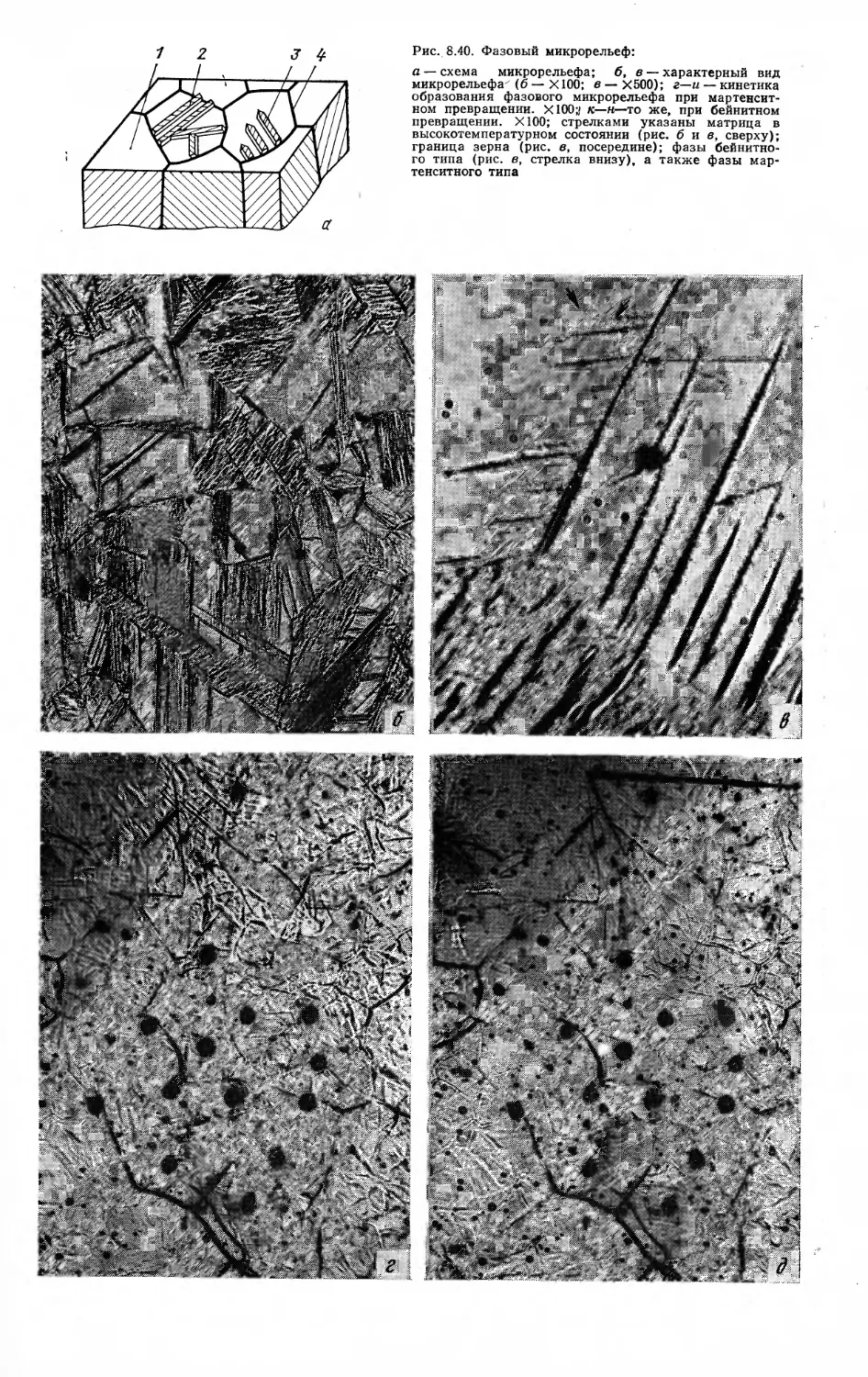
/







































































































































































































































































Текст
АЛ ЕЖОВ
MJtMAPECEB
изломы
КОНСТРУКЦИОННЫХ
СТАЛЕЙ
Л. П. ГЕРАСИМОВА, А. А. ЕЖОВ, М. И. МАРЕСЕВ
ИЗЛОМЫ
КОНСТРУКЦИОННЫХ
СТАЛЕЙ
(ЯМИИ
МОСКВА МЕТАЛЛУРГИЯ 1987
УДК 620.184.6(083)
Рецензенты: канд. техн, наук О. В. Букатин и канд. техн, наук Т. А. Гордеева
УДК 620.184.6(083)
Изломы конструкционных сталей: Справ, изд. Герасимова Л. П., Ежов А. А., Ма-
ресев М. И. М.: Металлургия, 1987. 272 с.
Обобщены и систематизированы данные о видах изломов, а также характерных,
дефектах литых и катаных конструкционных сталей. Показано влияние металлургиче-
ских и технологических факторов на структуру изломов. Освещена методика проведе-
ния фрактографических исследований. Впервые представлены результаты исследова-
ний структурных особенностей зарождения и развития разрушения методами темпе-
ратурной микроскопии. Книга содержит богатый иллюстрационный материал.
Для инженерно-технических работников и специалистов металлургической, машино-
строительной, судостроительной и других отраслей промышленности, занимающихся
изучением качества металла. Ил. 255. Табл. 9. Библиогр. список: 400 назв.
Справочное издание
Лилия Петровна ГЕРАСИМОВА,
Анатолий Александрович ЕЖОВ,
Михаил Иванович МАР ЕС ЕВ
ИЗЛОМЫ КОНСТРУКЦИОННЫХ СТАЛЕЙ
Редактор издательства Л. М. Гордон
Художественный редактор Ю. И. Смурыгин
Технический редактор Н. А. Сперанская
Корректор Ю. И. Королева
ИБ № 2886.
Сдано в набор 22.05.86. Подписано в печать 08.12.86. Т-24506. Формат бумаги 70Х1081/1б- Бумага
кн.-журнальн. № 2. Гарнитура литературная. Печать высокая. Усл. печ. л. 23,8. Усл. кр.-отт. 23,8.
Уч.-изд. л. 28,94. Тираж 5280 экз. Заказ 531. Цена 1 р. 90 к. Изд. № 1170.
Ордена Трудового Красного Знамени издательство «Металлургия», 119857, ГСП, Москва, Г-34.
2-й Обыденский пер., д. 14.
Владимирская типография Союзполиграфпрома при Государственном комитете СССР
по делам издательств, полиграфии и книжной торговли
600000, г. Владимир, Октябрьский проспект, д. 7.
2605000000—036 м оп
Г-------------- 56—об
040(01)—87
© Издательство «Металлургия», 198Z
ОГЛАВЛЕНИЕ
Предисловие.............................................................. 4
1. Общие сведения об изломах.............................................. 5
Библиографический список........................................ . . 18
2. Изготовление и хранение изломов........................ . . . 19
2.1. Способы получения изломов технологических проб и ударных образцов .. 19
2.2. Очистка поверхности изломов и их консервация............................21
Библиографический список..................................................22
3. Фотографирование изломов............................................... 22
3.1. Плоское изображение . 23
3;2. Объемное изображение . ............................................ 26
Библиографический список................................................33
4. Методы исследования изломов............................................ 33
4.1. Оптические методы.................................................... 33
4.1.1. Исследование макроскопического строения изломов.......................33
4.1.2. Изучение микростроения изломов...................................... 33
4.2. Специальные оптические методы исследования строения изломов ... 42
4.2.1. Стереоскопические методы............................. 42
4.2.2. Стереологический метод ...............................................43
4.2.3. Метод оптико-структурного машинного анализа (ОСМА) ..... 44
4.2.4. Измерение геометрических параметров изломов по голографическим изо-
бражениям ................................................................ 45
4.3. Методы количественной оценки строения изломов..........................48
4.3.1. Неавтоматизированные методы...........................................49
4.3.2. Автоматизированные методы.............................................55
4.4. Основные физические методы ............................................61
4.4.1. Рентгеноспектральный микроанализ (РСМА)............................ 63
4.4.2. Оже-электронная спектроскопия ..................................67
4.4.3. Электронная спектроскопия для химического анализа................... 70
4.4.4. Масс-спектрометрия вторичных ионов ................................70
4.4.5. Оптический эмиссионный спектральный микроанализ..................... 70
4.4.6. Ядерный гамма-резонанс (ЯГР)..........................................72
4.5. Исследование структуры стали при изучении природы разрушения . 73
4.5.1. Исследования макроструктуры...........................................73
4.5.2. Исследования микроструктуры.......................................й 74
4.5.3. Исследование тонкой структуры ........................................75
Библиографический список............................................. 77
5. Применение фрактографии для оценки качества стали.........................33
5.1. Фрактографические способы определения критической температуры хрупко-
сти (КТХ) стали............................................................ 83
5.1.1. Определение КТХ по изломам ударных образцов...........................83
5.1.2. Определение КТХ по изломам технологических проб * » 88
5.1.3. Другие способы определения КТХ........................................90
5.2. Оценка влияния включений на разрушение................................ 90
5.2.1. Измерение геометрических параметров включений................... . до
5.2.2. Анализ природы неметаллических включений..............................94
Библиографический список................................................98
6. Виды изломов конструкционных сталей.................................. 93
6.1. Классификация изломов по морфологии поверхности разрушения ... 93
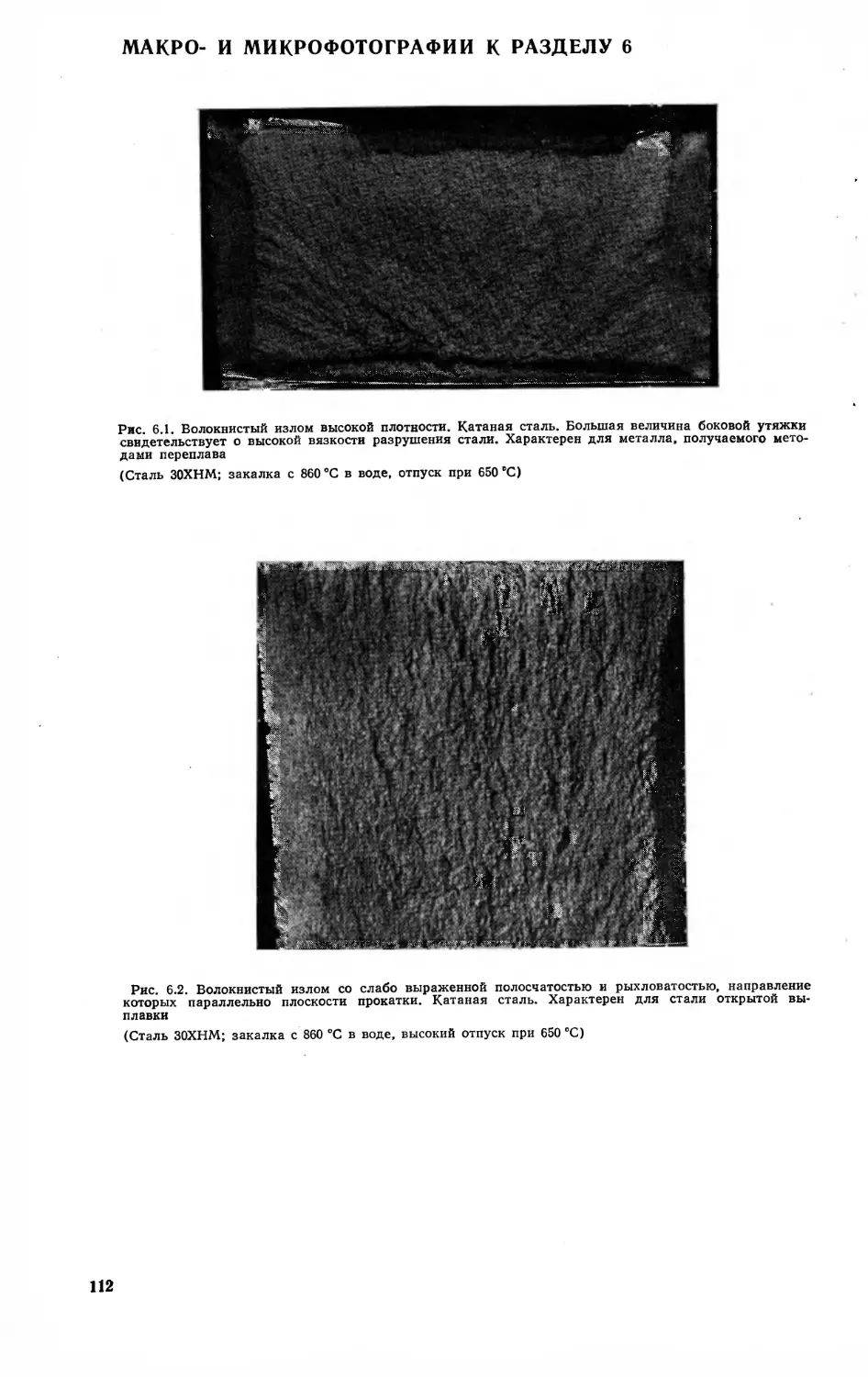
6.2. Волокнистые и кристаллические изломы....................................93
6.3. Изломы, обусловленные неоднородностью в строении металла .... 102
6.3.1. Изломы, обусловленные химической микронеоднородностью . . . ,
6.3.2. Изломы, обусловленные химической макронеоднородностью . . . • ЮЗ
6.3.3. Изломы, обусловленные воздействием на металл высоких температур . 104
6.4. Проявление несплошностей металла в изломах..................... . • 107
Библиографический список..............................................• щ
7. Рекомендуемые схемы исследований качества стали по изломам технологиче-
ских проб и ударных образцов..........................„.....................174
8. Разрушение сталей при растяжении (метод температурной микроскопии) .
8.1. Возможности метода и используемая аппаратура...........................176
8.2. Методические особенности исследования процессов деформирования и раз-
рушения....................................;•••*„...........................180
8.3. Сочетание методов температурной и электронной микроскопии . . . * ^4
8.4. Классификация основных видов микрорельефов поверхности металлов .
8.4.1. Виды микрорельефов....................................................187
8.4.2. Примеры использования метода температурной микроскопии при исследо-
вании разрушения конструкционных сталей . ..............• 189
Библиографический список . . ................................. . jgj
Приложение ..................................................... .... 238
Перечень рекомендуемой литературы.........................г 265
Предметный указатель...................................................272
I *
3
ПРЕДИСЛОВИЕ
Важнейшей народно-хозяйственной задачей, стоящей перед машиностроителями и ме-
таллургами в свете решений XXVII съезда КПСС, является существенное повышение
качества металлоизделий и надежности их в условиях эксплуатации.
Одним из объективных и информативных способов оценки качества металла яв-
ляется фрактография, т. е. фиксация и изучение поверхности разрушения (излома).
Использование для этой цели новых структурных, физических и голографических ме-
тодов анализа, а также современного оборудования позволило с большой степенью
достоверности выявить причины нестабильности или снижения качества металлопро-
дукции, а следовательно, и разрабатывать пути их улучшения. За последние годы в
этой области накоплен значительный опыт.
Исследование изломов позволяет не только отбраковывать некондиционный металл,,
но и выявлять отклонения его качества от нормы на различных этапах технологиче-
ских процессов. Поэтому метод оценки качества металла по изломам с учетом новей-
шего технического оснащения находит в настоящее время широкое применение в про-
изводственных условиях.
В то время как вопросам исследования изломов металлических материалов, об-
разующихся в процессе эксплуатации деталей, посвящено большое количество отече-
ственных и зарубежных публикаций, фрактографические исследования качества метал-
ла на различных переделах металлургического производства освещены в литературе
недостаточно и не систематизированы, между тем систематизация научных и опытных
данных именно в этом направлении имеет первостепенное значение для понимания яв-
лений, связанных со сложной термической обработкой, и для обеспечения стабильности’
качества металла.
В предлагаемом справочнике авторы поставили задачу обобщить и систематизи-
ровать сведения об изломах конструкционных сталей и методах их изучения, а также
рассмотреть методические особенности исследования изломов однотипных стандартных
технологических проб и ударных образцов, полученных в одинаковых условиях при
однократном изгибе и специально предназначенных для оценки качества конструкци-
онных сталей. Это позволяет строго сопоставлять результаты фрактографических ис-
следований.
В книге рассматриваются как традиционные фрактографические методы исследо-
ваний, находящие широкое применение в практике работы научно-исследовательских
учреждений и заводских лабораторий, так и новые оптические и физические методы
фрактографических исследований, плодотворно развиваемые в последние годы.
В связи с тем, что исследование поверхности разрушения, являющейся конечным:
продуктом разрушения, не всегда позволяет однозначно установить структурный ис-
точник зарождения разрушения, в книге рассмотрен также перспективно развиваю-
щийся метод исследования кинетики зарождения и развития разрушения в сталях и
сплавах — метод температурной микроскопии.
В связи с широким кругом рассматриваемых вопросов данный справочник не пре-
тендует на исчерпывающую полноту представленного материала. Учитывая обшир-
ность рассматриваемой темы и сложность затронутых вопросов, авторы будут весьма
признательны читателям, которые пришлют свои замечания и предложения.
Раздел 6 написан в соавторстве с Л. С. Левиным, Ю. П. Гуком, А. М. Каток;
раздел 8 — при творческом участии Ю. П. Гука, Н. Ф. Касаткиной, В. А. Давыдовой.
В подборе иллюстративных материалов для справочника принимали творческое
участие Л. С. Левин, А. М. Каток, Р. М. Бродская, И. И. Славина, С. С. Смоленский»
Авторы выражают благодарность А. Е. Проворной, Л. П. Стегаловой, Г. Н. Ка-
саткину, А. А. Мельниковой, Л. И. Берштейну, Э. А. Магиной, В. Ф. Золотаревой^
С. А. Лосиевской за представленные иллюстративные материалы.
1. ОБЩИЕ СВЕДЕНИЯ ОБ ИЗЛОМАХ [1—3]
Излом — это поверхность разрушения твер-
дого тела. Излом технологической
пробы (ударного образца) представляет
собой поверхность раздела, получаемую путем
разрушения изгибом надрезанных проб (об-
разцов).
Строение излома показано на рис. 1.1.
Участок излома, в котором произошло за-
рождение трешины, называют очагом раз-
рушения.
Участок излома, прилегающий к очагу за-
рождения трещины, называют зоной за-
рождения трещины.
Участок излома, находящийся вдали Ьт оча-
га зарождения трещины, называют зоной
развития трещины.
Участок излома, прилегающий к окончанию
трещины у поверхности образца, противопо-
ложной очагу зарождения трещины, называют
зоной д о л о м а.
Утяжка излома оценивается величиной
максимальной деформации по двум боковым
плоскостям, параллельным направлениям при-
ложенного усилия; измеряется в миллиметрах;
зависит от абсолютных размеров образца, от-
ношения его ширины к высоте, механических
свойств металла и температуры испытания.
Различают трещины первичные, т. е.
распространяющиеся из очага разрушения н
образующие поверхность разрушения, и в то-
р и ч н ы е, т. е. распространяющиеся из от-
дельных центров разрушения, расположенных
на поверхности излома. Вторичные трещины
являются поперечными по отношению к пло-
скости первичного излома.
Поверхность разрушения характеризуется
наличием следующих элементов: фасетки
(рис. 1.2), ямки (рис. 1.3), ступеньки (рис.
1.4, а), ручьистый узор (рис. 1.4, б, в), язычки
(рис. 1.4, г), гребни отрыва (рис. 1.5).
Для описания микростроения изломов ис-
пользуются следующие понятия.
Скол — механизм хрупкого разрушения:
разделение металла по плоскостям, совпа-
дающим с кристаллографическими плоско-
стями зерен (внутризеренный скол) или плос-
кими участками границ зерен (межзерен-
ный скол). Характеризуется поверхностью раз-
рушения, состоящей из фасеток, соизмеримых
е размерами зерен и практически не имеет
признаков пластической деформации (рис.
1.6, а).
Квазискол — механизм внутризеренного
квазихрупкого разрушения, характеризующий-
ся разделением металла по плоскостям, не со-
впадающим с кристаллографическими плоско-
стями зерен. Характеризуется поверхностью
разрушения, состоящей из фасеток, имеющих
размеры меньше размеров зерен, со слабо вы-
раженными признаками локальной пластичес-
кой деформации (рис. 1.6, б, в).
Слияние микропустот — механизм
внутризеренного или межзеренного вязкого
разрушения, характеризующийся разделением
металла путем зарождения, роста и слияния
микропор при пластическом течении металла.
Характеризуется поверхностью разрушения,
имеющей ямочный микрорельеф с разной сте-
пенью развития ямок и значительной пласти-
ческой деформацией всей поверхности (рис.
1.6, г, д).
По связи с элементами структуры изломы
делятся на внутр и зеренные (рис. 1.7)
и межзеренные (рис. 1.8).
В практике различают:
Смешанный излом — поверхность
разрушения, представляющая собой сочетание
двух и более видов изломов по морфологии
макростроения (рис. 1.9) или элементов мик-
ростроения (рис. 1.10).
Переходный излом (рис. 1.11), ча-
стный случай смешанного излома, — поверх-
ность разрушения, представляющая собой со-
четание волокнистого и кристаллического из-
ломов, переходящих из одного в другой в
зависимости от температуры испытаний при
неизменном качестве металла.
Дефект в изломе — дефект строения
металла, проявляющийся на поверхности раз-
рушения и снижающий свойства металла (рис.
1.12).
Для описания геометрии строения излома
используются следующие понятия:
— однородный по макрогеомет-
рии — излом характеризующийся морфологи-
чески единой поверхностью разрушения (без
геометрических зон, различающихся по рель-
ефу) (рис. 1.13, а, б);
Рис. 1.1. Строение излома:
а — вид излома; б—схема элементов излома; 1 — очаг разрушения; 2— зона зарождения трещины;
3 — зона развития трещины; 4 — утяжка излома; 5 — зона долома
7 2
5
Рис. 1.2. Фасетки — элементы поверхности разрушения, имеющие слабо развитый микрорельеф и
четкие границы; в пределах фасетки разрушение развивается в одном направлении. В световом
микроскопе фасетки выглядят как блестящие участки, в РЭМ и ПЭМ — как участки одинакового
цвета (степени почернения). Наблюдаются при межзеренном хрупком и вязком или внут.ризеренном
хрупком и квазихрупком разрушении:
а, б — фасетки скола (а — ПЭМ. Х1200; б — РЭМ.
Х1000); значительно превосходят по размерам фа-
сетки других типов, имеют неправильную форму и
четкие границы, образованные ступеньками скола, а
также характерные элементы строения — ручьистый
узор, язычки; наблюдаются при внутризеренном хруп-
ком разрушении; в, г — фасетки квазискола (в —
ПЭМ. Х1200; г—РЭМ. Х3000); имеют малые размеры
(значительно меньше, чем размеры зерна) и нечеткие
границы, окаймленные гребнями отрыва; по строению
поверхности сходны с фасетками скола; наблюдаются
при внутризеренном квазихрупком разрушении на
отдельных участках поверхности излома, граничащих
с участками вязкого разрушения; д — фасетки меж-
зеренные. РЭМ. Х800; образуются в результате раз-
рушения по границам зерен; представляют собой мно-
гогранники; площадь их заметно меньше размеров
зерен, поверхность межзеренных фасеток менее плос-
кая, чем фасеток других типов; границами межзе-
ренных фасеток являются ребра, образованные сты-
ками граней зерен.
6
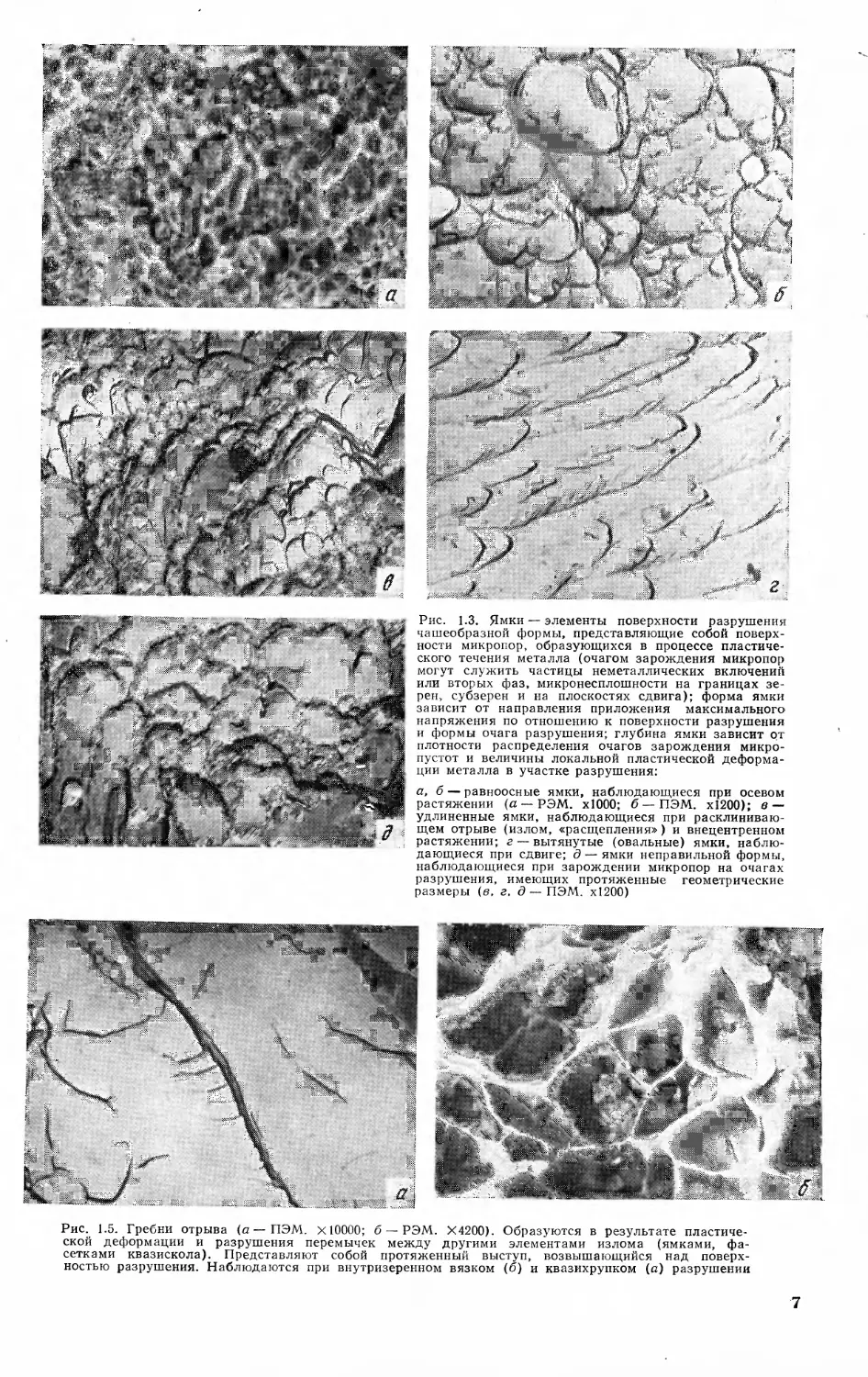
Рис. 1.3. Ямки — элементы поверхности разрушения
чашеобразной формы, представляющие собой поверх-
ности микропор, образующихся в процессе пластиче-
ского течения металла (очагом зарождения микропор
могут служить частицы неметаллических включений
или вторых фаз, микронесплошности на границах зе-
рен, субзерен и на плоскостях сдвига); форма ямки
зависит от направления приложения максимального
напряжения по отношению к поверхности разрушения
и формы очага разрушения; глубина ямки зависит от
плотности распределения очагов зарождения микро-
пустот и величины локальной пластической деформа-
ции металла в участке разрушения:
а, б — равноосные ямки, наблюдающиеся при осевом
растяжении (а — РЭМ. хЮОО; б — ПЭМ. х!200); в —
удлиненные ямки, наблюдающиеся при расклиниваю-
щем отрыве (излом, «расщепления») и внецентренном
растяжении; г — вытянутые (овальные) ямки, наблю-
дающиеся при сдвиге; д — ямки неправильной формы,
наблюдающиеся при зарождении микропор на очагах
разрушения, имеющих протяженные геометрические
размеры (в. г. д — ПЭМ. х!200)
Рис. 1.5. Гребни отрыва (а—ПЭМ. X10000; б — РЭМ. Х4200). Образуются в результате пластиче-
ской деформации и разрушения перемычек между другими элементами излома (ямками, фа-
сетками квазискола). Представляют собой протяженный выступ, возвышающийся над поверх-
ностью разрушения. Наблюдаются при внутризеренном вязком (б) и квазихрупком (а) разрушении
7
Рис. 1.4. Ступеньки, ручьистый узор и язычки:
а—ступенька; представляет собой элемент поверхности хрупкого или квазихрупкого разрушения,
уровнях; может возникать также в результате скола вдоль границ микродвойников, может быть
фасеток скола (ступеньки скола). Наблюдается при внутризеренном хрупком разрушении;
скола и квазискола, образующийся в результате разрушения перемычек между фасетками, распо
ляет собой систему сходящихся ступенек скола, возникающую в плоскости скола и расположенную
ручьистом узоре соответствует направлению распространения трещины; частный случай ручьистого
пределах фасетки скола или квазискола; наблюдается при внутризеренном хрупком или квазихруп
г — язычки (показаны стрелкой. ПЭМ. х1500) — элементы строения поверхности фасеток скола
поверхности раздела матрица—двойник; наблюдается при внутризеренном хрупком или квазихруп
8
РЭМ. х800. Образуется при соединении двух поверхностей разрушения, расположенных на разных
прямолинейной или изогнутой формы; наиболее часто ступеньки проявляются при соединении двух
б, в — ручьистый узор (б — ПЭМ. х1500; в — РЭМ. хЗООО) — элемент строения поверхности фасеток
ложенными в близлежащих кристаллографических плоскостях, параллельных друг другу; представ-
под углом к направлению растягивающих напряжений; направление слияния ступенек скола в
узора — веерообразный, возникающий в том случае, если ступеньки скола сходятся в одной точке в
ком разрушении;
треугольной или трапециевидной формы, образующиеся в результате локального разрушения вдоль
ком разрушении
Рис. 1.6. Виды микростроения изломов:
а —скол (РЭМ. Х800); б, в — квазискол (б —ПЭМ. Х1000; в — РЭМ. Х1000) г, д — слияние мик-
ропустот (г —ПЭМ. X12000; д — РЭМ. 'Х7000)
10
Рис. 1.7. Внутризеренный излом (РЭМ. хЮОО):
а — хрупкий; представляет собой поверхность разрушения, образующуюся при разделении металла
по телу зерен путем скола; в изломе наблюдаются плоские участки — фасетки скола с характерным
строением; б — квазихрупкий; представляет собой поверхность разрушения, образующуюся при раз-
делении металла по телу зерен путем квазискола; в изломе наблюдаются плоские участки — фасет-
ки квазискола с характерным строением; в отличие от фасеток скола фасетки квазискола имеют
меньшую площадь и более развитый микрорельеф; в — вязкий; представляет собой поверхность
разрушения, образующуюся при разделении металла по телу зерен путем слияния микропустот;
наблюдаются участки с развитым микрорельефом — ямки и гребни
11
Рис. 1.9. Смешанное макростроение излома. Технологические пробы. Литая (а, б) и катаная (в,
г) сталь:
а — шестоватое строение по периферии и кристаллическое в центральной зоне; б — кристаллическое
центральной части с участками шестоватого и дендритного строения по периферии излома;, в — фа-
волокнистого строения; г — шиферность на фоне волокнистого строения
Рис. 1.8. Межзеренный излом (РЭМ. xlOOO):
а — хрупкий; поверхность разрушения по границам зерен или субзерен, образующаяся без вовле-
чения в деформацию приграничных объемов металла; хрупкое межзеренное разрушение характе-
ризуется наличием фасеток, не имеющих признаков пластической деформации; б — вязкий; поверх-
ность разрушения по границам зерен, образующаяся путем слияния микропустот — ямок — при
вовлечении в деформацию приграничных объемов металла; при межзеренном вязком разрушении
поверхность зернограничных фасеток имеет ямочный микрорельеф
— неоднородный по макрогео-
метр и и —- излом, характеризующийся нали-
чием зон, отличающихся по макрорельефу.
Граница между зонами на макроуровне может
быть выделена по изменению цвета и шерохо-
ватости излома при переходе от одной зоны к
другой (рис. 1.13, в, г);
— однородный по микрогеомет-
рии — поверхность разрушения, характеризу-
ющаяся наличием однотипных элементов раз-
рушения, практически одного размера (рис.
1.13, а, е);
— неоднородный по микрогео-
метрии — поверхность разрушения, характе-
ризующаяся наличием однотипных элементов
разрушения различного размера (рис.
1.13,ж, з).
При описании поверхности разрушения при-
меняют следующие характеристики:
по цвету излома — светлый, серебристый,
серый, светло-серый, темно-серый, черный;
по блеску излома — блестящий, матовый.
Классификация основных признаков макро-
строения и микростроения изломов приведена
на рис. 1.14.
13
Рис. 1.10. Смешанное микростроение излома:
’ а — РЭМ. Х2000; б — ПЭМ. Х2500; видны фасетки квазискола, участки вязкого разрушения, обра-
’ зованные по механизму слияния микропустот, гребни отрыва, ручьистый узор
14
Рис. 1.11. Переходный излом — волокнистый с участками кристаллического строения в центральной
зоне:
а — катаная сталь; ударные образцы. х1,5; б — то же, технологическая проба; в — литая сталь;
технологическая проба
15
16
Рис. 1.13. Однородное и неоднородное строение излома:
а—г — по макрогеометрии; технологические пробы (а — вязкий однородный излом; б — хрупкий
однородный излом; в, г — неоднородные изломы); д—з — по микрогеометрии (д — однородный вяз-
кий. РЭМ. Х1000; е — то же, ПЭМ. Х1500; ж— неоднородный вязкий. РЭМ. Х1000; з — то же,
ПЭМ. Х3000)
2—531
17
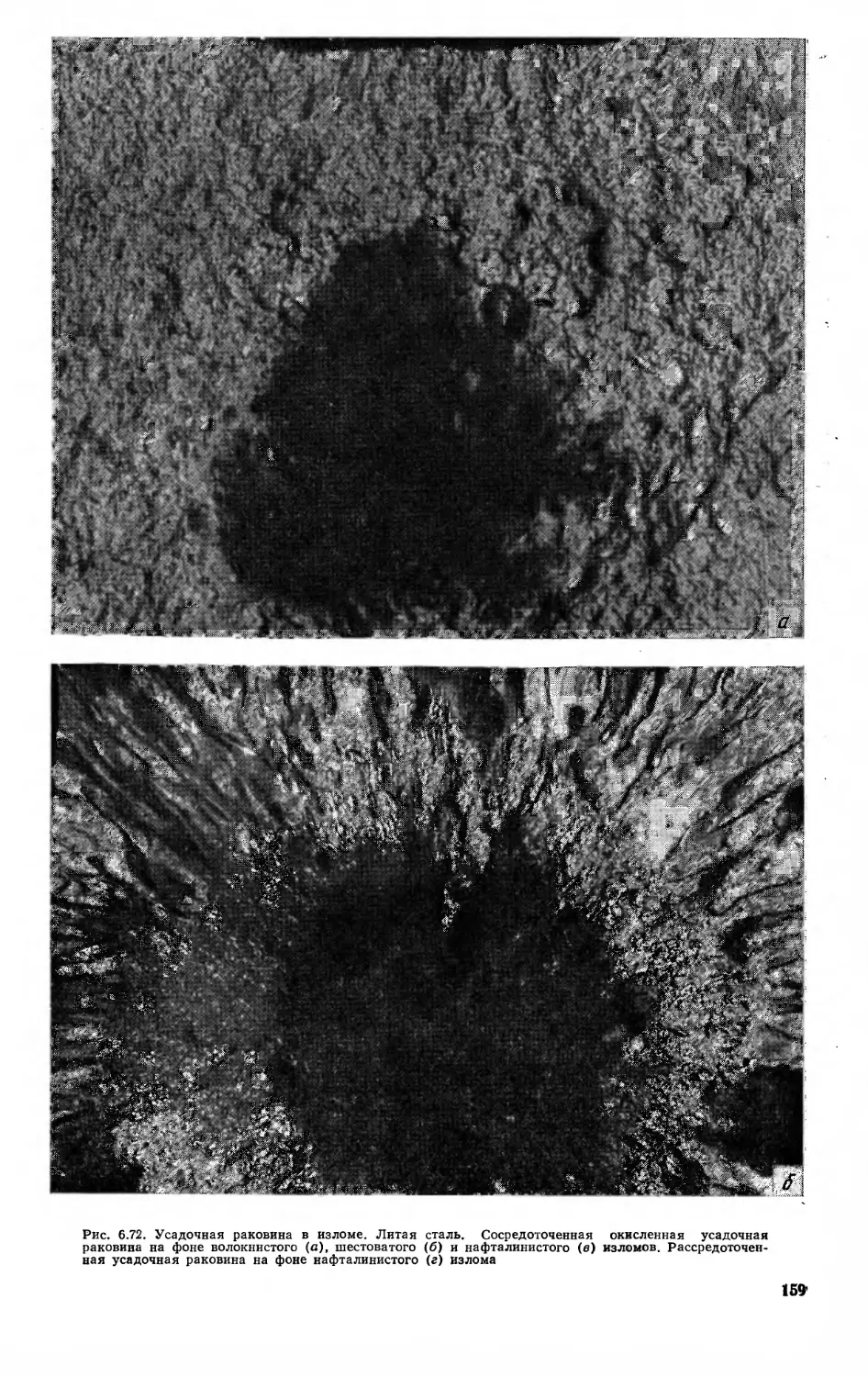
Рис. 1.12. Дефекты в изломах; технологические пробы:
а — сосредоточенная усадочная раковина; б — расслоения; в — светлое пятно
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Фридман Я. Б., Гордеева Т. А., Зайцев А. М.
Строение и анализ изломов металлов. М.:
Машгиз, 1960. 128 с.
2. Фрактография и атлас фрактограмм/Пер. с
англ. М.: Металлургия, 1982. 480 с.
3. Расчеты и испытания на прочность в маши-
ностроении. Классификация видов поверхно-
стей разрушения (изломов) металлов: Ме-
тодические рекомендации. М.: Госстандарт,
ВНИИНмаш, 1979. 45 с.
18
Рис. 1.14. Классификация изломов по основным признакам
7 ... 2. ИЗГОТОВЛЕНИЕ И ХРАНЕНИЕ ИЗЛОМОВ
2.1. СПОСОБЫ ПОЛУЧЕНИЯ
ИЗЛОМОВ ТЕХНОЛОГИЧЕСКИХ
ПРОБ И УДАРНЫХ ОБРАЗЦОВ
Изломы технологических проб и ударных об-
разцов представляют поверхность разрушения,
образующуюся при поперечном изгибе надре-
занных образцов или проб.
Надрез наносят на поверхность образца со
стороны, противоположной стороне приложе-
ния силы. Поверхность разрушения в изломах
такого типа перпендикулярна максимальным
растягивающим напряжениям и располагает-
ся вдоль направления приложенной нагрузки.
Это связано с тем, что независимо от того, под
действием каких сил происходит разрушение—
нормальных (отрыв) или касательных (срез) —
максимальные напряжения локализуются в по-
перечном сечении образца, проходящем через
надрез. Плоскость излома, даже если она об-
разована из участков микросреза, располо-
женных под углом 45° к направлению прило-
женных нагрузок, в макростроении представ-
2*
ляет собой плоскость, нормальную к поверх-
ности образца или пробы.
Поверхность разрушения разделяет образец
на две практически одинаковые половины. Об-
разуются как бы два излома, определяющие в
целом характер разрушения одного ударного
образца или технологической пробы. Как пра-
вило, они различаются по макростроению тем,
что возвышения на одном изломе соответст-
вуют впадинам на другом. Если поверхность
излома имеет значительные макронеровности,
то выбирают половину излома, наиболее удоб-
ную для последующих исследований.
Для получения сопоставимых фрактографи-
ческих данных о качестве стали следует изу-
чать изломы, полученные в одинаковых усло-
виях. Это относится к вырезке технологических
проб и ударных образцов, способам и усло-
виям испытаний. К числу таких факторов от-
носятся: геометрические размеры (масштаб-
ный фактор), способ разрушения, точность со-
блюдения температуры испытания при полу-
чении излома.
Наиболее широко применяемая схема вы-
19
7
Рис. 2.1. Схема вырезки стандартных технологиче-
ских проб на излом из проката [1]. Стрелкой пока-
зано направление прокатки:
/ — продольная проба; 2 — поперечная проба; 3 —
вертикальная проба (излом «расщепления»)
Рис. 2.2. Размеры проб на излом для проката:
h — толщина проката; b — ширина пробы;
1 — длина пробы; d — глубина надреза
резки технологических проб на излом из про-
ката показана на рис. 2.1. Рекомендуемые
размеры технологических проб в продольном
и поперечном направлениях приведены на рис.
2.2 и табл. 2.1.
В заводской практике принято оценивать
качество сталей по виду излома проката тол-
щиной >20 мм. В исследовательской практи-
ке при разработке новых марок сталей или
технологических процессов изучаются изломы
и меньших толщин.
ТАБЛИЦА 2.1
РАЗМЕРЫ ПРОДОЛЬНЫХ И ПОПЕРЕЧНЫХ ПРОБ
НА ИЗЛОМ ИЗ ПРОКАТА
Толщина проката, h, мм Длина пробы /, мм Ширина пробы Ь, мм Глубина над- реза мм
4—9 200—250 60 20
10—19 200—250 75 25
20—40 300—350 90 30
41—70 300—400 100—120 30—60
71—100 300—400 100—120 30—70
Пробы, вырезанные в продольном и по-
перечном направлениях, подвергают статичес-
кому нагружению на прессе. Концы пробы
располагают на опорах так, чтобы надрез
(концентратор напряжения) находился посе-
редине, и прикладывают усилие со стороны,
противоположной надрезу. Дополнительную
информацию о структуре изломов проката да-
ет использование вертикальной пробы, схема
испытания которой приведена на рис. 2.3.
В изломе вертикальной пробы металл рас-
щепляется вдоль слоев — волокон. Такой вид
излома, иначе называемый изломом «расщеп-
ления», характеризует строение металла в пло-
Нагрузка
Рис. 2.3. Схема испытания вер-
тикальной пробы:
А — толщина проката; Б — по-
верхность проката
скости, параллельной поверхности проката^
Излом этого вида отличается от изломов
проб, вырезанных в поперечном и продольном
направлениях.
Исследование изломов литых сталей прово-
дят на специально отливаемых технологичес-
ких пробах. Если отливка разнотолщинная, то
квадратное поперечное сечение технологичес-
кой пробы должно соответствовать наиболее
характерной толщине реальной отливки
В производственной практике длина техноло-
гической пробы литой стали равна 4—5 тол-
щинам и рассчитывается на две поломки.
Пробы подвергаются термической обработке
по двум вариантам:
. 1. Пробы обрабатывают как часть листа или
отливки, их вырезают из листа или отливки
после полной термической обработки. В этом
случае режимы нагрева и охлаждения проб
Полностью соответствуют режимам обработки
листа или отливки. Допускается надрезать
пробы перед термической обработкой листа
или отливки. В этом случае проба держится на
перемычке. Нагрев и охлаждение проб по это-
му варианту происходит с несколько большей
скоростью, чем нагрев и охлаждение листа или
отливки.
2. Пробы подвергают термической обработ-
ке после вырезки их из листа или отливки по
заданным режимам нагрева и охлаждения.
В этом случае следует учитывать, что скоро-
сти нагрева и охлаждения проб при их терми-
ческой обработке существенно отличаются от
скоростей нагрева и охлаждения листа или от-
ливки вследствие разных отношений S/V, где
S —- площадь поверхности, а V •— объем, кото-
рые у пробы больше, чем у листа или отливки.
При вырезке технологических проб не до-
пускается длительно нагревать металл выше
температуры последней термической операции.
В заводской практике вырезку проб и изготов-
ление надрезов производят автогенным спосо-
бом с последующим охлаждением пробы в
воде.
Испытания на ударный изгиб выполняют в
соответствии с ГОСТ 9454—78 «Метод испы-
таний на ударный изгиб при пониженной, ком-
натной и повышенной температурах».
Метод испытаний основан на разрушении
образца с надрезом ударом маятникового коп-
ра со стороны, противоположной этому над-
резу. Форма и размеры образцов для испыта-
ний в соответствии с ГОСТ 9454—78 приведе-
ны на рис. 2.4.
20
Рис. 2.4. Форма и размеры образцов для ударных
испытаний, наиболее употребляемые для исследо-
вания конструкционных сталей (по ГОСТ 9454—78):
а — образец с концентратором U; б — образец с кон-
центратором V; //=10 мм; /71=8 мм; /?1=1 мм; /?2=
=0,25 мм; £ = 55 мм; 23 = 10 мм
45°±2'
Надрезы-концентраторы напряжения удар-
ных образцов выполняют двух видов: V-об-
разные и U-образные. Для сравнительного ис-
следования изломов сталей разных плавок или
разных обработок следует использовать над-
резы одинаковой формы. В изломах образцов
с U-образным надрезом, как правило, имеются
область зарождения и область распростране-
ния (развития) трещины. В изломах образцов
с V-образным надрезом область зарождения
трещин практически отсутствует.
Для оценки качества стали в ряде случаев
необходимо изучение вида изломов, получен-
ных при различных температурах испытания.
Особенно удобно проводить такие исследова-
ния на ударных образцах. Для обеспечения
требуемой температуры испытаний образцы
перед установкой на копер должны быть ох-
лаждены или нагреты до требуемой темпера-
туры. Степень охлаждения или нагрева долж-
на обеспечивать требуемую температуру
образцов в момент испытания. Желательно об-
разцы выдерживать в термостате. Приспособ-
ления для извлечения из термостата не долж-
ны существенно изменять температуру образ-
цов при установке их на опоры копра. При
этом комнатной температурой испытания счи-
тается температура 20±10°С.
В случае испытаний образцов при понижен-
ных температурах для охлаждения рекоменду-
ется применять смесь жидкого азота или су-
хого льда с незамерзающей при температуре
испытаний и нетоксичной жидкостью (напри-
мер, этиловый спирт). Применение жидкого
кислорода и жидкого воздуха не допускается
во избежание окисления поверхности излома.
Режимы нагрева образцов для испытаний
при повышенных температурах подбирают экс-
периментально, учитывая возможности струк-
турных изменений в стали. Поэтому темпера-
тура испытаний не должна быть выше темпе-
ратуры последней термической обработки.
2.2. ОЧИСТКА ПОВЕРХНОСТИ
ИЗЛОМОВ И ИХ КОНСЕРВАЦИЯ
Поверхность изломов требует обязательной
очистки перед проведением исследований в
следующих случаях:
— при наличии масла, пыли, а также за-
щитных покрытий, нанесенных для защиты
изломов от повреждений;
— при наличии продуктов коррозии, обра-
зовавшихся при длительном хранении;
— при окислении изломов (например, после
испытаний при низких температурах);
— при подготовке к электронномикроскопи-
ческим исследованиям.
Консервация изломов необходима, если из-
ломы подлежат длительному хранению или
подвергаются транспортировке. Рекомендуемые
способы очистки и консервации приведены в
табл. 2.2.
ТАБЛИЦ Л 2.2
РЕКОМЕНДУЕМЫЕ СПОСОБЫ КОНСЕРВАЦИИ И ОЧИСТКИ ИЗЛОМОВ [1, 2]
Способ консервации или очистки Назначение Порядок проведения операций
Герметизация А. Консервация Длительное хранение изломов (как правило, образцов малых размеров). Предотвращение отпотевания об- разцов (как правило, малых раз- меров) после испытаний при по- ниженных температурах Излом помещают в контейнер с осу- шителем (силикагелем)
Помещение в защит- ную среду Немедленное погружение в спирт (С2Н5ОН) после испытаний до дости- жения образцами комнатной темпе- ратуры с последующей тщательной сушкой
Нанесение жидких покрытий Консервация изломов больших размеров То же, малых размеров Нанесение тавота на поверхность из- лома Погружение излома в вакуумное мас- ло или обезвоженное трасформатор- ное масло
Нанесение твердых покрытий Консервация изломов больших раз- меров То же, малых размеров Нанесение на поверхность лака на ос- нове нитрата целлюлозы, акриловых лаков*1 1. Нанесение на поверхность излома пластиковых реплик из ацетата цел- люлозы 2. Напыление металла или погруже- ние излома в жидкий металл, ис- пользуемый для покрытия
21
Продолжение
Способ консервации или очистки Назначение Порядок проведения операций
Осушка Б. Очистка Удаление постороннего материала Обдувка струей сжатого воздуха
Промывка а также влаги с поверхности из- ломов Удаление масла, загрязнений, кон- Многократное погружение в раство-
Сухая очистка сервирующих покрытий Удаление с поверхности изломов ритель * *2 с протиранием волосяной щеткой. Последующая промывка в бензине и спирте (этиловом) Производится мягкой кистью. Не до-
Очистка с помощью неплотно сцепленных с ними ма- териалов При затруднениях с удалением за- пускается применение щеток во из- бежание повреждения поверхности изломов Очистка производится в растворах*3
ультразвука грязнений в моечных ультразвуковых ваннах
Промывка в раство- Удаление окисленного слоя Продолжительность очистки подбира- ют экспериментально в зависимости от степени загрязнения излома Поочередное погружение излома в
рителях (для анали- за макростроения из- лома) Удаление ржавчины Удаление пластиковых консерви- рующих покрытий (реплик) растворитель и ингибитор*4 Промежуточный контроль состояния рельефа производится визуально или в оптическом микроскопе с увеличе- нием до 120 крат Многократное погружение в раствор аммониевых солей лимонной и щаве- левой кислот Погружение на 1—15 мин в 20 %-ный раствор соляной кислоты в воде. Погружение излома в метилацетат, ацетон или смесь диметилкетона, то- луола и трихлорэтилена*5
* Способ применяется также для очистки.
*2 Растворители:
1. Бутилацетат 30 %; ацетон 30 %; ортоксилол 40 %.
2. Бутилацетат 12 %; ацетон 26 %; толуол 62 %.
20 с/ й’2НС1НЫЙ водный РаствоР четыреххлористого углерода СС14 или гексаметилентетрамина с
*4 Растворители:
1. 20 %-ный раствор НС1 в этиловом спирте.
2. Раствор 150 г AgNO3 и 3 г Na2CO3 в 1 л дистиллированной воды.
3. 20 %-ный раствор серной кислоты в воде.
Ингибитор ЧМ (ТУ МНП 521—54) может применяться с любым реактивом.
*5 Ограничение: трудность полного удаления, что мешает при проведении электронно-
микроскопических исследований.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Панченко Е. В., С каков Ю. А., Кример Б. И.
и др. Лаборатория металлографии. 2-е изд.
М.: Металлургия, 1965. 439 с.
2. Расчеты и испытания на прочность в маши-
ностроении. Методы исследования изломов
металлов: Методические рекомендации Гос-
стандарт. ВНИИНмаш. М.: 1980. 28 с.
=^^-. 3. ФОТОГРАФИРОВАНИЕ ИЗЛОМОВ
Фотографирование изломов технологических
проб и ударных образцов производят в сле-
дующих случаях:
— если излом при дальнейших исследовани-
ях разрезают на части;
— если существует вероятность поврежде-
ния излома при исследовании, длительном хра-
нении и т. д.
— если затруднена транспортировка круп-
ногабаритных изломов, подлежащих дальней-
шему исследованию;
— если имеется необходимость иллюстрации
изображений изломов в заключениях, отчетах
и других материалах.
При фотографировании изломов предвари-
тельно определяют вид изображения (плоское,
объемное), требуемое увеличение и размеры
фотоизображения.
22
3.1. ПЛОСКОЕ ИЗОБРАЖЕНИЕ
Фотоснимок должен быть максимально чет-
ким, хорошо передавать объем, форму и де-
тали рельефа объекта. Объект фотосъемки
должен быть хорошо подготовлен, должно
быть правильно установлено освещение, обес-
печена необходимая глубина резкости и точ-
ность экспозиции [1—3].
Для создания необходимого фона фотогра-
фируемого объекта используют белую или чер-
ную бумагу, картон или ткань, которые по-
мещают за объектом. Для выявления таких
дефектов в изломе, как кристалличность, свет-
лые пятна и т. д., лучше применять черный
фон. Общий вид излома, особенно волокнистое
состояние, лучше фотографировать на белом
фоне, чтобы избежать повышенной контраст-
ности изображения.
Наиболее достоверную передачу формы по-
верхности разрушения обеспечивает естествен-
ное рассеянное дневное освещение излома.
Поверхность разрушения при этом освещается
одинаково равномерно, на ней отсутствуют
тени и блики. Фотовспышку при съемке изло-
мов не применяют, так как это приводит к
значительной контрастности фотоизображений,
что затрудняет их расшифровку. В качестве
искусственных источников света при съемке
изломов рекомендуется использовать матовые
фотолампы мощностью 220, 300 и 500 Вт в
софитах типа ОФ-1 и ФО-1, выпускаемых се-
рийно отечественной промышленностью.
В цеховых условиях для фотосъемки исполь-
зуют переносные источники света. Интенсив-
ность источников обеспечивает фотосъемку при
достаточно коротком времени экспозиции (вы-
держки) во избежание искажений фотоизо-
бражений из-за промышленных вибраций.
В лабораторных условиях используют стацио-
нарные освещения. Важное значение имеет
ориентация поверхности разрушения к источ-
нику света. Освещение излома при съемке без
увеличения должно производиться из верхней
полусферы, так как в противном случае изо-
бражение будет ошибочным и выступы на по-
верхности разрушения будут восприниматься
как впадины и наоборот.
Для устранения резких теней, которые часто
возникают при съемке изломов с сильно раз-
витой шероховатой поверхностью, рекоменду-
ется использовать два источника света, кото-
рые располагают так: первый, дающий осве-
щение под углом порядка 45° к вертикали, с ё
одной стороны фотоаппарата, второй, дающий
освещение под углом 90° к вертикали, — с ч|
другой стороны на уровне объектива. Пучок
света должен падать на поверхность излома
под углом 80—85° во избежание образования
глубоких теней. Учитывая, что освещенность
излома значительно влияет на получаемое фо-
тоизображение, необходимо съемку однотип-
ных изломов, подлежащих сравнению, произ-
водить в строго определенных условиях осве-
щения.
Время экспозиции при фотосъемке устанав-
ливается с помощью экспонометра. При этом
экспонируется поверхность разрушения, но не
фон, так как в противном случае может на-
блюдаться недодержка и уменьшение контра-
стности фотоснимка. Отечественная промыш-
ленность выпускает экспонометры типа «Ле-
нинград», «Свердловск». При фотографирова-
нии на плоскую форматную фотопленку или
фотопластинку выдержку удобно подбирать
методом экспозиционных проб с помощью муль-
типликатора или кассеты, на крышке которой
нанесена специальная градуировочная шкала.
Наиболее целесообразна выдержка от 2 до
6 с.
Для макросъемки используется переносная
и стационарная фотоаппаратура. Широкое
применение имеют зеркальные фотоаппараты
типа «Зенит», «Киев», «Киев-6С» и «Салют».
Фотосъемка осуществляется на 35-мм и 60-мм
фотопленку. Эти фотоаппараты снабжены ком-
плектом переходных колец (тубусов) длиной
5 (№ 1), 8 (№ 2), 16 (№ 3) и 25 (№ 4) мм.
Переходные кольца позволяют проводить фото-
съемку в крупном масштабе с полным запол-
нением кадра.
Достаточно широкое использование для
макросъемки имеют фотокамеры ФК—13X24,
ФК—13X18, ФК—24X30, выпускаемые оте-
чественной промышленностью, а также фотока-
мера «Глобика» (ГДР).
Фотокамеры с растяжением меха пригодны
для фотографирования в масштабе до 2:1.
Для макросъемки применяют объективы —
анастигматы средней светосилы с небольшим
фокусным расстоянием, позволяющие получать
резкое изображение по всему полю при не-
больших выдержках. Отечественной про-
мышленностью выпускаются анастигматы
«Микропланары» с фокусным расстоянием 40,
65, 100 и 150 мм. Для этой же цели пригодны
фотообъективы «Р-Гелиос-2» с Е=45 мм и
«Индустар-49» с Г=25 мм.
Для фотосъемки с увеличением до 20 крат
используются стационарные установки марок
ФМН-2, ФМН-4, а до 40 крат — бинокулярные
лупы МБС-200 с фотонасадками. С помощью
этих установок обычно снимают изломы в так
называемых софитных столах (специальные
ящики с вмонтированными в боковые стенки
лампами, дающими равномерное освещение).
Объект освещают несколькими источниками
света с различным направлением светового по-
тока. Схема взаимного расположения основ-
ных источников света приведена на рис. 3.1.
7щий свет
и UК • •/
__Основной свет
__Контровый
/Ч-ч СвеГП
оС О т
Овъект _
—\
Выравнивающий аффектный ф0Н
свет свет
Рис. 3.1. Схема взаимного расположения основных
источников света при фотографировании
Общий заполняющий свет обеспечивает прора-
ботку деталей объекта, находящихся в тене-
вых участках. Основной направленный свет
обеспечивает разницу освещенностей объекта
и помогает выявить объем, форму и строение
поверхности объекта. Выравнивающий свет
подсвечивает теневую сторону объекта. Эф-
фектный (моделирующий) свет создает блики
и тени. Контрольный свет помогает выделять
23
1. реоолусение
-----ат----- — * n v. ж k~D Сж U ~ “ j: <₽ Z~
новый свет дает необходимое освещение ф:на.
Съемку отдельных участков излома с уве-
личением до 100 крат проводят на металло-
графических микроскопах, имеющих гониомет-
рические столики. Для лучшей фокусировки
объекта на матовом стекле любой фотоаппа-
ратуры желательно использовать лупу. В об-
щем случае рекомендуется фокусировать ап-
парат на 1/2 глубины рельефа излома. При
необходимости производят фокусировку на де-
талях излома, наиболее интересующих иссле-
дователя.
При изучении изломов с большим увеличе-
нием рекомендуется проводить последователь-
ное фотографирование панорамы поверхности
разрушения, получая нужное число резких
(качественных) фотоснимков (так называемый
метод выравнивания поверхности). Получен-
ные фотоснимки затем монтируют и получают
четкое изображение всей поверхности разру-
шения. Если сохранность излома необяза-
тельна, то можно применять фотосъемку мето-
дом выравнивания поверхности, осуществляя
постадийное стачивание выступающих частей.
Негативные фотоматериалы
Технологические изломы лучше всего снимать
на форматную техническую фотопленку или
фотопластинки в натуральный размер для по-
следующей контактной печати, так как увели-
чение при фотопечати снижает качество (чет-
кость) изображения. При фотографировании
общего вида изломов используемая черно-бе-
лая пленка должна быть умеренно светочувст-
вительной, мелкозернистой и обеспечивать ши-
рокий диапазон экспозиций.
Отечественная промышленность в соответст-
вии с ГОСТ 2817—50 выпускает пленку «Тас-
ма» размерами от 6X9 до 50X60 см. Для фо-
тосъемки изломов наиболее удобны фото-
пленки ФТ-20 (для изготовления в дальнейшем
полутоновых диапозитивов с мягких негати-
вов) и ФТ-31 (для изготовления более конт-
растных диапозитивов). Иногда для малокон-
трастных (например, волокнистых) изломов
применяют пленку ФТ-41 (рекомендуется для
последующей контактной печати).
В практике металлографических работ часто
применяют микрофотографические фотопла-
стинки типа «Микро» (ГОСТ 10691.1—73).
Эти фотопластинки характеризуются высокой
разрешающей способностью. Иногда исполь-
зуются фотопластинки «репродукционные».
Они выпускаются двух видов: полутоновые и
штриховые. Для съемки изломов лучше ис-
пользовать полутоновые нормальные или кон-
трастные пластинки.
Проявление
Для фотопластинок и фотопленок рекомен-
дуется использовать универсальный стандарт-
ный проявитель СТ-1 (Чибисова) или прояви-
тель ФТ-2. Составы этих проявителей и про-
должительность проявления приведены ниже:
ст-1*
ФТ-2 (Чибисо-
ва)
Метол (параметиламино-
фенолсульфат по ГОСТ
25664—83), г................ 5,0 1
Натрий сернистокислый
(сульфит натрия) без-
водный фотографический
марки А по ГОСТ 5644—
75, г ................. 40,0
Гидрохинон (пара —
диоксибензол) марки А
по ГОСТ 19627—74, г . 6,0
Натрий углекислый без-
водный по ГОСТ 83—79,
г . . . . . . . . . —
Калий углекислый (по-
таш) по ГОСТ 4221—76,
г................. . . 40,0
Калий бромистый по
ГОСТ 4160—74, г . . , 6,0
Вода дистиллированная
по ГОСТ 6709—72, мл . До 1000
Продолжительность про-
явления при 20 °C, мин 2—6
26,0
5.0
20
ол
До 1000
2—6
* Проявитель негативно—позитивный (пригоден в
для бумаги).
При составлении фотографических раство-
ров вещества растворяют в воде последова-
тельно, в порядке, указанном в рецепте про-
явителя. При этом последующее вещество
вводится в раствор только после полного ра-
створения предыдущего.
При составлении фотореактивов рекоменду-
ется применять дистиллированную воду или
кипяченую воду с водосмягчающими вещест-
вами (например, трилон-Б, ГОСТ 10652—73).
Варьируя время проявления в проявителях,
можно получать более «мягкие» или контра-
QTHbie негативы. Фиксирование производится в
кислом фиксаже при температуре 18—20 °C в
течение 6—15 мин. Ниже приведены составы
фиксажей (№ 1—№ 3):
№ 1 № 2 № ?
Тиосульфат натрия кри-
сталлический по ГОСТ
244—76, г............... 250,0 — —
Натрий сернистокислый
(сульфит натрия) без-
водный по ГОСТ 5644—
75, г....................... — 20,0 —
Кислота серная по ГОСТ
4204—66 мл.................. — — 2,0
Вода дистиллированная
по ГОСТ 6709—72, мл . 600 100 100
Рабочий раствор получают путем смешения
растворов № 1, 2, 3. Раствор № 3 вливают в
раствор № 2, затем смесь сливают в раствор
№ 1 и объем раствора доливают водой до
1000 мл.
Промывку ведут в проточной воде, имею-
щей температуру не выше 20 °C.
Печать
Фотографическая печать производится двумя
способами:
а) контактным, когда фотобумага наклады-
вается светочувствительным слоем на негатив
и экспонируется с копировального станка типа
КП;
б) проекционным, когда изображение не-
гатива проектируется через фотоувеличитель
на фотобумагу; масштаб позитивного изобра-
жения при проектировании печати может быть
И
24
меньшим, равным и большим, чем у негатив-
ного изображения.
Для контактной печати применяются станки
типа КП и увеличители типа «Беларусь».
Фотобумага
Хороший фотоотпечаток можно получить на
фотобумаге, контрастность которой соответст-
вует контрастности негатива. В соответствии
с ГОСТ 10752—79 выпускается пять типов фо-
тобумаги: мягкая, полумягкая, нормальная,
контрастная, особо контрастная. Нормальная
фотобумага воспроизводит фотоотпечатки, со-
ответствующие контрастности негатива. Конт-
растная фотобумага дает хороший фотоотпе-
чаток с мягкого негатива, а особо контраст-
ная бумага существенно усиливает контраст-
ность негатива; ее можно применять при очень
слабом негативе. Мягкая фотобумага дает
гармоничный отпечаток с жесткого (контраст-
ного) негатива.
По роду эмульсии фотобумага делится на
бромсеребряную (бромистую) и хлоробромсе-
ребряную (хлоробромистую) и бывает разной
чувствительности. Поверхность эмульсии быва-
ет матовой, полуматсвой и блестящей. В тех-
нической фотографии рекомендуется применять
белую блестящую бумагу. Бромистые бумаги
отличаются большой чувствительностью, мел-
ким зерном и обычно применяются для фото-
печати с увеличением. Хлоробромистые отлича-
ются большой контрастностью. Они значитель-
но менее чувствительны, чем бромистые, и тре-
буют большей выдержки. Вследствие своей
малой чувствительности хлоробромистые бу-
маги для фотопечати с увеличением не при-
годны.
В зависимости от контрастности негатива
при фотопечати изломов и структур руковод-
ствуются следующими правилами:
— для жесткого негатива применяют мягкую
хлоробромосеребряную или бромсеребряную
бумагу, обладающую самым большим интер-
валом экспозиций; очень контрастный негатив
воспроизводят на полумягкой хлоробромосе-
ребряной бумаге;
• — для контрастного негатива применяют по-
лумягкую хлоробромосеребряную и бромосе-
ребряную бумагу; для нормального негатива—
нормальную или контрастную хлоробромосе-
ребряную и бромосеребряную бумагу;
— для мягкого негатива применяют бромо-
серебряную или хлоробромосеребряную конт-
растную бумагу. Для очень слабых (вялых)
негативов применяют особо контрастную бу-
магу.
Проявление фотобумаги
При правильно подобранных фотобумаге и
времени экспозиции первые следы изображе-
ния появляются через несколько секунд после
начала проявления. Нормальным временем
проявления считается 1 мин, но не более 2—
2,5 мин. Нормальная температура проявления
18—20 °C.
Концентрированный проявитель дает конт-
растное изображение, сильно разведенный —
мягкое изображение. Проявление в нем проис-
ходит медленно. Теплый проявитель работает
мягче и быстрее, охлажденный медленнее и
контрастнее.
Хорошим проявителем считается проявитель
Чибисова (см. выше), разведенный пополам с
водой.
Фиксирование
Фиксирование фотоотпечатка производят в бо-
лее слабых растворах гипосульфита, чем фото-
пленки и фотопластинки. Фиксирование про-
должается 10—15 мин. Лучше пользоваться
кислым фиксажом (см. выше) он предохраня-
ет отпечаток от пожелтения. Промывку отпе-
чатков необходимо проводить не менее 30 мин.
Затем фотоснимки надо высушить так, чтобы
они получили особый глянец, позволяющий
лучше различить детали. Такой глянец наво-
дится на специально подготовленном зеркаль-
ном стекле или на электроглянцевателе типа
АПСО.
Диапозитивы
Изготовление диапозитивов — фотоотпечатков
на пленке или на стекле — широко применяет-
ся в современной практике исследования. Об-
ладая более мелким зерном, чем фотография
на бумаге, диапозитив лучше передает града-
цию плотностей негатива и содержит большую
информацию о состоянии снимаемого объекта.
Для диапозитивов желательно применять плен-
ки или пластинки с хлоробромосеребряной
эмульсией. Печать диапозитивных пленок или
пластинок аналогична получению фотографий
на бумаге.
Стереофотографическое изображение
Стереофотографическое изображение поверх-
ности разрушения позволяет представить из-
лом трехмерным, объемным. Суть этого спо-
соба заключается в том, что получают два
изображения изучаемого объекта под углом
одно к другому 10—14°, которые затем рас-
сматривают одновременно. Стереоизображения
можно получать с помощью обычного фото-
аппарата с одним объективом, если он снабжен
опорой, шарнирно поворачивающейся по отно-
шению к объекту съемки вокруг вертикаль-
ной оси. Удобнее пользоваться фотоаппаратами
с двумя объективами, обеспечивающими необ-
ходимую фиксированную разницу в углах об-
зора.
Стереоизображения участков поверхностей
разрушения можно получать с помощью свето-
вого микроскопа, но в практике этот метод ис-
пользуется редко из-за ограниченной глубины
резкости.
Хранение фотоматериалов
Хранить фотоматериалы следует в сухом по-
мещении при 18—20 °C и относительной влаж-
ности воздуха 50—60 %. Светочувствительные
материалы нельзя хранить рядом с отопитель-
ными приборами, на солнечном свету, в одном
шкафу с химикатами. Не следует фотопла-
стинки и фотопленки оставлять в кассетах на
продолжительное время до и после фотосъем-
ки. Несоблюдение этих правил приводит к по-
нижению степени светочувствительности, по-
вышению плотности вуали, появлению пятен и
других дефектов.
Дефекты негативного изображения,
возникающие из-за ошибок при подготовке
к фотосъемке и в процессе фотосъемки
Светочувствительный материал всегда имеет
серую вуаль, но ее величина не должна превы-
шать значений, установленных ТУ. Наличие
эмульсионной вуали объясняется недостатка-
ми фабричного производства и практически не
устраняется. Длительный срок хранения фо-
25
томатериалов вызывает рост вуали, особенно
по краям фотопластинок и пленок (краевая
вуаль). Нормальный срок хранения негатив-
ных фотоматериалов 9—15 мес. в зависимости
от чувствительности.
Общая вуаль небольшой плотности может
быть в некоторой степени устранена обработ-
кой негатива в поверхностном ослабителе из
двух растворов. Состав 1-го раствора: 1 г
красной кровяной соли, 100 мл воды; состав
2-го раствора: 30 г тиосульфата натрия, 100 мл
воды. Растворы смешивают перед употребле-
нием: на 8 ч. воды берут 1 ч. 1-го раствора
и 1 ч. 2-го.
При правильно выбранном режиме прояв-
ления могут быть получены три различных
негатива: нормальный, недодержанный, пере-
держанный.
Недодержанный негатив характеризуется от-
сутствием проработки деталей в тенях и малой
плотностью изображения; передержанный нега-
тив — отсутствием контраста между светлыми
и темными участками объекта; большой плот-
ностью. Получение недодержанного или пере-
держанного негатива связано с ошибками при
фотосъемке.
При неправильном подборе бленды, которая
защищает объектив от ярких источников света,
наблюдается виньетирование, т. е. плотность
по углам негатива значительно меньшая, чем
в центральной части.
Предупреждение ошибок при
негативном процессе. Вуалирование
изображения возникает при применении непра-
вильно составленного проявителя или свежего
проявителя (проявитель рекомендуется при-
менять через 24 ч после его приготовления).
После составления проявитель должен быть
бесцветным или слабоокрашенным; при потем-
нении подлежит замене.
Ослабление или усиление негативов
Для уменьшения контрастности негатива при-
меняют ослабитель, составляемый из двух ра-
створов в соотношении 1:3. Состав 1-го ра-
створа: 0,25 г марганцовокислого калия; 1,5 мл
серной кислоты (1,84); 1 л дистиллированной
воды. Состав 2-го раствора: 0,25 г персульфа-
та аммония; 1 л дистиллированной воды. Рас-
творы смешивают перед употреблением. По
окончании ослабления негативы обрабатывают
в 1 %-ном растворе мета бисульфата калия, за-
тем промывают и сушат.
Для усиления негатива наиболее часто при-
меняют усилитель следующего состава: 90 г
двуххромовокислого калия, 65 мл соляной кис-
лоты (конц.); 1 л воды. При пользовании этим
усилителем берут 1 ч. раствора на 10 ч. воды.
После полного отбеливания негатив промыва-
ют в проточной воде до полного исчезновения
желтой окраски и обрабатывают в проявителе.
При промывке негативов не рекомендуется
применять теплую воду, так как это вызывает
вспучивание эмульсии.
3.2. ОБЪЕМНОЕ ИЗОБРАЖЕНИЕ
Плоская фотография, фиксирующая выбран-
ную проекцию объекта, дает неполную инфор-
мацию и недостаточно объективна, что осо-
бенно важно при экспертной оценке качества
металла по виду изломов. Из-за недостатка
информации требуется длительное хранение
натурных изломов в службах ОТК заводов,
для чего приходится выделять специальные
производственные помещения и изымать из
производства значительное количество метал-
ла. Кроме того, при длительном хранении по-
верхность металла окисляется, изменяется ее
достоверность, поэтому при длительном хра-
нении необходимы консервация и реконсерва-
ция изломов. Преимущества объемной съемки
изломов в сравнении с плоским их изображе-
нием иллюстрируются рис. 3.2 и 3.3. Видно»
что плоское изображение передает только
один из ракурсов, существенно отличающийся
от других. Голографическое изображение поз-
воляет рассматривать реальное изображение
во всем его многообразии.
Голографический метод дает возможность
записывать на плоском регистраторе, а затем
восстанавливать объемное (трехмерное) изо-
бражение, обладающее всеми визуальными
свойствами реального объекта. При этом меж-
ду различными предметами сохраняется ре-
альное пространственное удаление, а наблю-
даемые ракурсы меняются в зависимости от
угла зрения наблюдателя, т. е. объект можно
«оглядывать» [4, 5].
Голограмма получается в результате интер-
ференции разделенного на две части монохро-
матического когерентного светового луча —
опорного пучка, падающего на голограмму,,
минуя объект, и предметного пучка, рассеян-
ного объектом съемки. В простейшем случае
голограмма представляет собой стационарную
картину стоячих волн, записанную на свето-
чувствительный фотослой, в котором после со-
ответствующей химико-фотографической обра-
ботки образуются плоскости с разным коэф-
фициентом пропускания, плотности которых
модулируют распределение интенсивности в
стоячей волне.
В связи с этим в последнее время получают
развитие голографическая и линзо-растровая
съемки.
Их преимущества перед плоской фотогра-
фией:
— запись объемного изображения объектов
в реальных условиях с сохранением прост-
ранственного масштаба изображения;
— высокая объективность и информатив-
ность;
— возможность бессрочного хранения боль-
шого количества объемной информации круп-
ногабаритных объектов в компактном виде;
— возможность исследования голографиче-
ского изображения поверхности разрушения
при увеличениях, ограничиваемых разрешаю-
щей способностью применяемых фоторегист-
рирующих материалов (до 5—10 раз);
— возможность замены трудоемких количе-
ственных стереоскопических методов исследо-
вания рельефа поверхности изломов методами
голографической топографии [6, 7], которая
является простым высокочувствительным ме-
тодом измерения шероховатости поверхности!
разрушения.
Получение трехмерных изображений,
восстанавливающихся в белом
(полихроматическом) свете
Наиболее быстрым, простым и максимально
удобным является метод голографической
съемки «во встречных пучках». При этом ме-
тоде для получения голограмм используют
монохроматический когерентный свет, а рас-
сматривают записанное на голограмму изобра-
26
жение при освещении ее источником белого
(полихроматического) света.
При съемке этим методом форма объекта
может быть произвольной, но масштаб записи
и восстановления изображения равен 1:1,
поэтому размеры образцов ограничиваются
размерами фотопластины или фотопленки.
Продолжительность экспозиции при съемке —
от нескольких секунд до нескольких минут.
Технология химико-фотографической обработ-
ки голографических фотопластин практически
не отличается от принятой для обычных фото-
материалов.
Принципиальная схема записи голограмм по
методу «встречных пучков» показана на рис.
3.4.
Основным условием получения качественных
голограмм является неподвижность объекта
съемки (амплитуда вибраций не должна пре-
вышать 0,05 мкм). Для обеспечения этого ус-
ловия съемку необходимо производить на виб-
розащитном стенде, обладающем большой
массой (несколько тонн) и имеющем устрой-
ство гашения колебаний на основе пневмопод-
вески.
Отечественной промышленностью освоено
серийное производство стендов для гологра-
фической съемки марок СИН и УИГ. Как по-
27
28
Рис. 3.2. Фрагменты кинограммы излома литой стали:
а — ракурсы съемки; б—и — виды излома при съемке под различными углами (6 — 20°; в — 40 °;
г — 60 °; д — 80 °; е — 100 °; ж — 120 °; з — 140 °; и — 160 °, к — 180 °)
Рис. 3.3. Излом, показанный на рис. 3.2, снятый на голограмму
2В
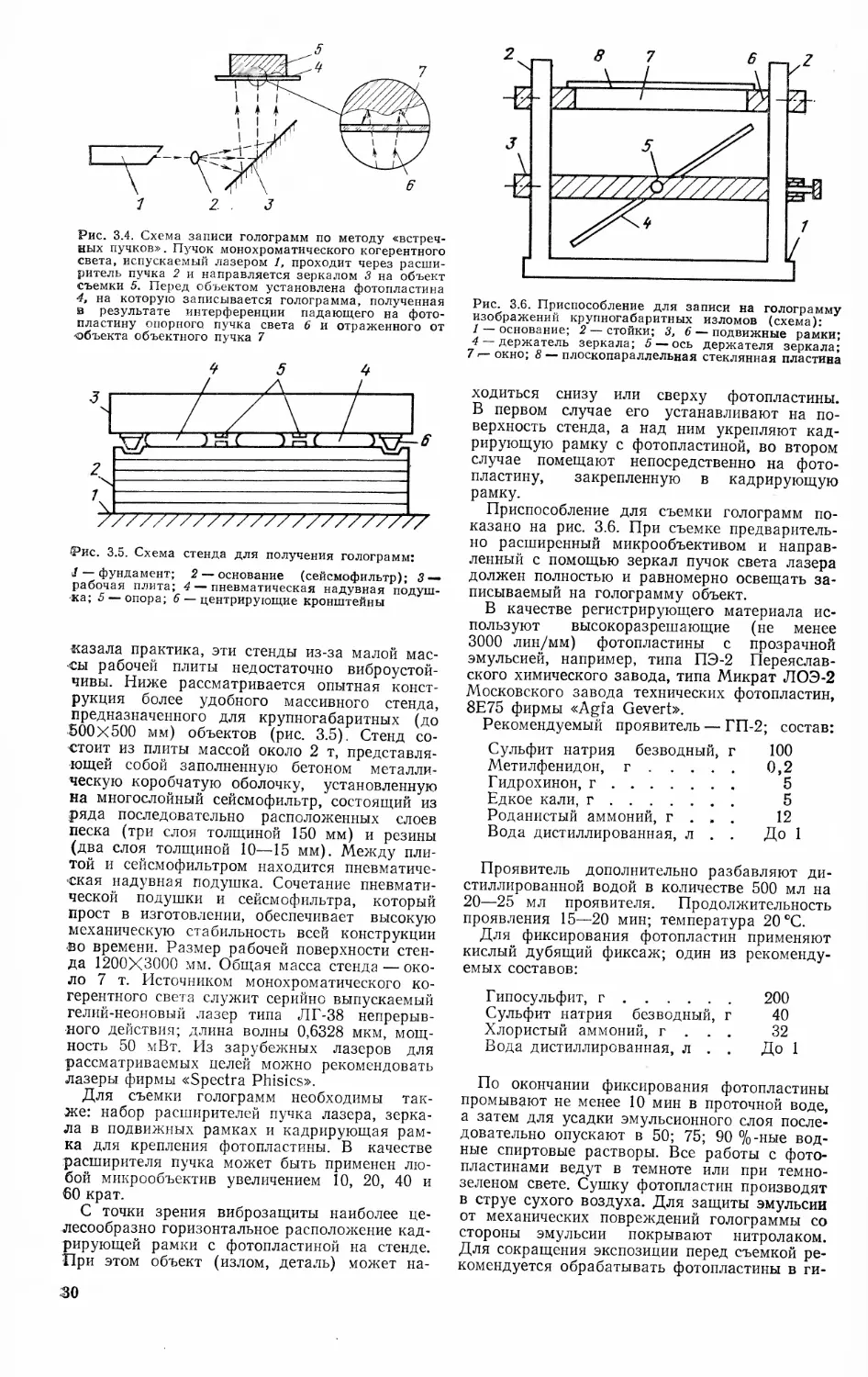
Рис. 3.4. Схема записи голограмм по методу «встреч-
ных пучков». Пучок монохроматического когерентного
света, испускаемый лазером 1, проходит через расши-
ритель пучка 2 и направляется зеркалом 3 на объект
съемки 5. Перед объектом установлена фотопластина
4, на которую записывается голограмма, полученная
в результате интерференции падающего на фото-
пластину опорного, пучка света 6 и отраженного от
объекта объектного пучка 7
Рис. 3.6. Приспособление для записи на голограмму
изображений крупногабаритных изломов (схема):
1 — основание; 2 — стойки; 3, 6 — подвижные рамки;
4 — держатель зеркала; 5 — ось держателя зеркала;
7 г— окно; 8 — плоскопараллельная стеклянная пластина
(Рис. 3.5. Схема стенда для получения голограмм:
J — фундамент; 2 — основание (сейсмофильтр); 3 —
рабочая плита; 4—пневматическая надувная подуш-
ка; 5 —опора; 6 — центрирующие кронштейны
казала практика, эти стенды из-за малой мас-
сы рабочей плиты недостаточно виброустой-
чивы. Ниже рассматривается опытная конст-
рукция более удобного массивного стенда,
предназначенного для крупногабаритных (до
500x500 мм) объектов (рис. 3.5), Стенд со-
стоит из плиты массой около 2 т, представля-
ющей собой заполненную бетоном металли-
ческую коробчатую оболочку, установленную
на многослойный сейсмофильтр, состоящий из
ряда последовательно расположенных слоев
песка (три слоя толщиной 150 мм) и резины
(два слоя толщиной 10—15 мм). Между пли-
той и сейсмофильтром находится пневматиче-
ская надувная подушка. Сочетание пневмати-
ческой подушки и сейсмофильтра, который
прост в изготовлении, обеспечивает высокую
механическую стабильность всей конструкции
•во времени. Размер рабочей поверхности стен-
да 1200X3000 мм. Общая масса стенда — око-
ло 7 т. Источником монохроматического ко-
герентного света служит серийно выпускаемый
гелий-неоновый лазер типа Л Г-38 непрерыв-
ного действия; длина волны 0,6328 мкм, мощ-
ность 50 мВт. Из зарубежных лазеров для
рассматриваемых целей можно рекомендовать
лазеры фирмы «Spectra Phisics».
Для съемки голограмм необходимы так-
же: набор расширителей пучка лазера, зерка-
ла в подвижных рамках и кадрирующая рам-
ка для крепления фотопластины. В качестве
расширителя пучка может быть применен лю-
бой микрообъектив увеличением 10, 20, 40 и
60 крат.
С точки зрения виброзащиты наиболее це-
лесообразно горизонтальное расположение кад-
рирующей рамки с фотопластиной на стенде.
При этом объект (излом, деталь) может на-
ходиться снизу или сверху фотопластины.
В первом случае его устанавливают на по-
верхность стенда, а над ним укрепляют кад-
рирующую рамку с фотопластиной, во втором
случае помещают непосредственно на фото-
пластину, закрепленную в кадрирующую
рамку.
Приспособление для съемки голограмм по-
казано на рис. 3.6. При съемке предваритель-
но расширенный микрообъективом и направ-
ленный с помощью зеркал пучок света лазера
должен полностью и равномерно освещать за-
писываемый на голограмму объект.
В качестве регистрирующего материала ис-
пользуют высокоразрешающие (не менее
3000 лин/мм) фотопластины с прозрачной
эмульсией, например, типа ПЭ-2 Переяслав-
ского химического завода, типа Микрат ЛОЭ-2
Московского завода технических фотопластин,
8Е75 фирмы «Agfa Gevert».
Рекомендуемый проявитель — ГП-2; состав:
Сульфит натрия безводный, г
Метилфенидон, г.............
Гидрохинон, г...............
Едкое кали, г...............
Роданистый аммоний, г . „ .
Вода дистиллированная, л . .
100
0,2
5
5
12
До 1
Проявитель дополнительно разбавляют ди-
стиллированной водой в количестве 500 мл на
20—25 мл проявителя. Продолжительность
проявления 15—20 мин; температура 20 °C.
Для фиксирования фотопластин применяют
кислый дубящий фиксаж; один из рекоменду-
емых составов:
Гипосульфит, г............... 200
Сульфит натрия безводный, г 40
Хлористый аммоний, г . . . 32
Вода дистиллированная, л . . До 1
По окончании фиксирования фотопластины
промывают не менее 10 мин в проточной воде,
а затем для усадки эмульсионного слоя после-
довательно опускают в 50; 75; 90 %-ные вод-
ные спиртовые растворы. Все работы с фото-
пластинами ведут в темноте или при темно-
зеленом свете. Сушку фотопластин производят
в струе сухого воздуха. Для защиты эмульсии
от механических повреждений голограммы со
стороны эмульсии покрывают нитролаком.
Для сокращения экспозиции перед съемкой ре-
комендуется обрабатывать фотопластины в ги-
30
персенсибилизаторе состава: 5 мл триэтанол-
амина; 10 мл этилового спирта, до 1 л дистил-
лированной воды. Продолжительность обра-
ботки 20 мин; после такой обработки
фотопластины ополаскивают в течение 5—10 с
в проточной воде и сушат.
Записанные на голограмму изображения вос-
производятся при освещении любым источни-
ком направленного белого полихроматического
света.
Для изучения записанных на голограммы
объектов (в частности, поверхности разруше-
ния) в увеличенном виде используют гологра-
фический диапроектор (рис. 3.7), который дает
Рис. 3.7. Голографический проектор (принципиальная
схема):
1 — источник света; 2 — блок формирования восста-
навливающего излучения; 3 — голограмма или объект;
4— проекционный объектив; 5 — голографический эк-
ран; 6 — объемное изображение объекта
возможность воспроизводить в увеличенном
виде голографические изображения и реаль-
ные объекты и, следовательно, сравнивать го-
лографические изображения как между собой,
так и с реальными объектами. Основной узел
проектора — голографический экран, пред-
ставляющий собой особым образом записан-
ную (опорным пучком и двумя объектными
пучками) голограмму размером 600X800 мм
и более. Экран работает как дифракционная
решетка, воспроизводящая в трех измерениях
волновой фронт, падающий на нее от восста-
новленной голограммы или освещенного реаль-
ного объекта. Голограмма с записанным на ней
объектом освещается через коллиматор светом
ртутной лампы. Объектив большого диаметра
или линза строит изображение в плоскости
голографического экрана. Находящийся перед
экраном наблюдатель видит увеличенное объ-
емное изображение. При использовании ртут-
ной лампы ДРШ-500 и объектива типа
«Уран-16» достигается 10-кратное увеличение.
В настоящее время голографические проек-
торы серийно не выпускаются, но простота ус-
тройства позволяет изготавливать их на не-
специализированных предприятиях.
Линзо-растровая съемка
Метод линзо-растровой съемки позволяет по-
лучать объемное изображение объекта при ос-
вещении его обычным полихроматическим све-
том. При этом можно фиксировать трехмерное
изображение объектов любых размеров.
Методика получения линзо-растровых фото-
графий незначительно отличается от методики
получения обычной позитивной фотографии;
последующая запись трехмерных изображе-
ний на голограммы также практически не от-
личается от записи по схеме «во встречных
пучках».
Преимуществом линзо-растровой съемки яв-
ляется простота и быстрота процесса фотогра-
фирования, а также возможность фотографи-
рования объекта любого размера в любых
производственных условиях без специальных
требований к помещению. Особенно удобен
этот метод для фиксации фрагментов крупно-
габаритных объектов при натурной съемке с
естественным освещением.
Получение линзо-растровых снимков заклю-
чается в следующем: съемочный объектив раз-
мещают на расстоянии 50—80 мм от плоскости
растра,в фокальной плоскости которого распо-
ложена фотопластина, формирующая изобра-
жение снимаемого объекта. Под действием не-
когерентного света фотослой регистрирует ра-
курсные микроизображения объекта, сформи-
рованные системой объектив — растр.
Схема формирования объемного изобра-
жения при линзо-растровой съемке показана на
рис. 3.8, а.
Изображение снимаемого объекта форми-
руется объективом в плоскости фотослоя, про-
ходя через линзовый растр, представляющий
собой стеклянную пластину с большим количе-
ством маленьких (порядка 0,4 мм) сферических
микролинз, имеющих общую фокальную плос-
кость. Каждая микролинза растра формирует
изображение объекта в одном ракурсе на фото-
слое, а множество этих ракурсных изображе-
ний, зафиксированных одновременно на один
фотослой, образуют интегральное объемное
изображение.
В отличие от обычной фотосъемки для лин-
зо-растровой требуется объектив большого^
диаметра (более 100 мм) с фокусным расстоя-
нием, согласованным с фокусным расстоянием
микролинз растра [8—10].
При этом способе съемки одновременно с
изображением объекта на фотослой записывает-
ся и изображение растра в виде сетки. Эта сет-
ка мешает рассматривать линзо-растровое изо-
бражение объекта. Для устранения этой по-
мехи при съемке изображение размывают (рас-
фокусируют) .
Фотоматериалами служат фотопластины ти-
па «Микрат», имеющие высокую (не менее-
800 лин/мм) разрешающую способность.
Химико-фотографическую обработку фото-
слоя (фотопластины) после экспозиции прово-
дят обычно в реактивах, рекомендуемых для
данного типа фотопластин. В основном это-
стандартные реактивы для позитивного фото-
процесса. Порядок обработки: 1) вымачивание
фотопластины в дистиллированной воде; 2) 1-е
проявление (негативный процесс); 3) отбели-
вание; 4) осветление; 5) засветка; 6) 2-е про-
явление (позитивный процесс); 7) фиксирова-
ние. Между операциями фотопластины тща-
тельно промывают в воде.
После экспозиции и химико-фотографической
обработки линзо-растровый снимок (позитив)
просматривают в проходящем белом свете с
помощью того же растра, который был ис-
пользован при съемке, причем фотослой уста-
навливают в схему на то же самое место, что*
и при съемке.
В настоящее время камеры для линзо-
растровой съемки серийно не выпускаются. На:
рис. 3.9 показан общий вид и схема переносной
камеры для линзо-растровой съемки. Камера
отличается простотой конструкции и может
быть изготовлена на неспециализированных
предприятиях.
31.
Рис. 3.8. Формирование объемного изображения при
использовании растрово-голографического метода:
& — получение линзо-растровой фотографии; б — за-
пись линзо-растровой фотографии на голограмму;
в — восстановление изображения с голограммы; 1 —
объектив; 2 — линзовый растр; 3 — фотослой (фотогра-
фическая пластина); 4— снимаемый объект; 5, 7 —
изображение объекта, сформированное линзовым рас-
тром (2 — величина размытия изображения); 6, 14 —
линза-насадка; 8—диффузный рассеиватель (мато-
вая пластина); 9, 11 — голограмма (голографическая
пластина); 10 — расширитель пучка когерентного из-
лучения для формирования опорной волны; 12, 20 —
мнимое линзо-растровое изображение; 13 — глаз на-
блюдателя; 15 — полупрозрачное зеркало; 16 — реаль-
ная марка; 17 — источник когерентного излучения
(лазер); 18 — светоделитель (диффузионный рассеи-
ватель); 19 — зеркала отражающие; 21—опорный пу-
чок света; 22 — изображение структуры растра; 23 —
источник белого (полихроматического) света; 24 —
мнимое изображение объекта с реальной маркой;
25, 26 — мнимое изображение структуры растра
в
Рис. 3.9. Камера для получения линзо-растровых изо-
бражений объектов (схема):
1 — линза; 2 — оправа для крепления линзы и направ-
ляющих; 3 — направляющие для рамки; 4 — мех
Растр о во-голо графический метод
получения объемных изображений
В настоящее время разработан комбинирован-
ный метод [8—10] объемной съемки, в котором
сочетаются следующие преимущества голо гра-
фической и линзо-растровой съемки:
— возможность устранения дискретной раст-
ровой структуры (получение слитного объем-
ного изображения);
— возможность тиражирования снимков;
— возможность рассматривания снимков без
наличия растра в белом (некогерентном) свете.
Метод включает три операции:
1) получение линзо-растрового позитивного
объемного изображения, снятого в естествен-
ном свете;
2) получение растровых голографических
изображений.
3) наблюдение изображений с линзо-растро-
вого снимка, записанных на голограммы.
На первом этапе съемка производится по
схеме (см. рис. 3.8, а), описанной выше.
На втором этапе (схема — рис. 3.8, б) лин-
зо-растровый снимок (фотослой вместе с раст-
ром) освещают источником когерентного излу-
чения через светоделитель (диффузный рас-
сеиватель). В плоскости голографической плас-
тины посредством объектива образуется мнимое
линзо-растровое изображение, которое за-
писывается на голограмму посредством опор-
ного пучка и производится ее химико-фотогра-
фическая обработка, аналогичная голограм-
мам, записанным по схеме «встречных пучков».
При записи на этом этапе изображение объ-
екта на голограмме получается четкое, без сет-
ки растра.
Таким способом можно получить объемные
слитные изображения объектов в истинном
пространственном масштабе на расстоянии, на-
ходящемся в пределах размеров голографиче-
ского стенда (2—3 м).
На третьем этапе (схема — рис. 3.8, в) на-
блюдатель, рассматривая голографическое изо-
бражение через линзу-насадку, позволяющую
сохранять пространственный масштаб и глуби-
ну рельефа, через полупрозрачное зеркало ви-
дит изображение, полностью идентичное по
своему виду и размерам исходному снимаемо-
му объекту.
Имеющееся в этой схеме полупрозрачное
зеркало и реальная марка (точечный источник
32
света) дают возможность количественно изме-
рять геометрические параметры объекта
(см. 4.2.4).
Для получения крупноформатных голограмм
(более 180X240 мм) в качестве источников ко-
герентного света используют мощные (поряд-
ка 300 мВт) ионные лазеры с высокой степе-
нью когерентности.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Яштолъд-Говорко В. А. Фотосъемка и об-
работка (съемка, формулы, рецепты, хими-
каты). 3-е изд. М.: Искусство, 1967. 444 с.
2. Готлоп Ф. Практика профессиональной фо-
тографии. М.: Планета, 1981. 218 с.
3. Блейкер А. Применение фотографии в нау-
ке/Пер. с англ. М.: Мир, 1980. 247 с.
4. Оптическая голография/Под ред. Кауфил-
да Г. М.: Мир, 1982, 735 с.
5. Вьено Ж-, Смичильский П., Руайе А. Оп-
тическая голография. Пер. с франц. М.:
Мир, 1978. 135 с.
6. Голография. Методы и аппаратура/Под ред.
Гинзбург В. М., Степанова Б. М. М.: Со-
ветское радио, 1974. 376 с.
7. Кольер Р., Беркхарт К.. Лин Л. Оптическая
голография. Пер. с англ. М.: Мир, 1973.
432 с.
8. Голенко Г. Г. Глубина резкости и разре-
шающая способность линзо-растровой съем-
ки в голографическом кинематографе. —
Техника кино и телевидения, 1981, № 3,
с. 35—41.
9. Голенко Г. Г. Растровые голограммы с
устраненной дискретной структурой. — Тех-
ника кино и телевидения, 1983, № 8, с. 31 —
37.
10. Акимакина Л. В., Ванин В. А., Голен-
ко Г. Г. и др. Съемка растрово-голографи-
ческого портрета человека. — Техника кино
и телевидения, 1983, № 12, с. 24—27.
=..4. МЕТОДЫ ИССЛЕДОВАНИЯ ИЗЛОМОВ
Основными задачами исследования изломов
технологических проб является оценка метал-
лургического качества металла, в понятие ко-
торого входят условия выплавки и литья, а так-
же влияние легирующих элементов и приме-
сей, деформации и термической обработки.
В настоящее время для исследования изло-
мов применяют как традиционные методы мак-
ро- и микроанализа, так и методы физического
металловедения с использованием сложнейше-
го электронно-вакуумного оборудования. Зна-
чительное развитие получили методы количест-
венного автоматического исследования изломов
с использованием электронно-вычислительной
техники. Эти исследования позволяют дать
сравнительную оценку характера разрушения и
вида излома, выяснить причины и природу от-
клонения вида излома от оптимального, опре-
делять способы предупреждения этих откло-
нений.
4.1. ОПТИЧЕСКИЕ МЕТОДЫ
4.1.1. Исследование
макроскопического строения изломов
Цель исследования макростроения изломов —
установление характера излома, определение
Влияния на него металлургических и техноло-
гических факторов, выявление макродефектов.
, При макроскопическом исследовании изло-
мов устанавливают также участки поверхности
разрушения, которые необходимо исследовать
методами микроанализа. Такое исследование
проводят невооруженным глазом или с помо-
щью лупы и бинокулярных микроскопов при
небольших увеличениях (в практике до 40
крат).
При качественном анализе макростроения из-
ломов устанавливают:
— вид и характер разрушения металлов по
признакам, характеризующим качество ме-
талла;
— структурные элементы поверхности раз-
рушения, отличающиеся от оптимального
строения излома, обусловленные отклонениями
от оптимальной технологии изготовления ме-
талла (литья, деформации, термической обра-
ботки) ;
— дефекты структуры, приводящие к сниже-
нию свойств (неметаллические включения
и др.);
— макронесплошности, имеющиеся в метал-
ле (флокены, поры, расслоения и др.);
— макронесплошности, образующиеся при
поломке на поверхности разрушения (шифер-
ность, расслои и др.);
— величину дендритов, ликвационных неод-
нородностей.
С помощью количественного анализа уста-
навливают количество, размеры и распределе-
ние элементов строения поверхности разруше-
ния, отличающихся от оптимальных, и опреде-
ляют степень их отрицательного влияния на
свойства металла.
4.1.2. Изучение микростроения изломов
Исследование методами световой микроскопии
Цели исследования — разрешение тех элемен-
тов строения поверхности разрушения, которые
не разрешаются при небольших увеличениях,
а также определение участков поверхности раз-
рушения, которые необходимо исследовать при
значительно больших увеличениях.
Важную роль играет микроскопическое ис-
следование изломов для идентификации хруп-
кого и квазихрупкого разрушения, так как при
практически одинаковом характере макрораз-
рушения квазихрупкое разрушение характери-
зуется наличием микропластической деформа-
ции поверхности разрушения.
При исследовании предварительно просмат-
ривают изломы при минимально возможном
увеличении и выявляют элементы микрорелье-
фа, требующие изучения при больших увели-
чениях: фасетки, выделения по границам зерен,
различные включения и микронесплошности.
Исследование элементов микрорельефа на
образцах, претерпевших большую пластиче-
3—531
33
скую деформацию, микроскопическими метода-
ми малоэффективно.
Для исследования используют металлогра-
фические микроскопы, позволяющие получать
увеличение от 40—50 до 900—1000 крат.
С помощью микроскопов, у которых пред-
метный столик находится над объективом, ис-
следуют обычно небольшие изломы. Из боль-
ших изломов вырезают образцы массой до
100 г. Микроскопы МБИ-15 имеют револьвер-
ные головки, где объектив устанавливается над
образцом, что позволяет исследовать изломы
массой до 1 кг. Для удобства изучения изло-
мов используют гониометры, выпускаемые се-
рийно в качестве приставки к микроскопу
МИМ-9.
Микроскопическое строение отдельных участ-
ков излома изучают с использованием прямого,
косого и темнопольного освещения. При иссле-
довании изломов в прямом свете рекомендует-
ся так выбирать положение поверхности эле-
ментов рельефа, чтобы чередование света и
тени создавало объемную картину. Применение
косого освещения позволяет увеличить конт-
растность изображения в связи с образовани-
ем теней от рельефа поверхности излома. При-
менение темнопольного освещения дает воз-
можность высвечивать отдельные плоские
участки изломов (фасетки), что важно при оп-
ределении их размеров. Однако необходимо
учитывать, что освещенность отдельных участ-
ков поверхности разрушения в этом случае бу-
дет неравномерной.
Металлографические микроскопы не позво-
ляют получать резкое изображение излома по
всему полю зрения, и чем больше увеличение,
тем меньше область резкого изображения. По-
скольку большинство изломов имеют сложную
шероховатую поверхность, применяют метод
выравнивания поверхности: вначале исследуют
выступающие части, затем их стачивают и та-
ким образом проводят послойное исследование
всего излома. Существенный недостаток этого
метода — разрушение излома.
Исследование методами
электронной микроскопии
Методы электронной микроскопии позволяют
расширить и дополнить сведения, получаемые с
помощью макро- и микроисследований изло-
мов, более подробно изучить характерные осо-
бенности их тонкого строения, элементы мик-
рорельефа, необходимые для определения ме-
ханизма разрушения, механизмы пластической
деформации в зоне разрушения, элементы
структуры, являющиеся источником зарожде-
ния микротрещин, а также микронеоднородно-
сти в строении металла, проявляющиеся в из-
ломе.
Для проведения микрофрактографического ис-
следования изломов используют просвечиваю-
щие (ПЭМ) и растровые (РЭМ) электронные
микроскопы, обладающие большой глубиной
резкости. Сведения о конструкции приборов
ПЭМ и РЭМ, а также принципы их работы
подробно рассмотрены в отечественной [1—5] и
зарубежной литературе [6, 7].
Увеличение при работе на электронном мик-
роскопе выбирают в зависимости от решаемой
задачи: общее строение изломов рекомендуется
изучать при увеличении до 10000 крат; харак-
тер распределения вторичных фаз и пластиче-
ской деформации — до 30000 крат. При боль-
ших увеличениях возрастают трудности в полу-
чении высококачественных снимков, поэтому
34
увеличение должно быть оптимальным для ре-
шаемой задачи.
Для задач микрофрактографии применяют
диапазон увеличений в ПЭМ от 1000-^2000 до
30000 крат, в РЭМ — от 5-^50 до 30000 крат.
В РЭМ имеется возможность легко перехо-
дить от наблюдений общего вида поверхности
разрушения при малых увеличениях к рассмот-
рению тонкого строения отдельных его деталей
при больших увеличениях без перефокусировки
или переориентации образца.
Разрешающая способность ПЭМ значитель-
но выше (2,5—5 нм), чем РЭМ (7—10 нм);
ПЭМ позволяет изучать более мелкие детали
на поверхности разрушения, чем РЭМ.
Изучение изломов с помощью просвечиваю-
щей электронной микроскопии. При фрактогра-
фических исследованиях широко применяют ме-
тод одноступенчатых прямых угольных реплик,
и метод двухступенчатых пластиково-угольных
реплик.
Преимущество прямых одноступенчатых
угольных реплик — высокая точность воспроиз-
ведения исследуемого излома, недостаток — по-
вреждение поверхности излома при приготов-
лении реплик (повторное исследование излома
невозможно вследствие растравливания по-
верхности разрушения).
Преимущество двухступенчатых пластиково-
угольных реплик — возможность многократного
исследования одного и того же участка изло-
ма, а также отдельных участков крупногаба-
ритных изломов без их разрезки и поврежде-
ния. Недостаток метода — возможные искаже-
ния истинной картины строения излома, Обу-
словленные техникой изготовления реплик.
Одноступенчатые реплики. Суще-
ствует два способа изучения поверхности раз-
рушения с помощью одноступенчатых реплик:
— косвенный — с помощью реплик, копирую-
щих рельеф поверхности разрушения;
— полупрямой — с помощью так называемых
экстракционных реплик, с извлеченными с по-
верхности разрушения частицами.
С помощью одноступенчатых реплик обычна
изучают тонкое строение микрорельефа поверх-
ности разрушения, а также проводят иденти-
фикацию таких дисперсных фаз, как карбиды,
неметаллические включения и т. д., определяя
их размеры, форму и распределение по поверх-
ности (косвенный или экстракционный способ).
Последний способ особенно эффективен прят
малой объемной доле этих фаз в стали.
При подготовке реплик для первого способа
исследования на поверхность разрушения пу-
тем распыления в вакууме спектрально чистого
углерода наносят тонкую угольную пленку, ко-
торую затем отделяют. Перед нанесением
угольной пленки на исследуемую поверхность
напыляют пленку тяжелого металла (Cr, W,
Ag и т. д.), причем напыление ведут под ма-
лым углом, благодаря чему достигается нерав-
номерность толщины пленки в зависимости от
рельефа поверхности разрушения и повышает-
ся контрастность изображения при просмотре в.
электронном микроскопе. Оттенять угольные
реплики тяжелыми металлами можно и после-
напыления их на поверхность разрушения.
Напыленный угольный слой оптимальной’
толщины имеет коричневый цвет (допускается’
появление синего оттенка). Черный цвет на-
пыленного слоя свидетельствует о слишком
большой толщине угольной реплики. Для обыч-
но применяемых в практике графитовых стерж-
ней диаметром 6 мм для напыления рекомен*
дуется сила тока 20—50 А, продолжительность
10—15 с.
Экстракционные реплики готовят аналогич-
ным образом, но без оттенения металлом; слой
оптимальной толщины угольной пленки в этом
случае имеет светло-коричневый цвет.
Для отделения напыленного слоя от поверх-
ности разрушения подготавливают 15—20 %-
ный раствор пищевой желатины в дистилли-
рованной воде (холодной). После того как же-
латина набухнет (впитает воду), бюкс поме-
щают в водяную баню (50—60 °C) и
выдерживают до полного растворения желати-
ны. Стеклянной лопаткой желатину наносят на
напыленный слой, равномерно распределяя ее
по всей поверхности, чтобы получить слой тол-
щиной 1,5—2 мм. Сушат желатину непосред-
ственно на воздухе при комнатной температу-
ре (продолжительность сушки 5—6 ч) или в
тепловом потоке от настольной лампы мощно-
стью 100 Вт (продолжительность сушки 0,7—
1 ч). Чтобы отделить напыленный слой от же-
латины, пленку с ней помещают в кристалли-
затор с теплой дистиллированной водой (50—
60 °C) таким образом, чтобы слой желатины
был внизу. Когда желатина начнет растворять-
ся (через 2—3 с), с помощью стеклянной ло-
паточки пленку помещают в другой кристал-
лизатор с горячей дистиллированной водой
(90°C). Операцию повторяют 4—5 раз до пол-
ного растворения желатины. После этого плен-
жу вылавливают на предметную сетку и высу-
шивают, прикасаясь к краям сетки фильтро-
вальной бумагой.
Для лучшего отделения экстракцион-
?н ы х угольных реплик на напыленный уголь-
ный слой наносят 1 %-ный раствор коллодия в
амилацетате. Через 10 мин на образовавшейся
пленке коллодия бритвой делают насечки с ша-
гом не более 3 мм, после чего реплику отделя-
ют электролитическим способом. Электроды
для электролитического отделения экстракци-
онных реплик изготовляют из нержавеющей
стали типа 12Х18Н10Т.
Рекомендуется применять два способа от- •
деления экстракционных реплик.
При первом способе напыленный излом по-
мещают в электролит (5—15 %-ный водный
раствор HNO3) и проводят подтравливание в
течение 10—15 мин при токе силой 10—15 мА.
При этом излом в процессе подтрав лив ания пе-
риодически удаляют из электролита и промы-
вают в дистиллированной воде. Этот способ
менее трудоемок, чем второй, но не гарантиру-
ет полноты экстракции частиц.
При работе вторым способом напыленный
излом опускают в электролит (1000 мл мети-
лового или этилового спирта; 50 мл 36—38 %-
ной соляной кислоты; 50 мл глицерина) и про-
водят предварительное подтравливание в те-
чение 5—10 мин при токе силой 10—15 мА. Для
доотделения реплик используют свежий хлор-
ноуксусный электролит состава 900 мл ледяной
уксусной кислоты и 100 мл хлорной кислоты,
выпаренной до получения плотности, равной
1,60—1,63 г/см3. При отделении реплик приме-
няют смену полярности электродов, причем при
каждой смене излом промывают в дистилли-
рованной воде. Способ обеспечивает достаточ-
ную полноту экстракции.
Для сохранения в реплике сульфидов редко-
земельных металлов, нестойких к большинству
применяемых реактивов, используют следую-
щие реактивы:
а) 3 г сернокислого закисного железа; 1 г
хлорного натрия, 0,9 г сегнетовой соли, 100 мл
дистиллированной воды;
б) 5 г нитрата натрия; 1 г сернокислого гид-
разина; 1,2 г бромистого калия; 0,6 г йодисто-
го калия; 100 мл дистиллированной воды.
Основным критерием правильности выбора
режима при электролитическом отделении реп-
лик является максимальное количество извле-
ченных частиц, наблюдаемых в электронном
микроскопе.
После электролитического отделения пленки
отмывают от коллодия последовательно в
спирте, ацетоне и дистиллированной воде при
80—90 °C. Порядок дальнейших исследований
аналогичен принятому для одноступенчатых
угольных реплик, изготовленных для первого
способа исследования.
Процесс изготовления одноступенчатых
угольных реплик связан с рядом методических
особенностей, которые могут исказить реальные
элементы микрорельефа, или обусловить появ-
ление деталей строения самой реплики, не от-
ражающих истинного рельефа излома. Такие
искажения истинной структуры излома называ-
ются артефактами.
Характерные артефакты, основ-
ные причины их возникновения в одноступен-
чатых прямых угольных репликах и способы
устранения следующие:
— чужеродный материал в реплике; появля-
ется из-за недостаточно тщательной очистки
поверхности разрушения; способ устранения —
улучшение очистки и промежуточный контроль
поверхности разрушения с помощью светового
микроскопа (рис. 4.1);
— искажение или маскирование мелких (ме-
нее 2—5 нм) деталей, плохая проработка ко-
пируемой поверхности; возникает из-за слиш-
ком большого количества напыленного углеро-
да или оттеняющего металла; для преду-
преждения следует изготовлять реплики
минимальной толщины (рис. 4.2);
— отверстие (разрыв) в реплике, образую-
щееся в процессе ее отделения от поверхности
разрушения; причины — слишком плотное при-
липание тонкой реплики к поверхности разру-
шения; для предупреждения следует увеличить
толщину реплики (рис. 4.3);
— растворение экстрагированных в реплике
частиц; происходит при использовании для сня-
тия реплик неправильно подобранных химиче-
ских реактивов; мера предупреждения — под-
бор химических реактивов, не растворяющих
изучаемые фазы;
— складки и разрывы в репликах; образо-
вание связано с высоким уровнем сил поверх-
ностного натяжения при сушке реплики; для
предупреждения необходимы отработка про-
цесса высушивания реплики, а также приме-
нение сушки реплик методом вымораживания
(рис. 4.4); дефект в основном присущ поверх-
ностям разрушения, имеющим большие гребни
и впадины или нерегулярное строение;
— вспучивание реплики; причина — нару-
шение режима напыления (плохой вакуум);
не возникает при вакууме ниже 10 Па (рис.
4.5);
— зернистая (глобулярная) структура реп-
лики; образуется из-за расплавления оттеня-
ющего реплику металла; для предупреждения
необходимо уменьшение фокусировки элект-
ронного пучка и применение платины для отте-
нения;
— ложная структура; образуется из-за не-
полного растворения желатины, используемой
.3*
35
Рис. 4.1. Чужеродный материал в реплике:
а— частицы угля на поверхности реплики. Х10000 (стрелка Д); б — загрязненность реплики мелки-
ми частицами. X10000 (стрелка Б)
Рис. 4.2. Плохая (недостаточная, нечеткая) проработка деталей строения излома. Вызвана низким
качеством изготовления реплики. X10000. Отчетливое изображение контуров по стрелкам А и 2»
свидетельствует о том, что изображение сфокусировано, а отдельные детали строения (стрелка В>
нерезкие («размыты»)
36
Рис. 4.3. Отверстия (разрывы) в репликах
из-за недостаточной их прочности:
а — мелкие разрывы в реплике (стрелка
А). Х15000; б—большие разрывы в реп-
лике (стрелка Б). X15000; в — разрыв ре-
плики по границе зерна (стрелка В). XI0000
для отделения угольной реплики от поверхно-
сти образца; не возникает при тщательном со-
блюдении методических рекомендаций при
растворении желатины (рис. 4.6).
Двухступенчатые реплики. Спо-
собом двухступенчатых реплик получают плас-
тиково-угольные реплики для изучения их в
ПЭМ.
Для получения толстой одноступенчатой
пластиковой реплики используют пленку из
коллодия, ацетата, полистирола толщиной 0,2—
0,5 мм. Одну поверхность пленки размягчают,
смачивая ацетоном, а затем эту размягчен-
ную поверхность плотно прижимают к поверх-
ности разрушения. После высыхания пленку от-
рывают от поверхности разрушения и фикси-
руют на гладкой подложке. Для последующего
получения пластиково-угольной реплики кон-
тактировавшую с изломом поверхность оттеня-
ют тяжелым металлом для улучшения контрас-
та и разрешения. Затем на эту поверхность
напыляют угольную пленку равномерной тол-
щины аналогично тому, как это делают при
изготовлении одноступенчатых угольных реп-
лик.
Напыленную пластиково-угольную реплику
помещают в растворитель пластиковым слоем
вниз, при этом ацетатная подложка растворя-
ется, а угольную реплику вылавливают на
предметную сетку и высушивают [4].
Недостатки получения реплик двухступенча-
тым методом:
— неточное воспроизведение поверхности
излома пластиковым отпечатком; с увеличени-
ем степени шероховатости поверхности разру-
шения такая возможность возрастает;
37
Рис. 4.4. Образование складок в реплике:
реплики (стрелка Б). X15000
а — складка (стрелка А). X10000; б — наложение слоев
Рис. 4.5. Вспучивание (сморщивание) реплики (участ-
ки показаны стрелкой). XI5000
— неизбежная деформация пластикового
отпечатка на разных стадиях изготовления
двухступенчатой реплики;
— неполное удаление пластика с поверхно-
сти угольной реплики при растворении плас-
тикового отпечатка.
Все эти недостатки могут внести определен-
ные искажения в истинную картину поверхно-
сти разрушения. Несмотря на это, а также на
большую трудоемкость метода, его широко
применяют в практике фрактографических ис-
следований, особенно при изучении изломов,
неповреждаемость поверхности разрушения
которых является обязательной.
Идентификация выделений на поверхности
разрушения. Фазовый состав выделений на
поверхности разрушения идентифицируют с
помощью ПЭМ на экстракционных репликах,
Рис. 4.6. Ложная структура одноступенчатой угольной
реплики из-за неполного растворения желатины.
X 10000
используя метод микродифракции. При этом
получают микродифракпионную картину от
отдельных частиц выделений, так как репли-
ка не имеет собственной структуры. Благодаря
этому расшифровка микродифракционных
картин этим способом проще, чем в случае
идентификации частиц, находящихся в метал-
лической матрице (при использовании метода
фольг).
Методики получения электронограмм и ме-
тоды их расшифровки подробно описаны в
ряде методических пособий [4, 8].
При микродифракционном фазовом анализе
решают две задачи: расшифровывают неизве-
стные выделения и определяют, имеются ли
фазы с известными кристаллическими струк-
турами.
Если включение не является монокристал-
38
Рис. 4.7. Карбид Afe6C. Экстракционная реплика. X 20000:
а — светлопольное изображение карбида (частица карбида указана
стрелкой); б — темнопольное изображение карбида в рефлексе карбид»
ной фазы; в — микроэлектронограмма от включения того же карбида,
ориентировка (111)
лом или исследуется скопление мелкодисперс-
ных включений, то микроэлектронограммы мо-
гут иметь вид либо сплошных колец, либо
состоять из отдельных рефлексов.
Если кольца на микроэлектронограмме при-
надлежат включениям одной фазы, то для ее
идентификации необходимо:
— измерить диаметры колец;
— вычислить соответствующие межплоско-
стные расстояния;
— выявить среди вероятных фаз такую,
для которой межплоскостные расстояния сов-
падают с определенными экспериментально.
В этом случае определяют масштаб каждой
микроэлектронограммы путем калибровки при-
бора с помощью съемки эталонной микроэлек-
тронограммы известного вещества.
. Расшифровка микроэлектронограмм значи-
тельно облегчается, если включения, представ-
ляющие собой отдельный монокристалл или
группу одинаково ориентированных кристал-
лов, дают правильную сетку рефлексов. В этом
случае в двух или трех рефлексах, образую-
щих геометрическую сетку, снимают изобра-
жение включений в темном поле и отбирают
рефлексы, принадлежащие исследуемой фазе,
измеряют радиус-векторы рефлексов и углы
между ними и сравнивают полученные значе-
ния углов с рассчитанными для фаз, наличие
которых предполагается в стали. С помощью
повторной съемки в темном поле в рефлексе,
принадлежащем плоскости обратной решетки
определяемой фазы, проверяют правильность
проведения расшифровки.
Типы карбидных выделений, характерных
для конструкционных среднеуглеродистых ста-
лей, приведены в табл. 4.1; вид некоторых кар-
бидов и их микроэлектронограмм показан на
рис. 4.7—4.8.
Методами электронной микроскопии неме-
таллические включения, как правило, не иден-
тифицируют, так как они велики по размерам,
ТАБЛИЦА 4.1
ТИПЫ КАРБИДНЫХ ВЫДЕЛЕНИЙ
В КОНСТРУКЦИОННЫХ СТАЛЯХ
Тип выде- ления Кристал- лическая решетка Периоды, нм t , °C пл’
а b с
Fe3C Ромб. 0,508 0,674 0,452 723
М2С Ромб. 0,472 0,6 0,519 850—1100
М2зС6 Г. Ц. К. 1,058 — .— 850—900
М6С Г. Ц. К. 1,113 — — 850—900
м12с Г. ц. к. 1,093 — — 850—900
VC Г. ц. к. 0,417 — — 900—1200
Сг7Сз Тригон. 0,452 — 1,4 850—1020
39
Рис. 4.8. Карбид VC. Экстракционная реплика. Х20000:
а—светлопольное изображение карбида (частица кар-
бида указана стрелкой); б — темнопольное изображе-
ние карбида в рефлексе карбидной фазы; в — микро-
электронограмма от включения карбида VC; ориен-
тировка (НЗ)
что создает трудности при их извлечении на
экстракционную реплику. Для их идентифи-
кации обычно используют методы рентгено-
спектрального микроанализа (РЭМ, совмещен-
ный с РСМД). Если неметаллические включе-
ния мелкодисперсны, то их идентифицируют
так же, как карбиды (рис. 4.9).
Когда разрушение происходит по включени-
ям только одной какой-либо фазы, для иденти-
фикации этой фазы можно использовать ме-
тод рентгенографирования экстракционных
реплик.
Образец для рентгеноструктурного анализа
приготавливают путем наклеивания реплик с
экстрагированными частицами на кончик ост-
розаточенной деревянной палочки.
Изучение изломов с помощью растровой
электронной микроскопии. Основные требова-
ния, предъявляемые к образцу при исследова-
нии его методом РЭМ:
— геометрические размеры, позволяющие
поместить его в камеру прибора;
— чистота поверхности излома, не допус-
кающая присутствия продуктов коррозии и за-
грязнений.
Как правило, для исследования в РЭМ при-
меняют образцы, соответствующие по разме-
рам объектодержателю. При больших разме-
рах излома из него вырезают интересующие
зоны. Кроме изломов, с помощью РЭМ можно
исследовать толстые двухслойные пластико-
вые реплики с изломов. Для изготовления тол-
стых пластиковых реплик вместо угля напыля-
ют сплошное электропроводящее покрытие из
платины или смеси угля с платиной толщиной
— 10 нм.
Большую дополнительную информацию мож-
но получить при использовании приставок и
вспомогательного оборудования к РЭМ. К ним
относятся, в частности, спектрометры для мик-
роанализа, позволяющие проводить локаль-
ный химический анализ включений или отдель-
ных микроучастков поверхности разрушения, а
также исследовать интегральное распределе-
ние химических элементов по всей поверхно-
сти разрушения; специальные детекторы изо-
бражения, позволяющие изучать изломы в ре-
жиме катодолюминесценции (для соединений,
которые светятся при бомбардировке пучком
электронов).
Сравнительные преимущества и недостатки
РЭМ и ПЭМ. Выбирая тот или иной метод ис-
следования изломов (ПЭМ или РЭМ) прежде
всего следует учитывать различия в подготов-
ке объектов исследования.
На РЭМ изучают непосредственно поверх-
ность разрушения, на ПЭМ — реплики с изло-
мов. Изготовление реплик для ПЭМ — процесс
очень трудоемкий. Исследование изломов ме-
тодом РЭМ менее трудоемко: требуется толь-
ко вырезка образцов, размеры которых соот-
ветствуют размерам объектодержателя. Кро-
ме того, РЭМ позволяет исследовать пласти-
ковые реплики, оттененные металлом, снимае-
мые с крупногабаритных изломов. РЭМ дает
возможность существенно проще, чем ПЭМ,
изучать точечные или единичные элементы
структуры излома (например, источники за-
рождения разрушения); РЭМ позволяет ис-
следовать образцы с площадью излома до
20X70 мм, в то время как максимальный раз-
мер реплик для ПЭМ — 3X3 мм. Благодаря
этому при использовании РЭМ можно регист-
рировать одновременно многие элементы изло-
40
Рис. 4.9. Нитрид ванадия V2N. Экстракционная реплика. X20000:
а — светлопольное изображение включения (частица нитрида
ванадия указана стрелкой); б — темнопольное изображение в
рефлексе (100); в — микроэлектронограмма от включения V2N
ма и устанавливать взаимосвязь между ними.
Для этой же цели при применении ПЭМ для
получения сравнимой достоверности необходи-
мо исследовать на репликах по меньшей мере
в два раза большую по площади поверхность,
так как необходимо обеспечить перекрытие
реплик; кроме того, значительная - часть пло-
щади реплики экранируется поддерживающей
сеткой. Однако ПЭМ дает возможность изу-
чать отдельные участки массивных изломов,
не разрезая их, проводить структурный ана-
лиз отдельных интерметаллических и неметал-
лических частиц и карбидов, экстракционных
реплик.
Недостатки исследования поверхности раз-
рушения с помощью РЭМ:
— искажение размеров элементов излома,
располагающихся под большими углами к
электронному пучку;
— затрудненность изучения изломов со сла-
бо выраженным плоским рельефом поверхно-
сти.
Недостатки исследования поверхности раз-
рушения с помощью ПЭМ:
— возможность повреждения поверхности
излома нри снятии реплик;
— погрешности, вносимые при изготовле-
нии реплик;
— невозможность снятия реплик с изломов,
имеющих грубую и сильно развитую поверх-
ность;
— невозможность исследования микротре-
щин, не совпадающих с поверхностью разру-
шения.
Большой дополнительный материал может
быть получен путем сопоставления растрового-
изображения с изображением, полученным ме-
тодом просвечивающей микроскопии. Так как
разрешающая способность РЭМ—7—10 нм, а
ПЭМ — 2,5—5,0 нм, это позволяет при иссле-
довании на ПЭМ выявлять более мелкие де-
тали микрорельефа, не разрешаемые при ис-
пользовании метода РЭМ. В связи с этим ме-
тоды РЭМ и ПЭМ дополняют друг друга.
Полезным методическим приемом является
нанесение на поверхность изломов пластико-
вой координационной сетки, позволяющей
точно фиксировать место, которое будет изу-
чаться с помощью того или иного электронно-
го микроскопа.
Кроме того, сопоставление фрактограмм с
данными электронномикроскопических иссле-
41
Рис. 4.10. Характерные виды ямочных рельефов.
Угольная реплика:
а — удлинение ямки на боковых скосах в зоне утяж-
ки. Х8200;, б — овальные ямки на плоском участке
разрушения. X 8200; в — круглые ямки на плоском
участке разрушения. X 12000
дований структуры металла вблизи зоны раз-
рушения позволяет:
— сравнить морфологию выделений в
матрице металла и на поверхности разруше-
ния;
— оценить влияние субструктуры на про-
цесс разрушения;
— определить толщину пленочных выделе-
ний на границах зерен и их протяженность
и т. д.
Методические особенности интерпретации
фрактограмм, полученных с помощью ПЭМ и
РЭМ. При исследовании характера разруше-
ния на ПЭМ в большинстве случаев требует-
ся исследование нескольких реплик, так как
изучаются реплики, полученные с ограничен-
ных участков поверхности разрушения. На
РЭМ же можно четко установить, какой учас-
ток поверхности разрушения исследован.
Разрушение металла при однократном на-
гружении путем изгиба с перерезывающей си-
лой оказывает влияние на направление мак-
симальных касательных напряжений, а также
на траекторию распространения трещины и,
следовательно, на процессы пластической де-
формации в зоне разрушения и геометрию эле-
ментов микрорельефа излома, поэтому ямки
приобретают удлиненную форму, что необхо-
димо учитывать при оценке их размеров
(ямочного рельефа); при других схемах при-
ложения нагрузки ямки могут иметь круглую
или овальную форму (рис. 4.10).
При исследовании на ПЭМ изломов, по-
верхность которых имеет развитый микро-
рельеф, на участках гребней возможен раз-
рыв угольной реплики. Такое же явление
может наблюдаться и на острых участках
ступенек, глубоких впадинах и др. Относи-
тельную высоту или глубину деталей микро-
рельефа можно оценить по величине тени, воз-
никающей при оттенении реплик. Для уста-
новления взаимодействия трещин, образующих
излом, с элементами структуры, рекомен-
дуется напылять реплики в направлении от
зоны зарождения трещины к зоне долома.
При исследовании на ПЭМ и РЭМ харак-
тера разрушения сталей, особенно при боль-
ших увеличениях, необходимо проводить иден-
тификацию механизма разрушения по числу
полей зрения, представительному для оценки
данной поверхности разрушения, так как эле-
менты микрорельефа поверхности разрушения
на соседних участках могут существенно раз-
личаться между собой.
Важное значение может иметь сопоставле-
ние фрактограмм РЭМ и ПЭМ, полученных с
участков поверхности разрушения, имеющих
близкое строение. ПЭМ, обладающий большей
разрешающей способностью, чем РЭМ, позво-
ляет выявить более мелкие детали микрорель-
ефа, а РЭМ — исследовать большую площадь
поверхности разрушения и при этом рассмат-
ривать отдельные участки последовательно от
малых до больших увеличений. Это особенно
необходимо при наличии на поверхности раз-
рушения дисперсных выделений.
4.2. СПЕЦИАЛЬНЫЕ
ОПТИЧЕСКИЕ МЕТОДЫ
ИССЛЕДОВАНИЯ
СТРОЕНИЯ ИЗЛОМОВ
4.2.1. Стереоскопические методы
Стереоскопические методы исследования из-
ломов (СМИ) позволяют изучать трехмерный
рельеф поверхности разрушения по его фото-
42
графическим изображениям. Для этого изго-
тавливают два фотографических изображения
изучаемых участков поверхности разрушения,
причем второе из фотоизображений делают
под углом съемки, немного отличающимся от
угла съемки первого изображения. Получен-
ные фотоизображения помещают в стереоскоп,
с помощью которого можно наблюдать мни-
мое объемное изображение объекта. Наиболее
высококачественное изображение получается
при углах съемки между двумя изображения-
ми 10—12° и увеличении до 500 крат и 5—7°
при увеличении более 500 крат.
Использование СМИ для изучения изломов
позволяет определить истинное взаимное рас-
положение элементов излома, уменьшает ве-
роятность случайной и уровень систематичес-
кой ошибки в оценке деталей рельефа поверх-
ности образца.
Возможности применения в практике стере-
оскопического метода исследования оптичес-
ких фотографий поверхностей разрушения ог-
раничиваются малой глубиной резкости опти-
ческих приборов и обычно используются при
увеличениях, не превышающих 150—200 крат.
Стереоскопическое исследование поверхнос-
ти разрушения с помощью оптических прибо-
ров часто является предварительным. Оконча-
тельное исследование проводят с помощью
электронных микроскопов, которые обладают
большой глубиной резкости. Стереомикроско-
пия наиболее эффективна при изучении таких
элементов строения изломов, как поры в вяз-
ких изломах и фасетки скола в хрупких [9].
При стереоисследовании изломов с помощью
методов электронной микроскопии изучают фо-
тографии, снятые с объекта исследования (реп-
лики в ПЭМ и изломы в РЭМ), устанавливае-
мого с наклоном в обе стороны —5° по отно-
шению к оси, перпендикулярной электронному
пучку. Фотоснимки помещают в стереоскоп и
исследуют трехмерную картину излома. Съем-
ка образцов с наклоном усиливает теневые эф-
фекты и позволяет полнее реализовать преиму-
щества большой глубины резкости, присущие
методам электронной микроскопии. Наблюдае-
мая картина в первую очередь зависит от уг-
ла напыления реплики и толщины напыленно-
го слоя, при этом результаты измерения топо-
графии излома могут отличаться на 200 %
[Ю].
Высоту деталей рельефа рассчитывают по
формуле АЛ = АР/Л1 sin сх, где АЛ — разность
высот; АР — параллакс, измеряемый в направ-
лении нормали к проекции оси наклона образ-
ца на плоскости фотоизображения; М — уве-
личение микрофотографии; а — угол разворота
образца в колонне микроскопа вокруг оси,
перпендикулярной пучку электронов. Положе-
ние проекции оси наклона образца определя-
ют по рекомендациям [4, 11].
При получении стереопар рекомендуется
соблюдать соотношение &hM=500 ctgcc, при
этом желательно получать максимальные зна-
чения АЛ, выбирая минимально необходимое
увеличение (Л1) для задачи исследования.
Стереоизмерения облегчаются, если на реп-
лику наносят калиброванные шарики Латек-
са [12]. По размерам изображений этих ша-
риков оценивают значения АЛ. Этот метод по-
зволяет определять кристаллографические ин-
дексы отдельных элементов структуры излома,
например, фасеток хрупкого разрушения по
углу наклона поверхности [13].
РЭМ, обеспечивая большую глубину резко-
сти, фиксирует объемные изображения изло-
мов. С помощью СМИ можно увеличить эф-
фект объемности этих изображений [15]. Сте-
реопары фотоизображений позволяют изме-
рять высоту и глубину элементов излома, по-
вышают точность измерения площади, занятой
определенными структурными элементами.
Указанные выше параметры могут быть по-
лучены и путем фотограмметрической обра-
ботки электронномикроскопических снимков,
которая позволяет устранять искажения, вно-
симые проективной стереографией и обуслов-
ленные непараллельностыо электронного
пучка микроскопов. Дополнение растровой
электронной стереомикроскопии фотограммет-
рической обработкой изображений позволяег
с высокой степенью надежности и однозначно-
сти интерпретировать результаты исследований.
Трудоемкость этого способа значительно умень-
шается при использовании ЭВМ [14, 15].
4.2.2. Стереологический метод
Стереологический метод — метод изучения
пространственной структуры и реконструкции
этой структуры с помощью измерений, прово-
димых на плоскости наблюдения. Наиболее
подробно вопросы применения стереологии ос-
вещены в работах [16—19]. Стереологические
исследования дают возможность определять
такие важнейшие фрактографические характе-
ристики, как реальная доля вида разрушения
(внутризеренного или межзеренного) в случае
изучения изломов смешанного вида, распреде-
ление размеров и средний поперечный размер
частиц включений на поверхности разруше-
ния, удельная поверхность элементов строе-
ния излома (например, для фасеток хрупкого
разрушения и др.).
В качестве объекта исследования использу-
ют непосредственно излом или обычные и эк-
стракционные реплики с него.
Требования к исследованиям:
1) образцы должны хорошо воспроизводить
характерные особенности структуры излома
изучаемого материала;
2) искажение изображения объекта при из-
мерении его параметров с помощью оптичес-
кой и электронной микроскопии должно быть
минимальным;
3) число измерений элементов структуры
должно быть достаточным для получения дос-
товерного результата.
Элементы геометрической структуры изло-
мов — это видимые на поверхности разруше-
ния границы зерен или плоскости их скола,
ребра границ зерен, частицы включений, поры
и микронесплошности и т. д.
Различают непосредственную стереологиче-
скую реконструкцию и статистическую рекон-
струкцию. Непосредственную реконструкцию
можно осуществлять двумя способами:
— последовательных сечений с минималь-
ным шагом, получаемых с помощью механи-
ческого стачивания поверхности излома;
— измерением стереопар изображений изло-
мов, полученных при оптических и электронно-
микроскопических увеличениях.
При способе последовательных сечений в
каждом сечении определяют характеристики
профилей следов излома: индексы шерохова-
тости, угловые и высотные распределения эле-
ментов поверхности [20—22]. Недостаток это-
43
го способа — необходимость получения строго
параллельных срезов поверхности излома, ина-
че в стереологическую реконструкцию могут
быть внесены большие искажения.
При измерении стереопар изображений од-
ного и того же участка структуры при различ-
ных углах наклона объекта по отношению к
оптической оси измеряют разность координат
идентичных точек на двух изображениях и на
ее основе рассчитывают соответствующие вы-
соты.
Способ последовательных сечений менее
трудоемок при анализе изломов, чем расчет
стереопар.
Статистическая реконструкция — преобра-
зование первичных измерений в характеристи-
ки геометрической структуры с помощью опе-
ратора геометрической вероятности [16, 17]
Основные стереологические характеристики,
определяемые с помощью непосредственной и
статистической реконструкции поверхности
разрушения, приведены ниже (А — непосред-
ственная реконструкция, Б — статистическая):
А Б
Распределение размеров частиц
включений, мм-3................ ' — +
Средний поперечный размер эле-
ментов строения излома, мм . . — +
Средний поперечный размер вклю-
чений, мм............. , « , . — +
Кривизна поверхностей, мм"1 . — +
Двугранный угол, град ... . —
Плотность линейных элементов,
мм/мм3' ........................... — "
Среднее межцентровое расстояние
элементов строения излома, мм . — +
Топологические инварианты, мм~3 4-
4.2.3. Метод оптико-структурного
машинного анализа (ОСМА)
Применение метода оптико-структурного ма-
шинного анализа ОСМА в металлографии и
фрактографии целесообразно в тех случаях,
когда на прямом изображении трудно указать
и очертить для измерений подсчитываемые
элементы строения. Если Снимок содержит
много однородных, даже нечетких элементов,
то его двумерный спектр позволяет опреде-
лить обобщенные характеристики преоблада-
ющего элемента, которые зависят от его ха-
рактерных особенностей, а также степень ани-
зотропии излома и направление магистраль-
ной трещины [23—25].
Суть способа заключается в том, что при
дифракции когерентного пучка света на плос-
ком изображении в фокальной плоскости диф-
рактометра образуется дифракционная кар-
тина — его двумерный спектр. Каждой конфи-
гурации повторяющихся структурных элемен-
тов излома соответствует определенная диф-
ракционная картина. В основу метода ОСМА
положен анализ сигнала, полученного на вы-
ходе датчика оптической плотности при ска-
нировании исследуемого объекта считываю-
щим зондом. Полученный сигнал рассматрива-
ется как характеристика стационарного слу-
чайного процесса, который можно выразить
посредством числовых характеристик. При
этом информация об объекте (или изображе-
нии) в результате машинной обработки цифро-
вой матрицы может быть представлена неко-
торыми отличительными признаками, в част-
ности, гистограммой амплитуд оптической
плотности почернения (для негативов изобра-
жения), первыми четырьмя центральными мо-
ментами (математическое ожидание тх, дис-
персия о| , асимметрия sx и эксцесс Ех), а так-
же авто- или взаимнокорреляционной функци-
ей и т. д. Кроме того, методика обработки
цифровой матрицы в управляющей числовой
машине (УВМ) предусматривает выделение
контурных линий изображения (или объектов),
а также определение статистических характе-
ристик изображения и геометрических пара-
метров его элементов, рассчитанных на коор-
динаты контурных линий элементов.
Метод ОСМА для исследования изломов
можно применять в двух вариантах: скани-
рующем и дифракционном. Для практической
реализации этого метода разработана специ-
ализированная аппаратура типа «Протва» (ее
разновидности: «Протва-С», позволяющая по-
лучать информацию для световой сканирую-
щей микроскопии, «Протва-Ф» —- автоматиче-
ский микрофотометр, «Протва-К» — многоце-
левой статистический анализатор; «Протва-
JI»— лазерный дифрактометр и т. д.) [24—
26].
Рассмотренный метод имеет ряд недостатков;
наиболее существенный из них — слабая поме-
хозащита амплитуды оптической плотности по-
чернения негативов растровых изображений.
На контраст изображения в растровом элек-
тронном микроскопе влияют факторы, связан-
ные с объектом исследования и с выбором фи-
зико-технических условий работы систем, фор-
мирующих изображение, поэтому наиболее
целесообразно количественную обработку мик-
роструктур изломов проводить полуавтомати-
ческим методом. Идентификацию структурных
составляющих излома при этом методе («окон-
туривание» выбранных участков микрострук-
туры) проводит оператор; различные парамет-
ры, характеризующие площадь и форму мик-
рообластей излома, подсчитываются с помо-
щью анализатора изображений, снабженного
ЭВМ.
Недостатком применяемого для получения
двухмерных спектров лазерного дифрактомет-
ра, например, ЛАД-1, является то, что при
фотографической регистрации спектра даль-
нейший количественный анализ осложнен не-
линейным преобразованием «сила света — по-
чернение». Это преобразование плохо воспро-
изводимо и неконтролируемо. Таких недостатков
лишен анализатор микронегативов, осно-
ванный на лазерной дифрактометрии с пря-
мой фотоэлектрической регистрацией. Прин-
ципиальное устройство подобного дифракто-
метра и порядок работы на нем описаны в
работе [25].
Имеется принципиальная возможность полу-
чать информацию о топографии поверхности
разрушения в растровом электронном микро-
скопе не по фотографиям, а непосредственно
по электронному сигналу, вызванному эмити-
рованными с поверхности объекта вторичны-
ми электронами. При этом следует применять
не метод «среднего тока», используемый для
формирования изображений, а метод счета им-
пульсов вышедших электронов. Контраст изо-
бражения в РЭМ или величина сигнала от объ-
екта зависит от угла наклона исследуемой по-
верхности к первичному пучку электронов (а).
В режиме вторичных электронов угол а на-
44
ходится в линейной зависимости от коэффици-
ента вторичной эмиссии электронов.
В случае известного распределения коэф-
фициента вторичной эмиссии по исследуемому
образцу можно найти распределение углов на-
клона микроповерхностей образца, а также
определять общую длину микроповерхности
вдоль строчки электронного растра на иссле-
дуемом объекте и, следовательно, определять
коэффициент шероховатости излома.
Наряду с преимуществами, а именно: полу-
чением прямой информации с излома, минуя
формирование изображения и фотопроцесс,
связанный с его обработкой, а также получе-
нием сведений о поведении «координаты z>
рельефа излома, указанный способ имеет свои
недостатки. Существенным из них следует
считать отсутствие градуировочных данных о
переводе угла а (или коэффициента вторич-
ной эмиссии электронов) непосредственно в
глубину (z, мкм) рельефа.
4.2.4. Измерение геометрических
параметров изломов
по голографическим изображениям
Восстановленное голографическое изображе-
ние, представляющее собой точную объемную
копию объекта (излома), может быть исполь-
зовано для измерения геометрических пара-
метров элементов поверхности разрушения.
Форма поверхности разрушения по ее изобра-
жениям может быть представлена численны-
ми значениями координат ее точек, аналити-
ческим описанием, а также графическим пред-
ставлением сечений и горизонталей.
Можно выделить две основные группы спо-
собов измерения элементов рельефа поверхно-
сти с помощью оптической голографии: 1) ин-
терферометрические методы получения топо-
грамм, по которым можно строить профило-
граммы; 2) механические методы измерения
геометрических параметров рельефа с восста-
новленного голографического изображения.
Интерферометрические методы получения
топограмм основаны на интерференции двух
световых пучков, в результате которой воз-
никает семейство интерференционных полос,
образующих на поверхности трехмерного пред-
мета или его мнимого изображения топогра-
фическую контурную карту. Каждый контур
представляет собой геометрическое место то-
чек, полученных в результате пересечения по-
верхности объекта семейством параллельных
секущих плоскостей, равно отстоящих друг от
друга.
Характер интерференционных полос зависит
от формы поверхности объекта и от положе-
ния секущих плоскостей. По фотографии по-
лученной топограммы можно построить про-
филограмму для выбранного сечения объекта
с последующим измерением элементов релье-
фа.
> В настоящее время можно рекомендовать
три наиболее простых голографических мето-
да: интерференционные методы двух источни-
ков и иммерсионный, а также метод механиче-
ского измерения рельефа мнимого голографи-
ческого изображения с помощью «реальной
марки» [27—31].
Получение топограмм методом
двух источников. Суть метода заклю-
чается в том, что между двумя экспозициями
при записи объекта на одну голографическую
фотопластину освещающий пучок (или сам
объект) разворачивают в плоскости XZ на
угол а, т. е. волновой фронт, направленный
вдоль вектора п принимает положение г2. При
этом возникает система интерференционных
плоскостей, перпендикулярных плоскости XZ
и образующих на поверхности образца семей-
ство полос, характер которых определяется
формой рельефа и углами между направлени-
ем наблюдения (регистрации) R и биссектри-
сой угла а. Расстояние между интерференцион-
ными плоскостями равно: J = X/2) sin (оо/2),
где X — длина волны источника освещения объ-
екта.
Из этой формулы видно, что, задавая угол
разворота объекта или освещающего пучка,
можно изменять т. е. выбирать частоту по-
лос в зависимости от конкретного рельефа по-
верхности.
На рис. 4.11 показан наиболее простой слу-
чай, когда направление биссектрисы угла а и
Рис. 4.11. Схема получения голографических топо-
грамм методом двух источников при освещении объек-
та пучком, перпендикулярным направлению регист-
рации
Рис. 4.12. Схема получения голографических топо-
грамм методом двух источников при освещении пуч-
ком, освещающим объект под некоторым углом
45
10
202,мм
<Г
10 20z,Mf,
Рис. 4.13. Топограмма излома, полученная методом двух источников. Х1,5:
а — вид топограммы; б — контуры рельефа с топограммы в сечениях I и II
направление наблюдения (регистрации) со-
ставляет угол 90°. При этом интерференцион-
ные плоскости перпендикулярны направлению
наблюдения R.
Построение профиля по заданному сечению
А—А осуществляется следующим образом:
1. Строят систему координат, где ось Z
совпадает с направлением регистрации R, а
ось X — с биссектрисой угла а.
2. На плоскость XZ наносят сетку парал-
лельных линий с шагом d.
3. Точки пересечения секущей плоскости
ап с контурами топограммы соединяют с
соответствующими линиями параллельной сет-
ки.
На рис. 4.12 показан случай, когда биссек-
триса угла а ориентирована по отношению к
плоскости регистрации R под некоторым углом
(3. При этом на поверхности разрушения воз-
никает семейство интерференционных полос,,
расстояние между которыми равно d'
d' = [(X/2; sin (a/2)] cos f.
По этому семейству также может быть полу-
чена профилограмма, построение которой под-
робно описано в специальной литературе [28].
Практически довольно просто получать топо-
граммы поверхности разрушения методом
двух источников, освещая ее сразу двумя ко-
герентными пучками, направленными под уг-
46
лом а, равным 5-10“1 2—5*10~3 град. Это мож-
но осуществить с помощью интерферометра
Майкельсона с лазерным источником излуче-
ния |30, 31].
На рис. 4.13, а показана топограмма изло-
ма, полученная методом двух источников. Для
удобства расчета параметров а, а также для
настройки интерферометра (получения систе-
мы параллельных полос) рядом с изломом по-
мещена эталонная пластинка известной длины
с плоской поверхностью. Угол £ был выбран
равным 30 град. Расстояние между интерфе-
ренционными плоскостями (а) было задано
равным 0,8 мм. На рис. 4.13, б представлены
контуры рельефа, построенные с топограммы
излома (рис. 4.13, а) по двум произвольно
выбранным сечениям.
Максимальное число точек , по которым
строится профилограмма, получается в том
случае, когда угол (3 равен 90 °. Однако в свя-
зи с тем, что поверхность разрушения имеет
-сложную форму, такое освещение неприемле-
мо. Оно приводит к потере информации из-за
образования глубоких теней от выступаю-
щих элементов рельефа. Освещение излома под
острым углом к направлению регистрации изо-
бражения позволяет более равномерно осве-
тить его элементы, но в этом случае снижает-
ся точность построения профилограмм.
Недостатки этого метода отсутствуют при
получении голографических топограмм им-
мерсионным интерферометрическим методом.
Иммерсионный интерферомет-
рический метод. Схема получения го-
лографической топограммы излома иммерси-
онным методом показана на рис. 4.14. Иссле-
дуемый излом 1 устанавливают в кювете 2 с
плоским прозрачным окном 3. Излом освеща-
ют пучком монохроматического света с плос-
ким волновым фронтом, параллельным поверх-
ности окна кюветы.
Кювету заполняют жидкостью с показате-
лем преломления пл и производят первую экс-
позицию объекта, после чего в кювету добав-
ляют вторую жидкость с показателем прелом-
ления п2. В результате показатель преломле-
ния смеси жидкостей в кювете изменяется
на Ап.
После этого проводят вторую экспозицию.
Рис. 4.14. Схема получения голо-
графических топограмм иммерси-
онным методом:
1 — объект; 2 — базовая плоскость;
3 — -кювета; 4 — освещающий пу-
чок с плоским волновым фронтом;
3 — прозрачное окно; А — семейст-
во интерференционных полос; d —
расстояние между интерференцион-
ными полосами
На поверхности восстановленного изображения
излома появляется система интерференционных
полос Л, представляющих собой истинную то-
мограмму объекта.
Расстояние между интерференционными по-
лосами определяют по формуле: d=X/2An,
где d — расстояние между интерференционны-
ми полосами; X — длина волны монохромати-
ческого света; Ап — изменение показателя пре-
ломления жидкости в кювете между первой и
второй экспозициями.
Иммерсионный метод позволяет изменять
значения d в широком диапазоне путем до-
бавки различного количества жидкости с по-
казателем преломления nD. Показатель пре-
ломления смеси жидкостей п3 определяют по
формуле: n3= (ni-+-n2) -К, К — концентра-
ция добавки жидкости с показателем прелом-
ления пр в смеси.
Каждая пара сред создает свою систему ин-
терференционных полос с определенным J,
причем при подборе сред разности показателей
преломления удобно измерять с помощью ин-
терференционного рефрактометра.
При измерении шероховатости поверхности
изломов сталей наиболее целесообразно под-
бирать пары жидкостей, обеспечивающие зна-
чение d в пределах 2-Ю-2—1 мм. Такие зна-
чения достигаются при использовании смесей
различных концентраций этилового спирта с
добавлением бензола. При этом очень важно,
что смесь этих жидкостей не вызывает окисле-
ния поверхности изломов и легко с нее уда-
ляется при дальнейших исследованиях.
Схема установки для съемки голографичес-
ких топограмм приведена на рис. 4.15. Уве-
личение изображения излома на голограмме
зависит от применяемой оптической системы.
Дополнительное увеличение голографических
топограмм можно получить путем фотографи-
рования голографического объекта с помощью
фотоаппаратов типа «Зоркий», «Практика» и
т. п. на обычную негативную фотопленку (на-
пример, «Микрат-300»); для печати использу-
ют сверхконтрастную фотобумагу.
Сопоставляя размеры фотоизображения эле-
ментов излома с известным расстоянием меж-
ду интерференционными полосами, можно по-
строить профилограмму поверхности разруше-
ния теми же способами, что и при методе двух
источников. Иммерсионный интерферометриче-
Рис. 4.15. Схема установки для полу-
чения голографических топограмм:
1 — источник когерентного излучения;
2 — расширитель пучка; 3 — полупро-
зрачная пластина; 4 — объект; 5 — кю-
вета; 6 — зеркало; 7 — линза; 8— голо-
грамма
47
ский метод целесообразно применять при изу-
чении макростроения изломов.
Метод измерения посредством
«реальной марки». Метод «реальной
марки» представляет собой один из инстру-
ментальных методов измерения объемной мо-
дели излома (рис. 4.16).
Рис. 4.16. Схема измерительного устройства с ре-
альной маркой:
1 — голограмма; 2 — подставка; 3 — когерентный
поток света; 4 — мнимое изображение предмета;
5 _ реальный объект малого размера — «марка»;
5 — координатный механизм; 7 — оптический ми-
кроскоп
Мнимое изображение излома 4 воспроизво-
дится при освещении голограммы 1 пучком
когерентного света 3. При совмещении вос-
становленного голографического изображения
с реальным точечным объектом — светящейся
реальной маркой наблюдатель одновременно
видит изображение излома и марку. Для из-
мерения линейных размеров элементов излома
и их расположения в пространстве марку пе-
ремещают с помощью координатного механиз-
ма 6 и определяют положение отдельных точек
на поверхности излома относительно фиксиро-
ванной системы координат X—Y—Z, а также
взаимное расположение элементов поверхнос-
ти излома.
Метод измерения посредством «реальной
марки» позволяет проводить измерения с ис-
пользованием оптических микроскопов 7, что
обеспечивает получение разрешения порядка
микрометра.
Точность метода зависит от:
— точности восстановления голографическо-
го изображения;
— точности совмещения реальной марки с
измеряемой точкой.
Относительная ошибка измерений этого ме-
тода составляет около 0,1 %.
Особо следует отметить возможность изме-
рения координаты Z (высоты элементов изло-
ма) с абсолютной ошибкой, не превышающей
единицы микрометра.
4.3. МЕТОДЫ
-КОЛИЧЕСТВЕННОЙ ОЦЕНКИ
СТРОЕНИЯ ИЗЛОМОВ
Поверхность разрушения характеризуют тре-
мя координатами: X, У, Z. Координаты X и
Y характеризуют проекцию поверхности раз-
рушения на плоскость, параллельную плоско-
сти приложения нагрузки; их определяют ме-
тодами оптической или электронной микро-
скопии путем непосредственных измерений.
Координата Z характеризует степень неров-
ности (шероховатости) поверхности разруше-
ния в направлении, перпендикулярном плос-
кости приложения нагрузки, и может опреде-
ляться непосредственно с помощью разрезов
изломов или снятия профилограмм, а также
косвенным путем с помощью стереологических
методов анализа.
Методы количественной оценки изломов под-
разделяются по способу измерения на пря-
мые и косвенные, а по возможности по-
лучения информации на локальные и ин-
тегральные.
К прямым методам относятся способ раз-
реза изломов и способы построения профило-
грамм поверхности разрушения; к косвенным —
методы, в основе которых лежит изучение дву-
мерного изображения излома. Характер мик-
рорельефа оценивается непосредственно по ко-
ординатам X и Y и косвенно восстанавлива-
ется координата Z. К этой группе относятся
методы световой и электронной микроскопии,
стереофотограмметрии и др.
К локальным методам относятся мето-
ды световой и электронной микроскопии, а
также голографической интерферометрии, при
использовании которых оценка изломов произ-
водится по виду выбранных оператором ха-
рактерных участков. При интегральном мето-
де (оптико-структурный машинный анализ с
помощью световой сканирующей микроскопии
или лазерного дифрактометра) изломы оце-
ниваются по дифференциальным частотным и
интегральным пространственным характерис-
тикам изображений изломов в виде графичес-
ких функций.
Для проведения количественной оценки из-
ломов необходимо:
— предварительно выделить элементы стро-
ения излома, ответственные за определенные
свойства металла;
— выбрать достаточно надежный для реше-
ния поставленной задачи метод их измерения,
исходя из величины погрешности данного ме-
тода;
— определить необходимый объем статис-
тической информации, позволяющий получить
данные достаточной степени точности и на-
дежности.
Элементы рельефа поверхности разрушения
в координатах X—Y описываются занимаемой
площадью; линейными размерами (длина, ди-
аметр, периметр, расстояние между двумя то-
чечными элементами) или числом подсчитыва-
емых элементов на единицу площади (плот-
ностью распределения); в координате Z (сте-
пень шероховатости) — высотой неровности,
углом наклона. Линейные размеры и число
элементов измеряются в абсолютных величи-
нах (миллиметры, штуки), а площадь, занима-
емая исследуемыми элементами структуры, в
практике в большинстве случаев оценивается
48
как площадь, занятая определенным видом
структурных составляющих или дефектов стро-
ения 51 по отношению к общей площади из-
лома Это отношение выражают в процен-
тах и подсчитывают по формуле для любого
вида структурных составляющих (с. с.):
% вида с.с. = (Si/52)-100 %.
Ошибка (В) при использовании данного ме-
тода рассчитывается по упрощенной формуле
(в процентах): В = 100-(1—Si/S2).
4.3.1. Неавтоматизированные методы
Существует несколько простых методов коли-
чественной оценки изломов технологических
проб и ударных образцов, проводимых визу-
ально или с помощью оптических приборов,
имеющих небольшие увеличения. Этими же
методами оценивают фотографии изломов,
снятых в натуральную величину и с любым
увеличением.
Метод визуальной оценки. Ис-
следуемый излом или его изображение визу-
ально сравнивается с эталонными шкалами,
специальными атласами-классификаторами,
картами или схемами дефектов, представляю-
щими собой набор характерных изображений
изломов, подобранных по заданной градации.
В Приложениях 1 и 2 приведены примеры
типовых атласов-классификаторов изломов
литой и катаной среднеуглеродистой конст-
рукционной стали.
Метод эталонной сетки. Этот ме-
тод более объективен, но более трудоемок, чем
первый. При его использовании из прозрачно-
го материала (например, целлулоид) изготав-
ливают эталонную сетку по размеру излома.
Эта сетка представляет собой проекцию пло-
щади излома, разделенную на '100 клеток,
каждая из которых составляет 1 % площади
излома. Эталонную сетку накладывают на
поверхность излома и мелом или смывающим-
ся карандашом обводят участки излома, заня-
тые определяемым структурным элементом
(например, кристаллическую сыпь, участки
кристаллического или шестоватого строения
или другие участки излома, подлежащие ко-
личественному обсчету). Затем подсчитывают
число клеток, занятых структурными элемен-
тами. Клетки, заполненные свыше 50 %, счи-
тают полностью занятыми, менее 50 %—неза-
нятыми. Подсчитанное число клеток с опре-
деляемым структурным элементом определя-
ет количество этого элемента в процентах.
Примеры определения процента площади из-
лома, занятой структурным элементом, приве-
дены на рис. 4.17—4.19.
Метод взвешивания. Из фотогра-
фии излома или кальки, на которую нанесены
анализируемые структурные составляющие,
вырезают изображения элементов излома, под-
лежащих оценке, и взвешивают. В этом случае
содержание анализируемого элемента струк-
турной составляющей (с. с.) излома (в процен-
тах) определяют по формуле:
% с.с.= (А/А)-100%,
где Р] — масса фотографии или кальки, при-
ходящаяся на анализируемый элемент (с.с.);
Р2 — общая масса фотографии или кальки.
Полученные результаты обрабатывают с при-
влечением аппарата математической статис-
тики.
Метод планиметрирования. С
помощью планиметра обводят контуры участ-
ков изображения изломов, подлежащих обсче-
ту, и определяют их площадь.
Методы визуальной оценки, эталонной сет-
ки, взвешивания и планиметрирования имеют
существенные недостатки:
— большую погрешность измерения;
— невозможность измерения линейных раз-
меров дефектов сложной формы;
— затрудненность использования и возрас-
тание ошибки при оценке изломов или их изо-
бражений, имеющих малые размеры;
— субъективность документальной фиксации
результатов оценки.
Метод секущих. Применяется при
обсчете элементов излома, имеющих замкну-
тые контуры (ямки, фасетки и др.). Прово-
дится, как правило, по фотографиям. Метод
заключается в нанесении на фотоснимок в
произвольных направлениях секущих линий
определенной длины. Вдоль этих линий опре-
деляются размеры сечений элементов счета, их
средний размер и разделение элементов по раз-
мерам. При этом увеличение оптического при-
бора для фотосъемки выбирают так, чтобы в
поле зрения присутствовало не менее 30 эле-
ментов счета. Фотографируют исследуемую по-
верхность в нескольких произвольно выбран-
ных полях зрения. Число полей зрения опре-
деляется числом элементов, размеры которых
необходимо определить. Примерное число из-
мерений для получения заданной точности
приведено ниже:
Ошибка, %...............30 20 15 10
Число элементов счета 400 600 800 1000
Для определения линейных поперечных раз-
меров сечений элементов методом секущих на
фотографии проводят несколько (три—пять)
прямых линий произвольной длины в любом
направлении. Длину прямых линий выбирают
с таким расчетом, чтобы каждая из них пе-
ресекала не менее десяти элементов счета.
Затем линейкой (с погрешностью не более
±0,5 мм) измеряют размер хорды элемента,
попавшего на данную прямую линию (рис.
4.20). Структурные элементы на поверхности
разрушения рекомендуется описывать тремя,
параметрами: D — средний размер элемента
обсчета; V — коэффициент вариации, харак-
теризующий удельную долю элементов счета,
имеющих в сечении размеры, отличающиеся от
средних; Р — коэффициент асимметрии, харак-
теризующий степень асимметричности кривой
распределения элементов счета.
Величины V и р характеризуют степень раз-
мерной неоднородности элементов счета, по-
вышающуюся с увеличением их числовых зна-
чений. Эти параметры вычисляют по следую-
щим формулам:
I. D = ^(PiDi)/^Pi; (TVf/7V)-100%.
Здесь SPt- — относительная частота элемен-
тов счета данного размера, равная 100 %; TV-
общее число элементов счета; Nt— число эле-
ментов счета в Ртом интервале, образован-
ном при разбивке хорды наибольшего разме-
ра (Дпах) на п групп (обычно 10—20); Di—
размер хорды элемента счета в Ртой размер-
ной группе, равный [(2,-—1)/2]Д/7И, мм, где
М — увеличение оптического прибора при
съемке; Д — цена (интервал) разбивки по раз-
мерам элементов счета, равный Dmax/n; Dmax—*
размер максимальной хорды.
4—531
4Э
Рис. 4.17. Волокнистый излом с кристаллическими участ-
ками:
а — вид излома; б — излом с обведенными кристалличе-
скими участками и наложенной эталонной сеткой; в —
процентное содержание кристаллической составляющей,
подсчитанное методом эталонной сетки (38 %)
50
По полученным результатам строят график
А=Г(А).
S Pi (Pi — D)
II. У =---——------— 100 %;
D2Pi
III. Р=£\пах/^в>
где Ds — размер наиболее часто встречающих-
ся элементов счета, отвечающих максимуму
кривой распределения; Draax —размер хорды,
отвечающей концу правой ветви кривой рас-
пределения на графике в точке Л, обычно
принимается равным 1—2 %.
Рис. 4.19. Дефект «светлые пятна» в изломе:
а — фрактограмма со «светлыми пятнами»; б, в — наложение эталонной сетки на фрактограмму
ной сетке, наложенной операторами 1 и 2 соответственно
52
Рис. 4.18. Волокнистый излом с участками шестоватого
строения:
а — вид излома; б —- излом с обведенными участками
шестоватого строения и наложенной эталонной сеткой;
в — процентное содержание участков с шестоватым
строением в изломе, подсчитанное методом эталонной
сетки (36%)
4*
51
Рис. 4.18. Волокнистый излом с участками шестоватого
строения:
а — вид излома; б — излом с обведенными участками
шестоватого строения и наложенной эталонной сеткой;
в—процентное содержание участков с шестоватым
строением в изломе, подсчитанное методом эталонной
сетки (36 %)
4*
53
Метод профилограмм. С помощью
этого метода определяют шероховатость по-
верхности разрушения. Данные о размерах
элементов строения излома в направлении ко-
ординаты Z позволяют судить о величине мик-
ропластической деформации металла, оцени-
вать размер кристаллитов в изломе и других
элементов строения излома, определять фор-
му и объем частиц включений в зоне разруше-
ния и т. п.
Для исследования изломов применяют два
способа построения профилограмм поверхно-
сти разрушения:
— путем механического разреза излома по
выбранному сечению и построения профило-
граммы с использованием световых металло-
графических или инструментальных луп и мик-
роскопов;
— с помощью профилографов (путем пере-
мещения тонкой иглы профилографа по по-
верхности разрушения с ' записью профило-
граммы) .
Первый способ обладает достаточно высо-
кой чувствительностью, применяется при ис-
следовании влияния включений на процесс
разрушения. Его недостатки—высокая трудоем-
кость, связанная с необходимостью изготовле-
ния микрошлифов, с измерением вручную про-
филя поверхности разрушения, а также воз-
можность повреждения излома при его раз-
резке.
Второй способ применяется редко, так как
имеет низкую чувствительность измерений (го-
ловка иглы профилографа имеет диаметр по-
рядка 2 мкм, что не позволяет выявлять тон-
кие детали строения излома).
операторами 1 и 2 соответственно; г, д — величина дефекта в процентах, подсчитанная по эталон-
53
4.3.2. Автоматизированные методы
В настоящее время широкое применение в ме-
талловедении находит метод количественного
автоматизированного анализа элементов струк-
туры. Использование этого метода дает воз-
можность не только увеличить производитель-
ность труда, но и существенно повысить на-
дежность и достоверность результатов иссле-
дований [32].
Метод позволяет автоматически произво-
дить подсчет площади, линейных размеров
(длины, ширины, периметра), расстояния меж-
ду элементами структуры, плотности распреде-
ления элементов структуры на шлифах и по-
верхностях разрушения. Следует отметить, что
достаточная достоверность и объективность
результатов измерений возможна только в том
случае, когда между определяемыми элемен-
тами строения имеется четко выраженная гра-
ница раздела, иначе говоря, существует раз-
личие в отражательной способности отдельных
элементов или их различие по цвету, находя-
щееся в пределах чувствительности прибора.
Это обусловливает высокие требования к ка-
честву объекта исследования. Большое значе-
ние имеет правильный выбор места вырезки
образца. Поверхность излома не должна иметь
ржавых, загрязненных посторонними материа-
лами участков. Образцы перед исследования-
ми необходимо очистить и высушить.
Аппаратура для количественного автомати-
зированного подсчета элементов изображений
подразделяется на две группы: полностью ав-
томатизированные и полуавтоматизированные
•системы.
В системах, полностью автоматизированных,
для подсчета элементов изображения исполь-
зуется принцип линейного анализа. Осущест-
вляется он с помощью светового луча, скани-
рующего исследуемую поверхность. Изобра-
жение объекта фиксируется телевизионной
•камерой, сигналы с которой поступают одновре-
менно на автоматический анализатор изобра-
жений (ААИ) и на экран видеоконтрольного
устройства (ВКУ). ААИ выделяет, классифи-
цирует и разделяет по заданным оператором
градациям импульсы, соответствующие опти-
ческой отражательной способности элементов
исследуемой поверхности в соответствии с
контролируемыми параметрами элементов
строения поверхности металла. Электронно-вы-
числительные устройства ААИ снабжены элек-
тронной памятью, что позволяет итоговый ре-
зультат измерений фиксировать с помощью
показывающего прибора или печатающего
устройства. Наиболее совершенными из вы-
пускаемых серийно в настоящее время явля-
ются приборы серии «Квантимет-720» [33].
В этих приборах использована сканирующая
телевизионная камера с высокой разрешаю-
щей способностью, позволяющей дифференци-
ровать частицы практически по 20 световым
(от черного к белому) оттенкам.
Автоматические анализаторы изображения
позволяют одновременно измерять площадь не
скольких структурных составляющих разного
типа. Число этих структурных составляющих
зависит от разрешения анализатором уров-
ней контрастности (хотя значительное увеличе-
ние числа структурных составляющих сущест-
венно понижает точность определения пло-
щади)
Используя тестовый объект с известной
площадью и объектив с известным увеличе-
нием, определяют истинное увеличение, полу-
чаемое на экране ВКУ по формуле:
M9 = FmIFM0,
где F — истинная плошадь объекта; — пло-
щадь объекта, измеренная' на экране ВКУ;
Л40—-увеличение объектива; Мэ — электрон-
ное увеличение системы.
Затем тарируют счетчик прибора таким об-
разом, чтобы он показывал истинную пло-
щадь объекта непосредственно в микронах или
в так называемых условных единицах (услов-
ная единица характеризует число точек скани-
рования, приходящихся на анализируемый
элемент структуры).
Относительную площадь, занятую анализи-
руемым элементом структуры, рассчитывают
по формуле:
5= ($ф/а&)-100%,
где 5ф — число условных единиц на цифровом
табло ВКУ; а — высота рамки сканирования
в условных единицах; b — ширина рамки ска-
нирования в условных единицах.
Оценка размеров элементов строения изло-
ма по баллам (см. 4.3.1 и Приложения 1 и 2)
часто бывает недостаточна. Соотношение пло-
щадей, занятых разными элементами его стро-
ения может значительно различаться. Для
полной характеристики в этом случае необхо-
димо указывать закон распределения разме-
ров элементов строения излома. Для постро-
ения гистограмм необходим сплошной, а не
выборочный подсчет элементов строения изло-
мов с достаточно представительной выборкой.
В том случае, когда для разных изломов из-
меряют разное число элементов строения, срав-
нивать следует нормированные величины.
Измерение линейных размеров элементов
строения изломов с помощью ААИ в боль-
шинстве случаев проводят по фотографиям
или голографическим изображениям. При
этом целесообразно ретушировать или очер-
чивать объект счета таким образом, чтобы его
границы были четкими и замкнутыми. В поле
зрения изучаемых элементов не должны на-
ходиться изображения, соизмеримые с грани-
цами других элементов изображения по кон-
трасту или размерам.
Для получения среднего размера элементов
изображения необходимо измерить верти-
кальную проекцию элементов изображения,
находящихся в рамке сканирования. Усред-
ненный размер этих элементов определяется
по формуле d=F-pM/I, где F$— площадь
рамки сканирования; I — вертикальная сос-
тавляющая проекций элементов изображения;
М — масштабный фактор.
При определении среднего размера попереч-
ника элементов строения изломов следует учи-
тывать, что незамкнутость границ завышает
этот средний размер, а наличие дефектов внут-
ри элементов строения занижает его.
Следует, однако, отметить, что полностью
автоматизированные системы ограниченно при-
менимы для оценки реальных изломов по сле-
дующим причинам:
— в строении большинства изломов отсутст-
вуют четко очерченные границы структурных
элементов, поэтому они не могут однозначно
детектироваться (выделяться) ААИ;
— в строении изломов имеются одинаковые
структурные элементы, различающиеся по цве-
товым оттенкам или блеску из-за различной
55
Рис. 4.20. Схема измерения размеров
сечений элементов счета
Для оценки шероховатости поверхности раз-
рушения рекомендуется использовать термино-
логию и параметры шероховатости, опреде-
ленные ГОСТ 2789—73 «Шероховатость по-
верхности».
Характеристики шероховатости (одну или
несколько) выбирают из приведенной на рис.
4.21 номенклатуры.
Отсчеты ведут по средней линии профиля ту
представляющей собой базовую линию, про-
веденную так, что среднеквадратичное откло-
нение профиля от этой линии минимально;
Sm определяют как среднее арифметическое
значение шага неровностей профиля в преде-
лах базовой длины Z; S — как среднее ариф-
метическое значение шага неровностей профи-
ля по .выступам в пределах базовой длины I;
Rmax — как среднее расстояние между лини-
ей выступов профиля и линией впадин в пре-
делах базовой длины Z; Ra и Rz в пределах
базовой длины — по формулам:
п
Ra = I Уъ I»
п
1=1
Рис. 4.21. Характеристики шероховатости поверхности?
разрушения:
^тах — наибольшая высота неровностей профиля:
Ra — среднее арифметическое отклонение профиля;.
Smi — шаг неровностей в пределах базовой длины;
5.— шаг неровностей по выступам в пределах ба-
зовой длины; Sm — средний шаг неровностей; S —
средний шаг неровностей по вершинам; Rz — высота
неровностей профиля по десяти точкам; т — средняя-
линия профиля; I — базовая длина; */ —отклонение
профиля в системе М; Л —расстояние or
низших точек пяти наибольших минимумов до линии,
параллельной средней и не пересекающей профиль;
^i(max) “ расстояние от высших точек пяти наи~
больших максимумов до этой же линии; Нч —
t(max)
отклонения пяти наибольших максимумов профиля
где у — расстояние между любой точкой про-
филя и средней линией, измеренной по норма-
ли, проведенной к средней линии через эту
точку профиля;
(5
1b ^тах
J=1
где /й'тахи Zzt-mln—расстояние от высших то-
чек пяти наибольших максимумов и низших,
точек пяти наибольших минимумов до линии,
параллельной средней и не пересекающей про-
филь.
Метод определения пластичес-
кой деформации при образова-
нии излома. На участке излома с макси-
мальной величиной скоса боковых кромок из-
меряют величину скоса (рис. 4.22). Указанная
величина называется утяжкой излома, изме-
ряется в миллиметрах и в заводской практи-
ке входит в число оценочных характеристик
качества металла.
Наиболее существенный недостаток описан-
ных неавтоматизированных методов количе-
ственной оценки строения изломов — их значи-
тельная трудоемкость.
Рис. 4.22. Схема измерения утяжки:
а — вид излома; б — схема измерения утяжки (/ — величина утяжки, мм)
54
их ориентации по отношению к источнику ос-
вещения, поэтому идентификация их с помо-
щью ААИ затруднена;
— в связи с шероховатостью поверхности
изломов требуется изменение фокусировки в
процессе работы, что затруднено при работе
приборов в автоматическом режиме.
В связи с указанным приборы для автома-
тического анализа элементов строения поверх-
ности разрушения находят ограниченное при-
менение. Их используют в основном при ав-
томатизированном анализе фотографических
изображений изломов в том случае, если име-
ются четко очерченные элементы строения или
четкость этих элементов достигается с помо-
щью ретуши (дорисовки). Наиболее полезно
такое применение ААИ при подсчете элемен-
тов строения на фрактограммах, получаемых
с помощью РЭМ.
Для исследования поверхностей разрушения
весьма эффективны полуавтоматизированные
системы обработки изображений.
Принципиальное отличие этих систем от пол-
ностью автоматизированных заключается в сле-
дующем: неподвижное изображение исследуе-
мой поверхности передается на экран ВКУ с
помощью электронного устройства «световое
перо», управляемого оператором. Графическая
информация, наблюдаемая на экране ВКУ,
преобразуется в электрические сигналы, кото-
рые обрабатываются с помощью электронно-
вычислительного устройства, вводятся в систе-
му памяти, а затем выдаются в виде оконча-
тельного суммарного результата.
Полуавтоматические анализаторы изображе-
ний позволяют:
— анализировать мелкодисперсные струк-
турные элементы изломов или элементы с не-
четко выраженными границами раздела;
— оценивать элементы поверхности разру-
шения путем применения оптических систем со
сменными объективами, имеющими различное
фокусное расстояние и обеспечивающими по-
лучение резкого изображения отдельных уча-
стков шероховатой поверхности;
— выделять границы объектов, имеющие
плавное изменение световой плотности (степе-
ни почернения), что значительно повышает
точность измерения их геометрических разме-
ров;
— выделять из сложных многофазных объ-
ектов, однотонных по цвету, структурные эле-
менты, подлежащие обсчету.
В этом состоит несомненное преимущество
полуавтоматических анализаторов перед ААИ.
С помощью «светового пера» оператор на
экране ВКУ может корректировать анализи-
руемое изображение, исключая из него ненуж-
ные элементы, или, наоборот, дорисовывать
нечетко видимые элементы строения излома.
Оператор может очерчивать контур анализи-
руемых элементов изображения, устанавливать
те элементы структуры, расстояние между ко-
торыми или плотность распределения которых
необходимо определить. При этом, что особен-
но важно, определяется линейная протяжен-
ность элементов структуры излома (например,
расслоений).
Такая работа анализаторов изображений в
полуавтоматическом режиме значительно рас-
ширяет методические возможности приборов и
позволяет исследовать не только поверхность
шлифов, фотографий и голограмм изломов, но
и сами изломы.
Полуавтоматический метод оценки качества
изломов целесообразно применять, когда ко-
личество участков с дефектами в изломе близ-
ко к браковочному и когда визуальная оценка
элементов строения излома дает неверный ре-
зультат с точки зрения металловедения.
Внешний вид установки для количественно-
го анализа изображений показан на рис. 4.23.
Конструкция основана на применении отечест-
венного прибора АТИ-1 (анализатора телеви-
зионного интерактивного), устройство которо-
го описано в работе [34]. Установка имеет
две оптические системы: одну с малыми уве-
личениями — от 0,5 до 20 крат и вторую с
большими увеличениями — от 70 до 1000 крат
(вторая система — на основе оптического мик-
роскопа). Объект исследования помещают на
предметный столик оптической системы. Полу-
чаемое изображение с помощью телевизионной
камеры передается на экран ВКУ. С помощью
«светового пера» оператор выбирает на экране
ВКУ требуемые для анализа фрагменты изо-
бражения, обводя их границы. При этом све-
товой поток от экрана ВКУ с помощью фото-
приемника преобразуется в электрический си-
гнал, который после обработки в цифровую
форму подается на устройство памяти. Запо-
минающее устройство обеспечивает хранение
сигнала контурной линии, который представля-
ет собой траекторию движения «светового пе-
ра». Запоминание сигнала контурной линии не-
обходимо для визуального наблюдения границ
выбранных фрагментов исследуемого изобра-
жения, а также для обеспечения работы из-
мерительного устройства. Измеритель позво-
ляет определить основные геометрические
параметры (площадь, линейные размеры) выде-
ленных фрагментов изображения, а также на-
именьшее расстояние между произвольно вы-
бранными оператором точками на экране ВКУ.
Прибор обеспечивает погрешность измерений
при оценке площади фрагментов изображений
не более ±5 %, длины границы фрагментов-—
не более ±8 %, расстояний по прямой в про-
извольном направлении между двумя точка-
ми ±3—5 %.
Результаты измерений передаются, на цифро-
вое табло. Внешний вид исследуемой поверх-
ности с контурами, прорисованными с помо-
щью «светового пера», может быть при необ-
ходимости сфотографирован непосредственно с
экрана ВКУ.
Для того чтобы электронная схема ААИ мог-
ла работать с достаточно высокой степенью
точности, минимальный размер объекта, види-
мый на экране ВКУ, не должен быть меньше
толщины трех линий растра. Считается, что
диаметр электронного луча на экране ВКУ со-
ставляет 1 мм (для кинескопа 59—61 см по
диагонали); следовательно, каждая линия
растра имеет ширину, равную 1 мм. Таким
образом, наименьшая частица, которая мо-
жет быть измерена, должна иметь размер на
экране не менее 3 мм.
Разрешающая способность объективов мик-
роскопа анализатора находится в зависимос-
ти от фокусного расстояния. Чем больше уве-
личение объектива, тем меньший объект он
может разрешить, но при этом уменьшается
фокусное расстояние. Уменьшение фокусного
расстояния вносит значительные ограничения в
использование методических возможностей ана-
лизаторов. Это связано с тем, что из-за неров-
ности поверхности образца нарушается фоку-
сировка и автоматический режим работы ана-
56
Рис. 4.23. Общий вид прибора для полуавтоматического метода количественной оценки изломов
(анализатора телевизионного интерактивного):
1— цифропечатающее устройство; 2 — микроскоп оптический МБИ-15; 3 — вычислительная стойка
АТИ-1: 4 — видеоконтрольное устройство (ВКУ); 5 —установка ФМН-2
лизатора становится практически невозможным.
Расфокусировка при исследовании значи-
тельно снижает точность измерений.
При уменьшении поля зрения значительно
возрастает число полей, которые необходимо
исследовать для. получения объективных дан-
ных. Минимально необходимое число полей,
подлежащих анализу для получения объектив-
ных данных, не должно быть меньше 50.
При проверке работоспособности системы те-
левизионного анализатора изображения перед
работой рекомендуется применять специальные
тестовые объекты (тест-объекты). Они состо-
ят из набора различных фигур и служат для
правильной настройки и регулировки микроско-
па и электронной системы. Для проверки раз-
решения ААИ тест-объект должен содержать
20—30 параллельных линий с различными рас-
стояниями между каждой парой линий (от
1 до 10 мкм). С помощью такого тест-объекта
можно проверять разрешение системы при ис-
пользовании объективов с увеличением от 5
до 60 крат.
Применение тест-объектов позволяет:
— проверять правильность работы элект-
ронной системы при измерении площадей и
линейных размеров при их различных вариа-
циях на экране (тест-объект с единичными
кругами различного диаметра и одинаковой
оптической плотности);
— определять точность подсчета числа объ-
ектов наблюдений (тест-объект с множеством
кругов одинакового диаметра и одинаковой
оптической плотности, расположенных парал-
лельными рядами с одинаковыми расстояния-
ми между рядами и между кругами в каждом
ряде);
— регулировать точность показаний анали- •
затора при измерении линейных размеров объ-
ектов наблюдения (тест-объект с равнобедрен-
ными треугольниками);
— проверять порог детектирования при
настройке прибора перед измерением рабочих
образцов (тест-объект содержит круги, распо-
ложенные в несколько рядов, с различными
оптическими плотностями).
Точность измерения элементов строения ре-
ального объекта зависит от правильности ус-
тановки порога детектирования. Наиболее
простой метод установки этого порога — вра-
щение ручки детектора до тех пор, пока на
экране монитора не появляется засветка (вы-
свечивание) того объекта, который необходимо
исследовать. Этот метод прост, но получаемые
результаты содержат большой процент ошибки
и в большой степени зависят от квалификации
оператора. Более правильно выбирать порог
детектирования таким образом, чтобы размер
высвеченного объекта был одинаков при не-
гативном и позитивном изображениях (метод
«мерцания»).
Чтобы обеспечить минимальные ошибки при
измерении объектов различных размеров, сле-
дует проводить детектирование по средним
величинам.
На рис. 4.24 показана последовательность
проведения количественной оценки площади
дефектов двух типов в литой стали на полуав-
томатическом анализаторе изображения АТЙ-1.
Излом технологической пробы устанавли-
57
Рис. 4.24. Излом литой стали с участками шестоватого и кристаллического строения:
а —вид излома; б — оконтуривание и измерение площади излома с помощью «светового пера» на
ПААИ; в — оконтуривание участков излома с кристаллическим строением и измерение площади
кристаллической составляющей; г — оконтуривание и измерение площади шестов; д — цветовое ин-
дицирование и измерение площади кристаллической составляющей путем высвечивания; е—цветовое
индицирование и измерение площади участков излома с шестоватым строением путем высвечивания
58
60
вают под объектив сканирующей камеры и
получают изображение поверхности разруше-
ния на экране ВКУ. С помощью «светового
пера» оператор оконтуривает общую площадь
поверхности разрушения (рис. 4.24,6) и изме-
ряет ее, после чего оконтуривает (рис. 4.24, в)
и измеряет (рис. 4.24, д) площадь одного из
дефектов (в данном примере кристаллической
составляющей). Измерение сопровождается
цветовым индицированием оконтуренного уча-
стка (на рис. 4.24, д этот участок окрашен в
белый цвет). На цифровом табло при этом
появляется число, обозначающее площадь
оконтуренного участка. На рис. 4.24, г пока-
зан оконтуренный участок поверхности, заня-
тый вторым типом дефекта — шестоватостыо,
на рис. 4.24, е — индицирование оконтуренно-
го участка.
На рис. 4.25 показана последовательность
количественной оценки дефектов, рассредото-
ченных по поверхности разрушения («фасет-
ки» камневидного излома ударных образцов
катаной стали); та же методика и последова-
тельность, что и при проведении этой оценки
для литой стали.
Оператор с помощью «светового пера» обво-
дит контур и измеряет площадь всей поверх-
ности разрушения образца (рис. 4.25,6), за-
тем так же обводит контуры (рис. 4.25, в) и
измеряет площадь всех «фасеток» на поверх-
ности разрушения (рис. 4.25, г). При этом пло-
щади всех фасеток автоматически суммиру-
ются. Относительную величину площади фа-
сеток рассчитывают по формуле:
S = (S Si/Snp)-100%,
где SSt — суммарная площадь фасеток на по-
верхности разрушения, усл. ед. или мм2; 3Пр—
площадь поверхности разрушения, усл. ед.
или мм2.
Анализатор АТИ-1 применим для прямой
количественной оценки поверхности разрушения
и для анализа фотоизображения поверхности
разрушения, например, полученной на РЭМ
(рис. 4.26). На АТИ-1 можно измерять сле-
дующие параметры элементов структуры по-
верхности разрушения:
— кратчайшее расстояние между включени-
ями или ямками для вязких участков (рис.
4.26, 6);
— линейные размеры включений или ямок;
— площадь участков хрупкого или вязкого
разрушения (рис. 4.26, в);
— площадь каждой ямки в отдельности для
вязкого разрушения.
Анализатор АТИ-1 может быть применен и
для измерения элементов строения голографи-
ческих изображений изломов. На рис. 4.27 по-
казан пример измерения площади фасеток
камневидного излома по его голографическому
изображению.
4.4. ОСНОВНЫЕ
ФИЗИЧЕСКИЕ МЕТОДЫ
При изучении поверхности разрушения неред-
ко имеется необходимость исследовать ее хи-
мический и фазовый состав, а также атомно-
кристаллическое строение, в том числе стро-
ение и химический состав включений, оказы-
вающих влияние на процесс разрушения. Эти
включения могут представлять собой пленоч-
ные прослойки толщиной в несколько атом-
ных слоев или быть точечными размером от
долей микрометра. Традиционные методы оп-
ределения химического состава (макрометоды)
в этОхМ случае неэффективны, и в настоящее
время для этих целей применяются физичес-
кие методы анализа микроколичеств вещества,
отличающиеся высокой локальностью, позво-
ляющие получать информацию о составе тон-
чайших поверхностных слоев, а также микро-
объектов на поверхности разрушения.
Широкому внедрению физических методов
при исследовании изломов способствует осво-
ение серийного производства специализирован-
ной аппаратуры, которая не требует специаль-
ных мер подготовки объектов исследований.
Ниже рассмотрены методы микроанализа,
достаточно надежные при проведении экспе-
риментов и интерпретации результатов, в том
числе при исследовании природы разрушения
сталей:
— рентгеноспектральный микроанализ
(РСМА);
— - Оже-электронная спектроскопия (ОЭС);
— масс-спектрометрия вторичных ионов
(МСВИ);
— электронная спектроскопия для химиче-
ского анализа (ЭСХА);
— лазерный спектральный микроанализ
(ЛСМА).
Эти методы, основанные на анализе вторич-
ного излучения (фотоны, электроны, ионы),
возникающего при энергетическом воздействии
на поверхность металлических материалов^
подробно рассмотрены в специальной литера-
туре. При выборе физического метода микро-
анализа химического состава поверхности раз-
рушения следует учитывать требования, обус-
ловленные ее специфическим строением.
При анализе тонких пленочных выделений.,
по которым прошло разрушение, целесообраз-
но исследовать обе половины излома, так как
разрушение могло произойти по границам раз-
дела матрица металла-—пленочное выделение.
В этом случае изучаемое выделение будет на-
ходиться только на одной половине излома.
Следует учитывать, что хрупкие включения
могут частично выкрашиваться.
При исследовании изломов очень важно
предусматривать возможность повторного ана-
лиза элементов строения изломов и учитывать
это при выборе методов микроанализа.
По эффективности применения для реше-
ния наиболее часто встречающихся практи-
ческих задач методы микроанализа можно
разделить на две группы:
1. Методы ЭСХА, МСВИ, позволяющие про-
водить интегральное измерение химического
состава тонких поверхностных слоев изломов
(определяющим является разрешающая спо-
собность по глубине и чувствительность ана-
лиза). Методы этой группы особенно эффектив-
ны при изучении поверхностей разрушения, об-
разование которых связано с наличием в
материале тонких пленочных выделений, зерно-
граничных прослоек и других элементов стро-
ения изломов, имеющих большую плошадь при
незначительной толщине, что затрудняет их
идентификацию при использовании световой
или электронной микроскопии. Особенность
этих методов —< повышенные требования к чис-
тоте поверхности образцов.
2. Методы РСМА, ОЭС, ЛСМА, позволяю-
щие определять химический состав микроко-
личеств материала в точечном объеме (опре-
деляющим является локальность по площади,
61
ТАБЛИЦА 4.2
СРАВНЕНИЕ ХАРАКТЕРИСТИК ФИЗИЧЕСКИХ МЕТОДОВ
МИКРОАНАЛИЗА ХИМИЧЕСКОГО СОСТАВА
Методы Атомный номер определяемых элементов Локальность Чувствитель- ность анали- за, % Точность ана- лиза, % Возможность пов- торного анализа микрообъектов
по глубине по площади
ОЭС >2 1 НМ 20 МКМ2 10-1— 102 5—10 +
ЭСХА >2 1 нм 3 мм2 1 - 10-2 5—10 +
мсви Все 1 нм 1 мм2 10—2 —10-8 5—10
ЛСМА >2 5 мкм 100 мкм2 10-1— ю-з — —
РСМД >4 5 мкм 1 мкм2 10—2 —10—3 2—5 +
возможность проведения анализа на задан-
ном участке поверхности и локальная чувстви-
тельность анализа). Методы этой группы осо-
бенно эффективны при исследовании вклю-
чений, имеющих размеры в несколько микро-
метров.
Сравнительные характеристики перечислен-
ных методов микроанализа приведены в табл.
4.2.
В последнее время для изучения атомно-
кристаллической структуры и фазового соста-
ва поверхности разрушения успешно использу-
ется метод ядерного гамма-резонанса. В отли-
чие от других физических методов исследова-
ния этот метод позволяет проводить фазовый
анализ поверхности с развитым рельефом, ис-
следовать структуру в поверхностных слоях
толщиной менее 1 мкм и изучать структурные
Рис. 4.25. Фасетки камневидного излома в катаной стали:
а — общий вид излома; б — оконтуривание и измерение площади излома с помощью «светового
и измерение площади «фасеток»
€2
и концентрационные неоднородности на ато-
марном уровне.
4.4.1. Рентгеноспектральный
микроанализ (РСМД) [3, 35—40]
Метод РСМД основан на регистрации рент-
геновскими спектрометрами характеристичес-
кого рентгеновского излучения, возбужденно-
го пучком электронов и сфокусированного на
образце в пятно диаметром ~1 мкм. По длине
волны и интенсивности характеристического
рентгеновского излучения, отнесенной к интен-
сивности эталона, определяют присутствие тех
или иных элементов в исследуемом микрообъ-
екте и их концентрацию.
Рентгеновские спектрограммы фиксируются
как с помощью спектрометра волновой дис-
персии (для элементов, начиная с бора), так
и с помощью энергетических спектрометров
(для элементов, начиная с натрия). Энергети-
ческие спектрометры позволяют получать энер-
гетический спектр одновременно нескольких
элементов, что существенно сокращает время
проведения качественного анализа. Локаль-
пера» на ПААИ; в — оконтуривание и измерение площади «фасеток»; г — цветовое индицирование
63
64
Рис. 4.26. Пример определения линейных размеров и площади элементов строения поверхности
разрушения на электронномикроскопическом изображении (катаная сталь после закалки и высокого
отпуска). РЭМ. Х5000:
а — общий вид излома; б — измерение кратчайших расстояний между неметаллическими включе-
ниями; в — оконтуривание вязкой составляющей; г — цветовое индицирование и измерение доли
вязкой составляющей путем высвечивания
5—531 65
ность РСМД определяется главным образом
диаметром зонда на образце и при анализе
сталей для монолитных образцов не должна
быть больше 1—2 мкм.
Методом РСМД определяют химический
состав микрообластей на микрошлифе или из-
ломе, что очень важно при изучении распреде-
ления компонентов и примесей на отдельных
микроучастках сталей (дендритной ликвации,
микросегрегаций, при идентификации отдель-
ных включений и фазовых составляющих, пле-
нок на границах зерен и др.).
Диализ химического состава методом РСМД
проводят по точкам путем сканирования вдоль
выбранной прямой или по площади участка
микрошлифа или излома.
Точечный анализ дает возможность прово-
дить количественные измерения для каждого
определяемого элемента с точностью, завися-
щей от номера элемента, его объемного содер-
жания и влияния остальных элементов.
При непрерывном анализе вдоль выбранной
прямой получают полуколичественные сведе-
ния об изменениях концентрации элементов.
Диализ по площади позволяет дифференциро-
вать фазы по химическому составу, что осо-
бенно важно в тех случаях, когда они имеют
одинаковую отражательную способность, и это
затрудняет их идентификацию с помощью све-
товых микроскопов, а также не позволяет ис-
пользовать методы количественной микроско-
пии.
Рис. 4.27. Пример определения площади «фасеток» в камневидном изломе по его голографическому
а — вид голографического изображения излома на экране ПАДИ; б — оконтуривание и измерение
индицирование и измерение площади фасеток путем высвечивания
66
Кроме того, анализ по площади дает нагляд-
ное качественное представление о распределе-
нии элементов (например, легирующих) на вы-
бранном участке размерами от 30 до 400 мкм2.
Качественный анализ позволяет приблизи-
тельно судить о составе разных участков слож-
ных включений, выделений по границам зерен
и т. д. На рис. 4.28 показано распределение
химических элементов (хрома, железа и ни-
келя) в матрице и титана в частицах включе-
ний на поверхности разрушения стали типа
ЗОХГСНА.
Малые количества элементов (например, при-
меси) методом РСМА обнаружить нельзя, так
как при сканировании продолжительность ре-
гистрации в каждой точке невелика, что значи-
тельно снижает чувствительность определения
анализируемых элементов в стали. Эта чувст-
вительность составляет для алюминия 0,002 %,
для кремния 0,003 %, для фосфора 0,002 %,
для серы 0,002 %, для кальция 0,0007 %.
Количественный РСМА можно проводить
при размерах частиц включений более 5 мкм.
Чувствительность метода зависит от отноше-
ния интенсивности сигнала, получаемого при
регистрации излучения чистого элемента, и ин-
тенсивности фона и составляет сотые доли про-
цента для элементов с Z>11; для легких эле-
ментов (В, С, N, О) чувствительность анализа
снижается до 1 %.
Локальная чувствительность, т. е. абсолют-
ная массовая чувствительность, отнесенная к
единичному определению в микрообъеме и вы-
раженная в граммах, различна для каждого
вещества и может достигать 4-10~14г для тя-
желых элементов.
Точность количественного РСМА для боль-
шинства элементов, за исключением легких
(Z<11), обычно равна 2—5 % при исследова-
нии на шлифе и снижается до 20—30 % — при
исследовании на изломе.
При использовании метода РСМА на иссле-
дуемом участке излома высота шероховатостей
не должна превышать 0,15 мкм, в противном
случае резко возрастает ошибка измерения.
Для уменьшения ошибки образцы рекоменду-
ется осторожно послойно стачивать механиче-
ским путем.
Метод РСМА дает возможность проводить
повторные анализы на одном и том же микро-
участке излома; следует отметить, однако, вы-
сокие требования к качеству подготовки об-
разцов и эталонов и большую методическую
сложность анализа и обработки полученных
результатов.
4.4.2 Оже-электронная
спектроскопия [38, 41—44]
Суть метода состоит в том, что поверхность
материала облучают пучком электронов опре-
деленной энергии, под влиянием которого про-
исходит возбуждение атомов исследуемого ве-
щества, в результате чего они начинают испус-
кать вторичные Оже-электроны. Эти электроны
регистрируются с помощью спектрометра. Оже-
электроны являются характеристическими; их
энергию для каждого исследуемого элемента
и, следовательно, химический состав исследуе-
мого объекта определяют по пикам энергетиче-
ского спектра.
Энергия Оже-электронов невелика, поэтому
они интенсивно поглощаются исследуемым ма-
териалом, и только Оже-электроны, испускае-
мые атомами поверхностных слоев образца (до
глубины порядка 10 атомных слоев), регистри-
руются спектрометром. Это определяет эффек-
тивность использования метода ОЭС для оп-
ределения химического состава поверхности
металлических материалов. Кроме того, малый
диаметр первичного пучка электронов позво-
ляет обеспечить локальность метода по площа-
ди в пределах от 5 до 50 мкм2. Метод легко
совмещается с растровой электронной микро-
скопией, что дает возможность непосредствен-
изображению (катаная сталь после закалки и высокого отпуска). Х5:
площади фасеток камневидного излома по этому голографическому изображению; в — цветовое
5*
67
Рис. 4.28. Распределение химических элементов на поверхности разрушения. Катаная сталь тип*
ЗОХГСНА:
а — поверхность разрушения. РЭМ. Х5400; б —содержание хрома, железа и никеля в матрице;
в — содержание титана в частице, отмеченной на «а» стрелкой
68
Б
_____।____।____[ | | । ]
О 100 200 300 МО 500 000 700 800
Энергия Оже-электронов Е,эВ
Рис. 4.29. Исследование поверхности разру-
шения катаной стали ЗОХН с перлитной струк-
турой:
а — излом, РЭМ. Х10000; б —структура.
Х1000; в — Оже-спектр излома (Д — спектр в
участке цементита; Б — спектр в участке фер-
рита)
но в процессе изучения морфологии поверхно-
сти разрушения проводить прицельный хими-
ческий микроанализ элементов излома.
Сам по себе метод отличается высокой чув-
ствительностью при проведении химического
анализа поверхностных слоев толщиной до
2—3 нм и быстротой проведения анализа. С
его помощью можно обнаружить все химиче-
ские элементы, кроме водорода и гелия. Ме-
тод особенно эффективен при определении в
сталях неметаллических включений, содер-
жащих серу (чувствительность при анализе
серы достигает 10-4 %), и примесей- сурьмы и
мышьяка.
На рис. 4.29 и 4.30 показаны Оже-спектры
поверхности разрушения стали с перлитной
структурой и пленочных включений, вызываю-
щих появление хрупких участков излома.
69
Рис. 4.30. Оже-спектр пленочного включения, со-
держащего сурьму на поверхности разрушения
катаной стали типа ЗОХГСНА
Следует отметить затрудненность проведе-
ния количественного анализа методом ОЭС и
необходимость получения излома непосредст-
венно в камере прибора. Кроме того, интер-
претация Оже-спектров при сложном химиче-
ском составе анализируемого вещества слож-
на и не всегда однозначна, что ограничивает
возможности применения метода для анализа
сложнолегированных сталей.
4.4.3. Электронная спектроскопия
для химического анализа [41, 45—47]
Суть метода ЭСХА заключается в том, что с
поверхности металла под воздействием рентге-
новского излучения эмитируются фотоэлек-
троны, фиксируемые на энергетическом спект-
ре. Эмитируемые фотоэлектроны являются
характеристическими, и по их энергетическим
пикам определяют химический состав иссле-
дуемого объекта (поверхностные слои толщи-
ной от 1 до 3 нм). Методу ЭСХА, как и
методу ОЭС, присуща довольно сильная зави-
симость характеристического спектра анали-
зируемых элементов от общего химического
состава исследуемых образцов, что затрудняет
расшифровку спектров. Анализ особенностей
получаемых спектров дает дополнительную
информацию о типе химических связей и элек-
тронной структуре анализируемых объектов.
Локальность метода ЭСХА по площади не-
велика, и фиксируемый результат является ин-
тегральным для площади от 3 до 100 мм2.
С помощью этого метода анализа можно оп-
ределить все химические элементы, кроме во-
дорода и гелия. Метод эффективен при ис-
следовании поверхностных слоев или сверх-
тонких пленок (до 2,5—3 нм). Кроме того,
он дает возможность проводить повторные
анализы одного и того же исследуемого участ-
ка излома.
Следует отметить невысокую чувствител!
ность метода (от 1 до 10—2 %), малую лс
кальность по площади, а также необходимост
получения излома непосредственно в камер
прибора.
4.4.4. Масс-спектрометрия
вторичных ионов [42, 45, 48—50]
Суть метода заключается в бомбардировке по
верхности твердого тела пучком ускоренны:
ионов. При этом происходит распыление ато
мов исследуемого вещества в ионизированное
состоянии. Наличие заряда у ионов позволяе'
эффективно собирать и фокусировать их элек
трическими методами, а различие в величин!
массы ионов обеспечивает получение информа
ции о химическом составе исследуемого объ
екта по фиксируемому масс-спектру (пики н<
масс-спектре определяются отношением массь
иона к его заряду). Для исследования поверх
ности металлических материалов применяют^
только масс-спектрометры с источником распы-
ления в виде пучка первичных ионов.
Метод основан на анализе продуктов рас-
пыления, которые соответствуют исходному
составу объектов исследования, характеризу-
ется исключительно высокой относительной и
абсолютной чувствительностью и широким
диапазоном анализируемых свойств, что де-
лает его перспективным для многих задач
фрактографических исследований, когда дру-
гие методы малоэффективны.
Особенно эффективен метод МСВИ для
контроля химического состава ближайших к
поверхности атомных слоев. Его рекомендует-
ся использовать, например, для анализа хи-
мического состава зернограничных выделений
на поверхности разрушения.
Преимущество метода МСВИ — прежде
всего возможность послойного анализа образ-
ца с использованием ионного травления. Зон-
дирование по толщине слоя и формирование
полезного сигнала осуществляется в одном
процессе, режимом которого легко управлять.
Физический предел послойного разрешения со-
ставляет 1 нм.
Применение метода МСВИ ограничивается
сложностью и высокой стоимостью масс-спект-
рометрического оборудования.
Недостаток метода — повреждение поверх-
ности излома при анализе и сложность коли-
чественного анализа, малая локальность ана-
лиза по площади.
4.4.5. Оптический эмиссионный
спектральный микроанализ [51—52]
Метод основан на возбуждении атомов иссле-
дуемого вещества подводимой извне энерги-
ей. Возникшие спектры излучения регистриру-
ются с помощью оптической спектрометриче-
ской аппаратуры и производится замер их
относительной интенсивности • для проведения
количественного и полуколичественного ана-
лиза.
Наиболее широко применяется для химиче-
ского микроанализа металлических образцов
метод искрового спектрального
микроанализа. Он основан на воз-
буждении искрового разряда между электро-
дом и поверхностью исследуемого образца; в
70
результате происходит испарение исследуемо-
го материала и испускание возбужденными
атомами оптического излучения. В литературе
описано много способов локализации искры на
исследуемом участке поверхности разрушения,
однако из-за ее шероховатости такая лока-
лизация затруднена, что ограничивает воз-
можность применения этого метода в случае
изломов с сильно развитой шероховатостью.
В последнее время интенсивно развивается
метод лазерного спектрального
микроанализа, при котором на поверх-
ности исследуемого объекта фокусируется ла-
зерный луч, атомизирующий и возбуждающий
микрообъем исследуемого вещества; спектр
излучения этого микрообъема фиксируется с
помощью спектрометрической аппаратуры. Ла-
зерное излучение характеризуется чрезвычайно
высокой концентрацией энергии. Часть энергии
лазерного луча отражается поверхностью ис-
следуемого материала, оставшаяся часть энер-
гии поглощается материалом. Локальность ме-
тодов ОЭСМА определяется площадью поверх-
ности на образце, которая подвергается
испарению под воздействием искрового разря-
да или лазерного луча.
Искровой спектральный микроанализ дает
информацию о химическом составе участков
образца диаметром 50 мкм и более, лазерный
эмиссионный спектральный — 10 мкм и более.
Масса вещества, расходуемого при химиче-
ском анализе с помощью методов ОЭСМА, со-
ставляет 10~3—10“6 г. С помощью этих ме-
тодов определяются элементы, начиная с Be
(Z>2). Чувствительность анализа для боль-
шинства элементов, содержащихся в сталях,
составляет 10-1—10-3 %.
Одним из определяющих факторов в мето-
дах ОЭСМА является минимальная масса ве-
щества, используемая при анализе, поэтому
указанные методы могут быть охарактеризо-
ваны локальной чувствительностью, которая
составляет 10-8—10-10 г для большинства
анализируемых элементов.
Методы ОЭСМА по сравнению с другими
методами химического микроанализа отлича-
ются быстротой анализа, отсутствием специ-
альных требований к подготовке исследуемой
поверхности. В то же время следует отметить
недостаточную локальность методов как по
площади, так и по глубине исследуемых объ-
ектов, а также повреждаемость поверхности
в процессе исследования и, следовательно, не-
возможность повторного анализа того же уча-
стка излома. Для искрового спектрального
микроанализа можно использовать как приз-
менные, так и дифракционные спектрографы,
выпускаемые отечественной и зарубежной про-
мышленностью.
Лазерный спектральный микроанализ изло-
мов более перспективен, чем искровой, так как
обладает более высокой локальностью по пло-
щади и возможностью анализа изломов, имею-
щих шероховатую поверхность. Однако при
использовании этого метода возникают затруд-
нения при количественном анализе, связанные
с отсутствием гомогенных эталонов, а также
повреждаемость поверхности образца, что ис-
ключает возможность повторного анализа.
При исследовании включений, выявляемых в
изломе, весьма эффективным может оказать-
ся использование метода электроразряд-
ного микроанализа с предварительным
отбором пробы.
308,6нм 310,2нм
Рис. 4.31. Участок спектрограмм хрупких частиц с
поверхностей изломов стали при разных температу-
рах отпуска [51]:
/ — 500 °C; 2 — 550 °C; 3 — 580 °C; 4 — 600 °C; 5—600 °C
(25 ч); 6 — 650 °C; 7 — 680 °C
Суть метода заключается в сжигании мик-
роколичеств вещества на кончиках электродов
электроразрядной установки, помещенных в
специальную вакуумную камеру, регистрации
полученных спектрограмм и их фотометриро-
вании. Метод позволяет определять химиче-
ский состав микроколичеств исследуемого ма-
териала. Локальная чувствительность этого
метода для большинства элементов таблицы
Менделеева находится в области 10-10—10-12г.
Электроразрядный спектральный микроана-
лиз дает информацию о химическом составе
отдельных частиц размером от 0,01 мм и мас-
сой порядка 10—6 г. В таких малых количе-
ствах анализируемого вещества можно опреде-
лить примеси в количествах 10~2—10~3 %.
71
Рис. 4.32. Исследования поверх
ности разрушения методом Я ГР
а — излом катаной стал
ЗОХГСНА. Термическая обра
ботка: закалка с 860 °C в масле
Технологическая проба. XI
б — мессбауэровский спектр
поверхности разрушения. Изме
рения выполнены методом ре
зонансного рассеяния у-луче;'
(регистрировалось рентгенов-
ское FeK^-излучение). Спектр
состоит из шести линий мар-
тенсита (М) И ОДИНОЧНОЙ ЛИНЙ£
аустенита (А) в центре спектра
При данном режиме обработка
установлено присутствие оста-
точного аустенита (7 %)
Основным преимуществом этого метода яв-
ляется высокая локальная чувствительность
при минимальной пробе вещества. Для фрак-
тографических целей этот метод особенно удо-
бен, так как позволяет определять химический
состав таких малых объемов, которые обнару-
живаются только с помощью оптических мик-
роскопов. Метод целесообразно применять при
определении химического состава точечных
объектов. Такими объектами в зоне разруше-
ния металла, как правило, бывают неметалли-
ческие включения, карбиды и т. д., которые
обнажаются на поверхности излома и ста-
новятся доступными для анализа (рис. 4.31).
Хрупкие и мелкие частицы вдавливанием
электродов непосредственно в исследуемую по-
верхность могут быть перенесены на кончики
медных или алюминиевых электродов. Сжи-
гание этих частиц на кончиках электродов по-
зволяет получить информацию об их составе.
Существует другой способ выделения частиц
с поверхности излома методом электролиза в
капле электролита, нанесенной на поверхность
образца. При этом образец служит анодом,
а угольный или платиновый электрод, вводи-
мый в каплю, — катодом. Анализировать в
этом случае можно и электролит, и осадок,
оставшийся на поверхности образца.
4.4.6. Ядерный гамма-резонанс
(ЯГР) [53—57]
Метод эффективен для исследования поверх-
ности разрушения массивных образцов. При
использовании его поверхность образца облу-
чается направленным пучком у-квантов, ис-
пускаемым радиоактивным источником 57Сов
так называемом режиме рассеяния. Возникаю-
щие при этом рентгеновское излучение и у-
кванты регистрируются сцинтилляционным
спектрометром, электронное излучение — ре-
зонансным детектором. С помощью рентге-
новского излучения и у-квантов получают ин-
формацию о поверхностных слоях толщиной
до 1 мкм, а с помощью электронного излу-
чения — толщиной до 0,1 мкм.
Таким образом можно определять градиент
структурных составляющих по толщине по-
верхностного слоя. С помощью получаемых
спектров можно изучать фазовый состав, ис-
следовать тонкую кристаллическую структуру
и особенности перераспределения легирующих
элементов в твердом растворе.
При изучении фазового состава поверхности
разрушения стали можно определять состав и
количество железосодержащих фаз, таких, как
мартенсит, аустенит, цементит, оксидные сое-
динения железа, карбиды, нитриды и т. д.
Чувствительность и точность фазового анализа
зависят от конкретного состава исследуемого
образца. Например, чувствительность опреде-
ления остаточного аустенита в закаленных и
низкоотпущенных сталях (не содержащих
парамагнитных карбидов) составляет 0,5 %
(рис. 4.32). Точность определения количества
железосодержащих фаз составляет ориентиро-
вочно ±10 %.
Метод ядерного у-резонанса отличает вы-
сокая разрешающая способность, позволяющая
не только определять состав фаз, но и иссле-
довать тонкую кристаллическую структуру
72
поверхностных слоев (толщиной менее 1 мкм).
Определение областей структурных' и кон-
центрационных неоднородностей методом Я ГР
возможно в слоях толщиной от 1 до 0,1 мкм,
что при диаметре пучка от 20 до 50 мм по-
зволяет анализировать общую площадь излома;
при использовании мощных источников и уве-
личенной экспозиции возможно уменьшение
диаметра пучка до 5 мм, что позволяет ис-
следовать отдельные участки изломов.
Более подробно сведения об исследовании
поверхностей разрушения сталей приведены в
работе [54].
4.5. ИССЛЕДОВАНИЕ
СТРУКТУРЫ СТАЛИ
ПРИ ИЗУЧЕНИИ
ПРИРОДЫ РАЗРУШЕНИЯ
4.5.1. Исследования макроструктуры
Для оценки поверхности разрушения большое
значение имеет получение дополнительной ин-
формации о макростроении металла вблизи
зоны разрушения, для чего изучают макро-
структуру образца, изготовленного из второй
половины излома. Такая информация позво-
ляет:
— оценивать влияние на строение изломов
неоднородности химического состава стали
(распределение серы, фосфора и др.);
— идентифицировать макронесплошности,
выявленные на поверхности разрушения (рас-
слои, расслоения, трещины, рыхлоты, поры,
ложа от включений и др.);
— выявлять дендритную структуру, ликва-
ционную неоднородность.
Исследуют макроструктуру на специально
подготовленных поверхностях — макрошлифах
визуально или при увеличениях до 30—40 крат.
Для изготовления макро шлифов из изломов
технологических проб вырезают темплет тол-
щиной не менее 15—20 мм. Изломы ударных
образцов разрезают в направлении, параллель-
ном поверхности разрушения.
Образцы для изготовления макрошлифов
обычно вырезают методами механического ре-
зания. При вырезке образцов из крупногаба-
ритных изделий допускается огневая резка.
При применении огневой резки оставляют при-
пуск на механическую обработку шлифа на
5—10 мм больше зоны термического влияния
резки. Для изготовления макрошлифов зака-
ленных изделий применяют методы, позволяю-
щие производить разрезку без заметного ра-
зогрева материала (резку анодную, анодно-
механическую, электроэрозионную).
Поверхность шлифа предварительно обра-
батывают на строгальном или фрезерном стан-
ках и шлифуют на плоскошлифовальном стан-
ке. Чистота шлифованной поверхности долж-
на соответствовать 1,25—0,63 по ГОСТ 2309—
73 и ГОСТ 2789—73 или Уо ,4 по
международному стандарту ИСО ПМС—2632.
Затем поверхность шлифа подвергают руч-
ному шлифованию шлифшкуркой с размером
терна 125—105 по ГОСТ 3252—80. Шлифова-
ние проводят в одном направлении, избегая
возвратных движений. При механическом шли-
фовании шкурку закрепляют на вращающемся
круге. Окончательно готовый макро шлиф пе-
ред травлением промывают водой или спир-
том и сушат фильтровальной бумагой или
сжатым воздухом.
Ниже приведены реактивы, наиболее широ-
ко применяемые для выявления макрострук-
туры конструкционных среднелегированных
сталей:
1. H2SO4 (1,84) — 60 см3; К2Сг2О7 — 25 г;
Н2О — 500 см3 (хромпик). Выявляет дендрит-
ное строение. Режим травления: температура
комнатная; продолжительность травления 1—
30 мин; промывка холодной водой.
2. H2SO4 (1,84) — 70 см3; НС1 (1,19) —
500 см3; Н2О — 180 см3. Выявляет дендритное
строение, пористость, ликвацию, усадочную
рыхлость. Режим травления: реактив — кипя-
щий; продолжительность травления от 15 мин
до 2 ч; промывка горячей водой.
3. СпС12 — 1 г; SnCl2 — 0,5 г; FeCl3 —
30 г; НС1 (1,19) — 50 см3; Н2О (дистиллиро-
ванная) — 500 см3; С2Н5ОН — 500 см3 (ре-
актив Обергоффера). Выявляет дендритное
строение литых сталей. Режим травления:
температура комнатная; продолжительность
травления от 10 с до 2 мин; после травления
осадок меди снимают 5 %-ным раствором ам-
миака.
4. 10—15 %-ный водный раствор (NH4)2S2O8
(персульфат аммония). Выявляет волокнистую
структуру. Режим травления: температура ком-
натная или кипящий раствор; во время трав-
ления, не вынимая шлифа из раствора, ватой
снимают черный налет; после травления про-
мывка под струей воды и спирта, сушка фильт-
ровальной бумагой и струей воздуха. Для по-
лучения более четкой картины — дополнитель-
ное травление в 5—7 %-ном растворе, промыв-
ка водой, спиртом (не протирая); сушка
фильтровальной бумагой (не перемещая ее) и
струей воздуха.
5. Способ Баумана (по ГОСТ 10243—75).
Выявляет распределение серы и фосфора. Ре-
жим травления: фотографическую бумагу
(унибром по ГОСТ 10752—79) на свету выма-
чивают 8 мин в 5 %-ном растворе H2SO4
(1,84) в дистиллированной воде, затем про-
сушивают ее фильтровальной бумагой, накла-
дывают на шлиф, и, плотно к нему прижимая,
выдерживают 3—15 мин (в зависимости от
легирования и содержания в стали серы).
Шлиф должен быть предварительно промыт и
обезжирен спиртом. После этого фотобумагу
промывают в проточной воде и фиксируют в
10 %-ном растворе гипосульфита 10—20 мин.
После фиксирования фотобумагу промывают
в проточной воде и высушивают.
При травлении либо погружают шлифы в
горячий или холодный реактив, либо протира-
ют поверхность шлифа тампоном, смоченным
реактивом. После травления макрошлиф тща-
тельно промывают водой или спиртом, сушат
струей воздуха и фильтровальной бумагой.
При проведении макроанализа рекомендует-
ся вначале определять распределение серы и
фосфора, затем подвергать образец травле-
нию для выявления дендритного строения и
макроструктуры, после чего проводить глубо-
кое травление для определения нарушений
сплошности, рыхлот. При такой последова-
тельности операций не обязательно снимать
большой слой металла при перешлифовке; под-
готовка поверхности может заключаться только?
в зачистке темплетов шкуркой.
73
4.5.2. Исследования
микроструктуры [58, 59]
При микроскопическом исследовании поверх-
ности разрушения рекомендуется изучать
структуру металла вблизи зоны разрушения,
для чего исследуют микрошлифы, изготовлен-
ные из второй половины излома. Сопоставле-
ние получаемой информации позволяет:
— определять структурные составляющие
стали;
— определять величину зерна;
— определять природу неметаллических
включений;
— идентифицировать микронесплошности,
выявленные на поверхности разрушения (мик-
рорасслоения, микротрещины, микрорыхлоты,
микропоры, ложа от неметаллических включе-
ний и др.).
Исследование проводят на специально
подготовленных поверхностях — микрошлифах
при увеличениях от 30-—50 до 1500 — 1800
крат.
Выбор места вырезки и числа образцов оп-
ределяется задачей исследования. Образцы для
изготовления микрошлифов вырезают на ме-
таллорежущем оборудовании; особо твердые
металлы разрезают тонкими абразивными кру-
гами. При вырезке образцов из крупногабарит-
ных изломов допускается огневая резка. Мес-
то реза должно быть удалено от плоскости
шлифа на 50—100 мм. Плоскость шлифа обра-
батывают на плоскошлифовальном станке аб-
разивными кругами. Чистота шлифованной по-
верхности должна быть 0,32 по ГОСТ 2309—73
и ГОСТ 2789—73 или V 0,2 по международно-
му стандарту ИСО ПМС — 2632. При всех
видах механической обработки шлифа
предусматривают меры, исключающие нагрев
образца.
При изготовлении микрошлифов из листовых
материалов применяют винтовой зажим —
струбцину. Для предохранения от завалов
краев шлифа между образцом и струбциной
помещают металлические прокладки. При из-
готовлении микрошлифов малых размеров,
сложной формы (сечения поверхности разру-
шения) рекомендуется применять заливку об-
разцов легкоплавкими сплавами (сплавом
Вуда) или пластмассой.
При заливке шлифов в самотвердеющую
пластмассу АСТ-Т составные части пластмасс
(порошок и жидкость) смешивают в соотно-
шении 2 : 1 в специальной посуде (лучше фар-
форовой). Смесь выдерживают в течение 3—
5 мин для набухания. При этом внутреннюю
поверхность колец смазывают техническим
маслом и устанавливают в вытяжной шкаф на
гладкую поверхность (стекло, кафель и т. п.).
Шлиф помещают внутрь кольца шлифуемой
поверхностью вниз. Фарфоровой лопаткой тес-
тообразную смесь переносят в каждую фор-
мочку так, чтобы весь шлиф оказался погру-
женным в эту смесь. Залитые формочки вы-
держивают до полного затвердевания смеси.
Микрошлифы шлифуют на шлифшкурках
различной зернистости.
Для грубого шлифования применяют элек-
трокорундовые шлифшкурки марки КЗ, окон-
чательное шлифование проводят на электро-
статических микрошкурках марки КМЗ. Ха-
рактеристика этих шкурок по ГОСТ 3647—80
приведена ниже.
Шлифшкурки КЗ:
Зернистость ... 12
Размер основной
фракции, мкм . . 150—
125
'10 8 6
125— 105— 84—
105 75 63
Продолжение
Зернистость ... 5 4 3
Размер основной
фракции, мкм . . 63—42 53—28 42—20
Микрошкурки КМЗ:
Зернистость .... М-40 М-28 М-20
Размер основной
фракции, мкм . . . 40—28 28—20 20—14
Зернистость . . . .
Размер основной
фракции, мкм . . .
Продолжение
М-14 М-10
14—10 10—7
Шлифование проводят вручную или на ме-
ханических станках с последовательным пере-
ходом от шкурок с крупными абразивными
частицами к шкуркам с мелкими абразивными
частицами до получения шероховатости по-
верхности^ 0,05 (ГОСТ 2309—73, ГОСТ
2789—73) nV0,012 (ИСО ПМС —2632).
После шлифования на абразивных шлиф-
шкурках образцы шлифуют алмазной пастой.
Для сталей рекомендуется паста марки АСМ
10/14, которую наносят на ватманскую бума-
гу, укрепленную на шлифовальном станке.
При переходе от последней шлифшкурки к ал-
мазной пасте направление шлифования не ме-
няют.
По окончании шлифования образец тща-
тельно промывают водой и производят поли-
рование на вращающемся плоском круге, об-
тянутом сукном, до полного удаления всех ри-
сок и получения зеркальной поверхности. Для
полирования используют драп и высококаче-
ственные сукна, желательно без ворса. Абра-
зивный материал в виде суспензии оксида хро-
ма (5—15 г абразива- на 1 л воды) подают к
центру полировального -круга. Направление
движения при полировании должно быть пер-
пендикулярно направлению рисок от послед-
ней операции шлифования. В конце полирова-
ния образец следует поворачивать против
вращения диска, чтобы предупредить выкро-
шивание хрупких составляющих и образова-
ние «хвостов» на шлифе. После полирования
шлиф промывают водой, протирают спиртом и
сушат фильтровальной бумагой.
Микрошлифы после изготовления подверга-
ют травлению специальными реактивами, за-
висящими от задач исследования. Иногда, на-
пример, при изучении неметаллических вклю-
чений в сталях, исследуют нетравленую по-
верхность.
В отдельных случаях для проведения более
тонких исследований структуры проводится
электролитическое полирование. Составы элек-
тролитов и режимы электрополирования при-
ведены в разделе 4.5.4.
В табл. 4.3 приведены реактивы для химиче-
ского травления, наиболее широко применяе-
мые для выявления микроструктуры конст-
рукционных сталей.
74
ТАБЛИЦА 4.3
РЕАКТИВЫ ДЛЯ ИССЛЕДОВАНИЯ МИКРОСТРУКТУРЫ
СРЕДНЕУГЛЕРОДИСТЫХ ЛЕГИРОВАННЫХ СТАЛЕЙ
Состав Режим травления Выявляемая структура
1—5 %-ный раствор HNO3 (1,4) в этиловом или мети- ловом спирте HNO3 (1,4)—5 см3; глице- рин — 100 см3 (реактив Курбатова) 2—4 г пикриновой кислоты; этиловый спирт — 100 см3 3—5 см3 НС1, 1—4 г пикри- новой кислоты; этиловый спирт 95 — 100 см3 Температура комнатная; про- должительность травления — от нескольких секунд до не- скольких минут Температура комнатная Температура комнатная; про- должительность травления за- висит от типа структуры Температура комнатная; мно- гократная полировка и травле- ние Общая структура сталей после различных режимов термической обработки Структура сталей. В закаленном состоянии можно отличить мартен- сит (темнеет) от аустенита (не ок- рашивается) Структура сталей после различ- ных режимов термической обра- ботки Границы аустенитных зерен после закалки и отпуска
Пересыщенный водный ра- створ пикриновой кисло- ты— 100 см3, сульфанол — 5—10 см3 2—5 г пикриновой кислоты, 20—25 г NaOH, 75—100 см3 Н2О (дистиллированная) Температура 20—60 °C; много- кратная полировка и травление Температура 60 °C; продолжи- тельность травления 5—25 мин; промывка спиртом То же Цементит; он окрашивается в цве- та от темно-коричневого до черно- го
4.5.3. Исследование тонкой структуры
Для исследования элементов структуры, ко-
торые не разрешаются методами световой мик-
роскопии и которые целесообразно сопостав-
лять с тонким строением излома, используют
методы электронной микроскопии. При этом
наиболее широко применяется метод просве-
чивающей электронной микроскопии (ПЭМ),
Электронномикроскопические исследования
тонкой структуры стали этим методом прово-
дят следующими способами:
Рис. 4.33. Рельеф на поверхности образца конструкционной стали, закаленной на мартенсит.
Угольная реплика с оттенением хромом. ПЭМ. Х8000:
а —границы пакетов и отдельных кристаллов мартенсита; б — рельеф на поверхности образца
стали, закаленной на нижний бейнит
75 '
Рис. 4.34. Карбид Fe3C. Экстракционная реплика со шлифа. Х20000:
а — светлопольное изображение карбида (частица карбида указана
стрелкой); б — темнопольное изображение того же карбида; в — мик-
роэлектронограмма от включения карбида Fe3C. Ориентировка [100]
— косвенным — с помощью реплик, получа-
емых с поверхности образца;
— полупрямым — с помощью реплик с из-
влеченными из металла частицами;
— прямым — с помощью тонких фолы.
Первым способом (рис. 4.33) обычно изуча-
ют морфологию и размеры тонких деталей
микроструктуры.
Вторым способом (рис. 4.34) проводят мик-
ро дифракционный анализ — идентифицируют
дисперсные фазы в металлической матрице
(карбиды, неметаллические включения и т. д.);
способ эффективен при малой объемной доле
этих фаз в стали.
Третьим способом (рис. 4.35—4.37) изучают
морфологию и размеры тонких деталей микро-
структуры, проводят идентификацию фаз (мик-
родифракционный анализ), определяют ориен-
тировку кристаллов и ориентационные соот-
ношения, разориентировку зерен и субзерен.
Изучают особенности фазовых превращений
(мартенситные превращения, распад пересы-
щенных твердых растворов и дислокационную
структуру).
Методические приемы изготовления образ-
цов для исследования структуры сталей с по-
мощью ПЭМ подробно описаны в литературе
1(6—8].
Ниже приводятся конкретные методические
рекомендации, обеспечивающие оптимальное
качество объектов исследований из конструк-
ционных среднелегированных сталей. Для при-
готовления реплик шлифы предварительно под-
вергают электролитическому полированию с
травлением в растврре 2 % HNO3 и 98 %
С2Н5ОН при продолжительности полирования
9—12 с для литых сталей и толстолистового
проката и 12—14 с для тонколистового про-
ката.
Реплики, как правило, делают угольные. Из-
готовление реплик проводится по методике,
описанной в разделе 4.1.2 для изломов. Отли-
чие состоит в том, что пленка-реплика со шли-
фа должна быуь более тонкой, чем для изло-
ма, и иметь визуально регистрируемый золо-
тистый цвет. Реплику чаще всего оттеняют
хромом до приобретения ею коричневого цве-
та. Угол между поверхностью пленки и направ-
лением движения частиц испаряемого металла
должен составлять 15—45°. Чем дисперснее
структура, тем меньше должен быть угол от-
тенения.
Для получения реплики с экстрагированны-
ми частицами шлиф необходимо протравить
так, чтобы растворилась только матричная
фаза. Для конструкционных сталей рекоменду-
76
Рис. 4.35. Карбиды в катаной конструкционной стали. Игольчатые карбиды М02С при вторичном
твердении (после закалки и высокого отпуска). Фольга. X13000:
а — светлопольное изображение; б — темнопольное изображение в рефлексе (200)
Мо2С;
в — микро-
электронограмма; ориентировка [331 ] ц [011]
Мо8С’
г — схема электронограммы
ются реактивы, приведенные в разделе 4.1.2.
Реплику готовят так, как описано выше.
Приготовление фолы из конструкционных
сталей — длительный и трудоемкий процесс.
Сначала из исследуемого куска металла на
токарном станке вырезают заготовку в виде
столбика диаметром ~3 мм и длиной до
20 мм. Заготовки под фольгу нарезают толщи-
ной 0,18—0,20 мм на электроэрозионном стан-
ке, последовательно утоняют до 100 мкм на
шлифовальной бумаге типа 55С5Н15-18;
64С5Н64; ЗС. Затем на установке для электро-
литического полирования заготовку под фоль-
гу утоняют до необходимого размера. В со-
суд для электролитической полировки залива-
ют электролит состава Н3РО4—860 см3, H2SO4—
52 см3, СгОз—100 г и помещают катод из двух
параллельных пластин (для двусторонней элек-
трополировки) . Материал катода — сталь
12Х18Н10Т. Заготовку помещают последова-
тельно в специальные пинцеты-держатели с
диаметрами отверстий 1; 1,5; 2 мм. Полируют
в каждом отверстии в течение 10—15 с при
напряжении 36 В. Полирование ведут корот-
кими импульсами (1 с) до появления в об-
разце отверстия (непосредственно перед появ-
лением отверстия на фольге появляется бу-
горок). После тщательного промывания в про-
точной воде в течение 40—60 С фольгу высу-
шивают фильтровальной бумагой.
РЭМ используется для структурных иссле-
дований на шлифах в основном при изучении
морфологии и количества неметаллических
включений и при изучении сталей, имеющих
гетерогенное строение.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Усиков М. П., Утевский Л. М.— В кн.: Ме-
талловедение и термическая обработка ста-
ли: Справ. В 3-х т. 3-е изд. Т. 1. М.: Метал-
лургия, 1983, с. 47—61.
2. Васичев Б. А., Кабанов А. Н. Современное
состояние и перспективы растровой элек-
тронной микроскопии. — Изв. АН СССР.
Сер. физ., 1977, т. 41, № 7, с. 1513—1524.
3. Кальнер В. Д., Зильберман А. Г. — Прак-
тика микрозондовых методов исследования
металлов и сплавов. М.: Металлургия,
1981. 214 с.
4. Утевский Л, М. Дифракционная электрон-
ная микроскопия в-металловедении. М.: Ме-
таллургия, 1973. 583 с.
5. Шур Е. А. — В кн.: Металловедение и тер-
мическая обработка стали. Справ. В 3-х тт.
3-е изд. Т. 1. М.: Металлургия, 1983,
с. 62—72.
6. Томас Г., Гориндж М. Дж. — Просвечи-
вающая электронная микроскопия материа-
лов. М.; Наука, 1983. 352 с.
77
Рис. 4.36 (с. 78—81)
78
80
Рис. 4.36. Типы структур, наблюдаемые в конструкционных среднелегированных сталях после раз-
личных режимов термической обработки. Фольга. ПЭМ:
с, б — сталь в закаленном состоянии. Х30000; структура — мартенсит дислокационный (а) и пла-
стинчатый (б); в, г — сталь после изотермической выдержки в интервале перлитного превращения.
X30000; структура — перлит пластинчатый (в) и зернистый (г); б—е — сталь после изотермической
выдержки в интервале бейнитного превращения. X35000; структура — бейнит верхний (б) и нижний
(а); ж—и — сталь после закалки и низкого отпуска. Х40000; структура — отпущенный мартенсит.
Внутри кристалла видны мелкие дисперсные выделения карбидов (ж — светлопольное изображение;
з — темнопольное изображение; и —дисперсные выделения карбидов в рейке); /с—л — структура —
феррито-карбидная смесь (к — выделения цементита по границам бывших реек. Х40000; л — выде-
ления цементита внутри мартенситной пластины. Х22500)
7. Практическая растровая электронная мик-
роскопия: Пер. с англ./Под ред. Гоулд-
стейна Дж. и Яковица X. М.: Мир, 1978.
656 с.
8. Практические методы в электронной микро-
скопии/Под ред. Глоэра О. М. Л.: Маши-
ностроение, 1980, 375 с.
9. Спасский М. Н. — В кн.: Новые методы
структурных исследований металлов и спла-
вов. М.: МДНТП, 1982, с. 3—9;
10. Степаненко В. А. — Проблемы прочности,
1972, № 12, с. 89—91.
11. Хайденрайх Р. Основы просвечивающей
микроскопии. М.: Мир, 1966. 471 с.
12. Шиммель Г. Методика электронной микро-
скопии. М.: Мир, 1972. 300 с.
13. Спасский М. Н., Меттус А. О. — Заводская
лаборатория, 1978, № 11, с. 1380—1386.
14. Гарелик И. С. — Изв. вузов. Геодезия и
аэрофотосъемка, 1965, вып. 5, с. 67—74.
15. Калантаров Е. И., Саеындыкова М. Ж.—
Изв. вузов. Геодезия и аэрофотосъемка,
1983, № 2, с. 82—85.
16. Чернявский К. С. Стереология в металло-
ведении. М.: Металлургия, 1977. 280 с.
17. Чернявский К- С. — Заводская лаборатория,
1971, № 8, с. 935—939.
18. Чернявский К. С. — В кн.: Новые методы
структурных исследований металлов и спла-
вов. М.: МДНТП, с. 22—29.
19. Салтыков С. А. Стереометрическая метал-
лография. М.: Металлургия, 1970. 376 с.
20. Spudani — El S. М. Metallography, 1978,
v. II, р. 247—356.
21. Чернявский К. С., Травушкин Г. Г.— Проб-
лемы прочности, 1980, № 4, с. 11—19.
22. Чернявский К. С., Головашкина Н. В.—
Заводская лаборатория, 1972, № 4, с. 434—
439.
23. Хоукс П. Электронная оптика и электрон-
ная микроскопия: Пер. с англ. М.: Мир,
1974. 281 с.
24. Богданов К- М. Машинный анализ микро-
скопических объектов. М.: Наука, 1968.
126 с.
25. Штремель М. А., Бернштейн А. М., Шведо-
ва Т. Л. — Новые методы структурных ис-
следований металлов * и сплавов. М.:
МДНТП, 1982, с. 152—155.
26. Шведова Т. Л., Платова С. Н., Шихер В. И.
и др. — Методика оценки растровых изоб-
ражений изломов. — Заводская лаборато-
рия, 1980, № 2, с. 134—136.
27. Гинзбург В. М., Степанов Б. М. Гологра-
фия в измерительной технике и метроло-
гии.— Измерительная техника, 1971, № 12,
с. 21—26.
28. Оптическая голография: Пер. с англ./Под
ред. Колфилда Г. М.: Мир, 1982. 735 с.
29. Голография: Методы и аппаратура/Под
ред. Гинзбург В. М., Степанова Б. М. М.:
Советское радио, 1974. 376 с.
30. Гинзбург В. М., Степанов Б. М. Гологра-
фические измерения. М.: Радио и связь,
1981, с. 74—81.
31. Борн М., Вольф Э. Основы оптики: Пер. с
англ. М.: Наука, 1973, с. 719.
32. Расчеты и испытания на прочность в ма-
шиностроении. Методы телевизионной, оп-
тической и рентгеновской микроскопии про-
цессов разрушения. Методы телевизионно-
го анализа структуры металлов и про-
6—531
81
о----6----о——-о
г
Рис. 4.37. Выделения остаточного аустенита в конструкционной стали (сталь 30ХН2М). Закалка с
1025° С. Фольга. Х13000:
а — светлопольное изображение; б — темнопольное изображение в рефлексе
электронограмма; ориентировка [100]^ || [100]^ ; г — схема электронограммы
(002)^ ; в — микро-
цессы их разрушения: Методические
рекомендации, Госстандарт СССР. М.:
1982, 18 с.
.33. Практическое руководство по металлогра-
фии судостроительных материалов/Под ред.
Горынина И. В. Л.: Судостроение, 1982.
184 с.
34. Коркунов Ю. Ф., Огурцовский Ю. Г.— Тех-
ника кино и телевидения, 1981, № 10, с. 18—
21.
35. Бирке Л. Рентгеновский микроанализ с по-
мощью электронного зонда. М.: Металлур-
гия, 1966. 216 с.
36. Боровский И. Б. — В кн.: Локальные мето-
ды анализа материалов. М.: Металлургия,
1973, с. 109—139.
37. Электронно-зондовый микроанализ/Под
ред. Боровского И. Б. М.: Мир, 1974. 260 с.
38. Рид С. Электронно-зондовый микроанализ.
М.: Мир, 1979. 423 с.
39. Физические основы рентгеноспектрального
локального анализа. М.: Наука, 1973. 311 с.
40. Костогонов В. Г. — В кн.: Металловедение
и термическая обработка стали: Справ.
В 3-х тт. 3-е изд. Т. 1. М.: Металлургия,
1983, с. 144—150.
41. Методы анализа поверхностей: Пер. с
англ./Под ред. Зандерны А. М. М.: Мир,
1979. 582 с.
42. Черепин В. Т. — В кн.: Итоги науки и тех-
ники. Сер. Металловедение и термическая
обработка. Т. 14. М.: 1980, с. 3—53.
82
43. Johnson W. C., Stein D. F., I oshi A. — Au-
ger Electron Spectroscopy — Q Review can.
S. Spectry, v. 17, 1972, № 2, May, p. 88—
92.
44. Карлсон T. А. Фотоэлектронная и Оже-
спектроскопия: Пер. с англ. Л.: Машино-
строение, 1981. 431 с.
45. Бокштейн Б. С. — В кн.: Металловедение
и термическая обработка стали: Справ.
В 3-х тт. 3-е изд. Т. 1. М.: Металлургия,
1983, с. 151—160.
46. Зигман К-> Норд лине К., Фальман А. и др.
Электронная спектроскопия. М.: Мир, 1971.
494 с.
47. Установщиков Ю. И., Прожорин А. Е. —
ФММ, т. 54, № 6, 1982, с. 1153—1156.
48. Черепин В. Т. Ионный зонд. Киев: Науко-
ва думка, 1981. 350 с.
49. Спектроскопические методы определения
следов элементов/Под ред. Вайнфордне-
ра Д. М.: Мир, 1979. 494 с.
50. Петров А. А., Абровян И. А. Диагностика
поверхности с помощью ионных пучков. Л.:
ЛГУ, 1977. 127 с.
51. Королев Н. В., Рюхина В. В., Горбу-
нов С. А. Эмиссионный спектральный мик-
роанализ. Л.: Машиностроение, 1971. 215 с.
52. Менке Г., Менке Л. Введение в лазерный
эмиссионный микроспектральный анализ:
Пер. с нем. М.: Мир, 1968. 250 с.
53. Экспериментальная техника эффекта Мес-
сбауэра/Под ред. Грувермана И. М.: Мир,
1967. 184 с.
54. Kim К. J., Schwartz L. Н. — J. Phys Coll,
сб, Suppl., № 12, v. 37, 1976, р. 404—406.
55. Митрофанов К. Ф-, Плотникова М. В., Рох-
лов Н. И. Резонансная регистрация гамма-
квантов 57Со. — Приборы и техника экспе-
риментов. 1970, № 2, с. 75—76.
56. Рейман С. И., Митрофанов К. П., Шпи-
нель В. С. — Прикладная ядерная спектро-
скопия. Вып. 9. М.: Атомиздат, 1979,
с. 170—174.
57. Рейман С. И., Шпинель В. С., Горь-
ков В. П. — Прикладная ядерная спектро-
скопия. Вып. 11. М.: Энергоиздат, 1982,
с. 205—209.
58. Виноград М. И., Громова Г. П. Включения
в легированных сталях и сплавах. М.: Ме-
таллургия, 1972. 214 с.
59. Лаборатория металлографии. 2-е изд./Пан-
ченко Е. В., Скаков Ю. А., Кример Б. И.
и др. М.: Металлургия, 1965. 439 с.
60. Гиммельфарб Ф. А., Шварцман С. Л. Со-
временные методы контроля композицион-
ных материалов. М., Металлургия, 1979.
248 с.
5. ПРИМЕНЕНИЕ ФРАКТОГРАФИИ
ДЛЯ ОЦЕНКИ КАЧЕСТВА СТАЛИ
5.1. ФРАКТОГРАФИЧЕСКИЕ
СПОСОБЫ ОПРЕДЕЛЕНИЯ
КРИТИЧЕСКОЙ ТЕМПЕРАТУРЫ
ХРУПКОСТИ (КТХ) СТАЛИ1
5.1.1. Определение КТХ
по изломам ударных образцов
Типичными изломами конструкционных ста-
лей являются волокнистый (вязкий) и крис-
таллический (хрупкий). Изломы обоих видов
могут быть получены на одном и том же об-
разце в зависимости от температуры испыта-
ния: с понижением температуры испытания
величина площади поверхности разрушения,
имеющей кристаллическое строение, увеличи-
вается.
Температурный интервал испытаний, в кото-
ром происходит изменение характера разру-
шения, называется температурным интерва-
лом хрупкости. За критическую температуру
хрупкости (КТХ) принимают температуру, при
которой наблюдается отчетливо выраженная
смена механизма разрушения на определенной,
условно принятой части поверхности разруше-
ния. КТХ не является константой для данной
стали, а зависит от условий испытаний (гео-
метрии образца, скорости деформации и др.).
Изменение характера разрушения происхо-
дит в определенном температурном интервале,
который характеризуется двумя температу-
рами:
— верхней критической температурой хруп-
1 Составлено с учетом [1].
кости (Гв), выше которой излом полностью
(свыше 95 %) вязкий;
— нижней критической температурой хруп-
кости (Тн), ниже которой излом полностью
(более 95 %) хрупкий.
За критическую температуру хрупкости
(КТХ) принимают температуру, при которой
наблюдается отчетливо выраженная смена ме-
ханизма разрушения на определенной условно
принятой части площади излома. КТХ опре-
деляют на образцах, изготовленных по ГОСТ
9454—78, типа 1, И и 15 (предпочтительным
является образец 11). Оборудование и мате-
риалы, используемые при проведении ударных
испытаний, должны удовлетворить требовани-
ям указанного ГОСТа. После низкотемпера-
турных испытаний половинки образцов необ-
ходимо погрузить в спирт во избежание окис-
ления и после достижения ими комнатной тем-
пературы высушить.
Фрактографические методы определения
критической температуры хрупкости (КТХ)
металлических материалов основаны на опре-
делении доли вязкой составляющей (В) в из-
ломе серии образцов, подвергнутых испытани-
ям на ударный изгиб при различных темпера-
турах. Вязкой составляющей в изломе назы-
вают участки поверхности разрушения, харак-
теризующиеся при визуальном определении и
малых увеличениях волокнистым строением, а
при электронномикроскопическом — ямочным
внутризеренным или ямочным межзеренным
рельефом.
Хрупкой составляющей в изломе называют
участки поверхности разрушения, имеющие при
визуальном определении и под световым мик-
роскопом блестящее кристаллическое строе-
6*
83
Рис. 5.1. Изломы с макронеоднородным
строением:
а, б — изломы с четко выраженной
кристаллической зоной в средней ча-
сти на фоне волокнистого строения;
характерны для продольных и попе-
речных образцов проката (а — ударный
образец. Х2; б — технологическая
проба. XI); в, г — изломы с несколь-
кими кристаллическими зонами (в —
ударные образцы (прокат). XI; г —
технологическая проба (литая сталь).
XI
90°/° в
10°/°Х
80°/° В
20°/° X
70°/° В
30°/° X
60°/° В
9-0°/°Х
Рис. 5.3. Шкала изломов с различной долей вязкой составляющей (Б — вязкая составляющая- X —
хрупкая)
ние, а при электронномикроскопическом—вид
фасеток скола или квазискола, часто с ручьис-
тым узором, или гладких фасеток межзерен-
ного разрушения.
В случае резкого перехода от вязкого раз-
рушения к хрупкому в узком температурном
84
интервале, когда Тв—Тн<10°С, за КТХ при-
нимают середину температурного интервала
резкого изменения вида излома и обозначают
Г50, что соответствует 50 % вязкой составля-
ющей в изломе.
Для материалов, характеризующихся протя-
женным температурным интервалом перехода
от вязкого разрушения к хрупкому, использу-
ют температуры Тд0, Г50, 7\о, соответствующие
присутствию в изломе соответственно 90, 50,
и 10 % вязкой составляющей. В практике и в
этом случае в качестве КТХ удобно использо-
вать Т5о.
На рис. 1.1 (см. выше) была приведена схе-
Рис. 5.2. Изломы с макрооднород-
ным строением:
а, б — кристаллические изломы
(а — ударные образцы. х2; б — тех-
нологическая проба); в, г — изло-
мы волокнистые (в — ударные об-
разцы; г —- технологическая проба)
Рис. 5.4. Типичные фрактограммы изломов с различной долей вязкой составляющей (цифры у фо-
тографий):
а — ударные образцы; б — технологические пробы
85
ма различных участков излома образца, ис-
пытанного на ударный изгиб в интервале кри-
тических температур хрупкости.
Измерения вязкой составляющей, проводи-
мые с целью сравнительной оценки качества
материала при данной температуре испытаний,
а также контроля стабильности технологичес-
кого процесса получения металла, осущест-
вляют на числе образцов, указанном в норма-
тивно-технической документации на конкрет-
ную продукцию, утвержденной в установлен-
ном порядке.
Доля вязкой составляющей (В) и доля
хрупкой составляющей — (ХР) измеряется в
процентах: В = 100 %—ХР.
С целью построения зависимости вязкой со-
ставляющей от температуры испытаний прово-
дят фрактографическое исследование не ме-
нее 18 образцов. Испытание целесообразно
вести в две стадии. Для определения переход-
ного интервала испытывают по одному образ-
цу на каждую температуру через 40 °C, за-
тем для уточнения хода кривой в этом интер-
вале остальные образцы испытывают в коли-
Рис< 5.4 (продолжение)
86
!честве двух-трех на точку на каждую темпе-
ратуру, обеспечивая тем самым внутри ин-
тервала (>ТН и <ТВ) не менее четырех тем-
пературных точек.
Измерения при макро фракто-
графическом методе. Изломы, полу-
чаемые при испытании образцов на ударный
.изгиб в критическом интервале хрупкости,
разделяются на две группы: макронеоднород-
ные, имеющие локализованные зоны хрупко-
го и вязкого разрушения, выявляемые при ви-
зуальном исследовании (рис. 5.1) и макроско-
пически однородные (рис. 5.2) — см. с. 84—85.
В случае определения В в макрооднородных
изломах применяется микрофрактогра-
фический метод с использованием раст-
ровых и просвечивающих электронных микро-
скопов. При исследовании макронеоднородных
изломов производят измерения площади Fxp
(оценка В) локализованных участков вязкого
и хрупкого разрушения. Измерения можно про-
водить, во-первых, мерительным инструментом
Рис. 5.4 (продолжение)
87
(например, штангенциркулем), во-вторых, ви-
зуальным сопоставлением вида исследуемого
излома со шкалой (рис. 5.3) или типичными
фрактограммами с различным количеством вяз-
кой составляющей (рис. 5.4); в-третьих, плани-
метрированием увеличенного изображения с
помощью инструментального микроскопа.
‘ z Вязкая составляющая определяется:
в =4(F0-Fxp)/F0]-ioo % = (1 -гхр/
/Го) • ЮО %
где Fo — исходная площадь поперечного сече-
ния образца под надрезом; Fxp — площадь
хрупкой составляющей.
В случае сложной формы зоны хрупкого
разрушения производят планиметрирование
площади соответствующего участка на увели-
ченном изображении. Для этой цели очень
удобны полуавтоматические анализаторы изо-
бражений, снабженные «световым пером» (см.
4.3.2) При наличии нескольких зон хрупкого
разрушения определяют площади отдельных
хрупких участков и суммируют их по все'му
излому^ Участки, занятые шиферностью или
расслоями, относят к вязкой составляющей.
В зависимости от используемых инструмен-
тальных средств, размера и формы зоны хруп-
кого разрушения измерения (В) осуществля-
ются с абсолютной погрешностью до ±5—
Ю %.
Определив долю вязкой составляющей при
каждой температуре испытания, по средним
значениям этой составляющей строят кривую
температурной зависимости в координатах
В—Т и на полученном графике находят тем-
пературу, при которой в изломе наблюдается
заданное количество вязкой составляющей
(рис. 5.5). Ошибка в определении КТХ зави-
сит от погрешности измерений (В) и ширины
интервала перехода от вязкого разрушения к
хрупкому и не должна превышать для сталей
±10 °C.
Измерения при микрофрактогра-
фическом методе. При разрушении за-
каленных и отпущенных сталей образуются
макрооднородные изломы, определить долю
вязкой составляющей в которых можно только
микрофрактографическим методом. В этом
случае визуально по цвету, степени шерохова-
тости, наличию боковых скосов и утяжке мож-
но оценить только целиком хрупкие или вязкие
изломы.
Смешанные макрооднородные изломы, по-
лучаемые в интервале критических температур,
Рис. 5.5. Температурная зависимость доли вязкой со-
ставляющей в изломе
следует просматривать на электронных микро-
скопах (РЭМ или ПЭМ), выделяя для иссле-
дования участок размерами примерно 3X3 мм2,
расположенный в центральной плоской части
излома (вне зон макродеформации). Для из-
мерений следует использовать минимальные
увеличения, позволяющие достаточно четко
различать участки вязкого разрушения с ямоч-
ным рельефом и хрупкого разрушения с фа-
сетками скола и квазискола или межзеренны-
ми фасетками (рис. 5.6). Обычно это увеличе-
ние составляет 1000—3000 крат. При исследо-
вании изломов на РЭМ число полей зрения,
подлежащих обсчету, не должно быть меньше
100; при использовании ПЭМ следует обсчи-
тывать 5—10 реплик с числом ячеек в каждой
не меньше 10.
Долю хрупкой составляющей определяют
или на микрофотографиях путем планиметри-
рования площадей участков с хрупким релье-
фом, или непосредственно на экране микроско-
па, используя специальную сетку. В этом слу-
чае обсчет целесообразно проводить на полу-
автоматическом анализаторе изображений,
снабженном «световым пером», встроенным в
электронный микроскоп в соответствии с ре-
комендациями, приведенными в разделе 4.3.2.
Количество хрупкой составляющей определя-
ют в каждом поле и находят среднее арифме-
тическое ее значение по всем полям (ХР), ко-
торое характеризует количество хрупкой со-
ставляющей только в плоской части излома
без боковых скосов. Точность определения
хрупкой составляющей должна быть ±5 %.
Измерив площадь плоской части излома
штангенциркулем, на измерительном микроско-
пе или планиметром (на фотографии), опреде-
ляют площадь, занятую хрупкой составляю-
щей, умножая площадь плоской части излома
на долю этой составляющей:
FXp == F п.ч* ХР.
Содержание вязкой составляющей (в про-
центах) окончательно определяют по формуле:
B=(l-Fxp/Fo)-100%,
где Fo — исходная площадь поперечного сече-
ния образца под надрезом.
Формула позволяет учесть вязкую составля-
ющую по всей поверхности излома образцов,
испытанных на ударный изгиб.
Иногда целесообразно рассмотренными спо-
собами непосредственно определять количест-
во вязкой составляющей. Зная процентное со-
держание ее при каждой температуре испы-
тания, строят кривую температурной зависи-
мости в координатах В—Т и по этой кривой
находят КТХ при заданном содержании В.
5.1.2. Определение КТХ
по изломам технологических проб
Метод широко применяется при производстве
листовых сталей, а также при изготовлении и
термообработке разнотолщинных отливок.
Проба на излом в статических условиях ис-
пытания позволяет классифицировать стали по
их чувствительности к температуре испытания
с учетом масштабного фактора и правильно
определять допустимый диапазон толщин при
их применении в тех случаях, когда испыта-
ния ударных образцов не дают ответа.
Достаточно полная оценка качества стали
может быть получена при сочетании двух по-
казателей: критической температуры хрупкос-
88
Рис. 5.6. Микрофрактограммы смешанных участков изломов катаной стали с разным количеством
вязкой составляющей. Изломы макрооднородные, типа приведенных на рис. 5.2. РЭМ. X 1500:
Л —70% В; б —40% В; в—10% В
89
ти — 7кб (индекс «б» — обозначает «боль-
шой») и ударной вязкости, определенной на
образцах, изготовленных из больших проб.
Этот метод оценки КТХ применим к сталям, в
изломах которых при понижении температуры
образуется хорошо видимый невооруженным
глазом кристаллический участок (рис. 5.4, б)
В практике изготовления листов и отливок
наиболее удобно пользоваться в качестве кри-
терия КТХ — Ткббо, т. е. когда в изломе про-
бы кристаллический участок занимает 50 %
площади излома (аналогично тому, как было
описано выше для ударных образцов). Кри-
тическую температуру хрупкости по 7кб, как
правило, определяют на пробах, имеющих
форму и размеры, описанные в разделе 2
(табл. 2.1, рис. 2.3). Пробы вырезают газо-
вым резаком и немедленно охлаждают в воде.
После этого сухую пробу подвергают охлаж-
дению до заданной температуры испытания,
переносят к прессу и ломают. Время от конца
охлаждения до начала испытания и соответст-
вующее этому времени изменение температу-
ры пробы учитывают при назначении темпе-
ратуры ее охлаждения. При поломке образец
устанавливают на две опоры, при этом сосре-
доточенную нагрузку прилагают к верхней
кромке пробы против линии надреза.
Обычно при каждой заданной температуре
испытывают одну—две пробы. Если необходи-
мо дальнейшее изучение изломов пробы, то их
после испытаний так же, как это описано для
ударных образцов, погружают в этиловый
спирт во избежание окисления, а по достиже-
нии ими комнатной температуры высушивают.
Площадь кристаллического участка в изломе
находят измерением ширины и длины участка
так же, как и на изломах ударных образцов.
Для определения 7Кб рекомендуется первую
пробу (или две пробы) испытывать при темпе-
ратуре —40 °C, так как эта температура яв-
ляется наиболее показательной для конструк-
ционных сталей. В зависимости от полученно-
го строения излома назначают температуры
испытания следующих проб. Площади волок-
нистых и кристаллических участков измеряют
так же, как для ударных образцов.
5.1.3. Другие способы
определения КТХ
Работоспособность материала на стадии раз-
вития трещины в основном характеризуется
длиной зоны стабильного ее роста. Достиже-
ние трещиной критической длины соответству-
ет реализации в вершине трещины напряжен-
ного состояния, при котором происходит смена
механизма разрушения, поэтому обоснованным
с точки зрения механики разрушения является
выбор в качестве критерия сопротивления хруп-
кому разрушению трещины заданной длины.
Критическая длина трещины 1С в интервале
вязко-хрупкого перехода уменьшается от сво-
его максимального значения при температуре
Тъ, выше которой излом полностью вязкий,
практически до нуля при температуре 7Н, ни-
же которой излом полностью хрупкий.
Оценка КТХ по длине стабильной трещины
применима для неоднородных изломов с ло-
кализованными зонами разрушения для слу-
чаев, приведенных на рис. 5.4, а.
Оценку критической температуры хрупкости
Рис. 5.7. Температурная зависимость длины стабиль-
ной трещины 1С и схема определения КТХ
по длине стабильной трещины осуществляют
следующим образом. С помощью штангенцир-
куля, компаратора или инструментального
микроскопа измеряют максимальную протя-
женность зоны стабильного роста трещины в
направлении ее распространения от надреза
до границы перехода этой трещины к неста-
бильному хрупкому разрушению. Эта граница
отделяет более вязкую область от хрупкой.
Затем строят температурную зависимость
/с—Т (рис. 5.7). За критическую температуру
рекомендуется принимать температуру, при
которой критический размер трещины 1С равен
1 мм. Допускается определение КТХ при Zc =
= 2 мм. КТХ обозначают тогда и Тх/г.
Оценка критической температуры хрупкости
по виду излома возможна также на основе
заданных значений некоторых деформацион-
ных характеристик испытанного на ударный
изгиб образца. К таким характеристикам от-
носятся: относительное сужение ф, ширина
боковых скосов X и уширение АЬ.
Относительное сужение ударного образца
ф определяют путем измерения минимальной
ширины образца bmin по формуле
•ф = [(&0—bmin)/^oJ- Ю0 %.
Уширение ударного образца (АЬ) находят
путем измерения ширины разрушенного удар-
ного образца на стороне, противоположной
надрезу: Ab = bmax—Ьо, где b0, Ьтт и bmax —
исходная, минимальная и максимальная ши-
рина образца.
Ширину боковых скосов X измеряют штан-
генциркулем или на измерительном микро-
скопе, как показано на схеме (см. рис. 4.22).
Для получения дополнительной информации
строят графики ф, X, АЬ в зависимости от
температуры испытаний, определяя темпера-
туры, при которых эти параметры имеют за-
данную величину КТХ и в этом случае они
обозначаются Тхф> ТхХ и ГхД6.
5.2. ОЦЕНКА ВЛИЯНИЯ
ВКЛЮЧЕНИЙ НА РАЗРУШЕНИЕ1
5.2.1. Измерение геометрических
параметров включений
При изучении изломов или их микрофотогра-
фий, полученных с помощью световых микро-
1 Составлено с учетом [2].
90
скопов, ПЭМ. и РЭМ, определяют линейные
размеры включений — длину 4, ширину В,
диаметр D (для сферических частиц), их пе-
риметр U, площадь S, расстояние между час-
тицами (межцентровое расстояние) 1У, сво-
бодное расстояние (между поверхностями
включений) /, а также рассчитывают число
включений, приходящихся на единицу длины
секущей Nt] число включений, приходящихся
на единицу площади NA, коэффициент формы
Кф, определяемый как отношение 4лЗ/(72
для частиц округлой формы или как отноше-
ние B/L для частиц прямоугольной формы.
Для получения достоверных данных в каж-
дом случае необходимо определять объем пред-
ставительной выборки. Полученные измерения
обрабатывают по правилам математической
статистики.
Параметры L, Я, D, Nl, Na, ly, I можно из-
мерять ручными способами и с помощью по-
луавтоматических и автоматических анализа-
торов изображения, a U и S — только с по-
мощью анализаторов.
Долю (процентное содержание) включений
на нормальной проекции излома вычисляют
по формуле: Ри= (SB/SH) • 100 %, где SB — сум-
марная площадь частиц включений на нор-
мальной проекции излома; 5И— площадь нор-
мальной проекции излома.
Для анализа влияния включений на процесс
разрушения используют два способа. Первый
способ — приближенный, не учитывающий ис-
тинного распределения частиц включений в
поверхностном слое металла. Он основан на
оценке отношения доли частиц включений, оп-
ределяемых на проекции, нормальной к поверх-
ности разрушения (Ри) к доле частиц вклю-
чений на поверхности микрошлифа (Рш).
Это отношение (Р) вычисляется по формуле
Ри/Лц. Если |3>1, то включения способствуют
процессу разрушения, если р<1, то препятст-
вуют ему, а если р=1, то не влияют.
При втором способе, чаще применяемом в
Рис. 5.8. Измерение максимальных пере-
падов высоты между близко расположен-
ными частицами:
Н — толщина слоя металла, частицы из
которого принимают участие в процессе
разрушения; Lz — средний размер частиц
включений по координате z
исследовательской практике, используют ко-
эффициент выявляемое™ включений йи, учи-
тывающий, кроме доли включений в изломе и
на поверхности микрошлифа, также влияние
рельефа в изломе и средний размер частиц.
Поверхностный слой металла, участвующий в
процессе разрушения, характеризуется объе-
мом Vs=SnH, где 5И — площадь нормальной
проекции излома; Н — толщина слоя металла,
частицы из которого принимают участие в про-
цессе разрушения.
Объемная доля частиц включений в поверх-
ностном слое металла определяется из выра-
жения V^^=PnLz/H, где Lz —средний раз-
мер частиц включений по оси z (рис. 5.8).
Участие частиц включений в процессе раз-
рушения, характеризуемое коэффициентом
выявляемое™ включений, определяется по
формуле Ьу = У^/Рш, либо при объединении
уравнений, — по формуле bv=PnLz/PulH.
Значение Н определяют на поперечных раз-
резах изломов как среднее значение из 5—10
замеров максимальных перепадов высот мик-
рорельефа в участках, где располагаются час-
тицы включений.
Величину Lz определяют на шлифах, пер-
пендикулярных поверхности излома, как сред-
Рис. 5.9. Фрактограммы (а, в) и схемы распределения (б, г) хрупкой и вязкой (заштрихована)
составляющей в изломах образцов после испытания на ударную вязкость:
а, б — излом с кристаллическими участками, неравномерно распределенными по всей поверхности
разрушения; в, г — излом с кристаллической зоной в средней части поверхности разрушения
91
Рис. 5.10. Фрактограмма, полученная на РЭМ при увели-
чениях 400 (а) и 800 (6) крат, и схема (в) дифференци-
рованных участков разрушения:
1 — в зоне залегания сульфидов; 2 — в зоне залегания
оксидов; 3 — ямочный излом (вязкий)
нюю случайную хорду, ориентированную вдоль
оси z.
Величина bv равна нулю, когда частиц на
поверхности излома нет. Это означает, что
частицы препятствуют процессу разрушения.
При Ь? — \ все частицы из объема Vs участ-
вуют в процессе разрушения. Увеличение bv
от 0 до 1 указывает на усиление влияния час-
тиц включений на процесс разрушения.
В практике нередко возникает необходимость
определять долю разрушения по конкретным
неметаллическим или другого вида включени-
ям. В этом случае (при малом увеличении—
до 30—50 крат) определяют наличие харак-
терных зон разрушения (вязкой и хрупкой)
и составляют схему фрактограмм, на которых
в масштабе наносят границы характерных зон
(рис. 5.9). Затем при больших увеличениях в
РЭМ или на угольных экстракционных репли-
ках в ПЭМ включения анализируют. При этом
определяют вид разрушения, инициируемый
частицами включений, например: фасетка ско-
ла вокруг оксида; ямки, внутри которых рас-
полагаются пластинчатые сульфиды, и др.
В пределах границ характерных участков
разрушения любым способом измеряют сум-
марную площадь участков разрушения, ини-
циируемых конкретными включениями, и опре-
деляютеедолю по отношению к общей площа-
ди просмотренного анализируемого участка
(рис. 5.10). Определение площади на РЭМ
осуществляют с помощью эталонной сетки, на-
несенной на экран микроскопа, на ПЭМ — пу-
тем подсчета числа ячеек сетки, занятых ха-
рактерными участками разрушения.
Итогом измерения является определение
средней площади участков разрушения по
конкретным включениям, например, типов а,
Ь, С’. iSacp = S»Sа/Иа> ’Sbcp = S«S&//fy>; Sccp—SScMc»
где па, пъ, пс — число включений анализируе-
мого вида.
Долю разрушения для конкретного включе-
ния (например, типа а) составляет Pa=^Sa/
/5И, где Sb — проанализированная площадь
излома.
Сопоставление полученных данных со свой-
ствами металла позволяет выявить тип вклю-
чений, оказывающий наибольшее влияние на
Рис. 5.11. Гистограмма зависимости изменения
свойств от количества и типа неметаллических
включений в зоне зарождения трещины. Содер-
жание включений /, II и III. Включения типа
А (заштриховано) не влияют на механические
свойства. Включения типа В (без штриховки)
снижают механические свойства
02
Рис. 5.12. Фрактограмма вязкого излома (а), угольная реплика, ПЭМ, X12000; схема расположения-
центров ямок (б) и неметаллических включений (в)
характер разрушения и, следовательно, на уро-
вень свойств (рис. 5.11).
Оценка распределения неметал-
лических включений в изломе по
размерам заключается в том, что все частицы
включений подразделяют на несколько размер-
ных диапазонов. При этом определяют сле-
дующие величины:
Ра — доля включений на нормальной про-
екции излома;
N — число включений на единице площади,
нормальной проекции излома;
rii — число включений конкретного размер-
ного диапазона на единице площади, нормаль-
ной проекции излома;
фф — средний форм-фактор частиц вклю-
чений данного типа, характеризующийся от-
ношением максимальных и минимальных раз-
меров частиц (ффЬ/N) или отношением пло-
щади частиц включений к квадрату их пери-
метра (ффЗ/и2).
Сопоставляя количество включений опреде-
ленных типов и размерных групп в изломах и
шлифах, можно выявить включения, преиму-
щественно участвующие в разрушении стали.
Взаимное удаление (межцент-
ровые расстояния) включений
конкретных типов и размеров определяют пу-
тем обработки рисунков (типа рис. 5.12), на
Межцентровые расстояние
Рис. 5.13. Гистограммы взаимного удале-
ния центров ямок (7) и крупных включе-
ний (2), наблюдаемых в изломе
которые наносят точки, соответствующие
центрам выбранных включений.
Математическая обработка этих результа-
тов, построение гистограмм и графиков типа
приведенных на рис. 5.11 и 5.13 для частиц раз-
ных типов и размеров позволяет определить
наиболее вероятное расстояние между части-
цами, инициирующими зарождение ямок [3,4].
5.2.2. Анализ природы
неметаллических включений
При оценке влияния неметаллических вклю-
чений на процесс разрушения часто возникают
затруднения в определении их химического
состава методами локального химического
микроанализа из-за сложности химического со-
става. В этом случае целесообразно определять
вид неметаллических включений на микрошли-
фах, изготовленных вблизи зоны разрушения
и проводить их идентификацию по таким ха-
рактеристикам, как форма, полируемость, твер-
дость, оптические свойства и др. [5].
Проводя сопоставление неметаллических
включений, выявленных на поверхности разру-
шения, с неметаллическими включениями вбли-
зи поверхности разрушения, исследованными
металлографическими способами на шлифе, в
большинстве случаев можно установить их
химический состав.
Метод качественного микроструктурного ана-
лиза основан на металлографическом иссле-
довании неметаллических включений по их
характерным признакам и свойствам.
Метод количественного микроструктурного
анализа применяется при установлении взаимо-
связи между строением поверхности разруше-
ния и свойствами металла. Определяют степень
загрязненности металла по объему, занятому
неметаллическими включениями (подсчетом
площади и количества); степень загрязненно-
сти металла по баллам получают сравнением
с эталонными шкалами (ГОСТ 1778—70).
Для получения сведений об объемной доле
неметаллических включений и их размерах не-
обходимо проводить исследования в плоскос-
тях, параллельных и перпендикулярных на-
правлению прокатки.
Характеристики деформируемости включений
определяют по отношению протяженности от-
дельных включений или групп включений
(строчек) к их поперечному сечению в про-
дольной плоскости (в направлении прокатки).
Для деформируемых включений загрязненность
металла характеризуют суммарной протяжен-
ностью включений, вытянутых в направлении
деформирования.
Метод качественного анализа позволяет по-
лучить достаточно полную характеристику ви-
да и свойств неметаллических включений.
В светлом поле микроскопа определяют:
— общую картину расположения неметалли-
ческих включений при малых увеличениях
(100—200 крат), а также мельчайшие подроб-
ности строения отдельных включений, их ок-
раску, отражательную способность при боль-
ших увеличениях (400—1000 крат и свыше
1000 крат).
В темном поле микроскопа исследуют:
— мелкие неметаллические включения (до
0,010 мкм);
— рельефы поверхности включений;
— собственный цвет включений (внутрен-
нюю окраску);
— строение прозрачных и полупрозрачных
включений.
Исследования в поляризованном свете поз-
воляют определить степень прозрачности и ани-
зотропности включений.
Кроме того, проводят определение твердос-
ти включений и их химического состава. При
измерении твердости, (прибор ПМТ-3) отмеча-
ют качественные характеристики для включе-
ний малых размеров.
При воздействии химических реактивов не-
металлические включения вытравливаются, ра-
створяются, оставляя пустоты, окрашиваются,
изменяя цвет,или остаются неизменными.
Характерные признаки и свойства неметал-
лических включений, наиболее часто встречаю-
щихся в стали, приведены в табл. 5.1, 5.2.
По- величине различают включения:
очень крупные, крупные, средней величины,
мелкие, очень мелкие.
Внешняя форма включений может
быть следующей: правильная геометрическая
(глобули, прямоугольники, треугольники); не-
правильная (овальная, многоугольники с ис-
кривленными сторонами); вытянутая (в виде
*94
ТАБЛИЦА 5.2
ТРАВЯЩИЕ РАСТВОРЫ ДЛЯ ВЫЯВЛЕНИЯ ОСНОВНЫХ НЕМЕТАЛЛИЧЕСКИХ ВКЛЮЧЕНИЙ*
Условия, метод или реактив Сульфиды Оксиды
Нетравленый полированный образец (Мп, Fe)S — серовато-го- лубой цвет, темнеющий при увеличении содержания Мп; поверхность ровная А12Оз — мельчайшие резко очерченные зерна; никогда не вытягиваются при про- катке
1 ч. серной кислоты (1,84)+50 ч. Н2О. Лучший способ применения посредст- вом капилляра под микроскопом Пузырьки H2S Пузырьков нет
Хромовая кислота, 10 %-ный водный раствор, травить 10 мин — Не действует
Плавиковая кислота, 20 %-ный вод- ный раствор, травить 10 мин (Мп, Fe)S травится, темне- ют. »
Пикриновая кислота, 1 %.-ный раствор или органические кислоты, например, уксусная, лимонная, щавелевая и вин- но-каменная. При растворении в спир- те травление в пять раз более мед- ленное (Мп, Fe)S только слабое по- темнение в течение 45 с »
Нейтральный пикрат натрия Темнеют »
Щелочной пикрат натрия, кипятить не более 10 мин Темнеют »
Водород при 600 °C Водород катодный (2 г NaOH+ + 1000 см3 Н2О) Не действует Не действует —
Водяной пар при 600 °C Не действует —
Разбавленный спиртовой раствор хлорного железа после восстановле- ния водородным газом или катодным водородом и последующей шлифовки (Fe, Mn)S — густое окра- шивание
3 %-ное азотнокислое серебро, легкая полировка (действует подобно солям ртути и золота) (Мп, Fe), S не действует —
Соли сурьмы (соединение солей вин- нокалиевой и винносурьмяной) Желто-красный кружок Окрашивания нет
Соли свинца Черный кружок » »
Кадмиевая соль Светло-желтый кружок » »
Соли серебра Черный маленький кружок » »
* Нитрид титана — желтые округлые зерна. Цианонитрид титана — ярко-розовые кубические кристаллы.
веретена, нитей, пленки по границам зерен),
обволакивание других включений.
Расположение включений быва-
ет общее, равномерное или неравномерное по
всему шлифу и взаимное, в виде отдельных
включений, группами, цепочкой, одно внутри
другого.
По виду строения различают вклю-
чения однородные и сложные.
По степени прозрачности неме-
таллические включения подразделяют на про-
зрачные (к ним относятся прозрачные и по-
лупрозрачные) и непрозрачные. У прозрачных
и непрозрачных (в тонких слоях) включений
различают свой собственный и поверхностный
цвет. Собственный цвет для данного вида
включений строго постоянен. Поверхностный
цвет может изменяться в зависимости от состо-
яния поверхности и качества полировки метал-
лографического шлифа, от выбранного для ис-
следования объектива и степени увеличения.
Различают анизотропные включе-
ния, изменяющие свой цвет при вращении
предметного столика и изотропные, не изме-
няющие цвета при этом. По силе эффекта ани-
зотропии включения делят на сильно анизо-
тропные и слабо анизотропные. У глобуляр-
ных прозрачных включений, таких как глобу-
лярный кремнезем, прозрачные силикаты, в
поляризованном свете наблюдают явления
темного креста и темных концентрических кру-
гов.
Отражательная способное ть не-
металлических включений может быть высокой
(включение близко по своему блеску к метал-
лу и почти сливается с ним), низкой (вклю-
чение на фоне металла кажется темным) и
средней (промежуточной между двумя пер-
выми) .
По способности противостоять плас-
тической деформации неметалличес-
кие включения бывают пластичные, вытягива-
ющиеся вдоль направления деформации, при-
чем тем сильнее, чем пластичнее, и твердые,
непластичные, не изменяющие своей формы
при деформации. Твердые включения могут
быть хрупкими и выкрашиваться. По степени
выкрашивания неметаллических включений оп-
ределяют их хорошую или плохую полируе-
мость.
95
g ТАБЛИЦА 5.1
ХАРАКТЕРНЫЕ ПРИЗНАКИ Й СВОЙСТВА НАИБОЛЕЕ ЧАСТО ВСТРЕЧАЮЩИХСЯ В СТАЛИ НЕМЕТАЛЛИЧЕСКИХ ВКЛЮЧЕНИЙ
Оптические свойства
Включения Химичес- кая фор- мула Кристаллическая ре- шетка и форма, наб- людаемая на шлифе Расположение Полируе- мость Пл астич- Твер- .Отражател! ная способ- ность при обыкновенном свете в прохо- Химические
ность дость HV в светлом поле в темном поле в поляризо- ванном свете дящем свете пос- ле выде- ления свойства
Оксиды алюминия (корунд) ОС “ AljOg Гексагональная. В большинстве случаев мелкие зерна непра- вильной формы, иног- да кристаллы пра- вильной гексагональ- ной формы (шести- угольники), реже крупные зерна В большинст- ве случаев группами, скоплениями, после дефор- мации—строч- ками Плохая, выкраши- ваются , оставляя «хвосты» Не дефор- мируются Очень высокая Низкая Цвет — от темно- серого до черного (с фиолетовым от- тенком) Прозрачен, бледно-жел- того цвета Прозрачен, анизотропный. Эффект ани- зотропии про- является сла- бо, особенно у мелких зе- Рен _ Мелкие, прозрач- ные, не- правиль- ной фор- мы зерна Стандартные реактивы не действуют
Сложные силикаты железа и марганца nFeO mMnO pSiO2 В большинстве случа- ев стекловидные гло- булярной формы Хаотичное Хорошая Деформи- руемость хорошая — > Цвет темно-серый с кольцевым от- светом и блестя- щей точкой в цен- тре. При большом содержании Si и Мп видны «розет- ки» темного цве- та Прозрачны, цвет янтарно- желтый, ро- зетки кажут- ся выпуклы- ми Стекловидны, изотропны, на некоторых включениях с большим со- держанием Si наблюдается «темный крест» — —
Кварцевое Стекло SiO2 Аморфное, глобуляр- ной формы, различ- ных размеров Беспорядоч- ное - Плохая, легко выкраши- ваются Не дефор- мируется 700 Низкая Черное с блестя- щей точкой в центре и кольце- выми отсветами Ярко светят- ся, очень прозрачны Изотропны, с характер- ным черным □^«крестом» Прозрач- ные гло- були и глобули с темным ядром] Вытравлива- ются 20 %-ным раствором HF в спирте, 5 %-ным раствором CuSO4
Сульфиды Нитрид титана FeS; MnS TIN Встречаются главным образом в виде гло- булей или эвтектики Кубическая. Наблю- дается в виде крис- таллов правильной формы: квадратов, прямоугольников Случайное, внутри и по границам зе- рен металла Группами, после дефор- мации—цепоч- кой Хорошая Плохая, легко выкраши- ваются Легко де- форми- руются, вытяги- ваются в направле- нии де- формации Не дефор- мируются Высокая Средняя Высокая Цвет изменяется от серо-голубо- го до светло-жел- того в зависимос- ти от содержания Мп От светло-желто- го до розового Непрозрачны Непрозрачны, окаймлены по границам све- тящейся ли- нией Изотропны Изотропны, непрозрачны^ Непроз- рачны, изотроп- ны Изотроп-Г ны, не- прозрачны Вытравли- ваются 3 %-ной H2SOr, 10 %-ной НС1; 20 %-ной HF; 10 %-ной хро- мовой кисло- той Стандартные реактивы не действуют
Карбонит- риды тита- на (циано- нитриды) да» . TIN); |Tie(CNjj)] To же То же То же То же
Нитрид алюминия AIN Гексагональная. На- блюдается в виде шестигранников, тре- угольников, прямо- угольников Группами Плохая >
С ульфид титана TiS Мелкие включения, в основном прямоуголь- ной формы Группами, после дефор- мации строч- ками Плохая Не дефор- мируются
Оксир, алю- миния с церием СеА1пО18 Неправильной формы В большинст- ве случаев группами, скоплениями, после дефор- мации—строч- ками Плохая выкраши- ваются Т© же
Сульфи- ды церия Ce2S3 Глобулярные Отдельными включениями, скоплениями, после дефор - мации—строч- ками Хорошая >
Сульфи- ды каль- ция CaS В деформированном металле вытянутые В деформиро- ванном ме- талле—строч- ками Хорошая Пластич- ны, легко деформи- руются
То же То же От розового с фи- олетовым оттен- ком до фиолето- во-сиреневого в зависимости от содержания угле- рода То же То же То же То же
856 Низкая Темно-серый Прозрачны, цвет бледно- желтый Сильно анизо- тропны Прозрач- ны, бес- цветны, сильно анизо- тропны
— Высокая Бледно-розовый Непрозрачны, окаймлены тонкой светя- щейся линией Сильно ани- зотропны, по- казывают че- тыре положе- ния угасания, цвет бледно- розовый — Вытравли- ваются толь- ко 5 %-ным водным раст- вором CuSO4
Высокая Низкая Темно-серый Непрозрачны Цвет рубино- вый — —
— Сред- няя Серый, более тем- ный, чем сульфид железа и марган- ца Непрозрачны То же — —
— Низкая Темно-серый Непрозрачны Непрозрачны — —
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Расчеты и испытания на прочность в маши-
ностроении. Фрактографический метод оп-
ределения критической температуры хруп-
кости металлических материалов (МР5—
81): Методические указания. М.: Госстан-
дарт СССР, 1981. 23 с.
2. Расчеты и испытания на прочность в маши-
ностроении. Методы фрактографического
определения неметаллических включений в
сталях (МР138—84): Методические указа-
ния. М.: Госстандарт СССР, 1984. 39 с.
3. Фонштейн Н. М. — В кн.: Новые методы
структурных исследований металлов и
сплавов, М.: МДНТП, 1982, с. 147—151.
4. Штремель М. А. Проблемы металлургическо-
го качества стали (неметаллические вклю-
чения) — МиТОМ, 1980, № 8, с. 2—6.
5. Виноград М. И., Громова Г. П. Включения
в легированных сталях и сплавах. М.: Ме-
таллургия, 1972. 214 с.
•.... 6. виды изломов конструкционных
СТАЛЕЙ
6.1. КЛАССИФИКАЦИЯ ИЗЛОМОВ
ПО МОРФОЛОГИИ
ПОВЕРХНОСТИ РАЗРУШЕНИЯ
В зависимости от условий и причин образо-
вания изломы по морфологии поверхности раз-
рушения делятся на следующие три группы:
1 ) изломы волокнистые и кристаллические;
2 ) изломы, особенности строения которых
обусловлены неоднородностью металла;
3 ) изломы, в которых проявляются не-
сплошности в металле.
Типичными изломами конструкционных ста-
лей являются волокнистый и кристалличес-
кий, причем вид излома зависит от темпера-
туры испытания, а температурный интервал,
при котором происходит изменение характера
разрушения, называется температурным ин-
тервалом хрупкости, выше которого строение
излома полностью волокнистое, ниже — крис-
таллическое (см. раздел 5.1).
Волокнистое строение изломов является при-
знаком вязкого разрушения металла, которое
сопровождается большей затратой энергии,
чем разрушение того же образца с кристал-
лическим строением излома.
К первой группе отнесены все разновидно-
сти волокнистых и кристаллических (вязких и
хрупких) изломов, которые образуются при
различных структурных состояниях стали.
Волокнистые изломы в конструкционных
сталях подразделяются на собственно волок-
нистые, наблюдаемые после закалки с высо-
ким отпуском, сухие волокнистые — после за-
калки с низким отпуском, неоднородные во-
локнистые— в деформированных сталях, обу-
словленные химической неоднородностью ме-
талла. Характер неоднородного волокнистого
излома зависит от направления вырезки проб
или образцов. Различают волокнисто-полосча-
тые изломы (поперечные пробы), вырывы в
волокнистом изломе (продольные пробы), во-
локнисто-чешуйчатые изломы (вертикальные
пробы).
Подразделение кристаллических изломов свя-
зано с размером фасеток разрушения, обу-
словленных величиной зерен. Различают соб-
ственно кристаллические изломы и мелко-
кристаллические изломы, подразделяющиеся в
свою очередь на бархатистые и фарфоровид-
ные.
Ко второй группе изломов относятся изло-
мы, отклонения строения которых от волок-
нистых и кристаллических обусловлено неод-
нородностью строения металла. Эти отклоне-
ния вызываются:
— химической микронеоднородностью (ден-
дритный излом, сколы в дендритном изломе,
шиферный излом, светлые полосы в изломе);
— химической макронеоднородностью (бе-
лые пятна в изломе и черный излом);
— воздействием на металл высоких темпера-
тур (нафталинистый, камневидный, шестова-
тый, гречневидный и зерногранично-окислен-
ный изломы).
К третьей группе относятся изломы, особен-
ности строения которых обусловлены несплош-
ностями, существующими в металле; эти не-
сплошности вызываются причинами:
— уменьшением объема жидкого металла в
процессе кристаллизации (усадочные ракови-
ны, рыхлоты);
— образованием пористости в отливках за
счет уменьшения растворимости газов при
кристаллизации жидкого металла (землистый
излом);
— образованием расслоений при деформации
литого металла с несплошностями (расслое-
ния, древовидный излом);
— образованием трещин в локальных уча-
стках, обусловленных повышенным содержа-
нием газов, главным образом водорода (фло-
кены, светлые пятна);
— образованием трещин, обусловленных
внутренними напряжениями в металле (тер-
мические трещины, деформационные трещины);
— микронесплошностями в металле, зава-
рившимися в процессе горячей деформации
(серебристые линии).
6.2. ВОЛОКНИСТЫЕ
И КРИСТАЛЛИЧЕСКИЕ
ИЗЛОМЫ [1, 2, 6, 11, 12, 16]
Волокнистый излом
Характеристика. Представляет собой
однородную поверхность вязкого внутризерен-
ного разрушения с явно выраженными приз-
наками пластической деформации по всей по-
верхности разрушения. Характерен для литых
и деформированных сталей (рис. 6.1—6.6)1.
Поверхность разрушения матовая (без ме-
таллического блеска), темно-серого цвета. На
1 Макро- и микрофотографии к разделу см.
с. 112—174.
98
боковых сторонах излома имеются утяжки,
величина которых возрастает с повышением
вязкости металла и увеличением интервала
между температурой испытаний и критической
температурой хрупкости. Волокнистый излом
возникает в результате разрушения по телу
зерен. При этом деформируется практически
каждое зерно, прилегающее к поверхности из-
лома.
Волокнистое строение — название условное.
При больших увеличениях (более 30—50 крат)
в волокнистом изломе выявляется ямочный
микрорельеф. С увеличением вязкости матери-
ала глубина ямок увеличивается.
Волокнистый излом тем более устойчив, чем
больше разница между температурой испыта-
ния и критической температурой хрупкости
(КТХ). Следовательно, с понижением КТХ по-
вышается устойчивость волокнистого излома и
возрастает эксплуатационная надежность
стали.
Получение волокнистого излома обеспечива-
ется характером легирования стали и ее тер-
мической обработкой — закалкой в сочетании
с высоким отпуском.
Условия образования устойчивого
волокнистого излома (факторы, влияющие на
понижение КТХ):
1. Химический состав стали. Он должен
обеспечивать полную прокаливаемость в за-
данном сечении с образованием при закалке
структуры мартенсита и минимальную склон-
ность к обратимой отпускной хрупкости вто-
рого рода. Из легирующих элементов наибо-
лее положительное влияние на КТХ оказыва-
ет никель (увеличение содержания никеля в
стали на 1 % снижает КТХ приблизительно
на 10 °C). Положительное влияние хрома
сказывается при его содержании не выше 2 %.
Молибден (в большей степени) и вольфрам (в
меньшей степени) также снижают КТХ, по-
вышают прокаливаемость и измельчают аусте-
нитное зерно, но, кроме того, существенно
подавляют развитие обратимой отпускной хруп-
кости. Поэтому молибден является обязатель-
ным легирующим элементом в конструкцион-
ных улучшаемых сталях, предназначенных для
изделий большого сечения. При повышенном
содержании кремния и марганца, как прави-
ло, снижается устойчивость волокнистого из-
лома.
2. Методы выплавки стали. Эти методы дол-
жны обеспечивать:
— минимальное содержание неметалличес-
ких включений; по степени эффективности по-
вышения чистоты стали рафинирующие пере-
плавы можно расположить в следующей пос-
ледовательности — электрошлаковый, вакуум-
но-дуговой, электронно-лучевой;
• — мелкодисперсность неметаллических вклю-
чений и их равномерное распределение в ме-
талле; включения дблжны иметь глобулярную
форму (прежде всего сульфиды);
— минимальное содержание газов, особен-
но водорода;
— минимальное содержание вредных при-
месей, особенно фосфора (0,01 % Р повышает
КТХ на 20 °C, а в состоянии отпускной хруп-
кости— на 40°C); по степени повышения КТХ
загрязняющие металл примеси можно распо-
ложить в следующей последовательности:
цинк, азот, кислород, сурьма, висмут, олово.
3. Деформация стали. При горячей дефор-
мации температура нагрева слитков перед
прокаткой или ковкой не должна превышать
допустимую критическую для данной марки
стали, выше которой возможно образование
пленочных выделений по границам зерен; сте-
пень деформации при температуре конца про-
катки или ковки должна быть достаточно вы-
сокой для равномерной проработки структу-
ры.
4. Термическая обработка. Режимы обра-
ботки должны обеспечивать:
— равномерное распределение и глобуляр-
ную форму вторичных фаз;
— получение аустенитного зерна минималь-
ных размеров;
— скорость охлаждения при закалке, обеспе-
чивающую получение минимального количест-
ва немартенситных продуктов превращения и
остаточного аустенита;
— скорость охлаждения при отпуске, пре-
пятствующую развитию обратимой отпускной
Хрупкости;
— заданный уровень прочности и ударной
вязкости стали при минимальной критической
температуре хрупкости.
Механические свойства. Сталь,
имеющая устойчивое волокнистое строение из-
лома, характеризуется наиболее высокой удар-
ной вязкостью, пластичностью и более высо-
кой хладостойкостью при одинаковом времен-
ном сопротивлении по сравнению со сталями,
имеющими изломы других видов.
Сухой волокнистый излом
Характеристика. Представляет собой
однородную поверхность вязкого внутризе-
ренного разрушения с менее выраженными
признаками пластической деформации по всей
поверхности разрушения, чем у волокнистого
излома, разновидностью которого является.
Характерен для литых и деформированных
сталей (рис. 6.7—6.9).
Образуется преимущественно в высокопроч-
ных конструкционных сталях. Поверхность
разрушения, как правило, матовая (без метал-
лического блеска), светло-серого цвета.
Сухой волокнистый излом возникает в ре-
зультате разрушения по телу зерен, но в от-
личие от волокнистого излома разрушение в
этом случае сопровождается меньшей дефор-
мацией зерен. Рельеф у сухого волокнистого
излома менее резко выражен, чем у волокнис-
того. Величина утяжки на боковых сторонах
излома незначительна.
Условия образования. Образует-
ся преимущественно в высокопрочных конст-
рукционных сталях после закалки и низкого
отпуска и для этой обработки является опти-
мальным.
После закалки и высокого отпуска появле-
ние сухого волокнистого излома возможно, ес-
ли отпуск проводится при температуре обра-
тимой отпускной хрупкости, а также при на-
личии после закалки немартенситных продук-
тов превращения аустенита. Свидетельством
правильно выбранных режимов термической
обработки является отсутствие на фоне сухо-
го волокнистого излома кристаллической сыпи.
Повторная термическая обработка высокоотпу-
щенной стали способствует переходу сухого
волокнистого излома в волокнистый, который
является оптимальным для стали в этом состо-
янии.
Образованию сухого волокнистого излома
7*
99
способствуют те же технологические факторы,
которые обусловливают образование волокнис-
того излома. Однако, кремний и марганец по-
вышают ударную вязкость стали, а не снижа-
ют ее, как в случае волокнистого излома высо-
коотпущенной стали.
Сухой волокнистый излом у низкоотпущен-
ной стали образуется тем легче, чем мельче
неметаллические включения и исходное зерно
аустенита.
С понижением температуры испытания стро-
ение сухого волокнистого излома меняется
весьма незначительно. Определение критичес-
кой температуры хрупкости для сухих волок-
нистых изломов визуально затруднено, так
как кристаллическая составляющая, в отличие
от волокнистого излома, здесь явно не прояв-
ляется. В этом случае целесообразно приме-
нять микрофрактографический метод опреде-
ления КТХ (см. раздел 5.1).
Механические свойства. При су-
хом волокнистом изломе обеспечивается на-
дежная конструктивная прочность низкоотпу-
щенной стали. При правильно выбранном ре-
жиме термической обработки в очень чистых
сталях при одинаковой твердости ударная вяз-
кость в низкоотпущенном состоянии может дос-
тигать уровня, характерного для высокоотпу-
щенного состояния. Однако, как правило, ста-
ли с сухим волокнистым изломом имеют мень-
шую пластичность, чем стали с волокнистым
изломом после высокого отпуска.
Неоднородно-волокнистый излом [10]
Характеристика. Представляет собой
неоднородную поверхность вязкого разруше-
ния с волокнистым строением и явно выражен-
ными признаками пластической деформации;
является разновидностью волокнистого излома.
Неоднородный волокнистый излом наблюда-
ется в деформированных сталях с макронеод-
нородной поверхностью разрушения.
В зависимости от положения плоскости из-
лома по отношению к направлению деформа-
ции неоднородно-волокнистые изломы подраз-
деляются на‘ три вида:
1. Волокнисто-полосчатый излом (рис. 6.10—
6.11); образуется при разрушении металла в
плоскости, параллельной направлению дефор-
мации и перпендикулярной поверхности дефор-
мации (поперечная проба). На поверхности
излома наблюдаются длинные выступы и впа-
дины, расположенные рядами, параллельными
направлению деформации.
2. Вырывы в волокнистом изломе (рис. 6.12);
образуются при разрушении металла по плос-
кости, перпендикулярной направлению дефор-
мации (продольная проба); на поверхности из-
лома наблюдаются выступы и впадины с глад-
кими стенками, параллельными плоскости де-
формации.
3. Волокнисто-чешуйчатый излом (рис. 6.13);
образуется при разрушении металла по плос-
кости, параллельной плоскости деформации
(вертикальная проба). На поверхности излома
наблюдаются чешуйки с гладкой ровной по-
верхностью, имеющие вытянутую вдоль на-
правления деформации форму.
Неоднородно-волокнистые изломы характе-
ризуются на микрошлифах наличием полос лик-
вационного происхождения, отличающихся по
твердости.
Причины образования. Появление
неоднородно-волокнистого излома в деформи-
рованной стали обусловлено неоднородностью
литой стали, в частности повышенным содер-
жанием включений сульфидов в междендрит-
ных участках, дендритной ликвацией. В ста-
лях с пониженным содержанием серы причи-
ной возникновения неоднородно-волокнистого
излома может быть развитая первичная ден-
дритная структура, сопровождающаяся ликва-
цией фосфора и других примесей.
Появление неоднородно-волокнистого изло-
ма сопровождается повышением анизотропии
механических свойств стали, особенно удар-
ной вязкости.
При деформации литого металла его струк-
турные неоднородности приводят к образова-
нию полосчатой структуры. Неоднородность во-
локнистого излома возрастает при увеличении
степени деформации металла и снижении тем-
пературы отпуска, но не ниже температуры
обратимой отпускной хрупкости.
Неоднородно-волокнистый излом является
типичным для высокоотпущенных сталей от-
крытой выплавки.
Неоднородность уменьшается:
— при модифицировании металла, приводя-
щем к созданию равномерной мелкодисперсной
структуры слитка;
— при повышении температуры нагрева
слитка до предельно допустимых высоких тем-
ператур перед, деформацией (не выше темпе-
ратур, вызывающих образование нафталйнис-
того или камневидного излома);
— при применении вакуум-рафинирующих
переплавов.
В производственных условиях сталь, имею-
щая неоднородный волокнистый излом, не ис-
правляется. Появление такого вида излома сви-
детельствует о сохранившейся неоднородности
литой стали в деформированном металле.
Механические свойства. Появле-
ние неоднородного волокнистого излома сопро-
вождается повышением анизотропии механиче-
ских свойств стали, причем наиболее заметно
снижаются ударная вязкость и относительное
удлинение по толщине металла.
Кристаллический излом
Характеристика. Представляет собой
однородную поверхность хрупкого разрушения
с кристаллическим строением без заметных
признаков макропластической деформации. Об-
разуется при температурах испытания ниже
критической температуры хрупкости (КТХюо).
Характерен для литых и деформированных ста-
лей (рис. 6.14—6.23).
Поверхность разрушения, как правило, свет-
ло-серая. Кристаллический излом возникает
при разрушении по границам зерен (такой из-
лом иногда называют зернистым) или по крис-
таллографическим плоскостям, проходящим по
телу зерен, что обусловливает значительную
отражательную способность излома, придавая
ему характерный металлический блеск.
Утяжки на боковых сторонах изломов либо
отсутствуют, либо имеют очень малую величи-
ну, что свидетельствует о незначительной плас-
тической деформации металла при его разру-
шении. При больших увеличениях, на поверхно-
сти разрушения выявляются фасетки скола,
квазискола или межзеренного разрушения.
Условия образования хрупкогокрис-
100
таллического излома (факторы, влияющие на
повышение КТХ):
1. При выплавке стали —
а) применение шихты, загрязненной вредны-
ми примесями (см. Волокнистый излом);
б) неправильная последовательность легиро-
вания, раскисления и модифицирования стали;
в) неправильный выбор геометрии излож-
ницы и условий теплоотвода, низкая скорость
кристаллизации и последующего охлаждения
слитков, что ведет к повышенной химической
неоднородности литой стали, повышенному со-
держанию и неравномерному распределению
неметаллических включений;
г) повышенное содержание газов в стали.
2. При горячей деформации —
высокая температура ее конца и медленное
охлаждение в области температур до начала
фазовых превращений.
3. При термической обработке —
а) перегрев металла перед закалкой, но не
выше критической температуры образования
нафталинистого или камневидного излома;
б) охлаждение при закалке со скоростью
ниже критической, что приводит к появлению
в структуре большого количества немартенсит-
ных продуктов превращения аустенита (в слу-
чаях а и б разрушение смешанное — по гра-
ницам бывших аустенитных зерен и по телу
зерен);
в) отпуск в зоне температур обратимой и
необратимой отпускной хрупкости (вызывает
разрушение преимущественно по границам быв-
ших аустенитных зерен);
г) недостаточные продолжительность или
температура высокого отпуска, при которых не
достигается необходимая коагуляция карби-
дов, что снижает вязкость и пластичность ста-
ли (разрушение смешанное — по границам и
по телу зерен);
д) недостаточная скорость охлаждения пос-
ле высокого отпуска, вследствие чего разви-
вается обратимая отпускная хрупкость (раз-
рушение преимущественно по границам быв-
шего аустенитного зерна).
Для предупреждения возникнове-
ния кристаллического излома необходимо:
— применение чистой шихты;
— тщательное раскисление и удаление шла-
ка и оксидов из жидкой стали;
— повышение скорости затвердевания и ох-
лаждения металла;
— применение нагрева перед закалкой в ин-
тервале температур Лс3Ч-(304-100) °C;
— обеспечение при закалке скорости охлаж-
дения не ниже критической.
— проведение отпуска при температуре,
предотвращающей развитие обратимой и не-
обратимой отпускной хрупкости;
— применение ускоренного охлаждения пос-
ле отпуска;
— длительность отпуска, достаточная для
коагуляции карбидных выделений.
Сталь, кристаллический излом которой обус-
ловлен неправильно проведенной термической
обработкой, может быть исправлена:
— если уровень прочностных свойств пре-
вышает заданный — путем повторного отпус-
ка или отпуска при более высокой температу-
ре, чем ранее проведенный;
— если уровень прочностных свойств ниже
заданного — путем повторной закалки и от-
пуска по откорректированным температурно-
временным режимам.
Механические свойства. Сталь,
имеющая, кристаллический излом при темпе-
ратуре эксплуатации, характеризуется пони-
женной ударной вязкостью по сравнению с той
же сталью, имеющей волокнистый излом. При
этом, чем крупнее величина зерна в изломе,
тем более хрупкий характер разрушения стали.
Мелкокристаллический излом
Характеристика. Представляет собой
кристаллический излом с мелкозернистым стро-
ением.
Наблюдается в высокопрочных низкоотпу-
щенных конструкционных сталях с мелкозер-
нистой структурой в литом и деформирован-
ном состояниях при повышенном содержании
углерода в этих сталях.
Поверхность разрушения — матовая, без при-
знаков макропластической деформации. Обла-
дает трудно различимым визуально кристал-
лическим строением без металлического блес-
ка, характерного для кристаллического изло-
ма. Участки мелкокристаллического излома мо-
гут наблюдаться на фоне волокнистого стро-
ения излома.
Различают мелкокристаллический излом двух
видов:
1) бархатистый (рис. 6.24)—излом с мелко-
кристаллическим строением, трудно разрешае-
мым визуально, имеющий гладкую поверхность
серого цвета с тусклым металлическим отли-
вом, напоминающим бархат;
2) фарфоровидный (рис. 6.25) — излом с
мелкокристаллическим строением, разрешаемым
визуально, имеющий сглаженную поверхность
светло-серого цвета, похожую на поверхность
разрушения фарфора.
Причины образования:
— чрезмерное (свыше необходимого для
обеспечения полной прокаливаемости) легиро-
вание конструкционных сталей с повышенным
содержанием углерода (>0,4 %) хромом, мар-
ганцем, кремнием, ванадием, ниобием, тита-
ном;
— повышенное содержание в стали вредных
примесей и водорода;
— недостаточны продолжительность или
температура высокого отпуска.
Способы предупреждения:
— снижение содержания углерода в стали
«0,4%);
— введение легирующих элементов в коли-
честве, необходимом и достаточном для обес-
печения прокаливаемости;
— применение повышенной температуры от-
пуска;
— применение для сталей с повышенным со-
держанием углерода вакуум-рафинирующей и
переплавной технологии выплавки.
Механические свойства. Стали с
мелкокристаллическим изломом характеризу-
ются пониженной пластичностью и ударной
вязкостью при высоком уровне прочности.
101
6.3. изломы,
ОБУСЛОВЛЕННЫЕ
НЕОДНОРОДНОСТЬЮ
В СТРОЕНИИ МЕТАЛЛА
6.3.1. Изломы, обусловленные
химической микронеоднородностью
Дендритный излом [2, 11, 12, 14, 16]
Характеристика. Представляет собой
неоднородную поверхность разрушения, харак-
теризующуюся столбчатыми кристаллами с
четко выраженным рельефом элементов ден-
дритного строения металла. Характерен в ос-
новном для литой стали (рис. 6.26—6.29).
Может быть вязким матово-серого цвета и
хрупким без следов пластической деформации;
во втором случае поверхность светлая и блес-
тящая. Вид излома зависит от термической
обработки металла.
Дендритный излом редко наблюдается по
всему сечению отливки, чаще такой вид из-
лома занимает отдельные зоны вблизи ее по-
верхности. В деформированной стали наблю-
дается крайне редко (в листах толщиной бо-
лее 75 мм) и связан с недостаточной проработ-
кой металла в условиях горячей деформации;
выявляется в плоскости, параллельной плос-
кости прокатки.
В стали, не подвергавшейся термообработке,
в дендритном изломе могут быть плоские уча-
стки разрушения, проходящие по телу денд-
ритов и имеющие селективный блеск, харак-
терный для нафталинистого излома.
После закалки с высоким отпуском (улуч-
шения) дендритный излом в литой стали —
матовый (без металлического блеска) и име-
ет небольшую боковую утяжку.
В литой стали даже после гомогенизации и
последующего улучшения одновременно мо-
гут наблюдаться участки излома с дендрит-
ным и шестоватым (см. ниже) строением.
Причины образования:
— повышенное содержание в стали никеля
и пониженное содержание марганца;
— перегрев жидкого металла;
— низкая скорость кристаллизации.
Способы предупреждения:
— снижение температуры жидкого металла;
— повышение скорости кристаллизации;
— корректировка химического состава, в
частности снижение содержания никеля и по-
вышение содержания марганца;
— измельчение структуры литого металла
путем модифицирования.
В литой стали грубый дендритный излом ис-
правляется высокотемпературной гомогениза-
цией (1200°C и выше), но не всегда полнос-
тью. В деформированной стали в производст-
венных условиях не исправляется.
Механические свойства. Литая
сталь с грубым дендритным строением изло-
ма имеет низкие пластичность и ударную вяз-
кость. Механические свойства Сталине умерен-
но развитой столбчатой дендритной структу-
рой практически мало отличаются от механи-
ческих свойств стали, не имеющей такой струк-
туры.
Сколы в дендритном изломе
Характеристика. Представляют собой
плоские участки разрушения в дендритном из-
ломе с незначительными признаками макро-
пластической деформации. Характерны для ли-
той стали (рис. 6.30, 6.31).
Сколы после термической обработки (улуч-
шения) имеют темно-серый цвет без металли-
ческого блеска. На поверхности сколов могуг
наблюдаться контуры дендритов. Разрушение
имеет внутризеренный характер и частично
проходит по осям дендритов.
• Причины образования. Наблюда-
ются при обогащении осей дендритов тугоплав-
кими сульфидами редкоземельных элементов
(например, при раскислении стали редкозе-
мельными элементами в избыточном количе-
стве) .
С повышением скорости кристаллизации ко-
личество и размеры сколов уменьшаются.
Для предупреждения образования
сколов рекомендуется:
— повышение скорости кристаллизации;
— ограничение применения редкоземельных
элементов для раскисления стали.
Обычной термической обработкой сколы в
изломе не устраняются. Полное устранение
сколов принципиально возможно при высоко-
температурном нагреве до 1250—1280 °C (ни-
же критической температуры возникновения
камневидного излома).
В промышленных условиях частичное устра-
нение достигается при применении высокотем-
пературной гомогенизации (1100—1200"С).
Механические свойства. Сколы в
дендритном изломе приводят к снижению плас-
тичности и ударной вязкости литой стали.
Шиферностъ в изломе (шиферный излом) [4,
6, 8, 9]
Характеристика. Представляет собой
мелкие расщепления, практически не распрост-
раняющиеся в глубь металла или нитевидные
светлые участки, имеющие слоисто-ступенча-
тое строение и ориентированные параллельно
поверхности деформации. Вид излома харак-
терен для деформируемой стали (рис. 6.32—
-6.38).
Наблюдается в продольных изломах (попе-
речные пробы), как правило, после закалки и
высокого отпуска, причем чаще всего на фоне
волокнистого излома.
В заводской практике шиферностью условно
считают указанные выше образования, длина
которых не более 15 мм; при большей дли-
не их классифицируют как расслои.
В сухом волокнистом изломе шиферность,
как правило, отсутствует или проявляется в
очень небольшой степени. В кристаллическом
изломе шиферность проявляется менее четко и
только после закалки и высокого отпуска. При
поломке проб, нагретых до температуры по-
рядка 250 °C, шиферность практически не вы-
является.
Различают раскрывшуюся и нераскрывшуюся
шиферность.
Излом с раскрывшейся шиферностью харак-
теризуется короткими расщеплениями в по-
верхностной зоне, образующимися в процессе
деформации металла при поломке пробы или
образца. Каждое расщепление имеет двусто-
роннюю утяжку.
102
Раскрывшуюся шиферность отличают от
трещин других видов, выходящих на поверх-
ность излома, по шлифам, изготовленным
вблизи зоны разрушения: в металле с шифер-
ным изломом отсутствуют микронесплошности
и имеются строчки неметаллических включе-
ний.
Излом с нераскрывшейся шиферностью ха-
рактеризуется светлыми нитевидными полоска-
ми, причем нарушения сплошности металла от-
сутствуют даже на поверхности разрушения.
Нераскрывшаяся шиферность утяжки не имеет.
Причиной образования шиферно-
сти является загрязненность сталей неметал-
лическими включениями (оксидами и оксисуль-
фидами), которые при горячей пластической
деформации приобретают строчечную форму.
Образованию шиферности способствует сниже-
ние температуры конца деформации металла.
Способы предупрежде ни я. Ве-
роятность появления шиферности уменьшается
при снижении загрязнения стали неметалли-
ческими включениями и уменьшении газона-
сыщенности, измельчении структуры. Кроме
того, уменьшению шиферности способствует
применение термодеформационных режимов,
обеспечивающих равномерную деформацион-
ную проработку металла и препятствующих
образованию строчек неметаллических вклю-
чений.
Шиферность практически не устраняется.
Механические свойства. Сталь,
имеющая в изломе раскрывшуюся шиферность,
отличается пониженными пластичностью и удар-
ной вязкостью в направлении толщины дефор-
мированного металла.
Нераскрывшаяся шиферность заметного вли-
яния на механические свойства стали не ока-
зывает.
Светлые полосы в изломе
Характеристика. Представляют собой
проявление на поверхности разрушения круп-
ных скоплений раскатанных неметаллических
включений в виде гладких участков без явно
выраженного кристаллического строения.
Наблюдаются в изломах деформированной,
в основном катаной стали (рис. 6.39, 6.40).
Участки металла со светлыми полосами на
макрошлифах характеризуются повышенной
травимостью. Отпечаток по Бауману выявляет
повышенную загрязненность стали серой. Свет-
лые полосы необходимо отличать от «песоч-
ниц», представляющих собой раскатанные
крупные шлаковые включения серого цвета
(от светлого до темного).
Условия образования. Светлые
полосы обусловлены наличием в прокате вы-
тянутых крупных скоплений сульфидов или
оксисульфидов, имеющих вид плен либо лент.
Такие скопления, как правило, наблюдаются в
сочетании с крупнозернистой структурой стали.
Вероятность образования светлых полос уве-
личивается:
— с увеличением содержания серы и водо-
рода;
— с увеличением массы слитков;
— с повышением химической и структурной
неоднородности литого металла;
— с увеличением скорости охлаждения ме-
талла после прокатки.
Образованию светлых полос способствует
также неправильная схема обжатия при про-
катке слитков и слябов.
Способы предупреждения:
— применение вакуум-рафинирующей и пе-
реплавной технологии выплавки;
— оптимальное сочетание массы и геомет-
рии слитков;
— соблюдение температурно-временных па-
раметров прокатки и охлаждения металла пос-
ле нее.
Светлые полосы не исправляются.
Механические свойства. На проч-
ностные свойства проката светлые полосы
практически не влияют. Характеристики плас-
тичности и ударной вязкости в направлении
толщины проката снижаются на участках рас-
положения светлых полос.
6.3.2. Изломы, обусловленные
химической макронеоднородностью
Белые пятна в изломе [1,4, 5, 8]
Характеристика. Представляют собой
участки поверхности вязкого разрушения, про-
ходящие по ферритной прослойке и имеющие
более светлую окраску, чем основной излом.
Наблюдаются в литой и деформированной
стали (рис. 6.41).
Белые пятна — это зоны малоуглеродистого
с преимущественно ферритной структурой ме-
талла.
Идентифицируются на макрошлифах при
травлении, методом химического микроанали-
за и измерением твердости (твердость феррит-
ных участков обычно на 25—30 % ниже твер-
дости основного металла).
Причины образования. Белые пят-
на в изломе .обусловлены ликвационной неод-
нородностью литого металла (повышенное со-
держание железа в отдельных зонах). Могут
возникать при применении для утепления при-
быльных частей слитков термита с высоким
содержанием окалины; образующееся при вос-
становлении железо имеет высокую темпера-
туру плавления и большую плотность, чем
сталь, что приводит к опусканию ликватов в
глубь слитка.
Способы предупреждения. Об-
разование белых пятен можно предупредить
гомогенизацией или высокотемпературной нор-
мализацией стали.
При повторной высокотемпературной терми-
ческой обработке белые пятна частично или
полностью устраняются.
Механические свойства. Прочност-
ные свойства металла, имеющего белые пят-
на в изломе, пониженные; анизотропность
свойств деформированной стали увеличива-
ется.
Черный излом (черные пятна в изломе) [4,
6, 8]
Характеристика. Представляет собой
участки поверхности хрупкого разрушения,
проходящие по выделениям графита и имею-
щие вид пятен или полос темного или черно-
сажистого цвета; поверхность разрушения че-
шуйчатая.
Черный излом характерен для литых и де-
формированных сталей (рис. 6.42).
Наблюдается очень редко в конструкцион-
ных сталях с предельно высоким содержанием
углерода. Наиболее вероятен в металле, по-
лучаемом в печах с кислой футеровкой, хотя
встречается и при других способах выплавки.
103
Причины образования:
— наличие графитовых выделений (графита
отжига), образующихся при распаде карби-
дов из-за медленного охлаждения или дли-
тельного отжига; присутствие в стали кремния,
кобальта, вольфрама и молибдена способству-
ет графитизации, а хрома, титана и ванадия
препятствует этому процессу;
— добавки алюминия для раскисления в
чрезмерных количествах;
— деформирование стали при низкой тем-
пературе или холодная деформация с после-
дующим высоким отпуском или отжигом;
— чрезмерно длительное пребывание стали
при температурах ковки и прокатки.
Способы предупреждения :
— деформирование стали при повышенных
температурах;
— равномерный нагрев заготовок;
— исключение возможности длительного
нагрева стали при температурах прокатки или
ковки;
— соблюдение технологии термической об-
работки стали;
— недопустимость длительного высокого от-
пуска при температурах вблизи Aci (порядка
700 °C).
Черный излом полностью не устраняется.
Начальная стадия образования черного изло-
ма в конструкционных сталях с содержанием
<2 % Si может быть устранена повторной за-
калкой после высокотемпературной аустениза-
ции с длительной выдержкой.
Механические свойства. Стали с
черным изломом имеют пониженные прочность,
пластичность и ударную вязкость.
6.3.3. Изломы, обусловленные
воздействием на металл
высоких температур
Нафталинистый (нафталиновый) излом [2,
4, 13]
Характеристика. Представляет собой
однородную поверхность разрушения, проходя-
щую по кристаллографическим плоскостям об-
разовавшегося при высоких температурах круп-
нозернистого аустенита и не имеющую явных
признаков макропластической деформации.
Вид излома характерен для литых и дефор-
мированных сталей (рис. 6.43—6.49).
Крупные плоские участки в изломе имеют
характерный оттенок и селективный блеск, из-
меняющийся при изменении угла падения све-
та и напоминающий блеск нафталина.
Наблюдается в основном в литых конструк-
ционных сталях. В деформированных сталях
встречается реже, причем обнаруживается на
промежуточных стадиях передела — после на-
грева перед горячей деформацией и быстрого
охлаждения.
Рисунок излома в литой стали совпадает с
очертаниями зерен при травлении микрошли-
фа реактивом Кешиена. В изломе с селектив-
ным блеском, как и в микроструктуре, прояв-
ляется грануляционная структура литой ста-
ли. При больших увеличениях нафталинистый
излом имеет структуру скола и реже — квази-
скола.
Причины образования. Нафтали-
нистый излом обусловлен наследованием про-
дуктами распада текстуры крупных зерен аус-
тенита после превращения у->а. Наиболее ус-
тойчива текстура крупного зерна аустенита в
мартенсите и бейните, менее устойчива в фер-
рите и еще менее устойчива в перлите. В наф-
талинистом изломе разрушение происходит по
мелким зернам a-фазы, объединенным в от-
дельные текстурированные группы в пределах
объемов, отвечающих крупному зерну исходной
структуры аустенита.
Различают первичный нафталинистый излом, '
наблюдающийся в литой стали, не прошедшей
термической обработки, и вторичный нафтали-
нистый излом, наблюдающийся в литой и де-
формированной сталях после перегрева.
Вторичный нафталинистый излом отличается
от первичного равноосной формой фасеток, не
связанной с характером кристаллизации ста-
ли. Нафталинистые изломы обоих видов почти'
всегда можно получить при испытании стали
с камневидным изломом в условиях глубокого
переохлаждения. Как правило, они сохраняют-
ся после закалки с температуры, незначитель-
но превышающей точку Ас3, однако в этом
случае очертания фасеток становятся менее
четкими.
Определяющим условием образования вто-
ричного нафта линистого излома является пере-
грев, температура которого зависит от состава
стали и особенностей плавки. При изменении
соотношения свойств между границей и телом
перегретых зерен аустенита в зависимости от
термообработки — длительности пребывания
при высоких температурах, скорости охлажде-
ния, режима отпуска — и температуры испыта-
ния образуются нафталинистые или камневид-
ные (см. ниже) изломы.
Наиболее часто нафталинистый излом обра-
зуется в сталях, содержащих хром, никель,
марганец, молибден, ванадий. Кремнистые ста-
ли менее склонны к образованию нафталинис-
того излома даже при очень высоких темпера-
турах перегрева.
Способы предупреждения. Нали-
чие в литой термически не обработанной стали
первичного нафталинистого излома (как на от-
дельных участках, так и на всей поверхности)
является нормальным явлением. Такой излом
встречается в стали любого способа выплавки,
и меры к его предупреждению не принимают-
ся. Появление вторичного нафталинистого из-
лома в литой и деформированной сталях свя-
зано с перегревом, и его можно предупредить,
только исключив перегрев металла.
Для исправления вторичного нафталинистого
излома стали подвергают высокотемпературной
нормализации или закалке (нагрев на 150—
200 °C выше Ас3) с последующим высоким от-
пуском. В процессе нагрева происходит рекрис-
таллизация аустенита, обусловленная его внут-
ренним наклепом в связи с объемными измене-
ниями при фазовом превращении. Для устра-
нения нафталинистого излома применяется
также промежуточный отжиг.
Механические свойства. У сталей,
имеющих нафталинистый излом, пластические
характеристики и ударная вязкость понижены.
Камневидный излом [2, 4, 6, 17—20]
Характеристика. Представляет собой
однородную поверхность разрушения, проходя-
щую по зернограничным объемам, образован-
ным при высоких температурах и обогащенным
104
ограниченно растворимыми в аустените фаза-
ми в виде мелких частиц или пленок — оплав-
ленных эвтектик. Наблюдается в литой и де-
формированной сталях (рис. 6.50—6.63).
Поверхность камневидного излома стали, ох-
лажденной с высоких температур, гладкая,
светло-серого цвета, чаще всего с металличес-
ким блеском. Боковая утяжка в изломе либо
отсутствует, либо очень мала. Огранка камне-
видных зерен наиболее четко проявляется пос-
ле закалки и отпуска в широком диапазоне тем-
ператур, а также при испытаниях в условиях
нагрева до 100—200 °C. После высокого отпус-
ка в изломе наряду с участками камневидных
зерен имеются участки с внутризеренным вяз-
ким волокнистым строением.
В литой стали зерна могут иметь более или
менее правильную равноосную полиэдрическую
форму (гречневидный излом) или вытянутую
столбчатую форму (шестоватый излом). Одна-
ко в отдельных случаях (крупные отливки)
встречаются грубозернистые изломы с непра-
вильной формой зерен, так называемой рако-
вистой формой.
При микрофрактографических исследованиях
камневидного излома литой стали, не подвер-
гавшейся термической обработке, после ее ох-
лаждения с высоких температур, при которых
образуются оплавленные эвтектики, на поверх-
ности разрушения по границам зерен наблюда-
ются фазы, имеющие пластинчатую или денд-
ритную (папоротниковидную) форму.
В изломах с камневидными зернами, имею-
щими блестящую поверхность, например, пос-
ле закалки и охрупчивающего отпуска (500°C),
наблюдается хрупкое межзеренное разруше-
ние. Поверхность камневидных зерен после за-
калки и высокого отпуска имеет ямочное стро-
ение, свидетельствующее о слабо выраженной
пластической деформации зернограничного объ-
ема. При этом глубина и диаметр ямок суще-
ственно меньше, чем на участках излома с во-
локнистым строением.
Причины образования. Камневидный
излом в литой стали может быть двух видов:
первичный и вторичный. Первичный излом на-
блюдается до термической обработки и свя-
зан с образованием так называемой грануля-
ционной структуры аустенита, формирующейся
после кристаллизации при замедленном охлаж-
дении в области высоких температур. На гра-
ницах зерен выделяются избыточные ограни-
ченно растворимые в у-фазе сульфиды, нитри-
ды, фосфиды, карбиды и некоторые легирую-
щие элементы.
Возникновение вторичного излома связано с
перегревом металла перед горячей деформаци-
ей (ковкой, прокаткой, штамповкой) и значи-
тельно реже с перегревом при термической об-
работке. При перегреве выше определенной кри-
тической температуры, как и при образовании
первичного излома, происходит обогащение
вновь образованных зернограничных объемов
различными выделениями. Пограничные выде-
ления во вторичном изломе по природе и со-
ставу близки к наблюдаемым в первичном из-
ломе, за исключением соединений, температура
плавления которых выше температуры пере-
грева. Частицы выделений во вторичном изло-
ме значительно мельче, чем в первичном. Вновь
образованные зерна вторичного излома не свя-
заны по ориентации с границами первоначаль-
но образованных зерен.
Критическая температура перегрева, при ко-
торой начинается образование вторичного кам-
невидного излома, зависит от химического со-
става стали, способа выплавки, метода раскис-
ления и, следовательно, степени чистоты стали,
природы неметаллических включений и ве-
личины зерна. Так, сталь электродуговой вы-
плавки более склонна к образованию такого
излома, чем мартеновская. Еще более склонна
к образованию камневидного излома сталь
электродуговой выплавки с последующим элек-
трошлаковым переплавом. Это связано с вы-
делением по границам зерен нитридов алюми-
ния и увеличением размера аустенитного зер-
на. Повышение чистоты стали способствует бо-
лее интенсивному росту аустенитного зерна,
увеличению плотности выделения избыточных
фаз и за счет этого повышению склонности
стали к образованию камневидного излома.
Различают устойчивый камневидный излом,
или камневидный излом первого рода, требую-
щий для исправления нагрева до температуры
несколько ниже критической, что редко осуще-
ствимо в практике термической обработки кон-
струкционных сталей, и неустойчивый камне-
видный излом, или камневидный излом второ-
го рода, который сравнительно легко исправля-
ется последующей гомогенизацией или высоко-
температурной нормализацией. Устойчивость
камневидного излома при последующей терми-
ческой обработке тем выше, чем ниже скорость
охлаждения в процессе кристаллизации и не-
посредственно после нее, чем выше температу-
ра и больше продолжительность перегрева, чем*
больше в стали тугоплавких соединений, обо-
гащающих зернограничные объемы.
Неустойчивый камневидный излом характе-
рен для сталей, легированных марганцем при
отношении Мп : S >504-70. Такой излом мо-
жет быть связан также с развитием отпускной
хрупкости, при этом охрупчиваются в процес-
се отпуска не границы зерен аустенита, возни-
кшие при нагреве перед закалкой, а границы
зерен, образованные при предыдущем перегре-
ве. В высокочистой стали камневидный излом,
вызванный развитием отпускной хрупкости, не
образуется.
Способы предупреждения образо-
вания первичного камневидного излома в ли-
той стали:
— снижение содержания никеля и повыше-
ние содержания марганца;
— раскисление стали редкоземельными эле-
ментами, связывающими серу в тугоплавкие
соединения;
— модифицирование стали и обработка жид-
кой стали синтетическим шлаком;
— ускоренное охлаждение литой стали при
затвердевании и после него до температура
1000—1200 °C.
Способы предупреждения образования вто-
ричного камневидного излома:
— ограничение температуры нагрева (до
критической температуры перегрева) стали пе-
ред горячей деформацией и при термической,
обработке;
— проведение высокого отпуска выше интер-
вала температур обратимой отпускной хрупко-
сти.
Сталь, имеющая камневидный излом, может
быть улучшена двумя путями: высокотемпера-
турной гомогенизацией при 1100—1200 °C или
горячей деформацией. Режим гомогенизации
105
определяется степенью устойчивости камне-
видного излома: чем он более устойчив, тем
более высокой должна быть температура на-
грева и тем длительнее выдержка при этой
температуре. При этом в процессе гомогени-
зации постепенно растворяются зерногранич-
ные выделения, и после термического улучше-
ния на фоне волокнистого излома, наблюдают-
ся в виде фасеток либо отдельные грани ис-
ходных зерен, либо участки этих граней.
При горячей деформации перегретой стали по
мере увеличения степени деформации и пони-
жения температуры ее окончания в изломах
после термического улучшения наблюдается по-
степенное уменьшение камневидности (проис-
ходит постепенное разрушение границ перегре-
тых зерен аустенита): сначала остаются от-
дельные грани, затем с повышением степени де-
формации — частички этих граней в виде мато-
вых фасеток и, наконец, при достаточно интен-
сивной деформации и соответствующей темпе-
ратуре ее окончания следы камневидного изло-
ма полностью исчезают.
Сталь с камневидным изломом, образование
которого связано с охрупчиванием при отпус-
ке, исправляется нормализацией и последую-
щим улучшением с высокотемпературным от-
пуском и ускоренным охлаждением.
На начальной стадии образования камне-
видного излома и на конечной стадии его уст-
ранения в изломе могут наблюдаться фасетки
как элементы поверхности камневидного изло-
ма. Непосредственно после высокотемператур-
ной обработки могут наблюдаться фасетки со
светлой или блестящей поверхностью, имеющие
при больших увеличениях хрупкий характер
разрушения. После улучшения с достаточно
высокой температурой отпуска и ускоренным
охлаждением наблюдаются матовые фасетки
на фоне волокнистого излома; поверхность
этих фасеток при большом увеличении имеет
вязкий характер разрушения.
Механические свойства. При на-
личии в изломе участков с камневидным стро-
ением, имеющих блестящую или светло-серую
поверхность, существенно снижаются ударная
вязкость и пластичность стали. При матово-
серой поверхности камневидных зерен сниже-
ние ударной вязкости и пластичности менее су-
щественно. Чаще всего наблюдается законо-
мерность: чем большая площадь поверхности
занята межзеренным разрушением, тем ниже
пластичность и ударная вязкость стали.
Шестоватый излом
Характеристика. Представляет собой
разновидность первичного камневидного изло-
ма, проходящего по границам первичных столб-
чатых зерен аустенита.
Наблюдается в литых сталях (рис. 6.64—
6.68).
Шестоватый излом более отчетливо прояв-
ляется после термического улучшения. В тер-
мически необработанной литой стали его по-
верхность более светлая, чем после улучшения.
Иногда встречается вместе с участками, имею-
щими дендритное строение.
Причины образования. Шестоватый
излом обусловлен особенностями формирова-
ния структуры металла при медленном охлаж-
дении отливки в областях высоких темпера-
тур вследствие ликвационной неоднородности.
Границы вновь образующихся зерен не всегда
совпадают с границами дендритов. Возникает
так называемая грануляционная структура. По
границам зерен выделяются избыточные огра-
ниченно растворимые в аустените фазы, что
понижает уровень прочности, вязкости этих
границ и повышает склонность стали к межзе-
ренному хрупкому разрушению.
Образованию шестоватого излома способству-
ет увеличение сечения отливок, пониженная
скорость охлаждения после кристаллизации в
области температур 1350—1400 °C, повышенное
содержание никеля.
Способы предупреждения:
— повышение чистоты стали по сере и га-
зам;
— повышение скорости кристаллизации
отливки и последующего ее охлаждения;
— снижение степени химической неоднород-
ности металла.
Шестоватый излом стали часто не устраняет-
ся обычной термической обработкой — закал-
кой и отпуском даже при многократном ее
повторении, однако полностью устраняется вы-
сокотемпературным нагревом до 1250—1280 °C.
В производственных условиях при невозмож-
ности осуществления нагрева до столь высоких
температур применяют высокотемпературную
гомогенизацию (1100—1200 °C), которая может
устранить шестоватый излом полностью или
частично.
Механические свойства. Сталь с ше-
стоватым изломом имеет пониженную пластич-
ность и ударную вязкость в направлении, пер-
пендикулярном направлению оси шестоватых
кристаллов.
Гречневидный излом
Характеристика. Представляет собой
разновидность камневидного излома, проходя-
щего по границам мелких равноосных зерен.
Наблюдается в литой и деформированной
стали (рис. 6.69—6.70).
В литой стали, не прошедшей термической
обработки, имеет светлую поверхность, в той
же стали после улучшения — темно-серую ма-
товую поверхность.
Поверхность разрушения аналогичного цвета
и строения наблюдается и в перегретой дефор-
мированной стали после закалки и отпуска.
В деформированной стали, не прошедшей
термической обработки, не встречается.
Характерной особенностью макроструктуры
литого металла с гречневидным изломом явля-
ется полное совпадение размеров зерен в мак-
роструктуре и на изломе.
Причины образования, способы
предупреждения гречневидного излома —
те же, что и камневидного.
Механические свойства. Сталь, име-
ющая гречневидный излом, характеризуется по-
ниженной пластичностью и ударной вязкостью.
Зерногранично-окисленный излом (пережог) [7]
Характеристика. Представляет собой по-
верхность разрушения перегретой стали, прохо-
дящую по границам окисленных или оплавлен-
ных зерен.
Наблюдается в литых и деформированных
сталях (рис. 6.71).
Поверхность разрушения темно-серого цвета,
характеризуется присутствием окисленных или
оплавленных зерен с ослабленной взаимо-
связью. Начальная степень пережога иденти-
фицируется металлографическими методами на
106
микрошлифах и проявляется в виде утолщения
грайиц зерен.
Причиной образования пережога
является перегрев металла до температур, близ-
ких к температуре солидуса, в окислительной
атмосфере; в процессе перегрева происходит
окисление границ аустенитных зерен или плав-
ление легкоплавких выделений по границам.
Способы предупреждения. При
соблюдении режима нагрева металла перед го-
рячей деформацией и режима термической об-
работки зерногранично-окисленный излом не
образуется.
Исправлению такой излом не поддается.
Механические свойства. С увеличе-
нием степени пережога резко снижаются все
механические свойства металла. В первую оче-
редь наблюдается снижение пластических ха-
рактеристик и ударной вязкости.
6.4. ПРОЯВЛЕНИЕ
НЕСПЛОШНОСТЕЙ
МЕТАЛЛА В ИЗЛОМАХ
Усадочная раковина в изломе [4, 5, 7, 8, 15]
Характеристика. Представляют собой
несплошности в металле, проявляющиеся в из-
ломе в виде полостей, имеющих поверхность,
характерную для свободной кристаллизации
металла.
Дефект наблюдается в литом металле (рис.
6.72).
В отливках располагается преимущественно
в местах более «толстых» сечений, а в слит-
ках — в донной или подприбыльной части.
Различают открытую усадочную раковину —
полость неправильной формы, сообщающуюся с
атмосферой, и закрытую усадочную ракови-
ну— полость, лежащую внутри слитка. По-
верхность открытой усадочной раковины неров-
ная, окисленная, на ней обнаруживаются ден-
дритные кристаллы. Закрытая усадочная
раковина имеет светлую неокисленную по-
верхность с кристаллическим строением. Ха-
рактерное отличие излома с закрытой усадоч-
ной раковиной от кристаллических участков на
фоне волокнистого излома состоит в том, что
кристалличность строения поверхности усадоч-
ной раковины не изменяется при термической
обработке любого вида.
Усадочная раковина может быть нитевидной
формы и проникать глубоко внутрь слитка
(осевая усадочная раковина) или возникать
ниже головной усадочной раковины, не имея с
ней контакта (вторичная усадочная раковина).
Причины образования:
— возникает вследствие недостаточного ко-
личества жидкого металла к концу затвердева-
ния слитка или отливки из-за усадки металла;
Образованию усадочных раковин способст-
вуют:
— повышенное содержание газов в жидкой
стали;
— неблагоприятная геометрическая форма
отливки или слитка;
— широкий температурный интервал крис-
таллизации стали;
— неудовлетворительная работа прибылей;
— нарушение режима кристаллизации ме-
талла.
Способы предупреждения. Образо-
вание усадочной раковины можно предупре-
дить, соблюдая технологический процесс литья
металла и применяя обогрев прибыльной части
слитков. Использование переплавной техноло-
гии выплавки позволяет выводить усадочную
раковину в верхнюю часть слитка, регулируя
режим плавки.
В литой стали дефект не поддается исправ-
лению. Закрытая и неокисленная усадочная ра-
ковина может завариваться при горячей дефор-
мации.
Механические свойства. Усадочная
раковина, распространяющаяся в тело отливки,
снижает механические свойства пропорцио-
нально площади поверхности разрушения, за-
нятой этим дефектом. Попадая в деформиро-
ванный металл, усадочная раковина вызывает
образование крупных расслоений. Заварившая-
ся при горячей деформации усадочная ракови-
на влияния на механические свойства металла
не оказывает.
Усадочная рыхлость в изломе [3, 4, 5, 7, 8]
Характеристика. Представляет собой
скопление несплошностей неправильной формы,
проявляющихся в виде отдельных участков с
пористым ноздреватым строением без явных
признаков пластической деформации.
Дефект наблюдается в литом и деформиро-
ванном металле (рис. 6.73, 6.74).
Поверхность усадочной рыхлости может быть
окисленной или блестящей (неокисленной).
В отливках дефект располагается преимущест-
венно в тепловых узлах или в центральных се-
чениях, в деформированных заготовках — вытя-
нут по направлению деформации вдоль цент-
ральной зоны. Идентифицируется на травленых
макрошлифах в виде областей повышенной тра-
вимости.
В прокате, штамповках и поковках усадочная
рыхлость может приводить к образованию рас-
слоений. Неокисленная усадочная рыхлость при
заварке может приводить к образованию сереб-
ристых линий (см. ниже).
Причины образования. Дефект воз-
никает из-за уменьшения объема жидкого ме-
талла при его затвердевании и недостаточного
количества расплавленного металла в конце за-
твердевания слитка или отливки, способного
заполнить образующиеся пустоты.
Способы предупреждения:
— применение переплавной технологии вы-
плавки;
— создание оптимального режима кристал-
лизации металла путем выбора правильного'
соотношения геометрических размеров слитков
и отливок, а также размеров и объема питаю-
щих прибылей;
— рациональное размещение холодильников-
и тепловых узлов;
— снижение содержания вредных примесей
(неметаллических включений, легкоплавких
примесей, водорода, азота) путем применения
вакуум-рафинирующей обработки и оптималь-
ных режимов раскисления и рафинирования
жидкой стали.
Дефект исправлению не поддается.
Механические свойства. В литой
стали при наличии усадочной рыхлости снижа-
ются механические свойства пропорционально
площади, занимаемой дефектом; в деформи-
рованной стали, проявляясь в виде расслоений,
107
дефект резко снижает прочностные и пластиче-
ские свойства по толщине заготовок. Заварив-
шаяся при горячей деформации усадочная рых-
лость влияния на механические свойства не
оказывает.
Землистый излом (пористый излом)
Характеристика. Представляет собой по-
верхность разрушения, характеризующуюся
многочисленными порами — окисленными и не-
окисленными. Дефект наблюдается в литом ме-
талле (рис. 6.75).
Окисленные поры имеют в изломе темный
цвет, неокисленные — блестящую поверхность,
а отдельные участки как бы оплавленную по-
верхность.
На макрошлифах проявляется в виде скопле-
ния отдельных мелких несплошностей или уча-
стков повышенной травимости.
От излома с усадочной рыхлостью землистый
излом отличается округлой формой пор и нали-
чием несплошностей в виде прожилок, обуслов-
ленных выходом газов из металла.
Причины образования. Повышенная
газонасыщенность металла (содержание в жид-
кой стали кислорода, водорода, азота). Обра-
зованию землистого излома способствует повы-
шенное содержание или неравномерное распре-
деление в металле включений шпинельного ти-
па, ликватов с высокой долей низких оксидов,
а также оксисульфидных неметаллических
включений.
Способы предупреждения:
— снижение содержания газов;
— снижение содержания вредных примесей и
неметаллических включений;
— соблюдение оптимальных температурно-
временных параметров разливки, кристаллиза-
ции и охлаждения литого металла.
Применение вакуум-рафинирующей обработ-
ки препятствует образованию землистого из-
лома.
Дефект не исправляется.
Механические свойства. При нали-
чии землистого излома резко снижаются проч-
ностные и пластические свойства металла.
Расслоения в изломе [7, 9]
Характеристика. Представляют собой
несплошности (раскатанные или расплющенные
пустоты литого металла), ориентированные
строго вдоль направления деформации- и про-
являющиеся в изломе в виде трещин.
Дефекты наблюдаются в деформированном
металле (рис. 6.76).
В изломах продольных и поперечных проб
расслоения (единичные или многорядные) име-
ют вид трещин, параллельных поверхности де-
формации (вдоль волокна) и располагающихся
преимущественно в центральной зоне металла;
в изломах вертикальных проб имеют вид пло-
ских вытянутых участков с гладкой поверхно-
стью.
Изломы с расслоениями по внешнему виду
отличаются от изломов с расслоями большей
протяженностью и большим раскрытием тре-
щин. Расслоения идентифицируются на макро-
шлифах, перпендикулярных плоскости дефор-
мации, в виде несплошностей, в то время как
расслои вызывают расщепление металла в про-
цессе поломки образцов.
Крупные расслоения в прокате, поковках и
штамповках могут быть выявлены ультразву-
ковым методом контроля.
Причины образования. Раскатка уса-
дочных раковин, рыхлости, газовых пузырей и
других несплошностей, имевшихся в слитке,
при деформации, но не полная их заварка. Де-
фект преимущественно располагается в цент-
ральной части заготовок, обладающей пони-
женной пластичностью. В редких случаях при-
чиной расслоений могут служить раскатанные
шлаковые включения, так называемые песоч-
ницы.
Для предупреждения образования
несплошностей в литом металле, следствием ко-
торых являются расслоения, рекомендуется:
— применение оптимальной формы изложниц
с обеспечением минимальной усадочной рако-
вины;
— вакуумирование жидкой стали;
— электрошлаковый переплав;
— соблюдение температурно-временных па-
раметров разливки и кристаллизации металла.
Длительное пребывание слитков при высоких
температурах (ниже критической температуры
образования камневидного излома) способству-
ет завариванию пор и устранению несплошно-
стей в деформированном металле.
Возможность образования расслоений увели-
чивается при наличии факторов, препятствую-
щих их завариванию:
— повышенном газосодержании и содержа-
нии вредных примесей и неметаллических вклю-
чений, снижающих пластические характеристи-
ки металла в центральных зонах заготовок;
— отклонение от оптимальных режимов де-
формации металла.
Дефект не исправляется.
Механические свойства. Дефект не
оказывает заметного влияния на механические
свойства заготовок в продольном и поперечном
направлениях; по толщине заготовок все меха-
нические свойства снижаются, причем степень
снижения зависит от размера площади, занятой
дефектом в сечении образца.
При наличии расслоений резко снижается со-
противление разрушению металла в конструк-
циях в высотном направлении.
Древовидный излом [7]
Характеристика. Представляет собой
поверхность разрушения с грубоволокнистым
слоистым строением, вызванным многочислен-
ными микрорасслоениями в металле. Наблюда-
ется в деформированной стали (рис. 6.77).
Поверхность разрушения напоминает поверх-
ность разрушения грубо волокнистого гнилого
дерева в продольном направлении. Наиболее
отчетливо проявляется на поперечных пробах и,
как правило, занимает большую площадь по-
верхности разрушения.
Причина образования. Присутствие
в литом металле рассеянных микронесплошно-
стей, которые в процессе деформации превра-
щаются в микрорасслоения.
Микронесплошности в литом металле образу-
ются по следующим двум механизмам:
— образование микрорыхлот усадочного про-
исхождения в межосевых пространствах ден-
дритов;
— образование микропор в результате вы-
деления оксида углерода в процессе кристал-
лизации слитка.
Возможность образования древовидного из-
108
лома возрастает с огрублением дендритной
структуры литого металла.
Способы предупреждения. Зависят
от механизма образования микронесплошностей
в литом металле. Если микронесплошности свя-
заны с микрорыхлота ми усадочного происхож-
дения, то ограничивают использование алюми-
ния в качестве раскислителя, так как алюми-
ний способствует образованию грубой дендрит-
ной структуры, и применяют ускоренное ох-
лаждение слитков в процессе кристаллизации.
Если же микронесплошности в литом металле
связаны с выделением оксида углерода, то при-
меняют вакуум-рафинирующую обработку и
методы переплава, а также осуществляют тща-
тельное раскисление стали.
Для улучшения условий заваривания микро-
несплошностей необходима оптимизация темпе-
ратурно-временных параметров деформации.
Дефект не поддается исправлению.
Механические свойства. При дре-
вовидном изломе снижаются пластичность и
ударная вязкость, причем особенно значительно
в направлении по толщине деформированного
металла.
Светлые пятна в изломе
Характеристика. Представляют собой
межзеренные трещины, возникающие во внут-
ренних зонах металла с повышенным содержа-
нием водорода и неметаллических включений и
имеющие некристаллическую поверхность сте-
нок. Дефекты наблюдаются в литой стали
(рис. 6.78, 6.79).
Светлые пятна располагаются в ликвацион-
ных областях преимущественно в центральной
части отливок, т. е. в тепловых узлах кристал-
лизующегося металла, имеют гладкую светлую
блестящую, как бы оплавленную камневидную
поверхность, резко отличающуюся по виду от
основного излома. Трещины проходят обычно
по границам первичных зерен аустенита или
границам дендритов. На шлифах светлые пятна
имеют вид волосовидных трещин. При больших
увеличениях поверхность светлых пятен харак-
теризуется хрупким межзеренным разруше-
нием.
Светлые пятна часто обнаруживаются вместе
с участками шестоватого или дендритного из-
лома. Вокруг них могут возникать флокены
(см. ниже). В отличие от поверхности флокенов
поверхность светлых пятен — оплавленная зер-
кальная или светлая и проходит, как правило,
по границе первичного зерна при наличии гра-
нуляционной структуры, которая выявляется
также и на макротемплетах. От шестоватого
излома светлые пятна отличаются по цвету:
шестоватый излом имеет серую или светлую
матовую поверхность.
Причина образования — повышенное
содержание водорода или азота в жидкой
стали.
Возникновению светлых пятен способствует:
— наличие в стали неметаллических включе-
ний, адсорбирующих водород;
— пониженная скорость охлаждения метал-
ла от температуры солидуса до температур
— 1400 °C в сочетании с повышенной скоростью
дальнейшего его охлаждения в зоне у—”а-пре-
вращений;
— структурные и термические напряжения
при ускоренном охлаждении отливки или
слитка;
— длительный интервал между окончанием
охлаждения отливки или слитка и началом вы-
сокотемпературной термической обработки (го*
могенизация или нормализация).
Способы предупреждения:
— снижение содержания водорода до 1,5—
2 см3 на 100 г металла путем внепечного ва-
куумирования жидкой стали;
— измельчение первичного литого зерна в
стали путем модифицирования;
— снижение содержания примесей, особенно
серы и фосфора;
— применение комплексных раскислителей
и РЗМ при модифицировании жидкой стали;
— уменьшение возможности образования
пленочных неметаллических включений;
— уменьшение структурных и термических
напряжений в процессе охлаждения, особенно
в интервале фазовых превращений;
— строгая регламентация интервала между
окончанием охлаждения отливки и началом
высокотемпературной термической обработки,
чтобы исключить превышение длительности это-
го интервала сверх инкубационного периода
образования светлых пятен, зависящего от хи-
мического состава стали, размеров и сечения
отливки или слитка.
Дефект не исправляется.
Механические свойства. При на-
личии светлых пятен в металле прочность,
пластичность и ударная вязкость снижаются,
причем тем более, чем больше площадь поверх-
ности разрушения занятой этим дефектом;
резко снижается сопротивление разрушению ме-
талла в конструкциях.
Флокены в изломе [4, 7, 21—24]
Характеристика. Представляют собой
внутренние транскристаллитные трещины, воз*
пикающие в зонах металла с повышенным .со*
держанием водорода; имеют гладкую, серебри-
стую кристаллическую поверхность стенок. Де-
фекты встречаются в литой и деформированной
стали (рис. 6.80, 6.81).
Флокены проявляются на поверхности разру-
шения в виде четко очерченных участков круг-
лой или овальной формы или в виде коротких
зигзагообразных трещин; размеры их — от до-
лей миллиметра до 1—2 сантиметров, редко
больше.
Поверхность флокенов в изломе может иметь
мелко- или крупнокристаллическое строение в
зависимости от температуры конца горячей де-
формации и ее степени.
Если поверхность флокенов совпадает с пло-
скостью излома, то они резко выделяются сво-
им блеском на фоне излома с волокнистым
строением, на фоне излома с кристаллическим
строением — менее заметны и отличаются бо-
лее светлой окраской.
В прокате плоскость флокенов чаще всего
ориентирована параллельно плоскости прокат-
ки: на поверхности разрушения поперечных
проб проката флокены имеют вид коротких
трещинок, напоминающих раскрывшуюся ши-
ферность или мелкие расслои. В кованом ме-
талле расположение флокенов меньше связано
с направлением деформации; в литом металле
флокены располагаются произвольно.
Флокены являются дефектом, присущим в ос-
новном легированным конструкционным сред-
неуглеродистым сталям. Особенно часто наблю-
109
даются после деформации в центральной части
заготовок, имеющих большое сечение, и в
крупногабаритных отливках.
Для идентификации дефекта производят по-
ломку образцов в плоскости, параллельной
плоскости залегания дефекта (излом — расщеп-
ление) и изготавливают макрошлифы в плоско-
сти, перпендикулярной плоскости дефекта.
В последнем случае флокены имеют вид зиг-
загоообразных волосовидных внутрикристал-
литных трещин.
Структура металла вблизи поверхности фло-
кенов чаще всего не отличается от структуры
основного металла.
Для выявления флокенов в деформированном
металле применяется ультразвуковой контроль.
Причины образования. Ускоренное
охлаждение отливок или заготовок после горя-
чей деформации при температурах ниже 300 °C
(чаще всего флокены возникают при комнатной
температуре). Инкубационный период образо-
вания флокенов в зависимости от содержания
водорода, состава стали, скорости охлаждения
колеблется от нескольких минут до многих ча-
сов. Рост размеров флокенов происходит во
времени.
Образованию флокенов способствуют:
— повышенное содержание водорода (более
2,0—2,5 см3 на 100 г металла); чем выше сте-
пень газонасыщенности, тем выше флокеночув-
ствительность стали;
— повышенная концентрация легирующих
элементов (особенно С, Mo, Ni, Si, W, В, Сг,
Мп), приводящая к повышенной химической
неоднородности и образованию нитридов, окси-
дов и карбидов, а также различных сложных
шпинельных включений на их основе с участи-
ем сульфидов. Это способствует высокой кон-
центрационной неоднородности распределения
водорода в различных объемах металла и по-
вышает флокеночувствительность стали. Зоны
металла с повышенным содержанием ликватов
и легирующих элементов служат ловушками —
накопителями водорода;
— повышенное содержание неметаллических
включений, особенно продолговатых строчеч-
ных или пленочных оксисульфидов; границы
раздела металл — неметаллическое включение
являются своеобразными линзами-барьерами
на пути диффузии атомарного водорода, кон-
центраторами напряжений и накопителями мо-
лекулярного водорода, давление в которых до-
стигает 200—400 МПа; в этих участках созда-
ются условия для водородного охрупчивания
металла, которое при наличии внутренних на-
пряжений завершается образованием флокенов;
— различные виды деформации, оказываю-
щие влияние на ход диффузионных и окклюзи-
онных процессов; увеличение внутренних на-
пряжений повышает окклюзионную способность
микрообъемов металла; так, при напряжениях,
равных 0,3—0,6 (Го,2 резко сокращается время
образования флокенов при насыщении метал-
ла водородом.
Способы предупреждения:
— высокотемпературная обработка и регламен-
тированный режим охлаждения металла, спо-
собствующие развитию диффузионного процес-
са при у-нх-превращении и более полному уда-
лению водорода. Если флокеночувствительные
стали после отливки или горячей деформации
охлаждать достаточно медленно, то они пере-
стают быть флокеночувствительными;
— снижение содержания сульфидных и лег-
коплавких включений, исключение возможности
образования строчечных и пленочных неметал-
лических включений путем модифицирования
РЗМ и обработки щелочно-земельными элемен-
тами;
— применение внепечного вакуумирования,
позволяющее уменьшить содержание водорода
до 1,5—2,0 см3 на 100 г металла;
— проведение гомогенизации или высоко-
температурной нормализации отливок;
— регламентированное пребывание на возду-
хе отливок после выбивки из формы и до по-
садки на гомогенизацию или нормализацию,
которое зависит от марки стали, содержания
водорода, конфигурации и сечения отливки;
— проведение противофлокенной термиче-
ской обработки (ПФО). Режим ПФО зависит
от способа выплавки, от состава стали, сечения
отливки или деформированной заготовки;
— замедленное (порядка 20—40°С/ч) охлаж-
дение деформированного металла в интервале
температур фазовых превращений.
Дефект не исправляется.
Механические свойства. Наличие
флокенов приводит к снижению прочности,
пластичности и ударной вязкости.
Наблюдается резкое снижение сопротивления
разрушению металла, особенно в сварных кон-
струкциях.
Трещины в изломе [4, 7, 25, 26]
Характеристика. Представляет собой
несплошности в металле, произвольно ориенти-
рованные по отношению к поверхности разру-
шения (термические трещины) или вытянутые
вдоль направления деформации (деформаци-
онные трещины).
Дефекты встречаются в литом и катаном ме-
талле (рис. 6.82).
Термические трещины — это разрывы в ме-
талле, вызываемые ’ структурными и термиче-
скими напряжениями, связанными с неодновре-
менным протеканием фазовых превращений в
поверхностных и центральных слоях стального
изделия и большого градиента температур по
сечению изделия при термической обработке.
Они отличаются светлой кристаллической по-
верхностью, если образуются при невысоких или
комнатных температурах, или окисленной по-
верхностью, если образуются при высоких тем-
пературах, и к их поверхности имеется доступ
воздуха. В основном трещины распространя-
ются от поверхности в глубь металла. Могут
образовываться в процессе термического воз-
действия и при длительном хранении после низ-
кого отпуска. На макрошлифах дефект имеег
вид ломаных извилистых волосовидных линий,
которые проходят по телу или границам зерен
в зависимости от структурного состояния или
температуры разрушения металла.
Деформационные трещины — это
разрывы в металле, возникающие при неблаго-
приятных условиях деформации: повышенных
степенях обжатий, отклонениях от оптималь-
ных температур деформации, наличии внутрен-
них концентраторов напряжений в виде шла-
ковых включений, рыхлот, плен оксидов и др.
Образованию деформационных трещин способ-
ствует пониженная пластичность металла. Они
распространяются вдоль направления дефор-
мации. В поперечных изломах трещины могут
ПО
быть крестообразной или паукообразной фор-
мы, в продольных изломах имеют вид слоистых
или ступенчатых полос.
Трещины обоих видов распространяются по
ослабленным элементам структуры, что обу-
словливает извилистую форму трещин и раз-
ветвленность их концов.
Способы предупреждения:
— повышение пластичности стали путем по-
вышения чистоты литого металла;
— повышение структурной однородности
стали;
— снижение уровня остаточных напряжений
в стали.
Для предупреждения деформационных тре-
щин, кроме того, важен выбор оптимальных
температурно-временных параметров деформа-
ции.
Указанные способы широко освещены в ли-
тературе.
В готовой металлопродукции дефект не ис-
правляется.
Закрытые деформационные трещины в про-
межуточных заготовках, обнаруженные нераз-
рушающими методами контроля, могут быть
частично или полностью заварены в процессе
дальнейшей деформации при оптимальных тер-
мо-деформационных режимах.
Механические свойства. Дефект
резко снижает все механические свойства в на-
правлении, перпендикулярном плоскости тре-
щины. В отдельных случаях он вызывает пол-
ное разрушение детали или заготовки.
Серебристые линии [4]
Характеристика. Представляют собой
участки проявления на поверхности разруше-
ния заварившихся в процессе деформации не-
окисленных несплошностей в металле.
Наблюдаются в деформированном металле
(рис. 6.83).
Серебристые линии четко проявляются на фо-
не волокнистого излома: на продольных изло-
мах они имеют вид прямолинейных серебрис-
тых нитей, на поперечных — коротких черточек,
параллельных поверхности деформации. Могут
быть похожи на нераскрывшиеся расслои, но в
отличие от расслоев не сопровождаются строч-
ками неметаллических включений. В участках
расположения серебристых линий несплошно-
стей в металле не обнаруживается.
Условия образования. Образование
серебристых линий вызывается наличием в ме-
талле литой или деформированной заготовки
светлых пятен, пор, флокенов, расслоений, де-
формационных трещин и т. п. Причины обра-
зования их описаны выше в соответствующих
разделах.
Наличие в изломе серебристых линий свиде-
тельствует о правильном выборе температурно-
деформационных параметров, обеспечивающих
заваривание несплошностей, имевшихся в ли-
том металле или промежуточных заготовках.
Способы предупреждения появле-
ния этих несплошностей описаны выше в со-
ответствующих разделах.
Механические свойства. Снижения механиче-
ских свойств практически не вызывают.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Фридман Я. Б., Гордеева Т. А., Зай-
цев А. М./Строение и анализ изломов ме-
таллов. М.: Машгиз, 1960. 128 с.
2. Делле В. А. Легированная конструкцион-
ная сталь. М.: Металлургиздат, 1953. 423 с.
3. Ефимов В. А. Разливка и кристаллизация
стали. М.: Металлургия, 1976. 552 с.
4. Дефекты стали: Справочник/Под ред. Но-
вокщеновой С. М. и Виноград М. И. М.:
Металлургия, 1984. 200 с.
5. Качество слитка спокойной стгл^Коло-
сов М. И., Строганов А. И., Смирнов Ю. Д.,
Охримович Б. П. М.: Металлургия, 1973.
408 с.
6. Гудремон Э. Специальные стали. В 2-х тт.
2-е изд. М.: Металлургия, 1966—1968.
1273 с.
7. Атлас дефектов стали/Пер. с нем. М.: Ме-
таллургия, 1979. 188 с.
8. Калинина 3. М. Дефекты легированной ста-
ли. М. — Свердловск: Металлургиздат, 1960.
247 с.
9. Каптюг И. С., Голубев А. Я. Шиферный из-
лом и расслоения в стали. М.: Металлур-
гия, 1982. 87 с.
10. Шур Е. А., Дудкина Т. П., Клещева И. И.—
МиТОМ, 1979, № 7, с. 31—35.
11. Нехендзи Ю. А. Стальное литье. М.: Ме-
таллургиздат, 1948. 766 с.
12. Бутаков Д. К. Технологические основы по-
вышения качества легированной стали для
отливок. М. — Свердловск: Машгиз, 1963.
191 с.
13. Гуляев А. 77. — МиТОМ, 1983, № 1, с. 54—
59.
14. Голиков И. Н., Масленков С. Б. Дендрит-
ная ликвация в стали и сплавах. М.: Ме-
таллургия, 1977. 221 с.
15. Смоляренко Д. А. Качество углеродистой
стали. 3-е изд. М.: Металлургия, 1977. 272 с.
17. Явойский В. И., Бубенчик Ю. И., Окен-
ко А. П. Неметаллические включения и свой-
ства стали. М.: Металлургия, 1980. 176 с.
18. Садовский В. Д. Структурная наследствен-
ность в стали. М.: Металлургия, 1973. 208 с.
19. Поволоцкий Д. Я. Алюминий в конструк-
ционной стали. М.: Металлургия, 1970.
129 с.
20. Гольдштейн Я- Е., Муштакова Т. Л.—
МиТОМ, 1978, № 5, с. 70—73.
21. Морозов А. Н. Водород и азот в стали. М.:
Металлургия, 1968. 281 с.
22. Гельд П. В., Рябов Р. А. Водород в метал-
лах и сплавах. М.: Металлургия, 1974.
270 с.
23. Дубовой В. Я. Флокены в стали. М.: Ме-
таллургиздат, 1950. 331 с.
24. Шаповалов В. И. Влияние водорода на
структуру и свойства железоуглеродистых
сплавов. М.: Металлургия, 1982. 230 с.
25. Дзугутов М. Я. Напряжения и разрывы
при обработке металлов давлением. 2-е изд.
М.: Металлургия, 1979. 280 с.
26. Малинкина Е. И. Образование трещин при
термической обработке стальных изделий.
2-е изд. М.: Машиностроение, 1965. 176 с.
МАКРО- И МИКРОФОТОГРАФИИ К РАЗДЕЛУ 6
Рис. 6.1. Волокнистый излом высокой плотности. Катаная сталь. Большая величина боковой утяжки
свидетельствует о высокой вязкости разрушения стали. Характерен для металла, получаемого мето-
дами переплава
(Сталь ЗОХНМ; закалка с 860 °C в воде, отпуск при 650 °C)
Рис. 6.2. Волокнистый излом со слабо выраженной полосчатостью и рыхловатостью, направление
которых параллельно плоскости прокатки. Катаная сталь. Характерен для стали открытой вы-
плавки
(Сталь ЗОХНМ; закалка с 860 °C в воде, высокий отпуск при 650 °C)
112
Рис. 6.3. Волокнистый из-
лом высокой плотности в
катаной стали с мелкими
слабо выраженными
штрихами в плоскости,
перпендикулярной плос-
кости прокатки. Боковая
утяжка больше, чем в
металле открытой вы-
плавки (см. рис. 6.2). Ха-
рактерен для высоковяз-
кого состояния стали
электрошлакового пере-
плава
(Сталь ЗОХНМ. Закалка
с 860 °C, отпуск при
650 °C)
Рис. 6.4. Плотный волокни-
стый излом. Литая сталь.
Цо строению излом близок
к волокнистому излому де-
формированной стали. Ха-
рактерен для отливок, полу-
ченных при ускоренной кри-
сталлизации:
а — литье в кокиль; б — ли-
тье в песчаную форму ма-
лого сечения
(Сталь 30ХН2МА; гомогени-
зация при 1150 °C, нормали-
зация при 950 °C, закалка с
860 °C, отпуск при 650 °C)
8—531
113
Рис. 6.5. Волокнистый излом, имеющий грубое неоднородное рыхлое строение. Литая сталь. Харак-
терен для отливок, получаемых при малой скорости кристаллизации
(Сталь 30ХН2МА; термообработка та же, что и на рис. 6.4)
Рис. 6.6. Характерная микроструктура сталей с волокнистым изломом. Х400:
а — катаная сталь; б — литая сталь
114
Рнс. 6.7. Сухой волокнистый излом вы-
сокой плотности. Катаная сталь. Малая
величина боковой утяжки свидетельст-
вует о пониженной вязкости разруше-
ния стали по сравнению со сталью,
имеющей волокнистый излом
(Сталь 20ХГСНМД; закалка с 900 °C, отпуск при 250 еС);
а — технологическая проба; б — ударные образцы
Рис. 6.8. Плотный сухой волокнистый излом. Литая сталь. Излом близок по строению к сухому во-
локнистому излому деформированной стали. Характерен для отливок с ускоренной кристаллизацией
(Сталь 20ХГСН2МА; гомогенизация при 1150 °C, закалка с 900 °C, отпуск при 250 °C)
8*
115
Рис. 6.9. Плотный сухой волокнистый излом. Литая сталь. На поверхности излома видны следы
исходной литой структуры — отдельные матовые фасетки, сохранившиеся после гомогенизации
участков поверхностей шестоватых кристаллов
(Сталь 20ХГСН2МА; гомогенизация при 1150 °C; закалка с 900 °C, отпуск при 250 °C)
Рис. 6.10. Волокнисто-полосчатый излом. Катаная сталь. Поверхность разрушения параллельна на-
правлению проката. Характерен для стали после закалки и высокого отпуска
(Сталь ЗОХНЗМ. Закалка с 860 °C, отпуск при 650 ®С):
а — Х7; б — Х12
116
Рис. 6.11. Микрофрактограммы волокнисто-полосчатого излома. Катаная сталь. Для излома харак-
терно наличие направленных полос, содержащих неметаллические включения:
а — области около включений, являющиеся частями сильно вытянутых ямок, образовавшихся в ре-
зультате возникновения и слияния микропор вокруг неметаллических включений. РЭМ. Х150 [10];
б — неметаллические включения в полосах. РЭМ. Х3000 [10]
Рис. 6.12. Вырывы в волокнистом изломе (а), образовавшиеся вследствие частично сохранившейся
ликвационной неоднородности слитка при недостаточной степени прогрева заготовки перед прокат-
кой. После оптимального прогрева вырывы отсутствуют (б)
(Сталь ЗОХНЗМ; закалка с 860 °C, отпуск при 650 °C)
117
Рис. 6.13. Волокнисто-чешуйчатый излом. Катаная сталь. Излом вертикального образца (поверх-
ность излома параллельна плоскости прокатки); ударный образец:
а — нат. вел; б—ХЮ; в —РЭМ. Х2000
(Сталь 38XH3M, закалка с 830 °C, отпуск при 650 ВС)
118
Рис. 6.14. Кристаллический излом термически обработанной литой стали (отпуск при температуре
обратимой отпускной хрупкости). Сильно развитый рельеф поверхности разрушения обусловлен за-
медленной скоростью кристаллизации
(Сталь 25ХНЗМ; закалка с 850 °C, отпуск при 500 °C)
Рис. 6.15. Крупнокристаллический излом литой стали (величина зерна — номер 1—2). Характерен
для стали после высокотемпературной аустенитизации с последующей выдержкой в области пер-
литного превращения. Сталь 25ХНЗМ; аустенитизация при 1150 °C, охлаждение на воздухе до
650 °C, выдержка при 650 °C в печи, 24 ч, охлаждение на воздухе:
а — характерный вид излома; б — микроструктура феррит-}-перлит. Х400
119
Рис. 6.16. Кристаллический излом литой стали со средней величиной зерна (величина зерна — номер-
7—8). Характерен для стали после аустенитизации при температуре, близкой к Ас3 и последующей
изотермической выдержки в области перлитного превращения. (Сталь 25ХНЗМ; аустенитизация при
850°C; охлаждение на воздухе до 650°C; выдержка при 650°C в печи, 24 ч, охлаждение на воздухе):
а — характерный вид излома; б — микроструктура. XI000
120
Рис. 6.17. Виды изломов литой стали с разной формой и расположением кристаллических участков (на фоне волокнистого строения). (Сталь 25ХНЗМ; закалка с 850 ФС; от-
пуск: а —550 °C; б, в —600 °C, г — 630 °C): а— сплошной кристаллический участок; б — кристаллические участки в виде отдельных полос; в —несколько компактных кристал-
лических участков; г — отдельные мелкие кристаллические участки
Рис. 6.18. Уменьшение площади кристаллического участка в изломе одной и той же пробы литой
а — охлаждение в воде до 500 °C, далее на воздухе; кристаллический излом занимает ~90 %;
охлаждение в воде до 300 °C, далее на воздухе; кристаллический излом занимает ~50 %; г—полное
(Сталь 38XH3M; закалка с 850 °C; пробы из одной плавки)
Рис. 6.19. Кристаллические полосы в изломе, обусловленные неравномерностью деформации металла
а — технологическая проба; б — темплет, вырезанный из отливки
122
стали в зависимости от температуры окончания охлаждения в воде при прерывистой закалке:
б —охлаждение в воде до 400 °C, далее на воздухе; кристаллический излом занимает ~80 %; в —
охлаждение в воде; излом волокнистый
при поломке. (Сталь ЗОХНЗМ; закалка с 900 °C, отпуск при 600 °C):
123
Рис. 6.20. Кристаллический излом катаной стали с разной величиной зерна аустенита. Температура
при 950 °C):
а, в — крупнокристаллический излом; б, г — соответствующая микроструктура (а, б — номер зерна
структура (д, е — номер зерна 7—8; ос, з —номер зерна 10—Ц); а, в, д, ж— XI; б, г, е, з—Х400
124
испытаний — минус 196 °C. (Сталь 40ХНМ; а, а—аустенитизация при 1150 °C; д, ж— аустенитизация
1—2; а, а —номер зерна 3—4); д, ос — среднекристаллический излом; а, з — соответствующая микро-
12S
Рис. 6.21. Кристаллическая сыпь на фоне волокнистого излома катаной стали. Появление дефекта
связано с развитием обратимой отпускной хрупкости. (Сталь 40ХНМ; закалка с 950 и 850 °C, отпуск
при 600 °C, охлаждение на воздухе):
а — крупнокристаллическая сыпь; б — мелкокристаллическая
Рис. 6.22. Кристаллический излом (зерно номера 7—9) катаной стали с нечетко выраженными при-
знаками кристаллического строения. (Сталь 38XH3MB; закалка с 880 °C, отпуск при 580 °C, т. е. на
верхней границе зоны обратимой отпускной хрупкости):
а—по всей поверхности излома; б—в центральной зоне
Рис. 6.24. Мелкокристаллический из-
лом. Катаная сталь. Участок тонко-
кристаллического бархатного строения
(зерно номер 13), постепенно переходя-
щий в кристаллический излом с более
крупным зерном номер 12. (Сталь
45ХНМФА; закалка с 880 °C, отпуск
при 180 °C; температура ударных ис-
пытаний — минус 196 °C)
126
Рис. 6.23. Различные виды кристаллического излома катаной стали. Причина образования — проявление обратимой отпускной хрупкости. (Сталь 40ХНМ; закалка с 900 °C, отпуск
при 600 °C с замедленным охлаждением в печи): а — четко выраженный кристаллический участок; б — кристаллический участок с тонкими волокнистыми прожилками; в —
горизонтально-ручьистое строение кристаллического излома; г — веерообразно-ручьистое строение кристаллического излома; б—кристаллический излом со ступенчатым рельефом
Рис. 6.25. Мелкокристалличе-
ский фарфоровидный излом
(зерно № 15). Катаная сталь.
Х2. (Сталь 45ХНМФА; закал-
ка с 8Й0°С, отпуск при 180 °C,
температура ударных испыта-
ний — минус 196 °C)
Рис. 6.26. Дендритный излом. Дендриты расположены под поверхностным слоем отливки на глуби-
не 20—30 мм («), макроструктура того же излома (б—XI; в —Х5). Состояние стали: после терми-
ческого улучшения
(Сталь 25ХНЗМ с 2,5 % Ni; закалка с 900 °C, отпуск при 600 “С)
228
Рис. 6.27. Дендритный излом. Дендриты распространяются от поверхности отливки на половину ее
толщины. Состояние стали — после термического улучшения
[Сталь 25ХН4М; (4 % Ni); закалка с 900 °C, отпуск при 600 СС]
Рис. 6.28. Фрактограмма участка дендритного излома.
Видны оси дендритов 1-го и 2-го порядков с неметал-
лическими включениями, залегающими в межосных
зонах и имеющими глобулярную и веретенообразную
форму. РЭМ. Х300. (см. рис. 6.27)
Рис. 6.29. Фрактограмма участка дендритного излома.
Вязкое разрушение по осям дендритов и хрупкое
разрушение по междендритным участкам. РЭМ.
Х1000 (см. рис. 6.27)
9—531
129
Рис. 6.30. Крупные сколы в дендритном изломе литой сталии Поверхность площадок скола имеет
нечеткую огранку и грубый бугристый рельеф. Состояние стали: без термической, обработки; (Сталь
25ХН4М.) Форма сколов:
а — равноосная; б — продолговатая
130
Рис. 6.31. Частичное устранение сколов в литой стали за счет высокотемпературной гомогенизации.
(Сталь 25ХНЗМ, гомогенизация при 1150 °C, закалка с 900 °C, отпуск при 600 °C):
а — излом со сколами, проходящими по телу дендритов и занимающими большую часть площади;
на многих участках скола видны очертания дендритов; б — волокнистый излом с остатками участ-
ков скола; та же заготовка, что и в случае (а)
131
на Рис. 6.32. Раскрывшаяся и не-
g раскрывшаяся шиферность на
фоне волокнистого излома. Ха-
рактерна для стали после тер-
мического улучшения. (Сталь
30Х2Н2М; закалка с 880 °C, от-
пуск при 620 °C):
а — шиферность в центральной
зоне излома; б — шиферность
по всей поверхности излома;
в — крупная шиферность в по-
верхностной зоне излома; г —
мелкая шиферность в поверх-
ностной зоне излома
Рис. 6.33. Нераскрывшаяся шиферность на фоне волокнистого излома. Видны серебристые черточки
на всей поверхности излома длиной до 2 мм (а) (сталь 30Х2Н2М; термическая обработка та же,
что и на рис. 6.32). Крупная нераскрывшаяся и раскрывшаяся шиферность почти по всей площади
поверхности излома (б)
Рис. 6.34. Микрофрактограмма участка излома с мелкой шиферностью. РЭМ. Х300. (Та же сталь*
что и на рис. 6.32)
Рис. 6.35. Полосчатая микроструктура стали после закалки — одна из причин образования шифер-
ности в изломе. Микротвердость светлых полос на 200—400 МПа выше микротвердости темных.
Х200. (Сталь 30Х2Н2М, закалка с 880 "С)
133
co
4*
Рис. 6.36. Строчки неметалличе-
ских включений — одна из причин
образования шиферности в изло-
ме;
а — нетравленый шлиф со строч-
ками неметаллических включе-
ний; б — трещины по строчкам не-
металлических включений (рас-
крывшийся расслой). Х50
Рис. 6.37. Единичные раскрывшие-
ся расслои (раскрывшаяся шифер-
ность длиной более 15 мм) на фо-
не волокнистого излома. Сталь по-
сле термического улучшения:
а — крупные расслои, б — расслои
средней величины
Рис. 6.38. Множественные расслои в листовом прокате, возникшие после закалки и высокого от-
пуска (а, в). При низком отпуске такие расслои отсутствуют, наблюдается сухой волокнистый излом
(б, г). (Сталь 35ХГСНМА, закалка с 900 °C и отпуск):
а — толстолистовой прокат, отпуск при 660 °C; б — то же, отпуск при 250 °C; в — тонколистовой про-
кат, отпуск при 650 °C; г — то же, отпуск при 250 ВС
135
Рис. 6.39. Светлые полосы в изломе катаной стали.
600 °C):
(Сталь 30Х2НМ; закалка с 860 °C, отпуск при
а — узкая светлая полоса; б — широкая светлая полоса
Рис. 6.40. Проявление светлой поло-
сы на макротемплете. Травление по
Бауману. (Сталь 30Х2НМ; закалка с
860 °C, отпуск при 600 °C)
136
Рис. 6.41. Белые пятна в из-
ломе (Сталь 30Х2НМ):
а — литая сталь; б — катана»
сталь
Рис. 6.42. Черный излом (черные пятна в изло-
ме). Представляет собой выделения графита.
(Сталь ЗОХГСН; закалка с 850 °C, отпуск при
650 СС, 50 ч):
а и б — крупные и мелкие (соответственно) округ-
лые выделения в литой стали; в — выделения вы-
тянутой формы в катаной стали
138
Рис. 6.43. Нафталинистый излом.
Узкие столбчатые кристаллы,
пронизывающие отливку по все-
му сечению. Характерен для от-
ливок, получаемых при кристал-
лизации с высокой скоростью.
(Сталь ЗОХНЗМ; состояние: без
термической обработки)
Рис. 6.44. Нафталинистый из-
лом. Образование участка рав-
ноосных кристаллов в централь-
ной зоне отливки при наличии
узких столбчатых кристаллов в
поверхностных зонах. Характе-
рен для отливок, получаемых
при кристаллизации со средней
скоростью
(Сталь ЗОХНЗМ. Состояние: без
термической обработки
Рис. 6.45. Нафталинистый излом.
Образование грубых широких
кристаллов в поверхностных
слоях отливки, сохранивших
столбчатую ориентацию; в цент-
ральной зоне отливки — участок
равноосных кристаллов. Харак-
терен для отливок с пониженной
скоростью кристаллизации
(Сталь ЗОХНЗМ; состояние: без
термической обработки)
139
|Рис. 6.46. Нафталинистый излом литой стали с крупными равноосными кристаллами в центральной
зоне отливки
<Сталь ЗОХНЗМ; состояние: без термической обработки)
Рис. 6.47. Грубые равноосные кристаллы в нафталинистом изломе. Катаная сталь. (Сталь
38ХНЗМФА; нагрев до 1300 °C, охлаждение на воздухе)
(140
Рис. 6.48. Изменение размеров кристаллов в нафталинистом изломе при повышении температуры
нагрева:
а—ж — ударные образцы; сталь 40ХНМ (а — 1200 °C; б— 1220 °C; в— 1240 °C; г 1260 °C; д
1280 °C- а— 1300 °C; ж— 1320 °C; з—н — технологические пробы; сталь 35ХНМФА (з — 1250 С; и —
1280 °C; к — 1310 °C; л — 1340 °C; м — 1380 °C; н — 1410 *С)
141
Рис. 6.49. Нафталинистый излом катаной стали, полу
Температура испытания —196 °C. РЭМ. (Сталь
а — Х5; б — Х75; в — Х300; г — Х750; д — Х2000; е —
142
ченный после перегрева до 1400 °C, последующей закалки на воздухе с 850 °C и отпуска при 600 °C.
38ХНМФА):
Х4000; ж — X10000
143
Рис. 6.50. Первичный камневидный излом литой стали, полученный после медленного затвердевание
отливки. Видны два участка: центральный, где разрушение проходит по границам исходных крупных
равноосных (раковистых) зерен аустенита, и участок вблизи поверхности отливки, где разрушение
проходит преимущественно по границам исходных продолговатых крупных зерен (шестоватых кри-
сталлов). (Сталь ЗОХНЗМ; состояние: без термической обработки)
Рис. 6.51. Макроструктура литой стали, соответствующая излому, приведенному на рис. 6.50. Видны
очертания исходных аустенитных зерен, не связанных с границами дендритов. В одном зерне
можно различить несколько дендритов. (Сталь ЗОХНЗМ; состояние: без термической обработки)
144
Рис. 6.52. Фигуры кристаллизации папоротниковой формы на поверхности первичных аустенитных
зерен при медленном охлаждении (вблизи температуры 1400 °C), свидетельствующие о наличии
жидкой пограничной фазы (до термической обработки). Литая сталь. РЭМ. Х800
Рис. 6.53. Фрактограмма поверхности первичных камневидных зерен. Литая сталь после термического
улучшения без гомогенизации. Ямочный микрорельеф свидетельствует о пластической деформации
на поверхности зерен. Размер ямок указывает на незначительное развитие деформации. РЭМ. Х800
(Сталь 30XH3M; закалка с 850 °C, отпуск при 650 °C)
10—531
145
Рис. 6.54. Кинетика образования вторичного камневидного излома при нагреве литой стали, имею-
щей в исходном состоянии камневидно-шестоватый излом. Фотографии получены при поломке гра-
диентных образцов размером 20QX30X20 мм, вырезанных из отливок. Вакуумный нагрев в интервале
от 300 («холодный конец») до 1400 °C («горячий конец»):
а — низкотемпературная зона градиентного образца (участок /), видно исходное состояние первич-
ного камневидного излома, следы которого постепенно между участками I и II исчезают, и на
участке // образуется вторичный камневидный излом с равноосными зернами, не связанными со
строением исходной литой структуры. XI; б— участок II. ХЗ
Рис. 6.55. Виды камневидных изломов, встречающиеся в
практике изготовления проката и поковок после пере-
грева и термического улучшения. (Сталь 30Х2Н2М):
а — мелкие камневидные зерна на фоне волокнистого
излома, полученного при незначительном перегреве; б —
отдельные крупные камневидные зерна в изломе, полу-
ченном при малой выдержке, но значительной темпера-
туре перегрева;, в — крупные камневидные зерна на
большой площади излома, полученного после длитель-
ной выдержки при высокой температуре перегрева. Х7
распределения се-
ло границам ис-
Рис. 6.56. Авторадиограммы
ры (а, б) и фосфора (в, г)
ходных аустенитных зерен в литой стали при
образовании камневидного излома. (Сталь
ЗОХНЗМ; обработка та же, что на рис. 6.53):
а, в — при отсутствии камневидного излома;
б, г — при наличии камневидного излома
10*
147
Рис, 6.57. Кинетика образования вторичного камневидного излома в деформированной стали при на-
греве до различных температур с одинаковой продолжительностью выдержки. Изломы получены
после последующего термического улучшения. (Сталь 30Х2Н2М). Х4:
а — нагрев до 1100 °C, отсутствие межзеренных фасеток камневидного излома; б —нагрев до 1200 °C,
появление единичных мелких камневидных зерен; в — нагрев до 1280 °C, образование камневидных
зерен, более крупных, чем в б; нагрев до 1290 °C; г — увеличение площади излома, занятой фасет-
ками камневидного излома; д — нагрев до 1300 °C, дальнейшее увеличение размеров фасеток кам-
невидного излома; е — нагрев др 1320 °C; крупные камневидные зерна, занимающие более 50 % по-
верхности излома
148
Рис. 6.58. Выявление фасеток камневидного излома в деформированной стали в зависимости от
температуры отпуска. Термическая обработка: 1250 °C, 1 ч, закалка, отпуск 630 °C, 2 ч, охлаждение
в воде, повторная закалка с 850 °С+отпуск при разных температурах. (Сталь 30Х2Н2М). Х4:
«л — без отпуска; б — 200 °C; в — 300 °C; г — 500 °C; д — 600 °C; е — 650 °C
149
Рис. 6.59. Камневидный излом катаной стали, полу
ной хрупкости (500 °C). Отдельные фасетки имеют
J
!
а —Х5; б—Х75; в — Х750; г — Х4000; д — ХЮООО;
150
ченный после перегрева, повторной закалки с 850 °C и длительного отпуска в зоне обратимой отпуск-
блестящую поверхность. (Сталь 30Х2Н2М):
е — X15000; ж — Х21000
151
Рис. 6.60. Матовые фасетки на фоне волокнистого излома, равномерно рассеянные по всей площа-
ди излома. Катаная сталь. (Сталь 38ХНЗМФА электрошлакового переплава. Состояние: температура
нагрева перед прокаткой 1320 °C, окончание прокатки 1050 °C, охлаждение на воздухе; высокий от-
пуск, термическое улучшение)
Рис. 6.61. Строение поверхности матовых фасеток на фоне сухого волокнистого излома. Катаная
сталь. Четко зафиксирована пленочная фаза в микроучастках разрушения с незначительной пласти-
ческой деформацией. В данном случае обнаружены сернистые соединения, а также трехкальциевый
алюмосиликат и точечные карбиды. (Сталь 38ХНЗМФД):
а — фрактограмма. РЭМ. Х20; б— пленочные фазы в микроучастках хрупкого разрушения; фрак-
тограмма. РЭМ. Х500
152
Рис. 6.62. Строение поверхности матовой фасетки при разных увеличениях. Катаная сталь. Поверх-
ность фасетки состоит из мелких ямок, в которых находятся глобулярные неметаллические вклю-
чения размерами от долей микрометра до одного микрометра. Включения имеют повышенное содер-
жание серы и марганца. Характер разрушения — вязкий. РЭМ. (Сталь 38ХНЗМФД):
а — X100; б — Х300; в — Х3000; г — Х6000
Рис. 6.63. Типичные волокни-
стые изломы литой стали с
различным количеством ма-
товых фасеток. Участки раз-
рушения проходят по сохра-
нившимся первичным грани-
цам шестовато-камневидных
зерен. Показано влияние со-
держания одного из легиру-
ющих элементов (никеля) и
режимов гомогенизации на
количество матовых фасеток.
Х4:
а, б — сталь с содержанием
3 % Ni (а — гомогенизация
при 1150 °C, 5 ч; б — гомоге-
низация при 1250°C, 10 ч);
в, г — сталь с содержанием
1% Ni; (в — гомогенизация
при 1150 °C, 5 ч, г — гомоге-
низация при 1250 °C, 10 ч,
Х4.
(Сталь типа ЗОХНЗМ с раз-
личным содержанием нике-
ля)
153
Рис. 6.64. Шестоватый и частично раковистый излом с грубым кристаллическим строением по всему
сечению. Технологическая проба. Литая сталь, не прошедшая термической обработки. (Сталь
ЗОХНЗМ)
Рис. 6.65. Шестоватый и частично раковистый излом с более тонким, чем на рис. 6.64, кристалличе-
ским строением. Технологические пробы (а, б). Литая сталь, не прошедшая термической обработки
(Сталь ЗОХНЗМ)
154
Рис. 6.66. Гроздевидные образования шестова-
тых кристаллов. Литая сталь. На поверхности
отдельных кристаллов видна как бы оплав-
ленная дендритная структура. Нат. вел. (Про-
ба вырезана из слитка стали 38ХНЗМФА, из-
готовленного способом электрошлакового
переплава. Термическая обработка: улучше-
ние без гомогенизации)
Рис. 6.67. Излом с шестоватымн кристаллами
по периферии технологической пробы. Литая
сталь без термической обработки. В цент-
ральной зоне видны камневидиые равноосные
кристаллы (гречневидный излом)
155
Рис. 6.68. Фрактограммы, иллюстрирующие наличие участков хрупкого разрушения по механизму квазискола на фоне вязкого ямочного излома на поверхности шестоватм^
кристаллов. РЭМ:
р- Х1000; б —X300Q
Рис. 6.69 Гречневидный излом литой стали, не прошедшей термической обработки, со светлой по-
верхностью — разновидность первичного камневидного излома с равноосными зернами. (Сталь.
30Х2НМ):
а — излом; б — макроструктура
157
Рис. 6.71. Фрактограммы участков изломов с пере-
жогом. РЭМ. Х3000:
а — литая сталь, оплавленные границы зерен;
б — литая сталь, окисленные границы зерен; в —
катаная сталь, оплавленные границы зерен
Рис. 6.70. Гречневидный излом литой стали с мато-
!вой поверхностью большей части зерен. Разновид-
ность первичного камневидного излома с равно ос-
иными зернами. Термическое улучшение без гомоге-
низации (Сталь 30X2 Н2М)
158
Рис. 6.72. Усадочная раковина в изломе. Литая сталь. Сосредоточенная окисленная усадочная
раковина на фоне волокнистого (а), шестоватого (б) и нафталинистого (в> изломов. Рассредоточен-
ная усадочная раковина на фоне нафталинистого (г) излома
159
Рис. 6.72 (продолжение)
/Рис. 6.73. Усадочная рыхлость в изломе. Литая сталь:
а, б —рассредоточенная и сосредоточенная (соответственно) усадочная рыхлость на фоне волокни-
стого излома со следами шестоватости; в — осевая (У-образная) рыхлость в центральной части
технологической пробы
460
11—531
161
Рис. 6.74. Макротемплеты отливок сечением 80X80 мм с рассредоточенной (а) и сосредоточенной
(б) усадочной рыхлостью
Рис. 6.75. Землистый (пористый) излом. Излом со значительным количеством темных (окисленных)
а — нат. вел.; б — Х15; в — поры в металле вблизи поверхности разрушения; нетравленый микро
Х40
162
я блестящих (неокиелейных) пор. Литая сталь:
еле термического улучшения. Слоистое строение
по всей поверхности излома. (Сталь типа 40ХНМ)
шлиф, перпендикулярный поверхности разрушения.
11*
163
Рис. 6.76. Расслоения в изломе:
а, б — катаная сталь; продольный излом, поперечная
проба (а — единичные расслоения, б — множествен-
ные расслоения); в—д — расслоения в изломе, выз-
ванные крупными шлаковыми включениями (в — про-
дольный излом, г — поперечный излом, д— паукооб-
разные трещины, микрошлиф. Х400)
164
Рис. 6.78. Светлые пятна в изломе литой стали. (Сталь 25ХНЗМ. Состояние: после гомогенизации,
с повышенным содержанием водорода в стали и задержкой в посадке отливки на гомогенизацию —
на трое суток):
а— светлые пятна, расположенные преимущественно по периферии излома, проходящие по поверх-
ности шестоватых кристаллов; б — единичные светлые пятна на фоне волокнистого излома; в —
скопления светлых пятен в центральной зоне волокнистого излома; г — проявление светлых пятен в
виде трещин на микрошлифе; д — поверхность крупного светлого пятна после расщепления по тре-
щине, показанной на г, ХЗ
165
Рис. 6.78 (продолжение)
166
Рис. 6.79 (с. 167-168)
Oi
Рис. 6.79. Уменьшение числа светлых пятен в зависимости от продолжительности охлаждения металла в форме после закалки;
а — 5 ч; б — 10 ч; в — 20 ч; г — 40 ч; д — 60 ч; е — 72 ч
Рис. 6.80. Флокены в изломе литой стали (сталь 25ХНЗМ после гомогенизации и термического улуч-
шения):
а —единичные флокены на фоне волокнистого излома; б —цепочка флокенов на фоне волокнистого
излома; в — кольцо из флокенов; г — сплошное поражение площади излома флокенами; д — фло-
кены с отпечатками дендритов
169
Рис. 6.80 (продолжение)
170
Рис. 6.81. Флокены в изломе. Катаная сталь:
а —флокен в плоскости излома; б — флокены, поверхность которых перпендикулярна плоскости из-
лома, заметна утяжка металла вокруг флокенов; в—почти сплошное поражение площади излома
флокенами (темплет, вырезанный из катаной заготовки). (Сталь 38ХНЗМФА после термического
улучшения)
171
Рис. 6.82. Трещины в изломе:
а _ термическая трещина в изломе литой стали, возникшая при резком охлаждении с температуры
температуры закалки; в — макроструктура катаной стали с термической трещиной; г — микрострук
ная трещины в катаной стали (Х100); ж—фрактограмма излома стали с межзеренной термической
172
закалки; б — термическая трещина в изломе катаной стали, возникшая при резком охлаждении с
тура катаной стали с деформационной трещиной, Х50; д, е — внутризеренная (Х400) и межзерен-
трещиной, образовавшейся при закалке. РЭМ. Х800
173
Рис. 6.83. Серебристые линии в изломе. Катаная сталь. Единичные (а) и множественные (б) сере-
бристые линии на фоне волокнистого излома. (Сталь 38ХНЗМФА после термического улучшения)
---- 7. РЕКОМЕНДУЕМЫЕ СХЕМЫ ИССЛЕДОВАНИЙ
КАЧЕСТВА СТАЛИ ПО ИЗЛОМАМ
ТЕХНОЛОГИЧЕСКИХ ПРОБ И УДАРНЫХ
ОБРАЗЦОВ1
Рекомендуемая схема проведения исследова-
ний качества сталей включает перечень основ-
ных типовых технологических задач, решаемых
с помощью фрактографических методов иссле-
дований (с дополнительным привлечением в
необходимых случаях структурных и других
методов определения качества металла) и вы-
ходную информацию, получаемую в результа-
те проведения указанных выше исследований.
Исходные данные, характеризующие иссле-
дуемый металл:
— марка стали;
— химический состав (истинный или мароч-
ный) ;
— технологическая схема изготовления ме-
талла;
— механические свойства металла;
— условия поломки образца (температура,
скорость).
При отсутствии указанных исходных данных
эти сведения выясняются на заводе-изготови-
теле или проводят необходимые дополнитель-
ные исследования.
Задача 1. Идентификация вида излома
Проводится визуально в соответствии с описа-
нием изломов и путем сравнения с характер-
ными фрактограммами, приведенными в раз-
делах 6.2 и 6.3 на основе следующей совокуп-
ности признаков:
— по морфологии строения изломов;
— по макрогеометрии;
— по связи с элементами структуры;
1 С учетом методических рекомендаций ВНИИН-
маш.
— по цвету и блеску;
— по степени пластической деформации;
— по наличию и характеру расположения
участков излома со строением, отличающимся
от строения основного вида излома.
Решение этой задачи позволяет определять
принципиальное соответствие вида излома за-
данному по нормативно-технической докумен-
тации (НТД), идентифицировать виды откло-
нений в строении изломов от оптимального в
соответствии с НТД и оценивать степень от-
рицательного влияния данного вида излома на
свойства металла.
Задача 2. Идентификация вида несплошност ей,
выявляемых в изломе
Идентификация проводится визуально в со-
ответствии с описанием характера несплошно-
стей на поверхности разрушения и сравнением
с характерными фрактограммами, приведенны-
ми в разделе 6.4, на основе следующей сово-
купности признаков:
— по характеру строения и расположения;
— по макрогеометрии;
— по связи с элементами структуры;
— по цвету и блеску.
Решение этой задачи позволяет идентифици-
ровать выявленные на поверхности разруше-
ния несплошности, которые могут являться де-
фектами металла, снижающими его эксплуата-
ционные характеристики.
Задача 3. Оценка качества металла
по изломам
Оценка качества металла по изломам прово-
дится путем измерения:
174
— площади, количества, плотности распре-
деления участков излома со строением, отли-
чающимся от заданного по НТД (идентифици-
рованных в задаче 1);
— площади, линейных размеров и плотности
распределения несплошностей на поверхности
разрушения (идентифицированных в задаче 2);
— величины пластической деформации ме-
талла в зоне разрушения (измерение величины
утяжки).
Измерения проводятся с помощью методов
количественной фрактографии, указанных в
разделе 4.3.
Решение этой задачи позволяет по результа-
там измерения, сопоставляемым с требования-
ми НТД, оценивать кондиционность или некон-
диционность металла.
Задача 4. Исследование причин отклонения
строения излома от заданного
Проводится в шесть этапов:
1. Анализ исходных данных, характеризую-
щих исследуемый металл, и подготовка излома
для дальнейших исследований:
а) уточнение исходных данных в соответст-
вии с перечнем, приведенным в начале данной
схемы;
б) очистка излома (см. раздел 2.2);
в) фиксирование внешнего вида всего изло-
ма или при необходимости отдельных харак-
терных его участков, если возможно его по-
вреждение при исследовании; используются ме-
тоды получения плоского или объемного изо-
бражения (см. раздел 3);
г) установление соответствия исследуемого
металла заданной марке стали; определяется
соответствие химического состава стали ука-
занному в ГОСТе или ТУ; используются стан-
дартные методы спектрального и химического
анализа;
д) идентификация вида излома (проводится
в соответствии с решением задачи 1);
е) определение возможных причин отклоне-
ния вида излома от заданного в соответствии
с подразделами «Причины образования» в раз-
делах 6.2 и 6.3;
ж) установление необходимости дополнитель-
ного исследования качества металла на основе
результатов анализа возможных причин, вызы-
вающих отклонение вида излома от заданного,
рекомендуемая последовательность операций:
— определение содержания легирующих эле-
ментов и вредных примесей с использованием
стандартных методов химического анализа;
— исследование неоднородности макрострук-
туры металла (распределение серы и фосфора,
дендритное строение в литой стали, выявление
остатков литой структуры в деформированной
стали, определение ликвационной неоднородно-
сти) с использованием методов макроанализа
(раздел 4.5.1);
— испытание механических свойств, а имен-
но: прочностных и пластических характеристик
при статическом растяжении (ГОСТ 1497—78),
ударной вязкости (ГОСТ 9454—78), твердости
(ГОСТ 9012—59, ГОСТ 9013—59, ГОСТ
2999—75), критической температуры хрупкости
(см. раздел 5.1) и других свойств, оговорен-
ных ТУ или связанных с особенностями экс-
плуатации материала;
— исследование микростроения металла,
а именно: определение микроструктуры (раз-
дел 4.5.2), величины зерна и разнозернистости
(ГОСТ 5639—65), микротвердости (ГОСТ
9450—76), неметаллических включений (раздел
5.2), фазового состава и тонкой структуры (раз-
дел 4.5.3).
Если причины отклонения вида излома от за-
данного не удалось установить указанными ис-
следованиями, то изучают микростроение по-
верхности разрушения.
2. Исследования микростроения излома:
а) определение микромеханизмов разруше-
ния по виду рельефа разрушения (качествен-
ная или количественная оценка) с использова-
нием методов электронной микроскопии (раз-
дел 4.1.2);
б) определение вида микростроения излома;
проводится путем сравнения полученных фрак-
тограмм с характерными микрофрактограмма-
ми, приведенными в разделе 1 (по механизму
разрушения, по связи с элементами микро-
структуры, по микрогеометрии, по характеру
расположения участков излома, отличающихся
от основного строения излома).
3. Определение отклонений химического со-
става поверхности разрушения от состава ос-
новного металла и определение состава отдель-
ных включений и выделений.
Используются физические методы определе-
ния химического и фазового состава поверхно-
сти разрушения (см. разд. 4.4). Для определе-
ния ее отклонения от состава и строения основ-
ного металла, а также установления фазового
состава и структуры отдельных включений и
выделений на поверхности разрушения исполь-
зуются методы электронной микроскопии и
ЯГР (см. 4.1.2, 4.4.6).
4. Установление степени отрицательного
влияния компактных включений на строение
излома и свойства металла.
Определяется доля изучаемого вида включе-
ний на поверхности разрушения в сравнении с
их долей в объеме металла (см. 5.2).
5. Уточнение причин отклонения в строении
излома от заданного по НТД.
Проводится путем анализа результатов ис-
следований по п. 1—4 данной задачи и сопо-
ставлением с подразделом «Причины и усло-
вия образования» в разделах 6.2 и 6.3.
6. Установление способа устранения причин
отклонения в строении излома от заданного.
Проводится путем выбора способа устране-
ния в соответствии с разделами 6.2 и 6.3.
Решение этой задачи позволяет устанавли-
вать причины отклонений в строении излома от
заданного по НТД и рекомендовать способы их
устранения в производственных условиях.
Задача 5. Исследование причин образования
несплошностей, выявляемых в изломе
Рекомендуется следующая последователь-
ность:
1. Установление исходных данных, характе-
ризующих исследуемый металл, и подготовка
излома для исследований. Проводится анало-
гично п. 1 Задачи 4.
2. Идентификация вида несплошности. Про-
водится в соответствии с решением задачи 2.
3. Установление возможных причин образо-
вания данного вида несплошностей.
Проводится по материалам подраздела «При-
чины образования» раздела 6.4; устанавлива-
ется необходимость дополнительных исследо-
ваний качества металла.
4. Уточнение характера несплошностей пу-
тем исследования их расположения и разме-
ров вблизи зоны разрушения.
Используются методы макроанализа, раздел
4.1.1.
175
5. Определение газонасыщенности металла.
Исследуют содержание водорода, кислорода
и азота, используя стандартные методы газо-
вого анализа.
6. Установление природы выделений и вклю-
чений (пленочных и компактных) на поверх-
ности несплошностей.
Исследуют химический и фазовый составы
выделений и включений, используя физические
методы анализа химического состава (раздел
4.4) и методы электронной микроскопии (раз-
дел 4.1.2).
7. Уточнение причин образования несплошно-
стей, проявляющихся в изломе металла.
Проводится анализ результатов исследова-
ний по пп. 1—6 данной задачи и сопоставление
с подразделом «Причины образования» в раз-
деле 6.4.
8. Установление способа устранения несплош-
ностей, проявляющихся в изломах металла.
Способ устранения выбирают в соответствии
с разделом 6.4.
Решение этой задачи позволяет установить
причины появления несплошностей металла в
изломах и рекомендовать способы их устране-
ния в производственных условиях.
8. РАЗРУШЕНИЕ СТАЛЕЙ ПРИ РАСТЯЖЕНИИ
(МЕТОД ТЕМПЕРАТУРНОЙ МИКРОСКОПИИ)
8.1. ВОЗМОЖНОСТИ МЕТОДА
И ИСПОЛЬЗУЕМАЯ АППАРАТУРА
Методы фрактографии, наряду с неоспоримы-
ми преимуществами, имеют существенные не-
достатки. Излом представляет собой конечный
продукт разрушения, по которому оценивают
три стадии процесса: зарождение трещин, их
распространение и долом. При исследовании
технологических изломов в условиях статиче-
ского нагружения, наименьшую информацию
получают о первой стадии, хотя при решении
вопросов о конструктивной прочности и на-
дежности работы реальных деталей эта ста-
дия в большинстве случаев является опреде-
ляющей.
Зарождение процесса разрушения связано с
пластической деформацией, которая может осу-
ществляться одновременным действием ряда
механизмов деформации с преобладанием ка-
кой-либо группы процессов в зависимости от
условий деформации (температуры, скорости
деформации, напряжений и т. п.). Однако ме-
ханизм разрушения металлических материалов
независимо от механизма деформации одина-
ков и состоит в зарождении и развитии тре-
щин.
В изломах технологических проб из-за нали-
чия концентраторов напряжений в виде над-
резов очаг разрушения локализуется в весьма
ограниченной случайной области образца под
надрезом и не всегда позволяет однозначно
определить структурные факторы или дефек-
ты в металле, ответственные за зарождение
разрушения.
Изломы технологических проб получают в ре-
зультате однократного приложения кратко-
временной нагрузки (разрушение с помощью
копра или пресса), причем трещины в очаге
разрушения зарождаются в первую очередь
под действием растягивающих напряжений и
протекающей при этом пластической деформа-
ции. Поэтому весьма важную информацию мо-
жет дать исследование именно стадии зарож-
дения разрушения.
Сопоставление данных фрактографических
исследований с результатами изучения исход-
ной структуры металла методами световой и
электронной микроскопии также не дает воз-
можности однозначно устанавливать связь
особенностей или характера структуры с про-
цессами разрушения, а между тем это необхо-
димо для определения слабых звеньев в строе-
нии реальных металлических материалов.
Сопоставление характера излома разрывных
или ударных образцов с механическими харак-
теристиками металла также не дает сведений о
влиянии структурных особенностей на началь-
ную стадию процесса зарождения разрушения.
Влияние характера строения металла на ки-
нетику разрушения при деформировании поз-
воляет установить метод температурной мик-
роскопии, который совмещает достоинства
микроскопических методов исследования и ме-
тодов испытаний прочностных и пластических
характеристик металлов.
Температурная микроскопия — это исследо-
вание структурных изменений на поверхности
металлических материалов в нагретом или
охлажденном состоянии в процессе их меха-
нического нагружения. Метод дает возмож-
ность изучать кинетику разрушения в услови-
ях различных режимов термодеформационного
воздействия и устанавливать влияние струк-
турных параметров на процессы пластической
деформации и разрушения.
Кроме того, этот метод позоляет определять
величину истинной микропластической дефор-
мации отдельных структурных элементов (сла-
бых звеньев в структуре металла) и напряже-
ний, вызывающих их разрушение, чем выгодно
отличается от методов определения механиче-
ских свойств металла, дающих усредненные
характеристики, отнесенные к наиболее слабо-
му сечению в макрообъеме рабочей зоны ис-
пытываемых образцов.
Использование метода температурной микро-
скопии позволяет расширить возможности тра-
диционных фрактографических исследований и
дополнительно определять:
— макро- и микроочаг зарождения разру-
шения, т. е. слабое звено в структуре металла,
где в первую очередь происходит зарождение
трещин;
— характер и величину микропластической
деформации, при которой выявляются оптиче-
ски разрешаемые трещины;
— уровень напряжений, при которых проис-
ходит зарождение трещин;
— кинетику распространения трещин и их
взаимодействие с элементами структуры, уско-
ряющими или тормозящими развитие трещин.
Кроме того, применение метода температур-
176
ной микроскопии позволяет получить сведения:
— о закономерностях протекания пластиче-
ской деформации и разрушения при высоких
температурах, при которых получение изло-
мов массивных образцов обычными методами
невозможно;
— о вкладе микропластической деформации
в изменение структуры металла в зоне разру-
шения;
— о влиянии фазовых превращений на осо-
бенности протекания процесса разрушения.
Метод температурной микроскопии служит
связующим звеном между методами фракто-
графии, металлографии и механическими ис-
пытаниями, позволяя устанавливать феномено-
логическую и причинную связь между исход-
ной структурой металла, его прочностными и
пластическими характеристиками и строением
его излома.
Применение этого метода к исследованиям
разрушения позволяет существенно повысить
эффективность фрактографических исследова-
ний.
Установки температурной мик-
роскопии представляют собой комплекс
оборудования, в состав которого входят:
— устройства для механического нагруже-
ния образцов по заданной программе;
— оптическая система для наблюдения и
фиксации микроструктуры исследуемого мате-
риала;
— система для создания вакуума или защит-
ной атмосферы (в случае проведения испыта-
ний при высоких температурах);
— система для измерения микротвердости;
— система для измерения электрического
сопротивления образцов в процессе опыта
и т. д.
Отечественная промышленность серийно вы-
пускает установки температурной микроскопии,
предназначенные для исследования в условиях
растягивающих напряжений: ИМАШ-5С-69
«Киргизстан» и ИМАШ-20-78 «Ала-Too» (за-
вод КИП, г. Фрунзе). Установки рассчитаны на
температуры испытаний от —50 до 1500 °C.
Максимальное полезное увеличение 420 крат.
Схема нагружения: принудительное растяже-
ние со скоростью 0,01—4200 мм/ч (8-10~84-
-И,2-10“2 м/с); постоянная нагрузка — усилие
до 4900 Н.
Погрешность тензометрической схемы для
определения осевой растягивающей нагрузки,
действующей на образец, 1 %. Погрешность из-
мерения температуры ±0,5 % от максимально-
го показания прибора. Погрешность измерения
электросопротивления образца при комнатной
температуре 0,01 %.
Степень разрежения в рабочей камере: при
растяжении в условиях высоких температур
1,3 МПа; при растяжении в условиях низких
температур —0,66 мПа.
В установках предусмотрена возможность
проведения испытаний в защитных газовых
средах.
Подробное описание установок, их принци-
пиальные схемы и особенности эксплуатации
приведены в [1]. Однако использование серий-
ной аппаратуры не может в полной мере удов-
летворить исследователей, интересующихся ме-
тодами температурной микроскопии. Поэтому
исследователи часто либо существенно модер-
низируют серийные установки, отдельные их
узлы, либо создают аппаратуру собственных
конструкций в соответствии с конкретными за-
дачами.
Основные направления аппаратурно-методи-
ческих разработок:
1 . Автоматизация процесса управления экс-
периментом (создание систем программного
нагрева и нагружения) и автоматизация ре-
гистрации результатов эксперимента.
2 . Новые конструктивные решения высоко-
температурных микроскопов.
3 . Расширение конструктивно-методических
возможностей установок типа ИМАШ путем
совмещения их с другими установками (ААИ,
РЭМ, МАР и др.).
В работах [2—27] приведены сведения о мо-
дернизации установок серии ИМАШ для реше-
ния различных технологических задач. Из
других разработок необходимо отметить сле-
дующие. Лазерный высокотемпературный мик-
роскоп [28] дает возможность проводить преци-
зионные высокотемпературные (до 2500—
3000 °C) исследования. Лазерный нагрев — наи-
более оптимальный вариант нагрева при высо-
котемпературной микроскопии; использование
этого вида нагрева резко улучшает характери-
стики микроскопа. Использование лазерного
пучка позволяет нагревать строго ограничен-
ную поверхность и задавать нужную конфигу-
рацию температурного поля. Благодаря отсут-
ствию в зоне нагрева массивных элементов на-
гревателя можно применять высокоразрешаю-
щую оптику. Разработанные микроскопы
позволяют вести наблюдение за объектом до
температур 2500—3000 °C при максимальном
увеличении 400 крат.
Перспективно использование методов экзо-
электронной эмиссии и фотоэмиссионных мик-
роскопов. Экзоэлектронное топографирование
поверхности образца позволяет наблюдать и
регистрировать развитие деформационных про-
цессов по изменению эмиссионного рельефа
[29—30]*.
В фотоэмиссионных микроскопах благодаря
существенной разнице в работе выхода элек-
тронов при незначительной разнице в ориента-
ции структурных составляющих можно наблю-
дать процессы, которые с помощью вакуумной
температурной микроскопии наблюдать невоз-
можно.
С целью изучения на субмикронном уровне
структурно-морфологических характеристик
(механизма пластической деформации, зарож-
дения и развития микротрещин, формирования
зеренной структуры и т. п.) объекта заданной
формы и размеров в процессе термодеформа-
ционного воздействия разработан специализи-
рованный РЭМ с разрешающей способностью
выше 0,1 мкм [31], который позволяет исследо-
вать образцы, используемые в установках тем-
пературной микроскопии, длиной до 70 мм.
При разработке использованы узлы и системы
установки «Ала-Too», возможности которой в
отношении моделирования термических, де-
формационных и термодеформационных циклов
различных технологических процессов в новом
РЭМ полностью сохранены. Структурная схе-
ма и внешний вид его представлена на рис. 8.1.
Нагрев объекта осуществляется за счет про-
пускания через него постоянного электриче-
ского тока. Предусмотрено обеспечение мини-
мального искажения в изображении структур-
ных составляющих материала объекта при
воздействии на него термических и термоде-
формационных нагрузок.
* См. также: Ионный эмиссионный микроанали-
зирующий микроскоп. — Пат. 4107527 (США), 1978.
12—531
177
Рис. 8.1. Специализированный РЭМ:
rz — блок-схема (/ — электронная пушка; 2, 3 — пер-
вая и вторая конденсорныё линзы; 4 — формирующая
линза; 5— отклоняющая система со стигматором;
6— детектор электронов; 7 — вспомогательные элект-
роды; 8 — объект; 9 — привод колонны; 10 — камера
объектов; // — уплотнение; 12— устройство нагруже-
ния; 13 — устройство нагрева; 14 — измеритель темпе-
ратуры; 15 — устройство регулировки температуры;
16 — ВКУ с вещательным стандартом разложения;
17 — ВКУ с медленными развертками; 18 — коммута-
тор разверток; 19 — источники питания электронной
оптики; 20 — вакуумные электрические вводы; 21 —
привод апертурной диафрагмы; 22 — датчик деформа-
ции объекта); б — внешний вид специализированного
Основные характеристики прибора: ускоряю-
щее напряжение 5—50 кВ; максимальная ве-
личина нагрузки на образец 4900 Н; диапазон
температур нагрева образца от —50 до 1100 °C;
величина перемещений зоны наблюдения
±10 мм вдоль образца. Длина образца 70 мм.
Преимущество специализированного РЭМ в
наибольшей мере проявляется при исследова-
нии развитых деформационных рельефов бла-
годаря большой глубине резкости, которая
позволяет достаточно четко видеть строение
зерен и внутризеренную структуру при значи-
тельных деформациях. Объемность изображе-
ния дает возможность наглядно видеть ход де-
формационных процессов, а также определить
влияние включений и других мелкодисперсных
фаз на особенности деформации.
Авторами совместно с МИСиС создана тер-
москоростная вакуумная установка на базе
пластометра и ИМАШ-5С-69. Ее характерис-
тики: растяжение со скоростью до 10 м/с в ин-
тервале температур от 20 до 1200 °C. Камера
снабжена киноаппаратом, позволяющим вести
скоростную съемку процесса деформации [5].
Образцы для исследований. Для
изучения процессов деформации, разрушения и
структурных изменений в сталях (литых и де-
формированных) рекомендуется использовать
образцы трех типов.
Образец типа I (рис. 8.2, а) целесообразно
применять для исследования металла с круп-
нозернистой структурой и металла с неравно-
мерным распределением структурных состав-
ляющих. Достоинство данного образца — воз-
можность наблюдения за сравнительно
большой поверхностью металла, недостатки —
необходимость нанесения реперных отпечатков,
служащих базой при измерении микропласти-
ческой деформации по всей рабочей длине об-
разца, так как заранее неизвестно место лока-
лизации деформации в его рабочей зоне, а так-
же невозможно проводить испытания до раз-
178
Рис. 8.2. Образцы для проведения испытаний:
а — тип 1; б — тип 2; в — тип 3
рушения высокопрочных материалов из-за
ограниченной мощности серийно выпускаемых
установок.
Образец типа II (рис. 8.2,6) целесообразно
применять для испытаний на растяжение ме-
талла с мелкозернистой структурой. Достоин-
ство этого образца — уменьшенная по сравне-
нию с образцом типа I площадь сечения, что
позволяет испытывать высокопрочные мате-
риалы. Недостаток, как и в случае образца ти-
па I, — необходимость нанесения реперных то-
чек по всей рабочей длине образца.
Образец типа III (рис. 8.2, в) целесообразно
применять при ускоренных испытаниях мате-
риалов. Достоинство — локализация пластиче-
ской деформации в рабочей части образца на
базе 6 мм и, следовательно, значительное сни-
жение трудоемкости благодаря уменьшению
длины реперных линий на рабочей базе. Не-
достаток — малая площадь исследуемой по-
верхности металла.
Для исследования структурных изменений
на одной из поверхностей образца приготов-
ляют микрошлиф, который подвергают после-
дующему механическому или электролитиче-
ческому полированию.
Как правило, большинство образцов испы-
тывают на растяжение после полирования без
выявления микроструктуры травлением, чтобы
в максимальной степени выявить естественный
деформационный рельеф. В отдельных случаях
перед растяжением можно применять травле-
ние химическими реактивами для выявления
элементов структуры, однако возникающие
при этом структурные концентраторы напря-
жений на поверхности образца могут искажать
картину следов деформации металла.
Шлифование и полирование образцов боль-
ших размеров вызывает определенные затруд-
нения. Чтобы ускорить выполнение указанных
операций, рекомендуется использовать автома-
тизированную вибрационную полировальную
установку типа ВПУ-2, разработанную в Ин-
ституте Машиноведения АН СССР [1]. Приме-
няют также различные приспособления (рис.
8.3).
Общую деформацию рабочей зоны и локаль-
ную деформацию контролируемых участков
или отдельных структурных составляющих при
необходимости определяют как относительное
удлинение вдоль направления растяжения: об-
щую— на рабочей базе образца (6—30 мм),
локальную — на микроучастках (10—100 мкм).
На рабочую поверхность образца (на рас-
четную длину Zo) с помощью прибора ПМТ-3
наносят алмазной пирамидой реперные точки с
заданным шагом разметки. Шаг разметки вы-
бирают в каждом конкретном случае в зависи-
мости от размеров элементов структуры изу-
чаемых материалов. Нагрузку, при которой
наносят реперные точки, выбирают в зависи-
мости от твердости исследуемых материалов,
и она должна обеспечивать минимальный раз-
мер отпечатка во избежание искажения струк-
туры. Для выявления закономерностей изме-
нения структуры в процессе деформирования
на плоскость образца наносят 3—5 реперных
линий; каждая из них содержит 30—130 точек.
Расстояния между реперными точками в ис-
ходном состоянии можно измерять двумя спо-
собами: в процессе опыта непосредственно в,
установках типа ИМАШ с помощью стрелоч-
ного индикатора с ценой деления 5-10~3 мм и
кинофотосъемкой изучаемой зоны между от-
дельными реперными точками. После снятия
нагрузки относительную деформацию на иссле-
дуемых участках можно дополнительно опре-
делять с помощью прибора ПМТ-3 или авто-
матического анализатора изображений.
Для выполнения трудоемкой операции по на-
несению реперных точек и измерению расстоя-
ний между ними используют специальные при-
способления к прибору ПМТ-3, которые позво-
ляют зафиксировать и быстро найти наблюдае-
мый участок (рис. 8.4). Приспособление
устанавливают с помощью двух штифтов на
предметном столике прибора. С помощью двух
других штифтов (один из них неподвижен)
приспособление закрепляют в исходном или
растянутом состоянии. Образец строго фикси-
рован относительно микрометрических винтов,
что позволяет наносить отпечатки строго па-
раллельно или перпендикулярно его оси.
Некоторые особенности нагре-
ва образцов. Самым радикальным спосо-
бом крепления спая термопары к образцу для
контроля температуры является точечная
электросварка. Термопару приваривают либо
сбоку образца, либо к стороне, параллельной
полированной поверхности. При этом объем
металла, подвергающийся интенсивному на-
Рис. 8.3. Приспособление для шлифования и полиро-
вания образцов:
1 — штифты для крепления образца
12*
179
Рис. 8.4. Приспособление для разметки образцов
греву в процессе сварки, не превышает 1—
2 мм3, и исходная структура всего образца
практически не изменяется.
Можно крепить термопару к образцу с по-
мощью зачеканки. В этом случае в центре бо-
ковой поверхности образца высверливают две
симметричные лунки глубиной 1 мм и туда за-
чеканивают головки термопар. Недостаток это-
го способа состоит в том, что лунки являются
концентраторами напряжений и по ним может
проходить разрушение образца, искажая ис-
тинную картину. Кроме того, зачеканка термо-
пары в рабочую часть образца не всегда га-
рантирует хорошее качество ее контакта с об-
разцом, так как при деформации высверленная
лунка тоже деформируется и контакт может
ухудшаться или нарушиться вовсе. Возможна
зачеканка термопары в галтель головки об-
разца. В этом случае контакт между термопа-
рой и образцом в процессе эксперимента не
ухудшается, так как деформация в основном
проходит в рабочей части образца. Градиент
температур между центром образца и галтелью
следует учитывать с помощью поправки. Од-
нако способ зачеканки термопар в образец
является трудоемким и не всегда приемлем
(для малопластичных материалов).
При контактном электронагреве образца на-
блюдается неравномерное распределение тем-
пературы по его длине, связанное с охлажде-
нием головок образцов захватом растягиваю-
щего устройства. Протяженность зоны равно-
мерного нагрева образца, в которой колебания
температуры не превышают ±0,5 %, при тем-
пературах до 500 °C составляет 30 мм, а при
нагреве до 1500 °C уменьшается до 6 мм.
При изучении строения и свойств сталей
при повышенных температурах в вакууме (на
установках типа ИМАШ), видимое окисление
отсутствует уже при разрежении 1,3 мПа.
8.2. МЕТОДИЧЕСКИЕ
ОСОБЕННОСТИ ИССЛЕДОВАНИЯ
ПРОЦЕССОВ
ДЕФОРМИРОВАНИЯ
И РАЗРУШЕНИЯ
Характеристики, измеряемые при одновремен-
ном металлографическом наблюдении процес-
сов деформирования и разрушения плоских об-
разцов в условиях одноосного растяжения,
а также методы и погрешности измерений при-
ведены в табл. 4.1.
Порядок подготовки и выполнения измере-
ний состоит в следующем. Измеряют микро-
метром начальные величины — толщину п0,
ширину и сечение Fo рабочей части образца.
Отмечают рисками с помощью штангенцирку-
ля начальную расчетную длину образца /0. На-
чальная расчетная длина /0 для образцов ти-
па I и II составляет 30 мм при растяжении
при комнатной температуре и 6 мм при растя-
жении в условиях нагрева и охлаждения. На-
чальная расчетная длина Zo для образца ти-
па III составляет 6 мм независимо от условий
испытаний.
На приборе ПМТ-3 при увеличении 485 крат
измеряют начальные расчетные локальные дли-
ны ZOt-. Отсчет Zoi ведут от перекрестий диаго-
налей отпечатков.
Образец устанавливают в рабочую камеру;
снимают исходное показание прибора ИСД
(измеритель статических деформаций) и запи-
сывают постоянную прибора К. Образец нагре-
вают или охлаждают до заданной температуры.
В процессе деформирования ведут визуаль-
ные наблюдения, а также осуществляют фото-
съемку и киносъемку структурных изменений и
реперных линий. На установке ИМАШ-5С-65
периодически снимают показания прибора ИСД
Nx через заданные интервалы времени вплоть
до разрушения образца (на установках «Кир-
гизстан» и «Ала-Too» запись ведется автома-
тически) .
В процессе растяжения образца определяют
скорость деформирования с помощью индика-
тора часового типа, укрепленного на станине
установки, и секундомера. Ось индикатора
должна быть параллельна направлению рас-
тяжения. Погрешность индикатора не должна
превышать 0,01 мм, погрешность секундомера
0,2 с.
Измеряют расчетные локальные длины до
приложения нагрузки Z/,o,i и в момент испыта-
ния Z^ т f на отснятых фотопластинах при про-
ектировании изображения линии разметки на
экране проектора при увеличении, равном 15.
После окончания эксперимента на приборе
ПМТ-3 при увеличении 485 крат измеряют ко-
нечные расчетные локальные длины lKi. Конеч-
ную расчетную длину образца ZK определяют с
помощью штангенциркуля.
Результаты измерений обрабатывают, опре-
деляя следующие величины:
а) относительное удлинение после разрыва б
по формуле 6 = [(ZK—Zo)/Zo]-lOO %;
б) осевую растягивающую нагрузку по фор-
муле P—k(Nx—No), где k — постоянная ИСД;
Nx — показание ИСД, снятое в момент дефор-
мирования т; No — исходные показания при-
бора ИСД;
в) работу зарождения трещины (Азар), ра-
боту развития трещины (Аразв), работу раз-
рушения образца (АР). С этой целью на
графике изменения осевой растягивающей на-
грузки Р в зависимости от продолжительно-
сти деформирования т (при изменении нагруз-
ки от Р=0 до Р=Рр.азр) опускают перпенди-
куляры из точек Р—Р3&р и Р=Рразр на ось т
(рис. 8.5); измеряют заштрихованную пло-
щадь под кривой (S3ap и Sp).
Ар = Л4р Мх t/Sp, Азар = Afp Мх
Аразв = Ар Азар,
180
ТАБЛИЦА 8.1
ХАРАКТЕРИСТИКИ, ИЗМЕРЯЕМЫЕ ПРИ МЕТАЛЛОГРАФИЧЕСКОМ ИССЛЕДОВАНИИ
ПРОЦЕССОВ ДЕФОРМИРОВАНИЯ И РАЗРУШЕНИЯ *
№ по пор.* Измеряемая величина Еди- ница вели- чины Условное обозначе- ние Метод изме- рения Связь характеристик, опре- деляемых прямым и косвен- ным методом Погреш- ности из- мерения
1 Начальная расчетная длина образца ММ /о Прямой — 0,1 ММ
2 Начальная толщина ра- бочей части образца мм » — 0,05 мм
3 Начальная ширина ра- бочей части образца мм ^0 » — 0,05 мм
4 Начальная площадь по- перечного сечения рабо- чей части образца мм2 FQ Косвенный Го = «о6о —
5 Конечная расчетная дли- на образца мм Прямой — 0,1 мм
6 Относительное удлине- ние после разрыва % 6 Косвенный 6 = Z«ZZ5.100 % /о
7 Осевая растягивающая нагрузка, действующая на образец в данный мо- мент испытания н р Прямой 1 %
8 Условное нормальное напряжение мПа О Косвенный <у = Р!аоьо —
9 Начальная расчетная ло- кальная длина — рас- стояние между реперны- ми точками, измеренное при комнатной темпера- туре мкм /oj Прямой 1 мкм
10 Конечная расчетная ло- кальная длина — рас- стояние между реперны- ми точками, измеренное после снятия нагрузки мкм ^кг » 1 мкм
п Относительное локаль- ное удлинение — отноше- ние приращения расчет- ной локальной длины об- разца после снятия на- грузки к первоначальной длине % ег Косвенный ег = /кг~/о- -100 % —
12 Длительность деформи- плп о ттттст с T Прямой — 0,2 с
13 рования Скорость деформирова- ния м/с V Косвенный — __
14 Расчетная локальная длина до приложения нагрузки — расстояние между реперными точ- ками, измеренное при температуре испытания до приложения нагрузки мкм Прямой 1 мкм
15 Расчетная локальная дли- на в момент испытания — расстояние между репер- ными точками, измерен- ное при температуре ис- пытания до приложения нагрузки мкм Прямой 1 мкм
16 Условное напряжение разрушения — условное нормальное напряжение, соответствующее наи- большей нагрузке, отне- сенной к начальной пло- щади поперечного сече- ния в рабочей части об- разца мПа <*Р Косвенный = Р max/^o^o
181
Продолжение табл. 8.1
Ns по пор.* Измеряемая величина Еди- ница вели- чины Условное обозначе- ние Метод изме- рения Связь характеристик, опре- деляемых прямым и косвен- ным методом Погреш- ности из- мерения
17 Площадь под кривой ММ2 •Sp Прямой j 3 %
18 растяжения P^f(%) при масштабе оси Р9 равном MPt и масштабе оси т равном М% Работа разрушения — Дж лр Косвенный ^4р = Л4р/Ит5рЦ
19 механическая работа де- формирования образца до разрушения при ско- рости деформирования о (в м/с) Относительная локаль- ная деформация — отно- шение приращения рас- четной локальной длины в данный момент испыта- ния (/, т) к ее величине до приложения нагрузки % Косвенный et,x,i — , х lt,,,x xioo% —
♦Характеристики 1—9 —по ГОСТ 1497—73 «Методы испытания на растяжение», 10—19 —по данным
авторов (введены для расширения возможностей метода).
где Л1р — масштаб оси Р; Мх — масштаб оси т;
v — скорость деформирования образца; 5Р—
площадь под кривой:
г) относительные локальные удлинения:
= [(zKi — zOf)/Zod-юо %;
д) относительные локальные деформации
п
е) среднее локальное удлинение еСр.к=2ек^
, h
/п, где п — число интервалов реперной линии.
По полученным данным строят графики из-
менения относительного локального удлинения
и изменения относительной локальной дефор-
мации на расчетной длине образца.
В качестве параметров, характеризующих
микронеоднородность пластической деформа-
ции рекомендуется принимать критерий огск
Рис. 8.5. Пример зависимости осевой растягивающей
иагрузки Р от времени деформации т
(среднеквадратичное отклонение ег- от еср) или
коэффициент вариации Кк:
аск —
У (енг — 8ср.к)2/ (п —0»
Кц — ^ск/бср.к,
где 8ср.к — среднее локальное удлинение.
На основании расчетов строят графики за-
висимости crCK=f(eCp) или KK=f(eCp).
В соответствии с ГОСТ 8.011—72 и ГОСТ
11.002—73 в качестве показателя точности из-
мерения характеристик материала (6, ор и А)
при металлографическом исследовании процес-
сов деформирования и разрушения принимают
интервал Д, в котором погрешность измерений
находится с заданной вероятностью р, равной
0,9, при объеме выборки п, равном 3.
В соответствии с ГОСТ 11.004—74 для уста-
новления границ доверительных интервалов
определяемых характеристик при заданной до-
верительной вероятности необходимо выпол-
нить следующие операции в указанной после-
довательности, а именно, определить: а) выбо-
рочное среднее арифметическое значение изме-
п
ряемых характеристик по формуле
f=i
где Xi — измеряемое значение; п — объем вы-
борки; б) выборочную дисперсию S2 по фор-
п _
муле S2=(n—1)~£^(хх—х)2’» в) эмпирический-
i=i
стандарт
182
Рис. 8.6. Микроскоп МИМ-8М с приспособлением для киносъемки
Гипотезу о нормальности выборочного рас-
пределения измеряемых характеристик прове-
ряют с помощью критерия Мизеса Q, проводя
вычисления в следующем порядке:
— располагают значения измеряемых харак-
теристик в порядке возрастания
— определяют накопленную частоту cofxz)
по формуле co(Xi) — (г—0,5)/п, где i — поряд-
ковый номер измерения; п — объем выборки;
— определяют значения нормированной слу-
чайной величины Zi для все£ измеренных вели-
чин Xi по формуле Zi=(Xi—x)/S\
— определяют значения функции Лапласа
для всех значений нормированной случайной
величины zi по формуле
Z
ф = f Г~г*12 dz;
1 2л J
о
— определяют вероятность P(Xi) для всех
значений нормированной случайной величины
zt по формуле P(xi)—0,5+Ф(Zi);
— определяют критерий Мизеса Q по фор-
муле
п
1=1
— определяют критическое значение крите-
рия Мизеса, соответствующее заданному уров-
ню вероятности Р=0,9.
При этом следует считать, что гипотеза о при-
нятом нормальном законе распределения слу-
чайной величины х не противоречит выборке п,
если Q<QC.
Границы доверительного интервала Дв и Дн
при заданной доверительной вероятности Р—
=0,9 и объеме выборки и=3 определяют по
формулам
AB = x + /(P,n)(s/K«); Дн = х —
— t(P,n)(siV п);
где t (Р, п) — коэффициент Стьюдента для дан-
ного объема выборки п=3 и доверительной
вероятности Р=0,9.
Значимость разницы между средними зна-
чениями свойств рекомендуется определять по
формуле
(*1 — х2) < / ОГтУ (П1 + п2)/П1п2>
где Xi и х2 — два средних, определенных по
«1 и п2 измерений со средними квадратичны-
ми СГ1 и о2 соответственно.
Если объединить все измерения в одну вы-
борку, то среднее квадратичное отклонение еди-
ничного значения составит
am= j/[(«1 — 1) О'! + («2 — 1) О^/ЦП! — 1) +
+(«2-1)1.
где t — коэффициент Стьюдента, взятый из таб-
лиц, в соответствии с доверительной вероят-
ностью (обычно у=0,95).
Если левая часть неравенства меньше пра-
вой, то оба ряда измерений относятся к одной
генеральной совокупности и, следовательно,
разница между средними незначима. Если же
левая часть неравенства больше правой, то раз-
личия между средними не случайны и, следо-
вательно, средние не принадлежат одной вы-
борке.
Наблюдения за изменениями, происходящи-
ми в микроструктуре металла в процессе испы-
таний, проводят визуально и путем фотографи-
рования с помощью микроскопа МВТ при уве-
личении 420 крат.
Кинетику микроструктурных изменений
фиксируют киносъемкой с помощью встроенной
в установку 35-мм кинокамеры. Скорость ки-
носъемки подбирают в зависимости от скоро-
сти изменения структуры при испытании.
Продолжительность отснятого фильма мож-
но менять, регулируя соотношение шестерен
покадрового двигателя (от 1:1 до 1:4). При
отношении 1 : 1 скорость съемки составляет
60 кадров в минуту, а скорость показа отсня-
того материала соответственно — 24 кадра в
183
секунду. Длительность демонстрации фильма
рассчитывают по формуле T—vJIvz, где Т —
длительность демонстрации фильма, с; Ui —
скорость съемки при опыте, кадр/с; v2 — ско-
рость показа фильма, кадр/с; t — продолжи-
тельность эксперимента, мин.
Так, при скорости съемки 1 кадр/с, скорости
демонстрации фильма 24 кадр/с и продолжи-
тельности эксперимента 20 мин, продолжитель-
ность показа фильма, снятого при отношении
передаточных шестерен 1:1, составляет 50 с.
При отношении 4 : 1 продолжительность демон-
страции возрастает в четыре раза и составляет
соответственно 200 с.
Недостаток киносъемки на установках
ИМАШ состоит в том, что можно наблюдать
только за одним участком образца, изменение
структуры которого не всегда характерно. По-
этому приходится снимать большое число дуб-
лей. Кроме того, микроскоп МВТ имеет невы-
сокие оптические качества, а увеличение, кото-
рое можно получить, мало. Поэтому для
изучения тонких деталей структуры рассматри-
ваемый метод непригоден. В этих случаях це-
лесообразно применять киносъемку на оптиче-
ском микроскопе, расширяющую возможности
исследований на установках ИМАШ, но для
этого необходимо изготовить несложное специ-
альное приспособление к микроскопу, позво-
ляющее автоматически с заданной скоростью
перемещать предметный столик с образцом в
процессе киносъемки. С помощью такого при-
способления можно снимать панораму наибо-
лее характерных признаков деформации в
структуре (при выбранных степенях деформа-
ции) или фиксировать момент зарождения тре-
щин в определенных структурных составляю-
щих (рис. 8.6).
Приспособление к оптическому микроскопу с
помощью электродвигателя СД-2 позволяет
плавно перемещать фотографируемый обра-
зец на предметном столике микроскопа в вы-
бранном направлении с определенной скоро-
стью, которую подбирают эмпирическим путем.
В случае применения насадки на микровинт
предметного столика микроскопа МИМ-8М
диаметром 99 мм и валика на электродвигате-
ле диаметром 33 мм (отношение диаметров
1 : 3) возможно автоматическое передвижение
образца со скоростью 5 мм/мин. Указанный
способ киносъемки особенно эффективен при
демонстрации изменений структуры мелкозер-
нистых материалов.
Температурная микроскопия может быть ис-
пользована также для количественного метал-
лографического анализа с применением авто-
матических анализаторов изображений. Благо-
даря этому можно резко увеличить результа-
тивность информации и устанавливать
корреляционные количественные связи между
структурой материала и механизмами его де-
формации и разрушения. С методической точки
зрения исследования деформационных микро-
рельефов аналогичны исследованию элементов
строения изломов (см. раздел 3.3).
При количественном анализе оценивают на-
копление деформационных повреждений (под-
счет числа линий скольжения и их числа на
единице площади), изучают процессы зарож-
дения и развития трещин (измерение длины
трещины и площади зоны пластической дефор-
мации в ее вершине), измеряют диагонали от-
печатков микротвердости и расстояния между
реперными отпечатками, оценивают изменение
геометрии структурных составляющих (площа-
ди зерен, протяженности границ^ размеров
включений) и т. д.
Температурная микроскопия может быть ис-
пользована также в сочетании с методами
рентгеноспектрального микроанализа для уста-
новления взаимосвязи между возникновением
оптически разрешаемых трещин (ослабленных
участков металла) и микронеоднородностью
химического состава. Основным преимуществом
использования этого метода при исследовании
микрорельефа по сравнению с изучением мик-
рошлифов или изломов заключается в том, что
в этом случае можно установить природу
структурных составляющих, ответственных за
преждевременное зарождение разрушения в ме-
талле (в которых в первую очередь зарожда-
ются микротрещины).
Исследование макроструктуры с помощью
установок ИМАШ при растяжении
При этом способе на полированной поверхно-
сти образца создают деформационный макро-
рельеф, подвергая образец растяжению, а за-
тем его изучают. Способ позволяет сравнивать
поведение сталей разных марок при одинако-
вых рабочих температурах, а также при оди-
наковых степенях деформации или под дейст-
вием одинаковых напряжений. При этом оце-
нивают неоднородность пластической дефор-
мации, изменение формы и величины зерен в
процессе деформации и вид окончательного из-
лома.
Преимущество способа перед другими — на-
глядность результатов исследований, а также
возможность оценки характера (однородности
и неоднородности) пластической деформации и
изменений макроструктуры, связанных с фраг-
ментацией зерен, рекристаллизацией при повы-
шенных температурах и т. д. Контроль макро-
структуры осуществляется путем фотографи-
рования макрорельефа поверхности образцов.
Изменения макрорельефа поверхности могут
фиксироваться как в процессе испытания на
установках ИМАШ, так и после снятия нагруз-
ки (при этом необходимо учитывать возмож-
ность структурных или фазовых превращений
при охлаждении образцов).
8.3. СОЧЕТАНИЕ МЕТОДОВ
ТЕМПЕРАТУРНОЙ
И ЭЛЕКТРОННОЙ
МИКРОСКОПИИ
Электронномикроскопическое изучение особен-
ностей изменения тонкой структуры деформа-
ционных рельефов, образующихся на поверх-
ности образцов, целесообразно проводить с по-
мощью реплик.
Если изучается кинетика изменения одного в
того же участка микрорельефа поверхности об-
разца, т. е. используется способ ступенчатого
нагружения и разгружения при определенных
степенях деформации с последующим много-
разовым снятием реплик, то целесообразно
применять двухступенчатые реплики.
Если образец подвергается однократному
растяжению, то целесообразно применять спо-
соб одноступенчатых реплик, так как он менее
трудоемок.
Реплики с деформационных микрорельефов
готовят обычными способами (см. раздел 4):
с промежуточным отделением неоттененной
184
‘Рис. 8.7. Приспособление для разделения слоя жела-
тины на фиксированные участки:
1 — металлические пластинки; 2 — образец
угольной реплики от образца и с отделением
реплики от образца после полного цикла пре-
парирования. Необходимо, чтобы на поверхно-
сти испытанных образцов, с которых изготов-
ляют реплики, не было оксидов.
Для определения высоты отдельных деталей
рельефа на реплике используют шарики моно-
латекса диаметром 2—3 мкм.
Для того, чтобы знать величину локальных
деформаций участка образца, с которого сни-
мается реплика, предварительно строят график
распределения деформаций по образцу. По это-
му графику определяют число и местоположе-
ние участков на рабочей части образца, с ко-
торого необходимо снять реплику.
При изготовлении одноступенчатых уголь-
ных реплик после напыления угля наносят же-
латину, а затем разделяют остро заточенными
металлическими пластинками (рис. 8.7). Когда
желатина высыхает, фиксированные участки
реплик осторожно отделяют. После этого рас-
творяют желатину, наносят разведенный в во-
де латекс (1 капля латекса на 100 капель во-
ды) и оттеняют реплику платиной.
Двухступенчатые реплики отделяют от об-
разца после полного цикла препарирования,
а латекс наносят на образец.
Дополнительную информацию об изменении
тонкой структуры металла в условиях термо-
деформационного воздействия можно получить
с помощью электронномикроскопического ис-
следования фольг, изготовленных из участков
образцов после предварительных эксперимен-
тов на установках температурной микроскопии
с фиксированной величиной локальной дефор-
мации этих участков (см. выше).
Фольги вырезают из поперечного сечения об-
разца. Это позволяет получить большое число
фольг из одного образца. Изготавливают их
обычными способами (см. раздел 4).
С помощью реплик и фольг можно измерять
параметры тонкой структуры, характеризую-
щие процесс пластической деформации метал-
лических материалов. Ниже приведены харак-
теристики тонкой структуры, описывающие ее
изменения при пластической деформации *:
1. Изгибный экстинкционный
контур1 2, т. е. максимум интенсивности диф-
рагированной волны, возникающей в тех участ-
ках фольги, где для данного семейства атом-
ных плоскостей выполняется точно (или почти
точно) условие отражения [32]. Наблюдается
на электронномикроскопическом изображении в
1 Совместно с Л. А. Тепляковой, Л. Н. Игна-
тенко.
2 Далее рисунки к разделу 8 см. с. 192—238.
виде изменения контраста отдельных участков
(рис. 8.8).
2. Ширина изгибного экстинкци-
онного контура (Z), т. е. линейный размер
контура, измеряемый перпендикулярно линии
симметрии контура. По ширине контура судят
о степени кривизны фольги в данном месте: чем
уже контур, тем больше кривизна (рис. 8.9).
3. Расстояние между изгибными
экстинкционными контурами (L),
т. е. кратчайшее расстояние между линиями
симметрии соседних, приблизительно парал-
лельных, контуров (например, в рейках пакет-
ного мартенсита). По расстоянию между кон-
турами судят о плотности изогнутых мест в
кристалле в единице объема. Чем меньше рас-
стояние, тем больше плотность изогнутых мест
(рис. 8.10).
4. Плотность контуров в мате-
риале (N), т. е. величина, обратная квадра-
ту среднего расстояния между любыми конту-
рами в материале, в том числе непараллельны-
ми. Для определения плотности контуров ис-
пользуется метод секущих (рис. 8.11).
5. Градиент разориентировки
(d0/dZ), где 0—угол наклона гониометра; I —
расстояние, на которое смещается контур при
повороте фольги на угол 0. Характеризуется
величиной, численно равной углу, на который
нужно повернуть фольгу, чтобы контур смес-
тился на единицу (т. е. характеризует быстро-
ту изменения кривизны кристалла в данном
месте). По градиенту разориентировки опреде-
ляют избыточную плотность дислокаций (рис.
8.12, 8.13).
6. Избыточная плотность дисло-
каций (р±), т. е. локальная плотность дис-
локаций одного знака; р±= (d0/dZ)Z>, где b —
вектор Бюргерса, 0 и Z — см. п. 5.
7. Дальнодействующие напряже-
ния (тд), т. е. упруго-пластические напряже-
ния, создаваемые в материале группами дисло-
каций одного знака и распространяющиеся на
расстояние много большее, чем среднее рас-
стояние между ближайшими дислокациями
[33, 34],
Gbp ±h L
Тд — ------ . ....—..- ,
11 (1— v) +
где G — модуль сдвига; h — толщина фольги;
b — вектор Бюргерса; v — коэффициент Пуас-
сона; р± — избыточная плотность дислокаций;
L — расстояние между изгибными экстинкци-
онными контурами.
8. Ф р а г м е н т, т. е. область кристалла,
разориентированная по отношению к остальной
части кристалла на малый угол (малоугловая
граница). Фрагмент может иметь четкую дис-
кретную границу (рис. 8.14) или нечеткую гра-
ницу с плавной разориентировкой (рис. 8.15).
Измерения линейных размеров фрагментов про-
изводятся по темнопольным изображениям,
снятым с минимальным астигматизмом (в бли-
жайших рефлексах). У фрагментов, имеющих
вытянутую форму, измеряются продольный и
поперечный размеры.
9. Блоки субмикроструктуры, т. е.
мелкие упруго искаженные участки кристалли-
ческой решетки, разделенные дислокациями
(рис. 8.16).
10. Период субмикроструктуры,
т^ е. расстояние между дислокациями. Измере-
185
ние проводится по отъюстированным темнополь-
ным изображениям методом секущих.
П.Разориентировка соседних ре-
ек в пакете (со). Характеризуется векто-
ром, поворот вокруг которого по часовой стрел-
ке (в направлении со) на угол, пропорциональ-
ный модулю (со), приводит рейку I к кри-
сталлографической ориентировке рейки II.
12. Радиальная составляющая
полной разориентировки (А<р), т. е.
угол разворота одной рейки относительно дру-
гой на границе между ними (рис. 8.17). Опре-
деляется по скачкам изгибных экстинкционных
контуров на границах реек. A<p=ALp//, где
Lp — расстояние между частями контура, ис-
пытавшего скачок на границе; I — ширина кон-
тура.
13. Азимутальная составляющая
полной разориентировки (Асх), т. е.
угол, на который развернута одна часть крис-
талла относительно другой вокруг направления
первичного пучка (рис. 8.18). Определяется на
микродифр акционной картине путем измерения
расстояния между сателлитами расщепленного
рефлекса Аа.=Аа//?, где R — радиус-вектор
рефлекса; Аа — расстояние между сателлита-
ми рефлекса [36].
14. Относительная длина дуги, за-
нятая растянутыми рефлексами, т. е. суммар-
ная длина тяжей рефлексов с одинаковым ра-
диусом-вектором, отнесенная к длине окруж-
ности этого радиуса; равна Ъка&яЯ (рад/м);
характеризует плотность участков материала с
изгибами элементов структуры.
15. Скалярная плотность дисло-
каций (р), т. е. длина линии дислокаций с
любыми знаками и векторами Бюргерса, содер-
жащимися в единице объема p=3Af/wf [35],
где М — увеличение фотографии; t — толщина
фольги; w — ширина светлых участков [34].
При измерении чаще используется метод се-
кущих.
16. Плотность следов скольже-
ния (рсл), т. е. величина, определяемая сум-
марной длиной следов скольжения, содержа-
щихся в единице поверхности деформирован-
ного материала (см/см2): pCJI = //s, где I — сум-
марная длина следов скольжения; s — площадь
участка, на котором определяется плотность
следов.
8.4. КЛАССИФИКАЦИЯ
ОСНОВНЫХ ВИДОВ
МИКРОРЕЛЬЕФОВ
ПОВЕРХНОСТИ МЕТАЛЛОВ
Температурная микроскопия является сравни-
тельно новым развивающимся методом метал-
лофизического исследования, с помощью кото-
рого изучают микрорельефы поверхности, об-
разующиеся в результате деформационного,
термического и термо-деформационного воздей-
ствия.
Микрорельефы, возникающие при термо-де-
формационном воздействии и выявляемые ме-
тодом тепловой микроскопии, можно разделить
на две группы. К первой группе отнесены мик-
рорельефы, возникающие на поверхности ме-
талла вследствие пластической деформации, ко»
второй — микрорельефы, возникающие вслед-
ствие термического воздействия.
Традиционно микрорельефы первой группы
подразделяют на внутризеренные и межзерен-
ные. Однако это деление весьма условно, так
как возникновение межзеренных микрорелье-
фов связано не только с пластической дефор-
мацией в приграничных участках зерен, но и с
внутризеренной пластической деформацией.
В дополнительную группу выделяются нару-
шения сплошности, возникающие на поверхно-
сти металла под влиянием пластической дефор-
мации. Они связаны с релаксацией локальных
напряжений и проявляются в виде разрыва по-
верхностных слоев металла. Микрорельефы это-
го типа подразделяются на виды в зависимо-
сти от места расположения трещин.
Деформационные микрорельефы характери-
зуются образованием на поверхности металла
следов скольжения внутри. зерен, свидетельст-
вующих о неоднородности протекания пласти-
ческой деформации.
При термическом воздействии микрорель-
еф характеризуется возникновением на поверх-
ности металла либо ступенек на границах, раз-
деляющих вновь образовавшиеся фазы с отли-
чающимся объемом кристаллической решетки,
либо канавок на границах зерен, возникающих
вследствие избирательного испарения поверх-
ностных слоев металла.
Деформационные рельефы, наблюдаемые при
испытаниях реальных металлов можно разде-
лить на простые, возникающие вследствие дей-
ствия одного из указанных механизмов (раз-
личных видов внутризеренного и межзеренного
скольжения и др.), и сложные, обусловленные
совместным действием указанных выше меха-
низмов.
При расшифровке картины микростроения по-
верхности образцов реального металла необхо-
димо учитывать, что наблюдаемый микрорель-
еф может иметь сложное строение, будучи
следствием комплексного проявления различ-
ных видов микрорельефов, возникающих при
термо-деформационном воздействии на металл.
В этом случае происходит наложение про-
цессов образования микрорельефов, обуслов-
ленных протеканием пластической деформации
и терм о диффузионных процессов.
Особую сложность представляет расшифров-
ка микрорельефов предварительно деформиро-
ванных материалов (в отличие от литых), в ко-
торых кристаллическая решетка искажена пред-
шествующей пластической деформацией и об-
разование микрорельефа может быть связано
как с пластической деформацией, обусловлен-
ной релаксацией внутренних напряжений, вы-
званных предшествующей деформацией, так и с
деформацией, связанной с растяжением образ-
ца в процессе исследования. Для правильной и
однозначной расшифровки микрорельефов в
этом случае, как правило, требуется постадий-
ное исследование, при котором сложный тер-
модеформационный рельеф целесообразно со-
поставлять с рельефами того же металла, по-
лученными только при температурном воз-
действии или только при деформационном
воздействии при различных увеличениях, что
проиллюстрировано нижеприведенными приме-
рами.
186
8.4.1. Виды микрорельефов
Деформационные внутризеренные
микрорельефы
Однородное одинарное скольже-
ние (рис. 8.19; 8.20).
Наблюдается в виде одной системы прямоли-
нейных параллельных полос скольжения, пред-
ставляющих собой ступеньки на поверхности
полированного металла в процессе деформи-
рования.
Возникает на начальных стадиях пластиче-
ской деформации в пределах зерен, имеющих
близкую ориентацию, по которой локализуют-
ся пластические сдвиги. Между полосами
скольжения участки матрицы не претерпевают
заметной пластической деформации.
При неблагоприятно ориентированных (боль-
шеугловых) границах полосы скольжения тор-
мозятся на границах зерен, при благоприятно
ориентированных (малоугловых) границах по-
лосы скольжения могут пересекать границы зе-
рен без нарушения общего направления сколь-
жения.
Образуется при трансляционном скольжении
в условиях протекания пластической деформа-
ции в результате микроскопических сдвиговых
смещений в одной системе кристаллографиче-
ских плоскостей легкого скольжения (обычно с
наиболее плотной упаковкой атомов), которые
характеризуются неизменными кристаллогра-
фическими параметрами скольжения (плоско-
стью и направлением). Представляет собой сме-
щение одних участков зерна относительно дру-
гих без изменения их формы.
Микрорельеф характерен для деформации
при комнатной и повышенных температурах
ниже эквикогезивной (температуры равнопроч-
ности границ и объема зерен).
Однородное множественное
скольжение (рис. 8.21).
Наблюдается в виде двух и более пересе-
кающихся параллельных прямолинейных си-
стем полос скольжения в пределах одно-
го зерна.
Характерным признаком этого типа микро-
рельефа является смещение отрезков полос
скольжения в местах пересечения их с поло-
сами скольжения вторичных систем.
Взаимодействие полос скольжения с грани-
цами зерен аналогично описанному для одно-
родного одинарного скольжения.
Образуется при трансляционном скольжении
в условиях протекания пластической деформа-
ции последовательно в двух или более систе-
мах кристаллографических плоскостей легкого
скольжения.
Как правило, этот вид микрорельефа возни-
кает при больших, чем в п. 1, степенях дефор-
мации и зависит от напряженного состояния в
данном зерне, определяющегося взаимодейст-
вием с соседними зернами, возможностью ре-
лаксации внутризеренных напряжений и дру-
гими факторами.
Причиной образования последующих систем
плоскостей скольжения является исчерпание
запаса пластичности в первичной системе или
изменение напряженного состояния внутри
зерна.
Микрорельеф характерен для деформирова-
ния в термодеформационных условиях, при ко-
торых происходит деформационное упрочнение
металла. При повышении температуры испыта-
ния число действующих плоскостей скольже-
ния увеличивается.
Поперечное скольжение (рис. 8.22).
Наблюдается в виде системы прямолинейных
полос скольжения, ступенчато смещенных на
отдельных участках под большим углом к на-
правлению суммарного скольжения.
Образуется вследствие облегченного перехо-
да скольжения из одной плоскости в другую.
Облегчается повышенной диффузионной по-
движностью атомов.
Микрорельеф характерен для деформирова-
ния металлических материалов как при ком-
натной, так и при повышенных температурах.
Неоднородное одинарное сколь-
жение (рис. 8.23).
Наблюдается в виде одной системы полос
скольжения, имеющей характерную ветвистую
форму и одно преимущественное направление
распространения.
Образуется при одновременном действии од-
нородного одинарного скольжения и попереч-
ного скольжения в том случае, если скольже-
ние протекает по нескольким рядам плоскос-
тей, ориентированных под углом друг к другу.
Микрорельеф наиболее характерен для де-
формирования металлических материалов при
повышенных температурах.
Неоднородное множественное
скольжение (рис. 8.24).
Наблюдается в виде двух и более си-
стем полос скольжения, имеющих ветвистую
(извилистую) форму и соответственно два или
более направления их распространения.
Образуется при одновременном действии од-
нородного множественного скольжения и по-
перечного скольжения.
Микрорельеф характерен для деформирова-
ния металлических материалов при повышен-
ных температурах.
Изгиб кристаллической решетки
(рис. 8.25).
Наблюдается в виде складок, гребней, буг-
ров и впадин, занимающих участки внутри зе-
рен или распространяющихся через несколько
зерен. Образуется вследствие неоднородности
протекания пластической деформации по объ-
ему металла. Характерен для поздних стадий
пластической деформации. Высота неровностей
возрастает как с повышением температуры де-
формирования, так и с увеличением степени
деформации.
Полосы сброса (рис. 8.26).
Наблюдаются внутри зерна в виде участков
сдвигового образования клиновидной формы с
переориентированным и искривленным направ-
лением следов скольжения. При. этом угол по-
ворота меняется в широких пределах в зависи-
мости от степени деформации: от нескольких
минут до 90° (в отличие от двойникования).
Образуются вследствие поворота и переори-
ентации участка кристаллической решетки, обу-
словленных неравномерностью протекания про-
цессов скольжения в различных участках зер-
на вследствие неоднородности напряженного
состояния металлического материала.
Полосы перегиба (рис. 8.27).
Наблюдаются внутри зерен в виде протя-
женных участков, по которым происходит из-
менение направления распространения полос
скольжения.
187
Образуются в связи с локальными изгибами
участков кристаллической решетки из-за не-
равномерного протекания деформации по объ-
ему зерна.
Ширина полос перегиба увеличивается с по-
вышением температуры деформирования.
Полосы деформации (рис. 8.28).
Наблюдаются внутри зерен в виде протяжен-
ных четко ограниченных полос, в которых от-
сутствуют следы скольжения.
Образуются вследствие поворота частей
кристаллической решетки зерна относительно
основной его части, обусловленного переориен-
тацией ее путем скольжения вне этой полосы.
Ширина полос деформации увеличивается с
повышением температуры деформирования.
Двойникование (рис. 8.29).
Наблюдается в виде резкого двойного пере-
лома полос скольжения внутри зерен. Двойник
не пересекает границы зерна, иногда заканчи-
вается внутри зерна. Двойникование обуслов-
лено смещением определенных четко ограничен-
ных объемов кристаллической решетки в зер-
кальное отображение по отношению к несдви-
нутым областям при сохранении когерентной
связи участков кристаллической решетки зерна
на границе двойников. Двойникование возрас-
тает с понижением температуры и повышени-
ем скорости деформирования.
Деформационные межзеренные
микрорельефы
3ернограничное скольжение
(рис. 8.30).
Наблюдается в виде взаимного смещения зе-
рен относительно друг друга или образования
ступенек на границах зерен.
Обусловлено преимущественно межзеренной
деформацией. Микрорельеф характерен для де-
формирования металлических материалов при
высоких температурах и является преимущест-
венным видом пластической деформации при
температурах выше 0,4—0,5 Тил.
Клиновидные складки (рис. 8.31).
Наблюдаются в виде местной неровности
микрорельефа (стреловидных полос), идущих
от стыка границ трех зерен и затухающих в
теле зерна.
Направление клиновидной складки совпада-
ет с направлением противолежащей границы
зерна.
Образуются из-за неоднородности протека-
ния пластической деформации в участках сты-
ка трех зерен при условии достаточной проч-
ности металла, препятствующей возникновению
клиновидных трещин.
Микрорельеф характерен для металлических
материалов, деформируемых при высоких тем-
пературах.
Зоны перехода (приспособле-
ния) (рис. 8.32).
Наблюдаются в приграничных участках в
виде резкого искривления полос скольжения.
Образуются в связи с искажением кристалли-
ческой решетки в приграничных областях.
С повышением температуры ширина зон пере-
хода уменьшается.
Формоизменение зерна путем
его поворота (рис. 8.33).
Наблюдается в виде поворота зерна на не-
большой угол вокруг оси, совпадающей с од-
ной из границ и не сопровождающейся замет-
ным изменением геометрических размеров зер-
на. Обусловлено процессами межзеренного про-
скальзывания и неоднородностью протекания
внутризеренной деформации в соседних зернах.
Наблюдается на ранних стадиях пластической
деформации, с повышением температуры этот
процесс облегчается.
Формоизменение зерна ‘ путем
изменения его размеров (рис. 8.34).
Наблюдается изменение геометрической фор-
мы зерна (морфологии) вследствие его вытя-
гивания или сжатия. Обусловлено одновремен-
но протекающими процессами внутризеренной
деформации и межзеренного проскальзывания.
Происходит на поздних стадиях пластической
деформации при высоких температурах.
Формоизменение зерна путем
его дробления (рис. 8.35).
Наблюдается измельчение зерна вследствие
его дробления (появление субзерен).
Субзерна появляются из-за увеличения раз-
ориентации между участками кристаллической
решетки внутри зерна и обусловлены неодно-
родностью внутризеренной деформации. Гра-
ницы субзерен могут проявляться при дефор-
мационном воздействии в виде следующих эле-
ментов микрорельефа: перелома (на неболь-
шой угол) полос скольжения, образования
узких деформационных складок. Появление суб-
зерен характерно для деформирования метал-
лических материалов при комнатной и пони-
женной температурах.
Переход полос скольжения че-
рез границы зерна (рис. 8.36).
Наблюдается при незначительном изменении
направления-скольжения на границе зерна. Обу-
словлен благоприятной ориентацией кристалли-
ческих решеток соседних зерен.
Торможение (блокирование) по-
лос скольжения границами зерен
(рис. 8.37).
Обусловлено неблагоприятной ориентацией
кристаллических решеток соседних зерен.
Искривление границ зерен (рис.
8.38).
Обусловлено одновременным действием ме-
ханизмов внутризеренного и межзеренного
скольжения. Проявляется на участках, где рас-
пространение плоскостей скольжения блокиру-
ется границами. Характерно для деформации
металлического материала при температурах»
близких к эквикогезивной температуре.
Термические микрорельефы
Канавки на границах зерен (рис.
8.39).
Имеют вид углублений. Образуются вслед-
ствие избирательного испарения металла в
участках с искаженной кристаллической ре-
шеткой при нагреве в вакууме.
Фазовый микрорельеф (рис. 8.40).
Имеет вид ступенек на границах раздела
фазовых составляющих. Образуется вследствие
изменения объема металла при перестройке
кристаллической решетки, происходящей в про-
цессе превращения.
Миграция границ зерен (рис. 8.41).
Наблюдается в виде перемещения фронта
границ зерен в направлении нормали к поверх-
ности границы.
Возникает вследствие термодиффузионной пе-
рестройки кристаллической решетки в при-
граничных областях.
188
Рост новых зерен (рис. 8.42).
Наблюдается в виде образования и увеличе-
ния размеров внутри зерен гладких участков
округлой формы, не связанных с прежним тер-
модеформационным рельефом.
Возникает вследствие первичной рекристал-
лизации металлических материалов, происхо-
дящей путем формирования и роста в дефор-
мированной матрице новых зерен, отделенных
от матрицы границами с большими углами
разориентировки.
Слияние зерен (рис. 8.43).
Проявляется в виде исчезновения границ
мелких зерен и образования более крупных.
Является следствием собирательной рекрис-
таллизации, происходящей путем роста рекрис-
таллизованных зерен за счет других, также ре-
кристаллизованных зерен.
Фрагментация зерен (рис. 8.44).
Представляет собой возникновение внутри
исходных зерен границ новых, более мелких
зерен.
Образуется вследствие термической пере-
стройки границ участков кристаллической ре-
шетки внутри зерен, разориентированных на
несколько градусов, и образования новых гра-
ниц.
Нарушения сплошности (микротрещины)
Внутр и зеренное разрушение (рис.
8.45).
Наблюдается в виде возникновения и развития
трещин внутри зерен по полосам скольжения.
Образуется при исчерпании запаса пластично-
сти в локальных участках внутри зерна. Ха-
рактерна для деформирования металлических
материалов путем скольжения при температу-
ре ниже эквикогезивной.
Межзеренное разрушение (рис.
8.46).
Наблюдается в виде образования на грани-
цах зерен клиновидных полостей или пор, пре-
вращающихся при дальнейшей деформации в
островершинные трещины. Возникает при ре-
лаксации напряжений сдвига вдоль границ зе-
рен.
Характерно для деформирования металличе-
ских материалов путем зернограничного сколь-
жения при температурах выше эквикогезивной.
Разрушение, инициированное
включениями (рис. 8.47).
Наблюдается при хрупком разрушении час-
тиц включений, расположенных внутри зерен и
на их границах, или при возникновении микро-
несплошностей на границе раздела «частица—
матрица основного металла», служащих очагом
развития трещин.
Образуется при пониженной прочности мате-
риала частиц включений или при исчерпании
запаса пластичности на границе раздела «час-
тица—матрица основного металла».
8.4.2. Примеры использования метода
температурной микроскопии
при исследовании разрушения
конструкционных сталей
Пример 1. Изучение изменения структуры в
процессе нагрева и охлаждения и ее взаимо-
связь с процессами разрушения (литая и ката-
ная Cr-Ni-Mo-сталь).
А. Изучение кинетики формирования зерна
аустенита при нагреве и охлаждении (рис.
8.48—8.50).
Необходимость исследования обусловлена
тем, что характер продуктов превращения пос-
ле упрочняющей термической обработки (за-
калки и отпуска) определяет свойства стали;
обычный метод исследования — метод закалки
образцов — не позволяет устанавливать особен-
ности кинетики формирования и роста зерен
аустенита непосредственно в условиях различ-
ных режимов термодеформационного воздей-
ствия.
Метод температурной микроскопии позво-
ляет:
а) фиксировать процесс превращения ферри-
то-цементитных структур в аустенит;
б) фиксировать кинетику изменения зерен
аустенита (многократную смену границ во вре-
мя нагрева и выдержки при заданной темпера-
туре) ;
в) конкретизировать температурно-временные
параметры проявления разных механизмов рос-
та зерен аустенита.
В последнем случае выделяют три основных
последовательно сменяющихся или одновремен-
но действующих механизма роста зерен аусте-
нита:
— слияние мелких зерен в более крупные с
исчезновением (рассасывание) их границ;
— образование новых крупных зерен, не свя-
занных с границами прежних более мелких
аустенитных зерен, происходящее, как прави-
ло, скачкообразно;
— миграцию границ новых крупных зерен,
происходящую, как правило, путем плавного
перемещения границ.
Для каждого из перечисленных механизмов
характерен свой температурный интервал, сме-
щающийся в зависимости от химического со-
става и условий нагрева стали.
Зеренная структура выявляется в результате
вакуумно-термического травления — избира-
тельного испарения и диффузионного переме-
щения атомов от границ зерен отдельных фаз
как от областей, обладающих повышенной сво-
бодной энергией. Образующийся термический
микрорельеф характеризует механизмы возник-
новения и роста аустенитного зерна.
Неоднородность фазовых превращений в ме-
талле, сохранившем после гомогенизации неод-
нородную дендритную структуру показана на
примере литых Cr-Ni-Mo-сталей с различным
суммарным содержанием легирующих элемен-
тов (3—7 %). При этом прослежено влияние
продолжительности выдержки при гомогениза-
ции на температуру начала и конца превраще-
ния, а также на характер фазовых превраще-
ний в осях и межосных пространствах дендри-
тов (рис. 8.51).
Температуры начала превращения в осях
дендритов и межосных пространствах в него-
могенизированном состоянии различны, а тем-
пературы конца превращения практически оди-
наковы. С увеличением степени суммарного ле-
гирования температуры начала и конца превра-
щения в осях и межосных пространствах
снижаются на 150—170 °C. В результате гомо-
генизации, приводящей к снижению температу-
ры начала и конца превращения, практически
исчезает температурный интервал между нача-
лом превращения в осях и межосных прост-
ранствах.
189
Б. Изучение влияния структуры на процессы
пластической деформации при разрушении.
Для исследования влияния величины зерна аус-
тенита на указанные процессы поверхность об-
разца, охлажденного до комнатной температу-
ры с заданной скоростью, переполировывают,
чтобы устранить следы фазового рельефа (фа-
зовый микрорельеф затрудняет наблюдения за
деформационным микрорельефом), а затем об-
разец деформируют растяжением, фиксируя
образующийся деформационный микрорельеф.
Сопоставляя ранее зафиксированный фазо-
вый микрорельеф и развивающийся деформаци-
онный микрорельеф (на одном микроучастке),
устанавливают взаимозависимость последнего
от структуры, обусловленной процессом фазо-
вого у-нх-превращения и, следовательно, ве-
личиной действительного аустенитного зерна.
При растяжении начинают появляться следы
деформационного микрорельефа внутри зерен
аустенита, совпадающие по направлению и раз-
мерам с элементами фазового рельефа и слу-
жащие своеобразными структурными концен-
траторами напряжений (рис. 8.52).
Пример 2*. Изучение взаимосвязи деформа-
ционного микрорельефа и тонкой структуры.
При исследовании закономерностей разруше-
ния мелкозернистых материалов большое зна-
чение имеет изучение эволюции деформацион-
ного микрорельефа и тонкой структуры в про-
цессе пластической деформации, предшествую-
щей разрушению.
Объектом изучения служили образцы из ка-
таной стали типа ЗОХНЗМФ, имеющей после
двойной закалки и высокого отпуска структуру
сорбита с морфологическими признаками мар-
тенсита.
Образцы деформировали растяжением при
комнатной температуре. Локальную деформа-
цию в микроучастках определяли при шаге раз-
метки 50 мкм.
Тонкое строение деформационного микро-
рельефа исследовано с помощью реплик, сня-
тых прицельным способом с участков поверх-
ности, степень пластической деформации кото-
рых известна. Тонкая структура металла изу-
чена на фольгах, изготовленных из поперечных
срезов образца при тех же степенях дефор-
мации.
В исходном состоянии тонкая структура ста-
ли характеризуется наличием пластин и паке-
тов реек (рис. 8.53). Размеры пакетов реек —
(2,5 -4- 6) X (3-5-7) мкм, пластин—(2-4-3)Х
Х(5^-10) мкм, реек — 0,2—4 мкм.
Начало пластического течения исследуемой
стали обусловлено скольжением дислокаций в
пакетах, границы реек которых благоприятно
ориентированы (приблизительно под углом 45")
к направлению приложенных напряжений. При
малых степенях пластической деформации
скольжение происходит преимущественно в
объемах, прилегающих к границам реек, парал-
лельно им. Этот факт подтверждается, во-пер-
вых, деформационным микрорельефом, возни-
кающим на поверхности образца, предвари-
тельно подвергнутого травлению для выявле-
ния структуры (рис. 8.54), а во-вторых,
средними значениями расстояний между сле-
* Совместно с Э. В. Козловым, Л. А. Тепляковой,
Л. Н. Игнатенко.
дами скольжения и шириной реек (рис. 8.55,
стрелка 1).
Деформационный микрорельеф, характерный
для больших степеней пластической деформа-
ции, показан на рис. 8.56. Сопоставление изо-
бражений деформационного микрорельефа и
тонкой структуры дает качественное подтверж-
дение описанного выше механизма деформации
пакета реек.
Если на первых этапах пластической дефор-
мации скольжение в среднем происходит вдоль
границы каждой четвертой рейки в пакете, то
при степенях пластической деформации больше
30 % — практически вдоль границы каждой
рейки. Изменение среднего расстояния между
следами скольжения в зависимости от степени
пластической деформации показано на рис. 8.55.
Отличительная особенность следов сколь-
жения в исследуемой стали — их прерывистость,
т. е. они часто состоят из коротких отрезков
(рис. 8.56, стрелка 2).
На рис. 8.57 показано изменение средней дли-
ны следа скольжения в зависимости от степе-
ни пластической деформации. На начальных
этапах деформирования длина следов сколь-
жения соизмерима с размерами пакетов. По
достижении степеней деформации, превышаю-
щих 30 %, когда в процессе пластического те-
чения участвуют практически все рейки благо-
приятно ориентированных пакетов, средняя
длина следа сдольжения становится соизмери-
мой со средним расстоянием между частицами
цементита. На рис. 8.58 приведено характерное
темнопольное изображение выделений цемен-
тита по границам реек.
Сопоставление результатов исследования
тонкой структуры и микрорельефа показывает,
что прерывистость следов скольжения вызвана
наличием частиц цементита: первые следы
скольжения возникают по границам, где плот-
ность выделений минимальна; по мере исчер-
пания запаса пластичности таких границ и
возрастания действующих напряжений в де-
формацию включаются границы, где плотность
выделений больше. Таким образом проявляет-
ся эффект упрочнения стали выделениями це-
ментита.
Характер деформационного микрорельефа
свидетельствует о том, что начальные этапы
пластического течения связаны главным обра-
зом со скольжением дислокаций. При этом в
процессе эволюции тонкой структуры у границ
структурных составляющих накапливаются
дислокации преимущественно одного знака
(это подтверждается, в частности, увеличением
числа экстинкционных контуров). По мере уве-
личения избыточной плотности дислокаций в
деформацию включаются поворотные механиз-
мы, что подтверждается появлением в микро-
рельефе деформационных складок. На рис. 8.59
показан участок деформационного микрорелье-
фа, сформировавшегося при степени локальной
пластической деформации 60 %. Наряду со сле-
дами скольжения вдоль некоторых границ ре-
ек расположены деформационные складки.
При исследовании тонкой структуры данной
стали выявлена фрагментированность пакетов
реек, обусловленная тем, что в среднем каж-
дые 4—5 реек пакета разориентированы отно-
сительно друг друга. Эту особенность строения
иллюстрирует наличие скачков экстинкцион-
ных контуров на границах реек (рис. 8.60).
Внутри фрагмента пакета скачки экстинкцион-
190
ного контура малы и происходят, как правило,
в одном направлении; на границах же фраг-
ментов скачки значительно больше.
Изменение среднего расстояния между де-
формационными складками в зависимости от
степени пластической деформации (см. рис.
8.55) показывает, что при малых степенях плас-
тической деформации оно сопоставимо с раз-
мерами пакетов, затем уменьшается до степе-
ни пластической деформации —30 % и при
дальнейшей деформации не изменяется. По-
скольку это расстояние соизмеримо с шириной
4—5 реек, то, следовательно, формирование де-
формационных складок, происходит главным
образом, вдоль границ реек с повышенной раз-
ориентировкой.
Одновременное исследование эволюции тон-
кой структуры в зависимости от степени плас-
тической деформации позволяет определить из-
менение таких параметров, как скалярная и
избыточная плотность дислокаций, амплитуда
дальнодействующих напряжений, интенсивность
измельчения фрагментов в рейках и пласти-
нах, блоков субмикроструктуры, величины ази-
мутальной и радиальной составляющей разори-
ентировки и других параметров, характери-
зующих формирование критической субструк-
туры, устойчивой по отношению к приложен-
ным напряжениям.
Исследуя деформационный микрорельеф на
различных этапах пластической деформации и
сопоставляя его с тонкой структурой металла,
можно установить, происходит разрушение
вследствие исчерпания запаса пластичности ма-
териала или оно обусловлено дефектами ме-
талла, являющимися источником преждевре-
менного зарождения трещин.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Лозинский М. Г. Тепловая микроскопия
материалов. М.: Металлургия, 1976. 304 с.
2. Дриц М. Е., Гук Ю. П., Герасимова Л. П.
Разрушение алюминиевых сплавов. М.:
Наука, 1980. 220 с.
3. Тушинский Л. И., Решедько П. В., Шмер-
лин И. М. и др. — Устройство для автома-
тической записи процесса растяжения на
установке ИМАШ-5С-65. — В кн.: Темпера-
турная микроскопия металлов и сплавов.
М.: Наука, 1974, с. 9—16.
4. Ковнер И. И. Новые конструкции устано-
вок для высокотемпературной металлогра-
фии. — В кн.: Современное состояние тепло-
вой микроскопии. М.: Наука, 1974, с. 14—25.
5. Галкин А. М., Герасимова Л. П., Ти-
тов С. Д. и др. — В кн.: Теория и техноло-
гия деформации металлов; Труды МИСиС
№ 135. М.: Металлургия, 1982. с. 143—144.
6. Миланчев В. С., Корнеев Б. Д., Степано-
ва Т. Д. Прибор для металлографических
исследований в процессе растяжения. —
В кн.: Материалы, покрытия, сварка. М.:
Машиностроение, 1975, с. 102—108.
7. Желдубовский А. В. Установка для иссле-
дования микротвердости жаропрочных ма-
териалов в процессе высокотемпературного
нагружения. — Проблемы прочности, 1981,
№9, с. 111—114.
8. Льняной В. Н., Щербатых В. А. Приставка
к ИМАШ-9-66 для металлографических ис-
следований. — Заводская лаборатория,.
1977, № 9, с. 1111—1112.
9. Демчук И. С., Бару Э. Н., Крахмалев В. И.
Установка для низкотемпературных испы-
таний на базе ИМАШ-5С-65. — Заводская
лаборатория, 1978. № 11, с. 1371—1372.
10. Подгайский М. С., Максимов А. Б. Усовер-
шенствование установки ИМАШ-5С-65.—•
Заводская лаборатория, 1982, № 5, с. 85—
88.
11. Суходольская Е. А., Таран Б. П., Брес-
лер М. С. Установка для исследования про-
цесса деформации металла растяжением
при различных температурах. — Проблемы:
прочности, 1977, № 9, с. 121—122.
12. Демчук И. С., Барц Э. Н., Крахмалев В. И.
Установка для низкотемпературных испы-
таний на базе ИМАШ-5С-65. — Заводская
лаборатория, 1978, т. 44, № 11, с. 1371—
1372.
13. Косенко А. П., Каракулов А. С. Установка
для исследования образцов при высоких
температурах. — Заводская лаборатория,.
1981, № 12, с. 77—78.
14. Карпинос Д. М., Беспятый В. А., Нев-
год В. А. О возможности установки
ИМАШ-5С-65. — Заводская лаборатория,.
1971, № 10, с. 1260—1261.
15. Антипов В. И., Надирашвили Н. И., Кофа-
нова Г. Н. Усовершенствование установки:
ИМАШ-5С-65 применительно к исследова-
нию сверхпластичности в сталях. — Завод-
ская лаборатория, 1972, № 3, с. 360.
16. Левин А. Е. Конструкция захватов для
установки ИМАШ-5С-65.— Заводская ла-
боратория, 1965, № 12, с. 1513.
17. Hawkins М. Т., Barf ord Т. Высокотемпера-
турный световой микроскоп с приспособле-
нием для быстрой закалки. — J. Phys. Е. —
Sci. Instrument, 1970, v. 3, № 11, р. 892—
894.
18. Каку бери В. Г., Финъков А. Т. Смотровое
окно для высоковакуумных камер. — При-
боры и техника эксперимента, 1980, № 2,
с. 206.
19. Пинчук Е. И., Волчок И. П., Шульте Ю. А.
Приставка к металлографическому микро-
скопу для наблюдения пластической дефор-
мации и разрушения металла. — Заводская
лаборатория, 1970, № 5, с. 628—629.
20. Баковец В. В. Высокотемпературный мик-
роскоп на базе катетомера КМ-6. — Завод-
ская лаборатория, 1973, № 10, с. 1277—
1278.
21. Каплан А. А., Гусаров В. В., Сизов Б. И.,
Титов Б. В. Высокопроизводительная уста-
новка для механических испытаний мате-
риалов до 3000° С. — Заводская лаборато-
рия, 1978, № 5, с. 618—619.
22. Копнов В. Н., Килин С. Н., Карамы-
шев М. А. Приставка для высокоскорост-
ного нагрева к установке ИМАШ-5С. — За-
водская лаборатория, 1978, № 11, с. 1372.
23. Куцаров С. И., Михайлова Д. И. Универ-
сальный измеритель-регулятор низких тем-
ператур ПТ-1. — Приборы и техника экспе-
римента, 1980, № 4, с. 144.
24. Змиевский В. И., Пытышев Л. И. Высоко-
производительные нагревательные устрой-
ства для механических испытаний на растя-
жение.— Заводская лаборатория, 1978,
№ 7, с. 883—885.
191
25. Ященко Ю. В., Синельников М, И. Усовер-
шенствование нагружающего устройства
установки ИМАШ-5С для скоростной де-
формации.— Заводская лаборатория, 1975,
№ 10, с. 1280—1281.
26. Гаврилов И. Н. Новый способ охлаждения
образцов при испытаниях на установке ти-
па ИМАШ-5С-65 в условиях низких темпе-
ратур.— Заводская лаборатория, 1978,
№ 2, с. 228—229.
27. Гурьев А. В., Леушин И. Г., Окенко А. П.,
Теплицкий М. Ш. Релаксация напряжений
в стали 15Х5М при различных температур-
но-напряженных воздействий. — В кн.:
Структура и прочность металлических ма-
териалов в широком диапазоне температур.
М.: 1978, с. 37—42.
28. Багдасаров X. С., Дьяченко В. В., Хох-
лов А. В. Лазерный высокотемпературный
микроскоп. — Кристаллография, 1979, т. 24,
№ 6, с. 1303—1304.
29. Burnett В., Parker К-> Mazin А. Принципы
и возможности применения фотоэмиссион-
ной электронной микроскопии. Arch, nutn.,
1979, v. 24, № 4, р. 427—438.
30. Современные физико-математические мето-
ды обработки и контроля в прецизионном
машиностроении. Экзоэлектронная эмиссия
металлов: Обзор. Рига: Рижский политех-
нический институт, 1978.
31. Стоянов П. А., Дицман С. А., Голубев В. П.
и др. — Изв. АН СССР. Сер. физ. 1983,
т. 47, № 6, с. 1100—1102.
32. Конева Н. А., Козлов Э. В. Природа суб-
структурного упрочнения. — Изв. вузов.
Физика, 1982, № 8, с. 3—14.
33. Панин В. Е., Гриняев Ю. В., Елсуко-
ва Г. Ф., Иванчин А. Г. Структурные уров-
ни деформации твердых тел. — Изв. вузов.
Физика, 1982, № 6, с. 5—27.
34. Гриняев Ю. В., Панин В. Е. Расчет напря-
женного состояния в упруго-напряженном
поликристалле. — Изв. вузов. Физика, 1978,
№ 12, с. 95—101.
35. Рыбин В. В., Малышевский В. А., Олей-
ник В. Н. Структурные превращения при
пластическом деформировании дислокаци-
онного мартенсита. — ФММ, 1976, т. 42,
№ 5, с. 1042—1050.
36. Утевский Л. М. Дифракционная электрон-
ная микроскопия в металловедении. М.:
Металлургия, 1973. 583 с.
37. Лозинский М. Г., Перцовский Н. 3. — Изв.
АН СССР. Металлургия и топливо, 1962,
№ 1, с. 105—117.
38. Лозинский М. Г., Романов А. Н. — Маши-
новедение, 1965, № 3, с. 56—65.
Рис. 8.8. Изгибный экстинкци-
онный контур:
а — схема [33, 37]; б — электрон-
номикроскопическое изображе-
ние; фольга. X30000
192
Рис. 8.9. Ширина изгибного
экстинкционного контура Z:
а — схема; б — электронно-
микроскопическое изображе-
ние; фольга. X30000; стрел-
ками показана ширина кон-
тура
Рис. 8.10. Расстояние между из-
гибными экстинкционными кон-
турами L:
а —схема; б — электронномик-
роскопическое изображение,
фольга, Х30000; стрелками по-
казано расстояние между кон-
турами
13—531
193
Рис. 8.11. Плотность конту-
ров в материале N* Элект-
ронномикроскопическое изо-
бражение; фольга. X 30000
/Г
Рис. 8.12. Градиент разориентировки dQfdl.
Схема смещения контуров с большой (а)
и малой (б) кривизной кристалла [33, 37]
Рис. 8.13. Смещение контура. Стрелкой
а — схема;. б—г — электронномикроскопи
194
указан фиксируемый участок:
ческое изображение; фольга. Х30000 (угол наклона гониометра: а — 0°; б 1,8°; в 3е)
195
13*
Рис. 8.14. Фрагмент с чет-
кой границей (обозначена
стрелками):
а — схема; б — электронно-
микроскопическое изображе-
ние; фольга, X30000
Рис. 8.15. Фрагмент с нечет-
кой границей (границы обо-
значены стрелками):
а — схема; б — электронно-
микроскопическое изображе-
ние; фольга. X30000
Рис. 8.16. Блоки субмикроструктуры; фольга, Х30000. Границы блоков обозначены стрелками
196
Рис. 8.17. Радиальная со-
ставляющая полной разо-
риентировки:
а — схема разориентировки
реек I и II в направлении со;
б — схема измерения угла
разворота (Z — ширина кон-
тура; Д£р — расстояние
между частями контура, ис-
пытавшего скачок на грани-
це) ; в — электронномикро-
скопическое изображение;
фольга. X30000
Ла
Рис. 8.18. Азимутальная со-
ставляющая полной разо-
риентировки:
а — схема разориентировки
частей кристалла I и II в
направлении со; б — схема
измерения угла разворота;
Да — расстояние между са-
теллитами рефлекса; г —ра-
диус-вектор рефлекса; в —
электронограмма
197
Рис. 8.19. Однородное одинарное скольжение:
а схема микрорельефа; б схема образования полосы скольжения: в — характерный вил мик
жду полосами скольжения при повышении температуры испытания (г - комнатная температура-
?™°ГеЗИВН0Й)- Х250: '-полосы скольжения; 2 -граница зерна, не препятствующая plcnpo^pt
ствующая распространению полос скольжения pacupwapa
198
рорельефа. Х400; г—е — увеличение расстояния ме-
д — повышенная; е — высокая температура, близкая к
нению полос скольжения; 3 — граница зерна, препят-
Рис. 8.20. Однородное одинарное скольжение. Х500:
а — локализация пластической деформации в полосах
скольжения; б — практически полное отсутствие пла-
стической деформации между полосами скольжения
199
Рис. 8.21. Однородное множественное скольжение:
„схема микР°рельефа; б — характерный вид микрорельефа, Х250: в—е — микоооельеЛ bhvtdh
полоеыгкА?^ЛЛ,Ч„НЫХ9УВеЛИЧеННЯХ <е~х20°. 2-Х800, d-ПЭМ. Х7000, в-ПЭМ Х12000);/-
3-гоанипа aSЗе₽на’ Ве пРепятствУЮщая распространению полос скольжения;.
о граница зерна, препятствующая распространению полос скольжения
200
Рис. 8.21 (продолжение)
Рис. 8.22. Поперечное скольжение:
а — схема микрорельефа; б, в — характерный дефор-
мационный микрорельеф. Х500 (б — при комнатной
температуре; в — при повышенной); / — граница зер-
на; 2 — полосы скольжения
201
Рис. 8.23. Неоднородное одинарное скольжение:
а — схема микрорельефа; б — характерный вид мик-
рорельефа. Х500; / — полосы скольжения; 2 — грани-
ца зерна, препятствующая распространению полос
скольжения; 3 — граница зерна, не препятствующая
распространению полос скольжения
Рис. 8.24. Неоднородное множественное скольжение:
а —схема микрорельефа; б, в — характерный вид
микрорельефа. Х500 (б — при комнатной температуре,
в — при повышенной); / — граница зерна; 2 — полосы
скольжения
.202
Рис. 8.25. Изгиб кристаллической решетки:
а — схема микрорельефа; б, в — характерный вид
микрорельефа в мелкозернистом материале (б —
Х500; в — ПЭМ. Х5000); г —то же, в крупнозерни-
стом. Х500; / — граница зерна; 2 — зона изгиба
203
204
Рис. 8.26. Полосы сброса:
а — схема микрорельефа; б —схема образования
полосы сброса; в — характерный вид микрорелье-
фа; г, д — кинетика образования полос сброса.
Х400 (г — елок»5 %, д — елок=»20 %); / — грани-
ца зерна; 2 —полоса сброса; 3 — полосы скольже-
ния
Рис. 8.27—см. с. 215.
Рис. 8.28. Полоса деформации:
а — схема микрорельефа; б — схема образования полосы деформаций;
в, г, д — характерный вид микрорельефа (в — Х100; г — Х800; д— ПЭМ.
X16500); / — граница зерна; 2 —полоса деформации; 3 — полосы сколь-
жения
206
Рис. 8.29. Двойникование:
а—схема микрорельефа; б —схема образования двойника; в, г — характерный вид микрорель-
ефа. Х200 (в—при Комнатной температуре; г — при высокой); д — двойник, распространивший-
ся до середины зерна. X 200; е — граница двойника. X 800; / — граница зерна; 2 — полосы
скольжения; 3 — граница двойника
Рис. 8.30. Зернограничное скольжение (межзе-
ренное проскальзывание):
а— схема микрорельефа; б—г — характерный
вид микрорельефа (границы выявлены: б —
предварительным травлением перед деформи-
рованием. Х250; в — в процессе деформирова-
ния полированной поверхности образца при
комнатной температуре. Х400; г —то же, при
высокой температуре. Х500; д — путем избира-
тельного испарения металла при высокой тем-
пературе. Х500); е—к — кинетика зерногранич-
ного скольжения. Х500 (е — исх.; ж — 8ЛОК =
=5 %; з — 8 лок = 10 %; и — 8 лок =15 %; к —
8лок =20 %)’ ^ — граница зерна; 2 — полосы
скольжения
Рис. 8.30 (продолжение)
Рис. 8.31. Клиновидные складки:
а — схема микрорельефа; б — характерный
вид микрорельефа. Х100; / — граница зер-
на; 2 — клиновидные складки
Рис. 8.32. Зоны перехода (приспособления):
а — схема микрорельефа; б—в — характерный вид
микрорельефа на стыке двух (б) и трех (в) зе-
рен. Х500; 1 — зона перехода; 2 — граница зерна
14—531
209
Рис. 8.33. Формоизменение зерен путем их по-
ворота:
а —схема микрорельефа; б — схема поворота
зерен; в, г —кинетика образования микрорель-
ефа (в-елок -0; г-елок-16%); 2-гра-
ницы зерен в исходном состоянии; 2 — границы
зерен после деформации, у — угол поворота
-----/7оме деформации (е
о
210
1
2
1
2
Рис. 8.34. Формоизменение зерен за счет изменения их размеров:
а, б— схема микрорельефа (а —при вытягивании зерен; б —при сжатии зерен); в, г —кинетика
образования микрорельефа, Х500 {в —- £лок“3 %; г — елок=20 %); б —схема изменения размеров
зерен, приведенных на рис. виг;/ — границы зерен в исходном состоянии; 2 — границы зерен
после деформации
14*
211
Рис. 8.34 (продолжение)
Рис. 8.35. Формоизменение зерен путем их дробле-
ния:
а — схема микрорельефа; б — характерный вид мик-
рорельефа. Х300; в— е — кинетика дробления зерен
в процессе термодеформационного воздействия. Х100;
1 — границы зерен в исходном состоянии; 2 — грани-
цы новых зерен; 3 — полосы скольжения
212
213
Рис. 8.36. Переход полос скольжения через границы
зерен:
а — схема микрорельефа; б — характерный вид мик-
рорельефа. Х500; / — полосы скольжения; 2 — граница
зерна
Рис. 8.37. Торможение полос
зерен:
скольжения границами
а — схема микрорельефа; б, в — характерный вид
микрорельефа на границе зерен (б —двух зерен; в —
группы зерен. Х500); / — полосы скольжения; 2 —
граница зерна
214
Рис. 8.27. Полосы перегиба:
а — схема микрорельефа; б — характерный вид мик-
рорельефа. Х500; / — граница зерна; 2 —полоса пере-
гиба
Рис. 8.38. Искривление границ зерен:
а — схема микрорельефа; б — характерный вид микро-
рельефа. Х200; / — граница зерна; 2 — полосы сколь-
жения
215
Рис. 8.39, Канавки на границах зерен:
а — схема микрорельефа; б—д — кинетика образова-
ния канавок на границах зерен при высоких темпе-
ратурах. Х500
Рис. 8.40. Фазовый микрорельеф:
а — схема микрорельефа; б, в — характерный вид
микрорельефа (б — Х100; в — Х500); г—и — кинетика
образования фазового микрорельефа при мартенсит-
ном превращении. Х100;» к— н—то же, при бейнитном
превращении. Х100; стрелками указаны матрица в
высокотемпературном состоянии (рис. бив, сверху);
граница зерна (рис. в, посередине); фазы бейнитно-
го типа (рис. в, стрелка внизу), а также фазы мар-
тенситного типа
Рис. 8.40 (продолжение)
Рис. 8.40 (продолжение)
Рис. 8.41. Миграция границ зерен:
а —схема микрорельефа; б — характерный вид микрорельефа. Х200; в, г — кинетика миграции гра-
ниц зерен при длительной высокотемпературной выдержке. Х500; 1 — границы зерен в исходном
состоянии; 2 — новые границы зерен
220
to
to
1 2
3
Рис. 8.42. Рост новых зерен:
а — схема микрорельефа; б — характерный вид тер моде-'
формационного микрорельефа после кратковременной вы-
держки; в — длительной выдержки при высокой темпера-
туре. Х500; й—и — кинетика роста новых зерен при фа-
зовой перекристаллизации (термический микрорельеф).
Х300; / — граница зерна; 2 — полосы скольжения; 3 —
новые зерна
222
Рис. 8.43. Слияние зерен:
а — схема микрорельефа; б — характерный вид мик-
рорельефа; в—а —кинетика роста новых зерен при
высокотемпературном нагреве. ХЮО; / — границы
исходного зерна; 2— границы новых зерен
223
Рис. 8.43 (продолжение)
Рис. 8.44. Фрагментация зерен:
а — схема микрорельефа; б — характерный вид мик-
рорельефа. Х500; 1 — границы новых зерен; 2 —
границы исходных зерен
I
I
I
I
I
f
I
224
Рис. 8.45. Внутризеренное разрушение:
а —схема микрорельефа; б, в — характерный вид микрорельефа (б — Х200; в — ПЭМ. Х22000); 1 —
микротрещина; 2 — полосы скольжения; 3 — граница зерна
15—531
225
Рис. 8.46. Межзеренное разрушение:
а —схема микрорельефа; б — характерный вид мик-
рорельефа при комнатной температуре. Х150; в —
то же, при высокой (выше эквикогезивной) темпера-
туре. Х150; / — микротрещины; 2— граница зерна
Рис. 8.47. Разрушение, инициируемое включениями:
а —схема микрорельефа; б — характерный вид микрорельефа при
комнатной температуре; в —то же, при повышенной; а —зарожде-
ние микротрещины на границе включение — матрица; б, е —кине-
тика роста микротрещины, инициированной неразрушающимися
строчечными включениями. Х500; 1 — граница зерна; 2 — микротре-
щина в хрупко.разрушившемся включении
226
Рис. 8.47 (продолжение)
15*
227
Рис. 8.48 (с. 228—230)
228
229
Рис. 8.48. Кинетика формирования термического микрорельефа в катаной Cr-Ni-Mo стали:
а—а—при нагреве. ХЮО; при печати Х4 (а — появление мелких зерен аустенита на фоне исходного
зерна после превышения температуры Дс3; б — рост зерен аустенита путем слияния мелких зерен в
более крупные; собирательная рекристаллизация в интервале температур 900—950 °C; в — изменение
механизма роста зерен аустенита в интервале температур 1000—1100 °C; наблюдается образование
новых крупных зерен, границы которых не связаны с границами прежних рекристаллизованных зе-
рен; новые границы зерен произвольно ориентированы по отношению к предшествующим границам,
прямолинейны, углы на стыке границ трех зерен составляют 120°; г — увеличение размеров зерен
путем плавного перемещения их границ за счет миграции при повышении температуры до 1150—
1200 °C); д—к — при охлаждении; увеличение то же (д — образование первых участков структуры
игольчатого типа в условиях охлаждения от температуры начала фазовых превращений по бездиф-
фузионному сдвиговому механизму; видно, что продукты превращения формируются в пределах
последнего зерна аустенита, образовавшегося при нагреве — нового действительного зерна аусте-
нита; е — увеличение протяженности кристалла новой фазы, конечный размер определяется разме-
рами действительного зерна аустенита; ж — увеличение количества кристаллов новой фазы; видно,
что размеры новых кристаллов, образующихся при дальнейшем охлаждении, ограничиваются не
только размерами нового аустенитного зерна, но и ранее появившимися кристаллами новой фазы,
что способствует измельчению этих кристаллов на более поздних во времени стадиях превращения;
з — торможение неметаллическим включением роста кристалла новой фазы, способствующее допол-
нительному измельчению структуры; и — превращение аустенита в структуру игольчатого типа при
дальнейшем охлаждении; к — полностью завершившееся превращение аустенита в структуру иголь-
чатого типа); 1—границы действительного исходного зерна аустенита; 2 — границы мелких, вновь
образовавшихся зерен аустенита; 3 — границы рекристаллизованных зерен аустенита; 4 — прямоли-
нейные границы зерен; 5 — миграция границ зерен; 6, 7 — участки, иллюстрирующие характерную
эволюцию микрорельефа при фазовом превращении; 8 — включения, тормозящие рост кристаллов
новой фазы
230
Рис. 8.49. Схема изменения зеренной структуры при нагреве катаной Cr-Ni-Mo стали:
a — t\=800—900 °C; б — /2=900—950 °C; в — /3=1000—1100 °C; г —/4= 1150—1250 °C; / — границы дейст-
вительного исходного зерна аустенита после ПФО; 2 — границы новых зерен аустенита при темпе-
ратуре 6; 3 — границы рекристаллизованных зерен аустенита при температуре /2; 4 — границы но-
вых зерен аустенита при температуре /3; 5 —границы крупных зерен аустенита, возникающих в про-
цессе собирательной рекристаллизации при температуре /4; 6—миграция границ крупных зерен
Рис. 8.51. Влияние гомогенизации на особенности фазовых превращений в осях и межосных прост-
ранствах литой Cr-Ni-Mo стали при различном суммарном содержании легирующих элементов:
/ — без гомогенизации; 2— после гомогенизации; 3 — оси; 4— междуосные пространства; « — на-
чало превращения; к — конец превращения
231
Рис. 8.50 (с. 232—233)
232
Рис. 8.50. Кинетика формирования термического мик-
рорельефа литой Cr-Ni-Mo стали:
а — исходная. микроструктура с выявленной дендрит-
ной неоднородностью; б — аустенитная структура (на-
грев до 1100°C); в — образование при охлаждении
первых участков структуры игольчатого типа в осях
дендритов; г, д — дальнейший рост при охлаждении
участков структуры игольчатого типа в осях дендри-
тов; е — появление участков мелкодисперсной струк-
туры игольчатого типа в межосных пространствах
дендритов; ж — полностью завершившееся превраще-
ние аустенита в участке металла с дендритной неод-
нородностью. ХЮО; / — оси дендритов; 2 — межосные
пространства
233
Рис. 8.52. Сопоставление термического и деформационного микрорельефов катаной стали 38ХНМА.
микрорельефов:
и—термический микрорельеф, образовавшийся после охлаждения стали, нагретой до 1040 °C; б—г—
в еср = 14 %; г €ср =20 %)
234
Х500. Стрелками отмечены соответствующие друг другу элементы термического и деформационного
деформационный микрорельеф участка а после различных степеней деформации (б — еСр =:7 %;
235
Рис. 8.53. Тонкая структура стали ЗОХНЗМФ после двойной закалки и высокого отпуска. ПЭМ,
фольга. X40000:
а — пластины (/) и пакеты реек (2); б — трехмерная дислокационная сетка
Рис. 8.54. Характерный деформационный микрорельеф (а) и тонкая структура (6) на участке со
степенью локальной пластической деформации 5 %. Сталь ЗОХНЗМФ. ПЭМ:
а —реплика. Х5000; б —фольга. ХЗОООО
236
Рис. 8.55. Изменение среднего расстояния между
следами скольжения (/) и деформационными
складками (2)
Рис. 8.56. Деформационный микрорельеф. £лок=
= 30 %. Сталь ЗОХНЗМФ. ПЭМ, реплика. Х10000:
1 — следы скольжения по границам реек; 2 — ха-
рактерный прерывистый след скольжения
Рис. 8.57. Изменение средней длины следов скольже-
ния в зависимости от степени локальной пластической
деформации
Рис. 8.58. Темнопольное изображение выделений це-
ментита по границам реек. Сталь ЗОХНЗМФ. ПЭМ,
фольга. X30000
237
Рис. 8.59. Характерный вид деформационных складок на микрорельефе. (елок =60%). Сталь
ЗОХНЗМФ. ПЭМ, реплика. X10000
Рис. 8.60. Фрагментированное строение пакета реек. ПЭМ, фольга, X30000:
1 — скачок экстинкционного контура на границе рейки во фрагменте пакета; 2 — скачок экстинкци-
онного контура на границе фрагмента в пакете
ПРИЛОЖЕНИЕ
Шкалы оценки качества металла
Оценка
в баллах
Характеристика* вида излома
А. Прокат (рис. ПЛ, вверху)
Волокнистый излом
1 Полностью волокнистый или волокнистый по всей площади с кристаллической сыпью
2 Волокнистый с резко очерченными участками кристаллического строения (общей
площадью до 30 %)
3 Волокнистый с резко очерченными участками кристаллического строения (общей пло-
щадью более 30 %)
Шиферность в изломе
1
2
3
4
Плотный излом без признаков шиферности
Нераскрывшаяся шиферность на площади менее 50 % площади излома
Нервскрывшаяся шиферность на всей площади излома или раскрывшаяся шифер-
ность на площади до 50 Q/o. площади излома
Раскрывшаяся шиферность на площади более 50 % площади излома
238
Продолжение
Оценка
в баллах
Характеристика вида излома
Б. Отливки технологических проб (рис. ПЛ, внизу)
Волокнистый излом
1
2
3
4
5
Излом волокнистый
Излом волокнистый с кристаллической сыпью в центральной части излома на пло-
щади не более 15 %' поверхности излома
Излом волокнистый с кристаллической сыпью на площади до 7з поверхности изло-
ма, в том числе одного или нескольких кристаллических участков общей площадью
не более 20 % поверхности излома
Излом волокнистый с наличием кристаллической сыпи на площади до 7г поверхно-
сти излома или резко очерченных кристаллических участков на площади до 7з по-
верхности излома
Кристаллическая сыпь на площади свыше 7г всей поверхности волокнистого излома
или участки сплошного кристаллического строения на площади свыше 7з поверхно-
сти излома
Шестоватость в изломе
1
2
3
4
5
Шестоватость отсутствует
Наличие в изломе шестоватых кристаллов на площади не более 7ч поверхности из-
лома
Наличие в изломе шестоватых кристаллов на площади не более 7г поверхности из-
лома
Наличие шестоватых кристаллов по всему сечению поверхности излома
Шестоватые кристаллы по всему сечению поверхности излома, но поверхность ше-
стоватых кристаллов с кристаллическими блестками
Примечания: 1. Оценка качества металла
по шкале для проката проводится на технологиче-
ских пробах, вырезанных поперек направления про-
ката, прошедшего полную термическую обработку.
2. Оценка качества металла по шкале для отли-
вок проводится на технологических пробах, имею-
щих сечение, соответствующее наиболее характер-
ной толщине реальной отливки, и прошедших 'полную
термическую обработку.
3. Пригодность металла по результатам контро-
ля по балльной системе определяется в зависимости
от его назначения.
ПТиферность в изломе, балл Волокнистый излом, балл
1 2 3
1 Рис. П.2 Рис. П.3 Рис. П.4
2 Рис. П.5 Рис. П.6 Рис. П.7
3 Рис. П.8 Рис. П.9 Рис. П. 10
4 Рис. П.11 Рис. П.12 Рис. ПЛЗ
Шестоватость в изломе, балл Волокнистый излом, балл
1 2 3 4 5
1 Рис. П.14 Рис. П.15 Рис. П.16 Рис. П.17 Рис. П.18
2 Рис. П.19 Рис. П.20 Рис. П.21 Рис. П.22 Рис. П.23
3 Рис. П.24 Рис. П.25 Рис. П.26 Рис. П.27 Рис. П.28
4 Рис. П.29 Рис. П.30 Рис. П.31 Не бывает Не бывает
5 Не бывает Рис. П.32 Рис. П.33 Рис. П.34 Рис. П.35
Рис. П.1. Шкалы оценки качества:
вверху — толстолистового проката по величине кристаллического строения и шиферности; внизу —
отливок по величине кристаллического строения и шестоватости
239
Рис. П.2. Излом: по волокну — балл 1, по шиферно-
сти — балл 1
Рис. П.З. Излом: по волокну — балл 2, по шиферно-
сти — балл 1
Рис. П.4. Излом: по волокну — балл 3, по шиферно-
сти — балл 1
Рис. П.5. Излом: по волокну — балл 1, по шиферно-
сти — балл 2
240
Рис. П.6. Излом: по волокну — балл 2, по шиферно-
сти — балл 2
Рис. П.7. Излом: по волокну—балл 3, по шиферно-
сти — балл 2
Рис. П.8. Излом: по волокну — балл 1, по шиферно-
сти — балл 3
Рис. П.9. Излом: по волокну — балл 2, по шиферно-
сти — балл 3
16—531
241
Рис. П.10. Излом: по волокну—балл 3, по шиферно-
сти — балл 3
Рис. П.11. Излом: по волокну — балл 1, по шиферно-
сти — балл 4
Рис. П.12. Излом: по волокну — балл 2, по шиферно-
сти — балл 4
Рис. П.13. Излом: по волокну —балл 3, по шиферно-
сти — балл 4
242
Рис. П.14. Излом: по волокну — балл 1, по шестоватости — балл 1
16*
243
Рис. П.15. Излом: по волокну—балл 2, по шестоватости — балл 1
244
Рис. П.16. Излом: по волокну — балл 3, по шестоватости — балл 1
245
Рис. П.17. Излом: по волокну — балл 4, по шестоватости — балл 1
246
Рис. П.18. Излом: по волокну — балл 5, по шестоватости — балл 1
247
Рис. П.19. Излом: по волокну — балл 1, по шестоватости — балл 2
Рис. П.20. Излом: по волокну — балл 2, по шестоватости — балл 2
249
Рис. П.21. Излом: по волокну — балл 3, по шестоватости — балл 2
250
Рис. П.22. Излом: по волокну — балл 4, по шестоватости — балл 2
251
Рис. П.23. Излом: по волокну — балл 5, по шестоватости — балл 2
’252
Рис. П.24. Излом: по волокну —балл 1, по шестоватости — балл В
253
Рис. П.25. Излом: по волокну—балл 2, по шестоватости — балл 3
254
Рис. П.26. Излом: по волокну — балл 3, по шестоватости — балл 3
255
Рис. П.27. Излом: по волокну—балл 4, по шестоватости — балл 8
256
Рис. П.28. Излом: по волокну—балл 5, по шестоватости — балл 3
17—531
257
в
Рис. П.29. Излом: по волокну — балл 1, по шестоватости — балл 4
258
Рис. П.30. Излом: по волокну — балл 2, по шестоватости — балл 4
17*
259-
Рис. П.31. Излом: по волокну —балл 3, по шестоватости — балл 4
260
Рис. П.32. Излом: по волокну — балл 2, по шестоватости — балл 5
261
Рис. П.ЗЗ. Излом: по волокну— балл 3, по шестоватости — балл б
262
Рис. П.34. Излом: по волокну — балл 4, по шестоватости — балл 5
263
Рис. П.35. Излом: по волокну—балл 5, по шестоватости — балл б
264
ПЕРЕЧЕНЬ РЕКОМЕНДУЕМОЙ
ЛИТЕРАТУРЫ
Методики фрактографических
исследований сталей
Бернштейн С. В. Методика электронно-
фрактографического исследования характера
разрушений. — Заводская лаборатория, 1971,
т. 37, № 9, с. 1128—1130.
Бернштейн С. В. Выявление особенностей
разрушения строительной стали методом трав-
ления поверхности излома. — В кн.: Прочность
стали для металлических конструкций. М.:
Стройиздат, 1974, с. 125—129.
Брагин В. Г., Шабанова И. Н., Кулаби-
на А. С., Трапезников В. А. Исследование по-
верхности изломов в электронном магнитном
спектрометре при разрушении образцов в ва-
кууме и на воздухе. — ФММ, 1983, т. 55,
вып. 4, с. 829—831.
Бурмака Л. С., Гайко В. С., Иваси-
шин О. М., Иващенко Ю. И. Исследование сег-
регации сурьмы в сплавах железо—никель.—
Металлофизика, 1982, т. 4, № 3, с. 97—101.
Гельмиза В. И., Шур Д. М. О возможно-
сти определения вязкости разрушения материа-
лов по виду излома образцов при испытаниях
ка статический изгиб. — Заводская лаборато-
рия, 1972, т. 33, № 2, с. 233—235.
Гликман Е. Э., Брувер Р. Э., Красов А. А.
Количественное определение транс- и интеркри-
ста ллитных составляющих хрупкого излома же-
леза методами оптической и сканирующей элек-
тронной фрактографии. — Заводская лаборато-
рия, 1976, т. 42, № 6, с. 693—694.
Гордеева Т. А., Жегина И. И. Метод выяв-
ления различных стадий разрушения при по-
вторном нагружении по микрофрактографиче-
ским признакам. — Заводская лаборатория,
1976, т. 42, № 4, с. 464—469.
Зеленова В. Д. Применение фрактографии
для оценки сопротивления стали и чугуна
хрупкому разрушению. — МиТОМ, 1980, № 7,
«с. 60—62.
Зеленова В. Д., Шермазан И. В. Микро-
фрактографический метод изучения тонкой
структуры излома при вязком и хрупком раз-
рушении стали. — В кн.: Проблемы хладостой-
кости конструкционных сталей. Иркутск: 1971,
с. 164—175.
Иванова В. С. Разрушение металлов/Под
ред. Бернштейна М. Л., Новикова И. И. М.:
Металлургия, 1979. 167 с.
Избранные методы исследования в метал-
ловедении: Пер. с нем./М.: Металлургия, 1985.
225 с.
Кальнер В. Д., Зеленова В. Д., Шерма-
зан И. В. и др. Применение сканирующей и
просвечивающей электронной микроскопии для
фрактографического анализа изломов стали —
МиТОМ, 1974, № 8, с. 17—21.
Ковалев А. И. Фрактографическая оценка
сопротивления стали хрупкому разрушению. —
МиТОМ, 1976, № 8, с. 54—56.
Левит В. И., Петраков И. И., Смир-
нов С. В. Фрактографическая оценка макроско-
пических нарушений сплошности в деформиро-
ванной стали: Материалы семинара. — В кн.:
Новые методы структурного исследования ме-
таллов и сплавов. — М.: МДНТП им. Ф. Э.
Дзержинского, 1982, с. 159—163.
Мещерикова Т. Ф., Смирнова А. В., Кова-
лев А. И. Количественный метод оценки струк-
турных составляющих излома. — В кн.: Новые
методы испытания металлов/МЧМ СССР. М.:
Металлургия, 1979, № 7, с. 53—57.
Микроанализ и растровая электронная
микроскопия: Сб./Под ред. Боровского И. Б.
М.: Металлургия, 1985. 408 с.
Ньюбери Д. Формирование изображения в
растровом электронном микроскопе. — В кн.:
Практическая растровая электронная микро-
скопия. М.: Мир, 1978, с. 113—169.
Ньюбери Д., Яковиц X. Подготовка образ-
цов, специальные методики и примеры приме-
нения растрового электронного микроскопа. —
В кн.: Практическая растровая электронная
микроскопия. М.: Мир, 1978, с. 233—281.
Орлов Л. Г., Ут веский Л. М. К методике
изучения поверхности изломов с помощью элек-
тронного микроскопа. — Заводская лаборато-
рия, 1959, т. 25, № 9, с. 1084—1087.
Пилянкевич А. Н. Метод двухступенчатых
отпечатков для электронномикроскопического
препарирования изломов. — Заводская лабора-
тория, 1958, т. 24, № 3, с. 314—315.
Практическая растровая электронная мик-
роскопия: Пер. с англ./Гоулдстейн Дж., Яко-
виц X., Ньюбери Д. и др.; Под ред. Гоулдстей-
на Дж. и Яковица X. М.: Мир, 1978. 656 с.
Ризоль А. И., Алпатов Е. Н. Изучение
микрогеометрии изломов. -— Заводская лабора-
тория, 1967, т. 33, № 2, с. 194—198.
Рыбин В. В., Лихачев В. А. Статистика
микротрещин на вязких (чашечных) изломах.—
ФММ, 1977, т. 44, вып. 5, с. 1085—1092.
Сухомлин Г. Д., Родников В. А. Предохра-
нение поверхности разрушения от окисления
при электроннофрактографических исследова-
ниях.— Заводская лаборатория, 1973, т. 39,
№ 9, с. 1107—1108.
Тамарина А. М., Парыгина В. А., Кар-
пов В. Н. Контроль качества химико-термиче-
ской обработки фрактографическим методом.—
МиТОМ, 1978, № 2, с. 68—70.
Фонштейн Н. М., Бронфин Б. М., Шиф-
ман А. 3. и др. Количественное микрофракто-
графическое исследование вязкого разрушения
в низколегированных сталях. — ФММ, 1982,
т. 53, вып. 1, с. 174—179.
Электронная микроскопия в металловеде-
нии: Справочник/Под ред. Смирновой А. В.
М.: Металлургия, 1985. 191 с.
Boardman В. Е. Failure analysis — how to
Electron. Microsc., 1979, v. I. AMF O’Hare, III,
1979, 339—354. Discuss, 354.
Brock D., Bowles C. Q. The study of frac-
ture surface profiles in the electron microsco-
pe. — Intern. J. Fract. Meeh., 1970, v. 6, № 3,
p. 321—322.
Chermant I. L., Coster M. Review quanti-
tative fractoqraphy — J. Mater. Sci., 1979,
v. 14, № 3, p. 509—534.
Chermant I. L., Coster M., Lavoie I. A stu-
dy of the ductile-brittle transition in steels
using quantitative fractography — Stereol.
Jugosl.: Contemp. Stereol. Proc. 3 Eur. Symp.
Stereol, Ljubljana, June, 22—27, 1981. Ljublja-
na, 1981, p. 225—232.
Doyle E. D.t Aghan ft. L., Larkin F. P.,
Hughes M. E. Fractography and X-ray photo-
electron spectroscopy of free-machining steels.
Metal. Sci., 1979, v. 13, № 10, p. 565—568.
Fractocraphic — Freiberg. Forschungsh, 1976,
Ser. B, № 172, S. 3—103.
Gierek A., Maciejny A., Hernas А. а. о. Вa-
dania mikrafraktografiezne na mikroskopic ska-
ningowym metoda trawienia przelomow. —
Zesz. nauk. PSI, 1975, № 416, s. 113—129.
265
Graham M. J., Sproule G. J., Ho P. Auger
analysis of fracture surfaces of temper embrit-
tled 2, 25Cr — IMo steel containing rare earth
additions. — Met. trans., 1983, 14 A, № 7—12,
p. 2558—2560.
Habraken L. Techniques modernes, dexa-
mens de surface des materiaux. — In: Fract.
Surf, lutte contre corros. Colloq., Liege, 1969,
Resumes, Liege, 1976, p. 63—112.
Johari От. The study of fracture surfaces
with the scannig electron microscope — SAE
Prepr., (N. J), 1969, № 528, 7 pp.
Johansen В. V. A. carbon replica detaching
method for fractographic steel specimen which
prevents precipitates from chemical decompose
during the detachment procedure. — In: Micros-
copic electron., Paris, 1970, v. I, p. 319—320.
Kubanova J., Saxl Stodlatek V. Vyuziti
opticke interferometric ke kvantifikaci povrcho-
veho reliefu — Kovove mater, 1983, 21, № 6,
s. 647—654.
V
Lepisto T., Kettunen P. Some electron frac-
tographical methods in practical failure analy-
sis.— Scand. J. Met., 1978, v. 7, № 5, p. 196—
198.
Maciejny A. Znaczenie porownawczych ba-
dan struktury na cienkich foliach. w mikrofrak-
tografii. — Pr. Komis metalurg-odlewn/PAN
Krakow Metalurg., 1971, № 16, s. 33—45.
Voshihiko Mukai. Fractography of Several
Ffacture Surface. — J. of the Jap. Welding So-
ciety, 1976, v. 45, № 12, p. 1001—1007.
Vruggink I. E. Use of the microprobe in
fracture analysis. — Aluminium, 1973, Bd 49,
№ 9, S. 601—606.
Vruggink I. E. Using the microprobe for
fracture analysis. — Metals Eng. Quart., 1974,
v. 14, № 3, p. 3—8.
Wadley H. N. G., Scrub у С. B. A study of
deformation and fracture processes in a low-
alloy steel by acoustic emission transient ana-
lysis.— Acta met, 1979, v. 27, № 4, p. 613—
625.
Whiteson В. V., Phillips A., Kerlins V.
Electron fractographic techniques. — In: Techn.
Metals Res. New York, 1967, v. 2, pt. 1,
p. 445—497.
Pintadofe I. M., Marin-Jimenez-Ridruejo C.,
Rueda Ibanez D. Aplicacion del microscopio opti-
co con contraste interferencial a la microfrac-
tografia. — Rev. met., 1970, v. 6, № 3, p. 312—
319.
Prefferkorn G. Ober flachen untersuchungen
mit dem Raster-Elektronmikroskop. — Radex.
Rdsch., 1978, № 3/4, S. 575—590.
Fukunga Terasakl. Fractography and its
Experimental Technigues. — Fracture Surface
Analysis of Iron and Steel — Jap., Sumitomo
Metals, 1973, v. 25, № 2, p. 211—226.
Thompson A. W., Ashby M. F. Fracture
surface micro-roughness — Scr. met., 1984,
v. 18, № 2, p. 127—130.
Tittmann B. R., Nadler H., Paton N. E.
A technique for studies of ductile fracture in
metals containing voids inclusions. — Met.
Trans., 1976, v. 7A, № 2, p. 320—323.
Методические особенности анализа
и идентификации вида изломов
Рыжиков А. А., Соленко В. П., Вол-
ков А. Е., Моисеенко Р. Т. Причины образо-
вания дефектов изломов в сталях. — МиТОМ,
1981, № 10, с. 60—62.
Фридман Я. Б. Механические свойства
металлов. Т. 1, М.: Машиностроение, 1974..
472 с.
Фридман Я. Б., Гордеева Т. А., Зай-
цев А. М. Строение и анализ изломов метал-
лов. М.: Машгиз, 1960— 125 с.
Anwendung des Rasterelektronenmikrosko-
pes bei Eisen- und Stahlwerkstoffen. — Radex
Rdsch., 1978, № 3/4, S. 579—590.
Application of metallographic techniques to
the examination of metal failures in the Fulmer
Research Institute Ltd.—Prakt. Metallogr., 1976,
Bd. 13, № 7, p. 350—355, № 8, p. 394—397.
Bohmer M., Ziegler G. Mikrofraktographi-
sche Untersuchungen zur Beurteilung von-
Schadensfallen — Prakt. Metallogr., 1976,
Bd 13, № 10, S. 461—473.
Fractographie. Beitrag zur Reinigung von;
Stahlbruchflachen fur rasterelektronenoptische
Untersuchungen. — Prakt. Metallogr., 1976, Bd
13, № 1, S. 31—38.
Grundzuge der Fraktographic von Eisen-
werkstoffen. — Radex Rdsch., 1978, №3/4, S.
591—673.
Jandos F. Fraktografiche znaky hrubych
interkrystalickych lomu nekterych oceli—kovove
mater, 1976, v. 14, №5, s. 522—536.
Leiris H. de. La microfractographic elec-
tronique des metaux et 1’expertise des Tuptures
aurvenues en service. — Rev. soudure, 1970,
v. 26, № 4, p. 183—199.
Lepisto T., Kettunen P. Some electron frac-
tographical methods in practical failure analy-
sis. — Scand. J. Met., 1978, v. 7, № 5, p. 196—
198.
Mitsche R., Jeglitsch F., Stanzl St. Bruch-
gefiige von Eisenwerkstoffen-Rasterbilder und
topologische Analysen. — Berg- und Hutten-
mann. Monatsch., 1975, Bd 120, № 1, S. 43—48.
Moser M., Schmidt V. Fractographic analy-
sis of failures.: 7th Congr. Mater. Test. Buda-
pest, 1978. Leet., v. 2, Budapest, 1978, p. 851—
855.
Newman Th. R. Failure analysis. — Ind.
Res./Develop, 1979, v. 21, № 12, p. 90—95.
Pintado I. M., Alonso A. Indentification у
mecanica de las fracturas. — Rev. met., 1973,
v. 9, № 6, p. 439—453.
Pintado F. E., Jose Maria, Alonso R. A.
Identification у mecanica de las fracturas.—
Ing. aeranaut у astronaut, 1974, v. 26, № 137,
p. 35—58.
Rice Roy W. Fractographic identification
of strengthcon rolling flaws and microstructu-
re. — In: Fract. Meeh. Ceram. New-York—Lon-
don, 1974, v. 1, p. 323—345.
Russ J. C., Miller G. A. Effect of oxidiza-
tion on the electron fractographic interpretation
of fractures in steel. — J. Iron and Steel Inst.,
1969, v. 207, № 12, p. 1635—1638.
Sasaki G., Yokota M. I. Fracture mode de-
terminations by scanning electron microsco-
py.— Metallography, 1975, v. 8, № 3, p. 265—
268.
Sarrate M., Marrapodi M. R., Ipohors-
ki M. — IRAM Tecnol. у gest., 1977, v. 40, № 4,
p. 203—207, 214—218.
Schmitt-Thomas Kh. G., Klingele H. En-
stehung und Erscheinungsform mikrofractogra*
fischer Bruchmerkmale in metallischen Wer-
kstoffen: Ein Beitrag zur Schadenanalyse mit
Hilfe des Raster-Electronenmikroskops. — Ma-
schinenschaden, 1969, Bd 42, № 6, S. 183—193.
Schmitt-Thomas K., Rlingele H., Woit-
scheck A. Mikromorphologie metallischer Bru-
266
<he. — Prakt. Metallogr., 1970, Bd 7, № 10,
S. 538—560.
Schmitt-Thomas K. G., Woltscheck A. Frak-
tografie und ihre stellung in der Schadenanaly-
se. —Z. Metallkde, 1970, Bd 61, № 12, S. 955—
963.
Stonesvjer F. R., Cullen W. H. Fractographs
furnish experimental support for cleavage frac-
ture model. — Met. Trans., 1976, v. A7, № 11,
p. 1803—1806.
Thompson A. W., Chesnutt I. C. Identifica-
tion of a fracture mode. The tearing topography
surface.—Met. Trans., 1979, v. 10A, № 8,
p. 1193—1196.
Vander Voort G. F. Conducting the failure
examination. — Metals Eng. Quart., 1975, v. 15,
№ 2, p. 31—36.
Vilponen К O., Honkasalo А.г THU
M. V. K., Hakkarainen T. J. The topography of
tensile, creep, stress corrosion and lowtempera-
ture fractures in some ferrous materials studi-
ed by scanning electron microscopy. — Scand J.
Mettal, 1976, v. 5, № 1, p. 33—40.
Wanhill R. I., Vet W. I. Van de. The frac-
tographic interpretation of service failures in
high strength steels and the care of failed com-
ponents.— Anti-Corros. Meth, and Mater., 1973,
v. 20, № 10, p. 12—14.
Связь строения изломов co структурой
конструкционных сталей
Арсентьева И. П., Бирман С. Р., Старо-
жицкий М. И. Влияние легирующих элемен-
тов и термической обработки на механизм
разрушения сталей мартенситного класса. —
В кн.: Применение в металловедении просве-
чивающей и растровой электронной микроско-
пии. М.: МДНТП им. Ф. Э. Дзержинского,
1976, с. 67—71.
Ароне Р. Г., Соколовский П. И., Берн-
штейн С. В., Арнольд Г. Е. О соответствии
между макроскопическим и микроскопическим
строением хрупких изломов. — Заводская ла-
боратория, 1965, № 11, с. 1376—1380.
Баранов В. Я-, Мешков Ю. Я-, Пахарен-
ко Г. А., Шевченко А. В. Хрупкое разрушение
стали с неоднородной по сечению структу-
рой.— Металлофизика, 1984, т. 6, № 2, с. 104—
106.
Браун М. П. Влияние микролегирования на
вид излома стали. — Изв. вузов. Черная метал-
лургия, 1973, № 2, с. 115—119.
Браун М. П. Структура излома и хрупкость
конструкционной легированной стали. —
МиТОМ, 1980, № 6, с. 25—28.
Ботвина Л. Р., Сапрыкин Ю. В. Фракто-
графические особенности разрушения стали
Х18Н9Т при статическом нагружении. — Изв.
АН. СССР. Металлы, 1977, № 1, с. 161—169.
Бронфин Б. М., Шифман А. 3., Фон-
штейн Н. М., Рыжков А. Г. Влияние величины
зерна на энергоемкость вязкого разрушения
конструкционных сталей. — Термическая обра-
ботка и физика металлов. Свердловск, 1982,
№ 7, с. 54—58.
Веселянский Ю. С., Голик В. Р. Изучение
тонкого строения изломов сталей в зависимо-
сти от формы и количества карбидной фазы:
Науч. тр./УкрНИИмет, вып. 9, 1964, с. 326—
337.
Веселянский Ю. С., Голик В. Р. Микро-
фрактография хрупкого разрушения. — Науч.
тр./УкрНИИмет, вып. 9, 1964, с. 315—325.
Виноградов В. Т., Худенко М. А., Купря-
хина С. 3. Фрактографическое исследование
«светлых пятен». — Изв. вузов. Черная метал-
лургия, 1981, № 9, с. 127—131.
Гладштейн Л. И., Горицкий В. М. О роли
жесткости напряженного состояния в некото-
рых эффектах при стандартных испытаниях на
динамический изгиб. — В кн.: Проблемы разру-
шения металлов. М.: МДНТП, 1980. 260 с.
Гладштейн Л. И., Горицкий В. М., Кова-
лев А. И. и др. Влияние величины зерна на
размер фасеток хрупкого транскристаллическо-
го скола. — Проблемы прочности, 1979, № 3,
с. 60—62.
Гладштейн Л. И., Ларионова Н. П. Уско-
ренный метод определения КТХ стали по виду
излома — Заводская лаборатория, 1977, т. 43,
№ 7, с. 880—885.
Горицкий В. М. Связь параметров структу-
ры с критической температурой хрупкости по-
ликристаллических материалов с о. ц. к. решет-
кой.— ФММ, 1980, т. 49, вып. 2, с. 319—326.
Горицкий В. М. Связь фрактографических
параметров хрупкого излома со структурой
термоулучшенной низколегированной стали.—
ФММ, 1982, т. 53, вып. 2, с. 315—325.
Горицкий В. М., Гусева И. А. Влияние раз-
мера частиц дисперсной фазы на микрострое-
ние чашечного излома. — ФММ, 1978, т. 4,
вып. 5, с. 1095—1103.
Горицкий В. М., Гусева И. А. Связь пара-
метров ямочного излома с характеристиками
структуры термоулучшенной стали. — ФММ,
1983, т. 56, № 1, с. 192—194.
Горицкий В. М., Хромов Д. П. Структура
и количественная фрактография хрупких изло-
мов малоуглеродистых и низколегированных
сталей. — ФММ, 1983, т. 55, вып. 6, с. 1169—
1178.
Гуляев А. П., Голованенко Ю. С., Зике-
ев В. Н. Влияние количества немартенситных
продуктов превращения на сопротивление раз-
рушению улучшаемой конструкционной ста-
ли.—МиТОМ, 1978, № 7, с. 60—67.
Касаткин Б. С. Структура и микромеха-
низм хрупкого разрушения стали. Киев: Техш-
ка, 1964. 264 с.
Ковалев А. И. Влияние зернограничных
сегрегаций фосфора и микроструктуры на
хрупкое разрушение стали 35Г2 после закал-
ки и среднего отпуска. — ФММ, 1980, т. 49,
вып. 4, с. 818—826.
Конторович И. Е., Тамарина А. М. Фрак-
тографическое исследование литых сталей. —
МиТОМ, 1970, № 7, с. 71—72.
Красовский А. Я-, Степаненко В. А. Коли-
чественная электронная фрактография хруп-
кого разрушения железа и стали 15Г2АФДпс —
Проблемы прочности, 1976, № 6, с. 122—124.
Малиновская Т. И., Таран А. В. Микро-
структура изломов конструкционных сталей.—
МиТОМ, 1969, № 2, с. 45—49.
Мешков Ю. Я-, Пахаренко Г. А., Шевчен-
ко А. В. Об особенностях механизма разруше-
ния сталей со структурой зернистого цементи-
та.—ФММ, 1984, т. 57, № 3, с. 621—623.
Мешков Ю. Я-, Пахаренко Г. А., Шевчен-
ко А. Д. Влияние морфологии цементита на
хрупкое разрушение стали. — Металлофизика,
1984, т. 6, № 4, с. 68—71.
Надеждин Г. Н. Связь морфологических
особенностей излома с макрокритериями раз-
рушения.— ФХММ, 1982, т. 18, № 4, с. 111—
114.
Новиков И. И. Теория термической обра-
ботки металлов. М.: Металлургия, 1978. 340 с.
Основан В. А., Шапоренко С. У., Лапи-
267
на Э. Я- Исследование природы трещин в от-
ливках из сталей 27ХГСНЛ. — МиТОМ, 1977,
№ 3, с. 58—60.
Пилянкевич А. Н., Олейник Г. С. О свя-
зи микрорельефа разрушения с реальной
структурой кристаллических тел. — В кн.: Фи-
зика хрупкого разрушения. Ч. I. Киев: На-
укова думка, 1979, с. 45—46.
Полонская С. М. Электронно-фрактогра-
фическое исследование литой низкоуглеродис-
той стали. — МиТОМ, 1980, № 1, с. 55—56.
Пью С. Фрактография в связи с вязко-
стью разрушения и структурой. — В кн.: Вяз-
кость разрушения высокопрочных материа-
лов. М.: Металлургия, 1973, с. 129—136.
Роман1в О. Н., Зима Ю. В., Карпенко Г. В.
Електронна фрактограф!я змщнених сталей.
Киев: Наукова думка, 1974. 207 с.
Рыбин В. В., Лихачев В. А., Вергазов А. Н.
Пересечение границ зерен полосами скольже-
ния как механизм вязкого зернограничного раз-
рушения.— ФММ, 1973, т. 36, вып. 5, с. 1071—
1078.
Селиванов М. В. Излом и хрупкость стали
и сплавов/М-во черной метал. СССР. Центр.
Науч.-иссл. ин-т инфор. техн.эконом. исследов.
М.: 1977. 24 с.
Столофф Н. С. Влияние легирования на ха-
рактеристики разрушения. — В кн.: Разруше-
ние. Т. 6. М.: Металлургия, 1976, с. 11—89.
Тамарина А. М. Фрактографическое иссле-
дование хрупкого разрушения литой стали пе-
реходного класса: Науч. тр./Вологодский по-
литехнический институт. Вологда: 1982, № 13,
с. 8.
Таран А. В., Зикеев В. Н., Гуляев А. П.,
Евдокимова Л. А. Влияние степени чистоты на
микрофрактографию конструкционной стали.—
МиТОМ, 1971, № 1, с. 55—57.
Электронномикроскопическая фрактогра-
фия: Альбом/Под ред. Утевского Л. М. М.: Ме-
таллургия, 1973. — 44 с.
Фонштейн Н. М., Ефимов А. А., Жуко-
ва Е. Н, Исследование влияния перегрева на
вязкость разрушения высокопрочной стали.—
ФХММ, 1980, т. 16, № 1, с. 112—114.
Штремель М. А., Абдель Керим А. А. Ко-
личественная характеристика изломов мартен-
сита по электронно микроскопическим наблюде-
ниям.—ФХММ, 1973, т. 35, № 5, с. 1034—
1039.
Шур Е. А., Дудкина Т. П., Клещева И. И.
Влияние содержания углерода на хрупкое и
вязкое разрушение стали. — Изв. АН СССР.
Металлы, 1979, № 6, с. 127—132.
Шур Е. А., Клещева И. И., Дудкина Т. П.
Строение изломов сталей с неоднородной струк-
турой. — МиТОМ, 1978, № 2 с. 25—28.
Юнакова И. В., Смирнова А. В., Мещери-
нова Т. Ф. Влияние формы неметаллических
включений на изломы опытно-промышленной
стали 40ХНМА.— МиТОМ, 1981, № 5, с. 19—21.
Benson J. Р.> Edmonds D. V. The influence
of a fine-scale precipatate dispersion on cleava-
ge fracture in low alloy steel. In: Adv. Rev.
Strength and Fract. Mater.: 4th Intern. Conf.
Fract., Water, 1977, New York etc., 1978,
p. 65—71.
Broek D. The role of inclusions in ductile
fracture and fracture toughness. — Eng. Pract.
Meeh., 1973, v. 5, № 1, p. 55—66.
Bucher J. H., Powell G. W., Sprentak J, W.
A micro-fractographic analysis of fracture sur-
faces in some ultra-high-strength steels. — In:
Applic. Fract. Toughness Parameters Stuct. Me-
tals. New York—London—Paris: Gordon and
Breach, 1966, p. 323—371.
Buchor L, Knese Z., Bilek Z. The influence
of steel microstructure on dynamic fracture
toughness. In: Fract. and Role microstruct. Proc.
4th Eur. Conf. Fract., Leoben, 22—24 Sept., 1982,
v. I, Warley:J982, p. 280—287.
Chermant J. L., Coster M. Fractographie
quantitative — Bull. Cede. etud. Metaux, 1978,
v. 14, № 3, p. 93—146.
Karel V. Statisticke hodnotenie velkosti
stiepnych fazet na lomovych polochach polykry-
stalickych materialov. — Sb. ved. pr. Vys. sk.
techn. Kosiciach 1969, № 1, s. 47—54.
Katsumata M., Kinoshita S. Microfractogra-
phic studies of temper embrittled steels. —
Trans. Iron and Steel Inst. Jap., 1977, v. 17,
№ 12, p. 693—700.
Clarke B., Wirth A. Relationship between
microstructure, mechanical properties and frac-
ture morphology in low alloy steels susceptible
to temper embrittlement. — Adv. Phys. Met. a
and Appl. Steels. Proc. Int. Conf. Liverpool,
21—24 Sept, 1981. L.: 1982, p. 272—281.
Karel V. Pahuto P., Hyspecka J., Maza-
пес K. Contribution to the evaluation of fracture
surfaces in martensite. — Z. Metallkde, 1974,
Bd 65, S. 447—452.
Karel V., Pahuta P., Hyspecka J., Maza-
nec K. Contribution a la fractographia de la
martensite. — Mem. sci. Rev. met., 1974, v. 71,
№ 1, p. 17—23.
Kuhue Klaus, Dahe Winfried. Einfluss des
Spannungszustandes und des Gefiiges auf die
Spaltbruchspannung von Baustahlen. — Arch.
Eisenhiittenw., 1983, Bd 54, № 11, S. 439—444.
Horn R. M., Ritchie R. O. Mechanisms of
tempered martensite embrittlement in low alloy
steels. — Met. Trans., 1978, v. 9A, № 8, p. 1039—
1053.
Liu У. H. Correlation of microstructures
with toughness in HP 9-4-45 lower bainite and
tempered martensite. — Trans. ASM, 1969, v. 62,
p. 55—63.
Maeda T., Sakai K-, Tominaga M. Fracto-
graphic observations of the failure surface of
high chromium steel by electron microprobe
scanning. — In: Proc. 6th Intern. Conf. X-ray
Optics and Microanal. Tokyo: 1972, p. 719—
727.
McMahon G. J. Jr, Gentner D. H., Hci-
sik A. H. An investigation of the effects of gra-
in-size and hardness in temper-embritted
2 1/4 Cr— IMo Steel. ASME. J. Eng. Mater, and
Technol., 1984, v. 106, № 1, p. 66—70.
Miglin M. T., Hirh J. P., Rosenfield A. R.
Effects of microstructure on fracture toughness
of a high-strength low-alloy steel. — Met. Trans.,
1983, A14, № 7—12, p. 2055—2061.
Nakazawa K-, Krauss G. Microstructure and
fracture of 52100 steel. — Met. Trans., 1978,
v. 9A, № 5, p. 681—689.
Naylor J. P., Krahe P. R. Cleavage planes
in lath bainite and martensite. — Met. Trans.,
1975, v. 6A, № 3, p. 594—598.
Ebner R., Maurer K. L. Microstructure and
ductile fracture of a quenched and tempered
steel. — Fract. and Role microstruct. Proc. 4th
Eur. Conf. Fract., Leoben, 22—24 Sept., 1982.
Firth K-, Garwood R. D. Fractography and
fracture toughness of 5 % Cr-Mo-V ultra-high-s
strength steels. — In: Fract. Toughness High-
Strength Mater. Theory and Pract. L.: 1970,
p. 81—89; Discuss., p. 130—132.
Firment L. E., Somorjai J. A. Low energy
268
electron diffraction (LEED) study of the ad-
sorption of acetic acid and propanoic acid on
Ag (III) and Pt (III) —J. Vac. Sci. and Tech-
nol., 1980, 17, № 2, p. 574—577.
Hecker S. S. Fracture surfaces of high-
strength low-alloy (HSLA) steels. — Met. Trans.,
1974, v. 5A, № 9, p. 2107—2110.
Ortmann R., Wagner J., Just C. Mikrofrak-
tografische Untersuchungen an einsatzgeharte-
ten Stahlen und hoherfesten Baustahl mit dem
Rasterelektronenmikroskop (REM).— Wiss. Z.
Techn. Hochsch. O. Guericke Magdeburg, Bd 20,
№ 4, S. 435—441.
Ostapiukowa J. Mikrofraktogramy przelo-
miw stali sprezajacej.— Arch. inz. lad., 1975,
t. 21, № 1, s. 197—211.
Passoja D. E., Strife J. R. Electron micro-
scopy-closing the structure properties gap. —
J. Metals, 1977, v. 29, № 2, p. 12—18.
Pietikainen I. Effect of plate size aging, and
test temperature on the fracture of martensite
in iron-nickel-silicon-carbon steels. — J. Iron and
Steel Inst., 1968, v. 206, pt. 8, p. 834—839.
Pietikainen J. Effects of the aging of mar-
tensite on its deformation characteristice and on
fracture in iron-nickel-silicon-carbon steel. —
J. Iron and Steel Inst., 1968, v. 206, pt. I,
p. 74—78.
Pugh S. F. Fractography related to fracture
toughness and structure. — In: Fract. Toughness
High-strength Mater.: Theory and Pract, L.,
1970, p. 75—80; Discuss, p. 130—132.
Riol S. Fraktografia przelomow stali
11G12. —Wiad. huth, 1975, t. 31, № 10, s. 334—
337.
Robinson J. N., Tuck C. W. The relationship
between microstructures and fracture toughness
for a low-alloy steel. — Eng. Fract. Meeh., 1972,
v. 4, № 2, p. 377—392.
Sarracino M.t Oddone G. Morfologia frattu-
ra fragile di un acciano C 40 UNI 5372 esami-
nata al microscopic ellettronico e al microscopio
elettronico a scansione.—Met. ital., 1970, v. 62,
№ 6; Attr. Notiz, v. 25, № 6, p. 187—192.
Schwalbe K.-H. On the influence of micro-
structure on crack propagation mechanisme and
fracture toughness of metallic materials. — Eng.
Fract. Meeh., 1977, v. 9, № 4, p. 795—832.
Shechtman D. Fracture-microstructure obser-
vations in the Sem. — Met. Trans., 1976, v. 7A,
№ 1, p. 151—152.
Slesar M., Leukanicova M. Fraktografia mar-
tensitov unlikovych oceli. — Kovove mater., 1978,
v. 16, № 3, s. 363—376.
Steele J. H. Jr. Correlation of fractographic
and microstructural features. — Fractogr. and
Mater. Sci. Symp. Williamsburg, Va, 27—28
Nov., 1979, Philadelphia, Pa: 1981, p. 117—130.
Sveccar J., Just D., Dorazil E. Anakyza lo-
movych ploch oceli maraging oceli analytickeho
elektronoveho mikroskopeu JEM 100C — In:
Knlzn adbor a ved Spisu VUT Brne, 1976, A-3,
s. 57—62.
Thornton P. A., Goodheim H., Mcnama-
ra L. S. Microstructural — fractographic correla-
tion on a low alloy steel failure. — Pract., Me-
tallogr., 1973, v. 10, № 2, p. 98—99.
Tvrdy M., Hyspecka L., Mazanec K. Prispe-
vek ke studiu lomovych ploch martenzitu za pou-
zita rastrovaciho elektronoveho mikroskopu. —
Kovove mater, 1970, sv. 8, № 3, s. 284—293.
Viswanathan R., Joshi A. Effect of micro-
structure on the temper embrittlement of
Cr-Mo-V steels.— Met. Trans., 1975, v. 6A, № 12.
p. 2289—2297.
Vodopivec F.f Gabrovsek M., Kosec L. Mik-
rofraktografska preiskava vzorcev mikrolegira-
nin jekel. — Rud. metal zb, 1972, № 4, s. 411—
415.
Yoder G. R. Fractographic lines in maraging
steel.: A link to fracture toughness. — Met.
Trans., 1972, v. 3, № 7, p. 1851—1859.
Yokobori T., Ronosu S. Effect of ferrite size,
notch acuity, and notch length on brittle fractu-
re stress of notched speciments of low carbon
steel.— Eng. Fract. Meeh., 1977, v. 9, № 4,
p. 839—847.
Yokobori T., Konosu S., Yokobori A. T.
Micro- and macrofracture mechanics approach
to brittle fracture and fatigue crack growth.—
In: Adv. Rev. Strength and Fract. Mater.: 4th
Intern. Conf. Fract, Waterloo, 1977, New York
etc., 1978, v. 1, p. 655—682.
Хрупкое и вязкое разрушение сталей
Ароне Р. F. К вопросу о’механизме хруп-
кого разрушения металлов с о. ц. к. решет-
кой.—ФММ, 1965, т. 20, вып. 1, с. 138—139.
Ароне Р. Г., Бернштейн С. В., Соколов-
ский П. И. К вопросу об оценке склонности ста-
ли к хладноломкости по виду излома. — Завод-
ская лаборатория, 1967, т. 33, № 12, с. 1555—
1558.
Ароне Р. Г., Бернштейн С. В., Соколов-
ский П. И. и др. Оценка хрупкости стали по ви-
ду излома. — МиТОМ, 1970, № 1, с. 70—72.
Бакалинская Н. Д., Красовский А. Я., На-
деждин Г, Н., Степаненко В. А. Влияние тем-
пературы и скорости деформирования на мик-
ромеханизм разрушения малоуглеродистой ста-
ли.— В кн.: Физика хрупкого разрушения. Ч. I.
Киев: 1976, с. 174—178.
Бернштейн М. Л. Прочность стали. М.: Ме-
таллургия, 1974, 199 с.
Бернштейн М. Л., Займовский В. А. Струк-
тура и механические свойства металлов. М.:
Металлургия, 1970. 472 с.
Ботвина Л. Р., Сапрыкин Ю. В. Фракто-
графические особенности разрушения стали
Х18Н9Т при статическом и циклическом нагру-
жении.— Изв. АН СССР. Металлы, 1977, № 1,
с. 161—169.
Веселянский Ю. С., Браун М. П. Хрупкое
разрушение и двойникование в железе и ста-
лях.— Металлофизика, 1968, вып. 23, с. 25—42.
Вязкость разрушения высокопрочных мате-
риалов: Пер. с англ./Под ред. Бернштейна М. Л.
М.: Металлургия, 1973. 304 с.
Георгиев М. Н. О связи между видом изло-
ма ударных образцов и сопротивлением раз-
рушению при статическом растяжении: Науч.
тр./Моск. ин-т хим. машиностроения, 1971,
вып. 38, с. 131—134.
Гликман Е. Э.» Брувер Р. Э. Равновесная
сегрегация на границах зерен и интеркристал-
литная хладноломкость твердых растворов.—
Металлофизика, Киев: Наукова Думка, 1972,
№ 43, с. 42—63.
Горицкий В. М. Вязкохрупкий переход и
неметаллические включения в материалах с
о. ц. к. решеткой. — Проблемы прочности, 1981,
№ 1, с. 89—97.
Горицкий В. М., Гладштейн Л. И. О двух
видах хрупкого разрушения термоулучшенной
низколегированной стали. — МиТОМ, 1978,
№ 10, с. 33—35.
Греков Н. А., Силина Е. П. Об оценке
склонности к хрупкому разрушению высоко-
прочных немагнитных сталей. — Электросила,
1974, № 30, с. 130—132.
269
Гуляев А. П. Выбор марки стали для де-
талей машин (основные положения). —
МиТОМ, 1983, № 1, с. 54—59.
Гуляев А. П., Ким-Хенкина А. М. Влияние
содержания углерода, способы выплавки и тер-
момеханической обработки на хрупкую проч-
ность стали. — МиТОМ, 1969, № 12, с. 28—33.
Гуляев А. П., Чулкова В. М. О характере
разрушения высокомарганцовистой аустенитной
стали. — МиТОМ, 1974, № 4, с. 49—54.
Демкин Ю. И., Евдокимова Л. А., Зике-
ев В. Н. Влияние углерода на разрушение кон-
струкционной стали. — МиТОМ, 1969, № 4,
с. 55—57.
Демкин Ю. И., Овсянников Б. М., Тамари-
на И. А. Сопротивление разрушению и особен-
ности характера излома конструкционной ста-
ли в высокопрочном состоянии после рафини-
рующих переплавов. — Проблемы прочности,
1975, № 7, с. 66—70.
Драгинский А. С. О многообразии причин
межзеренного разрушения. — ФММ, 1983, т. 55,
вып. 3, с. 598—604.
Зеленова В. Д. Механизм вязкого и хруп-
кого разрушения и методы оценки сопротивле-
ния разрушению металлов и сплавов: Учебное
пособие. М.: Машиностроение, 1975. 41 с.
Зикеев В. Н., Гусейнов Р. К., Евдокимо-
ва Л. А. Особенности разрушения высокопроч-
ных конструкционных сталей, содержащих ни-
кель и кобальт.— МиТОМ, 1974, № 9, с. 58—59.
Иванова В. С. Разрушение металлов/Под
ред. Бернштейна М. Л., Новикова И. И. М.: Ме-
таллургия, 1979. 167 с.
Ковалев А. И. Фрактографическая оценка
сопротивления стали хрупкому разрушению. —
МиТОМ, 1976, № 8, с. 54—56.
Красовский А. Я. Хрупкость металлов при
низких температурах. Киев: Наукова Думка,
1980. 337 с.
Кудряшов В. Г. Вязкое и хрупкое разру-
шение.— В кн.: Итоги науки и техники. Метал-
ловедение и термическая обработка. М.:
ВИНИТИ, 1978, вып. 12, с. 27—85.
Навроцкий И. В., Веселянский Ю. С., Багу-
зин В. И. К исследованию микрорельефа хруп-
кого излома стали. — Заводская лаборатория,
1969, т. 35, № 10, с. 1241—1243.
Овсянников Б. М., Лазько В. Г. О зависи-
мости вида излома и критической температуры
хрупкости от основных геометрических пара-
метров надреза. — Заводская лаборатория,
1970, т. 36, № 6, с. 727—731.
Одесский П. Д.г Бернштейн С. В. Микро-
рельефы вязких и хрупких изломов строитель-
ных сталей. — В кн.: Применение в металлове-
дении просвечивающей и растровой электрон-
ной микроскопии. М.: МДНТП им. Ф. Э. Дзер-
жинского, 1976, с. 56—61.
Романив О. Н., Куцын М. А., Петри-
на Ю. Д., Зима Ю. В. Пределы применимости
температурных зависимостей работы разруше-
ния и микрофрактографии для оценки хрупко-
вязкого перехода в сталях. — ФХММ, 1974,
т. 10, № 2, с. 3—11.
Рудченко А. В. Влияние серы на склонность
к хрупкому разрушению стали. — МиТОМ,
1968, № 9, с. 77—78.
Рыбин В. В., Лихачев В. А., Полиэк-
тов Ю. И. Исследование условий смены микро-
механизма вязкого разрушения. — ФММ, 1975,
т. 40, вып. 1, с. 174—179.
Сегал В. М. Структурные параметры в кон-
тинциальной модели вязкого разрушения. —
Проблемы прочности, 1983, № 4, с. 47—50.
270
Влияние ВТМО на свойства высокочистой
ста ли. 1Смирнов П. В., Смирнов М. А., Куть-
ин А. Б., Филатов В. И. Влияние ВТМО на
свойства высокочистой стали. — ФММ, 1982,
т. 54, вып. 5, с. 1035—1038.
Таран А. В. Ударная вязкость, вид излома
и температура испытания конструкционных
сталей. — МиТОМ, 1970, № 6, с. 37—38.
Фетисова М. М., Коврова Т. П., Плеша-
ков Э. И. Влияние отпускной хрупкости на из-
менение микромеханизма разрушения конструк-
ционных сталей: Вестник/Львов: политехи, ин-т,
1976, № 7, с. 66—67.
Фетисова М, М., Погребняк Г. Д., Плеша-
ков Э. И. О характере разрушений углеродис-
тых сталей в условиях проявления отпускной
хрупкости. — ФХММ, 1972, т. 8, № 4, с. 89—90.
Установщиков Ю. И. Причины возникнове-
ния хрупкости в процессе высокого отпуска
хромистых сталей. — ФММ, 1977, т. 44, вып. 1,
с. 146—151.
Утевский Л. М. Отпускная хрупкость ста-
ли. М.: Металлургиздат, 1961. 101 с.
Хинский П. Д., Каган Н. Э. Зависимость
температуры полухрупкости от уровня прочно-
сти конструкционной стали. — МиТОМ, 1982,
№ 10, с. 37—38.
Caskey G. R. Jr. Fractography of hydrogen-
embrittled iron-chromium-nikel alloys. — Micro-
struct. Sci., v. 9, Proc. 13 Annu Techn. Meet. Int.
Metallogr. Soc., Brighton, Aug. 18—22, 1980.
New York — Oxford, 1981, p. 413—411.
Csepiga Z., Martin J. Lemesanyagok rostos
toresenek vizsgalata — In: Vasipari kutato int.
evk., Budapest, 1963, old 165—167, 692, 705, 718,
731.
Indenbom V. L., Orlov A. N. Deformation
modes in plasticity and fracture. — Cryst. Res.
and Techol. 1984, 19, № 6, p. 733—746.
Kocanda S., Kozubowski J. О pewnych ce-
chach mikrobudowy ztomow kruchych stali i sta-
liwa — Biul WAT J. Dabrowskiego, 1972, v. 21,
№ 7, p. 125—134.
Kumar A. N., Pandey R. K. On prediction
of fracture mechanism in a Ni-Cr-Mo-steel. —
Scr. Met., 1983, v. 17, № 6, p. 727—732.
Miglin M. T., Hirth I. P., Rosenfield A. R.
Development of fractographic features during
shear failure of an HSLA steel. — Res. mech.,
1984, v. 11, №2, p. 85—95.
John R., Low H. J. Impurities, interfaces and
brittle fracture — Trans. AIME, 1969, v. 245,
№ 12, p. 2481—2494.
Neumann P. Ductile fracture. — Mater. Sci.
and Eng., 1976, № 25, p. 217—223.
Masanobu O. and Tanaka S. Tensile and
V-Notched Charpy Bending Behaviors of Pres-
surized Carbon Steels. J. Jap. Inst. Metals, 1984,
v. 48, № 5, p. 529—533.
Schmidt У., Moser M.—Wiss. Z. Techn.
Hochsch. O., 1979, Bd23, № 7, S. 747—752.
Shank M. E. Brittle failure of steel structu-
res.— Metal. Progr. 1955, v. 67, p. 11—121.
Silva G., Zoja R. Sulla frattura fragile geg-
li acciai. — Rend. Inst, lombardo Accad. Sci. e
lett, 1973, v. A107, № 1, p. 121—129.
Slesar M., Leukanicova M. Fraktografia
martenzitov uhlikovych oceli. — Kovove mater.,
1978, v. 16, № 3, s. 363—376.
Spretnak J. W. Faktorji, ki vplivajona plas-
ticnost ob zarezi pri kovinah in zlitinah—Rud.—
metal, zb., 1972, v. 1, s. 33—41.
Yokobori, Sawaki, Nakanishis. Criterion for
brittle fracture of notched or cracked spesimens
based on combined micro and macrocrack me-
chanics. — Eng. Fract. Meeh., 1974, v. 12, № 1,
p. 125—141.
Zia-Ebrahimi F., Kranss G. Mechanisms of
tempered martensite embrittlement in Medium-
carbon steels. — Acta met., 1984, v. 8, № 10,
p. 1767—1778.
Zipp R. D. Preservation and cleaning of
fractures for fractography. — Scann. Electron.
Microsc., 1979, v. AMF O’Hare, III, 1979,
p. 355—361.
Общие вопросы фрактографии
Бичем К. Д„ Пеллу Р. М. Н. Электронная
фрактография — средство изучения микромеха-
низма процессов разрушения.— В кн.: Приклад-
ные вопросы вязкости разрушения. М.: Мир,
1968, с. 311—346.
Броек Д. Основы механики разрушения:
Пер. с англ. М.: Высшая школа, 1980. 368 с.
ил.
Владимиров В. И. Физическая природа раз-
рушения металлов. М.: Металлургия, 1984.
280 с.
Екобори Т. Физика и механика разрушения
и прочности твердых тел: Пер. с англ. М.: Ме-
таллургия, 1971. 264 с.
Мешков Б. Я. Структурные основы прогно-
зирования конструкционной прочности ста-
лей.— Металлофизика, 1984, т. 6, № 1,
с. 80—83.
Нотт Дж. Ф. Основы механики разруше-
ния: Пер. с англ. М.: Металлургия, 1978. 256 с.
Петч Н. Металлографические аспекты раз-
рушения.— В кн.: Разрушение. Т. 1. М.: Мир,
1976, с. 376—420.
Принципы фрактографии материалов на
основе железа. — Итоги науки и техники. Ме-
талловедение и термическая обработка. Т. 5.
М.: ВИНИТИ, 1980. 154 с.
Романив О. Н. Структурная механика раз-
рушения— новое перспективное направление в
проблеме разрушения металлов. — Физ.-хим.
мех. материалов, 1981, т. 17, № 4, с. 28—45.
Рыбкин В. В., Вергазов А. Н., Солом-
ко Ю. В. Закономерности внутризеренного раз-
рушения металлов с ОЦК решеткой. — ФММ,
1978, т. 46, вып. 3, с. 582—596.
Фрактография и атлас фрактограмм: Пер.
с англ./Под ред. Бернштейна М. Л. М.: Ме-
таллургия, 1982. 489 с. с ил.
Фридман Я. Б., Гордеева Т. А., Зай-
цев А. М. — Строение и анализ изломов метал-
лов. М.: Машгиз, 1960. 128 с.
Штремель М. А. Конкуренция двух меха-
низмов хрупкого разрушения в поликристал-
ле.—ФММ, 1982, т. 53, № 4, с. 807—813.
Applications of electron microfractography
to materials research: A Symposium presented at
the seventy—third Annual meeting American
Society for testing and materials — Toronto
(Ont) Canada, 21—26 June, 1970, Philadelphia
(Pa) 1971. 96 p.— (American Society for testing
and materials ASTM. Special technical publica-
tion, № 493).
Barralis M. Mechanismes des differents mo-
des de rupture: Criteres principaux. — Rev. prat
contr. ind., 1979, v. 18, № 97, p. 29—30, 32—34,
36, 39—41.
Bates R. C., Clark W. G. Fractography and
fracture mechanics. — Trans. ASM, 1969, v. 62,
№ 2, p. 380—389.
Bates R. C., Clark W. G., Moon D. M. Cor-
relation of fractographic features with frasture
mechanics data. — In: Electron Microfractogr.:
(Symp.), San Francisco (Calif.), 1968. Philadel-
phia (Pa), 1969, p. 192—214.
Broek D. Some contributions of electron
fractography to the theory of fracture. — Intern.
Met. Revs., 1974, v. 19, Sept., p. 135—182.
El-Soudant S. M. Theoretical basis for the
quantitative analysis of fracture surfaces. — Me-
tallography, 1974, v. 7, p. 271—311.
Hargreaves C. R., Hoegfeldt, I. M. The ef-
fect of strain rate (thermal feedback) on the de-
formation and fracture processes. In: Proc. 2nd
Intern. Conf. Meeh. Behav. Mater., Boston,
(Mass.), 1976, v. 1, p. 1806—1810.
Henry G., Roesch L. Applications practiques
de la microfractographic a 1’etude de mecanis-
mes des ruptures de facies ductile et des ruptu-
res par clivage. — Trait. Therm., 1976, № 105,
p. 35—48.
Henry G., Roesch L. Contribution de la mic-
rofractographie a 1’etude des mecanismes des
ruptures de facies ductile et des ruptures par
clivage. — Circ. informs, techn. Cent. doc. sider.,
1977, v. 34, № 1, p. 135—181.
Karel V. Einfuhrung in die Elektronenfrac-
tographie von Stahl. — Freiberg Forschungsh.,
1976, B, № 172, S. 9—40.
Kochendorfer A. Erscheinungs formen des
Bruchs.— In: Grundlagen Festigkeits-und Bruch-
verhaltens. Dusseldorf, 1974, S. 129—142.
Larson F. R., Caron F. L. How failures oc-
cur... topography of fracture surfaces. — Metal
Progr., 1964, v. 85, № 2, p. 74—78.
Oddone G. Una nuova tecnica di indagine:
la microfrattografia — Rass. chim., 1972, v. 24,
№ 6, p. 376—388.
Pereira da Silva Paulo S. C. Microfracto-
grafia-introducao as caracteristicas topograficas
correspondentes aos diversos micromecanismos
de fractura.— Rubl. Inst, pesguisas teciiol., 1971,
№ 924, p. 641—652.
Pfuff M. Dislocation-theoretical approach to
the brittle-to-ductile transition in metals. —
Fract. and Role Microstruct. Proc. 4th Eur.
Conf. Fract., Leoben, 22—24 Sept, 1982, v. 1,
Warley, 1982, p. 36—43.
Pusch G., Wagner I. Mikrofraktografische
Bruchflacheuntersuchungen: Ein Beitrag fur die
bruchmechanische Schadensfallanalyse. — Neue
Hutte, 1977, Bd 22, № 7, S. 398.
De St.-Maria Mercedes, Gonzalez V., Flo-
rez P. Aplicacion de tecnicas fractograficas pa-
ra el analysis de roturas de materiales metalli-
cos — Deform. Metal, 1981, № 61, p. 35—41.
Spohn H., Muller E. Die Fraktographia als
Hilfsmittel bei der Schadensuntersuchung. —
Materialprufung, 1969, Bd 11, № 9, S. 303—307.
Tetelman A. S. Fracture behavior. — In: Ato-
mist. approach nature and properties mater.
N. Y. — Sydney: J. Wiley and Sons, 1967,
p. 403—431.
271
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
Белые пятна 103
Границы зерен:
искривление 188
канавки 188
миграция 188
переход полос скольжения 188
торможение полос скольжения 188
Грануляционная структура 105
Гребни отрыва 5
Двойникование 188
Дефект в изломе 5
Зерна:
рост 189
слияние 189
фрагментация 189
Зерна долома 5
— зарождения трещин 5
— перехода (приспособления) 188
— развития трещин 5
Изгиб кристаллической решетки 187
Излом:
бархатистый 107
внутризеренный 5
волокнистый 98
волокнисто-полосчатый 100
волокнисто-чешуйчатый 100
вырывы 100
гречневидный 106
дендритный 102
древовидный 108
землистый 108
зерногранично-окисленный 106
камневидный 104
— вторичный 105
— неустойчивый (второго рода) 105
— первичный 105
— устойчивый (первого рода) 105
кристаллический 100
межзеренный 5
мелкокристаллический 101
нафтал инистый 104
— вторичный 104
— первичный 104
неоднородный 13
неоднородно-волокнистый 100
мелкокристаллический 101
однородный 5
переходный 5
раковистый 105
смешанный 5
сухой волокнистый 99
фарфоровидный 101
черный 103
шестоватый 106
шиферный 102
Квазискол 5
Клиновидные складки 188
Микрорельеф:
деформационный 186
термический 186
фазовый 188
Очаг разрушения 5
Пережог 106
Полосы:
деформации 188
перегиба 187
сброса 187
Раковина усадочная:
закрытая 107
открытая 107
Разрушение:
внутризеренное 189
инициированное включениями 189
межзеренное 189
Расслоения 108
Расслои 102
Рыхлость усадочная 107
Светлые полосы 103
— пятна 109
Серебристые линии 111
Скол 5
Сколы в дендритном изломе 111
Скольжение зернограничное 188
— неоднородное 187
— однородное 187
— поперечное 187
Слияние микропустот 5
Ступеньки 5
Трещины:
вторичные 5
деформационные ПО
первичные 5
термические ПО
Утяжка 5
Фасетки 5
— в камневидном изломе 106
Флокены 109
Формоизменение зерна:
дроблением 188
изменение размеров 188
поворотом 188
Шиферность 102
— нер вскрывшаяся 102
— раскрывшаяся 102
Язычки 5
Ямки 5