системе смазки и методы
их устранения
Возможное : нарушение : Вероятная причина : Метод : устранения * -“Т/Г Примечание
Не поступает масло в масло- указ атели 7(1)-7(6) Засорился фильтр (2; 8). вышел из строя насос (I: 3) Промыть фильтр, проверить и устра- нить неисправность насоса 1 i
Не осуществля- емся с глазка узлов, обеспечивающих движение подачи Неисправность насоса 3 пли системы Проверить работу насоса,элементов системы и пои необ- ходимости демонти- ровать для ремонта t _ . !
II. ..
6PI3$3>-37 .ОО..ОООРЭ
5.3
AhuI
chipmaker.ru
фцрчл ?а ГОС 2 lu। 4
2. ИНСПУКЩЙ ПО ЭКСПЛУАТАЦИИ
2.1. Указание мер безопасности
2.1.1. Необходимо соблюдать все общие правила техники безопас-
ности при работе на металлорежущих станках.
2.1.2. Периодически проверять правильность работы блокировоч-
ных устройств.
2.2. Порядок установки
2.2.1. Распаковка.
К месту назначения станок транспортируется упакованным в два
ящика.
При
ящика, а
распаковке сначала снимается
затем - боковое.
распаковке следует проверить
поставляемых принадлежностей
верхний щит упаковочного
комплектность станка и нали-
по ведомости комплектации
чие всех
6Р13ФЗ-57.00.000Д1.
станка производить согласно
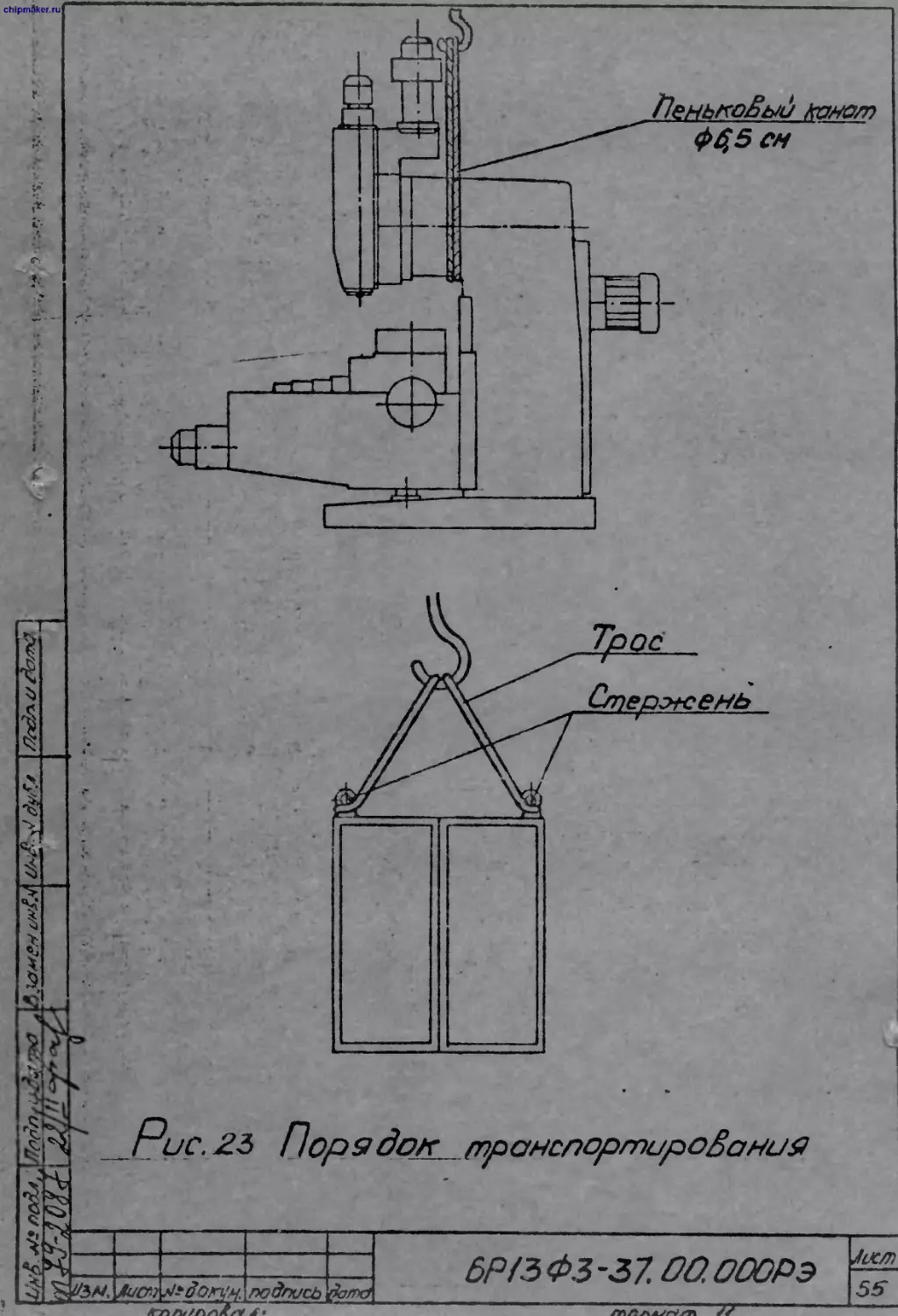
2.2.2. Транспортирование.
Транс портирование распакованного
эскизам, приведенным на рис.л?3.
При транспортировании распакованного станка необходимо следить
за сохранностью отдельных. вступающих его частей в особенности
внсокомоментннх двигателей. Кроме того, следить за сохранностью
окраски станка от повреждения ее стропом. Для этого под канаты
подложить подкладки: деревянные - для предохранения от повревда-»-
ния выступающих частей, мягкие - для предохранения окраски.
При транспортировании к месту установки и при опускании на
фундамент станок не должен подвергаться сильным толчкам.
2.2.3. Перед установкой станок необходимо тщательно очистить
от антикоррозийных покрытий, нанесенных на открытые, а также зак-
рытые кохухаш, Едтками обработанные поверхности станка, во избежа-
нии коррозии эти поверхности покрыть тонким слоем масла ’’Индустри-
альное" И-ЗОА ГОСТ 20799-75. Очистка сначала производится деревян-
ной лопаточкой, а оставшаяся смазка с наружных поверхностей удаля-
ется чистыми салфетками, смоченными бензином Б-70 ГОСТ 1012-72.
бР1зга-37.оо.соорэ
chipmdker.ru
ПенькоЯыи №*е/г)
Ф^5 см
Слдержень
Juc/n
вр/з Фз -37 oa ооорэ
2.2.4. Монтаж и установка.
Схема установки представлена на чертеже 6п13ФЗ-37.00.00ПЛЧ
(см.Приложение).
Установка станка без специального фундамента разрешается толь-
ко на бетонированном полу толщиной не менее ЗСО мм. В остальных
случаях для достижения спокойной и точной работы необходимо подго-
товить бетонный фундамент согласно чертежам.
Глубина заложения фундамента определяется условиями грунта.
При проектировании фундамента станка необходимо предусмотреть
приямок для слива охлаждающей жидкости из основания станины.
Место установки заземления и подвода напряжения цеховой сети
дано в разделе "Электрооборудование".
Станок на фундаменте устанавливается на 4-х выверочных винтах
или стальных клиньях, Фундаментные болты и крыпда для покрытия
приямка изготовляются потребителем станка согласно схеме установки
станка.
2.2.5. Точность работы станка зависит от правильности его
установки.
Точность установки как в продольном, так и в полеречном нап-
равлениях определяется уровнем. Отклонение не должно превышать
0,04/1000 в обоих направлениях.
2.2.6. Подготовка к первоначальному пуску и первоначальный
пуск.
Заземлить станок подключением к общей цеховой системе зазем-
ления.
Подключить станок к электросети, проверив соответствие нап-
ряжения сети и электрооборудования стажа. Перед включением нап-
ряжения питающей сети все переключатели, имеющие фиксированное
положение ”0”, должны быть установлены в это положение.
Ознакомиться с кинематикой, конструкцией отдельных узлов и
технической характеристикой станка.
Изучить управление станком, хорошо усвоить назначение и поря-
док пользования органами управления (см.рис.3 и 4), проверить от
руки работу всех механизмов станка.
Выполнить указания, изложенные в разделах "Система смазки”
и "Электрооборудование", относящиеся к пуску.
Для более тщательного ознакомления со станком обкатать его на
холостом ходу, проверить работу органов управления, опробовать
переключение скоростей шпинделя, работу системы смазки по масло-
указ ателям.
6PI3S3-31’. 00. ОООРЭ
56
r.ru
ВНК1АНИЕ !
ПРИ ОТСУТСТВИИ МАСЛА В МАСЛОУКАЗАТЕЛЯХ РАБОТА
НА СТАНКЕ НЕ /.ОПУСКАЕТСЯ
Если при переключении скоростей шпинделя рукоятга не доходит
до фиксированного положения, то это означает, что шестерки не вошли
в зацепление. В этом случае необходимо нажать кнопку 27 (Рис.4)
"толчея шпинделя", которая расположена на коробке переключения ско-
ростей. Произойдет импульсное включение двигателя, что позволит
произвести нормальное зацепление шестерен при переключении.
ВНИМАНИЕ !
НЕ ДОПУСКАЙСЯ ПЕРЕКЛ71ЕНИЕ СКОРОСТЕЙ БПВДЕЛЯ КА
ХОДУ, ТАК КАК ЭТО МОЖЕТ ПРИВЕСТИ К ПОЛОМКЕ ЗУБЬЕЗ
игасТЕРЕК
Во время работы станка на холостом ходу необходимо проверить
действие аварийных кнопок 25 и 34 (рис.4) "Стоп", действие конечны?
выключателей, ограничивающих перемещение узлов в крайне положениях.
Убедившись в нормальной работе всех механизмов станка, можно
приступить к настройке станка для работы,
ВНИМАНИЕ !
ПЕРК, ,НАЧАЛОМ ОБРАБОТКИ ДЕТАлЕН НА СТАНКЕ,В СЛУЧАЕ,
ЕСЛИ СТАНОК ДО ЭТОГО НЕ РАБОТАЛ БОЛЕЕ Ч-Х ЧАСОВ,
НЕОБХОДИМО ОСУьВСТВИТЬ холосто;! ПРОГОН СТАЖА В
ТЕЧЕНИЕ 20 МИНУТ
Этот прогон следует выполнить с многократными перемещениями
координат станка в направлении "плюс" и "минус", а также с включе-
нием некоторых технологических команд, например: "пуск","стоп шпин-
деля", "пуск", "стоп охлаждения" и др.
Для осуществления прогона может быть использован режим управ-
ления от перфоленты. В этом случае рекомендуется изготовить управ-
ляпдую тест-грогра-глу, определяя величины холостых, перемещений в
зависимости от конфигурации приспособления, установленного на станке
от форм и размеров детали, длины инструмента и т.д.
6Р1343-37.00.000РЭ
chipmaker.ri
2.3. Настройка, наладка и режимы работы
После ознакомленья с органами упр*пленяя mqsho произвести
настройку г наладку станка,
2.3.1. Установки частоты вращения шпинделя производится при
плнющи рукоятки 28 и лимба 26 (см.рио.4). Необходимое полсвеяиа
их определяется круговой таблицей.
При переключении скоростей необходимо пользоваться кчодкой 27
(толчковая).
2.3.2. Режимы реботы станка
На станке возможны следующие режимы работы:
а) режим наладочных работ;
б) режим преднабора;
в) режил программного управления
В наладочном режиме управление станком продольны<, поперечным
и вертикальным перемещениями исполнительных органов - возможно как
от устройства программного управления, таг л от дублируй щх тумбле-
ров 5,6,7 (см. рис.З) на пульте управления.
В наладочном режиме возможно установочное перемещение консол i
от кнопок 18,20.
В режиме преднабора программа вводится в устройство с псмсда
соответствующих клавиш на панели управления устройства.
Режим программного управления осуществляется от перфоленты.
ИНФОРИАЦИОКНЬЙ лист
В соответствии с условиями договора на поставку для проведе-
ния работ по налапке,пуску и вводу в эксплуатацию данзого станка
Вам необходимо обратиться в одну из организаций:
I. Горьковское специализированное монтажно-наладочное управ-
ление (ГОШ) п/о Пентрспэцавтоматика.
Почтовый адрес: 603001,ул.Маяковского,25
телефон - 33-74-07
телетайп - 340 Пламя
телеграфный - Горький Пламя
2. Краснодарское специализированное монтажко-наладочное
управление (КСМНУ) п/о Севкавспецавтоматика.
Почтовый адрес: Краснодар,350028,ул.Старокубанская,П8
телефон - 3--45-7O;
телетайп - Т63 Пуск
телеграфный - Краснодар Пуск
3, Днепропетровское ПТО ’’Техремжузмаа*’
Почтовой адрес: Днепропетровск,ул.Челюскина,12 цех 4
телефон - 44-24-88
телетайп - 1/34 Диск
телеграфный - Днепропетровск Диск
4. На предприятиях Министерства промыпленноетж средств связи
наладку станка производит Горьковское специализированное управление
"Промсвязьэнергоналадка".
Почтовый адрес: Горький, 603Р00,ул.Свердлова,70
телефон - 33-16-06
телетайп - “Винт" 22-42
Указанные организации работы выполняют по прямым договорам с
потребителем станка.
До прибытия наладчиков необходимо установить ставок на штат-
ное место в соответствии с условиями настоящего руководства и под-
вести электропитание, сообщить почтовый адрес предприятия, номер те-
лефона для связи н требуемую форму допуска.
При выполнении пустоналадочных работ сидами Вашего посдриятит
или сторонней организацией,завод снимает с себя гарантийные обяза-
тельства.
Для разработки w внедрения управляющих программ конкретных де-
талей,Вы можете обратиться за помощью в Кустовой центр по подготовке
пвограш при ГСПО (адрес: 603600,ГорьклЙ,ГСП-1Т09,КЦПП),
И<м.
>Й - } llC.V.IIvb Х1.ТЭ
6Р13ФЗ-37 се.сосрэ
1ГТ
Sr
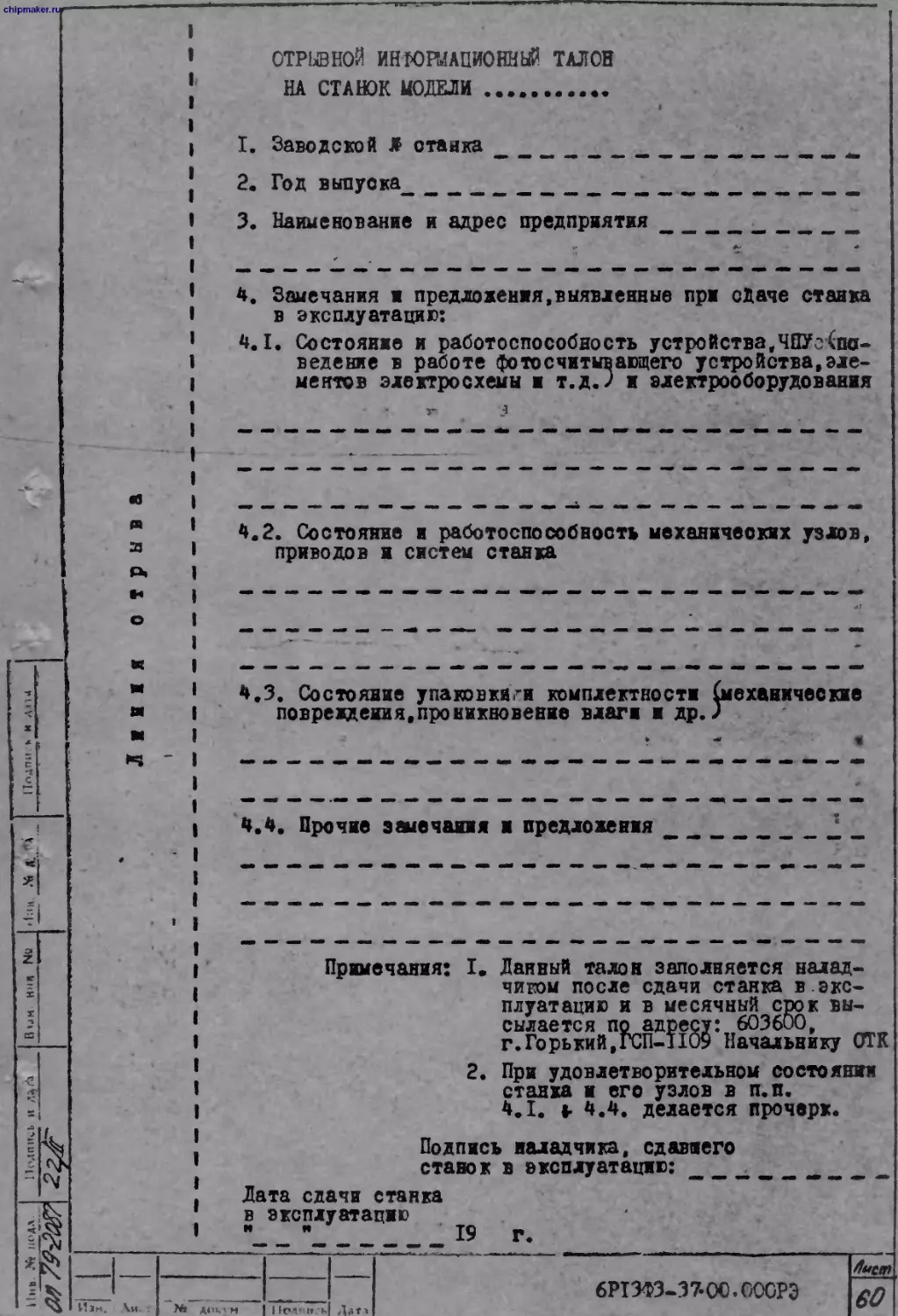
ОТРЫВНОЙ ИНЮР^АЦ/ОНН^ ТАЛОН
НА СТАНОК МОДЕЛИ ........
I. Заводской Д ставка ______________
2. Год выпуска______________________
3. Наименование и адрес предприятия
4. Загечания и предложения,выявленные при сдаче станка
в эксплуатацию:
4.1. Состояние и работоспособность устройства,ЧАУс(по-
ведение в работе фото считывающего устройства,эле-
ментов электросхемы и т.д.) и электрооборудования
5- 3
4.2, Состояние и работоспособность механических узлов,
приводов и систем станка
I
4,3. Состояние упаковки’И комплектности (механические
повреждения.проникновение влаги и др.)
4.4. Прочив замечания и предложения
СО
I.
Примечания: I. Данный талон заполняется налад-
чиком после сдачи станда в экс-
плуатацию и в месячный срок вы-
сылается по адрес}: 603600, ___
г.Горький,ГСГ1-Т109 Начальнику ОГК
2. При удовлетворительном состоянии
став да и его узлов в п.п.
4.1. ь 4.4. делается прочерк.
Подпись наладчика, сдавнего
станок в эксплуатацию:
Дата сдачи станка
в эксплуатацию
" " 19 г.
И1Н.
Nt дим м | 1 fcv игь
lari
6РТЭФЗ-Э7.00.С00РЭ
60
ГГ1
Фирма 5а ГОСТ 2.I0-6S
ШЭД.ЕЧШ1Я
I. Данный талон заполняется наладчиком
после сдачи станка в эксплуатацию и
в месячный срок высылается по адресу
603602, г.Горысий, ГСП-1109,
2. При удовлетворительном состоянии стан-
ка и его узлов в п.пЛа, б, в, г
делается прочерк.
наладчика, сдавшего станок
в эксплуатацию
Подпись
197
S/
6Р13ФЗ-37.00.000РЭ
chipmaker.ru
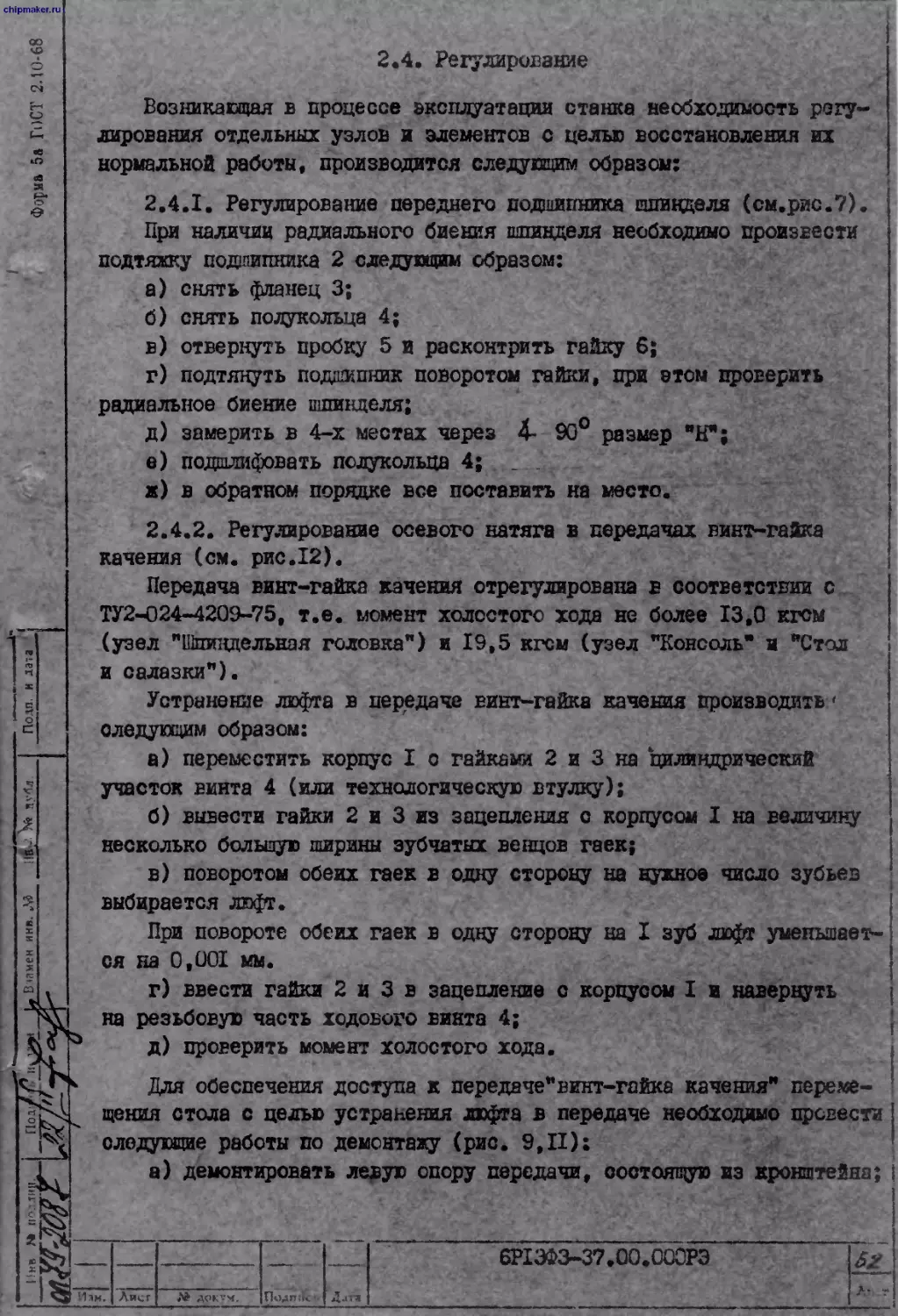
2.4. Регулирование
Возникающая в процессе эксплуатации станка необходимость регу-
лирования отдельных узлов и элементов с целью восстановления их
нормальной работы, производится следующим образом:
2.4.1. Регулирование переднего подшипника пшивделя (см.рьс.7).
При наличии радиального биения шпинделя необходимо произвести
подтяжку подшипника 2 следующим образом:
а) снять фланец 3:
б) снять полукольца 4;
в) отвернуть пробку 5 и раскочтрить гайку 6;
г) подтянуть пода&пшф поворотом гайки, при этом проверить
радиальное биение шпинделя;
д) замерить в 4-х местах через 4 90° размер "Н";
е) подишфовать пслукольца 4; _
ж) в обратном порядке все поставить на места.
2.4.2. Регулирование осевого натяга ь пэредзчак винт-гайка
качения (см. рис.12),
Передача винт-гайка качения отрегулирована в соответствий с
ТУ2-024-^209-75, т.е. момент холостого хода не более 13,0 кгем
(узел "Шпинцельаэл головка") л 19,5 кгем (узел "Консоль" п "Стол
и салазки").
Устранение люфта в передаче винт-гайка качения производить *
следующим образом:
а) пепеюестить корпус I о гайками 2 и 3 на дили’црический
участок впита 4 (или технологическую втулку);
б) вывести гайки 2 и 3 из зацепления с корпусом I на величину
несколько большую ширины зубчатых венцов гаек;
в) поворотом обеих гаек в одну сторону на нузно© число зубьез
выбирается лофт.
При повороте обеих гаек в одну стород? на I зуб люфт ^издает-
ся ла 0,001 где.
г) ввести гайки 2 и 3 в зацепление с корпусом I и навернуть
на резьбовую часть ходового винта 4;
д) проверить момент холостого хода.
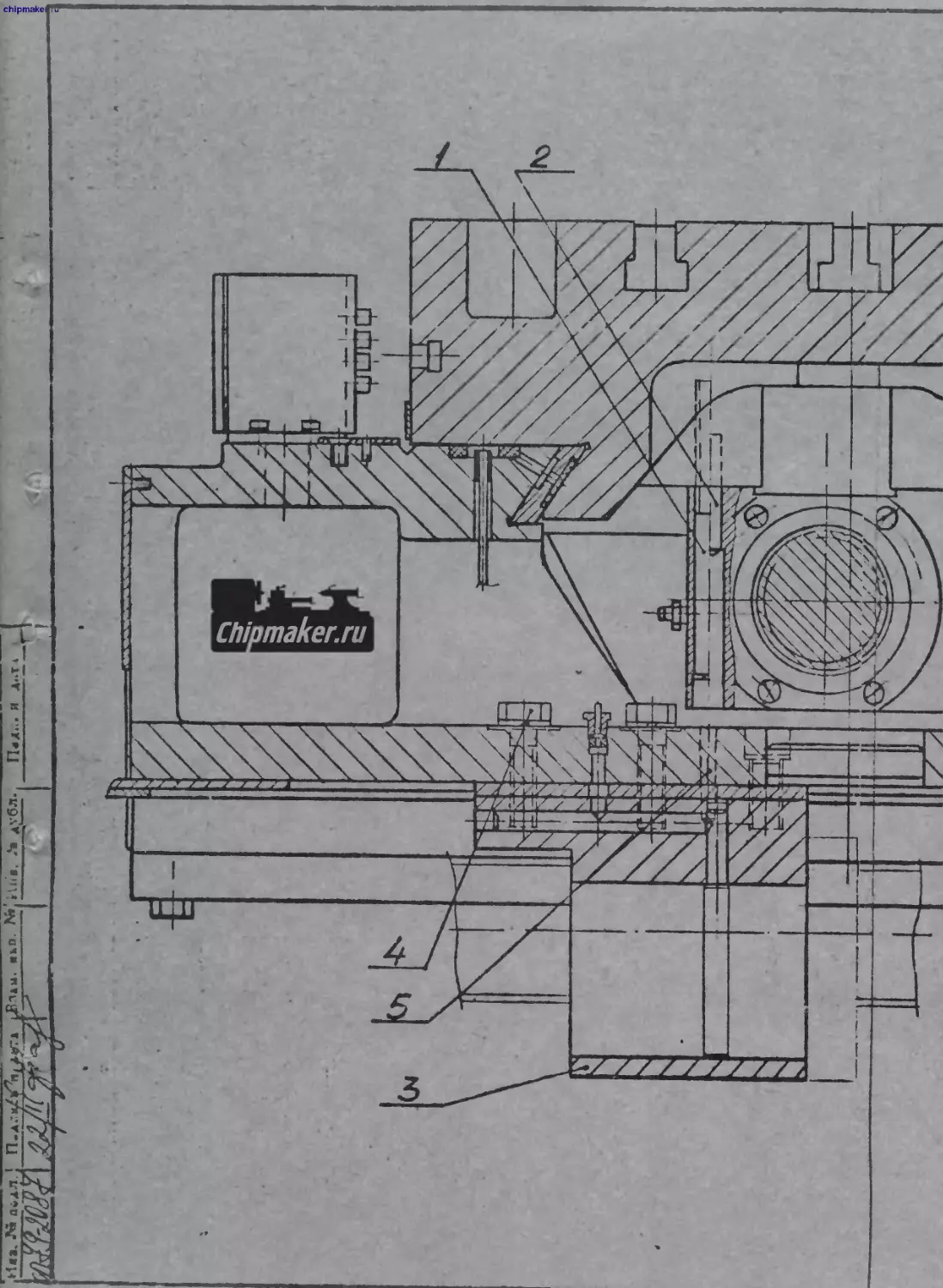
йдя обеспечения доступа к передвче"винт-гайк£ качения" переме-
щения стола с целью устранения люфта в передаче необходимо провести
следующие работы по демонтажу (рис. 9,11):
а) демонтировать левую спору передачи, состоящую из кронштейна; j
Псдг.к
6Р1ЭФЗ-37.ОО.СО0РЭ
52
r.ru
СЧ
И )м.
б) переместить стол станка влево, отвернуть винты I и вынуть
штифты 2, крепящие корпус передачи к столу (рис.//);
в) переместить стол вправо с целью обеспечения свободного
доступа к передаче.
Работы по демонтажу узла "Стол и салазки" для обеспечения
доступа к передаче винт-гайка качения перемещения салазок произво-
дятся следующим образом (рис.II):
а) снять защиту направляющих конеели;
б) через окно на переднем торце еялазок вывернуть винты 4
и вынуть штифты 5, крепящие кронштейн к салазке;
в) снять планки 6;
г) снять узел "Стол и салазки" с консоли;
д) корпус с гайками перемостить с резьбовой части винта на
его цилиндрическую часть, имо^ощуп наружный диаметр несколько меньше
внутреннего диаметра резьбы, устранить люфт.
Для обеспечения доступа к передаче винт-гайка качения переме-
щения ползуна необходимо (рис.7):
а) сняаь нижнюю опору винта 7;
б) ползун опустить вниз
во избежании его падения) до
в корпусе салазки;
в) открепить корпус от
г) скатить корпус 8 с гайками на технологическую втулку и
устранить люфт;
д) в обратном порядке все поставить на место
(ползун должен быть подвешен на тросах
совпадения корпуса гайки 8 с окно;1 9
ползуна;
Chinmaker.ru
В СЛУЧАЕ РАЗБОРКИ ПЕРЕДАЧИ ЗИНТ-ГА Ш КАТЕНИЯ
И ПОСЛиУШЕИ СБОРКИ ДЕМОНТИРОВАТЬ И МЕНЯТЬ
2.4.3. Регулирование зазора в направляющих (см. рис.24)
Зазор в направляющих стола
клиньями. Регулирование клина I
ках 2 и 3 подтягиванием винта 4
вания ручным перемещением стола
Зазор в направляющих салазок регулируется клином 5 при помощи
винта 6. Степень регулирования проверяется перемещеньем салазок
вручную.
и салазок, ползуна регулируется
производится при ослабленных гай-
отверткой. После проверки регулиро-
гайки надежно затягиваются.
М ’ KVM |ilo
ДЗ
Аист
8ГгЗФЗ-37.00.СК'ЗРЭ
2.4.4. Устранение бокового зазора в зубчатых колесах
(см.рис.13).
Для устранения бокового зазора в зубчатых колесах необходимо:
а) отвернуть винты 4 (направляющие штифты 3 не снимать);
б) снять полукольца 2;
в) подалифовать полукольца 2 в размер "И*;
г) в обратном порядке поставить все на место.
При обеспечении беззазорного зацепления работа зубчатых пере-
дач должна быть плавной, без рывков.
ffc UOkVM ill. С:. lara
Ли
£4
6PI3C3-37.00.LWP3
chipmaker.ru
chipmaker.i
<.Икжач( пл В г. ;IHvBu!'14‘ — - К\ Ц1 вх пит
6РТЭФЗ-37-61.004СВ
. 6РГЗФЗ-37.61.005СБ
CJ
I-
to
о
е
6МЗЗ-5-07
6Р83.5.27
6Р83.5.29
ИйХЛ
[1ргв.
Г> к.
Приича-
НИ(*
6FI303-37.6I.2G9
6PI3^3-37.70.251
_БН^3^37ж70^52______________________
6PI3?3-37.25,259
6EE3i3-37.25.2GI
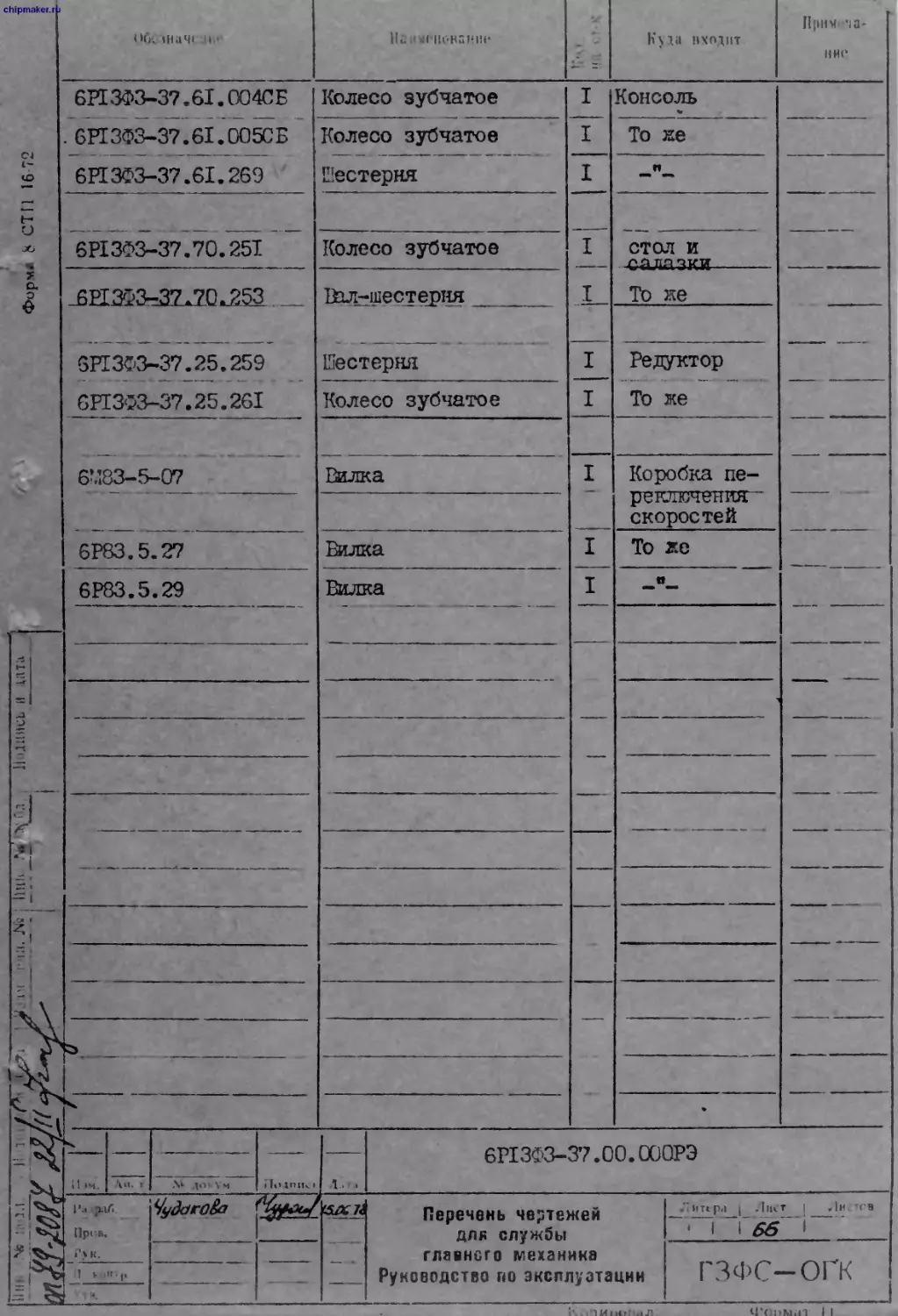
Колесо зубчатое I Консоль *» —
Колесо зубчатое I То не
Шестерня I —
Колесо зубчатое I стол и салазки
Вал-шестерня Шестерня I То же
I Редактор То же
Колесо зубчатое I
Вилка I Коробка пе- реключения - скоростей —
Вилка I То же
Вилка I —w«-
— —
—
*
1.. .
Перечень чертежей
для службы
главного механика
Руководство по эксплуатации
1и св
ГВФС-ОГК
TMlUi «л
Ц'ппмлт I I
6Р13ФЗ-37.00.000РЭ
3. ПАСПОРТ
3Л.Общие сведения
Инвентарный номер
Завод
Цех
Дата пуска станка
в эксплуатацию
Chipmaker.ru
6Р13ФЗ-37.00.000РЭ
б7_
3.2. Основные технические данные
и характеристики
Таблица <5
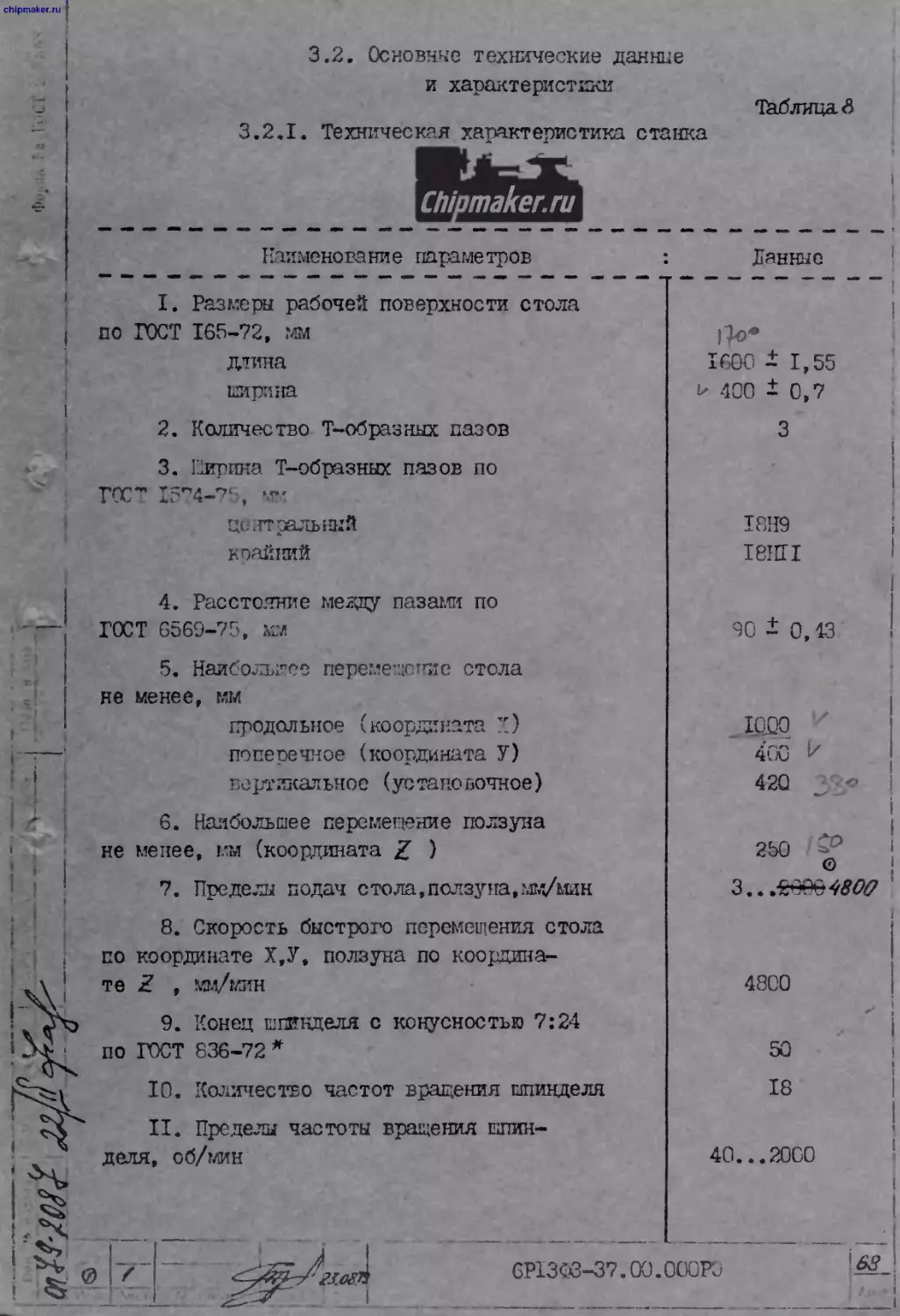
3.2.1. Техническая характеристика станка
ChiD4iaker.ru
Наименование параметров
Данные
I. Размеры рабочей поверхности стола
по ГОСТ 165-72, мм
длина
ширина
2, Количество Т-образных пазов
3. 19ирика Т-образных пазов ио
ГОС'" 15г’4-7< , мм
Ц( игральный
к рвйтжй
4. Расстс'птие мезду пазами по
ГОСТ G569-75, мм
5. Наибольшее перемещение стола
не менее, мм
продольное (координата л)
поперечное (координата У)
вертикальное (установочное)
6. Наибольшее перемещение ползуна
не менее, !.тй (координата £ )
7. Пределы подач стола,ползуча,мм/мин
8. Скорость быстрого перемещения стола
со координате Х,У, ползуна по координа-
те Z , mm/wh
9. Конец шпинделя с конусностью 7:24
но ГОСТ 836-72 *
10. Количество частот вращения шпинделя
II. Пределы частоты вращения шпин-
деля, об/мин
|^о*
IC00 - 1,55
> 400 ± 0,7
3
I8II9
18ПП
90 ± 0,13
IL,00
4 GO
420 «
250 &
0
з...даж
4800
50
18
40...2000
6PI3O3-37.00.OOCPv *£
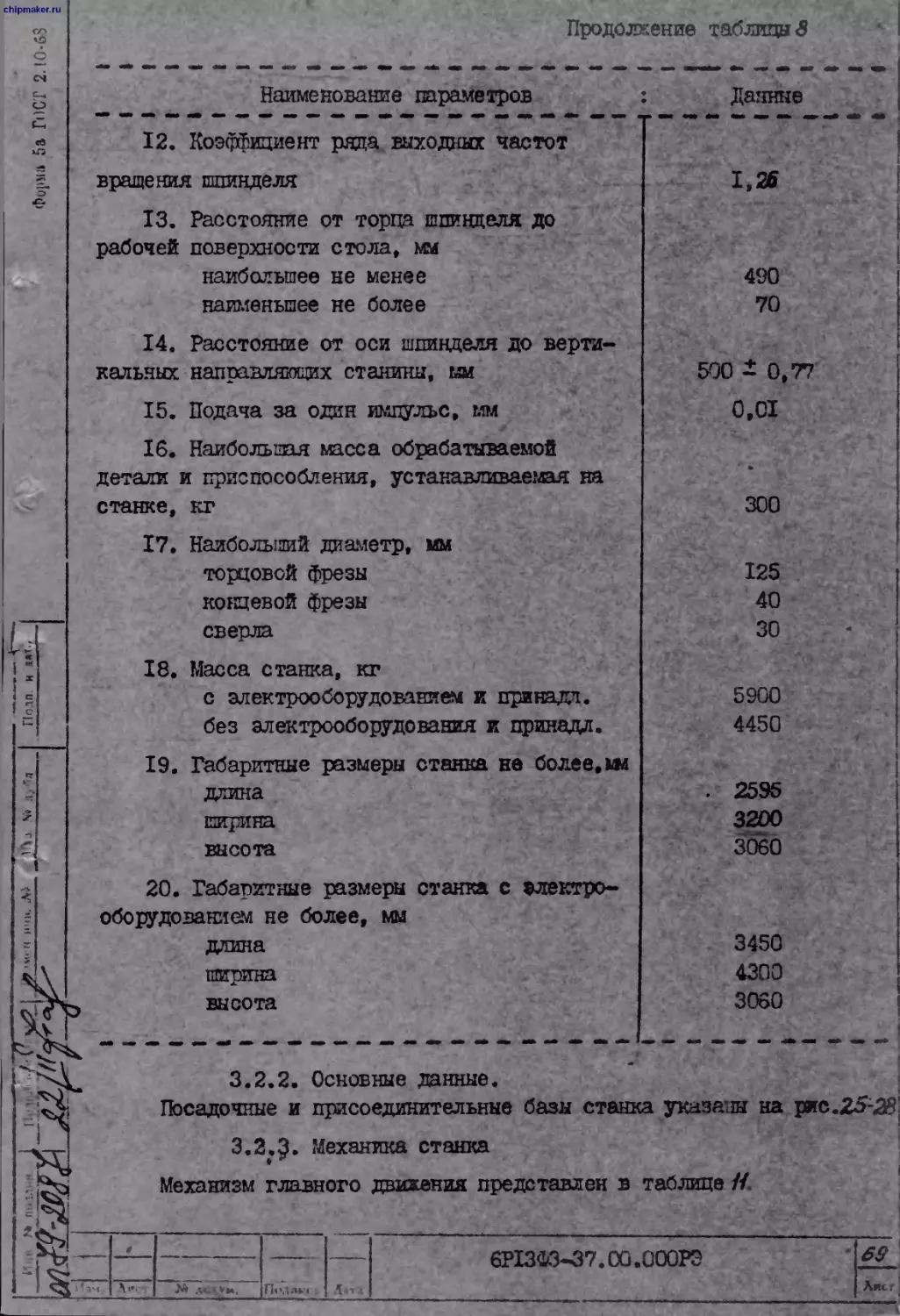
Продолжение таблиц»Я
Наименование параметров : Данные
12. Коэффициент ряда выходных частот 1,2$
вращения ьпиндэля
13. Расстояние от торца шпинделя до рабочей поверхности стола, мм
наибольшее не менее 490
наименьшее не более 70
14. Расстояние от оси шпинделя до верти-
дальних нэпрахзляющих станины, мм i о.т"
15. Подача за один ммгульс, мм 0,01
16. Наибольшая масса обрабатываемой
детали и приспособления, устанавливаема^. на №
станке, кг 300
17. Наибольший диаметр, мм
торцовой фрезы 125
кокцеъой фрезы 40
сгепла 30
18. Масса станка, кг
с электрооборудованием и принадл. 5900
без электрооборудования и принздл. 4450
19. Габаритные размеры станка не более,им
длина . 2595
ширина 3250
высота 3060
20. Габаритные размеры станка с электро- оборудованием не более, мм
длина 3450
ширина 4300
высота 3060 1
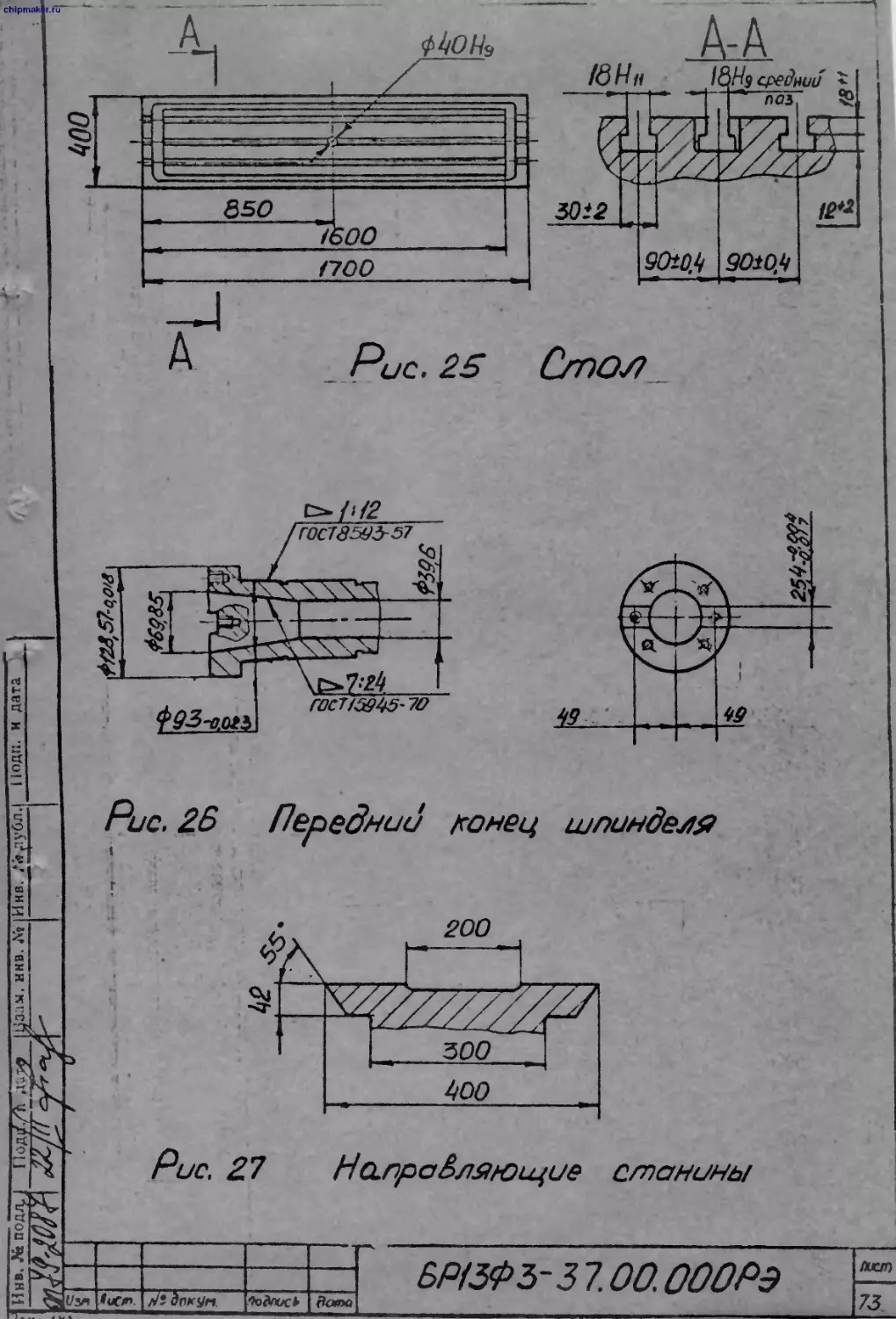
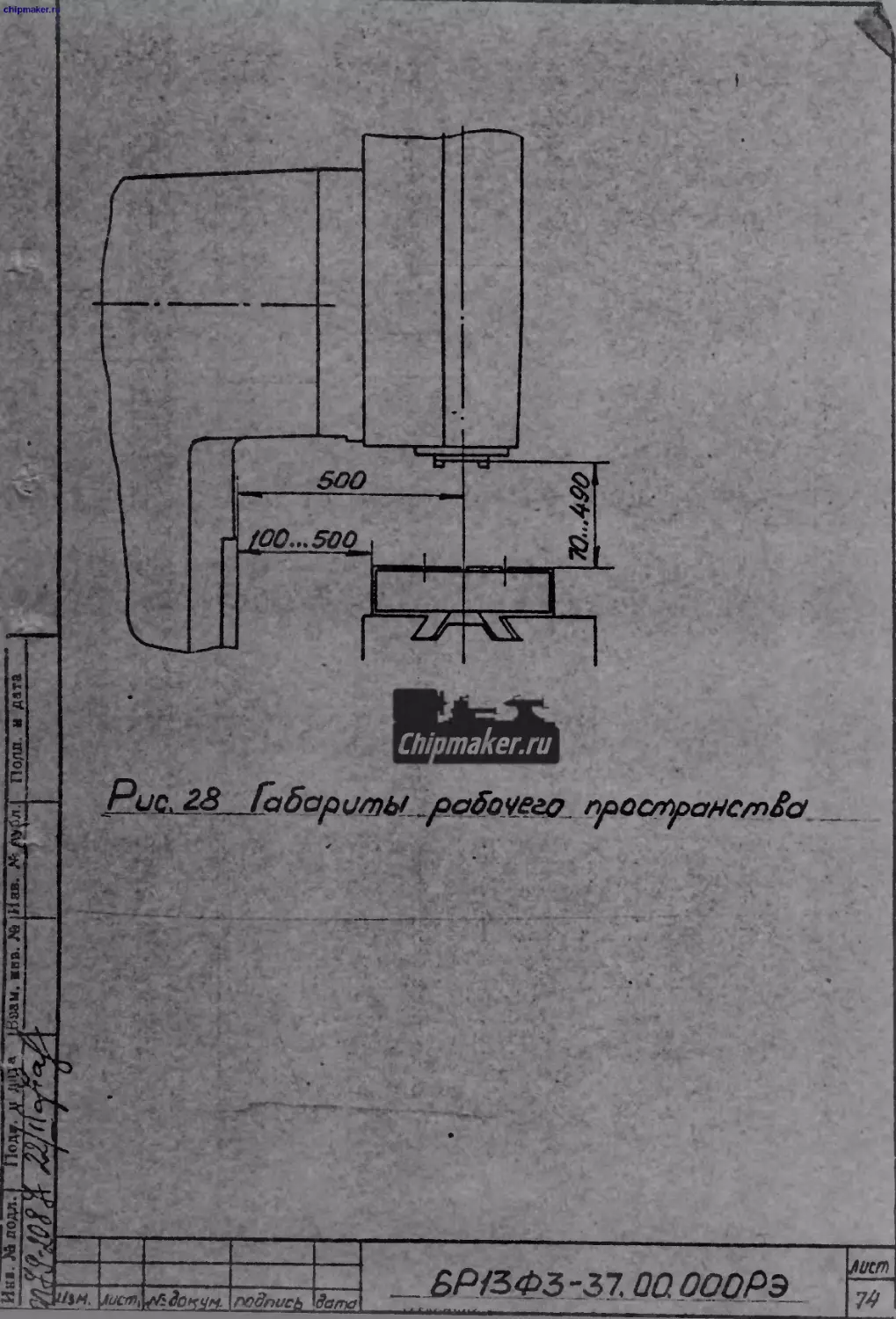
3.2.2. Основные лаяние.
Посадочные и присоединительные базы сташса указа ты на ряс.25-31.
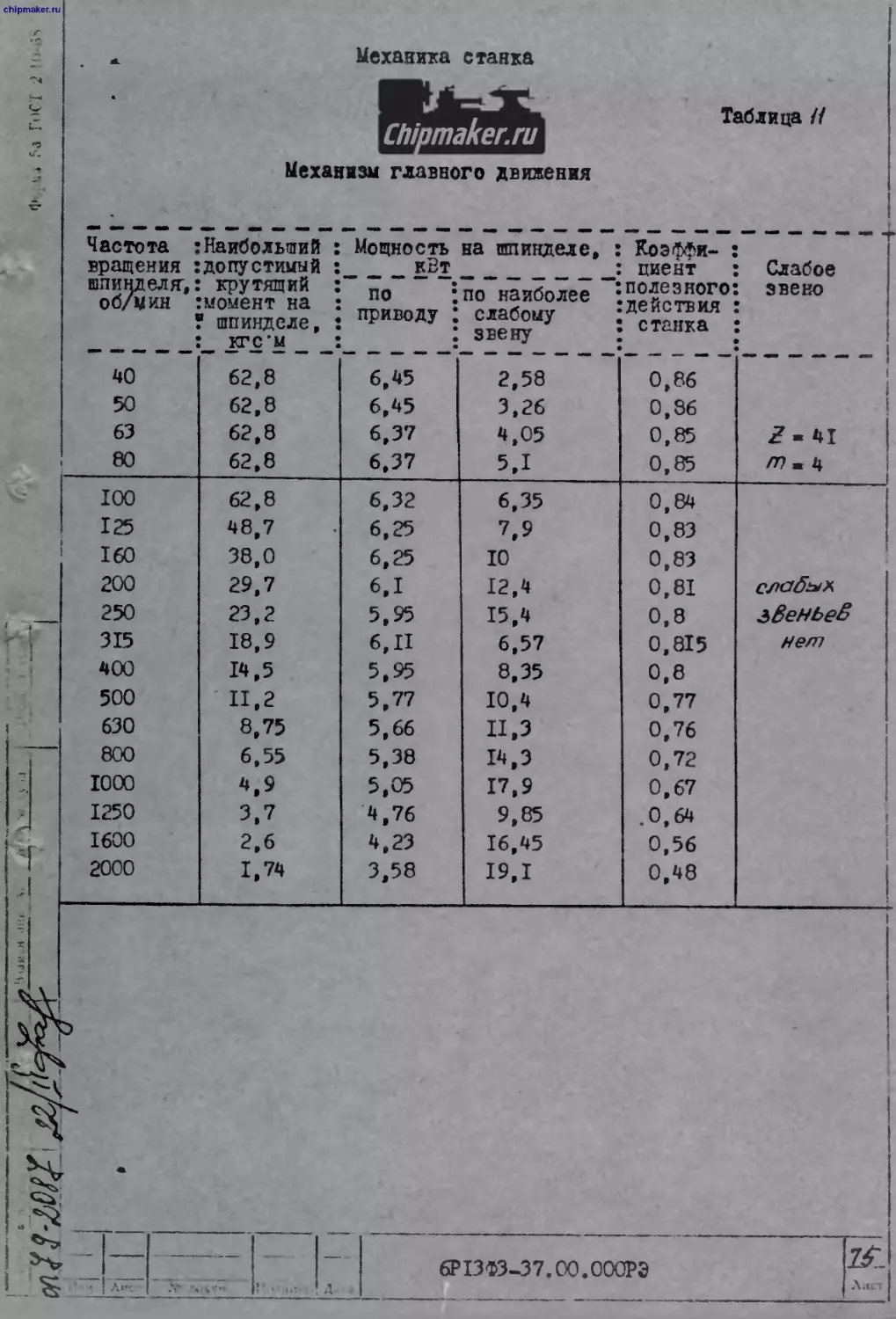
3.2.3. Паника станка
Механизм главного движения пр« дставлон в таблице Н.
Л AV»,
6Pm%37.0Q.30CK>
6$
Лис
chipmaker.ru
Таблица 9
$a Г«*СТ 2.1U-68
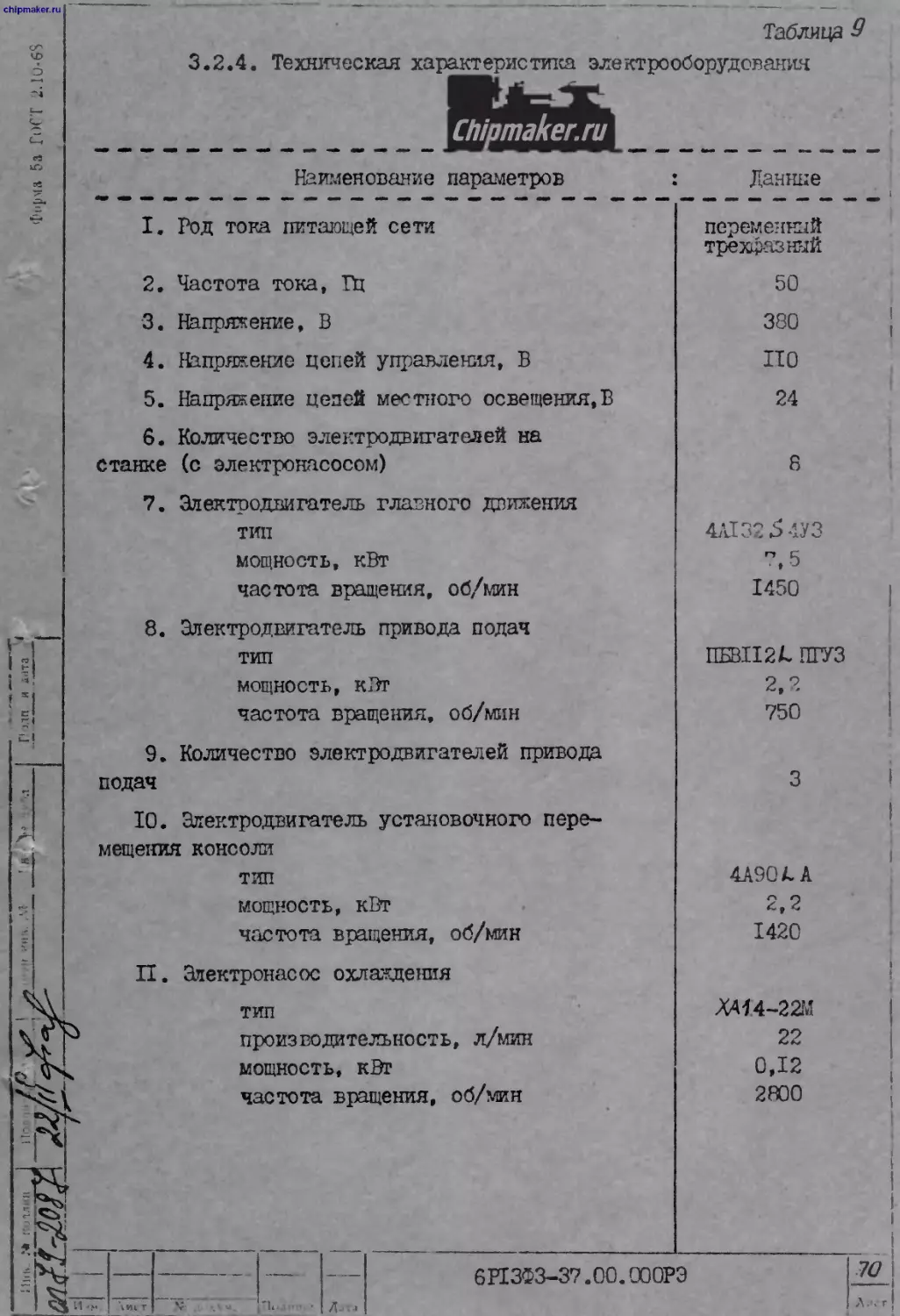
3.2.4. Техническая характеристика электрооборудования
Chijmaker.ru
Наименование параметров
данные
I. Род тока питающей сети
2. Частота тока, Гц
3. Напряжение, В
4. Напряжение цепей управления, В
5. Напряжение цепей местного освещения,В
6. Количество электродвигателей на
станке (с электронасосом)
7. Электродвигатель главного движения
тип
мощность, кВт
частота вращения, об/мин
8. Электродвигатель привода подач
тип
мощность, кВт
частота вращения, об/мин
9. Количество электродвигателей привода
подач
10. Электродвигатель установочного пере-
мощения консоли
тип
мощность, кВт
частота вращения, об/мин
П. Электронасос охлаждения
тип
производительность, л/мин
мощность, кВт
частота вращения, об/мин
Переменный
трехс^язный
50
380
ПО
24
8
4Д32 $ 4УЗ
".5
1450
ПБВ112А. ПГУЗ
2, г
750
3
4А90А.А
2,2
1420
.W4-22M
22
0,12
2800
6РГЗСЗ-3’>.00.000РЭ
70
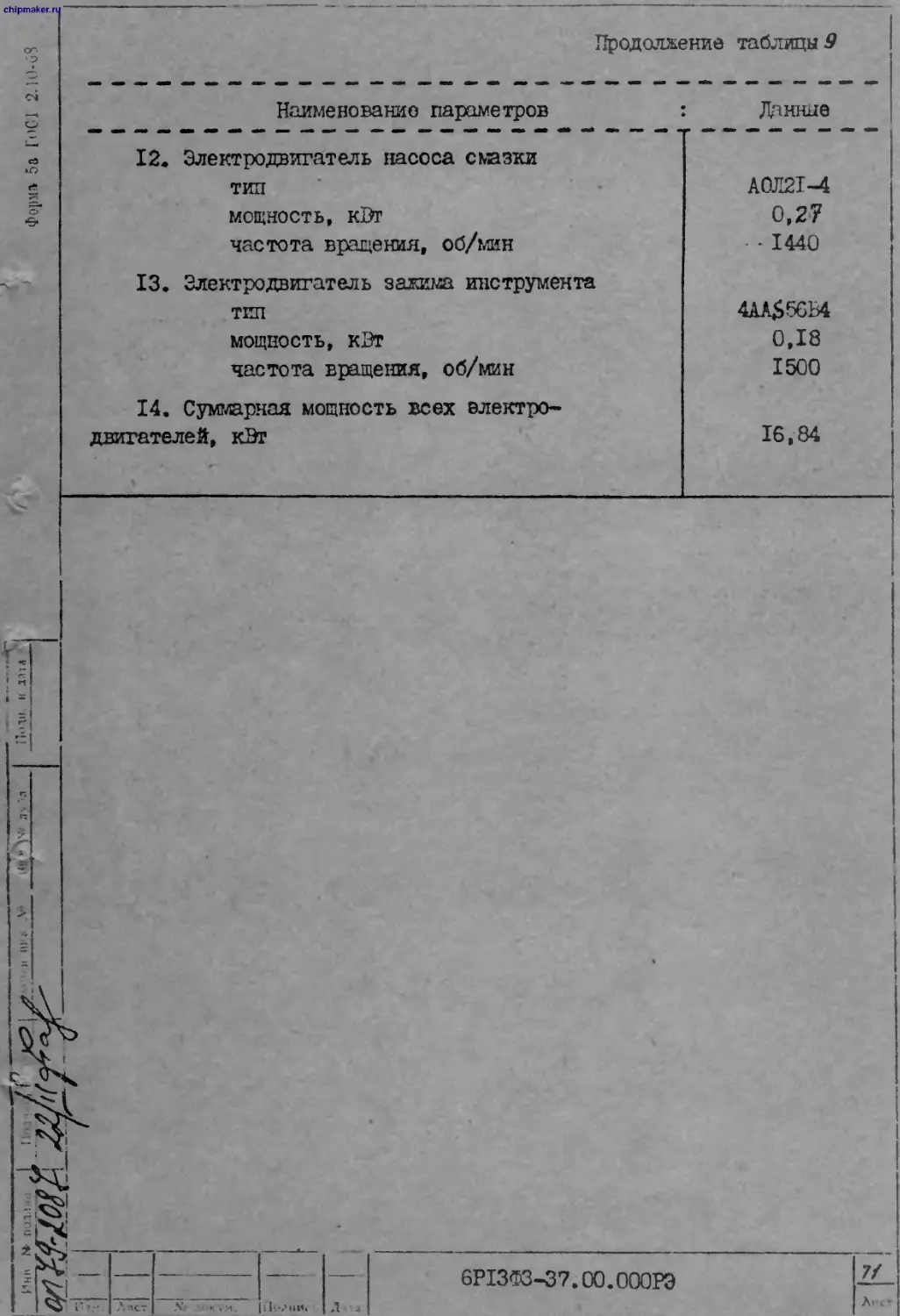
1фодол&ение таблицыР
Наименование параметров
Лдннпе
12. Электродвигатель насоса смазки
тип
мощность, кВт
частота вращения, об/мин
13. Электродвигатель закима инструмента
тип
мощность, кВт
частота вращения, об/мин
14. Суммарная мощность всех электро-
двигателей, кВт
А0Л21-4
0,27
- - 1440
4дА$56Б4
0,13
1500
16,84
Таблица Ю
Фодоа 5а 1 i’f . J. lo-vS
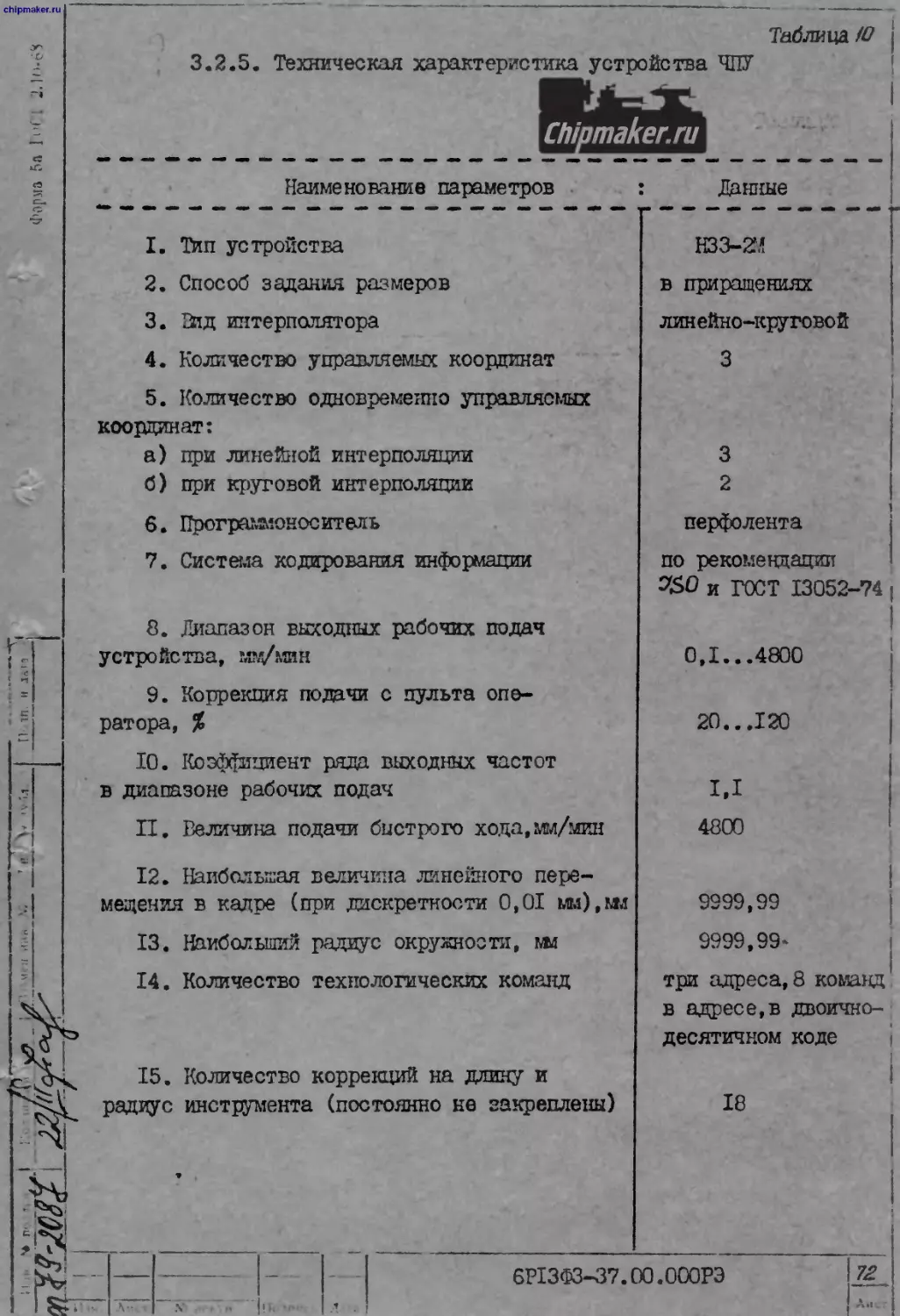
3.2.5. Техническая характеристика устройства ЧП7
Chipmaker.ru
Наименование параметров
Данные
I. Тип устройства
2. Способ задания размеров
3. Втд интерполятора
4. Количество управляемых координат
5. Количество одновременно управляемых
координат:
а) при линейной интерполяции
б) при круговой интерполяции
6. Программоноситель
7. Система кодирования информации
8. Диапазон выходных рабочих подач
устройства, мн^мин
9. Коррекция подачи с пульта опе-
ратора, %
10. Коэффициент ряда выходных частот
d диапазоне рабочих подач
И, Величина подачи быстрого хода,мм/мин
12. Наибольшая величина линейного пере-
мещения в кадре (при дискретности 0,01 ьм),мл
13. Нр.и6оль?пий радиус окружности, км
14. Количество технологических команд
15. Количество коррекций на длину и
радиус инструмента (постоянно не закреплены)
НЗЗ-2М
в приращениях
линейно-круговой
3
3
2
перфолента
по рекомендации
^6 и ГОСТ 13052-74
0,1...4800
20...120
1,1
4800
9999,99
9999,99*
три адреса, 8 команд
в адресе, в двоично-
десятичном коде
18
6Р13ФЗ-37.00,600РЭ
72
!Q H » IQHg cpci)nuu
Р^и^28_Га5ари-т>Ь/^рс>£оуего г» оапра#с/п£с/
. Ji/or>i подписи дата
~£№&3-J>T 00. COO
r.ru
Механика станка
Chi,:maker.ru
Таблица //
Механизм главного движения
Частота :Наибольший : Мощность на шпинделе
вращения :допустимый : кВт
шппнделяг,: крутящий
об/уин :момент на
? шпинделе
: кгс'м
по
приводу
по наиболее
слабому
звену
Коэффи-
пиеш
полезного
действия
станка
Слабое
звено
40 62,8 6,45 2,58 0,86
50 62,8 6,45 3,26 0,86
63 62,8 6,37 4,05 0,85 Z - 4Т
80 62,8 6,37 5,1 0,85 т « д
100 62,8 6,32 6,35 0,84
125 48,7 6.25 7,5 0,83
160 38,0 6,25 10 0,83
200 29,7 6,1 12,4 0,81 слабы*
250 23,2 5,95 15,4 0,8 звенЬеб
315 18,9 6,11 6,57 0,815 нет
400 14,5 5,95 8,35 0,8
500 П.2 5,77 10,4 0,77
630 8,75 5,66 п.з 0,76
800 6,55 5,38 14,3 0,72
1000 4,9 5,05 17,9 0,67
1250 3,7 4,76 9,85 .0,64
1600 2,6 4,23 16,45 0,56
2000 1,74 3,58 19,1 0,48
6Р13®3-37.00.ОООРЭ
Л
ГТ 1 и ,j
Фирял 5з Г’*С
ipmaker.ru
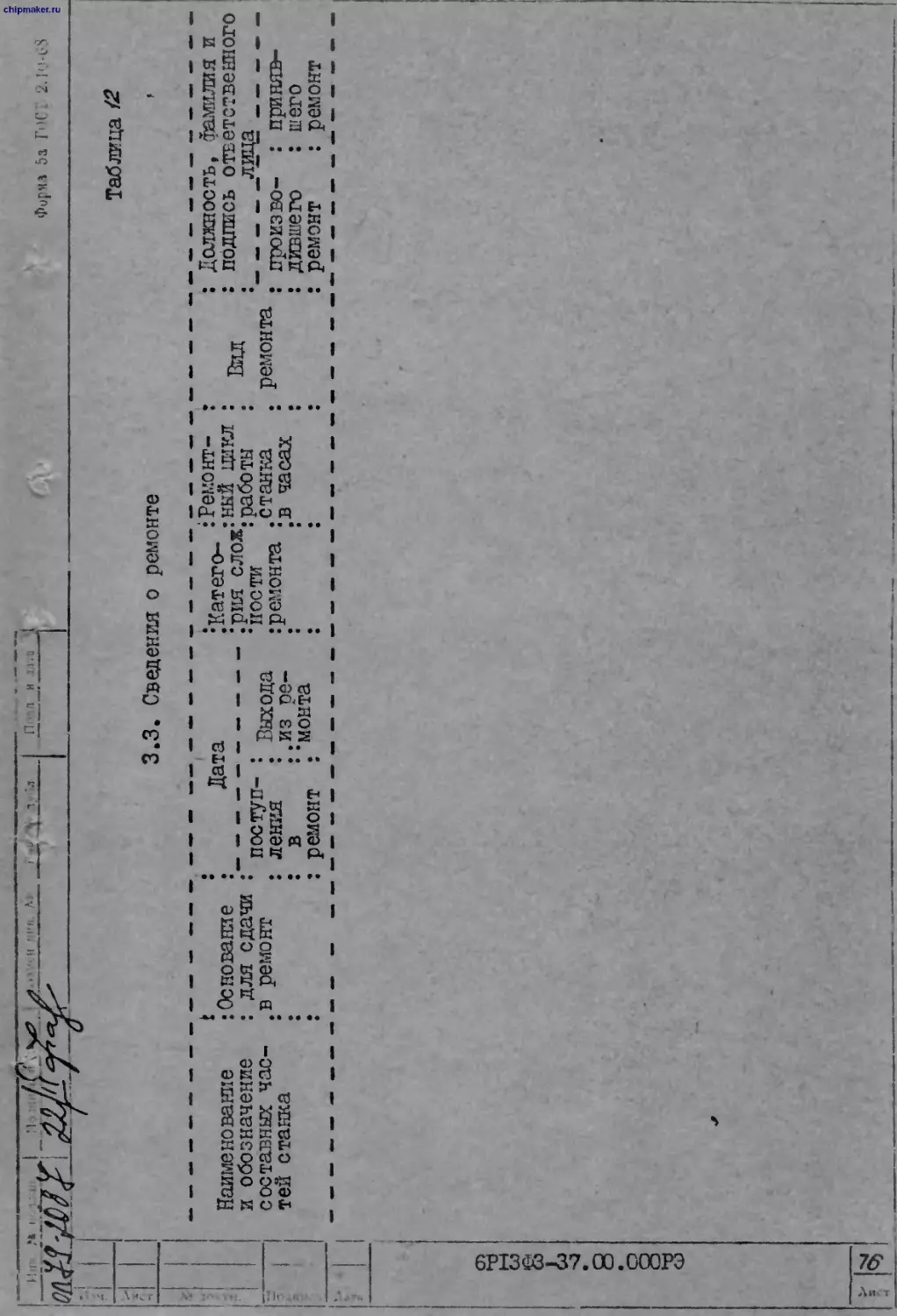
3.3. Сведения о ремонте
Таблица 12
Наименование
и обозначение
составных час-
тей станка
t
:Основание
: для сдачи
,в ремонт
Дата
: ремонт : мон^
К ат его- ;
рия слож;
кости
ремонта :
Ремонт-
ный цикл
работы
станка
в часах
: Должность, Фамилия и
tvttt : подпись ответственного
2 :__________лица
ремонта . Пр0ЕЗВ0_ . приняв-
: дившего : шего
: ремонт : ремонт
6Р13ФЗ-37.00.000РЭ
о.
Ф >рл l 5а ГПГ'Г 2.!г»-б^
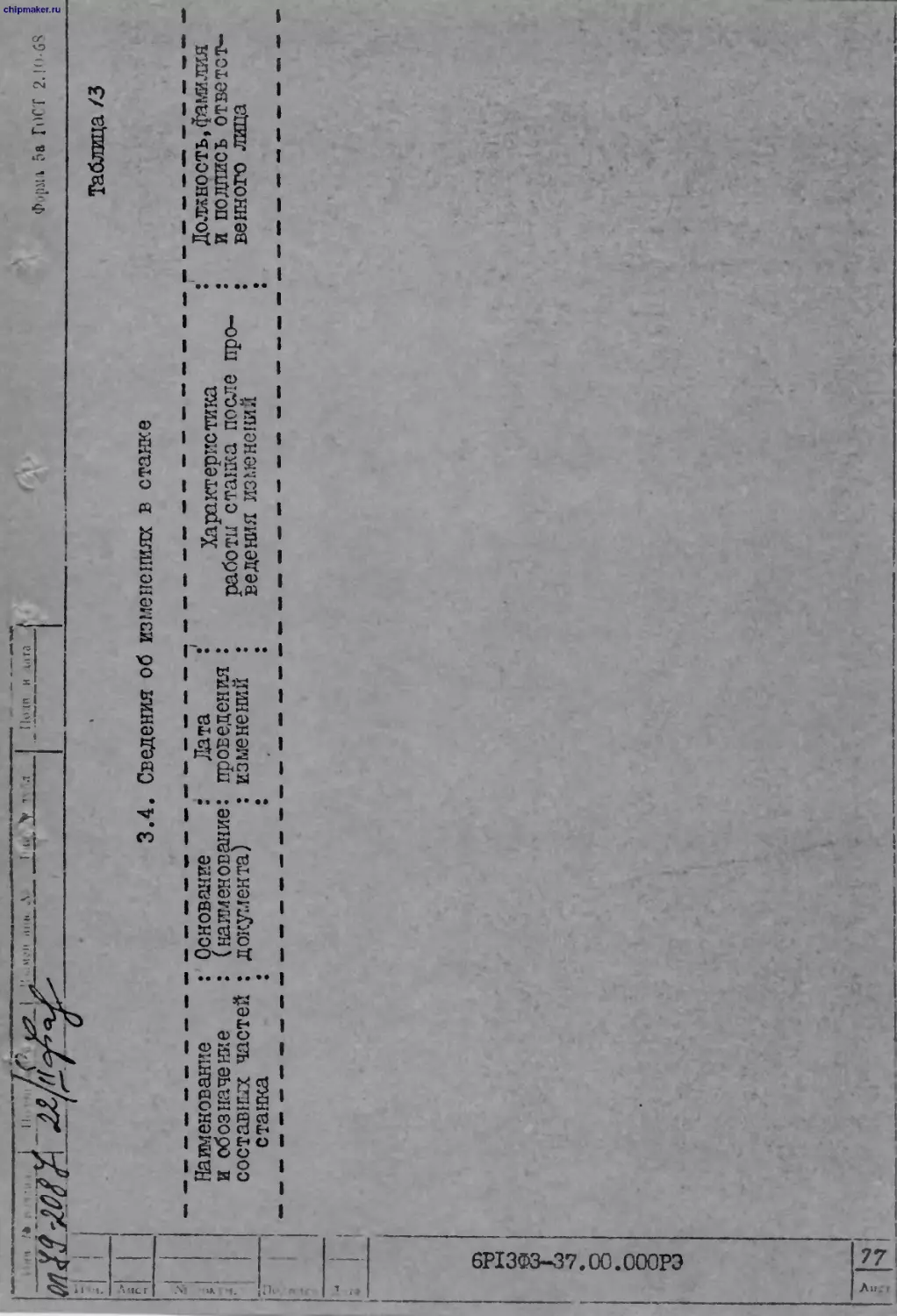
Таблица /3
3.4. Сведения об изменениях в станке
chipmaker.ru
Наименование
и обозначение
составных частей
станка
Основание
(наименование
документа)
Дата
проведения
изменений
Характеристика
работы станка после про-
ведения изменений
Должность,фамилия
и подпись ответст-
венного лица
6Р13ФЭ-37.00.000РЭ
chipmaker.rJ.
Q0
VD
3,5. Герат ли
Chipmaker.ru
и уьаховКЯ
3.5.1. Предприятие-изготовитель гарантирует нормальную работу
станка модели 6Р15ФЗ-37 и обязуется безвозмездно заменять, или ре-
монтировать Ьишедлий из строя станок при соблюдении потребителем
условий эксплуатации станка, транспортирования,хранения
Срок гарантии устанавливается 13 месяцев.
Начале х’Ерантийного срока исчисляется со дчя пуске
эксплуатацию, но не позднее 6 месяцев для действухлщх и
для вновь строящихся предприятий с момента прибытия станки на стан-
цию назначения или о момента получения ого на складе предприятия-
изготовителя.
станка в
9 месяцев
X
Х~
кол.
Ni докуй.
К ID f
Подпись
дат ।
6Р13ФЗ-37.00.СО0РЭ
Формат 11
Лист
7<?