/




































































































































































































Текст
ГЛАВНОЕ УПРАВЛЕНИЕ ГРАЖДАНСКОГО ВОЗДУШНОГО ФЛОТА СССР
В. Е. БОЧАРОВ, Л. Д. ГУТМАН
АВИАЦИОННЫЙ МОТОР
АШ-62ИР
ОПИСАНИЕ КОНСТРУКЦИИ
И ЭКСПЛУАТАЦИЯ
РЕДАКЦИОННО-ИЗДАТЕЛЬСКИЙ ОТДЕЛ АЭРОФЛОТА
МОСКВА
1951
О П Е Ч Л Т К И
Стр. Строка Напечатано Следует читать
—„ - - . —
и 1-й столбец одного цилиндра всех цилиндров
40 17-я. сверху -
13-я снизу свинцовистой свинцовой
43 1-я снизу (рис. 34) ("рис. 35)
45 Подпись под 14—рычаг клапана впус- 14 -рычаг клапана вы-
рис. 36 ка, луска,
52 60 2-я сверху Раздел .б-ка- с гр. 57). 0,6-М),7 5 стр. 63). 0,о : 0,75.
навочный пор-
шсць“, весь
6-й столбец
>2—63 Головка таб- Норма ремонтных колец Номера ремонтных ко-
>2—63 ЛИ ЦЫ лец
9-и столбец 11 последи. 11 после
72 76 15-я снизу
17-я сверху 11-я снизу как на перед- зал 9 с моторов А1П-62ИР как и перед- вал моторов АШ-62ИР
9-й
101 Подпись под 1 сетка, 2—гайка, -про-
рис. 77 ‘ кладка, 4—головка суф-
лерпой трубы 5—унло 1-
пительная манжета.
133 4-я снизу крыльчатки валика с уп- крыльчатки, валика с
лотнением передаточного уплотнением, передаточ-
ног о
136 136 14-я сверху Подпись под (рис. 24) (7 : 7) (рис. 25) (7 : 1)
ряс. 110
148 Подпись под 6—уплотняющее кольцо, 6 -винт, 7—стопорное
рис. 117 7— прокладка, 8—стопор- кольцо, 8 прокладка,
ное кольцо, .9—винт, 9 уплотняюпи-е КОЛЬЦО,
176 Подпись к — зачеркнуть позиции
рис. 142 ниже—10°Ц
186 2>1-я снизу ниже Hi'll
192 5-я и 6-я поменять местами
211 сверху 12-я сверху КН-1716 КП-1716
‘2 42 Подпись к —первичная обмогка
рис. 191 24 ton,
244 Подпись к
рис. 192 канал <• на пин ьк, ,Лев.*
288 9-я —10-я капал aar 1 у теп
288 сверху 20-я сверху Г <- । у с ц н о и ц 1,1 й заглупнн Р С Л ¥ к ц а о и и ы й
к л а и л и 35 к л а и -'1 и 4
288 23-я сверху 1 1 О р <• 1 р у 3 О Ч II ы й 11 ере Гр V 1 о ч н 1,1 й
к л а и а и 5 к л а и а п 35
289 Подпись к 5 корпус маслонасоса, 7 корпус мпслопнсоса,
рис. 230 /2 колонка 12 — колокол
307 16-я сверху 21>() а 1 - >0а
312 2 я снизу к \ мопыиеиню натяже- к уijryHi’H’iUHo натяжения
II ИЯ
335 18-я снизу (см. с гр. 325). (i м. < । р 3J8).
338 9-я снизу воды в маслорадиат оры во ।ci и маслорадиаторы
345 25-я снизу Ресурс мотора выч< ркнуть
На странице 301 в н. бив подписи к рис. 2'10 мигать Р-9СМ2, зa in или).
пением строки 14 снизу, где должно быть Р-9СМ.
ГЛАВА I
ОБЩЕЕ ОПИСАНИЕ, КОНСТРУКТИВНЫЕ
ОСОБЕННОСТИ МОТОРА АШ-62ИР
ОБЩЕЕ ОПИСАНИЕ МОТОРА
Мотор АШ-62ИР представляет собой звездообразный девяти-
цилиндровый двигатель воздушного охлаждения. Большой запас
взлетной мощности и небольшая высотность мотора делают его
надежным и экономичным в эксплуатации.
Имеющиеся на моторе агрегаты обеспечивают работу много-
образного оборудования современного самолета. Мотор АШ-62ИР
(рис. 1—4) прост в эксплуатации и техническом обслуживании.
Основные узлы мотора: картер, редуктор, механизм газорас-
пределения, цилиндрово-поршневая группа, кривошипно-шатунный
механизм, нагнетатель, приводы к агрегатам и агрегаты мотора.
Картер мотора состоит из шести частей: носка и двух половин
среднего картера, штампованных из алюминиевого сплава, двух
половин корпуса нагнетателя, литых из алюминиевого сплава, и
задней крышки, литой из электрона.
В полости носка картера расположены механизм редуктора.
и часть механизма газораспределения. На верхней части носка
имеется прилив для установки регулятора оборотов, в нижней его
части — фланец для крепления маслоотстюйника. В передней сред-
ней части носка картера расположено гнездо со стальной обой-
мой, где установлен опорно-упорный шариковый подшипник вала
винта.
Носок картера крепится шпильками к среднему картеру. Уплот-
нение носка картера с передней половиной средней части обеспе-
ЧИвнется резиновым кольцом.
Средняя часть картера, состоящая из двух половин, стяги-
вается 9 стяжными болтами. Плоскость разъема двух половин
Проходит по осям цилиндров. Внутри средней части картера поме-
щается кривошипно-шатунный механизм, а на наружной поверх-
НСКТИ среднего картера имеется 9 обработанных площадок (флан-
цев) со шпильками для установки цилиндров. В центральной часта
*
Рис. 1, Общий вид мотора АШ-62ИР.
1—маслофильтр МФМ-25, 2 - маслопомпа, 3—генератор, 4—электростартер, 3—левое и правое
магнето, б—карбюратор.
и "Т ' "^г1 —> *'« I'!.< я. ц?-.. . )<Wi—1 ... 1 .1 . ... 1 - --г-п —। । ~ П.. ....
Рис. 2. Вид мотора АШ-62ИР спереди справа.
Рис. 3. Вид мотора АШ-62ИР сзади справа.
1—бензопомпа, 2—привод к тахометру, 3—гене-
ратор, 4—электростартер, 5—магнето, 6—пере-
ходник к карбюратору, /—карбюратор.
’каждой половины среднего картера расточены отверстия для опор-
ных роликовых подшипников коленчатого вала. К задней половине
-среднего картера 27 шпильками крепится передняя половина кор-
пуса нагнетателя, представляющая собой часть смесительной ка-
меры нагнетателя.
Рис. 4. Вид мотора АШ-62ИР сзади слева.
(Обозначения те же, что и на рис. 1).
Передняя половина корпуса нагнетателя имеет 9 лап для кре-
пления мотора к подмоторной раме и суфлер. К передней половине
корпуса нагнетателя крепится задняя половина. Задняя половина
корпуса нагнетателя соединяется с передней половиной шпильками
и является, с одной стороны, второй частью смесительной камерь?
нагнетателя, а с другой — полостью для шестерен передачи к
агрегатам.
На верхней части задней половины корпуса нагнетателя обра-
ботан фланец для установки переходника карбюратора (рис. 3).
С боков задней ‘половины корпуса нагнетателя имеются фланцьг
справа — для установки привода к бензопомпе и счетчику оборо-
тов ' (рис. 3), а слева — для установки маслофильтра МФМ-23
(рис: 4). К задней половине корпуса нагнетателя крепится задняя
крышка картера. Задняя крышка закрывает полость шестерен при-
водов к агрегатам. У задней крышки в расточках запрессованы
втулки, являющиеся опорами валиков приводов к агрегатам.
На задней крышке крепятся: два магнето, электроинерциоп-
к.ЫЙ самопуск, двойной привод к вакуум- и гидропомпам, генера-
•ь
тор м масляный насос (рис. 1, 3 и 4). Задняя крышка крепится к
вадней половине корпуса нагнетателя винтами и шпильками. Ре-
дуктор мотора — планетарного типа с цилиндрическими шестерня-
ми и предназначен для уменьшения числа оборотов вала винта по
отношению к коленчатому валу. Передаточное число редуктора
И : 16. Редуктор состоит из: ведущей шестерни редуктора, связан-
ной шлицами с коленчатым валом; вала винта с 6 лапами, на
которых свободно вращаются сателлитные цилиндрические ше-
стерни; неподвижной шестерни редуктора, установленной на внут-
ренней центральной части носка картера.
Назначение механизма газораспределения — автоматически и
периодически открывать всасывающие клапаны для засасывания
свежей смеси в цилиндр двигателя и выхлопные клапаны для вы-
талкивания отработанных газов.
Механизм газораспределения состоит из: ведущей шестерни
газораспределения, сидящей на шлицах носка коленчатого вала;
промежуточной двойной шестерни, смонтированной на передней
половине средней части картера; кулачковой шайбы, вращающейся
на ступице ведущей шестерни редуктора; толкателей с направляю-
щими, смонтированными на носке картера тяг с кожухами, рыча-
гов клапанов с пружинами, расположенными в клапанных короб-
ках головок цилиндров.
Цилиндрово-поршневая группа состоит из 9 цилиндров, имею-
щих стальные кованые гильзы и литые головки из алюминиевого
.сплава. Головки соединяются с гильзами цилиндров трапецондаль-
ной резьбой с большим натягом, чем обеспечивается конусность
в верхней части гильзы.
Каждый цилиндр крепится к среднему картеру 14 шпильками.
Уплотнение цилиндра в картере достигается постановкой резино-
вого кольца под фланец крепления цилиндра.
Поршни мотора — кованные из алюминиевого сплава, усилен-
ной конструкции. Поршень имеет 6 кольцевых канавок, в которые
устанавливают компрессионные и маслосбрасывающие кольца.
Кольца устанавливаются на поршень по-разному, в зависимости от
серии выпуска мотора.
Каждый поршень связан с верхней головкой шатуна плаваю-
щим пальцем. Для предотвращения осевого перемещения палец
зафиксирован в поршне специальным пружинным замком.
Кривошипно-шатунный механизм состоит из одноколенного ко-
ленчатого вала, главного шатуна, опирающегося на кривошипную
шейку коленчатого вала, и 8 прицепных шатунов, связанных паль-
цами с главным.
Коленчатый вал — разъемный, опирается двумя шейками на
опорные роликовые подшипники. Для уменьшения влияния кру-
тильных колебаний на прочность вала коленчатый вал имеет 2 под-
вижных противовеса (демпфера), которые гасят крутильные коле-
бания. Удлиненный носок коленчатого вала является опорой для
:Вала винта. Задняя коренная шейка коленчатого вала имеет отвер-
стие со шлицами для соединения с валиком привода к агрегатам.
Все шестерни с валиками приводов к агрегатам опираются на
7
втулки, запрессованные в заднюю крышку, и получают вращение
от валика привода к агрегатам.
Валик привода к агрегатам имеет эластичную шестерню, зубья
которой шестернями приводов сцепляются с маслонасосом, двой-
ным приводом, гидро- и вакуумпомпами, а также двойной шестер-
ней привода нагнетателя.
Нагнетатель — центробежного типа, не выключающийся, с ме-
ханическим приводом. Назначение нагнетателя—сохранять номи-
нальную мощность мотора до расчетной высоты. Нагнета-
тель состоит из крыльчатки, валика крыльчатки, диффузора, двой-
ной шестерни нагнетателя и подпятника нагнетателя.
Крыльчатка нагнетателя, сидящая на шлицах валика нагнета-
теля, приводится во вращение со скоростью, в семь раз большей,
чем коленчатый вал.
Валик нагнетателя вращается на валике агрегатов. Подпятник
нагнетателя имеет специальную сферическую опору, которая пре-
пятствует осевому перемещению валика.
Повышенная мощность мотора вызывает большие удельные
давления на рабочие поверхности трущихся деталей. Для улучше-
ния состояния рабочих поверхностей смазка всех деталей, за
исключением цилиндрово-поршневой группы, опорно-упорного под-
шипника, двух опорных роликовых подшипников и зубьев шесте-
рен, осуществляется под давлением.
Мотор АШ-62ИР имеет следующие агрегаты; два рабочих маг-
нето БСМ-9, карбюратор АКМ-62ИР, маслонасос МШ-8, бензо-
насос БНК-12БС, регулятор Р-7Ф или Р-9СМ и электроинерцион-
ный самопуск РИМ-24.
Кроме того, на моторе стоят агрегаты, обеспечивающие работу
оборудования самолета: генератор ГСК-1500, обслуживающий
электро-, радио- и светооборудювание самолета, вакуумпомпа
АК-4С, обслуживающая гироскопические аэронавигационные при-
боры и автопилот, и гидропомпа высокого давления МШ-ЗА, обслу-
живающая гидросистему самолета.
КОНСТРУКТИВНЫЕ ОСОБЕННОСТИ МОТОРА
Мотор АШ-62ИР имеет следующие основные конструктивные
особенности, улучшающие его эксплуатационные качества, техни-
ческие данные, прочность и надежность:
1. Гасители крутильных колебаний коленчатого вала (демпфе-
ры) выполнены в виде двух подвижных противовесов, смонтиро-
ванных на передней и задней щеках коленчатого вала. У мото-
ров первых серий устанавливался один подвижный противовес на
передней щеке коленчатого вала.
2. Редуктор мотора — планетарного типа. Ось вала винта сов-
падает с осью коленчатого вала. Редуктор снабжен эластичными
цилиндрическими сателлитными шестернями. Такой .редуктор обе-
спечивает компактность всего механизма редуктора и достаточную
прочность зубьев при сравнительно небольшой их величине. Вал
винта обеспечивает эксплуатацию моторов с флюгерными винтами,
работающими по двусторонней схеме.
8
3. Втулка нижней головки главного шатуна контрится (от про-
вертывания) специальным замком. Замок втулки обеспечивает на-
дежность смазки втулки главного шатуна и пальцев прицепных
шатунов, чем предупреждается возможность серьезных аварий
мотора.
4. Цилиндры мотора имеют полусферическую камеру сгорания,
нормальное и асимметричное расположение свечей, специальной
формы всасывающие трубы, сужение в верхней части гильзы ци-
линдра. Все это обеспечивает надлежащее наполнение цилиндров,
хорошее сгорание смеси и надежную работу цилиндрово-поршне-
вой группы,
5. Комбинированный клапан нагнетателя, смонтированный на.
задней половине корпуса нагнетателя внизу, обеспечивает слив
конденсата бензина во время запуска и остановки мотора, а также
перемешивание конденсата с воздухом, и обратную подачу его в
виде топливной смеси в полость крыльчатки нагнетателя при ма-
лых и средних числах оборотов коленчатого вала.
6. Масляный дефлектор, помещенный в средней части картера
между пятым и шестым цилиндрами, уменьшает барботаж масла
в средней части картера; этим уменьшается сопротивление враще-
нию коленчатого вала, улучшается откачка масла из картера. Бла-
годаря наличию масляногр дефлектора увеличивается механиче-
ский коэфициент полезного действия, а следовательно, увеличи-
вается эффективная мощность мотора.
7. Картер мотора сообщается с атмосферой при помощи спе-
циального суфлера, укрепленного на передней половине корпуса
нагнетателя против первого цилиндра. Суфлирующая труба с гриб-
ком выводится в район кольца капота.
8. Принудительная смазка подшипников рычагов клапанов
верхних цилиндров обеспечивает обильную, постоянно действую-
щую смазку подшипников; этим повышается надежность их ра-
боты и упрощается! уход за клапанами, рычагами и пружинами.
9. Сферические шайбы под цилиндровыми гайками устраняют
изгибающие усилия в шпильках при перекосе во время затяжки
фланца цилиндра.
10. Специальные, штампованные из листовой стали контргай-
ки — полнаты, отличающиеся простотой установки и дешевизной
изготовления, обеспечивают надежную контровку гаек силовых
шпилек.
11. Металлические торцевые сферические самоцентрирующиеся
сальники приводов к агрегатам обеспечивают герметичность уплот-
нения всех деталей.
12. Регулятор постоянства оборотов типа Р-7Ф или Р-9СМ2
Обеспечивает работу винта с автоматически изменяющимся шагом.
Автоматический винт дает возможность использовать максималь-
ную мощность при валете, в результате чего уменьшается разбег
€1молета, увеличивается его скороподъемность, сохраняется ВЫСО-
КИЙ коэфициент полезного действия винта в горизонтальном по-
ЛНте на различных высотах при выбранных наивыгюднейших обо-
9
:ротах мотора и упрощается управление мотором при установлен-
ном режиме полета.
Регулятор постоянства оборотов типа Р-7Ф или Р-9СМ2 позво-
ляет устанавливать лопасти винта во флюгерное положение, что
имеет большое значение в случае отказа одного мотора в горизон-
тальном полете. Ввод винта остановленного мотора во флюгерное
положение уменьшает лобовое сопротивление винта и самолета
в одномоторном полете.
13. Высотный корректор карбюратора автоматически сохраняет
постоянную регулировку качества смеси на различных высотах
полета, а также позволяет вручную корректировать качество смеси
при изменении температуры воздуха, поступающего в карбюратор.
14. Двойной привод позволяет ставить на моторе и гидропомпы
и вакуумпомпы, из которых первые обслуживают гидросистему са-
молета, а вторые — все гироскопические приборы.
ОТЛИЧИТЕЛЬНЫЕ ПРИЗНАКИ МОТОРОВ РАЗНЫХ
СЕРИЙ
Моторы АШ-62ИР являются модификацией моторов М-63 и
М-62 и отличаются от последних наличием редуктора планетарного
типа с передаточным числом 11 : 16, а также отсутствием двуско-
ростной передачи к нагнетателю. Согласно Указу Президиума
Верховного Совета Союза ССР в 1943 г. мотор с условным обо-
значением М-62ИР переименован в АШ-62ИР, по имени главного
конструктора — Аркадия Швецова.
Моторы АШ-62ИР могут быть с двухканальным и одноканаль-
ным подводом масла к воздушному винту.
Моторы с одноканальным подводом масла работают с винтами
прямой и обратной схемы (винты ВИШ-21 и АВ-7НЕ-161), моторы
с двухканальным подводом масла — с винтами, работающими по
схеме двойного действия.
Моторы АШ-62ИР первых серий имеют одноканальный подвод
масла (установка флюгерных винтов не предусмотрена). Эти мо-
торы эксплуатируются с винтами ВИШ-21 и регуляторами оборо-
тов Р-2.
Моторы АШ-62ИР 8-й серии, тоже с одноканальным под-
водом масла, предназначены для эксплуатации с флюгерными
винтами АВ-7НЕ-161 с регуляторами оборотов Р-7Е или Р-7Ф. Эти
регуляторы оборотов можно использовать на моторах указанных
серий также с винтами ВИШ-21 при условии настройки регулято-
ров на прямую схему работы (см. описание регуляторов оборотов).
Моторы АШ-62ИР последних серий с двухканальным подводом
масла предназначены для работы с винтом' двойного действия
(АВ-7Н-161) с регуляторами оборотов Р-9СМ2. На моторы этих
серий разрешается также устанавливать винты АВ-7НЕ-161, для
чего необходимо произвести ряд работ (см. описание регуляторов
оборотов).
ГЛАВА II
ТЕХНИЧЕСКИЕ ДАННЫЕ МОТОРА
ОСНОВНЫЕ ДАННЫЕ
Условное обозначение мотора
Тип мотора
Число цилиндров
Иорядок нумерации цилиндров
Направление вращения коленчатого
вала ...
Направления вращения вала винта . •
Передача на винт ....
Степень редукции по отношению к
оборотам коленчатого вала
Диаметр цилиндров, мм
Ход поршня, мм
Рабочий объем одного цилиндра,
Рабочий объем одного цилиндра,
Степень сжатия
Тип нагнетания
Расположение нагнетателя .
Передаточное число крыльчатки наг-
нетателя по отношению к оборотам ко-
ленчатого вала . . . .
Диаметр мотора, мм..................
Длина мотора без самопуска и гене-
ратора, мм .... . .
Положение центра тяжести выше осн
вала, мм......................... . .
Положение центра тяжести от оси ци-
линдров к задней крышке, мм .
Сухой вес мотора без генератора и
самопуска, кг
АШ-62ИР
Однорядная звезда воздушного ох-
лаждения
9
По ходу часовой стрелки, если смот-
реть с задней крышки, считая
верхний цилиндр первым
Правое — по ходу часовой стрелки,
если смотреть со стороны задней
крышки
То же, что и коленчатого вала
Через планетарный редуктор
И : 16
155,5
174,5
3,31
л . 29,87
. 6,4+0,1
. Центробежный, односкоростной, не
выключающийся
. Между цилиндрами и карбюрато-
ром
7 : 1
1375
1220
13
14
560+2% 5^-Г
АГРЕГАТЫ МОТОРА i
Тип карбюратора - . . , "Четырехдиффузорный перевернутого»
типа с двумя поплавковыми ка-
мерами
Количество карбюраторов на мотор Один
Обозначение карбюратора . АКМ-62ИР (АК-62ИР)
•) Агрегаты, взятые в скобки, стояли на моторах первых выпусков.
11
Тип бензинового иасоса ....
Количество бензиновых иасосов на
мотор ... ..............
Обозначение бензинового насоса .
Направление вращения ротора, если
смотреть со стороны, противоположной
приводу . .....................
Отношение числа оборотов ротора на-
соса к оборотам коленчатого вала .
Тип магнето.........................
Количество магнето на мотор .
Обозначение магнето . . . .
Направление вращения, если смотреть
со стороны привода , ...
Отношение числа оборотов валика
привода магнето к оборотам коленчато-
го вала..................•.
Тип свечей •>.......................
Количество свечей иа цилиндр
Обозначение свечей...................
Тип масляного иасоса................
Количество масляных иасосов иа мо-
тор . . .....................
Обозначение .масляного насоса
Направление вращения, если смотреть
•со стороны, обратной валику привода .
Отношение числа оборотов ведущего
валика насоса к оборотам коленчатого
вала .... . . . .
Тип вакуумпомпы
Количество вакуумпомпы иа мотор
Обозначение вакуумпомп . . . .
Направление вращения, если смотреть
•со стороны валика привода . . .
Отношение числа оборотов ротора
помпы к оборотам коленчатого вала’
Тип гидропомпы высокого давления .
Количество помп на мотор
Обозначение гидропомпы . . . .
Направление вращения, если смотреть
со стороны валика привода . . . .
Отношение числа оборотов валика
привода помпы к оборотам коленчатого
вала.................................
Тип регулятора оборотов .
Количество регуляторов иа моторе
Обозначение регулятора оборотов .
Направление вращения, есди смотреть
на регулятор со стороны противополож-
ной приводу , ‘........................
Отношение оборотов валика привода
регулятора к оборотам коленчатого вала
Тип генератора .....................
Количество генераторов иа моторе
Обозначение генератора . . , .
Направление вращения, если смотреть
-со стороны привода! генератора ,
12
Коловратный
Один
БНК-12БС (БНК-12Б1
Правое
1 : 1
Экранированное, с автоматическим
опережением зажигания
Два
БСМ-9
Левое
1,125 : 1
Экранированные со слюдяной изо-
ляцией
Две 1 ,
АС-130 (ВГ-12, ВГ-27)
Шестеренчатый
Один
МШ-8
Левое
1,125: 1
Коловратная со смазкой под дав-
лением
Одна
АК-4С (АК-4)
Правое
0,825 : 1 (0,858 : 1)
Шестеренчатая, одноступенчатая
Одна
МШ-ЗА
Правое
0,825:1 (0,858:1)
Гидравлический , с центробежным
механизмом регулирования
Один
Р-9СМ2 (Р-7Ф, Р-7Е, Р-2)
Правое
1,1: 1
Постоянного тока, мощность 1500 вт
(1000 вт)
Один
ГС-1500 (ГС-1000)
Правое
Отношение оборотов валика привода
генератора к оборотам коленчатого вала
Тип. самопуска.........................
Количество самопусков на моторе .
Обозначение самопуска
Тип масляного фильтра
Количество масляиых фильтров иа
моторе................
Обозначение фильтра - ... .
2,52 : 1
Электроинерциоииый для напряже-
ния 24 в
Один
РИМ-24
Пластинчатый
Один
МФМ-25
Эксплуатационные данные мотора
Режим работ мотора Мощ- ность, л. с. Обороты, об/мин Наддув, мм рт. ст. Допустимая максималь- ная продол- жительность работы Высота, м
Взлетный 1000 2200 Не более 1050 о мин. У земли
Номинальный 820 2100 900 1 час У земли
Номинальный Рекомендуемый крей- 840 2100 900 1 час 1500
серский 500—550 1650- —1850 600-700 Время не ограничено Для N-500 л. с. до 4300
Примечания.
1. Номиналыный, высотный и крейсерский [режимы указаны для винтов из-
меняемого в полете шага.
2. Взлетный и номинальный у земли режимы указаны для жесткого винта.
3. Высотность мотора указана без учета скоростного напора. Для определе-
ния высотности мотора с учетом. скоростного напора необходимо к показаниям
высотности прибавлять на каждые 10 см вод. ст. скоростного напора 120 м
высоты.
Взлетный режим является режимом максимальной мощ-
ности, снимаемой на земле при нормальных атмосферных условиях
(температура + 15°Ц и давление 760 мм рт.. ст.).
Работу мотора на взлетном режиме следует допускать не доль-
ше 1—2 мин. Величины мощности оборотов и наддува на взлетном
режиме зависят от наружной температуры и высоты аэродрома
относительно уровня моря. Так, например, летом величина наддува
может быть несколько меньше 1050 мм, при 2200—2250 об/мин,
зимой же, наоборот, наддув может быть несколько больше
1050—1070 мм рт. ст., а число оборотов несколько меньше 2200
В минуту.
Номинальный режим соответствует расчетной мощности
И расчетному числу оборотов. На нем гарантируется надежная ра-
бота непрерывно в течение одного часа. Мощность на номиналь-
ном режиме повышается до границы высотности мотора.
Крейсерский режим соответствует режиму работы мо-
тора, при котором получается наивыгоднейшее сочетание расхода
горючего, скорости и дальности полета. Крейсерский режим обыч-
но лежит в пределах от 45 до 70% номинальной мощности и вы
13
бирается для каждого типа самолета в зависимости от расписа-
ния, высоты и дальности полета, ветра и загрузки. На крейсерском
режиме мотор работает с пониженными нагрузками, благодаря
чему обеспечивается большая долговечность мотора. На самолете
Ли-2, при полной его загрузке, крейсерская мощность двух мото-
ров достаточна для горизонтального полета, набора высоты и для
.виражей.
Из таблицы «Эксплуатационные данные мотора» видно, что
на номинальном режиме при неизменных числах оборотов
»(2100 об/мин) и наддуве (900 мм рт. ст.) мощность на расчетной
высоте 1500 м увеличивается на 20 л. с. Это объясняется: тем, что
давление на всасывании (наддув) поддерживается постоянным, а
'противодавление на выхлопе (атмосферное давление) с увеличе-
нием высоты уменьшается. Весовой заряд засасываемой смеси
увеличивается вследствие улучшения очистки цилиндров от отра-
ботанных газов, и мощность мотора возрастает.
Сохранение номинальной мощности до расчетной высоты у мо-
торов АШ-62ИР достигается тем, что для снятия номинальной
мощности и числа оборотов на земле мотор несколько дроссели-
руется. По мере же набора высоты дроссельные заслонки карбю-
ратора открываются до такой степени, чтобы наддув оставался по-
стоянным. На границе высотности дроссельные заслонки открыты
полностью и дальнейший набор высоты вызывает падение наддува,
эквивалентное падению атмосферного давления. Наличие скорост-
ного напора увеличивает высотность мотора, так как мотор полу-
чает за счет напора дополнительный наддув.
Пределы чисел оборотов коленчатого вала
Число оборотов, об/мин:
максимальное на взлете .......................... . 2250
максимально допустимое на земле и в воздухе в тече-
ние не более 30 сек. . . ............. 2350
минимальное при устойчивой работе (малый газ) . . 500
Температура головки первого цилиндра, ° Ц
Нормальная . .... .... Не выше 205
Максимально допустимая в нормальных условиях эксплуа-
тации (для взлетного режима—не дольше 5 мин., а
на других режимах — не дольше 15 мин.) . . . 235
Минимальная для хорошей приемистости мотора . . . 120
Применяемое топливо
Стандартное топливо Б-92, заменитель — Б-89.
Октановое число этого топлива 92 и 89.
Бензин Б-89 содержит 4 см3 продукта Р-9 на 1 кг бензина
Б-70. Бензин Б-92 содержит 3 см3 продукта Р-9 на 1 кг бен-
зина Б-74.
Расход топлива
Удельный г/л. с. ч.:
на взлетной мощности па земле . .... Не менее 300
на номинальной мощности на земле 280—300
14
на номинальной мощности на границе высотности . 280—300
на эксплуатационной мощности на земле . . 260—280
на крейсерской мощности (500—550 л. с.) на земле . 245—250
минимальный, на крейсерской мощности (500—550 л. с.)
в полете при регулировке качества смесн высотным
корректором вручную . . 215—220
Часовой, кг/час:
на взлетной мощности » ? . s т 5 т ; Выше 300
на номинальной мощности . . , ~ . 230—246
на крейсерской мощности, равной 550 л. с . . 138
на эксплуатационной мощности .................. 192—207
Примечание. Расход топлива, за исключением минимального, указан
для работы мотора без регулирования качества смеси высотным корректором
вручную.
В ГВФ установлены следующие нормы расхода горючего для
самолетов Ли-2 на оба мотора:
1. Для самолетов, совершающих рейсы по трассам, перечислен-
ным в приказе начальника ГУГВФ:
летом . ............ 1,145 кг/км
зимой .... . . 1,186 кг/км
2. Для полетов .по трассам, не упомянутым в приказе началь-
ника ГУГВФ, в воздухе:
летом 250 кг/час
зимой 260 кг/час
3. Для работы обоих моторов на земле:
летом и зимой ... ....... 80 кг/час
4. Для тренировочных полетов:
а) в воздухе: летом . . 210 кг/час
ЗИМОЙ . ? 7 220 кг/час
б) на. земле летом и зимой . г 80 кг/час
Давление бензина перед карбюратором, кг/см2
На номинальном режиме 0,2—0,3
На режиме малого газа ... Не менее 0,15
Рекомендуемое масло
Минеральное авиационное масло:
" для лета МК-22, МС-20, МС-24
v для зимы . . . МК-22, МС-20, МС-14
МС обозначает масло селективной очистки, МК—масло кис-
лотно-земельной очистки, а цифры 14, 20, 22 и 24 — значения ки-
нематической вязкости по ОСТ при 100° Ц.
Авиационные масла этой маркировки соответствуют следую-
щим сортам старой маркировки:
Авиамасло МС-14 соответствует ранее выпускавшемуся маслу МЗС,
» МС-20 > > > > МС,
» МС-22 > » > > МК, *
» МС-24 — новый сорт масла селективней очистки с 'по-
вышенной вязкостью.
Самолеты, заправляемые маслом МК-22, могут дозаправляться
маслами МС-20, МС-24 и наоборот.
Смешивать в баках самолетов зимние масла с летними не
разрешается.
Температура, давление и расход масла
Температура входящего масла, °Ц:
нормальная рекомендуемая.............................60—75
минимальная................................. ..... 50
максимально допустимая, не дольше 3 мин. . . . 85*
Температура выходящего масла, °Ц:
нормальная . ? . . . 100—115
максимальная, не дольше 10 мин....................125 .
Перепад между температурами входйщего и выходящего
масла, °Ц:
нормальный ... . ................30—40
максимально допустимый............................50
Прокачка масла иа номинальном режиме при температуре
входящего масла 60°Ц, л/мин....................... 14—25
Теплоотдача в масло на номинальном режиме, ккал/мин. Не более 400
Давление масла, кг/см2:
нормальное на всех режимах...........................5—6
минимально допустимое только на режиме малого газа
при условии нормального давления на крейсерском
режиме.................................. 3
Расход масла:
удельный на эксплуатационном режиме, г/л. с. ч. . Не более 15 ,
на крейсерском режиме, кг/час........................5—8
В ГВФ норма расхода масла установлена 4% расхода горючего
летом и зимой (в рейсовых условиях и ё тренировочных поле-
тах), что составляет в среднем на один мотор 6 кг/час.
РЕГУЛИРОВОЧНЫЕ ДАННЫЕ
Зажигание
Порядок зажигания в цилиндрах . . 1—3—5—7—9—2—4—6—8
Регулирование опережения зажигания
по цилиндру........................№ 1
Полное опережение зажигания в такте
сжатия в градусах поворота коленчатого
вала до ВМТ:
,г±0,5!
для левого магнето..............15
20±0’5
для правого магнето.............
Зазор между контактами прерывателя
магнето, мм . ..... 0,25—0,35
Зазор между электродами свечей, мм 0,30—0,40
Газораспределение
Начало открытия впускного клапана
до ВМТ в градусах поворота ксленчато- 4-Ю
го вала . . . . . 15 .
* В случае применения масла МС-14 максимально допустимая температура
входящего масла 60° Ц.
:6
Закрытие впускного клапана после
НМТ в градусах поворота коленчатого
вала . .................44
Продолжительность такта всасывания 239+Ю
в градусах поворота коленчатого вала —4
Максимальный подъем всасывающего
клапана, мм ..........................14,25
Зазор между роликом рычага и што-
ком всасывающего клапана в холодном
состоянии мотора, мм .... 0,50
Зазор между роликом рычага и што-
ком всасывающего клапана, устанавли-
ваемый для проверки регулировки газо-
распределения, мм . . . 1,90
Начало открытия выпускного клапана!
до НМТ в градусах поворота коленчато-
го вала................................74
Закрытие выпускного клапана после
ВМТ в градусах поворота коленчатого
вала............................. .... 25J;10
Продолжительность такта выпуска в 279 ^
градусах поворота коленчатого вала, . —3
Максимальный подъем выпускного
клапана, мм .................14,25
Зазор между роликом рычага и што-
ком выпускного клапаиа ирн холодном
состоянии мотора, мм..................0,50
Зазор между роликом рычага и што-
ком выпускного клапана, устанавли-
ваемый для проверки регулировки газо-
распределения, мм . . . . . 1,90
Цилиндр, по которому может быть
произведена проверка регулировки газо-
распределения .................... Любой, желательно Xs 1
ХАРАКТЕРИСТИКА МОТОРА
Зависимость мощности мотора и расхода горючего от числа
оборотов и высоты полета может быть выражена рядом кривых,
характеризующих качество данного мотора. Они служат также для
расчета летно-тактических свойств самолета. На рис. 5, 6 и 7 по-
казаны характеристики мотора.
Внешняя характеристика полного газа, характеристика постоян-
ного номинального наддува, винтовая характеристика и кривые
часового и удельного расходов горючего по винтовой характери- .
стике (рис. 5) сняты с эталонного мотора при испытании его на
станке. i i !
Внешняя характеристика показывает значение мощности мото-
ра в зависимости от числа его оборотов при Полном открытии
дросселя. Число оборотов мотора изменяют соответствующей уста-
новкой угла атаки лопастей винта. Характеристика позволяет оп-
ределить мощность мотора при полном открытии дросселя на выб-
ранных числах оборотов. Как видно из характеристики, мощность,
развиваемая мотором, падает с уменьшением числа оборотов. Па-
дение мощности происходит вследствие снижения числа оборотов
Коленчатого вала.
» 17
Характеристика постоянного номинального наддува показывает
значение мощности мотора при поддержании постоянного наддува
900 мм рт. ст. в зависимости от числа оборотов мотора. Число сбо-
рке. 5. Внешняя и дроссельная характеристики
мотора АШ-62ИР.
рогов мотора изменяют соответствующей установкой угла атаки
лопастей винта. Характеристика позволяет определить мощность
мотора при номинальном наддуве на выбранных числах оборотов.
Рис. 6. Высотные характеристики мотора АШ-62ИР.
Винтовая характеристика показывает изменение мощности мо-
тора при работе его с постоянным углом атаки лопастей винта в
зависимости от открытия дросселя. Мощность в данном случае из- 4
13
меняется в зависимости от числа оборотов по закону кубической;
параболы.
Кривая удельных расхо-
дов горючего . показывает
зависимость расхода горю-
чего от оборотов мотора по
винтовой Характеристике.
На рис. 6 даны высот-
ные характеристики мотора,
показывающие зависимость
мощности мотора от высо-
ты при различных числах
оборотов. Как видно из вы-
сотных характеристик, мощ-
ность при неизменных чис-
лах оборотов сначала ра-
стет при подъеме самолета
до определенной высоты
(границы высотности), а за-
тем падает. Точки макси-
мального роста мощности
смещаются с уменьшением,
числа оборотов в сторону
меньших высот. Характери-
Рис. 7. Дроссельная характеристика мотора
АШ-62ИР иа высоте.
стики даны до границ вы-
сотности при постоянном номинальном наддуве (РЛ—900 мм рт-ст.),
ч выше — при полном открытии дросселя.
Характеристики позволяют при заданных числах оборотов легко
определить расчетную высоту, на которой дроссель будет открыт
полностью для любого значения мощности. Следовательно, до
этой высоты мотор должен развивать заданную мощность при по-
стоянных числах оборотов, выше же мощность начнет падать.
На рис. 7 показана винтовая характеристика мотора, получен-
ная постоянным углом атаки лопастей винта на границе высотно-
сти, и кривая минимальных расходов горючего по> этой характери-
стике.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Условное обозначение мотора.
2. Дайте общее описание мотора.
3. Перечислите конструктивные особенности мотора.
4. Как делятся моторы АШ-62ИР в отношении схемы подвода масла на.,
пинт.
б. Диаметр цилиндра и ход поршня.
6. Направление вращения коленчатого вала и вала винта.
7. Рабочий объем всех цилиндров.
8. Степень сжатия.
9. Высотность мотора.
40. Вес сухого мотора и его удельный вес.
19
11. К*кова максимальная, номинальная и крейсерская мощности мотора, ка-
ковы числа оборотов и наддув, соответствующие этим мощностям.
12. Рекомендуемая температура головок цилиндров.
13. Применяемое топливо, удельный и часовой расходы топлива, расход
топлива иа 1 километр пути иа. самолете Ли-2.
14. Рекомендуемое масло, рекомендуемая температура входящего масла,
давление, удельный и часовой расходы.
15. Ресурс работы новых моторов и моторов, прошедших ремонт.
16. Что называется внешней характеристикой.
17. Что называется дроссельной характеристикой.
18. Что называется высотной характеристикой..
ГЛАВА III
КОНСТРУКЦИЯ МОТОРА
КАРТЕР МОТОРА
Картер — основная деталь мотора, несущая нагрузку от дей-
ствия всего шатунно-кривошипного и поршневого механизма', at
также воспринимающая тягу винта. Наличие специальных лап на
картере обеспечивает крепление мотора к подмоторной раме само-
лета. На картере монтируются все агрегаты мотора.
Картер мотора (рис. 8) состоит из шести основных частей, со-
бранных между собой на болтах и. шпильках. Основные части кар-
тера: носок картера, передняя половина средней части картера,,
Рис. 8. Детали картера мотора:
1—носок картера,, 2—передняя половина среднего картера, 3—задняя по-
ловина среднего картера, 4—передняя половина корпуса1 нагнетапеля,
5—задняя половина корпуса, нагнетателя, 6—задняя крышка.
задняя половина средней части картера, передняя половина кор-
пуса нагнетателя, задняя половина корпуса нагнетателя и задняж
Крышка картера.
Все части картера, за исключением задней крышки, изготов-
ляются из алюминиевого сплава, задняя крышка — из электрона.
21.
Носок картера и обе половины средней части картера — штам-
пованные, остальные три части картера — литые.
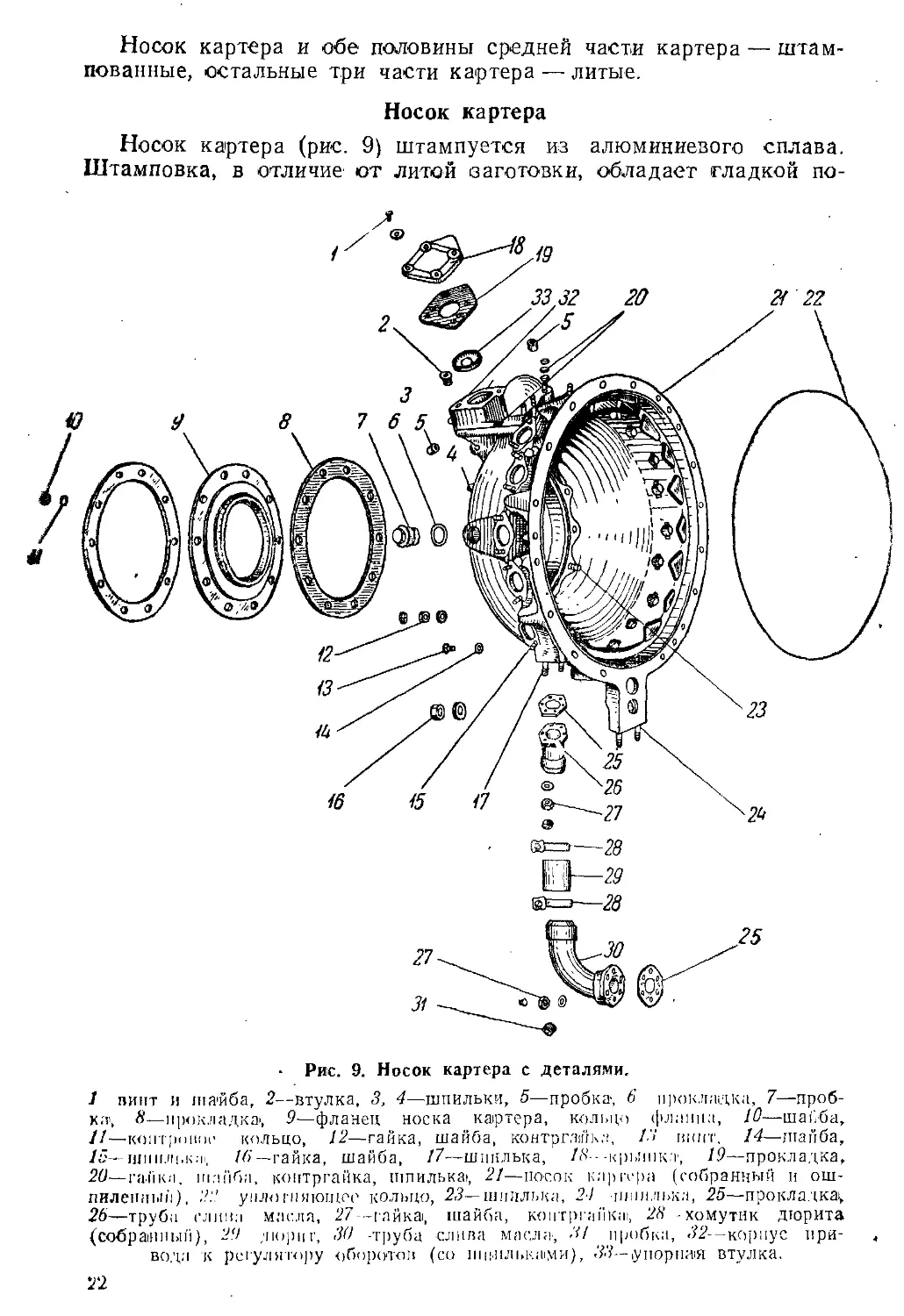
Носок картера
Носок картера (рис. 9) штампуется из
Штамповка, в отличие от литой заготовки,
алюминиевого сплава.
обладает гладкой по-
Рис. 9. Носок картера с деталями.
1 винт >| шайба, 2—втулка, 3, 4—шпильки, 5—пробка-, 6 прокладка, 7—проб-
ка; Л—прокладка; 9—фланец носка картера, кольцо «ратина, 10—шайба,
11—Koircpoiux- кольцо, 12—гайка, шайба, контргайка, 13 впит. 14—шайба,
15—iiiiiii.iii,Kai, 1(>—гайка, шайба, 17—шпилька, /Д--крышка, 19—прокладка,
20—гайки. iii.-iiiGa, контргайка, шпилька; 21—носок кар герц (собранный и ош-
пилепный), 2:’ уплотняющее кольцо, 23- шпилька, 24 -шпилька, 25—прокладка;
25—труба «Jiitii.-i масла, 27-~гайка, шайба, контргайка; 28 - хомутик дюрита
(собранный), 29 ;иорцг, 30 -труба! -слива масла-, 3! пробка, /й2--корпус при-
вода к регулятору оборотов (со пш-илыонми), 33— упорная втулка.
2'2
верхностью и не имеет пористостей и раковин. Поэтому штампо-
ванная деталь более прочна, меньше весит, требует меньшей меха-
нической обработки.
В полости носка картера расположены: механизм редуктора и
часть механизма газораспределения (ведущая шестерня газорас-
пределения, двойная шестерня, кулачковая шайба и толкатели).
В центральной передней части носка картера сделаны расточка
для установки обоймы опорно-упорного шарикового подшипника и
сквозные отверстия для болтов, которыми крепится с внутренней
стороны неподвижная шестерня редуктора, а снару'жи — фланец
носка картера (передняя крышка).
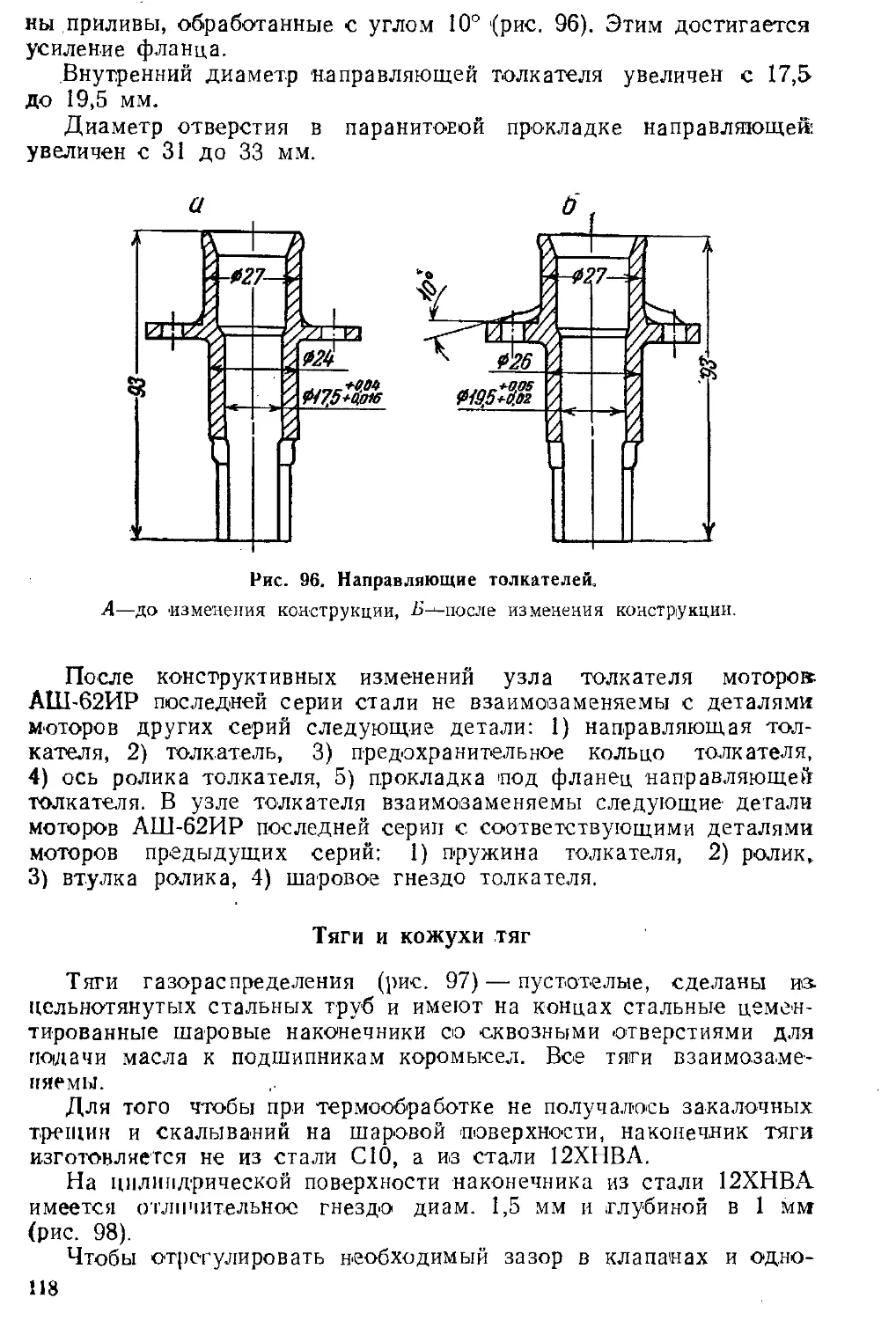
По окружности носка сделано 18 бобышек с отверстиями для
направляющих толкателей, которые крепятся шпильками к флан-
цам носка. Отверстия под направляющие толкателей имеют диа-
метр 26 мм. На моторах предыдущих серий отверстия под направ-
ляющие толкателей были диаметром 24 мм. Передний ряд бобы-
шек предназначен для направляющих толкателей, обслуживаю-
щих выхлопные клапаны, задний ряд—для направляющих толка-
телей, обслуживающих клапаны впуска. Бобышки направляющих
толкателей, обслуживающих выхлопные клапаны цилиндров № 8,
9, 1 и 2, и бобышки направляющих толкателей, обслуживающих
клапаны впуска цилиндров № 9, 1, 2 и 3, соединены между собой
попарно внутренними масляными каналами.
Последние, в сочетании с отверстиями в направляющих толка-
телях, составляют общий канал, соединенный с магистралью по-
дачи масла к регулятору оборотов. На специальном приливе, про-
тив цилиндра № 9, расположена фасонная площадка для монтажа
привода регулятора оборотов (рис. 10).
На площадке крепления привода регулятора оборотов имеются:
канал подвода масла к толкателям, окно под ведущую шестерню
привода регулятора оборотов, гнездо под втулку ведомого валика
привода регулятора оборотов, цилиндрическое гнездо и канал под-
вода масла ко втулке ведомого валика привода регулятора оборо-
тов, дугообразная канавка, сообщающая канал в приводе регуля-
тора оборотов с каналом в носовой части картера, по которому
масло из регулятора оборотов поступает к винту, 7 шпилек кре-
пления привода регулятора оборотов и 2 канала подвода масла
на винт.
Канал подвода масла к толкателям развернут до диам. 7 мм
на глубину 29,5 мм. В развернутую часть капала запрессовывается
с натягом латунный жиклер диам. 2 мм.
На моторах предыдущих серин жиклера не было.
В гнездо под втулку ведомого валика запрессовывается втулка
с наружным диаметром буртика 44,9 мм (рис. 11). На моторах бо-
лее ранних выпусков устанавливалась втулка с наружным диамет-
ром буртика 38,9 мм.
Цилиндрическое гнездо высверлено диам. 10 мм на глубину
5,5 мм. Гиездо имеет технологическое назначение: через него вы-
сверливаются каналы подвода масла по втулке ведомого валика
привода регулятора оборотов (см. рис. 10). На моторах первых
серий этого гнезда не было.
Рис. 10. Расположение каналов на фланце для
креилення привода регулятора оборотов.
Смазка втулки ведомого валика
рис. 12.
осуществлена, как показано на
Рис. 11. Расточка под втулку ведо-
мого валика привода регулятора
оборотов.
24
Рис. 12. Смазка втулки ведомого
валика.
Дугообразная канавка, сообщающая канал в приводе регуля-
тора оборотов с каналом в носовой части картера, имеет ширину
8 мм. По этой канавке масло из регулятора оборотов поступает к
винту. На моторах первых серий дугообразной каиавки не было.
Выступающие из картера части шпилек имеют размеры: две по
101 мм, одна — 58 мм, остальные по 40 мм. Шаг резьбы под гай-
ку на этих шпильках равен 1,25 мм. Шпильки установлены в тело
носка на резьбе (рис. 13).
На моторах более ранних выпусков выступающие из картера
части шпилек имели длину: две — по 91 мм, одна — 46 мм, а все
последующие — по 40 мм. Шаг резьбы под гайку на этих шпиль-
ках равен 1 мм. Шпильки крепления привода к регулятору оборо-
тов ввертывались в специальные втулки (футерки) (рис. 14).
Рис. 13. Носовой часть кар-
тера со шпильками крепления
привода регулятора оборотов
(новая конструкция).
Рис. 14. Носовая часть
картера со шпильками
крепления привода ре-
гулятора оборотов (ста-
рая конструкция).
Два канала в передней части носка служат для подвода масла
к винту: в одном случае — для перевода винта на большой шаг,
в другом — для перевода винта на малый шаг.
На моторах первых серий эти два канала служили: один —
для подвода масла к регулятору оборотов, второй — для отвода
масла из регулятора оборотов на винт.
На моторах последних серий масло подводится к регулятору
оборотов внешней магистралью, идущей от маслофильтра МФ1М-25
непосредственно к корпусу привода регулятора оборотов.
Для замера давления масла, идущего к регулятору оборотов
и от регулятора оборотов в винт, на носке картера имеются две
бобышки с резьбой, заглушенные пробками. В случае необходи-
мости к ним могут бытЬ-Присоединены манометры.
На боковой поверхности носка слева (если посмотреть со сто-
.роны задней крышки) находится бобышка с отверстием, закрываю-
^Щимся пробкой (смотровое окно), служащим для проверки и уста-
новки магнето и проверки положения поршней в ВМТ.
В нижней части носка картера сделаны два прилива. Один из
. |Их — с двумя каналами и фланцем—служит для крепления
маслоотстойника, другой — длгя крепления наружной 'грубы, ко-
торая задним концом соединена с передней частью маслоотстой-
ника.
В приливе с фланцем для крепления маслоотстойника, со сто-
роны плоскости соединения носка картера с породней половиной
средней части картера, сделаны’ два отверстия: одно- - для входа
переднего конца маслодефлектора, другое — для болта крепления
нижнего прилива носка картера. Носок картера крепится к перед-
ней половине средней части картера при помощи 17 шпилек и
1 болта. В месте соединения прокладывается уплотнительное ре-
зиновое кольцо.
Задняя плоскость носка картера имеет выточку, центрирующую
носок на специальном буртике передней половины средней части
картера.
Средняя часть картера
Средняя часть картера (рис. 15) — штампованная из алюми-
ниевого сплава АК-6, механически и термически обработанная.
Она состоит из двух частей с плоскостью разъема по осям ци-
Рис. 15. Детали среднего картера.
1—шпилька! крепления иоска картера, 2—стяжной болт картера, 3—гайка,
4—уплотнительное ' кольцо масляного дефлектора, 5—масляный дефлектор,
6—уплотнительное кольцо, 7—шпильки крепления цилиндра, ^--фланец под пе-
реднюю половину корпуса нагнетателя, 9—средний картер, 10 -уплотнительное
кольцо.
линдров. Обрабатываются обе половины средней части картера в
собранном виде и стягиваются 9 болтами. Внутри средней части
картера помещаются коленчатый вал с противовесами, шатунный
25
механизм и масляный дефлектор. На периферии средней части
картера расположено 9 обработанных фланцев, имеющих по
14 шпилек, для крепления цилиндров. Расположение шпилек на
фланце для крепления цилиндров пока-
зано на рис. 16.
Соединение каждого цилиндра с кар-
тером уплотняется резиновым кольцом,
проложенным под фланец цилиндра. Для
придания кольцу надлежащей формы,
обеспечивающей уплотнение, у каждого
отверстия картера под юбку цилиндра
снята фаска. Между фланцами крепле-
ния цилиндров в картере сделаны отвер-
стия для 9 болтов, центрирующих и стя-
гивающих обе половины средней части
картера. Нижний, удлиненный болт од-
новременно крепит нижний прилив носка
картера около маслоотстойника.
В вертикальных стенках передней
(рис,. 17) и задней (‘рис. 18) половин
средней части картера в центре расточе-
ны отверстия, в которые запрессованы
законтренные штифтами стальные обой-
мы для опорных роликовых подшипни-
ков коленчатого вала-
На периферии вертикальных стенок имеются отверстия для суф-
лирования полостей средней части картера с носком картера и
(Кольцевой камерой, образованной стенками задней половины сред-
ней части картера и передней половины корпуса нагнетателя.
Рис. 16. Расположение
шпилек на фланце для
крепления цилиндров.
/—передняя половина,
2—задняя половина, 3 и
4~ конусные шпильки,
i-места пропущенных
шпилек
Рис. 17. Передняя половина среднего картера с установленной двойной
шестерней газораспределения.
21
На стенке передней половины средней части картера внизу
при помощи трех шпилек и эксцентриковых втулок крепится крон-
штейн с осью двойной шестерни газораспределения. Поворачивая
эксцентриковые втулки на шпильках крепления оси двойной ше-
стерни привода газораспределения, подбирают необходимые зазоры
в зацеплении между малым зубчатым венцом двойной шестерни
и венцом кулачковой шайбы, а также между большим венцом
двойной шестерни и ведущей шестерней привода газораспределе-
ния на коленчатом вале.
Рис. 18. Задняя половина среднего картера.
На передней половине средней части картера, со стороны кре-
пления носка картера четырьмя винтами, в центре укрепляется
фланец подачи масла к оси двойной шестерни газораспределения.
Внизу, внутри средней части картера, между фланцами цилиндров
№ 5 и 6 установлен масляный дефлектор, который уменьшает бар-
ботаж масла в средней части картера; собираемое дефлектором
масло стекает в маслоотстойник.
На передней и задней половинах средней части картера нахо-
дятся фланцы и центрирующие буртики для соединения и цен-
тровки с носком картера и передней половиной корпуса нагнета-
теля. Уплотнение ’ обеих половин между собой достигается тща-
тельной обработкой поверхностей соприкосновения.
11а моторах АШ-62ИР последних выпусков средняя часть
картера усилена по сравнению с моторами предыдущих серий.
С этой целью, вместо алюминиевого сплава АК-5, применен сплав
АК-G, отличающийся большим коэфициентом прочности, большей
твердостью и значительно меньшим относительным удлинением;
увеличена толщина перемычек; применена установка шпилек на
резьбе в несквозные отверстия; увеличена толщина стенок в ме-
стах расположения шпилек крепления цилиндров; конструкция
шпилек в средней части картера изменена и количество их умень-
шено на две.
На моторах последних выпусков радиус перехода поверхности
от боковых стенок к фланцам для крепления цилиндров (со сто-
роны внутренней полости) увеличен с 25 до 71 мм (рис. 19).
Рис. 19. Средний картер.
Переход от наружных боковых стенок картера к фланцам под.
стяжные болты (рис. 20) сделан под углом в 35° (на .моторах пре-
дыдущих серий — под углом 55°).
Задняя половина
'среднего картера
До усиления
После усиления
До усиления
После усиления
О
ъЧ- °
Рис. 20. Места усиления среднего картера.
Увеличение радиуса перехода от боковых стенок к фланцам'
крепления цилиндра и уменьшение угла в месте перехода от на-
ружных стенок картера к фланцам под стяжные болты позволило
увеличить толщину перемычек, связывающих фланцы для крепле-
ния цилиндров с боковыми стенками картера.
На моторах АШ-62ИР последних выпусков резьба под шпильки
крепления цилиндров (рис. 16) не сквозная в отличие от остальных
Шпилек. Стенки картера в месте расположения шпилек крепления
цилиндров сделаны толще путем увеличения наружного радиуса
фланцев для крепления цилиндров с 107 до ПО мм (рис. 21).
Резьбовая часть шпилек 4 (рис. 16) — конусная. Величина ко-
нуса— 1,8 мм на длине 100 мм. Увеличены шаг ревьбы на конус-
29»
ной части шпильки с 1,5 до< 2 мм и длина резьбовой части с 22 до
23,5 мм. В соответствии с изменением конструкции этих шпилек
изменена и резьба гнезд картера. Величина конуса резьбы в кар-
тере— 1,5 мм на длине 100 мм. Шаг резьбы — 2 мм.
До усиления
Рис. 21. Усиление среднего картера у
фланцев для крепления цилиндров.
Средний диаметр конусной части шпильки на длине 43,5 мм
от верхнего торца шпильки равен 11,791 мм, а средний диаметр
резьбы на расстоянии 14 мм от фланца картера равен 11,7 мм.
Благодаря тому, что конус резьбовой части на шпильке больше
конуса резьбы в картере, натяг при монтаже шпилек в картер
создается, главным образом, у последних витков резьбы, как более
полных по среднему диаметру. z
Для отличия конусных шпилек от цилиндрических конец
шпильки, имеющий .конусную резьбу, снабжается специальной раз-
зенковкой.
Расположение конусных шпилек на фланцах картера показано
на рис. 16. На каждый фланец приходятся 4 конусные шпильки,
из которых 2 ставятся в передней и 2 — в задней половине сред-
ней части картера.
Удаление двух цилиндрических шпилек 5 и введение конусных
шпилек 4 позволило разгрузить данный участок картера и тем са-
мым устранить возможность появления трещин на этом участке.
С целью усилить задний роликовый подшипник наружный диа-
метр увеличен до 180 мм, в отличие от подшипников с наружным
диаметром- 160 мм, устанавливавшихся на моторах предыдущих
серий. Соответственно с изменением наружного диаметра подшип-
ника изменены наружный и внутренний диаметры обоймы под под-
шипник в картере.
Внутренний диаметр обоймы равен 180,03 мм, наружный
186,75 мм. На моторах предыдущих серий внутренний диаметр был
160,03 мм, а наружный — 165,25 мм.
Внутренний диаметр гнезда под обойму в задней половине
средней части картера равен 186,5 мм. В задней половине средней
части картера, со стороны крепления передней половины кор-
пуса нагнетателя, имеется ряд радиальных отверстий, с резь-
бой под винты крепления маслоуплотнительного диска нагнетателя. *
30
Отверстия располагаются по окружности, диаметр которой равен
198 мм, и засверлены на глубину 29 мм. На моторах предыдущих
серий отверстия под винты крепления маслоуплотнительного диска
располагались по окружности диам. 190,5 мм.
На моторах более ранних выпусков в задней половине сред-
ней части картера внизу, со стороны крепления передней половины
корпуса нагнетателя, имелись три прямоугольные канавки, пред-
назначенные для слива масла из полости между передней полови-
ной корпуса нагнетателя и задней половиной средней части кар-
тера. На моторах последних серий эти три канавки перенесены на
фланец передней половины корпуса нагнетателя. На моторах
АШ-62ИР последних выпусков на переднюю половину средней
части картера устанавливается фланец подачи масла к двойной
шестерне газораспределения, имеющий меньшие габаритные раз-
меры. Этим устраняется возможность задевания двойной шестерни
газораспределения за фланец. Взаимозаменяемость фланцев не на-
рушается.
Средняя часть картера моторов АШ-62ИР последних выпусков
не взаимозаменяема с картерами моторов предыдущих серий; сред-
нюю часть картера моторов последних выпусков можно ставить на
моторы предыдущих серий при условии замены передней полови-
ны корпуса нагнетателя и заднего роликового подшипника колен-
чатого вала.
Усиленный средний картер моторов АШ-62ИР последних серий
можно легко отличить от неусиленнбго картера по числу шпилек
на фланцах крепления цилиндров; усиленный картер имеет
14 шпилек, неусиленный—16.
Передняя половина корпуса нагнетателя
Передняя половина корпуса нагнетателя (рис. 22 и 25) отлита
из алюминиевого сплава. Передняя половина корпуса нагнетателя
Рнс. 22. Передняя половина корпуса нагнетателя.
31
представляет собой смесительную камеру нагнетателя. По ее обра-
зующей расположено 9 массивных приливов. В приливах устанав-
ливаются всасывающие патрубки и имеются отверстия для болтов
крепления мотора к подмюгорной раме.
Рис. 23. Крепление пе-
реднего корпуса нагне-
тателя.
Рис. 24. Крышка суфлера.
В центре передней половины корпуса нагнетателя расточено
отверстие диам. 181 мм, в которое устанавливается на винтах дур-
алюминиевый маслоуплотнительный диск с запрессованной сталь-
ной втулкой. В эту втулку входит передняя маслоуплотнительная
втулка валика крыльчатки нагнетателя. Наружный диаметр масло-
уплотнительного диска равен 214 мм, а посадочный диаметр—:
181 мм. Для уплотнения диска с передней половиной корпуса на-
гнетателя между ними ставится клингеритовая прокладка соот-
ветствующих размеров.
На моторах предыдущих выпусков отверстие на передней по-
ловине корпуса нагнетателя под уплотнительный диск имеет
диаметр 166 мм. Наружный диаметр маслоуплотнительного диска
равен 206,5 мм, а посадочный диаметр — 166 мм.
Увеличение диаметра отверстия в передней половине корпуса
нагнетателя, а также увеличение наружного и посадочного диамет-
ров маслоуплотнительного диска на моторах АШ 62ИР последних
серий вызвано увеличением габаритных размеров заднего ролико-
вого подшипника коленчатого вала. Винты крепления маслоуплот-
нптельного диска увеличены по длине с 22 до 28 мм.
На внешней поверхности корпуса нагнетателя, против первого
цилиндра, сделан специальный фланец с отверстием и ввернутыми'
во фланец четырьмя шпильками. С помощью этих шпилек на
фланце укрепляется суфлер. На моторах, отправляемых с завода,
на фланец передней половины корпуса нагнетателя ставится алю-
миниевая крышка (рис. 24), закрывающая отверстие в нагнетателе.
В этой крышке с помощью втулки закреплена стальная сетка.
Сетка припаяна оловом к втулке. Втулка вместе с сеткой запрес-
сована с натягом в крышку. Между крышкой и передней полови-
ной корпуса нагнетателя ставится паранитовая прокладка. При
установке мотора на самолет необходимо снять крышку с сеткой
и установить суфлер. Моторы предыдущих серий не имели флан-
ца с отверстием для суфлирования.
32
В передней половине корпуса нагнетателя по периферии вверты-
ваются сверху в,специальные отверстия два угольника, из которых
один служит для присоединения трубки от заливного шприца, а
второй — для трубки манометра замера давления за нагнетателем
(Рк)
Два прилива с каналами предназначены для суфлирования по-
лости между задней половиной средней части картера и передней
половиной корпуса нагнетателя с полостью приводов к агрегатам,
а также для суфлирования средней части картера с полостью
между задней половиной средней части картера с передней поло-
виной корпуса нагнетателя.
В нижней части передней половины корпуса нагнетателя
имеется отверстие, куда входит задний конец масляного1 дефлек-
тора, и специальный прилив с фланцем и двумя шпильками для
крепления маслоотстойника. Во фланце сделаны два отверстия.
Одно служит для стока масла ив средней части картера и из по-
лости, образованной между передней половиной корпуса нагнета-
теля и задней половиной средней части картера.
На моторах АШ-62ИР более ранних выпусков в это же отвер-
стие сливалось масло из задней половины корпуса нагнетателя в
маслоотстойник. На моторах более поздних выпусков ранее суще-
ствовавшее отверстие для слива масла заглушено и масло из зад-
ней половины корпуса нагнетателя сливается при помощи внешнего
трубопровода.
Второе отверстие служит для отвода масла из маслоотстойника
в маслобак.
На переднем фланце передней половины корпуса нагнетателя
сделаны три прямоугольных паза для слива масла. На моторах
предыдущих серий этих прямоугольных пазов нет.
Передняя половина корпуса нагнетателя крепится к заднему
фланцу задней половины средней части картера 27 шпильками,
ввернутыми в переднюю половину корпуса нагнетателя. Уплотне-
ние соединения задней половины средней части картера с передней
половиной корпуса нагнетателя обеспечивается резиновым коль-
цом, монтируемым на буртик задней половины средней части кар-
тера, а также резиновыми уплотнительными кольцами, заклады-
ваемыми в выточки диам. 15 мм, сделанные па глубину 1,6 мм на
плоскости разъема вокруг шпилек крепления передней половины
корпуса нагнетателя к задней половине средней части картера
(рис. 23).
Кольца увеличивают герметичность стыка между картером и
нагнетателем в месте расположения шпилек. Па моторах предыду-
щих серий выточек вокруг шпилек и резиновых уплотнительных
колец не было. Центрируется передняя половина корпуса нагнета-
теля расточкой на специальном буртике задней половины средней
части картера.
Крепление'задней половины корпуса нагнетателя к передней
Половине осуществляется при помощи фланца со шпильками на
передней половине корпуса нагнетателя с задней стороны. В месте
4 33
соединения половин корпуса нагнетателя прокладывается парани-
товая прокладка.
Передняя половина кррпуса нагнетателя моторов последних се-
рий не взаимозаменяема с этой же частью моторов предыдущих
серий. Точно так же не взаимозаменяемы маслоуплотнительный
диск, винты крепления диска и прокладка под диск.
Задняя половина корпуса нагнетателя
Задняя половина корпуса нагнетателя (рис. 25) отлита из алю-
миниевого сплава, крепится к передней половине корпуса нагнета-
теля 27 шпильками, ввернутыми во фланец передней половины.
Центровку обеспечивает буртик на фланце задней половины корпу-
са нагнетателя, входящий в соответствующую расточку передней
половины корпуса нагнетателя. В средней полости корпуса нагнета-
теля, между диффузором и стенкой передней половины корпуса
нагнетателя расположена крыльчатка нагнетателя. Сверху на зад-
ней половине корпуса нагнетателя имеется фланец, на шпильках ко-
торого устанавливается переходник карбюратора; сбоку справа —
фланец для привода к бензопомпе и счетчику оборотов; сбоку сле~
ва — фланец со шпильками для крепления маслофильтра МФМ.-25.
В нижней части задней половины корпуса нагнетателя имеются ка-
нал и прилив для установки комбинированного клапана нагнетателя.
Спереди к средней части задней половины корпуса нагнетателя
винтами крепится диффузор нагнетателя, сзади — подпятник наг-
нетателя.
В расточенное центральное отверстие запрессована с натягом
0,1 мм и законтрена тремя винтами стальная втулка (рис. 26) с
отверстиями. Эти отверстия сообщаются с атмосферой через канав-
ку в гнезде под втулкой и трубкой, выведенной в верхнюю часть
задней половины корпуса нагнетателя. Трубка заканчивается в вер-
хней части специальным грибком, ввернутым в заднюю половину
корпуса нагнетателя.
Втулка имеет для крепления три лапы, в которые ввертываются
винты со стороны привода нагнетателя (рис. 27). Этим обеспечи-
вается надежное крепление .втулки и полная герметичность.
Под центральной расточкой сделано отверстие, в которое за-
прессована глухая стальная втулка, служащая передней опорой для
оси двойной шестерни нагнетателя, а по. сторонам находятся четыре
прилива, являющиеся упорами для валиков шестерни приводов агре-
гатов.
В нижней‘части корпуса есть прилив с отверстием и фланцем.
К фланцу крепится трубка, другой конец которой подведен к мас-
лоотстойиику. Трубка служит для слива масла из задней половины
корпуса нагнетателя.
Два масляных канала соединяются с масляными каналами
передней половины корпуса нагнетателя и служат: один для слива
масла из задней половины корпуса нагнетателя в маслоотстойник
(на моторах поелодних серий этот канал заглушен), второй канал
оканчивается специальным фланцем, совпадающим с соответствую-
•34
1
19
30 20
21
23 22
Рнс. 25.
9 48 10
32 31
@-33
34
35
36
31
—38
---39
к----«
Корпус нагнетателя с деталями.
1—гайка, шайба, контргайка, 2—фланец, 3—прокладка, 4—шпилька, 5—пробка Бриггса, 6—шпиль-
ка (длинная), 7—шпилька (короткая), 8 и 9—шпильки, 10—прокладка, 11, 12, 13—шпильки,
14—задний корпус, 15—шпилька, 16—штифт, 17—диффузор, 18—пробка, 19—суфлер (собран-
ный)-, 20, 21—шпильки, 22, 23— шайба, гайка и контргайка, 24—шпилька, 25—прокладка, 26—за-
глушка, 27—болт, шайба, 28—втулка, 29—стопор, 30—шпилька, 31—футерка шпильки крепления
счетчиков оборотов, 32—штифт, 33—прокладка, 34, 35 и 36—шпильки, 37—трубка комбинирован-
ного клапана, 38—прокладка, 39—втулка, 40—ниппель, 41—прокладка, 42—шайба клапана!,
43—корпус, 44—прокладка, 45—пообка, 46—накидная гайка, 47—ниппель трубки, 48—передний
корпус.
щим фланцем в задней крышке, и служит для откачивания масла
из маслоотстойника в маслобак.
Вверху внутри корпуса имеются отверстия, совпадающие с
вовдушными каналами на Передней половине корпуса нагнетателя.
Эти отверстия предназначены для суфлирования полости средней
части картера с полостью задней половины корпуса нагнетателя.
Сверху, между фланцем под переходник карбюратора и перед-
ним фланцем задней половины
корпуса нагнетателя, в отвер-
стие с резьбой ввернут суфлер,
предназначенный для подвода
атмосферного воздуха через
трубку к уплотнительным втул-
кам валика нагнетателя.
Рис. 26. Центральная втулка новой Рнс. 27. Способ крепления новой
конструкции. втулки.
Задний фланец корпуса нагнетателя служит для крепления зад-
ней крышки картера мотора. На моторах предыдущих серий сбоку,
справа над приводом, к бензопомпе и счетчику оборотов, и слева
над фланцем крепления маслофильтра сделаны приливы с отвер-
стиями для синхронизаторов, На моторах последних серий эти при-
ливы не имеют отверстий.
На моторах ранних выпусков имели место случаи течи масла
в полость нагнетателя по винтам крепления центральной втулки в
заднем корпусе нагнетателя.
У втулки старой конструкции (рис. 28) для крепления имелись
две лапы. После запрессовки втулки, через имеющиеся гнезда в
бобышке задней половины корпуса нагнетателя в лапах сверлили
отверстия и нарезали резьбу 6X1 под винты крепления втулки
(рис. 29). Винты ввертывались со стороны гидравлической части
нагнетателя. Под головки винтов, для герметичности, ставились
прокладки из красной меди.
В процессе эксплуатации моторов с описанным креплением
втулки наблюдались случаи, когда масло по винтам проникало в
гидравлическую часть нагнетателя. . С изменением конструкции,
втулки и способа се крепления течь масла в полость нагнетателя по>
винтам крепления центральной втулки устранена.
В соответствии с изменением конструкции втулки и способа ее
крепления изменена конструкция гнезда под втулку в заднем кор-
пусе нагнетателя. Ликвидированы специальные гнезда под винты в
Зв
бобышке, что позволило усилить бобышку под центральную втул-
ку. Подторцовка гнезда под буртик втулки не имеет специальной
фаски. Фаска заменена; радиусным переходом. На торце гнезда,
.со стороны- привода, засверлены
Рис. 28. Центральная втулка нагне-
тателя старой конструкции.
через 120° три отверстия под резь-
бу 4Х0>7 для винтов крепле-
ния втулки.
Задние половины корпуса
нагнетателя моторов всех се-
рий взаимозаменяемы. Цен-
тральные втулки не взаимоза-
меняемы.
Рис. 29. Старый способ крепления
центральной втулки.
Задняя крышка картера
' Задняя крышка отлита из магниевого сплава — электрона и яв-
ляется несущей поверхностью для самопуска, генератора, двух
магнето, вакуум- и гидропомп и масляного насоса (рис. 30 и 31).
; Задняя крышка центрируется с помощью двух точно обработан-
ных отверстий и двух штифтов, запрессованных в заднем фланце
задней половины корпуса нагнетателя.
На внутренней стороне задней крышки сделаны приливы со
втулками для установки валиков приводов к агрегатам (рис. 32).
В центральной части крышки запрессован бронзовый подшип-
ник 9 (рис. 30), являющийся опорой для валика привода к агрега-
там. От бронзового подшипника идут приливы с высверленными
каналами для смазки валиков агрегатов. На задней крышке нахо-
дится прилив с фланцем а (рис. 32), соединяющийся с соответст-
вующим фланцем на задней половине корпуса нагнетателя. Внутри
прилива имеется канал для откачивания масла из маслоотстойника.
От бронзового подшипника задней крышки картера идет медная
трубка 11 (рис. 30), соединяющая выточку вокруг втулки с поло-
стью в специальном приливе на верхней внутренней части крышки.
Снаружи в Дриливе высверлено отверстие с резьбой для приемника
манометра давления масла. Слева на внутренней стороне задней
Крышки сделан прилив с гнездом, куда входит корпус маслофильт-
ра МФМ-25. В это гнездо со стороны фланца маслопомпы подведен
канал от нагнетающей ступени маслопомпы. В канале установлен
87
9
Рис. 30. Задняя крышка картера.
1—фланцы под магнето, 2—фланец под .маслоломлу, 3—фланец иод генератор, 4— фланец под двойной привод, 5—фла-
нец оси двойной шестерни передач к нагнетателю, 6—фланец под стартер, 7—фланец замера давления масла!, 8—фланец
суфлирования маслобака, 9—подшипник вала передачи к агрегатам и самопуску, 10—фланец откачивающей маслома-
гистрали. //—трубка замера давления масла в главной магистрали
Рис. 31, Задняя крышка картера с деталями.
1—пробка. 2— болт. •?—прокладка, /—фланец, 5—шайба, б—гайка, 7—контргайка, пробка
Бриггса. 9—шайба, ///--прокладка, //—гайка, 12—контргайка, 13—шайба, 14—крышка передачи
к стартеру. 15—зинт, 16 — шпилька, 17—крышка передачи к генератору, 18—прокладка!. 19—пере-
ходной фланец. 20—прокладка, 21, 22, 23, 24, 25--шпилькн, 26—задняя крышка, 27—проклад-
ка, 28—обойма, 29—пружина, 30- обратный клапан, 31—седло обратного клапана; 32—шпилька
крепления маслено мп ы
Рис. 32. Задняя крышка, собранная-с шестернями
приводов.
а—фланец откачивающей масломагистрали. х
обратный клапан, который предотвращает перетекание масла из
маслобака самолета в остановленный мотор.
Особенности установки всасывающих патрубков, съемки носка
картера и задней крышки
Уплотнение каждого всасывающего патрубка в передней поло-
вине корпуса нагнетателя достигается с помощью резинового коль"
р.а 23 (см. рис. 33) и манжетной гайки 22. Последняя ввертывается 1
н отверстие с резьбой, нарезанной в передней половине корпуса
нагнетателя. Для надежности уплотнения необходимо, чтобы зазор
между буртиком в отверстии корпуса и торцом всасывающей тру-
бы был не больше З.мм, что достигается подбором трубы соответ-
ствующей длины. Если в процессе эксплуатации мотора'нарушается
уплотнение, то на внешней поверхности всасывающей трубы появ-
ляется красный налет от свинцовистой жидкости. Кроме того, воз-
можны подсос воздуха из атмосферы и обеднение смеси. Обеднение
смеси обычно сопровождается хлопками в карбюратор и нарушает
нормальную работу мотора. Рекомендуется всасывающие патрубки
нумеровать по цилиндрам.
При съемке носка картера необходимо предварительно выни-
мать толкатели из гнезд. В противном случае толкатели будут ме-
шать съемке носка. /При съемке задней крышки следует предвари-
тельно снять масляный фильтр МФМ-25 и привод к бензопомпе и
тахометру, а на моторах более’ ранних выпусков необходимо еще
снять заглушки синхронизаторов, так как на собранном моторе эти
детали входят в гнезда задней крышки через внешнюю стенку зад-
ней половины корпуса нагнетателя.
40
Рис. 33. Детали цилиндра, поршня и впускной трубы,,
1, 4, 5—поршневые кольца, 2—поршень, 3 -замок,
6—резиновое уплотнительное кольцо цилиндра, 7—ци-
линдр, 8—втулка кожуха тяги, 9—втулка свечи,
10—направляющая клапана, 11, 13—крышки, 12, 14, 16,
18—прокладки, 15—направляющая клапана, 17—фла-
нец впускной трубы, 19—фланец, 20, 23—резиновые
уплотнительные кольца, 21—впускная труба; 22—гайка,
24—палец поршня
КОНТРОЛЬНЫЕ ВОПРОСЫ
I. Из каких основных частей состоит картер.
2. Конструкция и материал носка картера; способ его изготовления.
3. Конструктивное отличие носка картера мотора АШ-62ИР последних св-
рий от носков предыдущих серий; их взаимозаменяемость.
41
4. Конструкция и материал средней части картера; способ ее изготовления.
5. Конструктивное отличие средней части картера мотора АШ-62ИР послед-
них выпусков в сравнении с моторами предыдущих серий; взаимозаменяемость их.
6. Конструкция и материал передней половины корпуса нагнетателя; способ
ее изготовления.
7. Место замера иаддува н место присоединения трубки для заливки мотора
перед запуском.
8. Какой частью картера мотор крепится к подмоторной раме.
9. Конструктивное отличие передней половины корпуса нагнетателя мотора
АШ-82ИР последних серин в сравнении с моторами предыдущих серий; взаи-
мозаменяемость их.
10. Конструкция и материал задней половины корпуса нагнетателя; способ
ее изготовления.
11. Конструктивное отличие задней половины корпуса нагнетателя мотора
АШ-62ИР последних серий в сравнении с моторами предыдущих серий; взаимо-
заменяемость их.
12. Конструкция и материал задней крышки картера, способ ее изготовления.
13. Как осуществляется крепление и уплотнение всех частей картера между
собой.
14. Особенности съемки носка картера и задней крышки.
15. Особенности установки всасывающих патрубков. ч
ЦИЛИНДРОВО-ПОРШНЕВАЯ ГРУППА
Цилиндры
Цилиндр мотора АШ-62ИР состоит из стальной кованой механи-
чески обработанной гильзы и головки, отлитой из алюминиевого
сплава.
Головка соединяется с гильзой трапецоидальной резьбой со вна~
чительным натягом, что обеспечивает надежность и герметичность
соединения. Для создания необходимого натяга, головку Перед на-
вертыванием на холодную гильзу нагревают до температуры 300°Ц.
Гильза имеет ребра для улучшения отвода тепла и увеличения
жесткости. В нижней части гильзы цилиндра находится фланец с
16 отверстиями. В отверстиях сделаны сферические гнезда для
шайб, подкладываемых под гайки крепления цилиндра к средней
части картера. Ниже фланца имеется юбка, входящая в гнездо
картера. На нижней наружной части юбки снята фаска с целью
предотвратить деформацию юбки от соприкосновения с юбкой со-
седнего цилиндра.
Внутреннюю поверхность цилиндра, еще до навертывания го-
ловки, расшлифовывают по всей длине гильзы под размер 155,5 мм.
После навертывания головки внутреннюю поверхность азоти-
руют для повышения поверхностной твердости. Азотирование пред-
ставляет. собой насыщение поверхностного слоя стали молекулами
азота. Азотирование осуществляется в специальных печах, в среде
аммиака, в течение 50—90 часов, при температуре 500—550° Ц.
При этом азот связывается с молекулами 'железа и образует так
42
называемые нитриды "железа, придающие поверхности весьма
большую твердость, что повышает сопротивление износу.
Так как горячая головка навертывается на холодную гильзу,
верхняя часть гильзы по мере остывания головки деформируется
вследствие усадки металла. На расстоянии 80 мм от верхней кром-
ки создается коническое сужение гильзы на 0,3—0,5 мм по диамет-
ру (рис. 34). В рабочем состоянии цилиндра это деформационное
сужение под влиянием высоких температур уменьшается, и внут-
ренний диаметр гильзы по всей длине становится примерно одина-
ковым. Это улучшает условия работы поршня и его колец.
На моторах прежних выпусков внутренняя поверхность обраба-
тывалась после навертывания головки, и при этом деформационное
сужение устранялось. В рабочем же состоянии, когда верхняя часть
гильзы имеет большую температуру, чем средняя часть гильзы,
происходит неравномерное расширение гильзы цилиндра и в верх-
ней части образуется конусность, обращенная основанием вверх. В
этом случае зазор между гильзой и верхней частью поршня увели-
чивается, что вредно отражается на работе поршневых колец, осо-
бенно первого, которое быстро изнашивается.
По внешнему, виду цилиндры с деформационным сужением от-
личаются от обычных цилиндров (без деформационного сужения)
тем, что два первых нижних ребра укорочены по высоте на 6 мм
(рис. 34). Головка цилиндра имеет камеру сгорания полусферичес-
кой формы. Снаружи она снабжена
ребрами для лучшего охлаждения. На
горизонтальных ребрах сделаны два
разреза (температурные швы) с целью
предотвратить появление трещин в
ребрах при нагревании и расширении
головки.
Для увеличения прочности головки
нижнее ребро делается утолщенным
и без разрезов. На головке имеются
две клапанные коробки и два патруб-
ка с фланцами для крепления всасы-
вающей и выхлопной труб. В каждой
коробке помещаются всасывающий
или выхлопной клапан, три концентри-
ческие пружины с тарелками и суха-
риками, коромысло с осью и бронзо-
вые направляющие штоков клапанов,
расположенные под углом 37,5е' относительно оси цилиндра.
Бронзовая направляющая клапана выпуска имеет внутренний
диаметр 21,5 мм, наружный диаметр нижней части до буртика
27,11 мм, верхней части до буртика — 26,5 мм.
Направляющая клапана впуска имеет внутренний диаметр
12j69 мм, наружный диаметр 18,05 мм.
Место в клапанной коробке под рычаг клапана выхлопа разде-
лывается на размер 33,75 мм вместо 31,75 мм на моторах предыду-
щих выпусков (рис. 34).
Рис. 34. Схема цилиндра с
деформационным сужением.
'чеболее
43-
Сверху клапанные коробки закрываются крышками, которые
крепятся при помощи шести шпилек (рис. 35). Уплотняются крышки
резиновыми, вианибовыми или веллумюидовыми про-кладками.
Всасывающие и выхлопные трубы имеют внутри гладкую по-
верхность для уменьшения гидравлических потерь. Фланцы всасы-
вающей и выхлопной труб обращены назад.
Рис. 35. Клапанная коробка цилиндра.
Фланец крепления головки к всасывающей трубе имеет некото-
рый наклон и повернут вправо. К нему присоединяется 'всасываю-
щая труба специальной формы с большим радиусом закругления,
уменьшающим потери на всасывании.
Всасывающая труба укреплена тремя шпильками, которые ввер-
нуты в бронзовые футорки головки цилиндра. Уплотнение дости-
гается применением паранитоной прокладки. Выхлопной патрубок
посажен на фланце на четырех шпильках и уплотнен медно-асбесто-
вой прокладкой.
В передней части клапанных коробок внизу ввернуто по одному
дуралевому штуцеру 15 (рис. 36) для присоединения кожухов тяг.
Штуцер кожуха тяги имеет наружную резьбу двух размеров:
33X1,5 и 36X1,5. Резьба 33X1,5 предназначена для укрепления
.штуцера в головке цилиндра, а резьба 36X1,5 — для прикрепле-
ния к штуцеру кожуха тяги.
Один конец штуцера (выступающий наружу) обработан на ко-
нус в 60°. К этой конической поверхности с помощью стального
кольца 16 (рис. 36) и гайки 17 присоединяется отбортованная часть
кожуха. Такой способ крепления кожухов тяг отличается простотой
конструкции и герметичностью.
Клапанные коробки спереди и сзади имеют ушки для постанов-
ки дуралевых колодок, ограничивающих продольное перемещение
переднего кольца капота, и для крепления подкосов лобовых жа-
люзи мотора.
В головку цилиндра спереди и сзади ввертываются на резьбе и
стопорятся штифтами две бронзовые футорки для свечей. Свечи
расположены перпендикулярно по отношению к сферической повер-
хности камеры сгорания и под углом 30° к горизонтали цилиндра;
относительно плоскости симметрии они смещены (если смотреть
сзади): передняя -— влево, задняя — вправо.
Внутри головки йапрессованы стальные седла клапанов 3
44
(рис. 36). Седло клапана изготовлено из стали с наружным ' диа-
метром 83,5 мм. Угол фаски на седле равен 45°.
Рис. 36. Детали клапанной коробки цилиндра.
1—клапан выпуска, 2—клапанная коробка цилиндра, 3—сед-
ло клапана, 4—направляющая втулка, 5—прокладка,
6—крышки, 7—шайбы, 8—шайба, 9—гайка, 10—шпилька.,
11—ось ролика рычага клапана выпуска, 12—ролик рычага',
/3—втулка ролика; 14—рычаг клапана впуска, 15—штуцер
кожуха тяги, 16—уплотнительное кольцо, 17—накидная
гайка;
На головке каждого цилиндра сзади имеется квадратная бо-
бышка для закрепления проводника термопары (термопара уста
навливается только на первом цилиндре).
Под ганки крепления цилиндров подложены сферические шай-
бы и во фланцах цилиндров выточены сферические гнезда. Это
устраняет возможность появления изгибающих усилий в шпильках
картера при затяжке.
Уплотнение соединения цилиндра со средней частью картера до-
стигается прокладкой под фланец резинового кольца 6 (рис. 33),
которое при постановке цилиндра зажимается в специальной вы
точке на фланце картера.
Изменения в конструкции цилиндров последней серии
В цилиндры моторов АШ-62ИР неоднократно вносились конст-
руктивные изменения. На моторах первых серий свечные гнезда и,
соответственно, втулки свечей делались длиной 12,2 мм, тогда как
45
на моторах последующих серий втулки свечей имеют длину 19,2 мм1.
Цилиндры моторов более ранних выпусков не имели деформацион-
ного сужения. Бронзовая направлящая клапана выпуска имела
внутренний диаметр 17 мм, наружный диаметр нижней части —
22,11 мм, а наружный диаметр верхней части (до буртика) —
23,8 мм.
Седла клапанов изготовлялись из бронзы. Седло клапана вы-
пуска имеет наружный диаметр 80 мм и фаску под углом 30°. Со-
ответственно, выхлопной клапан имеет меньший размер. Диаметр
штока клапана 17,336 мм. Крышки клапанных коробок имели 4 от-
верстия и крепились, соответственно', на 4 шпильках. Крепление
кожуха тяги осуществлено при помощи дуралевой втулки, вверну-
той в клапанную коробку. Кожух тяги и втулка соединены дюри-
товыми шлангами, стянутыми хомутами.
На моторах более ранних выпусков место в клапанной коробке
под рычаг клапана выхлопа разделано на размер 31,75 мм, тогда
как на моторах последующих серий, в связи с усилением опорной
шайбы игольчатого подшипника рычага клапана выпуска, клапан-
ная коробка разделана на 33,75 мм (рис. 35).
О ремонтных цилиндрах
Цилиндры, прошедшие ремонт, в случае необходимости подвер-
гаются либо только расшлифовке до диам. 155,64 мм (цилиндры с
азотированной поверхностью гильзы), либо расшлифовке с после-
дующим хромированием. Хромирование представляет собой элек-
тролитическое покрытие стали слоем хрома. Толщина хромового,
покрытия, в зависимости от необходимости, достигает 0,25 мм.
Существуют различные способы хромирования: точечное (пятни-
стое) и пористое. В зависимости от принятого способа хромирова-
ния цилиндр предварительно шлифуют до размеров не менее
155,7 мм и не более 156 мм — до полного удаления следов выра-
ботки.
В целях сохранения азотированного слоя цилиндры с деформа-
ционным сужением, при диаметре более 155,65 мм, восстанавли-
вают до серийных размеров путем хромирования.
Хромирование обеспечивает высокую износоустойчивость и хо-
рошие антифрикционные свойства, предохраняет зеркало цилиндра
от коррозии.
- Чтобы отличить хромированный цилиндр от азотированного или
расшлифованного, делают специальную отметку в формуляре мо-
тора, а на передней части фланца крепления хромированного ци-
линдра выбивают букву «X» (хромированный). Выбитая после бук-
вы <Х» цифра обозначает условный номер ремонтного предприя-
тия, где производилось хромирование.
Помимо метки на фланце (буквы «X») между фланцем и ниж-
ним ребром гильзы цилиндра белой краской наносят полосу шири-
ной 8—10 мм, а также в случаях, когда цилиндр имеет деформа-
ционное сужение меньше 0,3 мм.
46
Взаимозаменяемость цилиндров
Все цилиндры на моторе взаимозаменяемы между собой. Взаи-
мозаменяемы цилиндры с деформационным сужением, без дефор-
мационного сужения и расшлифованные цилиндры.
Цилиндры комплектно с клапанами выпуска, поршнем с поршне-
выми кольцами, кожухами тяг толкателей и крышками клапанных
коробок последних серий взаимозаменяемы с цилиндрами моторов
более ранних выпусков.
Следующие детали цилиндра моторов ранних серий не взаимо-
заменяемы с аналогичными деталями цилиндра 7, 8 и 9-й серий:
1. Гильза цилиндра (с 6-й серии).
2. Клапан выпуска.
3. Направляющая клапана выпуска.
4. Седло клапана выпуска.
Следующие детали цилиндра моторов 7, 8 и 9-й серий не взаи-
мозаменяемы с деталями цилиндра последних серий:
1. Головка цилиндра.
2. Крышки клапанных коробок ,и прокладки под крышки.
3. Штуцер крепления кожуха тяги.
Замена цилиндров
Порядок замены цилиндров следующий:
1. Поставить поршень снимаемого цилиндра в ВМТ, определяя
его положение по рискам на ведущей шестерне редуктора или с
помощью регляжа.
2. Отъединить промежуточный выхлопной патрубок от выхлоп-
ного коллектора.
3. Расконтрить и отвернуть гайки болтов крепления дефлекторов,
смежных со снимаемым цилиндром, снять болты и скобы дефлекто-
ров и дефлекторы.
4. Отъединить проводники и вывернуть свечи, снять хомуты
крепления' проводников к всасывающим трубам и кожухам тяг.
5. Ослабить гайки крепления всасывающей трубы к нагнетате-
лю, после чего расконтрить и вывернуть 3 винта крепления фланца
всасывающей трубы и снять трубу. Отверстие патрубка нагнетате-
ля закрыть.
6. Снять крышки клапанных коробок, отпустить на коромыслах
Зажимные винты проушин регулировочных винтов и вывернуть ре-
гулировочные винты до упорного буртика.
7. Ослабить хомуты, которые стягивают дюритовые соединения
кожухов тяг с корпусом толкателя, и отвернуть гайку штуцера
клапанной коробки; сдвинуть дюритовые шланги на кожухи тяги;
ТЮсле этого снять кожух и тяги, одновременно нажимая на рычаг
Клапана со стороны ролика.
8. Снять всасывающий патрубок соседнего левого (если смот-
реть со стороны задней крышки) цилиндра.
9. Отвернуть контргайки и гайки крепления цилиндра.
47
10. Снять цилиндр, принимая меры предосторожности против'
удара шатуном о картер.
Устанавливают цилиндр в обратной последовательности. При
установке нужно заменить резиновое уплотнительное кольцо ци-
линдра, установить между штоком клапана и роликом коромысла
зазор 0,5 мм в такте сжатия или рабочего хода.
Особенности замены цилиндров №1, 5 и 6. При
замене цилиндра № 1 необходимо дополнительно отъединить про-
водник термопары от головки цилиндра. При съемке цилиндра № 1
не допускать поворота шатуна. Для этого нужно после съемки ци-
линдра укрепить его вертикально в верхнем положении. Если шатун'
сдвинется, то поршни нижних цилиндров переместятся за пределы
НМТ, поршневые кольца их выйдут за пределы юбки, разожмутся
и при перемещении главного шатуна будут поломаны. *
При замене цилиндров № 5 и 6 необходимо дополнительно снять
маслоотстойник, который крепится к носку картера и передней по-
ловине корпуса нагнетателя между этими цилиндрами.
Техническое обслуживание цилиндров
При предполетном техническом обслуживании необходимо про-
верить состояние и крепление дюритов, кожухов тяг и, если мотор
ие запускался в течение 24 часов, залить перед запуском по 40—
50 г горячего масла в цилиндры № 1, 2 и 9.
При периодическом техническом обслужи-
вании через каждые 25 час. налета:
1. Очистить от грязи и пыли и вымыть цилиндры.
2. Проверить соединения кожухов тяг.
3. Убедиться в отсутствии трещин и перегрева головок.
4. Проверить контровку гаек крепления цилиндров.
5. Проверить, нет ли подсоса в уплотнении всасывающих пат-
рубков и прогара медно-асбестовых прокладок под выхлопными
патрубками.
6. Проверить состояние дефлекторов и их крепления.
При периодическом техническом обслужи-
вании через каждые 50 час. налета, дополни-
тельно к регламентным работам после 25 час.
налета:
1. Проверить при помощи манометра компрессию в- цилиндрах
при температуре головок цилиндра 50—70°Ц. Нормальная компрес-
сия в цилиндре должна быть 4—4,5 кг/см2. Если компрессия ниже
3,5 кг/см2, вопрос о дальнейшей эксплуатации данного цилиндра
разрешается только старшим инженером подразделения (отряда,,
пор:а, эскадрильи). В случае дальнейшей эксплуатации такого ци-
линдра проверку компрессии на нем надо производить через каж-
дые 5 — К) чае.
2. Проверить ключом затяжку гаек крепления выхлопных пат-
рубков к цилиндрам.'
48
При периодическом техническом обслужива-
нии через -каждые 200 час. налета дополнительно
к регламентным работам после 25 и 50 час. налета.
1. Проверить зазоры между роликами рычагов и штоками кла-
панов, которые должны быть равны 0,5 мм.
2. Проверить затяжку гаек крепления цилиндров.
Особенности обслуживания хромированных
цилиндров. Если на моторе установлены хромированные ци-
линдры, необходимо:
1. В течение первых 25 час. работы мотора перед каждым за-
пуском зашприцевать в каждый цилиндр 75—100 г масла, нагре-
того до 75—85°Ц. Зашприцовку производить через свечные от-
верстия, применяя шаровой разбрызгивающий наконечник.
2. После аашприцовки масла провернуть .рукой коленчатый
вал мотора за винт на 3—4 оборота.
3. Перед запуском мотора заливать в носок редуктора 4—5 кг
горячего масла.
4. Во избежание смывания масла с зеркала цилиндра не допу-
скать перезаливки цилиндров бензином в момент запуска мотора.
5. Если после трех попыток запуска мотор не запустится, вы-
вернуть свечи и снова зашприцевать в цилиндры горячее масло.
Дефлекторы цилиндров
Между цилиндрами и над их головками установлены дефлек-
торы (рис. 37). Они обеспечивают равномерное распределение охла-
ждающего воздуха noi цилиндрам и увеличивают интенсивность
Рис. 37. Дефлекторы.
1—дефлектор головки цилиндра (надцилиндровый), 2 п 11—дефлектор
цилиндра (межцилиндровый), -?—скоба дефлектора, 4- -шайба, 5—пружи-
на скобы, 6—гайка,, 7—дефлектор цилиндра у маслоотстойника|, 8—шай-
ба, 9, 10—болты.
охлаждения. В комплект дефлекторов каждого цилиндра входят
дефлектор головки, дефлектор гильзы и крепежная скоба с пружи-
ной и гайками.
4
<9
Каждый дефлектор гильзы установлен между цилиндрами так,
что направляет воздух к двум половинам соседних цилиндров.
Дефлекторы изготовлены из дуралюминия и снабжены в верх-
ней части стальными козырьками с кожей. Кожа уплотняет зазор
между дефлектором и кольцевым капотом мотора.
Межцилиндровые дефлекторы взаимозаменяемы, за исключе-
нием дефлекторов между цилиндрами № 5—6, 8—9, 2—3 и 6—7.
Поршни, поршневые кольца и пальцы
Поршень воспринимает давление газов и передает его через Ша-
тун коленчатому валу. Поршни штампованы из алюминиевого
сплава. Днище поршня плоское. На внутренней стороне днища
имеются ребра, образующие вафельную поверхность. Ребра повы-
шают прочность, жесткость и улучшают отвод тепла от днища.
На наружной поверхности днища сделаны две выемки, распо-
ложенные против клапанов. Выемки устраняют возможность удара
поршня о клапан (рис. 38).
Рис. 38. Поршни.
1—поршень, 2—поршневой палец, 3—замки, 4—кольца.
Для уменьшения удельного давления боковые стенки поршня,
воспринимающие давление от боковых усилий, удлинены и имеют
форму трапеции. Для улучшения приработки боковую поверхность
их покрывают графитным составом с помощью пульверизатора. Не-
рабочая поверхность поршня имеет выемки (для уменьшения веса).
Поршень имеет укороченную юбку. За одно целое с поршнем сде-
ланы две бобышки с отверстиями для пальцев. Кольцевые выточки
в отверстиях бобышек предназначены для контровочных колец,
удерживающих пальцы от продольного перемещения. Этим предот-
вращается опасность повреждения зеркала цилиндра торцом паль-
цев.
Поршень имеет 6 кольцевых канавок. Пять канавок находятся
выше отверстия для поршневого пальца, а шестая — на юбке*
50
горшня. В четвертой канавке сделано 10 радиальных сверлений для
отвода масла, в 'пятой — 8 сверлений.
Первая канавка (считая от днища) имеет клиновидное сечение,
все остальные — прямоугольное.
На днище поршня ставится клеймо, обозначающее номер дета-
ли, вес поршня и номер цилиндра, в который будет установлен дан-
ный поршень.
Поршневые кольца изготовляют из серого чугуна марки ППЧ-1.
Кольца протачивают из маслот. Поверхность готовых колец окси-
дируют.
Кольца из маслот имеют более крупнозернистую структуру по
сравнению с кольцами индивидуальной отливки. Необходимая фор-
ма кольца и его упругость фиксируются термическим способом.
При термообработке деформированное, с разведенными стыками,
+1и°
кольцо подвергается нагреву до 630° и выдержке при этой тем-
пературе в течение 1 час. 15 мин.
Величина разведения стыков при деформации зависит от типа
кольца.
Упругость окончательно обработанных колец должна находить-
ся в пределах 1600—2100 г. После окончательной обработки окси-
дируют кольца для предохранения их от коррозии.
Применяются маслоуплотнительные и маслосборные кольца.
Стык у газоуплотнительных и маслосборных колец прямой. Кольца
(рис. 39) применяются клиновидного сечения, прямоугольного сече-
Рис. 39. Поршневые кольца в сечении.
1—клиновидное, 2—прямоугольное, 3—конусное,
4—маслосборное
ния, конусные с углом по образующей, равным 2°, и специальной
формы (маслооборное с выточкой). Газоуплотнительными являются
кольца — клиновидное 1, цилиндрическое 2 и конусное 3; масло-
сборными — конусное 3 и с выточкой 4.
Маркировка колец
Серийные заводские кольца имеют следующую маркировку: но-
мер плавки, клеймо контролера, клеймо твердости, надпись «Верх»
И номер детали кольца. Надпись «Верх» обозначает вершину ко-
нуса (рис. 40).
Для установки на ремонтные цилиндры промышленность выпус-
кает. кольца с размерами, отличными от нормальных. Ремонтные
‘Кольца могут быть больше нормальных: по диаметру — на 0,15 мм
на 0,38 мм; по высоте — на 0,05 мм, а по диаметру — 0,15 мм;
W) высоте — иа 0,05 мм, а по диаметру — на 0,38 мм; по диамет-
ру — на 0,38 мм, а по высоте — на 0,1 мм; только по высоте на
0,1 мм. Каждое кольцо имеет свой номер (см. табл поршневых
колец, устанавливаемых на мотор АШ-62ИР, стр.‘ 57).
В дополнение к клеймам, имеющимся на серийном кольце, на
ремонтном кольце ставятся: клеймо увеличения наружного диамет-'
ра и клеймо увеличения высоты кольца.
Рис. 40. Маркировка колец серийного (сверху) и
ремонтного (снизу).
1—клеймо номера плавки, 2—клеймо контролера,
3—клеймо «верх», 4—клеймо твердости (ставится с об-
ратной стороны кольца), 5-—клеймо номера детали,
6—клеймо, указывающее увеличение наружного диа-
метра, 7—клеймо, указывающее увеличение высоты
кольца.
При хранении или транспортировке поршневые кольца комплек-
туются партиями не более 70 штук. Признаком для комплектовки
является клеймо номера плавки. Кольца каждой данной партии
должны иметь один и тот же номер плавки. Укомлекговав кольца
в партию, покрывают их авиационным маслом и обертывают пара-
финированной бумагой. Не разрешается хранить кольца стопками,
по нескольку партий вместе. Такое хранение неизбежно приводит к
перекосу колец и появлению остаточных деформаций. Коробление
кольца не должно быть больше 0,1 мм.
Порядок установки колец
Для повышения герметичности стыка между поршнем и цилинд-
ром в первую канавку на поршне (считая от днища) ставится коль-
цо клиновидного сечения. По сравнению с цилиндрическим клино-
видное кольцо .имеет большее удельное давление на стенки гильзь?
цилиндра, хотя упругость обоих колец и площадь наружных цилиш
дрических образующих поверхностен у них примерно одинаковы.
Повышение удельного давления объясняется наличием дополни-
тельной боковой силы, которая, действуя па наклонные боковые
стенки кольца, выжимает его из канавки поршня. Схема сил, дей-
ствующих на клиновидное и цилиндрическое кольца, показана на
рис. 41.
52
Для повышения износоустойчивости наружную цилиндрическую
поверхность клиновидного кольца электролитическим путем покры-
вают пористым, хромом. Толщина слоя хрома должна быть 0,1—
0,15 мм.
Верхнее кольцо больше остальных подвергается износу. Хроми-
рование верхнего кольца увеличивает срок его службы Более стой-
кое верхнее кольцо понижает износ остальных газоуплотнительных
колец и зеркала цилиндров. Хромированное поршневое кольцо, в-
отличие от обычных, имеет белую блестящую поверхность.
После окончательной механической обработки и покрытия хро-
мом подвергают кольца притирке в калиброванной гильзе с внут-
ренним диаметром 155,25 мм. О качестве притирки судят по обра-
зующемуся пояску на хромированной поверхности. Притирка счи-
тается удовлетворительной, если по всей наружной поверхности
кольца, без разрывов, образовалась полоска шириной не менее
6,5 мм (рис. 42).
Рис. 41. Схема сил, дей-
ствующих на поршневые
кольца.
Рис. 42. Клеймение клиновидного кольца.
Притертое кольцо проверяют на просвет в калиброванном коль-
це с внутренним диаметром 155,5 мм. Допускается просвет шири-
ной не более 0,013 мм.
Упругость клиновидных колец проверяют, обжимая их по наруж-
ной поверхности на ленточных весах до получения зазора 1,6—
1,7 мм в стыке кольца. Упругость колец должна находиться в пре-
делах 1,3—1,8 кг.
При монтаже клиновидных колец на поршень необходимо прове-
рять зазор в стыке колец. Зазор проверяют в калиброванном коль-
це с внутренним диаметром 155,5 мм или в гильзе цилиндра с тем
же диаметром. Зазор в стыке должен быть 1,6—1,7 мм.
Боковые зазоры между клиновидным кольцом и стенками пор-
шневюй канавки не проверяются.
Клиновидному кольцу присвоен номер 10—053. Это кольцо не
' взаимозаменяемо с другими кольцами на поршне. Поршни с кли-
53
жовидными кольцами нельзя ставить в цилиндры с хромированными
гильзами. На клиновидном кольце -клеймо «Верх» ставят со сторо-
жи меньшего диаметра кольца, если наружная поверхность имеет
конус. Если после изготовления кольца конусность не обнаружена,
клейма «Верх» не ставят.
Клиновидное газоуплотнительное кольцо устанавливают сторо-
ной меньшего диаметра к днищу поршня.
Во вторую канавку на пошне (считая от днища) ставят газоуп-
лотнительное кольцо с цилиндрической образующей (рис. 39, 2). Га-
зоуплотнительному кольцу с цилиндрической образующей присвоен
номер детали 10—004. Зазор в стыке должен быть 1,6—1,7 мм. Бо-
ковой зазор 0,21—0,26 мм. Кольцо с цилиндрической образую-
щей не взаимозаменяемо с другими кольцами.
В 3, 4 и 5*ю канавки на поршне ставят газоуплотнительные
кольца с конусной образующей (рис. 39, 3); этому кольцу присвоен1
номер детали 10—005. Зазор в стыке должен быть 1,5—1,65 мм. Бо-
ковой зазор 0,21—0,26 мм. Газоуплотнительные кольца с конус-
ной образующей ставят вершиной конуса к днищу поршня.
В шестую канавку на поршне (за исключением поршня, устанав-
ливаемого в первом цилиндре) ставят газоуплотнительное кольцо
с конусной образующей (рис. 39, 3) вершиной конуса к юбке порш-
ня. Газоуплотнительному кольцу с конусной образующей, устанав-
ливаемому в шестую канавку, присвоен номер детали 10—006. За-
зор в стыке должен быть 0,55—0,75 мм. Боковой зазор 0,08—
0,13 мм.
В шестой канавке поршня, устанавливаемого в первом цилинд-
ре, помещают маслосборное кольцо с выточкой (рис. 39, 4).
Рабочая поверхность маслосборного кольца с выточкой с одно®
стороны закруглена, а с другой — имеет выточку. На боковой по-
верхности кольца со стороны выточки профрезеровано 12 радиаль-
ных канавок для отвода масла. Маслосборному кольцу с выточкой
присвоен номер детали 10—007. Зазор в стыке должен быть 0,5—
0,75 мм. Боковой зазор 0,1—0,14 мм. Маслосборное кольцо уста-
навливают выточкой к днищу поршня (рис. 43).
Таблица I
Зазоры у поршневых колец моторов АШ-62ИР последних серин (рис. 43)
J'#’ канавки поршня, считая ог Днища Наименование кольца <и |=( S g в Форма образующей За?ор в стыке, мм Боковой гер- цевой зазор, мм
1 2 3 4 5 в Г азоуплотнитель- ноз клиновидное Г азоупл'отнитель- UO г Газоуплотнитель- нве ГлчоуНлотнитель- н о е Га зо у н лоти тель- ное Млслосборное 10-053 10-004 10-005 10-005 10—005 10-006 Цилиндрич. Цилиндрич. Коническая 1,6-1,7 1,6-1,7 1,5 - 1,65 1,5- 1,65 1.5-1,65 0,55-0,75 0,21-0,28' 0,21-0,26 0,21—0,26 0,21-0,26 0,08—0,1з+2’
54
Примечание. 1. На некоторых моторах АШ-62ИР последней серии во
вторую канавку устанавливали кольцо с конической образующей.
2. Для цилиндра .№ 1 в шестую канавку устанавливают маслосборное коль-
цо е выточкой, дет. 10—007. Зазор в стыке 0,5—0,75 мм. Боковой зазор 0,1—
0,14 мм.
На части моторов АШ-62ИР последних серий во вторую канав-
ку от днища устанавливали газоуплотнительное кольцо с конусной
образующей, деталь 10—005.
Рис. 43. Положение колец |на поршне мотора АШ-62ИР последних серий.
А—положение колец на, поршнях первых моторов, Б—положение ко-
лец иа поршнях последующих моторов, Е—зазор по образующей кольца,
Ж—з^зор в стыке кольца!.
В процессе эксплуатации внутренний диаметр цилиндра стано-
вится больше 155,5 мм. Увеличенные диаметры могут быть у ци-
линдров, прошедших ремонт. Для того чтобы у этих цилиндров
сохранить стыковой зазор в кольцах, необходимо устанавливать
кольца увеличенных размеров. В цилиндры, имеющие внутренний
диаметр от 155, 475 до 155, 625 мм, надо ставить поршневые коль-
ца с номинальными размерами (нормальные); в цилиндры с внут-
ренним диаметром от 155, 625 до 155,7 мм ставить ремонтные
поршневые кольца, увеличенные по наружному диаметру на
0,15 мм; в цилиндры с внутренним диаметром от 155,85 до
155,9 мм — ремонтные кольца, увеличенные по наружному диамет-
ру на 0,38 мм; в цилиндры с внутренним диаметром от 155,7 до
155,85 мм — кольца, увеличенные на 0,15 мм или на 0,38 мм, в за-
висимости от того, какие кольца ближе подходят по размерам.
Во всех случаях стыковые зазоры поршневых колец подбирать
или подгонять по тому цилиндру, в который они должны быть ус-
тановлены.
55
Очень важно следить за правильным расположением стыков ко-
лец на поршне. Стыки первых трех колец должны разводиться под
углом 120° один по отношению к другому, четвертого кольца по
отношению к третьему — под углом 180°, стыки остальных •— под
углом 120° один по отношению к другому (рис. 43).
'Поршни и поршневые кольца моторов до последней серии
На моторах ранних выпусков ставились 5-канавочные поршни.
На 5-канавочных поршня^ 4 канавки расположены выше отверстия
для поршневого пальца, причем четвертая канавка шире, так как в
нее устанавливаются два кольца. Пятая канавка у этих поршней
сделана на юбке поршня. В четвертой и пятой канавках 5-канавоч-
ного поршня имеется по 12 радиальных сверлений для отвода мас-
ла в картер.
На моторах более поздних выпусков устанавливались 6-кана-
вочные поршни. На 6-канавочном поршне 5 канавок расположены
выше отверстия для поршневого пальца, а шестая — на юбке пор-
шня. Все 6 канавок — прямоугольного сечения. В четвертой канав-
ке сделано 10 радиальных сверлений для отвода масла, а в пя-
той — 8 сверлений.
6-канавочный поршень моторов последних серий отличается ог
6-канавочного поршня моторов более ранних выпусков наличием
клиновидного сечения в первой канавке.
Маркировка колец
На моторах более ранних выпусков подбирали кольца по их уп-
ругости. Однако величина упругости не полностью характеризует
рабочие качества колец. Упругость кольца зависит от величины зе-
рен графита и их расположения в чугуне. Большее количество зе-
рен графита улучшает смазывающую способность кольца, но
уменьшает его упругость. Меньшее количество зерен графита повы-
шает упругость кольца, но ухудшает его ^смазывающую способ-
ность.
Содержание и расположение графита в чугуне отражается на
его электросопротивлении. Исходя из этого, в течение длительного
периода подбирали поршневые кольца по величине их электросо-
противления. Величина электросопротивления, замеряемая относи-
тельно в миллиамперах, помечается на кольцах. Величина электро-
сопротивления для нормальных колец равна 8,1—8,2 миллиампера.
Эти кольца изготовляются методом индивидуальной отливки. На
их торцевой поверхности имеется маркировка, указывающая вели-
чину электросопротивления (обозначается двухзначным числом),
помер планки, «Верх» и последние две цифры номера детали; у
ремонтных колец еще указывается размер увеличения кольца
(рис. 44).
Выбрать необходимое кольцо можно, руководствуясь данными
табл. 2.
56
Величина эле-
ктросопропгивле-
Н'ЛЯ
Номер плавки,
Последние две цифры
'номера детали
^-Размер увеличения
ремонтного кольца
Последние две цифры
номера детали “
В
Рис. 44. Метки (клейма) иа поршневых кольцах.
А—газоуллотпительные кольца1, Б—ремонтные гавауплогтнн-
тельныг* кольца, В—маслоуплотнительные кольца.
Таблица для подбора колец
Таблица 2*
О. S Величина (от- О Д5 2 ** 2
ж 2 Наименование кольца носительная) £ о 0) « с
о щ электросрпро- Ч га ф g?
X тивления, ма id X X
101477 Цилиндрическое газоуплотнительное
кольцо 8,1 и выше 81 1
104991 Нормальное гагоуплотнительное коль- цо с конусной образующей 7,9-8,0 79 2
101478 Нормальное газоуплотнительное коль- цо с конусной образующей 8,1 и выше 81 1
500772 Ремонтное газоуплотнительное кольцо с. конусной образующей, увеличенное 7,7—8 'll 2
по диаметру на 0,15 мм 8,0 и выше 80 1
500743 Ремонтное газоуплотнительное кольцо с конусной образующей, увеличенное ^6—7,9 76 2
по диаметру на о,За мм 7,9 и выше 79 1
500794 Ремонтное газоуплотнительное кольцо с конусной образующей, увеличенное по высоте на 0,05 мм, а по диаметру 7,7 до 8,0 77 2
на 15 мм 8,0 и выше 80 1
500795 Ремонтное газоуплотнительное кольцо с конусной образующей, увеличенное но 7,5 -7,8 75 2
высоте на 0,1 мм 7,8 и выше 78 1
500796 Ремонтное тазоуплотнительное кольцо
с конусной образующей, увеличенное по диаметру на 0,3а мм н по высоте на 7,4-7,7 74 2
0,05 мм 7,7 и выше 77 1
500797 Ремонтное газоуплотнительное котьцо
с конусной образующей, увеличенное по диаметру на 0,38 мм и по высоте на 7,3-7,6 73 2
0,1 мм 7,6 и выше 76 1
57
В первую от днища канавку ставить кольцо с большим электро-
сопротивлением, т. е. кольцо с электросопротивлением 1-й группы.
Кольца с электросопротивлением 2-й группы ставить в остальные
канавки поршня.
Порядок установки колец
Установка колец на моторах первых серий
У 5-к а н а в о ч н о г о поршня в три верхние канавки уста-
иавливают три газоуплотнительных кольца с конусной образующей,
обращенной вершиной конуса и маркировкой (на боковой поверх-
ности) в сторону днища Зазор в стыке должен быть 0,55-: 0,75 мм.
Боковые зазоры устанавливаются: для первого кольца (от днища)—
0,21 : 0,28 мм, для второго — 0,21 :-0,26 мм, для третьего— 0,15-ь-
0,20 мм. Газоуплотнительное кольцо с конусной образующей имело
номер 104991.
В четвертой канавке помещаются два маслосборных кольца с
выточками, обращенными к юбке поршня. Зазор в стыке должен
быть 0,5-е 0,75 мм. Боковые зазоры - 0,08 : 0,13 мм. Маслосбориое
кольцо с выточкой имело номер 100142.
В пятой канавке устанавливают третье маслосбориое кольцо' с
выточкой, обращенной к днищу поршня. Зазор в стыке 0,5—?-
0,75 мм. Боковой зазор — 0,04 - 0,08 мм. Маслосбориое кольцо с
выточкой имело номер 100142. Постановка колец в 5-канавочиом
поршне показана на рис. 45.
У 6-к а н а в о ч н о г о поршня в пять первых канавок (от
днища) устанавливают газоуплотнительные кольца с конусной обра-
зующей, вершиной конуса и маркировкой, обращенными в сторону
днища поршня. Зазор на стыке должен быть 0,5 0,75 мм, боко-
вые зазоры от 0,21-:-0,26 мм до 0,28-0-0,33 мм (см. таблицу зазоров
на стр. 60). Газоуплотнительные кольца с конусной образующей
имели номер 104991.
В шестую канавку поршня всех цилиндров, кроме первого, уста-
навливают маслосборное кольцо с конусной образующей и верши-
ной конуса, обращенной к юбке поршня. Зазор в стыке должен
быть 0,5 : 0,75 мм, боковой зазор 0,08 0,13 мм. Маслосборное
кольцо с конусной образующей имело тот же номер, что и газо-
уплотнительное, устанавливаемое в пять верхних канавок.
В шестую канавку поршня первого цилиндра устанавливают
маслосборное кольцо с выточкой, обращенной к днищу поршня.
Зазор в стыке 0,5 0,75 мм, боковой зазор 0,1 -<-0,14 мм. Масло-
сборное кольцо с выточкой имело номер 100142.
Постановка колец в 6-канавочный поршень моторов первых се-
рий показана на рис. 45.
Установка колец на 6-канавочный поршень
моторов более поздних выпусков (цилиндры с де-
формационным сужением).
В 1-ю канавку (от днища) устанавливают гаэоуплотнительнов
кольцо с цилиндрической образующей и маркировкой, обращенной
в сторону днища. Зазор в* стыке 1,5 -<-1,65 мм, боковой зазор 4
58
0,21-Ч),26 мм. Гаэоуплотнительное кольцо в цилиндрической обра
зующей имело номер 101477.
Во 2, 3, 4 и 5-то канавки устанавливались газоуплотнительные
кольЦа с конусными образующими, вершинами конусов и марки-
ровками, обращенными в сторону днища поршня. Зазор в стыке
должен быть 1,5-:-1,65 мм. Торцевые зазоры от 0,21—0,26 мм до
0,28—0,33 мм (см. таблицу зазоров, стр. 60). Газоуплотнительные
кольца с конусной образующей имели номер 101478. В 6-ю канав*
ку поршня всех цилиндров, кроме первого, устанавливалось масло-
сборное кольцо с конусной образующей, вершиной конуса и мар-
кировкой, обращенной к юбке поршня. Зазор в стыке должен быть
0,5-н0,75 мм. Боковой зазор 0,08 -г- 0,1 мм. Маслосборное кольцо»
с конусной образующей .имело номер 104991.
Рис. 45. Положение колец на поршнях моторов.
В—более поздних выпусков, Г—для цилиндров моторов бо-
лее рамних выпусков, Д—на 5-канавочных поршнях в ци-
линдрах без деформационного сужения.
В 6-ю канавку поршня первого цилиндра устанавливают масло-
сборное кольцо с выточкой, обращенной к днищу поршня. Зазор в
стыке должен быть 0,55 -н-0,75 мм. Боковой зазор 0,1 -0,14 мм.
Маслосборное кольцо с выточкой имело номер 100142.
Постановка колец в 5-и и 6-канавочный поршень моторов для
различных серий показана на рис. 45.
Для моторов с азотированной поверхностью цилиндра применя-
лись хромированные кольца. При наличии азотированных цилинд-
ров и 6’канавочных поршней в верхнюю канавку устанавливают
хромированное газоуплотнитслыюе кольцо, обращенное вершиной
конуса к днищу, вместо цилиндрического кольца 101477. Зазор в
стыке кольца 1,5-:- 1,65 мм боковой зазор 0,21 < 0,28 мм.
Хромированное газоуплотнителыюе кольцо с конусной образующей'
имеет номер 115037.
Хромированное поршневое кольцо представляет собой обычное
чугунное кольцо мотора АШ-62ИР, рабочая поверхность которого
(поверхность, трущаяся о зеркало цилиндра) электролитически по-
крыта слоем хрома толщиной 0,06 0,1 мм. Хромирование уве-
личивает срок службы кольца, а также понижает износ других
»азоуплотнительных колец и зеркала азотированных цилиндров.
59
Таблица 8
Зазоры поршневых колец моторов АШ-62ИР более ранних выпусков
ЛА кольца Л» канавки поршня (считая от днища) Наименование кольца № детали Форма об- разующей Зазор в стыке, мм Боковой зазор, мм
1 2 3 4 5 6 7
5-канавочный поршень
1 2 1 2 Г азоуплотнительное ЦО Газоуплотнительное ЦО КОЛЬ- коль- 104991 104991 Коничес- кое » 0,54-9,75 0,54-9,75 0,214-0,28 0,214-0,26
3 4 3 4 Газоуплотнительное ЦО Маслосборное . . . коль- 104991 100142 С выточ- кой О о ел сл •I- -1- со сл о* 0,154-0,20 0,084-0,13
5 4 100142 0,54-9,75 0,084-0,13
5 5 100142 и 0,54-9,75 0,044-0,08
6-канавочный поршень для нормальных цилиндров
1 1 Газоуплогнит^льное коль- Коничес-
ЦО 104991 кое 0,54-0,75 0,214-0,26
2 2 Газоуплотнительное коль-
цо 104991 0,54-0,75 0,214-0,26
3 3 Газоуплотнительное коль-
цо 104991 0,54-0,75 0,154-0,2
4 4 Газоуплотнительное коль-
ЦО 104991 » 0,54-0,75 0,284-0,33
5 5 Газоуплотнительное коль-
цо 104991 » 0,54-0,75 0,284-0,33
6 6 Маслосборное кольцо для
всех цилиндров, кроме
1-го 104991 № 0,54-0,75 0,034-0.13
7 6 Маслосборное кольцо с
выточкой (для аоршня С выточ-
1-го цилиндра) .... 100142 кой 0,54-0,75 0,1 4-0,14
6-канавочный поршень для цилиндров с деформационным сужением
1 1 Газоуплотнительное коль- Цилинд-
цо . 101477 рическое 1,54-1,65 0,214-0,26
2 2 Газоуплотнительное коль- Коничес-
цо 101478 кое 1,54-1,65 0,214-0,26
3 3 Газоуплотнительное коль-
ЦО 101478 » 1,54-1,05 0,154-0,20
4 4 Газоуплотнительное коль-
цо .. . . . , . 101478 в 1,54-1,65 0,284-0,33
□ 5 Газоуплотгтительное коль-
цо Ю1478 » 1,54-1,65 0,284-0,33
6 6 Маслосборное кольцо (для
всех цилиндров, кроме
1-го) . 104991 в 9,54-0,75 0,084-0,13
7 6 Масло борное кольцо с
выточкой (для 1-го ци- С выточ-
л индра) 100142 кой 0,54-0,75 0,1 -4-0.14
>60
В последующие 4 канавки помещают обычные газоуплотнитель-
пые кольца 101478 вершиной конуса также к днищу поршня, а в-
6-ю канавку — маслосборное с выточкой, дет. 100142 для 1-го ци-
линдра или маслосборное с конической образующей, дет. 104991
для всех других цилиндров.
Для гильз цилиндров размером не менее 155,65 мм имеются ре-
монтные кольца, которые необходимо устанавливать на поршень
для того, чтобй сохранить необходимый стыковой зазор. Номера
ремонтных колец для этих моторов указаны в табл. 4,
Таблица 4
_______________Ремонтные кольца для моторов АШ-62
Номера ремонтных колец
Я , я 3 3е;
ав CJJ йз «3 3 я S
3 а a S X А S S X Etc X
а. 2 Ч S Ч S ч а 1Л со Ч S © 4 So
о О L.Q О со О О о = О со ° О СО КЗ
X м Наименование кольца сО св О. хО С _ о °" X «5 но п а 0,3 но п а 0,1 на 0, но п 0,1 j но п а 0,3 ге на ссо » о = 0, = я н.
<и я си д Ф х i Я к я о CU X О
к «3 X Э" s s > t- £« S 75 гг о s >, 3
м ч О. си н ч сх 0/ н ч ло CJ Н и 3 £ Ч СХм QJ 1_ Ш ч сх ео си н
* О М са qj м uj 3 “ о оа си л со с о-
/ & гЪ л л 2 Щ >> 8 >> г я >» 2 Е
Для моторов первых серий
1 Газоуплотнительное Конус- 500772
КОЛЬЦО ное 50 - 033 500743 500794 500795 500796 500797
2 Газоуплотнительное 500772
КОЛЬЦО ! 50 003
3 Газоуплотнительное 500772
КОЛЬЦО . » 50—033
4 Газоуплотнительное 500772
КОЛЬЦО . V 50-003
5 Газоуплотнительное 500772
кольцо » 50-033
6 Маслосборное (для
всех цилиндров, кро- 5 0772
ме 1-го) 50 - 003 500743 <
6 Маслосборное (для 1 го С выточ- 500802
цилиндра) кой 50—004500621 500736
Для моторов, имеющих цилиндры с деформационным сужением
1 Газоуплотнительное кольцо LI илинд- рическое 501158 50- 001 501159
2 Г азоуплотиительное Конус- 501152
КОЛЬЦО Нис 50- 002
3 Гаэоуплотнительное 501152
кольцо . . ... 5О()о2
4 Газоуплотнительное 501152
КОЛЬЦО 50-002
5 Газе}плотнительное 501152
кольцо . . . . • . . » 50-0О2
6 Маслосг орное (для
всех цилиндров, кро- 500772
ме 1-го) ...... 50—003 500743
€ Маслосборное(для Гго С выточ- 500802
цилиндра) кой 50-004 50062'
61
Таблица поршневых колец,
№ кайавок поршня Наименование кольца Шифр нор- мально) о кольца по специфи- кациям заводов- изготови- телей Вид покрытия № цилинд- ров • Зазор в стыке, мм
1 2 3 4 5 6 7
Газоуплотнительное 104991 10-006 Окснднров. С 1-го по 9 0,5 -0,75
.1 Г азоуплотянтельное клиновидное . . . 10-053 Хромнров. С 1-го по 9 1,6 -1,7
1 Г азоуплотянтельное 101477 10-004 Окснднров. С 1-го по 9 1,6 -1,7
1 Газоуилотннтельное (взамен 101477) . 115037 Хромнров. С 1-го по 9 1,5 —1,65
2 Газ оуплотн ительное 104991 10-006 Окснднров. С 1-го по 9 0,5 —0,75
2 Газоуплотнительное 101478 10-005 Окснднров. С 1-го по 9 1,5 -1,65
2 Газоуплотннтельное 101477 10-004 Окснднров. С 1-го по 9 1,6 -1,7
3 Г азоуплотнительное 104991 10-006 Окснднров. С 1-го по 9 0,5 -0,75
4 Г азоуплотянтельное 104991 10-006 а Окснднров. С 1-го по 9 0,5 —0,75
5 Г азоуплотянтельное 104991 1Э-006 Оксндиров. С 1-го по 9 0,5 -0,75
3 Г азоуплотянтельное 1014781 10-005 Окснднров. С 1-го по 9 1,5 —1,65
4 Г азоуплотянтельное 101478 10-005 Окснднров. С 1-го по 9 1,5 —1,65
5 Г азоуплотянтельное 101478 10-005 Оксндиров. С 1-го по 9 1,5 -1,65
С> Маслосборное . . . 100142 10-007 Оксндиров. 1-й 0,5 -0,75
6 Маслосбориое . . . 104991 10-006 Оксндиров. С 2-го по 9 0,55—0,75
«2
применяемых на мотере АШ-62ИР
Таблиц* 5
Зазор боковой (юрцо-' вый), мм Ns серий маторов Форма кольца Норма ремонтных колец по пецификацни
заводов- изготовите- лей - * 0 = 0,38 - 0 = 0,15 * | Л = 0,05 о о' II С ~15~ 0 = 0,31 А = 0,05 0 = 0,38 Л = 0,10
0 = 0,15
8 9 10 11 12 16 17
0,21-0,26 1,2,3,4,5 Конусное 500772 50 003 500743 5С0794 500795 500796 500797
Последи. Цилиндр. 50-005
0,21—0,26 6, 1, 8 н 9 Цилиндр. 501158 50-001 501159
0.21—0,26 6,1, 8 и 9 Ц нлиндр.
0,21—0,26 1,2,3, 4,5 Конусное 500772 50-003
0,21-0,26 6, 7, 8, 9, последи. Конусное 501152 50-002
0,21-0,26 11 последи ^0-гс мотора Цилиндр. . 501158 50-001 501159
0,15-0.20 1,2 3, 4,5 Конусное 500772 50-003
0,28-0,33 1,2, 3, 4,5 Конусное 500772 50-003
0,28-0,33 1, 2, 3,4, 5 Конусное 500772 50-003
0,15—0,20 6, 7, 8, 9, пвследн. Конусное 501152 50-002 1
0,28 - 0,33 6, 7, 8, 9, последи. Конусное 501152 30 002
0,28—0,33 6, 7, 8, 9, 'последи. Конусное, 501152. >0-002
0,10—0,14 Беек серий С выточк. 500802 50-004 >00621 I >00736 •
0,08—0,13 1 Всех серий Конусное >00772 500003 >00743 1
63
Продолжение табл. 5
Тип кольца № детали № Ka- HdBKH поршня Какие цилинд- ры Зазор в стыке, мм Форма кольца
Газоуплотнитрлъно^ клино- видное хромированное . . . 10053 1 Все 1,6—1,7
Газоуплотнительное с ци- линдрической образующей . >004 10:77 2 Все 1,6-1,7 IEI
. Газоуплотнительное с ци- линдри .еской образующей . 10004 10177 1 Все 1,6-1,7
Газоуплотн«тельное с ко- нусной образующей .... 10005 101478 2. 3, 4, 5 Все 1,5—1,65
Газоуплотнительное с ко- нусной образующей .... '0006 104991 1,2, 3, 4, 5 Все 0,55—0,75
Маслосбрасывающее с ко- нусной образующей . . . . Ю006 104991 6 Все. кро- ме 1-го 0,55—0,75
Маслосбрасывающее с коть- цевой выгочкой с конусной образующей 10007 100142 6 1-й 0,55-0,75 В8Я
1
Примечания. 1. В цчлинцры, не имеющие деформационного су-
жения, нельзя ставить кольца с зазором в стыке 1,6-1,7 мм или 1,5—1,65 мм,
так как это вызывает повышение расхота масла.
2. В цилиндры, имеющие деформационное сужение, нельзя ставить-
кольца с зазором в стыке 0,55—0,75 м.м—эго приведет к по юмке колец.
Замена поршневых колец
При замене поршневых колец нужно руководствоваться сле-
дующим:
1. Определить, какой цилиндр (обыкновенный или с деформа-
ционным сужением, хромированный или азотированный) и размер
цилиндра.
2. Подобрать кольцо, сохранив необходимый зазор в стыке коль-
ца. Для цилиндров, имеющих деформационное сужение гильзы в
верхней части, зазор в стыке кольца должен быть 1,5—1,65 мм,
чтобы избежать, поломки колец во время запуска при поршне в по-
ложении, соответствующем ВМТ, .где диаметр гильзы сужен.
3. Боковой зазор (зазо-р между кольцом и канавкой поршня),
подбирав гея в пределах от 0,04 до 0,33 мм в зависимости от типа
и расположения кольца (см. табл. 3 и 5).
Некоторые поршневые кольца взаимозаменяемы. t Взаимозаме-
няемое и. колец можно определить по табл. 5 — «Таблица поршне-
вых колец, применяемых па моторе АШ-62ИР».
64
Поршневые пальцы
Поршневые пальцы изготовлены из легированной стали и имеют
полость (для облегчения). Поверхность пальца цементирована для
уменьшения износа. Пальцы в рабочем состоянии поршня — сво-
бодноплавающие. Поэтому, если при съемке поршней пальцы не
вынимаются от легкого удара, нужно поршни подогреть.
От осевого перемещения пальцы предохраняются проволочными
пружинящими стальными замками, помещенными в соответствую-
щих канавках бобышек поршней (см. рис. 38).
Взаимозаменяемость и замена поршней
На моторах всех серий, кроме последних, 5-канавочный поршень
взаимозаменяем с 6-канавочным поршнем в комплекте с поршне-
выми кольцами. 6-канавочный поршень с комплектом колец мото-
ров взаимозаменяем с 6-канавочным поршнем моторов всех серий.
Поршень без комплекта колец мотора последней серии не взаимо-
заменяем с поршнем (без колец) моторов всех серий.
При замене поршней и поршневых колец учитывать, что порш-
невые кольца цилиндров с деформационным сужением не взаимо-
заменяемы с кольцами цилиндров без деформационного сужения.
При замене поршней обязательно проверять вес и зазор между
поршнем и цилиндром. Отклонение в весе устанавливаемого поршня
от наиболее легкого в комплекте не должно превышать 10 г в сто-
рону увеличения. Зазор между поршнем и цилиндром должен быть
от 0,575 до 1,140 мм. При этом зазор между поршнем и цилиндром
№ 1 желательно подбирать по верхнему пределу. Для сохранения
необходимого зазора между поршнем и цилиндром применяют ре-
монтные поршни, увеличенные по диаметру.
Чтобы заменить поршень, необходимо:
1. Снять цилиндр.
2. Снять пружинящие замки поршневых пальцев.
3. Вынуть палец, придерживая поршень. Если палец не выни-
мается от руки, нагреть поршень до 50—80°Ц.
4. Снять поршень и затем кольца.
5. Очистить поршень, установить его вес.
6. Подобрать по весу и зазору новый поршень. На цилиндры с
диаметром до 155,7 мм можно устанавливать нормальный поршень.
7. Подобрать кольца по зазорам и смонтировать их на поршне.
8. Установить в выточку бобышки один замок поршневого
пальца.
9. Установить поршень на шатун, предварительно смазав, мас-
лом палец и отверстие в бобышках, вставить палец и законтрить
©го замком. t
10. Смазать маслом поршень и кольца.
11. Смазать маслом зеркало цилиндра.
12. Установить и смонтировать цилиндр, проявляя особую ос-
$юрожность. Чтобы избежать поломки колец, нужно обжать их спе-
циальным. хомутом, утопив их в канавках поршня, после чего ус-
танавливать цилиндр. Если есть возможность выбора, желатель-
но устанавливать взамен снятого графитированный поршень.
в
65
Неисправности цилиндрово-поршневой группы
1. Преждевременный износ или задир порш-
невых колец, рабоче_й поверхности поршня или
зеркала цилиндра. Обычно причинами этих неисправностей
являются:
1) Перезаливка мотора при запуске, приводящая к смыванию
масла бензином с зеркала цилиндра.
2) Остановка горячего мотора, вызывающая стекание масла со
стенок цилиндров. Из-за этого при последующем запуске зеркало
цилиндра оказывается недостаточно смазанным.
3) Применение масла, не соответствующего сезону, переработав"
шего установленный срок или загрязненного. В результате этого
зеркало цилиндра либо не получает достаточной смазки, либо пов-
реждается (задир) твердыми механическими частицами, попавшими
в загрязненное масло.
4) Неоднократный подогрев мотора зимой без последующего за-
пуска его, вызывающий постепенное стекание масла со стенок ци-
линдров. г
5) Длительное, дольше 10 сек., провертывание вала мотора авто-
стартером при запуске, сопровождаемое усиленной заливкой мотора
бензином. Это приводит к смыванию масла невоспл а менявшимся
бензином.
6) Частое и чрезмерное пользование взлетным режимом, особен-
но на непрогретом моторе, или длительная эксплуатация мотора при
температуре головок цилиндров выше допустимой. Форсирование
мотора приводит к увеличению удельного давления на трущиеся
поверхности деталей, ускоряя их износ, а при высокой температуре
цилиндров ухудшает их смазку из-за понижения вязкости масла.
7) Несоблюдение правила зашприцовки масла в цилиндры при
предполетном обслуживании.
Износ или задир поршневых колец, рабочей поверхности порш-
ня или зеркала цилиндра приводит к тому, что в камеру сгорания
начинает попадать масла, больше чем обычно. Поэтому перечис-
ленные неисправности определяются по одному из следующих
признаков:
1) Дымление мотора вследствие попадания масла в камеры
сгорания (сизый дым).
2) Замасливание свечей, вызывающее частый отказ их в ра-
боте и приводящее к тряске мотора, особенно после длительной
работы в малом газе.
3)^ Повышение расхода масла.
4) Понижение или отсутствие компрессии.
5) Парение иди выбрасывание масла через суфлер вследствие
попадания газов из камеры сгорания в картер.
Для предотвращения этих неисправностей необходимо строго
выполнять указания по эксплуатации моторов АШ-62ИР.
2. Пригорание поршневых колец и прогар
поршня обычно вызываются усугублением износа поршневых
колец, износа или задира поршней и зеркала цилиндров вследствие
продолжающейся эксплуатации с неустраненным дефектом.
66
Прогару поршня по боковой поверхности предшествует приго-
рание поршневых колец или задир поршня, отчего происходит ме-
стный перегрев материала поршня горячими газами, проходящими
в картер через образовавшийся зазор.
Прогар днища поршня вызывается главным образом перегре-
вом поршня из-за детонации топлива, работы' мотора на переобед-
ненной смеси или несоответствующем по качеству горючем.
Определяются эти неисправности по' тем же внешним призна-
кам (но выраженным в более резкой форме), что и преждевремен-
ный износ или задир деталей. Обычно при прогаре поршня пере-
стает работать цилиндр, что вызывает тряску мотора, сопровож-
дающуюся белым выхлопом из коллектора и появлением алюми-
ниевых блесток на фильтре МФМ-25.
3. Обрыв или качание головки цилиндра
обычно имеет место из-за гидроудара при запуске. Гидроудар
является следствием запуска мотора при наличии масла и скон-
денсированных паров бензина! в камерах сгорания нижних цилин-
дров. Гидроудар обнаруживается по резкой остановке винта в
момент запуска. Гидроудар может привести к изгибу или разру-
шению шатуна, к-смятию резьбы, сопровождающемуся качанием
головки, к срыву резьбы и обрыву головки.
Для предотвращения гидроудара необходимо перед запуском
мотора обязательно провертывать винт от руки и при этом обра-
щать внимание на сопротивление вращению. Если сопротивление
вращению велико,то необходимо- вывернуть передние свечи ниж-
них цилиндров, провернуть винт по ходу, что обеспечит слив ско-
пившейся в камерах сгорания жидкости, ввернуть свечи н только
после этого приступить к запуску моторов.
4. Образование «Поперечного гофра» на зер-
кале цилиндра. Причина образования поперечного гофра
^волнообразного износа) точно не установлена. Есть основание
полагать, что он вызывается сминанием азотированного слоя зер-
кала цилиндра в местах, соответствующих ВМТ и НМТ поршня.
Возникновение волнообразного износа зеркала цилиндра — это по
преимуществу производственно- конструктивный дефект., однако
•ему сопутствуют причины, приводящие к преждевременному
износу зеркала цилиндра и поршневых колец. Введение заводом-
поставщиком цилиндров с деформационным сужением гильз в
значительной мере улучшает условия работы цилиндра и умень-
шает предпосылки к образованию гофра, так как при работе мо-
тора зазор между поршнем и цилиндром в ВМТ почти одинаков с
зазором в остальной части цилиндра.
Неисправность обнаруживается так же, как и в случае износа
или задира колец поршней и зеркала цилиндров. При съемке ци-
линдра 'волнообразность поверхности зеркала легко определяют
наощупь. Если волнообразность зеркала превышает 0,1 мм, ци-
линдр подлежит замене.
5. Вывертывание свечных втулок. Основная при-
чина этой неисправности — чрезмерная затяжка свечей, особенно
яа горячем моторе. В последующем, когда свеча и цилиндр имеют
67
одинаковую температуру, натяг в резьбе значительно увеличи-
вается и при вывертывании свечи срывается стопор и выверты-
вается свечное гнездо. Кроме того, причиной этой неисправности,
бывает неправильная установка свечей, когда на цилиндры, имею-
щие укороченные бронзовые втулки, устанавливают свечи с удли-
ненной резьбой. Во время работы мотора на выступающем в ка-
меры сгорания конце резьбы свечи образуется нагар, препятствую-
щий нормальному отвертыванию свечи; в результате свеча вывер-
тывается вместе с гнездом.
6. С р ы в резьбы или обрыв шпилек цилиндра1
обычно является следствием неправильной затяжки гаек, уста-
новки несоответствующих гаек, навертывания гаек с перекосом и
изгиба шпилек или смятия резьбы вследствие небрежности. Чтобы
предотвратить повреждение шпилек, необходимо' при навертывании
гаек пользоваться соответствующими ключами, прилагая нормаль-
ные усилия. Необходимо добиваться одинаковой и соответствую-
щей затяжки гаек крепления цилиндра, для чего все гайки должен
затягивать один человек. ♦
Оборванные шпильки или шпильки с сорванной резьбой устра-
няются обычными способами. Если шпилька оборвана заподлицо-
с опорной поверхностью, ее можно вытравить из гнезда азотной
кислотой. Азотная кислота растворяет сталь, но не растворяет
алюминиевых сплавов, поэтому вытравливать шпильки можно
только из алюминиевых деталей.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Конструкция цилиндра с деформационным сужением и без деформаци-
онного сужения, их внешнее отличие.
2. Отличия ремонтных цилиндров; способы восстановления цилиндров.
3. Особенности крепления цилиндров и уплотнения в картере.
4. Взаимозаменяемость цилиндров.
5. Порядок замены цилиндра, особенности замены цилиндров № 1, 5 и 6.
6. Нормальная н минимальная допустимая компрессия цилиндра.
7. Конструкция поршня моторов АШ-62ИР последних серий и ее отличие
от ранее применявшихся.
8. Поршневые кольца, применяемые на моторах ЛШ-62ИР.
9. Маркировка серийных и ремонтных колец.
10. Порядок установки поршневых колец на ремонтные цилиндры.
И. Конструкция поршневого пальца.
12. Взаимозаменяемость поршней и порядок замены.
13. Неисправности цилиндрово-поршневой группы.
14. В чем заключается периодическое техническое обслуживание цилиндро-
во-поршневой группы через каждые 50 и 200 час. налета.
КОЛЕНЧАТЫЙ ВАЛ
Коленчатый вал служит для преобразования поступательно-
возвратного движения поршней в цилиндрах мотора во вращатель-
ное движение и для преобразования силы давления газов на порш-
ни — в крутящий момент. Коленчатый вал воспринимает всю из-
быточную мощность, развиваемую газами в цилиндрах (за выче-
том потерь ла трение поршней о стенки цилиндров), и передает
ее на винт, на нагнетатель, газораспределительный механизм и
68
вспомогательные агрегаты. Коленчатый вал мотора АШ-62ИР —
одноколенный, разъемный и состоит ив двух основных частей —
передней и задней половин (рис. 46).
Передняя половина коленчатого вала
Рис. 46. Коленчатый
вал (собранный).
и
уменьшения износа. Азо-
Передняя половина коленчатого
вала состоит из носка вала, передней
коренной шейки, передней щеки с
.подвижным противовесом и шатунной
шейки. Носок коленчатого вала — ко-
нической формы, имеет две цилиндри-
ческие расточки на концах под сколь-
зящие подшипники вала винта.
Цилиндрические поверхности под
подшипники вала винта азотированы
для придания поверхностной твердости
тирование производят на глубину 0,5—0,7 мм- Носок вала—-пусто-
телый. В полость носка запрессовываются стальная труба 2
(рис. 47) и дуралевый стакан 4. Для запрессовки стальной трубы,
на двух опорах в полости носка образованы специальные посадоч-
ные места.
Передняя и задняя опоры трубы запрессовываются с натягом
от 0,01 до> 0,03 мм. Передняя опора 1 (рис. 47) представляет со-
бой ступенчатую втулку, изготовленную из стали 38ХА. Втулка
+0,035
имеет два посадочных диаметра: один 42+0,0э мм для запрес-
совки в коленчатый вал и второй 28 +0-084 мм для запрессовки
во втулку трубы. Во втулке сделано шесть радиальных отверстий
диам. 3,5 мм.
Рис. 47. Носок коленчатого вала.
1—передняя опора, 2—труба, -?—задняя . опора, 4—стакан, 5—-шайба,
6—болт
а—отверстие подвода масла к двойной шестерне газораспределения,
б—отверстие подвода масла к кулачковой шайбе, в—отверстие подвода
масла к редуктору, г—отверстие подвода масла из регулятора оборотов
на винт
69
Внутренняя поверхность втулки хромируется и после запрес-
совки в коленчатый вал хонингуется до диам. 34 +°>027 мм. Тол-
щина слоя хрома после хонингования должна быть 0,1—0,015 мм.
Задняя опора 3 (рис. 47) трубы сделана в виде кольца из стали
С45; наружный диаметр кольца равен 39,5 ~0,024мм, внутренний—
20 +0,024 мм. Ширина кольца — 10,5 мм.
Передняя и задняя опоры соединяются с трубой латунной пай-
кой. Труба изготовлена из стали ЗОХГСА.
Кольцевая полость А (рис. 47), образованная между трубой и
коленчатым валом, служит маслопроводом, по которому масло из-
регулятора оборотов подводится во, втулку винта. Со стороны пе-
редней щеки в полости носка коленчатого вала монтируется ста-
кан 4 (рис. 47) из алюминиевого сплава АЛ-5.
На передней и задней частях стакана обработаны цилиндриче-
ские шейки: передняя на диам. 39 —0,025 мм и задняя — на
52,425 ~0,0z5 мм. Стакан подбирают так, чтобы между его передней-
шейкой и коленчатым валом был зазор от 0,025 до 0,077 мм^а
между задней шейкой и коленчатым валом был зазор до 0,025 мм
или натяг до 0,025 мм.
Положение стакана относительно вала фиксируется винтом 5
(рис. 47). Винт стопорится шайбой 6. После монтажа стакана- и
трубы на двух опорах кольцевую полость А (рис. 47) между тру-
бой и внутренней поверхностью коленчатого вала испытывают на
герметичность маслом под давлением 45—50 ат в течение
2—3 мин. Температура масла поддерживается в пределах
75—80° Ц. Во время испытания течь масла в местах, указанных
на рис. 48, не допускается. В случае неудовлетворительных резуль-
татов гидроиспытания следует заменить трубу (удалить ее ручным
прессом с помощью оправки). Новую трубу подбирают так, чтобы
между передней и задней опорами трубы и коленчатым валом был
натяг от 0,01 до- 0,03 мм.
Перед запрессовкой трубы коленчатый- вал подогревают в те-
чение 15 мин. в масляной ванне, нагретой до 170—180° Ц.
Запрессовка трубы производится вручную с помощью цилиндри-
ческой оправки.
На внешней поверхности носка вала выфрезерованы шлицы для
Посадки ведущей шестерни газораспределения и ведущей шестер-
ни редуктора. Шестерни устанавливаются в строго определенном
Положении, которое обеспечивается наличием штифта между шли-
цами носка вала и пропуском одной шлицы на шестернях.
Ведущая шестерня газораспределения и ведущая шестерня ре-
дуктора удерживаются от продольного перемещения специальной
гайкой, навернутой на резьбу, имеющуюся на носке коленчатого
вала.
Для предохранения резьбы коленчатого вала от задиров приме-
няется ганка, с омедненной резьбой. Толщина слоя меди —
0,015—0,020 мм.
Кроме ведущей шестерни газораспределения и ведущей шестер-
ни редуктора, на носке коленчатого вала- монтируется вал винта:,
70
опирающийся скользящими подшипниками на две точно обрабо-
танные цилиндрические расточки коленчатого вала.
Коренная шейка передней части коленчатого вала опирается
на опорный роликовый подшипник, установленный в обойме перед-
ней половины средней часы картера.
На носке коленчатого вала за передним опорным роликовым
подшипником имеются 4 радиальных отверстия, расположенные в
разных плоскостях. Три отверстия сообщаются с кольцевой по-
лостью, образованной дуралевым стаканом и внутренней полостью
носка, а четвертое — с кольцевой полостью между стальной тру-
бой и носком коленчатого вала.
Рис. 48. Схема гидроиспытания коленчатого вала.
1—заглушка, 2—штуцер, 3—место подвода масла от
насоса, 4—хомут, 5—место клейма « + 0,2».
Из полости между дуралевым стаканом и внутренней полостью
коленчатого вала масло через отверстие а (рис. 47) поступает на
втулку двойной шестерни газораспределения, через отверстие б —
на втулку кулачковой шайбы и через отверстие в — на механизм
редуктора. Через отверстие г масло из регулятора оборотов под-
водится в кольцевую полость А и через радиальные отверстия в
передней опоре —во втулку винта для перевода его с большого на
малый шаг.
Передняя щека коленчатого вала — прямоугольного' сечения.
К нижней части щеки подвешивается на двух -шлифованных це-
ментированных пальцах передний противовес гаситель крутильных
колебаний (демпфер). С целью предотвратить выпадение пальцев
из. отверстий и разъединение элементов противовеса перемещение
подвижного противовеса по щеке в сторону коренной шейки огра-
ничено специальной планкой. Планка крепится к передней щеке
двумя болтами, гайки которых контрятся шплинтами.
В верхней части щеки имеется сверление, через которое прохо-
дит болт с калиброванным отверстием, ввернутый в переднюю за-
глушку шатунной шейки. Через калиброванное отверстие дози-
руется добавочная смазка на цилиндры (рис. 49).
Шатунная шейка — пустотелая. Для уменьшения износа внеш-
нюю поверхность шатунной шейки азотируют на глубину
ОД-^-О,? мм. Полость с передней стороны закрыта заглушкой, а в
аадней части залита металлом. Шатунная шейка должна выдер-
живать скручивающие и изгибающие нагрузки. Внутри шатунной
71
шейки запрессованы и развальцованы по краям две медные труб-
ки-сепараторы, по которым поступает масло для смазки втулки
главного шатуна и прицепных шатунов. Снизу у шатунной шейки
имеются два сверления для подачи масла. Одно сверление (сзади)
сообщается с маслоканалЪм в щеке задней половины коленчатого
вала, другое (спереди) — проходит через переднюю щеку во внут-
реннюю полость носка коленчатого' вала. Сверху на концевой ча-
сти шатунной шейки, против прорези, в задней части коленчатого
вала просверлено отверстие и вставлен масляный жиклер диам.
1,3 мм, дополнительно подающий масло на цилиндры.
Для распределения масла по поверхности вдоль шейки, на ней
сделана лыска длиной в 75 мм.
Задняя половина коленчатого вала
Задняя половина коленчатого вала (рис. 49) состоит из щеки с
подвижным противовесом (демпфером), проушины для крепления
концевой части шатунной шейки и задней коренной шейки вала.
Подвижный противовес (демпфер) устанавливается, как<на перед-
Рнс. 49. Детали коленчатого вала моторов АШ-62ИР.
1—роликовый подшипник коленчатого' вала, 2—труба' с двумя опорами, 3—пе-
редняя часть коленчатого вала', 4—стопорный винт, 5—болт с калиброванным
отверстием, 6—дуралевый стакан, 7—винт, которым контрится стакан, 8—пе-
редний противовес, 9—втулки переднего противовеса!, 10—втулка теки передней
части коленчатого вала, 11—палец переднего противовеса, 1-2—стяжной болт,
13—задняя часть коленчатого вала1, 14—ограничитель противовеса, .15—задний
противовес, 16—втулки заднего противовеса, 17—втулка щеки задней части ко-
ленча!того вала, 18—палец заднего противовеса.
кий противовес, на двух шлифованных цементированных паль-
цах в задней щеке вала. Благодаря такому креплению противовес
может перемещаться относительно щеки вала. Для того чтобы
предотвратить выпадение пальцев из отверстий и разъединение
72
Рнс. 50. Однодемпферный коленчатый вал с деталями.
1—штифт. 2—пробка (заглушка), 3—суфлер (собранный), 4—роликоподшипник, 5—гайка суфле-
ра, 6—сетка суфлера; 7—прокладка, 8—пробка, 9—винт, 10—шайба, 11—прокладка с сеткой,
12—коленчатый вал, 13—задняя onopai суфлера, 14—замок, 15—крышка, 16—винт, 17—шлицевая
муфта вала агрегатов, 18—втулка^ задней щеки, 19—втулка заднего противовеса, 20—палец зад-
него пэотивовеса. 21—гайка, 22—ограничительная планка, 23—болт, 24—гайка, 25—роликопод-
шипники, 26—задний маслоотражатель, 27—шайба, 28—стяжной болт коленчатого вала, 29—винт,
30— замок
элементов демпфера, перемещение подвижного противовеса по
щеке в сторону коренной шейки ограничено специальной планкой.
Планка крепится к задней щеке двумя болтами, гайки которых,
контрятся шплинтами.
Наличие подвижных противовесов (динамического демпфера) на
передней и задней щеках коленчатого вала устраняет, крутильные
колебания коленчатого вала.
При медленном провертывании вала слышен стук от удара
демпфера об ограничители (планки), во время же работы мотора
демпфер центробежной силой отжимается от ограничителя и стук,
исчезает.
В заднюю коренную шейку коленчатого вала на шлицах запрес-
сована муфта, служащая для передачи вращения на валик при-
вода к агрегатам. Муфта имеет 22 шлицы и удерживается от
продольного перемещения круглой гайкой с наружной резьбой,
ввертываемой в заднюю часть коленчатого вала.
Для надлежащего уплотнения масляной полости задней части
коленчатого вала, муфта имеет специальную расточку, в которую
входит цилиндрическая шейка с маслоуплотнительными кольцами
валика передачи к агрегатам. 4
Обе половины коленчатого вала соединяются при помощи раз-
резной щеки с проушиной в задней половине вала и стяжного бол-
та. Силу затяжки стяжного болта определяют по его удлинению
после затяжки. Для этого болт измеряют в свободном и затяну-
том состоянии. Удлинение должно находиться в пределах
0,19—0,21 мм. Центровку обеих половин при сборке проверяют
контрольным штырем, проходящим через 2 отверстия, расположен-
ные в нижней части передней и задней щек вала. Оси этих отвер-
стий совпадают и параллельны оси коленчатого вала.
Коленчатый вал моторов АШ-62ИР первых серий
На моторах первых серий устанавливались одно демпферные
коленчатые валы (рис. 50). К нижней части передней щеки прямо-
угольного сечения четырьмя заклепками крепился неподвижный
противовес.
Коленчатые валы с одним подвижным противовесом, смонтиро-
ванным на задней щеке коленчатого вала, не обеспечивали снятия
нагрузок от крутильных колебаний. Эти коленчатые валы имели
воны критических оборотов: на земле — при 2120—2180 об/мин и
в воздухе — при 1960—2100 об/мин.
Критические обороты были вызваны отсутствием переднего
демпфера, и в случае заклинивания заднего демпфера нагрузки
от крутильных колебаний не снимались — наступало разрушение
коленчатого вала. Во избежание разрушения коленчатого вала
работа мотора на критических оборотах была запрещена.
Внутри носка коленчатого вала помещалась суфлерная труба
3 (рис. 50), обеспечивающая суфлирование картера.
На носке коленчатого вала, за передним опорным роликовым
подшипником имеются три радиальных отверстия, расположенные
74
в разных плоскостях. Все три отверстия сообщены с кольцевой’
полостью, образованной суфлерной трубой и внутренней по-
лостью носка коленчатого вала. Из этой кольцевой полости
масло через отверстие а (рис. 51) поступает на втулку двойной ше-
стерни газораспределения; через отверстие б — на втулку кулачко-
вой шайбы; через отверстие в — на механизм редуктора и обеспе-
чивает подвод масла к регулятору оборотов. .•
Рве. 51. Двухдемпфериый коленчатый вал моторов АШ-62ИР более
'поздних выпусков.
а—отверстие для подвода масла к двойной шестерне газораспределения,
б—отверстие для подвода масла к втулке кулачковой шайбы, в—отвер-
стие для подвода масла из регулятора оборотов на винт.
Со стороны передней щеки в полость носка коленчатого вала
монтировалась задняя опора суфлера 13 (рис. 50), которая кон-
трилась болтом, ввернутым в опору и переднюю щеку.
Резьба гайки крепления ведущей шестерни редуктора не омед-
нялась. Пустотелая шатунная шейка коленчатого вала с передней
и задней сторон глушилась пробкой (заглушкой) 2 (рис. 50). Вну-
три шатунной шейки была запрессована раовальцоваппая по краям
медная трубка, по которой поступало масло для смазывания втул-
ки главного и прицепных шатунов.
Диаметр внутренней расточки шатунной шейки был на 6 мм
больше. Лыска на наружной поверхности шатунной шейки была
длиной 56 мм. Отверстие с жиклером в шатунной шейке для улуч-
шения смазывания рабочих поверхностей поршней и цилиндров
отсутствовало. Коренная шейка задней части коленчатого вала
имела сквозное отверстие, которое с одной стороны глушилось
Крышкой 15 (рис. 50). В заднюю щеку запрессовывалась шлице-
вая муфта 17 валика привода агрегатов, которая имела 36 шлиц.
75'
Коленчатый вал моторов АШ-62ИР более поздних выпусков
На моторах АШ-62ИР более поздних выпусков устанавлива-
лась коленчатые валы такие же, как и на. моторах последней се-
рии, т. е. двухдемпферные, ва исключением того, что в носок ко-
ленчатого вала вместо стальной трубы на двух опорах и дурале-
вого стакана устанавливалась труба 3 (рис. 50), обеспечивающая
суфлирование картера. Со стороны передней щеки в полость
носка коленчатого вала монтировалась .задняя опора! суфлера 13
(рис. 50), которая контрилась болтом, ввернутым в опору и перед-
нюю щеку.
На носке коленчатого вала ва передним опорным роликовым
подшипником имеются три радиальных отверстия — а, б ив
(рис. 51), они обеспечивают подвод масла из кольцевой полости,
образованной суфлерной трубой и внутренней полостью носка ко-
ленчатого вала: 1) на смавку втулки двойной шестерни газорас-
пределения (отверстие а); 2) на смазку, втулки кулачковой шайбы
(отверстие б); 3) на смазку механизма редуктора и к регулятору
-оборотов (отверстие в).
Резьба, гайки крепления ведущей шестерни редуктора*не омед-
нялась, Для увеличения прочности шатунной шейки коленчатого
вала диаметр внутренней расточки шатунной шейки, как и на ко-
ленчатом валу мотора последней серии, уменьшен на 6 мм и ось
расточки смещена на 3 мм в сторону, противоположную противо-
весам.
Балансировочный вес двухдемпферного коленчатого вала мень-
ше веса однодемпферного в среднем на 70 г.
Взаимозаменяемость коленчатых валов
Коленчатые валы с двумя подвижными противовесами, приме-
няемые на моторах АШ-62ИР более поздних выпусков, взаимоза-
меняемы (комплектно с шлицевыми муфтами вала передачи к агре-
гатам) с коленчатыми валами, имеющими один подвижный про-
тивовес.
При замене коленчатого вала необходимо заменять и вал пере-
дачи к агрегатам.
Если коленчатый вал с одним подвижным противовесом заме-
няется валом с двумя подвижными противовесами, необходимо
устанавливать главный шатун с боковым уплотнением.
Собранный и отбалансированный коленчатый вал 9 с моторов
АШ-62ИР и последней серии не взаимозаменяем с коленчатыми
валами предыдущих выпусков.
‘ КОНТРОЛЬНЫЕ ВОПРОСЫ
I. Конструкция передней лоловины коленчатого вала мотора АШ-02ИР.
2. Конструкция задней половины коленчатого вала мотора АШ-62ИР.
3. Какие детали монтируются на носке коленчатого вала.
4. Назначение дуралевюго стакана н стальной трубы, монтируемых в носке
коленчатого вала.
5. Назначение суфлирующей трубы.
6. Взаимозаменяемость коленчатых валов.
76
ШАТУННЫЙ МЕХАНИЗМ
Шатунный механизм состоит из одного главного шатуна,
установленного в цилиндре № 1, и 8 прицепных шатунов, соеди-
ненных с главными пальцами (рис. 52).
Рнс. 52. Детали шатунов.
1—заднее кольцо, 2—главный шатун, 3—втулка поршневой головки
шатуна, 4—палец прицепного шатуна, 5—прицепной шатун, 6—втул-
ка шатуна, 7—замок, 8—болт, 9—втулка главного шатуна, 10—за-
мок втулки главного шатуна, 11—пружина, 12—переднее кольцо
маслоуплотнепия' втулки главного шатуна.
Главный шатун. На моторах АШ-62ИР применяют глав-
ные шатуны, имеющие втулку с боковым уплотнением. Главный
шатун 2 изготовлен из поковки хромоникелевой стали, наружная
его поверхность хромирована. Главный шатун состоит из верхней
и нижней головок и стержня двутаврового сечения, полки кото-
рого параллельны в плоскости вращения. Кривошипная (нижняя)
головка главного шатуна имеет две щеки, являющиеся .продолже-
нием полок тавра. Такая конструкция придает шатуну необходи-
мую жесткость и облегчает его обработку. В каждой щеке ниж-
ней головки сделано но 8 отверстий, являющихся гнездами для
пальцев прицепных шатунов.
Для получения одинаковой степени сжатия во всех цилиндрах
центры отверстий под пальцы прицепных шатунов расположены
симметрично относительно продольной оси главного' шатуна, но
на различных расстояниях от центра кривошипной головки.
В передней щеке диаметр отверстий под пальцы прицепных
шатунов меньше, чем в задней; соответственно посадочные поверх-
ности пальцев прицепных шатунов сделаны ступенчатыми. Этим
предотвращается образование зазоров при монтаже в случае тугой
посадки пальцев.
77
Длина кривошипной головки (рис. 53)—80,1 мм. В нижней
головке сделана расточка, куда устанавливается с натягом
стальная втулка 9 (рис. 52), залитая свинцовистой бронзой. Внут-
ренняя расточка втулки выполнена по гиперболе с наибольшим
диаметром у концов. Максимальная разность диаметров в сере-
дине и у концов втулки — 0,03 мм. Гиперболическая расточка
втулки введена для равномерного распределения давления по по-
верхности втулки и устранения выкрашивания антифрикционного
сплава у краев.
Рис. 53. Главный шаТун.
Втулка главного шатуна, во избежание провертывания в голов-
ке, контрится специальным замком 10 (рис. 52), который наде-
вается на шлицы, имеющиеся на буртике переднего конца сталь-
ной втулки, а своими лапками крепится восьмью винтами, прохо-
дящими через специальные отверстия в лапах замка к пальцам
прицепных шатунов.
Замок втулки главного шатуна является одновременно замком
пальцев прицепных шатунов, предотвращающим их перемещение.
-С передней стороны замок имеет торцевую концентрическую вы-
точку, которая соединяется радиальными отверстиями с выемками
пальцев прицепных шатунов. В выточку замка входит цилиндриче-
ская часть переднего кольца 12 (рис. 52), прижимаемого передним
торцом к буртику шатунной шейки коленчатого вала пружи-
ной 11. Этим достигается уплотнение втулки с переднего торца
между пружиной 11 замка втулки главного шатуна и передним
уплотнительным кольцом 12.
Для уплотнения втулки с заднего торца устанавливается сталь-
ное маслоуплотнительное кольцо 1 толщиной 1,8-",,2мм Трущую-
ся поверхность кольца покрывают слоем серебра толщиной
0,1—0,2 мм. После серебрения, для улучшения приработки, кольцо
освинцовывают нй.толщину 0,005—0,007 мм. Внутренний диаметр
кольца равен 83,5мм.
Передние и задние маслоуплотнительные кольца имеют по 36
отвергни'! диам. 1,5 мм для выхода масла и смазывания колец
втулки н соприкасающихся с ними поверхностей.
Приметите шатунов с такой конструкцией бокового уплотне-
ния втулки улучшает смазку втулки главного шатуна.
78
В верхнюю головку главного шатуна впрессована втулка из
листовой прокатанной бронзы; чтобы предохранить втулку от про-
вертывания, края ее развальцованы.
Прицепные шатуны и их пальцы
Прицепные шатуны изготовлены из поковок хромоникелевой
стали. Прицепной шатун состоит из стержня верхней и нижней
головок. Стержень — двутаврового сечения, причем полки тавра
расположены перпендикулярно плоскости вращения коленчатого
вэлз.
В обе головки прицепного шатуна.запрессованы втулки из ли-
стовой прокатанной бронзы. Края втулок развальцованы для пред-
отвращения их провертывания.
Пальщя прицепных шатунов сделаны из легированной стали.
Внешняя поверхность их азотирована для повышения поверхност-
ной твердости. В переднем торце пальца имеются выступ для зам-
ка и отверстие с резьбой для болта 8 (рис. 52), крепящего палец
от продольного перемещения и одновременно замок втулки глав-
ного шатуна. Болт имеет осевое (со стороны резьбы) - и диамет-
ральное сообщающиеся отверстия для подвода смазки к пальцу
прицепного шатуна. От вывертывания болт контрится замком 7,
сделанным из мягкой стальной пластины, края которой загибаются
иа головку болта.
На. внешней поверхности пальца сделаны две продольные лыски
с двумя радиальными отверстиями, через которые подводится
масло, для смазывания нижней головки прицепного шатуна.
Все прицепные шатуны и их пальцы взаимозаменяемы. Втулка
главного шатуна и втулки нижних головок прицепных шатунов
смазываются под давлением, а втулки верхних головок всея ша-
тунов смазываются барботажем.
Шатунный механизм моторов АШ-62ИР первых серий
На моторах АШ-62ИР первых серий устанавливались главные
шатуны без бокового уплотнения. В нижнюю головку главного
шатуна устанавливалась с натягом стальная втулка 11 (рис. 54),
залитая свинцовистой бронзой. В задней части втулки — 8 ра-
диальных сверлений, соединяющихся с канавкой в головке шату-
на и совпадающих с отверстиями в проушинах под пальцы в
вадней щеке. Сверления служили для подвода масла к пальцам
прицепных шатунов.
Втулка главного1 шатуна, во избежание провертывания в ниж-
ней головке, контрилась шлицевым замком 9, который надевался
на шлицы, нарезанные на буртике переднего конца стальной
Втулки.
Замок крепился при помощи восьми болтов 6 к пальцам при-
цепных шатунов. Подгонка долевого натяга замка втулки произ-
водилась с помощью подкладываемых под лапы последнего коль-
цевых пластинчатых прокладок «ШИМ». На бортик переднего
79
торца замка надевалось дуралевое кольцо 8 для предохранения
щеки коленчатого вала от вадира замком.
Длина нижней головки главного шатуна была равна 79 мм.
Пальцы прицепных шатунов и, их контровка — несколько' иные.
В центре пальца спереди имелось глубокое сверление. В переднем
торце пальца были прорезаны пав для замка и отверстие с резь-
бой для болта 6, крепящего замок пальцев и замок втулки. Замок
пальцев сделан в виде стальной пластины 4, удерживающей по-
Рис. 54. Детали главного и прицепного шатунов
первых серий.
1—втулки верхних головок шатунов, 2—прицепной ша-
тун, 3—втулка нижней головки прицепного шатуна,
4—пластина, 5—контровочная пластина, 6—болт, 7—па-
лец прицепного шатуна, 8—кольцо, 9—замок втулки
нижней головки главного шатуна, 10—шайба, '11—втул-
ка нижней головки главного шатуна, 12—главный
шатун.
парно два пальца прицепных шатунов от провертывания и про-
дольного перемещения. Болты, крепящие вамок двух пальцев, кон-
трились одной загибающейся мягкой стальной полоской 5
(рис. 54).
Шатунный механизм моторов! АШ-62ИР более поздних выпусков
На моторах АШ-62ИР более поздних выпусков устанавлива-
лись главные шатуны с боковым уплотнением. Длина нижней го-
ловки и втулки у этих шатунов была увеличена на 1,4 мм, т. е.
длина нижней головки главного шатуна была равна 80,4 мм.
Диаметр расточки под втулку нижней головки уменьшен на 2 мм.
В расточке нет кольцевой канавки и 8 радиальных отверстий для
подвода смазки к пальцам прицепных шатунов. Соответственно
изменены пальцы прицепных шатунов и втулка главного шатуна,
80
в которой отсутствуют радиальные отверстая для смазывания
пальцев прицепных шатунов.
Внутренняя расточка втулки нижней головки имеет поверхность
гиперболической формы. Толщина заднего маслоуплотнительного
кольца втулки главного шатуна 10 (рис. 52) равна 1,5~0,12мм. Тру-
щаяся поверхность кольца покрывалась свинцовистой бронзой.
Внутренний диаметр кольца равен 82,7 мм.
Взаимозаменяемость главных шатунов
Главный шатун с деталями бокового уплотнения взаимоеаме-
няем комплектно с шатуном без .бокового уплотнения. Шатун
с боковым уплотнением может быть установлен только на колен-
чатом вале, имеющем высокий буртик шатунной шейки.
Если на моторах первых серий вместо главного шатуна без
бокового уплотнения ставят главный шатун с боковым уплотне-
нием, необходимо:
1. Просверлить в центре крышки задней части коленчатого вала
отверстие диам. 1,3 мм.
2. Заменить винт крепления пробки латунной шейки винтом,
имеющим центральное отверстие диам. 1,4 мм, который одновре-
менно является масляным жиклером.
3. Увеличить длину лыски на шатунной шейке коленчатого вала
до 74 мм.
4. Разделать масляные каналы в задней и передней половинам
корпуса нагнетателя.
Главный шатун с уменьшенной до, 80,1 мм кривошипной голов-
кой и заднее маслоуплотнителыюе кольцо втулки главного шатуна
моторов АШ-62ИР последней серии не взаимозаменяемы с- глав-
ными шатунами и кольцами других серий. Комплектно главный
шатун с маслоуплотнительным кольцом можно ставить на моторы
АШ-62ИР и всех серий.
На маслоуплотнительном кольце и главном шатуне ставят
отличительные клеимы с номерами этих деталей. Место располо-
жения клейма указано на рис. 53. Клеймо 30—99 ставится около
клейма, обозначающего вес шатуна. Номера конструктивно изме-
ненных деталей и узлов моторов АШ-62ИР последней серил ука-
заны в табл. 6.
Таблица 6
Помер
Деталь и узел старый новый
Главный шатун, собранный и обработанный . . 306055 30-019
Главный шатун 106528 10-049
Заднее маслоуплотнительное кольцо 106664 10-051
Втулка главного шатуна . 106527 10-050
(
81
Главный шатун 10-049 имеет кривошипную головку на 0,3 мм
короче кривошипной головки шатуна 106528. Главный шатун
10-049 не взаимозаменяем с шатуном 106528. Главный шатун
10-049 можно ставить вместо шатуна 106528 при условии замены
заднего маслоуплотнительного кольца втулки главного шатуна
106664 на 10-061.
Втулку главного шатуна дет. 10-050 моторов последней серии
можно ставить в главные шатуны моторов предыдущих серий.
Если втулку главного шатуна дет. № 106527 с моторов более ран-
них серий ставят в главный шатун дет. 10-049 моторов последней
серии, втулку необходимо соответственно укоротить с торца на
0,3 мм.
Заднее маслоуплотнительное кольцо дет. 10-051 на 0,3 мм тол-
ще кольца 106664, причем первое из них покрывается серебром, а
второе — свинцовистой бронзой. Кольцо 10-051 не взаимозаме-
няемо с кольцом 106664. Для отличия на наружной боковой поверх-
ности кольца 10-051 ставится кислотное клеймо с этим номером.
Заднее кольцо 10-051 вместе с шатуном 10-049 можно ставить на
моторы всех серий.
Неисправности шатунов
1 .-Изгиб илм_обрыв шатуна. Обычно имеют место в
нижних цилиндрах. Причина — гидроудар. Неисправность опреде-
ляют по тряске мотора.
При изгибе шатуна нижнее поршневое кольцо выходит ва пре-
делы юбки1 цилиндра .и ломается. В таких случаях на фильтре
МФМ-25 или в маслоотстойнике можно обнаружить обломки коль-
ца и чугунную стружку.
Обрыв шатуна происходит при длительной работе шатуна, по-
гнутого гидроударом, или из-за заклинивания поршня в цилиндре
двигателя.
2 . Разрушение втулки главного шатуна. Основ-
ная причина разрушения втулки нижней головки главного шату-
на — недостаточная смазка ее рабочей поверхности, которая имеет
место в следующих случаях:
1) Запуск недостаточно подогретого мотора зимой. В этом слу-
чае загустевшее в каналах мотора масло препятствует нормальной
подаче масла ив бака и в первый период запуска втулка главного
шатуна не получает достаточной смазки.
2) Нарушение указания о заправке маслобака в зимнее время
только горячим (80—85° Ц) маслом. В этом случае вследствие
большой вязкости .масла не обеспечивается надлежащая смазка
втулки главного шатуна при запуске.
3) Длительная работа мотора (свыше 10 сек.) без давления
масла в масломагистрали мотора. Это: случается при запуске мо-
тора с неисправной маслосистемой.
4) Форсирование непрогретого мотора, когда температура вхо-
дящего. масла ниже +50°Ц. Масло, имея сравнительно большую
вязкость, не проникает в достаточном количестве на рабочую по-
82
верхность втулки главного шатуна. Получается полусухое трение,
что в сочетании с большим удельным давлением приводит к раз-
рушению втулки главного шатуна.
5) Запуск моторов АШ-62ИР с винтом ВИШ-21 на малом шаге.
Когда рычаг управления регулятором оборотов установлен на ма-
лый шаг, масло из шатунной шейки коленчатого вала идет по ли-
нии наименьшего сопротивления в регулятор оборотов и цилиндр
винта. В результате на втулку главного шатуна в момент запуска
поступает недостаточно масла и происходит полусухое трение.
То же происходит при запуске моторов с винтом АВ-7НЕ-161
на большом шаге, когда рычаг управления регулятором оборотов
установлен на большой шаг.
6) Температура входящего масла выше рекомендуемой. В этом
случае вязкость масла значительно понижается, что резко ухуд-
шает его смазочные качества. В результате во время работы мо-
тора получается полусухое трение, сопровождающееся разруше-
нием свинцовистой бронзы во втулке.
7) Применение масла низкого качества. Наличие' в масле
(вследствие его работы дольше установленного срока или его засо-
ренности) механических примесей и нагара приводит к задиру
поверхности втулки с последующим разрушением.
О разрушении втулки главного шатуна можно судить по сле-
дующим признакам:
1) Повышается температура и падает давление масла, вслед-
ствие увеличения зазора между втулкой главного шатуна й ша-
тунной шейкой коленчатого вала.
2) Коленчатый вал заклинился вследствие того, что заливка
втулки нижней головки главного шатуна расплавилась и спаялась
с шатунной шейкой коленчатого вала.
3) На масляном фильтре МФМ-25 и в фильтре маслоотстой-
ника обнаружена бронзовая стружка.
Чтобы предотвратить появление этой неисправности, необхо-
димо строго руководствоваться указаниями по эксплуатации мо-
тора. Особенно опасно нарушение этих указаний в зимнее время.
Предварительная смазка мотора
Чтобы предотвратить повреждение втулки главного шатуна,
необходимо предварительно смазывать шатуны перед запуском в
следующих случаях:
а) при испытаниях моторов в авиа мастерских па стенде и на
Самолете;
б) после установки мотора на самолет;
в) после перерыва в работе мотора продолжительностью более
7 дней.
Предварительную смазку надо производить в следующем по-
рядке:
1. Заправить маслобак свежим чистым маслом. Зимой предва-
рительно подогреть масло до 80—85° Ц.
83
2. Отъединить маслопровод от входного штуцера маслопомпы
и слить 2—3 л масла. Убедиться в том, что масло идет из масло-
провода полной струей.
3. Присоединить маслопровод к штуцеру маслопомпы.
4. Вывернуть все передние свечи.
5. Зашприцевать по 30—40 г чистого масла во все верхние
(расположенные над горизонтальной осью мотора) цилиндры. Зи-
мой зашприцевать масло, предварительно подогретое до 80—85° Ц.
6. Вывернуть редукционный клапан маслопомпы.
7. Убедиться в том, что зажигание выключено.
8. Провертывать винт по ходу от руки до тех пор, пока масло
не потечет из отверстия редукционного клапана маслопомпы.
9. Установить редукционный клапан маслопомпы.
10. Автостартером или рукой провернуть винт по1 ходу не менее
чем на 30 оборотов.
11. Установить передние свечи во все цилиндры.
Немедленно после предварительной смазки запустить мотор
обычным способом.
Зимой предварительную смазку производить только на подо-
гретом моторе.
Некоторые указания по замене и восстановлению главного шатуна,
втулок главного шатуна и пальцев прицепных шатунов
В связи с тем, что значительное количество втулок главного
шатуна, дставляемых на второй ресурс, не отрабатывают гаран-
тийного срока, необходимого при ремонте мотора, обязательно
заменять втулки главного шатуна, даже если по состоянию на-
ружной поверхности и по данным обмера они соответствуют тех-
ническим условиям. Сохранение втулки на второй ресурс может
вывести из строя весь мотор.
Втулку главного шатуна надо подобрать так, чтобы диамет-
ральный зазор между нею и шатунной шейкой коленчатого вала
был в пределах от 0,11 до 0,14 мм па новом моторе и от 0,11 до
0,165 мм на ремонтном моторе. Диаметральный зазор замерять по
среднему поясу втулки.
Зазор между задним маслоуплотнительным кольцом и щекой
коленчатого вала (при главном шатуне, отжатом к передней щеке
коленчатого вала) должен быть в пределах от 0,4 до 0, 6 мм на
новом моторе и от 0,4 до 0,762 мм на ремонтном моторе.
На некоторых моторах, отработавших ресурс, после выпрессов-
ки втулки главного шатуна, на наружной поверхности втулки и на
поверхности под втулку в главном шатуне иногда обнаруживают
наклеп. При наличии хотя бы незначительного наклепа надлежит
поверхность под втулку в главном шатуне хонинговать или прити-
рать чугунным притиром до удаления паклена.
[Дли наклеп на шатуне имеет глубину около 0,05 мм, разре-
шается расшлифовать отверстие шатуна под втулку на 0,1 мм
против номинального диаметра. После этого нужно расшлифован-
ное отверстие ,в шатуне отхромировать до номинального размера
84
и довести хонинговальной головкой или чугунным притиром. После
хонингования следы наклепа можно оставить лишь в том случае,
если они по площади не превышают 10% общей поверхности
шатуна под втулку и не располагаются по всей окружности ,в виде
кольцевого пояса или в виде полосы по всей длине образующей.
Пальцы прицепных шатунов могут быть восстановлены методом
плотного хромирования, для чего палец предварительно расшлифо-
вывают и полируют.
После нанесения слоя хрома палец прошлифювывают абразив-
но, 02
ным кругом № 200 до диаметра 30,15 0,05 мм.
КОНТРОЛЬНЫЕ ВОПРОСЫ
I. Конструкция главного шатуна.
2. Конструкция прицепного шатуна.
3. Назначение бокового уплотнения шатуна и из чего оно состоит.
4. Как осуществляется контровка втулки нижией головки главного шатуна
и пальцев прицепных шатунов.
5. Конструкция шатунного механизма моторов АШ-62ИР и их различия по
сериям.
6. Взаимозаменяемость главных шатунов различных серий моторов.
7. Как осуществляется подвод масла к пальцам прицепного шатуна.
8. Основные дефекты шатунов, причины и метод их устранения.
РЕДУКТОР И ВАЛ ВИНТА
Назначение редуктора авиационного мотора — понизить число
оборотов вала винта относительно, коленчатого' вала и тем самым
обеспечить наивысший к. п. д. воздушного винта. Понижение
числа оборотов вала винта дает возможность применять на само-
лете Ли-2 гидроавтоматические винты диам. 3,6 м с минимальным
углом атаки у лопастей 22°. Применение винтов большого диамет-
ра с малым углом атаки у лопастей создает наиболее благоприят-
ные условия для взлета, так как при максимальной мощности, раз-
виваемой мотором, получается наибольшая тяга.
В полете благодаря автоматическому повороту лопастей более
эффективно используется коэфициеит полезного действия пиита.
Редуктор мотора АШ-62ИР (рис. 55 и 56) — планетарного типа с
цилиндрическими шеегернями. Степень редукции равна 11 : 16,
т. е. за 16 оборотов коленчатого вала вал винта делает 11 обо-
ротов.
Редуктор мотора (рис. 55) сое tout ил неподвижной шестерни 1,
ведущей шестерни 4, вала 2 пинга с кронштейном, имеющим 6
лап, на которых свободно вращаются сателли iпые шестерни 3.
Передача от коленчатого вала па винт осуществляется следую-
щим образом: ведущая шестерня редуктора сидит на носке колен-
чатого вала и приводит во вращение сателлитные шестерни, кото-
рые, обкатываясь вокруг неподвижной шестерни, увлекают за
собой лапы вала винта, а следовательно и вал винта (рис. 55
и 57).
85
Передаточное число редуктора подсчитывается по формуле:
_ _ 66 __ 1_1
zt-[-Z3 бб-j- зо 16’
гд;е:
Zi — число зубьев на ведущей шестерне редуктора.
Z3 — число зубьев на неподвижной шестерне редуктора.
3
Рис. 55. Коленчатый вал и редуктор мотора.
1—неподнижная шестерня, 2—вал винта, 3—сателлитные шестерни,
X—ведущая шестерня редуктора, 5—коленчатый вал.
Ведущая шестерня редуктора (рис. 58) имеет чаш-
кообразную форму. Она изготовлена из стальной поковки. Сту-
пица ведущей шестерни имеет шлифованную поверхность, которая
служит опорой кулачковой шайбе.
Рис. 57. Схема работы редуктора вала вивта.
На внутренней поверхности ступицы сделаны шлицы для по-
садки ведущей шестерни редуктора на носок коленчатого вала.
Ведущая шестерня посажена на шлицы вала с натягом (с пред-
варительным ее нагревом).
На коленчатый вал ведущая шестерня устанавливается в
строго определенном положении. Последнее обеспечивается нали-
86
<»
Рис. 56. Детали редуктора.
I—гайка вала винта, 2—3—маслоуплотнительные кольца, 4—распорная втулка1, 5—передняя втулка вала винта,
6—стальная гильза, 7—шайба,, 8—штифт, 9—10—стопоры, 11—задняя втулка вала винта, 12—гайка шестерни, 13—гай-
ка сателлита, 14—ведущая шестерня, 15—вал винта, 16—сателлит, 17—втулка сателлита', 18—болт, 19—гайка, 20—-предо-
храиительное кольцо сателлитов, 21—неподвижная шестерня, 22—опорно-упорный шарикоподшипник, 23—маслоотражатель
чием штифта между шлицами носка вала и пропуском одной шли-
цы на ступице ведущей шестерни.
Для предохранения ведущей шестерни от продольного переме-
щения на коленчатом .валу ее крепят гайкой, стягивающей одно-
временно' ведущую шестерню газораспределения и передний корен-
ной подшипник на носке коленчатого вала.
Рис. 58. Ведущая шестерня редуктора.
Ведущая шестерня редуктора имеет наружный венец зубьев
для передачи вращения к приводу регулятора оборотов. На наруж-
ной поверхности ведущей шестерни нанесено 9 мет<& (по числу
цилиндров) для контроля положения поршней в ВМТ. Участок
между метками 1 и 9 имеет разбивки через 1° и оцифровки .5, 10,
15, 20, 25, 30 и 35. По этим меткам устанавливают опережение
зажигания без регулировочного диска.
Ведущая шестерня редуктора имеет внутренний венец зубьев
для зацепления с сателлитами.
На моторах АШ-62ИР последних серий внутренний венец сде-
лан с коррегированными зубьями. Коррекцию зубьев производят в
процессе нарезания шестерен путем изменения размеров режу-
щего инструмента или его смещения относительно заготовки, из
которой делается шестерня.
возможность усилить зубья и повысить
надежность работы шестерни редуктора.
Ведущая шестерня редуктора с кор-
регированиыми зубьями (с клей?лом но-
мера детали 10-054) не взаимозаменяема
с шестернями без коррекции зубьев
Сателлитовые шестерни ре-
дуктора — стальные. Они сделаны такой
формы, что под влиянием нагрузки воз-
можна незначительная деформация -вен-
ца по отношению к оси; поэтому они
равномерно воспринимают нагрузку
(рис. 59).
Сателлиты монтируются на лапах
кронштейна вала винта. Для ограниче-
ния продольного' перемещения каждый сателлит крепится на втул-
ке лапы вала винта специальной бронзовой гайкой 13 (рис. 56),
имеющей левую резьбу, удлиненную втулку и упорный фланец.
Гайка ввертывается в специально нарезанную резьбу на оси са-
теллита и эо избежание вывертывания контрится шплинтом
88
Коррегирование дало
Рис. 591. Сателлит. ‘
Упорный фланец гайки является опорной поверхностью торца
сателлита. Удлиненная втулка гайки создает внутри оси сателлита
закрытую кольцевую полость для масла.
Ось сателлита имеет два отверстия: одно — для входа масла в
кольцевую полость между удлиненной втулкой гайки и сателлитом
и второе— для выхода смазки в места сцепления зубьев сателлита
с ведущей и неподвижной шестернями редуктора. Сателлиты имеют
внешний венец с зубьями. Зубья сателлитов цементированы.
На моторах АШ-62ИР последней серии сателлиты имеют кор-
регированные зубья.
Увеличение толщины зубьев и уменьшение их высоты (в ре-
зультате коррегирования) усилило зубья и повысило надежность в
работе.
Сателлиты с коррегированными зубьями (отличительное клей-
мо 10-055), применяемые на моторах АШ-62ИР последней серии,
не взаимозаменяемы с некоррегированными, применяемыми на мо-
торах других серий.
Неподвижная шестерня редуктора (рис. 60) из-
готовляется из стальной поковки. Своим фасонным фланцем она
крепится внутри к 'носку картера восьмью сквозными болтами и
Фланкировиние не производится
Рис. 60. Неподвижная шестерня ре-
дуктора.
двумя шпильками, ввернутыми в носок картера. Неподвижная ше-
стерня предохраняет опорно-упорный шариковый подшипник от
осевого перемещения. В переднем торце неподвижной шестерни
сделана выемка для наружной обоймы опорно-упорного подшип-
ника. Внутренняя цилиндрическая поверхность шестерни служит
опорой для 9 маслоуплотнительных колец распорной втулки. Не-
подвижная шестерня редуктора имеет два канала: один—диам.
6,5 мм подводит масло из регулятора оборотов в цилиндр винта
для перевода винта с большого на малый шаг, шорой (рис. 61) —
диам. 8 мм подводит масло из регулятора оборотов в цилиндр
винта АВ-7Н-161 для перевода винга с малого на большой шаг.
Увеличение диаметра второго канала связано с необходимостью
более свободного и быстрого прохода масла при необходимости
увеличения шага винта.
На задней части неподвижная шестерня редуктора имеет зуб-
89
чатый венец для сцепления с сателлитами. Зубья ее азотированы.
На моторах АШ-62ИР последней серии зубчатый венец неподвиж-
ной шестерни редуктора имеет коррегированные зубья.
Коррегированием достигнуто усиление неподвижной шестерни
редуктора и повышение ее надежности в работе.
Неподвижные шестерни с коррегиро-
ванными зубьями (отличительное клеймо
30-020) -не взаимозаменяемы с шестер-
нями без коррекции зубьев.
Вал винта (рис. 62) — пустоте-
лый, изготовлен из стальной поковки,
имеет в задней части кронштейн с
шестью лапами для установки сателли-
тов.
Каждая лапа 6 вала винта имеет от-
верстие, в которое запрессована залитая
свинцовистой бронзой стальная втулка 5,
являющаяся опорой для оси сателлита.
В каждой лапе имется по два парал-
лельных канала, по которым подводится
масло к подшипнику (стальной втулке,
залитой свинцовистой бронзой) оси са-
теллита и на зубья ведущей и непод-
Рис. 61. Новая непод- вижиой шестерен. Диаметры этих кана-
вижнаи шестерня редуктора, лов, ПО' которым масло подводится на
зубья неподвижной шестерни редуктора,
равны 1 мм. Вал винта опирается на носок коленчатого вала дву-
мя втулками, которые представляют собой стальные подшипники,
залитые свинцовистой бронзой. Между подшипниками смонтиро-
вана стальная гильза.
Передняя втулка 2 вала винта имеет наружный
+0,1
диаметр 54,5 + °’07'' мм. На переднем фланце — ряд отверстий, по
которым масло поступает из регулятора оборотов на винт
АВ-7Н-161 или АВ-7НЕ-161 для перевода его с малого на большой
шаг. Передняя втулка запрессована в стальную гильзу. Между пе-
редней втулкой и гильзой должен быть натяг в пределах
0,06—0,09 мм.
Задняя втулка вала винта моторов АШ-62ИР
(рис. 63) имеет, две внутренние кольцевые канавки С и D и одну
внешнюю кольцевую канавку.
Внутренняя кольцевая канавка С шириной 5 мм, по которой
масло из коленчатого вала поступает на подшипники сателлитов
и шестерен, сообщается с внешней Кольцовой канавкой при помо-
щи радиальных отверстий.
Внутренняя кольцевая канавка D шириной 8 мм имеет одно ра-
диальное отверстие и подает масло из регулятора оборотов в ци-
циндр винта для перевода винта с большого' шага на малый. На
внешней поверхности задней втулки имеется одна продольная ка-
90
навка, которая предназначена для подвода масла к переднему
скользящему подшипнику вала винта.
Масло из канавки С по одному из отверстий заполняет про-
дольную канавку и далее по канавке на торце втулки заполняет
Рис. 62. Вал винта.
]—вал винта, 2—передняя втулка, 3—стальная гильза, 4—задняя
втулка, 5—втулка сателлита, б-—лапа, 7-—стопор, 8—отверстие
подвода масла из регулятора оборотов.
полость между коленчатым валом и втулкой в вале винта. Из этой
полости по лыске на передней цилиндрической шейке коленчатого
вала масло поступает на смазку переднего скользящего подшип-
ника вала винта.
Между оадней втулкой и валом винта должен быть натяг в
пределах 0,01—0,087 мм. Для облегчения подбора указанной по-
садки 13авод выпускает втулки двух ступеней: наружный диаметр
4-0,087
втулки первой ступени равен 78 мм, а втулки второй ступе-
+ 0,087
ни 78,2 мм (в канавке последней на наружной поверхности
ставится клеймо +0,2). Длина обеих втулок 57 мм.
Задняя втулка вала винта контрится специальным стопором 7
(рис. 62), предохраняющим ее от провертывания.
Стальная гильза 3 (рис. 62) повышает герметичность
каналов подвода масла к винту. Гильза обработана на конус
6° +10 и устанавливается с натягом по диаметру А между гильзой
и валом в пределах 0,04—0,07 мм, а по диаметру В в пределах
0,02—0,07 мм (рис. 64). Материалом для гильзы служит сталь
38ХА.
91
На наружной поверхности переднего цилиндрического конца
гильзы сделаны продольные канавки для подвода масла в винт
-{рис. 65).
При установке гильзы масло следует от регулятора оборотов в
винт по кольцевой полости, образованной между гильзой и валом
(рис. 62).
Рис. 63. Задняя втулка вала винта.
Установка гильзы позво-
ляет. длительное время дер-
жать за регулятором оборотов
неизмененным давление масла
38 ат. По техническим усло-
виям утечка масла из масло-
проводов от регулятора обо-
ротов до винта, при наличии
гильзы в вале, допускается не
более 2 л/мин даже в том
случае, если рабочее давле-
ние масла будет увеличено до
45 ат.
При ремонте моторов коль-
цевая полость между гильзой
и валом винта подвергается
гидроиспытанию на прочность
и герметичность авиамаслом, подогретым до температуры
80—85° Ц; при давлении 45 ат — в течение 5 мин. и давлении
60 ат — в течение 30 сек. За время испытания не должно быть
течи масла по разъемам между гильзой и валом в задней части
и между буртиком втулки и торцом вала в передней части
(рис. 66).
Рис. 64. Вал винта с запрессованной
гильзой.
Рис. 65. Передний конец
гильзы вала винта.
В и <ii- кс вала винта, за передней втулкой, монтируются
маслор.зспределительная втулка (рис. 67) и переходник II (рис. 68),
которые закреплены специальной гайкой 8 (рис. 68), ввернутой в
полость носка вала. Гайка контрится с помощью шайбы 5 и вин-
тов. прикрепляющих шайбу к гайке. На шайбе имеются два усика,
92
которые, входят в две канавки в вале винта. Винты крепления
шайбы совместно контрятся проволокой.
Передней своей частью маслораспределительная втулка входит
в переднюю опору трубы в носке коленчатого вала. С помощью
маслораспределительной втулки осуществляется раздельный под-
Рис. 66. Разрез носка вала винта
в этом месте течь
мосле не допускаете»
Рис. 67. Маслорасирсдслитель-
нал втулка.
вод масла в винт: в одном случае — из кольцевой полости А меж-
ду стальной трубой на двух опорах и коленчатым валом, в дру-
гом — из кольцевой лолости В между гильзой и валом винта
(рис. 143). Для самостоятелып
с винтом во втулку со сторо-
ны ее переднего торца запрес-
сованы две переходные сталь-
ные втулки (трубки) 1 и 9
(рис. 68).
-Маслораспределительная
втулка изготовлена из стали
38XMIOA, трубки — из стали
С45. Трубки запрессовывают-
ся с натягом в пределах от
0,003 до 0,034 мм. Наружный
диаметр трубок различен.
Трубка 1 (рис. 68), которая
сообщается с кольцевой по-
лостью между гильзой и па-
лом винта, имеет наружный
диаметр 14 мм, а трубка 9,
которая сообщается с кольцевой полостью между коленчатым ва -
лом и стальной трубой на двух опорах, имеет наружный диаметр
12 мм.
Внутри маслораспределительной втулки расточена ступенчатая
полость, которая каналом диам. 8 мм сообщается с трубкой и (при
помощи шести радиальных сверлений диам. 3,5 мм) с кольцевой
канавкой шириной 6 мм, образованной на наружной поверхности
сооощения указанных полостей
93
втулки. Ступенчатая полость во втулке закрывается пробкой 3
(рис. 67), которая ввертывается по резьбе до упора и контрится
путем выдавливания материала втулки в прорезь пробки. На на-
ружной поверхности втулки сделаны 4 кольцевые канавки шири-
ной 2,05 мм. В эти канавки ставят бронзовые кольца, уплот-
няющие зазор между втулкой и передней опорой трубы в коленча-
том вале.
Для слива масла, проникшего через два передних маслоуплот-
нительных кольца, на втулке засверлены два радиальных канала
диам. 5 мм, которые через два продольных канала диам. 2,5 мм
сообщаются с полостью картера (рис. 67).
Со стороны переднего торца втулки в центральной части пре-
дусмотрено гнездо с резьбой. Это гнездо предназначено для съем-
ника, применяемого при демонтаже втулки из вала винта.
Монтаж маслораспределительной втулки и установка ее в вал
винта
Первой операцией по монтажу маслораспределительной втулки
является подбор бронзовых 'Колец. Кольца проверяются на просвет
в колибрюванном кольце с внутренним диаметром 34 +0’02/мм. Про-
света не должно быть по- всей окружности кольца. Зазор в стыке
колец проверяют по- месту; в передней опоре стальной трубы ко-
ленчатого вала зазор в стыке должен быть 0,1—0,15 мм. Если за-
зор меньше 0,1 мм, допускается ручная пропиловка замка бархат-
ным надфилем. На втулку монтируют кольца с помощью специаль-
ного приспособления.
После установки колец проверяют боковой зазор колец в -канав-
ках маслораспределительной втулки. Зазор должен быть
0,05—0,12 мм. Затем развертывают кольца так, чтобы замки рас-
полагались один относительно другого под углом 180°. •
Через собранную маслораспределительную втулку прокачивают
нагретое до 65—70° масло под давлением в 3 ат. Для этого уста-
навливают маслораспределительную втулку на специальное при-
способление. В вал винта втулку ставят в процессе общей сборки
мотора. На торец передней втулки в вале винта кладут медную
освинцованную прокладку. Уплотнительные кольца на втулке по-
крывают маслом и устанавливают так, чтобы они располагались
симметрично относительно оси втулки.
Через трубку меньшего диаметра заполняют маслом внутрен-
нюю полость втулки и, не' меняя положения колец, ставят втулку
в вал винта. На передний торец маслораспределительной втулки
помещают паранитовую прокладку, а затем переходник. Проклад-
ка имеет два отверстия диам. 15 мм под трубки маслораспредели-
тельной втулки.
Переходник (рис. 68) предназначен для того, чтобы сде-
лать н-ыможпой эксплуатацию моторов последних серий не только
с шинами ЛВ-7Н-161 (двойного действия), но и с винтами
АВ-711Е-161 (обратного действия) и ВИШ-21 (прямого действия),
требующими одпокапалыюго подвода масла в винт. Переходник
изготовлен из пали. С передней -его стороны имеются два- гнезда
94
2 и 7 диам. .14 и 12 мм, куда входят две трубки 1 и 9 маслорас-
пределительной втулки. Гнездо 2 — глухое, а гнездо 7 сообщается
с центральной полостью и штуцером, в котором нарезана внутрен-
няя резьба для присоединения трубки подвода масла к винту. При
установке переходника нужно соблюдать следующие условия:
Рис. 68. Крепление переходника в вале винта.
1—втулка, 2-—глухое гнездо, 3—вал винта, 4—ка-
навки для отличия, 5—контрован шггйпа, 6—про
кладка, 7 -гнездо, сообщающееся со штуцером
переходника, 8—гайка, 9—втулка, 10 масло-
распределительная втулка, 11- 'н.'рсходиик.
1. Наружный диаметр переходных втулок 1 и 9 должен соот-
ветствовать диаметрам гнезд в переходнике. Втулка 1, имеющая
большой наружный диаметр, должна входит в глухое гнездо 2
переходника, а втулка 9 мепынего наружного диаметра — в гнез-
до 7, которое сообщается со штуцером переходника. Неправильная
установка переходника относительно трубки маслораспределитель-
ной втулки влечет за собой отказ в работе винтов АВ-7НЕ-161
или ВЙШ-21.
2. Переходник должен свободно, от руки, входить в вал винта
до упора в торец маслораспределительной втулки.
3. Между переходником и маслораспределительной втулкой
нужно поставить паранитовую прокладку 6.
4. Законтрить пластиной гайку крепления переходника. Пласти-
ну закрепить-на райке винтами. Вии ты контрить проволокой. При
наличии переходника на моторе используется только один канал,
подводящий масло к винту, другой канал заглушен гнездом 2 пе-
реходника. При установке на мотор винта АВ-7НЕ-161 необходимо
переходник из вала удалить.
На носке вала винта монтируются: распорная втулка, опорно-
упорный шариковый подшипник, маслоотражатель, гайка упорного
подшипника вала винта, кольцо, задний конус впита и винт.
Распорная втулка (рис. 69) — стальная, имеет две внут-
ренние и 2 наружные широкие кольцевые канавки с радиальными
отверстиями и 6 кольцевых канавок для установки 9 бронзовых
колец. Шесть из них устанавливаются по два кольца в специально
95
опорно-упорного шарикового
Рис. 69. Новая распорная втул-
ка вала винта.
Маслоотражатель
расточенные для них в распорной втулке канавки шириной
5 ± 0,05 мм> а трн уСТанавлива1ОТся в кольцевые канавки 2,53 ±°>Ои мм.
Распорная втулка обеспечивает подвод масла под давлением
от регулятора оборотов на винт по одной широкой кольцевой ка-
навке для перевода винта с большого на малый шаг, а по другой
широкой канавке для перевода винта с малого шага на большой.
Распорная втулка служит также упором внутренней обоймы
подшипника.
Установка 9 уплотнительных ко-
лец создает лучшее уплотнение. За
счет сужения кольцевых проточек с
внутренней стороны втулка имеет
большую внутреннюю опорную по-
верхность, что создает лучшее
уплотнение втулки на валу винта и
уменьшает утечку масла.
Опорно-упорный шари-
\ к о вы й подшипник 22
' (рис. 56), воспринимающий осевую
нагрузку вала винта, зажат вну-
тренней обоймой междь- распо.рпон
втулкой и гайкой вала винта, а на-
ружной обоймой — между стальной
обоймой носка картера и ступицей
неподвижной шестерни редуктора.
23 (рис. 56) служит для предохране-
ния от попадания масла в зазор между передним фланцем носка
картера и гайкой вала винта.
Гайка 1 о п о р н о - у п о р н о г о ’подшипника (см.
рис. 56) — стальная, с тремя кольцевыми канавками и бронзовыми
кольцами в них служит для крепления опорно-упорного подшип-
ника на валу винта. Винт монтируется на шлипах носка вала вин-
та при помощи двух бронзовых конусов. Резьба носка вала винта
под поршень винта и резьба под гайку опорно-упорного подшип-
ника вала винта выполнены по 1-му классу точности. При обслу-
живании мотора нужно быть особо внимательными, чтобы не по-
вредить этой резьбы.
На валу винта имеются два канала. Канал, расположенный
ближе к кронштейну вала винта, имеет внутренний диаметр 6,5 мм.
Его назначение — подводить масло от регулятора оборотов на винт
для перевода винта с большого на малый шаг.
Канал, расположенный ближе к носку вала, имеет внутренний
диаметр 8 мм. Его назначение — подводить масло от регулятора
оборотов па винт для. перевода винта с малого шага на большой
шаг
При сборке редуктора, имеющего шестерки с корректирован-
ными Г1\б|,ями, надо обеспечить, чтобы зазор в зацеплении между
iH'iio.tHH.Kiioi'i шестерней и сателлитами был в пределах ют 0,12 до
0,4!>7 мм, зазор в зацеплении между ведущей шестерней и сател-
литами — и пределах от 0,17 до 0,508 мм, а разница в зазорах в
9Н
зацеплении между отдельными сателлитами в комплекте была не?
больше 0,1 мм. Значения зазоров в зацеплении шестерен указаны
для ремонтного мотора.
На передней цилиндрической шейке вала винта моторов
АШ-62ИР последней серии сделаны две отличительные кольцевые
канавки шириной 2 мм, на расстоянии 3,5 мм от торца (рис. 70).
Редуктор и вал винта моторов АШ-62ИР до последней серии
На моторах АШ-62ИР до последней серии все шестерни" редук-
тора (ведущая, неподвижная и сателлиты) имеют некоррегиро-
ванные зубья, поэтому они по своим геометрическим размерам
отличаются от шестерен редуктора последней серии и менее проч-
ны. Со стороны рабочей части профиля зубья неподвижной ше-
стерни редуктора моторов АШ-62ИР 7—-9-й серий фланкированы
(см. рис. 60). Операцию фланкирования производят после оконча-
тельной обработки шестерни. Она заключается в том, что специ-
ально заправленным шлифовальным камнем с рабочей стороны го-
ловки зуба снимают часть металла. Это исключает, вредное влия-
ние на зацепление шестерен, имеющих погрешности в шаге.
Рис. 71. Передняя втулка вала винта.
В вал винта моторов первых серий запрессованы две втулки —
стальные подшипники, залитые свинцовистой бронзой, при помощи
которых вал винта опирается на коленчатый вал.
Передняя втулка (рис. 71) имеет наружный диаметр
60,11 ~и,^мм. На внешней поверхности она имеет ряд продольных
канавок и кольцевую выточку, па переднем фланце - - ряд отвер-
стий, по которым масло подводи ich пз регулятора оборотов иа винт,
для перевода винта с большого на малый шаг (винт ВИШ-21).
Задняя втулка 5 вала винта (рве. 72) по длине
равна 60 мм. Ее наружный диаметр — 78 мм. На наружной по-
верхности втулки с передней и задней сторон имеются две коль-
цевые выточки, они сообщаются между собой через продольные
канавки, а с внутренней кольцевой канавкой во втулке—через ра-
диальные отверстия. На моторах АШ-62ИР первых серий в валу,
винта гильза, не .устанавливалась. За передней втулкой вала вин-'
та находится головка суфлирующей трубы. Труба же, входящая
7 97
в полость коленчатого вала, укрепляется в валу винта специальной
гайкой, к которой на винтах прикреплена латунная сетка (рис. 73).
Рис. 72. Вал винта моторов АШ-62ИР.
1—вал винта', 2—стопорный винт, 3—передняя
втулка. 4—втулка сателлита, 5—задняя втулка,
6—отверстие подвода масла к регулятору оборо-
тов, 7—лапа, 8—отверстие подвода масла из ре-
гулятора обороток
Рис. 73. Носок вала винта моторов более ранних выпусков.
1—впл iiitiirai, 2 -головка суфлерной трубы, 3—суфлерная труба, 4—ко-
ленчатый нал, 5—канал подвода масла к регулятору оборотов, б—задняя
втулка', 7 -канал подвода масла из регулятора оборотов, 8—передняя
втулка, 9—гайка, 10—латунная сетка.
98
В валу винта имеются два канала диам. 6,5 мм. Канал 5, рас-
положенный ближе к лапам вала, служит для подвюда масла на
механизм редуктора (осей сателлитов, зубьев ведущей и неподвиж-
ной шестерен) и в регулятор оборотов. В этот канал масло посту-
пает из полости между суфлирующей трубой и коленчатым валом,
для чего в последнем имеется специальное отверстие, совмещен-
ное с внутренней кольцевой выточкой задней втулки вала винта.
Канал 7, расположенный ближе к носку вала винта, служит
для подвода масла из регулятора оборотов на винт. Черев это от-
верстие масло поступает в кольцевую полость, образованную меж-
ду коленчатым валом и валом винта, и через продольные канавки
в передней втулке вала винта в головку 2 суфлерной трубы и на
винт.
Неподвижная шестерня редуктора. На непо-
движной шестерне редуктора внутренний диаметр каналов длг
подвода масла к регулятору оборотов и отвода масла из регуля-
тора оборотов на винт равен 6,5 мм (рис. 74).
Рис. 74. Неподвижная
шестерня редуктора.
Рис. 75. Старая распор-
ная втулка вала винта.
Распорная втулка. Распорная втулка вала винта
(рис. 75) имеет 6 канавок шириной по 2,53 ±ь (,у мм, в которых
установлено 6 бронзовых маслоуплотнительных колец.
Редуктор и вал-винта моторов АШ-62ИР 8-й серии
Вал винта моторов АШ-62ИР 8-й серии. На мото-
рах АШ-62ИР 8-й серии в вал винта между передней и задней
втулками запрессована стальная гильза, как иа моторах послед-
них серий. Поэтому передняя втулка вала винта и гильза сделаны,
как на моторах АШ-62ИР последней серии; задняя втулка на
3 мм короче, а по своей конструкции — такая же, как и на мото-
рах АШ-62ИР до 8-й серии.
Внутренний диаметр канала (в вале винта), по которому масло
подводится из регулятора оборотов в винт, увеличен с 6,5 до 8 мм.
Проходное сечение канала (в вале винта) для подвода масла к
регулятору оборотов оставлено бее изменения, т. е. 6,5 мм.
99
Кольцевая канавка
Рис. 76. Носок вала винта.
Неподвижная шестерня редуктора. У неподвиж-
ной шестерни редуктора внутренний диаметр канала для подвода
масла в винт изменен с 6,5 до 8 мм (рис. 61).
Проходное сечение канала для подвода масла с регулятору
оборотов в шестерне осталось без изменения — 6,5 мм.
Распорная втулка .вала винта. В целях лучшего
уплотнения на распорной втулке устанавливают девять бронзовых
маслоуплотнительных колец вместо шести. Распорная .втулка по
конструкции аналогична распорной втулке мотород последних
серий.
Установка распорной .втулки с девятью маслоуплотнительными
кольцами привела к необходимости увеличить размер А на непо-
движной шестерне редуктора с 37,3 мм на моторах первых серий
до 38,8 мм (рис. 74). Это исключает возможность перекрытия мас-
ляных каналов в неподвижной шестерне маслоуплотнительными
кольцами распорной втулки.
Редуктор моторов 8-й серии
\приспособлен для эксплуатации с
’флюгерным винтом (АВ-7НЕ-161)
С одноканальным подводом мас-
ла на винт. На передней цилин-
дрической шейке вала винта мо-
торов 8-й серии, на расстоянии
4 мм от переднего торца, про-
тачивается отличительная коль-
цевая канавка шириной в 4 мм
(рис. 76),
редуктора и вала винта
последней серии может быть се-
ми шестернями. Сборка пары ше-
стерен, из которых одна имеет коррегированные зубья, а другая—
некоррегированные,— недопустима, так как это приведет к закли-
ниванию шестерен и поломке зубьев. Заклинивание явится след-
ствием нарушения зазоров в зацеплении шестерен. Вал винта и
задняя втулка вала винта моторов АШ-62ИР последних серий не
взаимозаменяемы с соответствующими деталями моторов преды-
дущих серий.
Вал винта узлом (т. е. с передней и задней втулками) моторов
АШ-62ИР 8-й серии разрешается устанавливать на моторы пре-
дыдущих серий. Обратная замена не допускается.
Распорные втулки и неподвижные шестерни редуктора моторов
АШ-62ИР до 8-й серии не взаимозаменяемы с этими же деталями
моторов АШ-62ИР последних серий.
Неисправности механизма редуктора, их причины и методы
нх устранения
1. Течь масла из носка вала винта (рис. 77). Чаще
всего встречается на моторах АШ-62ИР до 9-й серии. Причина —
недостаточная эластичность медной прокладки между передней
опорой суфлера й торцом передней втулки вала винта • или п-ро-
100
Взаимозаменяемость
•Редуктор мотора АШ-62ИР
ан только с коррегированньп
iiycK масла в манжете трубки Подвода масла к винту из-за эксцен-
тричной установки трубки, а также из-за перекоса суфлерной
трубы в вале винта вследствие неконцентричности посадочных
мест. Для устранения выбивания масла необходимо:
1) Снять винт.
'2) Отвернуть винты кре-
пления сетки суфлера и снять
сетку.
3) Отвернуть гайку крепле-
ния суфлерной трубы.
4) Вынуть суфлерную трубу.
5) Спять медную проклад-
ку и отжечь ее паяльной лам-
пой, чтобы она стала мягкой
и пластичной. Это улучшает
уплотнение. При отжиге
нагреть прокладку до
600—700° Ц, а затем охладить
в воде. Отожженную проклад-
ку очистить от окалины и про-
верить по краске на плите обе
ее плоскости. Если плоскости
прокладки не дают на плите
сплошного- прилегания или на
плоскости имеются забоины и
царапины, то прокладку заме-
Рис. 77. Узел крепления передней
опоры суфлера в носке вала винта.
нить новой.
После отжига и проверки прокладки смонтировать весь узел в
следующем порядке:
1) Протереть внутри вала чистой тряпкой, смоченной бензином.
2) Вставить внутрь вала винта прокладку.
3) Осмотреть, нет ли забоин на посадочных местах трубы и ее
опоры, и смазать опоры чистым. авиа маслом.
4) Смазать резьбу гайки крепления суфлерной трубы свинцо-
выми белилами и ввернуть в вал винта.
5) Затянуть гайку крепления суфлерной трубы, ударяя молот-
ком по ручке ключа. Перед затяжкой необходимо установить суф-
лерную трубу так, чтобы трубка подвода масла к винту была
точно по оси вала.
6) Поставить на место сетку суфлерной трубы.
7) Ввернуть винты крепления сетки суфлерной трубы и закон-
трить их проволокой диам. 1 мм.
8) Установить винт на вал винта.
2. Течь масла из-под фланца опорно-упор-
ного шарикового подшипника (рис. 78). Причина —
недостаточная затяжка гаек крепления фланца или негодная про-
кладка фланца. Прежде всего надо подтянуть гайки крепления
фланца тарировочным ключом. Если подтяжка гаек не устраняет
течи масла, необходимо заменить прокладку между фланцем опор-
но-упорного шарикового подшипника и носком картера.
101
Для замены прокладки необходимо:
1) Снять винт с носка вала.
2) Отвернуть и снять гайку опорно-упорного шарикоподшип-
ника и фланец.
3) Снять прокладку и замерить ее толщину. Подобрать новую
прокладку толще старой на 0,1 мм.
4) Поставить новую прокладку, установить фланец на место и
затянуть гайки крепления его к носку картера. Законтрить гайки
проволокой.
5) Поставить гайку опорно-упорного подшипника на место.
3. Т е ч ь масла из-под гайки опорно-упорного
шарикового подшипника. Причины — пригорание мас-
лоуплотнительных колец гайки, потеря упругости, износ колец и-
фланца опорно-упорного шарикоподшипника, неправильный зазор
между маслоотражателем и фланцем опорно-упорного шарико-
подшипника.
Чтобы устранить течь марла из-под гайки опорно-упорного
подшипника, необходимо прежде всего снять винт и, отвернув эту
гайку, выявить причину течи, i
В зависимости от характера этой причины рекомендовать сле-
дующие способы устранения течи:
1) Пригорание маслоуплотнительных колец.
В этом случае следует:
а) Снять маслоуплотнительные кольца гайки.
б) Очистить от отложений масла канавки маслоуплотнительных
колец, в гайке и промыть канавки бензином?
в) Подобрать маслоуплотнительные кольца так, чтобы боковой
зазор в канавке гайки был в пределах от 0,04 до 0,2 мм, а зазор
в стыке — от 0,1 до 0,19 мм.
г) При постановке колец на место смазать их свежим авиамас-
лом.
д) Поставить гайку на место.
2) П отер я упругости и износ маслоуплотни-
тельных колец. Чтобы определить упругость колец ганки
опорно-упорного подшипника, необходимо замерить величину за-
зора замка маслоуплотнительных колец в свободном состоянии,
зазор должен быть равен 22—23 мм.
Чтобы определить износ .маслоуплотнительных колец, следует
проверить зазоры в стыке колец (вставляя их во фланец опорно-
упорного подшипника) и зазоры в канавках гайки. Эти зазоры не
должны выходить-за пределы, указанные выше. Если обнаружится
потеря упругости или износ маслоуплотнительных колец гайки
опорно-упорного шарикового подшипника, то кольца необходимо
заменить новыми.
3) Изменение зазора между маслоотражате-
лем н фланцем опорно-упорного подшипника.
Проверни, н подобрать зазор между плоскостями маслоотража-
теля и фланца опорно-упорного шарикоподшипника. Для этого:
а) Сиять винт с вала винта.
102
б) Отвернуть и снять гайку опорно-уйорного шарикопод-
шипника.
в) Расконтрить и отвернуть гайки крепления фланца опорно-
упорного шарикоподшипника к носку картера.
' г) Снять фланец опорно-упорного шарикоподшипника,
д) Снять кольца с гайки опорно-упорного шарикоподшипника,
навернуть гайку на вал винта и затянуть, чтобы маслоотражатель
был плотно прижать к опорно-упорному шарикоподшипнику.
е) Налепить на буртик фланец опорно-упорного подшипника
воск или парафин в двух диаметрально противоположных точках.
ж) Надеть фланец опорно-упорного шарикоподшипника на
шпильки, навернуть 7 гаек (через одну) и затянуть их.
з) Оттянуть вал винта в крайнее переднеее положение.
и) Разобрать весь узел, как указано в пп. 2—4.
к) Осторожно снять воск или парафин с фланца опорно-упор-
ного подшипника, не нарушая его толщины после деформации.
л) Замерить толщину деформи-
рованного кусочка воска или пара-
фина, соответствующую зазору
между маслоотражателем и флан-
цем опорно-упорного шарикопод-
шипника. Зазор должен быть в пре-
делах 0,55—0,8 мм (рис. 78). *
м) Если зазор выходит за пре-
делы 0,55—0,8 мм, заменить пара-
нитовую прокладку между флан-
цем опорно-упорного шарикопод-
шипника и носком картера. Про-
кладку подобрать такой толщины,
чтобы зазор был в допустимых пре-
делах.
н) Собрать узел и поставить
винт.
4) Нарушение зазоров
при сборке и монтаже вала винта приводит к паде-
нию числа оборотов мотора на номинальном и максимальном ре-
жимах. Падение числа оборотов сопровождается обычно пониже-
нием давления масла и неустойчивостью работы регулятора обо-
ротов, которая приводит к произвольному увеличению шага вин-
та (ВИШ-21) на взлетной и номинальных мощностях.
Обычно в таких случаях, при понижении темпера гуры масла до
60—-65° Ц и, следовательно, увеличении его вязкости, мотор раз-
вивает нормальные обороты, регулятор оборотов работает
чиво и давление масла не падает.
Основная причина этого дефекта — утечка масла из-за
шенных зазоров в соединениях деталей мотора. На утечку
влияют:
а) Зазор между распорной втулкой опорно-упорного шарико-
подшипника и шейкой вала винта. Этот зазор в серийных и ре-
монтных моторах должен быть от 0,02 до 0,05 мм. В случае от-
103
Рис.
носка вала винта для моторов
АШ-62ИР.
78. Узел уплотнения
устои-
по в ы-
масла
.сутствия распорных втулок с зазором в пределах 0,02—0,05 мм
можно втулки с увеличенным зазором доводить до установлен-
.ных размеров путем хромирования внутренней поверхности с по-
следующей расшлифовкой или путем освинцевания с толщиной
слоя не более 0,08 мм на диаметр.
б) Зазоры между маслоуплотнительными кольцами и канав-
ками в распорной втулке. При износе маслоуплотнительных колец
масло, из полости высокого давления уходит в полость низкого
давления, что приводит к падению давления масла, подаваемого
регулятором оборотов к винту, и вызывает произвольный переход
винта (ВИШ-21) на большой шаг.
в) Зазор между суфлерной трубой и задней ее опорой. При за-
мене трубы (во время ремонта) необходимо замерять зазор между
суфлерной трубой и задней ее опорой. Этот зазор допускается в
пределах 0,015—0,04 мм. Овал шейки, суфлерной трубы не должен
превышать 0,02 мм. Овал задней опоры суфлерной трубы не дол-
жен превышать 0,02 мм. Необходимо также обращать внимание
на концентричность опорной
поверхности суфлерной трубы
с ее шейками. Наличие биения
способствует возникновению
трещин в суфлерной трубе и
пропуску масла.
г) Зазор между коленча-
тым валом и задней втулкой
вала винта. При замене зад-
ней втулки вала винта необхо-
Рис. 79. Вал винта.
1—задняя втулка вала винта, 2—вал
винта, 3—пояс, разделяющий по-
лость повышенного давления масла,
идущего на винт, от полости пони-
женного давления масла, идущего к
помпе Р2, 4—маслоканал, подводя-
щий масло к Р-г, 5—маслоканал, по-
дающий масло на винт (показан
условно).
ми пальцами и канавками для
втулке вала винта, а также стык<
димо замерять зазор между
задней втулкой и коленчатым
валом в пояске 3 на задней
втулке вала винта (рис. 79).
Этот зазор должен быть в
пределах 0,075—0,15 мм. До-
биться необходимого зазора
можно заменой задней втулки
или освинцеванием ее изнутри.
д) Зазор между бронзовы-
них в маслораспределительной
юй зазор в этих кольцах. Боко-
вой зазор колец в канавках маслораспределительной втулки дол-
жен быть 0,05—0,12 мм. Зазор в стыке кольца должен быть
0,1—0,15 мм. Наружная цилиндрическая и торцевые поверхности
колец должны быть притерпы. Кольца проверяются на просвет в
калиброванном кольце с внутренним диаметром 34+У»02' мм. По
всей окружности кольца просвета не допускается.
5) Неплотное прилегание опорного фланца
неподвижной шестерни редуктора к плоско-
сти и о с к а картера. Число оборотов мотора может сни-
зиться из-за неплотного прилегания опорного фланца неподвижной
шестерни редуктора к плоскости носка картера, а также из-за
104
неплотного прилегания медной прокладки между передней втулкой
вала винта и маслораспределительной втулкой вала. Неплотное
прилегание опорного фланца неподвижной шестерни редуктора и
плоскости носка картера возможно вследствие деформации фланца
шестерни. Прилегание фланца- неподвижной шестерни к плоскости
носка картера следует проверять на краску. Причиной неплотного
прилегания может быть также неравномерная затяжка гаек кре-
пления неподвижной шестерни.
6) Выбрасывание масла из суфлерной трубы.
Причинами парения и выбрасывания масла через суфлерную трубу
вала винта на моторах АШ-62ИР первых серий могут быть:
а) Повышенное давление в картере вследствие прорыва газов
через поршневые кольца.
б) Недостаточная откачка масла вследствие увеличения зазо-
ров в откачивающей ступени маслопомпы или засорения каналов
в маслоотстойнике.
<в) Наличие влаги в масле. Установлено, что при наличии влаги
в масле и повышении температуры входящего масла выше 75° Ц
масло довольно интенсйвно выбрасывается через суфлерную трубу
вала винта; за 3—5 мин. может быть выброшено 40—50 л масла.
При этом давление масла резко падает, что вынуждает, в зависи-
мости от обстоятельств, немедленно прекратить полет или перейти
на режим одномоторного полета. Достаточно заменить оставшееся
в маслобаке и моторе масло доброкачественным, как выбрасыва-
ние масла на данном моторе больше не наблюдается.
Г) Чрезмерное разжижение масла бензином. При чрезмерном
разжижении масла бензином (более 12,5% бензина по объему) вы-
брасывание масла может быть вызвано быстрым повышением тем-
пературы после запуска мотора. Если температура входящего мас-
ла после запуска мотора в течение первых 40—50 мин. не будет
превышать 70° Ц, то бензин успеет испариться и выбрасывания
масла не будет. При наличии пропуска газов через поршневые
кольца или при неисправности маслоотстойника (нарушено уплот-
нение откачивающей магистрали) выбрасывание масла, хотя
и происходит менее интенсивно, но зато не исчезает до
устранения дефекта. Этот дефект можно выявить после испы-
тания мотора, если слить масло из отстойника и, медленно вращая
винт, освободить полости нижних цилиндров от масла, сделав не
менее двух оборотов коленчатого вала. 1Д*лы из маслоотстойника
вновь потечет масло и общее количество масла, слитого ив от-
стойника, будет больше 2.5 л. необходимо выявит и устранить
неисправность. Прежде всего пало заменит:, масло:помпу, затем, в
случае отсутствия положительных результатов,- - заменить масло-
отстойник. Если и в этом случае плохо откачивается масло—снять
заднюю крышку картера и проверить герметичность фланцевых
соединений, связанных с откачивающей полостью масломагистрали.
7) Разрушение гайки сателлита. Причина разруше-
ния гайки сателлита — появление еле заметных трещин на неко-
торых гайках. Трещины обычно проходят по- сечению, указанному
на рис. 80.
105
При затяжке гайки сателлита редуктора во время ремонта ино-
гда применяют нетарированный ключ, который входит в зев до
того места, где образуются трещины. Это место находятся в
наиболее слабом сечении гайки. При завинчивании гайки нетариро-
ванным ключом прилагаемое к нему усилие может оказаться выше
пределов упругой деформации материала гайки, и тогда в ней мо-
гут образоваться трещины. К такому же результату может приве-
сти применение ключа, входящего в зев гайки не на полную его
глубину, а лишь до того места, где обычно появляются трещины.
Для устранения этого недостатка надлежит пользоваться спе-
циальными ключами для завинчивания гайки сателлита редуктора.
Этот ключ должен входить в зев гайки не менее чем на 25—26 мм.
Это мероприятие дает возможность более равномерно распре-
делить нагрузку от ключа, воспринимаемую гранями гайки. Для
того чтобы выявить трещины на гайках сателлитов, необходимо
при дефектации протравить гайки в 10-процентном растворе азот-
ной кислоты, а затем осмотреть их через лупу. После дефектации
нужно обязательно нейтрализовать кислоту, окунув гайку в
3—4-процентный раствор кальцинированной соды, а потом тща-
тельно промыть ее в воде и просушить в сушильном шкафу.
Рнс. 80. Гайка сателли-
та редуктора.
излома
Рис. 81. Шестерня сател-
лита редуктора мотора
АШ-62ИР.
8) Излом шестерни сателлита. На некоторыт мо-
торах при дефектации обнаруживали излом шестерни сателлита
редуктора. При проверке сателлитов на магнофлоксе необходимо
тщательно проверять, нет ли трещин в указанных на рис. 81 ме-
стах изло-ма.
9) Образование трещин на шлицах вала вин-
та. На некоторых'моторах были обнаружены трещины у основа-
ния шлиц, вала винта, идущие вдоль шлицы. При дефектации вала
винта необходимо тщательно осматривать шлицы вала с по-
мощью магпофлокса или хотя бы лупы.
10) Повреждение резьбы вала винта. Резьба
вала винта может быть повреждена из-за неправильной установки
поршня винта. В случае повреждения ниток резьбы надо их тша-
106
тельно запилить либо бруском, либо трехгранным личным или трех-
гранным бархатным напильником. Допускается эксплуатация мо-
тора с валом винта, имеющим повреждение не более 1,5 нитки
резьбы.
С целью предотвратить задиры, необходимо перед навертыва-
нием поршня очистить резьбу на валу и поршне от грязи и песка
и смазать резьбу графитной смазкой.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Назначение и тнп редуктора.
2. Передаточное число редуктора.
3. Из каких основных частей состоит механизм редуктора, каковы их рас-
положение и крепление на моторе.
4. Как осуществляется передача с коленчатого вала на вал винта.
5. Конструктивные отличия механизма редуктора мотора АШ-62ИР послед-
ней серин от всех предыдущих серий.
6. Какие детали монтируются на носке вала винта.
7. Назначение распорной втулки вала винта.
8. Назначение стальной гильзы вала винта.
9. Назначение н конструкция маслораспределительной втулки вала винта.
10. Назначение переходника.
II. Взаимозаменяемость редуктора н вала винта моторов различных серий..
12. Основные неисправности механизма редуктора, их причины, методы
устранения неисправностей.
ГАЗОРАСПРЕДЕЛИТЕЛЬНЫЙ МЕХАНИЗМ
Назначение механизма газораспределения (рис. 82) — своевре-
менно обеспечивать впуск горючей смеси в цилиндры и выпуск из
них продуктов сгорания в атмосферу. Механизм газораспределе-
ния состоит из ведущей шестерни 2, двойной шестерни 1, кулачко-
вой шайбы 3, толкателей 4, тяг 5 с кожухами 6, коромысел 7 и
клапанов 9 с пружинами 8.
Ведущая шестерня, двойная шестерня и кулачковая шайба по-
мещаются внутри полости носка картера. Ведущая шестерня Zx
сидит на шлицах носка коленчатого вала, вращается вместе с ним
и имеет 39 зубьев. Двойная шестерня является промежуточной
между ведущей шестерней и кулачковой шайбой, свободно вра-
щается на оси, опора которой крепится к передней половинке
средней части картера. Большой венец двойной шестерни Z., газо-
распределения имеет 3!) зубьев н сцепляется с зубьями ведущей’
шестерни. Направление ее вращения—обратное направлению вра-
щения коленчатого вала. Малым венцом Z;|, имеющим 13 зубьев,
двойная шестерня сцепляется с внутренними зубьями кулачковой
шайбы Z4, имеющей 104 зуба. Вследствие внутреннего зацепления
кулачковая шайба вращается в ту же сторону, что и двойная, в
8 раз медленнее чем коленчатый вал, так как ее передаточное чи-
сло равно:
Zx Z3 _"9 13 _ 1
1 ““ Z2 ' "Z4 39 ’ 104 “ 8 '
Венец кулачковой шайбы, малый и большой венцы двойной ше-
стерни привода газораспределения- на моторах АШ-62ИР послед-
107
Рис, 82. Детали цилиндра и привод газораспределения.
1—двойная шестерня, -2—ведущая шестерня, —кулач-
ковая шайба, 4—толкатель, 5—тяга, 6—кожух тяги.
7—коромысло,- 8—пружина, 9—клапан.
Рнс. 83. Детали газораспределения: '
1—втулка кулачковой шайбы, 2 и 4—кольца!. 3—ведущая шестерня газораспределения, 5—фланец для подачи масла к
деталям распределения, б—болт. 7—планка, 8—ось двойной шестерни газораспределения, У—пружина,. 10—замок, 11—экс-
центричная втулка, 12—гайка, 13—втулка шестерни, 14—большой венец двойной шестерни, 15—фланец и малый венец
шестерни, 16—сухарики и пружина, 17—крышка двойной шестерни распределения, 18—пробка, 19—кулачковая шайба
ней серии имеют коррегированные зубья. Коррекция произведена с
целью улучшить зацепление шестерен привода.
Ведущая шестерня газораспределения 3
(рис. 83) имеет внутренний венец шлиц, внешний венец зубьев и
ступицу с двумя уплотнительными кольцами. При помощи внутрен-
него венца шлиц ведущая шестерня монтируется на носок колен-
чатого вала. Посадка ведущей шестерни газораспределения произ-
водится в определенном положении, между шлицами носка колен-
чатого вала установлен штифт, а на внутреннем венце сделан пав
путем удаления одной шлицы. Ступица с уплотнительными коль-
цами входит во внутреннюю расточку фланца 5 (рис. 83) подачи
масла к двойной шестерне газораспределения. Этот фланец кре-
пится при помощи четырех болтов к передней половине средней
части картера и удерживает наружную обойму опорного подшип-
ника от осевого перемещения. Чтобы устранить возможность заде-
вания двойной (упругой) шестерни газораспределения за фланец,
на моторах последних серий габаритные размеры фланца подачи
масла к двойной шестерне газораспределения изменены (рис. 84).
было
*12^
Стало
Рис. 84. Старый н новый масло-
уплотнительные фланцы.
Ведущая шестерня газораспределения сцепляется с большим
венцом двойной шестерни, малый венец которой входит в зацепле-
ние с внутренними зубьями кулачковой шайбы. Устанавливают ше-
стерню по меткам, имеющимся на их зубьях (см. рис. 92).
Двойная шестерня привода газораспреде-
ления (рис. -85) сделана эластичной для уменьшения ударных
нагрузок при резком изменении крутящего момента мотора.
.Двойная шестерня привода газораспределения состоит из боль-
шого и малого в-енцов, которые могут перемещаться друг относи-
тельно друга на величину сжатия связывающих их пружин.
Малая шестерня 15 (рис. 83) имеет фланец. Он крепится ше-
стью винтами к специальному двойному фланцу.
В прорезь двойного фланца вставлен фланец большой шестер-
ни. Оба фланца имеют 6 одинаковой формы окон, куда на спе-
ИО
циальных сухарях вставлены цилиндрические пружины. Таким
образом фланец большой шестерни связан с фланцем малой черев
пружины. Специальная Крышка 17 (рис. 83) удерживает пружи-
ны от выпадения. Двойная шестерня свободно вращается на оси и
Рис. 85. Двойная шестерня газораспреде-
лени я.
имеет запрессованную бронзовую втулку во внутренней расточке
оси малого венца. Ось двойной шестерни (рис. 86, 87) изго-
товлена заодно с кронштейном, которая крепится к передней поло-
вине средней части картера тремя шпильками. ’Сначала монти-
руют на шпильки эксцентриковые втулки, затем монтируют крон-
«э
£з| Клеймо 10~06!
Рис. 86 и 87. Ось двойной шестерни: вверху —
новой, в|]изу — старой конструкции.
штейн с осью двойной шестерни привода газораспределения.
Ось — полая, имеет отверстие для выхода масла на трущуюся по-
верхность и резьбу для установки специального ограничителя двой-
ной шестерни. Ограничитель устраняет осевое перемещение двой-
ной шестерни. Ограничитель контрится специальным замком 10 и
пружиной 9 (рис. 83).
В связи с тем, что двойная шестерня газораспределения на
моторах АШ-62ИР последней серии имеет коррегироВанные зубья,
ill
геометрические размеры ее и оси изменились по отношению к
этим же деталям моторов предыдущих серий.
Малый венец двойной шестерни привода
газораспределения. Диаметр начальной окружности
уменьшен с 33,858 ДО' 33,594 мм. Наружный диаметр венца увели-
чен с 38-f1,IAo 39^-1,5мм, диаметр по впадинам увеличен с 27,8
до 29 мм.
Наружный диаметр цилиндрической перемычки, связывающий
венец с фланцем, увеличен с 27,8 до 28,2 мм (рис. 88).
Толщина вубьев по дуге начальной окружности увеличена с
4,082 до 4,5 мм. Основной шаг между вубьями уменьшен с 8,184 до
7,498 мм. Малые венцы с коррегированными вубьями не взаимо-
заменяемы с малыми венцами без коррекции вубьев. На венце с
коррегированными зубьями имеется клеймо 30-022 (номер детали).
Клеймо 30-Q??
Рис. 88. Малый венец эластичной
шестерни привода газораспределе-
нии.
Рис. 89. Крышка двойной ше-
стерни газораспределении.
Большой венец двойной шестерни привода газораспределения
Диаметр начальной окружности уменьшен с 118,533 до
117,58 мм, наружный диаметр венца—с 123,33 до 122,0 мм, диа-
метр по впадинам — с 111,,8 до 110,5 мм. Основной шаг между
зубьями уменьшен с 9,549 до 8,856 мм. Толщина зубьев по дуге
начальной окружности уменьшена с 4,773 до 4,365 мм. Диаметр
отверстия в крышке двойной шестерни увеличен с 39 до 40,2 мм
(рис. 89).
Большие венцы с коррегированными вубьями не взаимозаме-
няемы с венцами без коррекции вубьев. Крышки двойных шестерен
тоже не взаимоваменяемы. На большом венце двойной шестерни
газораспределения с коррегированными вубьями и крышке имеется
клеймо 10-060 (номер детали). Место расположения клейма ука-
зано на рис. 90. На моторах АШ-62ИР первой серии двойная ше-
стерня привода газораспределения была жесткой, а не упругой.
Ось двойной шестерни привода газораспределения
Для обеспечения необходимых зазоров в зацеплении шестерен
привода газораспределения с коррегированными зубьями, измене-
ны габаритные размеры оси двойной шестерни.
112
На рис. 86 показана ось двойной шестерни с коррегированным
еубом, а на рис. 87 — ось двойной шестерни с нормальным, не
коррегированным еубом.
Рис. 90. Эластичная шестерни.
С установкой на мотор новой оси двойной шестерни привода
газораспределения расстояние между осями коленчатого вала и
двойной шестерней привода газораспределения уменьшено на
1 мм. Ось для шестерни с коррегированными зубьями не взаимоза-
меняема с осями для Шестерен с некоррегированными зубьями.
На оси с измененными габаритными размерами имеется клей-
мо 10-061 (номер детали).
Кулачковая шайба 19 (рис. 83) состоит ив штампо-
ванного дуралевого диска со ступицей и стального венца с кулач-
ками и внутренними вубьями. Диск соединяется с венцом посред-
ством болтов.
В ступицу диска запрессована и законтрена штифтами сталь-
ная втулка, залитая свинцовистой бронзой. Кулачковая шайба вра-
щается на обработанной поверхности ступицы ведущей шестерни
редуктора. На наружной поверхности стального венца кулачко-
вой шайбы сделаны два ряда цементированных кулачков. Перед-
ний ряд (четыре кулачка) управляет клапанами выпуска, а вад»
ний ряд (также четыре кулачка) — клапанами впуска.
Рис. 91. Кулачковая шайба.
Венец кулачковой шайбы (рис. 91) на моторах АШ-62ИР по-
следней серии имеет коррегированные зубья. Поэтому геометриче-
ские размеры венца изменились по сравнению с венцами моторов
предыдущих серий. Диаметр начальной окружности венца
8 113
уменьшен с .270,942 до 268,752 мм, а диаметр по вершине зубьев —
с 267,72 до 265,85 мм. Толщина зубьев по дуге начальной окруж-
ности уменьшена с 4,092 до 3,618 мм. Основной шаг зубьев
(4,798 мм) остался без изменений. Кулачковые шайбы с коррегиро-
ванным зубчатым венцом не взаимозаменяемы с кулачковыми
шайбами без коррекции зубчатого венца. На кулачковой шайбе с
коррегированным зубчатым венцом ставится отличительное клей-
мо 30-021 (номер детали). Для того чтобы клапаны работали
правильно, кулачковая шайба устанавливается в определенном по-
ложении. Один зуб малого венца двойной шестерни имеет метку.
Эта метка должна быть видна через отверстие на диске кулачко-
вой шайбы при установке последней. Для правильного сцепления
зубьев кулачковой шайбы и малого венца двойной шестерни метка
на зубе последней должна совпадать с меткой на диске кулачко-
вой шайбы в отверстии (рис. 92).
Рис. 92. Схема установки кулачковой шайбы и шестерен
газораспределения по меткам.
1—двойная шестерня газораспределения, 2—кулачковая шай-
ба, 3—ведущая шестерня, 4—ступица ведущей шестерни ре-
дуктора, 5—коленчатый ва,л.
В процессе сборки ремонтного мотора зазоры в зацеплении
между малым зубчатым венцом двойной шестерни и венцом ку-
лачковой шайбы, а также между большим венцом двойной ше-
стерни и ведущёй шестерней привода газораспределения на ко-
ленчатом валу устанавливаются путем изменения расстояния
между осями указанных шестерен.
Расстояние изменяют, поворачивая эксцентриковые втулки на
шпильках крепления оси двойной шестерни привода газораспре-
деления. Все втулки следует поворачивать от первоначального
положения одновременно на ближайший меньший угол, допуска-
114
•емый 12-гранным отверстием в контровочной планке, фиксирую-
щей положение втулок. Первоначальным считается такое положе-
ние втулок, когда риска на одной из граней фланцев втулок на-
правлена в сторону коленчатого вала.
. Зазор в зацеплении проверяют индикатором, который при
•общей сборке устанавливают на картер мотора так, чтобы ножка
упиралась в грань болта, прикрепляющего венец кулачковой шай-
бы к ступице, или в зуб большого венца. На моторах с коррегиро-
ванными шестернями замеренные таким способом зазоры должны
быть в пределах: от 0,4 до 0,636 мм между венцом и кулачковой
шайбой и от 0,1 до 0,636 мм между большим венцом и ведущей
шестерней привода газораспределения. Для того чтобы добиться
таких зазоров в зацеплении шестерен на моторах различных се-
рий, допускается замена шестерен привода газораспределения
узлом. Коррегированные шестерни можно ставить на моторы всех
-серий комплектно (кулачковая шайба с двойной шестерней) при
условии замены оси двойной шестерни привода газораспределения.
Узел толкателя
Толкатели 19 (рис. 93) — стальные, пустотелые с прорезью на
нижнем конце для ролика 20, монтируемого на оси 21.
В верхнюю часть толкателя вставлено шаровое гнездо 13 со
сверлением в центре, прижимаемое пружиной 15 к тяге толкате-
ля 9. В верхней части толкателя имеется кольцевая выточка, куда
устанавливается контровое кольцо 18. Толкатели, обслуживающие
верхние цилиндры, имеют радиальные отверстия для подвода
масла к подшипникам коромысла. На моторах АШ-62ИР послед-
ней серии толкатели и их направляющие усилены. Наружный диа-
метр освинцованной цилиндрической части толкателя увеличен с
17,48 до 19,48 мм. При одной и той же ширине прорези под ролик
увеличена ширина проушины толкателя с 14,3 до 16,3 мм (рис. 94).
Внутренний диаметр толкателя остался без изменений—13,5 мм.
Шаровое г н е здо толкателя (рис. 95) —• стальное,
имеет обработанную на конус внутреннюю поверхность, куда вхо-
дит пружина 15 (рис. 93) толкателя, и внешнюю сферическую
поверхность. В центре — отверстие для подвода масла на смазку
подшипников коромысел клапанов верхних цилиндров. Для отли-
чия нового шарового гнезда на ого поверхности cniiiinoi клеймо
10-046.
Предохраните л ь н о с к о л ь ц о т о л к а т. с л я. При
одном и том же диаметре ирополокн 0,9 мм внутренний диаметр
предохранительного кольца увеличен с 15,5 до 17,5 мм.
Ось ролика толкателя 21 (рис. 93) в соответствии
с увеличением ширины проушины толкателя сделана на 2 мм
длиннее (не 17,38 мм, а 19,38 мм). Ось ролика толкателя монти-
руется на втулке, запрессованной в самом ролике.
Толкатели движутся в своих стальных направляющих 16
'(рис. 93), которые расположены в бобышках носка картера и мо-
гут быть сняты баз съемки носка. Направляющие толкателей, рас-
115
Рис. 93. Детали клапанного механизма.
1—винт рычага, 2—подшипник, 3—шайба, 4—ось, 5—штуцера
б—уплотнительная шайба, 7—гайка крепления кожуха, 8—кожух
тяги, 9—тяга (собранная), 10—хомут, 11—дюрит, 12—переходная
втулка, 13—шаровое гнездо толкателя, 14—гайка, шайба, контр-
гайка, 15—пружина толкателя, 16—направляющая толкателя,
/7—прокладка, 18—контровое кольцо, 19—толкатель, 20—ролик
толкателя, 21—ось ролика толкателя, 22—зажимной винт, 23—пру-
жинная шайба, 24—коромысло клапана, 25—шайба, 26—гайка,
27—ролик рычага клапана, 28—втулка ролика, 29—ось ролика,
ДО—замок клапана, 31—тарелка пружины, 32—пружина внутрен-
няя, ДО—пружина средняя, 34—шайба средней пружины, 35—пру-
116 жипа наружная, 36—шайба, 37—клапан.
положенные выше горизонтальной плоскости (верхние направляю-
щие), имеют отверстия для подвода масла под давлением к под-
шипникам коромысел клапанов. В нижней своей части толкатели
имеют отверстие под ось ролика. Нижние направляющие толкате-
лей, хотя и имеют отверстия, но подвода масла под давлением к
Ф/7,4в_0 0,5
<9/6,43-0 25
*73,5 ±0’С”
109980
Рис. 94. Толкатели.
а—до изменения, б—после измене-
ния конструкции.
ним нет. Направляющая толкателя крепится к носку картера при
помощи шпилек, проходящих через отверстия фланца направляю-
щей толкателя. Чтобы при сборке не спутали нижние и верхние
направляющие толкателей, отверстия на фланцах для шпилек у
них сделаны на разном расстоянии. Поэтому верхние и нижние
направляющие толкателей не взаимозаменяемы.
Рис. 95. Шировые гиетло толкателей.
а—ДО изменения, о после изменения кон-
струкции.
На моторах последней серии наружный диаметр цилиндриче-
ской части направляющей толкателя от фланцев крепления к кар-
теру на длину 36 мм (до отверстия под ось ролика) увеличен с
24 до 26 мм, а наружный диаметр направляющей от нижнего
торца до отверстий под ось ролика — с 23 до 25 мм. На верхней
плоскости фланца для крепления направляющей к картеру сдела-
117
ны приливы, обработанные с углом 10° (рис, 96). Этим достигается
усиление фланца.
Внутренний диаметр направляющей толкателя увеличен с 17,5
до 19,5 мм.
Диаметр отверстия в паранитовой прокладке направляющей
увеличен с 31 до 33 мм.
Рис. 96. Направляющие толкателей.
А—до 'Изменения конструкции, после изменения конструкции.
После конструктивных изменений узла толкателя моторе»
АШ-62ИР последней серии стали не взаимозаменяемы с деталями
моторов других серий следующие детали: 1) направляющая тол-
кателя, 2) толкатель, 3) предохранительное кольцо толкателя,
4) ось ролика толкателя, 5) прокладка под фланец направляющей
толкателя. В узле толкателя взаимозаменяемы следующие детали
моторов АШ-62ИР последней серии с соответствующими деталями
моторов предыдущих серий: 1) пружина толкателя, 2) ролик,
3) втулка ролика, 4) шаровое гнездо толкателя.
Тяги и кожухи тяг
Тяги газораспределения (рис. 97) — пустотелые, сделаны из
цельнотянутых стальных труб и имеют на концах стальные цемен-
тированные шаровые наконечники со сквозными отверстиями для
подачи масла к подшипникам коромысел. Все тяги взаимозаме-
няемы.
Для того чтобы при термообработке не получалось закалочных
трещин и скалываний на шаровой поверхности, наконечник тяги
изготовляется не из стали С10, а из стали 12ХНВА.
На цилиндрической поверхности наконечника из стали 12ХНВА
имеется отличительное гнездо диам. 1,5 мм и глубиной в 1 мм
(рис. 98).
Чтобы отрегулировать необходимый зазор в клапанах и одно-
118
вреэтенаио обеспечить подвод масла к подшипникам рычагов клапа-
нов, тяги по длине изготовляются двух размеров и определяются;
по -ступеням в вависимюсти от размера В (рис. 97).
Рис. 9.7. Тяга толкателя.
Рис. 98. Старый и новый наконечник тяги.
Величина размера В, в зависимости от номера ступени, указана’
в табл. 7.
Г а б л иц а 7
Номер сту- пени Клеймо н« тяге Размер В
1 1 424—0,4
и 2 425,5—0,4
Ранее выпускавшиеся тяги имели один размер В, равный
424tIJ’4 мм. Номер ступени клеймят при изготовлении тяги на
одном из ее концов (рис. 97). По этому клейму можно новые
тяги отличить от старых, которые клейма не имели.
Взаимозаменяемое! 1. старых и новых тяг по нарушается. Каж-
дая тяга толкателя заключена в кожух.
Кожухи тяг тол на i ел я. Кожухи тяг толкателей изго-
товлены из дуралюминия 71-1-М, а не из стали 20А, как это было-
ранее. Кожухи тяг прикрепляются к цилиндрам с помощью накид-
ной гайки 3 (рис. 99).
Гайка имеет наружный шестигранник под ключ с зевом 32 мм.
Тайку надевают на кожух тяги 1 и навертывают на штуцер 4,
ввернутый в клапанную коробку.
Штуцер имеет, наружную резьбу двух размеров: 33 X 1,5 и
36X1,5. Резьба 33 X 1,5 предназначена для укрепления штуцера
119
в головке цилиндра, а резьба 36 X 1,5—-для прикрепления к шту-
церу кожуха тяги. Кожух тяги с одной стороны отбортован под
углом 60° и при помощи стального кольца 2 и гайки присоеди-
няется к обработанному на конус в 60° штуцеру 4. Описанный
способ крепления кожухов тяг толкателей отличается простотой
конструкции и герметичностью по сравнению с ранее применяв-
шимся способом крепления при помощи дюрита и хомутов.
Рис. 99. Кожух тяги толкатели (узлы креплении).
К направляющим толкателей крепят кожухи е помощью дюри-
товых шлангов 6 и хомутов 7. Длина дюритового шланга ЭО2^1-6 мм.
В дюритовый шланг вставляют на глубину 23±2 мм переходную
втулку 5, изготовленную из стали 20А.
При установке отличительная желтая полоса на дюрите
(рис. 100) должна совпадать с наибольшим размером втулки по
длине. Один конец втулки развальцован, второй срезан и обрабо-
тан с углом 10°-^3°и.
Рис. 100. Дюрит креп-
лении кожуха.
1—отличительная жел-
тая полоса должна сов-
нидять с наибольшим
размером втулки..
При монтаже на моторе дюритовый
шланг вместе с переходной втулкой на-
девают на кожух таким образом, чтобы
развальцованный конец втулки был об-
ращен к головке цилиндра- После за-
крепления кожуха на штуцере головки
Цилиндра дюрит сдвигают на направ-
ляющую толкателя так, чтобы отличи-
тельная желтая полоса на внешней по-
верхности дюрита была обращена в сто-
рону вала винта, а торец переходной
втулки в дюрите вплотную подходил
к торцу направляющей толкателя
(рис. 100). Это обеспечивает нор-
мальное, с минимальным зазором по торцу, расположение среза на
переходной втулке относительно направляющей толкателя.
Переходная втулка изолирует дюрит от действия масла, сте-
кающего по кожуху, и увеличивает срок службы дюрита. Дюрито-
вый шланг на кожухе и направляющей толкателя закрепляются
120
двумя стяжными хомутами. Кожухи тяг толкателей и дюриты
крепления кожухов к направляющим толкателя моторов АШ-62ИР
последней серии не взаимозаменяемы с такими же деталями мото-
ров предыдущих серий.
Коромысла 24 (рис. 93) представляют, -собой двухплечий
рычаг двутаврового сечения, изготовленный из стальной поковки.
Коромысло клапана впуска — на конусном двухрядном ролико-
подшипнике, а коромысло клапана выпуска — на двухрядном
игольчатом подшипнике. Чтобы устранить перемещение коро-
мысла вдоль оси в клапанной коробке и предотвратить выпадение
иголок из подшипников, по обеим сторонам подшипника устанавли-
ваются две упорные шайбы толщиной в 2 мм. Толщина упорной
шайбы подшипника коромысла клапана выпуска на моторах по-
следней серии увеличена с 2 до 4 мм. Соответственно этому увели-
чена и ширина гнезда в клапанной коробке коромысла выпускного
клапана. Сквозь подшипники шайбы и отверстия в клапанных ко-
робках продеты оси 4 коромысел (рис. 93). Ось коромысла впуск-
ного клапана имеет диаметр 12 мм, а выпускного 13 мм.
Конец коромысла, обращенный к клапану,—вильчатый; в нем
помещен ролик 27, вращающийся на втулке 28, надетой на запрес-
сованную в коромысле ось 29 втулки.
Конец коромысла, обращенный к тяге, снабжен винтом 1 для
регулирования зазоров между роликом коромысла и штоком кла-
пана. Регулировочный винт, имеющий шаровое гнездо, в котар-м»
входит шаровой наконечник тяги, контрится зажимным винтом 22.
Зажимной в-инт контрится зубчатой пружинящей шайбой 23
(рис. 93).
В регулировочном винте имеются три радиальных» отверстия.
Одно из них сообщается с продольным каналом в коромысле и т?.м
самым подводит масло из пустотелой тяги к подшипникам коро
мысел.
На моторах АШ-62ИР последних серий коромысло клапачз
выхлопа усилено. Толщина стенки гнезда в рычаге под наружную
обойму игольчатого подшипника увеличена с 4,5 до 6 мм
(рис. 101).
Диаметр отверстия под ось ролика увеличен с 6.5 10,0° до
8+0,03мм. Наружный диаметр осп ролика увеличен с 6,54 0,(12 до
8,O4“'o,J2 мм. Длина осн увеличена с. 18 до |<j hi,.5 мм.
Внутренний диаметр втулки увеличен с 6,514 111 •’до8,01 + 0,0омм.
Наружный диаметр увеличен с 12 до 13 мм.
В соответствии с размерами втулки внутренний диаметр ролика
коромысла увеличен с 12 1 до 13 мм. ца торце нового
ролика протачивается канавка шириной 0,6 мм и глубиной 0,5 мм.
Взаимозаменяемость (узлом) нового коромысла клапана выхло-
па с коромыслами моторов первых серий не нарушается. Отдельно
коромысло, ось ролика, втулка оси коромысла и ролик коромысла
мотора АШ-62ИР последних серий не взаимозаменяемы с такими
же деталями моторов предыдущих серий.
121
Клапаны и пружины (рис. 93). Каждый цилиндр имеет
два клапана — впускной и выпускной. Впускной клапан — тюльпа-
нообразной формы, выпускной — грибовидный, с выпуклой повёрх-
ностью. При нормальных условиях работы двигателя температура
грибка впускного клапана достигает примерно 400° Ц, а выпуск-
ного 800—900° Ц. При перегреве температура выхлопного кла-
пана может дойти до 1200°Ц. Поэтому всасывающий и выхлопной
клапаны изготовляются из жароупорной стали.
Рис. 101. Усиленный рычаг клапана выхлопа.
На верхних концах штоков обоих клапанов наконечники и ра-
бочая фаска выпускного клапана наварены стеллитом или нихро-
мом ЭН-334. Это предохраняет от прогара фаску клапана. Рабочая
фаска впускного клапана обработана с углом 30°.
Клапан выпуска — пустотелый, на две трети наполнен металли-
ческим натрием. Натрий улучшает теплоотвод от грибка к штоку
клапана.
Каждый клапан снабжен тремя концентрично расположенными
пружинами 32, 33, 35 (рис. 93), навитыми в одну сторону. Это
обеспечивает самопритирку клапана к седлу, так как клапан во
время работы повертывается.
Внутренняя пружина 32 опирается па ваплечико направляющей
клапана, а средняя 33 и наружная 35 опираются на стальные шай-
бы 34 и 36, расположенные в обработанных для них гнездах в кла-
панных коробках.
Верхним концом пружины упираются в тарелку 31, укрепленную
разъемным коническим замков (сухариком) 30, входящим в коль-
цевую выточку в штоке клапана и в коническое гнездо тарелки.
Пружины впускных и выпускных клапанов и тарелочки взаимо-
заменяемы. На моторах, начиная с последних серий, выхлопной
клапан усилен (рис. 102).
Диаметр штока увеличен с 17,336“°-013 до 21,914” 0,015 мм.
Фаска клапана сделана под углом в 43°i15, тогда как на седле
клапана выхлопа фаска имеет угол 45°- 15. Различные углы, фаски,
на клапане и па седле делаются с целью улучшить приработку
фаски клапана к седлу по мере выработки седла. Фаска клапана
122
выпуска и часть донышка на моторах АШ-62ИР последней серии
наваривается никромом ЭН-334.
Различная величина углов на фасках клапана и седла вводит
некоторые особенности в ремонт цилиндра. В процессе сборки
цилиндра, при притирке пастой или наждаком 34/ необходимо до-
пускать прилегание клапана к седлу только по нижней кромке
седла. Нижняя кромка фаски клапана должна заходить за ниж-
нюю кромку седла.
Ширина плоскости сопряжения фасок седла и клапана после
притирки не должна превышать 1,5 мм.
Рис. 102. Клапан выхлопа.
После отработки ресурса мотора различие в углах фасок кла-
пана и седла обычно отсутствует. Угол фаски на клапане будет
равен углу фаски на седле. При удовлетворительном состоянии
клапана и седла притирку нужно производить обычным способом
(непосредственно друг по Другу). После притирки проверить кла-
пан керосином или сжатым воздухом на герметичность, а также
убедиться в том, что фаска клапана заходит за нижнюю кромку
седла (см. ниже).
Если клапан утопает в седло, подрезать нижний торец седла
зенкером с углом затопки в 15Г’. Если фаска клапана выхлопа
имеет износ, забоины или риски, которые невозможно устранить,
притиркой, разрешается шлифовать фаску. Шлифовку производить,
под углом в 43°i‘5. Диаметр фаски клапана после шлифовки не
должен быть больше 67,9 мм.
После шлифовки притереть фаски клапана н седла с помощью
притиров.
Работа кулачковой шайбы. Кулачковая шайба вра-
щается в обратную по отношению к коленчатому валу сторону со
скоростью, в 8 раз меньшей, чем коленчатый вал. Этим обеспечи-
вается поочередная, черев один, работа цилиндров.
123
У моторов АШ-62ИР цилиндры работают в последовательно-
сти: 1—3—5—7—9—2—4—6—8. Оси цилиндров расположены сим-
метрично под углом 40° одна по отношению к другой, следова-
тельно, чередование работы цилиндров происходит через каждые
80° поворота коленчатого вала.
Кулачки на кулачковой шайбе каждого ряда (всасывающие и
выхлопные отдельно) расположены симметрично под углом 90°
один по отношению к другому. Если первый калачок стоит в по-
ложении, соответствующем середине всасывания в цилиндре № 1,
то второй (рис. 103) не доходит до соответствующего положения
в цилиндре № 3 на угол 10°, третий кулачок не доходит на угол
-20° в цилиндре № 5, а четвертый — на 30° в цилиндре № 7.
Рис. 103. Схема работы кулачковой
шайбы.
При повороте коленчатого вала по ходу на 80°, т. е. до мо-
мента, когда в цилиндре № 3 должен происходить такт (в дан-
ном случае середина всасывания), аналогичный имевшему место
в цилиндре № 1, кулачковая шайба повернется на 10° в обратную
сторону и второй кулачок займет нужное положение. При повороте
коленчатого вала на 160° кулачковая шайба повернется на 20°, и
третий кулачок (займет такое же положение в цилиндре № 5, а при
повороте коленчатого вала на 240° четвертый кулачок займет ана-
логичное положение в цилиндре № 7. В это время (при повороте
коленчатого вала на 240° и кулачковой шайбы соответственно на
30") первый кулачок не дойдет на угол 10° до положения, соответ-
ствующего середине всасывания в цилиндре № 9, и после пово-
рота коленчатого вала еще на 80° займет это положение в цилин-
дре № 9. При дальнейшем вращении коленчатого вала второй ку-
124
лачок обеспечит открытие всасывающего клапана в цилиндре № 2,
третий — в цилиндре № 4, четвертый — в цилиндре № 6 и пер-
вый — в цилиндре № 8.
Таким образом, за два оборота коленчатого вала (что соответ-
ствует углу 720°) кулачковая шайба повернется против хода колен-
чатого вала на 90° и кулачки займут положения: первый—чет-
вертого, второй — первого, третий — второго и четвертый—треть-
его, обеспечив за это время рабочий процесс во всех цилиндрах
в .необходимой последовательности.
При движении кулачковой шайбы кулачки поочередно подни-
мают толкатели. Каждый толкатель через тягу воздействует на
соответствующий рычаг клапана, поднимая один конец его. Дру-
гой конец рычага, опускаясь, нажимает роликом на шток клапана
и, преодолевая сопротивление пружины, открывает клапан.
Регулировка и проверка газораспределения
Газораспределение регулируют по цилиндру № 1 в градусах
оворота коленчатого вала (рис. 104).
।---з Рабочий ход
шуля Выпуск
Рис. 104. Диаграмма газораспределения.
Клапан впуска: открытие до ВМТ 1.7’; закрытие после
НМТ — 44°, продолжительность всасывания 239".
Клапан выпуска: открытие до НМТ- 74", закрытие после
ВМТ—25°. Продолжительность выпуска — 279".
Зазоры клапанов регулируют па холодном моторе в такте сжа-
тия при положении поршня в ВМТ. Зазор между штоком клапана
и роликом коромысла устанавливают 0,5 мм, а при проверке фаз
газораспределения 1,9 мм, т. е. последний зазор соответствует ве-
личине зазора на работающем моторе.
125
ложена прорезь под отвертку.
Необходимо следить, чтобы
При увеличении вавора между штоком клапана и роликом ко-
ромысла продолжительность фазы открытия клапана уменьшается,
а при уменьшении зазора — увеличивается.
Регулирование газораспределения производят, переходя с
одного цилиндра на другой в, порядке работы цилиндров, т. е.
1 _ 3—5—7—9—2—4—6—8.
При регулировании зазоров клапанов не следует допускать сов-
падения сверлений в регулировочном винте с прорезью в коро-
мысле, во избежание утечки масла во время работы мотора. С этой
целью в регулировочном винте сделаны три сверления под углом
120°; для определения направления сверлений над двумя из них
на головке винта нанесены риски, над третьим сверлением распо-
ни риски, ни прорезь, расположен-
ная на 120° к риске на регулиро-
вочном винте, не совпали с про-
резью коромысла, и чтобы торец
регулировочного винта выступал
над коромыслом клапана не бо-
лее чем на 5 мм и не менее
1,5 мм.
Если п-ри регулировании за-
зоров в клапанах окажется, что
торец винта выступает над плос-
костью коромысла более чем на
5 мм или менее чем 1,5 мм, не-
обходимо сменить тягу более ко-
роткой по длине- В (I ступени) в
1 (II ступени) — во втором случае
(рис. 97).
Если с помощью тяги установить положение винта в коромысле
не удается, следует сменить регулировочный винт или коромысло
(узлом). После регулирования зазоров клапанов, проверить щупом
зазор между верхней тарелочкой и коромыслом; он должен быть
в пределах: для клапана впуска—от 0,2 до 2,03 мм, для клапана
выпуска — от 0,8 до 2,03 мм (рис. 105).
Если зазор меньше указанного, подобрать новое коромысло и
тарелочку или поставить индивидуальную (ремонтную) тарелочку с
отверстием, диаметр которого допускает посадку тарелочки па
шток клапана, на 1,2 мм ниже положения нормальной тарелочки.
Несоблюдение, этого зазора может привести к нажиму коромысла
на тарелочку в процессе эксплуатации, к ослаблению посадки зам-
ка клапана (сухариков) и к выпадению клапана.
При монтаже клапанного механизма необходимо также сле-
дит, чтобы в стыках замка (сухариков) клапана был зазор; отсут-
с ! вис этого зазора хотя бы с одной из сторон нарушает плотность
посадки замков (сухариков) в тарелочке клапанной пружины. Де-
тали клапанного механизма моторов АШ-62ИР до последней серии
см. на рис. 106.
126
Зазор замерять здесь
Рис. 105. Проверка зазора меж-
ду рычагом клапана и тарелоч-
кой клапанной пружины.
первом случае и более
Рис. 106. Детали клапанного механизма мотора
AIII 62ИР ранних серий.
1—винт pi.i'i.'i га, 2 1 и । пн и и и ик, 3 iiiaiiO.-i 7 бинт ]м>1
чага клапана!, 5 xi.mvt (собраппып), б ;ii.ipi> 7 -ко-
жух тяги, 8—riirai (сохрани,чч), !> цорнт, И> шаровое
гнездо толкателя, II -i11nvж1111а толки н-ля, 12 — lailKa,
шайба, контргайка, Li направляющая толкателя,
14—прокладка. /5 коптровое кольцо, 16 толкатель,
17—ось ролика толкателя, /Л’ -ролик толкателя, 19—за-
жимной винт, 2(7—замок зажимного винта, 21—рычаг
клапана, 22—шайба, 2,1- -ганка, 27—ролик рычага кла-
пана, 25—втулка ролика, 26 —ось ролика, 27—замок
клапаиа, 28—тарелка пружины, 29—пружина внутрен-
няя, 3L—пружина средняя, 31—шайба средней пружи-
ны, 32—пружина наружная, 33—шайба наружной пру-
жины, 34—клапан.
127
Неисправности газораспределительного механизма, причины
и методы их устранения
1. Прогар и коробление клапанов. Прогар и ко-
робление клапанов и клапанных гнезд происходит главным обра-
зом вследствие местного нарушения плотности посадки клапана,
вызванного горячей коррозией фаски, переносом частиц металла с
фаски седла на фаску клапана и обратно, попаданием между фас-
кой и седлом твердых частиц—крупинок нагара или крупинок
металла. Прогар клапанов также возможен в случае дли-
тельной эксплуатации мотора на горючем с большим содержа-
нием тетраэтилового свинца, который придает нагару (значитель-
ную плотность. Наличие такого. нагара на гнезде и фаске клапана
приводит к ухудшенному теплоотводу от клапана к седлу. Прогар
возможен также вследствие длительной работы мотора на форси-
рованном режиме.
Прогар обнаруживают путем проверки компрессии в цилинд-
рах. Во время работы мотора прогар выхлопного клапана обнару-
живают по тряске мотора на всех режимах, а также по свисту в
выхлопном коллекторе при работе мотора с малыми числами
оборотов.
Прогар всасывающего клапана обнаруживают по обратном
вспышкам в карбюратор и тряске мотора. Чаще всего прогорают
выхлопные клапаны. Бели при проверке компрессия окажется.ниже
3,5 кг/см2, нужно снять цилиндр и поочередно залить керосин на
5 минут во всасывающее и выхлопное окна для проверки плот-
ности прилегания клапанов к своим гнездам. Если керосин проте-
кает внутрь цилиндра, нужно цилиндр снять, демонтировать де-
фектный клапан и проверить состояние фаски клапана и седла.
Если на фаске окажутся раковины, неравномерный износ и т. п..
клапан заменить.
1) Можно фрезеровать бронзовое седло и притирать к нему
клапан без ограничения ширины сопряжения его с фаской грибка
клапана. При этом необходимо следить, чтобы нижняя кромка
фаски клапана выступала за край кромки фаски седла примерно
на 0 8 мм. Если ширина фаски седла после фрезерования окажется
больше фаски клапана, то подрезать ее зенкером с углом 20° так.
чтобы рабочая фаска клапана выступала за край кромки фаски
седла на указанную величину. Такую подрезку можно делать мно-
гократно, но так, чтобы не затрагивать металла головки цилиндра.
Если зенкер затронет металл головки цилиндра, то седло подлежит
замене.
Хорошо профрезерованную фаску седла и правильно, с соблю-
дением установленного угла, отшлифованную фаску клапана про-
тирают в течение 3—5 минут и при этом сохраняют угол фаски.
Плохо подготовленные поверхности фасок притираются медленно,
и при этом искажается форма фасок и нарушается угол.
2) При фрезеровании и .притирке стальных седел, вследствие
разности углов фасок седла и клапана выпуска, допускается при-
легание фаски клапана к седлу только по нижней кромке послед-
123
него. При этом нижняя кромка фаски клапана должна выступать
за нижнюю кромку седла.
Ширина притертой полоски фасок седла и клапана не должна
превышать 1,5 мм.
3) Стальное седло клапана впуска допускается фрезеровать и
притирать без ограничения ширины сопрягаемых фасок. При этом
необходимо следить, чтобы клапан не утопал в седле. Расстояние
между нижней кромкой фаски седла и нижней кромкой фаски
клапана допускается в пределах от 0,25 мм до 1 мм: при большем
утопании седло подлежит замене или подторцовке.
Для начальной притирки клапанов употреблять пасту гра-
вер— С, для окончательной притирки— пасту гравер — А или гра-
вер — В. В процессе притирки фаски клапана следить, чтобы абра-
зивная паста не попадала на шток клапана. Герметичность притер-
тых фасок проверяют осмотром сопряженного места со стороны
камеры сгорания. После пятиминутной выдержки цилиндра с на-
полненными керосином патрубками течи керосина не должно быть.
При монтаже клапанного механизма обращать внимание на
чистоту клапана и седла клапана, а также не допускать, чтобы
остатки абразива попадали в полость камеры сгорания. Остатки
абразивных материалов могут вызвать образование рисок на
зеркале цилиндра и на поверхности поршня.
Клапанные пружины, тарелочки и замки клапана можно заме-
нять, не снимая цилиндра мотора. Для этого необходимо, отжав
клапанные пружины, поддерживать клапан через свечное отвер-
стие загнутым крючком (поршень .в это. время должен находиться
в ВМТ).
ПРЕДУПРЕЖДЕНИЕ. Замки клапанов впуска можно заменять
только замками клапанов той же модификации.
2. Нарушение регулировки зазоров между
роликом коромысла и штоком клапана. Нарушение
регулировки зазоров обнаруживают по тряске мотора, ненормаль-
ной температуре головок цилиндров, падению мощности, обратным
выхлопам в карбюратор или дымлению.
Для проверки зазоров необходимо вывернуть все передние свечи
и снять крышки клапанных коробок. Провертывая винт по ходу в
тактах сжатия, проворить зазоры между роликом коромысла и
штоком клапана в каждом цилиндре по. порядку его работы. Зазор
для клапанов выхлопа и всасывания должен бып. 0.5 мм.
В случае необходимости отрегулирова н, зазор, о ширнуть стяж-
ной болт и, поворачивая регулировочный впит, усыновить, поль-
зуясь специальным щупом, необходимый запор. После этого закон-
трить регулировочный бол г пяжным болтом. Прп этом руковод-
ствоваться указаниями, изложенными в разделе «Регулирование
газораспределения».
3. Разрушение подшипников ко р о м ы с е л. Под-
шипники коромысел (особенно верхних цилиндров) могут разру-
шиться из-за недостаточной смазки их. Это возможно вследствие
несоблюдения правил регулирования либо, из-за засорения отвер-
стий в тяге толкателя. Коромысло с разрушенным подшипником
1-'>
подлежит замене. При замене коромысла клапана необходимо со
блюдать следующие условия:
1) Демонтаж коромысел клапанов выпуска с игольчатыми под-
шипниками производить осторожно, во избежание выпадения иго-
лок подшипника.
2) Цилиндрические иглы по своему наружному диаметру де-
лятся на две группы: первая-- диам. 2,5--2,498 мм, вторая -
диам. 2,495—2,49 мм.
В один подшипник разрешается устанавливать иглы только
одной группы, поэтому произвольная замена игл, без подбора их
по диаметру, запрещается. В каждом подшипнике находятся
62 иглы — по 31 игле в каждом ряду.
3) С той стороны подшипника, которая обращена к оси цилин-
дра, устанавливать шайбу с азотированной поверхностью. Шайбы
с клеймом ГПЗ устанавливать с противоположной стороны, клей-
мом к стенке, клапанной коробки.
4) Подшипники коромысла с двухрядными коническими роли-
ками не разбирать и в случае надобности выпрессовывать их из
ступицы1 коромысла в собранном виде. Такие подшипники следует
браковать при наличии глубокого износа поверхности качения на-
ружной обоймы. Этот износ имеет вид лунок от конусных роли-
ков, Износ легко определить наощупь, проворачивая подшипник
рукой. Подшипник, имеющий глубокий ход с заеданиями, надо
браковать. Если заедание мягкое, без заметного шума, подшипник
можно допускать к дальнейшему использованию.
5) После замены коромысла клапана проверять зазор между
верхней тарелочкой клапанной пружины и коромыслом клапана,
как указано на рис. 105.
4. Течь масла из-под оси коромысла клапана.
Течь масла из-под осн коромысла клапана возможна вследствие
разрушения резиновой уплотнительной прокладки под шайбой оси
или вследствие плохой затяжки. Если наблюдается течь масла из-
под оси коромысла, се нужно устранить путем замены резиновой
уплотнительной прокладки и затяжной гайки. Резиновые уплотни-
тельные прокладки осей коромысел впуска и выпуска не взаимоза"
меняемы.
5. Из н ос направляющих клапанов. Износ направ-
ляющих клапанов приводит к замасливанию свечей и тряске мото-
ра. Характерный признак износа направляющих клапанов — нали-
чие масла в соответствующих всасывающих патрубках, со стороны
цилиндров, -при нормальной компрессии. Масло может проникать
из камеры сгорания цилиндра вследствие износа поршневых колен,
в нарушения уплотнительного соединения нагнетателя, а также
вследствие износа направляющих штока клапана. Это происходит
из-за того, что при выхлопе давление в цилиндре выше, чем во вса-
сывающей системе, и при перекрытии фаз клапанов часть масла
выбрасываемся через всасывающее окно клапана во всасывающие
трубы.
Чтобы найти истинную причину попадания масла в камеру его-,
рання, необходимо выявить, на каких цилиндрах свечи замаслены.
130
'Если замаслены свечи всех цилиндров, особенно нижних, надо
-снять с нижних цилиндров всасывающие трубы и осмотреть их
внутреннюю поверхность и полость нагнетателя. Если эти трубы
покрыты маслом частично, т, е. замаслена та часть трубы, которая
стоит ближе к всасывающему клапану, а вторая часть, присоеди-
няемая к нагнетателю, не имеет следов масла, то нагнетатель ис-
правен, и причина замасливания кроется либо в износе направляю-
щих втулок штоков клапанов, либо -в износе цилиндрово-поршневой
группы.
После этого необходимо спять цилиндр и осмотреть его зеркало
и поршневые кольца. Если на рабочей поверхности поршневых ко-
лец нет задиров, если на конической поверхности нет значительного
износа и зеркало цилиндра хорошее, то причиной попадания масла
во всасывающие трубы является износ направляющих втулок кла-
панов, которые и необходимо заменить. Измерять диаметр втулки
следует на расстоянии 10 мм от верхнего и нижнего торцов втулки.
Если произвести замер диаметра втулки на расстоянии 15 мм от
торца, то можно .пропустить бракованную втулку. Диаметр направ-
ляющих втулок надо замерять только индикатором, замерять их
калибром запрещается.
6. Износ направляющих толкателя. Основная
причина износа направляющих толкателей — эксплуатация мотора
на загрязненном масле. Твердые частицы, попадающие между тол-
кателем и его направляющей, нарушают зазоры. При эксплуатации
мотора на загрязненном масле происходит заедание толкателей.
Если даже толкатели собраны с минимально допустимыми зазо-
рами, они работают нормально. Как известно, наиболее интенсив-
ный износ детален происходит в первые часы работы мотора. По-
этому уже во время приработки происходит увеличение зазора.
Если через несколько часов зазор между толкателем и направляю-
щей чрезмерно увеличивается, то появляется износ и заедание тол-
кателей. Загрязненное масло нарушает нормальную работу и дру-
гих узлов, поэтому нельзя допускать заправки баков загрязненным
маслом.
В случае заедания тол юн елгй в их направляющих следует тол-
катели хорошо заполировать. Пре наличии глубоких задиров надо
заменить комплектно направляющую и толкатель, так как при
сборке они подгоняются друг к другу.
Поставив направляющую в гнездо картера, необходимо прове-
рить пальцем плавность хода i олк .то-ля и убедиться в. отсутствии
заедания.
7. Поломка тяг толка iTJirii. (Хиювпзя причина полом-
ки тяг толкателей — задевание тяги оа кожух. Ус гранение дефекта
сводится к замене тяги, а в случае необходимости и кожуха.
8. Разрушение замка клапана. Причина разрушения
замка клапана установка латунных стопорных полуколец (суха-
риков) вместо стальных. После разборки мотора трудно установить
ио конструктивным признакам, из какого материала изготовлены
стопорные полукольца клапанного замка; поэтому перед комплек-
гогмхой мотор?, необходимо тщательно осмотреть поверхность су-
131
хариков со стороны тарелочки клапанного замка и убедиться в том,
что сухарики — стальные.
При дефектации стопорных полуколец проверять их состояние
и тщательно осматривать поверхность каждого полукольца с це-
лью выявить трещины, наклеп- или деформацию.
Каждый из клапанов всасывания и выхлопа нужно проверять,
на магнофлоксе, обращая особое внимание на места возможного
образования трещин. Особенно тщательно осматривать клапаны,
имеющие наклеп или износ в места установки стопорных колец.
Обнаружив значительный наклеп, браковать клапан. Клапаны, у
которых на штоке ниже клапанного замка имеется износ в виде
лунки глубиной более 0,2 мм, следует браковать. Причина появле-
ния лункн — касание штока клапана о тарелочку при работе мо-
тора.
9. Разрушение упорной шайбы подшипника
коромысла клапана выпуска. Стальные шайбы у ко-
ромысел клапанов впуска и выпуска в клапанных коробках работа-
ют в различных условиях. Стальные шайбы фиксируют коромысла
в клапанной коробке и предотвращают выпадение иголок из под-
шигйшка. Одна из этих шайб, кроме того, воспринимает значитель-
ные нагрузки, которые передаются на нее в момент закрытия и,
особенно, в момент открытия выпускного клапана. Величина нагру-
зки увеличилась после того, как на моторах последних серий был
поставлен усиленный клапан выпуска.
В процессе эксплуатации моторов более ранних выпусков име-
ли место случаи разрушения упорной шайбы подшипника коромыс-
ла клапана выпуска. Поэтому на моторах последних серий тол-
щина упорной шайбы подшипника коромысла клапана выпуска для
большей надежности увеличена с 2 до 4 мм.
Техническое обслуживание механизма газораспределения
Основной вид обслуживания механизма газораспределения —
периодическая проверка компрессии в цилиндре через каждые
50 часов работы мотора. Если компрессия отсутствует, нужно убе-
диться в наличии необходимого зазора между штоком клапана и
роликом коромысла и, провертывая клапан в гнезде, легким посту-
киванием убедиться в том, что под фаску клапана и гнезда ничего
не попало. Если компрессия ниже 3,5 кг/см2, нужно снять цилиндр
и поочередно залить керосин во всасывающее и выхлопное окна,
чтобы проверить плотность прилегания клапанов к своим гнездам.
При наличии течи внутри цилиндра клапан нужно притереть к
гнезду, если же имеет место прогар, то заменить клапан или седло.
Через каждые .200—250 часов работы мотора проверяют зазоры
между роликом коромысла и штоком клапана. Регулировку зазоров
производят так, как указано выше.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Назначение механизма газораспределения.
2. Из каких частей состоит механизм газораспределения, их расположение
иа моторе
132
3. Направление вращения кулачковой шайбы и передаточное число.
4. Работа кулачковой шайбы.
5. Как осуществляется передача or коленчатого вала на клапаны.
6. Как осуществляется крепление кожухов тяг на моторах АШ-62ИР по-
следней и предыдущих серий.
7. Какой зазор устанавливается между штоком клапана и роликом коро-
мысла в холодном состоянии мотора и при проверке фаз газораспределения.
8. Назначение меток, имеющихся на регулировочном винте.
9. Неисправности газораспределительного механизма, причины и методы их
устранения.
10. Техническое обслуживание механизма газораспределения.
НАГНЕТАТЕЛЬ
На современных авиационных моторах падение мощности мо-
тора по мере увеличения высоты полета устраняют при помо-
щи воздушного компрессора — нагнетателя. Наличие нагнетателя
увеличивает взлетную мощность мотора у земли и позволяет сох-
ранять его номинальную мощность до определенной высоты.
На моторах АШ-62ИР устанавливается центробежный невы-
ключающийся нагнетатель с механическим приводом. Увеличение
давления горючей смеси, засасываемой в цилиндры, достигается
путем сжатия ее центробежной силой при помощи вращающейся
крыльчатки. Крыльчатка приводится во вращение системой шес-
терен, постоянно сцепляющихся друг с другом.
На моторах АШ-62ИР, благодаря наличию нагнетателя, наддув
при полном открытии дросселя у земли достигает 1050 мм рт. ст.,
что дает возможность получать от мотора максимальную мощность,
равную 106'0 л. с. Номинальная мощность мотора АШ-62ИР на са-
молете Ли-2 сохраняется до высоты 1500—1650 м, а крейсерская —
до 5000—5500 м.
Основной рабочей деталью нагнетателя является крыльчатка,
которая вращается в 7 раз быстрее коленчатого вала. Вращение от
коленчатого вала«передается на валик нагнетателя и связанную с
ним крыльчатку через валик привода к агрегатам и сцепляющуюся
с ним малым венном двойную шестерню, которая большим венцом
зубьев сцепляется с шестерней валика нагнетателя.
Принцип раб о т ы н а г и е г а г е л я. Влагодлря значи-
тельному числу оборотив к ]> ы. । ь в а । к 11 смесь, и гл действием разре-
жения у центральной части крыльчатки, потоунаег из карбюратора
и центробежной силой иавравлисн'н к периферии крыльчатки и по
каналам диффузора. В дифф у юре смей, ic'ier по девяти расши-
ряющимся каналам. Скорое и. дг.вж ел ня емоеп уменьшается, ее
давление1 увеличивается. Из дпффу ч>ра смесь через смесительную
камеру поступает по всасывающим трубам в цилиндры двигателя.
Нагнетатель мотора состоит из корпуса (конструкция его опи-
сана в разделе о картере), крыльчатки валика с уплотнением пе-
редаточного механизма и комбинированного клапана.
Крыльчатка 1 (рис. 107)—литая дуралевая, с радиаль-
ными лопатками, которые в центре загнуты по направлению враще-
133
ния с целью уменьшить гидравлическое, сопротивление смеси, пос-
тупающей из карбюратора. Крыльчатка имеет ступицу, в которой
сделаны шлицы для крепления крыльчатки на валик.
Рис. 107. Детали механизма крыльчатки нагнетателя
1—коыльчатка нагнетателя, 2--задняя маслоунлотнительпая втулка, 3—масло-,
уплотнительные кольца, 4— шайба, 5-валик (/ — 7:1), б—кольцо, 7—пята;
8— шаровое кольцо, 9—шайба,, 10—втулка задняя, 11—втулка передняя.
12—двойная шестерня, 13—втулка, диска, 14—диск маслоуплотнителя. 15—- про-
кладка, 16—стопор, 17— гайка вала, 18—винт, 19—замок, 20—передняя втулка
маслоуплотнителя, 21—винт.
В стенке крыльчатки у ступицы сделаны сквозные отверстия
для уравновешивания давления смеси с обеих сторон крыльчатки^
чем значительно уменьшается давление на подпятник нагнетателя.
На моторах АШ-62ИР до 8-й серии в ступицу крыльчатки зап-
рессовывались по обеим сторонам .две шлицевые стальные втулки,
которые контрились от провертывания и соединялись с крыльчаткой
заклепками, проходящими через фланцы обеих втулок и отверстия’
в ступице (рис. 108). Такая конструкция крыльчаток усложняла их
изготовление. В связи с этим конструкция крыльчаток нагнетателя
упрощена и они выпускаются без стальных шлицевых втулок в сту-
пице.
При монтаже крыльчаток на валик надо подбирать их с таким
расчетом, чтобы они имели по наружному диаметру шлиц валика,
зазор 0,002,
Крыльчатки новой и старой конструкции взаимозаменяемы.
Валик нагнетателя 5 (рис. 107) — полый, изготовлен
из стальной поковки заодно с шестерней валика. Внутри валика
запрессованы две стальные втулки, залитые свинцовистой бронзой,
которыми валцк опирается на две шейки валика передачи к агрега-
там,
Па наружной поверхности валика нагнетателя имеются шлицы
дли посадки крыльчатки. Для выравнивания давления воздуха в.
уплотнительных муфтах, с обеих сторон валика снято по две шлицы,
образующие соответствующий воздушный канал. На конце валика,
пр<и пи.о|К1ложном шестерне, нарезана резьба для круглой гайки,
erm ишпощеп детали на нем. Гайка контрится (от провертывания)
фасонной круглой шайбой из листовой мягкой стали.
1'И
Уплотнение валика нагнетателя (рис. 107, 109).
Чтобы предотвратить попадание масла из средней и задней частей
картера в камеру нагнетателя, на валике нагнетателя устанавлива-
ют маслоуплотняющие стальные втулки с четырьмя бронзовыми
кольцами каждая. Передняя втулка входит в стальную, законтрен-
ную штифтом втулку фланца, установленного на стенке передней
Рнс. 109. Схема подвода воздуха к масло
уплотнителям нагнетателя.
Стам
Рис, 108. Старая и новая
крыльчатка нагнетателя
половины корпуса нагнетателя. Задняя маслоуплотнительная втул-
ка входит в стальную, законтренную штифтом втулку, установлен-
ную в стенке задней половины корпуса нагнетателя; между вторым
и третьим кольцами передней и задней маслоуплотнительных втулок
имеется ряд отверстий, сообщающихся между собой через пропу-
щенные шлицы валика крыльчатки. Кроме того, задняя маслоуп-
лотнительная втулка, через отверстия во втулке задней половины
корпуса нагнетателя и выточку, сообщается с атмосферой спе-
циальной трубкой.
Таким-образом, дополнительно к механическому уплоп.ечщо
кольцами вокруг втулок между кольцами создаен’я атмосферное
давление, препятствующее попад.-шию масла и камеру крыльчат-
ки. В противном случае разрежение от neiiTp.iJii.iioii .зоны мрыльчат-
ки передавалось бы к уплотни тельным кольцам и m;iuh> попадало
бы в нагнетатель (рис. 109). Маелоуплоiннгсльпыс втулки, находя-
щиеся по обе стороны крыльча । кп, однонремшню служат для нее
распорными муфтами, так как прижимаю гея к к>рцу шестерни ва-
лика нагнетателя гайкой, навертываемой на передний конец этого
валика.
Между задней уплотнительной втулкой в торцом шестерни
установлено бронзовое кольцо. Последнее описается на фланец
стальной втулки задней половины корпуса нагнетателя и восприни-
мает нагрузку
135
Осевая нагрузка от валика нагнетателя воспринимается подпят-
ником, прикрепленным к задней части корпуса нагнетателя.
Подпятник нагнетателя воспринимает силу от раз-
ности давления с двух сторон крыльчатки, направленную в сторону
задней крышки. Подпятник состоит из шарового бронзового кольца
(рис. 107) и стальной пяты 7. Валик нагнетателя, через стальное
кольцо, упирается торцом шестерни в шаровое бронзовое кольцо и
стальную шаровую пяту. Стальное распорное кольцо предохраняет
бронзовое кольцо от задира о зубья шестерни. Для регулирова-
ния установочного зазора крыльчатки между торцом валика и ша-
ровым бронзовым кольцом устанавливается стальное кольцо. Бла-
годаря наличию шарового соединения кольцо является самоуста-
навлпвающимся.
Диффузор 17 (рис. 24) нагнетателя представляет собой ли-
той алюминиевый диск с девятью лопатками, направляющими смесь
в смесительную камеру. Диффузор крепится винтами к заднему
корпусу нагнетателя. Диффузор нагнетателя предназначен для на-
правления смеси во всасывающие трубы и для преобразования кине-
тической энергии в энергию давления.
Двойная шестерня передачи к нагнетателю 5
(рис. ПО) свободно вращается на оси 8, укрепленной на задней
12 13
Рис. ПО. Передача к валику нагнетателя.
1—стопор, 2—втулка корпуса, 3—втулка! осч, 1— передняя шайба,
о—двойная шестерня (7:7), 6—задняя ш<тйба, 7— прокладка, 8—оси
двойной шестерни, .9 контргайка, 10—гайка, 11—втулка, 12 втулка осн
двойной шестерни, 13—стопор, 14 вал агрегатов.
крышке картера, и имеет два венца зубьев. Меньший венец сцеп-
1Ш'тся с эластичной шестерней валика передачи к агрегатам, а
больший с шестерней валика нагнетателя. Ось двойной шестерни
передачи к нагнетателю —- пустотелая. Задний конец оси прикреп-
лен фланцем к задней крышке, а передний — опирается на втулку
в отверстии задней половины корпуса нагнетателя.
Передаточное число нагнетателя по отношению к коленчатому
налгу равно 7:1.
Комбинированный клапан
Для того чтобы при подготовке мотора АШ-62ИР к запуску
или после его остановки полость нагнетателя и нижние цилиндры
не переполнялись сконденсировавшимся горючим, в задней половине
корпуса нагнетателя устанавливается комбинированный клапан на-
гнетателя (рис. 111, 112). Комбинированный клапан устроен так.
что попавшее в нагнетатель неиспарнвшееся
не работает, сливается в атмосферу.
На работающем же моторе скопив-
шееся в нагнетателе горючее посту-
пает в виде смеси с воздухом к
крыльчатке нагнетателя. Таким обра-
зом, ‘Предупреждается опасность пе-
реполнения полости нагнетателя горю-
чим и обеспечивается лучшее смесе-
образование.
Комбинированный клапан установ-
лен на резьбе справа в нижней части
задней половины 'корпуса нагнетателя.
Гнездо, в которое ввертывается ком-
бинированный клапан, сообщается че-
рез одно сверление с нижней частью
внутренней полости нагнетателя (до
крыльчатки), а через другое сверле-
ние и вставленную в него трубку —- с
центральной частью крыльчатки на-
гнетателя.
Комбинированный клапан состоит
из корпуса, подвижной шайбы и рас-
пылителя (рис. 113). Корпус комбини-
горючее, если мотор
рованного клапана верхней^ нарезан- Рис |Н Об1ЦИЙ вид ком.
ной частью ввертывается В бронзовую пикированного клапана,
футорку гнезда задней половины кор-
пуса нагнетателя. Снизу корпуса комбипнр-ш-пшого клапана спе-
циальной фаооншш пробкой крепнтоя пицце.и, дренажной трубки.
Внутрь корпуса комбинированною клапан:' не i aiuieii распыли-
толь со сквозным отверстием, сообщающим внутреннюю полость,
клапана с атмосферой через дргнажнхю трубку.
На распылитель надета лагунная трубка, входящая в сверление
задней половины корпуса нагнетаiели в сообщающая комбиниро-
ванный клапан с централ!......>й частью i«pi,t,/ii.'i;i i кн В нижней части
этой трубки у конусной части распылителя имеются четыре сверле-
ния.
Между корпусом клапана и внутренним буртиком ниппеля дре-
нажной трубки помещена подвижная шайба. Последняя притерта к
седлу корпуса и под влиянием собственного веса занимает на не-
работающем моторе нижнее положение. В нижнем положении под-
вижная шайба -обеспечивает сообщение внутренней полости нагие
тателя с. атмосферой, позволяя излишкам горючего слиться из на-
I "-7
гнетателя через дренажную трубку. В верхнем положении подвиж-
ная шайба закрывает излишкам горючего выход из наг-етотеля.
Бензин (конденсат)
Рис. 112, Комбинированный клапан нагнетателя.
Если на неработающем моторе по какой-либо причине в нижней
полости нагнетателя будет скапливаться горючее, то оно по каналу
стечет в гнездо комбинированного клапана, откуда через сверление
в корпусе клапана и зазор между корпусом и подвижной шайбой
поступит в дренажную трубку и сольется в атмосферу.
Рис, 113, Детали комбинированного клапана.
1- корпус Kjiaiiaiiai, 2--фугерка клапана, 3 --грубки, 7 -к,лапая (шайба')
5 -ниппель клапана, б -пробки
Во время работы мотора разрежение, имеющее место в цент-
ральной части нагнетателя, передается через канал к комбинирован-
ному клапану. В результате подвижная шайба поднимается атмос-
ферным давлением и прижимается к седлу корпуса клапана, закры-
вая горючему выход в атмосферу. В этом случае, сконденсировав-
шееся горючее, попавшее в гнездо клапана по сверлениям в трубке
v распылителя, начнет поступать внутрь последней. Через централь-
ное оч перстне, распылителя, вследствие имеющегося разрежения,
будет поступать из дренажной трубки воздух, который, подхваты-
вая попавшее в трубку горючее и смешиваясь с ним, в виде эмуль-
сии будет направляться через трубку и сверление к центральной
части крыльчатки, чем обеспечится использование конденсата горю-
чего дли работы мотора.
138
Неисправности нагнетателя, их причины и метод их устранении
I, ПОПАДАНИЕ МАСЛА ЧЕРЕЗ НАГНЕТАТЕЛЬ В ЦИЛИНДРЫ МОТОРА
Признаки этого дефекта — течь масла из комбинированного
клапана и из суфлера, дымят все цилиндры, внутренняя поверх-
ность нижних всасывающих труб покрыта маслом, а при осмотре
через окна всасывающих труб видно замасливание полости нагне-
тателя.
Причинами проникновения масла в полость нагнетателя могут
быть:
1) Неравномерный износ, потеря упругости, неравномерное при-
легание по наружной поверхности, деформация боковых поверхно-
стей маслоуплотнительных колец нагнетателя.
2} Заклинивание маслоуплотнительных колец в проточках масло-
уплотнительных втулок вследствие ступенчатого износа проточек.
3) Неплотное .прилегание диска маслоуплотнителя нагнетателя к
передней половине корпуса нагнетателя.
4) Ослабление винтов крепления диска маслоуплотнителя нагне-
тателя.
5) Слабая посадка передней и задней втулок маслоуплотнения.
6) Отсутствие герметичности в местах установки стопоров кре-
пления втулки задней половины корпуса нагнетателя (на моторах
ЛШ-62ИР более ранних выпусков).
7) Отсутствие герметичности в маслооткачивающей магистрали
между задней крышкой картера и задней половиной корпуса наг-
нетателя (из-за утолщенной прокладки).
8) Поломка или ослабление суфлерной трубки.
Устранение дефекта сводится к замене отдельных деталей или
всего нагнетателя.
Во всех описанных выше случаях нужно снимать нагнетатель с
мотора, а для этого — предварительно снять с самолета мотор
вместе с под моторной рамой.
Прежде чем снимать мотор с самолета, следует окончательно
убедиться в том, что замасливание всасывающих патрубков проис-
ходит именно из-за неисправности нагнетателя, а не вследствие
больших зазоров между штоками клапанов и их направляющими.
Если пропуск масла происходит из-за неисправности переднего
уплотнителя, необходимо сменить дефектные mw'hojнлочшиельпые
кольца, и испытан, иод давлением диск мдг.чоенлоа ш юля, Обнару-
жив негерметичиоеи., необходимо пришабриiь диск и ею плоскость
прилегания в передней половине корпуса нагнета геля по специаль-
ному кольцу. После этого надо пронернiь на краску прилегание
плоскости диска к его гнезду в вагнега юле. заменить прокладку
под диском и установить диск из герме!икс, а винты крепления
диска (в целях лучшего уплотнения) па тиминовых белилах,
Отремонтированная таким ейоеобом передняя половина корпуса
нагнетателя при испытании выдерживает давление до 3—4 ат, без
каких-либо признаков нарушения уплотнения между диском и пе-
редней половиной корпуса на гпета геля,
139<
Если не подгонять плоскости диска и гнезда в передней полю-
вине корпуса нагнетателя, то уплотнение создается только благо-
даря белилам и прокладке, положенным между диском и его гнез-
дом в нагнетателе. При установке диска в переднюю половину
корпуса нагнетателя и затяжке винтов происходит деформация
диска, и в местах отверстий под винты на диске образуются не-
большие выступы; аналогичная же картина, только в меньших раз-
мерах, получается и на поверхности гнезда под диск, в месте его
прилегания к гнезду в передней части нагнетателя. Поэтому после
затяжки винтов крепления диска уплотнительное соединение стано-
вится неравномерным по всей плоскости прилегания, и со временем
в наименее плотных местах начинает просачиваться масло.
Если масло просачивается из-за неисправности заднего масло-
уплотнения, о чем свидетельствует наличие масла на крыльчатке
со стороны лопастей, то надо проверить сжатым воздухом герме-
тичность заднего маслоуплотнения и, в случае обнаружения неис-
правности, заменить заднюю втулку или нагнетатель в сборе.
При замене нагнетателя или отдельных его деталей необходи-
мо руководствоваться следующими указаниями:
1) Перед демонтажем нагнетателя провернуть коленчатый вал
мотора так, чтобы на одном из магнето началось размыкание кон-
тактов прерывателя. В процессе замены деталей не проворачивать
коленчатого вала мотора и вала привода агрегатов, чтобы можно
было соединить нагнетатель с мотором в том же положении, в ка-
ком он был соединен до демонтажа.
2) Проверить, нет ли ступенчатого износа проточек под масло-
уплотнительные кольца (канавок) в передней и задней втулках.
Если такой износ имеется, прошлифовать проточки или заменить
втулки. Осмотреть втулки — нет ли в них кольцевых следов износа
от маслоуплотнительных колец. Если на внутренней поверхности
втулок окажется такой износ, устранить его шлифованием или за-
менить втулки. Допускается хромирование внутренней поверхности
втулок с последующей расшлифовкой.
3) Тщательно подобрать (если надо, цодогнаи.) зазоры в стыке
и по образующей маслоуплотнительных колец.
4) Не устанавливать деформированных маслоуплотнительных
колеи. Кольца должны свободно перемещаться в своих проточках
под действием собственного веса. Торцевые поверхности стыка
колец должны лежать в параллельных плоскостях.
5) Перед установкой корпуса нагнетателя развести стыки масло-
уплотнительных колец и смазать кольца густой смазкой (во избе-
жание их провисания и поломки в момент установки корпуса).
Если при испытании нагнетателя сжатым воздухом появятся
мелкие пузырьки в месте посадки центральной втулки в задней по-
ловине корпуса нагнетателя, необходимо выпрессовать централь-
ную втулку, так как это свидетельствует о большом износе масло-
уплотнительных колец и отсутствии герметичности.
Если требуется заменить центральную втулку или выпрессовать
ее для ремонта, необходимо, в целях сохранения концентричности,
•соблюдай, следующие условия:
140
1) При выпрессовке втулки для хромирования наружной поверх-
ности или шлифования внутренней полости с последующим хроми-
рованием— предварительно сделать метки на корпусе нагнетателя
и на центральной втулке. При повторной запрессовке втулки эти
метки должны совпадать.
2) При расшлифовке центральной втулки с целью устранить
следы износа от маслоуплотнительных колец, а также после хро-
мирования устанавливать втулку на токарный или шлифовальный
станок по внутреннему диаметру, чтобы сохранить разностенность,
которая была у данной втулки.
3) При выпрессовке (для ремонта) втулок у нескольких моторов
центральные втулки метить номерами моторов. Отремонтированные
втулки по этим меткам запрессовывать на те нагнетатели, с кото-
рых они были сняты.
При замене втулки новой необходимо соблюдать следующие
указания:
1) Сделать метку на забракованной центральной втулке и кор-
пусе нагнетателя.
2) Выпрессовать забракованную втулку из задней половины
корпуса нагнетателя.
3) Замерить разностенность забракованной втулки, пометить са-
мую тонкую стенку двумя рисками.
4) Установить выпрессованную втулку в корпусе нагнетателя
по первой метке, а против второй метки на втулке сделать на кор-
пусе нагнетателя метку в две риски.
5) Подобрать новую центральную втулку по натягу, замерить
разностенность и отметить самую тонкую стенку двумя рисками.
6) Запрессовать центральную втулку в заднюю половину кор-
пуса нагнетателя, установив втулку так, чтобы метки с двумя рис-
ками на втулке и корпусе совпали. Втулку с мотором АШ-62ИР,
начиная с 8-й серии, из-за невозможности поворачивать ее по от-
ношению к корпусу нагнетателя, —- подобрать по разностенности
в соответствии с ранее выпрессованной втулкой.
Для того чтобы выпрессовать центральную втулку, необходимо
нагреть заднюю половину корпуса нагнетателя в электропечи или
масляной ванне до 100°Ц.
Для того чтобы запрессовать центральную втулку, необходимо
заднюю половину корпуса нагнетателя нагреть до 100- 140°Ц.
Натяг между центральной втулкой и задней половиной корпуса
нагнетателя нужно подобрать в пределах от 0,015 до 0,095 мм.
Замену центральной втулки производить только на ремонтных
заводах и базах.
Если при испытании центральной втулки на герметичность по
всей ее окружности появляется не более 4—5 мелких пузырьков,
выпрсссовывать втулку не обязательно; достаточно расчеканить ме-
талл задней половины корпуса нагнетателя е целью уплотнить ме-
сто посадки центральной втулки.
После расчеканки необходимо вторично испытать корпус нагне-
тателя лол давлением.
141
Неглубокий износ от маслоуилогнительных колец на централь-
ной втулке выводится чугунным притиром с пастой ГОИ. Макси-
мально допустимый диаметр втулки после притирки 56,10 мм.
На моторах более ранних выпусков часто разрушалась трубка
подвода воздуха к уплотнительным втулкам. Одна из причин этого
дефекта — обратный выхлоп в карбюратор. Разрушение трубки на-
рушает нормальное уплотнение валика нагнетателя, вызывает под-
сос масла в полость крыльчатки нагнетателя и загрязнение смеси.
В результате нарушается нормальная работа мотора. На моторах
последних выпусков этот недостаток устранен тем, что дуралевая
трубка заменена стальной.
(I. РАЗРУШЕНИЕ КРЫЛЬЧАТКИ НАГНЕТАТЕЛЯ И ДИФФУЗОРА
1. Нарушение инструкции по запуску мотора.
При запуске холодного мотора, если резко переместить вперед сек-
тор газа, то топливо, поступившее в нагнетатель ют помпы приеми-
стости, не успевает полностью испариться, >в то время как воздух,
поступающий в нагнетатель при полностью открытом дросселе,
имеет небольшую скорость в диффузоре карбюратора и почти
не получает горючего от жиклеров. Происходит резкое обеднение
смеси, и смесь медленно сгорает в цилиндре. Пламя по всасываю-
щему патрубку в момент перекрытия клапанов передается в нагне-
татель и воспламеняет там топливо. Сильный взрыв топлива в на-
гнетателе вызывает деформацию диффузора или крыльчатки.
Если деформация диффузора незначительна и крыльчатка не за-
девает его поверхность, то мотор работает нормально до очеред-
ного более сильного выхлопа в карбюратор.
Частые выхлопы в карбюратор приводят к тому, что диффузор
сильно деформируется, а крыльчатка начинает при вращении заде-
вать за его поверхность, Деформация диффузора обычно происхо-
дит на верхней его части под переходником карбюратора.
Частые выхлопы в карбюратор приводят к ослаблению резьбо-
вого соединения винтов крепления диффузора нагнетателя (особен-
но в верхней части диффузора) — к нарушению их контровки, к
произвольному отвертыванию винтов.
Вращаясь, крыльчатка начинает задевать за выступающие го-
ловки винтов; на ней и самом диффузоре образуются надиры, что
выводит нагнетатель из строя.
При ремонте моторов необходимо проверять на каждом нагне-
тателе прочность посадки винтов, крепящих диффузор. Если при
подтяжке винт повертывается более чем на полоборота, необходи-
мо вывернуть винт и проверить состояние его резьбы и резьбы его
гнезда. В случае необходимости — винт заменить новым.
При ремонте нагнетателя допускается подтяжка винтов креп-
ления диффузора не более чем на полоборота с последующей их
надежной контровкой. Для того чуобы при ремонте нагнетателя не
допустить к эксплуатации диффузрр, имеющий деформацию, необ-
ходимо замерять зазоры между крыльчаткой и диффузором в двух
взаимно перпендикулярных плоскостях с помощью двух щупов,
подкладывая их иод торцы взаимно противоположных лопаток
142
крыльчатки. дви замер производить в нескольких точках диффузо-
ра. особенно в обычных местах его деформации.
Разность замеров по двум взаимно перпендикулярным плоскос-
тям не должна превышать 0,1 мм; при этом зазор между лопаткой
крыльчатки и диффузором должен быть в пределах 0,9—1,17 мм.
При измерении зазора следует придерживать крыльчатку пальцами,
не давая ей подниматься в сторону увеличения замеряемого зазора.
2. Недостаточная затяжка передней гайки
валика нагнетателя или недоброкачествен-
ность контрового замка передней гайки вали-
ка нагнетателя. Если передняя гайка недостаточно затяну-
та, то крыльчатка нагнетателя слабо зажата между передней и
задней втулками маслоуплотнителя нагнетателя и при работе мото-
ра втулки вращаются на валике, вследствие чего возникает трение
между торцами втулок и поверхностью крыльчатки. В результате,
на крыльчатке появляется кольцевая выработка с обеих сторон.
Получив возможность свободно перемещаться вдоль оси, крыльчат-
ка начинает задевать за поверхность диффузора нагнетателя и вы-
ходит из строя. .
Если при ремонте установили недоброкачественный контровой
замок передней гайки или непрочно законтрили гайку, то во время
работы мотора она ослабнет и начнет отвертываться. Это, в конеч-
ном итоге, тоже приведет к разрушению крыльчатки нагнетателя.
При монтаже крыльчатки на валик нагнетателя могут иметь ме-
сто случаи, когда при полном завинчивании передней гайки на всю
длину резьбы, имеющейся на конце валика, все же между втулками
валика нагнетателя и крыльчаткой вместо натяга останется незна-
чительный зазор, позволяющий втулкам провертываться на валике.
Это возможно потому, что валики крыльчатки могут отличаться по
длине более чем па 1 мм, кроме того, и длина резьбы па конце ва-
лика может быть неодинакова. Возможны и такие случаи, когда пе-
редняя втулка внутренним буртиком со стороны меньшего диаметра
упирается в буртик па валике и образуется зазор между втулкой и
крыльчаткой.
Для того чтобы при сборке нагнетателя обеспечить надежную
затяжку втулок на валике нагнетателя, необходимо до монтажа
крыльчатки установить пи валик нагнетателя переднюю втулку до
упора ее в буртик валика и '..шерп i ь расстояние or переднего конца
валика до торца втулки, после шпо смонтировать на валике все
детали и сдвинуть их до <hmh.i в стропу шестерни, при этом пе-
редняя втулка должна пер, крывать резьбу па валике, не менее чем
0,5 мм, а расстояние от копна валц|кп до торца втулки должно быть
на 1—2 мм меньше замеренною ранее размера.
Замок должен внутренним выступом входить плотно в паз на
валике. После того как гайка будет окончи юльно затянута, надо
заметить, дакой выступ замка совпадает с пазом на гайке, и отвер-
нуть гайку; затем проверить, достаточно ли резьбы на валике для
полной затяжки гайки, обрезать на замке лишние выступы, устано-
вить замок, затянуть и законтрить гайку. После контровки прове-
рить. нет ли трешин на замке и в месте, изгиба контрового выступа.
3. Неисправная работа комбинированного кла-
пана. В случае засорения или заедания комбинированного кла-
пана в гидравлической полости нагнетателя конденсируется горю-
чее, которое, не имея выхода, загорается при выхлопе в карбюра-
торе. Если мотор почему-либо остановился, то горючее, продолжая
гореть в нагнетателе, вызывает оплавление лопаток крыльчатки.
Если произошел выхлоп в карбюратор, то, во избежание пожара,
никогда не следует останавливать мотор, а необходимо стремиться'
постепенно увеличить количество его оборотов; если же мотор ос-
тановился, надо- немедленно снова запустить его.
Кроме перечисленного выше, при сборке нагнетателя обязатель-
но замерять зазор между задней упорной шайбой и шаровым коль-
цом. Зазор должен быть в пределах 0,1—0,26 мм. Этот зазор регу-
лируют изменением толщины прокладки под пяту валика нагнета-
теля. После оборки валика и затяжки -передней гайки нужно прове-
рить зазор между крыльчаткой и диффузором нагнетателя. Если
этот зазор выходит за пределы допуска, то его следует отрегули-
ровать установкой соответствующей толщины шайбы валика нагне-
тателя. Эти шайбы выпускаются толщиной: 4,6; 4,4; 4,2; 4 и 3,8 мм
и допуском +0,1 мм.
Если при затяжке передней гайки не обеспечивается натяг меж-
ду крыльчаткой и втулками маслоуплотнителя нагнетателя, необхо-
димо установить более толстую шайбу. Однако при этом следует
убедиться, что зазор между шайбой и шаровым кольцом пяты сох-
раняется в пределах допуска.
Таким образом, изменение зазоров между крыльчаткой и диффу-
зором нагнетателя, а также между задней шайбой валика нагнета-
теля и шаровым кольцом пяты можно регулировать изменением
толщины шайбы валика нагнетателя и установочной прокладки под
пяту валика нагнетателя.
Ш. ТЕЧЬ МАСЛА ИЗ-ПОД ФЛАНЦА ОСИ ДВОЙНОЙ ШЕСТЕРНИ
НАГНЕТАТЕЛЯ
В случае течи масла из-под фланца оси двойной шестерни наг-
нетателя, необходимо отвернуть гайки с четырех шпилек крепления
и вытянуть ось не более чем на 20 мм, обмотать основание тонкой
асбестовой ниткой или смазать прокладку герметиком. Если вытя-
нуть оси двойной шестерни на- большую величину, могут сняться с
оси бронзовое кольцо и двойная шестерня.
IV. ТЕЧЬ МАСЛА ЧЕРЕЗ СУФЛЕР
Причины течи масла через суфлер на задней половине корпуса
нагнетателя — ослабление верхнего конца суфлерной трубки, сла-
бая посадка центральной втулки задней половины корпуса нагнета-
теля или пропуск масла через маслоуплотнительные кольца.
В первом случае неисправность устраняют развальцовкой верх-
него конца суфлерной трубки при помощи конусной оправки; в двух
последних случаях — заменой поврежденных деталей или заменой
нагнетателя.
К4
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Назначение нагнетателя.
2. Характеристика нагнетателя.
3. Принцип работы нагнетателя.
4 Из каких основных частей состоит механизм нагнетателя.
5. Назначение уплотнительных втулок валика нагнетателя.
6. Назначение комбинированного клапана нагнетателя, его устройство и
работа.
7. Как осуществляется передача с коленчатого вала иа крыльчатку нагне-
тателя.
8. Назначение подпятника нагнетателя.
9. Основные неисправности нагнетателя, их причины и методы их устранения.
ПРИВОДЫ к АГРЕГАТАМ
В основном все агрегаты мотора смонтированы на задней поло-
вине корпуса нагнетателя и на задней крышке картера.
На задней половине корпуса нагнетателя справа находится
привод к счетчикам оборотов и бензопомпе, слева — фильтр
МФМ-25, сверху —' переходник карбюратора и карбюратор. На
задней крышке картера установлены следующие агрегаты: два маг-
нето, электроинерционный стартер, масляная помпа, двойной привод
к гидро- и вакуумпомпам и генератор.
Привод регулятора оборотов и регулятор помещены на носке
картера.
Вал привода к агрегатам
Все агрегаты, смонтированные на задней крышке картера и
задней половине корпуса нагнетателя, приводятся в движение ва-
ликом передачи к агрегатам с упругой шестерней (рис. 114).
Вал привода к агрегатам (рис. 115) — стальной термически об-
работанный. На переднем конце вала сделаны шлицы, которыми
он соединен со шлицевой муфтой задней коренной шейки колен-
чатого вала. На другом конце вала имеются двойной фланец для
упругого крепления и центровки эластичной шестерни передачи и
опорная шейка, опирающаяся на центральную втулку задней
крышки. Во фланце вала передачи к агрегатам выфрезерованы
прорези, совпадающие с такими же прорезями фланца шестерни.
В прорези фланцев вставляются сухари с пружинами, восприни-
мающие ударную нагрузку, возникающую при запуске и остановке
мотора, а также при резком изменении числа оборотов. П,ри этом
происходит провертывание шестерни относительно валика, сопро-
вождающееся сжатием пружин.
На рабочей поверхности задней опорной шейки валика привода
к агрегатам сделаны отверстия на рабочей поверхности для входа
масла. На торце шейки имеется храповик для сцепления с само-
пуском. Полость задней шейки с задней стороны защищена раз-
вальцованной заглушкой. Две цилиндрические шейки на средней
части валика привода к агрегатам являются опорами валика крыль-
чатки нагнетателя.
>о
145
Рис. 114. Расположение шестерен приводов к агрегатам (вид с носка
картера).
1—шестерня привода левого магнето, 2—шестерня привода правого маг-
нето, 3—шестерня привода масляной помпы, 4—шестерня привода к
двойному проводу вакуум- и гидропмоп, 5—валик привода к бензонасо-
су и счетчикам оборотов, 6—валики привода к счетчикам оборотов,
7—паразитная шестерня, 8—валик привода к генератору.
Осевое перемещение валика передачи к агрегатам ограничено с
передней стороны через бронзовое кольцо задней торцовой поверх-
ностью подпятника нагнетателя и с задней стороны — фланцем
центральной втулки задней крышки.
Рис. 115. Вал привода к агрегатам.
I—пружины, 2—пружина, 3—задняя крышка шестерни, 4—стопор,
5—винт, 6—втулка задней крышки, 7—вал агрегатов, 8—заклепка,
9—упорное кольцо, 10—шестерня, 11—опора, 12—шлицевая муфта.
Передача к агрегатам
С эластичной шестерней а (рис. 116) валика привода к агрега-
там сцепляются большими венцами двойные шестерни: слева (если
смотреть с задней крышки) шестерня к валика привода к масляно-
му насосу и справа шестерня л валика привода к гидро- и вакуум-
146
помпам. Малые венцы этих двойных шестерен Сцепляются с ше-
стернями бив приводов-магнето (рис. 116).
Рис. 116. Схема приводов к агрегатам мотора АШ-62ИР, устанавливаемым
на заднем корпусе нагнетателя и задней крышке (вид сзади).
Паредаточные числа к агрегатам следующие: к обоим магнето I — 9 : 8,
к маслопомпе I = 9:8, к двойному приводу 1 — 9:8, к генератору
1 = 2,52:1, к бензонасосу (=1:1, к счетчикам оборотов i — 1 :2, к
нагнетателю / = 7 : 7, к вакуумпомпе-—0,825, к гидропомпе—0,825. ’
Шестерня з валика привода к генератору через посредство па-
разитной шестерни приводится во вращение от большого венца
шестерни валика привода к гидро- и вакуумпомпам.
Вращение валика д привода к счетчикам оборотов и г—к бен-
зопомпе передается от валика привода к гидро- и вакуумпомпам
червячными шестернями. Оси последних двух валиков лежат в пер-
пендикулярных плоскостях.
У валика приводов к магнето имеются червячные шестерни
(рис. 117) для сцепления с валиками приводов к синхронизаторам.
Последние на моторе АШ-62ИР не используются и отверстия в кор-
пусе нагнетателя под привод к синхронизаторам заглушены. По-
этому на моторах последних выпусков у валиков приводов к магне-
то нет червячных шестерен для передачи движения синхронизато-
рам, а в корпусе нагнетателя othcjk'iiih для установки приводов к
синхронизаторам не растачиваются.
Двойная шестерня привода к маслоиасосу 10 (рис. 117) сталь-
ная. изготовлена за одно целое, с валиком из поковки.
Двойная шестерня привода к гидро- и вакуумпомпам и шестерни
привода к магнето с червячной нарезкой на Каликах по произ-
водственным соображениям изготовляются сборными с валиками.
Все валики этих шестерен вращаются в дуралевых втулках, запрес-
сованных в задней крышке (рис. 118). Осевое перемещение валиков
ограничено с задней стороны фланцами дуралерых втулок и с пе-
147
редней — специальными приливами на внутренней поверхности
задней половины корпуса нагнетателя. .
На валиках привода к обоим магнето, гидро- и вакуумпомпам:
установлено металлическое уплотнение соединения (рис. 117), со-
стоящее из специальной втулки с внутренними шлицами и флан-
цем. В гулки связаны шлицами с валиками агрегатов, а фланцами
опираются через притертые бронзовые вкладыши иа стальные ша-
ровые подпятники. На наружной поверхности шлицевой втулки на-
резана обратная направлению вращения резьба для отвода масла.
Для достижения надлежащего осевого усилия каждый валик при-
вода имеет пружинящую опору,, которой опирается на приливы »
заднем корпусе нагнетателя. Этим достигается необходимое приле-
гание шарового вкладыша к пяте и обеспечивается герметичность
соединения.
Рнс. 117. Привод к магнето.
1—шестерня, 2~валик привода1 к магнето, 3—винт, 4- -втулка1, 5—упорное
кольцо, 6—уплотняющее кольцо, 7—-прокладка1, 8 стопорное кольцо,
9—винт, 10—шестерня привода маслопомпы.
Валик привода к генератору имеет также металлическое уплот-
нение. Осевое усилие для достижения необходимого прилегания
вкладыша к пяте обеспечивается пружиной, зажатой между опор-
ной поверхностью выточки в задней крышке и фланцем специаль-
ной стальной втулки, надетой на хвостовик валика привода к гене-
ратору. Шестерня валика привода к генератору может проверты-
ваться н^ валике. Передача движения осуществляется фрикцион-
ным соединением при помощи- пружинящей шайбы и гайки, кото-
рыми торец шестррни прижимается через бронзовый диск к
фланцу валика (рис; 119, 120).
Фрикционное соединение необходимо для уменьшения ударной
нагрузки на детали привода генератора при запуске, остановке и
резком изменении числа оборотов мотора. Нагрузка в эти моменты
особенно велика вследствие массивности ротора генератора и боль-
шого передаточного числа (2,52 : 1).
148
5
Рис, 118. Задняя крышка картера (собранная).
1—привод к магнето, 2—отверстия для фильтра МФМ-25,
3—привод к маслопомде, 4—фланец для откачки масла,
5—привод к генератору, 6—промежуточная шестерня, 7—ва-
лик двойной шестерни, ^--привод к вакуум- н гидропомпам,
9—эластичная шестерня с валиком привода к агрегатам,
10—привод к магнето, 11—трубка для замера давления
масла.
Паразитная шестерня передачи к генератору свободно вращает-
ся на оси, прикрепленной фланцем к з<|дглч"| крышке. От осевого пе-
ремещения шестерня фиксируется замком, одинаковым с замком
.двойной шестерни газораспределения (рис. II!)).
• Привод к бензопомпе и счетчикам оборотов
Привод к бензопомпе и счетчикам оборотов монтируется на зад-
ней половине корпуса нагнетателя сарана. 11а валике привода к
гидро- и вакуумпомпам имеется червячная нарезка, которая сцеп-
ляется с валиком передачи к приводу бензопомпы и счетчикам обо-
JIOtob (рис. 114, 118 и 121).
На одном конце валика передачи к приводу бензопомпы и счет-
чикам оборотов (рис. 121) имеется червячная шестерня, входящая в
зацепление с червячной нарезкой валика привода к гидро-и вакуум-
помпам, а на другом конце — квадратное отверстие, в которое вхо-
149
8
6 5 4 3 2 i
''.Де.') Рис. 119. Детали привода генератора.
1—ось промежуточной шестерни, 2 и 17—пружины, 3 и 8—замки, втулка, 5—промежуточная
шестерня, 6~пробка; оси, 7—гайка. 9— шайба, 10—пружинящая шайба;, 11—диск передний,
12—диск средний, 13—шестерня, 14—диск задний, 15—валик привода генератора, 16—втулка
под валик, 18—кольцо, 19—упорная муфта, 20—бронзовое кольцо сальника, 21—прокладка,,
22—опорное кольцо сальника.
Рнс. 120. Детали валика привода к генератору.
/—валик, 2—шестерня, 3—средний диск шестерни, 4—передний диск ше-
стерни, 5—пружинящая шайба', 6—гайка, 7—задний диск шестерни.
№
13
Рис, 121. Привод к счетчику *
обороти и бензиновому насосу.
орнус, 2 iiiiiiuii.Kii, .7 проклад-
ка, 7 опорниц iihih, гайка, шай-
Г)Н', in.1 йби Гринера, ft—крышка при-
вита, 7 налик, 8—прокладка1,
.9 пгулкп* налика привода', 10—ва-
лик привода (собранный), 11 пнеiярия iipnuota к дпойному приводу,
12—пробка', 13—валик, 14 >,iini-1 ii'iiin я шгетерп я вала .агрегатов,
/5—шестерня привода масляною насоса, /ft’ втулка', 17—шлицевая
муфта сцепления, 18—крышка., /.9 гайка, inan'iftn, 20—маслоуплот-
иитель, 21—втулка валика, 22—пружина сальника, 23—втулка са-льника,
24—набивка сальника, 25—винт, шайба Гровгра-, 26—колпачок, 27—про-
кладка, 28—корпус сальника, 2D—прокладка', 30—втулка, 31—винт,
,32—-крышка корпуса, 33—стопор, 34—болт, 35—втулка,
/ 1.г>1
дит хвостовик бензопомпы., Валик привода к бензопомпе и счетчи-
кам оборотов сцепляется червячной нарезкой с наклонным валиком
передачи к счетчику оборотов. Наклонный валик передачи к счет-
чику оборотов вместе с подшипниками заключены в электронный
корпус привода. На одном конце валика нарезана червячная шес-
терня, которая входит в зацепление с червячной нарезкой валика
привода к бензонасосу и счетчикам оборотов, а на другом конце
сделан плоский хвостовик для передачи вращения к счетчикам обо-
ротов. Валик вращается со скоростью вдвое меньшей, чем коленча-
тый вал. Бензонасос устанавливается сверху на привод к счетчикам
оборотов и крепится вместе с последним четырьмя шпильками, ввер-
тываемыми в футорки корпуса нагнетателя при установке привода,
бензонасоса и счетчиков оборотов.
Привод к регулятору оборотов
Привод состоит из алюминиевого корпуса, шестерни, горизон-
тального и вертикального валиков (рис. 122). Привод монтируется
Рис. 122. Детали привода регулятора оборотов.
1—ведущая шестерня редуктора, 2—валик, 3—шестерня,
4—корпус' привода Р-2, 5—упорная втулка,, 6—-установочная
прокладка, 7—прокладка, 8—валик, 9 и 10—втулки корпуса,
, 11—прокладка под Р-2.
на носке картера. На верхней площадке привода устанавливается
регулятор оборотов. Внутри привода помещаются шестерня, гори-
зонтальный и вертикальный валики. Шестерня шлицами связана с
горизонтальным ведущим валиком привода и вращается от внеш-
него венца ведущей шестерни редуктора. Передаточное число к
валику регулятора равно 1,106: 1.
152
Горизонтальный ведущий валик опирается на две втулки. Зад-
няя втулка запрессована в корпусе привода, а передняя — в опоре
ведущего валика. Под фланец споры подложена прокладка «щлм»
для регулирования зазора сцепления шестерен.
У ведущего валика привода к регулятору оборотов между
втулками посажена на шлицах бронзовая червячная шестерня,
связанная червячной передачей с ведомым, вертикальным вали-
ком привода. Вертикальный, ведомый валик привода — пустотелый,
в верхней его части имеются червячная шестерня и внутренние
шлицы, которые служат Для соединения ведомого валика привода
с валиком регулятора оборотов. Нижний конец ведомого валика
входит в бронзовую втулку носка картера и опирается торцом шес-
терни на ее фланец. Перемещению валика вверх препятствует спе-
циальная бронзовая пята, установленная в корпусе привода к регу-
лятору оборотов.
В связи с установкой на мотор регулятора оборотов Р-9СМ или
Р-7Ф вместо Р-2 детали привода регулятора оборотов усилены.
Ведущий валик. Шестерня ведущего валика усилена по
всем ее конструктивным элементам: диаметр начальной окружности
увеличен с 20,638 до '24,74 мм, наружный диаметр — с 22,986 —
до 27,74“0,1 мм, ширина — с 27“до 29~°’а’ мм (рис. 123).
Рис. 123. Старый и новый ведущие валики привода и к регулятору
оборотов.
Диаметр начальной окружности фрезы В, характеризующий ши-
рину зубцов шестерни ведущего налика и размеры ведомой шестер-
ни, увеличен с 31,75 до 40,8 мм.
При одном и том же числе зубцов (шин) шаг левой спирали
увеличен с 22,67 до 32,044 мм.
Ведущий валик новой конструкции не взаимозаменяем с вали-
ком старой конструкции.
Ведомый валик. В полях усиления ведомого валика вве-
дены специальные приливы А (рас. 124) в месте соединения шестер-
ни с валиком.
Диаметр начальной окружности шестерни ведомого валика уве-
личен с 31,75 до 40,8 мм, наружный диаметр — с 34,08“ 0,сдо
43,8 “0,3 мм, ширина зубцов — с 16,65 до 18 мм.
153
Радиусные переходы от. шестерни к валу увеличены на 1 мм.
Число зубцов шестерни Z2, уменьшено с 22 до 20, шаг левой
спирали увеличен с 285,267 до 310,896 мм. Ведомый валик новой
конструкции не взаимозаменяем с валиком старой конструкции.
Диам нач окружности
Рис. 124. Старый и новый
ведомые валики.
Рис. 125. Старая и новая ведущие
шестерни.
Стало
Ведущая шестерня. Диаметр начальной окружности
увеличен с 76,2 до 83,82 мм, наружный диаметр — с 80,5 ~ 0,3 до
88,12 ~°-3 мм. Диаметр С, характеризующий толщину обода, увели-
чен с 63,5 до 72 мм (рис. 125). Число зубцов шестерни Z3 увели-
чено с 30 до 33. Новая шестерня не взаимозаменяема с шестерней
(дет. 105399) старой конструкции.
Опора ведущего валика. В соответствии с увеличе-
нием наружного диаметра шестерни ведущего* валика, наружный
— 0.025
диаметр опоры увеличен с 25.37 ~ 0,02., цо 34 5— 0.05 мм_
При сохранении остальных размеров опоры без изменения, кон-
фигурация и размеры фланца крепления опоры к корпусу привода
регулятора оборотов (рис. 126), расстояние D между осями отверс-
тий под шпильки увеличено с 41,3±0,lj до 60±°-15 мм путем
увеличения размера Е с 19 ±0,13 до 35 i0’15 мм. Размер К уве-
личен с 38 до 45 мм. Диаметры отверстий под шпильки увеличены
с 7 до до 9 мм.
В соответствии с изменением размеров фланца изменены также
размеры прокладок между фланцем опоры и корпусом привода.
Новая опора не. взаимозаменяема с опорой старой конструкции.
Корпус привода регулятора1 оборотов. Изменение
размеров шестерен привода вызвало увеличение габаритных разме-
ров корпуса привода регулятора оборотов. Высота корпуса в месте
крепления регулятора увеличена с 48,72±и< 05 до 55,85±и’с5 мм
(рцс. 127).
В связи с этим увеличена высота шпилек крепления корпуса к
154.
носовой части картера. Ось расточки под ведущий валик и его
опору сдвинута от оси ведомого валика на 6,57±0,15мм. Внутренний
диаметр расточки увеличен с 25,39 -н0,025до 34 + 0,4 мм. В соот*
ветствии с изменением размеров фланцев опоры ведущего валика
изменены размеры фланца для крепл?ния ее на корпусе привода.
Рис. 126. Старая и новая опоры ведущего валика.
Усилены шпильки крепления опоры. В отверстия на фланце кор-
пуса ввертывают две шпильки с резьбой 8X1-25 Т на глубину
18 мм вместо шпилек с резьбой 6X1, которые ввертывались на
глубину 16 мм.
Было Опало
Рис. 127. Старый и новый корпуса привода регулятора
оборотов.
155
С увеличением наружного диаметра ведущей шестерни увели-
чены габаритные размеры прилива под шестерню в корпусе.
Расточка прилива производится по радиусу в 50 мм вместо ра-
нее производившейся расточки по радиусу в 46 мм.
Расположение масляных каналов в корпусе привода регулятора
оборотов и их проходные сечения остались без изменения.
Размер выступающей части шпилек в корпусе привода для кре-
пления регулятора оборотов увеличен с 41,5 до 44,5 мм. Размер
резьбы на шпильках изменен с 8X1 на 8X1,25.
Большое значение для правильности зацепления шестерен веду-
щего и ведомого валиков имеет расстояние между осью ведомого
валика и торцом втулки подшипника для ведущего валика (рис. 128).
Для усиленного' привода это расстояние увеличено до 15,7 +0,0° мм
вместо ранее существовавшего 15,46 °' мм.
Рис. 128. Разрез корпу-
са во втулке ведущего
валика.
Рис. 129. Привод регу-
лятора оборотов.
Новый привод регулятора оборотов имеет степень редукции
4 : 1 (вместо 4,4 : 1 у старого привода). Несмотря на изменение
степени редукции в приводе регулятора оборотов, передаточное от-
ношение от коленчатого вала мотора к регулятору и направление
вращения ведомого валика привода остались без изменения, т. е.
1,106. Это достигнуто увеличением числа зубцов ведущей шестерни
с 30 до 33. В соответствии с корпусом изменены размеры прокла-
док между корпусом привода и фланцем носовой части картера.
На корпусе привода регулятора оборотов, устанавливаемого на
моторах последних серий, сделан прилив,в котором нарезана кони-
ческая резьба Бриггса. В прилив на свинцовом глете с глицерином
ввертывают штуцер,, к которому прикрепляется с помощью накид-
ной гайки наружная трубка, подводящая масло к регулятору оборо-
тов (рис. 129). По этой же трубке поступает, масло для смазывания
направляющих толкателей в носовой части картера.
В корпусе привода регулятора оборотов высверливают (со сторо-
ны фланца крепления к картеру и со стороны фланца крепления
регулятора оборотов) два сообщающихся между собой канала. По
этим каналам в приводе и далее по дугообразной канавке и кана-,
.1.6
лам в носовой части картера масло подводится от регулятора
оборотов в винт.
Ввиду того что на регуляторе оборотов Р-9СМ устанавливается
гторой селекторный клапан, на приливе корпуса предусмотрено уг-
лубление под ведущую шестерню привода регулятора оборотов.
Привод регулятора оборотов моторов последних серий не взаи-
мозаменяем с приводами других серий, привод регулятора оборотов
8-й серии не взаимозаменяем с приводом регулятора оборотов пре-
дыдущих серий.
Двойной привод
На задней крышке под правым магнето установлен двойной
привод, на котором монтируется вакуумпомпа типа АК-4С и гидро-
помпа МШ-ЗА. Вакуумпомпа служит для обеспечения работы гиро-
скопических приборов и автопилота. Гидропомпа служит для обе-
спечения работы агрегатов гидросистемы самолета и автопилота^
Двойной привод состоит из корпуса, его’ крышки, ведущей шес-
терни, промежуточной шестерни и двух ведомых шестерен с вали-
ками, сцепляющимися шлицами с валиками вакуум- if гидропомп.
Корпус двойного привода — литой из электрона, крепится к
задней крышке мотора шестью шпильками, ввернутыми в заднюю
крышку.
Ведущая шестерня двойного привода с числом зубьев Z3 = 11
выполнена за одно целое с валиком. На переднем конце валика
имеются шлицы, которыми он входит в зацепление с валиком при-
вода передачи к двойному приводу, другой конец валика — глад-
кий. Промежуточная шестерня с числом зубьев Z.i — 19 сделана за
одно целое с гладким полым валиком и сцепляется с ведущей. Обе
ведомые шестерни сделаны за одно целое с гладкими полыми вали-
ками. Каждая из них имеет Z5 = 15 зубьев. Ведомые шестерни
сцепляются с промежуточной, а поэтому они вращаются в одну сто-
рону с одинаковой скоростью.
Передаточное число к АК-4С и МШ-ЗА равно 0,825 и опреде-
ляется по формуле:
t А . А . А. А.. 11 . А.0,825 1,
Z, Z4 Z5 56 19 15
где Z,— число зубьев шестерни валика привода к агрегатам,
Z2 — число зубьев большого венца шее lepnii валика привода к
двойному приводу,
Zj—число зубьев ведущей шестерни двойного привода,
Z4 — число зубьев промежуточной шестерни двойного привода,
Zs — число зубьев ведомой iiieeiepini привода к АК-4С или
МШ-ЗА.
Валики приводов к агрегатам ЛК-4С и МШ-ЗА вращаются в
сторону, обратную вращению коленчатого вала.
В корпусе двойного привода и крышке запрессовано по четыре
бронзовые втулки, являющиеся опорами для четырех валиков шес-
терен двойного привода. У задних концов валиков привода к ва-
157
куум- и гидропомпе имеются 'внутренние шлицы для сцепления с ва-
ликами самих агрегатов.
Каждый агрегат крепится на крышке двойного- привода вверну-
тыми в нее четырьмя шпильками.
В эксплуатации имеются и моторы с двойными приводами не-
сколько иной конструкции. Отличие старой конструкции двойного
привода от описанной выше заключается в передаточном числе ве-
домых валиков вследствие установки двойной промежуточной шес-
терни с 29 и 30 зубьями, ведомых шестерен — с 19 зубьями у каж-
дой и ведущей — с 10 зубьями. Ведомые шестерни сцепляются с
большим венцом промежуточной шестерни, а малый венец послед-
ней — с ведущей шестерней. В результате такого расположения
шестерен передаточное число на валики гидро- и вакуумпомп сост
тавляет 0,858 : 1.
На моторах последних серий двойной привод приспособлен для
установки вакуумпомпы АК-4С с внутренним подводом масла. Для
этого на нижнем фланце двойного привода выфрезерована канавка,
которая соединяется с отверстием на крышке двойного привода и
отверстием на фланце АК‘4С (рис. 130).
Рис. 130. Крышка двойного привода.
На ранее выпущенных моторах масло к вакуумпомпе АК-4 под-
водилось по наружному шлангу от штуцера маслопомпы МШ-8. В
эксплуатации наблюдались случаи течи масла в соединениях шлан-
га со штуцерами на маслопомпе и помпе АК-4. С изменением спет
соба подвода масла к вакуумпомпе течь масла ликвидирована.
Неисправности приводов, их причины и методы их устранения
I. ИЗНОС ЗУБЬЕВ ЧЕРВЯЧНОЙ ПЕРЕДАЧИ ВАЛИКОВ ПРИВОДА
К БЕНЗОПОМПЕ И ТАХОМЕТРУ
Чрезмерный износ, появление цветов побежалости и разрушение
зубьев червячной передачи валиков привода к бензопомпе и тахо-
метру происходят вследствие их неудовлетворительного монтажа,
отсутствия или недостаточности смазки.
158 1
Неисправность обнаруживается по вибрации стрелок тахометра
и бензоманометра.
При установке комбинированного привода к бензопомпе и тахо-
метру валик привода с червячной шестерней сцепления необходимо
медленно вращать до тех пор, пока зубья шестерни не войдут в
нормальное зацепление и корпус привода не станет на место.
При установке комбинированного привода к бензопомпе и счет-
чику оборотов применять значительные усилия, а также провертьг
вать мотор строго воспрещается.
Для предотвращения поломок зубьев червячной передачи необ-
ходимо в эксплуатации периодически, через каждые 50 часов ра-
боты мотора, заполнять внутренние полости корпуса привода соли-
долом марки Т, свободным от механических примесей.
II. РАЗРУШЕНИЕ ПРИВОДА И ПРОМЕЖУТОЧНОЙ ШЕСТЕРНИ
ПЕРЕДАЧИ К ГЕНЕРАТОРУ
При разрушении привода к генератору или промежуточной шес-
терни передачи к генератору шестерня привода буЛует и гене-
ратор не работает. Неисправность определяют по отсутствию на-
пряжения.
Основные причины разрушения привода генератора и промежу-
точной шестерни передачи к генератору:
^Применение несоответствующей смазки
для переднего подшипника генератора. При ре-
монте генератора для переднего подшипника разрешается примет
нять смазку марки ГСА; применять другие смазки запрещав т-
с я. Согласно техническим условиям сохранение смазки гаранти-
руется на 200 часов эксплуатации генератора. После этого срока
смазку необходимо обновить. В противном случае произойдет зае-
дание подшипника генератора и разрушение его привода или валика
генератора.
2) Установка изношенного подшипника на ге-
нераторе. Перед установкой нужно подшипник тщательно про-
мыть и продефектировать. При дефектации подшипника обращать
внимание на состояние поверхностей беговых дорожек, обойм, ша-
риков и сепаратора. Подшипники и генераторы, бывшие в работе,
допускаются к установке при следующих условиях:
а) если зажать внутреннюю обойму подшипника в руке или уста-
новить ее неподвижно на стержне н движением руки привести в
быстрое движение наружную обойму подшипника, то при этом она
должна Вращаться равномерно, беа заеданий, с небольшим и рав-
номерным шумом;
б) на беговых дорожках и шариках не должно быть выкрашива-
ний или пятен коррозии;
в) радиальный люфт подшипника должен быть не больше
0,011 мм, а осевой — не больше 0.18 мм;
г) заклепки на сепараторе должны быть в исправном состоянии
и сам сепаратор не должен иметь трещин и следов износа от тре*
Ния об обойму. На наружной поверхности не, должно быть следов
трения о сепаратор подшипника.
159
3) Неправильная-затяжка гайки^передачи к
генератору или недоброкачественная ее к о н т р о в-
к а. Если гайка затянута слабо, то шестерня более свободно пере-
мещается вокруг оси валика, и генератор не дает требуемого напря-
жения. В результате возникновения трения между шестерней пере-
дачи к генератору и деталям фрикционного соединения происходит
разрушение привода. Если же гайка затянута с большим усилением^
чем это допускается технологией, то при резком увеличении или
уменьшении количества оборотов, вследствие большой жесткости
передачи, может разрушиться валик генератора, или валик передали
к генератору. Часто разрушается бронзовая шайба, установлены?.:!-
между фрикционной шестерней и торцом валика. В этом случае
сцепление нарушается и шестерня вращается вхолостую. При ре-
монте мотора необходимо полностью разбирать привод генератора
и проверять состояние всех деталей.
При сборке привода гайку надо затягивать с таким усилием,
чтобы закрепленный на шестерне рычаг с грузом стоял в горизон-
тальном положении и опускался лишь от легкого прикосновения ру-
ки. При этом момент, приложенный к шестерне, должен быть в пре-
делах 5—7 кгм. При установке контрового замка специальной
шайбы следить, чтобы внутренний язычок на замке входил плотно
в выфрезерованный паз на конце валика, а наружный язычок зам-
ка — в паз на гайке. Загибать язычок осторожно, не допуская об-
разования трещин в местах его изгиба.
4) Разрушение замка промежуточной шестер-
ни к генератору. При ремонте мотора узел промежуточной
шестерни генератора обязательно разбирать. Детали разобранного
узла тщательно осматривать, обращая особое внимание на состоя-
ние граней в пробке оси промежуточной шестерни генератора и гра-
ней на замке пробки оси. Пробку и замок с завальцованными граня-
ми браковать. Если пружина замка потерта или не обеспечивает
полного зацепления замка с пробкой, ее надо заменить. При мон-
таже устанавливать осевой зазор промежуточной шестерни генера-
тора в пределах 0,2 <0,5 мм.
При замене валика привода генератора или замка промежуточ-
ной шестерни к генератору предварительно' снимать заднюю крышку
с мотора (без снятия его с самолета). При снятии задней крышки
соблюдать следующие условия:
а) поддерживать вал агрегатов, чтобы он не выпал из зацепления;
б) перед снятием задней крышки снимать с мотора: магнето,
привод к счетчику оборотов к бензонасосу, заглушки отверстий
приводов к синхронизаторам, масляный фильтр МФМ-25, генератор;
в) масляный насос снимать не обязательно, но гайки крепления
лапы маслонасоса'и рядом стоящие шпильки необходимо снять;
г) при установке задней крышки на мотор подбирать прокладку
маслооткачивающей магистрали так, чтобы она была на 0,1 —
0,15 мм толще прокладки под задней крышкой; несоблюдение это-
го может привести к подсосу воздуха, недостаточной откачке мас-
ла, перегреву и выбрасыванию масла через суфлер вала винта (на
моторах более ранних выпусков);
160
д) продольный ход вала агрегатов регулируется бронзовым
упорным кольцом, находящимся между валом и пятой. Эти кольца
изготовляются разной толщины, поэтому замена кольца допу-
скается при условии проверки продольного хода вала агрегатов.
Ш. ИЗНОС ЗУБЬЕВ БРОНЗОВОЙ ЧЕРВЯЧНОЙ ШЕСТЕРНИ
ГОРИЗОНТАЛЬНОГО ВАЛИКА ПРИВОДА РЕГУЛЯТОРА ОБОРОТОВ
Признаком неисправности .является ненормальный переход винта
(ВИШ-21) с большого на малый шаг. Дефект устраняется заменой
Привода или горизонтального валика привода к регулятору оборо-
тов.
IV. ТЕЧЬ МАСЛА ЧЕРЕЗ УПЛОТНЕНИЯ ВАЛИКОВ ПРИВОДОВ
Неисправность уплотнения приводит к попаданию масла в ге-
нератор или магнето и выводит его из строя. Для устранения де-
фекта необходимо снять агрегат и стальную пяту ш притереть к
ней бронзовый вкладыш. В случае необходимости снять опорную
муфту при помощи универсального съемника и заменить уплотне-
ние комплектно.
При съемке магнето необходимо предварительно повернуть ко'
ленчатый вал мотора так, чтобы в снимаемом магнето контакты
прерывателя соответствовали началу размыкания для цилиндра, по
которому устанавливается зажигание. Тогда после устранения де-
фектов можно будет поставить магнето в первоначальное положе-
ние; до установки магнето на место поворачивать коленчатый вал
не следует.
V. ОТКАЗ В РАБОТЕ ВАКУУМПОМП ВСЛЕДСТВИЕ НАРУШЕНИЯ
ПОДВОДА МАСЛА К ПРИВОДУ
Причиной отказа в работе вакуумпомп может оказаться нару-
шение подачи масла к вакуумпомпе. Чтобы вакуумпомпа с переде-
ланным подводом смазки работала безотказно, необходимо при
ремонте и испытании мотора выполнять следующее:
1) Тщательно продувать и промывать все маслоканалы в зад-
ней крышке мотора. Перед установкой задней крышки на мотор
убедиться, что маслоканалы, идущие от центральной втулки к кры-
шке двойного привода, не забиты отложениями масла и находятся
в исправном состоянии.
2) При прокачивании масла через мотор проверять поступление
масла к крышке двойного привода.
3) Перед установкой вакуумпомпы АК-4 установить прокладку
и проверить, не перекрывает ли она отверстие для смазки помпы.
4) Устанавливая вакуумпомпу на мотор, убедиться, что отвер-
стие для смазки на фланце помпы совпадает с отверстием на кры-
шке двойного привода и что поверхности фланцев крышки и помпы
не имеют повреждений, могущих вызвать течь масла.
5) При испытании мотора на стенде или на самолете присоеди-
нять к штуцеру вакуумпомпы АК-4 масляный манометр для про-
11 161
верки давления масла, поступающего в эту помпу. Давление мас-
ла, поступающего в АК-4С на эксплуатационном режиме мотора,
должно быть не ниже 3 кг/см2.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Какие агрегаты монтируются иа задней крышке картера.
2. Назначение эластичной шестерни валика привода.
3. Как осуществляется привод ко всем агрегатам, смонтированным на задней
крышке картера.
4. Как осуществляется привод к регулятору оборотов, бензопомпе и счетчику
оборотов.
S. Назначение фрикционной шестерни привода генератора.
6. Конструкция двойного привода к гидро- и вакуумпомпам,
7. Как осуществляется подвод масла к вакуумпомпе иа моторах АШ-62ИР
последних серий. 1 ;
8, Основные неисправности приводов, их причины я методы их устранения.
152
ГЛАВА IV
СМАЗКА И СУФЛИРОВАНИЕ МОТОРА
Надежная работа мотора и минимальный износ его деталей обе-
спечиваются обильным смазыванием ткущихся поверхностей. На
*5£1йре... АШJ>2HEL отывадие трущихся.. поведда2£дей__ осуществ- ...
ляется под давлением и барботажем. Под давлением смазываются
все скользящие подшйИнй'йПП'БарбоТЗЖем смазываются: детали ни-
лиадроео-поршневой группы, зубья шестерен, шариковые и ролико-
'.................................. ........_
Для того чтобы улучшить смазывание барботажем деталей, на-
ходящихся под большой нагрузкой, масло к ним подается в опре-
деленном направлении. Так, например: на зеркало цилиндров и ра-
бочие поверхности поршней масло поступает струей из коленчато-
го >вала через жиклеры; к роликовым подшипникам верхних рыча-
гов клапанов масло подается под давлением. В определенном на-
правлении разбрызгивается также масло для смазывания зубьев
шестерен редуктора и шестерен газораспределения.
Совершенная система смазки, улучшенная конструктором мото-
ра за последние годы, в сочетании с рядом конструктивно произ-
водственных изменений отдельных напряженных деталей значи-
тельно повысила надежность двигателя, обеспечив возможность
увеличения его ресурса.
В связи с длительным межремонтным сроком службы мотора
особое значение приобретает качество масла, особенно в отношении
вязкости и отсутствия механических примесей. Поэтому при эксплуа-
тации чрезвычайно важно строго соблюдать указания и инструк-
ции, касающиеся сорта и качества применяемого масла, правил
его транспортирования, хранения, подготовки к заправке и заправки
в самолет. Принимая во вниманнс особое значение вязкости и оби-
лия масла, смазывающего детали, необходимо во время работы
мотора добиваться обеспечения рекомендуемых температур и дав-
ления масла в моторе, а также не допускать нарушения правил
эксплуатации мотора, особенно при запуске.
Масляная система мотора состоит из нагнетающей и откачиваю-
щей магистралей. Нагнетание и откачка масла осуществляются
масляной помпой, установленной на левой стороне задней крышки
«артера.
16Х
Основными агрегатами системы смазки на моторе являются:
масляная помпа типа МШ-8, масляный фильтр типа МФМ-25,.
масляный дефлектор, маслоотстойник и м веломагистраль.
Из маслобака самолета масло подводится по трубопроводу к
входному штуцеру маслопомпы и попадает в нагнетающую сту-
пень. Из последней масло поступает в канал задней крышки мо-
тора, имеющий предохранительный клапан. Предохранительный
клапан во время стоянки самолета предотвращает переполнение
картера маслом, могущим проникнуть туда из бака самотеком че-
рез зазоры IB шестернях маслопомпы. Под давлением, создаваемым
маслопомпой, предохранительный клапан открывается и масло по
каналу попадает в карман задней крышки, внутри которого уста-
новлен масляный фильтр МФМ-25. Масло, фильтруясь, проходит в:
сверление, сообщающее внутреннюю полость фильтра с выточкой,
под центральной втулкой задней крышки, откуда и поступает &
главную масломагистраль мотора.
МАСЛОПОМПА МШ-8
Масляная помпа служит для нагнетания в мотор масла под
постоянным давлением, и для откачки его из маслоотстойника мо-
тора.
Конструкция маслопомпы (рис. 131). Маслоиомпа*
МШ-8—шестеренчатого типа, состоит из двух помещенных в один
корпус ступеней — нагйетающей и откачивающей. Каждая ступень
имеет две шестерни и камеры, в которых они размещены. Длина
шестерен откачивающей ступени больше длины шестерен нагнетаю-
щей ступени. Это обеспечивает необходимую откачку масла из мо-
тора. Откачивающая ступень расположена у фланца, прилегающего
к задней крышке мотора, а нагнетающая, отделенная перегород-
кой от откачивающей, — размещена позади последней. Маслопом-
па снабжена редукционным золотниковым клапаном, обеспечиваю-
щим нагнетание масла в мотор под постоянным давлением. В ниж-
нюю заднюю поверхность маслопомпы ввернуты два штуцера для
входящего и выходящего масла. На задней крышке маслопомпы
имеется фланец, на который можно устанавливать маслонасос ти-
па МШ-1 (рис. 131).
Корпус маслопомпы МШ-8 отлит из алюминиевого сплава. С
обеих сторон корпуса расположены две разделенные перегород-
кой, закрытые крышками камеры — для нагнетающей и откачива-
ющей шестерен. В полости нижней части корпуса имеется карман
с перегородкой, образующей две камеры — для входящего и вы-
ходящего масла. Масло поступает из маслобака в камеру с отмет-
кой «вход» и оттуда в нагнетающую ступень. Через камеру с от-
меткой «выход» масло из маслоотстойника мотора направляется
откачивающей ступенью в маслорадиатор и возвращается в масля-
ный бак. Прилив слева, в верхней части корпуса, служит для по-
становки редукционного клапана. На приливе имеется бобышка с
отверстием н резьбой, в которую ввернута пробка. На моторах
более ранних серий в бобышку с резьбой ввертывался штуцер, ис-
164
Рис. 131. Детали масляного насоса МШ-8.
1—шайба зубчатки сцепления. 2—шлицевая муфта сцепления, 3—опорный фланец (передняя крышка), 4—прокладка,
5—ведущая откачивающая шестерня, 6—ведомая откачивающая шестерня, 7—ось ведомой шестерни, 8—корпус насоса,
9—контрольная втулка. /*?—ведомая нагнетающая шестерня, 11—шпонка ведущей шестерни, 12—ведущая нагнетаюшая
шестерня с валиком. 13— заглушка, 14—втулка ведущей шестерни, 15— прокладка под крышку корпуса, 16— крышка
корпуса! насоса, 17—шпилька крышки насоса, 18—гайка зубчатки сцепления, 19—стяжной болт, 20—заглушка корпуса,
21—штифт крепления втулки, 22—втулка, 23—втулка корпуса, 24—штифт крепления втулки, 25—прокладка под штуцер,
26—штуцер масляного термометра. 27—прокладка под заглушку,'2S—заглушка штуцера термометра, 29—втулка корпу-
са, 30—штифт крепления втулки, 31—штуцер входа и выхода масла, 32—седло клапана, 33—клапан, 34—пружина редук-
ционного клапана, 35—прокладка под редукционный клапан,36—втулка редукционного клапана, 37—регулировочный винт,
38—контргайка редукционного клапана, 39—прокладка под гайку редукционного клапана, 40—шайба, 41—колпачок ре-
дукционного клапана, 42—гайка стяжного болта. 43—коттш айка, 44—прокладка под крышку, 45-— крышка привода
к МШ-1, 46—шайба, 47--гайка, 48—контр, айка.
пользуемый на самолете Ли-2 для отвода масла на смазывание
деталей вакуумпомпы. В бобышку в нижней части корпуса слева,
ввернута втулка с резьбой под штуцер приемника термометра для
замера температуры входящего масла."
В корпусе сделаны три отверстия, в два из них впрессованы
стальные оси ведомых шестерен, через третье проходит ведущий
валик. Для крепления насоса к мотору в корпусе имеется шесть
сквозных отверстий под шпильки и внизу кронштейн с отверстием.
Для центровки крышек по отношению к корпусу служат два от-
верстия в корпусе с впрессованными в них контрольными стальны-
ми тонкостенными втулками.
Задняя крышка маслопомпы, отлитая из алюминиевого сплава,
ставится на корпус и крепится к нему двумя болтами, а с ним
вместе — к мотору шестью шпильками, проходящими через отвер-
стия в корпусе и крышке. На крышке имеется фланец с четырьмя
шпильками для установки маслонасоса МШ‘1. На самолете Ли-2
этот фланец не используется и закрыт крышкой. В задней крышке
маслопомпы МШ-8 имеются два отверстия, одно из них глухое.
Сквозное отверстие в центре крышки служит подшипником для ве-
дущего валика. Глухое отверстие является опорой оси ведомой ше-
стерни откачивающей ступени помпы.
Опорный фланец (передняя крышка) изготовлен из алюминиево-
го сплава. Два отверстия в нем соединяют маслопомпу с отвер-
стиями на задней крышке картера: через одно отверстие масло по-
ступает в мотор, через другое — откачивается из последнего. Два
других отверстия служат: среднее — подшипником валика ведущей
шестерни, крайнее — опорой оси, запрессованной в корпус насоса.
Шесть отверстий предназначены для прохода шпилек, крепящих на-
сос, и два отверстия — для контрольных втулок, через которые
проходят два стяжных болта с цилиндрическими головками впотай.
Шестерни маслопомпы. Две пары шестерен изготов-
лены из стали, зубья их цементированы.
Ведущая шестерня нагнетающей ступени выполнена за одно
целое с валиком, на переднем коническом конце которого смон-
тирована на шпонке и закреплена гайкой шлицевая муфта. Шлице-
вая муфта соединяет ведущий валик помпы с приводом мотора.
Ведущая шестерня откачивающей ступени смонтирована на
ведущем приводном валике при помощи шпонки и вращается вме-
сте с ведущей шестерней нагнетающей ступени.
Ведомые шестерни нагнетающей и откачивающей ступеней
свободно вращаются на осях, впрессованных в корпус - помпы.
Лыски на осях и отверстия, просверленные во впадинах между
зубьями шестерен, служат для смазывания осей ведомых шестерен.
Откачивающие шестерни в 1,5 раза выше нагнетающих. Произво-
дительность нагнетающих шестерен — 12—25 л/мин, а откачиваю-
щих — до 70 л/мин.
Р с д у к цпо пн ы й к л а п а и состоит из впрессованного в
корпус помпы седла клапана, золотникового клапана, втулки кла-
пана, пружины, регулировочного винта, контргайки и колпачка. Кла-
пан золот1шкон(Н'о типа помещен в седле и представляет собой
.166
пустотелый цилиндр, верхняя часть которого выполнена в виде
грибка. Грибок в закрытом положении не допускает перетекания
масла через зазор в полость всасывания. На грибке имеется бо-
бышка для фиксации нижнего витка пружины и боковое сверление
для облегчения съемки клапана. Сквозные прорези на клапане с
обеих сторон предназначен^ для перепуска масла из нагнетающей
магистрали в подводящую. Создаваемое помпой давление масла
регулируется при помощи регулировочного винта, изменяющего на-
тяжение пружины редукционного клапана. Регулировочный винт
ввернут во втулку клапана и контрится сначала контргайкой, а за-
том колпачком. Колпачок контрится с корпусом проволокой
(рис. 132).
Рис. 132. Регулирование давления масла.
Принцип работы масляной помпы. Ведущий валик,
вращаясь от привода мотора, приводит во вращение через шлице-
вую муфту сцепления шеггсрии шнимающей н откачивающей ча-
стей помпы. Благодаря разрежению, создаваемому вращением ше"
стерен, масло из маслобака всасывается через капал насоса с над-
писью «вход» в нагнетающую чипы Попадая во впадины между
зубьями шестерен и стенками камеры нагнетания, масло переме-
щается по направлению вращения шестерен. Против входного окна
камеры нагнетания зубья, входя в заце1плетпе, выжимают из впа-
дин масло, которое проходит в выходное отверстие и через левое
сверление на задней крышке в магистраль мотора. В откачивающую
ступень помпы масло поступает из маслоотстойника мотора через
правое сверление на задней крышке и отверстие опорного фланца
маслопомпы. При вращении шестерен откачивающей ступени
167
масло попадает в выходной канал маслопомпы, через отверстие с
надписью «выход» — из откачивающей ступени в воздушно-масля-
ный радиатор и далее в маслобак.
Масло нагнетается в мотор под давлением 5—6 кг/см2. В слу-
чае превышения давления, на которое отрегулирован редукционный
клапан, золотник клапана приподнимается и перепускает излишек
масла из камеры нагнетания в камеру всасывания, поддерживая
этим постоянное давление.
МАСЛЯНЫЙ ФИЛЬТР МФМ-25
Масляный фильтр имеет своим назначением очищать от механи-
ческих примесей масло, поступающее в мотор. Масляный фильгр
МФМ-25 представляет собой щелевой фильтр, состоящий из набора
Рис. 133. Детали и узлы масляного фильтра МФМ-25.
1—прокладка фильтра, 2—масляный фильтр, 3—шайба гайки крепления
масляного фильтра, 4—гайка, 5—контргайка, 6—прокладка под пробку,
7—пробка|.
тонких пластин, образующих между собой зазоры в сотые доли
миллиметра. Преимущество щелевых фильтров перед сетчатыми
заключается в том, что они могут работать под повышенным дав-
лением масла и поэтому их ставят в нагнетающую магистраль не-
посредственно перед поступлением масла в мотор.
Конструкция фильтра. Фильтр состоит из неподвиж-
ной и подвижной частей. Основной неподвижной частью является
крышка, на которой собирается вся конструкция фильтра. Во флан-
це крышки имеется шесть отверстий под шпильки крепления фильт-
ра к задней половине корпуса нагнетателя. На крышку надета ду-
ралевая втулка, служащая для центровки фильтра в колодце зад-
ней крышки картера (рис. 133, 134).
На наружной поверхности крышки имеется прилив с отверстием
и рсльбой, куда ввертываются штуцер и трубка для подвода масла
к регулятору оборотов.
В среднее отверстие крышки вставлена подвижная стальная
ось, на К()п>1|х>й собрана вся фильтрующая часть, состоящая из 325
тонких (толщиной 0,32 мм) стальных подвижных пластинок — дис-
168
ков с четырьмя окнами каждая, между которыми помещаются 324
стальные шайбы толщиной 0,09 мм, также надетые на ось. Ось по
образующей имеет срез, а пластинки имеют соответствующие ее
сечению отверстия, препятствующие провертыванию пластинок от-
носительно оси. Таким образом, между основными пластинками
имеются зазоры, равные толщине шайб, т. е. 0,09 мм. Между плас-
тинкам и-диоками размещены трапециевидные стальные лопатки
толщиной 0,07 мм, собранные на боковом неподвижном квадратном
стержне.
Рис. 134. Расположение деталей масляного фильтра.
подвижные пластины, 2—-неподвижные пластины, 3—стержень, 4—от-
верстие для ниппеля подвода масла к регулятору оборотов, 5—рукоятка.
6—перепускной клапан.
Фильтрующая часть крепится при помощи гайки и контрится
контровочной шайбой, один усик которой входит в канал, образо-
ванный окнами в пластинах фильтра, а друго-й по всей длине плот-
но прижат к одной из граней гайки (рис. 135).
Масло, направляемое в мотор, попадает в камеру фильтра, и,
проходя в зазоры между пластинками, очищается, затем поступает
во внутренние каналы, образованные окнами пластин, и по ним уже
в масляную магистраль мотора (рис. 136). Для очистки пластинок
от накапливающейся между ними грязи неообходимо провернул» ось
фильтра; вместе с ней провернутся насаженные на нее подвижные
диски, а неподвижные лопатки, сидящие на стержне, счистят нако-
пившуюся между пластинками грязь.
Согласно регламенту технического обслуживания, после каж-
дого полета необходимо вручную несколько риз повернуть ось про-
тив хода часовой стрелки за рукоятку. Через каждые 5 часов рабо-
ты фильтр надо снимать, огматрнта п», промыпичт» и устанавливать
на место.
При длительных полетах или и случае применения загрязнен-
ного масла фильтр может засориться до такой степени, что на-
рушится нормальная подача масла в мотор. Для предупреждения
этого в крышке маслофильтра установлен перепускной шариковый
клапан, отрегулированный на разность давлений между внешней
и внутренней полостями фильтра от 2,5 до 3,2 кг/см2. Поэтому,
если из-за засорения фильтра прекратится поступление масла, то
169
внутри фильтра давление будет падать, а снаружи останется пос-
тоянным (5—6 кг/см2). Когда разность достигнет 2,5—-3,2 кг/см2,
клапан перепустит, внутрь фильтра нефильтрованное масло (рис.
134 и 136).
Старая
контро-
вочная
шайба
Новая
контро-
вочная
шайба
Рис. 135 .Нижняя часть
фильтра МФ-25.
J—задняя .крышка кар-
тера, 2—фиксирующая
часть фильтра, 3—гайка
крепления фиксирующей
части фильтра, 4—конт-
ровочна|я шайба.
-— Очищенное масло
-— Движение наела в момент
засорения фильтра
Рис. 136. Схема циркуляции масла
через масляный фильтр МФМ-25.
На внутреннем конце оси насажена поворачивающаяся вместе
с последней направляющая чашечка, которая служит для центров-
ки фильтра в гнезде задней крышки мотора. Ось фильтра уплот-
няется в крышке специальным сальником.
МАСЛЯНЫЙ ДЕФЛЕКТОР
Масляный дефлектор, отлитый из алюминиевого сплава, поме-
щайся в среднем картере между юбками цилиндров № 5 и 6 и
служит для уменьшения барботажа масла в средней части картера,
направляя последнее в маслоотстойник.
Передний конец масляного дефлектора выходит в носок карте-
ра, а задний — в переднюю половину корпуса нагнетателя. Таким
170
образом, все масло из средней части картера, улавливаемое деф-
лектором, по двум отверстиям в концах последнего отводится в
маслоотстойник через приливы носка картера и передней половины
корпуса нагнетателя.
МАСЛООТСТОЙНИК
Маслоотстойник (рис. 137) отлит из электрона и помещен под.
картером между цилиндрами № 5 и 6 (рис. 137). Передним своим
Рис. 137. Маслоотстойник.
1, 3—прокладки, 2—корпус отстойника, 4—прокладка, 5—фильтр,
6—прокладка, 7—шайба, гайка, контргайка, 8—футерка, 9- шайба,
10—пробка крапа, 11—коопус крана, 12—замок, 13—шайба,
14—пружина, /5 - шайба. 16—шайба, гайка, контргайка, 17—фу-
терка, 18—прокладка!, 19 - фланец, 20 -ганки, 21—трубка, 22--хо-
мутик, болт, гайка1, 23- /цорит, 24 -т piyfi к ;и.
фланцем’ маслоотстойник крепится к тоску картера, задним — к
фланцу передней половины корпуса нагиеhihvih. В нижней части
маслоотстойника помещается кран для слива масла. Над краном в
передней нижней части ввернут сетчатый фильтр, через который
проходит все масло, откачиваемое из мотора. Впереди маслоот-
стойника имеется фланец, к кого|Х)му присоединена труба для сли-
ва масла из носка картера. Фланец па задней части маслоотстой-
ника служит для присоединения трубки слива масла из задней по-
ловины корпуса нагнетателя. Отверстие в переднем фланце крепле-
ния маслоотстойника предназначено для стока масла из носка ка;г
тера и из средней части картера через масляный дефлектор. В зад-
171
нем верхнем фланце имеются два отверстия: одно — для стока ма-
сла из задней половины корпуса нагнетателя и средней части кар-
тера (через задний конец масляного дефлектора), а другое — для
3
Рис. 138. Маслоотстойник, устанавливаемый на моторах
первых серий.
1, 2, 3—прокладки, 4—гайка, шайба, контргайка, 5—пробка,
6—шпилька, 7— прокладка, 8—фильтр, 9—прокладка,,
10—шпилька, 11—пробка, 12—маслоотстойник, 13—футерка.
откачки масла из маслоотстойника. На моторах более поздних вы-
пусков масло поступает из полости задней половины корпуса нагне-
тателя в маслоотстойник только по наружной трубке 24 (рис. 137).
Полости слива масла и откачки разделены сетчатым фильтром 5 и
внутренней перегородкой.
Маслоотстойник, устанавливаемый на моторах АШ-62ИР пер-
вых серий, см. на рис. 138.
МАСЛОМАГИСТРАЛЬ МОТОРОВ АШ-62ИР ПОСЛЕДНИХ
СЕРИЙ И ДВИЖЕНИЕ МАСЛА В НЕЙ
Нагнетающая система
Масло из маслобака подается к входному штуцеру масляной
помпы. Пройдя нагнетающую ступень масляной помпы, масло пос-
тупает через левое отверстие фланца крепления масляной помпы в
канал задней крышки картера. Отжимая клапан, установленный в
канале задней крышки (отрегулированный на 0,3 кг/см2), масло про-
ходит в масляный фильтр МФМ-25. Из него профильтрованное мас-
172
ло подается в кольцевую выточку вокруг центральной втулки зад-
ней крышки картера. Часть масла из кольцевой выточки по кана-
лам на задней крышке идет на смазывание валиков приводов ко
всем агрегатам, на смазывание вакуумпомпы, а Также по трубке к
приемнику манометра. Большая часть масла через отверстия цент-
ральной втулки задней крышки (являющейся подшипником валика
привода к агрегатам) и радиальные сверления в опорной шейке по-
ступает во внутреннюю полость валика. Все валики приводов к or
дельным агрегатам, смонтированные на задней крышке картера,
смазываются под давлением. Смазка к ним подается по имеющим-
ся в задней крышке каналам, идущим от запрессованной в ее
центральной части бронзовой втулки. Шестерни приводов смазыва-
ются барботажем. Кроме того, корпус привода счетчика оборотов
и бензопомпы заполняется солидолом.
Из центральной втулки задней крышки картера масло поступает
по каналу в ось двойной шестерни передачи к нагнетателю и по
отверстию в оси идет на бронзовую втулку двойной шестерни наг-
нетателя и ось последней. Из полости валика привода к агрегатам
масло подается на смазку подшипников валика нагнетателя и его
пяты и далее по каналам в полость шатунной шейки коленчатого-
вала.
Для смазывания подшипников валика нагнетателя масло из по-
лости валика передачи к агрегатам проникает по- сверлению в ва-
лике на его внешнюю поверхность, выходит на, две лыски под под-
шипниками валика нагнетателя и смазывает их. Задняя лыска на
валике передачи к агрегатам удлинена и выходит под шаровой
вкладыш, чем обеспечивается подвод масла к бронзовому вклады-
шу подпятника. Для создания необходимой герметичности полости
смазки подпятника нагнетателя, на наружном буртике подпятника
нагнетателя установлено- маслоуплотнительное кольцо, опирающееся
на муфту валика агрегатов.
Из внутренней полости валика агрегатов масло проходит в коль-
цевую канавку за шлицами внутри задней щеки коленчатого вала,
а оттуда по совпадающим сверлениям в щеке и в шатунной шей-
ке — в полость шатунной шейки коленчатого вала.
Из полости шатунной шейки масло направляется по трем путям:
через две трубки — на лыску шатунной шейки, для смазывания
шатунно-кривошипного механизма; через калиброванное отверстие
в болте, контрящем заглушку шатунной шейки и через отверстие г
концевой части шатунной шейки на смазку цилиндрово-поршне-
вой группы. По сверлению и передней щеке -в полость
между дуралевым стаканом и внутренней поверхностью носка
коленчатого вала.
На детали шатунного механизма с боковым уплотнением
масло поступает из шатунной шейки колонна того вала по двум
сепараторным масляным трубкам. Сначала оно попадает на
лыску и смазывает втулку главного шатуна. Затем, благодаря
значительной длине лыски, масло подается в концентрическую
.выточку замка втулки главного шатуна и по восьми радиальным
наклонным отверстиям в ней проходит через отверстия в
17»
болты, контрящие замок втулки главного шатуна, и к пе-
реднему кольцу — для смазывания передней щеки коленчатого
вала. Из болтов масло по осевым сверлениям идет в каждый палец
прицепного шатуна, а оттуда по двум сверлениям — на две лыски
смазывания втулки нижней головки прицепного шатуна.
На каждом пальце прицепного шатуна имеются две диамет-
рально противоположные лыски, обеспечивающие нормальное сма-
зывание трущейся поверхности пальца и втулки прицепного шатуна.
Две лыски необходимы потому, что втулка вращается относительно
пальца не на полный оборот.
Верхние головки прицепных шатунов и главного шатуна смазы-
ваются барботажем. Масло, вытесняемое из зазоров втулки главно-
го шатуна и втулок прицепных шатунов, разбрызгивается и смазы-
вает зеркало цилиндров и поршней. Кроме того, трущиеся поверх-
ности цилиндров и поршней смазываются маслом, разбрызгиваемым
из шатунной шейки через два калиброванных отверстия.
Последний и задний опорные роликовые подшипники коленчатое
го вала также смазываются барботажем.
Из шатунной шейки коленчатого вала масло по сверлению в пе-
редней щеке коленчатого вала поступает в полобть носка колен-
чатого вала вокруг дуралевого стакана.
Из этого кольцевого пространства масло идет по трем отвер-
стиям в коленчатом валу на смазывание: оси двойной шесгерни га-
зораспределения, подшипника кулачковой шайбы и механизма ре-
дуктора.
Для смазывания оси двойной шестерни газораспределения масло
из полости между коленчатым валом и дуралевым стаканом посту-
пает через отверстие в коленчатом валу на внутреннюю лыску сту-
пицы ведущей шестерни газораспределения, откуда по трем сверле-
ниям ведущей шестерни попадает в кольцевое пространство, обра-
зованное маслоуплотнительными кольцами ступицы шестерни. Из
пространства между кольцами масло через сверление во фланце
подачи масла к оси двойной шестерни проходит по- трубке внутрь
оси двойной шестерни газораспределения и через сверление в оси
выжимается на лыску для смазывания втулки,двойной шестерни.
Для смазывания подшипника кулачковой шайбы масло из поло-
сти между коленчатым валом и дуралевым стаканом подается по
отверстию в коленчатом валу, через сверление в ступице ведущей
шестерни редуктора, на наружную лыску ступицы и, таким обра-
зом, попадает на подшипник кулачковой шайбы.
Масло, выжимаемое из зазоров между осью двойной шестерня
газораспределения и 'ее втулкой и между ступицей ведущей шестер-
ни редуктора и подшипником кулачковой шайбы, разбрызгивается
для смазывания зубьев шестерен газораспределения, роликов тол-
кателей и кулачков кулачковой шайбы. Кроме того, толкатели и
клапанный механизм нижних цилиндров смазываются маслом, пос-
тупающим самотеком из картера.
Для смазывания деталей редуктора масло из пространства меж-
ду коленчатым валом и дуралевым стаканом попадает через отвер-
стие в носке коленчатого вала во внутреннюю заднюю кольцевую
выточку заднего опорного подшипника вала винта и через шесть
174
радиальных отверстий поступает на заднюю наружную канавку
подшипника. Из наружной канавки подшипника масло поступает в
сверления в лапах вала винта и по продольной канавке подшипни-
ка на передний подшипник вала винта. Из сверлений в лапах масло
выходит на лыски внутри опор сателлитов и через отверстия в под-
шипниках сателлитов проходит внутрь полости, образованной сател-
литом и стеблем его гайки, одновременно смазывая подшипники
сателлитов, их опарные поверхности и торцы гаек сателлитов.
На заднем конце оси каждого сателлита имеется широкая лыс-
ка, с отверстием, через которое масло поступает внутрь оси сател-
лита. В каждой лапе имеется (кроме указанных выше) по два от-
верстия. Одно выходит на периферию лапы, другое идет к центру
вала до линии зацепления зубьев сателлитов с неподвижной ше-
стерней и имеет выход на переднюю поверхность лапы. Масло,
выжимаемое под давлением на лыску оси сателлита, поочередно
Попадает в эти два сверления. Из первого сверления оно разбрызги-
вается для смазывания зацепления сателлитов с ведущей, а из
второго — с неподвижной шестернями редуктора.
Путь масла в регулятор оборотов
К регулятору оборотов масло подводится по внешней магист-
рали, идущей из маслофильтра МФМ-25 непосредственно к приво-
ду регулятора оборотов. Магистраль подвода масла к регулятору
Паять namjjHbK!
Рис. 139. Соединение передней и задней трубок
подвода масла к регулятору оборотов.
оборотов состоит из двух наружных стальных трубок — передней
и задней, соединенных между собой с помощью переходного шту-
цера и накидной гайки. Переходный штуцер припаян латунью к зад-
ней трубке (рис. 139).
Наружный диаметр трубок равен 10 °’'мм. Толщина стенок
-t 0, 15
0,75 мм. Передняя трубка присоединяется с помощью накид-
ной гайки к штуцеру, ввернутому в корпус привода регулятора обо-
ротов (рис. 140). Задняя трубка посредством гайки присоединена к
поворотному ниппелю, закрепленному гайкой на штуцере. Послед-
ний ввернут в имеющееся на крышке масляного фильтра МФМ-25
отверстие с резьбой 14X1,5 (рис. 141).
Передняя трубка зажимом укрепляется на шпильке крепления
цилиндра № 9 (рис. 142).
Задняя трубка с помощью зажима укрепляется на шпильке кре-
пления цилиндра № 8 и дополнительно другим зажимом — на
шпильке крепления задней половины корпуса нагнетателя к перед-
175
ней. Зажим ставится между цилиндрами № 7 и 8 против всасываю-
щей трубы цилиндра № 7.
Рис. 140. Крепление передней трубки к приводу
регулятора оборотов.
Профильтрованное масло из фильтра МФМ-25 поступает: к шту-
церу, ввернутому в крышку фильтра, к поворотному ниппелю, в
заднюю и переднюю трубки и через штуцер в привод регулятора
рис. 141. Крепление задней трубки
к фильтру МФМ-25.
Рис. 142. Крепление магистра-
ли подвода масла на моторе.
1—передняя трубка, 2—отвер-
стие всасывающей трубы для
цилиндра № 7, 3—переходный
штуцер.
оборотов. Масло из привода регулятора оборотов идет по двум на-
правлениям: на смазывание подшипников коромысел верхних ци-
линдров и в помпу регулятора оборотов.
Путь масла из привода регулятора оборотов на подшипники
коромысел верхних цилиндров
Подшипники -коромысел обоих клапанов цилиндров № 9, 1 и 2,
подшипник коромысла клапана впуска цилиндра № 8 и подшипник
коромысла клапана выпуска цилиндра № 3 смазываются под дав-
лением. Отверстия в направляющих толкателей этих коромысел
соединены между собой сверлениями в носке картера и образуют
канал ломаной формы. Последний в свою очередь соединен с ка-
налом в приводе регулятора оборотов.
176
Масло из привода регулятора оборотов поступает по каналу в
носке картера к направляющим толкателей, проходит через отвер-
стия в направляющих и толкателях внутрь толкателей. Из каждо-
го толкателя, через сверление в шаровом наконечнике, масло по
пустотелой тяге поступает в центральное отверстие регулировочного
винта коромысла н по одному из боковых сверлений в нем — к
подшипникам коромысел. Смазав подшипник, масло заполняет
клапанную коробку и сливается по кожуху тяги в направляющие
толкателей, а затем через сверления в них — в носок картера, од-
новременно это масло смазывает штоки клапанов и их направляю-
щие.
Путь масла из регуляторов оборотов на винт
Из привода регулятора оборотов масло поступает в помпу регу-
лятора оборотов, которая повышает давление масла до 20—35 ат.
Из помпы регулятора оборотов масло может поступать на винт по
двум направлениям: одному — для перевода винта с большого на
малый шаг, другому — для перевода винта с малого на большой
шаг.
Рис. 143. Носок редуктора мотора А Ш-62 ИР последних серий.
1—гайка, 2— трубка, 3—маслораспределительная втулка!, 4—кольцо,
5—гильза, 6—задняя втулка, 7--колсннагий аал, 8—переходник, 9—труб-
ка, Ю—нал вн п га,.
Путь масла для перевода винта с большого
на малый шаг. Из помпы регулятора оборотов масло под
давлением 20 ат поступает: и привод регулятора оборотов по
сверлению в носке кар iера и неподвижную шее icpiiio редуктора,
через'задний ряд отверстии распорной муфты в заднюю кольцевую
канавку распорной муфты нала ininia и через заднее сверление в
валу винта в радиальное отверстие заднего подшипника вала винта
и во внутреннюю переднюю кольцевую канавку подшипника.
Из внутренней передней кольцевой канавки подшипника вала
винта масло поступает в отверстие коленчатого вала и в полость
А (рис. 143), образованную носком коленчатого вала и стальной
трубой на двух опорах.
13 I77
Из полости, образованной носком коленчатого вала и стальной
трубой, масло через радиальные отверстия в передней опоре сталь-
ной трубы и радиальные отверстия в маслораспределительной втул-
ке поступает во внутреннюю полость, а оттуда через переходную
трубку 9 (рис. 143) — в винт (при наличии винта АВ-7Н-161).
Путь масла для перевода вин; та с малого
на большой шаг. Из помпы регулятора оборотов масло под
давлением 35 ат поступает по второму сверлению в приводе
регулятора оборотов, по второму сверлению в носке картера, по
второму масляному каналу в неподвижной шестерне редуктора н
через передний ряд отверстий распорной муфты попадает в перед-
нюю внутреннюю кольцевую канавку распорной муфты вала винта.
Из этой канавки масло через переднее сверление в валу винта по-
ступает в кольцевую полость В (рис. 143), образованную между
внутренней поверхностью вала винта и наружной поверхностью гиль-
зы, запрессованной в вал винта. Из полости В масло поступает по
продольным канавкам на передней наружной поверхности гильзы в
отверстия переднего фланца передней втулки вала винта, в переход-
ную трубку 2 (рис. 143) маслораспределительной втулки и на винт.
Из винта масло сливается через регулятор оборотов по тем же
каналам, по которым оно поступает в винт. Из регулятора оборотов
масло сливается в полый ведущий валик внутрь носка картера.
На моторах АШ-62ИР последних серий с одноканальными вин-
тами (АВ-7НЕ-161 и ВИШ-21) в носке вала винта монтируется пе-
реходник 8 (рис. 143). При наличии этого переходника использует-
ся только один канал, подводящий масло к винту, а именно канал
подвода масла для перевода винта с малого шага на большой. Ка-
нал подвода масла для перевода винта с большого шага на малый
закрыт переходником 8.
В этом случае масло из полости, образованной между внутрен-
ней поверхностью вала винта и наружной поверхностью трубы, за*
прессованной в вал винта, поступает по продольным канавкам на
передней наружной поверхности трубы в отверстия переднего флан-
ца передней втулки вала винта, в переходную трубку 2 маслорас-
пределительной втулки и в центральную полость со штуцером под-
вода масла к винту.
В этом случае канал подвода масла для перевода винта с боль-
шого шага на малый не используется.
МАСЛОМАГИСТРАЛЬ МОТОРОВ АШ-62ИР БОЛЕЕ РАННИХ
ВЫПУСКОВ И ДВИЖЕНИЕ МАСЛА В НЕИ
, Нагнетающая система
Масло из масляного бака подается к входному штуцеру мас-
ляной помпы. Пройдя нагнетающую ступень масляной помпы, мас-
м) поступает через левое отверстие фланца крепления масляной
помпы в канал задней крышки картера. Отжимая клапан, установ-
ленный и канале задней крышки (отрегулированный на 0,3 кг/см2),
масло перемещается в масляный фильтр МФМ-25, отсюда профиль,-
178
трованное масло подается в кольцевую выточку вокруг центральной
втулки задней крышки картера. Часть масла из кольцевой выточки
по каналам на задней крышке идет на смазывание валиков приво-
дов ко всем агрегатам, а также по трубке к приемнику маномет-
ра. Большая часть масла через отверстия центральной втулки зад-
ней крышки (являющейся подшипником валика привода к агрега-
там) и радиальные сверления в опорной шейке поступает во внут-
реннюю полость валика.
Все валики приводов к отдельным агрегатам, смонтированные
на задней крышке картера, смазываются под давлением. Смазка
подается к ним по имеющимся в задней крышке каналам, идущим
от запресованной в ее центральной части бронзовой втулки. Ше-
стерни приводов смазываются барботажем. Кроме того, корпус
привода тахометров и бензопомпы заполняется солидолом. Приводи
регулятору оборотов смазывается под давлением маслом, подводи-
мым к регулятору.
Из центральной втулки задней крышки картера масло, поступает
по каналу в ось двойной шестерни передачи к нагнетателю и по
отверстию в оси идет на бронзовую втулку двойной шестерни наг-
нетателя и ось последней.
Из полости валика привода к агрегатам масло подается на под-
шипники валика нагнетателя и его пяты и далее по, каналам в по-
лость шатунной шейки коленчатого вала.
Для смазывания валика нагнетателя масло из полости валика
передачи к агрегатам проникает по сверлению в валике на его вне-
шнюю поверхность, выходит на две лыски под подшипниками
валика нагнетателя и смазывает их. Задняя лыска на валике пе-
редачи к агрегатам удлинена и выходит под шаровой вкладыш,
чем обеспечивается подвод масла к бронзовому вкладышу подпят-
ника. Для герметизации полости смазки подпятника нагнетателя иа
наружном буртике последнего установлено маслоуплотнительное
кольцо, опирающееся на муфту валика агрегатов.
Из внутренней полости валика агрегатов масло проходит меж-
ду шлицами шлицевой муфты, попадает в кольцевую канавку за
шлицами внутри задней щеки коленчатого вала, а оттуда по сов-
падающим сверлениям в щеке и в шатунной шейке — в полость
шатунной шейки коленчатого вала. Из полости шатунной шейки
масло направляется по трем путям: через две трубки — на лыску,
шатунной шейки для смазывания шатунно-кривошипного меха-
низма, через калиброванное отверстие в болте, контрящем за-
глушку шатунной шейки, н отверстие в концевой части шатунной
шейки — в качестве дополнительной смазки для цилиндрово-порш-
, невой группы и по сверлению в передней щеке — в полость между
опорой суфлерной трубы и внутренней поверхностью носка ко-
• ленчатого вала.
На детали шатунного механизма с боковым уплотнением мас-
ло поступает из шатунной шейки коленчатого вала по двум сепа-
раторным масляным трубкам. Сначала оно попадает на лыску и
смазывает втулку главного шатуна. Затем благодаря значительной
, длине лыски масло подается в концентрическую выточку замка
’ 179
втулки главного шатуна и по восьми радиальным наклонным отвер-
стиям в ней проходит через отверстия в болты, контрящие замок
втулки главного шатуна. Из болтов по осевым сверлениям масло
идет -в каждый палец прицепного шатуна, а оттуда по двум свер-
лениям на две лыски для смазывания втулки нижней головки при-
цепного шатуна. На каждом пальце прицепного шатуна имеются
две диаметрально противоположные лыски, обеспечивающие нор-
мальное смазывание трущейся поверхности пальца и втулки при"
цепного шатуна. Две лыски необходимы потому, что втулка вра-
щается относительно пальца не на полный оборот. Верхние головки
прицепных шатунов и главного шатуна смазываются барботажем.
Если мотор имеет шатунный механизм без бокового уплотнения,
масло из шатунной шейки коленчатого вала поступает на ее лыску
по одной сепараторной трубке и смазывает втулку главного шату-
на. Часть масла по радиальным отверстиям во втулке нижней го-
ловки главного шатуна проходит с лыски в канавку под втулкой и
из нее по сверлениям в проушинах нижней головки главного ша"
туна и в пальцах прицепных шатунов поступает внутрь пальцев,
смазывая их и втулки нижних головок. Верхние головки прицепных
шатунов и верхняя головка главного шатуна смазываются барбо-
тажем.
Масло, выжимаемое из зазоров между втулкой главного ша-
туна и шатунной шейкой, втулками нижних головок и пальцами
прицепных шатунов разбрызгивается для смазывания зеркала ци-
линдров и поршней. Кроме того, трущиеся поверхности цилиндров и
поршней смазываются маслом, разбрызгиваемым из шатунной шей-
ки через два калиброванных отверстия.
Передний и задний опорные роликовые подшипники коленча-
того, вала также смазываются барботажем. Из шатунной шейки
коленчатого вала масло по сверлению в передней щеке коленча-
того вала поступает в полость носка коленчатого вала вокруг
суфлерной трубы. Из этого пространства масло идет по> трем
отверстиям для смазывания оси двойной шестерни газораспределе-
ния, подшипника кулачковой шайбы и в кольцевую канавку зад-
него подщипника вала винта. Кроме того, масло через торцевой
зазор между носком вала и передней опорой суфлерной трубы вы-
ходит на лыску передней опорной шейки носка вала.
Для смазывания оси двойной шестерни газораспределения масло
из полости между коленчатым валом и суфлерной трубкой по-
ступает черев отверстие на внутреннюю лыску ступицы ведущей
шестерни, откуда по сверлениям в ведущей шестерне газораспре-
деления попадает в кольцевое пространство, образованное масло-
уплотнительными, кольцами ступицы шестерни. Из пространства
между кольцами масло через сверление во фланце подачи масла
к (Х’н двойной шестерни проходит по трубке внутрь оси двойной
нкч'тсрни газораспределения и через сверление в оси выжимается
на лыску для смазывания втулки двойной шестерни.
Для смазывания подшипника кулачковой шайбы масло из по-
лости между коленчатым валом и суфлерной трубкой по отверстию
в коленчатом налу подается через сверление в ступице ведущей
180
шестерни редуктора на наружную лыску ступицы. Масло, выжи-
маемое из зазоров между осью двойной шестерни газораспределе-
ния и ее втулкой и между ступицей ведущей шестерни и подшипни-
ком кулачковой шайбы, разбрызгивается для смазывания зубьев
шестерен газораспределения, роликов то,лкателей и кулачков кулач-
ковой шайбы. Кроме того, толкатели и клапанный механизм ниж"
них цилиндров смазываются маслом, поступившим самотеком
вследствие барботажа в толкатели, их -тяги и кожухи.
Для смазывания деталей редуктора масло из пространства ме-
жду суфлерной трубкой и носком коленчатого вала попадает че-
рез отверстие в носке коленчатого вала! во внутреннюю кольцевую
выточку заднего опорного подшипника вала винта; оттуда оно по-
дается через шесть отверстий в переднюю наружную канавку под-
шипника. Из последней масло идет по .двум направлениям: на ше-
стерни редуктора и через каналы в регулятор оборотов. Передняя
наружная кольцевая канавка подшипника соединена продольными
лысками с задней наружной канавкой. 'С последней совпадают от-
верстия в лапах вала винта.
Из сверлений в лапах масло выход,ит на лыски внутри опор
сателлитов и через отверстия в подшипниках сателлитов проходит
внутрь полости, образованной сателлитом и стеблем его гайки, од-
новременно смазывая подшипник сателлитов, их опорные поверх-
ности и торцы гаек сателлитов. На заднем конце оси каждого сател-
лита имеется широкая лыска, сообщающаяся сверлением с внут-
ренней его полостью. В каждой лапе им еется, кроме указанных вы-
ше, по два отверстия. Одно выходит на периферию лапы, другое
идет к центру вала до линии зацепления зубьев сателлитов с не-
подвижной шестерней и имеет выход Hai переднюю поверхность ла-
пы. Масло, выжимаемое под давлением на лыску оси сателлита,
поочередно попадает в эти два сверления. Из первого отверстия
оно разбрызгивается для смазывания зацепления ведущей, а из
второго — неподвижной шестерен с сателлитами.
Из передней кольцевой канавки заднего опорного подшипника
вала винта масло проходит через отверстие в последнем. Далее, по-
падая во внутреннюю, заднюю, кольцевую канавку распорной муф-
ты и пройдя задний ряд отверстий ее, оно поступает по масляно-
му каналу неподвижной шестерни редуктора в сверление носка
картера и через него в регулятор оборотов впита. Из регулятора
оборотов, когда золотник его опущен, масло движется по второму
сверлению в носке картера, проходит нюрой масляный канал не-
подвижной шестерни и через передний ряд отверстий распорной
втулки попадает в' переднюю внутреннюю кольцевую канавку рас-
порной втулки вала винта. Из этой кантики масло через переднее
сверление в валу винта поступает- в коеннцевук> полость, образован-
ную носком коленчатого вала и валом нгпгга. Из этой кольцевой пег
лости масло через сверления в переднем подшипнике и в головке
суфлерной трубы, попадает в цилиндр винта для перевода лопа-
стей на малый шаг. При переводе лопастей па большой шаг масло
из цилиндра винта идет до регулятора оборотов в обратном на-
правлении по этим же каналам, а из регулятора оборотов сли-
вается через полый ведущий валик пршвода внутрь носка картера.
Рычаги обоих клапанов цилиндров № 9, 1 и 2, рычаг клапана
впуска цилиндра № 8 и рычаг клапана выпуска цилиндра № 3
смазываются под давлением. Отверстия в направляющих толка-
телей этих рычагов соединены между собой сверлениями в носке
картера и образуют канал ломаной формы. Последний, в свою оче-
редь, соединен с каналом подвода масла к регулятору оборотов.
Масло из привода регулятора оборотов поступает по каналу в нос-
ке картера к направляющим толкателей, проходит через отверт
стия в направляющих и толкателях внутрь толкателей. Из каж-
дого толкателя, через .сверление в шаровом наконечнике, масло-
по пустотелой тяге поступает в центральное отверстие регулиро-
вочного болта коромысла и по боковому сверлению в нем к .под-
шипникам коромысел. Смазав подшипники, масло заполняет кла-
панную коробку и сливается по кожуху тяги в направляющие тол-
кателей, а затем через сверления в них в носок картера, одновре-
менно это масло смазывает штоки клапанов и их направляющие.
МАСЛОМАГИСТРАЛЬ МОТОРОВ АШ-62ИР 8-й СЕРИИ И
ДВИЖЕНИЕ МАСЛА В НЕИ
Нагнетающая система
Путь масла на смазку всех деталей такой же, как и на мото-
рах более ранних выпусков, за исключением подвода масла из ре-
гуляторов оборотов к винту.
Из регулятора оборотов масло движется по сверлению-
в носке картера, проходит масляный канал неподвижной
шестерни редуктора и через передний ряд отверстий распорной
втулки попадает ,в переднюю внутреннюю кольцевую канавку рас-
порной втулки вала винта. Из кольцевой канавки масло через пе-
реднее сверление в валу винта поступает в кольцевую полость, об-
разованную стальной гильзой и валом винта. Из этой полости ма-
сло поступает по продольным канавкам на передней наружной шх
верхности гильзы в отверстия переднего фланца передней втулки.,
вала винта, в головку суфлерной трубы и через сверления в головке
попадает в цилиндр винта для перевода винта ВИШ-21 с большого-
на малый шаг или при наличии винта АВ-7НЕ-161 с малого на
большой шаг. При переводе лопастей винта ВИШ-21 на большой
шаг или винта, АВ-7НЕ-161 на малый шаг масло из цилиндра вин-
та идет до регулятора оборотов в обратном направлении по этим-
же каналам, а из регулятора оборотов сливается через полый ве-
дущий валик внутрь носка картера.
Откачивающая система
Масло, смазав механизм газораспределения и редуктора и вый-
дя из регулятора оборотов, при переводе винта АВ-7Н_16] с боль-
шого шага на малый шаг и с малого на большой, или винта
ВИШ-21 с милого шага на большой, или винта ДВ-7НЕ-161 с боль-
шого на малый шаг — сливается в носок картера, а затем в масло-
182
отстойник. Туда же поступает масло, собранное масляным дефлек-
тором после смазывания кривошипно-шатунного механизма и зерка-
ла цилиндров.
Масло, смазавшее валики и шестерни приводов к агрегатам, рас-
положенным на задней части мотора, сливается в полость задней
половины корпуса нагнетателя, оттуда по внутреннему каналу (а у
моторов АШ-62ИР более поздних выпусков по наружной трубке)
стекает в маслоотстойник. Из маслоотстойника масло отсасывается
откачивающей ступенью маслопомпы, проходит через сетчатый
фильтр, каналы, располо-
женные в нижней части
обеих половин корпуса на-
гнетателя и в задней крыш-
ке, и поступает в откачи-
вающую часть масляной
помпы, а затем через
воздушный масляный ра-
диатор в масляный бак.
Суфлирование Мотора
Для того чтобы обеспе-
чить нормальную откачку
масла из мотора, а также
предотвратить возможность
повышения давления в кар-
тере, последний сообщается
с атмосферой. На моторах
АШ-62ИР последних серий
картер сообщается с атмо-
сферой через специальный
суфлер, укрепленный в верх-
ней части передней поло-
вины корпуса нагнетателя
(рис. 144).
Суфлер состоит из кор-
пуса 1, снабженного фляп-
Рис. 144. Суфлер.
1—корпус, 2—бачок, 3 - трубка;.
4- -трубка, 5—шайба.
цем для крепления на передней половите корпуса нагнетателя,
бачка 2, навернутого на корпус с трубкой 3 для сообщения бачка
с атмосферой и трубки 4, приваренной к нижнему донышку бачка.
Трубка 4 имеет на боковой поверхности три отверстия диам. 8 мм,
верхний конец трубки 4 заглушен. На нижнем донышке бачка
сделан ряд отверстий диам. 2,5 мм.
Верхний конец трубки 3 развальцован; на этом конце с по-
мощью хомута 1 (рис. 145) закрепляется дюрит 2 диам. 33X22 и
длиной 65 мм.
В дюрит вставляется и закрепляется хомутом 3 дуралевая труб-
ка 4 диам. 22X20 мм, снабженная грибком 5. Нижний конец труб-
ки развальцован. Трубку выгибают по шаблону. Грибок 5 снабжен
донышком с четырьмя отверстиями для прохода воздуха.
Дуралевая трубка укрепляется двумя хомутиками 6 на внутрен-
183
нем кольце капота так, чтобы между донышком грибка и передним
кольцом капота был зазор 30 мм.
Ось трубки должна составлять с осью первого цилиндра угол
примерно в 265°, если смотреть на мотор сзади, и отстоять от нее
примерно на 450 мм, если смотреть на мотор сбоку.
Воздух из атмосферы проходит через грибок 5, дуралевую труб-
ку 4 и трубку 3 в бачок 2 (рис. 144) и через радиальные отверстия
в трубке 4 (рис. 144) в полость, образованную передней половиной
Рис. 145. Оборудование мотора для суфлирования на само-
лете Ли-2.
а)—вид суфлера сбоку, б)—вид суфлера сзади.
корпуса нагнетателя и задней половиной средней части картера;
через отверстия в вертикальных стенках передней и задней половин
средней части картера воздух поступает в среднюю часть картера
и в носок картера, а полость задней половины корпуса нагнетателя
суфлируется с полостью, образованной задней половиной средней
Части картера и передней половиной корпуса нагнетателя через
специальные каналы в приливах передней и задней половин корпу-
са нагнетателя. Полость задней половины корпуса нагнетателя
сообщается с маслобаком с помощью фланца, укрепленного на
задней крышке картера. К фланцу с отверстием присоединяются две
трубки (правая — диам. 12ХЮ мм и левая 22Х'2О мм), идущие в
маслобак. Дренаж масляного бака осуществляется при помощи
трубки диам. 12ХЮ мм. Трубка проходит между мотором и проти-
вопожарной перегородкой слева вниз и выступает на 50 мм за об-
шивку капота.
Тарим образом все части картера, кроме камеры крыльчатка,
суфлируются между собой и с атмосферой, а также с воздушным
прог 1 ранетвои маслобака. В процессе суфлирования мотора часть
масла может уноситься в атмосферу вместе с газами. Для улавли-
вания масла [рубка 4 (рис. 144). через которую газы уходят в ат-
мосферу, имеет в верхней части донышко. Из трубки 4 масло сте-
184
кает обратно в картер мотора. Часть масла, проникшая вместе с
газами через отверстия в трубке 4 в бачок, улавливается стенками
бачка. Из бачка масло сливается в картер через отверстия в ниж-
нем донышке.
Суфлирование на
моторах АШ-62ИР более
ранних выпусков осуществле-
но при помощи суфлерной
трубы, смонтированной в
носке коленчатого вала. Воз-
дух из атмосферы поступает
через боковые отверстия в
поршне винта ВИШ-21 в суф-
лирующую тр*убку и в полость
средней части картера. По-
лость носка картера сооб-
щается со средней частью
картера через отверстия в вер-
тикальной стенке передней по-
ловины средней части картера;
полость задней половины кор-
пуса нагнетателя суфлируется
со средней частью картера
черев отверстия в вертикаль-
ной стенке задней половины
средней части картера и черев
специальные каналы в прили-
вах передней и задней поло-
вин корпуса нагнетателя- и
садней половины средней ча-
Рнс. 146. Измененное суфлирование
мотора АШ-62ИР через винт.
сти картера.
Задняя половина корпуса нагнетателя сообщается с атмосферой
через масляный бак. К фланцу на задней крышке картера, имею-
щему отверстия, присоединяются две трубки, идущие, в маслобак.
НЕИСПРАВНОСТИ СИСТЕМЫ СУФЛИРОВАНИЯ
В связи с применением флюгерных винтов AB-7HE-1G1 на мото-
рах последних серий при эксплултпцпи самолетов Лп*2 были слу-
чаи, когда трубки суфлирования моторов н маслобаков закупорива-
лись льдом и это приводило к разрыву маслобаков; были также
случаи выброса масла порез суфлер. С целью предотвратить ука-
занные неисправности' необходимо:
1. На самолете Ли-2 с моторами А111-62ИР 8-А серии с флюгер-
ными винтами АВ-7НЕ-161 выполнить следующее:
1) В храповике винта загдупппь заклепками четыре радиальных
отверстия у фланца и два передних отверстия распилить до ширины
10—11 мм и длины 40 мм. Расстояние передней кромки каждого
окна от внутренней стороны донышка храповика должо быть
1,5—2 мм (рис. 146).
185
2) Конец дренажной трубки масляного бака обрезать и к капоту
приклепать патрубок, как это указано на рис. 147.
3) При подогреве мотора перед запуском при температурах
воздуха ниже 0°Ц обогревать теплым воздухом в течение 7—8 мин.
храповик и цилиндр винта АВ-7НЕ-161 для устранения возможных
отложений льда в суфлирующих каналах винта.
Рис. 147. Схема изменений системы суфлирования и дренажа пра-
вой ВМГ.
4) Во время полета при температуре воздуха ниже 10°Ц каждые
40—45 мин. поочередно изменять по 3 раза шаг винтов, чтобы пре-
дотвратить застывание масла в цилиндре винта и закупорку его
суфлирующих каналов льдом. Шаг винтов изменять в диапазоне
1500—2100 об/мин.
2. Заправлять в масляные баки по 80 л масла.
3. На самолетах Ли-2 с моторами АШ-62ИР последних серий с
суфлером и грибком на конце суфлерной трубки выполнить следую-
щее:
1) Обрезать конец суфлерной трубки с грибком под углом 45°
на расстоянии 50—55 мм от кольца НАКА и приварить к суфлерной
трубке под прямым углом алюминиевую трубку длиной 70—80 мм
со срезом одного конца также под 45° (рис. 148 и 149).
Диаметр трубки 20X22 мм. При приварке трубки внешний конец
ее должен быть обращен в сторону, противоположную фюзеляжу.
В случае отсутствия сварки снять только грибок и изогнуть
трубку ин расстоянии 80—90 мм от конца под углом 90° в нужную
сторону.
2) Ня леном моторе снять суфлерную трубку и изменять ее из-
гиб так, чтобы опа могла быть установлена с противоположной
стороны от переходника карбюратора.
186
Установить трубку на место и закрепить хомутами на внутрен-
нем капоте (рис. 148).
3) Изогнуть дополнительную суфлерную трубку диам. 20X22 мм
в соответствии с рис. 147 и 148 (в зависимости от того, на правом
или левом моторе переделывается трубка суфлирования), соеди-
Рис. 148. Схема изменений системы суфлирования и дренажа
левой ВМГ.
нить дюритовым шлангом эту трубку с угольником
(рис. 149), закрепить хомутами дюрит на трубках,
ную трубку укрепить хомутами на внутреннем капоте.
трубы мотора
а дополнитель-
Рис, 149. Узел верхнего соединения суфлерной трубки.
ПРЕДУПРЕЖДЕНИЕ. Расстояние между суфлерной трубкой
и выхлопным коллектором или патрубками должно быть не мень-
ше 40 мм.
4) Конец дренажной трубки маслобака обрезать и на капоте
приклепать патрубок.
187
Изменения системы суфлирования показаны: для правого мото-
ра — на рис. 147 и для левого мотора — на рис. 1 18.
4. На тех самолетах Ли*2 с моторами ЛШ-62ИР последних се-
рий, которые не имеют суфлера и оборудованы суфлерной трубкой,
кончающейся срезом под углом 45° над кольцом НАК.А, переде-
лать системы суфлирования в соответствии с рис. 147, 148, 149.
5. На самолетах Ли-2 с моторами АШ-62ЙР последних серий
перед запуском моторов-при внешних температурах ниже 0°Ц про-
верять дренажную трубку маслобака — нет ли засорения или заку-
порки льдом.
НЕИСПРАВНОСТИ СИСТЕМЫ СМАЗКИ
Наиболее характерные неисправности системы смазки мотора
ЛШ-62ИР, установленного на самолете Ли-2:
1. Перегрев масла. Моторы АШ-62ИР поздних выпусков
имеют повышенную прокачку масла. При температуре окружаю-
щего воздуха выше +15°Ц это приводит на самолетах Ли-*2 к пе-
регреву масла, так как обычный радиатор не обеспечивает нуж-
ного отвода тепла. Для устранения перегрева масла в летнее вре-
мя на мотопондоле устанавливают дополнительные маслорадиато-
ры, которые включаются последовательно с основным между ним
и маслобаком. На са-молетах последних серий ставят увеличенные
маслорадиаторы. Перепад между температурами входящего и вы-
ходящего мама вследствие увеличения сопротивления откачке
иногда повышается до 50°П„ что считается вполне нормальным. Пе-
регрев масла также может происходить из-за неисправности мото-
ра, неисправности агрегатов моторной установки, несоответствия
качества и количества масла. Некоторые нз этих дефектов не уст-
ранимы в эксплуатации, другие вполне устранимы.
К неисправностям, не устранимым в эксплуатации, относятся:
1) Износ подшипников. Чрезмерный износ подшипни-
ков вызывает переполнение картера маслом, которое вследствие это-
го перегревается, так как более продолжительное время находится
в соприкосновении с горячими деталями мотора.
2) Нарушение герметичности каналов отсасыва-
ющей масломагистрали внутри мотора между передней и задней
половинами корпуса нагнетателя или между задней половиной кор-
пуса нагнетателя и задней крышкой. Нарушение герметичности ве-
дет к переполнению картера маслом вследствие ухудшения откачки
масла и к перегреву последнего.
3) Недостаточная подача масла в зазоры деталей или ненор-
мальная величина зазоров приводит к полусухому трению рабочих
поверхностей деталей мотора, перегреву этих деталей и масла.
Основным признаком перегрева масла из-за неисправности мо-
тора является быстрое повышение температуры выходящего масла.
При этом перепад температур входящего и выходящего масла ста-
новится выше допустимого предела.
При наличии таких неисправностей мотор необходимо сиять с
самолет;!.
К ненснравнос।ям, устранимым в эксплуатации, относятся:
188
1) Износ поршневых колец, из-за чего выхлопные га-
зы прорываются в картер, вызывая перегрев масла. Об износе пор-
шневых колец судят по частому отказу свечей из-за их замаслива-
ния, по повышенному расходу масла (более 10—12 кг/час) и по по-
ниженной компрессии (ниже 3.5 кг/см2). Прорыв газов также мо-
жет происходить вследствие даже незначительного прогорания дни-
ща поршня.
В таких случаях надлежит снять цилиндр и заменить кольца
или поршень.
2) Неправильная регулировка давления масла..
Если давление превышает 6 кг/см2, подачи масла и истечение его
из зазоров увеличиваются, откачивающая ступень маслонасоса не
обеспечивает полной откачки и картер переполняется маслом.
В этом случае следует уменьшить давление до минимально до-
пустимого предела и таким образом понизить температуру масла.
Обычно при температуре входящего масла 75—80°Ц уменьшение
давления на 0,5 кг/см2 снижает температуру входящего масла при-
мерно на 5°Ц.
При переохлаждении масла в зимних условиях давление можно
увеличить до 6,5 кг/см2 и добиться некоторого повышения темпе-
ратуры.
^Неудовлетворительная работа откачиваю-
щей ступени маслопомпы, вызывающая переполнение
картера. Причинами указанного дефекта могут быть:
а) Износ гнезд шестерен откачивающей ступени маслонасоса. В1
этом случае маслопомпу необходимо заменить.
б) Образование воздушной пробки в каналах откачиваюшей ма-
гистрали мотора. Для устранения ее необходимо отъединить маги-
страль от штуцера выхода масла у помпы, присоединить к шту-
церу шланг и, вращая винт против хода, залить через шланг в от-
качивающую ступень маслопомпы 2-—3 л теплого масла.
в) Подсос в откачивающей ступени маслопомпы или в плоско-
сти прилегания маслопомпы к задней крышке картера.
4) Перегрев мотора вызывает перегрев масла и может
быть вызван следующими причинами:
а) Слишком раннее или позднее зажигание.
б) Переобеднение смеси.
в) Частое форсирование мотора.
г) Плохое охлаждение мотора вследствие наличия жалюзи w
отсутствия дефлекторов в летнее время, а также загрязнения мо-
тора.
д) Набор высоты па повышенном наддуве.
б) Неисправность и г р г i и г о н моторной уст а-
н о в к и. Причинами этого дефск»а могут быц>:
а) Загрязнение сот воздушно маглино! о радиатора. Для пре"
дупреждення дефекта необходимо coi ласио регламенту техниче-
ского обслуживания снимать ио 1Душно-мисл>Н1ЫЙ радиатор для
промывки через каждые 100 час. p;,»6oii.i и заменять масло через
каждые 25 час. работы.
б) Неисправность термостатического клапана, перекос его или
189-.
недостаточная герметичность посадки клапана в седле вследствие
коробления последнего. В результате не все масло перепускается
через соты маслорадиатора, а часть его проходит через обечай-
ку, не охлаждаясь. Для устранения дефекта нужно проверить кла-
пан, поместив его на 2—3 мин. в горячую (80—90°Ц) воду. Выде-
ление пузырьков и отсутствие удлинения анероида свидетельствует
о неисправности термостатического клапана.
При проверке прилегания термоклапана к седлу не следует за-
бывать, что. в холодном состоянии между .клапаном и седлом ос-
тается значительный зазор Хот 2 до 6 мм). Такой зазор необхо-
дим для того, чтобы при прогреве мотора масло в первое время
направлялось не через соты, а из пространства между обечайка-
ми прямо в маслобак. Этим, с одной стороны, достигается быстрый
прогрев масла, а с другой — соты радиатора предохраняются от
разрыва давлением, создаваемым холодным маслом.
Правильность работы термоклапана определяют, ощупывая соты
маслорадиатора и обечайки сразу же после остановок мотора. Если
соты холодные, значит клапан неисправен.
в) Недостаточное открытие заслонок маслорадиатора.
г) Неисправность маслобака: наличие на нем теплого чехла и
засорение дренажных трубок. Для предупреждения дефекта необ-
ходимо при температурах окружающего воздуха выше -}-5сЦ сни-
мать чехол, а при смене мотора продувать дренажные трубки мас-
лобака.
6) Ни зкое качество масла. Применение загрязненно-
го или не соответствующего данному мотору масла, приводит к его
перегреву. Особенно необходимо следить, чтобы в масле не было
воды. Вода вызывает пенообразование и ухудшает откачку масла,
вследствие чего переполняется картер. Вспенившееся масло подле-
жит замене.
7) Недостаток масла в баке обычно приводит к его
перегреву. Это объясняется тем, что вспененное откачкой масло не
успевает отстаиваться и в нагнетающую магистраль попадает мно-
го воздуха. В результате количество масла в зазорах мотора умень-
шается, а это способствует его перегреву.
Нужно следить, чтобы в баке никогда не было меньше 25 л мас-
ла. Заправлять в бак необходимо 90—100 л масла. Если во время
полета температура входящего масла доходила до 85°Ц, послед-
нее надо заменить при первой возможности.
При определении причины перегрева масла
необходимо учитывать следующее:
а) У моторов АШ-62ИР поздних выпусков перегрев масла —
явление, обусловленное повышенной прокачкой масла. Установ-
ленный на самолет воздушно-масляный радиатор обладает недоста-
точной охлаждающей способностью. Устранение перегрева дости-
гается установкой дополнительного радиатора или заменой суще-
ствующего маслорадиатора увеличенным.
б) Гд'лн у мотора при нормальной температуре входящего масла
быстро начинает возрастать температура выходящего масла и пе-
репад между этими температурами превышает 50°Ц и если это
190
сопровождается падением давления, значит внутри мотора имеются
серьезные дефекты. Даже в том случае, если других признаков не-
исправности нет (мотор работает нормально, поршневые кольца и
поршни находятся в удовлетворительном состоянии, качество масла
хорошее, количество достаточное), мотор с таким дефектом необ-
ходимо снять с самолета.
в) Если температура входящего и выходящего масла подни-
мается на 5—10°Ц выше предела и на этом уровне остается пос-
тоянной, значит радиатор недостаточно хорошо охлаждает масло
вследствие засорения, недостаточного открытия заслонок, общего
перегрева мотора или недостатка масла.
г) Если перегревается масло, а соты радиатора холодные, зна-
чит неисправен термоклапан. Обычно в таких случаях температура
входящего масла все время увеличивается, а когда она доходит
до 100—105°Ц, начинает падать давление.
При перегреве масла всегда следует обращать внимание на
перепад между температурами входящего и выходящего масла.
Если перепад меньше 50°Ц, дефект можно устранить, не снимая
мотора с самолета; более высокий перепад между температурами
входящего и выходящего масла обычно свидетельствует о том,
что дефект — серьезный и мотор надо снять с самолета.
2. Повышенный расход масла. Нормальный расход
масла составляет от 5 до 11 кг/час на один мотор. В эксплуатации
отмечены случаи, когда после 150—250 час. работы мотора расход
масла значительно повышался и доходил даже до 25 кг/час.
Повышенный расход масла может быть вызван следующими
причинами:
а) износ газоуплотнительных колец и потеря ими упругости,
б) образование гофра в цилиндрах двигателя,
в) подсос масла из уплотнения валика нагнетателя,
г) износ направляющих штока клапана,
д) нарушение герметичности между маслоуплотнителъным дис'
ком передней половины корпуса нагнетателя и задней половиной
средней части картера.
3. П а д е п и е д явления м ai с л а может иметь место по
следующим причинам:
1) Заеда и н е з о л о т и и к а р е д у к ц п о н и о г о к л а п а-
н а маслопомпы, перекос пружины редукционного клапана или по-
теря упругости этой пружиной.
Пружина редукционного клапапп может деформироваться и на
новых, и на ремонтных насосах вследствие усталости материала
пружины н его недоброкячест1кчшкм"Г111 Деформация пружины вызы-
вает падение давления н мясломш'истрплн. В большинстве случаев
этот дефект устраняют регулнроикой редукционного клапана с по-
мощью регулировочного винта. Если регулировкой невозможно до-
биться нужного давления, следует заменить пружину.
Перед регулировкой редукционного клапана необходимо прове-
рить герметичность и чистоту фильтров, так как засорение фильт-
ров и неплотности в маслопроводах со стороны всасывания также
могут быть причиной падения давления масла.
191
Очень часто причиной падения давления масла является попада-
ние под клапан посторонних тел, заносимых маслюм. Твердые час-
тицы, попадая между клапаном и седлом, мешают ему плотно сесть
на свое место и создают постоянный зазор, из-за чего давление
Для устранения этого дефекта надо вынуть редукционный кла*
масла иногда падает даже до нуля,
пан, промыть его и снова поставить на место.
2) Загустение масла во всасывающем трубо-
проводе, идущем от маслобака, вследствие чего
масло не поступает в насос. Загустевает масло из-за низкой темпе-
ратуры окружающего воздуха. Часто бывает также, что манометр
не показывает давления из-за того, что масло в трубке, идущей к
нему, замерзло. Чтобы избежать этого, следует отеплять маслопро-
вод, а в трубку, идущую к манометру, заливать смесь глицерина
со спиртом или трансформаторное масло.
3) П одсос воздуха в трубопроводе, подводя-
щем масло к маслопомпе (определяется вибрацией
стрелки манометра масла). Необходимо проверить состояние масля-
ной системы, особенно в мостах соединения шлангов у штуцеров
маслопомпы, и ликвидировать подсос.
4) Неправильная регулировка редукционного
клапана. Регулировать редукционный клапан нужно на прогре-
том моторе, при температуре входящего масла не ниже 60°Ц.
5) Грязь под редукционным клапаном. Необхо-
димо разобрать клапан, промыть в бензине, обдуть сжатым возду-
хом или дать просохнуть. Вытирать детали редукционного клапана
ветошью или тряпками нельзя.
6) Чрезмерно высокая температура масла, при
которой уменьшается его вязкость и увеличивается прокачка его
через зазоры в деталях. Для устранения этого дефекта на земле
необходимо сбавить обороты и охладить мотор, а в полете — пе*
рейти на планирование.
7) Образование пены в масляном баке вызы-
вает колебание и падение давления масла, так как вместе с маслом
в маслопомпу попадает воздух. Для устранения дефекта нужно
слить старое масло и заполнить бак свежим.
8) Чрезмерные зазоры в подшипниках. Износ
подшипников может быть причиной недостаточного давления. В
этом случае мотор надо снять.
9) Износ шестерен насоса. Износ шестерен насоса в
большинстве случаев вызывается длительной работой насоса. При-
менение грязного масла вызывает также износ шестерен.
При износе шестерен нагнетающей ступени наблюдается паде-
ние давления масла на малых оборотах мотора, в то же время на
больших оборотах давление держится в пределах нормы.
При износе шестерен откачивающей ступени наблюдается пере-
полнение картера маслом и выброс масла из суфлера. При появле-
нии износа шестерен насос следует заменить. Перед заменой на-
соса необходимо еще раз убедиться в исправности всех соединений
и чистоте фильтров. Для предупреждения преждевременного износа
192
шестерен нужно следить за чистотой масла и сменять его в сроки,
указанные регламентом.
10) Н еисправность масляного манометра. Для
проверки причины падения давления масла всегда нужно опробо-
вать переключение шага винта с большого на малый. Если винт пе-
реключается нормально, значит отсутствуют по какой-либо причине
показания масломанометра, если же винт совсем не переходит или
вяло переходит на малый шаг, то действительно имеет место паде-
ние давления масла.
4. Выбивание масла из носка картера и носка
вала винта может быть вызвано следующими причинами:
1) Выработка уплотнительного' диска носка
картера, а также износ или потеря упругости колец уплотни-
тельной гайки вала винта.
2) Нарушение уплотнения между головкой
суфлерной трубки и передним опорным под-
шипником вала винта. Для устранения дефекта необхо-
димо снять прокладку, отжечь д установить на место или заменить
новой.
3) Пенообразование в средней части картера
происходит вследствие наличия воды .в масле, излишнего разжи-
жения масла бензином, прорыва газов из цилиндров или перегрева
масла. Пенообразование приводит к переполнению картера и выби-
ванию масла из суфлерной трубы. Для устранения дефекта надо
в полете: убрать газ, пойти на снижение и несколько раз переве-
сти винт с малого шага на большой и обратно; на земле — заме-
нить масло.
5. Переполнение картера маслом у неработаю-
щего мотора или обильная течь масла прп
съемке фильтра обычно имеют место вследствие заедания
•обратного клапана иа задней крышке картера.
6. Выбивание масла из-под фланцев крепле-
ния агрегатов и а задней крышке и по разъе-
мам соединения деталей. Течь масла из-под фланцев
агрегатов в Плоскости разъема может быть вызвана нарушением
уплотнения, перекосом агрегатов, наличием забоин на опорных по-
верхностях или неравномерной затяжкой гаек. Течь устраняют под-
тяжкой гаек, притиркой плоскостей разъема, заменой прокладок.
Для лучшего уплотнения соединений можно применять герметик,
шеллак и свинцовые белила, Ставил. увеличенное количество ре-
зиновых колец, если это не предусмотрено конструкцией, запре-
щается.
В ремонтных предприятиях собранны ft мотор испытывают сжа-
тым воздухом на герметичность соединений. Для этого необходимо:
1) Закрыть заглушками и пробками все отверстия, через кото-
Дяе полости мотора сообщаются с наружной атмосферой.
2) Навернуть на носок вала гайку с трубкой для подачи воз-
духа в мотор.
3) Присоединить к трубке фланца носка вала винта шланг, ко-
торый подводит сжатый воздух от сети низкого давления.
13
193
4) Присоединить манометр к отверстию масляного канала на
входе масла в регулятор оборотов.
5) Пустить воздух в мотор и смазать места соединения деталей
и узлов мотора мыльным раствором следующего состава:
Мыло нейтральное высшего качества . . . 1*25
Глицерин . . . . .........., 500
Метил-виолет.............................. 10
Вода . ................................ 1000
Поддерживать в моторе давление воздуха 1,5 кг/см2. Пропуск
воздуха и пузырение в разъемах не допускается. Может быть до-
пущено лишь мелкое пузырение из-под крышек коробок коромысел
(пузыри не должны лопаться).
ПРЕДОТВРАЩЕНИЕ НЕИСПРАВНОСТЕЙ ПРИ ЭКСПЛУАТАЦИИ
Для предотвращения неисправности мотора и системы смазки
необходимо:
1. Применять только соответствующий сорт масла.
2. Не допускать повышенного или пониженного давления масла.
Нормальное давление масла 5—6 кг/см2.
3. Не допускать перегрева масла; нормальная температура вхо-
дящего масла 60—75°С. В летнее время при необходимости уста-
навливать дополнительные вовдушно-масляные радиаторы.
4. При послеполетном техническом обслуживании мотора про-
вертывать на несколько оборотов рукоятку фильтра МФМ-25 про-
тив хода часовой стрелки.
5. Через каждые 5 часов работы мотора снимать фильтр
МФМ-25 с мотора, промывать в бензине, провертывая за рукоятку.
Перед установкой на место погрузить фильтр в масло, нагретое до
60—70°Ц, заполнить внутренние каналы фильтра маслом.
При съемке фильтра тщательно проверять, нет ли металличес
кой стружки на его поверхности.
6. Смену масла производить через каждые 25 часов работы мо-
тора, а на пыльных аэродромах — через каждые 10 часов рабо-
тьь При сливе масла из маслоотстойника убедиться, что в послед-
нем нет стружки. Заправлять в каждый маслобак по 90—100 л
масла.
7. Следить за чистотой сетки, установленной в вале винта перед
суфлерной трубкой, для чего через каждые 100 часов работы мотог
ра при съемке винта сетку снимать и очищать. Эта обеспечит на-
дежное суфлирование картера.
8. Через каждые 100 часов работы мотора снимать воздушно-
масляный радиатор для промывки сот и проверки исправности тер-
мостатического клапана.
9. На самолетах с винтом ВИШ-21 запуск и остановку мотора
производить только на большом шаге винта, так как при запуске
на малом шаге масло будет поступать в впит. В результате смазка
втулки главного шатуна не будет обеспечена, а это может вызвать
разрушение втулки.
194
На самолетах с винтом АВ-7Н-161 или АВ-7НЕ-161 запуск про-
изводить на малом шаге.
10. В холодную погоду заполнять маслобак маслом, подогре-
тым до 75—80° Ц, и отеплять маслопроводы и бак.
11. При наличии на поршнях цилиндров хромированных колец
необходимо в течение первых 25 часов работы мотора перед за-
пуском заливать в верхние цилиндры по 75—100 г предварительно
нагретого масла. При наличии хромированных цилиндров следует
в течение первых 25 часов работы перед запуском зашприцевать
в каждый цилиндр по 75—100 г масла, нагретого до 75—85°Ц, в
обоих случаях провертывать винт на 3—4 оборота, а также зали-
вать в носок картера 4—5 кг горячего масла и избегать перезалив-
ки цилиндров бензином.
ЗАМЕНА АГРЕГАТОВ МАСЛОСИСТЕМЫ
1. Съемка маслопомпы
1) Отъединить штуцер подвода масла к вакуумпомпе.
2) Отъединить приемник замера температуры масла.
3) Отъединить трубопроводы от маслопомпы.
4) Расконтрить и снять гайки крепления маслопомпы к задней
крышке картера.
5) Снять помпу со шпилек крепления, слегка покачивая ее за
корпус.
Установку масляной помпы производить в обратном порядке.
2. Съемка масляного фильтра МФМ-25
1) Снять шесть контргаек и гаек крепления фильтра к его
фланцу.
2) Вынуть за ручку фильтр из его гнезда,
3. Съемка маслоотстойника
1) Снять всасывающую трубу цилиндра № 5.
2) Снять воздушный дефлектор между цилиндрами № 5 и 6.
3) Ослабить нижний хомутик дюрита сливной трубы и сдвинуть
дюрит.
4) Отъединить трубку слива масла и.з задней половины корпуса
нагнетателя.
5) Снять четыре контргайки п гайки со шпилек крепления от-
стойника к картеру.
6) Снять отстойник, слегка покачивая его.
Установку маслоотстойникл пропаподии, в обратном порядке.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Какой принцип смазки осуществлен на моторе.
2. Элементы системы смазки и их расположение на моторе.
3. Конструкция маслопомпы МШ-8 и принцип работы.
4. Конструкция маслофильтра МФМ-25.
6. Конструкция маслоотстойника.
195
6. Где замеряются давление и температура входящего масла.
7. Как подводится смазка к валикам приводов, установленных на задней
крышке картера мотора.
8. Как подводится масло для смазки втулки главного шатуна и пальцев
прицепных шатунов.
9. Как подводится масло для смазки втулки двойной шестерни газораспре-
деления, '
10. Как подводится масло для смазки механизма редуктора.
11. Как подводится масло к регулятору оборотов на моторах АШ-62ИР пос-
ледних серий.
12. Путь масла от регулятора оборотов на винт для перевода винта на
большой шаг на моторах АШ-62ИР последних серий.
13. Путь масла от регулятора оборотов на винт для перевода винта иа ма-
лый шаг иа моторах АШ-62ИР последих серий.
14. Как осуществляется подвод масла к подшипникам коромысел верхних
цилиндров.
15. Как осуществлен слив масла из иоска и средней части картера.
16. Куда сливается масло из полости, образованной задней половиной кор-
пуса нагнетателя и задней крышкой картера.
17. Путь масла из маслоотстойника в маслобак.
18. Путь масла к регулятору оборотов на моторах АШ-62ИР более ранних
выпусков.
19. Путь масла из регулятора оборотов на винт на моторах АШ-62ИР более
ранних выпусков.
20. Схема суфлирования картера мотора АШ-62ИР более раииих выпусков,
а также последних серий.
21. Основные неисправности [системы смазки, их причины и методы их
устранения. г
Рис. 120. Детали валика привода к генератору.
/—валик, 2—шестерня, 3—средний диск шестерни, 4—передний диск ше-
стерни, 5—пружинящая шайба, 6—гайка, 7—задний диск шестерни.
Рис. 17. Передняя половина среднего картера с установленной двойной
шестерней газораспределения.
Рис. 18. Задняя половина среднего картера.
Рис. 22. Передняя половина корпуса нагнетателя.
Рис. 32. Задняя крышка, собранная с шестерням^
приводов.
а—фланец откачивающей масломагистрали.
Рис. 38. Поршни.
1—поршень, 2—поршневой палец, 3—замки, 4—кольца.
Ри/^Л Вид мот°ра АШ-62ИР сзади слева.
(Ооозначения те же, что и на рис. 1).