/
Теги: ремонт авиатехника детали
Год: 1949


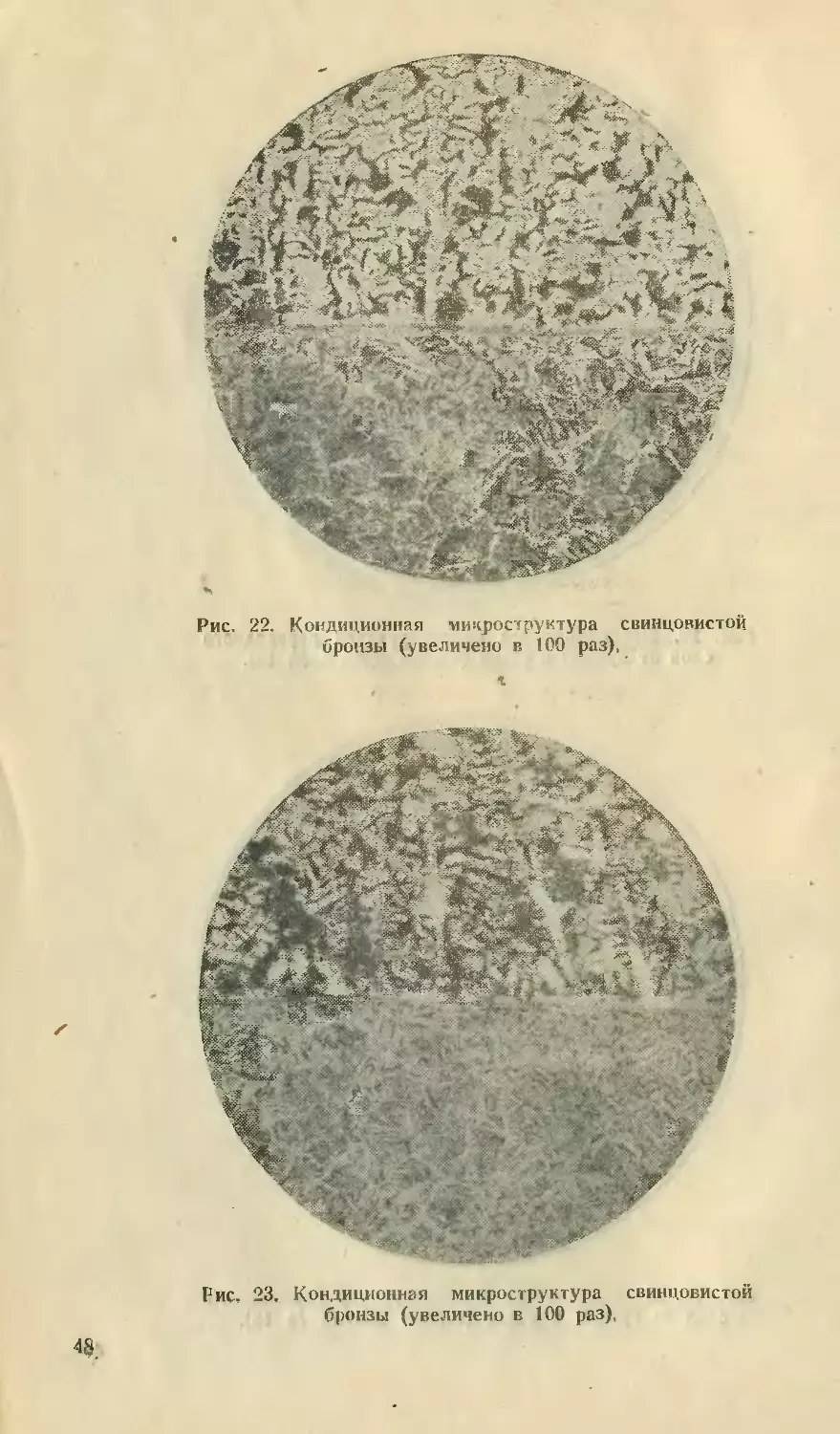
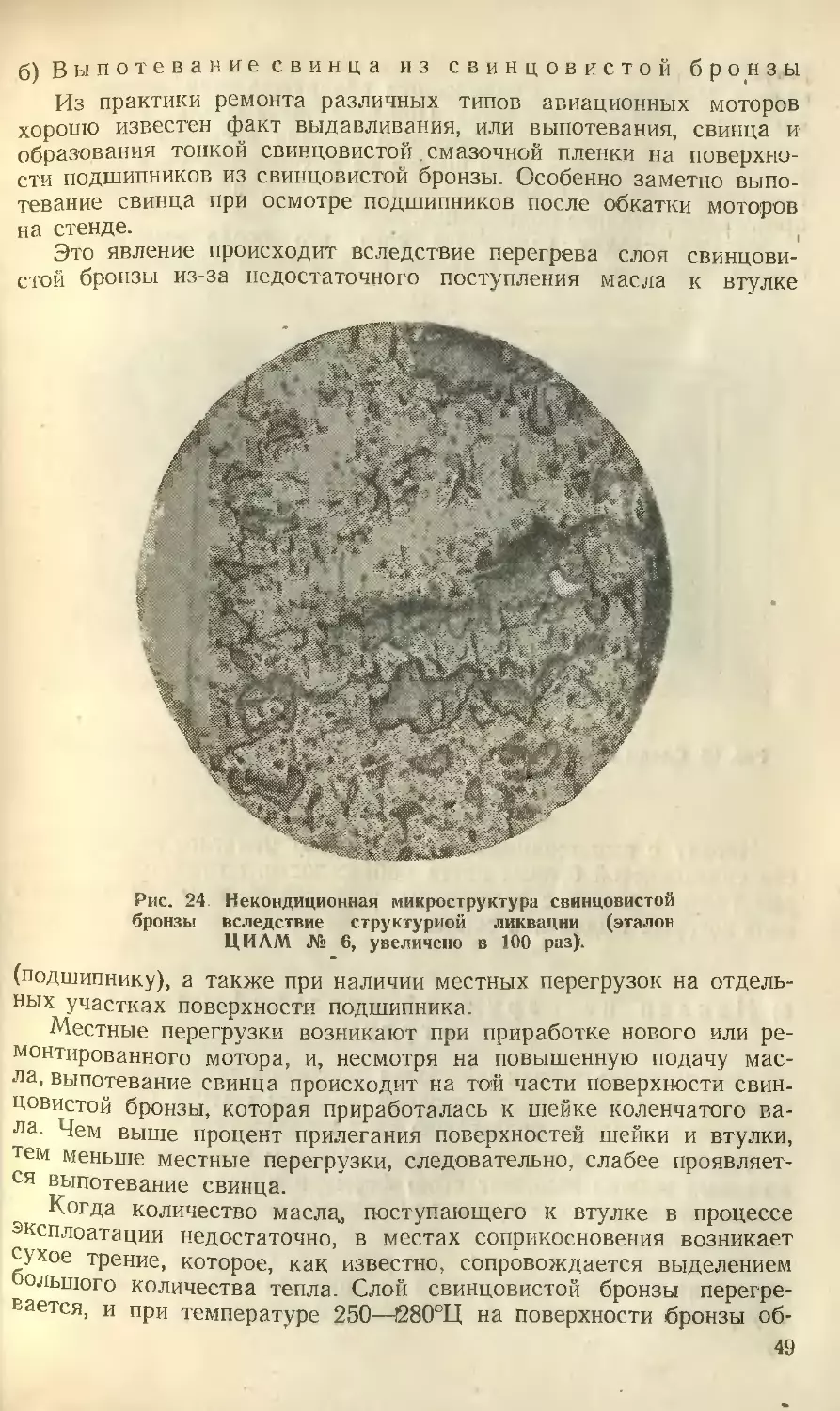
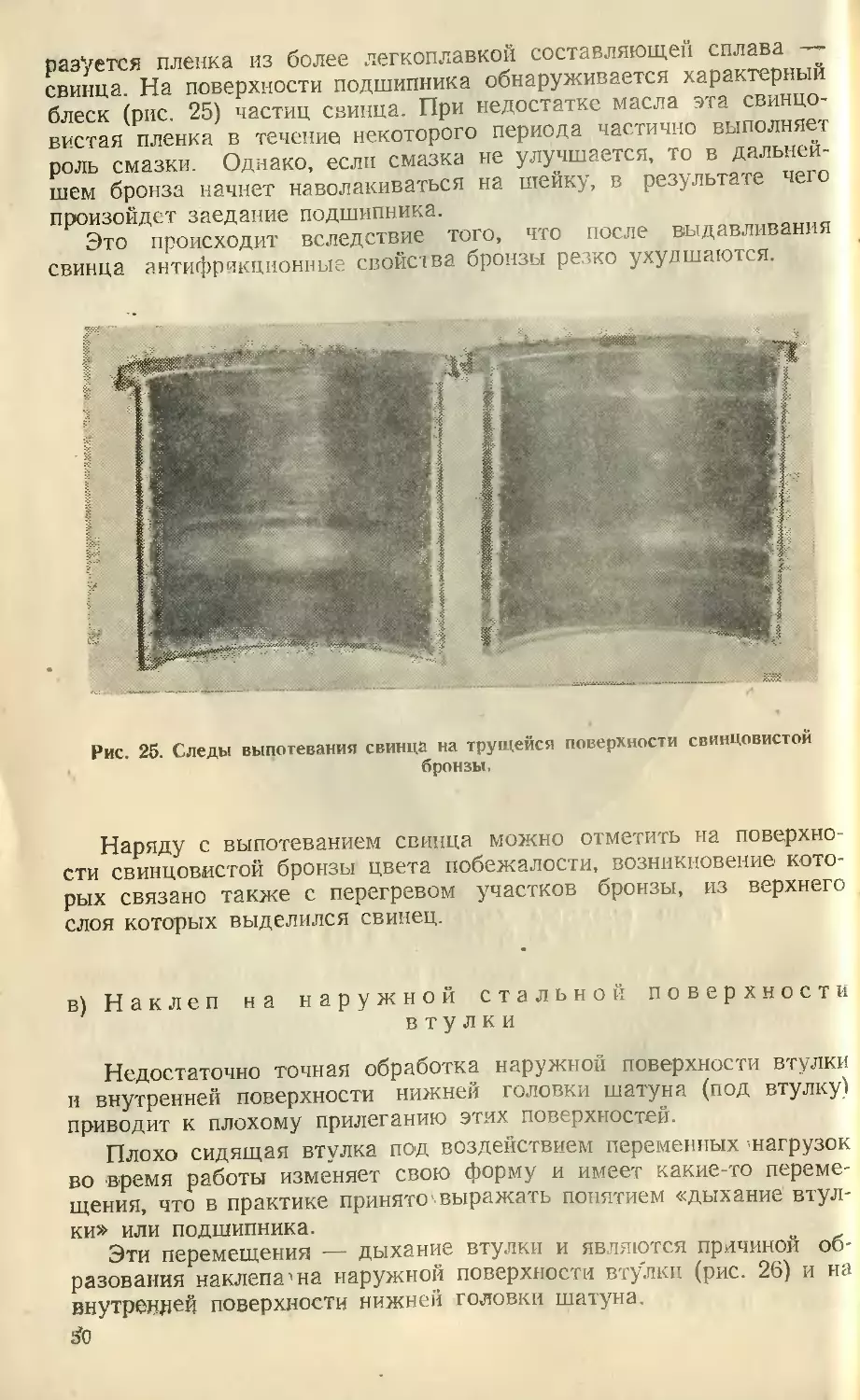
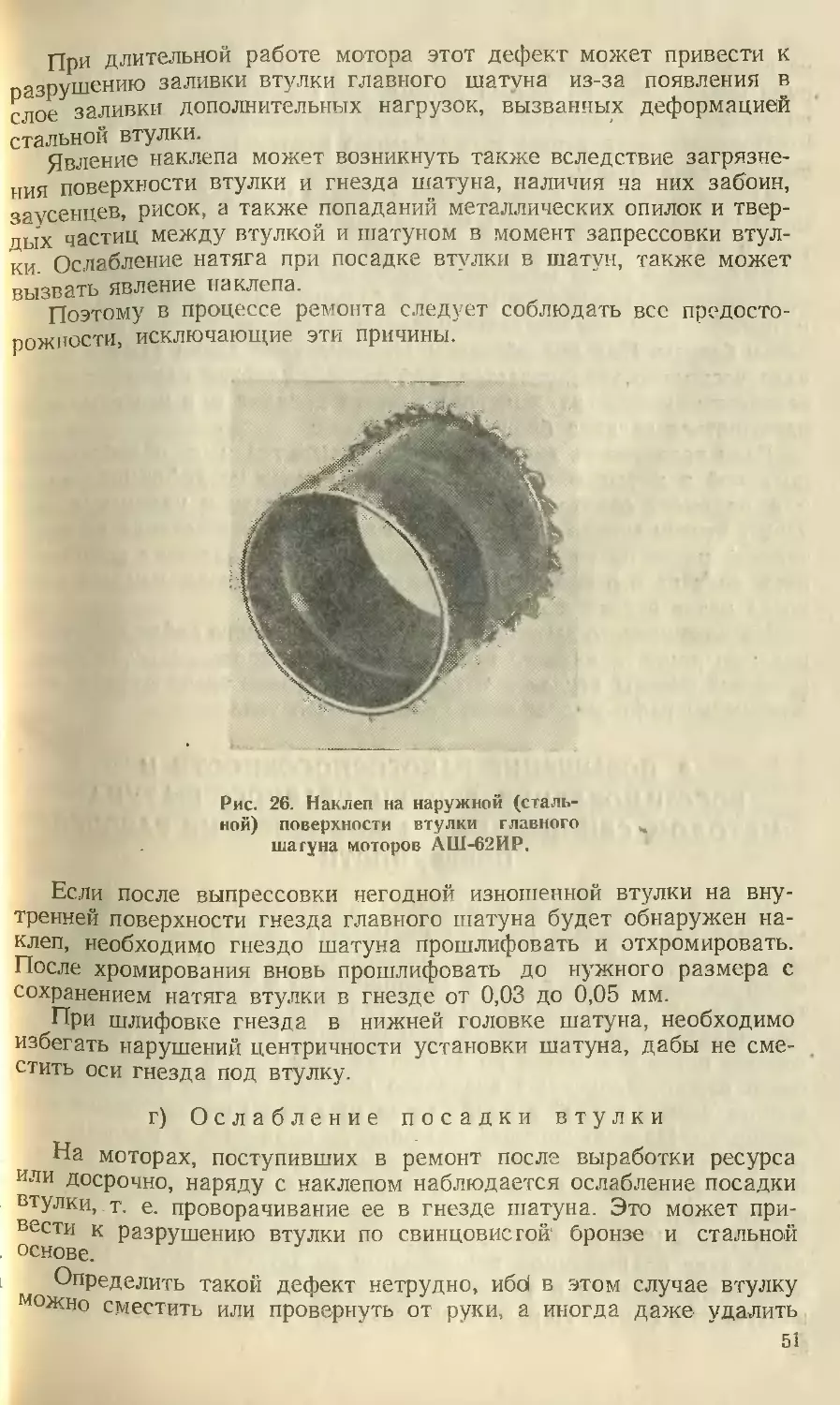
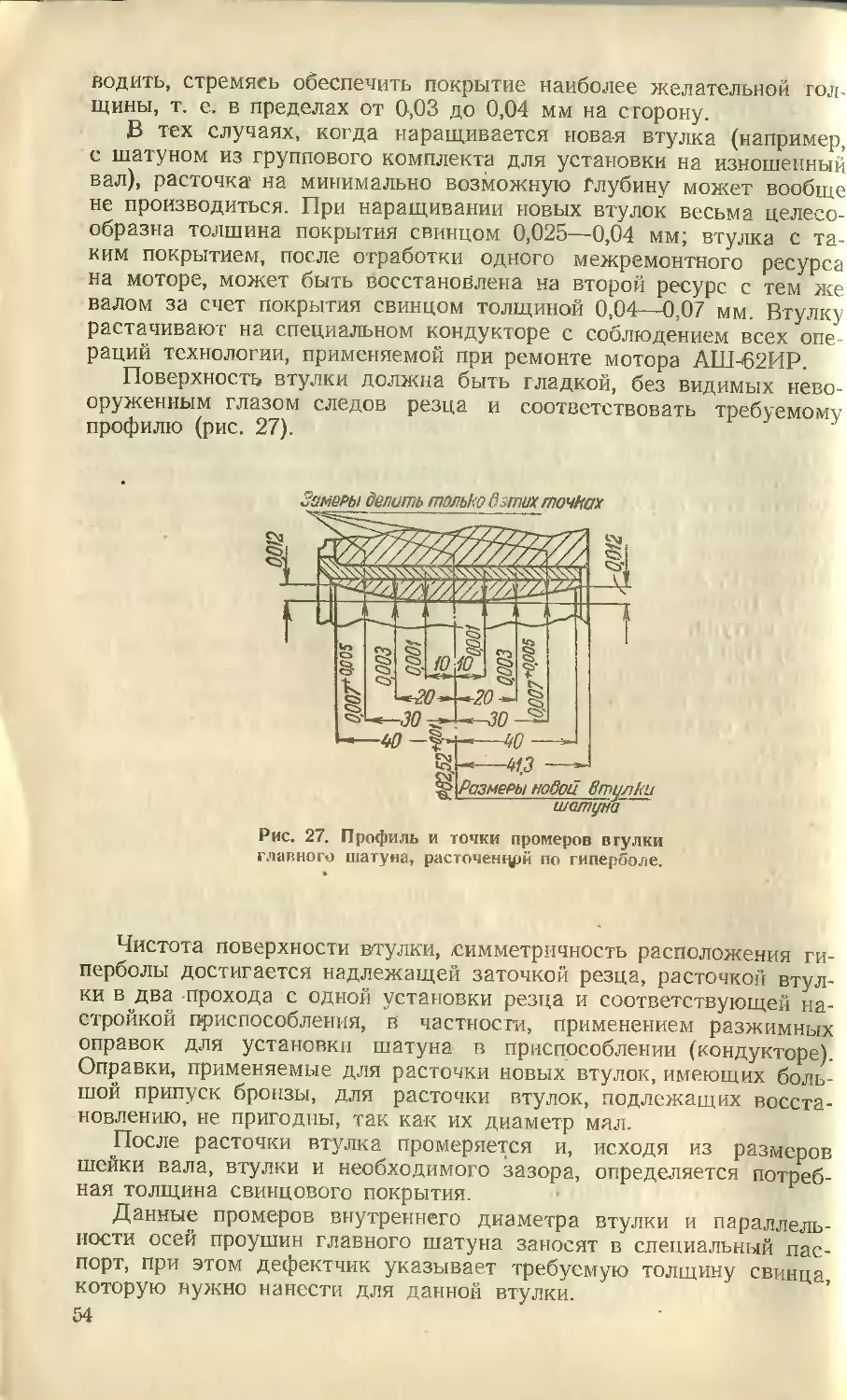
Текст
0J37-023
.НО-ИССЛЕДОБАТЕЛЬСКИЙ ИНСТИТУТ ГВФ
РЕМОНТНО-ТЕХНОЛОГИЧЕСКИЙ ОТДЕЛ
РЕМОНТ И ВОССТАНОВЛЕНИЕ
АВИАДЕТАЛЕЙ
ВЫПУСК ЧЕТВЕРТЫЙ
Восстановление втулки главного шатуна и шатунной
шейки коленчатого вала мотора АШ-62ИР
РЕДАКЦИОННО-ИЗДАТЕЛЬСКИЙ ОТДЕЛ АЭРОФЛОТА
МОСКВА- “ ————————
bSt-Tl
НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ HHC1 ИТУТ ГВФ
Г- U
РЕМОНТНО-ТЕХНОЛОГ! 1ЧЕСКИЙ ОТДЕЛ
Экз. Кв_________
0 0
РЕМОНТ И ВОССТАНОВЛЕНИЕ
АВИАДЕТАЛЕЙ
ВЫПУСК ЧЕТВЕРТЫМ
Восстановление втулки главного шатуна и шатунной
шейки коленчатого вала мотора АШ-62ИР
!•' i" т Институт ГВФ
’ ЕКА
РЕДАКЦИОННО-ИЗДАТЕЛЬСКИЙ ОТДЕЛ АЭРОФЛОТА
МОСКВА ------------ 1949
V С57- 0£3
ПРЕДИСЛОВИЕ
В настоящем выпуске описаны методы ремонта втулки главно-
го шатуна и шейки коленчатого вала мотора АШ-62ИР, а также
мероприятия по уходу за этим узлом в эксплоатапии, тщательное
выполнение которых дает возможность не только исключить ава-
рии'мотора АШ-62ИР, вследствие разрушения этого наиболее от-
ветственного узла, но и обеспечивает высококачественную работу
мотора в течение межремонтного ресурса.
Высококачественный ремонт и технически грамотное обслужи-
вание существенно снижают отбраковку втулок главного шатуна.
Материал этого выпуска в основном представляет собой ре-
зультат обобщения положительного опыта работы рембаз ГВФ
(№ 400, 402 и 404) и ряда экспериментальных работ ремонтно-тех-
нологического отдела НИИ ГВФ.
Выпуск предназначен для инженерно-технического состава и
пилотов подразделений ГВФ, так как опыт показывает, что со-
хранность и качество работы кривошипного механизма мотора
АШ-62ИР в равной степени зависят от работников ремонта, об-
служивания и эксплоатапии.
Замечания по материалам, а также запросы более! подробных
данных и документации по вопросам, недостаточно широко затро-
нутым в данном выпуске, просьба направлять в адрес НИИ ГВФ.
2
I. КОНСТРУКТИВНЫЕ И ТЕХНОЛОГИЧЕСКИЕ
ОСОБЕННОСТИ КРИВОШИПНОГО УЗЛА МОТОРА
АШ-62ИР
1. КОЛЕНЧАТЫЙ ВАЛ
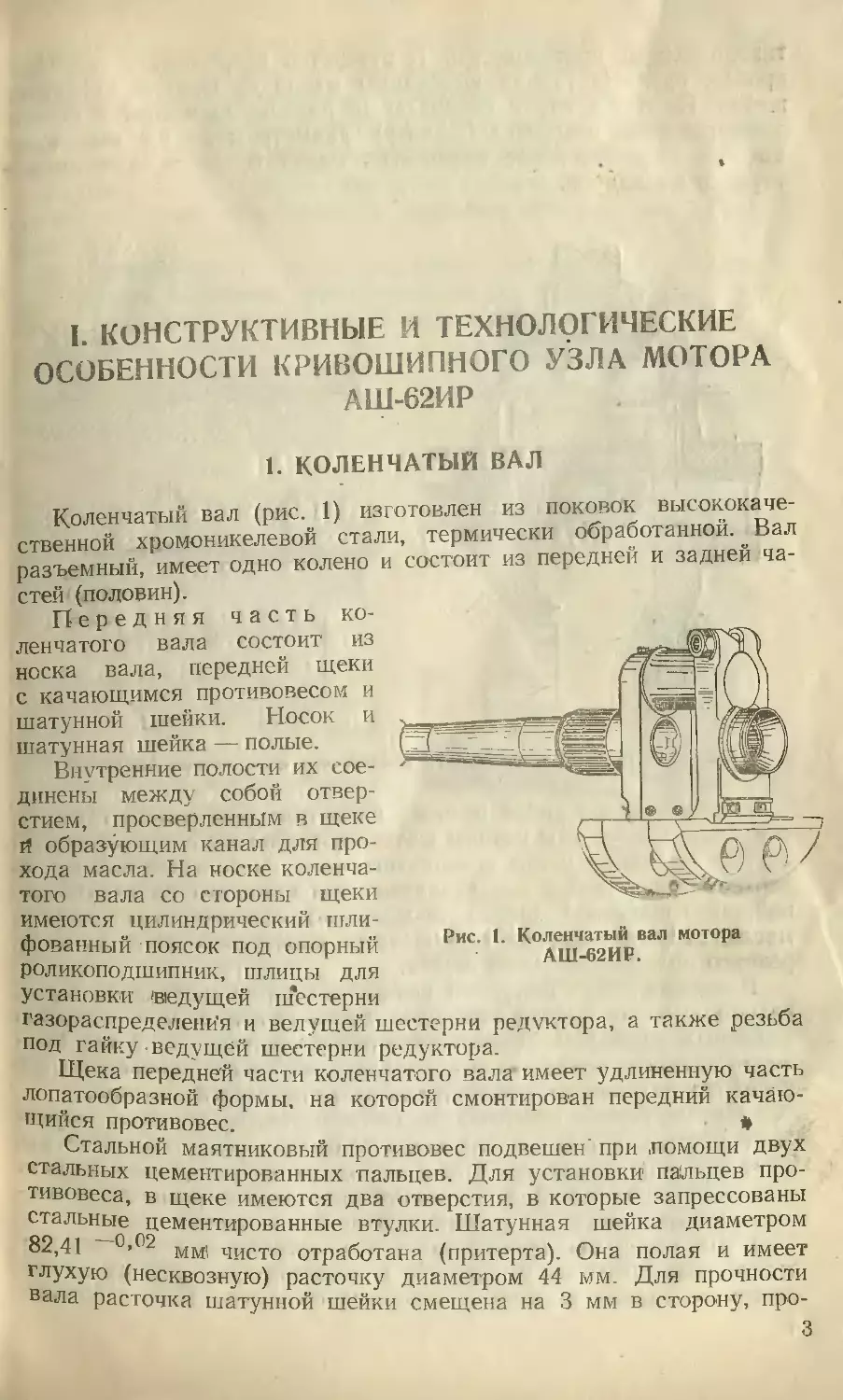
Коленчатый вал (рис. 1) изготовлен из поковок высококаче-
ственной хромоникелевой стали, термически обработанной. „ Вал
разъемный, имеет одно колено и состоит из передней и задней ча-
стей (половин).
Передняя часть ко-
ленчатого вала состоит из
носка вала, передней щеки
с качающимся противовесом и
шатунной шейки. Носок и
шатунная шейка — полые.
Внутренние полости их сое-
динены между собой отвер-
стием, просверленным в щеке
й образующим канал для про-
хода масла. На носке коленча-
того вала со стороны щеки
имеются цилиндрический шли-
фованный поясок под опорный Рис: ’• Ко^ч.а6т2и₽вал МОТОра
роликоподшипник, шлицы для
установки «едущей шестерни
газораспределения и ведущей шестерни редуктора, а также резьба
под гайку ведущей шестерни редуктора.
Щека передней части коленчатого вала имеет удлиненную часть
лопатообразной формы, на которой смонтирован передний качаю-
щийся противовес. *
Стальной маятниковый противовес подвешен при помощи двух
стальных цементированных пальцев. Для установки пальцев про-
тивовеса, в щеке имеются два отверстия, в которые запрессованы
стальные цементированные втулки. Шатунная шейка диаметром
82,41 • 2 ММ( чисто отработана (притерта). Она полая и имеет
глухую (несквозную) расточку диаметром 44 мм. Для прочности
вала расточка шатунной шейки смещена на 3 мм в сторону, про-
3
тивбположную противовесам. В отверстие запрессована стальная
пробка, препятствующая вытеканию масла из полости шатунной
шейки. Пробку контрят специальным винтом, имеющим в центре
калиброванное отверстие (жиклер) диаметром до 2,3 мм, через
которое дополнительное количество масла подается для смазки
зеркала цилиндров.
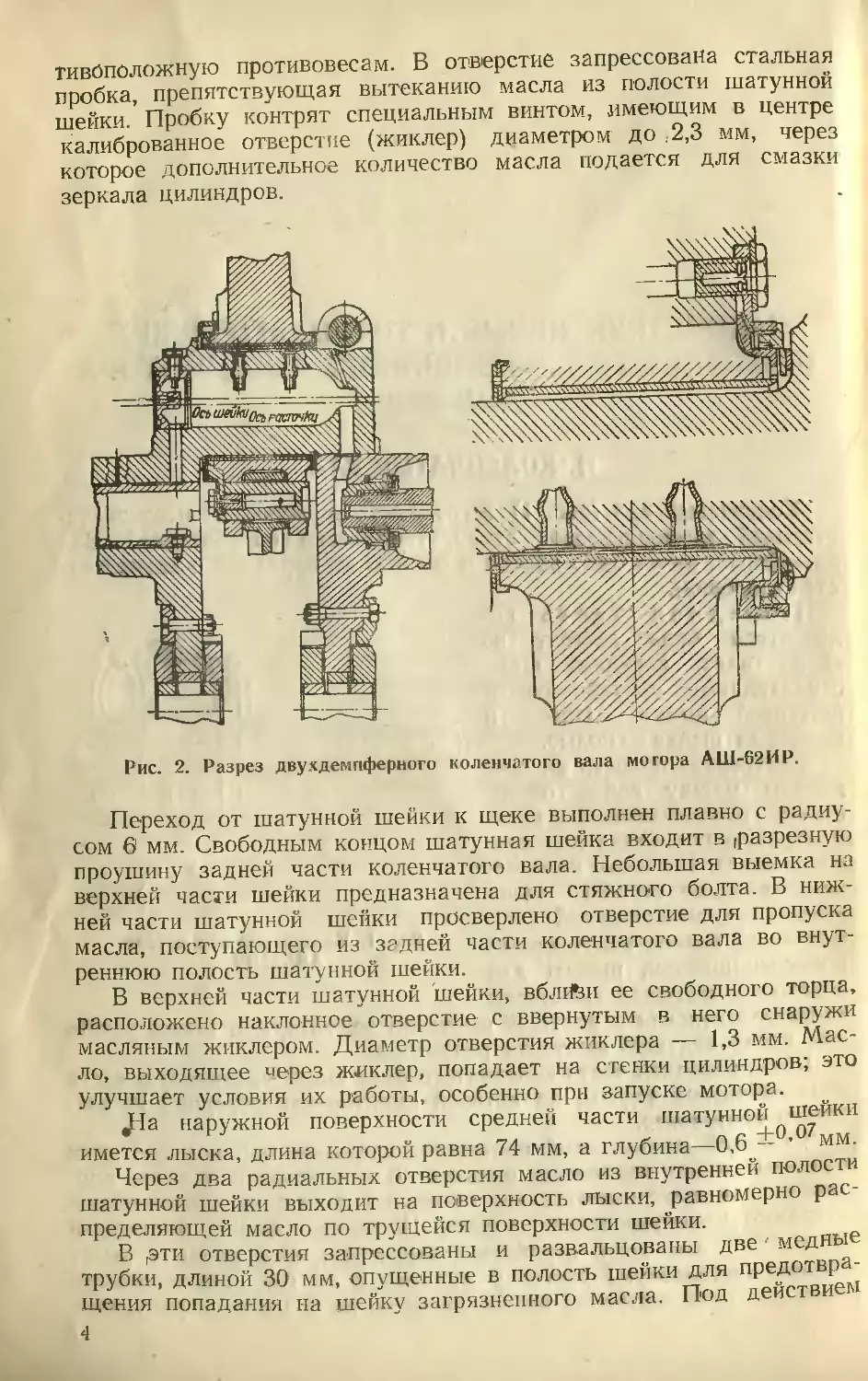
Рис. 2. Разрез двухдемпферного коленчатого вала мотора АШ-62ИР.
Переход от шатунной шейки к щеке выполнен плавно с радиу-
сом 6 мм. Свободным концом шатунная шейка входит в (разрезную
проушину задней части коленчатого вала. Небольшая выемка на
верхней части шейки предназначена для стяжного болта. В ниж-
ней части шатунной шейки просверлено отверстие для пропуска
масла, поступающего из задней части коленчатого вала во внут-
реннюю полость шатунной шейки.
В верхней части шатунной шейки, вблй^и ее свободного торца,
расположено наклонное отверстие с ввернутым в него снаружи
масляным жиклером. Диаметр отверстия жиклера — 1,3 мм. Мас-
ло, выходящее через жиклер, попадает на стенки цилиндров; это
улучшает условия их работы, особенно при запуске мотора.
JHa наружной поверхности средней части шатунной шейки
имется лыска, длина которой равна 74 мм, а глубина—0,6 ^°-07мм.
Через два радиальных отверстия масло из внутренней полости
шатунной шейки выходит на поверхность лыски, равномерно рас-
пределяющей масло по трущейся поверхности шейки.
В ,эти отверстия запрессованы и развальцованы две' медные
трубки, длиной 30 мм, опущенные в полость шейки для предотвра-
щения попадания на шейку загрязненного масла. Под действием
4
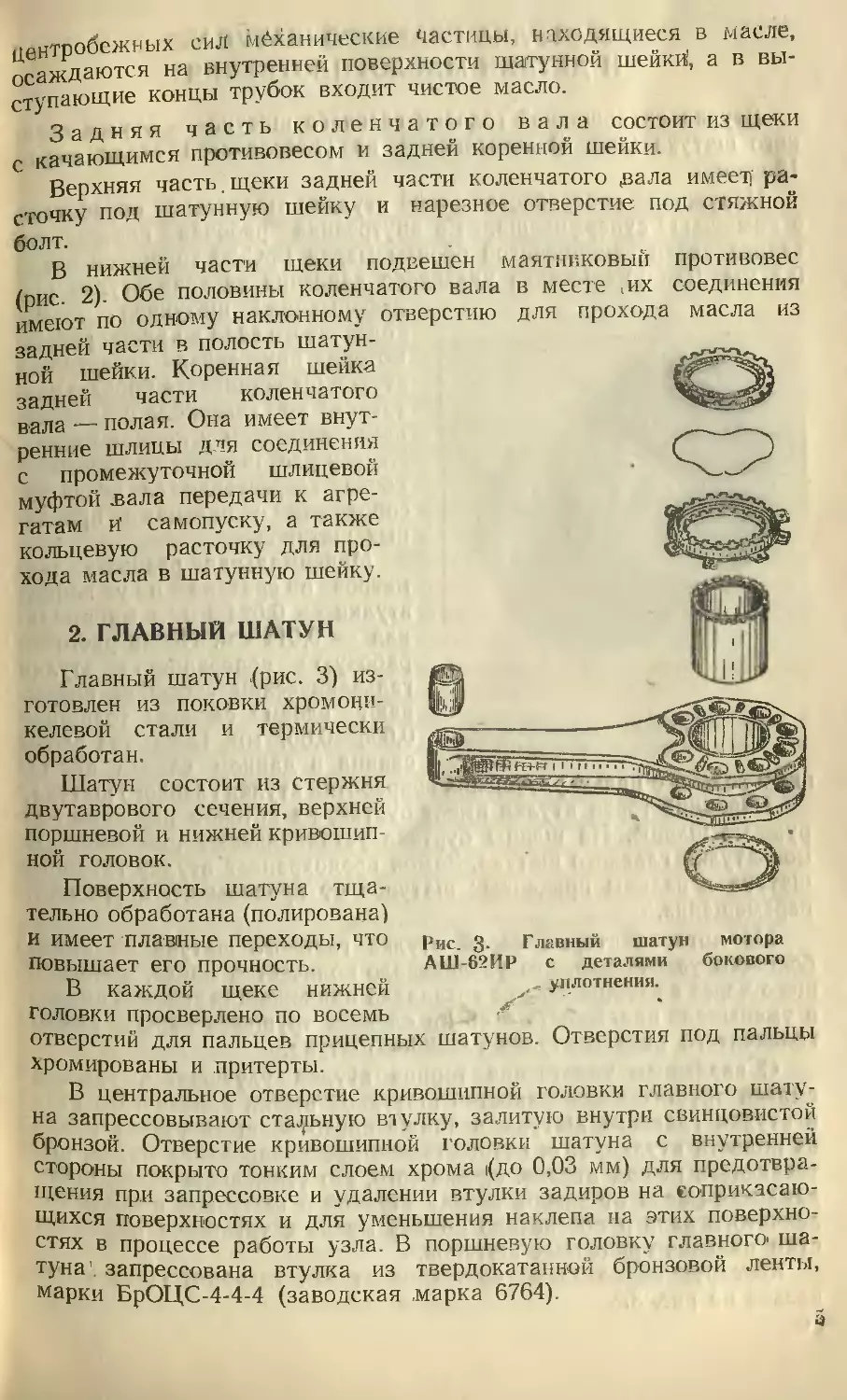
Рис. 3- Главный шатун мотора
А Ш-62 ИР с деталями бокового
уплотнения.
1ентробежных сил механические частицы, находящиеся в масле,
осаждаются на внутренней поверхности шатунной шейки’, а в вы-
ступающие концы трубок входит чистое масло.
Задняя часть коленчатого вала состоит из щеки
с качающимся противовесом и задней коренной шейки.
Верхняя часть. щеки задней части коленчатого рала имеет' ра-
сточку под шатунную шейку и нарезное отверстие под стяжной
болт.
В нижней части щеки подвешен маятниковый противовес
(рис. 2). Обе половины коленчатого вала в месте ,их соединения
имеют по одному наклонному отверстию для прохода масла из
задней части в полость шатун-
ной шейки. Коренная шейка
задней части коленчатого
вала — полая. Она имеет внут-
ренние шлицы для соединения
с промежуточной шлицевой
муфтой лала передачи к агре-
гатам й самопуску, а также
кольцевую расточку для про-
хода масла в шатунную шейку.
2. ГЛАВНЫЙ ШАТУН
Главный шатун (рис. 3) из-
готовлен из поковки хромони-
келевой стали и термически
обработан.
Шатун состоит из стержня
двутаврового сечения, верхней
поршневой и нижней кривошип-
ной головок.
Поверхность шатуна тща-
тельно обработана (полирована)
и имеет плавные переходы, что
повышает его прочность.
В каждой щеке нижней
головки просверлено по восемь
отверстий для пальцев прицепных шатунов. Отверстия под пальцы
хромированы и притерты.
В центральное отверстие кривошипной головки главного шату-
на запрессовывают стальную втулку, залитую внутри свинцовистой
бронзой. Отверстие кривошипной головки шатуна с внутренней
стороны покрыто тонким слоем хрома (до 0,03 мм) для предотвра-
щения при запрессовке и удалении втулки задиров на соприкасаю-
щихся поверхностях и для уменьшения наклепа на этих поверхно-
стях в процессе работы узла. В поршневую головку главного, ша-
туна ’ запрессована втулка из твердокатанной бронзовой ленты,
марки БрОЦС-4-4-4 (заводская .марка 6764).
5
3. ВТУЛКА ГЛАВНОГО ШАТУНА
И ДЕТАЛИ МАСЛОУПЛОТНЕНИЯ
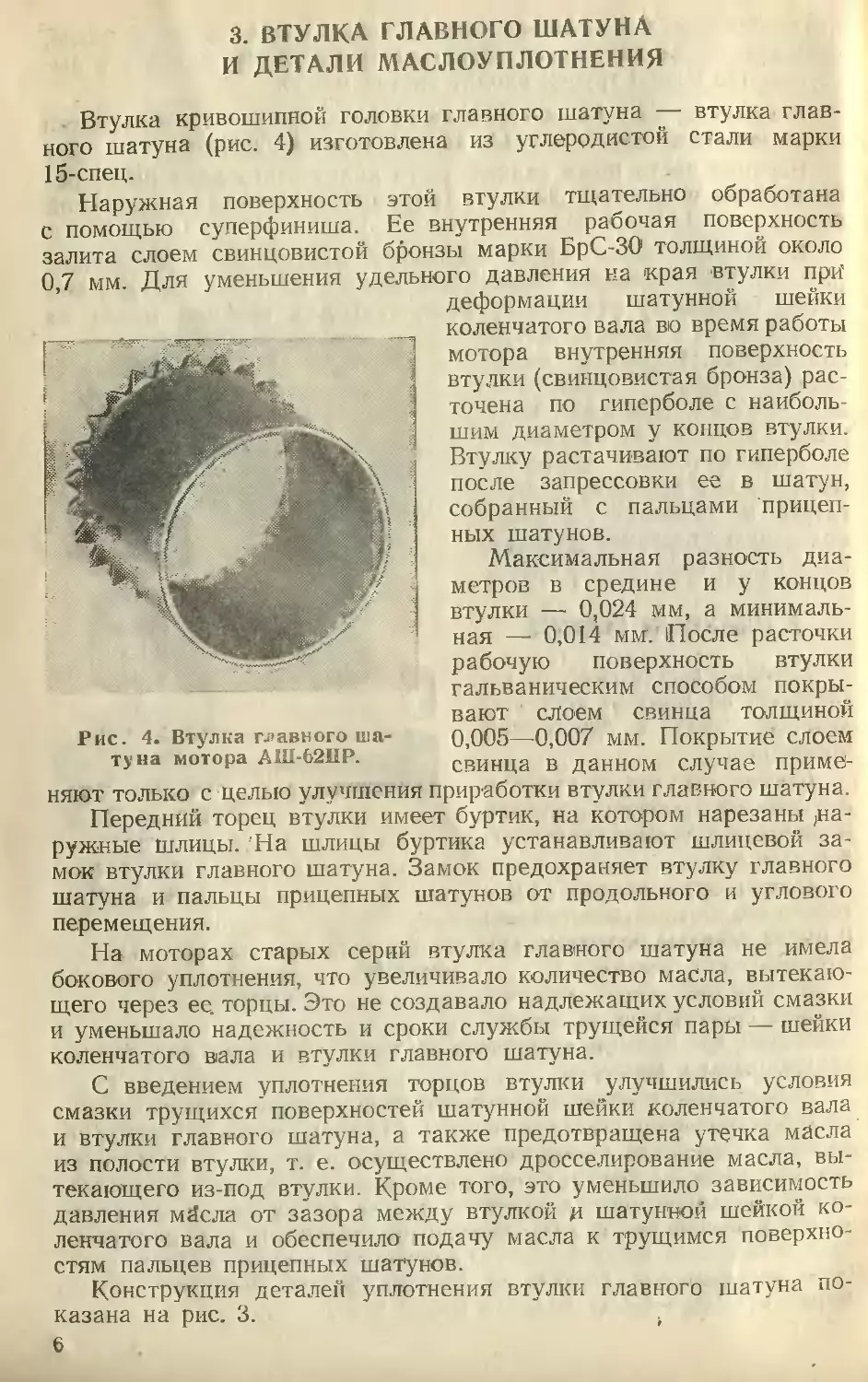
Рис. 4. Втулка главного ша-
туна мотора AIU-62HP.
Втулка кривошипной головки главного шатуна — втулка глав-
ного шатуна (рис. 4) изготовлена из углеродистой стали марки
15-спец.
Наружная поверхность этой втулки тщательно обработана
с помощью суперфиниша. Ее внутренняя рабочая поверхность
залита слоем свинцовистой бронзы марки БрС-ЗО толщиной около
0,7 мм. Для уменьшения удельного давления на края втулки при'
деформации шатунной шейки
коленчатого вала во время работы
мотора внутренняя поверхность
втулки (свинцовистая бронза) рас-
точена по гиперболе с наиболь-
шим диаметром у концов втулки.
Втулку растачивают по гиперболе
после запрессовки ее в шатун,
собранный с пальцами прицеп-
ных шатунов.
Максимальная разность диа-
метров в средине и у концов
втулки — 0,024 мм, а минималь-
ная — 0,014 мм'. После расточки
рабочую поверхность втулки
гальваническим способом покры-
вают слоем свинца толщиной
0,005—0,007 мм. Покрытие слоем
свинца в данном случае приме-
няют только с целью улучшения приработки втулки главного шатуна.
Передний торец втулки имеет буртик, на котором нарезаны ,на-
ружные шлицы. На шлицы буртика устанавливают шлицевой за-
мок втулки главного шатуна. Замок предохраняет втулку главного
шатуна и пальцы прицепных шатунов от продольного и углового
перемещения.
На моторах старых серий втулка главного шатуна не имела
бокового уплотнения, что увеличивало количество масла, вытекаю-
щего через ее. торцы. Это не создавало надлежащих условий смазки
и уменьшало надежность и сроки службы трущейся пары — шейки
коленчатого В1ала и втулки главного шатуна.
С введением уплотнения торцов втулки улучшились условия
смазки трущихся поверхностей шатунной шейки коленчатого вала
и втулки главного шатуна, а также предотвращена утечка масла
из полости втулки, т. е. осуществлено дросселирование масла, вы-
текающего из-под втулки. Кроме того, это уменьшило зависимость
давления мйсла от зазора между втулкой и шатунной шейкой ко-
ленчатого вала и обеспечило подачу масла к трущимся поверхно-
стям пальцев прицепных шатунов.
Конструкция деталей уплотнения втулки главного шатуна по-
казана на рис. 3. " .
6
4 СВИНЦОВИСТАЯ ДРОНЗА БрС-30 КАК МАТЕРИАЛ ДЛЯ
ПОДШИПНИКОВ
Требования, предъявляемые к антифрикционным
сплавам
С развитием мощного авиационного моторостроения изменились
условия работы деталей авиационного двигателя, увеличились ско-
рости вращения и удельные давления на подшипники, увеличилась
температура -нагрева и изменились условия смазки, в связи с чем
повысились требования, предъявляемые к авиационным материа-
лам и, особенно, к антифрикционным сплавам.
Основные требования, которым должен отвечать антифрикцион-
ный подшипниковый сплав, следующие:
1) Он должен обладать низким коэфициентом трения, обеспечи-
вать наименьший износ подшипника и трущегося в паре с ним ва-
ла и 'не наволакиваться на материал шейки вала.
2) Он должен выдерживать значительные давления, которые
для бензиновых двигателей составляют обычно 2*25—500' кг/см2, а
для авиационных дизелей — .600—750 кг/см2, обладая при этом
высокой пластичностью и вязкостью. При местных перегрузках
сплав должен упруго, деформироваться и обеспечивать некоторое
перераспределение нагрузки на -поверхности.
3) Он не должен отслаиваться от основного металла или ра-
стрескиваться при повышенных нагрузках и температурах.
4) Он должен обладать хорошей смачиваемостью маслом.
5) Он должен внедрять в себя .твердые механические частицы.
Недостаточно совершенные (способы фильтрации масла, циркули-
рующего в моторе, и отсутствие) очистки воздуха^ поступающего
в мотор, делают неизбежным попадание твердых частиц на по-
верхность подшипника, поэтому очень важно, чтобы частицы, ко-
торые почему-либо не удалены из масла системой фильтров, бы-
стро вдавливались в поверхность сплава подшипника, в противном
случае эти частицы вызывают надир поверхности подшипника и
шейки вала
6) Он должен обладать высокой сопротивляемостью- коррозии,
вызываемой органическими кислотами, образующимися в масле, а
также высокой теплопроводностью.
К сожалению, антифрикционные сплавы, которые отвечали бы
полностью этим требованиям, до настоящего времени найти не уда-
лось, и работы в этом направлении ведутся в различных областях
промышленности во всех странах. Прежде всего изыскиваются но-
вые композиции и улучшаются антифрикционные свойства суще-
ствующих свинцовистых бронз путем добавки в одних случаях се-
ребра, а в других — олова. Для улучшения приработки свинцови-
стой бронзы ее электролитически покрывают тонкими (до 0,007 мм)
слоями свинца или кадмия.
Ведутся работы по свинцеванию и индированию подшипников
йа серебряной или бронзовой основе. ]
7
Характеристика свинцовистой бронзы БрС-30
Согласно техническим условиям 211 АМТУ, свинцовистая
бронза БрС-30 должна иметь нижеследующий химический состав:
основа — медь, свинец — 27,5—31,5%, фосфор — до 0,15%. При-
меси допускаются в сумме не больше 0,6%, из них: железа дол-
жно быть не больше 0,25%, а кремния не больше 0,02%. Олово
и никель могут быть допущены в большем количестве, чем рбщая
• сумма примесей (0,6%) *.
В некоторых случаях, кроме свинца, в бронзу БрС-30 вводят
серебро для улучшения ее; антифрикционных свойств. Так, напри-
мер, втулка главного шатуна мотора АШ-62ИР, изготовленная из
свинцовистой бронзы, содержит присадку серебра в пределах
2,75—3,25%.
Некоторые физико-механические свойства БрС-30 после литья:
Временное сопротивление разрыву, кг/мм2 . 6
Относительное удлинение, ®/о . . . . 4
Твердость по шкале Бринелля нв , кг/мм2 . . 25—30
Коэфициент трения движения по стали 0,15—0,24
Удельный вес........................ 9,4
Коэфициент линейного расширения L (в про-
межутке от 60 до 260°) . 18,4X10“
Теплопроводность А, кал/см2сек, °Ц 0,34
Заливка свинцовистой бронзы обладает повышенной прочностью
и выдерживает очень высокие удельные» нагрузки (порядка
500 кг/см1 2).
Свинцовистая бронза по сравнению с баббитами обладает боль-
шей текучестью и сопротивлением усталости. Эти ее свойства по-
зволили резко увеличить число оборотов и нагрузку на подшипник.
Высокие механические свойства и возможность дальнейшего улуч-
шения ее антифрикционных свойств способствуют тому, что свин-
цовистая бронза, как подшипниковый материал, занимает домини-
рующее .место и пока является одним из основных сплавов для ша-
тунных подшипников почти на всех поршневых двигателях отече-
ственного моторостроения.
II. СТАТИСТИЧЕСКИЕ ДАННЫЕ ОБ ИЗНОСАХ
В ЭКСПЛОАТАЦИИ КОЛЕНЧАТЫХ ВАЛОВ И ВТУЛОК
ГЛАВНЫХ ШАТУНОВ
Многолетняя эксплоатация и ремонт моторов АШ-62ИР позво-
лили накопить значительный материал, характеризующий поведе-
ние (работоспособность) трущейся пары: втулка главного шатуна-—
шатунная шейка коленчатого вала.
Приведенные ниже статистические материалы ’собраны в ряде
основных ремонтных баз 'ГВФ, что исключает возможность суще-
ственного влияния на содержание этих материалов тех. или иных
недостатков какой-либо одной ремонтной базы. Если при этом
1 Химический состав бронзы для втулки главного шатуна мотора АШ-62ИР
приведен на стр. 44.
8
учесть, что часть моторов ремонтировалась в других ремонтных
базах ГВФ, в рембазах ВВС и на заводах, изготовляющих данные
моторы, то можно считать, что собранные материалы — в достаточ-
ной степени объективны.
1. ПРИЧИНЫ ПОСТУПЛЕНИЯ МОТОРОВ В РЕМОНТ
Согласно существующим в ГВФ техническим условиям моторы
АШ-62ИР поступают в'ремонт по истечении установленного меж-
ремонтного срока в 300--400 час., а моторы старых серий и ремон-
тированные другими ведомствами — через 200—250 час.
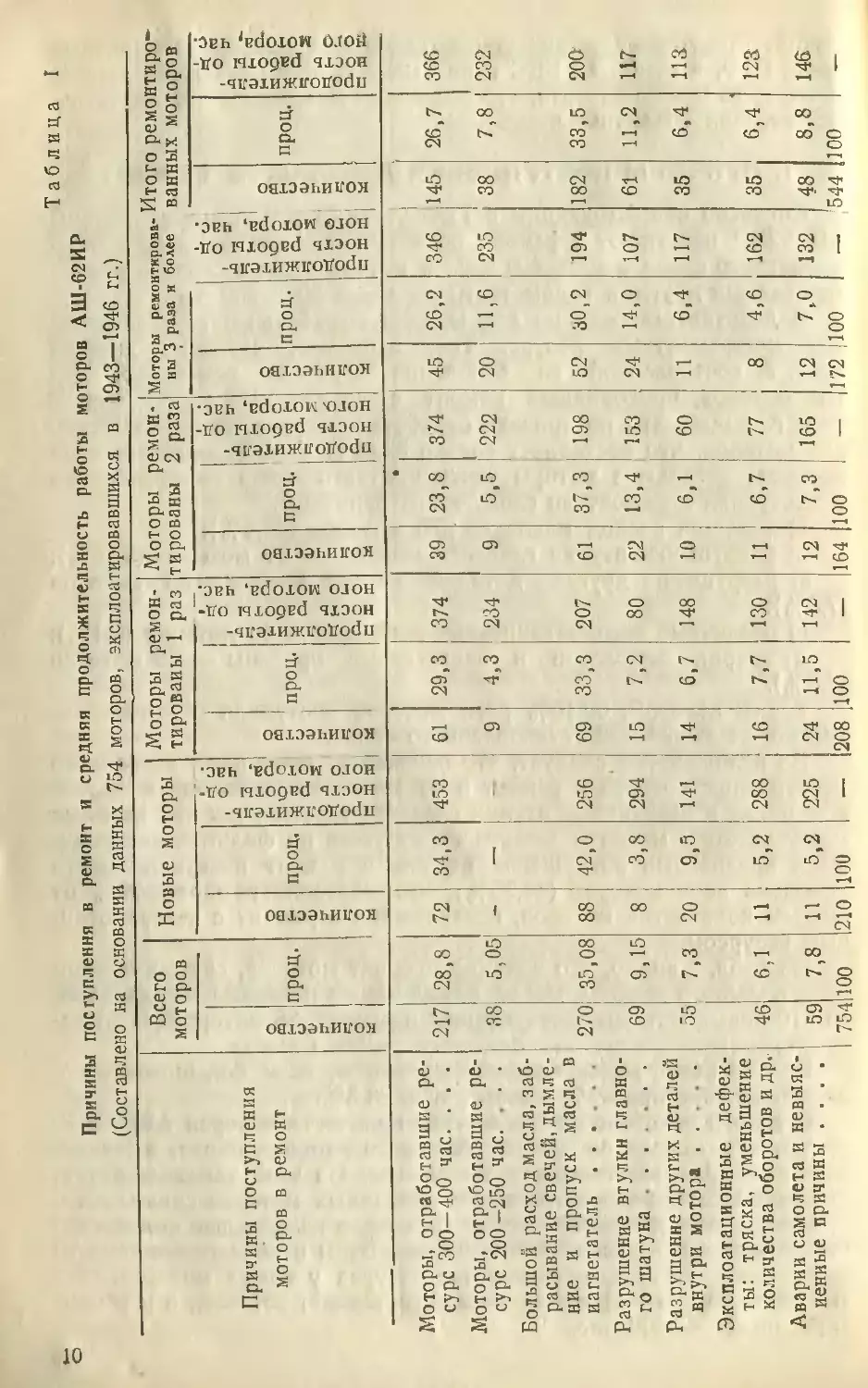
В действительности не все моторы вырабатывают установлен-
ный межремонтный ресурс. Так, например, согласно данным
табл. 3, составленной на основании изучения ремонтных дел
754 моторов, проходивших ремонт с апреля 1943 г по апрель
1946 г. видно, что по причине! отработки ресурса поступило всего
255 моторов, что составляет только 33,85% от общего количества
моторов; остальные моторы межремонтного срока не выработали
и поступили в ремонт по следующим причинам:
а) большой расход масла — 270 моторов (35,8 % У;
б) разрушение втулки главного шатуна — 69 моторов (9,15%);
в) разрушение других деталей внутри мотора — 55 моторов
(7,3%); ' l" i -
г) различные эксплоатационные дефекты — 46 моторов (6,1%);
д) аварии самолетов и неизвестные причины — 59 моторов
(7,8%). |
Таким образом, 66,15% всех моторов поступали в ремонт до-
срочно, не выработав установленного срока.
Из изложенного следует, что основными причинами досрочного
поступления моторов в ремонт в то время являлись большой рас-
ход масла и разрушение втулки главного шатуна, так как по боль-
шему расходу масла и появлению стружки на фильтре^ являющи-
мися признаками разрушения втулки, 'в ремонт поступала почти
половина всех моторов (44,95%), что составляет около, 70% от
общего количества моторов, поступивших в ремонт с неотработан-
ным ресурсом.
Из табл. 1 видно, что высокий процент моторов, снятых по при-
чине большого расхода масла, падал .также на новые моторы; так,
из 210 новых моторов, поступивших в ремонт, 88 моторов (42%) ре-
монтировались по причине большого расхода дасла.
Из 544 ранее ремонтированных моторов, из-за большого расхо-
да масла поступило 182 мотора, т. е. 33,5%.
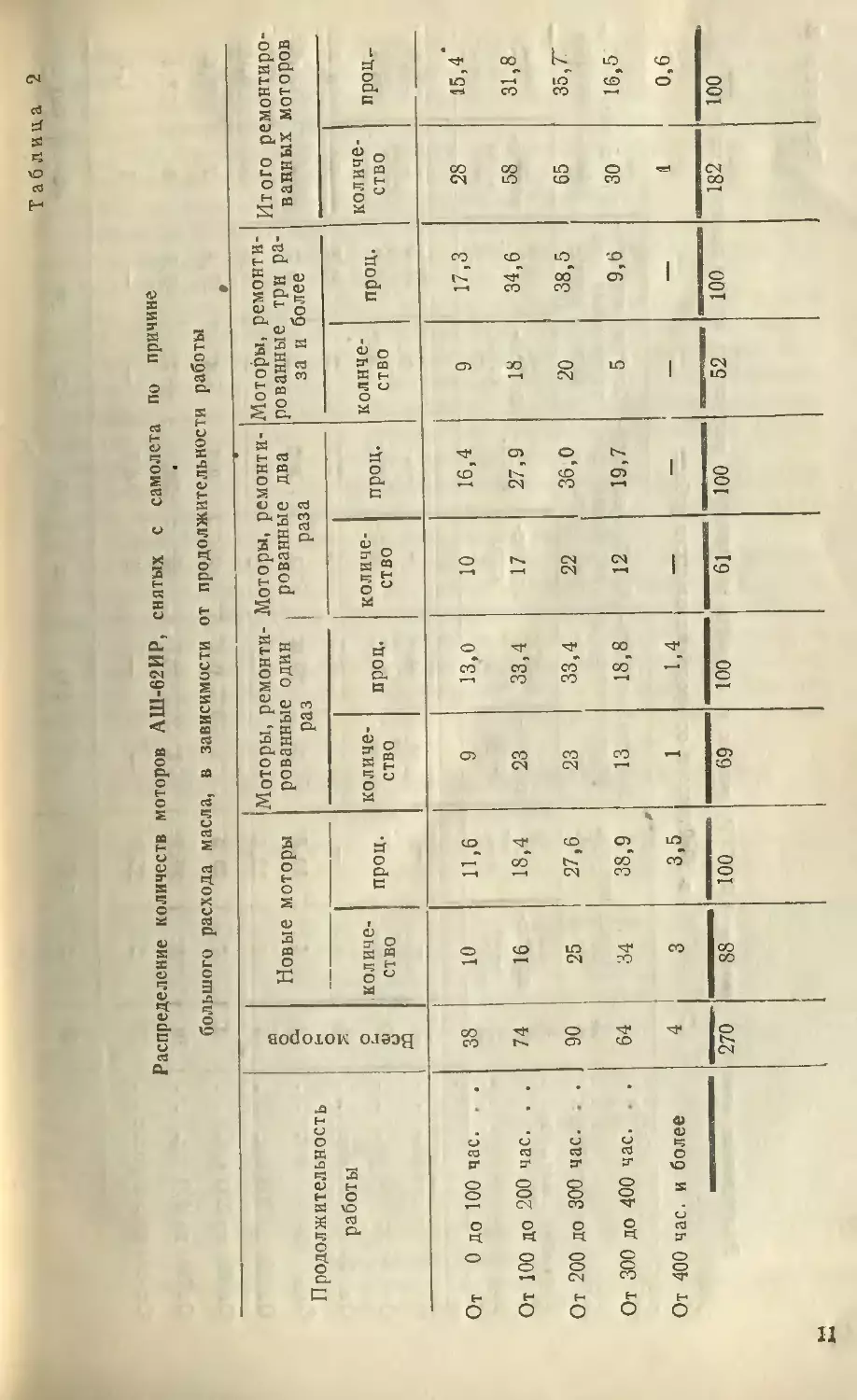
В табл. 2 показано распределение количеств моторов АШ-62ИР,
снятых <с самолета по причине большого расхода масла, в зависи-
мости от продолжительности их работы. Из этой таблицы видно,
что наибольшее количество ремонтированных моторов снималось с
самолета после 100—300 час. их работы, а наибольшее количество
новых моторов — после 200 —400 час. Этим и обусловливается то
положение, что средняя выработка ресурса у новых моторов, сня-
тых из-за большого расхода масла, составляет 256 час., a v ремон-
тированных — 200 час.
Таблица I
Причины поступления в ремонт и средняя продолжительность работы моторов АШ-62ИР
(Составлено на основании данных 754 моторов, эксплоатировавшихся в 1943- 1946 г )____
Причины поступления моторов в ремонт Всего моторов Новые моторы Моторы ремон- тированы 1 раз Моторы ремон- тированы 2 раза Моторы ремонтировал ЙТОГО рСМОНТИрО*^
вы 3 раза и более ванных моторов
количество проц. количество проц. продолжитель- ность работы од-', ного мотора, час. количество проц. продолжитель- | ность работы од- ного мотора, час. количество проц. продолжитель- ность работы од- ного. мотора, час. количество Проц. продолжитель- ность работы од- ного мотора,час. количество проц. продолжитель- ность работы од- ного мотора, час.
Моторы, отработавшие ре- сурс 300- 400 час. . . . 217 28,8 72 34,3 453 61 29,3 374 39 • 23,8 374 45 26,2 346 145 26,7 366
Моторы, отработавшие ре- сурс 200-250 час. . . . 38 5,05 * 9 4,3 234 9 5,5 222 20 11,6 235 38 7,8 232
Большой расход масла, заб- расывание свечей, дымле ние и пропуск масла в нагнетатель . 270 35,08 88 42,0 256 69 33,3 207 61 37,3 198 52 30,2 194 182 33,5 200
Разрушение втулки главно- го шатуна ....... 69 9,15 8 3,8 294 15 7,2 80 22 13,4 153 24 14,0 107 61 11,2 117
Разрушение других деталей внутри мотора 55 7,3 20 9,5 141 14 6,7 148 10 6,1 60 И 6,4 117 35 6,4 ИЗ
Эксплоатационные дефек- ты: тряска, уменьшение количества оборотов и др. 46 6,1 11 5,2 288 16 7,7 130 И 6,7 77 8 4,6 162 35 6,4 123
Аварии самолета и невыяс- ненные причины .... 59 754 7,8 100 И 210 5,2 100 225 24 208 11,5 100 112 12 164 7,3 100 165 — 12 172 7,0 100 132 48 544 8,8 100 146
Таблица 2
Распределение количеств моторов А1П-62ИР, снятых с самолета по причине
большого расхода масла, в зависимости от продолжительности работы
Продолжительность Всего моторов Новые моторы Моторы, ремонти- Моторы, ремонти- Моторы, ремонти- рованные трн ра- за и более Итого ремонтиро- ванных моторов
рованные один раз рованные два раза
работы количе- ство проц. количе- ство проц. количе- ство проц. количе- ство проц. количе- ство IlpOLU
От 0 до 100 час. . . 38 10 11,6 9 13,0 10 16,4 9 17,3 28 15,4*
От 100 до 200 час. . . 74 16 18,4 23 33,4 17 27,9 18 34,6 58 31,8
От 200 до 300 час. 90 25 27,6 23 33,4 22 36,0 20 38,5 65 35,Г
От 300 до 400 час. . . 64 34 38,9 13 18,8 12 19,7 5 9,6 30 16,5
От 400 час. и более 4 3 3,5 1 1,4 — — — — 1 0,6
270 88 100 69 100 61 100 52 юо 182 100
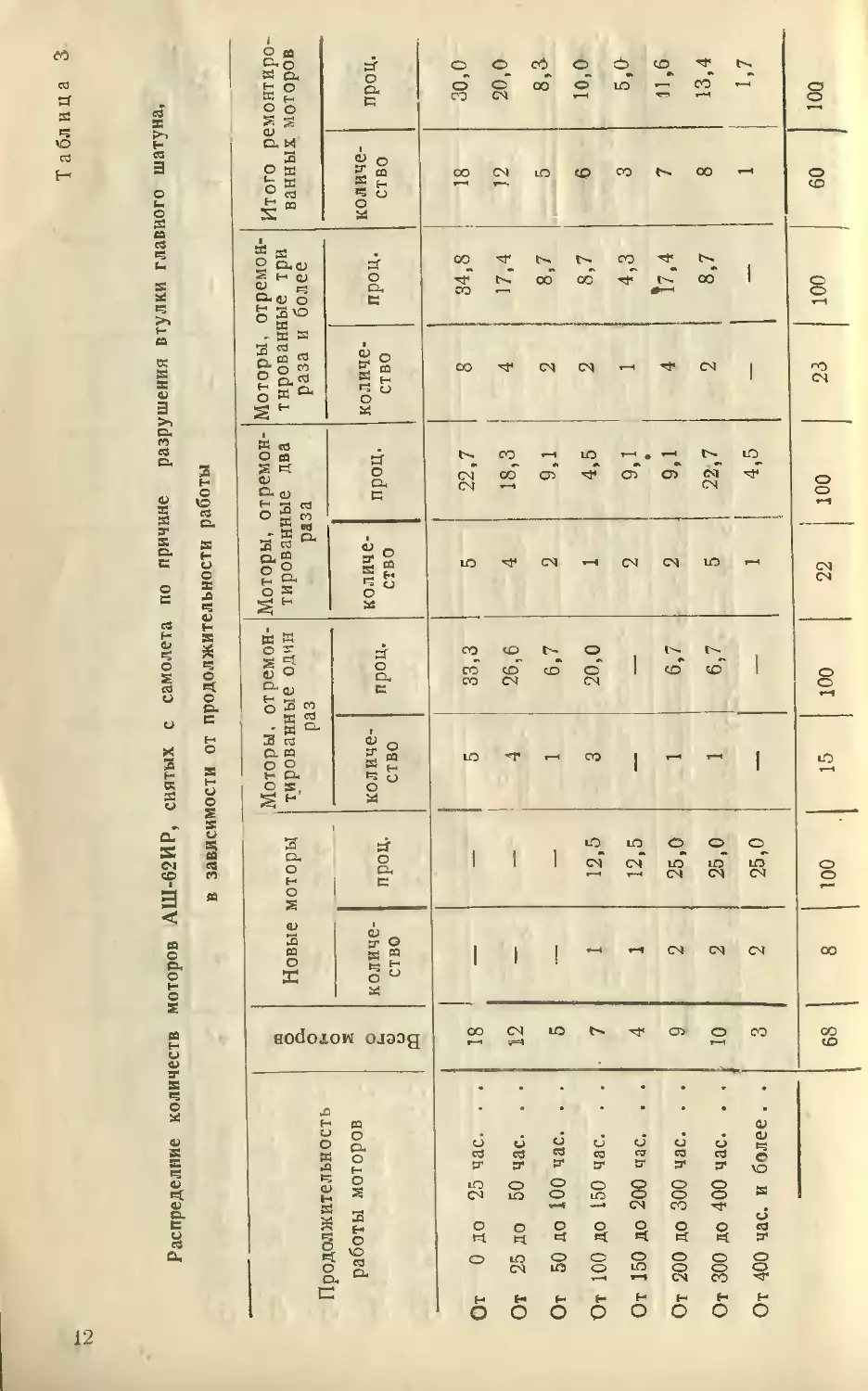
Т а бл и ц a 3
Распределние количеств моторов АШ-62ИР, снятых с самолета по причине разрушения втулки главного шатуна,
в зависимости от продолжительности работы
Продолжительность работы моторов Всего моторов Новые Моторы, от ремой- Моторы, отремон- тированные два раза Моторы, отремон- тированные три раза и более Итого ремонтиро- ванных моторов
МОТОрЫ тированные один раз
количе- ство проц. количе- ство проц. количе- ство проц. количе- ство проц. количе- ство проц.
От 0 до 25 час. . . 18 — 5 33,3 5 22,7 8 34,8 18 30,0
От 25 до 50 час. . . 12 — — 4 26,6 4 18,3 4 17,4 12 20,0
От 50 до 100 час. . . 5 — 1 6,7 2 9,1 2 8,7 5 8,3
От 100 до 150 час. . . 7 1 12,5 3 20,0 1 4,5 2 8,7 6 10,0
От 150 до 200 час. . . 4 1 12,5 — — 2 9,1 1 4,3 3 5,0
От 200 до 300 час. . . 9 2 25,0 1 6," 2 9,1 4 17,4 7 11,6
От 300 до 400 час. . . 10 2 25,0 1 6,7 5 22,7 2 8,7 8 13,4
От 400 час. и более . . 3 2 25,0 — — 1 4,5 - 1 1,7
68 ! 8 100 | 15 100 22 j 100 । 23 100 60 100
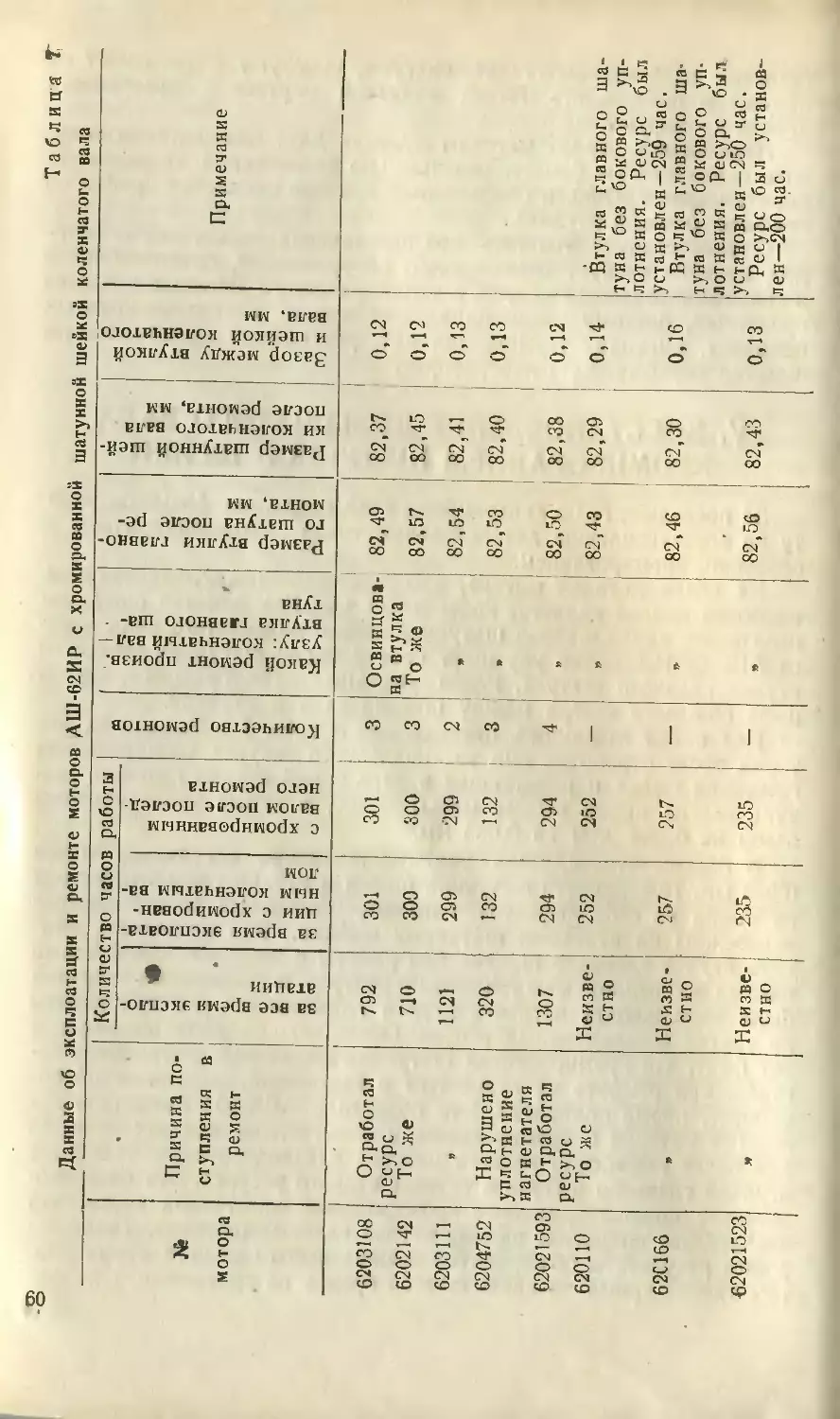
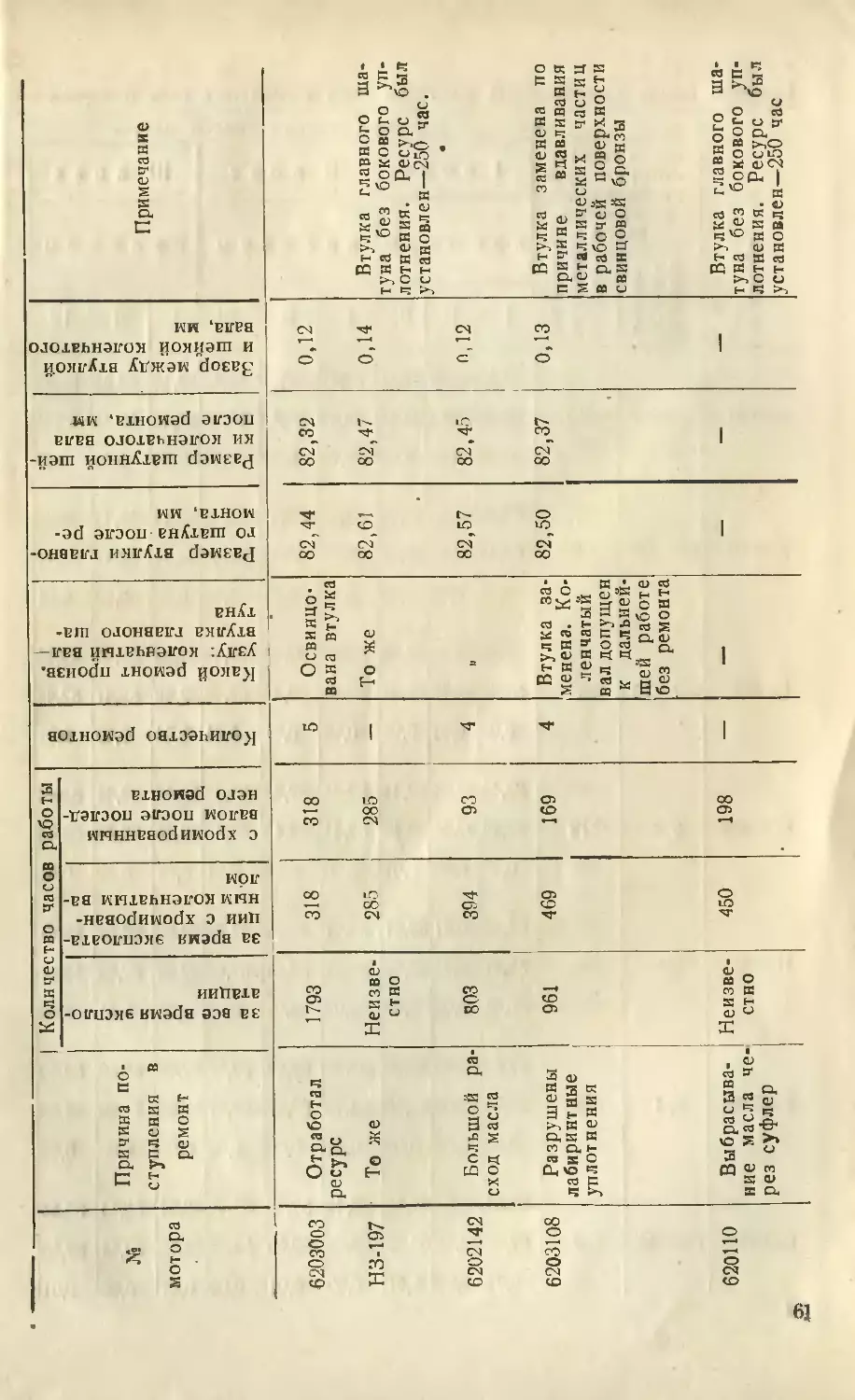
Ввиду того, что в настоящем выпуске излагаются вопросы, от-
носящиеся к работе узла — втулка главного шатуна и шатунная
щейка коленчатого вада, нет возможности подробно останавли-
ваться на причинах большого расхода масла. Однако следует за-
метить, что этот дефект объяснялся не только несоблюдением пра-
вил технической эксплоатации и неудовлетворительным качеством
ремонта, но и недостатками конструкции отдельных узлов мотора.
Одним из основных дефектов, из-за которого моторы АШ-62ИР
могут выходить из строя в первые часы их работы, является раз-
рушение втулки главного шатуна.
Как правило, разрушение втулки главного шатуна в полете
влечет аварию мотора, /а иногда вынужденную посадку и аварию
самолета. Поэтому, учитывая наличие некоторого количества слу-
чаев разрушения втулок в настоящее время и, в особенности,
серьезность этого дефекта, выявление причин и разработка меро-
приятий, направленных на устранение случаев разрушения втулок
главного шатуна, имеет первостепенное значение.
В табл. 3 показано распределение количеств моторов АШ-62ИР,
снятых с самолета по причине разрушения втулки главного шату-
на, в зависимости от продолжительности работы.
Из таблицы видно, что в основном разрушение втулки главно-
го шатуна наблюдается на ремонтированных моторах (88,2% из
всех имевших место случаев разрушения втулок)* причем 50% слу-
чаев разрушения втулок на ремонтированных моторах приходится
на первые 50 час. эксплоатации мотора. На новых моторах наблю-
даются единичные случаи разрушения втулки главного шатуна,
при этом важно отметить, что' разрушение имеет место только
после 100 час. работы моторов.
2. ИЗНОС ШАТУННЫХ ШЕЕК КОЛЕНЧАТЫХ ВАЛОВ
НОВЫХ МОТОРОВ
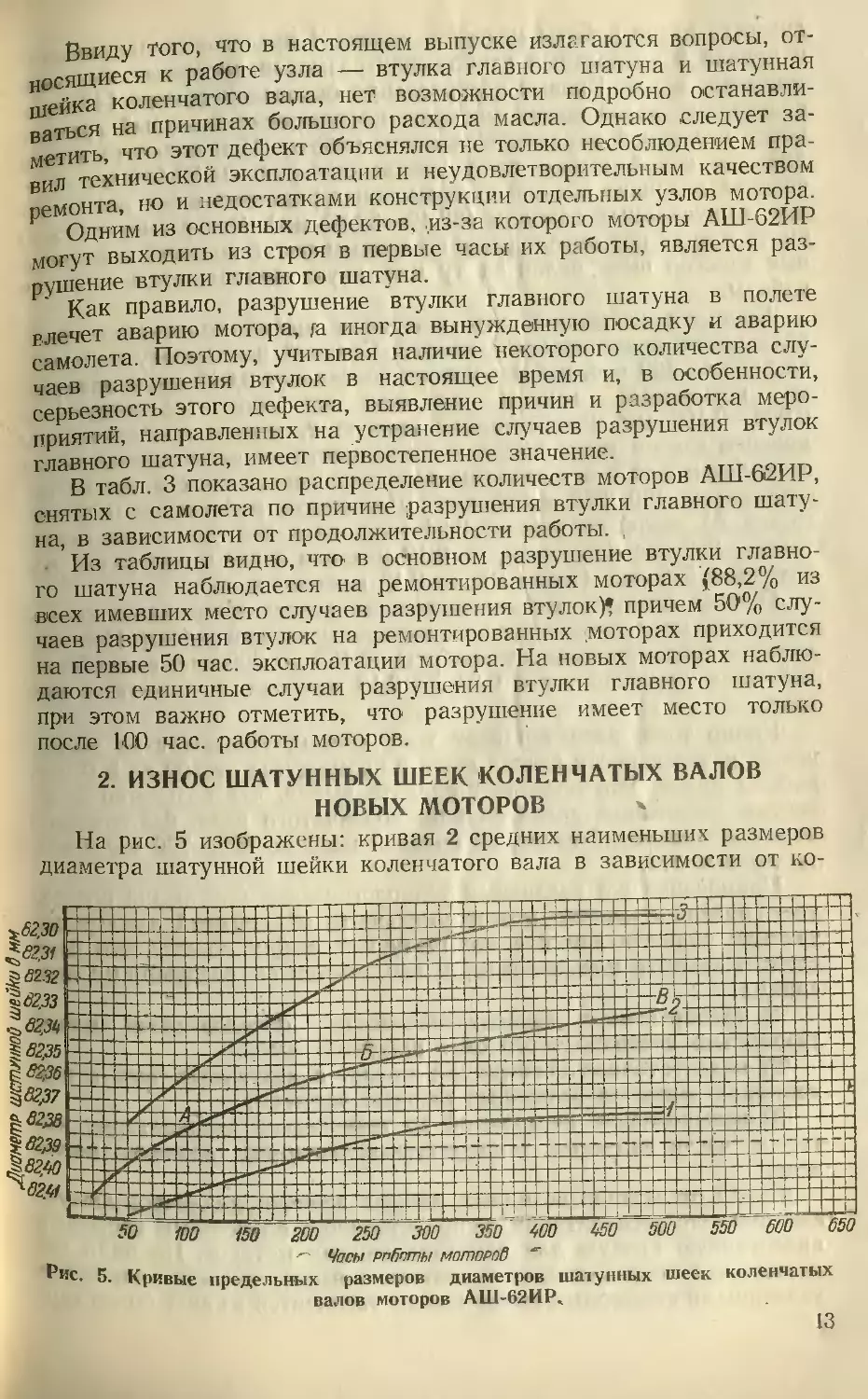
На рис. 5 изображены: кривая 2 средних наименьших размеров
диаметра шатунной шейки коленчатого вала в зависимости от ко-
валов моторов АШ-62ИР,
13
личества часов работы моторов, кривая 1 предельных наименьших
и кривая 3 предельных наибольших размеров шатунных шеек ко-
ленчатых валов. Кривые построены на основании обмера 140 шеек
коленчатых валов новых моторов, поступивших в первый ремонт
после различной продолжительности работы. При подсчете износа
диаметр новой шейки вала принимался равным 80,405 мм. т. е.
средней величине предельно возможных размеров шеек новых ва-
лов, выпускаемых заводом (82,42—82,39 мм). Эти размеры нужно
иметь в виду при определений по кривым рис. 5 средних и предель-
ных износов шеек валов за ту или иную продолжительность их
работы.
Кривые показывают, что шатунная шейка коленчатого вала
подвержена значительному износу. Средний износ шатунной шей-
ки вала за 400 час. работы мотора составляет 0,062 мм, а предель-
но возможные износы за этот же срок составляют —
0,025—0,105 мм Рассматривая кривую 2, можно проследить из-
менений износа шеек валов в зависимости от продолжительности
их работы; для этого сравним величину износа шеек в час валов,
работавших 100, 250 и 500 час. Для валов, работавших 100 час.
(точка А), износ составляет 0,24 микрона в час, для валов, рабо-
тавших 250 час. (точка Б), — 0,19 микрона в час и для валов, ра-
ботавших 500 час. (точка В), — 0,13 микрона в час.
Отсюда следует, что интенсивность износа шеек валов умень-
шается по мере увеличения продолжительности их работы. При уве-
личении продолжительности работы от 100 до 500 час. среднечасо-
вой износ уменьшается с 0,24 до 0,13 микрона, т. е. почти в два
раза.
Кроме того, характер всех трех кривых указывает на умень-
шение интенсивности износа шеек в промежутке от 300 до 500 час.
работы валов. Это позволяет сделать вывод, что возможно даль-
нейшее увеличение срока службы коленчатого вала, без опасения
за его повышенный износ, по крайней мере до 600 —700 час рабо-
ты до ремонта.
Применение же различных технологических улучшений поверх-
ности шейки и втулки может уменьшить абсолютный износ вала,
так как существующий износ шатунной шейки коленчатого вала
следует считать повышенным, и вызывается он следующими при-
чинами:
1) недостаточная износоустойчивость, обусловленная малой
твердостью поверхностного слоя шатунной шейки;
2) недостаточная фильтрация масла, в результате чего в! нем
постоянно имеются различные твердые частицы-;
3) невыполнение инструкций по технической эксплоатации мо-
тора в части запусков, температурных режимов, давления масла
и др
Ввиду отсутствия исходных данных величин диаметров шатун-
ных шеек до эксплоатации, не представилось возможным построить
аналогичную кривую для ремонтированных моторов. Но надо по-
лагать, что кривая пойдет значительно выше, так как, нарйду с
указанными факторами, износ шейки увеличится за счет более гру-
11
р
бой обработки шатунной шейки и, особенно, за счет расточки
втулки главного шатуна.
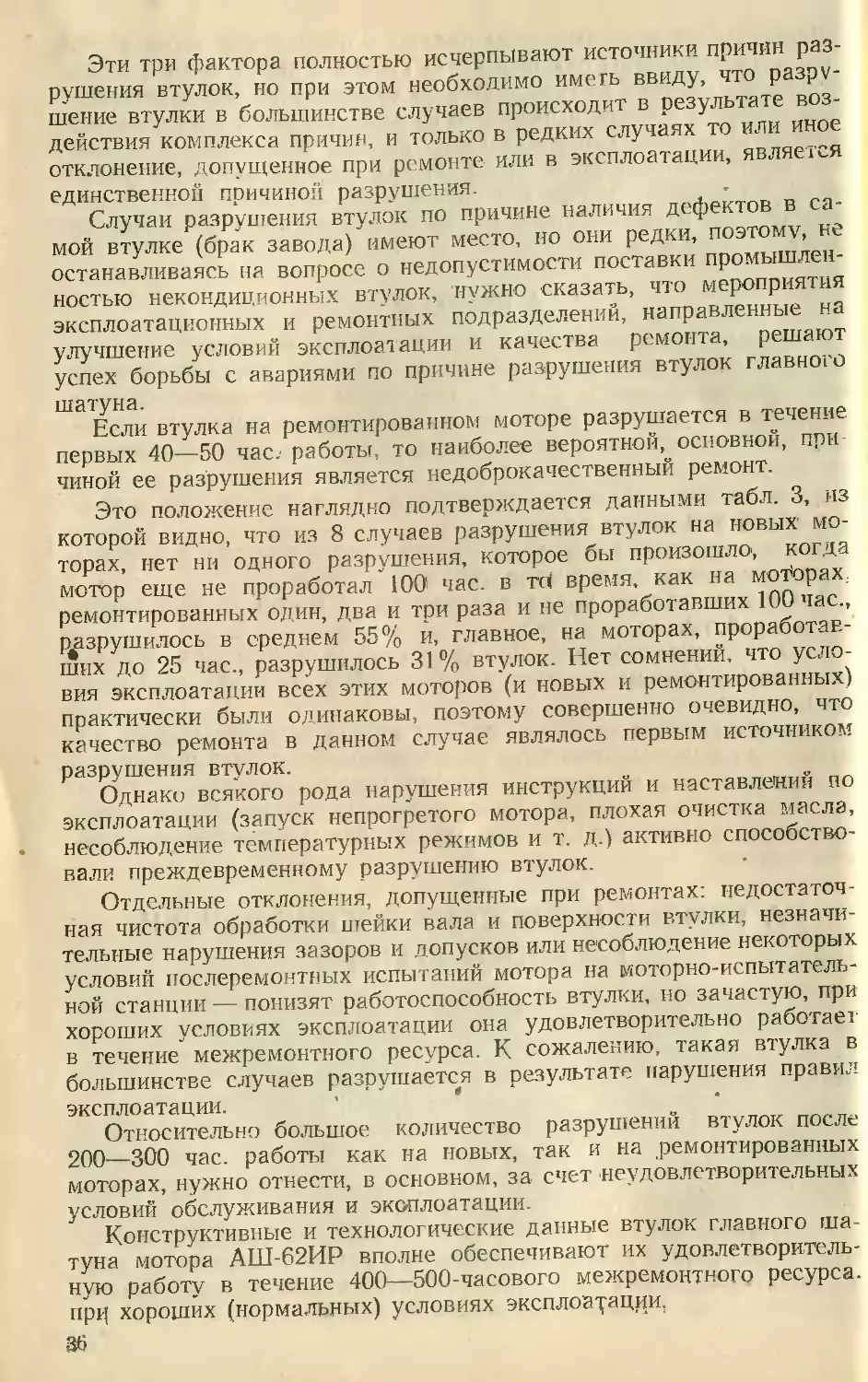
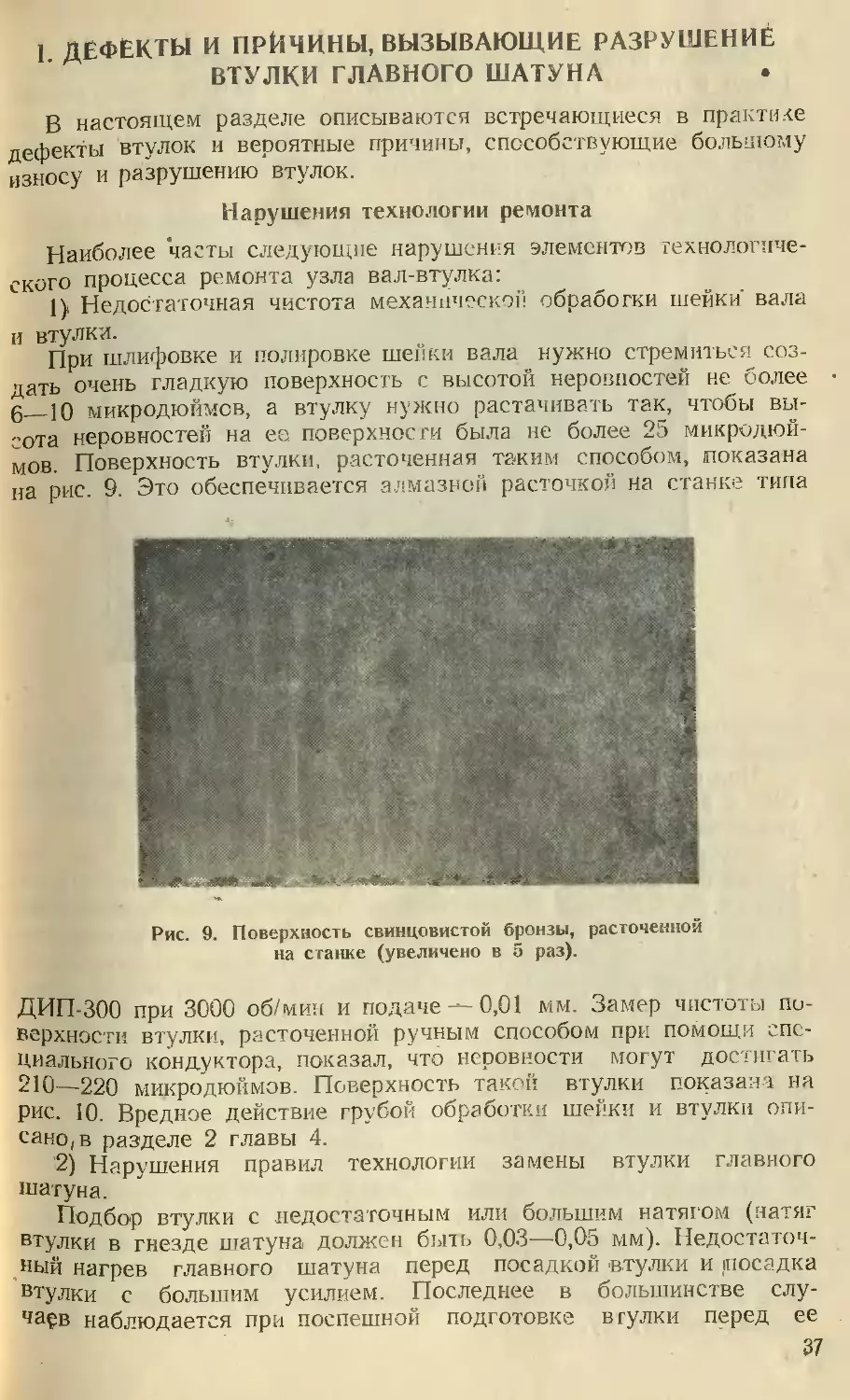
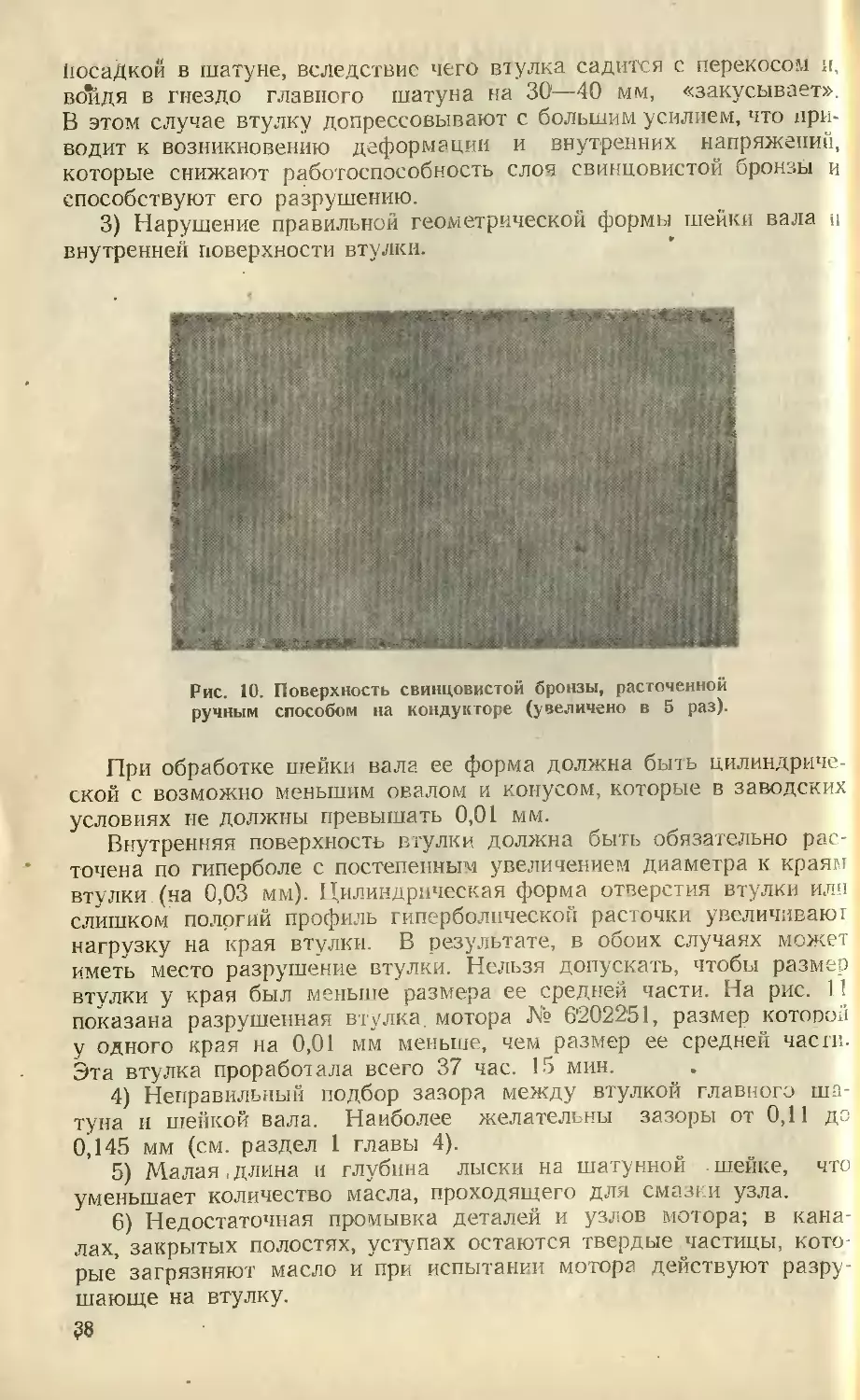
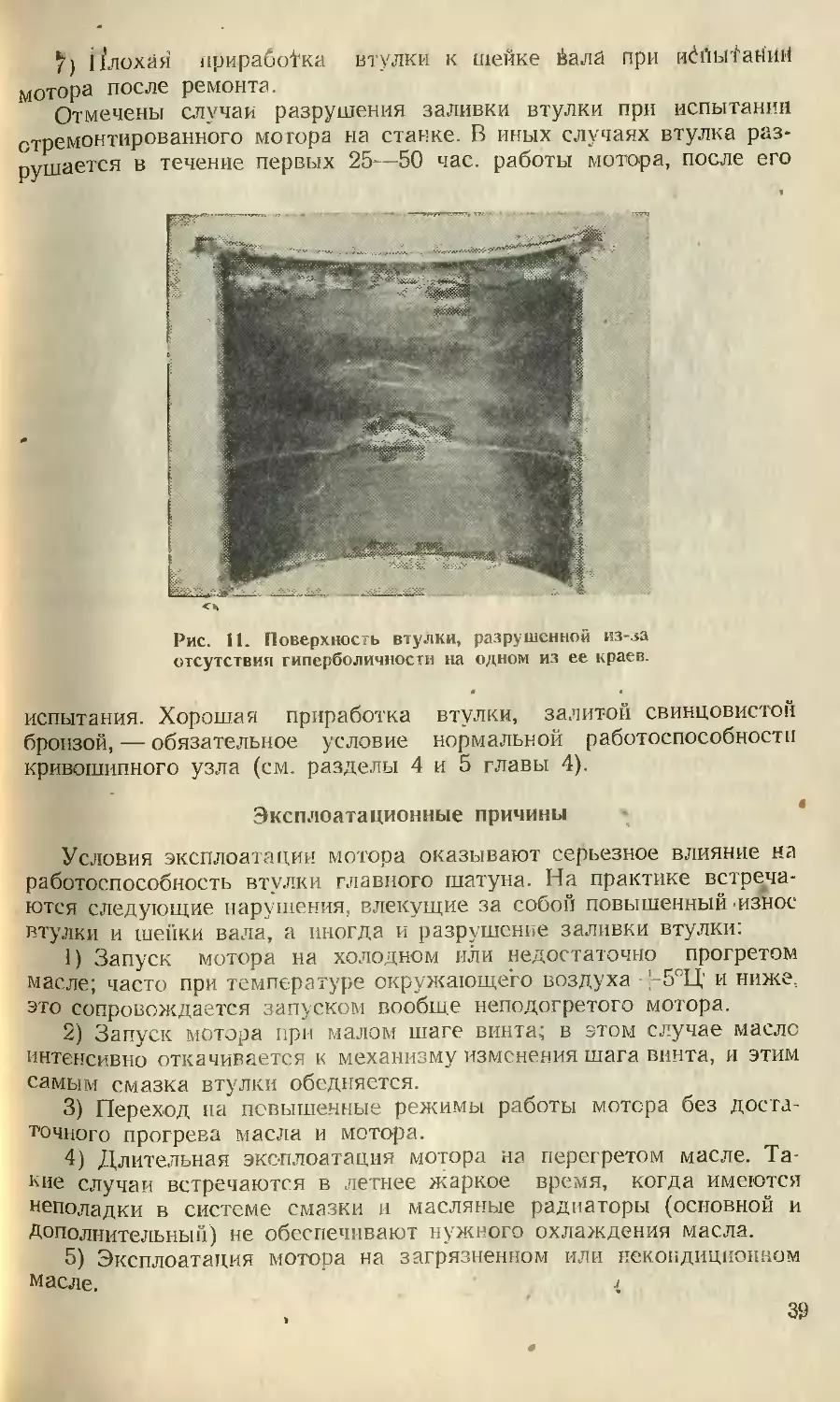
Шероховатость поверхности втулки, растачиваемой в ремонт-
ных базах на специальном ручном приспособлении, иногда в ,8—10
раз больше шероховатости, получающейся при расточке втулки в
заводских условиях (подробно о влиянии шероховатости на износ
шейки см. главу III).
3. ИЗНОС ВТУЛОК ГЛАВНЫХ ШАТУНОВ НОВЫХ МОТОРОВ
Анализ промеров деталей моторов, отремонтированных в ре-
монтных базах ГВФ, показал, что при работе стальной шейки ко-
ленчатого вала по свинцовистой бронзе втулки главного шатуна
больше изнашивается шатунная шейка, нежели втулка. Это свя-
зано как с обработкой, так и с характером трения этих двух ме-
таллов.
Такое положение нужно считать недопустимым, так как повы-
шенный износ шейки снижает надежность ее работы в качестве
более нагруженного узла мотора, приводит к преждевременному
выходу из строя наиболее дорогой детали мотора и требует частой
замены втулок из-за увеличения зазора при износе шейки вала.
В' зависимости от исходного зазора между втулкой главного
шатуна и шатунной шейкой коленчатого вала, а также от условий
эксплоатации мотора и других факторов, средняя величина износа
диаметра втулки за 350—450 час. работы нового мотора дости-
гает 0,03 мм.
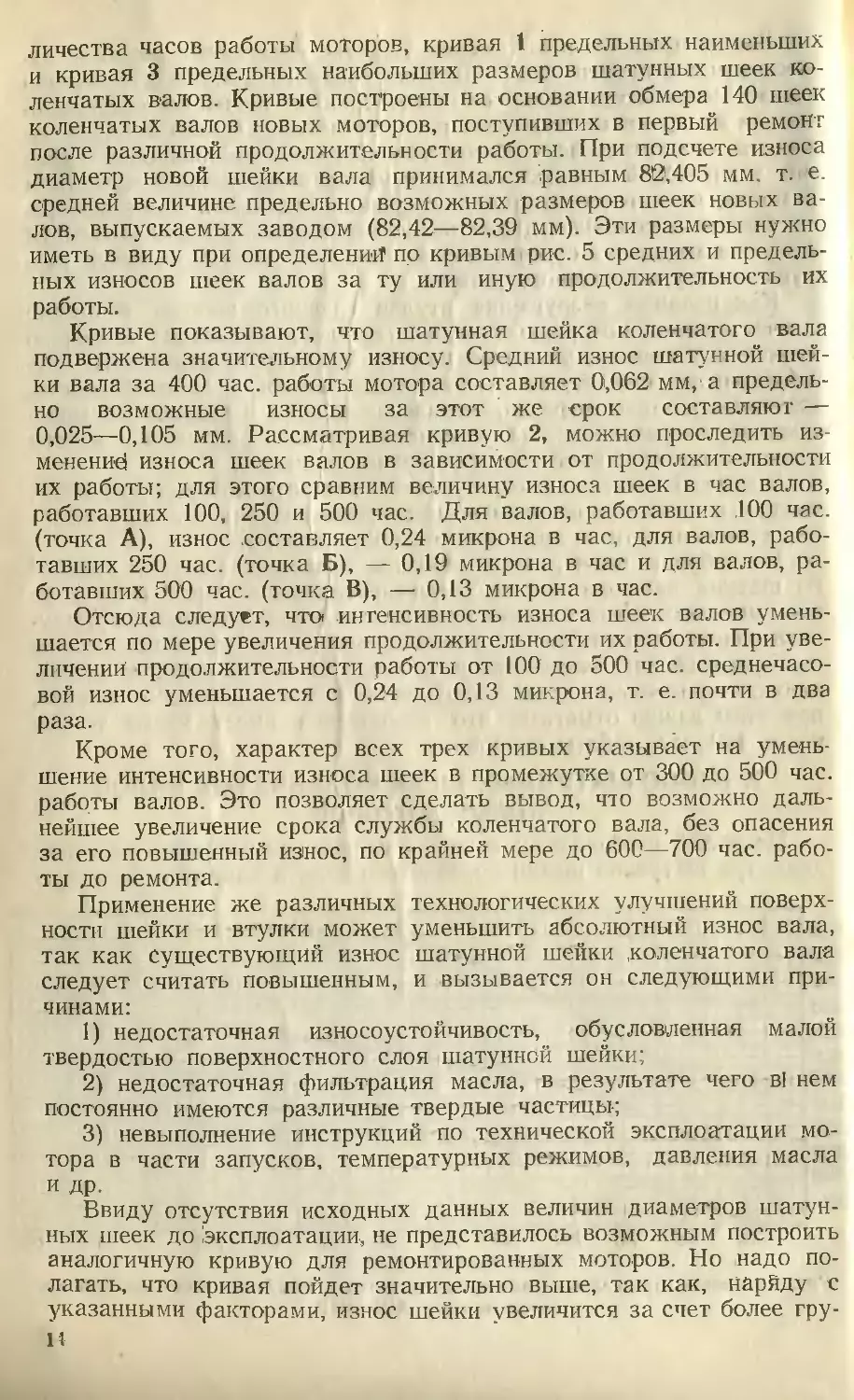
На основании обработки данных износа втулок главных шату-
нов 317 моторов (из них 88 новых моторов) построен график, по-
казанный на рис. 6.
Рис. 6. Распределение количеств втулок главных шатунов в зависимости
от максимальных размеров внутреннего диаметра втулки.
15
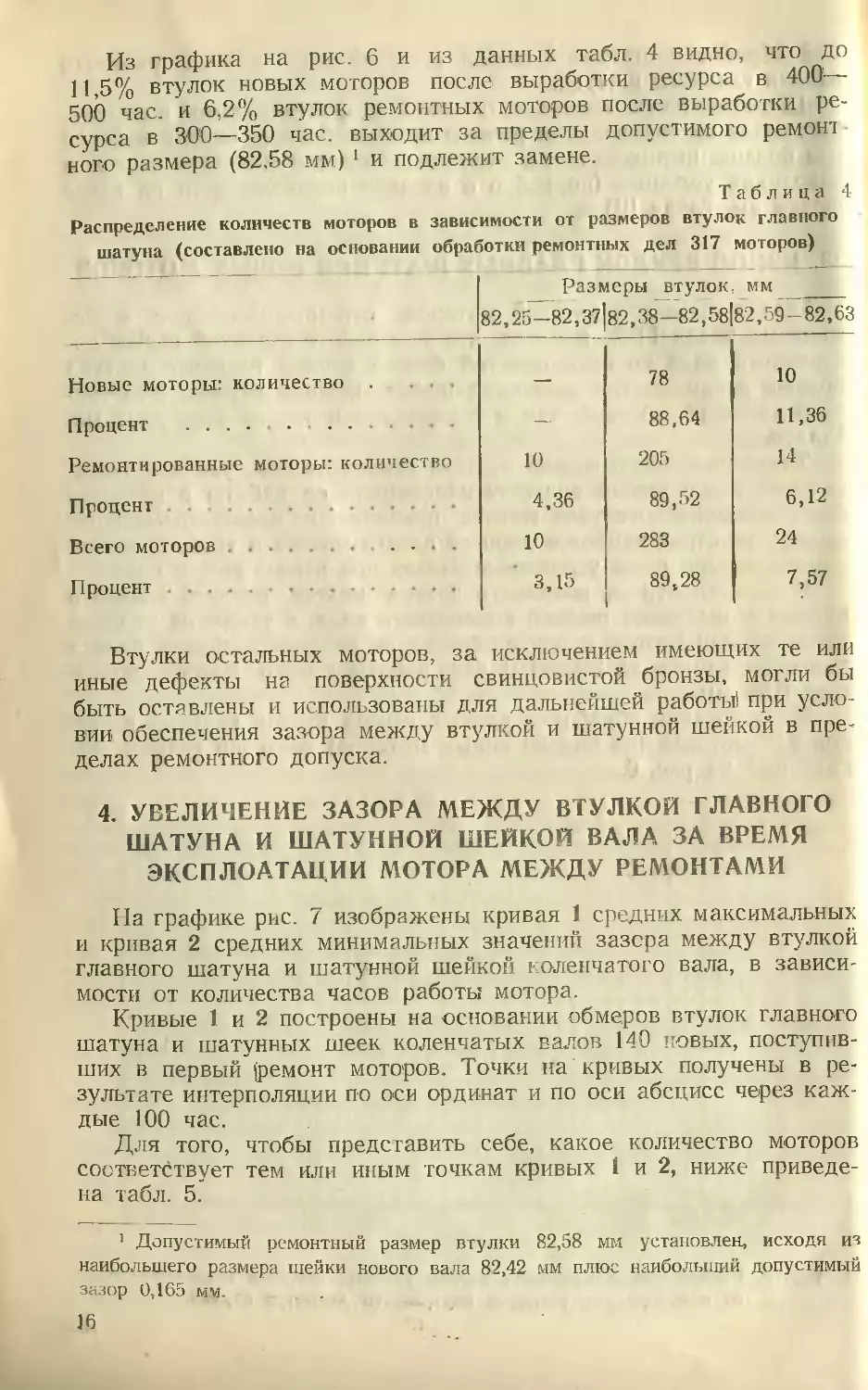
Из графика на рис. 6 и из данных табл. 4 видно, что до
11,5% втулок новых моторов после выработки ресурса в 400—
500 час. и 6,2% втулок ремонтных моторов после выработки ре-
сурса в 300—350 час. выходит за пределы допустимого ремонт
ного размера (82,58 мм) 1 и подлежит замене.
Таблица 4
Распределение количеств моторов в зависимости от размеров втулок главного
шатуна (составлено на основании обработки ремонтных дел 317 моторов)
Размеры втулок, мм 82,25 —82,37,82,38—82,58,82,59 - 82,63
Новые моторы: количество — 78 10
Процент ...... — 88,64 11,36
Ремонтированные моторы: количество 10 205 14
Процент 4,36 89,52 6,12
Всего моторов . . . ... 10 283 24
Процент 3,15 89,28 7,57
Втулки остальных моторов, за исключением имеющих те или
иные дефекты на поверхности свинцовистой бронзы, могли бы
быть оставлены и использованы для дальнейшей работы! при усло-
вии обеспечения зазора между втулкой и шатунной шейкой в пре-
делах ремонтного допуска.
4. УВЕЛИЧЕНИЕ ЗАЗОРА МЕЖДУ ВТУЛКОЙ ГЛАВНОГО
ШАТУНА И ШАТУННОЙ ШЕЙКОЙ ВАЛА ЗА ВРЕМЯ
ЭКСПЛОАТАЦИИ МОТОРА МЕЖДУ РЕМОНТАМИ
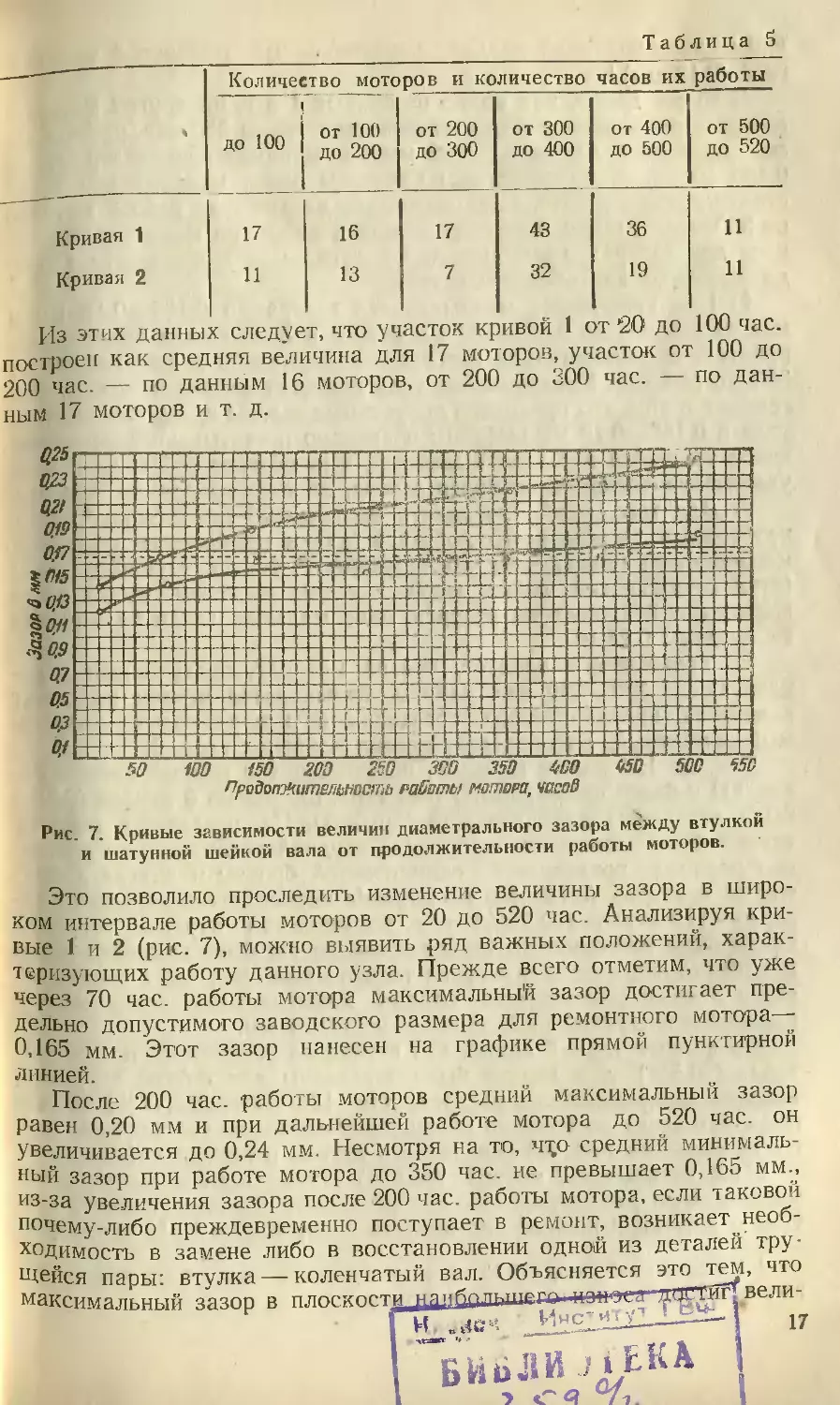
На графике рис. 7 изображены кривая 1 средних максимальных
и кривая 2 средних минимальных значений зазора между втулкой
главного шатуна и шатунной шейкой коленчатого вала, в зависи-
мости от количества часов работы мотора.
Кривые 1 и 2 построены на основании обмеров втулок главного
шатуна и шатунных шеек коленчатых валов 140 новых, поступив-
ших в первый (ремонт моторов. Точки на кривых получены в ре-
зультате интерполяции по оси ординат и по оси абсцисс через каж-
дые 100 час.
Для того, чтобы представить себе, какое количество моторов
соответствует тем или иным точкам кривых 1 и 2, ниже приведе-
на табл. 5.
1 Допустимый ремонтный размер втулки 82,58 мм установлен, исходя из
наибольшего размера шейки нового вала 82,42 мм плюс наибольший допустимый
зазор 0,165 мм,
16
Таблица 5
Количество моторов и количество часов их работы
до 100 от 100 до 200 от 200 до 300 от 300 до 400 от 400 до 500 от 500 до 520
Кривая 1 17 16 17 43 36 11
Кривая 2 И 13 7 32 19 11
Из этих данных следует, что участок кривой 1 от ’20 до 100 час.
построен как средняя величина для 17 моторов, участок от 100 до
200 час. — по данным 16 моторов, от 200 до 300 час. — по дан-
ным 17 моторов и т. д.
Рис. 7. Кривые зависимости величин диаметрального зазора между втулкой
и шатунной шейкой вала от продолжительности работы моторов.
Это позволило проследить изменение величины зазора в широ-
ком интервале работы моторов от 20 до 520 час. Анализируя кри-
вые 1 и 2 (рис. 7), можно выявить ряд важных положений, харак-
теризующих работу данного узла. Прежде всего отметим, что уже
через 70 час. работы мотора максимальный зазор достигает пре-
дельно допустимого заводского размера для ремонтного мотора—
0,165 мм. Этот зазор нанесен на графике прямой пунктирной
линией.
После 200 час. работы моторов средний максимальный зазор
равен 0,20 мм и при дальнейшей работе мотора до 520 час. он
увеличивается до 0,24 мм. Несмотря на то, чт,° средний минималь-
ный зазор при работе мотора до 350 час. не превышает 0,165 мм.,
из-за увеличения зазора после 200 час. работы мотора, если таковой
почему-либо преждевременно поступает в ремонт, возникает необ-
ходимость в замене либо в восстановлении одной из деталей тру
Щейся пары: втулка — коленчатый вал. Объясняется это тем, что
максимальный зазор в плоскости наибппьцшда вели-
БИиЛИ ’
> %. I
чины, превышающей предел, установленный ремонтной техноло-
гией (0,18 мм) *.
В то же время, как видно из кривых 1 и 2, на других моторах,
которые продолжают зксплоатироваться, через 350 час. работы за-
зор достигает величины 0,22 мм, а минимальный зазор равен
0,165 мм, т. е. по заводским условиям равен максимально допу-
стимому при ремонте. Следовательно, дальнейшая работа моторов
от 350 1Час. и выше будет происходить даже при минимальном вз-
носе при зазорах, превышающих допускаемые при ремонте. Отсю-
да вытекают два обстоятельства:
1) При увеличении минимального зазора до 0,165—0,18 мм и
максимального до 0,22—0,24 мм втулка и шейка вала продолжают
работать в эксплоатации совершенно нормально в промежутке Ьт
350 до 520 <час. Кривошипный узел работает вполне надежно. Это
говорит о том, что предельно допустимые зазоры при ремонте этого
узла в 0,165—0,18 мм выбраны правильно и учитывают возможный
износ трущейся пары до выработки ими ресурса в 500' час., т. е.
увеличение э’ксплоатационного зазора, за счет износа до 0,24 мм.
2) Для того, чтобы увеличить допустимый при ремонте зазор,
необходимо прежде всего добиться (путем применения различных
мероприятий) уменьшения последующего износа трущейся пары
(втулка—шатунная шейка вала\ с таким расчетом, чтобы после
выработки 500-часового ресурса максимальный зазор не 'выходил
за пределы 0,24 мм.
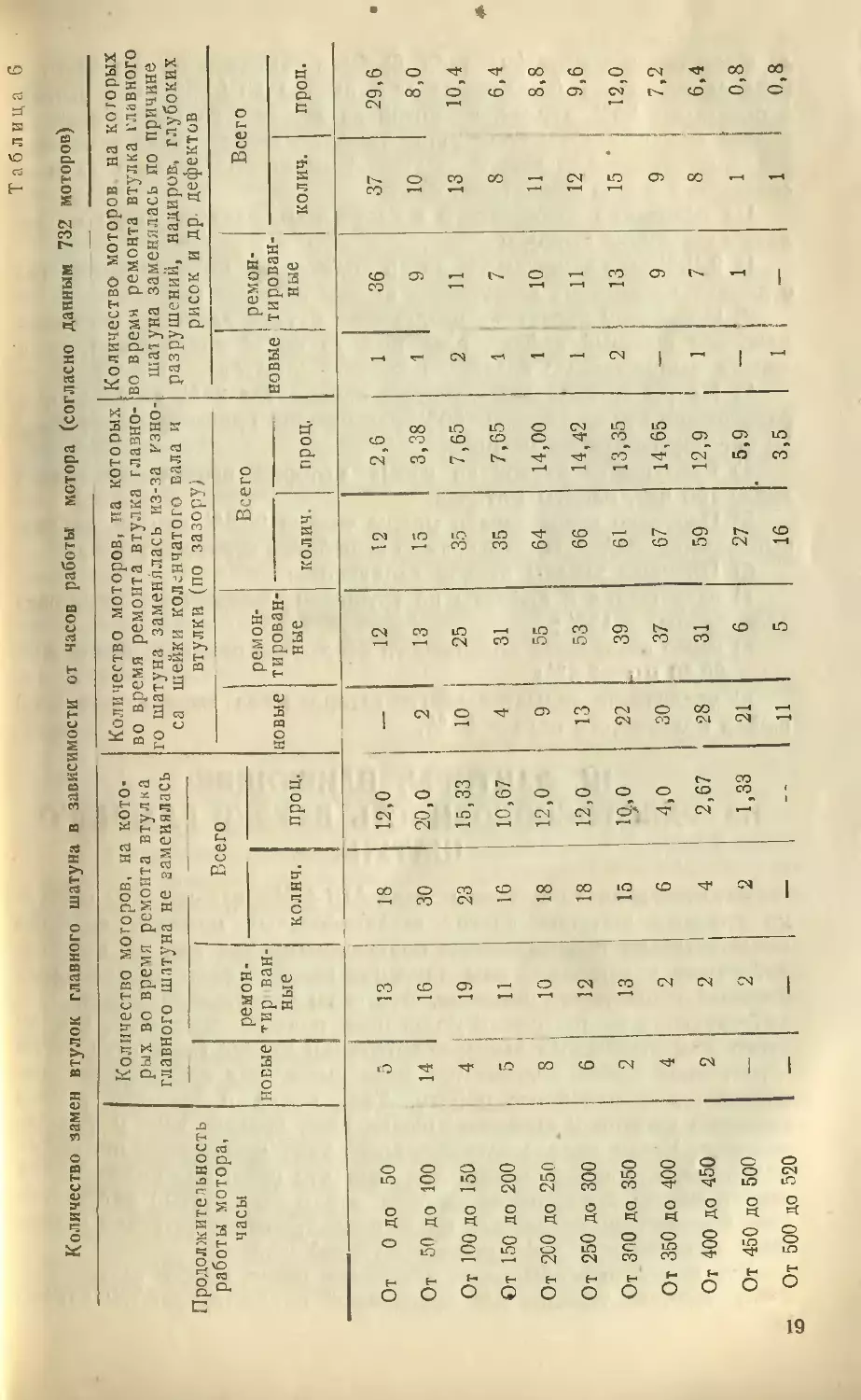
Из изложенного следует, что на моторах, поступивших в ре-
монт после 350—<500 час. работы, большинство втулок подлежит
замене по причине зазора, превышающего максимально допусти-
мый ремонтный. Это подтверждается данными табл. 6.
Так, на 124 новых моторах, поступивших в первый ремонт по-
сле 300 и более часов работы (см. табл. 6), только 8 втулок (6;,3%)
были оставлены для дальнейшей работы. На остальных моторах
втулки были (заменены: ПО' причине неудовлетворительного состоя-
ния рабочей поверхности свинцовистой бронзы и других дефек-
тов — 4 втулки (3,15%) и по/причине неудовлетворительности за-
зора— 112 втулок (90,55%), т. е. большинство втулок, несмотря
на хорошее состояние трущейся поверхности, было заменено после
выработки всего одного ресурса только из-за того, что с сопряжен-
ными с ними коленчатыми валами максимальный зазор между
втулкой и шатунной шейкой превышал 0,18 мм.
Из данных табл. 6 видно, что втулки не (заменялись на 150 мо-
торах (20,5%), т. е. втулки были оставлены для работы в течение
второго межремонтного ресурса. На 125 моторах (17%) втулки
бы'л и заменены по причине разрушения свинцовистой бронзы, глу-
боких рисок на рабочей поверхности втулок и других дефектов.
На остальных 457 моторах (62,5%) втулки были заменены из-за
увеличенного диаметрального зазора между втулкой главного ша-
туна и шатунной шейкой коленчатого вала; только 7,5% этого чис-
1 Максимальный зазор — 0,18 мм устанавливается только в случаях повтор-
ного использования втулки главного шатуна.
18
Таблица 6
Количество замен втулок главного шатуна в зависимости от часов работы мотора (согласно данным 732 моторов)
Продолжительность работы мотора, часы От 0 до 50 От 50 до 100 От Ю0 до 150 От 150 до 200 От 2С0 до 250 От 250 до 300 От 300 до 350 От 350 до 400 От 400 до 450 От 450 до 500 От 500 до 520 Кол рых гл авь новые 5 14 4 5 8 6 2 4 2 1чество м во время того шату ремон- тир ван- ные 13 16 19 11 10 12 13 2 2 2 оторов, на кото- ремоита втулка на не заменялась Всего Коли1 ВО вр( го шал са новые 2 10 4 9 13 22 30 28 21 11 ество мо' ?мя ремоь уна заме пейки koj втулки ремон- тирован- ные 12 13 25 31 55 53 39 37 31 6 5 горов, на которых гта втулка главно- нялась из-за изно- инчатого вала и по зазору) Всего Колич во вре шату разру новые 1 1 2 1 1 1 2 1 1 ество мот мн ремон на замеш шений, н рисок и ; ремон- тирован- ные 36 9 11 7 10 11 13 9 7 1 оров на которых та втулка главного !лась по причине адиров, глубоких 1р. дефектов Всего
колнч. 18 30 23 16 18 18 15 6 4 2 проц. 12,0 20,0 15,33 10,67 12,0 12,0 10,0 Л 4,0 2,67 1,33
колич. 12 15 35 35 64 66 61 67 59 27 16 проц. 2,6 3,38 7,65 7,65 14,00 14,42 13,35 14,65 12,9 5,9 3,5 колич. 37 10 13 8 11 12 15 • 9 8 1 1 проп. 29,6 8,0 10,4 6,4 8,8 9,6 12,0 7,2 6,4 0,8 0,8
ла замененных втулок (см. табл, б) были заменены по причине из-
носа самой втулки (увеличение' ее диаметра до 82,59 мм и выше),
а (остальные 5'5% втулок, несмотря на хорошее состояние свинцо-
вистой бронзы и отсутствие существенного износа, были заменены
исключительно- 'из-за, износа шатунной шейки коленчатого вала и
связанного с ним увеличения разора.
На основании изложенного в настоящем разделе можно сде-
лать следующие выводы:
1) 9,15% анализируемого здесь количества моторов поступило
в ремонт по причине разрушения втулок главных шатунов.
!2) По своему характеру разрушение втулки главного шатуна—
наиболее опасный дефект, влекущий за собой аварию мотора, а
иногда вынужденную посадку и аварию самолета.
3) На ремонтированные моторы приходится 88% всех случаев
разрушения втулок, причем 50% разрушения происходит Д первые
50 час. эксплоатации моторов.
4) Разрушения втулок на новых моторах происходят только
после 100 час. работы моторов.
5) Повторно использовать можно только 20,5% втулок, осталь-
ные должны быть заменены после выработки первого ресурса.
6) Причины замены втулок следующие:
а) разрушения и дефекты на трущейся поверхности свинцови-
стой (бронзы ~~ 17%;
б) износ внутренней поверхности втулки до размера, превышаю-
щего 82,59 мм'-7,5%;
в) увеличение диаметрального зазора из-за износа шатунной
шейки коленчатого вала ~ 55%
III. ФАКТОРЫ, ВЛИЯЮЩИЕ
НА РАБОТОСПОСОБНОСТЬ ВТУЛКИ ГЛАВНОГО
ШАТУНА
Втулка главного шатуна мотора АШ-62ИР так же, как и втул
кп главных шатунов других звездообразных моторов, является
исключительно ответственным подшипником, так как на нее воз-
действуют суммарные силы давления газов и силы инерции всех
поршней и шатунов двигателя. Эти силы значительно больше сил,
действующих на шатунный подшипник рядного двигателя. В силу
этого, как отмечалось выше, конструкции втулки главного шатуна
и шатунной шейки коленчатого вала имеют ряд особенностей, га-
рантирующих надежную работу. Так, длина и диаметр втулки
главного шатуна и шатунной шейки вала больше, чем у рядных
моторов Кроме того, жесткость всего узла кривошипно-шатунных
механизмов хорошо обеспечена тем, что щеки коленчатого вала
имеют вполне достаточное сечение, а .сам коленчатый вал разме
Щен в коренных роликовых подшипниках, что значительно умень-
шает возможность деформации шатунной шейки.
Эти и,другие особенности, указанные ранее, вместе взятые соз-
дают хорошие условия 'для длительной надежной работы втулки
20
главного шатуна звездообразных моторов, в частности, мбторов
ДЦ1-62ИР, что вполне подтверждается практикой эксплоатации.
Однако в эксплоатации имеют место случаи недоброкачествен-
ной работы и разрушения втулки главного шатуна. Совершенно
очевидно, что, независимо от количества этих случаев и их места
среди других дефектов, они недопустимы, так как разрушение
втулки всегда связано с аварией мотора, а нередко и самолета.
Прежде, чем ответить на вопрос, где заложены причины, вызы-
вающие разрушения втулки главного шатуна, необходимо коротко
перечислить основные факторы, которые в той или иной степени
оказывают непосредственное влияние на ее работоспособность, при
этом те факторы, которые имеют непосредственное отношение к
эксплоатации и ремонту, 'осветить более подробно.
Факторы конструкци и. Вначале необходимо отметить
группу наиболее важных факторов конструкции, к которым обычно
относятся прочность и жесткость всего кривошипного механизма
(шатунной шейки коленчатого вала и нижней головки шатуна вме-
сте с втулкой главного шатуна) и правильный расчет и подвод
смазки. I
Надежная работа большинства моторов данного типа свиде-
тельствует о .высокой степени конструктивной отработанности узла
кривошипно-шатунного механизма. В отношении прочности, жест-
кости, правильности расчета и подвода смазки претензии со сторо-
ны эксплоатационников к данному типу мотора — предъявлено
быть не может.
Факторы технологии. К факторам технологии отно-
сятся: ।
1) Качество материала подшипников ,и шатунной шейки колен-
чатого вала, главным образом, соотношение твердостей материала
подшипника и шейки и сочетание их антифрикционных свофств. ’
2) Качество заливки втулки свинцовистой бронзой.
3) Соблюдение геометрических размеров, т. е. строгой цилин-
дрической проточки шатунной шейки с минимальным овалом и ко-
нусом и гиперболической расточки поверхности свинцовистой брон-
зы втулки.
4) Чистота обработки как шатунной шейки коленчатого вала,
так и поверхности свинцовистой бронзы втулки, т. е. выполнение
требований, предъявляемых к микрогеометрии поверхности шейки
вала и втулки
5) Правильный монтаж втулки в главном шатуне и шатуна —
на коленчатом валу.
В целом все вышеперечисленные факторы технологии выбраны
Для данного типа мотора правильно и хорошо! обеспечивают надеж-
ную работу кривошипного шатунного механизма, что подтвержде-
но многолетним опытом и хорошей работой новых .моторов. Однако
будет уместным отметить, что все же подбор трущейся пары:
сталь 40ХНМА (7320) шейки вала и свинцовистая бронза БрС-30
втулки, обеспечивающий надежную их работу в течение межре-
монтного ресурса, вместе с тем не отвечает требованиям минималь-
21
ного их износа, так как трение этой пары Вызывает повышенный
износ материала шейки вала, что в свою очередь заставляет про-
изводить замену большого количества втулок из-за увеличения за-
зора между шатунной шейкой и втулкой (подробно см. раздел 4,
главы 2).
Говоря, что в целом факторы технологии обеспечивают надёж-
ную работу втулки главного шагуна, мы имеем в виду точное вы
полнение всех требований технологии производства. Совершенно
ясно, что при нарушении хотя бы одного из элементов технологии,
будь то в условиях производства нового мотора или при ремонте,
это немедленно не только ухудшает условия работы втулки, но и
может привести к ее разрушению.
Факторы ремонта. К факторам ремонта относятся:
1) Создание во время ремонта правильной геометрической фор-
мы шатунной шейки коленчатого вала (особенно при ручной выпи
ловке овала и конусности шейки, образовавшейся вследствие из-
носа).
2) Расточка поверхности свинцовистой бронзы втулки (при ее
замене) по гиперболической форме с сохранением соосности вту-
лок нижней и верхней головок главного шатуна.
Параллельность осей отверстий при замере индикатором на оп-
равке (плече) 100 мм должна не превышать —0,07 мм, а перпен-
дикулярность к оси шатуна — до Q, 17 мм.
3) Чистота обработки шатунной шейки коленчатого вала и по -
верхности свинцовистой бронзы втулки.
4) Соблюдение технологии запрессовки втулки при ее замене в
главном шатуне.
5) Правильный выбор диаметрального зазора, надлежащий мон-
таж главного шатуна на коленчатом валу и приработка втулки к
валу при испытании мотора после ремонта.
Факторы эксплоатации. Все многочисленные элемен-
ты, из которых состоит понятие «правильная техническая эксплоа-
тация», при изучении причин, влияющих на работоспособность
втулки главного шатуна, можно объединить в двух условиях-
1) обеспечение надлежащих качества и количества смазки
втулки главного шатуна;
2) соблюдение режимов работы мотора.
Соблюдение ремонтных и эксплоатационных требований в. пол-
ной мере зависит от работников, осуществляющих ремонт и экс-
плоатацию моторов АШ-62ИР.
Практика показывает, что именно из-за недостаточно высоко-
качественного выполнения отдельных элементов как при ремонте,
так и в эксплоатации имеет место более частое разрушение втул-
ки главного шатуна на ремонтированных моторах, чем на новых
(см. раздел I, главы 2), поэтому ниже подробно освещен характер
влияния факторов ремонта и эксплоатации на работоспособность
втулки. Кроме того, освещено влияние на работоспособность втул-
ки качества свинцовистой бронзы.
22
| ГЕОМЕТРИЧЕСКАЯ ФОРМА ШЕЙКИ ВАЛА, ВТУЛКИ И
МОНТАЖНЫЙ ЗАЗОР
Шатунная шейка нового коленчатого вала тщательно обрабо-
тана и имеет строго цилиндрическую форму. Овал и конусность
шейки не превышают 0,01 мм. В процессе эксплоатации мотора
шатунная шейка изнашивается и теряет правильную цилиндричес-
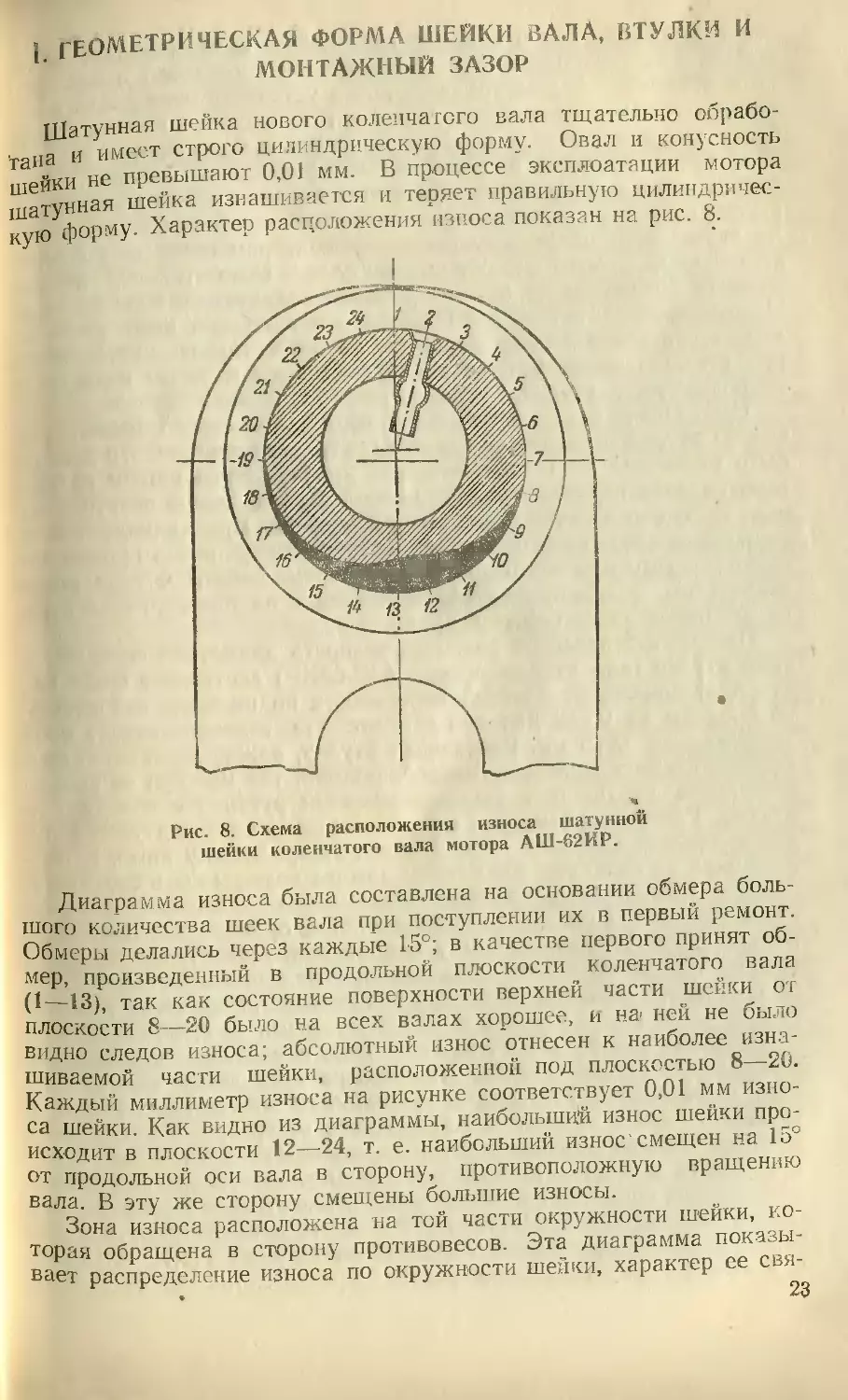
кую форму. Характер расположения износа показан на рис. 8.
Рис. 8. Схема расположения износа шатунной
шейки коленчатого вала мотора АШ-62ИР.
Диаграмма износа была составлена на основании обмера боль-
шого количества шеек вала при поступлении их в первый ремонт.
Обмеры делались через каждые 15°; в качестве первого принят об-
мер, произведенный в продольной плоскости коленчатого вала
(1—13), так как состояние поверхности верхней части шейки от
плоскости 8—20 было на всех валах хорошее, и на ней не было
видно следов износа; абсолютный износ отнесен к наиболее изна-
шиваемой части шейки, расположенной под плоскостью 8—20.
Каждый миллиметр износа на рисунке соответствует 0,01 мм изно-
са шейки. Как видно из диаграммы, наибольший износ шейки про-
исходит в плоскости 12—24, т. е. наибольший износ смещен на 15°
от продольной оси вала в сторону, противоположную вращению
вала. В эту же сторону смещены большие износы.
Зона износа расположена на той части окружности шейки, ко-
торая обращена в сторону противовесов. Эта диаграмма показы-
вает распределение износа по окружности шейки, характер ее свя-
23
зан с действием сил в области, где шейка вала наиболее сбли-
жается с подшипником, вследствие чего и происходит износ шей-
ки в этой зоне. В ремонте приходится устранять овальность и ко-
нусность шейки, появившиеся в результате местного износа. В рем-
базах 1выводку рвала и конусности шейки в большинстве случаев
производят вручную и, реже, на шлифовальных станках. Чем
меньше овал и конусность, тем лучше сохраняется на поверхности
втулки смазочная пленка. В случае ручной выводки большого ов ь
ла шейки необходимо следить за соблюдением правильного поло-
жения ее оси. Хотя способность шатуна к самоустановке в пра-
вильном положении на шатунной шейке коленчатого вала несколь-
ко компенсирует влияние смещения оси шатунной шейки, тем не
менее, при значительном перекосе, который может иметь место
при выводке овала более 0,1 мм, создаются местные перегрузки
на поверхности втулки.
Если шейка вала должна быть обработана строго цилиндриче-
ски, то втулка главного шатуна по внутренней поверхности должна
быть расточена по гиперболической кривой. Этим самым разгру-
жаются края втулки, которые наиболее подвержены разрушению,
если их форма будет строго цилиндрической. При. цилиндрической
расточке втулки разрушение ее поверхности у краев происходит
из-за упругого прогиба шейки вала во время работы мотора, koi да
значительно возрастает удельное давление на поверхностях втул-
ки, расположенных ближе к краям.
При гиперболической расточке разность диаметров середины и
края втулки (для втулки мотора АШ-62ИР) составляет 0,024 мм,
что дает понижение крайней поверхности подшипника относитель-
но средины на 0,012 мм; при ремонте эта величина может быть
увеличена до 0,015 мм. Растачивая втулку, .важно достигнуть сим-
метричного расположения гиперболичности, так как при ее смеще-
нии резко нарушается распределение нагрузки по поверхности
втулки. Разность диаметров шатунной шейки вала и втулки и бу-
дет величиной наиболее желательного зазора между ними. В под-
шипниках из свинцовистой бронзы зазоры должны быть большими,
чем в подшипниках из 1баббита; минимальная .величина зазоров,
при которых подшипники из свинцовистой бронзы работают нор-
мально, на 50% больше чем у баббитовых. Для втулки главного
шатуна мотора АШ-62ИР величина минимально допустимого зазо-
ра составляет 0,11 мм. Наиболее желательными зазорами являют-
ся 0,12—0,13 мм, а максимально допустимыми — 0,165-0,180 мм.
Величина зазора играет важную роль в создании надлежащих
условий для работы втулки. При выборе предельных величин за-
зора обыкновенно учитывают возможность последующего износа
трущейся пары в течение межремонтного ресурса, что может уве-
личить эксплоатационный зазор в подшипнике почти вдвое. Сле-
дует иметь в виду, что в случае чрезмерного увеличения зазора
значительно повышаются совершенно нежелательные ударные на-
грузки на подшипник. Поэтому при ремонте нужно стремиться вы-
бирать наиболее подходящие диаметральные зазоры (0,12—0,13 мм)
и, в крайних случаях, когда условия производства не позволяют
выполнить эти, ни в коем случае не устанавливать втулки с диа
метральным зазором, превышающим максимально допустимый
(0,165—0,180 мм).
2. СПОСОБЫ ОБРАБОТКИ ТРУЩИХСЯ ПОВЕРХНОСТЕЙ
Чистота обработки шатунной шейки коленчатого вала и расточ-
ки свинцовистой бронзы втулки главного шатуна оказывают очень
большое влияние на интенсивность износа этих деталей в период
приработки и на степень их износа при эксплоатации и тем самым
на работоспособность данной трущейся пары вообще. К сожале-
нию, в практике ремонта это обстоятельство не всегда достаточно
учитывается. Наблюдения за состоянием валов и втулок при ре-
монте моторов и отдельные результаты лабораторных исследова-
ний, опубликованные в отечественной и иностранной литературе,
позволяют высказать ряд соображений по поводу необходимости
высокой степени чистоты обработки трущейся поверхности шейки
вала и подшипника.
Для надежной работы втулки главного шатуна, между втул-
кой и ' шейкой вала, должна непрерывно сохраняться тонкая
смазочная пленка масла. Когда высота выступающих неров-
ностей (гребешков) на втулке и шейке превышает толгци'ну
смазочной пленки, в зоне сближения шейки вала и втулки проис-
ходит разрушение масляной пленки и наступает касание гребеш-
ков шероховатостей. Следствием этого является,полусухое трение
и повышенный износ трущихся поверхностей, которые будут про-
должаться до тех пор, пока полностью не сработаются вершины
выступающих шероховатостей. Для этой цели различные типы ма-
шин, после их сборки должны быть обкатаны или приработаны в
течение нескольких десятков и даже сотен часов. Обыкновенно в
этот период машины работают не на полной своей-мощности. Для
авиационного двигателя такая длительная обкатка исключается,
так как он должен с первых же минут его работы на самолете
развивать полную мощность для совершения взлета самолета.
Прирабатывать же моторы длительное время на стенде нецелесо-
образно по экономическим соображениям. Кроме этого, такая
стендова-я приработка совершенно неприемлема хотя бы потому,
что она приведет ни к чему иному, как к увеличению зазора в
подщипнике, т. е. нарушению выбранного оптимального зазора. Та-
ким образом, все обстоятельства говорят за то, чго поверхности
шейки вала и втулки главного шатуна необходимо обработать
так, чтобы они с первых часов эксплоатации мотора работали нор-
мально в наилучших условиях, т. е. чистота их обработки должна
быть очень высокой.
Однако не только высокая чистота обработки, т. е. величина
неровностей, определяет качество поверхностного трущегося слоя,
а и его физическое строение, которое связано с тем или иным спо-
собом и режимом обработки поверхности. Применяя различные
способы обработки, можно достигнуть одинаковой степени чисто-
ты обработки. Но отсюда совсем не следует, что можно приме-
нять какой .угодно из них, потому чго в зависимости От того или
иного способа обработки (точение, шлифование, хонинг, притирка,
суперфиниш) поверхностный слой материала подвергается резким
изменениям на различную глубину. Это объясняется тем, что при
резании металлов деформации, которые имеют место не только
в материале снимаемой стружки, но и на определенной глубине
поверхностного слоя обрабатываемой детали.
Под воздействием усилия, прилагаемого к режущему, инстру-
менту, в зависимости от типа инструмента, режима резания, спо-
соба охлаждения, развиваемой температуры и свойств самого ме-
талла, происходит разрушение структуры поверхности металла.
При точении температура достигает 400—500°Ц, при шлифова-
нии — такого же порядка, но в .отдельных местах обрабатываемых
поверхностей она бывает гораздо выше и может составлять
1000—1500сЦ. Хонинг и притирка вызывают на поверхности обра-
батываемой детали значительно меньший нагрев, а при суперфи-
нише нагрев поверхности практически (отсутствует. Поверхностный
слой, подвергнутый высокому нагреву, неизбежно имеет на своей
поверхности ожоги, разрывы, сдвиги и трещины. Сам слой, на оп-
ределенной глубине меняет свою структуру, становится аморфным,
благодаря чему быстро изнашивается.
По литературным данным, толщина затронутого нагревом и
вредными деформациями поверхностного слоя при различных спо-
собах обработки .достигает следующих величин:
точение 0,25—2 мм,
шлифование 0,0125—0,075 мм,
хонинг 0,0'1'25—0,25 мм,
суперфиниш 0,00025 мм.
Суперфиниш и был разработан как метод сверхточной доводки
для удаления аморфного, непрочного поверхностного' слоя, появ-
ляющегося при применении других методов обработки.
Удаляя нарушенный поверхностный слой с помощью суперфи-
ниша, обнажают основную, кристаллическую структуру материала,
которая обладает высокой прочностью и износостойкостью.
Это свойство суперфиниша bi сочетании с высокой степенью
чистоты обработки делает его наиболее приемлемым способом
обработки шатунной шейки коленчатого вала. В том случае, когда
отсутствует необходимое оборудование для осуществления супер-
фйниша, может также быть, применена притирка, так как она в
определенной степени также устраняет поверхностный аморфный
слой, не перегревает обрабатываемую поверхность и степень чисто-
ты обработки поверхности может быть достигнута достаточно
высокая.
Таким образом, при механической обработке шейки коленчатого
вала, наряду с устранением последствий износа (рисок, овала и
конусности), должна быть обязательно применена доводка шейки
и окончательно обработанная поверхность шейки должна быть
очень чистой, с высотой неровностей от 6 до 10 ц (микродюймов),
что соответствует 10-му классу чистоты обработки (ГОСТ 2789—45)
с высотой среднеквадратичного отклонения неровностей от 0,2 до
26
О 1 микрона. Втулку главного шалуна при ее изготовлении раста-
чивают алмазным или победитовым резцом на токарном станке,
применяя высокие скорости резания (150—180 м/мин) и очень ма-
лую подачу — 0,01—0,02 мм. Обработанная поверхность получается
уплотненной с зеркальным блеском с высотой неровностей не более
25 р, что отвечает 8-му классу чистоты обработки (ГОСТ 2789—45)
с высотой среднеквадратичного -отклонения! неровностей в 0,8—0,4
микрона.
Кроме высокой износостойкости, детали, у которых поверхно-
сти чисто обработаны, обладают большой способностью спротивле-
ния коррозии, что при наличии корродирующего действия кислот,
образующихся в маслах, является важным фактором. *
Нормально смазанные и хорошо обработанные шейка вала и
втулка главного шатуна могут длительное время работать совер-
шенно надежно, без повышенного износа, выдерживая по сравне-
нию с грубообработанными втулкой и шейкой, значительно боль-
шие удельные нагрузки, при этом необходимость предварительной
продолжительной обкатки отпадает. Грубая обработка может
явиться причиной разрушения втулки главного шатуна уже в пер-
вые часы эксплоатации мотора, в особенности, если мотор по вы-
ходе из ремонта сразу эксплоатируется в тяжелых условиях.
Из изложенного следует, что наряду с соблюдением геометри-
ческих размеров, высокая чистота и качество обработки шатунной
шейки вала и свинцовистой бронзы втулки главного шатуна —
являются основными условиями для обеспечения нормальной рабо-
тоспособности узла, и при ремонте моторов им должно быть уде-
лено особое внимание.
3, УСЛОВИЯ СМАЗКИ
Прежде чем разобрать влияние тех или иных условий смазки
на работоспособность втулки главного шатуна, необходимо кратко
описать назначение смазки данного узла. Зо внутреннюю полость
шатунной шейки коленчатого вала масло нагнетается масляной
помпой, и часть его проходит отсюда' по двум запрессованным и
развальцованным в шейке трубкам в зазор между шейкой вала и
втулкой. Для того, чтобы усилить смазку, на ш\йке вала сделана
выборка (лыска) глубиной. 0,6+^’^мм. При эксплоатационном
режиме работы мотора давление масла составляет 5—6 ат.
Без непрерывной подачи масла под давлением, шатунный под-
шипник не может работать и через самый короткий отрезок вре-
мени разрушается. Масло предназначено, во-первых, создать плен-
ку между шейкой вала и поверхностью свинцовистой бронзы, тем
самым исключить соприкосновение сухих поверхностей деталей и
обеспечить возможность их нормальной длительной работы.
Во-вторых, масло является единственным средством охлажде-
ния поверхности шейки вала и втулки; свежее масло, поступающее
в зазор, благодаря увлекающему насосному действию шейки вала
смывает масляную пленку в наиболее напряженной зоне и выте-
кает через торцы подшипника, унося с собою тепло.
27
При установившемся режйМе жидкостной смазки, количество
вытекающего по краям подшипника масла должно равняться коли-
честву масла, вносимого шейкой вала в суживающуюся часть
зазора.
К сожалению, обеспечить условия жидкостной смазки, т. е. на-
личие непрерывной клинообразной масляной пленки между втул-
кой главного шатуна и шатунной шейкой, во всех случаях их ра-
боты невозможно, и практически они работают в условиях полу-
жидкостной смазки, при которой /отдельные неровности втулки и
шейки вала соприкасаются. Полужидкостное трение имеет место
при недостаточной подаче наела, деформации шейки вала, при
наличии в масле грязи с твердыми частицами и, наконец, в период
приработки, пока не сработаются все неровности на подшипнике и
шейке вала. .
Переменное давление шатуна на шейку вала способствует со-
хранению прослойки масла между втулкой и шейкой вала. Тол-
щина масляной пленки должна быть (небольшой для того, чтобы
она могла выдерживать большие нагрузки. Критическая (минималь-
ная) толщина масляного слоя, при которой обеспечивается жидко-
стное трение для скользящих 'подшипников авиационных моторов,
по данным П. 11. Орлова, находится в пределах 0,003—0,005 мм.
Величина минимально допустимой толщины смазочного слоя
зависит от количества оборотов коленчатого вала, величины
нагрузки на подшипник (мощности мотора), температурного режи-
ма масла, геометрических размеров шейки и втулки, микрогеомет-
рии 'поверхности (чистоты обработки) и состояния смазки (отсут-
ствия грязи в масле).
?лияние загрязнений масла
□, что, как материал для подшипников, свин-
иотря на ряд преимуществ, имеет и ряд отно-
сительных недостатков: по сравнению с бабитом она меньнше сма-
чивается маслом, имеет повышенную твердость, плохо допускает
внедрение твердых иастиц. Малая пластичность обусловливает ма-
лую податливость материала и отсутствие способности перераспре-
делять нагрузку цо поверхности подшипника. Эти особенности
свинцовистой бронзы требуют высокой чистоты обработки, точного
монтажа, тщательного выдерживания геометрических размеров и
рекомендуемых зазоров. Повышенная твердость (26—28 Нв при
1-20°Ц) подшипников из свинцовистой бронзы требует применения
коленчатого вала с более твердой поверхностью, в противном слу-
чае бронза будет интенсивно изнашивать шейку вала. В свинцови-
стую бронзу плохо вдавливаются твердые частицы — металлическая
пыль, мелкая стружка, твердые частицы кокса, выделяющиеся
из масла.
Твердая частица, попав между подшипником и шейкой вала, не
успевает быстро вдавливаться в свинцовистую бронзу; в лучшем
случае, если частица попала на мягкую составляющую сплава, она
в него вдавливается частично, а выступающей частью будет нади-
28
рать шатунную шейку, образуя на .ней непрерывные кольцевые
риски. ,
Появление рисок на поверхности подшипника, с одной стороны,
увеличивает удельную нагрузку на работающую поверхность под-
шипника, которая как бы уменьшается на сумму площадей всех
рисок, вместе взятых, и, что самое важное, в этом случае, нару-
шается жидкостное трение' Это, в свою очередь, приводит к мест-
ному перегреву и выплавливанию наиболее легкоплавкой состав-
ляющей сплава — свинца / Совершенно, ясно, что при применении
подшипников из свинцовистой бронзы наличие каких бы то ни было
загрязняющих твердых Частиц в масле недопустимо. Это неоспо-
римое условие в действительности далеко не всегда обеспечивает-
ся, в чем нетрудно убедиться при осмотре бывших в работе втулок
главного шатуна и шатунных шеек коленчатых валов: зачастую
они очень сильно надраны, и их поверхность покрыта кольцевыми
рисками. Чтобы избежать этого, необходимо применять чистое,
хорошо профильтрованйое масло.
Основные причины загрязнения масла
а) Недостаточная промывка мотора
при ремонте
Прежде всего необходимо отметить возможность 'обильного
загрязнения масла мелкой стружкой в результате плохой промывки
мотора после ремонта. В этом случае в каналах мотора, закрытых
полостях, уступйх и других -труднодоступных местах остаются
металлические опилки от обработки деталей, частицы твердого
нагара, наждачной пыли и т п.
Для устранения этого необходимо применять более совершенные
способы промывки деталей и узлов. Хорошие результаты дает про-
мывка под давлением перед сборкой мотора в промывочных шка-
фах. Эффективно удаляет загрязнения длительная прокачка через
собранный мотор горячего масла, фильтруемого, с помощью от-
дельного фильтра.
При испытании мотора на стенде, оставшиеся /в моторе частицы
вымываются маслом, и часть их попадает на 'поверхность втулки,
несмотря на наличие основного фильтра «Куной-, центрифугирова-
ния масла в шатунной шейке, а также дополнительных фильтров
в системе подачи масла к мотору и на выходе; масла из мотора.
Для уменьшения влияния загрязнений в масле на приработку дета-
лей, желательно выходящее из мотора масло отводить в отдельный
бак в течение первых 30 минут работы мотора).
Лучшим способом очистки масла является непрерывное центри-
фугирование выходящего из мотора масла специальной центрофу-
гой, установленной на моторно-испытательной станции. Наряду с
надлежащей промывкой мотора и улучшением очистки масла-, при
испытании следует принимать меры, предохраняющие мотор от
попадания в него вместе со всасываемым воздухом пыли. Это до-
стигается установкой пылеулавливателей на воздушном сопле кар-
бюратора и надлежащим содержанием площадки испытательной
станции.
29
На мотороиспытательных станциях! рембаз надо обращать осо-
бое внимание на чистоту всех трубопроводов, маслобаков, филь-
тров и подогревательных емкостей мацла.
б) Загрязнение масла! в процессе
эксплоата ции
Второй причиной загрязнения масла является нарушение уста-
новленных правил технической эксплоатации.
Иногда масло заправляют не только без применения воронок
с шелковым фильтром, а вообще без всяких воронок и, конечно,
при таком способе заправки маслобаков самолета не исключена
возможность попадания в масло пыли, песка и других посторонних
частиц. '
Из-за того, что всю маслопроводящую бистему и баки периоди-
чески, в установленные регламентами сроки, не промывают, масло
сильно загрязняется, что может быть причиной преждевременного
снятия мотора с эксплоатации. Отложения продуктов тетроэтил-
свинца в полости шатунной шейки свидетельствует о том, что из
цилиндров могут проникать в систему смазки механические твер-
дые частицы, засасываемые в цилиндр со смесью. Установка
воздушных пылеулавливающих фильтров в значительной мере
уменьшает этот источник загрязнения масла.
Особенно ощутимо вредное влияние твердых частиц при экс-
плоатации моторов на пыльных аэродромах.
Предохранение масла от попадания в него посторонних твер-
дых загрязнений, так же как и непрерывная его очистка в процес-
се работы мотора, является одной из важнейших задач эксплоата-
ционников, к сожалению, далеко еще не решенной.
Твердые частицы, загрязняющие масло и попадающие на втул-
ку главного шатуна, являются причиной повышенного износа втул-
ки и шейки, образования рисок на их поверхности, а в известных
условиях (при обильном содержании таких частиц в масле) могут
являться причиной разрушения слоя заливки свинцовистой бронзы.
Температурный режим масла
Выше указывалось, что работоспособность' подшипника! в силь-
ной степени зависит от наличия в местах наибольшего сближения
шейки и втулки масляной пленки минимальной толщины. Толщина
масляной пленки (цри прочих постоянных параметрах шейки вала
и подшипника) зависит от вязкости масла в рабочих условиях под-
шипника. Вязкость же непосредственно зависит от температуры
масла. С увеличение'^ температуры — вязкость уменьшается, а при
уменьшении температуры — увеличивается.
Для надежной работы втулки главного шатуна соблюдение
надлежащего температурного режима масла является одним из
наиболее важных требований. П. И. Орлов справедливо замечает
по этому поводу: «Таким образом, если можно характеризовать
работоспособность подшипника одним параметром, то таким пара-
метром может быть скбрее всего его температура».
зо \
Чем регулируется температура подшипника? Та или иная тем-
пература в подшипнике устанавливается в результате сочетания
двух процессов: с одной стороны, образования тепла вследствие
трения вала и подшипника, а с другой — непрерывного отвода теп-
ла маслом. До тех пор, пока существует равновесие между коли-
чеством тепла, выделяемого в' подшипнике, и количеством тепла,
отводимого от подшипника протекающим маслом, температура
подшипника остается практически постоянной в пределах наиболее
желательных для данного типа двигателя; при этом условии, под-
шипник может выдерживать весьма значительные нагрузки и нор-
мально работать длительное время. И наоборот, перегрев или пере-
охлаждение подшипника не только ухудшают условия его работы,
но и могут явиться непосредственной причиной его разрушения.
Перегрев может произойти либо из-за повышенной температуры
поступающего в мотор масла, либо из-за повышенного выделения
тепла в подшипнике, если нормальные условия его работы будут
нарушены попаданием твердых частиц, грубой обработкой, дли-
тельной эксплоатацпей на тяжелых режимах.
В обоих случаях вязкость масла уменьшается, масляная плен-
ка разрушается, и трение из жидкостного или полужидкостного
становится полусухим или сухим.
Применение для смазки холодного масла с температурой, ниже
рекомендуемой, так же вредно сказывается на работоспособности
втулки главного шатуна.
При подаче холодного масла в момент, когда мотор запущен
и работает на малых оборотах, может иметь место нехватка масла
на поверхности втулки или так называемая «голодная смазка». Это
происходит потому, что из-за большой вязкости холодного масла,
маслопомпа не в состоянии протолкнуть его по маслопроводящим
каналам. Становится понятным, почему при запуске мотора на хо-
лодном масле масломанометр 'показывает очень высокое давле-
ние. В холодную погоду при плохо прогретом моторе в полости
шатунной шейки1 может остаться загустевшее масло, которое до
его разогрева будет препятствовать подаче масла на поверхность
втулки. Так как в момент запуска имеет место полусухое трение
шейки вала о втулку, потому что в этот период они еще не разде-
лены масляной пленкой, а низкая температура затрудняет и задер-
живает поступление смазкй на поверхность подшипника, то втулка
шатуна может разрушиться. Практика показывает, что такие слу-
чаи имеют место. Особенно они вероятны, когда холодное масло
применяют в начале работы ремонтного мотора (иногда и нового),
когда шейка и втулка еще достаточно не приработались. В этом
случае один запуск на холодном масле может и не сказаться сразу,
но несколько таких запусков кладут начало разрушению, которое
обычно происходит через 20—50 часов эксплоатации мотора.
Подогревание мотора, прокачка через полость шатунной шейки
11 через всю маслопровоцящую систему мотора горячего масла, на-
детого в холодную погоду до 75—85°Ц, с одновременным интен-
сивным проворачиванием вала винта, а также запуск мотора на
°рячем масле при температуре входа не ниже 40°Ц —- являются
31
обязательными условиями, исключающими разрушение или повы
шейный износ втулки мотора АШ-62ИР и других подшипников из
свинцовистой бронзы.
Холодный запуск
В связи с тем, что запуск мотора на холодном масле затрудни-
телен, при отсутствии средств для подогревания масла и мотора,
мотор запускают на масле, разжиженном бензином. Это позволяет
с помощью доступных средств проворачивать и запускать мотор.
После запуска, по истечении некоторого времени, масло прогре-
вается и бензин из него испаряется. Этот способ холодного запу-
ска — весьма эффективен. О влиянии на износ деталей двигателей
холодного запуска на масле, разжиженном бензином, существуют
различные мнения. Так, например, Рево, проводивший исследования
такого способа запуска двигателей в ЦИАМ, считает, что этот
способ .не оказывает заметного влияния на увеличение износа и
что износ деталей двигателей, работающих на разжиженных мас-
лах, не превышает износа при работе их на маслах неразжиженных
в условиях запусков при положительных температурах двигателей.
Правда, этот же автор пишет: «Применение разжиженных масел
увеличивает возможность выброса масла из суфлеров. Устранение
этого дефекта, если такой возникает, требует улучшения откачки
масла из картера и усовершенствования методов суфлирования».
Нужно отметить, что все же выводы, сделанные Рево, базиру-
ются на слишком кратковременных испытаниях.
П. М. Виньков считает, что при чрезмерном разжижении, когда
в масле содержится бензина более 12%, на рабочих режимах нару-
шается смазка втулки главного шатуна, так как испарение бензина
задерживается, и вязкость масла дополнительно понижается остав-
шимся в нем бензином, что приводит к разрыву масляной пленки
и полусухому трению.
Отсюда можно сделать вывод, что применению холодного запу-
ска моторов АШ-62ИР препятствует не износ деталей из-за вред-
ного влияния самого разжиженного масла, а отсутствие необходи-
мого дозирующего устройства, которое регулировало бы количе-
ство поступающего бензина для разжижения масла.
Действительно, когда в масло добавляют слишком много бен-
зина, смазывающая способность масла значительно уменьшается,
что ускоряет наступление полужидкостного трения, температура
втулки увеличивается, и тем самым уменьшается надежность рабо-
ты подшипника. Поэтому для осуществления холодного запуска
является обязательным наличие эффективно действующего дозиру-
ющего устройства, подающего бензин в масло. Опыт показал, что
наличие трущихся пар: свинцовистая бронза — стальная шейка
вала и стальное зеркало — чугунное поршневое кольцо, заставляет
избегать применения холодного запуска на разжиженном масле,
особенно когда необходимо увеличить сроки службы моторов меж-
ду ремонтами. С этой точки зрения, в нормальных условиях экс-
плоатации холодный запуск моторов АШ-62ИР применять не сле-
32
дует лучше хорошо подогреть весь мотор и заправить баки и про-
качать мотор подогретым маслом.
В особых условиях, когда этого требуют обстоятельства, можно
применить холодный запуск на разжиженном масле, строго дози-
руя количество бензина, добавляемого в масло (не более 12%).
Влияние нагрузки и скорости
' Свинцовистая бронза на втулках главных шатунов выдержи-
вает нагрузки от 180—350 кг/см2, а также очень высокие нагрузки
(300—500 кг/см2), возникающие на режимах пикирования. Когда
говорят о влиянии нагрузки и скорости, то имеют в виду их влия-
ние на состояние смазки поверхности подшипника, так как выдер
живать большие нагрузки свинцовистая бронза может только при
условии хорошей смазки и когда масло в подшипнике будет иметь
температуру не выше 130—150°Ц; при температуре подшипника
выше 150°Ц смазка ухудшается, и подшипник не выдерживает
рассчитанной для него нагрузки.
Рассмотрим влияние нагрузки и скорости на смазку втулки глав-
ного шатуна.
Число оборотов коленчатого вала (скорость) оказывает влияние
на состояние смазки работающего мотора. Во время работы мотора
на крейсерском и эксплоатационном режимах развиваемые скорости
достаточны для поддержания масляной пленки, сжатой между
шейкой вала и втулкой подшипника. При отсутствии в масле твер-
дых загрязняющих частиц или грубых шероховатостей на поверх-
ностях шейки вала и втулки подшипника, они не касаются друг
друга, и износ их трущихся поверхностей незначителен. Дальней-
шее увеличение нагрузки не влияет на характер смазки, так как
наличие между подшипником и шейкой вала смазочной, пленки
позволяет подшипнику выдерживать увеличенную нагрузку.
При увеличении числа оборотов давление масла, подаваемого
помпой в мотор, практически остается постоянным, равным натя-
жению пружины редукционного клапана маслопомпы. Известно, что
количество масла, которое протекает через маслопроводящие’ ка-
налы, зависит от давления, под которым подается масло, а так как
давление остается неизменным,’то и количество масла, протекаю-
щего через маслопровод, не изменяется. При увеличении числа обо-
ротов, количество вытекающего масла из зазора между втулкой
н шейкой (и в остальных подшипниках, смазываемых под давле-
нием) увеличивается, так как из-за увеличения трения, а также
вследствие увеличения центробежных сил, действующих на смазоч-
ный слой-, вязкость масла уменьшается. Маслоуплотяяющие кольца,
имеющиеся с обеих сторон втулки, уменьшают количество выте-
кающего масла, однако может наступить такой момент, когда ко-
личество масла, поступающего через маслопроводящие каналы,
окажется меньше количества масла, вытекающего из подшипника,
в результате чего смазка будет обеднена, и условия работы поверх-
ности втулки главного шатуна ухудшатся. Становится понятным,
почему нельзя резко увеличивать без надобности число оборотов
33
Мбтора й вообще превышать число оборотов на кажДбм рёжиме,
рекомендуемое техническими условиями на данный мотор.
Таким образом, на основных режимах, втулка главного шатуна
весьма чувствительна к изменению скоростей (чисел оборотов) в
сторону их увеличения и менее чувствительна к изменению нагруз-
ки. Из этого, конечно, не следует делать вывод, что вообще можно
допускать нагрузки Рк более рекомендуемых техническими усло-
виями. Такой вывод был бы неправильным потому, что превышение
допустимых нагрузок увеличивает напряжения в деталях мотора.
В момент запуска мотора, благодаря недостаточному поступле-
нию масла и малой скорости, при которой не может образоваться
масляная пленка, поверхности шейкц вала и втулки главного шату-
на могут соприкасаться, что приведет к трению и' их износу.
По мере поступления подогретого . масла и увеличения скорости
(числГа оборотов коленчатого, вала) шейка и втулка разделяются
слоем масла, и их непосредственное трение прекращается. Это про-
исходит тем быстрее, чем обильнее поступает смазка Именно из-за
этого обстоятельства необходимо запускать подогретый мотор на
горячем )(75—85°Ц) масле, залитом в бак, так как только при этих
условиях возможны быстрое образование масляной пленки и
увеличение числа оборотов моторов больше минимального
(850—1100 об/мин). Попутно отметим, что это также благоприятно
сказывается на смазке цилиндров, так как при увеличении скорости
вращения коленчатого вала увеличивается количество масла, пода-
ваемого на зеркало цилиндра разбрызгиванием.
Из сказанного можно заключить, что увеличение нагрузки при
малых скоростях, особенно в период запуска и прогревания мото-
ра, совершенно недопустимо. В этот период благодаря возможному
трению несмазанных поверхностей, -увеличению нагрузки, немед-
ленно увеличивается работа тренйя и износ трущихся поверхностей.
Запускать мотор на малом шаге винта нельзя, ибо в /этом случае
уменьшается количество масла, поступающего к втулке за счет
его откачки на ВИШ '. Особое значение приобретает надежность
смазки втулки главного шатуна при работе мотора на малых обо-
ротах в период приработки втулки к шейке вала. Даже при самой
тщательной обработке поверхности^шейкп вала и втулки главного
шатуна длительное время имеет место сглаживание неровностей
на их поверхности. Продолжительность этого процесса зависит от
величины неровности и характера обкатки мотора на моторно-испы-
тательной станции. Наблюдения за существующими способами
ремонта шейки вала и втулки главного шатуна позволяют утверж-
дать, что приработка этих деталей продолжается после ремонта
мотора весьма длительное время при эксплоатации мотора на само-
лете. Если в этот период производить запуск мотора на холодном
масле и давать большую нагрузку, то благодаря наличию неровно-
стей трение резко увеличивается, так как при этом масляная пленка
между шейкой и втулкой образуется позднее.
1 Для ₽ИШ-21.
34
В результате в первые часы работы мотора после выхода его
из ремонта неизбежны большой износ втулки и шейки вала и даже
разрушение втулки шатуна. Можно утверждать, что нарушение
правил запуска мотора, вышедшего из ремонта, ведет к нарушению
надежности работы втулки главного шатуна и приносит больший
вред, нежели эксплоатации этого мотора на всех основных режи-
мах. К сожалению, в связи с трудностями осуществления подо-
грева мотора, а иногда и масла, такое утверждение зачастую не
принимается во внимание.
4. ВЫВОДЫ
Работоспособность втулки главного шатуна зависит:
1. От соблюдения геометрических размеров и геометрической
формы шатунной шейки вала и поверхности свинцовистой бронзы
втулки, правильности выбора величины зазора, а также надлежа-
щего монтажа втулки в шагуне и шатуна со втулкой на коленча-
том валу.
2. От чистоты обработки шейки вала и втулки шатуна и спо-
соба обработки шейки вала.
3. От тщательности промывки мотора после ремонта и чистоты
масла, применяемого в эксплоатации.
4. От температуры масла, подаваемого в мотор на всех режи-
мах его работы.
5. От правильного сочетания скоростей и нагрузок на отдель •
ных режимах (рекомендуемых количеств оборотов и давлений над-
дува).
Для обеспечения надежной работы втулки главного шатуна на
протяжении межремонтного ресурса необходимо строго выполнять
все перечисленные условия и, особенно, правила запуска, прогрева
и работы мотора на малых оборотах, которые обычно бывают ого-
ворены как в технологии ремонта мотора, так и в наставлениях по
эксплоатации.
IV. РЕМОНТ И ВОССТАНОВЛЕНИЕ ВТУЛКИ
ГЛАВНОГО ШАТУНА
При рассмотрении причин разрушения свинцовистой бронзы вту-
лок главных шатунов очень важно правильно определить степень
влияния факторов производства, эксплоатации и ремонта. Изоли
рованное влияние только одного какого-либо из факторов мало
вероятно и встречается сравнительно редко. Более часты случаи,
<огда один из факторов действует более интенсивно по сравнению
с остальными, которые в свою очередь могут либо действовать
неблагоприятно, т. е. разрушать, либо, наоборот, локализируют раз-
рушающее действие основного фактора.
Разрушение втулки главного шатуна моторов АШ-62ИР проис-
ходит в результате недоброкачественного ремонта, нарушений пра-
вил эксплоатации или по причине дефектов в свинцовистой бронзе,
Допущенных при изготовлении втулок на заводе
Зв
Эти три фактора полностью исчерпывают источники причин раз-
рушения втулок, но при этом необходимо иметь ввиду, что разру-
шение втулки в большинстве случаев происходит в результате воз-
действия комплекса причин, и только в редких случаях то или иное
отклонение, допущенное при ремонте или в эксплоатации, является
единственной причиной разрушения.
Случаи разрушения втулок по причине наличия дефектов в са-
мой втулке (брак завода) имеют место, но они редки, поэтому, не
останавливаясь на вопросе о недопустимости поставки промышлен-
ностью некондиционных втулок, нужно сказать, что мероприятия
эксплоатационных и ремонтных подразделений, направленные на
улучшение условий эксплоатации и качества ремонта, решают
успех борьбы с авариями по причине разрушения втулок главного
шатуна.
Если втулка на ремонтированном моторе разрушается в течение
первых 40—50 час.' работы, то наиболее вероятной, основной, при
чиной ее разрушения является недоброкачественный ремонт.
Это положение наглядно подтверждается данными табл. 3, из
которой видно, что из 8 случаев разрушения втулок на новых мо-
торах, нет ни одного разрушения, которое бы произошло, когда
мотор еще не проработал 1001 час. в тб время, как на мотЪрах.
ремонтированных один, два и три раза и не проработавших 100 час.,
разрушилось в среднем 55% и, главное, на моторах, проработав-
ших до 25 час., разрушилось 31% втулок. Нет сомнений, что усло-
вия эксплоатации всех этих моторов (и новых и ремонтированных)
практически были одинаковы, поэтому совершенно очевидно, что
качество ремонта в данном случае являлось первым источником
разрушения втулок.
Однако всякого рода нарушения инструкций и наставлений по
эксплоатации (запуск непрогретого мотора, плохая очистка масла,
несоблюдение температурных режимов и т. д.) активно способство-
вали преждевременному разрушению втулок.
Отдельные отклонения, допущенные при ремонтах: недостаточ-
ная чистота обработки шейки вала и поверхности втулки, незначи-
тельные нарушения зазоров и допусков или несоблюдение некоторых
условий послеремонтных испытаний мотора на моторно-испытатель-
ной станции — понизят работоспособность втулки, но зачастую, при
хороших условиях эксплоатации она удовлетворительно работает
в течение межремонтного ресурса. К сожалению, такая втулка в
большинстве случаев разрушается в результате нарушения правил
эксплоатации. ’ *
Относительно большое количество разрушений втулок после
200—300 час. работы как на новых, так и на ремонтированных
моторах, нужно отнести, в основном, за счет неудовлетворительных
условий обслуживания и экоплоатации.
Конструктивные и технологические данные втулок главного ша-
туна мотора АШ-62ИР вполне обеспечивают их удовлетворитель-
ную работу в течение 400—500-часового межремонтного ресурса,
прц хороших (нормальных) условиях эксплоатации.
36
1 ДЕФЕКТЫ И ПРИЧИНЫ, ВЫЗЫВАЮЩИЕ РАЗРУШЕНИЕ
ВТУЛКИ ГЛАВНОГО ШАТУНА
В настоящем разделе описываются встречающиеся в практике
дефекты втулок и вероятные причины, способствующие большому
износу и разрушению втулок.
Нарушения технологии ремонта
Наиболее ‘часты следующие нарушения элементов технологиче-
ского процесса ремонта узла вал-втулка:
1} Недостаточная чистота механической обработки шейки вала
и втулки.
При шлифовке и полировке шейки вала нужно стремиться соз-
дать очень гладкую поверхность с высотой неровностей не более
6__Ю микродюймов, а втулку нужно растачивать так, чтобы вы-
сота неровностей на ее поверхности была не более 25 микро дюй-
мов. Поверхность втулки, расточенная таким способом, показана
на рис. 9. Это обеспечивается алмазной расточкой на станке типа
Рис. 9. Поверхность свинцовистой бронзы, расточенной
на станке (увеличено в о раз).
ДИП-300 при 3000 об/мин и подаче — 0,01 мм. Замер чистоты по-
верхности втулки, расточенной ручным способом при помощи спе-
циального кондуктора, показал, что неровности могут достигать
210—220 микродюймов. Поверхность такой втулки показана на
рис. 10. Вредное действие грубой обработки шейки и втулки опи-
сано^ разделе 2 главы 4.
2) Нарушения правил технологии замены втулки главного
шатуна.
Подбор втулки с недостаточным или большим натягом (натяг
втулки в гнезде шатуна должен быть 0,03—0,05 мм). Недостаточ-
ный нагрев главного шатуна перед посадкой втулки и (посадка
втулки с большим усилием. Последнее в большинстве слу-
чаев наблюдается при поспешной подготовке втулки перед ее
37
Посадкой в шатуне, вследствие чего втулка садится с перекосом и,
войдя в гнездо главного шатуна на 30—40 мм, «закусывает».
В этом случае втулку допрессовывают с большим усилием, что при-
водит к возникновению деформации и внутренних напряжений,
которые снижают работоспособность слоя свинцовистой бронзы и
способствуют его разрушению.
3) Нарушение правильной геометрической формы шейки вала ц
внутренней поверхности втулки.
Рис. 10. Поверхность свинцовистой бронзы, расточенной
ручным способом на кондукторе (увеличено в 5 раз).
При обработке шейки вала ее форма должна быть цилиндриче-
ской с возможно меньшим овалом и конусом, которые в заводских
условиях не должны превышать 0,01 мм.
Внутренняя поверхность втулки должна быть обязательно рас-
точена по гиперболе с постепенным увеличением диаметра к краям
втулки (на 0,03 мм). Цилиндрическая форма отверстия втулки или
слишком пологий профиль гиперболической расточки увеличивают
нагрузку на края втулки. В результате, в обоих случаях может
иметь место разрушение втулки. Нельзя допускать, чтобы размер
втулки у края был меньше размера ее средней части. На рис. 11
показана разрушенная втулка, мотора № 6’202251, размер котовой
у одного края на 0,01 мм меньше, чем размер ее средней части.
Эта втулка проработала всего 37 час. 15 мин.
4) Неправильный подбор зазора между втулкой главного ша-
туна и шейкой вала. Наиболее желательны зазоры от 0,11 до
0,145 мм (см. раздел 1 главы 4).
5) Малая,длина и глубина лыски на шатунной шейке, что
уменьшает количество масла, проходящего для смазки узла.
6) Недостаточная промывка деталей и узлов мотора; в кана-
лах, закрытых полостях, уступах остаются твердые частицы, кото-
рые загрязняют масло и при испытании мотора действуют разру-
шающе на втулку.
j/лохая приработка втулки к шейке йала при иёйы/'аНйй
мотора после ремонта.
Отмечены случаи разрушения заливки втулки при испытании
отремонтированного могора на станке. В иных случаях втулка раз-
рушается в течение первых 25—50 час. работы мотора, после его
Рис. 11. Поверхность втулки, разрушенной из-за
отсутствии гиперболичности на одном из ее краев.
испытания. Хорошая приработка втулки, залитой свинцовистой
бронзой, — обязательное условие нормальной работоспособности
кривошипного узла (см. разделы 4 и 5 главы 4).
Эксплоатационные причины
Условия эксплоатации мотора оказывают серьезное влияние на
работоспособность втулки главного шатуна. На практике встреча-
ются следующие нарушения, влекущие за собой повышенный шзнос
втулки и шейки вала, а иногда и разрушенье заливки втулки:
1) Запуск мотора на холодном или недостаточно прогретом
масле; часто при температуре окружающего воздуха - '-5°Ц' и ниже,
это сопровождается запуском вообще неподогретого мотора.
2) Запуск мотора при малом шаге винта; в этом случае масло
интенсивно откачивается к механизму изменения шага винта, и этим
самым смазка втулки обедняется.
3) Переход на повышенные режимы работы мотора без доста-
точного прогрева масла и мотора.
4) Длительная экс-плоатация мотора на перегретом масле. Та
кие случаи встречаются в летнее жаркое время, когда имеются
неполадки в системе смазки и масляные радиаторы (основной и
Дополнительный) не обеспечивают нужного охлаждения масла.
5) Эксплоатация мотора на загрязненном или некондиционном
масле. j
> 3₽
6) Холодный запуск и чрезмерное разжижение масла бензином
(количество бензина в масле превышает 12%), что может иметь
место при плохо действующей дозирующей системе и, тем более,
при отсутствии ее и дозировки' добавляемого бензина на-глаз.
7) Попадание на поверхность втулки главного шатуна вместе
с маслом алюминиевой стружки, в большинстве случаев образую-
щейся вследствие задира поршней.
В свинцовистую бронзу твердые частицы внедряются плохо,
поэтому стружка не может быстро вдавиться в поверхность втул-
ки, что при большом ее количестве приводит к надирам или разру-
шению заливки, втулки.
8) Ударные нагрузки, возникающие при гидравлическом ударе
в одном из цилиндров.
Обычно при гидравлическом ударе имеет место повреждение
прицепного шатуна, однако опыт показывает, что возникающие
при этом высокие ударные нагрузки передаются на втулку глав-
ного шатуна и при этом не исключается возможность разрушения
заливки свинцовистой бронзы.
9) Остановка мотора в положении малого шага винта.
Если мотор остановится при винте, переведенном на малый шаг,
насос регулятора оборотов винта откачает масло из шатунной шей-
ки коленчатого вала и, в момент повторного запуска мотора, смаз-
ка втулки главного шатуна будет недостаточной.
Производственные (заводские) дефекты
а) Качество свинцовистой бронзы
Строгий контроль качества свинцовистой бронзы химическим и
металлографическим анализом, механическими испытаниями и
рентгеновскими лучами — обеспечивает поступление в эксплоата-
ционные подразделения в основной массе высоЕсокачественных вту
лок. Заводская лаборатория снабжает кондиционную втулку пас
портом о ее пригодности для использование на (моторе. Однако
практика показывает, что все же иногда в эксплоатацию попадают
втулки с неудовлетворительной структурой и плохим сцеплением
бронзы со стальной втулкой. Плохо приставшая бронза растрески-
вается и выкрашивается в первые часы работы мотора. Если1 вы
править аварийную втулку под прессом, плохое сцепление бронзы
и стали установить легко по отслаиванию бронзы от стали и нали-
чию окисленной поверхности стали под свинцовистой бронзой.
На рис. 12 показана втулка мотора АШ-62ИР № 612022195. На
девятом часу работы мотора слой заливки разрушился по всей по
верхности втулки из-за плохого приставания бронзы к стали (окис-
ление стальной заготовки при заливке), что подтверждается нали-
чием черных пятен на поверхности стали.
Иногда встречаются дефекты в самом слое бронзы. Так, напри-
мер, при расточке новой втулки, после снятия верхнего слоя, была
обнаружена раковина (рис. 13) глубиной на всю толщину слоя за-
ливки свинцовистой бронзы. Втулка с таким дефектом не пригодна
для работы на моторе.
40
Лабораторные исследования аварийных втулок главного шатуна
показали, что наиболее часто встречающимся дефектом, с кото-
рым втулки все же попадают в эксплоатацию, является ликвация
свинца, т. е. неравномерное распределение свинца в медной основе
Рис. 12. Разрушение втулки из-за плохого сцепления бронзы со сталью.
Рис. 13. Раковина на поверхности
свинцовистой бронзы, обнаруженная
после расточки.
бронзы. На рис. 14—17 показана некондиционная микроструктура
втулки № 8109-а и втулки с мотора 6210799, послужившая причи-
ной их преждевременного разрушения.
Согласно техническим условиям завода-поставщика 19515 от
27.6.46 г. и данным ЦИАМ, подшипники, залитые свинцовистой
бронзой, должны подвергаться следующим видам контроля:
41
Рис. 14. Микроструктура аварийной втулки 8109-А;
крупные включения свинца у места спая бронзы со
сталью (втулка разрушилась на 42 часу ее работы).
Рис. 15. Другой участок микроструктуры втулки 8109-А.
42
Рис. 16. Микроструктура втулки мотора 6210799, раз-
рушившейся на 161 часу ее работы, вследствие
ликвации свинца.
Рис. 17. Микроструктура втулки мотора 6210799 с мак-
симально выраженной ликвацией свинца.
43
• а) химанализ,
б) рентгеновское просвечивание,
в) металлографический анализ,
г) внешний осмотр,
д) проверка основных размеров.
Химанализ. Стальные заготовки втулок для заливки свин-
цовистой бронзой изготовляются из-углеродистой стали марки 15,
имеющей следующий химический состав (в %):
углерод 0,15—0,20
марганец 0,5- -0,8
кремний 0,17—0,37
фосфор , <0,045
сера . <0,045
хром - <0.25
никель . <0.50
Заготовки подвергаются нормализации, после которой твердость
их по Бринеллю должна соответствовать диаметрам отпечатка
5,3—4,8 мм.
Для заливки применяется свинцовистая бронза марки 6820А,
которая на готовых втулках должна иметь следующий химический
состав (в %):
свинец
медь .
серебро
фосфор
железо
олово
цинк.
никель
прочие примеси
27,0—31.0
65,0—69,5
2,75—3,25
. <0,06
- <0,20
. <0,15
. <0,10
. <0,10
. <0,15
Для химического анализа берется стружка из слоя, находяще-
гося между рабочей поверхностью втулки и половиной толщины
свинцовистой бронзы.
Химанализу подвергается 1% втулок от партии.
Рентгеноанализ. Рентгеноаиализу подвергается 100%
втулок.
На рентгенограммах не должно обнаруживаться грубого распре-
деления свинца, флюсовых и шлаковых включений усадочных тре-
щин, свинцовистой сетки и фосфидной прослойки между сталью и
бронзой.
Металлографический анализ. Согласно стандарту
С-319 (ВИАМ) и эта лонов, микроструктур, разработанных в ЦИАМ,
разрезные вкладыши контролируют с помощью микрошлифов, изго-
товленных по плоскостям разъема вкладышей, а втулки — с по-
мощью микрошлифов, изготовленных из: специально отрезанных
колец (припусков) от контролируемых деталей.
44
Плоскость шлифа должна быть перпендикулярна плоскости
спая стали с бронзой и иметь длину не менее 200 мм. При исследо-
вании аварийных втулок шлиф вырезают вдоль всей длины втулки.
Кондиционность микроструктуры свинцовистой бронзы проверя-
ют при стократном увеличении микроскопа, а качество переходного
слоя от бронзы к стали — при пятисоткратном увеличении. Для
проверки качества переходного слоя микрошлифы должны быть
протравлены в 2—4,5% спиртовом растворе азотной кислоты в тече-
ние 20—40 сек.
Свинцовистая бронза, залитая во втулки, должна прочно при-
ставать к стали, что обеспечивается соответствующим строением
переходного слоя.
При рассмотрении под. микроскопом переходного слоя в послед-
нем не должно .обнаруживаться окислов, шлаковых включений и
промежуточной хрупкой прослойки эвтектического строения.
Характерные образцы микроструктур переходного слоя от стали
к бронзе показаны на рис. 18—19. Подшипники, имеющие структу-
ру спая с непосредственным переходом от бронзы к стали, как это
показано на эталоне ЦИАМ (рйс. 18), считаются кондиционными.
Кондиционными считаются также подшипники, у которых меж-
ду сталью и бронзой имеется светлая полоска твердого раствора
(рис. 19; эталон ЦИАМ № 9).
Если же, кроме светлой полоски твердого раствора меди, за
ним следует промежуточный слой эвтектического строения (фос-
фидная эвтектика) подшипники подлежат забракованию (см. эта-
лоны ЦИАМ № 121 (рис. 20) и 13 (рис. 21).
Согласно техническим, условиям завода-поставщика, распреде-
ление свинца в медной основе бронзы должно быть однородным.
Структура бронзы должна быть дендритной, ориентированной нор-
мально к поверхности стали. На рис. 22—23 показанй образцы кон-
диционной микроструктуры бронзы, а на рис. 24 эталон ЦИАМ № 6
некондиционной микроструктуры вследствие структурной ликвации.
Внешний осмотр. Внешнему осмотру подвергается 100%
подшипников. При осмотре невооруженным глазом на обработан-
ной поверхности свинцовистой бронзы не должно быть заметно
скопление свинца в виде отдельных пятен (следы ликвации). Так
же не должно быть пористости, трещин, значительных флюсовых
раковин и шлаковых включений. Единичные раковины и флюсовые
включения допускаются в количестве не более трех на, всей поверх-
ности втулки при условии, что они находятся друг от друга на рас-
стоянии не менее 10 мм. Включения и раковины должны быть очи-
щены до чистого металла (с плавным переходом к поверхности
втулки), причем после расчистки глубина их не должна превышать
0.4 мм, а общий диаметр расчищенного места — 2,5 мм.
Толщина слоя бронзы во всех точках втулки'под запрессовку
и в готовом шатуне должна соответствовать размерам, указанным
на чертеже. Промер с точностью до 0,02 мм производится после
чистовой подторцовки при помощи микроскопа.
45
Рис. 18. Структура непосредственного перехода от
бронзы к стали (эталон ЦП AM № 8).
Рис. 19. Переход от бронзы к стали. Светлая полоска —
твердый раствор меди в стали (эталон ЦИАМ № 9),
46
Рис. 20. Некондиционная микроструктура переходного
слоя от бронзы к стали (эталон ЦИАМ № 12).
Рис. 21. Некондиционная микроструктура переходного
рлоя от бронзы к стали (эталон ЦИАМ № 13).
47
Рис. 22. Кондиционная микроструктура свинцовистой
брочзы (увеличено в 100 раз)
t
Рис, 23. Кондиционная микроструктура свинцовистой
бронзы (увеличено в 100 раз),
48
б) Выпотевание свинца из свинцовистой бронзы
Из практики ремонта различных типов авиационных моторов
хорошо известен факт выдавливания, или выпотевания, свинца и
образования тонкой свинцовистой смазочной пленки на поверхно-
сти подшипников из свинцовистой бронзы. Особенно заметно выпо-
тевание свинца при осмотре подшипников после обкатки моторов
на стенде.
Это явление происходит вследствие перегрева слоя свинцови-
стой бронзы из-за недостаточного поступления масла к втулке
Рис. 24. Некондиционная микроструктура свинцовистой
бронзы вследствие структурной ликвации (эталон
ЦИАМ № 6, увеличено в 100 раз).
(подшипнику), а также при наличии местных перегрузок на отдель-
ных участках поверхности подшипника.
Местные перегрузки возникают при приработке нового или ре-
монтированного мотора, и, несмотря на повышенную подачу мас-
ла, выпотевание свинца происходит на той части поверхности свин-
цовистой бронзы, которая приработалась к шейке коленчатого ва-
ла. Чем выше процент прилегания поверхностей шейки и втулки,
тем меньше местные перегрузки, следовательно, слабее проявляет-
ся выпотевание свинца.
Когда количество масла,, поступающего к втулке в процессе
эксплоатации недостаточно, в местах соприкосновения возникает
сухое трение, которое, как известно, сопровождается выделением
большого количества тепла. Слой свинцовистой бронзы перегре-
вается, и при температуре 250—!280°Ц на поверхности бронзы об-
49
разуется пленка из более легкоплавкой составляющей сплава —
свинца. На поверхности подшипника обнаруживается характерный
блеск (рис. 25) частиц свинца. При недостатке масла эта свинцо-
вистая пленка в течение некоторого периода частично выполняет
роль смазки. Однако, если смазка не улучшается, то в дальней-
шем бронза начнет наволакиваться на шейку, в результате чего
произойдет заедание подшипника.
Это происходит вследствие того, что после выдавливания
свинца антифрикционные свойства бронзы резко ухудшаются.
Рис. 25. Следы выпотевания свинца на трущейся поверхности свинцовистой
бронзы.
Наряду с выпотеванием свинца можно отметить на поверхно-
сти свинцовистой бронзы цвета побежалости, возникновение кото-
рых связано также с перегревом участков бронзы, из верхнего
слоя которых выделился свинец.
в) Наклеп на наружной стальной поверхности
втулки
Недостаточно точная обработка наружной поверхности втулки
и внутренней поверхности нижней головки шатуна (под втулку)
приводит к плохому прилеганию этих поверхностей.
Плохо сидящая втулка под воздействием переменных -нагрузок
во время работы изменяет свою форму и имеет какие-то переме-
щения, что в практике принято выражать понятием «дыхание втул-
ки» или подшипника.
Эти перемещения — дыхание втулки и являются причиной об-
разования наклепа1 на наружной поверхности втулки (рис. 26) и на
внутренней поверхности нижней головки шатуна.
При длительной работе мотора этот дефект может привести к
пязрушению заливки втулки главного шатуна из-за появления в
слое заливки дополнительных нагрузок, вызванных деформацией
стальной втулки.
Явление наклепа может возникнуть также вследствие загрязне-
ния поверхности втулки и гнезда шатуна, наличия на них забоин,
заусенцев, рисок, а также попаданий металлических опилок и твер-
д IX частиц между втулкой и шатуном в момент запрессовки втул-
ки Ослабление натяга при посадке втулки в шатун, также может
вызвать явление наклепа.
Поэтому в процессе ремонта следует соблюдать все предосто-
рожности, исключающие эти причины.
Рис. 26. Наклеп на наружной (сталь-
ной) поверхности втулки главного „
шатуна моторов АШ-62ИР.
Если после выпрессовки негодной изношенной втулки на вну-
тренней поверхности гнезда главного шатуна будет обнаружен на-
клеп, необходимо гнездо шатуна прошлифовать и отхромировать,
юсле хромирования вновь прошлифовать до нужного размера с
сохранением натяга втулки в гнезде от 0,03 до 0.05 мм
При шлифовке гнезда в нижней головке шатуна, необходимо
избегать нарушений центричности установки шатуна, дабы не сме-
стить оси гнезда под втулку.
г) Ослабление посадки втулки
На моторах, поступивших в ремонт после выработки ресурса
или досрочно, наряду с наклепом наблюдается ослабление посадки
втулки, т. е. проворачивание ее в гнезде шатуна. Это может при-
вести к разрушению втулки по свинцовистой бронзе и стальной
Определить такой дефект нетрудно, ибо! в этом случае втулку
можно сместить или поовернуть от руки, а иногда даже удалить
51
из шатуна легким усилием руки. Если такую, втулку удалить от
руки невозможно, то только потому, что она удерживается незна-
чительной развальцовкой края втулки, противоположного шлицам.
Причины, приводящие к ослаблению втулки в нижней головке
шатуна, следующие:
1) недостаточный натяг втулки в гнезде шатуна;
2) неравномерная работа мотора: тряска, перебои в работе мо-
тора и др.;
3) большой зазор между втулкой и шатунной шейкой вала.
Неравномерная работа мотора и большой зазор между втулкой
и шейкой вала увеличивают ударные нагрузки, -воспринимаемые
слоем бронзы. Под воздействием этих нагрузок длина втулки вна-
чале несколько.увеличивается, что подтверждается наличием раз-
вальцовки конца втулки, ослабляется посадка и, в итоге может
разрушиться заливка бронзы.
Если поверхность свинцовистой бронзы втулки с ослабленной
посадкой в хорошем состоянии и сама втулка не деформирована,
т. е. не имеет овализации наружной поверхности и удлинения, то
такую втулку можно восстановить с помощью свинцевания ее вну-
тренней поверхности. Гнездо главного шатуна надлежит хромиро-
вать, если на его поверхности имеются следы износа, наклепа или
когда натяг втулки в нем недостаточный.
Из изложенного вытекает необходимость’ строго соблюдать тех-
нологию ремонта данного узла, улучшить контроль качества свин-
цовистой бронзы втулок и устранить недостатки эксплоатации, по-
нижающие работоспособность кривошипного узла.
2. ПОВЫШЕНИЕ РАБОТОСПОСОБНОСТИ И
ВОССТАНОВЛЕНИЕ ВТУЛКИ ГЛАВНОГО ШАТУНА
МЕТОДОМ СВИНЦЕВАНИЯ И ИНДИРОВАНИЯ РАБОЧЕЙ
ПОВЕРХНОСТИ
В настоящее время в качестве рабочего слоя подшипников
мощных авиационных моторов применяют свинцово-индиевое по-
крытие толщиной от 25 до 35 микронов, нанесенное электролити-
чески1 на серебряный подслой (толщиной до 0,5 мм). Подшипники
такого типа обеспечивают высокое сопротивление износу и корро-
зии, обладают пластичностью, позволяющей шейке вала быстро и
хорошо прирабатываться по втулке за счет} усадки свинца и, что
очень важно, допускают внедрение различного рода твердых ре-
жущих частиц в слой свинца, не вызывая очагов’ разрушения по-
верхности. Помимо хорошей способности смачиваться маслом, та
кое покрытие допускает кратковременные нагрузки при недоста-
точной смазке, так как свинец в этом случае не наволакивается на
шейку вала.
В 194'5—1946 гг. НИИ ГВФ разработал технологию восстанов-
ления этих подшипников, примененных на моторах Пратт Уитней,
эксплоатирующихся в течение ряда лет на линиях гражданского
воздушного флота. Наряду с изысканием технологических режи-
52
Мой, обеспечивающих прочное приставание восстановленного' рабо-
чего антифрикционного свинцово-индиевого покрытия, НИИ ГВФ
совместно с АРЕ ГВФ, где начальником т. Елькин, провел ряд
стендовых эксплоатационных испытаний с целью проверки толщи-
ны свинцово-индиевого покрытия, которое обеспечивало бы получе-
ние подшипников ремонтного размера с целью использования из-
ношенных коленчатых валов. В 1947 г. восстановленные подшип-
ники ремонтного размера были применены при ремонте нескольких
сот моторов Пратт Уитней. На основе опыта эксплоатации, этих
моторов на линиях ГВФ как с нормальными, так и с ремонтными
восстановленными подшипниками, были проведены работы по при-
менению свинцового покрытия в качестве рабочего антифрикцион-
ного покрытия для повышения надежности и восстановления этим
методом подшипников главного шатуна мотора .АШ-62ИР. Стендо-
вые испытания и1 эксплоатация подопытных моторов АШ-62ИР с
втулками главного шатуна со свинцово-индиевым покрытием по-
казали весьма положительные результаты, позволяющие рекомен-
довать этот метод к широкому использованию в ремонтных под-
разделениях. Применение свинцово-индиевого покрытия для вос-
становления размеров подшипников главных шатунов моторов
АШ-62ИР, дает следующие результаты:
1) Повышается надежность и работоспособность втулки глав-
ного шатуна.
2) При применении покрытия средний срок службы втулок мо-
жет быть повышен на 60—80%.
3) Износ шеек коленчатого вала уменьшается примерно в 2—3
раза по сравнению с износом при работе шейки по свинцовистой
бронзе.
4) Нанесение толстых слоев свинцово-индиевого покрытия, дает
возможность восстанавливать часть втулок для повторной работы
по изношенному валу, а также использовать втулки с шатунами
группового комплекта для работы на коленчатых валах, имеющих
износ. * . !
Свинцевание и индирование подшипников главных шатунов не
требует сложной аппаратуры и оборудования и вполне осущест-
вимо в любой рембазе, производящей капитальный ремонт моторов.
Ценность этого метода для ремонтных предприятий заключается
также и в том, что качество покрытия хорошо контролируется
термообработкой — одной из операций технологии
Ниже кратко изложен технологический процесс нанесения свин-
цово-индиевого покрытия.
Подготовка поверхности втулки
Втулка главного шатуна и шатун перед подготовкой к покры-
тию должны подвергаться тщательному контролю, обусловленно-
му технологией ремонта.
Во всех случаях, когда геометрические размеры втулки главно-
го шатуна допускают возможность ее расточки, таковая произво-
дится на величину, обеспечивающую последующее наращивание
свинца в пределах до 0,07 мм на сторону. Расточку следует произ-
53
водить, стремясь обеспечить покрытие наиболее желательной год.
щины, т. е. в пределах от 0,03 до 0,04 мм на сторону.
В тех случаях, когда наращивается новая втулка (например,
с шатуном из группового комплекта для установки на изношенный
вал), расточка на минимально возможную Глубину может вообще
не производиться. При наращивании новых втулок весьма целесо-
образна толщина покрытия свинцом 0,025—0,04 мм; втулка с та-
ким покрытием, после отработки одного межремонтного ресурса
на моторе, может быть восстановлена на второй ресурс с тем же
валом за счет покрытия свинцом толщиной 0,04—0,07 мм. Втулку
растачивают на специальном кондукторе с соблюдением всех опе -
раций технологии, применяемой при ремонте мотора АШ-62ИР.
Поверхность втулки должна быть гладкой, без видимых нево-
оруженным глазом следов резца и соответствовать требуемому
профилю (рис. 27).
—41.3 —>4
§ Размеры новой втулки
шатуна
Рис. 27. Профиль и точки промеров в гулки
главного шатуна, расточений по гиперболе.
Чистота поверхности втулки, симметричность расположения ги-
перболы достигается надлежащей заточкой резца, расточкой втул-
ки в два -прохода с одной установки резца и соответствующей на-
стройкой приспособления, в частности, применением разжимных
оправок для установки шатуна в приспособлении (кондукторе).
Оправки, применяемые для расточки новых втулок, имеющих боль-
шой припуск бронзы, для расточки втулок, подлежащих восста-
новлению, не пригодны, так как их диаметр мал.
После расточки втулка промеряется и, исходя из размеров
шейки вала, втулки и необходимого зазора, определяется потреб-
ная толщина свинцового покрытия.
Данные промеров внутреннего диаметра втулки и параллель-
ности осей проушин главного шатуна заносят в специальный пас-
порт, при этом дефектчик указывает требуемую толщину свинца,
которую нужно нанести для данной втулки.
54
Свинцевание втулки
Подлежащую свинцеванию втулку промывают в чистом бензине
и обезжиривают. Для обезжиривания рабочая поверхность втулки
трижды протирается кашицей смеси венской извести с просеянным
песком (одна часть песка, просеянного через сито 160 отв/см2, и
три части венской извести).
После обезжиривания втулки венскую известь удаляют с ее по-
верхности с помощью обильной промывки в проточной воде. При
хорошем обезжиривании вода должна смачивать всю поверхность
втулки, если этого не достигнуто, то следует повторить операцию
обезжиривания. Шатун с обезжиренной втулкой монтируют на
приспособлении.
Свинцевание производится в электролите, в
’ состав которого входят:
основная углекислая соль свинца 2РЬСО3РЬ(ОН)2 129 г/л
плавиковая кислота 10'0% HF . . .120 г/л
борная кислота Н3ВО3 - • 106 г/л
столярный клей . . . - 0,2 г/л
Режим свинцевания:
плотность тока . . ... 1,5 а/дм2
напряжение тока 6,5—8,5 в
температура электролита 19—20°Ц
Продолжительность процесса свинцевания определяют в зави-
симости от требуемой толщины слоя свинца. Практикой установ-
лено, что, при соблюдении вышеприведенных состава электролита
и режима, за 30 мин. откладывается слой — 0,04—0,045 мм, за
45 мин. — 0,06—0,07 мм, за 1 час —• 0,08—0,09 мм и за
1 час. 30 мин. — 0,12—0,14 мм. Конечно, в зависимости от кон-
кретных обстоятельств, эти данные могут несколько меняться.
При свинцевании источником тока обычно служит аккумуля-
тор. При этом в цепи должны быть предусмотрены реостаты со-
противления, позволяющие быстро устанавливать и поддерживать
необходимые силу и напряжение тока, а также амперметры и
вольтметры — для контроля.
Индирование
По окончании процесса свинцевания втулку быстро промывают
холодной‘проточной водой, а затем дистиллированной водой, и по-
сле этого шатун немедленно монтируют на приспособление,
употребляемое только для индирования. В смонтированный шатун
устанавливают платиновый анод и во внутрь втулки наливают
электролит для индирования, в состав которого входят:
индии металлический . ........ 18 г/л
водный 10% раствор химически чистой
серной кдел >ты . . . 130 г/л
натрий сернокислый ... . 10 г/л
остальное.................... .... вода
55
t5 e ж и м индирования:
плотность тока 1 а;дм2
напряжение тока . 7—8,5 в
температура электролита . . . 19—20°Ц
продолжительность индирования . 7—12 мин.
При расчете времени, потребного на индирование, необходимо
учитывать, что количество индия должно составлять 4% от коли-
чества свинца, нанесенного на втулку. Определив количество (вес)
металлического индия, осаждаемого за единицу времени из элек-
тролита, устанавливают продолжительность процесса индирования.
После окончания индирования электролит сливают через слив-
ную трубку в плексигласовую ванночку для хранения его; снимают
шатун и, отряхнув его над ванночкой несколько раз, чтобы собрать
весь электролит, после чего втулку промывают в ванне с дистил-
лированной водой, в которой улавливается индиевый электролит.
Этим достигается экономия исключительно дефицитного и дорогого
металла — индия.
Процесс индирования также прост и надежен. Следует только
периодически корректировать 1 состав электролита и поддерживать
постоянным число Рн (от 2,2 до 2,6). Практика восстановления
подшипников в лаборатории НИИ ГВФ и АРБ-400 показала, что в
одной и той же ванночке можно без замены электролита отинди-
ровать 100—120 пар подшипников. Выше указывалось, что инди-
рование нужно выполнять немедленно после свинцевания, так как
при наличии перерыва во времени между этими процессами, неиз-
бежны дополнительные подготовительные операции: промывка,
обезжиривание венской известью и декапирования поверхности
свинца 3% раствором уксусной кислоты. Но даже и после такой
подготовки качество осадка индия по цвету и внешнему виду по-
лучается все же хуже, чем при индировании, выполненном непо-
средственно после свинцевания.
После промывки отиндированной втулки в дистиллированной
воде весь шатун промывают в ванне с чистой горячей водой и про-
сушивают в течение 10—15 мин. в сушильном шкафе при темпера-
туре 80‘—90°Ц.
Категорически запрещается — как после термической обработ-
ки, так и до момента постановки шатуна на мотор—дотрагивать-
ся рукой, бумагой, щеткой или чем бы то ни было к поверхности
осажденного индия на втулке
t
Термическая обработка
Для осуществления диффузии индия в свинец после индирова-
ния втулку вместе с шатуном подвергают термической обработке
в масляной ванне. Кроме того, такая обработка является обьек-
1 Подробные указания по химическому анализу, порядку корректирования
состава электролита и другим вопросам индирования изложены в материалах
РТО НИИ ГВФ и работах ВИ AM, который впервые выполнил индирование вту-
лок для ГВФ.
56
Тивным способом контроля качества осажденного на втулку свин-
ца, о чем будет сказано в дальнейшем.
Термообработку производят следующим образом. Шатун вме-
сте с втулкой подогревают на воздухе, например, с помощью
электрошкафа, до температуры 45—60°Ц, опускают в масляную
ванну, подогретую до температуры 75—85°Ц, и вместе с маслом
подогревают до 167°Ц, При этой температуре шатун выдержива-
ют в масле в течение 2-х часов. Допустимые колебания темпера-
туры — от 157° до 165°Ц.
По окончании термической обработки шагун вынимают из мас-
ляной ванны, дают ему остыть на воздухе до комнатной темпера-
туры и после этого ополаскивают в чистом бензине. Для промыв-
ки шатуна ни в коем случае нельзя применять щетки, ветошь, бу-
магу и др., следует ограничиваться только ополаскиванием.
Для термической обработки употребляется масло такое же, как
и для работы моторов, т. е. типа МК, МС и др.
Через каждые 200 час. работы масляной ванны масло заменять
новым.
Контроль
Термически обработанную и промытую вгулку осматривают в
лупу на предмет выявления дефектов: выпучивания свинца в от-
дельных точках или мелких кольцевых рисок — углублений.
При осмотре в .лупу с 10—15-кратным увеличением на втулке
не должно быть даже мелких точечных вспучиваний. Если они
имеются, — это свидетельствует о том, чтец на поверхности свин-
цовистой бронзы до ее освинцевания были углубленные точки или
риски, недостаточно очищенные от загрязнений; в этих местах при
термической обработке свинец вспучился. Если же свинец вспу-
чится по всей поверхности втулки, это значит, чтец либо подготов-
ка поверхности (обезжиривание) была плохой, либо' состав электро-
лита не соответствовал требуемому. Втулку с дефектами (вспучи-
ванием) бракуют и исправляют.
В соответствующие графы паспортов записывают режим, про-
должительность процесса и расчетную толщину слоя свинца каж-
дой‘годной втулки. После этого пальцами руки смазывают вну-
треннюю поверхность втулки техническим вазелином и весь шатун
обертывают непромокаемой бумагой.
Главный шатун с освинцованной, индированной и термически
обработанной втулкой, вместе с паспортом передают в. моторный
цех, где его после замера внутреннего диаметра втулки, устанав-
ливают на мотор.
Никакой обработки свинцовой поверхности Втулки в моторном
цехе не допускается.
Исправление недоброкачественной втулки
Единственным способом исправления негодной втулки являет-
ся рассвинцевание (удаление) плохого слоя свинца и нанесение
его вновь. До рассвинцевания втулка обезжиривается и тщательно
промывается холодной "Проточной водой.
57
Рассвинцевание втулки производится химическим путем. Ниж-
нюю головку главного шатуна погружают на 2—5 минут в хими-
ческий состав, состоящий из двух частей (по объему) 5—6% ра-
створа ледяной уксусной кислоты и одной части (по объему) 30%
раствора пергидроля.
Этот состав наливают в стеклянную, керамическую или, в край-
нем случае, железную ванну* и погружают в него шатун — свинец
бурно растворяется и удаляется с поверхности втулки. Для осмо-
тра состояния свинцовистой бронзы шатун нужно периодически
вынимать и погружать в раствор. Один раз составленный химиче
ский раствор не разбавляется, а по ослаблению его действия заме-
няется новым.
После окончания работы, раствор каждый раз сливают для хра-
нения в стеклянную банку с притертой пробкой.
Следует помнить, что рекомендуемый раствор ледяной уксус-
ной кислоты и пергидроля может оказать вредное влияние на по-
верхность свинцовистой бронзы, растворив содержащийся в ней
свинец, а поэтому нужно следить за нормальным прохождением
реакции и не затягивать ее во времени, т. е. не применять ослаб-
ленного раствора.
Кроме того, при обращении с этим раствором необходимо
соблюдать правила безопасности, так как попадание его на кожу
вызывает ожоги. Ванночку, в которой происходит рассвинцевание,
помещают под колпак вытяжного шкафа.
По удалении свинца шатун промывают в горячей воде, нагре-
той до 80—90°Ц, затем в холодной воде и просушивают, а поверх-
ность свинцовистой бронзы слегка зачищают и втулку подвергают
повторному освинцеванию, индированию и термической обработке.
3. ВОССТАНОВЛЕНИЕ ПОДШИПНИКОВ МЕТОДОМ
КУПАНИЯ
При восстановлении подшипников методом купания старый
слой свинцовистой бронзы полностью заменяется. Метод купания,
разработанный ЦНЭБ ВВС, позволяет восстанавливать подшипни-
ки, имеющие любые дефекты на свинцовистой бронзе.
Не допускается восстановление свинцовистых втулок, бронза
которых выплавилась при работе мотора, а также имеющих наклеп
на наружной поверхности или какие-либо другие дефекты на
стальной основе.
Основная особенность технологии перезаливки свинцовистой
бронзы методом купания, заключается в том, что операция удале-
ния (выплавливания) старой бронзы и заливка новой бронзы вы-
полняются одновременно, т. е. старая заливка расплавляется при
погружении втулки в ванну с расплавленной бронзой, а новая за-
черпывается при помощи специальной формы, в которой втулка
вводится в ванну со сплавом БрС-30.
Сплав для перезаливки и его приготовление аналогичны приме-
няемым при изготовлении новых втулок на заводе. После заливки
втулку охлаждают в специальном приспособлении (спреере), рас-
56
тачивают на токарном станке, рихтуют, шлифуют и притирают её
наружную поверхность. Перед заливкой наружную поверхность
втулки хромируют.
Перезаливка втулок методом купания дает возможность полу-
чить свинцовистую бронзу, отвечающую техническим условиям на
бронзу марки БрС-30, и обеспечивает прочное сцепление бронзы со
стальной основой втулки.
Однако следует отметить, что перезаливка подшипников мето-
дом купания требует специального оборудования, приспособлений
п квалифицированных кадров, а также сложного контроля качества
продукции, поэтому рекомендовать ее можно только в крупных
рембазах, имеющих термический цех, рентгеновскую, химическую
и металлографическую лаборатории.
V. ВОССТАНОВЛЕНИЕ КОЛЕНЧАТОГО ВАЛА
ХРОМИРОВАНИЕМ ШАТУННОЙ ШЕЙКИ
За последние годы’авиарембазы ГВФ проделали большую рабо-
ту по восстановлению деталей авиамоторов гальванопокрытием и,
особенно, хромированием.
Из числа деталей мотора, восстанавливаемых хромированием,
наиболее ценной является коленчатый вал. Как показал опыт экс-
плоатации, хромирование шатунной шейки коленчатого вала мото-
ра АШ-62ИР заметно улучшает работу пары: шатунная шейка —
втулка главного шатуна. Резко уменьшается отбраковка втулок
из-за большого зазора между шейкой вала и втулкой.
Как видно из данных, приведенных в табл. 7 и 8, на всех мо-
торах после отработки ими установленного ресурса хромированная
шатунная шейка и работавшая в паре с ней втулка главного ша-
туна всегда имели весьма малый износ, в сумме увеличивавшие
зазор не более чем на 0,035 мм.
В большинстве случаев увеличение зазора составляло менее
0,035 мм. Поверхности шатунной шейки и втулки' главного шатуна
не имели на себе дефектов, например, кольцевых рисок, которые
неизбежны, на стальных шатунных шейках. Это позволило оста-
вить втулки главного шатуна для работы с теми «же коленчатыми
валами на второй межремонтный ресурс. В отдельное случаях
была возможность оставить втулки главного шатуна для работы
на третий межремонтный ресурс. Обращает на себя внимание и
тот факт, что хромированная шатунная шейка после отработки ре-
сурса, при ремонте не нуждается в какой-либо механической об-
работке, кроме полировки. Это позволило АРБ-404 выпустить бо-
лее 120 моторов с хромированными коленчатыми валами; часть из
них после выработки первого ресурса эксплоатируется с той же
втулкой главного шатуна в течение второго ресурса. Эта база про-
должает широко применять хромирование коленчатых валов, что
значитёльно сократило замену втулок главных шатунов. Такие хо-
рошие результаты объясняются прежде всего меньшим коэфициен-
7ом трения хрома по свинцовистой бронзе по сравнению с коэфи-
£9
Таблица Т
Данные об эксплоатации и ремонте моторов АШ-62ИР с хромированной шатунной шейкой коленчатого вала
Количество часов работы и . 1 • о 5S О о
О га , га е=£ о » 5 в И К □ га
№ Причина по- га с W и й СП н И я О S Е S о 3 Н су 2 га 3 ° я 2 я с га я о ж 4) а О ” □ Оц3Я я 3 g Н я О га С- 11 га д ° S 2 S ® | go - |о ” *?я « га °
мотора ступления в ремонт е время ИИ ~ = 5* « § Я _ о. 4> К! Он к S * о £ О * эмнрова л после ремонт о я и 4)1 з- Я О" Я о я « Ж 2 ' 4> га * Он р _ га != « ч с й S s Он га ► AJ га га Ьга Я □ га О 2 2 5 □ Я Q О О. о- га 4) О 4) Примечание
СО га “ 2 Е в а о о И п ?! 5 2 ч га * га >-. д п 5 я жига га о 2 д га га д с-
га й СП « м Я я ч О И Я £ £я £* £21 £ S ё СО я я
6203108 Отработал 792 301 301 3 Освинцова- 82,49 82,37 0,12
ресурс на втулка 0,12
6202142 То же 710 300 300 3 То же 82,57 82,45
6203111 В 1121 299 299 2 » 82,54 82,41 0,13
6204752 Нарушено уплотнение нагнетателя 320 132 132 3 в 82,53 82,40 0,13
62021593 Отработал 1307 294 294 4 » 82,50 82,38 0,12
620110 ресурс То же Неизве- 252 252 — 82,43 82,29 0,14 Втулка главного ша-
стно туна без бокового уп-
лотнения. Ресурс был
257 82,30 установлен—269 час.
62С166 Неизве- 257 —— » 82,46 0,16 Втулка главного ша-
стно туна без бокового уп-
235 235 82,56 лотнения. Ресурс установлен—250 час был
€2021523 я Неизве- — » 82,43 0,13 Ресурс был установ-
СТНО лен—200 час.
№ мотора Причина по- ступления в ремонт Количество часов работы Количество ремонтов
за все время экспло- атации за время эксплоата- ции с хромирован- ным коленчатым ва- лом с хромированным валом после послед- него ремонта
6203003 Отработал ресурс 1793 318 318 5
НЗ-197 То же Неизве- стно 285 285 —
6202142 Большой ра- сход масла 803 394 93 4
6203108 Разрушены лабиринтные уплотнения 961 469 169 4
620110 Выбрасыва- ние масла че- рез суфлер Неизве- стно 450 198 —
Какой ремонт произв. узлу: коленчатый вал- втулка главного ша- туна Размер втулки главно- го шатуна после ре- монта, мм Размер шатунной шей- ки коленчатого вала после ремонта, мм Зазор между втулкой и шейкой коленчатого вала, мм Примечание
Освинцо- вана втулка 82,44 82,32 0,12
То же 82,61 82,47 0,14 Втулка главного ша- туна без бокового уп- лотнения. Ресурс был установлен—250 час.
» 82,57 82,45 0,12
Втулка за- менена. Ко- ленчатый вал допущен к дальней- шей работе без ремонта 82,50 82,37 0,13 Втулка заменена по причине вдавливания металлических частиц в рабочей поверхности свинцовой бронзы
— — — — Втулка главного ша- туна без бокового уп- лотнения. Ресурс был установлен—250 час
Величина износа хромированных шатунных шеек коленчатого вала и втулок
EdOlOK Количество часов работы мотора с хро- мированным коленчатым валом Промеры втулки главного шагуна
I • поя с j II П О с III П О Я с
про м е р ы п р оме р ы п р оме р ы
за время экспло- атациц после по- ел дне го ремонта
I II III I 11 III I II III
82,42 82,42 82,41 82,41 82,41 82,41 82,41 82,42 82,42
620110 252 252 82,45 82,44 82,44 82,43 82,41 82,43 82,44 82,44 82,45
0 03 0,02 0,03 0,02 0,02 0,02 0,03 0,02 0,03
82,45 82,44 82,44 82,43 82,43 82,43 82,44 82,44 82,45
6201)0 450—20 198 82,44 82,44 82,44 82,42 82,42 82,42 82,44 82,44 82,44
-0,01 0,00 0,00 0,01 -0,01 —0,01 0,00 0,00 -0,01
82,45 82,45 82.44 82, 14 82.44 82,44 82,44 82,45 82,45
620166 257- 10 257 82,48 82,46 82,47 82,46 82,45 82,15 82,48 82,47 82,46
0,03 0,01 0,03 0,02 0,01 0,01 0,04 0,02 0,01
82,45 82,44 82,44 82,44 82,43 82,43 82,45 82,44 82,44
6203003 318 318 82,46 82,46 82,45 82,44 82,43 82,44 82,46 82,46 82,45
0,01 0,02 0,01 0,00 0,00 0,01 0,01 0;02 0,01
82,62 82,61 82,61 82,61 82,62 82.60 82,62 82,61 82,61
ИЗ-197 285 285 82,61 82,61 82,61 82,61 82,61 82,60 82,62 82,62 82,61
—0,01 0,00 0,00 0,00 0,01 0,00 0,00 -0,01 0,00
82,60 82,60 82,60 82,57 82,57 82,57 82,60 82,60 82,60
6202142 394 93 82,60 82,60 82,60 82,58 82,57 82,57 82,60 82,60 82,60
0,00 0,00 0,00 0,01 0,00 0,00 0,00 0,00 0,00
82,51 82,51 82,51 82,40 82,49 82,49 82,51 82,51 82,51
6203108 469—40 169 82,50 82,51 82,50 82,49 82,50 82,49 82.50 82,51 82,50
0,01 0,00 0,01 0,00 0,01 0,00 0,01 0,00 0,01
.62
g
Таблица
давных шатунов моторов АШ 62ИР
р р омеры шатунн ~ й ш е й к и коленчатого вала
82.38 82,38 82,37 82,38 82,3s| 8.’,37 82,37' 82,38 82,37
82.37 82,38 82,37 82,37 82,38 82,37 82,36 82,371 82,37 0,005 0,005
°>01 0,00 0,00 0,011 0,00 0,00 0,01 0,01' 0,011
Средний износ ша-
тунной шейки ко-
ленчатого вала
оо
циентом трения стали по свинцовистой бронзе. Кроме того, повы-
шенная твердость хрома действует также благоприятно, потому
что, как ранее уже упоминалось, подшипники из свинцовистой
бронзы требуют более твердого материала для шеек коленчатого
вала. Нужно также отметить возможность многократно использо-
вать коленчатый вал, так как в случае износа или повреждения
слоя хрома, его нетрудно удалить и нанести повторно.
Анализируемые здесь результаты эксплоатации небольшого ко-
личества моторов с хромированными коленчатыми валами позво-
ляют сделать следующие предварительные выводы: '
1. После отработки моторами полного межремонтного ресурса,
практического износа шеек не обнаружено. Наибольшая разность
размеров диаметров шеек до и после эксплоатации моторов дости-
гает 0,025 мм, а в ряде случаев находится в пределах точности
замеров, т. е. составляет 0,01 мм.
2. Втулки главного шатуна имеют значительно меньший износ,
чем при работе втулок в паре с нехромированными шейками ко-
ленчатых валов.
3. За период одного межремонтного ресурса зазор между втул-
ками главного шатуна и шатунными шейками коленчатых валов не
выходит из пределов, ремонтного допуска, что дает возможность
использовать значительное количество втулок для работы в тече-
ние двух межремонтных ресурсов.
4. На шатунной шейке существенно уменьшается выработка в
виде кольцевых рисок и неравномерная выработка, обусловливаю-
щая появление овальности и конусности.
5. Шатунные шейки коленчатых валов после отработки одного
межремонтного ресурса не требуют никакой механической обра
ботки, кроме полировки.
На основании вышеизложенного можно рекомендовать' нано-
сить на малоизношенные или новые шейки коленчатых валов мо-
торов АШ-62ИР незначительный слой хрома (0,06—0,08 мм на
диаметр). *
В настоящем разделе изложены технические условия, техноло-
гия хромирования, технология механической обработки кривошип-
ной шейки коленчатого вала до и после хромирования и вопросы
контроля качества.
Тщательное выполнение изложенных указаний обеспечит хоро-
шее качество работы восстановленных хромированием коленчатых
валов моторов АШ-62ИР.
Одновременно данные материалы могут служить руководством
для авиарембаз ГВФ при освоении ими технологии хромирования
коленчатых валов других типов моторов.
1. ТЕХНИЧЕСКИЕ УСЛОВИЯ
Подготовка вала к хромированию
1) Коленчатый вал, шатунная шейка которого предназначена к
хромированию, па всем параметрам должен быть годным для
дальнейшей работы, кроме износа шатунной шейки в виде рисок,
64
царапин, овала и конусности, не превышающей технически допу-
стимой величины.
2) Дефекты шатунной шейки (риски, царапины, овал и конус-
ность) устраняют механической обработкой — ручной выпиловкой
овала и притиркой поверхности или шлифовкой на шлифовальном
станке с последующей притиркой.
3) Овальность шатунной шейки после механической обработки
под хромирование допускается не более 0,02 мм.
4) Конусность шатунной шейки после .механической обработки
под хромирование должна быть не более 0,015 мм.
5) Диаметр шатунной шейки после механической обработки не
должен быть менее 82,00 мм.
6) Коленчатые валы, на шатунной шейке которых после вывод-
ки овальности и конусности остаются риски, забоины и другие де
фекты. к хромированию не допускаются.
7) Чистота обработки шейки вала до хромирования должна
быть 6—1)2 микродюймов: чистота обработки при отсутствии про-
филометра может приближенно определяться при помощи эталонов.
Хромирование и состояние хромового покрытия
1) Вал хромируют при вертикальном положении шейки, в стан-
дартном растворе хромового электролита (СгСХ — 220—260 г/л и
H2SOi — 2—2,8 г/л), нагоетого до 56'—58°Ц, при этом плотность
тока должна составлять 50 а/дм2.
2) Максимально допустимый слой хрома после окончательной
механической обработки шейки должен быть не более 0.3 мм на
диаметр (0,15 мм на сторону).
3) Наружная поверхность хромового покрытия должна^ быть
одного цвета (светлосерого) по всей шейке коленчатого вала
4) Поверхность слоя хрома должна быть гладкой и не иметь
шероховатости в виде дендридов, пригара и т. п
5) Овальность шейки после хромирования и механической обра-
ботки .должна быть не более 0,03 мм, а конусность — не более
0,02" мм.
6) Переход хрома от шейки на галтель1 должен быть плавным;
ни в коем случае не допускается отставание хрома в местах пере-
хода.
7) Коленчатые валы, на поверхности которых после хромиро-
вания и обработки выявляются участки, не покрытые хромом, об-
щей площадью до 10 см2,—-к постановке на мотор допускаются.
8) Хромированная шейка вяла должна быть чисто обработана.
Величина неровностей допускается не более 6—10 микро пюймов.,
что соответствует 10-му классу чистоты обработки (ГОСТ 2789—45).
9) При повторном использова ши хромированного коленчатого
вала (отработавшего ресурс) хромовое покрытие после полировки
не должно иметь рисок, царапин, местного отслаивания хрома и
других дефектов. Допускается сработка слоя хрома на отдельных
участках шейки общей площадью не более 10 см2 при условии
плавного перехода о г хпома к стальной поверхности шейки.
§5
10) В случае некачественного отложения, дефектов при механи-
ческой обработке или износа слоя хрома — разрешается повторно
хромировать шейку вала после удаления старого слоя хрома.
2. ПОДГОТОВКА КОЛЕНЧАТОГО ВАЛА ПОД
ХРОМИРОВАНИЕ
Коленчатый вал, который подлежит хромированию, должен
пройти дефектацию. Обнаруженные дефекты должны быть устра-
нены, овальность и конусность шатунной шейки — выведены.
Дефектация коленчатого вала ,
Дефектация коленчатого вала, предназначенного для хромиро
вания шатунной шейки, производится в общем порядке в соответ-
ствии с существующей технологией ремонта и техническими усло-
виями, изложенными в разделе I настоящей главы.
Наряду с наружным осмотром и замерами шейки коленчатый
вал (до хромирования) должен быть подвергнут дефектации па
магнофлоксе с целью убедиться в отсутствии трещин в материале
коленчатого вала.
Возможность восстановления' шатунной шейки методом хроми-
рования в основном обусловлена минимально допустимым диамет-
ром шатунной шейки.
Кроме обычных записей в дефектной ведомости, на каждый ко-
ленчатый вал составляют специальный паспорт (форму паспорта
см. в приложении 1), в котором должны быть внесены как разме-
ры шатунной шейки на разных стадиях ремонта, так и фактиче-
ский режим хромирования.
Выводка овала и конусности
Выводка овала и конусности! на шатунной шейке коленчатого
вала производится на специальном шлифовальном станке или на
токарном станке (высота центров которого не менее 300 мм) при
помощи суппортно-шлифовального приспособления с приводом от
индивидуального электромотора.
При шлифовке вала на приспособленном токарном станке, для
точной установки и крепления вала используют те или иные при-
способления в зависихиости от типа станка.
В целом, устройство таких приспособлений не сложно, но долж-
но обеспечить строгую центричную установку шатунной шейки,
отсутствие биения, перекоса и овальности обработанной шейки.
В приложении 2 приведены, как образец, чертежи конструкции
приспособления, которое применялось для шлифовки шатунных
шеек коленчатых валов мотора АШ-62ИР в одной из авиарембаз
ВВС ВС.
Поводком щеки приспособления служит скоба, укрепленная на
планшайбе. Щека в скобе с двух сторон зажата болтами. С диа-
метрально противоположной стороны щеки на планшайбе крепят
груз, уравновешивающий противовес коленчатого вала.
66 * .
При шлифовке коленчатый вал вращают со скоростью
18—20 об/мин. Камень вращается со скоростью 2000 об/мин. Кам-
ни— алунд-керамнковые, литые. Их твердость — С-2 или СТ-1,
зернистость — 60—80. Диаметр камня — 80—-100 мм.
После шлифовки шейку 1притирают чугунным притиром. Для
этой цели коленчатый вал медленно вращают на токарном станке.
Рабочую поверхность притира покрывают тонким наждачным по-
рошком или полировочными пастами ГОИ (средней и тонкой), по-
сле чего притир надевают на шейку и производят притирку. Чу-
гунный притир желательно изготавливать из чугуна центробежной
отливки. Направление вращения вала при полировке должно сов-
падать с направлением его вращения в рабочих условиях.
На притертой поверхности не должно оставаться ни следов
камня, ни каких бы то ни было рисок, царапин и других дефектов.
После окончания притирки проверяют глубину лыски на шейке,
лыска должна иметь глубину 0,6 ~ мм. Если глубина лыски
меньше указанной, то необходимо углубить ее с помощью бруска и
округлить переходы от лыски к шейке (радиус округления —
6—9 мм).
Промыть шейку и отполировать ее крокусной шкуркой, смочен-
ной керосином (бензином).
В дальнейшем, коленчатый вал ремонтируют в соответствии! с
принятой технологией.
В случаях отсутствия в авиаремонтной базе специального шли-
фовального станка или токарного станка с высотой центров не ме-
нее 300 мм, выводка овальности и конусности может производить-
ся вручную с обеспечением допускаемой овальности до 0,02 мм н
“конусности — до 0,015 мм.
Перед устранением овальности и конусности проверить микро-
метром шатунную шейку -для определения расположения неровно-
стей и износа; обычно износ бывает смещен в сторону, обращен-
ную к противовесам вала, как показано на рис. 8.
Кривошипную шейку обрабатывают бархатным напильником с
последующей зачисткой бруском. Работать напильником и бруском
следует очень осторожно, чтобы сохранить шейку ровной по всей
длине. При зачистке необходимо покачивать брусок, так как это
уменьшает возможность образования площадок, а также смачи-
вать его в бензине для получения более чистой поверхности шейки.
После зачистки шатунную шейку притирают чугунным прити-
ром до выводки овальности и конусности. Для этого грубую
(20—40-микронная) пасту ГОИ, разжиженную керосином, наносят
тонким слоем на шатунную шейку коленчатого вала, после чего
надевают и зажимают притир так, чтобы он легко нажимал на
шейку вала.
Притирку выполняют колебательными движениями. Притир
следует время от времени поворачивать на 90—180°. Эту операцию
продолжают до полного удаления рисок и следов камня.
В дальнейшем обработку коленчатого вала производят анало-
гично указанному выше.
67
Контроль
Коленчатый вал, прошедший механическую обработку, прини-
мается контрольным отделом. При приеме следует обратить осо-
бое внимание на чистоту обработки шейки, подлежащей хромиро-
ванию.
Чистота обработки шатунной шейки должна быть в пределах
6-—10 микродюймов, что определяют по специально изготовленно-
му эталону.
Затем шатунную шейку промеряют для определения геометри-
ческих размеров и величины слоя хрома, который надо наложить
для получения необходимого диаметра шейки.
При проверке следует руководствоваться техническими усло-
виями! (см. раздел I настоящей главы). Результат обмера криво-
шипной шейки и задаваемую величину слоя хрома заносят в пас-
порт, заведенный на данный коленчатый вал.
После механической обработки и контроля коленчатый вал
вместе с паспортом поступает в гальванический цех для хроми-
рования.
3. ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ХРОМИРОВАНИЯ
Для хромирования шатунных шеек коленчатых валов моторов
АШ-62ИР должны быть проведены следующие операции:
1) контроль и приемка,
2) промывка и заделка отверстий подачи масла,
3) зачистка приспособлений .и подготовка ванны,
4) монтаж подвески и экрана щеки,
5) обезжиривание,
6) монтаж анода и центрирующего устройства,
7) промывка,
8) электродекапирование,
9) хромирование,
10) промывка предварительная,
11) промывка чистовая,
1S) демонтаж приспособлений,
13) промывка в горячей воде,
14) термообработка,
15) контроль качества покрытия.
Контроль и приемка
Каждый коленчатый вал, поступивший в гальванический цех
совместно с паспортом установленной формы, подвергается внеш-
нему осмотру и приемке. При этом особое внимание обращается
на чистоту механической обработки шатунной шейки, отсутствие
на ней рисок или забоин и царапин. Проверяется консервация, об-
щая чистота всего вала и точность заполнения паспорта. В случае
обнаружения дефектов вал отправляют в моторный цех для их
устранения. Принятые к хромированию коленчатые валы подлежат
консервации в случае хранения их до начала обработки более 4 час.
68
Промывка
Поступивший на; хромирование вал промывают чистым бензи-
ном в ванночке, а внутренние его полости промывают струей бен-
зина под давлением из ручного насоса. После этого вал промыва-
ют в горячей воде и высушивают сжатым воздухом. Отверстие по-
дачи масла плотно заделывают свинцовой пробкой.
Зачистка приспособлений и подготовка ванны
Одновременно с началом подготовки вала тщательно зачищают
все контактные поверхности подвески, анода и штанг ванны. Эти
поверхности должны быть чистыми, без загрязнений и каких-либо
окислений. Внутреннюю поверхность анода зачищают до чистого
металлического блеска свинца при помощи щетки из кардоленты.
Необходимо помнить, что от тщательности выполнения этой опера-
ции, часто зависит качество хромирования и, в особенности, умень-
шение потерь электроэнергии.
•
Монтаж подвески и экрана щеки
Подвеска представляет собою разрезной стяжной хомут с дву-
мя приваренными к нему вертикальными штангами. Хомут наде-
вают на цилиндрическую часть носка коленчатого вала (рис. 28)
и стягивают стяжным болтом, болт затягивают крепко для обеспе-
чения хорошего контактирования. Как видно из рис. 28, с помощью
Рис. 28. Общий вид смонтированного коленчатого
вала с катодной подвеской и анодом.
69
подвески обеспечивают хромирование Вала в вертикальном поло-
жении. Для изоляции щеки от частичного отложения на ней хро-
ма, на ней монтируют и укрепляют резиновыми кольцами или дву-
мя скобками изолирующий экран, изготовленный из целлулоида
толщиной 0,5—1 мм.
Изготовить такой экран можно следующим образом: подогре-
вают бракованный вал до температуры 100—120°Ц и обертывают
горячую щеку листом целлулоида, в котором предварительно про-
резают отверстие для шатунной шейки. На горячей щеке целлу-
лоид легко деформируется и хорошо облегает ее.
Обезжиривание
Шатунную шейку при помощи волосяной щетки протирают ка-
шицей венской извести, а при ее отсутствии — кашицей кальцио-
нированной соды или гашеной известью, измельченной и очищен-
ной от грязи. Протирку производят трижды с промежуточной
обильной промывкой в воде. Если после этого на поверхности шей-
ки обнаружатся не смачиваемые водой места, что свидетельствует
о недостаточном обезжиривании, — необходимо дополнительно
протереть шейку до полного удаления дефекта.
Монтаж анода и центрирующего устройства
Анод для хромирования шейки представляет собою цилиндр,
отлитый из чистого свинца. Для придания ему жесткости и хоро-
шей контактности, в нем залит из листовой 2 мм меди круглый
цилиндр, к которому и приварены медные кабели, подводящие
ток. Выходящие из анода концы медных кабелей изолируют на
высоту 100—150 мм листовым свинцом, устраняющим разъедание
меди в электролите. Два других свободных конца провода соеди-
няют вместе и приваривают к медной пластинке, которую в свою
очередь и присоединяют к анодной штанге ванны.
Внутренний диаметр анода растачивают на токарном станке
до размера 118 мм. Длина анода должна обеспечивать зазор меж-
ду щекой и верхней его поверхностью не менее 12 Мм для обеспе-
чения циркуляции электролита.
Вставляют шейку вала в анод, не касаясь его стенок, затем
надевают центрирующую текстолитовую шайбу кольцевой проточ-
кой на анод и закрепляют внизу фиксирующим стяжным хомути-
ком (детали подвески и анода см. на рис. 29); После чего следует
проверить точность установки анода в отношении шейки вала.
Промывка
Смонтированный вал совместно с подвеской и анодом обильно
промывают проточной холодной водой и быстро погружают в, ван-
ну электродекапирования.
Электродекапирование
Для обеспечения надлежащего сцепления хромового покрытия
с металлом шейки вала — вал обрабатывают обратным током в
хромовой ванне того же состава, что и для хромирования. Для
70
этойб смонтированный коленчйтый вал вешают в ванну, где Произ-
водится электродекапирование деталей, после чего его обрабаты-
вают при следующем режиме:
а) прогрев для принятия температуры ванны — 5 мин.,
б) температура ванны 56—58'Ц,
в) обратный ток Да == 30—35 а/дм2 при напряжении 6—7 в,
г) продолжительность обработки обратным током — 30 секунд.
Непосредственно из ванны декапирования вал переносят в ван-
ну хромирования.
В тех случаях, когда отсутствует отдельная ванна для декапи-
рования, его выполняют в основной ванне хромирования.
Рис. 20. Детали подвески, анода и центрирующего устройства для хроми-
рования шатунной шейки.
Хромирование
Хромирование вала производят при следующем режиме:
а) толчок прямого тока 70-—75 а/дм2, продолжительность 1 мин.,
б) рабочая плотность тока — 50 а/дм2 при напряжении 6—7 в,
в) температура электролита 56—58°Ц,
г) продолжительность процесса хромирования зависит от тре-
буемой толщины отложения с расчетом отложения в один час
0,05—0,06 мм на диаметр.
Рекомендуемый состав электролита хромовой ванны:
хромовый ангидрид СгО3 .............'220—260 г/л,
серная кислота H2SO4 ...... 2,2—2,8 г/л,
окись хрома (образующаяся в процессе работы ванны Сг2Оз) —
не более 10 г/л,
железо (накапливаемое электролитом) — допускается не более
15 г/л.
Фактически данные режима заносятся в виде показаний прибо-
ров в паспорт вала.
71
Промывка предварительная
По окончании хромирования вал с приспособлениями вынима-
ют из ванны и промывают в ванне улавливания хромового ангид-
рида.
Промывка чистовая
Производится горячей и холодной проточной водой до полного
удаления следов электролита.
Демонтаж приспособлений
Отвертывают стяжной болт хомута и снимают подвеску, после
чего, отвернув болт фиксирующего хомута, снимают хомут центри-
рующего устройства, анод и изолирующий экран.
Промывка в горячей воде
Для удаления следов электролита в местах расположения при-
способлений промывают коленчатый вал в ванне с горячей водой
и просушивают сжатым воздухом.
Термообработка
Для удаления возможного наводораживания слоя’ хрома и свя-
занной с этим водородной хрупкостью, коленчатый вал подверга-
ют термообработке в сушильном шкафу при температуре
200—'230°Ц в течение двух часов. Такой нагрев способствует ин-
тенсивному выделению водорода из хромового отложения.
Контроль хромового покрытия
Контроль состоит из:
а) Внешнего осмотра качества осадка на предмет отсутствия
на нем: включений, загрязнений, пригаров, вспучивания, непокры-
тых участков, шероховатых отложений в виде выступающих то-
чек и питингов; цвет осадка должен быть без загара.
б) Замера наружной поверхности шейки после хромирования и
определения толщины слоя хрома.
Данные промеров заносят в соответствующие графы паспорта.
В случае плохого качества осадка вал подвергают повторному
хромированию, согласно указаний, приведенных ниже.
4. механическая обработка хромированной шейки
КОЛЕНЧАТОГО ВАЛА
Отхромированный и термически обработанный коленчатый вал
вместе с оформленным паспортом поступает в механический цех
для обработки поверхности шатунной шейки.
При наличии шлифовального станка или приспособленного для
этой цели токарного станка, шейку шлифуют и притирают в соот-
ветствии с указаниями, изложенными в разделе 2 главы 5.
В случае отсутствия станка, обработку (притирку) шейки про-
изводят вручную.
72
В тех случаях, когда качество хромового покрытия хорошее, а
овальность и конусность шейки не превышают допустимые преде-
лы, шейку нетрудно притереть чугунным притиром с пастой ГОИ
до придания ей безукоризненно гладкой, полированной поверхно-
сти. Процесс притирки аналогичен описанному в разделе 2.
Необходимо иметь в виду, что вывести овал или конусность
хромированной шейки (если таковые превышают допустимые1 раз-
меры) путем притирки практически не представляется возможным.
Это следует учитывать и до хромирования обрабатывать шейку с
наименьшими овалами и конусностью.
Если овальность и конусность почему-либо незначительно пре-
вышают (например на 0,01—0,02 мм) допустимые пределы, а соот-
ветствующее оборудование отсутствует, допускается ручная вы-
водка овала и конусности при помощи брусков типа Арканзас с
обязательной последующей тщательной доводкой чугунным при-
тиром.
Контроль качества
Отполированную шатунную шейку подвергают окончательному
контролю на предмет определения чистоты обработки поверхно-
сти хрома, отсутствия дефектов: непокрытых участков на шейке,
отставания (откола) хрома и т. д.
П римечание. Чистоту поверхности контролируют с помощью лупы
40—60-кратного увеличения и путем сравнения со специально изготовленным
эталоном, после чего производят промер геометрических размеров шейки. До-
пуск на овал и конусность — см. технические условия в разделе 1 настоящей
главы.
Промеры окончательно принятого коленчатого вала записывают
в дефектную ведомость в графе «После ремонта» и в паспорт.
Примечание. Паспорт на хромированный коленчатый вал хранят в де-
ле мотора.
5. ПОВТОРНОЕ ХРОМИРОВАНИЕ КОЛЕНЧАТОГО ВАЛА
К повторному хромированию, шатунной шейки коленчатого ва-
ла приходится прибегать в следующих случаях:
а) когда качество покрытия неудовлетворительно вследствие
нарушения режима, состава ванны или перерывов подачи электро-
энергии;
б) когда хромовое покрытие сработалось на поверхности общей
площадью более 10% всей поверхности шейки;
в) после отработки ресурса при очередном ремонте: на покры-
тии имеются дефекты хрома, глубокие риски, надиры и т. д.;
г) если при механической обработке на станке или вручную бы-
ли нанесены повреждения или другие дефекты на поверхность
хрома.
Во всех перечисленных случаях при проведении повторного
хромирования следует придерживаться следующей последователь-
ности:
?3
1) Удалить хромовое покрытие. При снятии xpd-
мового покрытия главное внимание необходимо обратить на недо-
пустимость какого бы то ни было растравливания или корродиро-
вания основного металле шейки под действием обратного тока.
Рекомендуется снимать хромовое покрытие в щелочном 2—3%
растворе NaOH. Для этого коленчатый вал вместе со стальным
или железным анодом вешают в ванну с этим раствором и подвер-
гают действию обратного тока, т. е. коленчатый вал служит анодом.
Режим анодирования: плотность тока DK = 20 а/мд2, Тн = 70—
80°Ц, время выдержки в ванне — до удаления хрома.
Необходимо периодически вынимать коленчатый вал и осмат-
ривать его, чтобы установить момент окончания процесса снятия
хрома и отсутствие травления самой шейки.
2) Вынуть коленчатый вал и тщательно промыть в горячей и
холодной проточной водах и просушить сжатым воздухом.
3) После удаления хрома, перед повторным хромированием ша-
тунная шейка должна быть тщательно подготовлена путем меха-
нической обработки, в большинстве случаев — полировкой. Никакие
дефекты, особенно коррозия или разъедание участков на шейке (при
снятии хрома) — не допускаются.
4) Подготовленная механической обработкой шейка подвергает-
ся повторному хромированию по технологии, изложенной в раз-
деле 3.
Следует помнить, что в случае снятия хрома в электролите
обратным током необходимо следить за моментом окончания уда-
ления хрома и ни в коем случае не допускать травления материала
шейки вала, так как это может повлечь за собою уменьшение уста-
лостной прочности шейки коленчатого вала, что совершенно недо-
пустимо.
Необходимо отметить, что соблюдение последовательности опи-
санной технологии и выполнение полного объема работы по -каж-
дому элементу обеспечивают надлежащее качество покрытия.
6. МОНТАЖ И ИСПЫТАНИЕ МОТОРА С ХРОМИРОВАННЫМ
КОЛЕНЧАТЫМ ВАЛОМ
Монтажные зазоры кривошипно-шатунного механизма и всего
мотора в целом сохраняют те же, что для нехромированных колен-
чатых валов.
Технология монтажа кривошипно-шатунного механизма, а равно
И сборка всего мотора, ничем не отличаются от технологии сборки
обычного мотора.
На время приработки мотора с'хромированным коленчатым ва-
лом рекомендуется установить повышенное давление масла в
маслосистеме — 6,5—7 ат.
В остальном приработка мотора происходит так, как и для
нехромированных коленчатых валов.
Первые моторы с хромированными шатунными шейками подвер-
гают контрольной переборке после испытания. Количество разби-
раемых моторов и продолжительность дополнительного испытания
74
мотора, на эксплоатационной мощности устанавливают в соответ-
ствии с указанием главного инженера гражданского воздушного
флота № 69 от 29 декабря 1945 г.
При контрольной переборке обратить внимание на прилегание
втулки главного шатуна к шейке коленчатого вала, которое опре-
деляют по блеску поверхности шейки. Если окажется, что прилега-
ние неравномерное, измеряют шейку коленчатого вала и при необ-
ходимости доводят ее притиркой. Риски на шейке вала должны
быть зачищены, а на втулке — заполированы гладилкой. Зачистка
рисок на свинцовистой бронзе втулки шабером, категорически
запрещается.
Мотору устанавливают межремонтный срок работы (ресурс)
согласно приказу № 136 от 22 апреля 1946 г.
О постановке на мотор коленчатого вала с хромированной ша-
тунной шейкой отмечают в формуляре мотора, в разделе XI, где
указывают, какого ресурса поставлены коленчатый вал и втулка
главного шатуна (1, 2 или 3-го).
Литература, использованная при написании выпуска № 4
1. Авиационный мотор Мт-63. Воениздат, 1940.
2. Н о в а к Д. А., Сеничкин Г. В. Авиационный мотор АШ-82. Воен-
издат НКО, 1945.
3. Б о ч в а р А. А. Металловедение. Металлургиздат, 1945.
4. Информационный сборник ВИАМ №?8. 1935 г.
5. Применение 'цветных сплавов в авиамоторостроении. «Труды ЦИАМ».
Сборник № 9, 1940 г.
6. Журн. «Заводская лаборатория», № 6, 1946 г. Статья В. С. Р ж е з н и-
кова и Я. Б. Фридмана «Механические свойства и диаграммы механиче-
ского состояния антифрикционных сплавов»
7. Б. И. 3 у б о в и ч, А. И. Комаров. Заливка подшипников. ОНТИ
НКТП СССР, 1936.
8. 3 и н о в ь е в В. С. Справочник по авиационным материалам, 1944.
9. Справочник по авиационным материалам ВИАМ, ч. II, 1942.
10. Стандартные методы испытания авиационных металлических материалов.
1943.
И. Орлов П. И. Конструкция авиационных двигателей. Оборонгиз, 1940.
12. О р л о в П. И. Смазка легких двигателей. ОНТИ, 1937.
13. Суперфиниш. Сборник статей под редакцией проф. А. В. Панкина,
Госиздат, оборон, пром., 1940.
14. Жури. «Мес да n ical Engineering^, 1943 г., май. «Окончательная обра-
ботка поверхности коренных шеек».
15. Л. Арчбютт и Р. М. Дилей. Трение, смазка и смазочные материалы.
ОНТИ НКТП СССР, 1934.
16. Рев о В. Д. Работа авиационных двигателей на маслах, разжиженных
бензином. «Труды ЦИАМ». Госиздат, оборон, пром., 1944.
17. Бюллетень № 10 РТУ Аэрофлота. Указание по предупреждению дефектов
мотора АШ-62ИР, РИО Аэрофлота, 1946
18. Мотор М-82. Руководство по ремонту. Оборонгиз, 1943.
19. Эксплоатациоино-ремонтные бюллетени завода имени Сталина № 15, 30,
48, 61, 62.
20. Технический отчет РТО НИИ ГВФ «Изучение причин, влияющих на
износ и разрушение втулок главного шатуна мотора АШ-62ИР» Март 1946 г
21. Технический отчет РТО НИИ ГВФ «Восстановление подшипников глав-
ных шатунов моторов Пратт Уитней свинцеванием, нитрованием и термической
обработкой». Октябрь 1946 г.
22. Инструкция РТО НИИ ГВФ о восстановлении коленчатых валов мотора
АШ-62ИР хромированием, август 1946 г.
23. Ш л е з и н г е р Г. Качество поверхности. Машгиз, 1947.
24. А. П. Каширин. О качестве поверхности деталей машин Машгиз, 1947.
25. Восстановление подшипников авиационных моторов перезаливкой свинцо-
вистой бронзы методом купанья. ЦНЭБ ВВС ВС СССР, 1948.
Приложение 1
Паспорт на хромированный холенчатый вал №мотсра АШ-62ИР №
1. Промер шатунной шейки коленчатого вала
Допустимые раз- 1 меры До ре- монта После ремонта После хро- мирования (до механи- ческой об- работки) После механи-
мин. макс. Промеры ческой обработ- ки
82,00 0,00 0,00 0,00 0,00 Пром 2. Тое 82,42 0,02 0,03 0,015 0,02 ео произ! I п 1-й промер о 2-й промер я 3-й промер с Овал II п 1-й промер о 2-й промер я 3-й промер с Овал III п 1-й промер о 2-й промер я 3-й промер с Овал до хроми] после хромпрова Конус до хроми после хромиров золил зевания НИЯ рования ан ия
буемая толщина слоя хоома (на сторону)
3. Фактический режим хромирования. (п одпись)
Дата Время хро- мирования Сила тока, а Напряже- ние, в Температу- ра электро- лита, СЦ Термообра- ботка При- меча- ние
час. мин. время тем- пера- тура
4. Качество покрытия_____________________________________________
Мастер гальванического цеха
Мастер ОТК_____________________________________________
(Хранится в деле мотора.)
77
П р и л о ж'е н и е 2
Рис. 30—38. Приспособление для шлифова ния шатунной шейки коленчатого вала
АШ-62ИР на токарном ^станке:
1—щека; 2—стакан; 3—передний центр; 4—задний центр; 5—задняя распорка;
6—распорная муфта; 7—передняя пята; 8—задняя пята; 9—припорный винт (пять),
10—пятка (две); 11—передняя распорка.
Передний центр дет.З Задний центр детД
79
Задняя гаспорка
гмги
80
Передняя пята дет.7
Прижимной бинт
дет 9
Пятка
дет 10
Материал "т К
Кол 5
М2-1
Материал /юггунь
Кол. 2
Передняя распорки
И
УЗ .
Сеярче поА-А
мм
Материал cm U5
Кал.1
81
Приложение 3
Рис. 39. Подвеска для хромирования коленчатого вала мотора АШ-62ИР.
82
Рис. 40. Анод для хромирования коленчатого вала мотора АШ-62.
ОГЛАВЛЕНИЕ
Предисловие 2
I. Конструктивные и технологические особенности кривошипного узла
мотора АД1-62ИР :.......................................................3
1. Коленчатый вал .............................................. —
2. Главный шатун................................................ 5
3. Втулка главного шатуна и детали маслоуплотнения . . Ь
4. Свинцовистая бронза БрС-30 как материал для подшипников 7
1) Требования, предъявляемые к антифрикционным сплавам
2) Характеристика свинцовистой бронзы1 БрС 30 . . 8
II. Статистические данные об износах в эксплоатации коленчатых валов и
втулок главных шатунов .... . —
1. Причины поступления моторов в ремонт . 9
2. Износ шатунных шеек коленчатых валов новых моторов 12
3. Износ втулок главных шатунов новых моторов. .15
4. Увеличение зазора между втулкой главного шатуна и шатунной
шейкой вала за время эксплоатации мотора между ремонтами 16
III. Факторы, влияющие на работоспособность втулки главного шатуна 20
1. Геометрическая форма шейки вала, втулки и монтажный зазор 23
2. Способы обработки трущихся поверхностей . 25
3. Условия смазки...................... 27
1) Влияние загрязнений масла 28
2) Основные причины загрязнения масла . . 29
а) Недостаточная промывка мотора при ремонте —
б) Загрязнение масла в процессе эксплоатации 30
3) Температурный режим масла .
4) Холодный запуск , . 32
5) Влияние нагрузки и скорости . . 33
4. Выводы : : ... .35
IV Ремонт и восстановление втулки главного шатуна . . —
1. Дефекты и причины, вызывающие разрушение втулки главного
шатуна :.........................• 37
1) Нарушения технологии ремонта ... .
2) Эксплоатаиионные [ричины ... .39
3) Производственные (заводские) дефекты 40
а) Качество свинцовистой бронзы
б) Выпотевание свинца из свинцовистой бронзы . 49
в) Наклеп на наружной стальной поверхности втулки 50
г) Ослабление посадки втулки........................51
84
2. Повышение работоспособности и восстановление втулки главного
шатуна методом свинцевания и индирования рабочей поверхности 52
1) Подготовка поверхности втулки .53
2) Свинцевание втулки ... ... 55
3) Индироваиие ..... . . —
4) Термическая обработка .... . . 56
5) Исправление недоброкачественной втулки . 57
3. Восстановление подшипников методом купания . 58
V. Восстановление коленчатого вала хромированием шатунной шейки . 59
1. Технические условия . ..............................64
1) Подготовка вала к хромированию ...
2) Хромирование и состояние хромового покрытия 65
2. Подготовка коленчатого вала под хромирование . 66
1) Дефектация коленчатого вала .. . —
2) Выводка овала и конусности . . —
3) Контроль.................................. . 68
3. Технологический процесс хромирования . —
1) Контроль и приемка .' . . —
2) Промывка ..................................... . . 69
3) Зачистка приспособлений и подготовка ванны —
4) Монтаж подвески и экрана щеки . . —
5) Обезжиривание . .... 70
6) Монтаж анода и центрирующего устройства . —
7) Промывка ........................................... . —
8) Электродекапирование . —
9) Хромирование .... 71
10) Промывка предварительная . .72
11) Промывка чистовая .
12) Демонтаж приспособлений
13) Промывка в горячей воде
14) Термообработка ....
15) Контроль хромового покрытия
4. Механическая обработка хромированной шейки коленчатого вала.
1) Контроль качества ... 73
5. Повторное хромирование коленчатого вала......................—
6. Монтаж и испытание мотора с хромированным коленчатым валом . 74
Литература, использованная при написании выпуска № 4 . 76
Приложение 1. Паспорт на хромированный коленчатый вал ... 77
Приложение 2. Приспособление для шлифования шатунной шейки колен-
чатого вала АШ-62ИР на токарном станке . 78
Приложение 3. Подвеска для хромирования коленчатого вала мотора
АШ-62ПР ... 82
Приложение 4 Анод для хромирования коленчатого вала мотора АШ-62 83
Прежде, чем пользоваться книгой, внесите следующие
исправления:
Страница Строка Напечатано Должно быть
9 20-я снизу являющимися призна- ками являющемуся призна- ком
20 1-я сверху (см. табл. 6) (см. рис. 6)
43 Подпись к рис. 17 Микроструктура втул- ки мотора 6210799 с максимально высажен- ной ликвацией свинца. Микроструктура втул- ки мотора 6210799 с ликвацией свинца.
45 2-я сверху 200 мм 20 мм
Выпуск составили инженеры:
Бейлин Л А., Михайлов К. Т. и Жукова А. А.
Редактор В. А. Барышев.
Печ. листов 5,5
Подписано к'печати 5.1.49 г.
Уч.-изд. л. 5,93.
Зак. РИО 1479
ГЮ02Э Тип. РИО Аэрофлота. Москва, Староианский, 5.
Зак. 1574