/





















































































































































Похожие




Текст
АКАДЕМИЯ НАУК УКРАИНСКОЙ ССР
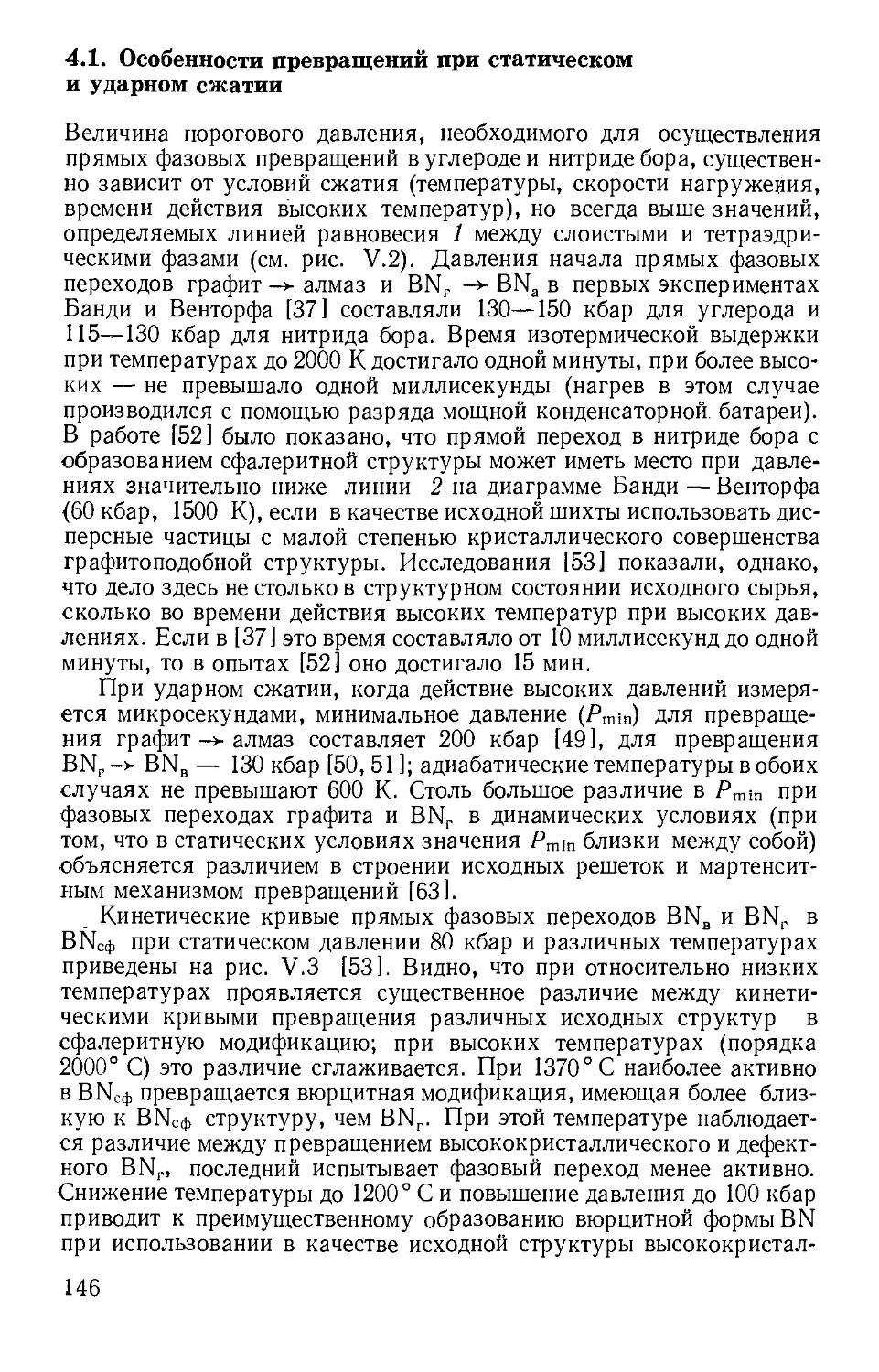
Ордена Трудового Красного Знамени
Институт проблем материаловедения
СВЕРХТВЕРДЫЕ
материалы
Под общей редакцией
академика АН УССР
И. Н. Ф р а н ц е в и ч а
UNIVERSITATSBIBLfOTHEK
HANNOVER
TECHNISCHE
INFORMATIONSBIBUroTHEK
КИЁВ «НАУКОВА ДУМКА» 1980
УДК 631.327
Сверхтвердые материалы. / Францевич И. Н., Гнесин Г. Г., Курдюмов А. В.,
Карюк Г. Г., Бочко А; В., Семененко Н. П. Под общ. ред. Францевича И. Н.—
Киев : Наук, думка, 1980.— 296 с.
В монографии освещены важнейшие свойства сверхтвердых веществ как
потенциальной основы производства сверхтвердых инструментальных
материалов; описываются диаграммы состояния систем, в которых возникают
сверхтвердые фазы, и приводятся примеры практического их использования в практике
производства материалов инструментального назначения. Достаточно полно
описаны кристаллохимия, термодинамика и кинетика фазовых переходов и
физические основы синтеза фаз высокого давления в системах углерод — нитрид бора.
Показана оригинальная система классификации абразивных, режущих
инструментальных материалов и шлифовальных и доводочных паст на основе
сверхтвердых материалов и даны сравнительные характеристики их инструментальных
свойств и эффективности их применения в машиностроении.
Приведены элементы геохимии глубинных областей Земли и описаны условия
естественного возникновения сверхтвердых веществ в толщах земной коры и
мантии.
Предназначена для научно-исследовательских институтов
машиностроительного и материаловедческого профилей, преподавателей и студентов технических
вузов.
Ил. 93. Табл. 50. Библиогр. в конце глав.
Авторы: И. Н. ФРАНЦЕВИЧ, Г. Г. ГНЕСИН, А. В. КУРДЮМОВ,
Г. Г. КАРЮК, А. В. БОЧКО, Н. П. СЕМЕНЕНКО
Рецензенты Л. Н. ЛАРИКОВ, Т. Я- КОСОЛАПОВА
')
Редакция химичеекой литературы
30107-гзс
*~' М221(04)-80 371.80. 2 108 000 000
fcj Издательство «Наукова думка», 1980
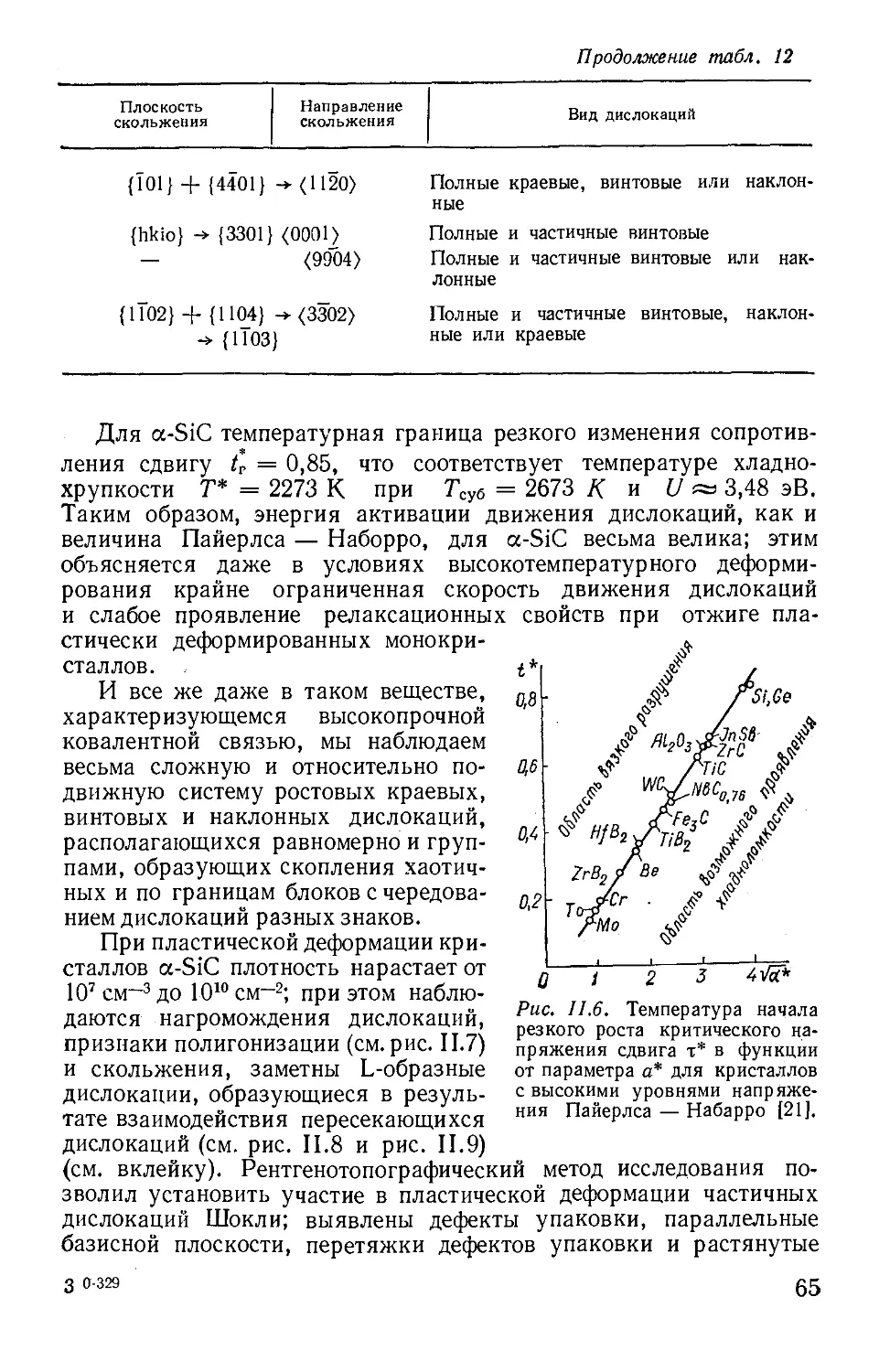
ВВЕДЕНИЕ
В 1953 г. вышла в свет капитальная монография «Твердые сплавы»,
написанная Р. Киффером и П. Шварцкопфом [ 1 ]. За время, прошедшее
после опубликования этой книги, не появилось эквивалентного по
значению и фундаментальности труда, который бы столь же
полно и всеобъемлюще, но уже в свете современных достижений
освещал вопросы научных разработок и практического применения
особо твердых веществ, таких, как металлоподобные химические
соединения тугоплавких металлов с углеродом, азотом и бором, и
неметаллических соединений, представленных некоторыми окислами
(корунд, коэсит, стишовит и др.), карбидами (SiC, В13С2), нитридами
(Si3N4, BNj, ВЫсф), боридами (TiBa, Т1В2В4С),лонсдейлитом и
алмазом, применительно к их использованию как материалов высокой
твердости и абразивности.
За эти годы опубликованы многочисленные монографии,
посвященные тугоплавким химическим соединениям — их химии,
кристаллохимии, физике и технологии получения на их основе
разнообразных материалов [2—39]. Однако они носили частный характер,
как и книги, посвященные твердым сплавам на основе карбида
вольфрама [40, 41]. За эти годы было опубликовано в мировой
периодической печати множество новых научных сообщений,
посвященных твердым веществам и материалам на их основе. Стали уделять
пристальное внимание в сугубо практическом плане уже не только
металлоподобным веществам, но и таким неметаллическим
соединениям, как нитриды бора и кремния, о которых авторы книги
«Твердые сплавы» во введении говорят, как о веществах, представляющих
лишь теоретический интерес.
В книге[1], естественно, нет даже упоминания о синтетических
алмазах и плотных формах нитрида бора, которые в настоящее время
служат основой новой отрасли промышленности синтетических
алмазов и алмазного инструмента, где в качестве сверхтвердых
аналогов в миллионах карат используются как синтетические
алмазы, так и сфалеритный нитрид бора.
Эти примеры показывают, что книга «Твердые сплавы» Р. Киф-
фера и П. Шварцкопфа, сохраняя свое значение классического труда.
устарела и назрела необходимость в новой монографии, которая бы,
отражая современные тенденции развития науки и промышленности
твердых сплавов, была бы посвящена главным образом
сверхтвердым веществам и материалам, т. е. всем тем, которые по твердости
и абразивной способности превосходят карбид вольфрама и твердые
сплавы на его основе. Необходимость в таком содержании книги
диктуется двумя обстоятельствами.
Технический прогресс обусловил в последние годы существенное
расширение ассортимента труднообрабатываемых материалов,
которые, практически, уже не могут обрабатываться обычными
быстрорежущими сталями. Их можно обрабатывать либо твердыми
сплавами, либо сверхтвердыми материалами. До последнего времени
прогресс в инструментальной технике сопровождался ростом
потребления вольфрама то ли в самом инструментальном материале, то ли в
оснастке, используемой при синтезе алмаза и сфалеритного
нитрида бора и при изготовлении на их основе плотных
поликристаллических спеков инструментального назначения. Кларк вольфрама в
земной коре очень невелик. Он в сто раз ниже, при учете разницы в
плотности, даже такого элемента, как никель.
Масштабы же его потребления растут в различных отраслях
промышленности совершенно несоизмеримо с объемом его
перспективного производства на базе ограниченных и близких к исчерпанию
месторождений. По этой причине экономия вольфрама становится
основным требованием дня во всех отраслях народного хозяйства и
Б первую очередь в инструментальной промышленности, где
потребление вольфрама еще достаточно велико.
Именно на фоне борьбы за экономию вольфрама осуществлялся
прогресс в последние годы в инструментальной технике во всех
передовых странах, связанный со взятием на вооружение всех новых
классов безвольфрамовых твердых и сверхтвердых материалов или
же кардинальным изменением технологии производства вольфрамо-
содержащих инструментальных материалов, направленной на
существенное повышение их эксплуатационной стойкости (порошковый
вариант производства быстрорежущих сталей, а также сталей,
обогащенных твердыми включениями, неперетачиваемые пластины,
снабженные тонкими покрытиями из TiC, TiN, Ti (С, N) или же
TiC + ALAs.
Как показали исследования, обрабатывающая способность
инструментальных материалов определяется главным образом
совокупностью свойств: твердости, ресурса пластичности в широком
интервале температур и теплопроводности. В принципе не может быть
универсального инструментального материала, который бы
удовлетворял всем требованиям одновременно и независимо от рода
обрабатываемых материалов и режимов их обработки.
Для каждого обрабатываемого материала всегда может быть и
должен быть подобран свой обрабатывающий инструмент
соответствующего класса по химическому составу и структуре, оптимально
отвечающий рационально выбираемым требованиям, условиям и
качеству обработки соответствующих изделий или же
материалов.
Содержание настоящей книги не только обеспечивает общую
информацию по материаловедению сверхтвердых веществ и
материалов, но и служит целям рационального выбора
инструментальных материалов для тех или иных объектов обработки, а также
научного поиска новых инструментальных материалов.
В этой книге мы не будем излагать систематически и
последовательно описание строения и свойства всех химических соединений
высокой твердости, так как все эти сведения с исчерпывающей
полнотой уже представлены в указанных выше монографиях и
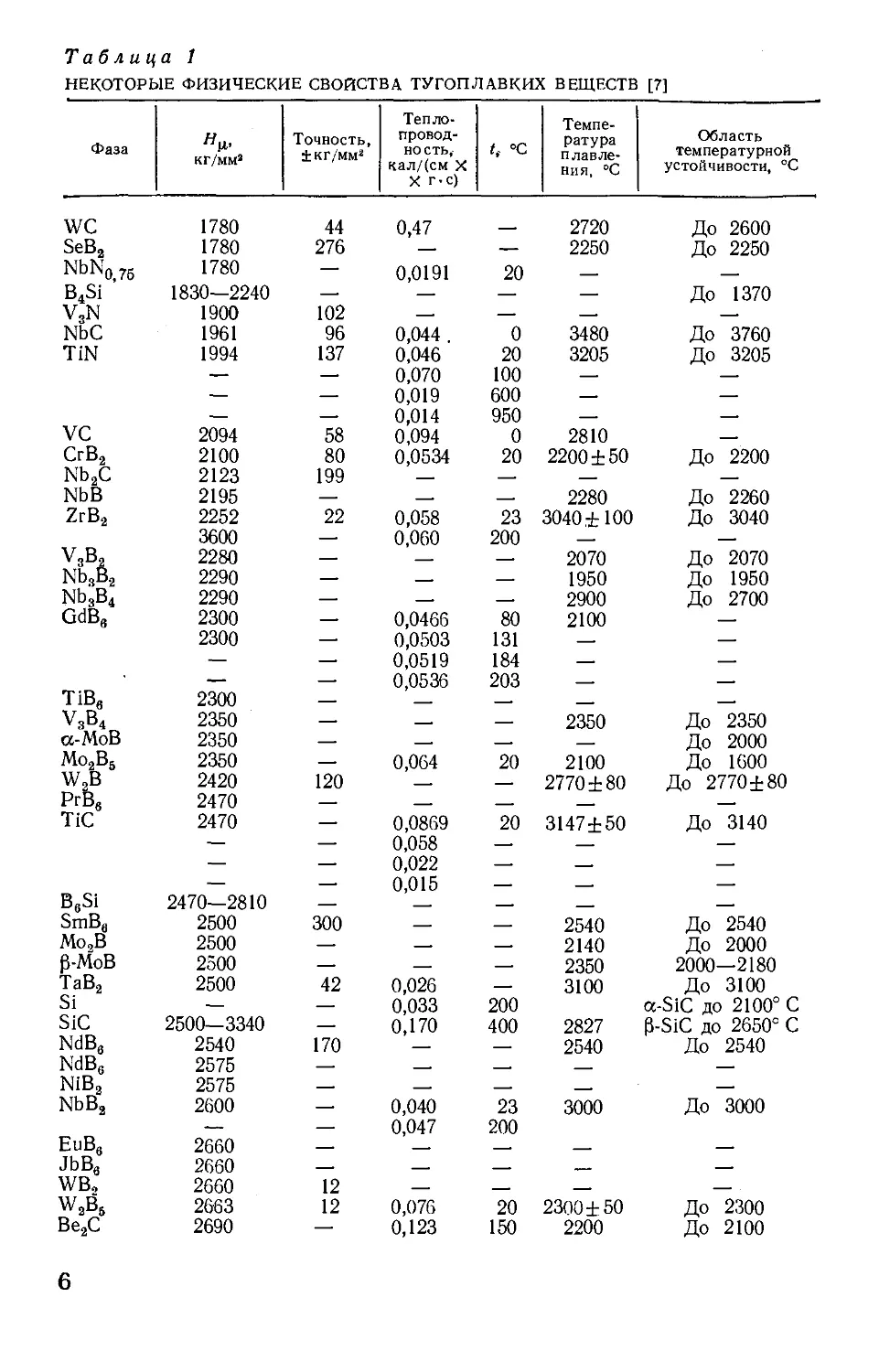
справочниках. Как было сказано выше, в книге приводятся данные,
касающиеся только «сверхтвердых» веществ и материалов (табл. 1),
физики их строения, свойств, технологических особенностей их
синтеза и получения на их основе сверхтвердых материалов, по
преимуществу инструментального назначения, а также данные,
касающиеся разнообразных сверхтвердых инструментальных изделий и их
эксплуатационных свойств. Учитывая то, что в практике
производства сверхтвердых веществ и материалов широко-используются
высокие давления и температуры, а также то, что основными
представителями сверхтвердых веществ являются фазы, обычно устойчивые
только в области весьма высоких температур и давлений и
используемые в практике при обычных условиях эксплуатации в метаста-
бильном состоянии, в книге особое внимание уделяется природе
фаз высокого давления, термодинамике и кинетике их фазовых
переходов в широком интервале температур. Хотя книга главным
образом посвящена синтетическим, «сверхтвердым», материалам,
в ней уделяется внимание и природным, таким, как коэсит, корунд,
лонсдейлит, алмаз и др.
Первая и вторая главы, написанные И. Н. Францевичем,
посвящены показателям химической прочности, следуя определению Мот-
та (упругим постоянным), твердости, хрупкости, дислокациям и
дислокационному механизму деформирования сверхтвердых веществ
в широком интервале температур и при разных условиях нагруже-
ния.
В третьей главе, также написанной И. Н. Францевичем, дан
краткий обзор диаграмм состояния систем, в которых возникают
сверхтвердые фазы, и способов синтеза этих веществ. В заключении
главы приведен обзор патентной и научно-периодической информации
последних лет об использовании сверхтвердых фаз в
инструментальной технике.
Глава четвертая, написанная Г. Г. Гнесиным, посвящена
перспективным инструментальным материалам на основе нитрида
кремния. В этой главе представлены с исчерпывающей полнотой
сведения о кристаллохимии соединения 51зН4, его структуре, природе
междуатомной связи в его решетке; описаны равновесия в системе
Si — N и в поликомпонентных системах, в которых одной из фаз
является Sis^i, и технологические способы его синтеза. Основная
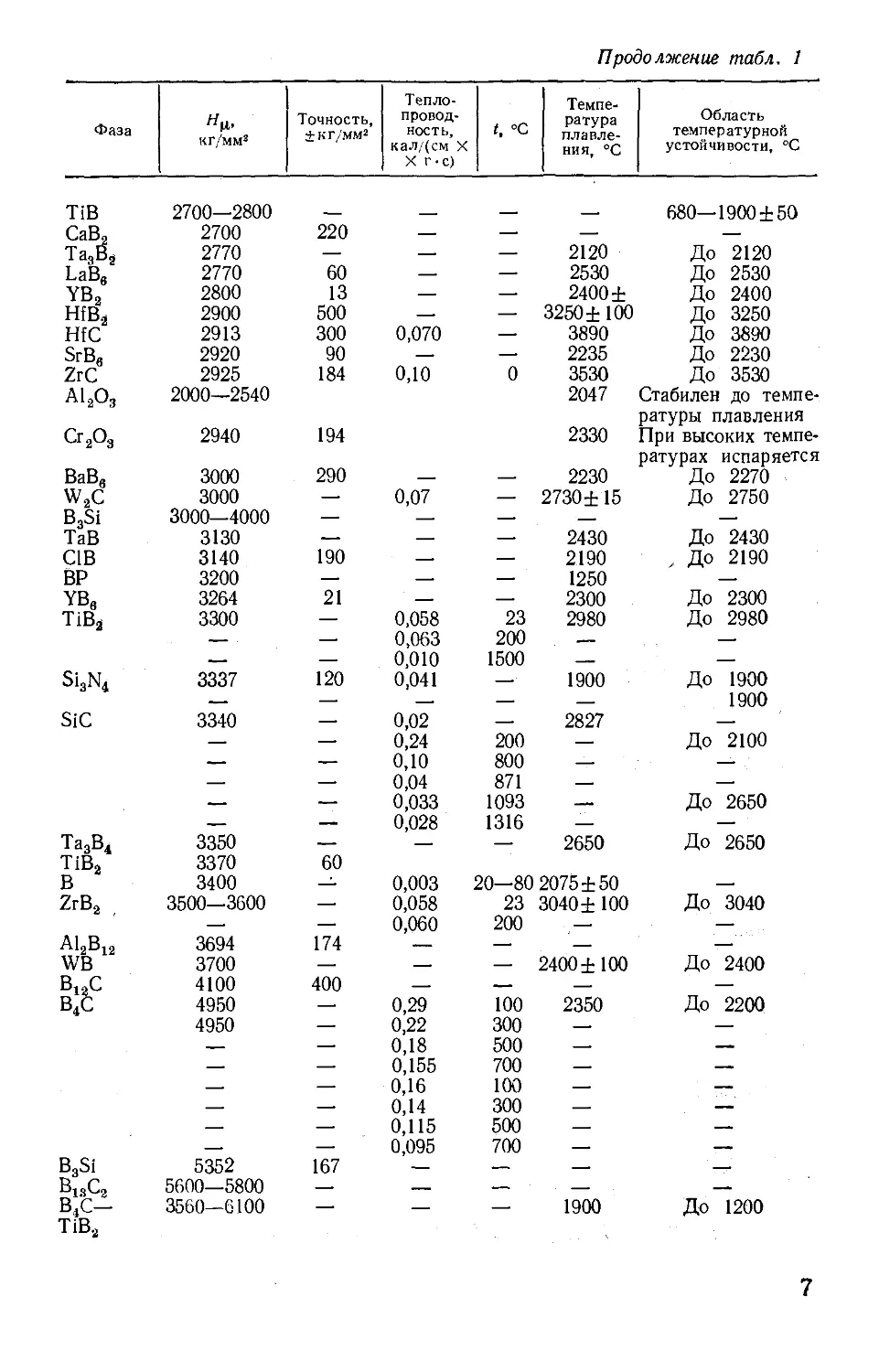
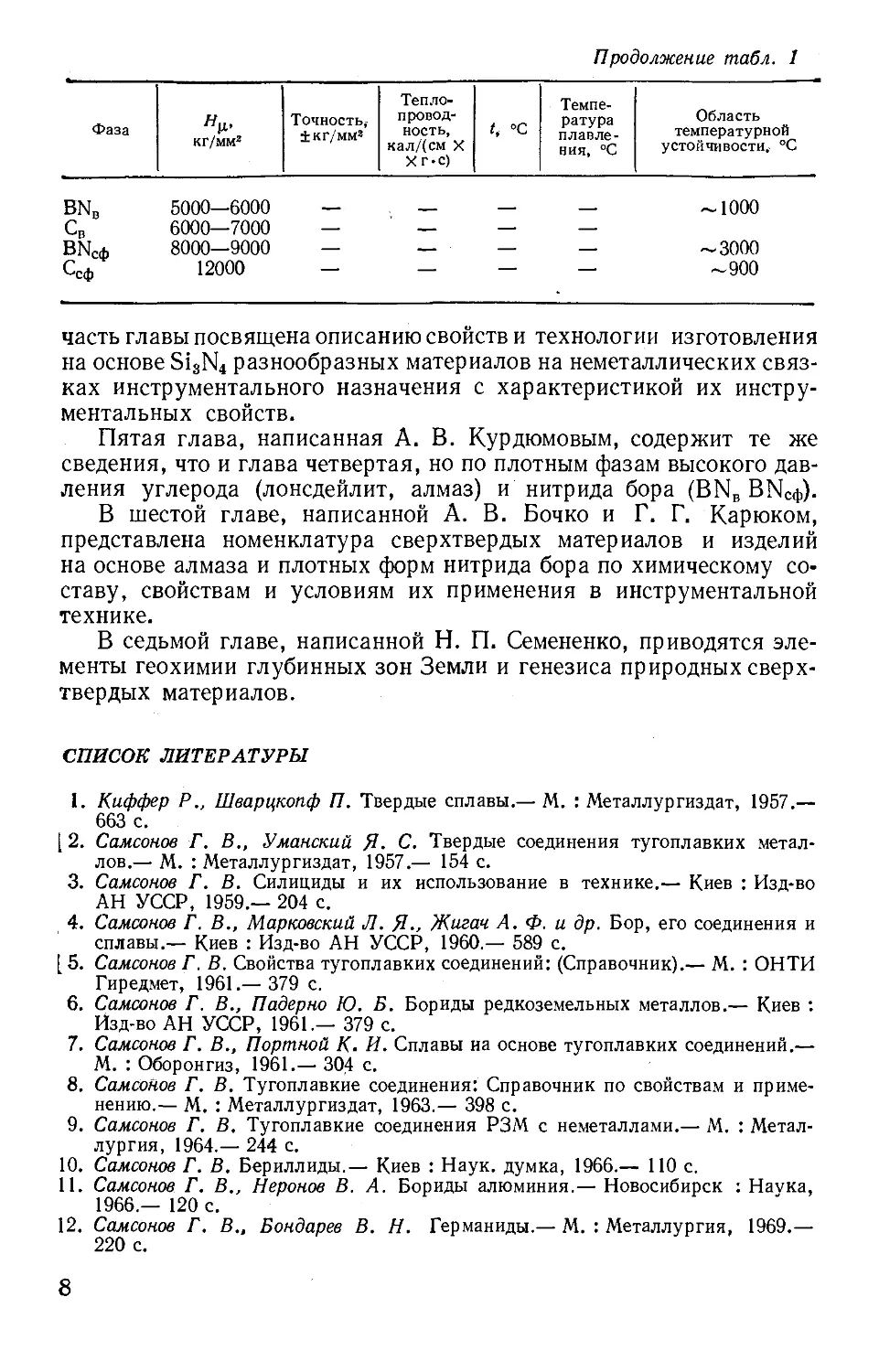
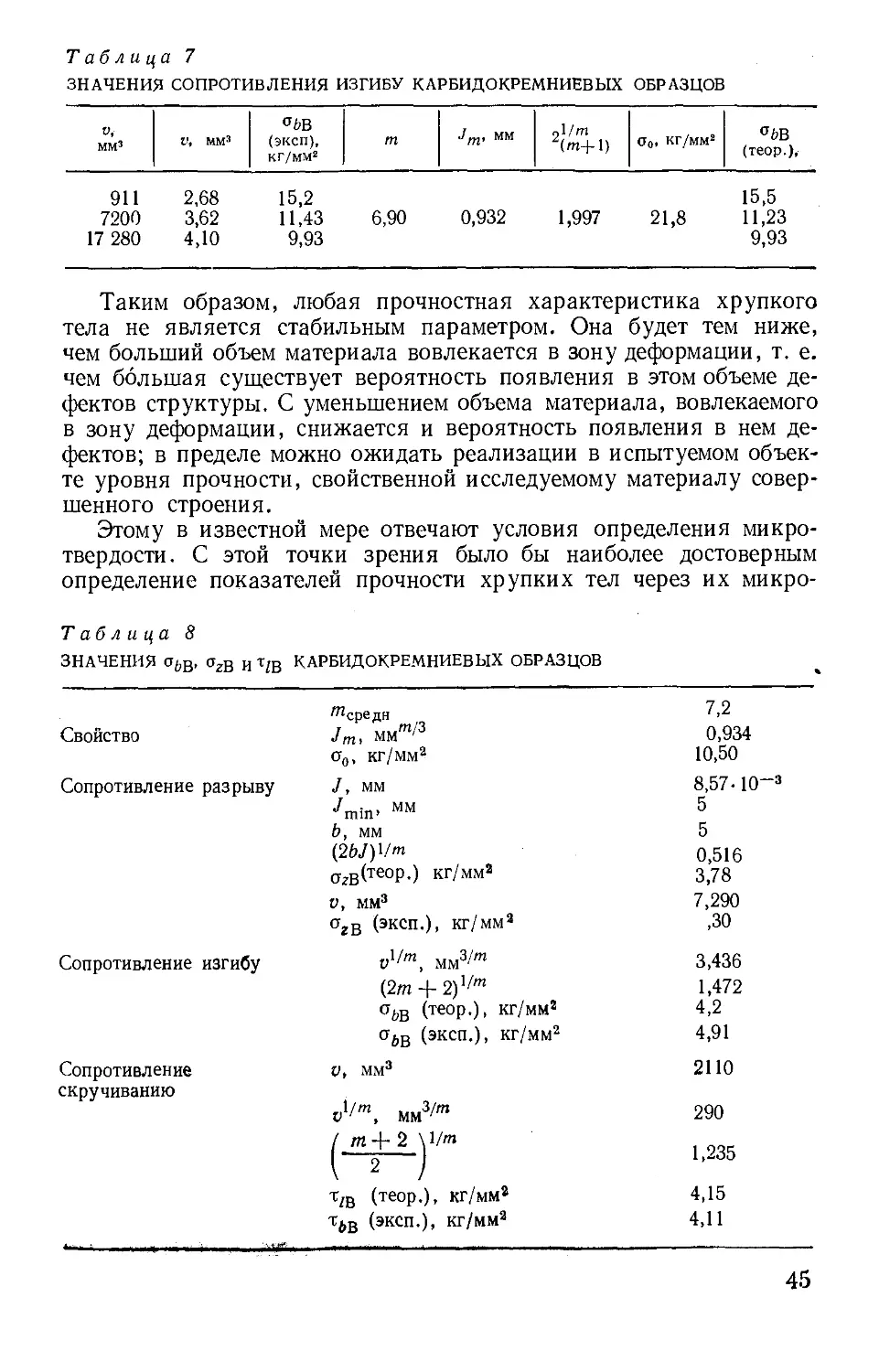
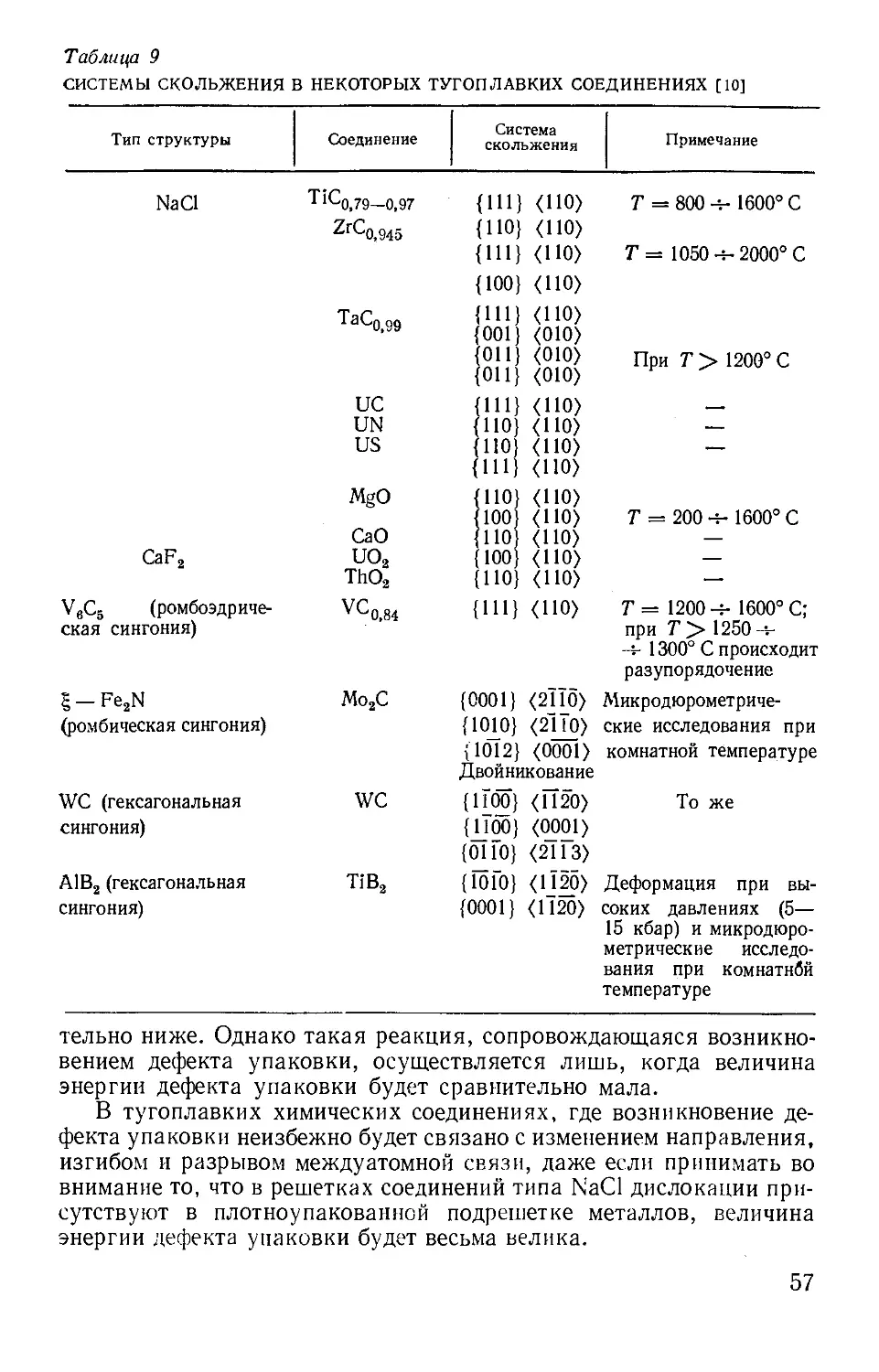
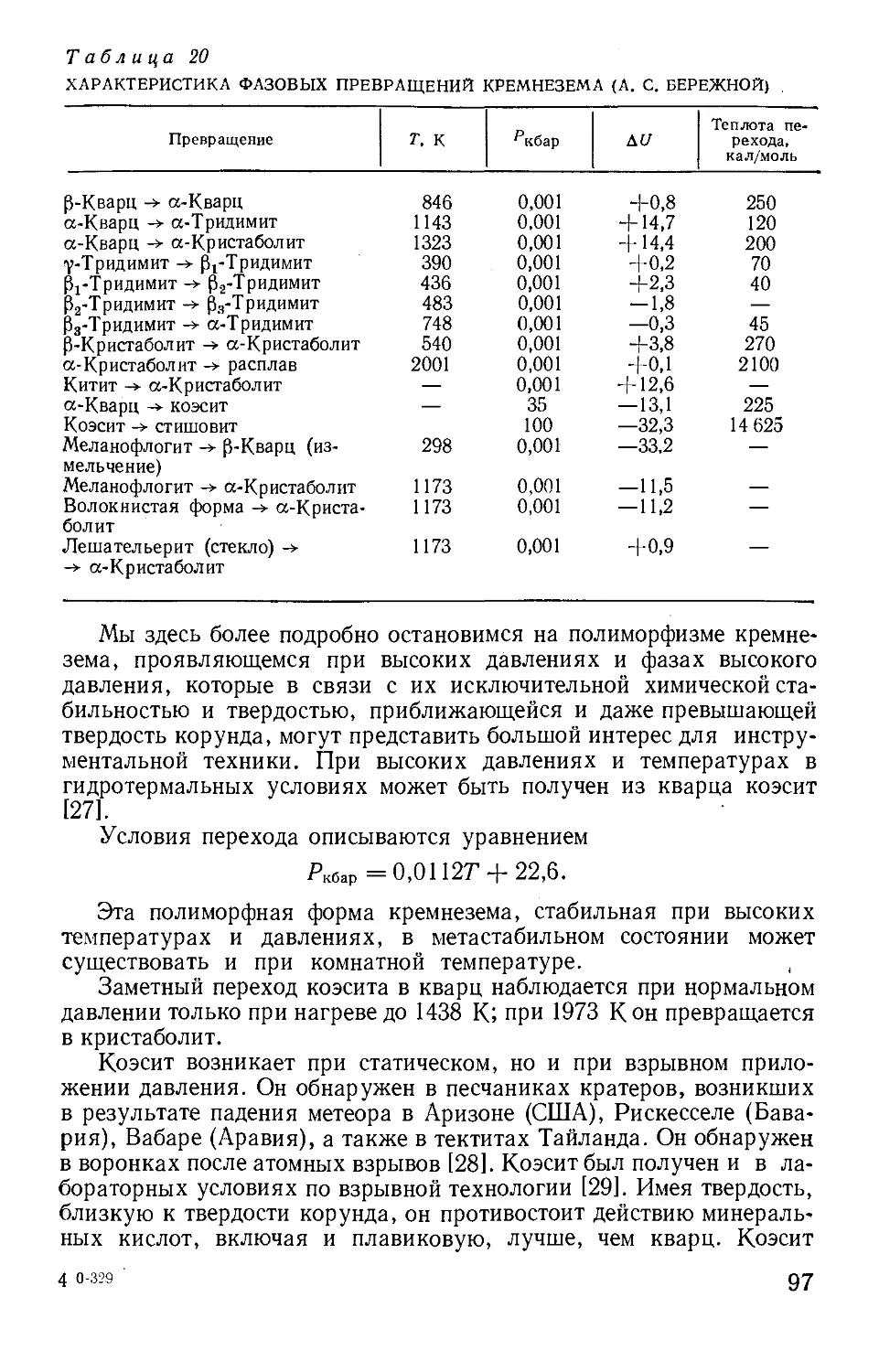
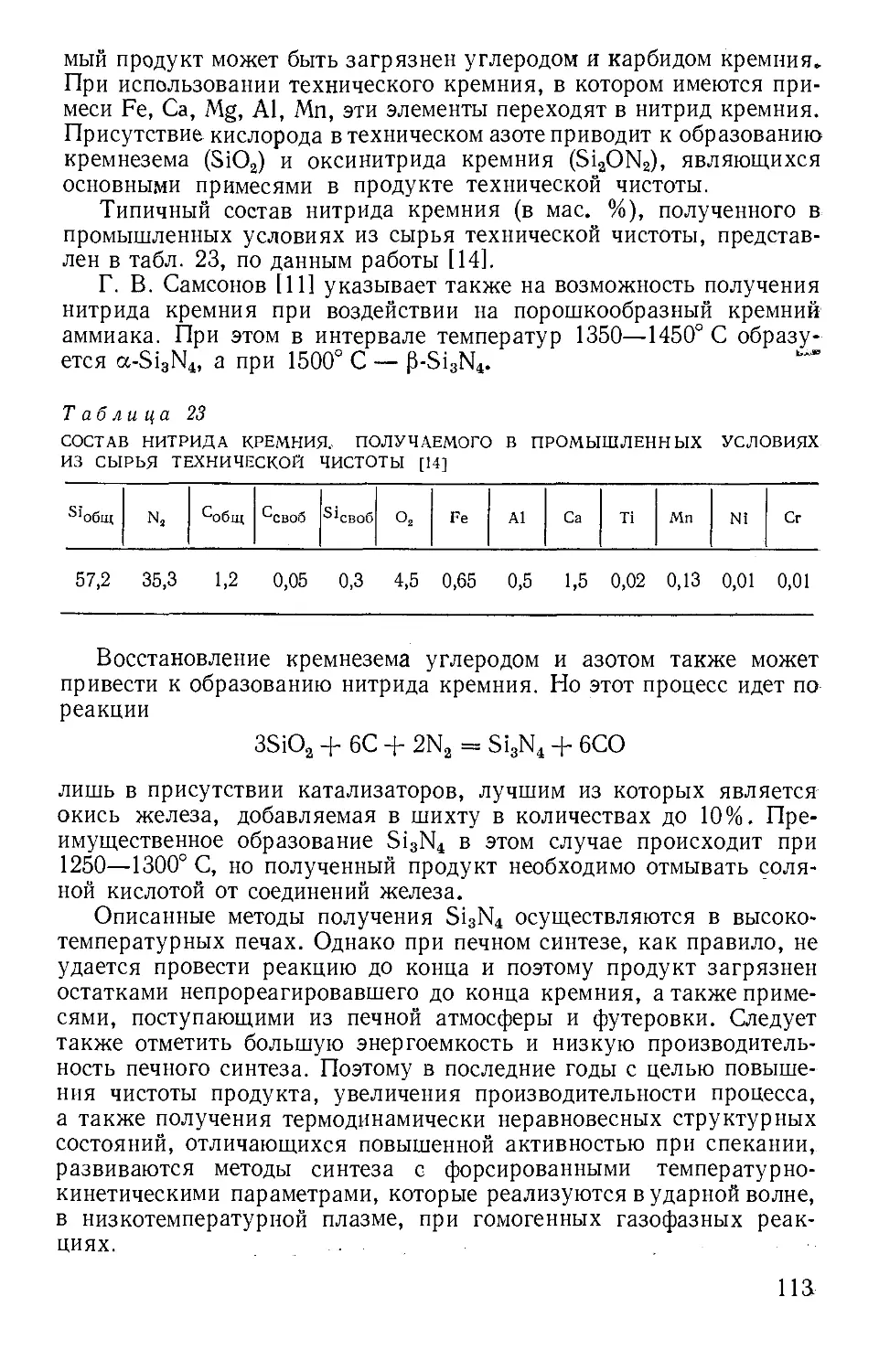
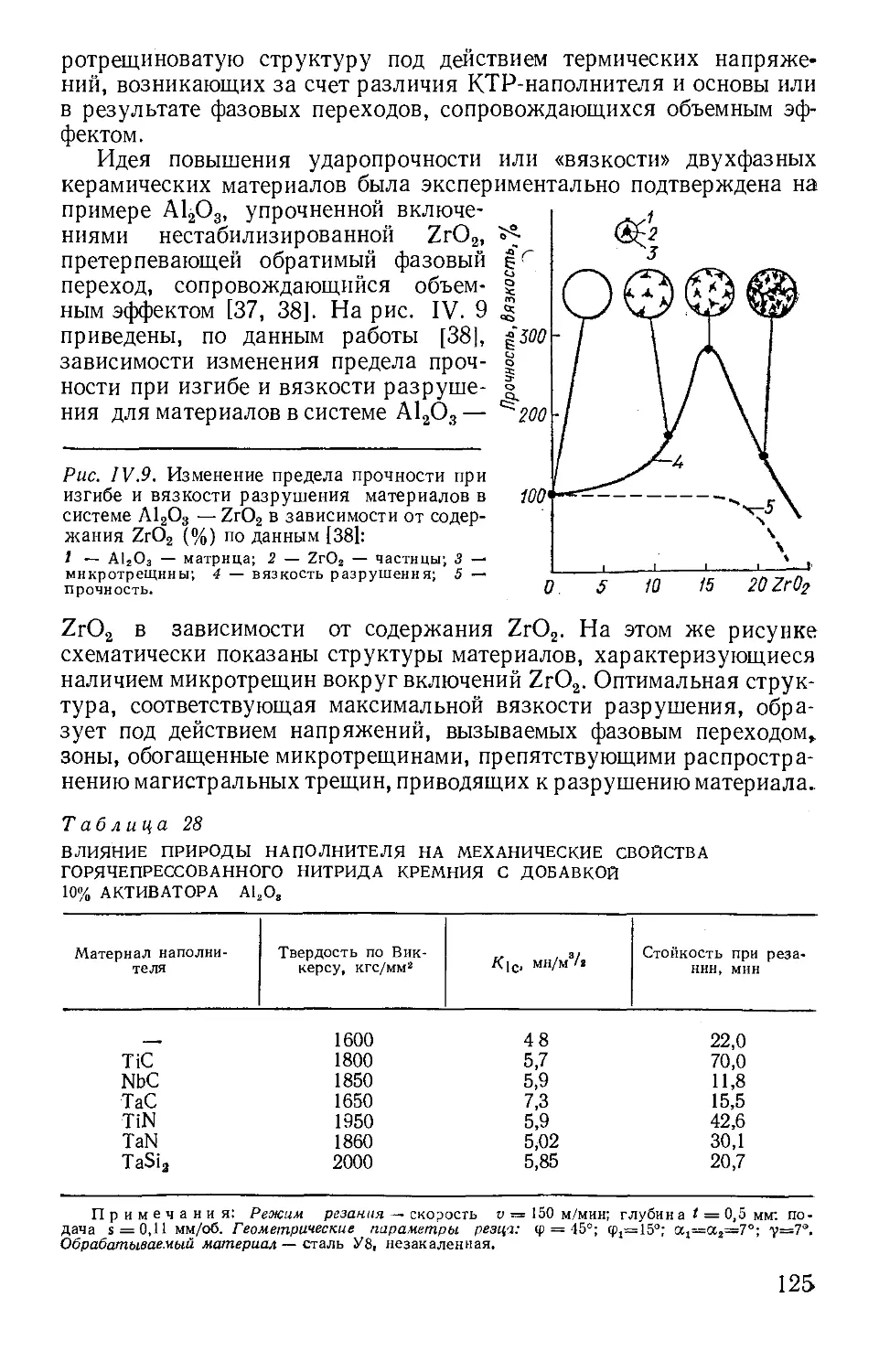
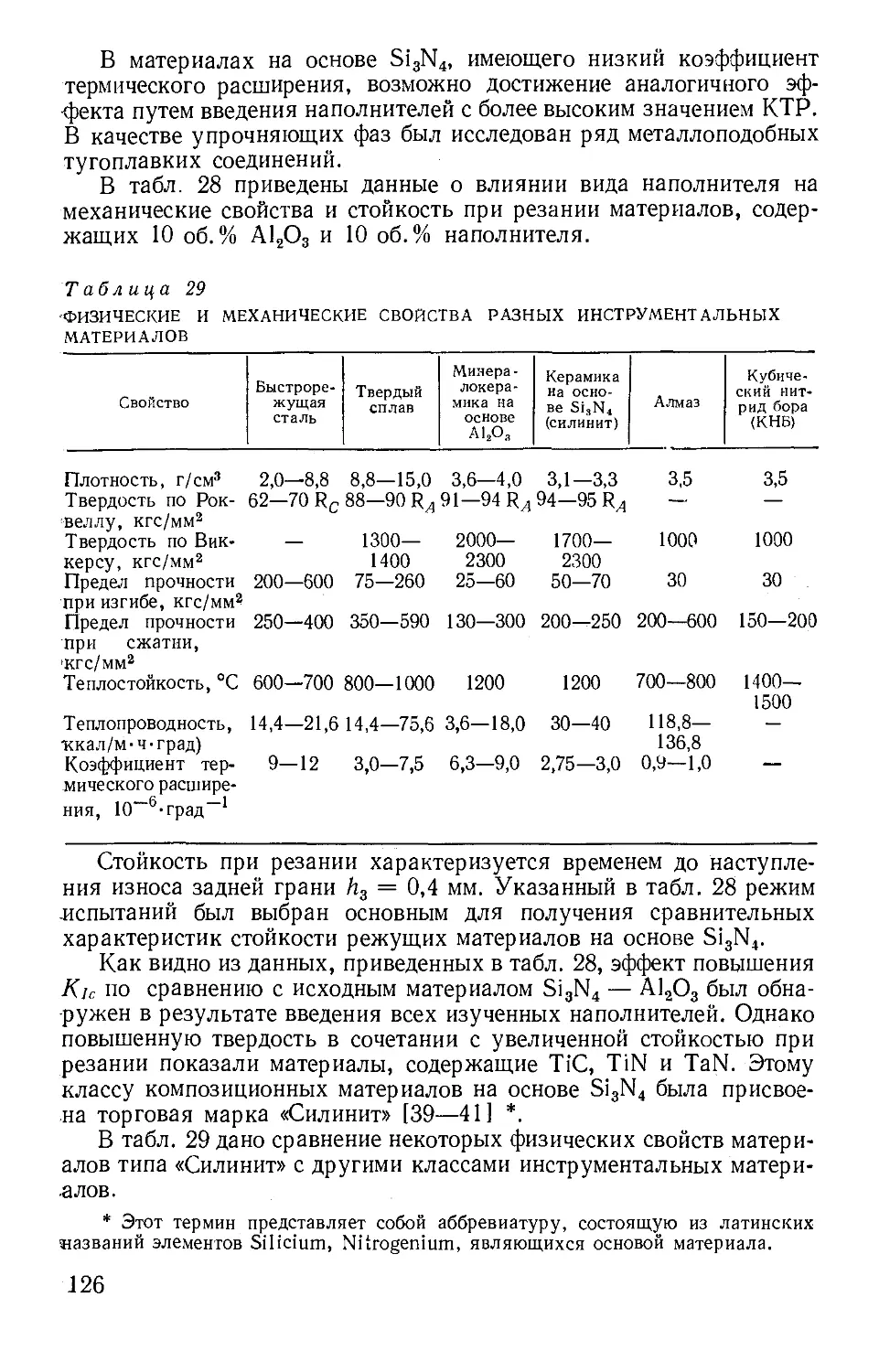
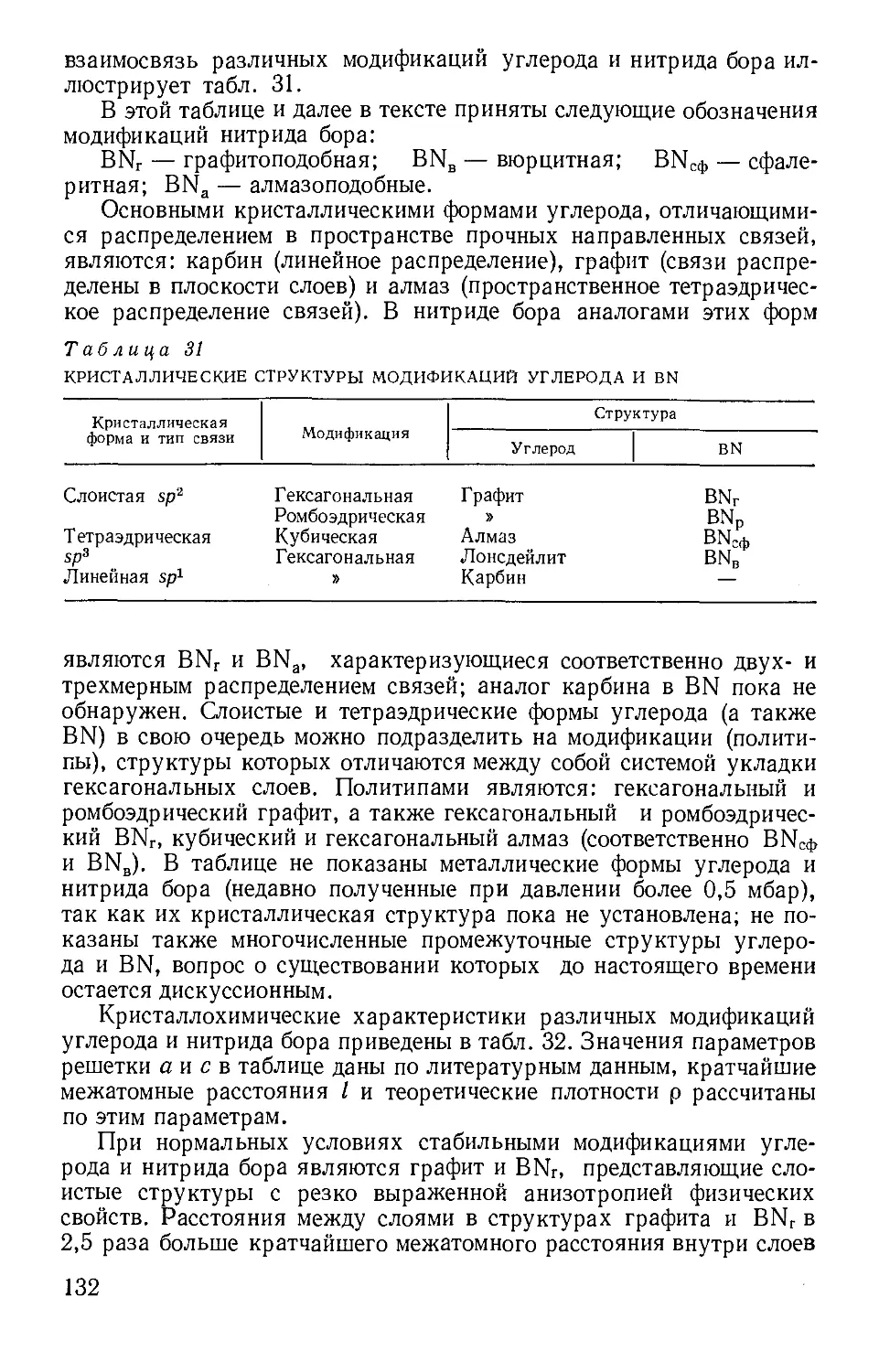
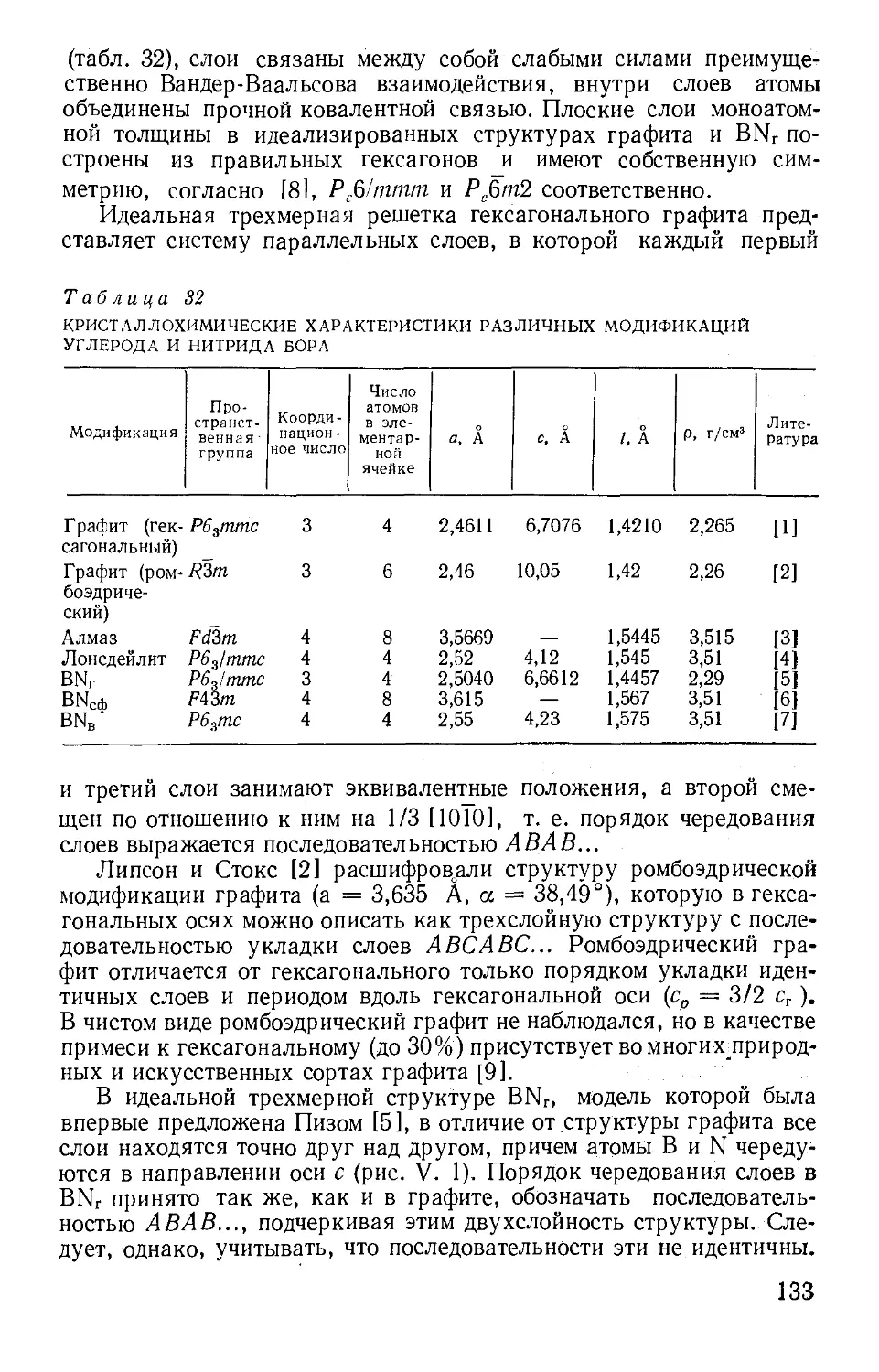
Таб лица 1
НЕКОТОРЫЕ ФИЗИЧЕСКИЕ СВОЙСТВА ТУГОПЛАВКИХ ВЕЩЕСТВ [7]
Фаза
WC
SeBa
NbNo,75
B^Si
V3N
NbC
TiN
VC
CrBj
NbjC
NbB
ZrBa
V3B2
Nb,B2
№зВ4
GdBe
TiBe
V3B4
a-MoB
M02B5
W,B
PrBe
TiC
BeSi
SmBg
M02B
p-MoB
TaBj
Si
SiC
NdBj
NdBe
NiBj
NbBa
EuBe
JbBj
WB,
W2B5
Befi
КГ/ММ"
1780
1780
1780
1830—2240
1900
1961
1994
—
—
—
2094
2100
2123
2195
2252
3600
2280
2290
2290
2300
2300
—
—
2300
2350
2350
2350
2420
2470
2470
—
—
—
2470—2810
2500
2500
2500
2500
—
2500—3340
2540
2575
2575
2600
—
2660
2660
2660
2663
2690
Точность,
± кг/мм*
44
276
—
—
102
96
137
—
—
—
58
80
199
—
22
—
—
—
—
—
—
—
—
—
—
—
—
120
—
—
—
—
—
—
300
—
—
42
—
—
170
—
—
—
—
—
—
12
12
—
проводно сть,
кал/(см X
X г-с)
0,47
—
0,0191
—
—
0,044 .
0,046
0,070
0,019
0,014
0,094
0,0534
—
—
0,058
0,060
—
0,0466
0,0503
0,0519
0,0536
0,064
0,0869
0,058
0,022
0,015
—
—
0,026
0,033
0,170
—
—
0,040
0,047
—
—
—
0,076
0,123
(, "С
_
—
20
—
—
0
20
100
600
950
0
20
—
—
23
200
—
—
—
80
131
184
203
—
—
—
20
—
—
20
—
—
—
—
—
—
—
—
200
400
—
—
—
23
200
—
—
—
20
150
Температура
плавления, "С
2720
2250
—
—
—
3480
3205
—
—
—
2810
2200 ±50
—
2280
3040 ±100
—
2070
1950
2900
2100
—
—
—
—
2350
—
2100
2770 ±80
—
3147±50
—
—
—
—
2540
2140
2350
3100
2827
2540
—
—
3000
—
—
—
2300 ±50
2200
Область
температурной
устойчивости, °С
До 2600
До 2250
—
До 1370
—
До 3760
До 3205
—
—
—
—
До 2200
—
До 2260
До 3040
—
До 2070
До 1950
До 2700
—
—
—
—
—
До 2350
До 2000
До 1600
До 2770 ±80
—
До 3140
—
—
—
—
До 2540
До 2000
2000—2180
До 3100
a-SiC до 2100° С
P-SiC до 2650° С
До 2540
—
—
До 3000
—
—
—
До 2300
До 2100
Продолжение табл. 1
Фаза
TiB
СаВз
ТазВ^
LaBe
YB2
HfBs
HfC
SrBe
ZrC
AiA
СГ203
BaBe
w^c
BjSi
TaB
CIB
BP
YBe
TiBa
SiaNi
SiC
ТазВ^
TiBj
В
ZrB^ ,
AI2B12
WB
B12C
B4C
BaSi
^13 ^-'З
B^C-
f^a.
кг/мм^
2700—2800
2700
2770
2770
2800
2900
2913
2920
2925
2000—2540
2940
3000
3000
3000—4000
3130
3140
3200
3264
3300
—
—
3337
—
3340
—
—
—
—
—
3350
3370
3400
3500—3600
—
3694
3700
4100
4950
4950
—
—
—
—
—
—
5352
5600—5800
3560—6100
Точность,
±КГ/ММ2
220
—
60
13
500
300
90
184
194
290
—
—
—
190
—
21
—
—
—
120
—
—
—
—
—
—
—
—
60
-^
—
—
174
—
400
—
—
—
—
—
—
—
—
167
—
—
проводность,
кал/(см X
X г-с)
—
—
—
—
—
0,070
—
0,10
—
0,07
—
—
—
—
—
0,058
0,063
0,010
0,041
—
0,02
0,24
0,10
0,04
0,033
0,028
—
(, "С
—
—
—
—
—
—
—
0
—
—
—
—
—
—
23
200
1500
—
—
—
200
800
871
1093
1316
—
Температура
плавления, °С
—
2120
2530
2400 ±
3250±100
3890
2235
3530
2047
2330
2230
2730± 15
—
2430
2190
1250
2300
2980
—
—
1900
—
2827
—
—
—
—
—
2650
0,003 20—80 2075 ±50
0,058
0,060
—
—
—
0,29
0,22
0,18
0,155
0,16
0,14
0,115
0,095
—
—
23 3040±100
200
—
—
—
— 2400 ±100
—
100
300
500
700
100
300
500
700
—
—
—
—
2350
—
—
—
—
—
—
—
—
1900
Область
температурной
устойчивости, "С
680—1900 ±50
—
До 2120
До 2530
До 2400
До 3250
До 3890
До 2230
До 3530
Стабилен до темпе-
эатуры плавления
При высоких темпе-
эатурах испаряется
До 2270
До 2750
—
До 2430
, До 2190
—
До 2300
До 2980
—
—
До 1900
1900
—
До 2100
—
—
До 2650
—
До 2650
—
До 3040
—
— ■
До 2400
—
До 2200
—
—
—
—
—
—
—
—
До 1200
TiB,
Фаза
кг/мм^
Точность,
±КГ/ММ2
проводность,
калДсм X
Хг-с)
t, "С
Продолжение табл. 1
Температура
плавления, °С
Область
температурной
устойчивости, °С
BNb
Св
ВМсф
СсА
5000—6000
6000—7000
8000—9000
12000
—
—
—
—
-1000
-3000
-900
часть главы посвящена описанию свойств и технологии изготовления
на основе S'Vj^n разнообразных материалов на неметаллических
связках инструментального назначения с характеристикой их
инструментальных свойств.
Пятая глава, написанная А. В. Курдюмовым, содержит те же
сведения, что и глава четвертая, но по плотным фазам высокого
давления углерода (лонсдейлит, алмаз) и нитрида бора (BN^ ВЫсф).
В шестой главе, написанной А. В. Бочко и Г. Г. Карюком,
представлена номенклатура сверхтвердых материалов и изделий
на основе алмаза и плотных форм нитрида бора по химическому
составу, свойствам и условиям их применения в инструментальной
технике.
В седьмой главе, написанной Н. П. Семененко, приводятся
элементы геохимии глубинных зон Земли и генезиса природных
сверхтвердых материалов.
СПИСОК ЛИТЕРАТУРЫ
1. Киффер Р., Шварцкопф П. Твердые сплавы.— М. : Металлургиздат, 1957.—
663 с.
[2. Самсонов Г. В., Уманский Я. С. Твердые соединения тугоплавких
металлов.— М. : Металлургиздат, 1957.— 154 с.
3. Самсонов Г. В. Силициды и их использование в технике.— Киев : Изд-во
АН УССР, 1959.— 204 с.
4. Самсонов Г. В., Марковский Л. Я., Жигач А. Ф. и др. Бор, его соединения и
сплавы.— Киев : Изд-во АН УССР, I960.— 589 с.
[ 5. Самсонов Г. В. Свойства тугоплавких соединений: (Справочник).— М. : ОНТИ
Гиредмет, 1961.— 379 с.
6. Самсонов Г. В., Падерно Ю. Б. Бориды редкоземельных металлов.— Киев :
Йзд-во АН УССР, 1961.— 379 с.
7. Самсонов Г. В., Портной К. И. Сплавы на основе тугоплавких соединений.—
М. : Оборонгиз, 1961.— 304 с.
8. Самсонов Г. В. Тугоплавкие соединения: Справочник по свойствам и
применению.— М. : Металлургиздат, 1963.— 398 с.
9. Самсонов Г. В. Тугоплавкие соединения РЗМ с неметаллами.— М. :
Металлургия, 1964.— 244 с.
10. Самсонов Г. В. Бериллиды.— Киев : Наук, думка, 1966.— 110 с.
И. Самсонов Г. В., Неронов В. А. Бориды алюминия.— Новосибирск : Наука,
1966.— 120 с.
12. Самсонов Г. В., Бондарев В. Н. Германиды.— М. : Металлургия, 1969.—
220 с.
13. Самсонов Г. В. Нитриды.— Киев : Наук, думка, 1969.— 380 с.
14. Samsonov G. V. High-temperature materials : Properties index. New York :
Plenum press, 1964.— 400 p.
15. Самсонов Г. В., Перминов В. П. Магниды.— Киев : Наук, думка, 1971.—
343 с.
16. Самсонов Г. В., Дроздова С. В. Сульфиды.— М.: Металлургия, 1972.— 303 с.
17. Сторис Э. Тугоплавкие карбиды.— М. : Атомиздат, 1970.— 304 с.
18. Гольдшмидт X. Сплавы внедрения.— М.: Мир, 1971.— 880 с.
19. Мюллер В., Блэкледж Дж., Либовиц Д. Гидриды металлов.— М. :
Атомиздат, 1973.— 345 с.
20. Тот Л. Карбиды и нитриды переходных металлов.— М. : Мир, 1974.— 294 с.
21. Самсонов Г. В., Уподхая Г. Ш.. Нешпор В. С. Физическое материаловедение
карбидов.— Киев : Наук, думка, 1974.— 455 с.
22. Маккей. Водородные соединения металлов.— М.: Мир, 1968.— 244 с.
23. Андриевский Р. А., Ланин Л. Г., Рымашевский Г. А. Прочность тугоплавких
соединений.— М.: Металлургия, 1974.— 232 с.
24. Андриевский Р. А., Уманский Я. С. Фазы внедрения.— М.: Наука, 1977.—
240 с.
25. Campbell Е. М., Sherwood Е. М. High-temperature materials and technology.—
New York: Plenum press, 1967.— 563 p.
26. Schick H. D. Thermodynamics of certain refractory compaund. — New York :
Acad, press, 1966.— 600 p.
27. Storm E. K. The refractory carbides.— New York : Acad, press, 1967.— 283 p.
28. Shaffer P. T. High-temperature materials.— New York : Plenum press, 1964.—
353 p.
29. Hausner H. H., Bewmonn M. G. Fundamentals of refractory compounds.—
New York ; Plenum press, 1968.— 325 p.
30. Оболончик В. Л. Селениды.— М.: Металлургия, 1972.— 296 с.
31. Францевич И. Н., Добролеж С. А.. Зубкова С. М. и др. Карбид кремния.—
Киев : Гостехиздат УССР, 1963,— 312 с.
32. Карбид кремния.— М.: Мир, 1972.— 337 с.
33. Silicon carbide, а high temperatures semiconductor.— New York : Pergamon
press, I960.— 500 p.
34. Кайнарский И. С, Дехтярева Э. В. Карборундовые огнеупоры.— М.: Метал-
лургиздат, 1963.— 252 с.
35. Францевич И. Н., Гнесин Г. Г., Зубкова С. М. и др. Карбид кремния,—
Киев ; Наук, думка, 1975.— 80 с.
36. Гнесин Г. Г. Карбидокремниевые материалы.— М.: Металлургия, 1^77.—
215 с.
37. Косолапова Т. Я. Карбиды.— Киев ; Наук, думка, 1968.— 298 с.
38. Merz А. Werkstoffe und Hartstoff.— В кн.: Eisenkolb F. Fortschritten
der Pulvermetallurge. Berlin : Akad. Verl., 1963, p. 492.
39. Войтович P. Ф. Тугоплавкие соединения. Термодинамические
характеристики.— Киев : Наук, думка, 1971.— 220 с.
40. Третьяков В. И., Чапорова И. Н., Самойлова Е. Д. Твердые сплавы.— М.:
Металлургиздат, 1959.— 527 с— (2-е изд., 1976).
41. Самсонов Г. В., Раковский В. С, Ольхов И. И. Основы производства твердых
сплавов.— М.; Металлургиздат, 1960.— 232 с.
ГЛАВА I
УПРУГИЕ ПОСТОЯННЫЕ,
МОДУЛИ УПРУГОСТИ ТВЕРДЫХ ТЕЛ,
ТВЕРДОСТЬ И ПРОЧНОСТЬ
1. ЭЛЕМЕНТЫ ТЕОРИИ УПРУГОСТИ И УПРУГИЕ ПОСТОЯННЫЕ '
Важнейшими характеристиками всякого твердого тела являются
упругие постоянные, которые, по определению Мотта, служат
мерой его химической прочности.
Как мы покйжем, являясь хотя и не прямой мерой прочности
междуатомной связи, упругие постоянные твердых тугоплавких
соединений находятся в строгой коррелятивной связи с их
твердостью, которая в свою очередь также непосредственно связана с
прочностью междуатомной связи, ее природой, мерой гетеродес-
мичности и анизотропии и, как указал Гильман [1], уровнем
энергии, затрачиваемой на преодоление ковалентных (металл —
неметалл) связей для осуществления скольжения дислокаций.
Ниже, следуя М. Борну [2], мы изложим общую теорию упругого
деформирования идеальной кристаллической решетки и введем
определение модулей упругости для квазиизотропного твердого тела.
После чего мы остановимся на физической природе упругих
постоянных и модулей упругости, дав их представление для элементов
и тугоплавких соединений.
При однородной деформации простой кристаллической решетки
координаты каждой частицы претерпевают линейное однородное
преобразование, характеризующееся перемещением из
первоначального положения X в новое положение х^
х'а=Ха + '^ ЧаЗЧ' («- Р = L 2, 3), (I. 1)
Р
где «а,з — постоянные, называемые параметрами деформации.
Для сложной решетки с основанием полное смещение частицы
(й-й частицы в 1-й ячейке) может быть определено так:
Иа f ^ ) = Иа (^г) + S «а.рл:р f М . (1-2)
Здесь л; [. I — начальный радиус-вектор частицы (П. Он может
быть представлен следующим образом:
xi^['j = x{l) + x{k), (1.3)
10
где X (I) — вектор простой решетки Браве,
(1.4)
а X (k) — радиус-вектор k-и частицы в нулевой ячейке (/ = 0).
Мы здесь и в дальнейшем будем следовать символике М. Борна.
Итак, обш,ая однородная деформация решетки характеризуется
п-векторами и (k) и тензором «а,з-
Определим плотность энергии деформирования
кристаллической решетки, предположив, что частицы в ней находятся в поле
центральных сил. Под воздействием деформирующих усилий
изменение квадрата расстояния между частицами будет равно
1 л; + А;с |2 ~ 1X1^ = 2 ^ ХаАлга + S (Д-*^а)'
(1.5)
Представляя потенциальную энергию взаимодействия между
частицами как функцию квадрата расстояния между ними a|) (г^),
мы можем ее изменение определить, учитывая малость Ал:, в виде
двух первых членов разложения ряда Тэйлора
rp'(Un
2 S л:аАл:а + Ц (Аха)^
+ 2V{\x\')
2j Xai^X/x
(L6)
Тогда плотность энергии для сложной решетки с основанием,
обусловленная деформацией, может быть представлена следующим
образом:
1
М = —— |— 2 S («а (/г) + S «р (к) «эа) S WXa] ,
[ *'* J
+ S («ар + -о- S «va«vp) S WXaXf] , „ n +
+ S E «a (k) Щ (k') f S**'Sap S W] , , ^-
ka ft'P \ I'k' X ^^ J
- Sap S №'] / л \ + 2^**' S t^"^«^pl f , Х-
^ "(k'k) ''*" '(A)
— 4 у ^ «a (/г) «pv S [^"л:ал:рл:^] , ,, ч +
*S pv I'k' * i *'* )
+ .
apv^-
иауЩх S [гр"л:ал:ул:рл:л] , „Л,
(1.7)
или же в более кратком и более удобном для физической
интерпретации виде
ka ft'P '
+ S S { а ' Р) "« (^) ^Р + Т S f Р'^» ^Р'^- (^-^^
*а р ра
Здесь ^^ ^ ja, pj Иа (^s) Sp ^ ^ ^^|а. Рт[ "а {Щ Щу,
^ +2S№S [гр"д;аА;э] , „ . - 2 Ц №"xa^p] ; (1.9)
{al^iK]=-^ S №"л:ал:эл:ул:л] , „ . (1.11)
И, следуя Фойгту, введем вместо «а,э
Iwap Р = а.
Эта компонента определяет подобно тензору «аз тип деформации
формулой (1.1). На индекс р = 1, 2 ... 6 заменены тензорные
индексы, имея в виду следующую их связь:
р 1 2 3 4 5 6 .г ,оч
(а,Р) 11 22 33 23 |32 31| 13| 12|21|. ^ ''
Таким образом, и (k), как и 5р, описывают как внутренние
деформации, соответствующие микроскопическим сдвигам между
компонентными решетками — Бравэ-решетками, образуемыми
отдельного рода частицами в общем случае, так и внешние
макроскопические деформации кристалла как целого, эквивалентные упругим
деформациям в классическом понимании.
Естественно, микроскопические сдвиги не сказываются на
изменениях макроскопических размеров и формы деформируемого тела.
Представляется возможным в уравнении (1.8) исключить
внутренние деформации й свести к виду квадратичной зависимости
плотности энергии деформирования относительно 5р
и — —^ 2j CpaSpSa Сра — Сар. (^'1 V
^ ра
Г2
Через плотность энергии могут быть определены упругие
напряжения как производные плотности энергии по упругим деформациям
Sp = -^ = S CpaSa. (1.15)
Эта формула выражает закон Гука — линейную зависимость
напряжения от деформации. Здесь Сра — упругие постоянные.
Когда упругие деформации не сопровождаются внутренними
деформациями — случай, отвечающий классическим задачам теории
упругости,— плотность энергии деформирования принимает вид
" = -9-^ {ра) SpSa;{pcr)^{aPY?i) . (1.16)
■^ pa а —>- ул
В этом частном случае упругие постоянные непосредственно
определяются скобками, определенными в (1.11).
Сра = Сар = {per) -^ [ро] ^ [а^уХ]^ ^'^^ . (1.16а)
Эти скобки удовлетворяют определенным соотношениям симметрии
и тождествам, вытекающим из условий симметрии соответствующих
сумм, входящих в (1.7). Как следствие этого, максимальное число
независимых скобок этого типа равно 15. В таком случае полная
симметрия {аРу?^) по четырем тензорным индексам приводит к
известным соотношениям Коши между упругими постоянными
Си = С^б С25 = ^64 Сзв = С45. (1.166)
Таким образом, если с учетом только того, что Сра = Сдр, имеется
21 независимая упругая постоянная, то с учетом дополнительно и
соотношения Коши их число сокращается до 15. Соотношения Коши
удовлетворяются только в том случае, когда структура решетки
удовлетворяет условию нахождения каждой частицы решетки в
центре симметрии и если частицы взаимодействуют в поле центральных
сил. Этому условию удовлетворяют кристаллы с гетерополярной
связью.
Соотношения Коши не удовлетворяются в металлах и тем более
в тугоплавких химических соединениях с ярко выраженной гетеро-
десмичностью. Мера приближения к удовлетворению соотношения
Коши для некоторых веществ может в известной мере служить
показателем значительной доли (в балансе междуатомного
взаимодействия) в них ионной связи. Примером служит карбид урана
(UC), в котором постоянные С^^ и С44 различаются всего на 20%, а
при более высоких температурах — на 10% [3]. Число упругих
постоянных существенно сокращается с переходом к кристаллам
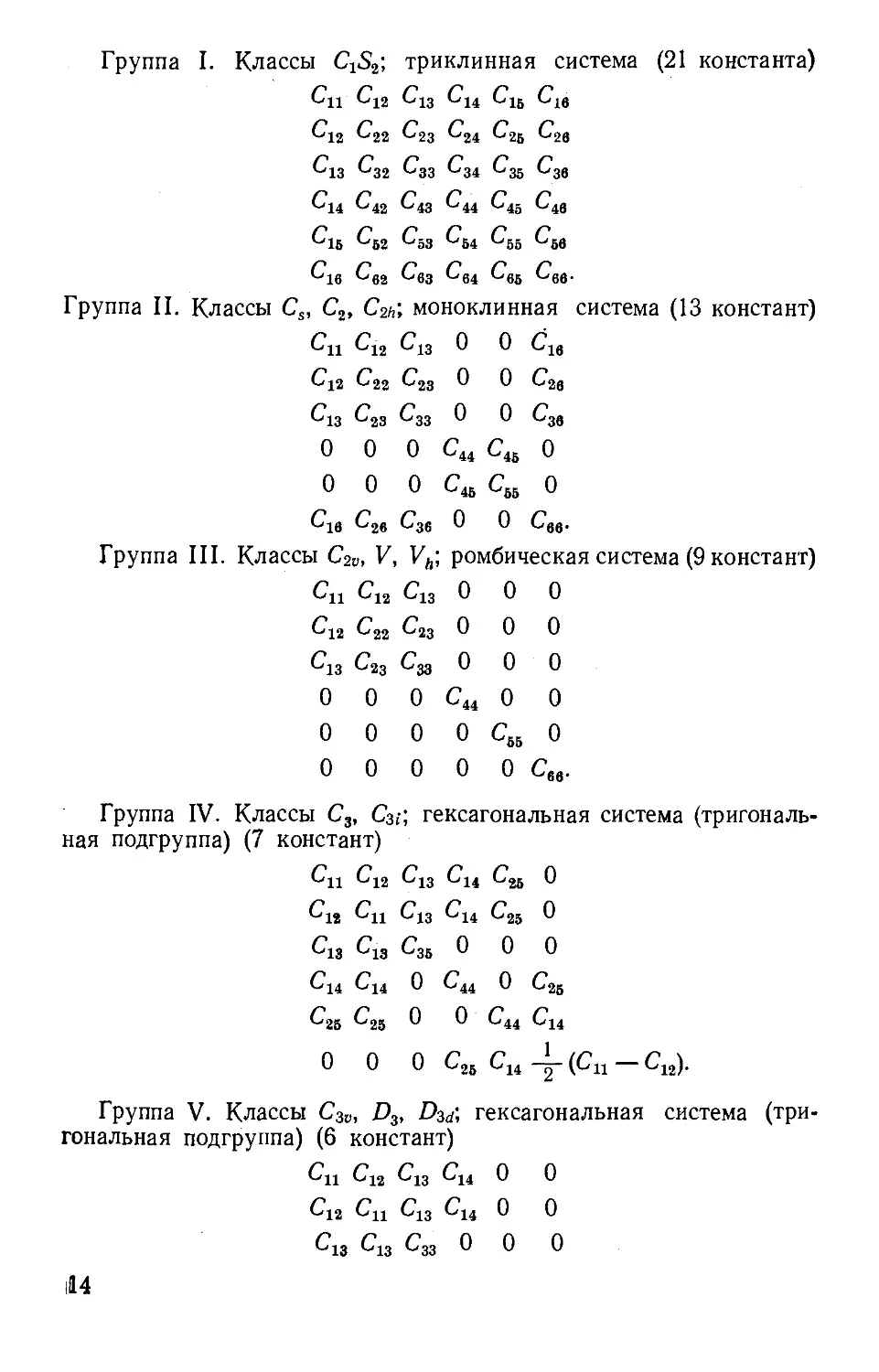
более высокой симметрии. Ниже приведены схемы упругих
постоянных для девяти групп, в которые распределяются 32
кристаллографических класса.
13
Группа I. Классы CiS^; триклинная система (21 константа)
Сц Ci2 bi3 ^14 t>15 ^^le
^12 t>22 t^23 ^^24 ^^25 ^>2в
^^13 ^^32 ^^33 ^^34 ^^35 ^^36
t>14 t^42 ^^43 ^^44 ^^45 ^^46
^^15 ^^52 ^^53 ^^54 ^^55 ^^56
^^16 ^^62 ^^63 ^^64 ^^65 ^^66-
Группа II. Классы C^, C^, Сгл; моноклинная система (13 констант)
Ьц Ci2 ^ХЗ f f t^ie
Cja C22 C23 0 0 Cig
^-■13 ^23 '-'33 " *-'
0 0 0 Q, Qj
0 0 0 C« C,5
'-'le ^^26 ^^36 *-' "
Qe
0
0
bee-
Группа III. Классы Сга, F, F^; ромбическая система (9 констант)
Ьц ^12 ^13 ^ ^
^^12 '-'22 ^^23 " '-'
^^13 ^23 ^^33 ^ 0
0 0 0 С44 0
0 0 0 0 С,5
0 0 0 0 0
0
0
0
0
0
t^fie-
Группа IV. Классы Cj, С31; гексагональная система (тригональ-
ная подгруппа) (7 констант)
Сц
bjj
^^13
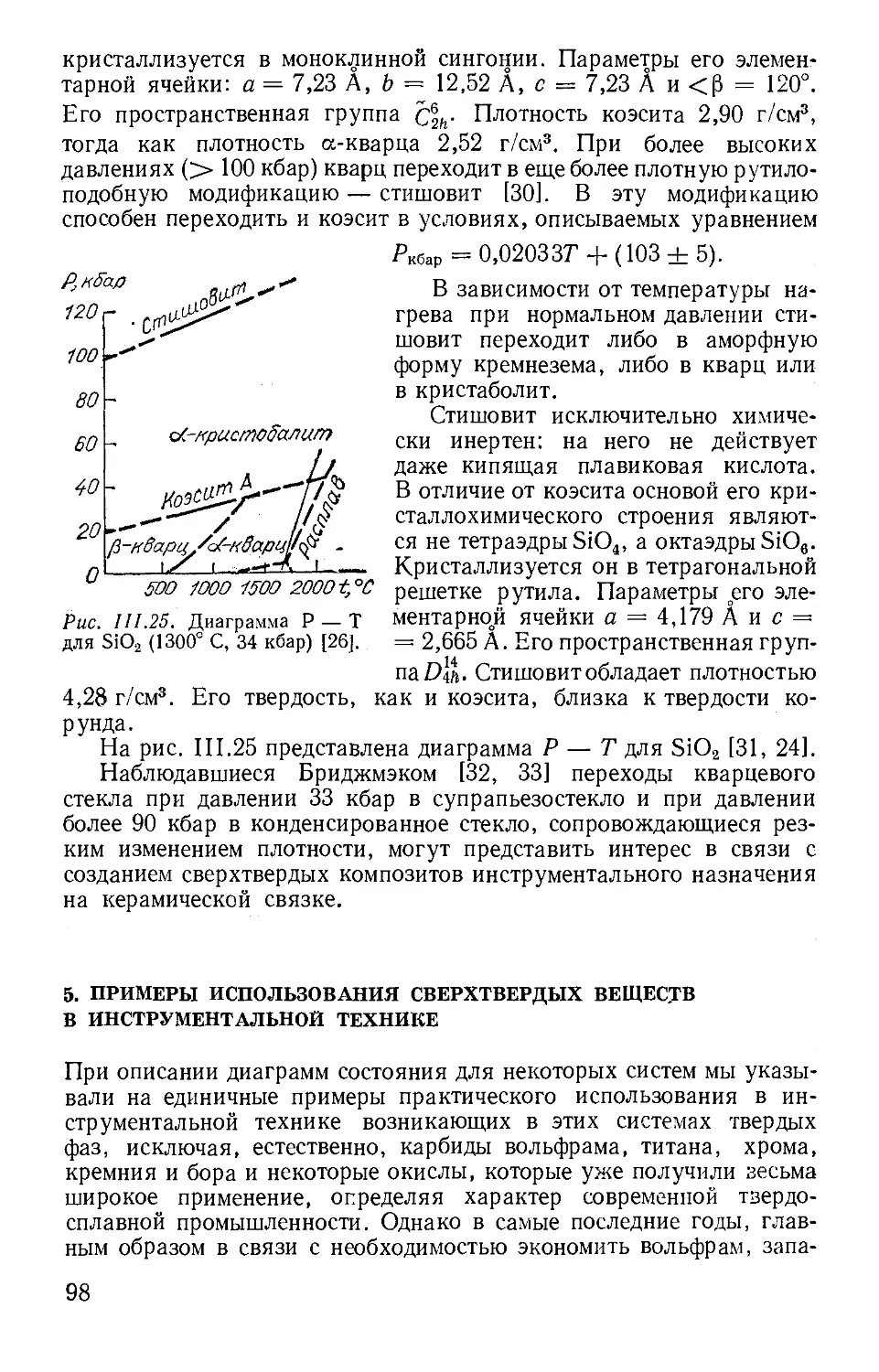
Cl4
^^25
0
С12
Ql
^^13
С14
^^25
0
^^13
W3
^^35
0
0
0
Си
Cl4
0
С 44
0
'^гл
^^25
^^25
0
0
С 44
С,4
0
0
0
С^25
Cl4
1
(С'11 ^12).
Группа V. Классы Сза, £>з, -Оз/, гексагональная система (три-
гональная подгруппа) (6 констант)
Ьц Ci2 ^13 ^14
С12 Сц Ci3 ^14
'-'1!1 t>13 t>33 0
0
0
0
0
0
0
14
Сц ^и
0 0
0 0
0
0
0
С44 0 0
0 С44 ^14
0 Cu-Y
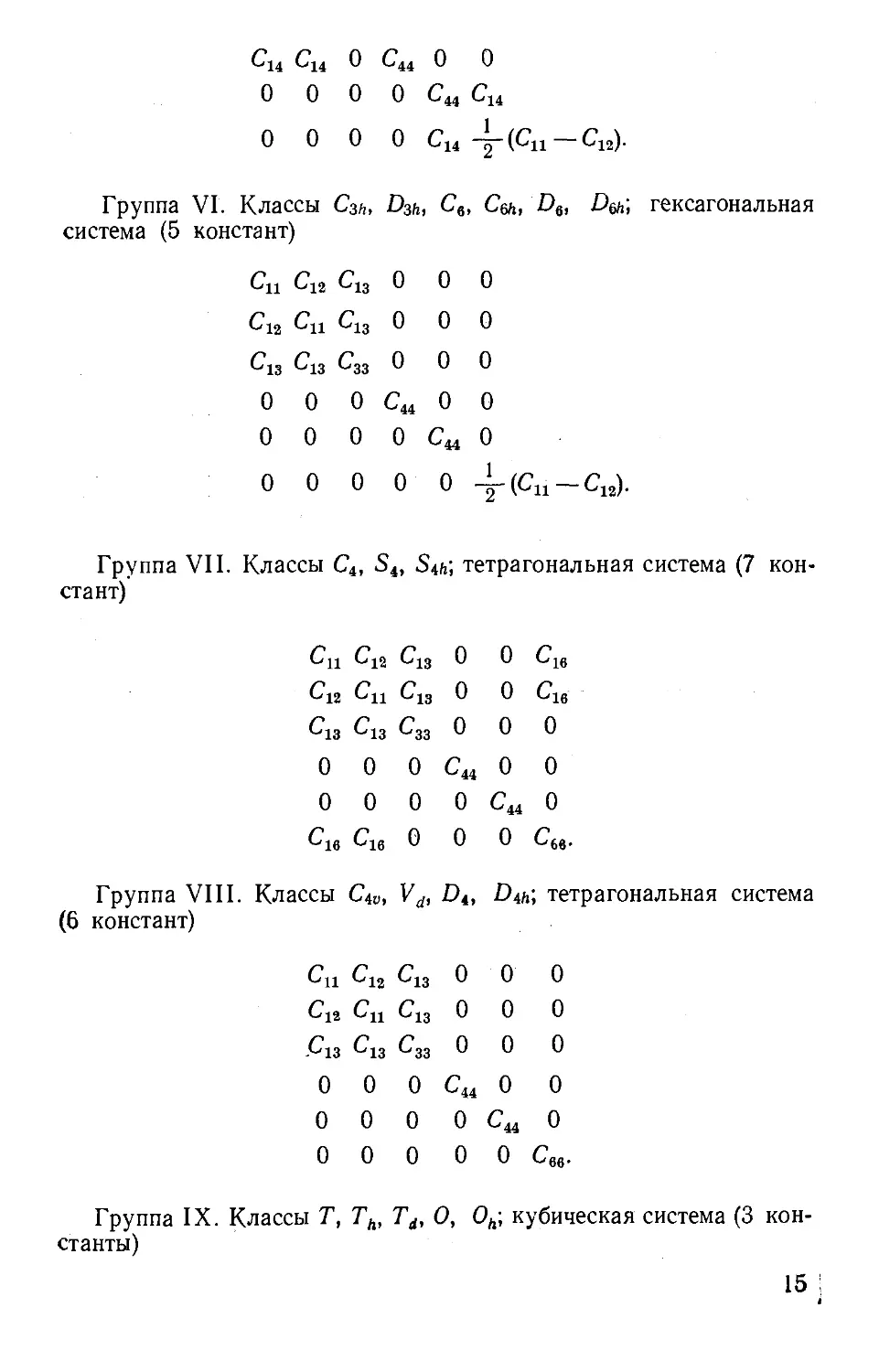
Группа VI. Классы Сзл, Озн, С^, Сел, £>в. ^бл; гексагональная
система (5 констант)
Си
Ci2
^^13
0
0
Сц
Сп
^^13
0
0
^^13
^^13
^^33
0
0
0
0
0
С 44
0
0
0
0
0
Сад
0
G
0
0
0
0 0 0 0 0 -L(Cii-Ci2).
Группа VII. Классы С^, S^, Sih) тетрагональная система (7
констант)
Сп
Ci2
^^13
0
Cja
Си
С13
0
Ci3 0
Ci3 0
С33 0
0 С44
0
0
0
0
с 16
C16
0
0
о о о о С44 о
Cie C16 о о о Сев.
Группа VIII. Классы С^, V^, D4, /^4»; тетрагональная система
(6 констант)
Си
Cja
-С 13
0
0
0
С12
Си
С13
0
0
0
Ci3
С13
С 33
0
0
0
0
0
0
С 44
0
0
0
0
0
0
с 44
0
0
0
0
0
0
с 66
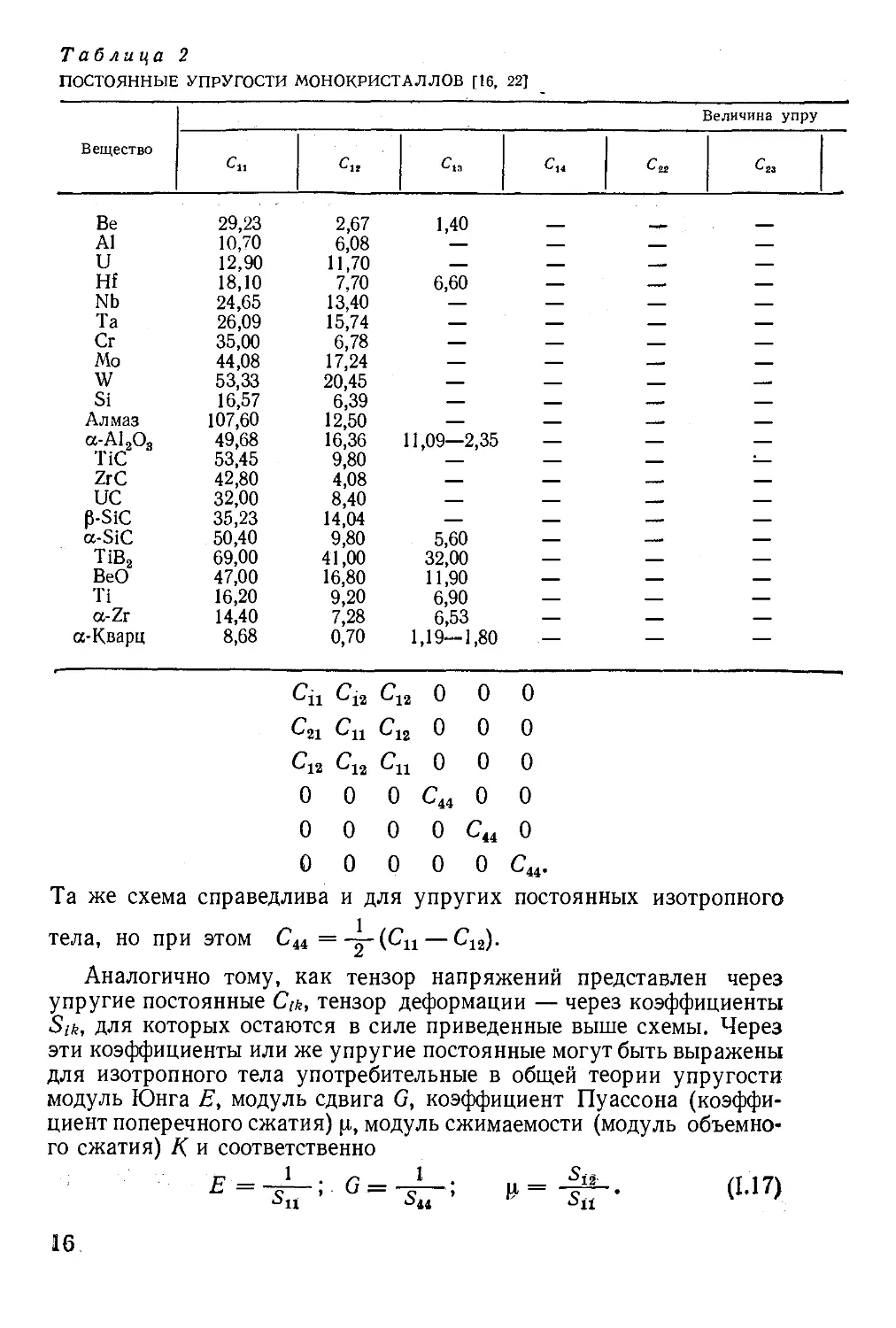
Группа IX. Классы Т, Т^, Т^, О, 0^, кубическая система (3
константы)
15 ;
Таблица 2
ПОСТОЯННЫЕ УПРУГОСТИ МОНОКРИСТАЛЛОВ [16, 22]
Вещество
Си
Величина упру
^13
Be
А1
и
Hf
Nb
Та
Сг
Мо
W
Si
Алмаз
a-AljOg
TiC
ZrC
UC
P-SiC
a-SiC
TiBa
BeO
Ti
a-Zr
а-Кварц
29,23
10,70
12,90
18,10
24,65
26,09
35,00
44,08
53,33
16,57
107,60
49,68
53,45
42,80
32,00
35,23
50,40
69,00
47,00
16,20
14,40
8,68
2,67
6,08
11,70
7,70
13,40
15,74
6,78
17,24
20,45
6,39
12,50
16,36
9,80
4,08
8,40
14,04
9,80
41,00
16,80
9,20
7,28
0,70
1,40
6,60
11,09—2,35 —
5,60
32,00
11,90
6,90
6,53
1,19—1,80
C21
0
0
0
Cig C-
12 "^12
12
^12
Си
О
о
о
о
о
о
о
о
о
с 44
о
о
о
о
о
о
с.
о
о
о
о
о
С44.
Та же схема справедлива и для упругих постоянных изотропного
тела, но при этом С44 =-2-(Qi — ^2)-
Аналогично тому, как тензор напряжений представлен через
упругие постоянные Cik, тензор деформации — через коэффициенты
Sik, для которых остаются в силе приведенные выше схемы. Через
эти коэффициенты или же упругие постоянные могут быть выражены
для изотропного тела употребительные в общей теории упругости
модуль Юнга Е, модуль сдвига G, коэффициент Пуассона
(коэффициент поперечного сжатия) ii, модуль сжимаемости (модуль
объемного сжатия) К и соответственно
Е =
G =
16
гости-10—",- дии/см'^
^'33
33,64
—
—
5,57
—
—
—
—
—
—
—
49,81
—
—
—
—
56,60
44,00
49,40
18,10
16,50
1,06
с„
16,25
2,85
4,38
—
2,89
8,48
10,08
12,17
16,07
7,96
57,58
14,74
18,09
14,60
6,46
23,29
17,00
25,00
—
4,67
3,21
5,82
^6В
_^
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
"■*■
е..
13,28
—
—
5,20
—
—
—
—
—
—
—
—
—
—
—
—
20,30
14,00
15,10
3,50
3,56
Температура*
293
—
293
—
293
293
—
293
290
293
300
293
293
293
293
298
298
298
298
298
298
Плотность
1,848
2,699
6,022
12,727
8,758
16,678
7,206
10,200
19,26&
2,331
3,512
3,986
4,93
6,73
13,63
3,215
3,215
4,53
3,010
4,506
6,505
2,699
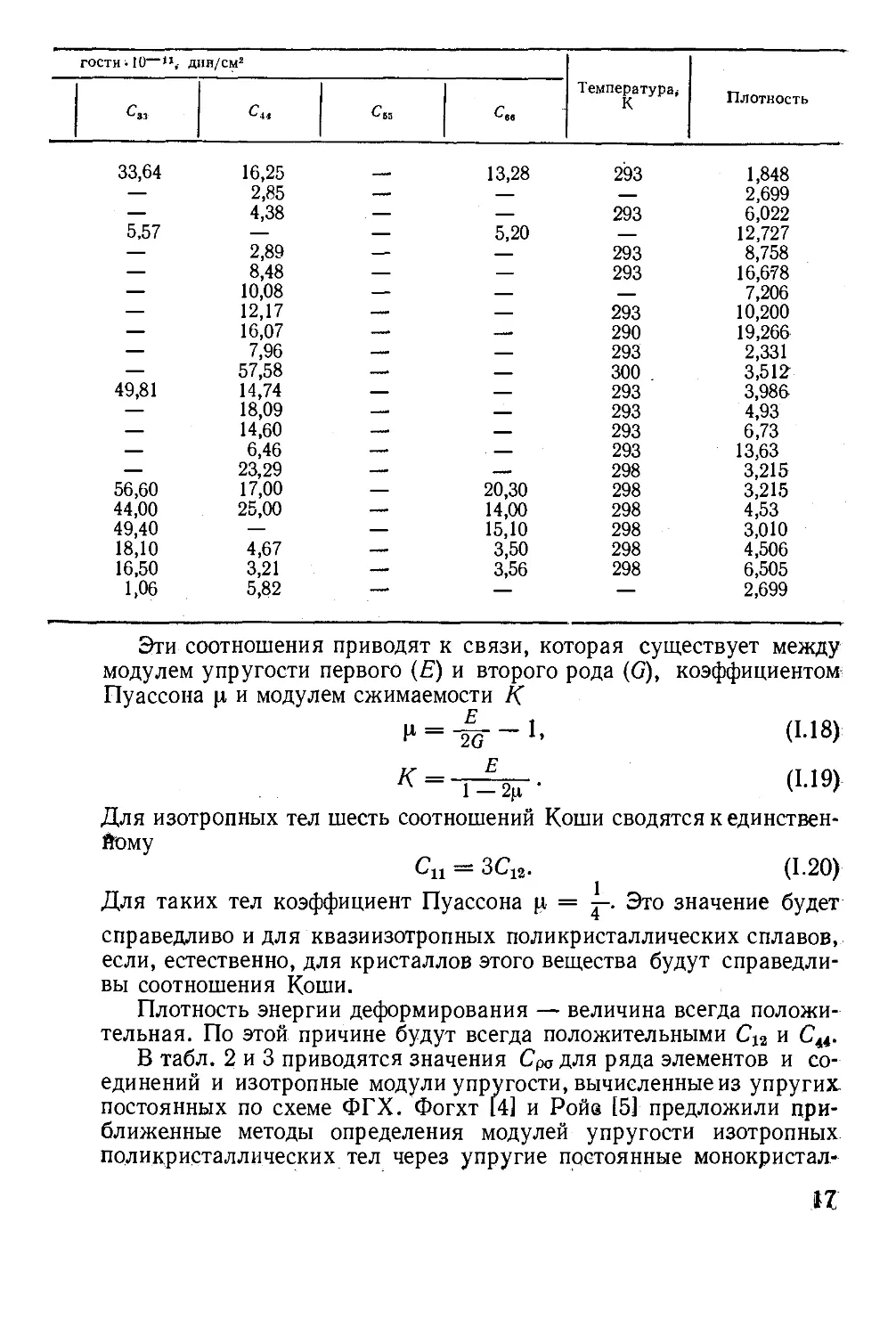
Эти соотношения приводят к связи, которая существует между
модулем упругости первого {Е) и второго рода (G), коэффициентом
Пуассона |л и модулем сжимаемости К
И = 4г-1. (1-18)
2G
К=-
Для изотропных тел шесть соотношений Коши сводятся к единствен-
ЙОму
Сц = 3Ci2. (1.20)
Для таких тел коэффициент Пуассона |л = j-. Это значение будет
справедливо и для квазиизотропных поликристаллических сплавов,
если, естественно, для кристаллов этого вещества будут
справедливы соотношения Коши.
Плотность энергии деформирования — величина всегда
положительная. По этой причине будут всегда положительными Сц и C^i.
В табл. 2 и 3 приводятся значения Сра для ряда элементов и
соединений и изотропные модули упругости, вычисленные из упругих-
постоянных по схеме ФГХ. Фогхт [4] и Ройе [5] предложили
приближенные методы определения модулей упругости изотропных
поликристаллических тел через упругие постоянные монокристал-
%1
лов. Их соотношения, справедливые для всех классов симметрии
кристаллов, имеют следующий вид:
9Кф = {Сц + С22 + Сзз) + 2 (Ci2 + ^23 + Сзх),
15Сф = (Сц + С22 + Ьзз) — (^12 + ^23 + С31) + 3 (С44 + Cjs + С^^),
-JT' ~ ('^11 "Ь '^22 + 5зз) + 2 (Si2 + S23 + S31),
Ар
-^ = 4 (Sn + S12 + S13) - 4 (S12 + S23 + S31) + 3 (S,, + S55 + Se,).
Op
Хилл [6] показал, что эти приближения дают лишь некоторые
предельные значения модулей, в границах которых лежат их
истинные, соответствуюш,ие опыту значения
Кр <С.К^ Кф, Gp ^G^ G0.
Для определения их Хилл предложил пользоваться средним
арифметическим или же средним геометрическим этих предельных величин.
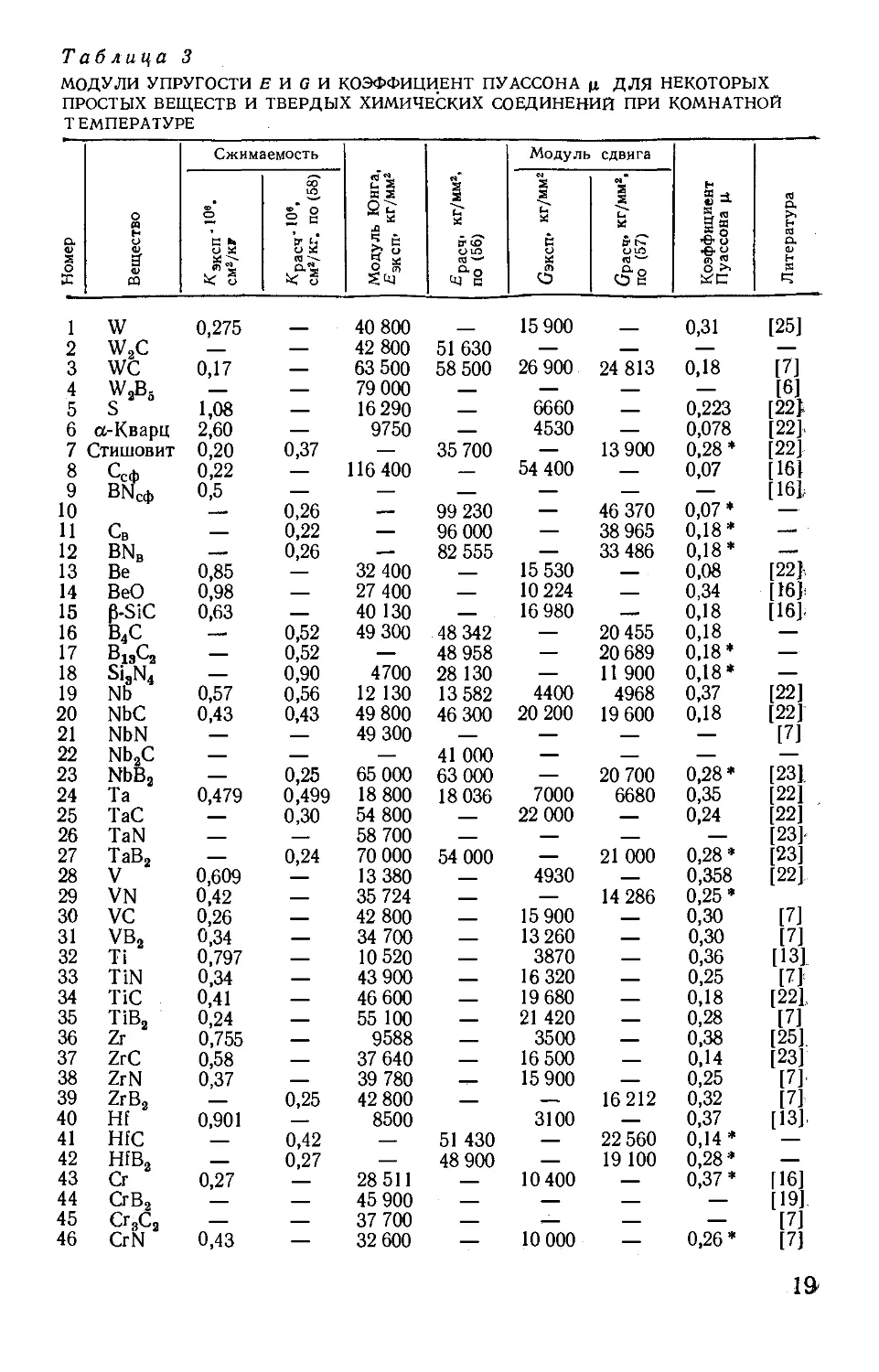
Приведенные в табл. 3 величины модулей упругости и
коэффициента Пуассона, даже для чистых веществ, элементов и
химических соединений постоянного состава, определяющиеся на
материалах разной степени чистоты и с использованием разных методов,
весьма различны, что свидетельствует об их недостаточной
достоверности. Это в еще большей степени относится к тугоплавким
соединениям — карбидам, нитридам, боридам, силицидам и др.,
характеризующимся в большинстве случаев по химическому составу
более или менее широкими областями гомогенности. Для этих
веществ специфична склонность давать дефектные структуры,
главным образом с дефицитом по неметаллическому атому, а в некото-
рыхслучаях с дефицитом как по металлу, так и по неметаллу, В
последнем случае химический состав такого вещества может приблизиться
к стехиометрическому. Неопределенность по химическому составу
и структуре этого рода объектов исследования усугубляется тем,
что практически не представляется возможным для подавляющего
числа тугоплавких веществ реализовать беспористую структуру
в процессе изготовления из них образцов, а это приводит к тому;
что определяемые на таких образцах значения упругих постоянных
также оказываются далекими от достоверности.
Достоверными являются лишь величины упругих постоянных,
определявшиеся на монокристаллах со строго идентифицированным
химическим составом, и пересчитанные по этим упругим постоянным
модули упругости с использованием метода ФГХ, К этим
значениям приближаются модули упругости, определенные на литых
поликристаллических образцах или же для образцов различной
пористости с экстраполированием измеренных значений на
беспористый образец при условии, если при этом будет использована
надежная аппроксимирующая функция Е = (р (it); G = f (п),
В табл. 2 и 3 приводятся величины упругих постоянных для
элементов, из которых строятся соответствующие тугоплавкие хими-
13
Таблица 3
МОДУЛИ УПРУГОСТИ Е и о и КОЭФФИЦИЕНТ ПУАССОНА ц ДЛЯ НЕКОТОРЫХ
ПРОСТЫХ ВЕЩЕСТВ И ТВЕРДЫХ ХИМИЧЕСКИХ СОЕДИНЕНИЯ ПРИ КОМНАТНОЙ
Т ЕМПЕРАТУРЕ
<и
f
i
о
со
о
<и
а
Сжимаемость
о
о гй
< о
г
о ;й
">
^'^g
£ =
£? "
5 X
S^"
г
1
ою
и —
..■^s
Модуль
Е
г
о
л
о
сдвига
о^л
« ^^
н
•©•^
о >>
л
а
f-
п
а
п
9
10
И
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
38
39
40
41
42
43
44
45
46
W
WaC
WC
WjB,
1
2
3
4
5 S
6 а-Кварц
7 Стишовит
8 Ссф
ВЫсф
Св
BNb
Be
BeO
6-SiC
B4C
BisQ
Si,N4
Nb
NbC
NbN
NbjC
NbBj
Та
TaC
TaN
TaB,
V
VN
vc
VBj
Ti
TiN
TiC
TiBj
Zr '
ZrC
ZrN
ZrB»
Hf
HfC
HfB,
Cr '
СгВз
UN
0,275
0,17
1,08
2,60
0,20
0,22
0,5
0,85
0,98
0,63
0,57
0,43
0,479
— 40 800
— 42 800
— 63 500
— 79 000
— 16 290
— 9750
0,37 —
— 116 400
0,26 —
0,22 —
0,26 —
— 32 400
— 27 400
— 40 130
49 300
0,52
0,52
0,90
0,56
0,43
0,25
0,499
0,30
— 0,24
0,609 —
0,42 —
0,26 —
0,34 —
0,797 —
0,34 —
0,41 —
0,24 —
0,755 —
0,58 —
0,37 —
— 0,25
0,901 —
— 0,42
— 0,27
0,27 —
0,43 —
4700
12 130
49 800
49 300
65 000
18 800
54 800
58 700
70 000
13 380
35 724
42 800
34 700
10 520
43 900
46 600
55 100
9588
37 640
39 780
42 800
8500
28 511
45 900
37 700
32 600
— 15 900 —
51630 — —
58 500 26 900 24 813
— 6660 —
— 4530 —
35 700 — 13 900
_ 54 400 —
99 230
96 000
82 555
48 342
48 958
28 130
13 582
46 300
54 000
51 430
48 900
15 530
10 224
16 980
4400
20 200
41000 —
63 000 —
18 036 7000
— 22 000
46 370
38 965
33 486
20 455
20 689
11900
4968
19 600
20 700
6680
— 21000
— 4930 —
— — 14 286
— 15 900 —
— 13 260 —
— 3870 —
— 16 320 —
— 19 680 —
— 21 420 —
— 3500 —
— 16 500 —
^ 15 900 —
— — 16212
3100 —
22 560
19 100
— 10 400 —
— 10 000 —
0,31
0,18
0,223
0,078
0,28*
0,07
0,07*
0,18*
0,18*
0,08
0,34
0,18
0,18
0,18*
0,18*
0,37
0,18
0,28»
0,35
0,24
0,28*
0,358
0,25*
0,30
0,30
0,36
0,25
0,18
0,28
0,38
0,14
0,25
0,32
0,37
0,14*
0,28*
0,37*
0,26'
[25]
m
[6]
[22f
[22].
[22]
[16}
[16].
[22]
[22]
m
[231.
[221
[22]
[23]-
[23]
[22]
[7]
[7]
[13]
[7]
[221,
[7]
[25]
[23]
[7]
[7
[13].
[16]
[19]
[7]
[7]
1»
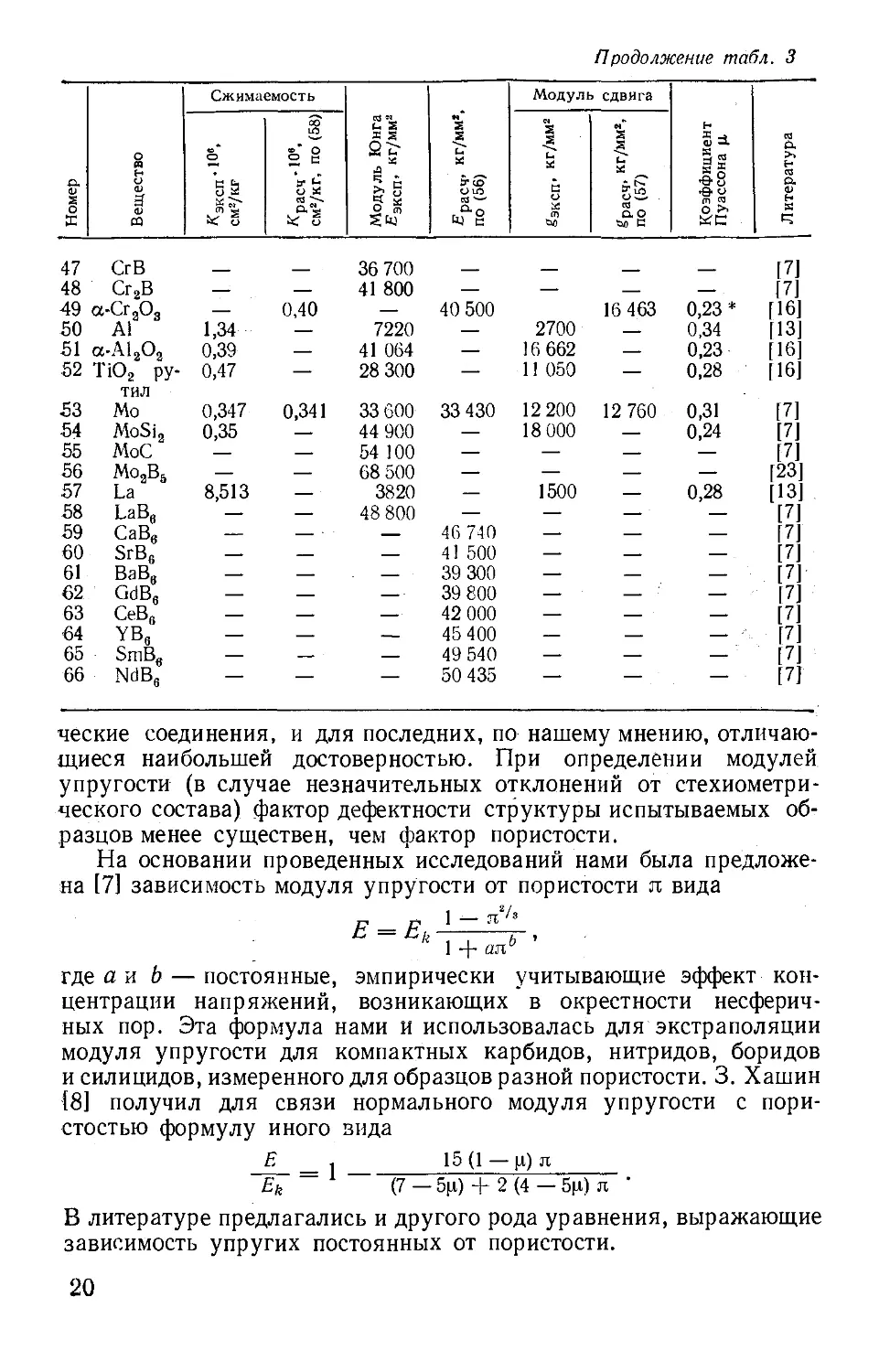
Продолжение табл. 3
Си
и
S
о
47
48
49
50
51
52
53
54
55
56
57
58
59
60
61
€2
63
64
65
66
о
ю
н
о
3
СгВ
СгзВ
a-CfjOg
А!
a-AljOa
TiOj
рутил
Mo
MoSij
МоС
М02В5
La
LaBg
СаВв
SrBe
BaBg
GdBg
CeBe
YBe
SmBg
NdBg
Сжимаемость
о
к ^
J" s
1,34
0,39
0,47
0,347
0,35
—
—
8,513
—
—
—
—
—
—
—
—
—
S
s
7°
"a- t^
0 X
">
^■^s
—
0,40
—
—
—
0,341
—
—
—
—
—
— ■
—
—
—
—
—
—
—
я s
яг:
& 0
n X
0 Щ
36 700
41 800
—
7220
41 064
28 300
33 600
44 900
54 100
68 500
3820
48 800
—
—
—
—
—
—
—
—
E
^
010
ra ■—■
«"g
—
40 500
—
—
—
33 430
—
—
—
—
—
46 740
41 500
39 300
39 800
42 000
45 400
49 540
50 435
Модуль
5
5
с
—
2700
16 662
11 050
12 200
18 000
—
—
1500
—
—
—
—
—
—
—
—
—
> сдвига
^*
s
1. ^--"
?."=
0-—■
ao
16 463
—
—
—
12 760
—
—
—
—
—
—
—
— ■
—
—
—
H
1.8
•в"
о >.
—
0,23*
0,34
0,23
0,28
0,31
0,24
—
—
0,28
—
—
—
—
—
—
— -
—
—
n
a
>>
H
n
iX
<u
Ы
X
[7]
n\
[16]
[13]
[16]
[16]
[7]
[7]
[7]
[23]
[13]
[7]
[7]
[7]
[7]
[7]
[7]
[7]
[7]
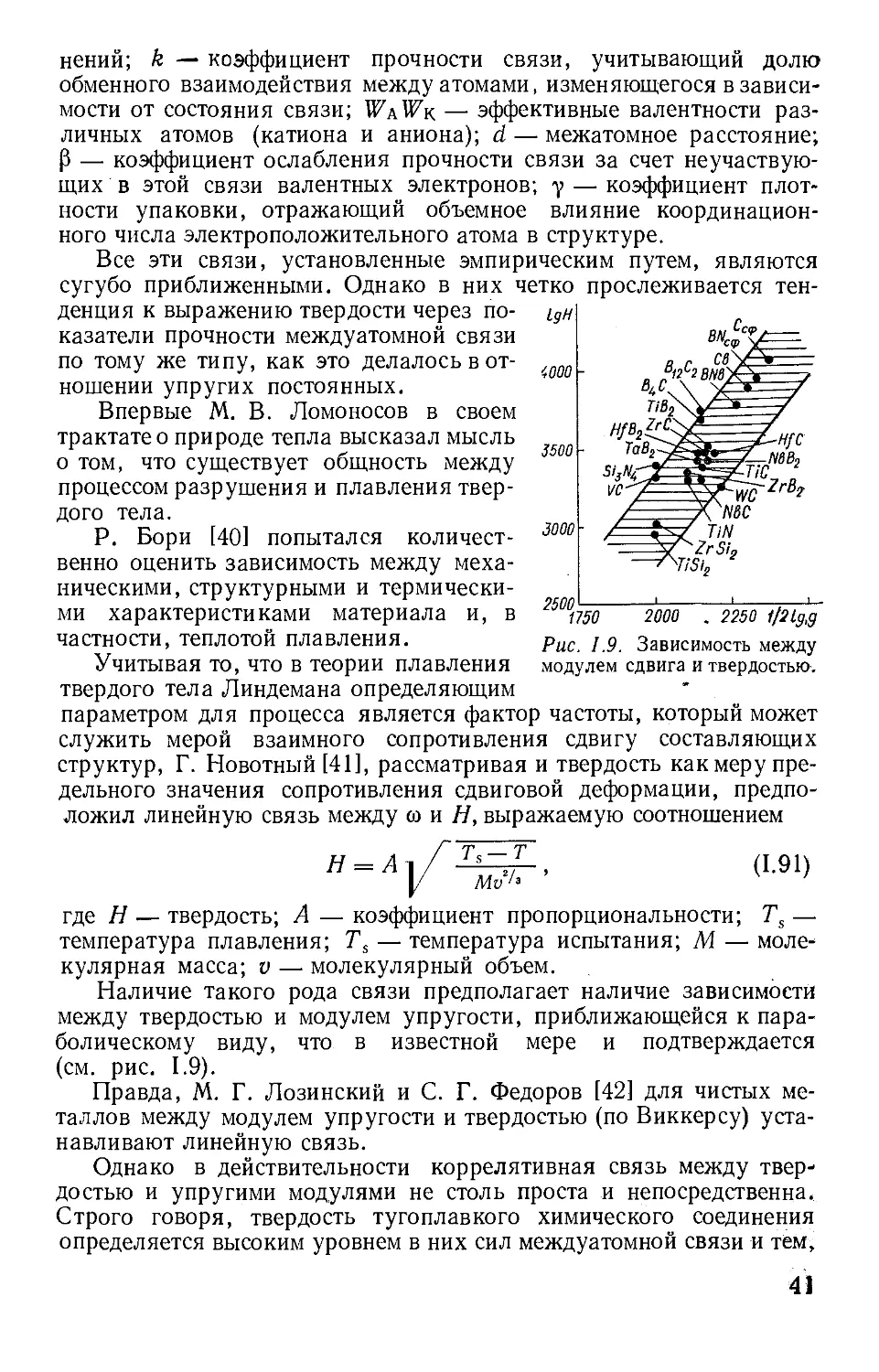
[7J
ческие соединения, и для последних, по нашему мнению,
отличающиеся наибольшей достоверностью. При определении модулей
упругости (в случае незначительных отклонений от стехиометри-
ческого состава) фактор дефектности структуры испытываемых
образцов менее суш,ествен, чем фактор пористости.
На основании проведенных исследований нами была
предложена [7] зависимость модуля упругости от пористости л вида
1 _ ji'/s
Е = ^к -Г~, 6" .
1 + ал°
где ам Ь — постоянные, эмпирически учитываюш,ие эффект
концентрации напряжений, возникаюш,их в окрестности
несферичных пор. Эта формула нами и использовалась для экстраполяции
модуля упругости для компактных карбидов, нитридов, боридов
и силицидов, измеренного для образцов разной пористости. 3. Хашин
18] получил для связи нормального модуля упругости с
пористостью формулу иного знда
Е . 15 (1 — |л) я
~Ж ~ (7 — 5ц) + 2 (4 — 5ц) я ■
В литературе предлагались и другого рода уравнения, выражаюш,ие
зависимость упругих постоянных от пористости.
20
/с = 0.00021 ,„3,:: ,,. . (1.21)
2. СВЯЗЬ МОДУЛЕЙ УПРУГОСТИ
С ДРУГИМИ ФИЗИЧЕСКИМИ ПАРАМЕТРАМИ ТВЕРДОГО ТЕЛА
Ряд исследователей делали неоднократные попытки установить
связь упругих постоянных металлов с их другими физическими
параметрами. Были предложены эмпирические формулы, в которых
упругие постоянные (сжимаемость и модуль упругости) связывались
с температурой плавления металла и плотностью либо удельным
объемом. Из этих формул можно указать хотя бы на формулу Ри-
чардса [9]
' {Т, - 50)
в которой/С выражается через атомную массу, плотность и
температуру плавления, формулу Портвена [10]
Е=-^, (1.22)
в которой модуль упругости определяется через температуру
плавления и удельный объем, и на формулу Эндрюса [11]
Е = v~''Ae ^"■^ , (1.23)
в которой модуль упругости также связывается с удельным объемом
и температурой плавления. Попытка рационально истолковать
подобного рода связь сжимаемости с температурой плавления и
атомным объемом сделана Эйнштейном [121, который высказал
предположение о возможности подобной связи, вытекающей как следствие
из общих положений его теории молекулярного движения в твердых
телах и формулы Линдемана.
Кестер [13] в 1948 г., не упоминая статьи Эйнштейна, по
существу развивает выаказанное в ней положение с тем лишь отличием,
что вместо теории молекулярных колебаний в твердом теле
Эйнштейна для установления связи упругих постоянных с физическими
параметрами твердого тела через формулу Линдемана он
использует положение теории Дебая.
Кестер приходит к следующим уравнениям для модуля
сжимаемости и модуля упругости
/C=14,7 4-/(H)'^'(4lJ. (1.24)
Е = Н,7 ^f {l,f'3(\ -2ц)(-^\\ (1.25)
ДИ) = [^^[Ч2[^Й^-], (1.26)
21
Выразим величину давления, под влиянием которого твердое тело
будет сжато от объема Vq до и,
тогда работа, которая при этом будет произведена, определится
следующим образом:
-J™"=xJ^
dv
2 ■ Kv„
(1.29)
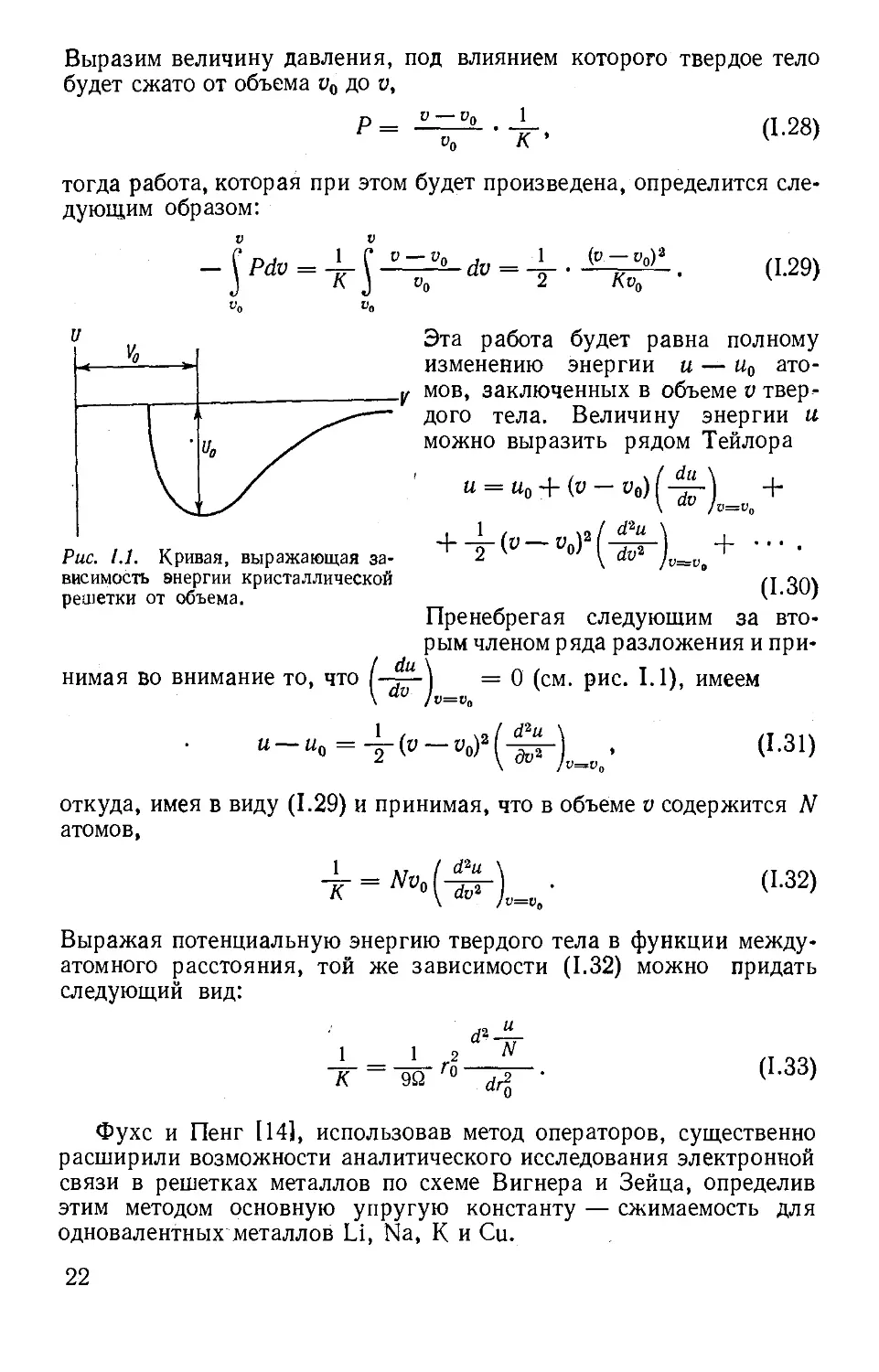
Эта работа будет равна полному
изменению энергии и — «о ато-
^ мов, заключенных в объеме v
твердого тела. Величину энергии и
можно выразить рядом Тейлора
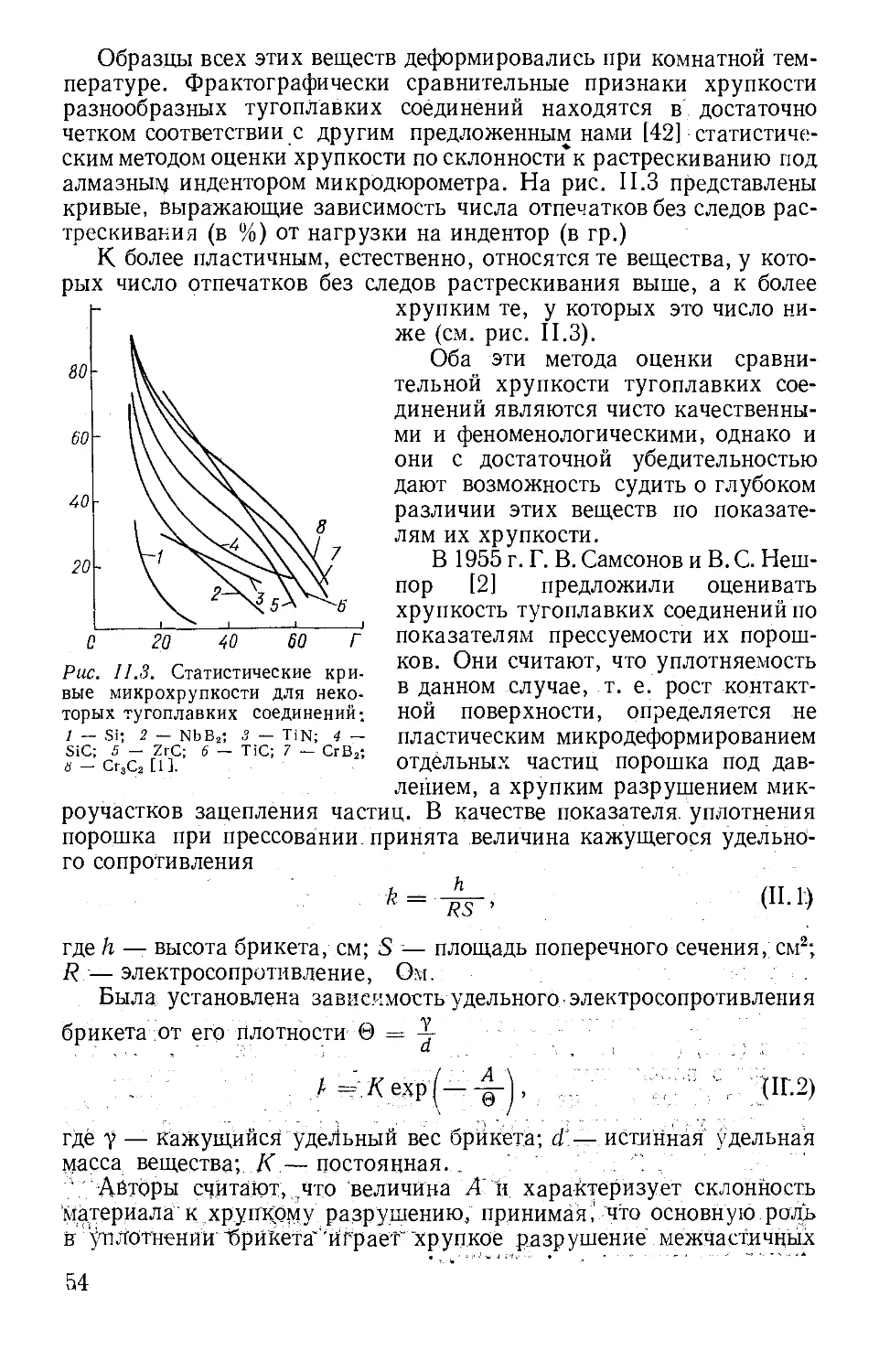
Рис. 1.1. Кривая, выражающая
зависимость энергии кристаллической
решетки от объема.
+ -iri^~^oY
+
v=v„
(1.30)
Пренебрегая следующим за
вторым членом ряда разложения и
принимая во внимание то, что (-т-^) = О (см. рис. 1.1), имеем
" — «о = -о- (у — ЩУ
d^u
(1.31)
откуда, имея в виду (1.29) и принимая, что в объеме v содержится N
атомов,
х=л^^о(-ё-ц.
(1.32)
Выражая потенциальную энергию твердого тела в функции
междуатомного расстояния, той же зависимости (1.32) можно придать
следующий вид:
и
а'-
1
9Q
К
1 ,2 N
drl
(1.33)
Фухс и Пенг [14], использовав метод операторов, существенно
расширили возможности аналитического исследования электронной
связи в решетках металлов по схеме Вигнера и Зейца, определив
этим методом основную упругую константу — сжимаемость для
одновалентных металлов Li, Na, К и Си.
22
Найдя общее выражение потенциальной энергии решетки, они
приходят к определению К — сжимаемости
d^."
k 9Q '° Ctrl 4яг„ 1 г„ 3 ^ +
+
4 d , 1 2 сР
(У + Л + 1-5+С)1. (1.34)
Члены, заключенные в последние скобки, учитывают полный баланс
энергии решетки, определяемой кинетической энергией
взаимодействия электронов, с ионами, энергией взаимодействия самих
электронов и, наконец, энергией взаимодействия ионов.
В частности, С определяет корреляционную энергию, которая,
согласно Вигнеру, может быть найдена из следуюш,его соотношения:
,2
Л2
где «о = —г — атомная единица длины;
С = _ ii /о,0170 + 0,0295 -^ — 0,0015 —V (1.35)
ая единица длины;
^вие между ионами;
учитывает взаимодействие между ионами;
П ОО
-4
Й ■ г(р) "^ 2 2j2j Ir'-r
+-^УУ-г7^- а-37)
учитывает взаимодействие между электронами и ионами и, по Виг-
неру и Зейцу, имеет для решеток Гс' значение L = —0,89 586 —, а
ДЛЯ решеток Гс": L = —0,89 593 —; А — определяет обменную энер-
гию электронов с параллельными спинами:
По Вигнеру и Зейцу, величина А = — 0,958 —и, наконец, /опре-
деляется действием сил Ван-дер-Ваальса и силами отталкивания
Таким образом, окончательно
X = (xL,-0'097-45-+ (0,011+0.002^.-£^]. (1.40)
EFJ ^'"0
23
где первый член определяется энергией наинизшего состояния Е,
энергией Ферми и энергией, определяемой силами Ван-дер-Ваальса
и силами отталкивания; второй член составлен из А -{- L — S и
третий член — из С.
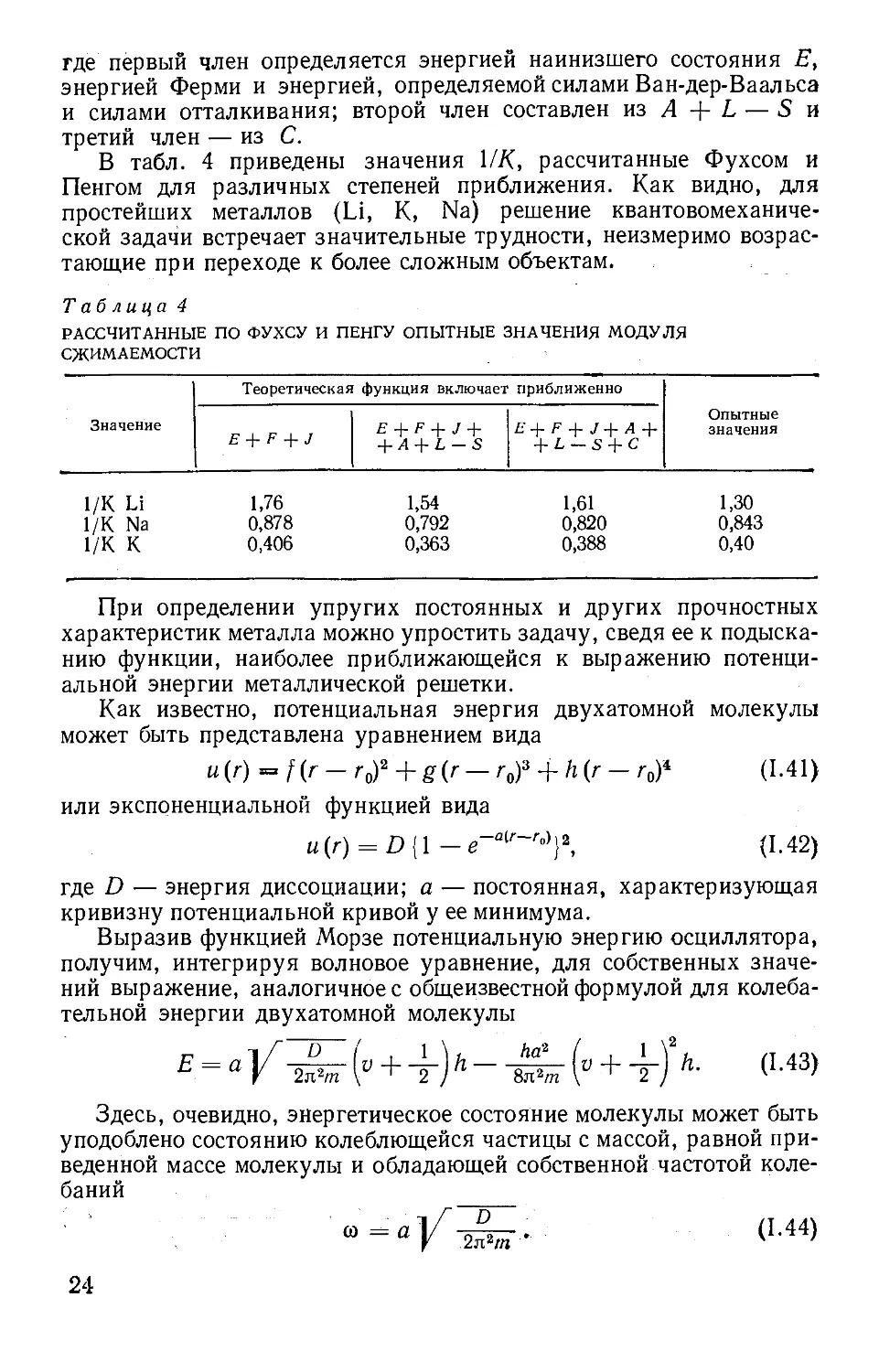
В табл. 4 приведены значения \1К, рассчитанные Фухсом и
Пенгом для различных степеней приближения. Как видно, для
простейших металлов (Li, К, Na) решение квантовомеханиче-
ской задачи встречает значительные трудности, неизмеримо возрас-
таюш,ие при переходе к более сложным объектам.
Таблица 4
РАССЧИТАННЫЕ ПО ФУХСУ И ПЕНГУ ОПЫТНЫЕ ЗНАЧЕНИЯ МОДУЛЯ
СЖИМАЕМОСТИ
Значение
1/К Li
1/К Na
1/К К
Теоретическая
E+F + J
1,76
0,878
0,406
Функция включает
1,54
0,792
0,363
приближенно
E+F + J+A +
+L—S+C
1,61
0,820
0,388
Опытные
значения
1,30
0,843
0,40
При определении упругих постоянных и других прочностных
характеристик металла можно упростить задачу, сведя ее к
подысканию функции, наиболее приближаюш,ейся к выражению
потенциальной энергии металлической решетки.
Как известно, потенциальная энергия двухатомной молекулы
может быть представлена уравнением вида
и{г) = f{r-r,f + g{r-r,f + h{r- Го)* (1.41)
или экспоненциальной функцией вида
-a^r—r„)^^
и{г) = D {\ ~ е'
(1.42)
где D — энергия диссоциации; а — постоянная, характеризуюш,ая
кривизну потенциальной кривой у ее минимума.
Выразив функцией Морзе потенциальную энергию осциллятора,
получим, интегрируя волновое уравнение, для собственных
значений выражение, аналогичное с обш,еизвестной формулой для
колебательной энергии двухатомной молекулы
E-aY^[v + ±)H-^(v + ±-]\. (1.43)
8я2т
Здесь, очевидно, энергетическое состояние молекулы может быть
уподоблено состоянию колеблюш,ейся частицы с массой, равной
приведенной массе молекулы и обладаюш,ей собственной частотой
колебаний
со
^«Kw
(1.44)
24
Принимая, что в металлической решетке основным видом связи
является подвижная гомеополярная связь, можно описать
колебательное состояние атомов в металлической решетке следуюш,ей
потенциальной функцией, аналогичной функции Морзе,
u{r) = S {е-""'^-^»' -ге-"''-'"'}. (1.45)
В этом уравнении S выражает теплоту сублимации. Постоянная а
может быть найдена различными способами. Согласно Слейтеру,
эта величина может быть определена через коэффициент
сжимаемости [15].
Действительно,
^2 j"J^) _
1 \ 2 ^
drt
dW (г)
определяя далее —-^ из уравнения (1.45), получаем
dri
^° = -Г = 4-1£з-(«'-^о). (1.47)
Здесь с — параметр формы в выражении атомного объема v = сг^.
Для решетки типа Гс' параметр с = -q-, для решетки типа Гс",
1
а также для решетки с гексагональной плотной упаковкой с = -у^
и для алмазоподобных структур с = -^.
3 ''
Можно также определить постоянную а по уравнению (1.38),
заменив в нем энергию диссоциации теплотой сублимации, а
приведенную массу — величиной, пропорциональной атомной массе
металла.
Для определения а, входяш,ей в уравнение (1.44), воспользуемся
формулой Линдемана
со ^ 137 -г / ^ ПЛ /I ^о\
4,798 • 10-" \ Mvl' ' ^ ' '
Таким образом.
г S 4,798 . 10-" У
(1.49)
Выражая параметр S в эргах на моль, а величину объема и в А*
и принимая, что атомы в металлической решетке совершают
симметричные колебания, не зависяш,ие от электронного окружения, и
приравняв коэффициент q к единице, для а получаем в
окончательном виде выражение следуюш,его вида:
а = 1,502 . 10''» т/ Д^ . (1.50)
25
Т аб лица 5
ЗНАЧЕНИЯ постоянной я ИЗ УРАВНЕНИЙ (1.47) И (1.49) ДЛЯ РАЗЛИЧНЫХ
МЕТАЛЛОВ
Металл
. 10-
см
Ч = СЛд X
X 10, см'
S . 10<»,
эрг/моль
Значение а
по
уравнению
(1.50),
Значение а
по
уравнению
(1.47)
(по
Слейтеру)
Литий
Натрий
Магний
Алюминий
Калий
Хром
Железо
Кобальт
Никель
Медь
Цинк
Рубидий
Молибден
Серебро
Кадмий
Цезий
Вольфрам
Платина
Золото
3,03
3,72
3,20
(3,19)
2,85
4,50
2,49
2,54
2,71
2,49
2,55
2,65
(2,94)
4,86
2,72
2,88
2,97
(3,30)
5,25
2,73
2,76
2,87
21,41
39,63
23,17
16,37
70,15
11,38
11,74
14,07
10,91
11,72
13,16
88,36
15,49
16,89
18,52
111,40
15,66
14,87
16,72
150,68
109,66
153,19
282,94
91,66
374,18
403,90
309,73
410,60
341,96
131,43
86,22
652,94
290,47
113,01
78,27
849,66
523,19
379,63
459
370,7
923
933
336
2073
1812
1763
1728
1356
692,5
312
2898
1233
593,9
301
3683
2046
1336
0,94
0,81
1,29
1,07
0,69
1,55
1,40
1,48
1,39
1,32
1,46
0,64
1,27
1,20
1,29
0,45
1,25
1,21
1,10
0,80
0,67
1,14
1,21
0,53
1,64
1,45
1,76
1,49
1,41
1,70
0,47
1,58
1,39
1,93
0,44
1,51
1,68
1,58
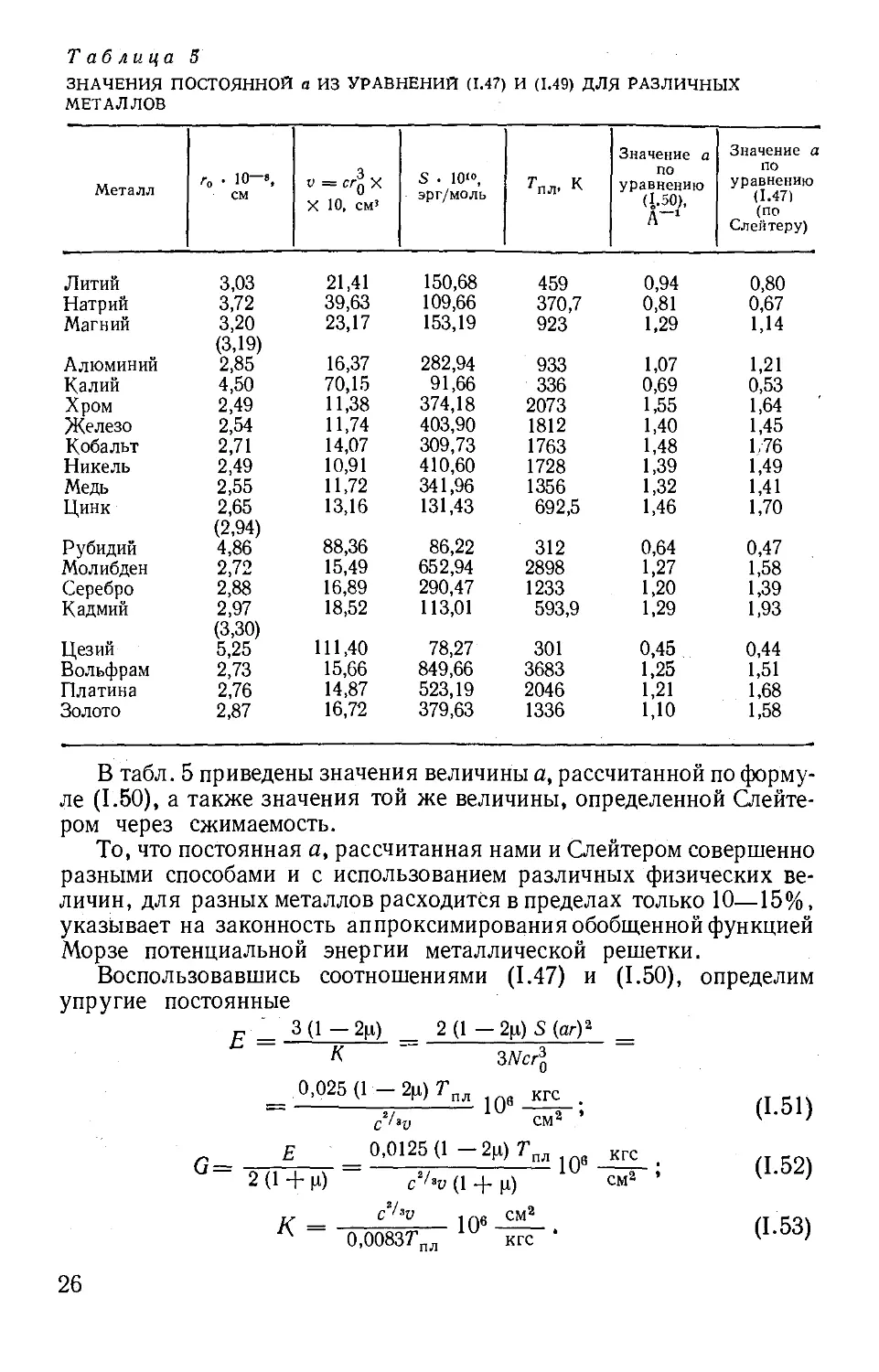
В табл. 5 приведены значения величины а, рассчитанной по
формуле (1.50), а также значения той же величины, определенной Слейте-
ром через сжимаемость.
То, что постоянная а, рассчитанная нами и Слейтером совершенно
разными способами и с использованием различных физических
величин, для разных металлов расходится в пределах только 10—15%,
указывает на законность аппроксимирования обобщенной функцией
Морзе потенциальной энергии металлической решетки.
Воспользовавшись соотношениями (1.47) и (1.50), определим
упругие постоянные
Е =
3 (1 — 2|л)
0,025(1 -
2(1 — 2ц)5{аг)2
Wcrl
2Ц) Г„^
10"
кгс
G=
2 (1 + Ц)
К =
0,0125(1 — 2ц)Гп
2
С
С ''V
0,0083Гпл
Ю (1 + ц)
10в
10"
кгс
(1.51)
(1.52)
(1.53)
26
Здесь, как и раньше, v — атомный объем, выраженный в А*.
Для определения коэффициента Пуассона мы воспользовались
соотношением (1.27), выражаюш,им связь между этим коэффициентом и
характеристической температурой Дебая
/(И) =
3.34
'" ' пл
А/''си''в%,
(1.54)
Величина f (|л) определяется через (1.26), а К представлено через
выражение (1.53). Полученные нами выражения упругих модулей
^
0,04
0,02
^ОМ
% 0,010
0,005
Oift
:г=з£Ё
,сРо
оо
°(^о°
<?
0,032
0,025
0,0108
0,0083
О 10 20 30 40 50 SO 10 80 90 100
ПоряЗкобый номер элемента
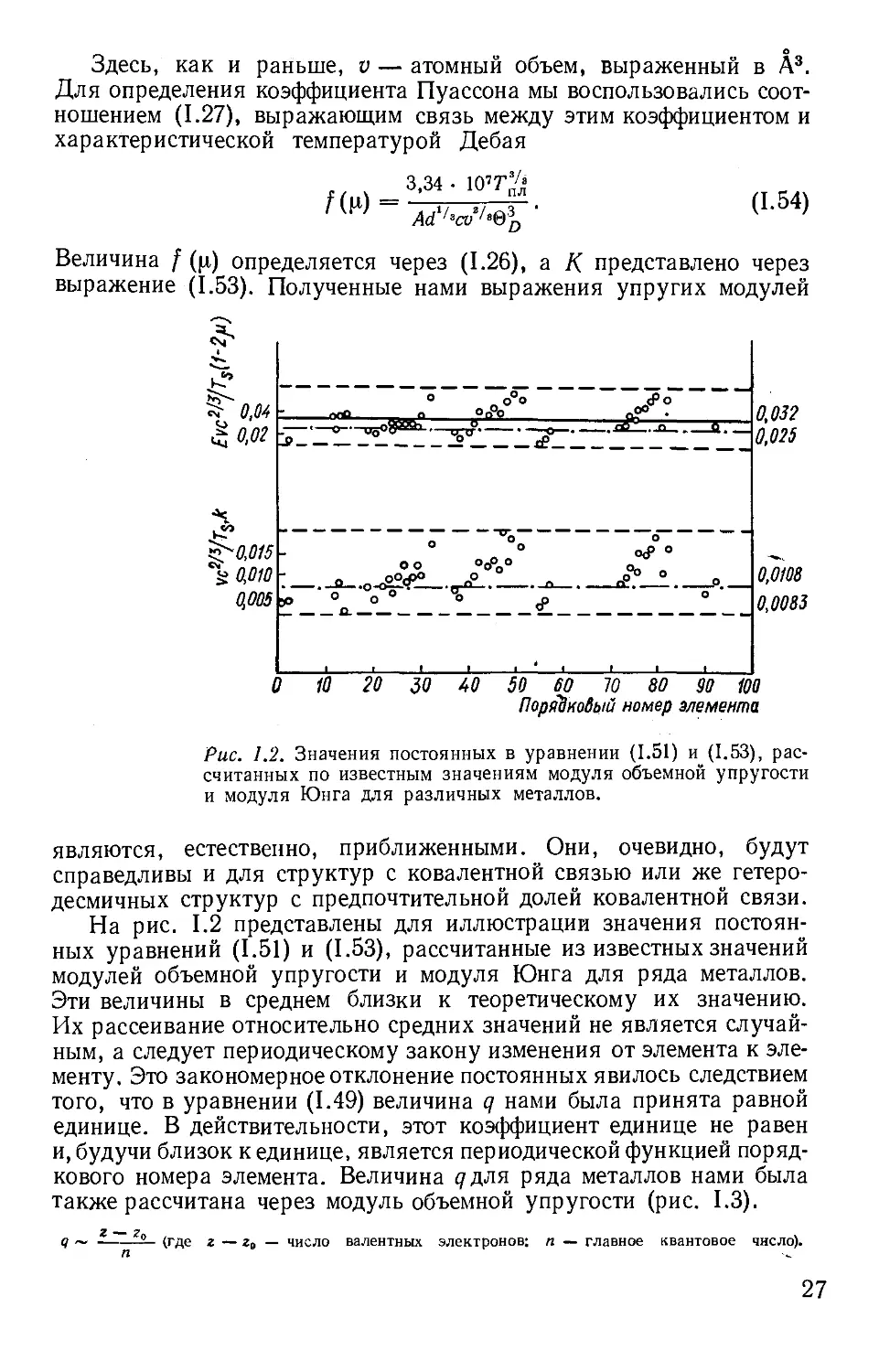
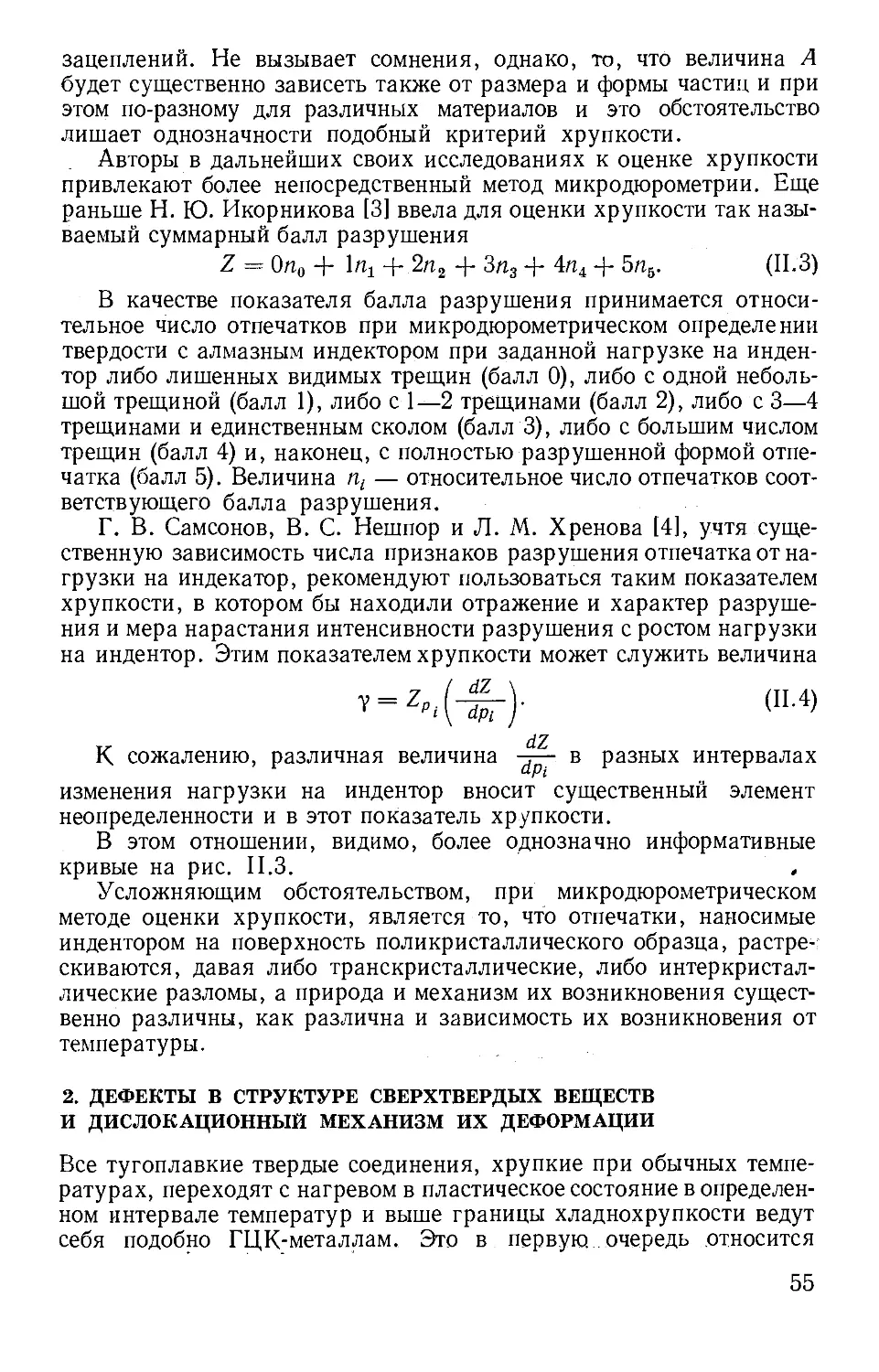
Рис. 1.2. Значения постоянных в уравнении (1.51) и_{1.53),
рассчитанных по известным значениям модуля объемной упругости
и модуля Юнга для различных металлов.
ЯВЛЯЮТСЯ, естественно, приближенными. Они, очевидно, будут
справедливы и для структур с ковалентной связью или же^ гетеро-
десмичных структур с предпочтительной долей ковалентной связи.
На рис. 1.2 представлены для иллюстрации значения
постоянных уравнений (1.51) и (1.53), рассчитанные из известных значений
модулей объемной упругости и модуля Юнга для ряда металлов.
Эти величины в среднем близки к теоретическому их значению.
Их рассеивание относительно средних значений не является
случайным, а следует периодическому закону изменения от элемента к
элементу. Это закономерное отклонение постоянных явилось следствием
того, что в уравнении (1.49) величина q нами была принята равной
единице. В действительности, этот коэффициент единице не равен
и, будучи близок к единице, является периодической функцией
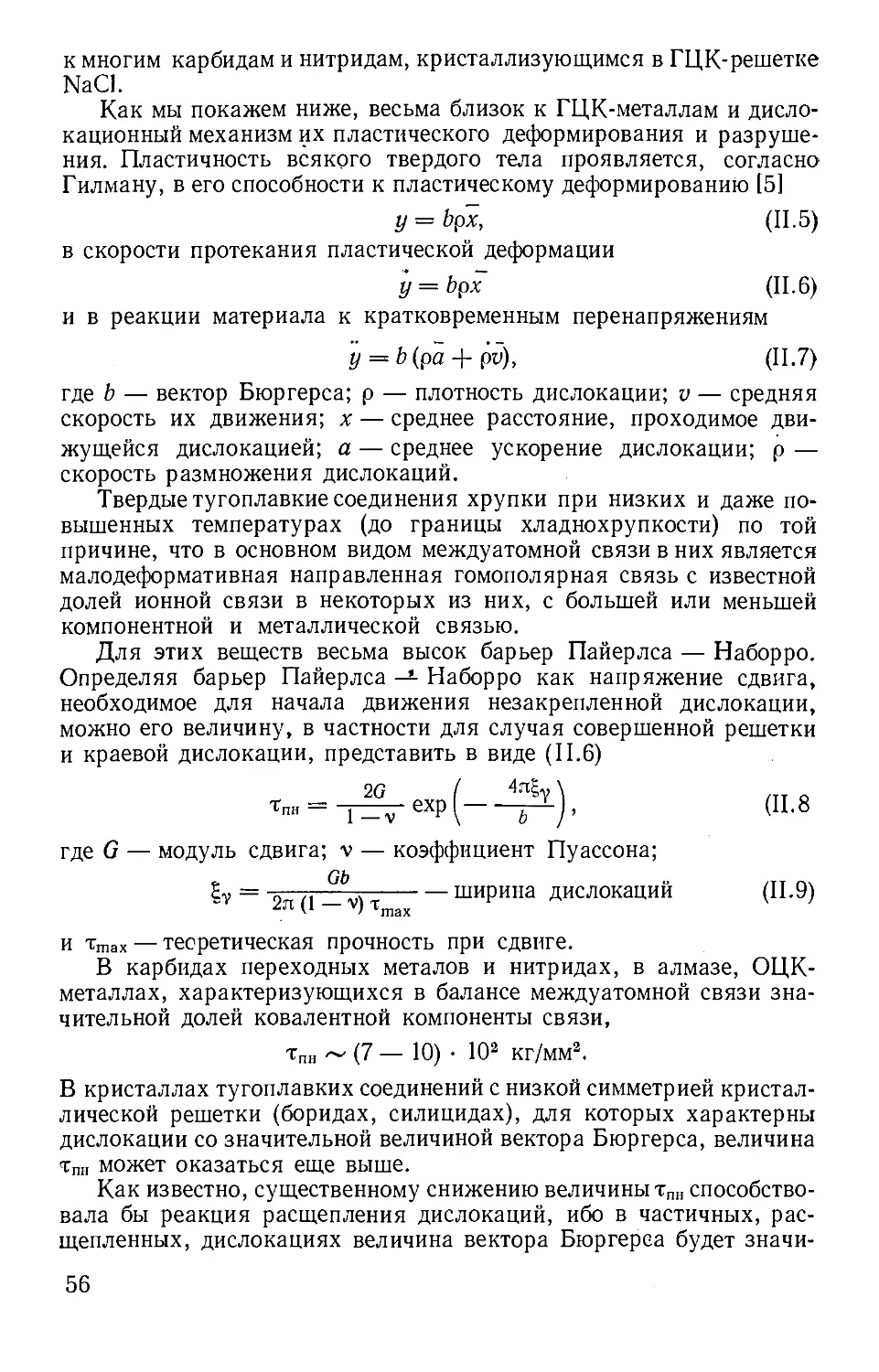
порядкового номера элемента. Величина q лля ряда металлов нами была
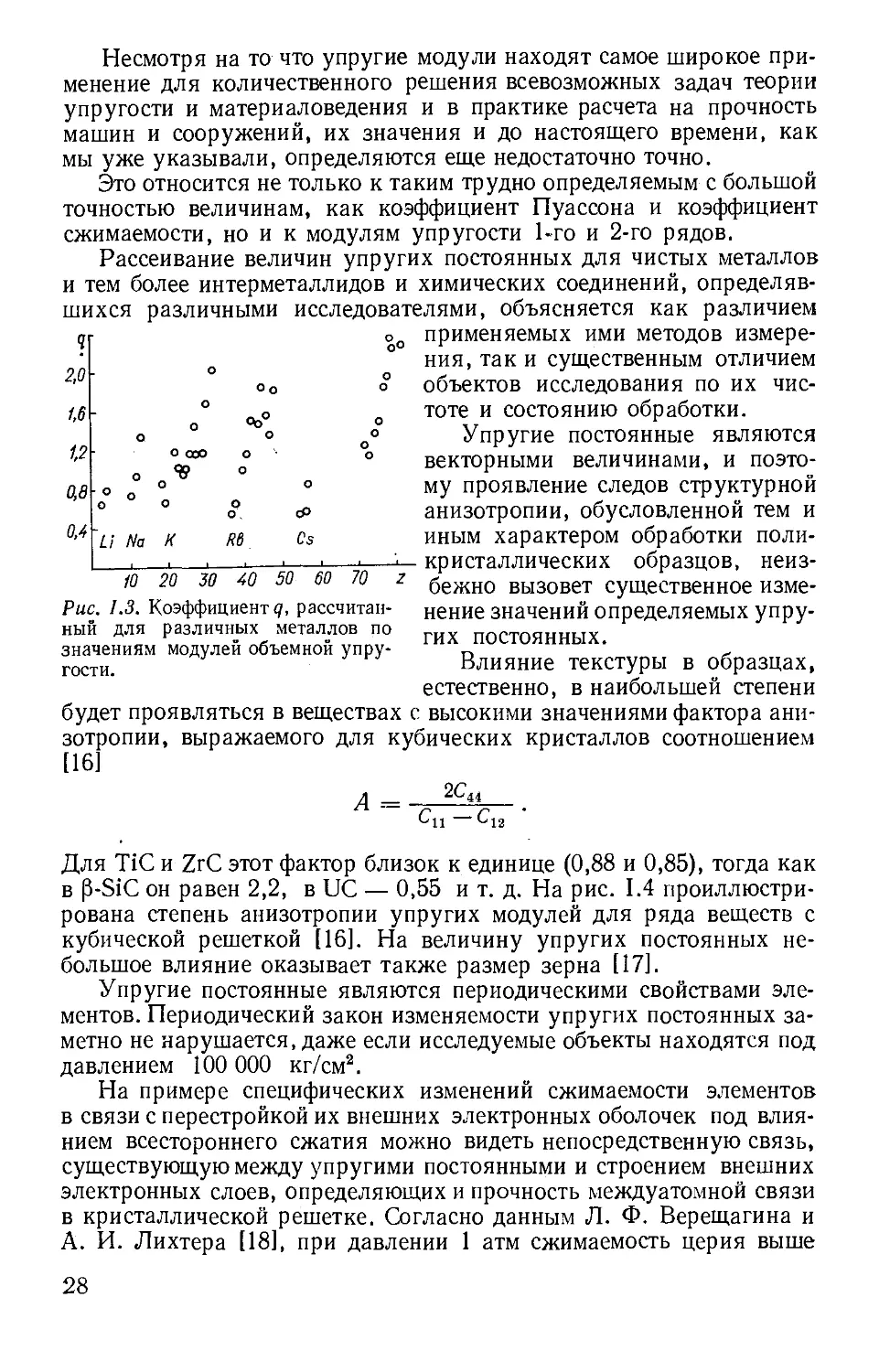
также рассчитана через модуль объемной упругости (рис. 1.3).
Q ~ ^ ~ ^0 (гд£ J — «о — ЧИСЛО валентных электронов: п — главное квантовое число).
27
ч
2,0
1,6
i,2
0,8
0,4
о
о
■° о
0
'и Na
о
о
о
о 000
49
о
о
к
оо
Cto°
о
о
о
о
о.
Rd
о
сР
С5
с
<
о
о
о
о
о
о
■
Несмотря на то что упругие модули находят самое широкое
применение для количественного решения всевозможных задач теории
упругости и материаловедения и в практике расчета на прочность
машин и сооружений, их значения и до настояш,его времени, как
мы уже указывали, определяются еш,е недостаточно точно.
Это относится не только к таким трудно определяемым с большой
точностью величинам, как коэффициент Пуассона и коэффициент
сжимаемости, но и к модулям упругости 1-го и 2-го рядов.
Рассеивание величин упругих постоянных для чистых металлов
и тем более интерметаллидов и химических соединений,
определявшихся различными исследователями, объясняется как различием
Од применяемых ими методов
измерения, так и суш,ественным отличием
объектов исследования по их
чистоте и состоянию обработки.
Упругие постоянные являются
векторными величинами, и
поэтому проявление следов структурной
анизотропии, обусловленной тем и
иным характером обработки поли-
кристаллических образцов, неиз-
10 20 30 40 50 60 70 z 5ежно вызовет суш,ественное изме-
Рис. 1.3. Коэффициент q, рассчитан- нение значений определяемых упру-
ный для различных металлов по постоянных.
значениям модулей объемной упру- „
гости. Влияние текстуры в образцах,
естественно, в наибольшей степени
будет проявляться в веш,ествах с высокими значениями фактора
анизотропии, выражаемого для кубических кристаллов соотношением
[16]
Для TiC и ZrC этот фактор близок к единице (0,88 и 0,85), тогда как
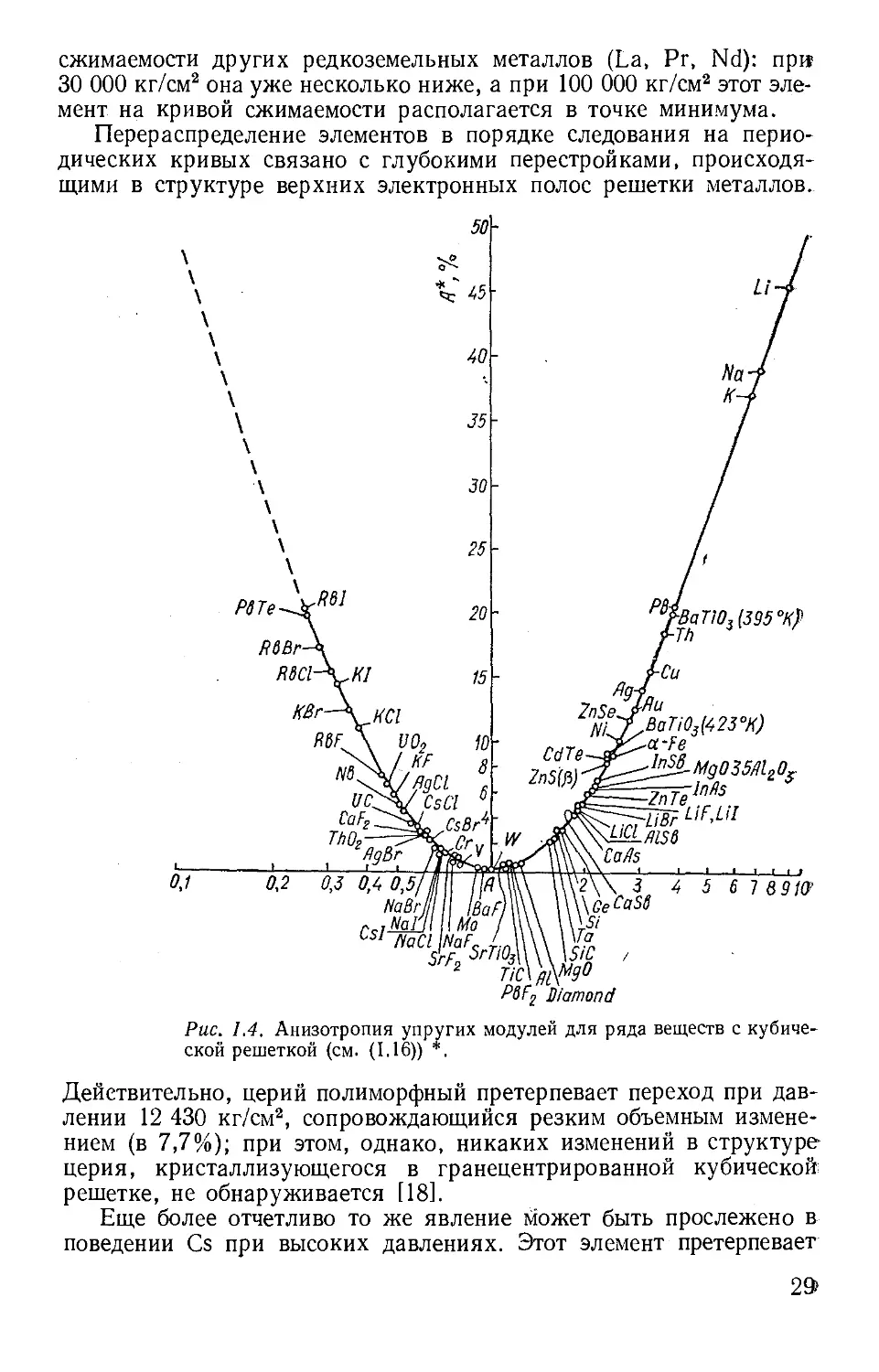
в p-SiC он равен 2,2, в UC — 0,55 и т. д. На рис. 1.4
проиллюстрирована степень анизотропии упругих модулей для ряда веш,еств с
кубической решеткой [16]. На величину упругих постоянных
небольшое влияние оказывает также размер зерна [17].
Упругие постоянные являются периодическими свойствами
элементов. Периодический закон изменяемости упругих постоянных
заметно не нарушается, даже если исследуемые объекты находятся под
давлением 100 000 кг/см^.
На примере специфических изменений сжимаемости элементов
в связи с перестройкой их внешних электронных оболочек под
влиянием всестороннего сжатия можно видеть непосредственную связь,
суш,ествуюш,ую между упругими постоянными и строением внешних
электронных слоев, определяюш,их и прочность междуатомной связи
в кристаллической решетке. Согласно данным Л. Ф. Вереш,агина и
А. И. Лихтера [18], при давлении 1 атм сжимаемость церия выше
28
сжимаемости других редкоземельных металлов (La, Рг, Nd): при
30 000 кг/см^ она уже несколько ниже, а при 100 000 кг/см^ этот
элемент на кривой сжимаемости располагается в точке минимума.
Перераспределение элементов в порядке следования на
периодических кривых связано с глубокими перестройками,
происходящими в структуре верхних электронных полос решетки металлов.
3
GeCaSS
Та
TiC\/;i\M90
P6F2 Diamond
Рис. 1.4. Анизотропия упругих модулей для ряда веществ с
кубической решеткой (см. (1.16)) *.
Действительно, церий полиморфный претерпевает переход при
давлении 12 430 кг/см^, сопроюждающийся резким объемным
изменением (в 7,7%); при этом, однако, никаких изменений в структуре
церия, кристаллизующегося в гранецентрированной кубической
решетке, не обнаруживается [18].
Еще более отчетливо то же явление может быть прослежено в
поведении Cs при высоких давлениях. Этот элемент претерпевает
29>
■первое полиморфное превращение при давлении 23 000 кг/см^ со
скачком объема в 0,6%, связанное с переходом от объемноцентри-
рованной к гранецентрированной кубической решетке, и второе —
при давлении 45 000 кг/см^, сопровождающееся уже объемным
изменением в 5,6%, но не связанное с новыми изменениями
структуры. В этом случае можно путем квантовомеханического расчета
показать, что в Cs в связи с объемным изменением при высоких давлениях
наступает момент, когда оказывается энергетически выгоден при
давлении около 50 000 кг/см^ переход б5-электрона на уровень 5d.
Появление у цезия структуры электронных слоев, подобной
переходным элементам, сопровождается и изменением сжимаемости с
приближением последней к уровню величин, характерных для
переходных элементов. Выражая зависимость сжимаемости твердых тел
от давления
dk
дР
J'h
0,0083
.'Va
дР
.+
dTi
дР
'pi2
пл
дР It "'" /
(1.55)
0,0083Г|,^,
нужно подчеркнуть, что эта зависимость (1.55) будет справедлива
только в интервале давлений, отвечающих существованию данной
t-й электронной структуры элемента; при переходе к новому типу,
сопровождающемуся изменением геометрии строения или же только
электронными переходами, скачкообразно будут меняться значения
всех величин, входящих в уравнение (1.55).
В это уравнение, кроме известных уже величин, входит г^ —
■скрытая теплота плавления данной модификации, рассчитанная на
единичное изменение объема при плавлении. Существует такого же
типа зависимость от давления и для модуля упругости.
Существенные изменения в структуре электронных слоев кри-
, 2S0OOr
% /4000
f
^-12000
10000
8000 г
6000
-200 О 200 iOO 600 BOOt'C
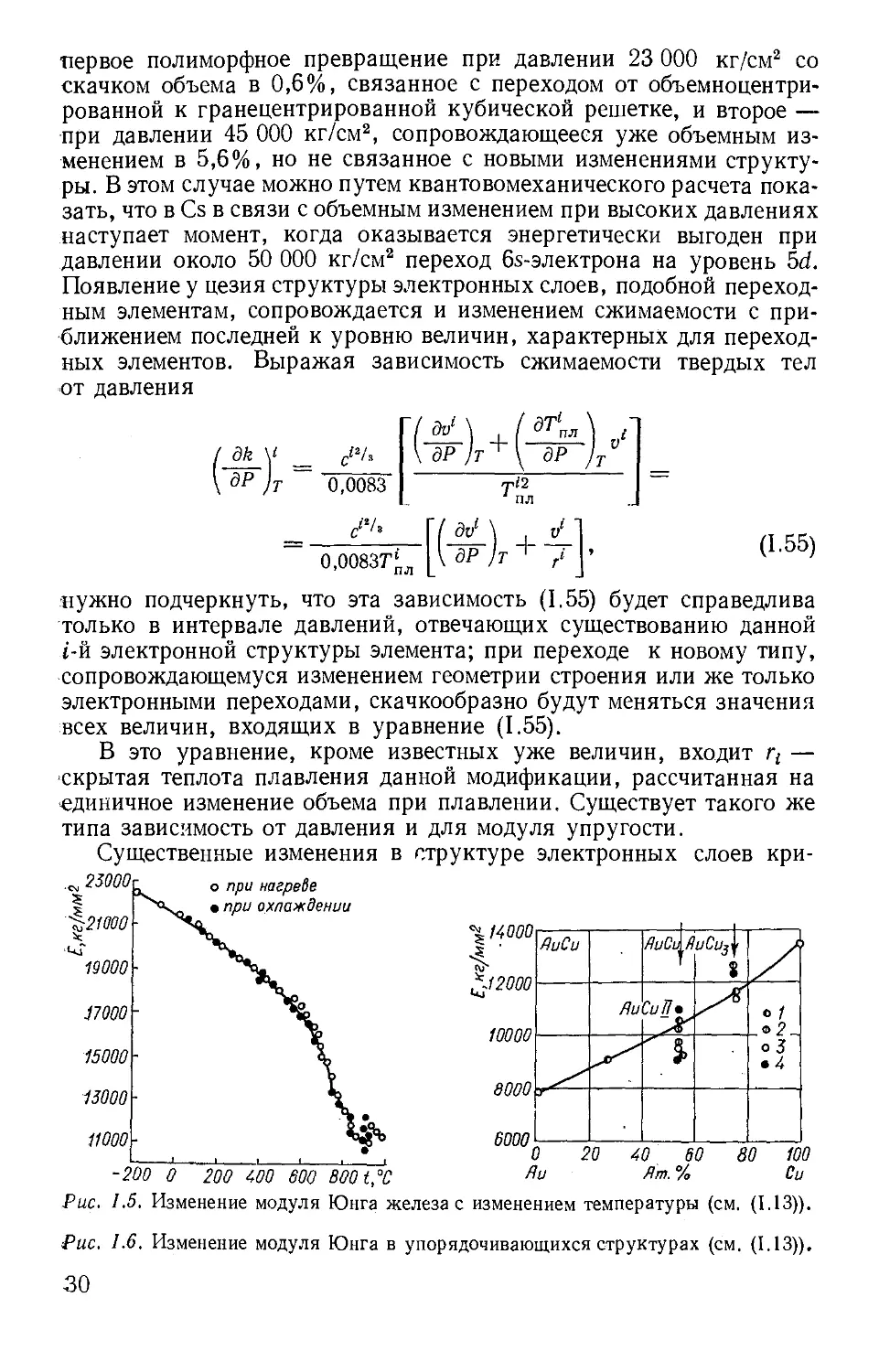
Рис. 1.5. Изменение модуля Юнга железа с изменением температуры (см. (1.13)).
Рис. 1.6. Изменение модуля Юнга в упорядочивающихся структурах (см. (1.13)).
30
сталлической решетки вносят вводимые примеси, растворяющиеся
или же образующие химические соединения с основными
элементами. Эти примеси могут или стабилизировать — упрочнить связь
в решетке, или же ее ослабить — разрыхлить решетку.
Скачкообразно меняется модуль упругости при переходе через
точки аллотропного превращения (рис. 1.5). На рис. 1.6 показаны
изменения модуля упругости в сплавах в связи с их упорядочением.
t2r
а
ПК
-
о
^ S„
S6,
=i=I"
~^
О
Си
10
20 30
Zn;m;S8;Sn
30 АО 50
До5авка, am. %
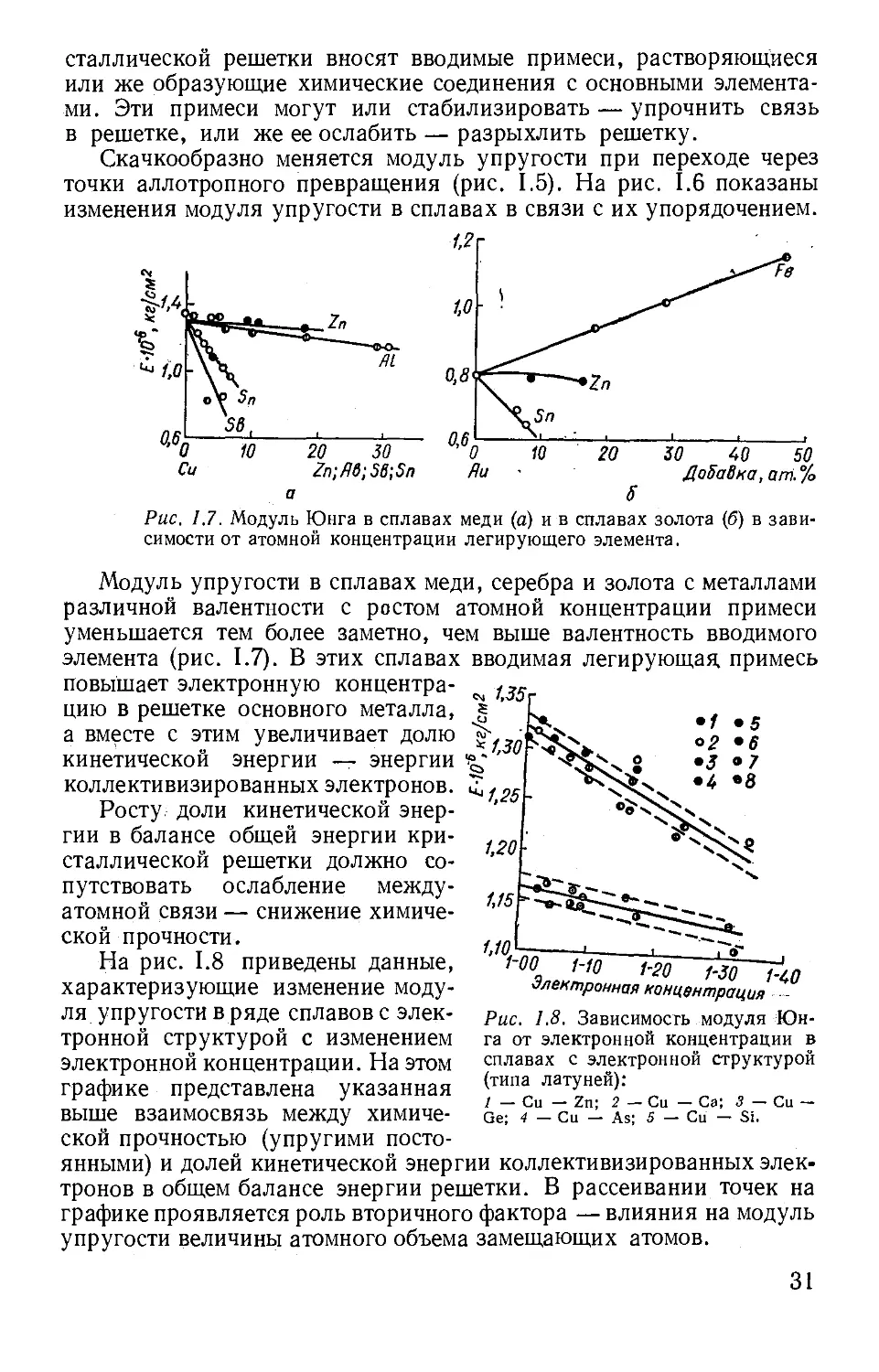
Рис. 1.7. Модуль Юнга в сплавах меди (а) и в сплавах золота (б) в
зависимости от атомной концентрации легирующего элемента.
Модуль упругости в сплавах меди, серебра и золота с металлами
различной валентности с ростом атомной концентрации примеси
уменьшается тем более заметно, чем выше валентность вводимого
элемента (рис. 1.7). В этих сплавах вводимая легирующая примесь
повышает электронную концентра- ^jr
цию в решетке основного металла, "
а вместе с этим увеличивает долю
кинетической энергии — энергии
коллективизированных электронов.
Росту доли кинетической
энергии в балансе общей энергии
кристаллической решетки должно
сопутствовать ослабление
междуатомной связи — снижение
химической прочности.
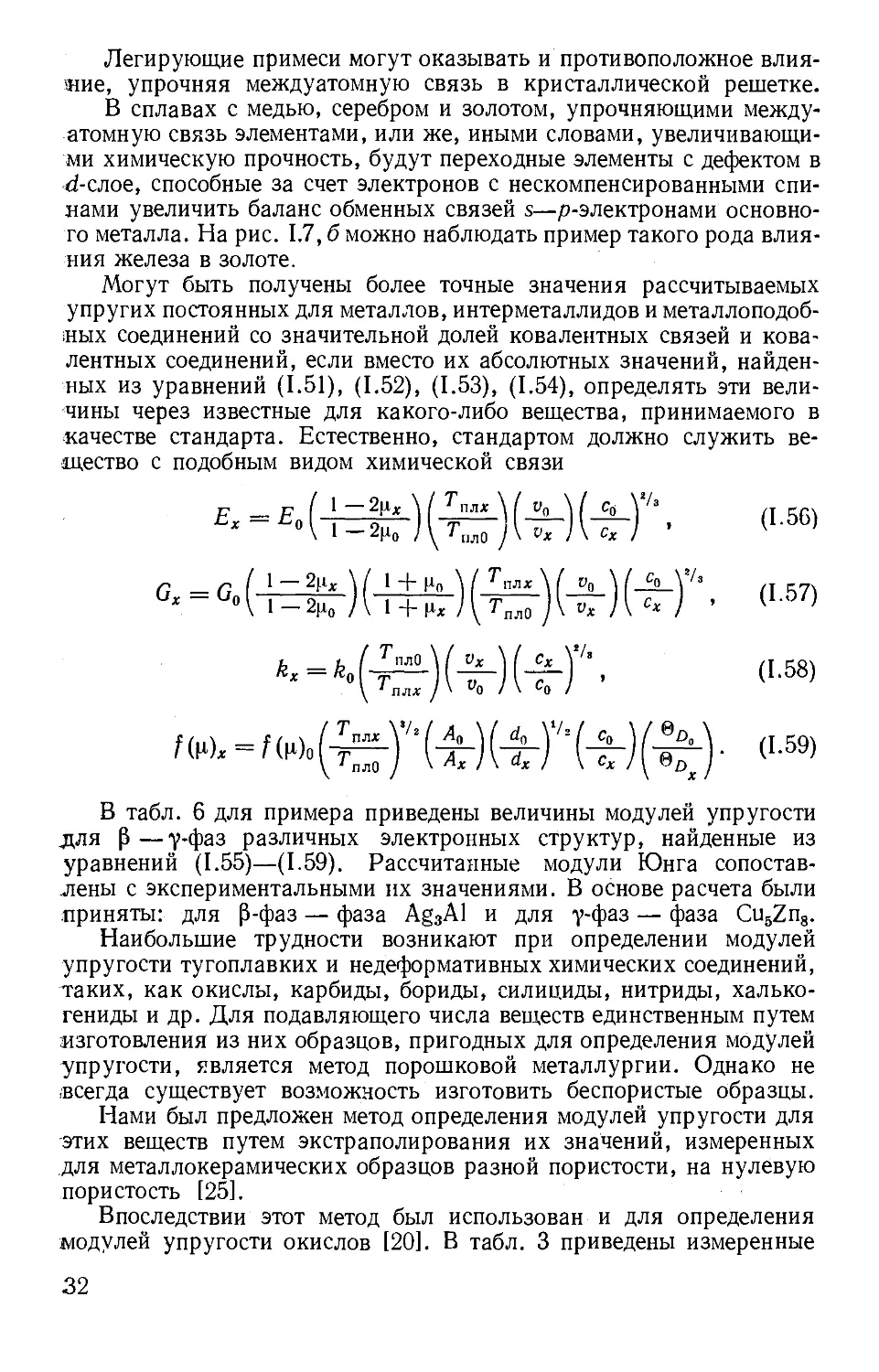
На рис. 1.8 приведены данные,
характеризующие изменение
модуля упругости в ряде сплавов с
электронной структурой с изменением
электронной концентрации. На этом
графике представлена указанная
выше взаимосвязь между
химической прочностью (упругими
постоянными) и долей кинетической энергии коллективизированных
электронов в общем балансе энергии решетки. В рассеивании точек на
графике проявляется роль вторичного фактора — влияния на модуль
упругости величины атомного объема замещающих атомов.
f-30 i-i,o
1-00 но т гои ,
■ялентронная концентрация
Рис. 1.8. Зависимость модуля
Юнга от электронной концентрации в
сплавах с электронной структурой
(типа латуней):
/ — Си — Zn; 2 — Си — Сэ; 3 — Си —
Ое; ■( — Си — As; 5 — Си — Si.
31
Легирующие примеси могут оказывать и противоположное влия-
мие, упрочняя междуатомную связь в кристаллической решетке.
В сплавах с медью, серебром и золотом, упрочняющими
междуатомную связь элементами, или же, иными словами,
увеличивающими химическую прочность, будут переходные элементы с дефектом в
d-слое, способные за счет электронов с нескомпенсированными
спинами увеличить баланс обменных связей s—/^-электронами
основного металла. На рис. 1.7, б можно наблюдать пример такого рода
влияния железа в золоте.
Могут быть получены более точные значения рассчитываемых
упругих постоянных для металлов, интерметаллидов и металлоподоб-
мых соединений со значительной долей ковалентных связей и кова-
лентных соединений, если вместо их абсолютных значений,
найденных из уравнений (1.51), (1.52), (1.53), (1.54), определять эти
величины через известные для какого-либо вещества, принимаемого в
качестве стандарта. Естественно, стандартом должно служить
вещество с подобным видом химической связи
Е.-ЕА-\^^Ц^]^{^У\ (1.56)
^-^o(4^)(4^)fe)(^)(^r' (-^^)
плО
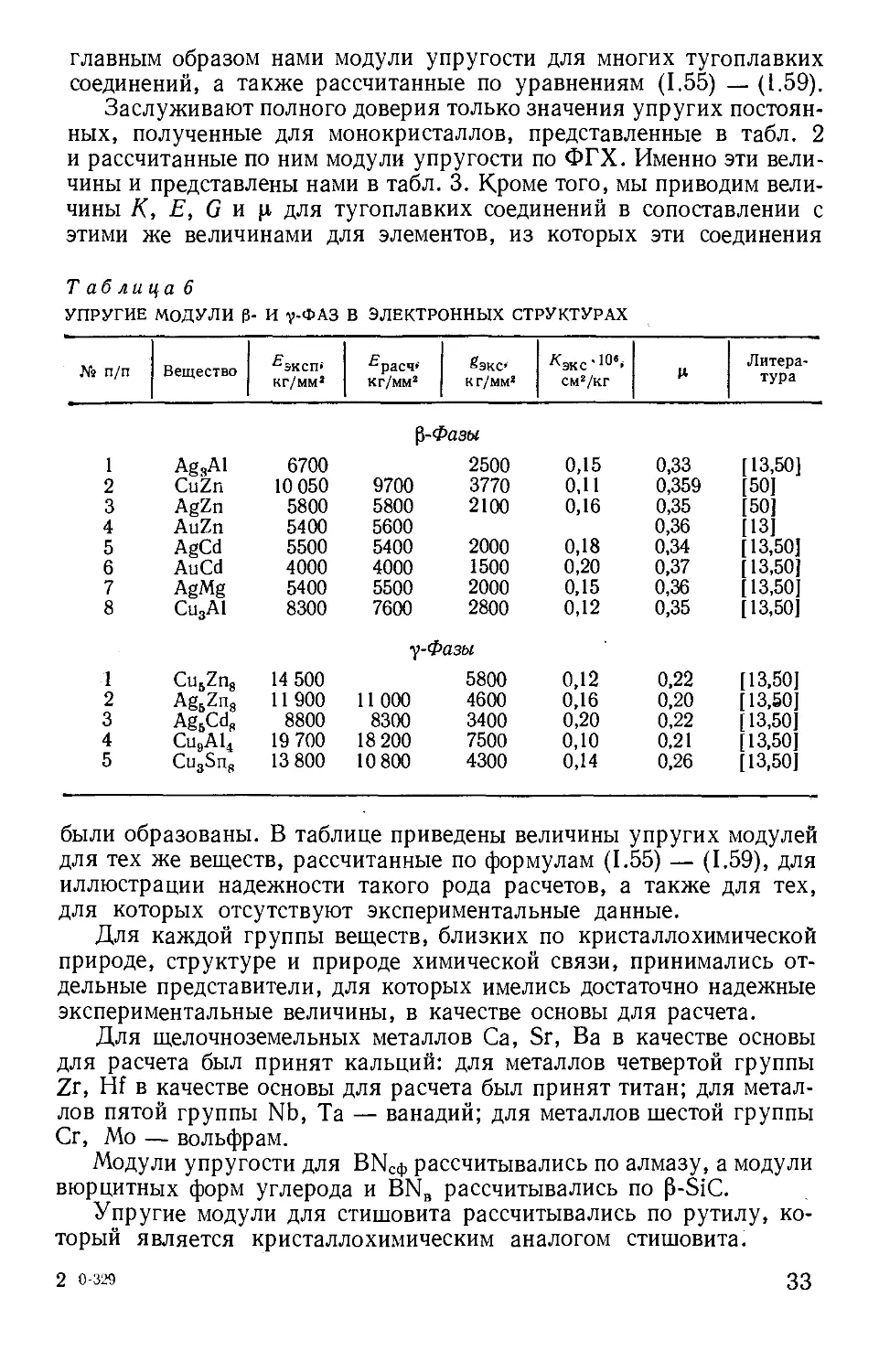
в табл. 6 для примера приведены величины модулей упругости
для р—у-фаз различных электронных структур, найденные из
уравнений (1.55)—(1.59). Рассчитанные модули Юнга
сопоставлены с экспериментальными их значениями. В основе расчета были
приняты: для Р-фаз — фаза AgsAl и для у-фзз — фаза CUgZng.
Наибольшие трудности возникают при определении модулей
упругости тугоплавких и недеформативных химических соединений,
таких, как окислы, карбиды, бориды, силициды, нитриды, халько-
гениды и др. Для подавляющего числа веществ единственным путем
изготовления из них образцов, пригодных для определения модулей
упругости, является метод порошковой металлургии. Однако не
всегда существует возможность изготовить беспористые образцы.
Нами был предложен метод определения модулей упругости для
этих веществ путем экстраполирования их значений, измеренных
для металлокерамических образцов разной пористости, на нулевую
пористость [25].
Впоследствии этот метод был использован и для определения
модулей упругости окислов [20]. В табл. 3 приведены измеренные
32
главным образом нами модули упругости для многих тугоплавких
соединений, а также рассчитанные по уравнениям (1.55) — (1.59).
Заслуживают полного доверия только значения упругих
постоянных, полученные для монокристаллов, представленные в табл. 2
и рассчитанные по ним модули упругости по ФГХ. Именно эти
величины и представлены нами в табл. 3. Кроме того, мы приводим
величины /С, £, G и ц для тугоплавких соединений в сопоставлении с
этими же величинами для элементов, из которых эти соединения
Таблица 6
УПРУГИЕ МОДУЛИ Р- и v-ФАЗ В ЭЛЕКТРОННЫХ СТРУКТУРАХ
№ п/п
1
2
3
4
5
6
7
8
1
2
3
4
5
Вещество
AgsAl
CuZn
AgZn
AuZn
AgCd
AuCd
AgMg
CU3AI
CujZnj
AgjZnj
AgjCd,
Cu<,Al4
CUgSn^
^зксп-
кг/мм"
6700
10 050
5800
5400
5500
4000
5400
8300
14 500
11900
8800
19 700
13 800
p
^расч'
кг/мм^
йэкс
к г/мм2
р-Фазы
9700
5800
5600
5400
4000
5500
7600
2500
3770
2100
2000
1500
2000
2800
у-Фазы
11000
8300
18 200
10 800
5800
4600
3400
7500
4300
см^/кг
0,15
0,11
0,16
0,18
0,20
0,15
0,12
0,12
0,16
0,20
0,10
0,14
V-
0,33
0,359
0,35
0,36
0,34
0,37
0,36
0,35
0,22
0,20
0,22
0,21
0,26
Литература
[13,50]
[50]
[50]
[13]
[13,50]
[13,50]
[13,50]
[13,50]
[13,50]
[13,50]
[13,50]
[13,50]
[13,50]
были образованы. В таблице приведены величины упругих модулей
для тех же веществ, рассчитанные по формулам (1.55) — (1.59), для
иллюстрации надежности такого рода расчетов, а также для тех,
для которых отсутствуют экспериментальные данные.
Для каждой группы веществ, близких по кристаллохимической
природе, структуре и природе химической связи, принимались
отдельные представители, для которых имелись достаточно надежные
экспериментальные величины, в качестве основы для расчета.
Для щелочноземельных металлов Са, Sr, Ва в качестве основы
для расчета был принят кальций: для металлов четвертой группы
Zr, Hf в качестве основы для расчета был принят титан; для
металлов пятой группы Nb, Та — ванадий; для металлов шестой группы
Сг, Мо — вольфрам.
Модули упругости для ВНсф рассчитывались по алмазу, а модули
вюрцитных форм углерода и BNg рассчитывались по P-SiC.
Упругие модули для стишовита рассчитывались по рутилу,
который является кристаллохимическим аналогом стишовита.
2 0-329
33
Упругие модули дЛя а-СггОз рассчитывались по a-AlJOg. В тех
случаях, когда коэффициенты Пуассона не были известны, они
брались по тем представителям, которые были приняты как основа
расчета. Эти значения в таблице отмечены звездочкой. Для карбидов
переходных металлов с кубической решеткой типа NaCl в качестве
основы для расчета принимался карбид титана, для нитридов с
такой же решеткой — нитрид титана. Для боридов (MB и М2В4)
с ромбической структурой в основу расчета взят
моноборид'ванадия. Гексаборид лантана принят как основа, для расчета модулей
упругости гексаборидов ш,елочноземельных элементов и
редкоземельных элементов.
Модули упругости для диборидов переходных металлов с
гексагональной структурой рассчитывались по экспериментальным
данным для диборида титана. Карбид кремния был положен в основу
для расчета модулей упругости нитрида кремния и карбидов бора.
По экспериментальным данным для WjBg рассчитывался модуль
Юнга для MogBg. Только в одном случае (SisNJ экспериментальная
величина модуля Юнга [21] оказалась почти в десять раз ниже
расчетной. Имеются все основания считать, что в данном случае
необходимо отдать предпочтение рассчитанному значению.
Нитрид кремния является трудно спекаемым материалом
и образцы, которые были объектом исследования в [21], несомненно
имели очень высокую пористость. 10—15% расхождения между
расчетными и экспериментальными данными для всех остальных
веществ, приведенных в табл. 3, можно считать достаточно
удовлетворительными и даже в известной степени контролирующими, если
учесть, к сожалению, обычный диапазон расхождения
экспериментальных значений модулей упругости для одного и того же вещества,
приводимых разными авторами, как, например, для ZrC (36 000 [7],
37 800 [22]) или для NbC (58 000 [23], 49 800 [22]), Ni (19 700 [13],
24 400 [22]); W (41 520 [13] и 35 200 [24]) или Nb (16 000 [13] и
10 900 [25]).
Сравнивая рассчитанные значения по методу РФХ с найденными
из прямых измерений для разного класса бинарных соединений,
О. Андерсон [22] показал, что для галогенидов щелочных металлов
-^ = 7000 (-|^Г' кбар. G = 11000 (^f' кбар. (1.60)
В более общем виде L [-=- j = const, где L — любая упругая
постоянная. Для галогенидов щелочных металлов х = 3 или х = 4;
для карбидов и полупроводников л; = 4, а для окислов л: = 9.
п М
Для многих окислов характерно постоянство отношения -р- s»
яй 21, независимое от молекулярной массы, типа кристалла и
валентности. Плотность таких окислов целиком определяется объемом
анионов кислорода и плотностью их упаковки.
34
Как показал Полннг [26], для плотноупакованных^ ионов
кислорода характерен объем, приходящийся на ион в 15,5 А или на моль
в 9,3 см^моль, что соответствует плотности в 2,26 при -=- =^; 21.
Таким образом, окислы с -р- ==* 21 представляют собой плотноупа-
кованную решетку анионов кислорода с внедренными в пустотах
катионами.
Очевидно, все окислы с плотностью выше 2,3 будут иметь
решетки со сжатыми анио^1ами кислорода. Ион кислорода в коэсите имеет
объем, равный 8,5 А, а в стишовите — менее 7 А. Таким образом,
в решетке окислов, удовлетворяющих указанному выше условию,
существеннейшую роль играет анионное взаимодействие. Если г —
расстояние между анионом и катионом, г R — расстояние между
анионами, энергия решетки такого окисла выразится соотношением
■ ^=-4+-^+-^- (1-61)
Здесь первый член учитывает анион-катионное притяжение,
второй — анион-катионное отталкивание, третий — анион-анионное
отталкивание. Катион-катионным взаимодействием можно пренебречь'
ибо катионы экранированы в решетке ионами кислорода. Из условий
dF -
J- = О получаем
dr / пВ А\ ■ ^j_g2)
l^tn+i dR \ fi+i г
После дифференцирования F ио R w. приравнивая все члены с
^П2 нулю, а также беря во внимание предыдущее соотношение, мы
можем получить следующее выражение;
d'^F _ т{т-\-\)С dr 2тС , ( dr У (п^ — \) В „
Обозначим потенциал отталкивания анион-анион через флл и
потенциал отталкивания катион-анион через флс- Тогда
^2^ т{т+1)ф^^ dr 2т , I dr ^ п? — \ ,. „ .,
-dR^= ^2—+ Ж- Т^Ч'лл+ [^j ^^+Г-Флс. (1.64)
Через эту величину определяем -^
1 _ ^0 d-'F
к _ 9;л dR
Флл
л=л»
+ {«^-1)
(1.65)
/?„ ? Флс / dr
г J Vaa \ ''^
Учитывая малость для решеток рассматриваемого типа -^^ и зная,
что флл = -4г> имеем
-^ = const • Uo~ (х)+' (1.66)
Поставив значения ^ и Уо для ряда окислов с — =» 21, можно
убедиться, что для них m = 6. Это значение соответствует потенциалу
Леннарда — Джонса для кислорода.
Все сказанное справедливо для тех окислов, у которых
отношение радиусов катионов и анионов меньше 0,414. Только в этом
случае, согласно Полингу, анионы в решетке приходят в
соприкосновение. Предельными структурами, для которых отношение 0,414 уже
не удовлетворяется, будут окись магния, у которой катион слишком
велик по сравнению с анионом, и стишовит, у которого анион
слишком мал по сравнению с катионом.
Выше мы установили связи модулей упругости с физическими
постоянными металлов, справедливые также для сплавов, металло-
подобных и химических соединений с ковалентной связью.
Подобная связь может быть установлена и для ионных структур, как это
было показано О. Андерсоном [22] для частного случая окислов,
а также в более общем виде.
Как известно, потенциальная энергия ионной решетки
выражается соотношением
Р = -^+~1Г- (1-67)
Величина А включает постоянную Маделунга; v — молекулярный
объем; тип — соответственно степени Кулоновского притяжения и
отталкивания. Выражая модуль объемной упругости
и имея в виду, что Uq отвечает равновесному объему, когда сила
обращается в нуль, получаем в результате
(—1+1
Cv^^' = const, (1.69)
если т, п и А сохраняют постоянство.
Это же соотношение может быть записано и в другом виде
^\(-)+'= const, (1.70)
где М — молекулярная масса и р-плотность. Для галогенидов
щелочных металлов m = 1 и соотношение (1.70) принимает вид
М \'/г
Р
36
-i" = const. (1-71)
Для соединений более сложного типа молекулярный объем
можно выражать в смысле объема грамм-молекулы ионной пары:
2М
— (где М — молекулярная масса соединении, ар — число атомов
в формуле). Тогда соотношение (1.70) будет иметь более общий вид
2М ^"'^
C[J^y „const, (1.72)
где X = т -\- 3.
Таким образом, для окислов с — ;» 21 и плотностью не меньше
2,3 модули упругости, как и характеристическая температура вд,
могут быть определены непосредственно только через плотность
С = 36р%бар, (1.73)
С=26р%бар, (1.74)
во = 164pV= . К. (1.75)
Температурная зависимость упругих постоянных в известной
мере коррелирует также с температурной зависимостью твердости
тугоплавких химических соединений.
Эмпирическое уравнение для нормального модуля упругости
вида
Е = Е, — ЬТехр_(^ ^) . (1-76)
было теоретически обосновано О. Андерсоном [27] для окислов.
Им было получено уравнение, выражающее зависимость от
температур модуля объемной деформации
К = Ко-ЬТехр[ i^j. (1.77)
Здесь /Со — модуль для температуры абсолютного нуля; То —
постоянная при высоких температурах, близкая к 0,5:
6 = 3/?ф^;
Ф — постоянная; Vo — удельный объем при температуре абсолютно-
А 1 fd\r\K\
го нуля и б = - (-^j^.
Это же уравнение может быть представлено и в таком виде:
dk
kr = kAl+^l^^^]{l + a^U (1-78)
"р
где Н — теплосодержание; ау — объемный коэффициент
термического расширения; Ср — теплоемкость.
Упругие постоянные твердых тел, как мы уже указывали, в
известной мере характеризуют прочность междуатомной связи,
37
как и некоторые другие физические величины: температура
плавления, теплота сублимации, т@^, величина среднего квадратичного
смещения атомов в кристаллической решетке, твердость и т. д.
Сопоставляя значения всех этих критериев прочности
междуатомной связи для металлов и их тугоплавких соединений, мы приходим
к выводу, что в последних эта связь прочнее.
К сожалению, несмотря на весьма значительное число
исследований, посвященных квантовомеханическому анализу структуры
электронного спектра даже простейших тугоплавких соединений,
кристаллизующихся в решетке NaCl, как и экспериментальных
данных их рентгеноспектрального исследования, до сего времени
остается неясным вклад в общий баланс междуатомного
взаимодействия в решетках этих соединений связей М—X и М—М. Во
всяком случае, имеются достаточные основания утверждать, что
основной вклад в связь дают, в частности, для карбидов s/7-электроны
углерода и гибридизированные dhp^-электроны металла. Именно
этим видом связи определяется преимущественная доля ковалент-
ности и достаточно малая доля ионности карбидов, за некоторым
исключением. Преимущественно ковалентный характер
взаимодействия особенно проявляется в неметаллических карбидах и
нитридах (SiC, BN, 51зМ4), а также в боридах, где существенную роль
играют уже не только взаимодействия М—Х и М—М, но и X—X.
В последние годы в моделях, применяемых в качестве основы
для квантовомеханических расчетов электронного энергетического
спектра, существенную роль отводят и М—М-взаимодействию.
Сильное влияние на прочность междуатомной связи в тугоплавких
химических соединениях оказывает дефектность структуры,
проявляющаяся в дефиците неметаллических атомов. Если в отношении
оценки ослабляющего влияния дефицита атомов на прочность М—X-
взаимодействия нет противоречий, в отношении оценки влияния
этой дефектности структуры на прочность связи М—М
высказываются прямо противоположные точки зрения. Л. Тот предполагает,
что появление вакансий в решетке карбидов и нитридов упрочняет
связь М—М [28], в то время как П. В. Гельд [29] достаточно
убедительно доказывает, что появление вакансий за счет дефицита
неметаллических атомов может лишь ослабить прочность связи М—М.
Существуют противоречивые мнения и в отношении характера
акцепторно-донорного взаимодействия атомов металла и неметалла
в решетках тугоплавких химических соединений.
Наши прямые опыты по электропереносу [30] дают основание
считать, во всяком случае для карбидов, что донором электронов в
карбидах служит углерод, а не металл. Обратная картина
наблюдается в структурах, в которых проявляется существенная доля
ионного взаимодействия (в нитридах и окислах).
К сожалению, отсутствуют данные систематических
исследований упругих постоянных тугоплавких химических соединений
переменного состава, охватывающие широкие концентрационные области
гомогенности. Пока о существенном влиянии вакансий на прочность
38
междуатомнои связи в структуре химических соединений мы можем
судить по такой косвенной ее характеристике, как твердость.
Например, соединение с дефектной решеткой состава В4С имеет
твердость 4950 кг/мм^, а соединение, образующееся за счет
дальнейшего заполнения вакансий атомами бора состава В^зСг, имеет
твердость 5800 кг/мм^.
Существует непосредственная связь упругих постоянных с фо-
нонным спектром всякого кристаллического тела. Определение
упругих постоянных динамическими методами, а также по спектрам
теплового рассеяния рентгеновских лучей [31] основывается на
использовании этих связей
Vl =
Vt
£(1—ц)
(1 + Ц) (1 - 2ц)
Vr,, =
1+Ц
L3(i-n)
2 (1 + ц)
L 1 + 2ц
р
(1.79)
(1.80)
(1.81)
где р — плотность материала; v^ — средняя скорость
распространения колебаний, равная
^?
(1.82)
Здесь Vi — скорость распространения продольных колебаний;
Vj — скорость распространения поперечных колебаний.
Средняя скорость v'^ определяет характеристическую
температуру Дебая
Jt_ ( ЗпУУр \'/',
k [ inM
Qd
(1.83)
3. ТВЕРДОСТЬ
Твердость, определяющее свойство всякого инструментального
материала, находится в непосредственной корреляционной связи с
упругими постоянными Ci2, Qi и соответственно Sn, S^^, S12 и
упругими модулями.
Среди разнообразных критериев механической прочности
твердых тел твердость наиболее непосредственно характеризует
энергетическое их состояние и по этой причине метод твердости уже на
протяжении многих лет является популярным методом
физико-химического анализа.
Существует очевидная общность в подходах к оценке связи
твердости и упругих модулей твердых тел с другими физическими
свойствами. Так, еще в прошлом столетии С. Боттоне установил [32],
что для металлов твердость обратно пропорциональна атомному
39
объему:
H = k-^, (1.84)
k — коэффициент пропорциональности; р — плотность; А —
м
атомная масса для соединении, определяемая через —;
(Д| — молекулярная масса; п — число атомов в молекуле).
К этому же виду связи приходят С. Бенедикс [33] и П. П.
Лазарев [34].
Э. Фридрих [35] установил подобную же связь, учтя при этом
и валентность.
Им были предложены уравнения вида
Н,= ^, (1.85)
Н, = ^, (1.86)
V
■■и
Н,^-^, (1.87)
где W — валентность; v — атомный объем. Эти представления были
использованы О. Мейером и В. Эйлендером [36] при оценке твердости
карбидов и нитридов. Для гетерополярных структур В. М. Гольд-
шмидт [37] предложил твердость определять по уравнению
где а — постоянная для соответствующих структурных типов;
^А, /к — заряды аниона и катиона; г — межатомное расстояние;
т — показатель, разный для различных структурных типов.
А. Е. Ферсман для того же класса веществ предложил
определить твердость (в баллах шкалы Моаса) через среднее значение
«VEK» [38]
я.,., ■■"=«>.. +;У^'<... (1.89)
где а — структурный фактор; k — коэффициент
пропорциональности; а и 6 — числа катионов и анионов
где W — валентность; R — постоянная Клапейрона.
А. С. Повареных [39] представил зависимость твердости (в
баллах шкалы Моаса) в функции от показателей прочности
междуатомной связи в наиболее общем виде
H = ak^^^y, (1.90)
где а — коэффициент пропорциональности, учитывающий силы
отталкивания между атомами в различных валентных типах соеди-
40
нений; k — коэффициент прочности связи, учитывающий долю
обменного взаимодействия между атомами, изменяющегося в
зависимости от состояния связи; WaWk — эффективные валентности
различных атомов (катиона и аниона); d — межатомное расстояние;
р — коэффициент ослабления прочности связи за счет неучаствую-
щих в этой связи валентных электронов; у — коэффициент
плотности упаковки, отражающий объемное влияние
координационного числа электроположительного атома в структуре.
Все эти связи, установленные эмпирическим путем, являются
сугубо приближенными. Однако в них четко прослеживается
тенденция к выражению твердости через по- igH
казатели прочности между атомной связи
по тому же типу, как это делалось в
отношении упругих постоянных.
Впервые М. В. Ломоносов в своем
трактате о природе тепла высказал мысль
о том, что существует общность между
процессом разрушения и плавления
твердого тела.
Р. Бори [40] попытался
количественно оценить зависимость между
механическими, структурными и
термическими характеристиками материала и, в
частности, теплотой плавления.
Учитывая то, что в теории плавления
твердого тела Линдемана определяющим
параметром для процесса является фактор частоты, который может
служить мерой взаимного сопротивления сдвигу составляющих
структур, Г. Новотный [41], рассматривая и твердость как меру
предельного значения сопротивления сдвиговой деформации,
предположил линейную связь между со и Я, выражаемую соотношением
шо-
шо
3000
2500
2000 , 2250 ф1д,д
Зависимость между
то
Рис. 1.9.
модулем сдвига и твердостью.
"=Y
(1.91)
где Н — твердость; А — коэффициент пропорциональности; Т^ —
температура плавления; Т^ — температура испытания; М —
молекулярная масса; и — молекулярный объем.
Наличие такого рода связи предполагает наличие зависимости
между твердостью и модулем упругости, приближающейся к
параболическому виду, что в известной мере и подтверждается
(см. рис. 1.9).
Правда, М. Г. Лозинский и С. Г. Федоров [42] для чистых
металлов между модулем упругости и твердостью (по Виккерсу)
устанавливают линейную связь.
Однако в действительности коррелятивная связь между
твердостью и упругими модулями не столь проста и непосредственна.
Строго говоря, твердость тугоплавкого химического соединения
определяется высоким уровнем в них сил междуатомной связи и тем.
41
что для осуществления акта сдвиговой деформации, связанной с
возникновением и со скольжением дислокации, необходимо преодолеть
направленные М — Х-связи.
Именно это определение и послужило основанием для Ж- Гиль-
мана [43] представить твердость бинарных соединений (карбидов и
нитридов) соотношением
Я=-^, (1.92)
где AZ — теплота образования; и^ — молекулярный объем.
Однако, видимо, правильнее будет выражать твердость через
кинетические параметры, характеризующие процесс генерирования
и движения дислокаций, сопровождающий акт сдвиговой
деформации.
Именно такого рода зависимость и была предложена В. И. Тре-
филовым и Ю. В. Мильманом [44] для ковалентных веществ:
Я ~ т^ = AT ' ехр .;,.„ I — при высоких температурах, (1.93)
„ Q — kT\nM п пл^
/7~Тс= при низких температурах. (1-94)
Здесь Q — энергия активации термически активируемого процесса
скольжения дислокаций; k — постоянная Больцмана; М —
параметр, зависящий от скорости деформации; v — активационный
объем.
Определяя твердость при разных температурах, можно
рассчитать величину энергии активации, которая, в частности, для TiC,
NbC и WC оказалась соответственно равной 2,08; 1,84 и 1,53 эВ.
Только для веществ высокой степени чистоты обычно наблюдается
монотонный ход кривых Н = f{T); для технически чистых
тугоплавких соединений, как правило, кривые твердости,
характеризуются переломами в определенных интервалах температур (~ 0,2 Т„л
и ~ 0,5 Г„л). К этим температурам приурочен и рост фона
внутреннего трения, и изменение характера разрушения. Это
свидетельствует о том, что в этих случаях проявляется специфическое влияние
примесей на границах кристаллитов и разрыхленных границ.
Потенциальный барьер, преодолеваемый движущимися
дислокациями и являющийся мерой энергии активации движения
дислокаций, определяется барьером Пайерлса — Набарро.
Напряжение же Пайерлса — Набарро имеет следующее
выражение:
_4я|_
гп = -г^е " , (1.95)
где G — модуль сдвига; \х — коэффициент Пуассона; t, — ширина
Gb
дислокации — ^г—т- г ; Тмакс — теоретическая прочность при
сдвиге.
42
Термическая компонента критического напряжения сдвига,
согласно [44], при низких температурах определяется величиной
—
кр у
где «о — энергия активации движения дислокаций; в — скорость
деформации; v — активационный объем при Г = О
и,
т^к(О) =-^<=^Тп. (1.97)
Для ковалентных кристаллов, какими являются тугоплавкие
химические соединения, характерны высокий уровень барьера Пай-
ерлса — Набарро и соответственно уровень энергии активации и
малая его ширина, измеряемая величиной активационного объема,
по порядку близкая в данном случае к Ь^.
По мере уменьшения в общем балансе междуатомной связи в
гетеродесмических структурах доли ковалентной связи
потенциальный барьер расширяется и снижается его высота.
Напряжение Пайерлса — Набарро, а значит, и критическое
напряжение сдвига, определяющее твердость, будет, в общем,
тем выше, чем выше модуль сдвига и ниже коэффициент Пуассона.
Однако эта связь, естественно, значительно сложнее.
Для металлов и металлоподобных химических соединений об этой
связи можно судить по выражению температурной зависимости
напряжения Пайерлса — Набарра [45].
тп~--= ^^^V^T^exp
f G IT
(1.98)
(1 + ц)Те \Т^^
где / — функция атомных параметров и параметров решетки;
Гпл — температура плавления; т^ — критическое напряжение
сдвига совершенного кристалла.
Мы выше остановились на температурной зависимости твердосвд.
Для некоторых веществ (Ge, алмаз) ход кривой возрастания
твердости с понижением температуры нарушается с переходом в атерми-
ческий участок.
В [45] эту аномалию хода кривых твердости связывают с фазовым
переходом (металлизацией фазы) под индентором микродюрометра.
Расчеты показывают, что давление, возникающее под индентором,
оказывается:достаточным, чтобы такой фазовый переход
осуществлялся. . ; :..;
Выше мы указывали на то, что твердость является
определяющим свойством всякого инструментального материала, однако не
единственным.
Важны также другие прочностные характеристики, такие, как
сопротивление разрыву, изгибу, скручиванию, ударная вязкость
и другие показатели, хотя и минимального ресурса пластичности.
43
4. ПРЕДСТАВЛЕНИЯ О СТАТИСТИЧЕСКОЙ ПРИРОДЕ
ПРОЧНОСТИ ХРУПКИХ ТЕЛ
Применительно к хрупким телам получила развитие статистическая
теория прочности, основы которой были заложены
фундаментальными работами И. Френкеля и Г. Конторовой [46] и В. Вейбулом
[47].
Исходным положением этой теории является вероятностный
характер разрушения таких тел за счет концентрирования
разрушающих напряжений в дефектных местах с наиболее ослабленной
связью либо в очагах микронарушения сплошности, которые к тому
же могут служить концентраторами напряжений.
Действие этих элементов неоднородности в поле механических
сил реального хрупкого тела определяется рядом вероятностных
факторов, а также способностью материала деформируемого тела
к упругой и пластической релаксации напряжений. Мы
проиллюстрируем применимость этой теории на примере деформации и
разрушения карбидокремниевой композиции, изученной Г. С. Писарен-
ко и В. Г. Трощенко [48]. Согласно теории В. Вейбула,
сопротивление изгибу OhB, разрыву агв и скручиванию т/в имеют следующие
выражения:
,,, = (^у/-^, (1.101)
где т — коэффициент однородности вещества; Од — напряжение,
действующее в единице объема, при котором вероятность разрушения
равна 0,63;
со
о
(у — деформированный объем; b — ширина образца; Jmin —
наименьшая толщина образца);
1/2
о
I — действующая длина образца.
В табл. 7 приведены значения оьв для карбидокремниевых
образцов различного размера, найденные экспериментально и
рассчитанные по формуле (1.99). В табл. 8 приведены экспериментальные
значения Ов^, Овг, Т/в и рассчитанные по формулам (1.99) — (1.101).
44
Таблица 7
ЗНАЧЕНИЯ СОПРОТИВЛЕНИЯ ИЗГИБУ КАРБИДОКРЕМНИЕВЫХ ОБРАЗЦОВ
OfcB
(эксп),
КГ/ММ2
(т+1)
Оо. КГ/ММ=
(теор.),
911
7200
17 280
2,68
3,62
4,10
15,2
11,43
9,93
6,90
0,932
1,997
21,8
15,5
11,23
9,93
Таким образом, любая прочностная характеристика хрупкого
тела не является стабильным параметром. Она будет тем ниже,
чем больший объем материала вовлекается в зону деформации, т. е.
чем большая существует вероятность появления в этом объеме
дефектов структуры. С уменьшением объема материала, вовлекаемого
в зону деформации, снижается и вероятность появления в нем
дефектов; в пределе можно ожидать реализации в испытуемом
объекте уровня прочности, свойственной исследуемому материалу
совершенного строения.
Этому в известной мере отвечают условия определения
микротвердости. С этой точки зрения было бы наиболее достоверным
определение показателей прочности хрупких тел через их микро-
Таблица 8
ЗНАЧЕНИЯ 0(,в, Огв и '^IB КАРБИДОКРЕМНИЕВЫХ ОБР.43ЦОВ
Свойство
Сопротивление
разрыву
Сопротивление изгибу
Сопротивление
скручиванию
^средн
Jm, ММ^^/З
cFq, кг/мм^
J, мм
Ь, мм
(26У)1/т
д^в(теор.) кг/ммз
V, ММ^
а^В (эксп.), кг/мм^
„l/m_ „„3/m
(2m+ 2)'/'"
0(,g (теор.), кг/мм'
OjB (эксп.), кг/мм^
V, ММ^
t;'/'", мм^/'"
f т+2 y/"i
T;g (теор.), кг/мм*
Tjg (эксп.), кг/мм^
7,2
0,934
10,50
8,57-10-3
5
5
0,516
3,78
7,290
,30
3,436
1,472
4,2
4,91
2110
290
1,235
4,15
4,11
45
твердость. Однако для этого должна быть установлена рациональная
коррелятивная связь между твердостью и другими показателями
прочности. Достаточно строгая линейная связь установлена между
разного рода показателями твердости и прочностными
характеристиками чистых металлов и металлических сплавов.
Была попытка установить подобного рода коррелятивную
связь и для твердых тугоплавких соединений.
Так, в частности, М. Е. Ковальченко, В. В. Джемелинский,
В. И. Скуратовскийи.др. [49] для карбидов и боридов подтвердили
линейную связь между микротвердостью и пределом текучести вида
т, = 0,032Я. (1.102)
Однако, естественно, на эту связь не следует ориентироваться,
так как она была установлена чисто эмпирически на основе
сомнительных данных, касающихся прочностных характеристик
рассмотренных веществ.
Непосредственно прочностные показатели определялись, с
вовлечением в зону деформации микрообъемов деформируемого тела,
для нитевидных кристаллов. Они, как известно, оказались
действительно близки к теоретически предвиденным для тел
совершенного строения.
5. МЕХАНИЗМ ОБРАЗОВАНИЯ И РАЗВИТИЯ ТРЕЩИН
В ТВЕРДОМ ТЕЛЕ И ПОКАЗАТЕЛИ ВЯЗКОСТИ РАЗРУШЕНИЯ
Режущие и абразивные свойства инструментального материала
определяются комплексом его важнейших механических свойств:
упругими постоянными (инструментальный материал, как правило,
должен быть высокомодульным), твердостью (инструментальный
материал должен обладать высоким уровнем твердости и
износостойкости), высоким сопротивлением сжатию и изгибу; будучи
хрупкими и малодеформативными, сверхтвердые инструментальные
материалы обладают сравнительно невысоким сопротивлением
разрыву.
Как показали исследования последних лет, любой
металлический и неметаллический материал конструктивного и
инструментального назначения склонен к трещинообразованию.
Зародышевые трещины в материалах возникают даже при сравнительно
низком уровне механического либо термического нагружения. Природа
трещинообразования в твердом теле сложна и многообразна.
Микротрещины могут возникнуть в результате образования скоплений
дислокаций у препятствия и нарастания упругих напряжений в
голове скопления до критического уровня, в результате слияния
дислокаций, накапливающихся в плоскости скольжения у
препятствия, из-за пересечения двойников, за счет скользящих
дислокаций по пересекающимся п,;юекостям скольжения и т. д.
Развитие микротрещин в материале протекает в две стадии. В до-
критиче-с-кой стадии. л'-рещина.зарожда.е1Ся_и,.медл.ешш41асте1*. Такие
■4«
зародышевые трещины в некоторых условиях (при снятии
напряжений) способны к самозалечиванию, и единственным остаточным
признаком их существования оказываются характерные скопления
дислокаций.
В известной степени зародышевые микротрещины можно
уподобить любой зародышевой микрофазе, возникновение и развитие
которой связано с избытком энергии, затрачиваемой на образование
новой поверхности раздела. Такие трещины докритического размера
метастабильны. В высокодисперсных структурах, когда
существуют условия, ограничивающие возможность распространения
зародышевой микротрещины через границу между разориентированны-
ми кристаллитами, такая трещина докритического размера,
ограничиваемого размером самого кристаллита, будет сохранять свое
мета стабильное состояние в тех условиях, при которых трещина
закритического размера перейдет во вторую стадию своего быстрого,
лавинного развития уже как трещина хрупкого излома.
Было предложено несколько критериев перехода в лавинную
стадию разрушения. Согласно критерию Гриффитса, упругое
напряжение в устье трещины должно превысить некоторую величину
Оо, при длине трещины /, для того чтобы трещина утратила
равновесие и начала развиваться лавинно
У-
(1—V2)/ '
где Е — модуль Юнга; у — поверхностные натяжения; v —
коэффициент Пуассона.
Согласно критерию Е, О. Орована, в уравнении Гриффитса
величина 7 должна быть заменена на 7эф, которая может оказаться на
несколько порядков выше у за счет добавочного энергетического
члена, учитывающего затраты энергии, релаксируемой в
микрообласти пластического деформирования, возникающей по фронту
распространения, непосредственно у устья раскрывающейся
трещины.
По Е. О, Оровану, для случая плоского напряженного состояния
критерием деформации будет
я (1 — V2) /
и критерием напряженного состояния
/:
2£V^
nl
В критерии Г, Р. Ирвина введена величина g = -j-. сила на
единицу длины трещины, стремящаяся вызвать ее распространение.
Эта величина эквивалентна эффективному поверхностному
натяжению 7эФ-
Г. Р, Ирвином были определены напряжения и деформации в
окрестностях трещины для разных видов нагружения. В их
47
выражения входит важный параметр К — коэффициент
интенсивности напряжений
П (1—V2)
ДЛЯ случая плоского напряженного состояния,
л (1 — V2)
ДЛЯ случая трещины сдвига
для трещины, связанной с напряжением Гуг-
В этих уравнениях Е — модуль Юнга; ц — модуль сдвига;
V — коэффициент Пуассона; g^i — сила, вызывающая
распространение трещины по типу отрыва; g2 — сила, вызывающая
распространение трещины по типу скольжения или сдвига; ga — сила,
вызывающая распространение трещины по типу вторичного скольжения или
среза.
Г. И. Баренблатт вводит понятие модуля сцепления как
некоторого материального параметра
о '
где g (s) — распределение напряжений и d — размер неупругой
зоны в конце трещины.
В окончательном виде модуль сцепления может быть выражен
через плотность поверхностной энергии Т, модуль Юнга и
коэффициент Пуассона уравнением вида
пЕТ
/(■2 = ■. ^. —ДЛЯ ПЛОСКОЙ деформации,
К^ = пЕТ — для плоского напряженного состояния.
В соответствии с критерием Г. И. Баренблатта максимальная
сосредоточенная нагрузка, способная вызвать мгновенное
развитие разрушающей трещины, может быть определена соотношением
/4^ К/.
М. я. Леонов и В. В. Панасюк критическое условие перехода
трещины в стадию быстрого распространения формулируют следующим
образом:
2 ( с \
а = — Од arc cos exp I j- .
Здесь Of, — сопротивление отрыву; 2/ — длина трещины; с =
пЕа S!
~ Q/1 24— И О — расстояние, ниже которого стенки щели
48
могут взаимно притягиваться за счет сил междуатомного
взаимодействия; через эту величину может быть выражена энергия
разрушения
g= бао.
Ирвином было введено определение вязкого разрушения —
сопротивления материала продвижению в нем треш,ины. Эта важнейшая:
характеристика в настояш,ее время используется для любого
металлического и неметаллического материала конструкционного
назначения. Его в ряде случаев используют даже предпочтительнее
перед обычными статическими. и динамическими показателями
прочности и пластичности. Естественно, вязкость разрушения особо
важна при определении эксплуатационных характеристик
малопластичных и хрупких материалов и, в частности, материалов
инструментального назначения.
Количественно вязкость разрушения характеризуют
коэффициентом интенсивности напряжений К и энергией деформации,
освобождающейся при распространении трещины и рассчитываемой на
единицу длины трещины ё'-движущей силой трещины. Критическую
величину фактора интенсивности напряжений, отвечающую
моменту наступления неустойчивости трещины, обозначают символом
Кс- Величину движущей силы трещины, отвечающую потере ею
устойчивости, обозначают символом G^.
Обе эти величины взаимосвязаны. В частности, для плоского
напряженного состояния
Они в равной мере могут использоваться в качестве меры
вязкости разрушения.
;, Существуют разнообразные методы определения этих величин.
Некоторые из этих методов приняты как общегосударственные
стандарты. Для хрупких сверхтвердых материалов могут быть для
этой цели использованы метод и установка, разработанные
Г. Г. Травушкиным н В. В. Глаголевым [52]. По этой методике
объектом исследования служит тонкая пластинка 1 X 2 X 13 мм^,
отполированная с одной стороны. На полированную сторону инденто-
ром микродюрометра наносится обычно растрескивающийся под
индентором отпечаток.
Трещина искусственно удлиняется нанесением в ее конце новых
отпечатков. Трещина должна распространяться по направлению,
нормальному по отношению к продольной оси образца.
Искусственно наносимая трещина должна иметь длину в
пределах 100—200 мк. Таким образом, подготовленный образец
нагружается сосредоточенной изгибающей нагрузкой непосредственно на
столике под объективом микроскопа с фото- или кинокамерой.
Давление на пластинку-образец передается через индикатор к
таким образом можно всегда фиксировать скорость распространения
49
трещины в материале при разных нагружениях и определять
критическую нагрузку, при достижении которой будет достигаться стадия
лавинного роста. Широкий обзор с достаточно полной библиографией
по вопросам трещинообразования и вязкости разрушения
представлен в книге В. М. Финкеля «Физика разрушения» [51].
Очень важной характеристикой всякого инструментального
материала является мера его контактного химического либо
физического взаимодействия с обрабатываемым материалом, проявляю-
ш,аяся в большей или меньшей степени в склонности к схватыванию.
Количественной мерой этой характеристики может служить
коэффициент трения соответствуюш,их пар, измеряемый в широком
интервале температур и при разных скоростях и давлениях.
К сожалению, до настояш,его времени еш,е не было предложено
методики определения коэффициента трения пар, представленных
инструментальным и обрабатываемым материалом, и отсутствуют
сведения, на основании которых можно было бы установить
коррелятивные связи между коэффициентом трения, износостойкостью
и другими эксплуатационными характеристиками лезвийного или же
абразивного инструмента.
Не вызывает сомнения, что именно с этим фактором контактного
взаимодействия связана положительная роль покрытий из TiC и
AlaOg и др. на неперетачиваемых пластинках из карбидовольфра-
мовых твердых сплавов, твердых смазок (M0S2), вводимых в связку
при изготовлении абразивных кругов из сверхтвердых материалов
и г. д.
список ЛИТЕРАТУРЫ
1. Gitman J. Hardness of carbides and other refractory hard metals.— J. Арт1.
Phys., 1970, N 4, p. 1664.
2. Борн M.J Хуан Кунь. Динамическая теория кристаллических решеток.—
М.: Изд-во иностр. лит., 1958.— 488 с.
3. Routbort J. Adiabatic elastic constants of uranium monocarbide.— J. Nucl.
Mater., 1971, 40, N 1, p. 17—26.
4. Voigt W. Lehrbuch der Kristallphysik.—Leipzig : Springer, 1928.—500 S.
5. Reus,& A. Berechnung der Fliesgrenze von Mischkristallen auf Grund der Plas-
tizitatsberechnung fijr Einkristalle.— Z. angew. Math, und Mech., 1929, 9,
N 1, S. 49—58.
6. ИШ R. The elastic behaviour of crystalline aggregate.— Proc. Phys. Soc. A,
1952, 65, p. 349—354.
7. Францевич И. Н., Жураковский Е. А., Лященко А. Б. Упругие постоянные и
особенности электронного строения некоторых классов тугоплавких
соединений, полученных металлокерамическим путем.— Ыеорган. материалы,
1967,3, № 1,с. 8—15.
8. Hashin Z. Relations between Young's modulus and temperature.— J. Appl.
Mech., 1962, 29, p. 143—147.
9. Richards W.— Science, 1911, 34, p. 537.
10. Portevin A. Remarques a propos de la relation entre le module de young et le
volume atonique.—С r. Acad, sci., 1923, 177, p. 634—639.
11. Andrews F. P. Relations between Young's modulus and other physical
quantities.— Philos. Mag., 1925, 50, N 6, p. 665—674.
12. Einstein A. Elementare Betrachtungen uber die thermische Molecular be wegung
t in festen Korpern.—Ann. Phys., 1911, 35, S. 679—694.
50
13. Kosier W. Elastische Eigenschaften.— In: Hansen M. Allgemeine Metallkun-
de. Berlin : Springer. Verb, 1946, S, 41—50,
14. Fiichs K', Peng H. Crystal theory of metalsr Calculation of the elastic
constants.—Proc. Royal Soc, 1942,180; N 983, p. 451—476.
15. Slater J. Introduction to chemical physic^— New York : Plenum press, 1939,
p, 446—456.
16. Clung D. H., Buessen W. R. The elastic anisotropy in single-crystal refractory
compounds.— New York : Plenum press, 1968, p. 217—24.7.
17. Le Roux R. Contribution a I'etude du module d'elasticite. Les alliagesmetal-
liques,—Metaux, 1954, 29, N 341, p. 24—36, 66—87.
18. Верещагин Л., Лихтер A. Зависимость сжимаемости элементов от атомного
номера.— Докл, АН СССР, 1952, 86, № 4, с. 745—747.
19. Славинский М. П. Физико-химические CBoiicTBa элементов,— М.: Метал-
лургиздат, 1952.— 763 с.
20. Spriggs R., Vasilos Brissette Т. Effect of porosity on elastic and shear modulus
of polycrystalline magnesium oxide.— J. Amer. Cosmic Soc, 1962, 48, N 8,
p, 400—405.
21. Самсонов Г. В. Тугоплавкие соединения.— М.: Металлургиздат, 1963.—
164 с.
22. Андерсон О. Определение и некоторые применения изотропных упругих
постоянных поликристаллических систем, полученных из данных для
монокристаллов,— В кн.: Физическая акустика/Под ред. У. Мэзона.— М,:
Мир, 1968, с. 62—120.
23. Портной К. И., Мукасеев А. А., Грибков Ю. В. и др. Модули упругости
некоторых тугоплавких соединений.— Порошковая металлургия, 1968, № 3,,
с. 32—33.
24. Everharl J. Mechanical properties of metals and alloys: Circular — С 447,—
New York: S. L. Nat. Bur. Stand. USA, 1943.— 40 p.
25. Лященко A. Б., Мельничук П. И., Францевич И. Н. Нормальный модуль
упругости некоторых тугоплавких соединений.— Порошковая металлургия,.
1961, № 5, с. 10—19.
26. Pauling L. Nature of the chemical bond.— New York : Pergamon press, 1960.—
384 p.
27. Anderson 0. Derivation of Wachtman's equation for the temperature
dependence of elastic moduli of oxide compound.— Phys. Rev., 1966, 144, p. 553—
557,
28. ГоттЛ. Карбиды и нитриды переходных металлов.— М.: Мир, 1974.— 254 с.
29. Гельд П. В, Электронно-валентная модель тугоплавких карбидов и
нитридов.— В кн.: Тот Л. Карбиды и нитриды переходных металлов. М.: Мир,
1974, с, 281—285.' ' *
30. Францевич И. Н., Ковенский И. И. О состоянии углерода в титане, тантале
и вольфраме.— Докл. АН УССР, 1961, № 11, с. 1471.
31. Вустер У. Диффузное рассеяние рентгеновских лучей в кристаллах.— М.:
Изд-во иностр. лит., 1963.— 287 с.
32. Сирота Н. Н., Орлова Н. С. Исследование динамики решетки германия
методом теплового диффузного рассеяния рентгеновских лучей.— В кн.:
Химическая связь в полупроводниках и полуметаллах. Минск : Наука и техника,
1972, с. 319—323.
33. Pholok S. D., Srivastava R. S., Subbarao E. C. Elastic constants of orthorhom-
bic KNbOg by X-ray diffuse scattering.— Acta crystallogr., 1972 A, 28, № 3,
p. 227—231.
34. Chandra Suresh M. P. Hemkor. Evolution of the elastic constants of I, 3, 5-
triphenylbenzen from thermal diffuse scattering of X-ray.— Acta crystallogr.,
1973 A, 29, N 1, p. 25—28.
35. Bottone S. On a relation subsisting between the atomic weights, specific
gravities and hardness of metallic elements.— Chem. New, 1973, 27, p. 215—
216.
36. Benedicks С Z. Giebt es fijr den festen Aggregatzustand eine Regel ents prechend
der Avogadroschen fiir die gase Einige Bemerkungen iiber die Harte der Metalle
und Legierungen.— Z. Phys. Chem., 1901, 36, N 5, S. 529—538.
51
37. Лазарев П. П. О простом типе оптического пирометра.— Изв. Рос. акад.
наук, 1918, № 17, с. 1929—1930.
38. Friedrick Е. ОЬег die Harte Anorganischeverbindungen und die Elemente.—
Fortschr. chem. Phys. und phys. Chem., 1926, 18, N 12, S. 1.
39. Meyer 0., Eilenger W. Die harte der Metalle und Legicrungen.— Arch. Eisen-
hiittenwess, 1927, N 8, S. 251.
40. Goldschmidt V. M. Die Harte Anorganischevereindungen.— Z. techn. Phys.,
1927, N 8, S. 251.
41. Ферсман A. E. О твердости минералов.— Геохимия, 1937, № 3, с. 240—
250.
42. Повареных А. С. Твердость минералов.— Киев : Изд-во АН УССР, 1963.—
78 с.
43. Born М., Furth R. Relations between breaking and melting.— Nature, 1940,
145, N 3680, p. 741.
44. Novotny H., Vitovec E. Die Harte der Festekorper.— In: Vortrag in «Plansee
Seminar». Reuttu, 1952, S. 1—5.__
45. Losinski M. G., Fedotov S. G. tJber die Wechselwirkung zwischen Harte und
Elastizitatsmddul der reinen Metalle bei hohen Temperatu ren.— Neue Hiitte,
1958, 3, N 8, S. 489.
46. Gitman J. J. Hardnesses of Carbides and other refractory hard Metals.— J. Appl.
Phys., 1970, 41, p. 1664—1666.
47. Мильман Ю. В., Трефилов В. И. Механизм разрушения металлов.— Киев :
Наук, думка, 1966.— 59 с.
48. Трефилов В. И., Мильман Ю. В., Фирстов С. А. Физические основы
прочности тугоплавких металлов.— Киев : Наук, думка, 1975.— 59 с.
49. Конторова Т. А., Френкель Я. И. Статистическая теория прочности реальных
кристаллов.— Техн. физика, 1941, 11, № 3, с. 173—185.
50. Weybutt W. А statistical theory of stract of materials.— Proc. Roy. Soc. Swed.
Inst. Eng. Res., 1939, 151, p. 5—48.
51. Frantsewlch I. N. Zur Warm.festigkeit pulvermetallurgische Werkstoffen.—
Neue Hutte, 1958, 3, N 12, S. 739—810.
52' Ковальченко M. С, Джемелинский В. В., Скуратовский Ю. Б. и др.
Исследование микротвердости некоторых карбидов при различных температурах.—
Порошковая металлургия, 1971, № 8, с. 87—92.
53. Францевич И. Н. Упругие постоянные металлов и сплавов.— Вопр. порошко-
Boii металлургии и прочности металлов, 1956, 3, с. 14.
54. Финкель В. М. Физика разрушения.— М.: Металлургия, 1970.— 376 с.
55. Травушкин Г. Г., Глаголев В. В. Установка для микроскопического
изучения разрушения хрупких материалов.— Завод, лаб., 1970, И, № 1.
с. 399—1400.
ГЛАВА II
ДЕФОРМАТИВНОСТЬ ТВЕРДЫХ
ТУГОПЛАВКИХ СОЕДИНЕНИЙ.
ДЕФЕКТЫ В СТРУКТУРЕ
ТВЕРДЫХ ТУГОПЛАВКИХ СОЕДИНЕНИИ
(ТОЧЕЧНЫЕ, ДИСЛОКАЦИИ,
ДЕФЕКТЫ УПАКОВКИ)
1. ПРИЗНАКИ ХРУПКОСТИ СВЕРХТВЕРДЫХ ВЕЩЕСТВ
Все твердые тугоплавкие соединения хрупки. Однако мера их
хрупкости от класса к классу существенно меняется, как и меняется она
с изменением температуры и скорости нагружения. Как мы покажем
ниже, даже сравнительно малый ресурс деформативности у
некоторых из этих тугоплавких веществ определяет перспективность их
широкого практического использования как в качестве материалов
конструкционного назначения, так и в качестве инструментальных
материалов.
Проведенные нами опыты [1] показали, что твердые тугоплавкие
вещества при их хрупком разрушении существенно разнятся
структурой излома.
На рис. II. 1 (см. вклейку) представлены электронномикроскопи-
ческие фрактограммы изломов некоторых карбидов, боридов и
силицидов. Такие соединения, как, например, борид ниобия (NbBj),
силицид ниобия (NbSia), силицид тантала (TaSi2) и кремний,
разрушаются по хорошо образованным плоскостям спайности (NbBa,
рис. 11.13) или отдельности (TaSia, рис. 11.18), что свидетельствует
о низком сопротивлении отрыву по этим плоскостям. Вещества с
такими фрактограммами излома могут быть отнесены к классу особо
хрупких. В структуре излома многих тугоплавких соединений
появляются наряду с плоскостями спайности отдельности, террасовидные
структурные признаки излома по вторичным плоскостям спайности.
Первичные плоскости здесь совпадают с кристаллографическими
плоскостями первичной спайности, как это можно видеть на примере
карбида титана, в котором плоскостью спайности служит плоскость
типа (100) (рис. II.1, г), или же карбида кремния (рис. V.1, а), у
которого плоскостью спайности служит базисная плоскость.
Еще более сложна структура излома у группы веществ, для
которых характерны наряду с указанными выше и признаки
микропластической деформации.
Типичным представителем этой группы может служить карбид
хрома СгзСг (рис. II.2) и карбид бора. На фрактограмме этого
соединения (рис. II.1, е) видны две пересекающие, системы искривленных
полос скольжения (см. вклейку^,
63
Образцы всех этих веществ деформировались при комнатной
температуре. Фрактографически сравнительные признаки хрупкости
разнообразных тугоплавких соединений находятся в достаточно
четком соответствии с другим предложенным нами [42]
статистическим методом оценки хрупкости по склонности'к растрескиванию под
алмазньщ индентором микродюрометра. На рис. И.З представлены
кривые, выражающие зависимость числа отпечатков без следов
растрескивания (в %) от нагрузки на индентор (в гр.)
К более пластичным, естественно, относятся те вещества, у
которых число отпечатков без следов растрескивания выше, а к более
хрупким те, у которых это число
ниже (см. рис. И.З).
Оба эти метода оценки
сравнительной хрупкости тугоплавких
соединений являются чисто
качественными и феноменологическими, однако и
они с достаточной убедительностью
дают возможность судить о глубоком
различии этих веществ по
показателям их хрупкости.
В 1955 г. Г. В. Самсонов и В. С.
Нешпор [2] предложили оценивать
хрупкость тугоплавких соединений по
показателям прессуемости их
порошков. Они считают, что уплотняемость
в данном случае, т. е. рост
контактной поверхности, определяется не
пластическим микродеформированием
отдельных частиц порошка под
давлением, а хрупким разрушением
микроучастков зацепления частиц. В качестве показателя уплотнения
порошка при прессовании принята величина кажущегося
удельного сопротивления
60
ло
20
20
40
60
Г
Рис. И.З. Статистические кри
вые микрохрупкости для неко
торых тугоплавких соединений
I — Si; 2 — NbBj; 3 — TiN; 4 -
SiC; 5 — ZrC; 6 — TiC; 7 — CrBj
« - СГ3С2 [1].
k =
RS
(11.1)
где h — высота брикета, см; S ■— площадь поперечного сечения, см^;
R — электросопротивление. Ом.
Была установлена зависимость удельного электросопротивления
брикета от его Плотности в = ^
А=;/(ехр(-А),^ ,;; '::::;':\:ж^
где Y — Кажущийся удеЛьный вес брикета; d'^ истинная удельная
масса вещества; /Г — постоянная.,
' Абторы считают, _^что величина Ли характеризует склонность
материала к,хрупкому разрушению, принимая, что основную роль
в ">;:'ПЛОТ'ненйи'брййета'"''играет'' хрупкое разрушение межчастичныЗс
54
зацеплений. Не вызывает сомнения, однако, то, что величина Л
будет существенно зависеть также от размера и формы частиц и при
этом по-разному для различных материалов и это обстоятельство
лишает однозначности подобный критерий хрупкости.
Авторы в дальнейших своих исследованиях к оценке хрупкости
привлекают более непосредственный метод микродюрометрии. Еш,е
раньше Н. Ю. Икорникова [3] ввела для оценки хрупкости так
называемый суммарный балл разрушения
Z = Опо + 1«1 + 2п2 + Злз + 4rt4 + 5п5. (П.З)
В качестве показателя балла разрушения принимается
относительное число отпечатков при микродюрометрическом определении
твердости с алмазным индектором при заданной нагрузке на инден-
тор либо лишенных видимых треш,ин (балл 0), либо с одной
небольшой треш,иной (балл 1), либо с 1^2 треш,инами (балл 2), либо с 3—4
треш,инами и единственным сколом (балл 3), либо с большим числом
треш,ин (балл 4) и, наконец, с полностью разрушенной формой
отпечатка (балл 5). Величина щ — относительное число отпечатков соот-
ветствуюш,его балла разрушения.
Г. В. Самсонов, В. С. Нешпор и Л. М. Хренова [4], учтя суш,е-
ственную зависимость числа признаков разрушения отпечатка от
нагрузки на индекатор, рекомендуют пользоваться таким показателем
хрупкости, в котором бы находили отражение и характер
разрушения и мера нарастания интенсивности разрушения с ростом нагрузки
на индентор. Этим показателем хрупкости может служить величина
„ dZ
К сожалению, различная величина -j— в разных интервалах
изменения нагрузки на индентор вносит суш,ественный элемент
неопределенности и в этот показатель хрупкости.
В этом отношении, видимо, более однозначно информативные
кривые на рис. П.З. ,
Усложняюш,им обстоятельством, при микродюрометрическом
методе оценки хрупкости, является то, что отпечатки, наносимые
индентором на поверхность поликристаллического образца,
растрескиваются, давая либо транскристаллические, либо
интеркристаллические разломы, а природа и механизм их возникновения
существенно различны, как различна и зависимость их возникновения от
температуры.
2. ДЕФЕКТЫ В СТРУКТУРЕ СВЕРХТВЕРДЫХ ВЕЩЕСТВ
И ДИСЛОКАЦИОННЫЙ МЕХАНИЗМ ИХ ДЕФОРМАЦИИ
Все тугоплавкие твердые соединения, хрупкие при обычных
температурах, переходят с нагревом в пластическое состояние в
определенном интервале температур и выше границы хладнохрупкости ведут
себя подобно ГЦК-металлам. Это в первую, очередь относится
55
к многим карбидам и нитридам, кристаллизующимся в ГЦК-решетке
NaCl.
Как мы покажем ниже, весьма близок к ГЦК-металлам и
дислокационный механизм их пластического деформирования и
разрушения. Пластичность всякого твердого тела проявляется, согласно
Гилману, в его способности к пластическому деформированию [5]
у = bQX, (П.5)
в скорости протекания пластической деформации
у = Ьрх (П-6)
и в реакции материала к кратковременным перенапряжениям
г/ = Ь(ра + ру), (II.7)
где b — вектор Бюргерса; р — плотность дислокации; v — средняя
скорость их движения; х — среднее расстояние, проходимое
движущейся дислокацией; а — среднее ускорение дислокации; р —
скорость размножения дислокаций.
Твердые тугоплавкие соединения хрупки при низких и даже
повышенных температурах (до границы хладнохрупкости) по той
причине, что в основном видом междуатомной связи в них является
малодеформативная направленная гомополярная связь с известной
долей ионной связи в некоторых из них, с большей или меньшей
компонентной и металлической связью.
Для этих веществ весьма высок барьер Пайерлса — Наборро.
Определяя барьер Пайерлса -«- Наборро как напряжение сдвига,
необходимое для начала движения незакрепленной дислокации,
можно его величину, в частности для случая совершенной решетки
и краевой дислокации, представить в виде (II.6)
где G — модуль сдвига; v — коэффициент Пуассона;
^у —'о~п—^л ширина дислокаций (П.9)
и Ттах — теоретическая прочность при сдвиге.
В карбидах переходных металов и нитридах, в алмазе, ОЦК-
металлах, характеризующихся в балансе междуатомной связи
значительной долей ковалентной компоненты связи,
Тп„ ~ (7 — 10) • 102 кг/мм^
В кристаллах тугоплавких соединений с низкой симметрией
кристаллической решетки (боридах, силицидах), для которых характерны
дислокации со значительной величиной вектора Бюргерса, величина
Тпн может оказаться еще выше.
Как известно, существенному снижению величины Тпн
способствовала бы реакция расщепления дислокаций, ибо в частичных,
расщепленных, дислокациях величина вектора Бюргерса будет значи-
56
Таблица 9
СИСТЕМЫ СКОЛЬЖЕНИЯ В НЕКОТОРЫХ ТУГОПЛАВКИХ СОЕДИНЕНИЯХ [10]
Тип структуры
Соединение
Система
скольжения
Примечание
NaCl
CaFa
VeCs
(ромбоэдрическая сингония)
i-Fe^N
(ромбическая сингония)
WC (гексагональная
сингония)
AlBj (гексагональная
сингония)
TiC
0,79—0,97
ZrC,
0,945
ТаС,
0,99
ис
UN
US
MgO
CaO
UO2
ThO,
VC
0,84
M02C
WC
TiB,
{111} <110)
{110} <110)
{111} <110)
{100} <110)
{111} <110)
{001} <010)
{011} <010)
{011} <010)
{111} <110)
{110} <110)
{110} <110)
{111} <110)
<110)
<110)
<110)
<110)
<110)
<110)
г = 800 -V 1600° с
Г= 1050-^2000° с
При Т > 1200° с
110}
{100}
{110}
(100}
(110}
(111}
(0001} <21Ш)
{lOj^O} <2Т_10)
{1012} <0001)
Двойникование
(lIOO} <ГТ20)
(И00} <0001)
(01ГО} <2113)
(ШГО} <П2б)
{0001} <1120)
Г = 200 -V- 1600° С
Т = 1200 -4- 1600° С;
при r>1250-v-
-+ 1300°С происходит
разупорядочение
Микродюрометриче-
ские исследования при
комнатной температуре
То же
Деформация при
высоких давлениях (5—
15 кбар) и микродюро-
метрические
исследования при комнатнбй
температуре
тельно ниже. Однако такая реакция, сопровождающаяся
возникновением дефекта упаковки, осуществляется лишь, когда величина
энергии дефекта упаковки будет сравнительно мала.
В тугоплавких химических соединениях, где возникновение
дефекта упаковки неизбежно будет связано с изменением направления,
изгибом и разрывом междуатомной связи, даже если принимать во
внимание то, что в решетках соединений типа NaCl дислокации
присутствуют в плотноупакованной подрешетке металлов, величина
энергии дефекта упаковки будет весьма велика.
57
Правда, для случая карбидов Рауклайдом [7] предположена
возможность расщепления единичной дислокации на частичные
дислокации Шокли в связи с диффузией атомов углерода. Для этого при
движении дислокации атомы металла должны двигаться через
углеродные позиции, что будет возможно, если углероды будут способны
диффундировать от одной октаэдрической или же тетраэдрической
позиции к другой.
В [8] было показано, что скорость движения дислокации в
кристалле может быть определена как функция параметра а = --г,—,
т
гомологической температуры /г = -j.—, приложенного
напряжения сдвига т и параметра р =
кТ„
o = -^exp(--^j. (11.10)
Здесь величина активационного объема Vx характеризует ширину
потенциального барьера, преодолеваемого дислокацией в условиях
ее термически активируемого движения; Н — высота
потенциального барьера Пайерлса — Наборро.
В тугоплавких химических соединениях и элементах с кова-
лентной связью v — величина порядка Ь^, т. е. сравнительно мала,
тогда как для ГЦК-металлов она на несколько порядков выше, а
величина Я весьма велика, как и величина параметра а. В частности,
для Ge и Si а = 15.
Несмотря на то что в ковалентных веществах подвижность
дислокаций весьма ограничена из-за специфически неблагоприятных
значений параметров Я и а, а также из-за весьма заметного
дополнительного роста обменного интеграла связи в них, определяющего и
величину Я и а, даже при незначительном изменении направления
междуатомной связи (на угол 0), уже при комнатных температурах
у многих соединений можно заметить признаки микродеформаций
скольжения за счет генерирования и малых перемещений
дислокаций по определенным кристаллографическим направлениям
(см. рис. II.4, см. вклейку) [9]. Это имеет место даже у таких веществ,
какМОаС, которое мы по виду отпечатка от индентора
микродюрометра отнесли бы к группе весьма хрупких. В табл. 9 представлены
системы скольжения в некоторых тугоплавких соединениях [10].
3. ФИЗИЧЕСКИЕ КРИТЕРИИ ХРУПКОСТИ
И ГРАНИЦЫ ХЛАДНОХРУПКОСТИ
Хотя, как мы указывали, дислокации в ковалентных соединениях
движутся в металлической подрешетке, на их подвижность весьма
существенное влияние оказывает связь М—X.
Баланс этой доли связи в решетке будет тем выше, чем в большей
доле представлен именно этот вид связи; таким образом, можно
ожидать повышение «жесткости» связи в соединениях, приближающихся
58
к стехиометрическому составу. Следует заметить, что «стехиометри-
ческий состав» может иметь место и в фазах с дефицитом атомов как
по металлу, так и по неметаллу.
Практически все, за малым исключением, твердые тугоплавкие
соединения имеют весьма несовершенное строение.
Для них характерны широкие области гомогенности с более или
менее существенным дефицитом по атому неметалла. В определенной
области концентрации вакансий у некоторых карбидов, в частности
у VCi_x, имеет место проявление упорядочения в расположении
атомов углерода. VCi^^no составу близок к VgCy. В результате этого
упорядочения образуется своеобразная доменная структура и
стенки доменов выступают в данном случае в роли барьеров для
движения дислокаций [11]. Все эти примеры нами приведены
применительно к случаям деформации монокристаллов.
В поликристаллических образцах для того, чтобы деформация
имела место, т. е. деформация в одном зерне происходит согласно с
деформацией в соседних зернах, необходимо существование не
менее пяти независимых систем скольжения. Это и имеет место, в
частности, в карбидах и других соединениях с подобным механизмом
скольжения.
Таким образом, только в этих веществах пластичность,
проявляющаяся в монокристаллах, будет иметь место и в поликристаллах
при условии, если в последних не будут проявляться, из-за
несовершенства строения, локальные концентраторы напряжений (поры и
др.) или же микроучастки с особо ослабленной прочностью связи
(межкристаллитные границы и др.)- С такой несовершенной
структурой материалы разрушаются хрупко при относительно' низких
напряжениях без Заметной деформации. Механизм их разруи1ения
довольно хорошо описывается, исходя из положений
статистической теории хрупкой прочности Вейбулла [13, 14].
В бескислородных тугоплавких соединениях существует, как мы
уже указывали,, по преимуществу ковалентная междуатомная связь.
Доля ионной связи несущественна даже в нитридах, за что говорит
рассмотренная нами выше система скольжений, принципиально не
реализуемая в полярных структурах.
Квантовомеханический расчет электронного энергетического
спектра показал, что в карбидах Мс'^С имеет место минимум
плотности состояний N (Ер)на поверхности Ферми, т. е. в этих
соединениях действительно в наибольшей доле представлена ковалентная
связь. В карбидах Ме^С, Ме^'С (WC) плотность состояний на
поверхности Ферми выше и выше их «металличность» [15, 16]. К сожалению,
такие расчеты пока проведены только для простейших соединений,
кристаллизующихся в NaCl (рис. II.5, см. вклейку).
Недостаток этих данных в известной мере восполняют
экспериментальные результаты исследований тонкой структуры
рентгеновских эмиссионных и абсорбционных спектров, как и данные р-спект-
рографии.
59
Достаточно исчерпывающая информация содержится по этим
вопросам в [18—20].
Сопротивление сдвигу в твердых тугоплавких соединениях
существенно меняется с повышением температуры и скорости
деформирования.
Зависимость сопротивления сдвигу от температуры и скорости
деформации может быть представлена уравнением следующего вида
[21]
^кp
= N/tsexp^], (11.11)
3te
где N = 1 / г1_ — постоянная, зависящая от свойств
материала и условий деформирования; е — скорость деформирования; v—
активационный объем.
Дифференцируя (11.11), определяем кривизну температурной
кривой сопротивления сдвига:
Можно теперь определить гомологическую температуру начала
резкого роста критического напряжения сдвига при снижении
температуры, воспользовавшись приближенным соотношением
С^-^^'^ (11.13)
справедливым при достаточно больших а.
Следуя определению А. Ф. Иоффе границы хладнохрупкости как
температурной области пересечения кривых хрупкой прочности
(прочности на отрыв) и пластической прочности (прочности,
соответствующей критическому сопротивлению сдвига), можно ожидать,
что для ковалентных тугоплавких веществ, для которых будет
справедливо соотношение (11.13), этой области и будет соответствовать
/г, определяемое параметром ее.
В табл. 10 представлены данные, позволяющие определить
температуру перехода из области хрупкости в область вязкого
разрушения для ряда ковалентных соединений и ОЦК-металлов с
существенной долей ковалентной связи (см. рис. П. 6),
Таким образом, может быть введен новый физический критерий
хрупкости для тугоплавких соединений С.
Он может быть определен и экспериментально. Ему будет
соответствовать та температура, выше которой на отпечатках под инден-
тором при любых нагрузках не будут появляться следы хрупкого
разрушения в виде трещин и сколов.
В [8, 21, 22] при расчете С принимается для всех веществ с^7,
условно этим характеризуя на кривых т = fl——1 температурную
область резкого изменения их кривизны. Было бы правильнее ве-
60
Таблица 10
ПАРАМЕТР а И ГОМОЛОГИЧЕСКАЯ ТЕМПЕРАТУРА ХЛАДНОХРУПКОСТИ
ДЛЯ ВЕЩЕСТВ С БОЛЬШОЙ ДОЛЕЙ КОВАЛЕНТНОЙ СВЯЗИ [21]
Материал
Ge
(монокристалл)
Si
(монокристалл)
InSb
(монокристалл)
А1А
(монокристалл)
ZrC
(монокристалл)
TiC
(монокристалл)
WC
(спеченный)
NbCo,76
(монокристалл)
FegC
(монокристалл,
легированный 1,5% С и
4,5о/о Мп)
TiBj (зонная
плавка)
HfB^
(спеченный)
ZrBa
(спеченный)
Бе (скольжение
по плоскости
призмы 1010)
Сг
Та
Мо
"о, эВ
1.6
2.2
0,7
1.9
3,12
2,55
1,5
1.8
0,78
1,13
0,8
0,6
0.40
0,20
0,30
0,19
Метод определения
Измерение скорости
дислокаций методом
ямок травления
То же
» »
По температурной
зависимости текучести
По температурной
зависимости
критического напряжения сдвига
То же
По температурной
зависимости предела
текучести
По температурной
зависимости
критического напряжения сдвига
По температурной
зависимости твердости.
(Данные авторов.)
По температурной
зависимости твердости
То же
» »
По температурной
зависимости
критического напряжения сдвига
То же
» »
» »
^пл. к
1210
1683
800
2303
3800
3520
3163
3673
1830
3220
3200
3313
1556
2200
3270
2880
а' =
^пл
15,3
15,1
10,1
9,7
9,5
8,4
5,49
5,7
4,9
4,06
2,9
2,09
2,98
1,05
1,06
0,77
/* =
т
~ т
0,83
0,82
0,67
0,65
0,65
0,61
0,49
0,48
0,46
0,42
0,35
0,29
0,35
0,20
0,20
0,17
/*, °с
720
1100
260'
1250
218S
1890
150D
150а
570
107»
860-
700.
275.
170»
380
220
* Значение и^ может быть занижено в связи с существенным отклонением ог сгехио-
метрического состава.
личину С задавать с некоторым небольшим интервалом значений,
близких к принятой, и таким образом /* также определять не однойр
величиной, а некоторым интервалом, характеризующим не
дискретную температуру хладнохрупкости, а температурную область
перехода от хрупкости к пластичности.
Как мы уже упоминали, с повышением температуры изменяется
характер хрупкого разрушения всех тугоплавких веществ
поликристаллического строения. Если в области низких температур излом,
как правило, имеет транскристаллический характер, с приближениел*
61
к температуре хладнохрупкости появляются также признаки
межкристаллического разрушения.
Следуя принятой методике экспериментального определения
й, в [22] было показано, что, в частности, для металлокерамическо-
го карбида циркония в области высоких температур на отпечатках
под индентором появляются признаки как транскристаллического,
так и интеркристаллического разрушения и tl, определяемое по
исчезновению признаков хрупкого разрушения, было разным для
обоих типов разрушения.
Как правило, С для .интеркристаллического разрушения будет
выше, ибо кривая Тотр = ф {Т) за счет возможного ослабления
границ, сосредоточия в них дефектов, служащих концентраторами
напряжений, наконец, из-за скопления дислокаций на границах будет
смещена книзу. По этой причине граница хладнохрупкости
поликристаллических тугоплавких ,материалов будет всегда выше, чем у
монокристаллов.
В температурной области вязкого разрушения на кривых Тотр =
= "ф (Г) и асдв = f (Т) могут наблюдаться характерные перегибы,
свидетельчтвующие об изменении механизма; деформации — neper
хода от дислокационного к менее или более выраженной диффузи»
ойной ползучести. - -' . ; f,' ':
Как мы уже упоминали,; дйслокациЬнная структура тугоплавких
соединений, во всяком случае, кристаллизующ-ихся в структуре
NaCl, близка к дислокационной структуре ГЦК-металлов.; Однако
гетеродесмичность этих структур накладывает весьма
существенное влияние на типы, генерирование и подвижность в них
дислокаций.
• В ионных структурах (окислах) дополнительным условием
существования краевых дислокаций должно быть сохранение
электронейтральности. По этой причине, в случае простой краевой
дислокации типа (110} (ПО) лишняя полуплоскость составляется из
двух полуплоскостей типа (010), перпендикулярных плоскости
скольжения (011) либо является плоскостью типа (010) или (001),
появление которых не нарушает электронейтральности [10].
В ковалентных кристаллах это ограничение несущественно.
Ядра дислокаций в гетеродесмических структурах- тугоплавких
соединений, естественно, будут характеризоваться- повышенной
плотностью энергии и, для того чтобы удовлетворялось условие
минимума свободной энергии для кристаллов с дислокациями, надо
ожидать существенное влияние дислокаций не только на
кинетические параметры кристаллообразования, но и на политипизм для тех
веществ, для которых он характерен.
Даже если предполагать, что дислокации в тугоплавких
соединениях, кристаллизующихся в структуре NaCl, присутствуют
только в ГЦК-решетке металла, перемещение всегда должно будет
сопровождаться разрывом связей между разноименными атомами.
По этой причине подвижность дислокаций в этих структурах будет
fc2
весьма ограничена. По Гилману [23], избыток энергии для преодо-
Л hi
ления связи М—X должен быть порядка -rj-, где АЯ — теплота
образования химического соединения; b — вектор Бюргерса.
Выше мы достаточно подробно останавливались на особенностях
строения барьера Пайерлса — Наборро, который должны
преодолевать движущиеся дислокации в ковалентных тугоплавких
соединениях. На его преодоление также должна затрачиваться энергия,
существенно большая, чем в металлах.
В тугоплавких ковалентных веществах особое значение имеют
реакции расщепления дислокаций на частичные и возникающие в
Связи с этой реакцией дефекты упаковки.
Расщепление дислокаций' на частичные — путь к облегчению
термически активируемого Дйижения дислокаций. Как будет
показано на примерах фазовых превращений в изоэлектронных
структурах углерода и нитрида бора, с возможностью или же невозможностью
осуществления реакции расщепления, а она определяется величиной
энергии дефекта упаковки, связаны специфические различия даже
в политипизме, свойственном этим веществам, как и в механизмах
превращений мартенситного типа в их структурах.
Энергии дефектов упаковки в простых ковалентных веществах
сравнительно невелики и мы наблюдаем в их структуре как
частичные дислокации, так и дефекты упаковки, даже в фазах угл^ода —
вещества с особо высоким уровнем прочности междуатомной связи.
В гетеродесмичных структурах, в которых образование дефектов
упаковки в ряде случаев сопряжено с существенным изменением
направления валентных связей и даже с их разрывом, энергия
дефектов упаковки оказывается настолько велика, что реакция
расщепления дислокаций на частичные в этих структурах оказывается
маловероятной.
В настоящее время существуют многочисленные методы
исследования дислокационной структуры кристаллов и др.: рентгентопогра-
фия и съемки по методу Лауэ и Фудживары, электронная микроскопия
на просвет и др. Они позволяют выявлять дислокации разных видов
и дислокационные границы, ограниченные и неограниченные
дефекты упаковки, блоки мозаики, области упругой деформации,
срастание политипов, искажения, дающие диффузные эффекты разных
типов на рентгенограммах, послойные разориентировки и границы
различных типов, «протяженные напряжения», наблюдаемые на
топограммах при плотности дислокации ниже 10* см~2 [24].
Пользуясь всеми этими методами, мы детально изучили
дислокационную структуру a-SiC и P-SiC.
В табл. 11 представлены сводные данные, характеризующие
дислокации роста a-SiC, определяющую их роль в формировании
структуры кристаллов.
В дополнение к табл. 9 в табл. 12 приведены результаты
исследования пластической деформации кристаллов (систем скольжения)
в области температур, выше границы хладнохрупкости.
63
"Таблица И
ДИСЛОКАЦИИ РОСТА В a-SIC [27]
Вид дислокаций
Направление
дислокации
Вектор Бюргерса
Примечание
Полные, краевые и
наклонные
I II (0001)
b = ai =
= 4-<1120)
Приводят к пластинчатой
форме кристаллов
Частичные краевые I II (0001)
Полные и частичные
винтовые
Полные и
частичные наклонные
I II с
/ II с
Ь=^а,+
1 . Приводят к появлению
многослойных политипов,
о _» дефектов упаковки, эф-
-| — а^ ^ = фектов разупорядочения
= -^<1010)
о = — С
(здесь
целые
6 =
m и п-
числа)
а,- +
+
^'/±1
+
+ ■
т
— afh
Приводят к спиральному
росту, образованию
многослойных политипов,
спиралей и других
особенностей микрорельефа па грани
(0001)
Участвуют в образовании
многослойных
'ромбоэдрических политипов,
положительных и
отрицательных ромбоэдров, спиралей
на поверхности
ромбоэдрических политнпов с
высотой ступеней
кфп\ с\\ h = nx
Х-
■narh
Постулированы Варма;
Томите обнаружены
топографическим методом для
_п_^_4_ _"_ ^ J_
m ~ 27 " m ~ 9
Таблица 12
СИСТЕМА СКОЛЬЖЕНИЯ В a-SiC [27]
Плоскость
скольжения
Направление
скольжения
Вид дислокаций
(0001)
(0001)
<1120) Полные краевые, винтовые или наклонные
<1010) Полные и частичные краевые, винтовые
или наклонные
64
Продолжение табл. 12
Плоскость
скольжения
Направление
скольжения
Вид дислокаций
{101} + {4401} -*<1120)
{hkio}
{3301} <0001)
<9904)
{1102}+ {1104} -*<3302)
-* {1103}
Полные краевые, винтовые или
наклонные
Полные и частичные винтовые
Полные и частичные винтовые или
наклонные
Полные и частичные винтовые,
наклонные или краевые
Для a-SiC температурная граница резкого изменения
сопротивления сдвигу tp = 0,85, что соответствует температуре хладно-
хрупкости Г* = 2273 К при Т^ус = 2673 К и U <==> 3,48 эВ.
Таким образом, энергия активации движения дислокаций, как и
величина Пайерлса — Наборро, для a-SiC весьма велика; этим
объясняется даже в условиях высокотемпературного
деформирования крайне ограниченная скорость движения дислокаций
и слабое проявление релаксационных свойств при отжиге
пластически деформированных
монокристаллов.
И все же даже в таком веществе,
характеризующемся высокопрочной
ковалентной связью, мы наблюдаем
весьма сложную и относительно
подвижную систему ростовых краевых,
винтовых и наклонных дислокаций,
располагающихся равномерно и
группами, образующих скопления
хаотичных и по границам блоков с
чередованием дислокаций разных знаков.
При пластической деформации
кристаллов a-SiC плотность нарастает от
10'см-з до 10^''cм-^•, при этом
наблюдаются нагромождения дислокаций,
признаки полигонизации (см. рис. II.7)
i*
0,8
0,6
D,i
0,2
Si.Ce
•Л 5/3 „.^
Ш /
//
4 т/л*
Рис. 11.6. Температура начала
резкого роста критического
напряжения сдвига т* в функции
И скольжения, заметны L-образные от параметра а* для кристаллов
дислокации, образующиеся в резуль- с высокими уровнями напряже-
тате взаимодействия пересекающихся """ Пайерлса — Набарро [21].
дислокаций (см. рис. II.8 и рис. II.9)
(см. вклейку). Рентгенотопографический метод исследования
позволил установить участие в пластической деформации частичных
дислокаций Шокли; выявлены дефекты упаковки, параллельные
базисной плоскости, перетяжки дефектов упаковки и растянутые
3 0-329
65
дислокационные узлы. Как показали наши исследования,
дислокационная структура деформированных монокристаллов p-SiC
близка к дислокационной структуре других ковалентных веществ со
сфалеритной структурой алмаза.
В ковалентных кристаллах с такой структурой возможно
существование девяти типов полных дислокаций с кратчайшим вектором
Бюргерса -н- (110) [28]; найдено шесть типов таких дислокаций
[29].
В сложных структурах сфалеритного типа (например, BN),
в которых два атома, образующие элементарную ячейку, химически
различны, отсутствует центр симметрии. В связи с этим
неравноценны положительные и отрицательные дислокации. По этой причине
простым дислокациям в алмазе соответствуют а- и р-формы в сфа-
лернтных структурах химических соединений [9].
В сфалеритных структурах из-за несовпадения плоскости
скольжения (111) с плоскостью спайности (ПО) могут возникать
дислокационные трещины [9].
Мы уже указывали на то, что в ковалентных тугоплавких
соединениях затруднено расщепление полных дислокаций на частичные в
связи с весьма высокой энергией дефектов упаковки. И
действительно, мы не наблюдали в нитриде бора частичных дислокаций, однако
в ряде карбидов нестехиометрического состава (ТаС, VC) имеет место
как возникновение дефектов упаковки, так и появление частичных
дислокаций подобно тому, как это мы видели в графите и карбиде
кремния.
Подобно металлам в тугоплавких соединениях, хотя и в менее
резкой форме, имеют место эффекты упрочнения, связанные с
торможением движения дислокаций в результате их взаимодействия,
торможения на примесных центрах и фазах выделения, на границах
и на «доменных» границах в упорядочивающихся структурах.
С этим связано повышение твердости и границы хладнохрупкос-
ти в этих механически либо химически упрочняемых
структурах.
Таким образом, в тугоплавких твердых веществах с большей
долей ковалентной связи подобно тому, как и в металлах, при
деформировании имеет место генерирование, движение, по преимуществу
поперечным скольжением и с меньшей вероятностью переползанием
и нагромождением дислокаций. На рис. П.4 мы демонстрировали
пример нагромождения дислокаций в окрестностях отпечатка под
индентором на сколе (100) NbC.
Остановимся несколько подробнее на механизме хрупкого
разрушения ковалентных тугоплавких соединений. Процесс хрупкого
разрушения сопряжен с образованием двух свободных поверхностей,
на что должна бы затрачиваться весьма большая энергия,
расходуемая на разрыв всех междуатомных связей, которые, кстати, в
рассматриваемых веществах весьма прочны. Как в пластически
деформируемых телах деформации скольжения и двойникования имеют
66
дислокационную природу, ту же дислокационную природу имеет и
хрупкое разрушение.
Принимается [30 — 32], что основой хрупкого разрушения
является образование зародышевой треш,ины, которую можно
интерпретировать как скопление определенного числа раскалываюш,ихся
дислокаций, сосредоточиваюш,ихся в вершине треш,инки. Количество
п раскалываюш,их дислокаций с вектором Бюргерса Ь, необходимых
для образования треш,ин шириной D, равно -г.
Напряжения, необходимые для роста хрупкой треш,ины, могут
возникнуть во главе заблокированного плоского нагромождения
скользяш,их дислокаций в устье треш,ины при условии, если
релаксация этих напряжений будет мала.
Ж. Фридель 132], приравнивая работу внешних сил энергии
образования свободной поверхности 2 уо. получил для напряжения
хрупкого разрушения Of выражение
ai=a, + kid \ (11.14)
_1_
где fe, = {Оуа^)-
Л. Н. Стро [33] принимает, что зарождение треш,ины является
результатом слияния двух первых дислокаций во главе
дислокационного нагромождения.
Дислокации сольются, когда расстояние между ними окажется
равным вектору Бюргерса Ь. Л. Н. Стро принимает также, что
критическая длина дислокационного нагромождения в зерне будет рав-
1 ,
на -г а.
4
Учитывая сопротивление движению дислокаций, Л. Н. Стро [34]
приходит к выражению сопротивления хрупкому разрушению того
же вида [14];
^/=f^=^). ("-15)
\ 1 —V
где 7о — свободная поверхностная энергия; G — модуль сдвига;
V — коэффициент Пуассона.
Таким образом, сопротивление хрупкому разрушению а/ в
поликристаллическом разрушаемом теле формально находится в
такой же зависимости от величины зерна, как и предел текучести
при пластической деформации. Но, естественно, параметры а^, kf и
ku, входящие в уравнение Петча, и, соответственно, в уравнение
Л. Н. Стро, различны.
В уравнении Петча а,, учитывает сопротивление движению
дислокаций в теле зерна, в уравнении Стро а,, определяет сопротивление
распространению хрупкой трещины в пределах зерна: Петча kj
характеризует процесс передачи скольжения или же двойникования
через границу зерна, а у Стро k/ — сопротивление распространению
хрупкой трещины через границу зерна (рис. П.9, см. вклейку).
3* 67
Таким образом, можно сделать общее заключение: как в области
пластического деформирования, так и в области хрупкого
разрушения сопротивление течению (предел текучести), как и сопротивление
хрупкому разрушению (предел хрупкой прочности), увеличивается
с уменьшением зерна, следуя зависимости Петча — Стро. Исходя из
различных моделей можно получить аналитическое выражение для
температуры хладнохрупкости.
Л. Н. Стро [341 на основе представления о том, что раскрытие
зародышевой трещины перед дислокационными нагромождениями
на границе зерна является началом хрупкого разрушения, получил
выражение для
k In Vgt '
(11.16)
где и (а) — энергия активации движения дислокаций; v,, —
частотный фактор; / — время задержки, необходимое для начала
движения дислокаций.
В. И. Трефилов [351, учтя эффект релаксации напряжений,
а также роль размера блоков субструктуры, развил представления
Стро, придя к выражению Тх более общего вида:
Т.= "^"\~лГ'7.п . ("-17)
0(0)
Р1п
— QJZkfl 2
- N ( 1 уЛ]
(То — суммарное сопротивление движению дислокаций при О К»
/ — размер блоков субструктуры; Р и Л^ — материальные
постоянные; е — скорость деформирования.
Опираясь на критерий хрупкого разрушения, сформулированный
Коттрелем [301,
{o,cV'' + Ky)Ky>^Gy, (11.18)
и учитывая выражение для температурной зависимости напряжения
течения
-.р=У^ехр(^). (IU9)
где Р — постоянная для данного материала и степени деформации,
при которой определяется е — скорость деформации; щ —
энергия активации движения дислокации; v = -^— активацион-
ный объем; Тр — напряжение Пайерлса. Ю. В. Мильман [361
получил приближенное аналитическое выражение для Г, вида
Т = ■
"('"[('i^-''»)''^'"-?'"
— In Cj / e
(11.20)
68
где ^ а* = ay]^fib Vp + а„р + а^ + а^.
= /■
\2ВкТ„^
приближенно принимаемое постоянным.
В работе В. И. Трефилов и др. [37] выражение для Т^^ получено
на основании схемы Иоффе в следующем виде:
3k
(о„ + (kf- ky) d-^l' - Х; а/
1пД|
(11.21)
где А—предэкспоненциальный множитель в уравнении (11.19),
определяющий термическую компоненту критического напряжения
сдвига и справедливый для высоких температур [38].
Из уравнения (И.20) можно непосредственно получить выражение
для зависимости температуры хладнохрупкости от скорости
деформации
^ = Ло —Bine, (11.22)
где Ло и В не зависят от е
в = -А-.
«о
Пользуясь этой зависимостью, можно определить энергию
активации движения дислокаций. Все эти зависимости были получены и
подтверждены для ОЦК-металлов со значительной долей ковалент-
ной связи. Есть основание распространить их на ковалентные
тугоплавкие простые вещества и соединения простейшего строения (с
решеткой NaCl и сфалерита). " '
К сожалению, отсутствуют данные о дислокационной структуре
весьма интересного класса тугоплавких соединений — боридов.
До сего времени не удалось получить необходимого качества моно'
кристаллов этих соединений, на которых можно было бы провести
комплекс механических исследований, сопровождаемых изучением
их дислокационной структуры.
Большая роль в этих соединениях наряду со связями М—X и
связей X—X должна внести существенно новые черты в
дислокационную структуру этих веществ.
* в Va,-, выражающем напряжение течения, первый член определяет сопротив-
ление движению дислокаций, обусловленное дислокациями «леса» и упругим
взаимодействием с дислокациями; второй член о^- учитывает взаимодействие
дислокаций с находящимися в твердом растворе атомами примесей, третий член а^ —
взаимодействие дислокаций с дисперсными фазами выделений остеривающегося
действия и границами, четвертый а^ — учитывает эффект взаимодействия
дислокаций с примесными центрами (вакансиями точечными дефектами). В выражении
первого члена а, — коэффициент; т]„ — характеризует степень однородности
распределения дислокаций.
69
список ЛИТЕРАТУРЫ
1. Францевич И. Н., Пилянкевич А. Н. Электронномикроскопическое
исследование изломов металлокерамических тел : (Микрофрактография).— Инж.-
физ. журн., 1958, 1, № 10, с. 52—53.
2. Самсонов Г. В., Нешпор В. С. Прессуемость порошков боридов, карбидов и
нитридов тугоплавких металлов.— Докл. АН СССР, 1955, 104, № 3, с. 405—
408.
3. Икорникова Н. Ю.— В кн.: Микротвердость. М. : Изд-во АН СССР, 1951,
с. 21—24.
4. Самсонов Г. В., Нешпор В. С, Хренова Л. М. Твердость и хрупкость металло-
подобных соединений.— Физика металлов и металловедение, 1959, 8, № 4,
с. 622—625.
5. Gilmann J. J. Fundamental phenomena in material science.— New York :
Plenum press, 1964, ch. 1, p. 67—80.
6. Набарро Ф. P., Базанский E. C, Холт Д. Б. Пластичность чистых
монокристаллов.— М. : Металлургия, 1967.— 125 с.
7. Тот Л. Карбиды и нитриды переходных металлов.— М. : Мир, 1974.— 159 с.
8. Gridneua I. V., Milman Y. V., Trefilov V. I. On the mechanical properties of
crystals with covalent bond.— Phys. status solidi, 1969, 36, N1, p. 59—67.
9. Андриевский P. A., Ланин A. Г., Рымашевский Г. A. Прочность
тугоплавких соединений.— М. : Металлургия, 1974.— 114 с.
10. Андриевский Р. А., Рымашевский Г. А., Синельникова В. С.
Монокристаллы тугоплавких соединений.— Порошковая металлургия, 1972, № 10,
с. 30—45.
11. Тот Л. Карбиды и нитриды переходных металлов.— М. : Мир, 1974.— 168 с.
12. Тот Л. Карбиды и нитриды переходных металлов.— М. : Мир, 1974.— 152 с.
13. Писаренко Г. С, Трои^енко В. Г., Третьяченко В. Л. и др. Прочность
металлокерамических материалов и сплавов при нормальных и высоких
температурах.— Киев : Изд-во АН УССР, 1962.— 520 с.
14. Frantsewich I. N. Zur Warmfestigkeit pulvermetallurgische Werkstoffe.—
Neue Hut.te, 1958, 3, N 12, S. 793—810.
15. Bilz H. Uber Electronenzustande von Harstoffen mit Natriumchloridstruk-
tur.— Z. Phys., 1958, 153, N 3, S. 338—358.
16. Eru v., Switendick A. Electronic band structure of TiC, TIN and TiO.— Phys.
Rev., 1965, 137, N 6A, p. A1927—A1936.
17. Букатов В. Г., Соловьев Г. С. Концентрационная зависимость твердости
нестехиометрических карбидов переходных металлов IV—V групп.—
Неорган, материалы, 1972, 8, № 10, с. 1862—1863.
18. Гельд П. В. Электронно-валентная модель тугоплавких карбидов и
нитридов.— В Кн.: Тот Л. Карбиды и нитриды переходных металлов. М.: Мир,
1974, с. 264—291.
19. Жураковский Е. А. Электронная структура тугоплавких соединений.—
Киев : Наук, думка, 1978.— 381 с.
20. Немошкаленко А. А. Рентгеновская эмиссионная спектроскопия металлов
и сплавов.— Киев : Наук, думка, 1972.— 312 с.
21. Трефилов В. И., Мильман Ю. В., Фирстов С. А. Физические основы npo^f-
ности тугоплавких металлов.— Киев : Наук, думка, 1975.— 315 с.
22. Гриднева И. В., Мильман Ю. В., Рымашевский Г. А. и др. О влиянии тем-
пературм на прочностные характеристики карбида циркония.—
Порошковая металлургия, 1976, № 8, с. 73—82.
23. Gilmann J. J. Hardnesses of carbides and other refractory hard metals.— J.
Appl. Phys., 1970, 41, N 4, p. 1664—1666.
24. Францевич И. Н., Кравец В. А. Методы дифракционной
микрорентгенографии.— Киев : Наук, думка, 1977.— 76 с.
25. Францевич И. Н., Кравец В. А., Егоров Л. А. и др. Деформативность a-SiC
при высокой температуре.— Порошковая металлургия, 1971, № 3,
с. 74—77.
70
26. Францевич И. Н., Кравец В. А., Назаренко К- В. и др. Изучение структуры
деформированных монокристаллов P-SiC.— Порошковая металлургия, 1973,
№ 8, с. 63—72.
27. Францевич И. Н., Гнесин Г. Г., Зубкова С. М. и др. Карбид кремния.—
Киев : Наук, думка, 1975,— 80 с.
28. Хольт Д. Б.— В кн.: Дефекты в кристаллах полупроводников. М. : Мир,
1969, с. 100.
29. Мчлевский Л. О.— В кн.: Дефекты и физические свойства полупроводников.
М.: Наука, 1967, с. 5.
30. Коттрель А. X.— В кн.: Атомный механизм разрушения. М.: Металлург-
издат, 1963, гл. 1, с. 30.
31. Петч К. Д.— В кн.: Атомный механизм разрушения. М.: Металлургиздат,
1963, гл. 2, с. 69.
32. Фридель Ж.— В кн.: Физика металлов. М,: Мир, 1972, гл. 6, с. 373.
33. Stroh А. N. А simple model of а propagating crock.— J. Mech. and Phys.
Solids, 1960, 8, N 2, p. И9—122.
34. Stroh A. N. A theory of the fracture of metals,— Adv. Phys,, 1957, 6, N 24,
p, 418—465.
35. Трефилов В. И.— В кн,: Физические основы прочности и пластичности
металлов, М.: Металлургиздат, 1963, гл. 3, с. 163.
36. Мильман В. В.— В кн,: Металлофизика. Киев : Наук, думка, 1972, гл. 3,
с. 122.
37. Виторский Я- М., Зубец 10. Е., Каверина С. Н. и др. Структурные
изменения при деформации поликристаллического малолегированного молибдена.—
Физика металлов и металловедение, 1972, 33, .№ 4, с. 831—840.
38. Ми.ньман В. В., Трефилов В. И.— В кн.: Механизм разрушения металлов.
Киев : Наук, думка, 1966, гл. 2, с, 59.
ГЛАВА III
ДИАГРАММЫ СОСТОЯНИЯ СИСТЕМ
СО СВЕРХТВЕРДЫМИ ФАЗАМИ;
СПОСОБЫ ПОЛУЧЕНИЯ ПОСЛЕДНИХ
И ПРИМЕНЕНИЕ ИХ
В ИНСТРУМЕНТАЛЬНОЙ ТЕХНИКЕ
В-настоящей главе будут рассмотрены диаграммы состояния,
включающие указанные в табл. 1 твердые фазы.
В подавляющем большинстве эти фазы охватывают большие или
меньшие области гомогенности и, как мы видели выше, для этих фаз
характерно существенное изменение их свойств с изменением состава
в пределах гомогенности.
1. КАРБИДЫ
Карбиды металлов подгруппы IVa представлены системами титан —
углерод, цирконий — углерод и гафний — углерод.
Среди систем, образованных переходными металлами с
углеродом, упомянутые системы наиболее просты и весьма близки друг к
другу. Для них типично наличие лишь одного монокарбида со
структурой Bi и с широкой областью гомогенности (для TiC — 37—
50 ат.%, для ZrC —38,5—50 ат.% и для HfC — 37—50 ат.%).
Как с металлом, так и с углеродом карбидная фаза образует
эвтектики. Карбидная фаза стехиометричного состава является
конгруэнтно плавящейся для всех трех систем.
Титан, цирконий и гафний претерпевают аллотропные
превращения соответственно при 882,2, 865 и 1740° С низкотемпературной
а-фазы с ГПУ-структурой (Аз) в высокотемпературную р-фазу с
ОЦК-структурой (Аз).
Растворяющийся в металле углерод повышает температуру
аллотропного перехода. На рис. III. 1—III.3 представлены диаграммы
состояния этих систем. Все названные карбиды могут быть
получены восстановлением окислов металлов сажей.
Для того чтобы в наибольшей степени приблизить карбид к
стехиометрическому составу и снизить содержание в карбиде
свободного углерода, было предложено много модификаций этого
метода с введением в шихту фазовых добавок, активирующих процесс
восстановления и карбидизации, изменение газовой
восстановительной среды, температурного режима восстановления и т. д.
72
3000
2500
2000
166S
1500
1000
BOO
.
ж
/
/
/ж^пс
у
/ 16^5 °С
.p-Ti
fi-TH-TiC
920°С
■r-a-Ti _ _..
I d- Ti+ TiC
1 . . 1
3067 "C
y^^
/ / \^
/ ' 0
/ 1 I^
1 "^
TiC i
1 '^
' +
1 1 Co
\ 1
\ 1
1 1 1. .
2000
1855
10
20 30 40
50
1000
865
3420i20''C
2В50т°С
2rC+C
■fi-Zr
fi-Zri-ZrC
a-Zr+ZrC ~886X\
\ . , ,-A,
0 10
20 30 40 50 60
Cam.Vo
Рис. 111.I. Диаграмма состояния системы титан — углерод [1].
Рис. 111.2. Диаграмма состояния системы цирконий — углерод {1].
При получении карбида циркония и карбида гафния оказалось
эффективным проведение процесса восстановления в вакууме. Чистый
карбид титана, содержащий 20% Ссвяэь, был получен путем
нагревания смеси порошка титана с ацетиленовой сажей, содержащей
до 10% избыточного титана, для компенсации его частичного
испарения.
Карбид циркония получают науглероживанием порошка
циркония в вакууме. Все эти карбиды могут быть получены методом
самораспространяющегося
синтеза, разработанного А. Г. Мер-
т°с
2eUt12''Cy''
43iO,5/
л /2624W°
АО 60
С,ат.%
Рис. 111.3. Диаграмма состояния системы гафний — углерод [2].
Рис. 111.4. Диаграмма состояния системы ванадий — углерод [2, 5}.
73
жановым [34]. В наиболее чистом виде все эти карбиды могут быть
получены методом осаждения на вольфрамовой или же на угольной
нити при температурах для TiC 1300— 1700°С, для ZrC—1730—
2430 и для HfC — 2100—2500° С из газовой смеси хлоридов
металлов, водорода и толуола или же других углеводородов. Эта же
технологическая схема служит основой для получения карбидных
покрытий, в частности карбида титана на твердых карбидовольфра-
мовокобальтовых сплавах.
Из этих карбидов только карбид титана получил широкое и
разностороннее использование в инструментальной технике. Карбид
титана является основной компонентой во многих твердых карбидо-
вольфрамовых сплавах.
В последние годы особенное распространение получили непере-
тачиваемые карбидовольфрамовокобальтовые пластины с карбидо-
титановыми, карбонитридотитановыми покрытиями или этими же
покрытиями, наносимыми в сочетании с AlgOg либо TiBj и AI2O3.
Карбид титана служит основой для изготовления
безвольфрамовых твердых сплавов на никель-молибденовой связке.
Порошки переплавленного карбида титана нашли использование
в качестве основной составляюш,ей абразивных кругов и
доводочных паст, предназначенных для шлифования и финишных
доводочных операций.
В ряде случаев, не уступая по производительности даже
алмазным кругам, карбидотитановые круги имеют преимуш,ество перед
последними в связи с тем, что не дают прижогов и не шаржируют
обрабатываемую поверхность стальных изделий.
Более сложны диаграммы состояния систем, образованных
углеродом с металлом Va-группы (V, Nb, Та). В этих системах су-
ш,ествуют две карбидные фазы.
Для системы V—С это монокарбид VCi_^ (структурный тип Bj)
и карбид VaC (а-УгС с орторомбической структурой до 800° С и
P-VaC с гексагональной структурой Ц — выше 800° С). Для VCi_^
область гомогенности охватывает интервал от VCo,74 (при 1800° С)
и VCo.eo (при 2165° С) до VCo.ss; при л; < 0,12 карбид VCi_^: теряет
термодинамическую устойчивость.
Атомы углерода в карбиде VCi_^: упорядочены;
высокотемпературные фазы VaC и соответственно ЫЬгС и ТагС — неупор я дочены;
атомы углерода в низкотемпературной фазе VaC упорядочены.
Карбид VCi_^;, видимо, плавится конгруэнтно. VaC перитектически
распадается на монокарбид VCi_^ и жидкость, а металл с жидкостью, содер-
жаш,ей небольшое количество углерода, и МаС образуют эвтектику.
Эвтектику образует соответственно монокарбид с углеродом.
Диаграммы состояния систем Nb — Си Та — С подобны V — С.
Отличие в том, что монокарбиды NbC и ТаС не теряют
термодинамической устойчивости с приближением к стехиометрическому
составу. Пределы гомогенности карбидных фаз для Nb — С, NbCo,48 —
NbCo,5o. NbCo,7o — NbCo,99 и соответственно для Та — С; ТаСо,4з —
ТаСо.бо и ТаСо,72 — ТаСо.эб-
74
На рис. III.4—III.6 представлены диаграммы состояния систем
V _ С, Nb — С и Та — С.
Карбиды ванадия, ниобия и титана могут быть получены
восстановлением окислов V2O3, NbaOs и TaaOj сажей в атмосфере
водорода с последующей дополнительной карбидизацией в вакууме
или же восстановлением окислов сажей в вакууме. Карбиды
ниобия и тантала могут быть получены и прямым синтезом из элементов.
Из-за активного взаимодействия ванадия, ниобия и тантала с воль-
3600
3200
2800
2400
ОМП
3035i20lL
2468И0у^ 1 Щ''
Lw+Nd/ [«^
'^у\\2553И0'' /^
Г>5'П0.5±0,5^^И\
1 1
1 р 1 11
^7
t 1
^j 1
«г*
to
■к
1
\ '^^\/ШЫ20'
ж
^"49 ^бОИ
' тс+с
■^2440"
-43,6
1 1 1 — 1
О
10 20
30 40 50
С.от.%
60 70 80
Рис. 111.5. Диаграмма состояния системы ниобий —
углерод [2, 5].
фрамом при высоких температурах получение карбидов этих
металлов путем осаждения из газовой смеси на вольфрамовой нити
затруднено.
Из всех этих карбидов только монокарбид тантала нашел
применение в инструментальной технике в качестве легирующей
примеси в марках карбидовольфрамовых твердых сплавов, а также в виде
шлифпорошков.
Шлифующая способность порошков монокарбида тантала,
кстати, повышающаяся с увеличением содержания углерода в карбиде,
выше, чем у корунда. У TaaCi-^ шлифующая способность ниже, чем
у монокарбида. Еще сложнее диаграммы состояния систем,
образованных углеродом с металлами Via подгруппы: С — Сг, С — Мо и
С — W. В отличие от ранее рассмотренных диаграммы состояния
этих систем неодинаковы.
75
в системе Сг ^ С существует три карбидные фазы СгдСд, Сг^Сз
и CrasQ, не образующие плотноупакованных структур. Структура
СгзСз орторомбическая с 20 атомами в элементарной ячейке (Огь).
■структура Сг^Сз гексагональная с 80 атомами в элементарной
ячейке, а СгззСд имеет сложную ГЦК-решетку с 116 атомами в
элементарной ячейке (D84).
Все эти карбиды инконгруэнтно плавящиеся.
В системе Мо — С существует четыре карбидные фазы а-МозС,
Р-МозС, т1-МоС1_д: и а-МоС1_л-. Возможно, также существуют фазы
V-MoC со структурой WC и у'-МоС со
структурой TiP, стабилизирующиеся
только в присутствии кислорода.
3500
3000
2500
2000
1500
^0
С,ат.%
Ж
. /^+Сг,Сз
\ f7/i575H6°
1530±1Г\/'
1Ж*С
30 SlMOzIi"
n65i10°
14^0,5°
Сг+Сгг,Св
10
20 , 30
Rm.%
Рис. III.6. Диаграмма состояния системы тантал — углерод [1].
Рис. II 1.7. Диаграмма состояния системы хром — углерод [2].
P-MojC имеет неупорядоченную структуру Ь'з, а
низкотемпературная a-iMoaC — орторомбическую структуру с упорядоченными
атомами углерода. Видимо, упорядочены атомы углерода и в ti-MoCi_^:.
Высокотемпературные фазы в системе Мо — С стабильны только
в области весьма высоких температур, что существенно усложняет
изучение равновесий в этой системе.
» В системе W — С также существует четыре карбидные фазы;
a-WaC, P-W2C, p-WCi_.: и a-WC.
a-WaC имеет плотноупакованную гексагональную решетку,
P-WjC — решетку типа Ь'з с неупорядоченным расположением
атомов, а монокарбид WC — простую гексагональную решетку; a-WCi_x
кристаллизуется в кубической решетке (Bj). Монокарбид вольфрама
наиболее устойчив, тогда как в системе Мо — С устойчив карбид
МозС; высокотемпературные карбидные фазы устойчивы только при
высоких температурах *.
* Недавно И. И. Тимофеева и В. П. Алексеевский в ИПМ АН УССР по
взрывной технологии синтезировали из элементов кубический и гексагональный моно-
карбнды молибдена, оказавшиеся тверже монокарбида вольфрама и которые
могут рассматриваться как перспективные для инструментальной техники.
76
На рис. III.7—III.9 представлены диаграммы состояния этих
систем. Если карбиды металлов IVa и Va подгрупп имеют
металлическую электронную проводимость, то у карбидов хрома, хотя
проводимость также металлическая (CrjgCe), она преимущественно
дырочная, а у карбидов с большим содержанием углерода
предпочтительно электронная.
Металлической проводимостью характеризуются и карбиды
молибдена и вольфрама.
Т.'С
3000
2600
2200-
то
1400
то
2019 i^" с
38,S2550i5'
36,3 251013''
34 2522^51
39.5 254ПЗ''С
42 2600±5'
.25в4±5''
■43
о1-МоС, +С
19B0i20°
'40,4
■MoCf.^tC
3132 333435
C,am.%
33" 1mm '■
^1Гс=1430И0°
3i,5±0,1
■^ 1190 ±20"
0
Mo
10
20 30
C,am.%
40
SO
Рис. II 1.8. Диаграмма состояния системы молибден —
углерод [2].
У всех рассмотренных карбидов весьма велика доля ковалент-
ной связи, как и у некоторых переходных металлов.
Карбиды металлов Via подгруппы обычно получают
восстановлением смеси окислов металлов с сажей в среде водорода.
Выбором состава исходной смеси и соответствующего
температурного режима восстановления окисла до металла и последующей его
карбидизации можно обеспечить получение индивидуальных
карбидов либо их смесей.
В частности, карбид хрома СгдСз получают из смеси CrjOg и
сажи (74/26) в среде водорода при нагреве в интервале температур
1500—1600° С; карбид Сг^Сз обычно получают в две стадии: с
нагревом шихты при 1200—1300° С в течение 1—1,5 ч, последующим
измельчением брикетов и повторным нагревом порошка при той же
температуре в течение 30 мин; карбид CrgsCg может быть получен в
77
результате реакции взаимодействия высшего карбида с окислом
хрома в вакууме при температуре 1200° С
СгзОз + СгзСз ->■ Сг^зСв + СО.
Карбид молибдена MojC как и монокарбид вольфрама получают
восстановлением окислов водородом и последующим получением
карбида синтезом металлического порошка с углеродом в среде водо-
'3423т
W+Ж \
27ЮИ2°
3550"О
2720^"
2Лт2,
39
2735ii2.
\ 55,5
\2?Г6И2
S~31 -
рода.
Карбид вольфрама
WjC получают обычно
науглероживанием
вольфрамового порошка с по-
следуюш,ей плавкой
полученного продукта кар-
бидизации в графитовом
тигле при температуре
3000° С.
Карбиды хрома,
молибдена и вольфрама
могут быть получены
также разложением карбо-
нилов и электролизом
из расплавленных солей,
содержаш,их углесодер-
жаш,ую компоненту
(карбонат натрия). Этим же
способом могут быть
получены и покрытия из
этих карбидов. В
частности, карбидохромовое
покрытие может быть
получено на стали путем науглероживания слоя электролитического
хромового покрытия в смеси паров бензина и водорода при
температуре 950—1050° С.
Полученное таким путем покрытие состоит из слоев СгдСз, СГ7С3 и
СГгзСе.
Карбид хрома СгдСз и особенно монокарбид вольфрама нашли
самое широкое применение в инструментальной промышленности.
Монокарбид вольфрама — основа производства во всем мире
твердых сплавов на карбидовольфрамовокобальтовой основе.
Плавленый карбид вольфрама на протяжении многих лет
служит основой производства разного вида наварочных материалов.
Карбид хрома на никелевой и никель-железной связке также нашел
использование как композит инструментального назначения в
качестве лезвийного и штампового инструмента, инструмента Для
пресс-форм, наварочного материала и т. д.
Хотя масс-спектрографические исследования газовой фазы в
системе Si—С и установили суш,ествование кроме атомов кремния моле-
3600
3400
3200
3000
2800
2600
2400
2200
2000
30 АО
С,ат.%
Рис. III.9. Диаграмма состояния системы
вольфрам — углерод [2].
78
Т.'С
3000
2600
то
1400
1DD0
600
р-1атм
\
C+cC-CSi
-'2700°С \
\ci-CShV\ \,0
I Vl^i
a-CSH-L
кул Sia, Sis и 814, молекул карбидов SiC, SiCa, SiaC, SiaCs, SisC, в
конденсированных фазах установлено в этой системе существование
только монокарбида кремния SiC, образующегося в результате пе-
ритектической реакции при температуре 2830° С.
Предельная растворимость углерода в жидком кремнии вблизи
температуры кристаллизации не превышает 5 • 10~ ат.%. Карбид
кремния представлен большим числом политипов. p-SiC имеет в
основе кубическую алмазоподобную структуру. Он монотропно
переходит при температурах выше
2100° С в a-SiC, представленный
множеством политипов с гексагональной
либо ромбоэдрической структурой.
Слоистые решетки этих политипов
различаются различным характером
смещения слоев из атомов кремния „
и углерода относительно друг друга,
что приводит к отличию периода
повторяемости по оси С от политипа к
политипам.
На рис. III. 10 представлена
диаграмма состояния SiC.
Карбид кремния является
высокотемпературным полупроводником
примесного типа с достаточно широкой
запрещенной зоной (0,32 eV). В
полупроводниковой технике он
используется в виде монокристаллов
полупроводниковой чистоты, получаемых либо
пересублимацией карбида кремния в
атмосфере гелия или аргона, либо кристаллизацией в графитовых
тиглях в среде чистого аргона из расплавов кремниевоуглеродис-
тых, кремниевоалюминоцинковых, железнокремневых или же фер-
росиликохромовых, или же в виде эпитаксиально-наращиваемых
слоев на монокристальных карбидокремниевых подкладках из
газовой фазы.
Карбид кремния может быть получен осаждением на
вольфрамовой или углеродной нити из газовой фазы — смеси четыреххлористо-
го кремния, толуола либо какого-либо другого углеводорода и
водорода при температуре 1600—1700° С.
Технический карбид кремния получают в результате
взаимодействия кремнезема с углем в печах Ачесона из сырья, состоящего
из достаточно чистого кварцевого песка, не содержащего в заметном
количестве примесей А1аОз, СаО, MgO и РсаОз, древесных опилок
(для повышения газопроницаемости шихты), хлористого натрия как
рафинатора и углеродсодержащей компоненты — малозольного
кокса, антрацита и нефтяного кокса.
Технический карбид кремния обычно окрашен в зеленый либо
черный цвет. При пересублимации в тех же печах в специальных
79
О
с
Рис. 111.10.
ния системы кремнии
[61.
fim. %
Диаграмма состоя-
углерод
контейнерах он выделяется в виде бесцветных монокристаллов.
Чистый карбид кремния бесцветен.
Зеленый карбид кремния по преимуществу состоит из политипэ
6Я и' 15^, черный — из смеси политипов 6Я, 15^, 21^ и 27R.
Карбид кремния является хорошим абразивом и в качестве абразивного
материала весьма широко используется в инструментальной
промышленности.
Абразивные свойства a-SiC несколько выше, чем у P-SiC.
2. БОРИДЫ
Система бор — углерод служила объектом многочисленных
исследований, в результате которых был предложен Г. В. Самсоновым
[7], видимо, наиболее вероятный вариант диаграммы состояния
(рис. III.И).
В системе существует а-твердый раствор углерода в боре. С
повышением содержания углерода за предел растворимости решетка
бора перестраивается в решетку карбида с дефектной структурой —
наличием вакансий в цепочках углеродных атомов, чередующихся с
Г, "С
2т
2т
2400
2200
2000
а-
/ I \:£л1
/ ж+с
^\. • '+1 I
& 10 20 30 40 50
Рис. II 1.11. Диаграмма состояния системы бор —углерод [71
60 70 С
Содержание,мас.% "
атомами бора. При составе, близком к BjgC, в результате
декомпенсации связей за счет замещения атомов бора на атомы углерода в
структуре возникает уС7-проводимость. При дальнейшем повышении
содержания углерода возникает р-фаза — карбид бора В13С2,
образующий с а-твердым раствором бора эвтектику. Для ромбоэдрической
структуры этого карбида характерны наличие цепочек атомов
80
—с—в—с— и п-проводимость. Для этого карбида область
гомогенности соответствует 5%—16 мас.%. При еще большем содержании
углерода возникают р'-фаза — карбид В,2Сз также с
ромбоэдрической структурой, но с цепочкой атомов —С—С—, являющийся
полупроводником с дырочной проводимостью. Таким образом,
карбид бора В4С является карбидной фазой предельного состава в
достаточно широкой области гомогенности (от 19 до 24 мас.%).
Наконец, при содержании углерода около 68—69 мас.% возникает
богатоуглеродистый карбид — у-фаза.
Наиболее твердый и химически устойчивый карбид BigQ
склонен распадаться по реакции
SBjgCj = 2BJ3C3 -f- 15В.
В инструментальной технике широкое практическое применение
получил карбид бора BjC. Он может быть получен: 1)
восстановлением борного ангидрида углеродом. Процесс, видимо, протекает в
две стадии
I. В^Оз + ЗСО = 2В -f- ЗСО2,
II. 4В -f- С = В^С;
2) прямым синтезом из элементов; 3) восстановлением борного
ангидрида магнием в присутствии углерода; 4) восстановлением
хлористого бора водородом в присутствии углерода.
Промышленное развитие получил первый метод.
В книге Г. В. Самсонова, Л. Я. Марковского, А. Ф. Жигача и
М. Г. Воляшко «Бор и его соединения» [7] обобщен опыт
использования карбида бора в инструментальной промышленности.
Мы кратко изложим материалы этого обобщения.
В табл. 13 приведены сводные данные о техническом применении
карбида бора В^С.
А. В. Тихонов [8] показал, что шлифующая способность паст,
изготовленных из порошков карбида бора с зернистостью в 40—
75 мк, при шлифовании стекла по отношению к алмазным
составляет 70—75%, при шлифовании твердых сплавов — 60—70,
при шлифовании синтетическим корундом — 40—50%, тогда как
пасты из лучших сортов карборунда дают на обработке таких же
стекол всего 10—15% шлифующей способности алмазного порошка.
Такие же сравнительные показатели оказались и на операции
шлифования синтетического рубина; 66—70% для карбида бора и
17'% для карборунда от производительности алмаза. Качество
обработки режущей кромки пластин из твердых сплавов разными
абразивами показано в табл. 14.
Высокое качество доводки резцов из твердого сплава
обеспечивается, если использовать порошок карбида бора в 7—17 мк и
скорость круга при доводке поддерживать в порядке 70—80 об/мин.
По производительности при операциях карбид бора уступает
алмазу примерно на-50%.
81
Таблица 13
ОСНОВНЫЕ ОБЛАСТИ ТЕХНИЧЕСКОГО ИСПОЛЬЗОВАНИЯ КАРБИДА БОРА [7]
Форма карбида
Используемые свойства
Области применения
Свободные зерна (поро- Высокая абразивная
шок) способность
Спеченные изделия из
карбида бора,
сцементированные разными связками и
из сплавов карбида бора
с другими карбидами
(SiC, ТШз и др.)
Спеченные изделия из
карбида бора без связки
Высокая твердость,
абразивная способность,
износостойкость и др.
Высокая твердость,
абразивная способность,
износостойкость и др.
1. Шлифование и
полирование твердых материалов
(технические камни, минералы,
сплавы, стекла, керамика,
кварц, твердые сплавы).
2. Заточка и доводка
резцовых пластин из твердых
сплавов.
3. Притирочные работы.
4. Металлографические
работы
1. Шлифовальные и
разрезные круги
2. Режущие элементы
буровых коронок и инструментов
для обработки твердых
материалов и др.
1. Инструменты для правки
шлифкругов.
2. Пескоструйные сопла.
3. Калибры и шаблоны.
4. Фильтры для текстильной
промышленности.
5. Матрицы для протяжки
абразивных стержней
Таблица 14
ЧИСТОТА ОБРАБОТКИ РЕЖУЩЕЙ КРОМКИ ПЛАСТИН ИЗ ТВЕРДЫХ СПЛАВОВ
РАЗЛИЧНЫМИ АБРАЗИВАМИ [7]
Абразив
Мелкоалмазный
шлифовальный круг (на пластмассовой
связке)
Карбид бора (в виде порошка
зернистостью выше 20 мк,
нанесенный на чугунный круг)
Карборундовый
плоскошлифовальный круг
Карборундовый доводочный круг
Скорость шлифования,
М/С
17
4
10
Вручную
25
Средняя шероховатость
режущей кромки
1
2-5
10
10
25—50
82
Имеется сравнительно небольшой опыт исследования режущей
способности карбидоборного лезвийного инструмента на
керамической либо стеклянной связке. Оказалось эффективным его
применение при обработке изделий из пластмасс и композитов на основе
пластмасс.
Высокоэффективно применение спеченных изделий из карбида
бора при изготовлении калибров, а также использование горяче-
прессованных карандашей из карбида бора для правки
карборундовых шлифовальных кругов.
Видимо, более перспективными и в качестве абразивных
порошков, и в качестве лезвийного спеченного инструмента при надлежа-
ш,ем выборе связки, обеспечиваюш,ей повышенную вязкость и
сопротивление сжатию, могли бы быть карбид бора В13С2 и более сложные
сплавы в системах Ti — В — С; Ti — Сг — В — С, В — Zr — С„
В — Hf —С, В — Сг — С, фазовые составляюш,ие, которые на
основе карбида имеют твердость, суш,ественно более высокую, чем из
чистого карбида В^С. В табл. 15—17 приведена характеристика
такого рода сплавов. К сожалению, исследование инструментальных
свойств всех этих сплавов, как и разработка на их основе
шлифовальных материалов и спеченных изделий, предназначенных для
изготовления лезвийного инструмента, находятся в зачаточном
состоянии. Более изученной является система В — Si — С.
Псевдобинарная система В^С — SiC изучалась Ф. Тоном [10],
А. А. Калининой и Ф. И. Шамраем [И]. Ими показано, что
диаграмма состояния этой системы имеет эвтектический вид. Эвтектика
образуется при 35—36% SiC и 64—65% В4С и плавится при 2070° С.
Эвтектика образована твердыми растворами карбида бора в
карбиде кремния (2—2,8% В, 68% Si и 28% С) и карбида кремния в
карбиде бора (64—66% В, 12—13% Si и 22—23% С).
По некоторым данным, в этой системе возможно образование и
соединения B^SiCa с очень высокой твердостью.
В сплавах с содержанием 40—50% вес.Si, когда в структуре
обнаруживается указанное химическое соединение, твердость
достигает максимума в 7150 кг/мм^; при более высоком содержании
кремния она падает.
Сплавы в системе SiC — В4С могут быть получены прямым
взаимодействием при высоких температурах смеси порошков SiC и
В4С в нейтральной или в азотсодержаш,ей среде (в последнем
случае в структуре появляется наряду с карбидом и нитрид бора) или
нагреванием в печи Таммана смеси порошков борного ангидрида,
кварца и сажи.
Сплавы В^С и SiC готовились и в промышленном масштабе на
предприятиях абразивной промышленности.
Шлифуюш,ая способность порошков из этих сложных карбидных
фаз при обработке твердых сплавов превышает шлифуюш,ую
способность карборунда и даже чистого карбида бора В^С. Суш,ествует
возможность из этих порошков изготавливать также шлифовальные
круги.
83
Таблица ]5
МИКРОТВЕРДОСТЬ ФАЗ НА ОСНОВЕ BjC В СИСТЕМАХ В — С — Ti, В — С — Z' Г9]
Состав
в—с-
в—с
в—c■
в—с-
в—c-
-o,l% Ti
-1% Ti
-3% Ti
-5% Ti
-0,1% Zr
Микротвердость,
кг/мм*
4950+210
6190±180
6300 ±200
6400 + 250
7000 + 350
5030 ±340
Состав
В—C■
B—C-
в—c-
в—с-
в—с-
-1,0% Zr
-3,0% Zr
-5,0% Zr
- 7% Zr
-10% Zr
Микротвердость,
кг/мм"
6200 ±250
6500 ±250
68700 ±320
6470 ±300
6020 ±250
Таблица 16
МИКРОТВЕРДОСТЬ ФАЗ НА ОСНОВЕ TiB, и В^С В СИСТЕМЕ Ti — В — С (УЧАСТКА
ДИАГРАММЫ,
СООТВЕТСТВУЮЩЕГО РАЗРЕЗУ TiBj — BjC) [7]
Состав, вес.%
ТШг
В4С
Микротвердость (при нагрузке 50 г), кг/мм*
Фаза на основе
ТШг
Фаза на основе
В^С
Предел прочности
при сжатии,
кг/мм^
00
90
80
70
60
50
40
30
20
0
—
10
20
30
40
50
60
70
80
100
3400
3565
3560
3560
3560
3560
3560
3560
3560
—
—
5700
6100
6100
5700
6100
6100
5700
6100
4900
135
59
53
67
114
90
91
99
74
70
Т аб лица 17
МИКРОТВЕРДОСТЬ ФАЗ В СИСТЕМЕ (TiCr) Bj - В4С [7]
Состав, вес.%
(Ti, Сг) Вг
В^С
100
90
80
70
60
10
—
10
20
30
40
90
100
Микро твердость
(при нагрузке 50 г), кг/мм"
Фаза на основе
(Ti, Сг) Bj
3530
3180
3210
3200
3180
3200
—
Фаза на основе В^С
5400
5050
4700
4910
5000
4900
84
Si, по-
mo
uoo
1200
1000
В системе В — Si существуют бориды кремния BgSi и B(,St, Первое
соединение_^ имеет тетрагональную решетку с Z = 1 и периодами
а = 2,829 А, с = 4,765 А и с/а = 1,63 А и второе соединение
кристаллизуется в кубической решетке с пространственной группой
О/, — РтЗт! и постоянной решетки 4,142 А.
По некоторым данным, в этой же системе суш,ествуют фазы SiB^
с ромбоэдрической структурой и соединение SiBjj с решеткой AlBja-
Все эти данные нуждаются в дальнейшем уточнении.
На рис. III. 12 представлена диаграмма состояния В-
строенная В. М. Слепцовым и Г. В. Самсоновым [12].
Среди названных боридов кремния
особо высокой твердостью обладает
борид BgSi.
Он может быть получен синтезом
из элементов путем нагревания
брикетов из порошков кремния и бора,
взятых в стехиометрические
отношения в атмосфере аргона [7], а также
магнийтермическим восстановлением
смеси борного ангидрида и
кремнезема.
Другие бориды кремния в
индивидуальном виде получить
затруднительно. В литературе суш,ествуют весьма
разноречивые данные в отношении
системы В — А1. В ней установлены
бориды: AlBj, не стабильный при
низких температурах; предполагается, что этот борид склонен
разлагаться по реакции: 2AIB2 <> AIB4 + А1 и AlBjg в двух формах —
графитоподобной и алмазоподобной. Нет установившегося мнения
о строении и природе этих форм. При синтезе из элементов при
температуре 800—1400° С образуется AlBj, как и при восстановлении
борного ангидрида алюминием. При восстановлении борного
ангидрида алюминием в присутствии окислителя или серы образуется
AlBi,.
Г. В. Самсонов и Н. Н. Журавлев [13], а впоследствии Г. В.
Самсонов [14] усовершенствовали этот метод получения AIB12,
рекомендовав в шихту для алюмотермического получения этого борида
вводить сернокислый алюминий или сернокислый кальций для
повышения экзотермичности реакции восстановления и понижения
температуры плавления образующегося шлака. При надлежащей очистке
таким образом может быть получен борид AlBjj почти стехиометриче-
ского состава. Структура АЩз гексагональная с параметрами
элементарной ячейки: а = 3,009 Л и с = 3,262 А. a-AlBi2 имеет
тетрагональную^ решетку с параметрами элементарной ячейки: а =
= 10,161 к, с = 14,283 А; в элементарной ячейке содержится 14
молекул. p-AlBi2 имеет ромбическую структуру. Данные о структуре
боридов алюминия достаточно противоречивы и требуют дальнейшего
85
Ptw. 111.12. Диаграмма
состояния системы бор — кремний [12].
уточнения. Только борид алюминия АШ^з имеет высокую
твердость (3694 кг/мм), близкую к твердости бора.
Высокая химическая стойкость этого борида, как и высокая
температура плавления, при достаточно высокой твердости могут
служить основанием того, чтобы рекомендовать его к использованию
в инструментальной технике. Бориды переходных металлов
представляют весьма широкий класс соединений, существенно
разнящихся между собой природой междуатомной связи, кристаллохими-
ческими признаками и своими свойствами.
Небольшое число боридов, главным образом среди соединений
бора с металлами IV и V групп, удовлетворяет условию образования
фаз внедрения Хэгга: -ц-^- < 0,59 и для них характерны простые
кубические либо гексагональные решетки. Для всех остальных
боридов характерны сложные структуры.
К структурным типам с изолированными атомами бора относятся
бориды МезВ и Ме^В. Фазе МеаВ (ТцВ, Ст^В, МщВ, CojB, NiaB,
W2B) свойственна структура CuALj (D^h). Фаза Ме4В (МП4В, Сг^В)
имеет ромбическую решетку, а также некоторые монобориды (ZrB,
МоВ, монобориды платиноидов), кристаллизующиеся в структуре
цинковой обманки.
К структурному типу с изолированными парами атомов бора
относятся бориды МезВз- Они обладают тетрагональной решеткой
с пространственной групгюй Р41тВт по типу UsSij.
К структурному типу с зигзагообразными цепочками из атомов
бора относятся многие монобориды (^-NhB, у-ТаВ, б-СгВ, р-МоВ,
WB, VB) с ромбической структурой ТаВ (б-МпВ, FeB, СоВ, NiB,
TiB), с ромбической структурой FeB и тетрагональной структурой
типа б-МоВ и 6-WB.
К структурному типу со сдвоенными цепочками из атомов бора
относятся бориды МезВ^, б-ЫЬзВ4, ■ц-Сх^В^, Tj-MngB^ с ромбической
структурой.
К структурному типу с графитоподобными сетками из атомов бора
относятся бориды с гексагональной структурой AlBj (SeBj, TiBj,
ZrBa, HfBa, VB2, NbBa, ТаВз, СгВз, МоВз, UBa, WB2), a также
e-W2Bg с гексагональной решеткой несколько отличного типа и
e-MojBg с ромбоэдрической структурой.
К структурному типу с каркасом из атомов бора относятся
бориды МеВз с тетрагональной решеткой (UB^, ТаВ4, СеВ4), МеВ^ типа
CoBg и бориды MeBi2 с кубической решеткой (UBij, ZrB^, TIB12).
Для всех этих боридов характерна гетеродесмичность связи с
превалирующей долей металлической и ковалентной компонентой
связи. Видимо, некоторая доля ионной составляющей в общем
балансе гетеродесмической связи характерна для СгВз, тогда как для СгВ
предпочтительным является металлический характер связи.
Доля ковалентной составляющей нарастает с усложнением
мотива, определяемого атомами бора в решетке борида.
Для боридов неметаллов (В4С, В13С2, BgSi, BgSl, BN) характерна
86
почти чистая ковалентная связь, как и связь того же типа между
атомами бора в боридах с цепочечным или же каркасным
распределением атомов бора в решетке борида. Для этих боридов, как и бори-
дов с ковалентнометаллической связью, с большой долей ковалент-
ной составляюш,ей, типичен весьма высокий уровень прочности
междуатомной связи, проявляюш,ийся в их тугоплавкости, высоком
уровне упругих постоянных, высоком значении в и niQ^, малых
величинах среднего квадратичного смеш,ения атомов в
кристаллической решетке и высоком уровне твердости и химической стабиль-
В,а/п.У0
АО 50
Ш
, ^^^ и^т
Состад Ti
lJU 1 1_ 1 1 1= ■ 1 1 1 ■! I
0 и 8 1 12 16 \ 20 2U 28 i32
10,1 18,4 31,2
B,mc. %
Рис. III.13. Диаграмма состояния системы титан — бор [151.
ности [7]. К сожалению, боридные фазы весьма хрупки и этот
недостаток пока ограничивает масштабы их применения в
инструментальной технике. Некоторым исключением является диборид хрома,
отличаюш,ийся известной «пластичностью». Диборид хрома получил
достаточно широкое применение в качестве основы наплавочных
износостойких керметов. С положительным эффектом был
использован диборид титана в качестве подслоя при нанесении карбидо-
титановых или же карбидонитридотитановых покрытий на рабочую
поверхность неперетачиваемых твердосплавных пластин. Был
предложен твердый сплав на основе борида вольфрама с 62% борида
вольфрама, 33% карбида вольфрама и 5% кобальта. Однако нет
литературных сведений о его практическом применении.
Методы получения боридов*, и в частности наиболее перспек-
* Они подробно описаны в книге Г. В. Самсонова и др. «Бор, его соединения
и сплавы».
87
Рис. 111.14. Диаграмма состояния системы цирконий — бор
[16].
12.4 f7.5 22.12Ук1ас.%
7,2ЮМЗ,5Щтс.%
iO 60
40 60
Нт.%
Рис. 111.15. Диаграмма состояния системы ванадий — бор [17].
Рис. 111.16. Диаграмма состояния системы ниобий —бор [18].
т,°с
2600
2200
1800
MoiB MojB2 МоВ
I ) I
2000 ^°1Я-^^°^°
MoBi MoiBs
I I
Ш0
12
В,шс.%
Рис. т.п. Диаграмма состояния системы молибден —
бор [20].
9.АИ.т,222.129,2 тс.%
3.85 5.6 7,210.6 мас.%
40 60 .. -
йт.% '^'"•%
Рис. III.18. Диаграмма состояния системы хром — бор [19].
Рис. III.19. Диаграмма состояния системы тантал — бор [17, 18].
тивных в практическом отношении диборидов переходных металлов,
таковы:
1) прямым синтезом из элементов; 2) металлотермическим
восстановлением окислов металлов и борного ангидрида; 3)
восстановлением смеси окислов металлов и борного ангидрида углем; 4)
восстановлением окислов металлов бором; 5) борокарбидным способом;
6) электролизом расплавленных солей и осаждением боридов из
газовой фазы.
Среди этих методов, видимо, наиболее эффективным можно
считать метод вакуумно-термического борокарбидного
восстановления. В частности, при получении по этому методу диборида титана
процесс протекает стадийно по реакциям
1) TiO,, -f С -> TijOg + СО, 2) TiOg + С -> TiO + СО,
3) ТЮ + В^С-> TiBj-Ь СО.
Подобным образом протекает вакуумно-термическое борокар-
бидное восстановление и при получении диборидов других
переходных металлов. Компактные изделия из боридов обычно получают
горячим прессованием в вакууме либо в восстановительных средах.
На рис. 111,13—III.19 представлены диаграммы состояния Т1—В,
Zr—В, V—В, Nb—В, Мо—В, Та—В, Сг—В. На бориды
редкоземельных металлов может быть распространена та же схема кристалло-
химической классификации по мотиву бора в решетке, которая нами
была представлена для боридов переходных металлов.
Среди боридов редкоземельных металлов (РЗМ) известны дибо-
риды, кристаллизующиеся в гексагональной решетке, тетрабориды,
имеющие тетрагональную решетку, и гексабориды с характерной
для них кубической решеткой.
Среди этих боридов наиболее исследованы и получили
наибольшее практическое использование гексабориды РЗМ. Они могут быть
получены теми же методами, что и бориды переходных металлов,
и среди них оказался наиболее популярным и эффективным метод
вакуумно-термического борокарбидного восстановления.
Компактные изделия из боридов редкоземельных металлов могут быть
изготовлены лучше всего также горячим прессованием. Равновесия в
системах РЗМ — В еще изучены недостаточно и пока нет для этих
систем надежных диаграмм состояния.
3. НИТРИДЫ
Системы Ti — N, Zr — Ни Hf — N изучены недостаточно, и
диаграммы состояния, построенные только для Ti — N и Zr — N, носят
только предварительный характер. Пока в этих системах,
безусловно, установлено наличие мононитридов со структурой типа NaCl,
а в системе Ti — N установлен также гексагональный TijN.
Мононитридам свойственна достаточно широкая область
гомогенности, характер которой меняется в зависимости от условий полу-
90
чения этих нитридов. Если азотировать галогениды металлов IVa
группы в аммиаке при пониженных температурах, то будут
получаться мононитриды Ti^N, Zr,.N, Hf^.N при л; < 1 со структурой
Bi и дефектной металлической
подрешеткой.
20 50
flm.%
20 30
Рис, III.20. Диаграмма состояния системы титан — азот [21].
Рис. III.21. Диаграмма состояния системы цирконий — азот [22].
При азотировании гидридов металлов азотом либо аммиаком
возникают мононитриды TiNi^:, ZrN^., HfN^, при х < 1 с дефектной
азотной подрешеткой. Однако известны случаи, в частности при синтезе
TiN, когда при составе, близком к стехиометрическому, решетка
имеет дефекты как в металлической, так и в азотной подрешет-
ках.
Таким образом, в зависимости от условий синтеза для
мононитрида титана будет характерна область гомогенности TiNo,6-i,o или же
TiNi,o—1,16 и для нитрида гафния — HfNo,74-i,o или же HfNi_o-i,i3-
1700
1500
1500
1100
900
. I
с(*р
Ю
20
30
C+/V,
45 50 ,
N, am. %
5
Рис, III.22. Диаграмма состояния системы ниобий — азот [21].
91
Т аб лица 18
символы, ПРИМЕНЯЕМЫЕ ДЛЯ ОБОЗНАЧЕНИЯ ФАЗ В СИСТЕМЕ Nb - N [21]
По Брауэр — Эссельборну
По Брауэр — Яндеру
По Шенбергу
а-Фаза
Р-Фаза
Y-Фаза
6-Фаза
б'-Фаза
е-Фаза
Nb-Фаза
Nb^N
Nb,N3
NbN
NbN
NbN
а-Фаза
Р-Фаза
6-Фаза
е-Фаза
Подобная особенность характерна и для мононитрида циркония.
В системе Ti — N существует также фаза e-TigN с гексагональной
решеткой, для которой область гомогенности еще не уточнена.
На рис. II 1.21 и II 1.22 представлены диаграммы состояния
систем Ti — N [21] и Zr — N [22].
Среди систем, образованных азотом с металлом Va группы,
наиболее сложной является система Nb — N.
На рис. III.22 представлена обобщенная Л. Тотом [21] диаграмма
состояния Nb — N.
В табл. 18 даны перечень фаз, наблюдаемых в этой системе,
и их символы. Все эти фазы характеризуются большей или меньшей
областью гомогенности.
В табл. 19 приведены данные о структуре и параметрах решеток
фаз в системе Nb — N.
Таблица 19
КРИСТАЛЛИЧЕСКИЕ СТРУКТУРЫ И ПАРАМЕТРЫ РЕШЕТОК ФАЗ
В СИСТЕМЕ Nb — N [21]
Фаза
Кристаллическая структура
Параметры решетки, А
P-NbaN
V-NbN
6-NbN
б'-NbN
e-NbN
Возможно Lg
полнением азотных позиций;
гексагональная
со статистическим за- а=3,056\ со стороны, бедной
с=4,955/ N
а=3,0561 со стороны, богатой
с=4,996/ N
Искаженная BI; тетрагональная а=
с-
а-
с-
BI; кубическая Анти-NiAs; гексаго- а=
нальная с-
Атомы металлов располагаются, как
в структуре TiP-типа, а N-слои в
последовательности AAA . . , Слои
атомов металла также могут быть
разупорядочены
=4,3851 со стороны, бедной
=4,310/ N
=4,386] со стоооны, богатой
=4,335/ N
=2,968
=5,535
92
в системах V — N и Та — N установлены две нитридные фазыг
гексагональная (Р) V2N и соответственно ТагН и мононитриды: VN
с решеткой TiU и соответственно TaN с гексагональной решеткой
(пространственная группа Рб/ттт).
При высоких давлениях можно получить более твердый
кубический нитрид тантала.
Для всех этих фаз также суш,ествуют области гомогенности^
сравнительно широкие в системе V — Ни достаточно узкие в системе
Та —N.
Системы, образованные азотом с металлами Via группы, мы
рассматривать не будем из-за их малой изученности и в связи с тем, что
фазы, образуюш,иеся в этих системах, малоустойчивы и не
представляют интереса с точки зрения возможности их использования в
инструментальной технике.
4. ОКИСЛЫ
Системы Сг — О, А] — О и Si — О, которые будут предметом
нашего рассмотрения, весьма сложны и до настояш,его времени еш,е
недостаточно изучены.
Согласно предположительной диаграммы состояния системы
Сг — О, описанной в работе [23] и дополненной А. С. Бережным
[24], в системе Сг — О сущ,ествует ряд соединений кислорода с
хромом, в которые хром входит с различной валентностью (рис. III.23).
По некоторым данным, предполагается возможность образования
соединения СгдО, однако еш,е не полученного в чистом виде. Более
определенно установлено суш,ествование закиси хрома СгО, обра-
зуюш,егося на основе Сг^"^ и кристаллизующ,егося в кубической синго-
нии.
При 1773 К закись хрома диспропорционирует на окись хрома и
хром; таким образом, 1700 К является нижней температурной
границей ее сущ,ествования. При 2000 К закись хрома инконгруэнтнО'
плавится.
При закалке из области высоких температур удалось
зафиксировать фазу СГ3О4, обладаюш,ую тетрагональной симметрией.
Видимо, и эта фаза подобно закиси хрома диспропорционирует
при температурах ниже 1700 К. Стабильным соединением хрома с
кислородом в широком интервале температур является фаза СГ2О3.
Окись хрома, как и хром, обладают заметной летучестью. В
атмосфере кислорода этот окисел не только испаряется, но и окисляется
до газообразной СгОз. Летучесть окиси хрома увеличивается в
присутствии паров воды. Окись хрома не является стехиометрическим
окислом и характеризуется некоторой областью гомогенности.
Окись хрома образует шпинелидоподобную гексагональную у-фор-
му, которая при нагревании необратимо переходит в а-СГаОз со
структурой корунда. В интервале Составов от СГаОз до СгОз суще-
93
ствует еще ряд промежуточных форм, обычно возникающих при
термическом разложении окислов более высокой валентности.
Таким путем образуется тетрагональная двуокись хрома CrOg,
разлагающаяся при нагревании на воздухе уже при температуре
~800 К.
В качестве одного из продуктов термического разложения СгОз
возникает, видимо, монохромат х-рома Cfj (CrOJs- Продуктом терми-
t.'C
2500 -
2000
1903"
1500
WOO
500
Метабтадильноя
оВласть(приРд=ОДат)
CrjO^+CrjOj ' '
q-расплаба
Йт.%
'nCrgOig
ОГ2О3 „ „
Сг СгОг
Рис. III.23. Диаграмма состояния системы хром — кислород [23,
24],
веского разложения является и окисел Crg02i — бихромат хрома
Сгз (Сг207)з. Наконец, при нагревании СгОз до 510 К образуется
декохромат хрома Сг2(Сг1оОз1)з, который при температуре выше
500 К разлагается на CfgOia и кислород. Высший окисел хрома —
■СгОз, кристаллизующийся в ромбической сингонии,
термодинамически нестабилен по отношению к СггОз и СгОг при комнатной
температуре и при 460 К разлагается с выделением кислорода.
Только окисел хрома СгзОз, возникающий при прямом окислении
хрома, находит широкое использование в абразивной технике. К
сожалению, нет никаких данных о том, как меняются его
механические, и в частности абразивные, свойства в связи с возможным
изменением его фазового состава в разных условиях его получения и
использования.
54
Еще более сложна и недостаточно изучена система А1—О. Для
такой системы не построена и диаграмма состояния. В этой системе
существуют общеизвестная окись алюминия и две недоокиси A\JO
и А10.
AI2O образуется на поверхности алюминия при его окислении в
метастабильном состоянии. Стабильны недоокиси только при
температурах выше 1270 К; при более низких температурах они диспро-
порционируют на AI2O3 и А1.
Выше 1870 К устойчива только А10, плавящаяся около 2323 К-
А10, как и ВеО, существует в двух модификациях — гексагональной
и кубической.
При восстановлении AljOg углеродом при высоких температурах
обнаружен еще и окисел AI3O4 шпинельного типа, который
некоторые исследователи считают не чистой фазой, а включающей кроме
алюминия и кислорода еще азот.
Для окисла алюминия AljOs характерен политипизм. Он
проявляется в существовании этого окисла, в зависимости от условий его
образования в различных политипных формах: гексагональной а,
кубической или псевдокубической у, тетрагональной б,
моноклинной в и гексагональных X и х.
Технический глинозем обычно представляет смесь этих
политипов. А. С. Бережным [24] предложена схема переходов и
возникновения тех или иных политипов следующего вида;
NH.Al (50,)з ^-^^^ ^
420 К 800 —900К Л070К ^ 1370К ., ^
Баиерит >■ у >■ о >- Н ^-a-AlgO^
Беммит 700 К j
Гиббсит П 920 К ^ , 1070zLi^70K_^ ^ _
720 К
Диаспор
В инструментальной технике корунд (а-AI2O3) находит самое
широкое применение как в качестве абразива, так и при изготовлении
разного типа минералокерамик, идущих на изготовление режущего
инструмента.
Важный вопрос о влиянии политипизма окиси алюминия на его
механические свойства, и в частности на абразивные и режущие в-
минералокерамиках и в покрытиях на неперетачиваемых пластинках
из карбидовольфрамовокобальтового сплава, еще не был
предметом изучения.
Очень сложная система Si — О, была предметом многих
исследований, но из-за крайне больших экспериментальных трудностей,
которые приходится преодолевать в процессе ее изучения, до сего
времени не удалось построить для нее достаточно надежную
диаграмму состояния.
Предположительный вариант такой диаграммы состояния
(рис. II 1.24) был предложен Р. Б. Сосмеэном и А. С. Бережным [25,
95
•-^2810°
l+C
L -tSLC
1408°
SiC-YC
S7J0°C 26]. Согласно этой диаграмме в
^^'*'' системе существуют соединения
кремния с кислородом SiO и
SiOg. SiO стабилен от 1500 К до
температуры плавления (1975 К);
стабилен этот окисел и в
парообразном состоянии. Остается
неясным, что происходит с этим
окислом при его нагреве. По
одним данным, он разлагается на
SiOa и Si, а по другим —
окисляется до Si02; окисляется этот
окисел и при тонком
измельчении при комнатной температуре.
SiO обнаруживался в тонких
_j |. пленках окиси кремния. Дву-
во iOOi окись кремния является обще-
0 известной и широко
распространенной окисной фазой кремния.
Он существует в
многочисленных аморфных и
кристаллических формах.
Последовательность превращений кремнезема с нагревом
представлена в весьма наглядной схеме, построенной А. С. Бережным,
и в им же составленной таблице, характеризующей фазовые
превращения кремнезема (табл. 20).
J600
3200-
2800
2400
2000
1600
1200
О
SL
SL -^SiC
20
40 60
Ат.°4
Рис. 111.24. Диаграмма состояния
системы кремний — углерод [25, 26].
jj CmuiuoBunir
УКоэсит
\ I (Дарение)
\Аморфная SCOr^
(Давление) \ Кремнезем
щ
34
ржавление)
\Иитит\
Валоинистая
форма
I —■ 11 * —1 I —*
^ ае-Нвари ^p^of-Тридимит \~^:^аС-Кристобалит\^^ Распл'аб
/З-Нварц I
ш
Pf Тридимит
/3f Тридимит
UL
р-Нристо^алит
р^-Тридимит
\ \ ,
Х~Тридимит\ ^-^ Меланофлогит
(Измель чение)
ЕЕ
Стеило
/'Меихательерит)
\ 1 (Давление)
Супрапьезо-
стеило
\ \ (Давление)
Конденсированное стенло
(Облучение нейтронами)
Схема превращений кремнезема (А. С. Бережной).
96
Таблица 20
ХАРАКТЕРИСТИКА ФАЗОВЫХ ПРЕВРАЩЕНИЯ КРЕМНЕЗЕМА (А. С. БЕРЕЖНОЙ)
Превращение
Т, К
кбар
ДС/
Теплота
перехода,
кал/моль
Р-Кварц -> а-Кварц
а-Кварц -> а-Тридимит
а-Кварц -> а-Кристаболит
^-Тридимит -> Pi-Тридимит
Pi-Тридимит -> р2"Тридимит
Рз-Тридимит -> рз-Тридимит
Рз-Тридимит -> а-Тридимит
Р-Кристаболит -> а-Кристаболит
а-Кристаболит -> расплав
Китит -* а-Кристаболит
а-Кварц -* коэсит
Коэсит -> стишовит
Меланофлогит -> р-Кварц
(измельчение)
Меланофлогит -> а-Кристаболит
Волокнистая форма ->
а-Кристаболит
Лешательерит (стекло) ->
-> а-Кристаболит
846
1143
1323
390
436
483
748
540
2001
—
—
298
1173
1173
0,001
0,001
0,001
0,001
0,001
0,001
0,001
0,001
0,001
0,001
35
100
0,001
0,001
0,001
+0,8
+ 14,7
+ 14,4
+0,2
+2,3
-1,8
—0,3
+3,8
+0,1
+ 12,6
— 13,1
—32,3
—33,2
—11,5
— 11,2
250
120
200
70
40
—
45
270
2100
—
225
14 623
—
—
1173
0,001
-0,9
Мы здесь более подробно остановимся на полиморфизме
кремнезема, проявляющемся при высоких давлениях и фазах высокого
давления, которые в связи с их исключительной химической
стабильностью и твердостью, приближающейся и даже превышающей
твердость корунда, могут представить большой интерес для
инструментальной техники. При высоких давлениях и температурах в
гидротермальных условиях может быть получен из кварца коэсит
[27].
Условия перехода описываются уравнением
р,б,р= 0,0112Г +22,6.
Эта полиморфная форма кремнезема, стабильная при высоких
температурах и давлениях, в метастабильном состоянии может
существовать и при комнатной температуре.
Заметный переход коэсита в кварц наблюдается при нормальном
давлении только при нагреве до 1438 К; при 1973 Кон превращается
в кристаболит.
Коэсит возникает при статическом, но и при взрывном
приложении давления. Он обнаружен в песчаниках кратеров, возникших
в результате падения метеора в Аризоне (США), Рискесселе
(Бавария), Вабаре (Аравия), а также в тектитах Таиланда. Он обнаружен
в воронках после атомных взрывов [28]. Коэсит был получен и в
лабораторных условиях по взрывной технологии [29]. Имея твердость,
близкую к твердости корунда, он противостоит действию
минеральных кислот, включая и плавиковую, лучше, чем кварц. Коэсит
4 0-329
97
кристаллизуется в моноклинной сингонии. Параметры его
элементарной ячейки: а = 7,23 А, Ь = 12,52 А, с = 7,23 А и <р = 120°.
Его пространственная группа (f^^. Плотность коэсита 2,90 г/см*,
тогда как плотность сс-кварца 2,52 г/см*. При более высоких
давлениях (> 100 кбар) кварц переходит в еще более плотную рутило-
подобную модификацию — стишовит [30]. В эту модификацию
способен переходить и коэсит в условиях, описываемых уравнением
Р^бзр = 0,0203ЗГ + (103 dz 5).
В зависимости от температуры
нагрева при нормальном давлении
стишовит переходит либо в аморфную
форму кремнезема, либо в кварц или
в кристаболит.
Стишовит исключительно
химически инертен: на него не действует
даже кипящая плавиковая кислота.
В отличие от коэсита основой его кри-
сталлохимического строения
являются не тетраэдры SiOj, а октаэдры SiOg.
Кристаллизуется он в тетрагональной
решетке рутила. Параметры ^его эле-
ментарно^ ячейки а = 4,179Аис =
то
80
60
40
20
О
р-ибарцу^оС-кварт/^ -
\У t ^--i-A—1_
то moo 1500 2000 t°C
Рис. III.25. Диаграмма P — Т
для SiOa (1300° С, 34 кбар) [26].
= 2,665 А. Его пространственная
группа D4a. Стишовит обладает плотностью
4,28 г/см*. Его твердость, как и коэсита, близка к твердости
корунда.
На рис. III.25 представлена диаграмма Р — Т для SiOj [31, 24].
Наблюдавшиеся Бриджмэком [32, 33] переходы кварцевого
стекла при давлении 33 кбар в супрапьезостекло и при давлении
более 90 кбар в конденсированное стекло, сопровождающиеся
резким изменением плотности, могут представить интерес в связи с
созданием сверхтвердых композитов инструментального назначения
на керамической связке.
5. ПРИМЕРЫ ИСПОЛЬЗОВАНИЯ СВЕРХТВЕРДЫХ ВЕЩЕСТВ
В ИНСТРУМЕНТАЛЬНОЙ ТЕХНИКЕ
При описании диаграмм состояния для некоторых систем мы
указывали на единичные примеры практического использования в
инструментальной технике возникающих в этих системах твердых
фаз, исключая, естественно, карбиды вольфрама, титана, хрома,
кремния и бора и некоторые окислы, которые уже получили весьма
широкое применение, определяя характер современной
твердосплавной промышленности. Однако в самые последние годы,
главным образом в связи с необходимостью экономить вольфрам, запа-
98
сы которого, видимо, иссякнут уже в ближайшие несколько
десятилетий, развернулись широким фронтом исследования, направленные
на вовлечение в арсенал инструментальных материалов и других
твердых и сверхтвердых веществ, которые ранее не привлекали к
себе внимания.
Это находит прежде всего отражение в патентной литературе.
В японском патенте [34], опубликованном в 1970 г., предложен
твердый сплав, получаемый пропиткой ферросплавом, содержащим
В и Si, порошковых заготовок из возможных тугоплавких
соединений (WC, WaC МоС, МоаС, TiC, СГ3С2, СГ7О3, ТаС, NbC, TiB^,
СгВа) или композиций WC — TiC, WC — TiC — ТаС, TiC — TiBj.
В патенте приводится примерный состав сплава, содержащего
В — 0,5—4%, Si — 0,1—5,0; С — 6—3,5, Сг и Ni — 30, Со — О —20,
Си — 0—30 и Fe — 0—50%.
В американском патенте [35] показано, что прочность карбидо-
хромовых композиций на никелевой связке удваивается с введением
в никелевую связку -^0,4% Р, а это делает эти сплавы
перспективными не только как наварочные и как основа для изготовления
износостойкого пресс-инструмента, но и как твердые сплавы прямого
инструментального назначения.
В патенте [36] предложен материал для режущего инструмента
с высокой твердостью, прочностью, износостойкостью и
термостойкостью на основе карбида титана и корунда, получаемый горячим
прессованием при 1500—1800° С и давлении 150—400 кг/см^ из смеси
порошков с дисперсностью частиц <; 1 мк.
Предложен [37] интересный твердый сплав на основе TiC, в
состав которого дополнительно введено до 5% ZrC и 15% WC. В состав
связки входит 25—70% Мо или Mojz и 75—30% Fe, Со или Ni.
Сплав ZrC частично или полностью может быть заменен UC, aTiC —
частично ТаС. Сплав имеет существенно более высокую
износостойкость, чем обычный карбидотитановый сплав на Ni — Мо-связке.
Твердые сплавы для режущих инструментов из нитридов с
железной, никелевой или кобальтовой связкой предложены в американском
патенте [38]. Сплав содержит 50—95% тугоплавких нитридов Ti,
Zr, Hf, Nb, V с добавкой 5—50 об.% износостойких соединений
AljOs, A1N, TaN и цементирующей связки из Ме-группы железа.
В патенте [39] предложен сплав на основе нитридов титана или
циркония со связкой из Сг, Fe, Со, Ni или их сплавов.
Подчеркивается необходимость использовать порошки основы и связки с
дисперсностью -^ 1 мк. Из шихты после тщательного смешивания (в
течение 150 ч) прессуются заготовки при давлении 5 т/м^, которые
спекаются в атмосфере аргона или азота при 1600—1700° С.
Р. Эрвин в патенте [40] рекомендует в качестве режущего
инструментального материала сплав на основе твердого раствора карбидов
титана и молибдена с металлической связкой из металлов группы
железа. В сплаве до 30 ат.% Ti может быть заменен Hf, Nb и Та,
а^50ат. %. Мо может быть заменен W, наконец, ^10% общего
количества Мо и W может быть заменено Сг,
4* 99
в другом патенте [41] этот автор рекомендует карбонитридные
композиции примерно на основе карбонитридов тех же переходных
металлов с использованием в качестве связки металлов группы железа.
Режущий твердый сплав на Ni—Мо-связке с повышенной
твердостью и прочностью может быть получен на основе 45—65% TiC
и ТаС; содержание ТаС в сплаве составляет 20—35% общего
состава. Режущие пластинки из этого сплава получают спеканием
прессовок при 1300—1500° С в вакууме [42]. Для обработки резанием
стали и чугуна предложен [43—44] твердый сплав на основе
75—93% карбидной фазы, в которую входит 12,5—43,5% W,
15% Мо, Сг, Hf, V, Nb или Та и карбида титана или циркония:
последний может входить в сплав также в количестве 40—80%.
Рекомендуется связующий сплав, содержащий 8—60% W до
6% Ti, Zr и 1,5% Мо, Сг, Hf, V, Nb, Та и металлы железной группы.
В ряде патентов предложены режущие и абразивные
сверхтвердые сплавы на основе алмазов или же алмазов в смеси с
кубическим нитридом бора. В качестве связки в алмазных сплавах
использованы твердые сплавы на основе карбидов W, Ti, Сг, Мо, V,
Та, Nb (0,5—15%) и сплава Со следующего состава: Со — 55—78%,
Си — 6—26%, Мп — 2—6%, N — 2—6о/о, А1 — 1—4%, а в
сплавах на основе BN^ф — твердый карбидовольфрамовокобальтовый
сплав в смеси с алмазным порошком и сплав А1 с одним из элементов
Ni, Со, Mg, Fe, V и Сг в количестве 1—40% от веса BN^ф,
содержание которого в сплаве должно быть >- 70 об.%. В результате изо-
статического прессования в оболочках из Ti, Zr, Мо, W, Та при
1300—1500° С и давлении 40 кбар образуется сверхтвердый сплав,
а в том случае, если основой служит пластинка из карбидовольфра-
мовокобальтового сплава, образуется вокруг изделия из твердого
карбидовольфрамового сплава оболочка толщиной до 1,5 мм,
состоящая более чем на 90 об.% из BN^^.
В патенте [45] рекомендован высокотвердый сплав с пониженным
содержанием карбида вольфрама. В состав этого сплава входит
5—50% WC, 30—50% Tie, 10—40% Мо или Мо^С, 5—15%
Со и 5—12% N. Н. Н. Сирота, Л. И. Гонаго и П. И. Семенова [44]
для изготовления режущих элементов инструмента предложили
спеченный материал на основе нитрида бора, содержащий нитрид
циркония 0,1—2%, а также нитрид ниобия 0,4—8%, нитрид гафния
0,2—4%, нитрид титана 0,3—6%, нитрид тантала 0,5—10 и —0,05—
0,2%. Н. Н. Сирота, И. Н. Гусева и Л. М. Гамаза [46] также
рекомендовали для оснастки режущего и бурового инструмента сплав на
основе WC и BNgф, получаемый при синтезе смеси порошков BN^^
и WC при 2600° С и давлении 60—120 кбар *.
* В 1972 г. Вакатсуки М., Ихинозе К. и др. получили плотные спеки из смеси
алмазов (5—10 мкм) и графитоподобного нитрида бора (~0,1 мкм) в соотношении
1:3с плотностью 3,45 ± 0,01 г/см', видимо, в тех же условиях, при которых
они получили спеки из ВК^ф при прессовании BN^p (~ 0,1 мкм) (60 кбар с 30-
минутной выдержкой при температуре <1600° С) (Wakatsuki М. Jchinosek. Syni-
hesis of Polycristalline cubic BN. Mat. Res. Bui. 1972, 7, N 9, с 999—1004).
ioo
Сплав, содержащий бор в качестве добавки, обеспечивающей
понижение температуры спекания и упрочнение границ зерен, на
основе сложных карбидов металлов IVa, Va и Via групп и связки
на основе Ni—Mo предложен в патенте [47]. Отмечается у этого сплава
повышенная абразивная стойкость, высокая прочность и высокие
режущие свойства. С хорошим режущим свойством оказался сплав,
содержащий 55% TiC (возможна его частичная замена ТаС), 9% WC,
1% ZrC, 17% Ni, 17% Mo, 1% Со [48]. Пресс-заготовки из этого
сплава предварительно проходят спекание при 650° С в атмосфере
водорода и окончательно спекаются в атмосфере аргона при
пониженном давлении при 1350° С.
Для изготовления резцов и абразивного инструмента А. Д. Ко-
куриным и др. [49] был предложен твердый сплав, содержащий
TiBs (52—68%), TiC (13—17%), Со (5—8%), С (1—2%) и одну
из следующих возможных добавок Мо, MoBj или MojC (9—
15%).
В промышленности достаточно широко используются так
называемые минералокерамики на основе AljOa или на основе AI2O3
и WC.
В патенте [50] рекомендован материал на той же основе, но
существенно более сложного состава, что обеспечило повышение его
«вязкостных» характеристик. Материал содержит Al20j>-48%, MgO
0,3—3,0%, TiBa (ZrBa, HfB^) 5—50%, карбидов и нитридов (Ti,
Zr, Hf, V, Nb, Та, Cr, Mo, W) 0—35% и цементирующего
лигатурного сплава на основе Fe, Сг, Мо W — О — 6%. Пресс-заготовки из
такого рода смеси спекаются при 1650—1830° С в вакууме или
инертной атмосфере. Введение дибрида титана рекомендовано и при
изготовлении сплава на основе TiC — ТаС. Материал должен
содержать сложный карбид на основе системы TiC — ТаС — TiB^
(74—94%) и связку; 4—15% Ni, Со или Си и 2—15% Мо или
W [51].
С достаточно высокой твердостью (> 1000 кг/мм^) оказался сплав
на основе карбида ниобия со связкой из металлов группы
железа [52].
Со свойствами сверхтвердого режущего материала оказался
сплав, содержащий 15—30% WC, 30—60% TiC + TiN, 15—20%
М02С на связке из металлов группы Fe [53].
В шведском патенте [54] описан интересный и перспективный
способ изготовления порошковых смесей для получения твердых
сплавов.
Согласно предложению Л. Г. Ромквиста — автора патента,
порошок твердого соединения, образующего основу сплава,
обрабатывается одним или несколькими газообразными галогенпдами
V, Nb, Та, Сг и W.
Процесс проводится в среде, содержащей водород и углеводороды,
в условиях, обеспечивающих осаждение карбидов указанных
металлов на частицы порошка основы сплава. Могут также быть
использованы газовые смеси и режимы, обеспечивающие осаждение на
101
поверхности частиц основы боридов тех же металлов. В патенте
приводится пример порошка TiC с размером частиц -~ 1 мк, на
поверхности которого нанесен слой WC толщиной 0,01—0,1 мк и
дополнительно слои СгзСг, Та^Сд., Nb^Q, V^Q, где у—1 и 2 и x<: 1-
Слой WC обеспечивает хорошее сцепление с поверхностью частиц
TiC только в присутствии Со и при температурах ^ 1400° С.
Образец, полученный из такого рода порошка твердого сплава состава
77% TiC, 10% WC, 13% Со, Н„ = ~ 1800 кг/мм^ и а„зг >
> 200 кг/мм^. Режущий инструментальный сплав с высокой
износостойкостью, повышенной твердостью, прочностью, коррозионной
стойкостью и жаропрочностью был предложен в патенте [55].
В этот сплав, содержащий такие карбиды, AI4C3, В4С, СГдСг,
HfC, М02С, SiC, WC, TiC, ТаС, NbC, введен в виде нитевидных
кристаллов в количестве 0,03—5% нитрид бора.
Абразивные и режущие свойства твердых сплавов могут быть
повышены не только за счет изменения их состава, но и в результате
специальной физической обработки.
Оказалась весьма эффективной обработка твердых сплавов
ионизирующими излучениями. Согласно патенту [56] обработке могут
подвергаться твердые сплавы на основе WC, TiC, NbC, ТаС, СгдСг и
VC, содержащие в качестве связки Со или другие металлы из групп
железа. При облучении, чтобы избежать эффект разупрочнения за
счет отжига дефектов, вносимых облучением в материал при
температурах 600° С, образцы охлаждают. Облучение рекомендуется
проводить в вакууме или нейтральной среде. Оказалось, что за счет
облучения дозой 1,6 • 10" ион/см^ Не?+ с энергией 30 МэВ твердость
твердого сплава, содержащего 94% WC и 6% Со, повысилась с 1700
до 2400 кг/см^. Наиболее целесообразен этот вид обработки
применять для бурового инструмента и инструмента экструдеров,
волочильных и высадочных устройств.
В ряде научных публикаций и патентов последних лет
освещаются результаты исследований, посвященных твердосплавным не-
перетачивЗемым пластинам с покрытиями из карбида TiC [57] и
карбонитрида титана [58], а также многослойными покрытиями из
внутреннего слоя TiC и внешнего из a-AljOa [58, 59], с подслоем из
диборида титана, основным слоем из карбонитрида титана и
поверхностным тонким слоем из AljOs или же подслоем из TiBj или дибо-
ридов Zr, Hf, V, Nb, Сг, Mo, W и наружного слоя из a-AljOs,
наносимых последовательно из газовых смесей Нг (1900° С/ч), TiCl4
(20 мл/ч), ВС1з (4 г/ч) и соответственно На (500 л/ч), С02(5 л/ч),
А1С1з (20 л/ч) [60].
Р. К.иффер,Г. Ретельсдорфи др. [61] показали, что рениевые
покрытия на твердых сплавах при той же толщине дали повышение
износостойкости твердосплавных пластин существенно большее, чем все
описанные выше покрытия, и объясняют этот эффект реактивным
взаимодействием рения с кобальтовой связкой, сопровождающимся
существенным повышением твердости этой цементирующей связки.
Кстати, авторы подчеркивают, что изменение толщины рениевого
102
покрытия в пределах 1—10 мкм не сказывается существенно на
режущих свойствах твердосплавных пластин.
Еще в 1972 г. Ю. П. Колосветов, Б. С. Навроцкий и Г. Л.Жун-
ковский [62] исследовали процесс борирования карбидовольфрамо-
вокобальтовых сплавов.
Ими было установлено, что боридные фазы образуются не только
в кобальтовой связке, но и на карбиде вольфрама, распространяясь
на глубину от долей до нескольких микрон в зависимости от режима
борирования. Было установлено также, что карбидотитановая фаза
практически не подвержена борированию.
В Болгарии в настоящее время такой процесс борирования
рекомендуется как наиболее эффективный способ повышения
износостойкости твердых сплавов на карбидовольфрамовой основе.
В обзорной статье Л. И. Клячко [63] приводит описание
выпускаемых промышленностью в СССР твердых сплавов на основе
WC —Со, WC —TiC —Со, WC —TiC—ТаС —Со, Tie —N —Мо,
Ti(CN)— NiMo.
В статье даны характеристики различных марок сплавов и
области их применения.
В подобной обзорной статье Р. Киффера, Р. Мейера [69]
приведены данные о развитии исследований и производстве
инструментальных материалов, а также перспективные планы развития
исследований в этой области, проводимые в Институте химической
технологии материалов в Венском университете.
В частности, в статье намечены пути улучшения свойств
традиционных твердых сплавов путем введения в их состав ТаС, NbC,
HfC, VC, замены кубического карбида карбонитридом,
использования более чистых карбидов и многокомпонентных металлических
связок (Fe—Ni—С, Со—W, Со—RE). В ряде статей приведены
результаты исследований, проводимых в указанных направлениях.
В статье X. Джонсона [65] описан сплав с повышенной вязкостью,
предназначенный для фрезерования чугунных изделий. В этом
сплаве на основе WC содержится Со 5—8%, TiC + ТаС + NbC 0,5—5%.
В статье подчеркивается важность обеспечения в сплаве
структуры необходимой дисперсности.
В работе С. А. Степанова и др. [66] показано, что для
уменьшения схватывания со сталью твердого сплава на основе WC в его
состав введен молибден.
Приведен состав такого сплава: Со 5,5—7,5%, VC 0,3—1,0,
Мо 0,7—3,0%, WC — остальное.
В статье Хаяши Кози и др. [67], посвященной исследованию
влияния добавок различных карбидов на размер зерна в WC — Со-
сплавах показано, что наиболее эффективными присадками в этих
сплавах необходимо считать VC, СгзСг, NbC, ТаС. Исследованию
влияния на формирование структуры карбидовольфрамовых
сплавов других карбидных добавок посвящена статья В. Мадера и др.
[68]: «Псевдочетверная система WC— ТаС — TiC — VC и твердые
сплавы, содержащие VC». В статье, в частности, приводятся данные,
103
показывающие, что VC в количестве < 2,5% в карбидовольфрамово-
кобальтовом сплаве замедляет рост зерна WC. М. А. Воронкин и
М. А. Ломакин [69] установил, что в сплавах на основе TiC добавки
NbC и ТаС способствуют образованию мелкозернистой структуры
и за счет этого повышают прочностные характеристики сплава.
Нишигаки и др. [78] исследовали влияние углерода на
механические свойства кермета TiC—SMojC— 15Ni. Добавка МегС,
как и Мо, повышает прочностные характеристики сплава за счет
очистки зерен TiC и улучшения условий смачивания. Увеличение
содержания в сплаве нестехиометрического углерода суш,ественно
снижает механические характеристики сплава. Поэтому при
изготовлении этих сплавов необходимо стремиться к тому, чтобы в них
содержание углерода было близко к стехиометрическому.
В статье Христева Георги и др. [71] исследовано влияние леги-
руюш,их добавок на свойства твердых сплавов на основе карбида
хрома. Показано, что для прессования цветных металов и сплавов
целесообразно применять твердосплавные матрицы на основе СгдСг
на никелевой связке. Для обработки медных сплавов, не
содержащих никеля, рекомендуется сплав, содержащий 20% Ni и 0,l%i С.
Для обработки медных сплавов с никелем следует применять сплав
с 20% Ni и 5% W.
В последнее время много работ посвящено твердым сплавам на
нитридной основе. В работе Тюмлера и др. [72] исследованы твердые
сплавы на основе нестехиометрического карбонитрида тантала с
никелевой связкой.
Оказалось, что карбонитрид тантала менее тверд, чем карбид
тантала. Его твердость может быть повышена добавкой HfC, VC и
MojC. Отклонение состава карбонитрида от стехиометрического
повышает прочность сцепления частиц карбонитрида с никелем связки.
Присутствие в сплаве гафния подавляет его склонность к
схватыванию с обрабатываемым материалом.
Р. Киффером и др. [73] на основе проведенных недавно
исследований были предложены новые марки твердых сплавов на карбо-
нитридной основе.
Особенно перспективными из предложенных оказались
комплексные твердые сплавы, содержащие в своем составе гексагональный
TaN или еще лучше недавно открытый очень твердый кубический
TaN.
Недавно в Японии был предложен новый режущий твердый
сплав на основе нитрида титана (марка № 301) с твердостью Н„
1800, предназначенный для резания высокопрочных сталей.
Интересное исследование влияния WB на свойства сплава WC —
20% Со выполнены Козе Коару и др. [74]. Оказалось, что добавка
WB в количестве до 2% и выше 10% (вплоть до 20%) резко
повышает твердость сплава после его закалки и его прочность на изгиб.
В интервале содержания WB от 2 до 10% наблюдается резкий спад
прочностных характеристик сплава.
Высказано предложение, что в сплавах WC — WB — 20% Со,
104
закаленных в воду, содержится сложный высокодисперсный борид
WgCoBe или WaCoaBg.
В работе Ватанабэ Тадахико [75] приведено описание технологии
получения твердого сплава на основе диборида титана. Исследованы
были сплавы, содержащие от 10 до 13% связки из Со, Ni, Сг, Ni—Mo
и Ni—P. Оказалось, что хорошими режущими свойствами обладал
сплав TiBa — 13% NiP. Его твердость Н„ 1700—1800.
Из этого краткого обзора видно, что необходимые
инструментальные свойства: твердость, износостойкость и относительная
вязкость при весьма высокой хрупкости основной фазы во всех
рассмотренных сплавах обеспечивается высокодисперсной структурой
сплава введением в сплав в значительном количестве металлической
связки, естественно, за счет существенного снижения твердости и
износостойкости, потенциально заложенных в сплав сверхтвердыми
компонентами сплава.
Исследования, главным образом проведенные в Институте
проблем материаловедения АН УССР, показали, что необходимый ресурс
«пластичности» в сверхтвердом сплаве может быть обеспечен не за
счет введения металлической цементирующей связки, а за счет
надлежащего выбора сверхтвердых фазовых составляющих сплава и
направленного формирования его структуры.
В настоящей главе не были рассмотрены системы углерода,
нитрида бора и нитрида кремния. Их роль в развитии современной
инструментальной техники на основе сверхтвердых материалов и
техники ближайшего будущего столь же велика, как велика была роль
в двадцатых годах этого столетия твердых карбидовольфрамово-
кобальтовых сплавов, внесших подлинно революционные сдвиги в
практику механической обработки разнообразных металлических и
неметаллических материалов. Этим системам, как и сверхтвердым
фазам, входящим в соответствующие диаграммы состояния, а также
исследованиям, посвященным разработке на их основе материалов
и изделий инструментального назначения, будут посвящены' 'три
последующие главы настоящей монографии.
В заключение этой главы мы считали необходимым высказать
следующее положение, могущее служить общей предпосылкой для
синтеза новых сверхтвердых материалов без разупрочняющей
металлической связки. Такой предпосылкой является принципиальная
необходимость сохранить в синтезируемом материале ультратонкую
структуру либо во всей его массе, либо в межзеренной области,
занятой неметаллической составляющей, выполняющей роль
цементирующей и пластифицирующей связки, даже в условиях, когда
синтез и компактирование материала в беспористые изделия
осуществляются в области температур, при которых могут достаточно
интенсивно протекать процессы собирательной рекристаллизации.
Это может быть достигнуто при условии, если одной из исходных
ультрадисперсных фазовых составляющих будет метастабильная
(переходная) фаза к стабильной в условиях синтеза (по температурам
и давлениям). Такая метастабильная фаза не будет тёрмодинамиче-
10^
ски склонна к собирательной рекристаллизации, трансформируясь
частично в стабильную. Регулируя кинетические параметры
процесса, существует всегда возможность в конечном продукте синтеза
обеспечить необходимый фазовый состав.
СПИСОК ЛИТЕРАТУРЫ
1. Сторме Э. К- Тугоплавкие карбиды.— М.: Атомиздат, 1970.— 283 с.
2. Rudy С. Е. Compendium of phase diagram data : AFM. L—TR—65—2. P. 5.
S. 1., 1969.
3. A. с 460115 (СССР). Способ получения порошков тугоплавких соединений/
А. Г. Мержанов, И. П. Боровинская, В. Т. Маслов и др.— Опубл. 03.09.75.
4. Матриросян Н. А., Долуханян С. К., Мкртчян Г. А. и др. Исследование
процессов очистки при синтезе тугоплавких соединений методом
самораспространяющегося высокотемпературного синтеза.— Порошковая
металлургия, 1977, № 3, с. 36—40.
5. Rudy е., Windisch S., Brucl С. Revision of the vanadium — carbon and
niobium — carbon systems.— Planseeber. Pulvermet., 1968, 1, p. 3.
6. William v., Wright J., Bartels F. Considerations of the ternany system
carbon — silicon — germanium.— In: O'connor J. R., Smiltens J. Silicon carbide
a high-temperature semiconductor. New York : Pergamon press, 1960, p. 32.
7. Самсонов Г. В., Марковский Л. Я-, Жигач А. Ф. и др. Бор, его соединения и
сплавы.— Киев : Изд-во АН УССР, I960.— 166 с.
8. Тихонов А. В. Применение карбида бора в качестве абразива.— Новости
техники, 1940, № 11/12, с. 9—11.
9. Макаренко Г. Н., Косолапова Т. Я., Марек Э. В. Износостойкие
высокотемпературные материалы на основе карбида бора.— В кн.: Тугоплавкие
бориды и силициды. Киев : Наук, думка, 1972, с. 92.
10. Топе F. Das suchen nach Hartmaterialien.— Ind. Eng. Chem. Ind. Edit. 1938,
30, p. 232—242.
11. Калинина A. A., Шамрай Ф. И.— В кн.: Сб. реф. докл. и сообщ. секции
химии металлов и сплавов VUI Менделеев, съезда по общ. и прикл. химии. М.:
Изд-во АН СССР, 1958, с. 80.
12. Слепцов В. М., Самсонов Г. В. До питания про розчинн1сть бору в крем-
Hii.— Доп. АН УРСР, 1959, № 9, с. 982—983.
13. Самсонов Г. В., Журавлев Н. Н., Амнуэль И. Г. К вопросу о
физико-химических свойствах сплавов бора с углеродом.— ФММ, 1956, 3, № 2, с. 309—
313.
14. Самсонов Г. В. Приготовление порошка соединения AlBjj.— Информ. письмо
АН УССР/Ин-т металлокерамики и спецсплавов, 1957, № 56.
15. Palty А., Margolin Н., Nielson J. Titanium — nitrogen and titanium —
boron systems,- Trans. Amer. Soc. Metals, 1954, 46, p. 631—632.
16. Post В., Glaser F. Kristallstructur von Zn Bja.-Metals, 1952, 4, p. 631 —
632.
17. Kieffer R., Benesovsky F. Neue Entwicl^lungen auf dem Gebiet der silicide und
boride der hochschmehender Ubergangsmetalle.— Powder Met., London, 1958,
.1/2, S. 171.
18. Nowotny H., Benesovsky F., Kieffer R.— Beitrag гит Autban der Systeme
Niob — Bor und Tantal — Bor.— Metalll<unde., 1959, 50, S. 423.
19. Nowotny H., Pilgger E., Kieffer R., Benesovsky F.— Monatisheft Chem., 1958,
89, p. 611.
20. Steinitz R., Binder J., Moskowitz D. Das System Molybdan — Bor und einige
Eigenschaffen der Molybdanboride,— J. Metals, 1952, 4, S. 987.
21. Tomm Л. Карбиды и нитриды переходных металлов.— М. : Мир, 1974.—
90 с.
22. Сторме Э. К. Тугоплавкие карбиды.— М. : Атомиздат, 1970.— 263 с.
23. Hansen М., Anderko К. Constitution of binary alloys.— New Yorl< : Mc Graw
V Hill, 1958.— 1303 p.
106
24. Бережной А. С. Многокомпонентные системы окислов.— Киев : Наук,
думка, 1970.— 64 с.
25. Sosman А. В. Constitution of the silic.— oxyd. system.— Trans. Brit. Cer.
Soc, 1955, 54, p. 655.
26. Бережной A. C. Кремний и его бинарные системы.— Киев : Изд-во АН УССР,
1958.— 327 с.
27. Goes L. А new dense crystalline silica.—Science, 1953, 118, 3057, p. 131—
132.
28. Wackerle J. Shock-wave compression of quarts.— J. Appl. Phys., 1962, 33,
3, p. 922—937.
29. Chao E. C, Shoemaker E. M., Madsen B. M. Das erste naturliche Vorkom-
raen von Coesit.— Scince, 1960, 132, S. 220.
30. Стишов С. М., Попова С. В. Новая плотная модификация окиси кремния.—
Геохимия, 1961, № 10, с. 837—839.
31. Yader Н. S.— Trans. Amer. Geophys. Union., 1950, 31, p. 827.
32. Bridgtnan P. W.— T. Amer. Ceram. Soc, 1939, 7, p. 237.
33. Bridgtnan P. W., Simon J. Effects of very high-pressures on glass.— J. Appf,
Phys., 1953, 24, N 4, p. 405—413.
34. Пат. 21169 (Яп.). HsnococToiiKnii сплав с твердо!! поверхностью / Хасимото
Ясухико, Хидака Кэнсукэ.
35. Пат. 3532492 (США). Process of production cemented chromium carbide using
phosphous / W. Powell.
36. Пат. 3580708 (США). Method of forming cutting tool materials consisting of
alumina and titanium carbide/Ogava Кагик! Miyahara Michito.
37. Пат. 3746517 (США). Hard sintered composition/jamaya Susuma, Sadahiro
Takeshi.
38. Пат. 3514271 (США). Nickel- and cobalt- bandat nitride cutting tools/
P. Jates, C. Iron.
39. Пат. 47—29686 (Яп.). Получение спеченного твердого сплава / Кубо Тами-
таро, Ионэя Коцутоси, Симидэу Сетаро и др.
40. Пат. 3640367 (США). Tool alloys compositions and methods of fabrication/
Rudy Erwin.
41. Пат. 3994692 (США). Sintered carbonitride tool materials/Rudy Erwin.
42. Пат. 48—8366 (Яп.). Тверды!! сплав, содержащи!! карбиды титана,
вольфрама и тантала / Такахаси Тосинао, Андо Тосицугу.
43—44. Пат. 358416 (Швед.). Sintral Hardmetallegaring/ Iggstrom S. A. О., Eke-
mar С S. G.
45. Пат. 48—17686 (Яп.). Высокотверды!! спеченны!! сплав для режущего
инструмента / Хориути Киёси.
46. А. с. 473762 (СССР). Спеченны!! материал / Н. Н. Сирота, И. П. Гусева,
Л. М. Гамеза.
47. Пат. 49—3716 (Яп.). Твердые сплавы, содержащие бор/Миякэ Кадзуо, Ки-
енгаки Кэньити.
48. Пат. 51—47127 (Яп.). Твердые с!1лавы, содержащие бор / Яманэ Хиси, Сада-
хиро Такэси.
49. А. с. 523954 (СССР). Спеченный тверды!! материал / А. Д. Кокурин, В. С. Лы-
санов.
50. Пат. 40225S4(США).Sintered cermets for tool and wear applications/Rudy Ervin.
51. Пат. 52—2925 (Яп.). Ииструментальны!! материал на основе карбо-борида /
Танака Хироси, Яманака Такэо.
52. Пат. 52—25364 (Яп.). Твердые сплавы на основе карбида ниобия/Суги-
томо Йосинабу, Сё Тадамаса.
53. Пат. 52—9403 (Яп.). Сверхтвердые с!!еченные сплавы для режущего
инструмента / Сога Уяюки.
54. Пат. 329799 (Швед.). Hardmelallkomposition och for farande for att darav
Fromstalla Hardmetall / L. H. Ramquist.
55. Пат. 48—20005 (Яп.). Сверхтвердые сплавы или керметы / Касан Масаки,
Оконоки Итару, Огути Хирохико.
56. Пат. 1478452 (Великобритания). Sintered hard metals/J. Fremlin, N.
Heaver, A. Abid.
107
57. Яат. 420/3 (Яп.). Кермет/Касан Масаки.
58. Пат. 52—94813 (Яп.). Неперетачиваемые пластины с покрытием из карбида
титана, нитрида титана и окиси алюминия / Описи Тайдзиро, Кикути Нори-
буми.
59. Пат. 52—94812 (Яп.). Неперетачиваемые твердосплавные пластины с
покрытием / Описи Тайдзиро, Кикути Норибуми.
60. Пат. 2525185 (ФРГ). Hart metal 1 korper / N. Reiter.
61. Kieffer R., Retelsdarf H. Uber Rheniumdeckschichten anf. Hartmetall.—
Planseeber. Pulvermet., 1977, 25, N 4, S. 285—288.
62. Колосветов Ю. П., Навроцкий Б. С, Жунковский Г. Л. Борирование
карбидных составляющих твердосплавного инструмента.— Порошковая
металлургия, 1972, № 12, с. 84—86.
63. Клячко Л. И. Инструментальные материалы на основе тугоплавких
соединений.— В кн.: Порошковая металлургия-77. Киев : Наук, думка, 1977,
с. 139—146.
64. Kieffer R., Meyer R. Materiaux durs et carbures metalliques.— Rev. Met.,
1977, 74, N 11, p. 637—647.
65. Helge Jonsson. Udvikling af hard metal for stbejernsfraesning.— Stolet., 1975,
66, N 5, p. 169—174.
66. A. с 276421 (СССР). Металлокерамический твердый сплав/С. А.Степанов,
В. С. Панов, К. К. Калинин.— Опубл. в Б. И., 1970, № 23.
67. Хаяши Кози, Фуке Ясунори, Сузуки Хизаши. Влияние добавок различных
карбидов на размер зерна сплава WC—Co.— J. Jap. Soc. Powder. Met., 1972,
19, N 2, p. 67—71.
68. Mader W., Kieffer R., Nowotny H., Ettmayer P. The pseudoquaternary system
MC—TaC—Tie—VC and VC containing cemented carbides.— Int. J. Powder
Met. and Powder Technol., 1977, 13, N 1, p. 41—49.
69. BopoHKUH M. A., Ломакин Г. Н. Безвольфрамовые твердые сплавы на основе
сложных карбидов.— Вести. Киев, политехи, ин-та, 1975, № 12, с. 139—
142.
70. Nishigaki К., Ohnishi Т., Shiokawa Т., Doi Н. The effect of carbon content on
mechanical properties of TiC—SMojC—15Ni cermet.— Mod. Develop. Powder
Met., 1974, 8, p. 627—643.
71. Xpucmee Г., Неделго Д., Мирно М. Исследование влияния легирующих
добавок на свойства твердых сплавов на основе карбида хрома.—
Металлургия, 1974, 29, № 12, с. 21—25.
72. Котас М., Kosmac Т., Thilmmler F. Hard metals based on nonstochiometric
tantalum carbonitride mixed crystals.— Planseeber.— Pulvermet., 1977, 25,
N 2, p. 109—111.
73. Kieffer R., Ettmayer P., Freudhofmeister M. Uber neaurtige Nitridung karbonit-
rid — hartmetalle.—Metall, 1971, 25, N 12, S. 1335—1342.
74. Kase Kaoru, Miyashita Hirotashy, Kaneko Akytada et al. Effect of cWB on some
properties of sintered WC—20 Co alloys. Planseeber.— Pulver Met., 1974, 22,
N 2, p. 118—128.
75. Ватанабэ Тадахико. Разработка технологии получения керметов из борида
титана.— Ind. Sci. and Techn., 1976, 17, № И, p. 42—45.
ГЛАВА IV
НИТРИД КРЕМНИЯ
и ИНСТРУМЕНТАЛЬНЫЕ
МАТЕРИАЛЫ НА ЕГО ОСНОВЕ
Более 100 лет тому назад было обнаружено, что кремний
взаимодействует с азотом при высоких температурах, образуя химическое
соединение, которому приписывали различный стехиометрический
состав: SiN; SijNs; 51зК4; Si4N (SiNa)^; и т. д. Позднейшие
исследования установили существование в системе кремний — азот
единственного соединения, отвечающего формуле 51зК4. В 50-е годы были
выполнены исследования структуры нитрида кремния [1, 2], условий
его синтеза и предприняты разработки некоторых
высокотемпературных материалов на основе 51зК4 [3—5].
Несмотря на то что сведения о высокой твердости нитрида
кремния были опубликованы около 20 лет тому назад, это соединение до
последнего времени не рассматривалось как основа для разработки
перспективных инструментальных материалов. Причиной этому
была неблагоприятная для использования в качестве абразива
структура порошков 51зК4, а также невозможность получения путем
спекания беспористых высокопрочных поликристаллическнх
материалов.
В работе [6] методом горячего прессования впервые был получен
беспористый материал на основе 51зК4 с добавками окиси магния,
служившей активатором процесса уплотнения. Эта работа
послужила толчком для многочисленных исследований процессов
уплотнения нитридокремниевоокисных систем, изучения структур и
свойств, горячепрессованных материалов на основе 51зК4.
Эти материалы отличаются высоким уровнем механических
свойств, термопрочностью, износостойкостью, что делает их
перспективными для применения в узлах трения, в газотурбинных
двигателях и, наконец, в инструментальном производстве. Следует
отметить, что элементы, входящие в состав 51зК4, абсолютно
недефицитны. Как будет показано ниже, на основе нитрида кремния возможно
создание различных материалов для лезвийного инструмента с
высокими эксплуатационными показателями.
109
1. СТРУКТУРА И СВОЙСТВА НИТРИДА КРЕМНИЯ
51зК4 имеет гексагональную кристаллическую решетку типа
фенакита (Вез5104), в которой атомы кремния занимают места атомов
Be, а атомы азота — места атомов кислорода. В такой решетке
четыре атома азота окружают атом кремния, образуя тетраэдр SiN4,
а каждый атом азота принадлежит трем соседним тетраэдрам.
51зК4 является ковалентным соединением, насыщенные связи
в котором образуются перекрытием sp'-орбит атома кремния
гибридной sp^-орбитой атома азота. Ковалентные связи направлены тетра-
эдрически так же, как у алмаза, кубического нитрида бора и
карбида кремния. В нитриде кремния установлено существование двух
полиморфных модификаций, близких по структуре и отличающихся
лишь порядком чередования тетраэдрических элементов в
направлении оси С.
В a-Si3N4 имеет место следующее чередование плоскостей:
ЛВЛВЛВ..., а в Р-51зК4 — А BCD А BCD. Обычно при азотировании
кремния образуются обе модификации. а-51зК4 преимущественно
образуется при более низких температурах (1200—1400° С), а р-51зК4
и при ty 1450° С.
При нагреве до 1450—1500° С происходит медленный монотроп-
ный переход а -^ р.
В работе [7] предполагается, что причиной полиморфизма в
S'x^^i является кислород, содержащийся в а-модификации.
В более поздних работах [8, 9] показано, что даже в чистых
монокристаллах а-51зК4, полученных газофазным осаждением из смеси
SiCl4, N2 и Hj, содержание О^, определенное методом нейтронно-
активационного анализа, составило 0,05—0,09 вес.%. Исследование
[10] показало, что после химической очистки порошка 51зК4,
приводящей к удалению двуокиси кремния и оксинитрида кремния,
содержание кислорода, определенного методом вакуумной
экстракции, снижается от 4,5 до 1,5%. Причем в ИК-спектрах очищенного
таким образом продукта отсутствуют полосы поглощения SiaONa
и SiOa и имеются размытые максимумы поглощения, характерные
для твердого раствора,который по данным [9] может быть
интерпретирован как один из промежуточных оксинитридов.
Возможность изоморфного замещения атомов азота атомами
кислорода определяется их одинаковыми координационными
числами (N = 3), а также тождественностью конфигураций связей Si—N и
Si—О в тетраэдре SiNsO, которая определяется близостью строения
электронных оболочек азота [ls^2s^2p^] и кислорода [ls^25^2p*] при
условии обобществления р-электрона кислородного атома в решетке
SisNi. Таким образом, наличие кислорода, растворенного в решетке
Si3N4, определяет образование низкотемпературной а-модификации.
В табл. 21 представлены некоторые структурные характеристики
а- и р-модификаций нитрида кремния [И].
Наличие л<естких направленных ковалентных связей Si—N
в решетке SigN4 обусловливает его высокую твердость и
стабильно
Таблица 21
СТРУКТУРНЫЕ ХАРАКТЕРИСТИКИ а- и З-МОДИФИКАЦИЙ НИТРИДА КРЕМНИЯ [11]
Модификация
а-51зЫ4
p-Si3N4
Пространственная
группа
РЗ/С
Р6з/т
Параметры решетки
а, А
7,75—7,76
7,59—7,61
..А
5,62-5,64
2,90—2,92
с/а
0,725-0,727
0,335—0,383
ПЛОТНОСТЬ,
г/см^
3,184
3,187
ность физико-механических свойств в широком диапазоне
температур. По этим же причинам в нитриде кремния заторможены
диффузионные процессы. По данным работы [13], коэффициент
диффузии азота в монокристаллах нитрида кремния описывается
следующими зависимостями:
для a-SigN^ D = 1,2 . 10~'^^ • ехр (— 55 700/RT),
для P-SigN^ D = 5,8 • 10 . ехр (— 185 700/RT).
В табл. 22 представлены некоторые свойства нитрида кремния,
не зависящие от его структурного состояния [11, 12].
Нитрид кремния отличается высокой химической стабильностью.
По данным Г. В. Самсонова [11], SigN4 при комнатной температуре
Таблица 22
СВОЙСТВА НИТРИДА КРЕМНИЯ
Свойство
Размерность
Величина
Примечание
Тепловой эффект образования
из элементов — А-^298
Стандартная энтропия Sjgg
Энтропия образования из эле-
0
298
ментов — ^s:
Свободная энергия образования
из элементов
Теплоемкость С„
Температура диссоциации
Коэффициент термического
расширения а
Удельное
электросопротивление р
Ширина запрещенной зоны F„
Диэлектрическая постоянная е
Микротвердость Н^
Твердость по Роквеллу HR^
ккал/моль
кал/(моль-°С)
кaл/{мoль•°Q
179,0
23,0 ±2,5
—81,02
кал/моль —180000+80,4Г 298—1680 К
кал/(моль-"С)
°С
град-'
Ом- см
эВ
кгс/мм^
30,9
1900
2,75-10"^
10" . . . 10"
10»
5-10^
3,9
9,4
3337 ±120
99
293 К
20—1000° С
20° С
350° С
1000°С
28° С
20° С
20° С
111
устойчив по отношению к концентрированным соляной, азотной,
серной, плавиковой и ортофосфорной кислотам и 20%-ному
раствору едкого натра. При температурах до 900—1000° С нитрид кремния
не взаимодействует с кислородом, парами воды, хлором и
сероводородом.
Таким образом, оценка физико-химических свойств 51зН4 как
индивидуального вещества позволяет сделать предварительный
вывод об эффективности использования нитрида кремния в качестве
основы сверхтвердых инструментальных материалов. Однако
проблема создания материала для лезвийного инструмента на базе Si8N4
может быть решена путем реализации высокопрочных состояний за
счет использования осободисперсных исходных компонентов,
специальных добавок, активирующих уплотнение при горячем
прессовании, и фазовых составляющих, повышающих энергию
разрушения. Поэтому представляет интерес рассмотреть равновесия в
системах, содержащих 51зН4 и активирующие добавки, а также
различные методы синтеза нитрида кремния.
2. МЕТОДЫ СИНТЕЗА НИТРИДА КРЕМНИЯ
Структурное состояние, свойства и эксплуатационные
характеристики нитридокремниевых материалов существенно зависят от
дисперсности, чистоты и дефектности частиц 51зМ4. Эти факторы в
первую очередь определяются условиями синтеза интересующего нас
соединения.
В работе Г. В. Самсонова [11] обобщены основные результаты
исследований процессов синтеза нитрида кремния. Наиболее
простым и поэтому получившим наибольшее распространение является
метод непосредственного азотирования кремния по реакции
3Si + 2N2 = 51зН4.
Было показано, что минимальная температура, при которой
начинает образовываться нитрид кремния, составляет 970° С. При
этой температуре константы скорости реакции азотирования
составляют 7,49 • 10~^ г/(см^ • с). С повышением температуры до 1490° С
она возрастает до 2,0 • 10-^ г/(см^ • с • °С) и при дальнейшем
увеличении температуры до 1600°С эта константа остается неизменной.
При температурах более 1600° С азотирование кремния с целью
получения 51зН4 нецелесообразно, так как скорость диссоциации
превышает скорость образования нитрида кремния. Эти данные
позволили установить оптимальные параметры технологического процесса
получения порошка 51зМ4 в результате двухступенчатого
азотирования кремния при температурах 1300—1350° С и 1500—1550° С.
Степень чистоты получаемого таким образом продукта зависит от
наличия примесей в исходных материалах, дисперсности кремния
и от химического состава футеровки печи, в которой ведется синтез.
Поскольку в настоящее время промышленное производство
порошков 51зН4 осуществляют в угольных печах сопротивления, получае-
112
мый продукт может быть загрязнен углеродом и карбидом кремния»
При использовании технического кремния, в котором имеются
примеси Fe, Са, Mg, А1, Мп, эти элементы переходят в нитрид кремния.
Присутствие кислорода в техническом азоте приводит к образованию
кремнезема (SiOa) и оксинитрида кремния (SiaONj), являющихся
основными примесями в продукте технической чистоты.
Типичный состав нитрида кремния (в мае. %), полученного в
промышленных условиях из сырья технической чистоты,
представлен в табл. 23, по данным работы [14].
Г. В. Самсонов [11] указывает также на возможность получения
нитрида кремния при воздействии на порошкообразный кремний
аммиака. При этом в интервале температур 1350—1450° С
образуется a-SigNi, а при 1500° С — Р-51зЫ4. '"'
Таблица 23
СОСТАВ НИТРИДА КРЕМНИЯ.- ПОЛУЧАЕМОГО В ПРОМЫШЛЕННЫХ
из СЫРЬЯ ТЕХНИЧЕСКОЙ ЧИСТОТЫ [14]
УСЛОВИЯХ
^'общ
57,2
N,
35,3
•-•общ
1,2
"-•CBoe
^■своб
0,05 0,3
о^
4,5
Fe
0,65
А1
0,5
Са
1,5
Ti
0,02
Мп
0,13
N1
0,01
Сг
0,01
Восстановление кремнезема углеродом и азотом также может
привести к образованию нитрида кремния. Но этот процесс идет по
реакции
3SiOa + 6С + 2Na = SigN^ + 6С0
лишь в присутствии катализаторов, лучшим из которых является
окись железа, добавляемая в шихту в количествах до 10%.
Преимущественное образование 51зН4 в этом случае происходит при
1250—1300° С, но полученный продукт необходимо отмывать
соляной кислотой от соединений железа.
Описанные методы получения 51зМ4 осуществляются в
высокотемпературных печах. Однако при печном синтезе, как правило, не
удается провести реакцию до конца и поэтому продукт загрязнен
остатками непрореагировавшего до конца кремния, а также
примесями, поступающими из печной атмосферы и футеровки. Следует
также отметить большую энергоемкость и низкую
производительность печного синтеза. Поэтому в последние годы с целью
повышения чистоты продукта, увеличения производительности процесса,
а также получения термодинамически неравновесных структурных
состояний, отличающихся повышенной активностью при спекании,
развиваются методы синтеза с форсированными температурно-
кинетическими параметрами, которые реализуются в ударной волне,
в низкотемпературной плазме, при гомогенных газофазных
реакциях.
па
Одним из наиболее универсальных среди разработанных в лослед-
ние годы методов получения тугоплавких соединений является
самораспространяющийся высокотемпературный синтез ((2ЁС) [15].
СВС представляет собой экзотермическое взаимодействие
химических элементов, протекающее в режиме горения. В настоящее
время методом СВС получены нитрид кремния, а также нитриды
бора и алюминия, карбиды бора и кремния и многочисленные метал-
лоподобные тугоплавкие соединения.
Наши исследования 51зМ4, полученного методом СВС, показали,
что этот продукт в отличие от нитрида кремния, синтезированного
путем азотирования кремния в электрической печи сопротивления,
содержит меньшее количество металлических примесей, кислорода
и углерода и имеет больший размер частиц.
Благодаря простоте аппаратурного оформления и
универсальности метод СВС в ближайшем будущем может стать основой
промышленного производства нитрида кремния и других тугоплавких
соединений.
Столь же перспективным, как и СВС, следует считать плазмохи-
мический синтез (ПХС). Этот метод основан на том, что при
воздействии низкотемпературной плазмы (5000—1000 К) все
заряженные и электрически нейтральные частицы (ионы, электроны,
молекулы, атомы) переходят в возбужденное состояние и способны
реагировать друг с другом с высокими скоростями и в ряде случаев
в направлении образования соединений, имеющих химический состав
и структуру, специфичную только для данного метода синтеза.
Г. В. Самсонов [16] отмечает особую роль электронного обмена
между ионами и электронным газом в процессах ПХС и его роль при
образовании неравновесных продуктов.
Получение нитрида кремния путем плазмохимического синтеза
может быть осуществлено за счет азотирования порошка кремния,
вводимого в струю азотсодержащей плазмы или в результате
взаимодействия в плазме паров SiC^ с аммиаком.
В полученных методом ПХС порошках возможна реализация
термодинамически неравновесных^ состояний, проявляющихся в
высокой дисперсности (200—1000 А) и дефектности частиц.
Плазменная технология может быть использована не только для
непосредственного синтеза SigN4, но и для создания возбужденного
состояния атомов азота, обладающих при этом большей химической
активностью. В работе [23] описан способ синтеза 51зЫ4 в
результате взаимодействия активированного в высокочастотной плазме
(2540 МГц) азота с парами четырехйодистого кремния по реакции:
4N + 3Sil4 = Si3N4 + б!^.
Благодаря активации азота этот процесс идет при сравнительно
низких температурах (450—600° С).
Следует также указать на возможность получения чистого S\sNi
путем низкотемпературного синтеза промежуточного продукта
Si (NH)a, который образуется в результате пропускания аммиака
114
через охлажденный SiCU- Полученный таким образом амид кремния
нагревали в среде чистого азота с добавкой На при 1350—1400° С.
В результате был получен а-51зН4 с содержанием азота 38,5%
против 39,94% теоретически возможного [24].
3. РАВНОВЕСИЯ В СИСТЕМАХ
Si—N, Si—N—О, Si-N—О—Me
В бинарной системе Si — N установлено существование единствен-
ного соединения, строго отвечающего стехиометрическому составу
Si3N4. Растворимость азота в кремнии незначительна. В
расплавленном Si она составляет 10^" см-^. В твердом кремнии растворенный
азот с помощью исследования поглощения инфракрасного излучения^
не обнаружен, однако по снижению электросопротивления твердого
кремния, обработанного азотом, концентрация его в твердом
растворе составила 10^^ см~з [17].
В системе Si—N—О обнаружена область существования
твердого раствора на базе a-Si3N4, ограниченная пределами
концентраций от Siii,4Ni50o,3 до Siii,5Ni50o,5 [8], а также тройное соединение^
то
SisNiO (
^т^-1-:/
1 ^^^-¥Г
1 // \
/^ \
\^^СГ
/j
М
i^
%
^
/л,
60
i,Q
20
О
20
kO 60,
т,ат.%
80 100
flLN
О 1 2
Рис. IV.1. Изотермический разрез системы Si3N4
— A1N при 1700° С, по данным [18].
3 4
- SiOa -
АЦО, -
Рис. IV.2. Изменение параметров решетки Р'-твердого раствора в
системе Si —А1—О—N в зависимости от величины г, по данным [19].
отвечающее составу SijONa. В связи с интенсификацией работ по
получению плотных нитридокремниевых материалов были
предприняты исследования равновесий в многокомпонентных системах,
содержащих некоторые окислы металлов, активирующие спекание.
Наиболее эффективны в этом отношении некоторые окислы
щелочноземельных металлов, а также AljOa, YjOg, ZrOj. В настоящее
время опубликованы отдельные элементы диаграмм состояния в
системах Si — N — О — Me, которые указывают на существование
сложных оксинитридных фаз, имеющих достаточно широкие области
гомогенности и в отдельных случаях образующих политипные
структуры.
Наиболее детально изучена система Si — А1 — О — N, в
которой образуются фазы, содержащиеся в конструкционных и инстру-
115
ментальных материалах на основе нитрида кремния *. В работе
Гауклера, Лукаса и Петцова [18] исследована псевдочетверная
система 51зН4 — SiOa — AljOg — AIN. На рис. IV. 1 дан чаотермиче-
ский разрез этой системы при 1700° С, из которого видно/что наряду
с фазами, имеющимися в псевдобинарных системах Si4N4 — SiOj и
SiOa — AI2O3, образуются и четверные фазы. Наиболее широкой
областью гомогенности обладает Р'-фаза (Р'-сиалон), состав которой
описывается формулой Sie-z AlzO^Ns-z, где г находится в пределах
О—4,2. Следовательно, состав Р'-фазы может изменяться от 51зН4 до
BeiSiOi, МдО
ЛОО'С
SiO.
312Щ
MgflliO^
m^Oj
flkOj SijN^
Gam,
ЩО3
Рис. IV.3. Области гомогенности Р'-сиалона в системах Si —
А1 _ О— N и Si—А1 — О — N — Me, по данным [20].
Sii,8Al4,204,2N3,8. Как явствует из рис. IV. 1, эта фаза представляет
собой твердый раствор алюминия и кислорода в решетке р-51зМ4.
На рис. IV.2, по данным [19], показана зависимость параметров
решетки Р"-твердого раствора от величины z. В описываемой системе
обнаружена также фаза Xi, стехиометрический состав которой
отвечает формуле Si4Al40iiN2. Х-фаза (или Ояма-фаза) имеет
моноклинную ^решетку с параметрами а = 9,728 А, 6 = 8,40 А,
с = 9,572 А, р = 108,86° [19]. Область гомогенности Р'-сиалона в
изотермическом сечении псевдотройной системы 51зН4 — A1N —
AI2O3, по данным Оямы [20], представлена на рис. IV.3. На этом же
рисунке показаны области существования фаз со структурой
Р'-сиалона в пятикомпонентных системах типа Si — А1 — О — N — Me,
содержащих Li, Be, Mg, Ga. Взаимодействие указанных элементов
приводит к образованию вюрцитоподобных структур (0-фазы),
азотсодержащих шпинелей (S-фазы), а в системе, содержащей
иттрий,— соединения со структурой апатита (Н-фазы), и твердого
раствора Y2O3 + Si20N2 (Y-фазы) и азотсодержащие фазы со
структурой мелилита, а также P-Y2Si207 (см. рис. IV.4).
* По названию четырех элементов, принимающих участие в формировании
фазового состава материалов, последние названы сиалонами.
116
в «сиалоновых» системах обнаружен новый вид политипизма,
когда параметры решетки определяются отклонением состава, а не
периодичностью дефектов. Впервые такие политипы были
идентифицированы вблизи AlN-угла системы Si — А1 — О — N, затем
аналогичные структуры были найдены в системах Mg — Si — О —
N, Be —Si—О —N, Li — Si — О — N [19]. Во всех этих
Г'М-Pl
ji'fFiM
fH5l!'Stl2H
//5ЛО4
S*H*I5R
S
s,m,ii,
т^о, si^Ki
fi'.x.MiO^ M^Oi
^. y^S'O, У25120г 35Ш,
Н-апагп2'В00''С
512Щ0
4YN
Рис. IV.4. Изотермические разрезы систем:
а — SijNj — MgO — AI..O3; б — SiaNi— Li^O
— AI2O,; в — SiaNi —YN — " '
ным [19].
YaOj — siOz, no дан-
системах существует ряд кристаллических фаз с узкой областью
гомогенности, которые по результатам рентгеноструктурного анализа
были интерпретированы как вюрцитоподобные политипы. В табл.
24 представлены, по данным работы [19], параметры политипных
структур, образующихся в системе Si — А1—О—N. Эти фазы
обозначены Х^, Х^, Xg, Xg, Х, на изотермическом разрезе диаграммы
состояния (см. рис. IV. 1).
В системе Be — Si — О — N политипы находятся в области,
богатой BesN, и их состав описывается соотношением Mem+iX^,
причем минимальное значение /п = 2 отвечает P-BesNa, который
имеет структуру политипа 4Н, а максимальное значение т = оо (МеХ)
соответствует упорядоченному вюрциту (2Н) BeSiN2.
Приведенные данные показывают, что в результате
высокотемпературного взаимодействия при спекании и горячем прессова-
117
Таблица 24
ПАРАМЕТРЫ ПОЛИТИПНЫХ
Si—А1—0—N [19]
СТРУКТУР, ОБРАЗУЮЩИХСЯ В СИСТЕМЕ
Фаза
^4
^2
^о
^6
X,
Обозначение
политипа по Рамс-
деллу
ш
\bR
12Я
21;?
27;?
Параметры решетки
д
а, А
2,988
3,010
3,029
3,048
3,059
Q
с, А
23,02
41,81
32,91
57,19
71,98
с/п
2,88
2,79
2,74
2,72
2,67
НИИ нитрида кремния с окислами ряда металлов возможно
образование твердых растворов и синтез оксинитридных четырех- и пяти-
компонентных соединений, что позволяет получать многофазные
«сиалоновые» материалы.
4. ПРИНЦИПЫ СТРУКТУРООБРАЗОВАНИЯ МАТЕРИАЛОВ
НА ОСНОВЕ НИТРИДА КРЕМНИЯ
Поскольку нитрид кремния представляет собой химическое
соединение с преимущественным ковалентным типом химической связи,
процессы диффузионно-вязкого течения и пластической деформации,
обусловливающие усадку при твердофазном спекании, практически
отсутствуют вплоть до температуры диссоциации. Поэтому для
получения поликристаллических материалов на основе 51зК4 могут
быть использованы процессы, в которых массоперенос
активируется прохождением химических реакций с участием газовой или
жидкой фазы, а также внешними силами (горячее прессование).
В современной технологии получения материалов на основе
нитрида кремния известны следующие методы:
1. Реакционное спекание, в ходе которого происходит
азотирование кремния, находящегося в спрессованной заготовке.
2. Активированное спекание в засыпках, содержащих SigNi, в
ходе которого образование прочных контактов между частицами
SigNi обусловлено массопереносом через газовую фазу.
3. Жидкофазное спекание с использованием
кислородсодержащих связок.
4. Горячее прессование с использованием активирующих
добавок.
5. Газофазное (пиролитическое) осаждение.
Методы реакционного, жидкофазного и активированного
спекания не позволяют получать беспористые материалы, что определяет
невысокий уровень их механических свойств.
Использование горячего прессования и газофазного осаждения
дает возможность синтезировать поликристаллические материалы
с практически нулевой пористостью, но при пиролитическом
осаждении образуются лишь тонкие слои, что существенно ограничивает
118
возможности этого метода применительно к задачам
инструментального материаловедения.
Таким образом, горячее прессование представляет собой
единственный метод получения беспористых массивных изделий из
материалов на основе нитрида кремния.
Рассмотрим подробнее процессы, происходящие при горячем
прессовании нитридокремниевых материалов.
Многочисленные исследования, выполненные в СССР, США,
ФРГ, Японии, позволили определить круг веществ, наиболее
эффективно способствующих уплотнению SigN^ при спекании или горячем
прессовании. К числу наиболее энергичных активаторов следует
отнести ВеО, MgO, AI2O3, Y2O3 и ZrOa [19]. Поскольку эффект
уплотнения при горячем прессовании был впервые обнаружен при
изучении системы 51зК4 — MgO [6] и технологические разработки, а также
исследования структуры и свойств материалов этой группы активно
продолжаются и в настоящее время, представляет интерес подвести
итог этим исследованиям и формулировать наиболее достоверные
представления о механизме структурообразования беспористых
материалов на основе 51зГ44 с добавками MgO. Структурные
исследования, микрорентгеноспектральный анализ и ИК-спектроскопия
Si^Ni с добавками MgO, проведенные в работе [14], позволили
установить, что при горячем прессовании MgO взаимодействует с SiOa
и SiaONj, присутствующими в нитриде кремния, с образованием
кристаллических фаз — форстерита и энстатита и стекол переменного
состава, расположенных по границам зерен 51зК4. В работе [211
отмечается, что в этих условиях образуется энстатит, присутствующий
в виде жидкой фазы при температурах выше 1545° С. Выполненные
в этой же работе кинетические исследования дали возможность
установить, что механизм, контролирующий скорость уплотнения при
горячем прессовании, заключается в растворении твердого (a-j-P)-
51зК4 в расплаве на межфазной границе и перекристаллизации его
в виде Р'-фазы.
Кроме растворения усадке способствует процесс взаимного
перемещения твердых частиц по слою жидкой фазы [22]. Кроме
силикатных фаз в результате взаимодействия нитрида кремния с окисью
магния возможно образование двойного нитрида MgSiN2 по реакции
51зН4 + 2MgO = 2MgSiN2 + SiOj.
При температурах выше 1600° С процесс протекает следующим
образом:
51зЫ4 + 4MgO = 2MgSiN2 + Mg2Si04.
В случае избытка кислорода образуется только силикат магния:
51зК4 + 6MgO + 7О2 = 3Mg2Si04 + 4NO2.
Исследования, выполненные в работах [14, 25, 261, показали,
что присутствие силикатных фаз подавляет рекристаллизацию
SigN^, а если вторичной фазой является MgSiNj, то наблюдается
рост зерен и замедление уплотнения на поздних стадиях процесса.
119
Таким образом, в горячепрессованном материале могут
существовать следующие кристаллические фазы: SigNi; SiaONa; MgSiNa; MgO;
MgaSiOi [27]. Наличие и
содержание всех составляющих (кроме
основы — 51зК4) определяются
60 so
Время, мин
Рис. IV.5. Диаграмма уплотнения материалов в системе 51зЫ4 — MgO
при горячем прессовании, по данным [28].
/—плотность; г — давление; 3 — конечная стадия (диффузионный крип.
Закрытая пористость); 4 —промежуточная стадия (диффузионный крип); 5—.
начальная стадия (перераспределение); ff » a^g -» жидкость -»■ pjg,
Рис. IV.6. Кинетика уплотнения нитрида кремния с 5% MgO при
различных температурах горячего прессования:
/ — 1450; 2 — 1500; 3 — 1550; 4 — 1600; 5 « 1650; 6 — 1700; 7 — 1750° С.
количеством кислородсодержащих примесей (SiOa; SijONa) в
нитриде кремния и активатора (MgO). [Лроцессы, влияющие на
уплотнение при горячем прессовании материалов в системе SigN^ —
MgO, суммированы на обобщенной диаграмме, представленной
|Qfi
Е
о
1
0,6
f/
1
^
^^^"■^f
03
о
0.4
О
400 вОО 1200 t,°C
100 200 300 400
Время,с
Рис. IV.7. Кинетика уплотнения нитрида кремния с различным
содержанием MgO при температуре горячего прессования 1650° С,
поданным [28]:
1 — \; 2 — 2; 3 — о; 4 — 10% MgO.
Рис. IV.а. Уплотнение материалов в системе SigNi — AUOs при горячем
прессовании, по данным [30]:
/ — 40 Si^Ni — 60 AI2O3: 2 — 60 SiaNj- 40 AUO^; 3 — 100 SijN^.
на рис. IV.5 по данным работы [28]. В этой же работе была изучена
кинетика уплотнения а-5[зК4 с различным содержанием
активатора (1—10% MgO) в интервале температур 1550—1750° С (рис IV
6, и рис. IV. 7).
Исследование механизма уплотнения нитрида кремния с
добавками AI2O3 показало, что в результате взаимодействия между этими
120
компонентами образуется твердый раствор Si — А1 — О — N со
структурой Р-51з]М4 и Х-фаза (см. рис. IV. 1). Причем Х-фаза
располагается в виде связки между зернами 51зК4 и Р'-фазы [29].
Рост зерен Р'-фазы происходит в результате
перекристаллизации SigNi через расплав, отвечающий по составу Х-фазе, который
образуется при температуре более 1700° С.
Растворение и образование новых фаз способствуют процессу
уплотнения при температурах 1600—1800° С. На рис. 8,
приведенном по данным [30], показаны кривые уплотнения материалов в
системе SigNi — AlgOg. Как следует из этих кривых, чистый Si-J^i^
практически не уплотняется во всем исследованном интервале
температур, а добавки AI2O3 резко активируют спекание.
В работе [31] в качестве активатора горячего прессования была
изучена ZrOa. Показано, что в сочетании с AI2O3 двуокись циркония
снижает точку плавления Х-фазы и других растворов в системе
AljOg — SigNi. При этом в результате взаимодействия с жидкой
фазой образуется ZrN. Действие других активаторов (YjOg; LijO; BeO)
также связано с образованием силикатных расплавов и
перекристаллизацией через них SigNi с образованием сложных оксинитридных
фаз Si — О — N — Me [19, 32].
Таким образом, при горячем прессовании нитрида кремния с
окиснымн активаторами возможно получение беспористых
многофазных материалов, структура которых определяется следующими
факторами:
1. Фазовый состав и дисперсность SigN4.
2. Вид и содержание активатора.
3. Время и температура горячего прессования.
Изменение указанных параметров позволяет управлять
физическими свойствами горячепрессованных материалов и их
эксплуатационными характеристиками.
5. СВОЙСТВА МАТЕРИАЛОВ НА ОСНОВЕ НИТРИДА КРЕМНИЯ
Поскольку в настоящей работе рассматривается возможность
использования нитридокремниевых материалов в качестве режущего
или абразивного инструмента, представляет интерес рассмотрение
тех свойств, которые определяют стойкость инструмента и качество
обработанной поверхности.
Резцы и абразивное зерно работают в условиях активного
механического и термического воздействия, а также тесного контакта с
обрабатываемым материалом в зоне резания. Поэтому стабильность
и срок службы инструментального материала определяются их
износостойкостью, твердостью, механической прочностью и
теплопроводностью. В свою очередь эти свойства тесно связаны с
химическими и фазовыми составами материала и его структурой.
Очевидно, что прп прочих равных условиях на уровень
указанных свойств наиболее сильно влияет пористость и поэтому общим
условием получения наиболее эффективных инструментальных
121
материалов является их высокая относительная плотность,
приближающаяся к 100%.
При соблюдении этого условия представляется возможным
сравнительная оценка различных классов инструментальных
материалов и установление влияния тех или иных
структурно-технологических параметров на их работоспособность.
Таблица 25
склонность к ВЗАИМОДЕЙСТВИЮ РАЗНЫХ СВЕРХТВЕРДЫХ ВЕЩЕСТВ
с МЕТАЛЛАМИ в ПРОЦЕССЕ РЕЗАНИЯ
Соединение
А1А
Si,N4
ZrN
TaN
TiC
B4C
Твердый раствор
TiC—TiN
TiB^
ZrBa
Mo,C
A1B,2
TiN
ZrOa
wc
B13P
SiBe
SiB4
SiC
Молибденовый
сплав ТМ
1
2
1
4
?
3
2
2
2
4
2
1
1
4
3
4
4
4
Вольфрам
1
1
2
1
2
2
2
2
2
1
2
1
1
4
3
4
4
4
Жаропрочный
сплав
Rene 41
1
1
2
2
2
4
2
2
2
2
4
4
4
2
4
4
4
4
u"
1
2
2
2
2
2
4
3
3
3
4
3
4
4
3
4
4
4
я a 1
H mCQ
2
2
2
2
2
1
2
3
2
2
3
4
4
2
2
2
2
4
u4
2
1
2
2
3
3
3
3
4
4
2
4
4
2
4
2
4
4
2 S
UO
8
9
11
13
13
15
15
15
15
16
17
17
18
18
19
20
22
24
Условные обозначения; 1 ^ нет взаимодействия; 2 ^ слабое взаимодействие; 3 —
среднее взаимодействие; 4 — сильное взаимэдействие.
В зоне резания инструмент подвергается износу, который
представляет собой совокупность адгезионной, абразивной, химической
и диффузионной компонент процесса. Если адгезия и абразивный
износ связаны с режимом обработки и прочностными свойствами
инструмента, то диффузионный и химический износ определяются в
первую очередь физико-химической природой материала резца или
абразивного зерна. Поэтому представляет интерес сравнить стойкость
различных тугоплавких соединений, могущих быть основой
инструментальных материалов, по отношению к химическому и
диффузионному взаимодействию в контакте с некоторыми металлами и
сплавами.
В табл. 25, по данным работы [33], представлена (в условных
баллах) склонность ряда тугоплавких соединений к взаимодействию с
различными обрабатываемыми металлами и сплавами в условиях,
моделирующих процесс резания.
122
Как следует из приведенных данных, нитрид кремния наряду с
AljOg является наиболее химически инертным материалом по
отношению к указанным в табл. 25 металлам и сплавам. Поэтому можно
также предположить, что введение AljOg в качестве активатора не
снизит диффузионную и химическую стойкость при резании.
Важнейшей характеристикой, определяюш,ей эффективность
инструментальных материалов, является их твердость. Для того чтобы
режуш,ая кромка, не деформируясь, могла срезать слой
обрабатываемого материала и превраш,ать его в стружку, необходимо, чтобы
Таблица 26
ТВЕРДОСТЬ ГОРЯЧЕПРЕССОВАННОГО НИТРИДА КРЕМНИЯ С ДОБАВКОЙ
РАЗНЫХ АКТИВАТОРОВ
Активатор
Содержание
активатора, %
Плотность
материала, г/см^
Общая
пористость, %
Агрегатная
микротвердость,
кгс/мм^
MgO
SrO
Y2O3
Y2O3
CeOj
AlA
ZrO,
5
5
5
10
5
5
5
15
3,20
3,01
3,09
3,38
3,05
3,26
3,20
2,23
0
8,3
6,3
0,7
6,0
0
3,6
5,6
2260
800
1650
2250
1230
2380
2200
1650
твердость инструмента значительно превосходила твердость
обрабатываемого материала. Микротвердость SigNi превышает 3300 кгс/мм^
(см. табл. 22). Для монокристаллов эта величина незначительно
зависит от их ориентации. По данным работы [34], для граней (ПО),
(210) и (222) твердость, по Виккерсу, составила 3800 кгс/мм^, а для
грани (001) — 3100 кгс/мм^. В этой же работе отмечается, что в
поликристаллическом материале, полученном методом газофазного
осаждения, с уменьшением размера кристаллов твердость растет и
достигает максимального значения 4600—5000 кгс/см^ при размере
кристаллов около 1 мкм.
В многофазных горячепрессованных материалах, содержаш,их
сиалоновые фазы, агрегатная твердость ниже микротвердости
чистого ^\^i и составляет 1500—2000 кгс/мм^. В табл. 26
представлены значения твердости гарячепрессованных материалов с
добавками различных активаторов.
Как следует из приведенных данных, наибольшая плотность и
твердость достигнуты с применением в качестве активаторов MgO,
AI2O3, Y2O3 и ZrOa.
Близкие результаты по твердости были получены в работе [35],
где изучалось совместное влияние Y2O3 и AljOg на механические
свойства горячепрессованного 51зК4. Эти данные приведены в
табл. 27.
123
Сравнение значений твердости и прочности позволяет сделать
вывод, что введение AljOg в количестве 5—10% дает наибольшую
твердость и стабильность прочностных характеристик в интервале
температур 20—1200° С, так как для этих составов характерно
наличие SigNi и Р'-сиалона при минимальном содержании менее
твердой и прочной стеклофазы, разупрочняющейся с повышением
температуры.
Таблица 27
МЕХАНИЧЕСКИЕ СВОЙСТВА ГОРЯЧЕПРЕССОВАННОГО НИТРИДА КРЕМНИЯ
С АКТИВИРУЮЩИМИ ДОБАВКАМИ Y^O^ и Al^Oj
SijN.
98
95
90
96
93
88
93
90
85
88
85
80
"юстав, вес.%
Y2O3
0
0
0
2
2
2
5
5
5
10
10
10
А1,0,
2
5
10
2
5
10
2
5
10
2
5
10
визг<
20° С
64
71
97
103
110
88
109
115
82
122
95
91
<гс/мм2
1200° С
31
47
56
42
52
46
47
34
25
58
33
15
а. 10-6.
град—'
(20—1000° С)
3,2
2,7
2,8
3,4
2,9
3,2
3,9
3,2
3,4
3,9
3,7
3,5
Агрегатная
микротвердость, кгс/мм2
970
2040
1920
1800
1610
1580
1510
1440
1360
1550
1460
1430
Приведенные выше экспериментальные результаты дают
возможность сделать вывод о том, что сверхтвердые инструментальные
материалы могут быть синтезированы в системах SigNi — МеО.
Кроме твердости не менее важной характеристикой,
ответственной за работоспособность инструментального материала, является
его прочность, поскольку инструмент работает в условиях
воздействия сложных статических и динамических нагрузок,
интенсивность которых связана с природой и состоянием обрабатываемых
поверхностей, а также условиями обработки.
Поскольку рассматриваемые нами материалы разрушаются
хрупко, основными параметрами, характеризуюш,ими способность
инструмента работать над нагрузкой, являются статическая
прочность и критический коэффициент интенсивности напряжений Kic
[36] в сочетании с данными по твердости и стойкости материала при
резании. Поэтому оптимизация составов и структурных
характеристик материала может быть сделана в результате комплексной
оценки указанных выше характеристик.
Повышение стойкости инструментальных материалов на основе
нитрида кремния может быть достигнуто не только в результате
получения беспористой мелкозернистой сиалоновой основы, но и
путем введения упрочняющих фаз-наполнителей, создающих мик-
124
ротрещиноватую структуру под действием термических
напряжений, возникающих за счет различия КТР-наполнителя и основы или
в результате фазовых переходов, сопровождающихся объемным
эффектом.
Идея повышения ударопрочности или «вязкости» двухфазных
керамических материалов была экспериментально подтверждена на
примере AljOg, упрочненной
включениями нестабилизированной ZrOg,
претерпевающей обратимый фазовый
переход, сопровождающийся
объемным эффектом [37, 38]. На рис. IV. 9
приведены, по данным работы [38],
зависимости изменения предела
прочности при изгибе и вязкости
разрушения для материалов в системе AljO., —
Рис. IV.9. Изменение предела прочности при
изгибе и вязкости разрушения материалов в
системе AI2O3 — ZrOg в зависимости от
содержания ZrOg (%) по данным [381:
' — AI2O3 — матрица; 2 — ZrOj — частицы; 3 —
ыикротрещииы; 4 — вязкость разрушения; 5 —
прочность.
Г
500
'iOO
100'
(^2
^3
ощ
-
1)
-4 Ч
^■^4-5 4
ч
\
%
1 1 1 1
/О
/5 20Zr02
ZrOa в зависимости от содержания ZrOg. На этом же рисунке
схематически показаны структуры материалов, характеризующиеся
наличием микротрещин вокруг включений ZrOj. Оптимальная
структура, соответствующая максимальной вязкости разрушения,
образует под действием напряжений, вызываемых фазовым переходом»
зоны, обогащенные микротрещинами, препятствующими
распространению магистральных трещин, приводящих к разрушению материала.
Таблица 28
ВЛИЯНИЕ ПРИРОДЫ НАПОЛНИТЕЛЯ НА МЕХАНИЧЕСКИЕ СВОЙСТВА
ГОРЯЧЕПРЕССОВАННОГО НИТРИДА КРЕМНИЯ С ДОБАВКОЙ
10% АКТИВАТОРА AljOj
Материал
наполнителя
TiC
NbC
ТаС
TIN
TaN
TaSij
Твердость по
Вик-
керсу, КГС/ММ2
1600
1800
1850
1650
1950
1860
2000
Kic, мн/м%
48
5,7
5,9
7,3
5,9
5,02
5,85
Стойкость при
резании, мин
22,0
70,0
11,8
15,5
42,6
30,1
20,7
Примечания: Режим резания — скорость v = 150 м/мии; глубин а t ^ 0,5 мм:
подача 5 = 0,11 мм/об. Геометрические параметры резца: ф = 45°; ф,= 15''; а,=«2=7°: У=Т'-
Обрабатываемый материал — сталь У8, незакаленная.
125
в материалах на основе 51зМ4, имеющего низкий коэффициент
термического расширения, возможно достижение аналогичного
эффекта путем введения наполнителей с более высоким значением КТР.
В качестве упрочняющих фаз был исследован ряд металлоподобных
тугоплавких соединений.
В табл. 28 приведены данные о влиянии вида наполнителя на
механические свойства и стойкость при резании материалов,
содержащих 10 об. % AljOg и 10 об.% наполнителя.
Таблица 29
-ФИЗИЧЕСКИЕ и МЕХАНИЧЕСКИЕ СВОЙСТВА РАЗНЫХ ИНСТРУМЕНТАЛЬНЫХ
МАТЕРИАЛОВ
Свойство
Быстрорежущая
сталь
Твердый
сплав
Минера-
лoкepa-
мика на
основе
AljOj
Керамика
на
основе SigNj
(силинит)
Алмаз
Кубический
нитрид бора
(КНБ)
Плотность, г/смз 2,0—8,8 8,8—15,0 3,6—4,0 3,1—3,3 3,5 3,5
Твердость по Рок- 62—70 Re 88—90 R^ 91—94 R^ 94—95 R^ — —
веллу, кгс/мм^
Твердость по Вик- — 1300— 2000— 1700— 1000 1000
керсу, КГС/ММ2 1400 2300 2300
Предел прочности 200—600 75—260 25—60 50—70 30 30
при изгибе, кгс/мм^
Предел прочности 250—400 350—590 130—300 200—250 200—600 150—200
при сжатии,
'кгс/мм^
Теплостойкость, °С 600—700 800—1000 1200 1200 700—800
Теплопроводность, 14,4—21,6 14,4—75,6 3,6—18,0 30—40 118,8—
■ккал/м-ч-град) 136,8
Коэффициент тер- 9—12 3,0—7,5 6,3—9,0 2,75—3,0 0,9—1,0
мического
расширения, 10"~^-град"~'
1400—
1500
Стойкость при резании характеризуется временем до
наступления износа задней грани /zg = 0,4 мм. Указанный в табл. 28 режим
-Испытаний был выбран основным для получения сравнительных
характеристик стойкости режущих материалов на основе 5!зМ4.
Как видно из данных, приведенных в табл. 28, эффект повышения
/С/с по сравнению с исходным материалом 51зМ4 — AljOg был
обнаружен в результате введения всех изученных наполнителей. Однако
повышенную твердость в сочетании с увеличенной стойкостью при
резании показали материалы, содержащие TiC, TiN и TaN. Этому
классу композиционных материалов на основе 5!зМ4 была
присвоена торговая марка «Силинит» [39—41] *.
В табл. 29 дано сравнение некоторых физических свойств
материалов типа «Силинит» с другими классами инструментальных
материалов.
* Этот термин представляет собой аббревиатуру, состоящую из латинских
«азваний элементов Silicium, Nitrogenium, являющихся основой материала.
126
§/20hn
5
80
40
О
^2
Приведенные данные показывают, что материалы на основе
SlgN^ имеют механические свойства на уровне корундовой минера-
локерамики, а их теплопроводность значительно выше при низком
значении КТР, что позволяет существенно форсировать режимы
резания и связанные с ними повышенные тепловые нагрузки.
Представленные в табл. 29 сравнительные данные по
физическим свойствам могут быть дополнены результатами определения
стойкости при резании.
На рис. IV. 10 представлено сравнение стойкости резцов из сили-
нита-Р и твердого сплава Т14 Кб при обработке незакаленных
углеродистых и легированных сталей.
Как следует из приведенных данных,
силинит обладает значительно более
высокой стойкостью, чем твердый сплав.
Работоспособность и нстр ументального
материала определяется не только его
физическими свойствами, но и поведением в
процессе резания, связанным с химическим
и диффузионным взаимодействием с
обрабатываемым материалом. Поэтому даже
сверхтвердый инструмент на основе алмаза
и плотных модификаций нитрида бора (эль-
бор, кубонит, гексанит) имеет
определенные, наиболее эффективные области
применения, ограниченные теплостойкостью и
химической стабильностью по отношению к определенному виду
обрабатываемого материала.
При выборе для заданного обрабатываемого материала условий
резания и типа инструмента следует также учитывать
технологические особенности производства инструмента.
Таблица 30
РЕЖИМЫ ОБРАБОТКИ РЕЗАНИЕМ СИЛИНИТОМ СТАЛЕЙ, ЧУГУНА
И ЦВЕТНЫХ СПЛАВОВ
Ст.45Ув
40Х 9ХС ХВГ
Рис. IV. 10. Стойкость
резцов из силинита-Р и
твердого сплава Т14К6 при
точении различных сталей:
/ — силинит-Р; 2 — Т14К6.
t) = 150 — 55 м/мин; S =
0,3 мм/об; t = 2,5 мм.
Обрабатываемый материал
Конструкционные
углеродистые стали
(сталь 40, 45, 50)
Конструкционные
легированные стали
(40Х)
Инструментальные
углеродистые стали
(У7, У 8)
Режим обработки
и, м/мин
s, мм/об
100—200 0,3—0,5
100—150 0,3—0,5
100—150 0,3—0,5
t, мм
3,0
3,0
3,0
Стойкость
резца (мин)
до износа
задней
грани,
hg =0,4 мм
100—130
80—110
120—160
Примечание
В СОСТОЯНИИ
поставки
То же
» »
127
Продолжение табл. 30
■Сбрабатываемый материал
Режим обработки
V, м/мин
S, мм/об
i, мм
Стойкость
резца (мин)
до износа
задней
грани,
Л. = 0,4 мм
Примечание
Инструментальные ле- 100—150 0,3—0,5 3,0
тированные стали
(ХВГ-9ХС) 50—80 0,075 0,25
Чугун СЧ21—40 (уп- 55—85 0,14—0,5 1,5
рочненный)
Дюраль (Д16Т,В95Т) 150—30 0,3—0,5 3—5
Бронзы, латуни 150—350 0,3—0,5 3—5
60—80 В состоянии
поставки
40—80 Термообрабо-
танная, HRC =
= 60
120—250
>180
>180
Изделия из силинита производят методом горячего прессования
при давлении, не превышающем 300 кгс/см^. Поэтому на имеющемся
в производстве оборудовании возможно получение заготовок
режущих пластин до 50 X 50 мм, что позволяет изготовлять
крупногабаритный лезвийный инструмент, аналогичный по типоразмерам
твердосплавному.
На основании испытаний резцов из силинита в промышленных
условиях были определены области применения этого материала.
В табл. 30 даны рекомендуемые режимы обработки резцами из
силинита некоторых наиболее распространенных марок сталей, чугунов
•и цветных сплавов.
Результаты определения режущих свойств показывают, что
новый инструментальный материал «силинит» может быть
рекомендован взамен вольфрамсодержащих твердых сплавов для чистовой и
получистовой обработок ряда сталей, чугунов и цветных металлов.
Следует отметить, что основные компоненты материалов типа
«силинит» недефицитны, так как количество азота в атмосфере
Земли достигает 4 • 10^^ т, а содержание кремния в земной коре
составляет 27,6% [42].
список ЛИТЕРАТУРЫ
1. Ruddelsden S. N., Popper P. Crystal structures of the nitrides of silicon and
germanium.— Acta crystallogr., 1958, 11, N 4, p, 465—468.
2. HardieD., Jack K- H. Crystal structures of silicon nitride.— Nature, 1957, 180,
N 4581, p. 332—333.
3. Lindop T. W. Engineer sguide to silicon nitride.—Mater. Eng., 1972, 75, N 1,
p. 28—31.
4. Taylor D. N. Silicon nitride gains wider industrial usage.— Des. Eng., 1977,
N 7, p. 79—81.
5. Линдлей M. В., Капщ P. H. Высокотемпературная конструкционная
керамика (SigNi), полученная методами порошковой металлургии.—В кн.: Поро-
128
шковая металлургия материапов специального назначения. М. :
Металлургия, 1977, с. 352—357.
6 Deely G. G., Herbert J. М. Dense silicon nitride.— Powder Met., 1961, 8, N 2,
p. 145—151.
7. Priest H. F., Burns F. C, Priest G. L. et al. Oxygen content of a-Si3N4.—
J. Amer. Ceram. Soc, 1973, 56, N 5, p. 395.
;8. Kijima K-, Kato K-, Inoiie Z. et al. Oxygen content of a-SigN^ syngle crystals.—
J. Mater. Sci., 1975, 10, N 5, p. 362—363.
9. Kato K-, Jnoue Z., Kijima K- et al. Structural approach to the problem of
oxygen content in a-Si3N4.—J. Amer. Ceram. Soc, 1975, 58, N 3/4, p. 80—91.
10. Гнесин Г. Г., Осипова И. И. Нитрид кремния и материалы на его основе.—
В кн.: Исследование нитридов. Киев : ОНТИ ИПМ АН УССР, 1975,
с. 33—44.
11. Самсонов Г. В. Неметаллические нитриды.— М.: Металлургия, 1969.— 264 с.
12. Самсонов Г. В., Виницкий И. М. Тугоплавкие соединения : (Справочник).—
М.: Металлургия, 1976.— 558 с.
13. Kijima К., Shirasaki S. Nitrogen self-diffusion in silicon nitride.— J. Chem.
Phys., 1976, 65, N 11, p. 2668—2671.
14. Осипова И. И. Исследование взаимодействия нитрида кремния и окиси
магния в процессе горячего прессования.— Порошковая металлургия, 1977,
№ 9, с. 89—96.
15. Мержанов А. Г. Самораспространяющийся высокотемпературный синтез
тугоплавких соединений.— Вести. АН СССР, 1976, № 10, с. 76—84.
16. Самсонов Г. В. Синтез неорганических тугоплавких веществ.— В кн.:
Плазменные процессы в металлургии н технологии неорганических материалов.
М.: Наука, 1973, с. 214—219.
17. Глазов В. ЬЛ., Земское В. С. Физико-химические основы легирования
полупроводников.— М. : Наука, 1967.— 140 с.
18. Gaukler L. J., LukasH. L., Petzow G. Contribution to the phase diagram Si3N4—
AIN—AI2O3—SiOj.— J. Amer. Ceram. Soc, 1975, 58, N 7/8, p. 346—347.
19. Jcxk K- H. Review sialons and related nitrogen ceramics.— J. Mater. Sci.,
1976, 11, N 10, p. 1135—1158.
20. Oyama Y. Solid solution in the ternery system Si3N4 — AIN—AI2O3.— Jap.
J. AppL, Phys., 1972, U, N 7, p. 760—761.
21. Amato J. Martorana D., Silengo B. Some conciderations on the kinetics of hot-
pressing a-Si3N4 powders.—Mater. Sci. and Eng., 1977, 28, N 4, p. 215—
220.
22. Mimoto M., Oshima C, Tsutsumi M. Изменение микроструктуры нитрида
кремния при газостатическом прессовании.— J. Ceram. Soc. Jap. 1976, 84,
№ 5, p. 356—360.
23. Shiloh M., Gayer В., Brinckman F. E. Preparation of nitrides by active
nitrogen. II. SisNi.— J. Electrochem. Soc, 1977, 124, N 4, p. 295—300.
24. Mimoto M., Tanaka H. The synthesis of a-Si3N4.—Coll. Pap. NIRIM, 1975,
3, N 3, p. 167—168. t
25. Inomata J., Jukino K-, Matsuyama T. et al. Hot-pressing of Si3N4 with
magnesium compound additives.— J. Ceram. Soc. Jap., 1976, 84, № 1, p. 18—23.
26. Осипова И. И., Погорелова Д. А. Исследование рекристаллизации нитрида
кремния при горячем прессовании.— Порошковая металлургия, 1975, № 12,
с. 74—77.
27. Inomata Y., Hasegawa Y., Matsuyama Т. Reaction between Si3N4 and MgO
as a hot-pressing aid.— J. Ceram. Soc. Jap., 1977, 85, N 1, p. 29—31.
28. Bowen L. I., Weston R. /., Carruthers T. G. et al. Hot-pressing and a -> P phase
transformation in silicon nitride.—J. Mater. Sci., 1978, 13, N2, p. 341 —
350.
29. Inomata Y., Matsuyama T. et al. Microstructure and etching of hot-pressed Si3N4
with AlA-— J- Ceram. Soc. Jap., 1976, 84, N 4, p. 304—305.
30. Yeh H. C, Sanders W.A., Luttner J. L. F. Pressure sintering of Si3N4—AlA
(Sialon).— Amer. Ceram. Soc. Bull., 1977, 56, N 2, p. 189—193.
31. Inomata Y., Hasegawa Y., Matsuyama T. et al. A role of Zr02 as a hot-pressing
aid for SigNi.- J. Ceram. Soc Jap., 1976, 84, N 1, p. 22—26.
5 0-329 129
32. Gazza G. E. Effect of yttria additions on hot-pressing Si3N4.— Amer. Ceram.
See. Bull., 1975, 54, N 7, p. 778—781.
33. Whitney E. Ceramic cutting tools.— Powder Met. Int., 1974, 6, N 1/2,
p. 73—76.
34. Niihara K., Hlral T. Chemical vapour-deposited SigNi. Part IV. Hardness
Characteristics.— J. Mater. Sci., 1977, 12, N 6, p. 1243—1252.
35. Tsuge A., Nishida K- High strength hot-pressed Si3N4 with concurrent Y2O3
and AI2O3 additives.— Amer. Ceram. Soc. Bull., 1978, 57, N 4, p. 424—426,
431.
36. Chermant I. L. L'essai de Kj^. pour les materiaux fragiles.— Bull. Soc. Franc.
Ceram., 1975, 108, N 1, p. 39—52.
37. Claussen N.. Steeb I., Pabst R. F. Effect of induced microcracl<ing toughness
of ceramics.— Amer. Ceram. Soc. Bull., 1977. 56, N 6, p. 559—562.
38. Petzow G., Claussen N. Zahigl<eitsverbesserung von Sonderkeramil<en.— Radex—
Rdsch, 1977, N 2, S. 110—116.
39. Свидетельство на товарный знак № 58407.— Опубл. в Б. И., № 1977, № 5.
40. А. с. 537986 (СССР)— Опубл. в Б. И., 1976, № 45.
41. Гнесин Г. Г., Осипова И. И., Май М. М. и др. Получение и свойства
инструментального материала на основе нитрида кремния.— В кн.: Тр. VI Между-
нар. конф. по порошковой металлургии. ГДР, Дрезден, 1977, с. (45—1)—
(45—17).
42. Энциклопедия неорганических материалов.— Киев : Гл. ред. УРЕ, 1977.—
т. 1.— (Азот, с. 29; Кремний, с. 641).
ГЛАВА V
ФИЗИЧЕСКИЕ ОСНОВЫ ПОЛУЧЕНИЯ
СВЕРХТВЕРДЫХ МАТЕРИАЛОВ
СО СТРУКТУРОЙ АЛМАЗА
И АЛМАЗОПОДОБНЫХ МОДИФИКАЦИЙ
НИТРИДА БОРА
Свободный углерод встречается в природе в виде двух
кристаллических модификаций — графита и алмаза. Эти модификации
получают также искусственно: графит — путем карбонизации углерод-
содержащих соединений с последующей графитацией при высоких
температурах, алмаз — в результате осуществления фазового
превращения графита при высоких давлениях. Искусственные алмазы
находят все более широкое применение и в настоящее время
успешно конкурируют с различными сортами алмаза естественного
происхождения (монокристаллы, балласы, карбонадо).
Нитрид бора в отличие от углерода в природе не встречается.
Впервые соединение BN было синтезировано в XIX в. в форме
слоистой графитоподобной модификации. Под действием высоких
давлений и температур графитоподобная модификация BN превращается
в алмазоподобные модификации типа сфелерита и вюрцита,
обладающие твердостью, близкой к твердости алмаза. На основе алмазопо-
добных фаз нитрида бора в настоящее время создан ряд новых
сверхтвердых материалов (таких, как эльбор, кубонит, гексанит и др.),
предназначенных для режущего и шлифовального инструмента.
Таким образом, основой получения сверхтвердых материалов
являются необратимые фазовые превращения графита и графито-
подобного BN при высоких давлениях. Структура образующихся
фаз высокого давления и их свойства зависят от механизма
превращений, который в свою очередь определяется условиями
приложения высоких давлений (температурой и скоростью сжатия,
наличием катализаторов-растворителей), а также структурным состоянием
исходных фаз и закономерностями их эволюции до начала фазового
перехода. Рассмотрению всех этих вопросов и посвящена
настоящая глава.
1. КРИСТАЛЛИЧЕСКАЯ СТРУКТУРА ПОЛИМОРФНЫХ
МОДИФИКАЦИЙ УГЛЕРОДА И НИТРИДА БОРА
1.1. Идеальные решетки
Изоэлектронное строение углерода и нитрида бора обусловливает
подобие структур как стабильных при нормальных условиях
модификаций, так и фаз высокого давления. Кристаллографическую
5* 131
взаимосвязь различных модификаций углерода и нитрида бора
иллюстрирует табл. 31.
В этой таблице и далее в тексте приняты следующие обозначения
модификаций нитрида бора:
BNr — графитоподобная; BN^ — вюрцитная; ВЫсф — сфале-
ритная; BN^ — алмазоподобные.
Основными кристаллическими формами углерода,
отличающимися распределением в пространстве прочных направленных связей,
являются: карбин (линейное распределение), графит (связи
распределены в плоскости слоев) и алмаз (пространственное тетраэдричес-
кое распределение связей). В нитриде бора аналогами этих форм
Таблица 31
КРИСТАЛЛИЧЕСКИЕ СТРУКТУРЫ МОДИФИКАЦИЙ УГЛЕРОДА И BN
Кристаллическая
форма и тип связи
Модификация
Структура
Углерод
BN
Слоистая sp'^
Тетраэдрическая
sp^
Линейная spi
Гексагональная
Ромбоэдрическая
Кубическая
Гексагональная
»
Графит
»
Алмаз
Лонсдейлит
Карбин
BNr
BNp
BNc*
BNb
—
ЯВЛЯЮТСЯ BNr и BNg, характеризующиеся соответственно двух- и
трехмерным распределением связей; аналог карбина в BN пока не
обнаружен. Слоистые и тетраэдрические формы углерода (а также
BN) в свою очередь можно подразделить на модификации
(политипы), структуры которых отличаются между собой системой укладки
гексагональных слоев. Политипами являются: гексагональный и
ромбоэдрический графит, а также гексагональный и
ромбоэдрический BNr, кубический и гексагональный алмаз (соответственно ВЫсф
и BNg). В таблице не показаны металлические формы углерода и
нитрида бора (недавно полученные при давлении более 0,5 мбар),
так как их кристаллическая структура пока не установлена; не
показаны также многочисленные промежуточные структуры
углерода и BN, вопрос о существовании которых до настоящего времени
остается дискуссионным.
Кристаллохимические характеристики различных модификаций
углерода и нитрида бора приведены в табл. 32. Значения параметров
решетки а и с в таблице даны по литературным данным, кратчайшие
межатомные расстояния / и теоретические плотности р рассчитаны
по этим параметрам.
При нормальных условиях стабильными модификациями
углерода и нитрида бора являются графит и BNr, представляющие
слоистые структуры с резко выраженной анизотропией физических
свойств. Расстояния между слоями в структурах графита и BNr в
2,5 раза больше кратчайшего межатомного расстояния внутри слоев
132
(табл. 32), слои связаны между собой слабыми силами
преимущественно Вандер-Ваальсова взаимодействия, внутри слоев атомы
объединены прочной ковалентной связью. Плоские слои
моноатомной толщины в идеализированных структурах графита и BNr
построены из правилы1ых гексагонов и имеют собственную
симметрию, согласно [8], Pfilmmm и Pfim2 соответственно.
Идеальная трехмерная решетка гексагонального графита
представляет систему параллельных слоев, в которой каждый первый
Таблица
32
КРИСТ.^ЛЛОХИМИЧЕСКИЕ ХАРАКТЕРИСТИКИ РАЗЛИЧНЫХ МОДИФИКАЦИЙ
УГЛЕРОДА И НИТРИДА БОРА
Модификация
Графит
(гексагональный)
Графит
боэдрический)
Алмаз
Лонсдейлнт
BNr
ВЫсф
BNb
странственная •
группа
Рб^пипс
R3m
FdZm
Рб^/ттс
Рб^/пипс
FAZm
Рб^тс
национное число
3
3
4
4
3
4
4
Число
атомов
в
ментарной
ячейке
4
6
8
4
4
8
4
а, А
2,4611
2,46
3,5669
2,52
2,5040
3,615
2,55
с, А
6,7076
10,05
4,12
6,6612
4,23
/, А
1,4210
1,42
1,5445
1,545
1,4457
1,567
1,575
р, г/см^
2,265
2,26
3,515
3,51
2,29
3,51
3,51
Литература
m
[2]
[3]
[4)
[5]
[6]
[7]
И третий слои занимают эквивалентные положения, а второй
смещен по отношению к ним на 1/3 [1010], т. е. порядок чередования
слоев выражается последовательностью АВАВ...
Липсон и Стоке [2] расшифров^али структуру ромбоэдрической
модификации графита (а = 3,635 А, а = 38,49°), которую в
гексагональных осях можно описать как трехслойную структуру с
последовательностью укладки слоев АВСАВС... Ромбоэдрический
графит отличается от гексагонального только порядком укладки
идентичных слоев и периодом вдоль гексагональной оси (с^ = 3/2 с^).
В чистом виде ромбоэдрический графит не наблюдался, но в качестве
примеси к гексагональному (до 30%) присутствует во многи хприрод-
ных и искусственных сортах графита [9].
В идеальной трехмерной структуре BNr, модель которой была
впервые предложена Пизом [5], в отличие от структуры графита все
слои находятся точно друг над другом, причем атомы В и N
чередуются в направлении оси с (рис. V. 1). Порядок чередования слоев в
BNr принято так же, как и в графите, обозначать
последовательностью АВАВ..., подчеркивая этим двухслойность структуры.
Следует, однако, учитывать, что последовательности эти не идентичны.
133
правильнее порядок укладки слоев в BNr записывать как АА'АА' ...
...АА'... (в дальнейшем мы будем использовать именно такую запись),
поскольку все слои в трехмерной решетке графитоподобного BN
занимают одинаковые положения с координатами (00), (1/3, 2/3);
в гексагональном графите слои занимают два различных, но
эквивалентных положения (00), (1/3, 2/3) и (00), (2/3, 1/3). Различие в
системе укладки гексагональных слоев в решетке графита и BNr,
am)
(то)
Рис. V.1. Схематическое изображение структуры различных
модификаций нитрида бора:
а — графитоподобная; б — вюрцитная; в — сфалеритная-
как будет показано ниже, обусловливает суш,ественные различия,
проявляюш,иеся при деформации и фазовых превраш,ениях этих
структур.
Алмаз, а также плотные алмазоподобные модификации BN с
решетками типа сфалерита и вюрцита являются фазами высокого
давления и отличаются от графита и BNr большей плотностью и
большим координационным числом (табл. 32). Основой их структуры
являются координационные тетраэдры, различно ориентированные
друг относительно друга в кубических и гексагональных решетках
[10]. В идеальных решетках алмаза, лондсдейлита (гексагонального
алмаза) и BNa длины всех четырех связей равны между собой, углы
между связями составляют 109,5°.
Кубические структуры алмаза и BNcф можно рассматривать как
две вставленные друг в друга ГЦК-подрешетки, а структуры лондей-
лита и BNg — как комбинацию двух подрешеток ГПУ [10]. И в
кубической, и в гексагональной решетке атомы одной подрешетки
занимают половину тетраэдрических пор другой; каждая из
подрешеток построена из атомов одного сорта.
134
Решетки типа сфалерита и вюрцита можно описать также в
гексагональных осях как различную последовательность идентичных
спаренных гексагональных слоев, каждый из которых построен по
принципу плотнейшей шаровой упаковки и состоит из атомов
одного сорта. Единичные слои из атомов бора чередуются с единичными
азотными слоями, решетка ВКсф имеет последовательность укладки
слоев аа! ЬЬ' ее' аа' bb', решетка BNb — аа' bb' аа' bb'.
Аналогично описываются решетки кубического и гексагонального алмазов.
Таблица 33
НЕКОТОРЫЕ ФИЗИЧЕСКИЕ СВОЙСТВА РАЗЛИЧНЫХ МОДИФИКАЦИЙ УГЛЕРОДА
И НИТРИДА БОРА
Модификация
Направление
Коэффициент
термического
расширения
«■10»,
град
—I
Температура
измерения, °С
Модуль
сжимаемости
см^/дин
Характеристическая
температура, К
Графит
BNp
Алмаз
BN,
сф
28,2 [1]
36,5 [9]
-1,5[1]
0[1]
0,9 [1]
40,5 [5]
—2,9 [5]
2,1 [3]
2,8[11]
0—800
2000
0—150
400
600—800
0—800
0—100
20—200
20—200
28,6 [12]
24,0 [13]
2,5 [13]
34,2 [14]
3.2 [13]
0,5—[13]
—
700 [9]
800 [9]
2300 [9]
410 [5]
1500 [5]
2240 [9]
1720 [16]
Представление тетраэдрических структур различными
последовательностями укладки идентичных слоев оказывается весьма
полезным при рассмотрении кристаллографического механизма фазовых
превраш,ений в углероде и нитриде бора и при описании
дислокационной структуры.
В табл. 33 приведены некоторые свойства различных
модификаций углерода и нитрида бора, характеризующие силы химической
связи и их анизотропию в слоистых структурах. Коэффициенты
термического расширения а и снижаемости р, приведенные в таблице,
определены с помощью рентгенографического измерения периодов
решетки при высоких температурах и давлениях; значения р
рассчитаны экстраполяцией экспериментальных данных р = / (Р) на Р = 0.
В этой же таблице даны значения дебаевских температур 6,
рассчитанные главным образом из упругих и тепловых свойств кристаллов,
а также определенные рентгенографически [1, 5].
Сравнение свойств подобных структур углерода и нитрида бора
приводит к выводу о большей прочности связей во всех
модификациях углерода, что согласуется с оценочными расчетами энергии
связи, выполненными Геллером [17]. Согласно его данным, энергия
связи в решетке ВКсф составляет ^35 ккал/моль (в решетке алмаза
135
~ 85 ккал/моль), внутри слоев BNr 75 ккал/моль (в слоях графита
ПО ккал/моль). В решетке алмаза и в плоскости графитных слоев
связь ковалентная, между слоями — Ван-дер-Ваальсова [9]; в
нитриде бора из-за различной электроотрицательности атомов бора и
азота на ковалентныеиВан-дер-Ваальсовысвязи накладывается
ионная составляющая, доля которой в решетке ВКсф в зависимости от
метода расчета оценивается в пределах 0,22—0,55 [18]; вопрос о
степени ионности связи в различных направлениях кристаллов BNr До сих
пор остается дискуссионным. Энергия Ван-дер-Ваальсова
взаимодействия слоев в графите и BNr, рассчитанная в [8], составила
соответственно 1,19 и 1,75 ккал/моль; в случае BNr учитывался эффективный
заряд на атомах, принятый равным 0,05 э. е. Наличие даже такого
небольшого эффективного заряда приводит, как показано в [8], к
тому, что решетка BNr, соответствующая модели [5], оказывается
существенно более энергетически выгодной, чем решетка
ромбоэдрического BN.
1.2. Дефектные структуры
Благодаря слабым связям между слоями в графите и BNr легко
образуются дефекты упаковки (в процессе деформации структур или
их роста). Возможно образование двух принципиально различных
типов дефектов упаковки, названных в [19, 20] «турбостратными» и
«политипными».
Турбостратные дефекты связаны с параллельным смещением или
поворотом слоев (в их плоскости) в произвольные положения; при
их концентрации у = 1 структура двумерна, или в соответствии с
терминологией [21] турбостратна. Типичным примером турбострат-
ного углерода является сажа. Большинство реальных структур
графита и BNr частично трехмерно упорядочено (степень
упорядоченности Рд = 1—Уу о < /'з < 1). методы определения величины р^ —
— важнейшей характеристики кристаллического совершенства
материалов со слоистой структурой— изложены в работах [19, 20,
22, 23].
Политипные дефекты упаковки, упорядочение которых приводит
к образованию многослойных политипов, связаны со смещением
слоев в определенные, закономерные для данной структуры
положения. В графите, например, возможно образование деформационных
и ростовых дефектов упаковки, геометрически подобных
соответствующим дефектам упаковки в ГПУ-металлах [24]. Метод раздельного
определения концентрации турбостратных и политипных дефектов
упаковки, основанный на анализе размытия рентгеновских линий
с различным сочетанием кристаллографических индексов,
предложен в работе [19].
Расщепление дислокаций в слоистых структурах приводит к
образованию полосок между частичными дислокациями, содержащих
политипный дефект упаковки. Турбостратные дефекты упаковки,
136
характерные только для слоистых структур, с расщеплением
дислокаций, по-видимому, не связаны.
В графите все базисные дислокации расщеплены на частичные g
вектором Бюргерса 1/3 [1010] и содержат полоски политипных
дефектов упаковки с весьма малой энергией (^0,6 эрг/см^) [25].
В BNr же, согласно [26], наблюдаются только полные дислокации с
вектором Бюргерса 1/3 [1120]. Эти результаты, полученные при элек-
тронномикроскопическом исследовании, подтверждаются
рентгенографически при исследовании дефектов упаковки с помощью
методики [20]: в различных сортах графита обнаружены и турбострат-
ные, и политипные дефекты упаковки, в то время как в
высококристаллическом BNr обнаружены только турбостратные дефекты.
В образцах BNr с низкой степенью трехмерной упорядоченности
рентгенографически проявляются дефекты упаковки обоих типов,
однако дефекты упаковки в этом случае образуются, по-видимому,
как ошибки роста в пределах всего кристаллита (размером ^100 А)
и HP связаны с расщеплением дислокаций.
Образованию в структуре BNr при деформации политипных
дефектов упаковки препятствует значительный энергетический
барьер, обусловленный необходимостью поворота части слоев как
целого на 60° и разрыва прочных ковалентных связей в слое. Кроме
того, в графитоподобном нитриде бора всякая укладка слоев, отличная
от нормального чередования АА'..., энергетически менее выгодна, и
именно этим обусловлен тот факт, что ромбоэдрическая структура
нитрида бора в отличие от графита наблюдается крайне редко.
В графите же образование политипных дефектов упаковки сопряжено
со смещением слоев в третье эквивалентное положение на вектор
Бюргерса частичной дислокации, причем любая последовательность
укладки соседних слоев (Л б, Л С или ВС) одинаково энергетически
выгодна. Поэтому ромбоэдрическая укладка слоев в виде
политипных дефектов упаковки или обособленных областей
ромбоэдрического графита сопутствует обычно двухслойному гексагональному
чередованию.
Анализ закономерностей размытия рентгеновских линий BN^ с
различным сочетанием кристаллографических индексов позволил
экспериментально обнаружить [27] предсказанную теорией
возможность образования в гексагональных структурах базисных дефектов
упаковки так называемого встроенного типа:
aa'bb'aa'bb'cc'aa'bb' . ..
Их концентрация, определенная как отношение числа «встроенных»
слоев (в положении ее') к общему числу слоев, составила в разных
образца.х BNg а == 0,03±0,01, что представляет весьма
значительную величину, так как каждый дефект включает три слоя,
находящихся в «сфалеритном» окружении.
Прецизионное определение параметров решетки BN^ показало
[7], что их отношение с/а заметно отличается от «идеального» с/а =
= 1,633, свойственного решетке вюрцита, построенной из правиль-
137
ных координационных тетраэдров. Было установлено, что величина
с1а BNg не зависит от условий его получения и составляет во всех
исследованных образцах 1,659±0,007 (величина отклонения с1а от
«идеального» значения б = +0,026). Ориентированные искажения,
присущие структуре BN^, изменяют соотношение сил связи в
различных направлениях его решетки, увеличивая их анизотропию по
сравнению с ВКсф и в некоторой степени приближая энергетические
характеристики к состоянию резко анизотропной структуры BNp.
Об этом свидетельствуют результаты исследования эммиссионных
спектров бора и азота в различных модификациях нитрида бора [281,
а также результаты определения констант квадрупольного
взаимодействия в этих модификациях методом ядерного магнитного
резонанса [29].
Ориентированные искажения были обнаружены во всех вюр-
цитных структурах, и рядом авторов было показано, что
относительная стабильность этих структур (по сравнению со сфалеритными
структурами) зависит от величины и знака б: чем более
отрицательно значение б, тем более стабильна вюрцитная структура при
нормальных условиях. В случае нитрида бора, однако, вероятность
образования BN^ в тех или иных условиях определяется не
величиной б (поскольку BNb при нормальных условиях не стабилен),
а, как показано ниже, возможностью осуществления мартенситного
превращения при высоких давлениях.
2. Р -Т-ДИАГРАММЫ СОСТОЯНИЯ УГЛЕРОДА И НИТРИДА БОРА
Среди описанных выше структурных модификаций углерода и
нитрида бора области термодинамической стабильности на диаграммах
состояния имеют только гексагональный графит и BNr, а также
кубический алмаз и ВКсф, все остальные модификации являются мета-
стабильными и образуются как промежуточные структуры в процессе
перехода одной стабильной модификации в другую или обусловлены
наличием примесей. Подобной точки зрения, основанной главным
образом на экспериментальных исследованиях фазовых превращений
в углероде и BN, придерживаются подавляющее число
исследователей, в том числе и авторы настоящей работы.
Удельные объемы слоистых и тетраэдрических форм углерода и
BN отличаются в 1,5 раза; поэтому, естественно, решающим
фактором в осуществлении фазовых переходов является давление.
Стабильными при низких давлениях, согласно принципу Ле-Шателье,
должны быть слоистые формы, а при высоких — тетраэдрические;
эксперименты по получению алмаза из графита и ВКсф из BNp
подтверждают этот теоретический вывод. Температурный ход кривых
равновесия на диаграммах состояния определяется в основном
энтропийным фактором, вклад которого в термодинамические
потенциалы фаз рассчитывается с помощью экспериментальных
измерений теплоемкости.
138
Рассмотрим теоретические и экспериментальные данные,
явившиеся основой для построения фазовых диаграмм углерода и нитрида
бора.
Для построения кривой равновесия в системе двух фаз — аир —
на диаграмме состояния, т. е. для определения термодинамических
условий осуществления взаимных превращений а :^ р необходимо
рассчитать зависимость разности термодинамических потенциалов
этих фаз (AG) от давления и температуры. Из условия равновесия
ДО = Оз-0„=/(Р, Г)=0, (V.1)
где G = Е — TS + PV{E, S, V — соответственно внутренняя
энергия, энтропия и объем фазы) можно определить зависимость
равновесного давления Р^ от равновесной температуры Tq.
Изотермическое изменение термодинамического потенциала от давления
вычисляется из соотношения [30]:
р
ДО = ДЯ» — TASO + j AVdP, (V.2)
о
где АН" и AS" — разность энтальпий и энтропии двух фаз при
температуре Т и нулевом давлении; AV — изменение молярного объема
при фазовом переходе в зависимости от давления. Все эти величины
могут быть рассчитаны на основании измерений температурной
зависимости теплоемкости фаз, их теплот сгорания, а также
коэффициентов термического расширения и сжимаемости.
Термодинамические условия равновесия графита и алмаза
расчетным путем впервые были определены О. И. Лейпунским [31] еще
в 1939 г.— за 15—20 лет до первых успешных опытов по получению
искусственных алмазов [32]; эти опыты подтвердили справедливость
сделанной О. И. Лейпунским оценки величины давлений и
температур, необходимых для практического осуществления
превращения графита в алмаз. Впоследствии расчеты [31] были несколько
уточнены Берманом и Симоном [33 ] с учетом более точных значений
термодинамических функций для графита и алмаза.
Экспериментально линия равновесия графит—алмаз в области
высоких температур (1500—2700 К) определена Бовенкерком, Бан->'
ди и др. [32]; результаты экспериментов [32] оказались в хорошел!
согласии с расчетными данными, полученными для
низкотемпературной области равновесия.
Наиболее полно вопрос о равновесии графитоподобной и сфале-
ритной фаз BN рассмотрен Л. И. Фельдгуном с сотрудниками [34].
Основываясь на уравнении (V.2) и используя известные из
литературы данные о термодинамических свойствах BNr и ВКсф, авторы
[34] получили зависимость между Pq и Т, представленную ниже.!
г, К 300 500 1000 1200
Ро, кбар 14,9 16,2 34,7 39,2 .
139
Высокотемпературная область равновесия BNr — ВКсф
впервые экспериментально изучена Венторфом [35]; результаты
расчетов [34] хорошо согласуются с экспериментальными данными.
Важным результатом теоретических работ является вывод о
стабильности слоистых и метастабильности тетраэдрических структур
углерода и нитрида бора при нормальных условиях. С увеличением
температуры при неизменном давлении разность
термодинамических потенциалов этих структур увеличивается, обусловливая
возрастание равновесного давления перехода графит -> алмаз и BN^ ->
-*- ВЫсф. Так, например, для
системы графит—алмаз при атмосферном
давлении ДО = G^ — G^= -f 540 кал/
моль при Г= О К и AG + 2400 кал/
моль при Г= 1200 К. Алмаз и ВКсф,
будучи термодинамически
стабильными фазами при высоких
давлениях, могут, как известно,
существовать в относительно устойчивом
состоянии при нормальных
условиях (скорость перехода в
стабильные фазы бесконечно мала) и
испытывают превращение только при
высоких температурах.
В современном виде диаграммы
состояния углерода и нитрида бора
впервые предложены Банди и
Венторфом [36, 37]. Основой для
построения диаграмм послужили результаты теоретических
исследований условий равновесия графит — алмаз [33] и
экспериментальные работы [32, 35] по изучению превращений графита в
алмаз и BN^ в ВКсф в условиях, близких к равновесным. При
построении диаграмм использовались экспериментальные данные о
плавлении различных модификаций углерода [38] и нитрида бора [39] при
низких и высоких давлениях, а также результаты исследований
полиморфных превращений графита и BN^ в существенно
неравновесных условиях [36, 37].
Диаграммы состояния углерода и нитрида бора Банди и Вентор-
фа приведены на рис. V.2; для удобства сопоставления обе
диаграммы даны на одном графике. Видно, что линии равновесия /
слоистых и тетраэдрических фаз обоих веществ весьма близки друг к
другу; линии плавления 3 углерода и BN, хотя и сдвинуты существенно
друг относительно Друга, имеют совершенно одинаковый вид на Р —
— Г-диаграмме как в области плотных фаз, так и в области
слоистых структур. Если по данным рис. V.2 построить диаграммы
состояния углерода и BN в гомологических координатах {Р = Р1Рз>
t = Г/Гз, где Рд и Гз — координаты тройных точек), обе диаграммы
полностью совместятся. Подобие диаграмм состояния углерода
и нитрида бора является следствием изоэлектронности строения
Рис. V.2. Диаграммы состояния
углерода и нитрида бора.
140
этих веществ и кристаллографического подобия родственных
модификаций.
К линиям / на диаграммах состояния углерода и BN примыкают
заштрихованные на рис. V.2 области, соответствующие
реализуемым на практике условиям превращения графита в алмаз и BN^ в
ВКсф в присутствии специально вводимых добавок — так
называемых катализаторов-растворителей. Использование этих добавок
обусловлено тем, что они позволяют приблизить условия получения
алмаза и ВКсф к равновесным и благодаря этому получать
относительно крупные (в ряде случаев хорошо ограненные) кристаллы.
Именно в таких условиях были осуществлены первые успешные
эксперименты по получению искусственных алмазов [32] и сфалеритного
нитрида бора [40].
Превращение графита и BNr в алмаз и BN^ при высоких
давлениях может осуществляться и без каких-либо специально вводимых
добавок; такие превращения в углероде и BN Банди и Венторф [37]
назвали прямыми, т. е. протекающими непосредственно в однокомпо-
нентной системе без помощи катализаторов или растворителей. На
диаграмме состояния (рис. V.2) температурный ход порогового
давления прямых фазовых переходов, по данным [37], показан
размытой линией 2. Видно, что для осуществления прямых переходов
требуются более высокие давления, чем для превращений в
условиях «каталитического синтеза», причем превышение давлений над
равновесными должно быть тем больше, чем ниже температура.
Объясняется это структурно-кинетическими особенностями прямых
переходов, механизм которых рассматривается в последующих
разделах.
Выше линий / на диаграммах состояния (рис. V.2)
термодинамически стабильны тетраэдрические формы углерода и BN. Между
линиями / и полосой 2 графит и BNr находятся в метастабильном
состоянии, превращаясь в стабильные формы алмаза и ВКсф только в
присутствии катализаторов-растворителей. При достаточно высоких
давлениях слоистые структуры в результате прямых фазовых
переходов превращаются в тетраэдрические, причем в
низкотемпературной области образуются гексагональный алмаз и BNg, а в высокоте1У[
пературной области — кубический алмаз и ВКсф. Резкой темпера^
турной границы между областями преимущественного образования
кубических и гексагональных тетраэдрических фаз не существует,
часто обе модификации образуются вместе. Результаты недавних
исследований механизма и кинетики прямых фазовых переходов в
углероде и BN показали, что термодинамически стабильными тетра-
эдрическими структурами углерода и BN являются только
кубический алмаз и ВКсф; гексагональные структуры алмаза (лонсдей-
лита) и его кристаллографического аналога BN^ областей
термодинамической стабильности на фазовых диаграммах не имеют.
Эксплуатационные свойства сверхтвердых материалов на основе
фаз высокого давления углерода и нитрида бора зависят от
кристаллографической природы этих фаз (алмаз, лонсдейлит, ВКсф, BN^) и
141
их дисперсности. Размеры монокристаллических зерен в
сверхтвердых материалах могут изменяться в широких пределах и составлять
в крупнокристаллических образцах десятки и сотни микрон, а в
мелкокристаллических — от сотых долей до нескольких микрон.
Указанные структурные характеристики материалов определяются
условиями приложения высоких давлений и, как следствие, —
механизмом фазовых превращений.
Эти превращения, как указывалось выше, можно подразделить
на две большие группы: прямые переходы, протекающие в одноком-
понентных системах, и переходы, осуществляемые в присутствии
катализаторов-растворителей (так называемый каталитический
синтез). Крупнокристаллические материалы на основе кубического
алмаза и сфалеритной модификации нитрида бора получают в
условиях каталитического синтеза; мелкокристаллические, которые могут
быть представлены как кубическими фазами алмаза и нитрида бора,
так и гексагональными фазами лонсдейлита и BNg, получают по
схеме прямых переходов.
Фазовые превращения
при высоких давлениях
Прямые превращения
(образуется
мелкокристаллическая фаза)
«Каталитический синтез»
(образуется
крупнокристаллическая фаза)
Мартенситные
превращения
Диффузионные
превращения
Превращения при
ударном сжатии
Превращения при
статическом сжатии
Для каталитического синтеза характерно протекание
диффузионных фазовых превращений, т. к. эти превращения
осуществляются обычно в присутствии жидкой фазы
(катализатора-растворителя) вблизи линии равновесия при высоких температурах. Именно
поэтому в результате каталитического синтеза образуются крупные
кристаллы.
Прямые превращения могут протекать как по диффузионному
механизму (при высоких температурах статического сжатия), так
и по мартенситному (при низких температурах статического сжатия,
142
a также при ударном сжатии, в процессе которого время действия
высоких давлений не превышает нескольких микросекунд).
Наиболее мелкие дефектные кристаллы образуются при мартенситных
превращениях.
3. КАТАЛИТИЧЕСКИЙ СИНТЕЗ АЛМАЗА
И сфаЛеритного нитрида бора
Превращения слоистых форм углерода и нитрида бора в тетраэдри-
ческие, требующие коренной перестройки кристаллической решетки и
изменения типа химической связи, сопряжены с преодолением
значительных энергетических барьеров, и поэтому не могут быть
осуществлены по схеме прямых переходов вблизи линий равновесия. Для
уменьшения величины барьера превращения вводят специальные
добавки, играющие роль катализаторов или растворителей. Процесс
превращения графита в алмаз и BN^ в ВКсф в присутствии этих
добавок называют «каталитическим синтезом».
Лучшими катализаторами-растворителями при получении
алмаза являются никель и железо, используют также марганец, хром и
другие переходные металлы [32]. Активирующими добавками в
случае превращения BNr-> ВКсф являются щелочные и
щелочноземельные металлы.а также их нитриды (в первую очередь нитриды
магния, лития и кальция [35]).
Переходные металлы в расплавленном состоянии являются
хорошими растворителями углерода. В области стабильности алмаза
при высоких давлениях и температурах, по данным Ю. А. Литвина
[41], образуется пересыщенный по отношению к алмазу раствор
углерода в расплаве металла, но ненасыщенный по отношению к
графиту. Это создает предпосылки для непрерывного растворения
графита и выделения из раствора кристаллов алмаза.
Авторы [42] отводят растворению углерода в расплаве
второстепенную роль при получении алмаза. Ilo их мнению, переходные
металлы в процессе превращения графит -> алмаз играют роль
катализаторов, облегчающих переход от syo^-гибридизации в структуре
графита к sp^-гибридизации в структуре алмаза путем образования
промежуточных комплексов.
Обе гипотезы получили достаточно хорошее экспериментальное
обоснование и противоречие между ними лишь кажущееся. Оба
механизма активирующего действия переходных металлов имеют
место, но в различной степени при различных условиях: при условиях,
близких к равновесным, определяющим фактором является
растворимость углерода; по мере удаления в область стабильности алмаза,
т. е. по мере увеличения термодинамического стимула ДО = Gg —
— G^, все большую роль играют каталитические свойства
переходных металлов.
По данным Венторфа [35], впервые изучившего закономерности
каталитического синтеза ВКсф, в процессе получения этой
модификации при высоких давлениях и температурах, например в присут-
143
ствии лития, образуется свободный комплекс LigN • 3BN, который
в расплавленном состоянии растворяет BN^. Из образовавшегося
комплекса при соответствующих термодинамических условиях
выделяется кубическая модификация ВКсф. Авторы [43] полагают,
что важную роль в процессе каталитического синтеза ВКсф играет
образование многокомпонентных расплавов типа MgBg— MgOa —
М§з^2. из которых при давлениях выше линии / на диаграмме
состояния (см. рис. V.2) выделяется сфалеритная фаза.
Многочисленными исследованиями советских и зарубежных
авторов установлено, что при высоких давлениях и
температурах в результате превращений слоистых форм углерода и нитрида
бора в тетраэдрические с участием катализаторов-растворителей
образуются только кубическая модификация алмаза и ВК'сф;
гексагональная модификация алмаза (лонсдейлит) и BNj не образуются.
Объясняется это тем, что наличие расплавов обеспечивает
протекание диффузионных процессов, приводящих к образованию
стабильных фаз высокого давления; таковыми же являются только
кубический алмаз и ВКсф-
Сравнительное исследование процессов кристаллизации алмаза
и ВКсф при одинаковых давлениях и температурах в присутствии
соответствующих катализаторов-растворителей проведено в работе
[44]. Показано, что в обоих случаях увеличение давления приводит
к увеличению скорости спонтанного зарождения и роста и, как
следствие, к измельчению растущих кристаллов. При одинаковых
термодинамических параметрах кристаллы алмаза в
поликристаллических агрегатах значительно крупнее кристаллов ВКсф, что
обусловлено, по-видимому, несколько более низкими значениями
равновесных давлений и температур в случае нитрида бора (см. рис. V.2).
Кроме того, на процесс кристаллизации должны оказывать влияние
специфические особенности химического взаимодействия
полиморфных модификаций с катализаторами-растворителями.
На скорость образования алмаза существенно влияет состояние
углерода в исходной структуре и ее кристаллическое совершенство.
С наибольшей скоростью в алмаз превращается графит с трехмерно
упорядоченной структурой; с увеличением дефектности графитной
решетки скорость превращения уменьшается [45]. Стеклоуглерод,
представляющий наиболее разупорядоченный тип графитоподобной
структуры углерода, превращается в алмаз чрезвычайно медленно и
в незначительной степени; карбин, структура которого
характеризуется линейным распределением направленных связей, в условиях
каталитического синтеза не превращается в алмаз вообще [45].
Эта экспериментально установленная закономерность находит
свое объяснение в рамках гипотезы о металлах-катализаторах.
Причина неспособности карбина преобразовываться в алмаз при
условиях каталитического синтеза, по мнению В. И. Касаточкина
и его сотрудников [45], состоит в том, что для карбина характерна
SyO-гибридизация связей, и условия образования промежуточных
комплексов с 5/7^-гибридизацией переходных металлов в этом случае
144
не обеспечены из-за отсутствия ароматических сеток углерода.
Снижение интенсивности превращения графита в алмаз при увеличении
степени дефектности исходной структуры объясняется наличием в
разупорядоченных графитных структурах прочных боковых связей,
которые создают препятствия для проникновения катализаторов в
межолоевое пространство графита и образования промежуточных
комплексов.
Размер спонтанно образующихся кристаллов алмаза и ВКсф,
как выше указывалось, зависит от величины отклонения
температуры и давления от равновесных значений. Крупные хорошо
ограненные кристаллы можно получить только вблизи линий равновесия.
Именно в таких условиях выращиваются алмазы размером до 6 мм.
Особенно крупные кристаллы вырастают в условиях медленного
роста на монокристаллической затравке.
Огранка монокристаллов алмаза и ВКсф различна, что
обусловлено различными пространственными группами, к которым
принадлежат их решетки. В обоих случаях тип огранки определяется
условиями роста кристаллов. При кристаллизации алмаза по мере
уменьшения термодинамического стимула габитус кристаллов
изменяется в направлении куб-> октаэдр [41]; тетраэдрическая
огранка, характерная для кристаллов ВКсф [47], при росте алмаза не
образуется. В случае ВКсф химическая активность граней {111}
тетраэдрических монокристаллов зависит от того, какие атомы
выходят на поверхность; азотные грани проявляют большую
активность, чем борные.
4. ПРЯМЫЕ ФАЗОВЫЕ ПРЕВРАЩЕНИЯ ПРИ ВЫСОКИХ ДАВЛЕНИЯХ
Интенсивное развитие техники высоких давлений, стимулированное
первыми успешными экспериментами по каталитическому синтезу
алмаза и сфалеритной модификации нитрида бора, обеспечило
создание условий, необходимых для осуществления прямых фазовых
переходов в углероде и нитриде бора.
Впервые алмаз в результате прямого фазового перехода был
получен Де Карлн и Джемисоном в 1961 г. [48] в результате ударного
сжатия графита; давление в экспериментах [48] составило 300 кбар.
В том же году Олдер и Христиан [49] обнаружили излом на
ударной адиабате графита при давлениях 200—400 кбар, который они
связали с прямым переходом графит -> алмаз. При высоких
давлениях статического слсатия необратимое прямое превращение
графита в алмаз впервые осуществлено Банди в 1963 г. [36]; в том же
году о прямых превращениях BN,, -> BNg и BNp -> ВКсф в
аппарате статического давления сообщили Банди и Венторф [37]. В
динамических условиях превращение BN^ -> BNg впервые
зафиксировано группами советских исследователей во главе с Л. В. Альтшу-
лером и А. Н. Дреминым в 1967 г. [50, 51].
145
4.1. Особенности превращений при статическом
и ударном сжатии
Величина порогового давления, необходимого для осуществления
прямых фазовых превращений в углероде и нитриде бора,
существенно зависит от условий сжатия (температуры, скорости нагружения,
времени действия высоких температур), но всегда выше значений,
определяемых линией равновесия / между слоистыми и тетраэдри-
ческими фазами (см. рис. V.2). Давления начала прямых фазовых
переходов графит -> алмаз и BNr -*- BNg в первых экспериментах
Банди и Венторфа [37] составляли 130—150 кбар для углерода и
115—130 кбар для нитрида бора. Время изотермической выдержки
при температурах до 2000 К достигало одной минуты, при более
высоких — не превышало одной миллисекунды (нагрев в этом случае
производился с помощью разряда мощной конденсаторной батареи).
В работе [52] было показано, что прямой переход в нитриде бора с
образованием сфалеритной структуры может иметь место при
давлениях значительно ниже линии 2 на диаграмме Банди — Венторфа
{60 кбар, 1500 К), если в качестве исходной шихты использовать
дисперсные частицы с малой степенью кристаллического совершенства
графитоподобной структуры. Исследования [53] показали, однако,
что дело здесь не столько в структурном состоянии исходного сырья,
сколько во времени действия высоких температур при высоких
давлениях. Если в [37] это время составляло от 10 миллисекунд до одной
минуты, то в опытах [52] оно достигало 15 мин.
При ударном сжатии, когда действие высоких давлений
измеряется микросекундами, минимальное давление (Pmin) для
превращения графит-> алмаз составляет 200 кбар [49], для превращения
BNp-> BNg — 130 кбар [50,51 ]; адиабатические температуры в обоих
случаях не превышают 600 К. Столь большое различие в Ртш при
фазовых переходах графита и BNr в динамических условиях (при
том, что в статических условиях значения Pmin близки между собой)
объясняется различием в строении исходных решеток и мартенсит-
ным механизмом превращений [63].
Кинетические кривые прямых фазовых переходов BNg и BNp в
ВКсф при статическом давлении 80 кбар и различных температурах
приведены на рис. V.3 [53]. Видно, что при относительно низких
температурах проявляется существенное различие между
кинетическими кривыми превращения различных исходных структур в
сфалеритную модификацию; при высоких температурах (порядка
2000° С) это различие сглаживается. При 1370° С наиболее активно
в ВКсф превращается вюрцитная модификация, имеющая более
близкую к ВКсф структуру, чем BN,,. При этой температуре
наблюдается различие между превращением высококристаллического и
дефектного BNr, последний испытывает фазовый переход менее активно.
Снижение температуры до 1200° С и повышение давления до 100 кбар
приводит к преимущественному образованию вюрцитной формы BN
при использовании в качестве исходной структуры высококристал-
146
лического BNp, дефектный же BN^ при этих Р и Т превращается в-
сфалеритную форму с примесью вюрцитной. Все эти данные
указывают на существенную роль кристаллографической взаимосвязи
структур в процессе прямого фазового перехода.
Банди и Венторф [37], а также авторы [53] на основании
экспериментальных исследований переходов BN^ в вюрцитную и
сфалеритную модификации высказали предположение о том, что обе эти
фазы BN имеют области термической стабильности на диаграмме
состояния и разделены между собой линией равновесия. Однака
проведенные недавно исследования
[54, 55] показали, что BNg не
является стабильной фазой
высокого давления, а представляет ме-
Рис. V.3. Кинетические зависимости превращения ВМв-(сплошные линии) и BNp
(пунктир) в ВМ^ф при 80 кбар.
4' '- дефектная структура исходного BNp! 1, 2 " 2050; 3 —. 1680; 4, 4'i 4'\-^ 1370;
Рис. V.4. Фазовая и реакционная диаграммы нитрида бора.
тастабильную модификацию при всех давлениях и температурах;
единственно стабильной фазой BN при высоких давлениях является
сфалеритная модификация. Подобная ситуация, по-видимому,
имеет место и в случае углерода, где метастабильной фазой высокого
давления является лондсдейлит (кристаллографический аналог BNg),
а стабильной фазой — алмаз (аналог ВМсф). Метастабильная
диаграмма состояния нитрида бора, построенная Корриганом и Банди [55]
на основании проведенных ими исследований прямых фазовых
переходов при высоких статических давлениях, представлена на рис. V.4;
на этой же диаграмме показаны линии термодинамического
равновесия.
О метастабильности BNg свидетельствуют следующие
экспериментальные факты: 1) превращение BNg -> ВКсф является
необратимым; обратный переход в области предполагавшейся глубокой
стабильности BN;, не происходит даже в присутствии
расплавленного растворителя [55]; 2) в области промежуточных температур,
когда обе модификации образуются вместе, в начале изотермической
выдержки образуется BNg; по мере развития фазового превращения
количество BNg уменьшается, а ВКсф увеличивается [54]. Из этих
147
экспериментов следует, что BNg является промежуточной
структурой в процессе образования одной стабильной структуры из другой.
Первая стадия превращения BNp -> ВМсф, а именно BN^ -> BNg,
не требует существенной термической активации и поэтому может
быть осуществлена при низких температурах статического
сжатия, а также при ударном сжатии. Механизм превращения BN^-v BNg
рассматривается ниже. Вторая стадия превращения, BN^ ->
-> ВМсф, связана с протеканием термически активируемых
процессов и поэтому при низких температурах не осуществляется. При
очень высоких температурах (/^2000 К и выше) прямое превращение
BNp -> ВМсф (а также графит -> алмаз) протекает
реконструктивным диффузионным путем без образования промежуточных
структур. Об этом свидетельствует значительная величина энергии
активации превращения BN^ -> ВМсф при высоких температурах,
составляющая, согласно Корригану и Банди [55], 150—250 ккал/моль.
Кроме того, при высоких температурах скорость образования ВМсф
практически не зависит от вида исходной структуры [54].
Кинетику прямых фазовых превращений различных сортов
графитных материалов (природный и искусственный графиты, сажа)
при давлении 150 кбар и температурах от 1300 до 3000° С исследовал
Венторф [56]. Согласно его данным, основное количество алмаза
образуется в начале изотермической выдержки, после чего реакция
постепенно затухает. Средняя энергия активации процесса
превращения графита в алмаз примерно одинакова для всех видов
исходных материалов (50—80 ккал/моль), хотя скорости реакции
превращения различных углеродов отличались более чем в сто раз.
Наиболее активно превращался природный графит, потом сажа и HanNjenee
активно — спектроскопический графит; кристаллическое
совершенство исходных структур Венторф, к сожалению, не исследовал.
Лонсдейлит, так же как и BNg, образуется при статическом
сжатии только в области низких температур. Необходимым условием
кристаллизации лонсдейлита, согласно Банди и Касперу [4],
является использование в качестве исходной структуры
монокристаллического или высокоориентированного графита, который сжимается
вдоль гексагональной оси до давления 130 кбар. Превращение при
низких температурах является обратимым, для предотвращения
обратного перехода требуется нагрев под давлением до 1300 К. При
температурах, существенно более высоких, образуется не
гексагональный, а кубический алмаз.
Лонсдейлит может образоваться и в динамических условиях,
если при этом обеспечивается интенсивный теплоотвод для
предотвращения обратного перехода под действием высоких остаточных
температур. С этой целью ударному сжатию подвергается чугун с
шаровидным графитом [57]; железная матрица чугуна играет роль
холодильника. Лонсдейлит, найденный в железных метеоритах, а
также в метеоритных кратерах, по мнению авторов [58 ], также
образовался под действием ударного сжатия графита при столкновении
метеоритов с Землей.
148
На основании тщательных рентгенографических и электронно-
оптических исследований продуктов ударного сжатия нитрида бора
установлены следующие закономерности фазовых превращений в
BN при ударном сжатии [26, 27, 59, 60].
1. Образующаяся в результате прямого фазового перехода BN^
алмазоподобная фаза имеет вюрцитную структуру; сфалеритная
структура представлена обычно не обособленной фазой, а в виде
дефектов упаковки вюрцитной структуры [61 ] (в специально
поставленном эксперименте [62], обеспечившем максимально
возможную температуру при ударном сжатии, было, по-видимому,
зафиксировано образование ВМсф, но в количестве, не
превышающем 1%).
2. Содержание BN^ зависит от условий ударного сжатия, но не
превышает при сжатии без каких-либо добавок 85% [60].
Превращение BN^ -> BN„ не может пройти до конца из-за образования турбо-
стратных дефектов упаковки (турбостратная структура BN^ при
ударном сжатии превращения не испытывает [59]). Кроме того, часть
BNg под действием высоких остаточных температур переходит
обратно в BN^ [60].
3. Вюрцитная фаза закономерно ориентирована по отношению
к исходной графитоподобной фазе: базисные плоскости обеих
гексагональных структур взаимно параллельны, в плоскостях базиса
параллельны между собой и идентичные кристаллографические
направления [26]. Заметим, что подобная ориентировка наблюдается
и при переходе BN^ -> BN^ при высоких статических давлениях [7].
4. Обе фазы обладают дефектной структурой, причем
дефектность BNg практически не зависит от условий ударного сжатия, тогда
как уровень дефектности структуры BN^ существенно от них
зависит и при ударном сжатии растет с увеличением степени фазового
перехода [61 ].
Все эти особенности превращения BN^ -> BN^ обусловлены в
основном не спецификой процессов, имеющих место при ударном
сжатии (как предполагалось ранее [59]), а тем обстоятельством, что
превращение BN^ -v BNg по своему характеру является
бездиффузионным, протекающим по мартенситному механизму.
4.2. Механизм превращений
Анализ изложенных выше экспериментальных данных о
превращениях графита и BN^ в плотные фазы под действием высоких
давлений указывает на целесообразность рассмотрения их
закономерностей с точки зрения представлений о мартенситных и диффузионных
превращениях твердых тел [63].
Принципиальная возможность осуществления мартенситных
превращений в углероде и нитриде бора следует из геометрии
решеток исходной и образующейся фаз: тетраэдрические структуры
относительно легко можно получить с помощью афинных
преобразований слоистых структур, при которых атомы в результате сжатия и
149
[Щ
(loio)
2,5Ss
СДВИГОВЫХ деформаций в решетке перемещаются на расстояния, не
превышающие межатомных. Рассмотрим возможные
кристаллографические схемы мартенситных превращений слоистых структур
в тетраэдрические с учетом экспериментально наблюдавшихся
взаимных ориентировок матричной и образующейся фаз.
Под действием высоких давлений связи в слоях графита и BNp
могут деформироваться не только путем «чистого» сжатия, но и
путем сдвига за счет смещения
атомов в направлениях, нормальных к
плоскости слоя, приводя к его
расщеплению. Возможны два вида
деформации связей с расщеплением
исходных слоев, приводящие к
формированию тетраэдрических
структур — «продольный изгиб» слоев и
их «гофрировка» [64], которые
можно представить, пронумеровав
атомы в гексагональном кольце от 1 до
6. При продольном изгибе атомы 1
и 4 смещаются в одну сторону, а
атомы 2, 3, 5 и 6 — в
противоположную; при гофрировке в
противоположные стороны смещаются четные
и нечетные атомы углерода (в BN^
соответственно атомы бора и азота).
Возможность кооперативной
перестройки решетки графита при его
превращении в кубический алмаз
была показана Лонсдейл и др. [65].
Предложенный ими механизм
предусматривает образование
промежуточной ромбоэдрической
структуры графита, сжатие его решетки по оси «с» и описанную выше
гофрировку слоев. Взаимная ориентировка фаз
(IH)all(OOl)., (V.3)
которая должна иметь место при осуществлении этого механизма,
наблюдалась Л. Ф. Верещагиным с сотрудниками [66]. Нетрудно
показать, что возможность такой перестройки исходной решетки при
переходе BNp -> ВМсф принципиально не исключена, но
вероятность ее осуществления должна быть значительно ниже, чем в
графите, так как для образования промежуточной ромбоэдрической
структуры необходим поворот каждого третьего слоя в BN^ на угол
60°. Ориентировка, подобная (V.3), в случае превращения BN,,->
-> ВМсф не наблюдалась даже при постановке специальных
экспериментов [8], направленных на ее обнаружение.
Рассмотрение геометрии решеток BNp и BNg приводит к выводу
о возможности превращения BNp -у BNg мартенситным путем при
Рис. V.5.. Кристаллографический
механизм мартенситного
превращения BNp -> BNb:
fl — плоскость (001) BNp и проекция
на плоскость (001) BN^; б — плоскость
(100) BNg.
150
помощи «гофрировочного» механизма [67,68]. Схема такой
перестройки представлена на рис. V.5. Каждый слой А в структуре исходного
BNr расщепляется на два слоя а' и Ь, слои Л' расщепляются
аналогичным образом на слои а и Ь'. В результате такой сдвиговой
деформации (а также сжатия исходной решетки по оси «с») гексагональная
структура BNr АА' АА'... без образования каких-либо
промежуточных структур трансформируется в гексагональную структуру с
чередованием слоев аа' bb' аа'... Как видно из рис, V.5, при этом
должно иметь место ориентационное соотношение:
(001)з||(001),. [1010]з||[1010],. (V.4)
т. е. базисные плоскости матричной и исходной фаз должны
быть параллельными, а внутри этих плоскостей должны быть
параллельными идентичные направления. Ориентировка (V.4)
наблюдалась при электроннооптическом изучении образцов BNg при
ударном и статическом сжатии [7, 26].
Выполнив построения, подобные приведенным на рис. V.5,
можно показать, что гексагональный алмаз (лонсдейлит),
кристаллографический аналог BNg, таким путем образоваться из графита не
может. Наиболее вероятным механизмом превращения графита в
лонсдейлит, как показал кристаллографический анализ решеток
исходной и образующейся фаз [67 ], является продольный изгиб слоев со
сжатием исходной решетки по оси «с» и образованием
промежуточной структуры с чередованием графитных слоев АВ' АВ'... путем
смещения слоев В нормальной структуры в положения В' на
величину 1/6 (а[0110]). Базисные плоскости (001) графита при этом,
расщепляясь путем продольного изгиба, образуют призматические
плоскости (100) гексагонального алмаза; в результате такой
трансформации должна иметь место взаимная ориентировка фаз:
(100), II (001),, (V.5)
что и наблюдалось на опыте Банди и Каспером [4], изучавшими
превращение монокристаллов графита в гексагональный алмаз при
высоких статических давлениях.
О реальности осуществления мартенситных превращений в
углероде и нитриде бора свидетельствует их чрезвычайно большая
скорость (при ударном сжатии превращение успевает произойти за
время, измеряемое долями микросекунды) и возможность
протекания при комнатной температуре (для реализации диффузионных
процессов в кристаллических фазах углерода и нитрида бора,
например рекристаллизации, необходимы температуры более 1000° С).
Имеется и ряд других экспериментально установленных
закономерностей, указывающих на протекание превращений по мартенситно-
му механизму. Рассмотрим эти закономерности на примере
превращений в нитриде бора под действием высоких давлений ударного и
статического сжатия.
Экспериментально установленные закономерности фазовых
превращений в углероде и нитриде бора при низких температурах
151
статического сжатия и при ударном сжатии также указывают на
протекание превращений по мартенситному механизму.
Действительно, BNg, а не ВМсф образуется при ударном сжатии
вследствие того, что диффузионное превращение BN^ -> ВМсф не
успевает осуществиться за чрезвычайно короткое время ударного
сжатия. Зато при высоких температурах статического сжатия и
в присутствии катализаторов-растворителей образуется только ВМсф,
так как эта модификация нитрида бора является единственно
стабильной фазой высокого давления. В системе углерода и лонсдейлит
и алмаз могут образоваться из графита по мартенситному механизму;
поэтому обе эти модификации можно получить при ударном сжатии.
Сжимаемость графита по осям «а» и «с» весьма близка к
сжимаемости BN^ в соответствующих направлениях, близки друг к другу
и линии равновесия типа графит — алмаз на диаграммах состояния
углерода и BN. В то же время динамические давления, необходимые
для превращения графита в алмаз, значительно больше давлений,
необходимых для осуществления фазового перехода BN^. Эти
экспериментальные результаты также становятся понятными в свете
рассмотренных представлений о кристаллографических
закономерностях преобразования решеток в процессе мартенситных превращений
в углероде и BN: для превращения графита в кубический и
гексагональный алмазы необходимо образование промежуточных
структур, тогда как BNg образуется путем сжатия решетки и гофрировки
слоев BN^ без промежуточных преобразований структуры.
Непрерывность деформации решетки BN^ на всем пути ее
трансформации в решетку BNg (рис. V.6) указывает на возможность
протекания вюрцитного превращения атермически. Используя
представления, развитые Э. И. Эстриным [69], об атермических
мартенситных превращениях под давлением, автор [68] оценил величину
давления, необходимого для осуществления превращения по
рассмотренной схеме. Величина превышения давления над равновесным
АР определялась из условия равенства стимула превращения AG
энергии упругой деформации исходной решетки Е* в некотором
«перевальном» состоянии (ДО = APAV=E*, где AV—объемный
эффект, соответствующий упругой деформации решетки в перевальном
состоянии). £* в соответствии с предложенным механизмом
превращения считается как сумма потенциальных энергий сжатия решетки
El и гофрировки слоев El с учетом модулей упругости (оказалось,
что Е*1 = 0,5 ккал/моль, а El = 4,5 ккал^моль, т. е. накопление
упругой энергии в процессе вюрцитного превращения происходит
в основном за счет гофрировки графитоподобных слоев).
Полученная расчетным путем величина давления (130 кбар)
находится в хорошем согласии с экспериментальными данными (120—
130 кбар), полученными как при ударном, так и при
низкотемпературном статическом сжатии. Таким образом, мартенситное
превращение BN[, -> BN3 благодаря особенностям своего
кристаллографического механизма при достаточно высоком давлении может быть
атермическим, протекающим чисто деформационным путем,
152
Рассмотренные выше экспериментальные данные о превращениях
BNp при высоких статических давлениях позволяют рассматривать
мартенситное превращение BNp -> BN3 в промежуточной области
температур (1200—1400° С) как первую стадию сфалеритного
превращения BNp -> ВЫсф в этой области. Вторую стадию, а именно
BNg -> ВЫсф, теоретически также можно представить в виде мар-
тенситного превращения, осуществляемого с помощью
кооперативного движения частичных дислокаций Шокли, связанного с
распространением дефектов упаковки типа вычитания в базисных
плоскостях вюрцитной структуры (подобный механизм превращения
наблюдался, например, в ZnS [25]). В вюрцитном BN, как
установлено в [27], образуются значительно менее подвижные дефекты
упаковки типа внедрения, связанные с частичными дислокациями
Франка. Поэтому диффузионный механизм второй стадии сфалеритного
превращения в области промежуточных температур представляется
более вероятным. Дефекты упаковки, представляющие прослойки
сфалеритной структуры в ВЫд, могут играть при этом роль
зародышей сфалеритной фазы.
Таким образом, превращение BN^ -> ВЫсф осуществляется
только с участием процессов диффузии, тогда как превращение
графит -> алмаз может протекать как мартенситным путем (при
ударном сжатии), так и диффузионным (при высоких температурах
статического сжатия по схеме прямого перехода, а также при
каталитическом синтезе). Вюрцитная модификация нитрида бора и лонс-
дейлит могут образоваться из соответствующих слоистых структур
только в результате прямых превращений и только
бездиффузионным мартенситным путем.
б. РЕАЛЬНАЯ КРИСТАЛЛИЧЕСКАЯ СТРУКТУРА
СВЕРХТВЕРДЫХ МАТЕРИАЛОВ
В зависимости от размера и морфологии кристаллических зерен
поликристаллы алмаза разделяют на балласы и карбонадо; оба типа
поликристаллов встречаются в природе и могут быть получены
искусственно (обычно с помощью технологии «каталитического
синтеза»).
Балласы представляют собой шаровидные поликристаллические
агрегаты радиально-лучистого строения, их рост при высоких
давлениях и температурах начинается от центра сферы [70, 71 ].
Карбонадо отличается от балласа более дисперсными кристаллитами,
размеры зерен в природных и искусственных алмазах типа карбонадо
могут быть настолько малы, что вызывают размытие линий на
рентгенограммах [72]. Очевидно, для получения карбонадо требуются
значительные термодинамические пересыщения. При таких
условиях катализаторы-растворители не играют, по-видимому,
определяющей роли в процессе фазового перехода графит -> алмаз, так как
превращение осуществляется по схеме прямого перехода. Об этом
свидетельствует значительное сходство в кристаллической структуре
153
поликристаллов карбонадо, получаемых при высоких давлениях
статического сжатия, и алмазов, получаемых при ударном сжатии
графита [73].
Эти алмазные материалы, однако, существенно между собой
отличаются по количеству содержащихся в них примесей. И в балла-
сах и в карбонадо присутствуют обычно включения металлов
(катализаторов-растворителей), представляющие структурные, т. е.
входящие в решетку алмаза, и неструктурные примеси,
сосредоточенные по границам зерен и в порах поликристаллического материала.
Одной из основных примесей в кристаллах искусственного алмаза,
полученных в статических условиях, является азот, образующий в
решетке парамагнитные центры и непарамагнитные сегрегации [74,
75]; примеси азота в алмазах исследуются методом электронного
парамагнитного резонанса [75]. Характерной особенностью спектров
ЭПР-алмаза, полученного при ударном сжатии, является отсутствие
сигнала от примесных центров азота [76]. С помощью электроно-
графических исследований установлено, что примеси в алмазе могут
находиться не только в элементарном состоянии, но и в виде
соединений — карбидов, окислов, нитридов, а также твердых растворов
углерода в металле. Часто между включениями и матричной
алмазной фазой наблюдаются определенные ориентационные соотношения.
Включения оказывают существенное влияние на физические
свойства алмазов; подробно этот вопрос рассмотрен в работе [77].
Ю. С. Геншафт и др. [78] провели сравнительное исследование
микротвердости алмазов типа карбонадо и монокристаллов (на ок-
таэдрических гранях) природного и искусственного алмазов.
Оказалось, что микротвердость карбонадо (9700—1100 кг/мм^)
существенно превышает микротвердость искусственных монокристаллов (8500—
9500 кг/мм^), приближаясь к наиболее твердым образцам
природного алмаза (8000—11000 кг/мм^). Повышенную твердость карбонадо
авторы [78] объясняют высоким уровнем дефектности его
структуры (в соответствии с известной зависимостью прочностных характе-
оистик кристаллов от степени их несовершенства).
Сравнительное исследование прочностных характеристик
различных сверхтвердых материалов из кубического нитрида бора
(подобных по кристаллическому строению рассмотренным выше
поликристаллическим алмазным агрегатам типа балласа н
карбонадо) провели Л. Ф. Верещагин, И. С. Гладкая и В. Н. Слесарев [79].
На примере сфалеритного нитрида бора, полученного в присутствии
катализаторов-растворителей (ВЫсф-1), показана существенная
зависимость прочности на сжатие а от размера зерен L: при
уменьшении L от 30 до 5 мкм (средний размер зерен варьировался давлением
при каталитическом синтезе) величина а возрастала приблизительно
в два раза, достигая -~350 кг'мм^. Однако прочность образцов
сфалеритного BN, полученного по схеме прямого перехода (ВЫсф-2),
в которых размер зерен не превышал 5 мкм, составила величину, на
25% меньшую, чем в случае (ВЫсф-1). Авторы [79] объясняют этот
результат отсутствием жидкой фазы при получении материала,
154
обеспечивающей срастание зерен ВЫсф. Электронномикроскопи-
ческое исследование сколов обоих типов материалов подтверждает
сделанное предположение: для ВЫсф-1 характерен транскристаллит-
ный излом, для ВЫсф-2 — интеркристаллитный.
Остановимся подробно на результатах структурных
исследований гексанита-Р — сверхтвердого поли кристаллического
материала на основе вюрцитной модификации нитрида бора. Эти
исследования представляют интерес, с одной стороны, из-за уникальных
эксплуатационных свойств гексанита-Р (сочетание высокой твердости,
близкой к твердости материалов типа кубонит и эльбор на основе
кубического BN, с повышенной по сравнению с ними стойкостью к
ударным нагрузкам), с другой, — благодаря тому, что на примере
гексанита-Р удается проследить тесную связь реальной структуры
фазы высокого давления с механизмом ее образования в результате
прямого перехода.
Гексанит-Р получают с помощью последовательного
осуществления двух технологических операций, в основе которых лежат
фазовые переходы, протекающие при высоких давлениях ударного и
статического сжатия [80]. На первой стадии процесса под действием
ударного сжатия BN^ образуется вюрцитная модификация BN, на
второй — порошок BNg подвергается спеканию при высоких
давлениях и температурах, обеспечивающих частичный переход BNg в
ВЫеф.
Механизм фазового перехода на первой стадии получения гекса-
нйта-Р (BNp -> BN3), как показано выше, мартенсигный. Поэтому,
учитывая значительный объемный эффект превращения, можно
утверждать, что кристаллиты BNg должны быть в значительной
степени дефектными. Этот вывод, вытекающий из общих представлений о
природе мартенситных превращений в твердых телах, подтвержден
рентгенографическими и электронографическими исследованиями
BNg, полученного при различных условиях ударного и статического
сжатия[7, 27, 82, 83].
С помощью электроннооптических исследований установлено
[82, 83], что размеры кристаллических зерен BNg существенно
зависят от условий его получения, изменяясь от сотых долей
микрометра до нескольких микрометров. В поликристаллических частицах
порошка зерна BNg ориентированы преимущественно параллельно
друг другу своими базисными плоскостями, причем наиболее
крупные из них разориенитровачы в плоскости базиса на угол до 5 град,
а мелкие, обладая такой же осью текстуры, разориентированы друг
относительно друга на значительно большие углы.
Размеры областей когерентного рассеяния (D) и
микродеформации решетки ((е^)'/^) рассчитывались в [27, 83] методом
гармонического анализа формы линий на рентгенограммах. Оказалось, что
средние размеры ОКР в отличие от размеров зерен практически не
зависят от условий получения BN^ и составляют в различных
образцах 150—200 А; величина {z^yi^ изменяется несколько в более
широких пределах (от 1,5 • 10-^ до 3 • 10^), уменьшаясь при увеличении
155
степени очистки BNg от примеси BN^ за счет растворения наиболее
дефектной составляющей вюрцитной фазы. Ф г
"^ Таким образом, изменяя условия получения BNg, можно
варьировать в широких пределах только размер кристаллических
зерен; уровень внутризеренной дефектности от способа получения BNg
практически не зависит, так как определяется главным образом
характером вюрцитного превращения, которое в условиях и ударного,
и статического сжатия протекает по мартенситному механизму и
сопровождается значительным объемным эффектом.
Вторая стадия получения гексанита-Р характеризуется
протеканием диффузионных процессов, что подтверждается результатами
электронномикроскопических исследований этого материала [54,
84].
Для изучения структуры сверхтвердых материалов весьма
эффективным является метод электронной микрофрактографни с
помощью реплик. Этот метод позволил, например, выявить межзерен-
ный характер разрушенИ|Я гексанита-Р, а также определить размер
зерен его фазовых составляющих и их морфологию (рис. V.6, см.
вклейку).
При исследовании двухфазных спеков гексаннта-Р методом
электронной микрофрактографни были обнаружены два типа областей,
существенно отличающихся между собой дисперсностью зерен,
причем с увеличением содержания в двухфазных спеках сфалеритной
фазы объем крупнозернистой составляющей увеличивался. Вопрос
о дисперсности вюрцитной и сфалеритной составляющих гексанита-Р
был однозначно решен с помощью сравнительных исследований
специально приготовленных однофазных спеков с вюрцитной и
сфалеритной структурой. Электронные микрофрактограммы этих спеков
приведены на рис. V.6. Видно, что зерна сфалеритной фазы по
крайней мере на порядок величины крупнее зерен вюрцитной фазы,
имеют округлую форму и проявляются в изломах значительно более
отчетливо.
Размер зерен в спеках гексанита-Р такой же, как в исходном
порошке; не отличается от исходного BNp вюрцитная фаза гексанита-Р
и уровнем внутрикристаллической дефектности: интегральная
ширина линий BNg, в пределах точности ее измерения, до и после
спекания порошка одинакова и слабо зависит от степени фазового
перехода BNg в сфалеритную модификацию.
Эти результаты дают основание заключить, что превращение
вюрцитного BN в сфалеритный при высоких давлениях и температурах,
сопровождающее спекание порошка и формирование структуры
гексанита-Р, является рекристаллизационным, т. е. контролируемым
процессами самодиффузии; при этом может иметь место
собирательная рекристаллизация сфалеритной фазы, в результате которой зерна
вырастают до значительных размеров f84]. Процесс собирательной
рекристаллизации является, по-видимому, нежелательным, так как
чрезмерный рост зерна может привести к охрупчиванию материала;
этот эффект следует учитывать при получении спеков гексанита-Р.
156
Полученные результаты находят объяснение в свете изложенных
выше представлений о стабильности и метастабильности фаз высокого
давления: как только температура спекания под давлением
оказывается достаточной для протекания процессов рекристаллизации, мета-
стабильная вюрцитная фаза превращается в стабильную сфалерит-
ную. Получить вюрцитную модификацию бездефектной
принципиально невозможно. Это утверждение в равной степени относится и к
метастабильной фазе высокого давления углерода — лонсдейлиту.
6. ТЕРМИЧЕСКАЯ СТАБИЛЬНОСТЬ СВЕРХТВЕРДЫХ ФАЗ
Сверхтвердые фазы углерода и нитрида бора, алмаз, лонсдейлит,
ВЫсф и BNg, образующиеся при высоких давлениях, могут
существовать при нормальных условиях в относительно устойчивом
состоянии, превращаясь в стабильные фазы графита и ВЫ^лишь под
действием достаточно высоких температур. Это делает возможным
их практическое использование в лезвийном и абразивном
инструментах, термическая стойкость которых определяется главным
образом температурами превращения сверхтвердых тетраэдрических
фаз в деформативные слоистые структуры.
Температура превращения определяется кристаллографической
природой фаз, их структурным состоянием, а также условиями
нагрева. Алмаз и ВЫсф, будучи термодинамически стабильными фазами
при высоких давлениях, должны испытывать превращения при более
высоких температурах, чем их политнпные разновидности, лонсдейлит
и BNg, не имеющие областей термодинамической стабильности на
фазовых диаграммах. С увеличением температуры скорость «графнти-
зации» сверхтвердых фаз должна непрерывно расти, поскольку при
этом увеличивается не только атомная подвижность, способствующая
преодолению энергетического барьера превращения, но и растет,
как это следует из диаграмм состояния (рис. V.2), разность
термодинамических потенциалов старой и новой фаз (термодинамический
стимул). По этим же причинам увеличение давления должно
приводить к замедлению процесса, вплоть до его прекращения при
переходе в область термодинамической устойчивости тетраэдрических
фаз. Экспериментальные результаты изучения превращений
сверхтвердых фаз при высоких температурах подтверждают эти выводы^
сделанные на основании общих термодинамических соображений.
6.1. «Графитизация» алмаза и сфалеритного нитрида бора
Установлено, что температура начала превращения
монокристаллов природных и искусственных алмазов (образование
тонкой пленки графита на поверхности) составляет 1700—1800 К
[85—87], при 2100—2200 К кристаллы алмаза практически
мгновенно испытывают превращение с образованием дисперсного по-
157
рошка графита [85—87]. В таком же температурном интервале
испытывают превращение в BNp и монокристаллы сфалеритной
модификации нитрида бора [88, 89].
Поскольку реакция превращения начинается на поверхности
кристалла и по границам зерен в поликристалле, температура
начала образования графита и BNp-существенно зависит от
дисперсности кристаллических образований сверхтвердых фаз. Так,
по данным [88, 90, 91—93], температура начала превращения
порошка алмаза и ВЫсф со средним размером зерен ^^ 100 мкм
составляет 1300—1400 К.
Авторы [94] разделяют процесс графитизации алмаза на две
температурные стадии: примерно до 2000 К — медленная реакция
ва поверхности кристалла, выше 2000 К — быстрая внутрикрис-
таллическая реакция, сопровождающаяся растрескиванием
кристалла из-за большого объемного эффекта превращения. В работе
[90] показано, что превращение алмаза примерно до 1800 К имеет
место по границам зерен, а в интервале 1800—2000 К — внутри
зерен по границам блоков мозаики, выше 2000 К — внутри блоков.
Резкой границы между различными температурными стадиями не
существует, поскольку скорость реакции при данной температуре
определяется не только дисперсностью алмазной фазы (или ВЫсф),
но и ее структурным состоянием. Присутствие кислорода при
недостаточно высоком вакууме также влияет на графитизацию алмаза,
приводя к его ускорению [95], что можно объяснить
образованием дополнительных активных центров при выгорании углерода.
Кинетика превращения алмаза в графит под действием высоких
температур при низких давлениях количественно изучалась в
(95—97], сфалеритного BN и графитоподобный — в [93, 98].
Значения энергии акшвации Q, полученные в этих работах из
температурной зависимости констант скорости превращения алмаза
в графит, существенно отличаются между собой, составляя величины
примерно от 60 до 250 ккал/моль. Этот разброс экспериментальных
данных объясняется, по-видимому, различием методов определения
степени превращения, неучетом превращения в нензотермических
условиях (особенно важным фактором), использованием в одних
работах поликристаллов, а в других — монокристаллов (где
различия в интенсивности превращения на отдельных кристаллах
могут быть весьма значительными [98]); кроме того, во всех этих
работах не дифференцировались процессы зародышеобразовання
и их последующего роста, так что полученные значения Q
представляют некоторую величину, характеризующую суммарную
кинетику процесса. Эффективные активационные энергии превращения
алмаза и сфалеритного нитрида бора в работах [93] и [95]
определялись по одной методике (использовались достаточно дисперсные
поликристаллы; превращение имело место в вакууме 10~^ мм рт. ст.,
определение степени превращения в обеих работах
производилось с помощью одного и того же метода ИКС); поэтому их
результаты можно между собой сравнивать. Оказалось, что значения
158
Q для превращения алмаза и ВЫсф в интервале 1400—1660° С
составляют одинаковую величину, равную 130 ± 20 ккал/моль.
Процессы зарождения новой фазы и ее роста при переходе сфа-
леритного BN в графитоподобный удалось дифференцировать в
работе [98]; было показано, что энергия активации начальных стадий
изотермического роста BN^ на поверхности зерен ВЫсф составляет
примерно 50 ккал/моль.
Столь значительные величины энергий активации, близкие к
значениям энергии связей в решетках и теплотам их диссоциации
[9], свидетельствуют о том, что превращения кубических тетраэдри-
ческих структур углерода и BN в слоистые структуры протекают
реконструктивным путем с участием процессов самодиффузии;
осуществление диффузионных процессов возможно благодаря высоким
температурам превращений.
Результаты электронномикроскопических исследований
частично превращенных кристаллов алмаза и ВЫсф f98] не противоречат
сделанному на основании кинетических исследований выводу о
диффузионном механизме превращения этих фаз при высоких
температурах. На начальных стадиях роста кристаллиты образующейся
фазы ориентируются базисными плоскостями параллельно октаэд-
рическим плоскостям матричных фаз, т. е., например, в случае
превращения ВЫсф -> BNp
(001),||(111)сф. (V.6)
Возникновение ориентировки (V.6) является следствием
проявления условия минимума поверхностной энергии при образовании
новой фазы. С увеличением толщины слоя растущей фазы
совершенство ее текстуры уменьшается. Так, по данным [98], в
частицах ВЫсф, более чем наполовину испытавших фазовый переход,
текстура ВЫр отсутствует вообще.
6.2. Превращение вюрцитной модификации BN в
графитоподобную
Превращение ВЫв->ВЫг, несмотря на то что вюрцитная
модификация впервые получена сравнительно недавно, исследовано
наиболее глубоко и полно [99, 100]. Благодаря этим исследованиям
удалось выяснить структурные и кинетические особенности
превращения ВЫв-> ВЫр, а также выявить некоторые новые общие
закономерности превращений сверхтвердых фаз углерода и нитрида бора
в слоистые структуры.
Было установлено [99], что превращение ВЫ^ -> ВЫр
начинается с заметной скоростью при /-^■900 К и заканчивается при 1650 К.
Внутри этой области каждой температуре соответствует предельное
количество превращенной фазы, т. е. изотермическое превращение
является ограниченным во времени. Кинетические кривые
изотермического превращения ВЫ^ -> ВЫ^ представлены на рис. V.7.
Видно, что превращение быстро развивается в начале изотермической
выдержки, а затем быстро затухает и кинетические кривые спрям-
159
ляются в параллельные оси абсцисс ветви. Подобной особенностью
обладают и кинетические кривые превращения ВЫсф-> BN^ [98],
а также алмаз -> графит [971 (но превращения этих структур
протекают при значительно более высоких температурах).
Главная причина ограниченности изотермических превращений
сверхтвердых тетраэдрических фаз углерода и нитрида бора в
соответствующие слоистые структуры заключается в чрезвычайно
большом объемном эффекте этих превращений (около 50%),
приводящем к возникновению значительных внутренних напряжений,
уменьшающих термодинамический стимул превращений вплоть до
его исчезновения. Благодаря этому
эффекту температуры начала
превращения монолитных образований
сверхтвердых фаз значительно выше
температур начала превращений в
дисперсных порошках.
Роль внутренних напряжений в
процессе превращения BN^ -> BN^
отчетливо проявляется при термической
обработке прочных однофазных спе-
ков вюрцитного нитрида бора (гекса-
нита-Р). Их нагрев в вакууме до
температуры 1700 К приводит к
образованию лишь 10% BNp, тогда как
исходный порошок BNg превращается в
BNp при этой температуре па 100%.
Незначительное повышение
температуры приводило к тому, что спеки
рассыпались, полностью превращаясь
в графитоподобную фазу. Объясняется это тем, что движущая
сила превращения достигала при температуре 1700 К некоторой
критической величины, компенсирующей тормозящее действие высоких
напряжений, возникающих в вюрцитной матрице вокруг
образующихся центров новой фазы. Разрушение вюрцитной матрицы в
результате превращения изолированной частицы (под действием
электронного пучка) иллюстрирует рис. V.8 (см. вклейку); видно, что
разрыв происходит в местах образования BN^.
С помощью электронномикроскопических исследований было
установлено [100], что превращение BN^ -> BN^ начинается в местах
наибольшей дефектности структуры исходной фазы (главным
образом по границам зерен). Поэтому образцы BN^ с малым размером
зерен являются менее термически стойкими, чем
крупнокристаллические образцы; по мере повышения температуры различие в
дисперсности зерен становится менее существенным фактором, и при
температурах, близких к температуре завершения фазового
перехода, все образцы BNg независимо от дисперсности зерен
испытывают превращение практически мгновенно.
Такая же закономерность наблюдается и в случае превращения
■€,05
5 10 30^0300 500
Врем й,мин
Рис. V.7. Кинетические кривые
превращения BNb -» BNp.
/ — 970; 2 — 1100; 3 — 1220 К.
160
Рис. ILL Структура хрупких изломов поликристаллических боридов,
силицидов и карбидов:
а — SiC, Х6500; б — NbBj, Х8500; в — TaSij, X 7000; г. д — TiC, X 7000; е — B.C.
Х7000: [1].
Рис. II.2. Структура хрупкого
излома карбида хрома СГ3С2, X 7000
tu.
6 0-329
К7.-^!1*^
.S-4-
Рис. П.4. Дислокационная розетка на сколе (100) NbC; нагрузка
0,2 [201, X 1000 [91.
\Хг
\ '■.■■■¥.*
\ -\*" ''-'■ --"sit
20мк
Рис. II.5. Скольжение в монокристалле МогС, вызванное вдавливанием индентора.
" новная система скольжения Si — {0001} < 2110 > и двойниковая — {1012}
)01] [9].
Рис. 11.7. Следы скольжения и границы полигонизации на поверхности
монокристаллов a-SiC [27].
Рис. 11.8. L-образные дислокации в a-SiC [27].
Рис. 11.9. Взаимодействие дислокаций в a-SiC |27].
Рис. V.8. Разрушения вюрцитной матрицы в результате, превращения
в графитоподобную модификацию:
/ — 700; 2 — 825; 3 — 950° С.
Рис. V.b. Зеренная структуре! гексанита-Р;
" — вюрцитная составляющая; 6 — сфалеритная составляющая.
ВМсф [98]. Таким образом, температура начала процесса «графити-
зацин» сверхтвердых тетраэдрических фаз нитрида бора (и,
по-видимому, углерода) является структурно-чувствительным фактором
и может регулироваться в довольно широких пределах, тогда как
температура завершения этого процесса определяется самим типом
тетраэдрической структуры и является для нее константой.
Для описания кинетики изотермического превраш,ения BNg -v
-> BNp авторы [99] использовали известное уравнение Аврами,
несколько видоизмененное с учетом значительного объемного эффекта
превращения и его ограниченности во времени в изотермических
условиях. Проведенные расчеты показали, что показатель степени
в уравнении Аврами на начальных стадиях изотермического
превращения BNg -> BN^ (50—100 с) всегда составляет одну и ту же
величину п=1 ± 0,06. В соответствии с теорией [101] это означает,
что кинетика изотермического превращения определяется
процессами роста новой фазы, зародышеобразование успевает, очевидно,
произойти за время достижения заданной температуры. Этот вывод,
сделанный на основании кинетических исследований, согласуется с
результатами электронномикроскопических наблюдений
превращения [100]: под действием сильного электронного пучка образование
зародышей BNp происходит практически мгновенно, тогда как их
рост осуществляется за измеримые промежутки времени. Скорость
изотермического роста стабильной фазы увеличивается с повышением
температуры; энергия активации этого процесса, рассчитанная по
температурной зависимости констант скорости (при ft = 1),
составила 5 dt 3 ккал/моль.
Такие особенности превращения BN^ -v BN^, как его высокая
скорость при температурах, существенно более низких температуры
начала рекристаллизационных процессов, малая величина энергии
активации, по сравнению с энергией связи в тетраэдрических
структурах (примерно 40 ккал/моль) [17], указывают на
преимущественное протекание этого превращения по мартенситному механизму.
Наблюдение за превращением относительно крупных
монокристаллических зерен BNb (достигающих в плоскости базиса 10 мкм)
непосредственно в электронном микроскопе [100] позволило
установить четкое ориентационное соответствие между исходной и
образующейся фазами. Оказалось, что базисные плоскости обеих
модификаций взаимно перпендикулярны, а параллельными
являются базисные и призматические плоскости:
(001)Л(100)з. (V.7)
Ориентировка (V.7) отличается от ориентировки (V.4), найденной
при изучении перехода BN^ в BNg при высоких давлениях, также
осуществляемого мартенситным путем. Это означает, что
кристаллографические механизмы прямого и обратного мартенситных
превращений в нитриде бора различны. В первом случае сдвиговая
деформация состоит в гофрировке графитоподобных слоев, во втором —
в спрямлении этих слоев с помощью деформации, обратной по знаку
7 0-329 161
рассмотренной выше деформации продольного изгиба. Подробно
кристаллографическая схема превращения BN^ -v BN^
рассмотрена в работе [100].
В отличие от превращений BN^ :?> BNg взаимные превращения
родственных структур углерода ■— графита и лонсдейлита — также
осуществляемых мартенситным путем, кристаллографически
обратимы [102]. Сдвиговая деформация состоит в этом случае в
продольном изгибе слоев и отличается в процессах прямого и обратного мар-
тенситных превращений лишь своим знаком. Заметим, что
кристаллографическая обратимость мартенситных превращений является
характерным их свойством; явление кристаллографической
необратимости мартенситных превращений в нитриде бора обнаружено
авторами [63, 67, 100] впервые.
СПИСОК ЛИТЕРАТУРЫ
1 Nelson J. В., Riley D. P. Thermal expansion of graphite from 15 to 800° C.^
Proc. Phys. Soc, 1945, 57, N 324, p. 477—495.
2. Lipson H., Stokes A. The structure of graphite.— Proc. Roy. Soc. A, 1942, 181,
N 484, p. 101—105.
3. Нот Т., Kiszenick W., Post B. Accurate lattice constants from multiple reflek-
tion measurements. II. Lattice constants of germanium, silicon and diamond.—
J. Appl. Phys., 1975, N 2, p. 457—458.
4. Bandy F. P., Kasper J. S. Hexagonal diamond — a new form of carbon.—
J. Chem. Phys., 1969, 46, N 9, p. 3437—3446.
5. Pease R. S. An X-ray study of boron nitride.— Acta cristallogr., 1952, 5, N 3,
p. 356—361.
6. Wentorf R. H. Synthesis of the cubic form of boron nitride.— J. Chem. Phys.,
1961, 34, N 3, p. 809—812.
7. Курдюмов A. В., Островская Н. Ф., Пилянкевич А. Н. и др. Кристаллическая
структура вюрцитного нитрида бора, образующегося при высоких
статических давлениях.— Докл. АН СССР, 1976, 229, № 2, с. 338—340.
8. Зоркий П. М., Борисанова Л. М. Кристаллохимический анализ слоистых
Ван-дер-Ваальсовых структур.— Соврем, пробл. физ. химии, 1973, 7, с. 451—
522.
9. Уббелоде А. Р., Льюис Ф. А. Графит и его кристаллические соединения.—
М. : Мир, 1965.— 256 с.
10. Верма А., Кришна П. Полиморфизм и политипизм в кристаллах.— М. : Мир,
1969.— 273 с.
11. Сохор М. И., Витол В. Д. Термическое расширение кубического нитрида
бора.—Абразивы, 1969, №1, с. 16—19.
12. Кабалкина С. С, Верещагин Л. Ф. Рентгенографическое исследование
линейной сжимаемости графита при давлениях до 16 000 кг/см^.— Докл. АН СССР,
1960, 131, №2, с. 300—302.
13. Drickamer Н. G., Lynch R. W. X-ray study of lattice parameters at very high
pressures.— Solid State Phys., 1966, 19, p. 135—228.
14. Lynch R. W., Drickamer H. G. Effekt of high pressure on the lattice parameters
of diamond, graphite and boron nitride.— J. Chem. Phys., 1966, 44, N 1,
p. 181—184.
15. Самсонов Г. В. Неметаллические нитриды.— Металлургия, 1969.— 264 с.
16. Сирота Н. Н., Кофман Н. А. Температурная зависимость теплоемкости
ВЛ^-сфалеритной модификации в области 5—320 К.— Докл. АН СССР,
1975, 225, № 6, с. 1316—1318.
17. Gtlkr S. Coordination linkage in BN.— Phis. Chem. Solids, 1959, 10, N 4,
p. 340—341.
18. Weiss R. J. Electron distribution in BN.— Phil. Mag., 1974, 29, N 4, p. 1029—
1032.
162
19 Курдюмов А. В. Рентгенографическое исследование дефектов упаковки в
графитовых структурах.— Кристаллография, 1972, 17, № 3, с. 620—625.
20. Курдюмов А. В. О дефектах упаковки в графитоподобном нитриде бора.—
Кристаллография, 1975, 20, № 5, с. 969—973.
21. Biscoe J., Warren В. Е. An X-ray study of carbon black.— J. Appl. Phys,,
1942, 13, N 2, p. 364—371.
22. Franklin R. E. The structure of graphitic carbons.— Acta crystallorg., 1951,
4, N 2, p. 253—261.
23. Курдюмов A. В., Пилянкевич A. H. Об интенсивности линий на
рентгенограммах графитовых структур.— Кристаллография, 1968, 13, № 2, с. 311—
315.
24. Уоррен Ф. Рентгенографическое изучение деформированных металлов.—
Успехи физики металлов, 1963, 5, с. 172—237.
25. Амелинкс С. Прямые методы наблюдения дислокаций.— М. :Мир, 1968.—
440 с.
26. Курдюмов А. В., Островская Н. Ф., Пилянкевич А. Н. и др.
Электронно-оптическое исследование продуктов ударного сжатия нитрида бора.— Докл.
АН СССР, 1974, 215, № 4, с. 836—838.
27. Курдюмов А. В. Об искажениях решетки вюрцитного нитрида бора.—
Порошковая металлургия, 1975, № 12, с. 69—73.
28. Францевич И. Н., Жураковский Е. А., Курдюмов А. В. и др.
Экспериментальное исследование энергетического спектра и тонкого кристаллического
строения вюрцитоподобпой модификации нитрида бора.— Докл. АН СССР, 1972,
203, № 1, с. 87—90.
29. Курдюмов А. В., Пилянкевич А. Н., Тихоненко К. А. и др. Искажения решетки
и ядерный магнитный резонанс алмазоподобных модификаций нитрида бора.—
ФТТ, 1974, 16, № 5, с. 1798—1800.
30. Мейер К. Физико-химическая кристаллография.— М. : Металлургия,'1972,—
480 с.
31. Лейпунский О. И. Об искусственных алмазах.— Успехи химии, 1939, 8,
№ 10, с. 1519—1534.
32. Bovenkerk Н. Р.. Bundy F. Р., Hall Н. Т. Preparation of diamond.— Nature,
1959, 184, N 4693, p. 1094—1098.
33. Berman R., Simon F. On the graphite-diamond equilibrium.— Z. Electrochem.,
1955, 59, N 2, p. 333—338.
34. Фельдгун Л. И., Давыденко В. М. Термодинамический расчет кривой
равновесия гексагональный нитрид бора — кубический нитрид бора.— Абразивы,
1975, № 10, с. 1—5.
35. Венторф Р. Синтез кубической формы нитрида бора.— В кн.: Свенсон К.
Физика высоких давлений.— М. .-Мир, 1963, с. 194—203.
36. Bundy F. Р. Direct conversion of grapliite to diamond in static pressure
apparatus.— J. Chem. Phys., 1963, 38, N 3, p. 631—643.
37. Bundy F. P., Wentorf R. H. Direct transformation of hexagonal boron nitride
in denser forms.—J. Chem. Phys., 1963, 38, N 5, p. 1144—1149.
38. Bundy F. P. Melting of graphite at very high pressure.— J. Chem. Phys.,
1963, 38, N 3, p. 618—630.
39. Wentorf R. H. Condensed systems at high pressures and temperatures.— J.
Phys. Chem., 1959, 63, N 5, p. 1434—1440.
40. Wentorf R. H. Cubic form of boron nitride.— J. Chem. Phys., 1957, 26,
N 4, p. 956—960.
41. Литвин Ю. A. О механизме образования алмаза в системах металл —
углерод.— Неорган, материалы, 1968, 4, № 2, с. 175—181.
42. Фарафонтов В. И., Калашников Я- А. Механизм каталитического превращения
графита в алмаз.— ЖФХ, 1976, 50, № 4, с. 830—838.
43. Филоненко Н. Е., Никитина Т. Р., Фельдгун Л. И. и др. Физико-химические
основы получения кубического нитрида бора.— В кн.: Труды ВНИИАШ. Л.:
НИИМАШ, 1975.
44. Гомон Г. О., Ровша В. С, Шеманин В. И. Сравнительное исследование
характера кристаллизации алмаза и кубического нитрида бора.— В кн.: Труды
ВНИИАШ. Л. : НИИМАШ, 1975, с. 50—59.
7* 163
45. Касаточкин В. И., Штернберг Л. Е., Слесарев В. Н. и др. Зависимость
синтеза алмаза от природы исходного углерода.— Докл. АН СССР, 1970, 194,
№ 5, с. 801—804.
46. Wentorf R. Н. High pressure chemistry.— Chem. Eng., 1961, 68, N 21,
p. 177—186.
47. Филоненко H. E., Мишина Л. И., Футергендлер С. И. Морфология
изометрических кристаллов кубического нитрида бора.— В кн.: Труды ВНИИАШ.
Л.: НИИМАШ, 1975, с. 35—49.
48. De Carly F. S., Jamieson J. L. Formation of diamond by explosive shock.—
Science, 1961, 133, N 3467, p. 1821—1823.
49. Alder B. J., Christian R. H. Behavior of strongly shocked carbon.— Phys.
Rev. Lett., 1961, 7, N 10, p. 367—369.
50. Альтшулер Л. В., Павловский М. Н., Дракин В. П. Особенности фазовых
превращений в ударных волнах сжатия и разгрузки.— ЖЭТФ, 1967, 52, № 2,
с. 400—408.
51. Ададуров Г. А., Атовмян Л. О., Алиев 3. Г. и др. Образование вюрцитопо-
добно11 модификации нитрида бора при ударном сжатии.— Докл. АН СССР,
1967, 172, № 5, с. 1066—1068.
52. Wakatsuki М., Ichinose К., Aoki Т. Synthesis of polycrystalline cubic boron
nitride.— Mater. Res. Bull., 1972, 7, N 5, p. 999—1004.
53. Францевич И. Н., Балан Т. Р., Бочко А. В. и др. О прямых фазовых переходах
в нитриде бора при высоких давлениях.— Докл. АН СССР, 1974, 218, № 3,
с. 591—592.
54. Курдюмов А. В., Олейник Г. С, Пилянкевич А. Н. О механизме прямого
сфалеритного превращения в нитриде бора.— Докл. АН УССР, 1976. Сер. А,
№ 10, с. 944—947.
55. Corrigan F. R., Bundy F. P. Direct transitions among the allotropic forms of
boron nitride at high pressures and temperatures.— J. Chem. Phys., 1975, 63,
N 11, p. 3812, 3820.
56. Wentorf R. H. The behavior of some carbonaceous materials at very high
pressures and high temperatures.— J. Phys. Chem., 1965, 69, N 9, 3063—3069.
57. Trueb L. F. Elektron microscopy study of shock-quenched diamond.— J.
Appl. Phys., 1968, 39, N 10, p. 4707—4716.
58. Hanneman R. E., Strong H. M., Bundy F. P. Hexagonal diamond in
meteorites.— Science, 1967, 155, N 3765, p. 995—997.
59. Курдюмов A. В., Пилянкевич A. H., Францевич И. Н. Фазовые превращения
в нитриде бора.— Порошковая металлургия, 1973, № 10, с. 57—64.
60. Курдюмов А. В., Пилянкевич А. Н., Алексеевский В. П. и др. О природе
двухфазного состояния нитрида бора после ударного сжатия.— Журн. техн.
физики, 1975, 45, № 1, с. 195—197.
61. Курдюмов А. В., Францевич И. Н. Влияние ударного сжатия на
кристаллическую структуру нитрида бора.— Докл. АН СССР, 1975, 221, № 3, с. 588—
589.
62. Бовина Т. В., Бреусов О. Н., Дремин А. Н. и др. К вопросу об образовании
кубического нитрида бора при ударном сжатии.— Физика горения и взрыва,
1975, И, № 5, с. 773—776.
63. Курдюмов А. В. Структурный аспект фазовых превращений в углероде и
нитриде бора : Автореф. дис. ... д-ра физ.-мат. наук.— Киев, 1976.— 47 с.
64. Riter J. R. Interpretation of diamond and graphite compressibility data using
molecular force constants.— J. Chem. Phis., 1970, 52, N 10, p. 5008—5010.
65. Lonsdale K., Milledge H. J.. Have E. X-ray studies of synthetic diamond.—
Mineral. Mag., 1959, N 1, p. 185—201.
66. BepeuiflauH Л. Ф., Калашников Я. A., Фекличев E. M. и др. К вопросу о
механизме полиморфного превращения графита в алмаз.— Докл. АН СССР,
1965, 162, № 5, с. 1027—1029.
67. Курдюмов А. В. О механизме прямых фазовых превращений в углероде
и нитриде бора при высоких давлениях. — Докл. АН СССР, 1975, 221, № 2,
с. 322—324.
68. Курдюмов А. В. Атермический характер вюрцитного превращения в нитриде
бора.— ФТТ, 1975, 17, № 8, 2469—2471.
164
69. Эстрин Э. И. О полиморфных (нормальных, мартенситных) превращениях.—
ФММ, 1974, 37, № 6, с. 1249—1255.
70. Боровиков Н. Ф., Верещагин Л. Ф., Калашников Я- А. и др. Некоторые
морфологические особенности структуры синтетических балласов.— Докл.
АН СССР, 1973, 209, № 5, с. 1078—1080.
71. Аполонов В. Н., Верещагин Л. Ф., Калашников Я ■ А. и др. Оформе кристаллов
алмаза в синтетических балласах.— Докл. АН СССР, 1974, 217, № 1,с. 70—72.
72. Верещагин Л. Ф., Яковлев Е. Н., Варфоломеева Т. Д. и др. Синтез алмазов
типа карбонадо.— Докл. АН СССР, 1969, 185, № 3, с. 555—556.
73. Wheeler Е. J., Levis D. The structnre of shock-quenched diamond.— Mater.
Res. Bull., 1975, 10, N 7, p. 687—694.
74. Вишневский A. C., Шульман Л. A., Подзирей Г. A., Белянкина A. В. Примеси
и включения в синтетических алмазах и их влияние на структуру и свойства
кристаллов.— В кн.: Синтетические алмазы в промышленности. Киев : Наук,
думка, 1974, с. 41—46.
75. Вишневский А. С. Исследование структурных характеристик и свойств
синтетического алмаза.—Синтет. алмазы, 1976, № 1, с. 56—59.
76. Белянкина А. В., Начальная Т. А., Созин Ю. И., Шульман Л. А.
Рентгенографические данные и спектры ЭПР взрывных алмазов.— Синтет. алмазы,
1975, № 5, с. 5—7.
77. Безруков Г. Н., Бутузов В. П., Самойлович М. И. Синтетический алмаз.—
М. : Наука, 1976.— 140 с.
78. Геншафт Ю. С, Семенова-Тян-Шанская А. С, Налетов А. М., Бокий Г. Б.
Некоторые особенности структуры и свойств синтетического
поликристаллического алмаза.— Докл. АН СССР, 1977, 236, № 6, с. 1350—1353.
79. Верещагин Л. Ф., Гладкая И. С, Слесарев В. Н. Прочность на сжатие и
термостойкость поликристаллов BN.— Неорган, материалы, 1977, 13, № 6,
1022—1024.
80. Трефилов В. И., Францевич И. Н., Пилянкевич А. Н. и др. Гексанит-Р —
новый инструментальный материал для обработки сталей и чугунов.—
Синтет. алмазы, 1974, № 4, с. 24—28.
81. Созин Ю. И., Белянкина А. В. Субструктура алмаза, синтезированного
взрывом.— Синтет. алмазы, 1976, № 5, с. 27—29.
82. Курдюмов А. В., Островская Н. Ф., Пилянкевич А. Н. Электронномикро-
скопическое исследование дисперсности порошков.— Порошковая
металлургия, 1973, № 6, с. 1—4.
83. Курдюмов А. В., Островская Н. Ф., Пилянкевич А. Н. и др. Исследование
субструктуры вюрцитоподобной модификации нитрида бора.— Докл. АН
СССР, 1973, 209, № 5, с. 1081—1083.
84. Курдюмов А. В., Олейник Г. С, Пилянкевич А. Н. и др. Структура гексани-
та-Р.— Порошковая металлургия, 1976, № 10, с. 48—50.
85. Phinney F. S. The graphitization of diamond.— Science, 1954, 120, N 3114,
p. 393—394.
88. Evans Т., James R. A study of the transformation of diamond to graphite.—
• Proc. Roy. Soc. A, 1964, 277, N 1369, p. 260—269.
87. Белянкина A. В., Мультах Л. М., Синкин В. С. и др. Исследование
изменений, возникающ.их в алмазе при нагреве.— Синтет. алмазы, 1972, № 1,
с. 20—22.
88.'Друй М. С, Сохор М. И., Мгеладзе В. Ф. и др. Влияние термообработки в
вакууме на некоторые свойства порошков эльбора и алмаза.— Абразивы,
1972, № 5, с. 1—3.
89. Milledge Н. ,/., Nave Е., Weller F. Н. Transformation of cubic boron nitride
to a graphite form of hexagonal boron nitride.— Nature, 1959, 184, N 4687,
p. 715—720.
90. Отопков П. П., Ножкина А. В., Васильева Л. А. и др. Влияние
термообработки на физико-химические свойства алмазов.— В кн.: Труды ВНИИАлмаза,
^1974, вып. 3, с. 15—22.
91. Друй М. С, Сохор М. И., Фельдгун Л. И. и др. Исследование порошков эль-
';бора после термообработки в нейтральной среде.— В кн.: Труды ВНИИАШ.
Л. : НИИМАШ, 1971, вып. 13, с. 6—18.
165
92. ГатиловаЕ. Г., Малоголовец В. Г. О превращениях кубического BN при
повышенных температурах.— В кн.: Методы получения, свойства и
применение нитридов. Киев : Ин-т проблем материаловедения АН УССР, 1972,
с. 326—331.
93. Гатилова Е. Г., Малоголовец В. Г., Колесниченко Г. А. и др. Исследование
кинетики полиморфного превращения кубического BN в гексагональную
модификацию.— В кн.: Адгезия расплавов. Киев : Наук, думка, 1974,
с. 135—138.
94. Howes V. R. The graphitization of diamond.— Proc. Phys. Soc, 1962, 80,
N 3, p. 648—662.
95. ГатиловаЕ. Г., Колесниченко Г. A., Малоголовец В. Г. и др. Кинетика гра-
фитизации высокодисперсных синтетических алмазов.— В кн.: Физическая
химия конденсированных фаз. Киев : Наук, думка, 1974, с. 135^138.
96. Rodewald Н. J. Zur graphitizierung des diamanten.— Helv. chim. acta, 1960,
43, N 10, p. 1657—1666.
97. Norton R. M., Norton M. D.The graphitization of diamond at high
pressures.—High. Temp.— High Pressur., 1972, 4, N 1, p. 39—48.
98. Курдюмов A. В., Островская N. Ф., Пилянкевич А. N. и др. О механизме и
кинетике превращения сфалеритного нитрида бора в графитоподобный.—
Докл. АН УССР, 1976. Сер. А, № 10, с. 937—940.
99. Курдюмов А. В., Островская N. Ф., Пилянкевич А. N. и др. Структурные
и фазовые превращения вюрцитного нитрида бора при высоких температу-
рах.— Порошковая металлургия, 1976, № 1, с. 70—75.
100. Курдюмов А. В., Островская N. Ф., Пилянкевич А. N. О мартенситном
характере превращения вюрцитной модификации BN в графитоподобную.—
Неорган, материалы, 1977, 13, № И, с. 2001—2003.
101. Кристиан Дж. У. Фазовые превращения.— Физ. металловедение, 1968,
вып. 2, с. 227—346.
102. Курдюмов А. В., Островская N. Ф., Пилянкевич А. Н. и др. Механизм
фазового превращения лонсдейлит-> графит.— Докл. АН СССР, 1978, 239,
№. G, с. 1337—1339.
ГЛАВА VI
СВЕРХТВЕРДЫЕ
ИНСТРУМЕНТАЛЬНЫЕ МАТЕРИАЛЫ
И ИЗДЕЛИЯ НА ИХ ОСНОВЕ
1. КЛАССИФИКАЦИЯ СВЕРХТВЕРДЫХ МАТЕРИАЛОВ
ПО ИХ ФИЗИЧЕСКИМ И ТЕХНОЛОГИЧЕСКИМ СВОЙСТВАМ
Значительное число природных разновидностей алмазов,
синтетические алмазы, кубический и вюрцитоподобный нитрид бора, а также
поликристаллические композиции на их основе создали такое
широкое разнообразие сверхтвердых материалов, что уже в настоящее
время возникла настоятельная необходимость хотя бы в первом
приближении расклассифицировать имеющийся класс сверхтвердых
материалов на несколько подклассов, сохранив внутри каждого из
них сложившееся более детальное разбиение на группы и
подгруппы, а внутри последних — на разновидности. В последние годы
были предприняты попытки классификации сверхтвердых
материалов как единого класса материалов, отличающихся либо по всем
физико-механическим свойствам [1], либо только по твердости, с
отнесением к этим материалам всего, что тверже 5000 кг/мм^ по
шкале Виккерса [2].
Известно, даже такой хорошо изученный сверхтвердый материал,
как природный алмаз, до сих пор не имеет общепринятой единой
классификации, учитывающей различие кристаллографических,
физических и технологических свойств. Трудности во много раз
возрастают, когда возникает задача расклассифицировать
синтетические сверхтвердые материалы, созданные в основном за
последние два десятилетия и еще недостаточно изученные-
Однако запросы науки, связанной с изучением различных свойств
сверхтвердых материалов и прогнозированием новых
разновидностей такого рода материалов, а также задачи промышленности,
связанной главным образом с использованием этих материалов в
различного рода инструментах, требуют определенной системы в
появившемся многообразии сверхтвердых материалов.
Полагая в основу классификации сверхтвердых материалов их
основную характеристику, а именно — твердость, и относя к этому
классу материалов все, что тверже одно- и двухкарбидных твердых
сплавов, можно выделить пять основных подклассов сверхтвердых
материалов:
167
1) природные алмазы (микротвердость* свыше 10 000 кг/мм^);
2) синтетические алмазы (микротвердость 9000—10000 кг/мм^);
3) кубический нитрид бора (микротвердость 7000—8000 кг/мм^);
4) вюрцитоподобный нитрид бора (микротвердость 5000—
8000 кг/мм^);
5) композиционные сверхтвердые материалы с использованием в
качестве основы карбидов, нитридов, боридов IV—VI групп
периодической системы (микротвердость 3000—5000 кг/мм^).
\С6ерхтВердые материалы
Кубический
нитрид бора
Вюриитоподобный
нитрид дора
Композиционные
материалы
1 _..VL_
«
11
is
1 .
1!
1
S S
е 6
S §
-V.
•О
о
nil
=3
«э
са
5:
w»
СЗ
о.
4,
6
а;
^
ta
«э
са
5:
W)
Сз
Ci.
XX
S
11
-'—
^
•о
1
са
^
'S
=3
<Ci
са
S
СЗ
^
-•
h
::5-
■о
В
са
^
'СЭ
^
«э
СЭ
а:
сз
О.
_i-.
^
;Q
О
са
а;
^s
ta
«э
са
а:
S3
Сз
Cl,
Рис. V/J. Схема классификации сверхтвердых материалов.
Схематическое изображение предлагаемой классификации
представлено ниже.
Внутри каждого подкласса можно определить несколько групп
и подгрупп, выделяя в первую очередь монокристаллы и
поликристаллы, композиции на основе алмаза, кубического нитрида бора
и т. д. в соответствии со схемой, показанной на рис. 1. Сначала
указываются группы и подгруппы материалов со значительной
твердостью и большей степенью совершенства кристаллической решетки,
а затем остальные, по мере убывания твердости, по аналогии с
перечисленными группами.
Микротвердость указана по шкале Виккерса.
168
1.1. Первый подкласс.
Природные алмазы
Первая классификация природных алмазов с разбиением на два типа
(тип I и тип II) в зависимости от их физических свойств произведена
в 1934 г. 13]. В последующие годы рядом исследователей [4—8] были
выявлены дополнительные различия в текстуре, химическом
составе, электропроводности, оптических, ядернофизических и других
свойствах алмазов этих двух типов. В результате к настоящему
времени классификация природных алмазов по их физическим свойствам
усложнилась и каждый тип подразделен на два подтипа (1а, 16,
Па, Пб). Кроме того, выделены алмазы промежуточного типа,
именуемые как тип I или тип II. Все указанные пять типов природных
алмазов обладают максимальной твердостью и относятся по нашей
классификации к одной группе сверхтвердых материалов.
Классификации природных алмазов, основанные на кристалло-
морфологических особенностях последних, предпринимались
неоднократно, но наиболее полно изложены в работах [9—10].
Классификации, связывающие кристалломорфологические и физические
свойства, изложены в работах [11—13].
Классификация природных алмазов как высокотвердых
технических камней представлена впервые в технических условиях
4086—52 Министерства финансов СССР и Министерства цветной
металлургии СССР.
Ниже приводится несколько примеров классификации
природных алмазов по абразивным, физическим и физико-морфологическим
свойствам.
А. А. Гумилевский [14] на большом экспериментальном
материале установил, что технические алмазы, отличающиеся по
люминесценции при фотовозбуждении, имеют различную абразивную
способность. Им были рассортированы кристаллы технических алмазов
в зависимости от их флюоресценции на четыре группы:
1) нефлюоресцирующие; 2) флюоресцирующие желтым цветом
(от желто-зеленого до желто-красноватого); 3) флюоресцирующие
голубым цветом (от светло-голубого до синего); 4)
флюоресцирующие зонально различными цветами (сростки).
Из алмазов каждой из четырех групп были приготовлены
порошки, которые затем испытывались в процессах производства точных
технических камней. При этом установлено, что порошки всех
четырех групп показали различный абразивный эффект. Высокую
абразивную способность имели порошки первой группы
(нефлюоресцирующие), порошки второй и третьей групп (голубые и желтые) —
значительно более низкий эффект, порошки четвертой группы
(сростки) — средний эффект. На основании полученных результатов были
сделаны практические рекомендации.
В институте сверхтвердых материалов АН УССР [5]
определялись характеристики буровых коронок, оснащенных алмазными с
169
различным характером фотолюминесценции. Основные результаты
сводились к следующему;
1. По характеру люминесценции среди алмазов первого и
второго сортов (борт) могут быть выделены две группы, резко
отличающиеся своими буровыми качествами: несветящиеся (с повышенной
износостойкостью) и светящиеся алмазы (с пониженной
износостойкостью).
2. Алмазы первого и второго сорта, люминесцирующие
различными цветами, практически имеют одинаковую износостойкость.
3. Износостойкость коронок с несветящимися алмазами выше
износостойкости коронок, оснащенных светящимися алмазами, в
1,6 раза для второго сорта и в 2 раза для первого.
4. Удельный расход несветящихся алмазов в 2 раза ниже, чем
светящихся, как для первого, так и для второго сорта.
5. Износостойкость коронок, оснащенных несортированными
алмазами, практически не отличалась от таковой в коронках со
светящимися алмазами.
6. Удельный расход несортированных алмазов для первого
сорта на 50% и для второго сорта на 33% ниже, чем удельный расход
светящихся алмазов. Однако расход несветящихся алмазов в
такой же степени ниже несортированных алмазов.
Согласно классификации Г. О. Гомона [1], природные алмазы
в зависимости от их люминесценции и внешней формы образцов, как
свойств, которые легко можно использовать на практике,
разбиваются на десять групп, характеристика которых дана ниже. В этой
классификации в известной мере учитываются и другие
характеристики. Основные свойства алмазов каждой группы сводятся к
следующему.
У алмазов I группы нет центров 315, 415 и 503 *. Предполагается,
что у них имеется минимальное число примесей и дефектов решетки.
В алмазах II группы имеются примеси^, образующие центры 315,
ответственные за поглощение около 3000 А, и в области около 8 мкм.
Отличительной особенностью алмазов III группы является
наличие у них центров 415. У большинства алмазов этой группы имеются,
кроме того, и центры 315.
В IV группу объединены алмазы, у которых кроме центров 315
и 415 имеются и центры 503.
У алмазов V группы, кроме центров, характерных для алмазов
IV группы, есть центр, связанный, вероятно, с примесью бора.
Для алмазов VI группы свойственно наличие центров,
обусловливающих желто-зеленое свечение, и центров 415. Центры 315
имеются не у всех алмазов этой группы.
В VII группу объединены алмазы с желто-зеленым свечением,
в спектрах люминесценции которых отсутствует голубая
компонента. Для желто-зеленой компоненты характерны две почти
одинаковые узкие и интенсивные линии, расположенные около 5033 и 5108 А
* Имеются в виду спектральные характеристики.
170
Таким образом, в алмазах этой группы ик1еются центры
поглощения, ответственные за полосы около 3000 А ив области 8 мкм, и
центры 503, ответственные за желто-зеленую люминесценцию этих
образцов, причем центры 503 отличаются от центров алмазов IV
руппы, так как структура желто-зеленых компонент спектров
люминесценции такого вида различна.
У алмазов VIII группы, кроме центров, характерных для VII
группы, есть центры 415.
Алмазы IX группы имеют центры 315 и 415, а у желтых
разновидностей — примесь азота.
У алмазов X группы имеются значительное количество дефектов
решетки, сильно искаженная структура, деформации и натяжения,
влияющие на центры люминесценции и поглощения. Кроме того, у
них имеются центры 315, 415 и 503.
Согласно классификации Ю. Л. Орлова [7], к собственно
алмазам относят алмазные монокристаллы: В отдельные разновидности
выделяются поликристаллические образования, отличающиеся
внутренним строением. В большинстве случаев яснозернистые сростки
называются бортом, а сферолиты, имеющие радиально-лучистое
строение,— балласом и специфические пористые или плотные
сростки субмикроскопических зерен алмаза — карбонадо.
По этой классификации все природные алмазы разбиваются на
десять разновидностей. Краткая характеристика каждой
разновидности дана ниже.
Разновидность I. Эта разновидность включает
монокристаллы, имеющие форму октаэдра с гладкими ровными гранями
или со ступенчато-пластичным характером их развития. В
последнем случае октаэдрический габитус кристаллов может быть сильно
искажен в связи с появлением комбинационных неровных
поверхностей вместо острых ребер, а также притуплением вершин
неправильными поверхностями на месте граней куба.
Кристаллы первой разновидности прозрачны. При наблюдении
в микроскоп они не обнаруживают зонального строения.
Большинство из них бесцветны, но часто бывает виден желтый нацвет, а
иногда встречаются кристаллы, ясно и интенсивно окрашенные в
соломенно-желтый цвет. В подавляющем большинстве кристаллы первой
разновидности представлены алмазами типа 1а, относительно
обогащенными примесью азота (до 4 • 10^" атом/см^).
В ИК-спектрах поглощения основные линии поглощения 1282 и
1365 см~' и сплошное поглощение в УФ-области, начиная с 3200 А и
ниже, связаны с двумя азотными примесными центрами с
концентрацией 4 • 10^" центр/атом. Азот в этих кристаллах входит в
структуру алмаза в виде ассоциированных атомов, не оказавших
влияния на парамагнитные свойства. Для кристаллов первой
разновидности характерно, что азот в форме отдельных изолированных
атомов, изоморфно замещающих углерод и обладающих
парамагнитными свойствами, составляет в них приблизительно 0,001%
(10^^ атом/см^) общего содержания примеси азота.
171
Изредка находятся образцы (алмазы типа 16) с относительно
повышенным содержанием (до 10^" центр/см^) этого вида
парамагнитных центров.
Отдельную подгруппу (1—2%) составляют алмазы с
незначительным содержанием примеси азота (алмазы типа II и
промежуточного типа), именуемые иногда «безазотными».
Кристаллы первой разновидности количественно преобладают
над кристаллами других разновидностей среди алмазов всех
месторождений. Иногда они составляют до 98—99% общего числа
алмазов.
Разновидность II. К этой разновидности относятся
монокристаллы алмазов кубической формы, для которых характерна
интенсивная янтарно-желтая и зеленая окраска. Они при растворении
преобразуются в кубоиды и даже додекаэдроиды. Кристаллы
второй разновидности прозрачны. При наблюдении в микроскопе (не в
скрещенных николях) не обнаруживают зонального строения. Все
они содержат примесь азота в существенных концентрациях
(алмазы типа I). В них всегда устанавливается дефектный центр,
ответственный за полосу поглощения, с основной линией 1282 см*-' в ИК!-
-области и сплошное поглощение в УФ-области, начиная с 3200 А.
В отличие от кристаллов первой разновидности в этих кристаллах
отсутствует центр, ответственный за полосу поглощения с главной
линией 1365 см—' в ИК-области. Концентрация примеси азота в виде
отдельных атомов, являющихся парамагнитными центрами,
составляет до 10^' атом/см^. Парамагнитные азотные центры,
распределенные равномерно по всему объему кристалла, сближают эти
кристаллы с алмазами типа 16 и составляют 0,1—1,0% общего
количества примеси этого элемента. Он обусловливает окраску кристаллов,
интенсивность которой зависит от концентрации парамагнитных
центров, ответственных за поглощение в видимой области, начиная
с 5500—5000 А.
Среди алмазов из различных месторождений кристаллы
разновидности II составляют разную долю общего их числа, но
встречаются они, как правило, редко.
Разновидность III. Кристаллы третьей разновидности
представляют собой полупрозрачные, бесцветные или в различной степени
серые или почти черные непрозрачные алмазы. Для них
характерны параллельные и неправильные сростки, а также двойники
прорастания по шпинелевому закону. Внутреннее строение кристаллов
третьей разновидности сложно. В центре их имеется бесцветная
прозрачная зона, а во внешней части находятся микроскопические
включения. Эти включения обусловливают серую и темную
окраску кристаллов.
Все кристаллы третьей разновидности представлены алмазами
типа I, обогащенными примесью азота. В них устанавливается
примесный центр, ответственный за систему поглощения с главной
линией 1282 см-' в ИК-области и сплошное поглощение в УФ-области,
начиная с 3200 А. Как и в кристаллах второй разновидности, отсут-
172
ствует дефектный центр, ответственный за систему линий
поглощения 1365 см~'. Парамагнитные центры, образуемые одиночными
атомами азота, изоморфно замещающими углерод, в этой
разновидности кристаллов также отсутствуют. В спектрах поглощения в ИК-об-
ласти заметны дополнительные полосы, появление которых
связывается с дефектами и включениями, находящимися во внешней зоне
кристаллов. Значительная часть кристаллов люминесцирует при
возбуждении ультрафиолетовыми лучами, светятся они
характерным белесым цветом с желтовато-зеленым оттенком, причем
наблюдаются зональные свечения: внутренняя часть кристаллов
люминесцирует голубым цветом, а внешняя — желтовато-зеленым.
Разновидность IV. Среди алмазов этой разновидности
встречаются кристаллы кубического, октаэдрического и смешанного
габитуса, которые имеют зональное строение, отчетливо видимое
на сколах невооруженным глазом. Внешняя зона кристаллов
обычно мутная, молочно-белая, сероватая или в различной степени
окрашенная в желтый или зеленый цвет, сильно отличается от
внутреннего ядра, представленного, как правило, прозрачным
кристаллом со всеми особенностями, присущими кристаллам первой
разновидности. В окрашенных внешних зонах (оболочках) всегда
устанавливается повышенное содержание (10^' атом/см^ и более) примеси
азота в парамагнитном состоянии.
Парамагнитные центры распределяются по объему оболочки
неравномерно и вызывают желтую или зеленую окраску в
зависимости от концентрации. В оболочках отсутствует азот в форме
пластинчатых сегрегации.
Разновидность V. Кристаллы пятой разновидности
представляют собой темные или совершенно черные алмазы, окраска
которых обусловлена большим количеством сингенетических
включений графита, находящихся во внешней зоне кристалла.
Центральная часть кристалла прозрачная и бесцветная. Плоскогранные
кристаллы этой разновидности имеют форму октаэдра, как и кристаллы
первой разновидности. При растворении развиваются кривогран-
ные поверхности и кристаллы приобретают комбинационную форму
или округлую форму додекаэдрида. Наряду с отдельными
монокристаллами иногда встречаются сростки двух-трех кристаллов этой
разновидности. Примесные центры в кристаллах пятой
разновидности изучены слабо. Атомы азота образуют в структурах этих
кристаллов два наиболее распространенных центра, ответственных за
систему поглощения с основными линиями 1282 см-' и 1365 см-' в
ИК-области. В видимой области наблюдается поглощение на линии
5500 А, которое, по всей вероятности, связано с дефектами,
находящимися в большом количестве во внешней зоне. В ЭПР-спектрах
наблюдается одиночная линия (g » 2,0 э) как в кристаллах третьей
разновидности. Некоторые образцы люминесцируют в УФ-лучах.
При этом чистая прозрачная середина кристалла светится голубым
цветом, а внешняя зона с большим количеством включений —
желтым или желто-оранжевым цветом.
173
Разновидность VI. Среди природных алмазов
встречаются поликристаллические образования, имеющие радиально-
лучистое строение, которые называются балласами. Обычно балласы
имеют форму совершенно правильных шаров, но наряду с этим
встречаются образцы каплевидной и грушевидной формы с характерной
штриховкой поверхности, отличаюш,ей их от округлых форм
монокристаллов. Радиально-лучистое строение балласов
обнаруживается на сколах или на получаемых от них рентгенограммах. Составля-
юш,ие балласы монокристаллические лучи в разных образцах имеют
неодинаковые размеры. По размеру пятен и наличию или отсутствию
колец на рентгенограммах видно, имеют ли те или иные образцы
равномерное тонколучистое строение или же в них есть крупные лучи
в виде секторов, от которых на рентгенограммах получаются
рефлексы в виде отдельных крупных пятен. По цвету балласы можно
разделить на бесцветные, сероватые и совершенно черные. В
светлоокрашенных образцах отмечается иногда молочный опаловидный
отлив. Темный цвет балласов обусловлен наличием мелких темных
включений (очевидно, графита), концентрируюш,ихся во внешней
части сферолита. Когда включений много и баллас становится
совершенно черным, его называют иногда «дробеобразный борт».
Балласы являются редкой формой кристаллизации алмаза. Хорошо
известны балласы из Бразилии и Южной Африки.
Разновидность VII. Эта разновидность представляет
собой сростки полупрозрачных от находяш,ихся в них дефектов (тре-
ш,ин и включений графита) кристаллов алмаза, имеюш,их обычно
желтоватый нацвет. Формой роста кристаллов, составляюш,их эти
сростки, является октаэдр, переходяш,ий при растворении в
додекаэдр. В целом сростки имеют неправильную форму с размером
отдельных кристаллов, доходяш,их до 4—5 мм.
Разновидность VIII (борт). Эта разновидность
представляет собой агрегат многочисленных хорошо ограненных мелких
кристалликов примерно одинакового размера. Сростки в целом имеют
овальную или шаровидную форму. Форма роста отдельных состав-
ляюш,их — октаэдры. Обычно внутри таких сростков, если кристаллы
прозрачны, просматривается темное зернистое ядро. Это ядро
представляет собой агрегат зерен алмаза неправильной формы, темных от
включений графита, и по своему строению аналогично алмазам
девятой разновидности.
Разновидность IX (борт). Эта разновидность
поликристаллических агрегатов алмаза имеет вид неправильных кусков с
хорошо различимыми зернами неправильной кристаллографической
формы. Агрегаты непрозрачные, темно-серые и совершенно черные,
иногда имеют неравномернозернистое строение.
Разновидность X (карбонадо). Алмазы, известные под
названием «карбонадо», представляют собой скрытокристалличе-
ские или микрозернистые образования, имеюш,ие вид неправильных
кусков или обломков, обычно с более или менее округлыми кромками
и углами. На рентгенограммах, снятых с карбонадо, видны гало и
174
кольца, которые появляются при съемке тонкодисперсных веществ.
Кольца по своему положению соответствуют главнейшим
межплоскостным расстояниям в решетке алмаза. Размеры отдельных зерен,
слагаюш,их карбонадо, не превышают 20 мкм. У одних образцов
карбонадо поверхность бывает матовой, у других — эмалевидной, бле-
стяш,ей. Встречаются плотные кремнеподобные куски с гладкой
поверхностью, а также сильно пористые, шлакоподобные. Поры часто
бывают заполнены силикатным материалом и окислами железа.
Карбонадо непрозрачны и имеют различную окраску: темно-серую,
зеленовато-серую, розоватую, коричневую, а также
темно-коричневую и темно-фиолетовую. Как правило, поверхность карбонадо
окрашена более интенсивно: иногда снаружи они бывают совершенно
темными, а внутри имеют светлую окраску. Электронномикроско-
пические исследования показали, что между зернами, составляюш,и-
ми карбонадо, нет цементируюш,его веш,ества,и они связаны
межатомными силами.
Карбонадо в больших количествах находились в Бразилии, а
также в Венесуэле и Южной Африке. Среди алмазов отечественных
месторождений карбонадо не встречались.
Таким образом, из приведенных выше классификаций природных
алмазов наиболее близко к нашей схеме подходит классификация
Ю. Л. Орлова по группе природных алмазов, включаюш,ая две
подгруппы; алмазных монокристаллов с пятью разновидностями, со-
держаш,ими характеристику монокристаллов с учетом их
морфологических и физических свойств, и подгруппу алмазных
поликристаллических образований типа балласа, борт и карбонадо, также
разбитых на пять разновидностей.
В нашей схеме классификации природных алмазов
предлагается пользоваться классификацией Ю. Л. Орлова, но с четким
подразделением алмазов на указанные нами подгруппы и соответ-
ствуюш,ие разновидности.
Кроме основной группы природных алмазов, так или иначе
связанных по своему происхождению с кимберлитовыми трубками,
имеется еш,е две группы алмазов, которые заслуживают отдельного
рассмотрения, а именно: метеоритные и импактные алмазы.
1.1.1. Метеоритные алмазы
Алмазсодержаш,ие метеориты в последные годы детально изучались
многими учеными с целью выяснения характера содержаш,ихся в них
алмазов и их происхождения. Впервые именно среди метеоритных
алмазов наряду с кубической структурой алмаза была отмечена
гексагональная плотноупакованная структура, получившая отдельное
наименование — лонсдейлит, в честь известной английской уче-
ной-рентгенографа К. Лонсдейл. Ею было показано, что в метеорите
Каньон Дьябло зерна алмаза с гексагональной структурой
составляют 30% от всей массы обнаруженных в нем алмазов. Размеры от-
175
дельных зерен алмаза и лонсдейлита очень малы и составляют
всего 90 и 50 А соответственно. Самые крупные зерна достигают размера
нескольких сотен ангстрем. Агрегаты их совместно с графитом и
силикатами могут иметь сравнительно большую величину -^ до
3 X 3 X 5 мм [Вдовыкин, 1970].
Черные зерна, отмеченные в уреплитах, каменных метеоритах
типа углистых ахондритов, принятые первое время за карбонадо,
представляют собой алмазграфитовые сростки с примесью
незначительного количества камасита, тролита и хромита. Было устансвле-
но, что в алмазграфитовых сростках зерна алмаза имеют яс?ю
выраженную преобладающую ориентировку и размеры порядка 1 мкм.
Морфологические исследования зерен алмаза в этих сростках
показали, что все они имеют неправильную форму без каких-либо
выраженных кристаллографических очертаний.
1.1.2. Импактные алмазы
В 1970 г. впервые В. Л. Масайтисом и др. были обнаружены
алмазы в импактитах, образовавшихся в гигантском метеоритном
кратере на севере Сибирской платформы (Попигайская котловина)
[13, с. 157].
Вполне достоверно, что эти алмазы образовались
одновременно с импактными под воздействием высоких температур и давлений,
возникших в углеродсодержаш,их породах в момент удара
метеорита о земную поверхность.
Вероятно, что Попигайский метеоритный кратер не является
единственным кратером такого рода, так как имеются сообщения,
например, что среди алмазов встречаются алмазные зерна,
имеющие аналогичный облик с алмазами из импактитов Попигайского
кратера.
1.2. Второй подкласс. Синтетические алмазы
Следуя генетическому принципу, как и при классификации
природных алмазов, синтетические алмазы можно расклассифицировать
на три группы:
1) синтетические алмазы, полученные в условиях высоких
статических давлений;
2) синтетические алмазы, полученные в условиях высоких
динамических давлений;
3) синтетические алмазы, полученные в условиях метастабильнос-
ти. Группу синтетических алмазов, полученных в условиях высоких
статических давлений, можно разбить на две подгруппы:
синтетические алмазы монокристаллического качества (подгруппа
монокристаллов) и синтетические алмазные поликристаллы (подгруппа
поликристаллов).
176
Пфвая группа. Синтетические алмазы, полученные в условиях
БЬ1Соких статических давлений:
Подгруппа монокристаллов. В подгруппе синтетических алмазов
монокристального вида можно выделить пять разновидностей:
Разновидность!. К этой разновидности следует отнести
синтетические алмазы ювелирного качества, аналогичные
полученным впервые Стронгом и др. [16] и представляющие собой
бесцветные, желтые и голубые алмазные монокристаллы с хорошей
огранкой весом около 1 карата и максимальным размером около
6 мм. Эти алмазы получались наращиванием алмазных затравок в
условиях высоких статических давлений при многократных
перезарядках затравочных кристаллов. В бесцветных алмазах — малое
содержание примеси. В желтых — значительные концентрации
азота, в голубых — бора.
Разновидность II. К этой разновидности можно отнести
алмазы типа ACT, получаемые прямым синтезом; довольно
прозрачные, без трещин, с желтоватым нацветом, имеющие размер 0,6—
1,2 мм, по прочности мало уступающие природным алмазам и
пригодные для изготовления однокристального инструмента.
Разновидность III. Эта разновидность должна
охватывать синтетические алмазы высокой степени монокристальности,
предназначенные главным образом для технических целей
(горнобуровой, камнеобрабатывающий и правящий инструменты). К этой
разновидности следует отнести прежде всего синтетические алмазы
марки САМ (синтетические алмазы монокристальные),
представляющие собой в основном желто-зеленые прозрачные и
полупрозрачные монокристаллы или осколки монокристаллов изометричной
формы размером 0,5—1,0 мм [17]. Грани кристаллов
преимущественно ровные, гладкие. Наблюдается значительное количество внешних
и внутренних трещин. В кристаллах имеются как ориентированные,
так и беспорядочно расположенные включения. Количество черных
непрозрачных зерен составляет 10—15%. Тем не менее, по данным
[18], прочность алмазов марки САМ для зернистости 1000/800 —
7700 г. Примерно такие же свойства имеют марки АСС и АСК,
подробная характеристика которых приводится в ГОСТ 9206—70
«Порошки алмазные», которые также следует отнести к данной
разновидности синтетических алмазов.
Разновидность IV. Сростки алмазных кристаллов этой
разновидности дефектны, имеют сильно развитую блочную и
мозаичную структуру. К этой разновидности синтетических алмазов
могут быть отнесены алмазы типа АСР и АСВ (ГОСТ 9206—70).
Алмазы этой разновидности имеют темный и черный цвет из-за
большого числа включений. На рентгенограммах регистрируются
довольно крупные рефлексы с нечеткими дебаевскими кольцами. Плотность
алмазов этой разновидности составляет 3,41—3,42 г/см^. Количество
кристаллов в сростке незначительное.
Область применения таких алмазов — шлифовальные и
отрезные круги на металлической и органической связке, хонбруски,
177
сверла. Для шлифовального инструмента и хонбрусков используется
режим чистового и получистового шлифования и хонингования.
Разновидность V. Эта разновидность синтетических
алмазов охватывает самые дефектные, хрупкие и наименее прочные
синтетические алмазы типа АСО (ГОСТ 9206—70). На
рентгенограммах видны только отдельные рефлексы, характеризующие блочность
кристаллов и большое число мелких и менее интенсивных точек,
делающих кольца сплошными. Количество отдельных кристаллов в
сростке значительно больше, чем у синтетических алмазов
разновидности IV [19]. Плотность этих алмазов находится в пределах 3,41 —
3,42 г/см^. Эти алмазы характеризуются большой шероховатостью и
сильно выраженной гидрофильностью, что чрезвычайно удобно при
изготовлении из них инструмента на органических связках
(шлифовальные круги, хонбруски, шлифовальные ленты) для чистого
шлифования и хонингования.
Подгруппа поликристаллов. В подгруппе синтетических
алмазных поликристаллов в настоящее время можно выделить пять
разновидностей.
Разновидность!. К этой разновидности следует отнести
синтетические алмазные поликристаллы, получаемые спеканием
мелких алмазных порошков в чистом виде или после специальной
предварительной обработки для активации процесса спекания (удар-
ново-лновая обработка, ионная имплантация и т. д.). Возможно
также нанесение с той же целью углеродсодержащего покрытия
(например, эпитаксиальный алмаз или эпитаксиальный алмаз и графит
или только графит). Получаемый по такой схеме
поликристаллический материал представляет собой, как правило, однофазный продукт,
что обеспечивается либо высокими давлениями, способствующими
некаталитическому переходу графит—алмаз (около 100 кбар), либо
влиянием металла-катализатора, внедренного в поверхностный слой
алмазов и способствующего переходу графит — алмаз при более
низких давлениях (около 50 кбар). Одним из примеров таких
алмазных поликристаллов может служить «мегадаймонд» [20].
Разновидность II. К этой разновидности нужно отнести
синтетические алмазные поликристаллы типа СВ [21 ], которые
представляют собой двухфазный поликристалл и содержат в качестве
основного материала беспорядочно ориентированные зерна алмаза,
а в качестве вспомогательного — связку, расположенную в виде
тонких прожилок между кристаллами алмаза. Иногда связка
встречается в виде скоплений, заполняющих межзеренные пространства
[22]. Спекание поликристаллов проводится при очень высоких
давлениях и температурах. Прочность алмазных поликристаллов
типа СВ составляет около 500 кг/мм^, плотность — 3,34—3,45 г/см^,
относительная пористость 2—5%, микротвердость — 8000—
1200 кг/мм^.
Разновидность III. Синтетические карбонадо типа АСПК
из-за заметных количеств металлов-катализаторов в конечных
продуктах синтеза, обладают меньшей твердостью и прочностью, чем
178
алмазы двух первых разновидностей, и поэтому по настоящей
классификации отнесены к третьей разновидности. Способ получения
алмазных поликристаллов этой разновидности сводится к
следующему [23]. На углеродсодержащее вещество, в частности
спектрально чистый графит, в присутствии металла-катализатор а
одновременно воздействуют давлением по меньшей мере 80 кбар и
температурой около 1200° С. В предпочтительном варианте способа в
качестве металла-катализатора (он же материал для отвода теплоты
кристаллизации) рекомендуется использовать материал
теплопроводностью не ниже теплопроводности графита, например сплав на
хромо-никелевой основе (20% хрома, 80% никеля), вводить его в
углеродсодержащее вещество в виде стержня и размещать в реакционной
камере так, чтобы она посредством этого стержня имела бы тепловой
контакт с охлаждаемыми участками устройства. В другом варианте
[24] металл-катализатор используется в виде порошка с размером
частиц меньше минимального размера частиц заготовки.
Плотность таких поликристаллов изменяется в широких
пределах и значительно отличается от плотности природных
монокристаллов алмаза (р = 3,515 г/см*). Плотность алмазов АСПК, например,
колеблется от 3,69 до 3,93 г/см^. Содержание примесей (по данным
количественного спектрального анализа, главным образом никеля
н хрома, составляет 2—20 вес.%. Кроме того, в составе алмазных
агрегатов в качестве технологических примесей присутствуют не-
прореагировавший углерод, никель и карбид хрома Сг,Сз [25].
Алмазы типа АСПК имеют мелкокристаллическое строение.
Размер отдельных кристаллов составляет 0,26 мм, блоков — 10 мкм.
Разновидность V. К этой разновидности синтетических
алмазных поликристаллов относятся композиционные
компактные материалы, получение которых связано с пропиткой алмазного
порошка, взятого в качестве основной абразивной составляющей,
металлическим связующим при высоких давлениях и температурах.
Металлическим связующим может быть любой металл или сплав,
контактный угол смачивания алмаза у которого в жидком состоянии
меньше или равен 90°. Примером могут служить никель, кобальт,
железо, марганец, хром и т. д. Алмазные поликристаллы,
получаемые по указанному способу, отличаются высокими механическими
свойствами; твердость, по Роквеллу, 95—96 единиц (для зерен 3—
5 мкм), прочность на сжатие 450—550 кг/мм^, модуль упругости —
55000 кг/мм^ (для зерен алмаза 10—15 мкм). При вдавливании конуса
из этого материала (зерна алмаза 3—5 мкм) в сплав ВК-6 алмаз,
содержащий сплав, выдерживает контактное давление 10000 кг/мм^.
Относящийся к этой разновидности алмазный композиционный
материал «алмет» [31], получаемый горячим прессованием при
высоком давлении, включает 65 об. % алмазных частиц размером от
1 до 400 мкм, связанных металлической связкой. Последняя
представляет собой медно-титановые или медно-циркониевые интерме-
таллиды или их смеси, плавящиеся под давлением при температуре
1000—1200" С. Следовательно, при обычной температуре спекания
179
алмазных порошков они находятся в жидком состоянии, благодаря
чему хорошо пропитывают алмазную основу. Учитывая, что медно-
титановые или медно-циркониевые интерметаллиды теряют
прочность в твердом состоянии лишь при нагревании до весьма
высокой температуры (—800—900° С), можно считать этот материал
довольно перспективным для обработки твердых материалов:
керамики, металлокерамики, камня, стекла и т. д.
Вторая группа. Синтетические алмазы, полученные в условиях
высоких динамических давлений. Синтетические алмазы,
получаемые с помощью взрыва, составляют пока небольшую часть мировой
алмазной продукции (около 8% используемого объема
микропорошков). Однако способ создания сверхтвердых материалов в условиях
динамического сжатия является весьма перспективным и к настоя-
ш,ему времени получил достаточно серьезное научно-техническое
обоснование.
К сожалению, группа взрывных алмазов пока не может быть
четко подразделена на подгруппы монокристаллов и поликристаллов,
хотя попытки спекания алмазных порошков с помош,ью ударных
волн уже предпринимались и не без успеха [32]. Очевидно, это дело
будуш,его, а пока в этой группе можно выделить три разновидности
взрывных алмазов.
Разновидность I. К этой разновидности можно отнести
алмазы, полученные в 1961 г. [33] при прямом превращении графит-
алмаз с использованием мощной ударной волны с давлением во
фронте волны около 400 кбар. В результате адиабатического сжатия
графита в последнем развивается температура в пределах 1000—1500° С
в течение нескольких микросекунд. Полученные при таком
кратковременном воздействии синтетические алмазы представляют собой
мелкие, черные, беспорядочно ориентированные кристаллы,
размером менее 100 А, имеющие вид отдельных монокристаллов,
поликристаллических сростков и ориентированных пучков удлиненных
кристаллитов. Частицы размером 2—5 мкм состоят из отдельных блоков
диаметром 10—40 А, сложенных из беспорядочно ориентированных
кристаллов. Частицы крупнее 4—5 мкм представляют собой
плотно «сплавленные» агрегаты таких скоплений. Во всех случаях был
обнаружен углерод только кубической модификации, т. е. обычный
алмаз с кубической гранецентрированной решеткой.
Разновидность П. Синтез алмазов по способу,
предложенному фирмой «Дюпон де Немур» [34], сводится к взрывному
обжатию графитового порошка, заключенного в металлическую
матрицу, например чугун, при давлениях 900—2000 кбар и
температурах 2000—3000 К. Продолжительность импульса давления
составляет 1—10 мкс. Полученные из чугуна взрывные
синтетические алмазы, отнесенные нами ко второй разновидности данной
группы,— это темно-серый, почти черный материал, на 30—50%
представленный наряду с обычным алмазом гексагональной плотно-
упакованной структурой углерода или лонсдейлитом, т. е.
гексагональным алмазом. Алмазы, полученные по этому способу, делят-
180
ся на два вида: компактные агрегаты иглообразных волокноподоб-
ных кристаллов с определенной ориентацией и отдельные
остроугольные зерна размером менее 100 А. Синтетические взрывные
алмазы марки АВ, полученные Институтом сверхтвердых материалов
в содружестве с Институтом электросварки им. Е. О. Патона и
другими организациями [35, 36], имели максимальный размер, не
превышающий 60 мкм. Основная фракция находится в пределах
2—7 мкм. По абразивной способности взрывные алмазы АВ
превосходят синтетические алмазы марки АСМ (ГОСТ 9206—70) и
соответствуют синтетическим алмазам с повышенной абразивной
способностью марки АСН.
Рентгеноструктурный анализ взрывных алмазов обнаружил
значительную дефектность структуры. Процентное содержание лонс-
дейлита достигало 40—45%. Исследование спектров электронного
парамагнитного резонанса, полученных от алмазов АВ, показало
отсутствие сигнала примесных центров азота и наличие
интенсивного сигнала дефектов. Нагревание взрывных алмазов в вакууме
при температуре 1000° С в течение 30 мин показало отсутствие
обратного перехода. Дальнейшее повышение температуры приводит
к графитизации в первую очередь лонсдейлита, а затем алмаза.
Разновидность III. Синтетические алмазы, полученные
с помощью взрыва по технологии фирмы «Дюпон де Немур» [34] с
использованием меди, алюминия, никеля и других металлов в
качестве охлаждающей среды, можно отнести к третьей разновидности
взрывных алмазов [37].
Эти алмазы получают с более высоким выходом алмазов (до
60 вес. %), чем при синтезе из чугуна, имеют размер кристаллитов,
соизмеримый с размерами блоков, составляющими 10—40 А, и
неориентированные кристаллиты с размерами 100—1600 А, создавая
два независимых распределения частиц.
Отнесение среднего размера больших кристаллитов к среднему
размеру малых кристаллитов внутри каждого из двух названных
распределений составляет отношения 5 : 1 или 50 : 1.
Третья группа. Синтетические алмазы, полученные в метаста-
бильных условиях. Синтез алмазов в метастабильных условиях
возможен как при высоких давлениях вблизи линии равновесия
алмаз-графит, так и при давлениях, значительно более низких,
вплоть до атмосферного [38—40]. В ряде случаев такой синтез идет
даже в вакууме [41—43]. Как правило, такие процессы идут в
присутствии затравочных алмазных кристаллов, и их осуществление
строится на кинетических особенностях процессов кристаллизации
в условиях гетерогенных систем.
Наибольшую известность получили работы советских ученых,
возглавляемых чл.-кор. АН СССР Б. В. Дерягиным, по эпитаксиаль-
ному получению алмазов из газовой фазы [44].
Синтетические алмазы, полученные в метастабильных условиях,
можно подразделить на подгруппу монокристаллов и
поликристаллов.
181
Подгруппа монокристаллов. В подгруппе монокристаллов,
полученных в условиях эпитаксиального наращивания, можно
отметить две разновидности.
Разновидность I. К этой разновидности следует
отнести чисто алмазные пленки и алмазные монокристаллы, выросшие
на алмазной подложке и имеющие четкий кристаллографический
габитус (октаэдр, куб и т. д.). Последние результаты, полученные
при выращивании таких алмазов [45], показывают, что при
дальнейшем совершенствовании метода возможно увеличение таких эпитак-
сиальных монокристаллов до размеров, представляющих интерес
не только для специальных научных исследований, но и для
практических приложений.
Разновидность П. К этой разновидности могут быть
отнесены алмазные пленки монокристального качества,
легированные разными примесями и обнаруживающие полупроводниковые
свойства. Первое сообщение об алмазных эпитаксиальных пленках,
легированных бором и обнаруживших полупроводниковые
свойства, было сделано в работе [42].
Значение эпитаксиальных алмазов этой разновидности для нужд
полупроводниковой электроники трудно переоценить. Решающими
обстоятельствами в этом случае являются большая
теплопроводность и высокая температурная стойкость алмаза, благодаря
которым полупроводниковые элементы на основе алмаза могут быть
сделаны малогабаритными без потери в мощности. Малая
диэлектрическая проницаемость (е = 5,7) и большие подвижности носителей
заряда делают возможным применение алмаза в качестве материала
для высокочастотной техники. Малые обратные токи в
р—«-переходах и р—i—п-структурах могут обеспечивать малые шумы в
приборах.
Алмаз обладает интенсивной электролюминесценцией в голубой
и ближней ультрафиолетовой частях спектра, поэтому на его основе
могут быть разработаны эффективные светодиоды. Пока алмаз
только начал входить в электронную технику (детекторы ядерных
излучений, теплоотводы для полупроводниковых лазеров и лавинно-
пролетных диодов из арсенида галлия, термисторы). Вероятно,
в ближайшие годы область применения алмаза в электронике
значительно расширится и использование эпитаксиальных
монокристальных пленок заметно возрастет [51].
Подгруппа поликристаллов. Разновидность I. К этой
разновидности относятся эпитаксиальные алмазные пленки с
поликристаллической структурой. Часто такие пленки получаются при
сильном пересыщении по углероду углеродсодержащего газа или
расплава-раствора, при осаждении углерода на алмазных
монокристаллах или алмазных микропорошках [48, 49]. Примером
практического использования наращенных алмазных порошков могут быть
доводочные и полировальные операции при обработке твердых
сплавов, полупроводников, ферритов, стекла и других высокотвердых
материалов. Поликристаллические эпитаксиальные алмазные плен-
182
ки оказались эффективным связующим при использовании
наращенных порошков для создания алмазных компактов в условиях
высоких давлений и температур.
Разновидность П. Поликристаллические алмазные
пленки, высаженные на неалмазную подложку (карбид кремния,
титан, кварц и другие материалы) из плазмы [52] или нанесенные
на инородную подложку из ионного пучка [53], являются
самостоятельной разновидностью эпитаксиального алмаза и могут быть
использованы как высокотвердые и износостойкие покрытия в
режущем инструменте и конструкционных изделиях.
Представляет интерес использование таких пленок для
создания композиционных высокомодульных структур.
1.3. Третий подкласс. Кубический нитрид бора
Уступая алмазу по твердости, кубический нитрид бора тем не
менее является сверхтвердым материалом с не меньшим
потенциальным объемом применения, чем алмаз.
Отличительной особенностью кубического нитрида бора
является прежде всего его высокая термостойкость. Сильное окисление,
сопровождающееся графитизацией, не позволяет нагревать алмаз
на воздухе до температуры выше 800° С, в то время как кубический
нитрид бора не меняет своих свойств вплоть до температуры 1300° С.
Кубический нитрид бора отличается высокой стойкостью к
циклическому воздействию высоких температур, что предопределяет
его исключительно высокую работоспособность в абразивном
инструменте. Он, как и алмаз, характеризуется высокой химической
стойкостью и, что особенно существенно, в отличие от
алмаза—химической инертностью к железу, являющемуся основным
компонентом большинства материалов, подвергаемых в настоящее время
металлообработке.
Перечисленные выше особенности кубического нитрида бора
позволяют применять его при обработке различных
труднообрабатываемых сталей, отбеленных чугунов, твердых сплавов с
повышением производительности обработки от двух до десяти раз при
более высоком качестве обработанных поверхностей, чем в случае
алмаза или традиционных абразивов.
Первая группа. Кубический нитрид бора, полученный при
высоких статических давлениях. После первого успешного
синтеза кубического нитрида бора, осуществленного Р. Венторфом в
1957 г. [54], фирмой «Дженерал Электрик» в США в начале 60-х
годов было налажено промышленное производство кубического
нитрида бора под товарным наименованием «боразон».
В Советском Союзе синтез кубического нитрида бора был
впервые осуществлен в Институте физики высоких давлений Академии
наук СССР под руководством академика Л. Ф. Верещагина [55].
Промышленная технология получения этого материала была
разработана Ленинградским Всесоюзным научно-исследовательским
183
институтом абразивов и шлифования и Ленинградским абразивным
заводом «Ильич». Первые опытно-промышленные партии
кубического нитрида бора и инструмента из него были изготовлены на
заводе «Ильич» в 1964 г., а промышленные — в 1965 г., в 1966 г.
кубическому нитриду бора производства Ленинградского абразивного
завода «Ильич» была присвоена торговая марка «эльбор».
В конце 60-х годов было начато изготовление кубического
нитрида бора на Опытном заводе Института сверхтвердых материалов
АН УССР. В 1969 г. кубическому нитриду бора, выпускаемому на
этом заводе, была присвоена торговая марка «кубонит» [56].
Получение кубического нитрида бора под товарными
наименованиями «боразон», «эльбор» или «кубонит» связано с
использованием графитоподобного нитрида бора и металлических добавок
(катализаторов). В качестве катализаторов наилучшие результаты
были получены при использовании ш,елочных и щелочноземельных
металлов, их нитридов и боридов, а также сурьмы, олова, свинца. В
результате воздействия высоких давлений (40—75 кбар) и температур
(1300—2000° С) в исходной смеси происходит образование
первичного эвтектического расплава и протекает последовательно и
параллельно несколько реакций, в результате которых происходит
окончательная кристаллизация нитрида бора в кубическую структуру.
Наиболее распространена необратимая реакция [57]
4Mg + 2BN -> MggN, -f MgB,. (VI. 1)
Возможно также протекание параллельной реакции
3Mg + 2BN -> MggNa + 2В. (VI.2)
Образовавшиеся компоненты реагируют между собой
8В + MggNa -> SMgBa + 2BN (VI.3)
или (при более высокой температуре в камере высокого давления)
следующим образом:
20В + MggNj -> SMgBe + 2BN. (VI. 4)
При непосредственном контакте магния н бора в смеси протекает
реакция
Mg + 2B->MgB2. (VI.5)
Установлено, что даже в условиях давления, достигающего 90 кбар,
при соответствующей температуре происходит пиролиз
образовавшегося по реакциям (VI.I), (VI.3), (VI.5) диборида магния.
Пиролиз его при атмосферном давлении протекает по реакции
3MgBe->2Mg-fMgBe. (VI. 6)
Выделяющиеся при этом пары магния взаимодействуют с новыми
порциями графитоподобного нитрида бора по реакции (VI. 1), и этот
процесс протекает до тех пор, пока весь MgBj не превратится в
MgBg. Таким образом, суммарная реакция, протекающая при
получении кубического нитрида бора из данной исходной смеси, имеет
184
вид
lOMg + 6BN -> MgBe + SMggN,
{VI.7)
%
MgBs
Ha основе систематического исследования продуктов
кристаллизации [55] в разрезах MgNa — BN.Mg — BN.MgB—BN.MgBa — BN,
MgBg — BN, в большинстве своем оказавшихся псевдодвойными
системами, была установлена (рис. VI.2) область первичной
кристаллизации кубического нитрида бора. В системе вблизи разреза Mg —
BN показано существование
тройной эвтектики с химическим составом
35—40% Mg, 25—28% В, 35—37% N
и фазовым составом 46—56% BN, 34—
36% MggNa и 16—18% Mg и Bj.
Температура плавления этой эвтектики
определяет минимальную температуру
кристаллизации кубического нитрида
бора в условиях высоких давлений
из расплавов в системе Mg — В — N.
В системе Mg—BN соотношение MgBj:
MgsNa = 1:2. В эвтектическом
расплаве в системе MgBj — BN
кубическому нитриду бора в зависимости от
параметров (Р, Т) синтеза сопутствуют
нитрид и диборид или нитрид и гекса-
борид магния; в последнем случае в
эвтектическом расплаве соотношение
MgBg : MggNa = 1,0 : 0,5. Поэтому
эвтика в этой системе обладает
более высокой температурой плавления
в системе Mg — BN. Это обусловливает получение в системе
MgBa—BN кубического нитрида бора в виде более крупных
кристаллов, растущих в условиях значительного пересыщения, а
поэтому обладающих желательным для зерен абразивных материалов
мозаичным, блочным строением и хорошо развитой (скульптуриро-
ванной) поверхностью.
С целью коренного изменения условий зарождения и роста
кристаллов кубического нитрида бора в камере высокого давления была
осуществлена его кристаллизация при участии газотранспортной
реакции. Для этой цели был использован гидрид лития (как
газообразующая добавка)
12LiH->12Li-f бНа, (VI.8)
12UH + 4BN -> 4Li3N + 4В, (VI.9)
4изН + 4BN -> 4ЫзВЫ2, (VI. 10)
(VI. И)
мае. %
Рис. VI.2. Экспериментальные
составы поля первичной
кристаллизации кубического нитрида
бора и составы сопутствующих
фаз в системе Mg—В—N в
условиях высоких давлений (60—
62 кбар).
И большей вязкостью, чем
6Н,
.B,He,-f2NH3,.
'2Г + 2BN,
Суммарная реакция
12LiH + 10BN = 4Li3BN2 -f 4В -f B^Hg + 2NH3.
(VI. 12)
185
Таким образом, в этом случае происходит газификация графито-
подобного нитрида бора с последующей кристаллизацией
кубического нитрида бора из газовой фазы. Микроскопическое
исследование текстуры и микроструктуры спеков, полученных при смешении
компонентов и размещении их чередующимися горизонтальными
слоями, показали, что кристаллы BN^^, образовавшиеся в
результате газотранспортной реакции, растут в виде свободно
расположенных в прослое добавки полногранных, большей частью
таблитчатых двойников, реже — изометрических кристаллов; отчетливо
прослеживаются их секториальный и зональный рост. В данном
случае основное влияние на зарождение и рост кристаллов
кубического нитрида бора оказало не увеличение подвижности
расплава, а иной механизм отложения атомов бора и азота из газовой фазы.
Этим же объясняется высокое качество граней, их зеркальный
микрорельеф, детали которого выявляются лишь при наблюдении в
косом освещении.
Рассмотрение кристаллов кубического нитрида бора,
полученных в США [58], и сопоставление их с кристаллами кубического
нитрида бора, полученными с помощью гидрида лития в СССР [57],
показывает, что кристаллы получены аналогичным путем.
По-видимому, этот путь и необходимая для его реализации стабилизация
термодинамических условий (включая температурный градиент) в
реакционном объеме позволили фирме «Дженерал «Электрик» (США)
выпустить в 1969 г. улучшенный вариант боразона, а именно бора-
зон II, а фирме «Де Бирс» — ABN 300 (AMBER) [59].
Кубический нитрид бора выпускается промышленностью не
только в виде монокристаллов разной степени совершенства, но и в
виде компактных поликристаллических агрегатов, имеющих
блочное или мозаичное строение.
Разновидность I. К ней относятся октаэдры (размер
которых 0,3—0,5 мм), вытянутые по < 110>, отличающиеся мозаичным
строением кристаллов, имеющих незакономерно
ориентированные вростки кристаллов кубического нитрида бора. Отмечается
большое число ламелей на гранях октаэдров, сопряженных с
винтовыми дислокациями и связанными с ними вициналями и буграми
роста. Плотность дислокационных ямок травления, подсчитанная
на гранях октаэдров (111) и {111}, составила в одном случае всего
несколько единиц, в других — 0,3 • 10^; 0,5 • 10^; 1,6 • 10^.
Плотность кристаллов этой разновидности, определенная с помощью
термоградиентной трубки, составила 3,481—3,489 г/см^ и всего
лишь на 0,01 г/см^ отличается от теоретического значения, равного
3,49 г/см^. Остальные физико-механические свойства такие же, как
и у разновидности II, описанной ниже. Монокристаллы этой
разновидности представляют интерес для однокристального
инструмента, специальных абразивных кругов, а также для
полупроводниковой электроники как высокотемпературные полупроводники.
Разновидность П. К этой разновидности
монокристаллов кубического нитрида бора следует отнести порошки янтарного
186
нитрида бора ABN-300, боразона II, эльбора марки ЛР и кубонита
марки КР, отличающиеся от основной массы сырья, получаемого
в условиях сравнительно невысоких статических давлений, большим
числом достаточно четко ограненных монокристаллов или их
сростков в расчете на 1 карат сырья. Гониометрические измерения
монокристаллов этой разновидности показали, что они ограняются в
форме тетраэдра, тетрагонтритетраэдра, ромбододекаэдра и
гексаэдра, и цвет их меняется от янтарного до темно-коричневого и
черного. Строение кристаллов мозаичное, блочное, реже секториально-
мозаичное, в связи с чем онн могут эффективно использоваться в
шлифовальном инструменте. Размер отдельных монокристаллов
должен находиться в пределах 0,1—0,3 мм. Прочность на сжатие
кристаллов этой разновидности должна находиться на уровне
прочности алмазов марки АСВ или АСК (ГОСТ 9206—70).
Основные физико-механические свойства кристаллов этой
разновидности, определенные для монокристаллов эльбора и кубонита:
плотность 3,45—3,47 г/см^; микротвердость поВиккерсу 9000 кг/мм^;
модуль упругости 72000 кг/мм^; коэффициент теплопроводности
0,1 кал/(см -С); удельная теплоемкость 0,16 кал/(г • °С);
коэффициент линейного расширения 2,5 1/°С 10~^; температурный предел
устойчивости 1400° С. По абразивной способности кристаллы этой
разновидности находятся между алмазами марки АСВ и АСК.
Разновидность III. К третьей разновидности
монокристаллов кубического нитрида бора следует отнести зерна
кубического нитрида бора (боразона, эльбора, кубонита), полученные при
более высоких давлениях и температурах, чем кристаллы двух
первых разновидностей, размером до 0,2 мм, сцементированные
побочными продуктами синтеза (до 30 %). Кубическому нитриду бора
в таком сцементированном блочке сопутствуют продукты реакций
(VI.1), (VI.2), (VI.5), (VI,6) — нитрид, диборид и гексаборид
магния (или другого щелочного металла), бор элементарный, как
остаточный, так и образовавшийся в результате реакций (VI.3), (VI.4)
или кристаллизовавшийся из газовой фазы; очень редко
встречаются следы непрореагировавшегося металла. Визуально заметно, что
в изломе таких блочков кристаллы кубического нитрида бора имеют
преимущественно коричневый цвет, почти черный, реже —
аметистовый, розоватый, сереневый, иногда встречаются бесцветные
кристаллы. На аншлифах блочков отчетливо видно тесное прорастание
кристаллов кубического нитрида бора с продуктами побочных
реакций. Сопутствующие фазы присутствуют также в виде включений
и вростков. При выщелачивании включений в кристаллах
кубического нитрида бора появляются пустоты, вростки некоторых
побочных фаз, не удаляющиеся химической обработкой. Так, если
диборид магния растворим в растворах кислот и щелочей, то
гексаборид магния в них не растворяется и может окислиться только в
атмосфере водяного пара при 800° С с образованием бората магния
состава 3MgOB.203, белые зерна которого псевдоморфно замещают
темнокоричневые кристаллы гексаборида магния.
187
Большинство кристаллов этой разновидности кристаллизуется
в форме положительного тетраэдра с некоторым развитием
притупляющих его граней отрицательного тетраэдра, имеющего в основном
мозаичное и блочное строение. Цвет кристаллов этой разновидности
может меняться от серого до темно-серого, почти черного и от
коричневого до темно-коричневого или черного.
Физико-механические свойства кристаллов этой разновидности
в основном совпадают со значениями, приведенными для
разновидности II, но имеют несколько меньшие плотность (3,37—3,43 г/см^),
микротвердость (8000—9000 кг/мм^), абразивную способность и
более низкий предел температурной устойчивости (1200° С).
Подгруппа поликристаллов. Разновидность I. К этой
разновидности поликристаллов кубического нитрида бора отнесены
поликристаллы, состоящие из спеченных мельчайших частичек
кубического нитрида бора, соединенных тонкими прослойками
металлической связки. Типичным представителем этой разновидности
поликристаллов могут быть поликристаллы типа «компакс»,
полученные по способу Р. Венторфа и В. Рокко [61]. Сверхтвердый
материал, полученный по этому способу, представляет собой очень
износостойкий компакт, прочно связанный с подложкой из твердого
сплава и позволяющий значительно повысить скорости резания и
стойкость инструмента в безударном точении по сравнению с
инструментами из твердого сплава. К этой же разновидности могут быть
отнесены поликристаллы, полученные при очень высоких
давлениях спеканием кубического нитрида бора без всяких
связующих.
Разновидность П. Поликристаллы, относящиеся к этой
разновидности, синтезируются из гексагонального графитоподоб-
ного нитрида бора в присутствии каталитических добавок, которые
позволяют получать агрегаты сросшихся сложным образом
кристаллов кубического нитрида бора, разделенных незначительным
количеством продуктов кристаллизации маточного раствора.
Примером поликристаллов этой разновидности может служить
сверхтвердый материал, ПКНБ, синтезированный впервые Л. Ф. Верещагиным
и др. [62] и с 1971 г. выпускаемый промышленностью под
торговой маркой «эльбор-Р». Синтезированный по оптимальным
режимам этот сверхтвердый материал представляет собой
мелкокристаллический беспорядочно ориентированный агрегат с напряженной
структурой [55]. Поликристаллическая структура материала
однородна и состоит из плотно сросшихся кристаллов кубического
нитрида бора размером 5—20 мкм. Физико-механические свойства
синтезируемого материала зависят от состава исходной шихты и
термодинамических параметров процесса. Основные
физико-механические свойства: плотность 3,31—3,39 кг/см^; модуль упругости
88 500—66 500 кг/мм^; микротвердость 7000—8000 кг/мм^; предел
прочности на сжатие 190—210 кг/мм^; теплопроводность
(0,3—0,6) • 10^ Вт/(м • К); устойчивость при н_агревании на воздухе
1100—1200° С; период решетки 3,615—3,616 А. Резцы, изготовлен-
188
ные из этого материала, рекомендуются главным образом для
безударного точения.
Разновидность III. К этой разновидности отнесены
поликристаллы кубического нитрида бора, получаемые прямым
синтезом из графитоподобного нитрида бора без внесения
катализаторов [63]. Сверхтвердый материал, получаемый по этому способу,
назван «белбор». Твердость белбора составляет 6000—9000 кг/мм\
предел прочности на сжатие 400—650 кг/мм^, теплостойкость на
воздухе 1000—1100° С. Отсутствие каталитических добавок
обеспечивает высокие физико-механические свойства продукта, которые не
снижаются при его хранении. Материал рекомендуется для
использования в непрерывном точении.
Разновидность IV. К этой разновидности
поликристаллов кубического нитрида бора отнесены поликристаллы
кубического нитрида бора, содержащие в качестве основного материала
порошок кубического нитрида бора с размером частиц 3 и 5 мкм, а в-
качестве связующего — вюрцитоподобный нитрид бора. Примером
такого рода материалов могут служить спеки, описанные в работе
[64], а также поликристаллы твердого нитрида бора (ПТНБ),
описанные в [65, 66]. Микротвердость поликристаллов ПТНБ, по
данным [110], находится на уровне 7000—8000 кг/мм^, прочность на
сжатие составляет 400—500 кг/мм^, прочность на изгиб 60—100 кг/мм^,
теплостойкость 300 термоциклов. Размеры поликристаллов — около
3 мм. Материал способен работать в условиях умеренных ударных
нагрузок.
Разновидность V. К этой разновидности
поликристаллов кубического нитрида бора отнесены композиционные
сверхтвердые материалы, приготовленные спеканием в условиях высоких
давлений, порошка кубического нитрида бора в смеси с добавками
алмаза, окислов, карбидов и других тугоплавких соединений.
Примером такого композиционного материала [67] может быть композит,^
в состав которого входит 85—97% BN к 5—2% окислов натрия и
кальция и 10—1% тугоплавких соединений (алмаз, корунд, карбид
кремния и др.). Материал имеет поликристаллическую структуру,
образуемую плотно сцементированными взаимопроросшими
кристаллитами кубического нитрида бора размером 10-^—10-* см.
Регулируя количество и фазовый состав добавок тугоплавких
соединений, можно получать сверхтвердые материалы с различными
физико-механическими свойствами. Авторами работы [68], посвященной
композиционным материалам на основе алмаза и кубического
нитрида бора, рентгенографически установлено, что во всех
исследованных спеченных композиционных материалах имеют место
внутренние напряжения и наблюдается измельчение кристаллитов.
Степень напряженности кристаллической решетки данной фазы
находится в прямой зависимости от физических характеристик порошка
партнера, и в частности от коэффициента термического расширения.
Например, при спекании кубического нитрида бора с добавками
алмаза, карбида бора, корунда и никеля напряжения возрастал!!
189
"пропорционально увеличению коэффициента термического
расширения указанных добавок: алмаз — 1 • 10"^, карбид бора — 4,5 • 10-^,
корунд — 8 • 10-^, никель — 12,8 • 10-^, 1/град. Условия
спекания материалов этой разновидности обычно ниже, чем при синтезе
кубического нитрида бора.
Область применения этих материалов — лезвийный и
абразивный инструменты.
Разновидность VI. К этой разновидности относятся
композиционные материалы, полученные синтезом из графитопо-
добного нитрида бора с добавлением кубического нитрида бора,
алмазов, AI2O3B4, Si02, тугоплавких металлов (Ti, Zr, Hf, Nb, Cr, Mo,
W и др.) и с последующим взаимным прорастанием частиц добавок
с синтезированными кристаллами кубического нитрида бора [68,
69]. Например, добавка алмаза (20—40 мас.%) или AI2O3 (10—
-25мас.%) увеличивает прочность композиционного материала,
повышая однородность структуры и уменьшая размер кристаллов
кубического нитрида бора. Материалы этой разновидности могут
успешно использоваться как в лезвийном, так и в абразивном
инструменте.
Вторая группа. Кубический нитрид бора метастабильного
синтеза. Имеющиеся экспериментальные сведения о получении
кубического нитрида бора при низких давлениях слишком
ограничены, чтобы можно было провести какую-либо классификацию
этого материала по разновидностям, но вполне достаточны, по
аналогии с метастабильным алмазом, для выделения его в отдельную
группу.
Впервые синтез кубического нитрида бора в метастабильных
условиях осуществил Виккери [70]. Предложенный им способ
сводился к замещению фосфора азотом в фосфиде бора, имеющим алма-
зоподобную структуру.
Фосфид бора получался путем термической диссоциации
координационных соединений типа В • Clj • PCI5, в результате чего
появились тонкие темные пленки, которые затем обрабатывали в токе
смеси, состоящей из 95% азота и 5% аммиака. После этого пленки
светлели и происходило выделение фосфида.
Рентгеноструктурный анализ полученного продукта показал,
что он представляет собой кубический нитрид бора. Автором было
высказано предложение, что в основе описанного процесса лежит
реакция ВР + ННз -> BN^^g + РН3.
Получение пленок кубического нитрида бора методом
высокочастотного реактивного распыления описано в работе [71].
Целью работы являлось получение пленок нитрида бора для
использования в электронной технике (пассивация
полупроводниковых приборов, изготовление полевых транзисторов, элементов
памяти и т. д.).
Для получения пленок использовалась установка ВЧ-распы-
ления, смонтированная на базе вакуумного агрегата ВА-05—4. Азот,
подаваемый в систему, очищался от механических примесей, влаги,
190
кислорода (до 0,001%) по специальной методике. В качестве борсо-
держащего материала использовался бор аморфный
квалификационной чистоты. В качестве подложек для нанесения пленок
нитрида бора применялись сколы хлористого натрия или пластины
монокристаллического кремния, вырезанные по плоскостям (111) и (100).
Свойства пленок нитрида бора существенно зависят от удельной
мощности разряда.
Электронографическое исследование структуры этих пленок
позволило обнаружить присутствие кубической^модификации нитрида
бора с параметром решетки а = 3,58 + 0,2 А (расчетная плотность
р = 3,66 г/см»).
Электронографический анализ проводился путем сравнения
экспериментальной электронограммы с электронограммами
кубического и вюрцитоподобного нитрида бора, снятых в одинаковых
условиях.
Дополнительная информация в пользу образования
кубического нитрида бора извлекалась из анализа ИК-спектров модификаций
нитрида бора и экспериментальных пленок. '
Возможность осаждения пленок кубического нитрида бора на
инородных подложках может оказаться полезной в будущем при
нанесении покрытий на твердый сплав, быстрорежущую сталь и
другие инструментальные материалы.
1.4. Четвертый подкласс. Вюрцитоподобный нитрид бора
По своим физическим и химическим свойствам вюрцитоподобный
нитрид бора очень близок к кубическому нитриду бора, но все же
имеет достаточные отличия, чтобы выделить его, равно как и
материалы, создаваемые на его основе, в самостоятельный подкласс.
Основные свойства вюрцитоподобного нитрида бора приведены
в главе V настоящей монографии. Анализ этих свойств позволяет
предложить следующую схему классификации этого материала.
Первая группа. Вюрцитоподобный нитрид бора, полученный
при высоких статических давлениях. Подгруппа монокристаллов.
Известны два способа получения BN^ в условиях высоких
статических давлений. Один связан с прямым превращением BN^
в BNg в отсутствие каких-либо каталитических добавок при
давлениях свыше 110 кбар [72]. Другой способ предполагает сжатие
вюрцитоподобного нитрида бора в условиях высоких давлений с
одновременным созданием напряжения сдвига [73]. В обоих случаях
получается нитрид бора монокристального качества со структурой
вюрцита, характеризующейся следующими параметрами
элементарной ячейки:
а = 2,55А±0,01А,
с = 4,24А±0,01А.
Рентгеновская плотность р = 3,49 г/см^.
191
Показатель преломления в инфракрасной части спектра п = 2,22.
Возможно, в дальнейшем появятся другие способы получения BN
статического, которые позволят установить более подробные
различия в свойствах материалов этой группы.
Подгруппа поликристаллов. В настоящее время не известны
поликристаллы на основе статического вюрцитоподобного нитрида
-бора. Однако в связи с освоением промышленностью диапазона
статических давлений в интервале 100—120 кбар, например при
синтезе алмазных поликристаллов, не кажется невозможным создание
поликристаллов, которые в отличие от [72] почти не содержали бы
графитоподобного нитрида бора и имели бы свойства, сравнимые со
свойствами поликристаллов кубического нитрида бора.
Создание таких поликристаллов имело бы и самостоятельный
научный интерес в связи с сопоставлением их свойств с
поликристаллами вюрцитоподобного нитрида бора динамического синтеза
и выяснением причин удивительно высокой ударной вязкости
последних.
Вторая группа, Вюрцитоподобный нитрид бора динамического
синтеза. Подгруппа монокристаллов. К этой подгруппе относится
вюрцитоподобный нитрид бора, полученный с помощью ударного
■сжатия [74]. Основные свойства этого материала аналогичны
свойствам вюрцитоподобного нитрида бора, полученного в
статических условиях, и подробно описаны в главе V.
Отличие заключается главным образом в дисперности
получаемого материала (уменьшение размера частиц вюрцитоподобного
нитрида бора примерно на порядок по сравнению с'размерами
исходного BN) и внесении дополнительной дефектности за счет
взрывного нагружения (чередование волн сжатия и растяжения,
приводящее к дроблению материала и искажению структуры).
По способам получения взрывной монокристальный
вюрцитоподобный нитрид бора можно разделить по крайней мере на две
разновидности.
Разновидность I. К этой разновидности взрывного
вюрцитоподобного нитрида бора можно отнести монокристальнын
материал, получаемый из графитоподобного нитрида бора без каких-
либо добавок.
Промышленная технология получения материала по этому
способу разработана в ИПМ АН УССР [75] и обеспечивает выход
годного материала в коаксиальных устройствах сохранения до 90%.
Давление во фронте ударной волны при фазовом превращении
составляет 120—190 кбар, температура—до 1000° С. Размер частиц
находится в пределах 0,05—5 мкм. Размер основной фракции
0,30 мкм. Пикнометрическая плотность 3,10—3,40 г/см', удельная
поверхность 22—27 мм^/г, насыпная плотность 0,5—0,6 г/см*. Тем-
:пература обратного перехода 600° С.
Разновидность П. К этой разновидности относится мо-
яокристальный взрывной вюрцитоподобный нитрид бора,
получаемый из графитоподобного с использованием как жидких, так и твер-
192
дых добавок. В качестве жидких добавок могут быть использованы
вода и спирты [76], а в качестве твердых [77] — различные
металлы, например медь и т. п. Диапазон используемых давлений 120—
300 кбар, температура до 1000° С.
Вюрцитоподобный нитрид бора, получаемый по этому способу,
отличается меньшей дисперсностью, чем разновидность I. Размер
частиц разновидности II находится в пределах 0,1—15 мкм. Размер
основной фракции 0,7 мкм. Максимальное количество примесей у
материала, получаемого по способу работы [76], не превышает 1%,
основная примесь — графитоподобный нитрид бора — не
превышает 0,3 мас.%. Пикнометрическая плотность 3,10—3,33 г/см^,
удельная поверхность не менее 10 м^/г, температура обратного
перехода 700° С, показатель преломления несколько меньше, чем 2,10
для красного света.
Подгруппа поликристаллов. К этой подгруппе относятся все
поликристаллические композиционные сверхтвердые материалы,
созданные на основе вюрцитоподобного нитрида бора без полного
перевода его в сфалеритную структуру. Последнее обстоятельство
позволяет сохранить мелкодисперсный характер основной
составляющей сверхтвердого материала и обеспечить ему высокие режущие
и противоударные свойства без заметного роста зерен кубического
нитрида бора.
В настоящее время в этой подгруппе можно выделить три
разновидности.
Разновидность I. К ней относится сверхтвердый
материал из нитрида бора, состоящий из двух, а иногда трех
модификаций нитрида бора, без использования каких-либо добавок.
Типичным представителем этой разновидности является сверхтвердый
материал гексанит-Р [78], обладающий высокими режущими
свойствами и отличающийся высокой стойкостью к сильным ударным
нагрузкам. Микротвердость гексанита-Р составляет 5000—8000 кг/мм^
по Виккерсу, прочность на сжатие 300—500 кг/мм^, прочность на
изгиб 120—150 кг/мм^; пикнометрическая плотность 3,33—3,38 г/см^,
теплопроводность 60—80 Вт/(м • град). Температура обратного
перехода в вакууме 1100—1200° С. Красностойкость при
использовании в режущем инструменте 1000° С. Содержание графитоподобно-
го нитрила бора не должно превышать 5 мае. %.
Разновидность II.К этой разновидности относятся
композиционные материалы на основе вюрцитоподобного нитрида бора,
сохраняющие структуру последнего в конечном продукте, и
армированные нитевидными кристаллами AI2O3, нитрида кремния и
других абразивных волокнистых материалов.
Примером сверхтвердых материалов этой разновидности
является керамический материал [79], который подобен поликристаллам
гексанита-Р, но отличается более высокой стойкостью к ударным
нагрузкам и имеет в своем составе волокна AI2O3 в количестве до 30%.
Разновидность III. К третьей разновидности
сверхтвердых материалов, имеющих в конечной структуре вюрцитоподобный
8- 0-329 1 93
нитрид бора, относятся материалы, содержащие в своей структуре
различные добавки в виде алмазов, карбидов, нитридов, боридов
тугоплавких металлов [80], более подробную классификацию
которых в настоящее время провести невозможно из-за недостаточной
информации об их физических и физико-механических свойствах.
1.5. Пятый подкласс. Композиционные сверхтвердые
материалы с использованием в качестве основы карбидов,
нитридов и боридов тугоплавких металлов и окислов
Абразивные материалы с микротвердостью 2000—5000 кг/мм^ уже
давно используются как исходные материалы для создания режущего
инструмента на основе минералокерамики. Наибольшую
известность как в СССР, так и за рубежом приобрела минералокерамика
на основе AI2O3. Однако сравнительно невысокая микротвердость
этого материала (2000 кг/мм^) не позволяла говорить о нем как о
сверхтвердом материале, значительно превосходящем твердые одно-
и двукарбидные сплавы (ВК-8, Т30К4 и др.).
В последние годы новые виды керамик как в СССР, так и за
рубежом (В-3, ВОК-60, «Фельдмюлле» и др.) значительно повысили
свою микротвердость, обеспечив необходимое превышение в два-
три раза по сравнению с твердостью закаленных сталей и чугунов,
для обеспечения высокоэффективного процесса резания. По
характеру используемых для этих целей исходных веществ существующие
виды материалов этого подкласса можно разбить на следующие
разновидности.
Разновидность I. К этой разновидности сверхтвердых минерало-
керамических материалов в соответствии с принятой нами схемой
классификации следует отнести материалы с наибольшей
микротвердостью.
Одним из таких материалов является керамический материал
на основе карбида бора [81]. Микротвердость этого материала
составляет 4600 ± 100 кг/мм^. Прочность на сжатие 80—120 кг/мм^,
прочность на изгиб 30—50 кг/мм^, термостойкость 1500° С-
Разновидность II. К этой разновидности можно отнести
минералокерамику на основе AI2O3 с добавлением карбидов
тугоплавких металлов. Примером такого материала может являться
ВОК-60 или В-3. Микротвердость минералокерамики В-3,
содержащей добавку карбида титана, составляет 3000—3300 кг/мм^,
прочность этого материала на сжатие 100—180 кг/мм^, прочность на
изгиб 30—50 кг/мм^, термостойкость 1500° С [82]. По режущей
способности (в непрерывном режиме) при обработке закаленных
сталей и чугунов материал приближается к такому сверхтвердому
материалу, как эльбор-Р.
РазновидностьШ. К этой разновидности следует
отнести сверхтвердые материалы на основе нитрида кремния.
Примером материалов этой разновидности является силинит-Р, свыше
97 вес. % которого составляет нитрид кремния, а в качестве добавок
194
используются окислы алюминия и магния. Основные
физико-механические свойства силинита-Р: микротвердость по Виккерсу
3200 кг/мм^, прочность на сжатие 250 кг/мм^, прочность на изгиб
50—70 кг/мм^; термостойкость 1500° С. Более подробно свойства
силинита-Р описаны в главе IV.
2. ИЗДЕЛИЯ ИНСТРУМЕНТАЛЬНОГО НАЗНАЧЕНИЯ
Весь инструмент из сверхтвердых материалов может быть разделен
на три группы [83]:
1) абразивный инструмент, изготовляемый в основном из
синтетических алмазов (92—93%) и составляющий около 80% общего
количества инструмента из сверхтвердых материалов;
2) кристальный инструмент, изготовляемый в основном из
природных алмазов и поликристаллов различных модификаций нитрида
бора;
3) пасты и суспензии из сверхтвердых материалов.
2.1. Абразивный инструмент из сверхтвердых материалов
Абразивным инструментом из сверхтвердых материалов называют
инструмент, рабочая часть которого состоит из зерен порошка
сверхтвердых материалов, закрепленных связкой. Инструмент
изготовляют из синтетических и природных алмазов, эльбора, кубонита,
гексанита-А*. Абразивный инструмент состоит из абразивосодержа-
щего слоя, прочно соединенного с корпусом. Наличие корпуса
является основным конструктивным признаком, отличающим его от
инструмента из обычных абразивных материалов, и дает
возможность использовать абразивосодержащий слой до полного износа.
Материал корпуса и метод его соединения с абразивосодержащим
слоем выбирают в зависимости от марки связки, формы, размеров
и назначения инструмента.
Форма и расположение абразивосодержащего слоя на корпусе
обусловлены назначением круга. В зависимости от назначения
круги изготовляют на металлических, органических и керамических
связках с различной концентрацией (25, 50, 100, 150, 200%).
Формы и размеры кругов регламентированы ГОСТ 16167 —
ГОСТ 16181—70 для алмазного инструмента и ГОСТ 17123—71,
ОСТ 2.470—7—74 — для эльборового.
Алмазные и эльборовые бруски для хонингования и
суперфиниширования состоят из металлической подложки (корпуса) и ал-
мазсодержащего слоя.
Алмазные бруски выпускают зернистостью от 200/160 до 7/5 из
алмазов марок А, АСВ, АСП и АСО на металлических,
органических и керамических связках 25—100%-ной концентрации. Бруски
из эльбора изготовляют зернистостью ЛМ40—ЛМ14 на
керамической связке. В последнее время появились бруски более крупных
зернистостей на металлических связках.
* Гексанит-А — абразивны» вариант гексанита-Р.
8* 195
Алмазные надфили бывают различной зернистости с
прямоугольной, квадратной, круглой, полукруглой, овальной, трехгранной,
ромбической и другой формой поперечного сечения.
Алмазные инструменты для электроалмазного сверления
выпускают трех видов. Сверла состоят из металлического корпуса
трубчатой формы, на торце которого расположен алмазсодержащий слой.
Наружный и внутренний диаметры кольца должны быть больше,
чем корпуса, чтобы не произошло короткого замыкания корпуса
сверла на деталь при его углублении в обрабатываемое изделие.
С целью обеспечения подачи электролита в зону обработки в
выступающей части алмазсодержащего слоя электроискровым,
электрохимическим способом делают пазы. Сверла изготовляют из
природных или синтетических алмазов марок АСВ, АСК, АСС
зернистостью 400/315—80/63 100 и 150%-ной концентрации на связках
МС2, МВ1, МВ1К и др. Высота алмазсодержащего слоя составляет
3—5 мм, ширина — 1—2 мм. Размеры сверла задаются в
зависимости от размеров обрабатываемых деталей. Эти сверла получают
методом спекания.
Зернистость. Окончательные продукты рассева и
гидравлической классификации, характеризующиеся определенными
размерами и применяемые в производстве абразивов, называют
зернистостью. Обозначения зернистостей и их состав определены
различными ГОСТами. Так, например, зернистость алмазных и гекса-
нитовых порошков регламентируется ГОСТ 9206—70. Учитывая
специфику и возможность производства гексанита-А, их зернистость
может быть увеличена до одного и более миллиметра. Такие же
возможности имеются при получении крупных зерен и балласа и
карбонадо. Зернистость порошков из эльбора принимается по
ГОСТ 3647—59.
Алмазные порошки в зависимости от размера зерна разделяют
на две группы: шлифпорошки и микропорошки. По зернистости
шлифпорошки выпускают двух диапазонов: широкого и узкого,
а микропорошки — одного. Зерновой состав порошков
характеризуется совокупностью фракций: основной, преобладающей по
количеству, и побочных — крупной и мелкой, выраженных в процентах
(шлифпорошков — по массе; микропорошков — по числу зерен).
Крупность основной фракции продуктов рассева определяется размерами
двух смежных сеток, через первую из которых все зерна основной
фракции проходят и задерживаются на второй. Зернистость шлиф-
порошка определяют по основной фракции и обозначают дробью,
числитель которой соответствует размеру стороны ячейки верхнего
сита, знаменатель — размеру стороны ячейки нижнего сита.
Зерновой состав микропорошков определяется линейными
размерами проекции зерен под микроскопом. За размер зерна
принимают полусумму длины и ширины прямоугольника, условно
описанного вокруг проекции зерна таким образом, чтобы большая
сторона прямоугольника соответствовала наибольшей длине проекции
зерна. Зернистость микропорошка обозначают дробью, числитель
196
которой соответствует наибольшему, знаменатель — наименьшему
размерам зерен основной фракции.
Шлифпорошки синтетических и природных алмазов
выпускаются 12 зернистостей в узком диапазоне — от 630/500 до 50—40 и
5 зернистостей в широком диапазоне — от 400/250 до 63/40.
Микропорошки синтетических и природных алмазов выпускаются
одиннадцати зернистостей — от 60/40 до 1/0.
Контроль гранулометрического состава микропорошков
осуществляется при помощи микроскопа, а шлифпорошки
контролируются при помощи проволочных сит. Имеется некоторое
несоответствие зернистости порошков, выпускаемых различными
странами. Это объясняется тем, что в ряде стран (США, Англия, Япония
и др.) применяется термин числа меш, означающий количество
отверстий на один дюйм плетеных проволочных сит, используемых
для рассева порошков. Число меш характеризует количество
отверстий, но не их размер. Размер отверстий в свету, а
следовательно, и зернистость порошка определяются двумя величинами —
числом меш на один дюйм и диаметром проволоки, из которой
изготовлено сито.
Зернистость микропорошков, выпускаемых в различных
странах, также трудно сравнить, хотя контроль их производится везде
микроскопическим методом. Объясняется это тем, что за размер
зерен микропорошков в разных странах принимают различные
величины, например, в США и Японии — полусумму максимальной
длины и ширины зерна, в Англии — длину зерна, в
Чехословакии — ширину зерна. Стандартами некоторых других стран размер
зерна определяется как диаметр круга, площадь которого равна
площади проекции зерна на экране или предметном стекле микроскопа.
Для повышения эффективности использования порошков
применяются различные методы их предварительной обработки. В
первую очередь к ним можно отнести такие, как металлизация,
взрывная обработка, избирательное дробление, классификация по форме,
озвучивание и др. На некоторых основных мы остановимся ниже.
Металлизация порошка. Установлено, что износостойкость
композиционных абразивных материалов зависит от адгезионных
свойств абразива и связки [84]. Знание адгезионных и контактных
свойств сверхтвердых материалов по отношению к металлам
необходимо при выборе связки. Величина адгезии определяется
экспериментально по результатам измерения краевых углов смачивания
расплавленными металлами абразивных зерен. Значительное
смачивание зерен следует ожидать в случае, когда металл достаточно
интенсивно взаимодействует с углеродом (для алмаза), бором и
азотом (для нитрида бора). Химически инертные к углероду, бору и
азоту металлы не должны смачивать и сильно адгезировать к
алмазу или нитриду бора.
Для улучшения адгезионной связи абразива с матрицей
применяются различные покрытия абразивных зерен. В состав покрытий
могут входить такие металлы, как Ti, Сг, V, Nb, Та, Мо, W, Fe, Со,
197
Ni, Pb, Pt, Al, Si, B, которые хорошо взаимодействуют с углеродом,
бором и азотом.
Микроскопические, рентгенофазовые, микрорентгеноспектраль-
ные исследования показывают, что на границе раздела образуется
слой новой фазы — карбидов (для систем с алмазом) и боридов или
нитридов (для систем с нитридом бора) либо же имеет место
растворение твердой фазы в жидкую.
Для сохранения высокой механической прочности контакта
алмаза и металла необходимо предотвратить графитизацию алмаза,
т. е. образование между алмазом и металлом слоя механически
непрочного графита. Установлено, что графитизация практически
еще не сказывается на прочности контакта, когда температура не
превышает 1100° С. На основе этих данных создан технологический
процесс металлизации и агрегирования алмазов.
Адгезионные свойства связок могут быть улучшены как за счет
специальных покрытий абразивных зерен, так и за счет состава
связки. Покрытие абразивных порошков является одним из важнейших
достижений в деле повышения эффективности эксплуатации
алмазного, эльборового и другого инструмента.
Металлизация порошков применяется при изготовлении
инструмента на органической связке. В этом случае металлизация или
агрегирование могут обеспечить:
улучшение удержания зерен в связке; упрочнение зерен за
счет создаваемой металлической «арматуры»; повышение
теплопроводности связки и снижение коэффициента трения ее об
обрабатываемый материал; возможность создания необходимых
физико-химических условий в зоне резания.
Металлизация алмазных зерен эффективна и при изготовлении
инструмента на металлической связке.
Институтом проблем материаловедения АН УССР разработаны
методы покрытия алмазов металлами из жидкого адгезионноактив-
ного расплава и из газовой фазы. В результате алмазные зерна
покрываются слоем металла, хорошо соединенным с поверхностью
алмаза и смачивающимся жидким металлическим расплавом.
Применительно к использованию в инструменте на органической
связке предложен метод получения агрегированных
металлизированных алмазов, в которых каждая частица представляет агрегат,
состоящий из нескольких прочно соединенных и покрытых на
поверхности металлическим адгезионноактивным сплавом алмазных
зерен, которые благодаря своему ветвистому строению прочно
закрепляются в связке инструмента, повышая его
работоспособность. Покрытия могут быть также неметаллические (карбонильное
стекло и др.).
Импульсная обработка абразивного порошка может
применяться взамен многостадийного избирательного дробления, при котором
дробление зерен производится в механических дробилках
посредством многократных ударов дробящими элементами. Традиционный
метод избирательного дробления является малопроизводительным
198
и трудоемким, так как при применении дробящих элементов
необходимо многократное повторение цикла дробления и классификации
для получения необходимого качества продукции. Этот метод
ухудшает качество продукта, так как механическое дробление приводит
к внесению в абразивный порошок примесей, образующихся при
истирании дробящих тел и стенок камеры дробления.
Необходимость внесения в технологическую схему дополнительных операций
по химической очистке порошков от примесей значительно
усложняет процесс.
Традиционный метод не обеспечивает упрочнения бездефектных
зерен, что повысило бы их абразивную способность.
С целью повышения производительности и упрощения процесса
избирательного дробления, а также повышения качества продукта
абразивный порошок может быть подвергнут воздействию ударной
волны с величиной импульса давления, составляющей 60—80%
величины динамической прочности бездефектных зерен.
За счет такой обработки абразивная способность микропорошка
повышается более чем в 1,5 раза. Микропорошки имеют значительно
больший процент округлых зерен и практически в нем отсутствуют
зерна пластинчатой игольчатой формы [85]. Для этой цели могут
применяться различные устройства, представляющие собой
металлические контейнеры с внутренней, заполняемой порошком
полостью различной формы. Наружная поверхность контейнеров
подвергается действию высокоскоростного удара или взрыва
контактного заряда.
Недостатками указанных устройств являются малая
производительность, невозможность повторного использования, большие
расходы на изготовление и вскрытие контейнера, большой удельный
расход металла и низкая технологичность обработки. Более
подходящим устройством является контейнер, выполненный в виде
плиты с наковальней и улавливающей полостью, окружающей
наковальню. На наковальне насыпан обрабатываемый порошок, над
порошком и улавливающей полостью расположен лист, прочно
укрепляемый на плите, а сверху на листе расположен заряд
взрывчатого вещества [86].
Разделение абразивных шлифпорошков по форме является одним
из наиболее эффективных технологических процессов,
обеспечивающих значительное повышение качества инструмента. Для этой цели
чаще применяются вибрационные столы различной конструкции
и производительности.
Результаты разделения порошков по форме зерен на вибростоле
зависят от величины углов наклона вибродеки в продольном и
поперечном направлениях по отношению к направлению колебаний
амплитуды и частоты колебаний, а также материала деки. Принцип
разделения порошков по форме зерен на вибростоле основан на том,
что зерна с различными коэффициентами трения движутся по
наклонной вибрирующей деке по разным траекториям. Можно
подобрать такие углы наклона, при которых частицы с большим коэф-
199
фициентом трения передвигаются вверх, а частицы с меньшим
коэффициентом трения — вниз.
Опыт эксплуатации вибростолов, а также исследования формы
зерна и их прочности показали, что более четкое разделение
происходит в том случае, если на деку подается исходный порошок после
избирательного дробления и распределения на узкие фракции [87].
Корректировка абразивных зерен по форме является одной из
существенных операций, повышающих эффективность
использования сверхтвердых материалов. Имеется несколько технологических
процессов для решения указанной задачи.
Наиболее известным устройством для овализации зерен твердых
материалов являются цилиндрическая камера и ротор с
проушинами для закрепления на осях рабочих элементов. Данное устройство
характеризуется невозможностью обработки исходного материала
различной крупности в одном и том же устройстве без замены
рабочих элементов. Кроме того, в процессе работы происходит износ
поверхности рабочих элементов, что приводит к изменению зазора
между рабочими элементами и внутренней поверхностью
цилиндрической камеры и нарушает стабильность процесса обработки зерен.
Устройство, исключающее эти недостатки, представляет собой
эксцентриковое устройство, в котором рабочие элементы
установлены шарнирно и снижены выступами, входящими в пазы сменной
шайбы, закрепленной на роторе шарнирно с ним. Кроме того, на
эксцентричных осях рабочих элементов выполнены зубья,
входящие в зацепление с зубьями, образованными в проушинах ротора
(88]. В зависимости от крупности исходного порошка устанавливают
необходимый зазор между рабочими поверхностями цилиндрической
камеры и рабочими элементами. При вращении ротора происходит
овализация твердого материала за счет скалывания и истирания
острых кромок и выступов зерен о поверхность рабочих элементов,
стенки цилиндрической камеры, а также благодаря соударению
зерен и трению слоев обрабатываемого материала, вращающегося
с различной скоростью по всему сечению цилиндрической камеры.
При износе рабочих элементов не требуется их замена. Для
компенсации износа необходимо отрегулировать положение рабочих
элементов.
Корректировка формы абразивных зерен производится в
реакторах вихревых аппаратов, разработанных Полтавским НИИЭмаль-
химмаш под руководством Д. Д. Логвиненко и основанных на
принципе вращения ферромагнитных частиц в магнитном поле, в
процессе чего сбиваются острые углы у обрабатываемых частиц [95].
Корректировка формы абразивных зерен может производиться
также в виброистирателе, позволяющем совместить дробление и
корректировку формы, при которой плоские и удлиненные зерна
разламываются так же легко, как и трещиноватые [89]. Эта цель
достигается при обработке, например, алмазных порошков в
барабанах вибрационных мельниц с шаровыми или стержневыми
рабочими телами, работающих на сверхкритических режимах. Кор-
200
ректировка формы зерна может осуществляться на виброносителе
Механобра, который представляет собой подвешенную на резиновых
амортизаторах раму с расположенными на ней гнездами с
держателями металлических стаканов и ось с дебалансами. При вращении
дебалансов стаканы с рабочими телами и обрабатываемым материал
лом совершают сложное движение по эллиптической траектории с
максимальной амплитудой в вертикальном направлении и частотой
1500 колебаний в минуту. Центробежная сила, возникающая при
таком движении, прижимает рабочие тела к стенкам стакана, созда-
вая зону сжатия. Рабочие тела, перемещаясь, обкалывают частицы
материала.
Сортировка по прочности абразивных зерен также необходима.
Установлено, например, что прочность таких сверхтвердых
материалов, как алмазы, зависит не только от формы, но и от
состояния поверхности их зерен. Зерна с плоскими гладкими гранями
значительно прочнее зерен такой же формы, но с шероховатыми
гранями [90].
В Институте сверхтвердых материалов АН УССР проведены
исследования, цель которых — выявление возможности сортировки
алмазов по прочности флотацией. При этом предполагалось, что
грани в зависимости от своей формы избирательно адсорбируют
определенные типы соединений из раствора.
При флотационном разделении алмазы первоначально
приводились в соприкосновение с раствором подавателя, адсорбирующимся
на активных участках поверхностей, обладающих большей
поверхностной энергией. Затем, добавлялся реагент-собиратель,
адсорбирующийся на свободных от подавателя участках поверхности. Зерна
алмаза с гладкой поверхностью, покрытые пленкой
реагента-собирателя, вместе с пузырьками воздуха выносились на поверхность
(пенный продукт). Зерна алмазов с шероховатой поверхностью, на
которых закреплялся реагент-подаватель, хорошо смачивались
водой и оставались в камере флотомашины (камерный продукт).
Флотационный способ сортировки в соединении с классификацией по
форме на вибростоле позволяет увеличить выход продуктов высокой
прочности.
Измельчение и дробление абразивных зерен является одним из
основных технологических процессов, обеспечивающих повышение
эффективности использования сверхтвердых материалов в
различных областях промышленности. Особенно остро стоит задача
получения тонких порошков. Без тонкого измельчения в промышленных
масштабах сверхтвердых материалов затормозилось бы развитие
многих отраслей техники. В одном случае тонкие и сверхтонкие
порошки требуются для приготовления инструмента н паст,
предназначенных для обработки материалов, в другом — эти же порошки
необходимы для производства различных поликристаллических
спеков, предназначенных для оснащения лезвийного инструмента.
В зависимости от крупности исходного сырья и требований к
конечному продукту измельчение материала производят либо в один
201
прием (в одном измельчителе), либо в несколько приемов (в
измельчителях, установленных последовательно). Характер исходного
сырья и требуемая степень измельчения определяют число ступеней
измельчения и тип измельчающего оборудования. Процесс ведут
в открытом цикле, когда перерабатываемое сырье вторично не
возвращается в измельчитель, из которого оно вышло, или в
замкнутом цикле с классификатором, когда крупные частицы, не
удовлетворяющие требованиям, предъявляемым к размеру конечного
продукта, вновь возвращаются в тот же измельчитель для дальнейшей
обработки.
Процесс измельчения требует больших энергетических затрат
и сопряжен с безвозвратной потерей металла из-за износа рабочих
элементов измельчителя.
Несмотря на столь острую необходимость и на тщательную
инженерную разработку существующие методы получения
высокодисперсных порошков весьма несовершенны и в основном сводятся к
использованию различных конструкций механических дробильных
установок. Они не могут стать базой прогресса в этой области в силу
принципиальных недостатков: длительность, энергоемкость, пыле-
образование при помоле, шум, трудности при герметизации.
Необходимы принципиально новые технологические процессы и устройства.
К ним можно отнести прежде всего различные устройства,
работающие на принципе сверхвысоких давлений, взрывная обработка
исходных материалов, синтез порошков заранее заданных размеров
и др.
Одним из перспективных методов дробления абразивных
порошков является измельчение в эластичной оболочке гидравлическими
импульсами высокого давления. Предварительно раздробленный
материал засыпают в бункер. Он заполняет (самотеком) эластичную
трубу и все внутренние полости. Рабочую полость соединяют с
гидрокомпрессором или мультипликатором, периодически создающим
высокое гидростатическое давление, величина которого превышает
предел прочности на растяжение частиц измельчаемого материала.
Выдавливанию материала вверх и вниз при обжатии
противодействует столб сыпучей среды. Давление снимают, и шток отодвигает
камеру-дозатор в сторону. Ее содержание через люк высыпается
в емкость-сборник. Во время перемещения дозатора выходное
отверстие перекрыто шибером. Когда толкатель возвратит камеру
в исходное положение, она снова заполнится измельченным
материалом. Так как объем камеры равен объему внутренней полости
эластичной трубы, то после каждого цикла перемещения дозатора во
внутреннюю полость шланга поступает новый объем измельчаемого
материала и все повторяется [91].
Из традиционных методов дробления сверхтвердых
материалов — в шаровой мельнице, конусной, валковой, роторной, бегун-
ковой и других дробилках — наиболее эффективной технологией
при изготовлении шлифпорошков оказалась дробилка роторного
типа [92].
202
Выпускаемая Краснолучским машиностроительным заводом
роторная дробилка типа МЛА-3 предназначена для измельчения
аналитических проб угля и прочих хрупких материалов. При ее
использовании в производстве алмазных шлифпорошков и микропорошков
установлено, что независимо от марки и крупности исходных
синтетических алмазов после дробления в продукте содержится в
среднем 70—80% зерен класса —40 + 28 мкм. За счет модернизации
ее путем использования щелевого дозирующего устройства,
введения ступенчатого регулирования скорости вращения в пределах
19,8 — 44,0 м/с, установления сменных колец камеры дробления
с разгрузочными щелями шириной 0,4; 1,0; 1,25; 1,50; 1,75; 2,0 мм
стало возможным управлять дроблением алмаза и получать
порошки различной крупности в соответствии с требуемой номенклатурой
зернистостей. Исследования дробилки показали, что по мере
увеличения окружной скорости измельченный продукт становится
более мелкозернистым. Также доказано, что крупные зерна дробятся
более интенсивно. Это происходит благодаря большой кинетической
энергии, возникающей при их соударении с рабочими элементами.
Установлено также, что при дроблении синтетических алмазов в
роторной дробилке улучшается форма зерна. В этом случае
наблюдается значительно больший процент изометрических зерен, чем
при использовании дисковой дробилки.
Классификация абразивных порошков по размеру имеет большое
значение при производстве качественного абразивного инструмента,
паст и порошков. Шлифовальные порошки требуемой зернистости
получают путем рассева измельченного абразивного порошка на
специальных установках с соответствующим набором сит. Для
разделения по крупности частиц мельче 40 мкм, а иногда и более
крупных, применяется гидравлическая классификация, в результате
которой получаются микропорошки, отвечающие определенным
технологическим требованиям.
Наиболее сложной и трудоемкой является операция
гидравлической классификации. Эффективность классификации
шлифпорошков из синтетических сверхтвердых материалов до недавнего
времени повышали путем усовершенствования конструкции вибросит
периодического действия. Дальнейшая интенсификация процесса,
а также получение порошков с повышением содержания зерен
основной фракции стали возможными при использовании качественно
нового метода классификации. В связи с этим в ИСМ АН УССР
проводились исследования по разработке воздушноситовых
классификаторов непрерывного действия [93].
Рассев на воздушных ситах является одним из наиболее
современных методов классификации сыпучих материалов. Обладая
достоинствами классических ситовых методов рассева (стабильность
результатов, простота обслуживания, возможность эффективного
разделения на узкие фракции), этот метод значительно превосходит их своей
интенсивностью, особенно при классификации порошков с размером
зерен менее 100 мкм. Основным преимуществом этого классифика-
203
тора является возможность осуществления непрерывного процесса
классификации сыпучих материалов с получением одновременно
порошков нескольких зернистостей. Классификатор состоит из
классификационных емкостей, расположенных одна над одной и
герметично закрытых крышками. В каждой емкости имеется ситовое
полотно, под которым располагаются трубопровод и сопла для подачи
воздуха, причем последние установлены так, что обеспечивают
продувку всей рабочей поверхности ситового полотна. Воздушная струя,
инжектируемая из сопла, взмучивает подаваемый на сито порошок
и, отражаясь от крышки емкости, уходит в подситовое пространство,
унося с собой частицы, размеры которых меньше размеров ячеек
сит. В крышке каждой емкости имеются питающие патрубки, через
которые классифицируемый материал подается в зону рассева.
Диаметрально противоположно этим патрубкам в нижней части
обечаек сит вмонтированы разгрузочные штуцеры для отвода надсито-
вого продукта в герметические сборники.
Оптимальная производительность в зависимости от зернистостей
выделяемого порошка находится в пределах 12—15 тыс. каратов/ч
как при предварительном рассеве, так и при окончательной
классификации.
При воздушноситовом рассеве уменьшается износ ситового
полотна и меньше забиваются ячейки сит.
Классификация микропорошков из синтетических и природных
алмазов в промышленных масштабах производится в настоящее
время на центрифугах стаканчикового типа. Практикой доказано, что
центрифуги этого типа обеспечивают наиболее высокую
производительность и точность фракционирования по сравнению с
центрифугами и классификационными устройствами других типов [94].
Стаканчиковые центрифуги применяются для осаждения
тонкодисперсных алмазных порошков, осветления суспензий, отмывки
порошков от классификационной среды, а также для
предварительной классификации порошков по крупности.
Для точной доводочной классификации микропорошков в ИСМ
АН УССР разработаны и применяются конструкции специальных
классифицированных стаканчиковых центрифуг ЦК-1, ЦК-3, ЦК-4,
ЦК-5. Центрифуги ЦК-3 и ЦК-4, обладая теми же факторами
разделения, что и ЦК-1, являются более совершенными. В то время как
при работе на центрифуге ЦК-1 изменение числа оборотов
достигается сменой шкивов, ЦК-3 и ЦК-4 оснащены трехскоростным
двигателем, что значительно облегчает их облуживание в процессе
эксплуатации. Все центрифуги типа ЦК снабжены реле времени для
автоматического отключения после окончания цикла классификации.
Благодаря высоким скоростям вращения ротора центрифуга
ЦК-5 обеспечивает возможность осаждения тончайших алмазных
частиц. Она предназначена в основном для доводочной
классификации субмикропорошков зернистостью 0,7/0; 0,5/0; 0,3/0 из
исходного алмазного сырья класса — 1 мкм, получаемого в качестве
отходов после изготовления микропорошков.
204
в технологическом процессе производства микропорошков
центрифуга ЦК-5 применяется для осаждения, а также для доводочной
классификации микропорошков зернистостью 3/2; 2/1, 1/0.
Для классификации микропорошков из сверхтвердых материалов
исходный порошок суспензируется в специальной
классификационной среде, которая должна обладать высокой степенью
смачиваемости по отношению к сверхтвердому материалу и обеспечивать
эффективное диспергирование частиц классифицируемого материала.
Наиболее полно отвечает этим требованиям раствор желатина.
Смешивание исходных порошков является одной из главнейших
операций, определяющих качество абразивного инструмента.
Основным требованием, предъявляемым к смешению абразивсодер-
жащих порошков, является равномерность компонентов в смеси.
Неравномерное распределение компонентов в абразивсодержащем
слое инструмента резко ухудшает его качество. Отклонение
содержания компонента в различных частях смеси металлических связок
приводит к фазовым изменениям при спекании, что снижает
стабильность режущих свойств абразивного инструмента. В связи с
этим процессы смеш,ения компонентов шихты абразивсодержащих
порошков очень длительны — от 7 до 48 ч для различных составов.
Основным оборудованием, применяемым для приготовления смеси
порошков на заводах алмазно-абразивного инструмента,
является емкость, вращающаяся в двух взаимно перпендикулярных
плоскостях.
Наиболее перспективными для этой операции являются
аппараты с вихревым слоем [95].
Использование для этих целей аппаратов с вихревым слоем в
промышленных условиях позволяет за 30—40 с получить смеси
такого же качества, а при смешении в течение 60 с и более смеси, в
которых равномерность распределения компонентов составляет не
менее 99%. Принцип действия аппаратов с вихревым слоем
заключается в следующем.
Если ферромагнитные неравноосные частицы поместить во
вращающееся электромагнитное поле достаточной напряженности, то
они приходят в сложное, на первый взгляд хаотичное движение,
создавая своеобразный вихревой слой. Для практического
использования вихревого слоя ферромагнитных частиц последние, как
правило, помещают в рабочую камеру, вокруг которой располагают
устройство, создающее в рабочей зоне этой камеры вращающееся
электромагнитное поле.
Оптимальными условиями смешения, которым должен отвечать
смеситель, являются следующие: переменная во времени частота
и амплитуда вибрационного фона; наиболее сложное движение
рабочего органа; одинаковая интенсивность вибрационного фона по
всему объему обрабатываемой среды. Эти условия качественного
смешивания обеспечивает вихревой слой ферромагнитных частиц,
который удовлетворяет высоким требованиям, вытекающим из
обеспечения одновременного интенсивного микро- и макроперемешивания.
205
Другим важным качеством аппаратов данного типа является
возможность полной автоматизации операции смешивания —
одного из важнейших звеньев в технологической цепочке производства
инструмента.
Связки. Наиболее важными факторами, определяющими
работоспособность абразивного инструмента, наряду с
физико-механическими свойствами сверхтвердых материалов являются свойства
связи (прочность сцепления зерна со связкой, ее теплопроводность,
износостойкость, прочность, фракционные качества, пористость
и др.)- На основании изучения этих факторов в промышленности
созданы высокоэффективные связки — металлические,
органические и керамические.
Современный абразивный инструмент представляет собой
различные варианты конструктивного применения композиционных
материалов, изготовляемых методом порошковой металлургии.
Общими для этих материалов являются следующие признаки.
Во-первых, все эти искусственные материалы получают объемным
сочетанием разнородных компонентов, один из которых пластичен
(связующее), а другой обладает высокой прочностью, твердостью,
стойкостью против абразивного изнашивания и жесткостью
(наполнитель). Во-вторых, композиции обладают свойствами, которых
не имеют отдельные составляющие.
Абразивные композиции относятся к композициям,
упрочненным частицами.
Дисперсные частицы в инструментальных абразивных
композициях не только оказывают упрочняющее действие на эти
композиции, когда они ограничивают деформацию матрицы посредством
механического стеснения, но и играют основную роль в процессе
разрушения или обработки материалов. Во имя этой основной функции
дисперсных частиц и создаются композиционные материалы
инструментального назначения.
Сложность процесса изнашивания абразивсодержащей
композиции объясняется прежде всего тем, что она представляет собой
металлическую матрицу (связку) с закрепленными в ней
абразивными зернами. Последние вскрыты до такой степени, что могут
осуществлять микрорезание. Интенсивность износа абразивных зерен
и связки различная. Величина вылета зерна определяется
зернистостью абразива, расстояния между зернами — его концентрацией,
а интенсивность обнажения зерен — материалом связки. Все это
в значительной степени усложняет изучение процесса износа
подобных композиций.
Наблюдения за износом инструмента показали, что в процессе
его работы происходит постоянное изменение рабочей поверхности:
одни зерна теряют свою режущую способность за счет износа,
разрушения или вырыва, другие, наоборот, обнажаясь, включаются
в работу.
Изучение износа рабочей поверхности инструмента и
взаимодействия ее с разрушаемым материалом обычно ведется путем наблюде-
206
НИИ либо за конкретным участком рабочей поверхности, фиксируя
состояние каждого зерна, либо за изменением линейных размеров
абразивсодержащего слоя. Первый путь — дифференциальный —
применяется при изучении состояния отдельных зерен на рабочей
поверхности. Второй путь — интегральный — используется для
исследования комплекса факторов на изнашиваемость
'^абразивсодержащего слоя.
В нормальных условиях абразивного резания основной причиной
затупления инструмента является износ контактных поверхностей.
Установлено, что инструмент может подвергаться различным
видам износа — адгезионному, абразивному, диффузионному,
химическому и др. [96]. Отмеченные виды износа имеют место главным
образом в металлообработке, где процессы, происходящие в зоне
резания, способствуют различным химическим превращениям
материала абразива и связки. Условия работы инструмента при
разрушении горных пород отличаются от описанных выше тем, что
большинство факторов, способствующих физико-химическим
превращениям в абразиве и связке, отсутствуют.
Во всех случаях разрушение связки происходит главным
образом за счет абразивного износа.
Вырыв зерен из связки происходит в результате воздействия
на них тангенциальных составляющих усилия резания. Отделение
абразивного зерна от связки происходит вследствие слабого
удержания его в матрице. Создание адгезионноактивных к различным
абразивам металлических связок будет способствовать
значительному увеличению стойкости инструмента [97].
Абразивный износ связки происходит в поверхностном слое
металла и делится на два этапа: образование пластически
выдавленных рисок-царапин (в случае применения инструмента с
относительно мягкой связкой) и отделение частиц металла.
Абразивные зерна, находящиеся в рабочей зоне (между
обрабатываемым материалом и рабочей поверхностью) и входящие в
соприкосновение с материалом связки, подразделяются на две
основные группы: зерна, производящие только деформирование
материала в виде образования пластически выдавленных рисок-царапин
за счет перекатывания их в рабочей зоне, и зерна, производящие
резание материала связки. Имеют место случаи, когда находящийся
в рабочем пространстве шлам «вымывает» зерна из связки. Все места
пластического деформирования связки сравнительно быстро
подвергаются «абразивной обработке» шламом. Интенсивность износа
связки зависит прежде всего от ее материала и режима работы
инструмента.
Органические связки рекомендуются для изготовления
инструмента из различных сверхтвердых материалов для чистовых
операций обработки твердосплавных изделий, при суперфинишировании
деталей из закаленных сталей, а также для чистовой обработки
стекла, корунда, керамики, полупроводниковых и других
неметаллических материалов.
207
Инструменты на органических связках отличаются высокой
производительностью, обеспечивают малую шероховатость поверхности
и почти не засаливаются. Недостатком является повышенный
удельный износ на единицу снятого материала по сравнению с
инструментом на керамической и металлической связках.
Изготовляется органическая связка из фенолоформальдегидных
смол с наполнителями, которые выполняют различные функции.
Одни применяются для упрочнения связки и повышения ее
износостойкости, другие для повышения теплопроводности и снижения
температуры в зоне резания, третьи для снижения сил трения об
обрабатываемый материал. В последнее время появилось новое
направление в применении наполнителей — обеспечение
необходимых физико-химических условий в зоне резания, которые
направлены прежде всего на повышение эффективности применения
традиционных абразивов в новых областях применения.
Металлические связки применяются в инструменте,
предназначенном для предварительной обработки и фасонного шлифования,
когда требуется снять значительный объем твердого сплава или
другого обрабатываемого материала. Инструмент на металлической
связке отличается значительной долговечностью, хорошо сохраняет
свою геометрическую форму, но может засаливаться и требует
периодической правки. Состав композиционных материалов и
технология их производства, как правило, являются секретом фирм и
мало освещаются в литературе.
По зарубежным данным, в мировой практике используется более
50 композиций, из которых небольшое число запатентовано и
описано в доступных источниках [98].
Источниками, в которых публикуются сведения о композициях,
являются статьи, описывающие результаты применения алмазного
инструмента. Изучение этих статей показало, что в них приводятся
только общие характеристики композиций («бронзовая», «стальная»,
«твердосплавная»), которые не позволяют даже приблизительно
судить об их свойствах.
Более полные сведения приведены в патентах. Основное
количество композиций патентуется в США, Франции, ФРГ, Англии.
Однако, патентуя тот или иной состав в широких пределах, фирмы
не указывают точного их назначения.
Анализируя различные материалы, освещающие составы
абразивных композиций, можно отметить, что в качестве матрицы
используются многокомпонентные порошковые композиции. При всем
многообразии составов матриц их можно подразделить на
следующие группы: на основе меди, железа, титана, кобальта, твердого
сплава. Анализ патентов показывает, что имеется тенденция к
расширению применения двух последних групп.
Патенты и источники, содержащие сведения по данному вопросу,
можно разделить на две группы: относительно состава связки,
обеспечивающей адгезионноактивное взаимодействие между алмазами
и матрицей, а также относительно алмазсодержащих композиций,
208
изготовленных с помощью техники высоких давлении, которая
создает новые возможности в создании высокоэффективных
инструментальных композиций. Общим для данных технических процессов
является применение титана, циркония и их соединений для
улучшения смачивающей способности связки к алмазу.
В настоящее время все большее распространение приобретают
композиции металлов с упрочненными частицами второй фазы,
имеющие стабильные свойства при повышенных температурах.
Высокодисперсные частицы способствуют образованию сплава с
мелкозернистой структурой. Малая величина зерна уменьшает длину
свободного пути скольжения при пластической деформации и
повышает величину критического напряжения сдвига по плоскостям
скольжения. Наличие тугоплавких частиц затрудняет рост зерен —
рекристаллизация при высоких температурах упрочняет и
блокирует границы зерна.
В целях предотвращения схватывания обрабатываемого
материала и абразивного зерна композиции должны способствовать
появлению защитных пленок, надежно разделяющих сопряженные
поверхности. Роль таких пленок могут играть твердые смазки и
вторичные структуры, образующиеся при трении в результате
одновременного протекания пластической деформации, диффузии и фазовых
превращений [99]. Наиболее часто для большинства металлов и
сплавов роль таких вторичных структур играют окисные пленки.
И, наконец, промежуточные слои (между контактирующими
металлами) могут быть получены из вещества, образующего защитные
пленки за счет химической реакции с металлом в зоне контакта.
К таким веществам обычно относят серу-, хлор-, фтор- и
фосфорсодержащие соединения [100].
Эти свойства материалов целесообразно использовать при
разработке новых абразивсодержащих композиций, что позволит
расширить область применения инструмента и эффективность его
использования.
Таким образом, роль связки в эксплуатационных качествах
абразивного инструмента очень велика и, управляя ее качеством,
можно значительно расширить сферу применения традиционных
инструментальных абразивных материалов.
Количество абразивных зерен и расстояния между ними
непосредственно зависят от формы и геометрических параметров рисунка
расстановки зерен, которые практически могут быть выполнены
любыми способами в зависимости от требований обработки. Если
формы и размеры рисунка расстановки зерен выбраны, то
количество зерен на единице площади рабочей поверхности и в
инструменте в целом рассчитываются теоретически [101].
Таким образом, возможность создания абразивного
инструмента с ориентированными зернами и управляемым расположением
их на рабочей поверхности позволяет создавать
высокопроизводительный инструмент с рациональным использованием
дорогостоящих сверхтвердых материалов.
209
Значительно расширить область применения инструмента на
основе сверхтвердых материалов может технологический процесс
производства абразивсодержащего слоя методом прокатки.
Процесс прокатки имеет большие преимущества перед прессованием,
исключается необходимость применения пресс-форм,
обеспечивается высокая степень равномерности толщины и плотности,
недостижимая из-за трудностей разравнивания и малой текучести шихты
при прессовании, площадь прокатываемых изделий практически не
ограничивается, а размеры лимитируются только по ширине
длинной рабочей бочки валка, значительно уменьшаются затраты
энергии, снижаются требуемая мощность и масса оборудования [102].
2.2. Кристальный алмазный инструмент
Основными видами кристальных алмазных инструментов,
применяемых в различных отраслях промышленности, являются
правящий, выглаживающий, режущий, контрольно-измерительный
инструмент, стеклорезы и буровой инструмент [103].
Правящий инструмент применяется лля восстановления формы и
режущих свойств рабочей поверхности обычного абразивного
инструмента. Алмазный правящий инструмент имеет серьезные
преимущества перед другими видами инструмента. Прежде всего потому,
что он создает малые усилия при правке и обеспечивает высокую
точность геометрической формы круга, а следовательно, высокую
точность и чистоту поверхности шлифуемых изделий.
Инструменты для правки изготовляют в основном из природных
алмазов и выпускают разных видов: карандаши, бруски, резцы для
профилирования абразивных червяков, иглы, алмазы в оправе,
ролики, гребенки, пластины.
Алмазные карандаши — наиболее распространенные правящие
инструменты, выпускаемые в соответствии с ГОСТ 607—63,
отличаются расположением алмазов в рабочей части и характеристикой
алмазного сырья.
В зависимости от расположения алмазов различают следующие
типы карандашей: Ц — алмазы расположены цепочкой вдоль оси
карандаша; С — алмазы расположены слоями; Н —
неориентированное расположение алмазов.
Карандаши типа Ц выпускают марок: от Ц1 до Ц6 с общей массой
алмазов в карандаше 0,5 и 1 карат. Масса каждого алмаза в
зависимости от марки карандаша составляет от 0,03—0,05 карата (Ц1—)
до 0,31—0,50 карата (Ц6).
Карандаши типа С бывают двенадцати марок: от С1 до С12 с
общей массой алмазов в 1,0 и 2,0 карата. Масса одного алмаза в
зависимости от марки карандаша составляет от 0,017—0,025 до 0,10 —
0,70 карата. Выпускают карандаши с перекрывающимися и
неперекрывающимися слоями.
В карандашах типа Н восьми марок (от HI до Н8) применяются
наиболее мелкие алмазы зернистостью от 63/50 до 400/315. Общий
210
вес карандашей большинства марок — 1 карат, карандашей марки
Н8 — 4 карата, причем используются зерна такой величины, чтО'
на 1 карат приходится 120—90 шт.
Алмазные иглы представляют правяш,ий инструмент, рабочей
частью которого является закрепленный по оси оправы кристалл
алмаза, имеюш,ий острую вершину, ограненную в форме
четырехгранной пирамиды с углом между противоположными гранями при
вершине 90 ± 10°. Алмазные иглы применяются для правки резь-
бошлифовальных кругов. Для их изготовления используют
алмазные зерна массой 0,08—0,3 карата.
Алмазные правяш,ие бруски представляют собой металлический,
прямоугольник с алмазсодержаш,им слоем на одной стороне. Эти
инструменты применяют только для правки кругов на шарошлифо-
вальных станках.
Алмазы в оправках применяются для правки шлифовальных
кругов фасонного профиля, а также в тех случаях, когда при
правке шлифовальных кругов прямолинейного профиля карандаши не
обеспечивают достаточной точности формы микрогеометрии
обрабатываемой поверхности. Основная область их применения —
профильное шлифование, когда правка осуществляется по копиру. Для
их изготовления применяются кристаллы алмаза массой 0,05—
1,75 карата и более, имеюш,ие естественные острые ребра. Они
выпускаются по отраслевой нормали ОН037—004—63 с оправками
цилиндрической, ступенчатой, конической и резьбовой.
Алмазные ролики предназначены для профилирования и правки
шлифовальных абразивных кругов, на внешней поверхности
которого расположен алмазоносный слой. Для правки абразивных
кругов сложного профиля применяют блок роликов, состояш,ий из
нескольких роликов различного диаметра и профиля, соединенных,
между собой. Их изготовляют как методом порошковой
металлургии, так и методом гальванического покрытия. Прямые ролики
выпускают по ОН037—87—65, фасонные ролики — по специальному
заказу.
Выглаживающий инструмент применяется для отделочно-упроч-
няющей обработки, позволяющей повысить усталостную прочность^
контактную выносливость, износостойкость и
коррозионно-усталостную прочность деталей из закаленных сталей и жаропрочных
материалов.
При выглаживании происходит снятие шероховатостей
поверхности и упрочнение поверхностного слоя.
Одной из отличительных особенностей процесса выглаживания,
является практически полная сохраняемость размеров детали,
полученных на предшествующих операциях. Выглаживание
осуществляется алмазным наконечником, рабочая часть которого выполнена в.
виде сферы или цилиндра. На качество выглаживания основное
влияние оказывают радиус сферы (цилиндра) алмаза, радиальное
усилие, скорость вращения детали, продольная подача на оборот.
Радиус сферы выбирают в зависимости от обрабатываемого материала.
211
За счет выглаживания чистота поверхности повышается на один-
два класса. Ведутся работы по замене природных алмазов в
наконечниках для выглаживания синтетическими типами баллас и
карбонадо, а также на основе гексанита-Р.
Установлено, что в случае применения синтетических алмазов
кроме пластического деформирования происходит микрорезание,
обусловленное шероховатостью рабочей поверхности наконечников
Ra = 0.16 мкм. В связи с этим трудно получить шероховатость
поверхности выше десятого класса. Это объясняется тем, что
шероховатость поверхности поликристаллов алмазов невозможно
достигнуть выше R^ — 0>16 мкм. Из синтетических алмазов для
выглаживания более эффективны алмазы типа карбонадо, име-
юш,ие более мелкую кристаллическую структуру. На алмазах типа
баллас быстро образуются плош,адки износа. Режимы
выглаживания синтетическими алмазами аналогичны рекомендованным для
природных алмазов.
Алмазные резцы из природных алмазов применяют для тонкого
точения деталей из цветных металлов, сплавов и неметаллических
материалов. Алмазные резцы обеспечивают при тонком точении
точность размера до 1-го класса и точность геометрической формы
до 3—5 мкм. Шероховатость обработанных деталей Ra = 0,32—
0,08 мкм при продольном точении, R^ = 0,04—0,02 мкм при
точении врезанием. Обработка производится без охлаждения и с
применением СОЖ в основном тех же составов, что и при работе
твердосплавными резцами.
Замена ранее применявшихся твердосплавных резцов алмазными
обеспечила повышение стойкости резцов между переточками со 100
до 30 000 деталей. Стальные и чугунные детали не рекомендуется
обрабатывать алмазными резцами, так как в этом случае их
стойкость не выше стойкости твердосплавных.
В последнее время в промышленности применяют резцы из
синтетических алмазов типа баллас (АСБ). Основные работы в этой
области выполнены ИФВД АН СССР и ВНИИАлмазом [104], а
также кафедрой резания металлов Харьковского политехнического
института им. В. И. Ленина [105].
В результате проведенных работ установлено, что по таким
основным свойствам, как твердость и прочность, АСБ и АСПК близки
к природным алмазам. По косвенным показателям — температуре
резания, степени термодеструкции обрабатываемых пластмасс и
другим — теплопроводность АСБ и АСПК несколько ниже, чем у
природных алмазов, но значительно выше, чем у твердых сплавов.
Исследования коэффициента трения АСБ с различными
материалами показали, что для большинства материалов его величина
несколько выше, чем у природного алмаза, и намного ниже, чем у
твердого сплава. У АСБ, АСПК и природного алмазов в отличие от
других инструментальных материалов коэффициент трения не зависит
от изменения скорости скольжения в весьма большом диапазоне
(0,2 + 12,5 м/с).
212
Благодаря низкому коэффициенту трения и высокой
теплопроводности уровень температур резания при работе синтетическими
поликристаллами алмазов во много раз ниже, чем при работе
твердосплавными. Это обстоятельство позволяет производить обработку
с гораздо большими скоростями и тем самым существенно
повышать производительность по сравнению с обработкой
твердосплавным инструментом. Размеры алмазов АСБ и АСПК позволяют
осуществлять не только сверхтонкое точение, но и получистовую и
даже черновую обработку (возможная глубина резания 2,0 —
2,5 мм).
При изготовлении резцов наиболее трудоемкой операцией
является их заточка. Шероховатость кромки АСБ находится в пределах
7 — 8, а у АСПК 10 — И классов шероховатости.
Силы резания при обработке резцами АСБ цветных металлов и
абразивных пластмасс в полтора-два раза меньше, чем при
обработке твердосплавными резцами. Характерной особенностью
обработки резцами АСБ является постоянство сил резания в процессе
работы, чего не наблюдается при работе твердосплавными резцами.
Это объясняется тем, что на площадке износа образуется
развитая шероховатая поверхность излома, осуществляющая
микрорезание.
Несколько худшая чистота поверхности, чем при обработке
резцами из природных алмазов, объясняется состоянием режущей
кромки: структура алмазов АСБ и АСПК не позволяет получить
столь малую шероховатость режущей кромки, как у природных
алмазов.
Особенностью сверла на электрической связке является
возможность получения алмазсодержащего слоя различного профиля, а
также простота изготовления.
Алмазные полировальные шкурки и ленты изготовляют двух
типов по технологии ИСМ АН УССР и В НИИ Алмаза, последние —
эластичны, легко могут принимать форму обрабатываемой
поверхности.
Качество и стабильность работы ленты и шкурки
обусловливаются прочностью и эластичностью материала основы,
износостойкостью клея и его адгезией с основой, а также положением зерна по
отношению к обрабатываемой поверхности. Несколько подробней
остановимся на влиянии ориентации абразивного зерна на
эксплуатационные качества инструмента в целом.
Установлено, что перспективным направлением повышения
качества абразивного инструмента является возможность управления
ориентацией и расстановкой зерен на основе [101]. Благодаря
этому создаются условия для более полной реализации режущих
свойств алмазных зерен в инструменте в результате изменения их
углов резания, увеличения числа режущих зерен, расположения
их на оптимальных расстояниях друг от друга, создания требуемой
концентрации абразива в инструменте в целом или в любой его зоне,
обеспечения благоприятных условий для подвода смазывающе-
213
охлаждающей жидкости и удаления продуктов обработки. Это
позволяет избежать засаливания, уменьшить интенсивность теплового
потока и т. д. Особенности углов заострения абразивных зерен
используются при их геометрической ориентации. При этом зерна в
слое в большинстве случаев располагаются так, что их большие
геометрические оси перпендикулярны рабочей поверхности
инструмента и, следовательно, повернуты к обрабатываемому материалу
наиболее острыми вершинами. Ориентируя зерна в инструменте,
можно в значительной степени влиять на величины углов резания
зерен. Эффект ориентации зависит в большой степени от формы зерна.
Современные методы синтеза сверхтвердых материалов и методы
их обработки позволяют достаточно надежно гарантировать
качество сырья, форму и размеры зерен.
Возможность ориентации зерен позволяет широко использовать
сверхтвердые материалы любой формы, в том числе и удлиненные,
которые при этом лучше удерживаются связкой, обеспечивают
большую остроту инструмента и увеличивают эффективность
использования сверхтвердых материалов в абразивсодержащем слое.
Программированная расстановка зерен на рабочей поверхности
инструмента предполагает их расположение по заданному рисунку,
обеспечивающему требуемые расстояния между зернами,
концентрацию и создание заданной прерывистости рабочей поверхности.
Приведенные данные об использовании синтетических
поликристаллов алмаза АСБ и АСПК для лезвийного инструмента позволяют
сделать вывод о целесообразности их широкого применения для
многих разновидностей лезвийного инструмента. Их
использование особо эффективно при обработке труднообрабатываемых
пластмасс высококремниевых, медных и алюминиевых сплавов,
пластической керамики и др.
Применение АСБ и АСПК для обработки сплавов на основе
железа, наиболее представительного конструкционного
машиностроительного материала, оказывается нерациональным из-за высокого
адгезионного взаимодействия. В некоторых случаях целесообразно
применять резцы из карбонадо для тонкого точения титановых сплавов.
2.3. Лезвийный инструмент из поликристаллического
нитрида бора плотных модификаций
2.3.1. Инструмент из ПКНБ, белбора, исмита
В 1967—1970 гг. в ИФВД АН СССР и ЦНИТИ проводились работы
по изучению режущих свойств [106] нового сверхтвердого
материала на основе кубического нитрида бора при обработке деталей
из закаленных сталей. Позже этот материал получил название
ПКНБ (поликристаллический кубический нитрид бора), а
название ПТНБ (поликристаллических твердый нитрид бора)
закрепилось за поликристаллами кубического нитрида бора, получаемого
из смеси кубического и вюрцитоподобного нитрида бора.
214
s
so
Стойкостные испытания резцов проводили на токарно-винто-
резном станке модели 1Е61МТ при точении образцов диаметром
60—80 мм из закаленных сталей Р18 и ХВГ твердостью HRC 60—
64, ШХ15 и Х12Ф1 твердостью HRC 52—56. Заготовки ПКНБ
закрепляли при помощи чеканки в медных державках. Резцы
затачивали и доводили на универсально-заточном станке модели ЗА64Д
алмазными кругами. Шероховатость рабочих поверхностей режущей
части резцов соответствовала 10-му
классу по ГОСТ 2789—59.
Трудоемкость заточки и доводки
инструмента не превышала трудоемкости
аналогичных видов обработки
твердосплавного инструмента.
При испытаниях была принята
следующая геометрия режущего
инструмента: передний угол у ~
= 0°; задний угол а = 6°; угол
наклона главной режущей кромки
X = 0°; радиус при вершине г =
= 0,6 мм. Режимы резания:
скорость резания v = 50—120 м/мин;
подача 5 = 0,07 мм/об; глубина резания t = 0,3 мм. Обработку
проводили без охлаждения. За критерий притупления резцов
принимался износ по задней грани /ig = 0,2 мм. В результате
последовательной переточки резцов от торца к среднему сечению заготовки
их стойкость возрастает, достигая 60 мин и более при обработке
сталей твердостью HRC 60—64/60 мин и более (рис. VI.3).
40
о
J l.MIH
Рис. VI.3. Зависимость стойкости
резцов из ПКНБ от величины съема
/ при последовательных переточках.
2
1
.^^
''^^
ZZ-
20
ио
60 80 V, м/мин О
0.05 0,10 5,ш/о5
б
Рис. VI.4. Зависимость
шероховатости поверхности,
обработанной резцами из ПКНБ,
от скорости резания (а),
подачи (б) и глубины резания (в):
all — 0,04; 2 — 0,07; 3 — 0,11; 4 —
0,15 мм/об'
Опыты показали, что при обработке закаленных сталей с
применением охлаждающей жидкости (эмульсии с малой концентрацией
соды) стойкость резцов возрастает в полтора—два раза.
Влияние режимов резания на шероховатость обработанной
поверхности показано на рис. VI.4. Скорость резания в диапазоне от
10 до 100 м/мин практически не влияла на шероховатость
обработанной поверхности (рис. VI.4, а).
215
Влияние подачи на шероховатость обработки исследовали при
S = 0,04; 0,07; 0,11 и 0,15 мм/об (рис. VI.4, б). Увеличение подачи
от 0,04 до 0,07 мм/об незначительно влияет на шероховатость
поверхности. Дальнейшее возрастание подачи вызывает более
интенсивное увеличение высоты микронеровностей на обработанной
поверхности. Глубина резания незначительно влияет на чистоту
обработки (рис. VI, 4, е).
С целью установления рациональных геометрических
параметров режущей части резцов для обработки закаленных сталей
исследовалось влияние на качество обработанной поверхности углов
резца в плане, переднего и заднего углов, а также радиуса резца
при вершине. Опыты проводились
при постоянных режимах резания:
D = 50 м/мин; 5 = 0,04 мм/об; t =
= 0,5 мм.
На качество обработанной
поверхности в большей степени
влияют величины переднего угла н
радиуса резца при вершине. Мини-
'о 0,05 0.10 0,15 0,20 о,25Ь^,мм мальная шероховатость обработан-
Рис. VI.5. Зависимость шерохова- НОЙ поверхности достигается в ТОМ
тости обработанной поверхности от случае, когда передний угол ра-
износа резца из ПКНБ. вен 0°, а радиус при вершине —
0,6 мм.
При изнашивании рабочих поверхностей резца микрогеометрия
обработанной поверхности меняется. Это происходит вследствие
неравномерного износа участков режущей кромки, контактирующих
с обрабатываемой деталью, а также из-за изменения шероховатости
рабочих поверхностей резца.
Исследования, проведенные при скоростях резания 10—100 м/мин,
показали, что с увеличением величины износа резца по задней
грани до 0,2 мм шероховатость обработки несколько снижается, но
изменение величины микронеровностей на обработанной поверхности
находится в пределах одного класса шероховатости. При износе
резца по задней грани, превышающем 0,2 мм, шероховатость
обработанной поверхности резко увеличивается (рис. VI.5). Таким
образом, при чистовой обработке закаленных сталей резцами,
оснащенными ПКНБ, за критерий притупления резца может быть
принят износ по задней грани 0,2 мм.
Проведенные исследования показали, что при точении
закаленных сталей резцами из ПКНБ шероховатость обработанной
поверхности находится в пределах восьмого-девятого классов. При
соответствующей жесткости системы СПИД возможна обработка деталей
по первому классу точности.
Производственные испытания подтвердили результаты
исследований и показали возможность эффективного применения режущего
инструмента из ПКНБ при обработке деталей трудящихся пар,
подшипников, валов и т. п. (в основном производстве), пресс-форм, ко-
216
лонок, штампов, калибров, дисковых резцов и др. (в
инструментальном производстве).
Исследования режущих свойств резцов с рабочей частью из
сверхтвердого синтетического материала ПКНБ, изготовленного
ленинградским абразивным заводом «Ильич» и получившего в
дальнейшем товарное наименование «эльбор-Р», проводились также во
Всесоюзном научно-исследовательском инструментальном институте
1107].
Эксперименты проводили на токарном станке модели СТ-125В
высокой точности с виброгасящими опорами при точении образцов
из закаленных сталей (Р18, Р6М5 и Р6МЗ твердостью HRC 62—64,
ШХ15 твердостью HRC 61—62 и Х6ВФ твердостью HRC 59—60)
прямыми проходными резцами.
Заготовку ПКНБ в державке закрепляли заливкой
расплавленным металлом по способу, разработанному во ВНИИ. Резцы
затачивали на универсально-заточном станке модели ЗА64М по передним
и задним поверхностям кругами АЧК 150 АС04—651—100% без
охлаждения и доводили на притирочном станке алмазной пастой
АСМЗ-5 на чугунном диске.
Во всех экспериментах режимы резания и геометрические
параметры режущей части резцов были постоянны и составляли:
скорость резания d = 80 м/мин; глубина резания ^ = 0,1 мм;
продольная подача 5 = 20 мм/мин; главный и вспомогательный углы
в плане у = 30°; 7i = 10°, главный и вспомогательный задние углы
а = tti = 10°, передний угол у = —10°, угол наклона режущей
кромки %. = 0°. Радиус округления вершины резца г = 0,05—
0,08 мм; шероховатость передней и задних поверхностей 9—10
классы.
Для оценки режущих свойств резцов из ПКНБ были приняты
следующие показатели процесса точения; ширина контактной
площадки износа по задним поверхностям /ig (мм); составляющие силы
резания Р^, Ру, Р^ (кгс); шероховатость обработанной поверхности
Ra и R^ (мкм).
Ширину контактной площадки износа по задним поверхностям
измеряли при помощи микроскопа МБС-1 с увеличением в 56 раз,
смонтированном на суппорте токарного станка, а составляющие
силы резания — на универсальном динамометре УДМ-100 с записью
на шлейфовый осциллограф типа Н700. Тарирование динамометра
осуществляли непосредственно на станке.
Шероховатость обработанной поверхности определяли при
помощи прибора завода «Калибр». Величину износа и
составляющие силы резания измеряли вначале через 5 мин точения, а затем
через 20 и 50 мин.
Исследования показали, что возникновение и развитие износа по
мере увеличения продолжительности работы резца в процессе
точения быстрорежущих сталей различных марок во многом сходны.
В начальный период резания на главной режущей кромке
образовывались мелкие (до 0,010—0,015 мм) пилообразные выемки, а сама
217
кромка темнела по длине среза. Составляющие силы резания
интенсивно возрастали и их абсолютные значения находились в
следующих пределах: Р^ = 8—15 кгс; Р^ = 2—4 кгс; Р^ = 3—5 кгс. При
дальнейшей обработке выемки расширялись, а расположенные
рядом выемки сливались и укреплялись, в результате чего
образовывались площадки износа. Затем износ стабилизировался и его рост
замедлялся. Шероховатость поверхности устойчиво
поддерживалась в течение всего времени точения в пределах 7—8 классов.
Ширина этой площадки износа достигала величины /гз=0,25—
— 0,35 мм. Продолжительность работы резцов в среднем составляла
100—130 мин, а отдельных резцов доходила до 450—500мин (после
переточки). На этом этапе инструмент из ПКНБ работал наиболее
стабильно и надежно. Постепенно контактная площадка износа
распространялась на вершину резца и переходила на заднюю
вспомогательную поверхность. Износ резца становился объемным, с задних
поверхностей и режущих кромок удалялись частички материала
ПКНБ, открывая глубинные слои резца, которые были усеяны
мелкими острыми вершинами кристалликов ПКНБ, образующих новые
режущие микрокромки.
После 100—150 мин работы резца износ интенсифицировался,
вершина и режущие кромки резца начинали разрушаться быстрее,
приобретая в плане заваленную форму. Составляющие силы резания
начинали увеличиваться, но не так резко, как ширина контактной
площадки износа, которая в этот период могла достигать h^ = 0,45—
0,50 мм. Значения величин составляющих силы резания находятся
при этом в пределах: Р^ = 25—40 кгс; Р^. = 7—9 кгс; Р^ = 6—
8 кгс. Процесс резания переходит частично в выглаживание
обрабатываемой поверхности и сопровождается значительным
выделением тепла, нагревом детали и инструмента. Наступает
катастрофический износ резца.
Таким образом, при точении резцами из ПКНБ быстрорежущих
сталей процесс износа резца можно разделить на три этапа:
приработку, нормальный процесс резания и наступление
катастрофического износа.
При точении сталей ШХ15 и Х6ВФ HRC 60—62 контактная
площадка износа имеет более гладкую, как бы оплавленную,
поверхность без резких выступов; составляющие силы резания имеют
несколько меньшие абсолютные значения.
При чистовом и тонком точении образцов из закаленной стали
износ резцов происходит по задним поверхностям без заметного
образования лунки износа на передней поверхности.
Проведенные испытания показали, что за величину допустимого
износа резцов из ПКНБ можно принять ширину контактной
площадки износа по задним поверхностям /ig = 0,35 ±0,10 мм при
чистоте обработанной поверхности не ниже 7-го класса.
При точении деталей из закаленных сталей резцами из ПКНБ
с указанными геометрическими параметрами режущей части и
режимами резания наибольших значений достигает радиальная
218
составляющая Ру (рис. VI.6). Соотношение между
составляющими силами резания можно выразить следующим соотношением
Ру\ Р, :Р;, = 1 : 0,45 : 0,30. ,
При точении закаленных сталей в начальный период резания
образуется мелкозавитая стружка небольшой длины и фиолетового
цвета. При увеличении продолжительности точения она
приобретает зеленый, зелено-синий цвет и завивается в длинные нити. В
конечный период износа резца цвет стружки становится сине-зеленым.
АОО 500
Время,мин
15 20 25 30
Время, мин
Рис. VI.6. Зависимость величины износа /I3 и составляющих силы
резания от продолжительности точения (сталь Р18, HRC 62—64)
резцами из ПКНБ.
Рис. VI.7. Зависимость износа по задней поверхности резцов из бел-
бора от времени при точении без удара (сталь ШХ15, HRC 60—64).
Режим: и к=: 70 ^ 75 м/мин: s s=i 0,04 мм/об; i = 0,2 мм):
; — белбор; 2 — эльбор-Р; 3 — ПТНБ-5 мк.
ВОЗМОЖНО образование двух- или трехнитевой стружки с ломаной
рваной поверхностью.
Для определения периода стойкости было испытано 25 резцов
из партии в 100 шт. Все испытанные резцы обладали стабильными
режущими свойствами, не имели изломов, трещин и
выкрашиваний. При точении стали Р18 среднее значение периода стойкости
резцов из ПКНБ составило 129 мин (/ig = 0,38 мм). Шероховатость
обработанной поверхности соответствовала 7—8 классам. Среднее
значение периода стойкости резцов при обработке стали Р6М5
составило 165 мин (/ig = 0,45 мм), а при точении стали ШХ15 Т =
= 107 мин (/ig = 0,48 мм). По стали Х6ВФ был испытан один
резец, стойкость которого равна Т = 105 мин (/ig = 0,52 мм).
Среднее значение периода стойкости резцов из партии в 25 шт.
составило 129 мин (/ig = 0,44 мм). Максимальное значение
стойкости при обработке стали Р18 составляло 235 мин при (/ig = 0,53 мм),
наименьшее — 40 мин при (/ig = 0,37 мм).
Довольно близко примыкают к ПКНБ созданные несколько
позже белбор [108] (Институт физики и техники полупроводников АН
БССР) и исмит [109] (Институт сверхтвердых материалов АН УССР).
Полученные по разным технологиям, они так же, как и ПКНБ,
отличаются высокой микротвердостью, химической инертностью к
219
железу и предназначены в основном для использования в тонком и
чистовом точении закаленных сталей и чугунов. При анализе
режущих свойств, усилий, характера износа повторяются основные
закономерности, установленные выше для ПКНБ. Характерные завися.
о 20 40 ВО Время, мин Вршя.мин
Рис. VI.8. Зависимость износа недоведенных (1) и доведенных (2) резцов из
исмита по задней грани от времени работы при непрерывном точении
закаленной стали.
Рис. VI.9. Зависимость износа резцов из исмита по задней поверхности при
непрерывном (1) и прерывистом (2, 3) точении закаленной стали (v = 100 м/мин-
S = 0,04 мм/об; t = 0,25 мм). ^
мости, установленные для белбора, приведены на рис. VI.7.
Аналогичные зависимости, установленные для исмита, представлены на
рис. VI.8 и VI. 9.
Отличительной особенностью всей группы описанных здесь и
в (2.32) материалов является их высокая износостойкость при
отсутствии ударных нагрузок.
2.3.2. Инструмент из эльбора-Р и композита
(композиты, 01 и 05)
Высокая твердость и теплостойкость поликристаллического
кубического нитрида бора предопределяют и высокие эксплуатационные
свойства (износостойкость и режущие свойства) лезвийных
инструментов из эльбора-Р по сравнению с традиционными
инструментальными материалами. Это положение было подтверждено
результатами экспериментальных исследований [55], проведенных под
руководством В. С. Лысанова по точению сталей и чугунов, которые
выявили следующую основную закономерность: чем выше
твердость закаленной стали, тем более существенно проявляется
преимущество по износостойкости и режущим свойствам резцов из
эльбора-Р по сравнению с резцами из твердого сплава и минерало-
керамики.
При точении закаленных быстрорежущих сталей твердостью
оде 62—65 стойкость резцов из эльбора-Р при d = 30 -f- 100 м/мин
выше стойкости резцов из твердого сплава Т30К4 и минералокера-
мики ЦМ332 в десятки раз. Например, при точении стали Р18
HRC 62—64 со скоростью резания d = 80 м/мин, подачей S =
= 0,04 мм/об и глубиной резания t = 0,2 мм износ резцов с
пластинками твердого сплава Т30К4 и минералокерамики ЦМ332 после
220
h^,MM
0/2
3—8 мин резания составил 0,5—1,0 мм, а для резцов из эльбора-Р
после 140—160 мин резания — всего 0,4 мм (рис. VI.10).
Аналогичные результаты получены при сравнении эльбора-Р
с твердыми сплавами ВК6 и ВК2.
С уменьшением твердости обрабатываемой стали различие в
износостойкости между резцами из эльбора-Р и твердого сплава
уменьшается. Причем для некоторых
сталей (например, сталей, содержащих
хром) имеется граничное значение ОА
твердости, начиная с которой резцы
из эльбора-Р по износостойкости
уступают твердому сплаву при
оптимальных скоростях резания.
Например, стойкость
твердосплавных резцов при точении стали
ШХ15 твердостью HRCib при v =
= 60 м/мин, S = 0,16 мм/об, t =
= 0,2 мм в пять раз выше
стойкости резцов из эльбора-Р, а при
обработке той же стали твердостью HRC 55, наоборот, стойкость
эльбора-Р была в 10 раз выше стойкости твердого сплава (рис. VI.И),
При точении стали 45 твердостью HRC 45 (и = 100 м/мин, S =
еоо
о 20 40 60 80 100 Время,мин
Рис. VI.10. Зависимость износа
резцов из эльбора-Р по задней
поверхности от времени точения стали Р18
{HRC 62—64).
Режим: и = 80 м/мин; s = 0,04 мм/об; i —
= 0,2 мм.
т
V, м/мин
а 5
Рис. VI.11. Зависимость стойкости резцов из эльбора-Р и твердого
сплава Т30К4 от скорости резания:
а — при точении стали ШХ15 (i = 0,2 мм; й^ = 0,4 мм: s= 0,16 мм/об): / — Т30К4
{HRC 64); 2 — эльбор-Р {НRC 64): 3 — Т30К4 {HRC 55): 4 — эльбор-Р {HRC 55); 5 —
Т30К4 iHRC 46); 6 — эльбор-Р {HRC 46): б — при точении стали 45 (НRC 46): / —
Т30К4; 2 —эльбор-Р.
= 0,16 мм/об, t = 0,2 мм) стойкость эльбора-Р в 12 раз выше
стойкости твердого сплава.
Аналогичная закономерность получена в этой же работе при
сравнении эльбора-Р и твердого сплава на оптимальных скоростях
резания по относительному линейному износу (табл. 34).
221
Таблица 34
СРАВНЕНИЕ РЕЗЦОВ ИЗ ЭЛЬБОРА-Р И ТВЕРДОГО СПЛАВА ПО ЛИНЕЙНОМУ ИЗНОСУ
Твердость
стали ШХ15
Я/?С45
Я/?С55
Я/?С64
Оптимальная скорость
Т30К4
120
45
22
Эльбор-Р
150
90
55
V, М/МИН
Т30К4
3
25
32
h, мкм/км
Эльбор-Р
47,0
31,0
4,2
Исследования ВНИИ показали, что при точении стали ХВГ {v =
= 100 м/мин, S = 0,07 мм/об и ^ = 0,2 мм) резцы из эльбора-Р
превосходят по стойкости резцы из твердого сплава Т15К6 при
твердости, большей HRC 40. Изменение v от 50 до 400 м/мин не изменяет
этой тенденции. При точении быстрорежущих сталей любой
твердости стойкость эльбора-Р выше
стойкости резцов из твердого сплава.
В последнее время за рубежом и
в СССР были созданы новые марки
минералокерамики повышенной
прочности и износостойкости,
рекомендуемые для обработки закаленных
сталей. Сравнение такой минералокера-
^200
S
1 т
60
40
20
10
6
4
\
^
\
\
::! ^
"\7^
Y
Л
' \
-Л
\
-^
^J
^
\
\
\
2
rs ::
Л _
N,
\
"^, :^
\
^ -
\
so 60 100 200
400600
V, м/мин
20 25 30
Время, мин
-Рис. VI.12. Зависимость стойкости инструмента от скорости резания при
точении гильз из серого чугуна:
' ^ эльбор-Р", 2 — керамика ВЗ; 3 — твердый сплав ВКЗМ.
Рис. VI.13. Зависимость износа по задней поверхности резцов из эльбо-
ра (/) и минералокерамики (2) при точении чугуна СЧ 15—32 (у = 320 м/мин;
t^ 0,2 мм; s= 0,04 мм/об) от времени обработки.
МИКИ марки SHT-1 (легированной карбидом титана) фирмы «Фельд-
мюлле» (ФРГ) с эльбором-Р при точении стали Р18 твердостью
HRC 62—64 показало, что ее стойкость в три-четыре раза меньше.
При точении чугунов преимущества резцов из эльбора-Р по
износостойкости по сравнению с резцами из твердого сплава наиболее
-существенно проявляются при высоких скоростях резания. Так,
при D = 80 -f- 120 м/мин стойкость резцов из эльбора-Р в 1,3—
222
1,5 раза выше, чем стойкость резцов с пластинками твердого
сплава. При V = 400—600 м/мин это различие составляет 10—15 раз
(рис. VI. 12). Следует отметить, что при высоких скоростях резания
износостойкость эльбора-Р выше в два-три раза, чем износостойкость
современной минералокерамики. При точении чугуна СЧ 15—32
(d = 320 м/мин, t = 0,2 мм, S = 0,04 мм/об) износ по задней
поверхности резцов из эльбора-Р составил 0,1 мм, а резцов из
минералокерамики марки SHT-1 —0,3 мм (рис. VI.13).
Составляющие силы резания при обработке сталей и чугунов
резцами из эльбора-Р значительно ниже, чем при точении резцами
Таблица 35
ИНТЕНСИВНОСТЬ СЪЕМА ПРИ ТОЧЕНИИ И РАЗЛИЧНЫХ ВИДАХ ШЛИФОВАНИЯ
Вид обработки
Класс
Шероховатость
поверхности, мкм
Обработка, мм^/мин
Точение, мм
Шлифование с продольной
подачей при ширине
круга, мм
40
70
Черновая
Получистовая
Чистовая
Тонкая
2,5 и
ниже
3
2
1
2,5 и выше
2,5—0,63
1,25-
0,32-
-0,32
-0,08
15 000—
25 000
10 000—
12 000
2000—3000
700—1300
8000—16 000
3200—6400
1200—2400
500—1000
14 000—
28 000
5000—11 200
2170—4200
800—1700
ИЗ твердого сплава и минералокерамики. При обработке резцами и»
эльбора-Р стали 40Х твердостью HRC 40—42 с d = 80 м/мин
значения РуР^Р^ были соответственно в 2,5; 1,5 и 2 раза меньше,
чем при точении резцами из Т30К4 и ЦМ332, а при точении стали
Р18 твердостью HRC 62—64 это различие составило соответственно
10; 2,5 и 2,5 раза. Аналогичная картина имеет место и при
обработке чугунов.
Сравнительно небольшое различие в твердости
инструментального и обрабатываемого материалов при точении твердосплавными
и минералокерамическими резцами закаленных сталей (при
обработке стали Р18 эта разница составляет 1,41—1,44) приводит к
тому, что инструмент быстро затупляется, его геометрическая форма
искажается, и он практически перестает резать. Интенсивному
износу твердосплавных и минералокерамических резцов
способствуют высокие температуры, возникающие в зоне контакта при
точении закаленных сталей и чугунов на высоких скоростях резания»
в результате чего твердость этих материалов снижается.
Отмеченные закономерности можно проследить по изменению
составляющих Ру и Р^ силы резания. В первые секунды резания,
когда инструмент острый, значения Р^ и Ру при обработке стали
Р18 для резцов из эльбора-Р и Т30К4 одинаковы. После нескольких
минут резания сила Ру для резцов из Т30К4 была в 10 раз выше,
223
чем для резцов из эльбора-Р. При этом разница в силах Р^ была
менее значительна. Это свидетельствует о том, что резец из сплава
Т30К4 при точении стали Р18 HRC 62—64 со скоростью резания
D = 80 м/мин после нескольких минут работы затупился настолько,
что практически резание перешло в трение твердого сплава об
обрабатываемую деталь, что подтверждается малыми значениями
отношения / = PylPx = 0,15. При точении стали Р18 резцом из
эльбора-Р это отношение составляет f = 0,65.
Однако, рассматривая вопрос о перспективности применения
резцов из эльбора-Р, необходимо оценить, в какой мере они могут
соперничать по производительности и качеству обработки со
шлифованием (круглое, наружное и внутреннее шлифование).
Производительность при точении резцами из эльбора-Р может
быть больше или меньше, чем при шлифовании. Это положение
иллюстрируется данными табл. 35, где приведены значения
интенсивности съема Q для различных видов шлифования и точения. При
точении предельная глубина резания, как правило, значительно
выше, чем при шлифовании, а подача существенно меньше.
Поэтому эффективность применения точения взамен шлифования будет
во многом определяться отношением ^шлиф/^ьч-
Сопоставим процессы точения и шлифования закаленных сталей
по стоимости инструментального материала, расходуемого на съем
1 г стали.
Удельный расход эльбора-Р при точении определяется по формуле
g = Gl{{m + 1) TQ р],
где g — удельный расход эльбора-Р, мг/г; G — масса заготовки
эльбора-Р, мг; Т — стойкость между переточками, мин; Q —
интенсивность съема, см^/мин; р — плотность обрабатываемой стали,
г/см*.
приняв G = 160 мг, m = 4 и р = 8 г/см*, получим g = A/TQ.
При чистовом точении быстрорежущих сталей твердостью HRC
62—64 g = 0,02 + 0,05 мг/г, т. е. примерно в 100 раз меньше, чем
для круга из эльбора. Это объясняется тем, что при шлифовании
гббльшая часть зерен эльбора выпадает из круга при
незначительном их износе или вследствие механического разрушения связки.
Аналогичная картина имеет место и для кругов из электрокорунда,
режущие свойства которого при керамической связке используются
только на 10—20%. Вследствие малого удельного расхода резцы
из эльбора-Р по стоимости расходов на инструментальный материал
при съеме 1 кг стали при рациональном их применении сравнимы
с электрокорундовыми кругами и значительно экономичнее, чем
круги из эльбора.
Таким образом, можно сделать вывод, что применение лезвийных
инструментов из эльбора-Р является весьма перспективным при
обработке закаленных сталей и чугунов.
Износ резцов из эльбора-Р при точении закаленных сталей и
чугунов происходит за счет механического разрушения режущих кро-
224
мок и вершины инструмента под действием сил резания и трения.
При малых глубинах резания (^ = 0,1 мм) резцы изнашиваются в
основном по задней поверхности, а при больших глубинах резания —
как по задней поверхности, так и по передней, на которой
образуется лунка.
Показателем затупления при установлении влияния условий
обработки на стойкость резцов принята ширина площадки износа
по задней поверхности резца — hg = 0,4 мм.
Значение скорости резания, соответствующее максимальной
стойкости, определяется маркой стали и величиной сечения среза.
С увеличением подачи и глубины резания скорость его достаточно
высока. Из геометрических параметров на стойкость резцов из эль-
бора-Р наибольшее влияние оказывают передний и задний углы.
С увеличением отрицательного значения переднего угла до у= 10—15°
при точении закаленных сталей с твердостью HRC 62—64
повышается прочность режущей кромки, уменьшается опасность сколов
и выкрашиваний и стойкость резцов возрастает. С уменьшением
твердости стали отрицательное значение угла у может быть
уменьшено до —5°.
Влияние заднего угла а на стойкость резцов при точении
закаленных сталей особенно заметно проявляется при малых сечениях
среза. С увеличением угла а стой- ^
кость резцов возрастает, так как '
при малых сечениях среза увеличи- ^^^^ ---
вается упругое выпучивание метал- х1 / '^^^
ла со стороны задней поверхности, „у J^ "^
вследствие чего возрастают работы / ^
сил трения и контактная темпера- ^■<у \5^
тура. Увеличение же заднего угла АоГ
уменьшает влияние этих явлений ^^
на износ резца (рис. VI. 14). Рис VI.И. Геометрические пара-
Угол ф следует выбирать в пре- ""Р" Режущей части резцов,
делах 30—60°. При угле ф > 60°
ослабляется крепление поликристалла эльбора-Р во вставке и
стойкость резца снижается. При угле ф ■< 30° возрастает значение
радиальной составляющей силы резания, что приводит к
возникновению вибраций и сколов режущей кромки (табл. 36).
Наибольшее влияние на силы резания оказывает глубина
резания. С ее увеличением значения Р^, Ру, Р^ возрастают почти
пропорционально, поскольку аналогично возрастают ширина среза и
силы, действующие на переднюю и заднюю поверхности. При
увеличении подачи пропорционально возрастает толщина среза, что
приводит к росту сил только на передней поверхности. Скорость
резания не оказывает заметного влияния на составляющие силы
резания. Существенное влияние на Р^ Ру Рг (особенно на Р^)
оказывает твердость закаленной стали.
Высокие режущие свойства резцов из эльбора-Р (малые силы
резания и высокая износостойкость) позволяют при точении зака-
9 0-329 225
ленных сталей получать шероховатость поверхности 1,25—0,08 мкм
и точность обработки 1—2 классов. При этом гарантируется
отсутствие структурных изменений в поверхностном слое
обрабатываемых деталей.
Чем выше жесткость и виброустойчивость системы СПИД
(станок— приспособление — инструмент — деталь) и твердость стали, тем
меньшую шероховатость можно получить при обработке детали
резцами из эльбора-Р.
Из режимов резания (см. табл. 37) наибольшее влияние на
шероховатость обработанной поверхности оказывает подача S. При S=
= 0,01—0,04 мм/об можно получить шероховатость в пределах
0,32—0,08 мкм при любых значениях радиуса при вершине угла.
Увеличение подачи до S = 0,08 мм/об приводит к увеличению
шероховатости поверхности до 1,25 мкм.
Глубина и скорость резания незначительно влияют на чистоту
обработанной поверхности.
При исследовании корреляционных характеристик чистоты
поверхностей после точения и шлифования, имеющих почти одина-
Таблица 36
ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ РЕЖУЩЕЙ ЧАСТИ РЕЗЦОВ
Угол
размер
Рекомендуемые условия работы
Передний угол у
Главный задний угол а
Вспомогательный задний
угол aj
Главный угол в плане ф
Вспомогательный угол в
плане 9j
Угол наклона главной
режущей кромки X
Радиус при вершине
резца г
(10—15°) Обработка стали с твердостью более
HRC 45
15—20° При подачах 0,08 мм/об
10—15° При подачах 0,08 мм/об
10—15° Чистовая и получистовая обработка
30° При особо жесткой системе станок —
инструмент — деталь и работе с
малой глубиной резания
45° При достаточно жесткой системе
станок — инструмент — деталь —
наиболее распространенный угол
60° При недостаточно жесткой системе
станок — инструмент — деталь
15—20°
О—5° Чистовая и получистовая обработка
0,3—0,4 мм
ковую шероховатость, установлено, что точение обеспечивает
получение более регулярного профиля обработанной поверхности,
улучшающего эксплуатационные свойства деталей машин.
Физическое состояние поверхностного слоя деталей из
закаленных сталей характеризуется структурой, микротвердостью и внут-
226
ренними напряжениями. Металлографический и рентгенострук-
турный анализы показали, что в поверхностном слое закаленных
сталей после точения резцами из эльбора-Р в широком диапазоне
режимов резания не происходит структурных изменений, несмотря
на достаточно высокие контактные температуры.
Это объясняется несколькими причинами: малыми площадями и
временем контакта, а также тем, что большая часть тепла уходит
со стружкой. После точения в поверхностном слое глубиной до 50—
70 мкм создаются сжимаюш,ие напряжения, что повышает
эксплуатационные свойства деталей из закаленных сталей.
На основании большого объема исследований и опыта
применения инструмента на заводах определены типовые операции, где
использование резцов из эльбора-Р наиболее эффективно.
Растачивание отверстий диаметром 5 мм
и более в различных деталяхиз
закаленных сталей взамен шлифования. Эффективность
обработки достигается за счет повышения производительности
труда, так как жесткость системы СПИД при растачивании выше, чем
при внутреннем шлифовании (для отверстий диаметром 5—50 мм).
Растачивание отверстий с
одновременной подрезкой торца в деталях из
закаленных сталей и специальных сплавов взамен
шлифования. В этом случае эффективность обработки
достигается не только заменой операции внутреннего шлифования, но и
выполнением двух операций с одной установки. Совместить эти
операции при токарной обработке значительно проще, чем при
шлифовании.
При обработке отверстия и торца роликов направляющих
станков резцами, оснащенными эльбором-Р, производительность труда
повышается в три-четыре раза по сравнению со шлифованием. Еще
больший эффект от применения этих резцов можно получить в том
случае, когда требуется обеспечить не только высокое качество
обработки каждой поверхности в отдельности, но и высокую точность
их взаимного расположения.
Например, при обработке зуборезного долбяка необходимо
обеспечить перпендикулярность оси отверстия торцу в пределах 3 мкм.
При наличии соответствующего оборудования при обработке
долбяка из стали Р6М5 с твердостью HRC 62—64 с одной установки
можно получить шероховатость поверхности 9-го класса — по
отверстию, 10-го класса — по торцу и точность 1-го класса,
значительно повысив производительность труда (помимо шлифования
исключаются операции доводки). Возможно точение
многоступенчатых деталей из закаленных сталей (валики, оси, калибры) с
одновременной подрезкой торца и снятием фасок.
Снятие основного припуска при
предварительной обработке деталей из
закаленных сталей и специальных сплавов (взамен
чернового шлифования). Изменение глубины резания
Q* 227
i
i
I
1
ji
i
ji
if
P
li
li
II
i
i
Ч
л
s
o.
0»
3
г
s
2
г
u
a
2
1
CO —I CO CO
T
T
CO —■ CO СЧ —'
1
1
CO
CD
o"
C0_
o"
1
1
CD
o"
of
1
1
t
1
CO
o"
CO
o"
1
1
CD
1
1
of
of
1
1
T
1
CO
CD
CO
CD_
o"
1
1
CO
o"
o"
1
1
о
о
1
1
of
of
1
1
CO
CD
o"
1
1
of
of
1
1
0)_
Ю
T
1
O)
CO
o"
00
o"
1
1
о
о
о
о"
1
1
о"
О)
о"
1
1
О)
о"
о
1
1
о
cf
CD
о
о
1
1
О)
о
о"
о"
1
1
0)_
о"
о
0)_
о"
1
1
О)
о
о
о"
1
1
о
о"
CD
о
о"
1
1
О)
о
о"
CD
о"
1
1
0)_
о"
о"
1
1
О)
о"
о
1
1
о
о
о"
1
1
О)
о"
0)_
о"
1
1
О)
о"
О)
о"
1
1
о
о"
CD_ 0)_ С0_
о" О О) —■ о"
ОЗЮ—'Ю—'СООЗЮ—^
о" "-i о" о" о" о
1
1
со
со
1
1
О)
о
"Г
1
0)_
о"
1
1
со
О)
1
00
о
1
1
о"
о о о о о о
О) о О) о о ю о
—I 00 —' ОЗ со ОЗ -^
о о о о о
00 ОЗ о Ю о
— О) —. со
о
о
О)
о
о
со
о
о
О)
о
о
со
iii
ч^
н
S
ел
о
с
й
о
:^
н
S
ел
о
п
й
о
tsi
о
н
S
ел
о
с
S
о
tsi
о
н
S
<1
с
й
о
tsi
о
н
S
о
с
S
ю
о
н
S
ел
о
с
S
Ч^ "^
о
с
S
о
(Я
п
о
:т
(Я
я
Н
о
>1
ч
о
С
(Я
п
о
:т
(Я
Н
а.
<и
а-
>1
ч
о
6
о
S
а-
>1
ч
о
С
(Я
п
о
S
:т
ея
к
Н
а.
<и
а-
>1
ч
о
С
о
а-
ч
о
С
ея
са
п
о
о
S
IT
а.
<и
а-
>1
ч
U
3
О
а*
>1
Ч
U
(Я
п
о
н
CJ
:т
ч"^
^
Я^л
ю
^С1
2°^
и 4:
чо
5^?
!£!
и Л
чО
gctr
U4:
а.
S
я
(Я
А CQ
ч к
га к
5S
о
а: О
= 0)
о
а.
с
«<
а: "^
228
на 0,1—0,2 мм не оказывает заметного влияния на стойкость
инструмента и его работоспособность, а при шлифовании изменение
глубины резания в ряде случаев на 0,01—0,02 мм приводит к
значительному износу и прижогу на обрабатываемой поверхности.
Прецизионная обработка деталей из
чугуна различной твердости. Характерным примером
применения резцов, оснащенных эльбором-Р и другими
сверхтвердыми материалами на основе нитрида бора, при обработке чугуна
является растачивание отверстий в автомобильных и тракторных
деталях (гильзы блоков цилиндров, тормозные барабаны и т. п.).
При растачивании отверстий в гильзах блоков цилиндров
грузовых автомобилей и тракторов обеспечиваются: чистота поверхности
в пределах 7—8-го классов, конусность 5 мкм и овальность 3 мкм
при стойкости резца до переточки 200 мин.
Обработка деталей из высокопрочных
сталей, предназначенных для работы в
тяжелых условиях при значительных
знакопеременных нагрузках. При этом замена операции
шлифования точением повышает долговечность деталей, так как
улучшаются микрорельеф обработанной поверхности и
физико-механические свойства поверхностного слоя.При точении в
поверхностном слое образуются сжимающие напряжения, отсутствуют при-
жоги и шаржирование абразивов. Обработка подобных деталей
резцами, оснащенными эльбором-Р, может быть окончательной или
предварительной с последующим алмазным выглаживанием для
уменьшения шероховатости поверхности и упрочнения
поверхностного слоя.
По отмеченным выше основным областям применения эльбора-Р
накоплен наибольший опыт. В процессе внедрения могут
выявиться и новые области его применения как по видам инструмента и
обрабатываемым материалам, так и по типовым операциям и деталям.
Например, применение фрез, оснащенных эльбором-Р, для
обработки деталей из закаленных сталей и чугунов.
В настоящее время разработаны и изготовляются резцы
широкой номенклатуры, оснащенные эльбором-Р.
Для токарных работ выпускаются прямые проходные,
подрезные, отогнутые расточные и резьбовые резцы.
Конструкция сборного прямого проходного резца является
базовой. Резец состоит из корпуса, в гнездо которого устанавливается
вставка с закрепленной и заточенной заготовкой и прижимается
планкой с болтом. Диаметры вставок: 6, 7, 8, 9, 10 и 12 мм, главные
углы в плане 30 и 45°. Вставки к сборному расточному резцу
выпускаются диаметром 6, 8, 10 и 12 мм с установкой под углом 30,
40 и 90° к оси растачивания.
Для станков расточных, координатно-расточных и с числовым
программным управлением выпускаются расточные цельные резцы
с установкой в регулируемые оправки или борштанги. Эти резцы
имеют квадратное или круглое сечение державки.
229
Заточка резцов должна обеспечить шероховатость передних и
задних поверхностей не ниже 0,16 мкм, отсутствие трещин, сколов
и выкрашиваний на режуш,их кромках.
Из сравнения физико-механических свойств композиционных
материалов и известных абразивных материалов следует, что для
обработки эльбора-Р и композита -05 можно применять только
алмаз, который превосходит их по твердости.
Заточку резцов необходимо производить алмазными кругами на
органической связке. Круги зернистостью 5/10 обеспечивают
получение шероховатости поверхности 0,32—0,16 мкм и радиус
округления режущей кромки 8—10 мкм.
Оптимальная концентрация алмазов в круге 100%-ная. Скорость
круга выбирается в пределах 22—25 м/с. Величина продольной
подачи 2,0—3,0 м/мин и глубина резания 0,04—0,06 мм/дв. ход.
Заканчивать заточку необходимо двумя-тремя выхаживающими
проходами. Возможна заточка с охлаждением и всухую.
Оборудование для заточки резцов должно удовлетворять
техническим требованиям, предъявляемым к алмазной заточке
прецизионного чистового инструмента. Рекомендуется использовать
универсально-заточные станки с зажимом резцов в трехповоротных
дисках или применять специализированные станки для заточки.
2.3.3. Инструмент из ПТНБ
Режущий инструмент, оснащенный поликристаллами твердого
нитрида бора (ПТНБ), отличается повышенной механической
прочностью наряду с высокой термостойкостью и химической
инертностью к железу, что позволяет использовать его для обработки
деталей из закаленных сталей с твердостью HRC 40—65,
металлокерамики, высокопрочных чугунов, твердых сплавов,
электролитического никеля, высококремнистых сплавов алюминия, пластмасс
как с непрерывной, так и с прерывистой поверхностью [110].
В табл. 38 приведены основные марки модификации ПТНБ и
области их эффективного применения.
Стойкостные испытания различных модификаций ПТНБ,
проведенные при гладком точении стали Х12Ф1, термообработанной до
твердости HRC 59—61, с глубиной резания t = 0,3 мм, подачей
S = 0,07 мм/об, при износе резца hg = 0,3 мм, показали, что при
скорости резания у = 22 м/мин наибольшую стойкость имеют
резцы, оснащенные мелкозернистыми спеками. Увеличение
зернистости исходного порошка кубического нитрида бора с 5 до 40 мк при
изготовлении спеков снижает их стойкость почти в 10 раз, что, по
[110], объясняется увеличением плоскостей спайности и
ослаблением прочности соединения отдельных агрегатов в поликристалле.
Влияние содержания вюрцитоподобного нитрида бора в
исходной смеси на режущие свойства ПТНБ изучалось на поликристаллах,
полученных при спекании кубического и вюр цитоподобного нитрида
бора с обязательным превращением исходной смеси в кубическую
230
Таблица 38
МАРКИ ПТНБ и их ХАРАКТЕРИСТИКА
Исходные
материалы для синтеза
Марка
Область
применения
Примечания
Смесь КНБ и
в-ВНБ
Смесь а-КНБ и
в-ВНБ
Смесь КНБ и
в-ВНБ
Р 20/25Д
11-5МК
11-ЗМКТ
ик
Обработка
закаленных сталей,
чугунов,
цветных сплавов
Обработка
закаленных сталей,
чугунов,
стеклопластиков ,
металлокерамики,
никеля, цветных
сплавов
То же
Не позволяет
обрабатывать стальные
детали с
прерывистыми
поверхностями
При обработке
прерывистых
поверхностей имеют
стойкость в 1,3—1,4
раза большую, чем
II-5MK
Прерывистое и
непрерывистое течение
Примечание. КНБ — кубический нитрид бора; в-ВНБ — взрывной вюрцитоподоб-
ный нитрид бора; а-КНБ — активированный кубический нитрид бора.
модификацию. Содержание вюрцитоподобного нитрида бора при
синтезе изменялось от 30 до 90%. Наибольшую стойкость показали
резцы, изготовленные из поликристаллов, при синтезе которых
использовалась смесь, содержащая 50—
70% вюрцитоподобного нитрида.
По данным авторов ПТНБ [] 10],
серийно выпускаемые
поликристаллы эльбора-Р имеют стойкость, в
два раза меньшую, чем
мелкозернистые спеки LM5 (рис. VI. 15).
С целью повышения
стабильности режуш,их свойств эльбора-Р
был разработан метод контроля
качества поликристаллов, который
заключается в нагреве их до
температуры 750—800° С, выдержке при
этой температуре 10—30 мин и
последующих механических
испытаниях. Разработанный метод
позволял отбраковывать некачественные
заготовки эльбора-Р. В результате разброс стойкости
поликристаллов составил от 25 до 45 мин при средней стойкости 34 мин.
Повышение стабильности режущих свойств эльбора-Р было до-
ю
20
40
60 80100 200
v.m/muh
Рис. VI. 15. Влияние скорости
резания на стойкость резцов,
оснащенных различными
модификациями ПТНБ:
; — ПТНБ 25; 2 — ПТНБ П-5МК; 3 -,
LM5.
231
стигнуто при переходе ленинградским абразивным заводом «Ильич»
на новую модификацию эльбора-Р 20/25 Д.
Исследования показали, что уменьшение скорости резания v ■<
■< 50 м/мин снижает стойкость инструмента. Это связано с
возрастанием сил адгезионного взаимодействия между обрабатываемым
материалом и ПТНБ и увеличением удельных нагрузок на рабочих
поверхностях инструмента. Наименьшее влияние скорости
резания выявлено у поликристаллов на основе вюрцитоподобного
нитрида бора (ПТНБ II-5MK), что объясняется высокой прочностью
соединения агрегатов, составляюш,их поликристалл, и высокой
сопротивляемостью адгезионному износу.
Проведенными испытаниями установлено, что новый
инструментальный материал значительно превосходит минералокерамику и
твердые сплавы по термоусталостной прочности, что способствует
эффективной обработке закаленных сталей с применением СОЖ.
Ниже приведены результаты испытаний различных марок
инструментальных материалов на термоусталостную прочность.
Марка инструментального ,,.,„„ -пп^с ш^о -^ « г, ттгчс .. r«.t^
материала ЦМ332 Т15К6 BKS Эльбор-Р ПТНБ 11-5МК
Количество ЦИКЛОВ «на- 5—8 15—20 60—90 180—200 После 300 циклов
грев — охлаждение» до трещины отсут-
образования трещин ствуют
Испытания на термоусталостную прочность проводились на
образцах из исследуемых инструментальных материалов размером
3X3X4 мм. Образцы нагревались в печи до 600" С, после чего
резко охлаждались в проточной воде.
Установлено также, что обильное охлаждение зоны резания 5%-
ной эмульсией па основе эмульсола Э2 позволяет повысить стойкость
инструмента на 20—30%. Аналогичные результаты получены также
при использовании в качестве охлаждения водных эмульсий на
основе эмульсолов НГЛ-205 и СДМу. В то же время подача в зону
резания веретенного масла 20 и сульфофрезола практически не
оказывает влияния на стойкость резцов.
Суш,ественное влияние на стойкость оказывает применение
охлаждения при прерывистом резании. Так, при торцовом
фрезеровании стали 40Х (HRC 52) без охлаждения стойкость фрезы,
оснащенной ПТНБ И-5МК, составляет 180 мин при износе по задней
грани 0,3 мм. Твердосплавные фрезы с пластинками Т15К6 имеют
стойкость 18 мин, а фрезы с пластинками ВК8 — 10 мин (при износе по
задней грани 0,5 мм). Применение в качестве охлаждения 5%-ной
эмульсии Э2 повысило стойкость фрез из ПТНБ на 40—50%,
выкрашивания зубьев фрезы отсутствовали. Стойкость фрез из ВК8
повысилась до 15 мин, причем на отдельных зубьях имелись
выкрашивания, а на фрезе с пластинами Т15К6 после первых же минут
работы наблюдались выкрашивания.
Значительный интерес представляют исследования режуш,их
свойств различных модификаций ПТНБ при обработке прерывистых
поверхностей деталей из высокотвердых материалов.
232
|4Д
^'зо
^0
10
3
■ 1
2
4
|4
«^"5
2
1
'
2
3
1
—1 ■*
Рис. VI. 16. Режущие свойства ПТНБ
различных модификаций (а) и
шероховатости поверхности при прерывистом
точении закаленной стали Х12Ф1 (б):
; — ПТНБ 25: 2 — LM5; 3 — ПТИБ — 5МК;
4 — ПТНБ " ЗМКТ (термообработанные). jj^
Как показали испытания, наибольшая стойкость при
прерывистом точении закаленных сталей достигается при переднем угле у =
= (-10°) -ь (-15°).
Сравнение режущих свойств ПТНБ различных модификаций при
прерывистом точении высокотвердых материалов проводилось на
образцах диаметром 120 мм из стали Х12Ф1 твердостью HRC 59—
61, имеющих паз шириной 20 мм; режим: у = 80 м/мин; S =
= 0,07 мм/об и t = 0,2 мм.
Как видно из представленной на рис. VI. 16, а диаграммы,
лучшие результаты при прерывистом точении показывают модификации
ПТНБ, полученные на основе
вюрцитоподобного нитрида бора.
Стойкость резцов, оснащенных
ПТНБ II-5MK, составляет 25—
28 мин. Еще более высокую
стойкость (33—38 мин) показывает
новая модификация ПТНБ II-
ЗМКТ. Высокая стойкость
инструмента из этих модификаций
ПТНБ также объясняется
высокой прочностью срастания
отдельных агрегатов в
поликристалле и повышенной
термоусталостной прочностью.
Мелкозернистые спеки вследствие относительно слабой связи
между агрегатами могут быть использованы лишь при повышенной
жесткости и виброустойчивости системы СПИД.
При финишной обработке деталей значительное влияние на
точность обработки оказывает размерный износ резцов. Исследования
показывают, что минимальный размерный износ имеют резцы,
оснащенные поликристаллами ПТНБ с LM5. Однако, как
указывалось выше, эти поликристаллы обладают повышенной хрупкостью
и имеют ограниченную область применения. Поликристаллы на
основе вюрцитоподобного нитрида бора незначительно уступают
мелкозернистым спекам и являются наиболее универсальной маркой
ПТНБ, позволяющей обрабатывать широкую номенклатуру деталей
с высокими требованиями как по прочности, так и по качеству
обработки.
Исследование шероховатости поверхности, обработанной
резцами, оснащенными различными модификациями ПТНБ, позволило
установить, что наибольший класс шероховатости обработанной
поверхности достигается при точении мелкозернистыми спеками LM5
и поликристаллами ПТНБ И-ЗМКТ (рис. VI.16, 6).
:; В результате проведенных исследований были установлены
рациональные геометрические параметры инструмента, оснащенного
различными модификациями ПТНБ, режимы резания, определены
области эффективного применения нового инструмента.
Испытания, проведенные в ряде научно-исследовательских ин-
233
ститутов, подтвердили высокую эффективность модификаций
ПТНБ на основе взрывного вюрцитоподобного нитрида бора и
показали, что оптимальным диапазоном скоростей резания для
различных марок ПТНБ и обрабатываемых марок закаленных сталей
с твердостью HRC свыше 60 являются скорости 50—80 м/мин.
Увеличение скорости резания до 100 м/мин и более приводит к резкому
снижению стойкости инструмента.
Широкое внедрение инструмента на основе ПТНБ в
производство осуществляется в основном по двум направлениям:
— повышение производительности обработки деталей;
— повышение надежности и долговечности изделий.
Первое направление является традиционным в
металлообработке и наиболее широким с точки зрения охвата предприятий.
Повышение производительности достигается за счет
интенсификации режимов обработки, повышения стабильности обработки,
уменьшения количества переналадок станков, перевода операции
с менее на более производительное оборудование, создание на базе
ПТНБ новых эффективных организационных ячеек производства:
поточных линий и участков.
Интенсификация режимов прежде всего характерна для
обработки лезвийным инструментом деталей из закаленных {HRC 40—
55 ед.) сталей и чугунов. Так, например, применение инструмента
ПТНБ вместо резцов из ТЗОК 4 при обработке деталей позволило
в пять раз повысить скорость резания и в два раза снизить
трудоемкость обработки. Широкие возможности открывает применение
инструмента на основе ПТНБ при обработке деталей из различных
сортов чугуна. Новый инструмент позволяет обрабатывать детали
со скоростями, в пять — десять раз более высокими, чем допускает
инструмент из твердого сплава. Более широко применяется
инструмент из вюрцитоподобного нитрида бора.
Инструмент на основе ПТНБ обеспечивает высокую
стабильность получения точностных характеристик деталей. Так,
например, применение его вместо минералокерамических резцов при
обработке чугунных цилиндров тепловоза позволило в три-четыре раза
(с 0,6 до 0,01—0,015 мм) снизить погрешность формы детали и
значительно сократить количество переналадок. Опыт показывает, что
у инструмента, оснаш,енного ПТНБ-5МК, режущая кромка более
устойчива, чем у инструмента, оснащенного эльбором-Р, что
приводит к уменьшению погрешностей и более высокой стабильности
обработки. Еще больший эффект можно наблюдать при внедрении
нового инструмента при многоинструментальной наладке на
агрегатных, алмазно-расточных специальных станках. В этом случае
инструмент из ПТНБ-ЗМКТ эффективен при обработке деталей из
закаленных сталей, чугуна и кремнистых алюминиевых сплавов.
Так, например, внедрение ноюго инструмента при обработке блока
цилиндров из кремнистого алюминиевого сплава позволило в пять
раз повысить размерную стойкость инструмента и резко сократить
количество настроек резцов в многоинструментальных наладках.
234
Опыт показывает, что с расширением областей применения
инструмента на основе ПТНБ в ряде случаев целесообразно идаи по
пути создания поточных линий и специализированных участков,
полностью оснащенных новым инструментом. Так, на одном из
заводов обработку поршней мотоциклетного двигателя осуш,ествляют
на поточной линии из семи станков, оснащенных исключительно
инструментом на основе вюрцитоподобного нитрида бора марки
ПТНБ-ЗМКТ. Ведутся работы по оснащению новым инструментом
алмазно-расточных станков.
Повышение надежности и долговечности узлов и изделий
определяется прежде всего качеством обработки отдельных деталей.
Исключение прижогов, шаржирования поверхностей дефектного слоя
способствует, как показывают результаты проведенных на ряде
предприятий сравнительных испытаний, увеличению срока службы
деталей до двух раз.
Наряду с приведенными областями эффективного применения
режущего инструмента, оснащенного ПТНБ, новый инструмент
позволяет изыскивать новые конструктивные решения и повысить
технические характеристики изделий.
Таким образом, производственные испытания и опыт внедрения
инструмента, оснащенного ПТНБ, на большом числе заводов
показывают, что новый инструмент весьма эффективен не только при
обработке закаленных сталей и чугунов, но также при резании од-
нокарбидных твердых сплавов, ряда стеклопластиков, чистого
никеля, цветных сплавов на основе меди и алюминия и др. материалов.
Поликристаллы твердого нитрида бора значительно
превосходят твердые сплавы и минералокерамику по термоусталостной
прочности, что позволяет производить обработку высокотвердых
материалов с применением смазочно-охлаждающих жидкостей, а также
обработку прерывистых поверхностей с экономическим периодом
стойкости.
2.3.4. Инструмент из гексанита-Р
К настоящему времени накоплен значительный опыт по чистовому
и получистовому точению и расточке закаленных сталей [78, 111 —
113] (Я^?C 40-f-60), а также чистовому и получистовому точению
чугунов [114] {НВ 200-4-400 ед.) резцами, оснащенными
заготовками из гексанита-Р. Кроме того, установлена возможность точения
твердых сплавов группы ВК и износостойких наплавок [111—115].
В значительной мере все сказанное в разделах 2.3.2. и 2.3.3.
справедливо и по отношению к гексаниту-Р. Однако благодаря его высокой
стойкости к сильным ударным нагрузкам имеются и существенные
отличия.
Геометрические параметры резцов, оснащенных спеками из
гексанита-Р, составляют для прямого проходного резца: ф = 35°, cpi =
= 15°, а = а, = 10°, Y = —10°, А, = 0°, г = 0,5 мм; для прямого
расточного резца: ф = 30°, ф1 = 30°, а = а^ = 15°, у = —10°,
235
X — 0°, г = 0,5 мм; для расточного подрезного резца: ф = 93°, Ф1='
= 6°, а = «1 = 15°, у = —10°, А, = 0°, г = 0,5 мм.
Внешний вид резцов представлен на рис. VI. 17. Заточку резцов
проводили иа универсально-заточном станке мод. ЗВ642
алмазными шлифовальными кругами зернистостью 80/63 на органической
связке Б1. Ниже приведены данные испытаний прямых проходных
резцов на операции точения образцов стали ХВГ {HRC 60) на токар-
##/
Рис. VI.17. Инструмент из гексанита-Р и образцы обработанных деталей.
но-винторезном станке мод. 1К62. Режим испытаний: 5 =
= 0,07 мм/об и ^ = 0,2 мм, у = 10 — 100 м/мин.
Зависимость шероховатости обработанной поверхности от износа
по задней грани приведена на рис. VI. 18. Как видим, при износе
по задней грани резцов, не превышаюш,ем ftg = 0,1 мм,
шероховатость обработанных образцов соответствует 9-му классу в
диапазоне скоростей 40 -^ 100 м/мин. Шероховатость обработанной
поверхности несколько повышается при у=35 м/мин и доходит до 7-го
класса при у = 10 м/мин.
Испытания для определения влияния износа резцов по задней
грани на шероховатость обработанной поверхности и составляюш,ие
усилия резания Р и Р^ проводили на режиме: у = 75 м/мин, 5 =
= 0,07 мм/об, ^ = 0,2 мм.
Как следует из графика рис. VI. 18, шероховатость
обработанной поверхности и составляюш,ие усилия резания до величины
износа резца из = 0,18 мм возрастают незначительно; далее составляю-
ш,ая Pj и шероховатость обработанной поверхности R^
стабилизируются, а составляюш,ая Р„ ~
У возрастает, при износе резца п^
0,38 мм наблюдается увеличение шероховатости обработанной по-
При износе резца h
ховат
верхности (до 7-го класса при ftg = 0,4 мм). Значительное возрас
236
тание составляющей Ру усилия резания в интервале величины
износа резца 0,15—0,32 мм, по-видимому, объясняется тем, что в этом
случае износ резца по задней грани проявляется более активно.
Далее износ резца стабилизируется, приближаясь к прямой
пропорциональности от времени работы, и радиальная составляющая Р
усилия резания имеет тенденцию к уменьшению скорости роста.
В этот период режущая кромка резца приобретает пилообразную
форму, что ведет к интенсивному возрастанию шероховатости
обработанной поверхности. Таким образом, проведенные испытания
подтвердили
зв
F^
2А
16
60
40
20
0,1
0,2
0,3
3 4
Рис. VI.18. Зависимость шероховатости R^ и составляющих Ру и Р,
усилия резания от скорости (а) и износа резцов по задней грани (б).
ЛИ целесообразность принятия за критерий оценки износа резцов из
гексанита-Р, износ по задней грани ftg = 0,4 мм.
Аналогичные исследования силовых зависимостей были сделаны
при точении стали ШХ-15 по сравнению с эльборсм-Р. Силовые
зависимости исследовали с помощью универсального динамометра
мод. УДМ-100 в комплекте с тензоусилителем мод. ТА-5 при
продольном точении закаленной стали ШХ-15 {HRC 62—64) резцами
из гексанита-Р и эльбора-Р. Инструменты имели одинаковые
геометрические параметры режущей части у = —10°, а = 12°, ai =
=-- 15°, ф = 40°, ф1 = 20°, К = 0°, If = 0,2 -^ 0,3 мм.
При определении влияния в скорости резания на составляющие
силы резания Р^ и Ру точения вели с S^p^n. "= 0,07 мм/об и t =
= 0,2 мм. За критерий стойкости резца принимали износ по задней
поверхности (h^ = 0,2 мм). Установлено, что Р^ и Ру при точении
резцами из гексанита-Р меньше в полтора—два раза во всем
диапазоне исследованных скоростей резания, чем при использовании
резцов из эльбора-Р (рис. VI. 19). Однако качественного различия
в характере зависимостей при резании гексанитовыми и эльборовыми
резцами не наблюдается, что свидетельствует о едином механизме
протекания контактных процессов.
237
р2,кгс
Рц,кгс
16
100 200 300
С повышением скорости резания Р^ и Ру уменьшаются, причем
более интенсивно уменьшается Ру. Это объясняется в основном
тепловым фактором, т. е. ростом температуры с увеличением скорости
резания, а также тем, что плотность металла в зоне контакта
возрастает, коэффициенты трения и
усадки стружки снижаются.
Повышенный уровень сил
резания при точении резцами из эль-
бора-Р, по-видимому, можно
объяснить большей теплопроводностью
материала инструмента и,
следовательно, меньшей температурой на
поверхностях контакта при
одинаковых условиях резания.
Для эффективной обработки
черных металлов (особенно
закаленных сталей) лезвийным инструментом необходимо наличие в
зоне резания достаточно высокой температуры, при которой
ослабляются адгезионные связи обрабатываемого и инструментального
материалов и снижается работа пластической деформации.
Температура на поверхностях контакта должна быть такой, при которой
значительно снижается работа пластической деформации и
обеспечивается высокая работоспособность инструмента.
Влияние 5прад на силы резания при у = 70 м/мин, t — 0,2 мм
и 1ц = 0,2 и показано на рис. VI.20. Силы резания при точении рез-
/ 100 200 500
V, м/мин
а 5
Рис. VI.19. Влияние скорости
резания на составляющие Рг (а) и Ру (б)
при точении стали ШХ15 резцами
из гексанита-Р (1) и эльбора-Р (2).
0,2 0,3
5прод,мм/о5
Рис. VI.20. Влияние продольной подачи на
составляющие Рг (а) и Ру (б) при точении закаленной стали
резцами из гексанита-Р (1) и эльбора-Р (2).
цами из гексанита-Р также меньше, чем при точении резцами из
эльбора-Р.
С увеличением S^^^^ силы резания возрастают по линейной
закономерности.
Для определения особенностей процесса резания резцами из
сверхтвердых поликристаллов на основе нитрида бора новых
марок изучалось также влияние износа инструмента на силы резания
в равных условиях.
Точение закаленной стали ШХ15 вели с 5np^ = 0,07 мм/об, t =
= 0,2 мм, у = 70 м/мин (для резцов из гексанита-Р и эльбора-Р)
и у = 20 м/мин (для резцов из твердого сплава). Было показано, что
с повышением износа инструмента сила резания растет. Однако
238
интенсивность роста Ру у резцов из гексанита-Р выше, чем у эльбо-
рового инструмента. Это свидетельствует, очевидно, о том, что
радиус округления режущей кромки у резцов из гексанита-Р с износом
растет быстрее, чем у резцов из эльбора-Р.
При Лз ^ 0.5 мм радиальная составляющая Р силы резания
у гексанитового резца превосходит значение Р при точении резцом
из эльбора-Р. Увеличение силы резания, особенно Ру, в процессе
Таблица 39
РЕЗУЛЬТАТЫ СТОЙКОСТНЫХ ИСПЫТАНИЙ РАЗЛИЧНЫХ РЕЗЦОВ
Материал
использованный для
изготовления образца
обрабатываемый
Путь реза
ни я, км
Время
обработки, мин
Класс
шероховатости
обработанной
поверхности
Сплав Т15К6
Сплав ВК8
Гексанит-Р
Сплав Т15К6
Сплав ВК8
Гексанит-Р
Сплав Т15К6
Сплав ВК8
Гексанит-Р
Сплав Т15К6
Сплав ВК8
Гексанит-Р
Гексанит-Р
Сталь У8
(HRC 62)
То же
Сталь У8
(HRC 62)
Сталь ХВГ
(HRC 60)
То же
» »
Сталь 45
(HRC 52)
То же
» »
Сталь 40Х
(HRC 46)
То же
Сталь 40Х
(HRC 46)
Твердый сплав
ВК20
(HRA 82)
0,08
0,16
6,50
0,07
0,20
8,80
0,40
0,56
8,40
0,56
0,80
8,40
0,60
1,0
2,0
81,0
0,9
2,0
110,0
5,0
7,0
105,0
7,0
10,0
105,0
20,0
66
66
86
6а
6а
86
6а
6а
86
6а
6а
86
76
износа инструмента является фактором, ограничивающим
величину затупления инструмента.
Результаты первых сравнительных стойкостных испытаний
резцов из гексанита-Р и твердых сплавов ВК8 и Т15К6 представлены в
табл. 39.
Испытания проводились на станке 1К62 на режиме: у = 80 м/мин;
5 = 0,07 мм/об; t = 0,2 мм. Геометрия резцов: ср = 35°, ц>1 = 15°,
Y = —10°, а = «1 = 10°, X = 0°, г = 1,0 мм; критерий износа h^ =
= 0,4 мм.
В связи с тем что сравнительные стойкостные испытания резцов
из эльбора-Р представляли наибольший интерес, такие
эксперименты еще в 1973 г. были проведены при точении образцов из стали ХВГ
{HRC 62) на режиме: у = 75 м/мин, 5 = 0,07 мм/об и ^ = 0,2 мм
на токарно-винторезном станке мод. IK62. Результаты испытаний
приведены на рис. VI.21. Из графика следует, что интенсивность
239
износа резцов из эльбора-Р в начальный период резания
значительно превосходит износ резцов из гексанита-Р, так, при износе Лд =
= 0,25 мм стойкость резцов из гексанита-Р более чем вдвое выше
стойкости резцов из эльбора-Р. В
результате в течение 20 мин работы
резцов из эльбора-Р (на указанном выше
режиме) обработанная поверхность
имеет переходы от 9- до 7-го класса
шероховатости. При работе резцом
из гексанита-Р подобный переход
наступал через 70 мин.
Одновременно были проведены
испытания резцов из гексанита-Р при
точении образцов (сталь ХВГ, HRC 62)
с наличием ударных нагрузок
(рис. VI.22). Образец, показанный на
рисунке, представляет собой
цилиндрическую заготовку с равномерно
расположенными тремя рядами отверстий
диаметром 10 мм, высверленными ра-
диально.
Испытания показали возможность применения резцов из
гексанита-Р на операциях проточки и расточки деталей, имеющих
прерывистую поверхность в виде ряда отверстий или продольных
60
Время.мин
Рис. VI.21. Сравнительные стой-
костные испытания резцов из
гексанита-Р (1), эльбора-Р (2),
ВК-8(5)иТ15К6(^) при
обработке стали XBr/(HRC 61—62).
Рис. VI.22. Валик из стали ХВГ {HRC 62—64) с тремя рядами отверстий.
пазов. Стойкость резцов из гексанита-Р при точении образца
(рис. VI.22) на режиме: v = 225 м/мин, S = 0,07 мм/об, ^ = 0,15 мм
составила 15 мин. Шероховатость обработанной поверхности
изменялась пропорционально износу резца по задней грани аналогично
зависимости, представленной на рис. VI. 18.
240
10000
то
2000-
Стойкостные испытания резцов из гексанита-Р как при
непрерывном режиме, так и прерывистом были проведены несколько
позже в Харьковском политехническом институте. Основные
результаты этих исследований приведены ниже.
В лаборатории резания материалов ХПИ им. В. И. Ленина
проведены исследования износостойкости резцов из нового
инструментального сверхтвердого материала — гексанита-Р — и в сравнении
с твердым сплавом ВК6М и эльбором-Р при точении закаленных
сталей У10 {HRC 50—55), 5ХНМ {HRC 50), 12ХНЗА {HRC 57) и
жаропрочного сплава ЭП616 {HRC 41).
Эксперименты проводились при
продольном точении жестких
цилиндрических образцов на высокоточном
модернизированном станке «Магдебург».
Режимы резания изменялись в
широком диапазоне: v = 20—300 м/мин,
S = 0,02—0,28 мм/об и ^ = 0,1 —
0,5 мм. Износ резцов измерялся
непосредственно на станке при помощи
специального микроскопа (ХЮО).
Геометрические параметры резцов
были следующие: у = —10°, а = «i =
= 10°, ф = 45°, ф, = 15°, %= ОГ,г =
= 0,6 мм. Шероховатость
обработанной поверхности определялась на про-
филографе-промилометре мод. 201.
В процессе исследований
установлено, что путь резания при точении
закаленных сталей и других труднообрабатываемых
материалов резцами из гексанита Р с изменением скорости резания имеет
экстремальную зависимость. Оптимальная скорость резания, при
которой путь резания имеет максимальное значение, зависит от
физико-механических свойств обрабатываемого материала.
Эксперименты показывают, что с уменьшением твердости обрабатываемого
материала точка экстремума в зависимости L = [(Тот) смещается в
сторону больших скоростей резания. При точении закаленной
стали У 10 {HRC 50—55) резцы из гексанита-Р по сравнению с
резцами из твердого сплава ВК6М прошли в пять раз больший путь
резания. При этом оптимальная скорость резания возросла в два раза.
Такое преимущество резцов из гексанита-Р достигается благодаря
особым физико-механическим свойствам гексапита-Р как
инструментального материала: высокой микротвердости и краснотвердос-
ти, малому коэффициенту трения и большой теплопроводности.
Проведенными исследованиями установлено, что резцы из
гексанита-Р при определенных условиях, имея меньшую
микротвердость, чем резцы из эльбора-Р, показывают большую
износостойкость. Причиной такого характера износа резцов из гексанита-Р
является его отличие в структурном строении. Преимущества рез-
200 v,m/muh
Рис. VI.23. Влияние скорости на
путь резания при точении стали
У10 {HRC 50—55) резцами из
гексанита-Р:
' — гексанит-Р; 2 — ВК6М.
241
цов из гексанита-Р по сравнению с резцами из кубического нитрида
бора проявляются при обработке закаленных сталей твердостью
HRC 50—60 и при обработке прерывистых поверхностей. Так, в
процессе точения закаленной стали 5ХНМ {HRC 50) резцы из
гексанита-Р при сопоставимых условиях показали стойкость в три
раза выше, чем резцы из эльбора-Р (рис. VI.24, а). Однако с
увеличением твердости обрабатываемого материала (при точении
цементированной стали 12ХНЗА {HRC 57)) при тех же условиях обработки
стойкости резцов из гексанита-Р превышала стойкость резцов из
эльбора-Р всего на 33% (рис. VI.24, б). При дальнейшем увеличении
120 160 200
Время,мин
а 6
Рис. VI.24. Влияние продолжительности резания на износ резца по
задней поверхности для стали 5ХНМ (а) и 12ХНЗА (б):
I — эльбор-Р; 2 — гексанит.
твердости обрабатываемого материала резцы из эльбора-Р
показывают большую стойкость, чем резцы из гексанита-Р. Характерным
является то, что при точении закаленных сталей, чугунов и других
материалов резцами из гексанита-Р в период приработки (10—
15 мин) наблюдается менее интенсивный износ резца. Это дает
возможность обрабатывать резцами из гексанита-Р детали 1—2-го класса
точности. Резцы из кубического нитрида бора выпускаются
заводами-изготовителями в основном с зачистным лезвием при вершине
if = 0,2—0,3 мм, а резцы из гексанита-Р выпускаются ПЗИАиАИ
с радиусом при вершине z = 0,5—0,6 мм.
Исследованиями установлено, что различное выполнение формы
вершины резца незначительно влияет на его износостойкость при
точении закаленных сталей. Однако при точной установке зачистно-
го лезвия резца параллельно обрабатываемой поверхности высота
микронеровностей меньше, чем при точении резцами с радиусом при
вершине. Поэтому при эксплуатации инструмента из сверхтвердых
материалов на основе нитрида бора в производственных условиях
форму вершины резца следует выполнять с учетом требований к
шероховатости обрабатываемой поверхности. Так, например, при
обработке деталей из закаленных сталей с требуемой чистотой
поверхности ниже 8-го класса форма вершины резца может быть с г =
= 0,4—0,6 мм, а при обработке деталей с чистотой 8 класса и выше
формы вершины резца лучше выполнять с зачистным лезвием // =
= 0,2—0,3 мм.
Исследование чистового точения закаленных сталей резцами из
сверхтвердых материалов на основе нитрида бора позволило
установить следующие эмпирические зависимости между соотношениями
242
длины зачистного лезвия и подачей (If/S), а также радиусом при-
вершине резца и подачей (r/S):
lf= (0,8-1,2)
г = (5-7),
где // — длина зачистного лезвия, мм; г — радиус при вершине
резца, мм; S — подача, мм/об.
Приведенные выше зависимости справедливы при изменении
подачи в пределах S = 0,02—0,2 мм/об. На основании
проведенных исследований по точению цементированной стали 12ХНЗА
{HRC 57) резцами из гексанита-Р при помощи метода
математического планирования эксперимента
типа 2^ получена зависимость
стойкости резцов от режимов резания:
Т
6,8 . W
2,12 -0,57 . 0,48
МИН
Ра
1,0
0,75
0,5
0
■
-_-о-
50
0
0,1
'V
100
0,07
0,2
150
0.14
0,3
■^S
""Я
200 v.MJMUH
0,21 S,mm/oS
0,4 t,MM
Рис. VI.25. Влияние режимов
резания на шероховатость обработанной
поверхности при точении
жаропрочного сплава ЭП616 резцами из
гексанита-Р.
которая может быть использована
при расчете стойкости резцов при
обработке закаленных сталей
различных марок (примерно такой же
твердости).
Установлено, что точение
труднообрабатываемых материалов
резцами из сверхтвердых материалов
характеризуется получением
сравнительно высокой чистоты обработанной поверхности. При
изучении влияния режимов резания на шероховатость обработанной
поверхности, например при точении жаропрочного сплава ЭП1616
{HRC 41) резцами из гексанита-Р, было установлено, что с
увеличением скорости резания от 50 до 250 м/мин чистота
обрабатываемой поверхности повышается от R^ = 0,85 до Ra = 0,3 мк, т. е.
достигает 9-го класса (рис. VI.25). Увеличение подач приводит к
ухудшению чистоты обработанной поверхности, а изменение
глубины резания от 0,1 до 0,5 мм оказывает незначительное влияние на
шероховатость обработанной поверхности.
Исследование характеристик шероховатости обработанной
поверхности согласно ГОСТ 2789—73 при точении закаленной стали
5ХНМ {HRC 50) резцами из гексанита-Р в зависимости от изменения
величины подачи и износа резца показали, что с увеличением
подачи характеристики R^, R^, R^, Rmax, Sm, S и t^ возрастают, p —
уменьшается, повышение износа резца приводит к увеличению
характеристик шероховатости по высоте, уменьшению Sm, S и р, а
опорная длина профиля при Лд = 0,2 мм имеет минимум.
Поликристаллическое строение гексанита-Р представляет
особенности износа резцов, которые оказывают большое влияние на
шероховатость обработанной поверхности и прирезцовой стороны
стружки. При точении жаропрочного сплава ЭП616 {HRC 41)
резцами из гексанита-Р шероховатость прирезцовой стороны стружки
243
меньше, чем шероховатость износа резца и детали. С увеличением
износа резца его шероховатость увеличивается более интенсивно,
чем шероховатость обрабатываемой поверхности (Лд > 0,4 мм). Это
можно объяснить поликристаллическим строением гексанита-Р,
который при увеличении износа резца проявляет абразивные
свойства и подшлифовывает обрабатываемую поверхность.
Таким образом, были надежно установлены преимущества
резцов из нового инструментального материала гексанита-Р по
сравнению с твердыми сплавами и эльбором-Р сразу в нескольких
организациях.
Таблица 40
ОБРАБОТКА НАПЛАВОК РЕЗЦАМИ ИЗ ГЕКСАНИТА-Р
Твердость
наплавлен
ного слоя HRC
20-
30-
40-
50-
-30
-40
-50
-60
г, м/мин
S, мм/об
t, мм
100—120
80—100
50—80
30—50
0,12—0,15
0,1—0,12
0,07—0,1
0,05—0,07
0,7—1,0
0,5—0,7
0,3—0,5
0,2—0,3
Особый интерес представляет использование гексанитовых
резцов при обработке наплавленных поверхностей [115]. Наплавленные
детали с поверхностями высокой твердости обычно обрабатывают
шлифованием. Однако этот процесс малоэффективен.
По сравнению с показателями обработки нормализованной
стали 45 коэффициенты обрабатываемости наплавленного слоя ниже:
шлифовальный круг изнашивается в 15—35 раз быстрее, а
удельная производительность в 10—50 раз ниже. Резцы из гексанита-Р,
обладающие большей ударной вязкостью, чем эльборовые, можно
применять на черновых операциях точения наплавленного слоя.
Были проведены сравнительные испытания эксплуатационных
свойств эльборовых и гексанитовых резцов при точении
наплавленных поверхностей. Образцами служили заготовки из стали 45
диаметром 58 и длиной 300 мм, наплавленные вибродуговым способом
проволокой НП-65Г. Твердостью наплавленного слоя HRC 42—54.
Точение проводили резцами со следующей геометрией режущей
части:
гексанитовых резцов — ф = 35°, у = —15°, а = 15°, X. = О,
Ф1 = 15°, г = 0,5 мм;
эльборовых резцов: ф = 40°, у = —10°, а = 10°, К = 5°, фх =
= 15°, г = 0,5 мм;
глубина резания t = 0,5 мм.
Испытания показали, что при черновом точении наплавленного
слоя гексанитовые резцы по количеству снятого металла
превосходят твердосплавные в полтора — два и эльборовые в два-три раза.
244
Оптимальные режимы резания при
точении наплавленных поверхностей
различной твердости гексанитовыми
резцами приведены в табл. 40.
Результаты лабораторных
исследований проверены в производственных
условиях при обработке деталей
автомобилей и их двигателей, поверхность
которых наплавляли различными способами
сталями 45 X 40Х. При точении резцами
из гексанита-Р производительность
обработки по сравнению со шлифованием
повысилась на 67—80%.
На основании проведенных
исследований были сделаны рекомендации по
применению резцов из гексанита-Р,
широко используемые на промышленных
предприятиях.
Рекомендуемые режимы, средняя
стойкость и чистота обработанной
поверхности при точении серийными
проходными резцами из гексанита-Р,
углеродистых сталей, чугунов (рис. VI.26) [114],
жаропрочных сталей, твердого сплава и
износостойких наплавок приведены в
табл. 41. Геометрия серийно выпускаемых резцов из гексанита-Р
представлена в табл. 42.
Установлено, что резцы из гексанита-Р не теряют своей
первоначальной режущей способности после десятикратной переточки. Она
производится в трехповоротных тисках на универсально-заточном
станке (мод. ЗВ642) алмазными чашечными кругами зернистостью
Таблица 41
РЕКОМЕНДУЕМЫЕ РЕЖИМЫ ОБРАБОТКИ ДЛЯ РЕЗЦОВ ИЗ ГЕКСАНИТА-Р
О 200 400
600 800
V,m/muh
Рис. VI,26. Зависимость пути
резания от скорости резания
при точении серого чугуна
разной твердости резцами из
различных материалов:
/, 2 — резцы из сплава BKS;
3, S — резцы из эльбора-Р;
4, 6 — резцы из гексанита-Р.
Сплошные линии — чугун НВ
160—200; пунктирные — чугун
НВ 300 — 400.
Обрабатываемый
материал
Режим точения
V, М/'МИН
S, мм/об
t, мм
Средняя
стойкость
резца,
мин
Класс
шероховатости
поверхности
Примечание
Сталь ХВГ 50—150 0,02—0,2 0,1—0,5 90—40 8 Без СОЖ
(HRC 62)
Чугун СЧ21—40 300—800 0,02—0,1 0,1—0,8 100—60 6—7 Предположи-
{НВ 180—210) тельно с СОЖ
Сталь 30Х1СНА 75—300 0,02—0,1 0,1—0,5 100—60 8 Без СОЖ
(HRC 46—48)
Сплав ВК-20 25—50 0,02—0,10,05—0,15 30—15 8—9 Без СОЖ
(HRA 84)
Сормайт
(HRC) 20—50 0,02—0,10,05—0,15 30—15 7—8 Без СОЖ
245
100/80 (на органической связке Б1 100%-ной концентрации) с
последующей доводкой граней алмазным чашечным кругом
зернистостью 28/20 на органической связке БР или ВТ. Режим заточки;
Vp= 25—30 м/с; S^p = 1,0—3,0 м/мин; tp = 0,01—0,02 мм/дв. ход.
Режим доводки {v„= 25—35 м/с; S„p = 1,0—2,0 м/мин; t^ =
= 0,005 мм/дв,ход).
Шероховатость доведенных граней резца должна
соответствовать Ra = 0,16 мкм.
Применение резцов из гексанита-Р при обработке закаленных
сталей, чугунов и твердых сплавов позволяет:
снизить шероховатость обработанной поверхности до 0,08 мкм
и получить точность обработки 1—2-го класса;
Таблица 42
ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ РЕЗЦОВ ИЗ ГЕКСАНИТА-Р
Тип резцов
Проходные
Расточные
Подрезные
Резьбовые
Координатно-
расточные
V
— 12—
—9
—5
0
0
15
а
15
15—20
9
8
12
а,
15
15
9
8
12
ф
35
10
50
60
45—90
Ф1
15
30
50
60
15
%
0
0
0
0
0
г, мм
0,6—0,8
0,4—0,6
0,4—0,6
0,4
0,2—0,4
устранять структурные изменения в поверхностном слое
обрабатываемых материалов;
изменить традиционный технологический процесс изготовлейия
деталей из закаленных сталей (построить его по схеме:
прецизионные заготовительные операции — термообработка — финишная
обработка);
повысить производительность обработки в два — пять раз по
сравнению со шлифованием;
заменить вольфрамсодержащие твердые сплавы на операциях
чистового и получистового точения.
В 1974 г. в лаборатории инструмента из эльбора и других
сверхтвердых материалов (СТМ) Всесоюзного научно-исследовательского
инструментального института были проведены сравнительные
испытания на износостойкость резцов, оснащенных эльбором-Р,
композитом, ПТНБ и гексанитом-Р.
Испытания проводились с целью определения эффективных
областей применения различных инструментальных материалов на
основе плотных модификаций нитрида бора.
Резцы испытывали на станке мод. 1В616 при обработке стали
ХВГ различной твердости (НВ = 170 — 158; HRC 35—40, 45—50,
58—60) без паза и с двумя пазами (работа с ударной нагрузкой)
при t = 0,2 мм, S = 0,07 мм/об. Глубина резания и подача
сохранялись постоянными. Испытания проводили на четырех скоростях
246
резания: и"= 50, 100, 200 и 400 м/мин. Износ резцов замеряли по
задним поверхностям {h^, мм) на микроскопе МБС-1. За критерий
износа был принят износ, равный 0,4 мм. Результаты испытаний
приведены в табл. 43.
При точении сырой стали ХВГ без охлаждения во всем
диапазоне скоростей резания резцы из сверхтвердых материалов на
основе нитрида бора имеют практически одинаковую стойкость.
Резание с ударом снижает влияние скорости обработки на стойкость
резцов из СТМ по сравнению с непрерывным точением, максимальная
стойкость в данном случае достигается при v = 100 м/мин.
Наибольшую стойкость, превышающую в 1,2—2 раза стойкость резцов
из эльбора-Р, композита и ПТНБ, во всем диапазоне скоростей
резания имели резцы из гексанита-Р.
Таблица 43
РАЗМЕРЫ ЗАГОТОВОК К ПРОХОДНЫМ РЕЗЦАМ
СТМ
Размер заготовки, мм
Диаметр
Высота
Вес заготовки, карат
Эльбор-Р 4 4—5 0,8
Композит 8 6 4,0
ПТНБ 4 4—5 0,8
Гексанит-Р 5—6 6 1,5
При точении стали ХВГ {HRC 35—40) без ударной нагрузки
выявлена равность в стойкости эльбора-Р, композита, ПТНБ и
гексанита-Р в пределах 10—15% во всем диапазоне скоростей. По
сопротивляемости ударным нагрузкам (при точении образцов с
пазами) СТМ располагаются следующим образом: гексанит-Р, ПТНБ,
эльбор-Р, композит. Эта последовательность сохранялась во всех
скоростях резания, причем стойкость резцов из гексанита в 1,6 раза
превышала стойкость резцов из ПТНБ.
Увеличение твердости обрабатываемого материала повышало
влияние скорости резания на стойкость резцов из гексанита-Р: если
при и = 30 м/мин стойкость исследуемых СТМ практически
одинакова, то при повышении скорости резания до 100 м/мин стойкость
эльбора была в 1,4 раза выше стойкости гексанита-Р. При точении
с ударной нагрузкой стали ХВГ (HRC 45—50) наивысшую
стойкость имели резцы из гексанита-Р, причем с увеличением скорости
резания их преимущества возрастают. По сопротивляемости
ударным нагрузкам испытываемые СТМ распределились следующим
образом: гексанит-Р, эльбор-Р, ПТНБ и композит. Стойкость
гексанита-Р при и = 50 м/мин превосходила соответственно в 2,5; 6,3
и 10 раз стойкость эльбора-Р, ПТНБ и композита.
При непрерывном точении стали ХВГ {HRC 58—60)
наибольшую стойкость показали резцы из эльбора-Р. Резцы из всех других
СТМ во всем диапазоне скоростей резания имели стойкость, в два —
четыре раза меньшую, однако при точении образца с наличием
247
Таблица 44
РЕЗУЛЬТАТЫ СРАВНИТЕЛЬНЫХ ИСПЫТАНИЙ НА ИЗНОСОСТОЙКОСТЬ РЕЗЦОВ,
ОСНАЩЕННЫХ ЭЛЬБОРОМ-Р, КОМПОЗИТОМ, ПТНБ И ГЕКСАНИТОМ-Р
Наименование СММ
Обрабатываемы^^
материал (твердость)
Наличие
ударной
нагрузки
Скорость
резания, м/мин
Стойкость
t, мин
Эльбор
Композит
ПТНБ
Гексанит-Р
Эльбор-Р
Композит
ПТНБ
Гексанит-Р
Эльбор-Р
Композит
ПТНБ
Гексанит-Р
Эльбор-Р
Композит
ХВГ {HRC И—12) Без паза
То же
То же
ХВГ {HRC 11—12) С двумя
пазами
То же
То же
ХВГ {HRC 35—40) Без паза
То же
То же
ХВГ {HRC 35—40) С двумя
пазами
То же
То же
50
100
200
400
50
100
200
400
50
100
200
400
50
100
200
400
50
100
200
50
100
200
50
100
200
50
100
200
50
100
200
400
50
100
200
400
50
100
200
400
50
100
200
400
50
100
200
50
100
200
50
20
15
10
48
20
16
10
30
18
15
10
27
20
15
10
27
25
8
12
30
12
30
32
12
35
40
20
73
40
15
10
77
42
15
10
75
37
15
10
70
35
15
10
12
13
5
8
10
2
248
продолжение табл. 44
Наименование СММ
Обрабатываемый
материал (твердость)
Наличие
ударной
нагрузки
ХВГ {HRC 35—40) с двумя
пазами
То же То же
ХВГ (HRC 45-50) Без паза
То же То же
» » » »
» » » »
» » С двумя
пазами
» » То же
» » » »
» » » »
ХВН (HRC 53-60) Без паза
То же То же
» » » »
» » » »
Скорость
резания, м/мин
50
100
200
50
100
200
50
100
200
400
50
100
200
400
50
100
200
400
50
100
200
400
50
100
200
50
100
200
50
100
200
50
100
200
50
100
200
400
50
100
200
400
50
100
200
400
50
100
200
400
Стойкость
t, мин
21
25
10
35
40
17
83
42
12
8
72
38
17
8
80
35
10
8
80
30
5
3
20
12
2
5
11
1
8
10
3
50
23
12
72
40
10
2
19
12
3
2
43
25
5
2
40
20
8
2
ПТНБ
Гексанит-Р
Эльбор-Р
Композит
ПТНБ
Гексанит-Р
Эльбор-Р
Композит
ПТНБ
Гексанит-Р
Эльбор-Р
Композит
ПТНБ
Гексанкг-Р
249
продолжение табл. 44
Наименование
Обрабатываемый
материал (твердость)
Наличие
ударной
нагрузки
Скорость
резания, м/мин
Стойкость
/, мин
Эльбор-Р *
ПТНБ *
Гексанит-Р *
ХВГ (HRC 58—
60)
То же
С одним
пазом
То же
75
75
75
45
85
150
• Подача равнялась 0,04 мм/об.
ударных нагрузок (образец с одним пазом шириной 4 мм) при скорости
резания 75 м/мин и S = 0,04 мм/об, стойкость резцов из гексани-
та-Р превосходила эльбор-Р и ПТНБ соответственно в 3—1,8 раза.
Результаты проведенных испытаний позволили определить
оптимальные области применения СТМ на основе нитрида бора:
эльбор-Р — чистовая и тонкая обработка закаленных сталей без ударной
нагрузки; композит — получистовая и чистовая обработка сталей
сырых и закаленных до средней твердости без наличия ударных
нагрузок; ПТНБ — чистовая и тонкая обработка закаленных
сталей при работе без удара и с ударом; гексанит-Р — получистовая и
чистовая обработка закаленных сталей твердостью до HRC 40—60
как при работе с ударными нагрузками, так и в безударном
точении. Аналогичные результаты были получены при повторных
сравнительных испытаниях в 1978 г. [116],
2.3.5. Режущие пластины типа «Компакс»
Во Всесоюзном научно-исследовательском инструментальном
институте Г. В. Боровским в 1978 г. были проведены испытания круглой
диаметром 12,7 мм и квадратной (12,7 х 12,7 мм) режущих
двухслойных пластин с покрытием из боразона производства США
(покрытие нанесено на твердосплавную подложку). Толщина
покрытия составляла 0,6—0,7 мм при высоте пластины 4,76 мм (316).
Пластины изготовлены по типу пластин «Сотрах» с алмазным
покрытием (фирма «General Electric»). Измерения пластин
показали, что радиус при вершинах квадратной пластины составляет
0,76 мм, шероховатость передних поверхностей Ra = 0,085 мкм
(граница Ю-го и 11-го классов), а задних поверхностей Ra =
= 0,13 мкм (10-й класс), т. е. пластины были доведены по всем
поверхностям. Однако радиус округления режущих кромок обеих
пластин, несмотря на доводку, оказался весьма велик и составил
20 мкм. Эта величина обусловлена размером зерен боразона, из
которых спечен режущий слой пластин. Радиус округления кромок
резцов из поликристаллов эльбора-Р (отечественного аналога) имел
такую же величину (15—25 мкм) после обычной заточки без
доводки (шероховатость поверхностей в пределах 8-го класса).
250
Испытания проводились при непрерывном точении (без
охлаждения) закаленной стали Р6М5 твердостью HRC 63—64 на станке мод.
1В616. Предварительно все 4 вершины квадратной пластины были
испытаны в соответствии с ТУ 2—035—605—77 на резцы,
оснащенные поликристаллами кубического нитрида бора: точение при v =
= 80+10 м/мин; S = 0,07 мм/об; t = 0,2 мм в течение 5 мин.
Геометрические параметры резца: ф = Фх = 45°, у = |у| = 10—12°,
г = 0,76 мм. После испытаний высота площадки износа по задней
поверхности составляла h^ = 0,05—0,06 мм (допустимая величина
по ТУ не более 0,12 мм), ширина лунки на передней поверхности
Таблица 45
ТОЧЕНИЕ КВАДРАТНОЙ ПЛАСТИНОЙ С ПЕРЕМЕННОЙ СКОРОСТЬЮ
Время
резания, мин
15
30
60
120
51—53
0,075
0,105
0,15
0,18
ч/мин [52]
0,80
0,80
0,90
1,5
72-
15
30
60
120
-80 м/мин [16]
0,076
0,09
0,105
0,21
1,0
1,25
1,25
1,15
15
25
—
—
167
м/мин [100]
0,24
0,45
—
0,70
1,6
—
hnn = 0,12—0,13 мм, а шероховатость обработанной поверхности
Ra = 0,6—0,8 мкм. Затем квадратная пластина была подвергнута
стойкостным испытаниям при переменной скорости резания (S =
= 0,07 мм/об, t = 0,2 мм). Результаты представлены в табл. 45.
При частовом режиме обработки с малым сечением среза и
сравнительно невысокой (до 100 м/мин) скоростью резания пластина с
покрытием из боразона показала значительную стойкость (около
120 мин) при критерии затупления Лд = 0,20 мм и обеспечила
получение шероховатости поверхности в пределах 7-го класса. Следует
отметить, что при точении на передней поверхности неизменно
образовывалась лунка износа, причем ее ширина сразу (в течение
первых 1—3 минут) достигала величины 0,10—0,15 мм, а затем росла
намного медленнее, чем площадка на задней поверхности. Эта лунка
способствует стружкозавиванию и даже стружкодроблению.
Характерно, что лунка на передней поверхности образуется путем
отслоения мелких чешуек материала покрытия боразона (при
скольжении по передней поверхности сходящей раскаленной стружки).
При увеличении скорости резания процесс износа резко
интенсифицировался. Увеличение скорости в два раза — до 167 м/мнн —
привело к снижению стойкости по критерию h^ = 0,20 мм более
чем в восемь раз (стойкость составила всего 12—13 мин). Установить
закономерное влияние скорости резания на шероховатость
обработанной поверхности в исследованном диапазоне скоростей не
удалось. Четвертую вершину пластины испытали при увеличенном в
15 раз сечении среза: у = 80 м/мин, t = 0,20 мм/об, t = 1,0 мм
(подача возросла в три раза, а глубина резания — в пять раз). В ре-
251
зультате уже через 1 мин точения величина h^ составила 0,22 мм,
а ширина лунки на передней поверхности — 0,5 мм, т. е. в таких
случаях износ резца носит катастрофический характер. Возможно,
это указывает на невысокую прочность слоя покрытия из боразона,
не выдерживающего значительных динамических нагрузок.
Круглая пластина имеет значительно большее число режущих
кромок, особенно при тонких режимах резания, что позволило
провести более тщательное исследование, чем в случае квадратной плас-
Таблица 46
ТОЧЕНИЕ КРУГЛОЙ ПЛАСТИНОЙ С ПЕРЕМЕННОЙ СКОРОСТЬЮ
время
резания, мин
5
15
30
60
120
50—55
Лз. мм
0,09
0,12
0,15
0,18
0,22
м/мин
R^, мкм
0,20
0,36
0,54
0,54
0,56
79—86 м/мин
Лд» мм
0,06
0,075
0,09
0,105
0,135
Rq, мкм
0,18
0,26
0,26
0,28
0,31
130—133 м/мин
fig. ММ
R^, мкм
0,06 0,24
0,075 0,26
0,18 0,26
0,30 0,28
0,45 0,32
180—18'
fig. ММ
0,06
0,18
0,52
—
—
м/мин
R^, мкм
0,22
0,22
0,28
—
—
ТИНЫ. Результаты стойкостных испытаний при переменной скорости
резания (S = 0,07 мм/об, / = 0,1 мм) представлены в табл. 46.
Стойкость по критерию Лд = 0,20 мм составляет в этом случае:
V, м/мин 50—55 79—86 130—133 180—184
Г, мин 90 240 40 16
Полученная зависимость Т^ характерна для резцов из эльбора-Р:
уменьшение скорости резания ниже 70 м/мин ведет к снижению
стойкости резца и увеличению шероховатости обработанной
поверхности; в данном случае стойкость (по сравнению с максимальной)
уменьшилась более чем в 2,5 раза, а шероховатость возросла почти в два
раза. При точении со скоростями свьш:е 80 м/мин стойкость быстро
падает с увеличением скорости: при v = 130 м/мин — в шесть раз,
а при V = 180 м/мин — в 15 раз. При изменении в этом диапазоне
скорость не влияет на шероховатость поверхности.
Сопоставление данных табл. 45 и 46 показывает, что увеличение
радиуса при вершине резца в 8,4 раза (с 0,76 мм до 6,35 мм)
обеспечило существенное снижение шероховатости поверхности: в два
раза при у = 50 м/мин, пять раз при у = 80 м/мин и в три — шесть раз
при V = 130—180 м/мин; точение круглой пластиной при v =
= 80/180 м/мин позволяет получить даже при достаточно большой
подаче (0,07 мм/об) поверхность с шероховатостью 9-го класса, т. е.
на 2 класса лучше, чем квадратной пластины, стойкость при этом
также возросла в 1,5—2 раза.
252
Таблица 47
ТОЧЕНИЕ КРУГЛОЙ ПЛАСТИНОЙ С ПЕРЕМЕННОЙ ПОДАЧЕЙ
Время
резання,
5
15
30
60
120
0,02 мм/об
из. мм
0,03
0,05
0,075
0,105
0,125
R^, мкм
0,14
0,10
0,12
0,10
0,12
0,07 мм/об
^3» мм
/?а< мкм
0,06 0,18
0,075 0,26
0,09 0,26
0,105 0,28
0,135 0,31
0,14
^3, мм
0,06
0,75
0,09
0,105
0,135
мм/об
Rg^, мкм
0,48
0,54
0,46
0,46
0,52
0,23 ым/об
из. мм
R.^, мкм
0,06 0,70
0,075 0,78
0,12 1,0
0,15 1,0
0,20 1,1
Таблица 48
ТОЧЕНИЕ КРУГЛОЙ ПЛАСТИНОЙ С ПЕРЕМЕННОЙ ГЛУБИНОЙ
Время
резаттия,
мин
ft == 0,1 мм
Лд» мм
Rq, мкм
h = 0,2 мм
^3- мм
R^, мкм
h ~ 0,4 мм
ftg, мм
Rq, мкм
h = 0,8 мм
ftg» мм
Rq, мкм
5
15
30
60
120
0,06
0,075
0,09
0,105
0,135
0,18
0,26
0,26
0,28
0,31
0,06
0,075
0,085
0,105
0,13
0,30
0,24
0,24
0,28
0,30
0,06
0,075
0,09
0,10
0,135
0,26
0,28
0,26
0,30
0,28
0,06
0,075
0,08
0,09
0,12
0,20
0,24
0,26
0,26
0,30
В табл. 47 представлены результаты испытаний круглой
пластины при точении с переменной подачей {v = 88—92 м/мин, t =
= 0,1 мм).
Установлено, что при увеличении подачи в 11,5 раза
шероховатость обработанной поверхности возросла в семь — девять раз, с 10-го
до 7-ГО класса. Важно, что при тонких подачах обеспечивается
получение поверхностей 10-го класса шероховатости:
производительность шлифования при тонких требованиях к деталям весьма
низка. На стойкости резца подача начинает сказываться только при
5 > 0,18—0,20 мм/об, что связано, по-видимому, с большим
радиусом при вершине. При подаче 0,23 мм/об стойкость уже в два раза
ниже, чем при подаче 0,07 мм/об, но по абсолютной величине
(120 мин) значительна. Возможность получения поверхностей с
низкой шероховатостью (^д= 1,25 мкм) при точении с большими
подачами (свыше 0,2 мм/об) — сущ,ественное преимущ,ество круглых
пластин.
253
Таблица 49
ТОЧЕНИЕ КРУГЛОЙ ПЛАСТИНОЙ С РАЗЛИЧНЫМИ РЕЖИМАМИ
Время
резания, мин
5
10
15
20
30
60
120
S = 0,07 мм/об:
^ = 0,1 мм
ftj. мм 1 R^i мкм
S = 0,07 мм/об;
t =^ 2,0 мм
Лд! М!^ ^gi мкм
v^80 м/мин
0,06 0,18
0,07 0,22
0,075 0,26
0,08 0,28
0,09 0,26
0,105 0,28
0,135 0,31
0,12 0,40
0,15 0,38
0,20 0,40
0,24 0,46
0,30 0,44
0,45 0,48
— —
S = 0,23 мм/об;
t = 0,8 мм
Лз* мм R^i мкм
0,20 0,75
0,30 0,60
0,35 0,80
0,40 0,90
— —
— —
В табл. 48 представлены результаты испытаний круглой
пластины при точении с переменной глубиной резания {и = 78—90 м/мин,
5 = 0,07 мм/об).
Установлено, что в исследованном диапазоне глубина резания не
влияет на стойкость режущей круглой пластины с покрытием из
боразона, а также на шероховатость обработанной поверхности.
Во всех приведенных выше экспериментах варьировался один
параметр процесса резания, причем оказалось, что только скорость
оказывает суш,ественное влияние на стойкость резца. В дальнейших
опытах пластина была поставлена в более тяжелые условия
резания при изменении одновременно двух-трех параметров процесса.
Результаты экспериментов представлены в табл. 49. К этому
моменту пластина была использована 15 раз и полностью износилась.
Следовательно, общая стойкость круглой пластины почти в четы-
раза больше, чем квадратной (при тонком точении).
В опытах табл. 49 стойкость резца следующая;
ре
Номер опыта
Т, мин, по критерию
из = 0,20 мм
Т, мин, по критерию
из = 0,40 мм
1 2
240 15
4 5 6 7
40 7
50 20 100 15 17 3
Установлено, что при увеличении интенсивности процесса
резания свыше какой-то определенной величины резко
интенсифицируется износ круглой пластины из боразона. При тонком точении (5 =
= 0,07 мм/об, / = 0,1 мм) такой границей скорости является 120—
130 м/мин. Аналогичное влияние оказывает увеличение сечения
среза: при увеличении глубины резания в 20 раз (опыт № 2) стойкость
упала в 15 раз, что объясняется, вероятно, существенным
увеличением составляющих силы резания (хотя увеличение t до 0,8 мм ни-
254
S = 0,07 мм/об;
' = 0,1 мм
йз' мм
i?a, мкм
0,06 0,24
0,07 0,28
0,075 0,26
0,105 0,26
0,18 0,26
0,30 0,28
0,45 0,32
S = 0,07 мм/об;
/ = 0,8 мм
ftj, мм 1 R^. мкм
у=130м/
0,15 0,36
0,27 0,42
0,40 0,42
— —
— —.
— —
— —
S = 0,23 мм/об;
/ = 0,1 мм
^3- мм R^, мкм
ЯИН
0,12 0,60
0,27 0,62
0,37 0,70
0,46 0,80
— —
— —
— —
S= 0,23 мм/об;
/ = 0,8 мм
^3. мм R^, мкм
0,40* 0,90
— —
— —
_ —
— —
—.
— —
* Время резания — 3 мин.
как на износе не сказалось (см, табл. 48). Еще большее влияние
оказало увеличение подачи до 0,23 мм/об при точении с большой
глубиной резания 0,8 мм (опыт № 3): в этом случае увеличение / от 0,1
до 0,8 мм (при S = 0,23 мм/об) вызвало снижение стойкости в
24 раза, т. е. влияние t на стойкость тем сильнее, чем выше подача.
Увеличение скорости резания до 130 м/мин в этом случае (опыт
№ 7) привело к дальнейшему снижению стойкости еш,е в семь раз.
Увеличение глубины резания с 0,1 до 0,8 мм при повышенной
скорости (v = 130 м/мин, S = 0,07 мм/об) вызвало снижение стойкости
в шесть раз (опыт № 5), что подтверждает усиление влияния глубины
резания при повышенной скорости (а не только подачи). Точно так
же в 6 раз снизилась стойкость при увеличении подачи с 0,07 до
0,23 мм/об при V = 130 м/мин (при у = 80 м/мин стойкость
снизилась всего в два раза).
Таким образом, наиболее рациональной скоростью точения
высокотвердой закаленной стали круглой пластиной из боразона
является 80—90 м/мин. При точении с глубинами резания до 1,0 мм
допускаются подачи до 0,2—0,3 мм/об, но рекомендуются не более
0,1 мм/об. Съем более значительных припусков возможен с
подачами не более 0,08—0,1 мм/об.
2.4. Суспензии и пасты из сверхтвердых материалов
Суспензии, состояш,ие чаш,е всего из микропорошков
синтетических алмазов на водной, спиртовой или масляной основе,
применяют на финишных операциях — тонкой доводке и полировании,
полупроводниковых материалов, оптики и некоторых других
неметаллических материалов.
В последнее время суспензии применяются крайне редко ввиду
появления высокоэффективных жидких паст.
255
Пасты из сверхтвердых материалов —
высококонцентрированные многокомпонентные системы, состоящие из
классифицированных по зернистости порошков алмаза,
кубического нитрида бора, гексанита-Р, твердого зернистого наполнителя,
связующих W поверхностно-активных веществ (ПАВ).
Пасты предназначены для доводки и полирования
высокоточных поверхностей различных твердых материалов. В зависимости
от дисперсности порошка основного абразива, применяемого в пасте,
они могут быть грубодисперсными и тонкодисперсными.
Особенностью паст является их высокая консистенция типа мазей. По
консистенции изготовляют твердые, мазеобразные и жидкие пасты.
Более густая паста удобна для транспортировки и хранения. На
предварительных операциях доводки, требующих большого съема
материала, применяются в основном густые крупнозернистые пасты.
Наиболее широкое применение находят жидкие пасты. Однако
трудность их приготовления ввиду очень низких концентраций в
них абразивного порошка и проблемы их стабилизации в жидкой
среде привели к тому, что за рубежом и в отечественной
промышленности мелкозернистые пасты в основном приготавливают
мазеобразными и твердыми. На рабочем месте эти пасты рекомендуют перед
употреблением доводить до жидкой консистенции путем
разбавления в рабочих средах.
В качестве разбавителя (рабочей среды) используется бензин,
керосин, вазелиновое или веретенное масло (для паст, смываемых
органическими растворителями) или вода (для водосмываемых паст).
В качестве связующих и ПАВ в составах паст используются
натуральные и синтетические жирные кислоты и их производные
(мыла, воски, спирты, различные углеводороды, гликоли и их
производные, полимер и др.). Малые добавки ПАВ позволяют также
управлять ходом физико-химических процессов, протекающих как при
изготовлении паст, так и при процессах обработки ими.
Поверхностно-активные вещества помогают равномерному перемешиванию даже
самых мелких частиц при образовании смеси.
Консистенция пасты зависит от выбора органических
составляющих пасты. Так, для получения твердой пасты в качестве
компонентов применяют церезин, стеарин, парафин, асидол-мылонафт,
вазелиновое масло, синтетические жирные кислоты (СЖК).
Примером твердой пасты может служить следующий состав, мас.%:
пчелиный воск — 30, шеллак — 15, канифоль — 5, абразив — 50.
В жидких мазеобразных пастах компонентами основы
являются такие вещества, как олеиновая кислота, различные масла, вода,
животные жиры, полиэтиленгликолевые эфиры, масла, полиспирты,
полиоксиэтилированные алкиламиды, модифицированные ли-
пиды синтетических жирных кислот. Помимо перечисленных групп
веществ в состав паст вводят соединения, содержащие такие
химически активные элементы, как сера, фосфор, хлор, натрий, калий,
•фтор и др., соли натрия, калия, в том числе фтористый натрий, суль-
фуриновые масла, триэтилфосфор, хлоропарафин, олеат свинца,
256
в качестве твердых зернистых наполнителей в составах паст
используются порошки тугоплавких соединений переходных металлов
(карбиды, бориды, нитриды) IV—V групп периодической системы.
Введение электропроводных и высокотвердых тугоплавких
соединений позволяет повысить абразивную и полирующую
способность паст за счет устранения агрегирования зерен диэлектрического
абразива, какими являются сверхтвердые материалы, и
дополнительного полирующего воздействия наполнителя.
Так как пасты из сверхтвердых материалов —
многокомпонентные смеси, то технологический процесс их изготовления заключа-
Таблица 50
РЕКОМЕНДУЕМЫЕ ЗЕРНИСТОСТИ ПАСТ КТ ДЛЯ РАЗЛИЧНЫХ ВИДОВ ОБРАБОТКИ
Вид обработки
Черновая доводка
Получистовая доводка
Чистовая доводка
Полирование
Зернистость
пасты
160/125—50/40
60/40—14/10
14/10—3/2
3/2—1/0
Шероховатость поверхности, мкм
до обработки
1,5
0,2
0,063
0,025
после обработки
0,32
0,1
0,032
0,01
ется в специальном механическом смешении компонентов различной
консистенции с абразивными зернами. Путем механического
перемешивания всех компонентов в жидком виде (расплавленных с
постепенным охлаждением) производится «варка» пасты. В
расплавленные и подогретые жидкие компоненты вводятся абразивный
порошок и наполнитель в виде высококонцентрированной суспензии.
Необходимо производить медленное охлаждение во избежание
кристаллизации твердых компонентов в виде крупных частиц.
Ниже приводится схема технологического процесса
изготовления пасты:
1. Подготовка сырья: фильтрация, взвешивание согласно
рецептуре.
Рецептура составляется с учетом требуемой консистенции пасты
(жидкой, мазеобразной и твердой) для каждой зернистости,
концентрации и состава пасты.
2. Расплавление твердых компонентов и подогрев жидких до
температуры 70—80° С.
3. Приготовление суспензии механическим смешиванием
абразива и компонента, характеризующегося лучшей смачиваемостью
абразива, а также жидкой или мазеобразной консистенцией.
4. Слив суспензии в горячие остальные компоненты.
5. Варка пасты.
6^ Дозирование пасты в упаковочные емкости (тубы, шприцы).
7. Контроль пасты на абразивную способ1юсть.
10 0-329
257
Состав паст, соотношение их компонентов зависят от
конкретных условий их применения, в частности от природы
обрабатываемого материала и требуемой обработки.
В табл. 50 приведены рекомендуемые зернистости паст из
сверхтвердых материалов СТМ для различных видов обработки.
Пасты из синтетических и природных алмазов занимают
ведущее место при обработке твердых сплавов, керамики,
полупроводниковых материалов, стекла и других высокотвердых материалов.
Использование алмазных паст при обработке деталей из черных
и цветных металлов, особенно работающих в узлах трения,
неэффективно ввиду высокой степени шаржирования алмазных зерен в
обрабатываемую поверхность и невозможности полного удаления
внедрившихся зерен самыми эффективными методами очистки.
В этом случае целесообразно применять гексанитовые пасты или
абразивную пасту марки «КТ», созданную на основе карбида титана.
Пасты из кубического нитрида бора (эльборовые, кубонитовые)
используют для прецизионной обработки деталей из сталей и
цветных металлов.
Пасты из сверхтвердых материалов выпускаются нормальной
(Н) и повышенной (П) концентрации. В зависимости от зернистости
пасты содержание абразива колеблется от 5 до 70 мае. %.
Применение гексанитовых и карбидотитановых паст позволяет
при обработке черных и цветных металлов в 1,5—2 раза повысить
производительность труда и на 1—2 раза снизить шероховатость
обработанной поверхности по сравнению с алмазными пастами.
список ЛИТЕРАТУРЫ
1. Гомон Г. О. Классификация высокотвердых материалов.— В кн.: Труды
ВНИИАШ. Л. : НИИМАШ, 1975, с. 134.
2. Баку ль В. Н. Сверхтвердые материалы.— В кн.: Энциклопедия
неорганических материалов. Киев : Наук, думка, 1977, с. 346—348.
3. Robertson R., Fox Т. Т., Martin А. Е. Two types of diamonds.— Phil. Trans.
Roy. Soc. A, 1934, 232, p. 719.
4. Casters J. F. N. The II—b diamond.— Physika, 1954, 20, N 3, p. 183—184.
5. Suthrland G. B. M., Blackwell D. E., Simeral W. G. The problem of the two
types of diamond.— Nature, 1954, 174, N 4437, p. 901—904.
6. Champion F. С Diamond.— Sci. Progr,, 1957, 45, N 179, p. 447—461,
7. Kaizer W.. Bond W. B. Nitrogen a majore impurity in common type diamond.—
Phys, Rev., 1959, 115, N 4, p. 857—863.
8. Клюев Ю. A., Hentua B. И., Дуденков Ю. A. О физической классификации
алмазов.— В кн.: Труды ВНИНАлмаз. М. : НИИМАШ, 1974.
9. Шафрановский И. И., Гумилевский А. А. О классификации абразивных
алмазов.— В кн.: Кристаллография: Тр. Федор, науч. сессии, 1951 г. М. ; Л. :
Изд-во АН СССР, 1952, с. 209—222.
10. Ферсман А. А. Кристаллография алмаза.— Л. : Изд-во АН СССР, 1955.—
567 с.
11. Гомон Г. О. Алмазы, оптические свойства и классификация.— М. :
Машиностроение, 1966.— 145 с.
12. Гневушев М. А., Шеманинп Е. И. Опыт классификации кристаллов алмаза.—
Минерал, сб. Льв. ун-та, 1970, № 24, вып. 1, с. 45—52.
13. Орлов Ю. Л. Минералогия алмаза.— М. : Наука, 1973.— 224 с.
258
14 Гумилевский А. А. Исследование абразивных свойств технического;алмаза,
рассортированного на группы по цвету флюоресценции в ультрафиолетовом
свете.— В кн.: Кристаллография : Тр. Федор, науч. сессии, 1951 г. М. ; Л. :
Изд-во АН СССР, 1952, с. 223.
15. АрцимовичГ. В., Вовчановский И Ф., Иванов В. В. Исследование зависимости
буровых качеств алмазов от характера их фотолюминесценции / Под ред.
Г. Г. Карюка,— Киев, 1965.— 15 с— (УкрНИИСТМИ).
16. Strong Н. М. Wentorf R. Н. The growth of large diamond crystals.— Natur-
wissenschaften, 1972, 59, N 1, p. 1—7.
17. Безруков Г. Н., Бутузов В. П., Самойлович В. А. Синтетический алмаз.—
М. : Наука, 1976 — 140 с.
18. Кирова Н. Ф., КолчемановН. А., Рывкин Ю. М. Влияние примеси бора на
термическую стойкость монокристаллов синтетического алмаза.— Алмазы
и сверхтвердые материалы, 1976, № 2, с. 17.
19. Черемиской П. Г., Гладких Л. И., Швецова 3. И. и др. Локальные
неоднородности электронной плотности и структура синтетического алмаза.— Син-
тет. алмазы, 1977, № 5, с. 16.
20. Hall Н. Т. Sintered diamond : А synthetic carbonado.- Science, 1970, 169,
N 3948, p. 868—869.
21. 1\лячко Л. И., Вепринцев В. И., Колчин А. В. Поликристаллические алмазы
СВ — новый синтетический материал для бурового, правящего и других
видов алмазного инструмента.— Алмазы и сверхтвердые . материалы, 1975,
№ 1, с. 14—17.
22. Вепринцев В. И., Чапорова И. Н., Адлер Г. А. и др. О структуре и
некоторых свойствах алмазов СВ.— В кн.: Синтетические алмазы — ключ к
техническому прогрессу. Киев.; Наук, думка, с. 29—30.
23. Пат. 2075095 (Фр.). Способ изготовления поликристаллических алмазов /
Л. Ф. Верещагин, Е. Н. Яковлев, Т. Д. Варфоломеева и др.
24. Пат. 2074520 (Фр.). Способ изготовления поликристаллических алмазных
агрегатов/Л. Ф. Верещагин, Е. Н. Яковлев, Т. Д. Варфоломееваш др.
25. Верещагин Л. Ф., ШтеренбергЛ. Е., Кац М.Я- и др. Зависимость
абразивной способности синтетических алмазных агрегатов с микроструктурой
карбонадо (АСПК) от их плотности.— Алмазы и сверхтвердые материалы,
1976, № 5, с. 1.
26. Белянкина А. В., Со'мнЮ. И., Черепина Е. С. и др. К вопросу о структуре
синтетических поликристаллических алмазов типа баллас и карбонадо.—
Синтет. алмазы, 1976, № 2, с. 13.
27. Семенова-Тян-Шанская А. С., Овчинников А. А. Распределение
микротвердости по объему алмазов АСПК.— Алмазы и сверхтвердые материалы, 1977,
№ 7, с. 1.
28. Калашников fl. А., Верещагин Л. Ф., Фекличев Е. М. и др. Образование
искусственным путем алмаза типа баллас.— Докл. АН СССР, 1967, 172,
№ 1, с. 76.
29. Мейльман М. Л., Билышна Т. И., Клюев Ю. А. и др. Зависимость плотности
синтетических алмазов типа «баллас» от концентрации примесных металлов.—
Алмазы и сверхтвердые материалы, 1976, № 8, с. 5—7.
30. Семенова-Тянь-Шанская А. А., Пивозаров Ж. С, Шишков Н. 3. Анизотропия
механических свойств алмазов АСБ.— В кн.: Всесоюз. конф. «Новое в теории
-;И практике создания и применения синтет. сверхтвердых материалов в нар.
хоз-ве» : Тез. докл. Секция 1. Киев, 1977, с. 197—19Э.
31. Калашников Я А., Недошивин Ю. Н., Никольская И. В. К вопросу о
влиянии металлов на некоторые магнитные свойства алмазов типа «баллас».—
Журн. физ. химии, 1973, 47, № 7, с. 1656—1659.
32. Пат. 2256000 (Фр.). Алмазный инструмент/Л. Ф. Верещагин, А. А. Семер-
чан и др.
33. Пат. 1115650 (Великобритания). Спекание алмаза при помощи удара.
34. De Carli P. S., Jamieson Т. S. Formation of diamond by explosive graphite.—
Science, 1961, 133, N 3467, p. 1823—1821.
35. Пат. 3401019 (США). Process for synthesiting diamond'O. R. Cowan, B. W. Du-
nnington, A. N. Holtzman. E. I. du Pont de Nemours and company.
10* 259
36. Андреев В. Д., Лукаш В. А. и др. Использование энергии ударных волн для
синтеза алмазов.— В кн.: Всесоюз. конф. «Новое в теории и практике
создания и применения синтет. сверхтвердых материалов в нар. хоз-ве» : Тез. докл.
Секция 1. Киев, 1977, с. 9—12.
37. Андреев В. Д., Созин Ю.И., Лукаш В. А. и др. Теоретические и
экспериментальные исследования термодинамических и физико-химических процессов в
реакционной среде при синтезе алмазов ударными волнами.— В кн.:
Всесоюз. конф. «Новое в теории и практике создания и применения синтет.
сверхтвердых материалов в нар, хоз-ве» : Тез. докл. Секция 1. Киев, 1977,
с. 12—17.
38. Францевич И. Н., Алексеевский В. П., Боримчук Н. И. и др. Методика
обработки материала ударным сжатием в сочетании с импульсным нагревом.—
Порошковая металлургия, 1978, № 9, с. 81—85.
39. Пат. 3030187 (США). Synthesis of diamond / W. G. Eversoi.
40. Пат. 3371996 (США). Diamond growth process / H. G. Hybscman.
41. Пат. 3172589 (США). Method for artifica! syntiiesisof diamonds/ G. A. Brini<-
man, С Pari<, C. T. Meicham.
42. Пат. 3175885 (США). Method for artifica! synthesis of diamonds/ G. A. Brini<-
man, С Pari<, С Т. Meicham.
43. Angus G. C, Will H. A., Stanko W. S. Growth of diamond seed crystals by
vapor deposition.— J. Appl. Pliys., 1968, 39, N 6, p. 2915—2922.
44. Пат. 2157957 (Фр.). Способ получения искусственных алмазов/В. М. Го-
лянов, А. П. Демидов.
45. Дерягин Б. В., Федосеев Д. В. Рост алмаза и графита из газовой фазы.—
М. : Наука, 1977,— 116 с.
46. Дерягин Б. В , Спицын Б. В., Федосеев Д. В. и др. О синтезе и свойствах
автоэпитаксиальных пленок алмаза.— Физ.-хим. пробл. кристаллизации.
Алма-Ата, 1971, вып. 2, с. 90.
47. Дерягин Б В., Спицын Б. В., Алексеенко А. В. и др. Структура пленок
алмаза, полученных из газовой фазы при низких давлениях.— Докл. АН СССР,
1973, 213, № 5, с. 1059—1060.
48. Бочка А. В., Дерягин Б. В. Право- и левовинтовые спирали роста в
искусственном алмазе.— Докл. АН СССР, 1968, 181, № 6, с. 1378—1379.
49. Бочко А. В., Дерягин Б. В. По поводу спирального роста алмаза в метаста-
бильных условиях.— Докл. АН СССР, 1971, 196, № 5, с. 1056.
50. Дерягин Б. В., Федосеев Д. В., Бакуль В. Н. и др. Физико-химический синтез
алмаза из газа.— Киев : TexniKa, 1971.— 45 с.
51. Вавилов В. С, Конорова Е. А. Полупроводниковые алмазы.— Природа,
1976, № 3, с. 36.
52. Матюшенко Н. Н., Стрелецкий В. С, Романов А. А. и др.
Рентгенографическое исследование метастабильной модификации кубического алмаза.—
Докл. АН УССР. Сер. А, 1976, № 5, с. 459—461.
53. Eisenbere F. R. Chabot ion-beam deposition of film thin of diamond lii<e
carbon.— J. Appl. Phys., 1971, 42, N 1, p. 29—53.
54. Wentorf R. H. Cubic form of boron nitride,- J. Chem. Phys., 1957, 26, N 4,
p, 956.
55. Лысанов B. C, Букин В. A., Глаговский Б. A. и др. Эльбор в
машиностроении.— Л. : Машиностроение, 1978,— 280 с.
56. Бакуль В. Н., Прихна А. И. Состав, структура и свойства кубического
нитрида бора,—Синтет. алмазы, 1971, № 1, с, 36—43,
57. Филоненко Н. Е., Никитина Т. П., Фельдгун Л. И. и др. Физико-химические
основы образования кубического нитрида бора.— В кн.: Труды ВНИИАШ.
Л. : НИИМАШ, 1975, с. 5—15.
58. De Vries R. С., Fecisher Т. F. Phase eguilibria pertiment to the growth of cubic
boron nitride,-J. Crystal Growth, 1972, N 13/14.
59. Balfour A. M. Amber boron nitride metalwori<ing applications.— London ;
Beers Techn. service centre UK, 1975.
60. Филоненко H. E., Мишина Л. И., Футергендлер С. И. Морфология изомет-
ричных кристаллов кубического нитрида бора.— В кн.: Труды ВНИИАШ.
Л. : НИИМАШ, 1975, с. 35—49.
260
61. Пат. 2144426 (Фр.). Cubic BN and sintered carbide based abrasive bodies
and method of manufacture there of / R. H. Wentorf. W. A. Rocco.
62. Верещагин Л. Ф., Яковлев Е. Н., Слесарев В. Н. Синтез поликристаллических
образований кубического нитрида бора.— Докл. АН СССР, 1970, 191, №2,
с. 345—348.
63. Пат. 2111180 (ФРГ). Способ получения кубического нитрида бора / Н. Н.
Сирота, А. М. Мазуренко.
64. Бокий Г. Б., Волков А. И., Зубков В. М. О фазовом переходе вюрцитоподоб-
ного BN в кубическую модификацию.— Алмазы, 1969, № 3, с. 1—3.
65. Пат. 2235240 (ФРГ). Способ получения поликристаллов кубического
нитрида бора / Л. Ф. Верешагин, Ф. И. Дубовицкий, В. Н. Слесарев и др.
66. Богородский Е. С, Апарников Г. Л., Сокольский Б. М. Зависимость
стойкости инструмента из поликристаллов кубического нитрида бора от его
физико-химических свойств при резании труднообрабатываемых сталей.—
Алмазы и сверхтвердые материалы, 1977, № 1, с. 6—9.
67. Пат. 3894850 (США). Сверхтвердый композиционный материал / В. С. Лы-
санов, Л. И. Фельдгун и др.
68. Гомон Г. О., Сохор М. И., Футергендлер С. И. и др. Композиционные
материалы на основе алмаза и кубического нитрида бора.— В кн.: Труды
ВНИИАШ. Л. : НИИМАШ, 1975, с. 59.
69. Waketsuki М., Ichinose К., Aoki Т. Synthesis of poiycrystai—line cubic boron
nitride.— Mater. Res. Buul., 1972, 7, N 5, p. 999—1004.
70. Vickery R. F. Synthesis of Ijoron phosphide and nitride.— Nature, 1959, 184,
N 4682, p. 268.
71. Кутолин С. A., Гаштольд В. Н., Белова Л. Ф. и др. Получение пленок
кубического нитрида бора методом высокочастотного реактивного распыления.—
В кп.: Методы получения, свойства и применение нитридов. Киев : ОНТИ
ИПМ АК УССР, 1972, с. 223.
72. Bundy F. Р., Wentorf R. Н. Direct transformation of hexagonal boron nitride
to dencer forms.— J. Chem. Phys., 1963, 38, N 5, p. 1144—1149.
73. Верещапт A. В., Зубова E. В., Буренкова A. Н. и др. Изучение плотных
модификаций нитрида бора при высоких давлениях и напряжениях сдвига.^
Докл. АН СССР, 1968, 178, № 1, с. 72—73.
74. Ададуров Г. А., Алиев Г. 3., Атовмян Т. В. и др. Образование вюрцитопо-
добной модификации нитрида бора при ударном сжатии.— Докл. АН СССР,
1967, 172, № 5, с. 1066—1068.
75. Алексеевский В. П., Боримчук Н. И., Фот Н. А. и др. Физические особенности
методов создания высокого импульсного давления ударным сжатием для
получения фазового перехода в твердых веществах.— В кн.: Гексанит и гексанит-Р
и изделия на их основе инструментального назначения. Киев : ОНТИ ИПМ
АН УССР, 1975, с. 7—14.
76. Пат. 2219394 (ФРГ). Способ получения вюрцитоподобного нитрида бора/
A. Н. Дремпн, А. Н. Бреусов, Т. В. Бавииа и др.
77. Пат. 1281002 (Великобритания). Method of subjecting solids to high dynamic
pressures / A. S. Balchan, G, R. Cowan.
78. Картк Г. Г., Коломиец И. П., Федосеев В. В. и др. Гексанит-Р — новый
сверхтвердый материал.— Порошковая металлургия, 1973, № 10, с. 102—105.
79. А. с. 441255 (СССР), Керамический материал / Д. М. Карпинос, Г. Г. Ка-
рюк, Ю. Л, Пилиповский и др.— Опубл. в Б. И., 1974, № 33.
80. Пат. 3276751 (США). Способ получения поликристаллов нитрида бора /
B. П. Алексеевский, А. В. Бочко, С. С. Джамаров и др.
81. Бондарук Н. И., Кислый П. С. Режущие материалы на основе карбида бора.—
,^1 В кн.: Новые инструментальные материалы и их применение в
металлообрабатывающей промышленности. Киев : ОНТИ ИПМ АН УССР, 1977,
с. 72—76.
82. Коссович Г. А.. Сазерина С. М. Новые инструментальные материалы и их
применение в металлообрабатывающеп промышленности. Киев : ОНТИ
ИПМ АН УССР, 1977, с, 53—61. ;
83. Комиссаржевская В. Н. Алмазные инструменты и рациональное их
применение.— М. : Машиностроение, 1973.— 49 с.
2GI
8\. Найдич, Ю. В., Колесниченко Г. А., Лавриненко И. А. и др. Пайка и
металлизация сверхтвердых инструментальных материалов.— Киев : Наук, думка,
1977.— 174 с.
85. А. с. 391858 (СССР). Способ получения абразивных порошков/Г. Г. Карюк,
Е. И. Мошковский, М. С. Пивоваров и др.— Опубл. в Б. И., 1973, № 38.
86. Трефиов В. /., Саввакш Г. /., Пивоваров М. С. Внбухове руйнуванпя син-
тетичпих алмаз!в i деяк! властивост! одержаних м!кропорощк!в.— Bicn.
АН УРСР, 1977, № 10, с. 78—80.
87. Бакуль В. Н., Никитин Ю. И., Бакаленко А. Н. и др. Разделение
алмазных шлифпорошков по форме зерен на вибростоле.— Синтет. алмазы, 1973,
№ 1,с. 5—9.
88. А. с. 447384 (СССР). Устройство для овализации зерен твердых материалов/
Л. И. Ашкинази, Г. Г. Карюк, Е. И. Мошковский и др.— Опубл. в Б. И.,
1974, № 39.
89. Вобликов В. С, Корнилов Ю. П., Ноздрачев В. И. и др. Корректировка формы
алмазных зерен в виброистирателе.— В кн.: Современные синтетические
сверхтвердые материалы и области их применения. М., 1976.— (Тр.
ВНИИ Алмаза; № 4).
90. Богатырева Г. П. Сортировка алмазов по прочности флотацией.— Синтет.
алмазы, 1972, № 3, с. 23—25.
91. Белоцертвский А. М. Высокие давления в технологии.— М. : Знание, 1977.—
60 с.
92. Никитин Ю. И., Бакаленко А. Н., Пивоваров М. С. Дробление
синтетических алмазов в модернизированной роторной дробилке МЛА-3.— Синтет.
алмазы, 1975, № 1, с. 25—28.
93. Никитин Ю. И., Уман С. М., Бакаленко А. Н. Воздушно-ситовой метод
классификации шлифпорошков из синтетических алмазов.— Синтет. ал.мазы,
1974, № 5, с. 21—24.
94. Бакуль В. Н., Никитин Ю. И., Уман С. М. Классификация микропорошков
из синтетических алмазов в стаканчиковых центрифугах.— Синтет. алмазы,
1975, № 4, с. 3—8.
95. Логвиненко Д. Д., Шеляков 0. П. Интенсификация технологических процессов
в аппаратах с вихревым слйем.— Киев : Техн!ка, 1976.— 144 с.
96. Лоладзе Т. Н., Бокучава Г. В. Износ алмазов и алмазных кругов.— М. :
Машиностроение, 1967.— 112 с.
97. Найдич Ю. В., Колесниченко Г. А. Взаимодействие металлических расплавов
с поверхностью алмаза и графита.— Киев : Наук, думка, 1967.— 89 с.
98. Paul Danil. New concept in diamond tool manifacture.— Industr. Diamond
Rev., 1968, ?8, N 329, p. 157—159.
99. Костецкий Б. И. Сопротивление изнашиванию деталей машин.— Киев :
Машгиз. 1959.— 478 с.
100. Боудер Ф. П., Тейбор Д. Трение и смазка твердых тел.— М. :
Машиностроение, 1968.— 543 с.
101. Виксман В. С, Жук М. М., Спивак Б. Е. и др. Алмазные инструменты с
упорядоченным расположением зерен.— В кн.: Синтетические алмазы в
промышленности. Киев : Наук, думка, 1974, с. 328.
102. Бакуль В. Н., Никитин Ю. И., Верник В. Б. и др. Основы
проектирования и технологии изготовления абразивного и алмазного инструмента.—
М. : Машиностроение, 1975.— 296 с.
103. Романов В. Ф. Алмазный инструмент (каталог).— М. : НИИМАШ, 1974.—
109 с.
104. Верещагин Л. Ф., Яковлев Е. Н., Ковальчук Ю. М. и др. Применение
синтетических алмазов АСБ и АСПК в различных видах инструмента.— Алмазы,
1971, № 1, с. 2—6.
105. Семко М. Ф. Особенности и эффективность обработки инструментами из
синтетических поликристаллов алмаза.—■ Синтет. алмазы, 1974, № 6;
с. 43—46.
106. Верещагин Л. Ф., Яковлев Е. Н., Слесарев В. Н. и др. Перспективы
применения сверхтвердого материала ПТНБ в лезвийных инструментах.—
Алмазы, 1971, № 1, с. 6—8.
262
107. Музыкант Я- А., Лысанов В. С, Гомон Г. О. и др. Исследование
процесса точения деталей из закаленных сталей.— Алмазы, 1971, № 1,
с. 9—14.
108. Струков Н. А., Алексеев И. В., Ничипор В. В. и др. Сверхтвердый
инструментальный материал «белбор» и области его применения.— В кн.: Конф.
по сверхтвердым материалам: Тез. докл. Секция 3. Киев, 1977, с. 70—73.
109. Розенберг А. М., Прихна А. И., Муковоз Ю. А. и др. Инструментальный
материал исмит и применение его для обработки инструментальных сталей и
чугунов.— В кн.: Синтетические алмазы — ключ к техническому
прогрессу. Киев : Наук, думка, 1977, с. 288—293.
110. Богородский Е. А., Шпиньков В. А. Режущие свойства новых модификаций
поликристаллически.х соединений нитрида бора.— В кн.: Обработка
резанием новых конструкционных и неметаллических материалов. М., 1973,
с. 144—152.
111. Трефилов В. И., Францевич И. Н., Пилянкевич А. Н. и др. Гексанит-Р —
новый сверхтвердый материал для обработки закаленных сталей и чугунов.—
Сиптет. алмазы, 1974, № 4, с. 24—28.
112. Карюк Г. Г., Федосеев В. В., Тимчук А. Г. и др. Силовые зависимости при
точении закаленной стали ШХ15 резцами из поликристаллов на основе
нитрида бора.— Алмазы и сверхтвердые материалы, 1977, № 4, с. 15.
ИЗ. Карюк Г. Г., Пивоваров М. С, Барабан В. П. и др. Обработка
инструментальных сталей резцами из гексанита-Р.— В кн.: Гексанит и гексанит-Р
и изделия на его основе инструментального назначения, Киев : ОНТИ ИПМ
АН УССР, 1975, с. 33—45.
114. Семко М. Ф., Зубарь В. П., Крюков В. К. Высокопроизводительное
точение серого чугуна различной твердости резцами из поликристаллов на
основе ]1итрида бора.—Алмазы и сверхтвердые материалы, 1978, № 8, с. 9.
115. iVle.wMcd В. И., Ангелло Г. Н., Карюк Г. Г. и др. Использование гекса-
иитовых резцов при обработке наплавленных поверхностей.— Алмазы н
сьерхтвердые материалы, 1976, № 6, с. 6.
116. И патов И. С- Сравнительные испытания резцов, оснащенных поликристал-
лалм нитрида бора различных модификаций.— Алмазы и сверхтвердые
материалы, 1980, № 2, с. 3—5.
ГЛАВА VII
ГЕОХИМИЯ ГЛУБИН ЗЕМЛИ
Достижения геохимии играют ведущую роль в познании движущих
сил жизни Земли и процессов формирования ее вещественного
состава.
Объективными критериями для разработки представлений об
эволюции и составе земного вещества и коры Земли, возникшей из
космического протовещества, являются данные о распространении
элементов в земной коре, в метеоритном веществе, в лунных
породах, в атмосфере Звезд и планет.
Нами была выдвинута гипотеза [1,2] геохимической модели
геосфер Земли и показана ведущая роль геохимии кислорода и
водорода в формировании Земли в целом и земной коры в «"стности.
Эта гипотеза, освещающая кислородно-водородный режим в
формировании Земли с гидридным ядром, объясняет по-новому проблемы
энергетики геохимических и тектонических процессов и истории
формирования Земли. . .
Нами было высказано еще в 1954 г. [3] предположение, что
земная кора образовалась в результате окисления верхней оболочки
на раннем этапе формирования протопланеты, а затем выдвинуты
представления о преобладании в глубинных сферах процессов
восстановления и о причинах энергетической разгрузки Земли и
движущих силах [1, 2, 4].
1. ГЕОХИМИЯ КИСЛОРОДА
Б СТРУКТУРЕ КИСЛОРОДНОГО КАРКАСА ЗЕМЛИ
В, и. Вернадский [5] определил, «что кислород является самым
могущественным элементом в верхней оболочке — литосфере Земли».
Кислород занимает по весу 50% и по подсчетам Гольдшмидта
[6] 91,5% объема периферической оболочки Земли, которая
представляет кислородный каркас с плотной упаковкой кислорода
(1,61 А в тетраэдрнческой и 1,91 А воктаэдрической позиции). В кпс-
лородном каркасе внешних сфер Земли вкраплены остальные
породообразующие элементы, занимающие по объему всего 8,5%).
264
Силиций и алюминий вследствие малых размеров радиусов ионов
(51+'* — 0,39; А1+3 — 0,57 А) входят в кислородный каркас в тетра-
эдрических позициях, не раздвигая плотной упаковки, и образуют
кремнекислородные и алюмокислородные тетраэдры, составляющие
основной конструктивный элемент кристаллических решеток
минералов алюмокремневой — сналиче^кой коры. Ионы магния и
железа (Mg+2 — 0,78 и Fe+2 — 0,83 А) раздвигают кислородный
каркас, а еще более крупные ио^ы калия, натрия и кальция (К+— 1,33;
Na+ — 0,98 и Са+ — 1,06 А) разрывают плотную упаковку, входя
в октаэдрические позиции. В кремнекислородном каркасе коры,
сложенном из основных конструктивных элементов — кремнекисло-
родных тетраэдров (радикалов), построение кристаллических
решеток определяется октаэдрическими катионами, которые
перегруппировывают кремнекислородные радикалы, образуя различные
типы кристаллических структур минералов. При этом превращение
одних структур кристаллических решеток в другие комбинации
связано с изменением типов симметрии — силовых полей внутри
кристаллических связей. Перераспределение полей с силовыми
линиями определенной симметрии внутри зерновой кристаллической
связи связано с изменением расстояний Si—0-плотиости упаковки,
энергии и типов связи в кислородном каркасе.
В кристаллохимической систематике силикатов, слагающих
периферическую оболочку Земли, по признаку структурного мотива
основной структурной единицей является кремнекислородный
тетраэдр (§164)"'' —анион, лежащий в основе всех силикатов коры.
Выделяется пять классов структур: островные, кольцевые, цепные
(поясовые), слоистые и каркасные. Благодаря мезодинамическому
характеру группы (Si04)~^ могут поляризоваться и образовывать
сложные кремнийкислородные радикалы.
В самых простых островных мотивах (ортосиликатах) с
единичным кремнекислородным тетраэдром (5104)"'* вступают во
взаимосвязь небольшие катионы {^\g, Fe) с шестерной координацией,
образующие вдкруг себя кислородные октаэдры, где ребра октаэдра
(2,7—2,8 А) соизмеришь! с ребрами кремнекислородного тетраэдра
(Si04)~^ (2,55—2,7 А). Они входят свободно, почти не нарушая и
слабо раздвигая, в плотноупакованную структуру кислородного
каркаса (1,61 А). К этому островному структурному мотиву
относятся оливин (форстерит-фаялитового ряда), гранат и др.
Крупные катионы Са (fsia) занимают октаэдрическую позицию
в октаэдрах с ребрами 3,8 А, которые значительно превосходят по
размерам величину ребер кремнекислородных тетраэдров. Поэтому
соединившиеся своими вершинами (общие атомы кислорода)
кремнекислородные тетраэдры образуют анионную гр„уппировку SijO? — в
виде тригональной призмы длиной ~4,0—4,2 А, соизмеримую с
размерами ребра кальций-кислородного октаэдра 3,8 А.
Дальнейшая последовательная конденсация
кремнекислородных тетраэдров в более крупные агрегаты — поляризация в одном
из геометрических направлений силовых линий — приводит к об-
11 0-329 265
разованию цепочечных и поясовых структур (групп амфибола,
пироксена и других диортосиликатов). Полимеризация в двух
измерениях приводит к формированию слоистых силикатов — типа слюд
и в трех измерениях — к образованию каркасных минералов типа
полевого шпата. На их формирование оказывает влияние величина
крупных октаэдрических катионов К, Na, Са и добавочных анионов,
которая приводит к разрыхлению структуры плотной упаковки
кислорода. В процессе полимеризации выстраиваются бесконечные
группировки — цепочки, ленты, каркасы.
Островные структуры — ортосиликаты, содержащие мелкие
катионы (Mg, Fe, Alvi) (оливин, гранат, дистен) (AlaSiOi),
отличаются более высокой плотностью упаковки. Особая роль в
формировании силикатов принадлежит алюминию, который проявляется и в
четверной, и, реже, в шестерной координации в октаэдрических
позициях. Благодаря малым размерам ионы алюминия соизмеримы
с кремнием. Он обычно свободно входит в кислородные тетраэдры,
изоморфно замещая кремний в четверной координации (SiOj"'',
входя в анионную часть. Это особенно характерно для каркасных
структур бесконечной протяженности.
Замена А1+з на Si+'' (AlOi)"^ (SiOi)"'' ведет к изменению баланса
валентностей; общий заряд радикала возрастает на единицу на
каждый атом алюминия.
Свободный отрицательный заряд А1 в алюмокислородном
тетраэдре компенсируется присоединением катионов сильных оснований —
крупных катионов К, Na, Са. ^_
В алюмокислородных каркасах постройках группы А!+з
замещают Si+^ при построении решетки ортоклаза (К) и альбита (Na) в
отношении А1 : 3Si, а в анортите (Са) А1 : Si, т. е. А1+з замещает
Si+'' на одну треть н наполовину. В ленточных радикалах А1+з
может замещать до одной четверти Si+'', в слоистых силикатах до
половины и даже больше. Для радикалов конечного типа замещение
Si+'' на А1+3 не характерно, а в ортосиликатах невозможно.
Таким образом, происходит группировка сиалических
компонентов А1 в одних типах кристаллических решеток, а симатических
SiMg в других типах, что приводит к их разделению и
дифференциации в верхней части кислородного каркаса Земли на сиалические
и симатические компоненты, являющиеся антагонистами.
Октаэдрические крупные катионы К, Na, и Са, к которым
приспосабливаются бесконечные алюмокремнекислородные анионные
комплексы, раздвигают плотнейшую упаков1^у кислорода. Меньший
заряд А1 и большее расстояние А1 О (1,74 А) в отличие от SiO
(1,602—1,698) позволяет утверждать, что тетраэдры (А104)~^
являются слабым звеном в общей постройке. Вариации в распределении SiAl
в каркасных кристаллических постройках (полевых
шпатах)определяются соотношением крупных катионов К, Na, Са.
Поведение кристаллических фаз полевых шпатов определяется
также сродством Na и Са (в алюмосиликатном каркасе) гетерова-
лентным изоморфизмом их и образованием общей кристаллической
266
решетки ряда плагиоклазов переменного состава Na [SisAlOg] —
— Са lSi2Al208], где Na+' зац,еняется близким по отношению к нему
и объему Са+2 (Na+i — 0,98 А, Са+2— 1,06 А) и одинаково общую
валентность замещающих и замещаемых ионов Na+'Si+''= Са+2А1+з.
Алюмосиликаты не отвечают плотнейшей упаковке кислорода,
для них характерна рыхлость структуры. Очевидно, формирование
самой верхней каркасной алюмосиликатной гранитной оболочки
коры Земли характеризуется процессами разуплотнения и
накопления крупных катионов, особенно калия с ионным радиусом 1,33 Д,
разрывающим плотнейшую кислородную упаковку. Калий, имея
большие размеры ионного радиуса, образует самостоятельную
каркасную структуру ортоклаза, обладающую ограниченным
изоморфизмом с альбитом и увеличивающуюся с повышением температуры.
Кварц составляет 30, а полевой шпат — 60% гранитной оболочки
Земли; для них характерны мостиковые связки кремнекислородных
тетраэдров с большим Si—0-расстоянием.
Возникновение новой кристаллической фазы — нового силового
поля с новой симметрией силовых линий, связано с разрушением
поля предыдущей фазы; для этого необходимо преодолеть
определенные энергетические барьеры, которые будут тем меньше, чем
несовершеннее структура кристаллической решетки или больше ее
дефектность. На изменение силовых полей внутри кристаллических
связей решающее влияние оказывает водород, обусловливающий
подвижность крупных катионов в кислородном каркасе коры.
Основная энергия решеток минералов в коре связана в бинарных
соединениях породообразующих окислов SiOj, AI2O3, FeO, MgO,
CaO, K2O и NajO, a рекомбинации их в двойные и тройные
соединения (CaSiOg, MgSiOa и др.) отличаются сравнительно небольшими
энергиями связи. Поэтому процессы минерализации,
которые происходят в земной коре и приводят к перестройке
кристаллических решеток минералов, отличаются небольшими
энергетическими затратами по сравнению с общей энергией кристаллических
решеток минералов в кислородном каркасе коры.
Количество свободного кислорода в атмосфере составляет всего
1,5 • 10^^ т, а количество кислорода, необходимое для окисления
всего закисного железа в коре в окисное, при выветривании
составляет 9—15 • 10^^ т. Этого количества свободного кислорода
атмосферы достаточно только для окисления 10—15% закисного
железа, содержащегося в земной коре. В связи с обсуждением
гипотезы Шмидта нами ранее высказано предположение, что земная кора
представляет верхнюю окисленную оболочку Земли, возникшую
при формировании на ранних этапах протопланеты [3]. По
подсчетам В. И. Вернадского, в атмосфере находится одна
десятитысячная доля кислорода Земли. Почему же кислород сохранился в
атмосфере в свободном состоянии, тогда как в земной коре
содержится огромное количество неокислившихся веществ?
Известно, что свободный кислород образуют растения биосферы
в результате фотохимических процессов под воздействием солнеч-
11* 267
ного излучения. Подсчеты показывают, что
биологического воспроизводства кислорода
недостаточно для постоянно происходящих процессов
окисления закиси железа, содержащегося в выветривающихся на
поверхности горных породах. Наблюдения показывают, что в самых
древних структурных ярусах коры возрастом 3500 млн. лет
наблюдаются отложения окисленных пород. Это указывает на наличие
свободного кислорода в древней атмосфере, поэтому его в
атмосфере нельзя связывать только с появлением растений. Наряду с этим
постоянно осуществляется воспроизводство свободного кислорода:
под воздействием солнечной радиации в верхней части атмосферы
(на высоте 500 км) происходит диссоциация паров воды в
ультрафиолете на водород и кислород:
Н,0-^Н, 4-1/20,.
Температура здесь составляет 1500 К, а в момент солнечных
вспышек — 2500. Скорость этого процесса диссоциации, по
подсчетам Кайпера, около 7,7 • 10~" молей Н^О см^.
Как видим, солнечная плазма, врываясь в атмосферу Земли,
своими излучениями оказывает могучее энергетическое воздействие на
ход геохимических процессов на Земле. С воздействием солнечной
энергии связаны фотодиссоциация в ультрафиолете молекулы воды
и воспроизводство свободного кислорода непосредственно в
верхних слоях атмосферы и фотосинтеза в биосфере. Воспроизводство
свободного кислорода связано с азот-кислородным циклом,
происходящим в верхних слоях под воздействием солнечной радиации.
Свободный водород, образующийся при диссоциации молекул
HjO, не удерживается в гравитационном поле Земли; он
улетучивается во внешние слои за пределы Земли, а кислород возвращается
и вступает в окислительные процессы, связывается в верхней
литосфере. Как признает большинство исследователей, современная
кислородно-азотная атмосфера Земли образовалась под
воздействием солнечной радиации на пары воды и аммиака, диссоциирующие
на водород, азот и кислород.
2. ГЕОХИМИЯ ВОДОРОДА И ПОДЗЕМНАЯ АТМОСФЕРА
Наряду с кислородом водород играет важнейшую роль в геохимии
и энергетике Земли; он — главнейший минералопородообразующий
элемент коры континентов.
Если кислород в земной коре образует 1360 минеральных видов,
то водород входит в состав 908 минералов. Среднее содержание
воды в кристаллических породах до 2,5—4,5%, а в метаморфических и
осадочных до 10%.
Водород, составляющий всего 1% веса земной коры, связан о
кислородом и углеродом и входит в состав литосферы, атмосферы,
гидросферы и биосферы. Количество всей воды в земной коре
268
составляет (1800—2700) • 10'^ т, из них в гидросфере, атмосфере
и биосфере — 1443 • 10^^ т.
Водород, входя в состав кислородного каркаса земной коры в
основном в виде ОН~-групп (HjO и HgO) и обладая более высокой
энергией связи к кислороду, чем катион (К; Na, Са, Mg),
увеличивает расстояние R—О, ослабляет напряжение связей между
атомами, перераспределяя заряды между ними и повышая их
координацию. Входя в структуру кристаллических решеток, не содержащих
водород, и обладая большей энергией связи, чем катионы R (К+'
Na+' Са+2), присоединяя кислород, он образует (ОН)-'-группы,
ослабляет связи их в структурах минералов, увеличивает
расстояние R—О, что приводит к их миграции и образованию других
структурных мотивов кристаллических решеток — открытых
бесконечных группировок — цепочек, лент и листов. На Луне, где
отсутствует водород, минералогия на 65—70% беднее земной. Водород
влияет на минералообразование в составе воды и растворенного в
ней водорода, пропитывающих кристаллические решетки минералов.
В. И. Вернадский отмечал, что «твердые земные тела охвачены
сплошной незримой губчатой сетью проникающих все твердое вещество
волосных пространств, заполненных водными растворами» [5].
При метаморфизме и магматическом замещении в опускающихся
на глубину осадочных породах окисное железо восстанавливается в
закисное, т. е. на глубине наблюдается процесс восстановления,
а восстановителем являются водород и углеводороды. Нам не
известны процессы выделения свободного кислорода из пород и их
расплавов.
В газах вулканов и в аклюдированных газах в изверженных
породах наблюдаются H.JD, СОг, СО, СН4, С„Н^, Hj и NH3.
Установлены полевые шпаты — баддингтониты и слюды, содержащие
аммиак NH4, замещающий калий в полевых шпатах. Во взрывных
вулканических структурах, выносящих в кору мантийные подкоро-
вые продукты, в породах наблюдаются водород и углеводороды,
а также карбиды железа, силиция и твердые модификации
углерода. Из глубин кислород поступает только в соединении с водородом
(НаО) и углеродом (—СО, —СОа). Как видим, на глубине
уменьшаются потенциалы кислорода (парциальное давление кислорода
понижается) и возрастает парциальное давление водорода
(изменяются водно-водородные отношения).
В земной коре водород в силикатах всегда связан с кислородом
в отличие от внутренних частей планеты, где наблюдаются
восстановительные процессы и предполагается наличие водородных
соединений типа гидридов.
Анализ показывает, что первичные глубинные флюиды в области
высоких давлений и температур имеют водородный и
углеводородный состав, а при их подъеме и эволюции флюиды сдвигаются в
окислительную область, первично-восстановительные флюиды
окисляются. Увеличиваются парциальные давления окисленных форм
флюидов НаО, СОг-
269
Таким образом, ювенильная вода и углекислота — это вторичные
флюиды, образовавшиеся в результате окисления первичных
глубинных восстановительных флюидов, имеющих водородный и
углеводородный состав.
В. И. Вернадский [4] отмечал исключительную роль водорода
в глубинах Земли: «Наши представления о термодинамических и
химических условиях глубин нашей планеты заставляют нас видеть
в них среды, благоприятные для устойчивости существования
водородных тел. Здесь активность химических реакций уменьшается,
кислород быстро сходит на нет, начинают все более преобладать
металлы типа железа и, по-видимому, растет количество водорода»,
В концепции о метаморфизме подвижных зон, разработанной
нами, природа метаморфической минерализации пород связана с
флюидными потоками и сопровождающими их магматическими
массами, устремленными из глубин Земли в подвижные зоны, где
нарушены равновесия, Поля устойчивости различных ступеней
метаморфизма связаны потенциалами высокоподвижных компонентов HjO
и щелочей, которые находятся в обратно пропорциональной
зависимости. Л\етасоматическая минерализация в земной коре связана с
зонами интенсивной фильтрации флюидов, поступающих из глубин
(среди которых главная роль принадлежит Н.2О) и вызывающих
высокую подвижность — мощную дифференциацию всех
породообразующих компонентов, С ними связана концентрация рудных
элементов при восстановлении с участием HjO, Hj, С„Н^,
Д. С. Коржинским [7] выдвинуто понятие о сквозьмагматиче-
ских глубинных флюидах как источниках магматизма и
вторичном характере флюидов магматической и постмагматической стадий.
В глубинных флюидах водород играет ведущую роль в создании
щелочных и кислотных свойств сквозьмагматических флюидов и
связанной с этим закономерности формирования различных семейств
магматических пород. С водородом связана и высокая замещающая
способность флюидно-магматических потоков.
А. А. Маракушев и Л. Л. Перчук 18] допускают привнос
первичными флюидами гидридов КН и NaH,
Б. Г, Лутц [9] также развивает представление о кислотном
выщелачивании элементов из глубоких горизонтов мантии. Вода и
свободный водород (количество последнего с глубиной
увеличивается) приводят к кислотному выщелачиванию кремнезема,
глинозема, щелочей и редких радиоактивных элементов, которые
выносятся вверх.
Нефелиновые породы, щелочные перидотиты, карбонатиты и кар-
бонатитовые лавы, поступающие из больших глубин,
свидетельствуют о возрастании роли COj и насыщенности фельдшпатоидных
пород флюидами, богатыми углеводородами и водородом. В
нефелиновых породах выделение газов составляет нередко более 20—
50 см* на 1 кг. В мантийных продуктах—ультрабазитах, кимберлитах
на Украине установлено содержание Н^ до 880—1300 см" и СН4 до
220 см" на 1 кг. Для кимберлитов и ультрабазитов характерными
270
акцессорами являются графит и другие модификации углерода и
углеводородов, а также карбиды — когенит, муассонит и др. Потоки
флюидов в подвижных зонах изменяют термодинамические режимы
температуры, концентрации, потенциалы и давления; с глубиной
в них изменяются водно-водородные отношения. Наблюдаются
смена СОа на СО и развитие Hj, СН4 и С„Н„т. Первичные существенно
водородные флюиды, восстанавливая на глубине окислы
оболочки Земли, образуют вторичные флюиды HjO, при этом выделяется
тепловая энергия, вызывающая магматизм и метаморфизм:
МеО + Н^ -^ НгО + Ме+.
Как видно из рассмотренного о ведущей роли кислорода и
водорода, напрашивается вывод об их первичной дифференциации и
образовании внешнего кислородного каркаса коры и существенно
водородсодержащих внутренних оболочек Земли, являющихся
источником глубинных флюидных потоков, порождающих магматизм
и метаморфизм, первичный тектогенез, тепломассоперенос и
тепловую разгрузку Земли.
Выделяющиеся газы подземной атмосферы Hj, СН4, NH
3 — это
горючие компоненты, доставляющие тепловую энергию в земную
кору, магматическим и метаморфическим системам в результате
реакции окисления глубинных газовых потоков, сопровождающихся
тепловыделением, которые приводят к образованию вторичных
продуктов НаО и СОг, пополняющих океан и атмосферу.
Тепловая разгрузка земной коры происходит в виде постоянного
теплового потока всей поверхностью и через локализованные
подвижные зоны и разломы и связанный с ними вулканизм как в
континентальной коре, так и по окраинам континентов и
непосредственно на дне океанов. Энергетические разгрузки земной коры связаны
и с энергетическими затратами на эндогенные реакции фазовых
переходов минералообразования в земной коре, происходящих в связи
с периодически возникающими магматическими
высокотемпературными массами и метаморфизмом, обусловливающими
минерализацию наращивающихся структурных ярусов коры.
При любых необратимых процессах, протекающих в земной коре
и вызывающих перемещение вещества и его минеральные
преобразования, количество свободной энергии уменьшается и для ее
возбуждения необходимы источники механической, химической и
тепловой энергий.
Энергетическая активность Земли, наблюдающаяся
энергетическая тепловая разгрузка земной коры должны вызывать постепенно
направленное уменьшение возбуждаемой энергии земных недр.
Однако источником первичного возбуждения могут быть внеземные
факторы, периодически влияющие на гравитационное поле Земли.
Возбуждающим источником энергии является влияние солнечного
излучения, обусловливающее диссоциацию в ультрафиолете паров
воды на водород и кислород, и утечка (диссипация) за пределы поля
Земли водорода и др.
271
Земля в энергетическом отношении, как и по отношению к
обмену веш,еством, представляет открытую систему (энтропия Земли
уменьшается в ходе ее развития), в которой источники свободной
энергии обусловлены как внутрипланетными энергетическими
факторами — радиоактивным теплом, глубинным теплом
экзотермических реакций водородистых флюидов, так и внешними
астрономическими факторами — гравитационными силами, лучистой
энергией Солнца.
3. ГЕОХИМИЧЕСКАЯ МОДЕЛЬ ГЕОСФЕР ЗЕМЛИ
Рассматривая раннюю догеологическую историю протоземли
необходимо остановиться на составе веш,ества в Космосе. Известно, что
в оптических спектрах звезд наблюдается высокая концентрация
водорода, который составляет 80—85% их состава. Водород —
главный элемент космоса; он является основным материалом в звездах
и в межзвездном пространстве.
Очевидно, протоземля возникла из уплотненного газопылевого
облака, была квазинеоднородной, состояла из частиц льдинок
гидридов и газа с преобладающим водородным составом в пропорциях,
свойственных (среднему) составу космического вещества. ,
В связи с потерей свободного водорода из периферических
областей Земли скорость утечки водорода замедляется и на этой
стадии дегазации и уплотнения появляется свободный кислород,
который образуется в связи с фотодиссоциацией паров воды под
воздействием солнечного излучения. Существовавший при избытке
водорода во внешней сфере метан и аммиак сменяются углекислотой,
свободным азотом и парами воды. Метан сохраняется в древней
атмосфере, по данным В. В. Руби [10], не более Ю^т— 10^ лет.
Интенсивно протекающая на этой стадии развития протоземли
диссоциация паров HgO, скопившихся во внешней сфере, приводит к
быстрому обогащению кислородом атмосферы и продолжающейся утечки
водорода, высвободившегося при диссоциации HjO. В связи с этим
под воздействием свободного кислорода происходит окисление
гидридов элементов и образование окислов металлов и молекул воды.
1 :»иПод воздействием интенсивно протекающего первичного
окисления образуется первичная кора, сложенная кислородным каркасом,
в котором вкраплены связанные с кислородом металлы. Постепенно
увеличиваясь, существенно окисленная кислородная кора
изолирует сохранившуюся внутреннюю водородисто-металлическую часть
первичных гидридов протовещества. Догеологический период
интенсивного окисления протовещества сопровождается высокими
температурами и плавлением поверхности возникающей земной коры.
Собственно геологический период существования Земли и начался
со времени образования окисленной земной коры.
По мере роста окисленной земной коры кислород проникает все
глубже, что вызывает окисление гидридного металлического веще-
272
стса внутренних частей Земли, разогревание и при этом
порождающуюся тепловую разгрузку Земли.
На протяжении всей последующей геологической истории
происходила дегазация гидридного водорода протовещества, слагающего
ядро Земли. Плотность ионных гидридов по сравнению с металлом
ш
SiO„ (Н,
I Н, СНМОЩ Сфвро „ ^
.JCO,
Hi/20+2CaO*5iO
FeO(eiocmum)
Ш
Гидриды RHr/ftJP"L Fe,NiFeNi,(FeNl)Si(Fem)s5ium.l:-
*»!■' S Карбиды R2C*2Hs-^H^ t^Mema/i/ibi
И+Нметаппы
^yJir э|- Цианиды Н^Н(СН)е^2Н^р}*
,')>,Lu^o'^ ^^ /fff.^^uSpudbi.zSeR'mCoFeSiudp.
H^Fe{CH)f, гидрид цианиды
R^C-RC-KOpSudbi 1Ге2С-чаленип1;Ге1С-и.ементит)
Гидриды ^ о
и карбиды е ^
\Субьядрг^'^ °°
\Внешнев\
Мантия
Земная кора
Рис. VII.L Геохимическая модель геосфер Земли (Н. П. Семененко, 1974).
больше, поэтому при дегазации водорода и переходе от гидридов
к металлам наблюдается разуплотнение — расширение ядра и
увеличение объема Земли в целом. Разложение гидридов приводит к
металлизации протовещества и выделению водорода, рождающего
первичные восстановительные флюиды.
Из первичных гидридов выделяется водород, из карбидов и
гидридов — углеводород, а из гидридов — цианидов — аммиак и
водород.
Исходя из рассмотренного, кислородно-водородная модель Земли
представляется в следующем виде (см. рис. VII. 1). В центре Земли
внутреннее ядро сложено гидридами протовещества. Внешнее йдро
-273
разуплотнено и пластично; оно сложено смесью металлов, водорода
и углеводородов и разлагающихся остаточных гидридов; здесь
зарождаются первичные флюиды. Далее первичные флюиды
поднимаются квазиоднородным потоком в нижнюю мантпю кислородного
|{аркаса Земли начиная на глубине 2700 км, где окисляются и
разогреваются. Здесь под воздействием водорода и углеводорода в
первичных флюидах происходит их окисление наряду с водородом и
углеводородом, образуется окись углерода, вода ОН-группы,
формируются вторичные флюиды, смешанные с первичными, идет
образование недоокисленных соединений SiO, А10, MgaO, FeO.
Смешанные первичные и вторичные флюиды обусловливают тепломассо-
перенос в верхнюю мантию, где на глубине 700 км в сфере
глубокофокусных землетрясений происходит трансформация и
локализация во флюидные потоки, сопровождаюш,иеся взрывными
эффектами, порождающими первичный тектогенез и дифференциацию
вещества. Поднимающие флюидно-магматические флюиды через
последовательные стадии перемещения и трансформации в
астеносфере проникают в подвижные зоны верхней сиалической коры и
порождают замещение и минерализацию — сиализацию коры
континентов. Таким образом, происходит тепловая разгрузка Земли: на
поверхность просачивается в основном вторичная НаО и в меньшей
мере СОа, СО, СН4, Hj.
Пары воды пополняют гидросферу, а поднимаясь в верхнюю
часть атмосферы,— фотодиссоциируют на водород и кислород.
Последний, обогащая атмосферу, снова взаимодействует и окисляет
литосферу, а водород диссипирует — улетучивается за пределы
земного тяготения. Происходит циклический оборот кислорода в
периферической кислородной оболочке планеты и утечка водорода из
пределов водородного металлического — гидридного ядра Земли. Этот
процесс происходит периодически под астрорезонансным
воздействием на гравитационное поле Земли.
Внешний кремнекислородный каркас является экраном,
затрудняющим дегазацию водорода из ядра, объясняющим причину
наличия на Земле водорода. Эта модель открывает энергетические
источники глубинных процессов, обеспечивающих энергетику
геологических процессов земной коры.
4. глубинный магматизм и происхождение коры
Самая верхняя периферическая оболочка — земная кора сиаличе-
ского состава состоит из осадочного, гранитного и базальтового слоев.
В составе условного гранитного слоя принимают участие осадочные,
метаморфические, вулканические и магматические породы
преимущественно гранитного состава. Ниже залегает перидотитовый слой,
который отделяется, по данным сейсмического зондирования,
границей Мохоровичича. Различаются два основных типа земной коры:
континентальный мощностью 33—37 до 70 км и океанический —
7 км.
274
ортоклаз
/1нортт<
Граница между гранитным сиалическим слоем и нижним перидо-
титовым симатическим слоем, как мы видим, является извилистой.
На глубине около 100 км наблюдается зона волновода или
астеносфера, ограничивающая первый перидотитовый слой, залегающий
под сиалпческой корой.
По сейсмическим данным, верхняя мантия простирается до
глубины 1000 км и в ее нижней части на глубине 700—900 км
наблюдаются очаги глубокофокусных землетрясений.
Вероятная глубина распространения перидотитового слоя
составляет примерно 100 км до волновода него, очевидно, нельзя
принимать за первородную ман- j^^^ipu
тию. Надо полагать, что
три верхних слоя
являются продуктами
дифференциации первоначальной оД'
породной периферической
оболочки на верхнюю сиа-
лическую и нижнюю сима-
тическую составляющие.
Эта дифференциация
происходила за счет подъема
из глубин к поверхности
флюидов, несущих сиали-
ческий гранитный
материал, возникающий в
процессе переработки флюидами
глубинного вещества — пи-
ролита.
Опыт изучения
магматических пород, из которых в континентальной коре главными
являются гранитоиды, показывает, что они представляют не
случайное хаотическое сочетание минералов, а построены по
определенным закономерностям. Количественное соотношение
девяти породообразующих компонентов окислов (SiOj; AI2O3; FeaO.,;
FeO; MgO; CaO; K2O; NajO и H^O) статистически отражают
закономерности их распределения, связанные с
физико-химическими законами, с проявлениями свойств сродства между различными
компонентами системы — пространства. Соотношение состава
минеральных фаз зависит от поведения породообразующих
компонентов — окислов, прежде всего от взаимосвязи их с содержанием SiOg,
т. е. со свойствами кремнекислородного тетраэдра — главного
конструктивного элемента кислородного каркаса пространства коры.
Явления физико-химического анализа показывают^_что
химические равновесия п—независимых компонентов могут быть, выражены
геометрическими пове|тхностями геометрически, многомерных
пространств стольких измерений, сколько независимых переменных.
Однако они не могут бытьвыражены &.нространс-тве:тр,ех измерений,
и отвечающие"ИИ СЛбжныё-поверхности"МОЖМо- ра'сС"матривать ~как
Иесрелин
Рис. VII.2. Модель состава и систематика
сиалических магматических пород.
'275
Нерелт
Олидин
проекции в трехмерном пространстве поверхностей многомерных
пространств.
Для анализа закономерностей, выявленных статистически
массовыми химико-минералогическими анализами рассматриваемой де-
вятнкомпонентной системы, нами [И] выбрана трехмерная
геометрическая модель пяти минеральных компонентов: ортоклаз, альбит,
анортит, кварц и нефелин. Классификационная модель
систематики сиалических магматических пород представлена тетраэдрической
бипирамидой с основанием треугольника, в углах которого
расположены ортоклаз, альбит и
анортит (рис. VII.2).
В вершине бипирамиды
расположен кварц, для области
пространства пересыщенных
кремнеземом пород — гранитоидного
состава и в нижней вершине
бипирамиды расположен нефелин,
для области пространства недо-
сыщенных пород — фельдшпато-
идного состава.
Эта модель не охватывает
пространства мафических
магматических пород, характерных для
глубинного перидотитового слоя,
о составе которых мы судим по
внедрениям нх в сиалическую
гранитоидную кору.
Ассоциация глубинных мафических недосыщенных пород может
быть рассмотрена на треугольнике с вершинами — оливина,
нефелина и доломита. На этой треугольной диаграмме (рис. VII.3)
выделяются поля дунитов, перидотитов, кимберлитов, щелочных
перидотитов, мельтейгитов, нефелинитов и карбонатитов, отражающие
ассоциации внедряемых в сиалическую кору глубинных мантийных
продуктов.
Вторичный характер образования верхних сиалического и сима-
тического слоев вытекает из закономерно повторяющихся процессов
гранитизации осадочно-вулканогенных толщ, в составе
дифференцированных лав которых наблюдаются крайние члены
дифференциации от дунита до кварцевого порфира. Такие процессы
дифференциации глубинного вещества на сиалическую и магнезиаль-
носиликатную составляющие наблюдаются в процессе накопления
вулканических офиолитовых толщ, состоящих последовательно из
Моломит
Рис. VII.3. Треугольная диаграмма
(оливин — доломит — нефелин) полей
недосыщенных мафических пород.
Рис. VI 1.4. РТ — диаграмма-модель в условиях переменных тепловых
потоков и давлений в подвижных зонах земной коры (Н. П. Семенен-
ко, 1972—1978):
пл. — плагиоклаз; ол. — оливин; опр. — ортопироксен; шп. — шпинель;
гр- >— гранат; жд. & жадеит; кв. — кварц; грф. ^ графит; при. — пироп.
276
200
UOO
600 700 BOO 900 WOO
mo
пор<рирш1
T t 'Слюдяно-fio'i!lluKWMVi^Jnupwc(My^Ji^'^r„„f,ii„
jui/Mo6am-aam.\potoljpncbuMt.';^^ r ■ '.п'пп.
шиа-поршиаы
, mo-
0,5KSap!,S%^HiO
t
метабазитов, ультрабазитов и завершающих формирование толщ
подвижных зон кислых кератофироБЫХ алюмоснликатных формаций.
Дифференциация обнаруживается отчетливо во взрывных внутри-
континентальных структурах на Украине, где наблюдаются
ассоциации ортофира, лампрофира типа калий-шпатовой минеты и
кимберлита. /
На Украине установлены кимберлиты во взрывных диатр'емах —
трубках, в которых наблюдается кислотный остаток типа
кварцевой минеты — в мезостазисе, цементирующем основной оливин-
флогопитовый состав кимберлита.
А. П. Виноградовым [12] экспериментально установлена зонной
плавкой дифференциация условного пиролита на кислую сиали-
ческую и ультраосновную составляющие.
Схема процессов гранитизации и метаморфизма верхних
структурных ярусов сиализирующейся коры показана на диаграмме
(рис. VII.4) в условиях переменных температур и давлений в связи с
потоками магматических флюидов, возникающих из подкорового
пиролита. На диаграмме (рис. VII.4) показано, что как магматическое
гранитное замещение, так и метаморфизм обусловлены потоками
первично-восстановительных флюидов, перетекающих из глубин
Земли, которые вследствие окисления (С„Н„и Hg) порождаюттепло-
массоперенос и приводят к дифференциации вещества глубинного
пиролита и образованию потоков флюидов, устремляющихся в
подвижные зоны верхней коры.
Как видно на диаграмме (рис. VII.4), при геотермических
градиентах 7 град/км, наблюдающихся на докембрийских платформах,
температура, при которой возможно возникновение гранитных
флюидов (700—900° С), соответствует глубине 120 км. В подвижных
зонах метаморфизма и магматизма тепловые флюидные потоки
повышают градиент в десять раз, когда происходит метаморфизм и
магматическое гранитное замещение на глубине до 10—15 км,
отвечающей мощности толщ верхнего структурного яруса подвижной зоны.
В подвижных складчатых зонах коры характерны изменяющиеся
в процессе движения и минерализации неравномерные тепловые
флюидные потоки, в десятки раз превышающие нормальные теплэ-
вые потоки в спокойных платформенных участках и, очевидно,
достигающие 70 град/км.
В гранитной магме растворимость воды увеличивается с
повышением давления и понижением температуры; как видно на диаграмме,
при 1200° С и давлении 0,5 кбар растворяется 2,75% воды, а при
давлении 4 кбар и температуре 900° С уже 10% воды. Флюидность
расплава повышается при образовании аплито-пегматитовых
флюидов до 500° Си, как видно на диаграмме, флюиды с более
высоким давлением до 8 кбар образуют фронт инъекции в зонах
образования гнейсово-амфиболовой, гнейсово-пироксеновой и двуслюдя-
ной гнейсовой ступеней. За пределами фронта инъекции гранитных
флюидов развиваются роговиковые ступени и ступени
метаморфических филлитовых сланцев.
278
в сиалической земной коре возникают также тектонометаморфи-
ческие зоны сверхвысоких давлений, где образуются минералы ди-
стен, главкофан, жадеит, лавсонит, пироп и др. При сверхвысоких
давлениях (20—50 кбар) реакции идут с образованием фаз малого
молекулярного объема, образуются ассоциации более плотных
минерале^. Уменьшение объема наблюдается при переходе альбита в
жадеит рри 16—20 кбар и температуре 900° С; при переходе альбита
в главкофан и при переходе силлиманитов в дистен при 16—20 кбар
и 600—900° С.
На 20% уменьшается объем при переходе к парагенезису
минералов эклогйтов, что иллюстрируется следующими уравнениями:
4 гиперстен + анортит + O.SNaaO^^:
<± пироп альмандин -[- омфацит -|- SiOj;
кордиерит4-4 энстатитч^2 пироп-|-кварц.
Плотность эклогйтов (3,9—3,6) выше, чем габЗро (2,9—3,1).
Клинопироксены в эклогитах содержат до 15—30% мол. % жаде-
итовой молекулы. Наблюдаются чистые (до 15% примеси) жадеиты,
иногда в ассоциации с лавсонитами. Вхождение алюминия в
шестерной координации в решетку диопсида при образовании омфацита
(диопсид — жадеит) связано с уплотнением упаковки. Вообще
характерно, что при изменении координации алюминия из четверной
координации в шестерную, т. е. переход его из тетраэдр и чес ких
пустот (в альбите) в октаэдрические при образовании жадеита, главко-
фана, дистена, приводит к экономии пространства, уменьшению
удельного объема и увеличению удельного веса.
Меняется относительная прочность связи а А1—О^— 0,69 в
окружении четырех кислородов о А1—Og — 0,39 в окружении шести
кислородов.
Ассоциация минералов сверхвысоких давлений с дистеном и глав-
кофаном возникает, например, в надвиговой антиклинальной зоне
Криворожского синклинория УЩ. Среди альпийской складчатости
в молодых подвижных зонах Тихоокеанских поясов и Европы
наблюдается развитие эклогйтов с гранатами и жадеитсодержащими
пироксенами в ассоциации с дистеном и главкофаном, в виде
прослоев среди аспидной, филлитовой и двуслюдяной гнейсовой
ступеней, а также среди амфиболо-гнейсовой и, реже, гнейсово-пироксе-
новой ступеней. Это свидетельствует о том, что развитие
сверхвысоких давлений в земной коре происходит в узких участках
тектонически подвижных зон. Сверхвысокие давления нередко
сопровождают зоны метасоматических процессов. Вдоль этих складчатых
цепей и разломов наблюдается изменение величины давлений и
выделяются участки максимума давлений.
Как видно на диаграмме (см. рис. УП.4), фазовые переходы:
силлиманит -> дистен, альбит -> жадеит, главкофан — находятся на
глубине под сиалической корой. Следовательно, с флюидными по-
279
токами наблюдается перенос с глубин не только тепла, но и
сверхвысоких давлений. На диаграмме (см. рис. VII.4) показаны также
фазовые переходы в ультрабазитах перидотитового слоя: пироксен —
оливин — плагиоклаз -> пироксен — оливин — шпинель -^
пироксен — оливин — гранат. Показан также переход графиТ/->
алмаз в пиролитовом слое на глубине 120 км. Эти фазовые
Переходы проходят соответственно при давлениях 10, 20, 30 и 40 кбар
согласно диаграмме О'Хара.
На диаграмме (см. рис. VI 1.4) показан также фазовый переход
кварца в стишовит на глубине 80—90 км при давлении ~25^40 кбар.
В стишовите дуплет кремния в шестерном окружении ш/сти атомов
кислорода — энергетическое смещение 0,858 эВ — значительно
выше, чем в атомах кремния в кварце в четверной координации, где
оно составляет 0,52 эВ, а эффективный заряд (по определениям
О. П. Шаркина) — 1,48 атомных единиц в стишовите и 1,0 — в
кварце. Эффективный заряд кремния выше в уплотненной
модификации. Так, эффективный заряд кремния у пиропа выше, чем у
альмандина, в дистене выше, чем в силлиманите.
Эффективный заряд на атомах А1 в четверной и шестерной
координации, по данным О. П. Шаркина, соответствует в среднем 0,4—
0,9 атомных единицы. Переход от тетраэдрического Ср^ гибрида к
октаэдрической а-орбите требует энергии перехода для А1 около
4 эВ (92 777 кал/моль).
В пиропе магний переходит в восьмерную координацию. Для
магния в четверной, шестерной и восьмерной координациях
эффективные заряды, по данным О. П. Шаркина, составляют 0,4, 0,6 и
0,8 атомных единиц.
В кимберлитовых взрывных брекчиях, поступающих из этих
глубин, в платформенных условиях в трубках взрыва, известных
на Украине, как и других регионах, наблюдается присутствие
калия в виде флогопита, ассоциирующего с оливином. Как показали
исследования, в этих кимберлитах Украины наблюдается
дифференциация на слюдяно-перидотитовую и ортофировую кислую
остаточную составляющую. Эта дифференциация связана с переходом
в условиях сверхвысоких давлений алюминия из четверной
координации в шестерную Aliv -> Alvi переходе;
плагиоклаз -> шпинель -> пироп.
При этом происходит высвобождение кремневой кислоты с
образованием кислотного остатка. Такие кварцевые ортофиры и калий-
шпатовые лампрофиры типа минеты ассоциируют с кимберлитами
в трубках взрыва.
В кислотном остатке, содержащем 61% SiOj — в мезостазе,
цементирующем оливин-флогопитовые зерна фракции кимберлита,
встречен кристобалит, что свидетельствует о дифференциации
поступающего из глубин кимберлита при 1800° С. Все это
свидетельствует о тех процессах дифференциации, которые происходят в пи-
ролите глубин Земли с образованием гранитной составляющей с
280
Калиевым полевым шпатом и кварцем и перидотитовой существенно
оливиновой составляющей.
Интересную информацию о мантийных мафических глубинных
продуктах несут внедрения в платформенных условиях карбонати-
товых интрузий с щелочными перидотитами и оливин-слюдяными
брекчиями. Такие карбонатит-щелочно-перидотитовые комплексы
изучейы на Украине. Они также вызывают мощный
калий-шпатовый метасоматоз окружающих пород. Это свидетельствует о
процессах диф(})еренциации на карбонатиты, щелочные перидотиты —
мелыгейгиты и нефелиниты глубинного перидотита и одновременно
выносе флюидами калий-шпатовых флюидов, замещающих породы.
Дифференциация в кислородном каркасе глубин Земли, где
основным конструктивным элементом является кремнекислородный
тетраэдр, на алюмосиликатную и магнезиальносиликатную
составляющие приводит к выносу флюидами сиалических продуктов вверх,
гранитизацию периферической коры и к накоплению мафических
продуктов в перидотитовом слое. Этот процесс образования сиали-
ческой коры происходит ритмически на протяжении 4000 млн. лет
геологической истории.
Как видно, информацию о подкоровых мантийных продуктах и о
механизме их проникновения в сиалическую кору мы получаем из
изучения серпентинитоБЫХ поясов Земли, характерных для
складчатых толщ, и исследований кимберлитов, проникающих в кору
в платформенных условиях.
Проникновение глубинных ультрамафических подкоровых
образований типа кимберлитов связано со взрывным вулканизмом и
расколами, развивающимися в платформенных областях. Глубинная
магма, питающая взрывные аппараты, бывает обычно физически
и химически гетерогенной и представляет брекчированную смесь
пород. Достигая верхних горизонтов коры, крупные трубки взрыва
заполнены эруптивными брекчиями и туфобрекчиями. Взрывные
структуры кимберлитовых трубок (пучки трубок) образуют поля
с территорией до 1000 км^. При этом взрывные структуры нигде
не являются одноактными. В отдельных диатремах наблюдается
ряд последовательных фаз внедрений туфобрекчий, эруптивных
брекчий и массивных кимберлитов. Обычно взрывные магматические
внедрения в узких трубках сопровождаются интенсивными
постмагматическими эманациями, благодаря которым они замещены
вторичными минералами и превращены в так называемые синие
алмазоносные глины. В газовой составляющей они, как правило,
обогащены Hj, СН4 и др. и содержат наряду с алмазом графит. Все это
свидетельствует о восстановительном составе глубинных флюидов и
последовательности взрывных процессов, выносивших мантийные
продукты с больших глубин.
В структурных ярусах сиалической коры мантийные продукты,
свидетельствующие о составе глубинных сфер Земли,, наиболее
широко развиты в виде серпентинитовых поясов, связанных с офиоли-
товыми толщами большой протяженности. Серпентинитовые пояса
281
прослеживаются на десятки тысяч километров, и они развиты а
складчатых зонах всех возрастов, начиная от древнейших докем-
брийских до современных, выступающих в океанических хребгах
Атлантического, Индийского и Тихого океанов. Они проявляются
везде в геосинклинальных толщах сиалической коры в начальные
этапы возникновения подвижных поясов. Они представлены
согласными стратифицированными офиолитовыми толщами,
характерными для формаций окраин континентов. Серпентинитовые пояса,
таким образом, представляют швы окраин разрастающейся грани-
тизированной коры континентов.
Характерно, что дуниты, представляющие конечны^? продукт
дифференциации на мафические и сиалические продукты глубинного
пиролита, содержат мало железа; общий коэффициент железисто-
магнезиального отношения в них составляет от 10, редко до 20%.
Между тем как кислые гранитные продукты дифференциации
характеризуются высокими железисто-магнезиальным
отношениями, коэффициент железистости в них достигает 60—70%.
Вхождение в структуру силикатов мелких катионов Mg и Fe в
разных соотношениях существенно меняет физические свойства
одного и того же минерального вида. Так, замена Mg на Fe в ряду
гранатов от альмандина до пиропа меняет температуру до 900° С и
давление от 10 до 40 кбар, для ряда оливина температура плавления
для фаялита 1205° С, а для форстерита 1890° С.
Характерно, что дуниты серпентинитовых поясов всех эпох
характеризуются постоянством состава как петрогенных элементов,
так и примесных Ni, Со, Сг.
Все эти наблюдения приводят к выводу, что сиалическая
гранитная кора и подкоровый перидотитовый слой (ниже границы Мохо)
образуются на океанической базальтовой коре в результате выноса
кверху легкоплавких компонентов и сегрегации в нижние слои
мафических компонентов, слагающих подкоровые перидотиты. Как
показал проведенный нами ранее [13] анализ последовательности
стабилизации ярусов континентальной коры на основе
геохронологических данных по докембрию, наблюдается последовательное
разрастание ярусов стабилизированной континентальной коры.
Границы последовательного наращивания структурных ярусов
континентальных плит очерчиваются окаймляющими их последовательно
серпентинитовыми поясами. Каждый новый мегацикл наращивания
континентальной коры связан с глубинной дифференциацией
вещества и выносом глубинных флюидов, которые приводят к
изменению химически истощенного после переработки пиролита под
континентами. Поэтому проходящие позже под континентальными
платформами взрывные процессы привносят из глубинных зон новые
продукты дифференциации кимберлита и др., отличные по составу
от серпентинитовых поясов.
В отличие от этого под океаническими территориями, где эти
процессы не проходили, дифференциация была значительно
замедленной и менее значительной.
282
Следует отметить, что В. А. Магницкий [14—16], Джефрис [171
и А. Е. Любимова [18] приходят также к выводу о непрерывном
формировании земной коры и росте континентов за счет частичного
переплавления первоначально однородной оболочки метеоритного
вещества и притока из глубин легкоплавкого материала.
5. ГЕОХИМИЯ ФАЗОВЫХ СОСТОЯНИЙ ГЛУБИННЫХ СФЕР
Накопленные экспериментальные и теоретические расчетные данные
позволяют подойти к схеме представлений о возможных фазовых
состояниях в глубинных сферах Земли, показанных на рис.VII.4
и VII.5.
А. Ф. Капустинский [19] полагает, что в связи с возрастанием
давлений с глубиной происходит вырождение химических свойств
элементов; в оболочках Земли он выделяет перисферу до глубины
120 км с нормальными свойствами химических элементов;
интерсферу — до глубины 2700—2900 км с измененными свойствами атомов
в результате электронной изоляции и внутреннюю центрисферу
с нулевым химизмом. На глубине более 140 км давление достигает
45 кбар, когда уже возможно в атомах вдавливание электронов на
нижние уровни. Переход электрона с оболочки Р на предыдущий
незаполненный подуровень для цезия по расчетам Р. Штернхайме-
ра [20] происходит под давлением 45 000 атмосфер. При этом
увеличивается плотность скачками на 5—6%.
Здесь на глубине более 110—120 км в эклогитовой и кимберлито-
вой области с кристаллохимических позиций развивается сфера
преобладания фазовых переходов сверхвысоких давлений, когда
происходит смена координации Aliv на Alvi, Mgvi на Mgviii, Siiv на
Sivi и образование плотных модификаций высоких давлений:
андалузит -> дистен; альбит -> жадеит, главкофан;
гранат-> пироп; ильменит-> пикроильменит; графит-> алмаз;
графит-> лонсдейлит; кварц-жоэсит-> стишовит и др.
Идет смена изоморфизма, становятся неизоморфными с магнием
никель и кобальт, поэтому оливин кимберлитов не никеленосен в
отличие от дунитов перидотитового слоя. Хром уходит в кларинги-
товую молекулу пиропа. Наряду с недосыщенными силикатами
развиваются карбонаты карбонатитов. Развитие этих плотных па-
рагенезисов сверхвысоких давлений, известных во внутриматерико-
вых взрывных структурах кимберлитов, вероятно, продолжается
до глубин 300 км, где давления достигают 100 кбар, и поэтому здесь
начинают проявляться процессы диспропорционирования
силикатов, связанные с электронной изомеризацией атомов.
Приближенные границы стабильности силикатов и их
диспропорционирования приводит А. С. Бережной [21]. Эти приближенные
границы стабильности силикатов использованы 'нами на РТ-диа-
грамме фазовых состояний в сферах вергхней мантии (рис. VII.5) и
283
схематической РТ-днаграмме для фазовых состояний в более
глубинных сферах Земли (рис. VI 1.6).
А. С. Бережным [21] рассчитана область (С) устойчивости
твердых силикатов в координатах Т—Р. Эта область стабильности
силикатов (С) ограничивается линией плавления (Рп-расплаврв) и
линией диспропорционирования
700
800
900
'о*у
Ссрера глу5оиосрокусных
землетрясений, бзрыВных сразоВых
перехвдод, трансформации (рлюидоВ
Гранта Верхней мантии
^000}—-
500
силикатов на окислы (О). А
определение точки соотношений
твердых силикатов (С) свободных
окислов (О) и расплава (Рп) при
8200 К и давлении 1,75 Мбар
показаны нами на диаграмме
фазовых состояний в глубинных
сферах (рис. VII.6).
Как отмечает А. Ф. Капустин-
ский [19], в условиях
сверхвысоких давлений электроны атомов
начинают вдавливаться на
нижележащие квантовые уровни,
прежде всего на уровни, не
полностью заполненные; происходит
электронная изомеризация
атомов. При сжатии решетки
силикатов, состоящ,их из
отрицательных ионов кислорода и
положительных ионов магния,
железа и др., прежде всего
должны перестраиваться волновые
функции электронов кислорода,
как имеющего большие ионные
радиусы. Происходит изменение
структурных типов и увеличение
координационного числа как для
катиона, так и для аниона
кислорода Он, Опь Oiv
последовательно. Образование плотных
модификаций, например, стишовита вместо кварца, как уже
отмечалось, связано с увеличением эффективных зарядов кремния — в
стишовнте 1,48, в кварце— 1 ат. ед. Наблюдается падение
химической связи между окислами, образующими кремне- и алюмоки-
слородные тетраэдры, слагающие сложные структуры
кристаллических систем (каркасы, ленты, листы); они распадаются на окислы
и соединения типа островных кристаллических структур с
преобладающей симметрией типа кубической.
При фазовых переходах плотность меняется от 3 до 20%. Оливин
приобретает кубическую структуру шпинели, ромбический
пироксен — гексагональную форму — структуру корунда, калиевый
полевой шпат при Р = 120 кбар — структуру типа голандита,
250
300
350
WOO
1500
2ОО0
Рис. V11.5. РТ-диаграмма фазовых со
стояний в сферах верхней мантии.
284
2000° PiOO'CaiSiO^ iOOO°
Рис. VII.6. Схематическая диаграмма РТ-фазовых состояний в
глубинных сферах Земли:
бинных сферах Земли
А — точка сосухцест
(О) и расплава (Рп).
рерах ^емли:
А — точка сосуществования твердых силикатов (С); свободных окислов
лава (Рп).
альбит-жадеит диспропорционирует на NaAlOa — плотную
модификацию типа шпинели, образующуюся при Р = ПО кбар, и стишовит.
В, А, Магницкий [15] придает большое значение реакции
перехода пироксена в оливин
2MgSi03 — 2,3 ккал ^ Mg2Si04 + SiOa-
Эта реакция на глубинах 300—500 км идет с уменьшением
объема, а выше (на меньших глубинах) — с расширением объема. На
глубине 700 км, где давление 260 кбар, и до 800 км, где давление
достигает 300 кбар, в системе MgO — SiOj уже не существуют силикаты
Mg; оливин диспропорционирует на MgO и SiOj — стишовит. Такой
вывод о распаде оливина на окислы на глубине 900 км был сделан
и В, А. Магницким [15],
Эта сфера 700—900 км фазовых переходов кверху — к
структурам плотных модификаций силикатов — и вглубь — в сферу дис-
пропоризации их на окислы — отвечает области глубокофокусных
землетрясений и трансформации глубинных флюидов взрывного
типа. Она отвечает сфере развития первичного тектогенеза, магмо-
образования, подъема магматических флюидов, вызывающих
дифференциацию глубинного пиролита на сиалическую и симатическую
составляющие.
Как уже отмечалось, в этой области верхней мантии калиевый
полевой шпат при давлении Р = 120 кбар образует плотную
модификацию типа голандита; для аналога НаАЮг получена плотная
модификация при ПО кбар; для Ca2Si04, имеющего четыре
модификации при давлении 170 кбар, получена плотная модификация типа
K2NiF4, Ортосиликат кальция Ca2Si04 плавится при 2403 К (Р =
= 1 атм). Известно, что анортит плавится при 1500° С {Р = 1 атм)
и при перегреве его до 1870° С из расплава кристаллизуются
ортосиликат кальция и муллит.
Глубже 900—1000 км в сферах нижней мантии при давлении
600 кбар проходит граница устойчивости мервинита. При давлениях
более 700 кбар проходит граница устойчивости плотной
модификации KAlSigOg типа голандита, который диспропорционирует на
КАЮа и стишовит отвечает глубине 1500—1600 км. На глубине
2200 км при давлениях более 1000 кбар плотная модификация Ca2Si04
(типа К2Н1р4) диспропорционирует на СаО и стишовит. Ниже этой
границы силикаты неустойчивы и развиты только окислы до
границы кислородного каркаса нижней мантии 2700—2900 км.
На основе экспериментальных исследований В. С. Урусова и
Н, И. Хитаров [22] высказывают предположение о переходе стишо-
вита — рутилоподобной модификации Si02 в флюоритоподобную
при давлении 1 Мбар с увеличением плотности до 5,2 г/см^ на 12—
20% по сравнению со стишовитом и дальнейшем переходе к
восьмерной координации кремнезема и четверной координации
кислорода в полиэдре куба, ,
Эта нижняя сфера кислородного каркаса Земли, отвечающая
нижней мантии, представляет уже область кислородного каркаса,
286
сложенную преобладающими диспропорционирующими окислами,
смешанными с рассеянными флюидами, где поэтому резко падают
парциальные давления кислорода, появляются водород,
углеводороды и аммиак. Эти первичные флюиды со сверхвысокими
давлениями представляют ионизированные рассеянные, с высокой
проникающей способностью, мигрирующие горючие компоненты в
кислородном каркасе.
Первичные флюиды, перемещенные из нижней сферы —
субъядра с высокими гравитационными потенциалами внешнего ядра,
смешанные с диспропорционированными окислами кислородного
каркаса, образуют здесь вторичные флюиды НаО, COj, СО и полуокислы
А10, AljO, AI2O3, SiO, CajO, MgaO; происходит восстановление
окислов с тепловыделением по схеме;
МеО+Н+^Н20 + Ме+,
(SiOa + Н2 ^ SiO + Н2О; AI2O3 + На ^ 2А10 + H^O),
Здесь также присутствуют наиболее устойчивые плотные
соединения Ca2Si04 (типа K2NiF4), KAlOj, сульфиды CaS SiS и др.
Эта область представляет сферу перехода от суто кислородной
внешней оболочки к суто водородным внутренним сферам Земли,
где царствует водород. Здесь происходят энергоемкие процессы
восстановления окислов и образования вторичных флюидов в отличие
от верхней мантии, где происходят только рекомбинации окислов в
кристаллические решетки в реакциях, характеризующихся
сравнительно небольшим энергетическим эффектом по сравнению с
восстановительными процессами.
Внешнее ядро ниже глубины 2900 км представляет геосфгру, где
отсутствует уже кислород и где по термодинамическим условиям
неустойчивы водородные соединения металлов (давления ниже
критических для устойчивости гидридов).
Эта сфера сложена из смеси первичных флюидов Нг, С,гН^, СН4,
NHg, металлов Fe, Ni, Со, Mg, К, Na, Са и других соединений
металлов: FcgAl, FeSi, FeSig (лебоит), FeNiCo, FeNig, FegNi и др.
Внешнее ядро до глубины 5100 км отличается пластичностью. Здесь
происходит разложение сверхплотных водородистых соединений
металлов — типа условных гидридов в связи с гравитационными
изменениями, порождающими неустойчивость сверхплотных
гидридов по схеме:
гидриды (NiCoFe) H-»-NiCoFe-f Н (водород),
SiH^-Si -f Н (водород),
карбиды (NaCoFe)2 С -f 2Н2 -^ 2NiCoFe + СН4 (метан),
гидрид цианида HjFe (С)б Fe -f СН4 + 5CN -f N.
В гидридных типах соединений присутствует гидрид ион Н~ —
протон с двумя электронами Н~ ->- H+-f 2е.
При диссоциации гидридов образуются протонные потоки,
которые переносят положительный заряд. В этой сфере внешнего ядра
287
происходит металлизация водорода в интервале давлений по
разным пересчетам от 1,8 до 2,4 Мбара на глубине.
Как отмечает Б. И. Давыдов [23], на границе ядра при давлении
1,4 • Ю** атм фазовый переход отвечает перестройке внешних
электронов кислорода и переходу соединений в металлическое
состояние. По расчетам Б, И, Давыдова [23], фазовый переход в
металлическое состояние водорода происходит при давлении 1,8 • Ю** атм
и сопровождается изменением плотности с 0,7 до 0,96.
В отличие от этого, по расчетам А. А. Абрикосова [24], фазовый
переход в твердый водород происходит при более высоком
давлении 2,4 • 10" атм. При переходе в металлическую фазу плотность
может меняться на 25—50%. Так, фосфор при 40 000 атм
переходит в металлическую фазу с увеличением плотности на 21%.
А. Ф. Капустинский [19] полагает, что во внутреннем ядре —
центросфере — полностью отсутствуют различия химических
составов атомов. Оно состоит из ядер атомов, иммерсированных в
общей массе в плазме сжатой электронной жидкости, и обладает
свойствами металлического состояния.
Внутреннее ядро ниже 5100 до 6300 км сложено металлизован-
ными водородистыми соединениями металлов карбидами и
нитридами типа; А1Н, AlHg, FeH, РеНз (Н1Со)Нз, SiH—SiH„ КН, NaH,
СаНг, MgHa, FegC — цементит, FejC — чаленит, SiC — муассанит,
цианид (CoNiFe)C2, нитрид цианид Н4ре (CN)^, Внутреннее ядро,
по выражению А, Ф. Капустинского,— квазикристаллическая
жидкость с высокой тепло- и электропроводностью.
Поведение элементов здесь определяется их связью с водородом;
устойчивостью при сверхвысоких давлениях типа
металлизированных решеток.
Ядро представляет продукт эволюции суто водородистого
космического протовещества, изначально содержавшего 85%
водорода, сохранившегося в ядре планеты [1, 2]. Здесь во внутренних
сферах Земли проявляются периодические свойства элементов по
водороду, в то время как во внешних сферах, представляющих
кислородный каркас, проявляются периодические свойства
элементов по кислороду.
В ядре Земли заложены энергетические источники геохимических
и геологических процессов и постоянной периодически
пульсирующей энергетической разгрузки планеты.
Внешний плотноупакованный кислородный
каркас удерживает в ядре планеты сжатые протокосмические
водородистые продукты, которые периодически под влиянием изменения
гравитационных сил разлагаются, и освободившийся водород
мигрирует через верхние сферы и затем, пройдя сложный путь,
диссипирует за пределы планеты [1—4].
■288
6. СТАДИИ РАЗВИТИЯ ЗЕМЛИ
Земля возникла, очевидно, из уплотненного газопылевидного
облака, где пылинки размером около десяти микрон состоят из
смерзшегося льда, метана, аммиака, углеводородов, гидридов кремния,
алюминия, железа и др. с резким преобладанием водорода. При
этом, чем выше плотность частиц в межзвездном облаке, тем больше
в них обнаруживается сложных молекул.
Окисление внешней первоначальной водородной протооболочки
Земли началось еще в стадии газопылевидной сгущенной сферы про-
тооблака, на этапе, когда уже был утерян свободный водород [1—4],
В результате остается только водород в гидридах, при
первоначальном его содержании 85%, что вызвало диссоциацию ОН под
воздействием солнечного излучения.
Освободившийся при этом кислород окислял гидриды
пылевидных частиц облака, имевших большую активную поверхность, в свя-
зи'с чем окисление происходило весьма интенсивно и быстро.
Поэтому повышалась температура и шла теплоотдача, порождающая
инфракрасное излучение планеты.
Проходила акреция частиц, их сращивание во все более крупные
блоки — каменные метеориты, образовавшиеся таким образом в
периферической сфере оболочки. В процессе окисления пылевидных
частиц гидридов образующиеся окислы, как более тяжелые и плотные,
опускаются в глубь сферы, а гидридные пылевидные частицы
отжимаются и вытесняются к периферии в область более
интенсивного окисления.
Одновременно укрупняющиеся акреции окислов, как более
плотные, все интенсивнее отжимали к периферии воду, находившуюся в
смеси с другими гидридами. Проходило укрупнение акреции
формирующейся метеоритной сферы и ее уплотнение.
Вторичная вода, образующаяся при окислении гидридов
внешней оболочки и образовании окислов, снова поднималась и,
попадая под воздействие солнечного излучения, образовывала новые
порции кислорода, идущего на дальнейшее окисление внешней
сферы протоземли. Процесс окисления внешней сферы и образования
внешнего кислородного каркаса охватил его на глубину 2900 км.
Этот процесс интенсивного окисления, сгущения и
формирования плотноупакованного кислородного каркаса Земли закончился
4000 млн. лет тому назад образованием пиролитовой базальтоидной
коры подобно лунной поверхности.
Когда вся вода находилась еще в парообразном состоянии, она
покрывала облаком всю Землю и давление на поверхности Земли
превышало 300 атм. и температуру выше 100° С. Масса НаО была
больше современной гидросферы, так как большая часть ее пошла
на окисление внешней сферы Земли. Огромная поверхность такого
облака подвергалась воздействию интенсивного вторжения
солнечного ветра и быстрой диссоциации, поэтому происходило интенсивное
окисление гидридов и диссипация водорода за пределами планеты.
289
Период интенсивного окисления заканчивался образованием
сплошного плотноупакованного внешнего кислородного каркаса
Земли с базальтовой поверхностью, в связи с чем на этой стадии
резко уменьшается теплоотдача Земли.
С падением температуры на внешней сфере образуется
гидросфера и формируется азотно-кислородная атмосфера в связи с
диссоциацией HjO и ЫНз под солнечной радиацией. На этой стадии
образуется защитный температурный профиль атмосферы с
вымораживанием воды на высоте до 100 км, ограничивающим поступление
паров в верхнюю сферу под воздействием солнечной радиации;
диссоциация воды и диссипация водорода резко замедляются.
Таким образом, в структуре сфер земного шара на определенном
этапе образуется в виде плотноупакованного кислородного каркаса
внешних сфер запорный слой, который удерживает водородистые
соединения протокосмического вещества, сохранившегося в ядре
планеты.
На следующем этапе развития Земли образуется защитный
запорный слой, который сохраняет гидросферу от интенсивного
воздействия солнечного ветра (излучения) и от диссоциации воды и
быстрой утечки диссипации водорода. Им является в
температурном профиле атмосферы слой низких температур атмосферы на
высоте до 100 км, обеспечивающий вымораживание воды.
Защитной сферой, которая сохраняет живое вещество биосферы
от поражения радиацией солнца явилось развитие ионизированного
озонного слоя атмосферы.
После стадии интенсивного окисления и образования
кислородного внешнего каркаса новый этап начинается 3500—4000 млн. лет
тому назад образованием сиалической гранитной коры континентов
на первичной базальтоидной пиролитовой коре подобной лунной.
Начинается дифференциация внешней литосферы на три верхних
слоя; гранитный, базальтовый и перндотитовый. Этот процесс
формирования и разрастания континентальной сиалической коры
длится на протяжении всей геологической истории до настоящего
времени.
Он проходит под воздействием горючих выделяющихся
глубинных флюидов водородистого ядра планеты, несущих дальнейшую
более замедленную энергетическую разгрузку Земли и потерю
водорода. Инъецирование этих процессов связано с астрорезонансным
воздействием на Землю и ее ядро гравитационных сил,
возбуждающих энергетическую активность Земли и потерю водорода,
возвращающегося за пределами Земли к Солнцу.
Диссоциированный водород из внешнего водородного облака
Земли, диссипируя за пределами планеты, поглощается Солнцем.
Солнечный ветер, вторгаясь в атмосферу, ведет к освобождению
водорода на Земле и перемещению водорода с Земли в область Солнца.
Солнце, как известно, представляет ядерную печь, которая
расходует (поглощает) 600 млн. т водорода в секунду. Эта реакция
поднимает температуру до 15—20 млн. градусов Цельсия.
29Р
Для понимания космохимических процессов взаимодействия
Солнца и Земли, различных проявлений солнечной активности в
околоземном пространстве, являющемся ареной сложных физико-
химических процессов, важное значение имеют исследования с
помощью искусственных спутников. Как установлено, Земля
сейчас окружена водородным облаком, которое распространено на
100 000 км. Возможно, это облако имеет овальную форму,
вытянутую в сторону Солнца, поскольку осуществляется отток водорода
с Земли к Солнцу.
Космические исследования проводят изучение солнечного
излучения, всех его видов от рентгеновского до длинноволнового;
исследование радиационных поясов и магнитного поля,
корпускулярных потоков и космических лучей; изучение ионосферы и
метеорного вещества. Важное значение имело бы уточнение скорости
диссоциации молекул воды в околоземном пространстве. Космические
исследования ведут изучение обмена тепла и влаги между океанами
и материками через атмосферу; ведут измерение температур и
влажности на разных высотах; состояние поверхности океанов и
материков, облачности, льдов; определяют, как быстро изменяются
физические величины во времени и пространстве.
Космические исследования вносят существенные изменения в
основные научные представления о физике верхней атмосферы и маг-
нисферы, их энергетике, динамике состава и происхождении, они
несут новые сведения об околоземном пространстве, о небесных
телах и межпланетной среде.
Поведение элементов и дифференциация на сферы в
кислородном каркасе Земли, на 91% состоящем из кислорода, в
значительной мере зависит от гравитационных уровней уплотнения
вещества.
Сжимаемость атомов, изменение объемов элементов под
давлением связаны с переходом внешних валентных электронов на
нижние не полностью заселенные квантовые уровни. Это изменение
объемов для породообразующих атомов позволяет подойти к расчету
изменения энергии фазовых переходов и диспропоризации
силикатов на окислы.
Процессы дифференциации в пиролитовом веществе внешней
сферы Земли происходят в связи со взрывными явлениями
перемещения глубинных флюидов, порождаемых ядром и нарушением
равновесия в термодинамических условиях разных сфер Земли.
Проникнуть мысленно в глубь Земли на 6000 км и в даль
времени формирования планеты на 4000 млн. лет представляет задачу
фундаментальных знаний, разрабатываемых теоретической
геохимией, столь же грандиозной значимости, как и разгадка
мироздания космоса длительностью 18 млрд. лет или проникновения в
тайну законов микромира элементарных частиц.
291
список ЛИТЕРАТУРЫ
1. Семененко Н. П. Геохимическая кислородно-водородная модель Земли.—
Киев : Наук, думка, 1974.— 15 с.
2. Семененко Н. П. Континентальная кора.— Киев : Наук, думка, 1975.—
178 с.
3. Семененко Н. П. Питания reoxiMiT в г1потез1 утворення Земл!.— Геол. журн.,
1954, 14, вип. 2, с. 85—90.
4. Семененко Н. П. Геохимическая модель геосфер Земли и роль кислорода и
водорода.— Киев : Наук, думка, 1977.— 20 с.
5. Вернадский А. И. Очерки геохимии.— М. : Горгеонефтеиздат, 1934.—
380 с.
6. Goldschmidt V. М. Geecheische Verteilungsgesetze der Elemente IX.— Oslo,
1938.
7. Коржинский Д. С. Потоки трансмагматических растворов и процессы
гранитизации.— В кн.: Магматизм, формации кристаллических пород и глубины
Земли : Тр. IV Всесоюз. петрогр. совещ. М., 1972, 1, с. 144—152.
8. Маракушев А. А., Перчук Л. Л. Термодинамическая модель флюидного
режима Земли.— В кн.: Очерки физико-химической петрологии. М., 1974,
вып. 4, с. 102—130.
9. Лутц Б. Г. Химический состав континентальной коры и верхней мантии
Земли.— М. : Наука, 1975.— 167 с.
10. Руби В. Эволюция гидросферы и атмосферы в связи со специальным
рассмотрением вероятного состава древней атмосферы.— В кн.: Земная кора.
М., 1957, с. 650—671.
11. Семененко Н. П. Петрохимия — основа классификации магматических
пород.— В кн.: Проблемы магмы и генезиса изверженных пород. М., 1963,
33—41.
12. Виноградов А. П. Происхождение оболочек Земли.— Вести. АН СССР, 1962,
№ 9, с. 16—29.
13. Семененко Н. П. Геохронология стабилизации докембрийских платформ
континентов.— В кн.: Геологорадиологическая интерпретация несходящихся
значений возраста. М., 1969, с. 10—12.
14. Магницкий В. А. Основы физики Земли.— М. : Геодезиздат, 1953.— 290 с.
15. Магницкий В. А. О физическом состоянии вещества в глубоких областях
земного шара.— В кн.: Вопросы внутреннего строения и развития Земли.
М. : Изд-во АН СССР, с. 61—86.
16. Магницкий В. А. Внутреннее строение Земли.— Природа, 1956, № 7,
с. 1—14.
17. Geffreys Н. The earth termal history.- Astron. soc, 1956, 116, N 2.
18. Любимова E. A. Термическая история Земли.— Бюл. Моск. о-ва
испытателей природы, 1958, 63. Отд. геол., 33, вып. 4, с. 39—40.
19. Капустинский А. Ф. О внутреннем строении земного шара.— Бюл. Моск.
о-ва испытателей природы, 1958, 63. Отд. геол., 33. вып. 4, с. 51—56.
20. Sternheimer R. The compessibiliti of metallu ceseum.— Phys. Rev., 1950, 78.
21. Бережний A. C. Про меж! 1снування сил1кат1в.— Доп. АН УРСР. Сер. Б,
1976, № И, с. 995—997.
22. Урусов В. С, Хитаров Н. И. Полиморфные переходы кремнезема в условиях
нижней мантии Земли.— Геохимия, 1973, № 9, с. 1311—1315.
23. Давыдов Б. И. О фазовых переходах при высоких давлениях.— В кн.:
Вопросы внутреннего строения и развития Земли. М. : Изд-во АН СССР, 1955,
с. 86—92.
24. Абрикосов А. А. Уравнение состояния водорода при высоких давлениях.—
Астрой, жури., 1954, 31, вып. 2, с. 112-123.
СОКРАЩЕНИЯ, ВСТРЕЧАЮЩИЕСЯ В СПИСКЕ ЛИТЕРАТУРЫ
ВНИИАШ — Всесоюзный научно-исследовательский институт абразивов и
шлифования.
НИИМАШ — Научно-исследовательский институт информации по
машиностроению.
ВНИИАлмаз — Всесоюзный научно-исследовательский институт алмаза.
УкрНИИСТМИ — Украинский научно-исследовательский институт
сверхтвердых материалов и инструмента.
ОНТИ ИПМ АН УССР — отдел научно-технической информации Института
проблем материаловедения АН УССР.
ФТТ — физика твердого тела.
ЖФХ —журнал физической химии.
ОНТИ Гиредмет — отдел научно-технической информации Государственного
института редких металлов.
ФММ — физика металлов и металловедения.
ОГЛАВЛЕНИЕ
Введение , , 3
Глава 1. Упругие постоянные; модули упругости твердых тел,
твердость и прочность (Я. Н. Францевич)
1. Элементы теории упругости и упругие постоянные 10
2. Связь модулей упругости с другими физическими параметрами твердого
тела 21
3. Твердость 39
А. Представления о статистической природе прочности хрупких тел. ... 44
5. Механизм образования и развития трещин в твердом теле и показатели
вязкости разрушения 46
Список литературы 50
Глава И. Деформативность твердых тугоплавких соединений.
Дефекты в структуре твердых тугоплавких соединений (точечные, дислокации,
дефекты упаковки) (Я. Н. Францевич)
1. Признаки хрупкости сверхтвердых веществ 53
2. Дефекты в структуре сверхтвердых веществ и дислокационный механизм
их деформации 55
3. Физические критерии хрупкости и границы хладнохрупкости .... 58
Список литературы 70
Глава т. Диаграммы состояния систем со сверхтвердыми фазами,
■способы получения последних и применение их в инструментальной технике
(И. Н. Францевич)
1. Карбиды 72
2. Бориды 80
3. Нитриды 90
4. Окислы 93
5. Примеры использования сверхтвердых веществ в инструментальной
технике . 98
Список литературы 106
Глава /V. Нитрид кремния и инструментальные материалы на его основе
(Г. Г. Гнесин)
1. Структура и свойства нитрида кремния ПО
2. Методы синтеза нитрида кремния 112
^. Равновесия в системах Si—N, Si—N—О, Si—N—О—Me ...... 115
4. Принципы структурообразования материалов на основе нитрида кремния 118
5. Свойства материалов на основе нитрида кремния 121
Список литературы . '.'.'.'.'. 128
Глава V. Физические основы получения сверхтвердых материалов со
структурой алмаза и алмазоподобных модификаций нитрида бора (Л. В. Кур-
дюлюв)
1. Кристаллическая структура полиморфных модификаций углерода и
нитрида бора 131
1.1. Идеальные решетки '_ 131
1.2. Дефектные структуры ! ! ! ! 136
2. Р — Т-диаграммы состояния углерода и нитрида бора ' 138
3. Каталитический синтез алмаза и сфалеритного нитрида бора . '. . . '. 143
4. Прямые фазовые превращения при высоких давлениях '. 145
4.1. Особенности превращений при статическом и ударном сжатии . . . 146
4.2. Механизм превращений 149'
5. Реальная кристаллическая структура сверхтвердых материалов .... 153
6. Термическая стабильность сверхтвердых фаз 157
6.1. «Графитизация» алмаза и сфалеритного нитрида бора 157
6.2. Превращение вюрцитной модификации BN в графитоподобную .... 159^
Список литературы 162
Глава VI. Сверхтвердые инструментальные материалы и изделия на их
основе (/4. В. Бочко, Г. Г. Карюк)
1. Классификация сверхтвердых материалов по их физическим и
технологическим свойствам 167
1.1. Первый подкласс. Природные алмазы 169
1.1.1. Метеоритные алмазы 175
1.1.2. Импактиые алмазы 176
1.2. Второй подкласс. Синтетические алмазы 176
1.3. Третий подкласс. Кубический нитрид бора 183
1.4. Четвертый подкласс. Вюрцитоподобный нитрид бора 19J
1.5. Пятый подкласс. Композиционные сверхтвердые материалы с
использованием в качестве основы карбидов, нитридов и боридов тугоплавких
металлов и окислов 194
2. Изделия инструментального назначения 195
2.1. Абразивный инструмент из сверхтвердых материалов 195
2.2. Кристальный алмазный инструмент 210
2.3. Лезвийный инструмент из поликристаллического нитрида бора
плотных модификаций 214
2.3.1. Инструмент из ПКНБ, белбора, исмита 214
2.3.2. Инструмент из эльбора-Р и композита (композиты 01 и 05) ... . 220
2.3.3. Инструмент из ПТНБ 230
2.3.4. Инструмент из гексанита-Р 235
2.3.5. Режущие пластины типа «компако> 250
2.4. Суспензии и пасты из сверхтвердых материалов 255
Список литературы 258
Глава VII. Геохимия глубин Земли (Н. П. Семененко)
1. Геохимия кислорода в структуре кислородного каркаса Земли .... 264
2. Геохимия водорода и подземная атмосфера 268
3. Геохимическая модель геосфер Земли 272
4. Глубинный магматизм и происхождение коры 274
5. Геохимия фазовых состояний глубинных сфер 283
6. Стадии развития Земли 289
Список литературы 292
Сокращения, встречающиеся в списке литературы 293
Иван Никитич
Францевич
Георгий Гдальевич
Гнесин
Александр Вячеславович
Курдюмов
Геннадий Гаврилович
Карюк
Анатолий Васильевич
Бочко
Николай Пантелеймонович
Семененко
СВЕРХТВЕРДЫЕ МАТЕРИАЛЫ
Утверждено ученым советом
Института проблем материаловедения
АН УССР
Редактор
Г. В. Кудрик
Редактор-библиограф
Л. П. Шевченко
Оформление художника
В. Г. Самсонова
Художественный редактор
B. П. Кузь
Технические редакторы
Г. Р. Боднер,
C. Г. Максимова
Корректоры
'£. Н. Межерицкая,
'Е. А. Михалец,
■Э. Я. Белокопытова
Информ. бланк № 2460.
Сдано в набор 31.10.79.
Подо, в печ. 18.07.80.
БФ 09630. Формат 60 X 90/,е.
Бумага типогр. № 1.
Лит. гари. Вые. печ.
Усл. печ. л. 18,75.
Уч.-изд. л._ 19,98. Тираж 1850 экз.
Заказ 0—329. Цена 3 руб. 40 коп.
Издательство «Наукова думка»
252601. Киев ГСП, Репина. 3.
Книжная фабрика
^Коммунист»
РПО «Полиграфкнига»
Госкомиздата УССР,
310012, Харьков-12, Энгельса, П.